/









Теги: машиностроение металлорежущие станки станки
Год: 1971



Текст
ПЕРЕНОСНЫЙ РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ
СТАНОК
2Е52
Руководство
Chipmaker.ru
СТАНКОИМПОРТ
СССР
МОСКВА
ПАСПОРТ
Тип ставка ....................
Модель ............................
Завод-изготовитель ....................
Заводской й ...........................
Год выпуска ............................
радзалыго-сверлильзый,
перевесный
_7SZZZZZ
Руководство не отражает незначительных конструктивных измене-
ний в станке, ввезенных заводол-изготовителем после подписания
настоящего руководства в вечать.
НАЗНАЧЕНИЕ
Переносный радиально-сверлильный станок модели 2Е52 предназ-
начен, главным образом, для сверления средних и крупных деталей в
условиях индивидуального и серийного производства.
На станке можно производить сверление, рассверливание, зенке-
рование, развертывание, подрезку торцов и нарезание резьбы метчи-
ками в разных плоскостях и под различными углами.
Условный максимальный диаметр сверления в стали с временным
сопротивлением разрыву =55-65 кГ/мм^ установлен 25 мм при уси-
лии подачи 500 кГ.
Станок применяется на заводах тяжелого машиностроения, стан-
костроения, судостроения и в других отраслях промышленности.
РАСПАКОВКА И ТРАНСПОРТИРОВКА
При погрузке и выгрузке упакованного станка запрещается
подкладывать под ящик катни диаметром более 60-70 мм, ставить ящик
на ребро, кантовать и наклонять. ___
В случае погрузки и выгрузки на катках по наклонной плоскости
угол наклона должен быть не более 15°.
В целях предотвращения повреждения деталей станка распаковоч-
ным инструментом при вскрытии ящика рекомендуется вначале снять
верхний щит, а затем - боковые.
Транспортировку станка в распакованном виде следует произво-
дить крюком I через грузовой винт Л (см. рис.З), предварительно
обведя шпиндельную голсвку станке к колонне и зажав ее на минималь-
ном вылете. Остальные узлы станка должны быть прочно закреплены.
При транспортировке необходимо предохранять выступающие части
станка от повреждения.
3
ФУНДАМЕНТ, МОНТАХ, УСТАНОВКА ,
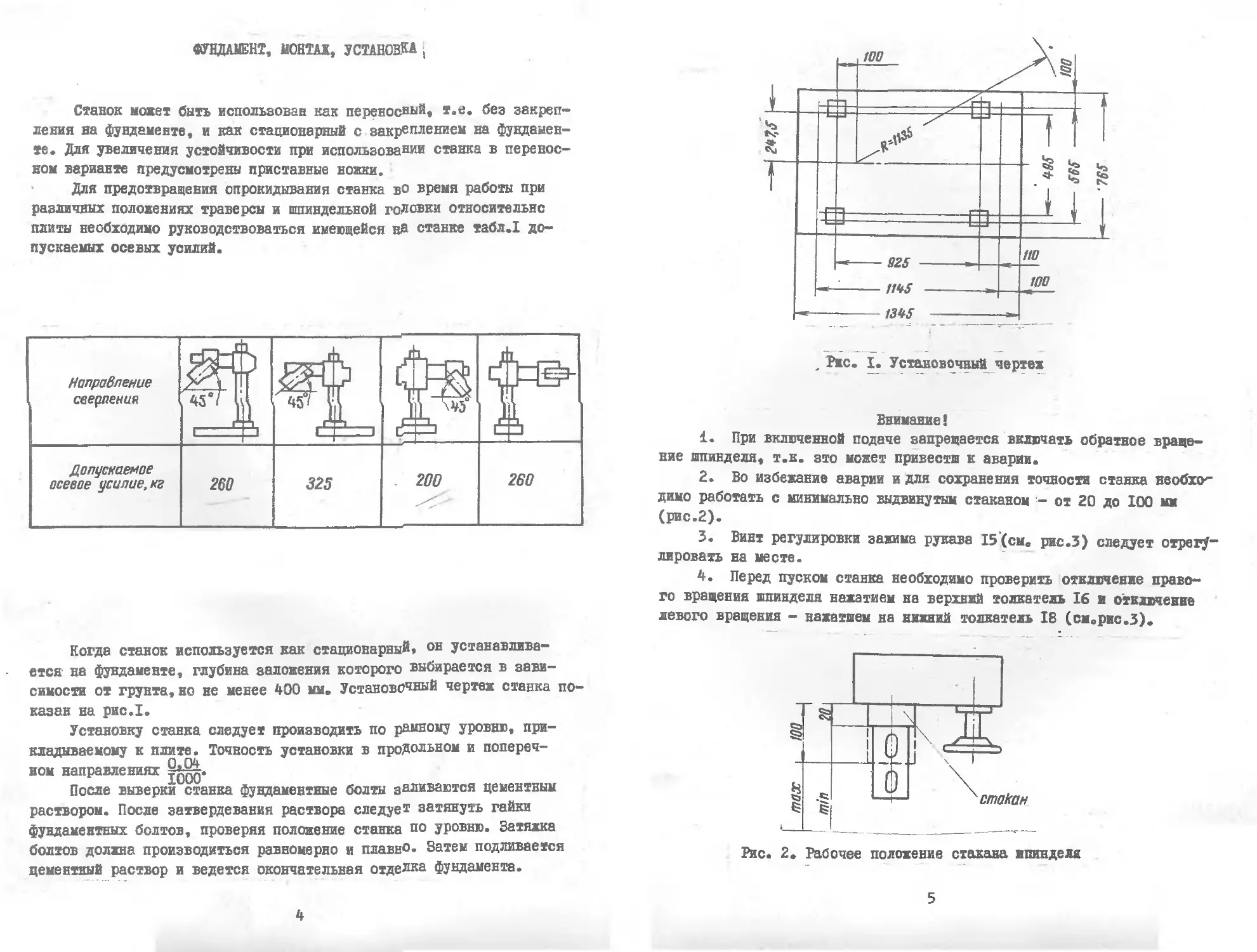
Станок может быть использован как переносный, т.е. без закреп-
ления на фундаменте, и как стационарный с закреплением на фундамен-
те. Для увеличения устойчивости при использовании станка в перенос-
ном варианте предусмотрены приставные ножки.
Для предотвращения опрокидывания станка во врегя работы при
различных положениях траверсы и шпиндельной готовки относительно
плиты необходимо руководствоваться имеющейся на станке табл.1 до-
пускаемых осевых усилий.
Когда станок используется как стационарный, он устанавлива-
ется на фундаменте, глубина заложения которого выбирается в зави-
симости от грунта, но не менее 400 мм. Установочный чертеж станка по-
казан на рис.1.
Установку станка следует производить по рамному уровню, при-
кладываемому к плите. Точность установки в продольном и попереч-
ном направлениях
После выверки станка фундаментные болты заливаются цементным
раствором. После затвердевания раствора следует затянуть гайки
фундаментных болтов, проверяя положение станка по уровню. Затяжка
болтов должна производиться равномерно и плавно. Затем подливается
цементный раствор и ведется окончательная отделка фундамента.
4
Рже. I. Установочный чертеж
Внимание 1
1. При включенной подаче запрещается включать обратное враще-
ние шпинделя, т.н. это может привести к аварии.
2. Во избежание аварии и для сохранения точности станка необку-
димо работать с минимально выдвинутым стаканом - от 20 до 100 мм
(рис.2).
3. Винт регулировки зажима рукава 15(см. рис.З) следует отрегу-
лировать на месте.
4. Перед пуском станка необходимо проверить отключение право-
го вращения шпинделя нажатием на верхний толкатель 16 и отключение
левого вращения - нажатием на нижний толкатель 18 (см.рис.З).
Рис. 2. Рабочее положение стакана ипинделя
5
ОРГАНЫ УПРАВЛЕНИЯ
(рис.З)
4 - Рукоятка переключения скоростей шпинделя
2 - Рукоятка ручного перемещения траверсы
3 - Рукоятка переключения перебора
4 - Рукоятка включения шпинделя и механического перемещения
траверсы
5 - Рукоятка переключения механической подачи шпинделя
6 - Рукоятка зажима каретки яа направляющих траверсы
7 - Рукоятка перегрузочной муфты
8 - Рукоятка механической подачи шпинделя и подачи вручную
9 - Маховичок тонкой подачи шпинделя вручную
10 - Маховичок перемещения сверлильной головки по траверсе
II - Рукоятка зажима лимба
12 - Винты зажьг и ипинде л ной головки
13 - Винты зажима траверсы на коробке скоростей
14 - Квадрат поворота траверсы
15 - Винт регулировки зажима рукава
16 - Толкатель конечного выключателя "Вверх"
17 - Вводный выключатель
18 - Толкатель конечного выключателя "Вниз"
ОСНОВНЫЕ ДАННЫЕ
Основные размеры
Вылет шпинделя (расстояние от оси шпинделя до наруж-
ной поверхности колонны), мм:
наименьший ............................................ 325
наибольший ............................................ 800
Наибольшее расстояние от торца шпинделя до рабочей
поверхности плиты, мм .................................. 900
Наибольший ход шпинделя, мм ............................... 132
Конус шпинделя ............................................ Морзе j
Диаметр колонны, мм ...................................... 180
Механика станка
Количество скоростей шпинделя ............................ 8
Пределы чисел оборотов шпинделя в минуту ....... 56-1400
Количество подач ......................................... 3
Пределы подач, мм/об ..................................... О,1-0,2
6
Рис. 3. Габаритные размеры ставка, рабочего пространства в располо-
жение органов управ лены:
а - разрез плиты по Т-образным пазам; |б - разрез конца
ыпинделя
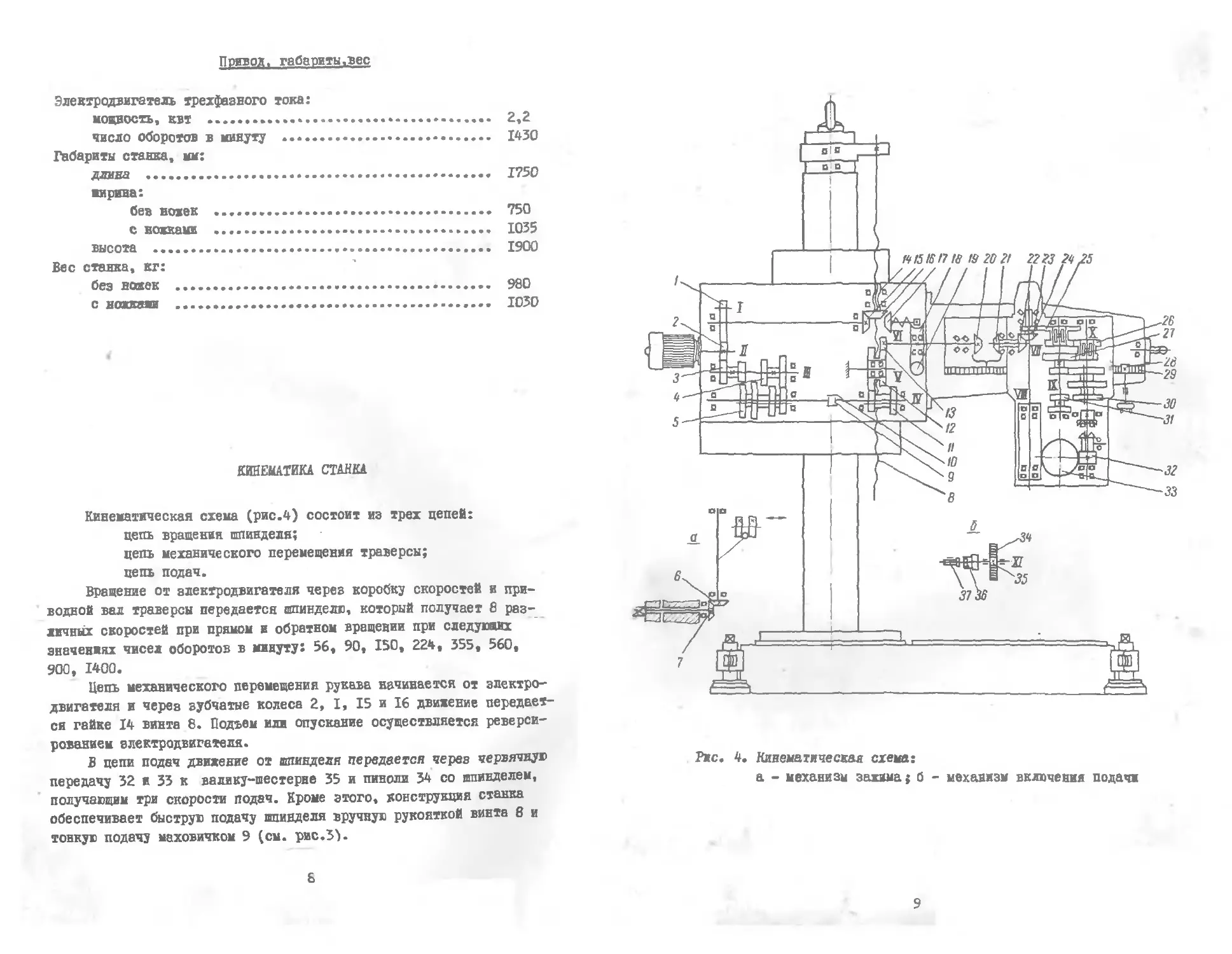
Привод, габариты,вес
Электродвигатель трехфазного тока:
мощность, квт ........................................ 2,2
число оборотов в минуту ............................. 1430
Габариты станка, мм:
длина ................................................ 1750
ирина:
бен ножек ....................................... 750
с ножками ....................................... 1035
высота ............................................... 1900
Вес станка, кг:
без ножек ............................................. 980
с ножками ............................................ 1030
КИНЕМАТИКА СТАНКА
Кинематическая схема (рис.4) состоит из трех цепей:
цепь вращения шпинделя;
цепь механического перемещения траверсы;
цепь подач.
