/



































































































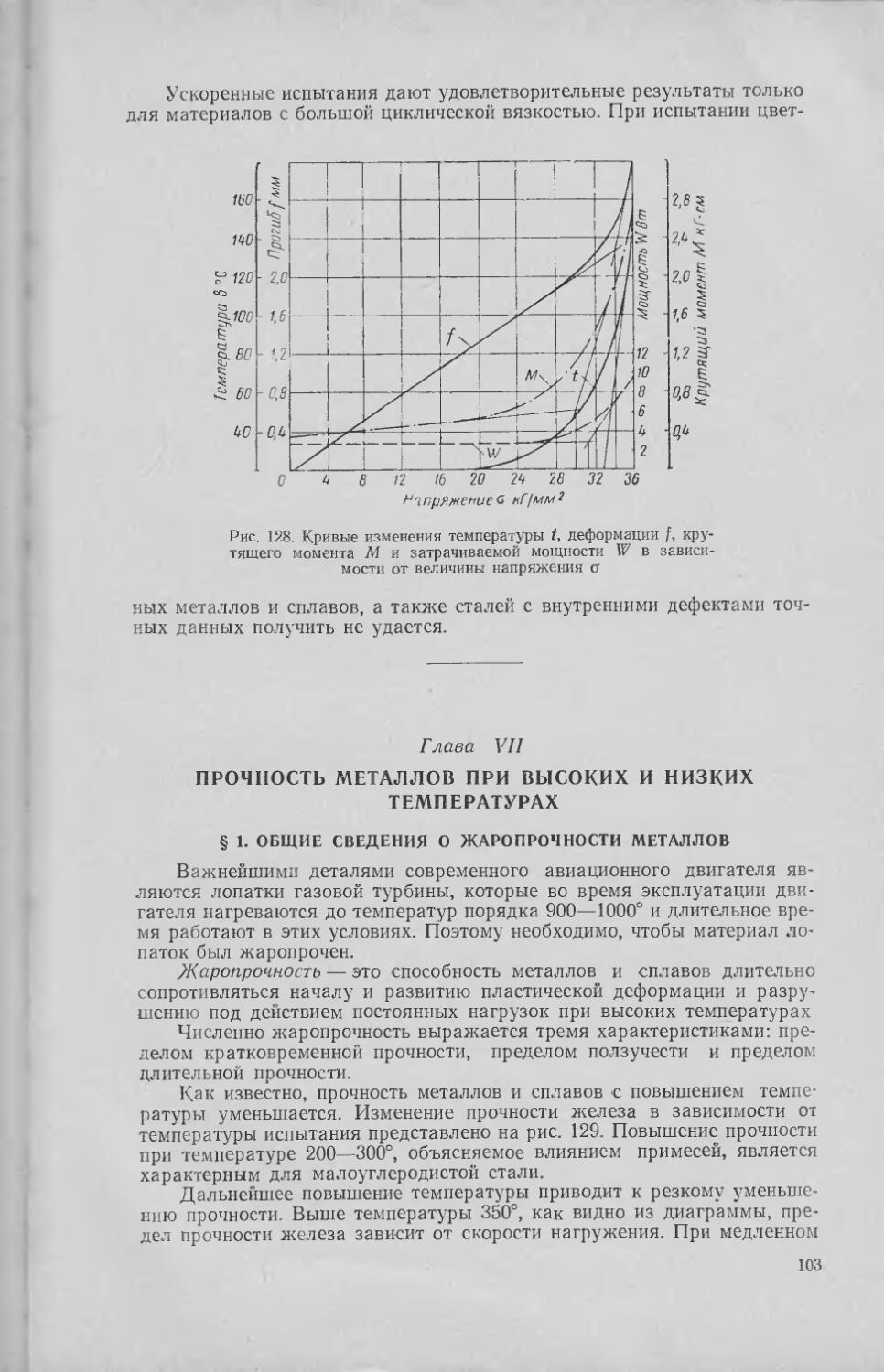












































































































































































































































































Текст
Б. К. ВУЛЬФ, К. П. РОМАДИН
АВИАЦИОННОЕ МАТЕРИАЛОВЕДЕНИЕ
ТРЕТЬЕ ИЗДАНИЕ, ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Допущено Министерством высшего и среднего специального образования РСФСР в качестве учебника для авиационных вузов и факультетов
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва 1967
УДК 629.13 : 620.22 (075.8)
Учебник содержит сведения о составе, структуре и свойствах конструкционных авиационных материалов.
Третье издание книги значительно переработано и дополнено. В него включен раздел неметаллических материалов, а разделы по металлам и сплавам пополнены данными о новых конструкционных сталях, жаропрочных и цветных сплавах, применяемых в современном авиастроении.
Учебник предназначен для студентов авиационных вузов и факультетов. Он может быть также полезен работникам конструкторских бюро и заводов авиационной промышленности.
Табл. 72, рис. 422, библиогр. 26 назв.
Рецензент Заслуженный деятель науки и техники ТАССР, проф. Д. Я. Брагин
3—11—1
2—67
ПРЕДИСЛОВИЕ
Развитие авиационной техники, создание различных типов летательных аппаратов теснейшим образом связаны с разработкой и применением новых и весьма разнообразных материалов.
Инженеру-конструктору и инженеру эксплуатационнику постоянно приходится заниматься выбором материалов, обладающих самыми различными свойствами. Одни материалы — твердые и прочные, другие — пластичные и вязкие; одни — кислотоупорные и жаростойкие, другие — быстро растворяются в кислотах и легко окисляются; одни являются жаропрочными, другие — резко теряют прочность с повышением температуры и т. д. Правильный выбор материала способствует улучшению качества авиационных изделий, увеличивает срок их эксплуатации, повышает надежность. Задача настоящего учебника— подготовить будущих специалистов авиационной техники к решению этой важной задачи.
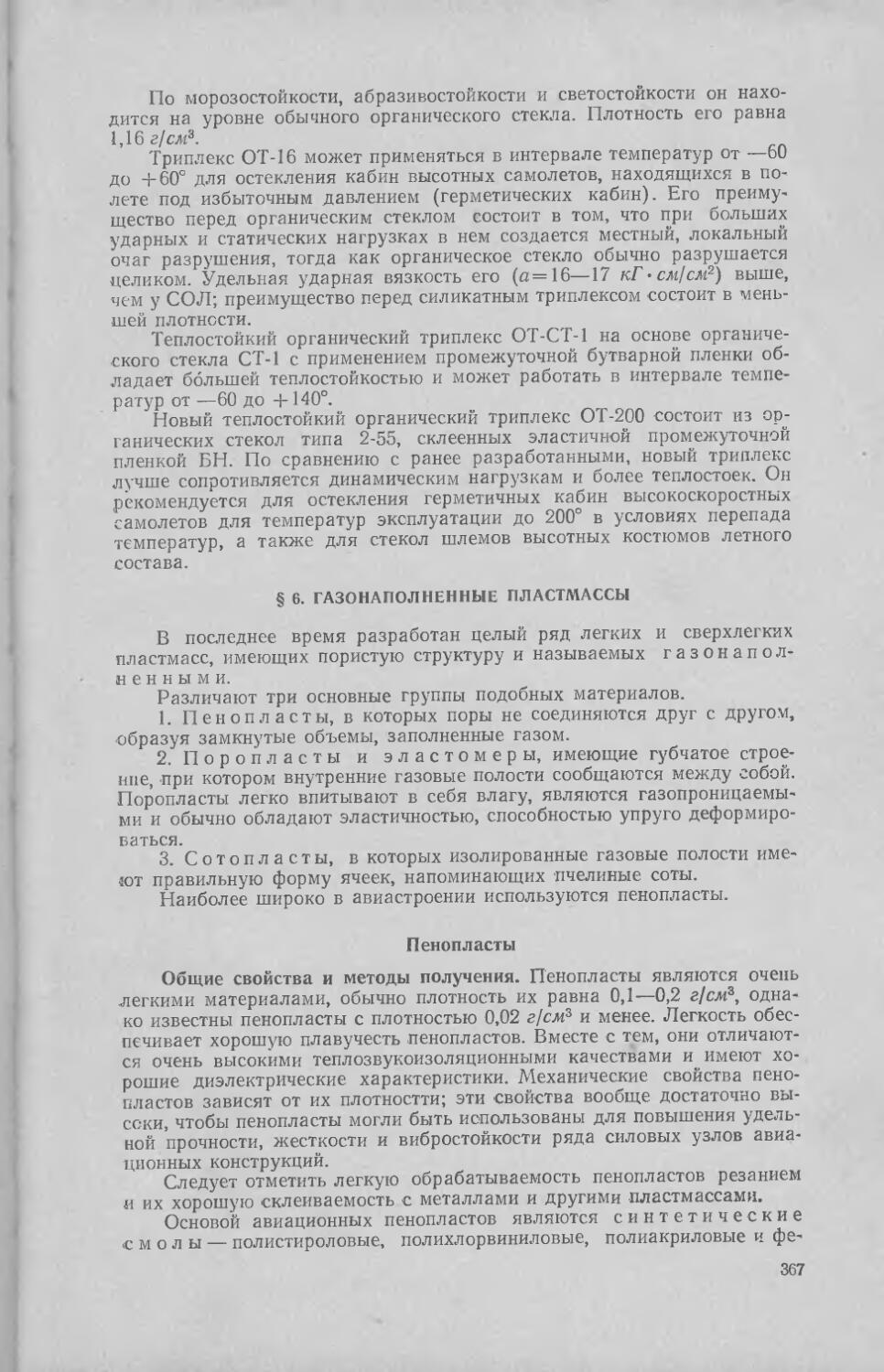
В третье издание книги включен новый раздел «Неметаллические авиационные материалы», в связи с чем соответственно изменено ее название. В этом разделе приводятся характеристики только важнейших неметаллических материалов на основе органических синтетических полимеров — пластических масс и резины, наиболее широко применяемых в авиационных конструкциях. Некоторые другие неметаллические авиационные материалы кратко рассмотрены в других разделах книги.
В книгу включены также сведения о новых авиационных сплавах и методах их обработки. В частности, значительно расширено описание новых жаропрочных материалов на основе железа, никеля, тугоплавких металлов, алюминия, магния и титана. Введена новая глава, посвященная бериллию и его сплавам. Описана термомеханическая обработка и некоторые другие новые прогрессивные методы обработки авиационных сплавов.
Свойства всех материалов рассматриваются в связи с характером нагружения изготовляемых из них деталей, температурой, коррозионным воздействием среды и другими эксплуатационными условиями. Изложение теоретических вопросов металловедения приведено в соответствие с современными научными данными и представлениями.
Введение, а также первый, второй, четвертый и восьмой разделы книги написаны канд. техн, наук, проф. К- И. Ромадиным, а разделы третий, пятый, шестой и седьмой — докт. техн, наук, проф. Б. К. Вульфом.
Авторы заранее благодарят читателей за все замечания и пожелания, относящиеся к улучшению содержания и методического построения учебника, и просят направлять их в адрес издательства «Машиностроение» (Москва, К-51, Петровка, 24).
ВВЕДЕНИЕ
В курсе авиационного материаловедения главное место занимают металлы и металлические сплавы.
Наука, изучающая состав, строение и свойства металлов и сплавов и их применение в конкретных условиях эксплуатации, называется металл введением.
Эта наука зародилась и оформилась в самостоятельную научную дисциплину лишь во второй половине XIX века, хотя истоки ее уходят в далекое прошлое. Материально-технической основой возникновения науки о металлах и сплавах явилось развитие металлургии, машиностроения, строительства железных дорог, металлических кораблей и применение стальных пушек.
Касаясь кратко исторического развития металловедения как науки, необходимо напомнить, что гениальный русский ученый М. В. Ломоносов (1711—1765 гг.) был автором первого научного энциклопедического труда по металлургии и горному делу. Идеи Ломоносова в области металлургии определили научную мысль того времени на целое столетне. Первое определение понятия «металл» также было дано Ломоносовым: «Металлы суть светлые тела, которые ковать можно».
Основоположниками современного металловедения явились выдающиеся русские металлурги — Павел Петрович Аносов (1797—1851 гг.) и Дмитрий Константинович Чернов (1839—1921 гг.).
Аносов, работая в течение многих лет (1817—1847 гг.) на Златоустовском металлургическом заводе, разработал технологию изготовления булатной стали, лучшей, чем прославленная булатная сталь дамасских мастеров. Он пришел к убеждению, что булатная сталь должна найти широкое применение не только для изготовления холодного оружия, но и для изготовления инструментов и деталей машин.
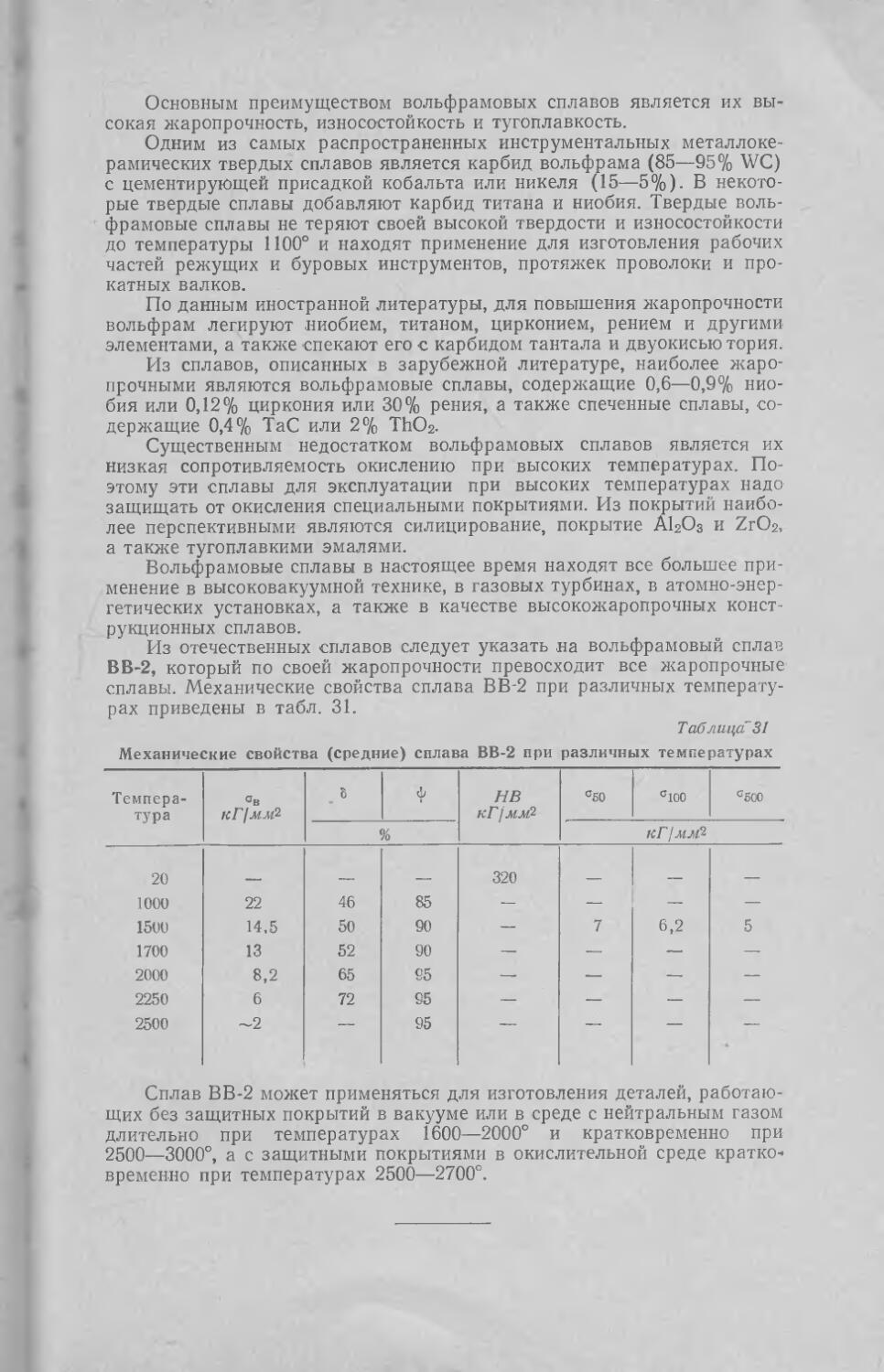
Открытия, имевшие большое значение в создании металлургии и металловедения, были сделаны Черновым, еще при жизни прозванным «отцом металлографии». Работая на Обуховском сталелитейном заводе (ныне Ленинградский завод «Большевик»), Чернов в 1868 г. открыл критические точки, при которых происходят превращения стали при нагреве и охлаждении, и установил влияние этих превращений на ее строение и свойства.
Это открытие позволило решить важнейший вопрос о термической обработке орудийных стволов и тем самым — задачу производства стальных орудий (вместо бронзовых). Кроме того, Черновым было открыто явление «термической усталости», установлены законы кристаллизации, описаны пороки стального слитка и меры борьбы с ними, разработаны основы теории термической обработки стали, теория разгорания каналов стволов орудий, теория бессемерования стали и многое другое.
4
Известный американский металлург X. Хоу, выпуская в 1903 г. свой первый в мире курс металловедения («Железо, сталь и другие сплавы»), посвятил его Д. К. Чернову.
Новый качественный сдвиг в дальнейшем развитии металловедения был достигнут благодаря трудам выдающегося ученого академика Н. С. Курнакова (1860—1941 гг.)—основателя новой отрасли химической науки, названной им физико-химическим анализом. Изученные и построенные им и его учениками диаграммы состояния многих металлических систем являются классическими и приводятся во всей мировой литературе по металловедению.
Значительный вклад в развитие металловедения был сделан академиком А. А. Байковым (1870—1946 гг.) — одним из талантливейших учеников великого Менделеева. Байков впервые в России написал курс металлографии, который читался в Ленинградском политехническом институте.
Значительны также заслуги русского ученого А. М. Бочвара (1870— 1947 гг.), который разработал теорию подшипниковых сплавов, создал ряд марок этих сплавов и этим положил в России начало металловедению цветных сплавов.
Следует отметить выдающегося ученого нашего времени А. А. Бочвара, который разработал учение о рекристаллизации металлов и провел весьма ценные исследования в области теории жаропрочности сплавов.
В течение многих лет оставалась неизвестной природа закаленной стали и только в 1927 г. Г. В. Курдюмов, Н. Т. Гудцов и Н. Я- Селяков установили, что ее структура является пересыщенным твердым раствором.
Разработкой теории термической обработки стали и созданием новых марок качественных сталей успешно занимались С. С. Штейнберг. Н. А. Минкевич, А. Л. Бабошин и М. Г. Окнов.
В области авиационных легких металлов и сплавов следует указать на труды Н. Н. Бекетова, который разработал промышленный метод получения алюминия (1865 г.), и П. П. Федотьева, создавшего теоретические основы электрометаллургии алюминия.
Крупнейшие теоретические исследования термической обработки алюминиевых сплавов были выполнены С. Т. Конобеевским. На основании многочисленных экспериментальных исследований им была разработана теория старения дуралюмина, являющаяся в настоящее время общепринятой.
Необходимо подчеркнуть достижения нашей страны в области порошковой металлургии, основоположником которой был П. Г. Соболевский. Значительны успехи нашей страны и в области изучения коррозии металлов. В частности, следует отметить крупнейшие работы В. А. Ки-стяковского и работы целой школы коррозионистов, созданной Г. В. Акимовым.
Необходимо отметить достижения в области металловедения и крупнейших зарубежных ученых.
В Англии известный ученый Сорби несколько позже Аносова (1863 г.) применил микроскоп для исследования технического и метеоритного железа. Там же Гадфильд в 1888 г. опубликовал свои работы о легированных сталях. В 1898 г. известный английский исследователь Роберт Аустен, именем которого названа одна из структур стали (аустенит), опубликовал первое систематическое исследование сплавов железа с углеродом.
Английскую школу металловедов в настоящее время возглавляет Юм-Розери, работающий над установлением связи между взаимоотношениями компонентов в сплавах и над свойствами атомов металлов, образующих сплавы.
5
Во Франции продолжателем работ Чернова являлся крупнейший ученый Осмонд, который в лабораторных условиях определил’ критические точки Чернова и открыл точку магнитного превращения стали (1900 г.). Работа Осмонда была значительно облегчена применением термоэлектрического пирометра (1886 г.) и современного металлографического микроскопа, создателем которых был известный французский физико-химик Ле-Шателье.
Крупнейшими французскими металловедами являются Портевэн — известный исследователь процессов литья и кристаллизации сплавов и их термической обработки и Шевенар — изобретатель целого ряда приборов для изучения металлов, автор многих работ по дилатометрическому и магнитному исследованию сплавов.
В Германии в области изучения природы и строения очень большого количества двойных сплавов известны опубликованные в 30-х годах работы Таммана и ученых его школы (Гюртлера, Фогеля, Мазинга, Ханзе-на, Зауервальда, Кестера и др.). Свойства технических сплавов подробно изучались немецкими учеными Мартенсом, Гейном, Бюстом, Обергоф-фером и др.
В США крупнейшим последователем Д. К. Чернова был X. Хоу, который в течение многих лет возглавлял американскую школу металловедов. Ведущим металловедом в США в настоящее время является Мейль — автор большого числа работ по кристаллизации металлов, диффузионным явлениям в сплавах и металлофизике В этом же направлении в США работают Баррет, Смитт, Даркен, Грант и др.
Заканчивая краткий исторический обзор развития науки о материалах, необходимо отметить, что многие успехи авиационной техники были всегда тесно связаны с прогрессом в области изыскания более прочных, стойких и легких металлических, а также неметаллических материалов.
Требования, предъявляемые к материалу, в зависимости от условий его работы, характера механического нагружения, температуры и воздействия среды могут быть весьма различными.
Для изготовления, например, лонжеронов самолета требуется материал, обладающий большой жесткостью и статической прочностью; валы авиадвигателей надо изготовлять из материала, хорошо сопротивляющегося ударному и знакопеременному нагружению; для лопаток газовой турбины реактивного двигателя требуется высокожаропрочный материал; в подшипниках авиадвигателя необходим антифрикционный материал, не дающий при эксплуатации большого износа и обеспечивающий нормальную смазку.
В связи с развитием жидкостных реактивных двигателей появилась необходимость в материалах, стойких по отношению к действию сильных кислот, например азотной.
Для обшивки самолета применяют прочный легкий материал, хорошо сопротивляющийся действию атмосферных условий (температуры, дождя, росы, морской воды). Для ряда летательных аппаратов надо применять материал, который выдерживал бы большие напряжения и не сгорал во время полета (при больших скоростях полета вследствие трения о воздух материал сильно нагревается).
Материалы же, используемые в атомно-энергетических установках, кроме обычных свойств (прочности, пластичности, коррозионной стойкости и т. п.), предъявляемых к конструкционным материалам, должны быть мало чувствительными к радиационному повреждению.
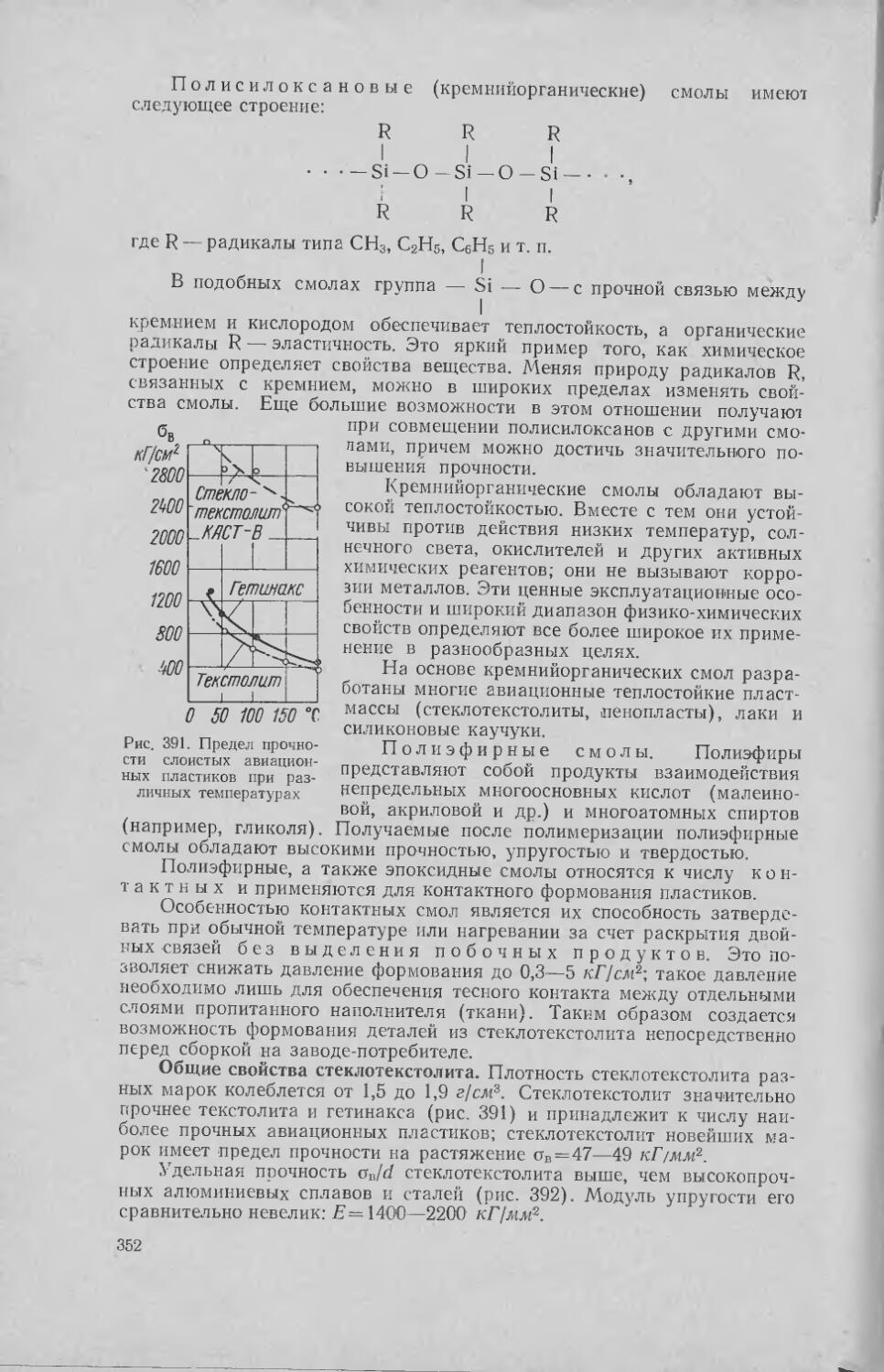
Целый ряд деталей самолетов и авиационных двигателей изготовляется из пластических материалов, которые должны обладать специальными свойствами: прозрачностью, электроизоляционными качествами, малой теплопроводностью, высокими фрикционными свойствами, эла
6
стичностью и непроницаемостью для жидкостей и газов, высокой химической стойкостью, а также хорошими механическими свойствами. К таким материалам относятся плексиглас, стеклотекстолит, гетинакс, полиэтилен, полистирол, пенопласты, асботекстолит, полихлорвинил, фторопласт, резина, дельта-древесина и др.
Эти примеры показывают, что в настоящее время характерно резко дифференцированное применение материалов в зависимости от конкретных условий эксплуатации.
Всякий сплав надо изучать по схеме: состав — строение и свойства в конкретных условиях эксплуатации. Разберем эту схему по элементам.
Роль состава сплава совершенно очевидна. Можно на самом простом примере показать, какое важное значение имеет химический состав сплава, в частности, малые добавки легирующих элементов. Например, чистая электролитическая медь имеет твердость по Бринелю 35 кГ]мм2, но достаточно сплавить ее с 2,5% бериллия, как твердость образовавшегося сплава возрастает до 400 кГ/мм2, т. е. более чем в 10 раз.
Однако и при одном и том же составе сплав, в зависимости от приданного ему обработкой строения, может обладать различными свойствами. Например, если сталь марки 40 нагреть до температуры 850° и охладить на воздухе, то она приобретает следующие механические свойства: твердость по Бринелю 200 кГ/мм2, относительное удлинение 12%. Если изменить ее строение путем закалки с этой же температуры в воде, то свойства резко меняются; твердость по Бринелю увеличивается до 600 кГ/мм2, а относительное удлинение снижается до 1 % •
Другим примером может служить коррозионностойкая сталь, которая после закалки обладает низкой прочностью — порядка 60 кГ1мм2 и высокой пластичностью — 40%, а в результате нагартовки, изменяющей ее строение, прочность увеличивается до 130 кГ1мм2, а пластичность уменьшается до 6—8%.
Следовательно, изменяя тем или иным путем строение сплава, мы можем резко влиять на его свойства.
Свойства материала нельзя рассматривать изолированно, оторванно от условий эксплуатации, в разных условиях они могут быть различными. Например, резец из обыкновенной высокоуглеродистой стали хорошо режет при малых скоростях резания, с увеличением же скорости резания резец «садится», так как при повышении температуры его твердость и режущие свойства резко снижаются. Такая сталь не обладает красностойкостью и заменяется быстрорежущей сталью.
Конструкционная углеродистая сталь является хорошим материалом для деталей, работающих в условиях обычных температур и статического нагружения, но она не может быть использована для изготовления деталей, подвергающихся динамическому или знакопеременному нагружению, а также для деталей, работающих при высоких температурах, так как их прочность в этих условиях недостаточна. Магниевые сплавы хорошо работают в обычных атмосферных условиях. Однако при воздействии, например, морской воды они быстро разрушаются и без специальной защиты не могут применяться.
Следовательно, при изучении свойств металлов и сплавов надо учитывать условия эксплуатации, т. е. характер механического нагружения изделия, температуру, состав и свойства внешней среды.
Кроме приведенных выше широко распространенных металлов и сплавов, наша техника в перспективе дает возможность получать и использовать новые металлы и сплавы. В последние годы нашли практическое применение титан, ниобий, хром, молибден, вольфрам. Разработка сплавов -на их основе была одним из основных условий нового качественного скачка в авиационной технике. Например, титан, получаемый в настоящее время в промышленных масштабах, имеет высокую проч
7
ность, высокую температуру плавления (1660°), относительно малую плотность (4,5 г/см3, почти в 2 раза легче стали) и хорошо сопротивляется коррозии в морской воде и других средах. Можно с уверенностью сказать, что титан и его сплавы войдут в историю авиации как замечательные конструкционные материалы.
Совершенно очевидно, что в дальнейшем можно ожидать более широкого применения указанных металлов, а также создания новых сплавов на основе таких элементов, как цирконий, бериллий, рений, тантал и др., обладающих еще более высокими свойствами.
Необходимо отметить, что в современных конструкциях летательных аппаратов находят все большее применение неметаллические материалы. Разработанные в последние годы новые стеклопластики на основе эпоксидных, кремнийорганических, полиэфирных смол и их модификации отличаются повышенной теплостойкостью, а по удельной прочности превосходят многие высокопрочные авиационные стали и сплавы.
Пластмассы все шире используются как заменители дефицитных бронз и латуней, а в ряде случаев — и качественных сталей. Одновременно пластмассы благодаря целому ряду присущих им особых свойств во многих случаях являются не заменителями, а вполне самостоятельными высокоценными материалами. Ярким примером этого может служить изготовление десятков тысяч различных деталей самолетов из конструкционных пластических масс, органического стекла и резины.
РАЗДЕЛ ПЕРВЫЙ
ТЕОРИЯ МЕТАЛЛИЧЕСКИХ СПЛАВОВ
Глава I
СТРОЕНИЕ И СВОЙСТВА ЧИСТЫХ МЕТАЛЛОВ
§ 1. КРИСТАЛЛИЧЕСКОЕ СТРОЕНИЕ МЕТАЛЛОВ И СПЛАВОВ
В твердом состоянии металлы и металлические сплавы независимо от способа их получения имеют кристаллическое строение. Располагаясь в пространстве, атомы кристаллических тел образуют пространственные решетки.
Гипотеза о наличии пространственных решеток у кристаллических тел была высказана в давние времена. Было замечено, что тела, способные образовывать кристаллы, имеют определенную форму, свойственную только данному телу. Особенно подчеркивалось, что углы между гранями кристаллов постоянны. Однако экспериментально доказать упорядоченное расположение атомов в кристаллических телах и, в частности, у металлов и их сплавов удалось только после открытия лучей Рентгена.
Тела, атомы которых расположены в пространстве беспорядочно, являются аморфными. Характерным примером аморфного вещества может служить обыкновенное стекло. Аморфные тела обнаруживают свойства, характерные для жидкости. Стеклянная палочка, положенная концами на опоры, со временем провисает, т. е. течет под влиянием собственного веса. Смола, расположенная на горизонтальной поверхности и легко дробящаяся на куски при ударах, с течением времени под влиянием собственного веса растекается подобно жидкости.
Оба эти вещества (стекло и смола), относимые по внешним признакам к твердым телам, являются телами аморфными. В дальнейшем под наименованием «твердое тело» будем понимать кристаллическое тело, т. е. такое, у которого атомы (молекулы или ионы) расположены в пространстве в строго определенном порядке. Установлено, что вое без исключения металлы и сплавы в твердом состоянии являются кристаллическими телами.
§ 2. ПРОСТРАНСТВЕННЫЕ РЕШЕТКИ МЕТАЛЛОВ
Кристаллы по внешним формам можно отнести к различным системам координат. Системы координат различаются осевыми масштабами а, Ь, с и координатными углами а, р, у. Для описания кристаллов, как еще в 1891 г. показал русский кристаллограф Е. С. Федоров, достаточно семи координатных систем, которые приведены в табл. 1.
Имеется несколько схем и способов описания взаимного расположения атомов в кристалле. Расположение атомов в одной из кристаллографических плоскостей показано на рис. 1. Главнейшие плоскости, которые могут быть мысленно проведены в кубической решетке, показаны на рис. 2. Воображаемые линии, проведенные через центры атомов, обра
9
зуют решетку, в узлах которой располагаются атомы (точнее, положительно заряженные ионы).
Таблица I
Параметры семи координатных систем
Название системы Осевые масштабы Координатные углы
Кубическая а=Ь=с а=(3=у=9О°
Тетрагональная а=Ь=/=с а=₽=у=90°
Ромбическая a=f=b=f=c а=р=у=90°
Ромбоэдрическая a=b—c а=р=у#=90°
Гексагональная a—b=f=c а=р=90°; 7=120°
Моноклинная а^Ъ+с а=у=90°; ₽>90°
Триклинная СЬ-^Ь^^С
Расстояния между центрами соседних атомов измеряются в ангстремах. Один ангстрем равен I0-8 см и обозначается А. В кристаллическом теле на протяжении 1 см размещаются десятки миллионов кристаллографических плоскостей. Расположение атомов в кристаллическом теле удобно изображать в виде элементарных кристаллических ячеек (рис. 3). Расстояние а между атомами по ребру элементарной кристаллической ячейки называется параметром решетки.
В соответствии с семью кристаллографическими системами координат существует 14 основных типов пространственных кристаллических ячеек. Однако среди ме-
Рис. 1. Схема размещения ато- таллов распространенными являются только мов в кристаллической плоско- Три кристаллические решетки: кубическая сти объемноцентрированная, кубическая гране-
центрированная и гексагональная (рис. 4). Метод изображения кристаллической решетки, приведенный на рис. 4, является условным. Более правильным было бы изображать атомы в кристаллической решетке в виде соприкасающихся шаров, как это показано на рис. 5.
Рис. 2. Главнейшие кристаллографические плоскости простой кубической решетки: а —< плоскость куба; б — плоскость ромбододекаэдра; в — плоскость октаэдра
10
Некоторые металлы имеют тетрагональную решетку (рис. 6). Отношение параметров с]а характеризует степень тетрагональное™.
Число атомов, приходящихся на одну элементарную ячейку, называется упаковкой, или базисом решетки.
В простой кубической решетке на одну ячейку приходится один атом, так как в вершинах куба имеется 8 атомов, каждый из которых относится к 8 ячейкам (1/8x8= 1).
Рис. 3. Схема элементарной кристаллической ячейки простой кубической решетки
Рис. 4. Элементарные кристаллические решетки, весьма распространенные среди металлов:
а — кубическая объемноцентрированная; б — кубическая гранецентрированная; в —-» гексагональная
В объемноцентрированной кубической решетке на одну ячейку приходится два атома, так как атом, находящийся в центре куба, принадлежит только этой ячейке (1/8x8+1=2).
В гранецентрированной кубической решетке на одну ячейку приходится 4 атома, так как каждый атом, находящийся в центре грани, принадлежит одновременно двум ячейкам; всего у куба 6 граней, следовательно, на одну ячейку приходится 3 таких атома и один атом, составленный атомами, находящимися в вершинах куба (1/8x8 +1/2хб=4).
Связь между атомами в кристаллической решетке в зависимости от их химической природы может быть различной.
Рис. 5. Упаковка атомов в элементарной кристаллической ячейке:
а — объемноцентрироваиного куба; б — гранецентрироваииого куба; в — гексагональной решетки
Для металлов и сплавов характерен металлический вид связи, возникающий между положительно заряженными ионами металла и полусвободными валентными электронами, заряженными отрицательно. Эти валентные электроны являются общими для связываемых атомов, они легко переходят с орбиты одного атома на орбиту соседнего и этим
11
Периодическая
система,
Uganda и Г руппы
1а Па Ша /Га 7a Via FZZa Жа
1 2 3 Ч- 5 6 7 8 9
1 1,0079?Н Водород Г Усладные о бо з нач е н и я • К — кубическая простая КЦ — кубическая объемноцентрироВанная КГЦ — кубическая гранецентрироВанная КС — кубическая сложная Т — тетрагональная объемноцентрироВанная ТГЦ — тетрагональная гранецентрированная ТС — тетрагональная сложная РГЦ — ромбическая гранецентрироВаннал
2 Литий кц 4 D 9,0122^ Бериллий ГП
3 22,жЛ Натрии кц zpwzMff магнии ГП
Ч- 75 ьг 39,102 П Калий кц со л 4о,ое LCL Кальций кгц,кц 21 С 44,956 Ж Скандий ГП 4<9оТ1 Титан гп,кц 23 V 50,942 V Ванадий КЦ 2ti 51,996 UP Хром КЦ 25 5^5ОТЙ1 марганец КЦКГЦ.КЦ 55,847^ Железо кц,кгц 58.9332^ кобальт ГЛ.КГЦ
5 ^Rb Рубидий КЦ SzSr Стронций кгцдкц 39 V 88,905 I Иттрий ГП ад _ 91,22 Lt„ Цирконий ГП, КЦ Ниобий КЦ 95?4 Мб Молибден КЦ и Тс Технеций ГП в 101,07 Кц. Рутений ГП 7<K,®Rh Родий КГЦ
6 55 п 132,905\jS Цезий кц 55 D 137,34D& барий КЦ 51 * 138,91 La Лантан ГП.КГЦ,? 178,4sHf Гафнии гп,кц 73 7Я7,да«1а Тантал КЦ iw Вольфрам КЦ 75 -186,2 Кб Рений ГП 75 190,2 US Осмий ГП 77 _ 192,2 1Г Иридий КГЦ
7 87 [223] Г Г Фракций 88 г> Ё25]К0, Радий 89 I* [227]АС Актиний
* Лантаниды 58 Гл 140,12 U С церий КГЦ,? 140,907 Pf Празеодим ГП, КГЦ 144.Z4 Nd, неодим ГП,? [т7] Pm Прометий 62 с 150,35 от Самарий РЭ,? 55 m 151,96 Ell Едропий КЦ 157,25 Gd Гадолиний ГП
** Актиниды 232,038 Th Торий КГЦ.КЦ [S/] Ра Протактинии ТС 52 п 238,03 U Кран р,тс,кц 93 - f [237] Np Нептуний Р,ТС,КЦ 94- [242] Ра Плутоний М,РГЦ,Т,КЦ 55 л [243] Ат Америций 55 л [247] Ст кюрий
12
элементов Д.И Менделеева
элемента В
П) ПЬ шь ШЬ Vb ШЬ Ш1Ъ УГЛЬ
10 11 12 13 74 15 16 17 18
РЭ — ромбоэдрическая Р — ромбическая ГП — гексагональная плотная Г — гексагональная А —mana алмаза М —моноклинная и,оо?б Не Гел ай
10,811 В Бор Т 6 12,01115 С Углерод А,Г, РЭ 19,0067 N Дзот КЦ,Г 15,9999 0 кислород F; РЭ, КЦ 18,9989 I Фтор 7 20,183 Нй Неон КГЦ
26,9815kXt Длюминий. КГЦ W Ci Z8,08B О I Кремний к 7^ D 30,9738 Г Фосфор кц,р 75 о 32,069 □ Сери, РГЦ,^ ?7 <гч| 35,953 CL Хлор Т 18 к 39,998АГ Дргон КГЦ
28 ... 58,71 N 1 Никель КГЦ \29 « 63,59 С U. медь КГЦ 30 - 65,37 £Л Цинк ГП 55,7260, Галлий РГЦ 32 г 72,59 ВО Германий А 33 к 74,5275AS Мышьяк РЭ 39- с< 78,96 Ъ 6 Селен Г,М 35 в 79,909 В Г БрОм РЭ 36 83,80 КГ Криптон КГЦ
wsm Pd. Палладии КГЦ 47 Aw 167,870 Серебро КГЦ 772,40 Cd кадмий ГП 45 I 774,82 1П Индий ТГЦ 50 с 118,69 ОП ОлоВо А,Т 121,75 5Ь Сурьма РЭ 52 127,60 16 Теллур Г 53 126,9099 « Иод РЭ I 131,жХб ксенон КГЦ
195,09 Pt Платина КГЦ 196,967^1 Золото КГЦ 200,59 Н Ртуть РЭ z^Utl Таллий гп,кц 8Z п. 207,19 ГО СВинец КГЦ 83 ЕГ 208,980Gt Висмут РЭ 89 [210] РО Полоний К.РЭ rX]At Дстат [222] ЯП Радон
65 158,929 1 Тербис ГП ь 66 yv 162,50 By Диспрозий ГП 67 гт« 160,930 ПО Гольмий ГП 78 рч 67,26 Ы Эрбий ГП 69 рр 168,934 1U Тулий ГП " VK 173,09 10 Иттербий КГЦ,? 774,57 LU Лютеций ГП
[297] В К берклий 98 Р [2W] If калифорний 99 Гг [254J ES Эйнштейний 100 _ 253] ГТЛ Фермий 1Q1 к / , [255] Mti Менделеевой 103 [255] NO Нобелий юз . [257] LW Лоуренсий
I
удерживают всю остальную ионную часть атома на известном расстоянии и во взаимодействии с окружающими ионами. Этим переходом электронов с одной орбиты на другую (орбиту соседних атомов) и характеризуется гомеополярная связь между одноименно заряженными атомами. При образовании химических соединений металлов с неметаллами имеет место гетерополярная связь, которая осуществляется разноименно
а —
кристаллическая тетрагональная решетка
заряженными ионами.
Переход электронов от одного атома к другому осуществляется тем легче, чем теснее атомы прилегают друг к другу и чем плотнее упаковка кристаллической решетки. В этом случае очень показательна компактность каждой решетки металла, т. е. число, показывающее, какую долю всего объема решетки занимают атомы.
В каждой решетке, кроме объема, занимаемого атомами, будет оставаться некоторое пространство, свободное от атомов (см. рис. 5). Если объем, занимаемый атомами, отнести ко всему Рис. 6. Элементарная объему решетки, то получится коэффициент компактности. Очевидно, чем коэффициент компактности больше, тем теснее уложены атомы в решетке. Простая кубическая решетка имеет коэффициент компактности 0,52, объемноцентрированная кубическая — 0,68, а гранецентрированная кубическая — 0,74. Понятно, что связь между атомами в последних двух решетках будет сильнее, чем в первой.
Число атомов, находящихся на наиболее близком и равном расстоянии от данного атома, называется координационным числом. Оно указывает, сколько атомов окружает каждый атом в решетке, являясь ближайшими его соседями. Например, в простой кубической решетке любой атом имеет шесть равноотстоящих атомов; следовательно, координационное число простой кубической решетки равно 6. Центральный атом в кубической объемноцентрировэнной решетке имеет восемь равноотстоящих соседних атомов; следовательно, координационное число кубической объемноцентрированной решетки равно 8. В кубической гранецентрированной решетке координационное число равно 12.
Для сокращения обозначений кристаллической решетки с указанием как типа кристаллической решетки, так и координационного числа
принята следующая система:
простая кубическая.................... Кб
объемноцентрированная кубическая . . К8 гранецентрированная кубическая .... К12
гексагональная плотноупакованная (с!а=
= 1,633)............................ Г12
Из табл. 2 видно, что большинство металлов имеет решетки К8, К12 и Г12.
§ 3. КРИСТАЛЛОГРАФИЧЕСКИЕ ПЛОСКОСТИ
Для обозначения направлений в кристаллах и, следовательно, для определения положения плоскостей в пространственной решетке пользуются отрезками, отсекаемыми плоскостью на осях координат (рис. 7).
Для удобства и простоты пользуются не отрезками, а индексами h, k, I, которые представляют собой целые рациональные числа, являющиеся величинами, обратными величинам отрезков, отсекаемых данной плоскостью на осях координат. При этом отрезки по каждой оси измерены соответствующими параметрами а, Ь, с, как единицами масштаба.
Если плоскость параллельна двум осям координат, например у и z (см. рис. 7,а), то отрезки, отсекаемые на осях, будут 1, оо, оо; обратные
14
величины будут у-, —, —, тогда индексы h, k, I будут равны 1,0,0. Индексы плоскостей принято заключать в круглые скобки (100).
Если плоскость отсекает на осях отрезки 1, 1, 1 (см. рис. 7, б); обратные величины будут у, -р у; тогда индексы h, k, I будут равны (111).
Если плоскость параллельна одной оси координат (см. рис. 7, в), то отрезки, отсекаемые на осях, будут 1, оо, 1; обратные величины будут — , —, —, тогда индексы h, k, I будут равны (101).
1 со 1
Рис. 7. Сечения простой кубической решетки плоскостями параллельными: а—грани куба (100); б—грани октаэдра (111); в—грани ромбододекаэдра (101)
Если отрезок какой-либо плоскости отрицательный, то и индекс ее отрицательный, причем у последнего знак минус пишется сверху.
Наиболее важными плоскостями кубической системы являются следующие:
1) плоскости куба, имеющие индексы (100), (010), (001) и т. д (см. рис. 7,а);
2) плоскости октаэдра, проходящие через три вершины куба; их индексы (Ш), (111), (111) ит. д. (см. рис. 7, б).
3) плоскости ромбододекаэдра, проходящие через диагональ и ребра куба; их индексы (НО), (ОН), (НО) и т. д. (см. рис. 7, в).
Применяя кристаллографические индексы, можно определить положение любой атомной плоскости для каждого типа кристаллической решетки.
Рассматривая различные плоскости какой-либо кристаллической решетки, можно определить, как густо они усеяны атомами. От плотности заполнения атомами той или иной грани в кристаллическом теле зависят свойства отдельно взятого кристалла в данном направлении.
§ 4. ИЗОТРОПИЯ и АНИЗОТРОПИЯ ТЕЛ
Аморфные тела обладают одинаковыми свойствами во всех направлениях, т. е. они изотропны.
Совершенно иная картина в кристаллическом теле. Свойства любого кристалла в различных направлениях по отношению к его осям неодинаковы, но изменение их происходит закономерно; например, у кристалла, имеющего кубическую гранецентрированную решетку, изменение свойств достигает максимума в направлении ромбододекаэдра и минимума — параллельно грани октаэдра и наоборот.
Различие свойств кристаллических тел по разным направлениям по отношению к осям кристаллической решетки носит название анизотропии (от греческого avioog — неравный, тсюло^ — характер). Анизотропия является характерной особенностью свойств любого кристалла. Все кристаллы анизотропны.
15
Исследования монокристалла чистой меди в различных направлениях показали, что предел прочности сгБ изменяется от 12 до 36 кГ/см2, а относительное удлинение 6 — от 10 до 55%. Результаты исследований меди хорошо иллюстрированы на моделях, представленных на рис. 8.
Рис. 8. Модели, показывающие изменения предела прочности (а) и относительного удлинения (б) монокристалла чистой меди в зависимости от направления приложения нагрузки
Например, у образца, вырезанного перпендикулярно:
грани куба .........
грани октаэдра ....
грани ромбододекаэдра ...............
св=14 кГ[млр-, 8=10% св=35 кГ1млА\ 8=33%
ав=20 кГ!млР', 8=50%
Для сравнения укажем, что отожженная поликристаллическая медь имеет предел прочности 22 кГ/мм2 и удлинение — 45%.
§ 5. СТРОЕНИЕ РЕАЛЬНОГО МЕТАЛЛА
Реальный металл обычно состоит не из одного кристаллического образования — монокристалла, а из большого числа кристаллов, различно ориентированных в пространстве (рис. 9). Различие отдельных зерен между собой заключается в пространственной ориентации их кристаллической решетки. Такое тело называется поликристаллическим. Кристаллы поликристаллического тела, имеющие неправильную форму, носят название зерен, или кристаллитов.
Зерна поликристаллического тела очень малы; в поперечнике их размеры составляют от 0,01 до 0,1 мм. Следовательно, в 1 мм3 насчитывается от 1000 до 1 000 000 зерен.
Несмотря на произвольность расположения каждого из зерен в металле в любом направлении все же насчитывается примерно одинаковое количество различно ориентированных зерен. В результате свойства такого поликристаллического тела во всех направлениях одинаковы, хотя свойства каждого зерна, составляющего это тело, в различных направлениях неодинаковы. Это явление носит название квазиизотропии (ложная изотропия). Такое положение сохраняется только до тех пор, цока зерна не получат определенной ориентировки — текстуры (рис. 10). Например, свойства холоднокатаного материала, измеренные на образцах, вырезанных вдоль направления прокатки, отличны от свойств, измеренных перпендикулярно к направлению прокатки.
16
Поверхностный слой зерна — граница зерна — может изобиловать дефектами и существенно отличаться от сердцевины не только по строению и свойствам, но и по химическому составу. На рис. 11 приведена схема строения границ зерен реального металла. Реальный металл вблизи границы зерна может быть и упрочненным и ослабленным. Упроч-
Рис. 9. Схема строения по-ликристаллического тела
Рис. 10. Микроструктура холоднокатаного металла (текстура)
ненное состояние материала обусловлено искажениями кристаллической решетки, а ослабление вызвано наличием микропустот, легкоплавких составляющих и других примесей, сосредоточенных, как правило, на границах зерна. Состояние границ зерна реальных металлов часто оказывает решающее влияние на свойства и поведение металла в эксплуатации, особенно при высокой температуре.
Зерна реального металла представляют собой своеобразную мозаи
ку, состоящую из отдельных блоков, имеющих размер порядка 1000—100 000 А и повернутых друг относительно друга на угол примерно 10—15 минут. Такое строение зерен носит название мозаичной структуры, а составляющие ее блоки — блоков мозаики. Часто блоки объединяются в более крупные агрегаты — так называемые фрагменты. Фрагменты в свою очередь повернуты относительно друг друга уже на угол в несколько градусов.
В ряде случаев зерна могут состоять из фрагментов без внутренней блочной структуры или только из блоков. Деление зерна на фрагменты называется фрагментацией, или полиго-
Рис. 11. Строение границ зерен реального металла (схема)
низацией.
Блоки мозаики, как уже было сказано, очень малы, но различимы под электронным микроскопом. Размеры блоков и степень их разориен-
тировки определяется при помощи рентгеноструктурного анализа. Однако если фрагменты крупны, то они хорошо видны и при исследовании под оптическим микроскопом. На рис. 12 показана микроструктура
2 3354
17
малоуглеродистой стали, состоящая из крупных зерен феррита, которые в свою очередь состоят из фрагментов и блоков.
Таким образом, кристаллическая структура зерна поликристалличе-ческого реального металла не является идеально правильной. В большинстве случаев правильное кристаллическое строение нарушено вследствие следующих причин: искажения кристаллической решетки, наличия атомных пропусков — вакансий (отсутствие атомов в отдельных узлах решетки), наличия в решетке основного металла атомов другого металла, неправильного геометрического построения — расположения в меж-
Рис. 12. Микроструктура малоуглеродистой стали с явно выраженной полигонизацией:
а — зерна феррита (утолщенные границы) и фрагменты (тонкие линии границ). Х250; б—блочная структура зерна феррита (граница фрагментов и блоки мозанки). X 16 000 (В. С, Касаткин)
доузлиях решетки чужеродных атомов или атомов основного металла и т. д.
Все это оказывает существенное влияние на свойства металлов и сплавов, и те огромные расхождения, которые наблюдаются между теоретической и практической прочностью, объясняются отклонением реальных кристаллов от идеального строения кристаллических решеток. При сравнении механических свойств с данными теоретических расчетов получается, что теоретическая прочность во много раз превышает практическую прочность металлов. Так, например, теоретический предел прочности железа, полученный расчетным путем (исходя из сил сцепления и теплоты сублимации), равен 5600 кГ/мм2, в то время как практический предел прочности железа равен 28 кГ/мм2. Классическая теория пластической деформации не может объяснить этого различия и здесь на помощь приходит теория дислокаций.
Дислокацией называются несовершенства пли дефекты кристаллических решеток реальных металлов, представляющие собой чисто геометрические нарушения кристаллического строения и связанные с отклонениями реальных кристаллов от идеального их строения.
Существует два основных типа дислокаций: краевая, или «линейная», и «винтовая». Наряду с этими основными типами дислокаций существует ряд промежуточных, которые можно рассматривать как состоящие из этих основных типов.
18
Краевую дислокацию можно представить следующим образом Рас-
смотрим блок кристалла, верхняя половина которого сдвинута относительно нижней, но так, что часть верхней половины осталась почти на месте, а вторая часть сдвинулась примерно на один параметр. Линия, отмечающая границу между верхними частями блока кристалла, величина сдвига в которых различна, является линией дислокации. Атомно
кристаллическое строение в плоскости, перпендикулярной этой линии дислокации, показано на рис. 13, где видно, что атомы в верхней половине кристалла над плоскостью MN сближены вдоль направления скольжения, а атомы в нижней половине кристалла над плоскостью MN
раздвинуты. Положение аналогично тому, как если бы в раздвинутую верхнюю часть кристаллической решетки была «вставлена» добавочная атомная полуплоскость PQ. Число рядов атомов над плоскостью MN больше на один ряд, чем под плоскостью MN. Линия
Рис. 14. Схема образования винтовой дислокации
Рис. 13. Структура кристаллической решетки, содержащей краевую дислокацию
дислокации лежит на краю этой полуплоскости, отсюда ее название — краевая дислокация.
Могут существовать также дислокации, обратные той, которая показана на рис. 13. Они образуются, если лишняя полуплоскость атомов «вставляется» снизу, а не сверху. Эти два вида краевых дислокаций называются соответственно положительными и отрицательными. Положительная дислокация обозначается знаком ±, а отрицательная — знаком Т Дислокации одного и того же знака отталкиваются, а противоположные по знаку притягиваются. Дислокации, противоположные по знаку, сближаясь, будут уничтожать друг друга. Силы притяжения и отталкивания изменяются обратно пропорционально расстоянию между двумя дислокациями.
Винтовую дислокацию также можно проиллюстрировать н=а модели кристалла. Пусть в кристалле сделан надрез плоскостью Q, как показано на рис. 14, и часть кристалла, расположенная справа от плоскости надреза, сдвинута вниз на один межатомный промежуток. Тогда на поверхности кристалла образуется ступенька. Но ступенька проходит не по всей поверхности кристалла, а только от точки Е до края кристалла А. При этом горизонтальные атомные плоскости несколько изогнутся и край каждой из них сомкнется с краем ближайшей соседней плоскости. В результате кристалл окажется как бы образованным единой атомной плоскостью, закрученной по винту. Линия EF, которая является погра-
9*
19
ничнои линией между правой и левой частями кристалла, сдвинутыми на неодинаковую величину, будет линией винтовой дислокации.
Таким образом, кристалл, содержащий одну винтовую дислокацию, не строится из атомных слоев, наложенных друг на друга, как в случае идеального кристалла, а состоит из одной атомной плоскости в форме винтовой лестницы. Отсюда и название «винтовая дислокация», причем ось лестницы называется линией дислокации. Винтовая дислокация может быть либо правой, либо левой. Дислокации разных направлений
различаются силами, действующими между ними. Дислокации одного направления отталкиваются, а различных — притягиваются друг к другу. Винтовые дислокации могут двигаться в плоскости
Рис. 16. Схема срастания зерен (а) и образование краевой дислокации (б)
Рис. 15. Рост кристалла, содержащего винтовую дислокацию
скольжения в направлении, перпендикулярном винтовой оси, а также перпендикулярном плоскости скольжения. Образуются дислокации различными путями: при кристаллизации металлов (рис. 15), при срастании отдельных зерен (кристаллов) и блоков (рис. 16), при перерождении колоний вакансий в дислокации, при пластической деформации и в области высоких давлений.
Основные положения сравнительно молодой теории дислокаций продолжают уточняться и развиваться. Наибольшая трудность в развитии и применении теории дисколаций состоит в том, что дислокации трудно выявлять. Их устанавливают только при больших увеличениях микроскопа или косвенными методами. Установлено, что для отожженных металлов количество дислокаций, пересекающих каждый квадратный сантиметр, составляет 106—108, а для сильно наклепанных— 1012 дислокаций. Для сравнения отметим, что количество вакансий, установленное также косвенным путем, оценивается для отожженного металла в 1016 в 1 сл13, а для наклепанного — до 1019—1020 в 1 ел*3.
Из приведенных данных видно, что при решении многочисленных задач металловедения нельзя не учитывать роли дислокаций.
§ 6. ПОЛИМОРФИЗМ МЕТАЛЛОВ
Полиморфизм (от греческого лоХи — много и цорерц— форма) в переводе означает многообразие форм и понимается как свойство некоторых веществ при одном и том же химическом составе кристаллизоваться в различных формах и иметь различные внешний вид, строение и свойства. По отношению к химическим элементам слово полиморфизм
20
заменяется словом аллотропия (от греческого ct7.7.og— различный и тролос — образ).
Различные аллотропические формы простых тел были давно известны. Например, белый и красный фосфор, углерод в виде алмаза и графита и т. д.
Аллотропические формы различаются между собой как по кристаллическому строению и внешнему виду, так и по свойствам, проявляемым данным веществом.
Внешняя форма кристалла является отображением его внутреннего строения, поэтому при переходе вещества из одной формы в другую происходит перестройка атомов в новый тип пространственной решетки. Это доказано рентгенографическими исследованиями.
Процесс перестройки атомов у одного и того же металла в новый металлов имеет температура.
тип кристаллической решетки происходит при изменении температуры и давления. Однако основное значение при полиморфных превращениях Разные аллотропические формы одного и того же металла принято обозначать буквами греческого алфавита, которые в виде индексов добавляются к символу, обозначающему элемент. Форма, устойчивая при самой низкой температуре, обозначается буквой а, следующая за ней (при повышении температуры) — буквой р, затем у и т. д. Например, для олова эти формы обозначаются: Sna, Sn₽ и т. д.
Некоторые из металлов (табл. 3), в особенности металлы переходных групп, склонны к полиморфным превращениям.
Таблица 3 Полиморфные модификации металлов
Металл Модификация Кристаллическая решетка
Гафний HfB до 1700° Hfp 1700—2220° Гексагональная плотной упаковки Кубическая объемноцентрированная
Железо FeK до 910° и 1400—1539° Fe.( 910—1400° Кубическая объемноцентрированная Кубическая гранецентрированная
Кобальт Соа до 400° Со3 400—1495° Гексагональная плотной упаковки Кубическая гранецентрированная
Марганец Мна до 727° Мп₽ 727—1095° Мп 1095—1133° Мп8 1133—1243° Кубическая сложная То же Кубическая гранецентрированная Кубическая объемноцентрированная
Олово SnK до 13° Sn₽ 13—232° Решетка алмаза Тетрагональная объемноцентрированная
Титан Tia до 882° Tip 882—1660° Гексагональная плотной упаковки Кубическая объемноцентрированная
Уран Ua до 660° Up 660—775° UT 775—1133° Ромбическая Тетрагональная сложная Кубическая объемноцентрированная
Цирконий Zra до 865° Zrp 865—1860° Гексагональная плотной упаковки Кубическая объемноцентрированная
21
Превращение одной аллотропической формы в другую происходит при постоянной температуре, называемой температурой полиморфного превращения. На кривой температура — время превращение отмечается горизонтальной площадкой (рис. 17).
Постоянство температуры объясняется выделением скрытой тепло-
ты кристаллизации или плавления Теоретически процесс превращения при охлаждении должен происходить при той же температуре, что и при нагревании. Практически же наблюдается явление переохлаждения и этот процесс протекает при более низкой температуре, чем при нагревании, т. е. имеет место гистерезис превращения.
Рис. 17. Кривые охлаждения и нагревания Превращение, например, бе-при аллотропическом превращении лого олова в серое Зпа сопровождается увеличением объема примерно на 25% и происходит при значительном переохлаждении, что объясняется образованием новой, очень сложной кристаллической решетки типа алмаза. Решетка белого олова в полтора раза компактнее решетки серого олова. Изменение объема вызывает в металле «структурные напряжения», под действием которых хрупкое серое олово, образующееся в виде бугорков, рассыпается в порошок. Процесс полиморфного превращения идет с весьма малой скоростью и протекает только на внешней поверхности изделий.
§ 7. ПОЛИМОРФИЗМ ЖЕЛЕЗА
При нормальной температуре чистое железо имеет кубическую объ-емноцентрированную кристаллическую решетку с параметром а=2,68А. Железо этой модификации обозначается FeK. Это достаточно пластичный, прочный металл, с сильно выраженными магнитными свойствами.
При температуре * 768° на кривой нагревания железа наблюдается площадка, связанная не с полиморфными превращениями, а с изменением магнитных свойств (рис. 18) Металл теряет характерные для него магнитные свойства. Следовательно, выше 786° Fea немагнитно. Иногда немагнитное a-железо называют p-железом и обозначают Fep. Решетка Fep не отличается от решетки Fea, но параметр кристаллической решетки при нагревании увеличивается и становится равным 2,90 А (при 800°).
При температуре 910° происходит полиморфное превращение железа. Кубическая объемноцентрированная решетка Fea при нагревании переходит в кубическую гранецентрированную решетку FeT с параметром с=3,63А (при 1100°). Свойства металла резко меняются: железо приобретает высокую пластичность, высокую вязкость, становится немагнитным.
При температуре 1400° гранецентрированная кубическая решетка у-железа вновь превращается в объемноцентрированную кубическую решетку осжелеза с параметром й=2,93А (при 1425°). Высокотемпературная модификация a-железа иногда называется б-железом и обозначается Ре® • Эта модификация железа немагнитна. Дальнейшее повышение температуры до 1539° приводит к плавлению железа.
При охлаждении железа наблюдаются те же самые превращения, что и при нагревании, но в обратном порядке. Причем, если скорость
Здесь и по всему тексту температура дана в °C.
22
охлаждения достаточно мала (меньше 0,5° в минуту), то температуры превращения при охлаждении совпадают с температурами превращения при нагревании. Лишь при превращении у-железа в (3-железо отмечается переохлаждение до 898°. Это переохлаждение тем больше, чем больше скорость охлаждения.
Превращение у-железа в a-железо при охлаждении сопровождается уменьшением координационного числа кристаллической решетки и
1600
коо
1200 ^1000
s.
& 600
g
ЧОО
200 о
Время
Рис. 18. Кривые нагревания и охлаждения железа при полиморфном превращении (схема)
уменьшением плотности упаковки. FeT имеет координационное число К12, a Fe« — К8. Если бы это уменьшение не компенсировалось в значительной степени уменьшением атомного диаметра, то железо, охлаждаясь, должно было бы при превращении у—а увеличиваться в объеме на 9%. Fla самом деле объем железа увеличивается при этом превращении примерно лишь на 1%. Атомным диаметром называется расстояние между центрами соседних атомов в кристаллической решетке. Атомный диаметр для решетки К8 примерно на 3% меньше, чем для решетки К12.
Таким образом, в твердом состоянии железо обладает полиморфными превращениями и в зависимости от температуры имеет две аллотропические модификации, а именно:
до 910° и от 1400 до 1539° . . а-железо
от 910 до 1400°............. у-железо
Способность кристаллических тел, в частности железа, принимать те или иные модификации имеет громадное практическое значение.
Глава II
КРИСТАЛЛИЗАЦИЯ И СТРОЕНИЕ СЛИТКА
§ 1. ВИДЫ КРИСТАЛЛИЗАЦИИ
Любой металл или сплав, как известно, может находиться в твердом, жидком или газообразном состояниях. Переход чистых металлов из одного состояния в другое происходит при определенных температурах: из твердого состояния в жидкое — при температуре плавления, из жидкого состояния в газообразное — при температуре кипения.
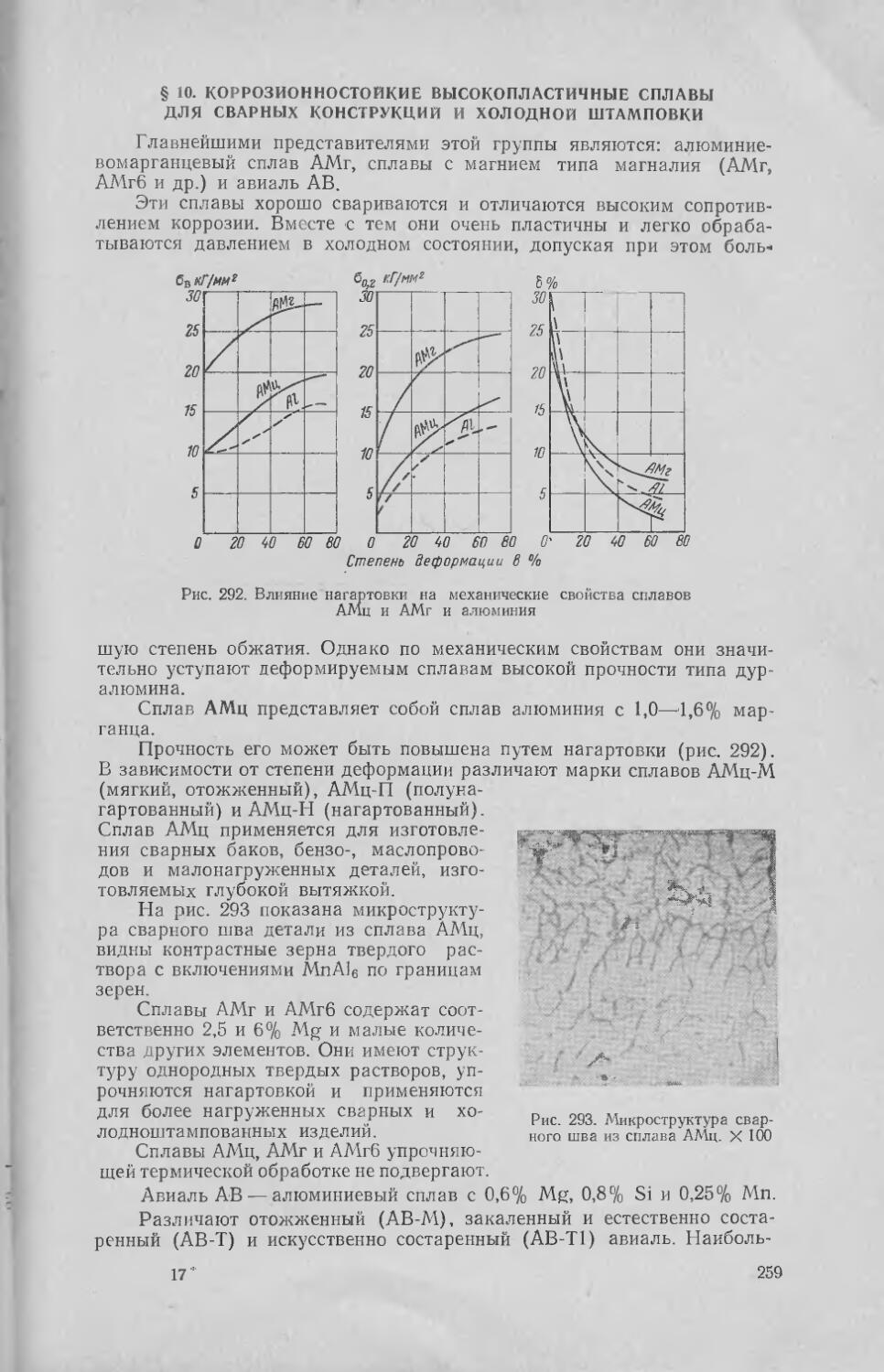
23
В табл. 4 приведены физико-химические константы важнейших элементов, образующих металлические сплавы.
Таблица 4
Физико-химические константы важнейших элементов, образующих металлические сплавы
Наименование элементов Символ Плотность (при 20° С) г/см^ Температура плавления °C Температура кипения °C Коэффициент линейного расширения (при 20° С) аХЮ6 Механические свойства Тип кристаллической решетки при 20° С Параметры решетки о А О Атомный радиус в А
твердость по Бри-нелю в кГ1м.м2 предел прочности кГ/м-м? относительное удлинение в % а С
Алюминий А1 2,7 660 2480 23,1 26 8 40 КГЦ 4,05 1,43
Бериллий Be 1,85 1284 2970 12,3 140 50 20 ГП 2,28 3,58 1,13
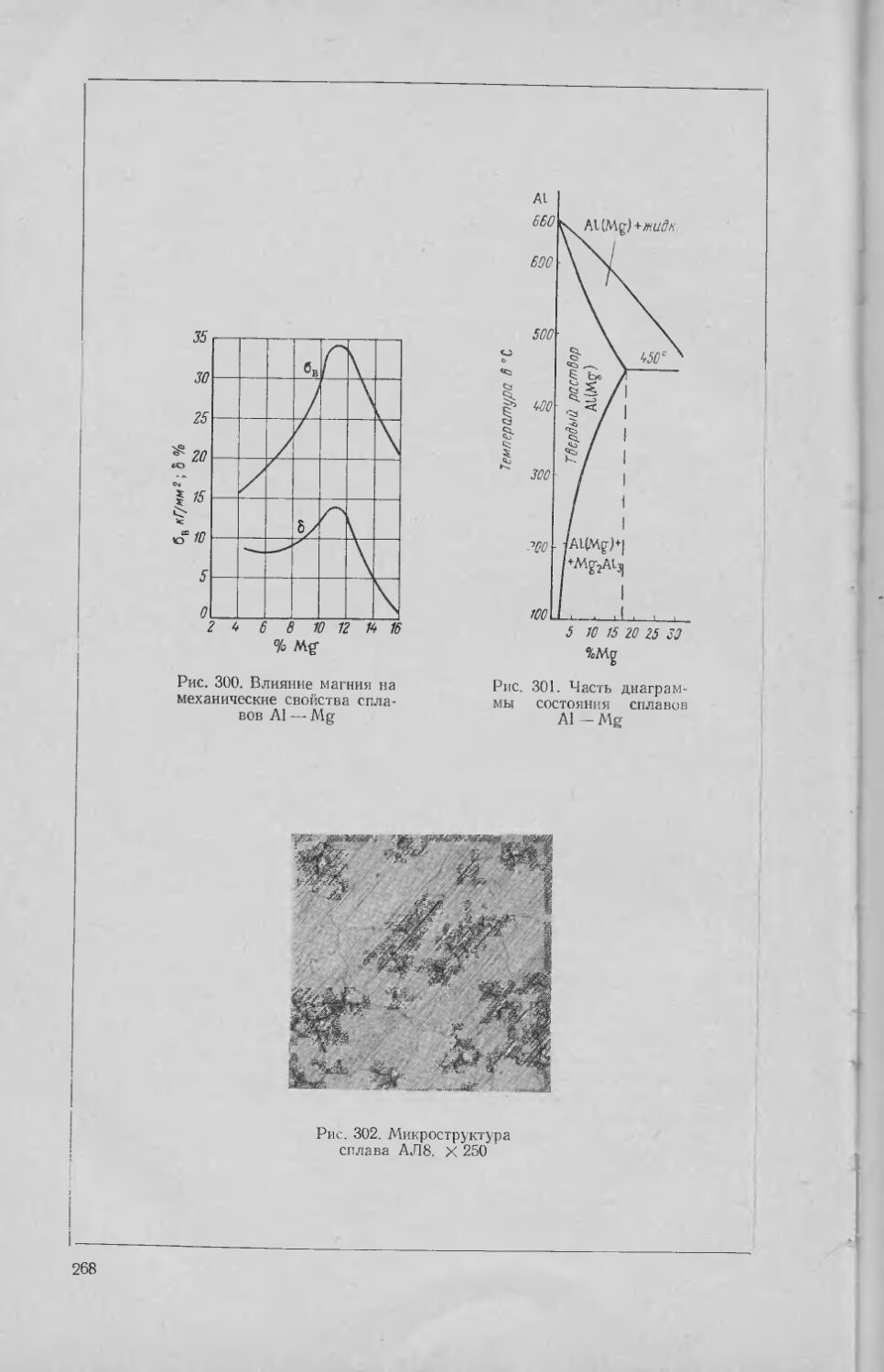
Бор В 2,54 2150 2550 — — — — Т 8,75 5,04 0,97
Ванадий V 6,1 1900 3350 8,3 260 — — КЦ 3,04 — 1,36
Вольфрам W 19,3 3410 5930 4,3 300 по 20 КЦ 3,16 — 1,41
Г афний Hf 13,1 2220 — — — — — ГП 3,21 5,08 1,59
Железо Fe 7,87 1539 3070 11,9 80 28 40 КЦ 2,86 — 1,27
Золото Au 19,3 1063 2950 14,4 20 14 60 КГЦ 4,08 — 1,44
Кадмий Cd 8,64 321 765 — 20 6 20 ГП 2,97 5,61 1,52
Кобальт Co 8,92 1495 3550 12,8 50 25 10 ГП 2,51 4,07 1,25
Кремний Si 2,32 1412 2600 — 30 — — А 5,42 — 1,34
Магний Mg 1,74 649 1103 25,7 25 15 12 ГП 3,21 5,21 1,60
Марганец Mn 7,44 1243 2097 22,1 200 — — КС 8,91 — 1.30
Медь Cu 8,96 1083 2600 16,4 35 22 60 КГЦ 3,61 — 1,28
Молибден Mo 10,2 2620 4800 5,5 160 90 25 КЦ 3,14 — 1,40
Никель Ni 8,9 1453 3000 13,5 60 45 40 КГЦ 3,52 — 1,25
Ниобий Nb 8,57 2468 3700 7,2 75 28 50 КЦ 3,30 .—- 1,47
Олово Sn 7,30 232 2200 22,4 5 2 40 А 6,49 — 1,58
Платина Pt 21,45 1769 4500 8,8 25 15 50 КГЦ 3,92 — 1,39
Рений Re 21,02 3180 5900 7,5 200 50 25 ГП 2,76 4,45 1,37
Ртуть Hg 13,55 —38,87 357 — — — — РЭ 2,99 70°44,9' 1,55
Свинец Pb 11,34 327 1740 28,1 5 1,8 50 КГЦ 4,94 — 1,75
Селен Se 4,82 217 685 — .—. — — г 4,36 4,95 1,60
Серебро Ag 10,5 960 1950 18,4 25 18 50 КГЦ 4,08 — 1,44
Сурьма Sb 6,68 630 1640 —- 30 — — РЭ 4,50 57,1° 1,61
Тантал Ta 16,6 3000 5300 6,6 200 90 40 КЦ 3,30 — 1,47
Титан Ti 4,51 1668 3500 7,14 130 50 40 ГП 2,95 4,68 1,47
Торий Th 11,7 1750 4000 — — — — КГЦ 5,08 — 1,80
Углерод C 3,52 5000 5000 — — — — г 2,46 6,7 0,76
Уран u 19,05 1133 3820 23,0 240 50 15 р 2,85 4,95 1,56
Хром Cr 7,14 1875 2430 6,2 110 30 3 КЦ 2,88 — 1,28
Церий Ce 6,77 804 3600 — —- — — КГЦ 5,16 — 1,82
Цинк Zn 7,14 419 907 32,5 35 8,5 12 ГП 2,66 4,94 1,37
Цирконий Zr 6,49 1852 3600 6,23 100 14 — ГП 3,23 5,13 1,60
Условные обозначения кристаллических решеток:
КЦ— кубическая объемноцентрированная: КГЦ — кубическая гранецентрированная; КС — кубическая сложная; Г — гексагональная; ГП — гексагональная плотная; Т — тетрагональная объемноцентрированная; ТГЦ — тетрагональная гранецентрированная; Р — ромбическая; РЭ —ромбоэдрическая; А — решетка алмаза.
24
Твердое состояние металлов и сплавов, как мы уже знаем, характеризуется закономерным расположением атомов в пространстве, а жидкое— неупорядоченным, хаотическим расположением атомов.
Однако атомы в твердом металле не находятся в неподвижном строго зафиксированном состоянии, а совершают колебания с определенной частотой, характерной для данного металла.
С повышением температуры амплитуда колебания атомов будет увеличиваться, пока не достигнет критической величины, при которой произойдет разрушение кристаллической решетки. Металл из твердого состояния перейдет в жидкое. Таким образом, плавление металлов и сплавов состоит в разрушении кристаллических решеток. И наоборот, кристаллизация, т. е. переход металлов и сплавов из жидкого состояния в твердое, сопровождается образованием кристаллических решеток.
Кристаллизация может происходить из растворов, из расплавленного состояния и при возгонке (процесс сублимации, т. е. переход вещества из газообразного состояния в твердое, минуя жидкое).
Кристаллизация из растворов является частным случаем кристаллизации из расплавленного состояния, так как растворителем является расплавленное вещество. Кристаллизацию из раствора можно вызвать либо путем понижения температуры раствора, либо путем испарения части растворителя.
Кристаллизация из расплавленного состояния происходит только при понижении температуры. Этот вид кристаллизации представляет для металловедения наибольший интерес.
§ 2. КРИСТАЛЛИЗАЦИЯ ИЗ РАСПЛАВЛЕННОГО СОСТОЯНИЯ
Установлено, что расплавленный металл, близкий к состоянию кристаллизации, проявляет некоторые признаки упорядоченного строения, присущего кристаллическому телу. Это называется упорядочением ближнего порядка. В нем образуются группы атомов кристаллического вида. Возможно, что по размерам они отвечают элементарным кристаллическим ячейкам.
Беспорядочное расположение этих групп и их легкое взаимное смещение сохраняют за расплавленным металлом свойства, характерные для жидкости. Такое состояние наблюдается до тех пор, пока не наступит момент, при котором из существующих групп не начнется построение устойчивых кристаллических образований. Это и будет началом кристаллизации. Схематически этот процесс можно представить себе как укладку атомов с об
разованием мельчайших кристаллических групп на некоторой центральной группе, которая является центром кристаллизации (рис. 19).
Температура, при которой появляются центры кристаллизации, всегда лежит в области переохлаждения. Величиной (степенью) переохлаждения Af называется разность между теоретической ti и фактической tn температурами кристаллизации:
At=tl—tK.
Большой склонностью к переохлаждению обладают только некоторые металлы. Величина переохлаждения большинства металлов незначи
состояние в физике металлов
Рис. 19. Схема возникновения кристаллических образований
25
тельна (от десятков градусов до десятых долей градуса). Необходимо заметить, что степень переохлаждения зависит от скорости охлаждения: чем больше скорость охлаждения, тем больше степень переохлаждения. Скорость охлаждения Voxn в свою очередь зависит от разности температур металла t\ и охлаждающей среды /0- Чем больше эта разность, тем больше скорость охлаждения
Так как эта разность с понижением температуры неизменно становится все меньше и меньше, то скорость охлаждения будет уменьшаться.
Рис. 20. Схема образования зерен металла при его кристаллизации из расплавленного состояния
Таким образом, кристаллизация расплавленного металла начинается с возникновения центров кристаллизации при его переохлаждении,
Рис. 21. Развитие кристаллов древовидной формы при аммония
кристаллизации хлористого
26
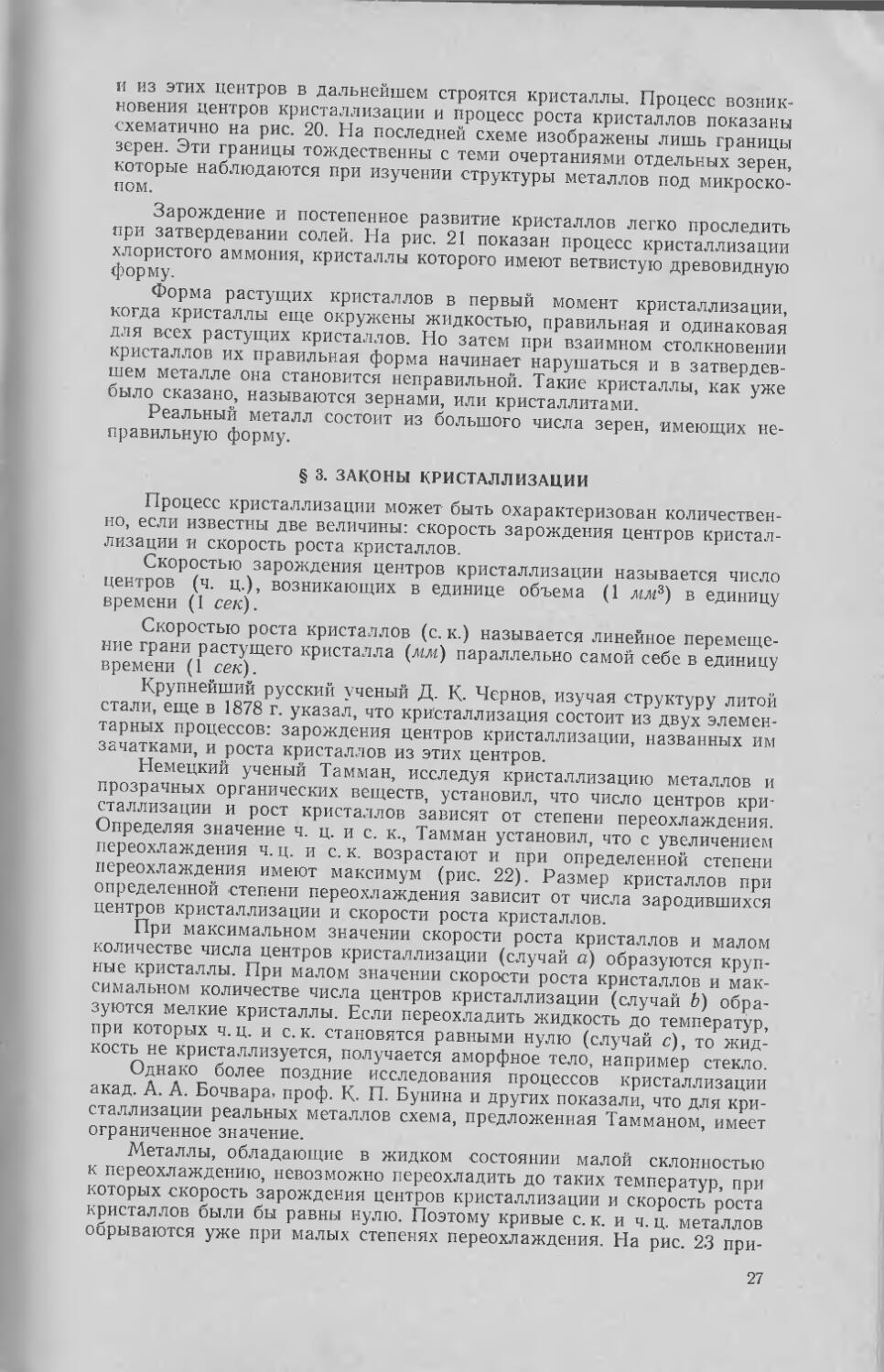
и из этих центров в дальнейшем строятся кристаллы. Процесс возникновения центров кристаллизации и процесс роста кристаллов показаны схематично на рис. 20. На последней схеме изображены лишь границы зерен. Эти границы тождественны с теми очертаниями отдельных зерен, которые наблюдаются при изучении структуры металлов под микроскопом.
Зарождение и постепенное развитие кристаллов легко проследить при затвердевании солей. На рис. 21 показан процесс кристаллизации хлористого аммония, кристаллы которого имеют ветвистую древовидную форму.
Форма растущих кристаллов в первый момент кристаллизации, когда кристаллы еще окружены жидкостью, правильная и одинаковая для всех растущих кристаллов. Но затем при взаимном столкновении кристаллов их правильная форма начинает нарушаться и в затвердевшем металле она становится неправильной. Такие кристаллы, как уже было сказано, называются зернами, или кристаллитами.
Реальный металл состоит из большого числа зерен, имеющих неправильную форму.
§ 3. ЗАКОНЫ КРИСТАЛЛИЗАЦИИ
Процесс кристаллизации может быть охарактеризован количественно, если известны две величины: скорость зарождения центров кристаллизации и скорость роста кристаллов.
Скоростью зарождения центров кристаллизации называется число центров (ч. ц.), возникающих в единице объема (1 мм3) в единицу времени (1 сек).
Скоростью роста кристаллов (с. к.) называется линейное перемещение грани растущего кристалла (мм) параллельно самой себе в единицу времени (1 сек).
Крупнейший русский ученый Д. К. Чернов, изучая структуру литой стали, еще в 1878 г. указал, что кристаллизация состоит из двух элементарных процессов: зарождения центров кристаллизации, названных им зачатками, и роста кристаллов из этих центров.
Немецкий ученый Тамман, исследуя кристаллизацию металлов и прозрачных органических веществ, установил, что число центров кристаллизации и рост кристаллов зависят от степени переохлаждения. Определяя значение ч. ц. и с. к., Тамман установил, что с увеличением переохлаждения ч. ц. и с. к. возрастают и при определенной степени переохлаждения имеют максимум (рис. 22). Размер кристаллов при определенной степени переохлаждения зависит от числа зародившихся центров кристаллизации и скорости роста кристаллов.
При максимальном значении скорости роста кристаллов и малом количестве числа центров кристаллизации (случай а) образуются крупные кристаллы. При малом значении скорости роста кристаллов и максимальном количестве числа центров кристаллизации (случай Ь) образуются мелкие кристаллы. Если переохладить жидкость до температур, при которых ч.ц. и с.к. становятся равными нулю (случай с), то жидкость не кристаллизуется, получается аморфное тело, например стекло.
Однако более поздние исследования процессов кристаллизации акад. А. А. Бочвара, проф. К. П. Бунина и других показали, что для кристаллизации реальных металлов схема, предложенная Тамманом, имеет ограниченное значение.
Металлы, обладающие в жидком -состоянии малой склонностью к переохлаждению, невозможно переохладить до таких температур, при которых скорость зарождения центров кристаллизации и скорость роста кристаллов были бы равны нулю. Поэтому кривые с. к. и ч. ц. металлов обрываются уже при малых степенях переохлаждения. На рис. 2.3 при-
27
Скорость кристаллизации - с. к.
Скорость образования центров-ч.ц.
величина переохлаждения 6 °C
Рис. 22. Скорость зарождения числа центров кристаллизации (ч. ц.) и скорость роста кристаллов (с. к.) в зависимости от степени переохлаждения
Рис. 23. Кривые изменения числа центров кристаллизации (ч. ц.) и скорости кристаллизации (с. к.) в зависимости от величины переохлаждения для некоторых легкоплавких металлов (олово, цинк, свинец)
Рис. 24. Дендрит Чернова (два вида). Справа автограф Д. К. Чернова
28
ведены подобные кривые, которые были построены для легкоплавких металлов (олова, цинка, свинца).
Наконец, существует ряд исследований (В. И. Данилов и др.), в которых доказывается, что самопроизвольное образование центров кристаллизации имеет гораздо меньшее значение в практических случаях затвердевания, чем присутствие мельчайших посторонних включений (нерастворимых примесей), являющихся центрами кристаллизации.
Типичной формой кристаллов литых металлов и сплавов является дендрит.
Дендрит — это кристалл, который по своей внешней форме и по процессу роста напоминает дерево. Как показывают наблюдения, вначале образуются оси кристалла, затем заполняются промежутки между осями и в результате получаются кристаллы неправильной формы, называемые зернами.
На рис. 24 показан «дендрит Чернова», найденный учеником Д. К. Чернова подполковником морской артиллерии Берсеневым в усадочной раковине 100-тонного стального слитка цилиндрической формы диаметром 2 м. Слиток был отлит в металлическую изложницу с зафор-аюванной прибыльной надставкой. Высота прибыли равнялась 1,5 м при диаметре 1 м. Вес дендрита — 3,45 кг, длина — 39 см. Меньший отросток этого кристалла был всесторонне исследован и послужил материалом для ряда дальнейших изысканий Д. К- Чернова, А. А. Байкова и других ученых.
Такова история знаменитого «дендрита Чернова», изображение которого до настоящего времени не сходит со страниц учебников по металлографии во всех странах мира. Исследование дендрита, произведенное Черновым, послужило одним из первых наиболее убедительных доказательств кристаллического строения стали.
§ 4. СТРОЕНИЕ СЛИТКА
Изучение строения стального слитка показало, что его структура состоит из трех основных зон: мелкокристаллической поверхностной зоны, зоны столбчатых кристаллов, занимающих значительную часть «объема слитка, и зоны равноосных кристаллов, расположенных в центре слитка. В верхней и центральной части слитка расположены: усадочная раковина, газовые пузыри, пустоты, усадочная рыхлость и ликвационная зона (рис. 25).
Впервые описание строения стального слитка было дано Д. К. Черновым в 1878 г. Процесс кристаллизации больших объемов металла начинается у стенок изложницы, т. е. там, где жидкий металл охлаждается в первую очередь. Рост первичных кристаллических образований происходит перпендикулярно неровностям поверхности изложницы. Растущие кристаллы сталкиваются и, срастаясь, образуют первую зону мелкокристаллического строения слитка.
После затвердевания первого тонкого слоя главные оси дендритов, расположенные перпендикулярно к поверхности изложницы, продолжают расти и образуют вторую зону, так называемых столбчатых дендритов, расположенных почти параллельно друг другу и занимающих значительную часть объема слитка.
Внутренняя часть металла, затвердевающая последней, охлаждается медленнее, чем периферийные части слитка и, отвод тепла здесь не имеет определенного направления. В результате свободного роста кристаллов, главные оси которых располагаются без определенной ориентировки, образуется третья центральная зона слитка — зона равноосных кристаллов (рис. 26). Зародышами кристаллов здесь обычно являются различные мельчайшие включения, случайно попавшие в сталь, или тугоплавкие составляющие, не успевшие раствориться в жидком металле.
29
На рис. 27 показана структура полосы, вырезанной поперек из стального слитка. Левая часть показывает строение слитка у стенки излож
ницы, а правая — строение центра слитка.
Если изменить скорость охлаждения жидкого металла, сделать ее
достаточно большой, т. е. отлить металл, например, в вертикальную
форму с холодными стенками, то зона столбчатых кристаллов сильно развивается и доходит до самого центра слитка. Такое строение называется транскристаллическим. На рис. 28 показана структура поперечного сечения двух небольших слитков алюминиевой бронзы, отлитых в разных условиях. Левый слиток, полученный при быстром охлаждении, принял резко выраженное транскристаллическое столбчатое строение, которое доходит до центра слитка. Правый слиток, который охлаждался из жидкого состояния с меньшей скоростью, получил смешанную структуру: столбчатую по краям слитка и равноосную посередине.
Рис. 25. Схематическое изображение структуры стального слитка:
7 — дендриты мелкокристаллического строения; 2 — столбчатые дендриты; 3 — равноосные дендриты; 4 — усадочная раковина;
5 — газовые пузыри и пустоты: 6 — усадочная рыхлость и ликвадионная зона
Рис. 26. Схема расположения дендритов в слитке Чернова
Дефекты стального слитка: усадочная раковина, газовые пузыри, пустоты, рыхлость и ликвацион-ная зона, показанные на рис. 25,
всегда образуются в местах, затвердевающих в последнюю очередь. Путем соответствующего охлаждения металла эти дефекты смещают в верхнюю, прибыльную часть слитка, которую затем отрезают. Величина прибыльной части составляет около 20% от длины слитка.
Усадочная раковина, пустоты и рыхлость образуются вследствие уменьшения объема металла при переходе его из жидкого состояния в твердое.
Ликвация, т. е. неравномерное распределение составляющих сплава по всей массе слитка, происходит вследствие того, что последние порции затвердевающего жидкого металла содержат легкоплавкие составляющие. В ликвационных зонах часто скопляются мелкие усадочные пустоты, газовые пузыри, примеси и шлаковые включения.
30
При образовании дендрита также наблюдается явление ликвации. Так как оси дендрита возникают в первую очередь, а междуосное пространство заполняется в последнюю очередь, то оси дендрита и окружа
Рис. 27. Макроструктура полосы, вырезанной поперек из стального слитка ющий их металл будут иметь неодинаковый состав. Это явление носит название дендритной ликвации.
Газовые пузыри образуются вследствие того, что металлы в жидком состоянии способны поглощать кислород, водород, азот и другие газы и затем при затвердевании выделять их.
Рис. 28. Поперечный разрез двух слитков алюминиевой бронзы с явно выраженной транскристаллитной (слева) и смешанной (справа) структурой
Если в период затвердевания сплава выделяющиеся газы не полностью удалятся из металла, то они останутся внутри отливки в виде газовых пузырей.
При плавке в вакууме газовые пузыри не образуются. Исключается также возможность появления таких дефектов, как усадочные раковины, газовые пузыри, пустоты и рыхлость при непрерывном методе разливки стали. При этом методе жидкий металл непрерывно равномерно зали-
31
вается в вертикально расположенный охлаждаемый водой кристаллизатор. Охлаждение металла идет в направлении снизу вверх и слиток при помощи тянущих валков непрерывно (с постоянной скоростью) извлекается из кристаллизатора вниз.
Ванна расплавленного металла при непрерывном методе разливки одновременно является выпором и прибылью, предупреждая образование дефектов, свойственных слитку. Сталь, отлитая таким способом, имеет мелкокристаллическое строение и обладает повышенными механическими свойствами, включая предел выносливости и ударную вязкость. Кроме того, при этом способе разливки стали уменьшаются отходы металла как при литье, так и при механической обработке.
Рис. 29. Структура коленчатого вала мотора с правильно расположенными волокнами
Заканчивая описание строения стального слитка отметим, что форма первичных кристаллов литого металла после горячей обработки давлением (при прокатке, ковке или штамповке) изменяется. Дендриты, деформируясь, превращаются в так называемые волокна. На рис. 29 показана структура коленчатого вала мотора с правильно расположенными волокнами. Волокна следуют конфигурации детали в щеках и шейках.
Механические свойства материала вдоль и поперек волокон различны: вдоль волокон сталь обладает большей прочностью и вязкостью, чем поперек волокон. Например, при степени уковки, равной 6,1, среднеуглеродистая сталь вдоль и поперек волокон имеет соответственно предел прочности 92,6 и 90,3 кГ1мм2, относительное удлинение — 22 и 12% и ударную вязкость — 9,9 и 3,5 кГ -м/см2. Таким образом, предел прочности поперечных образцов по сравнению с продольными ниже всего лишь на 2,5%, в то время как относительное удлинение ниже на 45%, а ударная вязкость — на 65%.
В связи с различием механических свойств вдоль и поперек волокон следует отметить, что электрошлаковый переплав, а также вакуумная плавка с применением синтетических шлаков, резко понижая содержание серы, фосфора, окислов и других неметаллических включений, значительно уменьшают анизотропию механических свойств по волокну.
Глава III
СТРОЕНИЕ МЕТАЛЛИЧЕСКИХ СПЛАВОВ
§ 1. ОБЩИЕ СВЕДЕНИЯ О СПЛАВАХ
Сплав представляет собой сложное вещество, получаемое в результате взаимодействия двух или нескольких элементов (преимущественно металлов) в большинстве случаев при охлаждении их из жидкого состояния, т. е. при их сплавлении. Характер взаимодействия элементов в сплавах зависит от атомных радиусов элементов, электронного строения атомов, типа кристаллических решеток и их параметров.
Твердый сплав в зависимости от взаимодействия составляющих его элементов может представлять собой: 1) механическую смесь; 2) химическое соединение и 3) твердый раствор.
Если элементы, составляющие сплав при кристаллизации из расплавов, не взаимодействуют друг с другом, то образуется механическая смесь. По структуре смесь представляет собой неоднородное тело, структурные составляющие которого различимы невооруженным глазом или при увеличении под микроскопом.
Если же элементы, составляющие сплав, взаимодействуют друг с другом, то образуются химические соединения. Соединения металлов, сохраняющие металлические свойства, называются металлическими соединениями. Подобные соединения по структуре представляют собой однородные твердые тела, они образуют свои кристаллические решетки и отличаются от составляющих их элементов температурой плавления и свойствами. Составы этих соединений на диаграммах «состав — свойства» характеризуются так называемыми сингулярными точками. Структура сплава в этом случае будет состоять из зерен образовавшегося химического соединения и зерен чистых металлов, входящих в состав сплава.
Наконец, если элементы, составляющие сплав, способны растворяться один в другом в твердом состоянии, то в результате этого взаимодействия образуются так называемые твердые растворы. При образовании твердого раствора сохраняется решетка одного из сплавляемых элементов, в которой располагаются атомы другого элемента. Структура сплава в этом случае состоит из зерен твердого раствора.
Отметим, что сплавы можно получать не только путем непосредственного сплавления простых тел, но и методом порошковой металлургии — путем спекания смеси спрессованных порошков различных металлов, неметаллов или химических соединений. В результате спекания получаются металлокерамические сплавы.
Кроме того, сплавы можно получать из парообразного состояния при помощи конденсации (метод сублимации) или комбинированного осаждения из водных растворов путем электролиза. Однако наиболее распространенным способом получения сплавов является метод сплавления.
§ 2. ПРАВИЛО ФАЗ
Процессы, происходящие в металлах и сплавах при их кристаллизации, подчинены общему закону равновесия, который носит название правила фаз, или закона Гиббса.
Правило фаз показывает, какое количество фаз может существовать в сплаве (системе) в условиях его равновесия в зависимости от концентрации (внутренний фактор), температуры и давления (внешние факторы) .
Прежде чем перейти к рассмотрению правила фаз, остановимся на основных понятиях теории сплавов: системе, компоненте, фазе и числе степеней свободы.
3 3354
33
Система — совокупность фаз, находящихся в равновесии. Если система находится в равновесии, то все внутренние и внешние факторы системы (концентрация, температура и давление) уравновешены. Однако в каждой системе обеспечивается возможность взаимодействия между составляющими в соответствии с существующими концентрацией, температурой и давлением.
Система называется равновесной, если происходящие в ней все процессы превращения обратимы.
Система называется простой, если она состоит из одного компонента, например металла, и все превращения, происходящие в ней, будут заключаться лишь в переходе из твердого в жидкое или газообразное состояния, из одной аллотропической модификации в другую и т. п.
Если взять сплав, состоящий, например, из двух металлов, то это уже будет двойная система. Превращения, совершающиеся в двойной системе, будут заключаться не только в том, что металлы будут переходить из твердого состояния в жидкое, но также и в том, что они могут взаимно растворяться один в другом, образовывать химические соединения, переходить из одной аллотропической модификации в другую и т. п.
Компоненты — вещества, необходимые и достаточные для образования системы. Компонентами могут быть элементы (металлы и неметаллы), а также химические соединения, если они не распадаются (не диссоциируют) в рассматриваемом интервале температур на свои составные части.
Фаза — однородная по химическому составу и строению часть системы, отделенная от остальных частей поверхностью раздела.
Фазами системы могут быть элементы (металлы и неметаллы), химические соединения, а также жидкие и твердые растворы с возможными аллотропическими модификациями. В общем случае можно иметь еще и газообразную фазу.
Число степеней свободы системы — число изменений внутренних и внешних факторов (концентрации, температуры и давления), которое не вызывает изменения числа фаз в системе.
Если обозначить через с число степеней свободы, которыми обладает система, состоящая из k компонентов при условии сохранения имеющихся в системе ф фаз, то выражение правила фаз, или закона Гиббса, будет следующим:
c=k—ф+2,
где 2 — число переменных внешних факторов равновесия (температура и давление).
Если учесть, что все превращения в металлах и сплавах происходят при неизменном давлении, т. е. принять давление постоянным, то число переменных внешних факторов уменьшится на единицу. В этом случае уравнение правила фаз примет следующий вид:
c—k—ф+1.
Из этого уравнения следует, что в случае, например, кристаллизации чистого металла, когда имеются две фазы (жидкая и твердая), число степеней свободы будет равно нулю, так как
c—k—ф+1 = 1—2+1 =0.
Следовательно, система при данных условиях не имеет ни одной степени свободы. Обе фазы находятся в равновесии при строго определенной температуре — при температуре затвердевания; температура не может быть изменена до тех пор, пока одна фаза не исчезнет. Такая система называется нонвариантной.
34
Если чистый металл находится в жидком состоянии, когда имеется только одна фаза — жидкая, то число степеней свободы будет равно единице, так как
с,=к—ф+1 = 1—1 + 1 = 1.
Следовательно, система при данных условиях обладает одной степенью свободы. В данном случае, например, можно изменить в определенных пределах температуру, и число фаз системы не изменится. Такая система называется моновариантной.
Из уравнения правила фаз также следует, что, например, в двойных системах число одновременно существующих фаз не может быть более трех. Если фаз окажется больше, то можно утверждать, что сплав не находится в равновесном состоянии.
Таким образом, правило фаз выражает количественную зависимость между числом степеней свободы системы и числом компонентов и фаз в условиях равновесия.
Правило фаз дает возможность предсказать и проверить процессы, происходящие в металлах и сплавах при их нагревании и охлаждении; оно показывает, происходит ли, например, процесс кристаллизации при постоянной температуре или в интервале температур, и, наконец, правило фаз указывает, какое количество фаз может одновременно существовать в системе.
§ 3. ПОНЯТИЕ О ТВЕРДЫХ РАСТВОРАХ
Встречаясь со словом «раствор», обычно представляют себе жидкий растворитель, в котором растворено некоторое количество другого вещества.
На первый взгляд такое представление очень трудно связать с понятием твердый раствор, так как признаком твердого тела является кристаллическая решетка.
Однако все же возможны такие твердые вещества, которые построены по принципу кристаллической решетки и одновременно обладают характерными признаками растворов.
Известно, что некоторые соли, например сернокислый цинк и сернокислый никель, обладают способностью кристаллизоваться в одном агрегате. Кристалл, растущий в насыщенном растворе одной соли, перенесенный затем в насыщенный раствор другой соли, продолжает расти. Такие кристаллы двух веществ называют твердыми растворами.
«Твердые растворы,— как пишет Н. С. Курнаков,— есть твердые фазы, в которых отношения между составляющими телами (компонентами) могут изменяться без нарушения однородности».
Многие металлы способны образовывать твердые растворы с другими металлами или неметаллами как ограниченной, так и неограниченной растворимости.
Различают три типа твердых растворов: замещения, внедрения и вычисления.
Твердые растворы замещения образуются путем замены атомов основного металла в его кристаллической решетке атомами другого вещества (рис. 30).
Твердые растворы замещения являются или растворами неограниченной или ограниченной растворимости. Образование твердых растворов металлов, по данным Курнакова, Юм-Розери, Агеева, Конобеевско-го и других, определяется следующими основными факторами:
1) положением металлов в периодической системе элементов;
2) соотношением атомных радиусов металла-растворителя и растворенного вещества;
3*
35
3) типом кристаллической решетки металла-растворителя и растворенного вещества;
4) электронной концентрацией твердого раствора.
Установлена связь между строением сплавов и расположением элементов в периодической системе Менделеева, образующих сплавы. Элементы-аналоги, имеющие мало отличающиеся атомные радиусы, одинаковые по типу и близкие по параметрам кристаллические решетки, расположены в одной и той же группе или близко друг от друга в менделеевской таблице.
Соотношение атомных радиусов имеет существенное значение для образования неограниченных твердых растворов. Установлено, что для образования неограниченных твердых растворов необходимо, чтобы радиусы атомов сплавляемых металлов отличались не больше чем на 14— 15% один от другого.
Тип кристаллической решетки является важным фактором, определяющим возможность образования неограниченных твердых растворов. Для образования неограниченных твердых растворов необходимо, чтобы металлы обладали одинаковым типом кристаллических решеток. Причем параметр кристаллической решетки основного металла может увеличиваться или уменьшаться в зависимости от размера атома растворенного вещества.
О -атом вещества А Электронная концентрация твер-
©-атом вещества В дых растворов также влияет на раство-
римость компонентов. Под электрон-Рис. 30. Схема твердого раствора за- ной концентрацией понимают отноше-мещения ние числа валентных электронов
к числу атомов сплава.
Если в решетке одновалентного металла растворяется металл, обладающий более высокой валентностью, то количество электронов, приходящихся на один атом решетки раствора (электронная концентрация), увеличивается. Для каждого типа кристаллической решетки твердого раствора существует определенная концентрация электронов, при которой достигается предел ее устойчивости.
Электронная концентрация, при которой достигается предел устойчивости кристаллической решетки, называется критической. 1 вердые растворы с неограниченной растворимостью могут образовываться лишь в том случае, когда электронная концентрация остается ниже критической или сохраняется неизменной.
Твердые растворы внедрения образуются путем размещения атомов растворенного вещества в свободных промежутках между атомами решетки основного металла (рис. 31). Тип решетки твердого раствора внедрения определяется типом решетки основного металла.
Твердые растворы внедрения являются растворами ограниченной растворимости, так как для заполнения промежутков между атомами решетки растворителя требуется относительно небольшое количество растворяемого вещества. Когда все свободные места в кристаллической решетке основного металла заполняются атомами растворенного вещества, твердый раствор достигает предельной растворимости. Дальнейшее повышение количества растворяемого вещества ведет к образованию новой фазы.
Твердые растворы внедрения чаще всего образуются при растворении элементов, атомы которых обладают малыми радиусами (меньше 1,0А). К ним относятся такие металлоиды, как бор, углерод, азот и некоторые другие.
36
При образовании твердого раствора внедрения параметр кристаллической решетки основного металла всегда увеличивается (рис. 32). Твердые растворы внедрения образуются тогда, когда отношение диаметра атома внедряющего вещества к диаметру атома основного металла меньше 0,59.
о— атом веществ а А • - атом вещества В
Рис. 31. Схема твердого раствора Рис. 32. Изменение параметра кристалли-внедрения ческой решетки твердого раствора внедре-
ния:
а — чистое у-железо; б — у-железо с внедренным углеродом
Твердые растворы вычитания, или растворы с дефектной кристаллической решеткой, образуются только на базе химических соединений. В таких твердых растворах избыточные (против состава химического соединения) атомы одного из компонентов занимают нормальные положения в кристаллической решетке, тогда как места, которые должны быть заняты другими компонентами, оказываются частично свободными.
Так, если титан растворен в карбиде титана TiC, то узлы решетки, принадлежащие ионам титана, заняты полностью, в то время как часть узлов, которые должны быть заполнены ионами углерода, остаются пустыми (рис. 33).
о—атом титана
9 -атом углерода х -незанятый узел
Рис. 33. Схема твердого раствора вы- Рис. 34. Схема искажения кристалличе-читания ской решетки при образовании твердых
растворов
Впервые твердые растворы вычитания были обнаружены при изучении кристаллической структуры FeO и FeS. Затем они были найдены в TiC. NbC, ZrC, VC и TiN.
В решетках карбидов TiC, NbC, ZrC и VC частично остаются пустыми места, принадлежащие углероду. В решетке нитрида титана TiN при избытке азота остаются незанятыми места, принадлежащие титану.
Образование твердых растворов, как указывалось, сопровождается искажением кристаллической решетки (рис. 34). Еще большие искажения создаются в решетке с пустыми местами, в «дефектных» решетках.
37
В заключение необходимо отметить, что основной особенностью твердых растворов является их способность к диффузии, т. е. перемещению частиц из одного места кристаллической решетки в другое. Диффузия проявляется в том случае, если концентрация смежных участков твердого раствора различна. Скорость диффузии резко увеличивается при повышении температуры в соответствии с известными законами диффузии.
Глава IV
ДИАГРАММЫ СОСТОЯНИЯ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Диаграммы состояния металлических систем показывают изменение состояния сплавов в зависимости от концентрации компонентов и температуры (давление принимается постоянным). При построении диаграмм состояния обычно пользуются методом термического анализа. Для этого, изготовив достаточное количество сплавов и определив в каждом из них критические точки, при которых происходят превращения как в жидком, так и в твердом состояниях, строят по этим точкам диаграмму состояния.
Рис. 35. Кривые охлаждения (а)
и затвердевания (б) чистого свинца
Для определения критических точек металл или сплав нагревают или охлаждают и через определенные промежутки времени измеряют его температуру. На рис. 35 показаны кривые охлаждения и нагревания чистого свинца. В точке В (см. рис. 35, а) начинается процесс Кристал лизации, который протекает при постоянной температуре, что объясняется выделением скрытой теплоты кристаллизации. В точке С кристаллизация заканчивается. При нагревании свинца в точке В (см. рис. 35, б) начинается процесс плавления, который протекает также при постоянной температуре, что объясняется поглощением скрытой теплоты плавления. В точке С плавление заканчивается.
В этом случае металл имеет одну критическую точку — температуру затвердевания или плавления.
На рис. 36 приведена кривая охлаждения чистой сурьмы, обладающей большой склонностью к переохлаждению. Интервал температур от 631° до точки В есть величина переохлаждения.
38
Кристаллизация сплавов в отличие от кристаллизации металлов, за некоторым исключением, происходит не при постоянной температуре, а в определенном интервале температур. Поэтому на кривых охлаждения сплавов обнаруживается не одна, а две и более критических точек. На рис. 37 приведена кривая охлаждения двойного сплава. В точке В начинается, а в точке D заканчивается процесс кристаллизации сплава.
