/























Теги: документация токарные станки




Текст
MCI! — СССР
Завод и у е н и С. М. К и р о в а
ПАСПОРТ
и
РУКОВОДСТВО К НАСТОЛЬНОМУ ТОКАРНОВИНТОРЕЗНОМУ СТАНКУ
модель ТВ-16
— .3
МСП-СССР Завод им. С. М. Кирова ПАСПОРТ ТОКАРНОГО СТАНКА Инвентарный №
Тип Настольный токарно-винюрезныи Модель ТВ-16 Шифр станка по классификации
Завод изготовитель Завод им. С. М Кирова МСП СССР Заводский иомер <3^3 Класс точности по ТУ ТВ-16-0001
Год выпуска Место установки
Станок особопригоден или приспосо~.т- Универсальный Время пуска станка
Вес станка: 150 кг.
Габариты: длина —1150 мм; ширина—600 мм; высота—1200 мм.
Основные данные
Основные размеры С у п о р т
— -Высота центров в мм 85 Число резцов в резцедержателе 4
Расстояние между центрами в мм 250 Наибольшие размеры державки резца в мм ширина 1?
... Длина выемки в мм До планшайбы нет высота 15
Общая нет Высота от опорном поверхности резца до линии центров в мм 10
Размеры обрабатываемых деталей Наибольшее расстояние от оси центров до кромки резцедержат. в мм 90
Н иб Прутка 18 Число супортов передних задних
Над верхней частью супорта 90 1 нет
ШИ.! д нижней частью супорта нет Число резцовых головок в супорте 1 нет
диаметр в мм Над станиной 160 Наибольшее перемещение в мм От руки продольное поперечное
В выемке нет 260 100
Наибольшая длина обточки в мм 250 По валику нет иет
Шаг нарезаемой резьбы Метрической в мм Наимен. наиб. По винту 260 нет
0,2 3 Выключающие упоры иет нет
Дюймовой Модульной Нет нет нет Быстрое перемещение нет нет
Нет Перемещение на одно деление лимба в мм 0.5 0,05 _
1
Супе э т
Перемещение на один оборот лимба в мм Продольн. Поперечн.
32 1,5
Резцовые салазки Наибольший угол поворота в градусах ±60
Поворот на одно деление шкалы в градусах 1
Наибольшее перемещение в мм :00
Перемещение на одно деление лимба в мм 0,05
Перемещение на один оборот лимба в мм 1,5
Резьбоуказатель нет
Предохранение от перегрузки есть
Блокировка
Шпиндель
Конус-система Морзе
Диаметр отверстия шпинделя в мм 18
Торможение шпинделя нет
Блокировка рукояток нет
Задняя бабка
Конус-система Морзе № 1
Наибольшее перемещение пиноли в мм 65
Цепа одного деления переме- линейки 1
щения пиноли в мм лимба 0,05
Поперечное смещение в мм вперед 5
назад 5
Величина поперечного смещения на 1 деление в мм нет
Принадлежности и приспособления
Для закрепления изделия Для настройки станка
Патроны Тип Вес в кг Диаметр за- жатия в мм Съемные рукоятки нет
Сменные зубчатые колеса
найм. наиб
Поводковый специальн. Модуль в мм 1
Кулачковые 4-х Ширина обода в мм 8
3-х ТС-100 по ТУ завода 4 Диаметр отверстия в мм 14А3
2-х Материал сталь 45
Люнеты подвиж. нет Число зубьев 20, 25, 30, 35, 40, 45, 50, ЧВ 60, Ж
нсподвиж. нет 75, Ж, Ж 100
Зажим цангов по наруж. диаметру нет Для специальных работ
по внутр, диаметру Л - нет Капировальная линейка нет
Приспособление для затыловки нет
Для закрепления инструмента
Патрон сверлильный 6Х1<1 ГОСТ 2081-52 Перечень материалов (ипстр. описание и т. и.) к станку
1. Чертеж общего вида
• 2. Руководство
Ключи См. спецификацию принадлежностей 3. Акт испытания
4. Специфик, принадлежностей и инструмента"
П р и в о д
Род привода Индивиду а л ьн ы й электродвигатель Число оборотов в мин. Контр, привода Шкива станка
Электродвигатель Ремни и цепи
Назначение Главный привод Местонахождение Главный привод
Число оборотов В ?лИН. Ступени Ремень клиновой 0-900 ГОСТ 1284-45
1 9 3 4 5 6 пормальн. размер ремней и цепей (№ стандарта и завод изготовитель) Ремень клиновой 0-1250 ГОСТ 1284-45
1400 1 1
Мощность В КВТ. о,5
Напряжение 220/380 в.