Вращение от электродвигателя черев коробку скоростей и при-
водной вал траверсы передается шпинделю, который получает 8 раз-
личных скоростей при прямом и обратном вращении при следующих
значениях чисел оборотов в минуту: 56, 90, 150, 224, 355, 560,
900, 1400.
Цепь механического перемещения рукава начинается от электро-
двигателя и через зубчатые колеса 2, I, 15 и 16 движение передает-
ся гайке 14 винта 8. Подъем или опускание осуществляется реверси-
рованием электродвигателя.
В цепи подач движение от шпинделя передается через червячную
передачу 32 и 33 к валику-шестерне 35 и пиноли 34 со шпинделем,
получающим три скорости подач. Кроме этого, конструкция станка
обеспечивает быструю подачу шпинделя вручную рукояткой винта 8 и
тонкую подачу маховичком 9 (см. рис.З^.
8
Рже. 4. Кинематическая схема:
а - механизм захима; б - механизм включения подачи
9
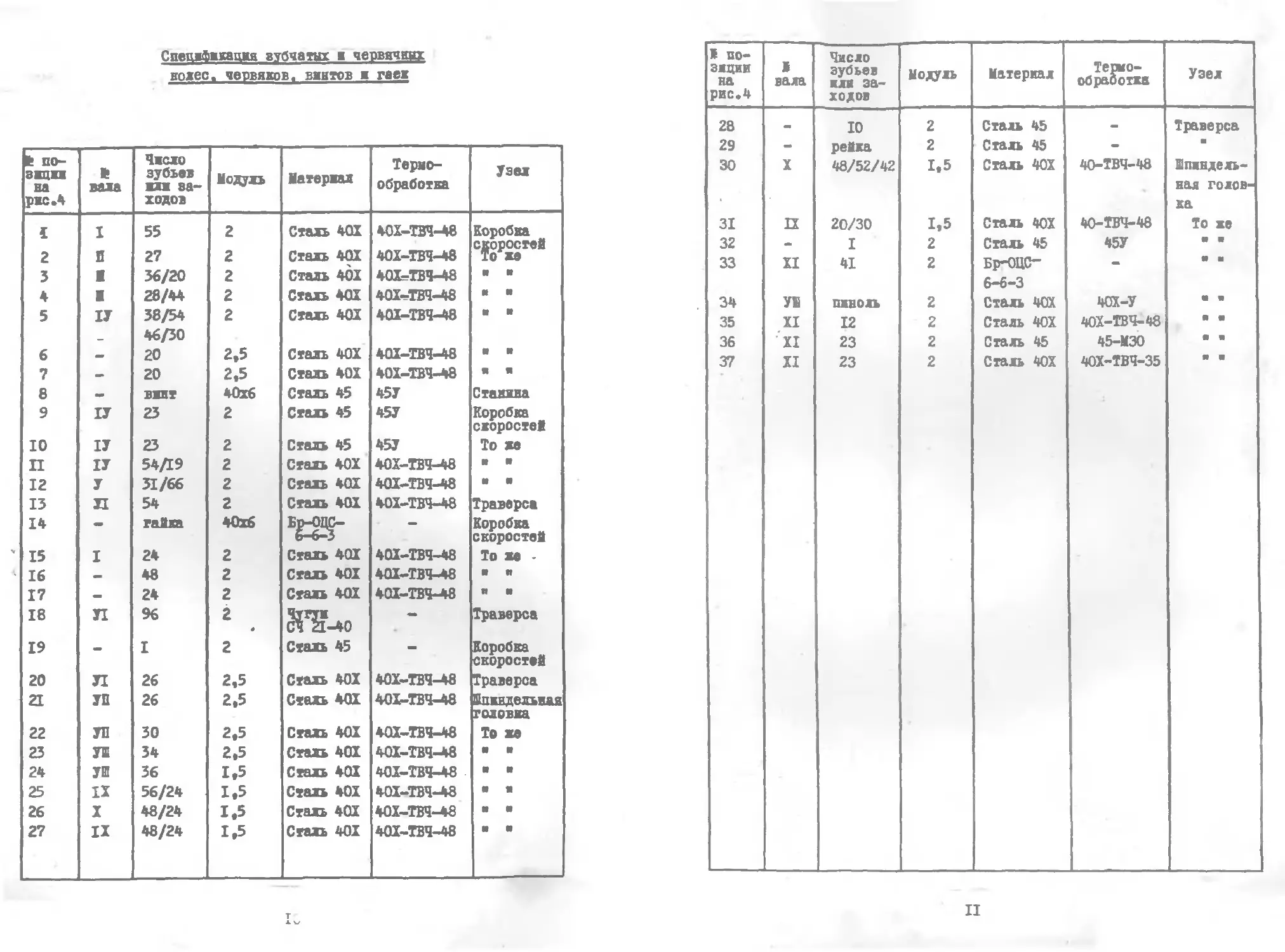
Зпецкфккацкя губчатых червячных
долее, червяков, винтов гаек
•о "ёПГ ввйн •* в? вала Чнсло зубьев т за- ходов Модуль Матерках Термо- обработка Узел
I I 55 2 Сталь 40Х 40Х-ТВЧ-48 Коробка
2 0 27 2 Сталь 40Х 40Х-ТВЧ-48 скоростей
3 I 36/20 2 Сталь 40Х 40Х-ТВЧ-48 я
4 1 28/44 2 Сталь 40Х 40Х-ТВЧ-48 к Я
5 1У 38/54 46/30 2 Сталь 40Х 401-ТВЧ—48 я
б — 20 2,5 Сталь 40Х 40Х-ТВЧ-48 я
7 — 20 2,5 Сталь 40Х 40Х-ТВЧ-48 я я
8 вит 40x6 Сталь 45 45У Ставки
9 и 23 2 Сталь 45 45У Коробка скоростей
10 и 23 2 Сталь 45 45У То хе
П и 54/19 2 Сталь 40Х 40Х-ТВЧ-48 я я
12 У 31/66 2 Сталь 40Х ЮХ-ТВЧ-48 я я
13 п 54 2 Сталь 401 40Х-ТВЧ-48 Траверса
14 — гайка 40X6 Eg-ogg- — Короби скоростей
15 I 24 2 Сталь 401 40Х-ТВЧ-48 То же -
16 — 48 2 Сталь 401 40Х—ТВЧ-48 Я я
17 — 24 2 Сталь 401 40Х-ТВЧ-48 я я
18 и 96 2 гга.» — Траверса
19 - I 2 Сталь 45 - Короби скоростей
20 л 26 2,5 Сталь 40Х 40Х-ТВЧ-48 Траверса
21 УП 26 2,5 Сталь 401 40Х-ТВЧ-48 Влквделькая головка
22 УП 30 2,5 Сталь 40Х 4QI-TB4-48 То »
23 УШ 34 2,5 Сталь 401 40Х-ТВЧ-48 Я я
24 УШ 36 1,5 Сталь 40Х 40Х-ТВЧ-48 я я
25 IX 56/24 1.5 Сталь 40Х 40Х-ТВЧ-48 я я
26 X 48/24 1.5 Сталь 40Х 40Х-ТВЧ-48 я я
27 IX 48/24 1.5 Сталь 40Х 40Х-ТВЧ-48 я я
X по- зиции на рис.4 * вала Число зубьев ли за- ходов йодуль Материал Термо- обработка Узел
28 - 10 2 Сталь 45 - Траверса
29 - рейка 2 Сталь 45 -
30 X 48/52/42 1.5 Сталь 40Х 40-ТВЧ-48 Шпиндель- нал голов- ка
31 п 20/30 1.5 Сталь 40Х 40-ТВЧ-48 То хе
32 — I 2 Сталь 45 45У м
33 XI 41 2 Бр-ОЦС” 6-6-3 — «
34 УК пиноль 2 Сталь 4СЙ 40Х-У • «
35 XI 12 2 Сталь 40Х 40X-TB4-4G «
36 XI 23 2 Сталь 45 45-МЗО « *
37 XI 23 2 Сталь 40Х 40Х-ТВЧ-35 «
II
спадавшая LOW ТОКОВ КАЧЗЙИЯ
I й пози- ции ЕВ рис. 5 Тип подшипника № подшип- ника по ГОСТ ГОСТ Габариты, Узел
1 Шарикоподшип- ник упорный 8116 - 6874-54 80x105x19 Станина
2 То кв 8124 6874-54 120x155x25 Я
3 Шарикоподшип- ник радиаль- ный 304 8338-57 20x52x15 Коробка скоростей
4 То хе 205 8338-57 25x52x15 То же
5 я 50205 2893-54 25x52x15 Я я
6 . . 1 50205 2893-54 25x52x15 V я
7 я 60204 7242-54 20x47x14 я
8 1 • 60204 7242-54 20x47x14 • я
9 " -1 304 8338-57 20x52x12 я я
10 я 304 8338-57 20x52x12 я я
II Шарикоподшип- ник упорный 8105 6874-54 25x42x11 я я
12 Шарикоподшип- ник радиаль- ный 7000102 8338-57 15x32x8 Траверса
13 То ке 7000102 8338-57 15x32x8 Я*
14 Я я 60204 7242-54 20x47x14 Коробка скоростей
15 я я 7000105 8338-57 25x47x8 То же
16 я я 7000105 8338-57 25x47x8 Я я
I? Я И 304 8338-57 20x52x15 я я
18 я я 208 8338-57 40x80x18 Траверса
19 я я 60208 7242-54 40x80x18 Я
20 я я 106 8338-57 30x55x13 Шпиндель- ная го- ловка
а Шармкопод- жвш упорны! 8106 * 6874-54 30x47x11 То хе
22 Шарикопод- шипнжк ра- «гша 302 8338-57 15x42x13 Я я
12
