


























Автор: Конюх А.И. Плашей Г.И. Марголин Н.У. Израильский М.М.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы технологические процессы техническое обслуживание
Год: 1977




chipmaker.ru
Chipmaker.ru
АВОЧНИК
НАЛАДКЕ
ТНЫХ СТАНКОВ
АВТОМАТИЧЕСКИХ
Chipmaker.ru
chipmaker.ru
СПРАВОЧНИК
ПО НАЛАДКЕ
АГРЕГАТНЫХ СТАНКОВ
И АВТОМАТИЧЕСКИХ
ЛИНИЙ
МИНСК «БЕЛАРУСЬ»
1977
chipmaker.ru
6 П4.6(083)
С 74
УДК 621.9.06—114—539
А. И. КОНЮХ, Г. И. ПЛАШЕЙ,
Н. У. МАРГОЛИН, М. М. ИЗРАИЛЬСКИЙ
В справочнике приведены сведения об агрегатных станках, автоматиче-
ских линиях и их составных частях, даны рекомендации по монтажу и под-
готовке к работе.
Особенностью справочника является то, что в нем рассматриваются мето-
ды контроля геометрической точности оборудования, статистические методы
оценки качества обработки деталей, надежности и производительности станков
и линий, диагностики и устранения характерных неисправностей, допустимые
величины затупления режущего инструмента, а также рекомендации по рас-
пределению обязанностей обслуживающего персонала и технике безопасности
при эксплуатации и ремонте оборудования.
Справочник предназначен для инженерно-технических работников, занятых
эксплуатацией и модернизацией агрегатного оборудования, а также может
быть использован в системе технического обучения.
Рецензенты: канд. техн, наук М. 10. ПИКУС,
инженер II. А. ДАШКЕВИЧ
31304-223
С М 301(05)-77 *05'77
б) «Беларусь», 1977
ВВЕДЕНИЕ
Chipmaker.ru
В «Основных направлениях развития народного хозяйства
СССР на 1976—1980 годы» большие задачи поставлены перед
машиностроительными отраслями промышленности по широко-
му внедрению прогрессивной техники и технологии, обеспечива-
ющих повышение производительности труда и качества продук-
ции. Одним из главных средств решения этих задач является
выполнение требований, предъявляемых к станкостроите-
лям: «... значительно увеличить выпуск специальных станков
и автоматических линии, организовать производство перенала-
живаемых на различные размеры деталей комплексных автома-
тических липин для отраслей с крупносерийным и массовым
выпуском изделий...»
В качестве специального металлообрабатывающего обору-
дования в современном машиностроении все более широко при-
меняются агрегатные станки и автоматические линии из этих
станков. В настоящее время с их помощью, например, изготов-
ляются почти все детали двигателей, шасси и других узлов
автомобилей, тракторов, сельскохозяйственных машин. Тенден-
ции к широкой автоматизации производственных процессов
затронули не только автомобилестроение, тракторостроение и
другие отрасли с явно выраженным массовым характером про-
изводства. Агрегатные станки и автоматические линии получи-
ли распространение на предприятиях почти всех отраслей ма-
шиностроения, в том числе с серийным и крупносерийным про-
3
chipmaker.ru
изводством. Это обусловлено их технико-экономическими и
эксплуатационными особенностями: способностью концентра-
ции широкого круга металлообрабатывающих и выполнения не-
которых сборочных операций, высокой производительностью,
стабильным качеством изготовления деталей, а также способ-
ностью к переналадке три смене объекта производства. Таким
образом, при использовании специального агрегатного оборудо-
вания не только увеличивается количество выпускаемых изде-
лий, но и создаются предпосылки для обеспечения их высокого
качества.
В СССР основная масса агрегатного оборудования проекти-
руется Московским специальным конструкторским бюро авто-
матических линий и агрегатных станков (СКВ ЛЛ и АС), Мин-
ским специальным конструкторским бюро автоматических ли-
ний (СКВ ЛЛ), Краснодарским специальным конструкторским
бюро автоматических линий (СКВ АЛ), Харьковским специаль-
ным конструкторским бюро агрегатных станков (СКВ АС) и
изготовляется соответственно Московским станкозаводом име-
ни С. Орджоникидзе (ЗиО), Минским заводом автоматических
линий (МЗАЛ), Харьковским заводом агрегатных станков
(ХЗАС) и другими специализированными заводами.
В девятой пятилетке введены в действие и наращивают
мощности новостройки: Барановичский, Сасовский (Рязанская
область), Костромской заводы автоматических линий и другие.
На базе выпускаемых станкостроительной промышленностью
конструкции унифицированных агрегатных узлов многие круп-
нейшие машиностроительные предприятия (ГАЗ, ЗИЛ и др.)
сами проектируют и изготовляют агрегатные станки и автома-
тические линии для нужд своего производства, используя при
этом агрегатные узлы бывших в эксплуатации станков и линий.
Внедрение в производство каждого агрегатного станка дает
большой народнохозяйственный эффект—заменяется от трех
до шести и более единиц универсального оборудования, высво-
бождаются квалифицированные рабочие-станочники. Эффек-
тивность каждой автоматической линии еще выше. Самый
большой технико-экономический эффект достигается при на-
иболее полном использовании проектных возможностей обору-
дования и достаточно высокой безотказности работы. Это в
значительной степени обеспечивается правильной эксплуата-
цией оборудования.
ГЛАВА I
ОБЩИЕ СВЕДЕНИЯ
ОБ АГРЕГАТНЫХ СТАНКАХ
И АВТОМАТИЧЕСКИХ ЛИНИЯХ
1.1. Назначение
и технологические возможности
Агрегатными называют станки, которые компонуются из
стандартизованных узлов самостоятельного функционально-
го назначения (агрегатов) путем объединения их в единый ра-
бочий комплекс при помощи общей электрической системы
(схемы) управления и контроля. Как правило, на агрегатных
станках деталь в процессе обработки неподвижна, а главное
движение и движение подачи сообщаются режущим инструмен-
там. Это позволяет обрабатывать детали одновременно с не-
скольких сторон многими инструментами.
На современных агрегатных станках достигается высокая
концентрация операций и применяются в основном следующие
методы обработки: сверление, зенкероваиие, развертывание,
фрезерование, растачивание отверстий, обтачивание наружных
поверхностей, протачивание канавок, нарезание резьб, подре-
зание торцов, раскатывание цилиндрических и конических от-
верстий.
Агрегатные станки в большинстве случаев являются станка-
ми-полуавтоматами, так как движения всех органов станка
автоматизированы, а загрузка и выгрузка обрабатываемых де-
талей производятся вручную. В некоторых случаях устанавли-
ваются автоматические загрузочные и разгрузочные устройст-
ва, например, на станках барабанного типа при обработке
деталей цилиндрической формы — поршневых пальцев и др.
Наибольшая эффективность агрегатных станков достигается
при использовании их для крупносерийного и массового выпу-
5
chipmaker.ru
ска деталей больших, средних и малых размеров и требующих
большого количества переходов.
Автоматическая линия представляет собой последователь-
ный ряд агрегатных станков и механизмов, объединенных
транспортным устройством для автоматической передачи обра-
батываемых деталей от станка к станку и общей системой
управления и контроля. В состав автоматических линий входят
различные контрольные и измерительные устройства, поворот-
ные и моечные станции, кантователи и другие вспомогательные
механизмы.
На автоматических линиях обрабатываются детали, требу-
ющие последовательной обработки на нескольких станках.
В автоматические линии могут быть встроены станки для
выполнения финишных операций, а также устройства и меха-
низмы для сборочных операций.
1.2. Компоновки и классификация
Агрегатные станки и автоматические линии компонуются
из унифицированных сборочных единиц, основными из которых
являются: базовые корпусные узлы — станины, стойки, крон-
штейны; узлы главного движения и подачи — силовые головки,
силовые столы, фрезерные, расточные, сверлильные бабки и
другие; устройства для перемещения обрабатываемых дета-
лей — поворотные и прямолинейные делительные столы, транс-
портеры, манипуляторы. Кроме того, в конструкции агрегат-
ных станков и автоматических линий входит группа специаль-
ных узлов, которые проектируются применительно к каждому
станку или линии, однако содержат значительную долю унифи-
цированных элементов — отдельных подузлов, механизмов и
деталей. К специальным узлам относятся зажимные приспособ-
ления с кондукторными плитами, многошпиидельные коробки,
инструментальная оснастка, электро- и гидрооборудоваиие, уз-
лы смазки, охлаждения режущего инструмента и дру-
гие.
Серийный выпуск основных унифицированных сборочных
единиц налажен на специализированных заводах по нормали
машиностроения, разработанной ЭНИМСом совместно с Мо-
сковским СКВ АЛ и АС, Минским СКВ АЛ, Харьковским
СКВ АС и другими КБ.
6
Повышению надежности станков и линий, а также расшире-
нию возможностей их переналадки в большой степени способ-
ствует унификация элементов, входящих в состав специальных
узлов. В последние годы конструкторские бюро провели боль-
шую работу по унификации элементов зажимных приспособле-
ний, инструментальной оснастки, шпиндельных узлов, электро-
и гидрооборудования. Элементы специальных узлов изготовля-
ются серийно-поточным методом. Высокая степень унификации
позволила применить автоматизированные методы проектиро-
вания многошпиндельных коробок, электрических схем управ-
ления и других узлов с помощью ЭВМ, что сокращает сроки
проектных работ в 2—3 раза и обеспечивает повышение каче-
ства проектной документации и технического уровня конструк-
ций, позволяет применить при производстве специальных узлов
станки с числовым программным управлением. Путем приме-
нения комплекса прогрессивных конструкторских и технологи-
ческих мероприятий достигается повышение качества оборудо-
вания и, следовательно, качества обрабатываемых на нем из-
делий (деталей машиностроения).
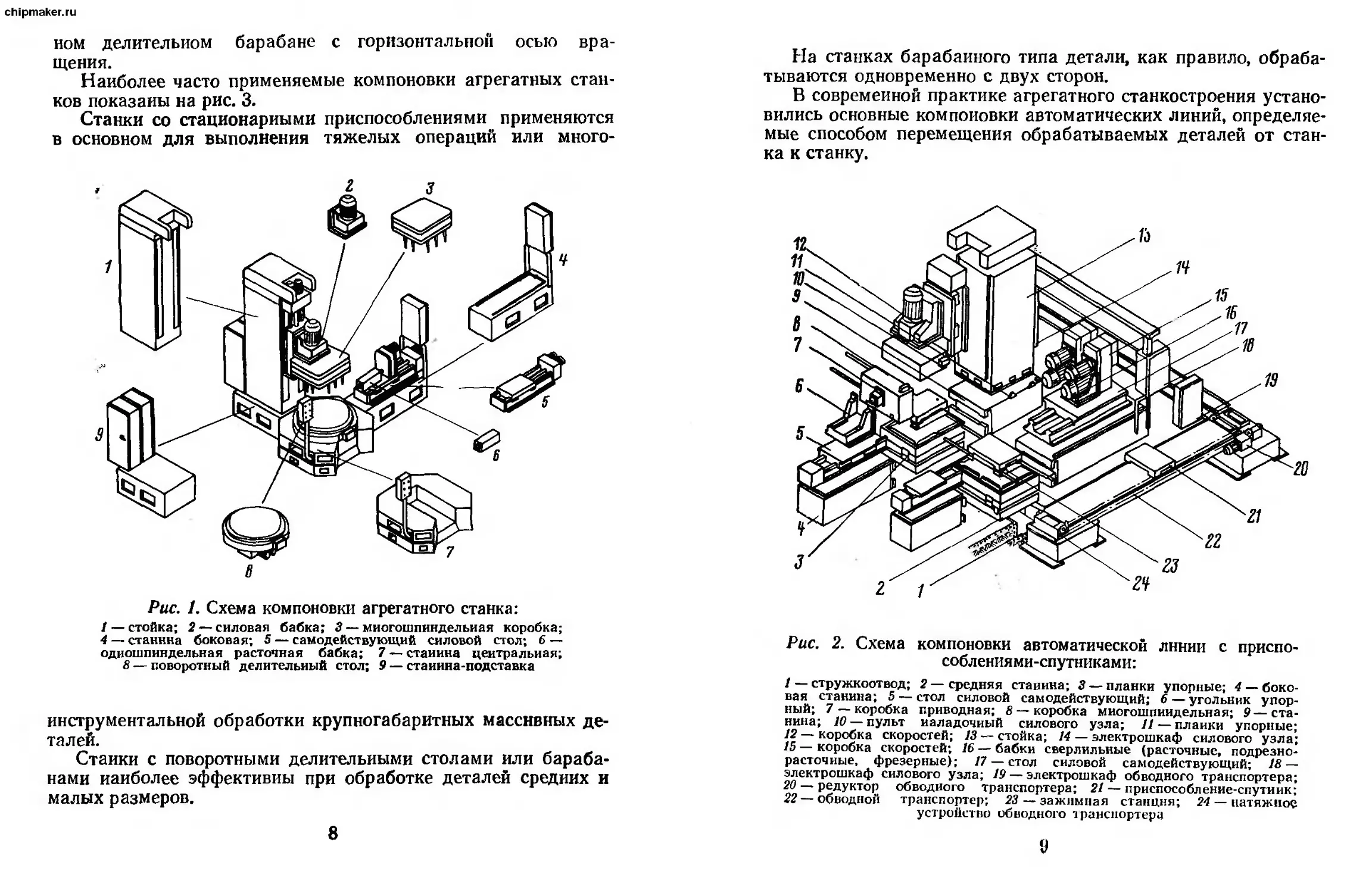
Используя унифицированные узлы, можно создавать множе-
ство разновидностей компоновок агрегатных станков (рис. 1) и
автоматических линий (рис. 2).
По технологическому признаку агрегатные станки подразде-
ляются на одно- и многопозиционные. На однопозициоиных
станках обрабатываются поверхности деталей за один техноло-
гический переход при неизменном положении детали без пере-
мещения от инструмента к инструменту. Многопозициоиные
станки предназначены для обработки поверхностей детали за
несколько технологических переходов.
По направлению режущих инструментов, установке и рас-
положению силовых узлов агрегатные станки разделяются на
горизонтальные — одно- и многосторонние; вертикальные —
одно- и многостоечные, с горизонтальными приставками; сме-
шанной компоновки — с вертикальным, горизонтальным или
наклонным направлением режущих инструментов.
В зависимости от способа закрепления и перемещения обра-
батываемой детали станки бывают: со стационарным (непо-
движным) приспособлением; с многопозиционным приспособле-
нием на поворотном делительном столе с вертикальной осью
вращения; с многопозиционным приспособлением на поворот-
7
chipmaker.ru
ном делительном барабане с горизонтальной осью вра-
щения.
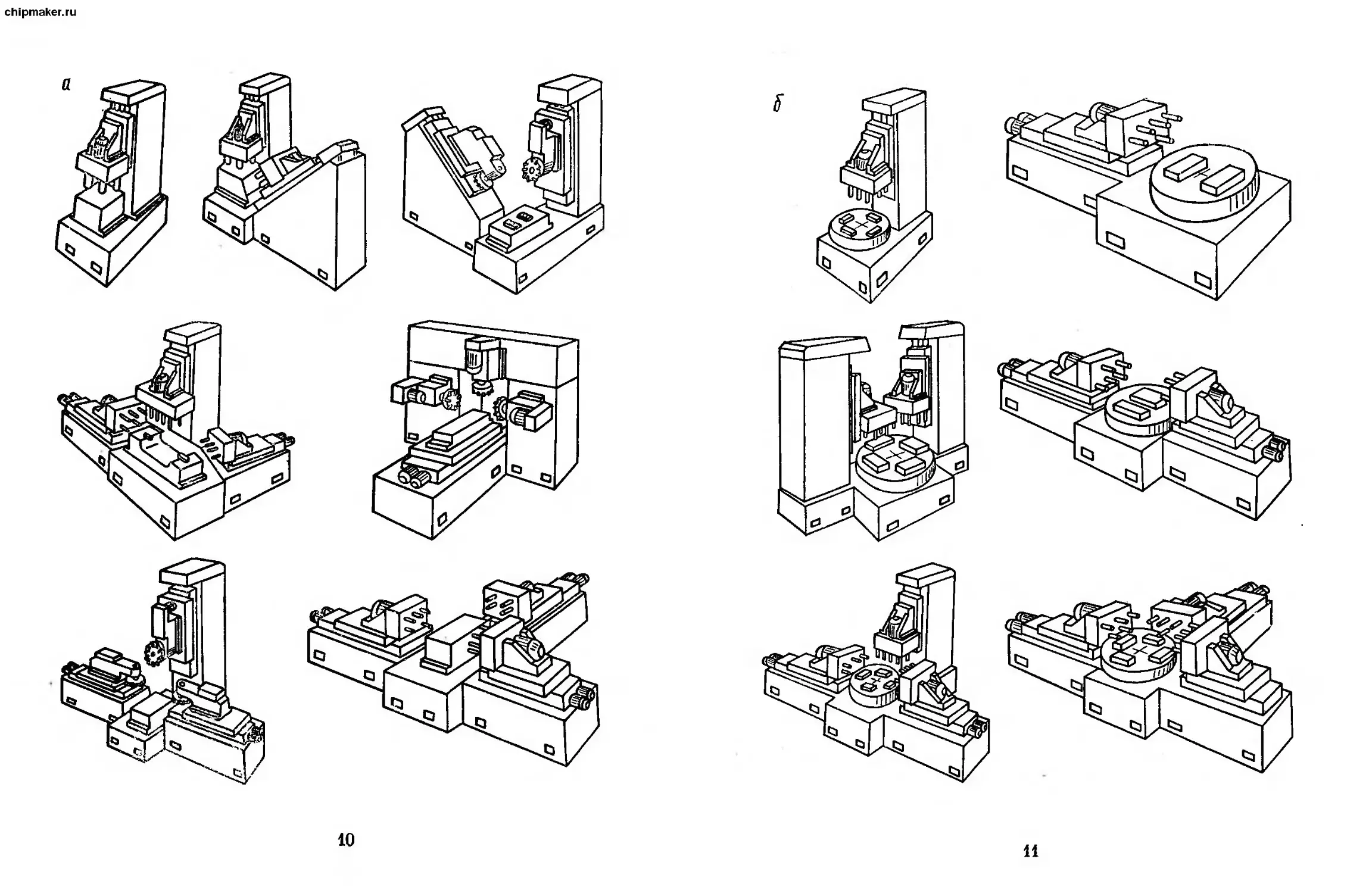
Наиболее часто применяемые компоновки агрегатных стан-
ков показаны на рис. 3.
Станки со стационарными приспособлениями применяются
в основном для выполнения тяжелых операций или много-
Рис. 1. Схема компоновки агрегатного станка:
1 — стойка; 2— силовая бабка; 3— миогошпиндельиая коробка;
4 — станина боковая; 5 — самодействующий силовой стол; 6 —
одиошпиндельная расточная бабка; 7 — станина центральная;
8 — поворотный делительный стол; 9 — станина-подставка
инструментальной обработки крупногабаритных массивных де-
талей.
Станки с поворотными делительными столами или бараба-
нами наиболее эффективны при обработке деталей средних и
малых размеров.
8
На станках барабанного типа детали, как правило, обраба-
тываются одновременно с двух сторон.
В современной практике агрегатного станкостроения устано-
вились основные компоновки автоматических линий, определяе-
мые способом перемещения обрабатываемых деталей от стан-
ка к станку.
Рис. 2. Схема компоновки автоматической линии с приспо-
соблениями-спутниками:
1 — стружкоотвод; 2 — средняя станина; 3 — планки упорные; 4 — боко-
вая станина; 5 — стол силовой самодействующий; 6— угольник упор-
ный; 7 — коробка приводная; 8— коробка миогошпиидельная; 9—ста-
нина; 10 — пульт иаладочиый силового узла; 11 — плаики упорные;
12 — коробка скоростей; 13 — стойка; 14 — электрошкаф силового узла’;
15 — коробка скоростей; 16 — бабки сверлильные (расточные, подрезно-
расточиые, фрезерные); 17 — стол силовой самодействующий; 18—
электрошкаф силового узла; 19 — электрошкаф обводного транспортера;
20 — редуктор обводного транспортера; 21 — приспособление-спутник;
22 — обводной транспортер; 23 — зажимная станция; 24 — натяжное
устройство обводного транспортера
V
chipmaker.ru
10
11
chipmaker.ru
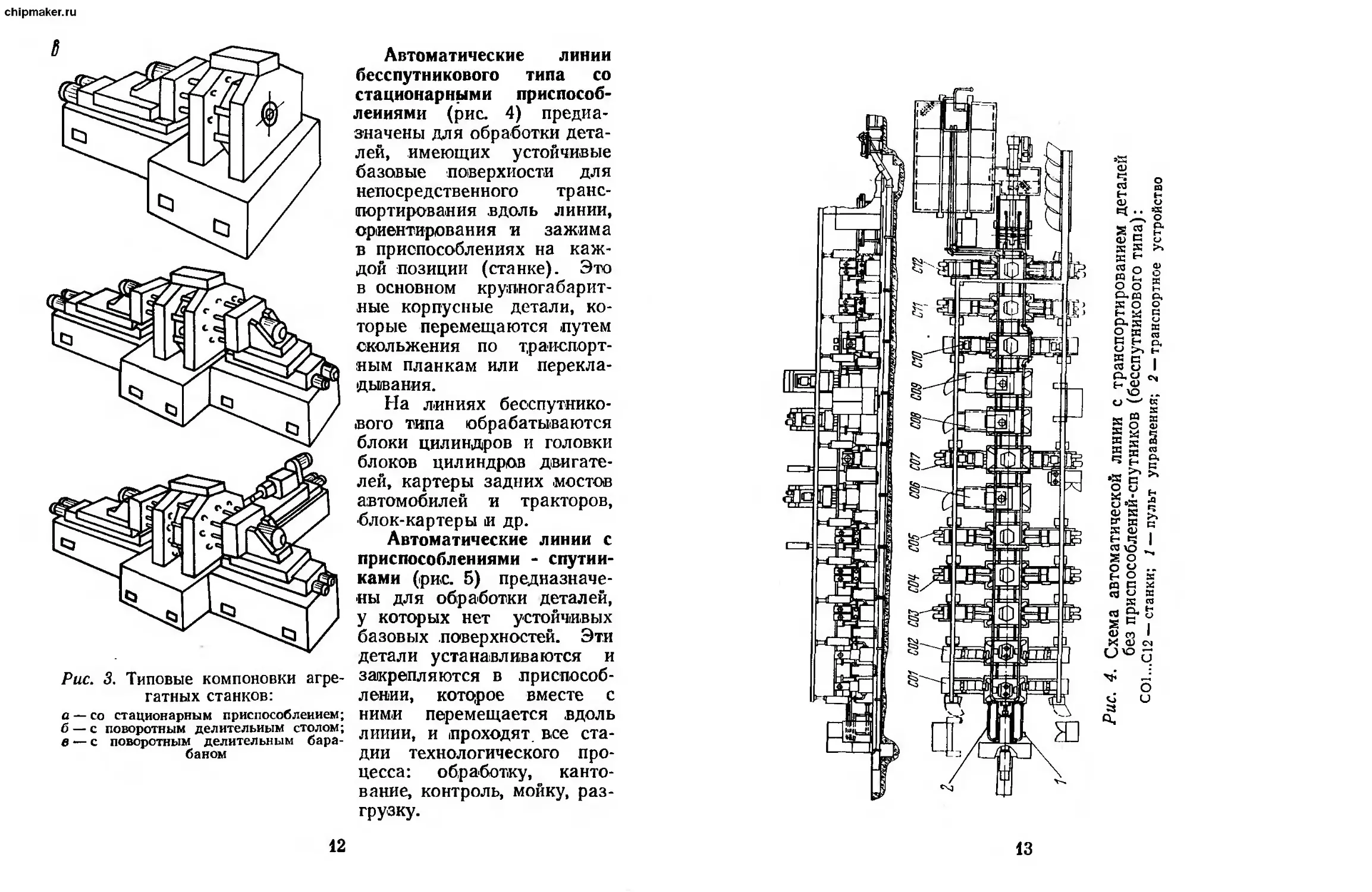
Рис. 3. Типовые компоновки агре-
гатных станков:
а — со стационарным приспособлением;
б — с поворотным делительным столом;
в — с поворотным делительным бара-
баном
Автоматические линии
бесспутникового типа со
стационарными приспособ-
лениями (рис. 4) предна-
значены для обработки дета-
лей, имеющих устойчивые
базовые поверхности для
непосредственного транс-
портирования вдоль линии,
ориентирования и зажима
в приспособлениях на каж-
дой позиции (станке). Это
в основном крупногабарит-
ные корпусные детали, ко-
торые перемещаются путем
скольжения по транспорт-
ным планкам или перекла-
дывания.
На линиях бесспутнико-
вого типа обрабатываются
блоки цилиндров и головки
блоков цилиндров двигате-
лей, картеры задних .мостов
автомобилей и тракторов,
блок-картеры и др.
Автоматические линии с
приспособлениями - спутни-
ками (рис. 5) предназначе-
ны для обработки деталей,
у которых нет устойчивых
базовых поверхностей. Эти
детали устанавливаются и
закрепляются в приспособ-
лении, которое вместе с
ними перемещается .вдоль
линии, и проходят, все ста-
дии технологического про-
цесса: обработку, канто-
вание, контроль, мойку, раз-
грузку.
12
ЙО Й И
13
chipmaker.ru
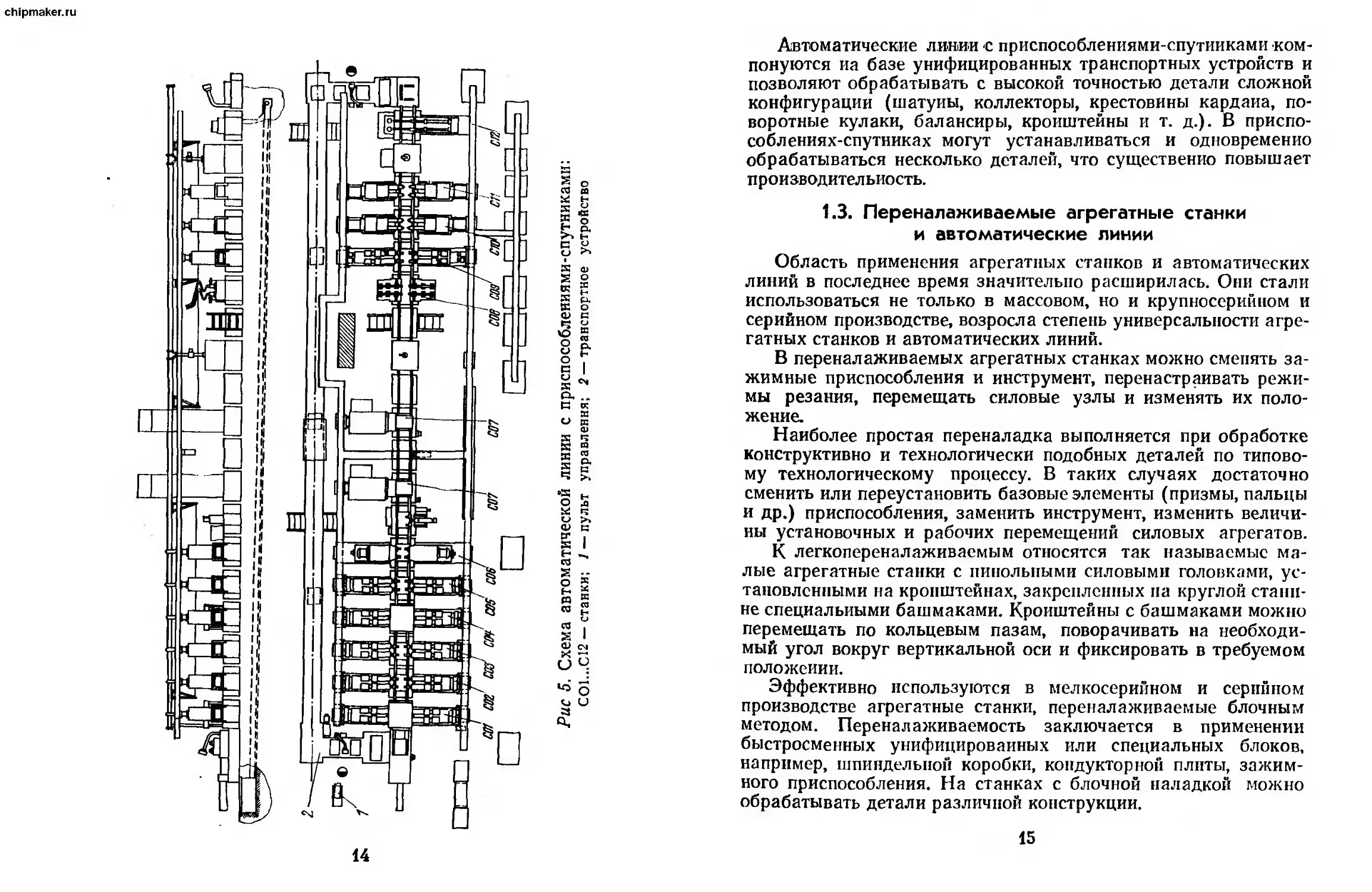
Рис 5. Схема автоматической линии с приспособлениями-спутниками:
СО1...С12 — станки; / — пульт управления; 2 —транспортное устройство
14
Автоматические линии с приспособлениями-спутниками ком-
понуются иа базе унифицированных транспортных устройств и
позволяют обрабатывать с высокой точностью детали сложной
конфигурации (шатуны, коллекторы, крестовины кардана, по-
воротные кулаки, балансиры, кронштейны и т. д.). В приспо-
соблениях-спутниках могут устанавливаться и одновременно
обрабатываться несколько деталей, что существенно повышает
производительность.
1.3. Переналаживаемые агрегатные станки
и автоматические линии
Область применения агрегатных станков и автоматических
линий в последнее время значительно расширилась. Они стали
использоваться не только в массовом, но и крупносерийном и
серийном производстве, возросла степень универсальности агре-
гатных станков и автоматических линий.
В переналаживаемых агрегатных станках можно сменять за-
жимные приспособления и инструмент, перенастраивать режи-
мы резания, перемещать силовые узлы и изменять их поло-
жение.
Наиболее простая переналадка выполняется при обработке
конструктивно и технологически подобных деталей по типово-
му технологическому процессу. В таких случаях достаточно
сменить или переустановить базовые элементы (призмы, пальцы
и др.) приспособления, заменить инструмент, изменить величи-
ны установочных и рабочих перемещений силовых агрегатов.
К легкопереналаживаемым относятся так называемые ма-
лые агрегатные станки с пинольными силовыми головками, ус-
тановленными на кронштейнах, закрепленных па круглой стани-
не специальными башмаками. Кронштейны с башмаками можно
перемещать по кольцевым пазам, поворачивать на необходи-
мый угол вокруг вертикальной оси и фиксировать в требуемом
положении.
Эффективно используются в мелкосерийном и серийном
производстве агрегатные станки, переналаживаемые блочным
методом. Переналаживаемость заключается в применении
быстросменных унифицированных или специальных блоков,
например, шпиндельной коробки, кондукторной плпты, зажим-
ного приспособления. На станках с блочной наладкой можно
обрабатывать детали различной конструкции.