Рис. 36. Кривая охлаждения чистой сурьмы
Рис. 37. Кривая охлаждения двойного сплава, образующего эвтектику
Если превращения в твердом состоянии термическим методом не выявляются, пользуются другими методами исследования: проводят испытания механических свойств, определяют структуру под микроскопом, применяют рентгеноструктурный анализ, определяют электропроводность и т. д. По результатам этих исследований определяют критические точки, при которых происходят превращения, и строят диаграммы. Различных типов диаграмм состояния чрезвычайно много. Ограничимся разбором только основных из них.
§ 2. ДИАГРАММА СОСТОЯНИЯ ЭВТЕКТИЧЕСКОГО ТИПА
Сплавы, затвердевающие в соответствии с диаграммой состояния эвтектического типа, характеризуются тем, что их компоненты:
1) в жидком состоянии растворяются друг в друге в любых соотношениях;
2) в твердом состоянии совершенно не растворяются (практически не растворяются) один в другом;
3) не образуют химических соединений;
4) в определенных соотношениях образуют эвтектики;
5) не имеют аллотропических превращений.
Многие реальные металлические сплавы затвердевают и плавятся в соответствии с диаграммой состояния эвтектического типа; к ним относятся такие системы, как серебро —свинец, алюминий — олово, свинец — барий, кадмий — висмут, свинец — сурьма, олово — цинк.
Рассмотрим построение диаграммы состояния системы свинец — сурьма. Для этого приготовим ряд сплавов с различным содержанием свинца и сурьмы, расплавим их и затем, охлаждая, построим кривые охлаждения (рис. 38). Начальные точки каждой кривой охлаждения соответствуют нулевому отсчету времени и отвечают жидкой фазе. Точки излома и горизонтальные площадки на кривых охлаждения соответствуют критическим точкам.
Чистый свинец (1-я кривая) имеет только одну критическую точку, которая отмечается горизонтальной площадкой при температуре 327°.
39
Чистая сурьма (7-я кривая) также имеет одну критическую точку, которая соответствует температуре 63Г. Охлаждение сурьмы сопровождается переохлаждением.
Сплав, содержащий 13% сурьмы и 87% свинца (эвтектический сплав), имеет также одну критическую точку, выраженную горизонтальной площадкой при температуре 246° (4-я кривая). Все остальные сплавы, содержащие 5% сурьмы и 95% свинца (2-я кривая), 10% сурьмы и 90% свинца (3-я кривая), 50% сурьмы и 50% свинца (5-я кривая) и 75% сурьмы и 25% свинца (6-я кривая), имеют по две критические точки. При этом температуры начала кристаллизации у всех этих сплавов различны и соответственно примерно равны 300, 260, 400 и 560°. Об-
Рис. 38. Построение диаграммы состояния эвтектического типа системы свинец — сурьма по кривым охлаждения
ращает на себя внимание то обстоятельство, что температура конца кристаллизации у всех сплавов одна и та же и равна 246°.
Для построения диаграммы состояния (см. рис. 38) проведем координаты будущей диаграммы, отложим по оси абсцисс содержание компонентов, а по оси ординат — температуру и нанесем на соответствующие ординаты рассмотренных сплавов и чистых металлов полученные критические точки. Соединив затем точки I, соответствующие температурам начала затвердевания, получим линию АВС — линию ликвидуса.
Линией ликвидуса называется геометрическое место точек начала кристаллизации. Выше этой линии все сплавы данной системы находятся в жидком состоянии («liquidus»—жидкий).
Соединив затем точки S, соответствующие температурам конца затвердевания сплавов, получим линию DBE — линию солидуса.
Линией солидуса называется геометрическое место точек конца кристаллизации. Любой из сплавов длинной системы ниже этой линии находится в твердом состоянии («solidus»—твердый). Линия солидуса на диаграмме состояния эвтектического типа является также эвтектической линией, так как на этой линии происходит затвердевание эвтектики.
Эвтектика — это особая механическая смесь чередующихся мельчайших кристалликов свинца и сурьмы. Затвердевание эвтектики происходит при постоянной температуре. Эвтектика имеет постоянный состав и наименьшую температуру плавления.
Следует отметить, что эвтектическая линия не доходит до крайних ординат диаграммы, так как чистые металлы —свинец и сурьма не имеют критических точек при температуре эвтектики.
40
Построенная таким образом диаграмма состояния охватывает все возможные сплавы данной системы, причем каждому сплаву соответствует своя, единственная ордината.
Теперь приступим к анализу диаграммы состояния и в первую очередь рассмотрим строение сплавов по областям диаграммы. Сплавы свинца и сурьмы в области I (см. рис. 38) представляют собой однородные жидкие растворы. Условимся однородные жидкие растворы неограниченной растворимости обозначать следующим образом:
Pb^Sb.
Между линией ликвидуса и линией солидуса происходит затвердевание сплавов, следовательно, любой сплав в областях II и III будет находиться частично в твердом, частично в жидком состоянии. В области II будет идти процесс кристаллизации избытка свинца, а в области III — избытка сурьмы против эвтектического состава. Тогда согласно принятому нами обозначению структура сплавов в области II
Pb-j-(Pb^Sb),
а в области 111
Sb-j-(Pb^Sb).
На эвтектической линии при постоянной температуре, равной 246°, происходит образование эвтектики, содержащей 13% сурьмы и 87% свинца.
Таким образом, на этой линии все сплавы затвердевают полностью и структура сплавов в области /V будет представлять собой смесь избыточных структурно-свободных кристаллов свинца и эвтектики, т. е.
Pb+(Pb + Sb),
а в области V—смесь избыточных структурно-свободных кристаллов сурьмы и эвтектики, т. е.
Sb+(Pb + Sb), если условимся эвтектику обозначать следующим образом:
(Pb + Sb).
На рис. 39 приведена микроструктура чистого свинца (литой нетрав ленный образец), видна полиэдрическая структура белых зерен свинца с темными границами между ними. Чистая сурьма после травления (рис. 40) тоже имеет полиэдрическое строение. Темная и светлая окраска отдельных зерен сурьмы объясняется явлением анизотропии.
Рассматривая под микроскопом какой-либо из доэвтектических сплавов, можно наблюдать темные (быстро травящиеся) избыточные кристаллы свинца, между которыми залегает эвтектика. На рис. 41 приведена микроструктура доэвтектического сплава. Строение эвтектического сплава показано на рис. 42. В строении заэвтектических сплавов наблюдаются светлые избыточные кристаллы сурьмы и эвтектика. На рис. 43 приведена микроструктура заэвтектического сплава.
Перейдем теперь к количественному анализу состава сплава по его микроструктуре. Зная площадь, занятую одной структурной составляющей, например свинцом (см. рис. 41), и площадь, занятую второй структурной составляющей, в данном примере — эвтектикой, можно определить химический состав данного сплава Для этого в поле зрения микроскопа приблизительно, на глаз, определяют площадь, занятую эвтектикой.
Допустим, что в нашем случае доэвтектический сплав содержит
41
Рис. 39. Микроструктура чистого свинца. X 150
Рис. 40. Микроструктура чистой сурьмы. X 150
Рис. 41. Микроструктура доэвтектического сплава системы свинец — сурьма, содержащего 5% сурьмы и 95% свинца: зерна свинца и эвтектика. X 250
Рис. 42. Микроструктура эвтектического сплава системы свинец — сурьма, содержащего 13% сурьмы и 87% свинца: эвтектика. X 250
Рис. 43. Микроструктура заэв-тектического сплава системы свинец —• сурьма, содержащего 40% сурьмы и 60% свинца: зерна сурьмы и эвтектика.
X 250
42
40% эвтектики, тогда состав сплава Кх рассчитывается по следующей формуле:
13 qq°T °° сурьмы,
где 13—содержание сурьмы в эвтектике в %, a S8ET— площадь, занятая эвтектикой (в нашем примере 40%)- Следовательно, исследуемый сплав содержит 5,2% сурьмы и 94,8% свинца (см. рис. 41).
Если сплав заэвтектический и эвтектики в нем, например, 70%, то состав сплава Ку рассчитывается по следующей формуле:
Ку= -87'5эвт % свинца, У 100
где 87 — содержание свинца в эвтектике в %, a S3ET — площадь, занятая эвтектикой (в нашем примере 70%). Следовательно, исследуемый сплав содержит 60,9% свинца и 39,1 % сурьмы (см. рис. 43).
Необходимо помнить, что судить о составе сплава по его структуре можно только в случае, если удельные веса компонентов близки друг к другу.
Чтобы закончить рассмотрение диаграммы состояния эвтектического типа (см. рис. 38), ознакомимся еще с «правилом рычага», или «правилом отрезков», которое формулируется так.
Количества твердой и жидкой фаз данного сплава при рассматриваемой температуре обратно пропорциональны отрезкам горизонтали, проведенной через данную точку до пересечения с линией ликвидуса и с линией солидуса (или с линией ликвидуса и с осью ординат).
В качестве примера рассмотрим заэвтектический сплав, содержащий 60% сурьмы и 40% свинца при температуре 400° (точка Ь, рис. 44). Если отрезок горизонтали ас принять за 100% сплава, то отрезок ab укажет количество твердой фазы, а отрезок Ьс — количество жидкой фазы в процентах.
По правилу рычага можно написать, что
количество твердой фазы аЬ
количество жидкой фазы Ьс
количество твердой фазы — — -10096, ас
Ьс количество жидкой фазы —----100%.
ас
Таким образом, зная общий вес взятого сплава, можно по диаграмме состояния, пользуясь правилом рычага, определить вес жидкой и твердой фаз сплава при любой температуре.
По правилу рычага можно также определить в доэвтектических сплавах количество структурно-свободного свинца и эвтектики, а в за-эвтектических сплавах — количество структурно-свободной сурьмы и эвтектики.
Так, например, для рассмотренного уже заэвтектического сплава, содержащего 60% сурьмы и 40% свинца при температуре эвтектики, равной 246° (точка S, рис. 44), отрезок BS будет соответствовать в процентах количеству структурно-свободной сурьмы, а отрезок SE — количеству эвтектики, если отрезок BE принять за 100% сплава.
Аналогичной рассмотренной диаграмме будет диаграмма состояния системы, в которой образуется химическое соединение состава АтВ„ и компоненты которой не образуют между собой твердых растворов (см. рис. 60,д). В этом случае ордината на диаграмме состояния, отвечающая составу химического соединения, делит диаграмму на две части. Эти
43
части можно рассматривать как самостоятельные диаграммы состояния эвтектического типа Компонентами первой диаграммы будут металл А
Рис. 44. Определение количества жидкой и твердой фаз по правилу рычага по диаграмме состояния системы свинец — сурьма
и химическое соединение AmBn (система А — АтВ„), а второй — химическое соединение AmBn и металл В (система А,„ВП — В).
§ 3. ДИАГРАММА СОСТОЯНИЯ НЕОГРАНИЧЕННЫХ ТВЕРДЫХ РАСТВОРОВ
Многие сплавы затвердевают и плавятся в соответствии с диаграммой состояния неограниченных твердых растворов; к ним относятся такие системы, как медь — никель, медь — золото, медь — платина, железо — никель, железо — хром, железо — ванадий, сурьма — висмут и др.
Сплавы, затвердевающие в соответствии с диаграммой состояния неограниченных твердых растворов, характеризуются тем, что входящие в их состав компоненты:
1) как в жидком, так и в твердом состояниях обладают взаимной неограниченной растворимостью;
2) не образуют химических соединений;
3) не образуют эвтектик.
Построение диаграммы состояния неограниченных твердых растворов производится так же, как и построение диаграммы состояния эвтектического типа по кривым охлаждения.
Рассмотрим систему медь — никель. На рис. 45 и 46 показана микроструктура чистой меди и чистого никеля, а на рис. 47 — кривые охлаждения и диаграмма состояния сплавов системы медь — никель.
Кристаллизация чистых металлов будет проходить при постоянной температуре (кривые 1 и 5), а любого сплава этих металлов (кривые 2, 3 и 4)—при переменной температуре, причем характер кривых охлаждения для всех сплавов будет один и тот же, но отличный от ранее рассмотренных.
Рассмотрим кривую охлаждения сплава, содержащего 50% никеля и 50% меди (3-я кривая). Верхний участок кривой до точки / соответствует охлаждению жидкого сплава, представляющего собой однородный жидкий раствор. В точке /, которая соответствует точке, лежащей на линии-ликвидуса, начнется процесс кристаллизации твердого раствора. Участок кривой IS будет более пологим, так как процесс кристаллизации связан с выделением тепла. В точке S процесс кристаллизации за
44
кончится. Эта точка соответствует точке, лежащей на линии солидуса диаграммы состояния.
Участок кривой ниже точки S соответствует охлаждению уже затвердевшего сплава, представляющего собой однородный твердый раствор.
Рис. 45. Микроструктура чистой меди. X 100
Рис. 46. Микроструктура чистого никеля. X 100
Диаграмма состояния неограниченных твердых растворов системы медь — никель приведена на рис. 47. Верхняя слегка выпуклая линия
Рис. 47. Построение диаграммы состояния неограниченных твердых растворов системы никель — медь по кривым охлаждения
представляет собой линию ликвидуса, а нижняя вогнутая — линию солидуса.
Сплавы, лежащие выше линии ликвидуса, будут представлять собой однородные жидкие растворы, т. е.
(Си?±№)ж.р.
В области, лежащей между линией ликвидуса и линией солидуса, сплавы будут находиться частично в твердом, частично в жидком состояниях. Твердая фаза будет представлять собой твердый раствор, а жидкая — жидкий раствор, т. е.
(Си Ni)T р + (Си Ni)at р,
если твердые растворы неограниченной растворимости условимся обо-
45
значать как
(Cu^Ni)T.p.
Наконец, в области, лежащей ниже линии солидуса, сплавы будут представлять собой однородные твердые растворы, т. е.
(Cu?*Ni)T.p.
Необходимо отметить, что в процессе кристаллизации любого сплава состав твердого раствора и жидкой фазы непрерывно изменяется. Вант-Гофф и Розебум установили закономерности кристаллизации твердых растворов.
Правило Вант-Гоффа и Розебума гласит:
«Если два компонента способны давать неограниченные твердые растворы, то при затвердевании сплава вначале начинают образовываться кристаллы твердого раствора, обогащенные тем компонентом, который повышает температуру плавления сплава».
В качестве примера рассмотрим затвердевание сплава, содержащего 50% никеля и 50% меди (см. рис. 48). При охлаждении этого сплава из жидкого состояния в точке /, лежащей на линии ликвидуса, начинается процесс кристаллизации. Состав первых кристалликов твердой фазы (твердого раствора) будет равен 1\, т. е. концентрации, соответствующей точке k — точке пересечения горизонтали с линией солидуса. Понижение температуры до точки b вызовет изменение состава образующихся кристаллов твердого раствора до концентрации Т2, соответствующей точке а, что также определяется точкой пересечения горизонтали с линией солидуса. Состав жидкой фазы при данной температуре Ь будет равен концентрации /К2, соответствующей точке с — точке пересечения этой же горизонтали с линией ликвидуса. Аналогично при температуре d состав твердой фазы будет равен концентрации Ts, соответствующей точке f, а жидкой фазы Ж3 — концентрации, соответствующей точке р. В момент перехода всего сплава в
рдое состояние состав кристаллов твердого раствора будет равен концентрации, соответствующей точке s.
Однако процесс кристаллизации будет проходить так только в том случае, если охлаждение совершается достаточно медленно и диффузия успевает выравнивать состав- образующейся твердой фазы. В этом случае микроструктура медленно охлажденных (гомогенизированных) различных по составу сплавов будет представлять собой однородные зерна твердого раствора (рис. 49). Структура сплавов похожа на структуру чистых металлов. Различная окраска зерен твердого раствора объясняется анизотропией.
Рис. 48. Диаграмма состояния неограниченных твердых растворов системы никель — медь
На практике охлаждение совершается с гораздо большими скоростями, чем это необходимо для полного завершения процессов диффузии. Поэтому после затвердевания получается не гомогенный, а гетерогенный твердый раствор. В одном и том же кристалле могут быть области с различной концентрацией меди и никеля. На рис. 50 приведено строение такого быстро охлажденного сплава. Светлые кристаллы представляют собой зерна твердого раствора, обогащенные более тугоплав
46
ким компонентом — никелем, а темные зерна обогащены менее тугоплавким компонентом — медью. Если такой образец подвергнуть нагреву до температуры, лежащей немного ниже линии солидуса, и выдержать при этой температуре длительное время, т. е. провести процесс гомогенизации, структура станет однородной.
Чтобы закончить анализ диаграммы состояния неограниченных твердых растворов, рассмотрим возможность применения «правила рычага» к этой диаграмме.
Рис. 49. Микроструктура гомогенизированного сплава системы никель — медь, содержащего 50% никеля и 50% меди: однородный твердый раствор.
Х250
Рис. 50. Микроструктура литого сплава системы никель — медь, содержащего 50% никеля и 50% меди; твердый раствор различной концентрации: светлые зерна твердого раствора обогащены никелем, темные — медью. X 250
В качестве примера возьмем сплав, содержащий 50% никеля и 50% меди, при температуре, соответствующей точке b (см. рис. 48).
По правилу рычага можно написать, что количество твердого раствора Ьс количество жидкого раствора ab
Ь с у
количество твердого раствора = --100 % ,
ас
количество жидкого раствора =---100 %,
ас
т. е. отрезок Ьс укажет содержание твердой фазы, а отрезок ab — содержание жидкой фазы, если горизонтальную линию ас принять за 100% сплава.
§ 4. ДИАГРАММА СОСТОЯНИЯ ОГРАНИЧЕННЫХ ТВЕРДЫХ РАСТВОРОВ
Многие реальные металлические сплавы затвердевают и плавятся в соответствии с диаграммой состояния ограниченных твердых растворов; к ним относятся такие системы, как свинец — олово, кадмий — цинк, серебро — медь, а также А1—CuA12, Mg—Mg2Pb, Al—Mg2Si, Mg— MgZn2 и др.
Сплавы, затвердевающие в соответствии с диаграммой состояния ограниченных твердых растворов, характеризуются тем, что входящие в их состав компоненты:
1) в жидком состоянии обладают взаимной растворимостью в любых соотношениях;
47
2) в твердом состоянии обладают ограниченной растворимостью один в другом;
3) в определенных соотношениях образуют эвтектику.
Рассмотрим диаграмму состояния системы А1—СпА12, представляющую собой часть диаграммы состояния системы алюминий — медь.
Построение диаграммы состояния ограниченных твердых растворов системы А1—СнА1г производится так же, как построение диаграммы состояния эвтектического типа и диаграммы состояния неограниченных твердых растворов по кривым охлаждения, которые приведены вместе с диаграммой на рис. 51.
Рис. 51. Построение диаграммы состояния ограниченных твердых растворов системы А1 — СиА12 по кривым охлаждения
Алюминий с медью образует твердые растворы переменной концентрации. При температуре 0р растворимость меди в алюминии равна 0,3%, а при температуре эвтектики 548° она увеличивается до 5,6%.
Алюминий и медь в соотношении 46: 54 образуют стойкое химическое соединение СпА12.
Все сплавы этой системы А1—СпА12 по структуре и концентрации можно разделить на четыре группы:
1-я группа содержит меди от 0 до 0,3%;
2-я группа содержит меди от 0,3 до 5,6%;
3-я группа содержит меди от 5,6 до 33,8%;
4-я группа содержит меди от 33,8 до 54%.
Кривые охлаждения сплавов первой группы по характеру и процессам, идущим при затвердевании, ничем не отличаются от кривых охлаждения сплавов, затвердевающих в соответствии с диаграммой состояния неограниченных твердых растворов (см. рис. 47).
Кривые охлаждения сплавов второй группы будут отличаться от ранее рассмотренных. Для примера рассмотрим кривую охлаждения такого сплава (2-я кривая, рис. 51). Участок кривой до точки I соответствует охлаждению жидкого раствора, точка I — температуре начала кристаллизации. Эта температура соответствует точке, лежащей да линии ликвидуса. На участке IS выделяются кристаллы твердого раствора меди в алюминии.
В точке S, лежащей на линии солидуса, заканчивается кристаллизация. На участке Sk никаких процессов, кроме охлаждения, не происходит. В точке k, лежащей на линии предельной растворимости, сплав становится насыщенным и начинается процесс кристаллизации избыточного компонента металлического соединения СпА12п. Индекс «II» (вторичный) здесь показывает, что данная структурная составляющая образо
48
валась при вторичной кристаллизации — кристаллизации из твердого состояния, в отличие от первичной кристаллизации из жидкого состояния. Этот процесс вторичной кристаллизации продолжается до нормальной температуры.
Кривые охлаждения сплавов третьей группы будут похожи на кривые охлаждения сплавов, затвердевающих в соответствии с диаграммой состояния эвтектического типа (3-я кривая, рис. 51) с той глишь разницей, что на участке Ik будет выделяться не чистый металл, а кристаллы твердого раствора меди в алюминии.
Кривые охлаждения сплавов четвертой группы ничем не будут отличаться от кривых охлаждения сплавов третьей группы, но на участке Ik
т' ।
—ь-----о------>------1—о----->-------1----
0,3 5,6 10 А 20 30 33,8 40 50 54 % Си
О 10 20 30 40 ’ 50 ~60 70 80 30 100%СиА12
Рис. 52. Диаграмма состояния ограниченных твердых растворов системы А1 — CuAI2 (часть диаграммы состояния системы алюминий — медь)
будет выделяться не твердый раствор, а кристаллы металлического соединения CuA12i (5-я кривая, рис. 51). Кривые охлаждения чистого алюминия и химического соединения CliA12[ (1 и 6-я кривые), а также кривая охлаждения эвтектики (4-я кривая) имеют по одной критической точке, выраженной горизонтальными площадками.
Общий вид построенной диаграммы состояния А1—СиА12 приведен на рис. 52. Рассмотрим линии диаграммы и строение сплавов по ее областям.
Линия CDE представляет собой линию ликвидуса, а линия CNDF— линию солидуса. Горизонтальный участок линии солидуса NDF называется также эвтектической линией.
Линия MN показывает переменную по температуре растворимость меди в алюминии. Следовательно, линия MN является границей между ненасыщенными твердыми растворами и растворами насыщенными. Поэтому эту линию часто называют также линией предельной растворимости.
В области 1 любой сплав будет представлять собой однородный жидкий раствор алюминия с медью, т. е.
Al^Cu.
В области // и III сплавы будут находиться частично в жидком и частично в твердом состояниях. В области II твердой фазой будет твердый
4 3354
49
раствор меди в алюминии, а жидкой — жидкий раствор алюминия и меди, т. е.
Al(Cu)+(Al^±Cu), если твердый раствор ограниченной растворимости меди в алюминии условимся обозначать как А1(Сн).
В области III жидкой фазой будет являться также жидкий раствор алюминия и меди, а твердой — металлическое соединение СиА12, т. е
СпАЦ +(А15±Си).
Индекс «I» (первичный) показывает, что СиА12 образовалось при кристаллизации из жидкого состояния.
В остальных областях полностью затвердевшие сплавы будут иметь следующее строение:
в области IV — однородный твердый раствор меди в алюминии, т. е.
А1(Си);
в области V — твердый раствор меди в алюминии и вторичный СиА12, т. е.
Al(Cu)+CuAl2n;
в области VI — твердый раствор меди в алюминии, вторичный СнА1г и эвтектика, т. е.
Al (Cu)+CuAl2n 4 [Al (Cu)+CuA12] ;
в области VII — первичный СнА12 и эвтектика, т. е.
CuA12i +[A1(Cu)+CuA12].
Эвтектика этих сплавов представляет собой особую механическую смесь чередующихся мельчайших кристаллов твердого раствора меди в алюминии и металлического соединения СиА12, т. е.
[Al (Сн)+СиА12].
Теперь рассмотрим строение сплавов системы А1—СиА12. На рис. 53 показана структура сплава первой группы, состоящая из зерен твердого раствора меди в алюминии. Структура сплава второй группы приведена на рис. 54; это строение типичное для литого дуралюмина: зерна твердого раствора меди в алюминии и кристаллы вторичного СпА12. Структура доэвтектического сплава: твердый раствор меди в алюминии, кристаллы вторичного СиА12 и эвтектика — приведена на рис. 55. Структура эвтектического сплава — эвтектика, состоящая из мельчайших кристалликов твердого раствора меди в алюминии и СиА12 дана на рис. 56. На рис. 57 приведена структура заэвтектпческого сплава, состоящая из первичных кристаллов СиА12 и эвтектики.
В сплавах, содержащих эвтектику, при помощи расчета, как это делалось при анализе диаграммы состояния эвтектического типа, можно по структуре определить содержание меди. Однако в этом случае надо учитывать количество меди, находящееся в эвтектике и в твердом растворе. Например, в доэвтектическом сплаве, содержащем 30% эвтектики и 70% твердого раствора, количество меди в эвтектике
л 30^318=10 14%
х 100 а в твердом растворе
, 70-5,6 _ оо
ku=------=3,92 %.
у 100
50
Рис. 53. Микроструктура сплава системы алюминий — медь, содержащего 0,2% меди: зерна твердого раствора. X 250
Рис. 54. Микроструктура сплава системы алюминий — медь, содержащего 4% меди: зерна твердого раствора и вторичный CuA12. X 250
Рис. 55. Микроструктура доэвтектического сплава системы алюминий - - медь, содержащего 12% меди: зерна твердого раствора, вторичный СиА12 и эвтектика. X 250
Рис. 56. Микроструктура эвтектического сплава системы алюминий - медь: эвтектика. X 250
Рис. 57. Микроструктура за-эвтектического сплава системы алюминий — медь, содержащего 45% меди: первичный СиА12 и эвтектика. X 250
4*
51
Следовательно, исследуемый сплав содержит kx+kv= 14,06% меди,
что соответствует точке А, лежащей на оси абсцисс диаграммы состояния системы А1—CuA12 (см. рис. 52).
При определении состава заэвтектических сплавов рассчитывают количество меди, находящееся в эвтектике и в химическом соединении CuA12i- Сумма этих количеств будет соответствовать содержанию меди в заэвтектическом сплаве.
Чтобы закончить анализ, диаграммы состояния системы А1—СиАЬ отметим, что «правило рычага» применимо и к этой диаграмме.
§ 5. ДИАГРАММА СОСТОЯНИЯ ПЕРИТЕКТИЧЕСКОГО ТИПА
Многие сплавы затвердевают и плавятся в соответствии с диаграммой состояния перитектического типа; к ним относятся такие системы, как золото—платина, серебро—платина, медь—цинк, медь—олово, олово—сурьма, кадмий—ртуть, железо—углерод (верхний левый угол диаграммы) и др.
Сплавы, затвердевающие в соответствии с диаграммой состояния перитектического типа, характеризуются тем, что входящие в их состав компоненты:
1) в жидком состоянии обладают взаимной растворимостью в любых соотношениях;
2) в твердом состоянии обладают ограниченной взаимной растворимостью;
3) при определенном соотношении претерпевают перитектическое превращение.
Диаграмма состояния перитектического типа отличается от диаграммы состояния ограниченных твердых растворов тем, что образовавшиеся в процессе охлаждения кристаллы твердого раствора в дальнейшем взаимодействуют с оставшейся жидкой фазой и дают кристаллы другого твердого раствора. Такой процесс образования новой твердой фазы называется перитектическим.
Перитектическими также называются: температура, при которой протекает процесс; горизонтальная линия на диаграмме состояния, соответствующая этой температуре; сама реакция взаимодействия жидкой и твердой фаз и составы фаз, находящиеся в равновесии при данной температуре. В соответствии с правилом фаз при перитектическом превращении в равновесии должны находиться три фазы: две фазы (твердая и жидкая), взаимодействующие между собой, и третья (твердый раствор), получающаяся в результате этого взаимодействия.
Строятся диаграммы состояния перитектического типа так же по кривым охлаждения, как и другие, ранее рассмотренные диаграммы.
Рассмотрим кривые охлаждения и диаграмму состояния перитектического типа (рис. 58). Компонентами сплава возьмем металлы А и В. Обозначим твердый раствор металла В в металле А буквой а, а твердый раствор металла А в металле В буквой р. Таким образом, твердый раствор на основе металла А — a-твердый раствор, а твердый раствор на основе металла В — p-твердый раствор.
Линия ADB диаграммы — является линией ликвидуса, линия АСРВ — линией солидуса, горизонтальная линия CPD — перитектической линией. В отличие от эвтектической, эта линия соответствует не самой низкой температуре затвердевания сплавов, как это было на ранее рассмотренных диаграммах состояния эвтектического типа и ограниченных твердых растворов (см. рис. 38 и 51), а расположена при температуре, лежащей между температурами затвердевания чистых металлов.
Вертикальные линии СМ и PN (см. рис. 58), ограничивающие твер
52
дые растворы, с понижением температуры у некоторых систем (например, у сплавов системы серебро—ртуть или у сплавов системы олово— сурьма) могут располагаться и наклонно, что свидетельствует об изменении предельной растворимости с изменением температуры.
Для анализа -структур, образующихся в результате затвердевания сплавов, и для того, чтобы разобраться в процессах, происходящих при перитектическом превращении, рассмотрим кривые охлаждения сплавов. Часть кривых охлаждения (1, 2, 6 и 7) ничем не отличается от ранее рассмотренных (см. рис. 47 и кривые 1 и 2 на рис. 51). При охлаждении
Рис. 58. Построение диаграммы состояния перитектического типа по кривым охлаждения
сплава, содержащего 35% металла В и 65% металла А (3-я кривая), в точке /, соответствующей линии ликвидуса, начинается образование кристаллов твердого раствора а. К моменту охлаждения сплава до температуры К жидкая фаза будет иметь состав, соответствующий точке D, а твердая фаза — соответствующий точке С. Количество кристаллов в соответствии с правилом рычага будет измеряться отрезком KD, а количество жидкости—'отрезком КС, если отрезок CD принять за 100% сплава. В точке К начнется перитектическое превращение, которое заключается в том, что кристаллы сствердого раствора состава С, взаимодействуя с жидкой фазой состава D, будут образовывать кристаллы нового p-твердого раствора состава Р. В точке S перитектическое превращение закончится при этом жидкая фаза будет полностью израсходована на образование кристаллов р-чвердого раствора, а кристаллы a-твердого раствора окажутся в избытке. Перитектическое превращение в этом случае можно записать следующим образом:
а+жидк. раствор = р + а (остаток).
Следовательно, в результате затвердевания сплавов, содержащих от С до Р°/о металла В, образуется структура, состоящая из кристаллов а-твердого раствора и кристаллов р-твердого раствора Количество кристаллов а в рассмотренном сплаве будет измеряться отрезком КР, а кристаллов [3— отрезком КС, если отрезок СР принять за 100%.
В качестве примера на рис. 59 приведена перитектическая микроструктура сплава олово—сурьма, содержащего 25% сурьмы.
При охлаждении сплава, содержащего 50% металла А и 50% металла В (4-я кривая, см. рис. 58), в точке / также начнется выделение кристаллов твердого раствора а. В момент достижения горизонтали
53
в точке Р в соответствии с правилом рычага количество кристаллов твердого раствора а состава С будет измеряться отрезком PD, а количество жидкой фазы состава D будет измеряться отрезком PC. В точке Р начинается перитектическое превращение, которое закончится в точке 5. Вся жидкая фаза и все кристаллы твердого раствора а будут полностью израсходованы на образование кристаллов твердого раствора р.
В этом случае перитектическое превращение можно записать следующим образом:
а+жидк. раствор = р.
Рис. 59. Перитектическая микроструктура сплава системы олово — сурьма, содержащего 25% сурьмы и 75% олова: а- и p-твердый раствор. X 250
Таким образом, сплав перитектического состава, содержащий 50% металла А и 50% металла В, затвердевая, приобретает структуру однородного твердого раствора р.
При охлаждении сплава, содержащего 65% металла А и 35% металла В (5-я кривая), в точке / также начинается процесс затвердевания с образованием кристаллов твердого раствора а. При понижении температуры сплава до точки Е в соответствии с правилом рычага количество кристаллов твердого раствора а состава С будет измеряться отрезком ED, а количество жидкой фазы состава D будет измеряться отрезком ЕС. В точке Е начнется перитектическое превращение, которое закончится в точке Н, но жидкая фаза при перитектическом превращении не будет полностью израсходована на образование кристаллов p-твердого раствора, в то время как кристаллы a-твердого раствора полностью исчезнут. Количество кристаллов p-твердого раствора будет измеряться отрезком ED, а количество оставшейся жидкой фазы — отрезком ЕР.
в этом случае можно записать сле-
Перитектическое превращение дующим образом:
а+жидк. раствор = р + жидк. раствор (остаток).
При дальнейшем охлаждении сплава от точки И до точки S будет происходить процесс затвердевания оставшейся жидкой фазы в кристаллы р-твердого раствора. В точке S сплав полностью затвердеет. Следовательно, в результате затвердевания сплавов, содержащих от Р до £>% металла В, хотя вначале и происходит образование кристаллов a-твердого раствора, но в результате перитектического превращения и дальнейшего процесса затвердевания оставшейся жидкой фазы ниже перитектической температуры образуется структура однородного р-твердого раствора.
Совершенно очевидно, что микроструктура, которая получается в результате перитектического превращения, не имеет такого характерного строения, как при эвтектическом превращении.
Заметим также, что при перитектическом превращении вместо р-твердого раствора могут образовываться кристаллы химического соединения. Такое химическое соединение является неустойчивым и при нагревании сплава распадается при перитектической температуре.
Заканчивая анализ диаграммы состояния перитектического типа, отметим, что правило рычага применимо и к этой диаграмме.
54
§ 6. ДИАГРАММЫ «СОСТАВ — СВОЙСТВА» МЕТАЛЛИЧЕСКИХ СИСТЕМ
Между диаграммами состояния и диаграммами «состав—-свойства» существует определенная зависимость. Если по оси абсцисс отложить составы сплавов, а по оси ординат—-свойства этих сплавов, например электросопротивление или электропроводность, твердость или прочность, пластичность или вязкость и т. п., то получим определенные закономерности, которые и называются диаграммами «состав—свойства», или законами Курнакова.
На рис. 60 приведены рассмотренные ранее основные типы диаграмм состояния а, б, в, г сплавов А—В и нерассмотренная пятая диаграмма состояния д с химическим соединением Ат В„. Под этими диаграммами расположены соответствующие им диаграммы состав — свойства.
Рис. 60. Диаграммы состояния и соответствующие им диаграммы «состав — свойства» (по Н. С. Курнакову)
Крайние ординаты на диаграммах «состав — свойства» показывают свойства чистых компонентов, а промежуточные — свойства сплавов в зависимости от их состава.
Нетрудно видеть, что каждому типу диаграмм состояния свойственна своя определенная закономерность изменения свойств сплавов в зависимости от изменения концентрации компонента В. Рассмотрим каждую пару из этих диаграмм в отдельности.
Диаграммы а. Сплавы затвердевают в соответствии с диаграммой состояния эвтектического типа, при сплавлении образуются механические смеси. В этом случае свойства сплавов изменяются по закону прямой линии (аддитивно) и значения свойств любого из сплавов находятся в интервале между свойствами чистых компонентов.
Диаграммы б. Сплавы затвердевают в соответствии с диаграммой состояния неограниченных твердых растворов. В этом случае свойства сплавов изменяются по криволинейному закону и могут значительно отличаться от свойств, входящих в сплав компонентов. Поэтому при образовании твердых растворов кривая свойств на диаграмме «состав—свойства» проходит через пологий максимум.
Диаграммы в. Сплавы затвердевают в соответствии с диаграммой состояния ограниченных твердых растворов. В этом случае свойства сплавов в интервале концентраций, соответствующих однофазным твердым растворам, изменяются по криволинейному закону (как на диаграммах б), а в двухфазной области — по прямолинейному закону (как на диаграммах а), причем крайние точки на прямой соответствуют границе предельной растворимости и являются свойствами насыщенных твердых растворов.
Диаграммы г. Сплавы затвердевают в соответствии с диаграммой состояния перитектического типа. В этом случае так же, как и в преды
55
дущем, свойства сплавов в интервале концентраций, соответствующих однофазным твердым растворам, изменяются по криволинейному закону, а в двухфазной области — по прямолинейному закону.
Диаграммы, д. Сплавы затвердевают в соответствии с диаграммой состояния, компоненты которой образуют химическое соединение. При сплавлении компоненты данной системы А и В с образовавшимся химическим соединением АтВ„ образуют механические смеси. В этом случае свойства сплавов изменяются по закону прямой линии, но при составе, соответствующем химическому соединению AmBn, на диаграмме состав— свойства наблюдается перелом прямой линии с образованием максимума или минимума. Эта точка перелома, соответствующая химическому соединению, называется сингулярной точкой. Найдя стехиометрическое соотношение компонентов данного химического соединения, можно по диаграмме состав-—свойства определить, какому составу отвечает сингулярная точка.
В заключение необходимо отметить, что диаграммы состав—свойства имеют исключительно важное значение для изучения природы металлических систем и определения состава сплавов с оптимальными физико-химическими и механическими свойствами.
Глава V
ДИАГРАММА СОСТОЯНИЯ СИСТЕМЫ ЖЕЛЕЗО — УГЛЕРОД
§ 1. ОБЩИЕ СВЕДЕНИЯ
Диаграмма состояния системы железо — углерод относится к одной из самых сложных. Изучение ее необходимо, так как железоуглеродистые сплавы широко применяются в современной технике. Наиболее важной в практическом отношении является часть диаграммы, характеризующая состояние сплавов, содержащих до 6,67% углерода. При 6,67% С образуется химическое соединение железа с углеродом Fe3C— карбид железа. Поэтому эта часть диаграммы часто называется диаграммой «железо — карбид железа».
Чистое электролитическое железо — это очень мягкий, пластичный металл белого цвета с плотностью 7,87 г/см3, мало похожий на знакомое нам техническое железо.
В твердом состоянии, как было сказано выше, железо при нагревании претерпевает три превращения: одно магнитное — при температуре 768° и два полиморфных — при температурах 910 и 1400°. При температуре 1539° железо плавится.
На рис. 61 показано изменение параметра кристаллической решетки железа при повышении температуры. Из диаграммы видно, что параметры кристаллических решеток а-, р- и б-железа в зависимости от температуры изменяются по закону прямой линии. Это еще раз подтверждает, что существуют две аллотропические формы железа, a-железо и у-железо, а не четыре, как считали раньше.
Углерод при взаимодействии с железом образует ограниченные твердые растворы типа внедрения и, как было сказано выше, химическое соединение— карбид железа Fe3C, называемое также цементитом.
Цементит представляет собой самую твердую, но вместе с тем очень хрупкую фазу в системе железо — углерод. По твердости цементит занимает среднее положение между корундом и алмазом.
Пространственная решетка цементита орторомбическая (рис. 62). Кристалл цементита состоит из ряда октаэдров, оси которых располо
56
жены под некоторыми углами друг к другу. Внутри каждого октаэдра располагается атом углерода. Каждый атом железа принадлежит одновременно двум октаэдрам. Плотность цементита близка к плотности железа и составляет 7,82 г!см'й.
Рис. 61. Изменение параметра кристаллической решетки железа в зависимости от температуры
Температура плавления цементита не могла быть определена пирометрически, так как уже около 1100° цементит распадается, выделяя свободный углерод. По косвенным данным, температура плавления цементита— около 1600°. При нормальной температуре цементит магнитен, при температуре 210° магнитные свойства его исчезают. Цементит
О — Ягпом железа
• —Ртом углерода
Рис. 62. Кристаллическая решетка цементита
способен образовывать твердые растворы замещения. Атомы углерода в цементите могут замещаться азотом, кислородом, а атомы железа — марганцем, хромом, вольфрамом и другими элементами.
Для построения диаграммы состояния системы железо — углерод поступают так же, как при построении ранее рассмотренных диаграмм.
57
Необходимо только иметь в виду, что при определении критических температур железоуглеродистых сплавов нельзя пользоваться одним только термическим анализом, так как тепловой эффект некоторых превращений очень мал.
§ 2. АНАЛИЗ ДИАГРАММЫ СОСТОЯНИЯ СИСТЕМЫ ЖЕЛЕЗО — УГЛЕРОД
Общий вид диаграммы состояния системы железо — углерод приведен на рис. 63, а упрощенный (без области б-железа) на рис. 64.
Часть диаграммы, охватывающая области затвердевания жидких сплавов, состоит из следующих линий (см. рис. 64):
ACD — линия ликвидуса, состоящая из двух ветвей: АС и CD;
АС — линия начала кристаллизации аустенита.
Аустенит представляет собой твердый раствор углерода в у-железе, т. е. FeT (С).
Решетка аустенита-—куб с центрированными гранями, в центре которого находится атом (ион) углерода.
CD — линия начала кристаллизации первичного цементита РезС;
AECF — линия солидуса, состоящая из двух ветвей: АЕ и ECF,
АЕ — линия конца кристаллизации аустенита;
ECF — эвтектическая линия, т. е. линия затвердевания жидкого раствора эвтектической концентрации состава С в эвтектику.
Эвтектика представляет собой механическую смесь кристалликов аустенита и цементита, т. е. [FeT (С) +РезС].
Образуется эвтектика из жидкого раствора, содержащего 4,3% углерода при постоянной температуре, равной 1130°.
При дальнейшем охлаждении ниже линии солидуса AECF происходят процессы, которые обусловливаются полиморфными превращениями железа и уменьшением растворимости углерода в a-железе и у-железе. Эти процессы, совершающиеся ниже линии AECF, представлены нижней левой частью диаграммы, которая часто называется «стальной» частью диаграммы (рис. 65).
«Стальная» часть диаграммы состоит из следующих линий:
GOS — линия начала перекристаллизации аустенита в феррит.
Феррит представляет собой твердый раствор углерода в а-железе, т. е. Fea (С). Решетка феррита-—объемноцентрированный куб.
SE — линия начала кристаллизации вторичного цементита Fe3Cn из аустенита;
•GMP— линия конца перекристаллизации аустенита в феррит;
МО— линия магнитного превращения феррита;
PQ— линия начала кристаллизации третичного цементита Fe3Cm из феррита;
PSK — эвтектоидная, или перлитная, линия, т. е. линия превращения аустенита концентрации состава S в перлит.
Перлит это механическая смесь кристалликов феррита и цементита, т. е. Fea (С) +Fe3C.
Образуется перлит из аустенита, содержащего 0,8% углерода, в результате эвтектоидного распада при постоянной температуре, равной 723°.
Эвтектоидная смесь (перлит) имеет такое же строение, как и эвтектическая. Разница заключается только в том, что эвтектика образуется из жидкого раствора по линии ECF (см. рис. 64), а эвтектоид — из твердого раствора по линии PSK и в том, что первая смесь состоит из чередующихся кристаллов аустенита и цементита, а вторая — из феррита и цементита. Это обстоятельство и заставляет линию PSK называть не эвтектической, как линия ECF, а эвтектоидной.
При охлаждении чугунов на линии PSK в результате эвтектоидного распада из эвтектики образуется ледебурит.
58
Жидкий раствор * S'-твердый раствор
1539
S-твердый раствор——
6 твердый раствор/ р/ор у твердый раствор'
5
юоо
Жидкий раствор
1300
1200
ИЗО
1100
Е <3
Цементит* эвтектика
Аус тенит ^твердый раствор)/^
Аустенит * цементит * .
эвтектика Е
। а
Жидкии раствор * аустенит
910
Аустенит* феррит^
800 Феррит
Жидкии раствор+цементит (первичный)
'Аустенит/'1 цементит * (вторичный) I
't'CppUIH w » —₽•
(jx-твердый раствор)-\р —
/—1—1 ---------1 1-------------------------. -I
\Феррит*\Перлит* }Перлит±цементит±ледебурит\ ^перлит цементит । (перлит+ цементит) ।
600&-
723
700
Феррит* цементит (третичный) —
Цементит* ледебурит (перлит* цементит)
(перлит* цементит)
Q 0,8 1 2 3 ' 4,3 5 , 5 Б,БГ/о\
О 10 20 30 40 50 60 70 80 90 100%('«3Z
Концентрация
Рис. 63. Диаграмма состояния системы железо — углерод
Рис. 65. «Стальная» часть диаграммы состояния системы железо — углерод
60
Ледебурит это механическая смесь перлита и цементита, т. е. {[Fea(C) + F3C]+Fe3Cj.
Образуется ледебурит из эвтектики, содержащей 4,3% углерода и •состоящей из аустенита и цементита, в результате эвтектоидного распада при постоянной температуре, равной 723°.
В отдельных областях диаграммы железо — углерод (см. рис. 64) сплавы имеют следующее строение.
I. Однородный жидкий раствор
Fe^±C.
II. Кристаллы аустенита и жидкий раствор FeT(C)+(Fe^C).
III. Кристаллы первичного цементита и жидкий раствор
Fe3CI+(Fe5±C).
IV. Аустенит
FeT(C).
V. Аустенит и вторичный цементит FeT(C)+Fe3Cn.
VI. Аустенит, вторичный цементит и эвтектика
Fe7 (С) + Fe3Cn + [FeT (С) + Fe3 С].
эвтектика
VII. Первичный цементит и эвтектика
Fe3CI+[Fe7(C) + Fe3C].
VIII. Аустенит и р-феррит
FeT(C) + FeP (С).
IX. Аустенит и а-феррит
Fe7(C) + Fea(C).
X. Феррит
Fea(C).
XI. Феррит и третичный цементит
Fea(C)-j-Fe3Cin.
XII. Феррит, третичный цементит и перлит
Fea (С) + Fe3Cin + [FeK(C) + Fe3C],
перлит
XIII. Перлит и вторичный цементит
[Fea(C)+Fe3C]+Fe3Cn.
XIV. Перлит, вторичный цементит и ледебурит
[FeB(C)+Fe3 С] -ф Fe3 С„ -ф j [Fen (С)+Fe3C] + Fe3 Сj. ' пеплит ~~ цементит перлит—продукт цементит 1 вторичный распада аусте- эвтектики
продукт распада аустенита ,11ита эвтектики г
ледебурит
XV. Первичный цементит и ледебурит
Ре3С, + {[Fe.(C) + Fe3C] + Fe3C|. цементит перлит—продукт цементит первичный распада аусте- эвтектики нита эвтектики
ледебурит
61
В зависимости от количества углерода стали делят на доэвтектоид-иые, содержащие от 0 до 0,8% углерода, эвтектоидные, содержащие 0,8% углерода, и заэвтектоидные, содержащие выше 0,8% углерода.
§ 3. МИКРОСТРУКТУРА СПЛАВОВ СИСТЕМЫ ЖЕЛЕЗО — УГЛЕРОД
Сплавы железа с углеродом, содержащие до 2,0% углерода, называются сталями, а с более высоким процентным содержанием углерода — чугунами.
Все сплавы системы железо — углерод в зависимости от содержания углерода после их затвердевания и завершения процессов, происходящих при медленном охлаждении в твердом состоянии, можно разделить на шесть групп (табл. 5).
Таблица 5 Структура железоуглеродистых сплавов
Группа Содержание углерода % Структура
1 2 3 4 5 6 От 0 до 0,01 От 0,01 до 0,03 От 0,03 до 0,8 От 0,8 до 2,0 От 2,0 до 4,3 От 4,3 до 6,67 Феррит Fe«(С) Феррит и третичный цементит: FeK (С) + Fe3 Сщ феррит цементит третичный Феррит, третичный цементит и перлит: Fea (С) + Fe3Cm + [Fea (С) + Fe3C] феррит цементит феррит цементит третичный перлита перлита перлит Вторичный цементит и перлит: Fe3Cn + [Fea (С) + Fe3C] цементит феррит цементит вторичный перлита перлита перлит Третичный цементит, выделяющийся из феррита в перлите нитке температуры 723°, при микроскопическом исследовании не обнаруживается, так как он присоединяется к цементиту перлита; поэтому он не включен в структурную формулу. Этими четырьмя группами охватываются все стали. Перлит, вторичный цементит и ледебурит: [Fea (С) + Fe3 С] + Fe3 Сп + {[Fea (С) + Fe3 С] + Fe3 С} перлит цементит перлит—продукт цеменит вторичный распада аустенита эвтектики ' эвтектики продукт распада ' - — — —г аустенита» образовавшее ледебурит гося в области II Вторичный цементит в ледебурите, выделяющийся из аустенита эвтектики ниже температуры 1130°, при микроскопическом исследовании не обнаруживается, так как он присоединяется к цементиту эвтектики; поэтому он не включен в структурную формулу Первичный цементит и ледебурит: Fe3 Cj + {[Fe„ (С) + Fe3 С] + Fe3 С} цементит перлит—продукт рас- цементит первичный пада аустенита эвтек- эвтектики тики ледебурит
62
Сплавы первой группы, содержащие до 0,01% углерода, несмотря на тщательное рафинирование, содержат примеси — кремний, марганец, серу и фосфор — сотые доли процента. Это почти чистое железо. Микроструктура такого сплава — феррит (рис. 66).
Рис. 66. Микроструктура железа типа армко, содержащего О,О1*>/о углерода: феррит. X 500
Рис. 67. Микроструктура технически чистого железа, содержащего 0,025% углерода: феррит и третичный цементит. Х500.
Структура сплавов второй группы, содержащих от 0,01 до 0,03% углерода, представляет собой феррит и третичный цементит (рис. 67). Это технически чистое железо.
Выделение мельчайших очень твердых частичек цементита внутри пластичных зерен феррита упрочняет его. Выделение же цементита по границам зерен снижает его вязкость.
Сплавы третьей группы, содержащие от 0,03 до 0,8% углерода, имеют структуру феррита и перлита (рис. 68 и 69). Количество перлита
Рис. 68. Микроструктура доэв-тектоидной стали, содержащей 0,25% углерода: феррит и перлит. X 250
Рис. 69. Микроструктура доэв-тектоидной стали, содержащей 0,45% углерода: феррит и перлит. X 250
при содержании углерода 0,03% равно 0, а при содержании 0,8% углерода равно 100%- Количество перлита в этих пределах (0,03—0,8) изменяется пропорционально содержанию углерода.
Содержание углерода в стали этой группы можно определить по количеству перлита. Для этого, определив в поле зрения микроскопа
63
площадь, занятую перлитом, рассчитывают содержание углерода kx по следующей формуле:
0,8-Snen„ ------перл
х 100
где Зперл — площадь, занятая перлитом, в процентах *.
При содержании углерода 0,8% количество перлита становится равным 100%. Это эвтектоидная, или перлитная сталь (рис. 70). Структура перлитной стали состоит из чередующихся пластинок цементита и феррита. Название «перлит» произошло от перламутрового блеска, наблюдаемого на отполированном и протравленном шлифе.
Рис. 70. Микроструктура эвтектоидной стали, содержащей 0,8% углерода: перлит. X 500
Рис. 71. Микроструктура заэв-тектоидной стали, содержащей 1,2% углерода: перлит и сетка вторичного цементита. Х250
Сплавы четвертой группы, содержащие от 0,8 до 2,0% углерода, имеют структуру перлита и вторичного цементита (рис. 71); последний при медленном охлаждении стали, выделяясь из аустенита по границам зерен, образует твердую хрупкую оболочку — «сетку», что сильно снижает вязкость и при повторно-переменной и ударной нагрузках может привести к образованию трещин.
На рис. 72 приведена микроструктура той же заэвтектоидной стали, что и на рис. 71, но в ней вторичный цементит и цементит перлита имеют зернистую форму. Такая структура получается после длительной выдержки стали при температуре, близкой к 700°, в результате чего происходит процесс коагуляции и сфероидизации цементита. Эта структура носит название зернистого цементита в феррите, или зернистого перлита.
Две последние группы сплавов (см. табл. 5) относятся к чугунам. Чугуны делятся на доэвтектические, содержащие от 2,0 до 4,3% углерода, эвтектические, содержащие 4,3% углерода, и заэвтектические, содержащие больше 4,3% углерода.
Различают чугуны белые, серые и ковкие. Образование этих чугунов и их подробные характеристики будут рассмотрены ниже. Здесь же
* При более точном определении содержания углерода в стали, особенно в малоуглеродистой, необходимо учитывать и углерод, содержащийся в феррите и третичном цементите; в этом случае к найденному количеству kx прибавляют величину Д’
О.ОЗ-^ферр
—%'
где 5ферр — площадь, занятая ферритом, в процентах.
64
ограничимся краткими сведениями и рассмотрим только белые чугуны, которые образуются в соответствии с изучаемой диаграммой.
Белые чугуны получаются при условии, если цементит не успевает при охлаждении сплава разложиться на графит и железо.
На рис. 73 приведена микроструктура белого доэвтектического чугуна, состоящая из перлита, ледебурита и вторичного цементита. На рис. 74 дана микроструктура эвтек-
тического чугуна, где только ледебурит. На рис. 75 представлена микроструктура белого заэвтектиче-ского чугуна, состоящая из первичного цементита и ледебурита.
Рис. 72. Микроструктура заэв-тектоидной стали, содержащей 1,2% углерода: зернистый цементит в феррите. Х250
Рис. 73. Микроструктура доэвтектического белого чугуна, содержащего 3,0% углерода: перлит, вторичный цементит и ледебурит. Х250
Указанные структуры белых чугунов получаются при быстром охлаждении железоуглеродистых сплавов или в результате действия на
Рис. 74. Микроструктура эвтектического белого чугуна, содержащего 4,3% углерода: ледебурит. Х25О
5 3354
65
них некоторых специальных добавок (марганца, хрома, молибдена), которые задерживают распад цементита.
Цементит в больших массах или в изолированном от железа состоянии при температурах выше 450° способен распадаться на графит и железо.
Рис. 75. Микроструктура заэвтектического белого чугуна, содержащего 5,0% углерода: первичный цементит и ледебурит. X 250
Для того чтобы вызвать распад цементита, чугун необходимо охлаждать медленно или вводить специальные добавки (кремний, алюминий, никель), которые ускоряют графитизацию. В результате графитизации получается серый чугун, в котором имеется структурно свободный углерод (графит).
Если белый чугун нагреть до 930—950° и длительно выдержать его при этой температуре, то цементит распадется на графит и железо. Графит в этом случае называется углеродом отжига, а чугун — ковким.
Глава VI
ПОНЯТИЕ О ДИАГРАММАХ СОСТОЯНИЯ ТРОЙНЫХ СИСТЕМ
§ 1. МЕТОД ПОСТРОЕНИЯ ДИАГРАММ СОСТОЯНИЯ ТРОЙНЫХ СИСТЕМ
Сплавы, состоящие из трех компонентов, относятся к тройным системам. Для построения диаграмм состояния тройных систем пользуются методом пространственного изображения.
Основанием тройной диаграммы служит равносторонний треугольник, называемый концентрационным треугольником (рис. 76).
Вершины концентрационного треугольника соответствуют чистым компонентам, т. е. точка А соответствует 100% компонента А, точка В—100% компонента В и точка С—100% компонента С.
66
Каждая из сторон треугольника соответствует составам двойных сплавов: например, сторона АВ— составам сплавов системы А—В, сторона ВС — составам сплавов системы В — Си сторона АС — составам сплавов системы А — С.
Составы тройных сплавов расположены внутри треугольника. Так, например, точка О, лежащая внутри треугольника, выражает состав тройного сплава, содержащего 50% компонента А, 30% —В и 20% —С. Это положение вытекает из элементарного геометрического построения. Действительно, если из любой точки, лежащей внутри равностороннего треугольника, провести линии, параллельные трем его сторонам, то сумма отрезков этих линий будет равняться стороне треугольника, т. е. Оа + ОЬ + Ос=АВ = ВС=АС. Следовательно, если принять сторону тре-
Рпс. 76. Концентрационный 'треугольник для изображения состава сплавов тройной системы по отрезкам, параллельным сторонам треугольника
угольника за 100% сплава, то отрезок Оа будет показывать концентрацию компонента А (50%), отрезок ОЬ — концентрацию компонента В (30%) и отрезок Ос — концентрацию компонента С (20%). Причем сумма концентраций этих компонентов будет равна стороне треугольника, т. е. 50%Л+30%В+20%С=ДВ=ВС=ДС.
Для расчета концентрации тройных сплавов можно воспользоваться и другим свойством равностороннего треугольника. Если из любой точки, лежащей внутри равностороннего треугольника, опустить перпендикуляры на три его стороны, то сумма этих перпендикуляров равняется высоте треугольника.
Построение тройных диаграмм состояния проводится так же, как построение двойных диаграмм, по кривым охлаждения. Вид тройных диаграмм зависит от того, в какие взаимодействия вступают сплавляемые компоненты и какие они образуют фазы.
В качестве примера рассмотрим два простейших случая:
I) компоненты А, В и С обладают неограниченной взаимной растворимостью как в жидком, так и в твердом состояниях;
2) компоненты А, В и С обладают неограниченной взаимной растворимостью в жидком состоянии и совершенно нерастворимы в твердом состоянии, т. е. образуют механические смеси.
5*
67
§ 2. ДИАГРАММА СОСТОЯНИЯ ТРОЙНОЙ СИСТЕМЫ, КОМПОНЕНТЫ КОТОРОЙ ОБРАЗУЮТ НЕОГРАНИЧЕННЫЕ ТВЕРДЫЕ РАСТВОРЫ
Общий вид пространственной тройной диаграммы состояния, компоненты которой обладают неограниченной взаимной растворимостью как в жидком, так и в твердом состояниях, показан на рис. 77. Диаграмма расположена внутри трехгранной призмы, ребра которой соответствуют чистым компонентам А, В и С, а грани — двойным системам А—В, В—С и А—С. Вертикальная ось изображает температуру.
Рис. 77. Диаграмма состояния тройной системы с неограниченными твердыми растворами
Рис. 78. Сечение диаграммы состояния тройной системы горизонтальной (изотермической) плоскостью
Верхняя выпуклая поверхность диаграммы, ограниченная кривыми AIB, В1С и С1А, является поверхностью ликвидуса, а нижняя вогнутая поверхность, ограниченная кривыми ASB, BSC и CSX,— поверхностью солидуса.
Любой сплав, имеющий температуру выше температуры поверхности ликвидуса, будет представлять собой однородный жидкий раствор, а имеющий температуру выше температуры поверхности солидуса, но ниже температуры поверхности ликвидуса, будет находиться в двухфазной области, причем жидкой фазой будет жидкий раствор, твердой — твердый раствор. Любой сплав, охлажденный ниже температуры поверхности солидуса, будет представлять собой одну фазу — тройной твердый раствор.
Если построить пространственную реальную модель тройной диаграммы, то для любого тройного сплава можно определить температуру начала и конца его затвердевания или плавления по точкам пересечения вертикали, соответствующей составу сплава, с поверхностями ликвидуса и солидуса (см. рис. 77, точки di и ds).
Однако на практике стремятся обходиться не моделями диаграмм, а плоскими изображениями. Для этого пользуются либо проекциями диаграммы на горизонтальные плоскости, либо проекциями горизонтальных или вертикальных сечений.
68
по линии ab и поверхность
Л,
со-
диаграммы системы верти-
Рис. 79 СТОЯНИЯ ' кальными
Сечение тройной 1 (политермическими) плоскостями
Горизонтальные сечения, соответствующие постоянной температуре, называются изотермическими, а вертикальные, отражающие переменную температуру,— политермическими.
На рис. 78 показано сечение диаграммы изотермической плоскостью, которая пересекает поверхность ликвидуса солидуса по линии cd.
Если эти линии ab и cd спроектировать на основание диаграммы, то по проекциям «1&1 и cxdx можно указать, при какой температуре начнет затвердевать или затвердеет любой сплав, лежащий на этих линиях.
Если провести ряд секущих горизонтальных изотермических плоскостей, каждая из которых будет отвечать определенной температуре, и все линии пересечения спроектировать на плоскость основания, то эти проекции могут заменить пространственную диаграмму.
Кроме горизонтальных сечений, применяется также метод вертикальных политермических сечений, в результате которого получаются диаграммы, подобные двойным диаграммам.
На рис. 79 показаны два таких сечения тройной диаграммы. Первое вертикальное сечение Ьссфх проведено параллельно одной из граней призмы (СС1Л[Д). Все сплавы, расположенные в этом сечении, имеют постоянное содержание компонента В.
Второе вертикальное сечение аСа^
ССь В этом случае все сплавы, расположенные в постоянное соотношение двух компонентов А и В.
По этим сечениям легко определить температуры начала и конца затвердевания или плавления, а также проследить за процессом изменения фазового состояния при изменении температуры.
проведено
через ребро призмы этом сечении, имеют
§ 3. ДИАГРАММА СОСТОЯНИЯ ТРОЙНОЙ СИСТЕМЫ, КОМПОНЕНТЫ КОТОРОЙ ОБРАЗУЮТ МЕХАНИЧЕСКИЕ СМЕСИ
Общий вид тройной диаграммы, компоненты которой обладают неограниченной взаимной растворимостью в жидком состоянии и нерастворимы в твердом состоянии, т. е. образуют механические смеси, представлен на рис. 80. Как и в предыдущем случае, диаграмма изображается трехгранной призмой, ребра которой соответствуют чистым компонентам А, В и С, а грани соответствуют следующим двойным системам:
системе А — Вс эвтектической линией gf и эвтектикой е/;
системе В — С с эвтектической линией Ik и эвтектикой е/ и системе А — С с эвтектической линией тп и эвтектикой е/. Поверхности ликвидуса этой диаграммы следующие:
Acx'E'e^A — поверхность ликвидуса, по которой выделяются кристаллы компонента А;
Вег'Е'вх'В — поверхность ликвидуса, по которой выделяются кристаллы компонента В;
69
Се^Е'е^С— поверхность ликвидуса, по которой выделяются кристаллы компонента С.
Эти поверхности ликвидуса, пересекаясь, образуют следующие линии двойных эвтектик:
ех'Е' — линия двойной эвтектики, по которой выделяется двойная эвтектика (Л+В);
е2'Е' — линия двойной эвтектики, по которой выделяется двойная эвтектика (В + С);
е3'Е' — линия двойной эвтектики, по которой выделяется двойная эвтектика (Л + С).
Линии двойных эвтектик в тройной системе, пересекаясь в одной точке Е', образуют точку тройной эвтектики (Л+В + С). В этой точке
Рис. 80. Диаграмма состояния сплавов тройной системы, образующих механические смеси
также пересекаются между собой и с плоскостью солидуса все три поверхности ликвидуса.
Поверхность солидуса представляет собой горизонтальную плоскость АЕВЕСЕ, на которой происходит затвердевание тройной эвтектики.
Кроме поверхностей ликвидуса и солидуса, на диаграмме имеется еще ряд промежуточных поверхностей, которые ограничены гранями призмы, линиями двойных эвтектик и спускаются вниз в виде винтовых поверхностей
Рис. 81. Проекция диаграммы состояния тройной системы на плоскость основания
до пересечения с плоскостью солидуса по линиям АеЕ', ВеЕ’ и СеЕ'. Эти промежуточные поверхности также пересекаются между собой по линиям е[Е', е^Е’ и е'3Е', которые в свою очередь пересекаются в точке тройной эвтектики Е'.
Чтобы показать, какие структурные составляющие образуются в той или иной области, рассмотрим проекцию диаграммы на плоскость основания (рис. 81). Здесь буквами А, В и С обозначены чистые компоненты, двумя буквами, ЛВ, ВС и АС двойные эвтектики и тремя буквами АВС — тройная эвтектика. Сплавы, расположенные на линиях еД, с2£ и е3£, не будут содержать избыточных чистых компонентов и будут состоять лишь из двойной и тройной эвтектик. Сплавы же, расположен
70
ные по линиям АЕ, BE и СЕ, не будут содержать двойных эвтектик и будут состоять лишь из избыточных чистых компонентов и тройной эвтектики. И, наконец, сплав, отвечающий точке Е, будет состоять лишь из одной тройной эвтектики. Этот сплав будет наиболее легкоплавким из всех сплавов рассмотренной системы.
Для представления о превращениях, совершающихся в сплавах рассмотренной системы в связи с изменениями температуры, применяется метод сечений тройных диаграмм горизонтальными изотермическими плоскостями, а также вертикальными политермическими плоскостями.
По этим сечениям можно легко проследить-за тем, какие превращения в связи с изменением температуры совершаются в сплавах, какие будут структуры в любом сплаве и при каких температурах будут совершаться эти превращения.
РАЗДЕЛ ВТОРОЙ
ПРОЧНОСТЬ И ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ МЕТАЛЛОВ
Глава I
МЕХАНИЗМ УПРУГОЙ И ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
МЕТАЛЛОВ
§ 1. ПРОЧНОСТЬ КРИСТАЛЛИЧЕСКОЙ РЕШЕТКИ МЕТАЛЛОВ
В твердых телах в зависимости от их химической природы связь между атомами, молекулами или ионами может быть различной.
Для минеральных веществ характерна ионная связь. Например, в кристаллической решетке каменной соли чередуются положительно заряженные ионы натрия и отрицательно заряженные ионы хлора, взаимно удерживаемые электростатическими силами.
В другой группе тел существуют ковалентные связи, каждая из которых образуется парой общих электронов. Например, в кристаллической решетке алмаза каждый атом углерода связан с соседними атомами четырьмя ковалентными связями.
В молекулярных решетках органических соединений отдельные молекулы удерживаются молекулярными связями.
Для металлов и сплавов характерен металлический вид связи, возникающий между положительно заряженными ионами металла и полусвободными электронами, заряженными отрицательно.
Во всех случаях образования кристаллических решеток между
частицами возникают силы, удерживающие атомы, молекулы или ионы в узлах решетки на определенном расстоянии друг от друга. Академик Н. Т. Гудцов называет эти силы кристаллическими.
Помимо кристаллических сил между частицами любого вещества имеются силы сцепления, определяющие прочность материала.
Кристаллические силы в твердых телах складываются из сил притяжения и отталкивания. Обе силы зависят от расстояния между атомами (рис. 82); равнодействующая этих сил при некотором междуатом-ном расстоянии г0 становится равной нулю. При сближении атомов резко
Рис. 82. Изменение величины между-атомных сил в зависимости от расстояния между атомами:
Го — расстояние между атомами при равенстве сил притяжения +f и отталкивания —f; ri — расстояние между атомами при наибольшей равнодействующей силе притяжения
72
возрастают силы отталкивания, при удалении их друг от друга появляются силы притяжения. Этим объясняется свойство упругости кристаллических тел.
При некотором междуатомном расстоянии fi равнодействующая сила притяжения достигает наибольшего значения; преодолев эту силу, можно полностью отделить атомы друг от друга. Очевидно, эта сила представляет собой величину абсолютной прочности кристаллической решетки.
Теоретически вычисленные значения абсолютной прочности металлов во много раз превышают действительные значения прочности, найденные опытным путем, что можно объяснить дефектами и несовершенством кристаллического строения реальных металлов.
§ 2. ДЕФОРМАЦИЯ МОНОКРИСТАЛЛА В УСЛОВИЯХ СТАТИЧЕСКОГО НАГРУЖЕНИЯ
Рассмотрим растяжение монокристалла. При увеличении нагрузки/3 (рис. 83) образец растягивается, но характер деформации образца неодинаков. До нагрузки Ре деформация является только упругой.
Рис. 83. Диаграмма растяжения монокристалла (схема)
Максимальное напряжение, до которого в материале происходят только упругие деформации, называется пределом упругости.
Предел упругости ие определяется по формуле
°е=—кГ1мм2,
Л>
где fо — первоначальная площадь поперечного сечения образца.
Для многих материалов деформация на участке Ое пропорциональна нагрузке, т. е. подчиняется закону Гука.
Наибольшее напряжение, до которого сохраняется пропорциональная зависимость между нагрузкой и деформацией, называется пределом пропорциональности.
Предел пропорциональности сгпц определяется по формуле
<5 = ^55 кГ1мМ2, пц Го '
где Р,ш— нагрузка при пределе пропорциональности.
73
Нагружение материала выше Ре вызывает его пластическую деформацию, характеризующуюся тем, что после снятия нагрузки материал имеет остаточную деформацию. Пластическая деформация не подчиняется прямолинейному закону и происходит путем образования сдвигов или двойникования.
Рис. 84. Схема сдвига в монокрп- Рис. 85. Схема двойникования в мо-сталле нокристалле
Сдвиг состоит в перемещении одной части кристалла по отношению к другой по определенной плоскости (рис. 84). Двойникование сопровождается одновременным поворотом некоторого объема кристаллической решетки на определенный угол (рис. 85).
Рис. 86. Диаграмма растяжения монокристалла каменной соли (схема)
Рис. 87. Сдвиги в монокристалле цинка (схема)
Академик А. Ф. Иоффе, наблюдая растяжение монокристалла каменной соли, отмечал, что сдвиг, происходящий в некоторой плоскости, затормаживается и дальнейшее повышение нагрузки вызывает сдвиг в другой плоскости. Кривая растяжения имеет ступенчатый характер и показывает, что в процессе пластической деформации происходит упрочнение материала (рис. 86). Первая ступенька соответствует сдвигу при пределе упругости сге, а последующие, требующие большего напряжения, отвечают сдвигам по новым плоскостям. На рис. 87 приведена схема монокристалла цинка с гексагональной решеткой после растяжения.
Опыты показывают, что сдвиги легче всего происходят по плоскостям, которые наиболее густо усеяны атомами. Очевидно, в плоскостях связь между атомами является прочной, но друг с другом эти плоскости связаны слабее.
74
В объемноцентрированной кубической решетке наиболее густо усеянной является плоскость ромбододекаэдра, а не плоскость куба, а
Рис. 88. Плоскости сдвига в кубической решетке: а — плоскость куба; б — плоскость октаэдра; в — плоскость рембододекаэдра
в гранецентрированной — плоскость октаэдра (рис. 88). В случае гексагональной решетки (рис. 89) таким направлением служит плоскость базиса, например abcdef.
Сдвиги и двойникования не являются единственными формами пла-
Рис. 89. Плоскости сдвига в гексагональной решетке
ртической деформации. По мнению академика Н. Т. Гудцова, возможны другие виды пластической деформации, состоящие в остаточном искажении кристаллической решетки, изменении концентрации твердых растворов, вызываемом диффузионными процессами и т. д. Однако основной формой пластической деформации металлов и их сплавов являются сдвиги.
Строение металла в зоне сдвига резко изменяется. В областях, прилегающих к плоскости сдвига, происходит искажение кристаллической решетки, что приводит к упрочнению материала. Непосредственно в самой зоне сдвига происходит измельчение или дробление зерен металла.
§ 3. ПЛАСТИЧНОЕ И ХРУПКОЕ РАЗРУШЕНИЕ МЕТАЛЛОВ
Анализ деформации монокристалла показывает, что между упругой и пластической деформациями существует принципиальное различие, легко объяснимое в свете теории разрушения металлов путем отрыва и сдвига.
Известно, что всякое напряжение можно разложить по правилу параллелограмма на нормальное (по отношению к плоскости сдвига) и касательное. Нормальные напряжения вызывают только упругую деформацию; если бы отсутствовала способность к пластической деформации, то при возрастании внешней силы упругая деформация закончилась бы отрывом (рис. 90). Разрушение путем отрыва не сопровождается пластической деформацией и носит хрупкий характер. Касательные напряжения вызывают пластическую деформацию, т. е. сдвиги (рис. 91); при этом разрушение, происходящее путем сдвига, требует значительно меньших усилий, чем разрушение, происходящее путем отрыва.
Академик А. Ф. Иоффе показал, что величина сопротивления отрыву почти не зависит от внешних условий нагружения, тогда как сопротивление сдвигу резко падает с повышением температуры. Дальнейшие работы И. Н. Давиденкова и Я- Б. Фридмана показали, что хрупкое и пла-
75
стачное разрушение металлов и сплавов происходит также в зависимости от скорости приложения нагрузки.
График на рис. 92 показывает, что один и тот же материал в зависимости от скорости или от температуры испытания может находиться либо в хрупком, либо в пластичном состояниях. При низкой температуре
Плоскость отрыва
или динамическом нагружении наблюдается хрупкий излом по схеме
отрыва. При нагревании или статическом нагружении развивается пластическая деформация и материал разрушается по схеме сдвига. Температура, при которой начинает проявлять-
----Температура 6 °C
Рис. 92. Влияние температуры и скорости деформации на хрупкое и пластичное состояние твердых
ся хрупкость, называется критической температурой хрупкости.
На практике при разрушении деталей конструкций редко наблюдается чистый отрыв или сдвиг, обычно разрушение происходит в результате сочетания этих двух видов разрушения.
Кроме этой точки зрения на механизм вязкого разрушения, существует и другая, которая обосновывается М. В. Якутовичем, Ф. П. Рыбалко и В. А. Павловым. Согласно этой точке зрения вязкое разрушение происходит в конечном итоге также под действием нормальных растягивающих напряжений. Касательные напряжения, вызывая пла-
стическую деформацию, разрыхляют материал и подготавливают его к разрушению; само же разрушение происходит
тел
путем отрыва.
76
§ 4. ОСНОВНЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА
Исходя из анализа деформации монокристалла можно выделить следующие основные механические свойства:
1) упругость — способность материала внутренними силами восстанавливать первоначальную форму, искаженную внешним воздействием, после прекращения этого воздействия;
2) жесткость —способность материала сопротивляться упругой деформации;
3) пластичность —способность материала к остаточной (пластической) деформации, т. е. к остаточному изменению внешней формы без его разрушения;
4) прочность — способность материала сопротивляться возникновению и развитию пластической деформации;
5) твердость — способность материала сопротивляться внедрению в него другого, более твердого тела; твердость представляет производную от жесткости и прочности материала.
Количественное выражение этих свойств будет рассмотрено ниже.
Глава II
СВОЙСТВА И СТРУКТУРА ПОЛУКРИСТАЛЛИЧЕСКИХ ТЕЛ ПРИ ИХ ДЕФОРМАЦИИ
§ 1. ОСОБЕННОСТИ ДЕФОРМАЦИИ ПОЛИКРИСТАЛЛИЧЕСКИХ ТЕЛ
Поликристаллические тела, к которым относятся металлы и сплавы, состоят из большого числа различно ориентированных зерен (монокристаллов), связанных между собой межкристаллитной прослойкой.
Монокристаллы характеризуются анизотропией, т. е. различием свойств по различным направлениям кристалла.
Поликристаллические тела вследствие беспорядочного расположения их зерен обладают средними свойствами, почти одинаковыми по всем направлениям; поэтому поликристаллические тела квазиизотроп-ны. Лишь в случаях, когда зернам придают определенную ориентировку, например при холодной обработке давлением, свойства становятся зависимыми от направления.
Большое влияние на механические свойства поликристаллических тел оказывает величина зерен. В большинстве случаев мелкозернистый материал является более прочным, чем крупнозернистый.
На механические свойства поликристалла влияет также природа межкристаллитной прослойки. Эта прослойка, формируясь из атомов основного металла, вблизи границ зерен имеет сильно искаженную кристаллическую решетку. Кроме того, в состав прослойки входят различные примеси, всегда присутствующие в металлах и сплавах. По сравнению с материалом зерен механические свойства межкристаллитной прослойки характеризуются большей хрупкостью и меньшей теплоустойчивостью. Поэтому при динамическом разрушении или в условиях нагружения при высоких температурах излом чаще всего происходит по прослойке, т. е. носит межкристаллитный характер.
В поликристаллических телах деформация зерен при воздействии внешней силы происходит неодновременно: одни зерна достигают предела упругости раньше, чем другие, и начинают пластически деформироваться.
77
В пределах каждого отдельного зерна поликристаллического тела строение не является идеально правильным. Установлено, что зерна имеют мозаичное строение и состоят из отдельных блоков, отличающихся между собой ориентировкой кристаллической решетки.
Если металлы и сплавы подвергать пластической деформации, то блоки мозаичной структуры дробятся, что приводит к заметному изменению свойств.
Важнейшими нарушениями кристаллического строения реальных металлов и сплавов являются не только дефекты на границах зерен и мозаичная структура, но и дислокации, природа которых достаточно подробно была рассмотрена выше.
Наличие дислокаций оказывает огромное влияние на свойства металлов и сплавов при их пластической деформации. Например, вычис-
Рис. 93. Роликовая модель продвижения дислокации вдоль кристаллической решетки
ленные значения критического сопротивления сдвигу для алюминия и цинка на несколько порядков (более чем в 1000 раз) отличаются от реальных величин критического сопротивления сдвигу, определенных экспериментально. Поэтому в последние годы для объяснения механизма сдвига при пластической деформации привлекается теория дислокаций. Согласно этой теории пластический сдвиг рассматривается как процесс перемещения дислокаций. Краевая дислокация, как известно, под действием напряжения может передвигаться вдоль кристаллической плоскости в направлении вектора MN (см. рис. 13).
Наглядное представление о движении дислокации дает роликовая модель Андраде (рис. 93). На модели изображен ряд роликов, представляющих одну кристаллическую плоскость, на которой лежит второй ряд роликов, представляющих вторую кристаллическую плоскость. Ролики каждого ряда скреплены упруго. Каждый ролик второй полоски находится во впадине между роликами первой полоски (см. рис. 93, а).Чтобы переместить верхнюю плоскость как целое по нижней плоскости, надо приложить значительную горизонтальную силу, так как потребуется преодолеть суммарное сопротивление всего ряда.
Достаточно вспомнить, что в плоскости скольжения реального кристалла имеется примерно 1014 атомов/см2, то станет понятно, что даже при малом потенциальном барьере, который должен преодолеть каждый атом, суммарный эффект по всей плоскости будет очень велик.
Если же рассмотреть вторую группу роликов (см. рис. 93,6), в которой путем растяжения части верхнего ряда созданы дефекты (заштрихованные ролики) таким образом, что только девять роликов занимают весь участок, на котором раньше помещались десять роликов, то это и будет дислокацией. Если теперь приложить очень малое усилие сдвига
78
к верхнему слою, например провести вдоль него рукой слева направо, то дислокация легко переместится справа налево (см. рис. 93, в и а) и часть верхнего слоя роликов, по которому перемещается дислокация, передвинется справа налево на один параметр (см. рис. 93, д). Это идеальный случай перемещения одной дислокации на один параметр. В действительности число дислокаций в реальном металле очень велико.
Основываясь на такого рода рассуждениях, Тейлер, Орован и Полани пришли к заключению, что процесс скольжения происходит не путем одновременного сдвига всей атомной плоскости, а путем перемещения дислокаций вдоль плоскости скольжения.
Дислокационная схема пластического сдвига в упрощенном виде представлена на рис. 94. Вначале внешняя сила вызывает упругое сме-
Рис. 94. Схема дислокационного пластического сдвига
щение части кристалла (см. рис. 94, с). Затем с увеличением внешней силы степень смещения возрастает и в определенный момент ряд атомов 2 над плоскостью скольжения MN, перемещаясь, превратится в полуплоскость и образует линейную дислокацию (см. рис. 94, б и 13). Если теперь приложить небольшое внешнее усилие, то произойдет распространение волны последовательных перемещений вертикальных рядов атомов над плоскостью скольжения MN. В результате прохождения этой волны произойдет передвижение дислокации и она будет последовательно передаваться рядам атомов 3, 4, 5 (см. рис. 94, в, г) и т. д. В какой-то момент дислокация займет положение, показанное на рис. 94, д, а затем выйдет на поверхность и исчезнет (см. рис. 94, е).
Таким образом, если в металле есть дислокации, то процесс пластического сдвига в кристалле будет происходить путем перемещения дислокаций. Если же в металле нет дислокаций, то возможностей для сдвига будет меньше и тем прочнее будет металл, так как в этом случае сдвиг возможен только за счет одновременного смещения всей части кристалла.
Заманчивы перспективы использования теории дислокаций для разработки принципиально новых путей эффективного повышения прочности металлов и сплавов. Приготовляя образцы нитевидных кристаллов из чистых металлов диаметром от 0,05 до 20 мк и длиной ~ 1 мм, за которыми укрепилось название «усов», удалось поднять прочность (сопротивление сдвигу) на чистом железе до 1400 кГ1мм2, на меди до 700 кГ)мм? и т. д. Высокая прочность «усов» объясняется тем, что в них
79
нет дислокаций. По всей вероятности, «усы» представляют собой монокристаллы, которые являются почти совершенными.
Несмотря на то, что теория дислокаций является сравнительно молодой, уже в настоящее время можно привести многочисленные примеры ее применения. Оказывается, что прочность металлов и сплавов падает с увеличением числа дислокаций только вначале, когда дислокаций мало. Достигнув минимального значения при некоторой критической плотности дислокаций, прочность металлов и сплавов начинает возрастать.
Установлено, что чем больше в металле дислокаций, тем затруднительнее перемещение их относительно друг друга. Возникает препятствие, которое предотвращает скольжение. Дислокации могут передвигаться вплоть до препятствия, но не могут преодолевать его. В результате при деформации металла происходит упрочнение за счет увеличения числа дислокаций и накапливания их в блокированном участке.
§ 2. АНАЛИЗ ДИАГРАММЫ РАСТЯЖЕНИЯ МАЛОУГЛЕРОДИСТОЙ СТАЛИ
Диаграмма растяжения малоуглеродистой стали представлена на рис. 95. Согласно закону Гука до нагрузки Ре сохраняется прямолинейная зависимость между нагрузкой и деформацией (участок 1). Деформация Д/ прямо пропорциональна нагрузке Р и длине образца /0, но обратно пропорциональна площади поперечного сечения образца Го и модулю нормальной упругости Е, т. е.
откуда
Е___ r*Zp__ о
F0M с ’
где напряжение a—P/Fo, а относительное удлинение Х=Д///о-
Рис. 95. Диаграмма растяжения малоуглеродистой стали
Легко видеть, что модуль Е определяется как тангенс угла наклона прямой растяжения к оси абсцисс:
£=tga.
Поэтому величину Е правильнее называть модулем жесткости, как это впервые предложил проф. Н. В. Гевелинг> так как опа является количественной характеристикой механического свойства жесткости, т. е. сопротивляемости упругой деформации.
В материалах, не подчиняющихся закону Гука, модуль имеет переменное значение. Например, кривые растяжения меди, чугуна и других
78
материалов в области упругой деформации имеют выпуклую форму (рис. 96). Наоборот, для материалов, подобных резине, характерна вогнутая форма кривой упругих деформаций.
Важнейшей характеристикой материала является предел упругости, определение которого требует применения точных приборов, позволяющих измерять весьма малые деформации. Вследствие ограниченной точности измерительных приборов оказалось необходимым ввести понятие условного предела упругости.
Условным пределом упругости называется такое напряжение, при котором величина остаточной деформации составляет 0,002% первоначальной длины образца.
Для большинства материалов (сталей, алюминиевых сплавов и др.) предел упругости практически совпадает с пределом пропорциональности. Однако для материалов с переменным значением модуля Е (медь, чугун, резина и т. п.) предел упругости лежит значительно выше предела пропорциональности.
Условным пределом пропорциональности ощ называется напряжение, при котором величина отклонения кривой растяжения от прямолинейной зависимости достигает 0,002% первоначальной длины образца.
В процессе дальнейшего повышения нагрузки при некоторой силе Р., наблюдается значительная деформация материала без заметного повышения нагрузки. Напряжение, соответствующее этой силе, получило название предела текучести os:
— кГ/мм2.
Fо
При этом напряжении в материале особенно сильно развивается пластическая деформация, т. е. сдвиги, двойникование, остаточное искажение кристаллической решетки. В случае деформации малоуглеродистой стали на кривой растяжения появляется площадка текучести.
Не у всех материалов при пределе текучести наблюдается площадка. В случае растяжения легированных сталей, алюминиевых сплавов и других материалов кривая имеет плавный характер (рис. 97). В связи с этим было введено понятие условного предела текучести.
Условным пределом текучести сго,2 называется напряжение, при котором величина остаточной деформации составляет 0,2% первоначальной длины образца.
Дальнейшее повышение нагрузки (см. рис. 95, участок 2) вызывает последующее развитие пластической деформации. Однако до Рта1 деформация носит организованный характер, т. е. распределяется по всей длине образца приблизительно равномерно. При нагрузке Ртах в наиболее слабом участке образца возникает местная деформация и образуется шейка.
Зная силу Ртах, можно вычислить предел прочности материала сгв:
Лаах кГ1мм2' То
Пределом прочности сгв называется напряжение, соответствующее максимальной нагрузке, которая достигается при испытании на растяжение.
При дальнейшем растяжении образца отмечаются падение нагрузки и развитие шейки. В точке, соответствующей напряжению (см. рис. 95, участок 3), происходит разрыв образца.
Наряду с показателями жесткости и прочности — модулем нормальной упругости и пределами упругости, пропорциональности, текучести и прочности при испытании на растяжение — определяют и харак
6 3354
81
теристики пластичности — относительное удлинение и относительное сужение.
Относительное удлинение б определяется по формуле
g==Zj—^0.100% lo
где /о — расчетная длина образца до разрыва;
/1 — расчетная длина образца после разрыва.
При выборе расчетной длины следует шейки, т. е. местную деформацию.
иметь в виду образование
Рис. 96. Диаграмма упругого растяжения стали, чугуна и резины
Рис. 97. Диаграмма растяжения образца из дуралюмина
Очевидно, что с увеличением рабочей длины образца относительное удлинение будет уменьшаться, так как величина абсолютного удлинения Л — /о по мере удаления от шейки будет увеличиваться в меньшей степени, чем длина образца /о-
Для исключения такой неопределенности установили соотношение между длиной и поперечным сечением образца. Для круглых стандартных образцов между расчетной длиной 10 и диаметром Do условно принято следующее соотношение:
/о= Ю • До-
Из этого уравнения можно найти соотношение между расчетной длиной и площадью сечения образца. Если
/0=и,зГЛ>'-
Это соотношение справедливо для образцов с любой формой сечения, например для плоских образцов.
Относительное сужение ф определяется по формуле
7?о~7?1--1ОО%, До
где Fo — площадь поперечного сечения образца до испытания; , F1 — площадь поперечного сечения образца после разрыва в наиболее узком месте шейки.
82
§ 3. СТРУКТУРНЫЕ ИЗМЕНЕНИЯ МАЛОУГЛЕРОДИСТОЙ СТАЛИ ПРИ ИСПЫТАНИИ НА РАСТЯЖЕНИЕ
Структура отожженной малоуглеродистой стали в исходном состоянии состоит из пластичных зерен феррита и сравнительно небольших участков малопластичного перлита (рис. 98,с).
При нагружении до предела упругости <се (деформация первого периода, см. рис. 95) никаких видимых изменений в структуре стали не происходит.
Рис. 98. Изменение микроструктуры отожженной малоуглеродистой стали в процессе пластической деформации при испытании на растяжение. X 250:
а— до испытания на растяжение: феррит и перлит; б — при пределе текучести; в — значительно выше предела текучести; г — при нагрузке, близкой к разрушению
При нагрузке, соответствующей пределу упругости и особенно пределу текучести сц, когда начинает развиваться процесс пластической деформации (деформация второго периода), на отдельных зернах феррита, которые наиболее благоприятно расположены по отношению к действующей силе (под углом 45°), появляются линии сдвигов, ориентированные в пределах каждого зерна, приблизительно параллельно друг другу, но неодинаково направленные в разных зернах (см. рис. 98,6).
По мере увеличения нагрузки выше предела текучести процесс пластической деформации охватывает все новые и новые зерна; вследствие объемного характера деформации наблюдаемые линии сдвигов искривляются, однако в пределах каждого зерна продолжают оставаться приблизительно параллельными (см. рис. 98, е).
При нагрузке, соответствующей пределу прочности <тв (начало образования шейки), начинается деформация третьего периода, состоящая в развитии сдвигов, изменении формы зерен, вытягивании их в направ
6*
83
лении растягивающих усилий и в неорганизованном перемещении отдельных групп атомов.
Такой характер деформации свойственен аморфным веществам, поэтому деформацию третьего периода акад. Н. Т. Гудцов называет пластической деформацией течения. В итоге структура становится ориентированной (см. рис. 98, г).
§ 4. ОСТАТОЧНЫЕ ИЛИ ВНУТРЕННИЕ НАПРЯЖЕНИЯ
Остаточными напряжениями называются такие напряжения, которые остаются в изделии при снятии внешних нагрузок и уравновешиваются внутренними силами.
Необходимым условием для образования остаточных напряжений в твердом теле является такое воздействие на него внешних сил, при котором создаются неравномерные линейные или объемные изменения в смежных макро-, микро- или ультрамикроскопических объемах металла. В соответствии с этим различают остаточные напряжения первого, второго и третьего родов.
Остаточные напряжения первого рода уравновешиваются в макрообъемах изделия, т. е. охватывают или весь объем изделия, или значительную часть его. Эти напряжения имеют ориентированное направление и могут быть обнаружены рентгенографически или визуально при разрезании изделия на части и измерении деформаций.
Остаточные напряжения второго рода уравновешиваются в пределах микроскопических объемов, т. е. охватывают объем одного или нескольких зерен металла. Эти напряжения не имеют определенного направления и не могут быть выявлены путем разрезания изделия. Определяют эти напряжения по наличию размытых линий рентгенограммы.
Остаточные напряжения третьего рода уравновешиваются в пределах ультрамикроскопических объемов, т. е. охватывают объем нескольких кристаллических ячеек одного зерна. Эти напряжения могут быть определены только рентгенографическим методом.
Различают также остаточные напряжения в зависимости от причин, которыми они вызваны; И. А. Одинг разделяет их по этому принципу на две группы.
Технологические напряжения — напряжения, которые возникают в период изготовления изделия или в процессе его эксплуатации. В соответствии с этим различают следующие остаточные напряжения:
— литейные и усадочные, возникающие при застывании и усадке отливок;
— ковочные и прессовочные, возникающие при пластической деформации металла в горячем состоянии;
— сварочные, возникающие при затвердевании металла по сварному шву;
— напряжения от наклепа, возникающие вследствие неоднородного линейного или объемного изменения при холодной обработке металла давлением (холодная прокатка, штамповка, дробеструйная обработка и др.);
— напряжения резания, возникающие при обработке металла снятием стружки;
— термические или закалочные, возникающие при термической обработке изделий;
— электролитические, возникающие при электролитическом покрытии;
— тепловые или температурные, возникающие вследствие неоднородного нагревания или охлаждения;
— фазовые, возникающие при структурных превращениях и диффузионных процессах и т. п.
84
Конструкционные напряжения — напряжения, которые вызываются процессами сборки и особенно запрессовки деталей конструкций. В клепаных конструкциях эти напряжения могут возникать из-за погрешно-
Рис. 99. Образцы, вырезанные из рессоры:
/ — вид образца сразу же после вырезки; 2 — вид образца через одни сутки
Рис. 100. Растрескивание магнита при закалке
стей в разметке заклепочных отверстий и последующего натяжения деталей для совмещения этих отверстий. В болтах такие напряжения возникают от натяжения их гайками и т. п.
Конструкционные напряжения в той или иной детали могут рассматриваться как остаточные напряжения первого рода.
По мнению академика Н. Т. Гудцова, в металлах и сплавах, помимо
кристаллических сил решетки и сил сцепления, действуют случайные силы, которые вызваны внутренними или остаточными напряжениями. Эти силы распределены в кристаллической решетке не равномерно. Наличие их можно
Рис. 101. Разрушение двутавровой балки после надреза верхней и нижней по-
док доказать целым рядом примеров.
На рис. 99 показаны образцы из легированной высококачественной стали, вырезанные из рессоры, которые в течение суток самопроизвольно искривились, причем их деформация продолжалась еще в течение недели, но была уже незначительной. На рис. 100 показан магнит, треснувший во время закалки. Разрушение двутавровой балки при надрезе ее верхней и нижней полок приведено на
Рис. 102. Штамп, расколовшийся после длительной работы
Рис. 103. Штамп, лопнувший после закалки
рис. 101. Расколовшийся штамп, изготовленный из специальной стали, показан на рис. 102 Этот штамп после длительной работы был снят с пресса и при ударе о другой штамп раскололся.
85
Отмечались случаи и самопроизвольного растрескивания крупных штампов через несколько часов после их закалки (рис. 103). Известен также случай продольного раскалывания крупного цилиндра диаметром 90 мм длиной 920 мм. Подсчет показал, что разрушающее усилие должно было бы быть не менее 7000 Т.
Приведенные примеры подтверждают существование локальных сил, достигающих очень больших значений. Эти силы и есть внутренние, или остаточные, напряжения. Существование их связано с искажением кристаллических решеток, а величина может меняться от нуля до значений, превышающих предел прочности.
§ 5. ВЛИЯНИЕ РАЗМЕРОВ ИЗДЕЛИЯ НА МЕХАНИЧЕСКИЕ СВОЙСТВА
Сопротивление стальных деталей хрупкому разрушению зависит не
только от состояния материала, из которого они изготовлены, но и от их размеров. С увеличением размеров изделия сопротивление его хрупкому разрушению уменьшается. Это явление наблюдается не только у сталей, но и у других материалов, которым свойственно хрупкое разрушение.
Сопротивление отрыву зависит, как известно, от прочности наиболее слабого места в напряженном объеме металла образца. Если предпо-
Рис. 104. Влияние величины диаметра стеклянной нити на ее сопротивление отрыву
тверждалась экспериментально.
дожить, что отдельные дефекты материала, являющиеся слабым местом, расположены в объеме металла равномерно, а также, что чем больше дефект, тем реже он встречается, то с увеличением объема образца его сопротивление отрыву уменьшается, поскольку с увеличением объема растет вероятность попадания в этот объем более значительного дефекта.
Рядом исследований (Т. А. Кон-торова, Я. И. Френкеля и др.) была создана статистическая теория для подсчета хрупкой прочности материалов в зависимости от их объема. Эта зависимость между объемом образца и его сопротивлением хрупкому разрушению много раз под-А. П. Александров, С. Н Журков,
А. Ф. Зак и другие показали, что сопротивление отрыву весьма чувстви-
тельно к масштабному фактору.
Например, прочность стеклянной нити резко увеличивается по мере уменьшения ее диаметра (рис. 104).
В лаборатории Н. Н. Давиденкова было показано, что масштабный фактор в полной мере проявляется на стали как при растяжении, так и при изгибе. Причем при изгибе прочность получается более высокой, чем при растяжении. Объясняется это тем, что при изгибе объем сопротивляющейся массы металла при одинаковых напряжениях будет значительно меньше, чем при растяжении. Действительно, при растяжении весь объем образца равно нагружен и поэтому вероятность встречи наиболее опасного дефекта больше, чем при изгибе.
При кручении хрупкое разрушение также наступает при больших
напряжениях, чем при растяжении.
Н. Г. Плеханова и С. И. Ратнер показали, что изменение размера образца существенно влияет на механические характеристики пластичных сталей (табл. 6).
Как видно из данных таблицы, наиболее сильно размер образца
влияет на предел пропорциональности, в некоторых случаях предел про-
86
Таблица 6
Механические свойства стали при различных размерах образца
Марка стали и ее термическая обработка Диаметр образца d мм Предел прочности св кГ[мм^ Предел пропорциональности СПЦ кГ{мм^ Предел текучести =0,2 кГ!млй Сопротивление разрушению Sk кГ)мм^ Сужение поперечного сечения ф %
Сталь ЗОХГСА, изотер- 5 122 42,3 84,0 252 52,3
мически закаленная в се- 10 121 35,9 78,0 207 49,7
литре при 320° 20 119 34,0 73,0 195 45,8
40 119 32,8 71,8 186 40,4
Сталь 18ХНВА, закален- 5 114 69,6 103 195 64,6
ная и отпущенная при 550° 10 115 68,5 104 200 61,7
(2 часа} 20 113 62,4 97,5 182 59,5
40 111 53,1 95,0 177 49,1
Сталь 40ХНМА, закален- 5 103 78,2 88,1 171 55,7
ная и отпущенная при 550° 10 103 71,3 85,2 171 52,6
40 100 68,7 82,0 152 49,2
порциональности при увеличении диаметра образца от 5 до 40 мм падает более чем на 25%.
Масштабный фактор проявляется также при хрупком разрушении в коррозионной среде. С уменьшением поверхности прочность образцов при нагружении в коррозионной среде увеличивается.
Влияние масштабного фактора также сильно при повторно-переменных нагружениях.
Глава III
РЕКРИСТАЛЛИЗАЦИЯ
§ 1. ИЗМЕНЕНИЕ СТРОЕНИЯ И СВОЙСТВ МЕТАЛЛОВ ПРИ ИХ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
Пластическая деформация металлов и сплавов в холодном состоянии, каким бы способом она не вызывалась (растяжением, сжатием, изгибом, прокаткой, волочением, штамповкой, прессованием), упрочняет материал. Такое упрочнение называется нагартовкой, или наклепом. Причиной упрочнения являются искажение кристаллической решетки, сдвиги, полигонизация и измельчение зерен.
Структура материала в процессе пластической деформации также меняется, образуется так называемая текстура (см. рис. 10). Такое изменение структуры делает материал более прочным (увеличивается предел упругости, предел текучести, предел прочности, твердость), но менее пластичным (уменьшается относительное удлинение, относительное сужение) и более хрупким (уменьшается ударная вязкость).
На рис. 105 показано влияние нагартовки на предел прочности и относительное удлинение чистой меди. Аналогично изменяются и другие
87
механические характеристики: предел упругости, предел текучести, твер-
дость, поперечное сужение, ударная вязкость и др.
Наряду с механическими свойствами изменяются и физико-химиче-
ские свойства металлов и сплавов. С увеличением степени деформации уменьшаются плотность и электропроводность, ухудшается коррозионная стойкость, увеличивается растворимость в кислотах и т. д.
Уменьшение плотности показано на образце, подвергнутом ра
Рис. 106. Изменение плотности образца из чистого железа, подвергнутого растяжению в зависимости от степени пластической деформации
стяжению (рис. 106). Вблизи головки наблюдается слабое уменьшение плотности, а там, где деформация быстро возрастает и сечение образца резко уменьшается, наблюдается большое падение плотности.
§ 2. ВЛИЯНИЕ НАГРЕВА НА СТРОЕНИЕ И СВОЙСТВА ДЕФОРМИРОВАННОГО МЕТАЛЛА
Пластическая деформация холодных металлов и сплавов приводит их к термодинамически неустойчивому состоянию. Строение и свойства деформированного материала при комнатной температуре сохраняются, так как подвижность атомов еще недостаточна для самопроизвольной перестройки, приводящей к более устойчивому состоянию.
При нагреве нагартованного материала до низких температур (для железа 200—300°) происходит восстановление искаженной кристаллической решетки. Это явление называется возвратом, или отдыхом. При отдыхе механические свойства восстанавливаются частично, не более чем на 20—30%: изменения же микроструктуры не происходит.
При более высоком нагреве начинается изменение микроструктуры материала. Происходит рост зерен и образование равноосной, неде-формированной структуры. Этот процесс называется рекристаллизацией.
Начинается она с определенной температуры, протекает во времени, сопровождается ростом зерен, идет с заметной скоростью и вызывает значительное понижение прочности и увеличение пластичности.
Академик А. А. Бочвар установил, что для чистых металлов, под* вергнутых деформации в холодном состоянии, температура начала заметной рекристаллизации может быть вычислена по формуле
7фекр = 0,4 • Тплавл»
88
где Трекр — абсолютная температура начала рекристаллизации;
Тплавл — абсолютная температура плавления металла.
Таким образом, температура начала рекристаллизации для железа равна 450°, для меди — 270°; для алюминия— 100°, а для легкоплавких металлов, таких как свинец и олово, она ниже 0°.
Рис. 107. Зависимость температуры рекристаллизации от степени деформации (схема)
Рис. 108. Зависимость величины зерна стали от температуры нагрева (схема)
При уменьшении степени деформации температура начала рекристаллизации повышается (рис. 107), так как с уменьшением степени деформации термодинамическая устойчивость металла увеличивается и для его перевода в более устойчивую форму требуется более высокая
температура.
Зависимость величины зерна от температуры нагрева схематически показана на рис. 108. Резкий подъем
кривой соответствует температуре начала рекристаллизации (происходит рост зерен).
Степень деформации также влияет на величину зерна (рис. 109). Степень деформации, при которой после рекристаллизации получается наиболее крупное зерно, называется критической. Критическая степень деформации для многих металлов изменяется от 2 до 8%.
Ход кривой на рис. 109 может быть объяснен на основании анализа физической сущности процесса рекристаллизации; необходимым условием роста зерен при рекристаллизации является тесный контакт кристаллических решеток смежных зерен, при котором обеспечивается переход атомов от одного зерна к другому.
При небольших степенях деформации межкристаллитная прослойка нарушается и рекристаллизация становится возможной.
Рис. 109. Влияние степени деформации иа величину зерна после рекристаллизации (схема)
При критической степени
деформации структура становится резко контрастной, наряду с крупными зернами возникают мелкие; большое различие в запасе свобод-
ной энергии крупных и мелких зерен приводит к интенсивному росту первых за счет вторых, т. е. к образованию крупнозернистой структуры. Дальнейшая деформация в значительной мере выравнивает размеры зерен, уменьшает контрастность и приводит к образованию мелкозернистой структуры после рекристаллизации.
89
Ход кривой, приведенной на рис. 109, хорошо иллюстрируется изменением макроструктуры алюминия после рекристаллизации, подвергнутого различной предварительной деформации (рис. 110).
Рис. НО. Макроструктура алюминия после рекристаллизации в зависимости от степени предварительной деформации: 0, 2, 4, 6, 8 и 10%
Явление рекристаллизации имеет большое практическое значение. Прежде всего рекристаллизация является средством восстановления
Рис. 111. Изменение механических свойств железа в зависимости от температуры рекристаллизации
90
пластичности нагартованного материала (рис. 111). Кроме того, если материал обжат до предела, но желаемое сечение еще не получено, т. е. требуется дальнейшее обжатие, то применяют рекристаллизационный отжиг.
Рис. 112. Лопатка газовой турбины реактивного двигателя с явно выраженной разнозернистостыо
В ряде случаев, когда степень деформации деталей (диски турбины, лопатки газовой турбины, лопатки компрессора и др.) по их сечению при ковке или штамповке получается различной, процессы рекристаллизации могут привести к разнозернистости (рис 112). Такие детали бракуются, так как в процессе эксплуатации они быстро разрушаются. В этом случае рекристаллизация оказывает отрицательное влияние на свойства деталей.
Глава IV
СВОЙСТВА МЕТАЛЛОВ ПРИ ДИНАМИЧЕСКИХ ИСПЫТАНИЯХ
§ 1. ПРИРОДА РАЗРУШЕНИЯ ПРИ ДИНАМИЧЕСКОМ НАГРУЖЕНИИ
Многие детали машин и авиационных конструкций при работе испытывают ударные нагрузки. Для решения вопроса об их долговечности и надежности в этих условиях очень важными являются результаты динамических испытаний.
Динамическими называются такие испытания, при которых нагрузка прилагается ударом с большой скоростью.
Переход от статических нагружений к динамическим вызывает изменение всех свойств металлов и сплавов, связанных с пластической деформацией. Экспериментально доказано, что чем быстрее проводить нагружение, тем большая нагрузка требуется для разрушения. На рис. ИЗ приведены две кривые растяжения одной и той же стали, полученные при статическом и динамическом нагружениях. Как видно из диаграммы, динамическое нагружение вызывает повышение предела упругости и пре
91
дела текучести, не переводя материал в хрупкое состояние. Это объясняется тем, что сопротивление отрыву (см. рис 92) у многих материалов столь высоко, что даже испытания на ударный изгиб не вызывают разрушения путем отрыва.
Опыты В. Д. Кузнецова показали, что предел текучести железа при статическом испытании в зависимости от скорости нагружения меняется от 30 до 40 кГ/мм2, а предел прочности цинка — от 7,9 до 38,3 кГ[мм2.
Рис. 113. Диаграмма растяжения при статическом и динамическом нагружении одной и той же стали
Тенпература испытания б°С
Рис. 114. Ударная вязкость крупнозернистого (К) и мелкозернистого (М) железа в зависимости от температуры испытания (Н. Н. Давиден-ков)
Но если понизить температуру испытания, то сопротивление удару резко уменьшается (рис. 114). Это явление называется хладноломкостью. Хладноломкость у крупнозернистого материала наступает при более высокой температуре, чем у мелкозернистого.
Многие сплавы, применяемые в авиации (аустенитные стали, дур-алюмин и др.), имеют столь высокое сопротивление отрыву, что даже при резком понижении температуры остаются вязкими и при динамических испытаниях разрушаются путем сдвига.
Динамические испытания являются чрезвычайно чувствительным методом и позволяют выявлять хрупкость даже в тех случаях, когда другие методы ее не обнаруживают.
§ 2. УДАРНАЯ ВЯЗКОСТЬ
Наиболее распространенным видом динамических испытаний является испытание на ударный изгиб. Надрезанный образец квадратного сечения, установленный свободно на две опоры копра (рис. 115), подвергается разрушению ударом.
Ударной вязкостью называется работа, затраченная при динамическом разрушении надрезанного образца, отнесенная к площади поперечного сечения в месте надреза.
Ударная вязкость аа определяется по формуле
ан=-кГ- м/см2, Д)
где Ан — работа удара, затраченная на разрушение образца;
Fo — площадь поперечного сечения до испытания в месте надреза.
Ударная вязкость ответственных деталей должна быть высокой. Например, для вала авиадвигателя ан=10—11 кГ-м!см2\ для стволов орудий достаточно иметь ан=6—7 кГ'М/см2-, для артиллерийских материалов с высокими упругими свойствами можно допустить сн=4 кГ-м1см2.
92
Низкая вязкость (ан=1,5—2 кГ-м1см2) для деталей, работающих в условиях динамического нагружения, недопустима.
Кроме числовых значений, получаемых при испытании на удар, важным критерием является характер излома. Волокнистый матовый излом
Рис. 115. Схема установки образца для испытания на удар по методу Шарпи
без характерного металлического блеска свидетельствует о вязком разрушении. Хрупкое разрушение дает кристаллический блестящий излом. Хрупкому разрушению кристаллов железа соответствует разрыв по граням куба, а вязкому — скольжение по плоскостям ромбододекаэдра.
§ 3. ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ НА УДАРНУЮ ВЯЗКОСТЬ
Ударная вязкость зависит от многих факторов. Наличие в изделиях резких переходов в сечении, надрезов, выточек, вырезок и т. п. вызывает неравномерное распределение напряжений по сечению и их концентрацию (рис. 116). При этом чем острее надрез, тем выше концентрация на-
Рис. 116. Схема распределения напряжений в образцах с надрезом
пряжений Глубокий и острый надрез затрудняет развитие пластической деформации и вызывает хрупкое разрушение. У деталей с отверстиями также наблюдаются неравномерное распределение напряжений и их концентрация (рис, 117).
Ударная вязкость зависит также и от состояния поверхности образца; риски, царапины, следы механической обработки и другие дефекты снижают ударную вязкость. У металлов и сплавов, имеющих волокнис-
93
тое строение, образовавшееся в результате прокатки, штамповки, ковки или прессования, ударная вязкость поперечных образцов составляет 50— 60% от ударной вязкости продольных образцов.
Рис. 117. Влияние формы отверстия на величину перенапряжения
Результаты ударных испытаний зависят также от формы и размеров образца и величины запаса работы копра. Переход от образцов сечением 10X10 мм к образцам 30X30 мм повышает ударную вязкость в 2— 3 раза. С повышением запаса работы копра ударная вязкость увеличивается. Поэтому при испытаниях на ударный изгиб надо всегда указывать тип образца, форму надреза и величину запаса работы копра.
§ 4. СКОРОСТНЫЕ УДАРНЫЕ ИСПЫТАНИЯ
Скоростные ударные испытания имеют особое значение при оценке качества снарядной и броневой сталей. Копер для скоростных испытаний на ударный изгиб при скоростях от 5 до 100 м!сек (рис. 118) имеет маятник (диск), который предварительно сильно разгоняется. При достижении заданной скорости вращения, измеряемой стробоскопическим
Рис. 118. Схема копра для скоростных ударных испытаний тахометром, бойком, закрепленным в ободе диска, ударяют по образцу, который подается на опоры автоматическим толкателем менее чем за 0,05 сек.
Приспособлений для измерения работы удара копер не имеет. Скорость, соответствующая переходу материала из пластичного состояния в хрупкое, определяется по излому.
Интересные результаты динамических испытаний получаются по методу осадки (рис. 119). При медленном нагружении цилиндрический об-
94
разец принимает бочкообразную форму. При быстрой осадке бочкооб-разность полностью отсутствует и верхние и нижние слои образца де-
Рис. 119. Характер деформации цилиндрических образцов при скоростных ударных испытаниях по методу осадки:
а — образец до испытания; б — после медленного нагружения; в — после скоростного нагружения; г—после сверхскоростного нагружения
формируются. При очень быстрой осадке происходит деформация только верхних слоев. Таким образом, при скоростных ударных испытаниях характер деформации резко меняется.
Глава V
ТВЕРДОСТЬ МЕТАЛЛОВ
§ 1. ОБЩИЕ СВЕДЕНИЯ О ТВЕРДОСТИ
Твердость имеет большое практическое значение, так как она определяет многие рабочие свойства материала, например сопротивляемость истиранию, режущие свойства, способность обрабатываться шлифованием или резанием, выдерживать местные давления и т. д. Кроме того, по твердости можно иногда судить и о других механических свойствах, например о пределе прочности.
Большинство методов определения твердости основано на принципе вдавливания. Поэтому часто твердость определяют как способность материала сопротивляться внедрению в него другого, более твердого тела. Однако такое определение не является общим, так как существуют и другие методы определения твердости, основанные не на вдавливании, а на царапании, качании маятника, динамическом методе и др.
В действительности же твердость выражает определенные поверхностные свойства материала и должна рассматриваться как проявление свободной энергии, сосредоточенной в наружных зонах кристаллического тела.
§ 2. ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ ПО МЕТОДУ БРИНЕЛЯ
Определение твердости по Бринелю основано на вдавливании в испытуемый материал стального шарика и последующего измерения диаметра отпечатка (рис. 120).
Твердость по Бринелю НВ выражается отношением взятой нагрузки Р к площади поверхности отпечатка F, т. е.
НВ—— кГ]мм2.
65
Если вычислить поверхность отпечатка, имеющего форму шарового сегмента, то НВ определится формулой
2-Р
НВ =----.
itD(D — / Г» — г/2)
Рис. 120. Схема определения твердо сти по методу Бринеля:
а — испытание; б — отпечаток
к ГI и и2.
Размер шарика выбирают в зависимости от толщины испытуемого образца и ширины площадки под давление: обычно пользуются шариками стандартных размеров диаметрами в 10; 5 или 2,5 мм.
Нагрузка на шарик выбирается в зависимости о г рода материала и должна быть пропорциональна квадрату диаметра шарика. Условные стандартные нормы, принятые для различных материалов, следующие:
для стали и чугуна...................... Р=30-Pfi
для меди и медных сплавов .............. Р=10-£>2
для баббитов и свинцовистых бронз .... /-’=2,5-£>2
Кроме того, нагрузка считается выбранной правильно, если выдерживается соотношение
0,2 • D<d<0,6 • D.
Во избежание остаточной деформации самого шарика необходимо, чтобы твердость его была не менее чем в 1,7 раза больше твердости испытуемого материала. Практически при испытании по Бринелю верхняя граница твердости материала не должна превышать 450 кГ/мм2.
