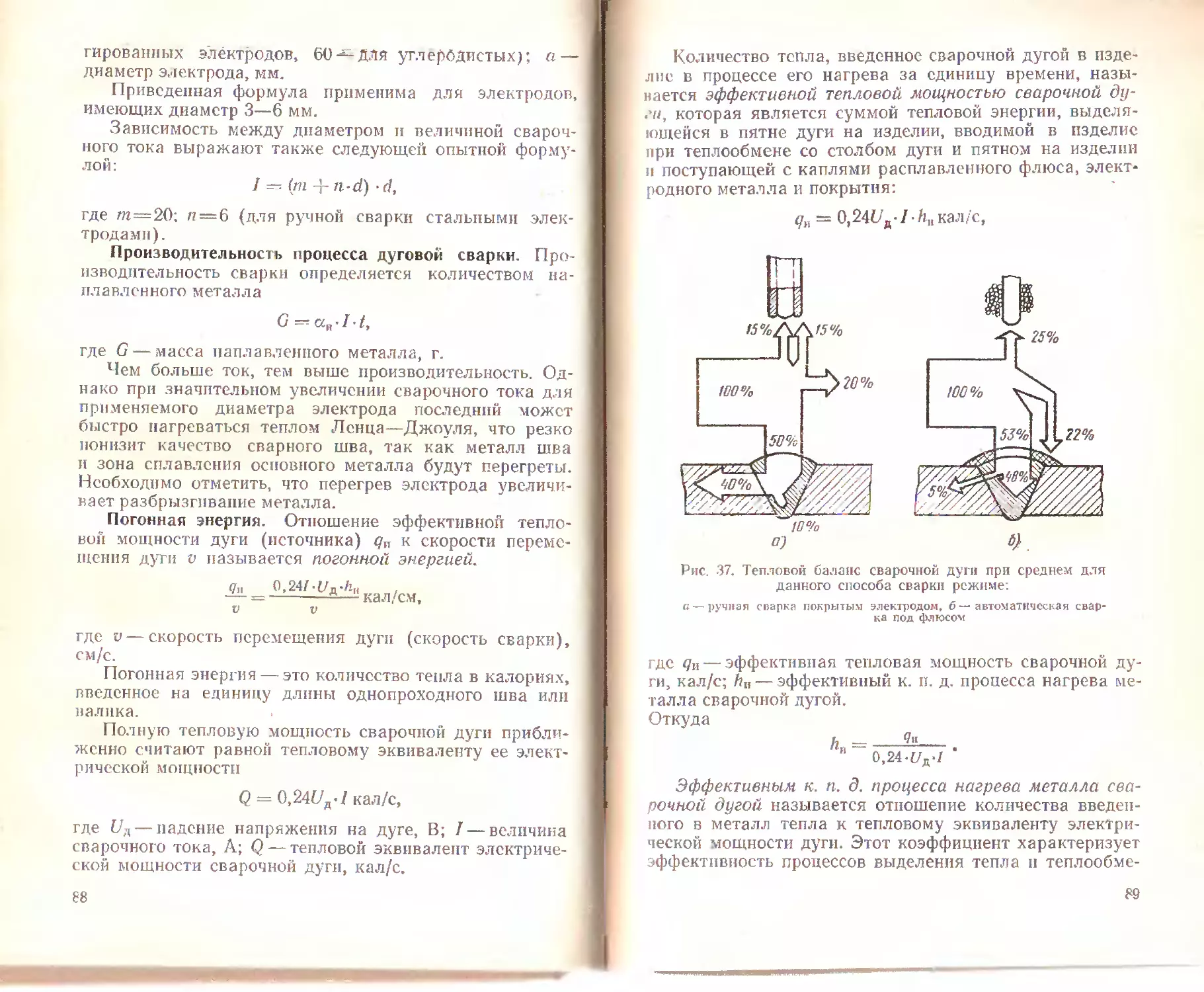
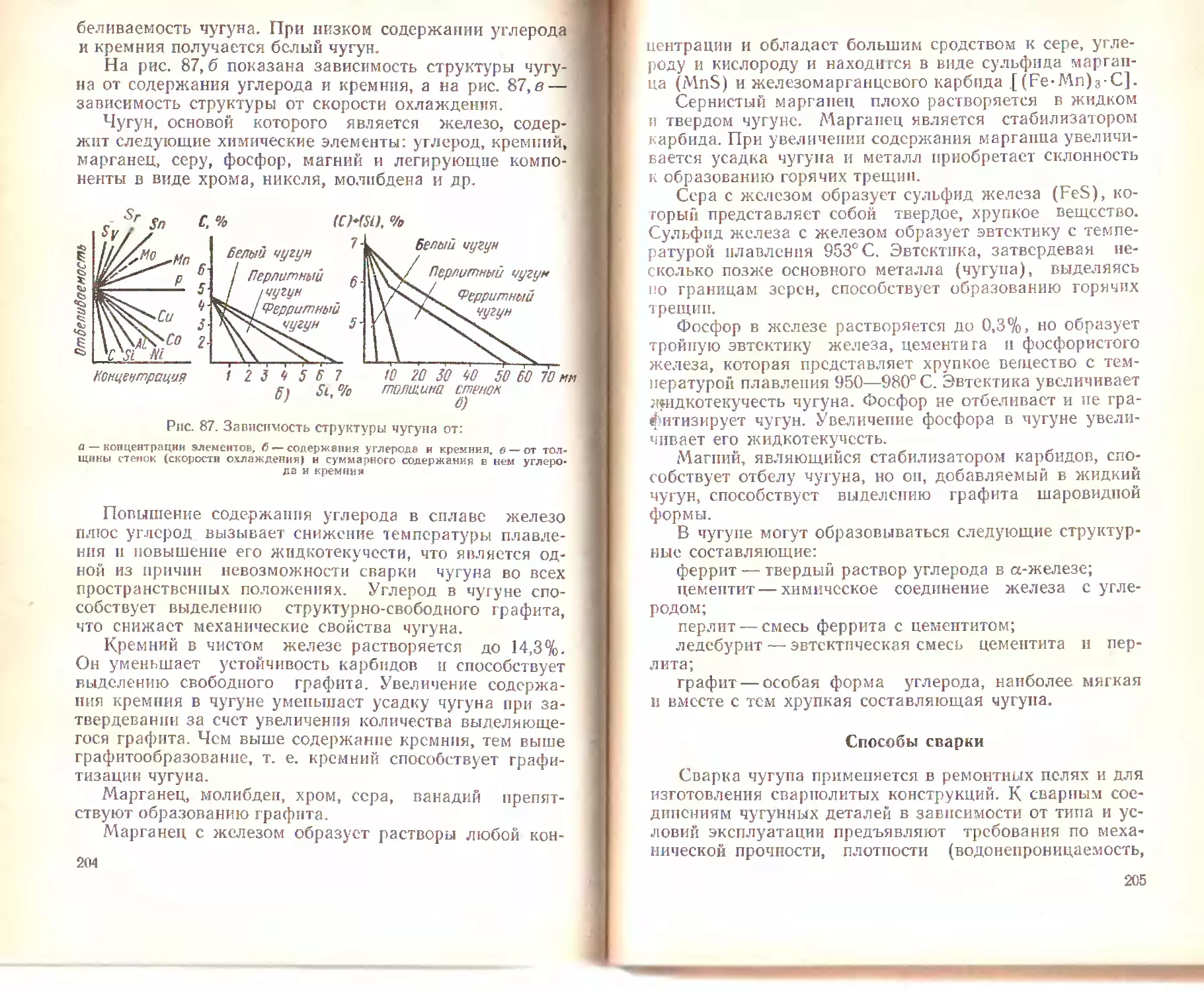
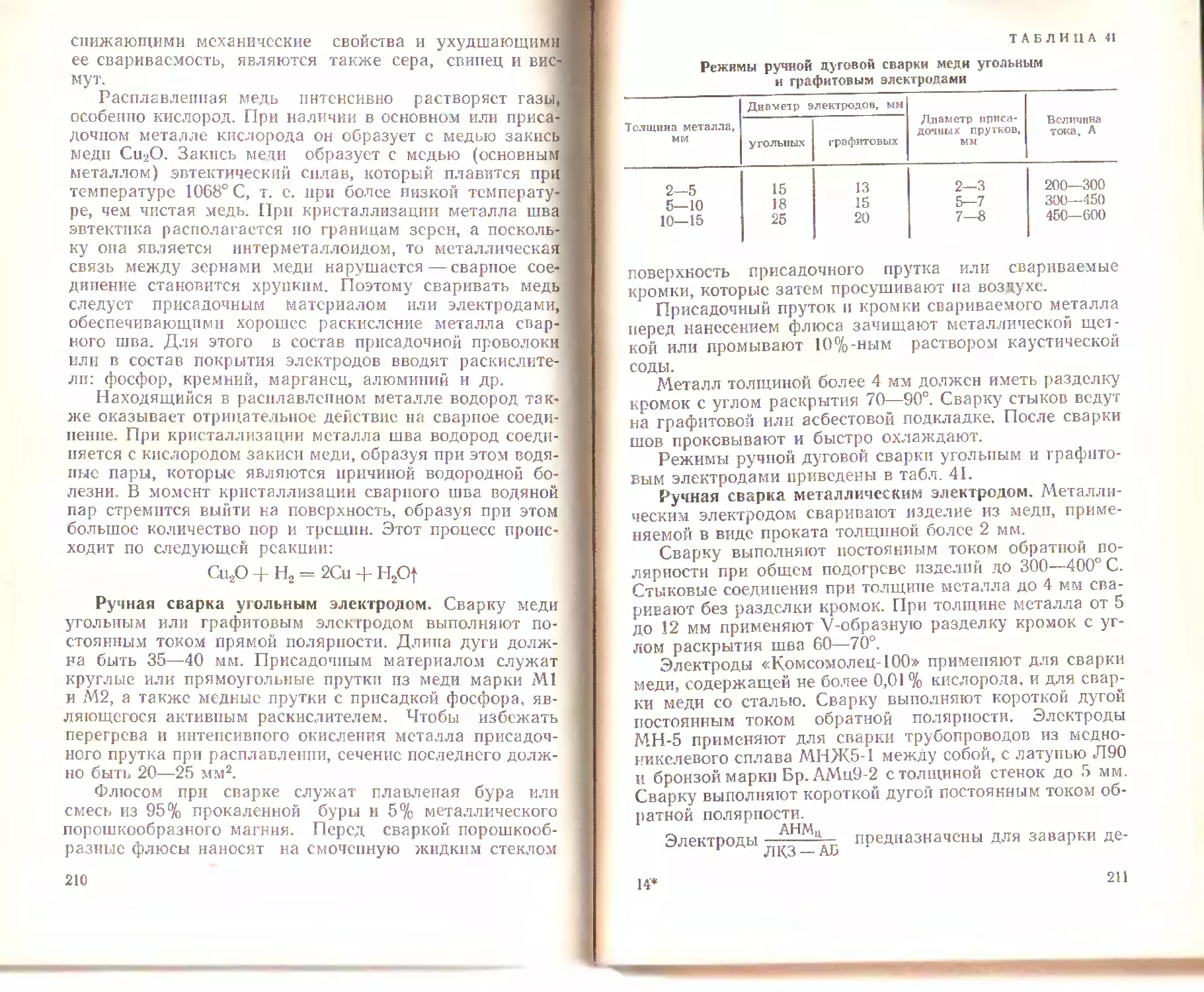
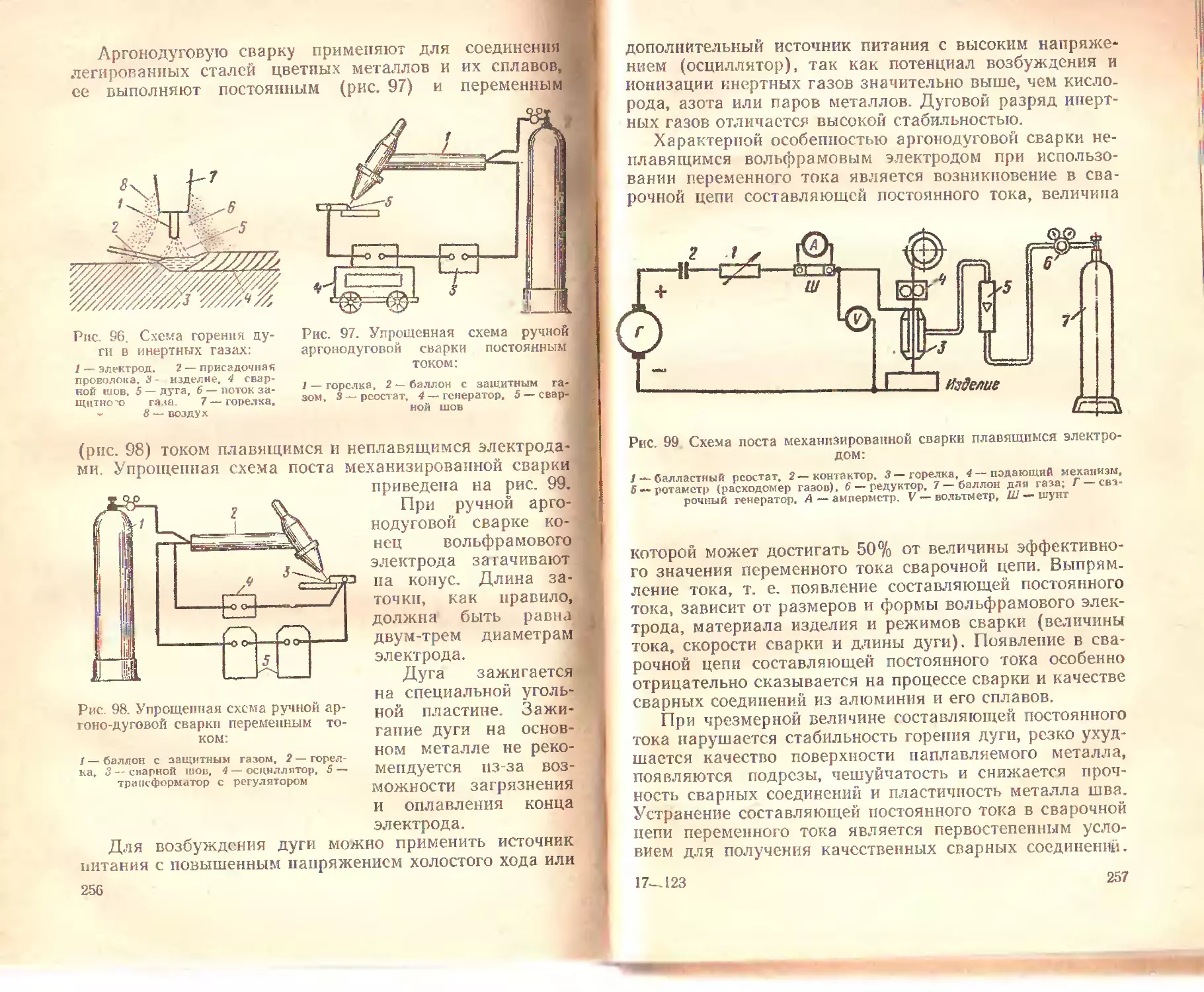
/



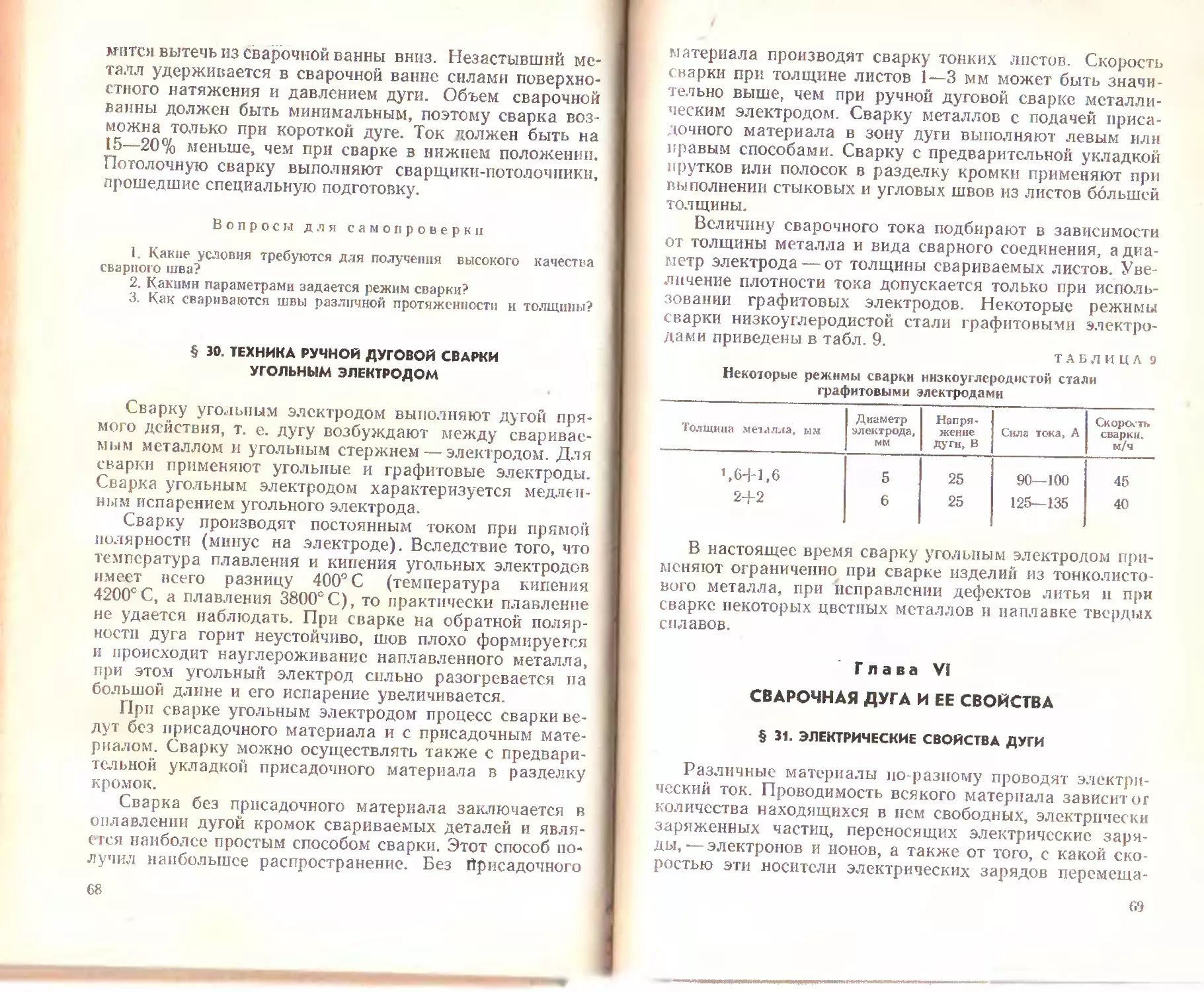










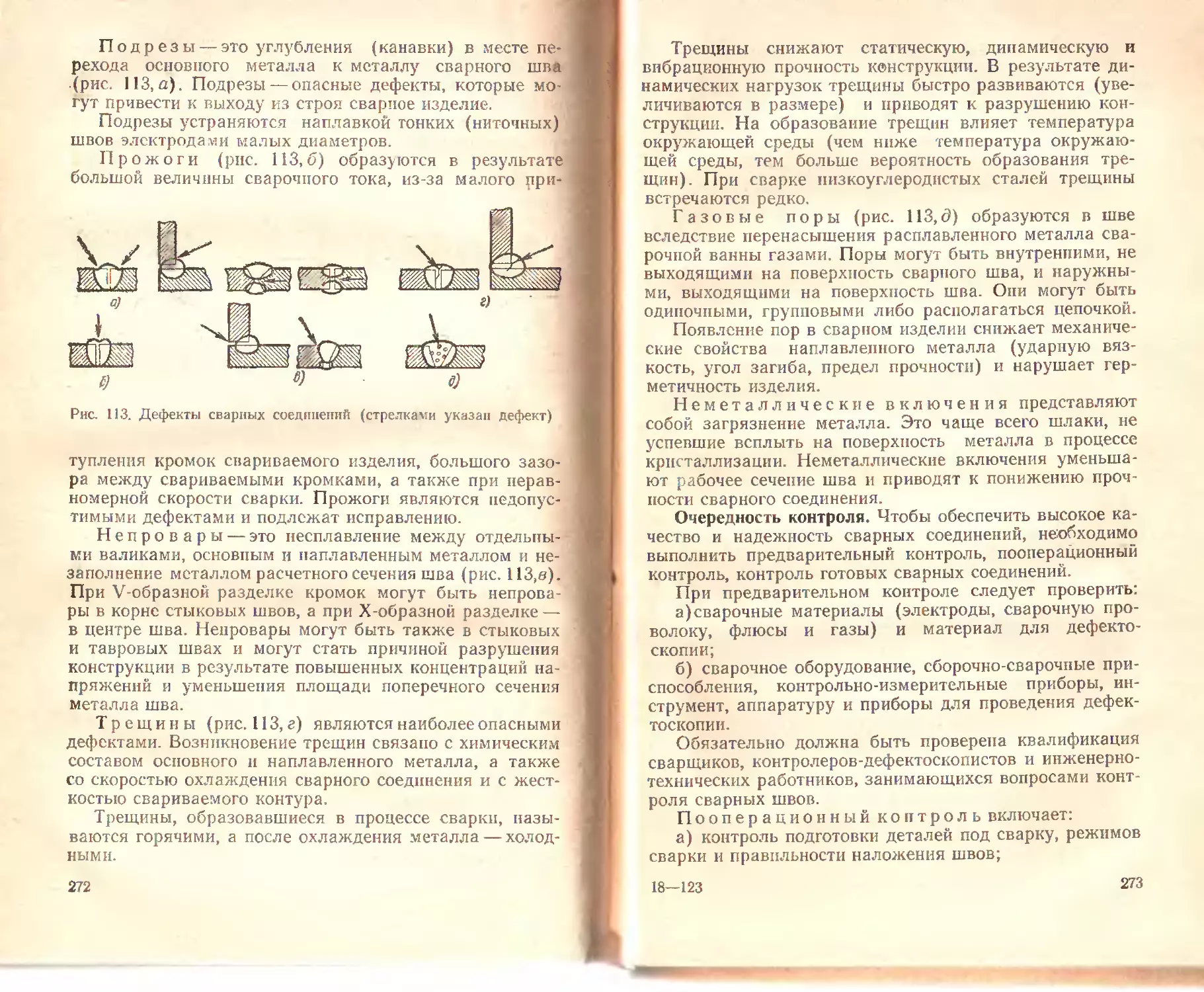
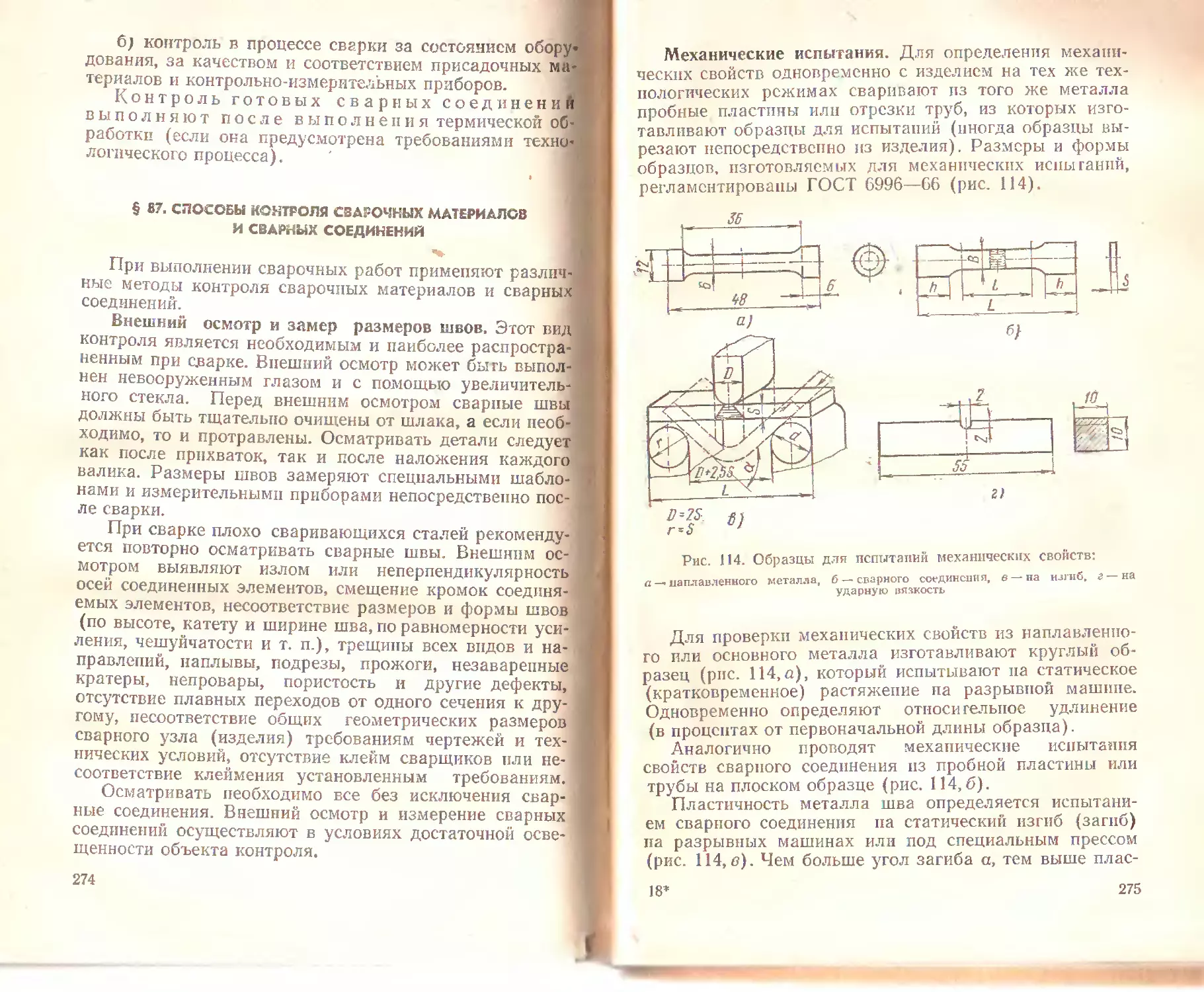
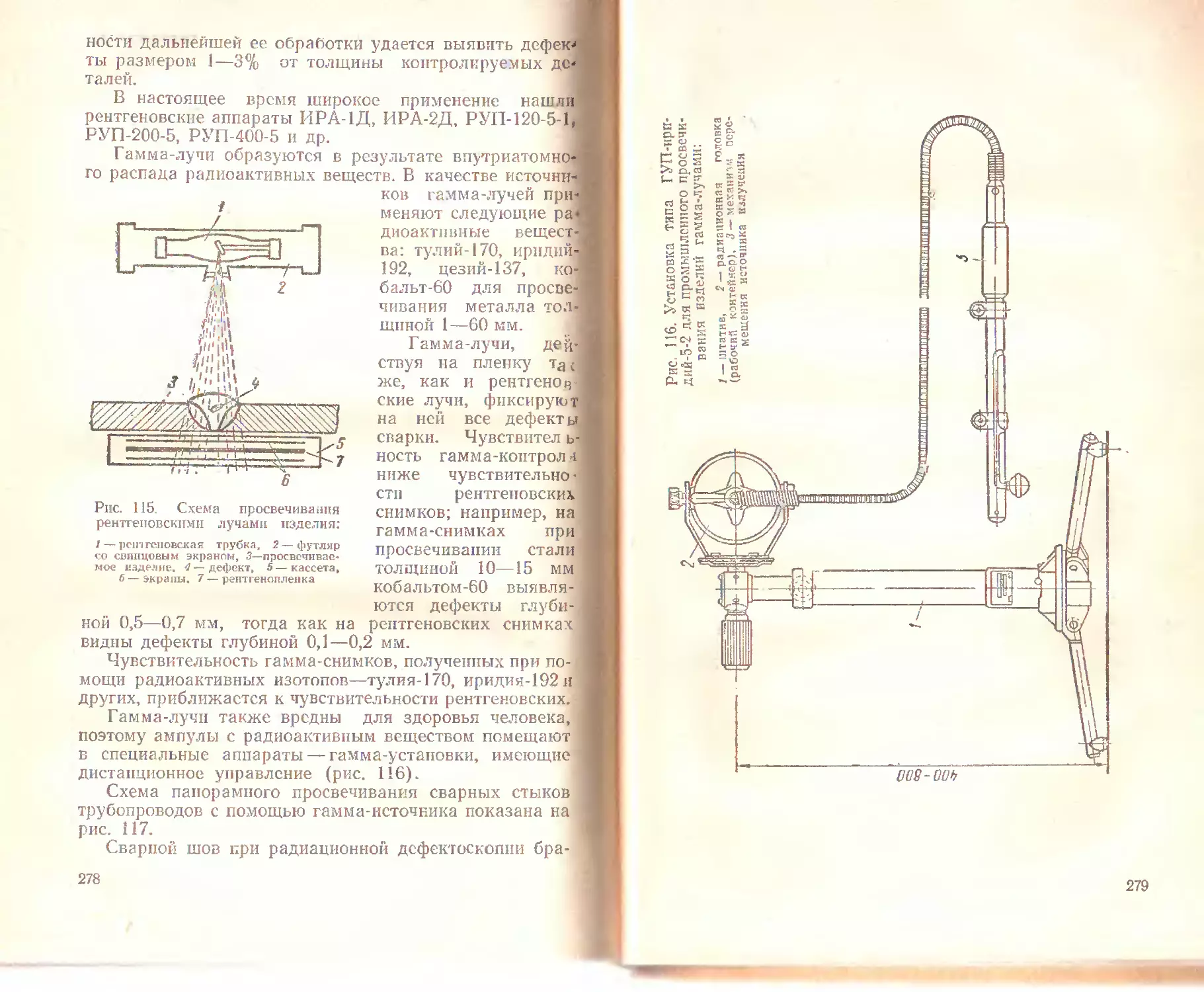



Текст
ЭЛЕКТРОСВАРКА
weldworld.ru
В. П. ФОМИНЫХ,
А. П. ЯКОВЛЕВ
ЭЛЕКТРОСВАРКА
ИЗДАНИЕ 4-е, ПЕРЕРАБОТАННОЕ
И ДОПОЛНЕННОЕ
Одобрено Ученым советом Государственного
комитета Совета Министров СССР по профес-
сионально-техническому образованию в качестве
учебника для профессионально-технических
училищ
МОСКВА ^ЫДШАЯ ШКОЛА», 1976
6 П4.3
Ф 76
Отзывы и замечания просим направлять по адресу:
Москва, К-51, Неглинная ул,, 29/14, издательство «Нес-
шая школа».
Фоминых В. П., Яковлев А. П.
ф 76 Электросварка. Учебник для проф.-техн.
училищ. Изд. 4-е, перераб. и доп. М., «Высш,
школа», 1976.
288 с. с ил.
В книге описана технология дуговой сварки, наплавки и
редки металлов. Рассмотрены сварочные материалы и оборудова-
ние, приведены сведения о металлургических процессах, источ-
никах питания сварочной дуги, я также о механизации и авто-
матизации сварочного производства.
В четвергом издании дополнены гл. VII и XI, дан новин
материал о сварке порошковой проволокой (гл. XVIII).
Введение гл. I, II. IV—IX, XIII—XXI, ХХШ написаны инж.
В. П. Фоминых, а гл. Ill, X—XII и XXII — инж. А. П. Яков-
левым.
31206—001
052(01)—76
65—76
6П4.3
© Издательство «Высшая школа», 1976
!
ВВЕДЕНИЕ
Сварка является одним из ведущих технологических
процессов как в области машиностроения, так и в строи-
тельной индустрии.
В решении задач дальнейшего научно-технического
прогресса, поставленных Коммунистической партией и
Советским правительством, важное место принадлежит
сварке. Совет /Министров СССР своим постановлением
«Об ускорении технического прогресса и дальнейшем
повышении производительности труда в сварочном про-
изводстве» принял новую комплексную програм?лу раз-
вития сварки в стране ла 1971 —1975 гг.
В настоящее время сварочное производство является
самостоятельной отраслью машиностроительной про-
мышленности. Для дальнейшего развития сварки требу-
ется решение целого ряда вопросов (например, разработ-
ка новых конструкций сварочных машин, сварочных ап-
паратов п материалов).
Народное хозяйство страны нуждается в современ-
ных машинах различных видов и назначений, а также в
прогрессивных — передовых видах оборудования, имею-
щих высокие технико-экономические показатели. В обес-
печении всего этого важнейшая роль принадлежит сва-
рочной технике. При этом необходимо отметить, что из-
вестными успехами советского машиностроения, а также
строительного производства, мы в значительной мере
обязаны отечественной сварочной технике.
Наши дости?кения в области механизации и автома-
тизации сварочных процессов позволили поднять на вы-
сокий технический уровень целый ряд важнейших инду-
стриальных отраслей. Применение передовой сварочной
технологии вызвало коренные изменения в технологии
Г
3
изготовления коглов, труб и трубопроводов, морских и
речных судов, нефтеаппаратуры, прокатных станов,
мощных прессов и насосов и других машин и меха-
низмов. •
Рост технического уровня сварочного производства
повышает требования к уровню общеобразовательной и
технической подготовки электросварщиков. Цель настоя-
щей книги — помочь учащимся овладеть профессией
электросварщика.
Глава 1
КРАТКИЕ СВЕДЕНИЯ О СВАРКЕ
И РЕЗКЕ МЕТАЛЛОВ
§ 1. ИСТОРИЯ РАЗВИТИЯ СВАРКИ
Основоположниками использования тепла электриче-
ской дуги для целей сварки были русские ученые
В. В. Петров, Н. Н. Бенардос и Н. Г. Славянов.
В 1802 г. впервые в мире профессор физики Санкт-
Петербургской медико-хирургической академии Василий
Владимирович Петров открыл явление электрического
разряда в газах—электрическую дугу. В 1803 г. он впер-
вые описал это явление в своей книге «Известия о галь-
вапи-вольтовскпх опытах», в которой указал на возмож-
ность практического применения дуги для электроосве-
щения и плавления металлов. Русский изобретатель
Николай Николаевич Бенардос в 1882 г. впервые приме-
нил электрическую дугу для соединения в одно целое ме-
таллов, использовав угольную дугу, питаемую электриче-
ской энергией от аккумуляторной батареи. В 1886 г. он
получил патент под названием «Способ соединения и
разъединения металлов непосредственным действием
электрического юка». П. Н. Бенардос является автором
и ряда других способов сварки, которые применяют сей-
час в промышленности. Несколько лет спустя, в 1888 г.
русский инженер-металлург и изобретатель Н. Г. Счавя-
нов разработал способ сварки металлическим электро-
дом, а затем ему выдали два патента под названием
«Способ и аппараты для электрической отливки метал-
лов» и «Способ электрического уплотнения металличе-
ских отливок». Практическая ценность изобретений
II. Н. Бенардоса и Н. Г. Славянова была очевидна, но
тем не менее до Октябрьской революции прогрессивный
новый способ соединения металлов не нашел широкого
применения. Только в советское время на родине сварки
этот процесс получил широкое распространение.
Выдающуюся роль в теоретической разработке сва-
рочных процессов сыграли многие ученые нашей страны:
Е. О_ Патон, Д. А. Дульчевский, В. П. Вологдин, К. К.
Хренов, Г. А. Николаев, Н. О. Окерблом, Н. Н. Рыкалип,
К. В. Любавский, Б. Е. Патон, А. II. Шашков, И. К. По-
ходи я, А. А. Чеканов, В. В. Подгаецкий, Б. И. Медовар,
А. И. Акулов и др.
Нельзя не отметить фундаментальных исследований,
проведенных и проводимых в институтах нашей страны,
как например: институт электросварки имени Е. О. Па-
тона, ВНИИЭСО, ЦНИИТМАШ, МАТИ, ЛИИ, инсти-
тут металлургии имени Байкова АН СССР, ВПИИавто-
генмаш, Оргэпергострой, институты судостроительной и
авиационной промышленностей, а также крупных пред-
приятий.
В Советском Союзе впервые в мире были разработа-
ны такие высокопроизводительные способы сварки ме-
таллов, как электрошлаковая, под флюсом, в углекислот
газе, трением, диффузионная и др. Советский Союз зани-
мает в настоящее время одно из первых мест в мире в об-
ласти сварочного производства.
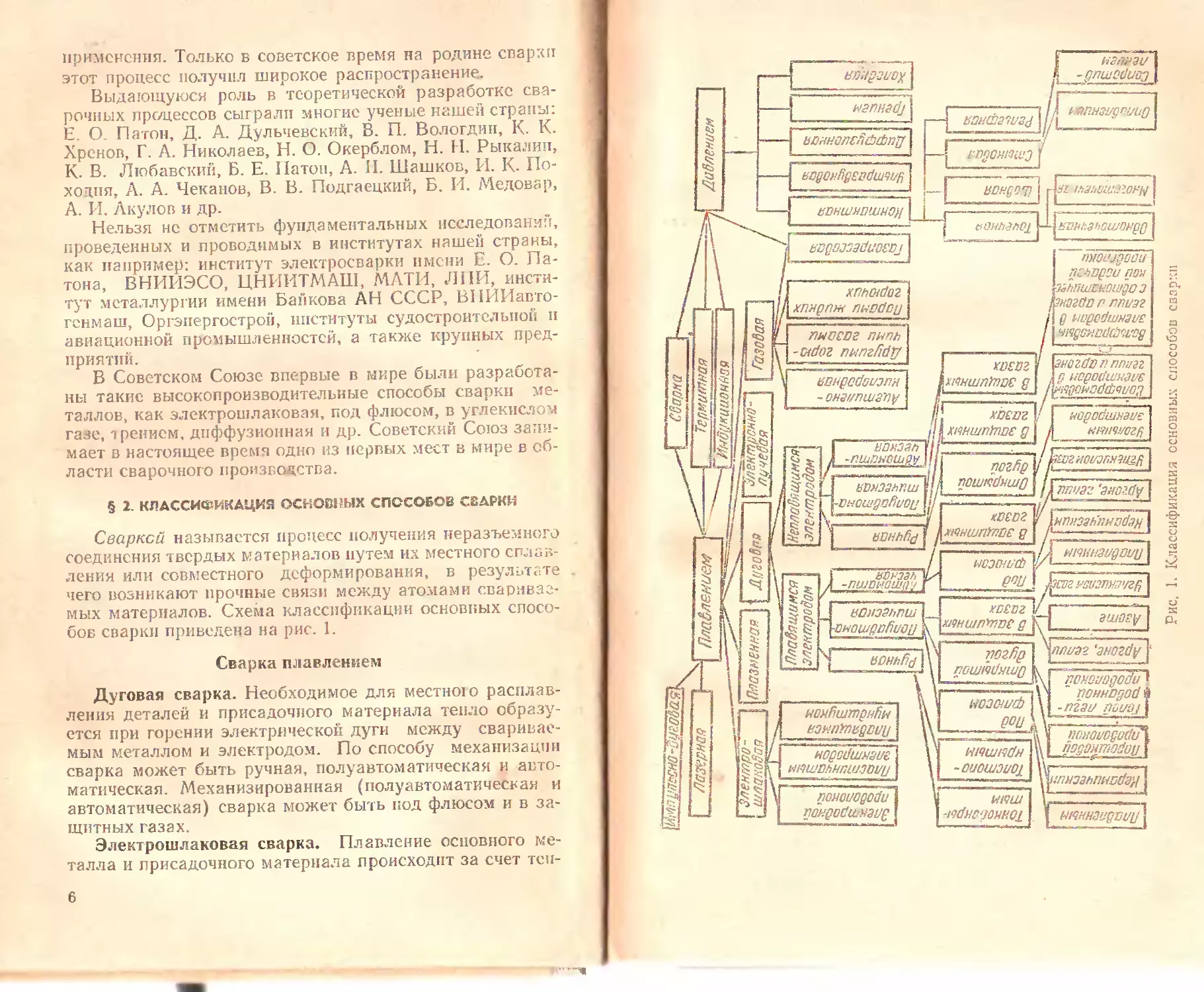
§ 2. КЛАССИФИКАЦИЯ ОСНОВНЫХ СПОСОБОВ СВАРКИ
Сварксй называется процесс получения неразъемного
соединения твердых материалов путем их местного сплав-
ления или совместного деформирования, в результате .
чего возникают прочные связи между атомами сваривае-
мых материалов. Схема классификации основных спосо-
бов сварки приведена на рис. 1.
Сварка плавлением
Дуговая сварка. Необходимое для местною расплав-
ления деталей и присадочного материала тепло образу-
ется при горении электрической дуги между сваривае-
мым металлом и электродом. По способу механизации
сварка может быть ручная, полуавтоматическая и авто-
матическая. Механизированная (полуавтоматическая и
автоматическая) сварка может быть под флюсом и в за-
щитных газах.
Электрошлаковая сварка. Плавление основного ме-
талла и присадочного материала происходит за счет теп-
6
wannadj
м.чдоу
^(rau^tj
tttwgai/ox
ымззь
ч—
иоиВштднИн
нэшяпкдсиц
nwouogodu
пондойилзид
HOQodwwue.
l^UJDfiHnWDl/U
ызизаьти {_
-VHOwgnfiuoi} д
xmm
xiQHUjnYnns g
bogoxfigszduuwfi
хпншмпоинон
^gsjosduoevj
XrihQidua
хпидпж nundcu
пмиспг пнпь
~&doz numfidtf
tiBHQQdQl/anrl
- онзг/пша'пк
P. , ., ....
r]yz /ЛЗ/rOLOjZO^
евимыц юмзьоияждо
пмщдови
паъпрзи /7z?v
KhnWLKQUfgO 3
iHWCtn Г ПГШ32
g ^tgodwyaus
ч'лдзипвсЬ^д
3H0zdv nnrnm,
л h'0goa‘LUH3i/€
пог fiq / /l
nOLUl^UJQ
uo'wa.uxdue
biim.vozg
WDZHOWWMZfi
-мцлпх wi w 11 ч :ж^*|
нпнмьЪнзйэн I
шмиаидши
nnvaz ‘ano?.dy
iwooiL'di
! /долг &аизи№мг$
хоопг
х^нит'тюе g
зиму
nmjdt 'spotty 1
nGujiqdxiun
"'доноиододиУ
-таи
жннаидяии
noh’OoDgoduX
rjogo^modog |
-ouowauoi \\r~—"""—T 'I
-—,..—-tj УцпнзаьпиййзнХ
MQLUX L-- T t
чМн&ЮШЩ
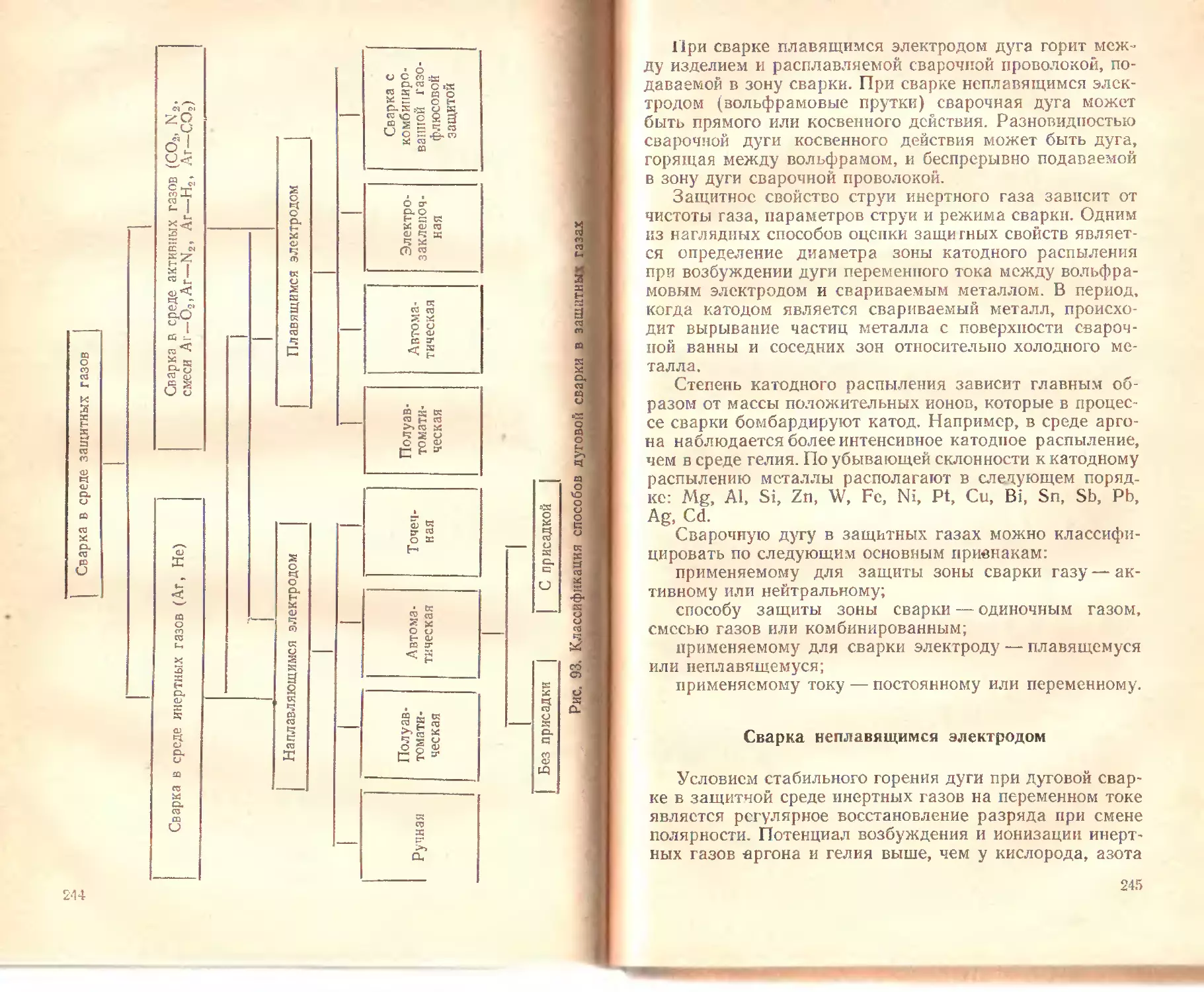
Рис. L Классификация основных способов свар:;п
Ла, выделяющегося при прохождении электрического то-
ка через расплавленный шлак (в период установившего-
ся процесса).
Электроннолучевая сварка. Сварка выполняется в ка-
мерах с разрежением до 10-4—10^6 мм рт. ст. Тепло
выделяется за счет бомбардировки зоны сварки элект-
ронным потоком, приобретающим высокие скорости в
высоковольтной установке, имеющей мощность до
50 кВт. Анодом является свариваемая деталь, а като-
дом — вольфрамовая нить или спираль, нагретая до тем-
пературы 2300° С.
Газовая сварка. Основной и присадочный металлы
расплавляются высокотемпературным газокислородным
пламенем (температура до 3200°С).
И мпульсно-дуговая сварка. Сущность способа состо-
ит в том, что сварочный ток не сохраняет постоянную ве-
личину, а поступает в дежурную сварочную дугу опреде-
ленными кратковременными импульсами.
Плазменная сварка. Плавление металлов осуществля-
ется плазменно-дуговой струей, имеющей температуру
выше 10 000° С.
Лазерная сварка. Сварка основана па использовании
фотоэлектронной энергии. При большом усилении свето-
вой луч способен плавить металл. Для получения такого
луча применяют специальные устройства — лазеры.
Сварка давлением
Контактная сварка. Место сварки разогревается пли
расплавляется теплом, образованным при прохождении
электрического тока через контактируемые места изде-
лий.
Ультразвуковая сварка. Сварка осуществляется за
счет превращения при помощи специального преобразо-
вателя ультразвуковых колебаний в механические высо-
кой частоты и применения небольшого сдавливающего
усилия.
Сварка трением. Сварка заключается в том, что
вследствие трения одного из свариваемых стержней о
другой место соединения разогревается; при приложения
осевого усилия соединяемые металлы свариваются.
Холодная сварка. Сварка основана на способности
металла образовывать общие кристаллы при значитель-
ном давлении.
Газопрессовая сварка. Сварка осуществляется нагре-
ванием концов стержней или труб по всему периметру
окружности многоплеменными горелками до пластиче-
ского состояния или плавления с их последующим сжа-
тием.
Термитная сварка. Провесе сварки заключается в
том, чго свариваемые детали закладываются в огнеупор-
ную форму, а в установленный сверху тигель засыпается
термит — порошок из алюминия и окиси железа. При го-
рении термита окись железа восстанавливается, а обра-
зующийся при этом жидкий металл при заполнении фор-
мы оплавляет и соединяет кромки свариваемых изделий.
Индукционная сварка. Этот способ сварки основан
на разогреве токами высокой частоты концов стыкуемых
стержней или труб до пластического состояния с после-
дующим приложением осевых усилий для получения не-
разъемного соединения.
Вопросы для самопроверки
1. Кто является основоположником дуговой электрической
сварки?
2. Как классифицируются способы сварки?
3. В чем заключаются отличительные особенности электрошла-
ковой, злектродуговой и контактной сварки?
§ 3. СВАРИВАЕМОСТЬ МЕТАЛЛОВ
Под свариваемостью в сварочном производстве пони-
мают способность однородных и разнородных металлов
и сплавов образовывать сварное соединение, способное
работать при заданном давлении, среде, температуре и
знакопеременных нагрузках.
При сварке плавлением способностью свариваться
обладают те металлы, которые имеют взаимную раство-
римость. Хорошо свариваются все однородные металлы,
например, сталь со сталью, чугун с чугуном, медь с ме-
дью и т. д. Свинец и медь не обладают взаимной раство-
римостью и в жидком состоянии образуют неелмешиваю-
щисся слои, поэтому сварить медь и свинец практически
невозможно. Трудно поддается сварке железо со свин-
цом, алюминий с висмутом, железо с магнием и т. д. По-
этому для обеспечения свариваемости разнородных ме-
таллов обычно применяют третий металл, обладающий
взаимной растворимостью со свариваемыми металлами.
9
Кроме свойств основного металла, свариваемость опре-
деляется способом и режимом сварки, составом приса-
дочного металла и флюса, а также иногда и защитного
газа. Например, углеродистую сталь сваривать в азоте
нельзя, так как будет насыщение металла шва азотом,
в результате чего произойдет старение металла, а свар-
ка меди в азоте происходит благоприятно, потому что
расплавленная медь к азоту практически нейтральна.
В практике имеется более 150 способов определения сва-
риваемости металлов и их сплавов.
§ 4. КЛАССИФИКАЦИЯ ТЕРМИЧЕСКОЙ РГЗКИ
МЕТАЛЛОВ И СПЛАВОВ
Термическую резку металлов и сплавов можно клас-
сифицировать по следующим основным признакам:
по способу нагрева разрезаемого металла (газовый
или электрический);
в зависимости от места и среды, где происходит резка
металла (резка на земле и под водой);
по способу механизации (ручная и механизированная
резка);
с применением флюса и без него (газовая и кислород-
но-флюсовая резка);
по характеру удаления металла (разделительная и
поверхностная резка);
по положению, в котором выполняется резка (ниж-
нем, вертикальном, а иногда в монтажных условиях, по-
толочном положениях).
Газовая резка в свою очередь подразделяется на без-
флюсовую — обычную газовую резку и кислородно-флю-
совую резку. К газовой резке относятся: резка с приме-
нением ацетилена и его заменителей, кислородно-флюсо-
вая, подводная и копьевая резка.
Обычная газовая резка применяется для разделения
и поверхностного строгания углеродистых сталей, а кис-
лородно-флюсовая резка—для разделения легирован-
ных сталей, чугуна, цветных метаалов и их сплавов.
К электрической резке следует отнести резку плавя-
щимся металлическим электродом, угольным электро-
дом, вольфрамовым электродом в защитном газе, воз-
душно-дуговую резку, кислородно-дуговую, плазменную
н подводную резку. Все эти способы резки могут приме-
няться для разделения сталей, чугуна, цветных металлов
и их сплавов.
10
Г я а з а И
СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
§ 5. КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
Сварные соединения и швы классифицируются по
следующим основным признакам:
виду соединения;
положению, в котором выполняется сварка;
конфигурации и протяженности;
применяемому способу сварки;
способу удержания расплавленного металла шва;
количеству наложения слоев;
применяемому для сварки материалу;
расположению свариваемых деталей относительно
друг друга;
действующему на шов усилию:
объему наплавленного металла;
форме свариваемой конструкции;
форме подготовленных кромок под сварку.
По виду соединения сварные швы бывают стыковы-
ми» угловыми, тавровыми и нахлесточными. По располо-
жению в пространстве швы сварных соединений подраз-
деляются на нижние, вертикальные, горизонтальные и
посолочные. Выход шва из потолочного положения в вер-
тикальное при сварке цилиндрических изделий называ-
ется полупотолочным положением.
По конфигурации швы сварных соединений бывают
прямолинейными, кольцевыми, вертикальными и гори-
зонтальными. По протяженности швы разделяются на
сплошные и прерывистые. Сплошные швы в свою оче-
редь делятся на короткие, средние и длинные.
По способу сварки швы сварных соединений разделя-
ются на:
швы дуговой сварки (ГОСТ 5264—69);
швы автоматической и полу автоматической сварки
под флюсом (ГОСТ 8713—70);
швы дуговой сварки в защитных газах (ГОСТ
14771--69);
швы электрошлаковой сварки (ГОСТ 15164—69);
швы электрозаклепочные (ГОСТ 14776—69);
швы контактной электросварки (ГОСТ 15878—70);
швы газовой сварки;
швы паянных соединений.
Н
По способу удержания расплавленного металла швы
сварных соединений делятся на швы, выполненные без
подкладок и подушек; на съемных и остающихся сталь-
вых подкладках; на медных, флюсомедных, керамиче-
ских и асбестовых подкладках, а также флюсовых и га-
зовых подушках.
По количеству наложения слоев швы сварных соеди-
нений бывают однослойными и многослойными, а в зави-
симости от того, с какой стороны накладывается шов,—-
односторонними или двусторонними.
По применяемому для сварки материал)7 швы сварных
соединений подразделяются на:
швы соединения углеродистых и легированных ста-
лей (ГОСТ 5264—69;" 14771—69; 15164—69; 8713—70
и др.);
швы соединения цветных металлов (ГОСТ 16038—70;
14806—69);
швы соединения биметалла (ГОСТ 16098—70);
швы соединения винипласта и полиэтилена (ГОСТ
16310—70).
По расположению свариваемых деталей относительно
друг друга швы сварных соединений могут быть: под ост-
рым или тупым углом (ГОСТ 11534—65; 11533—65),
под прямым углом и располагаемым в одной плоскости
(ГОСТ 5264—69; 8713—70; 14771—69 и 15164—69).
По действующему на шов усилию швы сварных сое-
динений делятся на фланговые, лобовые или торцовые,
комбинированные и косые.
По объему наплавленного металла швы бывают нор-
мальные. ослабленные и усиленные.
По форме свариваемой конструкции швы сварных
соединений выполняются на плоских и сферических кон-
струкциях, а по расположению на изделии швы бывают
продольными и поперечными.
§ 6. СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
Сварные соединения бывают стыковыми, угловыми,
тавровыми и нахлесточными.
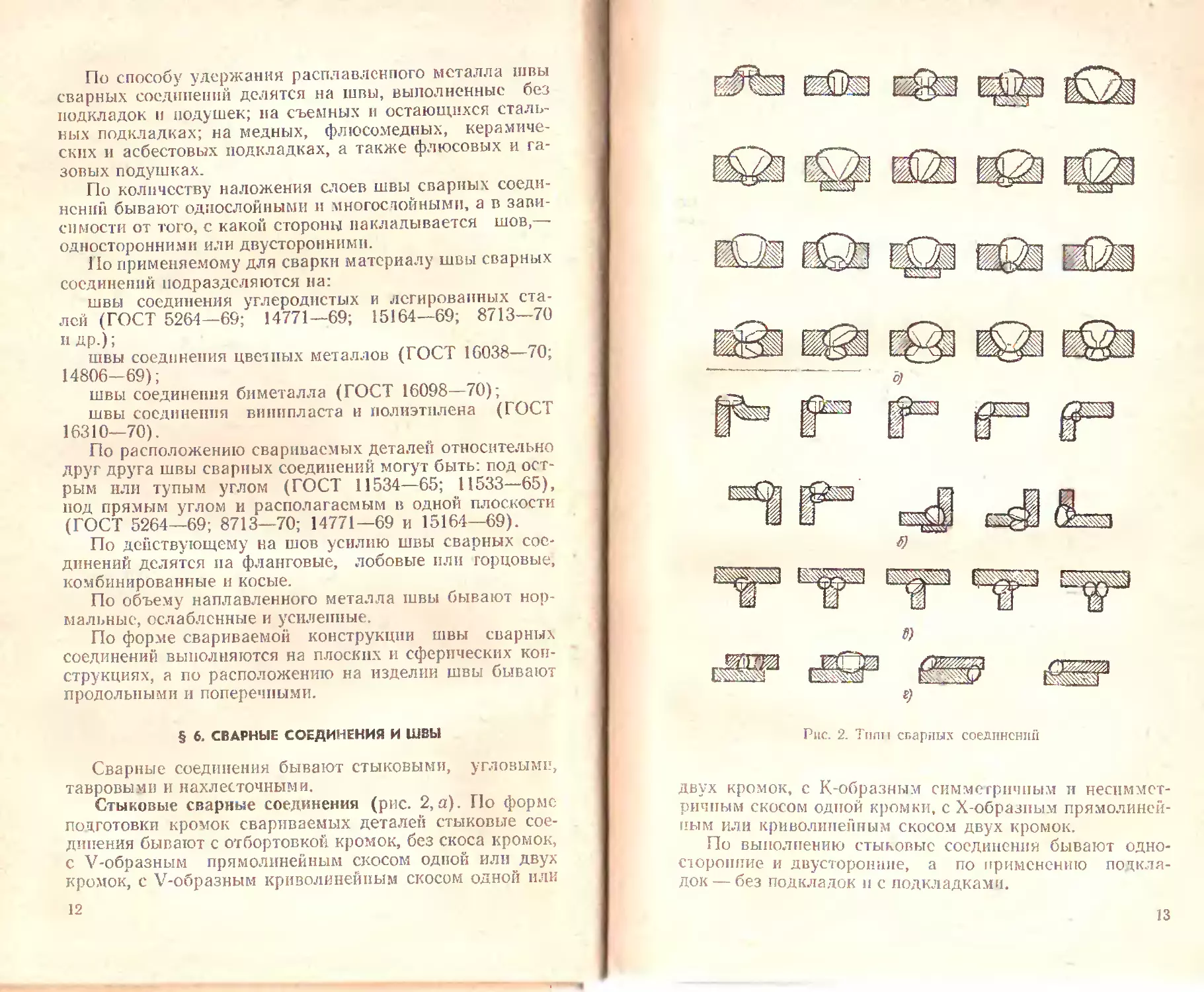
Стыковые сварные соединения (рис. 2, а). По форме
подготовки кромок свариваемых деталей стыковые сое-
динения бывают с отбортовкой кромок, без скоса кромок,
с V-образным прямолинейным скосом одной или двух
кромок, с V-образным криволинейным скосом одной или
12
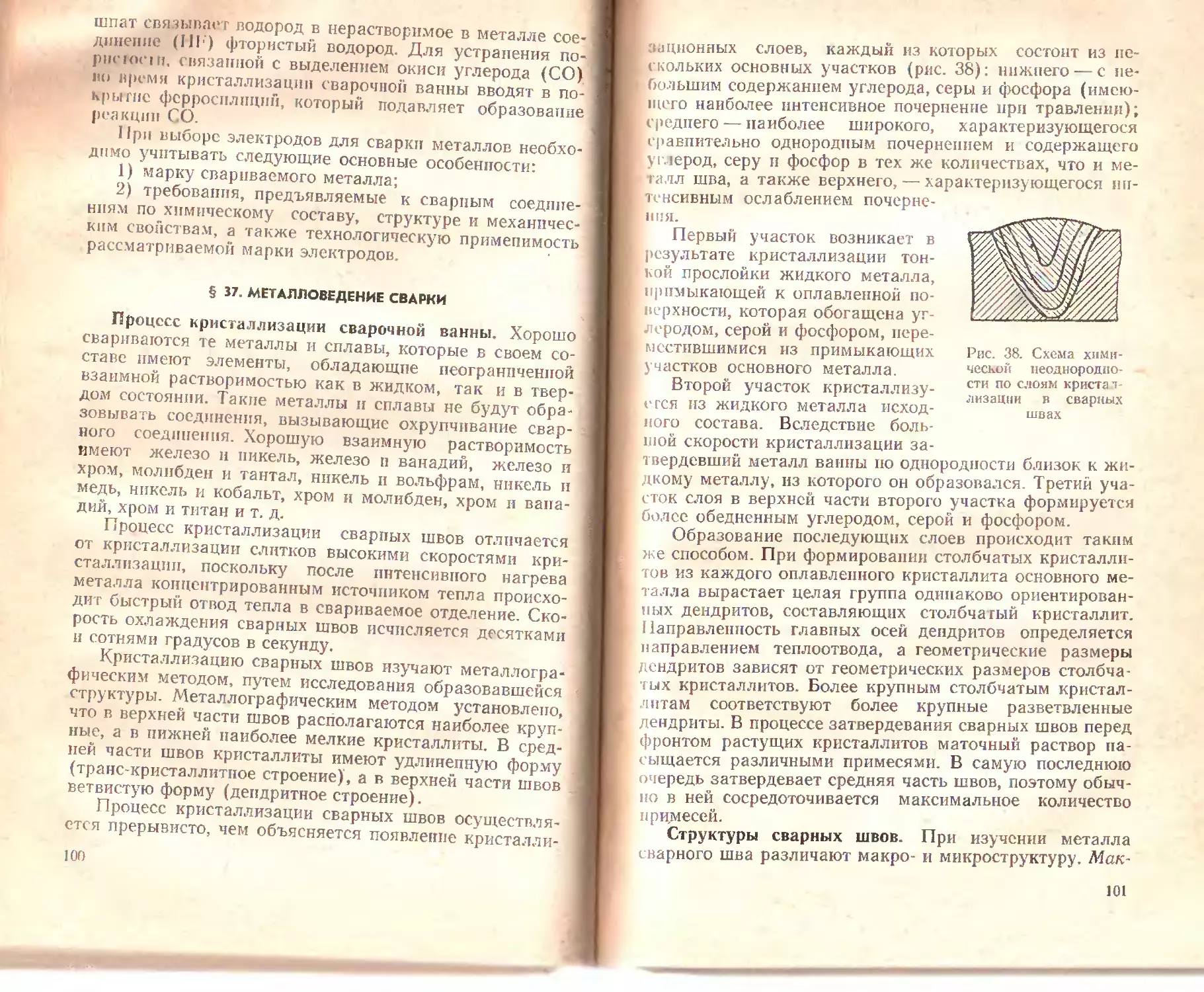
Рис. 2. Тили сварных соединений
двух кромок, с К-образным симметричным и несиммет-
ричным скосом одной кромки, с Х-образным прямолиней-
ным или криволинейным скосом двух кромок.
По выполнению стыковые соединения бывают одно-
сторонние и двусторонние, а по применению подкла-
док— без подкладок и с подкладками.
13
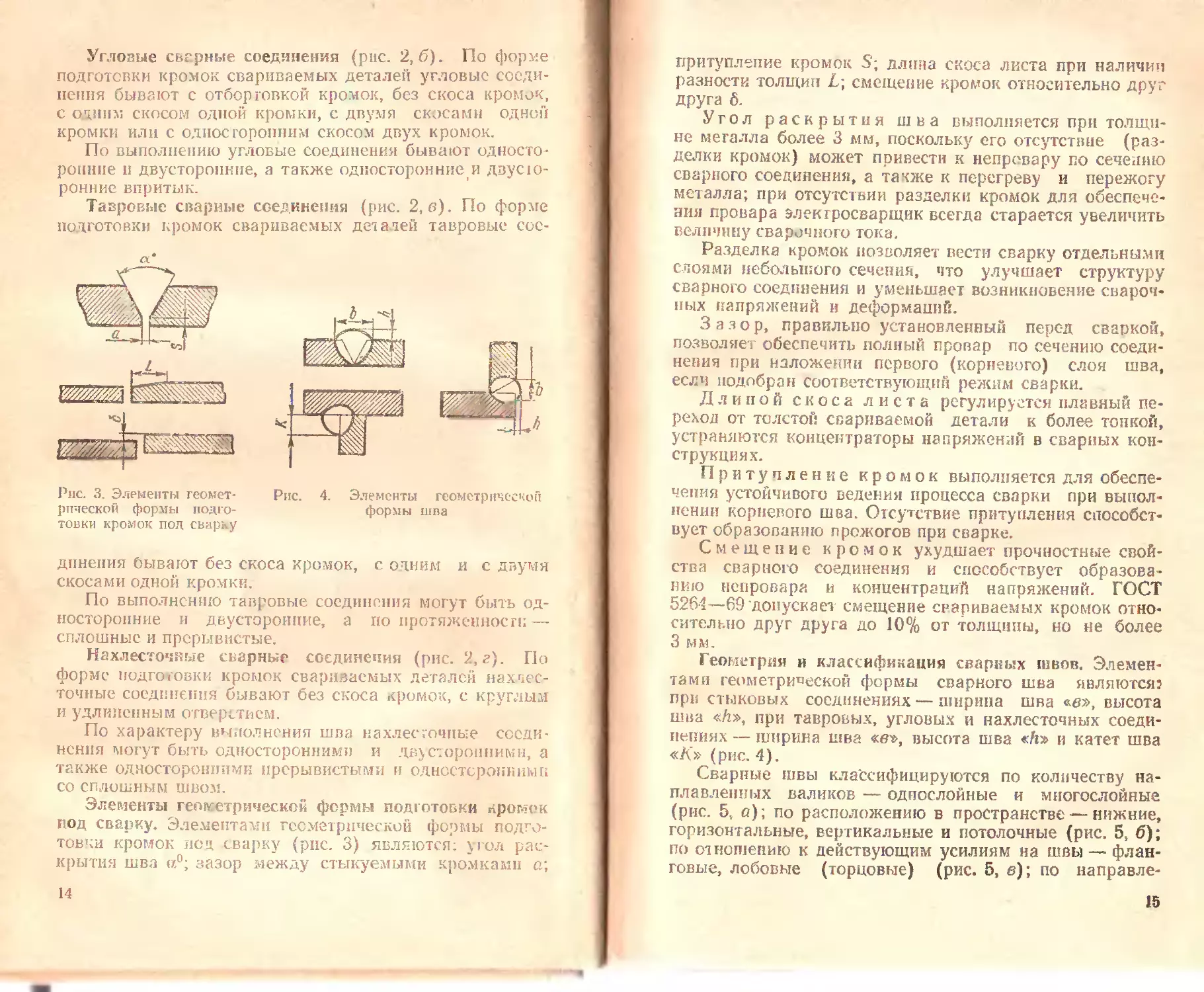
Угловые свгрные соединения (рис. 2,6). По форме
под готовки кромок свариваемых деталей угловые соеди-
нения бывают с отбортовкой кромок, без скоса кромок,
с одним скосом одной кромки, с двумя скосами одной
кромки или с односторонним скосом двух кромок.
По выполнению угловые соединения бывают односто-
ронние и двусторонние, а также односторонние и двусто-
ронние впритык.
Тавровые сварные соединения (рис. 2, в). По форме
подготовки кромок свариваемых деталей тавровые сос-
Рис. 3, Элементы геомет-
рической формы подго-
товки кромок под сварку
Рис. 4.
Элементы геометрической
формы шва
дпнепия бывают без скоса кромок, с одним и с двумя
скосами одной кромки.
По выполнению тавровые соединения могут быть од-
носторонние и двусторонние, а по протяженности —
сплошные и прерывистые.
Нахлесточные сварные соединения (рис. 2, г). По
форме подготовки кромок свариваемых деталей нахлес-
точные соединения бывают без скоса кромок, с круглым
и удлиненным отверстием.
По характеру выполнения шва нахлесточные соеди-
нения могут быть односторонними и двусторонними, а
также односторонними прерывистыми и односторонними
со сплошным швом.
Элементы геометрической формы подготовки кромок
под сварку. Элементами геометрической формы подго-
товки кромок лсд сварку (рис. 3) являются: угол рас-
крытия шва а0; зазор между стыкуемыми кромками а\
14
притупление кромок S; длина скоса листа при наличии
разности толщин L; смещение кромок относительно друг
друга 6.
Угол раскрытия шва выполняется при толщи-
не металла более 3 мм, поскольку его отсутствие (раз-
делки кромок) может привести к непровару по сечению
сварного соединения, а также к перегреву и пережогу
металла; при отсутствии разделки кромок для обеспече-
ния провара электросварщик всегда старается увеличить
величину сварочного тока.
Разделка кромок позволяет вести сварку отдельными
слоями небольшого сечения, что улучшает структуру
сварного соединения и уменьшает возникновение свароч-
ных напряжений и деформаций.
Зазор, правильно установленный перед сваркой,
позволяет обеспечить полный провар по сечению соеди-
нения при наложении первого (корневого) слоя шва,
если подобран соответствующий режим сварки.
Длиной скоса листа регулируется плавный пе-
реход от толстой свариваемой детали к более тонкой,
устраняются концентраторы напряжений в сварных кон-
струкциях.
Притупление кромок выполняется для обеспе-
чения устойчивого ведения процесса сварки при выпол-
нении корневого шва. Отсутствие притупления способст-
вует образованию прожогов при сварке.
Смещение кромок ухудшает прочностные свой-
ства сварного соединения и способствует образова-
нию непровара и концентраций напряжений. ГОСТ
5264—69 допускает смещение свариваемых кромок отно-
сительно друг друга до 10% от толщины, но не более
3 мм.
Геометрия и классификация сварных швов. Элемен-
тами геометрической формы сварного шва являются:
при стыковых соединениях — ширина шва «в», высота
шва «Л», при тавровых, угловых и нахлесточных соеди-
нениях — ширина шва «в*, высота шва «й» и катет шва
«Л» (рис. 4).
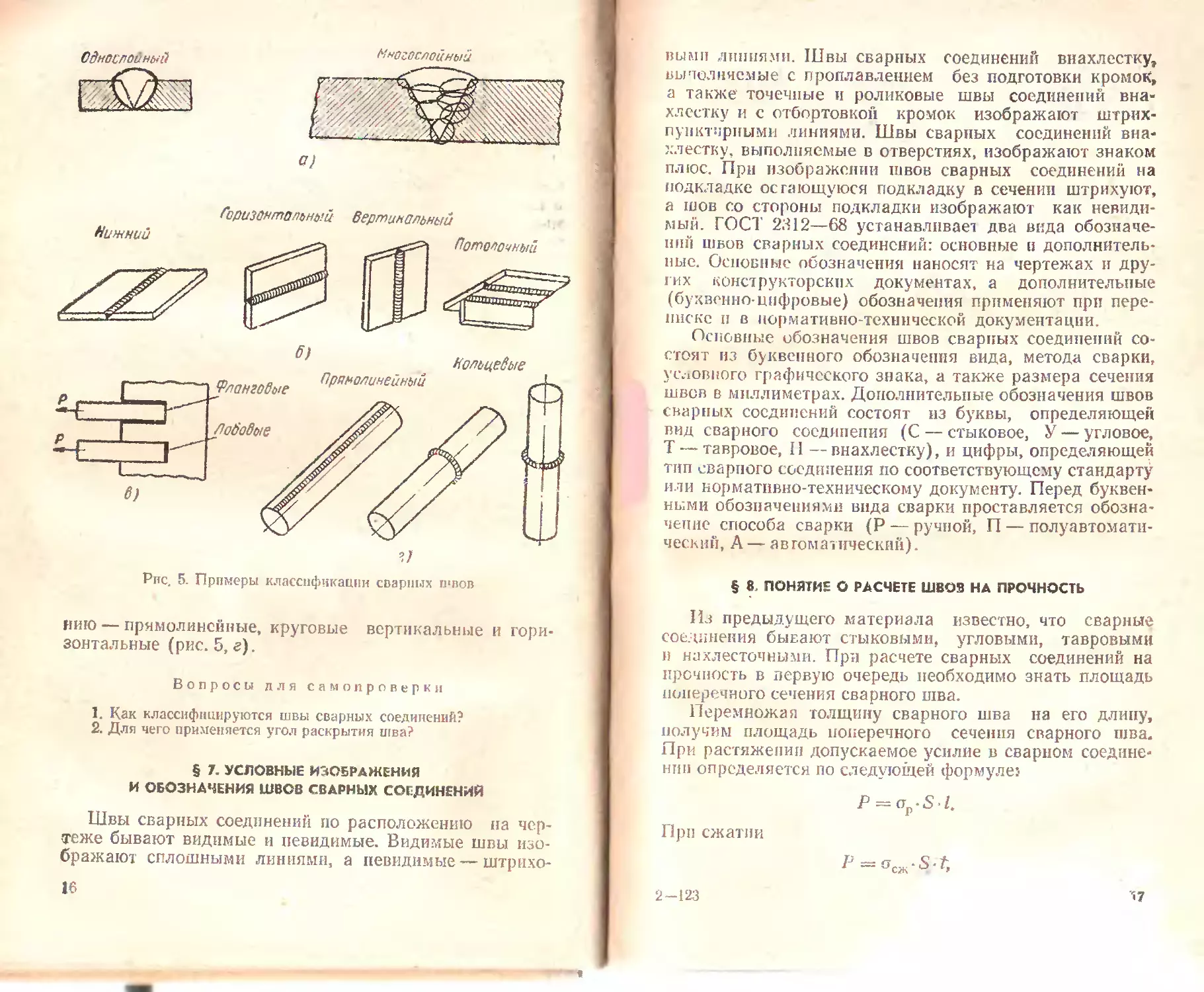
Сварные швы классифицируются по количеству на-
плавленных валиков — однослойные и многослойные
(рис. 5, о); по расположению в пространстве — нижние,
горизонтальные, вертикальные и потолочные (рис. 5, б);
по отношению к действующим усилиям на швы — флан-
говые, лобовые (торцовые) (рис. 5, в); по направле-
15
Сднослойный
Многослойный
Рис, 5. Примеры классификации сварных швов
яию — прямолинейные, круговые вертикальные и гори-
зонтальные (рис. 5, а).