15
chipmaker.ru
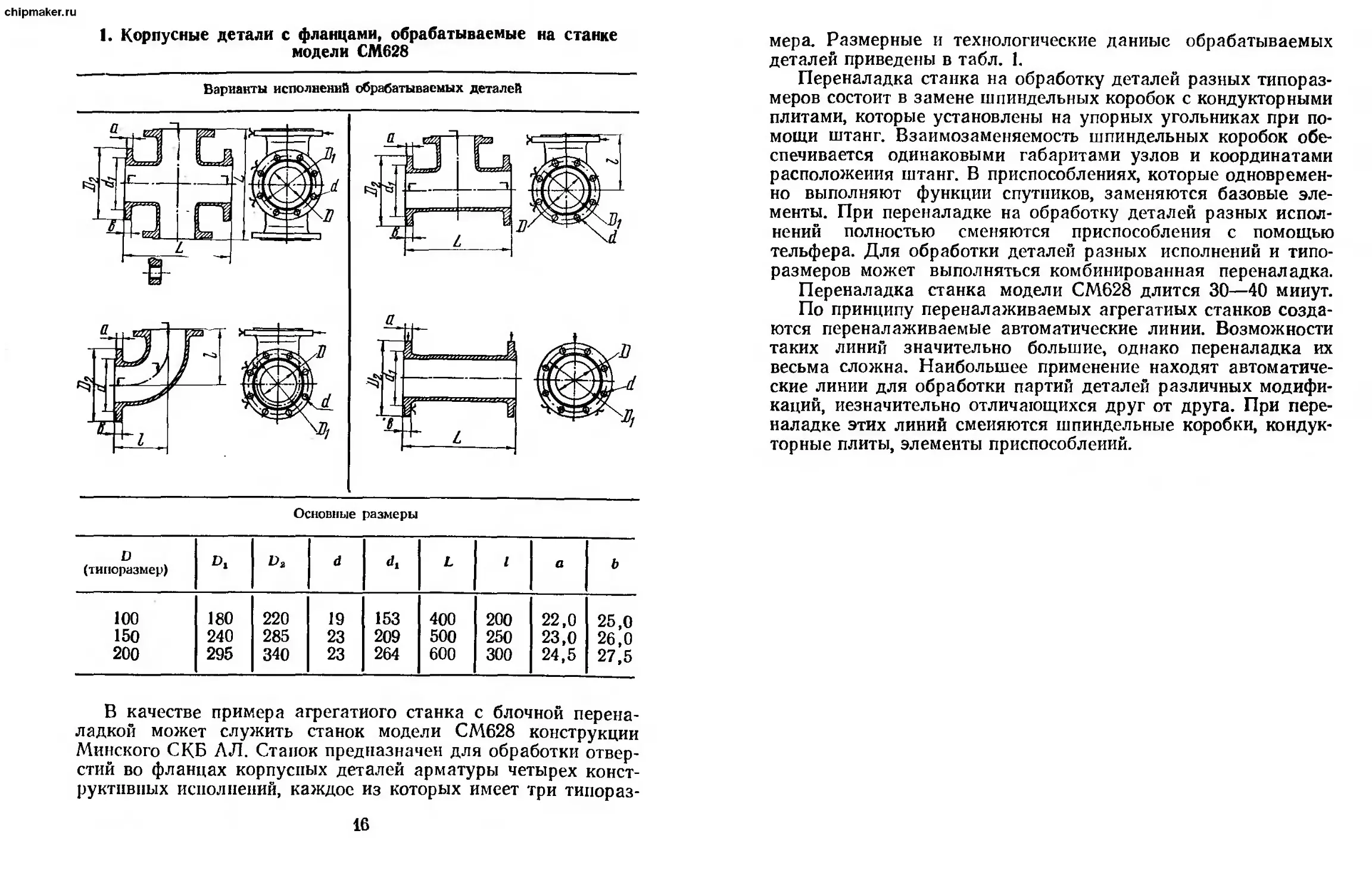
1. Корпусные детали с фланцами, обрабатываемые на станке
модели СМ628
Варианты исполнений обрабатываемых деталей
Основные размеры
D (типоразмер) D, «а d 4i L l а b
100 180 220 19 153 400 200 22,0 25,0
150 240 285 23 209 500 250 23,0 26,0
200 295 340 23 264 600 300 24,5 27,5
В качестве примера агрегатного станка с блочной перена-
ладкой может служить станок модели СМ628 конструкции
Минского СКВ АЛ. Станок предназначен для обработки отвер-
стий во фланцах корпусных деталей арматуры четырех конст-
руктивных исполнений, каждое из которых имеет три типораз-
16
мера. Размерные и технологические данные обрабатываемых
деталей приведены в табл. 1.
Переналадка станка на обработку деталей разных типораз-
меров состоит в замене шпиндельных коробок с кондукторными
плитами, которые установлены на упорных угольниках при по-
мощи штанг. Взаимозаменяемость шпиндельных коробок обе-
спечивается одинаковыми габаритами узлов и координатами
расположения штанг. В приспособлениях, которые одновремен-
но выполняют функции спутников, заменяются базовые эле-
менты. При переналадке на обработку деталей разных испол-
нений полностью сменяются приспособления с помощью
тельфера. Для обработки деталей разных исполнений и типо-
размеров может выполняться комбинированная переналадка.
Переналадка станка модели СМ628 длится 30—40 минут.
По принципу переналаживаемых агрегатных станков созда-
ются переналаживаемые автоматические линии. Возможности
таких линий значительно большие, однако переналадка их
весьма сложна. Наибольшее применение находят автоматиче-
ские линии для обработки партий деталей различных модифи-
каций, незначительно отличающихся друг от друга. При пере-
наладке этих линий сменяются шпиндельные коробки, кондук-
торные плиты, элементы приспособлений.
chipmaker.ru
ГЛАВА II
ОСНОВНЫЕ АГРЕГАТНЫЕ УЗЛЫ
2.1. Базовые корпусные детали
Опыт построения и эксплуатации специальных станков и
автоматических линий, компонуемых из агрегатных узлов, по-
казывает, что агрегатирование является в настоящее время
наиболее современным и экономически эффективным методом
построения специального оборудования для обработки типовых
деталей в условиях массового, крупносерийного и серийного
производства.
Базовые корпусные детали предназначены для установки и
закрепления на них всех остальных агрегатных узлов, из кото-
рых компонуются агрегатные станки и автоматические линии.
От конструкции базовых деталей в большой степени зависят
жесткость и виброустойчивость системы станка или линии,
удобство сборки и монтажа, точность и стабильность обработки
изделий.
Выпускаемые отечественной промышленностью базовые де-
тали представляют собой чугунные отливки или сварные кор-
пуса, в которых имеются обработанные стыковочные поверхно-
сти для установки узлов и механизмов и стыковки между
собой, литые окна и ниши для монтажа комплектующих узлов,
предусмотрены ребра жесткости.
В группу базовых корпусных деталей входят:
1) боковые станины для установки силовых узлов (силовых
столов или силовых головок с перемещаемым корпусом) или
18
вертикальных стоек. Базовые станины, на которые устанавли-
ваются стойки, называются станинами-подставками;
2) средние станины для установки транспортных узлов —
поворотных делительных столов, транспортных устройств авто-
матических линий, а также приспособлений стационарного
типа;
3) стойки для установки силовых узлов в вертикальном по-
ложении;
4) кронштейны для установки различных агрегатных узлов,
например, кронштейны-угольники для шпиндельных коробок.
Базовые детали имеют различные модификации в зависи-
мости от конструктивных особенностей и габаритов устанавли-
ваемых па них агрегатов.
Станины .моделей УХ1200 и стойки моделей XAI21.21 со-
ставляют группу базовых деталей для малых агрегатных
станков. Остальные станины и стойки позволяют компоновать
агрегатные станки средних .и больших размеров и автомати-
ческие липни.
Станины моделей УХ1200 служат для компоновки одно- или
многопозициопных агрегатных станков с силовыми головками
с выдвижной пинолью. Станины УХ 1200 имеют несколько кон-
структивных исполнений, каждое из которых в свою очередь
составляет типоразмерный ряд.
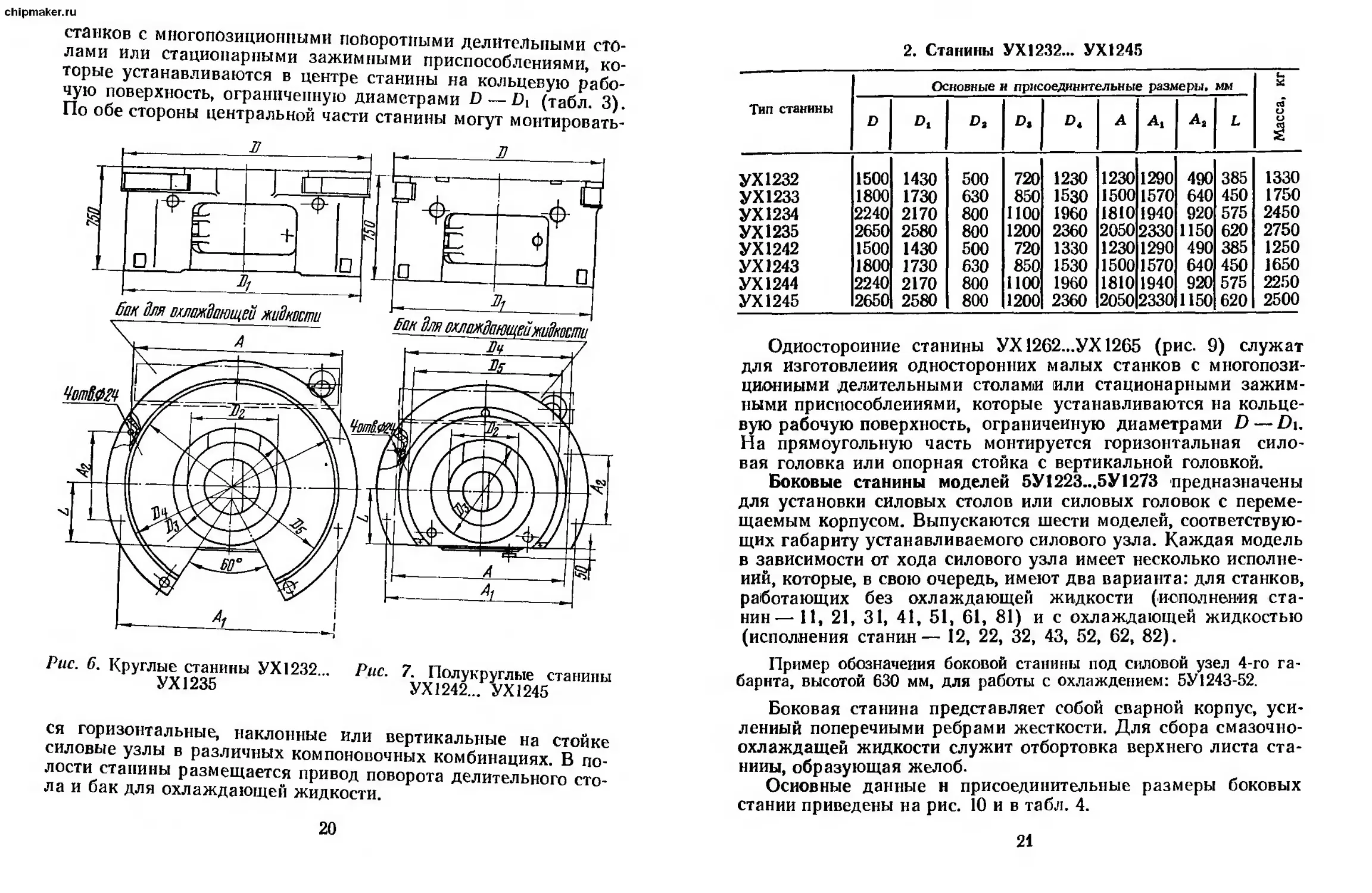
Круглые станины УХ 1232...УХ 1235 (рис. 6) позволяют ком-
поновать многопозиционные агрегатные станки с поворотным
делительным столом, устанавливаемым на внутреннюю коль-
цевую рабочую поверхность D2 — D3 (табл. 2). Вместо поворот-
ного делительного стола может быть установлено стационар-
ное зажимное приспособление.
На кольцевой поверхности, ограниченной диаметрами D —
Da, монтируются силовые головки, стойки или другие механиз-
мы. Для сбора стружки и охлаждающей жидкости предназна-
чены литые желоба между рабочими поверхностями.
Полукруглые станины УХ 1242..УХ 1245 (рис. 7) позволяют
компоновать мпогопозиционные агрегатные станки с поворот-
ными делительными столами или со стационарными зажимны-
ми приспособлениями. Имеют конструкцию, идентичную круг-
лым станинам.
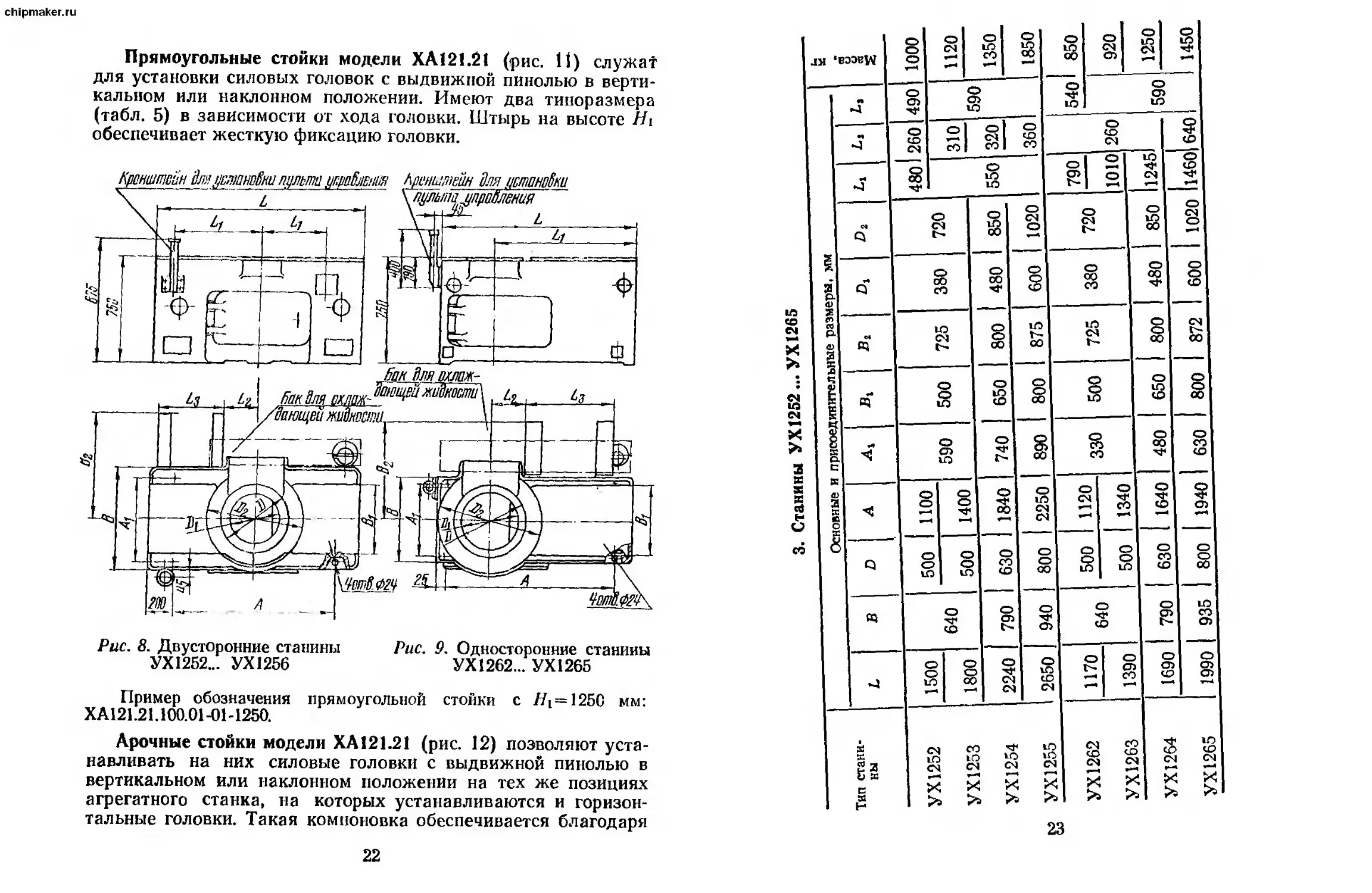
Двусторонние станины УХ 1252...УХ 1256 (рис. 8) предна-
значены для компоновки двусторонних малых агрегатных
19
chipmaker.ru
станков с многопозициоппыми поворотными делительными сто-
лами или стационарными зажимными приспособлениями, ко-
торые устанавливаются в центре станины на кольцевую рабо-
чую поверхность, ограниченную диаметрами D — Dt (табл. 3).
По обе стороны центральной части станины могут монтировать-
Рис. 6. Круглые станины УХ1232...
УХ 1235
Рис. 7. Полукруглые станины
УХ1242... УХ1245
ся горизонтальные, наклонные или вертикальные на стойке
силовые узлы в различных компоновочных комбинациях. В по-
лости станины размещается привод поворота делительного сто-
ла и бак для охлаждающей жидкости.
20
2. Станины УХ1232... УХ1245
Тип станины Основные и присоединительные размеры, мм Масса, кг
D D, D, D, А •Ai L
УХ 1232 1500 1430 500 720 1230 1230 1290 490 385 1330
УХ 1233 1800 1730 630 850 1530 1500 1570 640 450 1750
УХ 1234 2240 2170 800 1100 1960 1810 1940 920 575 2450
УХ 1235 2650 2580 800 1200 2360 2050 2330 1150 620 2750
УХ 1242 1500 1430 500 720 1330 1230 1290 490 385 1250
УХ 1243 1800 1730 630 850 1530 1500 1570 640 450 1650
УХ 1244 2240 2170 800 1100 1960 1810 1940 920 575 2250
УХ 1245 2650 2580 800 1200 2360 2050 2330 1150 620 2500
Односторонние станины УХ1262...УХ1265 (рис. 9) служат
для изготовления односторонних малых станков с многопози-
циониыми делительными столами или стационарными зажим-
ными приспособлениями, которые устанавливаются на кольце-
вую рабочую поверхность, ограниченную диаметрами D — Di.
11а прямоугольную часть монтируется горизонтальная сило-
вая головка или опорная стойка с вертикальной головкой.
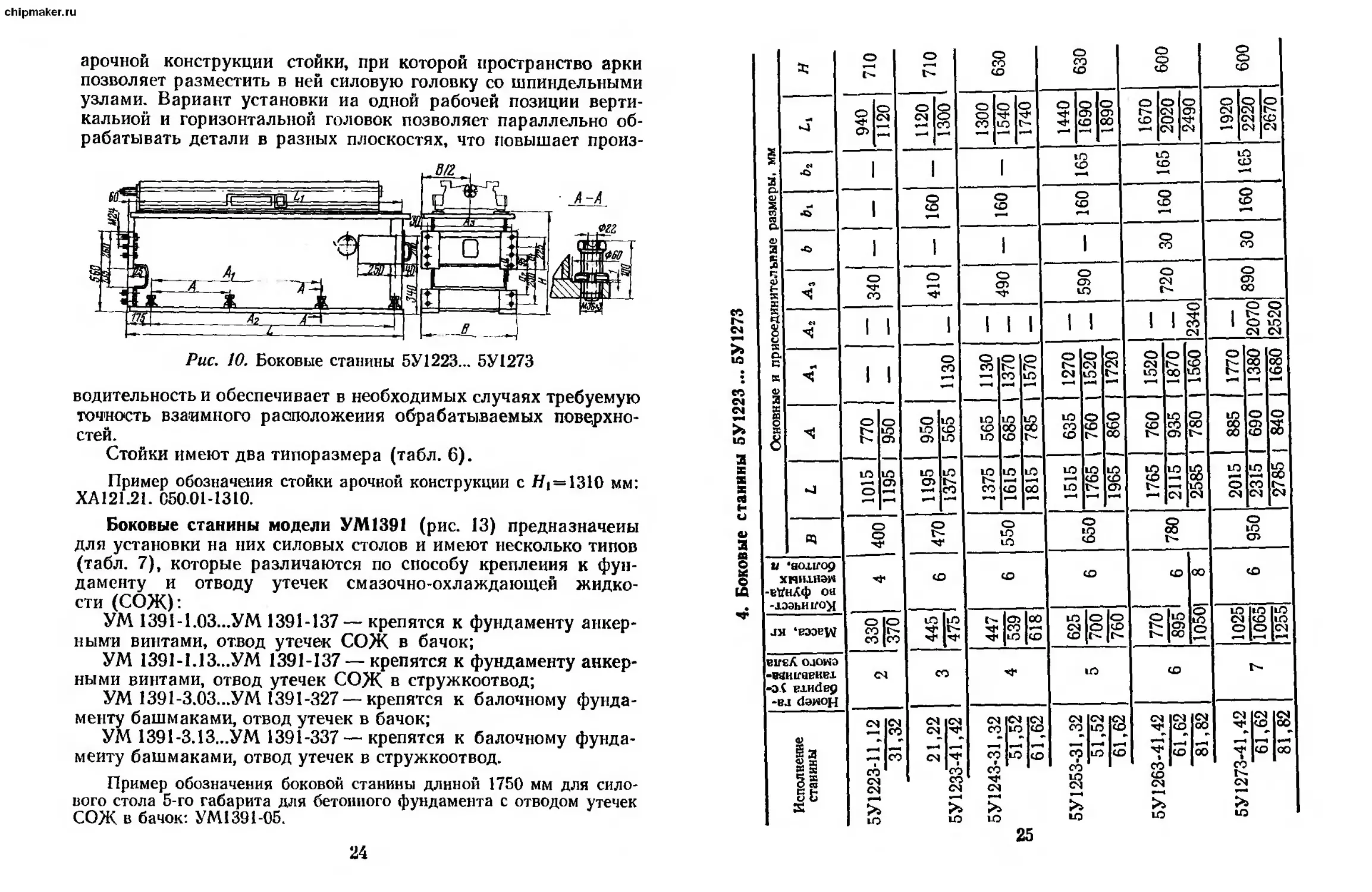
Боковые станины моделей 5У1223...5У1273 предназначены
для установки силовых столов или силовых головок с переме-
щаемым корпусом. Выпускаются шести моделей, соответствую-
щих габариту устанавливаемого силового узла. Каждая модель
в зависимости от хода силового узла имеет несколько исполне-
ний, которые, в свою очередь, имеют два варианта: для станков,
работающих без охлаждающей жидкости (исполнения ста-
нин— И, 21, 31, 41, 51, 61, 81) и с охлаждающей жидкостью
(исполнения станин— 12, 22, 32, 43, 52, 62, 82).
Пример обозначения боковой станины под силовой узел 4-го га-
барита, высотой 630 мм, для работы с охлаждением: 5У1243-52.
Боковая станина представляет собой сварной корпус, уси-
ленный поперечными ребрами жесткости. Для сбора смазочно-
охлаждащей жидкости служит отбортовка верхнего листа ста-
нины, образующая желоб.
Основные данные н присоединительные размеры боковых
станин приведены на рис. 10 и в табл. 4.
21
I chipmaker.ru
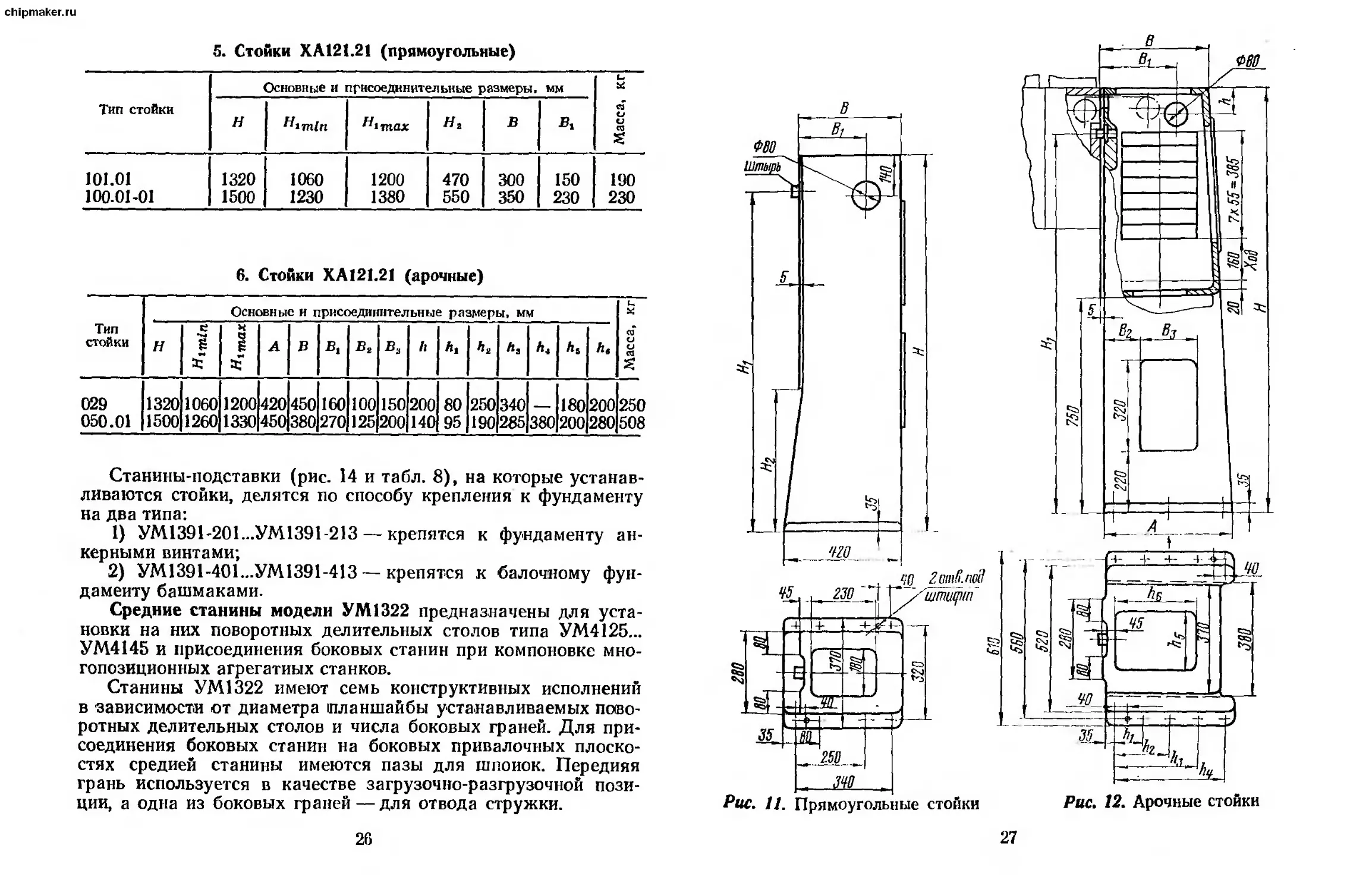
Прямоугольные стойки модели ХА121.21 (рис. 11) служат
для установки силовых головок с выдвижной пинолью в верти-
кальном или наклонном положении. Имеют два типоразмера
(табл. 5) в зависимости от хода головки. Штырь на высоте Hi
обеспечивает жесткую фиксацию головки.
Рис. 8. Двусторонние станины Рис. 9. Односторонние станины
УХ1252... УХ1256 УХ1262... УХ1265
Пример обозначения прямоугольной стойки с //t = 125C мм:
ХА121.21.100.01-01-1250.
Арочные стойки модели ХА121.21 (рис. 12) позволяют уста-
навливать на них силовые головки с выдвижной пинолью в
вертикальном или наклонном положении на тех же позициях
агрегатного станка, на которых устанавливаются и горизон-
тальные головки. Такая компоновка обеспечивается благодаря
22
станины УХ1252... УХ12Й5
ЛЯ ‘ВЭЭВДО 1000 1120 1350 1850 850 920 1250 ।
Основные и присоединительные размеры, мм 4* 490 590 О ю С с и э в э
4 260 310 320 О СО СО 260 640
4 4801 550 790 1010 1245 1460
Q 720 850 1020 О сч 850 1020
Q О 00 СО О 00 О о <£) 380 480 О о СО
725 800 ю 00 725 О о ОО 1 872
ч О О Ю | 650 о S 00S 099 О о 00
590 740 8 со 330 480 630
ч 1100 1400 1840 о ш сч сч 1 1 1120 1 1 1340 1 1640 800 1940
о 500 I 500 630 о о 00 009 500 630 1
О 3 ' 790 о о 1 640 1 790 935
-4 1500 1800 2240 | о ю СО сч 1170 1390 I 1690 1 0661
Тип стани- ны сч со ’Ф ю Ю ко ко *о сч сч сч сч ><><><>< ^5 УХ1262 УХ1263 УХ 1264 УХ 1265 |
23
। chipmaker.ru
арочной конструкции стойки, при которой пространство арки
позволяет разместить в ней силовую головку со шпиндельными
узлами. Вариант установки иа одной рабочей позиции верти-
кальной и горизонтальной головок позволяет параллельно об-
рабатывать детали в разных плоскостях, что повышает произ-
Рис. 10. Боковые станины 5У1223... 5У1273
воднтельность и обеспечивает в необходимых случаях требуемую
точность взаимного расположения обрабатываемых поверхно-
стей.
Стойки имеют два типоразмера (табл. 6).
Пример обозначения стойки арочной конструкции с Я1=1310 мм:
ХА121.21. С50.01-1310.
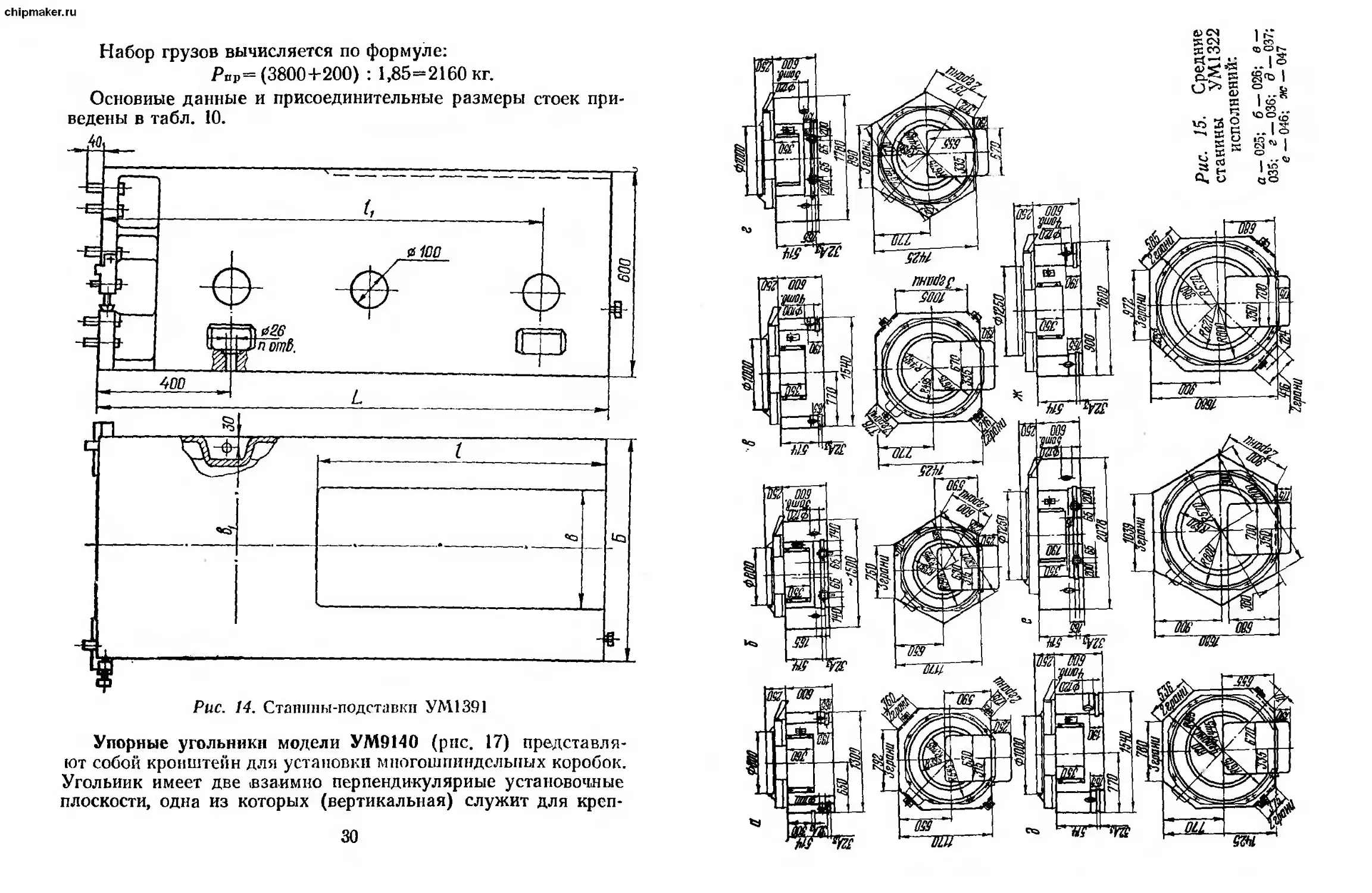
Боковые станины модели УМ1391 (рис. 13) предназначены
для установки на них силовых столов и имеют несколько типов
(табл. 7), которые различаются по способу крепления к фун-
даменту и отводу утечек смазочно-охлаждающей жидко-
сти (СОЖ):
УМ 1391-1.03...УМ 1391-137 — крепятся к фундаменту анкер-
ными винтами, отвод утечек СОЖ в бачок;
УМ 1391-1.13...УМ 1391-137 — крепятся к фундаменту анкер-
ными винтами, отвод утечек СОЖ в стружкоотвод;
УМ 1391-3.03...УМ 1391-327—крепятся к балочному фунда-
менту башмаками, отвод утечек в бачок;
УМ 1391-3.13...УМ 1391-337—крепятся к балочному фунда-
менту башмаками, отвод утечек в стружкоотвод.
Пример обозначения боковой станины длиной 1750 мм для сило-
вого стола 5-го габарита для бетонного фундамента с отводом утечек
СОЖ в бачок: УМ1391-05.