Между твердостью НВ и пределом прочности сц для некоторых материалов существует следующая эмпирическая зависимость:
для углеродистой стали.................. св=0,36-НВ
для стали хромансиль..................... ав=0,35-77В
для хромистой и хромоникелевой стали . . ав=0,34-/УВ
для хромомолибденовой стали ........... ав=0,33 • НВ
для дуралюмина........................... ав=0,37-//В
§ 3. ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ ПО МЕТОДУ РОКВЕЛЛА
Определение твердости по Роквеллу основано на вдавливании в испытуемый материал стального шарика или алмазного конуса и последующего измерения глубины вдавливания (рис. 121).
Твердость по Роквеллу HR выражается отвлеченной величиной, зависящей от глубины вдавливания h, и определяется по формуле
HR=k— с
где k и с — постоянные коэффициенты, причем в случае испытания шариком /г=130, а при пользовании алмазным конусом £=100; с—цена деления индикатора (в обоих случаях равна 0,002 мм).
Соответственно имеются 2 шкалы — В и С, твердость по которым обозначается HRB и HRC.
Шкала В (красная) предназначается для испытания мягких материалов, имеющих твердость НВ от 60 до 230 кГ)мм2. Стальной шарик диаметром в '/16 дюйма (1,5875 мм) вдавливается под нагрузкой в 100 кГ. Твердость измеряется в пределах от 25 до 100 единиц шкалы.
96
Шкала С (черная) служит для испытания твердых материалов, имеющих НВ от 230 до 700 кГ/мм2. Алмазный конус, имеющий угол при вершине 120° и радиус закругления у вершины 0,20 мм, вдавливается под нагрузкой 150 кГ. Пределы шкалы составляют от 20 до 67 единиц.
Для испытания очень твердых материалов (7/В>700 кГ/мм2) применяют шкалу А, при пользовании которой тот же алмазный конус вдавливают под нагрузкой в 60 кГ. Твердость по этой шкале обозначается HRA.
Метод Роквелла позволяет проводить испытания тонких и поверхностно-упрочненных (цементованных, цианированных, азотированных) деталей, при этом нагрузка на алмазный конус может быть снижена до 15 кГ.
Рис. 121. Схема определения твердости по методу Роквелла
Рис. 122. Схема определения твердости по методу Виккерса
§ 4. ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ ПО МЕТОДУ ВИККЕРСА
Определение твердости по Виккерсу основано на вдавливании в испытуемый материал четырехгранной алмазной пирамиды при сравнительно малых нагрузках и последующем измерении диагонали отпечатка под микроскопом (рис. 122).
Твердость по Виккерсу HV выражается отношением взятой нагрузки Р к площади поверхности пирамидального отпечатка F, т. е.
HV=~ кГ{мм2.
Если вычислить поверхность отпечатка, равную боковой поверхности четырехгранной пирамиды, то твердость по Виккерсу определится формулой
2P-sin68° г, 9 Н V =----—-----к Г ]мм.
Алмазная пирамида имеет угол между противоположными гранями, равный 136°. Величина нагрузки при испытании по методу Виккерса может быть выбрана от 1 до 120 кГ и должна обязательно оговариваться в протоколе испытания. Чаще всего применяют нагрузку в 5 или 10 кГ
Образцы для определения твердости по методу Виккерса должны иметь полированную поверхность. Толщина образца должна быть не менее 1,5 диагонали отпечатка.
Метод Виккерса особенно удобен при измерении твердости поверхностно-упрочненных деталей, имеющих сложную конфигурацию (напри
7 3354 §7
мер, цементованных, азотированных или цианированных зубьев шестерен и т. п.). Если толщина поверхностно-упрочненного слоя превышает 0,5 мм, берется нагрузка в 30 кГ.
§ 5. МИКРОТВЕРДОСТЬ
В ряде случаев приходится определять твердость очень небольших по площади или толщине участков материала. Например, измерять твердость отдельных структурных составляющих сплавов (зерен твердого раствора, карбидов, нитридов, металлических соединений и т. п.) или очень тонких слоев наклепанного или поверхностно-упрочненного материала и т. п. При решении таких задач весьма удобным является применение прибора для определения микротвердости.
Рис. 123. Отпечатки,
при определении
полученные микротвердости:
а — на феррите; б — на мартенсите
Определение микротвердости основано на вдавливании под нагрузками от 2 до 200 Г алмазной четырехгранной пирамиды и последующем измерении отпечатка с помощью микроскопа при увеличении в 485 раз.
Поверхность испытуемого образца должна быть отполированной, а наклеп, имеющийся на поверхности образца, удален травлением. Микротвердость определяется отношением взятой нагрузки Р к площади поверхности отпечатка F, т. е.
Hv = кГ{мм2.
На рис. 123 показаны отпечатки, полученные при нагрузке в 50 Г на отдельных структурных составляющих стали 40, подвергнутой неполной закалке. Крупный отпечаток виден на мягком феррите, а отпечаток значительно меньших размеров — на твердом мартенсите.
Кроме рассмотренных, существуют другие статические методы определения твердости, например маятниковый метод Герберта, метод Ку
98
басова, испытание по Людвику, метод определения микротвердости царапанием и др., но они в настоящее время не имеют широкого распространения.
Динамические методы определения твердости, например метод Николаева, метод упругой отдачи Шора, метод Баумана и др., не выражают абсолютных значений динамической твердости и в последнее время потеряли свое значение.
Глава VI
ВЫНОСЛИВОСТЬ МЕТАЛЛОВ
§ 1. ОБЩИЕ СВЕДЕНИЯ ОБ УСТАЛОСТИ МЕТАЛЛОВ
Детали машин, авиационных двигателей и самолетов, подвергаю
щиеся при эксплуатации повторно-переменным нагрузкам, в ряде случа-
ев разрушаются при напряжениях, лежащих ниже предела упругости. Разрушение металлов и сплавов в результате многократного по-
вторно-переменного нагружения носит название усталости.
Термин «усталость» часто заменяют термином «выносливость», который показывает, сколько пе-
ремен нагрузок может выдержать металл или сплав без разрушения.
Если по оси ординат отложить напряжение, а по оси абсцисс — число повторно-переменных нагружений (число циклов), выдержанных материалом до разрушения, то получим кривую выносливости (рис. 124). Из хода кривой следует, что существует такое максимальное напряжение, ниже которого металлы и сплавы не разрушаются от усталости. Это максимальное напряжение, которое выдерживает
материал, не разрушаясь при достаточно большом числе повторно-переменных нагружений, называется пределом выносливости и обозна-
чается СТ-р
Число повторно-переменных нагружений (число циклов) условно принято для сталей равным 10 млн., а для цветных металлов — 100 млн.
Явление усталости наблюдается при изгибе, кручении, растяжении —сжатии и при других способах нагружения.
Разрушение от усталости даже у таких пластичных металлов, как железо, медь и др., всегда происходит без заметных признаков остаточной деформации. Излом усталости имеет две резко отличные друг от друга зоны (рис. 125). Первая чрезвычайно мелкозернистая (фарфоровидная), имеющая гладкую как бы притертую поверхность и характерные концентрические линии, является зоной постепенного разрушения от усталости. Вторая зона, имеющая обычное кристаллическое строение и напоминающая хрупкий излом при статическом разрушении, является зоной мгновенного заключительного разрушения.
7*
99
Природа разрушения от усталости заключается в следующем. Металлы и сплавы, как известно, состоят из большого числа различно ориентированных зерен, которые вследствие анизотропии оказывают неодинаковое сопротивление действию внешних сил.
При повторно-переменных нагрузках пластическая деформация имеет избирательный характер, так как зерна, неблагоприятно расположенные по отношению к направлению действия сил, оказываются слабыми, и нагрузки, лежащие даже ниже предела упругости, вызывают пласти-
З&Ю ИФНОвеННВев разрушения
Зона :: пёегеп’нноео:. .разрушения
Рис. 125. Излом усталости авиационного коленчатого вала
ческую деформацию (сдвиги) в этих зернах. В других же зернах приложенная нагрузка вызовет только упругую деформацию. Многократная пластическая деформация при действии повторно-переменных нагрузок приводит к образованию микротрещины, которая, увеличиваясь, превращается в зону усталостного разрушения.
Когда оставшаяся здоровая часть сечения детали или образца не в состоянии выдержать всей приложенной нагрузки, наступает внезапное разрушение. Образуется вторая зона излома.
Большое влияние на выносливость оказывают микроскопическая неоднородность, неметаллические включения, газовые пузыри, химические соединения, а также надрезы, риски, царапины, наличие обезуглероженного слоя и следов коррозии на поверхности изделий, которые приводят к неравномерному распределению напряжений и снижают сопротивление материала повторно-переменным нагрузкам.
Не менее резкое влияние на предел выносливости оказывает твердость поверхностного слоя. Увеличение твердости поверхностного слоя повышает сопротивление усталости, а уменьшение твердости поверхностного слоя понижает усталостную прочность.
§ 2. ЦИКЛИЧЕСКАЯ ВЯЗКОСТЬ И ПОВТОРНАЯ СТАТИКА
Как известно, при повторно-переменном нагружении часть механической энергии аккумулируется металлом и переходит в тепловую энергию. Способность металлов и сплавов поглощать при повторно-переменных нагрузках энергию называется циклической вязкостью, или внутри-кристаллическим трением.
Металлы и сплавы с высокой циклической вязкостью быстро гасят вибрации, которые часто являются причиной преждевременного разрушения (рис. 126). Например, чугун, относительно малопрочный материал, благодаря высокой циклической вязкости в ряде случаев является более ценным конструкционным материалом, чем углеродистая сталь, которая обладает меньшей циклической вязкостью. Циклическая вязкость стали с повышением ее статической прочности уменьшается, или,
100
например, статически прочные алюминиевые провода часто разрушаются от вибрации, возникающей от действия ветра.
Следовательно, при создании авиационных конструкций, например самолета, они рассчитываются таким образом, чтобы в эксплуатации при максимальных перегрузках напряжения не превышали предела вы-носливости и чтобы ни в одном элементе конструкции не появились остаточные деформации.
Однако практика эксплуатации авиационной техники показывает, что выполнение этих двух требований еще не обеспечивает надежность работы конструкций и не исключает полностью случаев разрушения.
Алюминиевый сплав
Углеродистая сталь
Рис. 126. Кривые затухания колебаний конструкций из алюминиевого сплава, углеродистой стали и чугуна
Работы последних лет показывают, что конструкции, подверженные повторным статическим нагрузкам, соответствующим эксплуатационным, т. е. не вызывающим остаточных деформаций и не превышающим по величине предела выносливости, разрушаются через несколько циклов. Причем число циклов тем меньше, чем больше отношение сг/сгв, где сг — напряжение при повторной нагрузке; пв — предел прочности материала.
Если учесть, что в сложных конструкциях имеются концентраторы напряжений, то, как показывают исследования, повторно-статические нагрузки при малом коэффициенте запаса прочности могут преждевременно вызвать разрушения.
Первая работа в области многократных статических нагрузок, имеющая непосредственное отношение к самолетостроению, была выполнена Н. И. Мариным в 1946 г. До этого проблема статической прочности рассматривалась с точки зрения однократного нагружения и считалось, что эффект повторности ничего нового не вносит.
Однако результаты исследований в этой области показали, что повторность нагрузок оказывает существенное влияние на прочность п долговечность конструкций, особенно при наличии факторов, вызывающих концентрацию напряжений. Оказалось, что одна и та же конструкция может оказаться прочной при однократном нагружении или при малом числе повторения нагрузки и быть непрочной при большом числе повторных нагружений.
По природе механизм разрушения материала при повторно-статических нагружениях, как показывают исследования, ничем не отличается
101
от механизма разрушения при повторно-переменных нагружениях от усталости. Начальный период кривой усталости (см. рис. 124), как принято считать, полностью отображает механизм разрушения от повторных статических нагрузок.
§ 3. ИСПЫТАНИЯ НА выносливость
Рис. 127. Схема длительного испытания на выносливость изгибом при вращении консольного образца
Испытания на выносливость проводятся на машинах, позволяющих получать повторно-переменные нагружения при изгибе, кручении, растяжении — сжатии. В большинстве случаев применяют машину, создающую повторно-переменный изгиб вращающегося образца (рис. 127). Испытанию подвергается целая серия (6—8 шт.) одинаковых образцов до тех пор, пока не находят напряжение, при котором образцы, не разрушаясь, выдерживают 10 млн. циклов (для стали) или 100 млн. циклов (для цветных металлов).
По полученным результатам в координатах «напряжение—число циклов» строят кривую, по которой и определяют предел выносливости tf-i (см. рис. 124).
Иногда предпочитают строить кривую выносливости в логарифмических или полулогарифмических координатах. В этом случае на кривой выносливости выявляется резкий перелом, после которого кривая следует параллельно оси абсцисс, что позволяет определить предел выносливости с большей точностью.
§ 4. УСКОРЕННЫЕ ИСПЫТАНИЯ НА ВЫНОСЛИВОСТЬ
Обычные испытания на выносливость требуют значительной затраты времени. Разработанные в настоящее время ускоренные методы основаны в большинстве случаев на использовании зависимости напряжений от величин, характеризующих процессы, происходящие в металле при нарастании числа циклов. Этими величинами в современной практике ускоренных испытаний являются: температура, величина деформации, крутящий момент и затрачиваемая мощность. Повторно-переменные напряжения, незначительно превышающие предел выносливости, вызывают заметное нарастание этих величин.
При ускоренном испытании образец вначале нагружается небольшим напряжением, затем в процессе испытания напряжение увеличивают. При каждом новом напряжении измеряют температуру, деформацию, крутящий момент и затрачиваемую мощность. Время испытания на каждой ступени нагружения принимается равным в среднем 30—60 мин. Когда измеряемые величины начнут резко возрастать, испытание прекращается; в этот момент напряжение достигает предела выносливости.
Для определения предела выносливости строят кривые ускоренных испытаний (рис. 128), по которым находят абсциссы точек перегиба кривых. Средняя величина полученных четырех определений принимается за предел выносливости. Предел выносливости, определенный ускоренным методом, несколько выше (на 1—2 кГ!мм2), чем предел выносливости, определенный длительным методом.
102
Ускоренные испытания дают удовлетворительные результаты только для материалов с большой циклической вязкостью. При испытании цвет-
Рис. 128. Кривые изменения температуры t, деформации f, крутящего момента М и затрачиваемой мощности W в зависимости от величины напряжения с
ных металлов и сплавов, а также сталей с внутренними дефектами точных данных получить не удается.
Глава VII
ПРОЧНОСТЬ МЕТАЛЛОВ ПРИ высоких и низких ТЕМПЕРАТУРАХ
§ 1. ОБЩИЕ СВЕДЕНИЯ О ЖАРОПРОЧНОСТИ МЕТАЛЛОВ
Важнейшими деталями современного авиационного двигателя являются лопатки газовой турбины, которые во время эксплуатации двигателя нагреваются до температур порядка 900—1000° и длительное время работают в этих условиях. Поэтому необходимо, чтобы материал лопаток был жаропрочен.
Жаропрочность — это способность металлов и сплавов длительно сопротивляться началу и развитию пластической деформации и разрушению под действием постоянных нагрузок при высоких температурах
Численно жаропрочность выражается тремя характеристиками: пределом кратковременной прочности, пределом ползучести и пределом длительной прочности.
Как известно, прочность металлов и сплавов с повышением температуры уменьшается. Изменение прочности железа в зависимости от температуры испытания представлено на рис. 129. Повышение прочности при температуре 200—300°, объясняемое влиянием примесей, является характерным для малоуглеродистой стали.
Дальнейшее повышение температуры приводит к резкому уменьшению прочности Выше температуры 350°, как видно из диаграммы, предел прочности железа зависит от скорости нагружения. При медленном
103
нагружении предел прочности падает более резко, чем при обычном (быстром), статическом нагружении. При относительно быстром приложении нагрузки численные значения предела прочности отожженной уг-
Температура испытания в ° С
Рис. 129. Зависимость предела прочности железа от температуры и скорости испытания
Рис. 130. Зависимость предела прочности углеродистой стали 40 от температуры и продолжительности растяжения (А. М. Борздыка)
леродистои стали 40 при высоких температурах получаются более высокими, чем при медленном приложении нагрузки (рис. 130). Следовательно, напряжение, которое вызывает разрушение металла при высоких температурах, зависит от длительности приложения нагрузки — от времени действия нагрузки. При кратковременном приложении нагрузки оно может быть большим, а при длительном времени действия нагрузки разру
Рис. 131. Схема закрепления образца для испытания на растяжение при высоких температурах
шающее напряжение будет малым. С другой стороны, чем выше температура материала при одном и том же времени действия нагрузки, тем ниже разрушающее напряжение. При нормальной же температуре эта зависимость, приведенная на графике рис. 130, выразится горизонтальной прямой.
Из всего сказанного следует, что при высоких температурах нельзя пренебрегать фактором времени. При испытании на ползучесть он приобретает решающее значение. Постоянная, но длительное время действующая нагрузка в конце концов вызывает разрушение материала.
§ 2. кратковременная прочность
Испытания на растяжение при высоких температурах, производимые при обычном статическом нагружении, когда нагрузка возрастает быстро, в течение короткого
промежутка времени, исчисляемого минутами, называются кратковременными испытаниями.
104
Кратковременные испытания не характеризуют в полной мере свойства металлов и сплавов при высоких температурах, а дают лишь приближенные представления об их жаропрочности. На основании кратковременных испытаний на растяжение можно получить лишь представление о способности исследуемого материала к горячей обработке давлением (ковке, штамповке, прокатке), а также о поведении материала деталей в начальный период их работы.
Для кратковременных испытаний применяют обычные машины, как и для статических испытаний при комнатных температурах, но снабженные нагревательными устройствами (рис. 131).
Существуют многочисленные конструкции нагревательных устройств, применяемых для кратковременных испытаний. Основное, на что надо обращать внимание,— это устранение температурного градиента в рабочем пространстве печи.
Для кратковременных испытаний на растяжение можно применять как стандартные, так и нестандартные (удлиненные) образцы.
§ 3. ПОЛЗУЧЕСТЬ МЕТАЛЛОВ
Если при высокой температуре нагрузить металл постоянно действующим напряжением и оставить его под нагрузкой длительное время, то материал в течение всего времени действия температуры и нагрузки будет деформироваться с определенной скоростью. Такое явление называется ползучестью.
Ползучесть — это свойство рывно пластически деформироваться при высоких температурах под действием постоянной, длительно действующей нагрузки.
Ползучесть возникает лишь при условии, если приложенное напряжение выше предела упругости при данной температуре и если температура выше температуры рекристаллизации, которая вызывает разупрочнение пластически деформированного (нагар-тованного) материала (рис. 132). Из диаграммы видно, что
при температурах выше 400? предел упругости сге становится ниже приложенного напряжения и материал начинает пластически деформироваться. При напряжениях, лежащих ниже приложенного, и при температуре ниже 400° будет только упругая деформация.
Ползучесть сопровождается двумя взаимно противоположными процессами: упрочнением и разупрочнением. Упрочнение (нагартовка) возникает в результате пластической деформации, а разупрочнение — в результате рекристаллизации. Температура рекристаллизации является температурной границей, выше которой наиболее полно проявляется ползучесть.
На рис. 133 приведена кривая ползучести, на которой можно отметить следующие участки:
1) участок оа — деформация (упругая и пластическая), возникшая в момент приложения нагрузки;
2) участок ab — неустановившаяся ползучесть, при которой деформация протекает с неравномерной, замедляющейся скоростью;
3) участок Ьс — установившаяся ползучесть, протекающая с постоянной скоростью'деформации;
металлов и сплавов
медленно и непре-
с приложенное
600
Рис.
свойств углеродистой стали при повышенных температурах
100 200 300 W0
Температура 6 °C
432. Схема изменения механических
5
Предел упругост,,
О
105
4) участок cd — последний этап ползучести, местная деформация с неравномерно возрастающей скоростью, заканчивающаяся разрушением. >
За количественную характеристику ползучести принимается максимальное напряжение, при котором скорость деформации становится весьма малой величиной. Это напряжение определяется по участку Ьс установившейся ползучести. На практике ограничиваются определением
предела ползучести.
Пределом ползучести называется напряжение, которое за опреде-
Рис. 133. Типичная кривая ползучести (схема)
ленный промежуток времени вызывает при данной температуре заданное суммарное удлинение или заданную скорость деформации. На практике чаще всего определяют напряжения, вызывающие суммарное удлинение, равное 1%, за 1000, 10000 или 100 000 час, что соответствует средней скорости ползучести, равной 10-3, 10-4 или 1О~5О/о в час.
Для металла лопаток газовых турбин реактивных двигателей (РДЗМ, АИ20 и др.) скорость деформации устанавливается в 0,2% за 1000, 2000 или 5000 час.
Для обозначения предела ползучести пользуются следующей записью: о]/1000 —25 кГ!мм2. Это означает, что напряжение, равное 25 кГ/мм2, при данной температуре, например при 800°. вызывает суммарную деформацию в 1% за 1000 час.
Основным видом испытания на ползучесть являются испытания в условиях растяжения. На рис. 134 изображена схема машины для испытания на ползучесть. Образец, укрепленный при помощи винтовой нарезки в захватах машины, нагревается в электрической печи до соответствующей температуры и нагружается естественным грузом. Деформация образца при испытании измеряется через равные промежутки времени с точностью до 0,001 мм индикаторами, соединенными с захва
тами при помощи тяг.
Испытания на ползучесть обычно продолжаются 1000 и более часов. Во время испытания температура и нагрузка сохраняются постоянными.
Кроме описанного, широко распространенного метода испытания при растяжении, существует еще ряд других видов испытания на ползучесть: при изгибе, кручении и сложно-напряженном состоянии.
§ 4. ДЛИТЕЛЬНАЯ ПРОЧНОСТЬ
Кроме кратковременных испытаний при высоких температурах и испытаний на ползучесть, проводят испытания на длительную прочность.
Пределом длительной прочности называется напряжение, которое вызывает разрушение образца при данной температуре через определенный промежуток времени.
Численные значения предела длительной прочности и предела ползучести, полученные при одних и тех же условиях испытания для одного и того же материала, не совпадают.
Предел ползучести представляет собой характеристику сопротивления материала пластическим деформациям, а предел длительной прочности — характеристику сопротивления разрушению.
106
Рис. 134. Схема машины ИП-2 для испытания на ползучесть
107
Для обозначения предела длительной прочности пользуются следующей записью: <тюо=25 кГ/мм2, где сцоо напряжение (в нашем случае равное 25 кГ/лш2). вызывающее разрушение материала при данной температуре за 100 час. Испытания на длительную прочность продолжаются в течение 100, 200, 500, 1000 и более часов, а результаты испытаний изображаются графически в координатах «напряжение — время до разрушения» (рис. 135).
Рис. 135. Кривая длительности прочности
Испытания машинах, что и
на длительную прочность можно проводить на тех же испытания на ползучесть, но они должны быть снабже-
Рычаг
Рис. 136. Общий вид машины ВПК-И для испытания на длительную прочность
ны приспособлениями для фиксации точного времени разрыва образца. На рис. 136 показана машина для испытания на длительную прочность, на которой также можно проводить испытания на ползучесть.
108
§ 5. ИСПЫТАНИЯ НА ВЫНОСЛИВОСТЬ ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
Испытания на выносливость при высоких температурах имеют большое значение для оценки жаропрочности материала, применяемого
для изготовления деталей газовой пример рабочих лопаток, которые вергаются вибрационным нагрузкам.
В процессе испытания на выносливость при высоких температурах на кривой выносливости не получается горизонтального участка, чтс> характерно для нормальных температур испытания. Это объясняется тем, что1 при высоких температурах предел выносливости данного материала лежит выше предела его ползучести. Поэтому о- пределе выносливости при высоких температурах нельзя говорить, как о на-
турбины реактивного двигателя, па-под действием газового потока под-
пряжении, при котором материал не разрушается при любом количестве циклов (рис. 137).
Кривые выносливости при испытании металлов и сплавов при высоких температурах напоминают кривые длительной прочности. Поэтому указывая величину предела выносливости при высокой температуре, необходимо указывать число циклов и время, при которых этот предел был получен.
О 100 200 300 ЧОО 500 600 100 600
Температура 6 °C
Рис 138. Изменение механических свойств деформируемых жаропрочных сталей и сплавов при высоких температурах (схема)
Для испытания на выносливость при высоких температурах пользуются обычными машинами, снабженными нагревательными устройствами.
В заключение приводим схему изменения механических свойств в зависимости от температуры испытания жаропрочных деформируемых материалов, применяемых для изготовления деталей реактивных двигателей (рис. 138).
Из схемы следует, что при температурах до 500° в случае статических нагрузок основными расчетными характеристиками являются пре
109
дел-текучести и предел прочности. В случае же вибрационных нагрузок при этих же температурах основной расчетной характеристикой является предел выносливости. При температурах выше 600° основной расчетной характеристикой является предел ползучести.
§ 6. ТЕРМИЧЕСКАЯ УСТАЛОСТЬ
Многие детали газотурбинных двигателей, атомно-энергетических установок, химического машиностроения и других отраслей современной техники, подвергающиеся в процессе эксплуатации многократным нагревам и охлаждениям, с течением времени деформируются и даже разрушаются. Это явление было названо термической усталостью, а сопротивляемость материала термической усталости — термической стой-
костью.
Термической усталостью называется изменение состояния и свойств металлов и сплавов под дейст-
вием многократных нагревов и охлаждений, приводящих к деформациям и разрушению.
Термин «термическая усталость» принят по аналогии с механической усталостью. Однако между механической и термической усталостью имеется существенное различие. Как известно, механическая усталость возникает в металле при приложении повторно-переменных внешних нагружений. При термической усталости напряжения вызываются не внешними нагрузками, а нереализованными термическими перемещениями (расширением или
Число циклов нагреВа и охлаждении N
Рис. 139. Зависимость числа циклов нагрева и охлаждения (числа теплосмен) от перепада температур для некоторых жаропрочных сплавов
сжатием) наиболее нагретых или охлажденных элементарных объемов, металла при неоднородном температурном поле детали. Кроме того, при механической усталости напряжения соответствуют деформациям, не выходящим за предел упругости, в то время как при термической усталости деформации в наиболее нагретых зонах выходят за предел упругости и могут вызвать напряжения, превышающие предел текучести. Поэтому явление термической усталости сопровождается накоплением остаточных деформаций и к моменту разрушения возможны значительные изменения размеров и формы детали. Следовательно, причиной разрушения при термической усталости является исчерпание пластичности материала.
Поведение детали при термической усталости зависит от свойств материала (термического коэффициента линейного расширения а, коэффициента теплопроводности %, модуля нормальной упругости Е, предела текучести сго,2, относительного удлинения б, поперечного сужения ф), а также от формы и размеров деталей, характера их нагрева и нагревающей среды.
Поэтому полная оценка сопротивления материала термической усталости может быть дана только после натурных испытаний конкретных деталей в условиях, близких к эксплуатационным. Сравнительная же оценка сопротивления материала термической усталости производится на образцах упрощенным методом, при котором образцы, будучи жестко, упруго или смешанно защемленными, подвергаются циклическим нагревам и охлаждениям.
НО
Количественно термическая усталость обычно оценивается сравнением числа циклов (числа теплосмен) при заданном температурном перепаде и уровне температуры или температурного перепада при заданном числе циклов, при котором происходит частичное или полное разрушение. Обычно испытания доводят или до полного разрушения, или до образования трещин определенного размера.
На рис. 139 показана зависимость сопротивления термической усталости (числа циклов нагрева и охлаждения до разрушения) от перепада температуры А/ для некоторых жаропрочных сплавов, а в табл. 7 приведены данные о термической стойкости (термической усталости) некоторых жаростойких сталей и сплавов.
Таблица 7
Термическая стойкость жаростойких (окалиностойких) деформируемых сталей и сплавов
Температура испытания °C Число теплосмен (число циклов)*
ЭП126 (ВЖ100) ХН38ВТ (ЭИ703) ХН75МВТЮ (Э11602) ХН60В (ЭИ868, ВЖ98)
800—20 70—80 ПО ПО 140
900—20 35—40 46 52 56
1000—20 20—28 22 38 33
1100—20 10—15 24 20 21
1200—20 — 22 — 14
* Испытания проводились до появления трещины длиной 0,5 мм на образцах с радиусом надреза 0,1 з/лг.
Из графика видно, что условия испытания могут существенно изменить сопротивление сплавов термической усталости. А именно сплавы лучшие при малых перепадах температуры могут при больших перепадах оказаться худшими. Это объясняется тем, что при малых перепадах температуры напряжения в более жаропрочных сплавах остаются в основном в пределах упругости, а в менее жаропрочных — они превышают предел упругости и обусловливают значительно более быстрый темп накопления остаточных деформаций. При больших перепадах температуры во всех сплавах за один цикл будут возникать существенные остаточные деформации и число циклов (число теплосмен) будет определяться большим запасом пластичности, а не жаропрочностью, как это было при малых перепадах температуры.
Данные, приведенные в табл. 7, показывают, что сталь ХН38ВТ при максимальных перепадах температуры (1100—20° и 1200—20°) выдерживает большее число теплосмен, чем другие приведенные стали и сплавы при этих перепадах. В остальных случаях при других перепадах температуры никелевые сплавы ХН75МВТЮ и ХН60В обладают более высокой термической стойкостью, чем стали (сплавы на основе железа) ЭП126 и ХН38ВТ.
Кроме рассмотренных методов испытания металлов и сплавов при высоких температурах, существуют и другие. Например, определение твердости или так называемой «горячей твердости», испытание на релаксацию, в процессе которой происходит постепенный переход упругих деформаций в пластические, испытание на термический удар и др.
§ 7. СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
Работа конструкций и машин при низких температурах может вызывать хрупкое разрушение деталей без предварительной пластической
111
Таблица 8
Свойства металлов и сплавов при низких температурах
Наименование материала кГ/млР В % Ф %
+ 17° —196° —253° + 17° —196° —253° + 17° —196° —253°
Чисть е металлы
А1 (99,7%) 12 21 35 29 42 45 86 75 66
Си (99,9%) 24 38 46 29 41 48 70 72 74
Ni (99,8%) 45 63 79 35 46 48 77 69 69
Mg (99,9%) 12 16 21 5 5 5 10 7 8
Mo (99,31%) 49 54 54 ~3 ~0 ~0 ~3 -3 -4
Sn (99,74%) 3,6 7,1 7,3 29 4 0,6 91 4 0
Углеродистые стали
Сталь 10 36 82 99 38 8 0 77 6 4
Сталь 20 43 93 116 30 21 0 76 33 5
Сталь 30 57 101 132 26 16 0 61 34 6
Сталь 40 59 106 141 21 18 0 68 45 3
Сталь 50 69 114 139 22 16 0 52 20 1
Л е г и р о в а н н ы]е стали
25НЗ 66 100 122 24 23 0 59 29 2
12ХН2 51 86 119 25 20 0 75 52 2
13Н5А 99 145 147 17 8 1 44 — —
ЗОХМА 56 100 133 28 18 0 64 23 О
5ХНМ 80 120 142 17 15 1 55 30 4
2X18Н9 (ЭЯ2) 77 170 132 60 45 20 67 51 —
Цветные сплавы
Латунь 45 59 68 32 37 34 35 38 35
Оловянистая бронза 31 38 42 30 12 9 28 13 14
Бериллиевая бронза 65 81 92 20 34 40 68 64 62
Алюминиевая бронза 42 58 65 61 84 83 74 76 72
Дуралюмин 41 52 68 15 16 16 25 20 16
Силумин 22 32 42 7 9 12 14 11 13
Электрон 9,5 14 17 0,5 0,4 0,4 1 1 1
Титановый сплав 98 158 190 16 17 5 38 32 21
112
деформации в результате перехода материала из пластичного состояния в хрупкое (см. рис. 92). Такой переход, как следует из работ академика А. Ф. Иоффе, происходит при определенной температуре, названной критической температурой хрупкости. Исследования Н. Н. Давиденкова и Я. Б. Фридмана показали, что к числу факторов, обусловливающих такой переход, относится не только температура, но и скорость приложения нагрузки.
Однако исследованиями Гадфильда, Гаупта. Криша и других установлено, что ряд металлов даже при температуре жидкого водорода (—253°) остается пластичным независимо от скорости приложения нагрузки. Очевидно, у этих металлов критическая температура хрупкости лежит ниже температуры жидкого водорода.
Анализ результатов целого ряда исследований показал, что прочность всех металлов и сплавов с понижением температуры увеличивается.
Пластичность металлов с кубической гранецентрированной (А1, Си, Ni, Pb) или гексагональной (Mg) кристаллической решеткой при низких температурах увеличивается или сохраняется.
Металлы с кубической объемноцентрированной (Мо, Сг) или тетрагональной (Sn) кристаллической решеткой при низких температурах становятся хрупкими или, как говорят, хладноломкими.
Результаты исследований механических свойств некоторых чистых металлов, углеродистых и легированных сталей, а также цветных сплавов при нормальной и низких температурах приведены в табл. 8.
Данные таблицы согласуются с теорией акад. А. Ф. Иоффе, согласно которой разрушение при температурах, лежащих ниже критической температуры хрупкости, должно происходить при напряжениях, равных хрупкой прочности металлов, которая практически не зависит от температуры. Очевидно, критическая температура хрупкости у молибдена и олова лежит выше температуры жидкого азота (—196°).
Из данных таблицы следует, что:
1) пластичность углеродистых сталей с повышением содержания углерода при температуре —196° вначале увеличивается, а затем снижается;
2) легированные стали ряда марок при температуре —196° остаются пластичными;
3) при температуре —253° углеродистые стали и некоторые легированные стали становятся хрупкими; критическая температура хрупкости этих сталей, очевидно, лежит в интервале от —196 до —253°;
4) если легирование стали приводит к образованию аустенитной структуры (высоколегированная сталь ЭЯ2), то явление хрупкости при низких температурах исчезает; очевидно, критическая температура хрупкости этой стали лежит ниже —253°;
5) механические свойства цветных сплавов с понижением температуры изменяются подобно свойствам чистых металлов, но в меньшей степени, т. е. влияние легирующих элементов в медных и алюминиевых сплавах на прочность и пластичность основы цветных сплавов уменьшается.
8 3354
РАЗДЕЛ ТРЕТИЙ
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Глава 1
ОБЩИЕ СВЕДЕНИЯ
§ 1. СУЩНОСТЬ И НАЗНАЧЕНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Сущность термической обработки заключается в изменении струк-
туры и свойств сплавов без изменения химического состава, путем нагрева и последующего охлаждения с определенной скоростью.
Наиболее общая схема простейшей термической обработки показа-
Рис. 140. Общая схема простейшей термической обработки
на на рис. 140. Конечная цель термической обработки — получение необходимых свойств: механических, физических, физико-химических и др. Желаемое изменение свойств может осуществляться в самых широких пределах. Поэтому цели, преследуемые термической обработкой, различны и часто диаметрально противоположны.
В одних случаях требуется провести упрочнение материала; примером этого может служить закалка инструментальной стали на высокую твер-
дость. В других случаях ставится задача разупрочнения, когда, например, детали из углеродистой стали, предна-
значенные для обработки резанием, отжигают, чтобы уменьшить их твердость. Иногда необходимо устранить внутренние напряжения, что достигается низким отпуском закаленных изделий.
Термической обработкой можно сообщить материалу детали специальные физические свойства — электрические, магнитные и др. Наконец, термической обработкой может быть в некоторых случаях повышена коррозионная стойкость (например закалкой нержавеющей стали).
При производстве деталей авиационных конструкций термическая обработка применяется очень широко и занимает большое место в общем цикле технологического процесса. При этом эффект изменения свойств бывает часто очень значительным, механические свойства неко
торых сталей повышаются иногда в несколько раз.
§ 2. СВЯЗЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ С ДИАГРАММАМИ СОСТОЯНИЯ; КРИТИЧЕСКИЕ ТОЧКИ
Изменение строения и свойств сплавов путем термической обработки тесно связано с рассмотренными ранее диаграммами состояния.
При достаточно медленном охлаждении сплав приобретает равно
114
вескую структуру, соответствующую его положению на диаграмме состояния.
При ускоренном охлаждении нагретого сплава иногда удается зафиксировать структуру, устойчивую лишь при высокой температуре, или получить особые промежуточные продукты превращения этой структуры. В таком случае сплав приобретает неравновесное строение и часто совершенно новые свойства. Это возможно, если при нагревании происходят фазовые изменения, например переход компонента в твердый раствор или полиморфное превращение.
В общем случае при термической обработке могут упрочняться лишь те сплавы, в структуре которых образуются твердые растворы, способные при охлаждении становиться пересыщенными.
Для получения подобных пересыщенных твердых растворов необхо
димо, следовательно, сначала нагреть сплав до определенных температур, соответствующих фазовым превращениям, а затем охладить с определенной скоростью.
Эти температуры получили название критических точек.
Критические точки углеродистых сталей были впервые открыты великим русским ученым Д. К. Черновым, который по праву считается основоположником металлографии и науки о термической обработке стали.
Д. К. Чернов более 80 лет тому назад, наблюдая за поведением стали при ее нагреве и охлаждении, установил, что при некоторых температурах, соответ-
Рис. 141. Диаграммы состояния сплавов железо-углерод (по Д. К. Чернову, 1916 г.): I — контуры диаграммы, построенной по критическим точкам, открытым Д. К. Черновым; 77 — диаграмма, построенная по данным более поздних исследований (упрощенная)
ствующих критическим точкам, в ней происходят резкие изменения, коренным образом меняющие строение стали и ее отношение к после-
дующему быстрому охлаждению.
Температуры критических точек Чернов был вынужден определять
на глаз, так как в то время еще не существовало пирометров.
Д. К. Чернов открыл три критические точки — а, Ь и с, установив
при этом, что их положение зависит от содержания углерода в стали (рис. 141, схема 7).
Интересно, что диаграмма состояния сплавов железо—углерод (см. рис. 141, схема /7), являющаяся теоретической основой изучения стали и чугуна, опубликованная значительно позже, совпадает с контурами диаграммы, построенной по критическим точкам Чернова (схема 7).
Точка а представляет температуру, ниже которой сталь не способна воспринимать закалку.
В точке b сталь приобретает особое состояние, названное Черновым «аморфным» и по современным представлениям отвечающее структуре-
аустенита.
Наконец, точка с соответствует началу перехода стали в жидкое со-
стояние.
Этим открытием Д. К. Чернов заложил основы науки о термической обработке стали и наметил правильные пути ее дальнейшего развития.
В 90-х годах французский ученый Осмонд подтвердил открытие Чернова и более точно определил положение критических точек.
Температуры, при которых в стали происходят превращения, Осмонд предложил обозначать критическими точками At, Л2, As (от слова
8*
115
л
«arret»—остановка, так как при этих температурах на кривых охлаждения или нагревания наблюдаются остановки — перегибы или площадки) .
При этом в случае нагревания ставится еще дополнительный индекс «с» (от слова «chauffe»—нагревание), а в случае охлаждения — индекс «г» (от «refroidissement»—охлаждение).
Эти обозначения широко применяются до настоящего времени.
Таким образом, критические точки при нагреве обозначаются символами Ас, Ае , АСг и Ас, а при охлаждении — Аг*, Ат* и А , точка конца растворения (или начала выделения) вторичного цементита обозначается Лс,л (рис. 142).
Рис. 142. Критические точки стали
Критические точки стали тесно связаны с полиморфными превращениями чистого железа и изменением растворимости углерода в у-желе-зе; происходящие при соответствующих температурах структурные изменения доэвтектоидных и заэвтектоидных сталей были рассмотрены ранее, при анализе диаграммы состояния Fe—С (см. стр. 58).
Критические точки относятся к случаям медленного охлаждения (или нагрева) стали и отвечают превращениям, соответствующим равновесной диаграмме состояния.
При ускорении охлаждения критические точки понижаются, превращение аустенита затрудняется и возникают другие структуры часто с совершенно иными свойствами.
Критические точки стали имеют большое практическое значение. Зная положение критических точек, можно правильно выбрать температуры термической обработки стали, условия химико-термической обработки, выбрать наилучшие режимы обработки стали давлением и решать много других важных технологических задач.
§ 3. ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Термическую обработку стали можно подразделить на предварительную и окончательную. Главными видами предварительной термической обработки являются отжиг и нормализация *. Эта обработка прово-
♦ В некоторых случаях нормализация служит операцией окончательной термической обработки.
116
дится в процессе изготовления детали для облегчения технологических процессов резания на станках или для обработки заготовок давлением в горячем или холодном состояниях. Попутно улучшаются структура и свойства материала.
Вместе с тем предварительная обработка подготавливает материал к окончательной термической обработке.
Главной задачей окончательной термической обработки, к которой относятся закалка и отпуск, является сообщение готовому изделию требуемых свойств, например прочности, твердости, вязкости и других, необходимых для работы детали в конструкции, в заданных условиях эксплуатации.
Глава 11
ОТЖИГ И НОРМАЛИЗАЦИЯ
Отжиг и нормализация, представляющие собой разновидности предварительной термической обработки, снижают твердость для подготовки к последующей обработке резанием; увеличивают пластичность для облегчения холодной обработки давлением; уничтожают внутренние напряжения; выравнивают свойства по сечению; улучшают строение (это проявляется главным образом в измельчении зерен и более равномерном распределении углерода); подготавливают к последующей окончательной термической обработке.
Для отжига характерны длительная выдержка при температуре нагрева и последующее медленное охлаждение.
Согласно классификации акад. А. А. Бочвара различают два основных вида отжига.
1. Отжиг первого рода, состоящий в длительном нагревании металла или сплава, имеющего неравновесное строение, ниже температуры фазового превращения (для стали — ниже Ас ). Сюда относятся рекристаллизационный отжиг*, в результате которого полностью или частично устраняется наклеп, а также операции сфероидизации и коагуляции, рассматриваемые ниже.
2. Отжиг второго рода, состоящий в нагревании сплава выше температуры фазового превращения с последующим медленным охлаждением. В результате такого отжига сплав приобретает равновесную, устойчивую структуру, соответствующую диаграмме состояния.
Полным отжигом стали называется ее нагрев до состояния аустенита, некоторая выдержка при этой температуре и последующее медленное охлаждение обычно вместе с печью.
Нормализацией называется нагрев стали до состояния аустенита, выдержка и последующее охлаждение на воздухе. По сравнению с отжигом скорость охлаждения при нормализации является значительно ббльшей.
Чтобы обеспечить образование аустенита, доэвтектоидную сталь надо нагреть выше точки Ас , а заэвтектоидную — выше Аст. При нагревании до этих температур, выдержке и последующем медленном охлаждении в стали происходят структурные изменения, обычно сопровождающиеся различными явлениями, влияющими на ее свойства.
Эти явления необходимо учитывать при проведении предварительной термической обработки стали.
См. стр. 87.
117
§ 1. ЯВЛЕНИЯ, ПРОИСХОДЯЩИЕ В СТАЛИ ПРИ НАГРЕВЕ
Структурные изменения
Рассмотрим прежде всего процессы, совершающиеся в стали при нагреве до критической точки Ас^, т. е. до перлитного превращения.
В этом случае происходит изменение формы и размеров частиц карбида (РезС), что выражается в явлениях сфероидизации и коагуляции.
Рис. 143. Микроструктура эвтектоидной стали. Пластинчатый перлит. X 500
Рис. 144. Микроструктура эвтектоидной стали. Зернистый перлит. X 250
Сфероидизация особенно интенсивно протекает в условиях длительного нагрева стали при 600—700° (низкий отжиг); при этом наблюдается переход пластинчатого карбида в сферический, зернистый (рис. 143 и 144).
Процесс коагуляции заключается в росте частиц карбида (рис. 145). Явления сфероидизации и коагуляции происходят вследствие естественного стремления карбидов принять термодинамически более устойчивую, крупнозернистую форму с меньшим запасом свободной энергии.
Рис. 145. Изменение строения стали при коагуляции. X 250
Физически рост более крупных частиц Fe3C за счет более мелких, обладающих большей растворимостью в a-железе, осуществляется путем диффузии углерода в твердом растворе (феррите).
При сфероидизации и коагуляции твердость стали снижается, что особенно важно для высокоуглеродистой инструментальной стали, подготовляемой к механической обработке резанием.
118
Рассмотрим теперь процессы, происходящие при температуре ACt и выше. Эта критическая точка соответствует превращению перлита в аустенит:
Fea (С) + Fe3C -> FeT (С).
перлит аустенит
Рис. 146. Схема перехода феррито-цементитной смеси в аустенит при нагреве (С. С. Штейнберг)
Перлитное превращение сопровождается, с одной стороны, полиморфным переходом феррита в аустенит, а с другой, — растворением карбида в аустените.
По своему механизму перлитное превращение состоит из следующих стадий (рис. 146):
1) образование при Ас на границе цементит—феррит у-раствора, в котором начинается растворение Fe3C (схема 2);
2) полный переход феррита в аустенит (схема 3);
3) полное растворение Fe3C в аустените (схема 4);
4) выравнивание состава аустенита по углероду (образование однородного аустенита при выдержке) (схема 5).
Переход перлита в аустенит совершается при температуре Ас (для углеродистой стали Аг =723°) только в условиях очень медленного нагревания. При ускорении нагрева происходит «перегревание» перлита, который превращается в аустенит в некотором интервале температур.
Явления, происходящие при дальнейшем нагревании выше Ас различны для доэвтектоидной и заэвтектоидной стали.
В доэвтектоидной стали постепенно растворяется феррит, а в заэвтектоидной -— вторичный цементит.
Выше Ас (Дет) процессы растворения заканчиваются и образуется структура одного аустенита.
Рост зерна
Размеры зерен оказывают сильное влияние на свойства стали. Крупнозернистая сталь обладает в большинстве случаев более низкими механическими качествами, в частности пониженной усталостной проч
ностью и значительно худшей сопротивляемостью динамическим нагружениям. Но вместе с тем сталь, имеющая крупнозернистое строение, способна прокаливаться более равномерно и притом на большую глубину, а также лучше цементуется.
Рис. 147. Зависимость величины зерна аустенита от температуры нагрева и содержания углерода (по И. С. Гаеву)
Рост зерен аустенита при нагреве стали представляет обычное явление, вытекающее из закона самопроизвольного перехода всякой системы в термодинамически более устойчивое состояние с меньшим запасом свободной энергии. Было установлено, что различные стали обладают неодинаковой склонностью к росту зерен при нагреве.
Большое значение имеет состав стали и в первую очередь содержание в ней углерода. На рис. 147 изображена пространственная диаграмма, связывающая среднюю величину зерна с температурой нагрева и содержанием углерода. Из этой диаграммы следует, что наибольшую склонность к перегреву проявляют высокоуглеродистые эвтектоидные и заэвтектоидные стали.
Легирующие элементы также оказывают влияние на рост зерна стали при нагреве, и многие из них, например хром, вольфрам, молибден, тормозят этот рост, способствуя образованию мелкозернистой структуры. Наоборот, такие элементы, как марганец и фосфор способствуют росту зерна.
Однако даже при одинаковом содержании легирующих элементов склонность к росту зерна при нагреве может сильно меняться в зависимости от способа выплавки стали и наличия в ней примесей.
Одни стали при нагревании выше (или Аст) сразу же проявляют все возрастающую способность к росту зерен аустенита (рис. 148, кривая I). Такие стали условились называть «наследственно» крупнозернистыми.
Стали другой группы до некоторой температуры почти не проявляют склонности к росту зерен (кривая II) и относятся к группе «наследственно» мелкозернистых.
Не следует смешивать понятий «наследственной» и «действительной» величин зерен; последняя определяется фактическими размерами
120
зерен при обычной температуре.
Для количественной характеристики величины «наследственного» зерна была разработана специальная шкала, позволяющая оценивать зернистость сталей номерами (рис. 149).
На этой шкале при увеличении 100* даны размеры зерен от номера 1 до 8; номера 1—4 соответствуют крупнозернистой стали, а 5—8 — мелкозернистой. Рас
Рис 149. Шкала величины зерна стали. X Ю0. Цифры обозначают номер зерна (N)
Рис. 148. Рост зерна в сталях различной выплавки:
I — «наследственно» крупнозернистая сталь; II — «наследственно» мелкозернистая сталь
четной основой этой шкалы служит формула / = 500-28-ЛГ, где N — номер зерна; f — средняя действительная площадь зерна в мк2.
В настоящее время разработаны способы получения стали определенного номера, т. е. желаемой степени зернистости; это достигается регулировкой условий выплавки, раскисления и разливки стали.
Возникновение внутренних напряжений
При нагреве стального изделия внешним источником тепла температура по сечению детали остается некоторое время неодинаковой. Сначала разогреваются поверхностные слои и лишь затем за счет теплопроводности тепло распространяется вглубь.
В связи с этим происходит неравномерное изменение объема изделия и на границе различно нагретых слоев его возникают внутренние напряжения. Если величина последних превысит только предел упругости сге, то материал претерпевает пластическую деформацию; если же внутренние напряжения окажутся больше предела прочности ов — возникают трещины.
Объемные изменения происходят, во-первых, из-за термического расширения, а во-вторых, благодаря структурным превращениям, совершающимся в стали при нагреве и связанным главным образом с полиморфными превращениями железа.
На рис. 149 увеличение несколько меньше.
121
Для уменьшения внутренних напряжений при нагреве могут быть использованы методы нагрева «внутренними» источниками тепла, обеспечивающими значительно более равномерный нагрев изделия по всему сечению.
К таким методам относятся электронагрев обычным током и особенно нагрев токами высокой частоты.
Обезуглероживание и другие случаи химического воздействия среды
Большей частью нагрев
стальных изделий совершается в печах, ра-
заполнено смесью различных газов, содер-
бочее пространство которых
Рис. 150. Микрофотография обезуглероженной стали. X 150
жащих кислород.
В таком случае при высоких температурах часто имеет место химическое воздействие кислорода на материал поверхностного слоя изделия, а именно:
а) обезуглероживание, т. е. выгорание углерода (рис. 150);
2) выгорание легирующих элементов, содержащихся в стали, например молибдена, образующего летучий окисел МоОэ;
3) окалинообразование, т. е. возникновение слоя окислов железа и других элементов.
Все эти явления приводят к значительному снижению механических свойств
материала поверхностного слоя, а именно: к уменьшению прочности, твердости, режущих свойств и т. п.
Обезуглероживание и сопутствующие ему явления особенно опасны при термической обработке тонкостенных авиационных изделий—пружин, листов, труб, профилей и т. п.
В этих случаях необходимо принимать специальные меры предо-
сторожности.
Чаще всего используют печи с нейтральной или контролируемой атмосферой, в рабочем пространстве которых поддерживается атмосфера нейтральных (азот) или восстановительных (водород, светильный газ, окись углерода) газов. В ряде случаев целесообразно применение нагрева в расплавленных металлических или соляных ваннах.
Как правило, чем выше температура нагрева и чем он продолжительнее, тем резче проявляется обезуглероживание и тем большее внимание следует уделять борьбе с ним.
§ 2. ЯВЛЕНИЯ, ПРОИСХОДЯЩИЕ В СТАЛИ ПРИ ВЫДЕРЖКЕ И ОХЛАЖДЕНИИ
Сталь, нагретая выше Аг? или Аст, приобретает строение аустенита. Однако в первые моменты после достижения этих температур аустенит не вполне однороден, так как диффузионные процессы не успевают выравнивать состав аустенитных зерен по углероду. В доэвтектоидной стали имеются участки аустенита, обедненного углеродом в зонах, где происходило растворение избыточного феррита. В заэвтектоидных сталях, наоборот, некоторые участки аустенита обогащены углеродом в тех областях, где происходило растворение цементита.
Для выравнивания состава аустенитных зерен необходима некоторая выдержка изделия, при которой завершаются диффузионные процессы. Время выдержки зависит от размеров и формы изделия, а также от состава стали. Большое значение имеет также температура нагрева,
122
так как она ускоряет диффузию. Однако надо помнить, что высокий нагрев вызывает также усиленный рост зерен и образование большей частью нежелательной крупнозернистой структуры.
Очень высокий нагрев малоуглеродистой стали и последующее быстрое охлаждение приводят к образованию так называемой видманштеттовой структуры, отличающейся крупнозернистым строением и своеобразным распределением феррита, расположенным в виде сетки или в форме пересекающихся пластин, часто образующих правильные треугольники (рис. 151).
Такая структура, обнаруженная впервые Видманштеттеном в метеоритах, характерна также для литой стали и отличается очень низкими механическими свойствами. Для разрушения этой структуры применяют ковку или термическую обработку, например отжиг.
Следует помнить, что при выдержке могут происходить вредные явления, связанные с химическим воздействием среды.
В результате медленного охлаждения стали после ее выдержки процессы превращения происходят в последовательности, обратной нагреву, и сталь приобретает строение, соответствующее диаграмме состояния сплавов железо — углерод, а именно: в случае доэвтектоидной стали — феррит и перлит (см. рис. 69), а заэвтектоидной — цементит и перлит (см. рис. 71).
Рис 151. Видманштеттова структура в стали. Х250
Рис. 152. Схема образования пластинчатого перлита (А. П. Гуляев)
Основное превращение — переход аустенита в перлит — объясняется па основе теории флуктуаций.
Согласно этой теории в аустените вследствие флуктуаций (отклонений от среднего значения) по составу всегда имеются участки, обогащенные углеродом. В этих участках ниже температуры Аг зарождаются частицы цементита, еще более богатого углеродом; вследствие этого аустенит, прилегающий к выпавшим частицам карбида, обедняется углеродом и легко переходит в феррит; последний, однако, оказывается пересыщенным углеродом ввиду малой растворимости его в a-железе; избыток углерода диффундирует к границам ферритных пластинок, что создает благоприятные условия для образования новых частиц цементита.
В результате образуются перлитные колонии, состоящие из чередующихся частиц феррита и цементита. Такие различно ориентированные колонии возникают обычно вначале у границ аустенитных зерен и лишь позже в их внутренних участках. Схема роста перлитных участков показана на рис. 152.
Отмеченные выше равновесные структуры образуются в случае от
123
Рис. 153. Микроструктура нормализованной стали, содержащей 0,5% углерода. X 500
жига после нагрева стали выше Ас (или Аст) и последующего медленного охлаждения вместе с печью со скоростями порядка 10—20° в час.
При применении более быстрого охлаждения на воздухе, т. е. при нормализации, для доэвтектоидных сталей получаются сходные структуры со следующими отличиями:
1) перлит имеет более мелкозернистое строение (получается так называемый сорбитообразный перлит);
2) феррит в доэвтектоидной стали располагается преимущественно по границам участков перлита и наблюдается в сечении микрошлифа в виде сетки;
3) зерна феррита и участки перлита получаются более мелкими по сравнению с медленно охлажденной сталью. Структура нормализованной стали, содержащей 0,5% углерода, изображена на рис. 153.
По механическим свойствам нормализованная сталь в сравнении с отожженной получается несколько более прочной и твердой, но менее пластичной.
§ 3. ОБЩИЕ РЕЖИМЫ ПРЕДВАРИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
При отжиге или нормализации стали происходят, с одной стороны, явления перекристаллизации, связанные с изменением величины зерен, а с другой,— процессы перемещения углерода. В связи с этим следует различать две основные группы операций предварительной термической обработки: 1) операции, регулирующие рост зерна; 2) операции, регулирующие перемещение углерода.
Первая группа операций имеет значение главным образом для малоуглеродистой стали, в структуре которой мало перлита. Наоборот, с увеличением содержания углерода большее значение приобретают операции, регулирующие процессы перемещения углерода.
Кроме того, следует иметь в виду, что с увеличением содержания углерода понижается пластичность стали и увеличивается склонность к образованию трещин в условиях ускоренного нагрева или охлаждения.
Поэтому общие режимы термической обработки стали в значительной мере зависят от содержания в ней углерода.
Ниже рассмотрена термическая обработка некоторых наиболее важных для авиастроения групп сталей.
Стали, содержащие до 0,2% С
Структура этих сталей представляет собой феррит с небольшим содержанием перлита. Главная задача термической обработки заключается в измельчении зерен феррита.
Получение мелкозернистой структуры осуществляется нормализацией (рис. 154). Нагрев (/) стали выше Ас* может проводиться быстро, так как стали обладают высокой пластичностью и потому не склонны к образованию трещин. Выдержка (2) может быть кратковременной, так как диффузионные процессы перемещения углерода здесь не имеют существенного значения.
Охлаждение (3) на воздухе обеспечивает образование большого количества центров кристаллизации при зарождении феррита в зернах
124
аустенита, что в конечном стого феррита.
счете приводит к образованию мелкозерни-
Рис. 154. Схема термической обработки стали, содержащей 0,1 % С
Рис. 155. Схема термической обработки стали содержащей 0,3®/о С
Стали, содержащие от 0,2 до 0,4% С
При обработке этих сталей необходимо, помимо измельчения феррита, достичь более равномерного распределения углерода.
Поэтому после нагрева ()) вышеЛс (рис. 155) сталь выдерживаю! (2) обычно 1,5—2 часа, при этом происходит диффузия углерода и выравнивается ее состав. Эта выдержка характерна для операции отжига. Затем следует охлаждение (<?) на воздухе, т. е. нормализация.
Таким образом, обработка этих сталей включает элементы отжига и нормализации и может быть названа комбинированной.
Стали, содержащие более 1 % С
Стали данной группы характеризуются пониженной пластичностью вследствие высокого содержания углерода. Исходная структура их состоит обычно из грубопластинчатого перлита и сетки вторичного цементита.
Задачи обработки таких сталей состоят в устранении сетки цементита и измельчении перлита. Для решения первой задачи сталь медлен
Время
Рис. 156. Схема термической обработки стали, содержащей 1,2% С
но нагревают до температуры несколько выше Аст (рис. 156, /), а затем подвергают ускоренному охлаждению (2).
Медленный нагрев таких сталей необходим потому, что они отличаются повышенной хрупкостью и при быстром нагреве в изделиях могут возникнуть трещины.
125
Вторую задачу решают, медленно нагревая сталь повторно, до температуры лишь немногим выше Ас (3) и затем подвергая ее медленному охлаждению (4). При этом получают в основном структуру пластинчатого перлита с небольшими включениями вторичного цементита. Такая обработка применяется при необходимости подготовки стали к окончательной термической обработке при обработке резанием.
Если необходим отжиг на зернистый перлит, что бывает полезным, например, для снижения твердости некоторых инструментальных сталей, температуру второго отжига несколько повышают.
Таким образом, высокоуглеродистые заэвтектоидные стали обрабатывают по схеме двойного отжига.
§ 4. ПРАКТИКА ОТЖИГА (НОРМАЛИЗАЦИИ) СТАЛЬНЫХ ИЗДЕЛИЙ
Для различных изделий, в зависимости от их назначения, состава стали и характера предшествующей обработки, цели и практические условия отжига (нормализации) несколько различаются.
Отжиг стальных фасонных отливок, а также изделий после сварки необходим для превращения крупнозернистого дендритного строения в мелкозернистое, уничтожения видманштеттовой микроструктуры, устранения внутренних напряжений.
Обычно для этой цели изделия подвергают полному отжигу, причем сталь нагревают до состояния аустенита и после длительной выдержки охлаждают со скоростью 100—120 град!час. При термической обработке сварных узлов нередко ограничиваются более низким отжигом 1-го рода, при котором устраняются внутренние напряжения, возникшие в результате сварки.
Отжиг стальных слитков перед прокаткой применяется главным образом для выравнивания химического состава по сечению (гомогенизации) и уничтожения результатов дендритной ликвации. Такой отжиг, носящий название диффузионного, проводят при высоких температурах, порядка 1100—1200°.
Отжиг горячекатаных изделий — поковок, штамповок, профилированных полуфабрикатов — проводится для снижения твердости (для облегчения последующей обработки резанием), уничтожения крупнозернистого строения, а также выравнивания строения и свойств по сечению заготовки.
Указанные задачи решаются полным или неполным отжигом, такой отжиг носит название смягчающего.
Отжиг холоднокатаных изделий. Наклеп, полученный при холодной прокатке, штамповке, волочении и т. п., устраняется рекристаллизационным отжигом (см. стр. 87). Такой отжиг проводится для снижения твердости и повышения пластичности стали в целях облегчения ее последующей обработки давлением или резанием. Хотя температура рекристаллизации железа составляет около 450°. однако практически для ускорения процесса отжиг ведут при температуре 650—700°.
Если необходимо устранить напряжения без изменения свойств на-гартованных изделий (например пружин), применяют нагрев до 200—300°.
В заключение необходимо отметить возможность применения так называемого изотермического отжига (см. стр. 147), преимуществом которого является существенная экономия времени, что позволяет повысить производительность труда.
§ 5. ПОРОКИ ПРЕДВАРИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
К наиболее распространенным порокам предварительной термической обработки относятся следующие.
126
Обезуглероживание, т. е. выгорание углерода из поверхностного слоя изделия, как результат нагрева в окислительной атмосфере.
Перегрев, состоящий в интенсивном росте зерен при высоких температурах нагрева, особенно в случае длительной выдержки. Очень сильный перегрев может привести к образованию видманштеттовой структуры. Крупнозернистая и видманштеттовая структуры могут быть исправлены путем отжига.
Пережог, заключающийся в окислении стали при очень высоком нагреве в условиях воздействия на сталь окислительной атмосферы. Пережженная сталь не может быть исправлена последующей термической обработкой.
Трещины при нагреве, которые также неисправимы; для их предотвращения необходимо уменьшить скорость нагревания стали.
Повышенная твердость, представляющая собой результат слишком быстрого охлаждения. Для снижения твердости следует провести повторный отжиг в условиях медленного охлаждения.
Глава III
ЗАКАЛКА И ОТПУСК
Главными видами окончательной термической обработки являются закалка и отпуск; разновидностью последнего является старение.
Целью окончательной термической обработки является сообщение материалу свойств, необходимых для работы в конкретных эксплуатационных условиях: при механическом нагружении, воздействии среды и температуры.
§ 1. ТЕОРИЯ ЗАКАЛКИ СТАЛИ
Закалкой называют такую термическую обработку, при которой сплав нагревают выше температуры фазового превращения и путем последующего быстрого охлаждения получают неравновесную для обычной температуры структуру; в некоторых случаях закалкой полностью или частично фиксируют структуру, возникшую при нагревании. В соответствии с этим закалкой стали называется нагрев ее до температуры выше критической точки, некоторая выдержка при этой температуре и последующее быстрое охлаждение.
Для осуществления полной закалки сталь необходимо нагревать до температур, обеспечивающих образование структуры аустенита, а именно: в случае доэвтектоидной стали — выше АСз а в случае заэвтек-тоидной — выше Асг,.
При закалке происходят процессы превращения аустенита, совершающиеся в условиях быстрого охлаждения. При этом в зависимости от скорости охлаждения получают различные неравновесные структуры — мартенсит, тростит и другие, отличающиеся особыми физическими и механическими свойствами.
Конечные результаты закалки зависят от состава стали, температуры нагрева и условий охлаждения.
Скорости охлаждения при закалке различны для поверхностных и центральных участков изделия При закалке в воде скорости охлажде-
127
ния поверхностных участков достигают нескольких тысяч градусов в секунду.
Для исследования таких быстропротекающих процессов применяют приборы, обладающие очень малой инерцией установки показаний, например осциллографы или струнные гальванометры.
Различают среднюю и истинную скорости охлаждения, позволяющие количественно оценивать условия изменения теплового состояния закаливаемого тела.
Средняя скорость охлаждения Уср определяется как отношение разности начальной to и конечной Л температур ко времени, в течение которого произошло это изменение температур:
т/ __
v ср _ Т1—т0
Истинная скорость охлаждения Уист в данный момент времени т или при данной температуре t выражается первой производной температуры по времени, т. е. представляет отношение бесконечно малого изменения температуры к бесконечно малому периоду времени
у =—
ИСт ат '
Так как уравнение кривой охлаждения редко бывает известным, то практически истинную скорость охлаждения находят, проводя касательную к данной точке кривой охлаждения и определяя тангенс угла <р наклона касательной к оси абсцисс:
t/HCT = tg <р.
Скорость охлаждения нагретых тел зависит от их особенностей (материала, формы, размеров), а также от свойств и температуры закалочной среды. Влияние некоторых из этих факторов рассмотрено ниже.
Изучению превращений аустенита при быстром охлаждении и исследованию закалочных структур было посвящено большое количество работ Г. В. Курдюмова, Н. Т. Гудцова, С. С. Штейнберга. В. Д. Садовского, А. П. Гуляева, Совера, Портевена, Френча и многих других советских и зарубежных ученых. Лишь в недавнее время удалось выяснить физическую природу этих превращений и объяснить свойства закаленной стали.
Установлено, прежде всего, что при ускорении охлаждения критические точки превращения аустенита снижаются (рис. 157).
В результате этого явления условия превращения аустенита изменяются и вместо перлита, образующегося при медленном охлаждении в соответствии с диаграммой Fe — С, возникают новые закалочные структуры — сорбит, тростит, мартенсит.
Наименьшая скорость охлаждения, при которой в стали после закалки образуется только структура мартенсита, называется критической (Укр).
Образование закалочных структур, возникающих в результате распада аустенита, определяется двумя основными процессами:
1) полиморфным превращением ураствора в а-раствор;
2) карбидным процессом, состоящим в диффузии углерода к определенным центрам, образовании за счет взаимодействия атомов железа и углерода частиц карбида железа и последующем росте (коагуляции) этих частиц.
Установлено, что полиморфное превращение начинается раньше карбидного процесса.
128
В зависимости от скорости охлаждения при закалке и от того, в какой мере осуществляется каждый из этих процессов, возникают различные закалочные структуры; рассмотрим их особенности.
Сорбит представляет собой мелкозернистую смесь соединенных между собой кристалликов феррита и цементита. Иногда сорбит назы-
Рпс. 157. Диаграмма снижения критических точек стали при закалке
вают «недоразвитым перлитом». Между этими структурами действительно существует большое сходство. Однако в сорбите зерна феррита и
цементита гораздо мельче, хотя и различимы при больших увеличениях.
Сорбит часто получается при нормализации стали. Иногда, при несколько более замедленном охлаждении, возникают промежуточные между перлитом и сорбитом структуры,
например сорбитообразный перлит.
В доэвтектоидной стали в условиях нормализации наряду с этими структурами образуется феррит, частично успевающий выделиться из аустенита. В за-эвтектоидной стали аналогично формируется цементит. Сорбит можно получить также при закалке стали в жидких мягких закалочных средах, например в горячем масле. Другой путь получения сорбита состоит в отпуске закаленной стали до температур 550—600°* (рис. 158).
По механическим свойствам сорбит
Рис. 158. Микроструктура закаленной стали, содержащей 0,8% углерода; сорбит. X 500
отличается от перлита большими твер-
достью и прочностью, но несколько меньшей пластичностью.
Примерные механические свойства
сорбита среднеуглеродистой стали опре-
деляются следующими цифрами: ЯВ = 250—300 кГ/мм2-, as=8— 12 кГ • м/'см2.
Сорбит часто является конечной структурой многих стальных деталей авиационных конструкций.
Тростит по своей физической природе представляет собой структуру, в которой цементит размельчен до состояния высокой дисперсности
* См. стр. 148.
9 3354
129
и рассеян в зернах a-твердого раствора железа. Строение тростита, состоящего из феррита и цементита, хорошо видно на приводимой электронной микрофотографии (рис. 159).
Металлографы легко обнаруживают тростит по характерному потемнению поверхности микрошлифа при травлении. При наблюдении под микроскопом тростит углеродистой стали имеет форму темных, иногда округлых образований.
При охлаждении тростит обычно получается наряду с сорбитом или вместе с мартенситом (см. структуру тросто-мартенсита на рис. 160).
Троститная структура может быть получена при закалке углеродистой стали в масле или подогретой воде, а также при отпуске до 7°=350э резко закаленной стали.
Рис. 159. Тростит (электронная микрофотография). X 18000
Тростит более тверд, но менее вязок, чем сорбит. Для тростита среднеуглеродистой стали характерны следующие примерные механические свойства: 775 = 350—400 кГ[мм2\ ав=2—3 кГ-м/см2.
Тростит часто встречается в инструментальной стали, от которой требуется высокая твердость наряду с некоторой вязкостью, минимально достаточной для предотвращения выкрашивания кромки инструмента при резании.
Мартенсит является важнейшей закалочной структурой; отличительными особенностями его являются высокая твердость и низкая вязкость; так, например, для мартенсита среднеуглеродистой стали типичны следующие механические свойства: НВ = 600—650 кГ)мм2-, аК'-'кГ• м!см2. Твердость мартенсита резко возрастает с увеличением содержания углерода до 0,5%, но мало зависит от присутствия легирующих элементов.
Природа мартенсита долгое время оставалась неясной; существовали различные теории, пытавшиеся объяснить его высокую твердость и низкую вязкость. Все они, однако, не были достаточно экспериментально обоснованы.
Впервые строение этой структуры было установлено в 1927 г. Н. Т. Гудцовым, Г. В. Курдюмовым и Н. Я- Селяковым, доказавшими, что мартенсит представляет собой сильно пересыщенный, напряженный твердый раствор углерода в а-железе.
130
Кристаллическая кубическая решетка мартенсита несколько деформирована; в основе ее лежит тетрагонально искаженная элементарная ячейка объемноцентрированного куба.
Степень тетрагональности с/а меняется в зависимости от содержания углерода (рис. 161) и в закаленной среднеуглеродпстой стали составляет около 1,02.
Одним из условий мартенситного превращения является охлаждение аустенита ниже некоторой температуры, при которой мартенсит имеет меньшую величину свободной энергии, чем аустенит и потому термодинамически более устойчив.
Рис. 160. Микроструктура закаленной стали, содержащей 0,4% углерода; тростит (темный) и мартенсит (светлый). X 500
Рис. 161. Соотношение параметров с/а мартенсита в зависимости от содержания углерода
Вторым условием получения мартенсита является охлаждение аустенита с такой скоростью, при которой полностью тормозятся процессы диффузии углерода, т. е. со скоростью, не меньшей, чем критическая
Практически, например, для получения мартенсита в углеродистой стали, содержащей 0,4% С, необходимо нагреть сталь до состояния аустенита (~850с) и быстро охладить в холодной воде, т. е. произвести операцию закалки.
Установлено, что переход аустенита в мартенсит является обычным фазовым превращением, состоящим в том, что в зернах аустенита зарождаются центры кристаллизации, из которых с громадными скоростями растут пластинки мартенсита. Этот процесс характеризуется следующими особенностями.
1. В условиях достаточно быстрого охлаждения аустенита, когда тормозятся все процессы, связанные с образованием карбида, происходит лишь полиморфное превращение кристаллической решетки у-рас-твора (гранецентрированной) в решетку а-раствора (объемноцентриро-ванную), тогда как углерод остается рассеянным в твердом растворе. Таким образом, переход аустенита в мартенсит не сопровождается изменением состава и является бездиффузионным.
2. Процесс перестройки решетки у в решетку а требует лишь очень незначительного (на доли параметра) смещения атомов железа, притом без обмена их местами.
9*
131
3. Кристаллическая решетка образующегося мартенсита закономерно ориентирована по отношению к решетке аустенита.
Направлению DA [101] в решетке аустенита соответствует направление Dm [111] в решетке мартенсита (рис. 162); плоскость (111) октаэдра аустенита соответствует плоскости (011) ромбододекаэдра мартенсита (эти плоскости на рис. 162 заштрихованы).
Другими словами, при мартенситном превращении решетки аустенита и мартенсита когерентно * связаны между собой.
Рис. 162. Соответствие кристаллических решеток
аустенита и мартенсита
4. Мартенситное превращение происходит в условиях значительного переохлаждения и распространяется на некоторую область температур Мн —Л4К, отвечающих началу (Л4Н) и концу (Мк) процесса; при этом положение точек Мн и Мк для стали данного состава не зависит от скорости охлаждения.
Рис. 163. Рост кристаллов мартенсита при охлаждении. Х~Ю0 (Г. В. Курдюмов и Л, Г. Хандрос)
5. Кристаллы мартенсита имеют пластинчатую форму и образуются практически мгновенно, так как скорость их роста достигает нескольких километров в секунду. Рост мартенситных пластинок быстро приостанавливается, поскольку их развитие ограничивается размерами аустенитных зерен или ранее возникшими пластинками мартенсита. Замедленный рост кристаллов мартенсита удалось наблюдать, например, в сплаве Си—Al—Ni (рис. 163).
* Когерентная связь состоит в том, что исходная и вновь образующаяся фазы сопрягаются между собой сходными кристаллографическими плоскостями с одинаковым или мало различающимся порядком расположения атомов. Таким образом, возникает закономерная взаимная ориентировка старой и новой фаз.
132
6. Превращение аустенита в мартенсит происходит скачкообразно, путем образования все новых и новых пластинок по мере понижения температуры от Л4Н до Л4К.
Для того чтобы мартенситное превращение началось и протекало по рассмотренной выше схеме, необходимо сначала преодолеть некоторый энергетический барьер и сообщить системе добавочную энергию. Для объяснения физической природы этой начальной стадии процесса предложены различные теории—«сдвиговая», «тепловая», «динамическая» и другие.
Хорошо согласуется с экспериментальными фактами «сдвиговая» теория, развитая А. П. Гуляевым. Согласно этой теории двухмерными зародышами, из которых вырастают пластинки мартенсита, служат плоскости сдвига, образующиеся в результате проявления внутренних напряжений, возникающих при охлаждении аустенита с высоких температур. Другими словами, плоскость сдвига, в которой начинается перестройка у—а, является в момент своего образования центром кристаллизации (стенкой), от которой в обе стороны растет пластинка мартенсита.
Таким образом, по сдвиговой теории энергия, необходимая для начала образования мартенситной фазы, доставляется актом пластической деформации.
Рассмотренными выше условиями образования объясняются металлографические особенности мартенсита; он имеет обычно игольчатое строение, причем прямые иглы пересекаются под углами 60—120°, соответственно направленности ребер октаэдрических плоскостей кубической кристаллической решетки (рис. 164). Такая игла в сечении представляет собой пластинку. Однако игольчатое строение мартенсита проявляется не всегда. В условиях нормальной закалки без перегрева обычно получают мартенсит, в котором игольчатое строение практически не наблюдается и выявляется лишь при очень больших увеличениях.
Поскольку величина мартенситных игл в известной мере зависит от размеров исходных зерен аустенита, то при закалке стали, имеющей строение крупнозернистого аустенита, образуется соответственно крупноигольчатый мартенсит (рис. 165), отличающийся от мелкоигольчатого большей хрупкостью и несколько меньшей твердостью.
При образовании мартенсита сохраняется равномерное распределение углерода, имевшееся в аустените; поэтому закалка на мартенсит представляет часто встречающуюся на практике промежуточную операцию окончательной термической обработки, ставящую целью получение в изделии одинакового состава и соответственно одинаковых свойств по сечению. Как конечная структура в работающей детали мартенсит встречается реже, чаще всего в сочетании с другими, более вязкими структурами. Мартенситное строение в поверхностных слоях имеют такие детали, как валы авиационных двигателей (в шейках), некоторые шестерни и другие детали, подвергающиеся перед термической обработкой цементации, т. е. поверхностному насыщению углеродом (см. стр. 158). Сердцевина этих деталей обычно имеет строение сорбита с ферритом и характеризуется высокой вязкостью.
Как правило, после закалки на мартенсит проводится отпуск либо для устранения полученных при закалке внутренних напряжений, либо для получения другого строения с желаемыми свойствами.
Рассматривая превращения аустенита, происходящее при закалке стали с различными скоростями охлаждения, можно представить их себе следующим образом.
При сравнительно малых скоростях охлаждения полностью осуществляются как полиморфное, так и карбидное превращения. Весь процесс заканчивается при высоких температурах, и в итоге получается струк-
133
тура перлита, сорбита или тростита. Эти превращения происходят при температурах Аг^—А/ диаграммы (см. рис. 157). Их следует назвать диффузионными, так как, помимо превращения у-раствора в а-раствор, они сопровождаются диффузией углерода, необходимой для образования и роста частиц РезС, богатых углеродом.
Рис. 164. Микроструктура закаленной стали, содержащей 0.4% углерода; мартенсит. Х500
Рис. 165. Микроструктура перегретой закаленной стали, содержащей О,4°/о углерода; крупнэ-игольчатый мартенсит. Х500
При ускорении охлаждения критическая точка понижается и диффузионные процессы все более затрудняются. В определенном интервале скоростей охлаждения лишь часть аустенита переходит при температуре А/ в тростит, а оставшаяся часть превращается при температуре Л1 в мартенсит. В итоге возникает структура тростита с мартенситом (см. рис. 160).
Наконец, при скоростях охлаждения, превышающих критическую (Вкр), аустенит переходит только в мартенсит. Это превращение состоит лишь в переходе у-раствора в а-раствор, оно не сопровождается диффузией углерода и потому, как уже отмечалось выше, должно быть названо бездиффузионным.
§ 2. ПРАКТИКА ЗАКАЛКИ СТАЛИ
Особенностью работы термических цехов современных заводов является широкое внедрение механизации и автоматизации.
Печи для нагрева изделий оборудованы терморегуляторами для поддержания необходимой температуры, а также автоматическими устройствами для подачи воздуха, топлива или электроэнергии, поддержания в рабочем пространстве печей контролируемой (нейтральной или восстановительной) атмосферы, равномерного прогрева изделий, точного времени выдержки и правильного погружения деталей в закалочную среду. При поточном методе автоматически обеспечивается перемещение деталей в печах с определенной скоростью.
Такая система механизации и автоматического управления позволяет точно поддерживать заданный режим термической обработки, значительно облегчает труд рабочих, повышает производительность труда и обеспечивает высокое качество продукции.
Способы нагрева. Для нагрева деталей применяются устройства различных типов. Нагрев должен быть возможно быстрым, равномерным и не вызывать в изделиях значительных внутренних напряжений и образования трещин. При нагреве должно быть исключено химическое воздействие нагревательной среды.
134
Практически для нагрева используются печи или специальные устройства различных типов.
В пламенных печах, обеспечивающих быстрый нагрев, изделия соприкасаются непосредственно с продуктами сгорания нефти, газа или угля и подвергаются их химическому воздействию. При этом возможно повреждение поверхностного слоя стальных изделий, выражающееся в обезуглероживании, окалинообразовании и выгорании легирующих элементов. Поэтому нагрев в пламенных печах может применяться лишь для изделии, имеющих достаточный припуск для снятия поверхностного поврежденного слоя.
При использовании более распространенных на авиационных заводах муфельных, шахтных пли трубчатых печей, обогреваемых извне, можно избежать указанных недостатков, так как в их рабочем пространстве возможно создание защитной или контролируемой атмосферы.
Большей частью такие защитные газовые среды содержат окись углерода, водород и азот; реже — более дорогие инертные газы — аргон и гелий. В составе их по возможности не должно быть окисляющих или науглероживающих газов. Весьма широко в настоящее время применяются экономичные контролируемые атмосферы, получаемые путем частичного сжигания природных углеводородов, а также генераторный газ ГГ (смесь СО, СО2 и N2), крекинг-газ нефтепродуктов КГН, атмосфера ДА, содержащая продукты диссоциации аммиака (Н2, Н2О и N2) и другие.
Наиболее равномерный и быстрый прогрев можно осуществлять в соляных в а н н а х или ваннах из расплавленного свинца, в которых также полностью исключается окисляющее влияние газовой среды. Большим преимуществом этих ванн является возможность точной регулировки температуры нагрева.
Температура нагрева зависит от состава стали,для углеродистых сталей она определяется содержанием в них углерода (рис. 166).
Доэвтектоидная сталь для закалки должна нагреваться на 30—50° выше Ас , чтобы при температуре закалки она имела структуру аустенита.
Углеродистая сталь, закаленная с оптимальной температуры, в воде приобретает строение наиболее твердого мелкоигольчатого мартенсита.
При недогреве стали до ACg возможны два случая. Если температура стали будет ниже Ас (т. е. ниже точки а Чернова), то сталь вообще не закалится, так как в ее структуре до закалки не будет аустенита. При нагреве выше Ас , но ниже Ас* при температуре закалки получится структура аустенита с ферритом, а после резкой закалки — мартенсита с ферритом (рис. 167). Это случай неполной закалки. В результате такой неполной закалки доэвтектоидная сталь будет иметь менее однородное строение и пониженную твердость, так как твердость феррита в несколько раз меньше твердости мартенсита.
Значительный перегрев стали выше Ас* также вреден, так как приводит к росту зерен аустенита, и после закалки сталь приобретает строение крупноигольчатого мартенсита, обладающего меньшей твердостью и большей хрупкостью; в связи с этим такая сталь проявляет склонность к образованию трещин.
Заэвтектоидная сталь нагревается для закалки до температуры, лежащей на 30—50° выше Ас .
После неполной закалки сталь приобретает строение мелкоигольчатого мартенсита с некоторым количеством структурно-свободного цементита, наличие которого желательно, так как повышается твердость закаленной стали.
Обычно получаемое сетчатое расположение цементита (рис. 168) неблагоприятно, так как придает стали хрупкость. Поэтому цементит
135
грамме железо—углерод
Рис. 167. Структура неполной закалки доэвтектоидной стали. Мартенсит и феррит. X 500
Рис. 168. Структура неполной закалки заэвтектоидной стали. Мартенсит и сетка цементита.
X 500
Рис. 169. Структура неполной закалки заэвтектоидной стали. Мартенсит и зернистый цементит. Х500
136
переводят в зернистую форму (рис. 169), применяя приемы термической или механической обработки.
Нагрев заэвтектоидной стали для закалки выше Аст дает худшие результаты. Во-первых, в структуре закаленной стали не будет цементита и сохранится большее количество остаточного аустенита (см. стр. 143), поэтому твердость ее получается пониженной. Во-вторых, более высокий нагрев связан с ростом зерен аустенита, что приводит к худшей структуре — грубоигольчатому мартенситу.
Скорость нагрева зависит от температуры, свойств среды, размеров и формы изделий, состава стали.
Крупные изделия следует нагревать более медленно, для них рекомендуется применение ступенчатого нагрева с предварительным подогревом до промежуточных температур. Надо помнить, что при низких температурах сталь обладает наименьшей пластичностью, поэтому предварительный подогрев следует проводить более осторожно и возможно медленнее.
Особенно медленным, часто ступенчатым должен быть нагрев легированных сталей, так как большинство легирующих элементов понижает теплопроводность стали и увеличивает опасность образования трещин.
Выдержка при температуре закалки необходима для прогрева изделия, завершения структурных превращений и выравнивания состава за счет диффузионных процессов. Время выдержки зависит от размеров изделия, состава стали, температуры нагрева и особенностей нагревательной среды.
Например, при нагреве в печи заготовок круглого сечения из углеродистой стали до нормальной температуры закалки необходимо примерно следующее время выдержки:
при диаметре изделий до 25 мм — 20 мин-,
» » » 25—50 мм — 45 мин-,
» » » 50—70 мм — 60 мин.
С повышением температуры нагрева время выдержки уменьшается.
Легированные стали требуют более длительной выдержки, так как легирующие элементы замедляют диффузионные процессы и понижают теплопроводность.
Охлаждение. В качестве охлаждающих сред практически используются: вода, водные растворы солей и щелочей, масла (минеральные и растительные), воздух, расплавленные соли и металлы.
Охлаждающая способность большинства жидких закалочных сред зависит главным образом от скрытой теплоты парообразования. Для воды эта величина очень велика и составляет 538 кал/г.
Кроме того, важную роль играют теплопроводность среды, ее теплоемкость и температура.
При закалке изделия в воде скорость его охлаждения ниже 100° резко уменьшается, так как отвод тепла осуществляется не за счет скрытой теплоты парообразования, а за счет теплопроводности и теплоемкости воды.
Для масла такая «точка начала замедления» лежит при температуре около 300°; в этом его большое преимущество, так как в интервале температур 300—200° (когда сталь уже мало пластична) при закалке в масле вследствие меньшей скорости охлаждения возможность появления трещин значительно уменьшается.
Скорость охлаждения зависит также от степени насыщения жидкой закалочной среды растворенными в ней газами. В воде, содержащей газы, охлаждение происходит медленнее. Это объясняется тем. что газы, выделяющиеся при соприкосновении с нагретым изделием, создают теплоизоляционную прослойку, задерживающую теплоотвод.
Растворенные газы вредны в том отношении, что содействуют нерав
137
номерному охлаждению. На поверхности закаленной детали получается неоднородная твердость (остаются мягкие участки).
Кроме того, возможно химическое взаимодействие выделяющихся газов с материалом изделия, что также необходимо учитывать при выборе закалочных сред.
С увеличением размеров сечения изделий при прочих равных условиях скорость охлаждения уменьшается. Существует также некоторая зависимость между скоростью охлаждения и отношением поверхности изделия к его объему.
Проведенные опыты, в результате которых были установлены подобные эмпирические зависимости, позволили построить номограммы, по которым возможно заранее рассчитывать скорость охлаждения для деталей различной формы при применении разных закалочных сред.
Скорость охлаждения при закалке зависит также от особенностей закаливаемого изделия: материала, температуры, размеров, формы и др.
С повышением температуры закалки скорость охлаждения, измеренная при данной температуре, увеличивается. Поэтому перегрев при закалке увеличивает внутренние напряжения и способствует образованию закалочных трещин.
Охлаждающая способность некоторых закалочных сред приведена в табл. 9.
Таблица 9
Охлаждающая способность некоторых закалочных сред
Среда Температура °C Охлаждающая способность Среда Температура °C Охлаждающая способность
Вода 20 1 Вода 100 0,1
» 40 0,7 5% Na ОН 20 1,2
60 0,5 Минеральное масло 20 0,2—0,4
80 0,25 Расплавленный свинец 20 0,05
Приемы охлаждения. Для закалки могут быть применены различные способы охлаждения, например обычное погружение, душевое охлаждение, закалка с подстуживанием, ступенчатая и изотермическая закалка (см. стр 147), местная закалка и другие. Выбор метода закалки должен обеспечить равномерность и быстроту охлаждения, а также по возможности исключить появление больших внутренних напряжений, приводящих к короблению и нередко к трещинам.
§ 3. пороки, возникающие при закалке, и способы ИХ ПРЕДОТВРАЩЕНИЯ
При нагреве и выдержке стали перед закалкой могут возникнуть некоторые пороки, рассмотренные ранее, в разделе предварительной термической обработки, а именно: перегрев, пережог, обезуглероживание, выгорание легирующих элементов, трещины.
Кроме того, в процессе охлаждения могут возникнуть следующие пороки, характерные только для закалки.
1. Деформация изделия—поводка, коробление, искажение формы и т. п. Подобная деформация происходит вследствие неравномерного изменения объема при быстром охлаждении в связи с термической усадкой и структурными изменениями. Деформацию изделий можно зна
138
чительно уменьшить, применяя правильные методы охлаждения, не допуская перегрева, выбирая подходящие закалочные среды.
2. Закалочные трещины. Если местные внутренние напряжения, возникающие в условиях быстрого охлаждения, превысят предел прочности, образуются закалочные трещины. Борьба с ними ведется, как и с деформацией, а также путем устранения конструктивных причин, способствующих их появлению,—резких переходов сечений изделий, острых кромок, малых радиусов закруглений и т. п.
3. Неудовлетворительная структура. Сюда относятся случаи образования крупноигольчатого мартенсита при перегреве, сохранения феррита при неполной закалке доэвтектоидных сталей, образования тростита вместо мартенсита при недостаточной скорости охлаждения и т. п. Эти пороки могут быть устранены применением повторной термической обработки по нормальному режиму.
4. Окисление поверхности изделий. Этот недостаток может быть устранен путем применения изотермической* закалки в расплавленных щелочах, при которой получается чистая, светлая поверхность.
§ 4. ПРОКАЛИВАЕМОСТЬ
Прокаливаемостью называется способность стали закаливаться на большую или меньшую глубину. Количественно прокаливаемость оценивается глубиной проникновения закаленной зоны.
Прокаливаемость имеет большое практическое значение: только при условии сквозной прокаливаемости можно по всему сечению детали получить структуру закаленного материала.
Если сталь обладает плохой прокаливаемостью, то закалится лишь поверхностный слой, а сердцевина останется неупрочненной. Получение при закалке различных структур по сечению изделия объясняется неодинаковыми скоростями охлаждения в центре (УценТр) и на поверхности (Vn0B).
Распределение скоростей охлаждения при закалке цилиндрической детали показано в общем виде на рис. 170. Там же указано соответствующее распределение структур по сечению закаленной детали.
В тех слоях изделия, которые охлаждаются со скоростями, превышающими критическую скорость закалки (УКр)> возникает структура мартенсита. В участках, более удаленных от поверхности, образуются другие структуры (тросто-мартенсит, тросто-сорбит и др.). В центре изделие может вообще не закалиться, и тем сохраняется исходная структура, например сорбит. Соответственно этому твердость по сечению закаленной детали также получается неодинаковой (рис. 171). Наибольшей твердостью обладает поверхностный слой, в котором после закалки образуется структура мартенсита.
Характерно, что резкое падение твердости наблюдается не на границе перехода чисто мартенситной структуры в другие, а при переходе через зону, состоящую из 50% мартенсита и 50% тростита. Такая зона была названа полумартенситной. Поэтому при оценке прокаливаемости условились считать полностью закаленной сталь, имеющую не только мартенситную, но также полумартенситную структуру. Зависимость твердости полумартенситной структуры от содержания углерода показана на рис. 172.
Важной характеристикой размера изделия, связанной с прокаливаемостью, является величина критического диаметра.
Критическим диаметром Do называется наибольший диаметр такого образца, который в данных условиях охлаждения прокаливается насквозь, т. е. приобретает в центре полумартенситную структуру.
* См. стр. 147.
139
Рис. 170. Распределение скоростей охлаждения и образующихся при закалке структур по сечению изделия
Рис. 171. Распределение твердости по сечению закаленного образца при неполной прокаливаемости: h — глубина закаленной зоны; D — диаметр образца; Du — диаметр незакален-ной зоны
Рис. 172. Твердость полумартенситной зоны в зависимости от содержания углерода
Закалка в масле
Рис. 173. Влияние сечения изделия и характера среды на глубину закаленной зоны (на схемах заштрихована)
140
Чем больше критический диаметр, тем больше могут быть сечения деталей, прокаливающихся насквозь, т. е. упрочняющихся при термической обработке во всем объеме.
Прокаливаемость зависит от различных факторов, важнейшими из которых являются состав стали, размеры изделия и свойства закалочной среды.
Состав стали имеет очень большое значение. Почти все легирующие элементы, вводимые в авиационные стали, например хром, никель, молибден и др., задерживают превращения аустенита при охлаждении и облегчают получение закалочных структур *.
Таким образом, критическая скорость закалки легированных сталей (см. стр. 178) уменьшается, а прокаливаемость их улучшается. Это одно из больших преимуществ легировацных сталей перед углеродистыми.
Углерод до содержания 0,8—0,9% С также улучшает прокаливаемость.
Размеры изделия также оказывают существенное влияние на прокаливаемость. При увеличении сечения изделия, начиная с момента появления незакаленной зоны, толщина закаленной зоны уменьшается (рис. 173).
Скорость охлаждения, зависящая от свойств закалочной среды, сильно влияет на прокаливаемость. При увеличении скорости охлаждения величина критического диаметра возрастает; например, из рис.’ 173 видно, что при закалке в воде критический диаметр больше, чем при закалке в масле.
На прокаливаемость влияют и некоторые другие факторы, например температура нагрева стали перед закалкой и связанная с ней величина зерна аустенита, способы охлаждения и т. д. В частности, с укрупнением зерна прокаливаемость улучшается.
Для практического определения величины
часто пользуются методом торцовой закалки. С этой целью стандартный образец из данной стали нагревают выше критической точки до состояния аустенита, после чего торцовую часть его подвергают воздействию какой-либо закалочной среды до полного охлаждения (см. схему на рис. 174). Затем измеряют твердость по образующей образца и строят кривую (рис. 175); расстояние от торца до участка с твердостью полу-мартенситной зоны характеризует прокаливаемость стали.
Практически вследствие неизбежного разброса значений твердости вместо подобных кривых получают полосы прокаливаемости (рис. 176). Из приводимого рисунка видно, что хромистая сталь обладает лучшей прокаливаемостью чем углеродистая.
Исходя из величин расстояний от торца до полумартенситной зоны, рассчитывают по заранее построенным номограммам критические диаметры для различных сред и различной формы деталей.
Одна из таких номограмм, разработанная М. Е. Блантером, приведена в несколько упрощенном виде на рис. 177. При использовании этих номограмм оказалось необходимым ввести понятия: идеального охладителя, под которым понимают закалочную среду, отнимающую тепло от поверхности образца с бесконечной скоростью, и идеального критического диаметра Doo, представляющего наибольший диаметр такого образца, который при охлаждении в идеальном
* К числу легирующих элементов, ухудшающих прокаливаемость стали, относится кобальт.
141
охладителе прокаливается насквозь. На схеме показано, как по найденной при торцовой пробе величине расстояния от торца до полумартенсит-
Рис. 175. Распределение твердости по длине образца после торцовой закалки для сталей с одинаковым содержанием углерода:
I — углеродистая сталь; 2 — хромоникелевая сталь; HRC п/м — твердость полумартенситной зоны
Рис. 176. Полосы прока-ливаемости:
I— углеродистая сталь 35; 2 — хромистая сталь 40Х
ной зоны перейти к идеальному критическому диаметру и затем опреде^ лить критический диаметр для желаемой закалочной жидкости, напри-мер масла, и заданной формы детали.
В данном примере критический диаметр при закалке в масле для цилиндрической детали с соотношением длины L к диаметру D, равному 10, составляет 28 мм, а критический диаметр при LjD={),,25 равен 80 мм.
Расстояние от закаливаемого торца до полумартенситной зоны в мм
Рис. 177. Номограмма для определения критических диаметров стали (по М. Е. Блантеру)
142
§ 5. ОСТАТОЧНЫЙ АУСТЕНИТ В СТАЛИ; ОБРАБОТКА ХОЛОДОМ
Уточняя диаграмму снижения критических точек, приведенную на рис. 157, следует отметить, что в точке М превращение аустенита в мартенсит только начинается; окончание мартенситного превращения происходит при дальнейшем охлаждении, при более низкой температуре.
Температуры начала (Мн) и конца (Мк) мартенситного превращения для стали заданного состава являются постоянными.
Однако с увеличением содержания углерода обе точки понижаются (рис. 178). Из диаграммы следует, что в сталях, содержащих менее 0,6% углерода, мартенситное превращение практически заканчивается выше 0° *. Следовательно, при обычной закалке стали этих марок происходит практически полное завершение перехода аустенита в мартенсит.
Наоборот, при закалке высокоуглеродистой стали, содержащей более 0,6% углерода, наряду с мартенситом сохраняется остаточный аустенит, присутствие которого доказывается магнитными и металлографическими исследованиями. Количество остаточного аустенита при дальнейшем увеличении содержания углерода резко возрастает (рис. 179).
Наличие остаточного аустенита в высокоуглеродистых сталях, применяемых преимущественно в качестве инструментальных, является вредным, так как снижает твердость и режущие свойства этих сталей.
Если такие стали после закалки в среде с обычной температурой охлаждать ниже 0°, то мартенситное превращение согласно диаграмме на рис. 157 будет развиваться далее; при такой обработке холо-д о м остаточный аустенит будет переходить в мартенсит.
Для обработки холодом изделие из закаленной стали помещают в холодную среду на время, необходимое лишь для сквозного охлаждения. Практически для этой цели удобно использовать смесь твердой углекислоты и спирта, имеющую температуру минус 78°, а в некоторых случаях жидкий воздух (минус 180°) или жидкий азот (минус 190°).
При охлаждении ниже 0° количество аустенита в стали уменьшается. В связи с этим изменяются свойства материала: увеличивается твердость, снижается пластичность, возрастают магнитные свойства и увеличивается объем. Обработка при температурах ниже 0° применяется для увеличения твердости и улучшения режущих свойств инструментальной стали, для увеличения сопротивляемости износу поверхностного слоя цементованных деталей, а также в других случаях, когда необходимо бывает повысить твердость материала.
Например, широко применяемые в авиастроении стали: хромоникелевая 12Х2Н4А, хромоникельвольфрамовая 18ХНВА и другие (см. стр. 196 и 199), часто используемые для изготовления деталей, работающих в условиях трения (валы, пальцы, шестерни и т. п.), цементуются (науглероживаются) до содержания в поверхностном слое 1 —1,2% углерода; в этом случае после закалки в цементованном слое сохраняется большое количество мягкого остаточного аустенита, и поэтому детали могут быстро изнашиваться в эксплуатации. Такие детали целесообразно подвергать обработке холодом.
В связи с увеличением объема, происходящим при превращении аустенита в мартенсит, обработка холодом нашла также применение как способ восстановления размеров точного мерительного инструмента и калибров, для стабилизации размеров деталей, работающих при низких температурах, и других целей.
Наконец, обработка холодом может быть использована для повышения магнитных характеристик стальных магнитов.
* В структуре стали, содержащей менее 0,6%С, после закалки также всегда остается немного остаточного аустенита; это объясняется тем, что переход аустенита в мартенсит сопровождается увеличением объема, а последние остатки аустенита не могут изменить объем, так как этому препятствует образовавшийся твердый мартенсит.
143
Следует подчеркнуть, что при обработке холодом не удается достичь полного превращения аустенита в мартенсит и в структуре стали всегда сохраняется небольшое количество остаточного аустенита.
Рис. 178. Зависимость температур мартенситного превращения от содержания углерода в стали (по данным различных авторов)
Рис. 179. Диаграмма зависимости количества остаточного аустенита от содержания углерода в стали
§ 6. ИЗОТЕРМИЧЕСКАЯ и ступенчатая обработка стали Диаграмма изотермического превращения аустенита
Выше уже указывалось, что аустенит углеродистой стали, устойчивый при высоких температурах, переходит в процессе закалки при охлаждении ниже точки А1 в мартенсит (см. рис. 157).
Однако, если такой аустенит охладить до какой-либо температуры ниже но выше Л1Н, то аустенит некоторое время сохраняется и лишь затем начинает переходить при постоянной температуре (изотермически) в другие, более устойчивые структуры. На этом основана изотермическая и ступенчатая обработка стали.
Впервые такую обработку предложил еще в конце прошлого столетия Д. К. Чернов, отметивший, что в случае ступенчатого охлаждения стали сначала в среде с температурой около 200°, а затем в песке можно резко повысить качество стали.
В 1928 г. аналогичный метод для обработки пил, допускающих их правку после охлаждения в соляных ваннах, был предложен Льюисом.
Исследованием изотермического превращения аустенита занимались также Бейн и Девенпорт, построившие для некоторых сталей, так называемые S-oбразные диаграммы (внешне похожие на букву S). Позже эти диаграммы были исправлены советскими учеными — С. С. Штейнбергом, А. П. Гуляевым, И. И. Липилиным и др. Исправленные диаграммы иногда обозначаются как С-образные, ввиду их сходства с буквой С.
В настоящее время такие диаграммы изотермического превращения аустенита построены для многих практически важных сталей и ими широко пользуются на заводах для назначения режимов изотермической или ступенчатой обработки.
Диаграмма изотермического превращения стали в общем, несколько упрощенном, виде представлена на рис. 180. Она показывает, какие процессы происходят в переохлажденном аустените с течением времени при различных температурах.
На диаграмме нанесены линии, отвечающие температурам Ai и Л1В для данной стали.
144
Выше Ai сталь имеет строение устойчивого аустенита (с ферритом или цементитом, если содержание углерода не равно 0,8%).
При температуре ниже точки Мн аустенит переходит в мартенсит. Сталь, охлажденная до температур между Ai и Ms (левее линии абв), имеет некоторое время структуру переохлажденного, неустойчивого аустенита. При дальнейшей выдержке аустенит начинает распадаться, образуя другие, более устойчивые структуры.
Линия абв отвечает началу распада аустенита. Окончанию этого распада соответствует линия а'б'в'.
Время до начала распада аустенита называется инкубационным периодом. В течение
этого времени сталь сохраняет высокую пластичность и низкую твердость, свойственные аустениту. Из диаграммы видно, что длительность инкубационного периода зависит от температуры распада.
Между линиями абв и а'б'в? структура стали состоит из аустенита и продуктов распада. Справа от линии а'б'в' имеются только продукты распада. При этом чем выше температура превращения, тем более устойчивыми получаются конечные продукты распада.
Исследования показали, что процессы распада аустенита в верхней и нижней части диаграммы несколько различны.
При высоких температурах, порядка 700—450°, где процессы диффузии идут быстрее, образуются обычные фер-
Время
МКС
15
30
40
45
55
65
Рис. 180. Схематичная диаграмма изотермического превращения аустенита
р ито- цементит ные смеси — перлит, сорбит и тростит.
При более низких температурах, в интервале от ~ 450 до ~ 200°, возникает структура бейнита. В зависимости от температуры превращения различают верхний и нижний бейнит, эти разновидности несколько различаются по микроструктуре и свойствам.
Верхний бейнит имеет под микроскопом вид «пера» или «резаной соломы». Более твердый, но менее вязкий нижний бейнит характеризуется игольчатым строением, похожим на мартенситное. Поэтому его называют также «игольчатым троститом».
По своей физико-химической природе бейнит углеродистой стали представляет еще более мелкодисперсную смесь феррита и цементита по сравнению с троститом; однако в бейните феррит пересыщен углеродом; этим бейнит отличается от перлита и других структур, образующихся в верхней части диаграммы.
Практически при изотермической обработке стали бейнитное превращение используется довольно часто. Получаемая при этом структура бейнита мало уступает по твердости мартенситу, но в отличие от него характеризуется большей вязкостью и значительно меньшими внутрен
ними напряжениями.
В доэвтектоидной стали превращения в верхней части диаграммы сопровождаются вначале выделением из аустенита феррита, после чего
10 3354
145
уже образуется перлит или сорбит. Соответственно в заэвтектоидной стали вначале образуется цементит.
Форму кривых диаграммы изотермического превращения стали объясняют по-разному. Согласно одной из распространенных теорий С-образная форма кривой находится в связи с зависимостью скорости распада аустенита от двух факторов: с одной стороны, от разности AF свободных энергий аустенита и перлита, а с другой,— от скорости Кдпфф диффузии углерода. Обе эти величины зависят от температуры (рис. 181). При температуре А] разность AF равна нулю, поэтому и скорость превращения очень мала, а время распада соответственно велико. При
сравнительно низких температурах
Скорость распаоа. Время распада.
AF,V дшр ср
Рис. 181. Скорость распада аустенита в зависимости от температуры переохлаждения (по А. П. Гуляеву): ^дифф — скорость диффузии углерода; ЛГ — разность свободных энергий аустенита н перлита. На схеме показан ход кривой времени распада аустенита, расположенной в <ротнвоположную сторону по отношению к кривой скорости распада
время распада также велико, но уже по той причине, что УДИфф практически уменьшается до нуля. Наконец, при некоторой промежуточной температуре скорость превращения является наибольшей, а время распада аустенита — наименьшим. В итоге кривые начала и конца превращения приобретают С-образную форму *.
Анализ диаграммы изотермического превращения аустенита показывает, что с изменением температуры распада аустенита меняются структуры и соответственно свойства продуктов распада (см. шкалу твердости в. правой части диаграммы на рис. 180). Следовательно, выбирая ту или иную температуру ванны, в которой происходит изотермический распад аустенита, можно получать сталь с заданными свойствами — твердостью, вязкостью и т. д.
Вид диаграммы изотермического'
превращения аустенита, рассмотренной в общем виде, зависит от состава стали. В стали, содержащей такие легирующие элементы, как хром, никель, вольфрам и многие другие, линии начала и конца превращения смещаются вправо, а область наименьшей относительной устойчивости
аустенита сдвигается 'вверх. Кроме того, сама диаграмма часто не имеет типичной С-образной формы и приобретает весьма своеобразные
очертания.
Для построения диаграмм изотермического превращения обычно пользуются методами металлографического, дилатометрического и магнитного анализа, а также методом определения твердости. Во всех случаях задачей является определение моментов начала и конца превращения аустенита в соответствующие структуры при постоянных темпера
турах.
Практика изотермической и ступенчатой обработки стали
Имея заранее построенную диаграмму изотермического превращения аустенита для данной стали, можно назначить режимы изотермической обработки.
Различают изотермический отжиг и изотермическую закалку.
* Точка d диаграммы на рис. 181, впервые отмеченная Д. К. Черновым, соответствует наибольшей температуре, при которой в стали отсутствуют превращения, вызванные диффузией углерода.
146
Для изотермического отжига (рис. 182, схема 1) изделие нагревают выше ACs и затем переносят в соляную или металлическую ванну (например, содержащую расплавленный свинец), нагретую до относительно высоких температур (600—700°). Изделие выдерживают в ванне до полного превращения аустенита в продукты распада (перлит, феррит), т. е. до момента времени ть Дальнейшее охлаждение возможно при любой скорости. В результате такой обработки сталь приобретает строение, типичное для отжига (т. е. перлит с ферритом или перлит с цементитом), и твердость ее становится низкой.
Время т
Рис. 182. Схемы изотермической и ступенчатой обработки стали:
1 — изотермический отжиг; 2 — изотермическая закалка; 3 —ступенчатая закалка
На схеме участок аб соответствует охлаждению стали от температуры закалки до температуры ванны, горизонтальная площадка бв отвечает инкубационному периоду.
На участке вг происходит превращение аустенита в структуры распада. Дальнейшее охлаждение не вызывает изменений в строении стали.
Основным преимуществом изотермического отжига является сокращение времени. Это относится к сталям, содержащим значительные добавки легирующих элементов, для которых применение изотермического отжига позволяет сократить время операции в несколько раз.
Для изотермической закалки (см. рис. 182, схема 2) изделие также предварительно нагревают выше ACs, а затем переносят в ванну, имеющую достаточно низкую температуру и обеспечивающую получение более твердых структур (например бейнита). По окончании распада, которому отвечает момент времени тг, изделие охлаждается с произвольной скоростью.
Преимуществами изотермической закалки являются:
1) получение в некоторых сталях более высоких показателей ударной вязкости (ав) по сравнению с обычно обработанной сталью При этом повышается также конструктивная прочность деталей, так как уменьшается их чувствительность к концентрации напряжений.
2) отсутствие закалочных напряжений и трещин, поскольку распад аустенита совершается на протяжении большого периода времени, при
10*
147
чем до конца превращения в структуре остается пластичный аустенит, допускающий легкую возможность перераспределения напряжений;
3) возможность точной регулировки конечных механических свойств; последние зависят от структуры, которая в свою очередь определяется температурой распада; температуру ванны в производственных условиях можно легко отрегулировать с большой точностью;
4) отсутствие необходимости отпуска, так как температура ванны практически всегда бывает выше 200° и после закалки в стали не остается значительных внутренних напряжений.
Эти преимущества делают метод изотермической закалки весьма ценным, чем объясняется все большее внедрение его в практику авиационных заводов.
Некоторым недостатком изотермической закалки является усложненность оборудования, связанная с необходимостью использования соляных или металлических ванн Кроме того, при изотермической закалке значительно уменьшается прокаливаемость, что ограничивает применение данного метода для обработки изделий большого сечения.
Иногда для сокращения времени применяют так называемую ступенчатую закалку, при которой не ожидают полного завершения превращения аустенита. В некоторых случаях ограничиваются даже выдерживанием стали в ванне лишь в пределах продолжительности инкубационного периода для сквозного охлаждения изделия до температуры ванны. Затем сталь охлаждают в воде, причем происходит превращение оставшегося (или всего) аустенита в мартенсит (см. рис. 182, схема 3).
При ступенчатой закалке основной интервал охлаждения, связанный с термическим сжатием, происходит в такой период времени, при котором сталь имеет структуру аустенита; поэтому в этом интервале температур практически исключается возможность возникновения в изделии больших напряжений или трещин. Дальнейшее охлаждение, при котором происходит превращение аустенита в мартенсит, осуществляется в меньшем температурном интервале, и вероятность появления закалочных трещин здесь практически тоже очень мала. Однако некоторые внутренние напряжения при ступенчатой закалке все-таки остаются и для их устранения рекомендуется закаленные изделия подвергать отпуску при температуре 180—200°.
§ 7. ОТПУСК СТАЛИ
Общая теория отпуска
При закалке в сплавах фиксируется твердый раствор или образуются промежуточные продукты его превращения. Такое состояние при температурах ниже фазового превращения является неустойчивым.
Поэтому в закаленных сплавах могут происходить процессы самопроизвольного распада образовавшихся структур, причем повышение температуры, облегчая диффузию, способствует развитию этих процессов и ускоряет их.
Подобный распад неустойчивых структур, полученных после закалки, составляет физическую основу отпуска, или старения.
Превращения при отпуске, или старении, в общем случае проходят последовательно следующие стадии:
1) перемещение атомов вещества, выделяющегося из твердого раствора, к определенным центрам и образование зон, обогащенных этими атомами (зон Гинье-Престона)*;
2) выделение мельчайших частиц новой фазы (карбидов, нитридов и других металлических соединений);
3) рост (коагуляция) кристалликов новой фазы.
Подробнее этот вопрос рассмотрен ниже, в разделе пятом (стр. 249).
148
Эти процессы связаны с постепенным обеднением пересыщенного твердого раствора компонентами, растворенными в нем.
В отдельных случаях, например при термической обработке стали, превращения твердого раствора могут происходить в момент закалки; тогда при отпуске осуществляются только последние из отмеченных стадий.
Рассмотрим подробнее отпуск углеродистой стали.
Изменение строения и свойств стали при отпуске
Отпуск закаленной стали состоит в нагреве ниже температуры Ас для получения желаемых свойств путем изменения строения и уничтожения внутренних напряжений.
Скорость охлаждения углеродистой стали после отпуска практически не влияет на конечные структуру и свойства *.
Строение при отпуске может изменяться только в направлении образования более устойчивых структур, обладающих меньшим запасом свободной энергии. Следовательно, проводя отпуск, можно менять строение стали только в следующем направлении: аустенит —> мартенсит -> тростит—^ сорбит —>зернистый перлит.
В зависимости от структуры, полученной после закалки, свойства стали при отпуске могут изменяться различно. Например, если сталь была закалена на мартенсит, то при отпуске твердость уменьшается, так как образуются более мягкие структуры — тростит, сорбит. Если же после закалки зафиксирована структура аустенита, то при отпуске твердость сначала будет возрастать вследствие перехода аустенита в мартенсит (относительно более устойчивый при обычной температуре) и лишь затем начнет падать.
Различают несколько видов отпуска углеродистой стали:
1) низкий отпуск — нагрев до температуры 150—200е (для устранения внутренних напряжений);
2) средний отпуск — нагрев до 300—500е;
3) высокий отпуск — нагрев до 500—700°.
Для изучения явлений, происходящих при отпуске, можно пользоваться металлографическим, рентгеноструктурным, магнитным и другими методами. Очень наглядно применение для этой цели дифференциального дилатометрического метода, основанного на измерении разности длин исследуемого образца и эталона при их нагревании или охлаждении в одинаковых условиях. Получающиеся на кривой перегибы характеризуют объемные изменения, соответствующие определенным структурным превращениям.
