/







































Теги: станки




Текст
/
СТАНОК ТОКАРНОВИНТОРЕЗНЫЙ
1Д616К
СТАНОК
1 О К АР Н 0-В И II Т О РЕЗИ Ы II
Модель 1ЛЫ(>К
РУКЛВиДГ Тц«1 IKI УХОДУ И ОБСЛУАНПАНИЮ
СОД ЕР1АНИ Е
Стр.
Назначение и область применения ............... 3
Распаковка и транспортировка .................. 4
Фундамент станка, монтаж и установка .... 4
Подготовка станка к первоначальному пуску 5
Паспорт .................................... 5-23
Описание основных узлов ................... 24-29
Смазка .................................... 29-33
Первоначальный пуск........................... 33
Указания по технике безопасности ............ 33-34
Настройка..................................... 34
Регулирование ............................... 35-38
Ведомость комплектации........................ 39
НАЗНАЧЕНИЕ И.ОБЛАСТЬ ШЖЕНЕНИЯ
Токарно-винторезный станок Модели IA6I6K является универсальным и предназначен для различных токарных работ, а такзе для нарезания метрической, д&Ьловой, модульной и питчевой резьбы.
Станок имеет автоматическую коробку скоростей главного привода, обеспечивающую изменение чисел оборотов шпинделя поворотом рукоятки переключателя, расположенного на передней бабке.
Изменение скорости вращения шпинделя может производиться как на ходу, так и при остановке вращения шпинделя.
Класс точности станка Н.
-5-
x'ACIIAlkOEKA i ‘.2. J-Lji-
При распаковке стадия необходимо следить за тем, чтобы не по вредить станок раст~. точным инструментом, для чего вначале снимэ ется верхний шит упаковочного ящика, а затем - боковые щиты.
Для транспортировки распакованного станка (Рис. 2) меаду ста ниной и канатом снаружи закладываются два бруска, чтобы не повре дить трубу.
Крюки каната пропускаются в левое крайнее окно станины и закрепляются за заднюю стенку.
Задняя бабка и каретка при этом должны быть сдвинуты в край -нее правое положение и закреплены.
Рис. 2
ФУНДАМЕНТ СТАНКА, ИОНТАл И УСТАНОВКА
Станок устанавливается на фундаменте кли бетонной подушке высотой не менее 150 и крепится фундаментными болтами.
Точность работы станка зависит от правильности его установки.
Выверка станка на клиньях по уровню в обеих плоскостях производится в соответстищ с ГОСТ I8GS7-72 (проверка Я 1.1;1.2;1.3).
При установке станка необходимо подвести опору под подмоторный кронштейн (см. Рис.16, болт 7).
ПОДГОТОВКА СТАНКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ
Перед пуском станка в работу необходимо:
I. Тщательно очистить станок от антикоррозийных покрытий, нанесенных на открытые, а танке закрытые кожухами обработанные неокрашенные поверхности, при помощи салфеток, смоченных уайт-спмртом или керосином.
Все неокрашенные поверхности станка следует во избегшие коррозии равномерно покрыть тонким слоем масла "Индустриальное 20”;
2. Заполнить места смазки маслом, а бачок охлаждения - охлаждающей жидкостью (если работа ведется с охлаждением).
Места заливки и род смазки указаны в разделе "Смазка".
План
К 1:100
О
Рис. 3. Установочный чертеж.
ПАСП-РТ
Тип станка - Токарно-винторезный, универсальный
Модель - IA6IGI
Завод-изготовитель - Средневолжский станкозавод
Класс точности - И
Год выпуска -
Заводской > -
Вес станка, кг - 1600
Габарит станка {длина х ширина х высота) *- 2135x1225x1420
Основные данные
ОСНОВНЫЕ РАЗМЕРЫ
Высота центров, ил.................................... 165
Расстояние ыеаду центрами, мы......................... 710
РАЗА®] ОЕГАБЛТЫВШШ ИЗДЕЛИЙ
Наибольший диаметр обрдбятиваегого прутка, ил 34
Наибольший диаметр изделия, устанавливаемого над суппортом, мм................................... 180
Наибольший диаметр изделия, устанавливаемого над станиной, мм...................................... 320
Наибольшая длина обтачивания, мм........................ 660
Шаг нарезаемой резьбы: метрической, мм.............................. 0,5-24
дюймовой, число ниток на I" ............. 56-1
модульной, в модулях .................... 0,25-5,5
питчевой, в пчтчах ...................... 128-2
СУППОРТ
Количество резцов в резцедержателе .................... 4
Наибольшие размеры дервавки резца, ил: ширина ............................................ 20
внеота ............................................. 25
Расстояние от опорной поверхности резца до линии центров, №t ....................................... 25
Наибольшее расстояние от оси центров до кромки резцедержателя, ил........................... 170
Количество суппортов: передний.................................... i
Количество резцовых головок в переднем суппорте .......................................... I
Ианбольше перемещение, мм. продольное поперечное от руки.................................... 670 pgs
по валику.............................. 670 195
по винту.............................. 670
Перемещение на одно деление лимба, мм: продолтное ........................ I
поперечное...................... 0,05
Перемещение на один оборот лимба, и*: продольное ............................
поперечное .........................
Пределы продольны." и поперечных подач, мм/об шпнвд.’ля ........................
НО 5
0,065-3.91
РЕЗЦОВШ САТАЗИИ
Наибольший угол поворота, град.......... 90
Цена одного деления шкалы поворота, град. I
Наибольшее перемещение, мм............................... 120
Цена одного деления лимба, мм........... 0,05
Перемещение на один оборот лныба, мм .. 3
ШПИНДЕЛЬ
Прадеды скоростей пр.жого и обратного вра-
щения, об/мин ........................................ 18-1600
Внутренний конус.................................... 1'.орзс й 5
Диаметр отверстия шпинделя, мм......... 35
Торможение шпинделя ................................. имеется
Блокировка рукояток ...................... g имеется
ЗАДНЯЯ 1.АЖА
Внутренний конус .......................
паиоольшее neper.ей !нпе пиноли, мм.....
Цена одного деления шчглы перемещения пиноли, мы................................
Поперечное смещение, »л: вперед .................................
назад ...............................
0U ПОДВИГАТЕЙИ
Пивного движения: мощность, квт .........................
число оборотов в минуту.............
