/





























Текст
Рис.28. Рекомендуемые способы крепления изделий
висямости от масса устанавливаемого изделия.
График этой зависимости показан на рис. 23. При
работе на станке масса устанавливаемого льде для
не должна превышать данных этого графика.
Ее следует применять ступенчато-постоянную
скорость резания пол чистовой проточка торцовой
поверхности высокой точности, так как в сезуль-'
тате изменения частоты вращения меняется гидро-
динамическая подъемная сз.та на направляющих, и
планшайба поднимается на различную величину в
зависимости от частоты вращения и массы обраба-
тываемого изделия, что меже г привести к образо-
вания вогнутости на обрабатываемой торцовой по-
верхности.
Допускаемые усилия резания на суппортах на-
ходятся в зависимости от вылетов ползунов. Гра-
тах этой зависимости показан на ряс. 24.
при работе да станке нельзя допускать, что-
бы усилия резания превышали данные графика.
При работе двумя суцдсреами наибольшее сум-
марное усилие резандя не до доле превышать
45 дЯ.
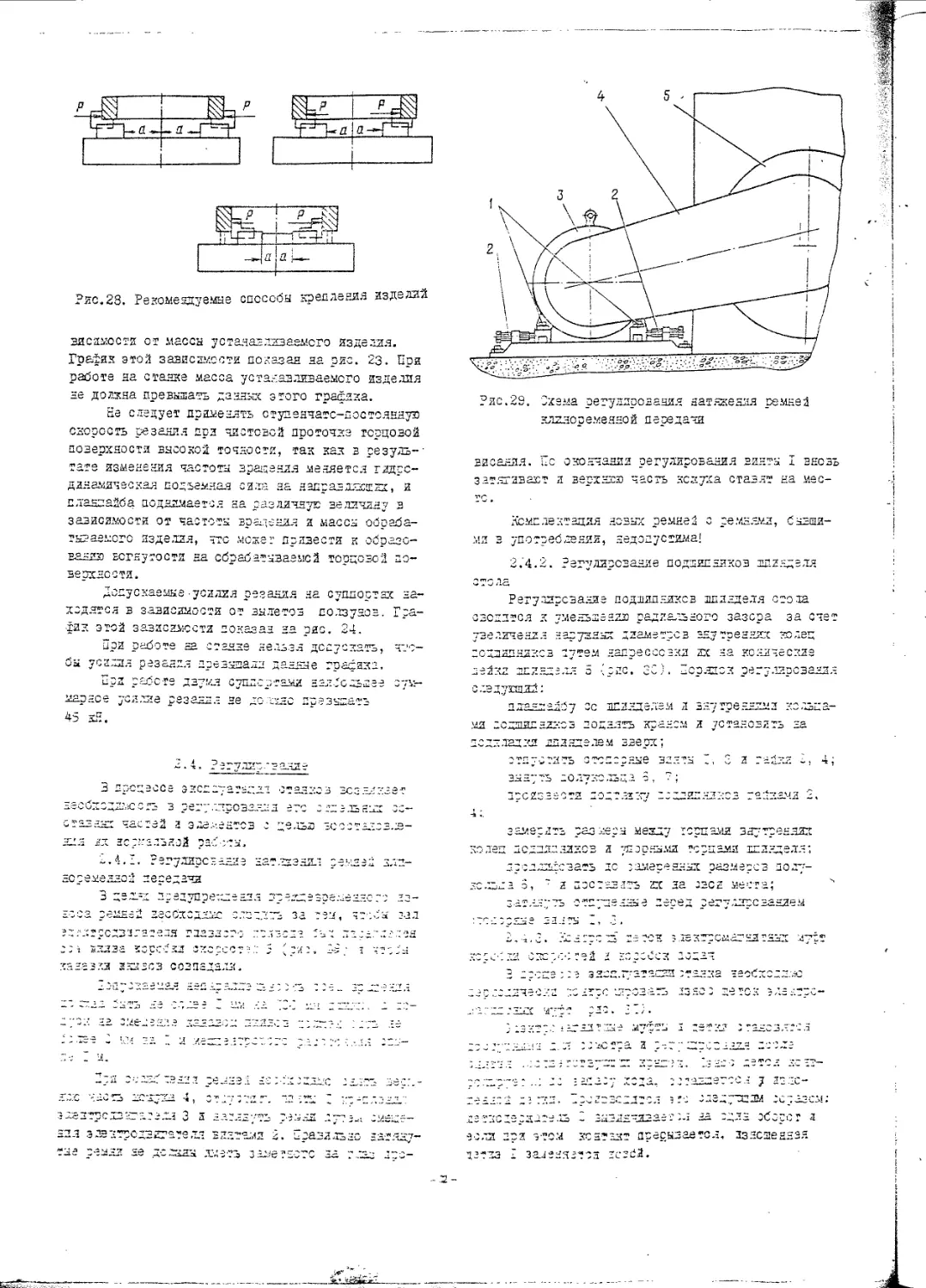
Ряс.29. Схема регулирования натяжения ремней
клизоремеяной передачи
висанля. пс окончании регулирования винты I вновь
затягивают и верхнюю часть некуда ставят на иес-
Ксмплектацяя новых ремней с ремнями, бывши-
ми в употреблении, недопустима!