Структурные составляющие стали имеют разные удельные объемы. Наименьшим удельным объемом, т. е. наибольшей плотностью, обладает аустенит, построенный на основе плотноупакованной кристаллической решетки у-железа.
По убывающей плотности структуры стали могут быть расположены в следующий ряд: аустенит (наиболее плотен); перлит, сорбит; тростит; мартенсит; мартенсит с большей степенью тетрагональности (наименее плотен).
Эти данные позволяют объяснить дилатометрическую кривую (рис. 183), полученную при отпуске закаленной стали.
В исходном состоянии после закалки сталь имеет строение мартенсита и остаточного аустенита, количество последнего особенно возрастает при содержании углерода более 0,6%.
* При отпуске ряда легированных сталей замедленное охлаждение снижает их вязкость (см. разд. IV).
149
Закаленная сталь характеризуется наличием значительных внутренних напряжений, возникающих вследствие неравномерного сжатия при охлаждении, а также в связи со структурными превращениями.
При отпуске закаленной стали на дилатометрической кривой можно отметить четыре характерных перегиба при 80, 200, 300 и ^400°. Соот-
ветственно различают четыре основных превращения, происходящих при
отпуске.
Основным процессом первого превращения, происходящим при температурах 80—200°, является уменьшение содержания углерода в пересыщенном а-растворе. В связи с этим уменьшается степень тетрагональ-ностн (с/а), чем и объясняется сжатие.
Углерод выделяется в форме мельчайших частиц е-карбида FexC
Рпс. 183. Дилатометрическая кривая отпуска закаленной углеродистой стали
неустановленного состава Этот карбид имеет гексагональную решетку, когерентно связанную с решеткой а-раствора.
Получаемую структуру иногда называют отпущенным мартенситом. По свойствам отпущенный мартенсит ма ло отличается от обычного мартенсита закалки, поэтому температуру 200° практически считают верхней границей устойчивости мартенсита.
Отпуск до 200° ведет к значительному уменьшению внутренних напряжений.
При втором превращении (200— 300'), связанном с увеличением объема, происходит распад остаточного аустенита. Аустенит переходит при этом в смесь пересыщенного а-раство ра и карбида Fe.TC по типу бейнитного превращения. Одновременно продол-
жается выделение углерода из мартенсита и уменьшение тетрагонально-сти последнего. При этих температурах часть углерода выделяется также в форме цементита Fe3C.
В результате третьего превращения (300—400°), сопровождающегося сжатием, весь избыточный углерод выделяется из а-раствора и становится химически связанным с железом только в форме карбида Fe3C (цементита). Между а-раствором и карбидом нарушается когерентная связь. Вместе с тем практически полностью устраняются внутренние напряжения. При этом получается структура тростита, представляющая высокодисперсную смесь феррита и цементита.
Основным процессом четвертого превращения, происходящего при температурах отпуска выше 400° (практически до 600—650°), является коагуляция частиц карбида, т. е. увеличение их размеров. Кроме того, происходит сфероидизация карбидных пластинок, образовавшихся на более ранних стадиях отпуска. В результате сфероидизации частицы цементита приобретают термодинамически более устойчивую округлую форму.
Высокий отпуск до —'600° приводит к образованию структуры сорбита, представляющего мелкозернистую смесь феррита и цементита.
Все процессы при отпуске являются диффузионными. Поэтому отмеченные выше температуры для отдельных стадий не являются постоянными и зависят от фактора времени. Эти температуры повышаются по мере уменьшения продолжительности отпуска или увеличения скорости нагревания
150
Кроме того, на температуры превращений при отпуске сильно влияют легирующие элементы, затрудняющие диффузионные процессы.
Как следует из изложенного, рассмотренным превращениям при отпуске соответствуют структурные изменения.
После резкой закалки углеродистая сталь имеет структуру мартенсита. Отпуск такой стали при температуре до— 200° не вызывает заметных изменений в микроструктуре. При дальнейшем нагреве наблюдается переход мартенсита в тростит и затем в сорбит.
Структура тростита получается при отпуске до ~350° (рис. 184), а сорбита — при отпуске до 550—600° (рис. 185).
Вместе с изменением строения при отпуске меняются и свойства. На диаграмме (рис. 186) приведены кривые изменения основных механических свойств в зависимости от температуры отпуска для стали, содержащей около 0,4% углерода.
По мере увеличения температуры отпуска показатели прочности (св, НВ) уменьшаются, а показатели пластичности (6, ф) растут.
Для сравнения на диаграмме указаны механические свойства этой стали после закалки и отжига.
При низких температурах отпуска высокоуглеродистых сталей вначале наблюдается некоторое увеличение твердости, объясняемое выделением карбидов и переходом остаточного аустенита в мартенсит.
Таким образом, желая получить определенные механические свойства, можно по диаграмме определить требуемую температуру отпуска.
Контролировать температуры при отпуске можно приблизительно по цветам побежалости. Эти цвета, возникающие вследствие интерференции, зависят от толщины возникающей окисной пленки; толщина пленки в свою очередь определяется температурой отпуска и продолжительностью нагрева. Например, для углеродистой стали кратковременный отпуск при 220—230° отвечает соломенно-желтому цвету побежалости, при 270° — красному, при 300° —синему и т. д.
Время выдержки при отпуске должно быть достаточным только для сквозного прогрева изделия до заданной температуры, так как превращения при отпуске происходят с большими скоростями.
Скорость охлаждения при отпуске углеродистых сталей существенного значения не имеет (см. стр. 149).
Практика отпуска стали
1 Низкий отпуск (150—180°) часто дается после закалки для цементованных* авиационных деталей, работающих в условиях трения и имеющих в поверхностном слое строение мартенсита, например валов, шестерен и т. п. Этот отпуск не изменяет структуры и проводится только для снятия внутренних напряжений, возникших при закалке. При этом сохраняются высокая твердость и сопротивляемость износу трущихся поверхностей.
2. Отпуску при 200—220° подвергают многие изделия из инструментальной стали. При таком отпуске также устраняются внутренние напряжения, а остаточный аустенит переходит в мартенсит, что повышает твердость и улучшает режущие свойства инструментов.
3. Отпуск при 350—400Р на тростит применяется для пружин, рессор и других деталей; при этом обеспечиваются высокие упругие свойства и достаточная пластичность материала.
4. Высоком)- отпуску до 550—600° подвергаются многие ответственные детали, работающие в тяжелых условиях динамического или пере-
ем. стр. 158.
151
Рис. 184. Микроструктура закаленной стали, содержащей 0,4% углерода после отпуска при 350°. Тростит. X 500
Рис. 185. Микроструктура закаленной стали, содержащей 0,4% углерода после отпуска до 600°.
Сорбит. X 500
углерода
152
менного нагружения (валы, ответственные болты, некоторые шестерни и другие высокой агруженные авиационные детали). При этом образуется структура сорбита (см. рис. 185), сочетающего в себе высокую вязкость с достаточно большой прочностью.
Закалку с последующим высоким отпуском часто называют улучшением стали.
§ 8. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Этот новый вид обработки основан на совмещении термической обработки сплавов с их пластической деформацией (наклепом).
В результате удается получить более высокие, чем при обычной термической обработке, значения предела прочности, предела текучести,, жаропрочности и предела выносливости при сохранении, а иногда и увеличении показателей пластичности и ударной вязкости.
Термомеханическая обработка стали ведется в области аустенита. Различают высокотемпературную (ВТМО) и низкотемпературную-(НТМО) термомеханическую обработку.
При ВТМО сталь нагревают выше критической точки, обрабатывают давлением и немедленно закаливают, после чего подвергают отпуску (старению).
В случае НТМО нагретую до состояния аустенита сталь подстужи-вают до температур, лишь немного превышающих точку начала мартенситного превращения, деформируют изделие при этой температуре и после закалки также подвергают отпуску.
Существуют и другие режимы термомеханической обработки.
При ВТМО вследствие частичной рекристаллизации прочность получается несколько меньшей, однако сталь приобретает высокие показатели пластичности и ударной вязкости, особенно необходимые при работе деталей в условиях сложно напряженного состояния и резко возрастающих перегрузок.
При НТМО возможно получение очень высоких значений прочности.
В процессе термомеханической обработки происходит измельчение зерен, увеличивается количество упрочняющей фазы, повышается плотность несовершенств (дислокаций) кристаллической структуры и достигается определенная их ориентировка. Вследствие этого после ТМО образуется мелкозернистая структура, в которой упрочняющие фазы (например, карбиды) распределены более равномерно, притом не только-по границам зерен, но также по плоскостям скольжения и двойникования. Коагуляции распределенных таким образом частиц затрудняется. Этим объясняется повышение механических свойств стали при обычной температуре и ее жаропрочности, достигаемое ТМО.
В табл. 10 приведены механические свойства стали 37XH3A* при комнатной температуре после обычной термической и после термомеханической обработки.
Следует упомянуть о двух специальных видах ТМО. Так называемая ударная термомеханическая обработка (УТМО) основана на применении при охлаждении в жидкости гидравлического удара волн, возбуждаемого электрическим разрядом; скорость охлаждения при этом возрастает в 2—3 раза.
Термомеханикомагнитная обработка связана с наложением магнитного поля в процессе термомеханической обработки.
Оба эти вида ТМО позволяют в ряде случаев получить еще более высокие механические свойства стали.
* Сталь 37XH3A отличается от стали 20ХНЗА (стр. 196) повышенным содержанием углерода (~0,4%).
153
Табла ца 10
Механические свойства стали 37XH3A после термической и термомеханической обработки
Режим обработки Механические свойства
ав кГ/мм^ Ф % 8 %
Термическая обработка 180 20 2
Высокотемпературная ТМО: нагрев до 940°, деформация на 50%, закалка в масле, •отпуск при 100° 2 часа 250 30 8
Низкотемпературная ТМО: нагрев до 940°, охлаждение до 470°, деформация на 50%, закалка и отпуск при 100° 2 часа 260 20 4
§ 8. ПОВЕРХНОСТНАЯ ЗАКАЛКА СТАЛИ
Многие детали авиационных конструкций, например
валы, ОСИ, шестерни и т. и., работают в условиях трения и вместе с тем подвергаются воздействию знакопеременных или динамических нагружений.
Такие детали должны обладать
Гоператор высокой частоты
Рис. 187. Схема поверхностной индукционной закалки токами высокой частоты по методу проф. В. П. Вологдина
высокой вязкостью и прочностью в целом,' но одновременно иметь твердую, износоустойчивую поверхность.
Одним из способов получения подобного сочетания рабочих свойств в различных зонах материала детали является поверхностная закалка.
Наиболее распространенной в настоящее время является поверхностная закалка по методу индукционного нагрева токами высокой частоты.
Этот метод, разработанный в СССР В. П. Вологдиным и М. Г. Лозинским, основан на следующем принципе.
Если пропускать ток высокой частоты через какой-либо индуктор, то вблизи последнего создается переменное электромагнитное поле; помещая в это поле стальную деталь, возбуждают в ней вихревые токи, вызывающие нагрев детали.
При этом в силу особенностей тока высокой частоты эти вихревые токи концентрируются преимущественно в поверхностных слоях детали (скин-эффект), т. е. вызывают ее поверхностный нагрев.
Таким образом, можно осуществить быстрый нагрев поверхностного «лоя до температуры закалки (в случае доэвтектоидной стали — выше АГз), а при последующем резком охлаждении получить в изделии наружный закаленный слой.
Для возбуждения токов высокой частоты служат машинные или чаще ламповые генераторы (рис. 187). В цепь включают конденсаторы и трансформатор, позволяющие получить в индукторе ток требуемой частоты и низкого напряжения, порядка 4—6 в.
154
Индукторы изготовляют из медных трубок, через которые циркулирует охлаждающая вода. По своей форме индуктор должен соответствовать конфигурации детали с таким расчетом, чтобы между индуктором и деталью имелся бы лишь небольшой зазор. Величина этого зазора, определяющего так называемый «эффект близости», должна быть для получения равномерного закаленного слоя одинаковой. Часто цилиндрические детали с целью равномерной закалки вращают в индукторе в процессе нагрева.
Различают одновитковые (рис. 188), многовитковые, петлевые и другие типы индукторов. При индукционной закалке крупных изделий с целью уменьшения мощности, необходимой для одновременного нагре-
Рнс. 188. Одновитковый индуктор
ва всей поверхности, применяют последовательный нагрев отдельных участков.
Температура поверхностного нагрева при выбранном режиме работы генератора определяется временем воздействия тока. Это время можно установить автоматически с помощью специального реле, при этом температуру нагрева контролируют оптическим пирометром.
Толщина закаленного слоя зависит от так называемой глубины проникновения тока б, которая может быть определена по формуле
8=5,03 ПО4 |/ ям,
у pf
где р — удельное электросопротивление материала изделия в ом • мм?/м; ц — магнитная проницаемость материала изделия в гс/э;
f — частота тока в гц.
Если, например, применять частоту f = 300 000 гц, то для t = 850° получают 6=1-—2 мм.
Из формулы следует, что с увеличением частоты глубина проникновения уменьшается, следовательно, закаленный слой получается тоньше.
Охлаждение нагретого изделия можно производить путем обычного погружения в ванну или методом пропускания закалочной жидкости через отверстия в индукторе (душевое охлаждение спреером, рис. 188).
Регулируя частоту тока, температуру нагрева, скорость нагрева и условия охлаждения, можно в широких пределах менять ширину закаленной зоны и получать в ней желаемые строение и свойства.
Строение поверхностно закаленных деталей определяется температурой нагрева и условиями охлаждения. При быстром охлаждении наружная зона, нагретая выше Ас_ , приобретает после закалки структуру мартенсита. В промежуточной зоне, где температура нагрева была выше Ас , но ниже Ас , возникает структура неполной закалки —мартенсит с ферритом. Наконец, в сердцевине, где нагрев был ниже Ас^ , сохраняется исходная структура сорбитообразного перлита и феррита (рис. 189).
155
Поверхностная закалка т. в. ч. имеет, по сравнению с другими мето-
дами поверхностного упрочнения, следующие преимущества.
1. Высокое качество закаленного слоя, в котором нет зон отпуска,.
возникающих при
Рис. 189. Микроструктура стальной детали после поверхностной электрозакалки. X 100.
ВЫСОКОЙ вязкостью
некоторых других видах поверхностной закалки; плавный переход по структуре и свойствам от поверхности к сердцевине; благодаря кратковременному нагреву, длящемуся секунды, нет обезуглероживания, образования окалины, коробления и т. п.; образующийся в поверхностном слое мартенсит отличается повышенной вязкостью и большой твердостью. Вследствие этого высокочастотная закалка т. в. ч. повышает предел выносливости конструкционных сталей и сильно снижает их чувствительность к надрезам.
2. Возможность точного автоматического регулирования процесса.
3. Быстрота, высокая производительность и экономичность процесса.
Вместе с тем следует указать, что применение этого метода требует капитальных затрат на приобретение генератора т. в. ч. и связано с необходимостью изготовления отдельных индукторов для каждого типа детали. Кроме того, поверхностную закалку можно использовать лишь для сталей с узкими пределами содержания углерода (от 0,3 до> 0,4%) При меньшем содержании углерода мартенсит получается недостаточно твердым, а при большем — не обеспечивается высокая вязкость сердцевины. Обычно поверхностной закалке подвергают углеродистые стали марок 35, 45, У7, У12, а также хромистую сталь 38ХА (см. стр. 193)
Такие стали, однако, не всегда обладают вязкостью, необходимой для материалов, которые применяются для изготовления высоконагруженных авиадеталей. С этим связана некоторая ограниченность использования высокочастотной закалки.
Оказалось возможным применять высокочастотную закалку некоторых вязких легированных сталей, употребляемых для изготовления валов, шестерен и других ответственных авиадеталей. К их числу относится хромоникельмолибденовая сталь марки 40ХНМА (см. стр. 199), отличающаяся (ан=8 кГ-м/см2) и позволяющая получать твердый
(НВ 600 кГ]мм2) закаленный поверхностный слой.
Высокочастотная закалка может во многих случаях заменять более дорогие и менее производительные способы химико-термической обработки— цементацию, азотирование и др. (см. стр. 158).
Глава 1V
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Химико-термическая обработка состоит в насыщении поверхностного слоя металлических изделий элементами, повышающими твердость, износостойкость, коррозионную стойкость и другие эксплуатационные свойства материала.
156
Ди.слои.ирсба.нный атпом
Рпс. 190. Образование дислоцированных атомов и вакансий в кристаллической решетке
Путем последующей термической обработки можно изменить в желаемом направлении строение материала в различных зонах.
Таким образом, при химико-термической обработке в отличие от термической обработки меняется не только строение, но и состав поверхностного слоя изделия.
Для стальных деталей применяют насыщение углеродом (цементацию), азотом (азотирование), хромом (хромирование), кремнием (силицирование), алюминием (алитирование) и некоторыми другими элементами. Из этих методов цементация является самым старым, но вместе -с тем до сих пор наиболее распространенным способом поверхностного упрочнения.
Химико-термическую обработку следует рассматривать как физико-химический процесс взаимодействия металла с газовой средой.
Обычно различают три основные •стадии этого процесса:
1) образование активной газовой среды;
2) адсорбцию на поверхности раздела металл — газ;
3) диффузию насыщающего элемента в глубь металлического изделия.
В состав активной газовой среды входят химически активные газы, содержащие насыщающие вещества, например окись углерода, аммиак и другие.
Сущностью адсорбции является взаимодействие элемента, входящего в состав активной газовой среды, с атомами металла, находящимися на поверхности детали. В результате такого взаимодействия в поверхностном слое могут образовываться твердые растворы переменной концентрации или химические соединения.
Диффузия — является важнейшим процессом при химико-термической обработке и состоит в постепенном проникновении атомов насыщающего элемента из поверхностного слоя изделия вглубь.
Диффузия возможна, если насыщающий элемент образует с металлом твердые растворы и если температура достаточно высока, чтобы обеспечить необходимую активность и подвижность атомов.
ЛЛеханизм диффузии можно представить следующим образом. При нагреве металла энергия движения атомов возрастает. Вследствие неравномерного распределения энергии (флуктуаций) некоторые атомы выходят из узлов решетки, причем образуются вакансии или дислокации (рис. 190).
Энергия, необходимая для отрыва атома и образования вакансии, называется энергией активации и является одной из главных характеристик процесса диффузии.
Образовавшиеся вакансии заполняются другими атомами и при этом образуются новые вакансии, таким образом происходит перемещение атомов.
Диффузия происходит от мест с большей концентрацией к участкам с меньшей концентрацией, т. е. от поверхности изделия вглубь.
Скорость диффузионного процесса определяется величиной коэффициента диффузии D, представляющего собой количество вещества, про-
157
диффундировавшего за 1 сек сквозь площадку в 1 слг2 при градиенте концентрации, равном 1 молю на 1 см.
Коэффициент диффузии D может быть для данной температуры определен из уравнения
dm= — D dF^—dx, dx
где dm — количество продиффундировавшего вещества в г-
dF — площадь, через которую происходит диффузия, в сл2;
dx — время в сек\
dcldx — градиент концентраций.
Коэффициенты диффузии неодинаковы для различных типов твердых растворов. В твердых растворах внедрения они значительно больше, чем в твердых растворах замещения. Например, для стали с 0,2% угле
Рис. 191. Зависимость коэффициента диффузии от температуры
Рис. 192. Зависимость толщины диффузионного слоя от времени'
рода при диффузии углерода в Fe7 при 1100° коэффициент D равен 6 • 10~7, а при диффузии Мо в Fev при 1115° — всего 6-10~”. Это объясняется тем, что энергия активации во втором случае значительно больше, а это затрудняет диффузию.
Зависимость коэффициента диффузии D от температуры определяется уравнением
D=Ae RT,
где А — коэффициент, зависящий от энергии активации и расстояния между атомными плоскостями решетки металла;
е — основание натуральных логарифмов;
Q — энергия активации;
7? — газовая постоянная;
Т — абсолютная температура.
Таким образом, с увеличением температуры коэффициент диффузии резко возрастает (рис. 191).
С течением времени рост диффузионного слоя замедляется. Зави симость глубины слоя х от времени т (при постоянной температуре) выражается уравнением x2=kx, где k — постоянный коэффициент.
Графически эта зависимость выражается параболой (рис. 192).
§ 2. ЦЕМЕНТАЦИЯ
Цементацией называется процесс насыщения поверхностного слоя детали углеродом с целью увеличения твердости и сопротивляемости износу при работе в условиях трения.
Сердцевина детали должна обладать достаточной прочностью и высокой вязкостью, чтобы противостоять действию динамических и знакопеременных нагружений.
158
Детали
Карбюризатор
Рис. 193. Схема расположения деталей в цементационном ящике
В таких условиях работает много деталей авиационных конструкций, особенно двигателей, например валы, распределительные валики, поршневые пальцы, оси, ролики, шестерни и т. п.
Цементацию применяют для малоуглеродистых сталей, содержащих не более 0,2% С, так как в сталях с большим содержанием углерода нельзя получить сердцевину с нужной вязкостью.
В авиастроении обычно цементуют легированные стали марок 12ХНЗА, 12Х2Н4А, 18ХНВА и т. п. (см. стр. 196 и 199).
Цементуемые поверхности деталей (шейки валов, зубья шестерен и т. п.) механически обрабатывают, оставляя лишь небольшой припуск на окончательное шлифование. Поверхности, не подлежащие цементации, подвергают гальваническому покрытию слоем меди, через который углерод не способен диффундировать.
Существует два основных способа цементации: в твердом карбюризаторе и в газовой среде. Последний является более прогрессивным, однако простота осуществления процесса в твердом карбюризаторе делает этот метод пока наиболее распространенным, несмотря на ряд присущих ему недостатков (длительность процесса, необходимость последующей сложной термической обработки и др.).
Цементация в твердом карбюризаторе. В этом случае цементуемые детали укладывают в цементационные ящики вместе с твердым карбю
ризатором, содержащим необходимый для цементации углерод. Детали не должны касаться стен ящика и соприкасаться между собой (рис. 193).
В качестве карбюризатора обычно применяют смесь древесного угля лиственных пород (береза, дуб) и ускорителей — ВаСО3, Na2CO3 и др.; последние вводятся обычно в количестве 20—30Не-
подготовленные ящики с деталями изолируют от внешней атмосферы, промазывая швы и щели специальными огнеупорными обмазками, и помещают в печь, нагретую до 900—950°.
При этой температуре в стали образуется аустенит, который способен содержать значительное количество углерода (до '—'1,3% С), вследствие чего при цементации может быть достигнута необходимая степень науглероживания поверхностного слоя. Время цементации определяется требуемой глубиной насыщения углеродом. Влияние температуры и времени на глубину цементации представлено на рис. 194. После цементации ящики с деталями обычно охлаждаются на воздухе.
Процесс цементации основан на взаимодействии газовой среды и материала изделия (рис. 195).
В цементационном ящике всегда имеется небольшое количество кислорода, образующего при нагревании с углеродом карбюризатора активную газовую среду — окись углерода:
2С + О2—2СО.
На поверхности изделия окись углерода разлагается, выделяя углерод, который растворяется в Fey и образует аустенит:
2СО-> СО2 -J- С; С Ц Fe7 Fe7(C).
атомарный аустенит углерод
159
Образовавшаяся углекислота, соприкасаясь с углем карбюризатора, снова дает окись углерода.
В дальнейшем углерод диффундирует в глубь изделия, и науглеро-
женная зона расширяется.
Действие ускорителей основано на их диссоциации при высокой температуре и взаимодействии газообразного продукта диссоциации с углеродом, в связи с чем увеличивается концентрация активной газовой среды:
Рис. 194. Зависимость глубины цементации от температуры и времени (для карбюризатора, содержащего 40% ВаСОз)
ВаСО3^ВаО + СО2, СО2+С->2СО.
оеталь
Рис. 195. Схема процесса цементации
Непосредственно после цементации структура стали соответствует равновесной диаграмме Fe—С (см. рис. 65), а именно: в поверхностном слое состоит из перлита и сетки вторичного цементита, в переходном слое — из перлита с небольшим количеством феррита, а в сердце-вине— из феррита и небольших участков перлита (рис. 196).
Результаты цементации оценивают глубиной и степенью цементации.
Глубиной цементации условно называют расстояние от поверхности вглубь до появления в структуре первых зерен феррита (см. схему на рис. 197). Для авиационных деталей глубина цементации составляет от 0,5 мм до нескольких миллиметров и зависит от величины удельных нагрузок в эксплуатации.
Рпс. 196. Микроструктура детали, изготовленной из стали 10, после цементации до термической обработки. X 100
Степень цементации характеризует среднее содержание углерода в поверхностном слое. Авиадетали обычно цементуются до степени 1,0—1,2% С.
Структура, получаемая непосредственно после цементации, не отвечает требованиям, предъявляемым к цементованным деталям по твердости поверхностного слоя и вязкости сердцевины. Кроме того, из-за высокой температуры и большой длительности процесса цементации структура получается крупнозернистой.
160
Для достижения необходимой твердости цементованного слоя и его стойкости против выкрашивания в эксплуатации, а также для получения требуемых свойств сердцевины детали после цементации подвергают обязательной термической обработке.
Последняя имеет целью измельчить зерно, уничтожить сетку цементита, получить в поверхностном слое строение твердой основы мелкоигольчатого мартенсита, а в ядре-—вязкую и прочную структуру мелкозернистого феррита с сорбитом.
Глубина цементации
чментит
Рис. 197. Схема определения глубины цементации
Поскольку содержание углерода по сечению цементованного изделия неодинаково, приходится применять сложную термическую обработку, состоящую из двух закалок и низкого отпуска.
Первая закалка (или нормализация) проводится с температуры ~860—880°*. Целью первой закалки являются: 1) уничтожение сетки цементита в поверхностном слое; 2) измельчение структуры сердцевины. В результате такой закалки в поверхностном слое получается структура грубоигольчатого мартенсита, а в сердцевине — мелкозернистого феррита, несколько пересыщенного углеродом.
Вторая закалка необходима для окончательного исправления строения поверхностного слоя и проводится с более низких температур (780—810°).
Рис. 198. Микроструктура цементованной детали из стали 10 после термической обработки. X 100
После второй закалки в сердцевине образуется мелкозернистый феррит с небольшими участками переходных структур, а в поверхностном слое-—нормальная структура мелкоигольчатого мартенсита и зернистого цементита.
Заключительной операцией термической обработки изделия является низкий отпуск порядка 150—170°, необходимый для уничтожения внутренних напряжений, возникших при закалке.
Микроструктура при низком отпуске практически не меняется.
Таким образом, нормальная структура цементованной детали после термической обработки состоит в поверхностном слое из мелкоигольчатого мартенсита и зернистого цементита, в переходном слое — из мартенсита и феррита, а в сердцевине—из мелкозернистого феррита и небольших участков переходных структур (рис. 198).
* Приведены режимы обработки для стали 12ХНЗА (см. стр. 196).
И 3354
161
При неправильной термической обработке, например, когда первая закалка заменена отжигом, в поверхностном слое образуется менее благоприятная структура мартенсита с сеткой цементита. Такая цементитная сетка не желательна, так как она повышает хрупкость цементованного слоя и содействует его выкрашиванию в эксплуатации.
Следует отметить, что для многих авиационных деталей из легированных сталей, особенно склонных к росту зерна при нагревании, указанная выше двойная закалка заменяется одинарной (по режиму второй закалки с более низкой температуры).
Механические свойства поверхностного слоя и сердцевины термически обработанной цементованной детали резко различны и имеют примерно следующие значения:
для поверхностного слоя HRC 60 — 65;
для сердцевины
<зв = 90 — 115 кГ/мм2; ап = 10 — 12 кГ м/см2; HRC 25-41.
К порокам цементации можно отнести: не отвечающие техническим условиям степень и глубину цементации, резкость переходного слоя от поверхностного слоя к сердцевине, неудовлетворительную микроструктуру, неравномерную твердость поверхностного слоя и т. д.
Газовая цементация. Газовая цементация основана на использовании для науглероживания стальных деталей различных газов.
Впервые газовая цементация была применена П. П. Аносовым на Златоустовском заводе в 1837 г.
Разработке промышленных методов газовой цементации были посвящены работы Н. А. Минкевича, С. К. Ильинского, В. И. Просвирина и др.
Для газовой цементации используют различные газы, содержащие углерод, например окись углерода, углеводороды, светильный газ, природные газы и другие. Процесс ведется при температуре 900—925°.
По сравнению с цементацией твердым карбюризатором, газовая цементация имеет ряд преимуществ. К ним относятся:
1) значительное сокращение длительности процесса (в 3—4 раза);
2) более легкое регулирование операций, широкая возможность применения механизации и автоматизации;
3) упрощение термической обработки после цементации; вследствие сокращения продолжительности процесса происходит меньший рост зерна, в связи с чем возможно применение одной закалки с промежуточной температуры 820° (притом непосредственно из печи газовой цементации) и последующего низкого отпуска.
При газовой цементации отпадает необходимость иметь цементационные ящики и проводить операцию загрузки и выгрузки деталей, уменьшается деформация деталей вследствие более равномерного их нагрева, улучшаются санитарно-гигиенические условия вследствие отсутствия угольной пыли.
Благодаря этим преимуществам метод газовой цементации все шире внедряется в заводскую практику.
Следует отметить удачный опыт некоторых заводов по совмещению газовой цементации с поверхностной закалкой деталей токами высокой частоты. Применение этого метода позволило еще больше ускорить и упростить производственный процесс; например, цементация на глубину 1 мм требует всего 30 мин.
Наряду с усиливающимся внедрением газовой цементации ведутся работы в направлении дальнейшей интенсификации процесса в твердом
162
карбюризаторе; сюда относится применение более эффективных карбюризаторов, использование высокотемпературной цементации и другие.
§ 3. АЗОТИРОВАНИЕ
а в некоторых случаях и улучше-
Азотирование состоит в насыщении азотом поверхностного слоя стального изделия. При этом в структуре стали образуются соединения металлов с азотом — нитриды, обладающие высокой твердостью и теплостойкостью.
Целью азотирования является увеличение поверхностной твердости детали, повышение предела усталости, пие коррозионной стойкости-
Из диаграммы состояния железо—азот (рис. 199) следует, что азот образует с железом несколько промежуточных фаз на основе определенных химических соединений: фазу е (Fe2N), фазу у' (Fe4N) и др. $
Более прочными и твердыми, а ’ вместе с тем менее хрупкими яв- I ляются нитриды других металлов — j хрома, молибдена и алюминия j (CrN, MoN, A1N). Поэтому азоти- 1 руют обычно легированные стали, ; содержащие эти элементы. ь
Специальные стали для азотирования получили название н и-
траллоев. К ним относится широ- Содержание азота в °/о
ко применяемая сталь 38ХМЮА, имеющая следующий средний СО- Рис. 199. Диаграмма состояния сплавов став: 0,38% С, 1,5% Сг, 0,5% Мо, железо —азот
1,0% А1.
Перед азотированием детали из этой стали подвергают термической обработке на сорбит путем закалки в масле с температуры ~940°
Рис. 200. Схема установки для азотирования:
1 — печь для загрузки деталей; 2 — баллон с аммиаком; 3 — осушитель; 4 — пирометр; 5 — манометр; 6 — диссоциометр
и последующего высокого отпуска до 640°. Структура сорбит обеспечивает высокую вязкость и достаточную прочность сердцевины.
Затем, после механической обработки, детали подвергают азотированию в специальных печах (рис. 200).
11*
163
Для осуществления процесса азотирования газовая среда должна содержать азот в активном атомарном состоянии. Поэтому вместо газообразного азота, состоящего из инертных молекул N2, для азотирования применяют аммиак NH3; последний при повышенной температуре диссоциирует на водород и азот по реакции
2NH3?±2N + 3H2.
Активный атомарный азот диффундирует в твердом растворе в глубь изделия и, соединяясь с металлами, образует нитриды, например:
A1 + N-^A1N.
Практическая температура азотирования составляет обычно 500—520°. Процесс азотирования происходит медленно, например, для азоти-
Рпс. 201. Микроструктура азогированной стали 38ХМЮА. Х250
Рис. 202. Влияние температуры на твердость азотированной стали
рования детали на глубину 0,5 мм требуется около трех суток. Участки, не подлежащие азотированию, покрывают оловом. Во избежание растекания олова и попадания его на азотируемые участки последние подвергают фосфатированию (см. стр. 323).
Авиационные детали азотируют обычно на глубину 0,1—0,5 мм\ большая глубина не рекомендуется, так как приводит к получению хрупкого слоя. Содержание азота в поверхностном слое доходит до 10—12%.
Вследствие небольшой толщины азотированного слоя и резкого падения твердости при переходе к сердцевине шлифование азотированных деталей не является целесообразным.
Структура поверхностного слоя азотированной детали состоит из сорбита и нитридов (рис. 201), а в сердцевине сохраняется сорбит. Твердость азотированной поверхности очень высокая и достигает HV 1200 кГ/мм2. Ввиду высокой теплостойкости нитридов эта твердость практически мало меняется при нагреве деталей до 500—600° (рис. 202).
Другими преимуществами азотирования являются отсутствие коробления деталей, что объясняется сравнительно низкой температурой ведения процесса, и возможность применения деталей в конструкциях без последующей термической обработки, которая является обязательной после цементации.
Сравнивая цементацию и азотирование, следует также указать на то, что при цементации можно получить более глубокий, но менее твердый слой, устойчивый до температуры не выше 200°; при более высокой температуре мартенсит переходит в тростит или сорбит и твердость снижается.
164
Поэтому цементацию применяют для высоконагруженных деталей, работающих при температурах не выше 150—200°, например, при упрочнении шеек валов, нагруженных шестерен, пальцев, осей и т. д.
Наоборот, азотирование выгодно использовать для поверхностного упрочнения деталей, работающих при меньших удельных давлениях, но нагревающихся до температур 500—600° (гильзы цилиндров, шестерни, штоки, а также некоторые валы, работающие на скользящих подшипниках).
Дальнейшая интенсификация процесса азотирования основана на использовании тлеющего разряда, индукционного нагрева т.в.ч., введения в состав газовой среды катализаторов и т. д.
§ 4. ЦИАНИРОВАНИЕ
Цианирование состоит в одновременном насыщении поверхностного слоя детали углеродом и азотом. Различают жидкое и газовое цианирование. При жидком цианировании процесс осуществляется в жидких ваннах, содержащих расплавленные цианистые соли — цианистый натрий — NaCN или более дешевый цианистый кальций — Ca(CN)2, а также соду—Na2CO3 и другие соли. В условиях высокотемпературного цианирования детали выдерживают в таких ваннах 1,5—2 часа при температуре 840—880°, а затем после подстуживания закаливают в масле и подвергают низкому отпуску до 150— 170°.
При этом в поверхностном слое детали получают структуру азотистого мартенсита, а в сердцевине — тросто-мартенсита (рис. 203). Твердость поверхностного слоя получается равной НВ 650—700 кГ!мм\
Такой режим позволяет получать упрочненный слой глубиной до 1 мм и используется для деталей, работающих в условиях трения при средних удельных давлениях (оси, ролики, наконечники толкателей и др.).
Для повышения стойкости режущих инструментов, изготовленных, например, из быстрорежущей стали (см. стр. 235), применяют низкотемпературное цианирование при 550—600° в течение 10—15 мин на глубину 0,03—0,05 мм.
Жидкое цианирование позволяет быстро упрочнить поверхностный слой изделия и не требует сложных установок. Однако вследствие большой ядовитости цианистых соединений и незначительной глубины упрочнения этот метод используется лишь при обработке некоторых мало ответственных мелких деталей и инструментов.
Газовое цианирование (нитроцементация) применяется главным образом для повышения твердости кромок режущих инструментов (фрез, метчиков, сверл, резцов) и потому с успехом используется в целях экономии дорогой быстрорежущей стали.
Для осуществления газового цианирования инструменты помещают в печь, содержащую смесь аммиака и пиролизного газа. При низкотемпературном режиме поддерживают температуру ~560°, а время выдержки составляет 1—2 часа. Толщина упрочненного слоя при этом получается небольшой, 0,02—0,04 мм. Твердость материала инструмента достигает HV 940—1120 кГ]мм?.
Рис. 203. Микроструктура планированной стали У8. X 250
165
Преимуществами нитроцементации по сравнению с жидким цианированием являются легкость регулирования технологического процесса, отсутствие необходимости применения дорогих дефицитных цианистых солей, а также значительно меньшая вредность производства.
В последнее время разработан новый метод высокотемпературной (глубокой) нитроцементации, при которой для создания карбонитридной среды используется триэтаноламин (СгНЮН^М; этот метод, по сравнению с ранее рассмотренной газовой цементацией, является экономически более выгодным и позволяет за более короткое время получать твердый поверхностный слой, отличающийся большей теплостойкостью.
§ 5. АЛИТИРОВАНИЕ
При алитировании поверхность стального изделия насыщается алюминием. Назначением алитирования является повышение жаростойкости, т. е. сопротивляемости изделия окислению при высоких температурах.
Алитирование основано на способности алюминия образовывать при окислении стойкую окисную пленку А12О3, обладающую высокими защитными свойствами и предохраняющую металл от дальнейшего окисления.
Наиболее широко распространен метод твердого алитирован и я. Для этой цели изделия из дешевой малоуглеродистой стали, содержащей 0,1—0,2 % С, помещают в порошкообразную смесь, содержащую алюминий (обычно в виде ферроалюминия), окись алюминия (для предотвращения спекания) и хлористый аммоний, и нагревают их при 900—1100° несколько часов. При этом образуется летучий хлористый алюминий, который, взаимодействуя при высокой температуре с железом, выделяет алюминий, диффундирующий в глубь изделия.
Структура поверхностного слоя алитированной детали (рис. 204) состоит из твердого раствора, обогащенного алюминием; в промежуточном
слое образуются хрупкие иглы соединения алюминия с железом FeAl3. Наличие этого хрупкого слоя несколько снижает динамическую прочность детали. Поэтому алитирование не могло найти применения для поверхностного упрочнения деталей, работающих в условиях динамического нагружения. Однако оно может быть использовано для повышения предела термической усталости.
Глубина алитированного слоя составляет обычно от 0,3 до 0,8 л/л/. После алитирования рекомендуется провести диффузионный отжиг при температуре 900—960° в течение 3—6 час.
При алитировании на меньшую глубину (0,06—0,08 мм) изделия (например проволока) могут деформироваться даже в холодном состоянии без разрушения алитированного слоя.
Алитированию подвергают некоторые детали авиационных двигателей, например детали камеры сгорания, реактивного сопла, лопатки турбины и соплового аппарата, трубы коллектора, выхлопные патрубки и т. ,п.
§ 6. ХРОМИРОВАНИЕ
Высокая твердость и стойкость против окисления хромовых покрытий позволяет использовать хромирование как средство повышения 166
Рис. 204. Микроструктура алитированной стали 10. Х250
твердости, износостойкости и коррозионной стойкости авиационных де талей.
Различают гальваническое* и диффузионное хромирование.
Диффузионное хромирование относится к газовым методам и может осуществляться «чистым» или порошковым способом.
Газовые методы основаны на получении газообразных продуктов, содержащих хром, и последующем их взаимодействии со стальным изделием.
При «чистом» способе эти операции осуществляются раздельно. Через слой феррохрома, нагретого до 850°, пропускают ток хлористого водорода, причем образуется летучий хлористый хром
Сг+2НС1-^СгС12+Н2.
Последний, обтекая детали, нагретые до ~1000°, взаимодействует с железом и разлагается с выделением металлического хрома, диффундирующего в глубь изделия:
CrCl2+Fe FeCI2~[- Сг.
Более распространено газовое хромирование в порошках, при котором получение активного газа и воздействие его на изделие происходят совместно.
Практически по этому способу очищенные от окалины и обезжиренные детали загружают в контейнер из жаростойкой стали или чугуна и окружают их порошком, содержащим феррохром, окись алюминия и хлористый аммоний.
При нагревании хлористый аммоний диссоциирует, образуя аммиак и хлористый водород; последний, взаимодействуя с феррохромом, доставляет необходимый активный хлористый хром (СгС12). Окись алюминия препятствует спеканию порошка при высокой температуре.
Контейнер закрывают крышкой, замазывают огнеупорной глиной и нагревают при температурах 1000—1050° в течение 4—6 час. Более высокая температура вредна, так как приводит к росту зерен и обезуглероживанию. В итоге поверхностный слой изделия насыщается хромом на глубину ~0,1—0,2 мм. Строение и глубина хромированного слоя зависят от состава изделия.
При хромировании чистого железа в поверхностном слое образуется твердый раствор Fe(Cr), содержащий более 50% хрома.
При хромировании стали образуются также карбиды Сг7Сз и Сг23Сб-•сообщающие изделию высокую твердость.
Опытами Г. Н. Дубинина показано, что в самом поверхностном слое на глубине 5—7 мк образуются также нитрид Cr2N и карбонитриды типа Cr (N, С).
При газовом хромировании возрастают твердость, жаростойкость и кислотоупорность материалов. Установлено также, что при этом повышаются показатели жаропрочности, сопротивления усталости и коррозионной стойкости в водных средах.
Метод газового хромирования находит все большее применение для улучшения режущих свойств инструментов, повышения твердости и износоустойчивости штампов, пуансонов и матриц, шарикоподшипников, деталей теплообменников, и во многих других случаях для борьбы с износом, эрозией, коррозией и окислением металлов.
Метод гальванического хромирования рассмотрен на стр. 321.
167
§ 7. СИЛИЦИРОВАНИЕ
Силицирование заключается в насыщении поверхностного слоя стали кремнием.
Наиболее широко применяется газовое силицирование порошковым методом. В состав порошка входит ферросилиций, шамот и хлористый аммоний.
Образующийся при реакции газообразный хлористый кремний взаимодействует с железом
3 SiCl4 + 4Fe -» 4 FeCl3 + 3SL
Выделившийся свободный кремний диффундирует в поверхностный слой изделия.
Процесс ведут при 900—1000° в течение 2—5 час. При этом толщина силицированного слоя получается равной 0,5—1,4 мм. Этот слой представляет собой твердый раствор, в котором содержание кремния достигает 14%.
Силицированные детали обладают высокой жаростойкостью и кислотоупорностью, так как образующаяся при окислении пленка SiO2 предохраняет металл от дальнейшего окисления и является вполне стойкой к кислотам любой концентрации.
Преимуществом силицирования является также относительно большая пластичность упрочненного слоя, что позволяет производить обработку силицированных изделий давлением и накатку резьбы.
Применение силицирования позволяет сообщать высокую жаростойкость таким металлам, как молибден, ниобий, вольфрам.
В заключение следует отметить возможность использования комбинированных методов химико-термической обработки—хромоалитирования, хромосилицирования и др.
Подобная комплексная обработка позволяет в отдельных случаях достигать еще большего повышения жаростойкости.
Например, хромоалитирование успешно применяется для повышения жаростойкости и жаропрочности некоторых деталей авиационного двигателя, работающих при высоких температурах (лопатки турбин и соплового аппарата и др.), изготовляемых из специальных жаропрочных сплавов (см.стр. 210).
Можно указать следующие примерные температурные границы практического применения деталей, подвергнутых различной химико-термической обработке:
хромированные детали -— до 800°;
силицированные детали -— до 900°;
хромосилицированные детали — до 1000°;
хромоалитированные детали —• до 1050°;
алитированные детали — до 1150°.
РАЗДЕЛ ЧЕТВЕРТЫЙ
АВИАЦИОННЫЕ СТАЛИ И СПЛАВЫ
Глава I
УГЛЕРОДИСТЫЕ СТАЛИ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Углеродистыми сталями называются сплавы железа с углеродом, содержащие до 2,0% углерода. Обычная углеродистая сталь, кроме основных элементов (железа и углерода), содержит 0,3—0,7% марганца, 0,2—0,4% кремния, 0,01—0,05% фосфора и 0,01—0,04% серы. Эти элементы являются постоянными примесями.
Помимо этих элементов, в сталь попадают скрытые и местные примеси. К скрытым относятся кислород, азот и водород. Содержатся они в любой стали в небольших количествах.
Местные примеси — это элементы, которые находятся в местных рудах или шихтовых материалах. Так, например, керченские руды содержат мышьяк и ванадий, халиловские — хром и никель, тагильские — медь и т. д. Кроме того, переплавка отходов производства и другого скрапа может давать ряд местных примесей.
Таким образом, обычная углеродистая сталь содержит 8—10 элементов, важнейшим из которых является углерод. Он изменяет механичес кие свойства стали и делает ее способной закаливаться.
В зависимости от назначения стали и содержания в ней углерода различают конструкционную и инструментальную углеродистые стали.
Конструкционная сталь, содержащая от 0,05 до 0,55% углерода, обычно поступает на авиационные заводы в виде поковок или катаных полуфабрикатов (прутков, листов, полос, труб).
Инструментальная сталь, содержащая от 0,55 до 1,5% углерода и минимальное количество вредных примесей (серы и фосфора), применяется для изготовления сверл, разверток, метчиков, плашек и т. д.
§ 2. ВЛИЯНИЕ УГЛЕРОДА НА СТРОЕНИЕ И СВОЙСТВА СТАЛИ
С увеличением содержания углерода структура стали изменяется. Подробно это изменение рассматривалось при изучении диаграммы состояния системы железо — углерод. Влияние углерода на механические свойства стали показано на рис. 205. Чем больше в стали углерода, тем выше ее твердость и прочность, но ниже пластичность и вязкость. Понижение предела прочности при увеличении содержания углерода выше 1,0% объясняется появлением в структуре вторичного цементита.
Механические свойства стали зависят также от формы и размеров структурных составляющих. Чем тоньше и меньше частички цементита, тем выше твердость и прочность стали. Зернистая форма цементита по сравнению с пластинчатой при одинаковой твердости характеризуется более высокой пластичностью.
169
Изменение содержания углерода сказывается также на физических свойствах стали (плотность, магнитная проницаемость, удельное электросопротивление, коэрцитивная сила и другие свойства).
Рис. 205. Влияние углерода на механические свойства стали
§ 3. ВЛИЯНИЕ ПРИМЕСЕЙ НА СВОЙСТВА СТАЛИ
Марганец является важнейшей постоянной примесью в стали. Вводится он в сталь для раскисления, которое протекает по реакции
FeO ф- Мп=MnO -f- Fe.
Марганец уничтожает красноломкость стали, т. е. устраняет вредное влияние сернистых соединений (подробнее будет сказано ниже), смягчает зональную ликвацию и уменьшает количество газовых пузырей.
В феррите марганец растворяется в больших количествах, понижает критические точки Аг и А и сужает интервал между ними. При нагреве стали марганец способствует росту зерна аустенита. Прокаливаемость стали при наличии марганца увеличивается.
Марганец даже в небольших количествах вызывает некоторое повышение предела прочности и твердости, не оказывая заметного влияния на относительное удлинение и поперечное сужение, повышает сопротивляемость стали истиранию.
Кремний является второй по важности постоянной примесью. Как и марганец, он вводится в сталь для раскисления
2FeO + Si = SiO2 + 2Fe.
В обычных углеродистых сталях кремний полностью растворяется в феррите. Кремний повышает критические точки как при нагреве, так и при охлаждении стали, повышает предел прочности и особенно предел упругости стали. Вот почему пружины и рессоры изготовляются из кремнистых сталей. Кроме того, кремний увеличивает сопротивляемость стали истиранию.
Присутствие кремния в стали в сильной степени затрудняет сварку вследствие большой его окисляемости.
170
Рис. 206. Диаграмма состояния системы FeS — FeO
Сера является вредной примесью в стали. Попадает сера в сталь из руд, а также из продуктов горения топлива В высококачественных сталях содержание серы не должно превышать 0,02—0,04%.
В феррите сера практически не растворяется и любое ее количество дает сульфид железа FeS, который образует с железом эвтектику с температурой плавления 985°. При нагреве стали до температур ковки или прокатки (800—1200°) легкоплавкая эвтектика расплавляется и при ударе молота в стали возникают надрывы и трещины. Это явление носит название красноломкости.
Красноломкость стали уменьшается при введении марганца, который, связывая серу по реакции FeS + +Mn = MnS + Fe, препятствует образованию легкоплавкой эвтектики.
Температура плавления сернистого марганца 1620°; при ковке или прокатке (800—1200°) он становится пластичным и вытягивается. Очень часто включения MnS при повторно-переменных нагрузках являются очагами разрушения от усталости. Наличие серы в стали, кроме того, понижает динамическую прочность, сопротивление износу и коррозионную стойкость.
Фосфор, как и сера, является вредной примесью в стали, поэтому в качественных сталях содержание его допускается не свыше 0,02- 0,04%. Попадает он в сталь из железных руд. Фосфор способствует росту зерна аустени
та, а растворяясь в феррите, делает сталь хладноломкой, сильно повышает твердость и предел прочности стали, резко снижая пластичность и особенно ударную вязкость.
Растворимость фосфора в феррите при нормальной температуре ограничивается 1,2%. Наличие фосфора выше этого количества приводит к образованию фосфида железа Fe3P.
Кислород содержится в стали в очень малых количествах в твердом растворе и преимущественно в виде включений окислов FeO, МпО, SiOj и А12О3. Все эти окислы хрупки и при горячей обработке давлением вытягиваются и располагаются в виде цепочек. Наличие подобных включений приводит к местным концентрациям внутренних напряжений, снижению динамической прочности, а при повторно-переменных нагрузках — к возникновению трещин и разрушению от усталости.
Особенно вредным включением является закись железа FeO, которая в присутствии повышенного содержания серы, вызывает красноломкость стали, образуя легкоплавкую эвтектику, температура плавления которой согласно диаграмме состояния системы FeO — FeS равна 940° (рис. 206).
При содержании кислорода в стали выше 0,03—0,04% заметно понижаются прочность и пластичность. Качественная сталь должна содержать минимальное количество кислорода.
§ 4. МАРКИРОВКА УГЛЕРОДИСТЫХ СТАЛЕЙ
Для маркировки углеродистых сталей принята буквенно-цифровая система. Электротехническая малоуглеродистая сталь — железо типа армко — обозначается буквой А или Э. Мало- и среднеуглеродистые стали обозначаются цифрами или цифрами с буквой, высокоуглероди-•стые — цифрами с буквой или только буквами. В марках мало- и средне
171
углеродистых сталей цифры показывают среднее содержание углерода в сотых долях процента, а высокоутлеродистых сталей—в десятых долях процента. Кроме того, в марках высокоуглеродистых сталей перед цифрой ставится буква У (У8, У9 и т. д.).
Если в стали содержится минимальное количество серы и фосфора, в конце марки ставится буква А (10А; 20А; 45А; У8А; У9А и т. п.), указывающая на то, что сталь высококачественная.
Высокоуглеродистая сталь, идущая на изготовление спиральных пружин, обозначается буквами ВС и ОВС, что означает «высокого сопротивления» и «особо высокого сопротивления».
§ 5. УГЛЕРОДИСТЫЕ СТАЛИ, ПРИМЕНЯЕМЫЕ В АВИАСТРОЕНИИ
Углеродистые стали поступают на заводы в виде листов, лент, проволоки, прутков, поковок и труб. В табл. 11 приведены составы и механические свойства некоторых углеродистых сталей, применяемых в авиастроении.
Таблица 11
Составы и механические свойства углеродистых сталей
Марка стали Содержание С % Состояние СВ к Г )мм2 °0,3 кГ/млА А % НВ кГ)мм^
ЭА <0,04 Прутки горячекатаные 27 12 26 77—103
10А 0,07—0,15 Горячекатаная, без термической обработки 32 18 30 95—143
20 А 0,15—0,25 Отожженная или нормализованная 40—50 22 24 111—152
40 0,37—0,45 Нормализованная или отожженная 58 34 17 143—187
45 0,42—0,50 То же 60—85 32 13 170—229
45А 0,40—0,50 Прутки для расчалок, закаленные и отпущенные 70—85 — 11 187—241
70 (ВС и ОВС) 0,65—0,75 Наклепанная проволока 4=2 мм 180 164 -— -—
У8А 0,75—0,85 Наклепанные ленты 75—120 — — —
У10А 0,95—1,09 Закаленная и отпущенная при 220—240° Твердость HRC 51 )—61
У12 А 1,10—1,25 Закаленная и отпущенная при 180—200° * „ 60—62
Малоуглеродистые стали, содержащие до 0,25% углерода, применяются в тех случаях, когда сталь должна подвергаться значительным пластическим деформациям —- гибу, выколотке, высадке, холодной штам повке, отбортовке и т. д. Это детали электромагнитных механизмов, сварные узлы, косынки, штампованные детали с невысокой прочностью, шайбы, прокладки, трубчатые заклепки, винты и др.
Детали, изготовляемые из малоуглеродистых (до 0,25% С) сталей, ставятся на самолет без какой-либо упрочняющей термической обработки.
Проволока из малоуглеродистой стали применяется для изготовления, заклепок и выездных болтов.
172
Малоуглеродистые стали хорошо свариваются, причем чем ниже «содержание углерода, тем лучше свариваемость.
Среднеуглеродистые стали в авиастроении применяются для механически обрабатываемых деталей сравнительно малой прочности (болты, гайки, винты, шайбы, шпильки, заглушки и др.). Детали, изготовленные из сталей 35 и 45, подвергаются термической обработке. Из стали 45А .изготовляют ленты-расчалки, валики и муфты к ним. Закалка этих деталей производится с 840—860° в масле, отпуск при 600—650° должен обеспечить наличие сорбитной структуры.
Ленты-расчалки не закаливают, так как большая длина их при малом поперечном сечении является причиной весьма сильного коробления. Для упрочнения ленты-расчалки подвергают прокатке в холодном состоянии. Концы лент-расчалок оставляют круглыми для нарезания резьбы. В результате холодного проката предел прочности овальной части -повышается до ПО—115 кГ)мм2, а удлинение падает до 5—6%. Предел прочности резьбовой части ленты-расчалки остается равным 70—85 кГ]мм2, а удлинение не менее 11%. Равнопрочность резьбовой и «овальной части лент-расчалок достигается соответствующим подбором сечений.
Высокоуглеродистые стали в авиастроении применяются в виде холоднотянутой сильно нагартованной проволоки марок ВС и ОВС, из которых изготовляются главным образом спиральные пружины, а также .ленты для плоских пружин (марки У8 и У9). Температура закалки этих сталей равна 770—790°. Закалочная среда —масло. Отпуск пружин желательно проводить в соляной ванне при температуре 350—-420° с выдержкой в течение 5 мин. При термической обработке необходимо избегать обезуглероживания. Примерная твердость пружин равна HR С 44—48.
Высокоуглеродистые стали применяются также для изготовления инструментов. Марка 70, как инструментальная, в этом случае носит название У7А. Температура закалки этих сталей назначается в соответствии с диаграммой состояния железо — углерод. Температуры отпуска и твердость различного инструмента .приведены в табл. 12.
Таблица 12
Температуры отпуска и твердость различного инструмента
Вид инструмента Марка стали Температура отпуска °C Твердость рабочей части HRC
Зубила, штампы У7А 280—300 56—58
Матрицы для холодной штамповки, -пуансоны У8А—У10А 200—220 60—62
Плашки, сверла, фрезы У10А 220—240 59—61
Метчики У10А—У12А 180—200 60—62
Развертки У10А—У12 А 160—180 62—64
Резцы, напильники, мерительный инструмент У12А—У13А 150—170 64—66
Необходимо отметить, что большое значение имеет прокаливаемость инструмента. Инструмент из углеродистой стали прокаливается только с поверхности, а сердцевина имеет непрокаленную мягкую структуру. Поэтому он менее хрупок и легче переносит толчки и удары, чем инструмент из стали со сквозной прокаливаемостью.
Глава II
ЧУГУНЫ
§ 1. ОБЩАЯ ХАРАКТЕРИСТИКА
Чугунами называются сплавы железа с углеродом, содержащие углерода больше 2,0% (обычно от 2 до 4%). Углерод в чугунах может находиться в структурно-свободном состоянии в виде графита или в связанном состоянии в виде цементита. Различают белый чугун, серый и ковкий. Структурными составляющими чугунов являются: феррит, перлит и графит (у серых и ковких чугунов) или перлит, ледебурит и цементит (у белых чугунов).
Процесс графитизации чугуна, описанный Реомюром еще в 1722 г., до настоящего времени является предметом серьезного обсуждения. Одни считают, что графит выделяется непосредственно из жидкого чугуна во время кристаллизации и из аустенита. Другие утверждают, что из жидкого чугуна и из аустенита сначала выделяется цементит, который затем распадается с образованием графита.
На графитизацию чугуна существенное влияние оказывают углерод, кремний, никель, алюминий, медь и титан, которые ускоряют процесс. Такие же элементы, как хром, марганец, вольфрам, молибден, сера и кислород затрудняют графитизацию и способствуют получению сорбитообразного перлита.
Скорость охлаждения также влияет на графитизацию чугуна. При медленном охлаждении она происходит легче и полнее, при быстром охлаждении графитизация затруднена.
Графитизация чугуна зависит также от числа центров кристаллизации графита. Для увеличения числа центров кристаллизации в жидкий чугун перед его разливкой добавляют 0,4—0,6% магния и ферросилиций. При введении одного только магния получается белый чугун. Такое воздействие на графитизацию называется модифицированием чугуна.
Модифицированный магниевый чугун имеет глобулярную форму графита, что придает ему высокую прочность (ав=50—70 кГ/лш2).
Заметим, что цементит может распадаться уже при температуре 400—500°. С повышением температуры распад цементита ускоряется, а при температуре, близкой к 1130°, особенно в присутствии кремния, цементит распадается почти мгновенно по реакции
Fe3C-^3FeT(C)+C.
Чугун, кроме основных элементов (железа и углерода), содержит кремний, марганец, серу и фосфор, т. е. те же примеси, что и углеродистая сталь, но в больших количествах. Кроме того, в чугун часто вводят хром, никель, медь, вольфрам, молибден и другие элементы. Такие чугуны называются легированными.
§ 2. КЛАССИФИКАЦИЯ ЧУГУНОВ ПО СТРУКТУРЕ
По структуре белые, серые и ковкие чугуны резко отличаются друг от друга.
Белый чугун имеет структуру перлита, ледебурита и цементита. Почти весь углерод в белом чугуне находится в связанном состоянии в виде цементита, который может быть эвтектического, вторичного и эвтектоидного происхождения. В изломе белый чугун имеет матово-белый цвет, поэтому он и получил название белого.
Серый чугун характеризуется наличием графита, который при исследовании под микроскопом имеет вид чешуек (прожилок). В изломе серый чугун имеет темно-серый цвет. По виду излома он и получил название— серого. В зависимости от степени графитизации различают:
174
серый перлитный чугун, серый перлитно-ферритный чугун и серый ферритный чугун.
Серый перлитный чугун получается, если первичный и вторичный цементит полностью распадается при графитизации. Структура серого перлитного чугуна — перлит и графит (рис. 207). Химический анализ такого чугуна показывает, что связанного углерода содержится около 0,8%, а остальной углерод (обычно около 1,5—3,0%) находится в структурно-свободном состоянии в виде графита. Такой чугун с небольшим количеством графита называется сталистым чугуном.
Если количество связанного углерода будет больше 1%, то структура такого чугуна будет состоять из перлита, цементита и графита.
Рис. 207. Микроструктура серого перлитного чугуна: перлит и графит. Х450
Рис 208 Различные режимы отжига белого чугуна для получения ковкого чугуна (схема)
Такой чугун называют половинчатым, так как он является промежуточным между серым перлитным чугуном и белым.
Серый перлито-ферритный чугун получается, если графитизации частично подвергается и цементит перлита, в результате чего связанного углерода остается меньше 0,8%. Структура серого перлито-ферритного чугуна — перлит, феррит и графит.
Серый ферритный чугун получается, если графитизация прошла до конца, т. е. весь цементит распался и не осталось связанного углерода. Следовательно, структура серого ферритного чугуна — феррит и графит,
Ковкий чугун так же, как и серый, в структуре имеет графит. Разница состоит лишь в том, что графит ковкого чугуна имеет хлопьевидную округлую форму, а графит серого чугуна — чешуйчатую, пластинчатую.
Ковкий чугун получается в результате длительного отжига белого чугуна. Процесс получения ковкого чугуна называется томлением. Во время томления образуется графит округлой формы, называемый углеродом отжига. Различают ковкий перлитный и ковкий ферритный чугуны.
Ковкий перлитный чугун получается в результате длительной выдержки при температуре 900° и последующего быстрого охлаждения, особенно в интервале температур 750—760° (рис. 208, линия 1). Детали, отлитые из белого чугуна, загружаются в ящики с железной рудой (окислителем) и нагреваются. Прогрев ящиков и выдержка для графитизации первичного цементита продолжаются около 150 час. Структура ковкого перлитного чугуна — перлит и графит округлой формы (рис. 209).
Ковкий ферритный чугун получается в результате длительной выдержки при температуре 930—950°и последующего медленного охлаждения до 550—600°. Особенно медленно надо вести охлаждение в интер
175
вале 700°, чтобы произошла графитизация эвтектоидного цементита (см. рис. 208, линия 2). Вся операция продолжается около 120 час. Структура ковкого ферритного чугуна — феррит и графит округлой формы.
Режим ускоренного метода получения ковкого ферритного чугуна схематически показан на рис. 208, линией 3. При ускоренном процессе, после окончания первой стадии графитизации первичного цементита при
Рис. 209. Микроструктура ковкого перлитного чугуна: перлит и графит округлой формы.
X 450
Рис. 210. Микроструктура ковкого ферритного чугуна, полученного ускоренным методом: мелкие зерна феррита и мелкие включения графита. X 450
температуре 930—950°, проводится сравнительно быстрое охлаждение до температуры порядка 600°. Затем температура повышается примерно до 730°, что на 20—30° ниже точки перлитного превращения, и чугун выдерживается до полного завершения второй стадии графитизации вторичного и эвтектоидного цементита. Получение ковкого ферритного чугуна ускоренным методом продолжается 30—35 час.
Характерной особенностью микроструктуры ковкого ферритного чугуна, полученного ускоренным методом, является его мелкозернистость (рис. 210).
§ 3. СВОЙСТВА И ПРИМЕНЕНИЕ ЧУГУНА
Чугун характеризуется весьма низкими механическими свойствами при испытании на растяжение. При испытании на сжатие свойства чугуна оказываются практически очень близкими к свойствам стали.
Наличие графитных включений облегчает обработку резанием, быстро гасит вибрацию и резонансные колебания, делает чугун хорошим антифрикционным материалом, почти нечувствительным к надрезам, царапинам и другим дефектам поверхности. В табл. 13 приведен состав, а в табл. 14 — свойства различных марок чугунов, применяемых в авиастроении.
Чугун ПЧИ идет для изготовления маслот и индивидуальных отливок поршневых и маслосборочных колец, а чугун ХНВ— для поршневых колец многоступенчатых компрессоров авиадвигателей. Верхние компрессионные поршневые кольца хромируются. Для поршневых колец, изготовляемых из чугуна ПЧИ, допускается работа при температуре 350°, а из чугуна ХНВ — при 400°.
Микроструктура чугуна ПЧИ и ХНВ—-перлит, графит и фосфидная эвтектика.
Антифрикционный ковкий чугун ЧМ1,3 применяется для трущихся и опорных частей деталей самолетов, агрегатов и приборов, втулок, под-
176
Таблица 13
Состав чугунов, применяемых в авиации
Наименование Марка Содержание элементов в % (среднее)
а о О Ссвяз сл С S О О £ 3 и § S Р
Перлитный серый ПЧИ 3,85 0,8 2,6 0,75 <0,2 <0,4 — — — — <0,1 0,75
Легированный серый ХНВ 3,0 0,8 1,65 0,95 0,45 1,0 0,15 0,65 — — <0,1 0,55
Антифрикционный ковкий ЧМ1,3 2,65 0,6 0,8 0,9 <0,15 — — — 1,25 — <0,08 <0,2
Фрикционный термостойкий ЧНХМ 3,5 — 1,95 0,8 0,3 1,1 0,35 — — — <0,1 <0,3
Жаростойкий чя 2,75 — 2,0 0,85 2,0 15,5 — — 7,25 — <0,08 <0,3
Высокопрочный магниевый мн 3,3 — 2,7 0,9 — <2,0 — — — 0,06 <0,03 <0,15
Таблица 14
Свойства чугунов, применяемых в авиации
Д1арка Вид полуфабриката Состояние Механические свойства (не менее)
св кГ/мм* В % Йн кГ-м]смЪ НВ кГ/ммЗ
ПЧН Индивидуальное литье Состаренное — — — 241—268
ХНВ Литье в песчаную форму — — — 241—268
ЧМ1,3 Литье в кокиль Отожженное на перлит с ферритом 45 1,5 — 187—262
ЧНМХ Литье в биметаллические тормозные барабаны Отожженное при 550—600° 25 0,5 0,2 170—255
чя Фасонное литье Литое без отжига 18 2 0,4 120—197
мн То же Литое или отожженное 50 2 1,5 170—320
пятников, поршневых и уплотнительных колец, поршневых демпферов шасси, червячных гаек шпинделей и прочих деталей, работающих со смазкой при статической и динамической нагрузках. В литом виде чугун является белым, после отжига — ковким. Отжиг проводится при температуре 1000—1050° в течение 3—15 час. В результате отжига получается перлит, феррит (до 20%) и графит отжига.
Для защиты от коррозии готовые детали из чугуна ЧМ1,3 рекомендуется оцинковывать.
Термостойкий чугун ЧНМХ применяется для изготовления корпусов газосборника турбин реактивного двигателя, фрикционных дисков и биметаллических тормозных барабанов авиационных колес всех типов. После заливки барабаны подвергают отжигу при температуре 550—600° в течение 3—5 час. Для защиты от коррозии тормозные барабаны под
12 3354
177
вергаются цинкованию. На рис. 211 показан корпус газосборника турбины реактивного двигателя, отлитый из чугуна ЧНМХ.
Жаростойкий чугун ЧЯ применяется для изготовления направляющих втулок клапанов, шаровых соединений выхлопных труб, поршней и втулок приборов и цилиндров насосов.
Рис. 211. Корпус газосборника турбины реактивного двигателя, отлитый из чугуна ЧНМХ
Высокопрочный магниевый чугун МН плавится в вагранке или в электропечи; отливка производится в песчаную форму. В ковше перед разливкой чугун модифицируется магниевоникелевой лигатурой. В структуре должно быть 10—30% феррита, получаемого при литье или путем отжига. Применяется он для изготовления фрикционных дисков, антифрикционных втулок и направляющих втулок клапанов, поршневых и уплотнительных колец, матриц для холодного прессования алюминия, червячных гаек.
Глава III
ОБЩИЕ СВЕДЕНИЯ О ВЛИЯНИИ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
§ 1. ПОНЯТИЕ О ЛЕГИРОВАННОЙ СТАЛИ
Легированными называются стали, в которые введены специальные элементы, заметно изменяющие их свойства.
Элементы, специально вводимые в сталь, называются легирующими. К ним относятся: хром, никель, марганец, кремний, вольфрам, молибден, ванадий, кобальт, титан, ниобий, алюминий, азот, бор, цирконий, тантал, медь и др.
Таким образом, всякая легированная сталь, кроме основных элементов (железа и углерода) и постоянных примесей, содержит легирующие элементы, которые придают ей определенные механические и физико-химические свойства. Свойства стали в результате ее легирования из-
178
меняются в зависимости от количества введенных легирующих элементов и характера их взаимодействия с основными элементами стали — железом и углеродом.
§ 2. ВЗАИМОДЕЙСТВИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ С ЖЕЛЕЗОМ
Легирующие элементы образуют с железом твердые растворы и химические соединения. Твердые растворы замещения неограниченной растворимости образуют с у-железом никель и кобальт, а с а-железом — только хром и ванадий. При дальнейшем медленном охлаждении непрерывные твердые растворы этих двойных систем в определенном интервале концентраций образуют химические соединения FeNis, FeCo, FeCr и FeV. Марганец, вольфрам, молибден, титан, ниобий, алюминий и цирконий образуют с железом твердые растворы замещения ограниченной растворимости, причем, если количество введенных элементов превышает их предел растворимости в железе, то легирующие элементы образуют с железом химические соединения
Твердые растворы внедрения с железом образуют углерод, бор и азот. Растворимость этих элементов в железе измеряется десятыми и сотыми долями процента.
Как показал И. И. Корнилов, элементы, атомные радиусы которых отличаются от атомного радиуса железа не более чем на 8%, образуют с железом твердые растворы замещения неограниченной растворимости.
Элементы, атомные радиусы которых отличаются от атомного радиуса железа на величину от 8 до 15%, образуют с железом твердые растворы замещения ограниченной растворимости, причем растворимость этих элементов в железе уменьшается с увеличением разницы в атомных радиусах.
Элементы, атомные радиусы которых отличаются от атомного радиуса железа больше чем на 20%, т е. обладают большими атомными радиусами, не только не образуют с железом твердых растворов, но и не смешиваются с ним даже в расплавленном состоянии.
Элементы, атомные радиусы которых составляют 63% и меньше атомного радиуса железа, т. е. обладают малыми атомными радиусами, образуют с железом твердые растворы внедрения, причем растворимость этих элементов в железе уменьшается с увеличением их атомного радиуса.
При образовании твердых растворов атомы легирующих элементов искажают симметрию электрического поля атомно-кристаллической решетки железа, что вызывает изменение свойств сплава, особенно физических и химических.
Образование химических соединении между атомами железа и атомами легирующих элементов вызывает изменения механических, физических и химических свойств.
§ 3 ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА ПОЛИМОРФИЗМ ЖЕЛЕЗА
Легирующие элементы, вступая во взаимодействие с железом, влияют на его полиморфное превращение. Они расширяют или сужают область у-твердых растворов, т. е. понижают или повышают критические точки А3 и А4. Влияние легирующих элементов на полиморфизм железа схематически показано на рис. 212—215.
Fla рис. 212 показана схема диаграммы состояния с расширенной областью у-твердых растворов и неограниченной растворимостью. Таким типом диаграмм состояния обладают сплавы железа с марганцем, никелем и кобальтом.
На рис. 213 приведена схема диаграммы состояния с расширенной областью у-твердых растворов и ограниченной растворимостью. При известных концентрациях легирующего элемента в сплавах с железом
12*
179*
образуются химические соединения. Таким типом диаграмм характеризуется состояние сплавов железа с углеродом, азотом и медью.
На рис. 214 показана схема диаграммы состояния с замкнутой областью у-твердых растворов и неограниченной растворимостью в а-твер
Рис. 212. Диаграмма состояния железо — легирующий элемент с расширенной областью у-твер-дых растворов и неограниченной растворимостью (схема)
Рис. 213. Диаграмма состояния железо—легирующий элемент с расширенной областью у-твер-дых растворов и ограниченной растворимостью (схема)
дом растворе. Этот тип диаграмм соответствует сплавам железа с хромом и ванадием.
На рис. 215 показана схема диаграммы состояния с замкнутой областью у-твердых растворов и ограниченной растворимостью в a-твердом растворе. При достижении предельной растворимости легирующего элемента в a-твердом растворе образуются химические соединения, возникают гетерогенные области. Таким типом диаграмм состояния обла
Рис. 214. Диаграммы состояния железо — легирующий элемент с замкнутой областью у-твердых растворов и неограниченной растворимостью в а-твер-дом растворе (схема)
Рис. 215. Диаграмма состояния железо — легирующий элемент с замкнутой областью у-твердых растворов и ограниченной раство римостью в a-твердом растворе (схема)
дают сплавы железа с алюминием, кремнием, вольфрамом, молибденом, бериллием, титаном, ниобием и танталом.
Сплавы, состояние которых характеризуется диаграммой, изображенной на рис. 212, принято называть аустенитными, на рис. 213 — полу-аустенитными, на рис. 214 — ферритными и на рис. 215 — полуферрит-ными.
180
§ 4. ВЗАИМОДЕЙСТВИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ С УГЛЕРОДОМ
По отношению к углероду легирующие элементы можно разделить на две основные группы:
1) элементы, не образующие карбидов (никель, кремний, кобальт, алюминий, медь);
2) элементы, образующие карбиды (хром, марганец, вольфрам, молибден, ванадий, титан, ниобий, тантал, цирконий, гафний). Эти элементы с углеродом дают устойчивые простые или сложные карбиды.
Простыми карбидами называются химические соединения типа Fe3C, Мп3С, Сг7Сз, сложными, или двойными, карбидами — химические соединения типа Fe3Mo3C, Fe3W3C и т. д.
Карбиды в сталях образуются только металлами, расположенными левее железа в периодической системе Д. И. Менделеева. Эти металлы, так же как и железо, относятся к элементам переходных групп, но имеют менее достроенную (/-электронную оболочку. Чем левее расположен карбидообразующий элемент в периодической системе, тем менее достроена его (/-оболочка. У железа на (/-оболочке находится шесть электронов, у марганца, хрома и молибдена — по пять, у вольфрама и ниобия —по четыре, у ванадия—-три, а у циркония и титана — по два.
Установлено, что в процессе карбидообразования углерод отдает свои валентные электроны на заполнение (/-электронной оболочки атома металла, в то время как у металла валентные электроны образуют металлическую связь, обусловливающую металлические свойства карбидов. С другой стороны, доказано, что чем левее расположен металл в периодической системе, т. е. чем менее достроена у него (/-электронная оболочка, тем более устойчивым является карбид.
Этим объясняется повышение устойчивости карбидов от железа к титану, а также и то обстоятельство, что кобальт с семью (/-электронами и никель с восемью (/-электронами не образуют карбидов.
Карбиды, образованные легирующими элементами, обладают высокой твердостью и хрупкостью. Однако по отношению к карбиду железа Fe3C они являются менее хрупкими и более твердыми.
При содержании углерода в стали в количестве, недостаточном для образования карбидов со всеми присутствующими карбидообразующими элементами, карбиды будут образовываться с теми элементами, которые обладают наибольшим химическим средством с углеродом. Элементы с малым химическим сродством к углероду останутся в этом случае в твердом растворе или в виде других металлических соединений.
Учитывая степень химического сродства легирующих элементов к углероду, можно написать ряд: Fe, Мп, Cr, Mo, W, Nb, V, Та, Zr, Ti.
Элементы, расположенные в начале ряда (Fe, Мп и т. д.), образуют менее устойчивые карбиды; при нагревании они легко диссоциируют. Элементы, лежащие в конце ряда (Zr, Ti), образуют более устойчивые карбиды; диссоциация их наблюдается лишь при температурах, значительно превышающих критические точки стали.
В настоящее время установлено, что в сталях могут образовываться карбиды, основные сведения о которых даны в табл. 15.
По структуре карбиды легирующих элементов можно разделить на две группы.
Карбиды первой группы имеют сложную кристаллическую решетку, в узлах которой расположены атомы металла и атомы углерода. Типичным представителем карбидов первой группы является цементит, кристаллическая решетка которого была показана на рис. 62. К этой группе относятся Fe3C, Мп3С, СгтС3, СггзСб, Fe3Mo3C, Fe3W3C.
Карбиды второй группы имеют простую кристаллическую решетку и представляют собой фазы внедрения. Типичным представителем карбидов второй группы является карбид титана, кристаллическая решет-
181
Табл ица 15
Основные данные о карбидах
Металл Отношение атомных радиусов гс Gi Стехиометрическая форму-ла Тип решетки Параметры решетки о А Температура плавления или диссоциации в °C
Fe 0,61 Fe3C Орторомбическая призма о=4,518 6=5,069 с =6,736 1650
Мп 0,60 Мп3С Орторомбическая призма — 1520
Сг 0,60 Сг7С3 Гексагональная с=13,98 с/о=0,324 1680 (диссоциация)
Сг23С6 Кубическая гранецентрированная о=10,63 1550 (диссоциация)
Мо 0,56 Мо2С Гексагональная о=3,002 с/о=1 574 2690 (диссоциация)
Fe3Mo3C Кубическая о=11,05 —
W 0,55 WC Гексагональная о=2,900 с/о=0,971 2600 (диссоциация)
W2C Г ексагональная о=2,986 с/о=1,578 2750
Fe3W3C Кубическая о=11,03 —
Nb 0,53 NbC Кубическая гранецентрированная с=4,572 3500
V 0,57 VC Кубическая гранецентрированная а=4,182 2830
Та 0,52 TaC Кубическая гранецентрированная я=4,456 3880
T a2C Гексагональная 0=3,1142 с/о=1,5917 3400 (диссоциация)
Zr 0,48 ZrC Кубическая гранецентрированная о=4,687 3175
Ti 0,53 TiC Кубическая гранецентрированная с=4,32 3250
ка которого состоит из двух кубических гранецентрированных решеток, вставленных одна в другую и смещенных вдоль пространственной диагонали элементарной ячейки на половину ее длины. Одна из этих решеток построена из атомов титана, вторая — из атомов углерода (см. рис. 33). К этой группе относятся следующие карбиды: Мо2С, WC, W2C, NbC, VC, ТаС, Та2С, ZrC, TiC.
Необходимо отметить, что карбиды второй группы трудно растворимы в аустените, т. е. при нагреве стали даже до очень высоких температур, они могут не перейти в твердый раствор. В этом их отличие от карбидов первой группы, которые при нагреве стали легко растворяются в аустените.
Особенностью строения карбидов второй группы (фаз внедрения) является то, что они кристаллизуются со значительным недостатком
182
углерода против стехиометрического состава. Например, в карбиде ванадия VC содержится не 50, а всего лишь 30—35 атомн. % углерода. Фазы внедрения могут растворять металлы путем замещения мест, занятых металлом. В результате этих реакций образуются твердые растворы на основе карбидов. Такими твердыми растворами карбидов являются легированный цементит типа (Fe, Cr)3C, (Fe, Мп)3С, хромистый карбид типа (Cr, Fe)7C3, (Сг,Ре)23С6 и др. Необходимо еще отметить, что карбиды, имеющие одинаковую химическую формулу, взаимно растворяются друг в друге, а при наличии в стали, например, и титана и ниобия будут образовываться не два различных, а один общий карбид, в котором будет на равных основаниях и титан и ниобий.
Если принять атомный радиус углерода, равный 0,79 А, то легко подсчитать, что у всех карбидообразующих элементов, кроме железа, марганца и хрома, отношение атомного радиуса углерода гс к атомному радиусу металла гм меньше 0,59.
Следовательно, карбидообразующие элементы в определенном соотношении в зависимости ют их содержания и содержания углерода распределяются между различными фазами; они растворяются в цементите, образуют самостоятельные карбиды и растворяются в железе.
§ 5. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА КРИТИЧЕСКИЕ
ТОЧКИ СТАЛИ
Большинство легирующих элементов изменяют температуру эвтектоидного превращения. Элементы, сужающие область у-твердых растворов, повышают
се, а элементы, расширяющие область у-твердых растворов—понижают (рис. 216).
Содержание легирующих элементов в %
Рис. 216. Влияние легирующих элементов на температуру эвтектоидного превращения
Рис. 217. Влияние легирующих элементов на положение точек S и Е диаграммы состояния железо — углерод
Большинство легирующих элементов точку S и точку Е диаграммы железо — углерод сдвигают влево, это приводит к уменьшению содержания углерода в перлите и понижает растворимость углерода в аустените (рис. 217).
183
Наиболее сильное влияние на точки 5 и Е оказывают титан, молибден, вольфрам, кремний, т. е. элементы, которые сужают область у-твердых растворов.
При некотором содержании одного из этих легирующих элементов точки S и Е оказываются сдвинутыми влево в такой степени, что даже при концентрации углерода порядка нескольких десятых процента в структуре стали может наблюдаться вторичный цементит или даже ледебурит, который в железоуглеродистых сплавах появляется лишь в том случае, если содержание углерода больше 2,0%.
§ 6. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА РОСТ ЗЕРНА АУСТЕНИТА
Все легирующие элементы, за исключением марганца, уменьшают склонность аустенита к росту зерна при нагреве стали. Элементы, не образующие карбидов (никель, кобальт, кремний, медь и алюминий), относительно слабо влияют на эту склонность. Карбидообразующие элементы (хром, вольфрам, молибден, ванадий, ниобий и титан) сильно препятствуют росту зерна аустенита. Полагают, что не растворенные в аустените карбиды механически препятствуют росту зерна аустенита. Наблюдения показывают, что зерно аустенита начинает заметно расти лцшь после того, когда основная масса карбидов растворится в аустените. Поэтому сталь при наличии хотя бы небольшого количества нерас-творившихся карбидов сохраняет мелкозернистое строение и при термической обработке такие стали не боятся перегрева.
Аналогично карбидообразующим элементам на уменьшение роста зерна аустенита оказывают влияние элементы, образующие устойчивые окислы: особенно эффективно действует окисел алюминия А120з.
§ 7. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА ИЗОТЕРМИЧЕСКИЙ РАСПАД АУСТЕНИТА И ПРОКАЛИВАЕМОСТЬ
Легирующие элементы существенно влияют на изотермический распад аустенита. Исследованиями С. С. Штейнберга и его учеников было
Время в секундах
Рис. 218. Диаграммы изотермического превращения аустенита углеродистой и легированной сталей (схема)
Прокаливаемость стали находится в
показано, что все легирующие элементы, кроме кобальта, сдвигают диаграмму изотермического превращения вправо (рис. 218), т. е. увеличивают время инкубационного периода.
Молибден, марганец и хром действуют особенно резко, никель, вольфрам и медь более умеренно, кремний и алюминий влияют незначительно.
Карбидообразующие элементы не только качественно, но и количественно
изменяют кинетику превращения аустенита. При изо-
термическом распаде в интервале температур 400— 500° аустенит обладает очень большой устойчивостью.
прямой зависимости от устой-
чивости переохлажденного аустенита. Совершенно очевидно, что чем
184
больше сдвинута диаграмма изотермического превращения аустенита вправо, тем больше прокаливаемость стали. Следовательно, все легирующие элементы, за исключением кобальта, увеличивают прокаливаемость. Особенно сильно увеличивают прокаливаемость молибден, марганец, хром и никель.
Необходимо отметить, что карбидообразующие элементы увеличивают прокаливаемость стали только в том случае, если карбиды этих элементов растворены в аустените. Такими элементами являются титан, ванадий и вольфрам.
На прокаливаемость очень сильное влияние оказывает бор, тысячные доли процента бора (0,001—0,003%) заметно увеличивают прокаливаемость стали.
§ 8. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА МАРТЕНСИТНОЕ ПРЕВРАЩЕНИЕ
Большинство легирующих элементов снижает температуру мартенситного превращения и увеличивает количество остаточного аустенита.
На рис. 219 и 220 приведены диаграммы, показывающие влияние легирующих элементов на температуру начала мартенситного превращения (точку А1Н) и на количество остаточного аустенита стали, содержащей 0,75—1,0% углерода.
Рис. 219. Влияние легирующих элементов на температуру мартенситного превращения (В. Д. Садовский и др.)
Рис. 220. Влияние легирующих элементов на количество остаточного аустенита (В. Д. Садовский и др.)
Из приведенных диаграмм видно, что температуру мартенситного-превращения резко снижают марганец, хром, никель, ванадий, молибден, медь, т. е. элементы, дающие открытую область у-твердых растворов, и карбидообразующие элементы, дающие замкнутую область у-твердых растворов. При достаточно большом содержании этих элементов температура мартенситного превращения снижается ниже 0°. В этом случае переохлажденный до нормальной температуры аустенит не распадается, охлаждение при закалке фиксирует аустенит.
185
§ 9. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА ПРЕВРАЩЕНИЯ ПРИ ОТПУСКЕ
Легирующие элементы затрудняют превращения, происходящие в закаленной стали при отпуске. Они делают сталь более устойчивой,
Рис. 221. Влияние температуры отпуска на твердость углеродистой и молибденовой сталей
повышают температуру превращения, оказывают влияние на диффузионные процессы, связанные с выделением и коагуляцией карбидов.
Если карбидообразующие элементы присутствуют в стали и образуют карбиды типа Сг7С3, Мо2С и т. п., то при отпуске такой стали твердость ее до 450—550° почти не изменяется. Только при температуре 450—550° начинается выделение карбидов, причем этот процесс сопровождается повышением твердости (рис. 221). Происходит это потому, что в результате выделения карбидов остаточный аустенит обедняется легирующими элементами и при последующем охлаждении с температуры отпуска он пре-
терпевает мартенситное превращение. При дальнейшем повышении температуры отпуска твердость снижается, происходит коагуляция карбидов.
Легирующие элементы, не образующие карбидов (никель, кремний и др.), не влияют на характер изменения твердости при отпуске закаленной стали.
§ 10. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА СВОЙСТВА ФЕРРИТА
Легирующие элементы, растворяясь в феррите, изменяют его свойства. Отличаясь от атомов железа размерами и строением, атомы легирующих элементов при растворении создают напряжения в кристаллической решетке железа и вызывают изменения ее параметров. Легирующие элементы, имеющие больший атомный радиус (вольфрам, молибден, хром, марганец), чем у железа, увеличивают параметр кристаллической решетки и, наоборот, имеющие меньший атомный радиус (кремний, кобальт), чем у железа, уменьшают его.
Изменение размеров кристаллической решетки железа вызывает существенное изменение механических свойств, коэффициента линейного расширения, электросопротивления, магнитной индукции, коэрцитивной силы, магнитной проницаемости и других свойств феррита.
На рис. 222 и 223 показано влияние легирующих элементов на твердость и ударную вязкость медленно охлажденного феррита, содержащего менее 0,02% углерода. Из приведенных кривых видно, что слабее всех упрочняют феррит легирующие элементы, изоморфные а-железу (хром, молибден, вольфрам), сильнее всех — элементы, имеющие атомно-кристаллическую решетку, отличную от a-железа (марганец, никель, кремний). Вязкость феррита снижают молибден, вольфрам, марганец и кремний. Чем больше различие в размерах атомных радиусов железа и легирующих элементов, тем сильнее легирующие элементы снижают вязкость и пластичность феррита.
Наиболее ценным элементом является никель. Он повышает прочность феррита без снижения его вязкости и пластичности, тогда как другие элементы, если и не снижают вязкость, то слабо повышают твер
186
дость и прочность (хром), либо сильно повышают прочность, резко снижая вязкость (марганец, кремний).
Влияние легирующих элементов на механические свойства сталей обусловлено не только самим фактом присутствия легирующих элемен
Рис. 222. Влияние легирующих элементов на твердость феррита
Содержание легирующих элементов в %
Рис. 223. Влияние легирующих элементов на ударную вязкость феррита
тов в твердом растворе феррита, но и их влиянием на микроструктуру. Например, хром, мало влияя на свойства стали с ферритной структурой, резко повышает прочность и твердость стали с мартенситной структурой
Глава IV
КОНСТРУКЦИОННЫЕ НИЗКО- И СРЕДНЕЛЕГИРОВАННЫЕ СТАЛИ
§ 1. КЛАССИФИКАЦИЯ И МАРКИРОВКА ЛЕГИРОВАННЫХ СТАЛЕЙ
Легированные стали классифицируют: по химическому составу, микроструктуре, применению и количеству легирующих элементов.
По химическому составу различают: низкоколегированные стали с общим содержанием легирующих элементов не выше 2,5%; среднелегированные стали с общим содержанием легирующих элементов от 2,5 до 10% и высоколегированные стали с общим содержанием легирующих элементов выше 10%.
По микроструктуре легированные стали делят па классы. Класс стали определяется по структуре после нормализации образцов небольшого сечения (0 25 мм). Различают три основных класса: перлитный, мартенситный и аустенитный.
Перлитную (сорбитную, троститную) структуру после нормализации приобретают стали, содержащие небольшое количество легирующих элементов; такие стали относят к перлитному классу.
Мартенситную структуру после нормализации приобретают стали, содержащие большое количество легирующих элементов; такие стали относят к мартенситному классу.
187
И, наконец, у сталей, содержащих наибольшее количество легирующих элементов, при охлаждении на воздухе превращений с аустенитом не происходит; такие стали относят к аустенитному классу.
Каждый из указанных классов целесообразно связать с диаграммой изотермического превращения аустенита (рис. 224). Для сталей перлитного класса кривая охлаждения при нормализации пересекает диаграмму изотермического превращения в области высоких температур и структура получается перлитная (сорбитная, троститная).
Для сталей мартенситного класса диаграмма изотермического превращения сдвинута вправо, а мартенситная точка смещена вниз. Кривая охлаждения при нормализации с диаграммой изотермического превращения не пересекается, и аустенит переохлаждается до мартенситной точки.
Рис. 224. Диаграммы изотермического превращения аустенита для трех классов стали (схема)
Для сталей аустенитного класса диаграмма изотермического превращения сдвинута еще больше вправо, а мартенситная точка лежит ниже 0°. При охлаждении таких сталей структурных превращений не происходит, аустенитная структура сохраняется до комнатной температуры. Мартенситное превращение у этих сталей может быть вызвано охлаждением до отрицательных температур (до температуры мартенситного превращения).
Стали, содержащие большое количество карбидообразующих элементов, при достаточно высоком содержании углерода могут быть выделены в особый четвертый класс—карбидный. Структура сталей карбидного класса состоит из основного структурного фона (перлита, мартенсита, аустенита) и избыточных карбидов.
Стали, содержащие большое количество ферритообразующих элементов при малом содержании углерода, могут быть выделены-в ферритный класс (см. рис. 214).
По применению легированные стали делят на три группы.
Конструкционные стали (цементуемые и улучшаемые) для изготовления деталей машин.
Инструментальные стали, применяемые для изготовления различного инструмента. Эта группа сталей объединяет: 1) углеродистую инструментальную, 2) легированную инструментальную, 3) штамповую и 4) быстрорежущую.
Стали с особыми свойствами. К таким сталям относятся: 1) коррозионностойкие и кислотоупорные; 2) жаропрочные и жаростойкие, 3) износостойкие, 4) с особым тепловым расширением, 5) с особыми магнитными свойствами, 6) высокого электросопротивления и т. д.
В зависимости от того, какие легирующие элементы вводятся, сталь приобретает название никелевой, хромистой, хромоникелевой, хромоникельвольфрамовой и т. п.
188
Для обозначения марок сталей по ГОСТу принята буквенно-цифровая система. Буквами обозначают легирующие элементы:
хром — X; никель —Н; кобальт— К; молибден — М; вольфрам — В;
титан — Т; ниобий — Б, кремний — С; марганец — Г; ванадий — Ф;
алюминий — Ю;
бор — Р;
медь — Д;
фосфор — П
Цифрами показывают содержание углерода и легирующих элементов. Первые две цифры в начале обозначения марки показывают среднее ^одержание углерода в сотых долях процента, Цифры, стоящие после буквы, показывают примерное содержание легирующего элемента в процентах. Например, сталь 12Г2А в среднем содержит: 0,12% углерода, 2,0% марганца. Буква А показывает, что сталь чиста по сере и по фосфору.
Если содержание легирующего элемента меньше или около 1%, то цифры не ставятся. Например, сталь ЗОХГСА в среднем содержит 0,30% углерода, 1,0% хрома, 1,0% марганца, 1,0% кремния
В ряде случаев для сокращения числа знаков в обозначении цифры не пишутся. Например, сталь 18ХНВА в среднем содержит: 0.18% углерода, 1,5% хрома, 4,5 % никеля, 1,0% вольфрама. По принятой системе она должна была бы обозначаться не 18ХНВА, а 18Х2Н4ВА.
Стали, выплавляемые на заводе «Электросталь», помимо стандартного обозначения, имеют еще в начале марки букву Э (ЭХ12М, 330ХГСА и т. д.).
Некоторые легированные стали до маркировки по ГОСТу были выделены в особые группы. В настоящее время, несмотря на наличие установленных ГОСТом марок, эти стали иногда обозначаются по старому, буквами:
хромистые коррозионностойкие стали — Ж;
хромоникелевые коррозионностойкие стали — Я;
быстрорежущие — Р;
шарикоподшипниковые — Ш;
магнитные — Е
и следующими за ними цифрами. Например, хромоникелевая коррозионностойкая сталь, содержащая в среднем 0,1% углерода, 18% хрома и 9% никеля, обозначается по ГОСТу Х18Н9Т, а по старому — Я1Т.
Новые марки, принимаемые заводом «Электросталь» к опытному производству, получают наименование ЭИ или ЭП и последующий порядковый номер, например ЭИ481, ЭИ617, ЭИ929, ЭП126 и т. д. По мере внедрения этих сплавов в серийное производство их маркируют по ГОСТу. Так, жаропрочная сталь ЭИ481 обозначается по ГОСТу как 4Х12НЗГ8МФБ, а жаропрочный сплав на никелевой основе ЭИ617 как ХН70ВМТЮ и т. п.
§ 2. НИКЕЛЕВЫЕ СТАЛИ
Никель имеет кубическую гранецентрированную решетку с параметром 3,51 А, близким к параметру у-железа (3,64А). Сплавы железа с никелем после затвердевания имеют структуру у-твердого раствора (см. рис. 212). Повышая точку А4 и снижая точку As, никель расширяет и дает открытую область у-твердых растворов. В у-железе никель растворяется в неограниченном количестве, а в a-железе —в ограниченном. С железом никель образует металлическое соединение FeNis, которое при температуре 612° выделяется из твердого раствора при медленном охлаждении сплава, содержащего 75% никеля и 25% железа.
189
С углеродом устойчивых соединений никель не образует.
Никель понижает критические точки Ас , Аг и температуру мартенситного превращения, увеличивает устойчивость аустенита при изотермическом превращении и прокаливаемость стали, затрудняет диффузию углерода и процесс коагуляции цементита при отпуске. Отпуск никеле* вых сталей перлитного класса при температуре 400—450° дает хорошее сочетание прочности и вязкости.
Влияние никеля на механические свойства стали перлитного класса сказывается главным образом после закалки и отпуска. Сравнивая влияние никеля на механические свойства стали с влиянием других легирующих элементов, можно сказать, что никелевая сталь является наиболее вязкой.
На рис. 225 представлена структурная диаграмма никелевых сталей.
Из диаграммы видно, что никелевые стали в зависимости от содержания углерода и никеля после нормализации имеют различную структуру. При малых количествах никеля сталь имеет перлитную структуру (феррит с перлитом или перлит с цементитом). С увеличением содержания никеля стали приобретают мартенситную структуру. И, наконец, при большом содержании никеля стали после нормализации сохраняют аустенитную-структуру.
Из диаграммы видно, что между перлитным и мартен-
0 0,2 0,Ь 0,6 08 1,0 1,2 7,4 1,6 1,8
%С
Рис. 225. Структурная диаграмма никелевых сталей
ситным, а также между мартенситным и аустенитным классами существуют переходные структуры: в первом случае — сорбит, тростит и мартенсит, во втором — мартенсит с аустенитом.
Никелевые стали перлитного класса получили распространение в машиностроении для деталей, подвергающихся ударным и сложным переменным нагрузкам.
В авиационной промышленности находит применение цементуемая сталь марки 13Н5А, которая в среднем содержит 0,13% углерода и 4,75% никеля. После цементации при температуре 900—920° сталь подвергается закалке с 760—800° в масле и отпуску при 150—170° в течение 3 час, после чего она имеет следующие механические свойства: Св = 95 кГ/мм2, 6=11%, сн=10 кГ-м/см2 и //В = 277—365 кГ/мм2. Применяется эта сталь для изготовления кулачковых шайб, валиков и приводов. Сталь 13Н5А рекомендуется заменять сталями 16ХГТА и 15Х2ГН2ТРА не только из-за большего количества остаточного аустенита в цементованном слое, но и из-за экономии никеля.
Высоконикелевые сплавы обладают особыми свойствами. Сплав, содержащий 36% никеля и 0,15—0,25% углерода, обладает минимальным тепловым коэффициентом линейного расширения и является практически не расширяющимся в интервале температур от —80 до +100°. Такой сплав называется инваром, что означает «неизменяющийся» (invariable). Инвар широко применяется в приборостроении для изготовления эталонов, деталей часовых механизмов, барографов и прочих приборов, которые с изменением температуры должны сохранять свои размеры.
Сплав, содержащий 46% никеля и около 0,15% углерода, имеет такой же коэффициент линейного расширения, как у платины и стекла.
190
Такой сплав называется платинитом и применяется вместо платины в качестве электродов в лампочках накаливания и т. д.
Сплавы, содержащие 22—34% никеля и 11—14% алюминия, обладают высокими магнитными свойствами. В этих сплавах можно получить коэрцитивную силу в 400—500 э при остаточной индукции 6000—7000 гс. Из этих сплавов изготовляют мощные магниты для авиационных приборов.
§ 3. ХРОМИСТЫЕ СТАЛИ
Хром имеет кубическую объемноцентрированную решетку с парамет ром 2,87 А, близким к параметру а-железа (2,86 А). Все сплавы железа с хромом после затвердевания имеют структуру a-твердого раствора (см. рис. 214). Хром сужает и дает закрытую область у-твердых растворов. Предельное содержание хрома, при котором существует еще у-твердый раствор, равно 13%. При концентрации хрома от 30 до 65% из a-твердого раствора медленно охлажденных сплавов выделяется хрупкая немагнитная о-фаза. Основой этой фазы является металлическое соединение FeCr .
С углеродом хром образует карбиды Сг7С3 и Сг23С6. Кроме этих карбидов, существуют карбиды, в которых часть атомов хрома замещена атомами железа, так же как и в цементите часть атомов железа замещена атомами хрома. В карбиде (Cr, Fe)7C3 может быть замещено до 55 атомн. % хрома, а в (Cr, Fe)2sC6 — до 25 атомн. % хрома, в легированном цементите (Fe,Сг)3С может быть замещено до 15 атомн. % железа.
Хром, образуя соединения и с железом и с углеродом, распределяется между твердым раствором и карбидами (рис. 226).
В малохромистых и малоуглеродистых сталях хром находится главным образом в твердом растворе, а в высокохромистых и высокоуглеродистых сталях — в карбидах и о-фазе.
Хром повышает критические точки Ас и Ас^, что требует повышения температуры нагрева под закалку, отжиг и нормализацию. Но, с другой стороны, хром способствует росту зерна при нагреве, что усложняет термическую обработку. Хром уменьшает критическую скорость охлаждения при закалке и увеличивает устойчивость аустенита при изотермическом превращении, но уменьшает время полного распада его.
Распределение хрома между карбидами и твердым раствором влияет на прокаливаемость. Если хром находится в твердом растворе, прокаливаемость стали увеличивается. Если хром находится в карбидах, сталь не обладает повышенной прокаливаемостью.
При отпуске хромистые стали медленнее теряют твердость и прочность, чем углеродистые. Отпуск высокохромистой стали при температуре 450—550° вызывает некоторое повышение твердости, что объяс няется выделением мелкодисперсных карбидов хрома (аналогично карбидам молибдена, см. рис. 221).
Хромистые стали перлитного класса становятся хрупкими, если после отпуска они медленно охлаждались. Ударная вязкость .стали снижается в 2—3 раза. Поэтому хромистые стали после отпуска необходимо охлаждать быстро (в масле или воде).
Хром оказывает существенное влияние на механические и физико-химические свойства стали. Добавка хрома повышает твердость и прочность, не снижая пластичности стали. Однако увеличение содержания хрома выше 1,0—1,5% снижает ударную вязкость, но мало сказывается на поперечном сужении и относительном удлинении. Особенно резко хпом повышает твердость и прочность мартенсита
Хром значительно понижает теплопроводность, при содержании его в количестве 12—14% теплопроводность стали в два раза меньше теплопроводности чистого железа. Следует также помнить, что хром увели-
191
чивает сопротивляемость стали деформациям при высоких температурах, что затрудняет ее ковку.
Хром сильно влияет на электросопротивление стали. При содержании в железе 12% хрома электросопротивление возрастает в три раза по сравнению с чистым железом.
Хром повышает коррозионную стойкость стали в атмосферных условиях и сопротивляемость стали газовой коррозии при высоких температурах. В связи с этим хром всегда вводится в стали, идущие на изготовление лопаток газовой турбины авиационных двигателей и других деталей, работающих при высоких температурах.
Рис. 226. Распределение хрома между карбидами и твердым раствором
Рис. 227. Структурная диаграмма хромистых сталей
Хромистые стали в нормализованном состоянии в зависимости от содержания хрома и углерода имеют различную структуру, т. е. относятся к разным классам (рис. 227). При малом содержании хрома стали приобретают перлитную структуру (феррита с перлитом, перлита или перлита с цементитом), а с увеличением содержания хрома — мартенситную структуру.
При большом содержании хрома в сталях образуются карбиды. Основной массой хромистых сталей карбидного класса может быть аустенит, но чаще всего — одна из структур на основе а-твердого раствора: сорбит, тростит или мартенсит.
Хромистые стали получили широкое распространение для изготовления мерительных, режущих и пневматических инструментов, штампов и валиков для холодного проката, ролико- и шарикоподшипников, постоянных магнитов, хирургического инструмента и т. и. Кроме того, хромистые стали широко применяются в нефтяной и химической промышленности, так как они теплостойки и хорошо сопротивляются коррозии.
В авиационной промышленности хромистые стали не получили широкого распространения вследствие несколько пониженной ударной вязкости. В табл. 16 приведены состав и свойства хромистых сталей, применяющихся в авиастроении.
Сталь 15ХА применяется для изготовления мелких деталей, подвергающихся цементации при температуре 900—920°. Эта сталь может применяться и в термически обработанном состоянии без цементации.
192
Состав и свойства хромистых сталей*
Таблица 16
Марка Содержание элементов (среднее) в % Состояние Механические свойства (не менее)
к Г/мм2 8 % «н кГ-м/см2 НВ кГ млА
С Сг
15ХА 0,15 0,85 Закалена с 860° в масле, затем закалена с 760—810° в масле и отпущена при 150—170° 60 15 9 170—302
38ХА 0,38 0,95 Закалена с 860° в масле и отпущена при 500—590° с охлаждением в масле или воде 90 12 10 269—321
IIIX15 1,0 1,5 Закалена с 820— 840° в масле и отпущена при 300—350° Твердость HRC 51- 59
* Состав л свойства хромистых коррозионностойких сталей будут рассмотрены ниже (см. стр. 205, табл. 20).
Сталь 38ХА применяется для изготовления гильз цилиндров маломощных авиадвигателей, шестерен, болтов, шпилек й малонагруженных деталей РД.
Сталь ШХ15 применяется для изготовления шариков, роликов и колец шариковых и роликовых подшипников. Перед изготовлением шариков, роликов и колец подшипников сталь проковывают, чтобы разрушить карбидную сетку, затем подвергают предварительной термической обработке на сфероидизацию при температуре 680—690°. В результате карбиды приобретают зернистую форму, что повышает твердость и сопротивляемость истиранию. После закалки и низкого отпуска сталь приобретает структуру мартенсита с карбидами (рис. 228).
§ 4. ХРОМОНИКЕЛЕВЫЕ СТАЛИ
В авиационной промышленности никелевые и хромистые стали широкого распространения не получили, так как по своим свойствам они уступают хромоникелевым и более сложным сталям.
Влияние хрома и никеля при одновременном их введении оказывает весьма благоприятное действие на свойства стали. Сталь приобретает высокую твердость и прочность, достаточную вязкость и пластичность.
Совместное присутствие в стали хрома и никеля заметно сказывается на ее микроструктуре. Структурная диаграмма хромоникелевых сталей, содержащих около 0,2% углерода, представлена на рис. 229. Диаграмма позволяет определить класс сталей по их структуре после нормализации.
13 3354
193
Совместное присутствие хрома и никеля приводит к снижению критических точек Ас и А,, и к значительному переохлаждению твердого раствора.
Отношение хрома к никелю в сталях перлитного класса, при котором получается наилучший комплекс механических свойств, равно 1 : 3. Практически это отношение изменяется в пределах от 1 : 1,5 до 1 :4. При этих соотношениях критическая точка Д3, повышаемая хромом, но понижаемая никелем, практически остается без изменения. Хромоникелевая сталь обладает высокой прокаливаемостью и в этом отношении превосходит все другие легированные стали перлитного класса.
Малая теплопроводность хромоникелевых сталей делает их более чувствительными к скоростям нагрева и охлаждения. Поэтому нагрев деталей под закалку необходимо проводить медленно или ступенчато
%Nt
2 4 6 8 10 12 /4 16 18 20 22 24 2о%Сс
Рис. 229. Структурная диаграмма хромоникелевых сталей (0,1% С, 0,35% Мп, 0,30/0 Si)
с подогревом до 600—650°. Особенно это необходимо для деталей сложной конфигурации. Выдержка при температуре нагрева под закалку устанавливается несколько ббльшая> чем для сталей углеродистых, так как диффузия в сложном у-твердом растворе затруднена. Охлаждать хромоникелевую сталь при закалке необходимо в масле, охлаждение же в воде может привести к образованию трещин.
Температура и продолжительность отпуска хромоникелевых сталей должны быть выше, чем для углеродистых сталей. Конструкционные хромоникелевые стали чаще всего подвергают отпуску при температуре
Характерным дефектом хромоникелевых сталей является отпускная хрупкость, которая выявляется только при определении ударной вязкости (рис. 230).
Первая зона отпускной хрупкости (хрупкость первого рода) при температуре 300—400° объясняется превращением остаточного аустенита в мартенсит. Скорость охлаждения при отпуске не влияет на хрупкость первого рода.
Вторая зона отпускной хрупкости (хрупкость второго рода) при температуре 500—600° проявляется только в том случае, если сталь при отпуске охлаждалась медленно. При быстром охлаждении хрупкость не наблюдается. Отпускная хрупкость второго рода объясняется выделением из сс-тверлого раствора карбидов, нитридов, фосфидов и других соединений по границам зерен в дисперсном состоянии. По мнению дру
194
гих исследователей, фазой, выделяющейся по границам зерен, являются только фосфиды, которые и снижают ударную вязкость. Характерно, что при определении твердости, предела прочности, относительного удлинения и поперечного сужения отпускная хрупкость не проявляется.
Для предотвращения отпускной хрупкости к хромоникелевым сталям добавляют от 0,15 до 1,0% одного из следующих элементов: молибдена (наиболее эффективно), вольфрама, ниобия или титана. Эти добавки, затрудняя диффузию и коагуляцию карбидов, нитридов и других соединений, значительно ослабляют восприимчивость стали к отпускной
хрупкости.
Кроме отпускной хрупкости, хромоникелевые стали обладают и другими дефектами. Важнейшими из
них являются флокены и дендритная ликвация.
Флокены представляют собой мельчайшие внутренние надрывы -трещины, образующиеся в кованой или катаной стали. В изломе они имеют вид светлых пятен круглой или овальной формы или хлопьев, а в поперечном сечении (при микроисследовании) вид трещин. При наличии их целые партии деталей бракуются. Для выявления флокенов вводится специальная проверка образцов на излом. Причиной образования флокенов является водород, который, растворяясь в жидкой стали, при ее затвердевании выде-
Рис. 230. Изменение ударной вязкости хромоникелевой стали в зависимости от температуры отпуска (В. Д. Садовский)
ляется неполностью и при дальнейшем охлаждении затвердевшей стали создает сильные внутренние напряжения, которые и приводят к внутренним надрывам — флокенам. Если сталь после ковки охлаждать медленно, то водород успевает выделиться и флокены не образуются.
Дендритная ликвация является также очень серьезным пороком легированных сталей. При затвердевании сталей, как известно, вначале кристаллизуется твердый раствор, обедненный углеродом и легирующими элементами, а затем уже междендритное пространство заполняется кристаллами, обогащенными легирующими элементами. Структура получается неоднородной (рис. 231). При прокате или ковке такая сталь получает полосчатое, или строчечное, строение (рис. 232). Для уменьшения дендритной ликвации применяется диффузионный отжиг слитков при температуре 1000—1200°.
Как указывалось выше, хромоникелевые стали получили широкое распространение в авиационной промышленности как конструкционный материал. В табл. 17 приведены состав и свойства наиболее часто применяющихся .хромоникелевых сталей.
Первые две стали: 12ХНЗА и 12Х2Н4А являются цементуемыми (цементация проводится при температуре 900—920°), сталь 20ХНЗА — улучшаемая (подвергается закалке и отпуску).
Применявшаяся раньше после цементации двойная закалка: первая — для измельчения структуры ядра и уничтожения цементитной
сетки, а вторая — для исправления структуры цементованного слоя, в настоящее время почти не применяется и вытесняется одинарной закалкой (см. режим термической обработки после цементации стали 12Х2Н4А). Это объясняется тем, что хромоникелевые стали, особенно с малой величиной зерна, не склонны к перегреву, и при правильном режиме цементации сетки вторичного цементита не образуется.
13*
195
Рис. 231. Макроструктура легированной стали с дендритной ликвацией
Рис. 232. Полосчатая, или строчечная, микроструктура легированной стали. X 150
Состав и свойства хромоникелевых сталей
Таблица 17
Марка Содержание элементов (среднее) в % Состояние Механические свойства (не меиее)
°в кГ! мм2 в % кГ-м/см^ НВ кГ!мя2
С । 1 Сг Ni
12ХНЗА 0,12 0,75 3,0 Закалена с 860° в масле, затем вторично закалена с 780—810° в масле и отпущена при 150—170° £5 12 12 277—375
12Х2Н4А 0,12 1,5 3,5 Закалена с 760— 780° в масле и отпущена при 150—170° 100 12 10 293—387
20ХНЗА 0,20 0,75 3,0 Закалена с 820— 840° в масле и отпущена при 400—450° с охлаждением в масле ПО 10 10 293—341
Сталь 12ХНЗА применяется для изготовления шестерен распределительных и других валиков, поршневых пальцев, осей, роликов, регулировочных винтов и других цементуемых деталей.
Сталь 12X2 Н4А применяется для изготовления ответственных шестерен, в том числе двойных шестерен распределения, шестерен эластичной передачи, ведущих и ведомых шестерен, различных валиков, пальцев, поршней, осей, роликов и др.
Сталь 20ХНЗА применяется для изготовления болтов, шпилек, втулок, шестерен и валиков.
§ 5. СЛОЖНЫЕ СРЕДНЕЛЕГИРОВАННЫЕ СТАЛИ
Для ответственных и наиболее нагруженных авиационных деталей применяются хромоникельвольфрамовые и хромоникельмолибденовые стали. Детали машин, от которых требуется большое сопротивление
196
износу и истиранию при нормальных и повышенных температурах, изготовляются из азотируемых хромомолпбденоалюминиевых и хромовольфрамовых сталей. И, наконец, высоконагружениые сварные узлы и конструкции, от которых требуется повышенная прочность, изготовляют из хорошо сваривающихся хромоникельвольфрамованадиевых сталей.
Рассмотрим влияние вольфрама, молибдена и алюминия на строение и свойства стали. Влияние хрома и никеля было рассмотрено выше.
Вольфрам с железом образуют ограниченные твердые растворы и металлические соединения Fe7W6 и Pe2W. Растворимость вольфрама в a-железе при температуре 500° равна 6%, а при температуре 1540°—32%. Вольфрам сужает область у-твердых растворов; при 6% вольфрама у-область замыкается. С углеродом вольфрам образует стойкие карбиды WC, W2C и Fe3W3C. Вольфрам препятствует росту зерна аустенита при нагревании, уменьшает чувствительность стали к перегреву. Перлит вольфрамовой стали имеет очень тонкое, а мартенсит мелкоигольчатое строение.