К» по- зиции на рис. 5 Тип подшипника * под- шипника по ГОСТ ГОСТ Габариты, мм Узел
23 Шарикопод- шипник упорный 8106 6874-54 30x47x11 Шпиндельная головка
24 Шарикопод- шипник ра- диальный 106 8338-57 30x55x13 То хе
25 Шарикопод- шипник упорный 8105 6874-54 25x42x11 Коробка скоростей
26 То же 8105 6874-54 25x42x11 То же
27 п 8204 6874-54 20x40x14
28 Шарикопод- шипник ра- диальный 204 8338-57 20x47x14 И
29 То же 18 8338-57 8x22x7
30 202 8338-57 15x35x11
31 и газ 833S-57 25x52x15
32 Шарикопод- шипник ра- диальный сферический 1204 5720-51 20x47x14 Траверса
33 Шарикопод- шипник игольчатый 942/20 4060-60 20x26x20 Шпиндельная головка
34 Шарикопод- - шинник ра- диальный 50204 2893-54 20x47x14 То же
35 Шарикопод- шипник игольчатый 942/20 4060-60 20x26x20
36 Шарикопод- шипник ра- диальный 50204 2893-54 20x47x14 И
37 Шарикопод- шипник ра- диально- упорный То хе 36206 831-62 30x62x16 •
38 36206 831-62 30x62x16 ИИ
39 36206 831-62 30x62x16
40 36206 831-62 30x62X16
41 42 W 36207 36207 831-62 831-62 35X72H7 35x72X17 Траверса
Продолжение
** ПОЗИ- ЦИИ ва рис. 5 Тип подшипника - lie подшип- ника по ГОСТ гост Габариты, им Таен
43 Шарикопод- шипник упорный однород- ный 8Ш 6874-54 55x78x16 Коробка ско- ростей
44 То же Bib 6874-54 55x78x16 То же
45«) Шарикопод- шипник ра- диальный ПО 8338-57 50x80x16 Станина
46*} То же по 8338-57 50x80x16
только дл~ экспортного исполнения
14
Co CtJ *4
Pic. 5. Схема расположения подаипнжков качения
I - экспортное жсполненже
15
КРАТКОЕ ОПИСАНИЕ КОНСТРУКЦИИ СТАНКА
Переносный радиально-сверлильный станок модели 2Е52 включает
в себя следующие узлы:
уаел 10 - станина;
узел П - коробка скоростей;
узел 12 - траверса;
узел 13 - шпиндельная головка;
узел IA - электрооборудование;
узел 15 - приставные волки (поставляется за особую плату);
узел 16 - принадлежности;
узел 17 - стол угловой (поставляется за особую плату).
Станина представляет собой жесткую чугунную плиту 4 (рис.б)
с продольными и поперечными ребрами, на которой установлена колон-
на 2. Винт 3 предназначен для перемещения коробки скоростей.
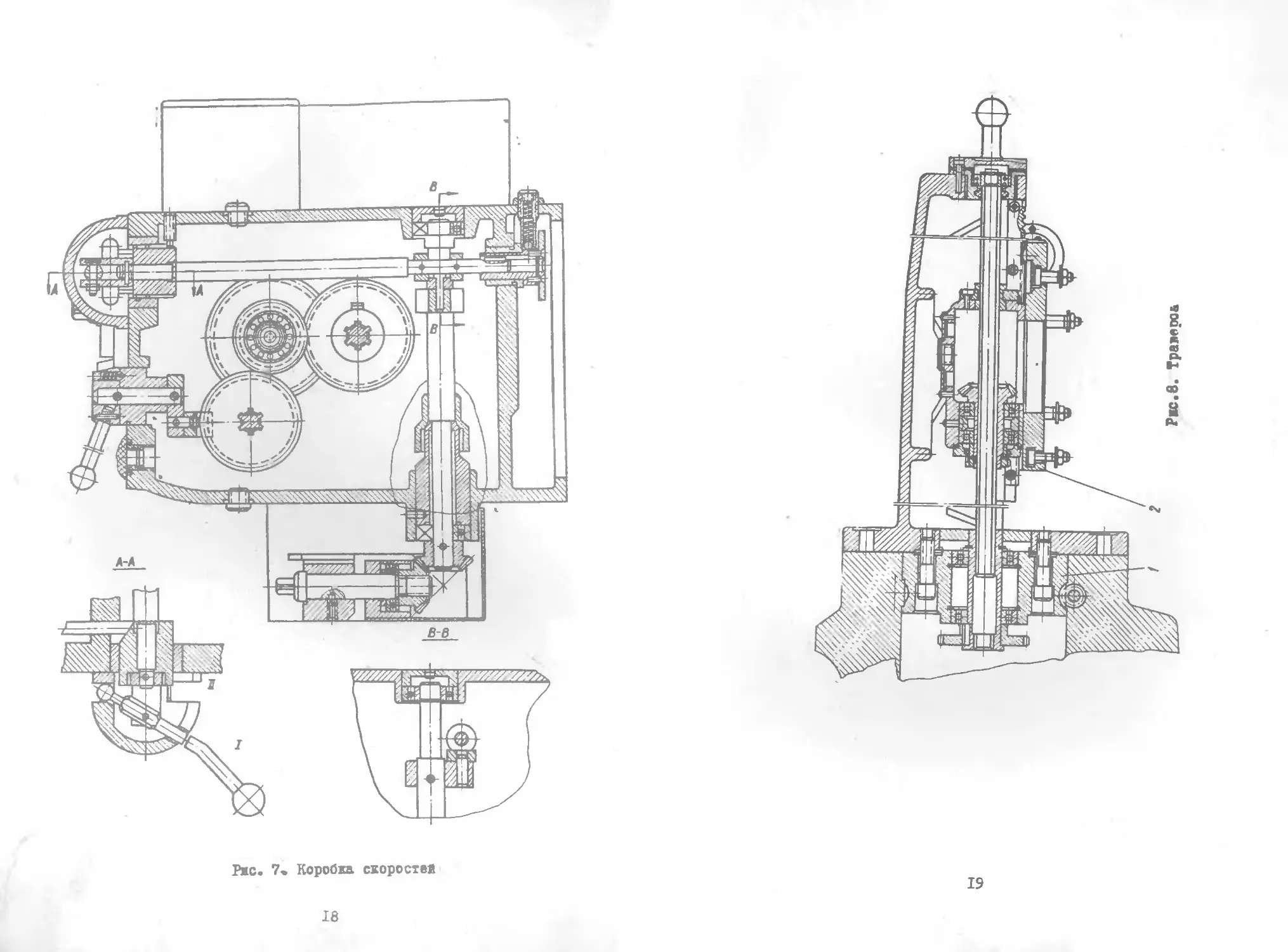
Коробка скоростей (рис.7) смонтирована на воловне. Управле-
ние скоростями производится при помощи рукояток i я 3 (см. рис.З).
Рукоятка а (см. рис.З) предназначена для:
включения механического перемещения рукава по колонне;
зажима рукава на колонне;
включения вращения ипияделя.
Траверса (рис.8) устанавливается в цилиндрическом отверстия
коробки скоростей при помощи цапфы 1. По направляющим траверсы пе-
ремещается каретка 2 со ипиндельвой головкой.
Шпиндельная головка (рис.9) с механизмом Подач размещается в
одном корпусе.
Механическая подача шпинделя происходит при повороте рукоятки
2 "От себя".
Тонкая подача вручную осуществляется при выключенном положе-
нии перегрузочной муйяы вращением маховичка 1.
Приставные ножки применяются когда станок используется как
переносный. Они увеличивают устойчивость станка. При использовании
станка как стационарного (на фундаменте) ножки снимаются.
Стол угловой служит для крепления приспособлений и деталей.
I
Ряс. 6. Станина
I - вариант исполнено
17
Рис. 7« Коробка скоростей
18
Pic.8. Трамроь
19
20
ЭЛЕКТРООБОРУДОВАНИЕ
Электрооборудование станка рассчитано на работу от сети трех-
фазного переменного тока напряжением 380 в и частотой 50 гц.
На станке установлен трехфазный асинхронный электродвигатель
с короткозамкнутым ротором типа A02-3I-4 мощностью 2,2 квт,
1430 об/мин. Напряжение цепи управления 127 в. На станке предус-
мотрено местное освещение и заземление.
По особому заказу станки могут поставляться с электрооборудо-
ванием на напряжение 220, 400, 440 в и частотой 60 гц.