2.4.2. Рагулироваяие подшипников шпинделя
Регулирование подшипядкев шпинделя стола
сводятся к уменьшению радиального зазера за счет
увеличения наружных диаметров внутренних колец
пецшипникев путем яапресссзки их на конические
лейки шпинделя 5 (ряс. 32 . Порядок регулирования
с лэ дующий:
адандайбу сс шпинделем л внутренними кольца-
ми подшипников поднять краном л установить на
псд-ладки шпинделем вверх;
отпустить стопорные винты Г, 3 л гайки 4;
вынуть полукольца 3,
21ССИЗ CicCTZ НСХИИПлЛКОЗ 2,
электромагнитной мусрты
Рис.31. Устройство для установки щеток электро-
магнитных муфт
t-ис.Зл. Гайка горизонтального перемещения верхне-
го суппорта
Для замены дисков электромагнитных муфт не-
обходимо демонтировать узел, в котором они уста-
новлены. При замене изношенных дисков муфты
до.икны собираться таким образом, чтобы первый
диск со стороны катушки для тормозных муфт был
неподвижен, а для рабочих - вращался с’катушкой
синхроНДС.
2.4,4. Регулирование зазора в резьбовом со-
единении винта л гайки горизонтального перемеще-
ния верхнего суппорта
3 случае износа гаек 76 ..оис. 32) и появле-
ния зазора в резьбовой паре винт-гайка устранение
его посизводятся следующим образом. Гайки 2 осво-
бождают ст лпедсхганительнсй лайбы Г и их дозсро—
тем на оезьбсвсй части гаек 76 устраняют излиш-
,-дц зазор з резьбовой паре.
3 процессе регулирования зазора заебхолзые
контролировать легкость лзизанзи суплорта при
птремеи-ензи его зручную.
По 0303402.13 регулирования натяжные гай-
ки 2 зактедхзют предохранительной далее! Z от са-
мсотзинчиванзя.
Регулирование зазора з резьбовом соединении
винта а гайки перемещения ползунов верхнего и бо-
кового суппортов и вертикального перемещения бо-
кового суппорта осуществляется способом, анало-
гичным вышеизложенному.
2.4.5. Регулирование клиньев
При износе направляющих станка возникают
зазоры, превышающие допуск, что отрицатель-
но сказывается на точности станка. Их устранение
производится регулированием клиньев, для чего
специальным ключом отпускается внутренняя гайка I
(рис. 33), а при помощи наружной производится
перемещение клина так, чтобы он плотно прилегал
к поверхности ско льжения и к спорной позерхзостя.
При этом щуп С,04 мм яе должен заходить между
сопряженными поверхностями. ’Закусывание" щупа
с торнов в направляющих допускается на глубину
до 25 мм лишь на отдельных участках торцов. По
окончании регулирования гайки I задонтризаются.