Вопросы для самопроверки
1. Как классифицируются швы сварных соединений?
2. Для чего применяется угол раскрытия шва?
§ 7. УСЛОВНЫЕ ИЗОБРАЖЕНИЯ
И ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Швы сварных соединений по расположению на чер-
теже бывают видимые и невидимые. Видимые швы изо-
бражают сплошными линиями, а невидимые — штрихо-
16
вымп линиями. Швы сварных соединений внахлестку,
выполняемые с проплавлением без подготовки кромок,
а также точечные и роликовые швы соединений вна-
хлестку и с отбортовкой кромок изображают штрих-
пунктирными линиями. Швы сварных соединений вна-
хлестку, выполняемые в отверстиях, изображают знаком
плюс. При изображении швов сварных соединений на
подкладке остающуюся подкладку в сечении штрихуют,
а шов со стороны подкладки изображают как невиди-
мый. ГОСТ 2312—68 устанавливает два вида обозначе-
ний швов сварных соединений: основные и дополнитель-
ные. Основные обозначения наносят на чертежах и дру-
гих конструкторских документах, а дополнительные
(буквенно-цифровые) обозначения применяют при пере-
писке п в нормативно-технической документации.
Основные обозначения швов сварных соединений со-
стоят из буквенного обозначения вида, метода сварки,
условного графического знака, а также размера сечения
швов в миллиметрах. Дополнительные обозначения швов
сварных соединений состоят из буквы, определяющей
вид сварного соединения (С — стыковое, У — угловое,
Т — тавровое, II — внахлестку), и цифры, определяющей
тип сварного соединения по соответствующему стандарту
или нормативно-техническому документу. Перед буквен-
ными обозначениями вида сварки проставляется обозна-
чение способа сварки (Р — ручной, П — полуавтомати-
ческий, А — автоматический).
§ 8. ПОНЯТИЕ О РАСЧЕТЕ ШВОВ НА ПРОЧНОСТЬ
Из предыдущего материала известно, что сварные
соединения бывают стыковыми, угловыми, тавровыми
и нахлесточными. При расчете сварных соединений на
прочность в первую очередь необходимо знать площадь
поперечного сечения сварного шва.
Перемножая толщину сварного шва на его длину,
получим площадь поперечного сечения сварного шва<
При растяжении допускаемое усилие в сварном соедине-
нии определяется по следующей формуле:*
При сжатии
Р = аСж-5-А
2-123
17
где I — длина шва; S — толщина соединяемых элемен-
тов; ор — допускаемое напряжение в сварном шве при
растяжении; оО}К — допускаемое напряжение в сварном
шве при сжатии.
При расчете на прочность нахлесточного соединения
применяют следующую расчетную формулу;
Р=тс_.0,7Л-/.
<7
где Р — допускаемое усилие; тСр — допускаемое напря-
жение наплавленного металла при срезе; К — длина
катета; I — длина сварного шва.
Глава Ш
ОБОРУДОВАНИЕ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
И ОБСЛУЖИВАНИЕ ЕГО
§ 9. ВИДЫ ЭЛЕКТРОСВАРОЧНЫХ ПОСТОВ
В зависимости от технологического процесса (марки
свариваемого материала и типа покрытия электрода)
сварочные работы выполняют либо на переменном, либо
па постоянном токе. Постоянный ток перед переменным
имеет то преимущество, что дуга горит стабильнее, а сле-
довательно, процесс сварки вести легче, особенно на ма-
лых токах.
Питание сварочных постов переменным током осу-
ществляют от специальных трансформаторов, а постоян-
ным током — от преобразователей и выпрямителей.
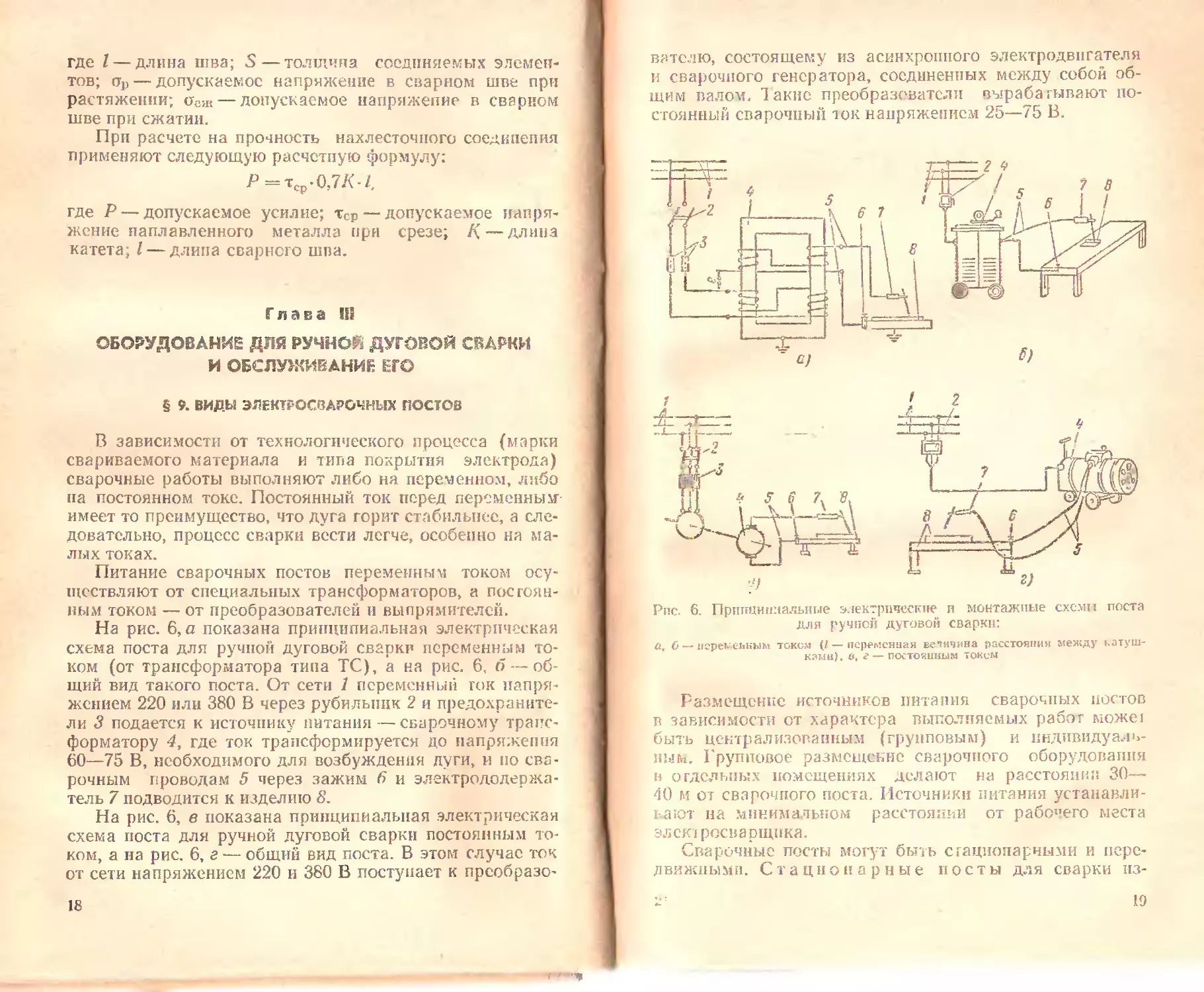
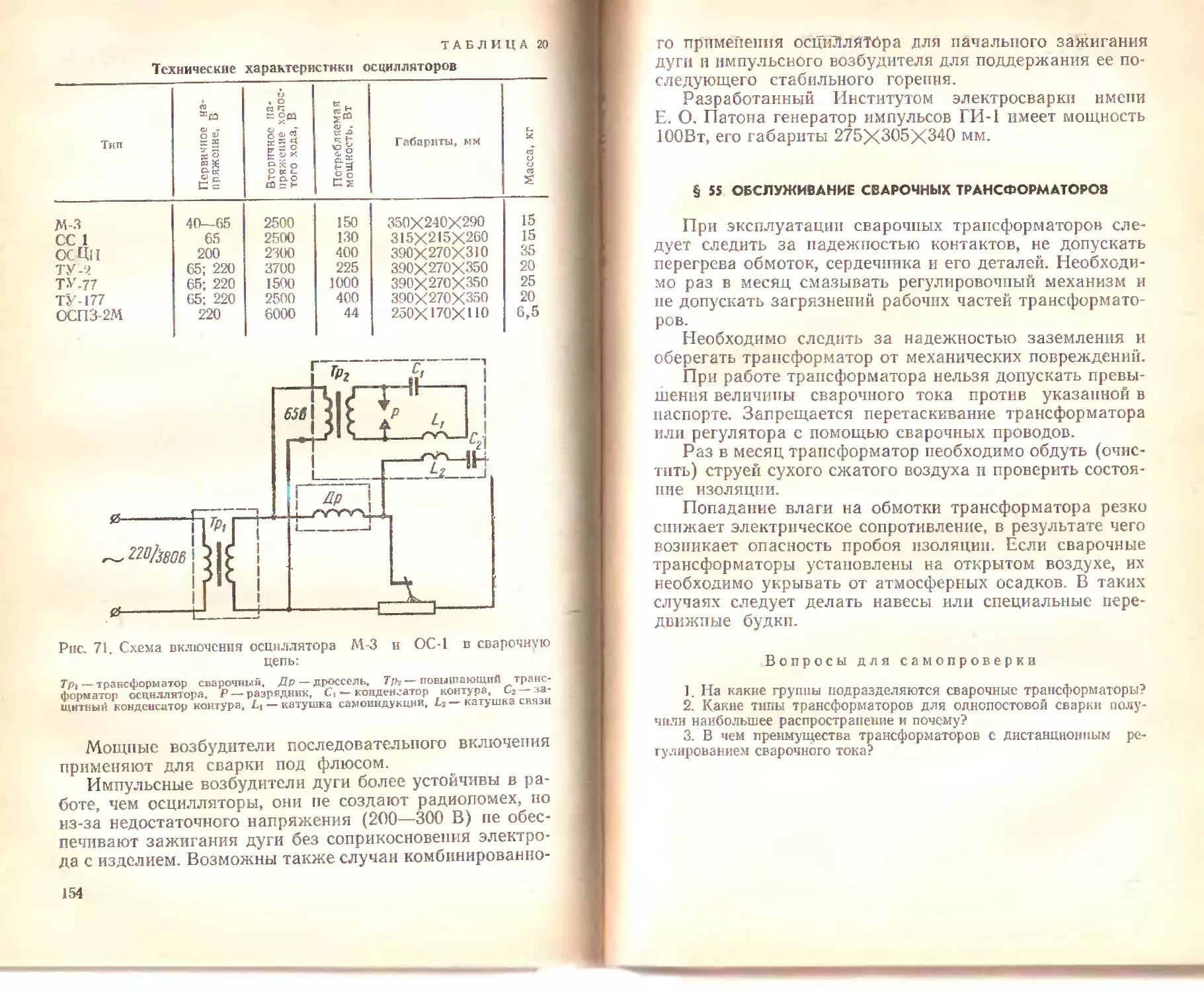
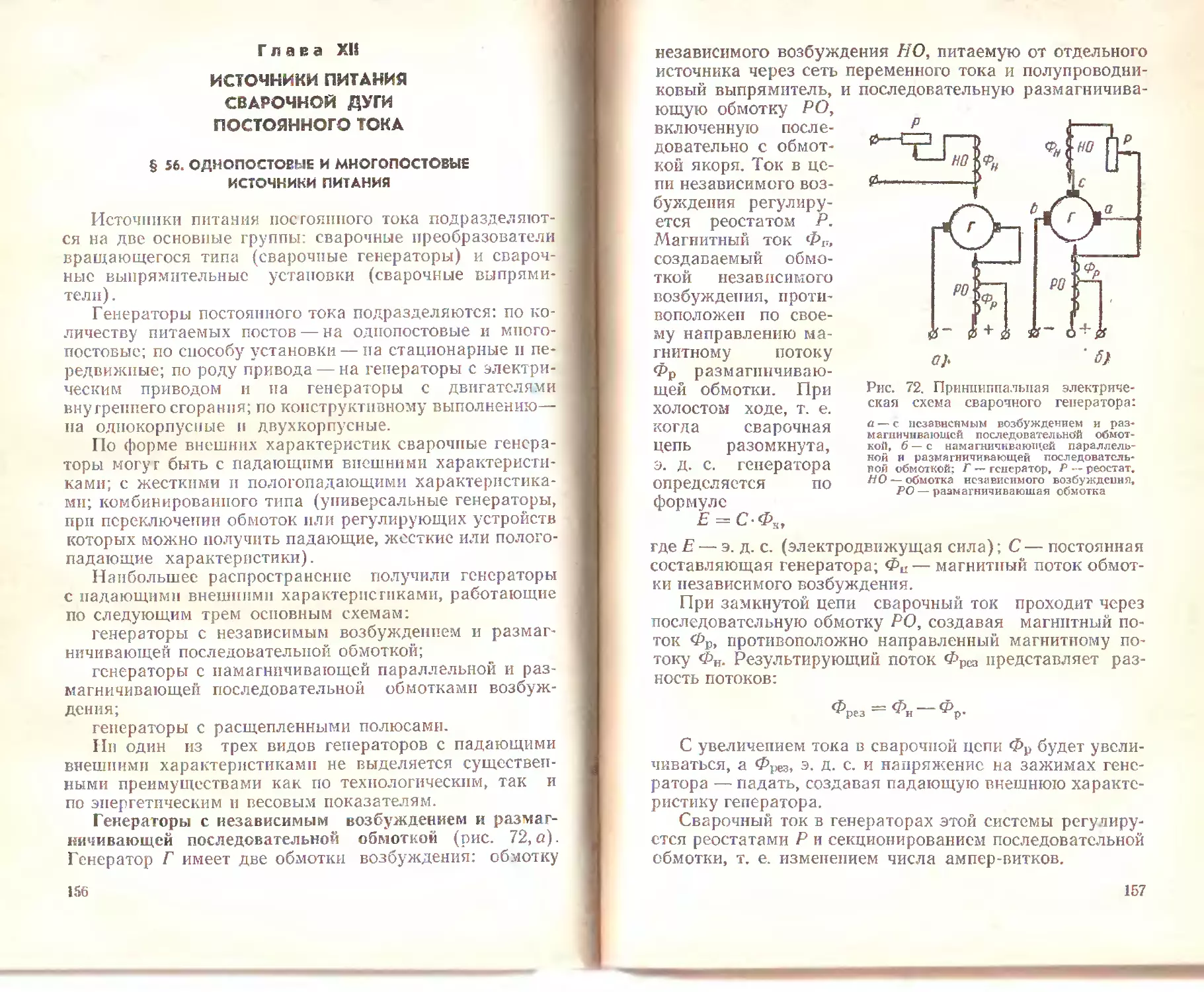
На рис. 6, а показана принципиальная электрическая
схема поста для ручной дуговой сварки переменным то-
ком (от трансформатора тина ТС), а на рис. 6, б — об-
щий вид такого поста. От сети 1 переменный гок напря-
жением 220 или 380 В через рубильник 2 и предохраните-
ли 3 подается к источнику питания — сварочному транс-
форматору 4, где ток трансформируется до напряжения
60—75 В, необходимого для возбуждения дуги, и по сва-
рочным проводам 5 через зажим 6 и электрододержа-
тель 7 подводится к изделию 8.
На рис. 6, в показана принципиальная электрическая
схема поста для ручной дуговой сварки постоянным то-
ком, а на рис. 6, г — общий вид поста. В этом случае ток
от сети напряжением 220 и 380 В поступает к прсобразо-
18
ватслю, состоящему из асинхронного электродвигателя
и сварочного генератора, соединенных между собой об-
щим валом. Такие преобразователя вырабатывают по-
стоянный сварочный юк напряжением 25—75 В.
Рпс. 6. Принципиальные электрические и монтажные схемы поста
для ручной дуговой сварки:
Л, 6 — нерекеьным tgkgm {! — переменная величина расстояния между катуш-
ками) . в, г — постоянным током
Размещение источников питания сварочных постов
в зависимости от характера выполняемых работ може!
быть централизованным (групповым) и индивидуаль-
ным, Групповое размещение сварочного оборудования
в отдельных помещениях делают на расстоянии 30—
40 м от сварочного поста. Источники питания устанавли-
вают на минимальном расстоянии от рабочего места
злою росварщнка.
Сварочные посты могут быть стационарными и пере-
движными. Стационарные посты для сварки нз-
19
Рис. 7. Тины сварочных кабин:
а — стационарная, оборудованная местным
отсосом; I — воздуховод вытяжной венти-
ляции, 2 — шибер, 3 — стул, 4 — стол,
5 брезентовый занавес, б—переносная
для сварки труб в монтажных условю х
делим небольших раз-
меров располагают в
открытых сверху от-
дельных сварочных
кабинах (рис. 7, я). Пе-
редвижные посты при-
меняют при сварке из-
делий крупных габа-
ритов: трубоп роводов
большой длины
(рис. 7, б), металло-
конструкций, сосудов
и т. д. Для защиты ра-
ботающих от ультра-
фиолетовых лучей сва-
рочной дуги устанав-
ливают переносные
щиты, ширмы высотой
1,2—1,5 м из несгорае-
мых материалов.
При больших объе-
мах сварочных работ
рационально использо- _
вать многогюстовыс
сварочные выпрямите-
ли, преобразователи
или трансформаторы.
В ел и чину сва р о ч кого
тока при этом регули-
руют на каждом рабо-
чем посту балластны-
ми реостатами (при
использовании посто-
янного тока) и дроссе-
лями (при использова-
нии переменного то-
ка) . П е р е д в и ж п ы с
сварочные посты,
как правило, применя-
ются при монтаже п
ремонтных работах.
При этом часто ис-
пользуют пеоепоспыс
сварочные грансфор-
20
I
маторы, сварочные агрегаты и выпрямители, устанавли-
ваемые на специальные прицепы или закрытые автомо-
били. Такие прицепы и автомобили оборудованы специ-
альными рубильниками, к которым подключены уста-
новки.
При работе на различной высоте электроды и необ-
ходимый инструмент сварщика находятся в брезентовых
сумках, подвешиваемых к поясу сварщика, либо в специ-
альных пеналах или ящиках. Для обеспечения удобства
и безопасности работы делают подмости с перилами (ин-
вентарные леса) или подвешивают люльки. При работе
на высоте и значительном удалении от источника пита-
ния применяют дистанционные регуляторы сварочного
тока. А при сварке в сосудах закрытого типа для обеспе-
чения безопасных условий труда используют отключатс-
ли (ограничители) холостого хода.
Вопросы для самопроверки
1. Какие виды сварочных постов применяют в промышленности
и строительстве?
2. Чем отличается стационарный сварочный пост от передвиж-
ного?
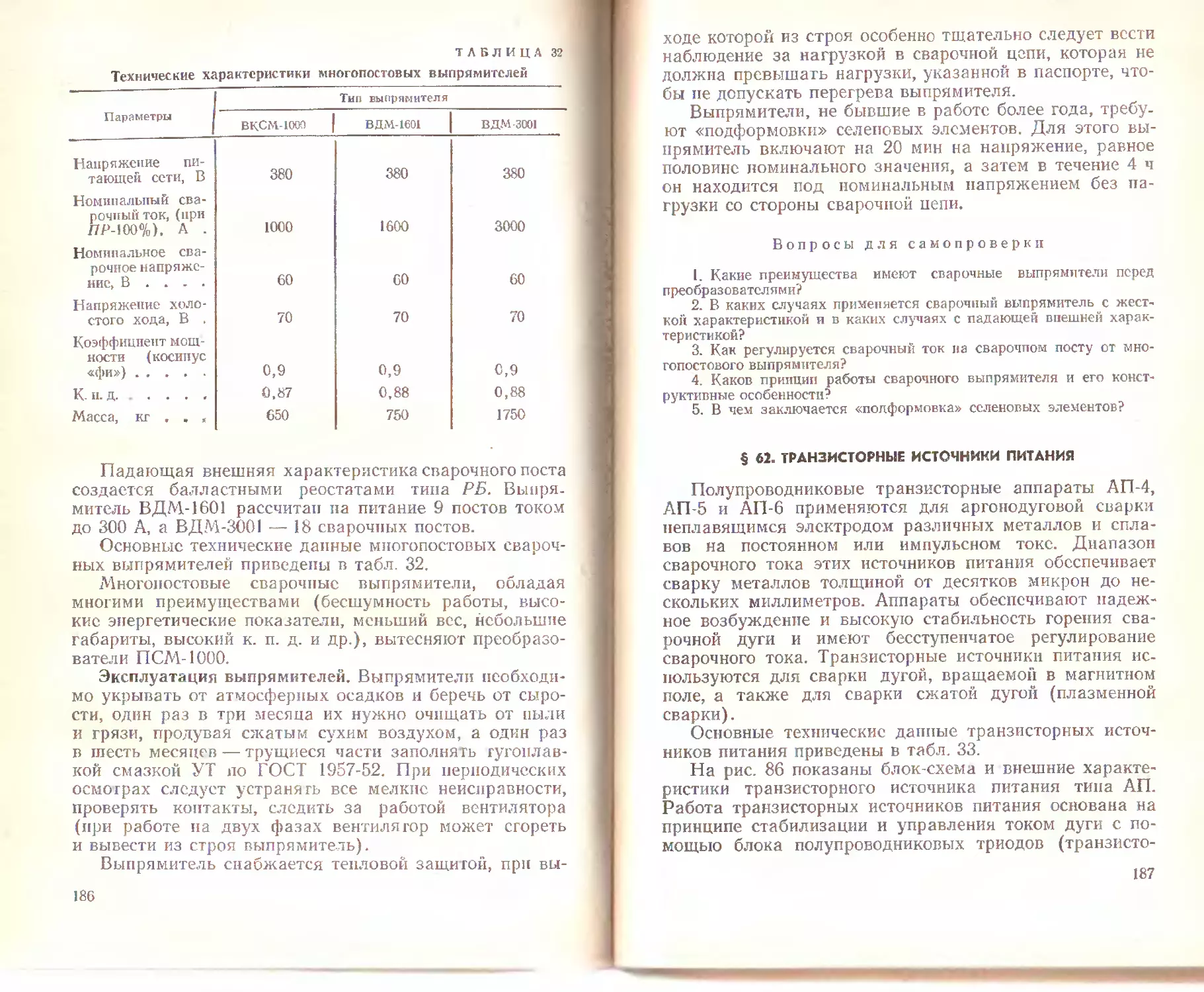
3. В каких случаях рационально использовать многопостовые
источники питания?
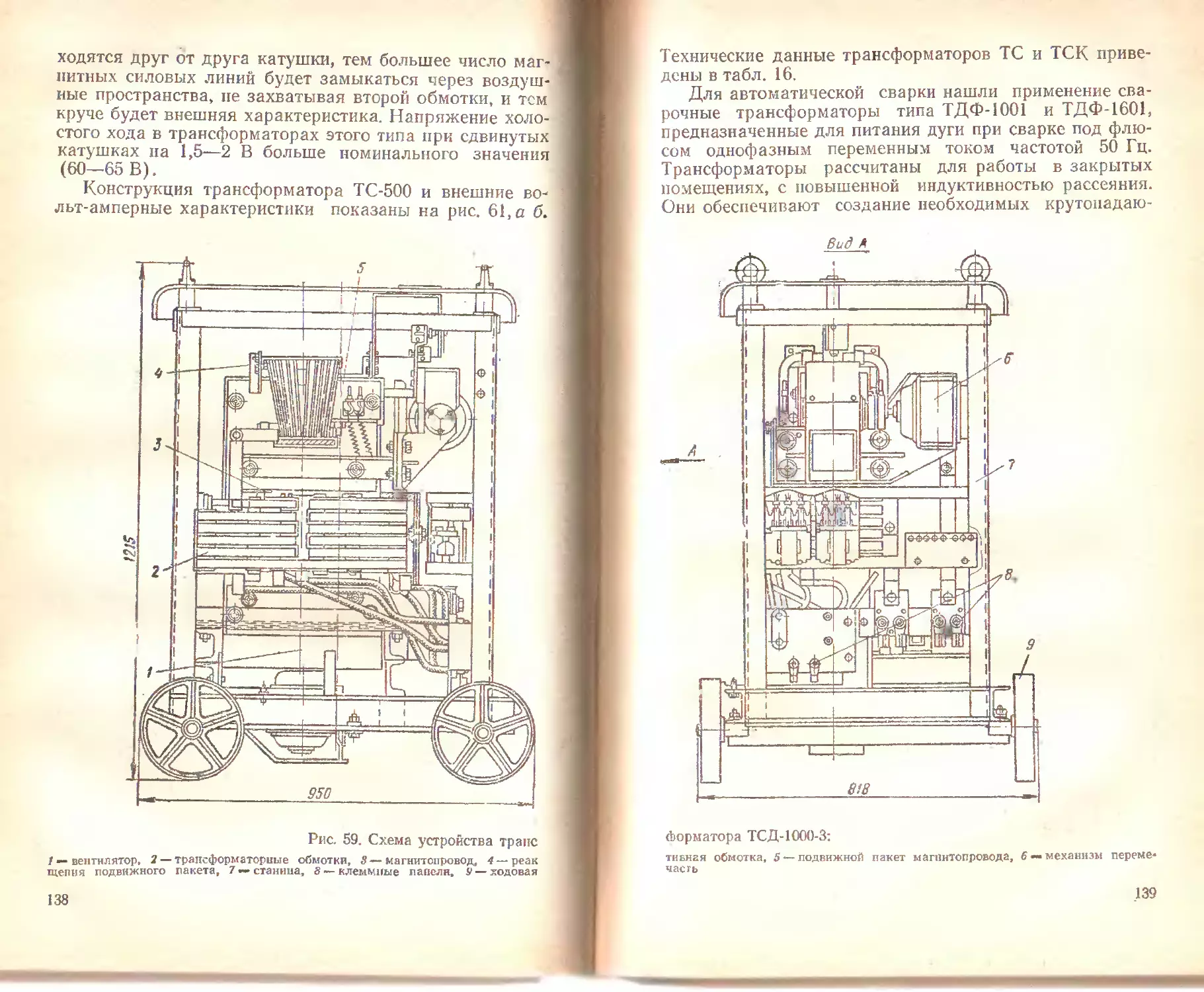
§ 10. УСТРОЙСТВО И ОБСЛУЖИВАНИЕ
СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
Общие сведения. Промышленный переменный ток
в СССР имеет частоту 50 периодов в секунду (50 Гц).
Сварочные трансфоматоры служат для преобразова-
ния высокого напряжения электрической сети (220 или
380 В) в низкое напряжение вторичной электрической
цепи до требуемого для сварки уровня, определяемого
условиями для возбуждения и стабильного горения сва-
рочной дуги. Вторичное напряжение сварочного транс-
форматора при холостом ходе (без нагрузки в сварочной
цепи) составляет 60—75 В. При сварке па малых токах
(60—100 А) для устойчивого горения дуги желательно
иметь напряжение холостого хода 70—80 В.
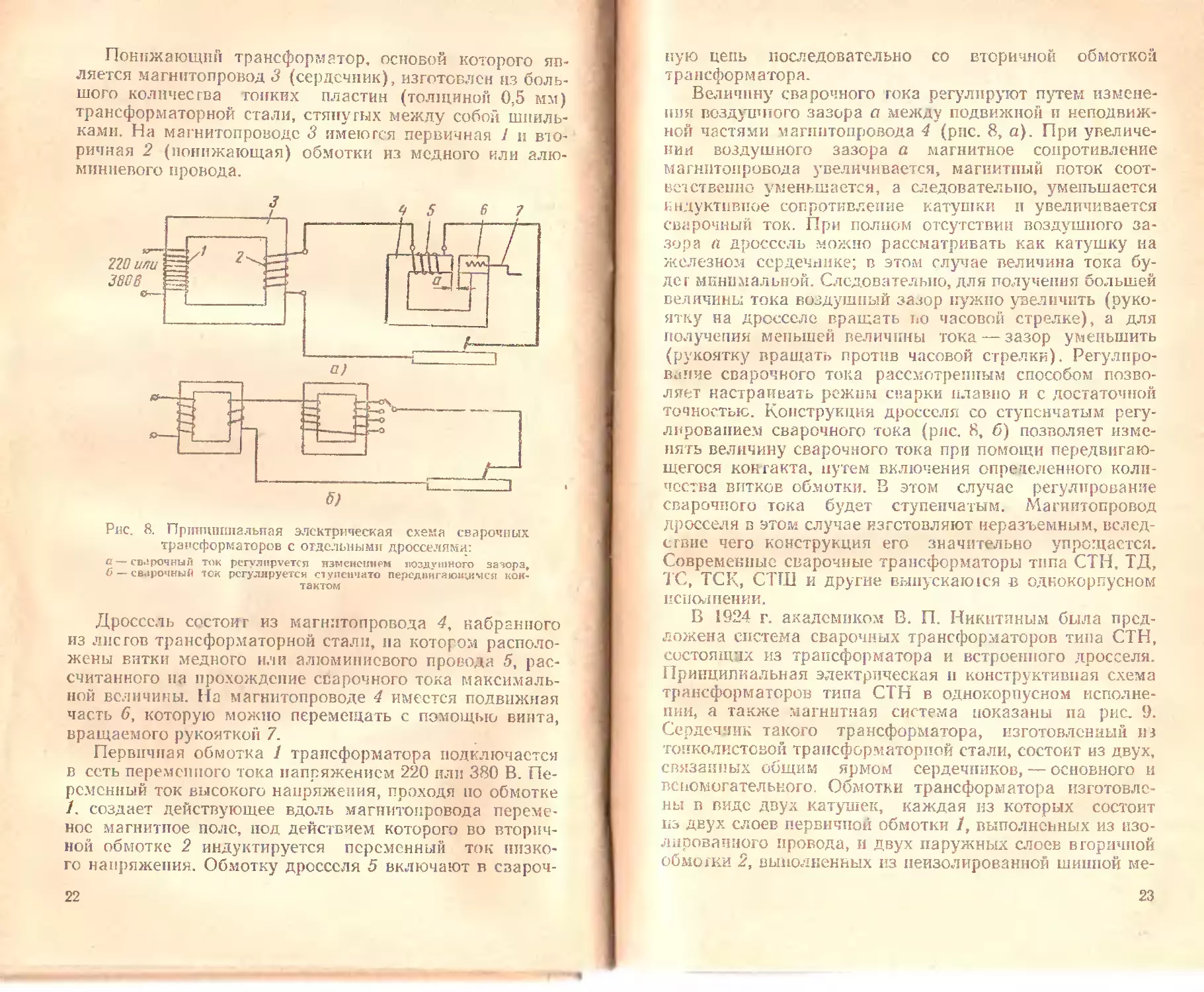
Трансформаторы с нормальным магнитным рассея-
нием. На рис, 8 приводятся принципиальные схемы тран-
сформаторов с отдельным дросселем. Комплект источни-
ков питания состоит из понижающего трансформатора
и дросселя (регулятора реактивной катушки).
21
Понижающий трансформатор, основой которого яв-
ляется магнитопровод 3 (сердечник), изготовлен из боль-
шого количества гонких пластин (толщиной 0.5 мм)
трансформаторной стали, стянутых между собой шпиль-
ками. На магнитопроводс 3 имеются первичная 1 и вто-
ричная 2 (понижающая) обмотки из медного или алю-
миниевого провода.
Рис. 8. Принципиальная электрическая схема сварочных
трансформаторов с отдельными дросселями:
а — сварочный ток регулируется изменением воздушного зазора,
б — сварочный ток регулируется ступенчато передвигающимся кон-
тактом
Дроссель состоит из магнитопровода 4, набранного
из листов трансформаторной стали, на котором располо-
жены витки медного или алюминиевого провода 5, рас-
считанного на прохождение сварочного тока максималь-
ной величины. На магнитопроводе 4 имеется подвижная
часть 6, которую можно перемещать с помощью винта,
вращаемого рукояткой 7.
Первичная обмотка 1 трансформатора подключается
в сеть переменного тока напряжением 220 или 380 В. Пе-
ременный ток высокого напряжения, проходя по обмотке
Л создает действующее вдоль магнитопровода переме-
нос магнитное поле, под действием которого во вторич-
ной обмотке 2 индуктируется переменный ток низко-
го напряжения. Обмотку дросселя 5 включают в сзароч-
22
ную цепь последовательно со вторичной обмоткой
трансформатора.
Величину сварочного гока регулируют путем измене-
ния воздушного зазора а между подвижной и неподвиж-
ной частями магнитопровода 4 (рис. 8, а). При увеличе-
нии воздушного зазора а магнитное сопротивление
магнитонровода увеличивается, магнитный поток соот-
ветственно уменьшается, а следовательно, уменьшается
1 идуктпвпое соиротивлепие катушки и увеличивается
сварочный ток. При полном отсутствии воздушного за-
зора а дроссель можно рассматривать как катушку на
железном сердечнике; в этом случае величина тока бу-
дет минимальной. Следовательно, для получения большей
величины тока воздушный зазор нужно увеличить (руко-
ятку на дросселе вращать по часовой стрелке), а для
получения меньшей величины тока — зазор уменьшить
(рукоятку вращать против часовой стрелки). Регулиро-
вание сварочного тока рассмотренным способом позво-
ляет настраивать режим сварки плавно и с достаточной
точностью. Конструкция дросселя со ступенчатым регу-
лированием сварочного тока (рис. 8, б) позволяет изме-
нять величину сварочного тока при помощи передвигаю-
щегося контакта, путем включения определенного коли-
чества витков обмотки. В этом случае регулирование
сварочного тока будет ступенчатым. Магнитопровод
дросселя в этОхМ случае изготовляют неразъемным, вслед-
ствие чего конструкция его значительно упрощается.
Современные сварочные трансформаторы типа СТН, ТД,
TCt ТСК, СТШ и другие выпускаю <ся в однокорпусном
исполнении.
В 1924 г. академиком В. П. Никитиным была пред-
ложена система сварочных трансформаторов типа СТН,
состоящих из трансформатора и встроенного дросселя.
Принципиальная электрическая и конструктивная схема
трансформаторов типа СТН в однокорпусном исполне-
нии, а также магнитная система показаны па рис. 9.
Сердечник такого трансформатора, изготовленный из
тонколистовой трансформаторной стали, состоит из двух,
связанных общим ярмом сердечников, — основного и
вспомогательного. Обмотки трансформатора изготовле-
ны в виде двух катушек, каждая из которых состоит
из двух слоев первичной обмотки /, выполненных из изо-
лированного провода, и двух наружных слоев вторичной
обмогки 2, выполненных из неизолированной шинной ме-
23
ди. Катушки дросселя пропитаны теплостойким лаком
и имеют асбестовые прокладки.
Обмотки трансформаторов типа СТН изготовляют из
медного или алюминиевого проводов с выводами, арми-
рованными медью. Величину сварочного тока регулиру-
ют с помощью подвижного пакета магнитопровода 4, пу-
тем изменения воздушного зазора а винтовым механиз-
мом с рукояткой 5. Увеличение воздушного зазора при
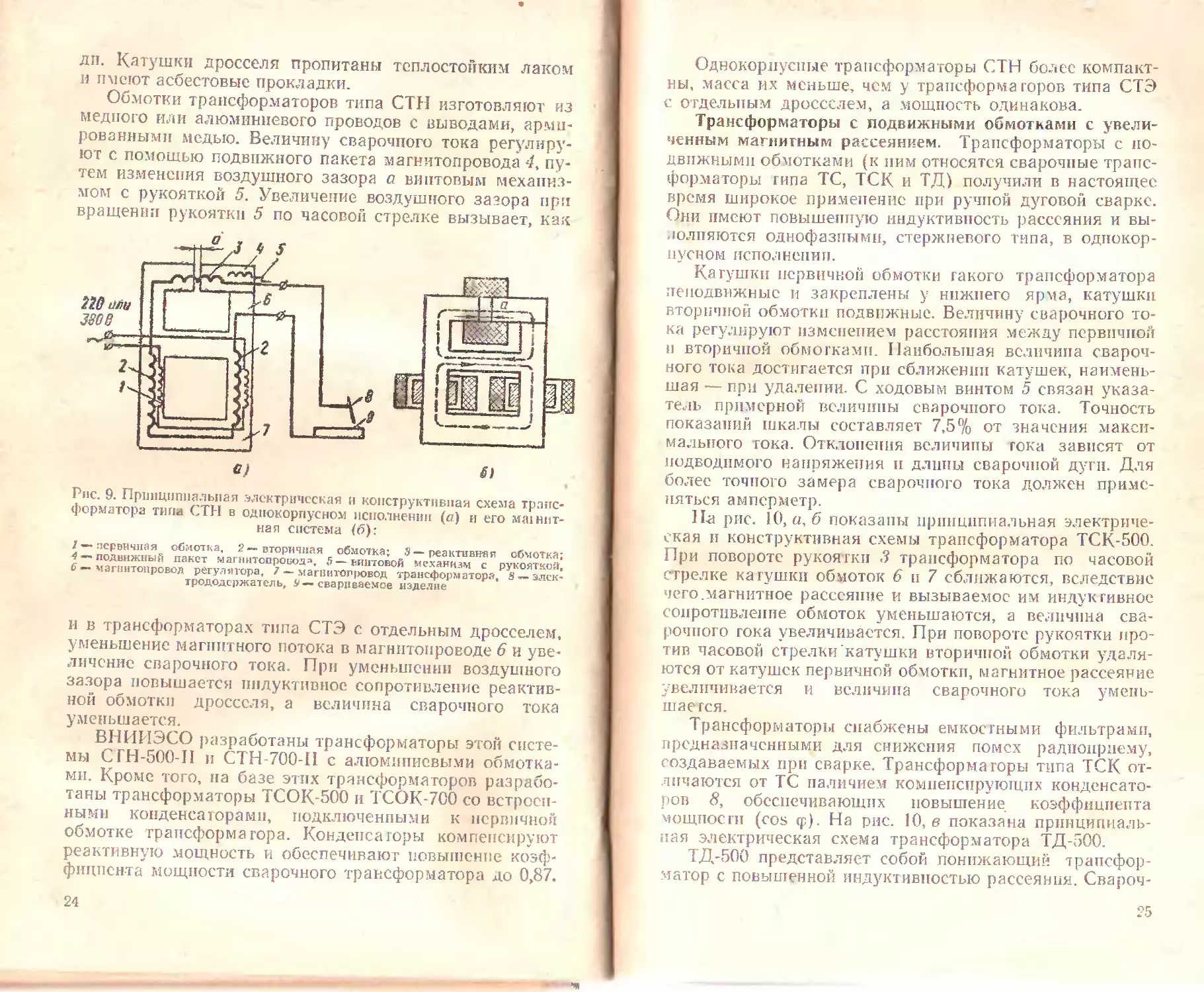
вращении рукоятки 5 по часовой стрелке вызывает, как
с)
Рис. 9. Принципиальная электрическая и конструктивная схема транс-
форматора типа СТН в одпокорпусном исполнении (а) и его мах нит-
ная система (б):
/—первичная обмотка, 2—вторичная обмотка; 3—реактивная обмотка;
4 —подвижный пакет магнитопровод*, 5— винтовой механизм с рукояткой,
6 — магнитопровод регулятора. 7 — магвитогровод трансформатора, элек-
трод одержат ель, S'—свариваемое изделие
и в трансформаторах типа СТЭ с отдельным дросселем,
уменьшение магнитного потока в магнитоироводе 6 и уве-
личение сварочного тока. При уменьшении воздушного
зазора повышается индуктивное сопротивление реактив-
ной обмотки дросселя, а величина сварочного тока
уменьшается.
ВНИИЭСО разработаны трансформаторы этой систе-
мы С ГН-500-11 и CTH-700-II с алюминиевыми обмотка-
ми. Кроме того, на базе этих трансформаторов разрабо-
таны трансформаторы ТСОК-500 и ТСОК-700 со встроен-
ными конденсаторами, подключенными к первичной
обмотке трапсформа гора. Кондепсагоры компенсируют
реактивную мощность и обеспечивают повышение коэф-
фициента мощности сварочного трансформатора до 0,87.
24
*41
Однокорнуспые трансформаторы СТН более компакт-
ны, масса их меньше, чем у трансформаторов типа СТЭ
с отдельным дросселем, а мощность одинакова.
Трансформаторы с подвижными обмотками с увели-
ченным магнитным рассеянием. Трансформаторы с по-
движными обмотками (к ним относятся сварочные транс-
форматоры типа ТС, ТСК и ТД) получили в настоящее
время широкое применение при ручной дуговой сварке.
Они имеют повышенную индуктивность рассеяния и вы-
полняются однофазными, стержневого типа, в однокор-
пусном исполнении.
Катушки первичной обмотки такого трансформатора
неподвижные и закреплены у нижнего ярма, катушки
вторичной обмотки подвижные. Величину сварочного то-
ка регулируют изменением расстояния между первичной
и вторичной обмотками. Наибольшая величина свароч-
ного тока достигается при сближении катушек, наимень-
шая — при удалении. С ходовым винтом 5 связан указа-
тель примерной величины сварочного тока. Точность
показаний шкалы составляет 7,5% от значения макси-
мального тока. Отклонения величины пока зависят от
подводимого напряжения и длины сварочной дуги. Для
более точного замера сварочного тока должен приме-
няться амперметр.
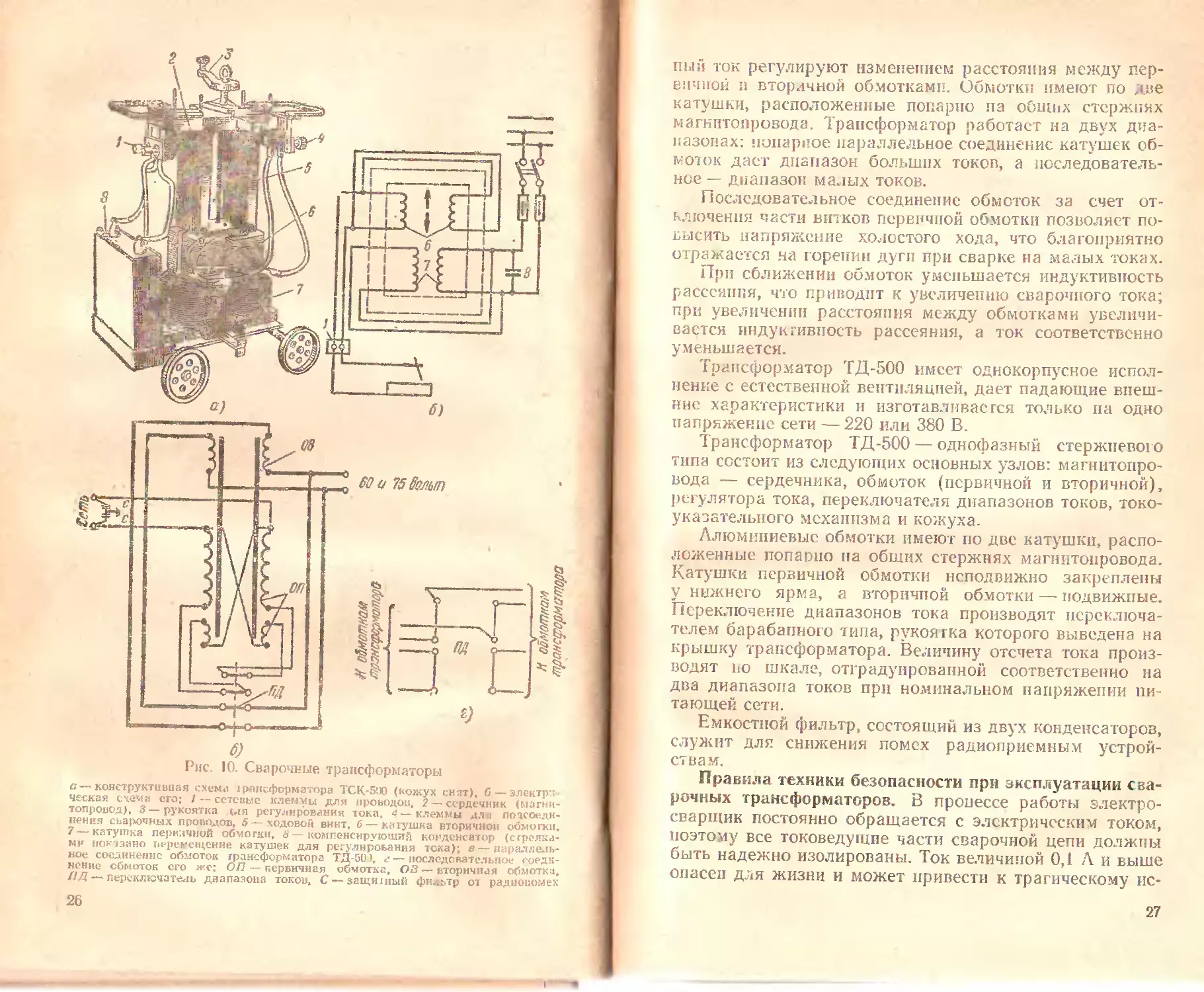
JLa рис. 10, а, б показаны принципиальная электриче-
ская и конструктивная схемы трансформатора ТСК-500.
При повороте рукоятки 3 трансформатора по часовой
стрелке катушки обмоток 6 и 7 сближаются, вследствие
чего.магнитное рассеяние и вызываемое им индуктивное
сопротивление обмоток уменьшаются, а величина сва-
рочного тока увеличивается. При повороте рукоятки про-
тив часовой стрелки'катушки вторичной обмотки удаля-
ются от катушек первичной обмотки, магнитное рассеяние
увеличивается и величина сварочного тока умень-
шается.
Трансформаторы снабжены емкостными фильтрами,
предназначенными для снижения помех радиоприему,
создаваемых при сварке. Трансформаторы типа ТСК от-
личаются от ТС наличием компенсирующих конденсато-
ров 8, обеспечивающих повышение коэффициента
мощности (cos ф). На рис. 10, в показана принципиаль-
ная электрическая схема трансформатора ТД-500.
ТД-500 представляет собой понижающий трансфор-
матор с повышенной индуктивностью рассеяния. Свароч-
б)
Рис. 10. Сварочные трансформаторы
а — конструктивная схема iрансфсрматора ТСК-5'JO (кожух снят), б — электри-
ческая схема его; 1 — сетевые клеммы для проводов, 2 — сердечник (магни-
топровод), 3 — рукоятка ыя регулирования тока, 4 — клеммы дли подсоеди-
нения сварочных проводов, 5—ходовой винт, 6 — катушка вторичной обмогки,
7—катушка первичной обмогки, о—компенсирующий конденсатор (сгрелка-
ми нокэзано перемещение катушек для регулирования тока); в — параллель-
ное соединение обмоток трансформатора ТД-50), г—последовательное соеди-
нение обмоток его же: СП — первичная обмотка, ОВ — вторичная обмотка»
11Д— переключатель диапазона токов. С •—защшный фильтр от радиопомех
26
пый ток регулируют изменением расстояния между пер-
вичной и вторичной обмотками. Обмотки имеют по две
катушки, расположенные попарно па общих стержнях
магнитопровода. Трансформатор работает на двух диа-
пазонах: попарное параллельное соединение катушек об-
моток даст диапазон больших токов, а последователь-
ное — диапазон малых токов.
Последовательное соединение обметок за счет от-
ключения части витков первичной обмотки позволяет по-
высить напряжение холостого хода, что благоприятно
отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность
рассеяния, что приводит к увеличению сварочного тока;
при увеличении расстояния между обмотками увеличи-
вается индуктивность рассеяния, а ток соответственно
уменьшается.
Трансформатор ТД-500 имеет однокорпусное испол-
нение с естественной вентиляцией, дает падающие внеш-
ние характеристики и изготавливается только на одно
напряжение сети — 220 или 380 В.
Трансформатор ТД-500 — однофазный стержневого
типа состоит из следующих основных узлов: магнитопро-
вода — сердечника, обмоток (первичной и вторичной),
регулятора тока, переключателя диапазонов токов, токо-
указателыюго механизма и кожуха.
Алюминиевые обмотки имеют по две катушки, распо-
ложенные попарно на общих стержнях магнитопровода.
Катушки первичной обмотки неподвижно закреплены
у нижнего ярма, а вторичной обмотки — подвижные.
Переключение диапазонов тока производят переключа-
телем барабанного типа, рукоятка которого выведена на
крышку трансформатора. Величину отсчета тока произ-
водят по шкале, отградуированной соответственно на
два диапазона токов при номинальном напряжении пи-
тающей сети.
Емкостной фильтр, состоящий из двух конденсаторов,
служит для снижения помех радиоприемным устрой-
ствам.
Правила техники безопасности при эксплуатации сва-
рочных трансформаторов. В процессе работы электро-
сварщик постоянно обращается с электрическим током,
поэтому все токоведущие части сварочной цепи должны
быть надежно изолированы. Ток величиной 0,1 А и выше
опасен для жизни и может привести к трагическому ис-
27
ходу. Опасность поражения электрическим током зави-
сит от многих факторов и в первую очередь от сопро-
тивления цепи, состояния организма человека, влажности
и температуры окружающей атмосферы, напряжения
между точками соприкосновения и от материала пола,
на котором стоит человек.
Сварщик должен помнить, что первичная обмотка
трансформатора соединена с силовой сетью высокого на-
пряжения, поэтому в случае пробоя изоляции это напря-
жение может быть и во вторичной цени трансформатора,
т. е. на электрододержателе.
Напряжение считается безопасным: в сухих помеще-
ниях до 36 В и в сырых до 12 В.
При сварке в закрытых сосудах, где повышается
опасность поражения электрическим током, необходимо
применять ограничители холостого хода трансформато-
ра, специальную обувь, резиновые подстилки; сварка
в таких случаях ведется под непрерывным контролем
специального дежурного. Для снижения напряжения
сварочного трансформатора во время холостого хода су-
ществуют различные специальные устройства — ограни-
чители холостого хода.
Вопросы для самопроверки
1. Для чего служит сварочный трансформатор п как он устроен?
2. Какие системы сварочных трансформаторов существуют к в
чем их отличие?
3. Каковы основные правила электротехнической безопасности
ври эксплуатации сварочных трансформаторов?
§ 11. УСТРОЙСТВО И ОБСЛУЖИВАНИЕ
СВАРОЧНЫХ ПРЕОБРАЗОВАТЕЛЕЙ
Для питания электрической дуги постоянным током
выпускаются передвижные и стационарные сварочные
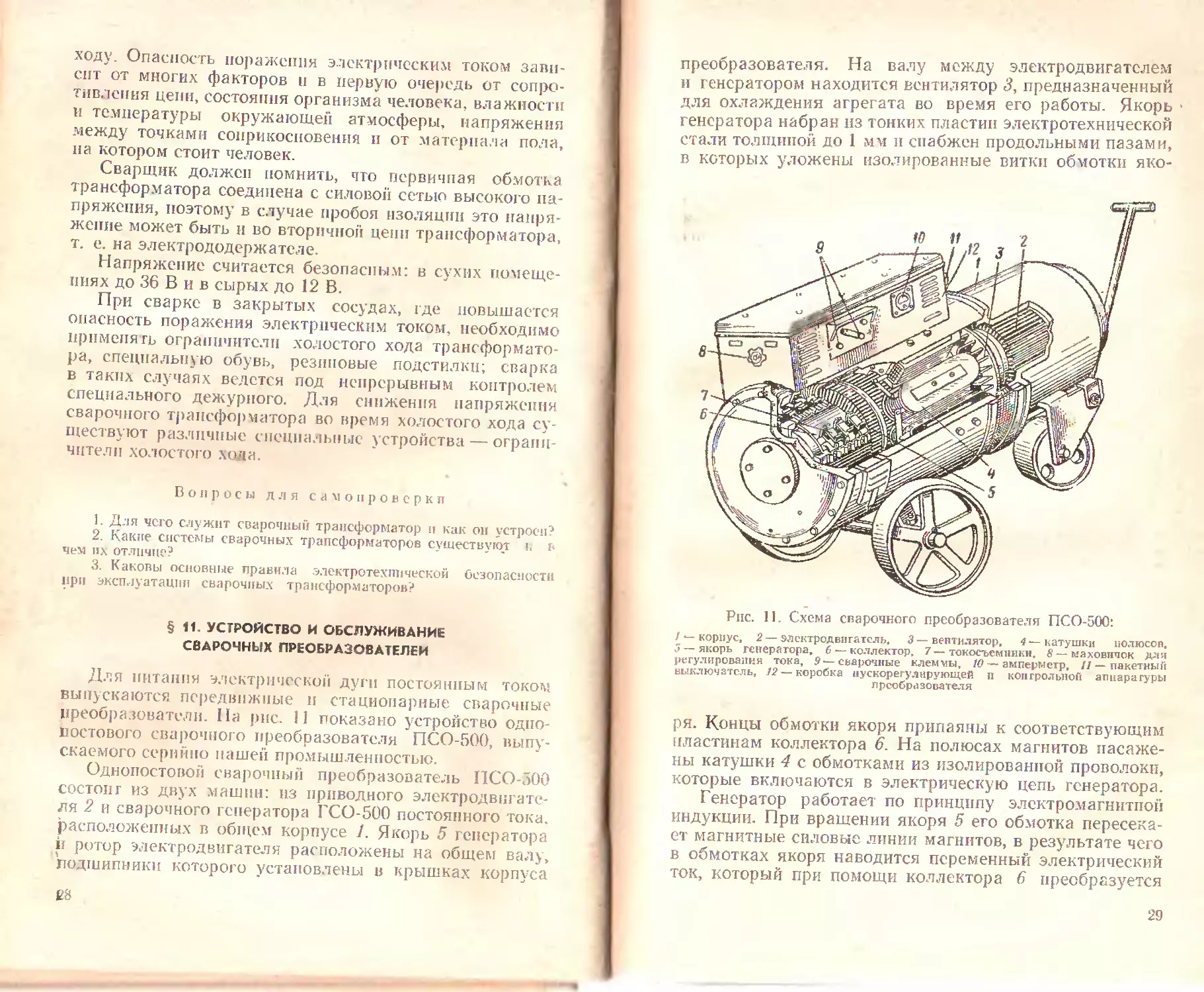
преобразователи. На рис. 11 показано устройство одно-
постового сварочного преобразователя ПСО-500, выпу-
скаемого серийно нашей промышленностью.
Однопостовой сварочный преобразователь ПСО-500
состоит из двух машин: из приводного электродвигате-
ля 2 и сварочного генератора ГСО-500 постоянного тока,
расположенных в общем корпусе 1. Якорь 5 генератора
й ротор электродвигателя расположены на общем валу,
подшипники которого установлены в крышках корпуса
£8
преобразователя. На валу между электродвигателем
и генератором находится вентилятор 3, предназначенный
для охлаждения агрегата во время его работы. Якорь *
генератора набран из тонких пластин электротехнической
стали толщиной до 1 мм и снабжен продольными пазами,
в которых уложены изолированные витки обмотки яко-
Рис. 11. Схема сварочного преобразователя ПСО-500:
/— корпус, 2 — электродвигатель, 3 — вентилятор, 4 — катушки нолюсоп,
5—якорь генератора, 6 — коллектор, 7—токосъемники, 8— маховичок для
регулирования тока, 9 — сварочные клеммы, 10 — амперметр, // — пакетный
выключатель, 12 — коробка нускорегулирующей и контрольной аппаратуры
преобразователя
ря. Концы обмотки якоря припаяны к соответствующим
пластинам коллектора 6. На полюсах магнитов насаже-
ны катушки 4 с обмотками из изолированной проволоки,
которые включаются в электрическую цепь генератора.
Генератор работает по принципу электромагнитной
индукции. При вращении якоря 5 его обмотка пересека-
ет магнитные силовые линии магнитов, в результате чего
в обмотках якоря наводится переменный электрический
ток, который при помощи коллектора 6 преобразуется
29
в постоянный; с щеток токосъемника 7, при нагрузке
в сварочной цени, ток течет с коллектора к клеммам О.
Пуско|цчулпрующая и контрольная аппаратура пре-
образовании смонтирована на корпусе 1 в общей короб-
ке 12.
Преобразователь включается пакетным выключате-
лем 11, Плавное регулирование величины тока возбуж-
дения п регулирование режима работы сварочного гене-
ратора производят реостатом в цени независимого
возбуждения маховичком 8. С помощью перемычки, со-
единяющей дополнительную клемму с одним из положи-
тельных выводов о г последовательной обмотки, можно
устанавливать сварочный ток для работы до 300 и до
500 А. Работа генератора на токах, превышающих верх-
ние пределы (300 и 500Л), не рекомендуется, так как
возможен перегрев машины п нарушится система ком-
мутации.
Величина сварочного тока определяется ампермет-
ром 10, шунт которого включен в цепь якоря генератора,
смонтированного внутри корпуса преобразователя.
Обмотки генератора ГСО-500 выполняются из меди
или алюминия. Алюминиевые шины армируют медными
пластинками. Для защиты ог радиопомех, возникающих
при работе генератора, применен емкостный фильтр из
двух конденсаторов.
Перед пуском преобразователя в работу необходимо
проверить заземление корпуса; состояние щеток коллек-
тора; надежность контактов во внутренней и внешней
цепи; штурвал реостата повернуть против часовой стрел-
ки до упора; проверить, не касаются ли концы сварочных
проводов друг друга; установить перемычку на доске
зажимов соответственно требуемой величине сварочного
тока (300 или 500 А).
Пуск преобразователя осуществляется включением
двигателя в сеть (пакетным выключателем 11). После
подсоединения к сети необходимо проворить направле-
ние вращения генератора (если смотреть со стороны
коллектора, ротор должен вращаться против часовой
стрелки) и в случае необходимости поменять местами
провода в месте их подключения к питающей сети.
Правила безопасности при эксплуатации сварочных
преобразователей. При эксплуатации сварочных преоб-
разователей необходимо помнить:
напряжение на клеммах двигателя, равное 380/220 В,
30
является опасным. Поэтому они должны быть закрыты.
Все подсоединения со стороны высокого напряжения
(380/220 В) должен осуществлять только электрик, име-
ющий право на производство электромонтажных работ;
корпус преобразователя должен быть надежно за-
землен;
напряжение на клеммах генератора, равное при на-
грузке 40 В, при холостом ходе генератора ГСО-500 мо-
жет повышаться до 85 В. При работе в помещениях и на
открытом воздухе при наличии повышенной влажности,
пыли, высокой окружающей температуры воздуха (выше
30° С), токопроводящего пола или при работе на метал-
лических конструкциях напряжение выше 12 В считается
опасным для жизни.
При всех неблагоприятных условиях (сырое помеще-
ние, токопроводящий пол и др.) необходимо пользовать-
ся резиновыми ковриками, а также резиновой обувью
и перчатками.
Опасность поражения глаз, рук и лица лучами элект-
рической дуги, брызгами расплавленного металла и ме-
ры защиты от них тс же, что и при работе от сварочных
трансформаторов.
Вопросы для самопроверки
1. Для чего служит сварочный преобразователь?
2. Из каких основных узлов состоит сварочный преобразователь?
3. Как регулируется сварочный ток преобразователя?
4. Основные правича электрической безопасности при эксплуата-
ции сварочных преобразователей.
§ 12. ИНСТРУМЕНТ, ПРИНАДЛЕЖНОСТИ
И СПЕЦОДЕЖДА ЭЛЕКТРОСВАРЩИКА
Инструментом и принадлежностями электросварщика
являются: электрододержатсль, щигок или маска, специ-
альный молоток с зубилом, стальная щетка, металличес-
кие клейма для маркировки сварных швов и ящик или
сумка для хранения и переноски электродов и инстру-
мента.
Э л ект р о д о д е р ж а те л ь — один из основных ин-
струментов электросварщика, от которого во многом за-
висят производительность и безопасные условия труда.
Электрододержатель должен удовлетворять следую*
31
щмм требованиям: быть легким (не более 0,5 кг) и удоб-
ным в обращении; иметь надежную изоляцию; не нагре-
ваться при работе и обеспечивать наиболее потное рас-
плавление электрода; обеспечивать быстрое и надежное
закрепление электрода в удобном для сварки положе-
нии; его зажимное устройство должно действовать без
больших усилий как при закреплении электрода, так
и при его смене; присоединение сварочного провода
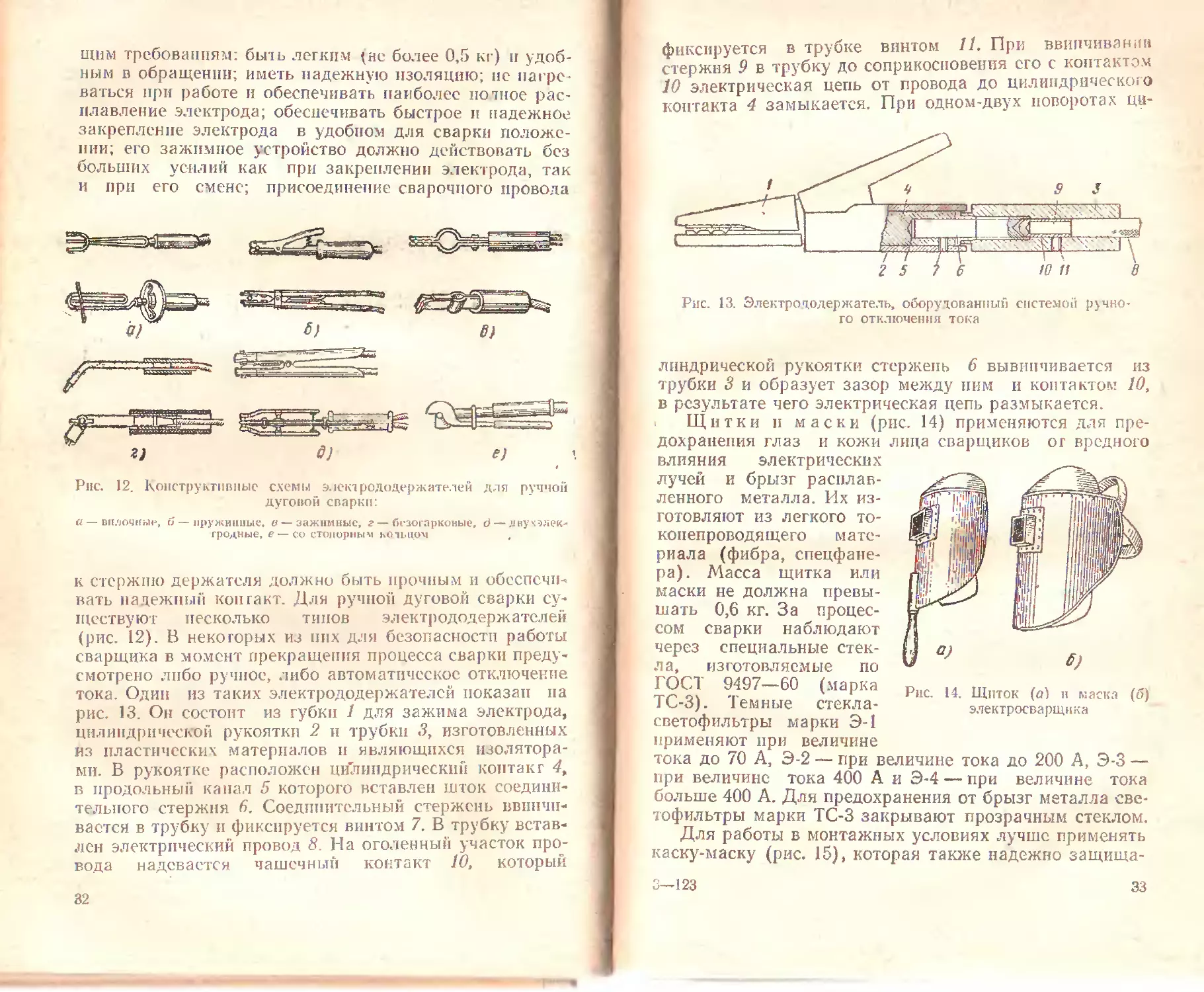
Рис. 12. Конструктивные схемы электрододержателей для ручной
дуговой сварки:
а — вплочггыг, 6 — пружинные. в — зажимные, г — бгзогарковые, d — лнухэлек-
гродные, е — со стопорным кольцом
к стержню держателя должно быть прочным и обеспечи-
вать надежный контакт. Для ручной дуговой сварки су-
ществуют несколько типов электрододерж атслей
(рис. 12). В некоторых из них для безопасности работы
сварщика в момент прекращения процесса сварки преду-
смотрено либо ручное, либо автоматическое отключение
тока. Один из таких электрододержателей показан па
рис. 13. Он состоит из губки 1 для зажима электрода,
цилиндрической рукоятки 2 и трубки 3, изготовленных
из пластических материалов и являющихся изолятора-
ми. В рукоятке расположен цилиндрический контакт 4*
в продольный капал 5 которого вставлен шток соедини-
тельного стержня 6. Соединительный стержень ввинчи-
вается в трубку и фиксируется винтом 7. В трубку встав-
лен электрический провод 8. На оголенный участок про^
вода надевается чашечный контакт 10, который
32
фиксируется в трубке винтом 11. При ввинчивании
стержня 9 в трубку до соприкосновения его с контактом
10 электрическая цепь от провода до цилиндрического
контакта 4 замыкается. При одном-двух поворотах ци-
Рис. 13. Электро долержате ль, оборудованный системой ручно-
го отключения тока
линдрической рукоятки стержень 6 вывинчивается из
трубки 3 и образует зазор между ним и контактом 10,
в результате чего электрическая цепь размыкается.
Щитки и маски (рис. 14) применяются для пре-
дохранения глаз и кожи лица сварщиков о г вредного
влияния электрических
лучей и брызг расплав-
ленного металла. Их из-
готовляют из легкого то-
копепроводящего мате-
риала (фибра, спецфане-
ра). Масса щитка или
маски не должна превы-
шать 0,6 кг. За процес-
сом сварки наблюдают
через специальные стек-
ла, изготовляемые по
Рис. 14. Щиток (г?) и маска (с5)
электросварщика
ГОСТ 9497—60 (марка
ТС-3). Темные стекла-
светофильтры марки Э-1
применяют при величине
тока до 70 А, Э-2 — при величине тока до 200 А, Э-3 —
при величине тока 400 А и Э-4 — при величине тока
больше 400 А. Для предохранения от брызг металла све-
тофильтры марки ТС-3 закрывают прозрачным стеклом.
Для работы в монтажных условиях лучше применять
каску-маску (рис. 15), которая также надежно защища-
3—123
33
ет голову от падающих сверху предметов и удобна в экс-
плуатации как в летнее, так и в зимнее время.
Сварочные провода. Ток от силовой сети подводится
к сварочным аппаратам по проводам марок ПРН
вид сзади
Рис. 15. Схема устройства маски-каски электросварщика
и ПРГН. От сварочных аппаратов к рабочим местам
сварочный ток поступает по гибкому проводу марки
ПРГ, АПР или ПРГД с резиновой изоляцией. К электро-
додержателю должен быть подключен гибкий медный
провод марки ПРГД длиной не менее 3 м.
Рис. 16. Муфта для соединения сварочных проводов
В табл 1 приведены данные по выбору сечения гиб-
ких сварочных проводов.
Длина проводов от сварочных аппаратов к рабочему
месту не должна быть более 30—40 м, так как при боль-
34
ТАБЛИЦА I
Сечение сварочных проводов в зависимости
от величины сварочного тока
Допускаемая величина тока, А Сечение проводов, мм2 Допускаемая величина тока, А Сечение провода^ мм2
одинар- ного двой- ного одинар- ного ДВОЙ- НОГО
100 16 600 95 2X35
200 25 2X10 800 — 2x50
300 400 50 70 2x16 2X25 1000 2X70
шей длине проводов напряжение в них значительно упа-
дет, что приведет к уменьшению напряжения дуги.
Для соединения сварочных проводов применяют спе-
циальные муфты (рис. 16).
Вспомогательный инструмент.
Стальная щетка (рис. 17, а) при-
меняется для очистки металла
от грязи, ржавчины перед свар-
кой и шлака после сварки.
Молоток с заостренным кон-
цом применяют для отбивки
шлака со сварных швов и для
поставки личного клейма
(рис. 17, б), зубило (рис. 17, в)
применяют для вырубки дефект-
ных мест сварного шва. Для за-
мера геометрических размеров
сварных швов электросварщику
выдают набор шаблонов, а для
клеймения их—стальные клейма.
Спецодежда электросварщи-
ка. Спецодежда (куртка и брюки
или комбинезон, а также рукави:
цы) изготовляются из плотного
брезента, сукна, асбестовой тка-
ни и других материалов. Спец-
одежда выдается бесплатно в
Рис. 17. Инструмент
электросварщика:
а — стальная щетка, б—-мо-
лоток для сбивания шлака.
в — зубило, г — молоток
соответствии с нормами и сроками носки. Брюки носят
навыпуск, а куртку — не заправляя в брюки. Карманы
куртки должны закрываться клапанами, чтобы избежать
попадания расплавленного металла. Куртка должна за-
3*
35
стегиваться на все пуговицы. В резиновой спецодежде,
обуви и перчатках, за исключением особенно сложных
условий, работать нельзя, так как брызги металла про-
жигают резину. Головной убор должен быть без козырь-
ка, а обувь — на резиновой подошве. В холодное время
года разрешается надевать валенки.
Вопросы для самопроверки
1. Как подобрать сварочный провод для подсоединения к элект-
рической сети?
2. Какой основной и вспомогательный инструмент электросвар-
щика существует?
3. Как подобрать защитные стекла?
4. Какая спецодежда применяется сварщиком при работе?
Глава IV
ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ
§ 13. ОБЩИЕ СВЕДЕНИЯ
При ручной дуговой сварке плавлением применяют
неплавящиеся и плавящиеся электроды и некоторые
другие вспомогательные материалы.
Неплавящиеся электродные стержни
изготовляют из вольфрама, электротехнического угля
или синтетического графита. Угольные и графитовые
электроды (стержни) изготовляют диаметром от 4 до
18 мм длиной 250 и 700 мм. Графитовые электроды име-
ют лучшую электропроводность и более стойки против
окисления при высоких температурах, чем угольные
электроды.
Для автоматической и полуавтоматической сварки
электродом служит калиброванная проволока диамет-
ром от 0,3 до 12 мм, так называемая сварочная или
электродная проволока, которую поставляют в мотках
и катушках массой от 2 до 80 кг. В настоящее время на-
ходят также применение порошковая (трубчатая с на-
полнителем) проволока, голая легированная проволока,
электродная лента и пластины.
Плавящиеся электроды изготавливают из
сварочной проволоки, которая согласно ГОСТ 2246—70
разделяется на углеродистую, легированную и высоко-
36
легированную. Всего в ГОСТ включено 77 марок прово-
локи. Обозначение проволоки включает сочетание букв
и цифр. Первые две цифры указывают на содержание
в проволоке углерода в сотых долях процента. Затем
буквой и цифрой (цифрами) поочередно указываются
наименование и содержание в процентах легирующих
элементов. При содержании легирующего элемента
в проволоке менее 1 % ставится только буква этого
элемента. Условное буквенное обозначение легирующих
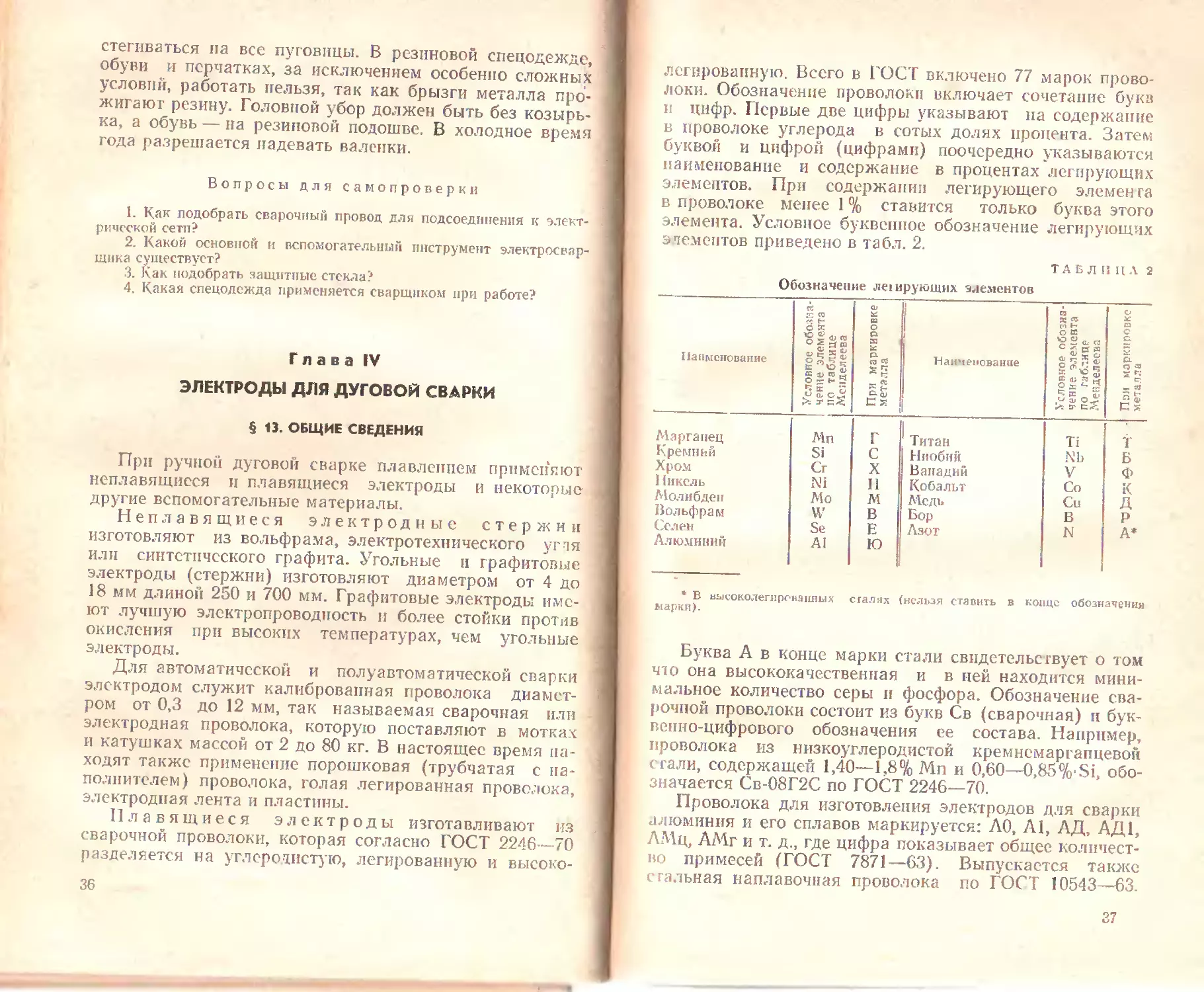
элементов приведено в табл. 2.