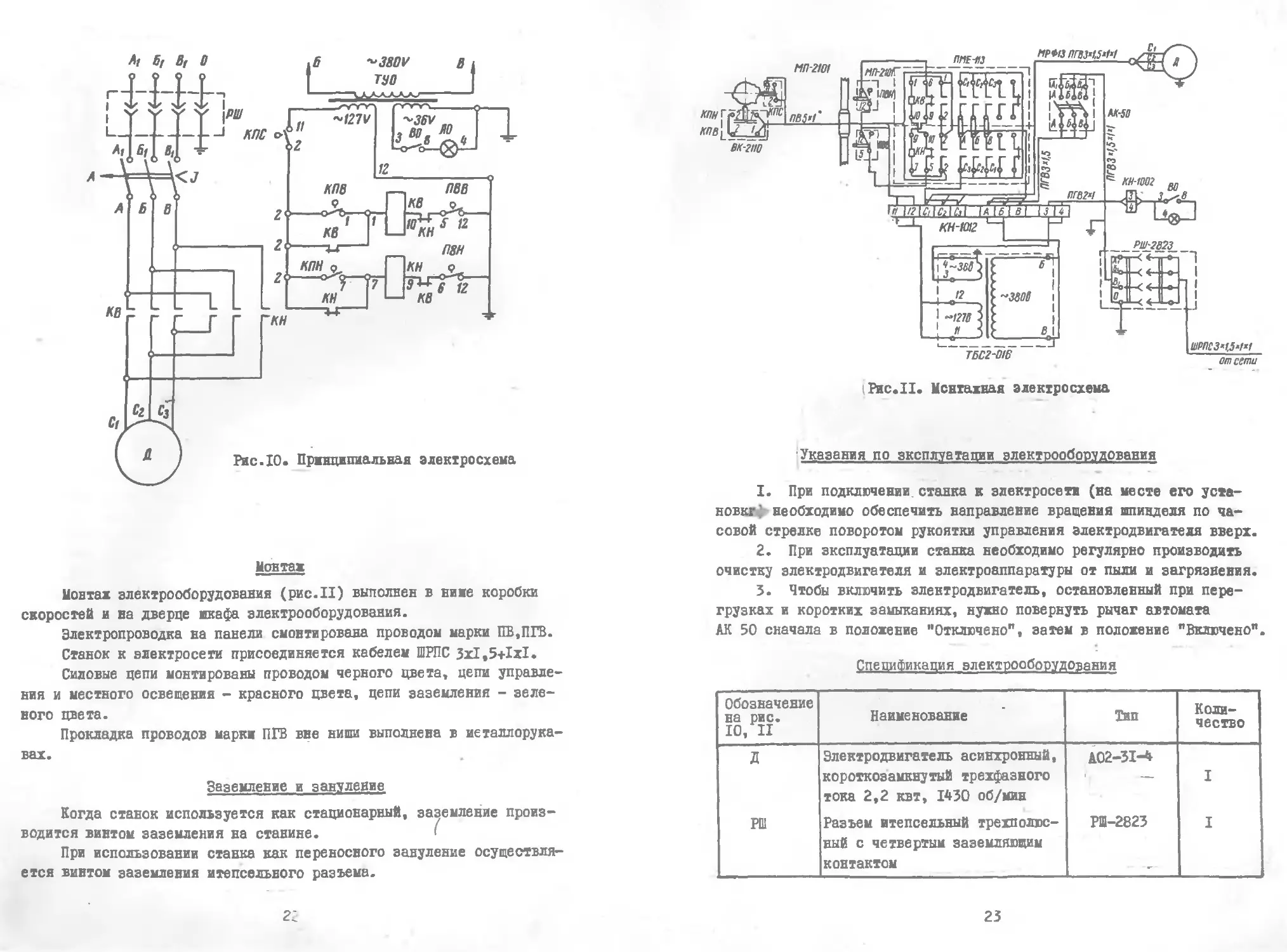
Описание злектросхемы
Напряжение к силовой цепи и к цепи управления подается при
включении рычага автоматического выключателя А (рис.10). При этом
включается трансформатор управления и освещения ТУО.
Переключатель управления двигателем находится в нейтральном
положении, т.е. все контакты КПС, КПВ, КПН разомкнуты.
Траверса зажата и находится на средней высоте колонны. В этом
положении НЗ контакты ПВВ и ПВН путевых выключателей замкнуты.
При повороте рукоятки управления 4 (си. рис.З) по пазу I (см.
рис.7) вверх замыкается контакт КПС (2-П), а переходный контакт
КПВ (2-1) включается и отключается. В это время включается катушка
КВ реверсивного пускателя НО блок-контактом КВ (2-1) переходит на
иа^опитание и главными НО контактами КВ включает электродвигатель.
Отключение двигателя производится переводом рукоятки в ней-
тральное положение.
Реверсирование двигателя осуществляется поворотом рукоятки
вниз. В этом случае замыкается контакт переключателя КПН и включа-
ется катушка пускателя КН .
Быстрое перемещение траверсы производится поворотом рукоятки
управления по пазу П (рис.7) при разжатом положении рукава на колонне.
Перемещение траверсы вверх и вниз ограничивается путевыми
выключателями ПВВ и ПВН, которые при размыкании НЗ контактов в це-
пи катуиек пускателя отключают двигатель.
Лампа местного освещения включавтси выключателем ВО.
Защита
Защита электродвигателя ж цепи управления от токов короткого
замыкания и защита двигателя от перегрузки осуществляется автома-
том АК 50.
При исчезновении напряжения защита производится НО блок—контак-
тами КВ и КН пускателя и переходными контактами переключателя КПВ и КПН
Нулевая защита электродвигателя осуществляется магнитным пус-
кателем.
Монтах
Монтах электрооборудования (рис.II) выполнен в вине коробки
скоростей и на дверце шкафа электрооборудования.
Электропроводка на панели смонтирована проводом марки ПВ,ПГВ.
Станок к электросети присоединяется кабелем ШРПС 3x1,5+1x1.
Силовые цепи монтированы проводом черного цвета, цепи управле-
ния и местного освещения - красного цвета, цепи заземления - зеле-
ного цвета.
Прокладка проводов марки ПГВ вне ниши выполнена в иеталлорука-
вах.
Заземление и зануление
Когда станок используется как стационарный, заземление произ-
водится винтом заземления на станине. '
При использовании станка как переносного зануление осуществля-
ется винтом заземления итепсельного разъема.
2'
МП-2101
ВК-2П0
।Рис.II. Монтажная электросхема
Указания по эксплуатации электрооборудования
I. При подключении, станка к электросети (на месте его уста-
новку необходимо обеспечить направление вращения шпинделя по ча-
совой стрелке поворотом рукоятки управления электродвигателя вверх.
2. При эксплуатации станка необходимо регулярно производить
очистку электродвигателя и электроаппаратуры от пыли и загрязнения.
3. Чтобы вклдчить электродвигатель, остановленный при пере-
грузках и коротких замыканиях, нужно повернуть рычаг автомата
АК 50 сначала в положение "Отключено", затем в положение "Включено".
Спецификация электрооборудования
Обозначение на рис. 10, II Наименование Тип Коли- чество
Д Электродвигатель асинхронный, короткозамкнутый трехфазного тока 2,2 квт, 1430 об/мин A02-3I-4 I
РШ Разъем итепсельный трехполюс- ный с четвертым заземляющим контактом РШ-2823 I
23
Обозначена на рис. 10, II е Наименование Тип Коли-- чество
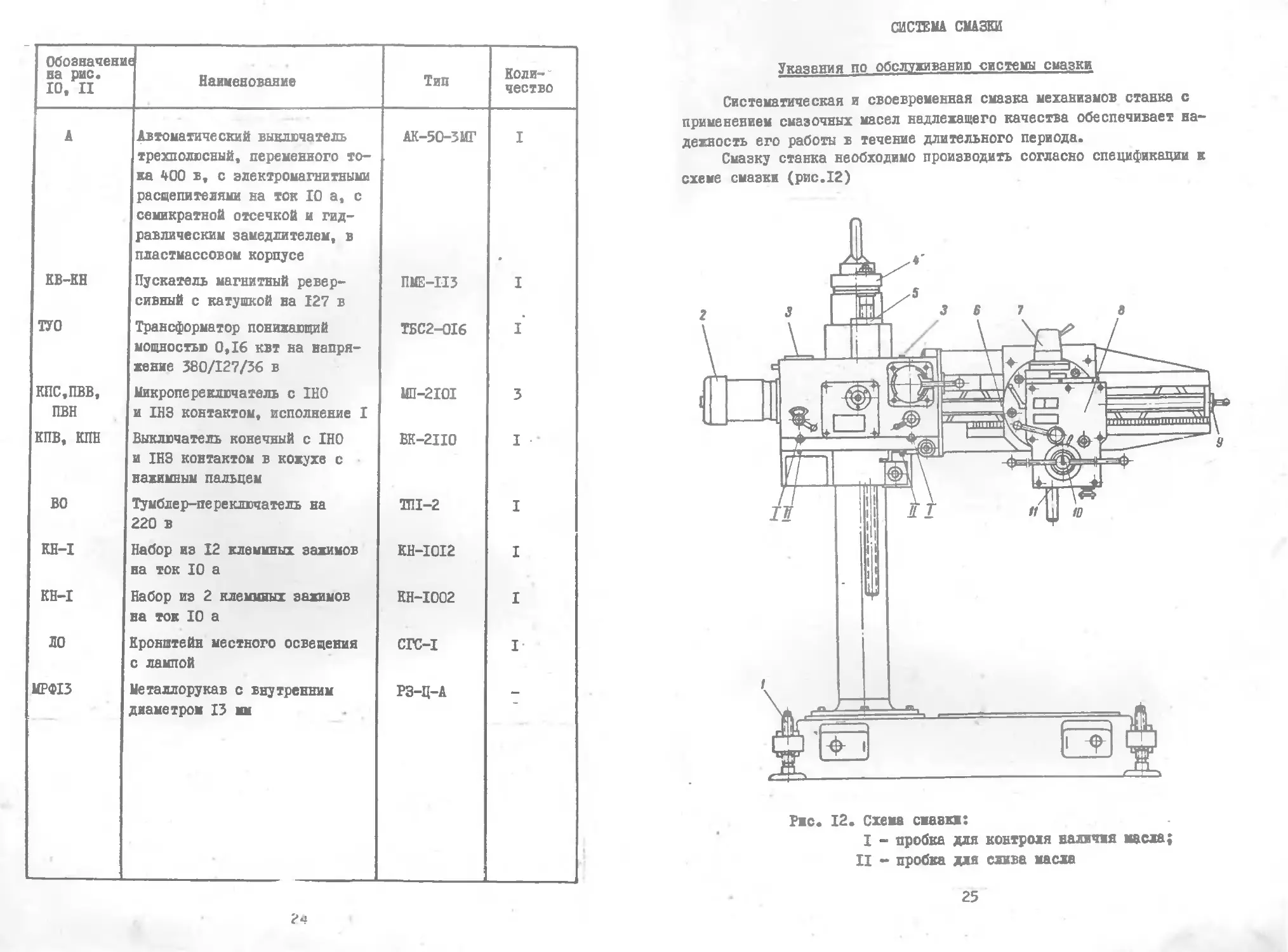
А Автоматический выключатель трехполюсный, переменного то- ка 400 в, с электромагнитными расщепителями на ток 10 а, с семикратной отсечкой и гид- равлическим замедлителем, в пластмассовом корпусе АК-50-ЗМГ I
КВ-КН Пускатель магнитный ревер- сивный с катушкой на 127 в ПМЕ-113 I
ТУО Трансформатор понижающий мощностью 0,16 квт на напря- жение 380/127/36 в ТБС2-016 I
КПС.ПВВ, ПВН Микропереключатель с IH0 и IH3 контактом, исполнение I МП-2101 3
КПВ, КПН Выключатель конечный с IH0 и IH3 контактом в кожухе с нажимным пальцем BK-2II0 I
ВО Тумблер-переключатель на 220 в ТП1-2 I
КН-1 Набор из 12 клеммных зажимов на ток 10 а KH-I0I2 I
КН-1 Набор из 2 клеммных зажимов на ток 10 а КН-1002 I
ло Кронштейн местного освещения с лампой СГС-1 I-
МРФ13 Металлорукав с внутренним диаметром 13 мм РЗ-Ц-А
СИСТЕМА СМАЗКИ
Указания по обслуживании системы смазки
Систематическая и своевременная смазка механизмов станка с
применением смазочных масел надлежащего качества обеспечивает на-
дежность его работы в течение длительного периода.