2,4.6. Регулирование устройства разгрузки
напраз.1япцлх поперечины
Регулирование производится следующим обра-
зом: -отпускается стопорная гайка 2 (рис, 34) я
вращением винта 3 регулируется сжатие тарельча-
1
Рло.33. Устройство для регу^зрозаяяя йлзнзгв
При разборке отдельных механизмов станка
следует пользоваться имеющимися в Руководстве
чертежами.
Демонтаж составных частей станка должен
производиться в строго определенной последова-
тельности.
2.5.1. Порядок демонтажа коробки скоростей
и механизма передачи движения на подачу
Отсоединить электропровода, рассоединив
штепсельный разъем. Снять крышки с левой и зад-
ней сторон станины, с девой стороны стола и от-
соединять соединительные гайки в столе я на ма-
гистрали маслопровода коробки скоростей.
Снять кожух и клиновые ремни электродвига-
теля главного привода.
Демонтировать вверх вертикальный вал меха-
низма передачи движения на подачу, для чего
отвернуть стопорный винт в нижней части вада.
Отсоединить кронштейн механизма передачи
движения на подачу, в нише станины демонтировать
фланец и вытащить соединительный вал.
Ввернуть демонтированные винты в резьбовые
отверстия фланга коробки скоростей, захватить ее
стальным канатом (лучше всего "петлей-удавкой1’)
и, поддерживая краном, осторожно покачивая, вы-
тащить коробку из станины.
2.5.2. Порядок демонтажа коробок подач
Прежде чем снять коробки подач, нужно отсо-
единить от них электропровода, рассоединив штеп-
сельный разъем, и вытащить вертикальный вал ме-
ханизма передачи движения на подачу (см. демон-
таж механизма передачи движения на подачу).
При демонтаже верхней коробки подач снять
кожух ограждения механизма ручного перемещения
Затем в имеющиеся на верхней плоскости ко-
робок. подач резьбовые отверстия ввернуть рым-бол-
ты и доив'оелить к ним .
Зытнщить лтифты, вывинтить крепежные винты
и при дсл-.сщи крана отвести коробки подач.
2.5.3. Порядок демонтажа верхнего суг.дорта
Зри демонтаже верхнего суппорта необходимо
сначала отсоединить всю электропроводку, затем
оч.ч'.ь ползун о поворотными салазками. Демснтеж
пс.тзуна я поворотных салазок производить следу-
“сам образом:
в верхний торец ползуна ввернуть рым—болты,
которым следует присоединить канат;
отвернуть 3 гаек на повооотяых салазках и
до.-щун с девере оными салазками отвести краном от
для демонтажа поперечных салазок поедзаря—
тельнс снять коробку подач верхнего суппорта,
высадить ходовой вал и вывинтить ходовой винт
перемещения суппорта, для чего удалить фланцы
крепления их на поперечине. Расслабить дружины
устройства разгрузки направлявших поперечины
(см. рис. 34).
Затем нужно зачалить канатом поперечные са-
лазки, вытащить клинья, удалить верхнюю я нижнюю
планки, удерживающие поперечные салазки на на- •
правляющих, и снять салазки.
2.5.4. Порядок демонтажа механизма пере-
мещения поперечины
При демонтаже механизма перемещения попере-
чины необходимо сначала опустить поперечину на
деревянные подставки, установленные на планшайбе;
отсоединить все электропровода.
Затем нужно снять со станины кожух, закрыва-
ющий механизм перемещения поперечины; рассоеди-
нить муфты, связывающие вал электродвигателя с
валами редукторов; снять верхние крышки редукто-
ров, удалить колпачки, пружинные кольца и полу-
кольца крепления винтов механизма перемещения по-
перечины; вытащить штифты, отвернуть винты креп-
ления и снять редукторы механизма перемещения
поперечины; вывинтить винты из гаек поперечины.
2.5.5. Порядок демонтажа поперечины
Поперечину опустить на подставки, установ-
ленные на планшайбе-;
отсоединить все электропровода;
снять коробку подач и ползун с поворотными
салазками верхнего суппорта;
отсоединить кронштейны гаек перемещения по-
перечины от корпуса, снять прижимные планки за-
жима поперечины;
захватить канатом поперечину за демонтажные
отверстия, вытащить клин и компенсаторную план-
ку, снять прижимные планки я вывести поперечину
из направляющих станины.