Тип АТ/4 |
Число рядов 1
Инвентар. №
Подшипники шпинделя Муфты фрикционные
Тип Передний Задний Местонахождение
Шарикоподш. 36207 кл. 11 ГОСГ 831-54 Шарикоподш. 206 кл. П. ОСТ 6121-39 Тип
Размеры поверхности трения Наим. диам. Наиб. диам. Ширина —
Основной размер 35X72X17 30X62X16
Материал Матер, повепхн. трения
__ __ Основные данные аппаратов электросхемы ______
Род тока Переменный Напряжение | 220^80 в. Частота | 50 гц.
№№ п.п. Цепь Наименование и обозначение аппарата в цепи и обозначение в электросхеме Основные данные аппарата
1 Включение станка и реверс Пакетный переключатель „ПП" Трехполюснын на 2 направления тип ПКЗ-10 112
Кнопка „пуск" „1КУ“ Кнопочная станция КС1-12
Плавкие предохранители .,11“ Тип Е-27 с плавкой вставкой на 6 А
Магнитный пускатель „К* Тип П-121
2 Блокировка Конечные выключатели „1КВ“ и „2КВ“ Тип КУ01
3 Выключение станка Кнопка ..стоп" „2КУ“ Кнопочная станция КС1-12
-(ишь}-
7
6Я7
10 Принадлежности и инструмент 1
09 Электрооборудование . 1
08 Стол . 1
07 Задняя бабка .... 1
06 Супорт • 1
05 Фартук 1
04 Механизм подач 1
03 Привод станка 1
02 Передняя бабка 1
01 Станина 1
№№ п.п. Наименование групп Кол. Примечание
Настольный токарновинторезный станок
Тип ТВ-16
Общий вид
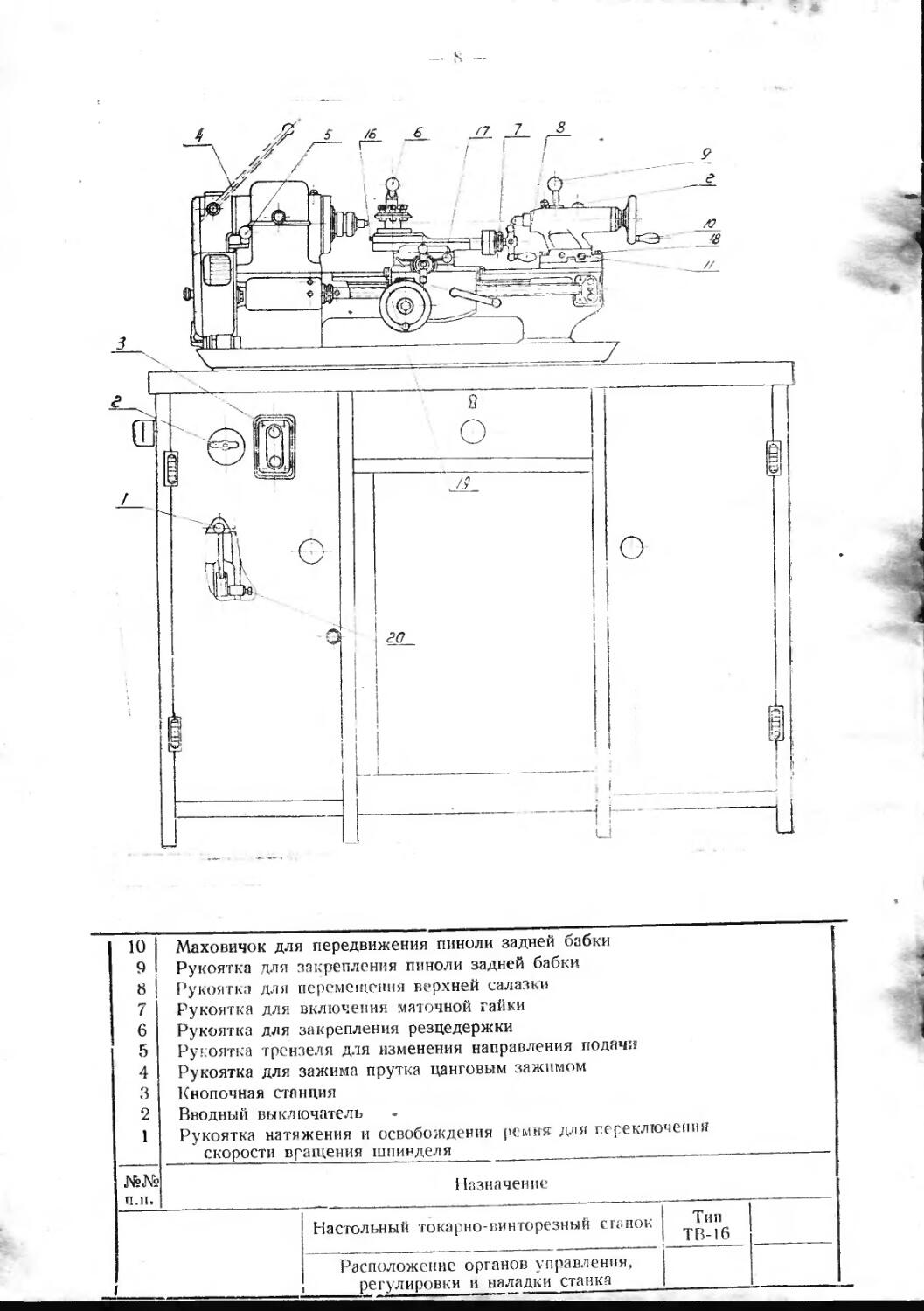
10 9 8 7 6 5 4 3 2 1 Маховичок для передвижения пиноли задней бабки Рукоятка для закрепления пмноли задней бабки Рукоятка для перемещения верхней салазки Рукоятка для включения маточной гайки Рукоятка для закрепления резцедержки Рукоятка трензеля для изменения направления подачи Рукоятка для зажима прутка цанговым зажимом Кнопочная станция Вводный выключатель Рукоятка натяжения и освобождения ремня для переключения скорости вращения шпинделя
№№ п.п. Назначение
1 Настольный токарно-винторезный ставок Тип ТВ-16
Расположение органов управления, регулировки и наладки станка
21
Винты заземления станка
20
19
18
17
16
15
14
13
12
11
№№ п.п.