Вольфрам незначительно повышает точку Ас и почти не влияет на точку Аг^, а точки Аг? и Ас — повышает. Таким образом, температура нагрева под закалку хромоникельвольфрамовой стали по сравнению со сталью хромоникелевой должна быть повышена. Прокаливаемость стали вольфрам увеличивает лишь при закалке с температур, лежащих выше температуры растворения карбидов вольфрама.
Вольфрам замедляет процессы, происходящие при отпуске. Стали, содержащие вольфрам, невосприимчивы к отпускной хрупкости. После термической обработки вольфрамистые стали обладают повышенной твердостью, прочностью и высокой ударной вязкостью. Вольфрам добавляется к конструкционным хромоникелевым и жаропрочным сталям, а также является основным легирующим элементом быстрорежущих сталей.
Молибден с железом образуют ограниченные твердые растворы и металлические соединения Fe7A4o6 и FeMo. Растворимость молибдена в a-железе при нормальной температуре равна 8%, а при температуре 1440°—24%. Молибден сужает область у-твердых растворов; при 5% молибдена у-область замыкается. С углеродом молибден образует карбиды Мо2С и Fe3Mo3C и растворяется в цементите, давая легированный цементит (Fe, Мо)3С.
Молибден повышает критические точки А] и А3 при нагревании и понижает их при охлаждении стали. Перлит молибденовой стали очень тонкого строения. Молибден препятствует росту зерна стали при нагревании, тем самым уменьшает чувствительность стали к перегреву. Критическая скорость охлаждения при закалке при добавке молибдена уменьшается. Молибден повышает температуру нагрева под закалку, увеличивает прокаливаемость и стойкость закаленной стали при отпуске.
Стали, содержащие молибден, невосприимчивы к отпускной хрупкости. Твердость стали, прочность и особенно предел текучести с увеличением содержания молибдена возрастают, а относительное удлинение и поперечное сужение остаются почти без изменения. Ударная вязкость при малых добавках молибдена повышается.
Молибден добавляется к конструкционным хромистым и хромоникелевым сталям, к быстрорежущим, коррозионностойким и жаропрочным сталям и к сталям для изготовления магнитов.
Действие молибдена на свойства стали сильнее, чем действие вольфрама. Поэтому конструкционные хромоникелевые стали содержат вольфрама приблизительно в три раза больше, чем молибдена.
Алюминий с железом образует ограниченные твердые растворы и металлические соединения Fe3Al, FeAl, FeAl2, Fe2Al5 и FeAl3. Растворимость алюминия в а-железе при нормальной температуре равна 32%,
197
а при температуре 1103°—37%. Область у-твердых растворов алюминий сужает; при 1 % алюминия у-область замыкается.
Точку S диаграммы железо—углерод алюминий смещает вправо. Так, например, при 1,3% алюминия перлит образуется при содержании 1,8% углерода. Критическая температура Ас при наличии алюминия повышается, в соответствии с чем температуры нагрева под закалку, отжиг и нормализацию стали необходимо увеличивать.
Алюминий уменьшает устойчивость аустенита, что требует увеличения скорости охлаждения при закалке. Обычно закалка сталей, содержащих 1,0—1,5% алюминия, проводится в воде. Отпуск алюминиевых сталей проводится при тех же температурах, что и отпуск углеродистых сталей.
Рис. 233. Коленчатый вал авиационного двигателя, изготовленный из стали 18ХНВА
Эффективное действие оказывает алюминий при азотировании; он образует стойкие нитриды, что значительно повышает твердость поверхностного слоя.
Особенно сильное влияние алюминий оказывает на увеличение стойкости стали против газовой коррозии при высоких температурах.
Алюминий сравнительно немного повышает твердость и прочность стали, снижая относительное удлинение, поперечное сужение и ударную вязкость. Его добавляют в качестве легирующего элемента к специальным сталям, подвергающимся азотированию. Алюминий (до 5—6%) вводится также в жаросотойкие сплавы, применяющиеся в качестве нагревательных элементов. Сплавы, идущие для изготовления постоянных магнитов и дающие высокие магнитные свойства, содержат 12—15% алюминия. В небольших количествах, до 0,1%, алюминий вводят во все конструкционные и инструментальные стали, структура которых должна быть мелкозернистой.
Состав и свойства некоторых сложных среднелегированных сталей, широко применяющихся в авиастроении, приведены в табл. 18.
Сталь 18ХНВА применяется в цементованном (валы ротора, коленчатые валы — рис. 233, валы редуктора, шестерни) и нецементованном виде (ответственные болты, шпильки).
Цементация деталей проводится при температуре 900—920°. На диаграмме изотермического превращения аустенита стали 18ХНВА отсутствует зона перлито-троститного распада. Аустенит распадается или на игольчатый тростит, или на мартенсит. Смягчающей обработкой для этой стали является высокий отпуск при 650—670°. Структура после такой термической обработки —сорбит с карбидами.
Сталь прокаливается на большую глубину и относится к мартенситному классу, при охлаждении на воздухе таких массивных деталей, как вал авиадвигателя, сталь закаливается на мартенсит.
198
Таолица 18
Состав и свойства некоторых сложных среднелегированных сталей
Марка Содержание элементов (среднее) в % Состояние Механические свойства (пс менее)
С С г Ni W* Mo °в кГ/м-Яр В % «н кГ-м]слР- НВ кГ]мм~
18ХНВА 0,18 1,5 4,25 1,о Закалена с 950° па воздухе, затем вторично закалена с 850—860° на воздухе и отпущена при 150—170° 120 10 10 351—401
40ХНМА 0,4 0,75 1,5 — 0,2 Закалена с 850° в масле н отпущена при 560° НО 12 8 321—375
38XMIOA 0,38 1,5 0,9% Al 0,2 Закалена с 930—950° в масле и отпущена при 600—700" с охлаждением в масле 100 15 9 302—340
ЗОХЗВА 0,30 3,0 1,0 Закалена с 870—890° в теплой воде или масле и отпущена при 580- -620° 100 15 10 302- -340
12Х2НВФА (ЭИ712) 0,12 2,2 1,0 1,2 0,24’6 V Закалена с 910° в масле и отпущена при 550° 100 12 8 341--269
23Х2НВ ФА (ЭИ659) 0,23 2,2 1,0 1,2 0,24% V Закалена с 890" в масле и отпущена при 600° 115 12 5 415-341
* В стали 18ХНВА вольфрам может быть полностью заменен 0,25—0,35% молибдена, а в стали 40ХНМЛ молибден может быть заменен g 0,8—1,2% вольфрама; тогда эти стали соответственно обозначаются 18ХНМА и 40ХНВА.
На рис. 234 приведены кривые, показывающие влияние температуры отпуска на механические свойства стали 18ХНВА, закаленной с температуры 860° на воздухе. Из кривых видно, что сталь подвержена отпускной хрупкости, в стали же 18ХНМА отпускной хрупкости не наблюдается.
Сталь 40ХНМА по сравнению со
Рис. 234. Влияние температуры отпуска на механические свойства стали 18ХНВА
сталью 18ХНВА менее легирована, но содержит больше углерода и нечувствительна к отпускной хрупкости. Применяется эта сталь для изготовления валов ротора (рис. 235), коленчатых валов, валов редуктора, шатунов двигателя воздушного охлаждения, ответственных болтов, шпилек, деталей винта, массивных и силовых деталей РД, работающих при температуре до 500°.
Сталь 38ХМЮА применяется» для азотируемых деталей — шестерен, шпилек, валиков, роликов и деталей РД, работающих при температурах до 400—500°. Перед азотированием детали подвергают термической обработке на сорбит по режиму, указанному в табл. 18. Нагрев под закалку производится в печах с защитной атмосферой, чтобы избежать обезуглероживания. Если нагрев
деталей осуществляется в обычных печах, дается повышенный припуск на механическую обработку и обезуглероженный слой затем снимается.
Азотирование проводится при температуре 500—550° на глубину 0,4—0,6 мм. В результате азотирования на поверхности изделия получается тонкий, весьма твердый слой, хорошо сопротивляющийся истиранию при нормальных и повышенных температурах и имеющий твердость HV 1000—1100 кГ)мм2 при твердости сердцевины 302—340 кГ/мм2.
Рис. 235. Вал турбины реактивного двигателя, изготовленный из стали 40ХНМА
Окончательная структура материала после азотирования на поверхности — сорбит и нитриды, в сердцевине — сорбит.
Сталь ЗОХЗВА применяется для силовых деталей РД, в том числе азотируемых, работающих при температурах до 400—500э. Азотирова
200
ние этой стали проводится при температуре 500—525° при диссоциации аммиака 15—30%.
Сталь 12Х2НВФА (ЭИ712) применяется для сварных узлов и конструкций, не подвергающихся термической обработке после сварки (б том числе и отпуску), от которых требуется повышенная прочность,, а также для изготовления нагруженных свариваемых деталей. Сталь может применяться для цементуемых деталей, работающих при температурах 230—250°, и сварных и несварных деталей, работающих при температурах до 500°.
Сталь хорошо сваривается ручной дуговой, контактной и агроно-ду-говой (ручной и автоматической) сваркой; удовлетворительно — атомноводородной и газовой сваркой.
Сталь 23Х2НВФА (ЭИ659) применяется для высоконагруженных сварных узлов и конструкций, не подвергающихся закалке или нормализации после сварки вследствие крупных габаритов или конструктивных особенностей, а также сварных и несварных деталей, работающих при температурах до 500°.
Сталь хорошо сваривается контактной сваркой, удовлетворительно — ручной дуговой, автоматической под флюсом, аргоно-дуговой как ручной, так и автоматической. После сварки детали и узлы необходимо подвергать отпуску при 500°. Отпуск деталей сложной конфигурации должен производиться немедленно после сварки.
§ 6. ХРОМОМАРГЛНЦЕВОКРЕМНИСТЛЯ СТАЛЬ (ХРОМАНСИЛЬ)
Хромомарганцевокремнистая сталь (хромансиль) является основной самолетной сталью.
Сталь ЗОХГСА в среднем содержит 0,3% углерода и по 1,0% хрома, марганца и кремния. Она обладает хорошей свариваемостью, высокими механическими свойствами, хорошей (до 25 мм) прокаливаемостью, удовлетворительной обрабатываемостью режущими инструментами и высокой пластичностью в отожженном сосотоянии, что позволяет проводить гибку, выколотку и штамповку. Для изготовления деталей самолетов хромансиль поступает в виде листов, труб, профилей, поковок, прутков и проволоки.
Высокопрочная самолетная сталь ЗОХГСНА содержит 1,6% никеля, что придает ей повышенную прочность, вязкость и пластичность. Но при обработке этой стали на высокую прочность она приобретает повышенную чувствительность к концентрации напряжений при статической и особенно при многократной статической нагрузке.
Сталь ЗОХГСНА хорошо сваривается дуговой сваркой, удовлетворительно — атомноводородной, плохо — газовой, обладает высокой про-каливаемостью (до 50—60 мм), но проявляет склонность к образованию флокенов.
Для уменьшения коробления и поводки, устранения закалочных трещин охлаждение стали хромансиль при закалке необходимо проводить в масле или в горячей воде (60—70°), а при обработке сложных конструкций рекомендуется изотермическая или ступенчатая обработка (рис. 236). При ступенчатой обработке температура поверхности и центра обрабатываемого изделия перед мартенситным превращением выравнивается, что сильно снижает внутренние напряжения (рис. 237). При закалке сварных конструкций необходимо применять изотермическую или ступенчатую закалку.
В последнее время широкое применение получила «светлая» изотермическая закалка, состоящая в охлаждении деталей, предварительно нагретых выше критической температуры, в щелочной ванне NaOH, к которой добавлена желтая кровяная соль К4ре(СХт)б' ЗНгО. Главное преимущество этой закалки заключается в том, что материал приобретает
201
меньшую чувствительность к надрезам, а поверхность изделия получается светло-серого цвета без окалины.
Структура стали хромансиль, термически обработанной на сорбит,— игольчатая (рис. 238). Объясняется это тем, что процессы диффузии в данной стали затруднены.
Время
Рис. 236. График изотермической обработки с предварительным подогревом стали ЗОХГСА (схема)
Рис. 237. График ступенчатой закалки (схема)
Характерными дефектами стали хромансиль являются обезуглероживание, строчечная, или полосчатая структура и микротрещины.
Обезуглероживание происходит во время нагрева стали в печи с окислительной атмосферой, оно особенно опасно для листов и труб тонкого сечения (см. рис. 150). Для предохранения стали от обезуглероживания рекомендуется вводить
Рис. 238. Микроструктура нормально термически обработанной стали ЗОХГСА на сорбит с явно выраженной ориентацией по мартенситу. X 500
и ЭИ643, которые обладают
> в печь древесный уголь, на нефтяных печах работать с восстановительным, слегка коптящим пламенем, для ответственных деталей, имеющих резьбу, применять специальные обмазки.
Строчечная структура проявляется в отожженном материале в виде чередующихся полос феррита и перлита (см. рис. 232). Причиной возникновения строчечной структуры служат мельчайшие вытянутые вдоль проката неметаллические включения, являющиеся центрами кристаллизации феррита.
Микротрещины возникают в результате слишком быстрого нагрева под закалку или применения резко калящих сред, а также в результате неправильно го режима сварки.
В последние годы советскими исследователями были разработаны новые высокопрочные стали 30Х2ГСН2ВМ (ВЛ1) хорошей свариваемостью, высокими механическими свойствами и идут на изготовление деталей самолета не только простой, но и сложной конфигурации. По химическому составу эти стали от стали хромансиль отличаются тем, что они легированы не только никелем, как сталь ЗОХГСНА, но и другими элементами, такими как вольфрам, молибден, алюминий и титан.
В табл. 19 приведены средние составы и свойства хромомарганцевокремнистых сталей, подвергнутых закалке и отпуску при разных температурах, и более сложных высокопрочных сталей.
Таблица 19
Состав и свойства хромомарганцевокоемнистых и более сложных сталей
Марка ста ди Содержание элементов (среднее) в % Состояние Механические свойства (не менее)
с Si Мп 1 другие элементы о О® о. <3 У НВ к Г 1мм2
1
Cr N1
25ХГСА 0,25 1,0 1,о| — — Закалена с 880—900° в масле п отпущена при 550—600° 65—90 12
-ЗОХГСА 0,30 1,0 1.0 1,о| — Закалена с 870—890° в масле и отпущена при ’200—260е с охлаждением на воздухе 160— 180 5 5
ЗОХГСА 0,30 1,0 1,о i,oj — — Закалена с 870—890е в масле и отпущена при 470—570° с охлаждением на воздухе ПО 10 5 332
ЗОХГСНА 0,30 1,0 1,0 1,о[1,6 Закалена с 880—900° в масле и отпущена при 200—300° 175 10 7 444
ЗОХГСНА 0,30 1,0 1,0 1,0|1,6 — После изотермической закалки 150 13 10 —
30Х2ГСН2ВМ (ВЛ1) 0,30 1,0 1,2 1,8b,3 1,2% W 0,5% Мо Закалена с 930 на воздухе и отпущена при 200—300° 160 5 6 443
311643 0,40 0,9 0,7 1,о|2,8 1,0% W 0.1% А1 0,1% Т1 Закалена с 900° в .масле и отпущена при 250° 200 8 5 514
Сталь 25ХГСА применяется для изготовления ответственных сварных и штампованных деталей. Особенно рекомендуется она, когда необходимы хорошая свариваемость и значительная пластическая деформация деталей в процессе изготовления. Благодаря пониженному содержанию углерода (0,22—0,29%) эта сталь сваривается и штампуется лучше, чем сталь ЗОХГСА.
Сталь ЗОХГСА употребляется для ответственных как сварных, так механически обрабатываемых деталей: стыковых соединений, поясов, лток, болтов, деталей шасси и т. п.
Обе стали при температуре отпуска 280—380° имеют «провал» ударной вязкости и пластичности. Поэтому отпуск этих сталей проводят либо три температурах 200—260° и тогда получают хромансиль высокой проч-
203
нести (св порядка 160—180 кГ1мм2), либо при температурах 470—570е' с целью получения более вязкого материала и тогда прочность снижается до НО кГ/мм2.
Сталь ЗОХГСНА применяется для изготовления наиболее ответственных деталей шасси, крыла и центроплана самолета, стыковых соединений, полок лонжерона (рис. 239) и болтов.
Сталь 30Х2ГСН2ВМ (ВЛ1) служит для изготовления деталей сложной конфигурации (лонжероны крыла, стабилизатора, шпангоуты фю зеляжа). Сваривается ручной дуговой сваркой, после которой, не допуская охлаждения сварных швов ниже 200°, детали переносят в печь с температурой 650° и далее охлаждают на воздухе
Рис. 239. Полка лонжерона, изготовленная из стали ЗОХГСНА
Сталь ЭИ643 рекомендуется для деталей шасси и болтов, работающих на срез, растянутых и сжатых поясов лонжеронов конструкций одноразового действия, сжатых поясов лонжеронов конструкций многоразового действия и других ответственных деталей, не имеющих значительных концентраторов напряжений.
Имея высокие механические характеристики, сталь обладает повышенной чувствительностью к концентрации напряжений при статической и особенно при многократной статической нагрузке. Поэтому детали из этой стали необходимо проектировать с максимальными радиусами пе реходов. Например, болты, работающие на срез, должны изготавливаться с двумя разгружающими проточками: перед резьбовой частью и перед головкой.
Сталь сваривается ручной дуговой и автоматической сваркой под флюсом. Конструкции можно подвергать термической обработке после сварки или изготовлять из термически обработанных элементов. В отож женном состоянии сталь удовлетворительно обрабатывается резанием. В закаленном состоянии может обрабатываться точением, фрезерованием и развертыванием инструментом из твердых сплавов Т15К6 и Т30К4
Глава V
КОРРОЗИОННОСТОЙКИЕ СТАЛИ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Коррозионностойкими называются стали, обладающие высокой стойкостью против коррозии в атмосферных условиях, речной и морской воде, растворах солен, щелочей и некоторых кислотах при комнатной и повышенных температурах.
Основным легирующим элементом таких сталей является хром. Он делает сталь коррозионностойкой. Установлено, что в нержавеющих сталях хрома должно быть не менее 12%, в противном случае они подвержены коррозии.
Действие хрома объясняется пассивацией. На поверхности хромистой стали в естественных условиях, а также в окислительных средах образуется тонкая окисная пленка хрома Сг2О3, которая и предохраняет металл от коррозии.
Введение никеля в высокохромистые стали значительно улучшает их антикоррозионные свойства.
§ 2. КОРРОЗИОННОСТОЙКИЕ ХРОМИСТЫЕ СТАЛИ
Коррозионностойкие хромистые стали содержат хрома не менее 12,5%- Содержание углерода в этих сталях должно быть по возможности низким, так как для устойчивости сплава против коррозии наиболее благоприятной будет однофазная структура. Образующиеся же карбиды при большем содержании углерода будут создавать неоднородность •структуры, и коррозионная стойкость сплава будет ухудшаться. Однако следует иметь в виду, что с увеличением содержания углерода резко возрастают закаливаемость и твердость стали.
Наилучшими механическими свойствами хромистая коррозионно-стойкая сталь обладает после закалки и отпуска. Наивысшей коррозионной стойкостью она обладает после закалки и последующего полирования. При отпуске выделяются карбиды и коррозионная стойкость стали снижается.
Хромистые коррозионностойкие стали являются кислотоупорными только в азотной кислоте. Соляная и серная кислоты легко растворяют их. Коррозионная стойкость в атмосферных условиях, в речной и водопроводной воде указанных сталей высокая.
Хромистые коррозионностойкие стали устойчивы против окисления в воздушной среде при температурах до 700—800°. В табл. 20 приведены состав и свойства некоторых коррозионностойких сталей, применяющихся в авиастроении.
Стали 1X13 и 2X13 удовлетворительно свариваются всеми видами сварки. После сварки необходим отжиг для стали 1X13 при температуре 760—780°, а для стали 2X13 — при 730—780° в течение 1—3 час. Сталь 3X13 сваривается плохо, после сварки детали следует немедленно подвергать отжигу при температуре 730—780° в течение 2—6 час. Сталь 4X13 сварке не подвергается. В отожженном состоянии стали 1X13 и 2X13 обладают высокой пластичностью и допускают глубокую вытяжку и другие виды холодной деформации. Стали 3X13 и 4X13 деформируются в горячем состоянии.
Сталь 1X13 (ЭЖ1) применяется для изготовления деталей авиационных приборов, винтов, болтов, гаек, небольших шестерен, деталей зацепления и лопаток компрессоров, термически обрабатываемых на твердость HRC < 35.
Сталь 2X13 (ЭЖ2) употребляют для карбюраторных игл, втулок, шестерен авиационных приборов, деталей аппаратуры непосредственно
205
го впрыска топлива и лопаток компрессоров, термически обрабатываемых на твердость Ш<Си35. При более высокой твердости лопатки компрессора разрушаются от коррозии под напряжением.
Таблица 20
Состав и свойства хромистых коррозионностойких сталей
Марка Содержание элементов (среднее) % Состояние 1Механпческие свойства (не менее)
С Сг св В % ан кГ- .ufcsfi НВ кГ Д/,и2
1X13 (ЭЖ1) 0,12 13,0 Закалена с 105ис на воздухе или в масле и отпущена при 680—780е с охлаждением в масле 60 20 9 170—195
13 (ЭЖ2) 0,2 13,0 Закалена с 1050° на воздухе или в масле и отпущена при 600—700е с охлаждением в масле 85 10 6 241—341
3X13 (ЭЖЗ) 0,3 13,0 Закалена с 1050° на воздухе п отпущена при 150—170° 175 8 5 470—530
4X13 (ЭЖ4) 0,4 13,0 Закалена с 1050° в масле и отпущена при 510° 170 9 — >480
Сталь 3X13 (ЭЖЗ) применяется для изготовления пружин, предка» значенных для работы при температурах до 300—350°, и других деталей, работающих при высоких напряжениях.
Сталь 4X13 (ЭЖ4) применяется для деталей высокой твердости,, работающих на износ при больших механических нагрузках, а также в условиях релаксации (нержавеющие пружины, болты, пальцы, штуцера, оси и подшипники приборов).
Вследствие склонности стали к самопроизвольному растрескиванию немедленно после закалки детали подвергают отпуску.
§ 3. КОРРОЗИОННОСТОЙКИЕ хромоникелевые стали
Коррозионностойкие хромоникелевые стали были получены в результате введения в коррозионностойкие хромистые стали оптимального количества никеля и других элементов (марганца, титана, ниобия, молибдена, алюминия). При этом в результате введения никеля или марганца ферритная структура полученной стали перешла в аустенитную..
Свойства полученной аустенитной стали по сравнению со свойствами коррозионностойкой хромистой стали улучшились: значительно повысились пластические свойства, коррозионная стойкость и стойкость в серной кислоте.
Для выяснения структуры этих сталей и условий их термической обработки обратимся к диаграмме состояния системы железо — хром — никель— углерод, представленной в виде политермического разреза для постоянного содержания хрома (18%) и никеля (8%) при переменном содержании углерода (рис. 240). Растворимость углерода в у-растворе при нормальной температуре составляет около 0,04%. Структура сплавов, содержащих углерода более 0,04%, состоит из аустенита и карбидов хрома (Сг,Ре)2зС6.
206
Для получения однородной аустенитной структуры (рис. 241) сталь подвергают закалке с температуры 1100—1150° в воде. В закаленном состоянии эта сталь обладает высокой коррозионной стойкостью, а также хорошими технологическими и механическими свойствами: высокой
пластичностью, хорошо прокатывается в холодном состоянии, выдерживает глубокую вытяжку до 40%, хорошо сваривается всеми видами сварки. Однако после сварки методами плавления сталь рекомендуется закаливать с 1080—1130° в воде.
Для упрочнения сталь нагартовывают, но
пластические свойства
Рис. 240. Псевдобинарный разрез диаграммы состояния Fe — Ст — i\i -С. Разрез сделан для постоянного содержания хрома и никеля и переменного содержания углерода
(рис. 242) и коррозионная стойкость при этом резко снижаются. Микроструктура нагартованной стали представляет собой вытянутые зерна аустенита с явно выраженными линиями деформации (рис. 243).
Другим видам термической обработки хромоникелевые аустенитные стали не подвергают, так как медленное охлажде
Рис. 241. Микроструктура хромоникелевой коррозионностойкой стали в закаленном состоянии: аустенит. X 500
ние с высоких температур или нагрев до температур 500—750° вызывают выделение карбидов (рис. 244). Присутствие карбидов хрома в аустените при наличии активной коррозионной среды вызывает межкристаллитную коррозию.
При нормальной температуре и при нагреве стали до 500° карбиды хрома не выделяются и межкристаллитной коррозии не происходит.
Склонность хромоникелевых коррозионностойких сталей к межкристаллитной коррозии устраняется введением в сталь титана или ниобия, содержание которых находится в прямой зависимости от содержания углерода. Необходимо, чтобы весь углерод, находящийся в стали, был связан титаном или ниобием. При добавке в сталь титана или ниобия образуются более стойкие, чем карбид хрома (Сг, Ре)озСб, карбиды титана TiC или ниобия NbC. Для подсчета необходимого количества титана или ниобия установлена эмпирическая зависимость:
% Ti=5(% С—0,03) и % Nb=(8—10) % С.
Ниобий дефицитнее титана, но он не выгорает при сварке. Поэтом; Nb рекомендуется вводить в хромоникелевые стали для сварных кон струкций.
Сталь не разъедается азотной, серной, фосфорной и некоторыми другими кислотами. В соляной кислоте хромоникелевая коррозионно-
207
to
co
Таблица 21
Состав и свойства коррозионностойких хромоникелевых сталей
Марка стали Содержание элементов (среднее) в % Состояние Механические свойства (не менее)
С Сг Ni другие элементы ав кГ/мм^ В 96 кГ-MjcM^
Х181Т9 (ЭЯ1) <0,12 18,0 9,0 1,5% Мп Закалена с 1100--1150“ в воде 55 45 12,5
Х18Н9Т (ЭЯ1Т) <0,12 18,U 9,0 О,8?6 Ti 1,5% Мп То же 55 40 12,5
2Х13Н4Г9 (ЭИ100) 0,22 13,0 4,3 9,0% Мп Закалена с 1080—1120° в воде 65 40 —
Х18Н12М2 (ЭИ401) <0,10 17,5 12,0 2,596 Мо 1,5% Мп Закалена с 1030—1070° в воде 54 40 —
0Х18Н12Б (ЭИ402) <0,08 18,5 12,0 1,5% Nb 1,5 96 Мп То же 54 40 —-
Х15Н9Ю (СН-2, ЭН904) 0,07 14,8 8,2 1,296 А1 Нормализована при 1020 — 1050° 115 20 —
Х17Н5МЗ (СН-3, ЭИ925) 0,08 16,8 5,0 3,259о Мо Нормализована при 950“; обработана холодом при —70° в течение 2 час, состарена при 450° в течение 1 часа >120 12 6
стойкая сталь мало устойчива. Чтобы повысить стойкость стали против действия соляной кислоты и ее солей, вводят 2—3% молибдена.
При добавке 0,9—1,4% алюминия сталь в результате старения после нормализации и последующей обработки холодом упрочняется. Предел прочности при этом повышается до 130 кГ/мм2, а удлинение снижается до 10%.
Коррозионнюстойкие хромоникелевые стали, содержащие алюминий (Х15Н9Ю) и молибден (Х17Н5МЗ), являются сталями аустенитно-мартенситного класса. После закалки они обладают наибольшей пластич-
ностью, так как приобретают аустенитную структуру. Это дает возможность производить глубокую вытяжку в закаленном состоянии и штамповку Высокая прочность изделий достигается без повторной закалки
только обработкой холодом, что позволяет избежать коробления.
При обработке холодом происходит превращение аустенита в мартенсит, в результате
Рис. 242. Влияние степени нагартовки на механические свойства коррозионностойкой стали типа 18-8
Рис. 243. Микроструктура на-гартованной хромоникелевой коррозионностойкой стали: деформированные зерна аустенита. X 500
чего увеличивается прочность. При последующем старении наблюдается дальнейшее повышение прочности, что связано с выделением металлических соединений в дисперсном состоянии.
Коррозионностойкие хромоникелевые стали широко применяются в авиации, в машиностроении, в нефтяной и химической промышленности, в архитектуре и в быту. В табл. 21 приведены составы и свойства некоторых хромоникелевых коррозионностойких сталей, применяющихся в авиастроении.
Сталь Х18Н9 (ЭЯ1) применяется для деталей самолетных конструкций и других летательных аппаратов, изготовляемых из холоднокатаных листов и лент и соединяемых сваркой.
Сталь Х18Н9Т (ЭЯ1Т) рекомендуется для деталей коммуникаций горячих газов, выхлопных коллекторов и патрубков двигателей, деталей реактивного раструба и конуса (рис. 245), а также сварных изделий и деталей, работающих в условиях влажных сред.
Сталь 2Х13Н4Г9 (ЭИ100) применяется для^элементов высокопрочных нержавеющих конструкций самолетов, деталей вооружения, противопожарных перегородок. Она рекомендуется для работы в условиях нагрева до 450°. Сталь склонна к межкристаллитной коррозии, вследствие чего ее не следует применять в агрессивных средах при температурах выше 450°. Необходимо отметить, что эта сталь в свое время была пред
14 3354
209
ложена в качестве заменителя стали Х18Н9Т в целях экономии никеля, часть которого была заменена марганцем.
Сталь Х18Н12М2 (ЭИ401) применяется для изготовления ресиверов и частей коллектора горячих газов турбокомпрессора, а также в качестве сварочной проволоки для приварки лопаток турбокомпрессора.
Сталь 0Х18Н12Б (ЭИ402) применяется для изготовления деталей соплового аппарата, коллекторов
двигателей, систем коммуникаций горячих газов турбокомпрессора, выхлопных патрубков, а
Рис. 245. Реактивная труба газотурбинного двигателя, изготовленная из
стали Х18Н9Т (ЭЯ1Т)
Рис. 244. Микроструктура хромоникелевой коррозионностойкой стали с выделившимися карбидами по границам зерен аустенита. X 500
также деталей, работающих при небольших напряжениях и температурах не выше 850°. Кроме того, она применяется для сварной аппаратуры и деталей, работающих в среде азотной кислоты.
Сталь Х15Н9Ю (СН-2, ЭИ904) рекомендуется для обшивок и деталей внутреннего набора изделий, работающих кратковременно при температурах до 500° в контакте с топливом и в атмосферных условиях с соответствующей защитой от коррозии.
Сталь Х17Н5МЗ (СН-3, ЭИ925) применяется для изготовления обшивки, деталей внутреннего набора, а также сварных узлов двигателей изделий, кратковременно работающих при температурах до 550° и длительно до 500°.
Глава VI
ЖАРОПРОЧНЫЕ И ЖАРОСТОЙКИЕ СТАЛИ И СПЛАВЫ
§ 1. ОБЩАЯ ХАРАКТЕРИСТИКА
Важнейшие детали современных авиационных двигателей (рис. 246) и других летательных аппаратов, которые во время эксплуатации испытывают большие напряжения, нагреваются до температур 700—1000° и подвергаются действию раскаленных газов, изготовляют из жаропрочных и жаростойких материалов.
210
Жаропрочными называются стали и сплавы, способные при высоких температурах сопротивляться началу и развитию пластической деформации и разрушению под действием длительных механических нагрузок.
Жаростойкими называются стали и сплавы, способные в течение длительного времени при высоких температурах сопротивляться газовой коррозии (окислению).
Высокой жаропрочностью и жаростойкостью обладают высоколегированные стали, в большинстве случаев относящиеся к аустенитному классу. Для них характерна повышенная температура рекристаллизации.
Рис. 246. Температуры нагрева деталей газотурбинного двигателя с осевым компрессором
Жаропрочность металлов и сплавов согласно основным положениям современной теории жаропрочности определяется прочностью межатомной связи и структурным состоянием. Для чистых металлов значения межатомной связи и структура заданы самой природой.
Доказано, что в результате образования твердых растворов или термически стабильных соединений повышается прочность межатомной связи этих фаз. Достижение особых гетерогенных структур с мелкодисперсным выделением избыточных фаз из пересыщенных твердых растворов создает дополнительные условия для упрочнения сплавов.
При высоких температурах многие жаропрочные сплавы представляют собой однородные твердые растворы, которые при понижении температуры становятся пересыщенными и распадаются. Степень распада и коагуляции второй фазы зависят от температуры и времени распада. Чем выше прочность межатомной связи, тем медленнее идут процессы коагуляции выделяющейся фазы, тем медленнее протекает процесс
14
211
структурного разупрочнения, тем выше, следовательно, может быть рабочая температура и нагрузка для одного и того же срока эксплуатации.
Высокая прочность межатомной связи в кристаллах твердого раствора и второй выделяющейся фазы является необходимым условием высокого температурного уровня структурного разупрочнения сплава. Взаимодействие между обеими фазами также является важным фактором, влияющим на процесс коагуляции выделяющейся фазы, т. е. на процесс разупрочнения сплава при высоких температурах.
Большое значение для повышения жаропрочности сплавов- имеет литая гетерогенная структура, возникающая при кристаллизации в виде скелета или сетки. Существенным при этом является высокая термическая стабильность избыточной фазы. Избыточная фаза у этих сплавов располагается внутри зерен основного твердого раствора в виде скелета или сетки. Такое расположение приводит к повышению жаропрочности. Существенной является температура плавления избыточной фазы. Она должна быть более высокой, чем температура плавления основного твердого раствора. Разрушение скелета или сетки избыточной фазы при горячей обработке давлением, а также образование изолированных частиц этой фазы приводят к понижению жаропрочности литых сплавов.
§ 2. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ И СТРУКТУРЫ НА ЖАРОПРОЧНОСТЬ
Высокая жаропрочность стали достигается путем легирования ее хромом, никелем, молибденом, вольфрамом, ниобием, ванадием, кобальтом, титаном, алюминием и другими элементами. По мере увеличения в сплаве числа легирующих элементов и повышения их концентрации
Температура испытания в °C
Рис. 247. Жаропрочность аустенитных и ферритных сталей (А. М. Борздыка и др.)
жаропрочность многокомпонентных металлических сплавов увеличивается.
Жаропрочность в сильной степени зависит и от типа кристаллической структуры основы сплава — твердого раствора. Ферритные стали, обладающие объемноцентрированной кубической решеткой, менее жаропрочны, чем аустенитные, кристаллическая решетка которых представляет собой гранецентрированный куб (рис. 247).
Никель как аустеннтообразующнй элемент является одним из главных легирующих элементов жаропрочных сплавов. Чем больше в сплаве хрома, вольфрама, молибдена и титана, которые замыкают область у-твердых растворов, тем больше должно быть никеля.
Совместное присутствие хрома и никеля обеспечивает также получение устойчивой аустенитной структуры.
Присадка к ферритным сплавам
элементов, повышающих температуру рекристаллизации, ведет к увеличению жаропрочности. К таким элементам относятся молибден и вольфрам.
Один атомный процент молибдена повышает температуру рекристаллизации на 115°, вольфрам — на 240°. Другие элементы повышают температуру рекристаллизации значительно слабее; ванадий — на 50°, хром — на 45°, кремний—-на 40°, никель — на 20°, алюминий — на 20°.
212
Считают, что причиной повышения температуры рекристаллизации молибденом и вольфрамом, а следовательно, и жаропрочности является высокая температура плавления этих элементов.
В жаропрочных сталях особую роль играют углерод, бор и некоторые другие элементы, образующие фазы внедрения.
Углерод, связывая молибден и вольфрам в карбиды, уменьшает количество этих элементов в твердом растворе и тем самым отрицательно влияет на жаропрочность. Поэтому прибавление таких элементов, как титан, ниобий и тантал, связывающих углерод, приводит к увеличению жаропрочности. Обычно в жаропрочных сталях аустенитного класса углерода содрежится около 0,1%.
Хром, молибден, вольфрам, ниобий, титан, алюминий и ванадий наряду с растворением в а- или у-железе образуют соединения с углеродом, железом и другими элементами. Эти соединения, имеющие малую скорость коагуляции и обладающие термической стойкостью, способны сохранять механические свойства сплавов при высоких температурах в течение продолжительного времени. Кроме того, обладая ограниченной растворимостью в твердом растворе, эти элементы обеспечивают дисперсионное твердение сплавов в процессе термической обработки.
В ряде случаев упрочняющей фазой жаропрочных сплавов являются хромовые, железовольфрамовые и более сложные карбиды.
Наиболее стойки при высоких температурах карбиды ванадия, ниобия, циркония и титана. Вместе с тем их практически не удается использовать в полной мере, так как эти карбиды чаще всего образуются в виде избыточных фаз при кристаллизации и при термической обработке с основным твердым раствором не взаимодействуют. Поэтому титан, ванадий, цирконий, молибден, тантал и вольфрам следует вводить с элементами, которые образуют с ними сложные карбиды.
Необходимо также отметить, что жаропрочность стали может снижаться рядом элементов. К элементам, отрицательно действующим на жаропрочность стали, относятся лекгоплавкие и нерастворимые в железе металлы (свинец, висмут и др.), а также элементы, образующие с железом легкоплавкие эвтектики (сера, селен и др.).
§ 3. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА ЖАРОСТОЙКОСТЬ
Высокая жаростойкость стали достигается путем легирования ее элементами, которые при высоких температурах образуют на поверхности изделия плотную защитную пленку окислов. Такими элементами являются хром, алюминий и кремний, образующие окислы Сг2О3, А12О3 и SiO2. Так как химическое сродство хрома, алюминия и кремния с кислородом больше, чем железа, то эти элементы будут диффундировать из внутренних слоев металла к поверхности навстречу кислороду и концентрация их в пленке окислов будет увеличиваться.
В качестве жаростойких получили применение хромистые стали, содержащие 12—30% хрома. По соображениям технологического порядка алюминиевые и кремнистые стали не применяются, но широко практикуется добавка к хромистым сталям до 5—7% алюминия и до 3% кремния.
Необходимо указать, что жаростойкая сталь может не быть жаропрочной, так как элементы, определяющие жаростойкость (хром, алюминий и кремний) не способствуют повышению жаропрочности. Например, хром, являющийся основным элементом, повышающим жаростойкость, повышает жаропрочность значительно слабее, чем многие другие элементы (молибден, вольфрам, ванадий и др.), которые, наоборот, весьма слабо влияют на жаростойкость стали.
Поэтому стали, идущие на изготовление деталей газовой турбины или соплового аппарата, должны легироваться такими элементами, которые повышают и жаропрочность (хром, никель, молибден, вольфрам,
213
ниобий, титан, ванадий, кобальт, алюминий), и жаростойкость (хром, алюминий, кремний).
В авиационной промышленности в качестве жаропрочных и жаростойких материалов применяются сплавы на основе железа, на основе никеля и на основе кобальта.
§ 4. ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ СТАЛИ
Важнейшими деталями современных реактивных двигателей, которые во время работы нагреваются до высоких температур, являются лопатки газовой турбины и соплового аппарата, турбинные диски, камеры сгорания, жаровые трубы, корпусы турбин, лопатки и диски компрессора и другие детали. Все эти детали, как уже было сказано, изготовляют из жаростойких или жаропрочных сталей и сплавов на никелевой или кобальтовой основах. Наиболее распространенными являются никелевые
сплавы, изменение жаропрочности ния показано на рис. 248.
В табл. 22 приведен состав, а
Рис. 248. Влияние легирования на длительную прочность (за 100 час) никелевых сплавов при температуре 800°
которых в зависимости от легирова-в табл. 23—свойства при различных температурах некоторых наиболее распространенных в авиастроении жаростойких и жаропрочных сталей.
Первые четыре стали являются жаростойкими или, как их еще называют, окалиностойкими, последние четыре — жаропрочными, причем стали 22-11-2,5 и ВЖЛ10— литейные, остальные—деформируемые.
Первые применяются для камер сгорания, жаровых труб, форсажных камер и др. деталей, изготовляемых в основном из листовых штампуемых или свариваемых материалов. Последние идут для лопаток и дисков газовых турбин, лопа
ток соплового аппарата, лопаток и дисков компрессора, цельнолитых роторов, а также других нагруженных деталей, работающих при высо-
ких температурах.
Сталь Х23Н18 (ЭИ417) рекомендуется для изготовления камер сгорания и жаровых труб, работающих при температурах до 900°, сопловых аппаратов газовых турбин турбокомпрессоров, сопловых лопаток турбин ТВД, алитированных выступов смесителей (детали камер сгорания). Повышенное по сравнению со сталью Х18Н9Т содержание хрома и никеля приводит к значительному увеличению ее жаростойкости.
Вследствие пониженной теплопроводности и высокого коэффициента расширения сталь при большой разностенности деталей склонна к образованию трещин при резких колебаниях температуры. Листовой материал довольно хорошо переносит колебания температуры.
После закалки сталь приобретает аустенитную структуру. В закаленном состоянии она обладает высокой пластичностью и может подвергаться глубокой вытяжке и другим видам холодной штамповки. Хорошо сва
ривается всеми видами сварки.
Сталь Х23Н18 жаростойка в окислительной атмосфере до 1200°. При 100-часовых испытаниях на газовую коррозию в воздушной среде привес при 1200° составляет 1 г[м?час.
Сталь ХН38ВТ (ЭИ703) применяется для изготовления жаровых труб камер сгорания, форсажных камер, оболочек летательных аппара-
214
tgb. Рекомендуется взамен сплавов на никелевой основе ХН75МБТЮ (ЭИ602) и ХН78Т (ЭИ435). При высокой температуре сталь высоко пластична и имеет жаропрочность несколько более высокую, чем сплав ХН78Т, и почти одинаковую со сплавом ХН75МБТЮ. После закалки сталь обладает умеренной прочностью и высокой пластичностью. Хорошо штампуется в холодном состоянии, хорошо сваривается аргоно-дуговой и контактной сваркой.
Таблица 22
Состав жаростойких и жаропрочных сталей
Марка стали Содержание элементов (среднее) в %
С Мп Si Сг N1 W Мо V Ti Nb рДругие элементы
Х23Н18 (ЭИ417) <0,18 — — 23,5 18,5 — — — — — —
ХН38ВТ (Э14703) 0,09 — — 21,5 37,5 3,0 — — 0,95 — 0,05% Се
ЭП126 (ВЖЮО) <0,1 — — 20,5 27,5 5,4 3,2 — — 1,0 0,25% N 0,005% В
22-11-2,5 0,17 0,9 1,0 22,0 .S 11,0 2,5 <0,25 <0,2 — — —
4Х15Н7Г7Ф2МС (ЭИ388) 0,42 7,0 1,2 15,0 7,0 — 0,8 1,7 — — —
4Х12Н8Г8МФБ (ЭГ1481) 0,36 8,5 0,55 12,5 8,0 — 1,25 1,4 <0,12 0,35 —
1Х12Н2ВМФ (ЭИ961) 0,13 — — 11,5 1,65 1,8 4,2 0,24 — — —
ВЖЛ10 0,16 11,0 23,5 3,5 2,5 3,5 0,75% А1 0,015% В 0,025% Се
Сталь ХН38ВТ обладает высокой жаростойкостью; при 100-часовых испытаниях на газовую коррозию в воздушной среде при 1100° привес составляет 0,4238 г[м2час.
Сталь ЭП126 (ВЖЮО) предназначается для изготовления форсажных камер, силовых элементов и оболочек конструкций, обшивки, шпангоутов, деталей изделий, работающих при температурах 700—1000°. Деформируется в холодном и горячем состоянии, хорошо сваривается аргоно-дуговой, дуговой и контактной сваркой. После сварки термическая обработка не производится. Прочность сварных соединений достаточно высокая Предел прочности сварных соединений при нормальной температуре равен 75—85 кГ/мм2, при 800° — 38—39 кГ]мм2, при 900°—19— 25 кГ/мм2 и при 1000°— 11—13 кГ/мм2.
Сталь обладает высокой жаростойкостью; при испытании в воздушной среде за 100 час при 1100° привес составляет 0,440—0,476 г!м2час.
Сталь 22-11-2,5 применяется в литом виде. Из нее изготовляют кольцевые детали корпуса турбины, соплового аппарата, соединительных труб и другие кольцевые детали диаметром до 850 мм, а также лопатки соплового аппарата реактивных двигателей.
Для получения однородной структуры, устранения внутренних напряжений и улучшения характеристик прочности и пластичности литые детали подвергают термической обработке, состоящей из нормализации и старения.
215
Таблица 23
Свойства жаростойких и жаропрочных сталей при комнатной и высоких температурах
Механические свойства (средние)
н ”
Марка стали Состояние Q-, ~ о н ° 0,2 8 кГ-м НВ °100 а 0,2/100
к а %
о 5 кГ}ММ% СЯ? кГ)мм2
Х23Н18 Закалена с 1050° 20 69 33 49 16
(ЭИ417) (5 мин) на воздухе 600 45 — 41 — — — —
800 21 — 56 — — 7 —
000 10 — 75 — — — —
ХН38ВТ Закалена с 1120° на 20 70 23 38 — _
(ЭИ703) воздухе 600 54 14 38 — — — —
800 26 И 42 — — 9 2,5
900 15 6 48 — — 4,5 —
1000 9 4 49 — — — —
ЭП126 Закалена с 1100° на 20 82 39 31 —. — .— —
(ВЖ100) воздухе 600 64 — — — — — —
800 37 23 19 — — 13 4
900 25 15 33 — — 5,5 2,5
1000 13 6,5 40 — — 2,5 —
22-11-2,5 Нормализована 20 48 12 — 225 — —
при 1100° (3—8 час) и 600 36 20 - —
состарена при 825° (5— 10 час) 700 25 — 20 — — 12 —
800 17 — 20 — — — —
4Х15Н7Г7Ф2МС Закалена с 1180° 20 100 62 15 3 300
(ЭИ388) (30—40 мин) в воде, за- 600 64 50 9,5 — — 43 23
тем состарена при 800' (8—10 час) 800 38 28 8 — — 13 8
900 25 — 7 — — 7,5 —
4Х12Н8Г8МФБ Закалена с 1150° в 20 112 93 13 4 320 — —
(ЭИ481) воде и состарена при 600 73 66 12 5,5 . 45 22
670° (10 час), затем вы- 700 64 54 12 15,8
держана при температуре 760° (10 час), и состарена вторично при 300° (10 час)
1Х12Н2ВМФ Закалена с 1020° в 20 95 85 17 13 310 — —
(ЭИ961) масле и отпущена при 400 75 68 17 13 — — •—
670° 500 65 57 23 16 — 44 —
600 53 50 29 16 — 23 15
ВЖЛ10 Закалена с 20 90 64 9 3,5 320 — .—_
1120° (3 часа) в масле 600 82 62 6 — — — —-
и состарена при 740° 16 час), затем вторично состарена при 630° 700 61 60 5,5 1,8 — 39 33
800 54 44 7,5 2,6 — 19 14
(16 час)
На рис. 249 показана структура литой стали 22-11-2,5; у-твердый раствор (аустенит), по границам зерен которого расположены отдельные
216
участки a-твердого раствора (феррита) и упрочняющая карбидная фаза (кубический карбид хрома).
При нормализации из аустенита выделяются карбиды, а в процессе старения выделяется сг-фаза и сталь становится почти немагнитной. При старении, кроме того, происходит усадка деталей, что очень важно, так как в дальнейшем в процессе работы размеры деталей не изменяются.
Сталь 22-11-2,5 удовлетворительно обрабатывается резанием и хорошо сваривается. Отдельные дефекты можно заваривать дуговой сваркой.
Жаростойкость стали высокая. Интенсивное окисление ее начинается только при температуре выше 1000°.
Рис. 249. Микроструктура жаростойкой стали 22-11-2,5: у-твердый раствор; a-твердый раствор и карбидная фаза. X 500
Рис. 250. Микроструктура жаропрочной стали 4Х15Н7Г7Ф2МС (ЭИ388): аустенит и карбиды в дисперсном состоянии. Х500
Сталь 4Х15Н7Г7Ф2МС (ЭИ388) рекомендуется для изготовления малонагруженных лопаток газовых турбин, крепежных деталей, дисков и корпусов турбин, сопловых аппаратов, фланцев, колец, крышек и других деталей ТНА. Наилучшие свойства этой стали получаются после закалки и последующего старения. Закалка и старение дают структуру аустенита, по границам которого наблюдаются выделения карбидов в дисперсном состоянии (рис. 250).
Сталь хорошо сваривается, хорошо обрабатывается давлением в горячем состоянии, однако во избежание разнозернистой и грубозернистой структуры, получающейся при рекристаллизации, деформация при обработке давлением в интервале температур ИЗО—980° должна быть выше 10%• В термически обработанном состоянии хорошо обрабатывается резанием.
Для повышения окалиностойкости детали подвергают никелированию или алитированию, что делает сталь устойчивой против окисления в воздушной среде при температуре до 900° (без обработки — до 750°).
Сталь 4Х12Н8Г8МФБ (ЭИ481) предназначается для изготовления турбинных дисков (рис. 251), экранов, бандажей, силовых колец и крепежных деталей (болтов, шпилек, гаек), газовых турбин реактивных и турбовинтовых двигателей и других изделий.
Наличие марганца способствует хорошей обработке давлением в горячем состоянии, что особенно важно при изготовлении дисков больших размеров.
217
Хорошая жаропрочность и нечувствительность к надрезам дисков из этой стали достигается в результате дифференцированного старения: после закалки с 1150° в воде производится старение при 670° в течение 10 час для повышения предела текучести, затем температура доводится до 760° и диски снова выдерживаются в течение 10 час, что снижает напряжения и уменьшает чувствительность к надрезам. Далее проводится старение при температуре 800—810° в течение 10 час. В процессе старе-
Рис. 251. Диск турбины реактивного двигателя, изготовленный из жаропрочной стали 4Х12Н8Г8МФБ (ЭИ481), с лопатками, изготовленными из жаропрочного никелевого сплава ХН70ВМТЮ (ЭИ617)
ния сталь упрочняется за счет дисперсных выделений карбидов хрома (Сг2зСб) и ванадия (VC).
Сталь устойчива против окисления в воздушной среде при температурах до 700— 750° С. В агрессивных средах она склонна к межкристаллитной коррозии при температурах 700—750° и выше.
Сталь 1Х12Н2ВМФ (ЭИ961) применяется для изготовления высокой агр уженных деталей двигателей, в том числе дисков, лопаток и других деталей компрессора, работающих при температурах до 600°. Деформируется в холод-
ном и горячем состоянии, об-
ладает высокой пластичностью. Удовлетворительно сваривается всеми видами сварки. После сварки необходимо проводить отпуск при 550—580° для сня-
тия внутренних напряжений.
Детали, работающие на износ при температурах до 500°, подвергают
азотированию.
Сталь обладает высокой секундной прочностью. При температуре 650° пределы секундной прочности: <ио” = 50,5 кГ1мм2, обо» =45 кГ/лгл«2, °120' =41 кГ/мм2 и о 300„ =36 кГ!мм2.
Сталь ВЖЛЮ служит для изготовления цельнолитых роторов, рабочих лопаток газовых турбин и других деталей, работающих при температурах до 800°.
Выплавляется в вакуумных индукционных печах, удовлетворительно обрабатывается резанием. Для улучшения механических свойств литые детали подвергают термической обработке, которая состоит в закалке и двойном старении. Обладает удовлетворительной жаростойкостью до температуры 850—900°. Привес за 100 час при испытании в воздушной среде при температуре 900° составляет 0,389 г!м2час.
§ 5. ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ НИКЕЛЕВЫЕ И КОБАЛЬТОВЫЕ СПЛАВЫ
Для изготовления деталей реактивных авиационных двигателей, работающих при высоких температурах, помимо сплавов на железной основе, применяются сплавы на основе никеля и на основе кобальта.
По сравнению со сплавами на железной основе никелевые и кобальтовые сплавы являются более жаропрочными и жаростойкими.
218
Никелевые сплавы применяются преимущественно в горячедеформи-рованном виде — катаном, кованом или штампованном; кобальтовые — в литом.
В табл. 24 приведен состав, а в табл. 25 — свойства при различных температурах некоторых наиболее распространенных в авиастроении жаростойких и жаропрочных никелевых и кобалыовых сплавов.
Таблица 24
Состав жаростойких и жаропрочных никелевых и кобальтовых сплавов
Марка сплава Содержание элементов (среднее) в %
С Сг N1 W Мо Т1 А1 В Со Fe Прочие элементы
ХН78Т (Х20Н80Т, ЭИ435) <0,12 20,5 <75 — — 0,25 <0,15 — — <1,0 0,2% Си
ХН75МБТЮ (ЭИ602) <0,08 20,5 Осн. — 2,0 0,55 0,55 — — <3,0 1,1% Nb <0,2% Си
ХН60В (ЭИ868, ВЖ98) <0,10 25,5 Осн 15,0 — 0,5 <0,5 — — <4,0
ХН70ВМТЮ (ЭИ617) <0,12 15,0 Осн. 6,0 3,0 2,0 2,0 <0,02 — <5,0 0,3% V <0,02% Се
ЭИ929 (ВЖ36-300) <0,12 10,5 Осн. 5,5 5,0 1,7 4,0 <0,02 14,0 <5,0 0,5% V <0,1% Ва
ЖС6-КП 0,13 10,5 Осн. 4,0 5,0 3,0 4,6 <0,03 6,5 <2,0 <0,015% Се
жсз (ЭИ618) 0,16 15,0 Осн. 5,0 4,0 2,0 2,0 <0,02 — <5,0 —
ЛК4 0,2 27,0 3,4 <0,5 5,0 — — — <5,8 <1,5 —
Первые три сплава являются жаростойкими (окалиностойкими) деформируемыми сплавами, остальные — жаропрочными, причем последние три жаропрочных сплава литейные *, остальные — деформируемые.
Жаростойкие сплавы, так же как и жаростойкие стали, применяются для камер сгорания, жаровых труб, форсажных камер и других деталей «горячей» части двигателя, изготовляемых из листовых штампуемых или свариваемых материалов. Жаропрочные сплавы в основном применяются для рабочих лопаток газовой турбины, лопаток соплового аппарата и лопаток турбостартера.
В равновесном состоянии структура жаропрочных деформируемых сплавов представляет собой никелевый у-твердый раствор и металлические соединения. При нагреве сплавов происходит растворение металлических соединений, а закалка фиксирует пересыщенный твердый раствор.
Если закаленный жаропрочный никелевый сплав, имеющий структуру пересыщенного твердого раствора, выдерживать в течение длительного времени при температуре 650—850°, то благодаря присутствию титана и алюминия в нем будут происходить физико-химические процессы, в результате которых изменяется структура сплава и его механические свойства. На рис. 252 приведены так называемые кривые старения. Они показывают, что чем ниже температура выдержки, тем медленнее идет процесс старения.
* Сплав ЖС6-КП может применяться в литом и в деформированном состоянии.
219
Таблица 25
Свойства жаростойких и жаропрочных никелевых и кобальтовых сплавов при комнатной и высоких температурах
Марка сплава Состояние ература тания, °C Механические свойства (средние)
св °0,2 в 6ZH /7В ст100 сС),2. ЮС
К Гн °0
Тем ИСП1 кГ[мм2 кГ[мм2
ХН78Т Закален с 1000° на 20 77 29 36 —
(Х20Н80Т, воздухе 700 41 20 29 .—. —. 10,5 3,&
Э11435) 800 20 11 39 — —- 4,5 1
900 11 — 85 — — 1,5 —
ХН75МБТЮ Закален с 1080° на 20 85 40 42 — — — —
(311602) воздухе 700 55 27 38 -— — 16,5 6-
800 29 15 32 — — 6,5 2
900 17,5 — 70 — — 2,9 —
ХН60В Закален с 1200° (5— 20 82 33 35 — — — —
(311868, ВЖ98) 10 мин) на воздухе 700 54 23 —. — — — —
800 40 21 33 —• — 11 3,3
900 23 12 40 — — 5,2 1,2
ХН70ВМТЮ Закален с 1190° (2ча- 20 114 75 14 2,2 310
(311617) са) на воздухе, затем 700 90 65 8 —. 280 48 30
вторично закален с 1050° (4 часа) и состарен при 800° (16 час) 800 75 58 7 9,6 260 27 17
900 49 38 12 13,4 170 13 —
Э11929 Закален с 1220° (2 ча- 20 ПО 78 9 — 342 .—. —-
(ВЖ36-300) са) на воздухе, затем 700 95 73 10 — —- 74 —.
вторично закален с 800 85 65 11 45 35
1050° (4 часа) на воздухе и состарен при 900 65 43 16 — 210 22 14
850° (8 час) 1000 29 22 19 —• — 7 8'
ЖС6-КП Закален с 1220° (4 ча- 20 132 82 15 5,2 .—. .—- .—-
са) на воздухе, затем 700 120 78 18 5 — 77 —
отожжен при 1050° (2 часа) 800 105 78 11 5,8 — 47 41
900 78 47 11 5,3 — 28 16-
1000 49 27 12 — — 10 —
ЖСЗ Литой, закален с 1150° 20 75 57 8,5 2 — — -—.
(311618) (7 час) на воздухе 700 57 51 4 —- — — 32
800 56 50 3 2 — 29 17
900 40 31 4 — — 10 —-
ЛК4 Литой 20 70 —. 8 2,5 278 — —
700 47 — 10 —• — 25 —
800 40 —- 6,5 — — 15
900 27 — 9 — .—. 7 —
950 — — — — — 5 —-
220
При температуре старения 850° через 1—2 часа достигается наибольшая твердость. При дальнейшей выдержке кривая старения начинает снижаться: происходит разупрочнение сплава. При температуре 750°, наибольшая твердость достигается через 60—90 час. Дальнейшая выдержка приводит к очень медленному и незначительному снижению кривой старе-
ния. При температуре старения, равной 650°, наибольшая твердость даже через 1000 час не достигается. Кривая старения при этой температуре не снижается.
Изменение твердости жаропрочного никелевого сплава в зависимости от температуры и времени старения обусловлено распадом пересыщенного твердого раствора. В процессе старения в начальной его стадии образуются зоны, обогащенные легирующими элементами. Эти зоны и вызывают упрочнение сплава. В последующей стадии старения происходит образование стабильных •фаз и их коагуляция, что приводит к разупрочнению сплава и
На рис. 253 приведена структу
Время старения в часах
Рис. 252. Кривые старения жаропрочного сплава на никелевой основе
уменьшению его жаропрочности. )а жаропрочного никелевого сплава:
однородный твердый раствор на никелевой основе. Структура этого сплава после длительной выдержки при 850° показана на рис. 254: твердый раствор на никелевой основе, стабильная фаза Ni3(Al, Ti), которую час-
Рис. 253. Микроструктура жаропрочного никелевого сплава:
Рис. 254. Электронная микрофотография жаропрочного ни-
у-твердый раствор на никелевой основе. X 500
то называют а'-фазой, имеющая кубическую гранецентрированную решетку, карбиды хрома и в небольшом
келевого сплава после длительной выдержки при температуре 850°: твердый раствор на никелевой основе и частицы интерметаллического соединения Ni3(Ti, Al), которое часто называют а'-фазой. X 9000
количестве карбонитрид титана
Ti(C,N), представляющий собой твердый раствор азота в карбиде титана
Сплав ХН78Т (Х20Н80Т, ЭИ435) предназначается для изготовления жаровых труб камер сгорания и других деталей, работающих при температурах до 1100°. В закаленном состоянии он обладает высокой пла-
221
стичностью. Листы деформируются штамповкой в холодном состоянии.
Сплав хорошо сваривается аргоно-дуговой, дуговой и роликовой сваркой. Обладает высокой жаростойкостью. Привес за 100 час испытания в воздушной среде при температуре 1000° составляет 0,156 г/м^час, а при 1200° — 0,581 г/м2час.
Сплав ХН75МБТЮ (ЭИ602) рекомендуется для изготовления форсажных камер, жаровых труб (рис. 255), камер сгорания с индивидуальными очагами горения и других деталей, изготовляемых штамповкой и сваркой, работающих при температуре до 900°. Может подвергаться
Рис. 255. Жаровая труба реактивного двигателя, изготовленная из жаростойкого никелевого сплава
ХН75МБТЮ (ЭИ602)
Рис. 256. Лопатка газовой турбины, изготовленная из жаропрочного никелевого сплава ХН70ВМТЮ
(ЭИ617)
глубокой вытяжке и вполне удовлетворительно сваривается аргоно-дуговой, дуговой и роликовой сваркой. Обладает высокой жаростойкостью — сопротивляемость газовой коррозии при температуре 1100° составляет 0,486 г!м2час, а при 1200°—1,262 г/м2час.
Сплав ХН60В (ЭИ868, ВЖ98) применяется для изготовления деталей камер сгорания, форсажных камер, экранов, труб и других деталей, работающих при температурах 950—1100°. Обладает способностью к глубокой вытяжке, хорошо сваривается всеми видами сварки.
При температуре 1200° и выдержке в течение 100 час на сплаве обнаруживаются зоны межкристаллитной коррозии, равные 0,08 мм. Для предотвращения межкристаллитной коррозии в воздушной среде рекомендуется эмалирование.
Сплав обладает высокой жаростойкостью. За 100 час испытания в воздушной среде при температуре 1100° привес составляет 0,365 г[м?час\ при покрытии эмалью ЭВ-55 — 0,145 г/л2час, а при 1200° — 0,607 г/м'Чао.
Сплав ХН70ВМТЮ (ЭИ617) служит для изготовления лопаток газовой турбины реактивных двигателей (рис. 256). Обладает высокой жаропрочностью и высоким пределом текучести. Его рекомендуется применять для лопаток, работающих при температуре 800—900°
Сплав удовлетворительно штампуется, куется и прокатывается. Ло-
222
латки штампуются на кривошипных прессах и под молотом. При механической обработке лопаток из этого сплава встречаются трудности. Обрабатывается он резцами, изготовленными только из быстрорежущей вьг соковольфрамистой стали, обладающей повышенной стойкостью.
Сплав имеет высокую жаростойкость; за 100 час испытания на газовую коррозию при 1100° привес составляет 0,935 г)м2час.
Сплав ЭИ929 (ВЖ36-300) рекомендуется для изготовления лопаток газовых трубин, работающих при температурах 850—950°.
Деформируется в горячем состоянии. При штамповке лопаток допускается степень деформации до 45%- Исследования показали, что ме
талл, полученный методом электрошлакового и вакуумного дугового пе-
реплава, обладает лучшей пластичностью, ударная вязкость при температурах 1000—1170° повышается в 2—4 раза.
Рис. 258. Лопатка соплового аппарата реактивного двигателя, изготовленная из жаропрочного сплава ЛК4
Рис. 257. Микроструктура жаропрочного кобальтового’ сплава ЛК4: твердый раствор-на кобальтовой основе и сложные карбиды. X 500
Сплав ЖС6-КП применяется для изготовления лопаток газовых турбин, работающих при температурах 900—1000°.
Деформируется в горячем состоянии. Допускается степень деформации при штамповке лопаток до 20% • Особенностью сплава является то, что он может применяться как в деформированном, так и в литом состоянии.
Методом литья из сплава ЖС6-КП несколько измененного состава изготовляют как рабочие, так и сопловые лопатки газовых турбин, работающие при температурах 800—1000°, а также лопатки турбостартера для работы в условиях нагрева 900—950° и пустотелые (охлаждаемые) лопатки, работающие при температуре газа у поверхности до 1200°.
Сплав обладает высокой секундной прочностью. При температуре 1000° пределы секундной прочности: ею" =46 кГ/мм2, сбо" =35 кГ[мм2, с2о" =31 кГ/мм2 и о зоо" =29,5 кГ/мм2.
Сплав ЖСЗ (ЭИ618) предназначается для изготовления сопловых лопаток газовой турбины реактивных двигателей и турбостартера, работающих при температурах до 900°. Детали отливают прецизионным методом в стержневые или нагретые керамические формы.
Сплав обладает высокой жаростойкостью при температурах до 1000°.
Сплав ЛК4 на основе кобальта применяется также в литом виде. Детали сложной конфигурации получают методом прецизионного литья.
223
Заливка металла в керамические горячие формы проводится центробежным способом и стационарно в сухие песчаные формы. Жидкотекучесть сплава хорошая. Минимальная толщина отливаемой детали 0,7 мм.
Микроструктура сплава ЛК4 представляет собой твердый раствор на кобальтовой основе и сложные карбиды. Строение дендритное, характерное для литого материала (рис. 257).
Применяется сплав для изготовления лопаток соплового аппарата реактивных двигателей (рис. 258).
Он хорошо сваривается. Удовлетворительно обрабатывается резанием при малых скоростях победитовыми резцами.
Сплавы на основе кобальта, как дорогие и весьма дефицитные, в настоящее время заменяются новыми равноценными сплавами на основе никеля.
Глава VII
СПЛАВЫ НА ОСНОВЕ ТУГОПЛАВКИХ МЕТАЛЛОВ
§ 1. ОБЩАЯ ХАРАКТЕРИСТИКА
За последние 15—20 лет рабочие температуры жаропрочных материалов, применяемых для изготовления многих деталей современных летательных аппаратов, повысились с 650 до 1000° (рис. 259).
Жаропрочные сплавы на различной основе при напряжении, например, crjooo=20 кГ/мм2 могут работать при следующих температурах:
алюминиевые сплавы............ . 150—200°
титановые сплавы............... 300—450°
сплавы на основе железа........ 500—700°
никелевые и кобальтовые сплавы . 750—850°
сплавы на основе молибдена . . . выше 1000°
Одним из самых тугоплавких металлов является молибден; сплавы на его основе в последние годы получают все большее распространение в авиа- и ракетостроении. К тугоплавким металлам относятся также вольфрам, рений, тантал, ниобий, хром. Физико-механические свойства тугоплавких металлов приведены в табл. 26.
Таблица 26 Физико-механические свойства тугоплавких металлов
Металл Температура плавления СС Плотность Энергия активации для процесса самодиффузии ккал)г-атом Коэффициент линейного расширения при 20° аХ106 см1см-град Теплопроводность при 20" С кал)см-сек-град Модуль нормальной упругости, кГ/мм? Напряжение, вызывающее 1 % деформации при 1000° за 24 часа кГ[мм2
Вольфрам 3410 19,3 142 4,3 0,40 40 000 9,6
Рений 3180 21,02 — [| оси С—12,4 J_ocn С—4,67 — 43 000 —
Тантал 3000 16,6 110 6,6 0,13 19 000 4,8—6,4
Молибден 2620 10,2 114 5,5 0,31 32 000 4,8—6,4
Ниобий 2468 8,57 85 7,2 0,125 И 000 4,5
Хром 1875 7,14 85 6,2 0,22 28 000 3,2—4,8
224
Перспективными являются первые четыре металла, так как они наи более распространены в земной коре (табл. 27).
Таблица 27
Распространение тугоплавких металлов в земной коре по отношению к меди
Металлы Медь Хром Вольфрам Ниобий Молибден Тантал Рений
Распространение в земной коре в % 100 290 92 34 21 3 0,001
Рис. 259. Длительная прочность (за 1000 час) различных сталей и сплавов
Прочность сплавов на основе тугоплавких металлов при различных температурах приведена на рис. 260. Из кривых видно, что указанные сплавы могут работать при значительных нагрузках и температурах выше 1100°, при которых жаропрочные сплавы на основе железа, никеля или кобальта полностью разупрочняются. Поэтому новые высокожаропрочные хромовые, ниобиевые, молибденовые и вольфрамовые сплавы находят все более широкое применение для изготовления деталей авиационной и ракетной техники, космических кораблей и межпланетных станций, которые в процессе эксплуатации нагреваются до высоких температур.
Кроме того, сплавы на основе ниобия и молибдена обладают малым поперечным сечением захвата быстрых нейтронов и хорошей стойкостью в контакте с расплавленными металлами — натрием, калием и литием, применяемыми в качестве теплоносителей атомных реакторов, и могут быть рекомендованы для изготовления деталей ядерных силовых установок.
15 3354
225
Рассмотрим кратко некоторые из жаропрочных сплавов на основе тугоплавких металлов: хрома, ниобия, молибдена и вольфрама.
Рис. 260. Прочность сплавов на основе тугоплавких металлов в зависимости от температуры (по данным иностранной литературы)
§ 2. ХРОМ И ЕГО СПЛАВЫ
Характерными свойствами хрома является большая твердость и высокая коррозионная стойкость. Его поверхность ярко-серебристого цвета на воздухе при обычных температурах не изменяется. Высокая коррозионная стойкость хрома объясняется образованием поверхностной окисной пленки Сг2О3, которая предохраняет его от действия агрессивных сред и повышенных температур. В жидком и порошкообразном состояниях хром способен поглощать азот. Предел поглощения азота порошкообразным хромом составляет 13,7%, а жидким — около 4%.
При сплавлении хрома с металлами образуются твердые растворы и химические соединения. С железом, молибденом, вольфрамом и р-тита-ном хром образует твердые растворы неограниченной растворимости, а с алюминием, бериллием, кобальтом, марганцем, никелем, ниобием, танталом, ураном и цирконием — твердые растворы ограниченной растворимости и ряд химических соединений.
С неметаллами хром дает карбиды, нитриды, бориды и силициды, которые обладают большой твердостью и высокой температурой плавления.
Изучение свойств хромовых сплавов показало весьма высокую жаропрочность двойного сплава хром — железо, а поэтому он был выбран в качестве основы тройных хромовых сплавов. В сплав хрома с железом, содержащий 10—20% железа, вводили поочередно молибден, вольфрам, ниобий, ванадий и тантал в количестве до 30% и затем при температуре 900° определяли сопротивление этих сплавов ползучести.
Было выяснено, что хорошим комплексом свойств обладают сплавы системы хром — железо — молибден. Наиболее выгодно сочетается прочность и пластичность в сплавах, содержащих 60% хрома, 15—25% железа и 15—25% молибдена. Добавка вольфрама к сплавам хром — железо повышала их прочность подобно молибдену. Наилучшим оказался сплав, содержащий 80% хрома, 10% железа и 10% вольфрама. Прибавление тантала к сплавам хром — железо значительно улучшало их прочностные характеристики при температуре 900°.
Интересно отметить, что самый лучший сплав системы хром —железо — молибден заметно уступает по сопротивлению ползучести сплаву системы хром — железо — тантал.
226
Дальнейшее исследование более сложных сплавов на основе хрома показало, что лучшим по жаропрочности является сплав, содержащий 70% хрома, 10% железа, 10% вольфрама и 10% тантала.
Из отечественных хромовых сплавов можно отметить сплавы марок ВХ-1 и ВХ-2, которые по своей жаростойкости превосходят все существующие в настоящее время жаростойкие сплавы на железной и никелевой основах.
Сплав ВХ-1, выплавляемый из рафинированного электролитического хрома, не содержит легирующих добавок. Его механические свойства при различных температурах приведены в табл. 28.
Таблица 28
Механические свойства (средние) сплава ВХ-1 при различных температурах
Температура испытания °в а 0,2 в 4- кГ'М ИВ кГ °Б0 °100 а0,2/100 0—1 на базе 107 ЦИК- ЛОВ
°C кГ/мм2 % см% мм2 кГ/мм2 кГ1мл2
20 27 19 3 4 0,1 150 — — — 24
800 18 10 72 80 4,5 — 10 — — —
1000 8 4 70 85 2,5 — 2 1,5 — 4
1100 6,5 — 85 92 2,5 — — — — —
1150 6 3,2 75 93 2,5 — 1,6 1,3 0,4 2
1200 4 — 30 95 — — — — — —
1500 2—3 — 25 65 — — — — — —
свойств сплава ВХ-1
Зависимость показана на рис.
Из приведенных кривых 900—1100° обладает достаточно высокой пластичностью Ударная вязкость его достигает наибольшего значения при температуре 600°, а предел прочности и предел текучести с повышением температуры постепенно снижаются, достигая минимума при 1100—1200°.
Длительная
механических 261.
от температуры
Рис. 261. Механические свойства хромового сплава ВХ-1 в зависимости от температуры
температуре
прочность сплавов ВХ-1 и ВХ-2 при различных температурах приведена на рис. 262. Как видно из приведенных кривых, сплав ВХ-2 по длительной прочности в несколько раз превосходи! сплав ВХ-1, что объясняется наличием легирующих добавок.
В окислителях на основе азотной кислоты хромовые
сплавы обладают высокой стойкостью. В воздушной среде привес сплава ВХ-1 при 1030° составляет 0,5 г)м2час, а при 1200°—1,16 г/м^час. В процессе длительной работы при температурах 700—1400° в среде, содержащей газообразный азот, происходит образование в поверхност
15*
227
ном слое изделий нитридов CrN и Cr2N и сплав ВХ-1 охрупчивается. Чтобы предотвратить указанное явление, на поверхность деталей рекомендуется электролитически наносить слой никеля толщиной 50—60 мк. Никелевая защита при температурах 1150—1200° эффективно действует в течение более 100 час. У хромовых сплавов, содержащих легирующие элементы, поглощения азота и последующего охрупчивания не наблю-
Рис. 262. Длительная прочность хромовых сплавов ВХ-1 и ВХ-2
дается. Длительные выдержки этих сплавов в течение 100 час при температуре 1200° в обычной атмосфере не вызывают охрупчивания.
Рассмотренные хромовые сплавы могут применяться для деталей, длительно работающих в окислительной газовой атмосфере и других агрессивных средах при температурах 1100—-1150° и кратковременно — при 1500—1600°.
Выпускаются хромовые сплавы в виде прутков листов, поковок и штамповок, но могут применяться и в литом состоянии.
Деформация проводится штамповкой, прессованием и прокаткой при температурах 1400—1600° С. Нагрев слитков под деформацию и при термической обработке (высокотемпературный и низкотемпературный отжиг) осуществляют в вакуумных печах или в атмосфере водорода.
Хромовые сплавы удовлетворительно обрабатываются резанием. Шлифование и резание абразивами применять не следует из-за образования поверхностных трещин.
§ 3. НИОБИЙ И ЕГО СПЛАВЫ
Чистый ниобий (колумбий)—малопрочный, но пластичный металл. Высокая пластичность ниобия позволяет проводить обработку его давлением: литой ниобий легко поддается ковке, штамповке, прокатке, волочению. Из него можно изготовить листы малой толщины, тонкую проволоку и трубки малого размера.
Ниобий хорошо обрабатывается резанием, обладает высокой сопротивляемостью эрозии. Под действием потока жидкости или газа, протекающего с большой скоростью, разрушение ниобия является весьма незначительным.
В условиях нормальной температуры ниобий коррозионностоек при действии концентрированных кислот (азотной, серной и соляной), аммиака и насыщенного раствора хлористого натрия.
В горячих концентрированных щелочах и насыщенном растворе хромпика он быстро растворяется. На воздухе ниобий начинает заметно
228
окисляться при температурах выше 300°. В расплавленном натрии он стоек до 600—700°.
При сплавлении ниобия с металлами образуются твердые растворы как неограниченной, так и ограниченной растворимости.
С молибденом, вольфрамом, ванадием, танталом, титаном и цирконием ниобий образует твердые растворы неограниченной растворимости, а с хромом, никелем и железом — твердые растворы ограниченной растворимости и химические соединения.
С торием ниобий дает механическую смесь эвтектического типа без заметной взаимной растворимости.
Ниобий с неметаллами образует карбиды, нитриды, бориды и силициды. Наиболее важными из них являются: карбид NbC, обладающий большой твердостью и высокой температурой плавления, равной 3900°; борид NbB2 большой твердости (/Д =2595 кГ/мм2) и высокожаростойкие силициды NbSi2 и Nb4Si.
Основным преимуществом ниобиевых сплавов является их высокая жаропрочность.
Наиболее перспективными являются ниобиевые сплавы, легированные молибденом, вольфрамом, ванадием, титаном и танталом, образующими с ниобием неограниченные твердые растворы с добавлением алюминия, хрома, циркония, кремния и бора, которые как в чистом виде, так и в виде металлических соединений, играют роль упрочнителей.
Из сплавов, описанных в иностранной литературе, наибольшее промышленное применение получили сплав F-48, содержащий 15% вольфрама, 5% молибдена и 1% циркония, и сплав F-50, который, кроме элементов, входящих в сплав F-48, содержит дополнительно 5% титана. Титан вводится, чтобы повысить сопротивление окислению.
Зарубежные фирмы «Дженерал-Электрик» и «Пратт-Уитней» успешно применяют ниобиевые сплавы для деталей турбин, работающих при 1100—1400° С.
Из отечественных ниобиевых сплавов следует указать на сплав ВН-2, механические свойства которого при различных температурах приведены в табл. 29.
Таблица 29
Механические свойства (средние) сплава ВН-2 при различных температурах
СЗ Он °в а0,2 в 4- НВ кГ[см2 ст100 с500 ст1/Б00 з__] на базе 107
Рн Cv кГ-м
с 3 s К о о О Н Е О KrjMJrft % cj,fi кГ!мл2 кГ/мм"2
20 75 70 23 40 9 190 — — 30
700 — — — — — —— 30 20 12 —
1000 45 — 35 — — 150 20 14 8,5
1100 35 — 45 80 — 125 9 6 3,7 -
1200 20 — 50 — — — 5 3 — —
1500 9 — — — — — — — —- —
Сплав ВН-2 может применяться для деталей, длительно работающих при температурах до 1100° в вакууме или нейтральной среде и в окислительной среде при условии нанесения защитных покрытий. Детали без защитных покрытий могут кратковременно работать в воздушной среде при температурах до 1500°.
229
§ 4. МОЛИБДЕН И ЕГО СПЛАВЫ
Наиболее ценным качеством молибдена является его способность сохранять механические свойства до температуры 1000°.
Промышленное производство молибдена представляет большие трудности из-за высокой температуры плавления и легкой окисляемости его, связанной с образованием легкоплавкого и летучего окисла МоОз-
Получают молибден методом порошковой металлургии чистотой 99,95%. Для достижения большей чистоты металла его переплавляют в вакуумных электродуговых печах. Переплавленный молибден легко поддается ковке, штамповке, прокатке. Из чистого молибдена получают листы толщиной до 0,1 мм, проволоку, трубки диаметром 1,2 мм и толщиной стенки 0,1 мм.
С вольфрамом, ниобием, ванадием, хромом, р-титаном и танталом молибден образует твердые растворы неограниченной растворимости. С железом, никелем, алюминием, цирконием и многими другими элементами— твердые растворы ограниченной растворимости и химические соединения. Так же как и ниобий, с углеродом, бором и кремнием молибден дает карбиды, бориды и силициды.
Исследование молибденовых сплавов показало, что к деформации способны только твердые растворы. Важным является предельное содержание легирующих элементов, при котором молибденовые сплавы могут коваться. Для сохранения ковкости в молибденовые литые сплавы можно вводить не более 0,8% алюминия, 2,0% хрома, 0,3% кобальта, 0,3% железа, 0,05% никеля, 0,03% кремния.
Наибольшее повышение твердости дает легирование молибдена бором и кремнием. В меньшей мере повышает твердость молибдена никель, кобальт, железо, алюминий, хром, цирконий. Незначительное влияние на твердость молибдена оказывают ванадий, титан, ниобий и тантал. Легирование молибдена вольфрамом (до 20%) не приводит к изменению твердости.
Выяснено, что легирование молибдена в значительных количествах возможно только вольфрамом и танталом. Содержание других легирующих элементов в деформируемых молибденовых сплавах обычно не может превышать 1%.
Молибденовые сплавы обладают высокими характеристиками жаропрочности при температурах выше 1000°. Для повышения жаропрочности лучшими легирующими элементами являются цирконий, титан и ниобий. Обычно вводят примерно 0,1 % циркония, 0,5% титана и 0,75% ниобия.
Из описанных в иностранной литературе молибденовых сплавов наиболее перспективными являются сплавы, содержащие 0,85—1,2% титана и 0,1% циркония. Они нашли применение для изготовления носовых частей конструкции летательных аппаратов. Из отечественных молибденовых сплавов можно указать на сплавы ВМ-1 и ВМ-2.
Сплав ВМ-1 выпускается в виде листов толщиной до 0,1 мм и трубок малых и средних диаметров с толщиной стенки до 0,1 мм.
Из листов сплава ВМ-1 могут готовиться детали сложной конфигурации путем вытяжки, гибки, отбортовки и выдавливания. Сплав сваривается аргоно-дуговой сваркой, может быть применена также сварка в атмосфере водорода и электронным пучком в вакууме. Необходимо отметить, что в наплавленном металле повышается содержание газов, что приводит к увеличению хрупкости сварного шва.
Сплав ВМ-2 предназначается для изготовления прутков и штамповок.
Механические свойства сплава ВМ-2 при различных температурах приведены в табл. 30.
230
Таблица 30
Механические свойства (средние) сплава ВМ-2 при различных температурах
Температура °в & Ф <2Н НВ ° 100 °1000 °С.5/1000 о—1 на базе Ю7
испытания °C кГ{мл^ % слА кГ[мМ2 кГ1мм2 ЦИКЛОВ кГ!мм^
20 80 18 40 0,2 270 — — -— 53
1000 58 12 65 — — 37 34 26 —
1100 — — — — — 26 22 19 —
1200 48 16 >70 — — 15 9 6,5 —
1500 18 20 >70 — — 2,6 — — —
1800 10 22 >70 — — — — — —
2000 3—4 20 >70 — — — — — —
Время В часах
Рис. 263. Длительная прочность молибденового сплава ВМ-2
более 15% никеля, или более 20%
Длительная прочность сплава ВМ-2 при различных температурах приведена на рис. 263. Из характера кривых рис. 203 видно, что молибденовые сплавы обладают достаточно высокими механическими свойствами.
Существенным недостатком молибдена является его низкая сопротивляемость окислению при высоких температурах. Начиная с 450° молибден заметно окисляется, а с 700° процесс окисления идет быстро, что связано с интенсивным испарением трехокиси молибдена — МоОз- Поэтому молибденовые сплавы при температуре 1000—1900° могут работать без защитного покрытия не более 0,5—1,0 часа.
Чтобы предотвратить очень быстрое окисление молибдена, можно использовать легирование или покрытия. Из данных иностранной литературы следует, что более жаростойкими являются молибденовые сплавы, содержащие хрома, или более 10% кремния.
Из покрытий наиболее перспективно силицирование, в результате которого образуется поверхностный слой толщиной 0,03—0,04 мм; этот слой при температуре 1000—1200° полностью защищает молибден от -окисления, а при 1700° — гарантирует работу детали в течение 30 час. Положительные результаты дает также плакирование молибдена никелем или никелевым жаропрочным сплавом. Улучшить жаростойкость молибденовых деталей можно также путем напыления на их поверхность сплава на основе кремния или никеля и бора.
Рассмотренные молибденовые сплавы могут применяться для изготовления деталей, работающих кратковременно (0,5—1,0 часа) при температурах 1800—1900°. При длительной же эксплуатации (до 30 час) существующие методы защиты обеспечивают работу деталей до температуры 1700°.
231
§ 5. ВОЛЬФРАМ И ЕГО СПЛАВЫ
Вольфрам один из самых тугоплавких металлов (более тугоплавкими являются углерод и карбиды циркония, гафния, ниобия и тантала).
Получают вольфрам методом порошковой металлургии: сначала трехокись WO3 восстанавливают водородом, затем порошкообразный вольфрам прессуют и спекают. Спекание проводится в атмосфере водорода в два этапа: при 1150—1300° и при 3000°. Полученные таким путем заготовки в дальнейшем проковывают, прокатывают и протягивают.
Наиболее ценным качеством вольфрама, так же как и молибдена,
является его способность сохранять механические свойства при высоких температурах (рис. 264).
Большое влияние на механические свойства вольфрама оказывают примеси, которые вызывают хрупкость и повышают электросопротивление. Если же вольфрам выплавлять в вакуумных дуговых печах, то пластичность вольфрама повышается настолько, что трехмиллиметровую проволоку можно легко изогнуть в петлю диаметром 25—30 мм.
Проволока и прутки из чистого вольфрама нашли широкое применение для изготовления нагревателей высокотемпературных вакуумных печей с рабочей температурой до 2500°. Чистый вольфрам также применяется для изготовления нитей накаливания осветительных электрических лампочек, катодов и антикатодов рентгеновских трубок, деталей высокотемпературных усилителей, выпрямителей высокого напряжения и электродов горелок для атомноводородной сварки. Вольфрамовая проволока в паре с молибденовой используется также для
Рис. 264. Прочность вольфрама и молибдена при высоких температурах
изготовления термопар, позволяющих измерять температуру в диапазоне 1200—2000°.
В коррозионном отношении вольфрам является малостойким металлом. Заметное окисление вольфрама на воздухе начинается при температуре 400—500°. При нормальной температуре вольфрам устойчив против действия соляной, серной, азотной и плавиковой кислот, а также царской водки. В смеси азотной и плавиковой кислот вольфрам быстро растворяется.
В растворах щелочей при нормальной температуре вольфрам устойчив, при нагревании щелочей происходит некоторое разъедание.
При сплавлении вольфрама с неметаллами образуются карбиды, нитриды, бориды и силициды. Известны карбиды вольфрама W2C и WC, обладающие высокой температурой плавления (2600 и 2750°), большой твердостью и хорошими режущими свойствами; нитриды WN и WN2, образующиеся при нагревании вольфрама в атмосфере азота при температуре 2500°; бориды W2B, WB и W2B5, обладающие высокой температурой плавления (2770, 2400 и 2300°) и большой твердостью, и силициды— W3Si2 и WSi2 с температурой плавления 2320 и 2165° устойчивые против окисления.
С молибденом и танталом вольфрам образует твердые растворы неограниченной растворимости, с железом, никелем, кобальтом, платиной, рением и гафнием — твердые растворы ограниченной растворимости.
232
Основным преимуществом вольфрамовых сплавов является их высокая жаропрочность, износостойкость и тугоплавкость.
Одним из самых распространенных инструментальных металлокерамических твердых сплавов является карбид вольфрама (85—95% WC) с цементирующей присадкой кобальта или никеля (15—5%). В некоторые твердые сплавы добавляют карбид титана и ниобия. Твердые вольфрамовые сплавы не теряют своей высокой твердости и износостойкости до температуры 1100° и находят применение для изготовления рабочих частей режущих и буровых инструментов, протяжек проволоки и прокатных валков.
По данным иностранной литературы, для повышения жаропрочности вольфрам легируют ниобием, титаном, цирконием, рением и другими элементами, а также спекают его с карбидом тантала и двуокисью тория.
Из сплавов, описанных в зарубежной литературе, наиболее жаропрочными являются вольфрамовые сплавы, содержащие 0,6—0,9% ниобия или 0,12% циркония или 30% рения, а также спеченные сплавы, содержащие 0,4% ТаС или 2% ТЬО2.
Существенным недостатком вольфрамовых сплавов является их низкая сопротивляемость окислению при высоких температурах. Поэтому эти сплавы для эксплуатации при высоких температурах надо защищать от окисления специальными покрытиями. Из покрытий наиболее перспективными являются силицирование, покрытие АПОз и 7гО2, а также тугоплавкими эмалями.
Вольфрамовые сплавы в настоящее время находят все большее применение в высоковакуумной технике, в газовых турбинах, в атомно-энергетических установках, а также в качестве высокожаропрочных конструкционных сплавов.
Из отечественных сплавов следует указать на вольфрамовый сплав ВВ-2, который по своей жаропрочности превосходит все жаропрочные сплавы. Механические свойства сплава ВВ-2 при различных температурах приведены в табл. 31.
Таблица'31
Механические свойства (средние) сплава ВВ-2 при различных температурах
Температура °в кГ[млР 8 ф НВ кГ)мм^ cso ° 100 с500
% кГ/мм^
20 — — — 320 — — —
1000 22 46 85 — — — —
1500 14,5 50 90 — 7 6,2 5
1700 13 52 90 — — — —
2000 8,2 65 95 —- — — —
2250 6 72 95 — — — —
2500 ~2 — 95 — — — —
Сплав ВВ-2 может применяться для изготовления деталей, работающих без защитных покрытий в вакууме или в среде с нейтральным газом длительно при температурах 1600—2000° и кратковременно при 2500—3000°, а с защитными покрытиями в окислительной среде кратковременно при температурах 2500—2700°.
Глава VIII
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Основным необходимым свойством стали, применяющейся для изготовления режущего инструмента, является продолжительность сохранения режущей кромки. Режущая кромка (лезвие инструмента) должна обладать высокой твердостью — не менее HRC 60-4-62.
Чтобы твердость режущей кромки инструмента при больших скоростях резания не снижалась, сталь должна быть красностойкой.
Красностойкость — это способность материала длительное время сохранять высокую твердость и режущие свойства при больших скоростях резания.
Инструментальные легированные стали обладают красностойкостью до температур 550—600°. Твердые и особо твердые специальные сплавы красностойки при нагреве до 900—1000°.
Инструментальные стали можно разделить на три основные группы: углеродистые, легированные и быстрорежущие.
Для режущего и мерительного инструмента применяют углеродистые и легированные инструментальные стали. Ударно-штамповый инструмент изготовляют из легированной стали. Быстрорежущие стали служат для изготовления режущего инструмента, работающего при больших скоростях резания и повышенных режимах резания.
Легированная инструментальная сталь в большинстве случаев содержит 1—3°/о легирующих элементов. В некоторых сталях содержание легирующих элементов доходит до 12—14%. Содержание углерода, обеспечивающего высокую твердость стали для режущего инструмента, равно 0,8—1.3%.
Основным легирующим элементом инструментальных легированных сталей является хром. Введение 0,3—0,5% хрома уже заметно увеличивает прокаливаемость стали и износостойкость.
В тех случаях, когда необходимо, чтобы инструмент при закалке не изменял своих размеров, следует изготовлять его из малодеформирую-щихся сталей, к которым, кроме хромистых, относятся хромокремнистые и хромомарганцовистые стали. Уменьшение деформации этих сталей при закалке объясняется способностью кремния, марганца и хрома задерживать распад аустенита. Следовательно, режим термической обработки этих сталей надо подбирать так, чтобы количество остаточного аустенита было таким, при котором его объем был бы равен исходному.
Иногда в качестве присадок в инструментальные стали вводят вольфрам и ванадий. Вольфрам повышает сопротивление стали износу и уменьшает чувствительность к перегреву. Высокое сопротивление износу можно получить введением в сталь большего количества хрома (примерно до 12%) при высоком содержании углерода (около 1,5%). При таком содержании хрома и углерода в стали образуются карбиды типа Ме3С (легированный хромом, вольфрамом, марганцем цементит), которые сильно повышают износостойкость стали. Установлено, что в карбиде Fe3C часть атомов железа может быть замещена атомами хрома (до 25%), молибдена (до 2—3%), вольфрама (до 0,8—1,0%), ванадия (до 0,5%). Марганец, образующий изоморфный цементиту карбид Мп3С, может в любых соотношениях замещать железо в карбиде Fe3C.
В некоторых инструментальных легированных сталях карбидной фазой является карбид типа Ме3С, а избыточной — Ме6С. Необходимо отметить, что красностойкость инструментальных сталей создается карбидообразующими элементами, которые вводятся в сталь в таком количестве, при котором они связывают почти весь углерод. Такими элемен
234
тами являются хром, вольфрам, молибден и ванадий, образующие карбиды типа МеС, Ме2зСб и МееС.
Не имея возможности в данном курсе подробно рассмотреть различные марки инструментальных легированных сталей, широко применяющихся в промышленности, перейдем к анализу классической высоковоль-фрамовой инструментальной быстрорежущей стали.
§ 2. БЫСТРОРЕЖУЩАЯ СТАЛЬ
Быстрорежущая сталь называется так потому, что изготовленный из нее инструмент сохраняет свои режущие свойства при больших скоростях резания. Основными легирующими элементами быстрорежущей стали являются хром и вольфрам. Ванадий, молибден и кобальт, вводимые в быстрорежущую сталь, играют роль добавок, улучшающих свойства.
Наиболее распространенной является высоковольфрамовая быстрорежущая сталь Р18, которая в среднем содержит: 0,74% углерода, 4,2% хрома, 18,0% вольфрама, 1,2% ванадия.
Рис. 265. Микроструктура литой быстрорежущей стали Р18: твердый раствор, ледебуритная эвтектика и карбиды. X 500
Рис. 266. Микроструктура прокованной и отожженной быстрорежущей стали Р18: сорбит, на фоне которого расположены мелкие вторичные и более крупные первичные карбиды. X 500
В литом виде она имеет структуру, состоящую из твердого раствора, ледебуритной эвтектики и карбидов (рис. 265).
В этой стали различают три вида карбидов: крупные карбиды ледебуритной эвтектики, выделяющиеся при затвердевании стали; более мелкие вторичные карбиды, выделяющиеся из аустенита при охлаждении стали, и очень мелкие эвтектоидные карбиды, образующиеся в процессе перлитного превращения при распаде легированного аустенита.
При ковке стали ледебуритная эвтектика разрушается, а крупные карбиды ледебуритной эвтектики размельчаются. После ковки сталь подвергают изотермическому отжигу, для чего ее нагревают до 860—900° и после соответствующей выдержки охлаждают до температуры 700—750°, при которой аустенит за 1,5—2,0 часа полностью распадается. Основной структурной составляющей стали после изотермического отжига является сорбит, представляющий собой смесь легированного феррита с эвтектоидными карбидами, на фоне которого равномерно распределены мелкие вторичные карбиды и несколько более крупные карбиды ледебуритной эвтектики (рис. 266).
235
Суммарное количество карбидов Fe3W3C, (Сг, Ре)гзСб и VC составляет 30—35%. Состав этих карбидов у всех быстрорежущих сталей одинаков. По данным других исследователей в стали Р18 содержится только карбид Fe3W3C.
Термическая обработка быстрорежущей стали состоит в закалке с температуры 1270—1290° и последующем отпуске при 540—560° (рис. 267). Очень высокая температура закалки быстрорежущей стали необходима для того, чтобы перевести в твердый раствор возможно большее количество карбидов. Если закалить быстрорежущую сталь с более низких температур, то полученный мартенсит будет недостаточно насыщен легирующими элементами и его красностойкость умень шится.
Закалка с 1280°
Время
HRC 62 £4 S5
% A 4Z7 15 5
Рис. 267. Схема режима термической обработки быстрорежущей стали Р18
Так как сталь мало теплопроводна, нагрев проводится ступенчато — в три этапа.
Первый этап состоит в медленном нагреве до 600—650°, при этой температуре структурных превращений не происходит.
На втором этапе нагрев проводится более быстро до температуры 850—900°. В этом температурном интервале лежит критическая точка Ас, равная 800—850°. В момент перехода через критическую точку происходит превращение эвтектоида в аустенит. Дальнейший нагрев ведет к растворению вторичных карбидов и к насыщению аустенита легирующими элементами.
Третий этап — нагрев до температуры закалки 1270—1290° — осуществляется еще быстрее и ведет к еще большему растворению вторичных карбидов. Кривые на рис. 268 показывают насыщение аустенита легирующими элементами по мере повышения температуры. Из кривых видно, что закалка быстрорежущей стали с температуры, например 1100°, дает недостаточную насыщенность аустенита вольфрамом и полученный мартенсит не будет, следовательно, красностойким.
Необходимо отметить, что при температуре нагрева под закалку размельченные ковкой карбиды эвтектики не растворяются в аустените Их роль заключается в том, что они механически препятствуют рост\ зерна аустенита. Без первичных карбидов нагрев до температуры закалки 1270—1290° привел бы к резкому росту зерна аустенита.
Оптимальной температурой закалки является 1290°, так как более высокий нагрев ведет к росту зерна, оплавлению кромок инструмента и появлению карбидной эвтектики.
236
Во избежание окисления и обезуглероживания нагрев стали до температуры закалки рекомендуется проводить в соляной ванне, содержащей хлористый барий.
Микроструктура стали при температуре нагрева под закалку состоит из аустенита и структурно свободных нерастворившихся карбидов эвтектики. Охлаждают сталь при закалке в струе воздуха или в масле.
Микроструктура закаленной стали состоит из мартенсита, карбидов и значительного количества (30—40%) нераспавшегося остаточного аустенита.
Закаленная сталь обладает высокой твердостью (HRC 62—64), однако красностойкость ее еще недостаточна, так как структура стали,
Рис. 269. Изменение твердости быстрорежущей стали Р18, закаленной с температуры 1280° в зависимости от температуры отпуска
Рис. 268. Изменение состава аустенита (мартенсита) быстрорежущей стали Р18 в зависимости от температуры закалки (А. П. Гуляев)
помимо мартенсита и карбидов, состоит из сравнительно мягкого аустенита.
Для увеличения красностойкости сталь после закалки подвергают отпуску (рис. 269). Нагрев до 100—200° вызывает небольшое сжатие, в результате чего происходит уменьшение тетрагональности мартенсита. Более высокий нагрев, до 250—400°, не вызывая видимых структурных изменений, приводит к уменьшению твердости до HRC 58—60. При этих температурах отпуска содержание углерода в мартенсите уменьшается •и образуются карбиды цементитного типа. Это и приводит к снижению твердости. Другие исследователи предполагают, что понижение твердости в этом интервале температур отпуска связано со снятием возникших при закалке внутрикристаллических напряжений. Происходит как бы снятие наклепа с остаточного аустенита (остаточный аустенит получает наклеп вследствие давления со стороны мартенсита, возникновение которого, как известно, сопровождается увеличением объема).
Нагрев до температуры 540—580° вызывает существенные структурные превращения. Во время выдержки при этой температуре происходит выделение карбидов из остаточного аустенита. Остаточный аустенит обедняется углеродом и легирующими элементами и при последующем охлаждении превращается в мартенсит. Происходит как бы вторичная закалка. Эти процессы ведут к увеличению твердости и красностойкости стали.
Практика показывает, что однократный отпуск недостаточен для полного превращения остаточного аустенита в мартенсит. После закалки и последующего двукратного отпуска при температуре 540—580° твердость быстрорежущей стали повышается до HRC 64—66, а красностойкость до температуры 560—580°.
237
Микроструктура термически обработанной стали состоит из мелкоигольчатого мартенсита и структурно свободных карбидов (рис. 270). Обработка быстрорежущей стали холодом, заключающаяся в охлаждении закаленной стали до температур порядка минус 80 — минус 100°, приводит к превращению остаточного аустенита в мартенсит, сокращению числа отпускрв до одного, повышению твердости и получению лучших режущих свойств.
Режущие свойства быстрорежущей стали можно также улучшить.
Рис. 270. Микроструктура термически обработанной быстрорежущей стали Р18: мартенсит и карбиды. X 500
применяя как низкотемпературное жидкое, так и газовое цианирование. При жидком цианировании закаленный и отпущенный инструмент выдерживают в ваннах, содержащих 50% NaCN и 50% KCN, при температурах 520—580° в течение 10—15 мин. В результате цианирования на поверхности образуется слой толщиной 0,03—0,06 мм, насыщенный азотом и углеродом, который значительно повышает износостойкость инструмента.
Допускаемая скорость резания инструмента из быстрорежущей стали в 3—4 раза выше скорости резания инструмента из углеродистой стали.
Для повышения коррозионной стойкости и некоторого улучшения режущих свойств производится «обработка паром», состоящая в нагреве готового ин-
струмента в атмосфере пара при температуре 560°. На поверхности при этом образуется тонкая (2,0—3,5 мк) пленка магнитной окиси, которая предотвращает прилипание стружки к инструменту и повышает коррозионную стойкость стали.
Наряду с рассмотренной сталью Р18 в практике используются быстрорежущие стали с пониженным содержанием дорогостоящего вольфрама, например Р9, Р9Ф5 и другие. По сравнению со сталью Р18 эти стали обладают несколько пониженными режущими свойствами. Однако для многих случаев режущие свойства низколегированных быстрорежущих сталей оказываются вполне достаточными и их успешно применяют в промышленности.
§ 3. ТВЕРДЫЕ РЕЖУЩИЕ СПЛАВЫ
Характерной особенностью твердых сплавов является их исключительная красностойкость и высокая твердость (красностойкость твердых сплавов достигает 1000°, а твердость 90 единиц по Роквеллу). По способу получения твердые режущие сплавы являются металлокерамическими.
Их изготовляют прессованием и последующим спеканием смеси порошков карбидов вольфрама, карбидов титана и металлического кобальта. Карбид вольфрама получают науглероживанием металлического вольфрама; для этого порошок чистого вольфрама смешивают с графитом и нагревают до температуры 1450—1500° в атмосфере СО или Н2-В результате этого процесса образуются карбид WC и незначительное количество карбида W2C. Для получения карбида титана TiC смешивают TiO2 с сажей, нагревают смесь до температуры 1800° и выдерживают ее при этой температуре под током водорода.
Карбиды размалывают в шаровых мельницах в порошок и смешивают с цементирующим веществом, которым обычно является кобальт, реже — никель. Смесь при давлении 1,5—2,0 Т/см2 прессуют в штабики
238
или пластинки, которые затем при температуре 1450—1500° в токе водорода в течение 2—3 час спекают. В процессе спекания кобальт частично оплавляется и несколько растворяет карбиды вольфрама и титана. Полученные таким способом сплавы имеют микроструктуру твердого раствора вольфрама и титана в кобальте, на фоне которого располагаются карбиды вольфрама и титана (рис. 271).
Сплавы, содержащие карбиды вольфрама и титана, имеют переменную по температуре растворимость вольфрама в карбиде титана
Рис. 271. Микроструктура металлокерамического твердого сплава Т15К6: твердый раствор вольфрама и титана в кобальте и карбиды вольфрама и титана. X 500
Рис. 272. Кривая растворимости карбида вольфрама в карбиде титана (Я. С. Уманский)
(рис. 272). Титан же в карбиде вольфрама почти не растворяется. По данным исследований Я- С. Уманского в карбиде титана TiC может раствориться до 70% вольфрама, а при высокой температуре — до 90%. Если учесть разницу в атомных весах титана и вольфрама, то в кристаллической решетке карбида титана TiC примерно 50—70% атомов титана могут быть заменены атомами вольфрама. Эта растворимость указывает на возможность дисперсионного твердения при нагреве быстро охлажденного сплава с выделением WC.
В табл. 32 приведены составы и некоторые свойства наиболее распространенных металлокерамических твердых сплавов.
Таблица 32
Состав и некоторые свойства металлокерамических твердых сплавов
ЛАарка сплава Состав в % Свойства (не менее)
WC TiC Со °изг кГ)мм^ Твердость HRA Красностойкость, °C
ВК2 98 — 2 100 90 1000
В Кб 94 — 6 120 88 1000
Т5К10 85 5 10 115 88,5 800—850
Т15К6 79 15 6 НО 90 850—900
ТЗОК4 66 30 4 90 90 —
Т60К6 34 60 6 75 90 —
239
Твердые сплавы припаивают на рабочую поверхность инструмента. Вся остальная часть инструмента изготовляется из нелегированной стали, чем и достигается большая экономия в расходовании дорогостоящих твердых сплавов.
Вольфрамовые сплавы рекомендуется применять для инструмента, обрабатывающего хрупкие материалы (чугун, закаленную сталь, стекло, бронзу); вольфрамотитановые сплавы — для инструмента, обрабатывающего более вязкие материалы (отожженную сталь, медь, алюминий и др.), а также горные породы.
Режущие свойства металлокерамических сплавов превосходят режущие свойства инструментальных и быстрорежущих сталей. Скорость резания резцами из твердых сплавов можно увеличить в 8 раз по сравнению с инструментом из углеродистой инструментальной стали и более чем в 2 раза по сравнению с инструментом из быстрорежущей стали.
Необходимо отметить, что невозможность обработки твердых сплавов режущими инструментами, дефицитность вольфрама и кобальта, а также высокая хрупкость ограничивают их применение.
РАЗДЕЛ ПЯТЫЙ
ЦВЕТНЫЕ АВИАЦИОННЫЕ СПЛАВЫ
Глава I
АЛЮМИНИЙ И ЕГО СПЛАВЫ
§ 1. СВОЙСТВА ЧИСТОГО АЛЮМИНИЯ
Алюминий является важнейшим авиационным металлом, широко применяемым для изготовления разнообразных алюминиевых сплавов.
Цвет алюминия серебристо-белый со своеобразным тусклым оттенком. Кристаллизуется алюминий в пространственной решетке гранецентрированного куба с параметром 4,041 А, аллотропических превращений у него не обнаружено.
Алюминий имеет малую плотность, высокую электропроводность (составляющую около 60% электропроводности чистой меди) и значительную теплопроводность.
Некоторые физические свойства чистого алюминия приведены ниже.
Физические свойства чистого алюминия
Атомный вес.........
Плотность...........
Температура плавления Коэффициент линейного расширения при 20°
Удельное сопротивление ................
Теплопроводность . . .
Модуль нормальной упругости .............
26,97
2,7 г!см?
660° С
23,8-10’6 CMjcM-град
О 0269 ом-мм2] м 0,52 кал)см-сек-град
6000—7000 кГ)мм2
В результате окисления алюминия кислородом воздуха на его поверхности образуется защитная окисная пленка. Наличием этой пленки объясняется высокая коррозионная стойкость алюминия и многих алюминиевых сплавов.
Алюминий достаточно стоек в обычных атмосферных условиях и против действия концентрированной (90—98%) азотной кислоты, однако он легко разрушается при действии большинства других минеральных кислот (серная, соляная), а также щелочей. Он обладает высокой пластичностью как в холодном, так и в горячем состоянии, хорошо сваривается газовой и контактной сваркой, но плохо обрабатывается резанием и отличается низкими литейными качествами.
Для прокатанного и отожженного алюминия характерны следующие механические свойства:
Ов = 8—10 кГ/мм*-, 6=35—40%; НВ —2^—30 кГ/мм*.
При нагартовке прочность алюминия повышается, а пластичность снижается. Соответственно степени деформации различают отожженный
16 3354
241
(АД-М), полунагартованный (АД-П) и нагартованный (АД-Н) алюминий. Отжиг алюминия для снятия наклепа проводится при 350—410"
Чистый алюминий находит разнообразное применение.
Из технического алюминия АД1 и АД, содержащего соответственно не менее 99,3 и 98,8% А1, изготовляются полуфабрикаты — листы, трубы, профили, проволока для заклепок.
Благодаря хорошей свариваемости, пластичности и высокой коррозионной стойкости технический алюминий этих марок применяется для изготовления деталей вентиляционной системы самолета, защитных трубок электропроводки, прокладок и т. п.
В электротехнике алюминий служит для замены более дорогой и тяжелой меди при изготовлении проводов, кабелей, конденсаторов, выпрямителей и т. п. Он используется также для плакирования дуралю-мина (см. стр. 246).
§ 2. ВЗАИМОДЕЙСТВИЕ АЛЮМИНИЯ С ДРУГИМИ ЭЛЕМЕНТАМИ
Важнейшими элементами, вводимыми в авиационные алюминиевые сплавы, являются медь, кремний, магний, марганец и цинк; реже применяются никель, железо, титан, хром, бериллий и некоторые другие элементы. Ниже рассмотрено взаимодействие этих элементов с алюминием.
Л
0,3 5,0
33,8
Vo Си
Рис. 273. Диаграмма состояния сплавов А1 —
СиА12
Медь с алюминием образует соединение СпА12, отличающееся большой твердостью (НВ 500 кГ/мм2) и хрупкостью. Из диаграммы состояния сплавов А1 — СпАК (рис. 273) следует, что алюминий образует с медью также твердые растворы ограниченной растворимости, возрастающей с температурой; это дает возможность упрочнять легкие медноалюминиевые сплавы термической обработкой.
При содержании 33,8% меди образуется эвтектика, отличающаяся низкой пластичностью.
В авиастроении применяются преимущественно сплавы, содержащие— 2—5% меди. Сплавы с большим содержанием меди (33—-50%) очень хрупки и используются только в качестве лигатур.
Кремний растворяется в алюминии весьма ограниченно и не образует с ним химических соединений. При содержании в сплаве 11,6% кремния возникает эвтектика, обладающая хорошими литейными и удовлетворительными механическими свойствами. Поэтому эвтектика является весьма важной составляющей наиболее распространенных авиационных литейных сплавов— силуминов. Содержание кремния в подобных сплавах достигает 13—14%.
242
В сплавах, обрабатываемых давлением, содержание кремния редко превышает 1—1,2%.
В алюминиевых сплавах, содержащих магний, кремний связывается с ним в устойчивое металлическое соединение Alg^Si; оно образует с алюминием диаграмму состояния эвтектического типа с ограниченными твердыми растворами (рис. 274).
Соединение Mg2Si отличается высокой твердостью, переменная (по температуре) растворимость его в алюминии (см. рис. 274) позволяет достигать значительного упрочнения при термической обработке.
Магний — образует с алюминием твердые растворы, а также p-фазу на основе соединения Mg2Als-
В большинство алюминиевых сплавов вводится магния не более 3%,
но в некоторых сплавах типа магналия со держание его доходит до 12%.
Марганец. Содержание марганца, вводимого во многие авиационные алюминиевые сплавы, колеблется в пределах от 0,2 до 1,5 % • Он находится в твердом растворе или в форме соединения МпА16.
Железо образует с алюминием соединение FeAl3, практически нерастворимое при обычной температуре в алюминии. Это соединение кристаллизуется в виде хрупких пластинок и игл, сильно снижающих вязкость сплавов и ухудшающих обрабатываемость их давлением.
Для большинства алюминиевых сплавов
Содержание Mg^Si В %
Рис. 274. Диаграмма состояния сплавов А1 — Mg2Si железо является вредной
примесью, поэтому допустимое содержание его не превышает 0,5—1,0%. Лишь в некоторые жаропрочные алюминиевые сплавы оно вводится умышленно до—' 1,5%.
Цинк вводится в некоторые высокопрочные алюминиевые сплавы в количестве до 9%. В двойных сплавах с алюминием при температуре выше 200° цинк (в этих пределах) находится в твердом растворе.
Титан добавляется к некоторым алюминиевым сплавам в количестве 0,05—0,2% для получения мелкозернистого строения, которое создается в связи с образованием большого числа центров кристаллизации, состоящих из алюминида титана TiAU. Это соединение очень мало растворимо в алюминии в твердом состоянии (менее 0,03% титана).
Хром почти не растворим в алюминии и дает с ним соединение А1Сг7.
Бериллий при содержании его в количестве — 0,5% образует с алюминием эвтектику.
Приведенный краткий обзор взаимодействия алюминия с другими элементами относится к двойным системам и основан на изучении диа
грамм состояния сплавов, полученных в условиях медленного охлаждения. Практически большей частью имеют дело со сплавами, содержащими более двух компонентов. В таких случаях необходимо знание тройных и более сложных диаграмм состояния.
Обычно при добавке к двойному сплаву третьего элемента изменяются границы предельной растворимости в твердом состоянии.
Кроме того, в сплавах, содержащих более двух компонентов, могут возникать тройные и более сложные металлические соединения, собственные свойства которых влияют на строение и свойства сплава.