2.5.S. Порядок демонтажа стола
Боковой суппорт поднять в крайнее верхнее
положение, а ползун отвести в крайнее правое;
снять боковые я две маслостражающие крышки
с правой и левей сторон стола;
через левее окно отсоединить трубу, подво-
дящую смазку к столу;
в противолежащие пазы планшайбы вставить
стержни и накинуть на них канат;
краном "оторвать" планшайбу от'круговых
нзправл.чощих стола, а затем, слегка поворачивая,
осторожно поднять ее- зверк;
удалить 3 зтяфта между столом я станиной,
отвернуть 4 гайки с правей я левой сторон стола
через боковые окяа.-дзе-внутри стола я две гай-
ки - специальным ключом внизу под стелем (для
о танка Z 518);
з резьбовые отверстия в нише стола ввер-
нуть рым-болты, присоединить к аил канат и от-
це.-зять стол от станины.
2.5.7. Порядок демонтажа бокового суппорта
Снять верхнее ограждение на станине. Боко-
вой суппорт опустить зниз;
приподнять груз, зачадив его канатом за
выступы;
— 35 -
3. ПАСПОРТ
3.1. Общие сведения
зслер ставка зазода-изготсзителя .________
Инвентарный непер ........................
.л анод ....................... ,......
Csoto установки ..........................
.Сага пуска станка в з к.сплу ат ацнг ....
3.2. Основные технические данные я
характера ста п
3.2.1. Технике окал характеристика (основные
арзаетры и размера зсгласас ГОСТ 5СС-72)
т т
11- ?•
5
25x40 25x40
775 950 . /
700 700
0,05 0,05
0,05 0,05
2,5 2,5
2,5 2,5
5-ISCO 5-I3CO
5-I5CO 5-1800 '
45 45
I I
I I
5 5 j
'70117^^ ;
горизонтальных' (боковых)
Наибольшие размеры сечения
державки резца (ширина х
х высота), ш ..............
Суппорт верхний
наибольшее перемещение, мм:
горизонтальное ..............
вертикальное- ..........
Цена деления лимба, мм:
горизонтального перемеще-
ния .........................
вертикального перемещения
Перемещение за один оборот
лимба, мм:
горизонтальное .........
вертикальное ...........
Скорость установочных переме-
щений, мм/мин:
горизонтальных ..............
вертикальных ...........
Наибольший угол поворота пол-
зуна суппорта, град .......;
Цена деления акала поворота
ползуна суппорта, град ......
Цена деления лимба поворота
ползуна суппорта, мин .......
количество позиций револьвер-
ной головка .................
Диаметр отверстий револьвер-
ной головки суппорта (см.
р 2 С. 10 ), мм ......... .
Дл станционное управление за-
ннмем 2 доворотом револьвер-
ной головка суппорта .......
Ддотанцлсннсе вклзоче.чие, де-
реклхчэние z внклвчеяае рабе-
.............
Зызлхч-шпае -;zcpa:
гссгзонтзлзясгс гегеме-
............................. ‘
Скорость установочных переме-
щений, мм/мин:
горизонтальных ............. 5-1800 5-1800
вертикальных ........... 5-1800 5-1800
Дистанционное включение, пе-
реключение и выключение ра-
бочих подач ................ Имеются Имеются
Выключающие упоры:
горизонтального переме-
щения ...................... Имеются Имеются
вертикального перемеще-
ния .................... Имеются Имеются
Количество резцов, одновре-
менно устанавливаемых в рез-
цедержателе бокового суппор-
та ......................... 4 4
Поперечина
Дистанционное переключение
частоты вращения планшайбы Имеется Имеется
Работа со ступенчато-посто-
янной скоростью резания при
обтачивании торцовых поверх-
ностей ......'................ Имеется Имеется
Включение вращения планшайбы
"толчком" .................... Имеется Имеется
Блокировка включения враще-
ния планшайбы при отсутствии
смазки ...................... Имеется Имеется
Торможение .................. Имеется Имеется
3.2.3. Установка станков (рис. 35, 36)
3.2.4. Механика станков:
механика главного движения (табл. 9);
механика подач (табл. 10).