Насоса охлаждения: мощность, КВТ .........................
число оборотов в минуту.............
РЕМНИ ПО ГОСТ 1284-68
Местонахождение .......................
Тип.................................
Количество .........................
Тип.................................
Количество .........................
^орзе Г 4 120
I
10 10
2.8/4.6
750/1500
0,12 2800
главный привод клиновой Б2000 5
клиеовой Б1400 3
ПОДШИПНИКИ . ЯИНиШ
Передний:
Тгл..................................
Условное обозначение ................
Основные разделы, мы ................
3 щние:
Тил..................................
Условное обозначение ................
Основные размеры, ш Тыл..................................
Условное обозначение ................
Основа размеры, м* ..................
роликоподшипник длухрдд-ич'. радиальный
5-3182116 ГОСТ 7634-56
80x125x34
тарикоподпипник усэрячй 5-82II ГОСТ 6874-51
55XSVT25 шарикоподшипник радиаль-но—упорный
5 -46211 ГОСТ 831-62
55x106x21
г
МУФТЫ
МестонахоящеНх'^ ................... Коробка скоростей
Тип ........................„........ Фрикционные электро-
магнитные по ТУШ-71
Условное обозначение ..................... ЭШЭ94-1ЛЗ
Количество ..................................... I
Условное обозначение ................... ЭТ?!104-1А8
Количество ..................................... I
Условное обозначение .................... ЭТЫО94-2Н8
Количество ..................................... 4
ОСНОВНЫЕ УЗЛЫ
II
- Станина, 21 - Передняя бабка
коробка скоростей АКС 109Д6,3 80 - Электрооборудование
Узлы со станка Мод. IA6I6
14 - Механизм фиксичк. валика 40 - Задняя бабка управления 51 _ Охдадвние
30 - Коробка подач 72 _ тожух
__~ а1>тУя 78 - Заилтяое устройство патро-
32 - Суппорт на
33 - Гитара сменных шестерен
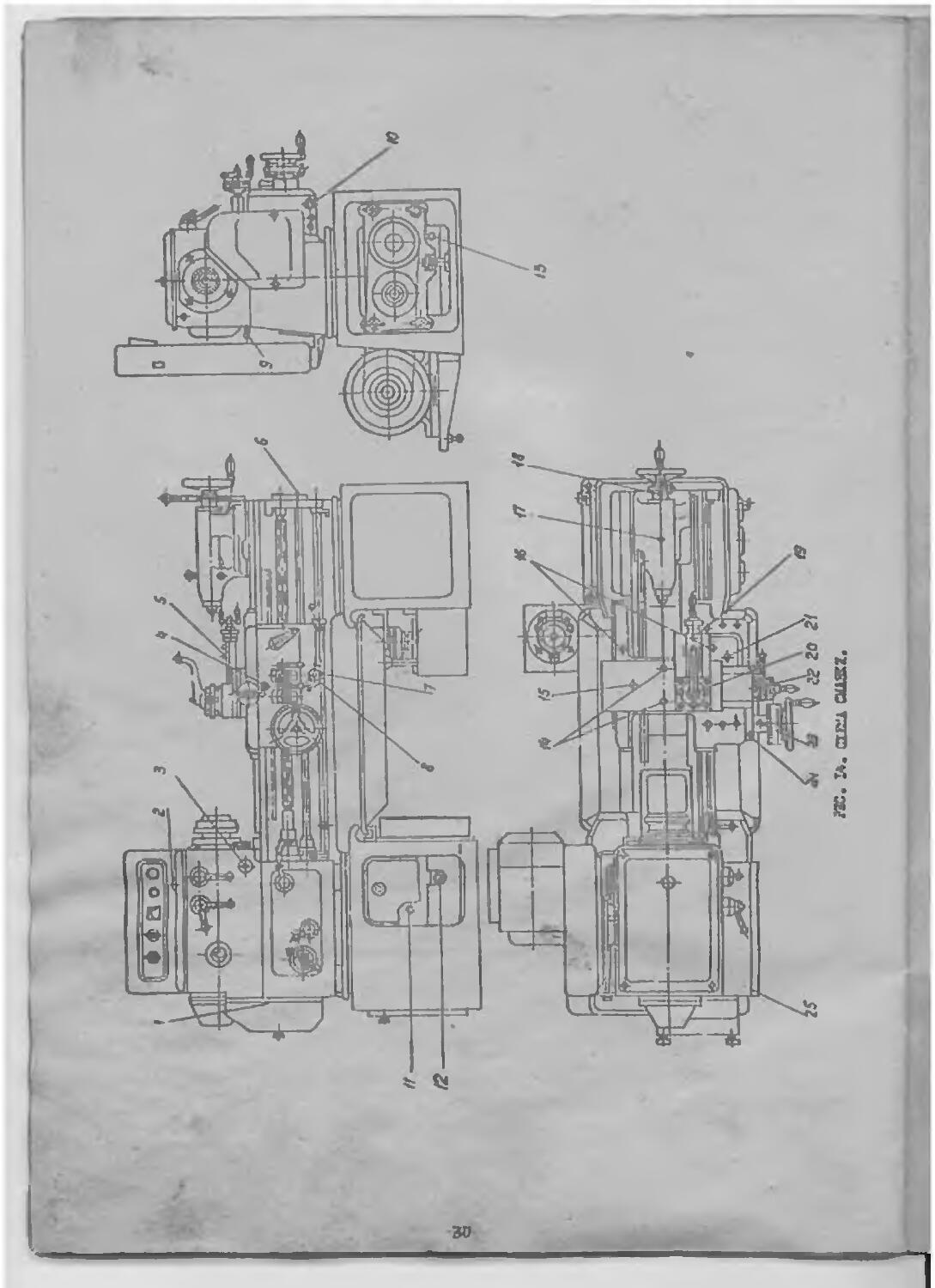
ОРГАНЫ УПРАВЛЕНИЯ
3,4,5 - Рукоятки установки величины подачи и шага резьбы
6 - Кнопка переключения холевого валика и ходозого ванта
7 - Рукоятка установки норквльвого и увеличенного тага нарезаемой резьоы
8 - Рукоятка изменения направления подач
9 - Рукоятка включения перебора
10 - Рукоятка поперечной подачи суппорта
II - Рукоятка поворота крепления резиовиД головки
12 - Hi нт крепления каретки к станине
13 - Рукоятка содачи верхней части суппорта
£4 - Гаховичок ручного перемещения каретки
15 - Кнопка включения реечной шестерни при нарезании резьбы
18 - Рукоятка включения продольной подачи суппорта
17 - Рукоятка включения поперечной подачи суппорта
18 - Рукоятка включения г??.ки ходового епнтз
19 - Рукоятка крепленая пиноли задней бабки
-5- /
IZ
-Q,.