Например, в системе алюминий — медь — магний (рис. 275) образуется несколько тройных соединений (S, Т, Q, U и V). Важнейшим из них является тройное соединение S(Al2CuMg), находящееся в равновесии с а-раствором на основе алюминия.
16*
243
При введении в алюминиевые сплавы никеля могут возникать тройные соединения AleCu3Ni и FeNiAlg.
Таким образом, проводя металлографическое исследование алюминиевых сплавов, недостаточно знать строение двойных систем, необходимо учитывать возможность образования тройных и более сложных соединений. Следует также считаться с влиянием на структуру сплава скорости охлаждения, так как при ускорении охлаждения строение сплавов может отклоняться от равновесного и не соответствовать диаграммам состояния.
Рис. 275. Тройная диаграмма А1—Си — Mg по Г. Г. Уразову и М. С. Миргаловской (изотермический разрез при 400°)
При дальнейшем изучении конкретных сплавов эти факторы будут рассмотрены более подробно.
§ 3. КЛАССИФИКАЦИЯ АЛЮМИНИЕВЫХ СПЛАВОВ
Различают деформируемые и литейные алюминиевые сплавы.
Из деформируемых сплавов могут быть выделены следующие группы, отличающиеся общими технологическими и эксплуатационными особенностями.
1. Сплавы для основных силовых элементов конструкций летательных аппаратов:
а) дуралюмин Д1;
б) жаропрочный дуралюмин марок Д16, ВД17, ВАД1, Д19;
в) жаропрочные алюминиевомедномарганцевые сплавы Д20 и Д21;
г) высокопрочные сплавы В95 и В96;
д) высокопрочный жаропрочный сплав ВАД23.
Сплавы этой группы обрабатывают давлением в горячем состоянии, затем подвергают термической обработке и иногда, в целях дополнительного упрочнения, нагартовке.
Из указанных сплавов изготовляют преимущественно листы, трубы и прессованные полуфабрикаты (профили), которые служат для производства различных элементов конструкций летательных аппаратов.
244
2. Ковочные сплавы:
а) для работы при обычной температуре — АК6, АК6-1, АК8;
б) жаропрочные —АК4, АК4-1.
Из этих сплавов изготовляют горячей обработкой давлением поковки и штамповки, которые также подвергают упрочняющей термической обработке.
3. Коррозионностойкие и высокопластичные сплавы для сварных конструкций и деталей, изготовляемых холодной штамповкой. К ним относятся технический алюминий АД1 и АД, а также сплавы АМц, АМг, АМгб, АВ (авиаль), АД31, АДЗЗ и АД35; они хорошо свариваются и обладают повышенной коррозионной стойкостью, но по прочности уступают другим деформируемым сплавам.
4. Сплавы для заклепок — Д18П, В65, В94, АМг5П.
5. Спеченные сплавы типа САП и САС.
К литейным сплавам, не обрабатываемым давлением, но упрочняемым термической обработкой, относятся следующие.
1. Сплавы высокой герметичности—АЛ2, АЛ4, АЛ9 — силумины, в которых главным легирующим элементом служит кремний.
2. Жаропрочные сплавы — АЛ1, АЛБ, АЛ19, АЛ21, содержащие медь, а в некоторых случаях никель и другие элементы.
3. Коррозионностойкие сплавы — АЛ8, АЛ13, АЛ22, содержащие значительное количество магния, а также самозакаливающийся свариваемый сплав АЛ24.
§ 4. ДУРАЛЮМИН
Сплавы этого типа особенно широко применяются в самолетостроении, так как сочетают малую плотность, хорошую обрабатываемость давлением и высокие механические свойства, достигаемые при упрочнении путем термической обработки и нагартовки; большинство новых марок авиационного дуралюмина отличается также жаропрочностью. Для понимания структурных превращений в этих сплавах и обоснования режимов их термической обработки служат рассмотренные ранее диаграммы состояния сплавов А1 — CuA12, Al — Mg2Si и Al — Си — Mg.
Большую роль в процессах упрочнения сплавов играют металлические соединения CuA12, Mg2Si и Al2CuMg (S-фаза).
Рассматриваемые ниже сплавы типа дуралюмин применяются для изготовления листов, лент, труб, прутков, профилей, штамповок.
Листы и ленты из этих сплавов используются почти исключительно в плакированном * состоянии.
Маркировка дуралюмина. Сплавы типа дуралюмин маркируются в зависимости от состава, состояния полуфабрикатов и характера плакировки. Вначале ставится буква Д, указывающая на то, что сплав представляет собой дуралюмин и относится, как правило, к системе А1 — Си — Mg. Далее следует условный номер, отвечающий сплаву определенного состава. Буква А, стоявшая ранее в конце марки и указывавшая, что слитки сплава отливаются непрерывным методом и из улучшенного алюминия, потеряла свое значение, т. к. все слитки в настоящее время льют только непрерывным методом.
В конце марки ставится одна или несколько букв, указывающих на характер обработки, а именно:
М (мягкий)—отожженный, например Д16-М;
Т (термически обработанный) — после закалки и естественного старения**, например Д16-Т;
Т1 — после закалки и искусственного старения;
Н — нагартованный;
* См. стр. 246.
** См. стр. 249.
245
П — полунагартованный;
Hl—усиленно нагаратованный (нагартовка листов ~ 20%);
В — с повышенным качеством выкатки листов после закалки и старения;
О — с повышенным качеством выкатки отожженных листов;
Б — без плакировки (листы);
УП — с утолщенной плакировкой;
ТПП — профили повышенной прочности (для сплава Д16).
Дуралюмин Д1 представляет собой сплав на алюминиевой основе, содержащий следующие добавки (в среднем): Си —4,3%; Mg — 0,6%; Мп —0,6%; Si< 0,7%; Fe < 0,7%.
Медь, магний и марганец вводятся в сплав как легирующие элементы, а кремний и железо — неизбежные примеси.
Рис. 276. Микроструктура ли-
того дуралюмина. X 250
Рис. 277. Микроструктура плакированного дуралюмина. х 250
Медь и магний, участвуя в процессах старения, увеличивают прочность сплава.
Марганец добавляется для увеличения коррозионной стойкости.
Железо является вредной примесью, так как снижает вязкость прочность-сплава, а также ухудшает его коррозионную стойкость.
После литья дуралюмин имеет строение, показанное на микрофотографии (рис. 276). Светлые крупные участки — зерна твердого раствора на основе алюминия, а темные включения, расположенные преимущественно по границам зерен,— различные металлические соединения: двойные— CuA12, Mg2Si, FeAl3 и тройные, например, Al2CuMg и P(AlFeSi).
Сетчатое расположение хрупких составляющих и наличие малопрочных зерен твердого раствора объясняют низкие механические свойства литого дуралюмина (оБ— 164-17 кГ/мм2\ 14-1,5%).
Обработка дуралюмина давлением ведется при температуре 480—400°. При такой обработке уничтожаются дефекты литья (пористость и дендритное строение), а также улучшается микроструктура, так как происходит измельчение зерен, разрушается вредное сетчатое расположение хрупких составляющих. Несколько повышается прочность и значительно возрастает пластичность (до значения 6=15—16%).
Плакирование дуралюмина. Перед термической обработкой дуралюмин, предназначенный для изготовления листов, обычно подвергается плакированию, целью которого является повышение его коррозионной стойкости.
Плакирование заключается в создании на обеих поверхностях листа дуралюмина тонкого защитного слоя, состоящего в наружной зоне из чистого алюминия: толщина этого слоя составляет обычно 3—5% от толщины листа на сторону.
246
Рис. 278. Выбор температуры закалки при термообработке дуралюмина
В случае утолщенной плакировки (УГГ), применяемой, например, для получения хорошего декоративного вида путем полирования, толщина плакированного слоя должна быть не менее 8% от толщины листа.
Для плакирования берется чистый алюминий АО или А1, обладающий высокой коррозионной стойкостью.
На наших заводах принят метод приварки алюминия к дуралюмину в процессе горячей прокатки. Для этого дуралюминовую плиту вместе с наложенными на нее с двух сторон листами чистого алюминия прокатывают несколько раз при температуре 450°. При прокатке алюминий приваривается к дуралюмину. В процессе приварки вследствие диффузии компонентов образуется слой промежуточного состава, располагающийся между дуралюмином и поверхностной зоной чистого алюминия.
Правильно плакированный дуралюмин должен иметь на поверхности равномерный слой чистого алюминия, без пузырей, вздутий, темных пятен, наволакивания и других дефектов.
Микроструктура плакированного дуралюмина (лист в разрезе) показана на рис. 277.
Термическая обработ-: а дуралюмина. Дуралюмин приобретает высокие механические качества и повышенную коррозионную стойкость в результате термической обработки, состоящей в закалке и последующем старении.
Термическая обработка основана на переменной растворимости меди, магния и некоторых других элементов в твердом алюминии при различных температурах.
Целью закалки дуралюмина является получение при ком
натной температуре структуры однородного пересыщенного твердого раствора, способного к упрочнению в процессе дальнейшего старения.
Для обоснования температуры закалки можно в первом приближении воспользоваться диаграммой состояния А! — СпАЦ часть которой изображена на рис. 278. Сплав, соответствующий дуралюмину (~4% меди), выражается на этой диаграмме вертикалью abc. Нормальная температура закалки определяется точкой а, при которой сплав приобретает строение однородного твердого раствора.
Недогрев до этой температуры связан с нежелательным сохранением в структуре нерастворившихся частиц металлического соединения СиАЬ; перегрев выше точки а является еще более вредным, так как сопровождается ростом зерен твердого раствора и окислением по границам зерен (рис. 279), что резко увеличивает хрупкость.
В обоих случаях значения прочности и пластичности сплава, приведенные на диаграмме (рис. 280) после естественного старения, ухудшаются.
Из сказанного следует, что при термической обработке дуралюмина следует обращать большое внимание на контроль температуры, учитывая, что особенно резкое ухудшение строения и свойств сплава происходит при перегреве.
Для дуралюмина Д1, содержащего помимо алюминия и меди также магний, марганец, кремний и железо, нормальная температура закалки
247
составляет 495—510°. В связи с тем, что для полного растворения соединений МпА1б и FeAl3 необходима более высокая температура, подготовленный для закалки дуралюмин имеет при температуре закалки в основном строение однородного твердого раствора, в котором могут присутствовать включения этих соединений и некоторых примесей.
На заводах нагрев изделий из дуралюмина проводится в электрических печах с принудительной циркуляцией воздуха или в ваннах, содержащих расплавленную селитру; чаще всего применяется смесь 50% NaNO3 и 50% KNO3, образующих эвтектику, плавящуюся при 218°.
Рис. 279. Микроструктура перегретого дуралюмина. X 250
Рис. 280. Влияние температуры закалки на механические свойства дуралюмина
При нагреве в селитровых ваннах обеспечиваются быстрота и равномерность прогрева, исключаются явления окисления, характерные для нагрева в воздушных средах, и значительно облегчается регулирование температуры. Однако необходимо отметить, что обработка в селитровых ваннах требует соблюдения предосторожностей, так как попадание в них влаги и органических веществ может вызвать разбрызгивание и даже взрыв.
Печи с воздушной атмосферой более экономичны и безопасны.
Закалка дуралюмина проводится в холодной воде *. В результате закалки полностью фиксируется строение однородного твердого раствора, существовавшее при температуре закалки. При обычной температуре такой твердый раствор сильно пересыщен медью, магнием и другими элементами.
В связи с малыми скоростями распада твердых растворов на основе алюминия возможна также закалка- дуралюмина на воздухе, но она приводит к ухудшению коррозионной стойкости и к неоднородности свойств. Свежезакаленный дуралюмин имеет низкую прочность и высокую пластичность, а именно:
ов = 24—26 кГ/мм\ 6=20—22%; НВ = 60—80 кГ}мм2.
Состояние пластичности, допускающее холодную обработку давлением, сохраняется при 20° для сплава Д1 около 2 час с момента закалки.
Высокие механические свойства дуралюмин приобретает лишь в результате последующего старения.
* Изделия из дуралюмина сечением более 80—100 мм, во избежание трещин, закаливают в горячей воде.
248
Старением называется процесс изменения строения и свойств закаленных сплавов, происходящий самопроизвольно при обыкновенной или повышенной температуре.
Старение при комнатной температуре называется естественным. Ускоренное старение при нагреве (обычно не выше 250°) называется искусственным.
В настоящее время процесс старения двойных сплавов А1 — Си объясняется следующим образом. В зернах пересыщенного твердого раствора сразу же после закалки начинается перемещение (диффузия) атомов меди к некоторым участкам; в этих участках возникают особые пластинчатые образования, которые принято называть зонами Гинье — Престона (ЗГП) по имени ученых, впервые установивших их.
Подобные зоны представляют собой субмикроскопические «двумерные» пластинчатые образования, обогащенные медью. Они располагаются в направлении некоторых кристаллографических плоскостей и имеют определенные «критические» размеры, устойчивые для данной температуры старения; при 20° их протяженность равна— 50 А, при 150°—400 А, а при 200°——2000 А; толщина их составляет соответственно ~ 10, —30 и — 100 А.
ЗГП тесно (когерентно) связаны с твердым раствором и в прилегающих областях вызывают сильное искажение его кристаллической решетки.
Это искажение решетки является основной причиной упрочнения дуралюмийа при старении.
П-роцесс естественного старения состоит только в образовании зон Гинье—Престона. Скорость возникновения ЗГП постепенно уменьшается, и по истечении 5—7 суток старение практически заканчивается, причем сплав приобретает максимальную прочность, остающуюся в дальнейшем постоянной.
Следует добавить, что в самом начале процесса старения наблюдается некоторый «инкубационный» период, в течение которого еще нет заметного превращения и повышения прочности. Этот период имеет большое практическое значение, так как сплав сохраняет в это время высокую пластичность и низкую твердость, что позволяет легко осуществлять различные технологические операции, связанные с холодной обработкой давлением (правку, выколотку, клепку и т. д.). Но уже довольно быстро (от 20 мин до 2 час для различных марок дуралюмина) пластичность падает и холодная обработка затрудняется.
Прочность растет наиболее интенсивно в течение последующих 5—15 час. Общий вид кривой естественного старения показан вместе с другими кривыми на рис. 281.
В результате естественного старения дуралюмин Д1 приобретает следующие типичные механические свойства: ов=38—42 кГ/мм2', Оо,2=22—24 кГ/мм2-, б = —18%; АВ = — 100 кГ)мм2.
В естественно состаренном состоянии дуралюмин Д1 применяется для изготовления лопастей воздушных винтов, заклепок и некоторых самолетных деталей средней прочности (элементы каркаса, узлы, стойки и др.).
Процессы, происходящие при искусственном старении, несколько сложнее. Вследствие более высокой температуры, при которой ускоряется диффузия меди, превращения происходят быстрее; кроме того, они не останавливаются на образовании зон Гинье — Престона, а идут дальше, вплоть до формирования структурно свободных частиц металлического соединения СиАЬ. Процесс искусственного старения протекает в несколько стадий. Первая стадия, как и при естественном старении, состоит в образовании ЗГП, имеющих такую же природу, но обладающих большими размерами.
249
Однако с течением времени эти зоны переходят сначала в промежуточную ©'-фазу, а затем в устойчивую ©-фазу, весьма близкую по составу к металлическому соединению СиА12. ©'- и ©-фазы различаются своими кристаллическими решетками.
Образующаяся во второй стадии искусственного старения промежуточная ©'-фаза способна еще до некоторого предела упрочнять сплав.
Образование стабильноой ©-фазы (СпА12) в третьей стадии старения сопровождается ее обособлением в более крупные самостоятельные частицы, не связанные когерентно с твердым раствором. Кристаллическая решетка последнего претерпевает при этом значительно меньшее искажение, и поэтому происходит разупрочнение сплава. После длительного искусственного старения строение и свойства сплава приближаются к отожженному.
Рис. 281. Кривые старения дуралюмина (по С. М. Воронову)
Рис. 282. Влияние нагартовки на механические свойства дуралюмина после закалки и старения
Таким образом, при искусственном старении прочность дуралюмина сначала возрастает, а затем начинает падать (см. рис. 281). /
Смещение максимума кривых влево с увеличением температуры старения объясняется ускорением процессов диффузии при нагревании. Снижение максимума при повышении температуры старения связано с преждевременным образованием ©-фазы, возникающей раньше, ч,ем заканчивается образование ЗГП и ©'-фазы.
Изложенная теория старения рассмотрена применительно к алюминиевым сплавам, содержащим только медь. Присутствующие в дур алюмине магний, железо, кремний и марганец вносят некоторое усложнение в процесс старения, хотя принципиальная сущность его не меняется.
В сплавах типа Д16, содержащих 4—5% меди и -—1,5% магния, большую роль играет тройное металлическое соединение Al2CuMg (фаза S)*. В таких сплавах упрочнение при старении происходит вследствие образования ЗГП, обогащенных медью и магнием, переходящих при нагревании в промежуточную фазу S', которая обладает искаженной решеткой соединения Al2CuMg.
Дальнейший переход фазы S' в фазу S (Al2CuMg) и коагуляция частиц последней вызывают разупрочнение сплава.
В некоторых случаях термически обработанный дуралюмин подвергают так называемой обработке «на возврат».
* См. диаграмму А1—Си—Mg (рис. 275).
250
Для этого проводят кратковременный нагрев до 150—300°; через 1—2 мин дуралюмин разупрочняется и становится более пластичным, что позволяет проводить его холодную деформацию (выколотку, правку, гибочные операции).
Изменение свойств дуралюмина при обработке «на возврат» объясняется переходом в твердый раствор ЗГП. После такой обработки дуралюмин способен к старению.
Обработка «на возврат» имеет ряд преимуществ по сравнению с другими методами разупрочнения (отжигом, закалкой), однако применение ее ограничивается следующими причинами: ухудшается коррозионная стойкость изделий толщиной менее 1,5 мм; с другой стороны, массивные изделия большого сечения не успевают за короткое время выдержки прогреться насквозь, а увеличение выдержки приводит к снижению пластичности вследствие искусственного старения.
Холодная обработка давлением и отжиг дур ал ю-м ина. Термически обработанный дуралюмин может быть подвергнут дальнейшему упрочнению путем холодной обработки давлением, т. е. нагартовки; пластичность его при этом падает (рис. 282).
Отжиг применяется для восстановления пластичности и снижения твердости сплава с целью дальнейшей обработки его давлением в холодном состоянии.
Обычно отжиг дуралюмина проводится при температуре 350—370°.
§ 5. ЖАРОПРОЧНЫЙ ДУРАЛЮМИН
Развитие летательных аппаратов со сверхзвуковыми скоростями и повышение мощности авиационных двигателей потребовало разработки новых алюминиевых сплавов, способных сохранять механические свойства при работе в условиях нагрева, т. е. обладающих достаточной жаропрочностью. Было установлено, что жаропрочность сплавов на алюминиевой основе может быть повышена путем усложнения состава твердого раствора и образования жаропрочных фаз.
Работы Д. А. Петрова, А. А. Бочвара, Л. П. Лужникова и других показали, что основными компонентами, повышающими жаропрочность алюминиевых сплавов, являются медь и магний; по-видимому, это связано с образованием твердых растворов этих металлов с алюминием и тройного металлического соединения AljCuMg (S-фазы). Повышение жаропрочности сплавов типа дуралюмин — Д16, ВД17, ВАД1 и Д19 было достигнуто путем увеличения содержания в них магния, а сплавов Д20 и Д21 —меди. Составы этих сплавов приведены в табл. 33.
Важнейшим жаропрочным алюминиевым сплавом является сплав Д16, содержащий вдвое больше магния, чем сплав Д1. Повышенное содержание магния усложняет его термическую обработку, так как интервал температур допустимого нагрева под закалку (в соответствии с диаграммой состояния) более узкий, а поэтому температурный контроль нагревательных селитровых ванн должен быть особенно тщательным.
Термическая обработка сплава Д16 состоит в закалке в воде с температуры 495—505° и последующем старении.
После естественного старения продолжительностью не менее 4 суток сплав Д16 приобретает следующие типичные механические свойства: ов=47 кГ/мм2\ оо,2=33 кГ]мм2; 6=17%: ЯВ=105 кГ/мм2.
Для деталей, работающих при температурах выше 150°, рекомендуется искусственное старение при 190° в течение 6—8 час*. В этом случае несколько увеличивается предел текучести и повышается сопротивление коррозии под напряжением; кроме того, при нагреве в эксплу
* Режим для прессованных профилей.
251
атации отсутствует явление «возврата» (см. стр. 250), понижающее прочность. Однако после искусственного старения несколько снижается пластичность и повышается чувствительность сплава к образованию трещин.
Таблица 33
Состав жаропрочных алюминиевых сплавов
Марка сплава Содержание элементов в % Другие элементы
Си Mg Мп Fe Si
Д16 4,3 1,5 0,6 <0,5 <0,5
ВД17 2,9 2,2 0,6 <0,3 <0,3
ВАД1 4,2 2,5 0,6 <0,3 <0,2 Есть Be и Zr (или В)
Д19* 4,0 2,0 0,7 <0,5 <0,5 Be
0,003
Д20 6,5 0,6 <0,3 <0,3 Ti
0,15
Д21 6,5 0,35 0,6 <0,3 <0,3 Ti
0,15
* Для листов и профилей.
В процессе термической обработки сплав Д16 склонен к рекристаллизации, в результате которой происходит рост зерна и понижаются механические свойства. Для сохранения нерекристаллизованной структуры регулируют состав сплава, температуру прессования и режимы закалки. Жаропрочность сплава Д16 в сравнении с другими сплавами приведена в табл. 34.
Таблица 34
Жаропрочность алюминиевых сплавов при 200°
Марка сплава Вид полуфабриката Кратковременная прочность Св кГ1мм~ Предел ползучести со,9/1ОО КГ)МлА
Д16 Листы 33 8,5
ВД17 Полосы прессованные 38 16
ВАД1 Листы 33 9*
Д19 Профили 38 12*
Д20 Полосы прессованные 30 12
Д21 Поковки 33 20
* ДЛЯ °0,2/50.
Следует указать, что с увеличением времени выдержки при высоких температурах прочность сплавов, охлажденных до комнатных температур, уменьшается. Например, для сплава Д16 (листы толщиной 2 мм) такая «восстановленная прочность» равна:
после выдержки 0,5 часа при 200° цв=43 кГ)мм2-,
после выдержки 100 час при 200° ов = 33 кГ/мм2-,
после выдержки 1000 час при 200° ов = 30 кГ[мм2.
252
Сплав Д16 широко применяется для изготовления многих важнейших силовых самолетных деталей повышенной прочности (лонжеронов, нервюр, шпангоутов, стрингеров, обшивки и др.). На рис. 283 показан лонжерон, изготовленный из сплава типа Д16.
Заводы-изготовители выпускают сплав Д16 в виде листов, труб и профилей. Листовой материал обычно плакируется.
Для гладкой обшивки применяется дуралюмин Д16-ТНВ с повышенным качеством выкатки.
Рис. 283. Лонжерон из сплава типа Д16
Сплав ВД17 используется для работы в условиях нагрева до температуры ~250° преимущественно для изготовления лопаток осевых компрессоров авиадвигателей (рис. 284).
Жаропрочный дуралюмин ВАД1 относится к числу свариваемых и после сварки не требует термической обработки. Он отличается стабильностью свойств, однако имеет несколько пониженные пластичность и коррозионную стойкость. Из него изготовляют сварные узлы, работающие кратковременно при температурах 250—300°, и длительно при меньшем нагреве.
Рис. 284. Лопатка компрессора из сплава ВД17
Сплав Д19 отличается повышенной прочностью в нагартованном состоянии (ов = 54 кГ/мм2)-, при 300° кратковременная прочность его равна 22 кГ)мм2, однако длительный нагрев при этой температуре снижает его жаропрочность.
§ 6. АЛЮМИНИЕВОМЕДНОМАРГАНЦЕВЫЕ СПЛАВЫ
Жаропрочные сплавы этой группы отличаются повышенным содержанием меди и почти не содержат магния.
Сплав Д20 сваривается, и по длительной прочности при 250—350° превосходит сплавы Д16 и ВД17, однако он менее прочен при 20°. Из него изготовляют диски и лопатки компрессоров, а также сварные детали и емкости, работающие при температурах до 350°.
253
Рис. 285. Механические свойства поковок из сплавов АК4-1, АК8, Д20 и Д21 при повышенных температурах после выдержки в течение 100 час
Рис. 286. Изотермический разрез части диаграммы состояния системы А1 — Mg — Zn при 25° (по В. И. Михеевой)
254
Сплав Д21 используется в условиях нагрева до температуры 250°; он имеет по сравнению со сплавом ВД17 более высокий предел текучести при комнатной температуре (оо,2=3& кГ/лш2) и особенно рекомендуется для длительной работы при ~,150°.
Сравнительные преимущества отдельных сплавов видны из рис. 285, где показано изменение их свойств при различных температурах после выдержки в течение 100 час.
§ 7. ВЫСОКОПРОЧНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ В95 И BS6
Наряду с дуралюмином в авиастроении применяются высокопрочные сплавы на алюминиевой основе, содержащие, кроме меди и магния, 4—8% пинка.
Наиболее распространенным из них является сплав В95, имеющий следующий средний состав:
6% Zn; 2,3% Mg; 1,7% Си; 0,4% Мп; 0,15% Сг.
Цинк, магний и медь образуют с алюминием и между собой твердые растворы и различные металлические соединения — MgZn2, S(Al2CuMg), Т(Mg4Zn3Al3), играющие большую роль в упрочнении сплава при его термической обработке. В сплавах данного типа особенно важной является фаза Т, находящаяся в равновесии с твердым раствором а (см. диаграмму А1 — Mg — Zn на рис. 286).
Марганец и хром усиливают эффект старения и повышают коррозионную стойкость сплава; марганец, кроме того, способствует получению мелкозернистой структуры, затрудняет выделение металлических фаз по границам зерен твердого раствора, а также несколько повышает прочность сплава; при этом особенно повышается прочность прессованных изделий, что характеризует так называемый «пресс-эффект». Пресс-эффект связывают с выделением мелкодисперсных частиц марганцовистой фазы или образованием блоков внутри зерен твердого раствора.
Термическая обработка сплава В95 состоит в закалке с температуры 465—480° в воде и последующем искусственном старении при 120—140° в течение 16—24 час. В результате сплав В95 приобретает следующие типичные механические свойства (для неплакированных полуфабрикатов— профилей): оЕ = 60 кГ/мм2; Оо>2=55 кГ/мм2; 6 = 12%; НВ =150 кГ]мм2.
Микроструктура его приведена на рис. 287; кроме твердого раствора, в сплаве имеются мелкие включения металлических соединений S, Т и MgZn2.
Приведенные данные показывают, что сплав В95 значительно превышает по прочности высокопрочные дуралюмины — Д16 и Д1 при практически одинаковой плотности (рис. 288). Поэтому он применяется для изготовления высоконагруженных элементов конструкции самолета— лонжеронов, стрингеров, нервюр, шпангоутов, обшивки и т. п.
Недостатками сплавов типа В95 являются пониженная пластичность, повышенная чувствительность к концентрации напряжений, большая анизотропия свойств в поперечном и продольном направлении волокон и склонность к коррозии под напряжением. Однако при правильной обработке, рациональном применении в конструкции и надлежащей защите от коррозии эти недостатки могут быть успешно устранены.
Еще более прочным является сплав В96, содержащий в среднем 2,7% Си; 8% Zn; 2,8% Mg; 0,3% Мп и 0,2% Сг. Из него изготовляют профили и поковки. После закалки и искусственного старения сплавВ96 имеет следующие механические свойства: ов=68 кГ1мм2\ о02=64 кГ[мм2\ 6 = 7%; ЯВ = 190 кГ!мм2.
255
Следует подчеркнуть, что прочность сплавов В95 и В96 при температурах выше ~150° резко снижается, т. е. они не являются жаропрочными.
Рис. 287. Микроструктура сплава В95. X 250
Рис. 288. Кривые продольной устойчивости тавровых профилей сечением 35X35x4 мм из алюминиевых сплавов; опоры торцовые
I — длина; I — радиус инерции
§ 8. ВЫСОКОПРОЧНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ ВАД23
Новый сплав ВАД23 имеет следующий состав (в %): 5,5 Си; 1,2 Li; 0,2 Cd; 0,6 Мп.
После закалки с 520° и искусственного старения при 170° в течение 10 час он приобретает высокие характеристики прочности, особенно при сжатии (о-в): ов = 55—56 кГ/мм2-, сто,2=49—52 кГ)мм2', б=4%-о-в = 56—58 кГ)мм2.
Вместе с тем, сплав ВАД23 обладает значительной жаропрочностью и по значениям ов при 150—170° превосходит все деформируемые алюминиевые сплавы. Поэтому он применяется для изготовления высоконагру-женных деталей, работающих при нагреве в условиях сжатия.
Недостатками его являются пониженная пластичность и чувствительность к концентрации напряжений.
§ 9. КОВОЧНЫЕ СПЛАВЫ
В данную группу входят сплавы на алюминиевой основе, из которых детали изготовляют преимущественно путем ковки или горячей штамповки.
Эти сплавы должны обладать хорошей пластичностью в нагретом состоянии, не давать трещин при горячей обработке давлением. Все они после ковки подвергаются закалке и последующему искусственному старению.
Состав и свойства некоторых термически Обработанных ковочных сплавов для работы при температуре не выше 100° приведены в табл. 35.
Сплав АК6 широко применяется для изготовления многих штампованных и кованых авиационных деталей сложной формы (картеры, крыльчатки компрессора и нагнетателя, фитинги, кронштейны, качалки, рычаги, узлы и др.).
256
Таблица 35
Состав и свойства ковочных сплавов для работы при комнатной температуре
Марка сплава Содержание элементов % Механические свойства Пластичность в горячем состоянии
Си Mg Мп Si Прочие элементы ав кГ/ма# °0,2 кГ/мм? г % НВ кГ/м.м-
АК6 2,2 0,6 0,6 0,9 Ti Сг 42 30 13 105 Высокая
АК6-1 2,2 0,6 0,6 0,9 0,1’ 0,2 41 32 10 100 »
АК8 4,4 0,6 0,7 0,9 -— 48 38 10 135 Удовлетворительная
Термическая обработка его заключается в закалке с температуры 500—515° и последующем искусственном старении при температуре 150—165° в течение 6—15 час. Упрочнение при старении связано главным образом с выделением из твердого раствора дисперсных частиц Mg2Si.
Микроструктура сплава АК6 после указанной термической обработки состоит из зерен твердого раствора на алюминиевой основе и включений металлических соединений СиА12 и Mg2Si (рис. 289).
Сплав АК6-1 еще более пластичен, чем сплав АК6; он используется для изготовления кованых и штампованных деталей особенно сложной формы — колес компрессоров, заборников, крыльчаток и других.
Сплав АК8 отличается большей прочностью, но хуже обрабатывается давлением в горячем состоянии и поэтому может применяться для штамповки высоконагруженных самолетных деталей менее сложной формы (рамы, фитинги и т. п.).
Недостатком этого сплава, ограничивающим его применение для тонкостенных деталей, является склонность в искусственно состаренном состоянии к межкристаллитной коррозии (см. стр. 304).
Сравнивая ковочные сплавы,дцожно видеть, что с увеличением степени легирования повышаются их механические свойства и ухудшается обрабатываемость давлением в горячем состоянии. Особенно резко сказывается влияние меди, хорошо заметное при сравнении сплавов АК6 и АК8.
Типичные жаропрочные ковочные сплавы АК4 и АК4-1 содержат никель и железо.
Сплав АК4-1, применяемый более широко, имеет следующий состав (в %): 2,2 Си; 1,6 Mg; 1,25 Ni; 1,25 Fe; <0,35 Si; 0,06 Ti. Сплав AK4 содержит больше кремния (0,8% Si) и потому обладает несколько меньшей жаропрочностью.
В составе этих сплавов нет марганца и хрома. Поэтому они не проявляют пресс-эффекта и имеют однородные свойства в различных направлениях. Режимы их термической обработки однотипны и состоят в закалке с последующим искусственным старением. Например, детали из сплава АК4-1 закаливают в воде с температуры 510—520° и затем подвергают старению при 165—175° в течение 15—20 час.
После такой термической обработки сплав АК4-1 приобретает следующие типичные механические свойства: ов = 42 кГ[мм\ щ12=27 кГ1мм2-, 6=13%; НВ = 120 кЛлсм2.
Свойства этого сплава при 300°:
ов = 16 кГ!мм2-, Оюо=4,5 кГ[мм2-, оо,2/юо = 2,5 юГ/лш2.
17 3354
257
Микроструктура сплава АК4-1 (рис. 290) состоит из зерен твердого раствора и включений металлических соединений — Al2CuMg, FeNiAlg и др. Следует обращать внимание на достаточное размельче-
Рис. 289. Микроструктура сплава АК6. X 250
Рис. 290. Микроструктура сплава АК4-1. X 250
ние и равномерность распределения этих включений, что обеспечивает более высокие и однородные свойства по сечению.
Ковочные жаропрочные алюминиевые сплавы применяются для изготовления лопаток, крыльчаток и дисков компрессора, лопаток направляющего аппарата компрессора, поршней и других деталей авиадвигателя, работающих при температурах до 300—350°. На рис. 291
Рис. 291. Компрессор авиационного двигателя: показаны диски из сплава АК4-1
показаны диски компрессора авиадвигателя, изготовленного из сплава АК4-1. Сплав АК4-1 служит также для изготовления листов и панелей, используемых в конструкции фюзеляжей сверхзвуковых самолетов.
258
§ 10. КОРРОЗИОННОСТОЙКИЕ ВЫСОКОПЛАСТИЧНЫЕ СПЛАВЫ ДЛЯ СВАРНЫХ КОНСТРУКЦИИ И ХОЛОДНОЙ ШТАМПОВКИ
Главнейшими представителями этой группы являются: алюминие-вомарганцевый сплав АМг, сплавы с магнием типа магналия (АМг, АМгб и др.) и авиаль АВ.
Эти сплавы хорошо свариваются и отличаются высоким сопротивлением коррозии. Вместе с тем они очень пластичны и легко обрабатываются давлением в холодном состоянии, допуская при этом боль*
Рис. 292. Влияние нагартовки на механические свойства сплавов АМц и АМг и алюминия
шую степень обжатия. Однако по механическим свойствам они значительно уступают деформируемым сплавам высокой прочности типа дуралюмина.
Сплав АМц представляет собой сплав алюминия с 1,0—1,6% марганца.
Прочность его может быть повышена путем нагартовки (рис. 292). В зависимости от степени деформации различают марки сплавов АМц-М (мягкий, отожженный), АМц-П (полуна-гартованный) и АМц-H (нагартованный). Сплав АМц применяется для изготовления сварных баков, бензо-, маслопроводов и малонагруженных деталей, изготовляемых глубокой вытяжкой.
На рис. 293 показана микроструктура сварного шва детали из сплава АМц, видны контрастные зерна твердого раствора с включениями МпА16 по границам зерен.
Сплавы АМг и АМгб содержат соответственно 2,5 и 6% Mg и малые количества других элементов. Они имеют структуру однородных твердых растворов, упрочняются нагартовкой и применяются для более нагруженных сварных и холодноштампованных изделий.
Сплавы АМц, АМг и АМгб упрочняющей термической обработке не подвергают,
Авиаль АВ — алюминиевый сплав с 0,6% Mg, 0,8% Si и 0,25% Мп.
Различают отожженный (АВ-М), закаленный и естественно состаренный (АВ-Т) и искусственно состаренный (АВ-Т1) авиаль. Наиболь
Рис. 293. Микроструктура сварного шва из сплава АМц. X 100
17
259
шей пластичностью обладает отожженный авналь, а наибольшей прочностью — искусственно состаренный.
Чаще всего авиаль закаливают с 520° в воде и подвергают затем искусственному старению при 150° в течение 6 час.
После такой термической обработки он приобретает следующие типичные механические свойства:
ов = 33 кГ/мм2-, оо,2 = 28 кГ/мм2-, 6=16%; НВ = 95 кГ/мм2.
Авиаль хорошо сваривается и обладает высокой сопротивляемостью коррозии.
Основное свойство авиаля — высокая пластичность в горячем и холодном состоянии. Он применяется для изготовления лопастей вертолетов, штампованных и кованых деталей сложной формы.
Высокой коррозионной стойкостью обладают новые сплавы АД31, АДЗЗ и АД35. Их составы и свойства после закалки и искусственного старения приведены в табл. 36.
Таблица 36
Состав и свойства коррозионностойких сплавов
Марка сплава Содержание элементов в % Механические свойства
Mg Si Прочие элементы °в кГ1мм^ 8 %
АД31 0,6 0,5 Си Сг 22 11
АДЗЗ 1,0 0,6 0,3’ 0,25 32 11
АД35 1,1 1,0 Мп 0,7 33 8
Эти сплавы применяются для работы при температурах от +50 до —70°. Сплав АД31 используется для отделки кабин самолетов и вертолетов с различными цветовыми покрытиями. Из сплава АДЗЗ изготовляются лопасти вертолетов и барабаны колес гидросамолетов; он отличается высокой сопротивляемостью коррозии во влажных и морских средах.
§ 11. АЛЮМИНИЕВЫЕ СПЛАВЫ ДЛЯ ЗАКЛЕПОК
Выбор сплавов для заклепок определяется требованиями к прочности конструкции.
Для малонагруженных деталей применяют пластичный сплав АМц. Несколько прочнее заклепки из сплавов АМгбП и Д18П. Для клепки более ответственных конструкций применяют заклепки высокой прочности из сплавов В65 и В94, а иногда из дуралюмина Д1 или Д16.
Состав и сопротивление сразу некоторых типичных сплавов для заклепок приведены в табл. 37.
Заклепки из сплавов АМц и АМгбП ставят в отожженном состоянии, а из сплавов Д18П, В65 и В94— после термической обработки; время до постановки заклепок из указанных сплавов не ограничивается.
Сплавы для заклепок имеют особое значение, так как метод клепки является одним из основных при соединении деталей авиаконструкций из алюминиевых и магниевых сплавов.
260
Таблица 37
Состав и сопротивление срезу сплавов для заклепок
Марка сплава Содержание элементов в % тср кГ!млА
Си Mg Zn Мп Ti
АМц — — — 1,3 — 7
АМг5П — 5,2 — 0,4 — 19
Д18П 2,6 0,35 — — — 20
В 65 4,2 0,2 — 0,4 — 26
В94 2,1 1,4 6,4 — 0,06 32
§ 12. СПЕЧЕННЫЕ СПЛАВЫ НА ОСНОВЕ АЛЮМИНИЯ
Жаропрочный материал из спеченного алюминиевого порошка (САП)
Деформируемый жаропрочный материал на основе алюминия САП получают по методу порошковой металлургии путем прессования и спекания алюминиевого порошка при 500—600°. Из полученных брикетов изготовляют листы, прутки, трубы, профили и другие полуфабрикаты.
Плотность САПа 2,7 г)ом3. Он хорошо сваривается, легко обрабатывается резанием и обладает высокой коррозионной стойкостью, не уступающей стойкости чистого алюминия.
По жаропрочности САП значительно превосходит алюминиевые сплавы при температурах 300—500° и выше.
Высокая жаропрочность САПа определяется наличием окиси алюминия, содержащейся в виде тончайшей пленки на поверхности мелкодисперсных листовидных частиц алюминиевого порошка и образующейся при изготовлении последнего методом распыления.
С увеличением содержания А12Оз в различных марках САПа жаропрочность возрастает, а пластичность несколько уменьшается (табл. 38).
Таблица 38
Характеристика некоторых марок САПа
Марка Содержание А12О3 % Механические свойства Температура кратковременной эксплуатации, °C
°в кГ/мл? 8 %
САП-1 6,0—9,0 7—8 2—3 700—900
САП-2 9,1—13,0 10—11 1,5—2,5 800—1000
САП-3 13,1—18,0 12—12,5 1,5—1,8 1000—1100
Изделия из САПа могут длительно работать при температурах до 300—550°; в условиях кратковременной эксплуатации эти температуры значительно повышаются (см. табл. 38).
САП рекомендуется применять также для изготовления деталей, работающих в тяжелых коррозионных условиях.
Спеченные алюминиевые сплавы (САС)
Эти сплавы получают путем горячего брикетирования и последующего прессования при ~500° смесей порошков алюминия с некоторыми другими веществами. В САС-1 — добавляют 25—30% Si и 5—
261
7% Ni, а в CAC-4— 10—15% Si и 17—25% SiC. Сплавы типа CAC обладают низким коэффициентом линейного расширения и применяются для изготовления некоторых деталей приборов, взамен более тяжелых сталей 35 и 36НХТ.
Следует отметить, что неодинаковость коэффициентов линейного расширения (а) различных материалов вызывает большие затруднения при создании конструкций, работающих в условиях теплового воздейст-<я. В частности, это относится к сталям и многим алюминиевым сплавам, для которых иго • Ю6 равны —12 и —22, соответственно. САС-1 имеет коэффициент иго • Ю6= 14,5—15,6, — близкий к коэффициенту линейного расширения стали, и потому сочленения из этих материалов испытывают при нагреве меньшие термические напряжения.
Разработаны также сплавы САС-Д16 и САС-В96, по своим свойствам не уступающие сплавам Д16 и В96, но не имеющие технологических дефектов, связанных с литьем (окисные и шлаковые включения, ликва-ционные зоны) и обработкой давлением (анизотропия свойств и другие).
§ 13. ЛИТЕЙНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ
Для литейных алюминиевых сплавов необходимы следующие технологические свойства:
1. Жидкотекучесть, т. е. способность сплава хорошо заполнять литейную форму.
2. Отсутствие склонности к образованию трещин при кристаллизации («горячих» трещин).
3. Г е р м ет и ч н о с т ь, т. е. способность плотных беспористых отливок выдерживать без течи высокие давления жидкостей или газов.
4. Малая усадка — небольшое сокращение объема сплава при переходе его из жидкого состояния в твердое и последующем его охлаждении до нормальной температуры.
5. Малая ликвация (зональная, дендритная), т. е. получение однородного по составу сплава в пределах всего слитка и по сечению отдельных дендритов.
Академик А. А. Бочвар указал, что литейные свойства сплавов тесно связаны с характером кристаллизации, определяемым, в свою очередь, типом диаграммы состояния. А именно: с увеличением температурного интервала кристаллизации литейные свойства ухудшаются, так как уменьшается жидкотекучесть, усиливается дендритная ликвация, появляется рассеянная усадочная пористость и увеличивается склонность к образованию «горячих» трещин.
Поэтому лучшими литейными свойствами обладают эвтектические сплавы, кристаллизующиеся при постоянной температуре, а худшими — сплавы со структурой твердых растворов, затвердевающие в широком интервале температур.
Механические свойства литейных сплавов по сравнению с обрабатываемыми давлением ниже; особенно низки показатели пластичности и вязкости (6 и Си). При этом большое значение имеет толщина отливок. С увеличением толщины сечения снижаются механические свойства.
Сплавы высокой герметичности
К этим сплавам, предназначенным для работы до температур—'200°, относятся многие силумины, обладающие очень хорошими литейными свойствами и дающие плотные отливки. Силумины представляют собой сплавы алюминия с кремнием, добавляемым в количестве от 4 до 13%. В некоторые специальные силумины вводят также медь, магний, марганец и другие элементы.
262
Диаграмма состояния сплавов алюминий — кремний (до 25% Si) дана на рис. 294, а влияние кремния на механические свойства силуминов показано на рис. 295. Из диаграммы состояния следует, что силумины представляют собой эвтектические или доэвтектические сплавы, содержащие в структуре значительные количества эвтектики.
Рис. 294. Диаграмма состояния сплавов Al — Si: ---------------немодифицированные сплавы; — - - - - модифицированные сплавы
Однако при литье в обычных условиях эти сплавы приобретают неудовлетворительное строение, так как эвтектика получается грубопластинчатой, с крупными включениями хрупкого кремния, что сообщает сплавам низкие механические свойства.
В целях получения более мелкозернистой структуры и повышения механических свойств применяют модифицирование силуминов.
Для этого перед разливкой сплава в него вводят небольшие коли-
чества модификаторов — специальных флюсов, содержащих фтористый натрий, хлористый натрий и криолит. Такие флюсы оказывают также рафинирующее действие и очищают сплав от загрязнений. При взаимодействии указанных солей с жидким алюминием образуется металлический натрий, оказывающий модифицирующее действие.
Практически для модифицирования поверхность жидкого сплава посыпают сухим порошком флюса в количестве, отвечающем ~0,06% Na, и после некоторой выдержки разливают сплав в формы.
В результате модифицирования структура затвердевшего сплава становится мелкозернистой, предел прочности увеличивается на 30— 40%, а удлинение возрастает в 2— 3 раза (см. рис. 295).
Рис. 295. Влияние кремния на механические свойства сплавов А1 — Si
При модифицировании несколько смещаются линии и характерные точки диаграммы состояния сплавов алюминий — кремний (см. штри-
ховые линии на рис. 294); поэтому высококремнистые силумины, приобретающие в условиях обычного литья неблагоприятное заэвтектиче-
26?
ское строение (хрупкие пластинки кремния + крупнопластинчатая эвтектика, рис. 296), после модифицирования состоят из пластичных дендритов, твердого раствора и мелкозернистой эвтектики (рис. 297).
Существует несколько теорий модифицирования, объясняющих образование мелкозернистой структуры силуминов. По-видимому, вы-
Рис. 296. Микроструктура сплава с 12% кремния до модифицирования. X 100
Рис. 297. Микроструктура сплава с 12% кремния после модифицирования. X 100
деляющийся натрий образует на поверхности кристаллов кремния тонкие пленки из NaSi или NaAlSi4, изолирующие эти кристаллы и препятствующие их росту.
Состав некоторых силуминов рассматриваемой группы приведен в табл. 39.
К сплавам, отличающимся наиболее высокими литейными свойствами, относится эвтектический силумин АЛ2, содержащий около 12%
Рис. 298. Микроструктура сплава АЛ4. X 250
Таблица 39
Состав (средние) силуминов высокой герметичности
Марка Содержание в % элементов
сплава Si Mg Мп
АЛ2 11,5 — —
АЛ4 9 0,25 0,4
АЛ9 7 0,3 —
кремния и применяемый для отливки деталей самолетных колес (барабанов, реборд, корпусов тормозов, колодок и др.) агрегатов, приборов и некоторых деталей вооружения.
Сплав АЛ4 сочетает в себе высокие литейные и механические свойства и относится к числу лучших авиационных литейных сплавов на алюминиевой основе.
Он отличается также высокой коррозионной стойкостью, свариваемостью и удовлетворительной обрабатываемостью резанием.
К числу особо вредных примесей в сплавах типа АЛ4 относится
264
железо, повышенное содержание которого резко снижает их пластичность.
Сплав АЛ4 склонен к образованию в отливках газовой пористости; эффективным средством борьбы с ней является кристаллизация отливок под давлением в специальных автоклавах по методу акад. А. А. Бочвара и проф. А. Г. Спасского.
Магний, вводимый в сплав АЛ4 и некоторые другие силумины, образует с кремнием химическое соединение Mg2Si, играющее положительную роль при их термической обработке. Это соединение обладает переменной растворимостью в твердом алюминии и после закалки остается в пересыщенном твердом растворе. В процессе дальнейшего искусственного старения Mg2Si выделяется в форме мельчайших дисперсных частиц, что приводит к упрочнению сплава.
При термической обработке силуминов повышаются пределы прочности и текучести и особенно резко возрастает относительное удлинение.
Для литейных алюминиевых сплавов применяются следующие виды термической обработки:
Т1 — старение;
Т2 — отжиг;
Т4 — закалка;
Т5 — закалка и частичное старение;
Тб — закалка и полное старение до максимальной твердости;
Т7 — закалка и стабилизирующий отпуск;
18 — закалка и смягчающий отпуск.
В частности, сплав АЛ4 обычно обрабатывается по режиму Тб, состоящему из закалки в воде с температуры 535° и последующего старения при 175° в течение 15 час. Этот режим характерен для крупных нагруженных деталей.
Микроструктура модифицированного, термически обработанного сплава АЛ4 представлена на рис. 298. Она состоит, в соответствии с диаграммой состояния (рис. 294), из зерен твердого раствора на алюминиевой основе и значительного количества мелкозернистой эвтектики.
Такая структура отвечает следующим механическим свойствам (после литья в землю):
<тв=26 кГ/мм2-, ао,2=2О кГ/мм2-, 6 = 4%; HB = 1Q кГ/мм2.
Сплав АЛ4 широко применяется для отливки крупных и средних нагруженных деталей авиадвигателя (корпусов компрессора, картеров, блоков, корпусов различных вспомогательных агрегатов, деталей нагнетателя, патрубков и т. д.).
Сплав АЛ9 обладает хорошими литейными свойствами и используется для отливки самолетных деталей сложной конфигурации средней нагруженности (кронштейнов, рычагов, фланцев, башмаков и т. п.).
Жаропрочные сплавы
Состав важнейших сплавов этой группы приведен в табл. 40.
Следует подчеркнуть, что сплавы АЛ1 и AJI21 содержат никель, повышающий жаропрочность. Во всех сплавах аналогично влияет медь.
Механические свойства сплавов указаны после термической обработки, состоящей в закалке с последующим искусственным старением или стабилизирующим отпуском по режимам Т5 или Т7.
Например, сплав АЛ1 закаливается в кипящей воде с температуры 515° и подвергается старению при 220° в течение 2—4 час (режим Т5). Он применяется для отливки в кокиль поршней и других деталей, работающих при температурах до 275°.
265
Таблица 40
Состав и механические свойства (при 20°) жаропрочных литейных алюминиевых сплавов
Марка Содержание элементе В В % Механические свойства
сплава Си NI Mg Si Мп Прочие элементы св кГ}мм^ 5 %
АЛ1 4 2 1,5 — — — 26 0,5
АЛ5 1,2 — 0,45 5 —- — 24 0,8
А Л19 5 — — — 0,8 Ti • 0,25 3.7 5,0
АЛ21 5,3 3,1 1,0 — 0,2 Сг 24 1,0
0,15
Сплав АЛ5 представляет собой жаропрочный силумин и служит для изготовления головок цилиндров и других нагруженных деталей, нагревающихся до 250°.
- предел ползучести при 300°
I I - предел длительной прочности за 100 час при 300 °
Рис. 299. Сравнительная жаропрочность литейных алюминиевых сплавов
Сплав АЛ19 служит для отливки самолетных и агрегатных деталей, работающих при температуре до 300°.
Сплав АЛ21 (В300) обладает наибольшим пределом ползучести и может быть применен для работы в условиях нагрева до 325°.
Новые сплавы ВАЛ1 и АЦР1 являются еще более жаропрочными и выдерживают в эксплуатации температуры до 350 и 400°, соответственно.
Сравнительные характеристики пределов ползучести и длительной прочности рассмотренных жаропрочных сплавов представлены графически на рис. 299.
266
Коррозионностойкие сплавы
К этой группе относятся сплавы, содержащие 5—12% магния (табл. 41) и отличающиеся высокой коррозионной стойкостью.
Таблица 41
Состав и механические свойства коррозионностойких литейных алюминиевых сплавов
Марка Содержание элементов в % Механические свойства
Mg Si Мп Be °в кГ)л1лА В %
АЛ8 10,5 — —. — 30 11
АЛ13 5 1,0 0,3 — 20 5
АЛ22 12 1,0 0,5 24 3
Наиболее прочным из них является сплав АЛ8, что соответствует диаграмме зависимости механических свойств от содержания магния (рис. 300).
Литейные свойства этих сплавов невысоки, так как они кристаллизуются в широком температурном интервале (рис. 301) и содержат легко окисляющийся магний; сплавы АЛ8 и АЛ 13 склонны к образованию горячих трещин и микрорыхлот (см. ниже).
Литой сплав АЛ8 (альтмаг, магналий) имеет структуру, состоящую из зерен твердого раствора Al(Mg) и включений хрупкого соединения Al3Mg2.
После литья проводится термическая обработка — гомогенизация, ставящая целью получение структуры однородного твердого раствора. Для этого сплав нагревают при температуре 430° в течение 15—20 час, а затем закаливают в теплом масле.
В процессе гомогенизации включения Al3Mg2 полностью переходят в твердый раствор; структура закаленного сплава, состоящая из зерен твердого раствора, показана на рис. 302.
При таком однородном строении сплав обладает высокой прочностью и большой пластичностью (см. табл. 41). Вместе с тем закаленный сплав приобретает характерную для него высокую коррозионную стойкость.
Старение для сплава АЛ8 является вредным, так как при этом выделяется хрупкая фаза Al3Mg2; это резко снижает пластичность и ухудшает коррозионную стойкость; по этой же причине допустимая наибольшая температура эксплуатации сплава АЛ8 составляет 80°.
Сплав АЛ8 отлично обрабатывается резанием и применяется в самолетостроении для отливки нагруженных самолетных деталей несложной конфигурации, подвергающихся ударным нагрузкам и коррозионному воздействию среды. Из него, например, отливают некоторые нагруженные узлы, вилки шасси и хвостового оперения, баранки штурвалов, различные детали приборов и т. п.
Сплавы АЛ 13 и АЛ22 имеют по сравнению со сплавом АЛ8 несколько пониженные механические свойства; однако они обладают меньшей склонностью к образованию горячих трещин, а сплав АЛ22, кроме того, лучшими литейными свойствами.
К числу коррозионностойких относится также сплав АЛ24, содержащий 1,7% Mg; 4% Zn; 0,3% Мп и 0,15% Ti. Он применяется для отливки свариваемых самолетных, агрегатных и приборных деталей, работающих при комнатной температур.е. После сварки сварные швы вследствие естественного старения приобретают прочность основного материала.
267
°/> Mg-
Рис. 300. Влияние магния на механические свойства сплавов А1 —• Mg
Рис. 301. Часть диаграммы состояния сплавов Al - Mg
Рис. 302. Микроструктура сплава АЛ8. X 250
268
Пороки алюминиевого литья
В литых изделиях из алюминиевых сплавов могут встречаться следующие характерные дефекты.
1. Рыхлота, представляющая собой межкристаллические или междендритные пустоты. Обычно рыхлота появляется в результате недостаточного питания отливок жидким сплавом при кристаллизации, чаще всего в переходных (от более толстых сечений к тонким) участках детали. Рыхлота — недопустимый порок отливок.
2. Микрорыхлота или чернота, появляющаяся в сплавах, содержащих значительное количество магния. Микрорыхлота допустима, если снижение механических свойств не выходит за пределы, установленные техническими условиями.
3. Газовые раковины, например воздушные. По сравнению с рыхлотой это более крупные полости, имеющие округлые формы.
4. Пористость, представляющая собой один из основных пороков литейных алюминиевых сплавов. Пористость сильно снижает механические свойства и коррозионную стойкость отливок. Для оценки степени пористости разработана специальная шкала, составленная из эталонов.
5. Спаи и неслитины (включения из окисной пленки).
6.. Н е з а л и в ы (местное незаполнение формы).
7. Горячие и холодные трещины.
Устранение дефектов литья проводится путем заварки, зачистки, ба-келизации (пропитки бакелитовым лаком), пропитки жидким стеклом, постановки шпилек и другими методами.
Глава II
МАГНИЙ И ЕГО СПЛАВЫ
§ 1. СВОЙСТВА ЧИСТОГО МАГНИЯ
Магний представляет собой серебристо-белый металл, быстро тускнеющий на воздухе вследствие окисления.
Он кристаллизуется в гексагональной решетке с параметрами п = = 3,202А; с=5,199А.
Физические свойства чистого магния
Атомный вес.........
Плотность...........
Температура плавления Температура кипения Коэффициент линейного расширения...........
Теплопроводность , . .
24,32
1,74 г/слз
651° С
1107° С
25,7-10~6 см'[См-град
0,37 кал!см-сек-град
Среди технических металлов магний имеет наименьшую плотность, что представляет особый интерес с точки зрения его использования в авиационных конструкциях.
Магний обладает низкой химической стойкостью, легко окисляется, при плавлении на воздухе загорается, разрушается под действием большинства кислот и морской воды. По отношению к щелочам магний устойчив.
269
По своим механическим свойствам чистый магний относится к металлам с невысокой прочностью и малой пластичностью. Последнее объясняется тем, что магний кристаллизуется в гексагональной кристаллической решетке, для которой при обычной температуре существует только одна система плоскостей скольжения (0001) и (1120).
При нагреве выше 225° в процесс пластической деформации включаются также другие плоскости — (1011) и (1120) и пластичность магния возрастает.
§ 2. ВЗАИМОДЕЙСТВИЕ МАГНИЯ С ДРУГИМИ ЭЛЕМЕНТАМИ
В связи с недостаточной механической прочностью и очень низкой коррозионной стойкостью чистый магний в качестве конструкционного материала не применяется и используется для приготовления сплавов.
Основными добавками, вводимыми в магниевые сплавы, служат алюминий, цинк и марганец. В некоторые сплавы вводят церий, кальций и бериллий, а в новейшие сплавы также цирконий, неодим, торий и лантан.
Рис. 303. Часть диаграммы состояния сплавов Mg — Al
Рис. 304. Влияние алюминия на механические свойства магниевых сплавов
Алюминий и цинк, добавляемые в магниевые сплавы в количестве не более 10—11 и 4—5% соответственно, образуют с магнием твердые растворы, а также металлические соединения Mg4Ala и MgZng. Часть диаграммы состояния сплавов магний — алюминий дана на рис. 303. В системе магний — алюминий — цинк образуется тройное металлическое соединение Т (Mg4Zn3Al3) (см. рис. 286).
Отличительной особенностью твердых растворов на магниевой основе является замедленность в них процессов диффузии; вследствие этого термическая обработка магниевых сплавов усложняется, так как приходится применять длительные выдержки при температурах закалки и старения.
Скорость охлаждения существенной роли не играет, поскольку распад твердых растворов происходит значительно медленнее. Поэтому для магниевых сплавов возможно применение воздушной закалки.
Влияние алюминия на механические свойства магниевых сплавов показано на рис. 304, из которого следует, что при содержании алюминия более 9—10% сильно падает пластичность и сплавы становятся хрупкими. Цинк снижает пластичность сплава начиная уже с 5—5,5%. Марганец почти не растворим в магнии при комнатной температуре. Он уве-
270
личивает коррозионную стойкость магниевых сплавов и способствует получению мелкозернистой структуры.
Влияние других легирующих элементов рассматривается далее при (описании отдельных сплавов.
Вредными примесями в магниевых сплавах являются калий, натрий, никель и отчасти железо.
§ 3. ОБЩАЯ ХАРАКТЕРИСТИКА МАГНИЕВЫХ СПЛАВОВ
Для магниевых сплавов характерны следующие особенности:
I) малая плотность (для большинства сплавов d= 1,8 г/см3);
2) невысокая коррозионная стойкость сплавов без защитных покрытий;
3) пониженный, по сравнению со сталями и алюминиевыми сплавами, модуль нормальной упругости (£=4200 кГ/мм2);
4) низкая сопротивляемость ударному и знакопеременному нагружению;
5) меньшие электропроводность и теплопроводность по сравнению с алюминиевыми сплавами.
Магниевые сплавы обладают рядом технологических недостатков, 'к числу которых относятся прежде всего плохие литейные свойства И низкая пластичность в горячем и особенно в холодном состоянии. Термическая обработка магниевых сплавов усложнена по причинам, отмеченным выше.
Большинство магниевых сплавов хорошо обрабатывается резанием; однако легкая воспламеняемость магниевой стружки и пыли делает магний и его сплавы опасными в пожарном отношении.
По удельной прочности (oE/d) многие магниевые сплавы не уступают высокопрочным алюминиевым сплавам и легированным сталям. Замена же последних более легкими магниевыми сплавами может дать значительный выигрыш в весе конструкций.
§ 4. ДЕФОРМИРУЕМЫЕ МАГНИЕВЫЕ СПЛАВЫ
Эти сплавы применяются главным образом в форме штамповок, реже в виде листов, труб, профилей и других полуфабрикатов. Ковку и штамповку следует проводить при 300—400°, так как при более низких температурах появляются трещины.
Горячая обработка давлением значительно увеличивает прочность и пластичность магниевых сплавов.
Сплавы MAI, МА8 и МА9 являются сплавами повышенной коррозионной стойкости.
МА1 —сплав магния с 2% марганца. Этот дешевый, хорошо свариваемый сплав отличается высокой пластичностью в горячем состоянии и может во многих случаях заменять алюминиевые сплавы АМц и АМг. Термической обработкой он не упрочняется.
В виде штамповок или листов сплав МА1 может применяться для деталей, которые несут сравнительно небольшие нагрузки, например для сварных баков, арматуры топливных и масляных систем и т. п.
Добавка небольших количеств церия значительно повышает механические свойства сплавов алюминия с марганцем, сохраняя их хорошие технологические качества.
Сплав МА8, содержащий 2|°/о марганца и 0,2% церия, обладая всеми преимуществами сплава МА1, имеет значительно более высокие механические свойства (ов = 25 кГ1мм'2; оо,2 = 20 кГ]мм^; 6 = 20%). Он может быть применен для изготовления обшивки элеронов, закрылков, рулей.
Характеристики некоторых сплавов средней прочности и высокопрочного сплава ВМ65-1 приведены в табл. 42.
271
Таблица 42
Состав и свойства магниевых сплавов средней и высокой прочности
Марка Содержание элементов в % Прочие .Механические свойства Пластичность
А1 Zn Мп элементы °в кГ[мм'2 °0,2 кГ1мл2 8 % в горячем состоянии
МА2 3,5 0,5 0,25 — 28 18 10 Высокая
МА2-1 4,5 1,2 0,6 — 29 20 18 »
ВМ17 1,8 Мишметалл* 26 18 Удовлетво-
2 10 рительная
ВМ65-1 — 5,5 — Zr 34 28 9 То же
0,6
* Мишметалл — группы. -сплав железа с церием г другими элементами цериевой
Области применения определяются свойствами этих сплавов.
Сплавы МА2 и МА2-1 рекомендуется применять в случае изготовления кованых и штампованных деталей сложной формы, где вопросы обработки давлением стоят на первом месте (крыльчатки, тормоза пикирования, жалюзи капота). Из сплава М.А2-1 изготовляют детали для вертолетов — оперение, люки, дверцы и др., а также панели и детали внутреннего набора самолета. Термически эти сплавы не обрабатываются.
Сплав ВМ17 термически не упрочняется. Вследствие достаточной жаропрочности он может быть использован для изготовления деталей, длительно работающих при температурах до 200°, например для штамповки некоторых крыльчаток авиадвигателя.
Деформируемый сплав ВМ65-1 применяется для изготовления наиболее нагруженных деталей. Сочетая в себе достаточную пластичность в горячем состоянии, высокие механические свойства и отсутствие склонности к коррозии под напряжением, он принадлежит к числу лучших магниевых деформируемых сплавов для работы при обычных температурах. Микроструктура этого сплава после закалки и искусственного старения дана на рис. 305.
Состав и свойства некоторых жаропрочных деформируемых магниевых сплавов приведены в табл. 43. Они отличаются содержанием редкоземельных элементов — неодима или тория.
Таблица 43
Состав и свойства жаропрочных магниевых сплавов
Марка Содержание элементов в % Механические свойства при 20° Предел ползучести при 300° а0,2/100 кГ/мм?
сплава Мп Nd Th Ni ав кГ[мм2 °0,2 кГ/мм'2 6 %
МА11 2 3,2 — 0,2 27 13 10 1,7*
МА13 0,6 — 2,1 — 24 18 6 5
ВМД1 1,6 — 2 — 30 25 5 6
°0,2.30
272
Сравнительные значения длительной прочности деформируемых, а также литейных магниевых сплавов указаны на рис. 306.
Сплав МАП подвергается закалке с искусственным старением и может быть использован для длительной эксплуатации при 250° и кратковременной — при 300°.
Сплав МА13 применяется в основном для изготовления листов и отличается повышенной техно
логической пластичностью. После
закалки его подвергают промежуточной холодной прокатке, а затем искусственному старению. Предельные температуры для длительной и кратковременной эксплуатации сплава составляют % соответственно 350 и 400°.
Сплав ВМД1 упрочняющей * термической обработке не под- 10 вергается. Вследствие понижен- g ной пластичности он применяется
200 300 W0
Температура В ’С
•-МЛ11 -----литейные
® - млю -----------деформируемые
+ -МЛ5 О-МД11
1.-ВМЛ2 х- МА1Э
»-МЛ1Ь &-ВМД1,
Рис. 305. Микроструктура сила ва ВМ65-1. X 250
Рис. 306. Длительная прочность магниевых сплавов при различных температурах
преимущественно для изготовления прессованных полуфабрикатов и штамповок. Этот сплав относится к числу наиболее жаропрочных деформируемых магниевых сплавов (по эксплуатационным температурам не уступает сплаву МА13) и обладает повышенными пределами ползучести и длительной прочности.
Все рассмотренные сплавы свариваются аргоно-дуговой сваркой.
§ 5. ЛИТЕЙНЫЕ МАГНИЕВЫЕ СПЛАВЫ
Литейные магниевые сплавы находят все большее применение в авиационной промышленности. Большим преимуществом их перед другими сплавами является малая плотность; к недостаткам относятся низкая коррозионная стойкость, пониженный модуль упругости.
Необходимо подчеркнуть, что различие механических свойств литейных алюминиевых и магниевых сплавов гораздо меньше, чем деформируемых, поэтому замена литейных алюминиевых сплавов более легкими магниевыми является особенно выгодной.
К сплавам с повышенной коррозионной стойкостью относится свариваемый сплав МЛ2, содержащий 1,5% Мп, и рекомендуемый для отливки ненагруженных деталей повышенной герметичности.
18 3354
273
В эту группу входят также сплавы МЛ4пч, МЛ5пч, МЛ 10 и МЛ 12, рассматриваемые ниже.
Сплавы средней прочности — МЛЗ и МЛ7-1 содержат алюминий, цинк и марганец*; общее количество легирующих элементов в них не превышает 5—7%. Эти сплавы не упрочняются термической обработкой и применяются для отливки деталей средней нагруженности. Механические свойства в литом состоянии составляют: <ув~ 17 кГ/мм2, 6-7%.
Наиболее распространенными высокопрочными литейными магниевыми сплавами, предназначенными для длительной работы при температурах не выше 150°, являются сплавы МЛ4, МЛ5 и МЛ6; состав и. свойства их приведены в табл. 44.
Таблица 44
Состав и механические свойства высокопрочных литейных магниевых сплавов
Марка сплава Содержание элементов в % Механические свойства
А1 Zn Мп °в кГ)мм2 ° 0.2 кГ)млА 8 %
МЛ4 6 2,5 0,3 25—25,5 8,5—11,5 6—9
МЛ5 8,5 0,5 0,3 25—25,5 8,5—12 4—9
МЛ6 9,5 0,9 0,3 25—26 10—14 1—5
Сплавы этой группы по структуре состоят из неоднородных зерен твердого раствора и включений более твердых металлических соединений. В неравновесной структуре нередко появляется эвтектика. Окружая зерна твердого раствора, эта эвтектика, содержащая хрупкие металлические соединения Mg4Als и MgZn2, увеличивает хрупкость сплава.
Термическая обработка литейных магниевых сплавов обычно состоит в гомогенизации, т. е. в длительной выдержке при температуре закалки и последующем охлаждении.
При гомогенизации выравнивается состав отдельных зерен сплава и происходит частичный переход металлических соединений в твердый раствор, включения этих соединений коагулируют и приобретают более округлые очертания, эвтектическая сетка уничтожается. В результате сплав становится более прочным и вязким.
Иногда после гомогенизации сплавы подвергают искусственному старению, однако эффект упрочнения при этом бывает не очень значительным.
Практически гомогенизация сплава МЛ4 заключается в длительном (8—10 час) нагреве при температуре 385—395° и последующем охлаждении на воздухе (режим Т4); температура нагрева сплава МЛ5 — около 410°.
Микроструктура литого термически обработанного сплава МЛ5 представлена на рис. 307. Она состоит из крупных зерен твердого раствора на магниевой основе и включений металлического соединения Mg4Als.
Механические свойства литейных магниевых сплавов сильно зависят от толщины отливки и с увеличением сечения последней падают.
Из сплавов МЛ4 и МЛ5 отливают корпусы компрессоров и приборов, картеры, крышки картеров, корпусы нагнетателей, картеры масляных насосов, отстойники, детали авиаколес (тормозные барабаны, колодки, реборды, корпусы тормозов и др.), штурвалы, вилки хвостовых колес, колонки управления, фермы шасси, кронштейны, каркасы фона-
Сплав МЛ7-1 содержит также 0,35% Са.
274
Рис. 307. Микроструктура сплава МЛ5. X 250
рей окон и люков, педали управления и многие другие детали самолетов и авиадвигателей.
Новые сплавы МЛ4пч (повышенной чистоты) и МЛ5пч по составу не отличаются от аналогичных сплавов МЛ4 и МЛ5, но содержат значительно меньше примесей Ni, Fe, Si, Си (в сумме не более 0,14%, вместо 0,5% для обычных сплавов). Они характеризуются, поэтому, повышен* ной коррозионной стойкостью.
Сплав МЛ6 отличается высоким значением предела текучести и служит для изготовления более нагруженных деталей.
В последнее время разработаны новые высокопрочные сплавы МЛ 12 и МЛ 15, содержащие 4,5% цинка и 0,9% циркония *.
Сплав МЛ 12 по сочетанию предела текучести (<то,2=12—14 кГ/лии2) и пластичности (6 = 5—8%) превосходит сплав МЛ5. Отливки из него отличаются повышенной плотностью.
Сплав МЛ15 отличается хорошими технологическими свойствами.
Оба сплава обладают повышенной теплостойкостью и могут длительно работать при температурах до 200°.
Для работы при повышенных температурах разработан ряд жаропрочных литейных магниевых сплавов. Они
содержат большей частью такие элементы, как кальций, церий, цирконий, неодим или торий.
Состав и механические свойства некоторых типичных жаропрочных сплавов даны в табл. 45.
Таблица 45
Состав и свойства жаропрочных литейных магниевых сплавов
Марка Содержани элементов в В % 1=3 ч га Механические свойства при температуре Предельные температуры эксплуатации в °C
20° 300°
сплава Zn Nd Zr Th ф Я В S С4 о со ео tfrirljx 001 а сч о «чг-е° S длительной кратко- временной
МЛ10 — 2,3 0,7 — .— 24 5 2,5 — 250 350
МЛ11 0,5 — 0,7 — 3,2 15 5 2,5 1 250 350
ВМЛ1 — — 0,8 3,2 — 20 6 — 2,5 300 400-450
МЛ14 2,0 — 0,8 3,2 — 20 8 6,5 3,7 350—370 400—450
Сравнительная жаропрочность этих сплавов видна также из рис. 306.
Приведенные данные показывают, что магниевые сплавы по жаропрочности приближаются к алюминиевым, а в некоторых случаях имеют большую удельную жаропрочность.
Дефектами, чаще всего встречающимися в отливках из магниевых сплавов, являются рыхлота, микрорыхлота, газовые раковины, порис
* Сплав МЛ15 содержит также 0,9% лантана.
18*
275
тость (меньше, чем в алюминиевых сплавах), спаи и неслитины, незали-вы, горячие и холодные трещины.
Появление микрорыхлоты (черноты в изломе) весьма характерно для магниевых сплавов и связано с неправильными условиями литья.
Иногда микрорыхлота переходит в межкристаллитные трещины.
Микрорыхлота в магниевых сплавах допускается техническими условиями, если механические свойства находятся в пределах установленных норм.
Глава III
ТИТАН И ЕГО СПЛАВЫ
§ I. ПОЛУЧЕНИЕ И СВОЙСТВА ТИТАНА
Титан представляет для авиастроения особый интерес, так как он обладает небольшой плотностью, высокой температурой плавления и значительной коррозионной стойкостью; путем рационального легирования можно создать титановые сплавы с высокими механическими свойствами.
В промышленности металлический титан обычно получают магний-термическим методом — восстановлением четыреххлористого титана металлическим магнием в атмосфере инертного газа. Из титановой губки марок ТГ-00, ТГ-0 или ТГ-1, различающейся содержанием примесей, холодным прессованием и спеканием в вакууме или переплавкой в элек-тродуговых печах получают пластичный компактный титан, поддающийся ковке, прокатке и другим видам обработки давлением.
Свойства чистого титана
(технический титан, содержащий 99,6% Ti)
Атомный вес............
Плотность............ч.
Температура плавления .
Температура кипения ...........
Коэффициент линейного расширения
Удельное электросопротивление .
Предел прочности ов
Предел текучести о0>2..........
Удлинение 8 ...................
Поперечное сужение ф ..........
Твердость по Брине,лю НВ ... .
Модуль нормальной упругости Е
47,90
4,5 г)см^ 1660° С 5100° С
8,2-10—6 см]см г рад
55,6 ом-мл^)м 50—56 кГ/мм2 45—50 кГ^млА 25% 55 %
100—140 кГ!мл&
10 500 кГ!мм2
Титан имеет две полиморфные разновидности. Ниже температуры 882,5° устойчив а-титан, имеющий гексагональную кристаллическую решетку, а выше 882,5° — р-титан, кристаллизующийся в кубической объемноцентрированной решетке.
Из свойств титана следует особенно отметить малую плотность в сочетании со значительной прочностью; сравнительно небольшой коэффициент расширения облегчает применение его в условиях теплосмен.
В обычной атмосфере титан стоек против окисления до 400—500°; при более высоких температурах он проявляет большую реакционную способность к взаимодействию с кислородом, азотом и водородом. Можно значительно увеличить жаростойкость титана путем его легирования хромом и особенно алюминием и кремнием.
276
Необходимо подчеркнуть высокую коррозионную стойкость титана и его сплавов по отношению к действию морской воды, превосходящую стойкость нержавеющей хромоникелевой стали.
Титан устойчив против действия большинства кислот и щелочей.
Модуль нормальной упругости титана вдвое меньше, чем стали, что несколько ограничивает возможность его использования для изготовления жестких конструкций. Другим недостатком титана является высокий коэффициент трения и связанные с этим низкие антифрикционные свойства. Однако после азотирования или поверхностного упрочнения другими методами титановые детали могут хорошо работать в условиях трения.
Следует также отметить, что легкая окисляемость титана и его высокое химическое сродство в расплавленном состоянии к большинству других элементов осложняет проведение обычной сварки титана и требует применения инертных сред (аргона).
§ 2. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА СТРОЕНИЕ И СВОЙСТВА ТИТАНОВЫХ СПЛАВОВ
Повышение механических свойств титана достигается легированием алюминием, хромом, молибденом, ниобием, ванадием, цирконием, оловом и другими элементами (рис. 308). Характер взаимодействия титана с различными элементами можно свести к четырем типам диаграмм со-
Содержанис легирующих элементов в 0/г
Рис. 308. Влияние легирующих элементов на механические свойства титана
относится к системам, образующим с а- и р-титаном непрерывные твердые растворы. Это системы с цирконием и гафнием. Второй тип (см. рис. 309, //) характеризуется образованием непрерывных твердых растворов только с р-титаном и понижением температуры р^Д а превращения. К ним относятся системы с ванадием, ниобием, молибде* ном и др.
277
Третий и четвертый типы (см. рис. 309, III и IV) представляют собой системы, характеризующиеся наличием ограниченных твердых растворов с а- и р-титаном и образованием металлических соединений. При этом в третьем типе имеют место эвтектоидные превращения (системы с железом, кремнием и др.), а в четвертом — перитектоидные превращения (системы с алюминием, оловом, углеродом и др.) в твердом состоянии.
Такие сложные виды взаимодействия титана с различными элементами дают возможность повышать его прочность, жаропрочность и другие свойства за счет образования твердых растворов, металлических соединений, использования фазовых превращений в твердом состоянии, связанных с р превращением, изменением предела растворимости и другими процессами. Эти превращения лежат в основе термической обработки титановых сплавов.
Рис. 309. Типы .диаграмм состояния двойных систем на основе титана (по И. И. Корнилову)
Наиболее важное значение для разработки титановых сплавов имеют системы, в которых титан образует с другими компонентами непрерывные или ограниченные р-твердые растворы. К первым относятся системы Ti — Мо (рис. 310) и Ti — V; ко вторым Ti — Al (рис. 311) и Ti — Сг (рис. 312). Среди них особенно выделяется система Ti — Al вследствие благоприятного влияния алюминия на упрочнение а-титано-вых твердых растворов и на повышение жаростойкости титановых сплавов. Система Ti—Сг (см. рис. 312) отличается существованием непрерывных твердых растворов с р-титаном, образованием из р-твердых растворов соединения TiCr2 и эвтектоидным превращением р —a + TiCr2.
К числу вредных элементов, ухудшающих пластичность титановых сплавов и повышающих их чувствительность к надрезам, относится водород. Повышенное содержание кислорода и азота влияет аналогично.
В зависимости от строения титановые сплавы обычно подразделяют на 3 группы: с «-структурой, (а + р)-структурой и р-структурой. Наиболее широкое применение пока находят сплавы первых двух групп.
Сплавы с a-структурой имеют строение гексагональных а-твердых растворов как при обычной температуре, так и при нагреве до температур обработки, применяемых на практике.
Сплавы с (а + р)-структурой обладают двухфазным строением либо при обычной температуре, либо при нагреве до сравнительно невысоких температур. Наличие кубической p-фазы определяет повышенную технологическую пластичность подобных сплавов при обработке давлением.
278
Сплавы с p-структурой сохраняют строение р-твердых растворов после закалки, а некоторые из них—даже после отжига.
Ti —Мо
Рис. 311. Часть диаграммы состояния сплавов Ti — Al
Многие элементы образуют с титаном металлические соединения; практическое значение для титановых сплавов имеют соединения TiAl, Ti3Sn, TiCrz, TiFe, а также соединения титана с неметаллическими элементами— углеродом, бором, кремнием и азотом.
Особенно интересен карбид титана TiC, обладающий очень высокой температурой плавления (3140° С) и большой твердостью (9,5 по шкале Мооса — между корундом и алмазом).
§ 3. СОСТАВ, СВОЙСТВА И ПРИМЕНЕНИЕ СПЛАВОВ НА ОСНОВЕ ТИТАНА
К сплавам повышенной пластичности относятся технический титан ВТ! и сплав ОТ4-1, содержащий 1,5% А1 и 1% Мп. Эти материалы служат для изготовления преимущественно тонкостенных изделий методом холодной листовой штамповки; они хорошо сварива
279
ются, имеют невысокую прочность (сГв<^60 кПмм2) и могут длительно работать при температуре не выше 350°.
Состав некоторых сплавов средней прочности (егв = 80—90 кГ1мм2\ 6 = 12—20%), применяемых для работы в условиях нагрева не выше 400—450°, приведен в табл. 46.
Таблица 46
Состав титановых сплавов средней прочности
Содержание легирующих элементов в %
Марка сплава А1 Мп Другие элементы
ВТ5 5 —
ОТ4 3 1,5
АТЗ 3 — Cr+Fe+Si+B=l ,0—1,8 %
Сплавы ВТ5 и ОТ4 применяются для сварных конструкций и штампованных деталей. Термическая обработка этих сплавов состоит в отжиге при температурах 700—750° с последующим охлаждением на воздухе.
Шестикомпонентный сплав АТЗ характеризуется повышенной жаропрочностью (рабочая температура 400—450°), хорошей коррозионной стойкостью, кроме того, он сохраняет высокую вязкость при низких температурах. Этот сплав хорошо обрабатывается давлением и может быть применен для изготовления листов, поковок и сварных конструкций.
Сплавы ВТ5 и АТЗ в равновесном состоянии имеют а-структуру, сохраняющуюся в широком температурном интервале.
Примером (а+Р) -титановых сплавов является сплав ОТ4. р-фаза появляется в нем только при повышенных температурах, этим объясняется высокая пластичность подобных сплавов в нагретом состоянии. При последующем охлаждении p-фаза переходит в промежуточную гексагональную a-фазу, имеющую игольчатое мартенситообразное строение, поэтому такие сплавы относятся к «мартенситному» типу. Следует, однако, подчеркнуть, что мартенситная а'-фаза в титановых сплавах по свойствам сильно отличается от мартенсита сталей и характеризуется невысокой твердостью и значительной, пластичностью.
К числу новых высокопрочных относятся недавно разработанные сплавы марок ВТ14, ВТ15 и ВТ16. Их состав и механические свойства после термической обработки приведены в табл. 47.
Таблица 47
Состав и свойства высокопрочных титановых сплавов
Марка сплава Содержание элементов в % Механические свойства после термической обработки
AL Мо V Сг кГ)мм^ °0,2 кГ1мм2 6 %
ВТ14 4 3 1 — 130 120 8
ВТ15 3 8 — 11 140 130 4
ВТ16 2,5 7,5 — — 135 120 5
Упрочняющая термическая обработка этих сплавов состоит в закалке и старении. Например, сплав ВТ14 закаливается в воде с температуры 880° и подвергается старению при 500° в течение 14 час. После закалки
280
в сплавах фиксируется р- или (р + а')-структура; при последующем старении происходит выделение более стабильных фаз — a, TiCr2 и других, что вызывает значительное упрочнение. Термомеханическая обработка позволяет получать еще более высокие значения прочности (ов = 180 кГ/мм2) при сохранении достаточной пластичности сплавов.
Большой интерес представляют жаропрочные титановые сплавы, основные характеристики которых приведены в табл. 48.
Таблица 48
Состав и свойства жаропрочных титановых сплавов
Марка сплава Содержание элементов в % Механические свойства при 500° Наибольшая температура длительной эксплуатации °C
А! Мо прочие элементы °100 к ГlMj.fi ° 0,2/100 Ki1, млб
ВТЗ-1 5,5 1,5 Сг 40 8 400
2
ВТ8 6,3 3,3 — 55 22 500
ВТ9 6,5 3,5 Zr 65 38 550
2
АТ6 6,0 Cr-рГе + ,5% 45 >10 450
АТ8 8,0 60 20 550
Сплавы АТ6 и АТ8 выгодно отличаются тем, что в их составе нет дорогих и дефицитных элементов (Mo, Zr и др.).
По прочности и жаропрочности титановые сплавы этой группы зна-
чительно превосходят алюминиевые (рис. 313).
Сплав ВТЗ-1 относится к группе двухфазных. При его закалке из ^-области образуется игольчатая структура мартенситного типа, состоящая в основном из продукта превращения р-раствора — гексагональной а'-фазы. В результате последующего старения при 650° в течение двух часов он приобретает характерную «корзиночную» структуру, состоящую из смеси а'- и a-фаз (рис. 314, а). Аналогичную структуру имеет сплав АТ6 (см. рис. 314, б).
При комнатной температуре механические свойства сплавов этой группы довольно высокие: сгв=105—115 кГ/мм2',
Рис. 313. Прочность титановых сплавов в сравнении с прочностью алюминиевого сплава ВД17:
1—титановый сплав ВТЗ-1; 2—’титано-
6=10—12%.
Сравнительные значения пределов длительной прочности и ползучести при температурах 500 и 600° для некоторых
ЖарОПрОЧНЫХ сплавов показаны на вый сплав ВТ8; 3 — титановый сплав п/г А. Тб; 4 —титановый сплав АТ8; 5 —
РИС. O1D. алюминиевый сплав ВД17
Следует подчеркнуть, что в условиях кратковременного нагружения числовые характеристики жаропрочности могут значительно возрасти. На рис. 316 приведены кривые секундной
прочности сплава ВТ9 при различных температурах.
281
При прочих равных условиях жаропрочность титановых сплавов существенно зависит от их микроструктуры. Это подтверждается сопоставлением типичных структур (рис. 317) с соответствующими кривыми длительной прочности (рис. 318). Для сплава ВТ8 наибольшим значениям Ошо отвечает мелкоигольчатая «корзиночная» структура (см. рис. 317, тип 2). Сравнительные кривые кратковременной прочности титановых сплавов приведены на рис. 319.
Свойства титана и его сплавов определяют широкие возможности их применения в авиастроении.
Особенно выгодно применять титановые сплавы в условиях нагрева до температур 300—600°; в этом интервале алюминиевые и магниевые сплавы не могут быть использованы в связи с низкой прочностью, а стали нецелесообразно применять вследствие их большой плотности.
Рис. 314. Микроструктура сплава ВТЗ-1 после термической обработки (а) и АТ6 после отжига и охлаждения на воздухе (б). X 300
В летательных аппаратах титановые сплавы могут быть использованы для обшивки, особенно при сверхзвуковых скоростях полетд до М=3—3,5, когда поверхность нагревается до 450—500р. В некоторых случаях из титановых сплавов изготовляют только наиболее нагревающиеся передние кромки крыла и стабилизатора, а также элероны и конус (рис. 320).
Титановые сплавы могут быть использованы для основных элементов силового набора — лонжеронов, нервюр, шпангоутов, элементов усиления жесткости.
Весьма эффективно применять титановые сплавы для противопожарных перегородок вместо сталей и менее жаропрочных алюминиевых сплавов. В ряде случаев из титановых сплавов изготовляют воздухопроводы и трубопроводы гидросистем. Титан применяют также для немагнитных топливных баков самолетов, такие баки обладают высокой коррозионной стойкостью.
Наконец, следует отметить возможность замены сталей и других материалов титановыми сплавами при изготовлении таких изделий, как створки шасси, закрылки, глушители, заслонки, бандажи, тяги и другие, а также крепежных деталей — высоконагруженных болтов, шпилек и т. п.
В конструкции авиационного двигателя титановые сплавы наиболее широко применяются для деталей компрессора — лопаток и дисков.
Кроме того, их используют при изготовлении капотов двигателя, наружных кожухов камер сгорания, реактивных сопел, выхлопных патрубков и других изделий, нагревающихся в эксплуатации. Возможности применения титановых сплавов в конструкции реактивного двигателя показаны на рис. 321.
282
Рис. 315. Сравнительные значения длительной прочности (о юс) и предела ползучести (Сто,2/100) при 500 и 600° жаропрочных титановых сплавов.
Рис. 316. Секундная прочность сплава ВТ9
283
Рис. 317. Типы структур сплава ВТ8:
1 — равноосная; 2 — мелкоигольчатая («корзиночная..);
3 — грубоигольчатая (О. П. Солонина)
284
б кГ/мм3
Рис. 318. Влияние микроструктуры на длительную прочность сплава ВТ8 при
Рис. 319. Предел прочности титановых сплавов в зависимости от температуры
Рис. 320. Детали самолета, изготовляемые из титановых сплавов:
1 — передняя кромка крыла; 2 — элерон; 3— конус; 4 — передняя кромка стабилизатора
285
Титановые сплавы применяют также в конструкции вертолетов (лопасти винтов, полы, дверцы).
Высокая устойчивость титана к морской воде открывает широкие возможности для его использования в морской авиации, кораблестрое-
Рис. 321. Схема турбореактивного двигателя с деталями из титановых сплавов:
I — обечайка входного устройства; 2 — центральное тело; 3 — рабочая лопатка компрессора; 4— лопатка спрямляющего аппарата компрессора; 5 — диски компрессора; 6 — корпус компрессора; 7— наружный кожух камеры сгорания; 8— кожух выхлопного устройства
нии и для других сооружений, которые подвергаются действию морской воды.
Приведенные примеры показывают широкие перспективы замены титановыми сплавами более тяжелых сталей или менее жаропрочных алюминиевых сплавов для ряда деталей летательных аппаратов.
Глава IV
МЕДЬ И ЕЕ СПЛАВЫ.
АНТИФРИКЦИОННЫЕ СПЛАВЫ НА ОСНОВЕ ОЛОВА
§ 1. СВОЙСТВА И ПРИМЕНЕНИЕ ЧИСТОЙ МЕДИ
Чистая медь — металл розовато-красного цвета, она кристаллизуется в решетке гранецентрированного куба, период решетки а=3,608 А.
Отличительными свойствами меди являются высокие электропроводность (93,1% от электропроводности серебра) и теплопроводность, а также большая пластичность в холодном состоянии.
Физические свойства чистой меди
Атомный вес.................... 63,57
Плотность........................ 8,94 г)см^
Температура плавления........... 1083° С
Температура кипения............ . 2325° С
Коэффициент линейного расширения
при 20° С..................... 16,4-10—6 CMfcM-град
Теплоемкость.................... 0,923 кал!см-сек-град
Удельное электросопротивление
(для проволоки при 20°) . . 0,01724 ом-мм^м
286
Чистая медь марок МО (99,95% Си) и Ml (99,9% Си) применяется в авиационной промышленности преимущественно для изготовления электропроводов. Для приготовления сплавов используется медь марок М2 и М3, в которых допускается большее содержание примесей. Медь этих марок служит также для изготовления электроконтактов, шин и других токопроводящих деталей, различных прокладок, уплотнительных колец, заглушек, стопоров, ниппелей и т. п. Кроме того, медь может быть использована при производстве металлокерамических материалов; на рис. 322 изображена микроструктура меднографитового сплава, обладающего хорошими антифрикционными свойствами и применяемого для изготовления деталей, работающих в условиях трения.
Некоторые примеси сильно влияют на свойства меди.
Висмут и свинец почти не растворимы в меди в твердом состоянии ' и образуют с ней легкоплавкие эвтектики, плавящиеся при низких температурах (270 и 326°, соответственно).
Поэтому уже при небольшом содержании этих элементов медь проявляет в условиях горячей обработки давлением хрупкость, объясняемую плавлением этих эвтектик. В связи с этим свинец и висмут являются особенно вредными примесями, допустимыми лишь в очень малых количествах.
К числу вредных примесей относится также кислород, понижающий пластичность меди как в горячем, так и в холодном состояниях. Количество кислорода в меди легко определить металлографически по площади, занимаемой эвтектикой Си — Си2О.
При значительном содержании кислорода медь проявляет «водородную болезнь», становясь хрупкой после отжига в восстановительной атмосфере, содержащей водород. Это выражается в появлении трещин и надрывов при деформации, а также в образовании пузырей на поверхно сти прокатанных изделий после отжига.
Явление «водородной болезни» объясняется тем, что при высокой температуре водород диффундирует в медь и восстанавливает закись меди с образованием водяных паров, практически не растворимых в меди:
Си2О 4- Н2 —* Н2О+2 Си.
В результате создается большое внутреннее газовое давление, вызывающее хрупкость.
Примеси сильно влияют на электропроводность меди. Особенно резко снижают электропроводность фосфор и кремний.
Механические свойства чистой меди сильно зависят от степени деформации в холодном состоянии. Например, предел прочности отожженной меди после обжатия на 50% возрастает от 20 до 40 кГ]мм\ удлинение при этом падает соответственно с 45 до 5%.
Пластичность меди можно снова восстановить рекристаллизационным отжигом при температуре 550—650° в восстановительной атмосфере. Строение отожженной меди показано на рис. 323.
Медь устойчива против коррозии в атмосферных условиях, однако разрушается под действием аммиака, сернистого газа, азотной кислоты и других агрессивных сред.
При нагревании медь легко окисляется.
При сплавлении меди с 1 % Мп образуется марганцовистая медь ММц-1, применяемая для изготовления цельнотянутых радиаторных трубок. Она отличается высокой пластичностью и коррозионной стойкостью.
Необходимо подчеркнуть, что медь является сравнительно дорогим металлом и, по возможности, заменяется более дешевыми материалами. В некоторых случаях она может быть заменена биметаллами
287
(например, стальными проводами или трубопроводами, покрытыми слоем меди) или сталями, с нанесенными на них антикоррозионными покрытиями (см. стр. 319).
Рис. 322. Микроструктура металлокерамического меднографитового сплава. X 100
Рис. 323. Микроструктура отожженной меди. X 250
§ 2. ЛАТУНИ
Латуни — сплавы меди с цинком. Содержание цинка в авиационных латунях составляет 32—42%.
Сплавы меди с цинком — до 10%—иногда называют томпаками, а от 10 до 20% Zn — полутомпаками.
В некоторые латуни вводят также свинец, олово, алюминий, кремний, марганец, железо и другие элементы.
Вследствие узкого температурного интервала кристаллизации латуни обладают хорошими литейными свойствами.
По своей коррозионной стойкости латуни значительно превосходят железо, углеродистую сталь и многие сорта легированной стали. Обычно латуни применяются в форме прокатанных полуфабрикатов — в виде листов, лент, прутков.
Существует также группа латуней для фасонного литья.
Часть диаграммы состояния сплавов системы медь-—цинк представлена на рис. 324. Из нее следует, что медь и цинк образуют твердые растворы и несколько металлических фаз; последние различаются составом, типами кристаллических решеток и свойствами. В структуре авиационных латуней согласно диаграмме могут присутствовать а- и 0-фазы *.
Область твердых растворов цинка в меди (a-фазы) простирается от чистой меди до ~ 39% цинка при обычной температуре, сс-фаза имеет решетку гранецентрированного куба и по механическим свойствам является мягкой и пластичной.
0-фаза, более богатая цинком, кристаллизуется в решетке объемно-центрированного куба и является более твердой и хрупкой.
Изменение механических свойств медноцинковых сплавов в зависимости от содержания цинка показано на рис. 325. Из хода кривых следует, что до ''-'30% цинка растут одновременно и прочность и пластич
* 0-фаза ниже 453—470° представляет собой твердый раствор с упорядоченным расположением атомов. Ее обычно обозначают на диаграмме фазой 0', в отличие от неупорядоченной 0-фазы, устойчивой при более высоких температурах.
288
ность. Далее пластичность уменьшается, особенно в связи с появлением в структуре более хрупкой р-фазы.
Ниже приводится характеристика некоторых авиационных латуней (при маркировке латуней следующие за буквенными обозначениями цифры указывают процентное содержание меди).
Сплав Л96-—томпак, содержащий 4°/о цинка. Это стойкий против коррозии материал, применяющийся для изготовления радиаторных трубок авиадвигателей, а также для трубопроводов в системе гидравлики и конденсаторных трубок. Он не подвержен коррозионному растрескиванию, обладает хорошей обрабатываемостью в горячем и холодном состояниях.
Сплавы с содержанием до 39% цинка называются а-латунями;
Рис. 324. Часть диаграммы состояния сплавов Си — Zn
Рис. 325. Влияние цинка на механические свойства медноцинковых сплавов
батываются давлением в холодном состоянии, что объясняется большой пластичностью а-фазы.
При горячей обработке давлением в интервале температур 300—700° а-латуни с пониженным содержанием цинка мало пластичны и склонны к разрушению по границам зерен, это явление сходно с красноломкостью стали.
Причиной такого разрушения является, по-видимому, примесь свинца, который практически не растворяется в меди, а также в твердых растворах а и при кристаллизации располагается по границам зерен твердого раствора а. При нагревании такая прослойка свинца плавится (температура плавления свинца всего 327°), вследствие чего нарушается связь между зернами и при обработке давлением изделие разрушается.
а-латуни Л68 и Л62 отличаются высокой коррозионной стойкостью и применяются в виде листов, лент, труб, проволоки для изделий, изготовляемых глубокой холодной штамповкой,— трубопроводов, патрубков, уплотнительных прокладок, колец, шайб, заклепок, втулок, снарядных гильз, сильфонов и других. Микроструктура латуни Л62 дана на рис. 326.
Сплавы, содержащие от 39 до 43% цинка, представляют собой (а + ₽) -латуни. К этой группе относится свицовистая латунь ЛС59-1 (мунц), содержащая 59% меди, 1% свинца и 40% цинка. Микрострук
19 3354
289
тура ее, в соответствии с диаграммой состояния (см. рис. 324), состоит из a-фазы, а также более твердой, но хрупкой p-фазы (рис. 327).
Свинец вводят для улучшения обрабатываемости резанием и давлением. Благодаря p-фазе эта латунь обладает большими твердостью и прочностью, но меньшей пластичностью, что затрудняет ее обработку давлением в холодном состоянии.
Рис. 326. Микроструктура латуни Л62 после рекристаллизации. X 250
Рис. 327. Микроструктура латуни ЛС59-1. X 250
Наоборот, в горячем состоянии она обрабатывается давлением очень хорошо, так как свинец способен растворяться в p-фазе и не образует легкоплавкой прослойки между зернами. Латунь ЛС59-1 достаточно устойчива в отношении коррозии, отлично обрабатывается резанием и используется главным образом в виде прессованных и прокатанных полуфабрикатов (прутков) для изготовления различных втулок, гаек, колец, кранов, штуцеров, винтов, стопоров, тройников, труб, тяг, прокладок, а
Рис. 328. Влияние деформации на механические свойства латуни Л62 для ленты толщиной 3,5 мм
также для токопроводящих деталей электрорадиооборудования.
Горячая обработка этой латуни давлением ведется при температуре около 720°.
Механические свойства а-латуни меняются в широких пределах в зависимости от степени деформации при холодной обработке давлением (рис. 328).
Нагартованные медноцин-ковые сплавы, содержащие бо-пее 7% цинка, склонны к коррозионному растрескиванию с течением времени («сезонному растрескиванию»), особенно в присутствии аммиака.
Коррозионное растрескивание наиболее характерно для тонкостенных штампованных изделий.
Оно является, по-видимому, результатом проявления внутренних
напряжений, возникающих при холодной обработке латуней давлением. Для предотвращения подобного растрескивания в эксплуатации реко-
290
мендуется проводить отжиг нагартованных изделий при температуре 300° в течение одного часа.
Такой отжиг мало снижает механические свойства, но достаточен, чтобы уничтожить внутренние напряжения, вызывающие коррозионное растрескивание.
Если необходимо восстановить пластичность нагартованной латуни, ее подвергают рекристаллизационному отжигу обычно при температуре 600—700°. Отожженная латунь имеет характерную полиэдрическую структуру с двойниковыми образованиями (см. рис. 326).
После отжига латуни показатели ее прочности (ов и 00,2) падают, а пластичность (6) растет.
Помимо рассмотренных латуней, существуют так называемые специальные латуни, содержащие, кроме меди и цинка, некоторые другие компоненты (кремний, марганец, железо и др.). Эти компоненты нередко оказывают более сильное влияние на структуру и свойства сплавов с медью, чем цинк. Многие специальные латуни отличаются хорошими литейными качествами и применяются в литом виде; благодаря небольшому интервалу кристаллизации они обладают хорошей жидкотекучестью и дают плотные отливки без рассеянной пористости.
§ 3. БРОНЗЫ
Бронзами называют сплавы на медной основе с добавкой олова, алюминия, свинца, кремния, бериллия, хрома, сурьмы; соответственно различают бронзы оловянистые, алюминиевые, свинцовистые, кремнистые, бериллиевые, хромовые, сурьмянистые.
В некоторые бронзы вводят также железо, никель, марганец, цинк.
Бронзы обладают высокой коррозионной стойкостью и хорошей обрабатываемостью резанием. Многие из них имеют высокие антифрикционные качества, т. е. хорошо работают в условиях трения. Большинство бронз обладает также хорошими литейными свойствами, по механическим свойствам некоторые бронзы, например алюминиевые или бериллиевые, не уступают качественным сталям.
Антифрикционные бронзы широко применяются для изготовления подшипников, втулок и других авиационных деталей, работающих в условиях трения.
к ним, так же как и к другим антифрикционным сплавам, предъявляются следующие требования:
1) наименьший износ подшипника и вала;
2) низкий коэффициент трения;
3) хорошая прирабатываемость, т. е. минимальное время до принятия подшипником очертаний конфигурации вала;
4) способность выдерживать большие удельные давления, т. е. достаточная прочность и вместе с тем удовлетворительная пластичность, исключающая явления выкрашивания;
5) достаточная теплостойкость;
6) более низкая твердость по сравнению с валом (это требование связано с тем, что при ремонте подшипник легче сменить чем вал);
7) высокая теплопроводность;
8) удовлетворительные технологические качества — хорошие литейные свойства, возможность наплавки на сталь, обрабатываемость резанием и т. д.;
9) сопротивление коррозии;
10) обеспечение хорошей смазки.
Для выполнения последнего, важнейшего требования, структура антифрикционного сплава должна быть разнородной и состоять из твердых, опорных частиц, выдерживающих нагрузку вала, и мягкой, исти
19*
291
рающейся при работе основы, которая обеспечивает циркуляцию масла в местах выработки (рис. 329).
Подобная структура обеспечивает также хорошую приработку, так как твердые частицы в первом периоде работы трущейся пары вдавливаются в мягкую основу, чем достигается более равномерное распреде-
Лодшипник Мягкая Твердые основа опорные частицы
Рис. 329. Схема работы антифрикционного сплава
ление давления со стороны вала. Случайно попадающие при эксплуатации твердые частицы (песчинки и т. п.) также вдавливаются в пластичную основу (или вдавливают в нее твердые составляющие сплава) и потому не царапают вал.
Существует также другая теория работы антифрикционного сплава, согласно которой для нормальной работы в условиях трения необходимо образование между валом и подшипником пылевидных про
дуктов.
Авиационные бронзы можно разделить на деформируемые и литейные
Деформируемые бронзы
Оловян истые бронзы — это сплавы меди с оловом, содержание которого доходит до 20%.
Одной из самых распространенных является бронза БрОФ6,5-0,25 *, содержащая 6,5% олова и 0,25% фосфора; последний вводится главным образом в качестве раскислителя.
Согласно диаграмме состояния сплавов Си — Sn (рис. 330) эта бронза должна была бы иметь ниже линии солидуса строение однородного a-твердого раствора. Практически литая бронза БрОФ6,5-0,25 вследствие ликвации имеет неравновесное строение и состоит из твердых участков эвтектоида (а + 6), обогащенных оловом, и более мягких зерен a-твердого раствора на основе меди (рис. 331). Такая разнородная структура обеспечивает очень хорошие антифрикционные свойства литой бронзы и ее применяют для деталей, работающих в условиях трения. В то же время наличие хрупкого эвтектоида затрудняет обработку бронзы давлением.
После отжига (гомогенизации) при 700° структура становится однородной (рис. 332).
Гомогенизированная бронза отличается низкими антифрикционными свойствами, но она более пластична (при 6=10—20% ов = 30— 35 кГ!мм2) и хорошо обрабатывается давлением.
Бронзу БрОФ6,5-0,25 применяют для изготовления пружинящих контактов электрооборудования, мембран, сеток и некоторых деталей, работающих в условиях трения.
Для удешевления оловянистых бронз часть олова в них заменяется цинком или свинцом. К этой группе относится, например, деформируе
* При маркировке бронз вначале ставятся буквы Бр (бронза), затем следует сокращенное обозначение легирующих элементов (О — олово, А — алюминий, Ж — железо, Н—никель, Мц—марганец, С—свинец, К—кремний, Су—сурьма, Ф—фосфор), после чего в той же последовательности указывается среднее процентное содержание этих элементов.
292
мая бронза БрОЦС4-4-2,5, содержащая 4% олова, 4% цинка и 2,5% свинца.
В последнее время оловянистые бронзы начинают вытесняться более дешевыми бронзами без олова, а также чугуном и пластмассами.
Алюминиевые бронзы — это сплавы меди с 9—11% алюминия; в некоторые из них дополнительно вводят железо, никель и марганец.
Вес. % Sn.
Бронзы, содержащие более 9,5% алюминия, должны иметь структуру а-раствора и эвтектоида (а+уг). как это следует из диаграммы состояния сплавов медь — алюминий (рис. 333). Вследствие ликвации эвтектоид может появиться и при меньшем содержании алюминия (8-9%).
В табл. 49 приведены состав и механические свойства некоторых алюминиевых бронз.
Таблица 49
Состав и' механические свойства алюминиевых бронз (прессованные прутки)
Марка сплава Содержание элементов в % Механические свойства
А1 Fe N1 Мп °в кГ]мл& 6 % НВ кГ/мл#
БрАЖН10-4-4 10 4 4 — 65 15 195
БрАЖМц10-3-1,5 10 3 — 1,5 60 12 150
293
Рис. 331. Микроструктура литой оловянистой бронзы. X 250
Рис. 332. Микроструктура отожженной оловянистой бронзы X 250
Рис. 333. Часть диаграммы состояния сплавов Си —А1
294
Рис. 334. Микроструктура бронзы БрАЖН10-4-4. Х300 подшипников, коромысел, ди-
Железо, марганец и никель повышают механические свойства бронз; никель также увеличивает жаропрочность и сопротивляемость коррозии.
Алюминиевые бронзы отличаются хорошими литейными качествами, высокими механическими свойствами, жаропрочностью и жаростойкостью, а по коррозионной стойкости значительно превосходят оловяни-стые бронзы и латуни. Они стойки к действию атмосферы, к действию морской воды и конкурируют в этом отношении с нержавеющими сталями.
В соответствии с диаграммой состояния алюминиевые бронзы могут термически обрабатываться. При нагреве до температуры ~900с они приобретают однофазное строение р-раствора, который после резкой закалки переходит в структуру, подобную мартенситу, с очень высокой твердостью. Применяя последующий отпуск, можно в широких пределах изме пять свойства алюминиевых бронз.
Отожженная бронза обладает достаточной пластичностью, позволяющей проводить холодную обработку давлением, причем после обработки повышается ее прочность.
Алюминиевые бронзы применяют для изготовления ответственных нагруженных деталей, работающих в тяжелых условиях, подвергающихся сильному износу и часто нагревающихся в эксплуатации (фрикционные шестерни, зубчатые колеса, гайки нажимных винтов, сальники, детали водяных и паровых турбин, втулки, краны).
Бронза БрАЖМц 10-3-1,5 используется для изготовления деталей повышенной твердости и работающих в условиях трения, например втулок, шестерен, обойм сков, ниппелей, различных нормалей.
Бронза БрА>КН10-4-4 упрочняется путем термической обработки, состоящей в закалке с температуры 900° в воде и последующем отпуске при 650° в течение 1,5 часа.
После такой термообработки она приобретает следующие механические свойства:
ов = 65 кГ/мм2-, 6 = 5%; 776 = 200-^-240 кГ/мм2.
Микроструктура ее (рис. 334) состоит из «-твердого раствора (светлого), распавшегося р-раствора (темного) и мелких включений железистой составляющей.
Бронза БрАЖН 10-4-4 применяется для изготовления ряда ответственных деталей авиационных двигателей (фланцы, седла клапанов выпуска, направляющие втулки выпускных клапанов, работающие при температуре до 500° и больших удельных давлениях и скоростях, маслоуплотнительные кольца, шестерни, червяки, втулки особо ответственного назначения и др.). Она служит хорошим заменителем оловянистых бронз.
Кремнистые бронзы — это сплавы меди с 1—3% кремния, обычно они содержат также никель или марганец.
Вследствие переменной растворимости кремния в меди при изменении температуры кремнистые бронзы могут эффективно упрочняться термической обработкой. При достаточном нагреве они приобретают строение однородного «-твердого раствора, чем объясняется их высокая пластичность и хорошая обрабатываемость давлением.
295
Кремнистые бронзы гораздо дешевле оловянистых, а механические свойства их выше, поэтому они в ряде случаев успешно заменяют оловя-нистые бронзы.
Наибольшее применение имеют кремнистые бронзы БрКН1-3 и БрКМцЗ-1. Их состав и механические свойства приведены в табл. 50.
Таблица 50
Состав и свойства кремнистых бронз
Марка сплава Содержание элементов % Механические свойства Приме- чание
Si Ni Ain °в кГ)мм^ 6 % НВ кГ!мм2
БрКН1-3 1 3 0,2 55 15 150 Прутки
БрКМцЗ-1 3 — 1 55 12 — я
Бронза БрКН1-3 отличается повышенной жаропрочностью; из нее могут изготовляться детали, работающие в условиях трения при небольших удельных давлениях и недостаточной смазке.
Бронза БрКМцЗ-1 особенно рекомендуется как заменитель оловянистых бронз, благодаря высокой прочности и жесткости она успешно применяется для изготовления плоских и круглых пружин.
Кремнистые бронзы могут быть использованы для работы в условиях нагрева до 500°.
Бериллиевые бронз ы — это сплавы меди с 2—2,5 % бериллия.
Часть диаграммы состояния сплавов медь —бериллий приведена на рис. 335. Растворимость бериллия в меди при обычной температуре составляет менее 0,2%, однако при нагревании значительно возрастает. Используя эту переменную растворимость, можно достигнуть значительного упрочнения при термической обработке. При старении закаленных сплавов выделяется дисперсная у-фаза, построенная на основе металлического соединения Cube.
Бериллий очень сильно влияет на механические характеристики бронзы, сообщая ей, в частности, чрезвычайно высокие пружинящие свойства.
В авиастроении применяется бронза БрБ2, содержащая 2—2,3% бериллия. Эту бронзу подвергают термической обработке, состоящей из закалки в воде с температуры 780° и последующего старения при 300°.
После такой обработки бронза приобретает следующие механические свойства (полосы):
ов=125 кГ/мм2-, 6=2,5%; /7У=375 кПмм2.
Механические свойства бериллиевой бронзы могут быть повышены также и нагартовкой.
Микроструктура бронзы БрБ2 состоит из зерен a-твердого раствора и мелких включений фазы СиВе (рис. 336).
Благодаря высоким механическим свойствам и большой коррозионной стойкости бериллиевая бронза применяется в виде полос, лент, прутков, труб, проволоки, для изготовления некоторых особо ответственных специальных деталей, например мембран, пружинящих контактов, сильфонов, щеткодержателей и т. п. Применение ее несколько ограничено вследствие высокой стоимости бериллия.
Хромистая бронза БрХ0,5 содержит в среднем 0,7% хрома. Она хорошо сплавляется со сталью, что позволяет использовать ее для получения биметаллов. Такие биметаллы в связи с высоким коэффици-
296
ентом трения хромистой бронзы применяются при изготовлении тормозных барабанов .и фрикционных дисков, работающих в условиях трения. Хромистая бронза хорошо куется, прокатывается и обладает высокой коррозионной стойкостью в атмосферных условиях и пресной воде.
Рис. 335. Часть диаграммы состояния сплавов Си — Be
Рис. 336. Микроструктура бронзы БрБ2. X 250
Повышенная электропроводность позволяет успешно использовать эту бронзу для изготовления электродов сварочных аппаратов и коллекторов электродвигателей.
Литейные бронзы
Из оловянистофосфсристых литейных бронз следует отметить бронзу БрОФЮ-1, содержащую 10% олова и 1% фосфора. Ее рекомендуется применять для работы в условиях трения при повышенных температурах и больших скоростях вращения вала.
Существует также большое число марок оловянистых литейных бронз, содержащих цинк, никель, серебро и свинец. Все они применяются преимущественно как антифрикционные.
Сурьмянистые бронзы. В последнее время разработано несколько марок сурьмянистых бронз, отличающихся высокой коррозионной стойкостью к специальным топливам.
Одной из них является бронза БрСуН6-2, содержащая 6% Sb и 2% Ni.
Эта бронза отличается высокими антифрикционными свойствами, легкой прирабатываемостью и хорошей сопротивляемостью износу. Она применяется для изготовления втулок, подпятников, золотников, роторов агрегатов топливной аппаратуры.
Свинцовистые бронзы содержат 25—30% свинца, в некоторые из них вводят дополнительно олово.