24
4. Боковые станины 5У1223... 5У1273 | j “ S £ | к I £ 5 к в | Основные и присоединительные размеры, мм а; С о а> 1 1120 1 Oli 0511 § 1300 0£9 I.OfrSI 1740 | 1440 009 1 0691 I 1 0681 1 1670 та 0306 | 2490 1 1920 та OGGS I I 2670
•хь 1 § 160 - 160 165 160 165 160 165
-4 1 о со 1 1 1 1 1 О 1 о СО ИЗО - 1 о 1 о со 1 О lO — 0Z51 | 1 - 069 ~ 1 OSSI J 1 1720 III! 1520 — О *о о N 1 о ОО | 1560 (23401 1 1 1770 — 1 1380 2070 30 I 1680 (2520; (
Исполнение а Е S « э= >» 3 в станины gsgg g =е|| в L А S £§£-8 о ш о с с о со со Q сч со сч 04 £ ю 31,32 | ' 13701 I ~~~ 1 1195 | 950 1 21,22 , 445 - Л-п 1195 950 — — л .1- — и 4 /U —•—— 5У1233-41.42 1 1 4751 1 1 1375 | 565 I 5У1243-31.32 447 1375 565 51,52 1 4 539 5 рэо | 1615 | 685 | 61,62 | |618| | | 1815 | 785 | 5У1253-31,32 625 1515 635 51,52 | » 17001 b 1 ооо | 1765 | 760 | 61,62| |760| | | 1965 1 860 5У1263-41.42 770 1 1765 760 1 2£6 1 2118 Ina/ 1 9 |S681 9 1 69*19 81,82 | |10501 8 | | 2585 | 780 5У1273-41.42 1025 2015 885 61,62 | / 110651 ь IУ001 2315 | 690 1 81,82 11255 | | 2785 | 840 I
25
chipmaker.ru
5. Стойки ХА121.21 (прямоугольные)
Тип стойки Основные и присоединительные размеры, мм Масса, кг
н Н*т1п Н‘тах И, В
101.01 1320 1060 1200 470 300 150 190
100-01-01 1500 1230 1380 550 350 230 230
6. Стойки ХА121.21 (арочные)
Тип
стойки
029 1320 1060
050.01 15001260
Основные и присоединительные размеры, мм
1200 420 450 160
1330 450380 270
100150 200
125 200 140
л,
80
95
250
508
Станины-подставки (рис. 14 и табл. 8), на которые устанав-
ливаются стойки, делятся по способу крепления к фундаменту
на два типа:
1) УМ1391-201...УМ1391-213— крепятся к фундаменту ан-
керными винтами;
2) УМ1391-401...УМ1391-413—крепятся к балочному фун-
даменту башмаками.
Средние станины модели УМ1322 предназначены для уста-
новки на них поворотных делительных столов типа УМ4125...
УМ4145 и присоединения боковых станин при компоновке мно-
гопозиционных агрегатных станков.
Станины УМ1322 имеют семь конструктивных исполнений
в зависимости от диаметра планшайбы устанавливаемых пово-
ротных делительных столов и числа боковых граней. Для при-
соединения боковых станин на боковых привалочных плоско-
стях средней станины имеются пазы для шпоиок. Передняя
грань используется в качестве загрузочно-разгрузочной пози-
ции, а одна из боковых граней — для отвода стружки.
26
27
chipmaker.ru
Габаритные размеры станин приведены в табл.9. Из-за кон-
структивных различий основные и присоединительные разме-
ры станин даны на рис. 15.
Рис. 13. Боковые станины УМ 1391
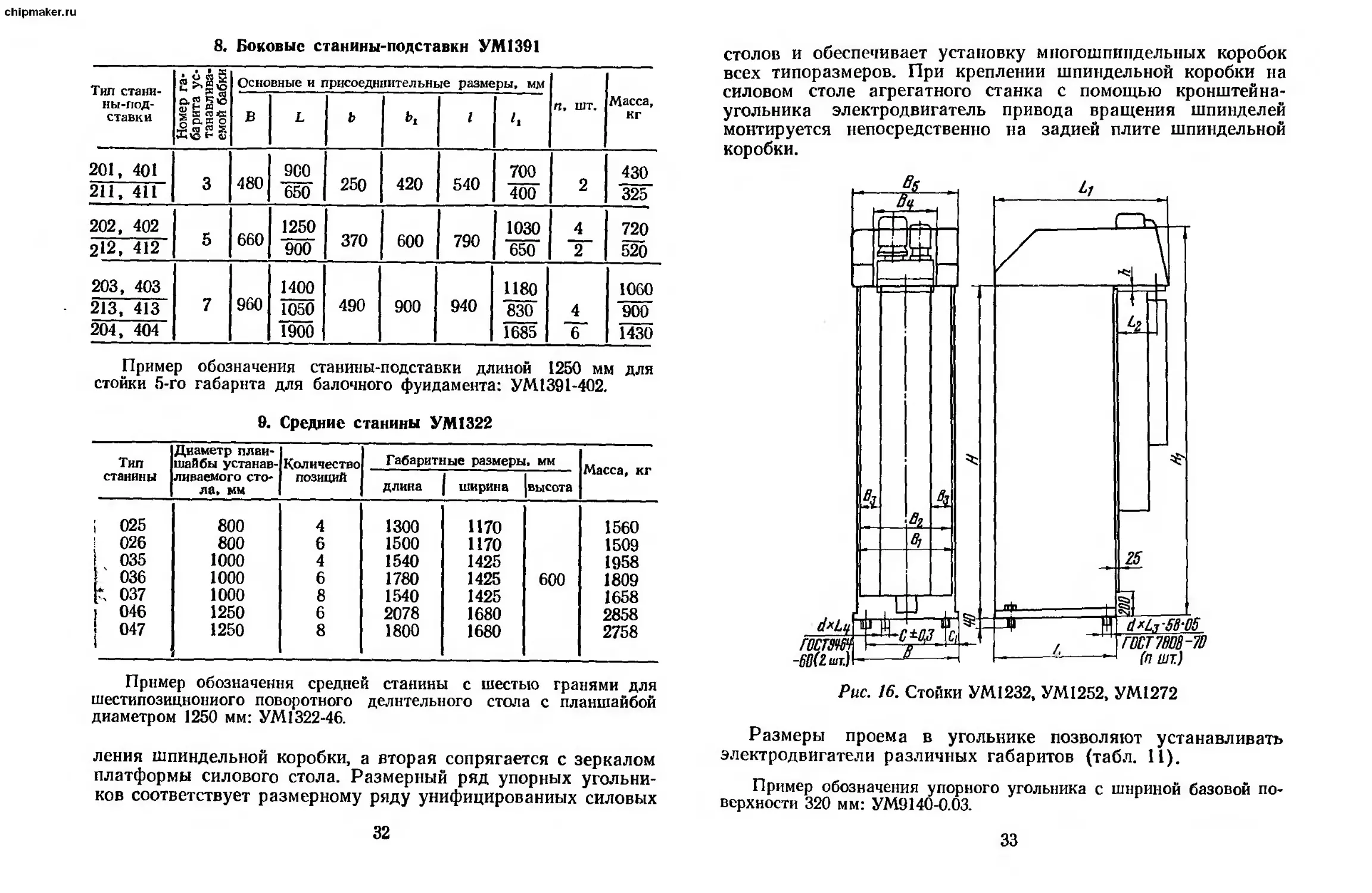
Стойки моделей УМ1232, УМ1252, УМ1272 (рис. 16) пред-
назначены для установки иа них силовых столов или других
узлов в вертикальном положении.
Каждая модель стойки имеет ряд конструктивных исполне-
ний в зависимости от габарита устанавливаемого силового
узла, наибольшего его хода и предельного значения массы дви-
жущихся частей. Для уравновешивания подвижных частей
(платформа силового стола, кронштейн, угольник, шпиндель-
ный узел, инструмент, кондукторная плита) имеется противо-
вес с набором балластных плит, которые подвешиваются на
двух втулочно-роликовых цепях, перекинутых через блоки, и
располагаются внутри полости стойки. Свободные концы це-
пей крепятся к платформе силового стола.
Для обслуживания станка на стойке с правой или левой
стороны закрепляется монтажная лестница.
Масса противовеса рассчитывается по формуле:
Рпр = Р ( де .4 + С]) Ik,
где Рдв.ч — масса движущихся частей, кг; q— превышение мас-
сы противовеса над массой движущихся частей, кг; k — коэф-
фициент.
28
7. Боковые станины УМ1391
Тип ста- нины Номер га- барита ус- танавливав । емого сто- ла Основные и присоединительные размеры, мм Масса, кг п, шт.
в L 1 it ь bi h
103, 113 2, 3 480 1360 — 1200 410 340 95 — 690 4
303, 313 680
104, 114 4 560 1600 — 1240 490 420 70 — 760 4
304, 314 750 -
124, 134 4 560 1360 — 1200 490 420 70 — 680 4
324, 334 670 -
105, 115 305, 315 5 660 1750 — 1590 590 520 75 — 870 860 4
125, 135 5 660 1500 — 1340 590 520 75 — 790 4
325, 335 780 -
106, 116 6 790 2100 1280 1935 720 650 80 165 1270 6
306, 316 1250 -
126, 136 6 790 1750 — 1585 720 650 80 — 1020 4
326, 336 1010 1 -
107, 117 7 960 2300 1420 2140 890 820 85 165 1520 6
307, 317 1500 -
127, 137, 7 960 2000 1220 1840 890 820 85 165 1370 6
327, 337 1350 -
В стойках моделей УМ1232 и УМ 1252 q принимается рав-
ным 100 кг, a k—соответственно 1,5 и 1,64; >в стойке УМ1272
9—200, k— 1,85.
Пример обозначения стойки с противовесом для силового стола
УМ2464 с наибольшим ходом подвижных частей 520 мм и массой
3800 кг: УМ1272-101.
29
chipmaker.ru
Набор грузов вычисляется по формуле:
Рп₽= (3800+200) : 1,85=2160 кг.
Основные данные и присоединительные размеры стоек при-
ведены в табл. 10.
Рис. 14. Станины-подставки УМ1391
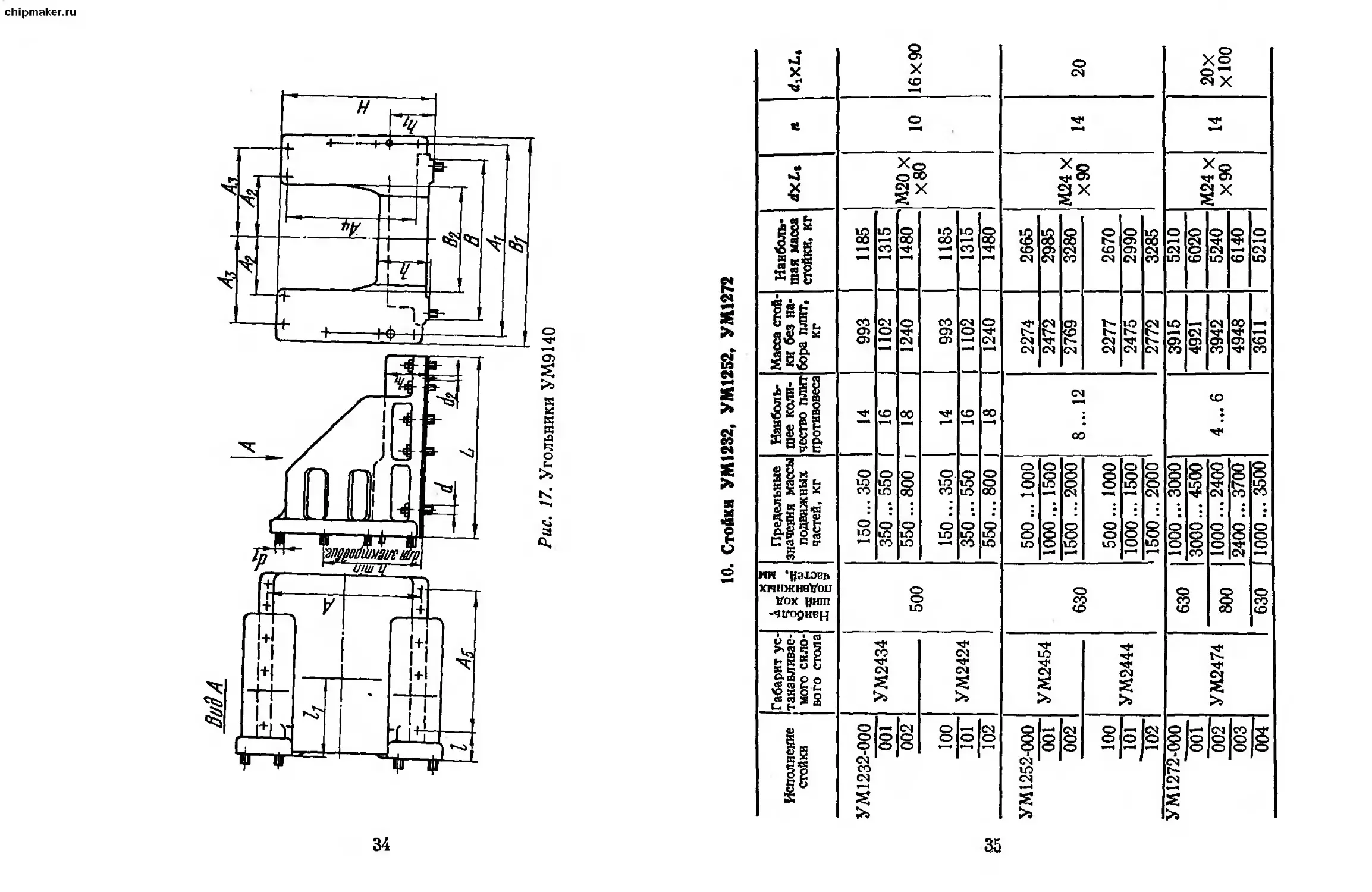
Упорные угольники модели УМ9140 (рис. 17) представля-
ют собой кронштейн для установки многошпиндельных коробок.
Угольник имеет две взаимно перпендикулярные установочные
плоскости, одна из которых (вертикальная) служит для креп-
30
chipmaker.ru
8. Боковые станины-подставки УМ1391
Тип стани- ны-под- ставки Номер га- барита ус- танавлива- емой бабки Основные и присоединительные размеры, мм п, шт. Масса, кг
в L ь Ь, 1 1,
201, 401 211, 411 3 480 900 650 250 420 540 700 400 2 430 325
202, 402 212, 412 5 660 1250 900 370 600 790 1030 650 4 2 720 520
203, 403 213, 413 204, 404 7 960 1400 1050 1900 490 900 940 1180 830 1685 4 6 1060 900 1430
Пример обозначения станины-подставки длиной 1250 мм для
стойки 5-го габарита для балочного фундамента: УМ.1391-402.
9. Средние станины УМ1322
Тип станины Диаметр план- шайбы устанав- ливаемого сто- ла» мм Количество ПОЗИЦИЙ Габаритные размеры, мм Масса, кг
длина ширина высота
i 025 800 4 1300 1170 1560
026 800 6 1500 1170 1509
035 1000 4 1540 1425 1958
036 1000 6 1780 1425 600 1809
* 037 1000 8 1540 1425 1658
046 1250 6 2078 1680 2858
047 1250 8 1800 1680 2758
Пример обозначения средней станины с шестью гранями для
шестипозицнониого поворотного делительного стола с планшайбой
диаметром 1250 мм: УМ1322-46.
ления шпиндельной коробки, а вторая сопрягается с зеркалом
платформы силового стола. Размерный ряд упорных угольни-
ков соответствует размерному ряду унифицированных силовых
32
столов и обеспечивает установку мпогошпипдельных коробок
всех типоразмеров. При креплении шпиндельной коробки на
силовом столе агрегатного станка с помощью кронштейна-
угольника электродвигатель привода вращения шпинделей
монтируется непосредственно на задней плите шпиндельной
коробки.
Рис. 16. Стойки УМ1232, УМ1252, УМ1272
Размеры проема в угольнике позволяют устанавливать
электродвигатели различных габаритов (табл. И).
Пример обозначения упорного угольника с шириной базовой по-
верхности 320 мм: УМ9140-0.03.
33
chipmaker.ru
Рис. 17. Угольники УМ9140
10. Стойки УМ1232, УМ1252. УМ1272
Исполнение стойки Габарит ус- танавливае- мого сило- вого стола Наиболь- ший ход подвижных частей, мм Предельные значения массы подвижных частей, кг Наиболь- шее коли- чество плит противовеса Масса стой- ки без на- бора плит, кг Наиболь- шая масса стойки, кг ЛО. Л
УМ1232-000 УМ2434 500 150... 350 14 993 1185 М20Х Х80 10 16X90
001 350... 550 16 1102 1315
002 550... 800 18 1240 1480
100 УМ2424 150... 350 14 993 1185
101 350 ...550 16 1102 1315
g? Ю2 550 ...800 18 1240 1480
УМ1252-000 УМ2454 630 500... 1000 8... 12 2274 2665 М24Х Х90 14 20
001 1000... 1500 2472 2985
002 1500 ...2000 2769 3280
100 УМ2444 500... 1000 2277 2670
101 1000... 1500 2475 2990
102 1500... 2000 2772 3285
УМ1272-000 УМ2474 630 1000... 3000 4...6 3915 5210 М24Х Х90 14 20х Х100
001 3000 ...4500 4921 6020
002 800 1000...2400 3942 5240
003 2400... 3700 4948 6140
Wl 630 1000... 3500 3611 5210
chipmaker.ru
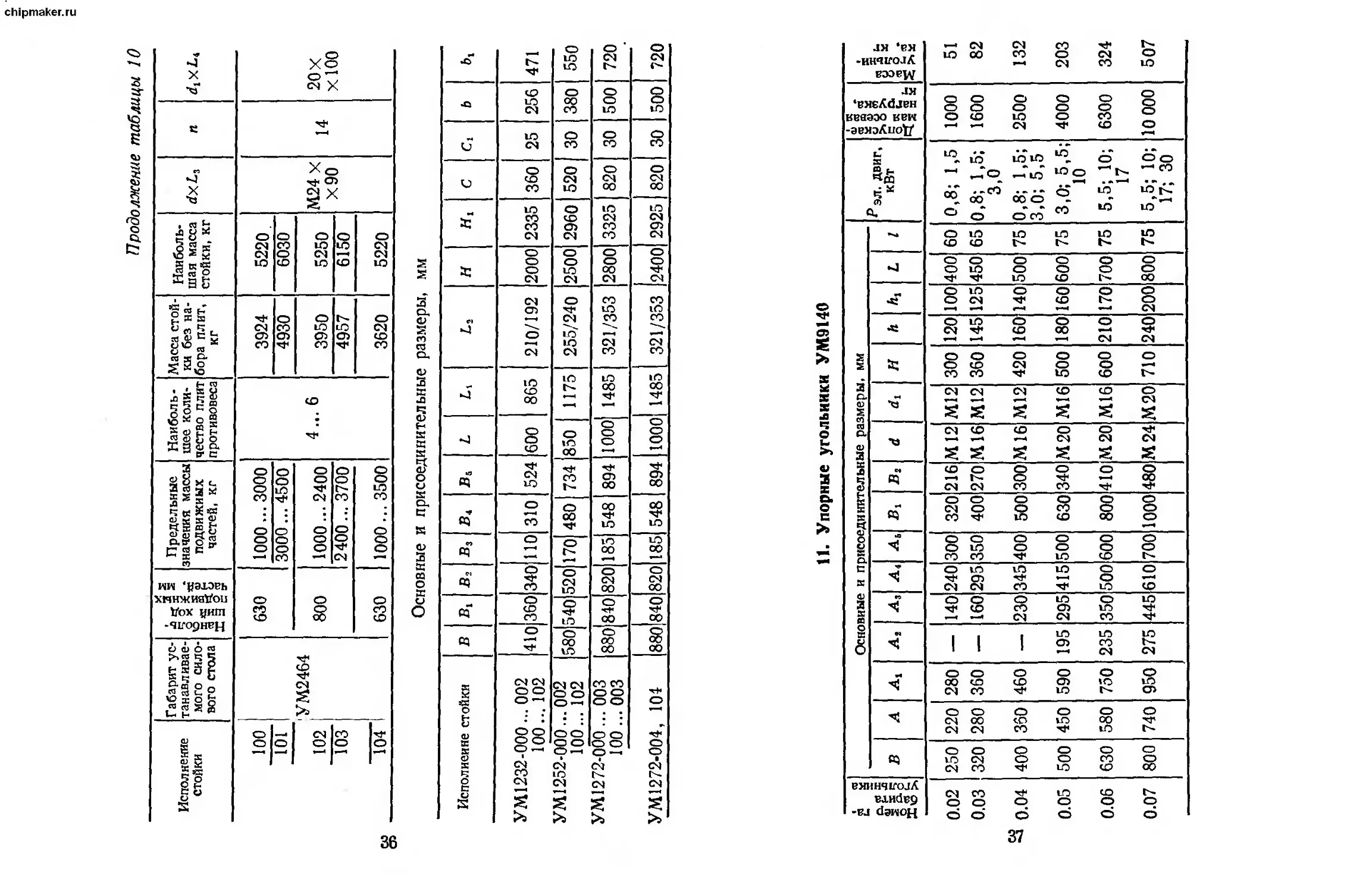
Продолжение таблицы 10
Исполнение стойки Габарит ус- танавливае- мого сило- вого стола Нанболь- , ший ход подвижных1 частей, мм 1 Предельные значения массы ПОДВИЖНЫХ частей, кг Наиболь- шее коли- чество плит противовеса Масса стой- ки без на- бора плит, кг Наиболь- шая масса стойки, кг </xi3 п rfiXL,
100 УМ2464 630 1000 ...3000 4... 6 3924 5220. М24 X Х90 14 20 X Х100
101 3000... 4500 4930 6030
102 103 се 104 800 1000 ...2400 3950 5250
2400... 3700 4957 6150
630 1000... 3500 3620 5220
Основные и присоединительные размеры, мм
Исполнение стойки В В, В, в3 в< в6 L Li и И, с С, ь &,
УМ1232-000... 002 100... 102 410 360 340 110 310 524 600 865 210/192 2000 2335 360 25 256 471
УМ1252-000... 002 100... 102 580 540 520 170 480 734 850 1175 255/240 2500 2960 520 30 380 550
УМ 1272-000... 003 100...003 880 840 820 185 548 894 1000 1485 321/353 2800 3325 820 30 500 720
УМ1272-004, 104 880 840 820 185 548 894 1000 1485 321/353 2400 2925 820 30 500 720
11. Упорные угольники УМ9140
Номер га- । барита I угольника 1 Основные и присоединительные размеры, мм ^ЭЛ. ДВИГ, кВт Допускае- мая осевая нагрузка, кг Масса угольни- ка, кг
В А А, Аг А, А, А3 В, вг d dt И Л L I
0.02 250 220 280 — 140 240 300 320 216 М12 М12 300 120 100 400 60 0,8; 1,5 1000 51
0.03 320 280 360 — 160 295 350 400 270 М16 М12 360 145 125 450 65 0,8; 1,5; 3,0 1600 82
0.04 400 360 460 — 230 345 400 500 300 М16 М12 420 160 140 500 75 0,8; 1,5; 3,0; 5,5 2500 132
0.05 500 450 590 195 295 415 500 630 340 М20 М16 500 180 160 600 75 3,0; 5,5; 10 4000 203
0.06 630 580 750 235 350 500 600 800 410 М20 М16 600 210 170 700 75 5,5; 10; 17 6300 324
0.07 800 740 950 275 445 610 700 1000 480 М24 М20 710 240 200 800 75 5,5; 10; 17; 30 10 000 507
chipmaker.ru
2.2. Силовые узлы
Силовые узлы служат для сообщения главного движения
и движения подачи режущим инструментам. Номенклатура
выпускаемых отечествеииой промышленностью силовых узлов
позволяет создавать автоматические линии и агрегатные
станки с широкими технологическими возможностями для вы-
полнения большого числа металлорежущих операций обра-
ботки деталей различных размеров и конфигурации в разных
условиях производства.
Независимо от конструкции и технологического назначения
силовые узлы агрегатных станков и автоматических линий
должны удовлетворять следующим общим требованиям:
1) автоматически выполнять заданный цикл и обеспечи-
вать постоянство всех его параметров;
2) производить подачу внешних сигналов о выпрлиении эле-
ментов заданного цикла;
3) обеспечивать равномерность рабочей подачи в течение
цикла, требуемые точность и чистоту обработки;
4) обеспечивать достаточную прочность, виброустойчивость
и высокую надежность в работе;
5) соответствовать требованиям техники безопасности.
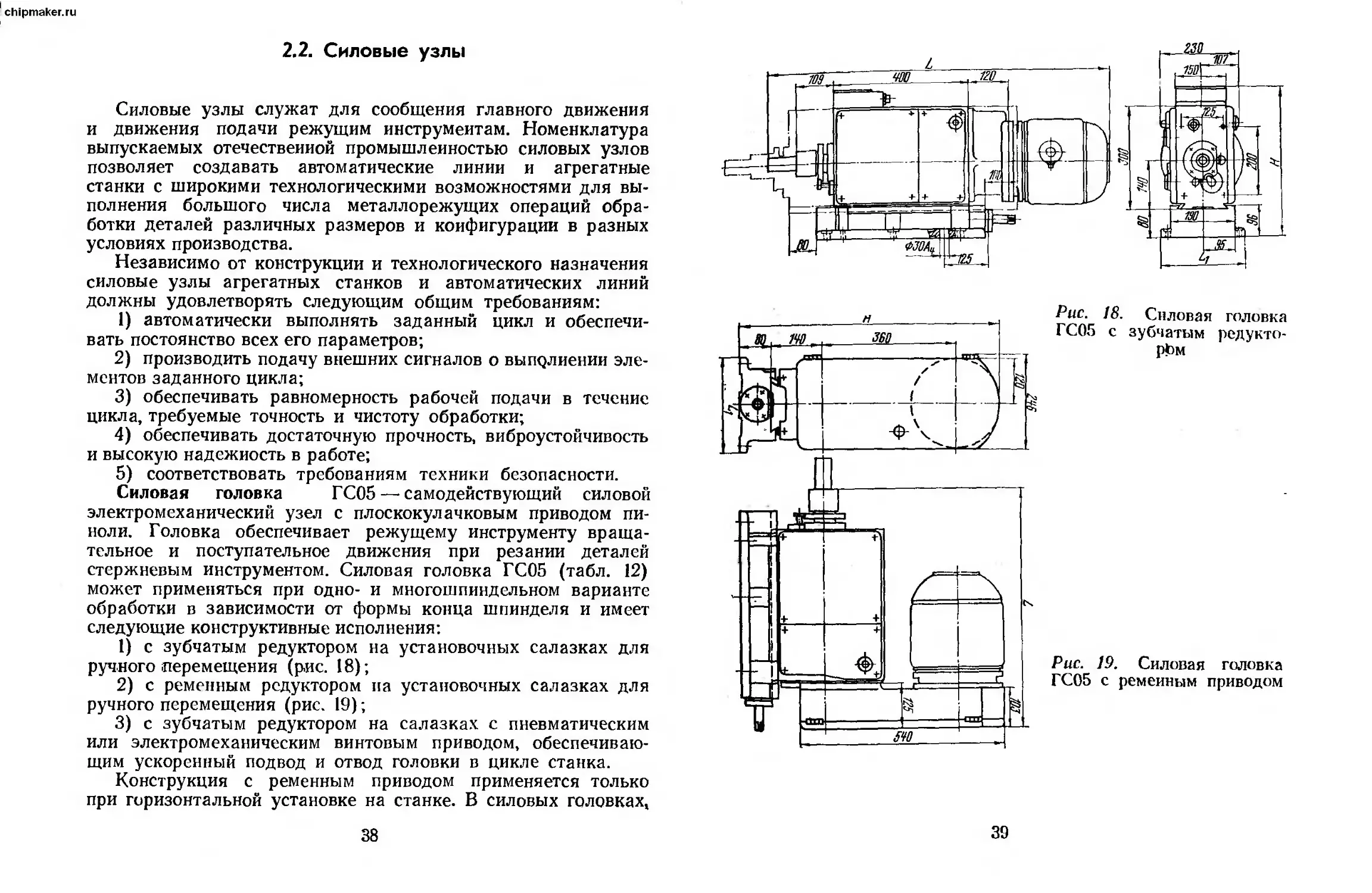
Силовая головка ГС05 — самодействующий силовой
электромеханический узел с плоскокулачковым приводом пи-
ноли. Головка обеспечивает режущему инструменту враща-
тельное и поступательное движения при резании деталей
стержневым инструментом. Силовая головка ГС05 (табл. 12)
может применяться при одно- и многошпиндельном варианте
обработки в зависимости от формы конца шпинделя и имеет
следующие конструктивные исполнения;
1) с зубчатым редуктором на установочных салазках для
ручного перемещения (рис. 18);
2) с ременным редуктором па установочных салазках для
ручного перемещения (рис. 19);
3) с зубчатым редуктором на салазках с пневматическим
или электромеханическим винтовым приводом, обеспечиваю-
щим ускоренный подвод и отвод головки в цикле станка.
Конструкция с ременным приводом применяется только
при горизонтальной установке на станке. В силовых головках.
38
Рис. 18. Силовая головка
ГС05 с зубчатым редукто-
рам
Рис. 19. Силовая головка
ГС05 с ременным приводом
39
chipmaker.ru
12. Силовая головка ГС05
Параметры Тип редуктора ГСО5-41 | ГС05-31
Наибольший диаметр сверления в ста- ли, мм Наибольшее усилие подачи, Н Наибольший ход пиноли, мм Допустимый крутящий момент на шпинделе, Нм Частота вращения шпинделя, об/мин Мощность электродвигателя, кВт Габаритные размеры головки (ИХLx ХЬг), мм Масса, кг 16 3200 75 70 114...2080 I 480...3250 1,1 ...2,2 698X634X250 1038x 425 x 250 188 194,6
установленных вертикально или горизонтально в арке стойки,
применяется зубчатый редуктор.
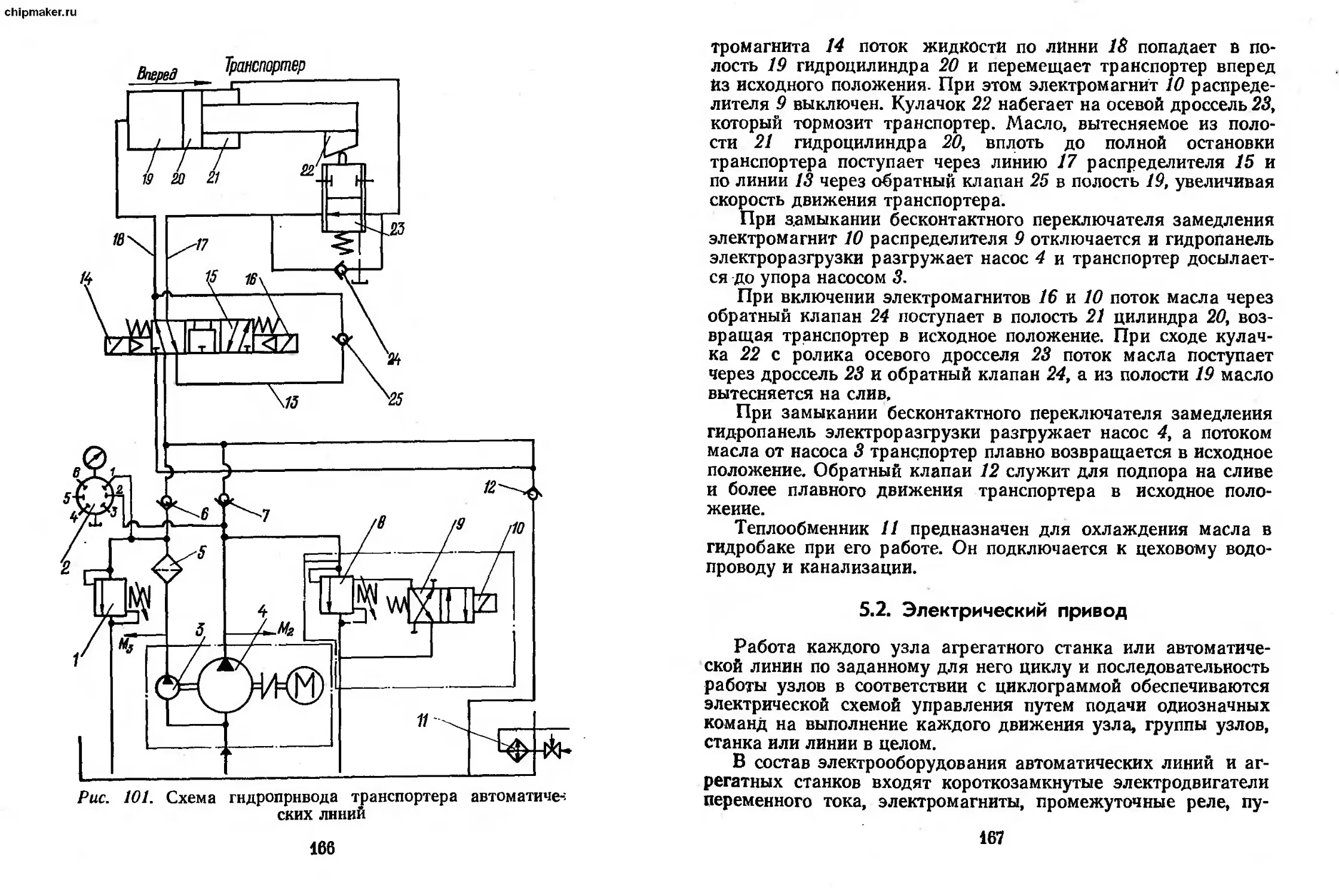
Силовая головка работает следующим образом (рис. 20).