Смазку станка необходимо производить согласно спецификации к
схеме смазки (рис.12)
Рис. 12. Схема сиаакж:
I - пробка для контроля наличия масла;
II - пробка для слива масла
25
Перед заливкой масло необходимо профильтровать через сетку.
Уровень масла контролируется по маслоуказателю. Смену масла реко-
мендуется производить первый раз после десяти дней работы, второй
раз - через 20 дней работы.
Обработанные открытые поверхности станка (колонна, направля-
ющие траверсы, лицевая поверхность коробки скоростей) следует пос-
тоянно держать под масляным покровом во избежание коррозии.
Направляющие траверсы, винт подъема и рейка перемещения свер-
лильной головки долины ежедневно обильно смазываться.
Наличие смазки и качество применяемых смазочных материалов
следует систематически проверять и дополнять согласно рекомендаци-
ям в спецификации к схеме смазки.
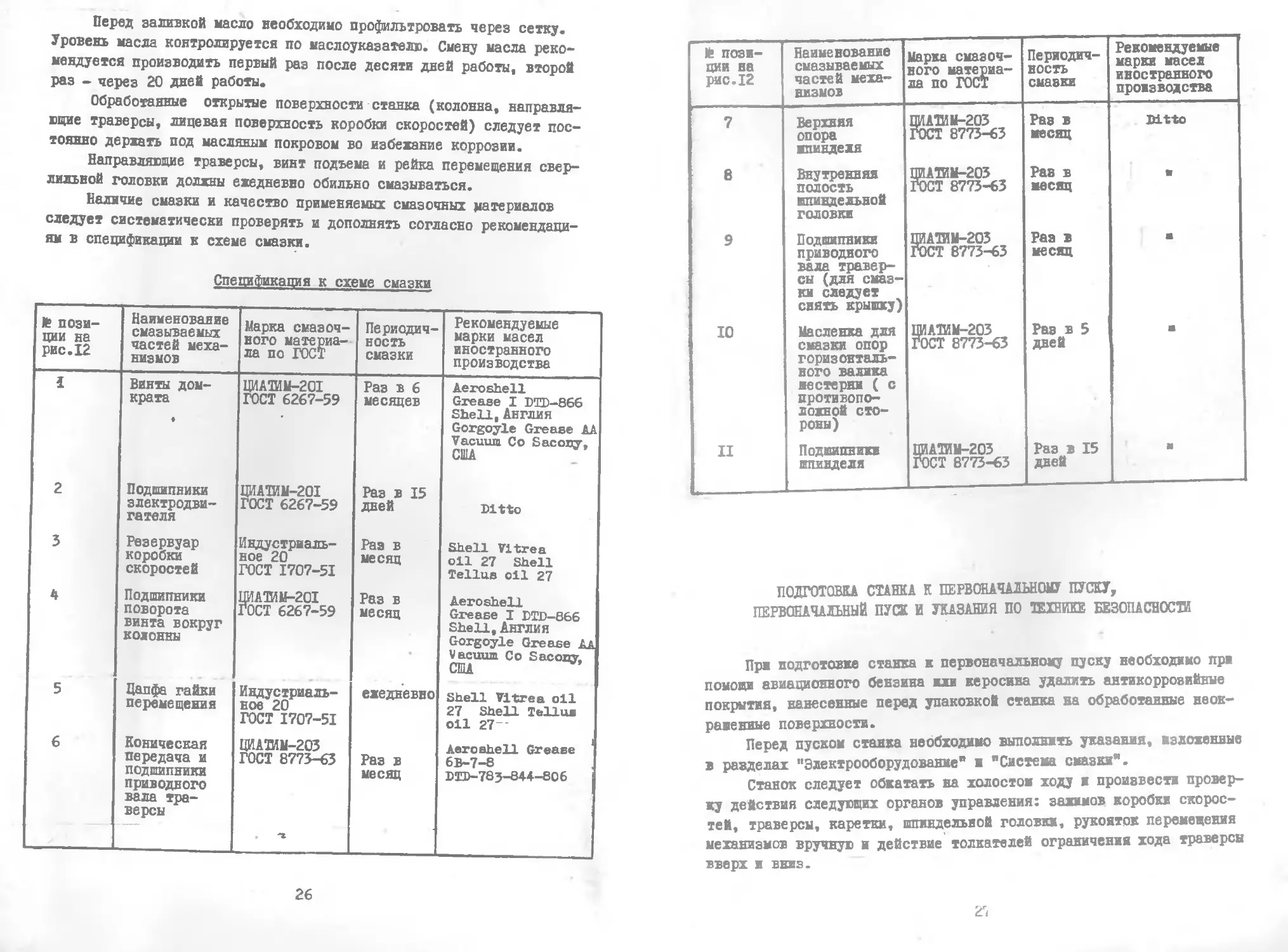
Спецификация к схеме смазки
И? пози- ции на рис.12 Наименование смазываемых частей меха- низмов Марка смазоч- ного материа- ла по ГОСТ Периодич- ность смазки Рекомендуемые марки масел иностранного производства
1 Винты дом- крата • ЦИАН! 11-201 ГОСТ 6267-59 Раз в 6 месяцев Aeroshell Grease I DTD-866 Shell, Англия Gorgoyle Grease AA Vacuum Co Sacoay, США
2 Подшипники электродви- гателя ЦИАТИМ-201 ГОСТ 6267-59 Раз в 15 дней Ditto
3 Резервуар коробки скоростей Индустриаль- ное 20 ГОСТ 1707-51 Раз в месяц Shell Vitrea oil 27 Shell Tellus oil 27
4 Подшипники поворота винта вокруг колонны ЦИАТИМ-201 ГОСТ 6267-59 Раз в месяц Aeroshell Grease I DTD-866 Shell, Англия Gorgoyle Grease AA Vacuum Co Басову, США
5 Цапфа гайки перемещения Индустриаль- ное 20 ГОСТ 1707-51 ежедневно Shell Vitrea oil 27 Shell Tell us oil 27
6 Коническая передача и подшипники приводного вала тра- версы ЦИАТИМ-203 ГОСТ 8773-63 Раз в месяц Aeroehell Grease 6B-7-8 DTD-78J-844-806
26
* пози- ции на рис.12 Наименование смазываемых частей меха- низмов Марка смазоч- ного материа- ла по ГОСТ Периодич- ность смазки Рекомендуемые марки масел иностранного производства
Раз в месяц
7 Верхняя опора шпинделя ШАГИ М-203 ГОСТ 8773-63 Ditto
8 Внутренняя полость шпиндельной головки ЦГАТИ М-203 ГОСТ 8773-63 Рае в месяц
9 Подшипники приводного вала травер- сы (для смаз- ки следует снять крышку) ПИАтаМ-203 ГОСТ 8773-63 Раз в месяц
10 Масленка для смазки опор горизонталь- ного валика яестерни ( с противопо- ложной сто- роны) ШАГИ М-203 ГОСТ 8773-63 Раз в 5 дней
II Подшипники шпинделя ПИАТИМ-203 ГОСТ 8773-63 Раз в 15 дней
ПОДГОТОВКА СТАНКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ,
ПЕРВОНАЧАЛЬНЫЙ ПУСК И УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
При подготовке ставка к первоначальному пуску необходимо пра
помощи авиационного бензина кли керосина удалить антикоррозийные
покрытия, нанесенные перед упаковкой станка на обработанные неок-
рашенные поверхности.
Перед пуском станка необходимо выполнить указания, изложенные
в разделах "Электрооборудование" и "Система смазки".
Станок следует обкатать на холостом ходу ж произвести провер-
ку действия следующих органов управления: зажимов коробки скорос-
тей, траверсы, каретки, шпиндельной головки, рукояток перемецения
механизмов вручную и действие толкателей ограничения хода траверсы
вверх и вниз.
21
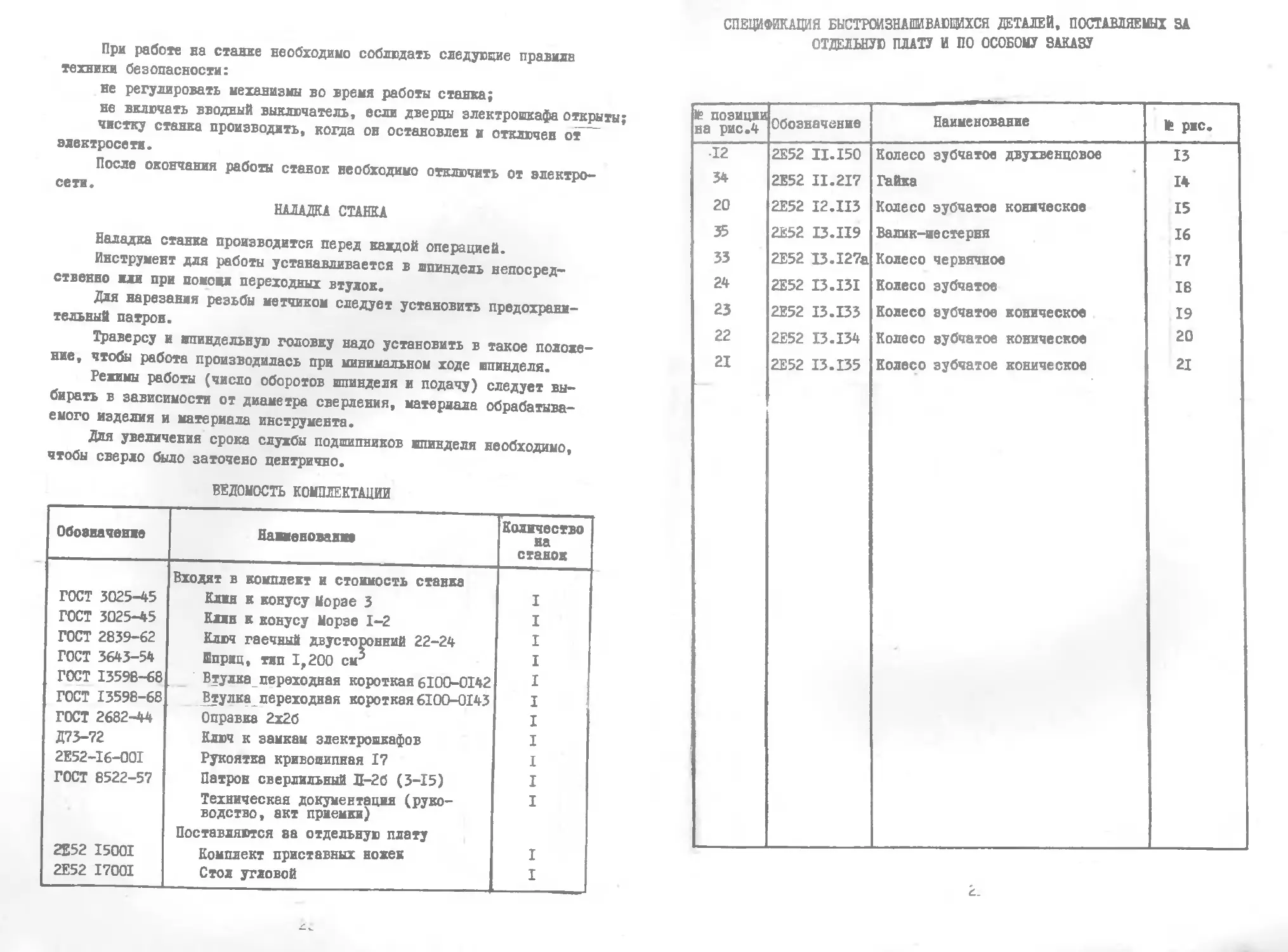
При работе на станке необходимо соблюдать следующие правила
техники безопасности:
не регулировать механизмы во время работы станка;
не включать вводный выключатель, если дверцы злектрошкафа открыты
чистку станка производить, когда он остановлен и отключен от
электросети.