Винт для закрепления тяги корпуса промежуточного вала Винты для регулирования зазора в направляющих каретки Винты для закрепления корпуса к плите задней бабки Винты для регулирования зазора в направо, поперечной салазки Винты для регулирования зазора в направляющих верхней салазки Маховичок для продольного перемещения супорта Рукоятка для перемещения поперечной салазки Ручка для закрепления супорта на станине Рукоятка для закрепления задней бабки на станине Винт для поперечного смещения задней бабки
Назначение
10 —
11
17 Механизм подач Втулки сменных; шестерен трензеля и гитары Ручная 2 2 раза в смену Машинное «Л»
i6 15 Передни я бабка Ступины шестерен трензеля Пресс масленка 2 2 раза в смену Машинное «Л» Машинное «Л»
Супорт Подшипник винта верхней салазки Ручная 1 1 раз в смену
14 Супорт Гайка поперечной салазки Пресс масленка 1 1 раз в смену Машинное «Л»
13 12 Супорт •1 'Дшинник в 1нта юпгре'щ.салазки Ручная 1 1 раз в смену Машинное «Л» Машинное «Л >
Супорт Гайка верхней салазки Пресс масленка 1 1 раз в смену
11 Супорт Маточная гайка Пресс масленка 1 1 раз в смену Машинное «Л
10 Задняя бабка Гайка винта Ручная 1 1 раз в смену Машинное «Л»
00 «о Задняя бабка Подшипник винта Пресс масленка 1 1 раз в смену Машинное «Л»
Задняя бабка Пиноль Пресс масленка 1 1 раз в смену Машинное «Л»
7 Супорт Направляющие станины Пресс масленка 2 2 раза в смену 1 раз в смену Машинное «Л»
6 _Супорт Поперечные наира ваяющие Пресс масленка 2 Машинное «Л. Солидол Т»
5 Передняя бабка Станина Подшипники Пресс масленка 2 1 раз в 2 недел.
4 Подшипники ходового винта Пресс масленка 3 1 1 1 о Число смаз. точек 1 раз в смену Машинное «.1
3 Задняя бабка Резервуар для смазки центра Ручная 1 раз в смену 'Машинное" «Л»
2 Фартук Заливка в резервуар для смазки подшипн. валика Ручная 1 раз в 2 дня Машинное «Л
1 Привод станка Подшипники промежуточно'^ вала и оси корпуса Пресс масленки 1 раз в месяц Солидол «Т»
№№ масл. Механизм или группа Элемент механизма , подлежащий смазке Система заправ-’ кн масла, Первоi смазки Сорт смазки
к» .. «— . - Настольный токарно-винторезный станок Тип ТВ-16
Указание по смазке Паспорт и руковод.