Шпиндель /7 приводится во вращение электродвигателем
через зубчатый редуктор или клииоремеиную передачу 6 и
пустотелый червяк 3 со шлицевым соединением. Через чер-
вячную передачу, втулку 2, кулачковую муфту 5, шлицевый
вал 4 и пару зубчатых колес (сменных) 14 и 1 вращение
передается кулачку 15, который, воздействуя на ось роли-
ка 16, сообщает пиноли 18 движение по циклу: быстрый под-
вод— рабочая подача — быстрый отвод.
Контакт рабочей поверхности кулачка 15 и ролика 16
обеспечивается двумя пружинами 19, которые действуют на
пиноль через рычаг 20.
Рабочий цикл в головке осуществляется специальным
курковым механизмом, прекращающим подачу пиноли после
ее возврата в исходное положение. При возвратном движе-
нии закрепленная на пиноли шпонка 11 поворачивает ры-
чаг 10, перемещающий при этом тягу 9. Преодолевая дейст-
вие пружины 8, тяга поворачивает коленчатый рычаг 7, ко-
торый выключает кулачковую муфту. Для повторения цикла
следует включить муфту, нажав на толкатель 13, или автома-
тически при помощи электромагнита 12.
40
Силовая головка модели ГС05 применяется, как прави-
ло в компоновках так называемых малых агрегатных стан-
ков с автоматическим или полуавтоматическим циклом ра-
боты.
Рис. 20. Кинематическая схема силовой головки ГС05
Силовые столы моделей УМ2424...УМ2474 предназначены
для сообщения прямолинейных установочных перемещений и
движений рабочей подачи режущему инструменту или обраба-
тываемой детали.
На силовом столе могут монтироваться узлы главного дви-
жения— сверлильные, расточные, фрезерные бабки и дру-
гие — или зажимные приспособления с деталью.
Силовые столы являются самодействующими узлами с элек-
тромеханическим винтовым приводом подачи. Основной рабо-
чий цикл силовых столов: ускоренный подвод — рабочая по-
41
chipmaker.ru
Рис. 21. Силовые столы УМ2424...УМ2474 нормальной точ-
ности
дача (одна или две) — выдержка на жестком упоре — быст-
рый отвод.
В зависимости от категории точности и длины хода столы
имеют несколько исполнений:
011,012,013 — нормальной точности с коротким, средним
и длинным ходом;
014,015 — нормальной точности с коротким и длин-
ным ходом;
42
016, 017 — повышенной точности с коротким и длинным
ходом;
116, 117 — повышенной точности с коротким и длинным
ходом с поджимом направляющих.
Силовые столы нормальной и повышенной точности имеют
идентичную конструкцию, одинаковые основные и присоедини-
тельные размеры (табл. 13) и отличаются конфигурацией на-
правляющих (столы повышенной точности имеют призмати-
43
chipmaker.ru
ческие направляющие, нормальной точности — плоские) и
шириной рабочей поверхности платформы (рис. 21 и 22).
Стол состоит из платформы, направляющей плиты, винто-
вой пары, зубчатого редуктора и упоров управления с конеч-
ными переключателями.
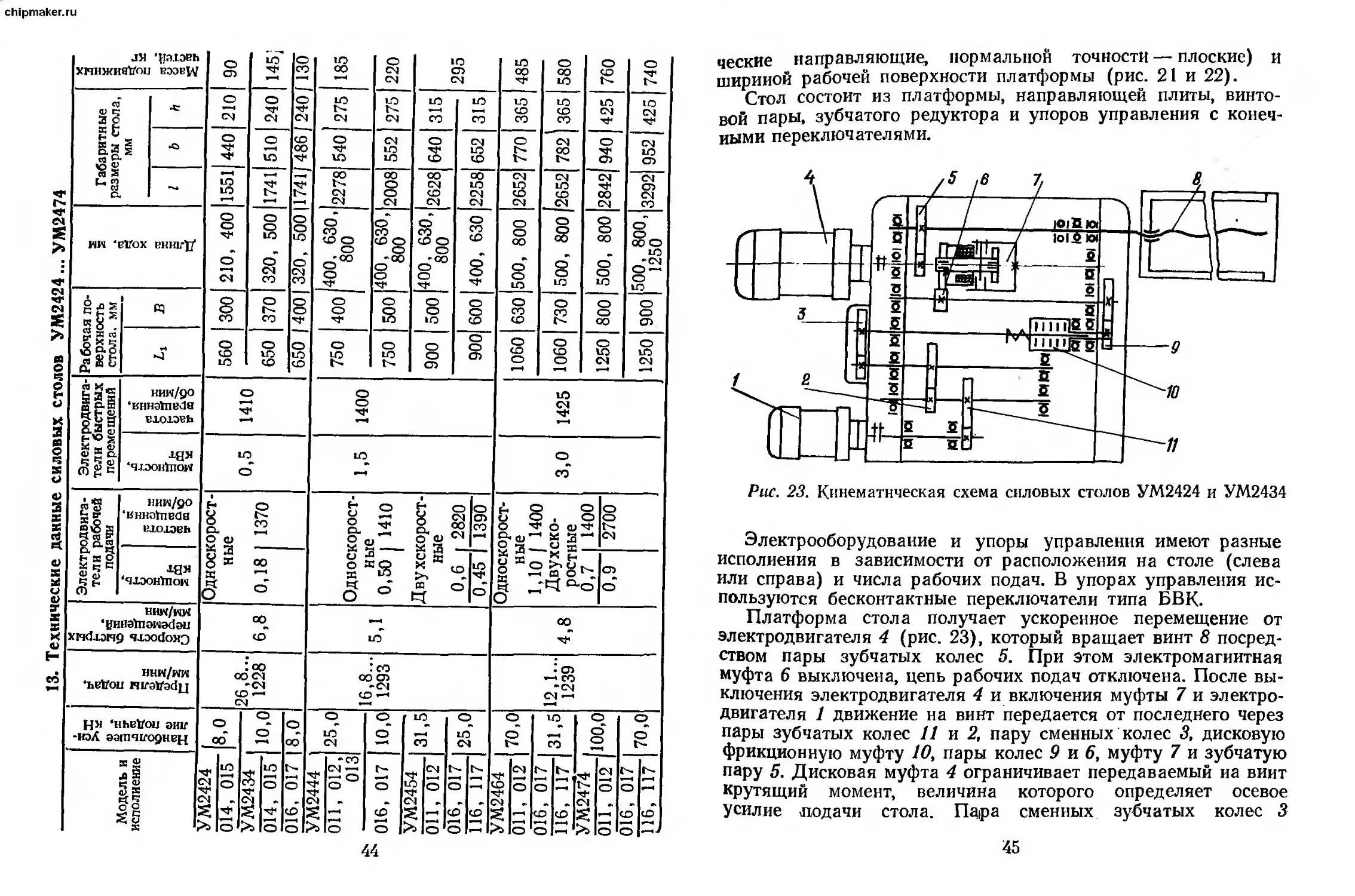
13. Технические данные силовых столов УМ2424... УМ2474
электродвига- тели рабочей подачи нии/90 ‘BHHohiBUa BiOlOBh Односкорост- ные 1370
00 о
нин/кн •(/Hira'moiiadoij хгкЩячд члэойоиэ 8‘9
44
Рис. 23. Кинематическая схема силовых столов УМ2424 и УМ2434
Электрооборудование и упоры управления имеют разные
исполнения в зависимости от расположения на столе (слева
или справа) и числа рабочих подач. В упорах управления ис-
пользуются бесконтактные переключатели типа БВК.
Платформа стола получает ускоренное перемещение от
электродвигателя 4 (рис. 23), который вращает винт 8 посред-
ством пары зубчатых колес 5. При этом электромагнитная
муфта 6 выключена, цепь рабочих подач отключена. После вы-
ключения электродвигателя 4 и включения муфты 7 и электро-
двигателя 1 движение на винт передается от последнего через
пары зубчатых колес 11 и 2, пару сменных колес 3, дисковую
фрикционную муфту 10, пары колес 9 и 6, муфту 7 и зубчатую
пару 5. Дисковая муфта 4 ограничивает передаваемый на винт
крутящий момент, величина которого определяет осевое
усилие подачи стола. Пара сменных зубчатых колес 3
45
предназначена для установления нужной величины по-
дачи.
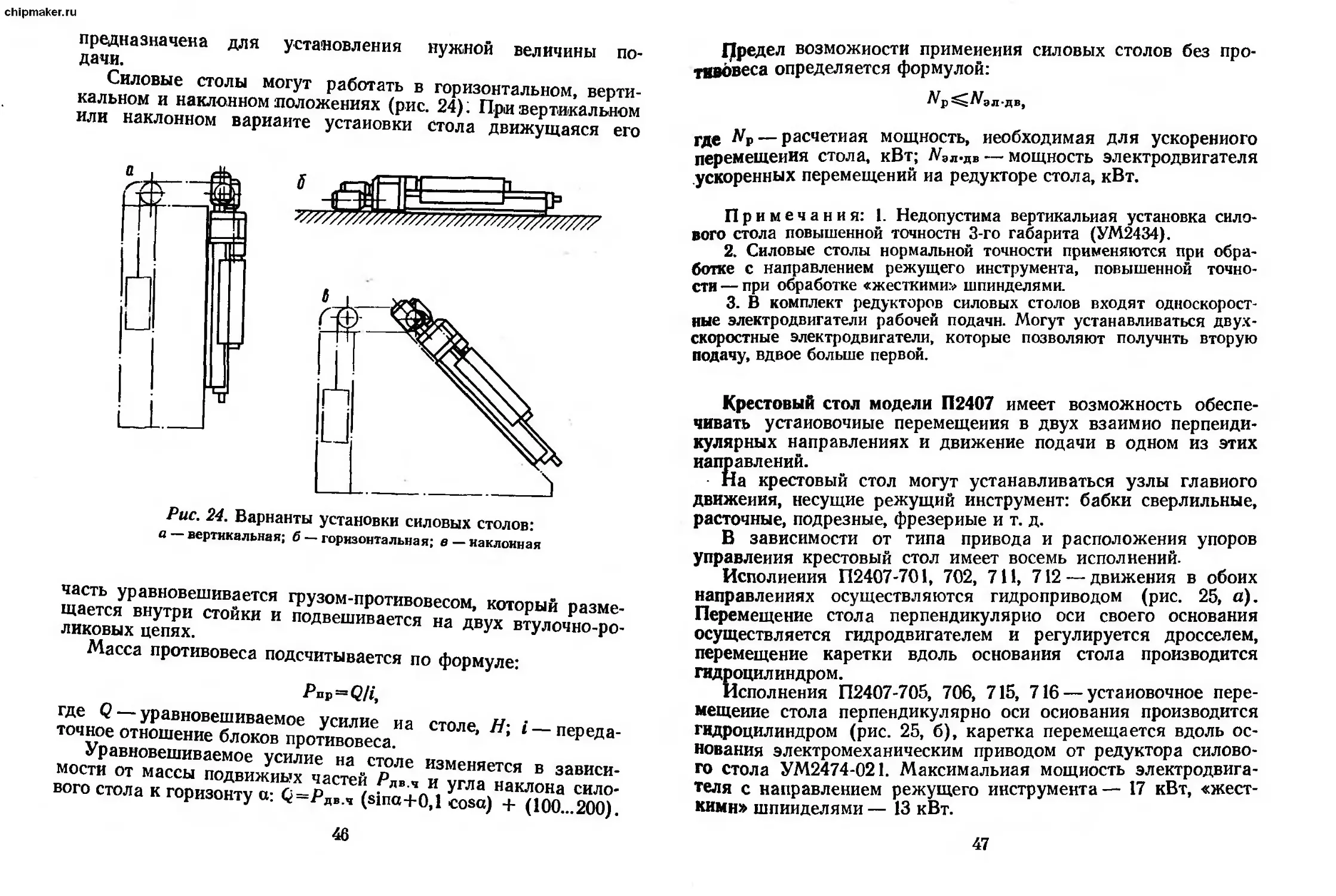
Силовые столы могут работать в горизонтальном, верти-
кальном и наклонном положениях (рис. 24). При вертикальном
или наклонном варианте установки стола движущаяся его
Рис. 24. Варианты установки силовых столов:
а — вертикальная; б — горизонтальная; в — наклонная
часть уравновешивается грузом-противовесом, который разме-
щается внутри стойки и подвешивается на двух втулочно-ро-
ликовых цепях.
Масса противовеса подсчитывается по формуле:
Pnp—Q/i,
где Q — уравновешиваемое усилие иа столе, Н\ /—переда-
точное отношение блоков противовеса.
Уравновешиваемое усилие на столе изменяется в зависи-
мости от массы подвижных частей Рдв.ч и угла наклона сило-
вого стола к горизонту а: £=Рдв.ч (sina+0,1 cosa) + (100...200).
46
Цредел возможности применения силовых столов без про-
тивовеса определяется формулой:
•ДВ,
где — расчетная мощность, необходимая для ускоренного
перемещения стола, кВт; М>л-Дв — мощность электродвигателя
ускоренных перемещений иа редукторе стола, кВт.
Примечания: 1. Недопустима вертикальная установка сило-
вого стола повышенной точности 3-го габарита (УМ2434).
2. Силовые столы нормальной точности применяются при обра-
ботке с направлением режущего инструмента, повышенной точно-
сти — при обработке «жесткими* шпинделями.
3. В комплект редукторов силовых столов входят односкорост-
ные электродвигатели рабочей подачн. Могут устанавливаться двух-
скоростные электродвигатели, которые позволяют получить вторую
подачу, вдвое больше первой.
Крестовый стол модели П2407 имеет возможность обеспе-
чивать установочные перемещения в двух взаимно перпенди-
кулярных направлениях и движение подачи в одном из этих
направлений.
На крестовый стол могут устанавливаться узлы главного
движения, несущие режущий инструмент: бабки сверлильные,
расточные, подрезные, фрезерные и т. д.
В зависимости от типа привода и расположения упоров
управления крестовый стол имеет восемь исполнений.
Исполнения П2407-701, 702, 711, 712 — движения в обоих
направлениях осуществляются гидроприводом (рис. 25, а).
Перемещение стола перпендикулярно оси своего основания
осуществляется гидродвигателем и регулируется дросселем,
перемещение каретки вдоль основания стола производится
гвдроцилиндром.
Исполнения П2407-705, 706, 715, 716 — установочное пере-
мещение стола перпендикулярно оси основания производится
гвдроцилиндром (рис. 25, б), каретка перемещается вдоль ос-
нования электромеханическим приводом от редуктора силово-
го стола УМ2474-021. Максимальная мощность электродвига-
теля с направлением режущего инструмента— 17 кВт, «жест-
кими» шпинделями — 13 кВт.
47
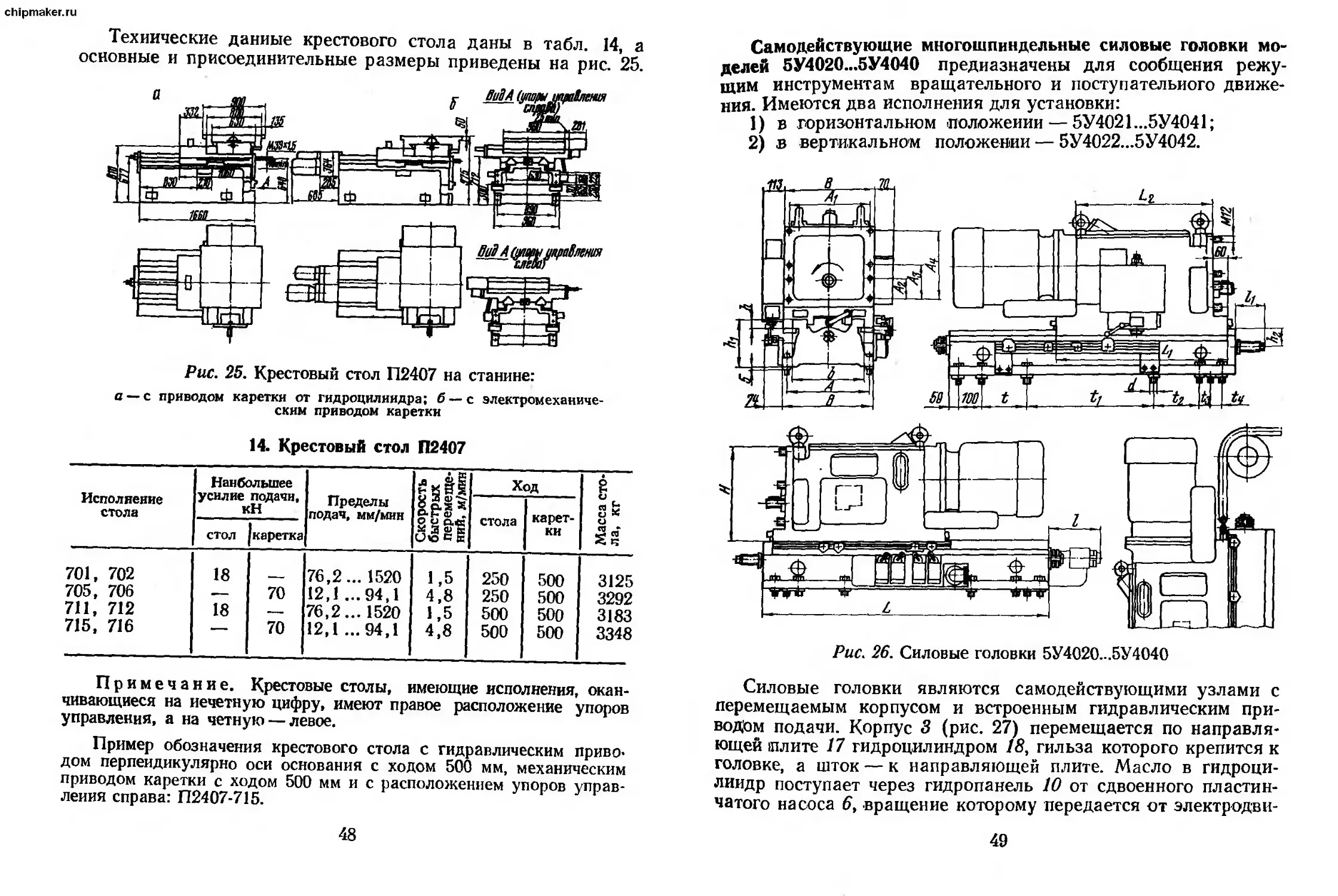
Технические данные крестового стола даны в табл, 14, а
основные и присоединительные размеры приведены на рис. 25.
Рис. 25. Крестовый стол П2407 на станине:
а —с приводом каретки от гидроцилиидра: б —с электромеханиче-
ским приводом каретки
14. Крестовый стол П2407
Исполнение стола Наибольшее усилие подачи. кН Пределы Ою с и Ход Масса сто- ла, кг
стола карет- ки
подач, мм/мин
СТОЛ каретка
701, 702 18 76,2. .. 1520 1,5 250 500 3125
705, 706 —. 70 12,1 . ..94,1 4,8 250 500 3292
711, 712 18 — 76,2. .. 1520 1,5 500 500 3183
715, 716 — 70 12,1 . ..94,1 4,8 500 500 3348
Примечание. Крестовые столы, имеющие исполнения, окан-
чивающиеся на нечетную цифру, имеют правое расположение упоров
управления, а на четную — левое.
Пример обозначения крестового стола с гидравлическим приво-
дом перпендикулярно оси основания с ходом 500 мм. механическим
приводом каретки с ходом 500 мм и с расположением упоров управ-
ления справа: П2407-715.
48
Самодействующие многошпиндельные силовые головки мо-
делей 5У4020...5У4040 предназначены для сообщения режу-
щим инструментам вращательного и поступательного движе-
ния. Имеются два исполнения для установки:
1) в горизонтальном положении — 5У4021.,.5У4041;
2) в вертикальном положении — 5У4022...5У4042.
Рис. 26. Силовые головки 5У4020...5У4040
Силовые головки являются самодействующими узлами с
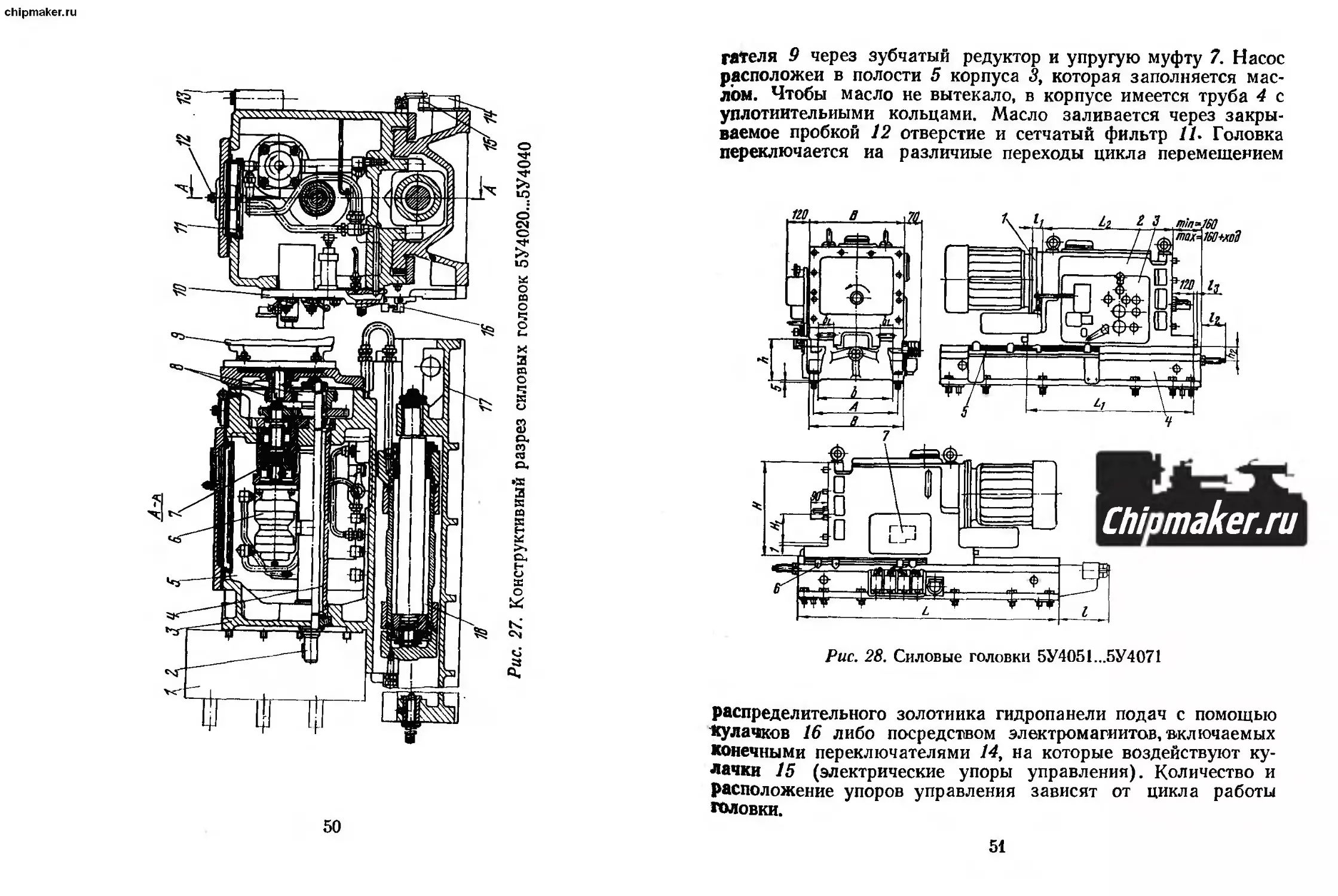
перемещаемым корпусом и встроенным гидравлическим при-
водом подачи. Корпус 3 (рис. 27) перемещается по направля-
ющей плите 17 гидроцилиндром 18, гильза которого крепится к
головке, а шток — к направляющей плите. Масло в гидроци-
лиидр поступает через гидропанель 10 от сдвоенного пластин-
чатого насоса 6, вращение которому передается от электродви-
49
chipmaker.ru
Рис. 27. Конструктивный разрез силовых головок 5У4020...5У4040
50
гателя 9 через зубчатый редуктор и упругую муфту 7. Насос
расположен в полости 5 корпуса 3, которая заполняется мас-
лом. Чтобы масло не вытекало, в корпусе имеется труба 4 с
уплотнительными кольцами. Масло заливается через закры-
ваемое пробкой 12 отверстие и сетчатый фильтр 11. Головка
переключается иа различные переходы цикла перемещением
Рис. 28. Силовые головки 5У4051...5У4071
распределительного золотника гидропанели подач с помощью
кулачков 16 либо посредством электромагнитов, включаемых
Конечными переключателями 14, на которые воздействуют ку-
лачки 15 (электрические упоры управления). Количество и
расположение упоров управления зависят от цикла работы
головки.
51
chipmaker.ru
15. Силовые головки 5У4020... 5У4040 А. Основные и присоединительные размеры, мм [ 200 ,100 Е О •
т — ,100 200
400 500 С р
К» |оо 1 СЧ СО
'200 100 с 5
ТЗ СЧ СО СО S2S
195 '240 1295
тою СП О) xf Т—1
40 60
ООО OIOOCO сч сч со
•м 60... 135 60... 135 25... 120
•м СЧ СО О г-сою
м о юс 5
kJ ООО со ю ю Ю СО Г-
М 1060 1250 1650
О 00 С4 xF Ю Г-
«с ООО со оо О —< — сч
а: ото СП ХМ — С4 СО ТГ
ч ООО — 00 СО СЧ СЧ СО
ООО Ю СЧ О СЧ СО xf
Модель го- ловки о ос СЧ СО xf оо С ю ю ю
Масса го- ловки, кг 415 ... 430 530... 550 750... 825
Электродвигатель при-] вода главного движе- НИЯ частота вращения, об/мин 1500 1500 1500
мощность, кВт 2,2 2,2(4) 4,0(7,5)
« 3 . 3 .oSS р= ос 5 | отвод сп оо ю
подвод ото rCb-CD
Диапазон по- дач, мм/мии 40... 800 30...600 20... 600
НИИ/рО *ИГВв OJOHVOfl -wdu BHHaYn -eda вхохэвру тот — СЧ С4
Ни ‘Hh -Etfoii анггнэЛ oonfliropireH _ ЮООО
Модель голов- S X ООО СЧСО ООО хг >5
52
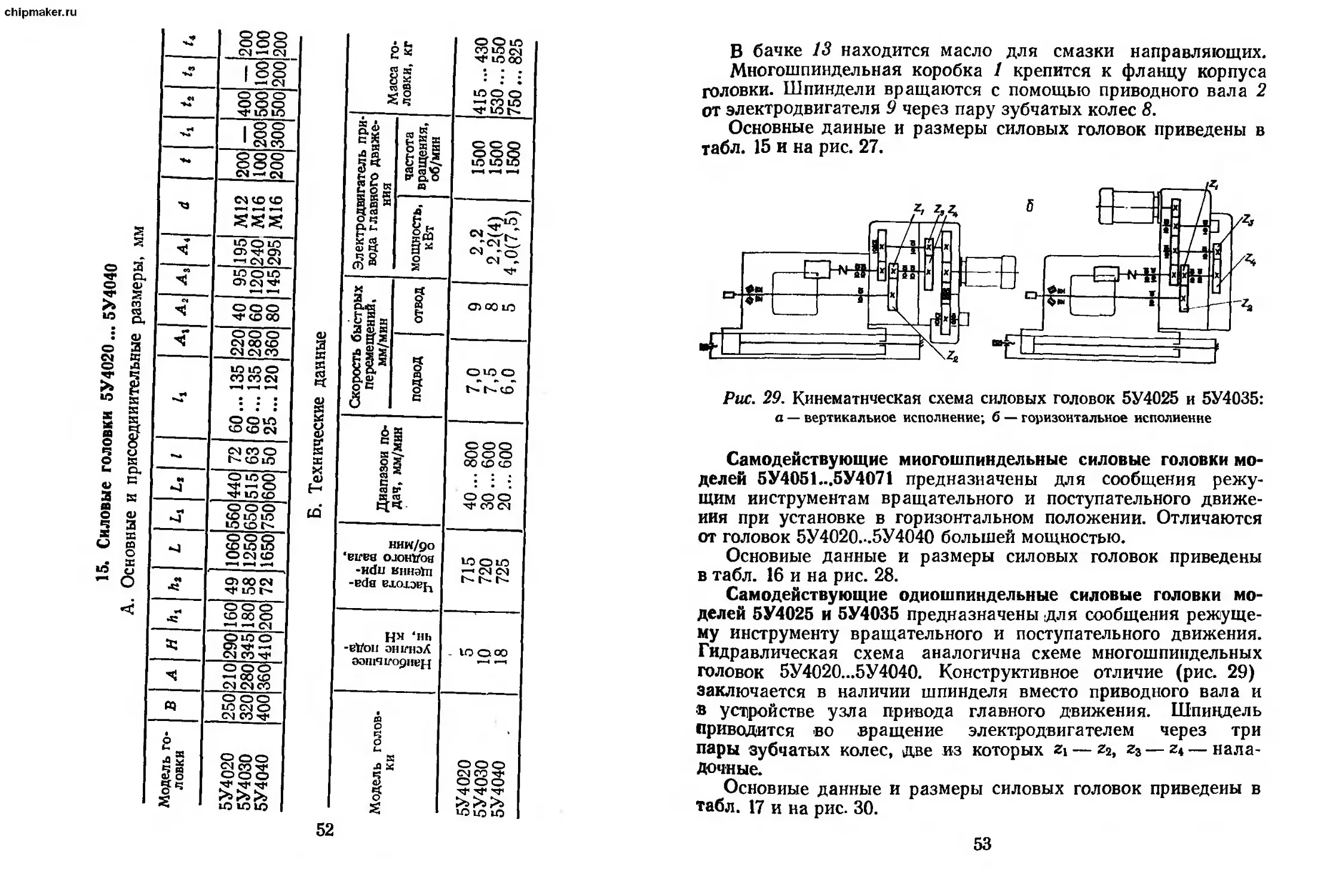
В бачке 13 находится масло для смазки направляющих.
Многошпиндельная коробка 1 крепится к фланцу корпуса
головки. Шпиндели вращаются с помощью приводного вала 2
от электродвигателя 9 через пару зубчатых колес 8.
Основные данные и размеры силовых головок приведены в
табл. 15 и на рис. 27.
Рис. 29. Кинематическая схема силовых головок 5У4025 и 5У4035:
а — вертикальное исполнение; б — горизонтальное исполнение
Самодействующие миогошпиндельные силовые головки мо-
делей 5У4051...5У4071 предназначены для сообщения режу-
щим инструментам вращательного и поступательного движе-
ния при установке в горизонтальном положении. Отличаются
от головок 5У4020...5У4040 большей мощностью.
Основные данные и размеры силовых головок приведены
в табл. 16 и на рис. 28.
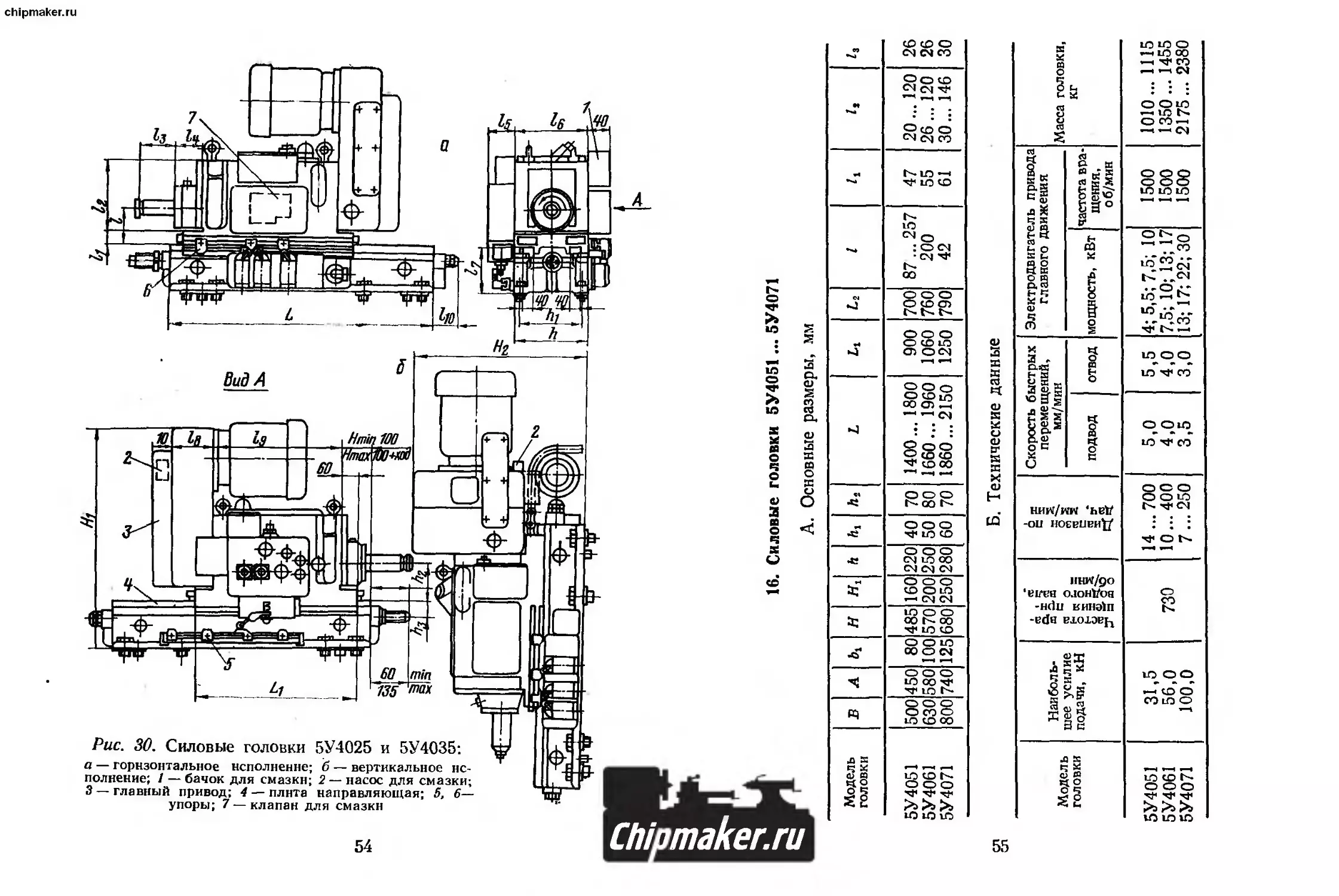
Самодействующие одиошпиндельные силовые головки мо-
делей 5У4025 и 5У4035 предназначены для сообщения режуще-
му инструменту вращательного и поступательного движения.