Наибольшее перемещение, мм 660 660
Скорость перемещения, мм/мин 400 400
Выключающие упоры .......... Имеются Имеются
Блокировка перемещения в
процессе резания ........... Имеется Имеется
Планшайба
Диаметр планшайбы, мм ...... 1120 1400
Размеры Т-образных пазов ... См. См.
рис. 10 рис. 10
Рис.сб. Габаритные размеры рабочего пространства
станков
ijjih ijuMi/iiItnica KUfiuoxu миристей
Диаметр планшайбы, мм ....... 1120 1400
Размеры Т-образных пазов ... См. См.
рис. 10 рис. 10
Рис.3 5. Габаритные размеры станзов 3 ~ та. д~
-37-
Таблица 9
Немец ступени Частота воащения планшайбы', об/мин Расчетный КПД станка Наибольший до- пустимый кру- тящий момент на планшайбе, Н.м Эффективная мощность на планшайбе, кВт 1 Наиболее слабые звенья
При пржом вращении при обратном вращении по приводу ! пс наибе лее (слабому звену
1512 1516 2522 2526 2522 2526 2522 2526 1 » -4 tn : 2526
X V 4 0,61 0,62 2ССС0 25С00 28,3 23,3 20,3 20,3 1 Э ле к тоо мят—
~ ! 5,3 5 0 J оо 0 66 2ССС0 25000 19,8 15,3 12,8 12,8 > нитные муф-
з 6,3 0,70 п 7п 2СССС 25СС-0 22,0 22,0 Ю, 2 26,2J ты
4 j 10 3 Q 0 Т2 2СССС 25ССС 22,7 27,7 22,7 22,77
5 12, □ 30 С, 72 0,72 I68CC 2ZCC0 -- ft 11,0 т 4;,О 21,6 22,o i
° 1 22,5 0,71 0,'~2 I3O 50 26670 1 22,4 22,4 21,4 22,4 ' !
20 16 0,70 0,~0 I04CC 13СС0 ~2,3 -1, о x T CJ ।
— 20 Сбсатного 0,73 0,70 S2C0 20220 21,0 22.0 ^2,0 । 21,0 j Электродэя-
32,5 25 С , С Э : С, Sa босс ; 3200 'х ' 7 '/ " 1V Л i — « ‘I ’ . гите ль
- ' 31, о Я6Т 0,63 0,63 J 5050 : 6400 | - Z* Г’ 2С * 7 20,7 20,7 >( глазного
4С ! 0,63" 1 0,67 ! 3340 i 13'х, Q j 20,2 20 2 20,2 20,2 h привода
Д- 1 оЗ . 1 0,67 0,67 - . 3220 1 , 1 20,2 20,2 ( 20,2 П
30 О1 ; 0 , Z о 0,65 1 2450 . 3230 । 20,2 ; 40 5 1 20,2 j 20,2 i 1
л — _ г _ - г _— _ - '
—“а | --V ! ои 0,6 и J, о о iscc ; V J i -d,Z> ; 1V • -",5 i Xw , □ ; !
- 0 j з ' 0,63 -J 5 “1 j ± ~ / 1 1 18, s ’ * — 1 । 1 1 V 1 C » v ;
ДО ’30 1 1 0,60 •1. с v i 22СС 28,0 : 25,0 I - ! '* J _ C • 1 '
^сс 0,57 , С, 57 ; 335 ; ,-4i, J 77 Г ' 77 _7 . 1 J 77 t
•4, -_Л>. ; зсс । 1 С, 54 - С, 54 । j 63 С — - - i . С ' ~5,2 i yg 9 ;
1 Рабочие по ”* Ь V 2Т [ оч;:= no: *1 и vaO - - "Л 7CT1 неполных
: 5а Ч Л* , — *•„ 1 f •
- —1
3.3. Сведения о ремонте
Наименование и обозначение составных частей станка Основание для сдачи в ремонт Дата Категория сложности ремонта Ремонтный цикл работы станка, ч - Вид ремонта Должность, фамилия и подпись ответст- венного лица
поступ- ления в ремонт выхода из ре- монта
ппоизво- дившего ремонт приняв- шего ремонт
- 1 ! ! i ! ! 1 1 ( I i [ ! I 1 i । । i i- j i j
-зз-
3.4. Сведения об изменениях в станке .