- 12 -
ЛЛ
Примечание:
В таблице рамкой обведены контакты, стоящие в силовой цепи.
Эл. двигатель тип. ATj4, ке.
П=1400 об/мин.; V—220^380 в.
13
Плавкий предохранитель
о о НО контакт конечного выключателя
О—1—0 Кнопка с самовозвратом с НЗ контактом
ц_ о о Кнопка с самовозвратом с НО контактом
о о НО контакт магнитного пускателя, стоящего в силовой цепи
о—Ip-o НО контакты магнитного пускателя, стоящие в силовой цепи
j)~|’ у Катушка магнитного пускателя
Реверсивный пакетный переключатель
(^2)) Электродвигат ель
| Условное обозначение Наименование
1KB; 2КВ Конечные выключатели (блокировочные) 1 НО
2КУ Кнопка „стоп“ 1 НЗ
1КУ Кнопка „пуск" 1 НО
п Плавкие предохранители
к Нагнитный пускатель ЗНО 4- 1НО
пп Пакетный переключатель 3-х ПОЛ
м Электродвигатель J
Индекс Назначение аппарата Число исполнит. контакт
• Настольный токарно-винторезный станок ТВ-16
[ 1рининпнальная электросхема
<7/7/7/// <7^7 /7/S/Y/f//7<f /&36&Г 0/T7 <2c* <7& 3/t/%7f/.
J?/ c£7 /77'/ ^47 ° & 777-’/^
7?/j ~3:4 //7'7 7^ /77-Z^7/
Z-3 “^j/7 /77s/ i 1
-77 777~/ .7, -j? =Z/7 /77-ZZ/^ J
/ ’/77 '-//? иЛ?С7£/>//&7 £s 7$; Zj://:•??*/ ^/Ж'Ш ^7 W /^г/ЙШ ЖГЛ^ Z//T&2 /77-/. 3^3 i
т:/з Z?4 i /77 -Z^ i
£’/& /77-/S
Z^~^77 77>-/<2S Z/7--4? /77=Z^
Т/аСГ£7/&7/&£/ T0X0/7&0 &7//Г/7/>еЗ//6/4 /Г7С//7: 72/6
» Л^7//е//£7/77с,^ес;3^/7 £7X^//CX
33 Распорные втулки
32 Гайка для затягивания подшипников шпинделя
31 Винты, ограничивающие осевой люфт винта в салазках
3© Винты для закрепления поворотного круга
29 Винты, крепящие гайку к верхней каретке
28 Винты, зажимающие резец
27 Винт, ограничивающий зазор между винтом и гайкой верхней салазки
26 Винт ограничивающий зазор между винтом и гайкой поперечной салазки
№№ Назначение
п.п.
, .. Тип
Настольный токарно-винтсрезныи станок jg-ig
\ Расположение органов управления
регул и ровки и наладки станка
ГПаблицс н?{
Числа оборотов шпинделя.
ЗлентрадБи-iomeob 0 71-/4000^, । । г—I l_, , 3 V 5 --^7 [_ 1- - — 1 ’ - —
/ 3 l£QP
ч /ООО
5 630
2 3 ЧОП
4 250
5 160
таблица /-/-$
О’ IL!O.L...,\.J ' н;ж1т1!;.1|!||||:ша Q | * СГяо Нарезание резьбы ЗродолЬН. точение.
Шаг tmn. Стенные шестерни cl Оодач* Пт/ /оо.
а 6 с а
Л? ops лр 035 лч 045 Л5 _О6 Л7 лл 08 О? _1 125 -36 Л?5 2 25 Л го 25 20 го го го го 30 40 го 50 го го 25 60 35 40 50 50 75_ 60 25 го ЮО .100 Планетарная передача рош РР!£_ 0Р!5_ РРЛ_ Орг _ .оргг_ 0021 орз^ ЯрЭ5^. 0037 орш_. 0ОУ5 Q.O5 _ 0Р52 РР25. оре7 OJ .0J25 0,Л
60__ 60 БО 60 60 60 60 60 ^5_ 40 45 45 30 45 30 45 за 35^ 40 _ 45 _ 50 40 35 7 5 40 50 _ 7 5 __ 75 25 75 60 75 50 100 JQO юо 1ОО _ юр_ !СО _ JOO JUD. ISP JOO IBQU JOO JOO 100 ICO JOO IDO
а 5, С. cL SO 25' 30 35, ЧО 45 50 60 75 /ОО
• РастолЬнРш тонсрни- Бинтарезн станок Тип TBI6
таблица оборота^ шпинделя продольных подач и НарезаНир резьбы
18
«
Руководство по ухзду и обслужвсгию стайка ТВ-16
Назначение и область применения
Станок ТВ-16 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения.