Гидравлическая схема аналогична схеме многошпиидельных
головок 5У4020...5У4040. Конструктивное отличие (рис. 29)
заключается в наличии шпинделя вместо приводного вала и
в устройстве узла привода главного движения. Шпиндель
приводится во вращение электродвигателем через три
пары зубчатых колес, две из которых Z\ — z2, z3—z<—нала-
дочные.
Основные данные и размеры силовых головок приведены в
табл. 17 и на рис. 30.
53
chipmaker.ru
maker.ru
Модель головки в А И ft ft, h, L 41 hi I z, i, /3
5У4051 500 450 80 485 160 220 40 70 1400... 1800 900 700 87... 257 47 20... 120 26
5У4061 630 580 100 570 200 250 50 80 1660... 1960 1060 760 200 55 26... 120 26
5У4071 800 740 125 680 250 280 60 70 1860... 2150 1250 790 42 61 30... 146 30
Б. Технические данные
Модель головки Наиболь- шее усилие подачи, кН Частота вра- щения при- водного вала, об/мни Диапазон по- дач, мм/мин Скорость быстрых перемещений, мм/мин Электродвигатель привода главного движения Масса головки, кг
подвод отвод мощность, кВт частота вра- щения, об/мин
5У4051 5У4061 5У4071 31,5 56,0 100,0 730 14 ... 700 10... 400 7... 250 5,0 4,0 3,5 5,5 4,0 3,0 4; 5,5; 7,5; 10 7,5; 10; 13; 17 13; 17; 22; 30 1500 1500 1500 1010... 1115 1350... 1455 2175... 2380
chipmaker.ru
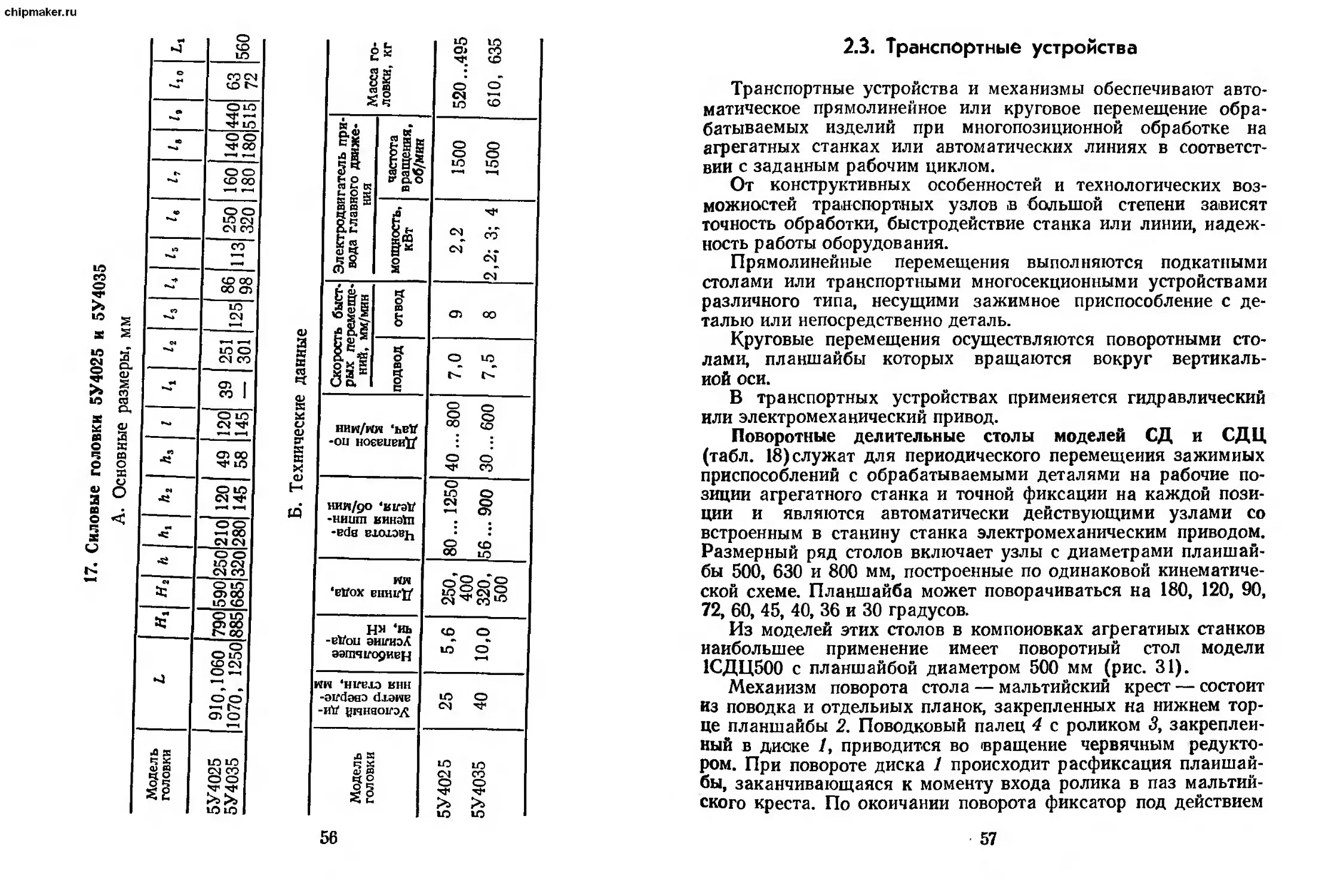
17. Силовые головки 5У4025 и 5У4035
А. Основные размеры, мм
-4 092 1 Масса го- ловки, кг 520...495 610, 635
1 со о CD Г> Б. Технические данные
1 OLT
LO Электродвигатель при- вода главного движе- НИЯ частота вращения, Об/МИН I 1500 1500
О с ТТ ОС
- ОС CD ОО
- о о LO сч 04 со мощность, кВт 1 2,2 2,2; 3; 4
8П 1
СО оо 00 с
Скорость быст- рых перемеще-i НИЙ, мм/мин отвод О оо
ю 04
1 -Л* ю о 04 СО
подвод | 7,0 7,5
с со
нии/ии ‘hetf -ou ноевивиЦ 40... 800 30... 600
1 О LO 04 ТГ1 »—м
1 1 «с* С оо тТ Ю
120 145 нии/go ‘Biratf -пиит иинаЩ -вйв вюхэвр. 80... 1250 56... 900
ОО —< 00 04 04
•с о о ЮО1 04 СО
МЛ ‘Etfox eiiHirtf S’ogS
£ а; -4 >590 1685
I79C 885 _ Н» ‘иь -Etfou ЭИ1ГИЭЛ аэгпч^ориЕН 5,6 10,0
910,1060 1070, 1250|
т ‘тгелэ инн -OirdOHD dj.OWE -ntf ^ннаогэА ю о 04
Модель головки 5У4025 5У4035 Модель головки 5У4025 5У4035
2.3. Транспортные устройства
Транспортные устройства и механизмы обеспечивают авто-
матическое прямолинейное или круговое перемещение обра-
батываемых изделий при многопозиционной обработке на
агрегатных станках или автоматических линиях в соответст-
вии с заданным рабочим циклом.
От конструктивных особенностей и технологических воз-
можностей транспортных узлов в большой степени зависят
точность обработки, быстродействие станка или линии, надеж-
ность работы оборудования.
Прямолинейные перемещения выполняются подкатными
столами или транспортными многосекционными устройствами
различного типа, несущими зажимное приспособление с де-
талью или непосредственно деталь.
Круговые перемещения осуществляются поворотными сто-
лами, планшайбы которых вращаются вокруг вертикаль-
ной оси.
В транспортных устройствах применяется гидравлический
или электромеханический привод.
Поворотные делительные столы моделей СД и СДЦ
(табл. 18) служат для периодического перемещения зажимных
приспособлений с обрабатываемыми деталями на рабочие по-
зиции агрегатного станка и точной фиксации на каждой пози-
ции и являются автоматически действующими узлами со
встроенным в станину станка электромеханическим приводом.
Размерный ряд столов включает узлы с диаметрами планшай-
бы 500, 630 и 800 мм, построенные по одинаковой кинематиче-
ской схеме. Планшайба может поворачиваться на 180, 120, 90,
72, 60, 45, 40, 36 и 30 градусов.
Из моделей этих столов в компоновках агрегатных станков
наибольшее применение имеет поворотный стол модели
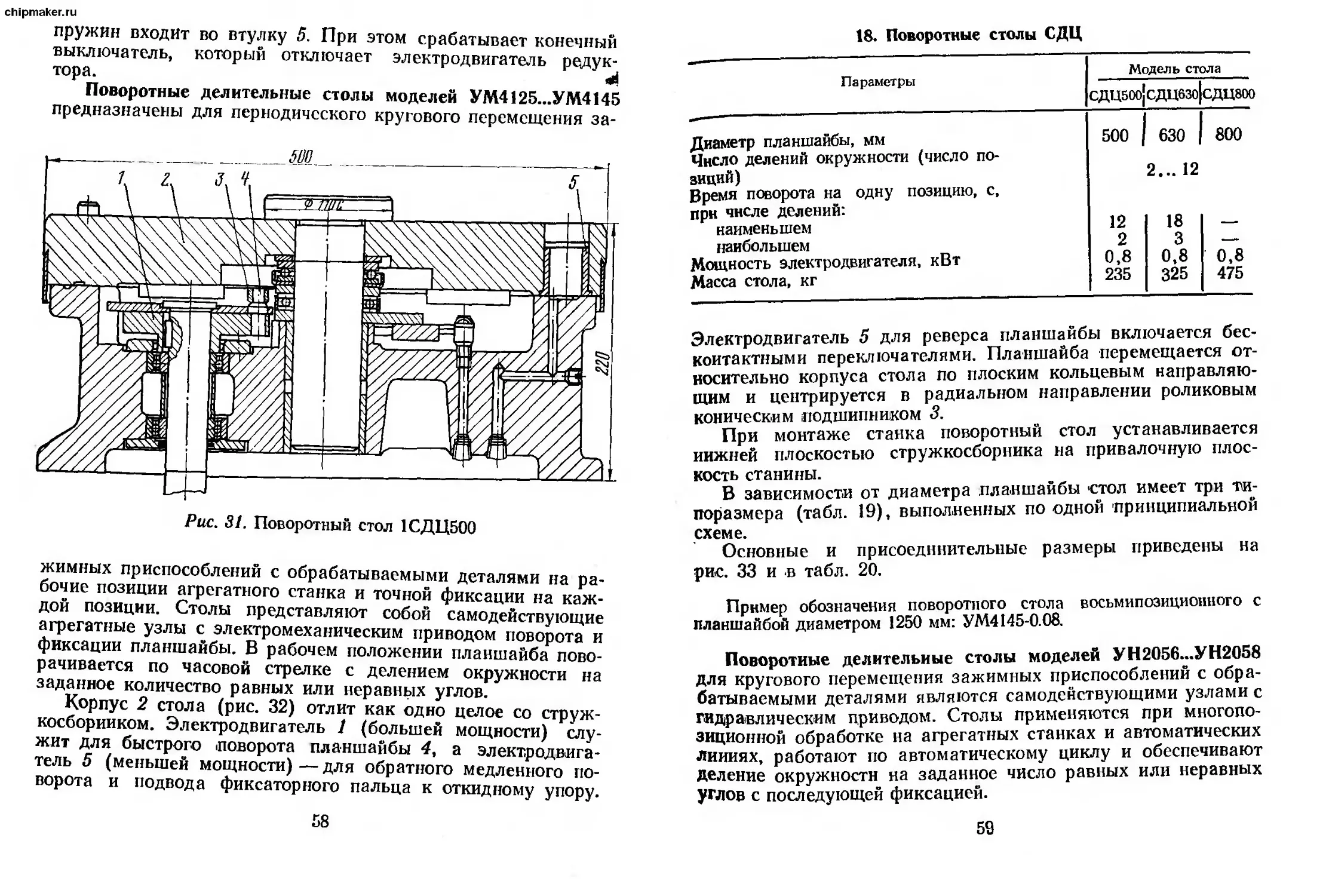
1СДЦ500 с планшайбой диаметром 500 мм (рис. 31).
Механизм поворота стола — мальтийский крест — состоит
из поводка и отдельных планок, закрепленных на нижнем тор-
це планшайбы 2. Поводковый палец 4 с роликом 3, закреплен-
ный в диске 1, приводится во вращение червячным редукто-
ром. При повороте диска 1 происходит расфиксация планшай-
бы, заканчивающаяся к моменту входа ролика в паз мальтий-
ского креста. По окончании поворота фиксатор под действием
56
57
er.ru
пружин входит во втулку 5. При этом срабатывает конечный
выключатель, который отключает электродвигатель редук-
тора. «И
Поворотные делительные столы моделей УМ4125...УМ4145
предназначены для периодического кругового перемещения за-
Рис. 31. Поворотный стол 1СДЦ500
жимных приспособлений с обрабатываемыми деталями на ра-
бочие позиции агрегатного станка и точной фиксации на каж-
дой позиции. Столы представляют собой самодействующие
агрегатные узлы с электромеханическим приводом поворота и
фиксации планшайбы. В рабочем положении планшайба пово-
рачивается по часовой стрелке с делением окружности на
заданное количество равных или неравных углов.
Корпус 2 стола (рис. 32) отлит как одно целое со струж-
косборииком. Электродвигатель 1 (большей мощности) слу-
жит для быстрого (Поворота планшайбы 4, а электродвига-
тель 5 (меньшей мощности)—для обратного медленного по-
ворота и подвода фиксаторного пальца к откидному упору.
58
18. Поворотные столы СДЦ
Параметры Модель стола
СДЦ500 СДЦ630 СДЦ800
Диаметр планшайбы, мм Число делений окружности (число по- зиций) Время поворота на одну позицию, с, при числе делений: 500 630 2... 12 800
наименьшем 12 18 —’
наибольшем 2 3 .—-
Мощность электродвигателя, кВт 0,8 0,8 0,8
Масса стола, кг 235 325 475
Электродвигатель 5 для реверса планшайбы включается бес-
контактными переключателями. Планшайба перемещается от-
носительно корпуса стола по плоским кольцевым направляю-
щим и центрируется в радиальном направлении роликовым
коническим подшипником 3.
При монтаже станка поворотный стол устанавливается
иижней плоскостью стружкосборника на привалочную плос-
кость станины.
В зависимости от диаметра .планшайбы стол имеет три ти-
поразмера (табл. 19), выполненных по одной принципиальной
схеме.
Основные и присоединительные размеры приведены на
рис. 33 и в табл. 20.
Пример обозначения поворотного стола восьмипозиционного с
планшайбой диаметром 1250 мм: УМ4145-0.08.
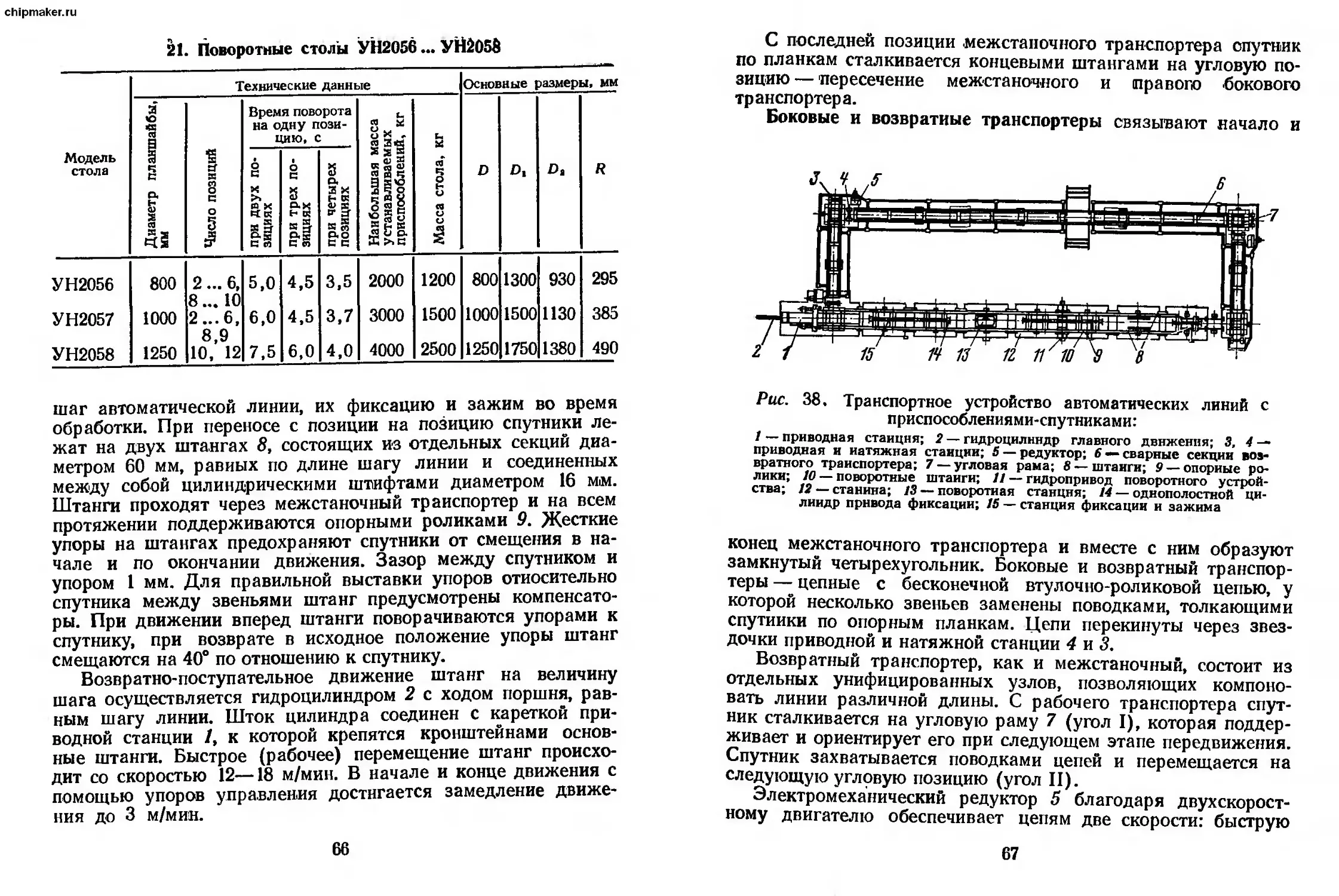
Поворотные делительные столы моделей УН2056...УН2058
для кругового перемещения зажимных приспособлений с обра-
батываемыми деталями являются самодействующими узлами с
гидравлическим приводом. Столы применяются при многопо-
зиционной обработке на агрегатных станках и автоматических
линиях, работают по автоматическому циклу и обеспечивают
деление окружности на заданное число равных или неравных
углов с последующей фиксацией.
59
chipmaker.ru
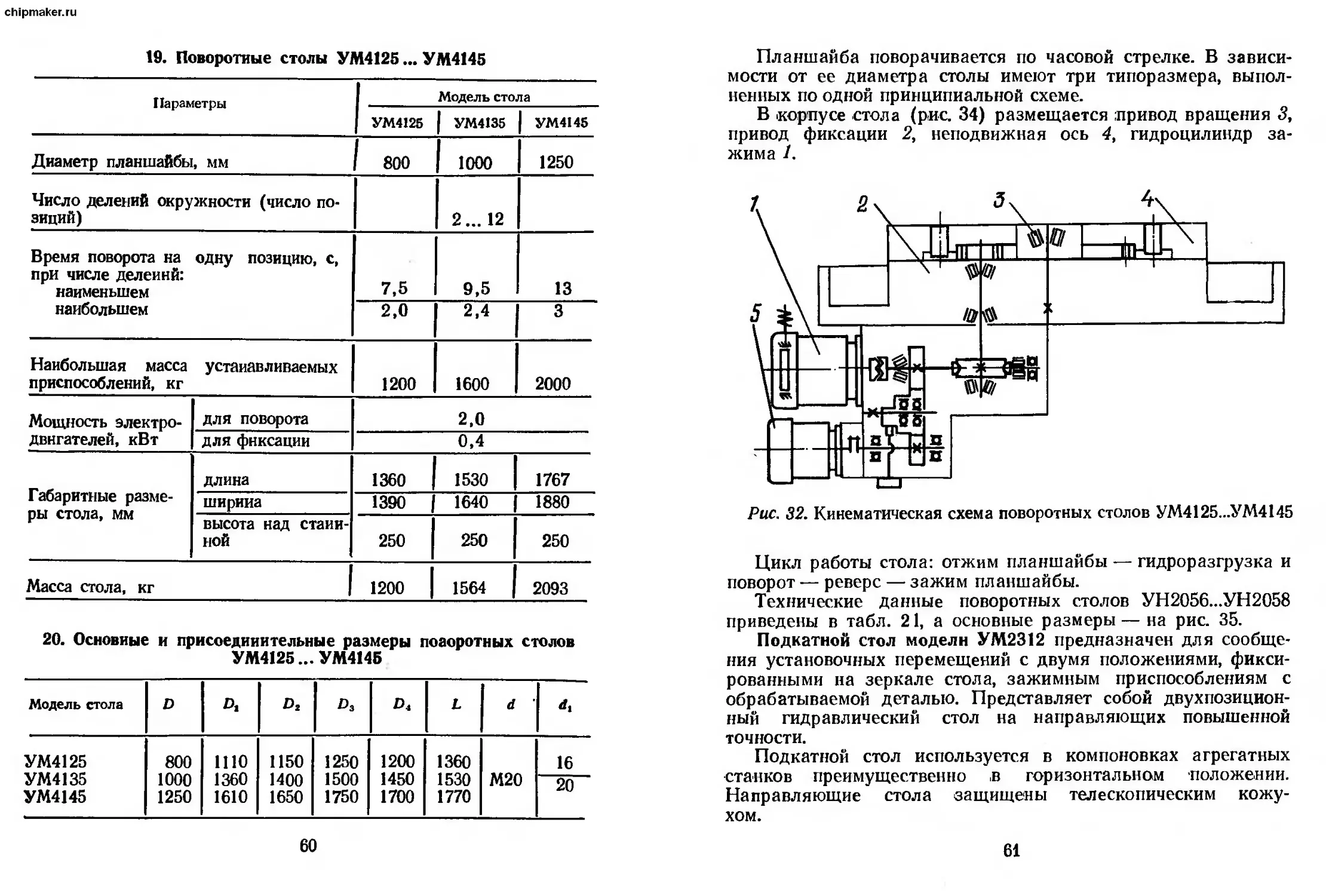
19. Поворотные столы УМ4125... УМ4145
Параметры Модель стола
УМ4125 УМ4135 УМ4145
Диаметр планшайбы, мм 800 1000 1250
Число делений окружности (число по- зиций) 2... 12
Время поворота на одну позицию, с, при числе делений: наименьшем наибольшем 7,5 9,5 13
2,0 2,4 3
Наибольшая масса устанавливаемых приспособлений, кг 1200 1600 2000
Мощность электро- двигателей, кВт для поворота 2,0
для фиксации 0,4
Габаритные разме- ры стола, мм длина 1360 1530 1767
ширина 1390 1640 1880
высота над стани- ной 250 250 250
Масса стола, кг | 1200 1564 2093
20. Основные и присоединительные размеры поаоротных столов
УМ4125... УМ4146
Модель стола D О, D2 Оз о4 L d ’
УМ4125 УМ4135 УМ4145 800 1000 1250 1110 1360 1610 1150 1400 1650 1250 1500 1750 1200 1450 1700 1360 1530 1770 М20 16
20
60
Планшайба поворачивается по часовой стрелке. В зависи-
мости от ее диаметра столы имеют три типоразмера, выпол-
ненных по одной принципиальной схеме.
В корпусе стола (рис. 34) размещается привод вращения 3,
привод фиксации 2, неподвижная ось 4, гидроцилиндр за-
жима 1.
Рис. 32. Кинематическая схема поворотных столов УМ4125...УМ4145
Цикл работы стола: отжим планшайбы — гидроразгрузка и
поворот — реверс — зажим планшайбы.
Технические данные поворотных столов УН2056...УН2058
приведены в табл. 21, а основные размеры— на рис. 35.
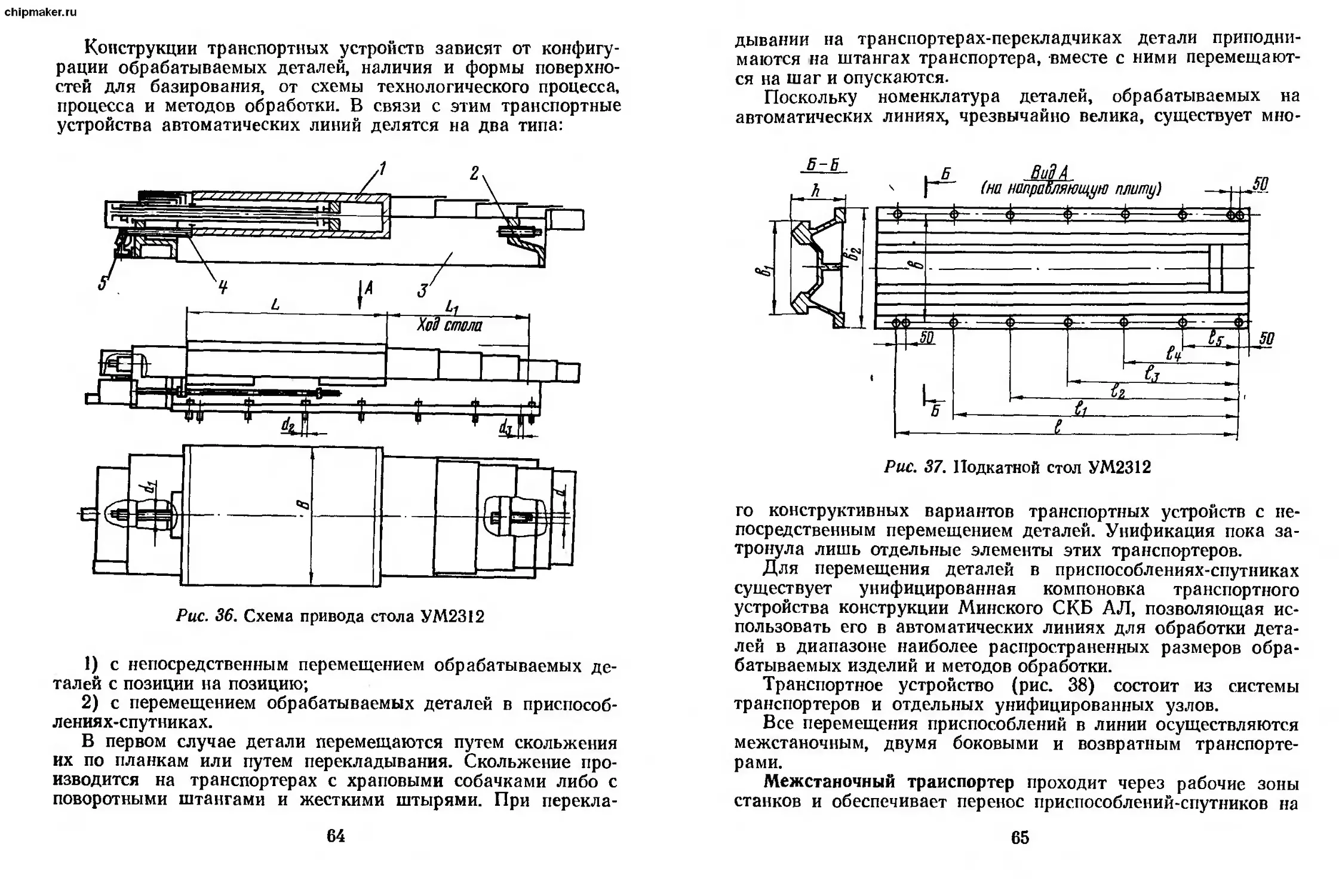
Подкатной стол модели УМ2312 предназначен для сообще-
ния установочных перемещений с двумя положениями, фикси-
рованными на зеркале стола, зажимным приспособлениям с
обрабатываемой деталью. Представляет собой двухпозицион-
ный гидравлический стол на направляющих повышенной
точности.
Подкатной стол используется в компоновках агрегатных
станков преимущественно в горизонтальном положении.
Направляющие стола защищены телескопическим кожу-
хом.
61
chipmaker.ru
При подаче давления в бесштоковую полость (рис. 36)
стол / перемещается к переднему винту «жесткого» упора 2,
при подаче давления в штоковую полость — к заднему винту
упора 4. В любом крайнем положении стол фиксируется
встроенными в планки плунжерами, которые поджимают его
Рис. 33. Поворотные столы УМ4125...УМ4145
62
к направлющей плите 3. В комплект стола входят упоры
управления с путевыми бесконтактными переключателями 5
типа БВК 201-24, расположенными на торце стола.
В зависимости от величины хода подкатной стол имеет
три исполнения.
Рис. 34. Кинематическая схема столов УН2056...УН2058
На рис. 37 и в табл. 22 приведены технические данные, ос-
новные и присоединительные размеры подкатного стола.
Транспортные устройства автоматических линий обеспечи-
вают перемещение обрабатываемых деталей между позиция-
ми линий.
63
chipmaker.ru
Конструкции транспортных устройств зависят от конфигу-
рации обрабатываемых деталей, наличия и формы поверхно-
стей для базирования, от схемы технологического процесса,
процесса и методов обработки. В связи с этим транспортные
устройства автоматических линий делятся на два типа:
Рис. 36. Схема привода стола УМ2312
1) с непосредственным перемещением обрабатываемых де-
талей с позиции на позицию;
2) с перемещением обрабатываемых деталей в приспособ-
лениях-спутниках.
В первом случае детали перемещаются путем скольжения
их по планкам или путем перекладывания. Скольжение про-
изводится на транспортерах с храповыми собачками либо с
поворотными штангами и жесткими штырями. При перекла-
64
дывании на транспортерах-перекладчиках детали приподни-
маются на штангах транспортера, вместе с ними перемещают-
ся на шаг и опускаются.
Поскольку номенклатура деталей, обрабатываемых на
автоматических линиях, чрезвычайно велика, существует мно-
гие. 37. Подкатной стол УМ2312
го конструктивных вариантов транспортных устройств с не-
посредственным перемещением деталей. Унификация пока за-
тронула лишь отдельные элементы этих транспортеров.
Для перемещения деталей в приспособлениях-спутниках
существует унифицированная компоновка транспортного
устройства конструкции Минского СКБ АЛ, позволяющая ис-
пользовать его в автоматических линиях для обработки дета-
лей в диапазоне наиболее распространенных размеров обра-
батываемых изделий и методов обработки.
Транспортное устройство (рис. 38) состоит из системы
транспортеров и отдельных унифицированных узлов.
Все перемещения приспособлений в линии осуществляются
межстаночным, двумя боковыми и возвратным транспорте-
рами.
Межстаночный транспортер проходит через рабочие зоны
станков и обеспечивает перенос приспособлений-спутников на
65
chipmaker.ru
шаг автоматической линии, их фиксацию и зажим во время
обработки. При переносе с позиции на позицию спутники ле-
жат на двух штангах 8, состоящих из отдельных секций диа-
метром 60 мм, равных по длине шагу линии и соединенных
между собой цилиндрическими штифтами диаметром 16 м,м.
Штанги проходят через межстаночный транспортер и на всем
протяжении поддерживаются опорными роликами 9. Жесткие
упоры на штангах предохраняют спутники от смещения в на-
чале и по окончании движения. Зазор между спутником и
упором 1 мм. Для правильной выставки упоров относительно
спутника между звеньями штанг предусмотрены компенсато-
ры. При движении вперед штанги поворачиваются упорами к
спутнику, при возврате в исходное положение упоры штанг
смещаются на 40° по отношению к спутнику.
Возвратно-поступательное движение штанг на величину
шага осуществляется гидроцилиндром 2 с ходом поршня, рав-
ным шагу линии. Шток цилиндра соединен с кареткой при-
водной станции /, к которой крепятся кронштейнами основ-
ные штанги. Быстрое (рабочее) перемещение штанг происхо-
дит со скоростью 12—18 м/мин. В начале и конце движения с
помощью упоров управления достигается замедление движе-
ния до 3 м/мин.