После окончания работы станок необходимо отключить от электро-
сети.
НАЛАДКА СТАНКА
Наладка станка производится перед каждой операцией.
Инструмент для работы устанавливается в шпиндель непосред-
ственно или при помощи переходных втулок.
Для нарезания резьбы метчиком следует установить предохрани-
тельный патрон.
Траверсу и шпиндельную головку надо установить в такое положе-
ние, чтобы работа производилась при минимальном ходе шпинделя.
Режимы работы (число оборотов шпинделя и подачу) следует вы-
бирать в зависимости от диаметра сверления, материала обрабатыва-
емого изделия и материала инструмента.
Для увеличения срока службы подшипников шпинделя необходимо,
чтобы сверло было заточено центрично.
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ
Обозначение Иаменовалми Количество на станок
ГОСТ 3025-45 Входят в комплект и стоимость станка Клин к конусу Морзе 3 I
ГОСТ 3025-45 Клин к конусу Морзе 1-2 I
ГОСТ 2839-62 Ключ гаечный двусторонний 22-24 Шприц, тип 1,200 см3 I
ГОСТ 3643-54 I
ГОСТ 13598-68 Втулка переходная короткая 6100-0142 I
ГОСТ 13598-68 Втулка переходная короткая 6100-0143 I
ГОСТ 2682-44 Оправка 2x26 I
Д73-72 Ключ к замкам злектрошкафов I
2E52-I6-OOI Рукоятка кривошипная 17 I
ГОСТ 8522-57 Патрон сверлильный Д-26 (3-15) I
2Е52 I500I Техническая документация (руко- водство, акт приемки) Поставляются на отдельную плату Комплект приставных ножек I I
2Е52 I700I Стол угловой I
СПЕЦИФИКАЦИЯ БЬ'СТРОИЗНАПМВАЮЩИХСЯ ДЕТАЛЕЙ, ПОСТАВЛЯЕМЫХ ЗА
ОТДЕЛЬНУЮ ПЛАТУ И ПО ОСОБОМУ ЗАКАЗУ
№ позиции на рис.4 Обозначение Наименование № рис.
12 34 20 35 33 24 23 22 21 2Е52 II.150 2Е52 II.217 2Е52 12.ИЗ 2Е52 I3.II9 2Е52 13.127а 2Е52 I3.I3I 2Е52 13.133 2Е52 13.134 2Е52 13.135 Колесо зубчатое двухвенцовое Гайка Колесо зубчатое коническое Валик-иестерня Колесо червячное Колесо зубчатое Колесо зубчатое коническое Колесо зубчатое коническое Колесо зубчатое коническое 13 I* 15 16 17 18 19 20 21
V4 ocmantxtoi
K7f —
rntat
total
V7
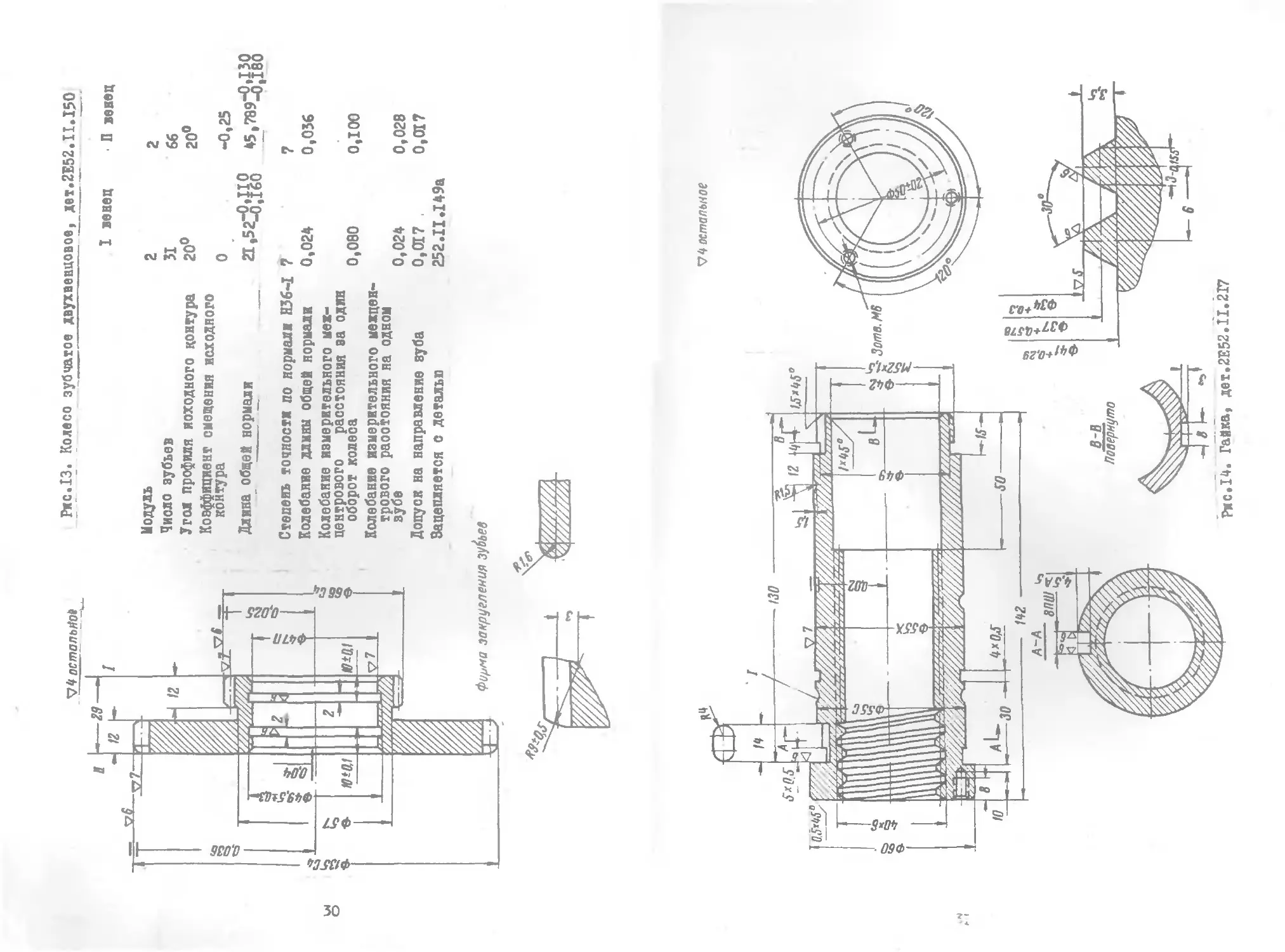
Ряс.13. Колесо зубчатое двухвенцовое, wi.2E52.II.I50
I венец . п венец
Модуль 2 2
Число зубьев 31 66
Угол профиля походного контура 20° 20°
Коэффищ iht смещения исходного контура 0 -0,25
Длина общей нормали »5?’”3;Н8
Степень точности по нормали H36-I 7 7
Колебание длины общей нормали 0,024 0,036
Колебание измерительного меж- центрового расстояния за один 0,080
оборот колеса 0,100
Колебание измерительного межцен- трового расстояния на одном зубе 0,024 0,028
Допуск на направление зуба 0,017 . 0,017
Зацепляется с деталью 252.11.149а
закругления зубьев
--- Х7 5 остальное
'-US----И
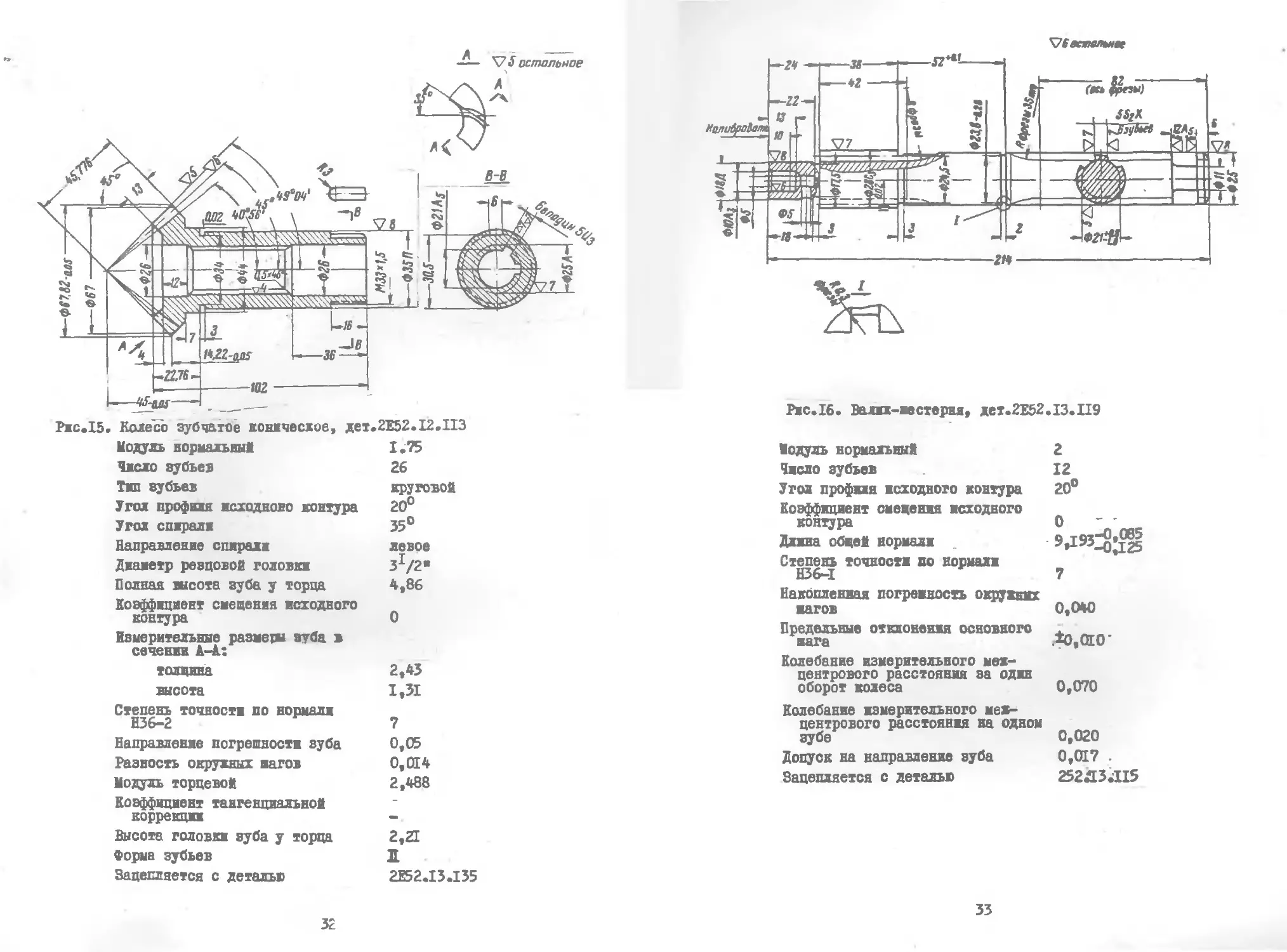
Рже.15. Колесо зубчатое коническое, дет.2Е52.12.ПЗ
Модуль нормальны! 1.75
Число зубьев 26
Тип зубьев круговой
Угол профиля исходного контура 20°
Угол спирали 35°
Направление спирали левое
Диаметр резцовой головки 3^/2"
Полная шеота зуба у торца 4*86
Коэффициент смешения исходного
контура О
Измерительные размети зуба >
сечении А-А:
толщина 2*43
высота 1*31
Степень точности по нормали
Н36-2 7
Направление погрешности зуба 0*05
Разность окрухных иагов 0*014
Модуль торцевой 2,488
Коэффициент тангенциальной
коррекции
Высота головки зуба у торца 2*21
Форма зубьев Z
Зацепляется с деталью 2E52.I3.I35
32
ЪКвсявлик
MA
Рже. 16. Валих-иестерня, хет.2Е52.13.П9
Модуль нормальный 2
Число зубьев 12
Угол профкжн исходного контура 20°
Коэффициент смещения исходного
контура 0 " '
Длина общей нормали
Степень точности по нормали
H36-I 7
Накопленная погрешность окружных
иаюв 0,040
Предельные отклонения основного .