ТАБЛИЦА 2
Обозначение лешрующих элементов
Наименование Условное обозна- чение элемента по таблице Менделеева При маркировке металла 1 Наименование i Условное обозна- чение элемента по таблиц? Менделеева При маркировке металла
Марганец Мп Г ' Титан Ti t
Кремний Si (2 Ниобий Nb Б
Хром Сг X Ванадий V Ф
I III КС л в Ni 11 Кобальт Со К
Молибден Мо м Медь Си д
Вольфрам VV в Бор В р
Селей Se Е Азот N А*
Алюминии Al ю
* В высоколегированных
марки).
сталях (нельзя ставить
в конце обозначения
Буква А в конце марки стали свидетельствует о том
чю она высококачественная и в ней находится мини-
мальное количество серы и фосфора. Обозначение сва-
рочной проволоки состоит из букв Св (сварочная) и бук-
венно-цифрового обозначения ее состава. Например,
проволока из низкоуглеродистой кремнемарганцевой
стали, содержащей 1,40—1,8% Мп и 0,60—0,85%-Si* обо-
значается Св-08Г2С по ГОСТ 2246—70.
Проволока для изготовления электродов для сварки
алюминия и его сплавов маркируется: АО, А1, АД, АД1,
АМц, АА4г и т. д., где цифра показывает общее количест-
во примесей (ГОСТ 7871—63). Выпускается также
стальная наплавочная проволока по ГОСТ 10543—63.
97
Для сварки меди и ее сплавов применяют электроды
со стержнями из медной проволоки Ml и М2, бронзы
Бр.КЛ1цЗ-1 и др. Медь маркируется буквой М, бронзы —
буквами Бр.
Вопросы для самопроверки
1. Какие материалы используются для электродных стержней?
2. Как обозначаются стали и проволоки?
3. Для чего и где ставится буква А в обозначениях сталей?
§ 14. КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
Электроды, применяемые для сварки и наплавки,
классифицируются по назначению (для сварки стали, чу-
гуна, цветных металлов и для наплавочных работ), тех-
нологическим особенностям (для сварки в различных
пространственных положениях, для сварки с глубоким
проплавлением и для ванной сварки), типу покрытия
(рудно-кислое, фтористо-кальциевое, рутиловое и газо-
защитное), химическому составу стержня и покрытия,
характеру шлака, механическим свойствам металла шва
и способу нанесения покрытия (опрессовкой или оруна-
нием).
Основными требованиями для всех типов электродов
являются:
обеспечение стабильного горения дуги и хорошего
формирования шва;
получение металла сварного шва заданного хими-
ческого состава;
спокойное и равномерное расплавление электродного
стержня и покрытия;
минимальное разбрызгивание электродного металла
и высокая производительность сварки;
легкая отделимость шлака и достаточная прочность
покрытий;
сохранение физико-химических и технологических
свойств электродов в течение определенного промежут-
ка времени;
минимальная токсичность при изготовлении и при
сварке.
Электроды для дуговой сварки сталей и наплавки по
ГОСТ 9466—60 подразделяются на следующие классы:
для сварки углеродистых и легированных конструк-
ционных сталей;
38
для сварки легированных теплоустойчивых сталей;
для сварки высоколегированных сталей с особыми
свойствами;
для наплавки поверхностных слоев с особыми свой-
ствами (кроме электродов для наплавки цветных спла-
вов).
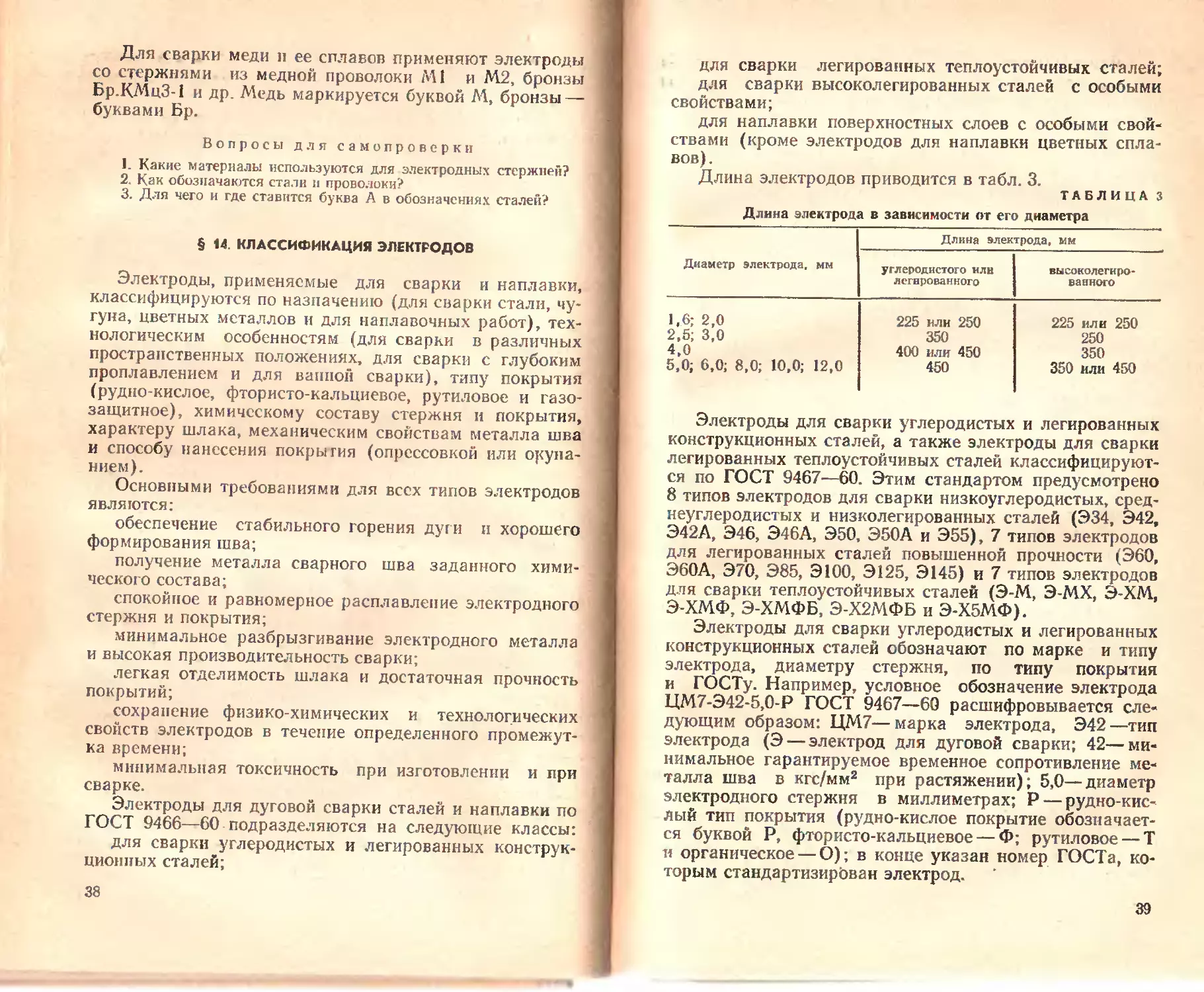
Длина электродов приводится в табл. 3.
ТАБЛИЦА 3
Длина электрода в зависимости от его диаметра
Длина электрода, мм
Диаметр электрода, мм
углеродистого или
легированного
высоколегиро-
ванного
1.6; 2,0
2,5; 3,0
4,0
5,0; 6,0; 8,0; 10,0; 12,0
225 или 250
350
400 или 450
450
225 или 250
250
350
350 или 450
Электроды для сварки углеродистых и легированных
конструкционных сталей, а также электроды для сварки
легированных теплоустойчивых сталей классифицируют-
ся по ГОСТ 9467—60. Этим стандартом предусмотрено
8 типов электродов для сварки низкоуглеродистых, сред-
неуглеродистых и низколегированных сталей (Э34, Э42,
Э42А, Э46, Э46А, Э50, Э50А и Э55), 7 типов электродов
для легированных сталей повышенной прочности (Э60,
Э60А, Э70, Э85, Э100, Э125, Э145) и 7 типов электродов
для сварки теплоустойчивых сталей (Э-М, Э-МХ, Э-ХМ,
Э-ХМФ, Э-ХМФБ, Э-Х2МФБ и Э-Х5МФ).
Электроды для сварки углеродистых и легированных
конструкционных сталей обозначают по марке и типу
электрода, диаметру стержня, по типу покрытия
и ГОСТу. Например, условное обозначение электрода
ЦМ7-Э42-5,0-Р ГОСТ 9467—60 расшифровывается сле-
дующим образом: ЦМ7—марка электрода, Э42—тип
электрода (Э — электрод для дуговой сварки; 42—ми-
нимальное гарантируемое временное сопротивление ме-
талла шва в кгс/мм2 при растяжении); 5,0—диаметр
электродного стержня в миллиметрах; Р — рудно-кис-
лый тип покрытия (рудно-кислое покрытие обозначает-
ся буквой Р, фтористо-кальциевое — Ф; рутиловое — Т
и органическое — О); в конце указан номер ГОСТа, ко-
торым стандартизирЪван электрод.
39
Электроды для сварки теплоустойчивых сталей клас-
сифицируются по механическим свойствам металла шва
и по химическому составу наплавленного металла в про-
центах. Буквы, стоящие после буквы Э, указывают на
наличие легирующих элементов в наплавленном метал-
ле, а цифры — их содержание в процентах (если оно
превышает 1 %).
При содержании легирующего элемента менее 1%
ставится только соответствующая буква. Например, при
использовании электродов типа Э-Х2МФБ в наплавлен-
ном металле шва гарантируется содержание более 2%
хрома, до 1% молибдена, ванадия и ниобия (X — хром;
М — молибден, Ф — ванадий, Б — ниобий).
Электроды для сварки высоколегированных сталей
с особыми свойствами классифицируются ГОСТ 10052—-
62 по химическому составу наплавленного металла, со-
держанию ферритной фазы, стойкости сварного соедине-
ния против межкристаллитной коррозии и механическим
свойствам наплавленного металла, испытанного при тем-
пературе 20° С. Этот стандарт предусматривает 27 типов
электродов. Буква А, стоящая после буквы Э, обознача-
ет аустенитные, а буква Ф — ферритные электроды.
Буквы, стоящие после тире, обозначают название эле-
ментов, по которым гарантировано содержание этих
элементов в наплавленном металле шва.
Электроды для дуговой наплавки регламентируются
ГОСТ 10051—62 (25 типов электродов, которые харак-
теризуются химическим составом наплавленного метал-
ла и его твердостью).
Вопросы для самопроверки
1. По каким признакам классифицируются электроды для сварки
и наплавки?
2. Какие вы знаете ГОСТы на электроды?
3. Как обозначаются типы покрытий электродов?
§ 15. СВОЙСТВА ЭЛЕКТРОДОВ
Покрытия электродов. Электродные покрытия состо-
ят ил шлакообразующих, газообразующих, раскисляю-
щих, легирующих, стабилизирующих и связующих (клея-
щих) компонентов.
Шлакообразующие составляющие защи-
щают расплавленный металл от воздействия кислорода
40
и азота воздуха и частично рафинируют (очищают) его.
Они образуют шлаковые оболочки вокруг капель элект-
родного металла, проходящих через дуговой промежу-
ток, и шлаковый покров на поверхности металла шва,
шлакообразующие составляющие уменьшают скорость
охлаждения металла и способствуют выделению из него
неметаллических включений. Шлакообразующие состав-
ляющие могут включать титановый концентрат, марган-
цевую руду, полевой шпат, каолин, мел, мрамор, кварце-
вый песок, доломит, а также вещества, повышающие
стабильность горения дуги.
Газообразующие составляющие при сго-
рании создают газовую защиту зоны сварки, которая
также предохраняет расплавленный металл от кислоро-
да и азота воздуха. Газообразуюшие составляющие со-
стоят из древесной муки, хлопчатобумажной пряжи,
крахмала, пищевой муки, декстрина и целлюлозы.
Раскисляющие составляющие необходимы
для раскисления расплавленного металла сварочной
ванны. К ним относятся элементы, которые обладают
большим сродством к кислороду, чем железо, например
марганец, кремний, титан, алюминий и др. Большинство
раскислителей вводится в электродное покрытие в виде
ферросплавов.
Легирующие с о с т а в л я ю щ и е необход имы
в составе покрытия для придания металлу шва специ-
альных свойств: жаростойкости, износостойкости, сопро-
тивляемости коррозии и повышения механических
свойств. Легирующими элементами служат марганец,
хром, титан, ванадий, молибден, никель, вольфрам и не-
которые другие элементы.
Стабилизирующими составляю щи м и яв-
ляются те элементы, которые имеют небольшой потенци-
ал ионизации, например калий, натрий и кальций.
Связующие (клеящие) составляющие
применяют для связывания составляющих покрытия
между собой и со стержнем электрода. В качестве них
применяют калиевое или натриевое жидкое стекло, дек-
стрин, желатин и другие. Основным связующим вещест-
вом служит жидкое стекло.
По своему металлургическому действию существуют
рудно-кислое, фтористо-калышевое, рутиловое и газоза-
щитное (органическое) покрытия. Имеются также и
другие виды покрытий—стабилизирующее, карбонатно-
41
рутиловое, галогенидное и специальное. Все покрытия
должны удовлетворять следующим требованиям:
обеспечивать стабильное горение дуги;
физические свойства шлаков, образующихся при
плавлении электрода, должны обеспечивать нормальное
формирование шва и удобное манипулирование элект-
родом;
не должны происходить реакции между шлаками,
газами и металлом, способные вызвать образование пор
в сварных швах;
материалы покрытия должны хорошо измельчаться
и не вступать в реакцию с жидким стеклом или между
собой в замесе;
состав покрытий должен обеспечивать приемлемые
санитарно-гигиенические условия труда при изготовле-
нии электродов и в процессе их сгорания.
Физические свойства образующихся шлаков оказыва-
ют значительное влияние на процесс сварки и формиро-
вание сварного шва. Во всех электродных покрытиях
при их плавлении плотность шлака должна быть ниже
плотности металла сварочной ванны, что обеспечит его
всплывание из сварочной ванны. Температурный интер-
вал затвердения шлака должен быть ниже температуры
кристаллизации металла сварочной ванны, иначе слой
шлака не будет пропускать выделяющиеся из сварочной
ванны газы. Шлак должен покрывать сварной шов по
всей поверхности ровным слоем.
Шлаки, образующиеся при плавлении электродных
покрытий, бывают «длинные» и «короткие». «Длинны-
ми» называют такие шлаки, в составе которых содер-
жится значительное количество кремнезема. Возраста-
ние их вязкости при понижении температуры происходит
медленно. Электроды, имеющие покрытия, образующие
при плавлении «длинные» шлаки, не пригодны для свар-
ки в вертикальной и потолочной плоскостях, так как
сварочная ванна длительное время находится в жидком
состоянии. Для сварки во всех пространственных поло-
жениях применяют электроды, покрытия которых при
плавлении дают «короткие» шлаки; возрастание вязко-
сти расплавленного шлака с понижением температуры г
происходит быстро, поэтому закристаллизовавшийся
шлак препятствует стеканию металла шва, находящего-
ся еще в жидком виде. «Короткие» шлаки дают электро-.,
ды с рутиловым и фтористо-кальциевым покрытием.
42
Достаточно хорошую отделимость шлаковой корки
от поверхности металла получают при применении шла-
ков, имеющих коэффициент линейного расширения, от-
личающийся от коэффициента линейного расширения
металла.
Свойства металла шва и технологические характери-
стики электродов. Электроды характеризуют по свойст-
вам наплавленного ими металла, к которым относятся:
прочность, пластичность, удлинение, ударная вязкость,
твердость, коррозионная стойкость, стойкость против
старения, а при наплавочных работах и износостойкость.
Наряду с качеством металла шва, полученного при
сварке данным электродом, важное значение имеют
и его технологические свойства. К основным технологи-
ческим свойствам электрода относят его производитель-
ность, пригодность для сварки в различных пространст-
венных положениях, стабильность горения дуги при по-
стоянном и переменном токе, допустимую максимальную
и минимальную длину дуги, форму шва, коэффициенты
наплавки, расплавления и потерь.
Вопросы для самопроверки
1. Какими характеристиками определяются свойства электродов?
2, Какие составляющие включаются в состав покрытия электро-
дев?
3. Как классифицируются покрытия?
§ 16. ЭЛЕКТРОДЫ С РУДНО-КИСЛЫМ ПОКРЫТИЕМ
В составе рудно-кислого покрытия содержатся окис-
ли железа и марганца (преимущественно в виде руд),
кремнезем, титановый концентрат и большое количество
ферромарганца. Газовую защиту расплавленного метал-
ла обеспечивают разложением органических составляю-
щих покрытия (целлюлозы, древесной муки, декстрина,
крахмала). Металл, наплавленный электродами с руд-
но-кислым покрытием, по своему составу чаще всего со-
ответствует кипящей стали и содержит от 0,12% С,
0,10% Si, 0,6—0,9% Мп до 0,05% S и Р каждого. Элект-
роды этой группы пригодны для сварки во всех прост-
ранственных положениях переменным и постоянным то-
ком и характеризуются достаточно большой скоростью
расплавления. Их не рекомендуется применять для свар-
43
ки сталей, которые имеют повышенное содержание се-
ры и углерода, так как металл шва, выполненный эти-
ми электродами, чувствителен к образованию кристал-
лизационных трещин. Электродами с рудно-кислым 1
покрытием можно сваривать металл с ржавыми кромка-
ми, окалиной (при значительном напряжении дуги), по-
лучая при этом плотные швы. Поры в швах при сварке
электродами с рудно-кислым покрытием образуются:
из-за высокого содержания марганца в покрытии; ।
при применении ферромарганца с большим содер-
жанием углерода и кремния;
при сварке металла с высоким содержанием кремния.
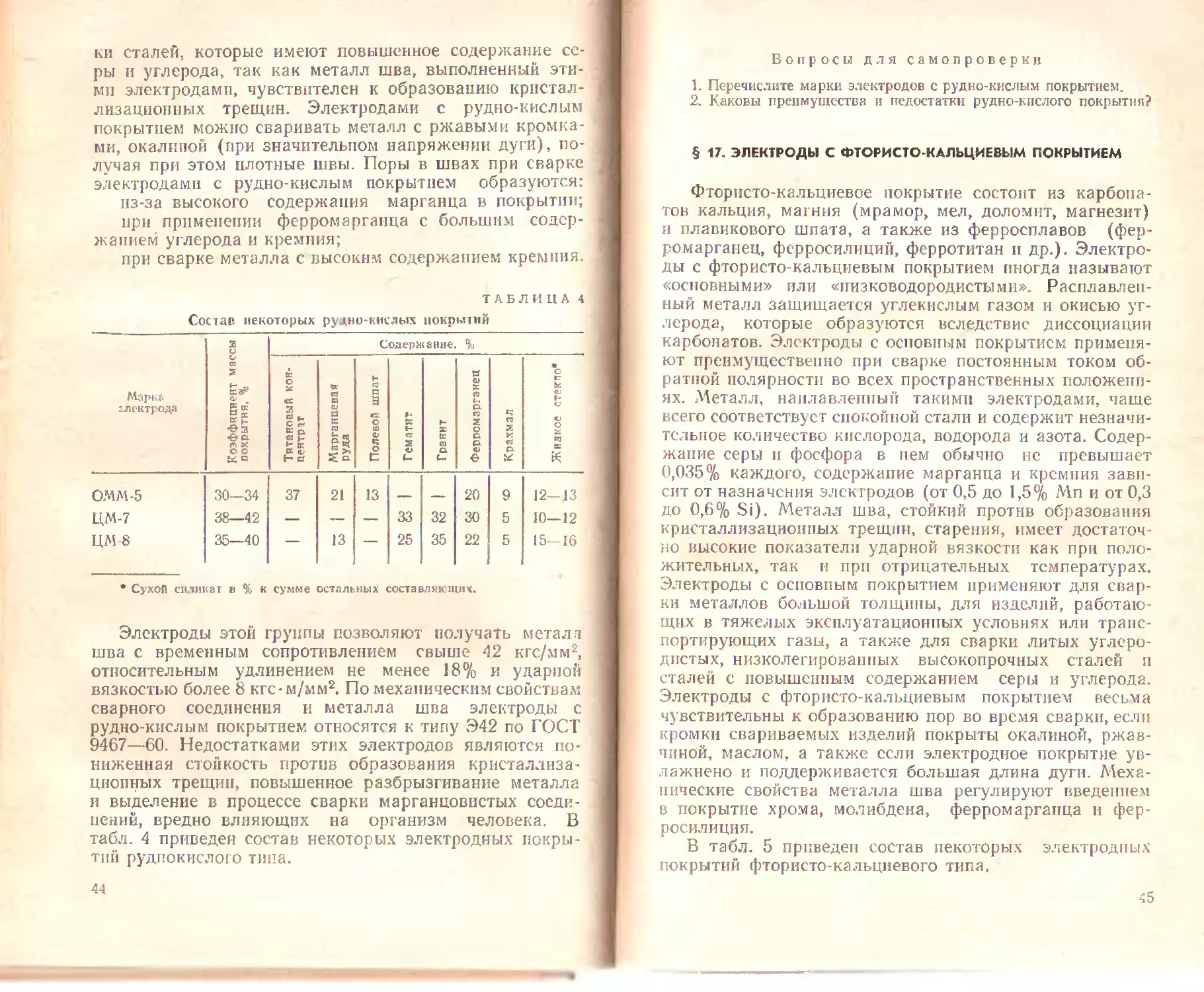
ТАБЛИЦА 4
Сослав некоторых рудно-кислых покрытий
Марка электрода Коэффициент массы покрытия, % Содержание. %
Титановый кон- центр эт Марганцевая руда Полевой шпат Гематит 1 । Гранит _ । Ферромарганец Крахмал Жидкое стекло*
ОММ-5 30—34 37 21 13 . —* 20 9 12-13
ЦМ-7 38—42 — ш»«1 Ч' — — 33 32 30 5 10—12
ЦМ-8 35—40 13 — , 25 35 22 5 15—16
* Сухой силикат в % к сумме остальных составляющих.
Электроды этой группы позволяют получать металл
шва с временным сопротивлением свыше 42 кгс/мм2,
относительным удлинением не менее 18% и ударной
вязкостью более 8 кгс-м/мм2. По механическим свойствам
сварного соединения и металла шва электроды с
рудно-кислым покрытием относятся к типу Э42 по ГОСТ
9467—60. Недостатками этих электродов являются по-
ниженная стойкость против образования кристаллиза-
ционных трещин, повышенное разбрызгивание металла
и выделение в процессе сварки марганцовистых соеди-
нений, вредно влияющих на организм человека. В
табл. 4 приведен состав некоторых электродных покры-
тий руднокислого типа.
44
Вопросы для самопроверки
1, Перечислите марки электродов с рудно-кислым покрытием.
2. Каковы преимущества и недостатки рудно-кислого покрытия?
§ 17. ЭЛЕКТРОДЫ С ФТОРИСТО-КАЛЬЦИЕВЫМ ПОКРЫТИЕМ
Фтористо-кальциевое покрытие состоит из карбопа-
тов кальция, магния (мрамор, мел, доломит, магнезит)
и плавикового шпата, а также из ферросплавов (фер-
ромарганец, ферросилиций, ферротитан и др.). Электро-
ды с фтористо-кальциевым покрытием иногда называют
«основными» или «низководородистыми». Расплавлен-
ный металл защищается углекислым газом и окисью уг-
лерода, которые образуются вследствие диссоциации
карбонатов. Электроды с основным покрытием применя-
ют преимущественно при сварке постоянным током об-
ратной полярности во всех пространственных положени-
ях. Металл, наплавленный такими электродами, чаще
всего соответствует спокойной стали и содержит незначи-
тельное количество кислорода, водорода и азота. Содер-
жание серы и фосфора в нем обычно не превышает
0,035% каждого, содержание марганца и кремния зави-
сит от назначения электродов (от 0,5 до 1,5% Мп и от 0,3
до 0,6% Si). Металл шва, стойкий против образования
кристаллизационных трещин, старения, имеет достаточ-
но высокие показатели ударной вязкости как при поло-
жительных, так и при отрицательных температурах.
Электроды с основным покрытием применяют для свар-
ки металлов большой толщины, для изделий, работаю-
щих в тяжелых эксплуатационных условиях или транс-
портирующих газы, а также для сварки литых углеро-
дистых, низколегированных высокопрочных сталей и
сталей с повышенным содержанием серы и углерода.
Электроды с фтористо-кальциевым покрытием весьма
чувствительны к образованию пор во время сварки, если
кромки свариваемых изделий покрыты окалиной, ржав-
чиной, маслом, а также если электродное покрытие ув-
лажнено и поддерживается большая длина дуги. Меха-
нические свойства металла шва регулируют введением
в покрытие хрома, молибдена, ферромарганца и фер-
росилиция.
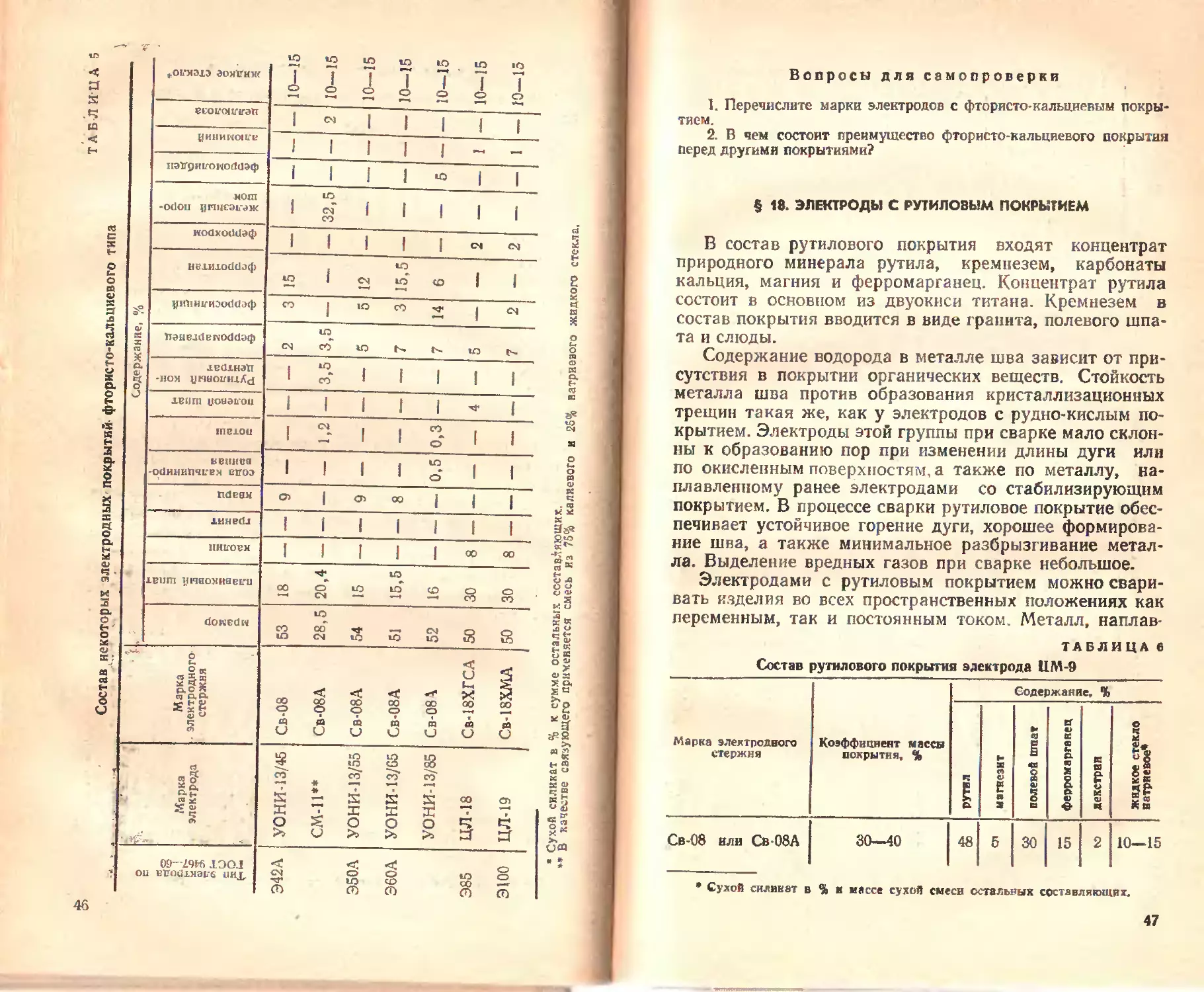
В табл. 5 приведен состав некоторых электродных
покрытий фтористо-кальциевого типа.
45
ев
й
о
к
3
гс
2
>i
§•
%
S
О>
п
m
И
о
хг
*О1ГЯЭХЭ ЗОИХГНШ ю 7 о Ю *м 1 о ю 1 о 10—15 ST—01 10—15 О
с 1
BtouoiVffan 1 <* 1 1 1 1
уиниконге 1 1 1 1 1
ПЭОДИГОИОСШЭф 1 1 1 1 ю 1 1
МОШ -odou угш£Э1гаж 1 s 1 1 1 1 1 со «11
НО(1ХО(ШЭф 1 1 1 1 1 сч OJ
нвхихосШэф Ю •—Г 1 сч 15,5 ю 1 1
чр о- уиииуюосШэф со 1 ю СО тг 1 с
ф X X та ПэпехбвкоОбэф 04 3,5 40 to (**
Л О. § лвйгнаТт -ном ynuoirmAd 1 «• 1 1 1 1 1
ХВ1ИП ЦОНЭ1ГОЦ 1 1 1 1 1 j
гпехои 1 1,2 1 1 0,3 1
ВВННСЯ -ойинипчгвм еггоэ । 1 1 1 о- 1
1К1Е9М ел 1 СП 00 1 1 1
AHHBdJ 1 1 1 1 1 1 1
ШШОВХ 1 1 1 1 1 00 ОС )
хиигп иняомннетги ОО •—i 20,4 ю •—ч* 15,5 о «^—4 я с ос J >
_ (lowed к СО ю 28,5 г* to w—* ю сч ю 8
6
5? S-я
ев
§
ОО
Op
ОО
ОО
ОО
ОО
ОО
г «
5
СЦ
Л
СП
Й
Ю
3 ю »о ю о
сЗ “”'‘’4^
со со со со
S ° W4 #
•
о ™ X •S * X X X S ОО СП W-«
ч (Ъ о з* о
>> >. Д’ Д'
09~Z9bft 1ЭОД
он егоахмэге UHL
Сухой силикат в % к сумме остальных составляющих.
В качестве связующего применяется смесь из 75% калиевого и 25% натриевого жидкого стекла.
сч <Т) о о ю Ю СО со * (Т) (П СП
46
Вопросы для самопроверки
I
1. Перечислите марки электродов с фтористо-кальциевым покры-
тием.
2. В чем состоит преимущество фтористо-кальциевого покрытия
перед другими покрытиями?
§ 18. ЭЛЕКТРОДЫ С РУТИЛОВЫМ ПОКРЫТИЕМ
В состав рутилового покрытия входят концентрат
природного минерала рутила, кремнезем, карбонаты
кальция, магния и ферромарганец. Концентрат рутила
состоит в основном из двуокиси титана. Кремнезем в
состав покрытия вводится в виде гранита, полевого шпа-
та и слюды.
Содержание водорода в металле шва зависит от при-
сутствия в покрытии органических веществ. Стойкость
металла шва против образования кристаллизационных
трещин такая же, как у электродов с рудно-кислым по-
крытием. Электроды этой группы при сварке мало склон-
ны к образованию пор при изменении длины дуги или
по окисленным поверхностям, а также по металлу, на-
плавленному ранее электродами со стабилизирующим
покрытием. В процессе сварки рутиловое покрытие обес-
печивает устойчивое горение дуги, хорошее формирова-
ние шва, а также минимальное разбрызгивание метал-
ла. Выделение вредных газов при сварке небольшое.
Электродами с рутиловым покрытием можно свари-
вать изделия во всех пространственных положениях как
переменным, так и постоянным током. Металл, наплав-
Состав рутилового покрытия электрода UM-9
• Сухой силикат в % к массе сухой смеси ссталъных составляющих.
47
— wninmHMXMiimiwwBiB
ленный электродами с рутиловым покрытием, содержит
ЛЭ 0,12% С; 0,4—0,7% Мп; 0,1-0,3% Si; 0,04% S и Р
каждого.
По механическим свойствам металла шва и сварного
соединения электроды с рутиловым покрытием относят к
типу Э42-Э46 по ГОСТ 9467—60. В табл. 6 приведен сос-
тав рутилового покрытия электрода ЦМ-9.
Вопросы для самопроверки
I. В чем состоят особенности рутилового покрытия?
2 Каков состав электродов ЦМ.-9 с рутиловым покрытием?
§ 19. ЭЛЕКТРОДЫ С ОРГАНИЧЕСКИМ ПОКРЫТИЕМ
Органическое покрытие состоит главным образом из
горючих органических материалов (оксицеллюлозы, крах-
мала), которые в процессе разложения в дуге обеспечи-
вают газовую защиту расплавленного металла. Шлако-
образующими являются рутил, титановый концентрат,
марганцевая руда и силикаты, а раскислителем — фер-
ромарганец. Эти электроды обеспечивают небольшое
разбрызгивание металла и малое количество шлака. Они
пригодны для сварки во всех пространственных положе-
ниях как переменным, так и постоянным током. По меха-
ническим свойствам металла шва электроды с органичес-
ким покрытием соответствуют типу Э42-Э50 по ГОСТ
9467—60. В табл. 7 приведен состав органического пок-
рытия электродов ОМА-2.
ТАБЛИЦА 7
Состав органического покрытия электрода ОМЛ-2
• Сухой силикат в % к массе остальных составляющих шйхгы.
48
Вопросы для самопроверки
1. Каково назначение электродов с органическим покрытием?
2. Чем отличается органическое покрытие от других?
§ 20. ЭЛЕКТРОДЫ СО СПЕЦИАЛЬНЫМИ ПОКРЫТИЯМИ
Кроме вышеперечисленных типов покрытий сущест-
вуют следующие покрытия металлических электродов:
рутило-карбонатное (электроды АНО-3, АНО-4, АНО-5);
рутило-карбонатно-фтористое (электроды ОЗЛ-9); иль-
менитовое (электроды АНО-6); рутиловое с железным
порошком (электроды АНО-1); пластмассовое (элект-
роды ВСП-1).
Электроды с рутило-карбонаткьш покрытием обла-
дают высокими сварочно-технологическими свойствами.
При сварке этими электродами обеспечиваются хорошее
формирование металла шва во всех пространственных
положениях, легкая отделимость шлаковой корки, устой-
чивое горение дуги при сварке переменным и постоян-
ным током любой полярности. Они имеют малые потери
металла от разбрызгивания и в этом отношении значи-
тельно превосходят электроды ОММ-5, СМ-5.
По механическим свойствам металла шва и сварного
соединения данные электроды относятся к электродам
типа Э-46, ГОСТ 9467—60.
Электроды с рутило-карбонатным покрытием обес-
печивают высокую ударную вязкость металла шва при
положительных и отрицательных температурах непосред-
ственно после сварки и после старения. Значения удар-
ной вязкости металла шва, выполненного электродами
АНО-3 и ЛНО-4, ЛНО-5, значительно выше, чем для
электродов ОММ-5 и СМ-5.
Электроды с рутило-карбонатно-фтористым покры-
тием применяются при сварке жаростойких сталей, ра-
ботающих при температуре до 1050° С, и когда к метал-
лу шва предъявляются требования повышенной стойко-
сти против охрупчивания.
Электроды с ильменитовым покрытием отличаются
легким возбуждением дуги. При сварке электродами
АНО-6, имеющими ильменитовое покрытие, выделяется
меньше пыли, дыма и газов, чем при сварке электрода-
ми ОММ-5 и СМ-5.
Электроды, имеющие рутиловое покрытие с желез-
ным порошком, обладают высокой производительностью
4—123
49
за счет наличия в покрытии железного порошка. Сварка
выполняется в основном в нижнем положении. При
сварке выделяется небольшое количество токсических
соединений марганца. Эти электроды имеют типичный
коэффициент наплавки 15 г/А-ч. Склонность металла
шва к образованию пор незначительная, так как нали-
чие ржавчины и масла, как правило, не вызывает об-
разования пор.
Электроды с пластмассовым покрытием также содер-
жат железный порошок, этими электродами легко зава-
ривают зазоры. Покрытие негигроскопично. Сварка воз-
можна во всех пространственных положениях на посто-
янном и переменном токе.
$ 21. ЭЛЕКТРОДЫ ДЛЯ СВАРКИ УГЛЕРОДИСТЫХ
И НИЗКОЛЕГИРОВАННЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙ
Электроды типа Э42-Р (рудно-кислое покры-
тие). К этому типу относятся электроды ОММ-5, СМ-5,
ЦМ-7, КПЗ-32Р и УНЛ-1 и другие, предназначенные для
сварки низкоуглеродистых сталей во всех пространст-
венных положениях.
Электроды Э42-О (органическое покрытие) мар-
ки ОМА-2 предназначены для сварки низкоуглероди-
стых сталей толщиной от 0,8 до 3,0 мм. Электроды
ВСП-1 и ВСЦ-2 применяются при сварке низкоуглеро-
дистых и некоторых низколегированных сталей, напри-
мер 19Г или 14ХГС. Всеми этими электродами можно
вести сварку во всех пространственных положениях.
Электроды Э42А-Ф (фтористо-кальциевое покры-
тие) марок УОНИ-13/45, СМ-11, УП-1/45, УП-2/45 и
ОЗС-2 предназначены для сварки низкоуглеродистых,
среднеуглеродистых и низколегированных сталей. Ме-
талл шва имеет высокую стойкость против образования
кристаллизационных трещин и характеризуется низким
содержанием водорода. Электроды этой группы пригод-
ны для сварки во всех пространственных положениях.
Электроды Э46-Т (рутиловое или рутило-карбо-
натное покрытие) марок АНО-3, АНО-4, МР-1, МР-3,
ОЗС-4, ОЗС-6, РБУ-4, РБУ-5, ЗРС-2, ОЗС-З и ЗРС-1
предназначены для сварки низкоуглеродистых сталей во
всех пространственных положениях. .
Электроды Э50А-Ф (фтористо-кальциевое покры-
тие) марок УОНИ-13/55, ДСК-50, УП-1/55, УП-2/55,
50
К-5А предназначены для сварки низкоуглеродистых,
среднеуглеродистых и низколегированных сталей. Они
характеризуются малым содержанием водорода и высо-
кой стойкостью шва против образования кристаллизаци-
онных трещин. Сварка этими электродами возможна во
всех пространственных положениях.
Электроды Э60А-Ф (фтористо-кальциевое покры-
тие) марки УОНИ-13/65 предназначены для сварки
среднеуглеродистых и низколегированных хромистых,
хромомолибденовых и хромокремнемарганцовых сталей
во всех пространственных положениях.
Вопросы для самопроверки
1. Чем отличаются электроды Э42 от Э42 А?
2» Чем отличаются электроды Э42А от Э46?
§ 22. ЭЛЕКТРОДЫ ДЛЯ СВАРКИ
ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
Электроды типа Э-МХ-Р (рудно-кислое покры-
тие) марки ЦЛ-14 предназначены для сварки конструк-
ций из сталей 12МХ, 15ХМ и 20МХ-Л, работающих при
температуре до 550°С. Сварка возможна во всех прост-
ранственных положениях.
Электроды типа Э-МХ-Ф (фтористо-кальциевое
покрытие) марки ГЛ-14 предназначены для сварки кон-
струкций из стали 12МХ, работающей при температуре
до 560° С. Сварка возможна во всех пространственных
положениях.
Электроды типа Э-ХМ-Ф (фтористо-кальциевое
покрытие) марки ЦЛ-30-63 предназначены для сварки
сталей 34ХМ и 20ХЗМВФ. Сварка возможна в нижнем
и вертикальном положениях.
Электроды типа Э-ХМФ-Ф (фтористо-кальцие-
вое покрытие) марки ЦЛ-20-63 используют при сварке
перли гных хромомолибденованадиевых сталей 20ХМФ,
20ХМФ-Л и 12Х1М1Ф. Конструкции из указанных ста-
лей длительно работают при температуре до 570° С.
Электроды типа Э-Х2МФБ-Ф (фтористо-каль-
циевое покрытие) марки ЦЛ-26М-63 предназначены для
сварки конструкций жаропрочных сталей перлитного
класса 15ХМФКР и 12Х2МФБ, работающих при темпе-
ратуре до 600° С.
4 й 51
Электроды типа Э-Х5МФ-Ф (фтористо-кальци-
свое покрытие) марки ЦЛ-17-63 предназначены для
сварки сталей Х5М и 15Х5МФА, работающих при тем-
пературах до 450° С.
Электроды типа ЭА-1 Гб (фторпсто-ка л ыш-
евое покрытие) марки СЛ-16 предназначены для сварки
сталей Х5ВФ, 06X13 и XI7.
Электроды типа ЭФ-Х13 (фтористо-кальциевое
покрытие) марки ЛМЗ-1 предназначены для сварки ста-
лей типа 1X13. Сварка возможна только в нижнем по-
ложении.
Сварку электродами ЦЛ-20-63, ЦЛ-26М-63, ЦЛ-17-63
и СЛ-16 выполняют во всех пространственных положе-
ниях.
Вопросы для самопроверки
1. Какие типы и марки электродов применяют для сварки тепло-
устои чивых сталей ?
2. Можно ли сваривать теплоустойчивые стали электродами
Э42?
§ 23. ЭЛЕКТРОДЫ ДЛЯ СВАРКИ КОРРОЗИОННОСТОЙКИХ,
ЖАРОСТОЙКИХ И ЖАРОПРОЧНЫХ СТАЛЕЙ И СПЛАВОВ
Для сварки коррозионностойких сталей рекоменду-
ются следующие типы и марки электродов:
типа ЭА-1 марки ОЗЛ-14—для сварки сталей
0Х18Н10Т, 0Х18Н10 и Х18Н10Т и им подобных, когда
к металлу шва предъявляются требования стойкости
против межкристаллитной коррозии;
типа ЭА-1 а марки ОЗЛ-8—для сварки сталей Х18Н9,
Х18Н9Т и им подобных, работающих при температуре
до 350° С;
типа ЭА-1Б марки ЦЛ-11—для сварки сталей
Х18Н10Т, X18II9T, OX18II12T, ОХ18Н12Б, 1Х21Н5Т,
1Х16Н13Б и им подобных, когда к металлу шва предъ-
являются жесткие требования стойкости к межкристал-
литной коррозии;
типа ЭА-1 Б марки ЦТ-15-1 — для сварки стали
К18Н12Т и ей подобных, работающих при температуре
600—650° С и высоком давлении;
типа ЭА-1 Ба марки ЗИО-З—для сварки сталей
Х18Н10Т, Х18Н9Т и им подобных, работающих при тем-
пературе до 560° С или в условиях, когда к металлу шва
52
предъявляются требования стойкости против меж-
кристаллитной коррозии.
К этой группе также относятся электроды 3A-LV12
ЭА-1М2Б, ЭА-1Ф2, ЭА-2Б и др.
Для сварки жаростойких сталей и сплавов использу-
ются электроды следующих типов: ЭА-2 (марки ОЗЛ-6,
ЦЛ-25 и ОЗЛ-4), ЭА-2 Гб (марки ОЗ Л-9а и ГС-1)
ЭА-2СА (марки ОЗЛ-5 и ЦТ-17).
ТАБЛИЦА 8
Назначение электродов для сварки жаропрочных сталей и сплавов
Тип электрода Марка электрода Назначение
ЭА-1В2Б ЦТ-16-1 Для сварки облицо- вочных и корневых швов сталей 1Х16Н14В2БР, 1Х16Н16В2МБР и им по- добных
А-1В2Ба ЦТ-16 Для сварки сталей 1Х16Н14В2БР, 1Х16Н16В2МБР, работа- ющих при темпер а гуре до 700° С
ЭА-1М2Ф ЦТ-1 Для сварки сталей 1X14HI4B2M, 4Х14Н14В2М и им по- добных, работающих при температуре до 600° С
ЭА-1М2ФА 1 < ЦТ-7 Для сварки сталей 1Х16Н13М2Б, 1Х14Н14В2М, Х18Н12Т и им подобных, работа- ющих при температуре до 620° С
ЭЛ-2Г6 ОЗЛ-9 Для сварки сталей Х23Н13, Х23Н18иим по-
добных, работающих при температуре до 1050° С, когда к металлу шва предъявляются требова- ния стойкости против охрупчивания
ЭА-4ВЗБ2 КТИ-7-62 Для сварки сплава ХН35ВТ
Электроды ОЗЛ-6 предназначаются для сварки ста-
лей Х25Т, Х28 и других, работающих при температуре
ЛН111ЙПЧ
1150е С; ЦЛ-25—для сталей Х25Т, Х28, Х23Н18, работа-
ющих при температуре выше 850° С; ОЗ Л-4—для ста-
лей Х25Т, Х28, Х23Н18, работающих при температуре
900—1100° С; ОЗЛ-9А —для сталей Х23Н13, Х23Н18 и
им подобных, работающих в окислительных и науглеро-
живающих средах при температуре 900—1050° С; ГС-1—
для сталей Х20Н14С2, Х25Н20С2 и им подобных, рабо-
тающих при температуре до 1050°С (первого слоя);
ОЗЛ-5—для сталей Х25Н20С2, Х20Н14С2, работающих
в интервале температур 900—1100° С; ЦТ-17—для ста-
ли Х20Н14С2 и ей подобных, работающих при темпера-
турах 900—1100° С.
Для сварки жаропрочных сталей и сплавов применя-
ются электроды, назначение которых приводится в
табл. 8.
Вопросы для самопроверки
1. Как обозначаются типы электродов для сварки коррозионно-
стойких сталей?
2. Можно ли один тип электродов заменять другим?
§ 24. ЭЛЕКТРОДЫ ДЛЯ СВАРКИ ЧУГУНА
Для сварки чугуна электроды характеризуются по
применяемому стержню электрода.
Стержень электрода может быть изготовлен из чу-
гунных прутков, стальной сварочной проволоки, медной
проволоки и ее сплавов, а также из некоторых проволок
легированных сталей. В основном для сварки чугуна
применяются электроды следующих марок: ОМЧ-1,
МНЧ-1, ОЗЧ-1, ЦЧ-4 и ЦЧ-ЗА, АНЧ-1.
Электроды марки ОМЧ-1, изготовленные из
литых чугунных пругков со специальным покрытием,
применяются для сварки и наплавки чугунных деталей
и отливок из серого чугуна с предварительным подогре-
вом. Эти электроды пригодны для сварки только в ниж-
нем положении на постоянном токе обратной полярно-
сти и переменном токе и обеспечивают получение в на-
плавленном металле — сварном шве серого чугуна.
Устойчивость дуги и формирование шва у электродов
ОМЧ-1 удовлетворительное.
Электроды МНЧ-1 изготовляют из проволоки
НМЖМц с фтористо-кальциевым покрытием. Эти элект'14
роды предназначены для сварки и наплавки чугуна без
54
подогрева. Сварка может выполняться в нижнем, вер-
тикальном и потолочном положениях постоянным током
обратной полярности. Наплавленный металл представ-
ляет железоникелемедный сплав и хорошо обрабаты-
вается.
Электроды ОЗЧ-1 изготовляют из медной прово-
локи с фтористо-кальциевым покрытием, содержащим
железный порошок. Эти электроды применяются для
сварки и наплавки чугуна без подогрева. Устойчивость
дуги и формирование шва удовлетворительное.
Электроды АНЧ-1 изготовляются из проволоки
Св-04Х19Н9 или Св-04Х19Н9Т, в оболочке из меди с фто-
ристо-кальциевым покрытием. При сварке этими элект-
родами подогрев не требуется и они пригодны для сварки
в нижнем и вертикальном положениях на постоян-
ном токе обратной полярности. Металл шва, меднохро-
моникелевый сплав, хорошо поддающийся механической
обработке. Устойчивость дуги удовлетворительная.
Электроды ЦЧ-4 состоят из электродного стерж-
ня Св-08 и Св-08А с фтористо-кальциевым покрытием
и предназначены для сварки конструкций из высоко-
прочного чугуна и чугуна со сталью. Металл шва доста-
точно пластичен и хорошо обрабатывается на механи-
ческих станках.
Электроды ЦЧ-ЗА имеют стержень Св-08Н50,
покрытый фтористо-кальциевой обмазкой и применяют-
ся для холодной сварки высокопрочного магниевого чу-
гуна.
§ 25. ЭЛЕКТРОДЫ ДЛЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ
Для каждого цветного металла, который поддается
электродуговой сварке, разработаны специальные элек-
троды.
Алюминий и его сплавы сваривают электродами
ОЗА-1, АФ-4аКр, А2 и ОЗА-2. Медь и ее сплавы свари-
вают электродами «Комсомолец-100», МН-5,——.
ЛКЗ - АБ
Никель и его сплавы сваривают электродами МЗОК
и ХН-1.
Электроды ОЗА-1 и АФ-4аКр, изготовленные из
проволоки Св-Al с покрытием галогенидного типа, при-
меняются для сварки и наплавки алюминия марок А6,
АДО, АД1 и АД. Этими электродами сварку можно
55
выполнять только в нижнем положении постоянным то-
ком обратной полярности.
Электроды А2 па проволоке Св-AiMn пли Св-АК5
с покрытием галогенидного типа применяют для сварки
алюминиевомарганцсвого сплава АМц и Ал-9. Сварка
возможна в нижнем положении постоянным током об-
ратной полярности.
Электроды ОЗА-2 па проволоке Св-АК5 с покры-
тием галогенидного типа предназначены для сварки и
наплавки деталей из алюминиевых литейных сплавов
марки Ал-2, Ал-4, Ал-5, Ал-9, Ал-11. Этими электродами
сварка осуществляется в нижнем положении па посто-
янном токе обратной полярности.
Электроды «Комсомолец-100» на медной прово-
локе с фтористо-кальциевым покрытием применяют для
сварки меди, которая в своем составе имеет не более
0,01% кислорода. Этими же электродами сваривают
медь с углеродистыми сталями. Сварку выполняют в
нижнем положении постоянным током обратной поляр-
ности.
Электроды МН-5 изготовляют из проволоки МН-5
с покрытием рудно-кислотного типа. Эти электроды пред-
назначены для сварки медно-пикелевых трубопроводов
из сплава МНЖ5-1 или с латунью марки Л90 in брон-
зой БрАМц9-2 в нижнем положении постоянным током
обратной полярности.
Электроды------------— изготовляют из прово-
ЛКЗ - АВ 1
локи БрАНМц8-5-1,5 с покрытием галогенидного типа
и предназначаются для сварки алюминиевых и алюмп-
ниево-никелевых бронз типа АМц9 и АН. Сварка ведется
в нижнем положении постоянным током обратной по-
лярности.
Электроды МЗОК из проволоки НМЖМц28-2,5-
1,5 с фтористо-кальциевым покрытием применяют для
сварки монель-металла и других медпо-никелевых спла-
вов. Сварка ведется в нижнем положении постоянным
током обратной полярности.
Электроды ХН-1 из проволоки НИМО-25 с фто-
ристо-кальциевым покрытием применяют для сварки ли-
того, кованого никелемолибдепового сплава при содер-
жании молибдена от 25 до 30%. Сварка ведется во всех
пространственных положениях постоянным током обрат-
ной полярности.
56
Глава V
ТЕХНИКА РУЧНОЙ ДУГОВОЙ СВАРКИ
§ 26. ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА ПОД СВАРКУ
При подготовке деталей под сварку поступающий ме-
талл подвергается: правке, разметке, наметке, резке,
подготовке кромок под сварку, холодной или горячей
гибке.
Правка металла выполняется либо па станках, либо
вручную. Листовой и полосовый металл правят на различ-
ных лнетоправильных вальцах. Ручная правка металла,
как правило, производится па чугунных или стальных
правильных плитах ударами кувалды или при помощи
ручного винтового пресса. Угловая сталь правится на
правильных вальцах (прессах). Двутавры и швеллеры
правятся на приводных или ручных правильных прессах.
Разметка и наметка— это такие операции, которые
определяют конфигурацию будущей детали. Механиче-
ская резка применяется для прямолинейного реза ли-
стов. Иногда механическая резка применяется для кри-
волинейного реза листов посредством использования для
этой цели роликовых ножниц с дисковыми ножами. Угле-
родистые стали разрезаются газокислородной и плазмен-
но-дуговой резкой. По механизации эти способы могут
быть ручными и механизированными. Для легированных
сталей, цветных металлов может применяться газофлю-
совая или плазменно-дуговая резка.
Форма подготовки кромок металла под сварку зави-
сит от его толщины. Основной металл и присадочный
материал перед сваркой должны быть тщательно очище-
ны от ржавчины, масла, влаги, окалины и различного ро-
да неметаллических загрязнений. Наличие указанных
загрязнений приводит к образованию в сварных швах
пор, трещин, шлаковых включений, что приводит к сни-
жению прочности и плотности сварного соединения.
§ 27. ТРЕБОВАНИЯ К СБОРКЕ ПРИ СВАРКЕ
МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ
Применяемые сборочно-сварочные приспособления
должны обеспечивать доступность к местам установки
57
деталей, к рукояткам фиксирующих и зажимных уст-
ройств, а также к местам прихваток и сварки. Эти при-
способления должны быть также достаточно прочными
и жесткими, обеспечивать точное закрепление деталей
. в нужном положении и препятствовать их деформиро-
ванию в процессе сварки. Кроме этого, сборочно-свароч-
ные приспособления должны обеспечивать наивыгодней-
ший порядок сборки и сварки:
наименьшее число поворотов при наложении прихва-
ток и сварных швов;
свободный доступ для проверки размеров изделий и
их легкий съем после изготовления;
безопасность сборочно-сварочных работ.
Любая сборочная операция не должна затруднять
выполнение следующей операции. Поступающие на сбор-
ку детали должны быть тщательно проверены. Проверке
подлежат все геометрические размеры детали и подгото-
вленная форма кромок под сварку.
Сборка сварных конструкций, как правило, осуществ-
ляется либо по разметке, либо при помощи шаблонов,
упоров, фиксаторов или специальных приспособлений —
кондукторов, облегчающих сборочные операции..Подго-
товку и сборку изделий под сварку выполняют с соблю-
дением следующих основных обязательных правил:
притупление кромок и зазоры между ними должны
быть равномерными по всей длине;
кромки элементов, подлежащих сварке, и прилегаю-
щие к ним места шириной 25—30 мм от торца кромки
должны быть высушены, очищены от грата после резки,
масла, ржавчины и прочих загрязнений;
прихватку следует выполнять качественными элект-
родами через интервал не более 500 мм при длине од-
ной прихватки 50—80 мм;
для обеспечения нормального и качественного фор-
мирования шва нужно в начале и в конце изделия при-
хватывать планки.
§ 28. ПРИЕМЫ УДЕРЖАНИЯ МЕТАЛЛА
ПРИ НАЛОЖЕНИИ КОРНЕВОГО СЛОЯ ШВА
При выполнении корневого слоя шва основной труд-
ностью является удержание расплавленного металла в
сварочной ванне. Для предупреждения вытекания рас-
58
плавленного металла из сварочной ванны применяют
следующее: - • *.
стальные, медные, керамические или асбестовые под-
кладки, устанавливаемые под корень шва;
различного рода вставки между стыкуемыми кром-
ками;
обходятся без сквозного проплавления с последую-
щей подрубкой и подваркой корпя шва с противополож-
ной стороны;
флюсовые, флюсо-медные и газовые подушки, уста-
навливаемые под корень шва;
при стыковой сварке— соединения в замок;
специальные электроды, сварка которыми произво-
дится сверху вниз;
импульсную дугу.
Подкладки позволяют увеличивать величину свароч-
ного тока, способствуя сквозному проплавлению свари-
ваемых кромок шва и обеспечивая при этом 100% про-
вар свариваемых деталей, а также задерживают и не
позволяют расплавленному металлу вытекать из свароч-
ной ванны и предупреждают образование прожогов.
Для предупреждения вытекания расплавленного металла
из сварочной ванны подкладки должны плотно приле-
гать к свариваемым кромкам.
Установление различного рода вставок между стыкуе-
мыми кромками способствует удержанию металла в сва-
рочной ванне и 100% проплавлению свариваемых кро-
мок в корне шва.
Иногда по заранее продуманной технологии не дела-
ют сквозного проплавления свариваемых кромок, а за-
тем с обратной стороны делают канавку пневмозубилом
или шлифмашинкой и накладывают подварочный шов,
обеспечивая при этом 100%-ный провар свариваемых
кромок в корне шва.
Расплавленный металл сварочной ванны в корне шва
удерживают применением различных подушек. Флюсо-
вые и флюсо-медные подушки применяются при сварке
под флюсом. Газовая подушка используется при ручной
дуговой сварке, ручной и автоматической аргоподуго-
вой сварке с использованием в качестве поддувечного
газа аргона, азота или углекислого газа. Сущность газо-
> вой подушки состоит в том, чго под расплавленный ме-
талл сварочной ванны подается один из выше упомяну-
тых газов с избыточным давлением 50—200 мм вод. ст.
69
Соединение в замок за счет металла одной из сты-
куемых кромок позволяет избежать прожогов в корне
шва.
При сварке сверху вниз специальными электродами
покрытие электрода приводит к увеличению силы по-
верхностного натяжения металла, в результате чего
исключаются прожоги в корне шва.
Импульсная дуга приводит к кратковременному рас-
плавлению металла, в результате чего металл корня
сварного шва охлаждается и кристаллизуется. На осты-
вающую порцию расплавленного металла накладывает-
ся новая, а так как дуга на некоторый промежуток вре-
мени прерывается и новый металл в это время не добав-
ляется, то и не будет прожогов.
§ 29 ТЕХНИКА РУЧНОЙ ДУГОВОЙ СВАРКИ
МЕТАЛЛИЧЕСКИМИ ЭЛЕКТРОДАМИ
Техника манипулирования электродом. Во время
сварки электросварщик сообщает концу электрода,дви-
жение в трех направлениях.
Первое движение —поступательное, по направ-
лению оси электрода для поддержания необходимой дли-
ны дуги /д, которая должна быть /д= (0,54-1,1 )d3, где
d» —диаметр электрода, мм.
Длина дуги оказывает большое влияние па качество
сварного шва и его форму. Длинной дуге соответствует
интенсивное окисление и азотирование расплавленного
металла и повышенное его разбрызгивание. При сварке
электродами фтористо-кальциевого типа увеличение дли-
ны дуги приводит к пористости металла шва.
Второе движение — вдоль оси валика, для об-
разования сварного шва. Скорость движения электрода
зависит от величины тока, диаметра электрода, типа
и пространственного положения шва. Правильно вы-
бранная скорость перемещения электрода вдоль оси шва
обеспечивает требуемую форму и качество сварного шва.
При большой скорости перемещения электрода основной
металл не успевает ироплавиться, вследствие чего обра-
зуется недостаточная глубина проплавления — непровар.
Недостаточная скорость перемещения электрода приво-
дит к перегреву и прожогу (сквозное проплавление) ме-
талла, а также снижает качество и производительность
60
сварки. Правильно выбранная скорость продольного
движения электрода вдоль оси шва позволяет получить
его ширину на 2—3 мм больше, чем диаметр электрода.
Сварной шов, образованный в результате первого и
второго движений электрода, называют ниточным. Его
применяют при сварке металла небольшой толщины, при
наплавочных работах и при подварке подрезов.
Третье движение — колебание концом электро-
да поперек шва, для образования уширенного валика,
Рис. 18. Траектория движения копна электрода при наплав-
ке уширенных валиков
который применяется чаще, чем ниточный. Для образо-
вания уширенного валика электроду сообщают попереч-
ные колебательные движения, чаще всего с постоянной
частотой и амплитудой, совмещенные с поступательным
движением электрода вдоль оси шва и оси электрода.
Поперечные колебательные движения электрода разно-
образны и определяются формой, размерами, положени-
ями шва в пространстве и навыком сварщика. На рис. 18
показаны поперечные колебания, описываемые концом
электрода. В процессе колебания электрода середину
пути проходят быстро, задерживая электрод по краям.
Такое изменение скорости колебания электрода обеспе-
чивает лучший провар по краям. Одинаковая ширина ва-
лика достигается одинаковыми поперечными колебания-
ми. Ширина валика при сварке не должна быть более
2—3 диаметров электрода.
Обычно сварку выполняют вертикально расположен-
ным электродом или при его наклоне относительно шва,
углом вперед или назад (рис. 19). При сварке углом впе-
ред или назад обеспечивается более полный провар и
61
_ 1ИЧШ|»ч^11М1и|ИЯ111.1ЦИМ"*
меньшая ширина шва. Углом назад сваривают нахлес*
точные, угловые и тавровые соединения, а высококвали-
фицированные сварщики сваривают и стыковые соеди-
нения.
Понятие о режиме сварки. Под режимом сварки по-
нимают совокупность условий протекания процесса свар-
ки. Параметры режима сварки подразделяют на основ-
ные и дополнительные. К основным параметрам
режима сварки при ручной сварке относят величину, род
и полярность тока, диаметр электрода, напряжение, ско-
Рис. 19. Различное положение электродов при
сварке:
а — вертикальное, б — углом вперед, в — углом на»
зад (стрелкой указано направление сварки)
рость сварки и величину поперечного колебания конца
электрода, а к дополнительным — величину вылета
электрода, состав и толщину покрытия электрода, на-
чальную температуру основного металла, положение
электрода в пространстве (вертикальное, наклонное) и
положение изделия в процессе сварки.
Глубина провара и ширина шва зависят от всех ос-
новных параметров режима сварки.
Увеличение сварочного тока вызывает при неизмен-
ной скорости рост глубины проплавления (провара). Это
объясняется изменением величины погонной энергии
(тепла, приходящегося на единицу длины шва) и час-
тично изменением давления, оказываемого столбом ду-
ги на поверхность сварочной ванны.
Род и полярность тока также влияют на форму и раз-
меры шва. При сварке постоянным током обратной по-
лярности глубина провара на 40—50% больше, чем при'
сварке постоянным током прямой полярности, что объ-
ясняется различным количеством теплоты, выделяющей-
62
ся на аноде и катоде. При сварке переменным током
глубина провара на 15—20% меньше, чем при сварке
постоянным током обратной полярности.
Напряжение при ручной дуговой сварке па глубину
провара оказывает незначительное влияние» которым
можно пренебречь. Ширина шва связана с напряжением
на электродах прямой зависимостью. При увеличении
напряжения ширина шва увеличивается.
Величина поперечного колебания электрода позволя-
ет существенно изменять глубину провара и ширину шва.
Ориентировочную величину сварочного тока подбирают
из расчета 40—60 А на 1 мм диаметра стержня электро-
да, который подбирают по толщине свариваемого метал-
ла и пространственному положению шва.
Для металла толщиной 2 мм диаметр электрода дол-
жен составлять 2—3 мм, для металла толщиной 8 мм он
должен быть 4—5 мм. Сварку в вертикальном и пото-
лочном положениях целесообразно вести электродами
меньших диаметров (до 4 мм), так как в этом случае
легче предупредить стекание вниз металла сварочной
ванны (объем сварочной ванны будет меньше).
Способы сварки швов различной протяженности. Все
швы по протяженности разделяют на три группы:
от 250 до 300 мм — короткие швы;
от 300 до 1000 мм — швы средней длины;
от 1000 мм и более — длинные швы.
Короткие швы сваривают от начала к концу шва
в одном направлении (рис. 20).
Средние швы сваривают участками (рис. 21 и 22).
Длину участка выбирают такой, чтобы его можно бы-
ло сварить целым числом электродов (двумя, тремя и
т. д.). Сварку участков начинают в центре шва и ведут
от середины к концам или обратноступенчатым способом
от одного края к другому.
Длинные швы, широко применяемые в резервуаро-
строении, судостроении и при изготовлении различных
емкостей, чаще всего сваривают вразбивку, обратносту-
пенчатым способом (рис. 23).
Сварка металла большой толщины. Многослойные
швы рекомендуется сваривать методом «горки» или кас-
кадным методом. При сварке «горкой» (рис. 24) на уча-
стке длиной 200—300 мм накладывают первый слой. За-
тем после очистки первого слоя от шлака, окалины и
брызг на него накладывают второй слой, по длине в два
63
раза больший, чем первый. Наконец, отступив от начала
второго слоя на 200—300 мм, выполняют третий слой.
Таким образом выполняют сварку (заполнение раздел-
Начало
Рис. 20. Сварка коротких
швов па проход
Рис. 21. Сварка швов
средней длины от сере-
дины к концам шва
Рис. 22. Сварка швов
средней длины, обратно-
ступенчатым способом
(/—5 — последователь-
ность наложения швов)
Рис 23. Сварка длинных
швов обратноступенча-
тым способом от середи-
ны к концам шва
Толщина листа
в
200-300
Рис. 24. Схема сварки длинных многослойных швов «горкой»:
1—4 — последовательность наложения швов
ки) в обе стороны от центральной «горки» короткими
швами.
Каскадный метод (рис. 25), являющийся разновид-
ностью сварки «горкой», применяют при сварке листов
толщиной более 20—25 мм.
Техника сварки стыковых, тавровых и угловых швов.
Сварку стыковых соединений выполняют с одной или
с двух сторон. Для борьбы с прожогами применяют оста-
ющиеся или съемные подкладки. Остающиеся подкладки
изготовляют из стальных полос толщиной 2—4 мм при
64
ширине 30—40 мм. Съемные подкладки изготовляют из
материала, который во время сварки не плавится, т. е.
обладает хорошей теплопроводностью и теплоемкостью.
Этим требованиям отвечает медь. Съемные подкладки
в процессе сварки иногда охлаждают проточной водой.
Съемные подкладки можно изготовить также из кера-
мики или графита. Сварка на подкладках имеет следую-
щие преимущества:
сварщик работает более уверенно, не боится нрожо*
гов и натеков и может увеличить сварочный ток на
20-30%;
исключается необходимость подварки корня шва об-
ратной стороны.
При сварке стыковых соединений с V-образной раз-
делкой кромок в зависимости от толщины свариваемых
листов (от 3 до 26 мм), положения шва в пространстве,
диаметра электрода — сварку выполняют в два и более
слоев. Выполнение шва начинают со сварки первого
слоя, состоящего из одного валика. Дугу возбуждают
на краю скоса кромки, а затем, переместив ее к нижней
части шва, проваривают края скосов кромок (корень
шва). На скосах кромок движение электрода замедляют,
чтобы улучшить их провар, а при переходе конца электро-
да с одной кромки на другую скорость его движения уве-
личивают для того, чтобы избежать прожога притуплен-
ных кромок.
При сварке первого слоя применяют электроды диа-
метром 2, 3 или 4 мм. Электроды большего диаметра не
обеспечивают надежный провар корня шва. Перед на-
ложением следующего слоя поверхность предыдущего
зачищают от шлака и брызг. Образование шва закапчи-
вают наплавкой усиления высотой 2—3 мм над поверх-
ностью основного металла. После заполнения всего се-
чения шва со стороны разделки кромок с приданием ему
требуемого усиления изделие поворачивают, а затем
пневматическим зубилом пли воздушно-дуговой строж-
кой вырубают или выплавляют в корне шва канавку ши-
риной 8—10 мм и глубиной 3—4 мм, которую заварива-
ют за один проход контрольным швом (придавая ему не-
большое усиление).
Сварка угловых, тавровых и нахлесточных соедине-
ний бывает однослойной и многослойной (однослойная
применяется для швов с катетом до 10 мм). Угловые,
тавровые и нахлесточные соединения можно сваривать
5—123 65
NHjHiwimwmwwww*
и без колебаний электрода ниточным и уширенным ва-
ликом. Колебания концом электрода производят тогда,
когда необходимо наложить шов с большим катетом.
Рис. 25. Схема сварки длинных многослойных швов каскадом::
J—6 — последовательность сварки
При сварке таких сварных соединений возможно образо-
вание непровара в одной из сторон, а также непровар
угла и подрез верхней и нижней кромок. Лучше всего
сварку угловых, тавровых и нахлесточных соединений
вести в положении «в лодочку» (рис. 26,а). При сварке
наклонным электродом (рис. 26,6) или с оплавлением
Рис. 26. Способы сварки угловых, тавровых и на*
хлесточных швов:
в — в симметричную и несимметручную «лодочку*;
б -• сварка наклонным электродом, в — сварка с оплав-
лением кромки
66
Рис.
ff!
вертикальных
27. Сварка
швов:
а — снизу вверх, б — сверху вниз
верхней кромки (рис. 26, в) процесс сварки целесообраз-
нее вести углом назад.
Особенности сварки вертикальных, горизонтальных и
потолочных швов. Вертикальные швы сваривают двумя
способами: снизу вверх и сверху вниз. При сварке снизу
вверх (рис. 27, а) дугу возбуждают в нижней точке шва
и после образования ванночки расплавленного металла
электрод отводят немного вверх и в сторону. Дуга при
этом должна быть направлена на основной металл. Рас-
плавленный металл при
отводе электрода вверх
затвердевает, образуя
подобие полочки, на ко-
торую наплавляют и ко-
торая удерживает после-
дующие капли металла
при движении электрода
вверх. Электрод рекомен-
дуется наклонять вверх
под углом 45—50° к го-
ризонту.
При сварке сверху
вниз (рис. 27, б) дугу
возбуждают в верхней
точке шва и придают электроду сначала перпен-
дикулярное положение /, а после образования крате-
ра— наклонное положение 2. Метод сварки сверху вниз
рекомендуется применять в основном лишь для тонкого
металла и первых слоев при V- и Х-образной разделке
кромок. Сварку вертикальных швов выполнять значи-
тельно труднее, чем нижних, так как в первом случае
расплавленный металл под действием силы тяжести
стремится вытечь из сварочной ванны. Вертикальные швы
следует сваривать током, на 10—15% меньшим, чем при
сварке швов в нижнем положении, и короткой дугой;
используемые для вертикальных швов электроды долж-
ны иметь «короткие» шлаки.
При сварке стыковых горизонтальных соедине-
ний подготовка кромок необходима только для верхней
кромки. Дугу возбуждают вначале на нижней горизон-
тальной кромке, затем перемещают на скошенную
кромку.
Потолочные швы являются наиболее трудными для
выполнения, так как расплавленный металл всегда стрс-
5*
67
мится вытечь из сварочной ванны вниз. Незастывший ме-
талл удерживается в сварочной ванне силами поверхно-
стного натяжения и давлением дуги. Объем сварочной
ванны должен быть минимальным, поэтому сварка воз-
можна только при короткой дуге. Ток должен быть на
15—20% меньше, чем при сварке в нижнем положении.
Потолочную сварку выполняют сварщики-потолочпики,
прошедшие специальную подготовку.
Вопросы для самопроверки
1. Какие условия требуются для получения высокого качества
сварного шва?
2. Какими параметрами задается режим сварки?
3. Как свариваются швы различной протяженности и толщины?
§ 30. ТЕХНИКА РУЧНОЙ ДУГОВОЙ СВАРКИ
УГОЛЬНЫМ ЭЛЕКТРОДОМ
Сварку угольным электродом выполняют дугой пря-
мого действия, т. е. дугу возбуждают между сваривае-
мым металлом и угольным стержнем — электродом. Для
сварки применяют угольные и графитовые электроды.
Сварка угольным электродом характеризуется медлен-
ным испарением угольного электрода.
Сварку производят постоянным током при прямой
полярности (минус на электроде). Вследствие того, что
температура плавления и кипения угольных электродов
имеет всего разницу 400° С (температура кипения
4200еС, а плавления 3800°С), то практически плавление
не удается наблюдать. При сварке на обратной поляр-
ности дуга горит неустойчиво, шов плохо формируется
и происходит науглероживание наплавленного металла,
при этом угольный электрод сильно разогревается па
большой длине и его испарение увеличивается.
При сварке угольным электродом процесс сварки ве-
дут без присадочного материала и с присадочным мате-
риалом. Сварку можно осуществлять также с предвари-
тельной укладкой присадочного материала в разделку
кромок.
Сварка без присадочного материала заключается в
оплавлении дугой кромок свариваемых деталей и явля-
ется наиболее простым способом сварки. Этот способ по-
лучил наибольшее распространение. Без йрисадочного
68
материала производят сварку тонких листов. Скорость
сварки при толщине листов 1—3 мм может быть значи-
тельно выше, чем при ручной дуговой сварке металли-
ческим электродом. Сварку металлов с подачей приса-
дочного материала в зону дуги выполняют левым или
правым способами. Сварку с предварительной укладкой
прутков или полосок в разделку кромки применяют при
выполнении стыковых и угловых швов из листов большей
толщины.
Величину сварочного тока подбирают в зависимости
от толщины металла и вида сварного соединения, а диа-
метр электрода — от толщины свариваемых листов. Уве-
личение плотности тока допускается только при исполь-
зовании графитовых электродов. Некоторые режимы
сварки низкоутлеродистой стали графитовыми электро-
дами приведены в табл. 9.