66
С последней позиции межстапочного транспортера спутник
по планкам сталкивается концевыми штангами на угловую по-
зицию— пересечение межстаночного и правого бокового
транспортера.
Боковые и возвратные транспортеры связывают начало и
Рис. 38. Транспортное устройство автоматических линий с
приспособлениями-спутниками:
/ — приводная станция; 2 — гидроцилнндр главного движения; 3, 4 -—
приводная и натяжная станции; 5 — редуктор; 6 — сварные секции воз-
вратного транспортера; 7— угловая рама; 8 —штанги; 9— опорные ро-
лики; 10 — поворотные штанги; // — гидропривод поворотного устрой-
ства; 12 — станина; 13 — поворотная станция; 14 — однополостной ци-
линдр привода фиксации; 15 — станция фиксации и зажима
конец межстаночного транспортера и вместе с ним образуют
замкнутый четырехугольник. Боковые и возвратный транспор-
теры — цепные с бесконечной втулочно-роликовой цепью, у
которой несколько звеньев заменены поводками, толкающими
спутники по опорным планкам. Цепи перекинуты через звез-
дочки приводной и натяжной станции 4 и 3.
Возвратный транспортер, как и межстаночный, состоит из
отдельных унифицированных узлов, позволяющих компоно-
вать линии различной длины. С рабочего транспортера спут-
ник сталкивается на угловую раму 7 (угол I), которая поддер-
живает и ориентирует его при следующем этапе передвижения.
Спутник захватывается поводками цепей и перемещается на
следующую угловую позицию (угол II).
Электромеханический редуктор 5 благодаря двухскорост-
ному двигателю обеспечивает цепям две скорости: быструю
67
chipmaker.ru
M ts 16X70 16X90
ООО l£)NOO
XXX о oo CM CM £££
1Л 1Л
s X X
s о о CO CO
3 £ £
£X CJ to
a
CM n Q. 'O X CD
CM £ CJ 3 CO £
>» X u> SSS
4 *5 CM CM CO
о
t- o X X OQO о о о
»s X xf 1Л о
о X 3
о
ь CJ
Л X ООО
X ex ООО
Kf X с^оо о
о X
e 00 00 00
CM
CM 3 •>4» О —’ см
CM ч*^ v—ч
§ ООО ООО
X *** СО со to
W—Ч
о о
< •M 1 IS
00 Ю О
•c CM xf 00 см см см
ООО
О ОСО
-Ф to о
ООО
см оо
СО тМО
ООО
•Q О Ю 00 СО ХМЛ
Д OJ «3 3 = ? Г! я G —’ О xf Ю о
о £ S ® 6
ЛИ ‘Bifoio вээедо mtn ю СМ ООО о
змеры I высота to toto о см coco
« О. 0) 3 а X га § ширина ООО ooco to <5 ь-
Рабат Б длина co oo CO 00 co ONiO CM • CM
i разме- ны, мм ширина ООО OOCO to ON
данные Габаритные ры платфор длина ООО IO О co NOO
Б. Технические Ни ‘ивм -ЕВ1ГВЭ М ВИИЖ -ttou эшпод 6,5 17,5 27,4
поджима I стола к «жесткому» упору, кН. при ИИНЭ1Л вую по- лость О Ю IO 2~c5
Усилие si о ш ис- ковую , полость 6,5 10,7 17,5
Диаметр, мм 1 Еяохт co to о
sdVHHVHti QOO o ooo
HW ‘Btfox VHHirtf 590 400 760
а 5 3 стола г- O-« -emo
68
(13,5 м/мин) и медленную (6,88 м/мин). Опорой цепям служат
сварные секции 6, установленные на угловых основаниях и
промежуточных стойках-подставках.
С угла II (пересечение возвратного и правого бокового
транспортеров) спутник попадает на угол III (пересечение
возвратного и левого бокового транспортеров) через проме-
жуточные положения, в которых он подает сигнал в автомати-
ческий цикл линии о месте своего нахождения.
Боковые транспортеры вступают в работу одновременно и
работают параллельно, а возвратный транспортер может вклю-
чаться только после останова боковых. Повороты осуществля-
ются двумя раздельными гидравлическими приводами 11 с по-
мощью поворотных штанг 10.
Штанги приводятся в движение поворотным механизмом
с гидравлическим приводом.
На рабочих и контрольных позициях межстаночного
(главного) транспортера для базирования и зажима спутни-
ков с обрабатываемыми деталями установлены станции фикса-
ции и зажима 15.
Спутник зажимается четырьмя клиновыми зажимами с
приводами от отдельных гидроцилиндров. Фиксация спутников
контролируется бесконтактными путевыми переключателями
типа БВК.
Для выполнения в автоматической линии технологических
операций часто приходится поворачивать спутник с деталью
на 90° в ту илн иную сторону. Для этого имеются поворотные
станции, которые устанавливаются на одной из позиций меж-
станочного транспортера.
Транспортное устройство работает по циклу:
1) перемещение штанг со спутниками на шаг: быстро, мед-
ленно, стоп;
2) фиксация и зажим спутников на рабочих позициях;
3) поворот штанг;
4) перемещение спутников на боковых транспортерах: мед-
ленно, быстро, медленно, останов;
5) включение поворотных станций одновременно с боковы-
ми транспортерами;
6) перемещение штанг межстаночного транспортера без
спутников в исходное положение: быстро, медленно, останов,
после останова боковых транспортеров одновременно с вклю-
69
chipmaker.ru
чением возвратного транспортера: медленно, быстро, медлен-
но, останов;
7) поворот штанг упорами к спутнику;
8) расфиксация и разжим спутников на всех рабочих по-
зициях.
Для обеспечения согласованной работы всех узлов и меха-
низмов в полуавтоматическом и автоматическом цикле имеет-
ся система контрольных устройств и блокировок.
Основные блокировочные устройства обеспечивают выпол-
нение следующих условий:
1) при наличии спутника в начале межстаночного транс-
портера возврат спутников невозможен;
2) при наличии спутника в конце межстаночного транспор-
тера перемещение спутников вперед исключено;
3) штанги, повернутые упорами к спутнику, перемещают-
ся только при расфиксированных и разжатых спутниках;
4) штанги, повернутые упорами от спутника, перемещают-
ся вперед и назад только при зафиксированных и зажатых
спутниках и в исходном положении поводка цепи;
5) команды на фиксацию, расфиксацию, зажим, разжим и
повороты штанг должны подаваться только в их крайних по-
ложениях;
6) поводки цепей должны доводиться до исходного поло-
жения;
7) поворотная станция может включаться при крайних по-
ложениях штанг.
Тяговое усилие цилиндра главного движения в пределах
15...23.5 кН.
Шаг линии выбирается конструктивно из параметрического
ряда: 1000, 1120, 1250, 1400, 1500 и 1600 мм.
2.4. Шпиндельные узлы
Шпиндельный узел — это рабочий орган агрегатного стан-
ка, несущий на себе инструмент с заданным числом оборотов.
Он устанавливается на силовой узел станка (силовую головку,
силовой стол), сообщающий ему рабочую подачу и установоч-
ные перемещения.
Шпиндели вращаются от приводного вала силовой головки
через кинематическую цепь, связывающую шпиндель с привод-
70
ным валом головки, или от электродвигателя, устанавливаемо-
го непосредственно на шпиндельном узле.
В компоновках агрегатных станков и автоматических линий
применяется большое количество разнообразных шпиндельных
узлов. Наибольшее распространение имеют многошпиндель-
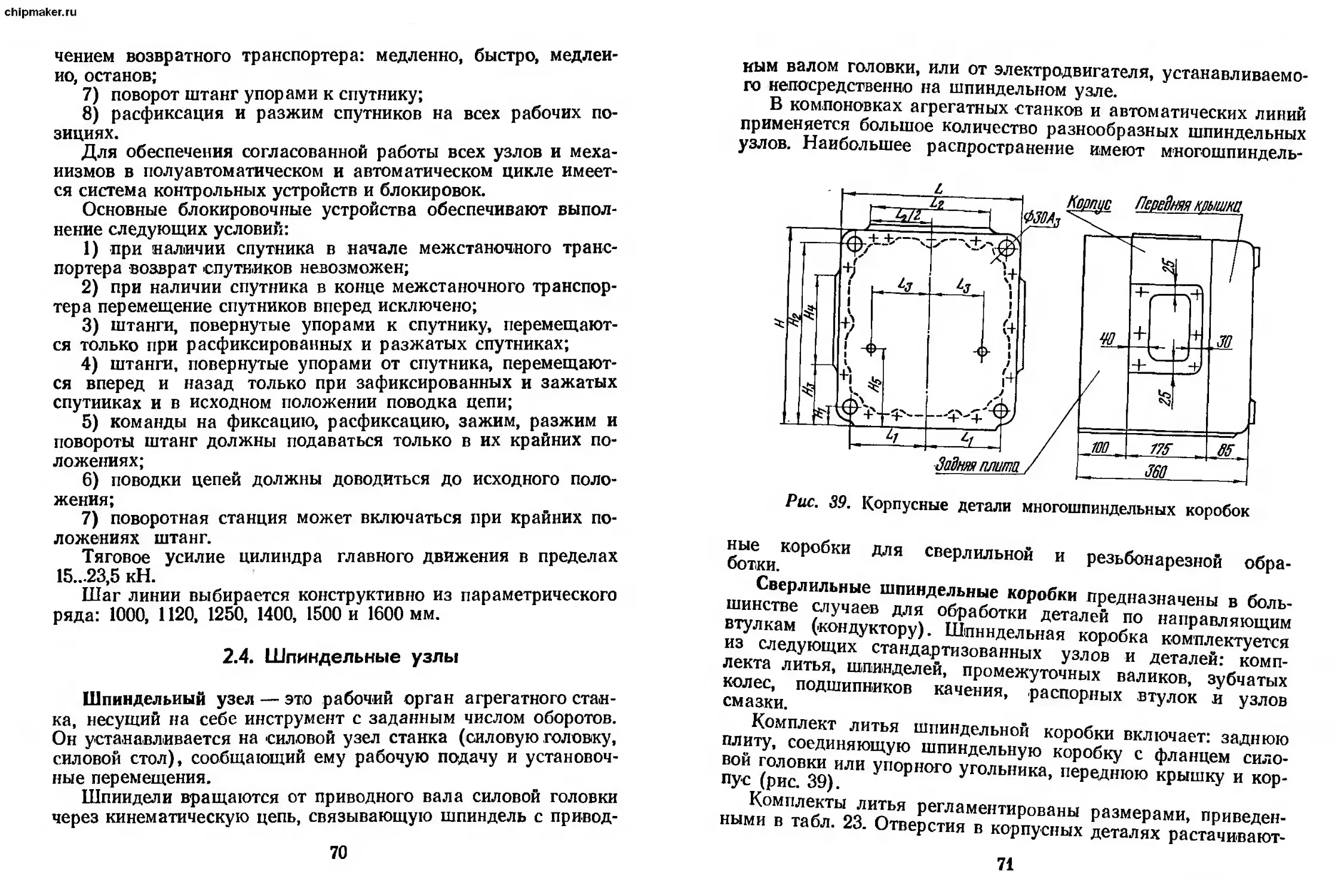
Рис. 39. Корпусные детали многошпиндельных коробок
ные коробки для сверлильной и резьбонарезной обра-
ботки.
Сверлильные шпиндельные коробки предназначены в боль-
шинстве случаев для обработки деталей по направляющим
втулкам (.кондуктору). Шпиндельная коробка комплектуется
из следующих стандартизованных узлов и деталей: комп-
лекта литья, шпинделей, промежуточных валиков, зубчатых
колес, подшипников качения, распорных втулок и узлов
смазки.
Комплект литья шпиндельной коробки включает: заднюю
плиту, соединяющую шпиндельную коробку с фланцем сило-
вой головки или упорного угольника, переднюю крышку и кор-
пус (рис. 39).
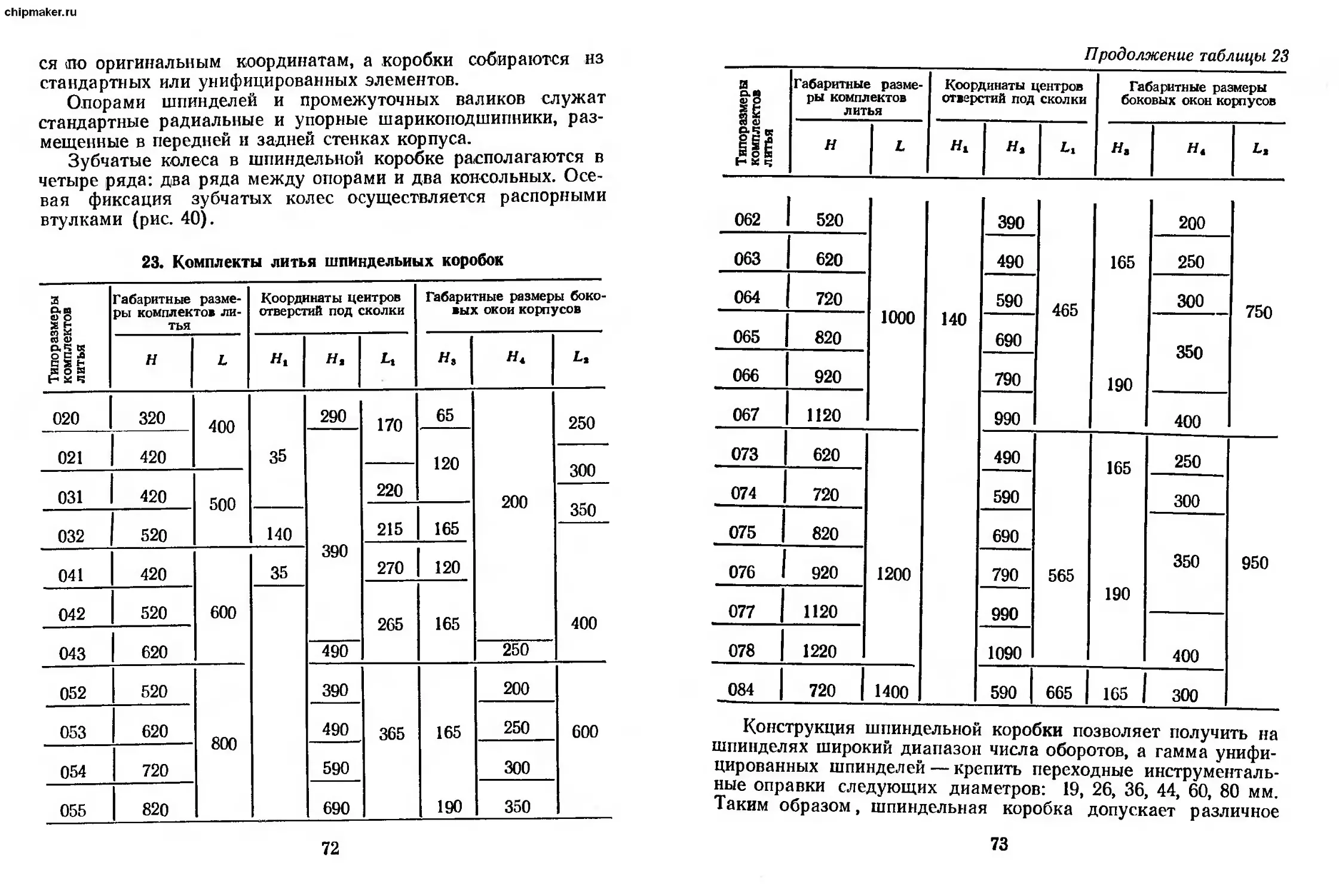
Комплекты литья регламентированы размерами, приведен-
ными в табл. 23. Отверстия в корпусных деталях растачивают-
71
chipmaker.ru
ся ло оригинальным координатам, а коробки собираются из
стандартных или унифицированных элементов.
Опорами шпинделей и промежуточных валиков служат
стандартные радиальные и упорные шарикоподшипники, раз-
мещенные в передней и задней стенках корпуса.
Зубчатые колеса в шпиндельной коробке располагаются в
четыре ряда: два ряда между опорами и два консольных. Осе-
вая фиксация зубчатых колес осуществляется распорными
втулками (рис. 40).
23. Комплекты литья шпиндельных коробок
Типоразмеры комплектов литья Габаритные разме- ры комплектов ли- тья Координаты центров отверстий под сколки Габаритные размеры боко- вых окон корпусов
н L Ht н, L, н> я4 д.
020 320 400 35 290 170 65 200 250
021 420 390 120
300
031 420 500 220
350
215 165
032 520 140
400
041 420 600 35 270 120
042 520 265 165
043 620
490 250
052 520 800 390 365 165 190 200 600
053 620 490 250
054 720 590 300
055 820 690 350
72
Продолжение таблицы 23
д ипоразмеры комплектов литья Габаритные разме- ры комплектов литья Координаты центров отверстий под сколки Габаритные размеры боковых окон корпусов
н L н, Я, L, Я, я4 L,
062 520 1000 140 390 465 165 190 200 750
063 620 490 250
064 720 590 300
065 820 690 350
066 920 790
067 1120 990 400
073 620 1200 490 565 165 190 250 950
074 720 590 300
075 820 690 350 400
076 920 790
077 1120 990
078 1220 1090
084 720 1400 590 665 165 300
Конструкция шпиндельной коробки позволяет получить на
шпинделях широкий диапазон числа оборотов, а гамма унифи-
цированных шпинделей — крепить переходные инструменталь-
ные оправки следующих диаметров: 19, 26, 36, 44, 60, 80 мм.
Таким образом, шпиндельная коробка допускает различное
73
chipmaker.ru
сочетание видов инструмента, диаметров обработки и режимов
резания.
Не всегда представляется возможным при обработке дета-
ли обеспечить инструменту дополнительное направление в кон-
дукторных втулках.
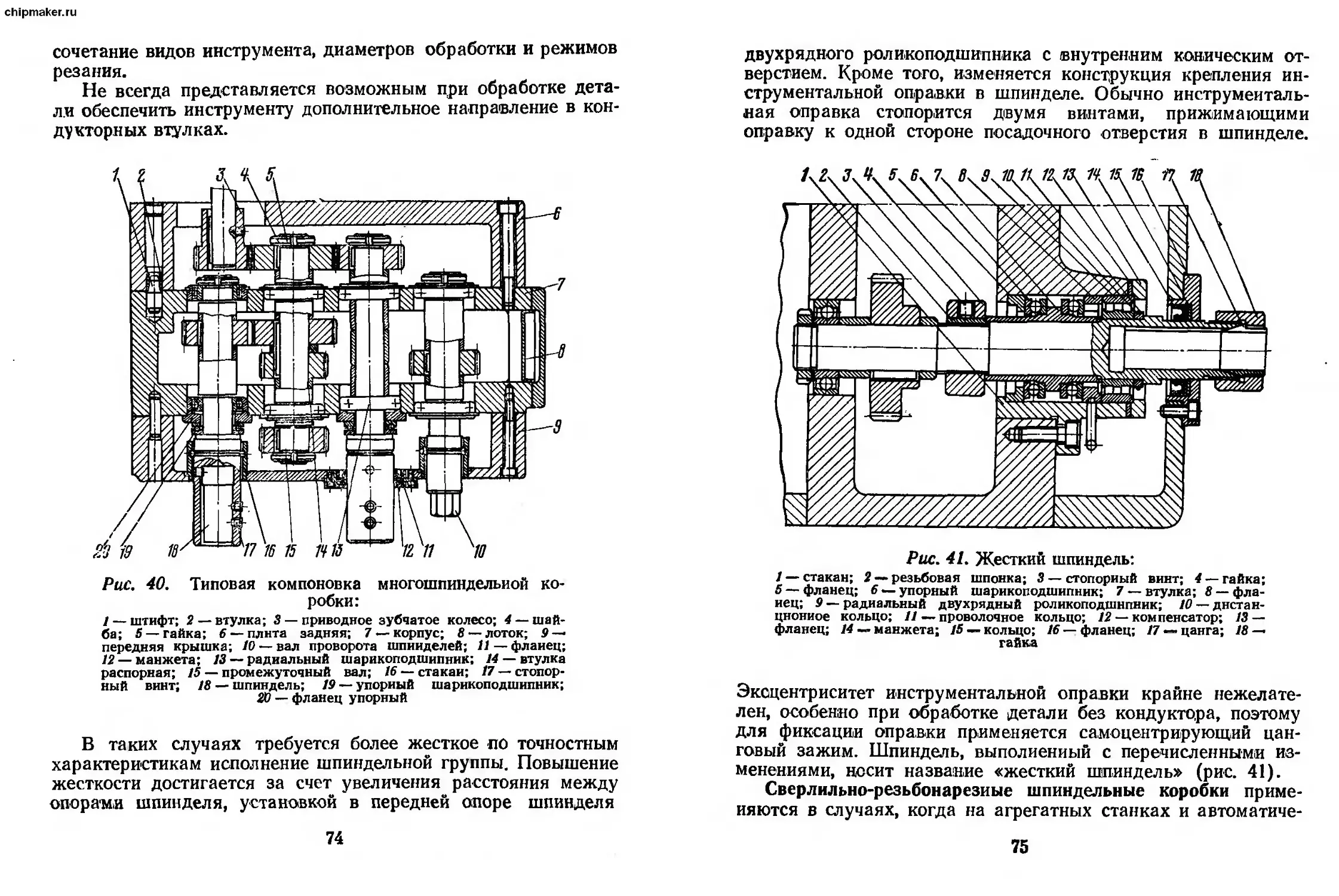
Рис. 40. Типовая компоновка многошпиндельиой ко-
робки:
/ — штифт; 2 —втулка; 3 — приводное зубчатое колесо; 4 — шай-
ба; 5 —гайка; 6 — плита задняя; 7 — корпус; 3 —лоток; 9 —
передняя крышка; 10 — вал проворота шпинделей; 11 — фланец;
/2—манжета; 13 — радиальный шарикоподшипник; 14 — втулка
распорная; 15 — промежуточный вал; 16 — стакан; 17 — стопор-
ный винт; 18 — шпиндель; 19 — упорный шарикоподшипник;
2D — фланец упорный
В таких случаях требуется более жесткое по точностным
характеристикам исполнение шпиндельной группы. Повышение
жесткости достигается за счет увеличения расстояния между
опорами шпинделя, установкой в передней опоре шпинделя
74
двухрядного роликоподшипника с внутренним коническим от-
верстием. Кроме того, изменяется конструкция крепления ин-
струментальной оправки в шпинделе. Обычно инструменталь-
ная оправка стопорится двумя винтами, прижимающими
оправку к одной стороне посадочного отверстия в шпинделе.
Рис. 41. Жесткий шпиндель:
1— стакан; 2— резьбовая шпонка; 3 —стопорный винт; 4 — гайка;
5 — фланец; 6 —упорный шарикоподшипник; 7— втулка; 3 —фла-
нец; 9 — радиальный двухрядный роликоподшипник; 10 — дистан-
ционное кольцо; 11 — проволочное кольцо; 12 — компенсатор; 13 —
фланец; 14 — манжета; 15 — кольцо; 16 — фланец; П — цанга; 18 —
гайка
Эксцентриситет инструментальной оправки крайне нежелате-
лен, особенно при обработке детали без кондуктора, поэтому
для фиксации оправки применяется самоцентрирующий цан-
говый зажим. Шпиндель, выполненный с перечисленными из-
менениями, носит название «жесткий шпиндель» (рис. 41).
Сверлильно-резьбонарезиые шпиндельные коробки приме-
няются в случаях, когда на агрегатных станках и автоматиче-
75
chipmaker.ru
ских линиях наряду со сверлением, зенкерованием, разверты-
ванием, подрезанием торца и другими операциями необходимо
нарезать резьбу. Технологические варианты компоновок агре-
гатных станков, оснащенных многошпиндельными коробками,
позволяют производить одновременно операции сверления,
зенкерования, развертывания и резьбонарезания.
Сверлильно-резьбонарезные коробки отличаются тем, что
резьбонарезные шпиндели имеют отдельный независимый при-
вод вращения, позволяющий их реверсировать, и командоап-
парат (счетный механизм) для контроля хода метчиков, пода-
чи команды на реверс и остановку резьбонарезных шпинделей
в исходном положении.
В комбинированных сверлильно-резьбонарезных шпиндель-
ных коробках приводом вращения резьбонарезных шпинделей
служит электродвигатель со встроенным тормозом (при мощ-
ности резьбонарезания не более 2,8 кВт) либо электродвига-
тель в сочетании с дисковым электротормозом, устанавливае-
мый на задней плите коробки. Электродвигатель приводит во
вращение зубчатое колесо, расположенное в полости задней
плиты, кинематически связанное с резьбонарезными шпинделя-
ми и счетным механизмом для нарезания резьбы.
Рабочая подача метчиков осуществляется перемещением
резьбовых копиров, которые несут инструмент и получают вра-
щение от резьбонарезных шпинделей относительно неподвиж-
ной копирной гайки. Копирная гайка крепится в кондукторной
плите, приспособлении или портале станка.
Резьбонарезные шпиндельные коробки, осуществляющие
только нарезание резьбы, имеют различное конструктивное ис-
полнение в зависимости от силового органа.
Если резьбонарезная коробка устанавливается на силовую
головку и подача инструмента осуществляется от нее, она
почти не отличается от сверлильной шпиндельной коробки.
Контроль глубины резьбонарезания и подачу команды на
реверс выполняет путевой выключатель.
Рабочая подача метчиков осуществляется при помощи ко-
пирных резьбонарезных пинолей, вмонтированных в переднюю
крышку. Копирная резьбонарезная пиноль (рис. 42) пред-
ставляет собой механизм, состоящий из копира 1, приводимого
во вращение резьбонарезным шпинделем через две закладные
шпонки 2, гильзы 3, в которой вращается копир, и копирной
76
гайки 4, вмонтированной в гильзу. При вращений копйра й Не-
подвижной гайке происходит его выдвижение с подачей на
оборот, равный шагу резьбы, нарезанной на копире и копирной
гайке. Прихватом 6 копирная резьбонарезная пиноль крепится
к передней крышке шпиндельной коробки.
Рис. 42. Копирная резьбонарезная пиноль
Пружина 5 компенсирует несоответствие шага метчика и
копира.
Резьбонарезные шпиндели выполняются с головной частью,
обеспечивающей такое соединение с копиром, при котором су-
ществует возможность свободного осевого перемещения хво-
стовика копира в посадочном отверстии шпинделя. Так же,
как и в сверлильно-резьбонарезной коробке, в резьбонарез-
ной коробке, устанавливаемой на стол или стационарно, при-
вод шпинделей осуществляется от электродвигателя со встро-
енным тормозом либо от электродвигателя в сочетании с
электромагнитным дисковым тормозом.
Сверлильные бабки предназначены для сообщения режу-
щему инструменту вращательного (главного) движения при
сверлении, зенкеровании, развертывании, цековании, нареза-
нии резьбы в отверстиях.
Сверлильная бабка устанавливается на платформу силово-
го стола, который сообщает движение подачи режущему инст-
рументу. Если подача осуществляется перемещением обраба-
тываемой детали, бабка монтируется неподвижно на станине
или стойке. Сверлильные бабки могут работать в горизонталь-
ном, вертикальном и наклонном положениях.
Сверлильные бабки разделяются на три типоразмера, каж-
дый из которых имеет четыре исполнения в зависимости от
диаметра отверстия шпинделя под инструмент и конструкции
корпуса бабки — с платиками для крепления кондукторной
77
iipmaker.ru
24. Сверлильные бабки
А. Основные и присоединительные размеры, мм
Типо- размер бабки D Di D, Н L Lt L, Lt L, в Л Ai d dt di
2* 135 40 50 180 559 356 250 120 ПО 59 160 100 70 36 M8 8
3 165 50 65 225 717 455 320 145 139 87 200 125 70 44 M10 10
4 205 70 90 285 888 575 400 170 186 88 250 160 70 60 M12 12
Б. Технические данные
Типоразмер бабки Наибольший диаметр свер- ления стали, мм Пределы мощ- ности электро- двигателя, кВт Пределы час- тоты вращения шпинделя, об/мин О 3 з * Частота вра- щения шпин- деля при наи- большем осе- вом усилии, об/мии Наибольший крутящий мо- мент, Нм Размеры конца шпин- деля, мм Масса бабки (без привода), кг
1 дам c/vzwi 43 осевое у подачи.
наружный диаметр внутрен- ний диа- метр
2 22 0,4 .. • 1,5 31,5. .2000 7,5 200 160 40 или 50 26 (36) 45
3 35 0,8.. 3 31,5. .2080 15,0 150 320 50 или 65 36 (44) 87
4 50 1,5 .. .5,5 22,4. . 1670 25,0 75 900 65 илн 90 44 (60) 160
* Номер типоразмера бабки соответствует принятой в станкостроении нумерации габаритов
н исполнений узлов.
chipmaker.ru
плиты на корпусе (рис. 43, а) и без платиков (рис. 43, б).
Параметры сверлильных бабок даны в табл. 24, Б, а на рис. 43
и в табл. 24, А приведены основные и присоединительные раз-
меры.
Приводом сверлильной бабки может служить ременной ре-
Рис. 44. Расточная бабка
дуктор илн коробка скоростей с зубчатым редуктором, кото-
рые рассматриваются ниже. Ременной редуктор применяется
при операциях чистовой обработки.
Расточные бабки служат для сообщения режущему инстру-
менту вращательного (главного) движения при черновом и чи-
стовом растачивании, обтачивании, зенкеровании и подреза-
нии торцов осевой подачей инструмента.
Для получения движения подачи расточная бабка устанав-
ливается на силовой стол. Если движение подачи сообщается
обрабатываемой детали, расточная бабка может устанавли-
ваться на неподвижную станину или стойку. Расточные бабки
могут работать в горизонтальном, вертикальном или наклон-
ном (при направлении движения рабочей подачи сверху вниз)
положениях.
Расточные бабки разделяются на три типоразмера, каждый
из которых имеет два исполнения в зависнмостн от размеров
конца шпинделя (табл. 25, Б).
Основные и присоединительные размеры расточных бабок
приведены на рис. 44 и в табл. 25, А.
В качестве привода расточной бабки применяется ременной
редуктор или коробка скоростей с зубчатым редуктором.
Резьбонарезные бабки применяются для сообщения главно-
25. Расточные бабки А. Основные и присоединительные размеры, мм ХЗ осч cd §§§
О 04 CD
”Ф о о -Ф CD ОО
Q Ю О О cd
Q ООО оою —< C4OJ
Q to LQ О CD ОЮ —«счс4
Ю) оо 04 СО о —< —< 04
л 116,5 117,7 117,5
*4 LO LO Ю ’Ф о о —< »—1 •—i
л 04 CD хф СО ь. СО —' —« 04
*5 LO Ю LO
ООО 04 ОО сОФЮ
оо -ф со СП 04 О ф CD Ь-
а: Ю ю о 04 СО CD 04 04 СО
ад ООО ОЮ 04 04 04 СО
Типоразмер бабки СОФ Ю
Б. Технические данные Размеры конца шпин- деля, мм внутренний диаметр Ф ОО Ф CD оо
наружный диаметр ю ОО <D О—’
МН ‘анэл -ок vrfHibxAdM уишч 1/09 иен ООО 0400 СО ООО
Частота враще- 1 uun > 1 irrUai яа я л при наиболь- шем осевом усилии, об/мин ООО СО О 00 CD CD Ю
НМ ‘MhBtfOU ЭИ1ГИЭЛ Э08ЭЭ0 ээтч1Ю9иен СО О О CD О CD
Пределы час- тоты вращения шпинделя, об/мии ООО ООО ФФ о »—Ч •—1 •—« 04 Ю О СО 04 04
Наибольшая мощность электродвига- теля, кВт О ю О СО Ю О
ИИ ‘ЕИНВЯИЬ -eioed dxaweHtf ИИШЧ1ГО9ИЕН ООО —' CD 04 —• —*04
Типо- размер бабки СО Ф ю
80
81
chipmaker.ru
го движения резьбообразующему инструменту и позволяют ме-
тодом самозатягиваиия нарезать наружную и внутреннюю
резьбу резьбонарезными головками и накатывать наружную
резьбу резьбоиакатиыми головками.
Резьбонарезные бабки выполнены на базе расточных бабок
Рис. 45. Резьбонарезная бабка
ю —•
и представляют собой встроенный в корпус шпиндель, внутри
которого установлен другой шпиндель, подвижный в осевом
направлении. Резьбонарезная бабка снабжена механизмами
включения и выключения резьбонарезных головок.
Технические данные резьбонарезных бабок приведены в
табл. 26, Б, а основные и присоединительные размеры — на
рис. 45 и и табл. 26, А.
Резьбонарезные бабки устанавливаются иа силовые столы,
которые сообщают им установочные перемещения и движение
подачи, причем подача стола должна обеспечивать минималь-
но возможное, но не менее чем 5 %-ное его отставание относи-
тельно инструмента (подвижного шпинделя). В конце рабочей
подачи стол становится на жесткий упор, на котором во время
выдержки рабочий ход подвижного шпинделя должен со-
ставлять не менее 6 мм. Максимальный рабочий ход подвиж-
ного шпинделя не должен превышать 15 мм. При выборе пода-
чи силового стола необходимо рассчитать эти величины.