P ’ ° ' " C”"‘ ?“» «« упрамишл
«
20- Винт поперечного смегдниг задней бабки
21 -Руксятка крепления задней бабки к станине
22- Иаховичок перемещения сияоли задней бабки
23- Ручка вклоч~ния насоса охлаждения
24- Ввод .ой выключатель
25- Ручка lкличеиил скорости двигателя
2S- Рукоятка переключения скоростей
27- Винтй натяыения ремней передней бабкл
23- Винты натяжения ре:.еь?й электродвигателя.
29- Рукоятка пуска станка я реверсирования шпинделя
- ——
UHEU UCiroftm L.71BKA ей резьб и поди
С^ешеие сее*«р« Рез*а* ЛваО1<Н чхе Г“ 7 С-хГ резьсв прсголм ' м»«.
ЯМ ртЖ> «та Поюппв ГПК»в Г _ _ _
« 5 » герЕШМ коробя Ct3H ЭМИ 3 4 - 2 4 1 —*— 4
0,063 0.06 .006 0.114 0,065 0.» О.СЕГ 0.114
а 60 иеере- есивх - К £ 0.5 1 Г .13 0.75 1.5 1.75 о,1э 0,26 0.16 0,32 0,163 О,’? 0.229 0.455 0,С 0,26 0.16 0,32 о.ин 0,38 0.22S и.4»
а г 2.5 а' 3.5 0,52 0.64 0,78 0,91 0,52 0,64 0.78 0.41
*5 ЗБ 2 5.5
54 36 е 4.5
умл>- 3 < 3 6
w Itois в 1 to Ц
:г 16 30 24
а t с дхв^- ОТ—iri 1 0,1 0,08 0.07 0,05с 0.1 0,0 1 0.S7 0.050
мя "•'•1 а за 40 4В 56 0.36 0,16 0.138 од: 0.2» 0.16 ",пе 0.11
* 16 Гм М 26 0,412 0,32 0.275 0.226 0.412 0,32 Ц;275 с.гяс
1 П ? я 12 l4 0,825 < .64 0.55 0,452 0,82* 0,64 0.55 6.4S1
*'
1 5
X 54 в а
и 9
5 38
S 57 S 19 * на О.
D 9,5 тергда шстропя: сс«
Я 44 бег* оерезаточпм от кие гаке цепких
а 55 S 32 Э7«’4Т1а ».л»с
4 1У г:
□ 4 5 г 7
а СБ «0 yrtxi- 2 г.5 3,5
ЯШИН 1 *т 4 :,» :.5
а м> 54 Шио- I 3 4.5
i “ чеши । Z 2.3
♦- 4
'ингпиш
' 4Е0ХТ- >iU9B- -иг рвзьоь Пр»ол>ш saw ЯДа-и
•ecTtpja Резьб* по рткз тти 5 Полмегаи ртталтох
в 3 1 TZpUHli ОСЯ ТОГОбЯ □охдч I 3 4 I 1 з I 4 i :
36 55 ыод^Л-вад ЖфИЫЬ-ым£ 3 0 IT 0.25 0,5 I Г,25 0,75 Г.4 1,75
54 .а п а п п L О 1.3» 2.75 5,5 LI 22 1,125 2,25 - иг 1Л^4пю1 ре»"1<- t * oOsm oepttMowo отчаспок »c*z посгошых 'ИП£а4 ОТ шшик 20 ЮЛОООГО ЫЗТД; 4^- ссрслзтошгае отпекп» «орс“а пиат игра оо-гтмгстпоса ыип^иа):
«ли ia - иг холевого ыта
54 56 3 3 а 4.5 9 18 3,5 7 14
a и 2 4 8 2,5 5 10 3 6 12 кй* нь
этш лормо* t a е ar 128 54 32 и % 48 34 11% 54 28 w_J l_J_T
К 55 40 20 Ж«*» Мф-йо мем II rtUb
jstua-uuU Чв В 8 4 3 10 5 24 12 Q з *4 7 3,5 •
Эрж. мрсмжв ,«ibO кэтп usrrpMu.—тел с Л.. 751 oo/eu.
?i с
5. кинематическая сх*пса
CTTV.-J !Uiai .i/EHATUX И ЧЕРВЯЧИНХ ОШС, ЧЕРВЯКОВ, bJSITOB И -ТАКС
Узел Jr BJ.Л DC схеме » i no схеме ЧИСЛО зубьев зля заходов Модуль 1!ЛИ ШАГ, мм УГиЛ ПТО1ТО-воЗ .ш. 'ч. Ш~ СДВИГ kohtj'uo зуба Uipimal обода 1Ш х Ыатерпал 7 Тердообра-бо.-ла Таер-Лрсть КЗ.