ТАБЛ И Ц Л 9
Некоторые режимы сварки низкоуглеродистой стали
графитовыми электродами
Толщина металла, мм Диаметр электрода, мм Напря- жение Дуги, В Сила тока, А Скорость сварки, м/ч
’,6+1,6 5 25 90 —100 45
2+2 6 25 125- —135 40
В настоящее время сварку угольным электродом при-
меняют ограниченно при сварке изделий из тонколисто-
вого металла, при исправлении дефектов литья и при
сварке некоторых цветных металлов и наплавке твердых
сплавов.
Глава VI
СВАРОЧНАЯ ДУГА И ЕЕ СВОЙСТВА
§ 31. ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА ДУГИ
Различные материалы по-разному проводят электри-
ческий ток. Проводимость всякого материала зависит ог
количества находящихся в нем свободных, электрически
заряженных частиц, переносящих электрические заря-
ды,-— электронов и ионов, а также от того, с какой ско-
ростью эти носители электрических зарядов перемеща-
ем
~~ --I ипиммиютипигт-1—Г-^~-ПТ*Г—1,1,1 " ги| miHWhiiHmii
ются. Следовательно, чем больше в материале имеется
носителей зарядов и чем они подвижнее, тем меньше его
сопротивление. Газы (в том числе и воздух) при нор-
мальных условиях не проводят электрического тока. Это
объясняется том, что в обычных условиях они состоят из
нейтральных молекул и атомов, которые не являются
носителями зарядов. Они станут электропроводными
в том случае, если в своем составе будут иметь электро-
ны, положительные и отрицательные ионы.
Электроны, положительные и отрицательные ионы
в газах возникают при воздействии на них электрическо-
го поля, тепла, при прохождении через газ ультрафиоле-
товых, рентгеновских и космических лучей, а также лу-
чей, испускаемых радиоактивными веществами.
Прохождение электрического тока через газы называ-
ется электрическим газовым разрядом.
Электрические газовые разряды подразделяются на
две основные группы: несамостоятельные и самостоятель-
ные. При несамостоятельном электрическом газовом раз-
ряде электроны и ионы образуются от постороннего ис-
точника (например, газовый или воздушный промежуток
подогревается пламенем, через него проходят лучи, на
этот промежуток действует мощный поток световой энер-
гии или сильное электрическое поле). При самостоятель-
ном электрическом газовом разряде образование элект-
ронов и ионов происходит без постороннего источника
(таким разрядом является сварочная дуга).
Процесс образования электронов и ионов называется
ионизацией, а газ, содержащий электроны и ионы, иони-
зированным. При прохождении электрического тока че-
рез газовый промежуток положительные ионы стремятся
к отрицательному полюсу (катоду), а отрицательные —
к положительному (аноду). При движении некоторые
ионы и электроны, сталкиваясь между собой, нейтрали-
зуются и образуют нейтральные атомы и молекулы. Про-
цесс образования нейтральных атомов и молекул назы-
вается рекомбинацией. При рекомбинации образуется
энергия в форме электромагнитных излучений. В элект-
рическом газовом разряде при бомбардировке поверхно-
сти отрицательного полюса электрода (катода) ионами,
воздействии на эту поверхность электромагнитных излу-
чений, влиянии высокой температуры и приложении
электрического поля с поверхности отрицательного по-
люса (катода) во внешнюю среду выходят электроны.
70
Излучение с поверхности отрицательного полюса элект-
ронов во внешнюю среду называется электронной эмис-
сией. Таким образом, при дуговом разряде происходит
образование ионов—ионизация газов с обратимым про-
цессом — рекомбинацией и имеет место электронная
эмиссия.
Виды электрически заряженных частиц в газах. Заря-
женными частицами в газах могут быть электроны, по-
ложительные и отрицательные ионы. Материальная ча-
стица с наименьшей массой, несущая один элементарный
отрицательный электрический заряд, называется элект-
роном. Масса электрона в состоянии покоя равна
9,10721 • 10~28 г, или в 1840 раз меньше массы атома во-
дорода. Заряд электрона равен 1,59-10“19 Кл. Ион —
атом, несущий на себе заряд. Ион может быть отрица-
тельным и положительным. Отрицательным ионом счи-
тают тот атом, к которому присоединились один или
несколько электронов, а положительным — от которого
отняли один или несколько электронов. Масса иона
практически равна массе отдельного атома. Наименьшей
массой обладает ион водорода (1,66-10~24 г). Положи-
тельные ионы могут образовывать все атомы и молеку-
лы, а отрицательные ионы легче всего образуют электро-
отрицательные элементы, обладающие значительным
сродством к электрону. Такими элементами являются
фтор, хлор, азот, кислород и др.
Количество энергии, выделенное при присоединении
электрона к нейтральному атому или отрицательно заря-
женному иону и выраженное в электрон-вольтах, назы-
вается сродством к электрону. Электрон-вольтом назы-
вается единица энергии, которую приобретает электрон,
ускоренный электрическим полем с разностью потенци-
алов в 1 В.
Потенциалы ионизации и возбуждения. На освобож-
дение электрона от связи с атомным ядром, вследствие
чего и происходит образование положительного иона, не-
обходимо затратить определенное количество энергии.
Энергия, израсходованная на отрыв электрона, называ-
ется работой ионизации. Работа ионизации, выраженная
в электрон-вольтах, называется потенциалом ионизации.
Если сообщить связанному электрону газовой молекулы
или атома некоторое количество дополнительной энер-
гии, то электрон перейдет на новую орбиту с более высо-
ким энергетическим уровнем, а молекула или атом бу-
дут находиться в возбужденном состоянии. Количество
энергии, выраженное в электрон-вольтах, которое необ-
ходимо затратить для возбуждения атома или молекулы
газа, называется потенциалом возбуждения. Возбужден-
ное состояние атома или молекулы газа является не-
устойчивым, и электрон может снова возвратиться па
стационарную орбиту, а атом или молекула перейдет
в нормальное невозбужденное состояние. Энергия воз-
буждения при этом передается в окружающее прост-
ранство в форме светового электромагнитного излу-
чения.
Величина потенциала ионизации и возбуждения за-
висит от природы атома. Наименьший потенциал иониза-
ции (3,9 эВ) имеют пары цезия, а наибольший
(24,5 эВ) наблюдается у газа гелия. У щелочноземель-
ных металлов (цезия, калия, натрия, бария, кальция)
связь между электронами и ядром невелика, поэтому
они имеют наименьшие потенциалы ионизации, следова-
тельно, на возбуждение и работу выхода электрона по-
требуется затратить меньше энергии, чем у железа, мар-
ганца, меди и никеля. Элементы, имеющие мейьшие по-
тенциалы ионизации и возбуждения, чем свариваемый
металл, вводят в состав электродных покрытий, чтобы
повысить стабилизацию дугового разряда в газах. Ко-
личество энергии, которое необходимо для выделения
электрона из металла или жидкого тела, называется ра-
ботой выхода электрона и выражается в электрон-воль-
тах.
Виды ионизации
В электрическом газовом разряде различают следу-
ющие виды ионизации газов: соударением, фотоиониза-
цию, тепловую, электрическим полем.
Ионизация соударением заключается в том,
что вышедшие электроны с поверхности отрицательного
полюса электрода (катода) движутся со скоростью све-
та через слой молекулярного газа к положительному
полюсу (аноду). При своем движении электроны, стал-
киваясь с молекулами и атомами газа, сбивают сих ор-
бит электроны, образуя при этом положительные ионы.
Электроны, сбитые с поверхности электрода, называются
первичными, а электроны, выбитые с орбит нейтральных
частиц (атомов), — вторичными. Вторичные электроны
также могут оказать ударное действие па следующие мо-
72
лекулы и атомы и образовать так называемые третичные
электроны, которые при потере кинетической энергии об-
разуют с нейтральными частицами отрицательные ионы
(последние легко образуются в кислороде, окислах азо-
та. галоидах, водяном паре и т. д.). Образовавшиеся
положительные и отрицательные ионы стремятся проде-
лать путь к противоположному по знаку полюсу. При
столкновении положительных ионов с отрицательными
ионами или с электронами будут образовываться ней-
тральные молекулы или атомы (процесс рекомбинации).
Соударения ионизируемой частицы со свободным
электроном и нейтральным атомом могут быть упругими
и неупругими. При упругом соударении кинетическая
энергия остается неизменной, при неупругом — часть ки-
нетической энергии расходуется на внутреннюю рабо-
ту— возбуждение или ионизацию. Поэтому после соуда-
рения энергия частицы уменьшится. Возбуждение и иони-
зация частицы возможны только в том случае, если
кинетическая энергия ударяющейся частицы будет боль-
ше работы возбуждения или ионизации.
Фотоионизация заключается в том, что при воз-
действии на газовый промежуток световой энергией
атомы и молекулы газа будут поглощать кванты света
(фотоны), образуя электрически заряженные частицы—•
электроны и ионы. Процесс образования атомами и моле-
кулами газа электрически заряженных частиц за счет по-
глощения квантов света называется фотоионизацией.
Фотоионизация возможна в том случае, если энергия
кванта света будет больше работы ионизации газовой
молекулы.
Тепловая ионизация заключается в образова-
нии электрически заряженных частиц в газах от воздей-
ствия на газ высоких температур в результате неупругих
столкновений частиц газа, имеющих большие запасы
кинетической энергии. Образование электрически заря-
женных частиц в газах уже становится заметным при
температуре около 2000° К.
Под степенью термической ионизации
газа следует понимать отношение числа образовавших-
ся электрически заряженных частиц к общему количест-
ву нейтральных частиц в объеме газа до ионизации. При
атмосферном давлении степень ионизации газа изменя-
ется с изменением температуры и зависит от потенциала
ионизации.
73
......«жиямиииш
ipWiHHUWniiHm
я*п11||||Н'пт<н
При сварке в дуговом промежутке находится не один
газ, й смесь газов и паров, поэтому ионизация каждого
газа, входящего в смесь газов и паров, протекает иначе,
чем отдельного газа» Для удобства определения степени
ионизации газовой смеси вводится понятие «эффектив-
ный потенциал ионизации». Под эффективным потенци-
алом ионизации понимают потенциал ионизации неко-
торого однородного газа, который при тех же темпера-
турах, давлении и концентрации образует такое же
количество заряженных частиц, как и газовая смесь» Ес-
ли в атмосферу дуги будут введены вещества с малым
потенциалом ионизации, то эффективный потенциал ио-
низации значительно снизится, что повысит стабильность
дугового разряда.
Ионизация электрическим полем заклю-
чается в том, что электрическое поле, действуя на элект-
рически заряженные частицы газа, ориентирует и уско-
ряет их движение. Воздействие электрического поля на
электрически заряженные частицы газа сказывается на
участке пути, равном свободному пробегу частицы. При
движении частицы соударяются, вследствие чего проис-
ходит либо возбуждение, либо ионизация частиц, а вмес-
те с этим и изменение направления их движения.
Электронная эмиссия
Процесс испарения, излучения или выхода электро-
нов проводимости из металлов называется электронной
эмиссией. Этот процесс играет исключительно важную
роль в сварочной дуге. Электронная эмиссия подразде-
ляется: на эмиссию электронов вследствие бомбардиров-
ки металла ионами, фотоэлектронную, термоэлектрон-
ную и автоэлектронную эмиссию.
Эмиссия электронов за счет потока
ионов заключается в том, что положительные ионы,
ударяясь о поверхность катода при нейтрализации, выде-
ляют тепловую и лучистую энергию, за счет которой
и происходит эмитирование электронов с катода во внеш-
нюю среду. Эмиссия электронов вызывается главным об-
разом положительными ионами, так как отрицательные
ионы в катодной зоне испытывают торможение. Энергия,
выделившаяся в результате ударов положительных ио-
нов о катод за счет потенциальной и кинетической энер-
гии ионов, способствует увеличению скорости плавления
электродного п основного металла.
74
Фотоэлектронная эмиссия заключается в
том, что лучистая энергия, действуя на поверхность
катода, сообщает необходимую энергию электронам для
их выхода. Лучистая энергия вызывает выход электро-
нов не только из катода, но и из материалов, входящих
в состав покрытий. Чем будет короче длина световой
волны, тем больше выделится электронов с поверхности
катода.
Термоэлектронная эмиссия —это процесс
выхода электронов проводимости с накаленной поверх-
ности отрицательного полюса (катода) при нагревании
электрода. При нагревании электрода кинетическая
энергия электрона становится больше работы выхода,
необходимой для преодоления электростатического при-
тяжения электрона, и последний, теряя связь с ядром,
вылетает с поверхности электрода. С увеличением темпе-
ратуры нагрева торца электрода кинетическая энергия
электрона увеличивается, а сила электростатического
притяжения его уменьшается, благодаря чему число вы-
рываемых электронов увеличивается. При термоэлект-
ронной эмиссии происходит охлаждение электрода, так
как при выходе электроны уносят с собой большое коли-
чество энергии. Выход электронов зависит от свойств и
чистоты поверхности металла. Если, например, в со-
став вольфрамового электрода ввести 0,5% окиси то-
рия (ThO2), то эмиссия такого торированного электрода
значительно повысится.
Автоэлектронная эмиссия — это эмиссия
электронов за счет силового электрического поля. Она
возможна при высоких и низких температурах катода.
Явление выхода электронов при низких температурах
объясняется тем, что внешнее электрическое поле сооб-
щает электрону такую энергию, которая позволяет ему
выйти за пределы поверхности металла.
§ 32. СВАРОЧНЫЕ СВОЙСТВА ДУГИ
Сварочной дугой называется мощный устойчивый
электрический разряд в газовой среде, образованной
между электродами, либо между электродами и издели-
ем. Сварочная дуга характеризуется выделением боль-
шого количества тепловой энергии и сильным световым
эффектом. Она является концентрированным источни-
75
ком тепла и применяется для расплавления основного
и присадочного материалов.
В зависимости от того, в какой среде происходит ду-
говой разряд, различают:
открытую дугу, горящую в воздухе, где
составом газовой среды зоны дуги является воздух с при-
месью паров свариваемого металла, материала электро-
дов и электродных покрытий;
Рис. 28. Электрическая дуга:
л—прямого действия, б — косвенного действия, 6 — комбинированного дейст-
вия
закрытую дугу, горящую под флюсом,
где составом газовой среды зоны дуги являются пары
основного металла, проволоки и защитного флюса;
дугу, горящую в среде защитных газов
(в состав газовой среды зоны дуги входят атмосфера за-
щитного газа, пары проволоки и основного металла).
Сварочная дуга классифицируется по роду применяемо-
го тока (постоянный, переменный, трехфазный) и по дли-
тельности горения (стационарная, импульсная). При
применении постоянного тока различают дугу прямой
и обратной полярности. При прямой полярности отрица-
тельный полюс силовой цепи—катод — находится па
электроде, а положительный полюс — анод—на основ-
ном металле. При обратной полярности плюс на электро-
де, а минус на изделии.
В зависимости от типа применяемого электрода ду-
га может возбуждаться между плавящимся (металличе-
ским) и неплавящимся (угольным, вольфрамовым и др.)
электродами. По принципу работы дуги бывают прямо-
го, косвенного и комбинированного действия (рис. 28).
76
Прямой дугой называют дуговой разряд, происходящий
между электродом и изделием. Косвенная дуга представ-
ляет собой дуговой разряд между двумя электродами
(атомно-водородная сварка). Комбинированная дуга —
ко сочетание дуги прямого и косвенного действия. При-
мером комбинированной дуги служит трехфазная дуга,
у которой две дуги электрически связывают электроды
с изделием, а третья горит между двумя электродами,
изолированными друг от
друга.
Возбуждение дуги произ-
водят двумя способами: ка-
Рис. 30. Схема распределения па-
дений напряжений в электриче-
ской дуге:
1 — изделие. 2 — столб дуги, 3— элек-
трод
Рнс. 29. Схема зажигания ду-
гового разряда:
и — прямым касанием, 6 — чир-
каньем
санием, либо чирканьем, сущность которых показана на
рис. 29.
В сварочной дуге дуговой промежуток разделяется
на три основные области: анодную, катодную и столб
дуги. В процессе горения дуги на электроде и основном
металле имеются активные пятна, представляющие со-
бой более нагретые участки электрода и основного ме-
талла, через которые проходит весь ток дуги. Активное
пятно, находящееся на катоде, называется катодным,
а пятно, находящееся на аноде, — анодным.
Общая длина сварочной дуги (рис. 30) равна сумме
длин всех трех областей:
где Лд — общая длина сварочной дуги, см; £к — длина
катодной области, равная примерно 10-5 см; Lc — длина
77
столба дуги, см; La — длина анодной области, равная
примерно— 10“3-~10—4 см.
Общее напряжение сварочной дуги слагается из сум-
мы падений напряжений в отдельных областях дуги:
где t/д — общее падение напряжения на дуге, В; J7K— па-
дение напряжения в катодной области, В; 0с — падение
напряжения в столбе дуги, В; UA— падение напряжения
в анодной области, В.
Температура в столбе сварочной дуги колеблется от
5000 до 12 000° К и зависит от состава газовой среды ду-
ги, материала, диаметра электрода и плотности тока.
Температуру приближенно можно определить по форму-
ле, предложенной академиком АН УССР К. К. Хрено-
вым:
Тст — 810«С/Эф,
где Тст — температура столба дуги, °К; £7Эф — эффектив-
ный потенциал ионизации.
Статическая вольт-амперная характеристика свароч-
ной дуги. Зависимость напряжения в сварочной дуге от
се длины и величины сварочного тока, называемую вольт-
амперной характеристикой сварочной дуги, можно опи-
сать уравнением
а +
где а — сумма падений напряжения на катоде и аноде
b — удельное падение напряжения в газо-
вом столбе, отнесенное к 1 мм длины дуги (величина b
зависит от газового состава столба дуги); £д — длина
дуги, мм.
При малых и сверхвысоких величинах тока 17д зави-
сит от величины сварочного тока.
Статическая вольт-амперпая характеристика свароч-
ной дуги показана на рис. 31. В области / увеличение то-
ка до 80 А приводит к резкому падению напряжения дуги,
которое обусловливается тем, что при маломощных ду-
гах увеличение тока вызывает увеличение площади сече-
ния столба дуги, а также его электропроводности. Форма
статической характеристики сварочной дуги на этом уча-
стке падающая. Сварочная дуга, имеющая падающую
вольт-амперную характеристику, имеет малую устойчи-
78
вость. В области // (80—800 Л) напряжение дуги почти
не изменяется, что объясняется увеличением сечения
столба дуги и активных пятен пропорционально Измене-
нию величины сварочного тока, поэтому плотность тока
и падение напряжения во всех участках дугового разря-
да сохраняются постоянными. В этом случае статическая
характеристика сварочной дуги жесткая. Такая дуга ши-
роко применяется в сварочной технике. При увеличении
сварочного тока более 800 А (область III) напряжение
Рис. 31. Статическая вольт-ампер-
ная характеристика сварочной
дуги
Рис. 32. Контакт
торца электрода с
изделием в момент
короткого замыка-
ния
дуги снова возрастает. Это объясняется увеличением
плотности тока без роста катодного пятна, так как по-
верхность электрода уже оказывается недостаточной для
размещения катодного пятна с нормальной плотностью
тока. Дуга с возрастающей характеристикой широко при-
меняется при сварке под флюсом и в защитных газах.
Процессы, происходящие в момент возбуждения сва-
рочной дуги. При коротком замыкании происходит со-
прикосновение торца электрода с изделием. Поскольку
торец электрода имеет неровную поверхность, контакт
происходит не по всей плоскости торца электрода
(рис. 32). В точках контакта плотность тока достигает
весьма больших величин и под действием выделившегося
тепла в этих точках металл мгновенно расплавляется.
В момент отвода электрода от изделия зона расплавлен-
ного металла — жидкий мостик растягивается, сечение
уменьшается, а температура металла увеличивается. При
отводе электрода от изделия жидкий мостик металла
разрывается, происходит быстрое испарение («взрыва
79
металла). В этот момент разрядный промежуток запол-
няется нагретыми ионизированными частицами паров
металла, электродного покрытия и воздуха—возникает
сварочная дуга. Процесс возникновения дуги длится все-
го доли секунды. Ионизация газов в дуговом промежутке
в начальный момент возникает в результате термоэлект-
ронной эмиссии с поверхности катода, вследствие нару-
шения структуры в результате резкого перегрева и рас-
плавления металла и электродного покрытия.
Увеличение плотности электронного потока происхо-
дит также за счет окислов и образовавшихся поверхно-
стных слоев расплавившихся флюсов или электродных
покрытий, снижающих работу выхода электронов. В мо-
мент разрыва мостика жидкого металла потенциал рез-
ко падает, что способствует образованию автоэлектрон-
ной эмиссии. Падение потенциала позволяет увеличивать
плотность тока эмиссии, накапливать электронам кине-
тическую энергию для неупругих столкновений с атома-
ми металла и переводить их в ионизированное состояние,
увеличивая тем самым число электронов и, следователь-
но, проводимость дугового промежутка. В результате ток
увеличивается, а напряжение падает. Это происходит до
определенного предела, а затем начинается устойчивое
состояние дугового разряда — горение дуги.
Катодная область. Процессы, протекающие в обла-
сти катодного падения напряжения, играют важную роль
в сварочных процессах. Область катодного падения на-
пряжения является источником первичных электронов,
которые поддерживают газы дугового промежутка в воз-
бужденном ионизированном состоянии и переносят па
себе в силу большой подвижности основную массу заря-
да. Отрыв электронов с поверхности катода вызывается
в первую очередь термоэлектронной и автоэлектронной
эмиссией. Энергия, расходуемая на вырыв электронов с
поверхности катода и наплавление металла, в некоторой
степени возмещается энергией из столба дуги за счет
потока положительно заряженных ионов, отдающих па
поверхности катода свою энергию ионизации. Процессы,
происходящие в области катодного падения напряжения,
можно представить по следующей схеме.
1. Электроны, излучаясь с поверхности катода, полу-
чают ускорения, необходимые для ионизации молекул и
атомов газа. В некоторых случаях катодное падение на-
пряжения бывает равно потенциалу ионизации газа. Бе-
зо
личика катодного падения напряжения зависит от потен-*
пиала ионизации газа и бывает 10—16 В.
2. Вследствие малой толщины катодной зоны (око-
ло 10’5 см) электроны и ионы в ней движутся без столк-
новений и она приблизительно равна свободному пробегу
электрона. Значения толщины катодной зоны, найденные
опытным путем, меньше Ю*4 см.
3, £ увеличением плотности тока температура катод-
ной области повышается.
Столб дуги. В столбе дуги имеются три рода заря-
женных частиц— электроны, положительные ионы и от-
рицательные ионы, которые перемещаются к противопо-
ложному по знаку полюсу.
Столб дуги можно считать нейтральным, так как сум-
ма зарядов отрицательных частиц равна сумме зарядов
положительных частиц. Столб дуги характерен образо-
ванием заряженных частиц и воссоединением заряжен-
ных частиц в нейтральные атомы (рекомбинация). Поток
электронов через слой газов разрядного промежутка
вызывает в основном упругие соударения с молекулами
и атомами газа, вследствие чего создается весьма высо-
кая температура. Возможна также и ионизация в резуль-
тате неупругих соударений.
Температура столба дуги зависит от состава газов,
величины сварочного тока (с увеличением величины тока
температура повышается), типа электродных покрытий
и полярности. При обратной полярности температура
столба дуги выше.
Анодная область. Анодная область имеет большую
протяженность и меньший градиент напряжения, чем ка-
тодная область. Падение напряжения в анодной области
создается в результате извлечения электронов из столба
дугового разряда и ускорением при входе их в анод.
В анодной области имеется в основном только электрон-
ный ток, вследствие малого количества отрицательно за-
ряженных ионов, имеющих меньшие скорости движения,
чем электрон. Электрон, попавший на анодную поверх-
ность, отдает металлу не только запас кинетической энер-
гии, но и энергию работы выхода, поэтому анод получает
энергию От столба дуги не только в виде потока электро-
нов, но и в виде теплового излучения. Вследствие этого
температура анода всегда выше и на нем выделяется
больше тепла.
Особенности сварочной дуги, питаемой переменным
(—123 81
током. При сварке дугой переменного тока (промыш-
ленной частоты 50 периодов в секунду) катодное и анод-
ное пятна меняются местами 100 раз в секунду. При
изменении полярности образуется так называемый «вен-
тильный эффект», заключающийся в частичном выпрям-
лении тока. Выпрямление тока происходит в результате
беспрерывно меняющейся электронной эмиссии, так как
при изменении направления тока условия выхода эмиС’
сионных токов с электрода и с изделия будут не одина-
ковы.
При одинаковых материалах ток почти не выпрямля-
ется, выпрямление тока в сварочной дуге назыв&ётся
составляющей постоянного тока, которая при аргоно-
дуговой сварке алюминия отрицательно действует на
процесс. Устойчивость горения сварочной дуги, питаемой
переменным током, ниже, чем дуги, питаемой постоян-
ным током. Это объясняется тем, что в процессе перехо-
да тока через нуль и изменения полярности в начале и
конце каждого полупериода дуга угасает. В момент
угасания дуги снижается температура дугового проме-
жутка, вызывающая деионизацию газов столба дуги.
Одновременно с этим падает и температура активных
пятен. Температура особенно падает на том активном
пятне, которое расположено на поверхности сварочной
ванны, вследствие отвода тепла в изделие. В связи с теп-
ловой инерционностью процесса падение температуры не-
сколько отстает по фазе от перехода тока через нуль.
Зажигание дуги из-за пониженной ионизации дугового
промежутка в начале каждого полупериода возможно
только при повышенном напряжении между электродом
и изделием, называемом пиком зажигания. Если катод-
ное пятно находится на основном металле, то в этом слу-
чае величина ника зажигания несколько выше. На вели-
чину пика зажигания влияет эффективный потенциал
ионизации: чем больше эффективный потенциал иониза-
ции, тем выше должен быть пик зажигания. Если в сва-
рочной дуге находятся легко ионизируемые элементы, пик
зажигания снижается и, наоборот, он увеличивается при
наличии в атмосфере дуги ионов фтора, которые при
соединении с положительными ионами легко образуют
нейтральные молекулы.
К основным преимуществам дуги переменного тока
следует отнести: относительную простоту и меньшую
стоимость оборудования, отсутствие магнитного дутья
62
и наличие катодного распыления оксидной пленки при
аргонодуговой сварке алюминия. Катодное распыле-
ние— это процесс бомбардировки сварочной ванны по-
ложительными ионами в тот момент, когда изделие бы-
вает катодом, за счет чего разрушается окисная пленка-
Влияние магнитного поля и ферромагнитных масс
на сварочную дугу
В сварочной дуге столб дуги можно рассматривать
как гибкий проводник, по которому проходит электриче-
ский ток и который под действием электромагнитного
ноля может изменять свою
форму. Если будут созданы
условия для взаимодейст-
вия электромагнитного по-
ля, возникающего вокруг
сварочной дуги, с посторон-
ними магнитными полями,
с собственным полем сва-
рочной цепи, а также с фер-
ромагнитными материала-
ми, то в этом случае наблю-
дается отклонение дугового
разряда от первоначальной
собственной оси. При этом
иногда нарушается и сам
процесс сварки. Это явле-
+ а) б)
Рис. 33. Зависимость откло-
нения дуги от положения
токоподвода
ние получило название маг-
нитного дутья.
Рассмотрим несколько примеров, показывающих воз-
действие внешнего магнитного поля на сварочную дугу.
1. Если вокруг дуги создано симметричное магнитное
поле, то дуга не отклоняется, так как созданное поле
оказывает симметричное действие па столб дуги
(рис. 33,а).
2. На столб сварочной дуги действует несимметрич-
ное магнитное поле, которое создается током, протека-
ющим в изделии; столб дуги при этом будет отклоняться
в сторону, противоположную токопроводу (рис. 33,6).
Существенное значение имеет и угол наклона элект-
рода, который также вызывает отклонение дуги (рис. 34).
Сильным фактором, действующим на отклонение дуги,
являются ферромагнитные массы: массивные сварные
6*
•ПНИН
83
МММ»
изделия (ферромагнитные массы) имеют большую маг-
нитную проницаемость, чем воздух, а магнитные силовые
линии всегда стремятся пройти по той среде, которая
имеет меньшее сопротивление, поэтому дуговой разряд,
Рис. 34. Влияние наклона электрода на отклонение
дуги
Рис. 35, Влияние ферромагнитных масс на от-
клонение дуги при сварке:
о — в сторону массивной детали, б — при выполнении
Углового шва. в — при выполнении стыкового шва
в разделку, г — при выполнении стыкового шва
расположенный ближе к ферромагнитной массе, всегда
отклоняется в ее сторону (рис. 35). Влияние магнитных
полей и ферромагнитных масс можно устранить путем
изменения места токоподвода, угла наклона электрода,
путем временного размещения ферромагнитного матери-
ала для создания симметричного поля и заменой посто-
янного тока переменным.
«4
Перенос расплавленного металла через дуговое
пространство
При переносе расплавленного металла действуют си-
лы тяжести, поверхностного натяжения, электромагнит-
ного поля и внутреннего давления газов.
Сила тяжести проявляется в стремлении капли
иод действием собственного веса переместиться вниз.
При сварке в нижнем положении сила тяжести играет
положительную роль при переносе капли в сварочную
ванну; при сварке в вертикальном и особенно в потолоч-
ном положениях она затрудняет процесс переноса элект-
родного металла.
Сила поверхностного натяжения проявля-
ется в стремлении жидкости уменьшить свою поверх-
ность под действием молекулярных сил, стремящихся
придать ей такую форму, которая бы обладала мини-
мальным запасом энергии. Такой формой является сфе-
ра. Поэтому сила поверхностного натяжения придает
капле расплавленного металла форму шара и сохраняет
эту форму до момента соприкосновения ее с поверхно-
стью расплавленной ванны или отрыва капли от конца
электрода без соприкосновения, после чего поверхност-
ное натяжение металла ванны «втягивает» каплю в ван-
ну. Сила поверхностного натяжения способствует удер-
жанию жидкого металла ванны при сварке в потолочном
положении и создает условия для формирования шва.
Сила электромагнитного поля заключает-
ся в том, что электрический ток, проходя по электроду,
образует вокруг него магнитное силовое поле, которое
оказывает па поверхность электрода сжимающее дейст-
вие, стремящееся уменьшить поперечное сечение элект-
рода. На твердый металл магнитное силовое поле не
влияет. Магнитные силы, действующие нормально к по-
верхности расплавленной капли, имеющей сферическую
форму, оказывают на нее значительное влияние. С уве-
личением количества расплавленного металла на конце
электрода под действием сил поверхностного натяжения,
а также сжимающих магнитных сил на участке между
расплавленным и твердым электродным металлом об-
разуется перешеек (рис. 36). По мере уменьшения сече-
ния перешейка резко возрастает плотность тока и усили-
вается сжимающее действие магнитных сил, стремящих-
ся оторвать каплю от электрода. Магнитные силы имеют
85
минимальное сжимающее действие на шаровой поверх-
ности капли, обращенной к расплавленной ванне. Это
объясняется тем, что плотность тока в этой части дуги
и на изделии небольшая, поэтому сжимающее действие
магнитного силового поля также небольшое. Вследствие
этого металл переносится всегда в направлении от элек-
трода малого сечения (стержня) к электроду большого
Рис. 36. Схема сжи-
мающего действия
силовых магнитных
сечения (изделию). Следует от-
метить, что в образовавшемся
перешейке вследствие увеличе-
ния сопротивления при прохож-
дении тока выделяется большое
количество тепла, ведущее к
сильному нагреву и кипению
перешейка. Образовавшиеся при
этом перегреве пары металла в
момент отрыва капли оказывают
линяй на электрод
на нее реактивное действие —
ускоряют ее переход в ванну.
Электромагнитные силы способ-
ствуют переносу металла во всех пространственных по-
ложениях сварки.
Сила внутреннего давления газа возни-
кает в результате химических реакций, протекающих тем
активнее, чем больше будет перегрет расплавленный ме-
талл на конце электрода. Исходными продуктами для об-
разования реакций являются газы, причем объем обра-
зующихся газов в десятки раз превосходит объем участ-
вовавших в реакции соединений. Отрыв крупных и
мелких капель от конца электрода происходит как след-
ствие бурного кипения и удаления образовавшихся газов
из расплавленного металла. Образование брызг на ос-
новном металле также объясняется взрывообразным
дроблением капли, когда капля переходит через дуговой
промежуток, так как в этот момент усиливается выде-
ление из нее газов, и некоторая часть капли вылетает за
пределы сварочной ванны. Сила внутреннего давления
газов главным образом перемещает каплю от электрода
к изделию.
Основные показатели сварочной дуги
Коэффициент расплавления. При сварке металла шов
образуется вследствие расплавления присадочного и про-
плавления основного металла.
86
Расплавление присадочного металла характеризуется
коэффициентом расплавления
сср =-^-г/А'Ч,
где ар — коэффициент расплавления; Gp — масса рас-
плавленного за время t электродного металла, г; t — вре-
мя горения дуги, ч; I — сварочный ток, А.
Коэффициент расплавления зависит от состава про-
волоки и покрытия электрода, веса покрытия, а также
рода и полярности тока.
Коэффициент потерь. Коэффициент характеризует
потери металла электрода на разбрызгивание, испарение
и окисление.
.100%,
Gp
где ф—коэффициент потерь; Сн—масса наплавленного
металла, г; Gp— масса расплавленного металла, г.
Коэффициент потерь зависит не только от состава
проволоки и ее покрытия, но также и от режима сварки
и типа сварного соединения. Коэффициент потерь возрас-
тает при увеличении плотности тока и длины дуги. Он
несколько меньше при сварке в тавр, с разделкой кромок,
чем при наплавке.
Коэффициент наплавки. Для оценки процесса на-
плавки вводят понятие коэффициента наплавки:
а« = г/А-ч,
Л “ г
где ап—коэффициент наплавки; 6И — масса наплавлен-
ного за время t металла, г (с учетом потерь).
Коэффициент наплавки зависит от рода и полярно-
сти тока, типа покрытия и состава проволоки, а также от
пространственного положения, в котором выполняют
сварку.
Зависимость величины сварочного тока от диаметра
электрода. При ручной дуговой сварке сварочный ток
и диаметр электрода связаны следующей зависимостью:
/ = Л dt
где I — величина сварочного тока, А; К — коэффициент,
зависящий от марки электрода (/(=404-60; 40 — для ле-
87
тированных электродов, 60 —ДЛЯ углеродистых); а —
диаметр электрода, мм.
Приведенная формула применима для электродов,
имеющих диаметр 3—6 мм.
Зависимость между диаметром и величиной свароч-
ного тока выражают также следующей опытной форму-
лой:
1 (т + n-d) -d,
где m=20; /7 = 6 (для ручной сварки стальными элек-
тродами).
Производительность процесса дуговой сварки. Про-
изводительность сварки определяется количеством на-
плавленного металла
G = ан' I • /,
где G — масса наплавленного металла, г.
Чем больше ток, тем выше производительность. Од-
нако при значительном увеличении сварочного тока для
применяемого диаметра электрода последний может
быстро нагреваться теплом Ленца—Джоуля, что резко
понизит качество сварного шва, так как металл шва
и зона сплавления основного металла будут перегреты.
Необходимо отметить, что перегрев электрода увеличи-
вает разбрызгивание металла.
Погонная энергия. Отношение эффективной тепло-
вой мощности дуги (источника) к скорости переме-
щения дуги v называется погонной энергией.
— =----------д—кал/см,
V V
где у — скорость перемещения дуги (скорость сварки),
см/с.
Погонная энергия — это количество тепла в калориях,
введенное на единицу длины однопроходного шва или
валика.
Полную тепловую мощность сварочной дуги прибли-
женно считают равной тепловому эквиваленту ее элект-
рической мощности
Q = 0,241/д’7 кал/с,
где Г/д — падение напряжения на дуге, В; I — величина
сварочного тока, A; Q —тепловой эквивалент электриче-
ской мощности сварочной дуги, кал/с.
88
Количество тепла, введенное сварочной дугой в изде-
лие в процессе его нагрева за единицу времени, назы-
вается эффективной тепловой мощностью сварочной ду-
ги, которая является суммой тепловой энергии, выделя-
ющейся в пятне дуги на изделии, вводимой в изделие
при теплообмене со столбом дуги и пятном на изделии
и поступающей с каплями расплавленного флюса, элект-
родного металла и покрытия:
q„ = 0,241/д-7-й„кал/с,
Рис. 37. Тепловой баланс сварочной дуги при среднем для
данного способа сварки режиме:
а— ручная снарка покрытым электродом, б — автоматическая свар-
ка под флюсом
где — эффективная тепловая мощность сварочной ду-
ги, кал/с; /?и— эффективный к. п. д. процесса нагрева ме-
талла сварочной дугой.
Откуда
h = .... ?».__
0,24-£/д./
Эффективным к. п. д. процесса нагрева металла сва-
рочной дугой называется отношение количества введен-
ного в металл тепла к тепловому эквиваленту электри-
ческой мощности дуги. Этот коэффициент характеризует
эффективность процессов выделения тепла и теплообме-
89
на в дуговом промежутке по отношению к нагреву ме-
талла изделия и зависит в основном от способа сварки.
На рис. 37 приведен тепловой баланс тепла выделяе-
мый дугой, из которого видно, что более полно исполь-
зуется тепло дуги при автоматической сварке под флю-
сом. При увеличении длины дуги эффективный к. п. д.
падает и возрастает с углублением дуги в ванну. При
сварке металлическими электродами этот коэффициент
мало зависит от рода, полярности и величины свароч-
ного тока.
Вопросы для самопроверки
1. Что называется электрической дугой?
2. Назовите основные участки электрической дуги.
3, В результате каких явлений происходит ионизация воздушно-
го промежутка меж-ту электродом и изделием?
4. Как определить коэффициенты расплавления, наплавки и по-
терь?
5. Что называется погонной энергией?
Глава VII
МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ
ПРИ СВАРКЕ
§ 33. КЛАССИФИКАЦИЯ МЕТАЛЛОВ
Металлы в отличие от неметаллов имеют следующие
характерные признаки: внешний блеск; хорошую прово-
димость тепла и электрического тока; достаточно высо-
кую прочность; хорошо куются и свариваются; кристал-
лическое строение тела; определенную температуру
плавления и кристаллизации.
Неметаллы (металлоиды) не имеют внешнего блес-
ка, плохо проводят тепло и электрический ток, имеют
сравнительно низкую прочность, не куются и не подда*
ются сварке. Они также не имеют кристаллического
строения тел и определенной температуры плавления
и кристаллизации.
Металлы и сплавы классифицируют по числу ком-
понентов, содержанию легирующих компонентов, степе-
ни чистоты, характеру компонентов.
Компонентохм называют химический элемент, входя-
щий в состав металла или сплава. Компоненты подраз-
дел я ют на основные и легирующие. Основным называют
такой компонент, который преобладает в металле или
сплаве. Легирующим компонентом называют компонент,
вводимый в состав сплава для получения необходимых
требуемых свойств.
По числу компонентов металлы разделяют на прос-
тые металлы и металлические сплавы. Простым метал-
лом называют металл, не содержащий в себе легирую-
щих компонентов. Металлическим сплавом называют
сложное кристаллическое вещество, в составе которого
имеется несколько металлов и металлоидов. Сплавы бы-
вают двух-, трех- и более компонентными.
По содержанию легирующих компонентов сплавы
делят па низколегированные, среднелегированные и вы-
соколегированные. Низколегированным называют сплав,
содержащий в своем составе легирующих компонентов
менее 2,5%, среднелегировапиым —2,5—10%. высоко-
легированным — более 10%.
По степени чистоты металлы и сплавы делят на ме-
таллы пониженной, средней, повышенной, высокой чис-
тоты и особо чистые.
§ 34. ОСОБЕННОСТИ МЕТАЛЛУРГИИ СВАРКИ
Кристаллизация металла шва. Кристаллизация жид-
кого металла при охлаждении начинается с неполностью
оплавленных зерен основного металла, расположенных
на границе расплавления, к решетке которых и прист-
раиваются атомы кристаллизующейся фазы. После за-
твердения металла шва (кристаллизации) на участках
расплавления образуются зерна, состоящие частично из
основного металла и металла шва, обеспечивающие в
сварном соединении непрерывную металлическую
связь «основной металл — шов — основной металл». При
движении сварочной дуги вдоль свариваемых кромок в
передней части ванны происходит процесс плавления, а в
тыльной — процесс кристаллизации. Таким образом, про-
исходит формирование сварного шва. Протяженность
сварочной ванны зависит от типа источника тепла, его
тепловой мощности, режимов сварки и теплофизических
свойств свариваемого материала.
Диссоциация простых и сложных газов. В результате
столкновений и ударов в зоне высокой температуры сва-
«НММ
от*
рочной дуги происходит распад молекул газа па атомы.
Молекулярный водород, кислород и азот распадаются
и переходят в атомарное состояние.
Н2<—2Н; О2^2О; O2^2N.
Атомарный кислород, азот и водород обладают боль-
шей активностью и интенсивнее растворяются в метал-
ле, ухудшая его свойства: снижают его пластичность и
повышают хрупкость.
В состав многих покрытий и флюсов вводится плави-
ковый шпат CaF2, который, разлагаясь при высокой тем-
пературе, выделяет фтор (CaF2->-CaF-|-F). Выше уже
отмечалось, что фтор ухудшает условия горения свароч-
ной дуги вследствие большого сродства к электрону.’ При
температуре дуги порядка 6000° К диссоциация фтора
достигает очень больших размеров. Однако диссоцииро-
ванный фтор выполняет весьма важную положительную
роль в металлургическом процессе сварочной ванны: он
связывает водород в молекулы, обладающие высокой
стойкостью.
CaF2 + H^CaF + HF.
Многие покрытия и флюсы в своем составе имеют
карбонат кальция СаСО3 (мел и мрамор), который, раз-
лагаясь, выделяет углекислый газ:
СаСО3ч>СаО + СО2.
С увеличением температуры наряду с разложением
большого количества карбоната кальция происходит
также диссоциация углекислого газа.
2СО2^2СО 4- О2<
§ 35. ВЗАИМОДЕЙСТВИЕ РАСПЛАВЛЕННОГО МЕТАЛЛА
С ГАЗАМИ, СЕРОЙ И ФОСФОРОМ
Взаимодействие кислорода с расплавленным метал-
лом сварочной ванны. В зоне сварочной дуги имеются
газовая, шлаковая и металлическая фазы.
При изучении реакций, протекающих в сварочной ван-
не, следует учитывать возможность окисления жидкого
металла свободным (молекулярным и атомарным) кис-
лородом газовой фазы, кислородом, находящимся на
92
свариваемых кромках в виде окислов и шлаков, кислоро-
дом, растворимым в металлической ванне и химически
активных шлаках, которые вступают в процессе сварки
в обменные окислительные и восстановительные реакции
с металлом сварочной ванны. Находящийся в газовой
фазе молекулярный и атомарный кислород соединяется
с металлом сварочной ванны.
Железо с кислородом образует три соединения (окис-
ла), имеющих весьма важное значение в металлургиче-
ских процессах, происходящих при сварке плавлением:
закись железа FeO, содержащую 22,27% О2, закись-
окись железа Fe3O4, содержащую 27,64% О2, окись желе-
за Fe2O3, содержащую 30,06% О2.
Из всех трех окислов растворима в железе только
закись. Остальные окислы в железе практически не рас-
творимы и на его свойства влияния почти не оказывают.
Однако окалина и ржавчина на свариваемых кромках,
содержащие высшие окислы (закись-окись и окись же-
леза), свободным железом могут раскисляться до заки-
си по реакциям
Fe3O4 4- Fe = 4FeO.
Fe9Os -|- Fe = 3FeO.
Образующаяся закись железа растворяется частично
в шлаке и частично в расплавленном металле, вследст-
вие чего в сварном шве образуются поры. В твердом же-
лезе растворимость кислорода невелика.
Для уменьшения растворимости окисла в металле
необходимо иметь соответственно более низкую концент-
рацию окисла в шлаке, в результате окисел будет стре-
миться перейти из металла в шлак. Наоборот, более
высокая концентрация окисла в шлаке способствует его
переходу в металл. Металл может окисляться и под
действием химически активных, по кислороду, окислов
(шлаков), например, кремния и марганца.
SiO2 + 2Реж = 2FeO + [SiL
MnO + Реж = FeO + [Мп],
(В этих формулах индекс Ж указывает, что Fe нахо-
дится в виде расплава, а знак [ ], что элемент раство-
рен в металлической фазе).
При наличии в газовой фазе сложных газов, таких,
как, например, СО2 и Н2О, которые при диссоциации вы-
93
деляют кислород, также происходит окисление металла
сварочной ванны.
Если жидкий металл содержит элементы-раскислите-
ли, которые имеют большее сродство к кислороду, чем
металл сварочной ванны, то в этом случае концентрация
кислорода в сварочной ванне может быть значительно
уменьшена за счет элементов раскислителей.
Взаимодействие водорода, азота и сложных газов с
расплавленным металлом сварочной ванны. Водород в
составе газовой фазы может находиться в молекулярном
или атомарном состоянии, что зависит от температуры.
При более высоких температурах молекулярный водо-
род диссоциирует на атомарный и ионизированный. Ме-
таллы, способные растворять водород, можно разделить
на две группы. К первой группе относятся металлы, не
имеющие химических соединений с водородом (железо,
никель, кобальт, медь и Др.). Металлы первой группы
поглощают водород в твердом состоянии, растворимость
которого в них увеличивается при плавлении и зависит
от состояния водорода.
Ко второй группе относятся металлы, образующие с
водородом гидриды, представляющие химическое соеди-
нение металла с водородом (палладий, цирконий, титан,
ванадий, торий, тантал и редкоземельные элементы).
При небольших количествах поглощенного водорода эти
металлы образуют с ним твердые растворы, а при более
значительных количествах — гидриды. Легирующие эле-
менты оказывают самое разнообразное влияние на рас-
творимость водорода в сплавах железа. Углерод, крем-
ний, алюминий и хром снижают растворимость водоро-
да в сплавах железа, а титан и ниобий ее увеличивают.
Растворенный водород в сварочной ванне и его неполное
выделение в период кристаллизации приводят к образо-
ванию дефектов: пор, макро- и микротрещин в металле
шва, а также холодных и горячих трещин в околошов-
ной золе.
Концентрация водорода в сварочной ванне может
быть уменьшена путем создания нерастворимых соеди-
нений водорода в металле, как, например, фтористого во-
дорода HF, а также путем некоторого окисления свароч-
ной ванны.
Азот. В зависимости от температуры азот, как и во-
дород, в газовой фазе зоны дуги может находиться в мо-
лекулярном, атомарном и ионизированном состояниях,
94
Основным источником азота в газовой фазе зоны дуги
является окружающая атмосфера. Растворимость азота
в железе зависит от его состояния. Азот не растворяется
в меди, никеле, золоте, серебре и не образует с этими
металлами химических соединений. С железом он обра-
зует нитриды Fe2N (11,15% N) и Fe4N (5,9% N). Азот
способствует образованию пор в металле шва. Увеличе-
ние концентрации азота в низкоуглеродистых сталях
влияет на прочностные и пластические свойства этих
сталей, а также способствует старению металла. Иногда
его вводят в состав легированных сталей для получения
аустенитной структуры. В этом случае он является ау-
стенитизатором и рассматривается как ценная легиру-
ющая добавка.
Углекислый газ. В составе газовой фазы зоны дуги
углекислый газ СО2 присутствует в значительных коли-
чествах. Это особенно заметно при сварке электродами,
покрытие которых создано на основе мрамора и плави-
кового шпата. В процессе плавления такого покрытия
происходит диссоциация карбоната кальция с образова-
нием углекислого газа.
СаСО3 = СаО + СО2.
Углекислый газ активно окисляет жидкий металл.
СО2 = СО + — о
реж + —°2 = IFeO],
СО2 + Реж = [FeOJ + СО
где [FeO] — закись железа, растворившаяся в железе.
Образующаяся окись углерода СО в металле шва не
растворяется, в процессе кристаллизации сварочной ван-
ны она выделяется и образует поры. Углекислый газ мо-
жет быть использован для защиты зоны сварки от воз-
духа, если в состав проволоки ввести марганец и крем-
ний, которые будут нейтрализовать реакцию образова-
ния СО.
Водяной пар, находящийся в газовой фазе, образует-
ся из влаги покрытия и флюса, влаги ржавчины, находя-
щейся на поверхности свариваемых кромок, а также в
результате реакций, протекающих в покрытиях и газо-
вой фазе, - ’ -
Водяной пар с жидким металлом взаимодействует
но уравнению
Н2О + Беж - IFeO] + На.
При электрической сварке плавлением газовая фаза зо-
ны дуги, контактирующая с жидким металлом, состоит
из смеси СО2, СО, Н2О, Н2, О2, N2, а также продуктов их
диссоциации (О, Н, N, ОН) и паров металла и шлака.
Кислород, находясь в сварочной ванне, образует с
железом закись железа FeO, которая, растворяясь в сва-
рочной ванне, снижает прочностные свойства металла
шва.
Водород, оставшийся в расплавленном металле, впо-
следствии является причиной образования холодных
трещин.
Азот способствует старению шва, образованию пор
в шве, а в целом снижает прочностные свойства сварно-
го соединения.
Влияние серы и фосфора на качество сварных соеди-
нений. Сера, соединяясь с железом, образует сульфид
железа FeS, который является вредной примесью в ме-
талле шва. Сульфид железа в период кристаллизации
сварочной ванны образует эвтектику FeS — Fe, имею-
щую меньшую, чем сталь, температуру плавления
(940° С) и малую растворимость в жидкой стали. Это
является причиной образования горячих трещин, по-
скольку эвтектика при кристаллизации располагается
между зернами стали. Вредное влияние оказывает и
фосфор, снижающий ударную вязкость металла шва.
Для ликвидации вредного влияния серы и фосфора не-
обходимо уменьшить их содержание в металле шва пу-
тем создания их соединений, нерастворимых в металле.
Легирование металла шва. Легирование металла
шва может быть получено расплавлением присадочной
проволоки (один из наиболее надежных способов леги-
рования), либо введением в покрытие или флюс порош-
кообразных металлических добавок или восстановлени-
ем из окислов металлов. При этом следует учитывать
активность окисления легирующего элемента в зоне сва-
рочной ванны. С увеличением активности окисления
легирующего элемента в зоне сварки уменьшается его
усвоение сварочной ванной. Для оценки поведения того
пли иного элемента в сварочной ванне необходимо знать
его сродство к кислороду (степень активности окисления
элемента кислородом). Активность некоторых широко
известных элементов по отношению к кислороду повы-
шается в следующем порядке (до температуры 1600е С):
Си — Ni — Со — Fe — W — Mo — Сг — Мп — V —
— Si — Ti — Zr —Al.
Элементы, стоящие левее от железа, при сварке ста-
лей будут практически полностью усваиваться сварочной
рапной. Вольфрам и молибден, стоящие справа от желе-
за, достаточно полно усваиваются сварочной ванной.
Большую трудность представляет легирование шва ти-
таном и алюминием, так как, чем правее от железа рас-
положен элемент, тем быстрее он окисляется.
Вопросы для самопроверки
1. Какие фазы имеются в сварочной дуге?
2. Какие соединения элементов с железом растворимы в жидком
металле и как влияет их растворимость па качество сварного соеди-
нения?
3. Каким образом можно легировать металл сварного шва?
4. Как влияет сера и фосфор на сварные швы?
§ 36. МЕТАЛЛУРГИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
Электрод состоит из покрытия и стального стержня.
В состав покрытия и стержня вводятся компоненты,
обеспечивающие в процессе сварки необходимую метал-
лургическую обработку сварочной ванны. Электродные
покрытия во время горения сварочной дуги между элек-
тродом и изделием защищают зону сварки от кислоро-
да и азота воздуха, раскисляют и легируют расплавлен-
ный металл сварочной ванны, создают устойчивость
дугового разряда и обеспечивают заданные механичес-
кие свойства сварному шву, а также необходимую струк-
туру металла и требуемый химический состав сварно-
го шва.
Защита зоны сварки от атмосферного влияния кис-
лорода и азота бывает шлаковая, газовая и шлако-га-
зовая.
В покрытиях современных электродов используется
в основном шлако-газовая защита. Электродные покры-
тия должны иметь определенный интервал затвердева-
ния, что в свою очередь определяет применимость элект-
родов для сварки в различных положениях. В зависимо-
сти от того, как осуществляется защита расплавленного
7—123 97
rjtb
металла сварочной ванны — электродные покрытия раз-
деляются на рудно-кислое, фтористо-кальциевое (основ-
ное), рутиловое и газозащитное.
В покрытиях рудно-кислого типа для шлаковой защи-
ты используют окислы железа, марганца, титана и
кремния.
Газовая защита дугового пространства создается ор-
ганическими составляющими (например, крахмалом).
Поэтому при сварке электродами, имеющими рудйб-кис-
лое покрытие, происходит интенсивное образование га-
зов СО, Н2, СО2, Н2О, которые образуют хорошую защи-
ту расплавленного металла сварочной ванны от азота.
Высокое содержание в этом покрытии гематита (F2O3)
требует значительного количества раскислителей в виде
ферромарганца. При расплавлении электродного покры-
тия гематит, соединяясь с железом, образует закись же-
леза (FeO).
Fe2O3 + Fe = 3FeO.
Поэтому для погашения образования закиси железа,
способной хорошо растворяться в расплавленном метал-
ле и вводится ферромарганец. Хотя и в этом покрытии
находится много ферромарганца, содержание кислорода
в наплавленном металле остается достаточно высоким.
Покрытия рудно-кислого типа
мало чувствительны
к
ржавчине, находящейся па свариваемых кромках, вслед
ствие большой окислительной способности.
Покрытия фтористо-кальциевого типа, построенные
на основе мрамора (СаСОз) и плавикового шпата
(CaF2), газовую защиту сварочной ванны обеспечивают
диссоциацией мрамора.
Раскислителями в покрытии
фтористо
-кальциевого
типа являются ферротитан, ферромарганец и ферроси-
лиций. В процессе плавления мрамор распадается на
окись кальция (СаО) и углекислый газ (СО2).
СаСО3->СаО + СО2<
Элементы-раскислители углекислый газ (СО2) перево-
дят в окись углерода (СО), хотя часть СО2 остается не-
восстановленной. Поэтому газовая фаза этих электродов
по отношению к жидкому металлу является окислитель-
ной во всем температурном интервале сварки. Содер-
жание FeO в шлаке этого покрытия является незначи-
тельным, поэтому шлаки не оказывают окисляющего
98
действия на расплавленный металл сварочной ванны.
Наличие в покрытии сильных раскислителей (титан,
кремний, марганец, а в некоторых случаях и алюминий)
обеспечивает невысокую концентрацию кислорода в на-
плавленном металле, а наличие в покрытии фтористого
кальция (CaF2) обеспечивает удаление водорода из рас-
плавленного металла сварочной ванны.
Однако ввиду высокой раскисленности покрытия
растворимость водорода в металле ванны остается вы-
сокой. Поэтому при сварке по ржавым кромкам, повы-
шенной влажности покрытия и при сварке длинной ду-
гой в сварных швах образуются поры. Наличие в покры-
тии марганца связывает серу в сульфид марганца, что
предотвращает образование трещин при сварке электро-
дами фтористо-кальциевого типа.
Рутиловые покрытия, построенные па основе рутила
(TiO2), имеют некоторые шлакообразующие компонен-
ты в виде полевого пшата, магнезита и др. Газовая за-
щита в них создается органическими веществами (цел-
люлозой, декстрином) и карбонатами. Раскислителем в
этом покрытии является ферромарганец. При сварке
электродами рутилового типа в начальной стадии нагре-
вания имеет интенсивный распад органических веществ
и диссоциация карбонатов, как, например, магнезита
MgCO3 = MgO + СО2,
в результате чего в газовой фазе дуги содержатся СО2,
СО и Og.
В результате наличия СО2, СО и О2 концентрация во-
дорода меньше, чем у электродов рудно-кислого типа, что
позволяет увеличить степень раскисленности металла
шва за счет увеличения содержания кремния. Основная
часть марганца в процессе сварки испаряется или окис-
ляется.
Электроды с газозащитными покрытиями в своем
составе имеют до 50% органических газообразующих
составляющих (пищевая мука, целлюлоза и т. д.), обра-
зующих в процессе дугового разряда в больших количе-
ствах СО и Н2. Для предупреждения насыщения рас-
плавленного металла сварочной ванны водородом и
предупреждения парообразования повышают степень
окнсленпости сварочной ванны путем введения в покры-
тие титанового концентрата (TiOs-FeO), марганцевой
руды (МпО) и плавикового шпата (СаИег). Плавиковый
7*
09
шпат связывает водород в нерастворимое в металле сое-
динение (IIP) фтористый водород. Для устранения по-
ршчоспь связанной с выделением окиси углерода (СО)
во время кристаллизации сварочной ванны вводят в по-
крытие ферросилиций, который подавляет образование
реакции СО.
При выборе электродов для сварки металлов необхо-
димо учитывать следующие основные особенности:
1) марку свариваемого металла;
2) требования, предъявляемые к сварным соедине-
ниям по химическому составу, структуре и механичес-
ким свойствам, а также технологическую применимость
рассматриваемой марки электродов.
§ 37. МЕТАЛЛОВЕДЕНИЕ СВАРКИ
Процесс кристаллизации сварочной ванны. Хорошо
свариваются те металлы и сплавы, которые в своем со-
ставе имеют элементы, обладающие неограниченной i
взаимной растворимостью как в жидком, так и в твер-
дом состоянии. Такие металлы и сплавы не будут обра-
зовывать соединения, вызывающие охрупчивание свар- ,
пого соединения. Хорошую взаимную растворимость
имеют железо и никель, железо и ванадий, железо и '
хром, молибден и тантал, никель и вольфрам, никель и 1
медь, никель и кобальт, хром и молибден, хром и вана-
дий, хром и титан и т. д.
Процесс кристаллизации сварных швов отличается
от кристаллизации слитков высокими скоростями кри-
сталлизации, поскольку после интенсивного нагрева
металла концентрированным источником тепла происхо-
дит быстрый отвод тепла в свариваемое отделение. Ско- 1
рость охлаждения сварных швов исчисляется десятками
и сотнями градусов в секунду.
Кристаллизацию сварных швов изучают металлогра-
фическим методом, путем исследования образовавшейся
структуры. Металлографическим методом установлено,
что в верхней части швов располагаются наиболее круп- ,
ные, а в нижней наиболее мелкие кристаллиты. В сред-
ней части швов кристаллиты имеют удлиненную форму
(транс-кристаллитное строение)’, а в верхней части швов
ветвистую форму (дендритное строение). 1
Процесс кристаллизации сварных швов осуществля-
ется прерывисто, чем объясняется появление кристалли-
100
Рис. 38. Схема хими-
ческой неоднородно-
сти по слоям криста л-
лизации в сварных
швах
акционных слоев, каждый из которых состоит из не-
скольких основных участков (рис. 38): нижнего — с не-
большим содержанием углерода, серы и фосфора (имею-
щего наиболее интенсивное почернение при травлении);
среднего — наиболее широкого, характеризующегося
сравнительно однородным почернением и содержащего
углерод, серу и фосфор в тех же количествах, что и ме-
талл шва, а также верхнего, — характеризующегося ин-
тенсивным ослаблением почерне-
ния.
Первый участок возникает в
результате кристаллизации тон-
кой прослойки жидкого металла,
примыкающей к оплавленной по-
верхности, которая обогащена уг-
леродом, серой и фосфором, пере-
местившимися из примыкающих
участков основного металла.
Второй участок кристаллизу-
ется из жидкого металла исход-
ного состава. Вследствие боль-
шой скорости кристаллизации за-
твердевший металл ванны ио однородности близок к жи-
дкому металлу, из которого он образовался. Третий уча-
сток слоя в верхней части второго участка формируется
более обедненным углеродом, серой и фосфором.
Образование последующих слоев происходит таким
же способом. При формировании столбчатых кристалли-
тов из каждого оплавленного кристаллита основного ме-
талла вырастает целая группа одинаково ориентирован-
ных дендритов, составляющих столбчатый кристаллит.
Направленность главных осей дендритов определяется
направлением теплоотвода, а геометрические размеры
дендритов зависят от геометрических размеров столбча-
тых кристаллитов. Более крупным столбчатым кристал-
литам соответствуют более крупные разветвленные
дендриты. В процессе затвердевания сварных швов перед
фронтом растущих кристаллитов маточный раствор на-
сыщается различными примесями. В самую последнюю
очередь затвердевает средняя часть швов, поэтому обыч-
но в ней сосредоточивается максимальное количество
примесей.
Структуры сварных швов. При изучении металла
сварного шва различают макро- и микроструктуру. Мак-
101
роструктура рассматривается невооруженным глазом
или при небольших (до 10—15-кратных) увеличениях.
Структура металла, увеличенная более чем в 60
100 раз, называется микроструктурой. I
Макро- и микроструктура бывает первичной и вто-
ричной. Первичная структура образуется непосредствен-
но в процессе затвердевания расплава; вторичная — в
Наплавленный металл
Участок перегрева
частон неполного
расплавления
1500
1чоо
Рис. 39. Схема изменения структуры по участкам в однопроходном
сварном шве
1200
ч
X
Уча стон нормали- /ООО
_____задай 900
Участок неполной 800
перенрцсталлиза- 70Q
— - ццц------------—-
участок ренри-оии
сталлизации. Ж |
900
300
200
100
результате фазовых (термических) превращений. Свар
ные швы имеют целый комплекс структур иаплавленно
го металла и металла, который в процессе сварки под
вергался нагреву. Рассмотрим различные участки струк
туры сварного шва (рис. 39).
Участок наплавленного металла (шва)’
имеет столбчатое строение. Столбчатые кристаллиты от
переходной зоны между участком неполного расплавле-
ния и наплавленным металлом направлены вглубь шва.
Кристаллит состоит из отдельных дендритов, имеющих
общую направленность, которые иногда могут иметь
и различную разветвленность. Группа дендритов, имею-
щая четкую границу, составляет столбчатый кристал-
лит. В корне шва, ближе к переходной зоне, составляю-
102
» щие столбчатый кристаллит дендриты разветвлены ми-
нимально.
На участке неполного расплавления
первичная структура характеризуется химической неод-
нородностью. Вторичная структура этого участка напо-
минает видманшеттову структуру*. Эта зона невелика
и для дуговой сварки составляет от 0,1 до 0,5 мм.
На участке перегрева шва может образо-
ваться крупнозернистая структура, которая придает ме-
таллу наименьшую пластичность и ударную вязкость.
Чтобы уменьшить протяженность участка перегрева,
следует увеличить скорость сварки или выполнить свар-
ку за несколько проходов. Ширина зоны участка пере-
грева иногда достигает 3—4 мм.
Участок нормализации шва характеризует-
ся мелкозернистым строением металла. В зависимости
от размеров швов ширина участка нормализации колеб-
лется от 0,2 до 4—5 мм.
На участке неполной перекристалли-
зации не все зерна основного металла подвергаются
перекристаллизации. Ширина этой зоны от 0,1 до 5 мм.
Рекристаллизационный участок появля-
ется при сварке пластических деформированных сталей,
ширина этого участка составляет 0,1—1,5 мм.
Участок синеломкости расположен за участ-
ком рекристаллизации. Структура металла здесь не от-
личается от исходной структуры. На этом участке темпе-
ратура нагрева достигает 200—400° С.
Методы выявления структуры сварных швов. Для
этого из металла сварных швов приготовляют шлифы —
образцы изучаемого металла со специально подготов-
ленной плоской (шлифованной, полированной) поверх-
ностью. Для выявления структуры применяют механи-
ческое, химическое, электролитическое полирование и
окислительное травление.
Причины образования горячих и холодных трещин в
сварных соединениях. В процессе сварки могут образо-
вываться трещины. Горячие трещины образуются в ус-
ловиях повышенных температур из-за большой усадки
при охлаждении металла сварочной ванны п из-за изме-
нения состава свариваемых материалов. Большой склон-
* Видманшеттова структура — это структура стали с прямоли-
нейным расположением волокон.
103
костью к горячим трещинам, например, обладают спла-
вы, содержащие около 5% хрома и от 1,0 до 2,5% угле-
рода, и сплавы с 9—10% хрома при содержании 0,9—1
1,2% углерода.
Холодные трещины образуются в металле шва и око-
лошовной зоны из-за резкого изменения механических
свойств, а также характера напряженного состояния
вследствие фазовых и структурных превращений. В об-
разовании холодных трещин при сварке сталей сущест-
венную роль играет водород, который выделяется из
твердого раствора в имеющиеся в металле микрообъ-
емы (пустоты). В них выделившийся атомарный водород
соединяется в молекулы и создает в окружающем объ-
еме металла внутреннее давление, которое образует вы-
сокое напряжение, способствующее образованию трещин
при нагрузке и даже без нагрева.
Вопросы для самопроверки
1. Каковы особенности кристаллизации металла шва5
2. Каковы структурные особенности строения сварного соеди-
нения?
3. Чем можно объяснить причины образования холодных и горя-
чих трещин в металле сварного соединения?
§ 38. МАКРО- И МИКРОСТРУКТУРА МЕТАЛЛОВ
И СВАРНЫХ СОЕДИНЕНИЙ
Железо, а также сплавы на его основе, в том числе
и сталь, являются кристаллическими телами. В каждом
кристаллическом теле атомы занимают определенное
положение, образуя кристаллическую решетку.
Железо имеет две кристаллические решетки. Это
свойство полиморфизма железа определяет многие прак-
тические данные свойства сплавов железа.
Полиморфизмом называется способность простых и
сложных веществ в зависимости от условий кристалли-
зоваться в различных формах. Железо в зависимости от
температуры имеет следующие решетки:
1) до /==911° С — объемно-центрированного куба
(а-железо);
2) от /=911° С до /=1392° С — гранецентрированно-
го куба (у-железо);
104
3) от /=1392° С до /=1536° С (температура плавле-
ния) — объемно-центрированного куба (6-железо),
Взаимодействие углерода и других компонентов с мо-
дификациями железа приводит к образованию различ-
ных структур. Твердый раствор углерода и других леги-
рующих компонентов в у-железе называют аустенитом.
Сталь, имеющую аустенитовую микроструктуру, называ-
ют аустенитной. Твердый раствор углерода и других ле-
гирующих компонентов в а и 6-железе называют а-фер-
ритом и 6-ферритом. Сталь, имеющую ферритную микро-
структуру, называют ферритной. Химическое соединение
углерода с железом называют цементитом (карбит же-
леза— Fe3C). Механическую смесь феррита и цементи-
та называют перлитом. Сталь, имеющую перлитную
микроструктуру, называют перлитной. Если в стали уве-
личено содержание перлита, следовательно, увеличено
и содержание углерода, что в свою очередь повышает
прочность, снижая пластичность стали.
Феррит при температуре 723° С в твердом растворе
может содержать до 0,02% С, а при комнатной темпера-
туре только 0,006% С. Твердость и механические свой-
ства феррита зависят от наличия и количества элемен-
тов, находящихся в феррите. Наибольшее влияние на
его свойства в углеродистых сталях и чугуне оказыва-
ют кремнии и фосфор. Чистый феррит имеет твердость
порядка НВ 60.
Цементит — химические соединения углерода с же-
лезом Fe3C. Цементит имеет сложную решетку. Цемен-
тит до температуры 210° С ферромагнитен и. обладая
весьма высокой твердостью (НВ>800), отличается
большой хрупкостью. Растворение в цементите марган-
ца, хрома и других карбидообразователей увеличивает
его твердость.
Первичная кристаллизация низкоуглеродистой стали
происходит при температуре 1500—1520° С, при которой
перемещение атомов железа в жидкой фазе становится
несколько затрудненным из-за уменьшения числа пустых
узлов и полостей жидкой фазы, в результате чего возни-
кают длительные задержки, достаточные для того, чтобы
вокруг задержанного атома сгруппировалось соединение,
являющееся очагом или зародышем кристаллизации.
Примеси в сталях можно разбить на две группы: по-
лезные (X, Ni, Мп, Si, V, С) и вредные (Н, N, S, О, Р).
Углерод повышает прочность, а в виде Fe3C делаег
105
сталь хрупкой. Si образует с кислородом тугоплавкие си-
ликаты, являющиеся центрами кристаллизации, умень-
шающими величину зерна.
Металл, имеющий мелкую структуру (мелкие зерна),
является более прочным и пластичным, чем металл с бо-
лее крупной структурой. Si повышает механические
свойства, но при его содержании около 1 % коррозионные
свойства стали понижаются.
Мп образует простые Мп3С и смешанные (МпРе)зС
карбиды и легко растворяется как в феррите, так и в це-
ментите, упрочняя их прослойки и являясь ценной леги-
рующей добавкой, повышающей прочность и вязкость
(Мп= 14-1,5%). При более высоком содержании Мп
сталь приобретает хрупкость.
Сг улучшает вязкость и коррозионную стойкость ста-
ли. Сг хорошо растворяется в феррите. Хорошо также
растворяются в феррите Mo, Ni, W, V.
Вредными примесями являются: О, S, Р, N, Н. Кисло-
род образует закись железа FeO, растворяющуюся в же-
лезе, нарушая целостность и снижая механические свой-
ства. Азот образует с железом нитриды, которые расщеп-
ляют и блокируют зерна феррита, вследствие чего сталь
становится малопластичной и весьма хрупкой. Азот спо-
собствует старению стали, но делает сталь более прочной
и износоустойчивой.
Сера образует FeS — сульфид железа. Наличие серы
способствует образованию горячих трещин. Вредное дей-
ствие серы нейтрализуется марганцем, который с серой
образует тугоплавкое соединение MnS. Фосфор образует
нестойкий раствор с ферритом и вызывает сильный рост
зерна. Фосфор повышает коррозионные свойства ста-
ли. Температура, при которой сталь приобретает хруп-
кость, носит название порога хладноломкости. При
пониженных температурах развивается хрупкость
стали.
Для оценки качества сварного соединения исследуют
его макро- и микроструктуру. Для определения макро-
структуры сварного соединения по его поперечному
сечению вырезается образец, поверхность которого про-
ходит травление. После травления на поверхности шва
выступают его слои. Дефекты в шве (поры, трещины, не-
металлические включения) видны, как правило, без лупы.
На этом же образце под микроскопом рассматривают его
микроструктуру при 100-кратном и более увеличениях.
106
Чем мельче микроструктура, тем лучше качество свар-
ного шва.
Исследование макро- и микроструктуры сварных швов
производится в том случае, если оно оговорено в техни-
ческих условиях на сборку и сварку того или иного из-
делия.
Глава VIII
ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
ПРИ СВАРКЕ
§ 39. ОБЩИЕ СВЕДЕНИЯ
Механические свойства металлов и сплавов. К ме-
ханическим свойствам металлов и сплавов относятся:
прочность, твердость, упругость, пластичность, ударная
вязкость, ползучесть и усталость.
Прочность — это способность металла или сплава
противостоять деформации и разрушению под действи-
ем приложенных нагрузок — растягивающих, сжимаю-
щих, изгибающих, скручивающих и срезающих (рис. 40).
Нагрузки бывают внешними (вес, давление и др.) и внут-
ренними (изменение размеров тела от нагревания н ох-
лаждения, изменение структуры металла и т. д.), а также
статическими, т. е. постоянными по величине и направле-
нию действия, или динамическими, т. е. переменными по
величине, направлению и продолжительности действия.
Методы определения прочности рассмотрены отдельно.
Твердостью называется способность металла или
сплава оказывать сопротивление проникновению в него
другого, более твердого тела. Применяют следующие
способы испытания твердости металлов и сплавов вдав-
ливанием в поверхность образца:
стального закаленного шарика диаметром 2,5; 5 или
10 мм — определение твердости по Бринеллю;
стального закаленного шарика диаметром 1,588 мм
или алмазного конуса с углом 120° — определение твер-
дости по Роквеллу;
правильной четырехгранной алмазной пирамиды —
определение твердости по Виккерсу.
Упругостью называется способность металла или
сплава восстанавливать первоначальную форму после
прекращения действия внешней нагрузки (рис. 41).
107
Пластичностью называется способность металла пли
сплава, не разрушаясь, изменять форму под действием
нагрузки и сохранять эту форму после ее снятия.
Ростямени с
Рис. 40. Виды нагрузок, вызывающих
изменение формы металла или сплава
Рис. 41. Деформа-
ция, характеризу-
ющая упругость
(после снятия на-
грузки образец
возвращается в
исходное положе-
ние)
Ударной вязкостью называется способность металла
или сплава сопротивляться действию ударных нагрузок.
Ударная вязкость измеряется в килограмм-силах-метр
па квадратный сантиметр (кгс-м/см2).
Ползучестью называется свойство металла или спла-
ва медленно и непрерывно пластически деформировать-
ся под действием постоянной нагрузки (особенно при
повышенных температурах).
Усталостью называется постепенное разрушение ме-
талла или сплава при большом числе повторно-перемен-
ных нагрузок; свойство выдерживать эти нагрузки на-
зывается выносливостью.
Испытания образцов металлов и сплавов на растя-
жение. При испытании образцов на растяжение опре-
деляют предел прочности (временное сопротивление)
Ов> предел текучести (физический) пт, предел текучести
108
условный (технический) —сг0,2, пропорциональности апц
"истинное сопротивление разрыву — SK и относительное
удлинение и сужение — 6, ф.
Рассмотрим показанную на рис. 42 диаграмму, па
которой по вертикальной оси отложена приложенная
нагрузка Р в килограммах (чем выше точка по оси, тем
больше нагрузка), а по горизонтальной оси — абсолют-
ное удлинение А/ об-
разца. Такие диаг-
раммы строят по ре-
зультатам растяже-
ния образцов на спе-
циальных испыта-
тельных разрывных
машинах. Получен-
ная кривая позволя-
ет судить о прочно-
сти образца па рас-
тяжение.
Рис. 42, Диаграмма растяжения (за-
висимость удлинения А/ от нагруз-
ки Р)
Начальный пря-
молинейный участок
О—РПц характеризу-
ет упругость образ-
иа, пропорциональность между удлинением материала и
нагрузкой (Рпц — нагрузка при пределе пропорциональ-
ности).