Согласно диаграмме состояния сплавов системы медь — свинец (рис. 337) при обычной температуре взаимная растворимость этих металлов ничтожна; поэтому в структуре свинцовистой бронзы практически наблюдаются зерна почти чистых металлов — меди и свинца (рис. 338).
Зерна a-твердого раствора на основе меди обладают значительно большей твердостью чем прослойки свинца. Вследствие этого подобная структура обеспечивает высокие антифрикционные свойства сплава.
Благодаря хорошим антифрикционным свойствам свинцовистые бронзы широко применяются для заливки стальных вкладышей высоко-нагруженных, ответственных подшипников авиационных двигателей.
297
Рис. 338. Микроструктура свинцовистой бронзы БрСЗО. X 250
Рис. 339 Вкладыш подшипника главного шатуна, залитый свинцовистой бронзой БрСЗО
298
В авиастроении применяют две марки свинцовистых бронз—БрСЗО и БрОС5-25. Их составы и механические свойства приведены в табл. 51.
Таблица 51
Состав и механические свойства свинцовистых бронз
Марка Содержание элементов в % Механические свойства
РЬ Sn °в кГ/мм^ В % НВ кГ1м.м2
БрСЗО 30 — 6 4 25
БрОС5-25 25 5 14 6 50
Бронза БрСЗО служит для заливки по специальной технологии коренных и шатунных подшипников; она применяется при изготовлении таких деталей, как втулки винта, нагнетателя и шестерен сателлитов, дисков и т. п.
Обычно свинцовистая бронза наплавляется на малоуглеродистую сталь 15 (рис. 339).
Бронза БрОС5-25 используется без заливки по стали для изготовления подшипников и втулок, работающих в условиях высоких удельных давлений или на больших скоростях скольжения.
В некоторых конструкциях на бронзовую поверхность готового вкладыша наносят тонкий слой свинца или индия толщиной в 2—3 мк\ при этом создается очень ровная поверхность подшипника, исключающая явления заедания во время приработки и в эксплуатации.
§ 4. АНТИФРИКЦИОННЫЕ СПЛАВЫ НА ОСНОВЕ ОЛОВА
Антифрикционные сплавы на оловянной или свинцовой основе называются баббитами. В авиастроении применяют оловянистые баб-
биты с добавкой меди и сурьмы. Составы некоторых из них приведены в табл. 52.
Таблица 52
Состав баббитов
Рис. 340. Микроструктура авиационного баббита. X 100
Эти баббиты применяются для центробежной заливки вкладышей подшипников авиадвигателей.
После литья баббиты обычно имеют микроструктуру, состоящую из мягкой пластичной основы, представляющей собой твердый раствор на оловянной основе, и включений структурно свободных твердых металлических соединений SnSb и CueSng (рис. 340)
Такая структура обеспечивает хорошие антифрикционные свойства сплава, причем твердые кристаллы SnSb и CueSng играют роль опорных частиц, выдерживающих основную нагрузку вала, а твердый раствор при
299
работе трущейся пары вырабатывается, что обеспечивает возможность равномерного распределения смазочного масла.
Баббиты отличаются очень хорошими литейными свойствами и прочно связываются при заливке с материалом вкладыша (бронза или сталь). Однако в связи с высокой стоимостью и дефицитностью олова они все больше вытесняются более теплостойкими и теплопроводными свинцовистыми бронзами.
Глава V
БЕРИЛЛИЙ
Бериллий как конструкционный материал начал применяться сравнительно недавно. Главной его особенностью, привлекшей внимание авиаконструкторов, является очень высокая удельная жесткость E/d.
При обычной температуре бериллий имеет гексагональную кристаллическую решетку, а выше 1250° — кубическую, объемноцентрированную.
Изделия из бериллия получают обычно методом порошковой металлургии. Исходным материалом служит порошок бериллия, частицы которого имеют размеры 0,5—0,7 мм; в результате прессования получают блоки, из которых путем «теплого» ('—500е) или «горячего» (^1000°) выдавливания изготовляют различные полуфабрикаты — листы, прутки, полосы, трубы и др.; их отжигают при 600° на воздухе или при 700—800° в вакууме.
Некоторые свойства чистого бериллия приведены ниже.
Свойства бериллия
Плотность.....................
Температура плавления..........
Коэффициент линейного расширения (20—100°)..................
Поперечное сечение захвата тепловых нейтронов ..............
Модуль нормальной упругости Е .
Предел прочности ав...........
Удлинение В ..................
Твердость по Бринелю ......
1,84 г/см3 1283° С
12,4-10—6
0,009 барн/атом
29 000—30 000 кГ/мм'1 40—63 кГ/мм?
2—16%
ПО—200 кГ/мм'1
Из этих данных видно, что бериллий, помимо легкости и сравнительной тугоплавкости, обладает очень высоким модулем нормальной упругости (в Г/г раза больше, чем у стали), что делает его особенно ценным материалом для изготовления жестких элементов авиационных конструкций.
Механические свойства бериллия существенно зависят от направления выдавливания при изготовлении полуфабрикатов (рис. 341). Из диаграммы также следует, что практически бериллий может применяться до температур порядка 700—800°.
Бериллий имеет небольшой коэффициент линейного расширения, близкий к коэффициенту линейного расширения стали; благодаря этому он успешно применяется для некоторых точных деталей приборостроения.
Важным свойством бериллия является малое эффективное сечение захвата тепловых нейтронов, в связи с чем он используется в качестве
300
замедлителя и отражателя нейтронов в атомных энергетических уста-
новках.
К числу недостатков бериллия относятся его пониженные пластич-
ность и ударная вязкость (аи не превышает 0,5—0,9 кГ-м!см?). В связи с этим он проявляет большую чувствительность к надрезам.
Кроме того, пылевидный бериллий обладает токсичностью, что усложняет технологический процесс его получения.
Необходимо также учитывать, что бериллий принадлежит пока к числу дорогих металлов, что отчасти связано с его малой распространенностью в земной коре (6-10л%).
Помимо использования бериллия для изготовления изделий, от которых требуется высокая жесткость, большая удельная прочность и специальные физические свойства (например, секции обшивок и другие детали космических кораблей), его применяют для получения бериллиевой бронзы, легирования алюминиевых сплавов и бериллизации стали.
Сплавы на основе бериллия являются перспективными. Начинают получать распространение сплавы бериллия с алюминием для изготовления некоторых наиболее жестких элементов конструкций летательных аппаратов. Сохраняя преимущества чистого бериллия, эти сплавы
Рис. 341. Механические свойства горячепрессованного тепловыдавленного бериллия при различных температурах:
I — вдоль оси выдавливания; 2 — поперек оси выдавливания (Л, А. Ижванов и др.)
выгодно отличаются от него лучшей технологичностью, в частности, большей пластичностью и лучшей обрабатываемостью резанием. Вместе с тем они обладают высокой коррозионной стойкостью.
РАЗДЕЛ ШЕСТОЙ
КОРРОЗИЯ АВИАЦИОННЫХ СПЛАВОВ
Глава I
ОСНОВНЫЕ ПОНЯТИЯ О КОРРОЗИИ
Коррозией * называется процесс разрушения металлов и сплавов при химическом или электрохимическом воздействии на них внешней среды. В зависимости от воздействующей среды детали летательных аппаратов могут подвергаться атмосферной, жидкостной или газовой коррозии.
Примером атмосферной коррозии может служить разрушение наружных деталей самолета (обшивка, винт, детали шасси) под влиянием влажного воздуха, дождя, росы и других атмосферных агентов. В этом случае стальные детали покрываются бурой ржавчиной, детали из легких сплавов — белыми продуктами коррозии алюминия и магния, а медные и бронзовые детали — характерной «зеленью».
Жидкостная коррозия типична для деталей, постоянно соприкасающихся в эксплуатации с жидкостями, например в гидравлической, охлаждающей, противообледенительной и т. п. системах.
Газовая коррозия возникает в условиях воздействия горячих газов. Этому виду коррозии подвержены, например, детали реактивного двигателя — рабочие и сопловые лопатки, жаровые трубы и т. п.
Коррозия приносит громадный вред народному хозяйству. Этот вред состоит прежде всего в снижении прочности работающих деталей. Для авиационных деталей, изготовляемых с минимальными допусками запаса прочности, коррозия особенно опасна. В тонкостенных конструкциях, широко применяемых в современных летательных аппа ратах, возможна полная потеря прочности, если коррозионное поражение является сквозным.
Коррозионные язвы, способствуя развитию трещин в условиях переменного нагружения, особенно сильно снижают усталостную прочность материалов.
Коррозия наружных деталей приводит также к ухудшению обтекаемости и снижает скорость полета.
При жидкостной коррозии циркулирующие жидкости могут з а-грязняться продуктами коррозии, что приводит к нарушению нормальной работы крановых соединений, помп и подобных им систем.
Оценку коррозионной стойкости материалов производят по результатам испытаний на коррозию, описанных в специальных руководствах. Эти испытания основаны на определении изменения веса образцов, измерении объемов выделяющихся при коррозии газов, определении глубины участков коррозионного поражения и т. д.
«Коррозия» происходит от латинского слова corrodere — разрушать, разъедать.
302
В случае применения весового метода под скоростью корро-з и и понимают количество вещества, разрушающегося в единицу времени с единицы поверхности образца.
Если принять, что коррозионное разрушение является равномерным, то по количеству разрушившегося материала можно рассчитать среднюю глубину коррозионного поражения за определенное время; на этом принципе разработана десятибалльная шкала коррозионной стойкости (табл. 53).
Таблица 53
Десятибалльная шкала коррозионной стойкости (ГОСТ 5272 — 50)
Характеристика стойкости Скорость разрушения при коррозии мм/год Балл
Совершенно стойкие 0,001 0
Весьма стойкие 0,001—0,005 1
0,005—0,01 2
Стойкие 0,01—0,05 3
0,05—0,1 4
Пониженно стойкие 0,1—0,5 5
0,5—1,0 6
Мало стойкие 1—5 7
5—10 8
Нестойкие 10 9
Такой шкалой, естественно, нельзя пользоваться для оценки межкристаллитной или местной коррозии.
Наиболее общим методом оценки коррозионного поражения является определение относительного снижения механических свойств материала (прочности, пластичности и других) после пребывания последнего в данной коррозионной среде.
Необходимо подчеркнуть, что коррозионная стойкость является одним из важнейших факторов, от которых зависит надежность и долговечность авиационных конструкций.
Коррозионная стойкость есть одно из главных и необходимых свойств материалов, подвергающихся в эксплуатации действию влаги, кислорода, кислот, охлаждающих жидкостей, горячих газов и других сред.
Поэтому изучению явлений коррозии и выбору защиты материала при производстве и эксплуатации современных летательных аппаратов должно быть уделено особое внимание.
Глава II
ТЕОРИЯ КОРРОЗИОННЫХ ПРОЦЕССОВ
§ 1. ТИПЫ КОРРОЗИИ
Разрушение при коррозии начинается всегда с поверхности и постепенно проникает вглубь.
По vapaKTepy внешнего проявления коррозия может быть нескольких типов указанных схематично в разрезе на рис. 342.
303
а) равномерная коррозия (см. рис. 342, а), при которой разрушение происходит приблизительно равномерно по всей поверхности
детали;
б) местная коррозия (см. рис. 342,6), при которой пораженными оказываются отдельные участки поверхности детали; обычно при этом коррозионные процессы возникают в определенных центрах (оча
гах коррозии) и постепенно развиваются по мере дальнейшего воздействия среды (рис. 343).
Разновидностями этой формы разрушения являются точечная
Рис. 342. Основные типы коррозионного разрушения. Затушо-вана разрушенная коррозией часть металла (по Г. В. Акимову) :
Рис. 343. Местная коррозия самолетной обшивки из дуралюмина
а — равномерная коррозия: б — местная коррозия: в — межкристаллитная коррозия
коррозия и коррозия в форме более или менее глубоких раковин —-коррозионных язв;
в) межкристаллитная коррозия (см. рис. 342, е). В этом случае коррозия распространяется по границам кристаллов (зерен) металла или сплава. Сами зерна при этом почти не разрушаются.
На рис. 344 представлено сечение листа из алюминиевого сплава, пораженного межкристаллитной коррозией.
Этот вид коррозии является наиболее опасным по двум причинам: во-первых, вследствие быстрого разрушения, идущего далеко в глубь
материала; во-вторых, потому, что межкристаллитное разрушение обычно бывает трудно обнаружить при внешнем осмотре.
По характеру физико-химических явлений, происходящих при взаимодействии металла и среды, коррозионные процессы могут быть разделены на две основные группы: 1) химическую коррозию; 2) элек-
Рис. 344. Межкристаллитная коррозия алюминиевого сплава
трохимическую коррозию.
Химической коррозией называется разрушение металлов и сплавов под влиянием химического воздействия внешней среды. Типичным примером химической коррозии является окисление металлов и сплавов при высоких температурах, составляющее сущность газовой коррозии многих деталей авиадвигателя (лопатки турбины и соплового аппарата, жаровые трубы, клапаны и т. п.).
304
Электрохимическая коррозия состоит в разрушении металлов и сплавов под действием электролитов, сопровождающемся явлениями перехода атомов в ионизированное состояние, перемещением ионов электролита и другими электрохимическими процессами.
Сюда относятся случаи коррозии авиадеталей в атмосфере, морской или речной воде, охлаждающих жидкостях, кислотах и других средах.
Коррозионные процессы протекают всегда самопроизвольно, так как возникающие продукты коррозии (например, окислы металлов, солеобразные соединения и др ) являются термодинамически более устойчивыми, чем соответствующие металлы, из которых они образовались.
§ 2. ТЕОРИЯ химической коррозии
Одной из важнейших форм химической коррозии металлов является окисление. При окислении металлов на их поверхности образуются окисные или оксидные пленки. Как показал акад. В. А. Ки-стяковский, окисные пленки возникают при соприкосновении металлов с воздухом уже при обычной температуре; подобные пленки, толщиной до 400 А, являются невидимыми и обнаруживаются лишь косвенными методами. Пленки средней толщины (от 400 до 5000 А) возникают при нагреве до образования цветов побежалости. Наконец, толстые, видимые пленки имеют толщину более 5000 А.
Установлено, что окисные пленки имеют кристаллическое строение и состоят из мельчайших, связанных между собой зерен; между зернами имеются многочисленные поры; число пор очень велико: например, в окисной пленке, образующейся при окислении железа, нагретого до голубого цвета побежалости, на площади в 1 мм2 имеется около I08 пор.
Образование пленок начинается с химической реакции между металлом и средой на границе раздела фаз. Дальнейший рост пленки может происходить в результате двусторонней диффузии через толщу образовавшейся пленки; частицы металла и кислорода диффундируют между узлами кристаллической решетки окисла или через вакантные узлы решетки. При этом, естественно, легче перемещаются частицы, имеющие меньшие размеры. Известно, что радиусы ионов металлов меньше, чем их атомные размеры, так как при ионизации теряются валентные электроны; наоборот, ионы кислорода больше его атомов, так как электроны приобретаются. Отсюда понятен механизм роста пленки, показанный на рис. 345; через пленку со стороны металла диффундируют ионы металла и перемещаются электроны. В обратном направлении движутся атомы кислорода, при встрече на границе зоны роста образуются новые количества пленки. Существуют и другие теории роста пленок
Образованием окисных пленок фильмовая теория объясняет явление пассивности металлов, состоящее в резком снижении химической активности металлов после их обработки сильными окислителями. Например, обыкновенное железо, легко растворяющееся в разбавленных кислотах, теряет эту способность после кратковременного погружения в концентрированную азотную кислоту; последняя, являясь сильным окислителем, создает на поверхности железа защитную окисную пленку, увеличивающую химическую стойкость железа. Таким образом, окисные пленки на металлах ослабляют или полностью исключают их способность к дальнейшему окислению.
Нагрев ускоряет рост пленок, так как увеличивает скорость диффузии.
Если пленка, достигнув некоторой толщины, способна полностью защищать металл от коррозии, кривая привеса при окислении переходит со временем в горизонтальную линию (рис. 346, с). В случае частичной
20 3354
305
защиты или при отсутствии защитных свойств пленки кривые имеют соответственно параболическую (б) или прямую (е) форму.
На рис. 347 показано строение защитной пленки на алюминии.
Защитные свойства окисных пленок широко используются для повышения жаростойкости металлов и сплавов.
Рис. 345. Схема роста окисной пленки на металле (по Н. Д. Томашову)
Рис. 346. Кривые окисления металлов:
а — окисная пленка полностью защищает от окисления; б — окисная пленка частично защищает от окисления; в — окнсная пленка не защищает от окисления
Чтобы обладать хорошими защитными свойствами, пленки должны удовлетворять ряду требований, а именно: иметь необходимую толщину, быть прочными, эластичными и химически стойкими, а также обладать хорошей сцепляемостью с металлом. С точки зрения кристаллического строения пленки должны иметь высокую плотность упаковки решетки, чтобы диффузия элементов через них была затруднена.
Одним из важных требований является сплошность пленки; это требование 1вы.полняется при условии, если объем Уок окисла больше
Рис. 347. Защитная пленка на аноднооб-работанном алюминии (X 40 000)
объема Умет металла, из которого данный окисел образовался, т. е. ВСЛ И Vок Умет ИЛИ Уок/Умет > 1-
В противном случае получается прерывистая пленка, не способная эффективно защищать металл.
Значения Уок/Умет для некоторых металлов даны в табл. 54.
Из таблицы видно, что алюминий и хром, например, могут образовывать окислы, способные защищать металл от дальнейшего разрушения. И в действительности известно, что пленка окисла А12Оз, образующаяся на поверхности алюми ния и его сплавов, обладает высоки
ми защитными качествами; окись хрома Сг2Оз обусловливает большую устойчивость против химической коррозии высоколегированных хромоникелевых сталей и жаропрочных сплавов с высоким содержанием хрома. Наоборот, такой важный авиационный металл, как магний, не способен создать надежной защитной пленки из окиси магния, так Как ДЛЯ МаГНИЯ Уок/Умет<1.
Зоб
Таблица 54
Отношение Нок/Укет для некоторых металлов
Металл Окисел Отношение ^"ок/^мет Металл Окисел Отношение ок/^мет
Литий Li2O 0,60 Никель N1O 1,60
Барий ВаО 0,74 Хром Сг2О3 2,03
Магний MgO 0,79 Железо Fe2O3 2,16
Алюминий А12О3 1,214 Вольфрам WO3 3,59
К химической коррозии относятся также случаи разрушения металлов и сплавов в некоторых органических жидкостях, например в сернистом керосине, используемом в качестве авиационного топлива и представляющем собой продукт прямой гонки сернистых нефтей. Такой керосин содержит различные органические соединения (меркаптаны, тиоэфиры, дисульфиды и др.), а также сероводород и коллоидную серу. Молекулы сернистых соединений имеют полярное строение, легко адсорбируются на поверхности металла и вступают с ним в химическое взаимодействие. Также активно действует и коллоидная сера В результате происходит разрушение металлических деталей с образованием различных сульфидов. В качестве примера можно привести бронзовые роторы плунжерных насосов авиадвигателей, покрывающиеся черным слоем сульфидов меди, что может быть причиной засорения фильтров продуктами коррозии.
Кадмиевые и цинковые покрытия пружин и других деталей топливных агрегатов разрушаются с образованием розоватых или соответственно белых сульфидов кадмия и цинка.
Смазочные масла, применяемые в механизмах авиационных конструкций, сами по себе химически не действуют на металлы; однако под влиянием температуры, давления, трения, кислорода и каталитического действия металлов эти масла могут разлагаться с выделением органических кислот, альдегидов, перекисей и других активных продуктов, вызывающих коррозию металлов.
Теория химической коррозии металлов имеет большое практическое значение. Изучение свойств защитных пленок на металлах необходимо для правильного выбора композиций жаростойких сплавов и разработки специальных методов дальнейшего повышения их жаростойкости.
Выяснение условий химического взаимодействия металлов с окислителями и активными органическими веществами позволяет решать задачи выбора материалов для деталей, соприкасающихся в эксплуатации с подобными веществами.
§ 3. ЭЛЕКТРОХИМИЧЕСКАЯ КОРРОЗИЯ
Физико-химическая природа металлов и электролитов
Электрохимические процессы возникают при контакте разнородных металлов, соприкасающихся с электролитом, как это происходит, например, в гальванических элементах. Такие случаи в авиастроении встречаются довольно часто; в самолетных конструкциях, например, нередко имеются сочленения деталей из алюминиевых сплавов, сталей, магниевых сплавов, латуни. При попадании влаги в место контакта может начаться электрохимический процесс и развивается коррозия. Сами сплавы обычно являются электрохимически неоднород-
20*
307
(+ -) — полярная молекула Воды
Рис. 348. Схематическое изображение гидратированных ионов
ними, так как большей частью состоят из зерен различных составляющих — твердых растворов, металлических соединений и др.
Рассмотрим природу металлических тел и электролитов.
Ранее уже отмечалось, что металлы состоят из атомов, правильно располагающихся в узлах пространственной кристаллической решетки; атомы металла в некоторые моменты легко отдают свои внешние электроны, образующие так называемый электронный газ; в эти моменты атомы металла переходят в положительно заряженные ионы (катионы).
Такая двойственная природа частиц металла послужила основанием называть их ион-атомами *.
Следовательно, в узлах решетки металла расположены ион-атомы, окруженные полусвободными электронами. Между ион-атома-ми и электронами существует определенная связь, энергия которой может быть измерена.
Электролитами являются растворы кислот,
оснований и солей, содержащие ионы диссоциированных веществ. Практически в эксплуатации наиболее часто встречаются такие электролиты, как дождь, роса и другие виды атмосферной влаги, всегда содержащей растворенные окислы и минеральные вещества. Сильными электролитами являются морская вода, кислоты и щелочи.
Ионы, находящиеся в электролите, не изолированы, а связаны с определенным количеством молекул воды, т. е. гидратированы.
Гидратация происходит вследствие полярного строения молекул воды. Каждая молекула представляет собой электрический диполь, в котором заряды распределены неравномерно. Таким образом, при гидратации катиона молекулы воды располагаются по отношению к нему своими отрицательно заряженными сторонами, а при гидратации аниона — положительно заряженными (рис. 348).
При гидратации освобождается определенное количество энергии, называемое энергией гидратации.
Явления на границе металл — электролит; электродные потенциалы
При соприкосновении металла с электролитом возможны следующие случаи.
1. Энергия гидратации больше энергии связи ион-атома металла с полусвободными электронами.
В таком случае переход иона металла в раствор является термодинамически возможным; силы гидратации вырывают из кристаллической решетки часть ионов металла, переходящих в раствор; при этом «а металле остается избыточный отрицательный заряд. На границе металл —
* В дальнейшем будем обозначать ион-атомы символом I Ме+ / , где Me — соответствующий металл.
308
электролит образуется двойной электрический слой и металл приобретает отрицательное значение потенциала (рис. 349, схема 1).
2. Энергия гидратации меньше энергии связи ион-атома с электронами. В этом случае переход ионов в раствор термодинамически невозможен. Наоборот, силы взаимодействия электронов с ионами металла становятся способными дегидратировать часть ионов, находящихся в растворе.
Положительные ионы осядут на металл и зарядят его положительно, а в растворе останется эквивалентное количество отрицательных ионов (анионов). И здесь образуется двойной электрический слой, .но металл
Схема 1
Рис. 349. Схемы образования двойного слоя на границе металл — электролит
Схема I
приобретает положительный потенциал (см. рис. 349, схема 2)
Величина и знак возникающих на границе металл — электролит электродных или электрохимических потенциалов определяются природой металла, составом электролита и температурой.
В зависимости от величины электродных потенциалов металлы могут быть расположены в ряды напряжений.
Нормальный ряд напряжений содержит значения стандартных потенциалов, приобретаемых металлами в нормальных растворах одноименных солей (например, при погружении цинка в 1н раствор ZnSO4). Практически более важными являются так называемые неравновесные потенциалы, возникающие при погружении металлов в растворы, содержащие не только одноименные ионы (или совсем их не содержащие). Значения таких неравновесных потенциалов (по отношению к водородному потенциалу *, условно принятому за нуль) в 3%-ном NaCl при 18° С даны в табл. 55.
Металлы, обладающие более отрицательным потенциалом, например магний, цинк, легко отдают свои электроны и переходят в ионизированное, окисленное состояние. Поэтому их коррозионная стойкость гораздо меньше стойкости металлов с более положительным потенциалом (медь, серебро).
* Водородный потенциал может быть практически измерен с помощью водородного электрода, представляющего собой платиновую проволоку, погруженную в 1н раствор НС1 и обтекаемую газообразным водородом.
300
Таблица 55
Электродные потенциалы некоторых металлов в 3%-ном растворе NaCl при 18°С
Металл Электродный потенциал в в Металл Электродный потенциал в в
начальный конечный начальный конечный
Магний —1,45 — Висмут —0,15 —0,18
Цинк —0,83 —0,83 Никель —0,13 —0,02
Алюминий —0,63 —0,63 Хром —0,02 +0,23
Кадмий —0,58 —0,52 Медь 4-0,02 +0,05
Железо —0,34 —0,50 Серебро +0,24 +0,20
Олово —0,25 —0,25
Электродные процессы, протекающие в гальваническом элементе; коррозия сплавов
При контакте двух металлов, обладающих различными потенциалами и соприкасающихся с электролитом, образуется гальванический элемент. При этом металл, имеющий более отрицательный потенциал, называется анодом*, а более положительный—-катодом.
Процессы, происходящие в гальванических элементах, будут не-
сколько различаться в зависимости от условий так называемой деполяризации. По этому признаку можно выделить два основных вида электрохимической коррозии: с водородной и кислородной деполяризацией.
Коррозия с водородной деполяризацией ха-рактеризуется выделением газообразного водорода. Примером может служить система электродов цинк—медь, погруженных в раствор серной кислоты (рис. 350). Цинк в этой системе будет анодом, а медь— катодом.
В силу стремления вырав-Рис. 350. Схемы процессов, протекающих в галь- нять концентрацию электроны ваническом элементе. Водородная деполяри- й
зация от аи°Да по внешней цепи бу-
дут двигаться к катоду, т. е. во внешнем проводнике потечет электрический ток. Но в этом случае равновесие на границе цинк — электролит нарушится и новые ионы цинка перейдут в раствор.
Таким образом, сущностью анодного процесса является непрерывное разрушение цинка, связанное с переходом ион-атомов цинка в раствор в форме гидратированных ионов:
* Анодом называется всегда электрод, от которого во внешнюю цепь движутся электроны.
310
Zn++
ион-атом цинка
2Q + п Н2О -> Zn++ • п Н2О + 20. электроны (уходят во внешнюю цепь)
вода гидратированный нон цинка (переходит в раствор)
К катоду по внешней цепи притекают электроны; с другой стороны, у катода имеются ионы водорода, образовавшиеся в результате диссоциации серной кислоты:
H2SO4?±2H+ + SO--*
Катодный процесс заключается во взаимодействии электронов с положительными ионами водорода; образуются атомы водорода, объединяющиеся в молекулы; последние образуют водородный газ, выделяющийся с поверхности катода:
204-211+ ->Н2.
Образовавшиеся вблизи анода ионы цинка соединяются с отрицательными ионами кислотного остатка, причем получается продукт коррозии — сернокислый цинк:
Zn++4-SO—->ZnSO4.
Если бы электроны не отводились от катода, то, накапливаясь, они изменяли бы потенциал катода в отрицательную сторону; явление изменения потенциала работающего электрода называется вообще поляризацией. Однако в данном случае на катоде происходит процесс деполяризации, стремящийся восстановить первоначальное значение потенциала. Так как деполяризатором здесь служат ионы водорода, то весь процесс получил название работы элемента с водородной деполяризацией.
В случае коррозии с кислородной деполяризацией водород не выделяется, но для работы элемента необходим приток кислорода, который обычно попадает в электролит из воздуха в результате его растворения. Примером может служить коррозия цинка в контакте с медью в водном растворе хлористого натрия NaCl, который вводится для увеличения электропроводности среды (рис. 351). В этой системе анодный процесс будет таким же, как и в предыдущем случае. Катод н ы й процесс будет состоять во взаимодействии электронов с водой и растворенным кислородом, попадающим в раствор из воздуха:
2©+Н2О4-1/2О2->2ОН-.
Возможна также другая схема процесса, связанная с образованием перекиси водорода:
2© 4- о2 4- 2Н2О -> Н2О2 4- 2ОН-.
В обоих случаях деполяризатором служит кислород. Образующиеся вблизи катода гидроксильные группы ОН-, диффундируя в растворе, встречаются с ионами цинка и образуют продукт коррозии — гидрат окиси цинка — по реакции
Zn+ + -J- 2ОН- -> Zn (ОН)2.
Необходимо отметить, что приток кислорода к катоду, происходящий путем диффузии кислорода из воздуха через слой раствора, является наиболее медленным процессом, ограничивающим общую скорость
* В дальнейшем реакции представлены несколько упрощенно, без учета явлений гидратации.
311
коррозии. С увеличением поверхности катода количество притекающего
к нему кислорода, очевидно, увеличивается и скорость коррозии пропорционально возрастает.
Коррозия с кислородной деполяризацией относительно часто встречается при эксплуатации авиационных сплавов.
В качестве примера рассмотрим коррозию отожженного медноалю-миниевого сплава, содержащего 5% Си, в 3%-ном растворе NaCl.
Структура такого сплава состоит из зерен твердого раствора на алюминиевой основе и включений металлического соединения СиА12 (рис. 352).
Потенциал (еа) твердого раствора в этой среде равен — 0,60 е, а потенциал (ек) — 0,37 в.
Таким образом, поверхность всего сплава будет представлять собой систему микрогальванических пар, где микроанодами будут зерна твердого раствора, а микрокатодами— частицы CuA12. Очевидно, при коррозии будут разрушаться зерна
твердого раствора.
Рис. 351. Схемы, процессов, протекаю- Происходящие при этом процес-щих в гальваническом элементе. Кисло- СЫ показаны на рис. 352. Образую-родная деполяризация щиеся на анодных участках гидра-
тированные ионы алюминия, взаимодействуя с гидроксильными ионами, возникающими вблизи катода, создают продукт коррозии — гидрат окиси алюминия А1(ОН)3. С течением времени этот гидрат окиси покроет поверхность сплава, поэтому коррозия замедлится.
Поскольку разрушение распространяется на большую анодную поверхность, коррозия в данном случае будет носить преимущественно поверхностный характер (равномерная коррозия).
Поляризация. Вследствие явлений поляризации потенциалы работающих электродов со временем изменяются. Обычно потенциал анода
Кислород воздуха
-3%11аС1
б'ЩО+Ж+Ке^ 7fOH'4Al++4i nHz0_—
CuAI-2 г—0,37 в (катод)
Твердый раствор на КТ-основе е=-0,60в (анод)
Рис. 352. Схема коррозии отожженного медноалюми-ниевого сплава
становится более положительным, так как образующиеся вблизи анода положительные ионы металла препятствуют переходу новых ионов в раствор, вследствие чего количество электронов на металле уменьшается (анодная поляризация).
312
Наоборот, потенциал катода становится с течением времени более отрицательным, так как процесс отвода поступающих к нему электронов все более затрудняется ввиду нехватки кислорода (катодная поляризация) .
Поэтому с течением времени разность потенциалов катода и анода уменьшается и коррозионный процесс замедляется.
Кинетику коррозионных процессов часто изучают с помощью поляризационных диаграмм (рис. 353). При этом постепенно уменьшают внешнее сопротивление гальванического элемента и тем самым увеличивают силу тока. По мере возрастания силы тока начальный потенциал катода ек становится более отрицательным на величину Рк, а начальный потенциал анода еа — более положительным на величину Ра, так что потенциалы сближаются. Теоретически значения
их становятся равными в точке S при некоторой максимальной силе тока /Шах> отвечающей нулевому значению ЭДС. Практически наибольшая возможная сила тока всегда несколько меньше 7тах.
Изучение подобных поляризационных кривых позволяет установить зависимость электродных процессов от внешних факторов в процессе работы гальванической пары.
Рис. 353. Поляризационная диаграмма:
Р — поляризация анода; Рк—поляризация катода
Анализ работы гальванического элемента позво
ляет сделать следующие выводы:
1) при коррозии всегда разрушается анод, т. е. электрод, обладающий более отрицательным потенциалом;
2) катод при коррозии не разрушается и служит электродом, на котором происходят процессы деполяризации, состоящие в отводе (ассимиляции) притекающих электронов;
3) в случае водородной деполяризации электроны нейтрализуются ионами водорода. В итоге с поверхности катода выделяется газообразный водород;
4) при коррозии с кислородной деполяризацией деполяризатором служит растворенный в электролите кислород; в этом случае скорость коррозии Кюрр в первом приближении прямо пропорциональна поверхности катода SK и обратно пропорциональна поверхности анода Sa (так как по определению скорость коррозии представляет количество вещества, разрушающегося в единицу времени с единицы поверхности анода):
V =k —
V КОРР К Q
где k — коэффициент пропорциональности,
5) в процессе работы гальванической пары происходит поляризация электродов; значения электродных потенциалов при этом сближаются, а скорость коррозии уменьшается.
313
* *
*
Таблица 56
Перенапряжение водорода на металлах по измерениям различных авторов
Металл Напряжение, отвечающее началу выделения пузырьков водорода в
Платина 0,02
Железо 0,28
Никель 0,32
Медь 0,40
Свинец 0,70
Ртуть Более 0,8
Выше были рассмотрены случаи работы гальванического элемента с водородной и кислородной деполяризацией. Характер деполяризации связан с величиной перенапряжения водорода на катоде.
Опыты показывают, что практически выделение водорода на катоде происходит при потенциалах более отрицательных, чем равновесный потенциал водорода в отсутствии тока. Необходимо подвести к катоду некоторое избыточное количество электронов, чтобы обеспечить разрядку ионов водорода, объединение ато мов последних в молекулы, соединение молекул в пузырьки газа и выделение газообразного водорода с поверхности катода.
Разница между потенциалом ек водорода, выделяющегося в данных условиях, и равновесным потенциалом е° водорода в данной среде называется перенапряжением ц водорода на катоде: ц = е,(- е®.
Перенапряжение сильно зависит от состава катода и состояния его поверхности. Так, при катоде из платиновой черни (порошкообразной платины) водород выделяется очень легко и перенапряжение в этом случае практически равно нулю. Наоборот, такие металлы, как свинец или ртуть, обладают значительным перенапряжением, 0,7—0,8 в (табл. 56).
Очевидно, что выделение водорода на катоде (т. е. развитие коррозии по схеме с водородной деполяризацией) возможно, если потенциал водорода ек в данных условиях, измененный в отрицательную сторону вследствие перенапряжения ц, сохранял бы все-таки положительное значение по сравнению с потенциалом еа анода, т. е. оставался бы катодным:
ИЛИ
ек-£а>П-
(1)
(2)
Такие условия создаются, например, при коррозии магниевых сплавов в нейтральных растворах солей, а также при коррозии различных металлов в кислых средах. Если соотношения потенциалов и перенапряжения не удовлетворяют неравенству (2), выделение газообразного водорода становится невозможным и коррозия протекает по схеме с кислородной деполяризацией. По такой схеме корродируют, например, стали и алюминиевые сплавы в нейтральных средах.
Практически коррозия часто носит смешанный характер, при кото
ром деполяризация осуществляется частично за счет выделения водоро-
да, а частично за счет поглощения кислорода, например, при коррозии магния в водопроводной воде.
§ 4. ВЛИЯНИЕ ВНУТРЕННИХ И ВНЕШНИХ ФАКТОРОВ НА ПРОЦЕСС КОРРОЗИИ
На процессы коррозии большое влияние оказывают внутренние и внешние факторы.
Под внутренними факторами понимают особенности, связанные с материалом корродирующей детали,— его составом, строением, физико-химическими свойствами, напряженным состоянием и т. п.
314
Внешние факторы зависят от состава, температуры и условий воздействия коррозионной среды.
В случае химической коррозии основным внутренним фактором является состав сплава, а основным внешним — состав окислительной среды и ее температура. Зависимость скорости УКорр химической коррозии от температуры Т может быт ь приближенно выражена формулой
17 ь
К -----,
KU ДР yi '
где а и b — постоянные величины.
Значительно разнообразнее влияние различных факторов на процессы электрохимической коррозии.
Из внутренних факторов важнейшим является состав сплава. Сплавы на основе электроположительных металлов — хрома, меди, олова — обладают высокой коррозионной стойкостью, тогда как, например, магниевые сплавы легко разрушаются даже в нейтральных водных средах.
Помимо состава, большое значение имеет строение сплава. При однородном строении, которым обладают чистые металлы или однородные твердые растворы, все зерна имеют близкие электродные потенциалы, и поэтому электрохимический процесс разрушения не развивается.
Наоборот, если сплав состоит из зерен различного состава, т. е. является разнородным, то при наличии электролита начинает работать множество микрогальванических элементов, в результате чего сплав будет корродировать с разрушением анодных составляющих.
Термическая обработка нередко резко изменяет строение сплава, а следовательно, и его коррозионную стойкость.
Обработка, ведущая к гомогенизации структуры, т. е. к созданию однородного строения, делает сплав устойчивым против электрохимической коррозии Сюда относится, например, закалка дуралюмина и нержавеющей стали, а также отжиг оловянистых бронз, имеющих после литья неоднородное строение вследствие ликвации.
Наоборот, нагрев сплава, имеющего структуру пересыщенного твердого раствора, может привести к распаду последнего и к ухудшению антикоррозионных свойств. Например, в результате отжига закаленного дуралюмина из твердого раствора выделяются частицы СиА12, Al2CuMg и Mg2Si, при этом однородность строения сплава нарушается и коррозионная стойкость его резко падает.
Таким образом, для повышения антикоррозионных свойств в условиях электрохимической коррозии следует стремиться сообщить сплаву однородное строение.
Однако даже при однородном строении может возникнуть электрохимическая неоднородность за счет неодинаковой напряженности отдельных зерен или участков детали.
Установлено, что с увеличением внутренних напряжений потенциал становится более отрицательным.
Пластическая деформация также ухудшает коррозионную стойкость главным образом за счет образования микропор, облегчающих проникновение коррозионной среды с поверхности в глубь металла.
Одним из результатов совместного действия коррозионной среды, пластической деформации и внутренних напряжений является коррозионное растрескивание сплавов. Установлено, например, что в деталях из нагартованной латуни со временем иногда самопроизвольно образуются трещины; их появление представляет результат воздействия коррозионной среды на нагартованный напряженный материал, полученный в условиях холодной штамповки. Другим примером служит коррозионное растрескивание некоторых деформированных магниевых сплавов (см. рис. 383). Для борьбы с коррозионным растрески
315
ванием применяют периодический кратковременный низкий отжиг изделий, не вызывающий ухудшения механических свойств, но устраняющий внутренние напряжения.
Весьма опасной является также коррозионная усталость металлов; она проявляется, если деталь (например валик помпы) работает в условиях переменного нагружения в коррозионной среде и имеет какой-либо поверхностный дефект — царапину, запил, трещину и т. п. В этом случае вблизи поврежденного участка возникают наибольшие
Максимальные напряжения.
Наиболее отри нательный потенциал .
а) б)
Рис. 354. Схема развития трещины при коррозионной усталости
внутренние напряжения, способствующие механическому разрушению; вместе с тем эти участки приобретают наиболее отрицательное значение потенциала, становятся анодами и разрушаются электрохимически (рис. 354). Совместное действие этих факторов приводит к быстрому разрушению детали в поврежденном участке, этому способствует также бо лее легкое отслаивание защитной окисной пленки в месте трещины при переменном нагружении.
Числовой характеристикой сопротивления коррозионной усталости является предел коррозионной усталости, представляющий собой наи-
Число циклиб (N) переменного нагружения
Рис. 355. Диаграммы обычной и коррозионной усталости
большее напряжение, при котором еще не происходит разрушения металла после одновременного воздействия установленного числа циклов переменной нагрузки и заданных коррозионных условий (рис. 355).
Электрохимическая неоднородность однородных по структуре металлов и сплавов может возникнуть также за счет неоди наковой степени окисленности отдельных зерен или участков. Более окисленные зерна обладают более положительным потенциалом и являются катодами, менее
окисленные анодные участки при коррозии разрушаются. Появлению неодинаковой окисленности
способствуют наружные повреждения, например царапины; обычно коррозия развивается по местам подобных повреждений, в которых окисная
пленка разрушена.
К внешним факторам коррозии относится коррозионная среда. При электрохимической коррозии авиадеталям приходится соприкасаться с различными жидкими средами —• охлаждающими жидкостями, гидросмесями, кислотами, щелочами.
316
Одним из важнейших внешних факторов является влага, оседающая на поверхности металлических деталей в форме росы, дождя и т. д. Различные формы оседания влаги показаны на рис. 356. Влага всегда содержит растворенные соли, газы (СО2, SO2, окислы азота) и другие вещества и представляет собой, таким образом, активный электролит. Капельно-жидкая влага, оседающая на обшивку летательных аппаратов в виде росы, дольше всего сохраняется на нижних поверхностях фюзеляжа и хвостового оперения. Необходимо иметь в виду, что практически капельно-жидкая влага часто образуется при относительной влажности менее 100%. Например, частички пыли, находящиеся на поверхности металлических деталей и содержащие гигроскопичные соли, способны впитывать атмосферную влагу и создавать мельчайшие капли концентрированного электролита. Влага может появиться также прикон-
, Адсорбированный слой I молекул воды
Пленка Воды
/7///////77/7////7/7//7уУ/>
Пленка Воды
Частичка пыли
Пленка воды
Рис. 356. Оседание влаги на поверхности металла (по Г. В. Акимову)
такте металлических деталей с различными гигроскопичными неметаллическими материалами, применяемыми в форме прокладок, уплотнителей, теплоизоляторов и т. д.
Резкие изменения температуры могут вызвать так называемый эффект холодной стенки, при котором на холодных частях детали будет конденсироваться влага и создадутся предпосылки для развития электрохимического процесса. Такая возможность возникает, например, для некоторых деталей самолета при возвращении из высотных полетов.
Весьма активной коррозионной средой по отношению к большинству авиационных сплавов является морская вода, содержащая различные соли (главным образом хлористый натрий) и представляющая собой сильный электролит. Поэтому защите от коррозии деталей самолетов, эксплуатируемых в приморских районах, должно уделяться особое внимание.
В случае контакта металлических детален с водными растворами большое значение имеет содержание в последних кислорода. Из теории электрохимической коррозии известно, что кислород может играть роль деполяризатора, ускоряющего процесс коррозионного разрушения. В эксплуатации нередки случаи, когда различные участки детали находятся в условиях неодинаковой аэрации, т. е. соприкасаются со средой, содержащей различные количества кислорода, попадающего из воздуха. Например, в случае заклепочных швов наружные части конструкции свободно омываются влагой, насыщенной кислородом, тогда как во внутренних участках, между листами, движение влаги ограничено и содержание кислорода уменьшено; эти внутренние участки, как менее окисленные, становятся анодами и при коррозии разрушаются.
317
Отсюда следует, что при осмотре необходимо наибольшее внимание
уделять скрытым местам застоя влаги, в которых электрохимическое
разрушение при коррозии наиболее вероятно.
Эти места требуют соответственно наиболее эффективной защиты.
В открытых системах скорость коррозии с некоторой температуры уменьшается вследствие понижения растворимости кислорода в воде (рис. 357).
Рассмотрение влияния различных факторов на процессы коррозионного разрушения показывает, что теория электро химической коррозии имеет большое практическое значение, так как позволяет:
заранее предвидеть характер и интенсивность коррозии данного сплава в
Рис. 357. Зависимость скорости коррозии в воде от температуры
розии;
конкретных условиях эксплуатации;
научно обосновывать разработку новых коррозионностойких сплавов;
правильно выбирать материал ме-
таллических покрытий и протекторов при защите авиадеталей от кор-
решать конструктивные вопросы сочленения деталей из различных сплавов; при неправильном выборе материалов или отсутствии эффективной защиты контакт деталей из разнородных материалов может привести к развитию электрохимического процесса и быстрому разрушению деталей, обладающих анодными функциями;
устанавливать условия надлежащего ухода за металлическими деталями в эксплуатации, при хранении и транспортировке.
Глава III
КОРРОЗИЯ СТАЛЕЙ И МЕТОДЫ ЗАЩИТЫ
§ 1. УГЛЕРОДИСТЫЕ И МАЛОЛЕГИРОВАННЫЕ СТАЛИ
Особенности коррозии. Стали данной группы обладают в общем невысокой коррозионной стойкостью. Это объясняется сравнительно от рицательным значением электродного потенциала железа (в 3%-ном растворе NaCl Ев(;=- - 0,50 в) и неоднородностью структуры стали. При электрохимической коррозии анодами служат зерна феррита, а катода мп—частицы цементита и других карбидов, а также более окисленные участки феррита.
Различная окисленность зерен является главной причиной электрохимической неоднородности стали.
Образованием окисных пленок объясняется, в частности, мотоэффект, состоящий в облагораживании потенциала железного электрода при его движении в воде, содержащей растворенный кислород.
При электрохимической коррозии стали в нейтральных водных средах разрушение анодных ферритных участков начинается с образования гидратированных ионов двухвалентного железа Fe++-nH2O.
318
Скорость движения жидкости
Рис. 358. Зависимость скорости коррозии от скорости движения жидкости (по Г. В. Акимову)
Эти ионы соединяются с ионами гидроксила, образовавшимися вблизи катода, и дают сначала плотный гидрат закиси железа
Fe++ + 2ОН~ -> Fe (ОН)2.
В присутствии растворенного кислорода тотчас же происходит реакция окисления
4Fe (ОН)2 + 2Н2О+O2-»4Fe (ОН)3.
Образующийся гидрат окиси железа представляет собой бурый, рыхлый, легко отделяющийся от металла продукт.
Таким образом, при коррозии углеродистой и малолегированной стали чрезвычайно большое влияние оказывает кислород, растворенный в электролите. Это влияние хорошо иллюстрируется диаграммой зависимости интенсивности коррозии железных труб от скорости движения в них воды, содержащей растворенный кислород (рис. 358).
При ускорении движения воды коррозия вначале также становится интенсивнее (рис. 358, участок 7), что объясняется улучшением условий деполяризации. Дальнейшее ослабление коррозии (участок 2) связано с наступлением пассивного состояния металла вследствие энергичного притока
кислорода и образования защитных пленок. Наконец, при очень быстром движении воды поток ее срывает защитные пленки, поэтому разрушение снова ускоряется (участок 3).
При термической обработке коррозионная стойкость сталей изменяется; наименьшая стойкость соответствует структуре тростита, а наибольшая — мартенситу.
В атмосферных условиях коррозия стали обусловливается совместным влиянием влаги и воздуха. Образующаяся ржавчина имеет примерно следующий состав:
ffiFe (ОН)2-л Fe(OH)3- - /?-Н2О.
Развитию атмосферной коррозии стали способствуют такие газы, как SO2, H2S, СО2 и др.
Для защиты углеродистых и малолегированных сталей от коррозии применяют металлические покрытия и протекторы, фосфатирование, воронение, азотирование, ингибиторы, лакокрасочные покрытия, смазки.
Металлические покрытия. В авиационных конструкциях широко применяются защитные металлические покрытия цинком, хромом, кадмием, никелем и некоторыми другими металлами. Различают анодные и катодные металлические покрытия.
При анодных покрытиях потенциал покрытия является более отрицательным, чем потенциал основного материала (см. ряд напряжений на стр. 310); для стали анодными являются покрытия цинком и кадмием. При нарушении такого покрытия и попадании в место повреждения коррозионной среды основной материал (сталь) не разрушается, так как служит катодом (рис. 359); скорость разрушения покрытия будет незначительной, так как катодная поверхность окажется небольшой по сравнению с анодной (см. стр. 313).
Таким образом, анодные покрытия создают не только механическую, но и электрохимическую защиту. Этот вид покрытий нужно особенно рекомендовать для авиационных деталей.
319
Покрытия называются катодными, если защитный металл имеет более положительный потенциал, чем основной. Для стали катодными являются покрытия хромом, никелем, медью, оловом. В случае повреждения покрытия начинает разрушаться основной материал (сталь), являющийся анодом (рис. 360). Коррозия в этом случае вначале распространяется вглубь с большой скоростью, так как поверхность катода является большой, а поверхность анода (участок разрушения) — очень незначительной
Стрелками указан _ Коррозионная
разрушающийся —— —--- среда
хш-ддп-ц-п
- Сталь (катод)
Рис. 359. Анодное покрытие на стали; схема коррозии
Таким образом, катодные покрытия представляют собой лишь механический барьер, отделяющий защищаемый металл или сплав от внешней среды. Использование катодных покрытий оправдывается их собственными положительными качествами — высокой химической стойкостью, большой твердостью, сопротивляемостью истиранию и другими. Однако применение катодных покрытий возможно лишь в случае достаточной их толщины и непроницаемости, а также при отсутствии активной коррозионной среды в условиях эксплуатации.
Существует несколько методов нанесения покрытий: горячий, основанный на применении расплавленных металлов, гальванический, а также методы плакирования и распыления. Насыщение поверхностного слоя защитным металлом осуществляется термодиффузионным методом.
Наибольшее распространение имеет гальванический метод, он основан на выделении металла из раствора соответствующей соли под действием электрического тока (рис. 361). При этом получаются плотные качественные покрытия легко регулируемой толщины. При нанесении гальванических покрытий в настоящее время широко используются полуавтоматы (для выполнения отдельных операций) и автоматы.
Стрелками указан—--------—----------------— Коррозион-
разрушающийся---------------------- ----- —среда
материал ---------- i, /----- -----
у/ _ Хром t------------------------------"fr--г (катод)
) _1 Сталь
(______________________________IT (анод)
Рис. 360. Катодное покрытие на стали; схема коррозии
Для авиационных деталей больше всего применяется гальваническое цинкование, кадмирование и хромирование.
Цинкование может производиться в кислых и цианистых ваннах; для составления последних используют окись цинка, цианистый натрий, едкий натрий и другие вещества. Цианистый метод является дорогим и вредным в связи с ядовитостью цианистых соединений, но он обеспечивает получение мелкозернистых и более равномерных покрытий, благодаря лучшей рассеивающей способности ванн и особенно рекомендуется для защиты от коррозии сложных сварных узлов.
320
Цинкование в кислых ваннах применяется для защиты тросов, некоторых деталей вооружения, а также различных нормалей-— болтов, гаек, заклепок, шурупов, гвоздей и т. д.
Перед нанесением покрытий поверхности деталей тщательно очищают механическими и химическими способами. Процесс цинкования ведется при плотности тока от 2 до 10 а!дм2. Толщина цинковых покрытий составляет обычно 12—20 мк.
Кадмирование производится преимущественно в цианистых ваннах. Слой кадмия может быть примерно в два раза тоньше слоя цинка при одинаковой эффективности защиты.
При гальваническом нанесении цинка или кадмия выделяется водород, который, проникая в сталь, делает ее хрупкой. Для устранения ре-
зультатов такого наводоро-живания рекомендуется последующая термическая обработка деталей, состоящая в их нагреве при 180—250° в течение 2 час.
После цинкования или кадмирования целесообразно производить пассивирование в растворе хромпика (К2СГ2О7) с добавкой серной кислоты. При этом образуются нерастворимые продукты окисления, создающие наружную зеленовато-золотистую пленку, в связи с чем защитные свой-
ства покрытия увеличива- рис_ 35ц Схема установки для получения гальва-ЮТСЯ В 2—3 раза. нических покрытий:
Сравнивая цинковые и 1 — подвески с деталями; 2 — аноды; 3 — динамо кадмиевые покрытия, следу-ст иметь в виду, что цинк сам по себе химически менее стоек, чем кадмий, в частности, в условиях воздействия морской воды; однако, обладая более отрицательным потенциалом, цинк обеспечивает лучшую электрохимическую защиту. Этим объясняются большая стойкость оцинкованных деталей в условиях обычной атмосферной коррозии и лучшая сопротивляемость кадмиевых покрытий в приморских районах.
Цинк мягче кадмия и не может быть применен для защиты деталей, работающих в условиях трения. Наоборот, кадмиевые покрытия успешно используются для деталей, имеющих резьбу, требующих плотной посадки или работающих в трущихся парах. Кадмий нередко наносится на подвижные детали конструкций с целью предотвращения наклепа и зае
дания.
Высоконагруженные детали (болты) с пределом прочности более 140 кГ/мм2 необходимо кадмировать, так как цинкование таких деталей делает их хрупкими.
При выборе типа покрытия следует также учитывать, что кадмий значительно дороже цинка.
Хромирование осуществляется в ваннах, содержащих хромовый ангидрид (СгО3) и серную кислоту. Процесс ведется при плотности тока ~50 afdM2 и температуре электролита около 50°. Высокая химическая стойкость хромового покрытия объясняется образованием на его поверхности защитной окисной пленки толщиной около 100А. Используя также большую твердость хрома, хромирование применяют для повышения твердости деталей, работающих в условиях трения (цилиндры
21 3354
321
амортизационных стоек самолета и др-j, воосстановления изношенных деталей (наращивание шеек, валов, осей; пористое хромирование гильз), увеличения твердости режущих инструментов, декоративных целей (хромирование ручек, штурвалов, кронштейнов и т. п.), повышения стойкости против газовой коррозии и увеличения поверхностной твердости стволов; авиационного оружия.
Хромирование является эффективным методом защиты от коррозии стальных деталей. Однако при несоблюдении технологии хромирования или в условиях неправильной эксплуатации возможна опасная коррозия под слоем хрома, представляющего собой катодное покрытие
Рис. 362. Электрохимическая коррозия хромированной поверхности штока цилиндра шасси самолета (И. С. Ярошинский)
(рис. 362). Кроме того, слой хрома, нанесенный непосредственно на сталь, часто бывает пористым, поэтому для получения непроницаемых покрытий перед хромированием на сталь наносится подслой из. меди и никеля.
Следует иметь в виду, что при хромировании, так же как при галь
Рис. 363. Схема строения покрытия, полученного методом распыления
ваническом нанесении других покрытий, происходит наводороживание стальных деталей, приводящее к хрупкости. Особенно опасно это для деталей из твердых сталей, в которых при хромировании возникают большие внутренние напряжения, вызывающие иногда появление трещин. По этим причинам, например, высокопрочные пружины рекомен дуется не хромировать, а цинковать. Частично эти внутренние напряжения могут быть устранены отжигом при температуре 190—220° в течение 2—3 час.
Термодиффузионный метод основан на диффузии защитного металла в глубь изделия при высокой температуре.
Диффузионное насыщение проводится в закрытых барабанах при повышенных температурах. Например, диффузионное цинкование на глубину ~0,05 мм при ~400° в присутствии цинковой стружки применяется для защиты мелких стальных деталей (болтов, гаек и других нормалей) .
Метод распыления (металлизация, шоопирование*) состоит в нанесении на защищаемую поверхность слоя распыленного металла с помощью специального металлизатора —«пистолета» Шоопа. Вводимая в металлизатор проволока из защитного металла плавится под действием электрической дуги или кнслородно-ацетиленового пламени и металл распыляется сжатым воздухом по поверхности изделия.
Получаемые при этом покрытия обладают пористым строением и обычно легко пропускают коррозионную среду (рис. 363). Поэтому
* Название происходит от имени Шоопа, впервые предложившего этот метод.
322
данным методом наносят только анодные покрытия — цинковые или кадмиевые. Преимуществом метода является возможность нанесения покрытия на больших поверхностях, притом непосредственно на самой конструкции без демонтажа деталей.
ЛАеталлизацию удобно применять для быстрой защиты больших объектов — крупных узлов или готовых конструкций, например внутренних стенок сварных цистерн топливозаправщиков. Кроме того, этот метод выгодно использовать при защите деталей сложного профиля, для которых получение равномерных гальванических покрытий очень затруднительно.
Защита протекторами основана на использовании чисто электрохимического эффекта. К защищаемой детали присоединяется протектор, изготовляемый из металла, имеющего более отрицательный потенциал, чем материал детали. При наличии электролита протектор, будучи анодом, разрушается, но предохраняет от разрушения деталь. Примерами применения протекторов могут быть прокладки из кадмия в местах контакта стальных и силуминовых деталей, хорошо предохраняющие сталь от коррозии. В отличие от металлических покрытий протектор не образует защитного слоя по всей поверхности детали; эффективный радиус защитного действия протектора тем больше, чем более электропроводной является окружающая среда.
Фосфатирование представляет собой метод защиты стальных деталей фосфатными пленками, состоящими из труднорастворпмых фосфорнокислых солей железа, марганца и цинка. Для фосфатирования стальные детали, очищенные с помощью пескоструйки и промытые бензином, выдерживают до прекращения «кипения» в 3%-ном горячем растворе препарата «мажеф»*; при этом образуется нерастворимая фосфатная пленка и выделяется водород
MrFeH2 (РО4)2-ф Fe -> Fe2Mn (РО4)2-ф Н2.
Такая пленка, толщиной около 10 мк, обладает сама по себе хорошими защитными свойствами и является вследствие пористого строения хорошим грунтом для последующего нанесения лакокрасочных покрытий; перед окраской рекомендуется произвести операцию пассивирования в растворе хромпика. Если детали не подлежат окраске, то после фосфатирования их промывают, высушивают и промасливают минеральными маслами.
Для ускорения процесса фосфатирования в ванну вводят азотнокислый цинк Zn(NO3)2. В таком случае защитная пленка черного или серого цвета состоит в основном из фосфорнокислых солей железа и цинка. Фосфатированные детали обладают высокой стойкостью по отношению к действию атмосферы, а также пресной и морской воды.
При фосфатировании стальные детали не наводороживаются и мало изменяют свои размеры; вследствие высокой стойкости защитной пленки они не требуют частой переконсервации при хранении.
Все эти преимущества способствуют все более широкому внедрению фосфатирования при защите от коррозии многих небольших деталей (в том числе кадмированных), авиадвигателя, самолета и стрелково-пушечного вооружения.
Воронение состоит в создании на поверхности стальных деталей тонкого защитного окисного слоя, по составу близкого окислу Fe3O4. Для этого очищенные детали подвергают действию окислительных ванн. Наиболее распространенные щелочные ванны представляют собой водный раствор едкого натра и нитрита натрия (NaNO2), являющегося окисли
* Название «мажеф» происходит от слов марганец—железо—фосфор; этот препарат содержит в основном растворимые кислые фосфорнокислые соли марганца и железа.
21*
323
телем; кроме того, в раствор добавляют ингибиторы (см. ниже), предохраняющие поверхность детали от сильного растравливания. В такой ванне детали выдерживают при температуре 140° от 10 мин до 2 час в зависимости от состава стали, после чего для уменьшения пористости пленки промывают в мыльной воде.
Воронению подвергают детали, не соприкасающиеся непосредственно с наружной атмосферой, например различные пружины, втулки, поршневые кольца, валики, шестерни, а также многие стальные детали авиационного вооружения. Следует подчеркнуть, что воронение не является надежным средством защиты от коррозии. Это объясняется тем, что защитный окисел является по отношению к стали катодом и при его повреждении незащищенные участки стали (аноды) разрушаются. В условиях атмосферной коррозии детали покрываются «сыпью» ржавчины; еще легче разрушение происходит в морской и пресной воде. Это вызывает необходимость предохранения деталей от влаги и периодического их промасливания в эксплуатации.
Антикоррозионное азотирование по существу не отличается от обычного (см. стр. 163), но проводится по другим режимам на меньшую глубину. Азотированные детали хорошо сопротивляются действию атмосферы и пресной воды; следует, однако, иметь в виду, что от действия морской воды азотирование не предохраняет. Кроме того, азотирование является эффективным средством для борьбы с коррозионной усталостью.
Ингибиторы. Ингибиторами называются вещества, замедляющие процесс коррозии и вводимые во внешнюю среду, соприкасающуюся с металлическими изделиями.
Ингибиторы добавляют в охлаждающие жидкости, травильные кислоты, антикоррозионные смазки; разработана также группа «летучих» (парофазных) ингибиторов для защиты металлических деталей от атмосферной коррозии при хранении или транспортировании. Различают ингибиторы, тормозящие анодный и катодный процессы.
Анодные ингибиторы являются большей частью пассиваторами; они образуют нерастворимые соединения на анодных участках, уменьшают общую поверхность последних. Одним из таких пассиваторов служит хромпик К2СГ2О7, вводимый, например, в количестве 2—3 г/л раствора в жидкости для охлаждения наружной поверхности гильз цилиндров авиадвигателей.
Анодные ингибиторы необходимо вводить в достаточных количествах для пассивирования всех анодных участков сплава, иначе оставшиеся активные анодные участки будут разрушаться с большой скоростью по типу развития местной коррозии.
Катодные ингибиторы тормозят катодный процесс; к их числу, в частности, относятся различные травильные присадки (КС, «уникол», ЧМ и др.), которые добавляют в кислоты, используемые для снятия окалины с металлических деталей без разрушения последних. Подобные присадки адсорбируются на катодных участках сплава, увеличивают значение перенапряжения водорода и тем самым затрудняют коррозионный процесс разрушения анодных участков.
Катодные ингибиторы относятся к числу «безопасных», так как в любом количестве могут только замедлять коррозионный процесс.
Применение ингибиторов, а также используемых для защиты от коррозии стальных деталей лакокрасочных покрытий и защитных смазок кратко рассматривается далее (см. стр. 338 и 342).
§ 2. КОРРОЗИОННЫЕ (НЕРЖАВЕЮЩИЕ) И КИСЛОТОУПОРНЫЕ
СТАЛИ
Высокая коррозионная стойкость нер кавеющих сталей объясняется, прежде всего, большим содержанием в них хрома (18—20%); по
324
следний образует защитную окисную пленку Сг2О3 и скачкообразно изменяет потенциал твердого раствора сплавов железо — хром при ~12% Сг (рис. 364). Поэтому содержание хром а в нержавеющих сталях должно быть не менее 11—12%.
Нержавеющие хромоникелевые стали после закалки имеют однородное строение аустенита, вследствие чего в них не могут происходить электрохимические процессы коррозии.
Отмечено, однако, что после нагрева стали Х18Н9 до 500—700° она
все же корродирует, причем развивается опасная межкристаллитная коррозия по границам зерен. Это объясняется тем, что в условиях подобного нагрева происходит нарушение однородности структуры сплава, а именно выделение из аустенита карбидов хрома (рис. 365), причем прилегающие к границам зерен области аустенита обедняются хромом.
При наличии электролита возни
кает электрохимическая неоднород-
ность сплава (рис. 366). Карбиды ста- Рис. 364. Потенциалы сплавов Fe — Сг новятся сильными катодами и вызыва-
ют разрушение анодных зон аустенита, обедненных хромом. В результате быстро и на большую глубину происходит межкристаллитное разрушение сплава (рис. 367).
Для борьбы с межкристаллитной коррозией нержавеющих сталей в них вводят стабилизаторы — титан или ниобий, связывающие весь углерод в соответствующие более стойкие карбиды и препятствующие образованию карбидов хрома.
Карбиды ниобия и титана не склонны выделяться из аустенита по границам зерен, поэтому в их присутствии сохраняется однородное строение и межкристаллитной коррозии не происходит (рис. 368).
Рис. 365. Микроструктура стали Х18Н9 после закалки и последующего нагрева до 750°; аустенит и карбиды по границам зерен
к|а
%Сг до^ Выпадения нарбида беле еыпаде-________ , кия нарбида
XI а \к г
' Твердый
I Карбид у padmScp
Рис. 366. Изменение концентрации хрома около выпавшего карбида
Следует отметить, что титан выгорает при сварке и сталь приобретает склонность к межкристаллитной коррозии (рис. 369); поэтому в стали, применяемые для сварных конструкций, необходимо в качестве
325
Рис. 367. Тонкий лист из стали Х18Н9, пораженный насквозь межкристаллитной коррозией
ГлуЗина коррозии за 100 час кипения,в мм
Рис. 368. Влияние титана на межкристаллитную коррозию стали типа 18/8:
1 — сталь, содержащая титан; 2 — сталь без титана
Рис. 369. Микроструктура стали Х18Н9Т после сварки и испытания на коррозию; межкристаллитная коррозия
стабилизатора вводить ниобий. Если же стали не предназначены для сварки, то экономически выгоднее вводить в них более дешевый титан.
Рассмотренные нержавеющие стали отличаются высокой стойкостью к окислительным кислотам, например азотной. Наоборот, по отношению к неокислительным кислотам (соляной и серной) они не обладают свойством кислотоупорности. Такое неодинаковое отношение этих сталей к различным кислотам объясняется тем, что при воздействии окислительных кислот на стали образуется окисная пленка, способная эффективно предохранять ее от дальнейшего разрушения. Неокислительные кислоты не способны создавать такой защитной пленки, и при их воздействии сталь быстро разрушается.
§ 3. ЖАРОСТОЙКИЕ стали и сплавы
Жаростойкие стали и сплавы отличаются высокой коррозионной стойкостью в условиях газовой коррозии. В авиационных двигателях газовой коррозии подвергаются детали, соприкасающиеся непосредственно с факелом пламени или с раскаленными продуктами горения, например лопатки турбины и направляющего аппарата, жаровые трубы, детали
выхлопного сопла и др.
Образующиеся при окислении на
Рис. 370. Многослойное строение окалины на железе. Внешний слой—a-Fe2Og; промежуточный слой—y-Fe2O3; внутренний слой — Ре-О4; при окислении выше 570° между металлом и внутренним слоем появляется FeO (вюстит) (И. С. Ярошинский)
поверхности деталей из жаростойких сплавов окисные пленки обладают хорошими защитными свойствами и предохраняют металл от дальнейшего окисления.
Температура в °C
Рис. 371. Интенсивность окисления железа в зависимости от температуры
Чистое железо и углеродистые стали, не содержащие легирующих элементов, обладают низкой жаростойкостью. Возникающая на их поверхности при окислении окалина имеет сложное строение (рис. 370), причем различные окислы обладают неодинаковыми защитными свойствами. Особенно интенсивно процесс окисления развивается при температурах выше 570° (см. перегиб на кривой окисления малоуглеродистой стали, рис. 371), что объясняется началом образования при этой температуре закиси железа FeO, называемой вюститом. Вюстит представляет дефектный твердый раствор вычитания, в котором некоторые узлы кристаллической решетки не заняты; наличие подобных вакансий облег
327
чает диффузию кислорода и ускоряет развитие окислительного процесса; вюстит служит переносчиком кислорода из газовой среды к поверхности металла.
Основным методом защиты от окисления при высоких температурах является легирование. Для этого в сплавы вводят элементы, способные создавать высококачественные защитные окисные пленки, лучше всего типа шпинелей (например FeO-Cr2O3); некоторые из этих элементов также повышают температуру начала образования вюстита; например, в стали, содержащей 0,5% Si и 2,2% AI, вюстит начинает появляться лишь при 850°.
Теория образования защитных пленок была рассмотрена ранее (см. стр. 305).
Основными требованиями, предъявляемыми к защитным пленкам, повышающим жаростойкость сплавов, являются:
1) сплошность пленки; этому условию удовлетворяет неравенство —— >1 и способствует наличие однородной структуры сплава (напри-Умет
мер твердого раствора);
2) малая электропроводность пленки;
3) высокая температура плавления и нелетучесть пленки.
Кроме того, необходимо, чтобы отношение энергий образования окислов легирующего элемента и основного металла было больше единицы, так как иначе при нагреве возможно обратное восстановление окисла легирующего элемента.
Наконец, для преимущественного образования пленки из атомов легирующего элемента нужно, чтобы ионы последнего были меньше ионов основного металла и легче диффундировали бы через слой окисла.
К элементам, образующим подобные пленки, относятся хром, алюминий и кремний. Влияние хрома на жаростойкость сталей показано на рис. 372.
На рис. 373 приведены сравнительные кривые окисления некоторых сталей; высокая жаростойкость сталей 22-11-2,5 и ЭИ703 связана с большим содержанием в них хрома (20—23%)-
Помимо легирования, для борьбы с газовой коррозией применяют также следующие способы защиты.
1. Нанесение жаростойких покрытий — металлических (хром, стеллит, нихром и другие) и неметаллических (жаростойкие эмали).
2. Термодиффузионное насыщение (алитирование, диффузионное хромирование, силицирование и т. п.).
3. Защита специальными обмазками — окислами металлов, керамическими и металлокерамическими покрытиями (керметы, термопокрытия) .
4. Контроль состава газовой среды; следует иметь в виду, что в продуктах сгорания топлива могут содержаться элементы, оказывающие разрушительное действие на материал деталей; подобные элементы могут образовывать летучие соединения (элементы —«уносители»), ускорять процесс окисления (катализаторы), оказывать флюсующее действие или способствовать образованию легкоплавких эвтектик. Такими вредными веществами являются, например, соединения свинца, содержащиеся в этилированном бензине и оказывающие флюсующее действие; окислы ванадия и молибдена, вызывающие коррозию жаровых труб, изготовленных из никелевых сплавов; сера, разрушающе действующая на коррозионностойкие хромоникелевые стали, и другие.
Общим методом борьбы с газовой коррозией в этих случаях является введение в горючее специальных присадок, нейтрализующих вредное влияние указанных элементов.
328
В заключение необходимо отметить основные особенности газовой коррозии новейших жаропрочных сплавов на основе некоторых тугоплавких металлов —• хрома, молибдена и ниобия.
Чистый хром и сплавы на его основе являются среди них наиболее жаростойкими. Хром хорошо сопротивляется окислению до 1100°; хромовые сплавы могут работать без защиты в окислительной атмосфере длительно при 1100°—1150°, а кратковременно — до температуры 1500— 1600°.
Одним из недостатков чистого хрома при длительном нагреве на воз
духе является его охрупчивание, связанное с поглощением азота и образованием нитридов (CrN и Cr2N). В сплавах хрома такого явления не наблюдается.
Ниобий начинает заметно окисляться уже при 300°; поэтому ниобиевые сплавы можно ис
Рис. 373. Газовая коррозия различных сталей при окислении их на воздухе
Рис. 372. Влияние хрома на газовую коррозию стали
пользовать только в защитной атмосфере или в условиях применения защитных покрытий.
Молибден заметно окисляется начиная с 450°; образующийся при этом окисел МоО3 обладает высокой летучестью и быстро испаряется. Поэтому молибденовые сплавы могут без защиты работать при высоких температурах лишь весьма кратковременно.
Для защиты молибдена от окисления применяют силицирование на глубину 0,03—0,04 мм; при этом в поверхностном слое наряду с твердым раствором Mo(Si) образуется нелетучее соединение MoSi2. Силицирование обеспечивает практически полную защиту молибдена от окисления до температуры 1200°; при 1700° силицированные детали могут работать до 30 час.
Кроме силицирования, возможно применение защитных покрытий, содержащих кремний, никель и бор, методами их напыления.
Глава IV
КОРРОЗИЯ ЦВЕТНЫХ СПЛАВОВ И МЕТОДЫ ЗАЩИТЫ
§ 1. АЛЮМИНИЕВЫЕ СПЛАВЫ
Особенности коррозии и сравнительная коррозионная стойкость. Чистый алюминий имеет отрицательный электродный потенциал (—0,63 в в 3%-ном растворе NaCl). Несмотря на это, алюминий и его сплавы обладают значительной коррозионной стойкостью в обычных эксплуатационных средах, что объясняется способностью алюминия образовывать стойкую окисную пленку с высокими защитными свойствами. Однако в случае повреждения защитной пленки, а также при недостаточной защите и неправильной эксплуатации коррозия деталей из алюминиевых сплавов может развиться весьма интенсивно.
Следует отметить весьма низкую стойкость алюминия и его сплавов по отношению к щелочам.
Объемный °/о компонента
Рис. 374. Электродные потенциалы твердых растворов алюминия с Си, Si, Li, Zn и Mg в 3%-ном растворе NaCl (по Г. В. Акимову и Г. В. Кларк)
Рис. 375. Изменение механических свойств дуралюмина с различным содержанием железа после 30-суточной коррозии в морской воде:
I — до коррозии; 2 — после коррозии
Вводимые в алюминиевые сплавы легирующие элементы образуют с алюминием твердые растворы, а некоторые из них — также металлические соединения. При образовании твердых растворов электродные потенциалы изменяются, а именно при добавке меди и кремния становятся более положительными, а при введении магния, цинка и марганца— более отрицательными (рис. 374). Металлические соединения, встречающиеся в структуре авиационных алюминиевых сплавов, например CuA12, FeAl3, NiAl3 и другие, являются наряду с более окисленными участками сплава сильными катодами и содействуют разрушению зерен твердого раствора на алюминиевой основе.
Вред железа состоит также в том, что частицы FeAl3, находящиеся на поверхности детали, легко выкрашиваются и в образующиеся раковины попадают пыль и влага, вызывающие коррозию; кроме того, они нарушают целостность защитной пленки.
Влияние железа на коррозионную стойкость дуралюмина представлено на рис. 375.
Таким образом, повышенное содержание железа, меди и никеля ухудшает коррозионную стойкость алюминиевых сплавов.
В алюминиевых сплавах могут присутствовать также металлические соединения, обладающие анодными свойствами (Al3Mg2, Al2CuMg, MgZn2, Mg2Si и др.).
330
Наиболее коррозионностойкими являются сплавы алюминия с марганцем (АМц), магнием (АМг, АМгб и др.) и САП.
Высокая коррозионная стойкость сплавов типа магналия (АМгб) после отжига при 310—335° объясняется тем, что образующиеся в их структуре включения Al3Mg2, являясь анодами по отношению к зернам твердого раствора, за счет собственного разрушения препятствуют коррозии основной массы сплава. Однако, если это соединение (р-фаза)
располагается по границам зерен, что возможно при отпуске закаленных сплавов до температур 80—250°, то сплавы приобретают склонность
к опасной межкристаллитной коррозии под
Высокой сопротивляемостью коррозии вы АЛ8 и АЛ 13, а также деформируемые сплавы АД31, АДЗЗ и АД35; в последних сварные швы имеют такую же стойкость, как основной материал.
Коррозионностойкий сплав АВ (ави-аль) несколько уступает этим сплавам, так как в искусственно состаренном состоянии он склонен к межкристаллитной коррозии.
Удовлетворительной коррозионной стойкостью обладают силумины (АЛ2, АЛ4 и др.).
Высокопрочные сплавы типа дуралюмина (Д16, ВД17 и др.)', сплав В95, а также ковочные сплавы (АК6, АК8 и др.) без специальной защиты отличаются пониженной коррозионной стойкостью.
Большое влияние на коррозионную стойкость важнейшего алюминиевого сплава — дуралюмина — оказывает его термическая обработка. Отожженный дуралюмин, имеющий неоднородную структуру, обладает пониженной коррозионной стойкостью. При закалке возникает структура однородного твердого раствора и коррозионная стойкость возрастает. При искусственном старении существует опасная зона температур
напряжением.
отличаются литейные спла-
Рнс. 376. Влияние температуры старения на коррозионную стойкость дуралюмина (по
Г. В. Акимову):
<*в — предел прочности до коррозии;
<7 — предел прочности после коррозии
(ПО—130°), при которой распавшийся твердый раствор с многочислен-
ными дисперсными выделениями металлических соединений проявляет наименьшую коррозионную устойчивость (рис. 376).
Частные и длительные нагревы плакированного дуралюмина в процессе термической обработки могут вызвать значительное ухудшение защитных свойств плакированного слоя вследствие диффузии в него меди из основного материала (рис. 377, 378); с увеличением времени выдержки при температуре закалки коррозионная стойкость резко падает. Влияние температуры и времени на диффузию меди в плакирующий слой показано на рис. 379.
Существенное значение имеет также напряженное состояние сплава. Некоторые алюминиевые сплавы, например высокопрочный сплав В95, после закалки и естественного старения проявляют особую склонность к коррозионному растрескиванию в эксплуатации под влиянием больших внутренних напряжений, возникших при обработке давлением.
Сплав В96 имеет еще более низкую коррозионную стойкость под напряжением, чем сплав В95.
Следует, однако, подчеркнуть, что после надлежащей защиты (пла
331
кирование) и рациональной термической обработки (искусственное старение) листы из сплава В95 обладают высокой коррозионной стойкостью. Алюминиевые сплавы защищаются от коррозии легированием, металлическими покрытиями, анодной обработкой, химическим оксидированием, лакокрасочными покрытиями и защитными смазками.
Рис. 377. Микроструктура плакированного дуралюмина; выдержка при температуре закалки 20 мин
Защита, основанная на легировании, состоит во введении в алюминиевые сплавы марганца в количестве 0,5—1,0%. Марганец, входя в твердый раствор, несколько разблагораживает его потенциал и тем самым сближает потенциалы зерен сплава и прослоек между ними, вследствие этого сплавы с марганцем не проявляют в эксплуата-
Рис. 378. Микроструктура плакированного дуралюмина: выдержка при температуре закалки 20 час
ции опасной межкристаллитной коррозии. Аналогично в этом отношении действует м а г н и й.
Металлические покрытия. Из анодных покрытий для алюминиевых сплавов чаще всего применяются алюминий и цинк.
332
Плакирование дуралюмина состоит в получении на его поверхности тонкого слоя чистого алюминия, этот метод описан на стр. 246. Коррозионная стойкость плакированного дуралюмина во много раз больше неплакированного. Это объясняется прежде всего высокой химической и электрохимической стойкостью чистого алюминия. Кроме того,
такое покрытие является анодным и защищает основной материал от коррозии не только механически, но и электрохимически.
Сплав В95 нецелесообразно плакировать чистым алюминием, так как в этом случае покрытие было бы катодным. Поэтому вместо алюминия применяют покрытие сплавом алюминия с 1 % цинка, имеющим более отрицательный потенциал, чем сплав В95, и способным создавать эффективную электрохимическую защиту.
Анодная обработка (анодирование) широко применяется для защиты большинства деталей из алюминиевых сплавов. Этот метод состоит в искусственном утолщении защитной окисной пленки электрохимическим путем.
Схема установки для анодной обработки представлена на рис. 380.
Обычно электролитом служит 20%-ный
Рис. 379. Влияние, температуры и времени на диффузию меди в плакирующий слой (по С. Е. Павлову)
раствор серной кислоты;
в нее погружают очищенные и обезжиренные детали и приключают их к положительной шине (аноду) генератора постоянного тока *; катодами могут служить пластинки из свинца. Анодирование ведется обычно при напряжении ~12 в и плотности тока 1—1,5 а]дм? в течение 30—40 мин.
ч 5
/ /
Рис. 380. Схема установки для анодной обработки алюминиевых сплавов:
/ — детали; 2 — свинцовые пластины; 3 — электролит; 4 — анодная шина; 5 — катодная шина; 6 — подача воздуха для перемешивания; 7 — подача пара для подогрева
Основные процессы, происходящие при электролизе в серной кислоте, могут быть выражены следующими схемами.
* Возможно также применение переменного тока.
333
1. Вода диссоциирует в растворе на ионы:
2Н2О?^2Н+-|-2ОН~.
2. Ионы водорода разряжаются на катоде, к которому из внешней цепи притекают электроны:
2H+ + 20->H2.
В результате на катоде выделяется газообразный водород.
3. Ионы ОН- разряжаются на аноде, причем освобождающиеся электроны движутся во внешнюю цепь:
2ОН-->2ОН4-2@.
4. Группа ОН как химически неустойчивая переходит в воду и атомарный кислород:
2ОН->Н2О + О.
5. Кислород окисляет алюминий и создает защитную окисную пленку:
ЗО + 2А1->А12О3.
Исследования показали, что пленка состоит из гидратированной окиси, т. е. имеет состав
п А12О3-/гаН2О.
Серная кислота в процессе непосредственного участия не принимает и вводится лишь для увеличения электропроводности среды.
Толщина пленки в случае обычного сернокислого анодирования составляет10 мк. Существует также метод толстослойного, глубокого (твердого) анодирования, при котором толщина пленки доходит до 50—100 мк и более; этот метод применяется для защиты деталей от износа и коррозии, а также в целях получения тепло- и электроизоляционных покрытий.
Схема строения получаемой при анодировании защитной пленки показана на рис. 381, а на рис. 347 (см. стр. 306) изображена электронная микрофотография такой пленки при увеличении в 40 000 раз.
Анодированные детали из деформированных высоколегированных и литейных сплавов обычно подвергают операции пассивирования в растворе хромпика для заполнения пор и улучшения защитных свойств пленки. Для получения бесцветной пленки некоторые анодированные детали обрабатывают также путем гидратирования, т. е. простого нагрева их в горячей воде. При этом окисел AI2O3 переходит в гидрат окиси алюминия А1(ОН)3, также заполняющий поры анодированного слоя.
Анодной обработке в серной кислоте подвергается большинство деталей авиадвигателя и самолета, изготовленных из алюминиевых сплавов, как плакированных, так и неплакированных, например обшивка, нервюры, стрингеры, профили, трубы, наружные поверхности деталей авиаприборов, литые детали самолета и двигателя, лопасти винтов и др.
При анодировании труднодоступных участков, а также для защиты от коррозии полированных деталей и деталей с точными размерами вместо серной кислоты применяют 3 -10%-ный раствор хромового ангидрида (СгО3); защитные свойства пленки получаются при этом несколько лучшими и отсутствует опасность разрушающего влияния остатков неотмытого электролита на металл, так как СгО3, в отличие от H2SO4, оказывает положительное пассивирующее действие. Кроме того, хромовокислая пленка является более эластичной и не снижает уста-
334
лостной прочности деталей, что характерно для сернокислотного анодирования, особенно глубокого. При хромовокислом анодировании выявляются дефекты, имеющиеся в сплаве (трещины, поры и др.).
Однако метод хромовокислого анодирования является более дорогим и сложным по сравнению с сернокис-
лотным, не рекомендуется для сплавов, содержащих более 4,5% меди, и потому применяется менее широко.
В необходимых случаях для достижения желаемой окраски применяют цветное анодирование, при котором после получения пленки изделия обрабатывают в ваннах, содержащих органические красители, преимущественно азокраски.
Анодированию целесообразно подвергать детали, подлежащие последующему окрашиванию, так как вследствие проникновения лакокрасочного материала в поры анодированного слоя улучшается сцепляе-мость (адгезия) покрытия с окрашиваемым металлом.
Химическое оксидирование осуществляется путем обработки алюминиевых деталей в окислительных ваннах с целью создания на поверхности деталей защитного слоя окисно-солеобразнюй пленки. Обычно применяют щелочные ванны, содержащие в качестве окислителя хромовокислый натрий (Na2CrO4). Этот метод удобен, если анодная обработка затруднена, например, при защите от коррозии внутренних поверхностей трубопроводов. В таких слу-
Рис. 381. Схема строения защитной пленки на анодированном алюминии
чаях оксидирование осуществляется методом простой прокачки раствора через трубы. Получаемая при химическом оксидировании защитная пленка несколько уступает по качеству пленкам, образующимся при
анодировании.
Химическому оксидированию подвергаются сварные баки, заклепки после их закалки, внутренние части труб (воздухопроводы, трубопроводы кислородной системы и т. д.).
В заключение необходимо отметить широкое использование для защиты от коррозии алюминиевых сплавов лакокрасочных покрытий и защитных смазок (см. стр. 338 и 342).
§ 2. МАГНИЕВЫЕ СПЛАВЫ
Особенности коррозии. Магний обладает весьма отрицательным электродным потенциалом (в 3%-ном растворе NaCl ем₽=—1,45 в): кроме того, образующаяся на его поверхности окисная пленка не отличается защитными свойствами. В связи с этим магний и его сплавы имеют низкую коррозионную стойкость, быстро разрушаются в морской воде, кислотах и других средах.
Следует отметить стойкость магния по отношению к щелочным растворам.
Коррозия магниевых сплавов обычно сопровождается выделением водорода, так как даже в нейтральных средах для них выполняется условие (см.стр. 314)
ек-'а>П.
(1)
335
Величина т), т. е. перенапряжение водорода на катоде, играет существенную роль при коррозии магниевых сплавов. С возрастанием т] затрудняется выделение водорода и коррозия ослабевает. На рис. 382 графически представлена зависимость количества выделившегося водорода от рода материала, находящегося в контакте с магнием. Из сопоставления этой диаграммы с данными табл. 56 следует, что интенсивность разрушения магния находится в обратной зависимости от величины перенапряжения водорода.
Чистый магний и твердые растворы на его основе обладают очень большой величиной перенапряжения; с другой стороны, многие металлические соединения, содержащиеся в структуре магниевых сплавов, на-йример Mg4Al3, характеризуются значительно меньшим перенапряжением; эти катодные участки и являются поэтому местами выделения
Рис. 382. Выделение водорода при контакте магния с различными металлами в 3%-ном растворе NaCl (по В. О. Кренигу и Г. А. Костылеву)
Рис. 383. Коррозионное растрескивание магниевого сплава (В. Н. Масленников)
водорода при коррозии. Зерна твердого раствора при коррозии разрушаются, причем продуктом разрушения является главным образом гидрат окиси магния — Mg(OH)2.
Из неравенства (1) следует, что затруднить выделение водорода, а следовательно, повысить коррозионную стойкость магниевых сплавов можно, увеличивая значение перенапряжения т). Этого можно практически достигнуть, создавая структуру, в которой катодные фазы обладают большой величиной перенапряжения.
К элементам, улучшающим коррозионную стойкость магниевых сплавов, относятся цинк, титан и особенно марганец.
Снижают коррозионную стойкость медь, никель, кобальт, свинец, кадмий, олово, а также алюминий, образующий с магнием соединение Mg4Al3, обладающее малой величиной перенапряжения водорода.
В отливках из магниевых сплавов большой вред приносят остатки флюсов, сохранившиеся после литья или сварки. Эти флюсы содержат гигроскопичные хлористые соли натрия и магния, которые при поглощении влаги создают сильные электролиты и становятся очагами развития местной коррозии. Поэтому поверхности деталей из магниевых сплавов, а также сварные швы необходимо тщательно очищать от флюсовых включений.
Из авиационных магниевых сплавов сравнительно более высокой коррозионной стойкостью обладают деформируемые сплавы МА8, МА9
336
% Ain
Рис. 384. Влияние марганца на коррозию магниевых сплавов в 3%-ном растворе NaCl (по В. О. Кренигу и С. Е. Павлову)
и особенно МА1, а также литейный сплав МЛ2; все они отличаются повышенным содержанием марганца (1,5—2,0%).
Следует отметить, что некоторые деформируемые магниевые сплавы (МА2, МА2-1, ВМ65-1 и особенно МАЮ) склонны к коррозии под напряжением. На рис. 383 показан пример коррозионного растрескивания магниевого сплава в результате совместного воздействия напряжений и коррозионной среды.
Ввиду низкой коррозионной стойкости магниевых сплавов их защите должно быть уделено особое внимание.
Наиболее распространенным методом защиты является химическое оксидирование с последующим нанесением лакокрасочных покрытий. Кроме того, применяются защита легированием, анодирование, обработка селенистой кислотой и некоторые другие методы.
В связи с весьма отрицательным электродным потенциалом магния для магниевых сплавов не нашли широкого применения металлические покрытия, так как все они были бы катодными и при повреждении способствовали бы интенсивному разрушению основного сплава. По этой же причине исключается применение протекторной защиты.
3 ащита легированием состоит во введении в магниевые сплавы марганца в количестве до 1,0—1,5%; последний создает в сплаве катодные фазы, обладающие высоким значением перенапряжения, благодаря чему выделение водорода уменьшается (рис. 384) и коррозионная стой-<кость возрастает.
Химическое оксидирование осуществляется путем обработки деталей в окислительных ваннах, в результате чего на поверхности создается защитная окисно-солеобразная пленка. Перед оксидированием поверхность деталей тщательно очищается от загрязнений, жира и флюсов. Для оксидирования обычно применяют водные растворы, содержащие азотную или уксусную кислоту и хромпик (окислитель). Процесс ведут при температуре 70—80° не больше 1—2 мин. Полученная пленка, имеющая цвет от светло-желтого до темно-коричневого, обладает высокими защитными свойствами и служит хорошим грунтом для лакокрасочного покрытия.
После химического оксидирования и окрашивания детали из магниевых сплавов проявляют высокую коррозионную стойкость при эксплуатации в сухопутных условиях.
В последнее время разработаны методы анодирования магниевых сплавов. По одному из способов процесс ведется в водном растворе, содержащем бифторид аммония, двухромовокислый натрий и фосфорную кислоту, при начальной плотности тока 1 а) дм2, температуре 75° в течение 35 мин. Получаемая при этом на поверхности детали нерастворимая зеленая пленка толщиной 30—50 мк имеет сложный состав и обладает хорошими защитными качествами, высокой твердостью и теплостойкостью, однако отличается пониженной пластичностью.
Защита селенистой кислотой применяется главным образом для восстановления нарушенного оксидированного слоя или лакокрасочного покрытия; для этого поврежденный участок детали тщательно очищается до металла, после чего на него с помощью ватного тампона или кисти наносят водный раствор, содержащий селенистую кислоту (HjSeOs) и хромпик. При этом образуется защитная коричневая пленка,
22 3354
337
состоящая из нерастворимых солей селенистой кислоты. Размеры детали при такой обработке практически не меняются.
После просушивания деталь, обработанную селенистой кислотой, рекомендуется загрунтовать и покрыть эмалью. Этот способ весьма удобен для ремонта магниевых деталей в полевых условиях. Однако в производстве его применение нецелесообразно ввиду высокой стоимости селенистой кислоты.
Для защиты магниевых сплавов от коррозии широко применяют также л а к о к р а с о ч и ы е покрытия и смазки (см. ниже).
Глава V
ЛАКОКРАСОЧНЫЕ ЗАЩИТНЫЕ ПОКРЫТИЯ
Для лучшей противокоррозионной защиты многие авиационные детали окрашивают.
Перед окраской стальные детали рекомендуется фосфатировать, детали из алюминиевых сплавов — анодировать, а из магниевых сплавов —- подвергать химическому оксидированию.
Получаемые лакокрасочные покрытия должны обладать высокой водоупорностью, долговечностью, твердостью, эластичностью, а также хорошей адгезией (сцепляемостью) к окрашиваемой детали.
Для окраски металлов применяют преимущественно лакомасляные, глифталевые, пентафталевые или перхлорвиниловые лакокрасочные материалы. В их состав могут входить высыхающие растительные масла, синтетические и природные смолы, минеральные пигменты и некоторые другие вещества.
Различают превращаемые и непревращаемые лакокрасочные материалы.
В превращаемых лакокрасочных материалах твердая пленка образуется в результате физико-химических процессов (главным образом окисления), происходящих в маслах с течением времени.
В непревращаемых лакокрасочных материалах такая пленка создается вследствие испарения летучих растворителей.
Лакокрасочные покрытия часто имеют сложное строение. Непосредственно на деталь наносится грунт, затем для выравнивания поверхности — шпатлевка, далее следуют эмаль и покровный лак. Необходимо помнить, что даже сложные покрытия в той или иной степени проницаемы для влаги.
Г р у и т, соприкасающийся с металлом, должен обладать высокими антикоррозионными свойствами и обеспечивать хорошую адгезию всей лакокрасочной пленки с поверхностью изделия.
Одним из лучших является лакомасляный грунт АЛГ-1, содержащий в качестве пигмента цинковый крон; последний в присутствии влаги несколько растворяется и создает защитную пассивирующую среду, содержащую хромовокислые соли.
Высокими адгезионными свойствами по отношению к неоксидированным поверхностям магниевых сплавов отличается быстросохнущий акриловый грунт АГ-10с, содержащий в качестве пигмента стронциевый крон.
3.38
Глифталевый грунт 138А, пигментированный железным суриком, часто используют как переходный при окраске деталей из алюминиевых сплавов и сталей для лучшей сцепляемости грунта АЛГ-1, наносимого непосредственно на металл, с перхлорвиниловыми и нитроцеллюлозными эмалями. При окраске магниевых деталей широко применяют глифталевый грунт АЛ Г-7.
Следует подчеркнуть, что вводимые в некоторые грунты пигменты, содержащие свинец (свинцовый сурик, свинцовый крон), в присутствии влаги могут образовывать вещества, обладающие по отношению к А1 и Mg катодными функциями и, таким образом, способствующие электрохимическому разрушению этих металлов; поэтому такие грунты не могут быть рекомендованы для окраски деталей из алюминиевых и магниевых сплавов.
Рис. 385. Схема защиты деталей самолета от коррозии (пояснения к схеме даны в табл. 57)
Для выравнивания загрунтованных поверхностей применяют густотертые пасты — шпатлевки. Необходимая вязкость достигается введением в них наполнителей — мела, талька, каолина и т. п. При окраске металлических деталей наиболее широко применяют лакомасля-ную шпатлевку AM и перхлорвиниловую шпатлевку ХВШ-4.
Число эмалей, разработанных для окраски металлических изделий, очень велико. Можно выделить группы перхлорвиниловых (ХВЭ), глифталевых (А-бф — А-15ф), лакомасляных (А21м, А21г и др.), силоксановых (К-1, К-2) эмалей, нитроэмалей (ДМ) и некоторые другие.
При окраске наружных деталей чаще всего наносят один или два слоя перхлорвиниловой эмали желаемой расцветки; пленки таких эмалей отличаются высокой прочностью и эластичностью, водоупорностью, атмосферостойкостью и негорючестью; однако адгезионные свойства их невысоки и прочная сцепляемость пленки с металлом достигается применением соответствующих грунтов.
Большое внимание уделяют окраске магниевых сплавов, отличающихся низкой коррозионной стойкостью.
Наружные магниевые детали защищаются двумя слоями грунтов. (АЛГ-7 и АГ-10с) и двумя слоями перхлорвиниловой эмали.
На некоторые наружные детали вместо сложного покрытия наносят 1—2 слоя лака 9-32, представляющего собой раствор полибутилметакри-лата в смеси органических растворителей. Этот лак обладает хорошей адгезией к металлам и отличается высокой атмосферостойкостью. На
22* 339
основе этого лака изготовляется эмаль 9-32ал, содержащая в качестве пигмента алюминиевую пудру
Для окраски деталей авиационного двигателя, нагревающихся при работе до высоких температур, например жаровых и выхлопных труб, камер сгорания, а в некоторых случаях даже лопаток турбин и соплового аппарата, используют специальные жаростойкие эмали, предохраняющие детали от газовой коррозии и эрозионного воздействия потока горячих газов.
* *
*
Применение рассмотренных выше методов защиты авиационных сплавов от коррозии зависит от рода материала и условий работы детали в конструкции.
На рис. 385 показана примерная схема, а в табл. 57 — способы зашиты от коррозии основных деталей самолета.
Таблица 57
Защита деталей самолета от коррозии
Марка сплава № позиции на схеме Наименование деталей Методы защиты от коррозии
Дуралюмин Д16 1 2 Элементы каркаса планера — лонжероны, стрингеры, шпангоуты, нервюры Обшивка фюзеляжа, крыла, хвостового оперения Легирование марганцем, для листовых изделий—плакирование, анодная обработка в серной кислоте, пассивирование в растворе KjCbO; или нанесение грунта АЛГ-1. Для обшивки—после анодирования нанесение бесцветного лака 170А, в нагревающихся участках — нанесение жаростойкой алюминиевой эмали К-1
Дуралюмин Д1 3 Тяги управления рулями, элеронами, стабилизаторами Легирование марганцем, анодная обработка, пассивирование в растворе К2Сг2О7
Алюминиевый <сплав В95 4 Элементы силового каркаса—профили, узлы Обшивка Защита по методам, указанным для Д16 (см. выше)
Алюминиевые сплавы АМц и АМг 5 Трубопроводы для топлива, масла, воздуха, кислорода, гидросмеси, противопожарного оборудования, противообледенительной системы Грунтовка АЛГ-1 с 5% алюминиевой пудры, окраска глифталевыми эмалями установленного цвета. Внутренняя поверхность труб—химическое оксидирование
6 Топливные баки
340
Продолжение
Марка сплава № позиции на схеме Наименование деталей Методы защиты от коррозии
Алюминиевый сплав АК6 7 Рычаги управления и качалки управления стабилизатором, рулями, элеронами Анодная обработка с последующим пассивированием в растворе К2Сг2О7
Магниевые сплавы ВМ65-1, МА8, МЛ5 8 Качалки управления, крон тейны, узлы, элементы силового каркаса, закрылки Химическое оксидирование, грунтовка АЛГ-1 и АЛГ-5, окраска глифтале выми или хлорвиниловыми эмалями
Алюминиевый сплав В65 9 Заклепки Анодная обработка с нанесением грунта АЛГ-1 по месту постановки
Стали ЗОХГСА и ЗОХГСНА 10 Узлы крепления дви-гателя, шасси, крыла, оперения Узлы, стойки и полувилки шасси, болты и карданы из стали ЗОХГСНА—фосфатирование и окраска серой эмалью А14 Нормали из стали ЗОХГСА— кадмирование и цинкование; шайбы, плунжеры, гильзы — воронение Рабочие поверхности осей и штоков—хромирование
11 Детали шасси—стойка, полувилка, цилиндр, шток, поршень, карданы
12 Ответственные болты, гайки и другие нормали
Глава VI
ВЛИЯНИЕ РАЗНОРОДНЫХ КОНТАКТОВ
В авиационных конструкциях часто встречаются сочленения деталей из различных металлов и сплавов. В этом случае при попадании влаги возможно развитие электрохимической коррозии. Особенно опасны подобные контакты для магниевых сплавов, так как для них все остальные сплавы — стали, алюминиевые и медные сплавы — будут служить катодами и потому способствовать их быстрому разрушению.
Поэтому непосредственных контактов из разнородных металлов и сплавов следует избегать, а в случае необходимости — применять для защиты металлические покрытия, лакокрасочные материалы, антикоррозионные смазки, протекторные прокладки и другие средства.
Глава VII
АНТИКОРРОЗИОННЫЕ СМАЗКИ И ИНГИБИТОРЫ
В условиях хранения или транспортирования металлических деталей, а также при консервации целых агрегатов для защиты от коррозии применяют различные защитные смазки; последние должны предохранять детали от вредного влияния влаги, обладать высокой стойкостью, легко наноситься или, наоборот, удаляться в случае, если деталь должна быть без замедления расконсервирована.
Различают пассивные и активные защитные смазки. Пассивные смазки создают лишь механический влагонепроницаемый барьер между деталью и внешней средой. К ним относится технический вазелин и загущенные авиационные масла; в качестве загустителей применяют парафин или церезин. Иногда для увеличения липкости в них вводят также специальные мыла, например стеарат алюминия.
К числу пассивных относят также пушечную смазку, хотя она, помимо минеральных масел, церезина и парафина, содержит 0,02% едкого натра, добавляемого для нейтрализации содержащихся в исходных продуктах кислот; вследствие щелочного характера пушечная смазка не может применяться для защиты кадмированных и оцинкованных деталей.
Все пассивные смазки составлены из веществ, имеющих неполярное строение молекул, и поэтому являются гидрофобными, т. е. не смачиваются водой; отсюда их главное свойство — водонепроницаемость. Однако они не способны устранять действие агентов коррозии.
Активные смазки содержат вещества, способные уменьшать вредное влияние коррозионной среды. К таким веществам относятся эмульгаторы, окружающие тонким слоем капельки влаги, и нейтрализаторы, устраняющие вредное действие кислот и продуктов сгорания авиатоплива. К числу активных относится смазка СП-1 (58М), предназначаемая для длительного хранения деталей. В качестве активной добавки она содержит олеат триэтаноламина, который является одновременно эмульгатором, нейтрализатором кислот и органическим ингибитором; такие ингибиторы относятся к числу поверхностно-активных веществ, так как адсорбируются на поверхности металла и вызывают поляризацию как анодных, так и катодных участков.
Защитные смазки с олеатом триэтаноламина нашли широкое применение при консервации и транспортировании авиационных деталей из различных сплавов (кроме медных).
Универсальная смазка ЦИАТИМ-217 занимает промежуточное положение между пассивными и активными. Она обладает хорошей липкостью, высокой стабильностью и образует на металлах плотный защитный слой. Однако эта смазка не содержит эмульгаторов и потому не способна активно устранять влагу.
Перед нанесением смазок изделия без защитных покрытий тщательно очищают от окалины, жира, загрязнений и влаги с помощью пескоструйки, обдувки металлической пылью, применения обезжиривающих растворов, травления в кислотах, промывки и высушивания.
Первый тонкий безводный слой смазки наносят обычно при температурах ПО—120°, чтобы устранить всю влагу, второй (для получения покрытия достаточной толщины) при 60—70°.
В отдельных случаях применяют обработку ингибиторами. Весьма эффективным ингибитором служит 5—10%-ный раствор нитрита натрия (NaNO2), которым обрабатывают стальные детали для их хранения или консервации. В последнее время используются также летучие ингибиторы.
342
Летучие ингибиторы применяются обычно для пропитки бумаги, в которую завертываются детали, подлежащие хранению или транспортированию. Испаряясь, эти ингибиторы насыщают собой пространство, окружающее детали, и, таким образом, создают защитную газовую среду.
К числу летучих ингибиторов относятся: этаноламинкарбонат, смеси нитрита натрия с уротропином, бензоатом аммония и другие. Летучие ингибиторы отличаются высокой эффективностью защиты; установлено, например, что стальные изделия, завернутые в бумагу, обработанную NaNO2, в условиях относительной влажности, равной 85%, не ржавеют в течение 5 лет.
Основными преимуществами применения летучих ингибиторов являются: отсутствие необходимости применения защитных покрытий, легкость расконсервации (необходимо только освобождение от упаковки) и постоянная готовность деталей к немедленному использованию в эксплуатации без дополнительной обработки.
Однако указанные выше летучие ингибиторы не могут применяться для защиты цветных сплавов, так как оказывают на них разрушающее действие.
В заключение следует упомянуть о консервации целых агрегатов, например авиационных двигателей. Для этой цели применяют герметичные чехлы, внутри которых создают атмосферу, не содержащую влаги. Чехлы изготовляют из полихлорвиниловой пленки В-118, или полиэтиленовой пленки, которые являются газонепроницаемыми, морозостойкими, эластичными и стойкими к действию нефтепродуктов, кислорода воздуха и солнечного света; герметичные швы на них могут изготовляться методом сварки.
Водопоглотителем внутри чехла служит силикагель, представляющий собой безводную двуокись кремния. Силикагель-осушитель в форме зерен белого цвета применяется в мешочках или в специальных патронах с сетчатым дном, ввинчиваемых в определенные места двигателя. Силикагель-индикатор содержит хлористый кобальт и потому способен менять цвет в зависимости от степени влажности. В сухом виде он имеет синий или фиолетовый цвет, а при поглощении влаги становится розовым; это является сигналом о необходимости смены силикагеля-осушителя.
РАЗДЕЛ СЕДЬМОЙ
НЕМЕТАЛЛИЧЕСКИЕ АВИАЦИОННЫЕ МАТЕРИАЛЫ
В современных конструкциях летательных аппаратов наряду с металлами и сплавами все большее применение находят различные неметаллические материалы. К их числу относятся пластические массы (пластмассы), резина, текстильные и специальные тепло- и звукоизоляционные материалы, дерево и продукты его обработки, клеи, герметики, лакокрасочные и другие материалы.
Наиболее широко в современной авиационной технике используются пластмассы и резиновые материалы. Их основой служат преимущественно синтетические продукты, представляющие собой сложные высокомолекулярные органические соединения — полимеры.
Большое значение синтетических материалов в развитии нашего народного хозяйства не раз отмечалось в постановлениях партии и правительства. В соответствии с Директивами XXIII съезда КПСС к концу 1970 г. производство пластмасс и синтетических смол достигнет 2,1—2,3 миллиона тонн и химических волокон — до 780—830 тысяч тонн; предусмотрены также высокие темпы развития’ производства синтетического каучука.
Глава I
КРАТКИЕ СВЕДЕНИЯ О ПОЛИМЕРАХ
Полимерами называют вещества, построенные из гигантских молекул (макромолекул), состоящих из элементарных повторяющихся звеньев (цепей). Молекулярный вес таких высокомолекулярных соединений составляет ~ 104—106.
Наибольшее значение имеют органические полимеры (полиэтилен, полистирол и т. п.), в которых основу молекулярной цепи образуют только атомы углерода. В элементо-органических (например, кремний-органических) и неорганических полимерах главные цепи содержат атомы других элементов (Si, Al, О и т. д.).
Помимо обычных полимеров, цепи которых состоят из одинаковых звеньев, существуют также сополимеры, привитые полимеры и блок-сополимеры, схематичное строение которых видно из рис. 386.
Макромолекулы обычных полимеров и сополимеров образуются соответственно из одинаковых или различных мономеров.
Блок-сополимеры получаются из полимеров, и их макромолекулы образуются в результате соединения осколков макромолекул этих полимеров.
344
Строение привитых полимеров рассматривается ниже.
Побочные ветви полимеров могут содержать различные радикалы (атомы или группы атомов), от химической природы и расположения которых зависят свойства макромолекул. Например, введение радикалов СООН, CONH2, NH2, CN, ОН, Cl, F — повышает прочность; радикал F
-Д-Д-Д-Д- _д-д_б-д-б-в-
обычный Сополимер
полимер
-д-д-д-д-
I I
в в
Привитый полимер
-Д-Д-Л -В-В-fl-fi-A-B-B-
Блок-сополимер
Рис. 386. Строение полимеров (схема): А и В — различные звенья макромолекул
и ароматические радикалы (С6Нб и др.) —увеличивают теплостойкость, С1 и другие галогены сообщают негорючесть и устойчивость к действию кислот и щелочей, С6Н4ОН—.улучшает диэлектрические свойства.
Если электроотрицательные радикалы (О, S, Cl, NH2, СООН, ОН и др.) располагаются несимметрично, то молекула становится полярной (дипольной), так как характеризуется неравномерным распределением в ней электрических зарядов. Полярные полимеры устойчивы к органическим растворителям, но более способны взаимодействовать с водой, щелочами и кислотами. Увеличение полярности полимера сопровождается уменьшением его эластичности и морозостойкости.
Неполярные молекулы состоят либо только из углеводородных радикалов, либо при наличии в них электроотрицательных радикалов отличаются симметричным расположением последних. Неполярные полимеры более устойчивы к водным средам, но обычно легко растворяются в органических растворителях.
Рис. 387. Схемы структур макромолекул полимеров:
1 — линейная; 2 — разветвленная; 3 — сетчатая
Рассмотренные примеры показывают, что изменяя химическую природу полимеров, можно влиять на их свойства. Другая возможность достижения желаемого сочетания свойств состоит в изменении пространственного строения и размеров макромолекул полимеров.
Молекулы полимеров могут иметь различную форму—-линейную, разветвленную или сетчатую (пространственную) (рис. 387). Атомы в таких молекулах связаны прочной первичной химической связью. В некоторых случаях подобные молекулы могут соединяться между собой менее прочной, межмолекулярной вторичной связью.
В настоящее время установлено, что полимеры могут находиться как в аморфном, так и в кристаллическом состояниях. Часто эти формы сосуществуют в одном материале и их соотношение зависит от строения молекул. Например, степень кристалличности разветвленного полиэтилена составляет 607о, а линейного — 75—80%. Можно искусственно,
345
применяя направленную деформацию (например, вытягивание нагретого полимера), достигать желаемой ориентации молекул и повышать степень кристалличности. Рассмотренные структурные изменения сильно влияют на свойства полимеров.
Полимеры могут быть получены в результате реакций полимеризации или поликонденсации; образующиеся при этом продукты часто называют смолами.
Полимеризационные смолы (полимеры) получаются в результате объединения нескольких ненасыщенных молекул обычно одного и того же вещества (мономера) в более крупные; реакция в этом случае идет за счет частичного разрыва двойных связей без выделения побочных продуктов. Например, образование полиэтилена протекает по следующей схеме реакции полимеризации:
/Н Н\
п I С ==С I
этилен (мономер)
н н н н н н
I I I I I I
-С-С-С-С-С-С-• • •
I I I I I I
н н н н н н
полиэтилен (полимер)
Если в полимеризации участвуют различные вещества, получаются так называемые сополимеры. В последнее время успешно используются также привитые полимеры. «Привитые» полимеры образуются в результате присоединения к молекуле основного полимера боковых отростков молекул другого вещества. Таким методом можно получать материалы, обладающие новыми, заранее заданными свойствами, сообщаемыми «привитым» веществом. Например, если к полистиролу «привить» каучук, то, сохраняя высокие диэлектрические свойства полистирола, новый продукт становится в несколько раз более прочным по отношению к ударным нагрузкам.
Поликонденсационные смолы представляют собой продукты реакции конденсации; последняя состоит в образовании больших
молекул из молекул различных веществ с меньшим молекулярным весом, причем между углеродными атомами возникают новые связи. Как правило, в таких реакциях выделяется побочный продукт, например вода. Примером реакции поликонденсации может служить образование фенольно-формальдегидной смолы в результате взаимодействия фенола и формальдегида. В определенных условиях (при наличии избытка фенола, в присутствии кислого катализатора) сначала образуется промежу
точное вещество по реакции
2С6Н5ОН+СН2О -> С6Н4 (ОН) - СН2 - С6Н4 (ОН)+Н2О.
фенол формаль- промежуточное вещество вода
дегид (диокспдифенилметан)
В этой реакции атом кислорода, входящий в функциональную альде-//°
гидную группу — С\ , взаимодействует с двумя атомами водорода
бензольных колец фенола.
Дальнейшая конденсация образовавшегося продукта приводит к получению новолачной фенольно-формальдегидной смолы, причем образуются гигантские линейные молекулы следующего строения:
316
Таким образом, общими характерными условиями реакции конденсации является отщепление побочных продуктов и наличие в исходных веществах функциональных групп, способных реагировать друг с другом.
При избытке формальдегида и наличии щелочного катализатора образуются более разветвленные макромолекулы резольной смолы, имеющей строение
Фенольно-формальдегидные смолы (особенно резольные), называемые также бакелитовыми, широко применяются для изготовления авиационных пластмасс.
Различают три формы фенольно-формальдегидной смолы, переходящие одна в другую при нагревании.
1. Смола в стадии А—резол — хорошо растворяется в спирте, ацетоне и легко плавится. Раствор резола в спирте называется бакелитовым лаком.
2. Смола в стадии В—резитол (образуется при нагревании резола до 90—100°) —в растворителях лишь набухает, а при нагревании переходит в резинообразную массу.
3. Смола в стадии С—резит (образуется при 150—160°)—нерастворима в органических растворителях, при нагревании не плавится, а лишь обугливается начиная с температуры 300°.
Переход одной формы смолы в другую объясняется усложнением строения макромолекул, их пространственным разветвлением.
Молекулы резола имеют линейную структуру; в резитоле структура становится сетчатой, но образующиеся кольца располагаются еще в некоторых плоскостях; для резита характерна пространственная сетчатая структура.
Существование нескольких форм фенольно-формальдегидной смолы позволяет изготовлять детали из пластмасс на ее основе путем горячего прессования (в стадии резола), а последующим нагреванием («выпечкой») сообщать материалу необходимые в эксплуатации термостойкость и устойчивость к действию нефтепродуктов, спирта и масла (стадия резита).