П I 3" 2,5 20,5 Сталь ЧОХ ТВЧ ьо
n 2 32 2,5 +0,17 19 Сталь ЧОХ Т.О 48
П , 3 28 2,5 +0,33 Г Сталь ЧОХ Т.О 48
Uj 4 21 2,5 +0,625 20 Сталь ЧОХ Т.О 48
AOjcCsa И 5 36 2,5 15 таль ЧОХ 7.0. 48
Cz^ pOCTCil a 6 40 2,5 15 Сталь 4WC Т.0. 48
АГОГОЗ- E 7 32 2,5 15 Стать 4 ОХ т.о. 4о
Й.З Ш 8 44 2,5 -0,33 15 Сталь 40Х 73’1 48
if 5 28 2.5 +0,33 17 Столь ЧОХ Т.О ..8
C IO 40 2,5 21 Сталь 40У тпч 50
C II 51 2,5 -0,625 20 Сталь ЧОХ тьч 50
7 12 34 2,5 — • 15 Стала 45 тзч 50
n 13 68 2,5 — 15 Сталь 45 твч 50
У1 14 Л) 2,5 - 26 Стала 45 твч 50
УП IS 80 2,5 26 Сталь 45 твч 50
Ц.редддч Л 16 34 2,5 50 Сталь 45 Улучи. 24
баб»Л УЙ 17 44 2,5 — II Сталь 45 ТВЧ 30
УИ 18 44 2,5 — II Сталь 45 твч 50
n • T9 22 2,5 52 Сталь 4GX твч 50
X «0 34 2.5 • 12 Сталь ЧОХ твч 50
спцз'Л'НКа,^. ! давчАтих и ’жтанчмнх колес, червяков и глйс
Упал М залд ПО схема '*« А 00 ахена 'ЙОЛО и’МЬя® ил? за- >г>Дц5 Шооуль ми Г. М4 ХГОЛ Fl'JlTt-l«jfi ЛИНИИ Иъи сдвиг Ииатупа луба Ширина Об-.ди их * Матер яд Т+умвобрз-б тиа твердо. ть IM:
Д1 ‘>1 30 2 -Т.2 10 Стать 45 твч 50
ХП 22 21 2 -0,3 6 Столь 45 тэт 50
хш 23 39 2 - 9,2? Сталь 45 ТВ! 50
хм 24 28 2,5 - 9,25 Сталь 45 твч ьо
хш 25 35 2,5 -1,9 9,25 Сталь 45 твч 5G
Королей хш хш t§ 8i <2 38 2 2,5 +1.5 9.Й5 10 Сгаль 45 Сталь 45 твч твч 50 50
подач XI* 2« 51 2 -1.308 10
Х1У 21 39 2 10
Х1У 30 35 2,5 -0,72 10 Сталь 45 твч 50
ХТУ 31 25 2.5 ♦1,5 10 Сталь 45 твч 50
Х1У 32 J? 2 Ю Сталь 45 твч 50
Х1У 33 39 2 - 10 Ста-ь 45 TR4 50
Х1У j4 22 2,5 + 1,5 10 Сталь 45 твч 50
Х1У 35 39 2 10 Сталь 15 твч 50
ХУ Зь 39 2 Тб Сталь 45 твч 50
ХУ 37 28 2,5 • 10 Сталь 45 ’ твч 50
ХУ ХУ! 38 39 18 45 2.5 2,5 +0,719 то то Сталь 45 Сталь 45 твч тэт 50 50
1 хи 40 35 2,5 -0.719 то Сталь 45 твч 60
СПЕЛ WfKAIOtfl ЗУБЧЛТЛ И ЧЕРВЯЧШ КОЛЕС, ЧЕРВЯКОВ, Гн’ЕТОВ И ГАЕК
Узел Я вала по схем* я я по схеме Число зтбье» заходов Модуль пли шаг в мм Угол винтов, ЛИНИИ или сдв)ц- контура зуба 1-ири-на обода км “ Материал Тероюоора' ботка Твердость нЗс
П1 41 15 2,5 II Стшц, 45 ТЗЧ 50
ХУЛ 42 48 2.5 -0,719 9,5 Стьль 45 ТВЧ 60
ХЛ 43 28 2,5 - 10 СТОЛЬ 45 ТР1 50
*УП 44 23 2 - 10 Сталь 45 ТВЧ 50
Юройха ХУШ 45 23 2 +0,3 6 Сталь 45 тот 50
подач АП 46 55 О •_ 10 Сталь 45 ТВЧ 50
Ш 47 I? 2 14 Сталь 45
ХХ1У 48 53 2 • - 12 Сталь 45 - —
ХХ10 45 2? 2 — 12 Сталь 45 тьч 45
Фарту» ш 50 53 О ‘ - 12 Сталь 45 TIP! 45
ххл 51 31 2 - 12 Сталь 45 ТВЧ 45
ххп 52 53 2 12 Сталь 45 ТВЧ 45
ХХУ1 531 36 2 •S 12 Сталь 45 ТВЧ 43
Ш1 54 47 2 - 12 Сталь 45 ТВЧ 43
Су .шорт ХХУП 55 13 2 - 2П Сталь 45 Улучи. •
СПИЖИКАШЯ ЗУБЧАШ И ЧЕРВЯЧНЫХ КОЛЕС. ЧЕРВЯКОВ, ВИНТОВ И ГАЕК Продолжили
Узел » вала по схеме » » по охеме Часло зубьев или. па-холоп Модуль или ваг в мм Угол линтов. ЛИНИН или СДВИГ KOHTV-ра зуба 1Й1РИ-нп опода Ь">, * Материал Термообработка Твердость 1П$
ХХ1У 56 14 2 30 Сталь 4 ОХ ТВЧ 45
«иртл ххп 57 5 3 21°24'15 50 Сталь 4ОХ Улучи. -
XXI 58 35 3 2I°24'I5" 14 Чуг.4-1
Суппорт ХХУП 59 1 5 — 81 5'ронпз а.
< ютуп XX 60 1 6 — 100 Бронза — *
Суппорт 61 1 3 - 30 Чуг.02 — —
гтаяича 62 РеРкн 2 - 35 Сталь 45 ТВЧ 43
Задняя бабка 63 I 4 - 55 Чуг.'12 — -
Стенине 25 2 10 С^аль ФУХ Нормализация
66 2 10 Сталь 40Х Нормализайдя
60 2 10 Сталь 4Сл
Шестерня 36 2 10 Стать 40Х
54 2 10 Сталь 40Х
55 2 10 Сталь 4ОХ
57 2 10 Сталь 40Х
МЕХАНИКА СТАНКА
ишни:-?.* ГЛАВИ ГО ДВИЖЕНИЯ
Положение iукояток Число оборотов шпинделя 3 минут;’ Число оборотов . пин-деля в минуту (обратное вращение)
Обозьач нис- оукояток
Ручг 1 вклл-чсния скорости даига- Рукоятка включения дереЛ-ра Рукоятка пезекличснпя скоростей
I 18 35.5
2 22 45
3 28 56
4 35,5 71
1:8 [I] 5 45 90
6 56 112
7 71 П2
0 8 50 112
Э 112 II2
I 140 260
2 I8C 355
3 224 450
4 28) 560
[п] 1:1 5 365 710
Б 450 900
7 560 ЭТО
8 710 , 900
9 900 900
-19-
WEXAHI'XA СТАНКА
.лХлека г-чль.члх) да,- ;
Лолохеегс рукояток Число оборотов швемлолл а ид нугу Число оборе; .«а ИШШ-угля s иту~ iy (обратил е Ьрсщояис)
Ооотдгачетаи рукояток
Еучхв кклю-ченля еко-эоста двига-телк • • ' -•: ftSJDU4<'HtS пеоебора Рукоятка птмклкгчекии скоростей:
I 35,5 71
2 45 90
3 56 П2
4 71 I4C
5 S0 IB0
6 112 224
1
•о '*** 7 140 22',
1:8 [l] 8 1ВД 221
9 224 J21
• I 360 о60
2 355 710
3 450 ООО
4 4в0 П20
1 d I :] ь , 710 1400
£ 900 1U00
7 П20 1ПС0
8 НПО laoo
9 1рпо 1800
Схеи рзсполоо ания ложа,
ЗПН®.J ЦЙЯ CAHS O-a РОЛ ;„»( .«HUJE
Рслоь-'но( обозначена. 5ласс точное-Тй fesfe-p в мм 1 Bt Место установи! л по схеме 1
liiapEKono/i дииикки рхь: итънке сдиоряд’ша ГОСТ 8338-57
Юз 0 25x47-17 4 }Ъ гибка СЕ'ростеЛ А5С10Ч 3.9
107 0 . 35x63-14 4 EbroOxa скоростей ЛКС109 4
IC7 0 25x62 -14 2 ijjpor я скоростей AKCI09 10
166 D 40x68-15 2 Коробка скоростей AKCICE* II
П5 0 76x115-/0 2 Передняя бабьа 15.19
I 203 0 17x40-12 4 Пер-'-тляя баска 20.22. ЭЗ. 24
203 0 17x40-1? 6 глрлОиа подач □0,31,32,33.