Краткое описание конструкции станка
Станок состоит из следующих групп:
01—станина;
02—передняя бабка;
03—привод станка;
04—механизм подач;
05—фартук;
06—супорт;
07—задняя бабка;
08 —стол;
09 -электрооборудование:
10—принадлежности и инструмент.
Группа 01—станина
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина чугунная, литая, кор бчатой формы, устанавливается совместно с корытом на деревянном столе.
Станина имеет плоские направляющие для продольного перемещения супорта призматический и т-образный пазы для направления и закрепления задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Группа 02—передняя бабка
Шпиндель в передней бабке монтируется на шарикоподшипниках. Передний конец шпинделя имеет радиально упорные шарикоподшипники для восприятия радиальных и осевых усилий. Сидящий на шпинделе 3-х ступенчатый шкив получает вращение от клиноременной передачи.
Передняя бабка имеет трензель, осуществляющий реверс подачи.
Группа 03—привод станка
Привод станка осуществляется от индивидуального асинхронного электродвигателя трехфазного тока, мощностью 0,4 — 0,5 квт., установленного на салазках внутри тумбы, стола станка. Передача движения от электродвигателя к шпинделю станка осуществляется двумя клиноременными передачами через промежуточный вал, имеющий возможность, с помощью эксцентрикового механизма, производить натяжение клиновых ремней.
Ступенчатые шкивы на электродвигателе и шпинделе станка обеспечивают 6 скоростей вращения шпинделя.
Группа 04—механизм подач
Механизм подач служит для настроек продольных подач и нарезки резьб Настройка осуществляется установкой на ходовой винт планетарной передачи обкатывающейся по шестеренке, установленной неподвижно в коробке. Это дает уменьшение оборотов ходового винта в 30 раз,
• Вся зубчатая передача находится в литой закрытой коробке с дверкой.
В целях безопасности на коробке установлен конечный выключатель, выключающий электродвигатель, при открывании дверки.
Группа 05—фартук
Фартук крепится винтами к каретке супорта. В корпусе фартука смонтирована разъемная гайка ходового винта. Включение и выключение гайки производится рукояткой. Крайние положения рукоятки фиксируются шариковым фиксатором.
Перемещение фартука от руки осуществляется через рейку и зубчатую передачу вращением маховичка с лимбом.
Смазка всех опор осуществляется путем залива масла через каретку супорта в резервуар, сделанный в верхней стойке корпуса фартука.
Группа 06—супорт
Супорт служит для закрепления и перемещения резцов. Супорт состоит из каретки, салазок и резцедержки
Каретка несет на себе все детали супорта. Она перемещается вдоль станины по ее направляющим.
Поперечные салазки перемещаются перпендикулярно к оси станка по верхним направляющим каретки.
Верхние салазки с резцедержкой перемещаются по направляющим поворотного круга, укрепленного на поперечных салазках.
Продольное перемещение супорта осуществляется механически при помощи ходового винта и вручную при помощи шестерни и рейки.
Верхние и поперечные салазки перемещаются вручную посредством винтов и гаек.
Винты перемещения верхних и поперечных салазок снабжены лимбами. Гайки выполнены с разрезом для выборки зазора между винтом и гайкой.
Для регулирования зазора в’ направляющих служат клинья с регулирующими винтами.
Четырехсторонний резцедержатель имеет возможность поворота на 360° с фиксацией поворота на 45°. Закрепление резцедержки осуществляется центральной рукояткой.
Группа 07—задняя бабка
Задняя бабка имеет призматические направляющие для обеспечения правильного положения бабки при перестановке ее по длине станины. Крепление задней бабки на станине производится при помощи рукоятки с экцентриковым устройством. Пиноль задней бабки имеет отверстие для центра с конусом Морзе №1.
Перемещение пиноли осуществляется вручную от маховичка с лимбом и винта с гайкой. На пиноли имеется миллиметровая шкала для отсчета величины перемещения.