Наименование
и обозначение
составных
частей станка
Основание
(наименование
документа)
Дата
проведения
изменений
Характеристика оабота
станка после пооведен-
• нах изменений
Должность, Фамилия
и подпись ответст-
венного лица
3.5. Комплект поставки
Обозначение ! Наименование ... . Количество Примечание
Станок в сборе Входит в комплект и стоимость станка Инструмент I
16.09.002 Ключ кулачковый 24 I
541.09.207А Ключ для крепления кулачков и поворотных салазок 36 I
— Ключ гаечный двухсторонний 22x24 7811-0025 ГОСТ 2839-71 I
СТС 7812.7-75 Ключ торцовый 103.7812-0074 I
СТП 7812.9-75 Ключ для регулирования гаек клиньев I03.78I2-0I2I Принадлехности I
16.09.001 Кулачок 4 Не поставляется при комплектации станка самсцентрирующей планшайбой
I6.09.CC3 Оправка многорезцовая Т
I6.09.CC4 Справка расточная резцовая I
16.09. СО 5 Оправка для инструмента с коническим хвостовиком I
- Ремень В-ЗОООТ ГОСТ 1284-68 -6
Шприц штоковый тип I (200 см3) ГОСТ 3643-75 Техническая документация X
- Станок токарно-карусельный одностоечный. Руководство по эксплуатации. Часть ! I
— Руководство по эксплуатации. Часть 2. Электрообо- рудование I
— Руководство по эксплуатации. Приложение. Материала по быстроизиаиизаюизмся деталям т
।
Поставляется вместе со станком пс особому заказу
Принадлвнясстн
— Приспособление для обработки фасонных поверхностей тел впадения по копиру верхним суппортом (электро- I
копировальное устройство)
- Приспособление дли нарезания резьб и обработки кони- ' -
ческих поверхностей верхним суппортом ;
- Приспособление для работы по упорам верхним српдор- • 4.
том по горизонтали ;
- Приспособление для работы по упорам верхним суппср- 5 X-
гем по вертикали 1
- Приспособление дли работы до узорам боковым суддоб- i __
том (ползуном) по горизонтали !
- Планшайба самоцентрируюцая i 1
- Устройстве для обработки деталей с охлагдендем зид- 1
3.6, Свидетельство о приемке
Станок то карно-
модель
Класс.точности Н
Заводской номер
З.о.х. Испытание станка на соответствие нормам точности и жесткости по ГОСТ 44-72
мео
I.I
I. Проверка точности станка
что провернется
допуск
Ш <1>
Плоскостность рабочей ловеих- I
ностл планшайбы
правлениях)
\ Торцовое биение рабочей пс-
| зерхности планшайбы (в течи*
• наиболее удаленной от оси
i впадения)
Номер проверки Что проверяется Схема проверки Допуск, MKM Фактическое отклонение, мкм
1.5 Постоянство положения попере- чины при ее вертикальном пере- мещении, измеряемое в продоль- ном направлении (верхний суп- порт устанавливается по цент- ру планшайбы) У" У 1, 40. на длине хода по- перечины
1.6 Прямолинейность горизонтально- ' го перемещения верхнего суп- порта 1 г 30 на всей длине хо- да суппорта от края до центра планшайбы />
L 1 r1
1.7 Параллельность траектории пе- ремещения верхнего суппорта рабочей поверхности планшай- бы J i L-ГТ— г—U I 1 r 15 на SCO мм хода суп- порта (наклон тра- ектории к краю nnaj шайбы не допускает- ся)
L ! 1 7
7рямслинейность вертикального зеремещеяия ползуна верхнего суппорта в плоскостях: е) параллельной поперечине; ) перпендикулярной к попере- чине 1 i I Ь: ц —г П|г Й i [ L ! а) 20 ДЛИЯ8 6) 30 i на длине перемеще- | аия ползуна i ю
I НИЯ
: ендикуляр нос ть надразде-
йеремещения ползуна верх
суппорта х рабочей позе
з планшайбы э .