-г ,43
204 0 20x47-14 I lit ре зияя бабка 12]
204 0 20x47-14 2 Кор,окх. подач 44.55
206 с 25x52-15 I Пар !днчя бабка 26
20b 0 35x52 -15 2 "чтари с»"!Н>па песте ри^н 27»
205 0 25x52 15 ] [Коробка по дач 28
1 206 , о • 30x62-16 I Перелгяя бабка 125
206 0 30x62-16 2 |Хороб»ш подач >29.42
£09 0 45x85 -19 1 ;Хорибка скоростей АКСГО9 6
305 0 <61162-17 91 11. >робка скоростей AKCI09 4.5.7.8
305 0 25x62-17 1 |1^роОз1 подач II
30’’ 0 35x90-2] 2 [Коробка скоростей AKCI09 1
308 0 40x90-23 Н'дробха скоростей АКСЮЯ 12
”сооюе 0 25x47—8 2 (Коробка подач 35,37
7000I0I 0 40x66-9 2 Кэрооха подоч 16.39
Шаыуюпод впнг/. ра.тнапьт.в двух] ялние сферические ГОСТ 5720-51
1204 I 0 |20х47-14 «, “л--нжра | 53,54
Шарикос дал линки радиадьно-уиораде одноря7.зне ГОСТ 831-62
36203
36204
4621]
О Г7х 40-12
О 20x47 -14
5 55х100-21
Z Фартук
2 Фартук
] • Оер'хиял бабка
46.48
45.47
I 13
CL , • ИР- И РйгйИ0П0Ж1П»ИК0В
> CZO line-обозначение Класс ТОЧНОСТИ Размер В Ш! К-ьо Кесто установки по схеме
Шарикопод1<ж:ишки упорные однородные ГОСТ 6874-J 54
8102 0 15x28 -9 2 Суппорт 50,51
8104 0 20x35-10 I "адняя бабка 52
8105 0 25x42-11 2 Коробка подач 34,36
8107 0 35x53-12 I 4-артук 4?
82К 5 55д9вт'25 I Передняя бабка и
Роликоподыкпн •дкл пояичесгае ГО'ТГ 333-7?
7205 0 25x52-16,5 I Передняя,бабка 16
7206 0 30x62-17,5 I Л< редняя бабка 17
Роллкопорл'г.никн цилиндр! ’ческиа раддч явные друхраднле ГОСТ 7634-56
3I82II6 3 80x125-34 I Передняя бабка ie
Роликоподшипники игольчатые ГОСТ 4(60-60
943/25 0 25x32-25 I Коробка подач 56
ОПИСАНИЕ OvilOHLA УЗЛОВ
Стаппна литая чугунная, коробчатой формы с поперв'.ннми П-об-разными ребрами, кмеет две пр». а тяческие и две плоские иапрааднЬ-шие.
Передняя прпзмэтвчесхзя и задняя плоская направляюще слу ат для передвижения карет-си, передняя плосгая и задняя призматическая направляющие - для перемещения задней ба^ки.
Станина устанпапгается на двух пустотелых тумбах.
В* левой тумбе смонтировала автоматическая коробка скоростей. На задней стенке т:бн на кронштейне установлен электродвигатель главного приводя.
Коробка споростей на 9 ступеней через плиту крепится на внутренней стенке тумбы и ыогет перемет1тьсн в вертикальной плоскости для натяяенип ремней.
Механизм коробки скоростей приводится в двяяение от главного электродвигателя чер 1э клпног"даепную передачу.
Управление коробкой скоростей осуществляется при помощи
рукояти 26 (см.Рис. 4).
Передняя бабка крепится ь левой головной части стана щ. Механизм передней бабга получает двикеш’е от коробки скоростей через рианоременчую пе^дачу и разгруженный приемный шкив.
Р»г Д llrfFSMa %L-»>
Шпиндель станка от прпймпого шких получает 12 скоростей вращения через переборные шествпгв и 12 - пдпу^яцу», через зубчатую МУфту.
Всего ашпвдель стадкн полу. я. °: . .иоотк п^атлпил. Лгичем
3 скорор^ со снедают no ведлчпна n₽«работе^,перебором я без пере— кАм обр'. ом, пг даль па 21 рз??;ч:г,ю скорость вращения. Для включения перебора или зубчат «А служит рукоятка 9 (см. Рис. 4).
[ередняя конусная пейж " вг i *сч в регулируемом двух-поливднзке. а задняя - в редн п>но-упоргом шарикоподшипнике. Осевая нагрузка на шпиндель восприми мается упори*;м шарикопод-ииппиком. смонтиро*андым : аедней опоре.
Шпиндель станка ипет фканцевиА передний конец, выполненной по ГОСТ 12593-67 (Рис. 9). обеспечипеиэди^ <&отрую смену планшайбы и надежное крепление.
Рже В
Кеханиз:' парадней бабки позволяет: увеличивать в 8 раз переда, точное от» пение между цепью подач и шпинделей для нарезания резь-Оы с увеличенным шагом; нар^злть правые и левые резьбы.