Зажим пиноли производится рукояткой с винтом, которая зажимает пиноль между двумя втулками. х
Поперечное установочное перемещение задней бабки по нижней плите для точения конусов производится винтом.
20
Группа 08—стол
Станок устанавливается на деревянном столе и прикрепляется к нему винтами. В левой тумбе стола размещается привод станка и электрооборудование.
В средней части стола имеется ящик, в правой тумбе полочки для инструмента и сменных шестерен. При открывании дверки левой тумбы, в целях безопасности1 установленный здесь конечный выключатель автоматически выключает электро,-двигатель.
Группа 09—электрооборудование
Электрооборудование предназначено для включения станка, реверса электродвигателя, защиты от коротких замыканий и от понижения напряжения в сети, а также для блокировки.
Электрооборудование станка ТВ-16 состоит из следующих аппаратов (см. принципиальную эл. схему стр. 12—13); реверсивного пакетного переключателя „пп“ предназначенного для включения станка в сеть, а также для реверса электродвигателя; предохранителей „п“ служащих для защиты станка от коротких замыканий; магнитного пускателя „к“ предназначенного для пуска и остановки станка, посредством кнопки „пуск1- (ПСУ) и кнопки „стоп" (2КУ).
Кроме того, магнитный пускатель „к“ осуществляет нулевую защиту.
Блокконтакты „1КВ“ и „2КВ“, выключающие станок при открывании дверки стола или дверки механизма подач. Повторный пуск станка можно осуществить только при закрытых дверках. Напряжение от сети подводится к клемной колонке к клеммам с надписями Ль Л2; Л3.
Для безопасности работы станок должен быть заземлен, для чего на боковой стенке стола предусмотрена колодка для подвода заземляющего провода. Она должна быть соединена с заземляющими винтами обеих панелей и со станком.
Группа 10—принадлежности и инструмент
Настольный токарно-винторезный станок ТВ-16 комплектуется принадлежностями согласно ведомости комплектации (см. стр. 25).
Регулировка и наладка станка
Затяжка подшипников шпинделя производится гайкой 32. Осевой люфт шпинделя устраняется путем создания предварительного натяга подбором распорных втулок 33 (см. стр. 16).
Регулировка натяжения ремней клиноременной перс дачи осуществляется эксцентриковым механизмом. Степень натяжения "ремней регулируется положением тяги в эксцентрике и фиксируется винтом 20. Натяжение ремней не должно быть чрезмерным, но должно быть таким, чтобы ремни не проскальзывали на шкивах. При перестановке ремня с одного шкива на другой необходимо повернуть рукоятку 1 и освободить ремни от натяжения (см. стр. 8).
В зависимости от необходимой подачи устанавливают сменные шестерни по табл. 2 (см. стр. 17). Шестерни перед установкой следует прочистить и смазать.
Регулировка зазоров в направляющих каретки супорта, поперечных салазок и верхних салазок осуществляется посредством клиньев и винтов 19, 17 и 16 (см. стр. 8).
Ограничение зазора между винтом п гайкой поперечных салазок производится винтом 26. Для ограничения зазора между винтом и гайкой верхних салазок следует отпустить два винта 29, крепящие гайку и подвернуть винт 27 до устранения зазора, затем обратно затягивают виты 29.
Осевой люфт винта поперечных салазок и винта верхних салазок регулируется путем выборки зазора между заплечиком винта и шайбой посредством винтов 31 (см. стр. 16). '
При конусной обработке изделия в центрах, поперечное смещение корпуса задней бабки по отношению к плите задней бабки производится винтом И. Винтами 18 фиксируют это положение задней бабки (см. стр. 8).
Эксплоатация станка
Перед началом работы выбираются числа оборотов шпинделя по таблице 1 (стр. 17).
В зависимости от выполняемой на станке работы устанавливают сменные шестерни механизма подач по табл. 2 (сгр. 17).
На шпиндель навинчивается патрон или планшайба. На резцедержатель устанавливаются и закрепляются резцы
Обрабатываемая деталь зажимается в патроне или центрах, если обработка производится в центрах, подводится задняя бабка.
Пуск станка производится кнопкой „пуск", выключение станка—кнопкой „стоп*
Если требуется вращение шпинделя в обратную сторону, поворачивают ручкк переключателя в положение „назад . По окончании работы на станке следуеу обязательно ставить ручку переключателя в положение „выключено", так кат „стоп" выключает только электродвигатель и не снимает напряжение со станка. Переключатель вращать только по часовой стрелке. Продольная подача супорта, а также нарезание резьбы производится включением маточной гайки посредством рукоятки 7. Ручной подвод и отвод супорта производится маховичком 15 (см. стр. 9).