5 НД Л КУ .ТЯГней X
Номео
проверки
Что проверяется
Схема проверки
Допуск, мкм
1.10
Совпадение оси центрирующего
отверстия для инструмента в
револьверной головке (в ее ра-
бочем положения) с осью враще-
ния пяанзайба в плоскостях:
а) параллельной поперечине;
б) перпендикулярной к попере-
чине
а) 30;
б) 30
Фактическое
отклонение,
, Параллельность оси центряруо-
щего отверстия для инструмента
: в револьверной головке (в ее
i рабочем положения) направлению
: перемещения пслзуна резольвер-
। него суппорта в ллооксстях:
* а) параллельной поперечине;
б) дерпеаддкрлярвой к пспере-
i чине
рлмс
о не
Фактическое
отклонение,
мкм
Номер проверки Что проверяется
1.14 1рямолинейность вертикального перемещения бокового суппорта
Схема проверки
Допуск, мам
Перпендикулярность направле-
ния перемещения бокового суп-
порта к рабочей поверхности
планшайба
20
на длине хода суп-
порта
IS
на д'лине перемеще-
ния бокового суп-
порта 500 мм
Проверка не про изводится
Проверка станка з работе
Нс мер проверки Что проверяется 1 Схема йзозэоки 1 Допуск, шм Фактическое отклонение, мкм
2.1 Точность цилиндрических по- верхностей образца листояд- ного диаметра; а) в поперечном сечении; б) в прододьясм сечении \только для бокового суппорта) ферма образца Bi г~—•~-‘j 1 1 ; 1 ! 7 '1 1 но не более 5СО Д=2б,, но не бодва ICCC уд; 1>1 не более SCO мм. 3 - даабодьдий диаметр обрабатываемого изделия а) го Суппорт верхний Суппорт боковой; б) 30 Суппорт боковой у «У i Г
-S-
Номер проверки Что проверяется Схема проверки Допуск, МКИ Фактическое отклонение, мкм
2.2 Плоскостность торцовой по- верхности образца в ради- альных направлениях 40 на диаметре образца (выпуклость не до- пускается) Суппорт верхний Суппорт боковой
3 I OJDniex. lL_ - j J._, ^ [.. ,С J
t. ,
XdJ ! Li2>
со не боже
диаметра длаазайба;
1 s4l. . но не более
1 5 ’
сСС мм;
1^0,ldi: но не менее
ICC мм и не более 500 км.''
э - нат-бользяй
диаметр обэаб агызаемого
изделия; i
L - нан.болззая высота -
сбоабатываемого изделия
зе откос, и отанка
io мер
0SS3
ДоауСл, МДМ
Фазтичэсзх
J ?~ЛС Нв Л2Э
мкм
Номер
проверки
Что проверяется
Схема проверки
Допуск, мкм
Фактическое
откровение,
мкм
Для станков с наи-
большим диаметром
обрабатываемого
изделия 1600 мм и
прилагаемой силой
Р = 25 кН
710 .
530
D 1250.. 1600
1 335
-Ч 4 СО
Х2 60
D - наибольший
диаметр обрабатываемого
изделия.
Проверка производится
не менее,чем в двух по-
зициях револьверной го-
ловки
3.6.2 Дополнительные се-лаг.я
Уровень звука на рабочем маете
________*" дЕА.
Ксррехтироеанный уоозозухоосй
3.7. Свидетельство о консервации
Станек токарно-карусельный одностоечный _____
ту-у/ихасс точности Н, заводской номер
(модель)
:подвергнут консервации соглас
но установленным требованиям.
/С ^У'-7
Дата консервации _д______"15 ...
3.8.3. Ос.гае заклгсчлл’и?
Н j основании осмотр.: и
и.-пу.т2>-:11 станок прллчан гоо.-;-,.м к элсялуа-
т а ок а. Станок ооотэетству.-.т тс с-Сево-пням
i ОС" 7o‘jc-7c, ГОСТ 12.2.CCS—£0 ч те.хнз-
i m
ВЖойШй
МЫ Т"^’