Коробка подач получ зт (вякеяие от передней бабки станка через сменные шестерни приедона.
Механизм иороб ч дает возможность получить ряды резьб и подач Bfipejwax те пня списка.
Необходимые подачи Ц ПЙГ у-ьбы устплавливаются поворотом рукояток 3,4,5, роспсложегашх нс пс^.'ЗД'лзй крднгже коробка подач.
Ходотой ьмнт или хвдогля валик включчетен вытяжной кнопкой 6. рзсполохечиой на правом то ив горобкл под|сч (см.рис. 4).
Направление вршюния ходе >го мичта и ходового валика изменяется. ПОВОРОТОМ РУКОНТГИ Я, -ар Ь’ЬННЙ у станами 1-лстся рукояткой 7.
Рукоятки располохяжс на передней
Фартук ^н-абл'ан двуия мелкозуошш
ремещониз кар . ки и сушил та г продольном и поперечном направлениях.
или уг--пяченный шаг резьбы
бабке станка.
Муф1 V-C', обеспечивающими пе-
Продольный ход каретке вклшается рукояткой 16, а поперечный ход ни ней чйсзи су ю[i - рукадткоГ I? (см.Рис. 4;. При включения рукоятки 16 и 17 необходимо г-пернуть вверх на себя, при ключе-ши - вниз от себя.
вы—
гуконтка 18 ояужит го.- ы'ллчшшя ггочноП гЛка ходового
винта. Верхнее положение рукоятжя 13 соответствует выклячетюку положению гзДкя ходового ини'ч, нпюнев полокепче рукоятки 18 соответствует нклочепноцу иол:*пгагю гайки ходового пиита.
В *ч;1туко предусмотрено блокпрумпее устройство, препятствую -Же одновременному яюиясп г/j .чг г ходоюго такта я ходового валика.
2 1
На оси маховичка 14 смонтирован лимб продольной подачи с ценой деления I ж.. Ходовой валик имеет перевру зочный механизм, который под действием усилий, возникающих при перегрузив, за счет есатин пружин и проскальзывания шариковой ыултн автоматически прекращает продольный ход резца.
При нарезании резьбы реечная шестерня выт эдитсл из зацепления с реакой выдвижением кнопки 15.
Суторт благодаря крестовой конструкции может перемешаться в продольном направление со направлявшим станины и в поперечном - по напраьзпапим каретки. Оба эти перемещеш1П. осуществляется какотме-хангянского привод/1, так и от руки.
Верхняя часть суппорта, несущая на себе четырехгранную резцовую головку, имеет независимое ручное продольное перемещение гонаправляющий средней поворотной части суппорта и может поворачиваться на 90° в ту и другую сторону.
Задняя бабка крепится к станине поворотом ручоятки 21 ч ере з эксцентриковый зажим и систему рычагов.
Для более надежного креп ения при тяжелых условиях работы предусмотрен затяжной болт с гайкой.
При точении конуса корпус задней бабки может смещаться с лучиг центров в поперечном направлении в пределах ±10 ш (Рис. 12.)
Pre IS llsrau рагумпроммя
Pic IS. Зимам 0м4м
Патроны. Станок слпбяен сзмоцекгрхруиаад трвхкулачкошм патроном диамэтром 20и мн и поводковой пла г айбсй.
Крепление lui iHiaaiVt. ос /ыетнляется поворотом лиска быстросменного приспособлю хут и зам soft гаек на пальпах, ввернутых в планшайбу. Самоотвинчигание планшайбы с патроном или поводковой план -шайбы при работе полностью исключено.
Люнеты. По особому заказу со станком поставляются два люнета: подвикниЯ и неподвижный.
Охлаждение. Па жча охлевдлтярй ыдкости из эмульсионного бака, прикрепленного к правой ту “бе епч к месту резани.: осуществляет ся электронасосом производительностью 22 л/мин.
Ограждение. На ндпнез части суппорта стапка установлено огражденье для заа-.-ты рабочего от летящей струнки. Оно откэдчаается назад- до упора при установке или снятии обрабатывайся детая*. Ограх-деиие имеет поворотный прозрачный э.сра:1.
На передней бабке крепятся кронртбйн с защитным устройством патрона.
□ЛАЗКА (см.Рис. 14)
Коробка скоростей. Сглзка коробки скоростей осуществляется подачей масла из бачка, расположенного в нихней части коробки скоростей, насосог по трубкаи к муфта|. шестерням и подикпш'кажл.
Заливка имела производится через прооку II, уровень его контролируется по маслоуказьтсгв 12. Отработанное масло’ удаляется че -рез пробку 13.
Передняя бабг: Жестерчи цереднай бабки смазываются разбрыз -гиваниеу n-.сла из ьйсщяной ышш. Смазка опор ппвишеля производится маслом, доступ шу.пл из резервуара; распрлохснйог^ в вчрхнел части корпуса, по трубк/ил айютекаФ». А'асло в резервуар подается шестеренчатым насосом, смонтирокнпкм на рьрелпай стг.нке корпус:, на огней оси с игсоднпм валиком пани г.пдач,
(Перед поступлением в резервуар масло проходит магнвтно-сет -чатую очистку).
В корпус передней Забкя масло saw дается черва отверстие в кркдке, закрытое проярашм коллачкем. Отработанное масло и*"1гС-ся через пробку 9.
Коптролз уровня •’ю.та в пероцп .Я бабке осуществляется по мгт-лоуказстелю 3.
3
Ж. U. ОЕ!1 OUBZ.
Наблюдение за работой насоса осуществляется через прозрачный колпачок 2.
Коробка подач. Смазка механизма коробки подач осуществляется маслом, поступающим из резервуара, расположенного в верхней части корпуса коробки, прикрытого крышкой. Масло в резервуар подается шее теренчатым насосом, смонтированным на правой стенке коробки подач. Для заливки масла в корпус коробки необходимо снять крышку 25.Уровень заливаемого масла контролируется по маслоуказателю 10.
Фартук. Масло в корпус фартука заливается через пробку 21,рас положенную па каретке. Отработанное масло сливается через пробку?. Уровень масла контролируется по маслоуказателю 8. Смазка промечу -точной шестерни, передающей движение на винт поперечной подачи суп порта, осуществляется шприц-масленкой 4. Мелкозубые муфты продольной и поперечной подачи, а также опоры реечной шестерни смазываются маслом из резервуара, расположенного в верхней части фартука через подводящие трубки.