Во время работы необходимо следить за состоянием подшипников шпинделя. При чрезмерном нагреве шпинделя необходимо сменить смазку. Если шпиндель продолжает нагреваться, то следует проверить качество его сборки.
Инструкция по монтажу
Станок поставляется в собранном виде, без стола, упакованным в деревянный ящик. Стол к станку поставляется отдельно, упакованным в ящик. Получив станок, его необходимо не распаковывая, доставить к месту установки. После распаковки ставок устанавливается на столе и крепится к нему 6-ю винтами, которыми он был прикреплен в транспортировочном ящике. Одевается приводной ремень на шкив привода. Присоединяется провод заземления станка, который должен проходить через отверстия в станине и крепиться болтом 21 (см. стр. 9).
Станок выставляют в горизонтальной плоскости по уровню. Электропроводка к станку подводится кабелем пли проводом в газовой трубе. Подводку к станку необходимо дать от группового распределительного щита через предохранители. После установки станка следует тщательно удалить антикоррозийную смазку. Обтереть станок и смазать (см. „указания по смазке" стр 117-
Перед пуском станка все узлы и механизмы его должны быть тщательно осмотрены и проверены. После наладки станка, произведенной в соответствии с разделом ,.Регулировка и наладка станка41 настоящего руководства,^ производится испытание станка вхолостую и под нагрузкой. В случае удовлетворительных результатов испытания, станок передается в эксплоатанию. Инструмент и сменные шестерни уложить на полках правой тумбы стола.
Инструкция по технике безопасности
Обслуживание станка может быть поручено только рабочему, прошедшему техминимум и знакомому с правилами техники безопасности.
Во избежание несчастных случаев:
1. Не производить чистку и смазку шапка во время его работы.
2. Рабочее место у станка должно быть хорошо освещено.
3. Отходя от станка^ выключай его п дождись полной остановки его.
4. В случае обнаружения в станке неисправностей, необходимо его остановить и вызвать наладчика или мастера.
5. В случае аварии необходимо немедленно отключить станок от электросети.
6. Блокировочные выключатели, установленные в столе и на механизме подач, должны быть в исправности.
7. Станок должен быть надежно заземлен.
МСП-СССР Завод им. С. М. Кирова Контрольная карта точности станка ТВ-16 (по техническим условиям № ТВ-16-0001 ТУ) Заводской №
Лист 1 Всего лист. 3
№№ п.п. Эскизы Что проверяется Допускаем. отклонен, мм Факт, отклон мм
I
Прямолинейность направляющих станины для каретки в вертикальной плоскости 0,02 на всю длину (только в сторону выпуклости)
Паоаллельносгь направляющих станины для каретки (отсутствие извернуто-сти направляющих) 0,02 на всю длину
Параллельность нижних направляющих для каретки-верхним направляющим 0,02 на нею длину
Параллельность направления перемещения задней бабки направлению движения каретки: а) в вертикальной плоскости; б) в горизонтальной плоскости а) 0,05 на всю длину б) 0,03 на всю длину
Радиальное биение центрирующей шейки шпинделя передней бабки 0,02
Радиальное биение оси конического отверстия шпинделя передней бабки 0.02 у конца шпинделя 0,63 на расстоянии 160 мм от конца шпинделя
Параллельность оси шпинделя передней бабки направлению движения каретки: а) в вертикальной плоскости б) в горизонтальной плоскости а) 0,03 на длине 150 мм (свободы, конец оправки может отклоняться только вверх) б) 0,02 на длине 150 мм (тоже только в стор. резца) <№) 1
23
МСП-СССР
Завод им.
С. М. Кирова
Контрольная карта
точности станка ТВ-16
(по техническим условиям № ТВ-10-0001 ТУ)
Заводской №
Лист 2 Всего лист. 3
Что проверяется
Допускаем, отклонен, мм
№№ п.п.