Свойства различных полимеров могут вообще сильно изменяться в зависимости от ряда факторов, а именно: строения макромолекул, характера связи между их цепями, степени полимеризации и кристалличности и других. Это позволяет получать различные технологические и эксплуатационные свойства полимера при одном и том же его составе.
В зависимости от поведения при нагревании полимеры разделяют на термореактивные и термопластичные.
Термореактивные полимеры, способные в исходном состоянии размягчаться при невысоких температурах, теряют свою пластичность после соответствующей тепловой обработки, в этом случае они
347
переходят в термостабильное состояние, становятся неплавкими и нерастворимыми в органических растворителях.
Такими свойствами обладают, например, фенольно-формальдегид-ные смолы, составляющие основу многих высокопрочных авиационных пластмасс.
Термопластичные полимеры размягчаются при каждом повторном нагреве. Термопластичными свойствами обладают линейные полимеры, например, метил-метакрилат, из которого изготовляется прозрачное органическое стекло (плексиглас).
Для полимеров характерны три основных состояния при различных температурах (рис. 388).
Рис. 388. Зависимость удлинения от температуры для трех состояний линейных полимеров:
Тх -—температура хрупкости;
Тс — » стеклования;
Т т — » текучести;
Тпл— » плавления
1. Стеклообразное (упруготвердое), сохраняющееся до температуры стеклования (Тс). В этом состоянии полимеры обладают высокими упругостью, прочностью и твердостью, но являются до некоторой температуры (Тхр) хрупкими. Стеклообразное состояние характерно для работающих в конструкциях пластмасс, волокон, пленок.
2. Высокоэластичное (каучукоподобное), существующее в интервале температур Тс — Тт (температура текучести). Этому состоянию, типичному, например, для резиновых материалов, свойственна очень высокая упругость, эластичность и пониженная твердость.
3. Пластичное (вязкотекучее), возникающее выше Тт, близкое к состоянию вязких жидкостей, отличается способностью полимеров к необратимой текучей деформации. В таком состоянии полимеры обычно обрабатываются давлением.
Характерной особенностью многих полимеров является их способность к старению, при котором происходят деструкция (разрушение) макромолекул, деполимеризация (обратный переход полимера в мономер) и другие химические процессы. Ускорению старения способствуют нагревание, свет, радиационное излучение, механические воздействия и другие факторы. При старении, со временем полимеры становятся более хрупкими, изменяют прочность и другие свойства; явления старения имеют важное значение в условиях эксплуатации и хранения полимерных материалов.
Глава II
ПЛАСТИЧЕСКИЕ МАССЫ
§ 1. ОБЩИЕ СВЕДЕНИЯ И КЛАССИФИКАЦИЯ ПЛАСТМАСС
Пластмассами называют вещества обычно органической природы, способные при определенных условиях, под влиянием нагревания и давления переходить в пластическое состояние и принимать желаемую внешнюю форму.
Основой авиационных пластмасс являются синтетические смолы (связующее вещество); кроме того, в их композицию могут входить наполнители (ткани, волокнистые вещества, минеральные порошки), пластификаторы (смягчители), красители и другие вещества.
Целью введения наполнителей является повышение механических свойств (прочности, жесткости, твердости, теплостойкости), улучшение антифрикционных и фрикционных характеристик и в ряде случаев — снижение стоимости пластмасс.
Синтетические смолы представляют собой высокомолекулярные продукты (полимеры), получаемые путем реакций полимеризации или поликонденсации. К числу важнейших преимуществ пластмасс необходимо отнести следующие, типичные для большинства из них.
1. Малую плотность (1,4—2,0, а в некоторых случаях — значительно меньше, порядка 0,02—0,05 а/слг3).
2. Легкость обработки давлением, что дает возможность серийного производства совершенно одинаковых деталей. Отпадает необходимость обработки резанием, внешней отделки, окраски и других трудоемких операций.
3. Хорошие технологические качества — обрабатываемость резанием, склеиваемость, свариваемость.
4. Высокая коррозионная стойкость и устойчивость против загнивания.
5. Малая теплопроводность; многие пластики являются хорошими теплоизоляционными материалами и успешно используются для защиты от солнца и действия высоких температур, развивающихся в условиях эксплуатации.
6. Высокие механические качества; по значению удельной прочности многие пластмассы стоят выше высокопрочных авиационных сплавов. Используя принцип направленности волокон наполнителя, удалось, например, получить пластмассы по значениям прочности (с)В~'9О кГ!мм^'), не уступающие сталям, но в 4 раза более легкие.
7. Большая, по сравнению с металлами, стабильность свойств при нагревании *.
8. Наличие специальных свойств — свето- и радиопрозрачности, эластичности, электроизоляционных, фрикционных, антифрикционных и других.
к числу недостатков пластмасс как конструкционных материалов следует отнести их низкую динамическую сопротивляемость, сравнительно малый модуль упругости, недостаточную теплостойкость, а также склонность к старению, выражающемуся в повышении хрупкости под влиянием тепла, солнечных лучей и других факторов.
Пластмассы можно классифицировать по различным признакам.
1. По отношению к нагреванию их делят на термореактивные п термопластичные (см. выше).
2. П о типу связующей с м о л ы; в настоящее время известно большое количество разнообразных синтетических смол с различными свойствами.
* Для группы термореактивных пластиков.
349
К числу важнейших термореактивных смол, помимо фенольно-фор-мальдегидных, относятся мочевино-формальдегидные и меламино-форм-альдегидные, а также разработанные в последнее время эпоксидные, ио-лисилоксановые и полиэфирные смолы.
Число термопластичных смол значительно больше. К ним относятся полиакриловые, поливинилхлоридные, полистироловые, полиэтиленовые и тому подобные смолы. Термопластичными свойствами обладают также эфиры целлюлозы (нитроцеллюлоза, ацетилцеллюлоза), производные фторэтилена (фторопласты) и полиамидные смолы.
3. По типу наполнителя различают пластмассы с наполнителями: слоистым (стеклоткань, хлопчатобумажная ткань, бумага, асбестовая ткань), волокнистым (древесная мука, хлопковые очесы — линтер, стеклянная пряжа, асбестовое волокно), крошкообразным (обрезки ткани, древесного шпона, лепестки слюды) и порошкообразным, обычно минеральным (гипс, слюда, кварц, каолин). Существуют пластмассы и без наполнителя.
4. По применению можно различать следующие группы пластмасс:
а) конструкционные (в основном слоистые)—для силовых деталей летательных аппаратов;
б) пластмассы на основе пресспорошков и волокнистых наполнителей — для несиловых деталей;
в) свегопрозрачные — для остекления летательных аппаратов;
г) электроизоляционные и радиопрозрачные;
д) прокладочные и уплотнительные;
е) теплоизоляционные;
ж) фрикционные;
з) кислотоупорные, химостойкие;
и) облицовочно-декоративные.
Часто одна и та же пластмасса обладает свойствами, характерными для различных групп. Например, слоистый пластик — текстолит — может служить одновременно конструкционным, электроизоляционным и прокладочным материалом.
В дальнейшем изложении пластмассы группируются по наиболее характерным признакам с учетом их эксплуатационных, технологических и других наиболее отличительных особенностей.
§ 2. СЛОИСТЫЕ ТЕРМОРЕАКТИВНЫЕ ПЛАСТМАССЫ
В слоистых пластиках наполнителями служат различные слоистые материалы, преимущественно ткани. К их числу относятся:
стеклотекстолит — стеклянная ткань, пропитанная смолой;
стеклопластики с ориентированным стекловолокном, пропитанным смолой;
текстолит — хлопчатобумажная ткань, пропитанная смолой;
гетинакс — плотная бумага, пропитанная смолой;
асботекстолит — асбестовая ткань, пропитанная смолой.
В качестве связующего вещества широко применяются термореактивные фенольно-формальдегидные смолы.
Стеклопластики
К слоистым стеклопластикам относятся стеклотекстолит и СВАМ (стекловолокнистый анизотропный материал).
В настоящее время наиболее распространенным слоистым авиационным пластиком является стеклотекстолит.
Необходимое для изготовления стеклопластиков стеклянное волокно получают путем вытягивания расплавленного бесщелочного стекла
350
при 1200—1400° через тонкие отверстия (фильеры) с большими скоростями.
Тонкие стеклянные волокна обладают очень большой прочностью; так, волокно диаметра 2—3 мк имеет предел прочности при растяжении 500—600 кГ/мм2.
С увеличением диаметра изолированных стеклянных волокон их прочность падает (рис. 389). Однако, в сочетании со смолой наибольшая прочность волокон отвечает некоторому оптимальному значению диаметра. Поэтому практически применяют стеклянное волокно диаметром 5— 15 мк.
Для изготовления стеклотекстолита стеклянную ткань, полученную из стекловолокна, подвергают пропитке связующей смолой в условиях юрячего прессования.
Таким же методом получают другие слоистые пластики (текстолит, гетинакс и т. п.) *. Структура пластиков этого типа показана на рис. 399.
Рис. 389. Зависимость прочности стекловолокна от его диаметра
Рис. 390. Структура слоистого пластика:
1 — смола; 2 — наполнитель (ткань)
Для ряда марок стеклотекстолита применяют связующее на основе рассмотренных выше термореактивных фенольно-формальдегидных смол.
Однако в последнее время наряду с ними начинают широко использовать новые смолы — эпоксидные, полисилоксановые (кремнийорга-нические), полиэфирные и др. Нередко применяют также смешанные смолы — эпоксидно-фенольные, фенольно-силиконовые и т. п.; при этом образуются рассмотренные выше сополимеры или привитые полимеры, сообщаюшие пластмассам улучшенные и часто новые качества. Рассмотрим некоторые особенности новых смол.
Эпоксидные смолы содержат в своей структуре «эпокси-группы» СН2—СН —, благодаря которым они легко совмещаются с дру-
гимн смолами — фенольно-формальдегидными, полиэфирными и т. п. В результате образуются высокомолекулярные полимеры, т. е. происходит отверждение смолы. Получаемые при этом твердые, эластичные совмещенные полиэпоксидные смолы обладают исключительно высокой адгезией по отношению к волокнам наполнителя (например, стекловолокну), а также к конструкционным материалам.
Вместе с тем эпоксидные смолы стойки против действия большинства кислот, щелочей и органических растворителей и обладают хорошей теплостойкостью и высокими диэлектрическими свойствами. В связи с этим они находят все большее применение в производстве авиационных пластмасс
* Способ контактного формования рассмотрен ниже (см. стр. 352).
351
Рис. 391. Предел прочности слоистых авиационных пластиков при различных температурах
Полисилоксановые (кремнийорганические) смолы имеют следующее строение:
R R R
I I I
• • •— Si — О-Si — О —Si — • • •, ; । ।
R R R
где R — радикалы типа СН3, С2Н5, С6НЙ и т. и.
I.
В подобных смолах группа — Si — О — с прочной связью между I
кремнием и кислородом обеспечивает теплостойкость, а органические радикалы R — эластичность. Это яркий пример того, как химическое строение определяет свойства вещества. Л1еняя природу радикалов R, связанных с кремнием, можно в широких пределах изменять свойства смолы. Еще большие возможности в этом отношении получают при совмещении полисилоксанов с другими смолами, причем можно достичь значительного повышения прочности.
Кремнийорганические смолы обладают высокой теплостойкостью. Вместе с тем они устойчивы против действия низких температур, солнечного света, окислителей и других активных химических реагентов; они не вызывают коррозии металлов Эти ценные эксплуатационные особенности и широкий диапазон физико-химических свойств определяют все более широкое их применение в разнообразных целях.
На основе кремнийорганических смол разработаны многие авиационные теплостойкие пластмассы (стеклотекстолиты, пенопласты), лаки и силиконовые каучуки.
Полиэфирные смолы. Полиэфиры представляют собой продукты взаимодействия непредельных многоосновных кислот (малеиновой, акриловой и др.) и многоатомных спиртов
(например, гликоля). Получаемые после полимеризации полиэфирные смолы обладают высокими прочностью, упругостью и твердостью.
Полиэфирные, а также эпоксидные смолы относятся к числу контактных и применяются для контактного формования пластиков.
Особенностью контактных смол является их способность затвердевать при обычной температуре пли нагревании за счет раскрытия двойных связей без выделения побочных продуктов. Это позволяет снижать давление формования до 0,3—5 кГ]см2', такое давление необходимо лишь для обеспечения тесного контакта между отдельными слоями пропитанного наполнителя (ткани). Таким образом создается возможность формования деталей из стеклотекстолита непосредственно перед сборкой на заводе-потребителе.
Общие свойства стеклотекстолита. Плотность стеклотекстолита разных марок колеблется от 1,5 до 1,9 zfcM2. Стеклотекстолит значительно прочнее текстолита и гетинакса (рис. 391) и принадлежит к числу наиболее прочных авиационных пластиков; стеклотекстолит новейших марок имеет предел прочности на растяжение ов=47—49 кГ/мм2.
Удельная прочность oB/d стеклотекстолита выше, чем высокопрочных алюминиевых сплавов и сталей (рис. 392). Модуль упругости его сравнительно невелик: Е= 1400—2200 кГ)мм2.
352
Стеклотекстолит обладает высокой стойкостью к воде, керосину, бензину и авиационным маслам, имеет хорошие электроизоляционные и теплоизоляционные свойства. Может обрабатываться резанием, склеиваться и склепываться.
При нагревании прочность стеклотекстолита снижается (см. рис. 391), однако теплостойкость сильно зависит от времени и условий воздействия тепла. При сокращении времени работы допустимая температура применения значительно повышается. Например, стеклотекстолит СК-9Ф может использоваться:
при 250° — в течение 200 час,
при 350°— » 5 час,
при 400°— » 2 час,
при 600°— » 10 мин;
при 800° — » 2 мин.
ционных материалов (рассчитана по наибольшим типичным значениям предела прочности <jB)
В условиях одностороннего нагрева эти температуры еще больше возрастают, что объясняется малой теплопроводностью стеклотекстолита. По сравнению с теплопроводными металлами и сплавами, стеклопластики имеют в этом отношении несомненное преимущество.
К недостаткам стеклотекстолита следует отнести малый модуль упругости, низкое сопротивление удару и пониженный предел усталости.
Авиационный стеклотекстолит. Стеклотекстолит первых марок — КАСТ (конструкционный авиационный стеклотекстолит), КАСТ-В и разработанные позже СТ-39 и СКМ-1 отличались сравнительно низкими прочностными характеристиками и невысокой теплостойкостью. Для них типичные значения предела прочности на растяжение не превышали 30—33 кГ/мм2, а температура длительной эксплуатации составляла не более 200°.
Позже появились новые марки стеклотекстолита: ВФТ-С, СТ-911С и ЭФ-32-301, предел прочности которых достиг значений 40—43 кГ/мм2, однако теплостойкость этих стеклотекстолитов существенно не повысилась.
23 3354
353
В последние годы были разработаны еще более прочные и вместе с тем более теплостойкие стеклотекстолиты, предел прочности которых на растяжение, равный 45—49 кГ)мм2, достиг уровня наибольших значений для высокопрочного дуралюмина. Эти новейшие стеклотекстолиты могут длительно (свыше 200 час) эксплуатироваться при более высоких температурах порядка 250°.
В табл. 58 приведены типичные свойства авиационного стеклотекстолита некоторых марок.
Таблица 58
Физико-механические свойства авиационного стеклотекстолита
Марка материала d г)см^ °в кГ[мл& а* кГ‘См[см2 Т 1 м °C Температура эксплуатации °C
КАСТ-В 1,85 28—32 65 250 200 (до 200 час)
ВФТ-С 1,75 40,0 105 200—240 1 200 (до 200 час) 1 250 (до 25 час)
СТ-911 С 1,70 39,5—43,0 525 285—290 200 (до 100 час)
ЭФ-32-301 1,65 40,8 148 244—255 200 (до 100 час)
СК-9Ф 1,70 37,1 145 370 / 250 (до 200 час) 1 350 (до 5 час)
* а — ударная вязкость образцов без надреза.
** Ты — теплостойкость по Мартенсу.
Применение стеклотекстолита. В конструкции самолета стеклотекстолит может быть использован для изготовления силовых элементов — обшивки фюзеляжа и крыла, нервюр, лонжеронов, стрингеров, а также деталей оперения — элеронов, закрылков, триммеров, законцовок киля и различных мелких деталей — лючков, коробок и т. д. В этих случаях стеклотекстолит может применяться отдельно или в сочетании с легкими заполнителями — пенопластами* или сотовыми материалами. Возможно изготовление из стеклотекстолита деталей противообледенительной сис-темы самолета (экраны и др.).
В топливной системе стеклотекстолит применяется для изготовления контейнеров самолетных топливных баков, защитных плит между баками, вертикальных стабилизаторов для сбрасываемых баков, упругих мембран топливных агрегатов.
В авиационных двигателях из стеклотекстолита изготовляются лопатки компрессора и диски компрессора (первые ступени); в этих случаях применение стеклотекстолита вместо стали, алюминиевых или титановых сплавов выгодно не только благодаря большей легкости его, но также вследствие лучших демпфирующих свойств.
В электро- и радиооборудовании стеклотекстолит широко используется для обтекателей радиолокационных антенн, диэлектрических решетчатых зеркал и радиопрозрачных вставок (окон), а также, вместо текстолита и гетинакса, для ряда электроизоляционных деталей, работающих при повышенных температурах.
Следует указать на применение стеклотекстолита в конструкции каркаса вертолетов, а также в ракетной технике.
СВАМ (стекловолокнистый анизотропный материал). Для изготовления стеклопластиков типа СВАМ в качестве наполнителя используют ориентированное стекловолокно, не ослабленное круткой или переплете
* См. стр, 367.
354
Рис. 393. Панель из СВАМ с заполните лем из пенопласта:
1 — СВАМ; 2 — пенопласт
нием. Листовой материал, получаемый пропиткой такого направленного волокна фенольно-бутварными или эпоксидными смолами, иногда совмещенными с другими, представляет собой стеклошион.
Стеклошпон можно получать любой толщины — от тончайших ди* электриков толщиной 10 мк до листов значительно большего сечения, используемых в конструкционных материалах. Свойства стеклошпона неодинаковы в различных направлениях.
Путем горячего прессования листов стеклошпона получают слоистый анизотропный стеклопластик — стеклофанеру. Обычно листы шпона располагают друг к другу под утлом 90°.
Свойства СВАМ изменяются в зависимости от соотношения числа продольных и поперечных слоев шпона. Так, при соотношении 1 : 1 пв = 46—50 кПмм2, а при соотношении 10:1 сгв = 85—95 кПмм2 (в продольном направлении). Для СВАМ (10:1) модуль упругости Е= = 5800 кПмм2 при плотности d— = 1,9 г!см.3.
Необходимо отметить необычно высокое значение предела прочности СВАМ (до ов = 95 кГ/мм2) и соответственно большую величину удельной прочности (crB/d=48), которые значительно превышают все известные характеристики прочности конструкционных авиационных неметаллических материалов; следует, однако, подчеркнуть, что такие предельные значения могут быть получены в изделии лишь в определенном направлении.
Анизотропные стеклопластики типа СВАМ отличаются высокими диэлектрическими характеристиками, большой водо- и теплостойкостью, сопротивляемостью действию нефтепродуктов и химически активных веществ.
Их можно, подобно стеклотекстолиту, использовать для изготовления деталей конструкционного и радиотехнического назначения. В частности, листы из СВАМ могут применяться для силовых или теплоизоляционных панелей с легким заполнителем, например, пенопластом (рис. 393).
Текстолит и гетинакс
Текстолит и гетинакс представляют собой слоистые пластинки на основе фенольных смол. В текстолите такими смолами пропитывается хлопчатобумажная ткань, а в гетинаксе — сульфатная бумага.
Эти материалы получают в виде листов, плит, стержней или труб также методами горячего прессования.
По своим свойствам текстолит и гетинакс довольно сходны. Они обладают высокой стойкостью к воде и нефтепродуктам, хорошими диэлектрическими качествами, легко обрабатываются резанием и склеиваются.
Различают текстолит плиточный, гибкий (прокладочный), электротехнический, электроизоляционный, панельный, поделочный.
Гетинакс в настоящее время применяется только для деталей электро- и радиоаппаратуры.
Типичные свойства текстолита и гетинакса некоторых марок приведены в табл. 59.
Конструкционный текстолит несколько прочнее гетинакса и менее гигроскопичен, но уступает ему по электроизоляционным свойствам.
23*
355
Таблица 59
Физико-механические свойства текстолита и гетинакса
Название материала СО тз о а а в. и кГ/маР а кГ -см/см^ с-», о Удельное поверхностное электросопротивление Qs, ом Удельное объемное электросопротивление ОМ'СМ Тангенс угла диэлектрических потерь tg й (при 50 гц)
Текстолит плиточный конструкционный ПТК Гетинакс электротехнический листовой А 1,35 1,35 11 8 16 10 40 13 125 140 ЮП 1011 0,1
Текстолит используется для изготовления выравнивающих и уплат-» нительных прокладок, амортизационных подкладок, законцовок, силовых бобышек, роликов для тросов, панелей, щитов, приборных досок, мелких деталей электрорадиоаппаратуры.
Из гетинакса выделываются электроизоляционные детали — панели, щиты, трубки, цилиндры, детали радиоаппаратуры и электроспец-оборудования.
Асботекстолит
Асботекстолит представляет собой асбестовую ткань, пропитанную фенольно-формальдегидной смолой.
Это бензо- и керосиностойкий материал плотностью 1,6 г!см5, обладающий хорошими фрикционными, электроизоляционными и теплоизоляционными свойствами. Теплостойкость по Мартенсу для него равна 250°. Механические свойства характеризуются следующими значениями:
°в.и=10 кГ/мм2; d=25 кГ'См}см2; ИВ=35 кГ/мм2.
Асботекстолит хорошо сопротивляется резким колебаниям температуры и влажности. Стойкость к бензину и высокая эрозионная сопротивляемость позволяет успешно применять его для изготовления лопаток ротационных бензонасосов авиадвигателей. Благодаря хорошим фрикционным качествам он может служить легким материалом для ведущих дисков двухскоростных гидравлических передач. В отдельных случаях из асботекстолита делают панели для монтажных электрощитков, а также некоторые детали термоизоляции.
Следует отметить проявляющуюся в настоящее время за рубежом тенденцию к расширению применения пластиков с асбестовым наполнителем, вытесняющим стеклянное волокно.
§ 3. ТЕРМОРЕАКТИВНЫЕ ПЛАСТМАССЫ НА ОСНОВЕ ПРЕССПОРОШКОВ И ВОЛОКНИСТЫХ МАТЕРИАЛОВ
Методы получения. По композиции эти материалы состоят из смолы, наполнителей, пигментов, смазок и других добавок. В качестве смол наиболее широко применяют фенольно-формальдегидные и кремнийор-ганические. Для изготовления аминопластов используют карбамидные смолы, получаемые при реакции конденсации мочевины СО (NH2)2 и формальдегида СН2О.
Наполнителями служат волокнистые или порошкообразные
356
вещества, например древесная мука, хлопчатобумажные, асбестовые или стеклянные волокна, целлюлоза, молотый кварц, слюда и другие.
Из пластиков методами обычного (компрессионного) или литьевого прессования получают готовые детали, почти не требующие дополнительной отделки. Прессованию предшествуют операции получения пресс-порошков и таблетирования. Режимы прессования зависят от состава пресспорошка, размеров изделия и типа прессования. Для большинства пластмасс температура прессования составляет 150—180°, а время выдержки 1—2 мин на каждый миллиметр сечения изделия. Давление в условиях обычного прессования равно 250—350 кГ]см2, а при литьевом прессовании — 600—700 кГ/см?.
Пластики на основе пресспорошков
К этим пластикам относятся прессматериалы на основе фенольно-формальдегидных или анилино-формальдегидных смол типа карболита, монолита и т. п., а также аминопласты на основе мочевино-формальдегидной смолы.
Основой большой группы фенольно-формальдегидных пластиков, содержащих в качестве наполнителя древесную муку, являются пресс-порошки К-18-2, К-21-22, К-214-2 и др. Как видно из табл. 60, пластики этого типа имеют невысокую прочность, низкую ударную вязкость и не являются теплостойкими (£Экспл от —60 до +60°). Однако вследствие малой плотности и легкости обработки они широко применяются для изготовления ряда малонагруженных деталей общего и электротехнического назначения — корпусов приборов, рукояток, клеммных панелей, электропатронов, цоколей радиоламп и т. п.
Таблица 60
Физико-механические свойства пластиков на основе пресспорошков
Марка материала Композиция (основные составляющие) d г[см'1 св.и кГ1мл& а кГ'СМ cj,fl ты °C
К-18-2 (монолит) Фенольно-формальдегидная смола + древесная мука 1,45 6,5 5 115
К-211-3 (высокочастотный пресспорошок) Анилино-формальдегидная смола+кварцевая мука 1,9 5,5 3,5 150
Аминопласт Б Карбамидная смола + целлюлоза 1,4 9 8 100
Аминопласты на основе карбамидной смолы содержат в качестве наполнителя сульфитную целлюлозу. Их механические свойства несколько выше фенольных, но они менее водостойки и более дороги.
Можно легко получать аминопласты разнообразной окраски. Их применяют для изготовления ненагруженных деталей общетехнического и декоративного назначения — кнопок, рукояток управления, корпусов приборов и т. п.
Волокнистые пластики
Волокнистые пластики, по сравнению с пластмассами на основе пресспорошков, отличаются в общем большей ударной вч шестью, а некоторые из них — повышенной теплостойкостью (табл. 61'
Волоки ит — представляет собой пластик на основ фенольной смолы, содержащий в качестве наполнителя волокна хлопка (линтер, хлопковые очесы). Он применяется для малонагруженных деталей о >ще-' технического назначения с повышенной устойчивостью к динамическим нагрузкам.
357
В случае использования его в качестве материала для электротехнических деталей рекомендуется покрывать последние бакелитовым лаком.
На основе стеклянного спутанного волокна и модифицированной фенольно-формальдегидной термореактивной смолы разработан волокнистый пластик АГ-4.
Таблица 61
Физико-механические свойства волокнистых пластиков
Марка материала Компоненты (основные составляющие) d г{см^ св кГ)млА св.и кГ!мм2 а кГ-см sO S, о
слР-
Волокнит фенольно-формаль-дегидная смола 4-+ хлопковое волокно 1,4 13,5 6 10—11 115—120
Прессматериал АГ-4 Модифицированная фенольно-формаль-дегидная смола + -^стекловолокно 1,75 15 16 64—67 300
Прессматериал К-6 Фенольно-формаль-дегидная смола-Ь асбестовое волокно 1,9 11 20 19 300
Прессматериал КФ-3 Фенольно-формаль-дегидная смола+асбестовое волокно 1,8 10 7 21 >200
Этот материал прочнее, обладает большей удельной ударной вязкостью и повышенной теплостойкостью. Изменение механических свойств пластика АГ-4 в зависимости от температуры показано на рис.,394.
Пластик АГ-4 легко прессуется, имеет хорошие электроизоляционные свойства,, высокую водо- и грибостойкость и в эксплуатации не стареет. Из него изготовляют высоконагруженные детали конструкционного и электротехнического назначения, длительно работающие при температуре 175—200°, в частности, в условиях влажного (тропического) климата.
Для АГ-4 допустим кратковременный (3—5 час) нагрев до 250° и очень кратковременное (10—15 сек) повышение температуры до 2000° (для изделий одноразового действия).
Волокнистые пластики на основе асбестового наполнителя можно в зависимости от назначения разделить на две группы.
К первой относятся пластики К-6, К-41-5, КМК-218, используемые преимущественно в качестве электроизоляционных, дугостой-ких материалов. Все эти асбопластики могут работать при температурах порядка 300—400° и кратковременно выдерживают очень высокий местный нагрев.
Другую группу составляют фрикционные асбопластики КФ-3, 6-КХ-1, ФК-16Л, обладающие высоким коэффициентом трения и применяемые дтя таких деталей, как колодки тормозов авиаколес, фрикционные диски и т. д.
Сравнивая свойства пластиков на основе волокнистых материалов и пресспорошков со свойствами слоистых пластмасс, можно видеть, что первые обладают меньшей прочностью и вязкостью. Однако вследствие простоты изготовления из них изделий и разнообразия свойств они широко применяются при производстве многих деталей несилового и электротехнического назначения и в ряде случаев заменяют более тяжелые материалы.
358
Пластмассы отличаются меньшей жесткостью, чем металлические материалы, сравнительные кривые напряжение — деформация для стеклопластиков показаны на рис. 395.
Рис. 394. Изменение механических свойств прессматериала АГ-4 в зависимости от температуры
Рис. 395. Диаграмма напряжение — деформация изгиба для разных материалов:
1 — ориентированные стеклопластики; 2 — стеклотекстолит; 3 — стекловолокнит; 4 — сталь; 5 — дуралюмин
§ 4. ТЕРМОПЛАСТИЧНЫЕ ПЛАСТМАССЫ
Общие особенности
Описываемые ниже пластмассы — полиэтилен, полистирол, поливинилхлоридные пластики (винипласт и др.), фторопласты и полиамидные смолы — относятся к числу термопластичных материалов.
Большинство из них обладает малой термостойкостью, обычно не выше 80—100°, лишь для некоторых (фторопласты) эта температура достигает 200—250°.
К этой группе материалов относится также органическое стекло, рассматриваемое в § 5.
Благодаря высокой пластичности этих пластмасс в нагретом состоянии детали и полуфабрикаты из них в форме фасонных изделий, листов, труб, лент и т. п. легко изготовляются методами горячего прессования, штамповки, экструзии (выдавливания в червячных шприц-машинах) и литья под давлением, вследствие чего их иногда называют литьевыми.
Как правило, литьевые пластики не содержат наполнителей и многие из них прозрачны.
Большинство таких пластиков отличается высокими электроизоляционными свойствами, водостойкостью и химической стойкостью; некоторые отличаются высокой эластичностью, упругостью и хорошими уплотнительными свойствами. Все они легко обрабатываются резанием, склеиваются и свариваются.
Полиэтилен
Полиэтилен представляет собой продукт полимеризации этилена: и(СН2=СН2)-> • • — сн2 —сн2—сн2—сн2— - ., этилен полиэтилен
359
при этом газообразный этилен переходит в твердый (похожий по внешнему виду на парафин) полиэтилен с молекулярным весом порядка 20 000.
До недавнего времени этот процесс осуществлялся при очень высоком давлении (до 2000 атм) и температуре около 200°. В настоящее время внедрен новый, разработанный в 1955 г. Циглером, более рентабельный способ полимеризации этилена при атмосферном давлении с применением триэтилалюминия и хлоридов титана в качестве катализаторов.
В форме полуфабриката полиэтилен представляет собой твердые роговые зерна от белого до серого и желтого цветов; он выпускается также в виде пленок, листов, труб и блоков. Изделия из полиэтилена могут изготовляться методами литья, прессования или штамповки.
Полиэтилен имеет плотность 0,92 г[см3 и является одним из самых легких монолитных пластических материалов. Предел прочности его (сгв) составляет 6,54-10 кГ1мм2, а удлинение (б) = 150—500%, что указывает на его высокую эластичность; последняя сохраняется до низких температур порядка —70°. Помимо морозостойкости полиэтилен отличается водостойкостью и химической стойкостью.
Полиэтилен обладает очень высокими диэлектрическими характеристиками и широко применяется для изоляции проводов и защитных оболочек кабелей, изготовления деталей высокочастотных установок, радиоаппаратуры. Из него производят коррозионностойкие трубы, тройники, уплотнения, прокладки, шланги и оболочки контейнеров для подачи топлива и окислителей (азотной кислоты) в камеру сгорания авиадвигателя.
Листовой полиэтилен используется при футеровке емкостей для хранения сильных кислот. Он служит также материалом для изготовления прозрачных пленок автостратостатов.
Полистирол
Полистирол является продуктом полимеризации стирола и образуется по схеме
Сен5 C6HS
I I
л(СН2=СН-С6НЕ)->- • • сн2-сн-сн2-сн- • • стирол полистирол
Процесс полимеризации ведется при 70° в присутствии катализаторов. При этом жидкий при обычной температуре стирол переходит в твердый, стекловидный полистирол с молекулярным весом до 1 000 000. Полуфабрикат из полистирола имеет вид прозрачных гранул или порошка белого цвета. Изделия из полистирола, получаемые методами литья под давлением или прессования, часто бывают прозрачными.
Отличительными особенностями полистирола являются полная в о-достойкость и исключительно высокие диэлектрические свойства; некоторые из них для полистирола и полиэтилена приведены в табл. 62.
Фнзико-механические свойства блочного полистирола марки Д определяются следующими значениями: плотность d = l,05 г]см3\ сгь=3,5—4 кГ/мм2- 6=0,6%; а=15—18 кГ • см/см2; теплостойкость по Мартенсу Тм=80°.
По механическим свойствам он несколько уступает органическому стеклу, но превосходит его по диэлектрическим характеристикам. Одним из недостатков полистирола является повышенная хрупкость; он склонен к растрескиванию вследствие проявления внутренних напряжений. Мерами борьбы с этими дефектами являются введение пластификаторов и термообработка после формовки.
360
Таблица 62
Диэлектрические свойства литьевых пластиков
Материал Диэлектрическая проницаемость £ Удельное объемное электросопротивление Qu ом • см Удельное поверхностное электросопротивление дм Пробивное напряжение £пр кв) мм Тангенс угла диэлектрических потерь tgb
Полистирол Полиэтилен 2,6—2,7 2,3 Ю15—1018 1017 1015—Ю17 1016 20—30 40—60 0,0003—0,0012 0,0005
Полистирол широко применяется для деталей высокочастотной изоляции в радиолокационных установках и электротехническом оборудовании (ламповые панели, основания конденсаторов, трубки для защиты высокочастотных проводов, патроны, футляры кнопочного управления и др.). Он служит также исходным полуфабрикатом при изготовлении некоторых пенопластов (ПС-1, ПС-4 и других).
Хлорвиниловые пластмассы
Пластмассы этой группы являются продуктами полимеризации винилхлорида (хлорвинила), который в свою очередь можно получить при взаимодействии ацетилена и хлористого водорода
СН=СН 4- НС1 -> СН2 = СНС1 ацетилен винилхлорид
(хлорвинил)
Реакция полимеризации газообразного винилхлорида осуществляется в среде водной эмульсии и протекает по следующей схеме:
/г(СН2=СНС1)-> • • • — СН2 —СНС1 —СН2 —СНС1—• • • винилхлорид поливинилхлорид
Поливинилхлорид представляет собой в сыром виде белый, твердый порошок, размягчающийся при температуре ~70°. Для получения полуфабрикатов или готовых изделий его смешивают с пластификаторами (дибутилфталатом, трикрезилфосфатом), стабилизаторами, наполнителями, красителями и прессуют, прокатывают или вальцуют в нагретом состоянии. При этом получают листы, прутки, трубы или пленки.
Рассмотрим некоторые пластики этого типа.
Поливинилхлоридный пластикат вырабатывается в форме вальцованных листов, лент или трубок. Он представляет собой мягкий непрозрачный материал различных цветов, отличается эластичностью, морозостойкостью, хорошими электроизоляционными качествами, а также высокой стойкостью к действию воды, масла и кислот; может свариваться, склеиваться и обрабатываться резанием.
Физико-механические свойства его выражаются следующими значениями: плотность с?=1,2—1,6 г]см3‘, оЕ=10—20 кГ1мм2, 6 = 100—280%, теплостойкость по Мартенсу Тм=65—70°.
Из поливинилхлоридного пластиката изготовляют уплотнительные прокладки (манжеты, сальниковые уплотнители) для воздушных и гидравлических систем; кроме того, он служит в качестве футеровочного материала контейнеров для кислот и как антикоррозионное покрытие на металлах. Наконец, такой пластикат используют вместо свинца для изоляции кабелей и проводов.
24—3354
361
Обычный пластикат может применяться при температурах от —15 до +40°.
Упаковочная полихлорвиниловая пленка В-118по композиции представляет собой поливинилхлоридную смолу с добавкой пластификатора, стеарата кальция и пигментов. Плотность ее равна 1,20—1,35 г/см3, предел прочности на растяжение до 2,5 кГ/мм2, а удлинение до 200%. Пленка обладает высокой стойкостью к действию эксплуатационных сред и нефтепродуктов, сваривается, склеивается, режется. Применяется в качестве упаковочного материала в виде герметичных чехлов для консервации и при транспортировке авиационных двигателей и других изделий.
Винипласт представляет собой переплавленный поливинилхлорид, стабилизированный углекислыми солями некоторых металлов. Это красно-коричневый, непрозрачный твердый материал, нерастворимый в бензине, масле, керосине и устойчивый к действию кислот, щелочей и окислителей. Плотность его составляет 1,4 г!см3, предел прочности при растяжении 4—6 кГ/мм2, удлинение 10—25%, удельная ударная вязкость а=120 кГ• см/см2, теплостойкость по Мартенсу 7м = 65°.
Винипласт обладает хорошими электроизоляционными свойствами. При нагреве начинает размягчаться при 120—140°, в пламени обугливается. Он способен свариваться, склеиваться, обрабатываться резанием.
Недостатками винипласта являются склонность к хладотекучести, чувствительность к надрезам, хрупкость при низких температурах и низкая теплостойкость.
Винипласт применяется в качестве антикоррозионного, электроизоляционного и конструкционного материала. Из него изготовляют химо-стойкие вентили, краны, фитинги, трубопроводы. Листы винипласта служат заменителями свинца при футеровке гальванических ванн и других металлических емкостей.
Фторопласты
Получение фторопластов основано на реакции полимеризации непредельных галоидных производных этилена, например:
п (CF2 = CF2) CF2 — CF2 — CF2 — CF2 — •
тетрафторэтилен фторопласт (тефлон)
Полимеризованный продукт представляет собой однородный рыхлый, легко комкуютцийся порошок или гранулы белого цвета, плотностью 2,1—2,3 г/см3.
Основной особенностью фторопластов является их практически абсолютная стойкость к действию агрессивных сред, включая концентрированную азотную кислоту, царскую водку, щелочи и окислители. Вместе с тем они отличаются большой эластичностью, морозостойкостью, хорошими электроизоляционными качествами и некоторые из них — высокой теплостойкостью.
Фтороплас т-4, полимер тетрафторэтилена, имеет следующие свойства:
св = 1, 6 — 2,5 кГ/м и2; 6 = 250 — 306%; а=100кГ•см/см2.
Он размягчается лишь при нагреве выше 400° и может эксплуатироваться в интервале температур от —195 до +250°.
Фторопласт-4 служит для изготовления деталей, стойких к действию сильных агрессивных сред и обладающих высокими диэлектрическими характеристиками (контейнеры аккумуляторов, емкости для хранения сильных окислителей, уплотнители, прокладки, пленки, трубы, шланги, реакторы, вентили, краны и другие детали).
362
Фторопласт-3 представляет собой эмульсионный полимер тр ифтормонохлорэтилена (CF2=CFC1).
По химической стойкости он сходен с фторопластом-4, но несколько более прочен и значительно менее термостоек. Он может быть использован для работы при температурах от —195 до +100°.
Фторопласт-3 применяется, главным образом, как антикоррозионное кислотоупорное покрытие на металлах, стекле, керамике, а также для изготовления химически стойких прокладок, манжет, диафрагм, смотровых стекол.
Полиамидные смолы
Полиамидные смолы широко применяются для изготовления высокопрочных синтетических волокон (капрон, перлон, найлон, энант и др.) . В последнее время область их применения расширилась и они используются также в качестве основы новых полиамидных пластмасс.
Длинные, гибкие, цепеобразные молекулы полиамидной смолы со-,,0 стоят в основном из метиленовых (— СНг —) и амидных (— С/ ) \NH-групп; отдельные молекулы связаны между собой «водородными» связями [=0...Н—].
Капрон представляет собой продукт полимеризации е-капролак-тама; последний образуется при отщеплении воды из е-аминокалроно-вой кислоты:
’СН2-СН2-СН2-СН2-СН2-СООН '• I
Lnh2 J
Близкое капрону строение имеют найлон и энант.
Синтетические волокна из капрона и найлона отличаются легкостью (J=I,14 zJcm?), упругостью и высокой прочностью. Повышенную механическую прочность они приобретают в растянутом (ориентированном) состоянии; например, при вытяжке на 350—500%, предел прочности (ов) становится равным 40—45 кГ/льм2. При разрывной длине I*, равной 45—50 км, волокна из капрона еще сохраняют достаточную эластичность (полное удлинение е—20—25%).
Недостатками капрона являются низкая стойкость к действию солнечных лучей, склонность к тепловому старению, плохая водостойкость, поэтому капроновые изделия не рекомендуется длительно эксплуатировать под открытым небом.
Теплостойкость этих материалов также невысока, максимальная температура эксплуатации практически составляет 100—120°.
Волокна из капрона и найлона используются для изготовления ниток, лент, шнуров, тканей.
Капроновые ленты ЛКТ служат для мягкого крепления остекления самолетов. Следует иметь в виду их склонность к интенсивному старению под действием прямых солнечных лучей.
Капроновые ткани имеют различное назначение. «Кордная» ткань используется при изготовлении авиапокрышек; ткань арт. 1516 применяется в качестве материи для элероновых компенсаторов (МЭК), ткань А1Т — для облицовки теплоизоляции. Прочные капроновые ткани и шнуры применяются также при производстве парашютов.
* Разрывная длина I представляет собой длину волокна (или полосы ткани), при которой последнее разрывается под влиянием собственного веса; для хлопчатобумажных авиационных тканей эта величина равна 8—9 км, а для капроновых тканей— 16—18 км.
24
363
Как уже отмечалось выше, полиамидные смолы (капрон, найлон) используются в настоящее время в качестве конструкционных пластмасс; такие пластмассы в форме смол-полуфабрикатов (гранулы, жгуты, цилиндры) служат для изготовления из них изделий методами литья под давлением или экструзией на шнек-машинах.
Таким образом получают фасонные детали, а также листы, пленки, ленты, трубки и т. п. полуфабрикаты.
Полиамидные материалы отличаются легкостью, высокой механической прочностью, большой износостойкостью, низким коэффициентом трения, хорошей сцепляемостью с металлами, свариваемостью, устойчивостью к действию большинства органических растворителей, высокими электроизоляционными характеристиками и рядом других ценных свойств.
Они могут быть применены для изготовления деталей, работающих в условиях трения (часто без смазки), вкладышей подшипников, шестерен, втулок; различных конструкционных деталей — фитингов, рукояток, элементов крепления, электроизоляционных деталей, а также прокладочных и пленочных материалов при температуре эксплуатации не выше 100°.
Полиамидные материалы можно также использовать в качестве износоустойчивых покрытий, наносимых методами напыления на металлы и другие материалы.
§ 5. ПРОЗРАЧНЫЕ ПЛАСТМАССЫ ДЛЯ ОСТЕКЛЕНИЯ
Из прозрачных материалов, применяемых для остекления летательных аппаратов, в настоящее время наиболее широко используют органическое стекло (СО, плексиглас), а также сложное стекло — триплекс на основе органического или силикатного стекла. Применявшийся ранее целлулоид практически потерял свое значение.
Органическое стекло
По химической природе органическое стекло представляет собой продукт полимеризации сложных эфиров акриловой (СН2=СН- СООН) и метакриловой [СН2=С(СН3)-СООН] кислот; иногда в него вводят также пластификаторы (смягчители), например дибутилфталат.
Процесс полимеризации метилового эфира метакриловой кислоты может быть выражен схемой
СОО-СН3
СН2= С
сн3 мономер
соо-сн3 соо-сн3
-СН2- С-СН2- с- • •
сн3 сн3
полимер
Органическое стекло прозрачно в больших толщинах, обладает хорошей светостойкостью, морозостойкостью, малой огнеопасностью (горит медленно), склеивается, сваривается, шлифуется, обрабатывается резанием. Оно относится к группе термопластичных материалов и легко деформируется при нагреве до температур 110°—140°, что позволяет изготовлять из него стекла сложной формы методом штамповки или вакуумного формования. Трубы из органического стекла могут изготовляться на червячных прессах.
364
Органическое стекло СОЛ (стекло органическое листовое) обладает при обычной температуре следующими свойствами: плотность 1,18 г[см3, предел прочности при растяжении 4—6 кГ[мм2, ударная вязкость 12 кГ-см/см2, твердость по Бринелю 18 кГ!мм2, теплостойкость по
Мартенсу 60—80°. Кривые растяжения органического стекла даны на рис. 396.
При нагреве прочность органического стекла падает, а пластичность возрастает (рис. 397).
Это стекло может эксплуатироваться в интервале температур от —60 до +60°. Оно широко применяется для остекления герметических и негерметических кабин самолета и башен турелей, а также при изготовлении стекол для кодовых и сигнальных огней.
Новым технологическим процессом является получение ориентированного органического стекла. Ориентация органи
<5ъкГ/ммг
Рис. 396. Кривые растяжения
органического стекла при раз личных температурах
ческого стекла состоит в его двухосном растяжении при нагреве; при этом за счет определенной направленности расположе- ' ния молекул полимера в 2—-3 раза возрастает пластичность стекла, что обеспечивает локальность разрушения при пулевых или оско
лочных поражениях.
Возросшие требования современной авиации в связи с увеличением скоростей полета до сверхзвуковых вызвали необходимость повышения теплостойкости органического стекла. Были разработаны новые марки органического стекла: СТ-1, 2-55, Т2-55 и др.
Стекло СТ-1 представляет собой полимеризованный метиловый эфир метакриловой кислоты без пластификатора с добавкой фенилсалицилата.
3500'
ъ
V
РЗ
Ю
1500
1000
500
0
Рис. 397. Зависимость изменения механических свойств органического стекла от температуры
Это стекло, по сравнению с СОЛ, прочнее при обычной температуре (о,в = 7,8 кГ/мм2), при такой же вязкости (а=12—14 кГ см/см2) и может применяться при температурах от —60 до 140°.
Стекло 2-55. представляющее собой сополимер на основе метилового эфира метакриловой кислоты, обладает повышенной прочностью (Св=8,5—9,2 кГ/мм2) и теплостойкостью до 160°.
365
Таблица 63
Термическая стабильность авиационных органических стекол
Марка материала Температура полного прогрева в течение 1 часа °C Характер оптических дефектов
СТ-1 180—190 Появление пузырен (деструкция)
2-55 200—210 Появление пузырей (деструкция)
Т2-55 240—250 Пожелтение
Новые стекла типа Т2-55 отличаются еще большей теплостойкостью
и термической стабильностью.
Сравнительная термическая стабильность некоторых стекол вид-
Рис. 398. Предел прочности органических авиационных стекол в зависимости от перепада температур. (По оси абсцисс: цифры в числителе — температуры внутренней поверхности стекол, в знаменателе— наружной поверхности).
на из данных, приведенных в табл. 63.
Сравнительная теплостойкость некоторых органических стекол в условиях неодинакового нагрева внутренней и наружной сторон представлена на рис. 398.
Распространенным пороком органического стекла является так называемое «серебро», представляющее собой сетку мельчайших трещин, сильно снижающих оптические свойства.
Появление «серебра» есть, по-видимому, следствие действия растягивающих напряжений, возникающих в результате улетучивания низкомолекулярных соединений, действия воды и органических растворителей, а также под влиянием внешних нагрузок в эксплуатации или по ходу технологического процесса формования.
Одним из средств уничтожения «серебра» является прогрев изделий горячим воздухом или в масляных ваннах.
Из изложенного выше следует, что органические стекла могут применяться лишь до температур ~200—250°. При более высоких температурах возможно использование теплостойких силикат-
ных стекол, прозрачного ситалла (стеклокристаллический материал, получаемый кристаллизацией стекол) и кварцевого стекла; последнее выдерживает нагрев до 900° и выше.
Триплекс
Безосколочное стекло триплекс не дает при поражении осколков и, подобно органическому стеклу, используется для остекления летательных аппаратов.
Силикатный триплекс представляет собой два листа силикатного стекла, склеенных эластично?! промежуточной поливинил-бут и р ал ьной пленкой, обладающей высокой прозрачностью.
Силикатный триплекс имеет высокую абразивную стойкость и может применяться до температур 150—180°, недостатком его является значительная плотность (d~2,5 г/см3).
Органический триплекс ОТ-16 изготовляется из двух листов органического стекла СОЛ, склеенных бут в а р н о й пленкой.
366
По морозостойкости, абразивостойкости и светостойкости он находится на уровне обычного органического стекла. Плотность его равна 1,16 г/см3.
Триплекс ОТ-16 может применяться в интервале температур от —60 до + 60° для остекления кабин высотных самолетов, находящихся в полете под избыточным давлением (герметических кабин). Его преимущество перед органическим стеклом состоит в том, что при больших ударных и статических нагрузках в нем создается местный, локальный очаг разрушения, тогда как органическое стекло обычно разрушается целиком. Удельная ударная вязкость его (а=16—17 кГ-см]см2) выше, чем у СОЛ; преимущество перед силикатным триплексом состоит в меньшей плотности.
Теплостойкий органический триплекс ОТ-СТ-1 на основе органического стекла СТ-1 с применением промежуточной бутварной пленки обладает большей теплостойкостью и может работать в интервале температур от —60 до +140°.
Новый теплостойкий органический триплекс ОТ-200 состоит из органических стекол типа 2-55, склеенных эластичной промежуточной пленкой БН. По сравнению с ранее разработанными, новый триплекс лучше сопротивляется динамическим нагрузкам и более теплостоек. Он рекомендуется для остекления герметичных кабин высокоскоростных самолетов для температур эксплуатации до 200° в условиях перепада температур, а также для стекол шлемов высотных костюмов летного состава.
§ 6. ГАЗОНАПОЛНЕННЫЕ ПЛАСТМАССЫ
В последнее время разработан целый ряд легких и сверхлегких пластмасс, имеющих пористую структуру и называемых газонаполненным и.
Различают три основные группы подобных материалов.
1. Пенопласты, в которых поры не соединяются друг с другом, образуя замкнутые объемы, заполненные газом.
2. Поропласты и эластомеры, имеющие губчатое строение, при котором внутренние газовые полости сообщаются между собой. Поропласты легко впитывают в себя влагу, являются газопроницаемыми и обычно обладают эластичностью, способностью упруго деформироваться.
3. Сотопласты, в которых изолированные газовые полости имеют правильную форму ячеек, напоминающих пчелиные соты.
Наиболее широко в авиастроении используются пенопласты.
Пенопласты
Общие свойства и методы получения. Пенопласты являются очень легкими материалами, обычно плотность их равна 0,1—0,2 г/см3, однако известны пенопласты с плотностью 0,02 г/см3 и менее. Легкость обеспечивает хорошую плавучесть пенопластов. Вместе с тем, они отличаются очень высокими теплозвукоизоляционными качествами и имеют хорошие диэлектрические характеристики. Механические свойства пенопластов зависят от их плотностти; эти свойства вообще достаточно высоки, чтобы пенопласты могли быть использованы для повышения удельной прочности, жесткости и вибростойкости ряда силовых узлов авиационных конструкций.
Следует отметить легкую обрабатываемость пенопластов резанием и их хорошую склеиваемость с металлами и другими пластмассами.
Основой авиационных пенопластов являются синтетические смолы — полистироловые, полихлорвиниловые, полиакриловые и фе-
367
0,2 0,6 0,6 0,8 1,0
Плотность 0 г/см3
Рис. 399. Зависимость механических свойств пенопластов от плотности:
нольно-формальдегидные; в последнее время используются также новые смолы—полисилоксановые, полиэпоксидные и полиуретановые.
Образование пенистой структуры может быть достигнуто, например, путем смешения со смолой газообразователей (порофоров) и последующего нагревания смеси в специальных формах. В этих условиях газооб-разователи разлагаются и выделяют газообразные продукты. Обычно в качестве газообразователей применяют сложные органические вещества (например, азодинитрил-диизомасляной кислоты), выделяющие при нагревании азот и другие газы. Примером неорганического газообразователя может служить углекислый аммоний, при разложении которого образуется большой объем углекислого газа, аммиака и водяного пара:
(NH4)2 СО3 2NH3 + СО2 + Н2О.
Температура вспенивания составляет в этом случае 160—200°. Существуют и другие способы получения пенистой структуры.
Характеристика свойств авиационных пенопластов. Пенопласты на основе полистирола (ПС-1, ПС-2, ПС-4, стиропор) и полихлорвинила (ПХВ-1) сходны между собой. Их механические свойства при обычной температуре в общем довольно высоки (см. далее табл. 65) и зависят в большой степени от плотности материала (рис. 399).
Для указанных пенопластов характер-
ов-предел прочности при растяжении; НЫ НИЗКИе Диэлектрические Потери И ХОро-о_с —предел прочности при сжатии-.шая ПрОНИЦаИМОСТЬ ДЛЯ раДИОВОЛН. НекО-
а —удельная ударная вязкость ГОрые ДИЭЛеКТрИЧеСКИе СВОЙСТВЗ ДЭНЫ В табл. 64.
Таблица 64
Диэлектрические свойства полистироловых и полихлорвиниловых пенопластов (при г7=0,2 г 1см3)
Л1арка материала Удельное объемное электросопротивление ОМ'см Пробивное напряжение Е Кв[ММ Диэлектрическая проницаемость г (при 106 гц) Тангенс угла потерь tg В (при 106 гц)-
ПС-1 1014 6—7 1,18 0,0010
ПХВ-1 1012 4,1 2,4 0,0166
Пенопласты на основе полистирола инертны по отношению к конструкционным материалам, тогда как полихлорвиниловые пенопласты вызывают коррозию алюминиевых и магниевых сплавов. С другой стороны, последние, в противоположность полистироловым пенопластам, отличаются большей стойкостью к бензину и другим органическим растворителям.
Теплостойкость этих пенопластов сравнительно невысока, они могут эксплуатироваться только до температур 60°.
К числу более термостойких относятся пенопласты на основе ф е-польно-формальдегидных смол, например, термореактивный пенопласт ФФ. В условиях длительной эксплуатации они могут нагрс-
368
ваться до температур порядка 150°, однако при кратковременном тепловом воздействии эти температуры значительно возрастают.
Недостатком пенопласта ФФ является его повышенная хрупкость. Поэтому были разработаны пенопласты ФК-20 и ФК-40, в состав которых входит нитрильный каучук; последний сообщает пенопластам повышенные эластичность и вязкость, при этом уменьшаются прочность и теплостойкость. Механические свойства пенопластов этого типа можно, следовательно, менять в широких пределах, изменяя содержание в них каучука (рис. 400). Для повышения прочности этих пенопластов при обычной и повышенной температурах в их состав вводят алюминиевый порошок.
Содержание каучука В бес. частях
Рис. 400. Зависимость предела прочности при сжатии и удельной ударной вязкости пенопластов ФК от содержания каучука
Рис. 401. Зависимость механических свойств пенопласта ФК20-А20 (d= =0,2 г/см?) от температуры:
°__в — предел прочности при сжатии; а — удрлъкая. ударная вязкость
На рис. 401 в качестве примера показана графически теплостойкость пенопласта ФК20-А20, содержащего 20% алюминиевой пудры. Предельная рабочая температура этого пенопласта достигает 350°.
Следует отметить, что фенольно-формальдегидные пенопласты не вызывают коррозии соприкасающихся с ними в конструкции металлов.
К числу наиболее термостойких и термостабильных относятся п о-л и силоксановые пенопласты. Так, например, пенопласт К-40 на основе кремнийорганической смолы допускает нагрев до 200° в течение 200 час, и до 300° в течение 5 час.
Хорошим сочетанием физико-механических и технологических свойств отличаются пенопласты ПУ-101 и ПУ-101А на основе полиуретановых смол.
Эти пенопласты образуются путем самовспенивания жидких исходных продуктов — диизоцианата и полиэфира в присутствии катализаторов и эмульгаторов.
Диизоцианаты представляют собой производные изоциановой кислоты HCNO В качестве полиэфиров используют продукты взаимодействия некоторых двухосновных кислот (фталевой, адипиновой) и многоосновных спиртов (этиленгликоля, глицерина). В результате реакции полимеризации образуются сильно разветвленные молекулы полиуретановой смолы и одновременно происходит вспенивание за счет выделения газообразных продуктов.
После смешения исходных жидких продуктов при температуре ~30° композиция быстро заливается в форму, где она самопроизвольно вспенивается.
Полученные таким образом полиуретановые пенопласты отличаются сравнительно высокой прочностью, теплостойкостью и хорошими диэлек
369
трическими свойствами; они стойки к действию органических растворителей и не вызывают коррозии авиационных сплавов.
Свойства некоторых авиационных пенопластов приведены в табл. 65.
Таблица 65 Сравнительные свойства авиационных пенопластов
(при <2=0,2 г/сл«з)
Марка материала Тип смолы ’в кГ/см? с-в кГ{см2 а кГ-см1см^ Температура применения °C
ПС-1 Полистирол 42 30—45 1,7 —60 до +60
ПХВ-1 Поливинилхлорид 45 26—36 1,6 —60 до 4- 60
фф Ф енол ьно-фо рм альдегидная 12 40 0,2 —60 до +150
ФК-20 Фенольно-формаль-дегидная -+- нитриль-ный каучук 17,5 20 0.7 до 120
ФК20-А20 ФК20+20& А1 пудры 7,2 26,5 0,7 до 350
К-40 Полисилоксановая 8 8 0,25 до 200 (200 час)
ПУ-101А Полиуретановая 18 27,5 0,55 —60 до +170
Применение пенопластов. Наиболее широко пенопласты применяются в качестве легкого заполнителя армированных конструкций типа «металл — пенопласт» или «стеклотекстолит-—пенопласт». Такие трехслойные панели («сандвичевые» конструкции), в которых промежуточным слоем служит пенопласт, по прочности близки к металлическим конструкциям, но значительно легче их.
Как заполнители пенопласты используются в конструкции рулей высоты и направления, элеронов, тормозных щитков, некоторых шпангоутов фюзеляжа и лопастей винтов; в последнем случае, помимо увеличения жесткости, улучшаются также вибрационные характеристики. На рис. 402 показано применение пенопласта как заполнителя в конструкции крыла самолета-мишени.
Весьма эффективным оказалось использование пенопластов в конструкциях обтекателей радиолокационных антенн. Обычно последние изготовляются из пенопластов, армированных стеклотекстолитом. На рис. 403 показана схема одной из конструкций таких обтекателей; они отличаются легкостью, прочностью и хорошей радиопрозрачностыо. Наиболее целесообразно для изготовления обтекателей применять са-мовспенивающиеся полиуретановые пенопласты.
В качестве легкого заполнителя пенопласты нашли применение также при изготовлении диэлектрических решетчатых зеркал или отражателей в антенных установках на самолете. Такие отражатели значительно легче металлических, прочны, надежны в эксплуатации и менее трудоемки в изготовлении.
Пенопласты могут служить также хорошим материалом для радиопрозрачных вставок (окон).
В связи с малой теплопроводностью (Х=0,035—0,050 кгкал]м - час° С) и звуконепроницаемостью пенопласты успешно используются для изготовления теплозвукоизоляционных панелей, перегородок, плит для защиты кабин и тому подобных изделий.
370
Наконец, пенопласты, благодаря их легкости и газонепроницаемости, могут применяться при производстве различных плавучестей и труд-нозатопляемых изделий, например поплавков, спасательных кругов и других.
Рис. 403. Схема конструкции носовой части обтекателя антенны:
1 — металлический наконечник; 2 — наружная оболочка из стеклотекстолита; 3 — внутренняя оболочка из стеклотекстолита;
4 — заполнитель из пенопласта
Рис. 402. Пластмассы в конструкции кры ла самолета-мишени (по зарубежным данным) :
J — стеклотекстолит; 2 — пенопласт; 3 — металлический лонжерон
Глава 111
РЕЗИНА
§ 1. ОБЩИЕ СВЕДЕНИЯ
Резина представляет собой продукт вулканизации каучука; обычно вулканизируют резиновую смесь, содержащую кроме каучука другие вещества.
Основными свойствами резины являются: высокие эластичность и упругость, непроницаемость для газов и жидкостей, хорошие электроизоляционные качества. Некоторые специальные резины обладают высокой сопротивляемостью истиранию, хорошими демпфирующими свойствами, стойкостью к действию авиационного жидкого топлива и масел, способностью выдерживать многократные переменные нагружения.
Вследствие этого резину используют в авиастроении отдельно или в сочетании с другими материалами для изготовления пневматиков, гибких шлангов и трубопроводов, амортизаторов, мембран, прокладок и уплотнителей, мягких баков для горючего, прорезиненных тканей и ряда других изделий, а также в качестве электроизоляционного материала.
§ 2. ПОЛУЧЕНИЕ И СВОЙСТВА КАУЧУКА
Различают натуральный (НК) и синтетический (СК) каучук. Каучук представляет собой мягкий эластичный продукт плотностью 0.92- 0,94 г/слг3*; натуральный каучук легко растворяется в бензине и
Для большинства сортов каучука.
371
некоторых других органических растворителях, но устойчив к действию слабых кислот и щелочей; при нагревании до 70° он размягчается.
Каучук характеризуется высокой газо- и водонепроницаемостью, а также хорошими тепло- и электроизоляционными свойствами.
С течением времени, особенно под влиянием светопогоды (солнечного света, кислорода воздуха, тепла), каучук стареет, в результате чего уменьшается его эластичность, он твердеет, становится хрупким и малопрочным. Старение связано преимущественно с явлением окисления каучука.
Основным каучуконосом для добывания натурального каучука является черная гевея, произрастающая в тропических странах.
Каучук содержится в млечном соке этого дерева (латексе), вытекающем при надрезывании коры. Латекс обрабатывают кислотами и, выделяющийся вследствие коагуляции, каучук отжимают на вальцах, промывают, сушат, иногда окуривают дымом. Получаемые сорта натурального каучука—смокед-шитс, светлый креп и др. имеют состав, выражаемый приближенной формулой (CgHgJn, где п — число порядка нескольких тысяч.
Резина на основе натурального каучука отличается высокой прочностью и эластичностью, но не обладает рядом других ценных эксплуатационных свойств, например стойкостью к действию нефтепродуктов.
Синтетический каучук в промышленном масштабе был впервые получен С. В. Лебедевым. Способ С. В. Лебедева основан на переработке этилового спирта.
Первая стадия процесса заключается в образовании бутадиена
2С2Н5ОН —> СН2=СН - СН=СН2+2Н„О + Н2.
спирт бутадиен (дивинил)
Вторая стадия состоит в полимеризации бутадиена, проводимой в присутствии катализатора — металлического натрия:
п(СН2=СН-СН=СН2)-> • • • -СН2-СН=СН-СН2- . . .
бутадиен натрнйбута диеновый
каучук
Состав натрий бутадиенового каучука (СКВ) может быть приближенно выражен формулой (С^б)^; отличительной особенностью его является высокая сопротивляемость истиранию.
По способу Б. В. Бызова, также основанному на полимеризации бутадиена, исходным сырьем при получении каучука служит нефть.
Способ А. Е. Фаворского, усовершенствованный позже И. Н. Назаровым, основан на получении каучука из ацетилена и ацетона. В этом случае первичным мономером служит метил-бутадиен или изопрен CgHg:
СН2 = С-СН = СН2.
СН3 изопрен
В результате полимеризации изопрена получают каучук (CgHeK, сходный по составу с натуральным. Высококачественный отечественный синтетический изопреновый каучук (СКИ) по прочности и теплостойкости близок к натуральному и лишь немногим уступает ему в эластичности.
372
Для получения каучука в настоящее время эффективно используются также попутные газы нефтедобычи и природные газы.
Путем совместной полимеризации каучука с некоторыми органическими веществами производят продукты, получившие название сополимеров. Полимеризации могут быть подвергнуты также некоторые производные бутадиена, например, содержащие хлор.
Бутадиенстирольный каучук (СКС)—это сополимер бутадиена и стирола (СН2 = СН-—CgHs). Он обладает повышенными механическими свойствами, стойкостью против старения и действия нефте-маслопродуктов, а также высокой теплостойкостью и отдельные сорта — морозостойкостью.
Нитрил бутадиеновый каучук (СКН) представляет собой сополимер бутадиена и нитрила акриловой кислоты (СН2 = СН— CN). Нитрнльные каучуки отличаются повышенной механической прочностью и особенно высокой бензо-, керосино-, масло и водостойкостью.
Если в бутадиене заменить один атом водорода хлором, то получается хлоропрен (СН2 = СН — СС1 = СН2), при полимеризации которого образуется хлоропреновый каучук—неопрен (най-.рит). Он обладает высокой стойкостью по отношению к действию масла, керосина, бензина, к влиянию озона и светопогоды (солнцу, повышенной температуре, кислороду воздуха), а также теплостойкостью, вследствие чего широко используется при производстве уплотнительной и прокладочной резины.
Бутилкаучук — это сополимер бутадиена, изопрена и изобутилена [СН2=С(СН3)—СН3]. Одним из основных свойств бутилкаучука является его практически полная газонепроницаемость, в десятки раз большая, чем натурального каучука. Он характеризуется также значительной прочностью и эластичностью, сохраняя их в интервале температур от —70 до +150°; вместе с тем, бутилкаучук обладает высоким сопротивлением действию кислорода, кислот и других реагентов. Благодаря этим свойствам он применяется для изготовления некоторых ответственных изделий, например камер и шин.
В некоторых случаях используются также высокомолекулярные эластичные материалы, относящиеся к группе каучуков, в основе строения которых лежат цепочки атомов с участием серы или кремния. Соответственно получается тиокольный или полисилоксановый (силиконовый, кремнийорганическип) каучуки.
Тиокольный каучук на основе тиокола (C2H4S4)п отличается газонепроницаемостью, бензо- и маслостойкостью, хорошими герметизирующими свойствами и высокой адгезией к металлам.
Отличительными особенностями силиконового каучука (СКТ) являются повышенная теплостойкость, хорошие диэлектрические качества, стойкость к действию озона и ультрафиолетовых лучей солнечного света. Он не стареет и не набухает в органических растворителях. Свою эластичность силиконовый каучук сохраняет от —80 до +270°. Его целесообразно применять для изготовления уплотнителей, мембран, гибких соединений, выдерживающих температуры высоких слоев атмосферы и действие озона.
К числу более новых материалов относятся силиконовый каучук, содержащий фтор (СКФ), отличающийся высокой стойкостью к действию эксплуатационных жидкостей при повышенных температурах, а также полиуретановый каучук, обладающий большой износоустойчивостью.
Некоторые сравнительные свойства натурального и синтетических каучуков (вулканизатов), применяемых при производстве авиационной резины, приведены в табл. 66.
373
Таблица 66
Важнейшиесвойства каучуков (вулканизатов)
Наименование каучука Предел прочности при растяжении с2 (не менее) кГ[смЪ Относительное удлинение в момент разрыва (не менее) % Остаточное относительное удлинение C-)z (не более) % Коэффициент морозостойкости А'з Набухание (привес) в разных средах в течение 24 час (не более) %
бензин масло вода
Натуральный НК 250 800 20 0,40—0,85 (при —45°) 120 40 5
Хлоропреновый (най-рит) СК 120 650 25 0,20—0,50 (при —30°) 40 20 3
Бутадиеннптрпльный С КН 130 400 15 0,10—0,40 (при —45°) 15 10
Полисилоксановый скт 25 200 20 0,5—0,7 (при —70°) —
Бутадиенстирольный скс 180 500 15 0,5-0,7 (при —70й) — — —
Фторорганический СКФ 200 200 30 0,1—0,15 (при —25°) 10 10 —
§ 3. ПОЛУЧЕНИЕ РЕЗИНЫ
Резиновые смеси
Для получения резины каучук смешивают с некоторыми веществами, после чего изделия, изготовленные из такой резиновой смеси, подвергают
вулканизации.
Резина отличается от
Содержание наполнителя S Вес. частях
Рис. 404. Зависимость предела прочности при растяжении резин из НК от содержания наполнителя:
1 — газовая сажа- 2 — окись цинка; 3 — каолин; 4 — барит
каучука более высокими механическими и физико-химическими свойствами, а также меньшей склонностью к старению.
В резиновую смесь, кроме каучука, вводят следующие вещества:
агенты вулканизации, необходимые для осуществления и ускорения процесса вулканизации, серу и органические ускорители (инициаторы) — каптакс, тиурам, дифенилгуанидин;
активные наполнители, повышающие прочность резины и сопротивление истиранию: окись цинка, сажу, жженую магнезию, «белую сажу» (окись кремния), каолин и другие;
неактивные наполнители или
удешевители, снижающие стоимость резины, но мало влияющие на ее свойства (регенерат, мел, тальк, сернокислый барий и др.). Влияние некоторых наполнителей на прочность резины показано на рис. 404.
Пластификаторы, смягчающие резину: парафин, стеариновая кислота, кани
фоль, вазелин, дибутилфталат, трикрезилфосфат, руберакс и другие;
374
противостарители (анитоксиданты), например альдоль, неозон Д, воск, парафин и др.;
красители — охра, ультрамарин, пятисернистая сурьма, некоторые азокраски и сернистые красители.
Изготовление резиновых изделий
Приготовление резиновой смеси, из которой формуются изделия, требует тщательного смешения каучука с наполнителями, пластификаторами, серой и другими составными веществами.
Прежде всего производят пластикацию каучука на смесительных вальцах. Пластикация сообщает каучуку необходимую пластичность и улучшает его способность смешиваться с другими веществами. Затем каучук смешивают с серой и другими составными частями, пользуясь также вальцовочными машинами.
Формовка изделий может производиться различными способами.
Листовую резину получают методом каландрования, т. е. путем пропускания смеси через вращающиеся гладкие валики — каландры, подогреваемые до 40—80е.
Мелкие резиновые детали изготовляют формовкой! в специальных прессформах.
Трубы можно получать, склеивая внахлестку листы резины, или путем шприцевания, т. е. пропускания резиновой смеси через шприц-машину, снабженную мундштуком требуемого сечения.
Вулканизация
Вулканизация является важнейшей технологической операцией, в результате которой каучук превращается в резину.
В большинстве случаев процесс вулканизации состоит в химическом взаимодействии каучука с серой. Количество вводимой серы составляет для обычной резины 5—7%, а для твердой резины — эбонита — около 30—35%.
Рис. 405. Схема соединения молекул каучука при вулканизации
Сера присоединяется к каучуку по месту двойных связей, образуя подобие мостиков, соединяющих между собой цепеобразные линейные молекулы каучука. В результате образуются еще большие трехмерные молекулы разветвленной формы, характерные для резины (рис. 405).
Различают горячую и холодную вулканизацию. Горячая вулканизация осуществляется обычно в гидропрессах при температуре 140—145° при давлении 25—75 кГ/см2. Время вулканизации для различных марок обычной авиационной резины колеблется в пределах от 2 до 40 мин. Для некоторых авиадеталей, например камер и покрышек, применяют индивидуальные вулканизаторы.
375
Холодная вулканизация применяется иногда для тонкостенных изделий и заключается в их обработке в течение нескольких минут 2—3%-ным раствором хлористой серы в сероуглероде или четыреххлористом углероде. При холодной вулканизации в состав резиновой
20 W 60 80 100мин(приК8°)
80 60 ЬО 20 Мрад
Рис. 406. Изменение разрушающего напряжения резины на основе НК в зависимости от способа вулканизации:
1 — серой; 2 — у-облучением; 3 — одновременно серой и у-облучением
смеси сера не вводится.
Существуют также другие методы вулканизации; в частности, вулканизирующее действие оказывает у-облучение. Интересно, что совместная вулканизация серой и у-облучением дает значительный эффект повышения прочности (рис. 406).
В результате вулканизации увеличиваются прочность и упругость, а также улучшаются физико-химические свойства резины: сопротивление старению и действию различных растворителей, электроизоляционные характеристики и другие
§ 4. МЕТОДЫ ИСПЫТАНИЯ И СВОЙСТВА РЕЗИНЫ
Механические свойства резины обычно характеризуются данными испытания на растяжение, а также определения твердости методами вдавливания тупой иглы по ТИР (метод Шора) или стального шарика по ТШР (метод Джонса) и последующего измерения деформации.
При испытании на растяжение определяют предел прочности oz, относительное удлинение в момент разрыва ez и остаточное относительное удлинение 0Z.
Величина
у___ CZ'EZ
100
называется произведением упругости и является важной характеристикой прочности и эластичности резины.
Для более полной оценки эластичности — свойства, особенно необ
ходимого при использовании резины в качестве амортизационной, — проводят специальное испытание на переменное нагружение—разгрузку. В этом случае получают диаграмму с характерной петлей гистерезиса, изображенную на рис. 407. Величина этой петли представляет собой разность работ нагружения и разгрузки и служит количественной характеристикой амортизационных свойств резины при данной температуре испытания.
Для оценки сопротивления резины действия высоких или низких температур ее испытывают, соответственно, на старение или морозостойкость.
Коэффициент старения Кс есть отношение ZJZ, где Z— произведение упругости резины до старения, a Zx — произведение упругости резины после старения. Искусственное старение проводят при температуре 70 ±2° в течение 144 час.
Рис. 407. Диаграмма «напряжение — удлинение» резины, получаемая в цикле «растяжение — восстановление» с заданной скоростью деформации. ABCFA—работа растяжения;
ABCDEA — работа, рассеянная необратимо; EDCFE—возвращенная работа
376
25—3354
Тсблица 67
Свойства авиационной резины
Тип резины Марка резины Предел прочности при растяжении (не менее) кГ[см^ Относительное удлинение в момент разрыва (не менее) % Остаточное относительное удлинение 02 (не более) % Твердость по ТШР кГ^м2 Твердость по ТИР Температура хрупкости Т’хр °C Коэффициент старения Кс Изменение веса (или объема)* при воздействии среды в течение 24 час (не более) %
75 вес. ч. бензнна + +25 вес. ч. бензола при 15—25° масло АМГ-10 при 70° топливо Т-1 при 15—25°
Амортизационная (эластичная) 3311 150 700 25 3,0—6,0 30—45 —55 0,75 Нестойкая
Амортизационная средней твердости 2671 45 200 15 6,0—12,0 50—65 —50 0,70 И
Прокладочная 1432 40 350 Зо 4,0—8,0 35—50 —42 0,66 »
Масло- и топливостойкая 3825 100 125 10 16,0—33,0 80—95 —30 0,6 + 15 —5 +2 Т1,5
Масло- и топливостойкая по- ПРП-1078 ПО 130 6 13,5—26,0 75—85 —42 0,75 — (+Ю; (+20;
вышенной теплостойкости —30)** +45)**
Морозостойкая 98-1 50 160 8 7—13 50—65 —60 0 60 +35 ±5 + 18
Морозо-.свето-, озоностойкая НО-68-1 90 250 12 7,0—15,0 55—70 —55 0,65 +45 + 15 +25
Термостойкая 3687 130 500 30 5,0—10,0 40 55 —55 0,8 Нестойкая
Износостойкая ВРГ-14 110 130 8 14—22 75—83 —- 0,7 — (4—20)***
* Объемные изменения указаны ниже в скобках.
** При 150°.
*** При 100°.
Морозостойкость определяется температурой хрупкости 7хр, представляющей собой наибольшую температуру, при которой резиновый образец начинает проявлять признаки разрушения (трещины) в условиях ударного воздействия. Существуют и другие методы оценки морозостойкости.
Определение набухаемости резины в различных эксплуатационных средах производят взвешиванием или измерением объема образцов до и после набухания.
Подробнее указанные и другие методы испытания резины описаны в специальных руководствах.
Свойства авиационной резины некоторых марок, изготовленной из различных каучуков, приведены по техническим условиям в табл. 67.
§ 5. СТАРЕНИЕ РЕЗИНЫ
Старением называется изменение свойств резины с течением времени, особенно существенно снижение эластичности и повышение твердости.
рения при 100° В сутки а)
Рис. 408. Изменение механических свойств резины при старении:
а — изменение предела прочности при растяжении (с^); б — изменение относительного удлинения в момент разрыва (ez): 1 — натуральный каучук; 2 — бутадиенстирольный каучук; 3 — хлоропреновый каучук; 4 — бутилкаучук
Сущностью старения является окисление каучука под действием кислорода, ускоряющееся под влиянием тепла и солнечного света.
Процесс старения, происходящий преимущественно под действием ультрафиолетовых лучей, содержащихся в солнечном свете, называют световым старением.
Борьба со старением заключается во введении в резиновую смесь различных противостарителей, а также отражателей солнечных лучей (например, алюминиевой пудры); кроме того, старение можно замедлить, соблюдая установленные правила эксплуатации и хранения резиновых изделий.
В наибольшей степени старению сопротивляется резина на основе бутилкаучука и хлоропренового каучука (рис. 408).
§ 6. ПРИМЕНЕНИЕ РЕЗИНЫ В АВИАСТРОЕНИИ
В зависимости от свойств и применения авиационную резину разделяют на 10 классов, а в пределах класса—на группы.
Ниже рассматриваются некоторые наиболее типичные случаи применения резины в авиастроении.
378
Пневматики
Пневматики применяются при изготовлении колес шасси и хвостовых колес самолета. Пневматик состоит из внутреннего баллона (авиа
камеры) и наружной авиапокрышки.
Авиакамера представляет шланг, изготовляемый на шприц-машинах или дорновым способом; последний заключается в прикатывании листов каландрованной резины на металлическом стержне-дор-не, последующей склейке и вулканизации.
Авиакамеру изготовляют из прочной, очень эластичной и морозостойкой резины, хорошо сопротивляющейся старению. Обычно для этой цели используют резину, содержащую натуральный каучук и обладающую примерно следующими свойствами:
предел прочности при разрыве (щ) не менее 170 кГ/см2-, относительное удлинение в момент разрыва (ez) не менее 550%; остаточное удлинение (©2) не более 20%; коэффициент старения Кс не менее 0,8.
Конструкция авиапокрыш-к и показана на рис. 409.
собой тонкостенный резиновый
Рис. 409. Строение авиапокрышки:
I — каркас (корд); 2— резиновые прокладки; 3 — брекер; 4 — протектор (беговая часть); 5 — боковая стенка; 6 — бортовая часть; 7 — сердечник; 8 — боковина; 9 — каркас: 10 — пятка;
11 — носок
Каркас покрышки состоит из кордовой прорезиненной ткани, обычно капроновой. Весьма важной частью покрышки является протектор, непосредственно соприкасающийся с грунтом при взлете, посадке и рулении. Протекторная резина должна обладать большой прочностью и высокой сопротивляемостью истиранию.
Таким требованиям удовлетворяет резина на основе натурального каучука с добавкой значительного количества противостарителя и сажи.
Эта резина имеет следующие свойства:
аг > 220 кГ1см2; ег>650%; ©2<40%;
твердость по ТШР = 7—9,7 кГ]см?.
Гибкие шланги и рукава
Различают резиновые рукава прокладочной и оплеточной конструкции. В качестве соединительных элементов металлических трубопроводов применяют дюритовые шланги прокладочной конструкции (рис. 410).
Резиновые рукава оплеточной конструкции, имеющие нитяную или проволочную оплетку, предназначаются в качестве гибких соединительных трубопроводов для гидравлических, воздушных, топливных, масляных и других систем самолетов, двигателей и агрегатов.
В зависимости от характера среды, температуры эксплуатации и рабочего давления рукава и шланги изготовляются из керосино-, бензо-, маслостойких, морозостойких и термостойких сортов резины преимущественно на основе нитрильного и хлоропренового каучука.
25*
37»
Рис. 410. Дюоитовый шланг:
а — сечение: 1 — ткань; 2 — резина; б — схема соединения: 1 — дюритовый шланг; 2 — металлическая труба
Амортизаторы
Благодаря эластичности и упругости резину широко используют для изготовления различных амортизаторов, смягчающих динамическое и вибрационное действие нагрузки в эксплуатации.
Существуют амортизаторы шнуровой и пластинчатой конструкции; более распространенные пластинчатые амортизаторы устанавливают в форме прокладок при креплении двигателя, отдельных самолетных агрегатов, приборных досок и др.
Такие резиновые прокладки, или демпферы, нередко склеивают с металлическими деталями методом привулканизации.
Амортизаторы, не соприкасающиеся при работе с горючесмазочными материалами, изготовляют из резин различной твердости преимущественно на основе натурального или натрийбутадиенового каучука.
Резина находит также широкое применение для изготовления уплотнителей (уплотнение и герметизация дверей, окон, люков, герметических кабин; прокладки, манжеты и фланцы в узлах самолета и двигателя), мягких топливных баков, поверхностных нагревателей и противообледенителей; в последних случаях используется токопроводящая резина, содержащая графит, сажу или металлические порошки. ’
Следует отметить также применение резины в качестве антикоррозионных покрытий и для электроизоляционных целей.
§ 7. ХРАНЕНИЕ И ЭКСПЛУАТАЦИЯ РЕЗИНОВЫХ ИЗДЕЛИИ
При хранении и эксплуатации изделий из резины следует всегда иметь в виду ее склонность к старению, при котором основные механические и физико-химические свойства резины ухудшаются.
Старение ускоряется под действием солнечного света, повышенной температуры, под влиянием окислителей — кислорода воздуха и озона, вследствие возникновения внутренних напряжений и по другим причинам. Все эти факторы необходимо учитывать при эксплуатации резиновых деталей.
Хранить резиновые изделия следует в защищенных от солнца помещениях при температурах 5—20° С и влажности воздуха в пределах 40—65%.
Сроки и условия хранения отдельных видов изделий устанавливаются специальными техническими условиями.
РАЗДЕЛ ВОСЬМОЙ
ВЛИЯНИЕ РАДИАЦИОННОГО ИЗЛУЧЕНИЯ НА СТРОЕНИЕ И СВОЙСТВА МАТЕРИАЛОВ
§ 1. РАДИАЦИОННОЕ ПОВРЕЖДЕНИЕ ТВЕРДЫХ ТЕЛ
Использование атомной энергии вызывает необходимость изучения влияния радиационного излучения на строение и свойства материалов.
Механизм радиационного повреждения довольно сложен, а степень повреждения зависит от типа излучения и от характера облучаемого вещества.
Все виды излучения можно разделить на две основные группы В первую группу излучений входят легкие частицы: рентгеновские лучи Р-частицы и у-лучи.
Взаимодействие этих частиц с веществом происходит посредством процесса ионизации. Повреждение вещества в основном носит химический характер, оно подобно эффекту электрического заряда и может быть очень существенным для органического вещества и незаметным для металла.
Во вторую группу излучений
п
Междоузлие
Рис. 411. Схема образования вакансий и междоузлий в кристаллической решетке металла при облучении его нейтронами
входят тяжелые частицы: это а-ча-стицы, нейтроны и ускоренные ионы. Заряженные частицы теряют большую часть своей энергии посредст-
вом ионизации, но они могут также
испытывать упругие столкновения с ядрами вещества. Быстрые нейтро-
ны теряют энергию почти исключительно посредством упругих столкновений с ядрами. Если нейтрон или тяжелая заряженная частица попадает в атом твердого вещества, то она выбивает атом из его нормального положения в кристаллической решетке (рис. 411). Это создает вакансию в решетке, а выбитый атом задерживается в междоузлии. В результате сочетания вакансий и междоузлия в решетке возникают такие же напряжения, как и при холодной обработке.
Кристаллическая решетка, деформированная в результате радиационного повреждения, в термодинамическом отношении становится неустойчивой.
Кроме того, быстрые частицы, проходя через металлические материалы, отдают значительную часть своей энергии в небольшой области решетки, вызывая плавление в микроскопических объемах. Отвердева
381
ние этих объемов металла происходит чрезвычайно быстро, что приводит к образованию весьма напряженных участков.
Напряженные участки оказывают такое же действие на свойства металла, как и обычная закалка: увеличивается твердость и прочность, снижается пластичность, уменьшается электропроводность и теплопроводность металла.
Чтобы объяснить сущность радиационного повреждения, проводят аналогию между обычными операциями при обработке металлов и
Рис. 412. Изменение микротвердости железа армко в зависимости от температуры отжига образцов:
1 -отожженного; 2 — деформированного (обжатие 20%); 3 — облученного
нием, закалку и легирование. Все эти три процесса, так же как и радиационное облучение, увеличивают твердость сплава и его прочность, но уменьшают пластичность и вязкость.
Аналогия с холодной обработкой не объясняет радиационного повреждения, так как последствия его можно ликвидировать отжигом без рекристаллизации, чего нельзя сделать в случае холодной обработки.
Кривые отжига облученных материалов (рис. 412) имеют ход, отличный от наблюдающегося при отжиге холоднодеформированного металла. Снятие напряжений происходит при более низкой температуре. Это находится в связи с меньшей величиной энергии активации и меньшей устойчивостью изменений, полученных в результате облучения, по сравнению с теми, которые создает пластическая деформация.
Второе отличие заключается в изменении микроструктуры облученных материалов. Строение облученных металлов —• меди, никеля и железа — мало отличается от строения в отожженном состоянии. У никеля, например, подвергнутого облучению при температуре 250—300°, наблюдается рост зерен (рис. 413), что говорит о собирательной рекристаллизации, не свойственной указанным металлам в обычных условиях, и показывает, что их способность к рекристаллизации при облучении повышается.
Аналогия с закалкой сводит радиационное повреждение к быстрому местному нагреву и охлаждению, но не принимает во внимание образования вакансий и междоузлий.
Сравнение радиационного повреждения с легированием является наиболее удачным. При легировании наличие атомов примесей в решетке дает тот же результат, что и облучение. Так, например, кривые напряжения— деформации легированных сталей с различным содержанием
382
легирующих элементов очень напоминают кривые напряжения — деформации облученных сплавов.
Рис. 413. Микроструктура никеля. X 150: 1 — до облучения; 2 — после облучения
§ 2. ИЗМЕНЕНИЕ СТРОЕНИЯ И СВОЙСТВ МАТЕРИАЛОВ В РЕЗУЛЬТАТЕ РАДИАЦИОННОГО ОБЛУЧЕНИЯ
В результате радиационного облучения металлов и сплавов происходит увеличение их твердости и прочности. Результаты механических испытании чистых металлов — меди, никеля и алюминия, а также легированных сталей Х18Н9Т, 0Х18Н9, ЭИ211, 50ХФ и 1X13 до и после облучения приведены в табл. 68.
Из таблицы видно, что металлы с более высокой температурой плавления—железо (1539°) и никель (1453°)—при облучении упрочняются больше, чем легкоплавкие — медь (1083°) и алюминий (660°). Радиационное облучение оказывает влияние и на свойства легированных сталей, причем особенно существенное на предел текучести, а также на аналогичную характеристику сплавов на основе никеля и кобальта (рис. 414).
В результате облучения металлы могут переходить из пластичного состояния в хрупкое. Так, например, критический интервал хрупкости молибдена в результате облучения повышается с —30 до +70°, а углеродистых сталей на 50—100° (рис. 415).
Установлено, что механические свойства металлов с объемноцентри-рсванной кубической решеткой изменяются существеннее, чем соответствующие свойства металлов, обладающих гранецентрированной кубической или гексагональной решеткой.
При облучении изменяется и жаропрочность. Скорость ползучести углеродистых сталей, никелевых сплавов, алюминия и циркония при достаточно низких для каждого из этих материалов температурах снижается.
При достаточно высоких температурах облучение заметным образом не влияет на скорость ползучести никеля, циркония, константана. По-видимому, для целого ряда металлов и сплавов существует такая критическая температура, выше которой облучение не оказывает влияния на жаропрочность.
При радиационном облучении изменяются также и физические свойства материалов: уменьшается теплопроводность, падает плотность, увеличивается скорость коррозии, ускоряются распад твердых растворов и процесс старения, происходят аллотропические превращения, образуются зародыши новых фаз, повышается способность к бездиффузионным
383
Таблица 68
Механические свойства чистых металлов и легированных сталей до и после облучения
Наименование св кГ/маР °0,2 кГ)мм? В % ан к Г • м/с м2 кГ/маР
ДО облучения после облучения изменение % ДО облучения после облучения изменение % ДО облучения после облуче- ния изменение % до облуче- ния после облучения изменение % До облучения после облуче- ния изменение %
Медь 22,2 24,7 +11 — — — 58,7 34,8 —40 14,0 5,95 —59 82 105 +28
Никель 40,0 62,4 +56 — — — 63,5 28,7 —55 4,3 3,3 —23 114 207 +82
Железо армко 35,5 57,6 +61 — — — 40,0 13,1 —67 3,4 0,35 —90 126 237 +88
Алюминии 7,1 7,3 +3 — — — 33,7 32,0 —5 3,65 5,9 +62 33 29 — 12
Сталь Х18Н9Т (Я1Т), закаленная с 1100° 62,5 80,0 +29 22,3 65,5 + 192 71,3 37,0 —48,0 24,1 8,2 —65,0 163 250 +53
Сталь 0X18Н9 (ЭИ588), закаленная с 1100й 65,8 66,5 —1,5 20,7 51,3 + 148 76,0 56,0 —26,0 18,6 3,35 -55,0 161 268 +66
Сталь ЭИ211, закаленная с 1100° 60,0 72,2 +21 28,2 55,2 +96 60,5 38,4 —36,5 — — — 183 330 +80
Сталь 50ХФА, нормализованная при 850° 109,5 138,0 +27 82,0 130,0 +58 17,2 9,2 —46,5 3,26 1,84 —43,3 380 384 —
Сталь Х13 с Мо и Nb 48,9 69,0 -1-44 31,7 69,0 + 116 37,5 1,2 —97,0 — — — 258 327 +26
Примечания. 1. Ударная вязкость ан определялась на круглых нестандартных образцах, поэтому значения ее нужно рассматривать только как относительные.
2. Состав исследованных сталей следующий:
Х18Н9Т (Я1Т)—18% Сг; 9% Ni; 0,6% Ti; 0,1 % С; 0Х18Н9 (Э11588) —18% Сг; 9% Ni; 0,06% С;
ЭИ211- 20% Сг; 14% Ni; 2,5 Si;
50ХФ —1% Сг; 0,25% V; 0.5% С;
Х13—13% Сг; 0,5% Мо; 1,5% Nb; 0,12% С.
мартенситным превращениям в нержавеющих сталях, происходит превращение аустенита в феррит. При облучении никеля увеличивается его электросопротивление (рис. 416).
Под действием потока нейтронов такие химические элементы, как алюминий, медь, молибден, марганец, кремний, натрий и некоторые другие, приобретают наведенную радиоактивность.
Темпера тура в ° С
Рис. 415. Влияние радиационного облучения на ударную вязкость стали SA70:
I — до облучения; 2— после облучения; 3 — облучение при температуре 50°
Рис. 414. Влияние радиационного облучения на кривую растяжения никеля:
1 — до облучения; 2 — после облучения
Наибольшей чувствительностью к действию радиактивного излучения обладают органические материалы. Этот фактор является решающим в подборе пластмасс для электроизоляции, масел для смазки, резины для прокладок и других деталей, работающих в условиях облучения.
Разрушающее действие оказывает как нейтронное излучение, так и у- и даже p-излучение. В одних
случаях происходит дальнейшее усложнение молекулярного строения органической основы пластмасс, т. е. так называемое структурирование, а в других, наоборот,— расщепление молекул на более простые (деструкция).
Оба процесса ведут к ухудшению механических свойств материалов и особенно сильно влияют в направлении снижения их пластичности.
Самым обычным результатом облучения полимеров является уменьшение их эластичности. Снижение эластичности в некоторых полимерах происходит настолько значительно, что они ста-
рые. 416. Изменение электросопротивления никелевой фольги толщиной 0,001 'мм в за висимости от величины радиационного облучения:
1 — слабое (0,55 и 0,60 мэв); 2 — сильное (0,70 мэв)
новятся хрупкими.
Наиболее стопки к облучению фенольные пластмассы с асбестовым наполнителем, полистирол, полиэтилен, капрон, стекловолокно без пластической связки Наиболее нестойки — органическое стекло, фторопласты, пластмассы на основе эфиров целлюлозы.
П риложение
ТАБЛИЦА ПЕРЕВОДА ЕДИНИЦ, ВЫРАЖЕННЫХ В СИСТЕМЕ МКГСС (ПРИВОДИМЫХ В НАСТОЯЩЕЙ КНИГЕ), В ЕДИНИЦЫ СИ (МЕЖДУНАРОДНАЯ СИСТЕМА ЕДИНИЦ) СОГЛАСНО ГОСТу 9867—61
Наименование величин Единица измерения и ее обозначение Коэффициент для приведения к единицам СИ
в системе МКГСС в системе СИ
Сила Работа, энергия Давление (механическое напряжение) Килограмм-сила кГ Килограмм-силаметр кГ-м Килограмм-сила на квадратный метр кГ;м2 Ньютон и Джоуль дж Ньютон на квадратный метр и,л2 1 кГ=9,81 н 1 кГ л«=9,81 дж 1 кГ/л<2=9,81 w/j/2
ЛИТЕРАТУРА
1. Бочвар А. А., Металловедение, Металлургиздат, 1956.
2. Блантер М. Е., Металловедение и термическая обработка, Машгиз, 1963.
3. Гуляев А. П., Металловедение, изд. «Металлургия», 1966.
4. Д р и ц М. Е., Магниевые сплавы для работы при повышенных температурах, изд. «Наука», 1964.
5. Еременко В. Н., Титан и его сплавы, изд. АН УССР, 1960.
6. Колобнев И. Ф., Термическая обработка алюминиевых сплавов, изд. «Металлургия», 1966.
7. К о л о б н е в И. Ф., Жаропрочность литейных алюминиевых сплавов, Мстал-лургиздат, 1964.
8. К о н о б е е в с к и й С. Т., Правдюк Н. Ф., Ку тайце в В. 14., Влияние облучения на структуру и свойства конструкционных материалов, Международная конференция по мирном у использованию атомной энергии, Женева, 1955.
9. К о р н и л о в И. И., Физико-химические основы жаропрочности сплавов, изд. АН СССР, 1961.
10. Коттрелл А. X., Дислокация и пластическое течение в кристаллах, Металлургиздат, 1958.
11. Курнаков Н. С., Введение в физико-химический анализ, изд. АН СССР, 1940.
12. Лахтин Ю. М., Основы металловедения, Металлургиздат, 1964.
13. Леонтьева В. П., Авиационные неме-аллические материалы (конспект лекций), изд. Моск. Авиац. инет., ч I — 1965; ч. II — 1966.
14. Лившиц Б. Г., Физические свойства сплавов, Металлургиздат, 1960.
15. Лужников Л. П., Деформируемые алюминиевые сплавы для работы при повышенных температурах, изд. «Металлургия», 1965.
16. Минкевич А. Н., Химико-термическая обработка металлов и сплавов, изд. «Машиностроение», 1965.
17. Одинг И. А., Иванова В. С., Бурдукский В. В., Геминов В Н., Теория ползучести и длительной прочности металлов, Металлургиздат, 1958.
18. С т р о е в А. С., О в с е п я н Е. С., Захарова Г. В., Тугоплавкие металлы: молибден, вольфрам, ниобий и тантал, Машгиз, 19S0.
19. Т и м о н о в а М. А., Коррозия и защита магниевых сплавов, изд. «Машиностроение», 1964.
20. Томатов Н. Д., Чернова Г. П., Пассивность и защита металлов от коррозии, изд. «Наука», 1965.
21. Уманский Я. С_, Рентгенография металлов, Металлургиздат, I960.
22. Ф р и д л я н д е р И. Н., Высокопрочные деформируемые алюминиевые сплавы, Оборонгиз, 1960.
23. X и м у шин Ф. Ф., Жаропрочные стали и сплавы, изд. «Металлургия», 1964.
24. Хансен М, А н д е р к о К-, Структуры двойных сплавов, пер. с англ., т. 1—2, Металлургиздат, 1962.
25. Юм-Розери В., Введение в физическое металловедение, пер. с англ., изд. «Металлургия», 1965.
26. Неметаллические материалы и их применение в авиастроении, под ред. И. П. Лосева и Е. Б. Тростянской, Оборонгиз, 1958.
27. Конструкционные материалы, Энциклопедический справочник, т. 1—3, изд. «Советская Энциклопедия», 1963—1965.
28. Ядерные реакторы, ч. III, Материалы для ядерных реакторов, ИЛ, 1956.
ОГЛАВЛЕНИЕ
Стр.
Предисловие ............ 3
Введение . ... 4
Раздел первый
Теория металлических сплавов
Глава I. Строение и свойства чистых металлов . 9
§ 1. Кристаллическое строение металлов и сплавов 9
§ 2. Пространственные решетки металлов ... . 9
§ 3. Кристаллографические плоскости....... 14
§ 4. Изотропия и анизотропия тел ... 15
§ 5. Строение реального металла............... ... 16
§ 6. Полиморфизм металлов .......................... 20
§ 7. Полиморфизм железа ...... 22
Глава II. Кристаллизация и строение слитка................. . . . . 23
§ 1. Виды кристаллизации.............................................. 23
§ 2. Кристаллизация из расплавленного состояния .25
§ 3. Законы кристаллизации.......................................... 27
§ 4. Строение слитка............................................... 29
Глава III. Строение металлических сплавов................................. 33
§ 1. Общие сведения о сплавах......................................... 33
§ 2. Правило фаз............... ....... 33
§ 3 Понятие о твердых растворах ....................... . . 35
Глава IV. Диаграммы состояния ... . . . . 38
§ 1 Общие сведения............................ . . ... 38
§ 2. Диаграмма, состояния эвтектического типа . ....................... 39
§ 3. Диаграмма состояния неограниченных твердых растворов.............. 44
§ 4. Диаграмма состояния ограниченных твердых растворов 47
§ 5. Диаграмма состояния перитектического типа ... 52
§ 6. Диаграммы «состав—-свойства» металлических систем ... 55
Глава V. Диаграмма состояния системы железо—углерод 56
§ 1. Общие сведения ................................. ... 56
§ 2. Анализ диаграммы состояния системы железо — углерод.............. 58
§ 3. Микроструктура сплавов системы железо — углерод . . .62
Глава VI. Понятие о диаграммах состояния тройных систем . . ... 66
§ 1. Метод построения диаграмм состояния тройных систем . ......... 66
§ 2. Диаграмма состояния тройной системы, компоненты которой образуют неограниченные твердые растворы . ............................ 68
§ 3. Диаграмма состояния тройной системы, компоненты которой образуют механические смеси ... . . 69
Раздел второй
Прочность и пластическая деформация металлов
Глава I. Механизм упругой и пластической деформации металлов 72
§ 1. Прочность кристаллической решетки металлов....................... 72
§ 2. Деформация монокристалла в условиях статического нагружения . 73
§ 3. Пластичное и хрупкое разрушение металлов ........................ 75
§ 4. Основные механические свойства .................................. 77
Глава II. Свойства и структура поликристаллических тел при их деформации 77
§ 1. Особенности деформации поликристаллических тел ... . 77
§ 2. Анализ диаграммы растяжения малоуглеродистой стали . ..... 80
388
Стр.
§ 3. Структурные изменения малоуглеродистой стали при испытании на растяжение ................. • < .........
§ 4. Остаточные или внутренние напряжения.........................
§ 5. Влияние размеров изделия на механические свойства.......
Г лава III. Рекристаллизация .........................................
§ 1. Изменение строения и свойств металлов при их пластической деформации
§ 2. Влияние нагрева на строение и свойства деформированного металла .
Глава IV. Свойства металлов при динамических испытаниях .....
§ 1. Природа разрушения при динамическом нагружении............
§ 2. Ударная вязкость.............................
§ 3. Влияние различных факторов на ударную вязкость
§ 4. Скоростные ударные испытания Глава V. Твердость металлов.................... .................. . .
§ 1. Общие сведения о твердости..........................
§ 2. Определение твердости по методу Бринеля .
§ 3. Определение твердости по методу Роквелла
§ 4. Определение твердости по методу Виккерса .
§ 5. Микротвердость ..............................................
Глава VI. Выносливость металлов..............................
§ 1. Общие сведения об усталости металлов
§ 2. Циклическая вязкость и повторная статика . . .
§ 3. Испытания на выносливость...........
§ 4. Ускоренные испытания на выносливость................
Глава VII. Прочность металлов при высоких и низких температурах .
§ 1. Общие сведения о жаропрочности металлов . . .................
§ 2. Кратковременная прочность.............
§ 3. Ползучесть металлов.......................................
§ 4 Длительная прочность..............................
§ 5. Испытание на выносливость при высоких температурах............
§ 6. Термическая усталость........................................
§ 7. Свойства металлов и сплавов при низких температурах..........
83
84
86
ь“
87
88
91
91
92
95 £5 96 97 98
99 99
100 102 102 103 103
104 105 106 109 ПО
111
Раздел третий
Термическая и химико-термическая обработка стали
Глава I. Общие сведения........................................... ... 114
§ I. Сущность и назначение термической обработки..................... 114
§ 2. Связь термической обработки с диаграммами состояния; критические точки ....................................... . 114
§ 3. Основные виды термической обработки стали . 116
Глава II. Отжиг и нормализация........................................... 117
§ 1. Явления, происходящие в стали при нагреве ...................... 118
§ 2. Явления, происходящие в стали при выдержке и охлаждении . . 122
§ 3. Общие режимы предварительной термической обработки 124
§ 4. Практика отжига (нормализации) стальных изделий .... 126
§ 5. Пороки предварительной термической обработки ..... 126
Глава III. Закалка и отпуск............... ... 127
§ 1. Теория закалки стали ........................................... 127
§ 2. Практика закалки стали.......................................... 134
§ 3. Пороки, возникающие при закалке, и способы их предотвращения 138
§ 4. Прокаливаемость ............................................... 139
§ 5. Остаточный аустенит в стали; обработка холодом 143
§ 6. Изотермическая и ступенчатая обработка стали.............. ... 144
§ 7. Отпуск стали .......................... . . 148
§ 8. Термомеханическая обработка стали . . 153
§ 9. Поверхностная закалка стали . ........... ..... 154
Глава IV. Химико-термическая обработка стали . .... 156
§ 1. Общие сведения................ . . 156
§ 2. Цементация ................................................... 158
§ 3. Азотирование ................................................. 163
§ 4. Цианирование ................................. ..... 165
§ 5. Алитирование .................................. . ... 166
§ 6. Хромирование .................................................. 166
§ 7. Силицирование .......................................... ... 168
Раздел четвертый
Авиационные стали и сплавы
Г лава I. Углеродистые стали ........... ................ 169
§ 1. Общие сведения............................................... 169
§ 2. Влияние углерода на строение и свойства стали . ................ 169
"89
Стр.
§ 3. Влияние примесей на свойства стали . 170
§ 4. Маркировка углеродистых сталей............................................ 171
§ 5. Углеродистые стали, применяемые в авиастроении..... 172
Г лава II. Чугуны ............................. . 174
§ 1. Общая характеристика............... . . . . 1/4
§ 2. Классификация чугунов по структуре . . ... 174
§ 3. Свойства и применение чугуна....... . . 176
Глава III. Общие сведения о влиянии легирующих элементов .... 178
§ 1. Понятие о легированной стали............................................ 178
§ 2. Взаимодействие легирующих элементов с железом . . .179
§ 3. Влияние легирующих элементов на полиморфизм железа 179
§ 4 Взаимодействие легирующих элементов с углеродом .... 181
§ 5. Влияние легирующих элементов на критические точки стали . 183
§ 6. Влияние легирующих элементов на рост зерна аустенита . 184
§ 7. Влияние легирующих элементов на изотермический распад аустенита и прокаливаемость ........................... . . ................ 184
§ 8. Влияние легирующих элементов на мартенситное превращение 185
§ 9. Влияние легирующих элементов на превращения при отпуске 186
§ 10. Влияние легирующих элементов на свойства феррита . . . 186
Глава IV. Конструкционные низко- и средне легированные стали 187
§ 1. Классификация и маркировка легированных сталей . 187
§ 2. Никелевые стали ... ................... 189
§ 3. Хромистые стали . . ........... 191
§ 4. Хромоникелевые стали.................. ... 193
§ 5. Сложные среднелегированные стали 196
§ 6. Хромомарганцевокремнистая сталь (хромансиль) . . 201
Глава V. Коррозионностойкие стали.................................... . 205
§ 1. Общие сведения.......................... . 205
§ 2. Коррозионностойкие хромистые стали........................................ 205
§ 3. Коррозионностойкие хромоникелевые стали . . . 206
Г лава VI. Жаропрочные и жаростойкие стали и сплавы . . . 210
§ 1. Общая характеристика ...................................................... 210
§ 2. Влияние легирующих элементов и структуры на жаропрочность . . 212
§ 3. Влияние легирующих элементов на жаростойкость........................... 213
§ 4. Жаростойкие и жаропрочные стали.................... 214
§ 5. Жаростойкие и жаропрочные никелевые и кобальтовые сплавы . 218
Г лава VII. Сплавы на основе тугоплавких металлов 224
§ 1. Общая характеристика . . .............. 224
§ 2. Хром и его сплавы ...................... . 226
§ 3. Ниобий и его сплавы........ ............. 228
§ 4. Молибден и его сплавы . ................................... . 230
§ 5. Вольфрам и его сплавы . . 232
Глава VIII. Инструментальные стали................................................. 234
§ 1. Общие сведения............................................................ 234
§ 2. Быстрорежущая сталь . . 235
§ 3. Твердые режущие сплавы.................................................... 238
Раздел пятый
Цветные авиационные сплавы
Глава I. Алюминий и его сплавы.................................................... 241
§ 1. Свойства чистого алюминия............................................... 241
§ 2. Взаимодействие алюминия с другими элементами . 242
§ 3. Классификация алюминиевых сплавов...... 244
§ 4. Дуралюмин .............................................................. 245
§ 5. Жаропрочный дуралюмин................................................... 251
§ 6. Алюминиевомедномарганцевые сплавы....................................... 253
§ 7. Высокопрочные алюминиевые сплавы В95 и В96 255
§ 8. Высокопрочный жаропрочный сплав ВАД23 256
§ 9. Ковочные сплавы........................................................ 256
§ 10. Коррозионностойкие высокопластичные сплавы для сварных копе, рукций и холодной штамповки......................................... 259
§ 11. Алюминиевые сплавы для заклепок . . . . 260
§ 12. Спеченные сплавы на основе алюминия...................................... 261
§ 13. Литейные алюминиевые сплавы . ...................... . 262
Глава II. Магний и его сплавы.............. . .................. 269
§ 1. Свойства чистого магния.............................. . . 269
§ 2. Взаимодействие магния с другими элементами ... 270
§ 3. Общая характеристика магниевых сплавов ................................... 271
§ 4. Деформируемые магниевые сплавы..................... . 271
§ 5. Литейные магниевые сплавы................................................. 273
SCO
Стр.
Глава III Титан и его сплавы ........................................... 2/6
§ 1. Получение и свойства титана........................... . 276
§ 2. Влияние легирующих элементов на строение и свойства титановых сп i ВОВ ..............................................................
§ 3. Состав, свойства и применение сплавов на основе титана .
Глава IV. Медь и ее сплавы. Антифрикционные сплавы на основе олова .... . “6
§ 1. Свойства п применение чистой меди........ ...................
§ 2. Латуни .................................. ................
§ 3. Бронзы • 29:
§ 4 Антифрикционные сплавы на основе олова 299
Глава V. Бериллий ..................................................... 390
Раздел шестой
Коррозия авиационных сплавов
Глава I. Основные понятия о коррозии . .... 302
Глава II. Теория коррозионных процессов .... 303
§ 1. Типы коррозии................................................ 303
§ 2 Теория химической коррозии . .................... 305
§ 3. Электрохимическая коррозия ..................... 307
§ 4. Влияние внутренних и внешних факторов на процесс коррозии 314
Глава III. Коррозия сталей и методы защиты.............................. 318
§ 1. Углеродистые и малолегированные стали.......................... 318
§ 2. Коррозионностойкие (нержавеющие) и кислотоупорные стали 324
§ 3. Жаростойкие стали и сплавы 327
Глава IV. Коррозия цветных сплавов и методы защиты . 330
§ 1. Алюминиевые сплавы . . 330
§ 2. Магниевые сплавы .... .... 335
Глава К Лакокрасочные защитные покрытия . . 338
Глава VI. Влияние разнородных контактов ................................ 341
Глава VII. Антикоррозионные смазки и ингибиторы 312
Раздел седьмой
Неметаллические авиационные материалы
Глава 1. Краткие сведения о полимерах................................... 344
Глава II. Пластические массы................. ... 349
§ 1. Общие сведения и классификация пластмасс..................... 349
§ 2. Слоистые термореактивные пластмассы............................ 350
§ 3. Термореактивные пластмассы на основе пресспорошков и волокнистых материалов ........................................................ 356
§ 4. Термопластичные пластмассы.................................. . 359
§ 5. Прозрачные пластмассы для остекления ......................... 364
§ 6. Газонаполненные пластмассы................................... 367
Глава III. Резина ...................................................... 371
§ 1. Общие сведения.................... . .................371
§ 2. Получение и свойства каучука ... . . . 371
§ 3. Получение резины ....................................... 374
§ 4. Методы испытания и свойства резины............................. 376
§ 5. Старение резины................................................ 378
§ 6. Применение резины в авиастроении............................... 378
§ 7. Хранение и эксплуатация резиновых изделий...................... 380
Раздел восьмой
Влияние радиационного излучения на строение и свойства материалов
§ 1. Радиационное повреждение твердых тел ... . 381
§ 2. Изменение строения и свойств материалов в результате радиационного облучения . ... .................. 383
Приложение. Таблица перевода единиц, выраженных в системе МКГСС (приводимых в настоящей книге), в единицы СИ (Международная система единиц) согласно ГОСТу 9867—61 . . 386
Литература 387
Борис Константинович Вульф, Константин Платонович Ромадин
АВИАЦИОННОЕ МАТЕРИАЛОВЕДЕНИЕ
Редактор Т. М. Кунявская
Техн, редактор В. И. Орешкина
Т—02422 Подписано в печать 3/V 1967 г. Учетно-изд. л. 29,17
Формат бумаги 70ХЮ81/1б = 12,25 бум. л. — 34,05 печ. л.
Цена 1 р. 20 к. Тем. план 1967 № 2 Тираж 18000 экз. Изд. заказ 1253
Московская типография № 8. Главполиграфпрома Комитета по печати при Совете Министров СССР, Хохловский пер., 7. Зак. 3354
Замеченные опечатки
Стр. Строка Напечатано Должно быть
21 Строку 14 читать после строки 16
40 12 снизу ДЛИННОЙ данной
126 6 сверху при обработке или для обработки
143 23 сверху рис. 157 рис. 178
219 В табл. 24 графа 4 3 сверху 75 >75
219 В табл. 24 графа 10 1 снизу 5,8 >58
225 1 сверху первые четыре металла вольфрам, молибден, ниобий и хром
263 Подпись под рис. 294 н е модифицированы ы е сплавы модифицированные сплавы н ем о дифи ци р о -ванные сплавы модифицирован- ные сплавы
273 Подпись под рис. 306 Длительная прочность Длительная прочность (a10,J
280 17 снизу 7-фазу а' -фазу
356 21 снизу d а
369 Рис. 401 справа сверху а кГ-м!см2 а кГ-см/см2
384 В табл. 68 графа 4 4 снизу — 1,5 +1,5
Зак. 3354