нага *0,010'
Колебание измерительного меж-
центрового расстояния за один
оборот колеса 0,070
Колебание измерительного меж-
центрового расстояния на одном
зубе
Допуск на направление зуба
Зацепляется с деталь»
0,020
0,(47 .
252ДЗД15
33
V4 остальное
somos
л-м
i •
Some, ф 6А под штифт
цилиндра при сборке
Ржс.Г7. Колесо червячное, дет.2Е52.13.127а
Модуль 2
Число зубьев 41
Число заходов червяка I
Угол профиля в осевом сечении D
червяка 20
Угол подъема винтовой линии п
червяка 3 00*46"
Направление винтовой линии
червяка правое
Степень точности по нормали
Н36-3 8
Накопленная погрешность окружного
шага 0,06
Разность соседних шагов 0,03
Зацепляется с деталью 2Е52Л3.118
34
V4 остальное
Рже.18. Колесо зубчатое, дет.2Е52.13.131
Модуль
Число зубьев
Угол профиля исходного контура
Коэффициент смещения исходного
контура
Дина общей нормали
Степень точности по нормали
H36-I
Колебание длины общей нормали
Колебание измерительного мех-
центрового расстояния sa один
оборот колеса
Колебание измерительного мех-
центрового расстояния на одном
зубе
Допуск на направление зуба
Зацепляется с деталью
1.5
36
20°
О
7
0,024
0,080
0,024
0,017
V застольное
\ Б
\~Ф22Л
Модуль нормальный Число эубьев Тип эубьев 1,85 34 круговой Высота головки зуба У торца 2,07 Форма зуба I
Угол профиля исходного контура 20° Зацепляется
Угол спирали 35° с деталью 2E52.I3.I34
Направление спирали правог
Диаметр резцовой головки з’/2*
Полная высота зуба у торца Коэффициент смещения исходного 4,6
контура Измерительные размеры зуба в сечении В-В: 0
толщина 2,56
высота I,38
Степень точности по нормали
Н36-2 * ,х 7
Накопленная погрешность гага 0,05
Разность окружных шагов 0,014
Модуль торцевой 2,50102
Коэффициент тангенциальной
коррекции
J
-
-—
г* S3
Рис.20. Колесо зубчатое коническое, дет< .2E52.lJ.I34
Модуль нормальный 1,85
Число нубьев 30
Тип нубьев круговой
Угол профиля исходного контура 20°
Угол спирали 35°
Направление спирали левое т
Диаметр резцовой головки 3Х/2"
Полная высота зуба у торца Коэффициент смещения исходного 4,6
контура Измерительные размеры зуба в 0
сечении А-А:
толщина 2,56
высота 1,38
Степень точности по нормали
Н36-2 7
Накопленная погрешность шага 0,05
Разность окрухных шагов 0,014
Модуль торцевой Коэффициент тангенциальной 2,50102
коррекции Высота головки зуба у торца 2,07
Форма зуба К
Зацепляется с деталью 2Е52Л3.133
3\
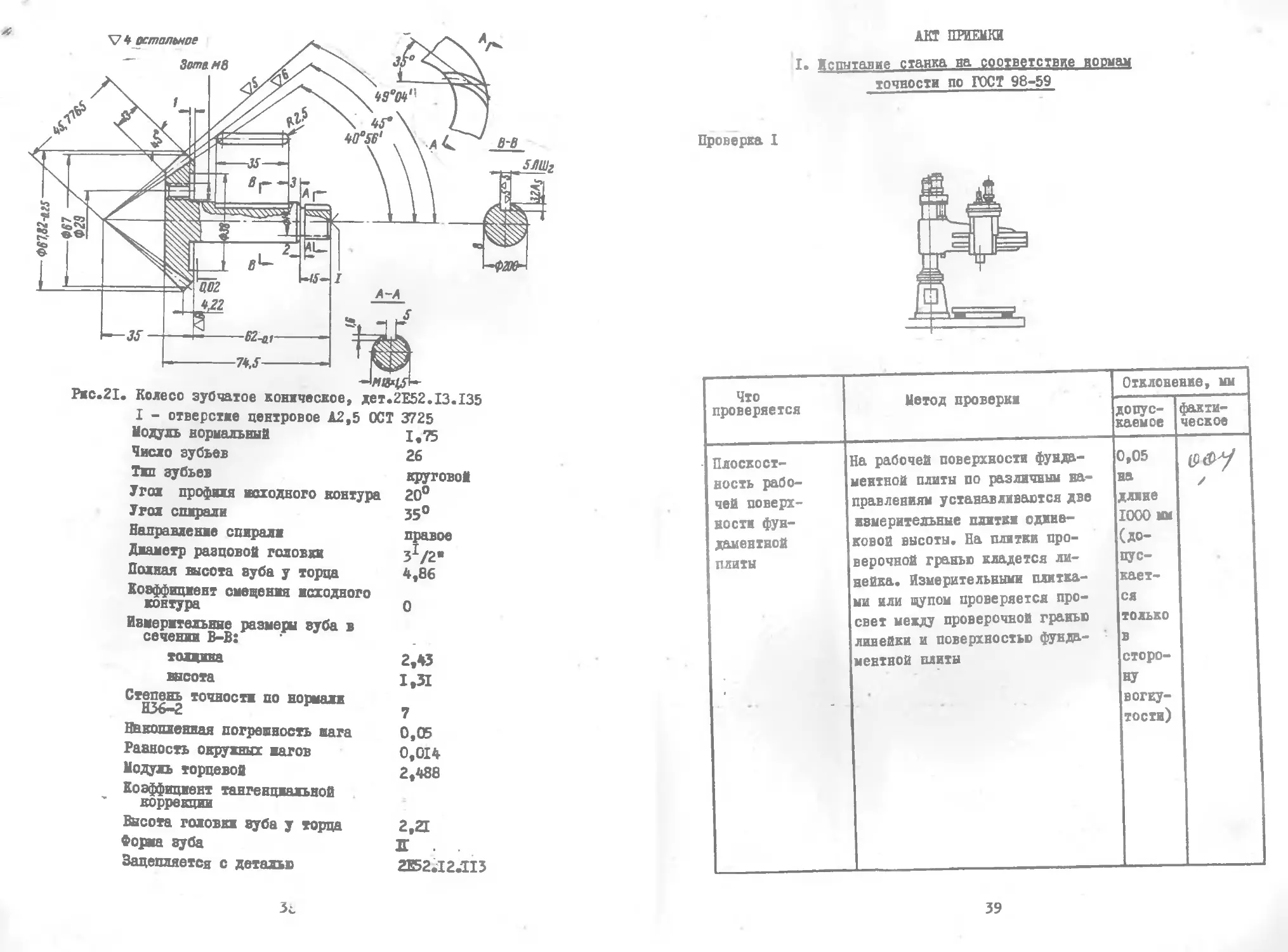
Рис.21. Колесо зубчатое коническое, дет.2Е52.13.135
I - отверстие центровое А2,5 ОСТ 3725
Нодуль нормальный 1,75
Число зубьев 26
Тип зубьев круговой
Угол профиля исходного контура 20°
Угол спирали 35°
Направление спирали правое
Диаметр разцовой головки З^/г"
Полная высота зуба у торца 4,86
Коэффициент смещения исходного
контура О
Измерительные размеры зуба в
сечении В-В:
толщина 2,43
высота 1,51
Степень точности по нормали
Накопленная погрешность шага 0,05
Разность окружных шагов 0,014
Модуль торцевой 2,488
Коэффициент тангенциальной
коррекции
Высота головки зуба у торца 2,21
Форма зуба I . .