Эскизы
Осевое биение шпинделя передней бабки
Факт, отклон. мм
Перпендикулярность торцевой поверхности буртика шпинделя передней бабки к оси вращения шпинделя 0,02 на диаметре буртика
Параллельность оси конического отверстия шпинделя задней бабки (пиноли) направлению движения каретки: а) в вертик. плоек. ') в горизонт, плоек. а) и б) 0,03 на длине 150 мм
Параллельность перемещения пиноли направлению движения каретки: а) в вертик. плоек. б) в горизонт, плоек. а) 0,03 на длине 150 мм (при выдвижении конец пиноли может отклоняться только вверх), б) 0,02 на длине 150мм (тоже только в сторону резца)
Расположение осей отверстия шпинделя передней бабки и|пиноли на одинаковой высоте над направляющими станины для каретки 0,03
Параллельность направления движения салазок су-порта-оси шпинделя передней бабки 0,03 на длине 50 мм
21
МСП-СССР Завод им. C.1VL Кирова Контрольная карта точности станка ТВ-16 (по техническим условиям № ТВ-16-; >001 ТУ) Заводской №
Лист 3 Всего лист. 3
№№ п.п.
•Эскизы
Что проверяется
Допускаем, отклонен мм
14
18
Расположение осей подшипников ходового винта на одинаковом расстоянии от направляющих станины для каретки:
а) в вертик, плоек.
б) в горизонт, плоек.
Совпадение оси раз.’кимной гайки ходового винта с осями подшипников винта
Осевое биение ходового
винта
Точность шага ходового винта и передаточной цепи от шпинделя к ходовому винту
Точность изделия после чистовой обточки на станке, отсутствие:
а) овальности;
б) конусности.
11лоскость торцевой повер-хноет и после чистовой об точки на станке
Факт, отклон. мм
0,15 С, AS
0,2. c>!L
0.02 f >
0,05 на длине 100 мм 0,08 на длине 300 мм
а) 0,02 б) 0,03 на длине 85 мм
0,02 на диам. 85 мм (только в сторону вогнутости)
f
ВЕДОМОСТЬ
комплeктации станка ТВ-16__
№№ пл. 1 Обозначение Наименование К-во
2 3 4
1 Электродвигатель . - 1
2 Кнопочная станция на 2 кнопки 1
3 Магнитный пускатель 1
4 11 -121 Однополюсные предохранители . • • • 3
5 НКЗ-10/42 Пакетный переключатель на 2 направления . 1 9
6 Кнопочный элемент . А
7 Ремень клиновый 0—1250 . 1
8 Ремень клиновый 0—900 . 1
9 1002 Поводковая планшайба 1
1024 в том числе: а) хомутик 0 60-12 . 1
1025 б) хомутик 0 120-18 . . 1
1026 в) хомутик 0 180-25 1
1021 г) центр упорный 2
1022 д) полуцентр упорной 1
1023 е) втулка переходная . . 1
10 1003 Трехкулачковый универсальный патрон . 1
1019 в том числе: а) планшайба . 1
11 б) ключ торцовый . . • • 1
19 1004 Трехкулачковый патрон для сверления . 1
1 «6 10654-1078 Сменные шестерни =20, 2^, 30, 35, 40, 45, 50, 1 о
60, 75 и 100
13 1080 Ключ рожковый . • • 1
1081 Ключ торцевой для резцедержателя 1
14 Ключ 6x8 ГОСТ 2839-54 . . . . 1
15 Ключ 10X12 ГОСТ 2839-54 1
16 1082 Резец расточной . 1
17 1083 Резец проходной 1
18 1084 Резец отрезной • 1
19 1085 Резец подрезной 1
20 1086 Резец резьбовой 1
21 Отвертка 1250-175 тип А, Б, В, Г гост 5423-54 г. 1
22 1 Шприц для консистентной смазки 1
23 Масленка капельная . . 1
1
I’iOJV.liHOH
I. .v|/v.«Lt4(,niic па одни деление лимба в мм
0,5
0,05
26
V.Cri - СССР
Завод им. С. М. Кирова
АКТ
технического испытания настольного токарно-винторезного станка модель ТВ-16
Заводской №.
1. Соответствие качества материалов и термообработки чертежам и техусловиям
2. Наружная отделка
б) испытание в работе
6. Соответствие норм точности требованиям технических условий № ТВ16-0001ТУ.
7. Комплектация станка 'Л. Л
3. Качество пригонки и Сборки
4. Соответствие паспортным данным
5. Соответствие испытаний требованиям технических условий:
а) испытание на холостом ходу
8. На станок установлено электрооборудование для напряжения --
На основании произведенных испытаний и проверок станок признан годным к эксплуатации.
Все замечания о работе наших станков шлите по адресу: город Алма-Ата, п/я 116 ОТК завода.
Нд^млышк ВТК
Ключи
Начальник сборочного цеха
V.M. ---------*
4. Специфик, принадлежностей и инструмент