Суппорт и задняя бабка смазываются вручную..'^еста смазки указаны на схеме (см.Рис.14) и в карте смазки.
Для смазки станка следует применять масло индустриальное "20" ГОСТ 1707-51, с вязкостью 2,6-3,31 условных градусов (Энглера) при 50°С.
ВНИМАНИЕ!
На трубке заливки масла в коробку скоростей (АКС) установлен указатель контроля работы насоса смазки. Масло от насоса поступает по трубке I и через дроссельное отверстие 2 омывает стекло указателя.
Для заливки масла в АКС необходим отвернуть гайку 3 и наполнить бачок по маслоуказателю.
МАСЛА ИНОСТРАННЫХ ФИРМ, СООТВЕТСТВУЙТЕ МАСЛАМ СССР
Масла СССР
Индустриальное 20 ГОСТ 1707-51
Вязкость при 50°С: кинематическая в сст. 17-23 в градусах Энглера 2,6-3,31 в сек. Радвуда 72-89
£ssO Collet
'Г
м §
<<
С Я A 3 К К
пл?
:а :;п У зал Шесто с.кана Я по схеме Род сказки Рехпч сказки
Коробка скоростей 1естерни подсошника и му; та 1 Из ба’ка насосом по трубкам Г-енять масЭю первы2 паз через 10 дней оаботы ставка, второИ-через 20 дней, затем через какпне 40 дней.
- Передняя бабка Шестерни ппннпггишги лгоры ппинделн 2 Часлчная ванта Из резсрьуаоа по трубкам самотеком Сгю-рн гункт
3 Сменнне шестерни Шестерни под-пшшнни, I пахыщ Ручная Раз в смену
4 Коробка подач Еегтерна,под-ЕНПНИКИ, ыиш, . “ЗХЬПЫ Из резервуара Смори пункт
5 Станика fl Подшипники хо- 6 дового винта и ходового вали J U Ручная Раз в смену
г. —а. -В О' Сертук iWieT:. ts ядохОоэн ЗИЛ f коиьЬ аткилОР т Л г 1!Т ; Яервячвея передача "асляная ванна Смотал пункт И
Лестепни, ПОДЛИННИКИ И дрчгхе механизмы кг-эгм : =: II И '? - - 1 .олатг»' 21 Через отверстие в капетке в резервуао, нз которого чеоез отверстая к отдельном точкам бЧазнд в оаэ-брбзгаванаем Раз в смену 1 к
ОСЬ fnxmnKyi- | . толзгай зестпрн 4 ! Sr.: 1 Ручная Раз в смену , 1.. »1
- Гк “• И J * .. 4 Ось г4довдчла 23
— ' Обь рз-чвой тестера 24
»-• и ’ и- - •; •’
-32*
КАРТА СМАЗКИ
ЛЯ а/и Узел Уесто смазки Е по схеме Род смазки Релля смазки
7 Суппорт и каретка Направлявдие каротга 16 Фитильная из резервуара Дэе паза в смену
Направляющие суппорта 14 Ручная Раз в смену
&1нт каретки 15
Опора винта каретки 22
Опора винта верхнего суппорта 19 Ручная
Еинт верхнего суппорта 5 Гучи-х: •
Ось резцедержателя 20
В Задняя бабка Пиноль 17 Ручная Раз в сиену
Опора винта 18
ПЕРВОНАА1ЕЫ2 ПУСК
Пере первоначальный пуском станка долзны быть выпол-вены все указания, изложенные в разд ел хх: " Подготовка к первоначальному пуску", "Смазка" г. " Электрооборудование".
Необходим проверить, чтобы все рукоятки управления находились в фиксированных положениях.
В начальный i ергод после пуска станка не рекомендуется габотать при максим шьв-гх оборотах шпинделя.
УКАЗАНИЯ DO TLCfflTB БЕЗОПАСНОСТИ
I. При наладке станка, установке в снятия обрабатываемого изделия, а тзкне при замере размеров, во избегание слу-жзйного вклшёнин главного электроднтзделя, следует рукоятку 25 ( см. Рис. 4) поставить в нейтрал!кое положение, повернув её вправо.
- 55-
2. При работе на станке необходимо закрыть зону резания защитным экраном суппорта, а такие опустить защитное устройство над патроном, установленным на шпинделе.
3. При обработке изделия, установленного в центрах и с хомутиками, следует пользоваться поводковым патроном,имеющим защитный обод.
4. При обработке изделия в центрах задняя бабка должна быть укреплена на станине рукояткой 21 (см.Рис. 4), а при тяжелых ра -ботах заднюю бабку необходимо дополнительно крепить специальным болтом.
5. Гайки крепления самоцентрирующего патрона или поводкового патрона на шпинделе станка долины быть надежно и равномерно завернуты.
6. Не допускается работа на станке без кожуха ограждения сменных шестерен гитары.
7. При работе на станке дверка электрошкафа должна быть плотно закрыта, и станок должен быть надежно заземлен.
НЛСТУОЛКА
Настройку станка следует начинать лишь после внимательного ознакомления с настоящим руководством.
НАСТРОЙКА ГЛАВНОГО ДВИЖЕНИЯ
Закрепив в патроне или в центрах обрабатываемое изделие, необходимо установить требуемое число оборотов шпинделя в минуту при помощи переключателя 25, переключателя 26 и рукоятки 9 передней бабки (см.Рис. 4).
Положение рукояток и соответствующе числа оборотов шпинделя в минуту указаны в таблице "’Леханиэы главного движения".
НАСТРОЙКА ПОДАЧ
Различные подачи и шаги резьб настраиваются установкой соответствующих сменных шестерен и изменением положения рукояток коробки подач (см.Рис. 4).
При включении звена увеличения шага необходимо повернуть вправо рычаг реверса подачи для включения цепи подач.
Изменение направления подачи осуществляется рукояткой 8.
формулы шитроахя стапха два млрсзаавя 8 ~»в
На метрическую резьбу? /. ср, = t HO.fi L < t.£
На модульвук. pcj»by: / = Я*т L
На люПмову» РолЛу: / _ 25,
С- С/7 “ L*td*n
На пптчопую ро>*-6у: / ~ 25,^УГ»2
Гпо:
t. пар, - ппг иарсзаомоА резьбы;
4 см - пчродаготпос отповонно смл ших шостсреп првхлона;
С — обисе персллточпоо отпопхокио от шпжплалж до холевого в «та;
ixl> - ШаГ ходового овита о мм;
/2 - число питох па I*;
/72 - моаупь о мм;
2 - число колол ппрозаомоа резьбы: Р - нарезаемый шаг в питчах.