Зацепляется с деталью 2E52.I2.II3
Зс
АКТ ПРИЕМКИ
I. Испытание станка на соответствие нормам
точности по ГОСТ 98-59
Проверка I
Что проверяется Метод проверки Отклонение, мм
допус- каемое факти- ческое
Плоскост- ность рабо- чей поверх- ности фун- даментной плиты На рабочей поверхности фунда- ментной плиты по различным на- правлениям устанавливается две измерительные плитки одина- ковой высоты. На плитки про- верочной гранью кладется ли- нейка. Измерительными плитка- ми или щупом проверяется про- свет между проверочной гранью линейки и поверхностью фунда- ментной плиты 0,05 на длине 1000 мм (до- пус- кает- ся только в сторо- ну вогну- тости)
39
Проверка 2
Что проверяется Метод проверял Отклонение, ми
допус- каемое факти- ческое
Радиальное биение оси конического отверстия жплнделя В отверстие ипинделя плотно вставляется цилиндрическая оправка. Индикатор устанавли- вается так, чтобы его мери- тельный итнфт касался поверх- ности опраькз: а) У торца ипинделя; Ъ) на расстоянии 300 мм от торца ипинделя. Кпиндежь приводится во вращение а)0,02 Ъ)0,05 (eV?' а
40
Проверка 3
Что проверяется Метод проверки Отклонение, мм
допус- каемое факти- ческое
Перпендику- лярность оси вращения шпинделя ра- бочей поверх- ности фун- даментной В отверстие ипинделя вставля- ется коленчатая оправка с индикатором так, чтобы его ме- рительный штифт каемся рабо- чей поверхности фундаментной плиты или линейки, установлен- ной на плите. В про- доль- ной плос- кости станка 0,06
плиты в про- Измерения производятся в про- иа >
дольной и поперечной плоскостях дольной и поперечной плос- костях станка. Шпиндель вместе с индикатором поворачи- вается на 180°. Погрешность определяется ал- гебраической разностью пока- заний индикатора. Измерения производятся в на- чальном положении рукава ш на 2/3 его перемеиения на ко- лонне, а сверлильной головки - в начальном положении и иа 2/3 ее перемешеиия по рукаву. Перед каждым измерением ру- кав к сверлильная головка за- крепляются длине 300 мм. В по- переч- ной плос- кости - 0,03 ва длине 300 мм ✓
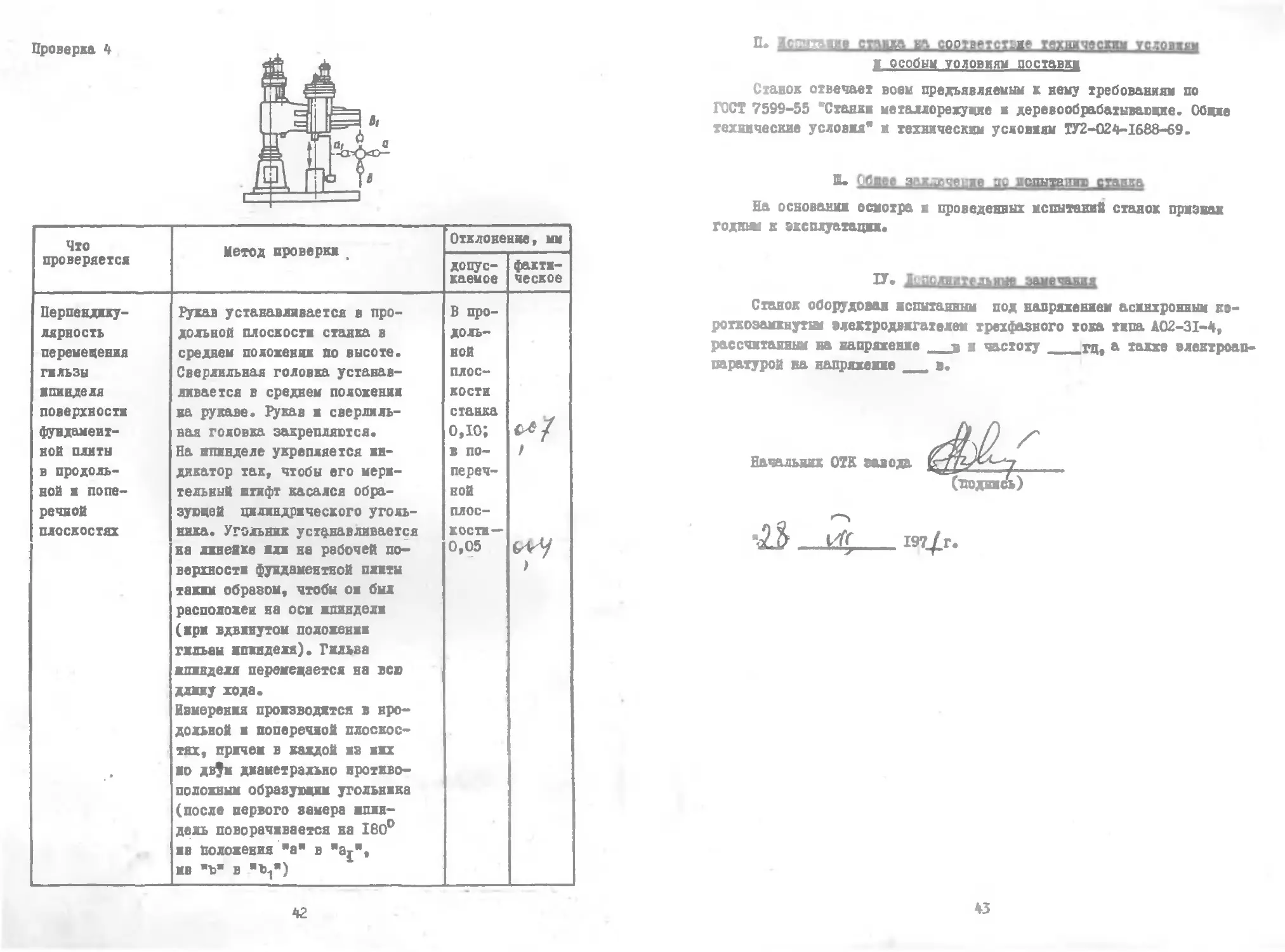
Проверка 4
ti
Что проверяется Метод проверки . Отклонение, мм
допус- каемое факти- ческое
Перпендику- лярность перемещения гильзы жпинделя поверхности фундамент- ной плиты в продоль- ной я попе- речной плоскостях Рукав устанавливается в про- дольной плоскости станка в среднем положении по высоте. Сверлильная головка устанав- ливается в среднем положении на рукаве. Рукав я сверлиль- ная головка закрепляются. На шпинделе укрепляется ин- дикатор так, чтобы его мери- тельный штифт касался обра- зующей цилиндрического уголь- ника. Угольник устанавливается на линейке пли на рабочей по- верхности фундаментной пииты таким образом, чтобы ои был расположен на оси шпиндели (при вдвинутом положении гильаы шпинделя). Гильва шпинделя перемешается на все длину хода. Измерения производятся в про- дольной и поперечной плоскос- тях, причеи в каждой из них ко дв^м диаметрально противо- положным образующим угольника (после первого замера ипин- дель поворачивается на 180° ив Положения "а" в "а^", ив "ъ" в В про- доль- ной плос- кости станка о,ю; в по- переч- ной плос- кости— 0,05 1 )
42
П. Летали» mw иа соотратстау mWTBPffll УРОДОМ
1 особых условиям поставки
Ставок отвечает воем предъявляемым к нему требованиям по
ГОСТ 7599-55 "Ставки металлорежущие я деревообрабатывающие. Общие
технические условия" и техническим условиям ТУ2-О24-1688-69.
В. Qfl—l ДМД9ЖМ ай-»<ЩнУ1ип> сиди
На основании осмотра и проведенных i спымний станок признак
годом к эксплуатации.
И. Ьайлнитедыпм иамачалм
Ставок оборудовав испытанным под напряжение) асинхроннш ко-
роткозамкнутым электродвигателем трехфазного тока типа A02-3I-4,
рассчитанным на напряжение ч и частоту гп. а также электроап-
паратурой ва напряженье _ в.
Начальник ОТК завода
(подпись)
"25 ._____ИТГ 197_Дг.
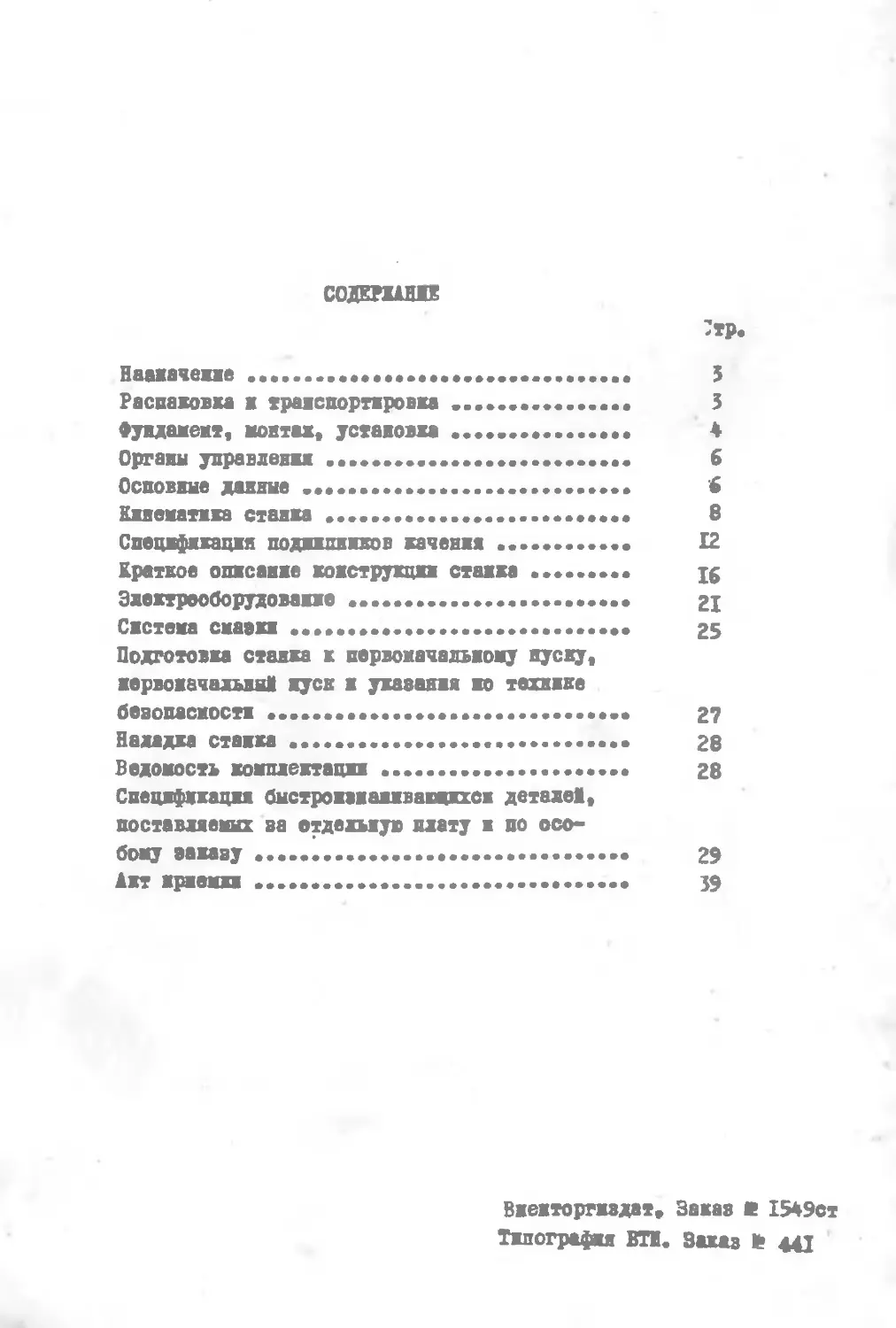
СОДЕРЖАНКЕ
Зтр.
Вааиачеиие ....................................... 5
Распаковка к транспортировка ..................... 3
фундамент, монтаж, установка ..................... 4
Органы управлении ............................. 6
Основные данные ............................. <
Кинематика станка ............................ 8
Спецификация подлинников качении ............... 12
Краткое описание конструкции стайка .........
Электрооборудование ............................. 21
Система смазки................................ 25
Подготовка станка к первоначальному кусну*
иервоиачальны! пуск к указании ио технике
безопасности ................................. 27
Наладка станка .................................. 28
Ведомость комплектации ....................... 28
Спецпфипаци быстропиаиивакцихси детален*
поставляемых за отдельную плату и по осо-
бому заказу...................................... 29
Акт приемки...................................... 39
Вкекторгиздат* Заказ К 1549ст
Типография ВТК. Заказ № «I