Точка резкого перегиба кривой определяет вели-
чину нагрузки при верхнем пределе текучести.
Участок Р'т—Рт (площадка текучести), параллель-
ный горизонтальной осп О—в пределах которого
образец удлиняется при постоянной внешней нагрузке.
Точка Рв — отмечает наибольшую растягивающую си-
лу— нагрузку при пределе прочности, по которой рас-
считывают предел прочности, материала образца.
Точка Рк — определяет величину растягивающей силы
в момент разрушения образца.
Предел прочности при растяжении (временное сопро-
тивление) — это напряжение, отвечающее наибольшей
нагрузке, предшествовавшей разрушению образца:
сгп ~ —5 кге/мм,
где Ро—площадь поперечного сечения образца перед испы-
танием, мм2; Рв — наибольшая растягивающая сила, кгс.
109
Предел текучести (физический) сгт— это наименьшее
напряжение, при котором происходит деформация ис-
пытуемого образца без увеличения нагрузки (нагрузка
не увеличивается, а образец удлиняется).
от = — кгс/мм2,
где Рт — нагрузка растяжения, кге, вызывающая удли-
нение образца на площадке текучести.
Предел текучести условный (технический) с>0,2— это
напряжение, при котором остаточная деформация об-
разца достигает 0,2%.
ао.2 “ "Г кгс/мм2,
где Р'*—нагрузка растяжения, кге, в начале площадки
текучести.
Предел пропорциональности опц — условное напряже-
ние, при котором отступление от линейной зависимости
между напряжениями и деформациями достигает опре-
деленной степени, устанавливаемой техническими услови-
ями
опц == —— кгс/мм2.
где РПц — нагрузка в конце площадки упругости, кге.
Истинное сопротивление разрыву — это напряжение
в шейке растягиваемого образца, определяемое как от-
ношение растягивающей силы, действующей на образец
непосредственно перед его разрывом, к площади по-
перечного сечения образца к шейке.
SK = —“ кгс/мм2,
г
где Рк — нагрузка в момент разрыва образца, кге; Г —
истинное сечение образца в момент разрыва, мм2.
Относительное удлинение б и относительное сужение
V определяются по формулам:
6 = А* • 100%; ф = £ • 100%,
l0 F
где Al—li—10 — абсолютное удлинение образца при раз-
но
рыве; li — длина образца в момент разрыва; Zo ~ перво-
начальная длина образца; F$— первоначальная площадь
поперечного сечения образца; F ~ площадь образца пос*
ле разрыва.
Вопросы для самопроверки
1. Какие основные механические свойства металлов и сплавов?
2. Какие характерные участки имеет диаграмма растяжения?
3. Как определяется предел прочности и текучести?
§ 40. ПРИЧИНЫ ВОЗНИКНОВЕНИЯ НАПРЯЖЕНИЙ
И ДЕФОРМАЦИЙ
Деформации в сварных конструкциях являются ре-
зультатом наличия внутренних напряжений, которые мо-
гут вызываться различными причинами.
К неизбежным причинам, способствующим
возникновению напряжений и деформаций, относятся
такие, без которых процесс-обработки происходить не
может. К этим причинам при сварке относят неравно-
мерный нагрев, тепловую усадку швов, структурные из-
менения металла шва и околошовпой зоны и т. д.
К сопутствующим причинам, способствую-
щим возникновению напряжений и деформаций, отно-
сятся такие, без которых процесс сварки может проис-
ходить. К таким причинам при сварке относят непра-
вильные решения конструкции сварных узлов (близкое
расположение швов, их частое пересечение, неправиль-
но выбранный тип соединения и т. д.)> применение уста-
ревшей техники и технологии сварки (неверно выбраны
способы наложения слоев и диаметр электрода, не со-
блюдаются режимы слоев и диаметр электрода, не со-
блюдаются режимы сварки и т. д.), низкая квалифика-
ция сварщика, нарушение геометрических размеров
сварных швов и т. д.
Тепловая усадка металла шва вызывает-
ся тем, что при кристаллизации металл шва уменьшает-
ся в объеме, но поскольку одновременно шов имеет
жесткую связь с относительно холодным основным ме-
таллом, его усадка вызывает появление внутренних на-
пряжений.
Тепловая усадка незакрепленного (сво-
бодного) образца приведет лишь к его укорочению, Ес-
ли же усадка будет иметь место либо в условиях жест-
кого закрепления свариваемых деталей, либо в услови-
ях неравномерного (неодинакового) нагрева, то в этом
случае в конструкции после остывания образуются внут-
ренние напряжения, вызывающие ее деформацию. В про-
цессе снижения температуры в жестко закрепленной де-
тали будут возникать силы растяжения, стремящиеся
се разорвать.
Механизм образования напряжений и деформаций
при сварке. Классификация напряжений. Остаточ-
Рис. 43. Классификация собствен-
ных напряжений по направлению:
о — одноосные, б — двухосные,
с — трехосные
ные н а п р я ж е н и я
при сварке возникают
в результате появления
термопластических де-
формаций, которые об-
разуются от неравно-
мерного распределения
температуры в изде-
лии. Такие деформации
бывают упругие и уп-
руго-пластические.
Остаточные напря-
жения в зависимости
от объема тела, в пре-
делах которого они уравновешены, классифицируются
следующим образом.
Остаточные напряжения первого рода
уравновешиваются в крупных объемах, соизмеряемых с
размерами изделия или его частей, и обладают опре-
деленной ориентацией в зависимости от формы изделия.
Эти напряжения определяют расчетом, исходя из теории
упругости пластичности, а также экспериментально.
Остаточные напряжения второго рода
уравновешиваются в пределах микрообъемов тела, т. е.
в пределах одного или нескольких зерен металла. Эти на-
пряжения не имеют определенной направленности и не
зависят от формы изделий. Находят эти напряжения
опытным путем.
Остаточные напряжения третьего рода
уравновешиваются в мельчайших объемах — в пределах
атомной решетки. Они также не имеют определенной
направленности и определяются экспериментально по
степени изменения интенсивности линий на рентгенограм-
мах. —
112
и
трехосными— объемными.
Рис. 44. Изменение механических
свойств низкоуглеродистой стали в
зависимости от температуры
В строительных конструкциях и в машиностроении
инженерными расчетами определяют только напряже-
ния первого рода.
По направлению в теле собственные напряжения
(рис. 43) могут быть одноосными—линейными, двухоо
нымн — плоскостными
При рассмотре-
нии процесса возни-
кновения деформа-
ций при сварке сле-
дует учитывать, что
в процессе охлажде-
ния стали изменяют-
ся ее физические и
механические свой-
ства (рис. 44).
Классификация
сварочных деформа-
ций. Сварные конст-
рукции в результате
появления упруго-
пластических дефор-
маций в сварных со-
единениях могут из-
менить свои разме-
ры и претерпеть об-
щие деформации.
Последние могут
быть продольными и
поперечными, дефор-
мациями изгиба, скручивания и потери устойчивости.
В результате продольных и поперечных деформа-
ций происходит сокращение элементов по длине и ши-
рине. Эти деформации образуются при симметричной
укладке сварных швов.
Деформации изгиба образуются при несимметричном
расположении сварных швов в конструкциях и сопровож-
даются продольным сокращением элементов — продоль-
ной усадкой швов и поперечным сокращением — попереч-
ной усадкой швов. Этот вид деформации в практике
встречается довольно часто.
Деформации скручивания образуются вследствие не-
симметричного расположения швов в поперечных сечени-
ях элементов и встречаются относительно редко.
8—123
113
Деформации потери устойчивости вызываются сжи-
мающими напряжениями, которые образуются в процес-
се нагревания и остывания изделий.
Вопросы для самопроверки
1. Как классифицируются напряжения и деформации?
2. Какие причины вызывают возникновение напряжений и дефор-
маций?
§ 41. ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
ПРИ СВАРКЕ СТЫКОВЫХ И ТАВРОВЫХ СОЕДИНЕНИЙ
Деформации и напряжения при сварке стыковых со-
единений. По продолжительности сварочные напряже-
ния бывают технологические и остаточные. Первые воз-
Рис. 45. Напряжение в стыке
вом соединении:
1 — продольные, 2 — поперечные
никают во время сварки
(в процессе изменения
температуры), вторые —
после окончания сварки и
полного охлаждения изде-
лия. По направлению дей-
ствия различают продоль-
ные, расположенные па-
раллельно оси шва, и по-
перечные, расположенные
поперек оси шва, линей-
ные сварочные напряже-
ния (рис. 45). Распреде-
ление продольных напря-
жений при сварке в стыковом шве таково, что на его кон-
цах из-за возможности свободной усадки они незначи-
тельны, а в средней части имеют достаточно большую
величину, достигают предела текучести (рис. 46). При
сварке встык продольное сокращение шва вызывает не
только продольные, но и поперечные напряжения, по-
скольку деформированные («изогнутые») листы стремят-
ся распрямиться. Поэтому в средней части сваренных
листов возникают напряжения растяжений, а по краям—
напряжение сжатия.
При разработке технологического процесса сварки
обязательно следует учитывать поперечную и продоль-
ную усадку шва. При сварке металла толщиной до 6 мм
главным образом возникают значительные деформации,
а остаточные напряжения бывают небольшими.
Деформации и напряжения при сварке тавровых со-
114
единений. В сварных конструкциях, имеющих тавровое
сечение (состоящих из двух листов), под влиянием про-
дольных и поперечных напряжений и укорочений стенка
и пояс тавра деформируются, тавр изгибается по длине.
Рис. 46. Характер распределения остаточных напряже-
ний по длине стыкового шва
Рис. 47. Угловая дефор-
мация стыкового соеди-
нения:
а — угол раскрытия шва.
— угол поворота детали
Величина таких деформаций зависит от соотношения
размеров стенки и пояса, последовательности наложения
сварных швов, величины погонной энергии, условий
закрепления таврового сече-
ния и т. д. Чем тоньше пояс и
больше ширина вертикальной
стенки, тем больше продольные
напряжения сварного тавра. 1
В рассмотренных выше при-
мерах сварки стыковых соеди-
нений и тавровых сечений от-
мечены лишь деформации, про-
исходящие в плоскости свари-
ваемого элемента. Кроме де-
формаций в плоскости соеди-
няемых элементов, возникают
также и деформации свариваемых листов из плоскости,
которые называются угловыми деформациями (рис.
47). На величину угловых деформаций (угол р) вли-
яют размер свариваемых листов, угол раскрытия шва
а (чем он меньше, тем меньше деформация), закрепле-
ние, количество проходов и т. д. Листы ^необходимо за-
креплять как можно ближе к сварному шву. Расстояние
крепления от шва при сварке тонких листов должно быть
равно 3—6-кратной ширине шва. Крепления, расположен-
ные на значительном расстоянии от шва, практически не
оказывают влияния на конечные угловые деформации.
115
Вопросы для самопроверки
1. Какие деформации в стыковых соединениях существуют?
2. Какие дес^ормании в тавровых соединениях существуют?
§ 42. МЕТОДЫ БОРЬБЫ
СО СВАРОЧНЫМИ ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Рациональное конструирование сварных узлов. Ра-
бочие чертежи сварных конструкций следует разраба-
тывать с учетом мероприятий по уменьшению сварочных
напряжений и деформаций. Для этого сварные со-
единения конструируют таким образом, чтобы объем
наплавленного металла был минимальным. Например,
при толщине металла более 12 мм следует применять X-
и К-образную подготовку кромок. С этой же целью за-
меняют прерывистые соединения на сплошные швы
меньшего сечения. Выполняют стыковые швы при мини-
мальном угле раскрытия шва и минимальном зазоре.
Избегают резких переходов сечений, а также применяют
преимущественно стыковые соединения и не допускают
концентрации и пересечений сварных швов.
Технология сборки и сварки. Порядок сборки под
сварку, способ сварки, режимы сварки и последователь-
ность наложения шва по его длине и сечению оказыва-
ют значительное влияние на величину деформаций и на-
пряжений при сварке. Чтобы уменьшить остаточные де-
формации и напряжения конструкций п изделий при
сборке по возможности не допускают скрепления узлов
и деталей прихватками, которые создают жесткое за-
крепление. Для обеспечения подвижного состояния за-
крепленных деталей используют клиповые, центровоч-
ные и другие сборочные приспособления.
На образование остаточных деформаций и напряже-
ний значительное влияние оказывает способ сварки.
На величину и характер сварочных напряжений и
остаточных деформаций влияет погонная энергия свар-
ки и режим сварки. Увеличение сечения шва, как прави-
ло, способствует росту деформаций. Величина остаточ-
ных деформаций и напряжений зависит и от порядка на-
ложения швов по длине и сечению. Например, при
сварке листовых конструкций вначале выполняют по-
перечные швы отдельных поясов, а затем соединяют
(сваривают) пояса между собой.
116
Уравновешивание деформаций. Сущность этого спо-
соба заключается в том, что устанавливают определен-
ную последовательность наложения швов, при которой
деформации от предыдущих швов снижаются при вы-
полнении последующих швов. Этот способ широко при-
меняют при сварке стержневых конструкций или дета-
лей симметричного сечения.
Обратные деформации. Перед сваркой конструкции
или элемента для уменьшения остаточной деформации
б)
Рис. 48. Схема создания об-
ратного прогиба:
а — свободных листов неболь-
шой ширины, б — свободных
листов большой ширины, в — за-
крепленных листов
искусственно создают де-
формацию, обратную по зна-
ку по отношению к той, ко-
торая может возникнуть при
сварке. Па рис. 48 показаны
некоторые примеры исполь-
зования обратной дефор-
мации.
Рис. 49. Схема жесткого закреп-
ления листов
Жесткое закрепление (рис. 49). Закрепление обеспе-
чивает уменьшение сварочных деформаций по сравне-
нию со сваркой в незакрепленном состоянии, если зона
нагрева до температур выше 600° С не превышает 0,15
общей ширины свариваемого элемента. Если зона нагре-
ва будет более 0,15 ширины листа, то жесткое закреп-
ление не уменьшает деформаций, а наоборот, может уве-
личить их по сравнению со сваркой в свободном состоя-
нии.
Проковка швов и околошовной зоны. Проковка спо-
собствует снижению напряжений и деформаций. При вы-
полнении проковки необходимо соблюдать следующие
условия:
при многослойной сварке проковку выполнять по-
слойно, а первый и последний слой не проковывать;
проковку следует выполнять на участке шва длиной
150—200 мм сразу же после сварки или после подогре'
ва его до 150—200° С;
при сварке металла толщиной более 16 мм необхо-
димо проковывать и металл околошовной зоны.
Общий отжиг сварного изделия. Отжиг применяется
для сталей, имеющих склонность к образованию зака-
ленных зон вблизи сварного шва (особенно при боль-
шой толщине свариваемого металла), и для конструк-
ций, работающих при знакопеременных нагрузках.
Механическая правка конструкций после сварки.
Правку выполняют приложением ударной или статиче-
ской нагрузок при холодном или нагретом состоянии ме-
талла.
Термическая правка конструкций и изделий после
сварки. Правка выполняется наплавкой валиков с об-
ратной стороны шва или местным нагревом, производи-
мым в особом для каждой конструкции порядке. Для по-
лучения сварных конструкций заданных проектных
размеров необходимо давать припуски на усадку свар-
ных швов. На один поперечный стыковой шов проката
или листа толщиной 8—16 мм припуск должен состав-
лять около 1 мм.
§ 43. ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ ПРИ СВАРКЕ СТАЛЕЙ,
ЧУГУНА И ЦВЕТНЫХ МЕТАЛЛОВ
При выборе метода уменьшения деформаций и на-
пряжений, возникающих в процессе сварки, необходимо
учитывать марку свариваемого металла.
При сварке пластин из углеродистой стали зазор
можно делать меньше, чем при сварке медных пластин.
При сварке медных пластин, вследствие большого ли-
нейного и объемного расширения меди, при маленьком
зазоре в конце сварки пластины будут накладываться
одна на другую. Если же их до начала сварки жестко
закрепить, то в этом случае возникнут значительные
остаточные напряжения и деформации.
При сварке пластин из легированной стали вследствие
изменения объема металла при изменении структу-
ры могут возникать силы сжатия, если увеличивается
объем, или силы растяжения при уменьшении объема.
Поэтому при сварке легированных сталей необходимо
118
стремиться к уменьшению объема наплавленного ме-
талла и выполнять сварочные работы таким образом,
чтобы было меньше закрепленных частей свариваемой
конструкции. Свобода частей свариваемой конструкции
уменьшит возникновение внутренних напряжений.
При сварке чугуна деформаций не возникает, так
как при образовании значительных внутренних напря-
жений образуются трещины.
Для уменьшения деформаций и внутренних напря-
жений при сварке цветных металлов, имеющих значи-
тельный коэффициент линейного и объемного расшире-
ния, необходимо увеличивать зазор между свариваемы-
ми кромками и уменьшать объем наплавленного металла,
а также требуется жесткое закрепление свариваемых
деталей.
Вопросы для самопроверки
1. Какие методы уменьшения (предупреждения) сварочных на-
пряжений и деформаций существуют?
2. В чем особенности жесткого закрепления деталей при сварке?
Глава IX
АППАРАТУРА И ТЕХНОЛОГИЯ
ГАЗОЭЛЕКТРИЧЕСКОЙ РЕЗКИ
§ 44. ДУГОВАЯ РЕЗКА ЭЛЕКТРОДАМИ
Дуговая резка металлов выполняется металлическим
плавящимся электродом, угольным электродом и непла-
вящимся вольфрамовым электродом в защитной среде
аргона.
Дуговая резка металлическим плавящимся электро-
дом. Сущность способа резки металлическим плавящим-
ся электродом заключается в том, что сила тока подбира-'
ется па 30—40% больше, чем при сварке, и металл про-
плавляют мощной электрической дугой. Электрическую
дугу зажигают у начала .роза на верхней кромке и в
процессе резки перемещают се вниз вдоль разрезаемой
кромки (рис. 50).
Капли образующегося расплавленного металла вы-
талкивают козырьком обмазки электрода. Козырек од-
новременно служит и изолятором электрода от замыка-
1IS
Режимы резки плавящимся электродом
и мы резки h/w ‘Ч100<1ОЯЭ оо ~ СЧ тЗ< СЧ СО СО Г'-r-.LD С> " * cz> ю чф 00 ОС ОО 1
£ о Л о О ю о СО о СМ —’ ~ сч
141$ * T?tf0dlM3If€ diSHeHl/ LQ сч со
КК ‘КГЬШЭГа EHHlnirox _ сч ю сч ю сч ю <Х> — см со — о: со —• см
i Марка металла Кор роз и о ни ос тойка я сталь То же
(мы резки ъ/к ‘qisodoMO CD со СО сч ' О0 —’ г- со ю -s -% сч ь- сч оо оо со юо-^г
К К <и £и * о ООО о сч — сч
нк 'Htfodx -зкнге dJumuntf ю СО см
км ‘VWfBiOW ЕНИТПЬ'ОХ О СЧ ID <D CM 1<о <D СЧ ио — СЧ — СЧ -ч О1
Марка металла Низкоуглеродистая сталь То же х>
120
ТАБЛИЦА И
Режимы автоматической резки под флюсом
Толщина разре- заемой легиро- ианной стали, мм Диаметр свароч- ной проволоки, мм Режимы резки
ток А, напряжение дуги, В скорость, м/ч
10 4 1000 40—42 34,8
20 4 1200 42—44 30
30 4 1500 46—50 24,9
Рис. 50. Схема резки метал-
лическим электродом
металла вдоль линии его
ния последнего па металл. Основными недостатками это-
го способа резки являются низкая производительность и
плохое качество реза.
Режимы ручной электродуговой резки стали металли-
ческим плавящимся электродом приведены в табл. 10.
Иногда применяют авто-
матическую резку под флю-
сом легированных сталей,
имеющих толщину до 30 мм.
Резку выполняют на обыч-
ных сварочных автоматах
сварочной проволокой Св-08
или Св-08А с применением
флюса АН-348 (табл. И).
Дуговая резка угольным
электродом. При дуговой ре-
зке угольными графитовыми
эл ектро д а м и р а з д ел ен и с
достигают путем выплавления
раздела. Этот способ резки применяют при обработке
чугуна, цветных металлов, а также стали в тех случаях,
когда нс требуется соблюдения точных размеров, а шири-
на и качество реза не имеют значения. Резку выполняют
сверху вниз при соблюдении некоторого угла наклона
оплавляемой поверхности к горизонтальной плоскости,
что облегчает вытекание металла. Резку ведут на пере-
менном или постоянном токе (табл. 12).
Дуговая резка неплавящимся вольфрамовым электро-
дом. Резка в защитной среде аргона применяется весьма
ограниченно и только в частных случаях при обработке
легированных сталей или цветных металлов.
121
ТАБЛИЦА 12
Режимы резки угольным электродом
Толщина разре- заемой стали, мм Диаметр электро- да, мм Режимы резки
ток А скорость, м/ч
6 21
10 10 400 18
16 10,5
Сущность способа резки заключается в том, что на
электроде создают повышенный ток (на 20—30% боль-
ше, чем при сварке) и проплавляют насквозь металл.
Вопросы для самопроверки
1, Какие существуют способы резки электродом?
2. Сущность способа электродуговой резки.
3. Где применяется электродуговая резка электродом?
§ 4$. КИСЛОРОДНО-ДУГОВАЯ РЕЗКА
При кислородно-дуговой резке металл
вначале расплавляется электрической дугой, а затем сго-
рает в поступающей струе кислорода и выдувается. На
рис. 51 приведена схема кислородно-дуговой резки.
В настоящее время существует несколько методов
кислородно-дуговой резки. За рубежом (в США, Фран-
ции и Бельгии), например, нашел применение метод
кислородно-дуговой резки при помощи стальных трубча-
тых электродов.
При этом способе резки металл нагревается дугой,
возбуждаемой между трубчатым электродом и обраба-
тываемым изделием. Струя кислорода, поступающая
из отверстия трубки, попадая на нагретую поверхность,
окисляет металл по всей его толщине.
Электродами служат трубки из низкоуглеродистой
или нержавеющей стали при наружном диаметре 5—
7 мм. Внутренний диаметр трубки может быть 1—
3,5 мм. Наружную поверхность электрода покрывают
специальной обмазкой, предохраняющей электрод от
замыкания с обрабатываемым металлом при его опи-
рании и перемещении. Кислородно-дуговую резку так-
же выполняют и угольным электродом.
122
Рис. 51. Схема оборудования поста для кислородно-дуговой резки
стальным стержневым электродом:
/—♦сварочный трансформатор, 2*—регулятор, 3— рубильник, 4— провода, иду-
щие к держатлчю, 5 — электрод одержат? ль, 6 —электрод, 7— резак РГД-1-56,
в — кислородный шланг, 9 — баллон с кислородом, 10 — редуктор
Вопросы для самопроверки
1. В чем заключается сущность кислсродно-дуговой резки?
2. Какие существуют способы кислородно-дуговой резки?
§ 46. ВОЗДУШНО-ДУГОВАЯ РЕЗКА
При воздушно-дуговой резке металл расплав-
ляется дугой, горящей между изделием и угольным элек-
тродом, а удаляется струей сжатого воздуха.
На рис, 52 приведена схема процесса воздушно-элек-
тродуговой резки.
Воздушно-дуговую резку металлов выполняют посто-
янным током обратной полярности, так как при дуге пря-
мой полярности металл нагревается сравнительно на ши-
роком участке, вследствие чего удаление расплавляемого
металла затруднено. Возможно применение и переменно-
123
го тока. Для воздушно-дуговой резки применяют специ-
альные резаки, которые класссифицируются: а) резаки
с последовательным расположением воздушной струи,
б) резаки с кольцевым расположением воздушной струи.
В резаках с пос-
ледовательпым рас-
положением воздуш-
ной струи относи-
тельно электрода
сжатый воздух обте-
кает электрод толь-
ко с одной стороны.
Для воздушно-
дуговой резки при-
меняют угольные
пли графитовые эле-
ктроды. Графитовые
электроды более
стойки, чем уголь-
ные. По форме элек-
Рис. 52. Схема процесса воздушно-
дуговой резки:
1 — резак, 2— воздушная струя, 3 — ка-
навка, 4—электрод (угольный)
троды бывают круглыми и пластинчатыми. Величину
тока при воздушно-дуговой резке определяют по следую-
щей зависимости:
где I — ток, A; d-—диаметр электрода, мм; Л — коэф-
фициент, зависящий от теплофизических свойств матери-
ала электрода, равный 46—48 А/мм, для угольных элек-
тродов и 60—62 А/мм для графитовых.
Источниками питания для воздушно-дуговой резки
служат стандартные сварочные преобразователи постоян-
ного тока или сварочные трансформаторы.
Питание резака сжатым воздухом осуществляют от
цеховой сети, имеющей давление 4—6 ат, а также от
передвижных компрессоров. Применение сжатого возду-
ха при воз душ но-дуговой резке давлением выше 6 ат не-
целесообразно, так как сильная воздушная струя резко
снижает устойчивость горения дуги.
Воздушно-дуговую резку разделяют на поверхност-
ную строжку и разделительную резку. Поверхност-
ную строжку применяют для разделки дефектных мест
в металле и сварных швах, а также для подрубки корня
шва и снятия фасок. Фаску можно снимать одновременно
на обеих кромках листа. Ширина канавки, образую-
124
ТАБЛИЦА 13
Режимы разделительной воздушно-дуговой резки
Толщина листа, мм Диаметр электрода, мм Ток, А
Скорость резки, м/ч
н изкоуг теро ди - вы соколе гиро-
стая сталь ванная сталь
5 6 270—300 60—62 63—65
10 8 360—400 26—28 30—32
12 10 450—500 20—22 22—24
12 12 540—600 22—24 24—26
25 12 540—600 8—10 10—12
ТАБЛ И Ц А 14
Режимы поверхностной воздушно-дуговой резки
Толщина свари- ваемого металла, мм Диаметр электрода, мм Ток, А Ширина разделки корня шва, мм Глубина разделки корня шва, мм
5—6 4 180 0 У 3—4
6-8 6 280 7,5—9 1 сл
8—10 8 370 8,5—И 4—5
10—11 10 450 11,5—13 5-6
шаяся при поверхностной строжке, на 2—3 мм превыша-
ет диаметр электрода. Воздушно-дуговую разделитель-
ную резку и строжку применяют при обработке нержа-
веющей стали и цветных металлов. Она имеет ряд пре-
имуществ перед другими способами огневой обработки
металлов, так как более проста, а также более дешевая
и более производительна.
В табл. 13 приведены режимы разделительной воз-
душно-электродуговой резки угольным электродом, а
в табл. 14 приведены данные по разделке корня шва,
выполненного встык с.К-образной подготовкой кромок.
Вопросы для самопроверки
1. Сущность воздушно-дуговой резки.
2. Где применяется строжка?
3. Как классифицируются резаки для воздушно-дуговой резкп?
125
§ 47. ПЛАЗМЕННО-ДУГОВАЯ РЕЗКА
Плазма — это газ, состоящий из положительно и
отрицательно заряженных частиц в таких пропорциях,
что общий заряд равен нулю. Известно, что чем боль-
ше имеется свободных электронов в веществе и чем
Рис. 53. Принципиальная схема процесса плазменно-дуговой резки:
/ — вольфрамовый электрод, 2—медное водоохлаждаемое сопло, 3—наруж-
ное сопло, 4 —плазменная струя, 5 — разрезаемый металл. 6 — изоляционная
шайба, 7 — балластное сопротивление, 8 — источник питания
Рис. 54. Принципиальная схема
процесса плазменно-дуговой резки:
а — прямого действия, б — косвенного действия
быстрее они движутся, тем больше проводимость ве-
щества, так как свободно движущиеся электроны пере-
носят электрический ток. Поэтому, иначе говоря, плаз-
ма — это токопроводящий газ.
Сущность плазменной резки состоит в про-
плавлении металла мощным дуговым разрядом, лока-
лизированным на малом участке поверхности разреза-
емого металла с последующим удалением расплавлен*
i26
ТАБЛИЦА 13
Режимы резки
Разрезаемый материал
Параметры резки Ст 3 толщина 18 мм Ст. 1Х18Н9Т толщина 20 мм .
Ток, А . Напряжение дуги, В . . Диаметр сопла, мм . . Диаметр электрода, мм Расстояние сопла до из- делия, ММ .... к « Расход аргона, л/мин . Расход воздуха, м3/ч . Скорость резки, м/ч . . 300 1 65 3,5 4 5 10 5 60 340 75 3.5 4 5 10 5 40
ного металла из зоны ре-
за высокоскоростным га-
зовым потоком. Холодный
газ, попадающий в горел-
ку, обтекает электрод и в
зоне дугового разряда
приобретает свойства пла-
змы, которая затем исте-
кает через отверстие ма-
лого диаметра в сопле в
виде яркосветящейся
струи с большой скорос-
тью и температурой, до-
стигающей 15 000° С и
выше.
Принципиальная схе-
ма плазменной резки при-
ведена на рис. 53.
В зависимости от при-
меняемой электрической
схемы плазменная резка
металлов может выпол-
няться независимой и за-
висимой дугами. Схема
Рис. 55. Конструкция горелка для
плазменно-дуговой резки:
1 — магнезитовое кольцо, 2 — сопло,
3 — резиновая прокладка. 4, б, 8, 10 —
изоляционное покрытие, 5—резиновая
трубка, 7 — соединительная гайка,
9 — пробка, 11 — катодный узел, 12 —•
резиновая прокладка. 13—корпус соп-
ла, 14 — соединительная гайка, 15 — На-
ружное сопло
плазменной резки дугой прямого действия приведена на
рис, 54, а, а дугой косвенного действия йа рис. 54, б. Кон-
струкция плазменной горелки приведена на рис. 55.
В табл. 15 приводятся ориентировочные режимы
резки.
127
Плазмообразующий газ — система, преобразующая
проводимую электрическую энергию в тепловую, переда*
ваемая разрезаемому металлу. Поэтому желательно,
чтобы газ имел высокий потенциал ионизации н находил*
ся в молекулярном состоянии. Такими газами являются
дргоп, азот, водород, гелий, воздух и их смеси.
Вопросы для самопроверки
1. Что называется плазмой?
2. Сущность плазменной резки.
3. Какие газы применяются при плазменной резке?
§ 48, ПОДВОДНО-ДУГОВАЯ РЕЗКА
В жидких средах, в том числе и в воде, можно полу-
чить достаточно устойчивый дуговой разряд, который,
образуя высокую техмпературу и имея большую удельную
тепловую мощность, испаряет и разлагает окружающую
жидкость. Пары и газы, образующиеся при дуговОхМ
разряде, создают вокруг сварочной дуги газовую защн-
ту в форме газового пузыря, т. е. в сущности дуга го-
рит не в воде, а в газовой среде. Газ состоит в основ-
ном из водорода, образующегося при термической дис-
социации водяного пара, а образующийся при диссоци-
ации кислород окисляет материал электродов.
Устойчивая сварочная дуга при использовании
обычных источников питания сварочной дуги может
быть получена при применении угольных или металли-
ческих электродов.
Электроды, применяемые для подводной резки, долж-
ны иметь толстое водонепроницаемое покрытие, которое
охлаждается снаружи водой и поэтому плавится медлен-
нее стержня электрода, образуя в конце электрода «ко-
зырек». Образовавшийся козырек выступает вперед в
форме небольшой чашечки и способствует устойчивому
существованию газового пузыря и горению дуги.
Водопроницаемость покрытия отрицательно
влияет на устойчивость горения дуги, так как вода, ис-
паряющаяся у горячей поверхности электродного
стержня, разрушает покрытие и срывает его кусками
со стержня. Водонепроницаемость достигается в
основном пропиткой покрытия парафином. В качестве
покрытия применяют состав пз смеси железного сурн-
128
ка (80%) и мела (20%) с добавлением для их связыва-
ния жидкого натриевого стекла. Нанесение покрытия
производят окунанием. Электродным стержнем служит
сварочная проволока Св-08 или Св-08ГС.
Величину тока подбирают из расчета 60—70 А на
1 мм диаметра электрода. Напряжение дуги под во-
дой несколько больше, чем на воздухе. Резка под во-
дой применяется при ремонте судов, устройстве раз-
личных гидросооружений и др.
Вопросы для самопроверки
1. Сущность подводной резки.
2. Области применения подводной резки.
Глава X
ОСНОВНЫЕ ТРЕБОВАНИЯ,
ПРЕДЪЯВЛЯЕМЫЕ К ИСТОЧНИКАМ
ПИТАНИЯ СВАРОЧНОЙ ДУГИ
Источники питания сварочной дуги должны обеспечи-
вать легкое зажигание и стабильное (устойчивое) горе-
ние дуги в процессе сварки.
Основными техническими показателями источников
питания сварочной дуги являются: внешняя характерис-
тика, напряжение холостого хода, относительная продол-
жительность работы (ПР) и относительная продолжи-
тельность включения (ПВ) в прерывистом режиме.
§ 49. ВНЕШНЯЯ ХАРАКТЕРИСТИКА ИСТОЧНИКА ПИТАНИЯ
Внешняя характеристика источников
пита н и я (сварочного трансформатора, выпрямителя
и генератора)—это зависимость напряжения на выход-
ных зажимах от величины тока нагрузки. Зависимость
между напряжением и током дуги в установившемся
(статическом) режиме называется вольт-амперной харак-
теристикой дуги.
Внешние характеристики источников питания свароч-
ной дуги показаны на рис. 56. Внешние характеристики
сварочных генераторов, показанные па рис. 56 (кривые 1
и 2), являются падающими.
9—123 129
Чем круче характеристика, тем лучше стабильность
горения дуги, так как при крутопадающей характеристи-
ке с изменением длины сварочной дуги величина свароч-
ного тока уменьшается незначительно. Длина дуги связа-
на с ее напряжением: чем длинее сварочная дуга, тем вы-
ше напряжение. При одинаковом падении напряжения
Рис. 56. Внешние характеристики источников питания:
1 — крутопадающая внешняя характеристика, 2 — пологопадающая, 3 -* жест-
кая, 4 — полого возрастающая
(изменении длины дуги) изменение сварочного тока не-
одинаково при неодинаковых внешних хариктеристиках
источника. ’Чем круче характеристика, тем меньше влия-
ет длина сварочной дуги на сварочный ток. При измене-
нии напряжения на величину 6 при крутопадающей ха-
рактеристике изменение тока равно аь при пологападаю-
щей — а2.
Для обеспечения стабильного горения дуги необходи-
мо, чтобы характеристика сварочной дуги пересекалась
с характеристикой источника питания (рис. 57).
В момент зажигания дуги (рис. 57, о) напряжение па-
дает по кривой от точки / до точки 2—до пересечения с
характеристикой генератора, т. е. до положения, когда
электрод отводится от поверхности основного металла.
При удлинении дуги до 3—5 мм напряжение возрастает
по кривой 2—3 (в точке 3 осуществляется устойчивое го-
рение дуги). Обычно ток короткого замыкания превыша-
ет рабочий ток, но не более чем в 1,5 раза. Время восста-
ло
новления напряжения после короткого замыкания до на-
пряжения дуги не должно превышать 0,05 с, этой вели-
чиной оцениваются динамические свойства источника.
На рис. 57, б показаны падающие характеристики 1
и 2 источника питания при жесткой характеристике ду-
ги 3, наиболее приемлемой при ручной дуговой сварке.
Рис. 57. Внешние характеристики источников питания и сварочной
дуги:
а — сплошная линия — генератора, штриховая — дуги в момент возбуждения,
штрих-пунктирная — дуги при горении, б — характеристика источников лита-
ния сварочной дуги
Напряжение холостого хода (без нагрузки
в сварочной цепи) при падающих внешних характерис-
тиках всегда больше рабочего напряжения дуги, что спо-
собствует значительному облегчению первоначального и
повторного зажигания дуги. Напряжение холостого хода
не должно превышать 75 А при номинальном рабочем на-
пряжении 30 В (повышение напряжения облегчает за-
жигание дуги, но одновременно увеличивается опасность
поражения сварщика током). Для постоянного тока на-
пряжение зажигания должно быть не менее 30—35 В, а
для переменного тока 50—55 В. Согласно ГОСТ 7012—69
для трансформаторов, рассчитанных на сварочный ток
2000 А, напряжение холостого хода не должно превы-
шать 80 В.
Повышение напряжения холостого хода источника пе-
ременого тока приводит к снижению косинуса «фи». Ина-
че говоря, увеличение напряжения холостого хода снижа-
ет коэффициент полезного действия источника питания.
9*
131
Источник питания для ручной дуговой сварки плавя-
щимся электродом и автоматической сварки под флюсом
должен иметь падающую внешнюю характеристику.
Жесткая характеристика источников питания (рис. 56,
кривая 5) необходима при выполнении сварки в защит-
ных газах (аргоне, углекислом газе, гелии) и некото-
рыми видами порошковых проволок, например СП-2,
Для сварки в защитных газах допустимы также источни-
ки питания с п о л ого в оз р а с т а ю щи м и внешни-
ми характеристиками (рис. 56, кривая 4).
§ 50. ОТНОСИТЕЛЬНАЯ ПРОДОЛЖИТЕЛЬНОСТЬ РАБОТЫ (OPJ
И ОТНОСИТЕЛЬНАЯ ПРОДОГЖИТЕЛНОСТЬ ВКЛЮЧЕНИЯ |ПВ|
В ПРЕРЫВИСТОМ РЕЖИМЕ СВАРОЧНОЙ ДУГИ
Относительная продолжительность работы (ПР) и от-
носительная продолжительность включения (ПВ) в пре-
рывистом режиме характеризуют повторно-кратковре-
менный режим работы источника питания.
Величина ПР определяется как отношение продол-
жительности рабочего периода источника питания к дли-
тельности полного цикла работы и выражается в про-
центах
ПР% =-k. 100%,
At
где — непрерывная работа под нагрузкой; — дли-
тельность полного цикла. Условно принято, что в среднем
/р—3 мин, а /ц=5 мин, следовательно, оптимальная ве-
личина ПР% принята 60%.
Различие между ПР% и ПВ% состоит в том, что в
первом случае источник питания во время паузы не от-
ключается от сети и при разомкнутой сварочной цепи ра-
ботает на холостом ходу, а во втором случае источник
питания полностью отключается от сети.
Вопросы для самопроверки
1. Какие внешние характеристики могут быть у источников пи-
тания?
2. Какая внешняя характеристика наиболее приемлема для руч-
ной дуговой сварки и почему?
3. Почему ограничивается напряжение холостого хода источника
питания?
132
Глава Xl
ИСТОЧНИКИ ПИТАНИЯ
СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА
§ 51. ОДНОПОСТОВЫЕ СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Сварочные трансформаторы по фазности электричес-
кого тока подразделяются па однофазные и трехфазные,
а по количеству постов — на одпопостовые и мпогопосто-
г»ые. Однопостовой трансформатор служит
для питания сварочным током одного рабочего места и
имеет соответствующую внешнюю характеристику.
Мп ого постовой трансформатор .служит
для одновременного питания нескольких сварочных дуг
(сварочных постов) и имеет жесткую характеристику.
/Для создания устойчивого горения сварочной дуги и обе-
спечения падающей внешней характеристики в свароч-
ную цепь дуги включают дроссель. Для дуговой сварки
сварочные трансформаторы подразделяются по конст-
руктивным особенностям на две основные группы:
трансформаторы с нормальным магнитным рассеяни-
ем, конструктивно выполненные в виде двух раздельных
аппаратов (трансформатор и дроссель) или в едином об-
щем корпусе;
трансформаторы с развитым магнитным рассеянием,
конструктивно различающиеся по способу регулирования
(с подвижными катушками, с магнитными шунтами, со
ступенчатым регулированием).
В СССР нашли применение трансформаторы обеих
групп, а за последние годы преимущественно трансфор-
маторы в однокорпусном исполнении с развитым магнит-
ным рассеянием и с магнитными шунтами.
Трансформаторы с нормальным магнитным рассея-
нием.
Трансформаторы с отдельным дросселем. Жесткая
внешняя характеристика такого трансформатора получа-
ется за счет незначительного магнитного рассеяния и ма-
лого индуктивного сопротивления обмоток трансформа-
тора. Падающие внешние характеристики создаются
дросселем, имеющим большое индуктивное сопротив-
ление.
Технические данные трансформаторов СТЭ-24У и
СТЭ-34У с дросселями приведены в табл. 16.
'J33
ТАБЛИЦА 16
Технические характеристики сварочных трансформаторов
Параметры Марки трансформаторов
СТЭ-24У СТЭ-34У СТН-350 CTII-5QO CTH-S0D-1 ТСК-300 тс к-500 ТС-300
Номинальный режим рабо- та, ПР% ...... 65 65 65 65 65 65 65 65
Напряжение холостого хо- да, В 65 60 70 60 60 63 60 63
Напряжение номинальное, В 30 30 30 30 30 30 30 30
Номинальная мощность, кВт 23 30 25 32 32 20 32 20
Пределы регулирования сварочного тока, А . * * 100—500 150—700 80—150 150-700 150-700 110—385 165—650 110—385
Напряжение сети, В . , . 220, 380 220, 380 220, 380 220, 380 220, 380 380 220, 380 220, 380
К. п. д., % 83 86 83 86 86 84 84 84
Коэффициент мощности (ко- синус «фи») 0,5 0,53 0,5 0,54 0,52 0,73 0,65 0,51
Габаритные размеры транс- форматора, мм: длина 690 690 695 772 775 760 840 760
ширина 370 370 398 410 410 520 575 520
высота 660 660 700 865 1005 970 1060 975
Габаритные размеры дрос- селя, мм: длина 594 594 WI
ширина . > 320 320 — 1 »— 1 - »- •—• 1
высота 545 545 " • > — -
Масса, кг: трансформатора « • «• регулятора 130 ’62 160 100 220 250 275 215 Г 280 185
Номинальный режим рабо- ты, ПР% ...... 65 60 65 65 60 60 от 20 60
Напряжение холостого хо- 60 80 69—78 77—85 60 80 65-70 60—76
да, £«»♦»••* Напряжение поминальное, В Номинальная мощность, кВт 30 32 45 42 42 76 53 180 30 32 50 W4 1 1 30 12 30 32
Пределы регулирования сварочного тока, А , . 165—650 200—600 400—1200 800—2200 145-650 260—800 105, 145 85—720
Напряжение сети, В . . . К. п, д., % . 220, 380 85 220 , 380 87 1 220, 380 90 380 89 220, 380 90 220, 380 92 220, 380 75 220 или 380
Коэффициент мощности (ко- синус «фи») 0,53 0,62 0,62 0,64 0,53 0,62
Габаритные размеры транс-
форматора, мм: длина • ширина высота 840 575 1С60 950 818 1215 950 818 1215 1050 900 1300 670 G66 753 1 1 1 225 435 470 111
Габаритные размеры дрос-
селя, мм:
длина 1
ширина - - 1 ' 1 > 1^
высота •|
Масса, кг: трансформатора . . - 250 445 540 670 220 323 35 210
регулятора •— 1 111 **"
Со
Трансформаторы типа СТН со встроенным дросселем.
По этой конструктивной схеме выполнены трансформато-
ры СТН-500 и СТН-500-1 для ручной дуговой сварки
и трансформаторы с дистанционным управлением ТСД-
500, ТСД-2000-2, ТСД-1000-3 и ТСД-1000-4 для автомати-
ческой н полуавтоматической сварки под флюсом. Техни-
ческие данные указанных трансформаторов приведены в
табл. 16.
S)
Рис. 58. Конструктивная схема трансформатора типа СТН (а) и его
внешние характеристики (б):
/—.первичная обмотка, 2—вторичная обмотка, 3— обмотка дросселя, 4—под-
вижной пакет магнитопровода, 5 — рукоятка, 6 — магиитопровод
Схехма конструкции трансформатора типа СТН систе-
мы академика В. П. Никитина и его внешние статические
характеристики показаны на рис. 58. Магнитное рассея-
ние и индуктивное сопротивление обмоток (1 и 2) транс-
форматора невелики, внешняя характеристика жесткая.
Падающая характеристика создается за счет реактивной
обмотки 3, создающей индуктивное сопротивление. Верх-
няя часть магнитопровода является одновременно и час-
тью сердечника дросселя.
Величина сварочного тока регулируется перемещени-
ем подвижного пакета 4 (винтовым механизмом с помо-
щью рукоятки 5). Напряжение холостого хода у этих тран-
сформаторов 60—70 В, а номинальное рабочее напряже-
ние f7UOM=30 В. Несмотря на объединенный магнитопро-
вод, трансформатор и дроссель работают независимо
друг от друга. В электротехническом отношении транс-
136
форматоры типа СТН не отличаются от трансформато-
ров с отдельными дросселями типа СТЭ.
Для автоматической и полуавтоматической сварки
применяют трансформаторы типа ТСД. Общий вид кон-
струкции трансформатора ТСД-1000-3 и его электричес-
кая схема показаны на рис. 59 и 60.
Трансформаторы типа ТСД имеют повышенное на-
пряжение холостого хода (78—85 В), необходимое для
стабильного возбуждения и горения сварочной дуги при
автоматической сварке под флюсом.
Падающая внешняя характеристика трансформатора
создается реактивной обмоткой 4.
Трансформатор типа ТСД имеет специальный элек-
тропривод для дистанционного регулирования сварочно-
го тока. Для включения приводного синхронного трех-
фазного электродвигателя ДП с понижающим червячным
редуктором служат два магнитных пускателя ПМБ и
ПММ, управляемые кнопками. Перемещение подвижной
части пакета магнитопровода ограничивается конечными
выключателями ВКБ и ВКМ-
Трансформаторы снабжены фильтрами для подавле-
ния радиопомех. Кроме применения для автоматической
и полуавтоматической сварки под флюсом, трансформа-
торы ТСД-1000-3 и ТСД-2000-2 применяются в качестве
источника питания для термической обработки сварных
соединений и легированных и низколегированных сталей.
Трансформаторы с развитым магнитным рассеянием.
Трансформаторы типа ТС и ТСК представляют
собой передвижные понижающие трансформаторы стер-
жневого типа с повышенной индуктивностью рассеяния.
Они предназначены для ручной дуговой сварки и наплав-
ки, могут применяться для сварки под флюсом тонкими
проволоками, В трансформаторах типа ТСК параллельно
первичной обмотке подключен конденсатор для повыше-
ния коэффициента мощности.
Трансформаторы типа ТС, ТСК не имеют подвижных
сердечников, склонных к вибрации, поэтом у они работа-
ют почти бесшумно. Регулирование сварочного тока осу-
ществляется изменением расстояния между подвижной I
и неподвижной II катушками (рис. 61,в). При удалении
подвижной катушки от неподвижной увеличиваются маг-
нитные потоки рассеяния и индуктивное сопротивление
обмоток. Каждому положению подвижной катушки соот-
ветствует своя внешняя характеристика. Чем дальше на-
137
ходится друг от друга катушки, тем большее число маг-
нитных силовых линий будет замыкаться через воздуш-
ные пространства, не захватывая второй обмотки, и тем
круче будет внешняя характеристика. Напряжение холо-
стого хода в трансформаторах этого типа при сдвинутых
катушках па 1,5—2 В больше номинального значения
(60—65 В).
Конструкция трансформатора ТС-500 и внешние во-
льт-амперные характеристики показаны на рис. 61, а б.
Рис. 59. Схема устройства транс
/ — вентилятор, 2— трансформаторные обмотки, 8—магнитопровод, 4—реак
щеп и я подвижного пакета, 7— станина, 8 —клеммные панели, 9— ходовая
138
Технические данные трансформаторов ТС и ТСК приве-
дены в табл. 16.
Для автоматической сварки нашли применение сва-
рочные трансформаторы типа ТДФ-1001 и ТДФ-1601,
предназначенные для питания дуги при сварке под флю-
сом однофазным переменным током частотой 50 Гц.
Трансформаторы рассчитаны для работы в закрытых
помещениях, с повышенной индуктивностью рассеяния.
Они обеспечивают создание необходимых крутопадаю-
Вид Л
(Ъорматора ТСД-1000-3:
тибнея обмотка, 5 — подвижной пакет магпитопровода, 6 — механизм переме-
часть
139
щих внешних характеристик и плавное регулирование
сварочного тойа в требуемых пределах, а также его час-
тичную стабилизацию при колебаниях напряжения в се-
ти в пределах от —5 до —10% от номинального значе-
ния. Технические данные трансформатора типа ТДФ
приведены в табл. 17.
Рис. 60. Электрическая схема трансформатора ТСД-1000 3:
Тр — понижающий трансформатор, КУБ, КУМ — кнопки дистанционного уп-
равления сварочным тс ком — «Больше», «Меньше»; ПМБ, И ММ— магнитные
пускатели, ДН — двигател» привода механизма перемещения пакета магнито-
провода, ВКБ, В КМ — конечные выключатели; ДВ — двигатель вентилятора;
Трс — трансформатор сварочный
Внешние характеристики трансформатора ТДФ-1001 и
ТДФ-1601 показаны на рис. 62, а и б.
Трансформаторы типа ТДФ-1001 и ТДФ-1601—ста-
ционарные установки в одпокорпусном исполнении с при-
нудительной вентиляцией. Установка состоит из транс-
форматора, сетевого контактора, вентилятора и блок-
схемы управления.
Трансформаторы с магнитными шунта-
м и типа СТАН, ОСТА и CTUL
Разработанные Институтом электросварки имени
Е. О. Патона сварочные трансформаторы типа СТШ-500
(А-760) имеют высокие эксплуатационные показатели и
большой срок службы по сравнению с трансформатора-
ми типа ТС, ТСК, ТД.
140
ТАБЛИЦА 17
Технические характеристики трансформаторов типа ТДФ
Параметры
ТДФ-1001
ТДФ-1601
Номинальный сварочный
ток, А...............
Пределы регулирования
сварочного тока, Л:
на ступени «малых»
токов ............
на ступени «боль-
ших» токов . . . -
Номинальное первичное
напряжение, В , . «
Частота, Гц ,
Первичный ток, А:
при исполнении на
220 В ..... •
при исполнении па
380 В.............
Вторичное напряжение
холостого хода, В:
при минимальном
сварочном токе , -
при максимальном
сварочном токе . -
Условное номинальное
рабочее напряжение, В
Вторичное напряжение
в зависимости от ве-
личин сварочного тока
(/«»)> В ............
Отношение продолжи-
тельности рабочего пе-
риода к продолжитель-
ности цикла (ПВ), %
Коэффициент полезного
действия, % . . .
Потребляемая мощность,
кВт ...... . .
Масса, кг , , , . .
1000
1600
400-700
700—1200
220 или 380
50
360
220
68
71
44
(4=20+0,04 ZCB
100
87
82
740
600—1100
1100—1800
380
50
480
95
105
60
(4=50+0,00625 /св
100
88
182
1000
141
Ш
Трансформатор СТШ стержневого типа, однофазный,
выполнен в однокорпусном исполнении и предназначен
для питания электрической сварочной дуги переменным
током частотой 50 Гц при ручной дуговой сварке, резке и
наплавке металлов. На рис. 63 показана схема трансфор-
матора СТШ-500.
Рис. 62. Внешние характеристики трансформаторов;
а — ТДФ-1001, б —ТДФ-1601
Магнитопровод (сердечник трансформатора) изготов-
ляется из электротехнической стали Э42 толщиной 0,5 мм.
Стальные листы соединяют изолированными шпильками.
Катушки первичной обмотки трансформатора выпол^
йены из изолированного алюминиевого провода прямо-
угольного сечения, а вторичной — из голой алюминиевой
шины, между витками которой прокладывают асбестовые
прокладки, предназначенные для изоляции витков от ко-
роткого замыкания.
Регулятор тока состоит из двух подвижных магнит-
ных шунтов, расположенных в окне магнитопровода.
Вращением винта по часовой стрелке шунты раздвигают-
ся, а против часовой — сдвигаются, происходит плавное
Рис, 61. Схема конструкции трансформатора ТС-500 (а), его внешние
вольт-амперные характеристики (б) и магнитная схема (в):
1 — механизм регулирования сварочного тока» 2 — клеммы низкого напряже-
ния, 3—подвижная катушка, 4 —• магннтопровод, 5—неподвижная катушка,
б— кожух, 7 — регулировочный винт, 8—* к леммы высокого напряжения,
S' — крышка
143
регулирование сварочного тока. Чем меньше расстояние
между шунтами, тем меньше сварочный ток, и наоборот.
Шунты изготовляют из той же электротехнической ста-
ли, что и магнитопровод.
Для снижения помех радиоприемным устройствам,
возникающих при сварке, применяют емкостный фильтр
из двух конденсаторов типа КБГ-И. Конденсаторы смон-
тированы на стороне высокого напряжения.
Рис. 63. Схема конструкции
трансформатора типа СТШ-5001
1 — магнитопровод, 2 — катушка
первичной обмотки, 3 — катушка
вторичной обмотки, 4 — магнитные
шунты
В настоящее время создан ряд новых переносных ис-
точников питания сварочной дуги переменным током —
малогабаритные тр а н с ф о р м а т о р ы. Приме-
рами таких трансформаторов являются, например, мон-
тажные трансформаторы ТМ-300-П, ТСП-1 и ТСП-2.
Монтажный трансформатор ТМ-300-П предназначен
для питания сварочной дуги при однопостовой дуговой
сварке на монтажных, строительных и ремонтных рабо-
тах. Трансформатор обеспечивает крутопадающую внеш-
нюю характеристику (с отношением тока короткого за-
мыкания к току номинального рабочего режима 1,2—1,3)
и ступенчатое регулирование сварочного тока, что позво-
ляет выполнять сварку электродами диаметром 3,4 и
5 мм. Он однокорпусной, имеет малый вес и удобен для
транспортирования. Трансформатор ТМ-300-П имеет раз-
деленные обмотки, что позволяет получать значительное
индуктивное сопротивление для создания падающих вне-
шних характеристик. Магнитопровод стержневого типа
набирается из холоднокатаной текстурированной стали
Э310, Э320, ЭЗЗО толщиной 0,35—0,5 мм. Электрическая
схема трансформатора приведена на рис. 64.
144
Первичная обмотка состоит из двух катушек одина-
кового размера, полностью размещенных на одном стер-
жне магнитопровода. Вторичная обмотка также состо-
ит из двух катушек, из которых одна — основная — раз-
мещается на стержне магнитопровода вместе с первич-
ной обмоткой, а вторая — реактивная — имеет три отпай-
ки и размещается на
другом стержне магни-
топровода.
Реактивная вторич-
ная обмотка значитель-
но удалена от первич-
ной обмотки и имеет
большие потоки рассе-
яния, определяющие по-
вышенное индуктивное
ее сопротивление. Ве-
личина сварочного то-
ка регулируется пере-
ключением числа вит-
ков реактивной обмот-
ки. Такое регулиро-
30
so
120 витков
20 витков
витков
витков
20 витков
„ о ^^20А
5 витков
-----*2вОА
5 витков
&215А
стержень П стержень
Рис. 64. Электрическая схема
трансформатора ТМ-300-П
ванне тока позволяет увеличить напряжение холостого
хода при малых токах, обеспечивая условия для устой-
чивого горения сварочной дуги.
Первичную обмотку выполняют из медного провода с
изоляцией, а вторичную обмотку наматывают шипком.
Обмотки пропитывают кремнийоргапическим лаком ФГ-9,
что позволяет повышать температуру их нагрева до
200° С. Магнитопровод с обмотками размещается на те-
лежке с двумя колесами. Для сварки в монтажных усло-
виях электродами диаметром 3 и 4 мм применяют облег-
ченный трансформатор ТСП-1. Трансформатор рассчитан
на кратковременную работу при коэффициенте загрузки
поста менее 0,5 и электродах диаметром до 4 мм. Элект-
рическая схема и внешние характеристики такого транс-
форматора показаны на рис. 65. Вследствие большого
расстояния между первичной обмоткой А и вторичной
обмоткой Б образуются значительные потоки магнитного
рассеяния. Падение напряжения за счет индуктивного
сопротивления ебмогок обеспечивает крутопадающие
внешние характеристики.
Регулирование сварочного тока ступенчатое, как и у
сварочного трансформатора ТМ-300-П.
10—123
145
ТАБЛИЦА 18
Технические характеристики трансформаторов СТШ-250 и ТС П-2
Параметры Тип сварочного трансформатора
СТШ-250 ТСП-2
Номинальный сварочный ток, А 250 300
Пределы регулирования сварочного тока, Л . 80—2G0 90—300
Номинальный режим ра- боты, ПР% .... 20 20
Напряжение холостого хода, В . » . . . . 60 62 1
Напряжение питающей сети, В . 380 380 или 220
Потребляемая мощность, кВт 16,5 11,5
Габариты, мм .... 430x 340x 425 510x 370X 590
Масса, кг 40 65
Рис. 65. Электрическая схема трансформатора ТСП-1 (л) и его внеш-
ние характеристики (б):
7, II, III, IV — схемы переключения на различную величину тока; 1, 2, 3, 4,
5, 6,7 — порядковые номера клемм
Для уменьшения веса конструкция трансформатора
выполнена из высококачественных материалов — магни-
топровод “-из холоднокатаной стали, а обмотки — из
алюминиевых проводов с теплостойкой стеклянной изо-
ляцией.
146
ТАБЛИЦА 19
Технические характеристики трансформаторов ТД-304 и ТС-300
Параметры Тип трансформатора
ТД-304 ТС-300
Номинальная величина сварочного тока, А . . 300 300
Номинальный режим ра- боты, ПР % 50 60
Пределы регулирования сварочного тока, А . . 60—350 110—385
Номинальное напряже- ние, В 35 30
Первичное напряжение, В 220. 380 220, 380
Масса, кг ..... . 137 180
Технические данные трансформатора ТСП-1 приведе-
ны в табл. 16.
Для сварки в монтажных условиях выпускаются так-
же малогабаритные облегченные сварочные трансформа-
торы СТШ-250 с плавным регулированием сварочного то-
ка, разработанные Институтом электросварки имени
Е. О. Патона, и ТСП-2, разработанные Всесоюзным на-
учно-исследовательским институтом электросварочного
оборудования. Основные технические данные этих транс-
форматоров приведены в табл. 18.
Для выполнения сварочных работ на различной высо-
те в монтажных условиях создан специальный сварочный
трансформатор ТД-304 на салазках, оборудованный дис-
танционным регулированием сварочного тока непосредст-
венно с рабочего места электросварщика. Основные тех-
нические данные такого трансформатора в сравнении с
трансформатором ТС-300 приведены в табл. 19.
§ 52. МНОГОПОСТОВЫЕ И СПЕЦИАЛЬНЫЕ
СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Многопостовые трансформаторы. Для многопостовой
сварки может быть использован любой сварочный транс-
форматор типа СТЭ с жесткой внешней характеристикой
10*
147
при условии присоединения к каждому посту регулятора
тока (дросселя) типа РСТ, обеспечивающего падающую
внешнюю характеристику.
Количество постов, подключаемое к многогюстовому
сварочному трансформатору, определяется по формуле
тр
Рис. 66. Схема многолостовои
сварки от трансформатора с жест-
кой характеристикой:
1 — трансформатор, 2 — дроссели посто-
вые, 3 — сварочные дуги
где п — количество постов; /тр — номинальный ток сва-
рочного трансформатора; /п— сварочный ток поста; К—
коэффициент загрузки,
равный 0,6—0,8.
На рис. 66 показана
электрическая схема
м ногопостовой св а р ки
от однофазного транс-
форматора с жесткой
характеристикой и ре-
гулятором тока типа
РСТ.
Применение много-
постовых сварочных
трансформаторов поз-
воляет более полно ис-
пользовать мощность
оборудования.
Для многопостовой
сварки применяют так-
же трехфазные транс-
форматоры с парал-
лельным питанием не-
скольких сварочных по-
стов. Как видно из рис.
67, такой трапсформа-
соединенную «треуголь-
ником», и вторичную обмотку 2, соединенную «звездой».
Фазовое напряжение (напряжение между нулевым про-
водом и любой из фаз) должно быть 65—70 В.
Регулирование сварочного тока и обеспечение падаю-
щей характеристики на каждом сварочном посту осущес-
твляется с помощью дросселей типа РСТ.
Многопостовые сварочные трансформаторы имеют
ограниченное применение.
тор имеет первичную обмотку /,
148
Трехфазный сварочный трансформатор может быть
применен для ручной дуговой сварки двумя электродами
(рис. 68). В этом случае обеспечивается большая произ-
водительность сварки, экономится электроэнергия, боль-
ше косинус «фи», равномернее распределяется нагрузка
Рис. 67. Схема включения многопостового
трехфазного сварочного трансформатора:
1 — первичная обмотка, ‘2 — «тори ч на я обметка,
3 — регуляторы тока (дроссели), 4 — сварочные
дуги
Рис. 68. Схема сварки трехфазной дугой
между фазами. Регулятор тока такого трансформатора
Тр состоит из двух сердечников с регулируемыми воздуш-
ными зазорами. Две обмотки регулятора 1 и 2 располо-
жены на одном сердечнике и включаются последователь-
но с электродами, обмотка 3 — на втором сердечнике и
149
подключается к свариваемой конструкции. При трех*
фазной сварке горят по рассматриваемой схеме одновре-
менно три дуги: две между каждым из электродов 4, 5 и
свариваемым изделием 6 и одна между электродами 4 и
5, прекращения горения дуги между электродами
4 и 5 предусмотрен магнитный контактор К, катушка ко-
торого включена параллельно обмотке 3 регулятора и
разрывает электрическую цепь между электродами.
Сварочные преобразователи повышенной частоты.
При дуговой сварке металлов небольших толщин на ма-
лых токах, а также при сварке неплавящимся электро-
дом в защитных газах стабильность горения дуги пере-
менного тока невысока. Ее можно повысить путем уве-
личения частоты тока, либо повышением напряжения хо-
лостого хода, что, однако, ограничено условиями техники
безопасности и снижением косинуса «фи».
Принцип повышения стабильности дуги использован
Ленинградским заводом «Электрик» в разработанном
однокорпусном передвижном сварочном преобразователе
ПС-100-1, который предназначен для питания дуги пере-
менным током повышенной частоты при сварке металла
толщиной до 3 мм. Преобразователь состоит из генерато-
ра с независимым возбуждением и приводного асинхрон-
ного короткозамкнутого двигателя. Для регулирования
сварочного тока и получения падающей внешней характе-
ристики в сварочную цепь включается дроссель РТ-100.
Плавное регулирование тока осуществляют винтовым
механизмом; изменением воздушного зазора в сердечни-
ке магнитпровода. Преобразователь ПС-100-1 имеет сле-
дующую техническую характеристику:
пределы регулирования сварочного тока, А . 20—115
мощность при /ГР-100 %, кВт..........2
частота сварочного тока, Гц . « • « « . . 480
§ 53. ПАРАЛЛЕЛЬНОЕ ВКЛЮЧЕНИЕ
ОДНОФАЗНЫХ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
Сварочные трансформаторы соединяют на параллель-
ную работу с целью повышения мощности источника пи-
тания. Для этого используют два или несколько однотип-
ных трансформаторов с одинаковыми внешними харак-
теристиками и первичными обмотками, рассчитанными
на одно и то же напряжение. Подключение нужно произ-
водить к одним и тем же фазам сети соответствующих
150
одноименных клемм первичных обмоток трансформато-
ров, их вторичные обмотки соединяют также через одно-
именные клеммы.
Схема параллельного соединения однофазных свароч-
ных трансформаторов с дросселями типа СТЭ показана
на рис. 69. При параллельном соединении двух транс-
форматоров величина
сварочного тока в цепи
возрастает соответствен-
но в 2 раза по сравнению
с одним трансформато-
ром. Соответственно с
подключением па парал-
лельную работу трех
трансформаторов ток уве-
личивается в 3 раза.
Рис. 69. Схема параллельного
включения сварочных транс-
форматоров:
Д, В, С — фазы сети переменного
тока, CTi, СТ? — сварочные транс-
форматоры, Др1, Др2 — дроссели,
Р — рубильник, 7Я1. 7w2 —номи-
нальные токи для каждого транс-
форматора, I Нп— номинальный ток
при параллельном включении,
if—номинальное напряжение при
параллельном включении
Необходимым условием параллельной работы транс-
форматоров является равномерное распределение между
ними величины сварочного тока. Регулировать величину
сварочного тока следует одновременно одинаковым чис-
лом поворотов ручек всех регуляторов или одновремен-
ным нажатием кнопок (как, например, в трансформато-
рах типа ТСД). Равенство нагрузок между трансформа-
торами проверяется амперметрами.
§ 54. ОСЦИЛЛЯТОРЫ И ИМПУЛЬСНЫЕ ВОЗБУДИТЕЛИ ДУГИ
Осциллятор — это устройство, преобразующее ток
промышленной частоты низкого напряжения в ток высо-
кой частоты (150—500 тыс. Гц) и высокого напряжения
(2000—6000 В), наложение которого на сварочную цепь
облегчает возбуждение и стабилизирует дугу при сварке.
151
Основное применение осцилляторы нашли при арго-
но-дуговой сварке переменным током неплавящимся
электродом металлов малой толщины и при сварке элек-
тродами с низкими ионизирующими свойствами покры-
тия. Выпускаемые промышленностью электроды обеспе-
чивают хорошую стабилизацию сварочной дуги за счет
вводимых в покрытие компонентов с низким потенций-
Пр! АР1
С7
Рис. 70. Принципиальная электрическая схема осциллятора
ОСПЗ-2М:
СТ — сварочный трансформатор, ПрС Лр2 — предохранители, Др1, дрос-
сели, Ci—Ce— конденсатопы, ПТ—повышающий трансформатор, ВЧТ— вы-
сокочастотный трансформатор, Р — разрядник
лом ионизации. Это позволяет успешно вести сварку без
применения осцилляторов.
Принципиальная электрическая схема осциллятора
ОСПЗ-2М показана на рис. 70.
Осциллятор состоит из колебательного контура
(конденсаторы С2, С3, С4) и двух индуктивных дрос-
сельных катушек Др] и Др2> повышающего трансформа-
тора /77, высокочастотного трансформатора ВЧТ и раз-
рядника Р.
Колебательный контур генерирует ток высокой ча-
стоты и связан со сварочной цепью индуктивно через вы-
сокочастотный трансформатор, выводы вторичных обмо-
ток которого присоединяются: один к заземленной клеме
выводной панели, другой — через конденсатор С6 и пре-
дохранитель Пр2 ко второй клемме. Для защиты сварщи-
ка от поражения электрическим током в цепь включен
конденсатор Сб, сопротивление которого препятствует
прохождению тока высокого напряжения и низкой часто-
152
ты в сварочную цепь. На случай пробоя конденсатора С6
в цепь включен плавкий предохранитель Пр2.
Осциллятор ОСПЗ-2М рассчитан па подключение не-
посредственно в двухфазную или однофазную сеть на-
пряжением 220 Б.
При нормальной работе осциллятор равномерно по-
трескивает, и за счет высокого напряжения происходит
пробой зазора искрового разрядника. Величина искро-
вого зазора должна быть 1,5—2 мм, которая регулиру-
ется сжатием электродов регулировочным винтом. На-
пряжение на элементах схемы осциллятора достигает
нескольких тысяч вольт, поэтому регулирование необ-
ходимо выполнять при отключенном осцилляторе.
Осциллятор необходимо зарегистрировать в местных
органах инспекции электросвязи; при эксплуатации сле-
дить за его правильным присоединением к силовой и
сварочной цепи, а также за исправным состоянием кон-
тактов; работать при надетом кожухе; кожух снимать
только при осмотре или ремонте и при отсоединенной се-
ти; следить за исправным состоянием рабочих поверхно-
стей разрядника, а при появлении нагара — зачистить их
наждачной бумагой. Осцилляторы, у которых первичное
напряжение 65 В, подключать к вторичным клемам сва-
рочных трансформаторов типа ТС, СТН, ТСД, СТАН не
рекомендуется, так как в этом случае напряжение в цепи
при сварке понижается. Для питания осциллятора нужно
применять силовой трансформатор, имеющий вторичное
напряжение 65—70 В.
Схема подключения осцилляторов М3 и ОС-1 к сва-
рочному трансформатору типа СТЭ показана на рис. 71.
Технические характеристики осцилляторов приведены
в табл. 20.
Импульсные возбудители дуги. Это такие устройства,
которые служат для подачи синхронизированных им-
пульсов повышенного напряжения на сварочную дугу пе-
ременного тока в момент изменения полярности. Благо-
даря этому значительно облегчается повторное зажига-
ние дуги, что позволяет снизить напряжение холостого
хода трансформатора до 40—50 В.
Импульсные возбудители применяют только для дуго-
вой сварки в среде защитных газов неплавящпмея элект-
родом. Возбудители с высокой стороны подключаются
параллельно к сети питания трансформатора (380 В), а
па выходе — параллельно дуге.
153
ТАБЛИЦА 20
Технические характеристики осцилляторов
Тип Первичное на- пряжение, В Вторичное на- пряжение холос- того хода, В Потребляемая мощность, Вт Габариты, мм Масса, кг
м-з 40—65 2500 150 350X240X290 15
СС 1 65 2500 130 315X215X260 15
ОС Ц|[ 200 2300 400 390X270X310 35
ТУ-2 65; 220 3700 225 390X270X350 20
ТУ.77 65; 220 1500 1000 390X270X350 25
ТУ-177 65; 220 2500 400 390X270X350 20
ОСПЗ-2М 220 6000 44 250X170XU0 6,5
Рис. 71. Схема включения осциллятора М-3 и ОС-1 в сварочную
цепь:
Tpj — трансформатор сварочный, Др — дроссель, Тр»—повышающий транс-
форматор осциллятора, Р —разрядник, G — конденсатор контура, С2 —за-
щитный конденсатор контура, Lt — катушка самоиндукции, L2 •—катушка связи
Мощные возбудители последовательного включения
применяют для сварки под флюсом.
Импульсные возбудители дуги более устойчивы в ра-
боте, чем осцилляторы, они не создают радиопомех, но
из-за недостаточного напряжения (200—300 В) не обес-
печивают зажигания дуги без соприкосновения электро-
да с изделием. Возможны также случаи комбинированно-
154
го применения осциллятора для начального зажигания
дуги и импульсного возбудителя для поддержания ее по-
следующего стабильного горения.
Разработанный Институтом электросварки имени
Е. О. Патона генератор импульсов ГИ-1 имеет мощность
100Вт, его габариты 275X305X340 мм.
§ $5 ОБСЛУЖИВАНИЕ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
При эксплуатации сварочных трансформаторов сле-
дует следить за надежностью контактов, не допускать
перегрева обмоток, сердечника и его деталей. Необходи-
мо раз в месяц смазывать регулировочный механизм и
не допускать загрязнений рабочих частей трансформато-
ров.
Необходимо следить за надежностью заземления и
оберегать трансформатор от механических повреждений.
При работе трансформатора нельзя допускать превы-
шения величины сварочного тока против указанной в
паспорте. Запрещается перетаскивание трансформатора
или регулятора с помощью сварочных проводов.
Раз в месяц трансформатор необходимо обдуть (очис-
тить) струей сухого сжатого воздуха и проверить состоя-
ние изоляции.
Попадание влаги на обмотки трансформатора резко
снижает электрическое сопротивление, в результате чего
возникает опасность пробоя изоляции. Если сварочные
трансформаторы установлены на открытом воздухе, их
необходимо укрывать от атмосферных осадков. В таких
случаях следует делать навесы или специальные пере-
движные будки.
Вопросы для самопроверки
1. На какие группы подразделяются сварочные трансформаторы?
2. Какие типы трансформаторов для однопостовой сварки полу-
чили наибольшее распространение и почему?
3. В чем преимущества трансформаторов с дистанционным ре-
гулированием сварочного тока?
Глава XII
ИСТОЧНИКИ ПИТАНИЯ
СВАРОЧНОЙ ДУГИ
ПОСТОЯННОГО ТОКА
§ 56. ОДНОПОСТОВЫЕ И МНОГОПОСТОВЫЕ
ИСТОЧНИКИ ПИТАНИЯ
Источники питания постоянного тока подразделяют-
ся на две основные группы: сварочные преобразователи
вращающегося типа (сварочные генераторы) и свароч-
ные выпрямительные установки (сварочные выпрями-
тели) .
Генераторы постоянного тока подразделяются: по ко-
личеству питаемых постов — на одпопостовые и много-
постовые; по способу установки — на стационарные п пе-
редвижные; по роду привода — на генераторы с электри-
ческим приводом и па генераторы с двигателями
внутреннего сгорания; по конструктивному выполнению—
па однокорпусные и двухкорпусные.
По форме внешних характеристик сварочные генера-
торы могут быть с падающими внешними характеристи-
ками; с жесткими и пологопадающими характеристика-
ми; комбинированного типа (универсальные генераторы,
при переключении обмоток или регулирующих устройств
которых можно получить падающие, жесткие или полого-
падающие характеристики).
Наибольшее распространение получили генераторы
с падающими внешними характеристиками, работающие
по следующим трем основным схемам:
генераторы с независимым возбуждением и размаг-
ничивающей последовательной обмоткой;
генераторы с намагничивающей параллельной и раз-
магничивающей последовательной обмотками возбуж-
дения;
генераторы с расщепленными полюсами.
Пи один из трех видов генераторов с падающими
внешними характеристиками не выделяется существен-
ными преимуществами как по технологическим, так и
по энергетическим и весовым показателям.
Генераторы с независимым возбуждением и размаг-
ничивающей последовательной обмоткой (рис. 72, о).
Генератор Г имеет две обмотки возбуждения: обмотку
156
независимого возбуждения НО, питаемую от отдельного
источника через сеть переменного тока и полупроводни-
ковый выпрямитель, и
ющую обмотку РО,
включенную после-
довательно с обмот-
кой якоря. Ток в це-
пи независимого воз-
буждения регулиру-
ется реостатом Р.
Магнитный ток Фг,
создаваемый обмо-
ткой независимого
возбуждения, проти-
воположен по свое-
му направлению ма-
последовательную размагничива-
Рис. 72. Принципиальная электриче-
ская схема сварочного генератора:
а — с независимым возбуждением и раз-
магничивающей последовательной обмот-
кой, б — с намагничивающей параллель-
ной и размагничивающей последователь-
ной обмоткой; Г — генератор, Р — реостат.