Пример. Резьбонарезной бабкой, установленной на силовом
столе 4-го габарита, требуется нарезать резьбу длиной Lp=95 мм с
шагом Sp=2 мм. Частота вращения шпинделя п=100 об/мин. Опре-:
А. Основные и присоединительные размеры, мм
•е
Л
*4
*4
*4
•4
*4
а:
<х>
Ш -н
СОСО
СЧ о
М12 М16
70 ЮО
О о о о -4 СЧ
ю о счсч сч со 4 а а С1 3 -г
100 ф S м
о о оо ф tr к к
05 b- о о 4 4
оо осч СО СО и i
О 00
сч сч
о о о ’Ф LQ
сч о СО О О ОО
° ООО сч со
о о ю сч СЧ со
’Ф LO
Масса бабки (без привода), кг 1 LO LO •—4 »—4 СЧ ’Ф
Максимальная длина обраба- тываемой резь- бы, мм ОС •—1
Допустимый рабо- чий ход выдвиж- ного шпинделя, мм LO Ю w—4 г—<
Наибольший крутящий мо- мент, Нм 750 1 0021
Частота вра- щения шпинде- ля, об/мин 2,5... 1400 ( 000105 I
Наибольшая мощность элек- тродвигателя, кВт ю ю О о »—1
а. 15 h С'о S -Ф ю
82
83
:er.ru
делить величину подачи силового стола и рабочего хода подвиж-
ного шпинделя.
Минутная подача резьбонарезного инструмента равна:
Зин == ЗрП = 2х 100 = 200 мм/мин.
Ближайшая меньшая минутная подача силового стола 4-го га-
барита Set = 180 мм/мин.
Разница подач инструмента и стола составляет
(S„H— SCT).100% (200-180).100% ____
---------s;—-—ss----------------------10%>s%-
Рабочий ход подвижного шпинделя
Ьшп => 6 + (iP — 6) Д = 6 + (95 — 6) = 14,9 мм< 15 мм.
Резьбонарезные бабки могут устанавливаться в горизон-
тальном, вертикальном или наклонном (при направлении ра-
бочей подачи сверху вниз) положениях.
Если движение подачи сообщается обрабатываемой детали,
резьбонарезные бабки устанавливаются на неподвижные узлы:
стойки, станины, приставки. В этом случае все рекомендации и
расчеты остаются в силе.
Для сообщения шпинделю вращательного движения приме-
няется коробка скоростей с редуктором либо ременной ре-
дуктор.
Выключаются резьбообразующие головки в конце обработ-
ки детали, когда хомут 3 (рис. 46) упирается в кулачки выклю-
чения 1. Включаются головки в исходном положении с по-
мощью гидроцилиндра, когда хомут упирается в кулачки вклю-
чения 2.
Резьбонарезная бабка работает следующим образом.
В исходном положении включены конечник исходный баб-
ки (КИБ) и конечник исходный стола (КИ). После начала
цикла при достижении резьбообразующим инструментом заго-
товки на рабочей подаче стола происходит ее захват. В связи
с тем, что подача силового стола меньше подачи инструмента,
шпиндель 4 начинает перемещаться, при этом выключается
КИБ. Перед окончанием рабочей подачи стола включается ко-
84
нечник обратного хода (КОХ), который включает реле време-
ни, после чего стол становится на жесткий упор.
Оканчивается обработка резьбы при выдержке стола на
жестком упоре. Перед окончанием обработки включается ко-
нечник переднего положения шпинделя (КП), контролиру-
КП КИБ КЗ
Рис. 46. Кинематическая схема резьбонарезной бабкн
ющий нарезание резьбы, после чего под воздействием кулач-
ков выключается головка, и шпиндель под действием пружи-
ны 5 отскакивает назад, включает КИБ, дающий команду на
отвод стола вместе с реле времени и КП.
Если захватывания не произошло (например, при отсут-
ствии заготовки), КИБ остается постоянно включенным, и ко-
манда на отвод стола поступает с реле времени.
После отвода стола вновь включается КИ, который дает
команду на подачу масла в штоковую полость цилиндра для
включения головки. При достижении штоком крайнего положе-
ния включается конечник заднего положения шпинделя (КЗ)
и дается команда на реверс цилиндра, после чего бабка готова
к следующему циклу.
Приводом главного движения одношпиндельных силовых
узлов — сверлильных, расточных, резьбонарезных бабок и дру-
гих — служат ременные редукторы или коробки скоростей с
зубчатым редуктором.
Ременные редукторы применяются при выполнении опера-
ций чистовой обработки и вращении шпинделя от 500 до
2000 об/мин. Различаются четыре типоразмера таких редукто-
85
chipmaker.ru
ров, каждый из которых имеет дйа исполнения, различающиеся
расположением электродвигателя относительно силового узла
(рис. 47).
Четыре габарита ременных редукторов позволяют передать
мощность на шпиндель силового узла от 0,7до 10 кВт.
Частота вращения шпинделя изменяется сменными шкива-
ми 1 и 2.
Технические данные ременных редукторов даны в табл. 27.
Основные и присоединительные размеры приведены иа рис. 47
и в табл. 28.
Коробки скоростей и зубчатые редукторы, применяемые для
привода главного движения в одношпиндельных силовых уз-
86
27. Ременные редукторы
Исполнение ре- дуктора Частота вращения электродвигателя п, об/мин, мощность Р, кВт Частота враще- ния шпинделя, об/мин Мощность, переда- ваемая редукто- ром, кВт Масса, кг
021 022 л = 930, Р=1,1 520 660 830 0,7 0,9 1,1 20,0
л = 1400, Р = 1,5 1010 1268 1600 2000 1,2 1,5 1,5 1,5
031 032 л = 950, Р = 2,2 540 610 760 1,7 1,9 2,2 29,0
л = 1430, Р = 3,0 920 1140 1790 2080 2,7 3,0 3,0 3,0
041 042 л = 960, Р = 4,0 500 640 840 2,3 3,3 4,0 41,5
п = 1450, Р = 5,5 975 1280 1670 4,7 5,5 5.5
051 052 л = 970, Р = 7,5 505 615 775 4,5 5,4 7,0 83,5
л= 1460, Р=10,0 920 1150 1600 7,9 9,4 10,0
87
28. Основные и присоединительные размеры ременных редукторов, мм
Типо- размер редук- тора L Z.1 В н я, и, А А, А, А, а. D d
02 125 29,5 170 450 80 160 256 30 70 НО 140 130 М8
03 175 41,5 210 560 100 205 325 38 88 138 176 160 М10
04 175 41,5 250 700 125 250 385 45 НО 175 220 200 М12
05 175 32 320 930 160 320 590 51 142 223 284 250 M16J
29. Основные и присоединительные размеры зубчатых редукторов, мм
Типоразмер редуктора L L, L, и я, Я„ Я, h Л, ht D В А А, А2 А, d
2 170 120 60 —- 450 430 — __ 180 240 130 160 30 70 110 140 М8
3 250 175 80 — 560 535 — — 225 300 — 160 200 38 88 138 176 М10
4 260 175 100 — 710 675 — •=—- 284 380 — 200 250 45 НО 175 220 М12
5 260 175 100 260 900 860 482 522 365 482 180 250 320 61 142 223 284 М16
6 320 230 НО 340 1120 1070 600 650 450 600 225 320 400 78 178 278 356 М20
со
СП’ СТ>| О' г.м Kii £1 о о Ж1 541 540 m 441 442 344 С*Э| СО! СО Й1 ю| — 243 244 241 242 Исполнение коробки скоростей
511 411 311 211 Исполнение редукто- ра
5,5 7,5 10,0 сл Д W о Ъ о оз nd — о "nd СИ — о ~СЛ оо ООО 00 о ** мощность, кВт Параметры электродвига- теля
CD CD CT> “Ч СП ООО 1460 960 X со «2 ьэ сл ООО 930 1400 910 1350 - частота вра- щения, об/мин
63... 400 Об" 91 49... 297 71 ... 400 20... 100 56 ... 280 90... 450 22.4... 125 100 ...500 31,5... 140 90... 500 31,5... 125 Частота вра- щения шпинде- ля, об/мин
О nd 512 412 312 212 Исполнение редукто- ра
10,0 13,0 17,0 5,5 7,5 10,0 СП C0 о о о 03 ND •—* О ND Ъ1 И- О сл оо мощность, кВт Параметры электродвига- теля
у/и 1450 965 у/и 1460 1450 960 n: а CD CD СП ND О О 930 1400 частота вра- щения, об/мин
& о 18... 100 55 ... 335 80... 450 22,4... 112 63... 313 100... 500 25 ... 140 140... 630 45... 200 112... 630 40... 160 Частота враще- ния шпинделя, об/мин
30. Коробки скоростей и редукторы
Рис. 48. Кинематические схемы коробок скоростей нс-:
полнений:
а —241...641; б —242„,642; в — 244,..644; г — 243...643; б —540, 640
90
лах, разделяются иа пять типоразмеров, каждый из которых
имеет несколько исполнений в зависимости от расположения
относительно силовой бабки при установке иа агрегатном стан-
ке или автоматической линии и от кинематической схемы, по-
строение которой обусловливает передаваемую силовому узлу
Рис. 49. Варианты установок коробок скоростей и зубча-
тых редукторов на силовых бабках
91
chipmaker.ru
мощность и число оборотов редуктора (рис. 48). Технические
данные коробок скоростей и редукторов и варианты их компо-
новок между собой даны в табл. 30, а основные и присоедини-
тельные размеры — на рис. 49 и в табл. 29.
При компоновке силовых узлов типоразмер коробки скоро-
стей и зубчатого редуктора и их мощность определяют соответ-
ственно типоразмеру силового узла и способу крепления к
нему путем подбора типа электродвигателя. Изменяется число
оборотов шпинделя сменными зубчатыми колесами 1 и 2
(рис. 48).
2.5. Зажимные приспособления
Среди узлов агрегатных станков и автоматических линий
особое место занимают зажимные приспособления. По своему
назначению они являются многофункциональными узлами,
обеспечивающими точное ориентирование, быстрое и надежное
закрепление обрабатываемой детали, поддержку и направле-
ние режущего инструмента.
Одна из основных функций приспособлений заключается в
обеспечении определенного положения обрабатываемой дета-
ли по отношению к базовым поверхностям станка и к траекто-
рии направления режущего инструмента. Конструкции приспо-
соблений зависят от конфигурации обрабатываемой детали,
построения технологического процесса обработки, производи-
тельности и компоновки станка, отличаются сложностью и
трудоемкостью проектирования и изготовления. Их конструк-
тивные решения чрезвычайно многообразны, что создает значи-
тельные трудности как при наладке нового, так и при модер-
низации действующего оборудования.
Эффективность проектирования, изготовления и наладки
приспособлений повышается с расширением унификации и
типизации элементов.
Приспособления могут быть одно- и многоместные и под-
разделяются на:
1) стационарные (неподвижные);
2) устанавливаемые на поворотном делительном столе с
вертикальной осью вращения;
3) устанавливаемые на поворотном делительном барабане
с горизонтальной осью вращения;
92
4) приспособления-спутники автоматических линий.
Стационарные приспособления в агрегатных станках при-
меняются в основном при многоинструментальной обработке
крупногабаритных массивных заготовок и в автоматических
линиях — при обработке деталей, имеющих подготовленные
базовые поверхности для непосредственного транспортирова-
ния их на рабочие позиции линии, ориентирования и зажима
на каждой рабочей позиции.
Наиболее широкое распространение получили многопози-
ционные приспособления на поворотных делительных столах
и барабанах, применяемые преимущественно для обработки
деталей малых и средних размеров. Они характеризуются вы-
сокой степенью концентрации выполняемых операций, совме-
щением времени загрузки заготовок с машинным временем
станка. В приспособлениях на поворотном барабане детали
обрабатываются, как правило, одновременно с двух сторон.
Приспособления-спутники позволяют обрабатывать в автома-
тической линии с высокой точностью детали сложной конфигу-
рации. Они перемещаются вместе с обрабатываемой деталью
по системе транспортеров линии и проходят все операции тех-
нологического процесса: обработку, кантование, мойку, кон-
троль, разгрузку.
Приспособления агрегатных станков и автоматических ли-
ний должны обеспечивать:
1) точное базирование и надежное закрепление заготовки
в тяжелых условиях многоинструментальной обработки;
2) компактность конструкции, встраиваемой в пространст-
во, ограниченное площадью поворотного стола или барабана;
3) удобство и максимальную механизацию (автоматиза-
цию) загрузки и закрепления заготовки;
4) высокую степень быстродействия;
5) надежность и долговечность работы, защиту трущихся
пар механизмов от загрязнения стружкой и металлической
пылью;
6) удобство монтажа и демонтажа элементов приспособле-
ний для ремонта или переналадки станка или линии.
Устойчивое положение обрабатываемой детали в приспо-
соблении в значительной мере зависит от правильного базиро-
вания. Способы базирования и конструкции базовых элементов
приспособления выбираются с учетом конфигурации де-
93
chipmaker.ru
тали (формы, размеров и точности расположения поверх-
ностей) .
Детали, обрабатываемые на агрегатных станках и автома-
тических линиях, базируются в основном: а) по плоскости и
двум отверстиям; б) (по плоскости и наружному контуру вы-
ступа или бобышки; в) по плоскости, отверстию и выступу;
г) по плоскости и цилиндрической наружной поверхности или
центральному отверстию; д) по цилиндрической и какой-либо
контурной поверхности.
Нередко базирование производится по двум взаимно пер-
пендикулярным плоскостям и отверстию под срезанный па-
лец. Во избежание возможной деформации при закреплении
детали в приспособлении, влияющей на точность обработки,
она базируется таким образом, чтобы силы зажима проходи-
ли в местах расположения ребер, бобышек, опорных площа-
док и других жестких элементов детали. Деталь в приспособле-
нии может базироваться как по механически обработанной, так
и не обработанной поверхности.
Установка и закрепление обрабатываемой детали должны
обеспечивать ее неизменное положение под действием зажима
и усилий резания при обработке. Поэтому расположение базо-
вых поверхностей в детали, а также направление и величина
усилий зажима выбираются с учетом направления сил резания
и расположения установочных элементов. Одновременно при
выборе типов зажимных устройств учитываются возможности
деформации детали.
Ориентация и устойчивое положение обрабатываемой дета-
ли обеспечиваются, как правило, расположением и необходи-
мым количеством базовых элементов, к которым относятся как
жесткие, так и регулируемые опоры, входящие в число основ-
ных и вспомогательных элементов. Функции ориентации вы-
полняют жестко закрепленные или подводимые призмы, штыри
с нижним или боковым расположением, направляющие план-
ки. В стационарных приспособлениях ориентация крупногаба-
ритных заготовок часто начинается еще при загрузке и переме-
щении их по направляющим планкам, независимо от способа
перемещения — ручного или механизированного.
В приспособлениях, установленных на гранях поворотно-
делительных барабанов с горизонтальной осью вращения, тела
вращения ориентируются одной или несколькими неподвижны-
94
ми призмами, а в приспособлениях-тисках — подвижными и
элементом, предохраняющим заготовку от осевого смещения в
процессе обработки. На автоматических линиях со стационар-
ными приспособлениями заготовки ориентируются, как прави-
ло, вначале транспортными штангами и закрепленными иа них
призмами или штырями, а затем окончательно при помощи
подвижных или неподвижных фиксаторов или штырей, как и в
стационарных приспособлениях агрегатных станков. В приспо-
соблениях-спутниках детали ориентируются вручную или с по-
мощью специальных устройств (центрователей), а затем зажи-
маются при помощи самотормозящихся элементов, поддержи-
вающих усилие зажима в течение всего цикла обработки
деталей.
Приводы зажима подразделяются на ручные и механизи-
рованные (автоматизированные). Ручные приводы применяют-
ся в основном во вспомогательных фиксирующих и зажимных
механизмах. В зависимости от вида силового источника в ме-
ханизированных приводах применяются пневматические или
гидравлические цилиндры, электромеханические или гидроме-
ханические ключи.
Установочные сменные пальцы (рис. 50) применяются для
точной ориентации обрабатываемых деталей по контрольным
отверстиям, расположенным на базовых установочных плоско-
стях.
Обычно для установки одной заготовки используются два
пальца: полный (цилиндрический) и срезанный (ромбический).
Пальцы устанавливаются неподвижно в корпусе приспособле-
ния, если небольшие заготовки (массой до 3—5 кг) загружают-
ся в приспособление вручную.
Пальцы имеют ряд типоразмеров и исполнений (табл. 31),
отличающихся по диаметру и вылету над базовой поверх-
ностью, а также по способу крепления в корпусе приспособле-
ния (табл. 31).
Пальцы малых диаметров — до 9 мм — крепятся одним
специальным винтом (рис. 50, а), больших диаметров — план-
кой с двумя винтами (рис. 50, б). При использовании пальцев,
особенно малых диаметров с большими вылетами, необходимо
предусматривать надежный зажим заготовки, практически
исключающий передачу на пальцы усилий резания в процессе
обработки.
95
chipmaker.ru
В большинстве случаев пальцы используются вместе с про-
межуточными втулками, предохраняющими от быстрого изно-
са посадочное отверстие в корпусе. В исключительных случаях
при недостатке места допускается установка пальцев без вту-
лок в стальной корпус. Пальцы изготовляются из износоустой-
Рис. 50. Установочные сменные пальцы с креплением:
а — винтом; б — планкой
чивого материала, обладающего высокой твердостью: ста-
ли У8А или У10А с твердостью HRC 56...60 для d до 15 мм и
стали 20Х с цементируемой глубиной h 0,8... 1,1 мм и закален-
ной до поверхностной твердости HRC 56...60 для d более
15 мм.
Установочные пальцы с фланцами (рис. 51) предназначены
для базирования деталей, обрабатываемых с высокой точ-
ностью. Они имеют сменную конструкцию.
Высокая точность расположения обработанных поверхнос-
тей заготовки обеспечивается за счет изготовления установоч-
ных пальцев с очень жесткими допускаемыми отклонениями
основных размеров. Так, диаметр пальца d и его допускае-
мые отклонения устанавливаются конструктивно и рассчиты-
ваются исходя из требуемой точности обработки заготовки и
предельных отклонений размеров базовых отверстий. Диаметр
di во втулке выполняется по Aj, а у пальца — по фактическому
минимальному размеру отверстия во втулке с зазором 0,002...
0,004 мм. Радиальное биение поверхности диаметра d пальца
96
31. Установочные сменные пальцы
относительно оси поверхности d\ выдерживается в пределах
0,005 мм, диаметр di втулки — по минимальному фактическому
диаметру отверстия в корпусе с натягом 0,003...0,006 мм. Ради-
альное биение отверстия втулки относительно оси поверх-
ности d2 не должно превышать 0,005 мм. С высокой
точностью выдерживаются геометрическая форма цилиндри-
ческих поверхностей и биение торцов буртиков у пальца и
втулки.
Конструкция установочного пальца высокой точности имеет
два исполнения по характеру крепления во втулке и корпусе
приспособления (рис. 51) и по три типоразмера каждого ис-
97
chipmaker.ru
полпенни (табл. 32). Кроме того, палец может быть полным
(цилиндрическим) и срезанным (ромбическим).
По точности и надежности работы предпочтительной явля-
ется конструкция пальца, показанная на рис. 51, а. Конструк-
цию, изображенную на рис. 51, б, рекомендуется применять
Рис. 51. Установоч-
ные пальцы с флан-
цами
в тех случаях, когда затруднен или невозможен доступ для
монтажа (демонтажа) пальца внутри корпуса приспособления.
Пальцы и втулки выполняются из высокопрочной и износо-
устойчивой инструментальной стали ХВГ и закаливаются до
твердости HRC 56...60.
Установочные пальцы (рис. 52) служат для ориентации и
фиксации корпусных деталей приспособлений по точно распо-
ложенным контрольным отверстиям. На этих пальцах обычно
устанавливаются приспособления на поворотных делительных
столах, барабанах и т. п. Пальцы имеют два исполнения —
полный и срезанный и ряд типоразмеров (табл. 33).
Пальцы изготовляются из стали 45 и закаливаются объ-
емно до твердости HRC 40...45. Радиальное биение поверхности
98
диаметра D относительно оси поверхности диаметра d не пре-
вышает 0,01 мм для пальцев с D до 16 мм и 0,012 мм для D
свыше 16 мм.
33. Установочные пальцы
D 10 12 16 20 2S 30 35
d 8 10 12 16 20 25
н 5 6 8 10 13 14 16
1 13 15 17 20 21 2 6
в 9 10 14 18 22 26 30
Стационарные опоры (рис. 53) служат в качестве базовых
опорных элементов, на которые устанавливаются обрабатывае-
Рис. 53. Стационарные опоры с по-
верхностью:
а — плоской; б — рифленой; в — сфериче-
ской
Рис. 52. Пальцы для
установки при-
способлений:
а — полный; б — сре-
заииый
мне детали. Наиболее распространены три конструктивные
разновидности стационарных опор: с плоскими (гладкой и риф-
леной) и сферической опорными поверхностями.
На опорах с плоской гладкой поверхностью базируются,
как правило, детали с обработанными базовыми поверхностя-
ми, на опорах со сферической поверхностью — детали с необра-
ботанными поверхностями. Размеры опор см. в табл. 34.
99
chipmaker.ru
34. Стационарные опоры
D d d. н L
номи- наль- ный посад- ка номи- наль- ный посад- ка
20 12 12 10, 16 16 8,5
25 16 г 16 Х3 12, 20 20 10,5
32 20 20 16, 25, 32 26 14,0
Подводимые и самоустанавливающиеся опоры с ручным или
механизированным приводом предназначены для дополнитель-
ного крепления сложных по конфигурации или нежестких по
конструкции деталей и исключения их смещения или дефор-
мации во время обработки. При этом сами опоры воздейству-
ют на обрабатываемую заготовку с незначительным усилием.
Самоустанавливающаяся опора с гидравлическим приводом
(рис. 54) представляет собой механизм, который монти-
руется в корпусе приспособления под любым углом к
горизонту.
Механизм состоит из корпуса 3, в котором установлены во
втулках опора 2 и запорный клин 4. Клин взаимодействует с
опорой через толкатель 5 и соединен со штоком гидроцилиндра
8 посредством толкателя 6. В опору ввернут сверху регулиро-
вочный винт 1 с контргайкой, которым настраивается требуе-
мый размер Н. Снизу опора через пружину и плунжер 7 также
взаимодействует с толкателем 6. Гидроцилиндр крепится
к корпусу устройства снизу при помощи замкового сое-
динения.
На чертеже устройство изображено в положении, когда
опора подведена к обрабатываемой заготовке и зажата. Опора
подводится при подаче масла в нештоковую полость гидроци-
линдра, которое одновременно давит на шток и поршень, пере-
мещая их вверх. Толкатель 6 перемещает вверх клин 4 и через
плунжер и пружину — опору. При соприкосновении с заготов-
кой опора останавливается, а шток с толкателем 6, сжимая
пружину, продолжают перемещать клин и толкатель 5 до за-
жима опоры. Таким образом, опора подводится и действует на
заготовку усилием пружины и надежно зажимается силой
гидроцилиндра. Близкий к самотормозящемуся угол клиновой
100
Рис. 54. Самоустанав- Рис. 55. Самоустанавливающаяся опора с ручным
ливающаяся опора с приводом
гидроприводом
101
chipmaker.ru
передачи практически исключает передачу усилия гидроцилинд-
ра на заготовку.
Самоустанавливающаяся опора с ручным приводом
(рис. 55) имеет большое распространение в конструкциях спе-
циальных приспособлений для обработки корпусных деталей,
Рис. 56. Винтовой установочный механизм.
а также деталей сложной конфигурации. Механизм состоит из
подпружиненной опоры 2 с регулировочным винтом 1, установ-
ленной в направляющих втулках, запирающего клина-гайки 3,
опирающегося на фланец винта 4 с рукояткой. При вращении
винта запирающий клин движется “в осевом направлении, раз-
жимает опору и своим дополнительным клиновидным скосом
отводит ее от заготовки, преодолевая сопротивление пружины.
102
35. Винтовой установочный механизм
Параметры Основные размеру, мм
усилие за- жима, кН усилие на рукоятке, кН ход ползу- на, мм L L, 2-s Г, Lb
До 20 0.8 23 105 100 32 30 107 85, 105, 125
» 25 1,0 29 120 115 52 18 107 70, 90, НО
При вращении винта в противоположном направлении осво-
бождается опора, которая под действием пружины выдвигается
и прижимается к обрабатываемой заготовке. При дальнейшем
вращении рукоятки запирающий клин подводится к опоре и
зажимает ее по клиновой поверхности через самотормозящую-
ся пару винт — гайка. Опора действует на заготовку с усилием
пружины, равным 160—180 Н. Сила зажима опоры винтом
практически не передается на заготовку, так как угол клина
принят близким к самотормозящемуся.
Винтовой установочный механизм (рис. 56) с ручным при-
водом предназначен для ориентации в требуемом положении
и предварительного поджима обрабатываемой детали в при-
способлении перед окончательным закреплением ее механизи-
рованными зажимами. Механизм применяется в приспособле-
ниях разных конструкций и в зависимости от усилия зажима
имеет два типоразмера (табл. 35).
В корпусе 3 механизма в двух опорных втулках расположен
винт 8 с трапецеидальной резьбой. От смещения в осевом на-
правлении винт ограничен крышкой 4, прикрепленной к кор-
пусу винтами 5. В корпусе имеются прямоугольные направ-
ляющие, по которым движется ползун 6. В отверстие ползуна
запрессована гайка /, взаимодействующая с ходовым винтом,
приводимым во вращение рукояткой 2. На ползуне есть два
установочных пальца 7 и резьбовые отверстия, по которым
ориентируется и крепится специальный исполнительный зажим-
ной элемент. Вращением рукоятки через винтовую передачу
приводится в движение ползун со специальным зажимным эле-
ментом — призмой, пальцем, ловителем и т. п.
103
chipmaker.ru
Реечно-конусный установочный механизм с ручным приво-
дом (рис. 57) отличается от винтового механизма тем, что дви-
жение исполнительного органа (ползуна с призмой) направ-
лено перпендикулярно оси вращения рукоятки.
Механизм состоит из корпуса 6, в котором по прямоуголь-
Рис. 57. Реечно-конусный установочный механизм
ным направляющим перемещается ползун 1, ограниченный
сверху планками 7 с винтами 8. Снизу на ползуне под углом
45° к направлению его движения нарезаны зубья, контактирую-
щие с косозубым валом-шестерней 12, установленным перпен-
104
дикулярно ползуну во втулках 5 и 9. Отверстие втулки 9 и
шейка вала 12 конические. Вал-шестерня смонтирован в опо-
рах с небольшим зазором в осевом направлении, который вы-
держивается при сборке гайкой и контргайкой 4. На наружной
шейке вала на шпонке И установлена рукоятка 10 с шайбой
3 и винтом 2.
При вращении рукоятки движение через реечно-зубчатую
передачу сообщается ползуну, который перемещается до упо-
ра в обрабатываемую деталь. При дальнейшем нажиме на ру-
коятку при помощи косозубой передачи образуется усилие,
направленное вдоль оси вала, которое затягивает его в кони-
ческое отверстие втулки 9.
Механизм фиксации предназначен для ориентирования по
контрольным отверстиям массивных корпусных обрабатывае-
мых деталей на установочной базовой поверхности приспособ-
ления. Применяется преимущественно в агрегатных станках
и автоматических линиях со стационарными приспособле-
ниями.
Унифицированный по конструкции механизм может иметь
различные размерные параметры, определяемые межосевым
расстоянием от пальца до оси рычага и длиной рычага и тяги,
а также разные исполнения в зависимости от расположения
тяги над или под рычагами (рис. 58).
Механизм состоит из подвижных фиксирующих пальцев —
цилиндрического 4 и ромбического 8, перемещающихся во
втулках 7 и защищенных от проникновения стружки и эмуль-
сии уплотнительным кольцом 5 и фланцами 6. Движение паль-
цам сообщают рычаги 10. В корпусе приспособления валы 12
установлены в антифрикционных втулках 13. Для удобства
монтажа вала вместе с рычагом в корпусе приспособления с
одной стороны предусмотрено отверстие с окном, которое за-
крывается фланцем 1. На одном конце каждого вала со сто-
роны фланца посажен на шпонке 2 рычаг 3, причем оба рыча-
га соединены тягой 9 с осями 11. На другой конец одного из
валов надевается рукоятка ручного привода или рычаг гидро-
привода. При повороте приводом одного из валов движение
через тягу передается другому валу, и при помощи рычагов
пальцы вводятся в обрабатываемую заготовку (выводятся из
нее).
Гидрозажим с Г-образным прихватом представляет собой
105
chipmaker.ru
самостоятельное устройство, смонтированное в едином корпусе,
встраиваемое под любым углом в пространстве в различные
гидрофициров энные зажимные приспособления.
Устройство предназначено для зажима заготовки обраба-
тываемой детали Г-образным прихватом в одной точке. В при-
Рис. 58. Механизм фиксации
106
способлении для закрепления заготовки в различных Точках
используют несколько таких устройств или гидрозажим в со-
четании с другими зажимными механизмами.
Гидрозажим (рис. 59) состоит из корпуса 8, на который с
помощью замкового соединения крепится гильза 9 гидроци-
линдра. В цилиндрической направляющей корпуса установлен
Г-образный прихват 3, соединенный съемной шайбой 4 и паль-
цем 5 со штоком 6 гидроцилиндра. На прихвате имеется Г-об-
107
chipmaker.ru
разный паз, в который вставлен неподвижный упор 7, закреп-
ленный в корпусе устройства. Шток имеет винтовой паз, в ко-
торый выходит палец 5, и прямолинейный шпоночный паз,
контактирующий с упором 7, предохраняющим шток от пово-
рота во время работы. К прихвату крепится сменная планка 2,
которая при зажиме воздействует непосредственно на обраба-
тываемую деталь.
Для подачи консистентной смазки к трущимся поверхнос-
тям механизма предназначена масленка 1.
Устройство изображено в рабочем положении, когда заго-
товка зажата. При отжиме масло подается в нештоковую (ниж-
нюю) полость гидроцилиндра. Поршень 10 и шток гидроци-
линдра перемещаются вверх. Винтовой паз на штоке воздей-
ствует на палец 5 и приводит в движение Г-образный прихват.
При этом прихват стремится перемещаться прямолинейно в
осевом направлении и одновременно поворачиваться относи-
тельно своей оси.
Вначале прихват движется вместе со штоком прямолинейно
вверх, так как упор 7, находящийся в.вертикальном параллель-
ном оси участке Г-образного паза прихвата (см. развертку
Г-образного паза прихвата на чертеже), препятствует поворо-
ту. Прихват поднимается вверх до тех пор, пока упор не со-
вместится с горизонтальным участком Г-образного паза, распо-
ложенным перпендикулярно оси прихвата. В дальнейшем под
действием винтового паза движущегося штока происходит по-
ворот прихвата относительно своей оси. Предусмотренный ход
штока гидроцилиндра обеспечивает поворот прихвата на 90°
как по часовой, так и против часовой стрелки в зависимости от
направления расположения винтового и Г-образного пазов в
механизме.
При подаче масла в штоковую полость гидроцилиндра шток
движется вниз и винтовым пазом через палец 5 вначале пово-
рачивает прихват на 90° в обратную сторону до совпадения
осевого участка Г-образного паза с упором 7. В этот момент
быстросъемная шайба 4 упирается в буртик прихвата и увле-
кает его прямолинейно вниз до соприкосновения пяты 2 с об-
рабатываемой заготовкой.
Давление в гидросистеме должно быть 2...4 МПа. В зави-
симости от диаметра цилиндра гидрозажим имеет три типо-
размера (табл. 36).
108
36. Гидрозажим
Диаметр цилиндра D, мм Основные размеры, мм Усилие за- жима, кН Масса, кг
О. Ds| D, ". L
60 80 86 25 90, 115 324 8,5
60 80 122 25 40, 60, 80 336 55. . .85 4,67.. .9,34 10,2
80 100 106 32 40, 65 362 8,45... 16,80 16,3
Групповой гидрозажим с Г-образными прихватами выпол-
нен в виде самодействующего узла, монтируемого в отдельном
корпусе и встраиваемого под любым углом в гидрофицирован-
ные приспособления агрегатных станков. Механизм предназна-
чен для зажима обрабатываемой детали в трех расположен-
ных по окружности точках самоустанавливающимися Г-образ-
ными прихватами, каждый из которых поворачивается на 90°
относительно своей оси. Устройство используется преимущест-
венно для зажима детали через отверстие сравнительно боль-
шого диаметра. Корпус гидрозажима в каждом приспособлении
выполняется по посадочному диаметру D и высоте Н в зависи-
мости от размеров обрабатываемых деталей (табл. 37).