РЕГУЛИРОВАНИЕ
I. Радиальный зазор в переднем подшипнике шпинделя регулирует ся подтягиванием внутреннего коль ia роликового двухрядного цилиндрического подшипника £ 3I82II6 на конусной ш зике шпинделя гайкой 8 При этом неосхолимо ослабить стопор 7 .Рис. £5}.
Подтяцух внутреннее кольцо роликоподшипника гайкой 8 и законтрив ее стопором 7, необходимо проверить шпиндель па радиальный отжим. Для этого в коническое отверстие шпинделя нужно ьстагить оп -равку с коническим хволтоюкои и свободной д пиной ЗЭО ш.
К центр ярую ней язруяой поверхности шпинделя подвести шти-Jt индикатора в за свободный конец оправки вручную отжать шпиндель.
При этом отклоненье стрелки индикатора не должно превышать 0,01 мм. Кроме того, шпини ль должен легко проворачиваться.
2. Регугнрогчш.а осевого зазора шпши еля производится гайкой!
Для этого необходимо, чреп варихельно ент зьнитныд ьолпак 2 (см.Рис. 15), пинолью задней бабки нанять на передний центр и довести ги»ку I до касания со втулкой.
Затягивать гайку Г не рекомендуется.
3. Регулирование роликовых конических подшипников вала пер/ Сора осуществляется бинтом 22 и контргайкой 23 (см.Рис. Я).
Рис til
4. Натяжение ремней коробки скоростей - АКС109Д6.3 - регулируют следующим обрезом: отвинчивают винты I (см. рис. 16), крепящие плиту АКС к внутренней сгонке тучоы станка и при поьощп гаек2 регулируют натяжение ремней. После этого заляичигают винты I.
5. Натяжение ремней электродвигателя регулируется п°ремеще -яием плиты 5 с электротвиг отелем пс кроил.айну 4 в горизонтальной плоскости (сч.Рнс. 16).
Для этого необходимо ослабить винты 3 и при помои"* впита 6 создап необхо,усаое натяжение ремней, после чего закрепить вин -ты 3.
6. Замену ремней на шпинделе производят следующим образом: снимаю;’ згщитный колпак 2 (см.рис. 15), гайку I и фланец 10, вывертывают винты 3 и отсоединяют маслонсдводя.^е трубки.
В имс1внеся два диаметрально-противоположные резьбовые от -Впрстия 9 ввертывают винты MI2 и при потаит их выпрсссов /ва»т буксу 4 из отверстия передней сабки.
-ж
я ® 'o6W0EaBQeecH отверстие в задней стенке корпуса передней аоки вводят ремни на приемный шкив.
После установки резней букса 4 ставится на свое мес-о Пи XTJ22T<у,еллть за твк*чтоби °™fT 5 буксы совпал 00 шо
Р И C.I6
7. "ертЕчй xqj каьки* под 23Hj се ги
а поперечного перяк- -ния суппорт гозт-«нтз поперечной пог.э>п:, выбирается кж -
•О'
wzzzz^"^^^.
ном I н винтом 2 (см.Рис. 17).
Для этого необходимо предварительно ослабить на 1/2 оборот» винт 3. вращением винта 2 втянуть клин меаду двумя частями / г
гайки, выбрав тем самым имеющийся люфт ме?яу гайкой и винтом, в закрепить в тисом поло-гении винт Э<
8. Прк точении конуса Kopi vc задней бабгси может перемешаться в поперечном направ-
лении при покл^ винтов I (см. '
Рас. 12). р’е ,т
Для совпал' чин осей центров передней и задней бабок совмещают плоско зги платанов 2.
Задняя бабка прижимается к направляющим станины жецентрико-вым зажимом. Для регулирования зажима необходимо заднюю бабку спвн-дуть вправо так, чтобы правая часть б&бки свесилась со станины.
Отверткой отпегулировать не<1бходлыул длину вертикальной тяги а закрепить ее в атом положении.
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ
Mt» п/п Обозначение : ;Ко-во : : Наименование •{!?„_ : Размер
I риналшности, входа Ш1ИЕ В К л‘Л1ЛЕКТ ПОСТАВКИ
I. ГОСТ 2675-71 Патрон трехкулачковый с КЛЮЧОМ I # 200
2. 1ьА21057 ПлпнпаПба к трехкулачко-вому патрону (в сборе) I /2И
3. I6A2I056 Поводковый патрон (в сборе) I ХЙ25О
4. ГОСТ 13214-67 Центр уп.рный I 7032-0035
5. ГОСТ 13214-67 Центр упорный I 7032-0030
6. Сменные зес гернл (компл.) I лг 2; 2=36? 1 5г г 57
7. 8. 9. ГОСТ 2839-71 ГОСТ 16984-71 И15-41 Елгчв 78II-0O2IJ12 Ш2.Х1, 7EII -UJ23 да W2.XI. 7tI i-iiO25 дат г. 7811-: . 4 [ дат2J (JWT?e4x-0322 2 т 1 И, I а I I I 12-14 17-19 22.-24 27- ’’О I lXz—J I 0 17x130
ю. И15-446 Ключ I 22x360
II. ГОСТ 11737-66^ Ключ Компл. 5:б"
12. ГОСТ 17199-71 Отвертка 78IC-U395 Щ2.М I
13. ГОСТ л43-54 Шпрлц I
14. Д73-72» Ключ К ЭаМКу для дверки с электрэобору- _Л.Т гнде^, 1 —
Т5. ГОСТ 8742-62 Центе вращающийся I-4-H I >орзе 4
ПР'ЛАдйЗНОСТ/, ПОСТАВЛЯВME ПО ОСОБОМУ ЗА] САЗУ
♦ 16A4I00I Люнет че-подаихниЛ £ Наим./15 Наиб./80
«£• I6A4200I Линет подвижный I Наии./15 11аиб./80
3» 16A3900I Конусная линейка I Z =300мм Наиб.обтоп. конус.+10°
4. I6A33I38 — Сменная шестерня I Z =54;/П=2
Руководство к станку не стрекает незначительных конструктивных изменений в станке,внесенных за-=одом-иэготпвителем после подписания к выпуску в свет данного руководства.
«ОСО. TiipiAlOCU, «к J 08(3