НО — обмотка независимого возбуждения,
РО — размагничивающая обмотка
гнитному потоку
Фр размагничиваю-
щей обмотки. При
холостом ходе, т. е.
когда сварочная
цепь разомкнута,
э. д. с. генератора
определяется по
формуле
£ = С-ФК,
где Е — э. д. с. (электродвижущая сила); С — постоянная
составляющая генератора; Фп — магнитный поток обмот-
ки независимого возбуждения.
При замкнутой цепи сварочный ток проходит через
последовательную обмотку РО, создавая магнитный по-
ток Фр, противоположно направленный магнитному по-
току Фн. Результирующий поток Фрсз представляет раз-
ность потоков:
С увеличением тока в сварочной цепи Фр будет увели-
чиваться, а ФРез, э. д. с. и напряжение на зажимах гене-
ратора — падать, создавая падающую внешнюю характе-
ристику генератора.
Сварочный ток в генераторах этой системы регулиру-
ется реостатами Р и секционированием последовательной
обмотки, т. е. изменением числа ампер-витков.
157
158
ТАБЛИЦА 22
Технические характеристики преобразователей ПСГ-350, ПСГ-500
Параметры Тип преобразователя
ПСГ-350 ПСГ-500
Тип генератора . . . ГСГ-350 ГСГ-500
Номинальное напряже- ние, В ..... . 30 35
Напряжение холостого хода, В ..... . 15-35 15—40
Номинальный сварочный ток (при /7Р-65%), А 350 500
Пределы регулирования тока, Л . 50—350 50—500
Тип электродвигателя . АВ-61/2 АВ-71/2
Мощность электродвига- теля, кВт 14 28
Напряжение питающей сети, В ..... . 220/380 220/380
К. п. д. преобразовате- ля, % . 63 65
Коэффициент мощности (косинус «фи») . . 0,88 0,86
Исполнение . - ... Однокорпусный на колесах Однокорпусный на колесах
Масса, кг 400 500
Отечественная промышленность выпускает сварочные
преобразователи ПСО-120, ПСО-500, ПСО-800,
АСО-2000, укомплектованные генераторами с незави-
симым возбуждением и последовательной размагничи-
вающей обмоткой ГСО-120, ГСО-500, ГСО-800 и ГС-
1000-11.
Основные технические данные преобразователей
с генераторами, работающими по данной схеме, приве-
дены в табл. 21.
Для получения жесткой внешней характеристики
последовательные размагничивающие обмотки пере-
ключаются так, чтобы они действовали согласованно с
обмоткой независимого возбуждения. По такой схеме
работают сварочные преобразователи ПСГ-350, ПСГ-500,
с генераторами ГСГ-350 и ГС Г-500 соответственно.
159
Основные технические данные преобразователей с ге-
нераторами, работающими по данной схеме, приведены
в табл. 22.
Генераторы с намагничивающей параллельной и раз-
магничивающей последовательной обмотками возбужде-
ния (рис. 72, б). Отличительной особенностью генерато-
ров такой схемы является использование принципа само-
возбуждения. Для этого имеются две обмотки возбуж-
дения (НО и РО)—в результате э. д. с. генератора
индуктируется магнитным потоком обмотки, присоеди-
ненной к щеткам генератора а и с. Напряжение между
этими щетками почти постоянно по величине, поэтому
магнитный лоток Фн практически не меняется. Обмотка
генератора НО называется обмоткой независимого воз-
буждения.
При нагрузке (при сварке) сварочный ток проходит
через обмотку РО, включенную так, что се магнитный
поток Фр направлен против магнитного потока Фя об-
мотки независимого возбуждения. При увеличении то-
ка в сварочной цепи возрастает размагничивающее
действие последовательной обмотки РО, а напряжение
генератора становится меньше, так как э. д. с., индук-
тируемая в обмотке якоря генератора, зависит от резуль-
тирующего магнитного потока генератора.
При коротком замыкании магнитные потоки Фр и
Фн равпы, напряжение па зажимах генератора близко
к нулю.
Падающая внешняя характеристика получается
вследствие размагничивающего действия обмотки РО.
Плавное регулирование сварочного тока в генера-
торах этой системы осуществляется реостатами Р. Воз-
можно также добавочное регулирование сварочного
тока переключением витков сериесной обмотки возбуж-
дения.
Схема допускает четырехполюсное исполнение гене-
раторов, что позволяет упростить конструкцию и соот-
ветственно уменьшить массу.
По данной схеме работают наиболее распространен-
ные преобразователи ПСО-ЗОО, ПСО-500, ПС-500 с ге-
нераторами ГСО-ЗОО, ГСО-500, ГС-500 и некоторые дру-
гие сварочные агрегаты. Основные технические данные
преобразователей с генераторами, работающими по этой
схеме, даны в табл. 23.
160
ТАБЛИЦА 23
Технические характеристики преобразователей ПСО-ЗОО,
ПСО-500, ПС-500-11
Параметры Тип преобразователя
ПСО-ЗОО ПСО-500 ПС-500-11
Тип генератора . ГСО-ЗОО ГСО-500 ГС-500-11
Номинальное на- пряжение, В . . 30 40 40
Напряжение холо- стого хода, В . 55—80 60—90 60—90
Номинальный сва- рочный ток (при ЛР-65%), Л . . 300 500 500
Пределы регули- рования ^ока, А 75—320 120—600 120—600
Тип электродвига- теля АВ-62-4 А-72/4 Л-72/4
Мощность элект- родвигателя, кВт 14 28 28
Напряжение пита- ющей сети, В . 220/380 220/380 220/380
К. п. д. преобразо- вателя, % - 52 55 55
Коэффициент мощности (ко- синус «фи») . . 0,88 0,86 0,86
Исполнение . . , Однокорпус- пый на колесах Одпокорпус- ный на колесах Одиокорпус- ный на колесах
Масса, кг . « . 400 940 940
Генераторы с расщепленными полюсами (рис. 73).
У генераторов этой группы падающие внешние харак-
теристики получаются в результате размагничивающе-
го действия магнитного потока обмотки якоря (реакции
якоря). Генератор Г имеет четыре основных магнитных
полюса 7Vb S2 и три группы щеток а, Ь, с на кол-
лекторе. В отличие от рассмотренных генераторов, у ко-
торых северные и южные магнитные полюсы чередуют-
ся между собой, у генераторов этой группы одноименные
полюсы расположены рядом.
Каждую пару одноименных полюсов считаем одним,
но расщепленным на два. Генераторы с расщепленными
11—123
161
полюсами фактически являются двухполюсными. Верти-
кально расположенные полюсы называются поперечны*
ми. а горизонтальные — главными. Главные полюсы
имеют вырезы для уменьшения площади поперечного
сечения и всегда работают при полном магнитном на-
сыщении, т. е. магнитный поток, создаваемый этими по-
люсами, при всех нагрузках остается неизменным. Маг-
нитный поток полюсов, создаваемый обмотками НГ и
Рис. 73. Принципиальная электрическая схема генератора с
расщепленными полюсами (а) и схема магнитных силовых по-
лей (б):
77/7, условно можно разделить на два потока Фг и
замыкающиеся через определенные пары полюсов. Один
магнитный поток имеет направление от северного полю-
са TVi к южному Si и второй — от северного полюса N2
к южному 52. Э. д. с. якоря зависит от интенсивности
магнитных потоков Фп и Фг. Чем интенсивнее магнитный
поток, пересекаемый проводниками якоря, тем больше
э. д. с.
При возбуждении электрической дуги через обмотку
якоря проходит ток, который создает магнитный поток
обмотки якоря (показан штриховыми линиями). Этот
162
магнитный поток зависит от тока: чем меньше величина
тока в обмотке якоря, тем меньше магнитный поток яко-
ря. Магнитный поток якоря, который совпадает по на-
правлению с магнитным потоком /V2, главных полю-
сов (направления магнитных потоков полюсов показаны
стрелками), увеличивает его; направленный же в про-
тивоположную сторону магнитный поток Фи уменьша-
ет его.
Главные полюсы всегда работают при полном маг-
нитном насыщении. Следовательно, магнитный поток
якоря практически не может увеличить магнитный по-
ток Фг, он может только уменьшить магнитный поток
поперечных полюсов Фп. В момент короткого замыкания
в сварочной цепи магнитный поток якоря имеет наиболь-
шую величину и уменьшает результирующий магнитный
поток до нуля, следовательно, э. д. с. генератора также
равна нулю.
При отсутствии нагрузки в сварочной цепи (при хо-
лостом ходе) в обмотке якоря тока нет, магнитный поток
якоря также отсутствует, поэтому поток Фп и, следова-
тельно, результирующий магнитный поток имеют наи-
большую величину, а генератор — наибольшее напряже-
ние. Таким образом, вследствие размагничивающего
действия магнитного потока обмотки якоря (реакции
якоря) создается падающая внешняя характеристика.
По данной схеме (с расщепленными полюсами) в
промышленности нашли применение преобразователи
ПС-300М, ПС-300М-1, ПС-300Т с генератор амиСГ-ЗООМ,
СГ-300Л4-1, СГ-ЗООТ и некоторые другие сварочные
агрегаты. Основные технические данные преобразовате-
лей с генераторами, работающими по этой схеме, даны в
табл. 24.
Генераторы с поперечным полем, у генераторов это-
го типа падающая внешняя характеристика обеспечи-
вается размагничивающим действием магнитного поля
якоря, а группа различных внешних характеристик осу-
ществляется изменением величины воздушного зазора
в магнитопроводе.
Преобразователи для сварки в защитных газах. Для
автоматической и полуавтоматической сварки в защит-
ных газах необходимы сварочные преобразователи,
обеспечивающие жесткие или возрастающие внешние
характеристики. Для этой цели промышленность вы-
пускает прэобразователг ПСГ-350, ПСГ-500, а также
11* 163
ТАБЛИЦА 24
Технические характеристики преобразователей ПС-300М,
ПС-300М-1, ПС-300Т
Параметры Тип преобразователя
НС-300М ПС-300М-1 пс-зоот
Тип генератора . СГ-3001М СГ-300М-1 СГ-ЗООТ
Напряжение холо- стого хода, В . 50—76 - 50—76
Номинальный сва- рочный ток (при ЛР-65%), А . . 340 340 300
Пределы регули- рования тока, А 80—380 80—360 75—340
Тип электродвига- теля . • . . « А-64-2 А-64-2 АТ-62-4Т
Мощность элект- родвигателя. кВт 14 14 14
Исполнение . • . Однокорпус- ный Однокорпус- ный стационар- ный Однокорпус- ный стационар- ный
Масса, кг . . < 600 590 600
универсальные преобразователи ПСУ-300 и ПСУ-500.
Универсальные преобразователи типа ПСУ предназна-
чены также для ручной дуговой сварки, наплавки и рез-
ки металлов постоянным током, поскольку обеспечива-
ют получение крутопадающих внешних характеристик.
На рис. 74 показаны внешние характеристики пре-
образователей ПСУ-300.
Преобразователь ПСГ-500 конструктивно оформлен
так же, как и описанный выше преобразователь
ПСУ-500. Преобразователь ПСГ-500 (рис. 75) имеет Од-
нокорпусное исполнение. Двигатели у этих преобразова-
телей одинаковые и различаются только измерительным
прибором. Генератор преобразователя ПСГ-500 имеет на
основных полюсах две обмотки возбуждения: одну не-
зависимую и другую последовательную, подмагничива-
ющую. Электрическая схема преобразователя ПСГ-500
показана на рис. 76. Обмотка независимого возбужде-
ния питается от сети переменного тока через феррорезо-
нансный стабилизатор напряжения и блок селеновых вы-
прямителей ВС, обеспечивающих постоянное, не завися-
164
Рис. 74. Внешние характеристики
преобразователя ПСУ-300:
1 — крутопадающие, 3 — жесткие
газе и порошковой проволокой
щее от колебаний напряжение сети, напряжение воз-
буждения. Напряжение на зажимах генератора плавно
регулируется в пределах 15—40 В реостатом Р, вклю-
ченным последовательно в цепь обмотки возбуждения.
Якорь генератора имеет малую индуктивность, благода-
ря чему при коротком замыкании электрода с изделием
быстро возрастает величина сварочного тока. Пределы
регулирования величи-
ны тока 60—500 А.
Основные техниче-
ские данные преобра-
зователей типа ПСГ
приведены в табл. 25.
Универсальные сва-
рочные преобразовате-
ли. Для ручной дуго-
вой сварки и сварки на
автоматах, снабжен-
ных авторегуляторами
напряжения, автома-
тически воздействую-
щими на скорость по-
дачи электродной про-
волоки, требуются ис-
точники питания с па-
дающими внешними
характеристиками. Для
питания автоматов и
полуавтоматов с по-
стоянной скоростью
подачи электродной
проволоки, в том числе
для сварки в углекислом
СП-2, необходимы генераторы с жесткими внешними
характеристиками. Поскольку на заводах и монтаж-
ных площадках механизированные методы сварки ис-
пользуются в сочетании с ручной дуговой сваркой,
поэтому требуются универсальные источники, обеспе-
чивающие как падающие, так и жесткие внешние
характеристики. Для этой цели разработана конструкция
универсального сварочного преобразователя ПСУ-300,
генератор которого имеет одну обмотку возбуждения.
Внешние характеристики в этом генераторе создаются
с помощью триода ПГ, включенного в цепь обмотки
165
возбуждения ОВ, и обратной связи по току нагрузки
(рис. 77). Он является четырехполюсным генератором
постоянного тока нормального исполнения. Его обмотка
возбуждения ОВ размещена на четырех главных полюсах
и питается от устройства управления, размещенного на
корпусе преобразователя.
Сварочная цепь и цепь обмотки возбуждения свя-
заны между собой стабилизирующим трансформатором
Тр, предназначенным для обеспечения динамических
свойств генератора.
Величину сварочного тока регулируют реостатом —
регулятором ДП, установленным на передней стенке
управления. По мере роста сварочного тока сопротив-
Рис. 75. Конструктивное оформление общего вида
166
ление триода возрастает, ток возбуждения уменьшается,
уменьшается и э. "д. с. генератора, т. е. характеристика
получается падающей. При переключении цепей управ-
ления внешняя характеристика становится жесткой.
Основные технические данные универсальных преоб-
разователей даны в табл. 26.
Многопостовые сварочные преобразователи. Они
предназначены для одновременного питания нескольких
сварочных постов. В промышленности широко исполь-
зуется многопостовой преобразователь ПСМ-1000. Пре-
образователь имеет однокорпусное исполнение стацио-
нарного типа (рис. 78) и состоит из трехфазного асин-
хронного двигателя АВ-91-4 с короткозамкнутым
преобразователя ПСГ-500
167
ТАБЛИЦА 25
Технические данные преобразователей ПСГ-350, ПСГ-500
Параметры Тип преобразователей
ПСГ-350 ПСГ-500
Тип генератора . . . ГСГ-350 ГСГ-500
Пределы регулирования напряжения, В . . . 15—35 16—40
Ном ин а льны й сва рочпы й .ток (при /7Р-65%), А 350 500
Пределы регулирования тока, А ..... . 50—350 60—500
Тип электродвигателя . АВ-61/2 АВ-71/2
Мощность электродвига- теля, кВт , . . w . 14 28
Исполнение Одпокориусный на колесах Однокорпусный на колесах
Масса, кг .... * . 400 500
ТАБЛИЦА 26
Основные технические данные универсальных преобразователей
Показатели Тип преобразователя (внешняя характеристика)
ПСУ-300 ПСУ-500
(падаю- | щая) | (жесткая) (падаю- ( щая) (жесткая)
Номинальный сварочный ток, А . , . . . . 200 300 350 500
Пределы регулирования сварочного тока, А . 40—200 50—300 50—300 100—500
Пределы регулирования напряжения, В . . . — 17—35 25—40 15—40
Коэффициент мощности (косинус «фи») . .. . 0,62 0,72 0,63 0,75
Напряжение питающей сети, В ..... . 380/22 0 380/220
Масса, кг . , *. . « . 315 540
168
Вид со стороны коллекторе
Рис. 76. Электрическая схема преобразователя ПСГ-500:
Тр — трансформатор стабилизирующий, Г — генератор сварочный, ДЗГ — дос-
ка зажимов генератора, Д —- двигатель, ДЗД — доска зажимов двигателя,
ПК — пакетный выключатель, ВС — выпрямитель селеновый, Р —• реостат це-
пи возбуждения, ДПД — доска переключения двигателя, У — вольтметр,
К3 — конденсатор защитный, Кс — конденсатор стабилизирующий
Рис. 77, Упрощенная электрическая схема универсального
преобразователя ПСУ-300
ротором и шестиполюсного генератора СГ-1000 со
смешанным возбуждением. Кроме шунтовой обмотки, на
главных полюсах размещена последовательная обмотка
для поддержания постоянного напряжения при увеличе-
нии нагрузки. Генератор имеет жесткую характеристи-
ку. Напряжение регулируется реостатом, включенным в
цепь параллельной обмотки возбуждения.
Рис. 78. Габаритные размеры ыногопостового сварочного преобразо-
вателя ПСМ-1000
Падающая внешняя характеристика, необходимая
для ручной дуговой сварки, создается самостоятельно
на каждом сварочном посту балластным реостатом ти-
па РБ (этот реостат позволяет ступенчато изменять
величину сварочного тока). Схема включения преобра-
зователя ПСМ-1000 и балластных реостатов показана
на рис. 79.
Основным недостатком многопостовых преобразова-
телей является низкий к. п. д. сварочных постов. К пре-
имуществам многопостовых преобразователей относят-
ся: простота обслуживания, низкая стоимость оборудо-
вания, небольшая площадь для размещения оборудования
и высокая надежность в эксплуатации.
Балластные реостаты. Балластный реостат служит
для ступенчатого регулирования величины сварочного
тока. Он состоит из нескольких элементов сопротивле-
ния, изготовленных из константановой проволоки с вы-
соким омическим сопротивлением и включенных в сва-
рочную цепь с помощью рубильников.
Схема наиболее распространенного балластного рео-
стата РБ-300 показана на рис. 80. Балластным реоста-
том РБ-300 сварочный ток регулируется в пределах ог
15 до 300 А.
170
£ytytytyty.ty
Зонамbf 08a га теля
2206 380B
Рис. 79. Схема присоединения сварочных постов через балластные
реостаты к сварочному преобразователю ПСМ-1000:
А — амперметр, У -» вольтметр, Ш — шунт, РР — реостат регулировочной,
РБ — реостат балластный
Рис. 80. Схема балластного ре-
остата РБ-300:
—Rt> — сопротивления; /—5 — но-
мера рубильников
Если для сварки требу-
ется величина тока более
300 А, то следует включать
параллельно два балласт-
ных реостата. При парал-
лельном соединении двух ре-
остатов сила тока увеличи-
вается в 2 раза, т, е. для
двух реостатов РБ-300 мак-
симальный ток будет 600 А.
§ 57. СВАРОЧНЫЕ АГРЕГАТЫ
С ДВИГАТЕЛЯМИ ВНУТРЕННЕГО СГОРАНИЯ
При работе в полевых и монтажных условиях для
питания сварочных постов используют сварочные агрега-
ты, состоящие из двух основных агрегатов (независимо
от их типа): сварочного генератора и двигателя внутрен-
него сгорания (дизельного или бензинового).
За последние годы получили широкое распрост-
ранение сварочные агрегаты АСБ, АДБ с бензино-
выми двигателями и АСД, АДД с дизельными дви-
гателями.
Сварочный агрегат АСБ-300 (рис. 81) используется
при ручной дуговой сварке постоянным током. Он состо-
ит из двигателя внутреннего сгорания ГАЗ-МК (возмож-
на комплектация и другим двигателем) и сварочного
генератора ГСО-ЗОО, соединенных между собой эластич-
ной муфтой. Двигатель и генератор смонтированы на
металлической сварной раме, которая устанавливается
на прицепе или в кузове автомашины. Агрегат по конст-
рукции может быть передвижной и стационарной уста-
новкой. Во время работы агрегат устанавливают в гори-
зонтальное положение, боковые шторы снимают, а кор-
пус генератора заземляют.
Сварочные агрегаты наиболее часто комплектуются
генераторами с самовозбуждением и размагничивающей
последовательной обмоткой и с расщепленными полюса-
ми. Характеристики некоторых типов агрегатов с генера-
торами, выполненными по указанным схемам, приведе-
ны в табл. 27.
ВНИИЭСО разработал новый сварочный агрегат ти-
па АДД-304, предназначенный для ручной дуговой свар-
172
Рис, 81. Схема конструктивного исполнения сварочного агрегата ЛСБ-300:
/ — генератор» 2 — двигатель
$3
к
3
s
X
cd
Pu
О
О
о
ф
X
X
О
ex
>>
X
Сй
JH ‘VOOEK
НИИ/9О 'ВИН
-ohiede *4JoodOM3
’0 'L* 'чхзонТпон
л
ч
<У
К
н
ф
н
«
Ьн
X
СО
Ct
ей
о
rt
ф
р.
ед
*
3
х
о
ех
ед
со
о
ф
к
ф
X
X
ф
с-"
л
и
НИХ
о.
о
о
и.
v ’EMOJ, OJOH
~bodVH3 ьинЕной
-iirAaad wirotfadu
V *яох
VI4H4EVUHWOH
g ‘гппэжкйиен
ЭО1К1ГЕПИКОИ
ПИХ
сз
(-
ге
fl)
>
С4 1 СМ о о ♦—< о о о 1 £ 8 Ш 8 СП о
V * СО СО со С см «О СО со со
СЛ rj г[ th
(J (J о <и < <
< «5^ <с О < < о <
174
ки» резки и наплавки металлов. Агрегат снабжен дистан-
ционным регулятором сварочного тока, позволяющим
регулировать ток на расстоянии до 20 м от источника
питания.
Нижний предел регулирования сварочного тока —
15 А, благодаря чему можно выполнять сварку тонколи-
стового металла. С помощью пускового подогревателя
обеспечивается легкий запуск дизеля при низкой темпе-
ратуре (—50° С).
§ 58. ПАРАЛЛЕЛЬНОЕ ВКЛЮЧЕНИЕ
СВАРОЧНЫХ ГЕНЕРАТОРОВ
Сварочные генераторы включают на параллельную
работу, когда требуется сварочный ток, превышающий
номинальный ток одного генератора. Для параллель-
ной работы сварочных генераторов соединяют их од-
ноименные полюса, т. е. плюс с плюсом, а минус с
минусом.
При включении генераторов на параллельную работу
необходимо соблюдение следующих правил: генераторы
должны быть одинаковых систем, с одинаковыми номи-
нальными данными, с аналогичными внешними харак-
теристиками; напряжение холостого хода должно быть
одинаковым; сварочный ток должен быть отрегулирован
на одну и ту же величину; контроль осуществляется с
помощью амперметров.
Схема включения сварочных генераторов различ-
ных систем на параллельную работу показана на
рис. 82.
При параллельной работе генераторов смешанного
возбуждения, у которых последовательная обмотка дей-
ствует согласованно с параллельной обмоткой возбуж-
дения, клеммы генераторов должны быть соединены
уравнительным проводом. При параллельном соедине-
нии двух генераторов с независимым возбуждением и
последовательной размагничивающей обмоткой их вклю-
чают без уравнительного провода. Генераторы с парал-
лельной намагничивающей и последовательной размаг-
ничивающей обмотками, а также с расщепленными
полюсами включают по схеме перекрестного питания
намагничивающих обмоток.
175
Рис. 82. Схема включения сварочных генераторов на параллельную
работу:
а — многопостовых, б — однрпостовык с независимым возбуждением и после-
довательной размагничивающей обмоткой, в — однопостовых с параллельной
намагничивающей и последовательной размагничивающей обмотками, г — од-
ноностовых с расщепленными полюсами, ШО — шунтовая обмотка, ПН—по-
следовательная намагничивающая. НО — намагничивающая обмотка, НП— на-
магничивающая поперечных полюсов. Пр — последовательная размагничиваю-
щая, НГ—намагничивающая главных полюсов, Р—реостат, ГР — групповой
рубильник, V — вольтметр. А —амперметр, ?Hli / —токи нагрузки отдельных
генераторов, ток нагрузки при параллельном включении, напряже-
ние холостого хода при параллельном включении
§ 59. ОБСЛУЖИВАНИЕ СВАРОЧНЫХ ПРЕОБРАЗОВАТЕЛЕЙ
При эксплуатации преобразователей на открытых
строительных и монтажных площадках необходимо за-
щищать их от атмосферных осадков, для чего следует
делать навесы или специальные будки. Перед пуском
преобразователей, длительное время находившихся на
незащищенных от атмосферных осадков площадках,
нужно проверить сопротивление изоляции обмоток.
Особенно тщательного ухода требуют коллектор ге-
нератора, щетки и подшипники. Коллектор нужно содер-
жать в чистоте и периодически очищать от пыли путем
протирки чистой тряпкой, смоченной в бензине. При нор-
мальном состоянии коллектор не должен иметь следов
нагара. При появлении нагара необходимо выяснить
причину его возникновения и устранить ее, а коллектор
прошлифовать. Поврежденные или изношенные щетки
следует заменить новыми и притереть их к коллектору,
а образующуюся пыль удалить с помощью струи сжато-
го воздуха, после чего генератор включить на холостую
работу для окончательной прошлифовки щеток.
Смазку в шарикоподшипниках рекомендуется заме-
нять 1—2 раза в год. После удаления смазки подшипни-
ки следует тщательно промыть бензином, протереть,
просушить и снова заполнить смазкой. Необходимо сле-
дить за тем, чтобы в подшипники не попадала пыль и
песок. При работе шум шарикоподшипников должен
быть глухим, ровным без резких звуков.
При работе преобразователя необходимо следить за
его температурой, которая не должна превышать 90° С.
Нужно избегать перегрузок генератора преобразователя,
так как ог этого сокращается срок его эксплуатации.
Вопросы для самопроверки
1. Какие основные типы сварочных преобразователей применяют-
ся в промышленности?
2. Какие внешние характеристики применяются при сварке?
3. В каких случаях и почему применяется жесткая внешняя ха-
рактеристика?
§ 60. СВАРОЧНЫЕ ВЫПРЯМИТЕЛИ
Сварочные выпрямители — это устройства, преобра-
зующие с помощью полупроводниковых элементов —
вентилей — переменный ток в постоянный и предназна-
12—123
177
ченные для питания сварочной дуги. Их действие осно-
вано на том, что полупроводниковые элементы проводят
ток только в одном направлении; в обратном направле-
нии они (полупроводники) практически электрический
ток не пропускают.
Наибольшее применение в сварочных выпрямителях
получили селеновые и кремниевые полупроводники. Се-
леновые полупроводники получили большое распростра-
нение потому, что они дешевые и обладают большой пе-
регрузочной способностью (их к. п. д. около 75%).
Рис. 83. Принципиальные типовые схемы выпрямителей:
а — однофазная мостовая, б — трехфазная мостовая
Сварочные выпрямители обладают некоторыми преи-
муществами перед преобразователями с вращающимися
роторами (табл. 28),так как они имеют лучшие энерге-
тические и весовые показатели, более высокий к. п. д.
и просты в обслуживании. Кроме того, они имеют мень-
шие потери при холостом ходе п лучшие сварочные ка-
чества (как результат более широких пределов регули-
рования), отсутствует шум при работе. Дефицитные мед-
ные обмотки заменены в них на алюминиевые.
Принцип работы сварочного выпрямителя. Свароч-
ные выпрямители собирают по двум наиболее распро-
страненным схемам: однофазной мостовой двухполупе-
риодного выпрямления и трехфазной мостовой (рис. 83).
Наиболее распространена трехфазная мостовая схе-
ма выпрямления, которая обеспечивает большую устой-
чивость горения сварочной дуги при меньшем количе-
стве вентилей при одинаково заданных значениях вы-
прямленного напряжения и тока, более равномерную
загрузку всех трех фаз силовой сети и лучшее использо-
вание трансформатора сварочного выпрямителя.
При работе выпрямителя по этой схеме в каждый
данный момент времени ток проводят только два эле-
178
ТАБЛИЦА 28
Сравнение технических данных сварочных преобразователей
и выпрямителей
Параметры Тип преобразователя Тип выпрямителя
ПСО-ЗОО ПСО-500 ПСМ-1000 ВСС-300 ВД-301 ВКС-500 ВКСМ-1000 i
Номинальный сва- рочный ток (при ЛР-65%), А , , 300 500 1000 300 300 500 1000
К. п.д., % • ’ * 55 60 76 66 72 75 87
Потери при холо- стом ходе, кВт 2,3 4Д 0,65 0,65 1,26 ——
Масса, кг , «. . 305 540 950 240 225 385 650
мента, соединенные последовательно с нагрузкой. Таким
образом, в течение одного периода получается шесть
пульсаций тока.
ТАБЛИЦА 29
Технические характеристики выпрямителей
с крутопадающими внешними характеристиками
Параметры Тип выпрямителей
ВСС-З'Х-З ВСС-120-4 ВКС-500 ВД-301
Напряжение пи- тающей сети. В 380/220 380/220 380/220 380/220
Номинальный ток (при ПР-ЪЪ %), А 300 120 500 300
Напряжение холо- стого хода, В . 58—65 57—63 (ПР-60%) 65—74 (ПР-60%) 65—68
П рсделы регули- рования тока, А 35—330 15—130 65—550 40—330
Мощность, кВт 13,2 5,1 23,5
Коэффициент по- лезного дейст- вия, % . 68 59 75 72
Масса, кг . , . 240 140 410 225
12*
179
Сварочные выпрямители, в зависимости от внешних
характеристик, можно разделить на три типа: с круто-
падающими, с жесткими (или пологопадающими) ха-
рактеристиками и универсальные, обеспечивающие по-
лучение падающих, жестких и пологопадающих харак-
теристик.
Выпрямители с крутопадающими внешними характе-
ристиками. Выпрямители применяют для ручной дуговой
сварки и для сварки неплавящимся электродом в защит-
ных газах. Сварочный выпрямитель в этом случае со-
стоит из понижающего трансформатора и выпрямитель-
Рис. 84. Конструктивное исполнение сварочного выпрямителя
1 — вентилятор, 2 — неподвижная обмотка, 3 — магнитопровод транс
мотки трансформатора, 5 — подвижная обмотка трансформатора, 6—'блок
180
кого блока. К этой группе относятся выпрямители
ВСС-300-3, ВСС-120-4, ВКС-500 и др. (табл. 29).
Выпрямитель ВСС-300 (рис. 84) представляет собой
одноиостовую сварочную установку, состоящую из пони-
жающего трансформатора, блока селеновых шайб, пуско-
регулирующей аппаратуры, смонтированной в общем ко-
жухе, и вентилятора для охлаждения трансформатора.
Трехфазный понижающий трансформатор выполнен
с увеличенным магнитным рассеянием, что обеспечивает
создание семейства падающих внешних характеристик.
Сварочный ток регулируют изменением расстояния меж-
ВСС-300:
форматора, 4—рукоятка с механизмом перемещения подвижной об-
селеновых выпрямителей, 7 — кожух
181
ду первичной и вторичной обмотками понижающего
трехфазного трансформатора, л
Чтобы уменьшить ход подвижных обмоток, требуе-
мые пределы регулирования величины сварочного тока
стараются получить одновременным переключением пер-
РВ
б)
Рис. 85. Принципальная электрическая схема выпрямителя ВСС-300:
а _ соединение обмоток трансформатора «треугольником» при сварке током
большой величины, б — соединение обмоток трансформатора «звездой» при
сварке током малой величины» ПМ — пускатель магнитный, РВ—реле конт-
роля вентиляции, ПВ — пакетный выключатель, М — двигатель вентилятора,
Д 77 —доска переключения, Тр — трансформатор понижающий. ВС — выпрями-
тель селеновый, лЗ — конденсатор защитный
вичной и вторичной обмоток с «треугольника» на «звез-
ду» (рис. 85). Выпрямительный блок выполнен по трех-
фазной мостовой схеме и состоит из трех соединенных
параллельно селеновых столбов с пластинами размером
100X400 мм.
Электрическая схема обеспечивает выключение вы-
прямителя от чрезмерного перегрева. Выпрямитель
снабжен фильтрами для подавления радиопомех.
182
183
ТАБЛИЦА 31
Технические характеристики универсальных сварочных выпрямителей
Параметры Тип выпрямителей (вид характеристики)
ВСУ-300 ВСУ-500
(жесткая) (падаю- щая) (жесткая) (падаю- щая)
Напряжение питающей сети, В 220/380 220/380 220/ 380 220/380
Номинальный ток (при ПР-60%), А ... . 300 240 500 350
11апр яженне холостого хода, В 40—60 60 50—68 60
Пределы регулирования напряжения, В . . . 18—35 м 20—40
Пределы регулирования тока, А . . < . . . 50—330 40—260 100—550 50—380
Масса, кг . . 300 440
Сварочные выпрямители с жесткими внешними ха-
рактеристиками применяются для сварки плавящимся
электродом в углекислом газе и других защитных газах,
а также могут применяться для сварки под флюсом при
постоянной скорости подачи электродной проволоки. Их
также можно использовать для сварки порошковой про-
волокой СП-2 (табл. 30).
Универсальные сварочные выпрямители (табл. 31).
Выпрямители типа ВСУ обеспечивают возможность по-
лучения как жестких, так и падающих внешних харак-
теристик, поэтому их можно применять для ручной ду-
говой сварки, автоматической сварки плавящимся и не-
плавящимся электродами в защитных газах и для свар-
ки под флюсом.
Универсальный выпрямитель состоит из понижающе-
го трансформатора, дросселя насыщения с обмотками
обратной связи выпрямительного блока.
Выпрямители типа ВСУ обеспечивают получение же-
стких внешних характеристик с повышенным напряже-
нием холостого хода до 68 В, что значительно облегчает
зажигание сварочной дуги и обеспечивает стабильное
ее горение.
184
§ 61. МНОГОПОСТОВЫЕ СВАРОЧНЫЕ ВЫПРЯМИТЕЛИ
Выпрямители выпускаются на кремниевых вентилях,
которые обеспечивают хорошее конструктивное решение
выпрямительного блока и получение высокого коэффи-
циента полезного действия.
Промышленностью выпускаются многопостовые сва-
рочные выпрямители ВКСМ-1000 на 1000 А, рассчитан-
ные на одновременное питание шести сварочных постов
с номинальным током по 300 А каждый. Внешняя харак-
теристика выпрямителя ВКСМ-1000 жесткая. Для созда-
ния падающей характеристики применяют балластные
реостаты типа РБ. Выпрямитель состоит из следующих
основных узлов: силового понижающего трансформато-
ра ТС, выпрямительного блока с вентилятором, пускоре-
гулирующей и защитной аппаратуры.
Трансформатор ТС — трехфазный, стержневого типа.
Обмотки выполнены из алюминиевых проводов. Первич-
ная обмотка трансформатора соединена «треугольни-
ком», а вторичная, состоящая из двух трехфазных обмо-
ток, — «звездой».
Выпрямительный блок собран по шестиконтактной
кольцевой схеме из кремниевых вентилей типа ВК-2-200.
Пускорегулирующая и защитная аппаратура состоит
из автомата АВ, реле контроля вентиляции РКВ. Авто-
мат АВ служит для защиты всей установки от коротких
замыканий и отключения ее в случае пробоя одного из
вентилей. РКВ прекращает работу без вентиляции и при
неправильном направлении вращения вентилятора.
На панели управления установлены: магнитный пу-
скатель трансформатора ПТ с тепловой защитой РТ,
пакетный переключатель 7777, магнитный пускатель дви-
гателя вентилятора ПД с тепловой защитой PH и предо-
хранителя ПР[ — ПРз.
В блоке управления установлены: амперметр Л,
вольтметр V, кнопки «пуск» НП и «стоп» 7(С, лампа
сигнальная ЛС. На блоке защиты установлены защит-
ные цепочки из конденсаторов Cj—С6 и сопротивлений
Pi-P6.
Выпускается также сварочный выпрямитель
ВДМ-3001, состоящий из двух спаренных, работающих
параллельно, сварочных выпрямителей ВДМ-1601 на
1600 А каждый. Такое соединение улучшает унификацию
и создает удобства при эксплуатации.
185
ТАБЛИЦА 32
Технические характеристики многопостовых выпрямителей
Параметры Тип выпрямителя
вксм-юоо | ВДМ-1601 В ДМ 3001
Напряжение пи- тающей сети, В 380 380 380
Номинальный сва- рочный ток, (при РР-100%). А - 1000 1600 3000
Номинальное сва- рочное напряже- ние, В . . . . 60 60 60
Напряжение холо- стого хода, В . 70 70 70
Коэффициент мощ- ности (косинус «фи») 0,9 0,9 С, 9
К- п. д . 0,87 0.88 0,88
Масса, кг . , я 650 750 1750
Падающая внешняя характеристика сварочного поста
создастся балластными реостатами тина РБ. Выпря-
митель ВДМ-1601 рассчитан па питание 9 постов током
до 300 А, а ВДМ-3001 — 18 сварочных постов.
Основные технические данные многопостовых свароч-
ных выпрямителей приведены в табл. 32.
Многопостовые сварочные выпрямители, обладая
многими преимуществами (бесшумность работы, высо-
кие энергетические показатели, меньший вес, небольшие
габариты, высокий к. п. д. и др.), вытесняют преобразо-
ватели ПСМ-1000.
Эксплуатация выпрямителей. Выпрямители необходи-
мо укрывать от атмосферных осадков и беречь от сыро-
сти, один раз в три месяца их нужно очищать от ныли
и грязи, продувая сжатым сухим воздухом, а один раз
в шесть месяцев — трущиеся части заполнять тугоплав-
кой смазкой УТ по ГОСТ 1957-52. При периодических
осмотрах следует устранять все мелкие неисправности,
проверять контакты, следить за работой вентилятора
(при работе на двух фазах вентилятор может сгореть
и вывести из строя выпрямитель).
Выпрямитель снабжается тепловой защитой, при вы-
186
ходе которой из строя особенно тщательно следует вести
наблюдение за нагрузкой в сварочной цепи, которая не
должна превышать нагрузки, указанной в паспорте, что-
бы не допускать перегрева выпрямителя.
Выпрямители, не бывшие в работе более года, требу-
ют «подформовки» селеновых элементов. Для этого вы-
прямитель включают на 20 мин на напряжение, равное
половине номинального значения, а затем в течение 4 ч
он находится под номинальным напряжением без на-
грузки со стороны сварочной цепи.
Вопросы для самопроверки
1. Какие преимущества имеют сварочные выпрямители перед
преобразователями?
2. В каких случаях применяется сварочный выпрямитель с жест-
кой характеристикой и в каких случаях с падающей внешней харак-
теристикой?
3. Как регулируется сварочный ток на сварочном посту от мно-
гопостового выпрямителя?
4. Каков принцип работы сварочного выпрямителя и его конст-
руктивные особенности?
5. В чем заключается «подформовка» селеновых элементов?
§ 62. ТРАНЗИСТОРНЫЕ ИСТОЧНИКИ ПИТАНИЯ
Полупроводниковые транзисторные аппараты АП-4,
АП-5 и АП-6 применяются для аргонодуговой сварки
неплавящимся электродом различных металлов и спла-
вов на постоянном или импульсном токе. Диапазон
сварочного тока этих источников питания обеспечивает
сварку металлов толщиной от десятков микрон до не-
скольких миллиметров. Аппараты обеспечивают надеж-
ное возбуждение и высокую стабильность горения сва-
рочной дуги и имеют бесступенчатое регулирование
сварочного тока. Транзисторные источники питания ис-
пользуются для сварки дугой, вращаемой в магнитном
поле, а также для сварки сжатой дугой (плазменной
сварки).
Основные технические данные транзисторных источ-
ников питания приведены в табл. 33.
На рис. 86 показаны блок-схема и внешние характе-
ристики транзисторного источника питания типа АП.
Работа транзисторных источников питания основана на
принципе стабилизации и управления током дуги с по-
мощью блока полупроводниковых триодов (транзисто-
187
ТАБЛИЦА 33 Технические данные транзисторных источников питания
Параметры Гии источника
АП-4 АП-3 АП-6
Сварочный ток, А 0,5—30 1,5-100 5—300
Напряжение холо- стого хода, В . 30—35 30—35 30—35
Система охдажде- ния транзисто- ров . . ж . . Воздушная Водяная Водяная
Коэффициент мощ- ности (косинус «фи») ..... принудитель- ная 0,8—0,9 0,8—0,9 0,8—0,9
К. п. д 0,5—0,7 0,5—0,7 0,5—0,7
Напряжение пи та- ющей сети, В . 220 (однофаз- 220/380 (трех- фазная) 220 (однофаз- ная) 220/380 (госх-
пая) 1 фазная)
Рис. 86. Транзисторный источник питания типа АП:
апринципиальная блок-схема, б — внешние характеристики; Тр — транс-
форматор, В— выпрямительный блок, Д—дуга
ров), включенных в сварочную цепь последовательно с
выпрямителем. Регулирование величины сварочного
тока осуществляется плавно и за счет изменения тока
управления триодов. Электрическая схема обеспечивает
стабильность сварочного тока при колебаниях напряже-
ния питающей сети и изменения напряжения на дуге.
188
Глава XIII
СВАРКА УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ
§ 63. ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
В зависимости от химического состава сталь бывает
углеродистая и легированная. Углеродистая сталь де-
лится на низкоуглеродистую (содержание углерода до
0,25%), среднеуглеродистую (содержание углерода от
0,25 до 0,6%) и высокоуглеродистую (содержание угле-
рода от 0,6 до 2,0%)- Сталь, в составе которой кроме
углерода имеются легирующие компоненты (хром, ни-
кель, вольфрам, ванадий и т. д.), называется легиро-
ванной. Легированные стали бывают: низколегирован-
ные (суммарное содержание легирующих компонентов,
кроме углерода, менее 2,5%); среднелегировапные (сум-
марное содержание легирующих компонентов, кроме
углерода, от 2,5 до 10%), высоколегированные (суммар-
ное содержание легирующих компонентов, кроме углеро-
да, более 10%).
По микроструктуре различают стали перлитного,
мартенситного, аустенитного, ферритного и карбидного
классов.
По способу производства сталь может быть:
а) обыкновенного качества (содержание углерода
до 0,6%), кипящая, полуспокойная и спокойная. Кипя-
щую сталь получают при неполном раскислении метал-
ла кремнием, она содержит до 0,05% кремния. Спокой-
ная сталь имеет однородное плотное строение и содер-
жит не менее 0,12% кремния. Полуспокойная сталь
занимает промежуточное положение между кипя-
щей и спокойной сталями и содержит 0,05—0,12%
кремния;
б) качественной — углеродистой или легированной,
в которых содержание серы и фосфора не должно пре-
вышать по 0,04% каждого элемента;
в) высококачественной — углеродистой или легиро-
ванной, в которых содержание серы и фосфора не долж-
но превышать соответственно 0,030 и 0,035%- Такая
сталь также имеет повышенную чистоту по неметалли-
ческим включениям и обозначается буквой А, помещае-
мой после обозначения марки.
По назначению стали бывают строительные, маши-
ностроительные (конструкционные), инструментальные
и стали с особыми физическими свойствами.
189
ТАБЛИЦА 34
Технологические характеристики электродов для сварки низкоуглеродистых сталей
Марка электрода ~ Коэффициент наплавки, г/А-ч Устойчивость дуги Расход электро- дов на 1 кг па-, плавленного ме- талла 1 Диаметр Элек- | трода, мм 1 Величина тока А Род тока Температура прокаливания электродов, “С
нижнее по- ложение вертикальное положение потолочное положение
ОММ-5 7,2 Высокая 1,8 2 60—70 50—60 60—70 Постоянный 150
3 100—130 80—110 90—120
4 160—190 130—150 140—160
5 200—220 150—170
С1Ч-5 7,2 » 1,8 4 160—190 130—160 140—170 150
5 200-220 150—170 *м<
ЦМ-7 10,6 1,8 4 160—190 130—150 140—160 > 200
5 210—250 140—160 Переменный
6 260—320 —
ОМА-2 10,0 s> 1,5 2 25—45 20—45 20—45 Постоянный 100
2,5 40—60 35—60 40-60 Переменный
13 3 50—80 40—80 50-80
УОНИ- л 5 8,5 Удовлетворитель- 1,6 2 45—65 30-40 30—45 Постоянный 350—370
пая 3 80—100 60—80 70—90
4 130—160 100—130 120—140
5 170—200 140—160 150—170
СМ-11 9,5 Вполне удовле 1,45 4 160—220 140—180 140—180 » 300—350
i творительная 5 200—250 160—200 Переменный
ТАБЛИЦА 35
Технологические характеристики электродов для сварки среднеуглеродистых сталей
Марка электрода Коэффициент наплавки, г/А-ч _ Устойчивость дуги Расход электро- дов на 1 кг на- плавленного металла Диаметр элек- тродов, мм 1 Величина тока, А Род тока Температура прокаливания электродов, °C
ЭПНйЖОГГОП эаюкип вертикальное положение ! потолочное ! положение
УП-2/45 10 Вполне удовле- творительная 1,6 4 5 140—160 150-250 140—160 160-210 140—160 Постоянный, переменный 300—350
ОЗС-2 8,5 Удовлетворитель- ная 1,6 3 4 5 80—100 130—150 170—200 60—80 120—140 150—170 60—80 120—140 Постоянный 250—300
УОНИ-13/55 9,0 » 1,7 3 4 5 6 80—100 130—160 170—200 210—240 60—80 100—130 140—160 180—210 70—90 120—140 150—170 4 350
К-5 А 9,0 s> 1,7 4 5 6 140—200 220—280 310-380 110—160 • - 120—180 Постоянныгг, переменный 350
У ОНИ-13/65 9,0 1,7 3 4 5 6 80—100 130—110 170—200 210—240 60—80 90—110 * - W* IW 60—80 100—120 Hl 1 И Постоянный 400
Сварка низкоуглеродистых сталей. Такие стали име-
ют хорошую свариваемость. При выборе типа и марки 1
электрода для сварки пизкоуглеродистых сталей руко- 1
водствуются следующими требованиями:
обеспечение равпопрочности сварного соединения с
основным металлом;
получение сварных швов без дефектов; I
обеспечение требуемого химического состава метал-
ла шва;
получение стойкости сварных соединений в условиях
вибрационных и ударых нагрузок, а также при повы- I
шейных или пониженных температурах.
Для сварки низкоуглеродистых сталей применяют
электроды марок ОММ-5, СМ-5, ЦМ-7, КПЗ-32Р, ОМА-2, I
УОНИ-13/45, СМ-11 и др. (табл. 34). |
Сварка среднеуглеродистых сталей. Такие стали име- I
ют повышенное содержание углерода, который является
причиной образования кристаллизационных трещин при I
сварке, а также малопластичных закалочных структур I
и трещин в околошовной зоне. Поэтому для повышения I
стойкости металла шва против образования кристалли-
зационных трещин следует понизить количество углеро- I
да в металле шва. Это достигается применением элект-
родов с пониженным содержанием углерода, а также
уменьшением доли участия основного металла в метал-
ле шва. I
Чтобы снизить вероятность появления закалочных
структур, необходимо применять предварительный и
сопутствующий подогрев изделия. Надежным способом
достижения равпопрочности сварного соединения при
низком процентном содержании углерода является до- 1
полнителыюе легирование металла шва марганцем и
кремнием.
Среднеуглеродистые стали свариваются электродами
УОНИ-13/45, УП-1/45, УГ /45, ОЗС-2, УОНИ-13/55,
К-5А, УОНИ-13/65 и др. (табл 35).
Вопросы для самопроверки
1. Как классифицируются стали?
2. Каковы особенности сварки пизкоуглеродистых сталей?
3. Как избежать возникновения кристаллизационных трещин при
сварке среднеуглеродистых сталей?
192
§ 64. ТЕХНОЛОГИЯ СВАРКИ ЛЕГИРОВАННЫЕ СТАЛЕЙ
Сварка низколегированных и среднелегированных
конструкционных сталей* Свариваемость таких сталей
зависит о г содержания углерода и легирующих компо-
нентов и ухудшается с. ростом содержания углерода и
легирующих компонентов. Стали кремнемарганцевой
группы 15ГС, 18Г2С и 25Г2С сваривают электродами ти-
па Э60А марки УОНИ-13/65. Перед сваркой кромки тща-
тельно зачищают от грязи, ржавчины и окалины. Свар-
ку выполняют предельно короткой дугой. Изделие перед
сваркой подогревают до температуры 200° С, электроды
перед сваркой прокаливают при 400° С в течение одного
часа.
Кремнемарганцемедистые стали 10Г2СД, 10ХГСНД,
15ХСПД и 12ХГ сваривают электродами типа Э5ОА мар-
ки УОНИ-13/55. Изделие перед сваркой не подогревают.
Сварка легированной машиностроительной стали.
Хромистая сталь 15Х сваривается электродами
УОНИ-13/85 предельно короткой дугой без подогрева
и последующей термической обработки.
Хромомолибденовая сталь 15ХМ сваривается элект-
родами ЦЛ-14 с предварительным подогревом изделия
до 250—300° С и последующим высоким отпуском при
710° С. Сталь марки ЗОХМ сваривается электродами
ЦЛ-30-63 с предварительным подогревом изделия до
350° С и последующим отпуском при 600° С.
Хромокремнемарганцевые стали 20ХГСА, 25ХГСА,
ЗОХГСА, ЗОХГСНА свариваются электродами ЦЛ-18-63
или НИАТ-ЗМ предельно короткой дугой. После сварки
сварные соединения подвергаются термической обработ-
ке на высокую прочность: закалка с температуры 880° С
и низкий отпуск. Технологические характеристики элек-
тродов для сварки некоторых легированных машино-
строительных сталей прпьс^.4 тся в табл. 36.
Сварка теплоустойчивых сталей. К теплоустойчивым
сталям относятся 12МХ; 20МХЛ; 34ХМ; 20ХЗМВФ;
20ХМФ; 20ХМФЛ; 12Х1М1Ф; 15ХМФКР; 12Х2МФБ;
Х5М; 15Х5МФА; Х5ВФ; 06X13; Х17; 1X13 и др.
Изделия из сталей 12МХ и 20МХЛ, работающие
при температуре до 550° С, свариваются электродами
ЦЛ-14. Сварку выполняют с предварительным подогре-
вом изделия до 250—300° С для стали 20МХЛ и до
200° С'—для стали 12МХ. После сварки рекомендует-
13—123
193
"•WWW
9o *SOVOdlH9b’6
КИНСНШГБЖХ1П
cdAi е da шчэ£
ю
7
о
о
*3
гй
о
ь
d
о
IX
оипэжогои
эоиыжолоп
§
сх
о
о
X
а
СХ
сЗ
5
<
сз
о
ь
55
к
S
'I
а>
ад
аинэжоиои
aoUHiTEMUidaa
аинэжошш
ЭЭНЖИН
KN 'EXfodJL
-мэ!Г€ aiawEBlf
В If ЕЕ 10 И
СМОНПаКНВВГП
-ЕН JM I ЕН HOV
-odixaire Vcxobj
л
и
b*V/J 'ИМНВЕПВН
хнэиинффбо)!
EVOdlMaifS BMUE1V
gwiPWI
ВТ!1|П1||11Я1ПЦ||ИИЯ1
194
ся высокий отпуск при температуре 710° С. Сталь 12МХ
можно сваривать также электродами ГЛ-14, если изде-
лие работает при температуре до 520° С. Подогрев и от-
пуск такие же, что и при применении электродов ЦЛ-14.
Изделия из сталей 34ХМ и 20ХЗМВФ, работающие
при температуре до 470°С, сваривают электродами
ЦЛ’30-63. Сварку выполняют с предварительным и со-
путствующим подогревом изделия до 350° С для стали
34ХМ и до 400—450° С — для стали 20ХЗМВФ. Свар-
ные соединения подвергаются отпуску: сталь 34ХМ —
при температуре 600° С, сталь 20ХЗМВФ — при темпе-
ратуре 680° С.
Изделия из сталей 20ХМФ, 20ХМФЛ, 12Х1М1Ф, ра-
ботающие при температуре до 570° С, сваривают элек-
тродами ЦЛ-20-63. Сварка выполняется короткой дугой
с предварительным и сопутствующим подогревом изде-
лия до 300—350° С. После сварки рекомендуется высо-
кий отпуск при 700—740° С в течение 3 ч.
Изделия из сталей 15ХМФКР и 12Х2МФБ, работаю-
щие при температуре до 600°С, сваривают электродами
ЦЛ-26М-63. Сварку выполняют короткой дугой с предва-
рительным и сопутствующим подогревом до температуры
350—400° С, а после сварки выполняют высокий отпуск
при температуре 740—760° С.
Изделия из сталей Х5М и 15Х5МФА, работающие в
агрессивных средах при температуре до 450° С, свари-
вают электродами ЦЛ-17-63 с предварительным и сопут-
ствующим подогревом до 300—450е С и с последую-
щим высоким отпуском после сварки при температуре
760° С в течение 3 ч. Изделия из сталей Х5ВФ, 06X13 и
Х17 сваривают электродами СЛ-16.
Технологические данные электродов для сварки те-
плоустойчивых сталей приведены в табл. 37.
Сварка высоколегированных коррозионностойких,
жаростойких и жаропрочных сталей и сплавов. К свар-
ным соединениям высоколегированных сталей и сплавов
кроме требований по пределу прочности, а также пла-
стичности предъявляются и другие требования, которые
определяются назначением конструкции и свойствами
свариваемого металла. Эти требования следующие:
для коррозиопностойких (нержавеющих) сталей —
возможность противостоять межкристаллитной, общей
жидкостной, ножевой коррозии под напряжением;
для окалиностойких сталей и сплавов — способность
13*
195
S5
3
S
t;
ей
<
Do 'ннггеяойл
i?d Xj.bg oukoi
Род тока
Величине. тока, А анн ежено и acHhoiroiou
эинажснои зоноивдHides
аинэзк ‘СВОИ эонжин
RN *VrO(!l
->?Э1Г£ йхэмвиП
A
GO
eirveiaw
OJOHHoLSEEE
-EH JH I »b sorr
-OdjDiSLr€ TrOXOEd
Устойчивость дуги Удовлетворитель- ная А I Высокая Удовлетворитель- ная
b«V/J ‘ИИЯ|?1НИШ сх. со LQ
ХНЭИ11Мфф€О>] о О W“-4 С TT=ej
birooixvire еясезд
со
со СО • СО
О CD
*
О СО I-
GN сч **•1
g 4
196
противостоять окалинообразовапию и межкристаллит-
ной газовой коррозии;
для жаропрочных сталей и сплавов — обеспечение
длительной прочности, сопротивляемости ползучести,
стабильности микроструктуры, стойкости против хруп-
кости при длительном воздействии высоких температур
и нагрузок и малой чувствительности к надрезу и окали-
ностойкости.
Основными трудностями при сварке высоколегиро-
ванных сталей и сплавов являются: обеспечение стой-
кости сварных соединений против образования кристал-
лизационных трещин, коррозионной стойкости, а также
сохранения свойств соединений иод действием рабочих
температур и напряжений.
Сварка коррозионностойких сталей. К коррозионно-
стойким сталям относятся 0Х18Н10Т, 0Х18Н10Т,
Х8Н10Т, Х18Н9, Х18Н9Т, 0Х18Н12Т, 0Х18Н12Б,
1Х21Н5Т, 1Х16Н13Б, Х18Н12Т и др.
Стали 0Х18Н10Т, 0Х18Н10 и XI81II ОТ сваривают
электродами ОЗЛ-14, если к металлу шва предъявля-
ются требования стойкости против межкристаллитной
коррозии. Сварка этими электродами обеспечивает в
сварном шве содержание ферритной фазы 6—10%.
Стали Х18Н9, Х18Н9Т сваривают электродами
ОЗЛ-8, если к металлу шва не предъявляются требования
стойкости против межкристаллитной коррозии или если
сварное соединение будет эксплуатироваться при тем-
пературе до 350° С (при отсутствии агрессивных сред —
при температуре от 253 до 800°С). Содержание феррит-
ной фазы в сварных швах колеблется от 3,5 до 8,5%.
Стали Х18П10Т, Х18Н9Т, ОХ18Н12Т, ОХ18Н12Б,
1X21II5T, 1Х16Н13Б свариваются электродами ЦЛ-11,
если к сварному шву предъявляются жесткие требова-
ния стойкости против межкристаллитной коррозии. Со-
держание ферритной фазы в сварных швах обеспечи-
вается от 2,5 до 7%.
Сталь Х18Н12Т сваривают электродами ЦТ-15-1
(корневой шов), сварное соединение будет эксплуати-
роваться при температуре 600—650° С и высоком дав-
лении. Содержание ферритной фазы в сварных швах
колеблется от 5,5 до 9%.
Стали Х18Н10Т, Х18Н9Т сваривают электродами
ЗИО-З, если сварные швы будут эксплуатироваться при
температуре до 560° С или если к металлу шва будут
197
предъявлены требования стойкости против межкристал-
литной коррозии. Содержание ферритной фазы в свар-
ном шве регламентируется от 2,5 до 5%.
Технологические свойства электродов для сварки
коррозиоппостойких сталей приведены в табл. 38.
Сварка жаростойких сталей. К этой группе сталей
относят Х25Т, Х28, Х23Н18, X23HI3, Х20Н14С2,
Х25Н20С2 и др.
Стали Х25Т и Х28 сваривают электродами ОЗЛ-6,
если сварные изделия будут эксплуатироваться при
температуре 1150° С (без циклических резких измене-
ний и в средах, не содержащих сернистый газ). Сварку
выполняют короткой дугой. Кромки подготавливают
под сварку только механическим способом. Содержа-
ние ферритной фазы регламентируется от 2,5 до 10%.
Стали X23II18, Х25Т и Х28 сваривают электродами
ЦЛ-25, если сварные изделия будут эксплуатироваться
при температуре выше 850° С, Сварку выполняют ва-
ликами, имеющими ширину не более трех диаметров
электрода. Кратеры заплавляют частыми короткими за-
мыканиями. Содержание ферритной фазы регламентиру-
ется от 3 до 9%.
Стали Х25Г, Х28, Х23Н13, Х23Н18, находящиеся
в эксплуатации при температуре 900—1100° С, свари-
вают электродами ОЗ Л-4. Сварку выполняют предель-
но короткой дугой. Кромки обрабатывают под сварку
только механическим способом. Содержание ферритной
фазы регламентируется от 2,5 до 8%.
Стали Х23Н18, Х23Н13, находящиеся в эксплуатации
в окислительных и науглероживающих средах при
температуре 900—1050° С, сваривают электродами
ОЗЛ-9А. При сварке этих сталей особенно необходимо
Следить за недопустимостью появления трещин в крате-
рах. Ферритная фаза отсутствует и ГОСТом не норми-
руется. Сварные швы недостаточно стойки против меж-
кристаллитной коррозии.
Стали Х20Н14С2, Х25Н20С2, работающие при тем-
пературе до 1050е С, сваривают электродами ГС-1
(первый слой). Жаростойкость наплавленного металла
до 1150° С.
Стали Х20Н14С2, Х25Н20С2, работающие при тем-
пературе 900—1100е С, сваривают электродами ОЗЛ-5.
Кромки подготовляют под сварку только механическим
способом. Сварные швы устойчивы против образова-
ла
Cd co s 1 Do ‘ biiHBHUifBxodu cdXiGdauwaL 200—250 270 с co CO 350—450 300—320
ких сталей Род тока Постоянный, переменный Постоянный A A A
eSS © О X К ° к с* < 0ИНЭЖО1ГО11 OOHhOWOlOlI 40—60 O CN CD CD oz—OS 70—110 60—80 011—08 ! О CD 2 90—110 О 1 p 100—120
О CL CL о 2 CL cd Величина тока, i - OMHOWOirOU эоич1ГЕмих<1ае 40—60 80—120 о 7 s 70—110 60—80 80—110 70—90 90—110 /0—90 100—120
дов для CB окна wove и аанжин 1 s О V3« 7 § 08—09 110—130 70—90 110—130 80—110 120-140 80—100 110—130
о Cx я cu *3 iv ri *B¥jdx HOL'6 dXOKEH'n' co t}* CO • CO Th CO CO Tt1
CT> S я s о X CL вшгвхэк OJOHH^irnairn -ГН JM I EH flor -otlxMaift tfoxard 1,6 CO *• —! 8‘1 9*1 1,55
Технологические характе Устойчивость дуги Хорошая Удовлетворите ль- на я A A A
h • y/j 4ииавЕнсн j иэтшффео^ co Ю CSI Ф1 r CM Ю *4 cs
|Е?Е0Й1МЭГЕ BMlIryV ОЗЛ-14 00 > co О *—I 1 »—! to co 1 2 cn
199
ТАБЛИЦА 39
Марка
электрода
Технологические характеристики электродов для сварки жаростойких сталей
Коэффи-
циент
наплав-
ки, г/А-ч
Устойчивость ДУГИ Расход электро- дов на 1 кг на* етр рода,- Величина тока, А Род тока Темпера- тура про кэливя*
Нижнее Верти- кальное Пот ЭЛоч-
плавлен- Г г» положе- положе- ное поло- ния, °G
вого ме- талла § а> ~ «s5 вне ние жеяие
300
Постоянный
ОЗЛ-6
ЦЛ-25
ОЗЛ-4
ОЗЛ-9Л
ОЗЛ-5
ЦТ-17
11,5
10,5
12
13,5
10,5
Удовлетворитель'
на я
>
Хорошая
Удовлетворитель-
ная
1,43
1,46
ю OJ СЧ СО ХГ 30—50 40—70 60—80 120—140 25—40 35—60 55—75 90—120 25—40 35-~-60 55—75 90—120
3 80—100 70—90 70—90
4 110—140 90—120 90—120
2 30—50 25—40 25—40
2,5 40—70 35—60 35—60
3 60—80 55—75 55—75
4 110—130 90—120 90—120
3 70—90 50—80 50—80
4 110—130 90—110 90—110
3 60—80 55—75 55—75
4 110—130 90—120 90—120
5 140—160 «МММ
3 60—80 70—90 70—90
4 110—130 100—125 95—115
>
э
>
»•
350—400
300
300
300
350—400
Технологические характеристики электродов для сварки жаропрочных сталей и сплавов
но
Марка электрода Коэффи- циент на- плавки, г/А-ч Устойчивость Дуги Расход электро- дов на 1 кг на- плавлен- ною ме- талла Диаметр электрода, мм Величина тока, А Род тока Темпера- тура прокали- вания, 0 С
Нижнее и сложе- ние Верти- кальное , положе- ние Потолоч- ное по- ложение
ЦТ-16-1 11 Удовлетворитель- ная 1,49 3 4 80-100 110—140 « 70—90 90-125 70—90 90—125 Постоянный 350-450
ЦТ-16 10,5 1,49 3 4 80—100 110-140 350—450
ЦТ-1 13 » 1,59 3 4 80—110 130—150 70—100 115—135 70—100 105—125 я 350—450
ЦТ-7 12 1,86 3 4 80“““ 110 100—140 — 350—400
КТИ-7-62 11,2 1,6 2,5 3 4 65-75 80-100 110—130 1 1 1 —- 300—350
НИЯ горячих трещин. Сталь Х20Н14С2, находящуюся в
эксплуатации при температуре 900—1100° С, можно
также сваривать электродами ЦГ-17 при наложении
швов небольшой ширины — не более 3 диаметров
электрода.
Технологические характеристики электродов для
сварки жаростойких сталей приведены в табл. 39.
Сварка жаропрочных сталей и сплавов. К сталям
этой группы относятся 1Х16Н14В2БР, 1Х16П16В2МБР,
1Х14Ш4В2М, 4Х14Ш4В2М, 1Х16Н13М2Б,
1Х14Н14В2М, Х18Н12Т, Х23Н13, Х23Н18, ХН35ВТ и др.
Стали 1Х16Н14В2БР и 1X16Н16В2МБР сваривают
электродами ЦТ-16-1. Кратеры заваривают короткими
замыканиями электродов. Эти же стали сваривают
электродами ЦТ-16, если изделия эксплуатируются при
температуре до 700° С.
Стали 1Х14Н14В2М и 4Х14Н14В2М, работающие в
условиях температуры до 600° С, сваривают электрода-
ми ЦТ-1. Сварные швы устойчивы против образования
горячих трещин.
Стали 1Х16Н13М2Б, 1Х14Н14В2М и X18II12T, ра-
ботающие в условиях температуры до 620эС, сварива-
ют электродами ЦТ-7. Горячие трещины в сварных
швах устраняются достижением ферритной фазы от 2
до 5%. После сварки применяют отжиг при 750—
800° С в течение 10 ч.
Стали Х23Н13, Х23Н18, работающие в условиях
температуры до 1050е С, сваривают электродами
ОЗ Л -9. Огневая подготовка кромок под сварку не до-
пускается. При многослойной сварке швы необходимо
выполнять электродами ОЗЛ-9 через слой, наплавлен-
ный электродами ОЗ Л-4, ОЗЛ-5, ОЗЛ-6 и ГС-1.
Сплавы на железо-никелевой основе ХН35ВТ свари-
ваются электродами КТИ-7-62.
Технологические характеристики электродов для
сварки жаропрочных сталей и сплавов приведены в
табл. 40.
Вопросы для самопроверки
1, Каковы особенности сварки низколегированных конструкцион-
ных сталей?
2. Почему легированные стали необходимо сваривать короткой
дугой?
3. В чем заключается особенность сварки теплоустойчивых ста-
лей?
202
Глава XIV
СВАРКА ЧУГУНА, ЦВЕТНЫХ МЕТАЛЛОВ
И СПЛАВОВ НАПЛАВКА ТВЕРДЫХ СПЛАВОВ
§ 65. СВАРКА ЧУГУНА
Чугунами называют железоуглеродистые сплавы,
содержащие углерода свыше 2,0%. Распространенные
марки чугунов обычно содержат 2,5—4% углерода, 1 —
4,5% кремния, 0,2—1,5% марганца, примесь фосфора
и серы.
Углерод в чугуне находится либо в химически связан-
ном состоянии (карбиды железа в виде ледебурита, пер-
вичного и вторичного цементита), либо в свободном со-
стоянии, т. е. в виде графита. Поэтому структура чугуна
зависит от количества углерода, находящегося в хи-
мически связанном состоянии, и может быть: перлито-
графитовая; феррито-перлито-графитовая; феррито-гра-
фитовая. Чугуны различают по структуре, способам из-
готовления, химическому составу и назначению.
В зависимости от структуры различают следующие
виды чугунов: белый и серый.
Белые чугуны содержат большую часть угле-
рода, который находится в виде цементита, а меньшую
часть в виде перлита. Эти чугуны очень хрупки, тверды,
применяются редко и сварке не подлежат.
Серые чугуны содержат в своем составе угле-
род в виде структурного свободного графита, а основ-
ную металлическую часть чугуна в виде феррита и пер-
лита.
По способу изготовления различают отливки из
обычного и отливки из модифицированного чугуна. По
химическому составу чугуны бывают нелегированные и
легированные.
В зависимости от формы свободного углерода разли-
чают три вида серых чугунов: серый чугун с пластинча-
тым графитом, характеризующийся низкой пластичностью
и прочностью; серый чугун с графитом завихренной или
глобулярной формы (модифицированный чугун); ковкий
чугун — чугун, имеющий форму графита в виде хлопьев.
Структура чугуна зависит от скорости охлаждения
и от содержания в нем легирующих примесей. На
рис. 87, а представлена схема влияния элементов на от-
203
беливаемость чугуна. При низком содержании углерода
и кремния получается белый чугун.
На рис. 87, б показана зависимость структуры чугу-
на от содержания углерода и кремния, а на рис. 87, в —
зависимость структуры от скорости охлаждения.
Чугун, основой которого является железо, содер-
жит следующие химические элементы: углерод, кремний,
марганец, серу, фосфор, магний и легирующие компо-
ненты в виде хрома, никеля, молибдена и др.
Рис. 87. Зависимость структуры чугуна от:
а — концентрации элементов, б — содержания углерода и кремния, в — от тол-
щины стенок (скорости охлаждения) и суммарного содержания в нем углеро-
да и кремния
Повышение содержания углерода в сплаве железо
плюс углерод вызывает снижение температуры плавле-
ния и повышение его жидкотекучести, что является од-
ной из причин невозможности сварки чугуна во всех
пространственных положениях. Углерод в чугуне спо-
собствует выделению структурно-свободного графита,
что снижает механические свойства чугуна.
Кремний в чистом железе растворяется до 14,3%.
Он уменьшает устойчивость карбидов и способствует
выделению свободного графита. Увеличение содержа-
ния кремния в чугуне уменьшает усадку чугуна при за-
твердевании за счет увеличения количества выделяюще-
гося графита. Чем выше содержание кремния, тем выше
графитообразование, т. е. кремний способствует графи-
тизации чугуна.
Марганец, молибден, хром, сера, ванадий препят-
ствуют образованию графита.
Марганец с железом образует растворы любой кон-
204
нентрации и обладает большим сродством к сере, угле-
роду и кислороду и находится в виде сульфида марган-
ца (MnS) и железомарганцевого карбида [(Fe*Mn)3-C].
Сернистый марганец плохо растворяется в жидком
и твердом чугуне. Марганец является стабилизатором
карбида. При увеличении содержания марганца увеличи-
вается усадка чугуна и металл приобретает склонность
к образованию горячих трещин.
Сера с железом образует сульфид железа (FeS), ко-
торый представляет собой твердое, хрупкое вещество.
Сульфид железа с железом образует эвтектику с темпе-
ратурой плавления 953° С, Эвтектика, затвердевая не-
сколько позже основного металла (чугуна), выделяясь
ио границам зерен, способствует образованию горячих
трещин.
Фосфор в железе растворяется до 0,3%, но образует
тройную эвтектику железа, цементита и фосфористого
железа, которая представляет хрупкое вещество с тем-
пературой плавления 950—980° С. Эвтектика увеличивает
жидкотекучесть чугуна. Фосфор не отбеливает и не гра-
фитизирует чугун. Увеличение фосфора в чугуне увели-
чивает его жидкотекучесть.
Магний, являющийся стабилизатором карбидов, спо-
собствует отбелу чугуна, но он, добавляемый в жидкий
чугун, способствует выделению графита шаровидной
формы.
В чугуне могут образовываться следующие структур-
ные составляющие:
феррит — твердый раствор углерода в а-железе;
цементит — химическое соединение железа с угле-
родом;
перлит — смесь феррита с цементитом;
ледебурит — эвтектическая смесь цементита и пер-
лита;
графит — особая форма углерода, наиболее мягкая
и вместе с тем хрупкая составляющая чугуна.
Способы сварки
Сварка чугупа применяется в ремонтных полях и для
изготовления сварполитых конструкций. К сварным сое-
динениям чугунных деталей в зависимости от типа и ус-
ловий эксплуатации предъявляют требования по меха-
нической прочности, плотности (водонепроницаемость,
205
газонепроницаемость) и обрабатываемости режущим
инструментом. Обеспечить эти требования при сварке
весьма сложно из-за физико-химических особенностей
чугуна.
Трудности, возникающие при сварке чугуна, обуслов-
лены, как правило, низкой стойкостью металла сварного
соединения против образования трещин и плохой его об-
рабатываемостью на механических станках.
Низкая стойкость основного металла и металла око-
лошовной зоны против образования трещин характерна
для чугуна пониженным запасом деформационной спо-
собности (понижения прочность и пластичность).
Указанные особенности чугуна являются следствием
нарушения сплошности его металлической основы вклю-
чениями графита, а также склонностью его к отбелке
и закалке даже при небольших скоростях охлаждения.
Эти свойства чугуна определяются высоким содержани-
ем углерода в нем.
Соединение чугунных деталей между собой выполня-
ют газовой сваркой, лайкой, термитной сваркой, литей-
ной сваркой, дуговой сваркой и электрошлаковой.
Сварку ведут без подогрева (холодный способ свар-
ки), с местным подогревом и с общим подогревом всего
изделия. Для дуговой сварки используют угольные, гра-
фитовые, стальные и легированные электроды, а также
электроды из цветных металлов. Подготовку мест под
сварку выполняют механическим путем или огневым спо-
собом. Для удержания расплавленного металла свароч-
ной ванны (чугун жидкотекуч) применяют специальные
формовки. Назначение формовки — удерживать расплав-
ленный металл. Формовочная масса имеет следующий
состав: кварцевый песок, замешанный на жидком стек-
ле 40%, формовочная земля 30% и белая глина 30%.
Подготовленная к сварке деталь подвергается обще-
му или местному подогреву до температуры 350—450° С.
Иногда для особо сложных деталей подогрев производят
до температуры 550—600° С.
Сварку выполняют как па переменном, так и на по-
стоянном токе. Величину тока подбирают из расчета
50—90 А на 1 мм диаметра электрода.
Техника и технология сварки
Дуговая сварка угольным электродом. При дуговой
сварке угольным электродом применяют в качестве эле-
206
ктродов угольные или графитовые стержни Присадоч-
ным материалом служат прутки чугуна, а для защиты и
раскисления ванны применяют флюс, состоящий из тех-
нической безводной буры (Na2B4O7), прокаленной при
температуре около 400° и растертой в порошок. Иногда
в качестве флюса применяют смесь, состоящую из 23%
технической буры, 27% соды (Са2СО3) и 50% азотнокис-
лого натрия (NaNO3),
Дуговая сварка чугунным электродом. В качестве
электродов применяют литые стержни диаметром 8—•
12 мм. На стержни наносят специальные графитизирую-
щие покрытия. Сварку производят на постоянном токе
при обратной полярности как в горячем, так и в .холод-
ном состоянии. В состав покрытия входит графит, ферро-
силиций, термит, мрамор, алюминий (порошок), титано-
вая руда и жидкое стекло.
Наплавка и сварка по способу Ростовского института
инженеров транспорта. По этому способу наплавку про-
изводят чугунным электродом диаметром 7—8 мм по
слою гранулированной шихты.
Применение большого тока, графитизаторов и защит-
ного слоя шихты приводит к тому, что наплавленный ме-
талл получается мягким и обрабатывается обычным ре-
жущим инструментом. Отсутствие закалки в металле
шва и в переходных зонах основного металла объясняет-
ся значительным разогревом основного металла и замед-
ленным охлаждением. Этот способ занимает промежу-
точное положение между горячим и холодным способа-
ми сварки чугуна. Шихта состоит из чугунной стружки
30%, ферросилиция 20%, алюминия 30% и силикокаль-
ция 12%, Основой служит жидкое стекло.
Холодная сварка чугуна. Холодная сварка чугуна —
это такой способ сварки, когда местный или общий по-
догрев изделия отсутствует. Холодную сварку чугуна
производят стальными электродами, электродами из
цветных металлов и электродами из аустенитного чу-
гуна.
Сварка стальными электродами. При сварке стальны-
ми электродами с целью образования прочного наплав-
ленного металла в чугунное изделие завертывают
шпильки, которые впоследствии обваривают. Такой спо-
соб применяю'!4 при ремонте тяжелых и громоздких чу-
гунных деталей. При сварке чугуна стальными элект-
родами металл шва обычно содержит повышенное ко-
207
личсство углерода, вследствие чего имеет высокую
твердость и подвержен образованию кристаллизацион-
ных и холодных трещин. Для снижения твердости ме-
талла шва при сварке стальными электродами приме-
няют два способа.
Первым способом снижают в металле шва со-
держание углерода путем уменьшения глубины про-
плавления основного металла или процесс сварки ведут
по слою окислительного флюса, содержащего до 30%
окалины, где флюс выполняет функцию окислителя уг-
лерода.
Вторым способом получают химический со-
став и структуру металла шва, близкую но химическому
составу и структуре серого чугуна, это достигается пу-
тем нанесения на стержень из углеродистой стали толс-
того графитизирующего покрытия, содержащего 30%
ферросилиция и 30% графита.
Сварка медножелезными электродами. Для сварки
чугуна применяют также и медножелезпые электроды.
Покрытие этих электродов состоит из основного типа,
содержащее железный порошок. В качестве стержней
применяют медь марки М2, М3 или ее сплавы.
Наиболее распространенными типами электродов
являются электроды марки 034 1 и МНЧ 1. Наплавлен-
ный металл этих электродов хорошо обрабатывается.
Сварное соединение чугуна, выполненное этими элект-
родами, представляет собой механическую смесь меди
и железоуглеродистого сплава, соединенного с основным
металлом общими кристаллами стали, а также путем
частичной диффузии меди в микропоры чугуна.
Сварка железоникелевыми электродами. Электроды
марки ЦЧ-3 и ЦН-ЗА изготавливают из железопиксле-
вой проволоки с покрытием фтористо-карбоиатпого ти-
па и применяют для сварки высокопрочных и серых чу-
гунов.
Дуговая сварка электродами из аустенитного чугу-
на с токоподводящим покрытием. Эти электроды пред-
назначены для заварки дефектов литья и ремонтной
сварки. Сварку этими электродами ведут постоянным
током при прямой полярности. Покрытие этих электро-
дов имеет хорошую электропроводность, и поэтому дуга
горит попеременно между металлическим стержнем и
изделием, а также между покрытием и изделием.
Механизированные способы сварки чугуна. Чугун
208
иногда сваривают полуавтоматической и электрошла-
ковой сваркой. Полуавтоматическая сварка выполняет-
ся с применением порошковой проволоки и дает доста-
точно хорошие результаты. Электрошлаковая сварка
также обеспечивает удовлетворительные свойства свар-
ного соединения из серого чугуна. При этом способе
сварки применяют в качестве электродов литые чугунные
пластины. Правильный подбор электродов при электро-
шлаковой сварке и применение фторидных обессерива-
ющих и пеокислительных флюсов, а также замедленное
остывание шва и околошовной зоны, что характерно
только для электрошлаковой сварки, позволяют полу-
чить сварные швы без отбеленных участков, трещин,
пор и других дефектов, влияющих на качество сварного
соединения.
Вопросы для самопроверки
1. 1\ак влияют углерод и кремний на структуру и свойства чу-
2. Какие способы сварки чугуна существуют?
3. Какие электроды применяют для дуговой сварки чугуна?
§ 66. СВАРКА ЦВЕТНЫХ МЕТАЛЛОВ
Медь и ее сплавы
Общие сведения. Медь обладает высокой электро-
проводностью, теплоемкостью, теплопроводностью и
коррозионной стойкостью, а также имеет достаточно
высокую пластичность. В отожженном состоянии она не
чувствительна к низким температурам и сохраняет при
них высокие пластические свойства. Благодаря перечис-
ленным свойствам медь и се сплавы широко применя-
ются в различных областях народного хозяйства.
Основные характеристики меди следующие: темпе-
ратура плавления 1083° С, временное сопротивление не-
нагартованпой меди—20 кге/мм2, относительное удли-
нение—50%, плотность—8,96 г/см3.
Свариваемость меди в значительной степени зависит
от ее чистоты: чем меньше содержится в меди вредных
примесей, тем выше ее свариваемость. Лучшей свари-
ваемостью обладает раскисленная медь, содержащая
не более 0,01% кислорода. Вредными примесями в меди.
14—123
209
снижающими механические свойства и ухудшающими |
ее свариваемость, являются также сера, свинец и вис-1
мут. I
Расплавленная медь интенсивно растворяет газы, 1
особенно кислород. При наличии в основном или приса-
дочном металле кислорода он образует с медью закись
меди Сн2О. Закись мечи образует с медью (основным
металлом) эвтектический сплав, который плавится при '
температуре 1068° С, т. с. при более низкой температу-
ре, чем чистая медь. При кристаллизации металла шва
эвтектика располагается по границам зерен, а посколь-
ку она является интерметаллоидом, то металлическая
связь между зернами меди нарушается—сварное сое-
динение становится хрупким. Поэтому сваривать медь
следует присадочным материалом или электродами,
обеспечивающими хорошее раскисление металла свар-
ного шва. Для этого в состав присадочной проволоки
или в состав покрытия электродов вводят раскислите-
ли: фосфор, кремний, марганец, алюминий и др.
Находящийся в расплавленном металле водород так-
же оказывает отрицательное действие на сварное соеди-
нение. При кристаллизации металла шва водород соеди-
няется с кислородом закиси меди, образуя при этом водя-
ные пары, которые являются причиной водородной бо-
лезни. В момент кристаллизации сварного шва водяной
пар стремится выйти на поверхность, образуя при этом
большое количество пор и трещин. Этот процесс проис-
ходит по следующей реакции:
Си2О + Н2 = 201 + H20f
Ручная сварка угольным электродом. Сварку меди
угольным или графитовым электродом выполняют по-
стоянным током прямой полярности. Длина дуги долж-
на быть 35—40 мм. Присадочным материалом служат
круглые или прямоугольные прутки из меди марки Ml
и М2, а также медные прутки с присадкой фосфора, яв-
ляющегося активным раскислителем. Чтобы избежать
перегрева и интенсивного окисления металла присадоч-
ного прутка при расплавлении, сечение последнего долж-
но быть 20—25 мм2.
Флюсом при сварке служат плавленая бура или
смесь из 95% прокаленной буры и 5% металлического
порошкообразного магния. Перед сваркой порошкооб-
разные флюсы наносят на смоченную жидким стеклом
210
ТАБЛИЦА 41
Режимы ручной цуговой сварки меди угольным
и графитовым электродами
Толщина металла, мм Диаметр электродов, мм Диаметр приса- дочных прутков, мм Величина тока, А
угольных графитовых
2—5 15 13 2—3 200—300
5—10 18 15 5—7 300—450
10—15 25 20 7—8 450—600
поверхность присадочного прутка или свариваемые
кромки, которые затем просушивают па воздухе.
Присадочный пруток и кромки свариваемого металла
перед нанесением флюса зачищают металлической щет-
кой или промывают 10%-ным раствором каустической
соды.
Металл толщиной более 4 мм должен иметь разделку
кромок с углом раскрытия 70—90°. Сварку стыков ведут
на графитовой или асбестовой подкладке. После сварки
шов проковывают и быстро охлаждают.
Режимы ручной дуговой сварки угольным и графито-
вым электродами приведены в табл. 41.
Ручная сварка металлическим электродом. Металли-
ческим электродом сваривают изделие из меди, приме-
няемой в виде проката толщиной более 2 мм.
Сварку выполняют постоянным током обратной по-
лярности при общем подогреве изделий до 300—400° С.
Стыковые соединения при толщине металла до 4 мм сва-
ривают без разделки кромок. При толщине металла от 5
до 12 мм применяют V-образную разделку кромок с уг-
лом раскрытия шва 60—70°.
Электроды «Комсомолец-100» применяют для сварки
меди, содержащей не более 0,01 % кислорода, и для свар-
ки меди со сталью. Сварку выполняют короткой дугой
постоянным током обратной полярности. Электроды
МН-5 применяют для сварки трубопроводов из медно-
никелевого сплава МНЖ5-1 между собой, с латунью ЛОО
и бронзой марки Бр. АМц9-2 с толщиной стенок до 5 мм.
Сварку выполняют короткой дугой постоянным током об-
ратной полярности.
~ АНМц
Электроды
предназначены для заварки де-
14*
211
фектов в отливках из алюминиевых и алюминиевонике
левых бронз. Сварку выполняют короткой дугой посто-
янным током обратной полярности.
Ручная арголодуговая сварка. При ручной сварке
меди в защитных газах применяют инертные газы гелий
и аргон. Сварку выполняют вольфрамовым электродом
постоянным током прямой полярности при общем подо-
Рис. 88. Образцы медных труб,
соединенных аргоно-луговой свар-
кой
греве изделия до тем-
пературы 350—400° С.
11 р не а до ч ны м м атер и-
алом служит проволо-
ка из бронзы Бр.
КМцЗ-1 и др.
Сварку ведут левым
пли правым способами.
Перед началом сварки
дугу возбуждают на
графитовой или уголь-
ной пластине, а затем
переносят на изделие.
Зажигать дугу непос-
редственно на изделии
не рекомендуется, так
как при этом происхо-
дит оплавление и заг-
рязнение вольфрамово-
го электрода. Сварку можно выполнять в нижнем, верти-
кальном и потолочном положениях.
В среде аргона медь можно сваривать и переменным
током, при этом скорость сварки значительно ниже, а
внешний вид шва лучше, чем при сварке постоянным
током. При сварке переменным током проволокой Бр.
КМц-1 бура для раскисления нс требуется, так как рас-
плавленный металл не имеет поверхностной пленки:
она удаляется вследствие катодного распыления. Ка-
тодное распыление основано на движении положитель-
ных ионов с большой скоростью к катоду и его бомбар-
дировке. Процесс сварки происходит устойчиво, и сварка
возможна во всех пространственных положениях.
На рис. 88 показаны образцы сварных патрубков
диаметром до 80 мм из меди МЗС, выполненных арго-
нодуговой сваркой с применением проволоки Бр. КМц-3-1
и буры.
212
Алюминий и его сплавы
Общие сведения. Алюминий является одним из наи-
более распространенных элементов в природе; он обла-
дает малой плотностью, высокой электро- и теплопровод-
ностью, высокой коррозионной стойкостью в окислитель-
ных средах и стойкостью против перехода в хрупкое
состояние при низких температурах. Плотность алюминия
2,7 г/см3. Температура плавления 660° С. Алюминий име-
ет большое сродство к кислороду, поэтому всегда покрыт
плотной пленкой окиси алюминия —А120з, температура
плавления которой 2050° С. Тугоплавкая пленка окиси и
возможность образования пор и кристаллизационных
трещин в металле шва — основные трудности при сварке
алюминия.
Пленка окиси алюминия препятствует сплавлению
металла сварочной ванны с основным металлом, ее уда-
ление при сварке алюминия металлическими электрода-
ми достигается воздействием на нее составляющих флю-
са или покрытия электрода, а при аргонодуговой свар-
ке— в результате катодного распыления. При сварке
постоянным током обратной полярности «очищающее»
действие тока происходит на протяжении всего периода
горения дуги; а при сварке переменным током лишь в те
полупериоды, когда изделие является катодом.
Причиной образования пор в сварных швах является
водород, который в связи с резким изменением раство-
римости при переходе алюминия из жидкого состояния
в твердое стремится выйти в атмосферу. Кристаллизаци-
онные трещины в сварных швах чистого алюминия воз-
никают из-за повышенного содержания кремния и умень-
шаются с введением в алюминий добавок железа.
Ручная сварка угольным электродом. Сварку уголь-
ным электродом применяют при толщине металла от 1,5
до 20 мм и при заварке дефектов литья из алюминия и
его сплавов. Металл толщиной до 2 мм сваривают без
разделки кромок и присадочной проволоки. Для преду-
преждения попадания окисной пленки алюминия в ме-
талл шва применяют флюс АФ-4Л.
Ручная дуговая сварка металлическим электродом.
Для сварки и наплавки деталей и конструкций из чисто-
го алюминия А6, АДО, АД1 и АД применяют электроды
ОЗА-1 и АФ-4аКР. Сварку ведут постоянным током об-
ратной полярности при предварительном подогреве сва-
213
риваемых листов: при толщине 6—8 мм до 200° С, при
толщине 8—16 мм до 350—400° С. 1
Электроды перед сваркой просушивают при темпе-
ратуре 150—200° С в течение 2 ч. Кромки разделывают
при толщине металла более 20 мм. Сварку выполняют
при зазоре между листами 0,5—1 мм с двух сторон.
Для сварки алюминиевомарганцевого сплава типа АМц
и устранения дефектных мест в литье сплава АЛ-9 пред-
назначены электроды А-2. Сварка выполняется при пред-
варительном подогреве до 300—400° С (АМц) и 280—
300° С (АЛ-9) постоянным током обратной полярности
короткой дугой. Для сварки сплавов АЛ-2, АЛ-4, АЛ-5,
АЛ-9 и АЛ-11 предназначены электроды ОЗА-2. Сварку
выполняют короткой дугой постоянным током обратной
полярности при подогреве места сварки до 250—400° С.
Ручная аргонодуговая сварка. Для сварки применя-
ют аргон марок А и Б. Сварку выполняют вольфрамо-
вым электродом на переменном токе. Удаление окисной
пленки происходит в момент, когда изделие бывает ка-
тодом, т. е. вследствие катодного распыления. Если сты-
ковые соединения выполняют без разделки кромок (при
толщине металла до 4 мм), то ток подбирают по следу-
ющей формуле:
/ = 50-8,
где I — сварочный ток, А; 8 — толщина металла, мм.
Металлы большой толщины сваривают с разделкой
кромок слоями. Ток подбирают из расчета 35—40 А на
1 мм диаметра вольфрамового электрода.
Никель и его сплавы
Общие сведения. Никель — металл, имеющий темпе-
ратуру плавления 1453° С и плотность 8,9 г/см3 и обла-
дающий достаточно высокой стойкостью против корро-
зии на воздухе, пластичностью и прочностью, а также
жаропрочностью и большим омическим сопротивлением.
Никель в технике используется в чистом виде и в виде
различных сплавов. Технически чистый никель — ПО,
HI, НЗ и Н4. Сплавы никеля бывают медноникелевые,
никельхромовые (нихромы), никельмолибденовые, ни-
келькобальтовые и др.
Основные трудности при сварке никеля возникают
214
из-за склонности металла шва образовывать поры и кри-
сталлизационные трещины.
Причинами образования пор в металле шва при свар-
ке никеля являются большая растворимость газов при
высоких температурах, особенно водорода и кислорода
и выделение их в момент кристаллизации.
Причиной возникновения кристаллизационных тре-
щин в металле шва является образование легкоплавкой
эвтектики Ni — NiS. Для предупреждения образования
кристаллизационных трещин в расплавленный металл
вводят элементы, связывающие в процессе сварки серу
в более тугоплавкие, чем NiS, соединения. Такими эле-
ментами являются марганец и магний, образующие с се-
рой тугоплавкие соединения MnS и MgS. Полезно для
этой цели добавить в сварной шов небольшое количест-
во титана. Пленка окиси никеля, имеющая температуру
плавления 1650° С, т. е. выше температуры плавления ос-
новного металла, также затрудняет сварку.
Ручная дуговая сварка металлическим электродом.
Ручную дуговую сварку металлическим электродом вы-
полняют постоянным током обратной полярности корот-
кой дугой. Для сварки применяют электроды Н37к или
«Прогресс-50». Во время сварки концом электрода де-
лают небольшие поступательно-возвратные движения.
При смене электрода или случайных обрывах дуги ее
возбуждают, отступая на 5—6 мм от кратера назад (за-
чистив перед этим шов от шлака).
Каждый последующий слой шва начинают сваривать
после остывания сварного соединения и тщательной очи-
стки предыдущего слоя от шлака и брызг.
Сварные швы, обращенные к агрессивной среде, вы-
полняют последними, причем их кратеры не должны сов-
падать с кратерами расположенных нижних слоев.
Для сварки медноникелевых сплавов постоянным то-
ком обратной полярности применяют элек1роды МЗОК.
Для сварки литого и кованого никельмолибденового
сплава (при содержании молибдена 25—30%), работаю-
щего в средах соляной и серной кислот, используют элек-
троды ХН-1. Сварку ведут короткой дугой постоянным
током обратной полярности.
Ручная аргонодуговая сварка. Никель и его сплавы
сваривают неплавящимся вольфрамовым электродом по-
стоянным током прямой полярности. Чтобы предупре-
дить образование пор в металле шва, к аргону добавляют
215
водород. Появление пор в металле шва можно также
устранить введением в состав проволоки ниобия, алюми-
ния и кремния, которые связывают газы.
Титан и его сплавы
Титан и его сплавы в настоящее время широко исполь-
зуются в специальных отраслях техники. Температура
плавления титана 1680° С, плотность 4,5 г/см3. Титан
имеет низкотемпературную сс-фазу и высокотемператур-
ную р-фазу.
Титан имеет высокое химическое сродство к кисло-
роду, азоту и водороду: интенсивное насыщение его во-
дородом начинается уже при температуре 250° С, кисло-
родом •— при 400° С и азотом — при 600° С. С повышением
температуры активность титана резко возрастает. Ско-
рость взаимодействия титана с кислородом в 50 раз вы-
ше, чем с азотом. Кислород легко растворяется как в
с<-фазе, так и в p-фазе титана и является сильным стаби-
лизатором a-фазы. Азот так же легко растворяется как
в а-фазс, так и в р-фазе и является сильным стабилиза-
тором a-фазы. Титан является единственным элементом,
способным горегь в азоте. Водород стабилизирует р-фазу
титана и образует с титаном твердые растворы и гидрид
TiII2.
При охлаждении титана ниже 100—150° С происходит
выпадение гидрида (у-фазы), что является причиной об-
разования холодных трещин при сварке. При медленном
охлаждении у-фаза выделяется в виде тонких пластинок,
а при закалке — в виде высокодисперсных частиц.
Азот и кислород резко повышают прочность титана и
снижают его пластичность. Водород в гитане влияет
главным образом на его склонность к разрушению. Од-
ним из наиболее важных свойств титана является его вы-
сокая коррозионная стойкость во многих агрессивных
средах. Титан обладает высокой прочностью при нор-
мальной и повышенной температурах.
Основными трудностями при сварке титана являются:
а) высокая его активность по отношению к кислороду,
азоту и водороду как в расплавленном, так и в твердом
состоянии;
б) высокая склонность к росту зерна p-фазы и пере-
греву;
в) образование хрупкой «'-фазы при охлаждении.
216
Для получения качественного сварного соединения
титана в нем ограничивают содержание азота, кислорода,
водорода и углерода; с этой целью защищают металл
шва и околошовной зоны при сварке инертными газами.
Для защиты шва и околошовной зоны от воздуха приме-
няют горелки с козырьком. Корень шва защищают плот-
ным поджатием кромок свариваемых деталей к медной
или стальной подкладке и подачей инертного газа в под-
кладку, изготовленную из пористого материала. Механи-
ческие свойства и структуру металла шва и околошовной
зоны можно регулировать выбором наиболее рациональ-
ных режимов и технологии сварки, а также последующей
термической обработкой. Аргонодуговую сварку титана
в инертных газах выполняют в среде аргона марок А и Б
постоянным током прямой полярности.
При сварке сосудов или труб инертный газ подводят
внутрь изделия. Для сварки деталей из титана применя-
ют герметичные камеры, заполненные инертным газом.
Вопросы для самопроверки
1. Какими способами можно сваривать медь?
2. Как влияют окись и закись меди на ее свариваемость?
3. В чем заключаются трудности сварки алюминия, никеля, ти-
гана?
4. Каковы причины появления пор при сварке меди, алюминия
и титана?
§ 67. НАПЛАВКА ТВЕРДЫХ СПЛАВОВ
Материалы для наплавки
Наплавкой называют процесс наплавления на поверх-
ности изделия слоя металла для изменения размеров или
придания специальных свойств (твердости, антикоррози-
онности, износоустойчивости и т. д.). Наплавка может вы-
полняться металлическими штучными электродами,
стальной наплавочной проволокой (лентой) и твердыми
сплавами.
Твердыми сплавами называют сплавы карбидо- и бо-
ридообразующих металлов — хрома, марганца, титана,
вольфрама и других с углеродом, бором, железом, ко-
бальтом, никелем и пр. Они могут быть литыми и порош*
новыми.
217
л и ты м твердым сплава м относится прут-
ковый сормайт, поставляемый в виде стержней диамет-
ром 6—7 мм и длиной 400—450 мм, содержащий 25—
31% хрома, 3—5% никеля, 2,5—3,3% углерода, 2,8—
3,5% кремния, до 1,5% марганца, до 0,07% серы и
0,08% фосфора, остальное — железо, а также другие
сплавы. Литые твердые сплавы применяют для наплавки
штампов, измерительного инструмента, деталей станков
и механизмов, работающих в условиях интенсивного из-
носа. Наплавку ведут ацетилено-кислородным пламенем,
угольным электродом, а также вольфрамовым электро-
дом в среде аргона.
К порошкообразным твердым сплавам
относятся сталинит и сормайт. Порошкообразный стали-
нит содержит 24—26% хрома, б—8,5% марганца, 7—10%
углерода, до 3% кремния, до 0,5% серы и фосфора, ос-
тальное — железо.
Металлические электроды для дуговой наплавки из-
готовляют по ГОСТ 10051—62, согласно которому элек-
троды классифицируются в зависимости от химического
состава и твердости наплавленного металла (всего пре-
дусмотрено 25 типов электродов).
Способы наплавки
В настоящее время в промышленности используется
большое количество различных способов наплавки.
Ручная дуговая наплавка. Наплавка выполняется ме-
таллическими плавящимися одиночными электродами,
пучком электродов, лежачими пластинчатыми электро-
дами, трубчатыми электродами, дугой прямого и косвен-
ного действия и трехфазной дугой.
Наплавку электродами можно выполнять во всех про-
странственных положениях. Она выполняется путем по-
следовательного наложения валиков, наплавляемых при
расплавлении электрода, па поверхность изделия. На-
плавляемая поверхность при этом должна быть чистой
(зачищена до металлического блеска). Поверхность
каждого наложенного валика и место для наложения
следующего валика также тщательно зачищают от шла-
ка, окалины и брызг.
Для получения сплошного монолитного слоя наплав-
ленного металла каждый последующий валик должен
перекрывать предыдущий на ’/з—!/г своей ширины.
218
Толщина однослойной наплавки составляет 3—6 мм.
Если необходимо наплавить слой толщиной более 6 мм,
перпендикулярно первому наплавляют второй слой ва-
ликов. При этом первый слой валиков должен быть
тщательно очищен от брызг, окалины, шлаковых вклю-
чений и других загрязнений.
Дуговая наплавка под флюсом. По способу выпол-
нения может быть автоматической или полуавтоматиче-
ской, а по количеству применяемых проволок — одноэлек-
тродной и многоэлектродной. Применяемые для наплав-
ки под флюсом наплавочные проволоки по конструкции
разделяют на сплошные и порошковые, а по форме — на
круглые и ленточные.
Дуговая наплавка в защитных газах вольфрамовым
(неплавящимся) и проволочным металлическим (плавя-
щимся) электродом. Для защиты дуги используют аргон,
азот, водород и углекислый газ.
Производительность труда при наплавке оценивают
массой или площадью (размерами) наплавленного ме-
талла.
Вибродуговая наплавка. Эта наплавка является раз-
новидностью электрической дуговой наплавки металличе-
ским электродом и выполняется путем вибрации электро-
да. Амплитуда вибрации находится в пределах от 0,75 до
1,0 диаметра электродной проволоки.
Электрошлаковая наплавка. Отличительной особен-
ностью этого способа наплавки является высокая произ-
водительность, при которой могут быть достигнуты не
только десятки, по и сотни килограмм наплавленного
металла в час. Наплавка производится с принудитель-
ным формированием металла за один проход. Электро-
ды применяются практически любого сечения: прутки,
пластины и т. п. Глубину проплавления основного метал-
ла можно регулировать в широких пределах.
Наплавка открытой дугой. Для этой цели применяют
порошковую проволоку с внутренней защитой, которая
позволяет расширить область применения механизиро-
ванной износостойкой наплавки. При наплавке этой про-
волокой применение флюса или защитного газа не тре-
буется, поэтому способ отличается простотой и маневрен-
ностью и создается возможность восстановления деталей
сложной формы, глубоких внутренних поверхностей, де-
талей малых диаметров и пр. В настоящее время имеются
различные конструкции аппаратуры, а также разработа-
219
на технология упрочения деталей широкой номенклату
ры. Расход проволоки составляет 1,15—1,35 кг на 1 кг
наплавленного металла. Производительность при полу-
автоматической наплавке повышается в 2—3 раза пС
сравнению с наплавкой штучными электродами.
Плазменная наплавка. При плазменной наплавке ис-
точником тепла является высокотемпературная сжатая
дуга» получаемая в специальных горелках. Большое при-
менение получили плазменные горелки с дугой прямого
действия, горящей между нсплавящимся вольфрамовым
электродом и наплавляемым изделием. Иногда применя-
ют горелки комбинированного типа, в которых от одного
электрода одновременно горят две дуги — прямого и кос-
венного действия.
Присадочным материалом при этом способе наплавки
служит проволока, лента, порошок и пр. Практический
интерес представляет прежде всего наплавка с присадкой
мелкозернистого порошка. В этом случае применяется
плазменная горелка комбинированного типа. Порошок
при помощи транспортирующего газа подается из пита-
теля в горелку и там вдувается в дугу. За время пребы-
вания в дуге большая часть порошка успевает распла-
виться, так что па наплавляемую поверхность попадают
уже капельки жидкого присадочного материала.
Технология наплавки
Перед началом наплавки устанавливают высоту на-
плавочного слоя. Перед наплавкой, как и перед сваркой,
поверхность, подлежащая наплавке, должна быть очище-
на от грязи, ржавчины, окалины, масла и влаги. При на-
ложении первого слоя наплавки стремятся каждый пре-
дыдущий валик перекрывать на 25—30% его ширины, со-
храняя при этом постоянство его высоты. При необходи-
мости увеличить высоту наплавочного валика, произво-
дят наплавку следующего валика, очистив перед наплав-
кой наплавленный слой от неметаллических включений
и шлака, образованных при наложении предыдущего
слоя.
В зависимости от марки металла наплавка может про-
изводиться без подогрева изделия п с предварительным
подогревом.
Основными требованиями, предъявляемыми к качест- *
ву наплавки, являются: надежное сплавление основного
220
металла с наплавленным; отсутствие дефектов в наплав-
ленном металле; идентичность свойств наплавленного ме-
галла.
Надежное сплавление наплавки с основным металлом
обеспечивается подбором силы тока, что для наплавоч-
ных установок с постоянной скоростью подачи электрода
соответствует подбору скорости подачи проволоки или
ленты.
Вопросы для самопроверки
1. Для каких целей используют наплавку?
2. Какие способы наплавки вам известны?
Глава XV
ТЕХНИКА БЕЗОПАСНОСТИ
И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
§ 68. ТЕХНИКА БЕЗОПАСНОСТИ
НА ТЕРРИТОРИИ ПРЕДПРИЯТИЯ
Охрана труда. Советское трудовое законодательст-
во допускает к сварочным работам лиц не моложе 18 лет
и предусматривает льготы для рабочих, занятых свар-
кой и резкой металлов.
Длительность рабочего дня сварщика при работе
внутри сосуда ограничена шестью часами.
Сварщикам предоставляется дополнительный отпуск
продолжительностью до 12 рабочих дней.
Ответственность за охрану труда, общее состояние
техники безопасности и производственной санитарии
возлагается на руководителей предприятий и строек,
а также цехов и отделов (главных инженеров, главных
механиков и инженеров по технике безопасности).
Обучение технике безопасности. Несчастные случаи
па производстве возникают из-за пренебрежительного
отношения к правилам техники безопасности как со сто-
роны администрации, так и со стороны рабочих. Для
предотвращения несчастных случаев необходимо прежде
всего провести вводный инструктаж с каждым рабочим,
поступающим на предприятие. В вводном инструктаже
рабочий знакомится с условиями работы предприятия,
общими правилами безопасности работы и правилами
внутреннего распорядка на предприятии.
221
§ 69. ТЕХНИКА БЕЗОПАСНОСТИ В СВАРОЧНЫХ ЦЕХАХ
ПРЕДПРИЯТИЙ И НА СТРОЙКАХ I
Виды и причины промышленного травматизма. Ви<
ды промышленного травхматизма в сварочном произвол-
стве следующие:
ожоги (вследствие того, что в процессе сварки ого-
ленные участки тела не были защищены от воздействия
лучей сварочной дуги);
слезотечение (вследствие того, что глаза во врем л
сварки не были защищены очками от действия лучен
сварочной дуги); I
отравление организма (причинами отравления явля-
ются: образующиеся при сварке пары окислов цинка,
свинца, меди, марганца, кремния, большая концентрация
в воздухе углекислого газа, азота и плохая вентиляция);
ушибы;
падения и переломы (причины: 1) рабочий невнима-
тельно осмотрелся вокруг и не принял необходимых мер
предосторожности, например не проверил, как положе-
ны подмости или как сделано ограждение и т. п.; 2) ра-
бочий не привязался монтажным ремнем при работе па
высоте; это может привести к падению с высоты); I
травматизм при взрывах получается вследствие на-
рушения правил внедрения производства сварочных ра-
бот, как, например: сварка или резка близко от емкостей
со взрывоопасными веществами, полварка емкостей, быв-
ших в употреблении под взрывоопасными веществами
без соответствующей их дегазации;
поражение электрическим током (причина: не были
соблюдены правила техники безопасности); |
облучение гамма- или рентгеновскими лучами во вре-
мя просвечивания сварных швов (в период просвечива-
ния рабочий персонал не был удален из зоны просвечи-
вания).
Правила личной гигиены. Спецодежда должна быть
в исправном состоянии: застегнута на все пуговицы, кла-
паны карманов выпущены наружу, а брюки надеты на-
выпуск. Заправка клапанов в карман, а брюк в сапоги
может привести к попаданию искр расплавленного ме-
талла в карманы или сапоги, что может вызвать ожоги
тела. Головной убор должен быть без козырька, так как
козырск метает правильно надеть защитную маску,
шлем или каску-маску.
222
Обувь всегда должна быть с глухим верхом, хорошо
подогнана и обязательно зашнурована.
Все части тела должны быть хорошо защищены от
воздействия лучей сварочной дуги. Незащищенные ча-
сти тела при сварке могут получить даже ожог первой
степени.
Поэтому при сварке необходимо тщательно закрыгзать
все части тела и особенно глаза. Рукавицы должны плот-
но прикрывать рукава куртки.
При работе в лежачем или сидячем положениях на
металлической поверхности электросварщик должен
иметь резиновую подкладку, подшитую войлоком, нако-
ленники и подлокотники, а при работе в сырых местах—
резиновые сапоги.
Меры борьбы с поражением электрическим током.
Для обеспечения условий, предупреждающих поражение
электрическим током, необходимо корпуса сварочных
преобразователей, трансформаторов и выпрямителей на-
дежно заземлить.
Перед началом работы следует проверить исправ-
ность изоляции сварочных проводов электрододержате-
ля и надежность всех контактных соединений вторичной
цепи. Сварку следует выполнять только в исправной и
сухой спецодежде и обуви, которая не имеет металличе-
ских гвоздей.
Необходимо всегда помнить, что прикасаться голы-
ми руками к токоведущим частям сварочной машины
опасно; сварочные провода нужно надежно изолировать
от повреждений.
Целесообразно регулярно проверять исправность сва-
рочных машин, обращая особое внимание на отсутствие
напряжения на деталях сварочной машины, не проводя-
щих ток.
При перерывах в работе сварочную машину нужно
отключать ог сети. Устройства для электрических пере-
ключений на сварочном агрегате должны быть защище-
ны кожухами. Целесообразно при сварочных работах
предусматривать защиту изоляции сварочного провода
от повреждений и периодически проверять исправность
изоляции первичной и вторичной обмоток агрегатов.
При выполнении сварочных работ внутри замкнутых
сосудов (котлов, емкостей, резервуаров и т. д.) приме-
няют деревянные щиты, резиновые коврики, галоши и
перчатки, а также производят сварку с подручным, ко-.
223
торый должен находиться вне сосуда. Многочисленным]
исследования показывают, что ток выше 0,1 А опасен
для жизни человека.
В сухих помещениях для осветительных целей пример
няют ток с напряжением нс выше 36 В, а в сырых поме- F*
щениях нс выше 12 В. И
Для спасения человека, попавшего под напряжение, ।
в первую очередь его изолируют от токоведущих частей
или проводов. Это выполняется либо выключением тока,И
либо заземлением провода.
При оказании помощи пострадавшему необходимо ♦
быть в резиновых перчатках и надежно изолированным
от земли (встать на сухую доску, резину, надеть калоши i
и т. д.). Брать пострадавшего следует только за сухую •
одежду. Если нельзя оттащить пострадавшего от токове- 1
дущих частей или заземлить провод, следует с большой
осторожностью поочередно, не касаясь других проводов, 1
удалить провод. Я
Пострадавшему необходимо оказать первую по- 1
мощь — сделать искусственное дыхание, для этого еле- 1
дует расстегнуть ему воротник, ослабить ремень и пояс I
брюк. При более тяжелом повреждении нужно немел- 1
ленно вызвать врача.
Защита от действия лучистой энергии электрической I
дуги. Сварочная луга излучает яркие видимые световые I
лучи и невидимые ультрафиолетовые и инфракрасные
лучи. Влияние света дуги на незащищенные глаза в те- I
чение 10—20 с в радиусе до 1 м от дуги вызывает сильные .
боли в глазах, слезотечение и светобоязнь. Более дли- I
тельное воздействие света дуги па незащищенные глаза 1
может привести к серьезным заболеваниям. Свет дуги I
на открытых частях тела может вызвать, в зависимости I
от длительности времени действия, различную степень I
ожогов. I
Для успокоения обожженных глаз делают холодные 1
примочки, накладывают повязки, затемняют помещение I
и закапывают глазные цинковые капли. Действие лучей |
сварочной дуги на зрение сказывается на расстоянии до
20 м от места сварки. I
Ультрафиолетовые лучи дуги вызывают ожог кожи.
Для защиты тела от влияния лучей дуги электросварщи- 1
ки и их подручные во время работы должны надевать на I
руки брезентовые рукавицы, шею закрывать специаль- I
ным шлемом или щитком, которые изготовляют из мате-
224’
риала, не пропускающего ультрафиолетовые лучи, мало-
теплопроводного и не воспламеняющегося от искр. Для
изготовления щитков применяют листовую фибру или
топкую фанеру, окрашенную в черный цвет огнестойкой
краской. В лицевой части щитка и шлема в прямоуголь-
ный вырез вставляют специальный светофильтр — за-
щитное стекло ЭС. Для общей защиты рядом работаю-
щих от излучения дуги устанавливают кабины, перенос-
ные щиты, ширмы и т. д.
Защита от газов и соединений. При дуговой сварке
применяют в качестве защитных газов аргон, азот, угле-
кислый газ, водород и в составе смеси — кислород. Эти
газы по-разному действуют па организм человека и име-
ют свои специфические свойства.
Азот — газ, не имеющий ни запаха, ни вкуса. При
нормальной температуре азот вредно действует на орга-
низм человека, так как с увеличением его содержания
в воздухе уменьшается количество кислорода, что вызы-
вает удушье. При обычной температуре азот мало акти-
вен, но при высоких температурах он, соединяясь с
кислородом, образует окись азота. В соединении с водо-
родом азот образует аммиак. Каждое из указанных
соединений вредно действует на организм человека.
Аргон — нейтральный газ, без запаха и без цвета.
Токсическое действие аргона такое же, как и у азота.
Углекислый газ — бесцветный газ, без запаха,
с кисловатым вкусом. Углекислый газ сам по себе не
вызывает отравлений, но его скопление сопровождается
вытеснением кислорода из воздуха.
Кислород — при нормальной температуре и дав-
лении — бесцветный газ, без запаха и вкуса. Кислород
весьма активный газ, поддерживает и усиливает горение
различных веществ. С маслом и жирами кислород взры-
воопасен (происходит самовозгорание).
Водород — самый легкий из всех газов, не имею-
щий цвета, запаха и вкуса. Основная опасность, связан-
ная с применением водорода, заключается в образова-
нии взрывчатых водородно-воздушных и водородно-кис-
лородных смесей.
При сварке с галей и особенно цветных металлов об-
разуются различные соединения, которые часто вредно
влияют па организм человека.
1. Соединения кислорода с цинком, медью и оловом
могут отравить организм человека, что особенно заметно
15—123
225
при сварке латуни, меди и бронзы. При сварке и после ее
окончания сварщик чувствует во рту сладкий привкус.
В этом случае полезно после сварки выпить 0^5—1 i
молока.
2. Соединение кислорода с марганцем, кремнием и се-
рой, вредно влияющими на организм человека. 1
Для защиты и удаления вредных газов и пыли с мест
сварки и подачи чистого воздуха устраивают венти-
ляцию. 1
Вентиляция может быть общей и местной. 1
Общая вентиляция бывает приточно-вытяжной. Све-
жий воздух обычно подают в цех через общецеховую
вентиляционную установку, а загрязненный воздух уда-
ляют из цеха общецеховой вентиляцией, а также мест-
ными вытяжными устройствами.
Вытяжная вентиляция при ручной дуговой сварке
должна удалять 4000 м3 воздуха на 1 кг расходуемых
электродов ОММ-5.
Противопожарные мероприятия. Для устранения
причин, способствующих возникновению пожаров, необ-
ходимо выполнять следующие противопожарные меро-
приятия:
а) нельзя хранить в рабочем помещении или рабочей
зоне легковоспламеняющиеся или огнеопасные мате-
риалы;
б) необходимо защищать деревянные настилы от вос-
пламенения листовым железом или асбестом;
в) каждый сварочный пост должен иметь огнетуши-
тель, бачок или ведро с водой, а также ящик с песком
и лопатой;
г) после окончания сварочных работ следует прове-
рять рабочее помещение и зону, где производились сва-
рочные работы, и не оставлять открытого пламени и
тлеющих предметов.
Вопросы для самопроверки
1. Для чего проводится вводный инструктаж рабочего?
2. Какие виды промышленного травматизма при сварке сущест-
вуют?
3. Какая одежда и обувь должны быть у сварщика?
4, Как оказать первую помощь при поражении электрическим
током?
5. Каковы меры безопасности при сварке в закрытых сосудах?
226
Глава XVS
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ СПОСОБЫ
РУЧНОЙ ДУГОВОЙ СВАРКИ
§ 70. СВАРКА ПУЧКОМ ЭЛЕКТРОДОВ, С ГЛУБОКИМ ПРОВАРОМ,
НАКЛОННЫМ И ЛЕЖАЧИМ ЭЛЕКТРОДОМ,
ЭЛЕКТРОДАМИ БОЛЬШИХ ДИАМЕТРОВ, ВАННАЯ СВАРКА
И СВАРКА ТРЕХФАЗНОЙ ДУГОЙ
Чтобы облегчить труд сварщика и повысить произво-
дительность труда в промышленности, применяют раз-
личные высокопроизводительные способы сварки.
Сварка пучком электродов. Принцип этого способа
состоит в том, что два или несколько электродов соеди-
няют в пучок (в двух-трех местах, контактные концы
сваривают друг с другом), которым при помощи обычно-
го электрододержателя ведут сварку. При сварке пуч-
ком электродов дуга возникает между свариваемым из-
делием и одним из его стержней, по мере оплавления
последнего переходит на соседний, т. е. дуга горит попе-
ременно между каждым из электродов пучка и издели-
ем. В результате этого нагрев стержней электродов внут-
ренним теплом будет меньше, чем при сварке одностерж-
нсвым электродом при той же величине тока. Поэтому
при сварке пучком можно устанавливать большую вели-
чину тока, чем при сварке одинарным электродом такого
же диаметра. А это в свою очередь позволяет увеличить
производительность труда.
Сварка с глубоким проваром. Составы некоторых по-
крытий, нанесенные на стержень электрода более тол-
стым слоем, чем обычно, позволяют сконцентрировать
поток тепла сварочной дуги, повысить ее проплавляющее
действие — увеличить глубину расплавления основного
металла. Сварка в таких случаях ведется короткой дугой,
горение которой поддерживается за счет опирания ко-
зырьком покрытия на основной металл. Этот способ при-
меняют в основном при сварке угловых и тавровых сое-
динений.
Сварка наклонным электродом. При данном способе
сварки оплавляющийся конец электрода опирается о сва-
риваемые кромки, а сам электрод перемещается вдоль
линии соединения по мере заполнения разделки кромок.
Сварка лежачим электродом. Сущность этого способа
15*
227
заключается в том, что электрод с качественным покры-
тием укладывается в разделку шва. Длина дуги в про-
цессе горения равна толщине слоя покрытия. Для свар-
ки лежачим электродом используют электроды диамет-
ром 6—10 мм, длину которых подбирают равной длине
шва, но не более 800—1000 мм. Для удержания уло-
женного электрода в разделке, а также для изоляции и
защиты дуги применяют медные накладки.
Сварка электродами больших диаметров. Для сварки
этим способом применяют электроды диаметром 8, 10,
12 мм (при величине тока 350, 450 и 600 А). Сварка
электродами больших диаметров имеет следующие не-
достатки:
большая масса электрододержателя с электродом
приводит к быстрой утомляемости сварщика;
электродами больших диаметров трудно выполнять
сварку в узких местах;
при сварке электродами больших диаметров возни-
кает значительное магнитное дутье.
Ванная сварка. Сварка широко применяется при сое-
динении стержней арматуры железобетонных конструк-
ций, железнодорожных рельсов и т. д. Ее выполняют од-
ним или несколькими электродами.
Чаще всего применяют электроды УОНИ-13/55У и
УОНИ-13/85У при повышенной величине тока, что обес-
печивает разогрев свариваемых элементов для создания
большой ванны жидкого металла. Ванну жидкого метал-
ла удерживают специальной формой. Сварку начинают
в нижней части формы в зазоре между торцами стерж-
ней, передвигая электрод вдоль этого зазора.
В процессе сварки наплавляемый металл все время
должен находиться в жидком состоянии, поэтому элек-
троды следует менять как можно быстрее. Когда уровень
жидкого металла будет находиться выше середины сече-
ния стержней, тепловое действие дуги уменьшают, для
чего ее направляют в среднюю часть ванны. Для полу-
чения прочного сварного шва его выполняют с усилени-
ем; уровень шва должен быть выше поверхности стерж-
ней. В конце процесса сварки для ускорения охлажде-
ния ванны периодически прерывают дугу. Для экономии
металла применяют разъемные формы, изготовленные из
меди или керамики.
Сварка трехфазной дугой. Сущность способа состоит
в следующем: в держатель, имеющий два токотюдвода,
228
закрепляют электрод, представляющий собой два элек-
тродных стержня в общем слое покрытия или два обыч-
ных электродных стержня с качественным покрытием.
Через токопроводы в держателе к электродным стерж-
ням подводят две фазы сварочной цепи. Третью фазу
подводят непосредственно к детали. Во время сварки
дуга горит между двумя электродами и между каждым
электродом и изделием.
Сварку трехфазной дугой применяют при изготовле-
нии конструкций, требующих значительного объема на-
плавленного металла, при наплавке твердых сплавов,
исправлении дефектов в стальном литье, при сварке сое-
динений, требующих глубокого проплавления, и при
сварке ванным способом стальной арматуры диаметром
60—120 мм.
§ 71. БЕЗОГАРКОСАЯ СВАРКА
Сущность способа заключается в том, что электрод
не закрепляется в держателе, а приваривается к нему
торцом, что позволяет использовать весь металл его
стержня. Применение этого способа сварки позволяет не-
сколько уменьшить число перерывов на смену электродов
и на 10—15% сократить расходы сварочных материалов.
Недостатком этого способа сварки является некоторое
ухудшение условий манипулирования электродом и пере-
грев электрододержателя.
Вопросы для самопроверки
1. Какие высокопроизводительные способы ручной сварки сущест-
вуют?
2. В чем сущность повышения производительности сварки пучком
электродов и наклонным электродом?
3. Каковы особенности трехфазной сварки, ее преимущества
и недостатки?
Глава XVII
ОБОРУДОВАНИЕ И ТЕХНОЛОГИЯ
ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
§ 72. ТЕХНОЛОГИЯ ПОЛУАВТОМАТИЧЕСКОЙ
СВАРКИ ПОД ФЛЮСОМ
Электродная проволока. При полуавтоматической
сварке под флюсом электродная проволока является од-
ним из основных элементов, определяющих качество
сварного соединения. Для сварки под флюсом применя-
ют три вида проволоки: углеродистую, легированную и
высоко л еги рован ну го.
Поверхность поставляемой проволоки должна быть
чистой, гладкой, без окалины, ржавчины и масла. Прово-
лока поставляется в мотках, • либо в специальных ка-
тушках.
Каждый моток должен быть перевязан мягкой прово-
локой в трех или четырех местах, равномерно располо-
женных по окружности мотка. К мотку
прикрепляют
бирку, на которой указывают наименование или товар
ный знак предприятия-поставщика, наименование про
волоки, марку стали (проволоки), диаметр
проволоки
и номер стандарта, по которому стандартизируется про
волока. Каждую партию проволоки сопровождают сер
тификатом, в котором
указывают
наименование
пред-
приятия-поставщика,
наименование проволоки, марку
стали (проволоки), номер плавки, диаметр
химический состав стали, результаты испытаний,
проволоки и номер стандарта (ГОСТа).
проволоки
массу
Сварочная дуга под флюсом
Сварочная дуга возбуждается между голой электрод-
ной проволокой под слоем сыпучего флюса и сваривае-
мым металлом. После возбуждения дуги за счет высокой
ее температуры возникает* флюсовый пузырь, который
образуется ларами и газами, выделяющимися в столбе
в процессе горения дуги. Таким образом, после возбуж-
дения сварочная дуга горит в флюсовом пузыре. В флю-
совом пузыре парами и газами создается давление по-
рядка 5—9 кгс/см2. Давление столба дуги, газов и паров
металла, находящихся в пузыре, способствует вытесне-
нию жидкого металла из-под основания сварочной дуги,
230
в результате чего дуга заглубляется в основной металл.
Флюсовый пузырь предупреждает потери металла на
угар и разбрызгивание. Повышение величины сварочно-
го тока увеличивает глубину проплавления и коэффици-
ент наплавки, а следовательно, увеличивается количест-
во расплавленного электродного металла. Стабильность
горения дуги под флюсом зависит от соотношения меж-
ду количеством расплавляемого электродного металла и
количеством поступаемого в сварочную дугу электродно-
го металла. При увеличении скорости передвижения сва-
рочной дуги иод флюсом уменьшаются глубина проплав-
ления, ширина и высота шва, что объясняется уменьше-
нием количества тепла дуги, вводимого на единицу про-
тяженности сварного шва. Если оставить постоянными
скорость сварки, величину сварочного тока, то при уве-
личении напряжения на сварочной дуге, горящей иод
флюсом, увеличивается длина дуги, что приводит к ее
подвижности. Сварочная дуга под флюсом может проте-
кать как при использовании переменного тока, так и
постоянного. В свою очередь сварочная дуга постоянного
тока может быть прямой или обратной полярности. Слон
нерасплавленного флюса мешает газовому пузырю ра-
зорваться. Когда слой флюса прорывается и наружу вы-
ходит газ, то это указывает на недостаток флюса. При
сварке дугой, горящей под флюсом, применяют большую
плотность тока, чем при ручной дуговой сварке штучны-
ми электродами. Это объясняется тем, что в первом слу-
чае расстояние от токоподводящего мундштука до сва-
рочной дуги не превышает 60—100 мм. Поэтому меньше
теряется тепла за счет излучения, а дуга под флюсом
является более сосредоточенным источником, чем откры-
тая дуга. В то же время температура дугового проме-
жутка практически нс увеличивается из-за больших
затрат энергии на плавление и испарение металла и
флюса. При увеличении давления в газовом пузыре за
счет давления слоя флюса возрастает и плотность тока.
Давление газов изменяется почти пропорционально сва-
рочному току.
§ 73. МЕТАЛЛУРГИЯ СВАРКИ ПОД ФЛЮСОМ
Флюсы для автоматической и полуавтоматической
сварки по способу производства разделяются на плавле-
ные и пеплавленые (керамические). Плавленые
231
флюсы — это искусственно приготовленные силикаты
сложного состава с добавкой фтористых солей, сплавлен-
ные в электрических или пламенных печах и измельчен-*
ные после сплавления в крупку до определенной грануЛ
ляции. При сварке легированных сталей применяют
флюсы, не содержащие кремнезема и построенные, в
основном, на фтористых солях (CaF2, NaF и др.) с добав-
лением прочных окислов (CaO, MgO, AI2O3). Керами*
ч с с к и е флюсы — механическая смесь порошкообразЛ
ных компонентов, связанных между собой раствором
или спеканием и раздробленная в виде крупки до опре-
деленной грануляции. 1
При полуавтоматической и автоматической сварке
сталей флюсы защищают жидкий металл в зоне дугово-
го разряда от влияния кислорода и азота воздуха, хими-
чески воздействуют с жидким металлом, а также леги-
руют сварочную ванну. Защитные свойства флюса
зависят от его физического состояния (стекловидный или
пемзовидный) и грануляции. В зависимости от химиче-
ского состава флюса и сварочной ванны флюс либо всту-
пает в химическое взаимодействие с жидким металлом,
либо остается пассивным. 1
Флюсы—силикаты в своем составе имеют два типа
окислов: основные и кислотные, поэтому носят основной
или кислотный характер.
Основные флюсы обычно применяются при сварке ле-
гированных сталей, когда кремневосстаповительный про-
цесс отрицательно влияет на формирование сварного
шва. 1
При сварке под флюсом имеется три фазы: шлаковая
(флюсовая), газовая и металлическая. Между этими
фазами в процессе горения сварочной дуги под флюсом
происходят обменно-восстановительные реакции.
В наиболее горячей части сварочной ванны на грани-
це раздела ме?кду металлической и шлаковой фазами
протекает реакция:
(SiO2) + 2Пеж = 2 (FeO) + [Si],
Круглые скобки () обозначают, что соединение нахо-
дится в виде шлака, а квадратные [] —элемент раство-
рен в расплавленном металле сварочной ванны.
Эта реакция протекает в том случае, если концентра-
ция кремнекислоты во флюсе будет высокой при низкой
концентрации закиси железа (FeO) в нем, и низкой кон-
232
центрации кремния в сварочной ванне. Закись железа,
образующаяся по приведенной реакции, преимуществен-
но переходит в шлак и частично в металл, следовательно
металл шва обогащается одновременно кремнием и
кислородом (закисью железа). При этом следует отме-
тить, что повышение кислотности флюса может привести
к высокому содержанию в сварочной ванне кремния, ко-
торый восстановился из флюса. Приведенная реакция
имеет очень важное значение в тех случаях, когда произ-
водится сварка низкоуглеродистых кипящих сталей. На-
личие кремния в жидком металле, восстановленного из
флюса, не менее 0,2%, позволяет ликвидировать и пода-
вить развитие в кристаллизующейся части сварочной
ванны реакции образования СО и получить плотный шов.
Отрицательной стороной реакции является засорение
сварного шва силикатными включениями.
Наличие высокой концентрации закиси марганца
(МлО) во флюсе и низкой концентрации закиси железа
в нем, на границе между металлической и шлаковой
фазами протекает реакция восстановления (окисления)
марганца.
(МпО) + Реж = (FeO) + [Мп].
Восстановлению марганца способствует высокая кон-
центрация МпО во флюсе, повышение основности флюса
и низкое содержание окислов железа во флюсе, следова-
тельно, при малых концентрациях МпО во флюсе проис-
ходит окисление марганца, а при достаточно высокой
концентрации его восстановление. Восстановление мар-
ганца из флюса содействует повышению концентрации
закиси железа в системе металл — шлак и, следователь-
но, некоторому окислению жидкого металла в зоне
плавления.
Развитию кремне- и марганцевовосстаповителъньтх
реакций способствует тот флюс, который является хими-
чески активным к расплавленному металлу сварочной
ванны. В этом случае происходит окисление углерода,
при котором следует учитывать два обстоятельства:
1) окисление углерода, происходящее в высокотемпе-
ратурной части сварочной ванны, приводит к раскисле-
нию жидкого металла;
2) окисление углерода, совершающееся в кристалли-
зующейся части сварочной ванны, способствует образо-
ванию пор в металле шва.
233
С целью погашения образования реакции окисления
углерода в кристаллизующейся части сварочной ванны,
необходимо в ней иметь определенное содержание крем-
ния (не ниже 0,1%), позволяющее получить плотный
шов. ]
В сварочных флюсах содержится некоторое количе-
ство (до 0,15%) серы, которая является одной из наибо-
лее вредных примесей в металле шва. Сера, в зависимос-
ти от условий, переходит из флюса в металл, или наобо-
рот. Благоприятные условия перехода серы в металл
шва (сварочную ванну) бывают тогда, когда она нахо-
дится во флюсе в виде сульфида железа—FeS, который
хорошо растворяется в жидком железе. Во флюсах, име-
ющих высокое содержание марганца, сера бывает свя-
зана в сульфид марганца (MnS), который плохо раство-
ряется в железе. В сварочной ванне возможны следую-
щие химические реакции:
(iMnS) + Fex - [FeS] + [Мп].
(MnS) Ч- [FeO] = [FeS] + [МпО].
Превращение MnS в FeS в сварочной ванне происхо-
дит тогда, когда созданы окислительные условия и нали-
чие малой концентрации марганца в металле. Торможе-
нию процесса превращения MnS в FeS способствует вы-
сокая концентрация марганца в металле и закиси
марганца (МпО) в шлаке.
Сульфид железа FeS является вредной примесью
в металле шва. В период кристаллизации сульфид желе-
за образует в междепдритных пространствах легкоплав-
кую эвтектику FeS-Fe (температура плавления около
940°С), способствующую образованию горячих трещин.
В процессе сварки иод высокомарганцовистыми флю-
сами фосфор переходит из флюса в металлическую
ванну. Этот процесс происходит тем полисе, чем выше
кислотность флюса. Содержание фосфора в металле шва
снижает его ударную вязкость.
Находящаяся на поверхности свариваемых кромок
ржавчина или окалина служит причиной возникновения
пор в металле сварного шва.
§ 74. ТЕХНИКА ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
Сущность полуавтоматической сварки под флюсом
заключается в следующем: но мере перемещения вруч-
234
ную держателя полуавтомата из установленной па нем
воронки в зону сварки подастся флюс, который закрыва-
ет поверхность изделия и электродную (сварочную) про-
волоку на высоте 40—50 мм. Дуга, возбуждаемая меж-
ду свариваемым изделием 1 и электродной проволокой 2,
горит под слоем флюса 3 (рис. 89). При этом происхо-
дит плавление кромок свариваемого изделия, электрод-
ной проволоки и флюса. Затвердевший металл ванны
образует шов 4, который покрывается образующейся в
процессе сварки шлаковой
коркой 5, легко удаляемой
после остывания. Нерас-
плавившийся флюс соби-
рают после сварки и ис-
пользуют вторично.
Сварку под флюсом
выполняют переменным и
постоянным током.
Направление
Рис. 89. Схема сварки под
флюсом
Металл сварного шва,
выполненного под флю-
сом, состоит примерно из
*/з расплавленного приса-
дочного металла и 2/з переплавленного основного ме-
талла.
Отношение веса расплавленного флюса к весу рас-
плавленного присадочного металла составляет прибли-
зительно 1:1.
При полуавтоматической сварке под флюсом
(рис. 90) сварочная проволока малого диаметра из кас-
сеты / по специальному гибкому шлангу 2 передвигается
подающим механизмом 3 к держателю 4, из которого
она поступает в зону сварки. Сварочный ток подводится
к держателю через гибкий шланг 2. Флюс в зону сварки
подастся либо пневматически сжатым воздухом тю
шлангу, либо за счет собственного веса из воронки дер-
жателя 4.
В процессе сварки сварщик перемещает держатель
полуавтомата вручную вдоль линии шва. Полуавтомати-
ческой сваркой под флюсом можно выполнять различные
типы сварных соединений (рис. 91).
При полуавтоматической сварке для получения каче-
ственных сварных швов применяют флюс более мелкой
грануляции, чем при автоматической сварке под флюсом.
Полуавтоматическую сварку под флюсом выполняют
235
Рис. 90. Схема поста полуавтоматической сварки под флюсом:
V
У —кассета подающего механизма, 2 — гибкий шланг для подачи электродной
проволоки и электрического гока, 3—ролики подающего механизма, 4 — дер-
жатель, 5 — подающий механизм, 6—аппаратный ящик с электрооборудова-
нием полуавтомата, 7 — сварочный трансформатор
Рис. 91. Схема полуавтоматической сварки под флюсом:
л — стыковых швов, б — в положении <в лодочку*, о — тавровых швов, г — на-
хлесточных швов
Рис. 92. Схема полуавтоматической сварки иод флюсом:
а — на медной или стальной подкладке, б — при соединении «в замок», в — на
флюсовой подушке; 7 —резиновый шланг, 2—флюс, 3 — изделие
236
по ручной подварке, на стальной и медной подкладках,
на флюсовой подушке и на весу.
Полуавтоматическую сварку по ручной подварке при-
меняют в тех случаях, когда полуавтоматическая под-
варка невозможна, например, при сварке кольцевых
швов цилиндрических изделий небольшого диаметра.
Медную удаляемую подкладку (рис. 92, а) применя-
ют при сварке тонких листов, при этом требуется доста-
точно точная сборка и надежное прижатие кромок к мед-
ной подкладке по всей длине шва (максимальный зазор
0,25—0,5 мм). Для получения валика в зоне корня шва
в медной подкладке делают канавку, иногда ее засыпают
флюсом.
Стальную остающуюся подкладку (см. рис. 92, а)
применяют при сварке тонких листов, причем допускает-
ся больший зазор между стыкуемыми элементами, чем
при сварке на медной подкладке, а зазоры между под-
кладкой и изделием должны быть не больше 1 мм. Раз-
новидностью сварки на остающейся стальной подкладке
является сварка в замок (рис. 92, б), которая применя-
ется при наложении кольцевых швов на толстостенных
цилиндрах малого диаметра.
При использовании флюсовой подушки (рис. 92, в)
требуется меньшая точность сборки, чем при сварке на
медной подкладке; хорошие результаты получаются как
при однопроходной сварке с полным проваром всей тол-
щины листа, так и при подварке с обратной стороны дву-
стороннего стыкового шва.
Для полуавтоматической сварки под флюсом приме-
няются полуавтоматы ПШ-5, ПДШМ-500 и др.
Вопросы для самопроверки
1. Какие типы проволоки применяют для сварки?
2. Как классифицируют сварочные флюсы?
3. Когда при сварке применяют кислые и когда основные флюсы?
Глава XVII!
СВАРКА ПОРОШКОВОЙ ПРОВОЛОКОЙ
§ 75. ОБЩИЕ СВЕДЕНИЯ
Порошковая проволока изготавливается методом про-
филирования или волочения из стальной ленты холодно-
го проката. При сворачивании стальная лента заполня-
237
ется смесью порошкообразных материалов, которые
являются раскисляющими, шлакообразующими, газооб-
разующими, легирующими и стабилизирующими состав-
ляющими при горении сварочной дуги. Порошковая про-
волока может классифицироваться по следующим при-
знакам: I
но характеру защиты (без защиты и с защитой угле-
кислым газом); I
по поперечному сечению; I
по назначению (для сварки или наплавки);
по составу порошкообразного сердечника; ]
в зависимости от марки свариваемого металла; |
по технологическим особенностям для сварки в раз-
личных пространственных положениях.
Порошковая проволока в процессе сварки должна
обеспечивать легкое возбуждение и стабильное горение
сварочной дуги, а также санитарно-гигиенические усло-
вия. Сварка порошковой проволокой должна обеспечи-
вать высокую производительность процесса и необходи-
мые механические свойства металла сварного шва. Ос-
новным преимуществом порошковой проволоки является
возможность выполнения коротких швов, что необходи-
мо при выполнении монтажных работ. К порошковым
проволокам, применяемым при сварке без защиты газа,
относятся ПП-АН1, ПП-АН2, ПП-АНЗ, ПП-АН7,
ПП-2ДСК, ЭПС-15/2, а с защитой углекислого газа —
ПП-АН4, ПП-АН8.
По назначению порошковые проволоки могут быть
изготовлены только для сварки или только для наплав-
ки. Перечисленные выше проволоки применяются для
сварки. Порошковые проволоки для наплавки в своем
составе имеют легирующие элементы, обеспечивающие
необходимые свойства наплавленного слоя.
По составу порошкообразного сердечника порошко-
вые проволоки могут быть следующих типов: рутиловые
(кислые), карбонатно-флюоритные и рутил-карбонатно-
флюоритные.
По свариваемому металлу порошковые проволоки
предназначаются для сварки углеродистых и низколе-
гированных сталей, а также чугуна.
По технологическим особенностям порошковые про-
волоки в настоящее время можно разделить для сварки
в нижнем положении и для сварки в нижнем и верти-
кальном положениях. Порошковые проволоки для
238
сварки во всех пространственных положениях находятся
в стадии разработки.
При сварке порошковой проволокой применяют раз-
личные движения электрода. Стыковые швы могут вы-
полняться углом назад, вперед или возвратно-поступа-
тельным движением электрода. При случайных обрывах
дуги или нарушении подачи проволоки сварочную дугу
необходимо возбуждать на расстоянии 10—15 мм от
места обрыва и после зажигания перенести ее на неза-
плавленный кратер. Тавровые швы выполняют петле-
образным и возвратно-поступательным движением го-
релки.
§ 76. СВАРОЧНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
Сварочные автоматы для выполнения швов порошко-
вой проволокой подразделяются для сварки в нижнем
положении — универсальный сварочный трактор ТС-42,
для сварки горизонтальных швов на вертикальной плос-
кости— аппарат А-1325 и для сварки с принудительным
формированием — аппарат А-1150У.
Для сварки порошковой проволокой в заводских, а
также в монтажных условиях в институте электросварки
нм. Е. О. Патона разработан безрельсовый аппарат
А-1 ШОУ. Этот аппарат предназначен для сварки верти-
кальных швов с принудительным формированием.
Для полуавтоматической сварки порошковой прово-
локой применяется различное множество полуавтоматов,
которые можно классифицировать по следующим при-
знакам:
по универсальности (для сварки под флюсом или в
среде углекислого газа);
по прямому назначению (только для сварки порошко-
вой проволокой);
по свариваемому металлу (для сварки чугуна или
для сварки стали);
по количеству электродов.
Шланговый полуавтомат А-1072М предназначен для
дуговой сварки и заварки дефектов чугунного литья.
Шланговый полуавтомат А-1072С для электродуговой
сварки и заварки чугунного литья тремя электродами.
Шланговый полуавтомат А-1197 в зависимости от испол-
нения предназначен для сварки в углекислом газе, под
флюсом и порошковой проволокой» Этот аппарат может
239
быть стационарным и переносным. Шланговый полуав-
томат типа А-765 предназначен для сварки порошковой
проволокой и в защитной среде углекислого газа. 1
§ 77. МЕТАЛЛУРГИЯ СВАРКИ ПОРОШКОВОЙ ПРОВОЛОКОЙ
Сварка порошковой проволокой может выполняться
в двух вариантах: без дополнительной защиты и с до-
полнительной защитой. Дополнительная защита свароч-
ной дуги углекислым газом увеличивает производитель-
ность сварки и улучшает внешний вид швов, а также рез-
ко снижает разбрызгивание и склонность швов к порис-
тости, она расширяет диапазон рабочих напряжений и
токов. Применение порошковой проволоки с дополни-
тельной защитой углекислым газом позволяет повысить
механические свойства швов. Для сварки в СО2 разра-
ботаны две марки порошковой проволоки ПП-АН4 (типа
Э50А-Ф) и ПП АН8 (типа Э46Т). Без дополнительной
защиты порошковая проволока внутри имеет шихту, ко-
торая и обеспечивает химико-металлургическую обра-
ботку сварочной ванны. Проволоки с внутренней
защитой могут быть с сердечником следующих типов: ру-
тиловым, карбонатно-фтористым и рутил-карбонатно-
фтористым. Проволоки рутилового типа ПП-АШ,
ПП-1ДСК и другие имеют наплавленный металл, близ-
кий к полуспокойной стали, и содержат значительное
количество водорода и кислорода. Проволоки карбонат-
йо-фторнстого типа имеют хорошо раскисленный металл
шва с небольшим содержанием водорода.
Защита металла от азота и кислорода воздуха в про-
волоках рутилового типа выполняется при помощи орга-
нических материалов, которые в процессе плавления
проволоки, разлагаясь, образуют газовую защиту (обо-
лочку). Атмосфера дуги содержит значительное количе-
ство водорода и паров воды, в результате чего содержа-
ние водорода в сварных швах высокое. При повышении
величины сварочного тока количество водорода в метал-
ле шва и содержание азота уменьшается, а кислорода
увеличивается. На повышенных токах при сварке прово-
локами рутилового типа появляется склонность к обра-
зованию пористости в сварных швах, которая связана
с условиями выделения водорода и азота из сварочной
ванны. Если скорость роста пузырьков газов меньше
240
скорости продвижения зоны кристаллизации ванны, то
в этом случае пузырьки не успевают всплыть и в швах
образуются поры. Введение в сварочную ванну кремния
уменьшает скорость роста пузырьков, т. е. снижает
пористость. Снизить пористость можно путем создания
условий для поглощения водорода на стадии капли и
интенсивного его выделения из ванны до начала кри-
сталлизации. В порошковых проволоках это решено пу-
тем введения в сердечник минералов, имеющих в своей
структуре кристаллизационную воду, что предупреждает
также восстановление кремнезема сердечника и переход
кремния в металл. По этой же причине не возникает
пористость при сварке по ржавому металлу. Повышение
содержания водорода и снижение содержания кремния
в ванне улучшают процесс выделения газов и обеспечи-
вают удаление значительных количеств водорода и азота
из сварочной ванны до момента ее кристаллизации. Вли-
яние СО на образование пор незначительно. Рутиловые
проволоки, несмотря на их ограниченную производи-
тельность, получили в нашей стране широкое развитие,
что связано с малой чувствительностью к образованию
пористости при наличии на кромках свариваемых из-
делий влаги, ржавчины, окалины. При сварке этими
проволоками нс требуется специальная подготовка ме-
талла.
При сварке порошковыми проволоками карбонатно-
фтористого типа основной причиной образования порис-
тости является пересыщение металла азотом и водоро-
дом, что происходит в результате несовершенства защи-
ты расплавленного металла от воздуха, а также связано
с колебаниями режима сварки. Улучшение условий за-
щиты металла достигается изменением конструк-
ции порошковой проволоки. Например, проволоки
двухслойной конструкции обеспечивают более на-
дежную защиту по сравнению с трубчатыми.
Предотвращения пористости металла шва при
повышении содержания азота можно добиться путем
введения в проволоку активных нитридообразующих
элементов — титана или алюминия. Легирование прово-
локи титаном или алюминием переводит значительное
количество азота в стойкие нитриды и предупреждает
выделение пузырьков газа. Титан и алюминий, а также
их нитриды, находясь в сварных швах в значительных
количествах, снижают пластичность металла. Введение
16—123
241
быть стационарным и переносным. Шланговый полуав-
томат типа А-765 предназначен для сварки порошковой
проволокой и в защитной среде углекислого газа. 1
§ 77. МЕТАЛЛУРГИЯ СВАРКИ ПОРОШКОВОЙ ПРОВОЛОКОЙ
Сварка порошковой проволокой может выполняться
в двух вариантах: без дополнительной защиты и с до-
полнительной защитой. Дополнительная защита свароч-
ной дуги углекислым газом увеличивает производитель-
ность сварки и улучшает внешний вид швов, а также рез-
ко снижает разбрызгивание и склонность швов к порис-
тости, она расширяет диапазон рабочих напряжений и
токов. Применение порошковой проволоки с дополни-
тельной защитой углекислым газом позволяет повысить
механические свойства швов. Для сварки в СО2 разра-
ботаны две марки порошковой проволоки ПП-АН4 (типа
Э50А-Ф) и ПП АН8 (типа Э46Т). Без дополнительной
защиты порошковая проволока внутри имеет шихту, ко-
торая и обеспечивает химико-металлургическую обра-
ботку сварочной ванны. Проволоки с внутренней
защитой могут быть с сердечником следующих типов: ру-
тиловым, карбонатно-фтористым и рутил-карбонатно-
фтористым. Проволоки рутилового типа ПП-АШ,
ПП-1ДСК и другие имеют наплавленный металл, близ-
кий к полуспокойной стали, и содержат значительное
количество водорода и кислорода. Проволоки карбонат-
йо-фторнстого типа имеют хорошо раскисленный металл
шва с небольшим содержанием водорода.
Защита металла от азота и кислорода воздуха в про-
волоках рутилового типа выполняется при помощи орга-
нических материалов, которые в процессе плавления
проволоки, разлагаясь, образуют газовую защиту (обо-
лочку). Атмосфера дуги содержит значительное количе-
ство водорода и паров воды, в результате чего содержа-
ние водорода в сварных швах высокое. При повышении
величины сварочного тока количество водорода в метал-
ле шва и содержание азота уменьшается, а кислорода
увеличивается. На повышенных токах при сварке прово-
локами рутилового типа появляется склонность к обра-
зованию пористости в сварных швах, которая связана
с условиями выделения водорода и азота из сварочной
ванны. Если скорость роста пузырьков газов меньше
240
скорости продвижения зоны кристаллизации ванны, то
в этом случае пузырьки не успевают всплыть и в швах
образуются поры. Введение в сварочную ванну кремния
уменьшает скорость роста пузырьков, т. е. снижает
пористость. Снизить пористость можно путем создания
условий для поглощения водорода на стадии капли и
интенсивного его выделения из ванны до начала кри-
сталлизации. В порошковых проволоках это решено пу-
тем введения в сердечник минералов, имеющих в своей
структуре кристаллизационную воду, что предупреждает
также восстановление кремнезема сердечника и переход
кремния в металл. По этой же причине не возникает
пористость при сварке по ржавому металлу. Повышение
содержания водорода и снижение содержания кремния
в ванне улучшают процесс выделения газов и обеспечи-
вают удаление значительных количеств водорода и азота
из сварочной ванны до момента ее кристаллизации. Вли-
яние СО на образование пор незначительно. Рутиловые
проволоки, несмотря на их ограниченную производи-
тельность, получили в нашей стране широкое развитие,
что связано с малой чувствительностью к образованию
пористости при наличии на кромках свариваемых из-
делий влаги, ржавчины, окалины. При сварке этими
проволоками нс требуется специальная подготовка ме-
талла.
При сварке порошковыми проволоками карбонатно-
фтористого типа основной причиной образования порис-
тости является пересыщение металла азотом и водоро-
дом, что происходит в результате несовершенства защи-
ты расплавленного металла от воздуха, а также связано
с колебаниями режима сварки. Улучшение условий за-
щиты металла достигается изменением конструк-
ции порошковой проволоки. Например, проволоки
двухслойной конструкции обеспечивают более на-
дежную защиту по сравнению с трубчатыми.
Предотвращения пористости металла шва при
повышении содержания азота можно добиться путем
введения в проволоку активных нитридообразующих
элементов — титана или алюминия. Легирование прово-
локи титаном или алюминием переводит значительное
количество азота в стойкие нитриды и предупреждает
выделение пузырьков газа. Титан и алюминий, а также
их нитриды, находясь в сварных швах в значительных
количествах, снижают пластичность металла. Введение
16—123
241
244
При сварке плавящимся электродом дуга горит меж-
ду изделием и расплавляемой сварочной проволокой, по-
даваемой в зону сварки. При сварке неплавящимся элек-
тродом (вольфрамовые прутки) сварочная дуга может
быть прямого или косвенного действия. Разновидностью
сварочной дуги косвенного действия может быть дуга,
горящая между вольфрамом, и беспрерывно подаваемой
в зону дуги сварочной проволокой.
Защитное свойство струи инертного газа зависит от
чистоты газа, параметров струи и режима сварки. Одним
из наглядных способов оценки защитных свойств являет-
ся определение диаметра зоны катодного распыления
при возбуждении дуги переменного тока между вольфра-
мовым электродом и свариваемым металлом. В период,
когда катодом является свариваемый металл, происхо-
дит вырывание частиц металла с поверхности свароч-
ной ванны и соседних зон относительно холодного ме-
талла.
Степень катодного распыления зависит главным об-
разом от массы положительных ионов, которые в процес-
се сварки бомбардируют катод. Например, в среде арго-
на наблюдается более интенсивное катодное распыление,
чем в среде гелия. По убывающей склонности к катодному
распылению металлы располагают в следующем поряд-
ке: Mg, Al, Si, Zn, W, Fe, Ni, Pt, Cu, Bi, Sn, Sb, Pb,
Ag, Cd.
Сварочную дугу в защитных газах можно классифи-
цировать по следующим основным признакам:
применяемому для защиты зоны сварки газу — ак-
тивному или нейтральному;
способу защиты зоны сварки — одиночным газом,
смесью газов или комбинированным;
применяемому для сварки электроду — плавящемуся
или пеплавящемуся;
применяемому току — постоянному или переменному.
Сварка неплавящимся электродом
Условием стабильного горения дуги при дуговой свар-
ке в защитной среде инертных газов на переменном токе
является регулярное восстановление разряда при смене
полярности. Потенциал возбуждения и ионизации инерт-
ных газов аргона и гелия выше, чем у кислорода, азота
245
и паров металла, поэтому для возбуждения дуги пере-
менного тока требуется источник питания с повышенным
напряжением холостого хода. Сварочная дуга в среде
инертных газов (аргоне или гелии) отличается высокой
стабильностью и для ее поддержания требуется неболь-
шое напряжение. Высокая подвижность электронов
обеспечивает достаточное возбуждение и ионизацию
нейтральных атомов при столкновении с ними элек-
тронов.
В том случае, когда катодом является вольфрам, ду-
говой разряд происходит главным образом за счет тер-
моэлектронной эмиссии благодаря высокой температуре
плавления и относительно низкой теплопроводности
вольфрама, что обусловливает неодинаковые условия
горения дуги при прямой и обратной полярности. При
обратной полярности (изделие является катодом — ми-
нус) напряжение при возбуждении дуги должно быть
больше, чем при прямой полярности. Поэтому из-за зна-
чительной разницы в свойствах вольфрамового электро-
да и свариваемого металла кривая напряжения дуги
имеет не симметричную форму, а в ней появляется по-
стоянная составляющая, которая вызывает появление в
сварочной цепи постоянной составляющей тока. Посто-
янная составляющая тока в свою очередь создает посто-
янное магнитное поле в сердечнике трансформатора и
дросселя, что приводит к уменьшению мощности свароч-
ной дуги и ее устойчивости. Появление в цепи постоян-
ной составляющей тока не обеспечивает нормального
ведения процесса сварки и особенно при сварке алюми-
ниевых сплавов, так как сварочная ванна даже при
небольшом содержании кислорода и азота покрывается
тугоплавкой пленкой окислов и нитридов, которые
препятствуют сплавлению кромок и формированию
шва.
Очищающее действие сварочной дуги при сварке пе-
ременным током проявляется в те полупериоды, когда
катодом является изделие благодаря катодному распы-
лению, так как в этом случае происходит разрушение
окисной и нитридной пленок.
При обратной полярности применяют низкие плотно-
сти тока, а практически такая дуга не применяется. При
прямой полярности тепла выделяется меньше на элек-
троде, так как его значительная часть расходуется на
плавление свариваемого металла.
246
Сварка плавящимся электродом
При дуговой сварке плавящимся электродом в среде
защитных газов геометрическая форма сварною шва и
его размеры завися г от мощности сварочной дуги, харак-
тера переноса металла через дуговой промежуток, а так-
же от взаимодействия газового потока и частиц металла,
пересекающих дуговой промежуток, с ванной расплав-
ленного металла.
В процессе сварки на поверхность сварочной ванны
оказывает давление столб дуги за счет потока газов, па-
ров и капель металла, вследствие чего столб дуги по-
гружается в основной металл, увеличивая глубину про-
плавления. Поток газов и паров металла, направляемый
от электрода в сварочную ванну, создается благодаря
сжимающемуся действию электромагнитных сил. Сила
воздействия сварочной дуги на ванну расплавленного
металла характеризуется ее давлением, которое будет
том больше, чем концентрированнее поток газа и метал-
ла. Концентрация потока металла увеличивается с
уменьшением размера капель, который определяется со-
ставом металла, защитного газа, а также направлением
и величиной сварочного тока.
Сварочная дуга, образованная в результате плавле-
ния электрода в среде инертных газов, имеет форму ко-
нуса, столб которой состоит из внутренней и внешней
зоны.
Внутренняя зона имеет яркий свет и большую темпе-
ратуру.
Во внутренней зоне происходит перенос металла, и ее
атмосфера заполнена светящимися парами металла.
Внешняя зона имеет менее яркий свет и представляет
собой ионизированный газ.
Металлургия сварки в защитных газах
Газы по защитному свойству расплавленного метал-
ла сварочной ванны от воздействия азота и кислорода
воздуха подразделяются на инертные и активные.
К инертным газам относятся аргон и гелий, которые
практически не взаимодействуют с расплавленным ме-
таллом сварочной ванны.
К активным газам относятся углекислый газ, азот,
водород и кислород.
Активные газы по своему химическому взаимодейст-
247
вию.с расплавленным металлом сварочной ванны могут
быть нейтральными и реагирующими. Например, азот
по отношению к меди является нейтральным газом, т. о»
не образует с медью никаких химических соединений.
Активные газы или продукты их распада в процессе ду-
гового разряда, т. е. во время сварки, могут соединяться
с расплавленным металлом сварочной ванны и раство-
ряться в нем, из-за чего резко снижаются механические
свойства сварного шва, а его химический состав не будет
соответствовать установленным требованиям стандар-
тов. Однако следует отмстить, что некоторые рае твори-
мые в металле активные газы не всегда бывают вредны-
ми примесями. Например, азот в углеродистых сталях
является вредной примесью (образуются нитриды), из-за
чего резко снижаются механические свойства сварного
шва и стойкость к старению, тогда как в сталях аусте-
нитного класса азот является полезной добавкой. При
аргонодуговой сварке углеродистых сталей для поддува
можно применять не только аргон или углекислый газ,
но и азот, если в сварочную ванну будут введены эле-
менты раскислители в виде кремния и марганца. Поэто-
му выбор газа и присадочного материала должны обеспе-
чивать заданные механические свойства, химический
состав и структуру сварного шва. При сварке в защит-
ной среде инертных газов расплавленный металл свароч-
ной ванны изолирован от воздействия кислорода и азо-
та воздуха, поэтому металлургические процессы могут
происходить между элементами, содержащимися только
в расплавленном металле сварочной ванны.
Так, например, если в сварочной ванне содержится
некоторое количество кислорода в виде закиси железа
FeO, то при наличии достаточного количества углерода
будет образовываться нерастворимая в металле окись
углерода СО
[С] + [О] = cot
Вследствие того, что расплавленный металл сварочной
ванны кристаллизуется, а газ выйти не успевает, то
в нем будут образовываться поры.
Расплавленный металл сварочной ванны может на-
еыщаться кислородом, находящимся в инертном газе,
в виде свободного кислорода и паров воды. Поэтому для
подавления реакции окисления углерода в период кри-
сталлизации расплавленного металла сварного шва в
248
сварочную ванну через присадочный материал Должны
быть введены элементы раскислители в виде кремния
и марганца. При сварке легированных сталей, имеющих
в своем составе необходимое количество раскислителей,
реакция образования окиси углерода подавляется. Таким
образом, при сварке в защитных газах для подавления
образования окиси углерода, способной образовывать
поры в сварном шве и устранения азотирования сварного
шва, необходимо в сварочную ванну ввести элементы
раскислителя.
При сварке в защитной среде углекислого газа по-
следний, защищая расплавленный металл сварочной ван-
ны от кислорода и азота воздуха, сам в свою очередь,
разлагаясь в дуговом разряде, является окислителем ме-
талла
' сог = со + -^-о2
Fe« + -^O2 = |FeO],
СО2 + Реж = [FeO] + СО,
где FeO — закись железа, растворяющаяся в железе.
Таким образом, как и при сварке в защитной среде
инертных газов, в этом случае образуется окись углеро-
да, которая в процессе кристаллизации металла свароч-
ной ванны создает в нем поры. Для подавления образо-
вания окиси углерода (СО) через присадочную проволо-
ку в расплавленный металл сварочной ванны вводятся
элементы раскислители — кремний и марганец.
Вопросы для самопроверки
1. В чем заключается сущность дуговой сварки в защитных
газах?
2. Как классифицируются способы сварки в защитных газах?
§ 79. СВАРКА В УГЛЕКИСЛОМ ГАЗЕ
Советскими исследователями К. В. Любавским и
Н. М. Новожиловым в начале 50-х годов был разработан
способ сварки в защитной среде углекислого газа, кото-
рый в настоящее время нашел широкое применение во
всех странах мира.
249
Сущность процесса сварки в углекислом газе заклю-
чается в следующем- Поступающий в зону сварки угле-
кислый газ защищает ее от вредного влияния атмосферы
воздуха. Причем при высокой температуре сварочной
дуги углекислый газ частично диссоциируется на окись
углерода и кислород
2СО2^2СО + О2.
В результате в зоне дуги образуется смесь из трех
различных газов: углекислого газа, окиси углерода
и кислорода.
Вследствие того, что температура дуги пс везде оди-
накова, неодинаков и состав газовой смеси в зоне дуги-
В дентальной части, где температура дуги высокая, уг-
лекислый газ диссоциирует почти полностью. В области,
прилегающей к сварочной ванне, количество углекислого
газа преобладает над суммарным количеством кислоро-
да и окиси углерода- Все три компонента газовой смеси
защищают металл от воздействия воздуха, в то же вре-
мя окисляют его как при переходе капель электродной
проволоки в сварочную ванну, так и па поверхности.
Fe + СО2 7-FeO + СО; Мп + СО,^МпО + СО;
Si + 2CO2^SiO2 + 2СО; 2С + 2СОЙ<^2СО + 2СО;
2Fe + O2<-2FeO; 2Mn + CU±2MnO;
Si + O2^SiO2; 2С + 2O2<t2CO2.
Порядок и интенсивность окисления элементов зави-
сят от их химического сродства к кислороду. Вначале
окисляется кремний, имеющий большее сродство к кис-
лороду, чем другие элементы. Окисление марганца так-
же происходит значительно интенсивнее, чем окисление
железа и углерода. Следовательно, нейтрализовать
окислительный потенциал углекислого газа можно введе-
нием в присадочную проволоку избыточного кремния и
марганца. В этом случае погашаются реакции окисления
железа и образования окиси углерода, но сохраняются
защитные функции углекислого газа в отношении атмос-
феры воздуха.
Качество наплавленного металла зависит от процент-
ного содержания кремния и марганца в сварочной про-
волоке (при условии наличия необходимого количества
углекислого газа а). Хорошее качество наплавленного ме-
250
таяла при сварке углеродистых сталей гарантируется
тогда, когда в составе проволоки соотношение Мп к Si
Alli « Г- Q
составит — = 1 ,о 2.
Si
Образовавшиеся окнслы кремния и марганца не рас-
творяются в жидком металле, а вступают во взаимодей-
ствие друг с другом, образуя легкоплавкое соединение,
которое в виде шлака всплывает на поверхность свароч-
ной ванны.
Техника и режимы сварки. Прихватку деталей из уг-
леродистых сталей под сварку в углекислом газе осуще-
ствляют либо электродами типа Э42 или Э42А, либо по-
луавтоматической сваркой в углекислом газе. Прихватку
деталей из легированных сталей выполняют электрода-
ми соответствующего назначения.
Поверхность свариваемых кромок перед прихваткой
и сваркой тщательно зачищают от грязи, ржавчины, мас-
ла, окалины и шлака. При сборке выдерживают одина-
ковые зазоры, которые в стыковых соединениях не дол-
жны превышать 1,5 мм. Смещение свариваемых кромок
относительно друг друга не должно превышать 1 мм для
толщин 4—10 мм и 10% толщины для толщин более
10 мм.
Схема общего вида сварочного поста показана на
рис. 94.
Сварку в углекислом газе выполняют во всех прост-
ранственных положениях; вертикальные и потолочные
швы выполняют на малых токах и проволокой неболь-
шого диаметра.
Параметрами режима сварки в углекислом газе яв-
ляются род и полярность тока, диаметр электродной про-
волоки, величина сварочного тока, напряжение дуги, рас-
ход углекислого газа, вылет и наклон электродной про-
волоки по отношению к свариваемому изделию.
При сварке применяют постоянный ток обратной по-
лярности. Величину сварочного тока и диаметр электрод-
ной проволоки выбирают в зависимости от толщины ме-
талла и положения шва в пространстве.
В табл. 42 показаны приемы перемещения конца
электродной проволоки при сварке стыкового соедине-
ния в нижнем положении.
Материалы и оборудование. Углекислый газ имеет
следующие особенности:
при повышении давления превращается в жидкость;
251
ю
NO
ТОНКОЙ
в yr-
меха*
4— за-
У&е-
кискота
Рис. 94, Схема поста полу авто
магической сварки
электродной проволокой
лекислом газе:
1 — держатель, 2 — подающий
низм, 3 —кнопка включения,
щитный щиток, 5 — манометр на
6 ат, 6 — переходной штуцер для
установки манометра, 7 — редуктор
кислородный с манометром высо-
кого давления, 8 — осушитель газа,
3 — подогреватель газа. 10 — баллон
с углекислым газом, // — сварочный
выпрямитель (либо генератор),
12 — пульт управления
ТАБЛИЦА 42
Приемы перемещения конца электродной проволоки при сварке соединения в нижнем положении
ье
а?
ас
Слой шва Приемы перемеще- ния электродной проволоки
Первый Возвратно-посту пательное
Средний По вытянутой спи- рали
Верхний Змейкой
Ориентировочные размеры
колебаний электродной
проволоки, мм
а Ъ
3—10 ——
4—20 4—15
3-6 10—30
при охлаждении без давления переходит в твердое
состояние — сухой лед;
сухой лед при повышении температуры переходит не-
посредственно в газ, минуя жидкое состояние.
Для сварки применяют углекислоту по ГОСТ
8050—64, поставляемую в баллонах в жидком состоянии
Рис. 95. Приспо-
собление для уда-
ления влаги из
баллонов с угле-
кислотой
При испарении 1 кг жидкой углекис-
лоты при 0° С и 760 мм рт. ст. образу-
ется 506,8 л газа. В стандартный бал-
лон емкостью 40 л заливают 25 кг
жидкой углекислоты, что составляет
12,67 м3 газа. Вредными примесями в
углекислом газе являются азот и
влага. I
Влага удаляется из газа осушите-
лем, который заполняется силикаге-
лем, алюмогелем или медт-тым купоро-
сом, которые перед заправкот! в осу-
шитель необходимо прокалить при
температуре 250—300° С в течение
2—2,5 ч. ।
Рекомендуется также для сниже-
ния влажности углекислого газа бал-
лон с углекислотой ставить вентилем
вниз (рис. 95) и дважды через 15—•
20 мин после опрокидывания баллона
спускать воду.
Сварочная проволока применяет-
ся в зависимости от марки свариваемой стали. 1
В табл. 43 приведены некоторые марки сварочных
проволок, применяемые при сварке различных сталей.
Полуавтоматы. Для сварки в углекислом газе приме-
няют следующие полуавтоматы: ПШП-10, А-547, А-537,
сварочную головку ТСГ-7 для сварки труб и другое обо-
рудование.
Полуавтомат ПШПЛ0 предназначен для дуговой
сварки углеродистых нержавеющих и жаропрочных ста-
лей, алюминиевых сплавов и других металлов плавящим-
ся электродом в среде защитных газов. Полуавтомат по-
зволяет выполнять сварку постоянным током. В его
комплект входят катушка с кронштейном и шкаф с элек-
троаппаратурой.
Полуавтомат А-547 предназначен для сварки тонкой
электродной проволокой диаметром 0,8—1,0 мм.
254
ТАБЛИЦА 43
Применение марок проволоки для сварки сталей
различных марок
Марка
> III ...
Применение
СВ-08ГС
Св-08Г2С
СВ-10ХГ2С
Св-08ХГ2СМ
Св-08ХГСМФ
Св-08ХЗГ2СМ
Св-08Х14ГТ
СВ-10Х17Т
Св-06Х19Н9Т
Св-08Х19Н10Б
Для сварки углеродистых и
лаирсванных сталей на
300—400 А
низко*
токах
Для сварки углеродистых и низко-
легированных сталей на токах
600—750 А
Для сварки низколегированных ста-
лей повышенной прочности
Для сварки теплоустойчивых сталей
типа 15ХМА
Для сварки теплоустойчивых сталей
типа 20ХМФ
Для сварки стали ЗОХГСА
Для сварки хромистых сталей ти-
па XI3, Х17
Для сварки коррозиопностойких ста-
лей марок 0Х181П0, 0X18II9,
0X18I19T и 0Х18Н10Т
Полуавтомат А-537 предназначен для сварки элект-
родной проволокой диаметром 1,6—2 мм.
Сварочная головка типа ТСГ-7 предназначена для
сварки в защитных газах плавящимся колеблющимся
электродом поворотных стыков труб из низкоуглероди-
стых и нержавеющих сталей без подкладных колец.
Вопросы для самопроверки
1. Каковы особенности металлургия сварки в защитной среде
углекислого газа?
2. Какими свойствами обладает углекислый газ?
3А Каковы преимущества сварки в углекислом газе?
§ 80. СВАРКА В ИНЕРТНЫХ ГАЗАХ И АЗОТЕ
Сварка в инертных газах. Сварка в аргоне и гелии
выполняется как плавящимся, так и неплавящимся
(вольфрамовым) электродом (рис. 96).
265
Аргонодуговую сварку применяют для соединения
легированных сталей цветных металлов и их сплавов,
ее выполняют постоянным (рис. 97) и переменным
Рис. 96. Схема горения ду-
ги в инертных газах:
1 — электрод. 2 — присадочная
проволока, 3 - изделие, 4 свар-
ной шов. 5 — дуга, 6 — поток за-
щитно о газа. 7—горелка,
* 8 — воздух
Рис. 97. Упрощенная схема ручной
аргонодуговой сварки постоянным
током:
1 — горелка, 2 — баллон с защитным га-
зом, 3 — реостат, 4 — генератор, 5 — свар-
ной шов
(рис. 98) током плавящимся и неплавящимся электрода*
ми. Упрощенная схема поста
Рис. 98. Упрощенная схема ручной ар-
гоно-дуговой сварки переменным то-
ком:
/ — баллон с защитным газом, 2 — горел-
ка, <3—-сварной шов, 4 — осциллятор,
трансформатор с регулятором
5 —
Для возбуждения дуги
механизированной сварки
приведена на рис. 99.
При ручной арго-
нодуговой сварке ко-
нец вольфрамового
электрода загачивают
па конус. Длина за-
точки, как правило,
должна быть равна
двум-трем диаметрам
электрода.
Дуга зажигается
на специальной уголь-
ной пластине. Зажи-
гание дуги на основ-
ном металле не реко-
мендуется из-за воз-
можности загрязнения
и оплавления конца
электрода.
можно применить источник
питания с повышенным напряжением холостого хода или
256
дополнительный источник питания с высоким напряже-
нием (осциллятор), так как потенциал возбуждения и
ионизации инертных газов значительно выше, чем кисло-
рода, азота или паров металлов. Дуговой разряд инерт-
ных газов отличается высокой стабильностью.
Характерной особенностью аргонодуговой сварки не-
плавящимся вольфрамовым электродом при использо-
вании переменного тока является возникновение в сва-
рочной цепи составляющей постоянного тока, величина
Рис. 99 Схема поста механизированной сварки плавящимся электро-
дом:
У — балластный реостат, 2—контактор, 3— горелка, 4—подающий механизм,
5 ** ротаметр (расходомер газов), 6 — редуктор, 7 — баллон для газа; Г — сва-
рочный генератор, А—амперметр. V —вольтметр, LLi — шунт
которой может достигать 50% от величины эффективно-
го значения переменного тока сварочной цепи. Выпрям-
ление тока, т. е. появление составляющей постоянного
тока, зависит от размеров и формы вольфрамового элек-
трода, материала изделия и режимов сварки (величины
тока, скорости сварки и длины дуги). Появление в сва-
рочной цепи составляющей постоянного тока особенно
отрицательно сказывается на процессе сварки и качестве
сварных соединений из алюминия и его сплавов.
При чрезмерной величине составляющей постоянного
тока нарушается стабильность горения дуги, резко ухуд-
шается качество поверхности наплавляемого металла,
появляются подрезы, чешуйчатость и снижается проч-
ность сварных соединений и пластичность металла шва.
Устранение составляющей постоянного тока в сварочной
цепи переменного тока является первостепенным усло-
вием для получения качественных сварных соединений.
17-^123
257
Гелие-дуговая сварка имеет одинаковый принцип ра-
боты с аргонодуговой сваркой, поэтому отдельно не рас-
сматривается.
Аргонодуговой сваркой можно выполнять все виды
соединений: стыковые, тавровые, нахлесточные и уг-
ловые.
Для защиты металла шва со стороны корня и обес-
печения формирования обратной стороны шва поддува-
ют защитные газы (создание избыточного давления за-
щитного газа со стороны корня шва). При сварке тита-
НапраРлгние
—сёирки
Рис. 100. Схема расположения
присадочной проволоки и горелки
по отношению к свариваемому из-
делию
па, алюминия и их
сплавов для поддува
применяют агроп или
в особых случаях —I
гелий — при сварке ти-
тана. При сварке нер-
жавеющих сталей при-
меняют аргон, азот,
углекислый газ и
смесь азота с водоро-
дом (азота —93%, во-
дорода —7%).
Ручную а ргоноду-
говую сварку выполня-
ют без колебательных
движений горелки, которые не рекомендуется применять
из-за возможности нарушения защиты зоны сварки.
Угол между осью мундштука арго но дуговой горелки и
плоскостью свариваемого изделия должен быть 75—
80° (рис. 100). Присадочную проволоку располагают
под углом 90е относительно оси мундштука горелки, а
угол между проволокой и изделием должен быть
15—20°. I
Употребление газовых смесей вместо технически чи-
стых газов аргона или гелия в некоторых случаях повы-
шает устойчивость горения сварочной дуги, уменьшает
разбрызгивание металла, улучшает формирование шва,
увеличивает глубину проплавления, а также воздейству-
ет на перенос металла и увеличивает производительность
сварки.
Для сварки используются гелий и аргон — инертные
газы, не образующие с другими элементами химических
соединений, за исключением некоторых гидридов, устой-
чивость которых находится только в узких интервалах
258
температуры и давления. В промышленности гелий по-
лучают из природных газов путем их сжижения.
Аргон несколько тяжелее воздуха, поэтому струя его
хорошо защищает дугу и зону сварки. Дуга в аргоне
отличается высокой стабильностью.
По ГОСТ 10157—62 аргон вырабатывают трех соста-
вов (табл. 44).
ТАБЛИЦА 44
Состав аргона различных марок
Показатель Марка
А Б В
Содержание аргона, %, не менее 99,99 99,96 99,90
Содержание кислорода, %, не более .... 0,003 0,005 0,005
Содержание азота, %, не более 0,01 0,04 0,10
Содержание влаги при давлении 760 мм рт. ст., г/см3, ие более . . . 0,03 0,03 0,03
Сварка в азоте. При сварке меди и некоторых типов
нержавеющих сталей для защиты зоны дуги можно ис-
пользовать азот, полученный путем ректификации возду-
ха на кислородных установках. Азот инертен по отноше-
нию к этим материалам. Хранят и транспортируют азот
в стальных баллонах черного цвета с желтой кольцевой
полосой при давлении 150 ат.
При азотно-дуговой сварке электродами служат
угольные или графитные стержни, применять вольфра-
мовые стержни нецелесообразно, так как образующиеся
на их поверхности нитриды вольфрама легкоплавки,
вследствие чего расход вольфрама резко возрастает. При
азотно-дуговой сварке угольным электродом напряже-
ние дуги должно быть 22—30 В. Сварку выполняют по-
стоянным током прямой полярности, диаметр угольного
электрода 6—8 мм при токе 150—500 А. Расход азота
составляет 3—10 л/мин. Установка для сварки в азоте
аналогична установке для сварки в аргоне. Горелка дол-
жна иметь специальные сменные наконечники для за-
крепления угольных стержней.
Вопросы для самопроверки
1. Какие газы являются инертными и какие активными?
2. Для чего применяют поддув обратной стороны шва?
17*
259
Глава XX
ТЕХНОЛОГИЯ ИМПУЛЬСНО-ДУГОВОЙ
И ПЛАЗМЕННОЙ СВАРКИ
§ 81. ИМПУЛЬСНО-ДУГОВАЯ СВАРКА
Сущность импульсно-дуговой сварки состоит в том,
что сварочный ток в зону дуги подается кратковремен-
ными импульсами. Этот способ сварки может применять-
ся при использовании как плавящегося, так и иеплавя-
щегося электродов. Сварочная дуга питается от двух
источников тока. Я
При импульсно-дуговой сварке сварочная дуга под-
разделяется на дежурную дугу (вспомогательная дуга)
и рабочую дугу. Дежурная дуга питается от обычного
источника, который обеспечивает постоянную величину I
силы тока. Эта дуга горит беспрерывно. Рабочая дуга
питается от специального импульсного генератора, соз-
дающего импульсный ток.
Процесс импульсно-дуговой сварки состоит в еле- 1
дующем: I
1) дежурная сварочная дуга, питаемая от обычного
сварочного выпрямителя, горит беспрерывно, но величи-
на тока небольшая;
2) создание импульсного тока осуществляется надо- I
жением импульсов на постоянный по величине неболь-
шой ток дежурной дуги. Импульсный генератор заряжа- 1
ет электрический конденсатор, посылающий кратковре-
менные импульсы, т. е. разряды, па сварочную дугу. I
Импульсный генератор состоит из выпрямителя и
конденсатора. Обычно число импульсов, поступающих
на сварочную дугу, равно частоте питающей сети (50 Гц) 1
или вдвое больше (100 Гц). Л
Использование импульсов тока бывает весьма эффек-
тивным при сварке плавящимся электродом. Импульсы 1
тока, посылаемые конденсатором на сварочную дугу, *1
упорядочивают перенос металла в дуге. Например, уве-
личение тока в импульсе в 4 раза увеличивает усилия,
воздействующие на металл в 16 раз.
В результате подачи импульсов тока капля жидкого
металла отрывается от электрода и как бы стремитель- 1
но летит вперед по направлению к оси электрода, вслед,
ствие чего упорядочивается перенос металла в свароч-
260
ной дуге, улучшается формирование шва, возрастает
глубина проплавления основного металла и улучшаются
условия сварки в вертикальном и потолочном положе-
ниях.
Применение импульсно-дуговой сварки особенно
важно при наложении корневого слоя, так как в этом
случае обеспечивается стабильный провар свариваемых
кромок без прожогов.
Обычно величина тока дежурной дуги при сварочном
токе 350 А составляет порядка 1 —10 А. Напряжение
холостого хода источника, питающего дежурную дугу
70—80 В, а напряжение основного сварочного импульс-
ного источника находится в пределах 50—60 В.
§ 82. ПЛАЗМЕННАЯ СВАРКА
Дуговая сварка выделила в настоящее время особый
вид сварки — плазменную сварку, которая наряду с об-
щими признаками имеет существенные отличия от дуго-
вой сварки.
В плазменной сварке основным источником энергии
для нагрева металла служит плазма — ионизированный
и нагретый газ. Плазма представляет собой смесь элек-
трически нейтральных молекул газа и электрически за-
ряженных частиц, электронов и положительных ионов.
Поэтому наличие электрически заряженных частиц де-
лает плазму чувствительной к воздействию электриче-
ских полей.
Плазма вследствие наличия в ней электрически заря-
женных частив является электропроводной, и при дей-
ствии электрических полей в плазме возникают электри-
ческие токи. Чем выше степень ионизации, тем выше
электропроводность плазмы. Токи в ней отклоняются под
действием магнитных полей. Ускорения, сообщаемые за-
ряженным частицам действием электрических и магнит-
ных полей путем соударения, передаются нейтральным
частицам газа, и весь объем плазмы получает направ-
ленное движение, образуя струю, поток или факел горя-
чего газа.
Электрические поля, воздействуя на плазму, сообща-
ют энергию заряженным частицам, а через эти частицы
и всей плазме. В результате такой передачи энергии тем-
пература плазмы может достичь 20 000—30 000° С.
261
Плазму получают различными способами. Самый
простой и распространенный из них — нагрев газа в ду-
говом разряде.
Основное отличие плазменной сварки от дуговой за- ]
ключается в использовании энергии разряда. Если I
при дуговой сварке находят применение процессы, про- |
текающие в приэлектродных областях, на поверхностях ]
электродов, то при плазменной сварке используется I
энергия столба сварочной дуги. Если при дуговой сварке I
должно быть сохранено постоянство величины сварочно- I
го тока, то при плазменой сварке необходимо иметь I
постоянство подводимой мощности. Питание сварочной
дуги, создающей плазмонный факел, обеспечивают посто-
янным пли переменным током различной частоты. I
Плазма имеет несколько регулируемых параметров, j
а именно: сварочный ток и напряжение, угол наклона 1
струи, скорость и расход истечения газов, а также состав I
газа, геометрическую форму струи. I
Для придания факелу плазмы необходимой формы 1
применяют различного рода насадки, позволяющие по-
лучать форму плазмы в виде цилиндра, конуса, диска, ]
петли и т. д. I
Глава XXI 1
ОСОБЕННОСТИ СВАРКИ 1
НЕКОТОРЫХ ВИДОВ КОНСТРУКЦИИ J
§ 83. СВАРКА ТРУБ
Общие сведения. При сооружении трубопроводов |
сварные стыки труб могут быть поворотными, неповорот-
ными и горизонтальными (рис. 101). I
Перед сборкой и сваркой трубы проверяют на соот-
ветствие требованиям проекта, по которому сооружается
трубопровод, и техническим условиям. Основными тре-
бованиями проекта, а также технических условий явля-
ются: наличие сертификата на трубы; отсутствие эллипс-
ности труб; отсутствие разностенпости труб; соответст-
вие химического состава и механических свойств
металла трубы требованиям, указанным в технических 1
условиях пли ГОСТах. 1
При подготовке стыков труб под сварку проверяют I
перпендикулярность плоскости реза трубы к ее оси, угол
262 I
раскрытия шва и величину притупления. Угол раскры-
тия шва должен составлять 60—70°, а величина притупле-
ния 2—2,5 мм (рис. 102). Фаски снимают с торцов труб
механическим способом, газовой резкой или другими
Конец ейарки
о) &)
Рис. 101. Сварные стыки труб:
а — поворотный, б — пеповоротный, в — горизонтальный
Рис. 102. Подготовка
кромок труб под свар-
ку при толщине сте-
нок 8—12 мм
способами, обеспечивающими требуемую форму, разме-
ры и качество обрабатываемых кромок.
Разностенность толщин стенок свариваемых труб и
смещение их кромок не должны превышать 10% от тол-
щины стенки, но быть не более 3 мм. При стыковке труб
должен обеспечиваться равно-
мерный зазор между соединяе-
мыми кромками стыкуемых эле-
ментов, равный 2—3 мм.
Перед сборкой кромки сты-
куемых труб, а также прилегаю-
щие к ним внутренние и наруж-
ные поверхности на длине 15—
20 мм очищают от масла, окали-
ны, ржавчины и грязи.
Прихватки, являющиеся со-
ставной частью сварного шва,
выполняют те же сварщики, ко-
торые будут сваривать стыки, с
электродов.
При сварке труб диаметром до 300 мм прихватка вы-
полняется равномерно по окружности в 4 местах швом
высотой 3—4 мм и длиной 50 мм каждая. При сварке
труб диаметром более 300 мм прихватки располагают
применением тех же
2G3
равномерно по всей окружности стыка через каждые
250—300 мм. J
При монтаже трубопроводов необходимо стремиться
к тому, чтобы по возможности больше стыков сварива-
лось в поворотном положении. Трубы, толщина стенки
которых составляет 12 мм, сваривают в три слоя. Пер-
вый слой создает местный провар в корне шва и надеж-
ное сплавление кромок. Для этого необходимо, чтобы
наплавленный металл образовал внутри трубы узкий
ниточный валик высотой 1—1,5 мм, равномерно распре-
деляющийся по всей окружности. Для получения прова-
ра без сосулек и грата движение электрода должно быть
возвратно-поступательным с непродолжительной задер-
жкой электрода на сварочной ванне, незначительным по-
перечным колебанием между кромками и образованием
небольшого отверстия в вершине угла скоса кромок. От-
верстие получается в результате проплавления основно-
го металла дугой. Размер его не должен превышать
1—2 мм больше установленного зазора между трубами.
Сварка поворотных стыков. Первый слой высотой
3—4 мм сваривают электродами диаметром 2—3—4 мм.
Второй слой наплавляется электродами большего диа-
метра и при повышенном токе. Первые два слоя можно
выполнить одним из следующих способов:
1. Стык делят на четыре участка. Вначале сваривают
участки 7—2, после чего трубу поворачивают на 180° и
заваривают участки 3 и ~4 (рис. 103). Затем тру-
бу поворачивают еще на 90° и сваривают участки
5 и 6, затем поворачивают трубу на 180° и сваривают
участки 7 и 8.
2. Стык делят на четыре участка. Вначале сваривают
участки 1 и 2, затем поворачивают трубу на 90° и свари-
вают участки 3 и 4 (рис. 104). После сварки первого слоя
трубу поворачивают на 90° и сваривают участки 5 и 6,
затем поворачивают трубу на 90° и сваривают участки
7 и 8.
3. Стык делят на несколько участков (при сварке
труб диаметром более 500 мы). Сварку ведут обратно-
ступенчатым способом отдельными участками (рис. 105).
Длина каждого участка шва (7—S) составляет 150 —
300 мм и зависит от диаметра трубы.
Третий слой во всех рассмотренных выше способах
накладывают в одном направлении при вращении тру-
бы. На трубах диаметром до 200 мм можно не делить
264
стык на участки и сваривать его сплошным швом с по-
воротом трубы в процессе сварки (рис. 106). Второй и
третий слои выполняются аналогично первому, но в про-
тивоположных направлениях. Во всех случаях необхо-
дим каждый последующий слой перекрывать предыду-
щим на 10—15 мм.
Рис. 103. Схема сварки стыка трубы:
а — первого слоя, б — второго слоя
Рис. 104. Схема сварки стыка трубы по второму методу
Рис. 105. Схема сварки стыка труб большого диаметра:
а — первого шва, б — второго шва
Сварка неповоротных стыков. Ыеповоротпые стыки
труб при толщине стенок до 12 мм свариваются в три
слоя. Высота каждого слоя не должна превышать 4 мм,
а ширина валика должна быть равной двум-трем диа-
метрам электрода.
265
Стыки труб диаметром более 300 мм свариваются
обратно-ступенчатым способом. Длина каждого участ-
ка должна быть 150—300 мм, порядок их наложения по-
казан на рис. 107.
Направление
поворота трувь*
Направление
сбирни
Рис. 106. Схема сварки стыка
труб малого диаметра
Рис. 108. Поверхность корнево-
го шва:
а — вогнутая, б — сле< ка выпукл а я,
и—сильно выпуклая (стрелками
указаны возможные места непрова-
ров)
Рис. 107. Схема наложе-
ния слоев при сварке не-
поворотных стыков труб
диаметром до 400 мм
(цифрами показана пос-
ледовательность сварки
участков по слоям, а
стрелками — направле-
ние сварки)
Рис. 109. Схема заполнения
раздехки кромок
Первый слой образуется при поступательно-возврат-
ном движении Электрода с задержкой дуги па свароч-
ной ванне. Величина тока устанавливается в 140—-170
А, что позволяет проплавлять кромки стыка с образова-
нием узкого ниточного валика высотой 1—1,5 мм па его
внутренней стороне. При этом на свариваемые кромки
не должны попадать крупные брызги расплавленного
металла и сварка должна быть выполнена без прожо-
гов. Для этого дугу необходимо держать короткой, а
отрывая от ванны, удалять ее не более чем па 1—2 мм. Пе-
266
рекрытис начала и конца смежного слоя должно состав-
лять 20—25 мм.
Режим для сварки второго слоя тот же, что и для
сварки первого слоя. Электрод при сварке второго слоя
должен иметь поперечные колебания от края одной
кромки к краю другой кромки.
При сварке поверхность каждого слоя может быть
вогнутой (рис. 108, а) или слегка выпуклой (рис. 108;б).
Чрезмерная выпуклость шва особенно при потолочной
Рис. НО. Схема разделки кромок горизонтальных стыков ответствен-
ных (а) и неответственных (б) трубопроводов и их сваркп (е), циф-
рами указан порядок наложения слоев
сварке (рис. 108, в) может быть причиной непровара.
Для облегчения наблюдения за зоной сварки в на-
правлении ведения последнего слоя, предпоследний слой
накладывают в области кромок так, чтобы его поверх-
ность была на 1—1,5 мм ниже свариваемых кромок
(рис. 109). Последний слой выполняют с усилением 2—
3 мм и шириной на 2—3 мм большей, чем ширина раз-
делки кромок. Оп должен иметь плавный переход от на-
плавленного металла к основному.
Сварка горизонтальных стыков. При сборке горизон-
тальных стыков труб нет необходимости полностью сни-
мать кромки нижней трубы, достаточно лишь раскрыть
ее па угол 10—15°, что улучшает процесс сварки без из-
менения ее качества (рис. НО,и). При сборке неответ-
ственных трубопроводов на нижней трубе фаска совсем
не снимается (рис. 110,6).
Лучшим методом сварки горизонтальных стыков яв-
ляется сварка отдельными валиками небольшого се-
чения. Первый валик накладывают в вершине шва
(рис. НО, в), электродами диаметром 4 мм (при токе
267
160—190 А) при возвратно-поступательном движении эле-
ктрода с обязательным образованием на внутренней сто-
роне стыка узкого ниточного валика высотой 1—1,5 мм.
После первого валика (слоя) зачищают его поверхность.
Второй валик накладывают так, чтобы он перекрывал
первый при возвратно-поступательном движении эле-
ктрода и его небольшом колебании от края нижней кром-
ки до края верхней кромки. Сварка выполняется в том
же направлении, что и сварка первого слоя (валика).
Затем ток увеличивают до 250—300 А и сваривают тре-
тий валик электродами диаметром 5 мм, что повышает
производительность сварки. Третий валик накладыва-
ют в противоположном направлении, чем сваривался
первый шов. Он должен перекрывать 70% ширины вто-
рого валика. Четвертый валик укладывают в том же на-
правлении. но располагают в углублении между треть-
им валиком и верхней кромкой.
При сварке стыка трубы более, чем в три слоя, на-
чиная с третьего слоя, каждый последующий выполня-
ется в противоположном направлении, чем предыдущий.
Трубы диаметром до 200 мм сваривают сплошными шва-
ми, а диаметром более 200 мм—обратно-ступенчатым
методом.
§ 84. СВАРКА СОСУДОВ И РЕЗЕРВУАРОВ
К сосудам относятся паровые котлы, цистерны для
сжиженных газов, химическая аппаратура и т. д., в ко-
торых рабочее давление превышает атмосферное на
0,7 кгс/см2 и выше.
Сосуд обычно состоит из обечаек, сферических днищ
и патрубков (рис. 111).
Рис. 111. Узлы сосуда:
1 — сферическое днище. 2 — обечайка. 3 — патрубок;
I — кольцевой шов, II — продольный шов
268
Рис. 112. Вертикальный ре-
зервуар:
1 — днище, 2 — корпус, кров-
ля, 4 — шахтная .пестчица
Вначале собирают карты из листов, которые сварива-
ют между собой. Затем сваренные карты изгибают по
радиусу в вальцах для получения заготовки обечайки. По-
том сваривают продольный шов с последующей прав-
кой (обкаткой) сваренной обечайки па вальцах.
Сваренные и отвальцованпыс обечайки собирают
между собой, с патрубками и сферическими днищами.
Кольцевые швы сваривают участками обратно-ступен-
чатым способом. Патрубки приваривают либо в одном
направлении, если диаметр
патрубка не более 200 мм, ли-
бо обратно-ступенчатым спосо-
бом, если диаметр патрубка
более 200—300 мм.
Сваренные сосуды обяза-
тельно проходят специальный
контроль на прочность и плот-
ность сварных соединений.
являющиеся
листовыми конструкциями, по
форме бывают цилиндрически-
ми и шаровыми (сферически-
ми). Цилиндрические резер-
вуары подразделяются на вертикальные и горизонталь-
ные. Технология сборки и сварки горизонтальных резер-
вуаров аналогично технологии сборки и сварки сосудов.
Вертикальный резервуар (рис. 112) состоит из днища,
корпуса, кровли, шахтной лестницы и других металличе-
ских конструкций. По современной технологии днище и
корпус вертикального резервуара сваривают автомати-
ческой сваркой на заводе, а затем свертывают в рулон
и отправляют на место монтажа. Кровлю также изготов-
ляют по узлам на заводе и отправляют на место монта-
жа отдельными узлами (щитами).
При монтаже резервуаров ручной сваркой выполня-
ют кольцевой шов, соединяющий корпус резервуара с
днищем, замыкающий шов корпуса резервуара и дру-
гие сварочные работы. Кольцевой шов выполняют об-
ратно-ступенчатым способом, а замыкающий шов — сни-
зу вверх участками. Сферические резервуары собирают
из отдельных элементов (лепестков), изготовленных ме-
тодом холодной или горячей штамповки, методом взрыва
или вальцовки.
269
Сварку лепестков выполняют в специальных манипу-
ляторах ручной или автоматической сваркой.
§ 85. СВАРКА РЕШЕТЧАТЫХ КОНСТРУКЦИЙ
К решетчатым конструкциям относятся фермы, фа-
хверки, мачты, различные опоры и т. д. Они изготавли-
ваются из профильного металла (двутавровых балок,
уголка, листа, труб, швеллера и т. д.). В решетчатой кон-
струкции вначале сваривают все короткие швы, соеди-
няющие между собой однотипные элементы, применяя
обратно-ступенчатый метод. Затем выполняют сварку
данных длинных швов также обратно-ступенчатым спо-
собом, соблюдая определенную очередность наложения
швов.
Вопросы для самопроверки
1. Как классифицируются сварные конструкции?
2. Какие бывают стыки труб по расположению в пространстве?
3. В чем заключается различие методов наложения швов при
сварке поворотного, нсповоротного и горизонтального стыков?
Глава XXII
ДЕФЕКТЫ И КОНТРОЛЬ
СВАРНЫХ СОЕДИНЕНИЙ
§ 86. ДЕФЕКТЫ СВАРНЫХ ШВОВ
Классификация дефектов. Дефектами сварных соеди-
нений принято называть отклонения от норм, предусмот-
ренных ГОСТами, техническими условиями и чертежами
проектов. В этих нормах предусматриваются: геометри-
ческие размеры сварных швов (высота и ширина), спло-
шность, герметичность, механическая прочность, пластич-
ность, химический состав и структурные составляющие
металла шва.
Дефекты сварных швов и соединений по природе их
образования и по расположению весьма разнообразны.
По природе образования можно выделить следующие ос-
новные группы дефектов:
а) образующиеся в результате нарушения техноло-
гии сборки (смещение свариваемых кромок, осей труб,
270
несоответствие зазора между свариваемыми деталями
и др.);
б) имевшиеся в металле свариваемых деталей (тре-
щины, расслоения, закаты и пчены), на свариваемых
кромках или вблизи шва; эти дефекты могут воздейство-
вать на формирование шва;
в) вызываемые плохой свариваемостью основного
металла (склонность к образованию холодных и горячих
трещин в основном соединении);
г) образующиеся в результате несоответствия хими-
ческого состава и технологических свойств присадочных
материалов;
д) образующиеся из-за нарушения технологическо-
го процесса сварки или термической обработки (несоот-
ветствие структурных составляющих, подрезы, поры, не-
провары, прожоги, шлаковые включения, ослабленные
швы);
е) возникающие во время сварки или при охлажде-
нии конструкции из-за несоответствия зажимных при-
способлений, кондукторов и прочей оснастки;
ж) образующиеся при эксплуатации конструкций.
По характеру залегания дефекты в сварных соедине-
ниях можно разделить на внешние и внутренние.
Внешние дефекты — это несоответствие геометриче-
ских размеров шва (излишнее или недостаточное усилие,
неравномерность ширины шва), чрезмерная чешуйча-
тость, незаплавленные кратеры, подрезы, поры, шлако-
вые включения и трещины, выходящие на поверхность.
Внутренние дефекты — это непровары между свари-
ваемыми кромками деталей, непровары в корне шва,
флокены, пережог металла, внутренние трещины, газо-
вые поры и шлаковые включения, не выходящие на по-
верхность, структурные составляющие, несоответствую-
щие материалам свариваемых изделий.
По величине дефекты подразделяют на макроскопи-
ческие, которые хорошо видны невооруженным глазом
или рассматриваются под лупой с увеличением до 10—
20 раз, и микроскопические, рассматриваемые под мик-
роскопом с увеличением от 50 до 1500 раз.
Макроскопические и микроскопические дефекты и
причины их образования. Неудовлетворительное форми-
рование шва характеризуется крупной чсшуйчатостыо,
неравномерной! шириной и высотой шва, наличием на-
плывов и прожогов, а также пезаваренных кратеров.
271
Подрезы —это углубления (канавки) в месте пе-
рехода основного металла к металлу сварного шва
(рис. 113, а). Подрезы — опасные дефекты, которые мо-
гут привести к выходу из строя сварное изделие.
Подрезы устраняются наплавкой тонких (ниточных)
швов электродами малых диаметров.
Прожоги (рис. 113,6) образуются в результате
большой величины сварочного тока, из-за малого рри-
Рис. 113. Дефекты сварных соединений (стрелками указан дефект)
тупления кромок свариваемого изделия, большого зазо-
ра между свариваемыми кромками, а также при нерав-
номерной скорости сварки. Прожоги являются недопус-
тимыми дефектами и подлежат исправлению.
Непровары — это иесплавление между отдельны-
ми валиками, основным и наплавленным металлом и не-
заполнекие металлом расчетного сечения шва (рис. 113,в).
При V-образной разделке кромок могут быть непрова-
ры в корне стыковых швов, а при X-образной разделке —
в центре шва. Непровары могут быть также в стыковых
и тавровых швах и могут стать причиной разрушения
конструкции в результате повышенных концентраций на-
пряжений и уменьшения площади поперечного сечения
металла шва.
Трещины (рис. 113, г) являются наиболее опасными
дефектами. Возникновение трещин связано с химическим
составом основного и наплавленного металла, а также
со скоростью охлаждения сварного соединения и с жест-
костью свариваемого контура,
Трещины, образовавшиеся в процессе сварки, назы-
ваются горячими, а после охлаждения металла — холод-
ными.
272
Трещины снижают статическую, динамическую и
вибрационную прочность конструкции. В результате ди-
намических нагрузок трещины быстро развиваются (уве-
личиваются в размере) и приводят к разрушению кон-
струкции. На образование трещин влияет температура
окружающей среды (чем ниже температура окружаю-
щей среды, тем больше вероятность образования тре-
щин). При сварке низкоуглеродистых сталей трещины
встречаются редко.
Газовые поры (рис. 113, д) образуются в шве
вследствие перенасыщения расплавленного металла сва-
рочной ванны газами. Поры могут быть внутренними, не
выходящими на поверхность сварного шва, и наружны-
ми, выходящими на поверхность шва. Они могут быть
одиночными, групповыми либо располагаться цепочкой.
Появление пор в сварном изделии снижает механиче-
ские свойства наплавленного металла (ударную вяз-
кость, угол загиба, предел прочности) и нарушает гер-
метичность изделия.
Неметаллические включения представляют
собой загрязнение металла. Это чаще всего шлаки, не
успевшие всплыть на поверхность металла в процессе
кристаллизации. Неметаллические включения уменьша-
ют рабочее сечение шва и приводят к понижению проч-
ности сварного соединения.
Очередность контроля. Чтобы обеспечить высокое ка-
чество и надежность сварных соединений, необходимо
выполнить предварительный контроль, пооперационный
контроль, контроль готовых сварных соединений.
При предварительном контроле следует проверить:
а)сварочные материалы (электроды, сварочную про-
волоку, флюсы и газы) и материал для дефекто-
скопии;
б) сварочное оборудование, сборочно-сварочные при-
способления, контрольно-измерительные приборы, ин-
струмент, аппаратуру и приборы для проведения дефек-
тоскопии.
Обязательно должна быть проверена квалификация
сварщиков, контролеров-дефектоскопистов и инженерно-
технических работников, занимающихся вопросами конт-
роля сварных швов.
Пооперационный контроль включает:
а) контроль подготовки деталей под сварку, режимов
сварки и правильности наложения швов;
18—123
273
6) контроль в процессе сварки за состоянием обору*
дования, за качеством и соответствием присадочных ма*
териалов и контрольно-измерительных приборов.
Контроль готовых сварных соединений
выполняют после выполнения термической об’
работки (если она предусмотрена требованиями техно-
логического процесса).
* 1
§ 87. СПОСОБЫ КОНТРОЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ
И СВАРНЫХ СОЕДИНЕНИЙ ]
При выполнении сварочных работ применяют различ-
ные методы контроля сварочных материалов и сварных
соединений. I
Внешний осмотр и замер размеров швов. Этот вид
контроля является необходимым и наиболее распростра-
ненным при сварке. Внешний осмотр может быть выпол-
нен невооруженным глазом и с помощью увеличитель-
ного стекла. Перед внешним осмотром сварные швы
должны быть тщательно очищены от шлака, а если необ-
ходимо, то и протравлены. Осматривать детали следует
как после прихваток, так и после наложения каждого
валика. Размеры швов замеряют специальными шабло-
нами и измерительными приборами непосредственно пос-
ле сварки.
При сварке плохо сваривающихся сталей рекоменду-
ется повторно осматривать сварные швы. Внешним ос-
мотром выявляют излом или неперпендикулярность
осей соединенных элементов, смещение кромок соединя-
емых элементов, несоответствие размеров и формы швов
(по высоте, катету и ширине шва, по равномерности уси-
ления, чешуйчатости и т. п.), трещины всех видов и на-
правлений, наплывы, подрезы, прожоги, незаварепные
кратеры, непровары, пористость и другие дефекты,
отсутствие плавных переходов от одного сечения к дру-
гому, несоответствие общих геометрических размеров
сварного узла (изделия) требованиям чертежей и тех-
нических условий, отсутствие клейм сварщиков пли не-
соответствие клеймения установленным требованиям.
Осматривать необходимо все без исключения свар-
ные соединения. Внешний осмотр и измерение сварных
соединений осуществляют в условиях достаточной осве-
щенности объекта контроля.
274
Механические испытания. Для определения механи-
ческих свойств одновременно с изделием на тех же тех-
нологических режимах сваривают из того же металла
пробные пластины или отрезки труб, из которых изго-
тавливают образцы для испытаний (иногда образцы вы-
резают непосредственно из изделия). Размеры и формы
образцов, изготовляемых для механических испытаний,
регламентированы ГОСТ 6996—66 (рис. 114).
S6
Рис. 114. Образцы для испытаний механических свойств:
а — наплавленного металла, б — сварного соединения, в — на изгиб, г — на
ударную вязкость
Для проверки механических свойств из наплавленно-
го или основного металла изготавливают круглый об-
разец (рис. 114, я), который испытывают иа статическое
(кратковременное) растяжение па разрывной машине.
Одновременно определяют относи гелыюе удлинение
(в процентах от первоначальной длины образца).
Аналогично проводят механические испытания
свойств сварного соединения из пробной пластины или
трубы на плоском образце (рис. 114,6).
Пластичность металла шва определяется испытани-
ем сварного соединения на статический изгиб (загиб)
на разрывных машинах или под специальным прессом
(рис. 114, о). Чем больше угол загиба а, тем выше плас-
18*
275
точность. Максимальный угол загиба, равный 180\ ха-
рактеризует хорошую пластичность металла. Образен
загибается до образования трещины. 1
Испытание сварного соединения на ударный разрыв
(ударную вязкость) проводят на специальных машинах
(маятниковых копрах). Для этой цели изготавливаются
специальные квадратные образцы с надрезом со стороны
раскрытия шва (рис. 114,г). ]
Сварное соединение испытывают на твердость обыч-
но на закаливающихся сталях.
Металлографические исследования сварных соедине-
ний. Основной задачей металлографического анализа яв-
ляется исследование структуры и дефектов (пороков)
основного и наплавленного металла сварного соедине-
ния. Металлографические исследования включают в себя
макроструктурный и микроструктурный методы ис-
следования металлов. |
При макроструктурном методе изучаются
макрошлифы и изломы металла. Макрошлиф — это за-
шлифованный образец металла, протравленный 25%-ным
водным раствором азотной кислоты. Шлифы вырезают
из сварного шва или пробных пластин. Макроструктуру
рассматривают невооруженным глазом либо с помощью
лупы. Исследование излома позволяет выявлять такие
дефекты, как белые пятна (флокены). Излом явля-
ется одним из лучших методов выявления этого дефек-
та. По излому можно судить и о том, где произошло
разрушение металла — по зерну или по границам
зерен.
При микроструктурном методе (микроана-
лиз) исследуется структура и пороки металла с помо-
щью микроскопа, т. с. при более чем 50—100-кратном
увеличении. Поверхность шлифа тщательно полируется
и протравливается. С помощью мпкроисследовапия мож-
но установить качество металла, в том числе обнару-
жить пережог металла, наличие окнелов по границам
зерен, засоренность неметаллическими включениями
(оксидами, сульфидами), величину зерен металла,
изменение состава металла при сварке, микроскопи-
ческие трещины, поры и некоторые другие дефекты
структуры.
Коррозионные испытания сварных соединений. Кор-
розией называется разрушение металлов, сплавов и их
сварных соединений вследствие воздействия на них ок-
276
ружающей среды. Существуют два вида коррозии: хи-
мическая и электрохимическая.
Химическая коррозия представляет собой про-
цесс непосредственного взаимодействия между метал-
лом и средой (сухие газы, жидкие неэлектролиты — бен-
зин, масло, смола и др.). Электрохимическая
коррозия происходит при действии на металлы
жидких электролитов (водных растворов солей, кис-
лот, щелочей), а также влажного воздуха, т. е. про-
водников электричества—• растворов, содержащих ионы.
§ 88. ФИЗИЧЕСКИЕ МЕТОДЫ КОНТРОЛЯ СВАРНЫХ ШВОВ
Радиационная дефектоскопия — рентгено- и гамма-
графический метод контроля. Рентгено- и гамма-гра-
фия — это метод получения на рентгеновской пленке или
экране изображения предмета (изделия), просвечивае-
мого рентгеновским или гамма-излучением. Он основан
на способности рентгеновских и гамма-лучей проходить
через непрозрачные предметы, в том числе через метал-
лы, и действовать на рентгеновскую пленку и некоторые
химические элементы, благодаря чему последние флу-
оресцируют (светятся).
При этом дефекты, встречающиеся при сварке в теле
изделия и чаще всего имеющие характер пустот (не-
проваров, трещин, раковин, пор и т. д.), на рентгеновс-
кой пленке (на рентгенограммах) имеют вид пятен (ра-
ковины, поры) или полос (непроваров).
Как правило, просвечивают 3—15% общей длины
сварного шва. У особо ответственных конструкций про-
свечивают все швы.
Рентгеновские аппараты, применяемые для контроля
изделий, состоят из рентгеновской трубки, источника
питания и пульта управления. В качестве источника
питания применяют повышающий трансформатор, во
вторичную цепь которого включают кенотроны для вы-
прямления анодного тока и высоковольтные конденса-
торы, позволяющие удвоить или утроить напряжение
вторичной обмотки трансформатора.
Схема просвечивания рентгеновскими лучами изделия
показана на рис. 115.
В зависимости от режима просвечивания (при тол-
щине металла до 50 мм), качества пленки и правиль-
277
ности дальнейшей ее обработки удается выявить дефект
ты размером 1—3% от толщины контролируемых де-
талей.
В настоящее время широкое применение нашли
рентгеновские аппараты ИРА-1Д, ИРА-2Д, РУП-120-5-1,
РУП-200-5, РУП-400-5 и др.
Гамма-лучи образуются в результате внутриатомно-
го распада радиоактивных веществ. В качестве источни-
ков гамма-лучей при-
меняют следующие ра«
диоа кт11 вн не вещест-
ва: тулий-170, иридий-
192, цезий-137, ко-
бальт-60 для просве-
чивания металла тол-
щиной 1—60 мм.
Гамма-лучи, дей-
ствуя на пленку та <
Рпс. 115 Схема просвечивания
рентгеновскими лучами изделия:
1 — рентгеновская трубка, 2 — футляр
со свппновым экраном, 3—просвечивае-
мое изделие» 4—дефект, 5—кассета,
6 — экраны. 7 — рептгенопленка
же, как и рентгенов-
ские лучи, фиксируют
на ней
сварки.
все
дефект
Чувствител ь-
ность гамма-коптрол 4
ниже чувствительно•
стп рентгеновских
снимков; например, на
гамма-снимках при
просвечивании стали
толщиной 10—15 мм
кобальтом-60 выявля-
ются дефекты глуби-
ной 0,5—0,7 мм, тогда как на рентгеновских снимках
видны дефекты глубиной 0,1—0,2 мм.
Чувствительность гамма-снимков, полученных при по-
мощи радиоактивных изотопов—тулия-170, иридия-192 и
других, приближается к чувствительности рентгеновских.
Гамма-лучи также вредны для здоровья человека,
поэтому ампулы с радиоактивным веществом помещают
в специальные аппараты — гамма-установки, имеющие
дистанционное управление (рис. 116).
Схема панорамного просвечивания сварных стыков
трубопроводов с помощью гамма-источника показана на
рис. 117.
Сварной шов при радиационной дефектоскопии бра-
278
008-008
279
или сплошной линией
Рис. 117. Схема пано-
рамного просвечива-
ния сварных стыков
трубопроводов с рас-
положением радиоак-
тивного источника из-
лучения в цептре тру-
бы:
а — источник излучения,
б — рентгеновская плен-
ка
куется, если на рентгеновском или гамма-снимке обна-
ружены следующие дефекты:
а) шлаковые включения или раковины по группе Л
(отдельные дефекты) и В (скопление дефектов) разме-1
ром ио высоте шва более 10% толщины стенки, если она
не превышает 20 мм, а также более 3 мм при толщине
стенки более 20 мм;
б) шлаковые включения, расположенные цепочкой
вдоль шва (группа Б), при сум-
марной их длине, превышающей
200 мм на 1 м шва;
в) поры, расположенные в
виде сплошной сетки;
г) скопление на отдельных
участках шва свыше пяти пор
па 1 см2 площади шва.
Дефекты распределяют по
группам А, Б, В по следующим
признакам:
А — отдельные дефекты, ко-
торые по своему расположению
не образуют цепочки или скоп-
ления;
Б — цепочка дефектов, рас-
положенных на одной линии в
количестве более трех с расстоя-
нием между ними, равным трех-
кратной величине дефектов и
менее;
В — скопление дефектов в од-
ном месте с расположением их в количестве более трех
с расстоянием между ними, равным трехкратной вели-
чине дефектов и менее.
Ультразвуковой метод контроля. Этот метод основан
на способности высокочастотных колебаний частотой
около 20000 Гц проникать в металл и отражаться от по-
верхности дефектов (от встретившихся препятствий).
Отраженные ультразвуковые колебания имеют ту же
скорость, что и прямые колебания. Это свойство имеет
основное значение в ультразвуковой дефектоскопии.
Узкие направленные пучки ультразвуковых колеба-
ний для целей дефектоскопии получают при помощи
пьезоэлектрических пластин кварца или титаната бария
(пьезодатчика). Эти кристаллы, помещенные в элсктри-
280
ческое поле, дают обратный пьезоэлектрический эффект,
т. е. преобразуют электрические колебания в механиче-
ские. Таким образом, пьезокристаллы под действием пе-
ременного тока высокой частоты (0,8—2,5 МГц) стано-
вятся источником ультразвуковых колебаний и создают
направленный пучок ультразвуковых волн в контролиру-
емую деталь.
Отраженные ультразвуковые колебания улавливают-
ся искателем (щупом) и затем преобразуются в элект-
Рис. 118. Ультразвуковой метод контроля сварных соединений:
а — схема. б —общий вид дефектоскопа, в — сигналы на экране осциллографа
(слева — шов без дефекта, справа — с трещиной в непроваром); / — испытуе-
мый образец, 2—приемник, 3— генератор. 4— усилитель, 5 — начальный им-
пульс, 6— сигнал от дефекта, 7 — ложный сигнал. 8—генератор развертки,
9 — излучатель
рические импульсы. Отраженные электрические колеба-
ния через усилитель подаются на осциллограф и вызы-
вают отклонение луча па экране электронной трубки. По
виду отклонения судят о характере дефекта.
Схема ультразвукового метода контроля сварных со-
единений показана на рис. 118.
Современные ультразвуковые дефектоскопы работа-
ют по схеме импульсного излучения, г. е. ультразвуковые
колебания от пьезокристалла посылаются не непрерыв-
но, а импульсами; во время пауз отраженные колебания
поступают на тот же пьезокристалл, что обеспечивает
высокую чистоту приема отраженных волн.
Пьезокристалл ультразвукового дефектоскопа поме-
щается в специальный призматический или плоский щуп.
Поверхность, по которой перемещается щуп, должна
быть зачищена до металлического блеска. Для обеспе-
чения необходимого акустического контакта между щу-
281
пом и контролируемым изделием наносится слой мине-
рального масла.
Промышленностью выпускаются ультразвуковые де-
фектоскопы УДМ-1м, УЗД-НИИМ-5, ДУК-ПИМ,
ДУК-1 ЗИМ и др. Чувствительность дефектоскопов обес-
печивает выявление дефектов площадью 2 мм2 и более.
При ультразвуковом методе трудно определить харак-
тер дефекта. Наиболее эффективно контроль выполня-
ется при толщине металла более 15 мм; при толщине
металла 4—15 мм контроль этим методом возможен, но
требует весьма высокой квалификации оператора (де-
фектоскописта ).
Магнитный метод дефектоскопии. Сварной шов сталь-
ного или чугунного изделия покрывают смесью из масла
и магнитного железного порошка (размер частиц 5—
10 мкм). Изделие намагничивают пропусканием тока че-
рез обмотку, состоящую из нескольких витков, намотан-
ных вокруг изделия. Под действием магнитного поля, об-
текающего дефект, частицы железного порошка гуще
располагаются вокруг дефектов. Этим методом выявля-
ются поверхностные дефекты глубиной до 5—6 мм. Раз-
решающая способность порошковой дефектоскопии весь-
ма низкая по сравнению с другими методами контроля,
поэтому опа эффективна в основном для контроля глад-
ких, чистых, блестящих поверхностей. Магнитным мето-
дом можно проверять качество деталей, изготовленных
только из ферромагнитных металлов.
Магнитографический метод контроля. При этом ме-
тоде, разработанном в нашей стране, результаты запи-
сываются на магнитную ленту. Сущность этого метода
контроля состоит в намагничивании сварного соединения
и фиксации магнитного потока на ферромагнитную лен-
ту. Лепта накладывается на контролируемое изделие,
которое намагничивается импульсным полем. Магнитное
поле, при наличии дефектов, распределяется по поверх-
ности детали по-разному, и соответственно ферромагнит-
ные частицы па лепте намагнитятся в различной степени.
Затем ферромагнитная лента снимается с контролируе-
мого изделия и ее «протягивают» через воспроизводящее
устройство (рис. 119), состоящее из механизма протяжки
и осциллографа с усилителем электрических импульсов.
Результаты магнитографического контроля рассмат-
ривают па экране 9 осциллографа 7, на котором при на-
личии дефектов в контролируемом изделии возникают
282
всплески (вертикальные импульсы). По величине и фор-
ме отклонения луча на экране осциллографа судят о ве-
личине и характере дефекта сварного соединения.
Магнитографический метод применяется для контроля
сварных соединений толщиной не более 12 мм. Этим ме-
тодом можно выявлять макротрещины, непровары глу-
Рис. 119. Магнитографический метод контроля сварных соединений:
с — воспроизведение записи на экране дефектоскопа, б — характер импульсов
ла экране осциллографа; 1 — кассеты с ферромагнитной пленкой, '2 — ферро-
магнитная пленка, 5— генератор для стирания записи, 4 — «стирающая» го-
ловка, 5 — «воспроизводящая» головка, о — усилитель, 7 — осциллограф,
8—лампочка, сигнализирующая о недопустимом дефекте в контролируемом
сварном соединении, Р—экран осциллографа, 10— шов без дефектов
биной 4—5% от толщины контролируемого металла,
шлаковые включения и газовые поры.
Магнитографический метод требует высокой квали-
фикации оператора.
Рентгено-телевизионный контроль. Сущность способа
контроля заключается в том, что дефект сварного шва
изображается в момент просвечивания на телевизионном
экране.
Схема рентгено-телевизионной установки показана па
рис. 120. Сварное соединение 2 просвечивается г помо-
щью рентгеновского аппарата 1. Рентгеновские лучи про-
ходят через электроппооптический преобразователь 3,
283
состоящий из вакуумированной трубки, внутри которой
со стороны, обращенной к источнику излучения (рентге-
новскому аппарату) и просвечиваемому изделию, укреп-
лен тонкий алюминиевый экран, покрытый флуоресциру-
ющим слоем. На этот слой нанесен светочувствительный
слой — фотокатод (та-
кой же, как в обычных
телевизионных трубках).
С другой стороны элект-
роннооптический преоб-
разователь имеет диаф-
рагму и усиливающий
экран. С такого преобра-
зователя через переход-
ную оптику 4 сигналы
поступают на передаю-
щую телекамеру 5 и на
телевизор 7. Такой метод
контроля позволяет рез-
Рис. 120. Схема рентгено-телевизи-
онной установки
ко увеличить производи-
тельность труда операто-
ра. При этом можно не только визуально наблюдать
внутреннее состояние просвечиваемого изделия, но и фо-
тографировать его при помощи фото- или киноаппарата.
Управление такой установкой осуществляется с пульта
управления 6
ОГЛАВЛЕНИЕ
Стр.
Введение . ...................... , . . , . 3
Глава I. Краткие сведения о сварке и резке металлов . 5
к
§ 1. История развития сварки ................... .
§ 2. Классификация основных способов сварки
§ 3. Свариваемость металлов...........................
§ 4. Классификация термической резки металлов и спла-
вов ... ........................... 1"
Глава II. Сварные соединения и швы......... .... 11
§ 5. Классификация сварных соединений и швов . 11
§ 6. Сварные соединения и швы........................ 12
§ 7. Условные изображения и обозначения швов сварных
соединений .......... ................. 16
§ 8. Понятие о расчете швов на прочность ... . 17
Глава III. Оборудование для ручной дуговой сварки и обслу-
живание его . ..................... 18
§ 9. Виды электросварочных постов . . ... 18
§ 10. Устройство и обслуживание сварочных трансформа-
торов ................................................ 21
§ 11. Устройство и обслуживание сварочных преобразо-
вателей .............................................. 28
§ 12. Инструмент, принадлежности и спецодежда электро-
сварщика ...................... . ............. 31
Глава IV. Электроды для дуговой сварки................. . 36
§ 13. Общие сведения................................. 36
. § 14. Классификация электродов . .......... 38
§ 15. Свойства электродов............... 4(1
§ 16. Электроды с рудно-кислым покрытием ... 43
§ 17. Электроды с фтористо-кальциевым покрытием 45
§ 18. Электроды с рутиловым покрытием . . .... 47
§ 19. Электроды с органическим покрытием.............. 48
§ 20. Электроды со специальными покрытиями .... 49
§ 21. Электроды для сварки углеродистых и низколегиро-
ванных конструкционных сталей................... 50
§ 22. Электроды для сварки теплоустойчивых сталей . . 51
§ 23. Электроды для сварки коррозпонностойких, жаро-
стойких и жаропрочных сталей и сплавов . . 52
§ 24. Электроды для сварки чугуна................... 54
§ 25. Электроды для сварки цветных металлов ... 55
285
Стр.
Глава V. Техника ручной дуговой сварки . 57
§ 26. Подготовка поверхности металла под сварку ... 57
§ 27. Требования к сборке при сварке.металлических де-
талей . 57
§ 28. Приемы удержания металла при наложении корнево-
го слоя шва........................................... 58
§ 29. Техника ручной дуговой сварки металлическими
электродами ............................. ... . 60
§ 30. Техника ручной дуговой сварки угольным электродом 68
Глава VI. Сварочная дуга и ее свойства............. . 69
§ 31. Электрические свойства дуги..................... 69
§ 32. Сварочные свойства дуги........................ 75
Глава VII. Металлургические процессы при сварке .... 90
§ 33. Классификация металлов......................... 90
§ 34. Особенности металлургии сварки.................. 91
§ 35. Взаимодействие расплавленного металла с газами,
серой и фосфором.................................... 92
§ 36. Металлургия ручной дуговой сварки.............. 97
§ 37. Металловедение сварки.......................... 100
§ 38. Макро- и микроструктура металлов и сварных сое-
динений ................... . .............. 104
Глава VIII. Деформации и напряжения при сварке .... 107
§ 39. Общие сведения................................. 107
§ 40. Причины возникновения напряжений и деформаций 111
§ 41. Деформации и напряжения при сварке стыковых и
тавровых соединений.................................. 114
§ 42. Методы борьбы со сварочными деформациями и на-
пряжениями .................................... ... 116
§ 43. Деформации и напряжения при сварке сталей, чугу-
на и цветных металлов................................ 118
Глава IX. Аппаратура и технология газоэлектрической резки , 119
§ 44. Дуговая резка электродами ....... . 119
§ 45. Кислородно-дуговая резка „..................... 122
§ 46. Воздушно-дуговая резка......................... 123
§ 47. Плазменно-дуговая резка , . , . ............... 126
§ 48. Подводно-дуговая резка......................... 128
Глава X. Основные требования, предъявляемые к источникам
питания сварочной дуги............................... 129
§ 49. Внешняя характеристика источника питания . . . 129
§ 50. Относительная продолжительность работы (ПР) и
относительная продолжительность включения (ПВ)
в прерывистом режиме сварочной дуги.................. 132
Глава XI. Источники питания сварочной дуги переменного тока 133
§ 51. Одиопостовыс сварочные трансформаторы .... 133
§ 52. Мпогопостовые и специальные сварочные трансфор-
маторы ,............................................ 147
286
Стр.
§ 53. Параллельное включение однофазных сварочных
трансформаторов....................... . •
§ 54. Осцилляторы и импульсные возбудители дуги
§ 55. Обслуживание сварочных трансформаторов . . >
Глава XII. Источники питания сварочной дуги постоянного
тока........................... .......................
§ 56. Однопостовые и многопостовые источники пн гания
§ 57. Сварочные агрегаты с двигателями внутреннего сго-
рания ...............................................
§ 58. Параллельное включение сварочных генераторов .
§ 59. Обслуживание сварочных преобразователей . . .
§ 60. Сварочные выпрямители...........................
§ 61. Мпогопостовые сварочные выпрямители.............
§ 62. Транзисторные источники питания.................
Глава XIII. Сварка углеродистых и легированных сталей « .
§ 63. Технология сварки углеродистых сталей .....
§ 64. Технология сварки легированных сталей...........
Глава XIV. Сварка чугуна, цветных металлов и сплавов, на-
плавка твердых сплавов...................................
§ 65. Сварка чугуна...................................
§ 66. Сварка цветных металлов . . ................
§ 67. Наплавка твердых сплавов . _ . . . - .
Глава XV. Техника безопасности п противопожарные меро-
приятия .................... , .....................
§ 68. Техника безопасности па территории предприятия .
§ 69. Техника безопасности в сварочных цехах предприя-
тий и на стройках ....... ...........................
Глава XVI. Высокопроизводительные способы ручной дуго-
вой сварки . ..............................
§ 70. Сварка пучком электродов, с глубоким проваром,
наклонным и лежачим электродом, электродами
больших диаметров, ванная сварка и сварка трехфаз-
ной дугой................... ........................
§ 71. Безогарковая сварка................... . . .
Глава XVII. Оборудование и технология полуавтоматической
сварки под флюсом . . . ...................
§ 72. Технология полуавтоматической сварки под флюсом
§ 73. Металлургия сварки под флюсом .................
§ 74. Техника полуавтоматической сварки под флюсом .
Глава XVIII. Сварка порошковой проволокой.................
§ 75. Общие сведения.................................
§ 76. Сварочные автоматы и полуавтоматы..............
§ 77. Металлургия сварки порошковой проволокой . . .
Глава XIX. Оборудование и технология дуговой сварки в за-
щитных газах ............................................
§ 78. Общие сведения
150
151
155
156
156
172
175
177
177
185
187
189
189
193
203
203
209
217
221
221
222
227
227
229
230
230
231
234
237
237
239
240
242
242
287
Стр.
§ 79. Сварка в углекислом газе....................... 249
§ 80. Сварка в инертных газах и азоте..................255
Глава XX. Технология импульсно-дуговой и плазменной сварки 260
§ 81. Импульсно-дуговая сварка.........................260
§ 82. Плазменная сварка............................... 261
Глава XXI. Особенности сварки некоторых видов конструкций 262
§ 83. Сварка труб ................................ . 262
§ 84. Сварка сосудов и резервуаров.................... 268
§ 85. Сварка решетчатых конструкций................... 270
Глава ХХП. Дефекты и контроль сварных соединений . . . 270
§ 86. Дефекты сварных швов........................... 270
§ 87. Способы контроля сварочных материалов и сварных
соединений ........ .................................. 274
§ 88. Физические методы контроля сварных швов . . , 277
ВИТАЛИЙ ПОРФИРЬЕВИЧ ФОМИНЫХ,
АНАТОЛИИ ПАВЛОВИЧ ЯКОВЛЕВ
ЭЛЕКТРОСВАРКА
Редактор Н. А. Сальникова. Художественный редактор В. И. Пономаренко.
Технический редактор Н. В. Яшукова, Корректор В. В. Кожуткива
Т-13779. Сдано в набор 3/IV 1975 г. Подписано к печати 11/IX 1975 г.
Формат 84Х108‘/зз. Объем 9.0 печ. л. 15,12 усл. п. л. 15,22. уч.-изд. л.
Ьумага тип. Ns 3, Изд. М М-3. Тираж 100 000 экз. Зак. 123. Цена 45 к.
План выпуска литературы издательства «Высшая школа» (профтехобразование)
на 1976 г. Позиция № 65.
Москва. К-51. Недлинная ул., 29/14. Издательство «Высшая школа»
Владимирская типография Союзполиграфпрома при Государственном комитете
Совета Министров СССР по делам издательств, полиграфии
и книжной торговли
Гор. Владимир, ул. Победы, д. 18-6.
288