В корпусе 2, изображенном на рис. 60 тонкими сплошными
линиями (не входит в комплект узла), в направляющих втул-
ках 4 перемещаются в осевом направлении и поворачиваются
относительно своей оси три Г-образных прихвата 3. На каж-
дом прихвате имеется винтовой паз с прямолинейным внизу
осевым участком, контактирующим с пальцем 1, закрепленным
на штоке 9. Шток соединен с Г-образными прихватами качал-
кой 8. Верхним концом шток направляется во втулке 5, зафик-
сированной от поворота своим треугольным фланцем, запертым
срезанными фланцами трех втулок 4. Шпонка 7 предохраняет
шток от поворота относительно оси при его перемещении. Верх-
няя крышка 10 гидроцилиндра выполнена со специальным
фланцем, которым с помощью трех стоек 6 гидроцилиндр кре-
пится к корпусу. Отжим детали производится подачей масла
в нижнюю (нештоковую) полость гидроцилиндра. Поршень 11
вместе со штоком движется вверх. Пальцы 1, находящиеся во
109
r.ru
время зажима в прямолинейных участках пазов Г-образных
прихватов, также перемещаются вверх до тех пор, пока каж-
дый из них не коснется боковой стороны винтового участка
паза. Так как прихваты, как правило, располагаются на разных
уровнях по высоте в зависимости от величины непдоскостности
НО
поверхности зажима заготовки, пальцы не одновременно всту-
пают в контакт с винтовыми участками пазов. Коснувшийся
винтового паза палец воздействует на прихват, стремясь повер-
нуть его относительно оси и одновременно сдвинуть в осевом
направлении. Повороту прихвата препятствует специальный вы-
ступ на фланце втулки 4, в который упирается его головка.
Поэтому вначале прихваты перемещаются вверх в осевом на-
правлении (на рисунке этот путь составляет величину, на ко-
торую выступ на фланце втулки 4 возвышается над нижней
(рабочей) поверхностью головки Г-образного прихвата). Прой-
дя этот путь вверх, каждый из прихватов выходит из сопри-
косновения с выступом. Одновременно качалка 8 упирается в
нижний торец корпуса и останавливается, препятствуя даль-
нейшему движению прихватов вверх. Так как шток 9 продол-
жает движение вверх, пальцы 1, воздействуя на винтовые пазы
прихватов, поворачивают каждый из них на 90° в направлении
движения часовой стрелки (вид Л). При повернутых прихва-
тах обработанная деталь снимается с базовой поверхности
устройства и устанавливается новая заготовка-
Зажим осуществляется при подаче масла в верхнюю (што-
ковую) полость гидроцилиндра. Пальцы со штоком движутся
вниз, воздействуют на винтовые пазы прихватов и поворачи-
вают последние на 90° в обратном направлении. Поворот про-
должается до тех пор, пока прихваты не выйдут из соприкос-
новения с верхним торцом выступа втулки 4. В этот момент
пальцы 1 заканчивают движение по винтовому пазу прихвата
и выходят на прямолинейный участок, а сферическое утолщение
штока, в которое запрессованы пальцы, упирается в качалку 8
и увлекает за собой вниз прихваты 3, пока последние не со-
прикоснутся с зажимаемой заготовкой. Благодаря качалке обе-
спечивается равномерный зажим детали тремя прихватами.
Гидрозажим с поворотным прихватом предназначен для за-
жима преимущественно двух заготовок в гидрофицированном
приспособлении. Гидрозажим применяется как в стационарных,
так и в перемещающихся многопозиционных приспособлениях
на делительных столах.
Устройство является самодействующим механизмом и име-
ет два типоразмера в зависимости от диаметра цилиндра
(табл. 38). Прихват в механизме выполняется с учетом кон-
фигурации обрабатываемой детали.
111
chipmaker.ru
37. Групповой гидрозажим
Диаметр отверстия зажима D, мм Основные размеры, мм Ход прихва- та, мм Масса (без корпуса), кг
d2
90 . . . 95 54 25 Выбирается 7,55
96 . . . 105 60 10 8,06
106 .. . 115 68 конструк- 8,41
116 .. . 125 78 zo тивно 8,82
38. Гидрозажим с поворотным прихватом
Гидрозажим (рис. 61) состоит из корпуса 4, который флан-
цем 12 крепится к корпусу приспособления. На корпусе замко-
вым фланцем 2 закреплен гидроцилиндр 1. В цилиндрическом
отверстии корпуса движется тяга 5, соединенная Т-образным
пазом со штоком 3 гидроцилиндра. На тяге с помощью оси 13
смонтирован поворотный прихват, в котором установлены с
двух сторон подпружиненные толкатели 9, предохраняющие
прихват от перекоса в свободном состоянии. На тяге имеется
шпоночный паз, переходящий в винтовой и контактирующий с
пальцем 11, закрепленным в корпусе устройства. От попадания
стружки внутрь корпуса тяга защищена капроновым уплотне-
нием 8 во фланце 10 с винтами 7 и пружинными шайбами 6.
При подаче масла в нештоковую полость гидроцилиндра
112
поршень со штоком движется вверх, увлекая за собой тягу с
поворотным прихватом. Так как первоначально в контакте с
пальцем 11 находится прямолинейный участок паза, тяга дви-
жется вверх прямолинейно. Затем при взаимодействии винто-
вого паза с пальцем одновременно с подъемом осуществляется
Рис. 61. Гидрозажим с поворотным прихватом
113
chipmaker.ru
поворот тяги относительно оси на 90° и освобождается зона для
съема обработанных деталей и установки заготовок.
Клиновые зажимы — передающие механизмы зажимных
устройств приспособлений. Они могут применяться совместно с
различными приводами (гидравлическим, пневматическим, ме-
Рис. 62. Клиновые зажимы:
а — толкающего действия; б, в — тянущего действия
ханическим, пружинным, ручным) и разнообразными исполни-
тельными органами зажима (Г-образным и поворотным при-
хватами, ползуном, подвижной призмой и т. п.). Клиновые за-
жимы значительно увеличивают и запирают передаваемое к
114
39. Клиновые зажимы
Тип зажима Наибольший ход клииа, м м Ход толка- теля, мм Основные размеры, мм
D о. н Н, Н, н.
Через су- харь 50 8...9 45 45 182 83 113,5 113,5
Через ро- лик 85 14...19 60, 70 70 227, 240 102, 106 164, 196 151, 146
исполнительному органу усилие самотормозящейся клиновой
передачей, исключающее отжим заготовки под действием уси-
лий резания при обработке.
Механизм клинового зажима состоит из стандартизованных
деталей (рис. 62), монтируемых в специальном корпусе, кон-
струкция которого в каждом отдельном случае зависит от па-
раметров приспособления агрегатного станка или автоматиче-
ской линии. Из набора этих деталей компонуются разные ти-
пы зажимов. В механизмах толкающего (рис. 62, а) и тянущего
действия (рис. 62, б) двухопорный клин 3, расположенный в
направляющих втулках 1 и 4, действует на толкатель 2 испол-
нительного органа через износоустойчивый сухарь 5, в механиз-
ме тянущего действия, изображенном на рис. 62, в,— через вра-
щающийся на оси 6 ролик 7. В торце клина со стороны приво-
да выполнен Т-образный паз, в который заходит, например, винт,
закрепленный в штоке гидроцилиндра. Паз удлинен (пример-
но в 1,5—2 раза больше высоты головки винта) для осуществ-
ления разгона и ударного приложения усилия при расклини-
вании зажима. Угол клина, равный 10° для механизмов с су-
харем 5, и 8—10° — для устройств с роликом 7, а также
ударное приложение усилия обеспечивают надежное расклини-
вание и разжим обрабатываемой заготовки. Сухарь 5 устанав-
ливается в отверстие толкателя 2 по плотной посадке и имеет
возможность доворота в процессе работы механизма в зави-
симости от фактического угла клина 3 и может прилегать к
нему по всей плоскости лыски.
Основные параметры зажимных механизмов, имеющих наи-
большее применение в приспособлениях агрегатных станков и
автоматических линий, приведены в табл. 39.
115
r.ru
Плунжерно-клиновой гидрозажим является разновидностью
зажимных клиновых механизмов и имеет встроенный гидрав-
лический привод.
Гидрозажим применяется преимущественно в стационарных
приспособлениях в сочетании с такими же или другими зажим-
Рис. 63. Плунжерно-клиновой зажим
116
40. Плунжерно-кливовой зажим
Давление 'в ци- лиидре.МПа Усилие иа толкателе, кН Диаметр цилиндра, мм Ход клина, мм Ход толка- теля, мм
2 3 9,9 14,6 60 60 12
4 5 17,3 21,6
ними устройствами для закрепления крупногабаритных заго-
товок.
Совмещение клина со штоком и поршнями гидроцилиндра
и размещение всех деталей в самостоятельном корпусе обеспе-
чивают компактность конструкции и удобство встраивания в
приспособление. Механизм может передавать толкателем за-
жимное усилие в обоих направлениях.
Конструкция гидрозажима (рис. 63) включает двухопор-
иый клин 8, переходящий с обеих сторон в поршни с уплотне-
ниями и распорными кольцами 6, закрепленными на клине
пружинными кольцами 9. Клин опирается на втулки 5, кото-
рые выполняют функции гидроцилиндра, закрытого с торцов
крышками 7 и уплотненными резиновыми кольцами 4.
Толкатель механизма перемещается во втулках 3 с флан-
цами и состоит из пустотелых ползунов 11 и 2 с клиновыми
скосами, которыми они контактируют с клином 8, и стяжки 1,
пропущенной через клин и соединяющей при помощи гайки с
контргайкой оба ползуна в одно целое. В стяжке имеется резь-
бовое отверстие, в которое вворачивается контактирующий с
обрабатываемой заготовкой элемент исполнительного органа
зажима.
Плунжерно-клиновой зажим устанавливается и закрепляет-
ся в приспособлениях любой из поверхностей корпуса 10 — А,
Б или В.
В табл. 40 приведены основные данные зажима.
Зажим с поворотным, откидным прихватом предназначен
для закрепления корпусных заготовок при тяжелых условиях
обработки и применяется преимущественно в стационарных
приспособлениях. В качестве привода могут использоваться
гидравлические или пневматические цилиндры.
117
chipmaker.ru
В устройствах с поворотным откидным прихватом усилие
зажима значительно увеличивается и запирается самотормозя-
щимся клином при передаче от привода к исполнительному
органу.
Конструкция зажима с гидроприводом (рис. 64) включает
Рис. 64. Зажим с откидным прихватом
Рис. 65. Винтовой зажим
корпус 5, к которому снизу через переходной фланец 2 прикреп-
лен стандартизованный гидроцилиндр 1 со штоком 3. Внутри
корпуса во втулке 4 находится клин 6, соединенный со штоком
и действующий через ролик 8 на поворотный прихват 9, осу-
ществляющий зажим заготовки.
При подаче масла в штоковую (верхнюю) полость гидро-
цилиндра клин разжимает заготовку и движется вниз, захва-
тывает закрепленным в нем штифтом 7 поворотный прихват
118
и отводит его, поворачивая на угол и освобождая пространство
для съема обработанной заготовки. Когда масло подается в
нештоковую полость, клин толкает вверх прихват, который,
поворачиваясь, опускается до соприкосновения с заготовкой, и
затем заклинивает его.
Габаритные размеры (мм) зажима зависят от величины Н
вылета прихвата над базовой поверхностью приспособления:
Н ................ 60 80 100
Н,............... 155 175 195
Нг................300 280 260
Винтовой зажим предназначен для закрепления обрабаты-
ваемой заготовки в приспособлении Г-образным прихватом или
другим исполнительным органом, приводимым в движение
электромеханическим ключом и поддерживающим усилие за-
жима в процессе обработки за счет самотормозящейся пары
винт — гайка.
Устройство состоит из корпуса 1 (рис. 65) со съемным флан-
цем 10, которым механизм крепится к корпусу приспособления,
винта 5 с трапецеидальной резьбой, гайки 4, закрепленной в
прихвате 6. Винт установлен в бронзовых втулках 3, и его сме-
щение в осевом направлении ограничено двумя подпятниками
скольжения (из двух колец 12 и 13 каждый), упирающимися
с одной стороны в выступ корпуса, а с другой — в крышку 2.
На винте закреплена приводная полумуфта 9, а на прихвате —
фланец 8 с уплотнением 7. В корпусе установлен палец 11,
взаимодействующий с винтовым пазом прихвата.
Вращение винту передается от механического ключа через
полумуфту. С помощью гайки 4 винт сообщает поступательное
движение прихвату, который зажимает заготовку. В процессе
работы станка усилие зажима поддерживается самотормозя-
щейся парой винт — гайка.
Разжим производится вращением винта в обратную сторону.
Паз на прихвате, взаимодействуя с пальцем 11, позволяет пе-
ремещать прихват вначале прямолинейно, а затем одновремен-
но с осевым движением поворачивать его относительно оси в
нужную сторону на заданный угол для освобождения зоны
загрузки н улучшения условий установки и съема обрабатывае-
мой заготовки.
119
41. Винтовой зажим
D D, d2 D. н
60 85 142 Трап 32х(2хЗ) 50, 80, ПО, 140 131 217
70 100 157 Трап 36х(2х3) 80, ПО, 140, 170 157 255
Наибольший осевой ход исполнительного органа в устрой-
стве составляет 40 мм, прямолинейное движение (участок за-
жима) — 14 мм, величина хода для поворота прихвата на
90° — 22 мм.
В табл. 41 приведены основные размеры (мм) винтового
зажима.
Самоцентрирующие тиски с приводом от электромеханиче-
ского ключа предназначены для ориентации в пространстве,
центрирования и зажима обрабатываемой заготовки двумя
подвижными губками. В процессе обработки усилие зажима в
таких тисках поддерживается самотормозящимися парами
винт — гайка. Самоцентрирующие тиски применяются в при-
способлениях всех типов.
Конструкция тисков включает стальной корпус 17 (рис. 66)
с верхними прямоугольными направляющими, на которых уста-
новлены два ползуна 14 с планками 15 и 16. Каждый из пол-
зунов через упор 7 соединен с одним (из двух) цилиндриче-
ским толкателем 11, расположенным в корпусе во втулке 12.
В левый толкатель ввернута бронзовая гайка 20 с внутренней
трапецеидальной резьбой, а в правый толкатель — гайка 10 с
левой резьбой. Гайки сопрягаются соответственно с винтами 2
и 5, соединенными шлицевой муфтой 19 и установленными в
корпусе во втулках 18 и 3. Оба винта в осевом направлении
ограничены воспринимающими усилие зажима упорными шари-
коподшипниками 4 и фланцами 5 и 13, закрепленными винта-
ми через компенсаторные прокладки 6. На ползунах 14 име-
ются компенсаторные планки 8, за счет подшлифовки которых
при сборке достигается окончательная точность центрирования
заготовки накладными призмами (губками), показанными на
чертеже условно (тонкими линиями).
При вращении электромеханическим ключом приводной
120
полумуфты 1 и винтов 2 и 9 с одинаковыми шагами правом и
левой трапецеидальных резьб гайки 10 и 20, толкатели 11 и
сцепленные с ними ползуны 14 сходятся к центру, зажимая за-
готовку. Вращением полумуфты в противоположную сторону
губки тисков разводятся, освобождая заготовку.
Рис. 66. Самоцентрирующие тиски
Основные данные самоцентрирующих тисков приведены в
табл. 42.
Двухходовая рукоятка с жесткой фиксацией положений.
В приспособлениях для ориентации или предварительного под-
жима обрабатываемой заготовки часто используются механиз-
мы с пружинным приводом. Эти механизмы ориентируют в
нужном положении и поддерживают заготовку до ее оконча-
тельного зажима. Для отвода исполнительного органа таких
механизмов от заготовки во время ее съема и установки новой
обычно применяется двухходовая рукоятка с жесткой фиксаци-
ей положений.
42. Самоцентрирующие тиски
Основные размеры, мм Масса, кг
L Ц н Я.
165 112 125, 160 350 180 52
210 140 200, 250 440 220 85
121
chipmaker.ru
Рис. 67. Двухходовая рукоятка с жесткой Рис. 68. Двухходовая рукоятка
фиксацией
122
Рукоятка состоит из ступицы 6 (рис. 67), качающейся во-
круг оси 4, вставленной в отверстие вала, поворотом которого
приводится в действие механизм ориентации заготовки. Вал
является частью приспособления и в комплект деталей рукоят-
ки не входит (показан условно тонкими линиями на чертеже).
В ступицу запрессовывается палец 5 и с другой стороны в от-
верстие вставляется подпружиненный шарик 1. Кроме того, на
конической поверхности ступицы имеются два резьбовых отвер-
стия, в одно из которых вворачивается стержень 7 требуемой
для каждого приспособления длины с шаровой ручкой 8, а в
другое — заглушка. Отвод исполнительного органа механизма
ориентации от заготовки производится вручную поворотом ру-
коятки. При этом преодолевается сопротивление пружины —
привода ориентации и поджима заготовки. В зависимости от
жесткости пружины каждый раз подбирается длина стержня 7
рукоятки так, чтобы прилагаемое к шаровой ручке усилие не
превышало 0,8... 1 кН. Рукоятка поворачивается на нужный
угол до упора в штифт, запрессованный во фланец. Одновремен-
но с этим палец под действием пружины 2 западает в спе-
циальное отверстие, также выполненное во фланце, и фиксиру-
ет рукоятку (а с ней и весь механизм) от самопроизвольного
поворота под действием пружины ориентирующего механизма.
Для того чтобы привести в действие механизм ориентации за-
готовки, достаточно потянуть за рукоятку и вывести палец 5 из
отверстия во фланце.
Двухходовая рукоятка (рис. 68) предназначена для ручного
включения механизма фиксации обрабатываемой заготовки.
В качестве привода она также может быть использована в дру-
гих механизмах и устройствах приспособлений.
Рукоятка представляет собой узел, имеющий пять испол-
нений в зависимости от угла поворота при выводе фиксирую-
щих пальцев (а= 12°40', 16, 20, 25, 31°). Различные исполнения
рукоятки отличаются только углами расположения двух цеко-
вок под фиксаторы на пластине 5.
Рукоятка состоит из ступицы 6, надетой на выходной конец
вала механизма фиксации и закрепленной на нем штифтом 7,
и стержня 4 с шаровой ручкой 3. Пластина 5 с цековками слу-
жит для стопорения рукоятки подпружиненными фиксатора-
ми 1. В корпус приспособления забиваются два штифта 8, огра-
ничивающие поворот рукоятки в крайних положениях.
chipmaker.ru
ГЛАВА III
ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
3.1. Режущий и вспомогательный инструмент
Для выполнения основных методов обработки деталей на
агрегатных станках и автоматических линиях применяются
стандартный режущий инструмент (сверла, зенкеры, развертки,
метчики, фрезы и т. д.), а также специальные инструменты для
обработки отверстий и плоскостей.
При многоинструментальной обработке отверстий стержне-
вой режущий инструмент, как правило, направляется при по-
мощи кондукторных втулок.
При использовании укороченных сверл и малых вылетах
шпинделей нли пинолей, а также при обработке предвари-
тельно подготовленных отверстий инструмент может работать
без направления по кондукторным втулкам.
Для сверления глубоких отверстий используют удлиненные
стандартные спиральные сверла с периодическими выводами
их из обрабатываемого отверстия для удаления стружки или
сверла с крутой спиралью и специальной заточкой — шнековые
(рис. 69). Шнековые сверла дают возможность получать отвер-
стия глубиной до 40 диаметров за один проход без периодиче-
ских выводов для удаления стружки. Они позволяют работать
на более высоких скоростях резания, что в сочетании с сокра-
щением вспомогательного времени (отсутствие промежуточных
выводов сверла) дает повышение производительности в 2—3
раза по сравнению с обработкой отверстий тех же диаметров
и глубин стандартными удлиненными сверлами.
Использование шнековых сверл, имеющих большую, чем
стандартные сверла, стойкость, сокращает их расход.
124
В табл. 43—45 приведены рекомендуемые режимы реза-
ния шнековыми сверлами.
43. Рекомендуемые подачи на оборот сверла
Относительная глуби- на сверления в диа- метрах сверла So, мм/об. при диаметре сверла, мм
4 6 8 12 .6
5d 0,15 0,20 0,25 0,30 0,4
15d 0,10 0,12 0,15 0,20 0,3
30d 0,05 0,08 0,12 0,15 0,2
44. Рекомендуемая скорость сверления
V, м/мин, при диаметре сверла, мм
Oqi МГП/W 4 6 8 12 16
0,05 36 38 _ —
0,08 29 31 33 36 —
0,12 24 26 28 30 33
0,20 — 21 22 24 26
0,30 — — 17 21 22
0,40 — -III-* 18 19
0,50 — — — — 17
45. Ориентировочные величины увода оси отверстия
в зависимости от подачи, диаметра и глубины
£>о» мм/об 05 08 012
5d 154 30d 54 154 304 54 154 30d
0,035 0,22 - -—. —- —
0,05 0,11 0,19 0,56 0,14 0,16 0,72 0,17 0,18 1,10
0,08 0,14 0,23 0,71 0,15 0,30 0,56 0,18 0,38 1,40
0,12 0,15 0,34 — 0,10 0,29 0,50 0,16 0,35 0,26
0,15 0,16 0,21 — 0,09 0,28 0,41 0,14 0,32 0,70
0,20 0,25 — — 0,07 0,32 .— 0,09 0,50 —
0,30 — — — 0,22 0,55 — 0,37 0,67 —-
125
chipmaker.ru
Для обработки классных отверстий применяют твердосплав-
ные зенкеры с кольцевой заточкой (рис. 70). Конструкция зен-
кера позволяет за две операции — сверление или черновое рас-
тачивание и зенкерование — получить отверстия 2—3-го клас-
са с шероховатостью обработанной поверхности Ра 2,5...
Рис. 69. Сверло шнековое
Рис. 70. Зенкер твердосплавный с кольцевой заточкой
'/?< 0,08 как по стали, так и по чугуну и другим материа-
лам.
Твердосплавные зенкеры отличаются по конструкции от
126
быстрорежущих зенкеров с кольцевой заточкой. Эти зенкеры
имеют два кольцевых уступа, правый наклон винтовых зубьев
и угол и, равный 15...200. Твердосплавные зенкеры позволяют
вести обработку с более высокими режимами и имеют большую
стойкость.
Рис. 71. Резец с механическим
креплением неперетачиваемой
пластинки:
1 — неперетачиваемая твердосплав-
ная пластинка; 2 — палец; 3 —•
винт; 4 — корпус; 5 — винт регули-
ровочный; 6 — стопор
В табл. 46 приведены рекомендуемые режимы резания при
обработке некоторых материалов твердосплавными зенкерами.
В последние годы все более широко применяются резцы с
механическим креплением неперетачиваемых твердосплавных
пластинок (рис. 71), а при нарезании резьбы в алюминиевых
деталях — «шахматные» метчики.
При обработке ступенчатых отверстий используется комби-
нированный режущий инструмент, который является одним из
эффективных средств повышения степени концентрации опера-
ций, производительности агрегатного оборудования и улучше-
ния качества обработки деталей (обеспечение обработки соос-
ных отверстий на одной позиции с высокой точностью).
На рис. 72 показано сверло для обработки ступенчатого
отверстия.
Крепление режущего инструмента должно обеспечивать вы-
сокую надежность в работе, быструю и легкую его смену, воз-
можность подналадки непосредственно на рабочей позиции
пли вне станка.
127
chipmaker.ru
46. Рекомендуемые подачи, скорости резания и припуск при
зеикеровании твердосплавными зенкерами с кольцевой заточкой.
Средняя длина зенкерования 50 мм______________
Диаметр зенкера, мм Шероховатость поверхности Сталь 45, HB 170—229 Чугун СЧ15-32, НВ 163—229
V, м/мин s 2, мм/зуб при- пуск иа диа- метр, мм V. м/мин Sz, мм/зуб при- пуск на ди- аметр, мм
Св. 14 до 18 Ra 2,5. ..1,25 Ra 1,25. ..0,63 Ra 0,63.. .0,32 Ra 0,32. ..0,16 5-6 5 4 4 0,20 0,15 0,10 0,06 0,6 6 5 4 4 0,25 0,20 0,12 0,07 0,7
Св. 18 до 30 Ra 2,5. ..1,25 Ra 1,25.. .0,63 Ra 0,63.. .0,32 Ra 0,32. ..0,16 5—6 5 4 4 0,20 0,15 0,10 0,06 0,7 6 5 4 4 0,25 0,20 0,12 0,07 0,8
Св. 30 до 50 R„ 2,5... 1,25 Ra 1,25... 0,63 Rn 0,63.. .0,32 Rn 0,32. ..0,16 5—6 5 4 4 0,20 0,15 0,10 0,06 0,7 6 5 4 4 0,25 0,20 0,12 0,07 0,8
Св. 50 Ra 2,5...1,25 Ra 1,25.. .0,63 Ra 0,63.. .0,32 Ra 0,32. ..0,16 5—6 5 4 4 0,15 0,10 0,07 0,05 0,8— 0,9 6 5 4 4 0,20 0,15 0,10 0,06 0,9— 1,0
Св. 14 до 18 R„ 2,5...1,25 Ra 1,25.. .0,63 Ra 0,63.. .0,32 Rn 0,32...0,16 5—6 5 4 4 0,25 0,20 0,12 0,07 0,6 6 5 4 4 0,30 0,25 0,15 0,08 0,7
Св. 18 до 30 Ra 2,5... 1,25 Ra 1,25.. .0,63 Ra 0,63.. .0,32 Ra 0,32. ..0,16 5—6 5 4 4 0,25 0,20 0,12 0,07 0,7 6 5 4 4 0,30 0,25 0,15 0,08 0,8
Св. 30 до 50 Ra 2,5...1,25 Ra 1,25.. .0,63 Ra 0,63. ..0,32 Ra 0,32. . .0,16 5—6 5 4 4 0,25 0,20 0,12 0,07 0,7 6 5 4 4 0,30 0,25 0,15 0,08 0,8
Св. 50 Ra 2,5...1,25 Ra 1,25.. .0,63 Ra 0,63... 0,32 Ra 0,32...0,16 5—6 5 4 4 0,20 0,15 0,12 0,06 0,8— 0,9 6 5 4 4 0,25 0,20 0,13 0,07 0,9— 1,0
128
Стержневой режущий инструмент крепится в промежуточ-
ных деталях — удлинителях, позволяющих регулировать вылет
инструмента, или в быстросменных патронах. Удлинители пре-
дохраняют от износа посадочное место в шпинделе.
На рис. 73 представлена конструкция удлинителя с точной
Рис. 72. Сверло комбинированное
Рис. 73. Оправка с направлением и точной ре-
гулировкой:
1— корпус; 2— гайка; 3 — торец шпиндельной короб-
ки; 4 — шпонка; 5 — прокладка; 6 —- винт
регулировкой для непосредственного крепления стержневого
режущего инструмента, устанавливаемого в шпиндель. Кроме
того, существуют удлинители, используемые совместно с быстро-
сменными патронами, удлинители с направлением и точной
регулировкой.
Существует ряд конструкций быстросменных патронов для
крепления инструментов (рис. 74 и 75).
Для сокращения времени простоев агрегатных станков и
автоматических линий, вызванных сменой режущих инструмен-
129
chipmaker.ru
Рис. 74. Патрон быстросменный:
/ — оправка; 2 — кольцо замковое; 3 — кольцо пружинное; 4 —
шарик; 5 — виит; 6 — проставка; 7 — винт упорный; 8 — винт;
9 — проставка; 10 — гайка; 11 — шпоика; 12 ~ торец шпиндель
’ ной коробки
Chipmaker.ru
Рис. 75. Патрон быстросменный с резьбовым копиром для
закрепления метчиков:
1 — втулка; 2 — штифт; 3 — державка; 4 — пружина; 5 — скоба; 6 —
винт; 7 — копирная гайка; S — копир; 9 — пружина; 10 — штифт; // —
шпонка; 12 — пружина; /3 —штифт; И — штнфт; /5 —шарик
130
тов, и повышения производительности оборудования рекомен-
дуется настраивать режущие инструменты вне станка.
В зависимости от конструктивных признаков и назначения
используются приспособления для настройки: 1) стержневого
инструмента, 2) резцов, 3) дисковых и торцовых фрез.
Рис. 76. Приспособление для настройки на размер
стержневого режущего инструмента (вертикальное):
I — втулка; 2 — индикатор; 3 — стойка; 4— эталон; 5 — насадка;
& — втулка
Конструктивно они могут быть выполнены в виде жестких
шаблонов, с индикаторными указателями, с механическим пе-
ремещением указателя.
131
chipmaker.ru
Приспособления для настройки стержневого инструмента.
Для настройки по длине таких инструментов, как сверла, зен-
керы, развертки, при обработке сквозных или глухих отверстий
применяются приспособления в виде жестких шаблонов, уста-
навливаемых на размер по мерной шкале или в заданном
Рис. 77. Приспособление для настройки стержневого режущего
инструмента (горизонтальное):
1 — штанга; 2 — подвижный упор; 3 — втулка; 4 — корпус; 5 — индикатор
положении с фиксацией подвижного упора по вырезам на
штангах.
Для настройки стержневых инструментов, предназначенных
для обработки глухих отверстий или бобышек, размеры кото-
рых ограничены допусками до величин ±0,10 мм, применяются
приспособления с индикаторным упором.
В автоматических линиях с разнообразным режущим инстру-
ментом находят применение комбинированные наладочные
приспособления, сочетающие в себе позиции с индикаторными
упорами и с подвижными упорами, наладочные размеры на
которых обеспечиваются совмещением торцов неподвижной
втулки и подвижного упора.
Конструкция приспособлений показана на рис. 76
и 77.
Приспособления для настройки резцов. Применение мерных
132
резцов для расточных, обточных и подрезных операций позво-
ляет получить точность 4-го класса, а при наличии подналадки
непосредственно на станке — до 3-го класса.
Конструкция приспособления для настройки призматических
резцов показана на рис. 78.
Рис. 78. Приспособление для настройки резцов:
/ — индикатор; 2 — неподвижный упор; 3 — поворотный прихват;
Li... Lt — наладочные размеры
Зачастую на агрегатных станках и автоматических линиях
необходимо обработать детали по 2-му классу точности. В та-
ких случаях резцы настраиваются непосредственно на станке
133
chipmaker.ru
с помощью различных индикаторных приборов, приспособле-
ний и наездников.
Для удобства пользования при настройке резцов в оправках
применяются наездники с встроенными постоянными магни-
тами.
Рис. 79. Приспособление со встроенными магнитами
для настройки резцов:
1 — индикатор; 2 — призма; 3 — постоянный магнит
Конструкция приспособления для настройки резцов показа-
на на рис. 79.
Приспособления для настройки фрез. В агрегатных станках
и автоматических линиях применяются фрезы торцовые, диско-
вые (двух- и трехсторонние), отрезные и прорезные.
При наличии во фрезерной головке пиноли торцовые фрезы
настраивают непосредственно на станке с помощью индикатор-
ных приборов.
Наборы дисковых двух- и трехсторонних фрез, а также
прорезных и отрезных настраиваются вне станков в специаль-
ных приспособлениях с применением индикаторов.
Конструкция такого приспособления показана на рис. 80.
134
Рис. 80. Приспособление для настрой-
ки дисковых фрез:
1 — стойка с индикатором для настройки
фрез по нижнему торцу; g — оправка с на-
бором четырех дисковых фрез; 3. 4 —
стойки-эталоны; 5 — стойка с индикатором
для настройки фрез по верхнему торцу;
6 — втулка; 7 — винт крепления оправки в
приспособлеиин
3.2. Устройства для направления
режущего инструмента
Базовый палец (рис.81) служит для ориентирования и фик-
сации подвижной кондукторной плиты (перемещающейся вмес-
те с силовым узлом) относительно обрабатываемых деталей,
закрепленных в приспособлении, и представляет собой комп-
лект деталей, в который входят палец фиксации, опорная шай-
ба с крепежными винтами и промежуточная втулка.
В приспособлении имеется не менее двух фиксирующих паль-
цев, а в многопозиционном приспособлении на поворотном де-
лительном столе с общей вертикальной кондукторной плитой,
135
chipmaker.ru
охватывающей все рабочие позиции, количество пальцев обыч-
но равно числу позиций (по одному на позиции). Благодаря
посадке сразу на несколько полных пальцев увеличивается
жесткость системы плита — приспособление в процессе обра-
ботки (снижаются или исключаются вибрации плиты под дей-
Рис. 81. Базовый
палец
ствием сил резания при одновременной многоинструментальной
обработке).
Фиксирующие пальцы могут располагаться в приспособле-
нии под любым углом к горизонту и должны быть максималь-
но удалены от мест образования стружки.
Набор деталей базового пальца в зависимости от диамет-
ра состоит из трех типоразмеров (табл. 47)
Опорные стойки подвижных кондукторных плит (рис. 82)
с закрепленными на них пальцами фиксации являются опорами,
обеспечивающими базирование и точную ориентацию подвиж-
ных кондукторных плит относительно приспособления. Подбо-
47. Базовый палец
Основные и присоединительные размеры, мм
d dt d, d, D D, H Hi h I
20 20 30 Мб 65 50 37 35 10 13 30
25 25 35 M8 80 60 50 45 15 14 40
35 35 45 MIO 100 75 60 60 20 20 45
136
ром стойки нужной высоты достигается требуемое расстояние
от кондукторной плиты до обрабатываемых заготовок и обес-
печивается достаточное удаление опорных шайб пальцев фик-
сации от мест образования стружки.
Опорные стойки имеют три исполнения, каждое из которых
Рис. 82. Опорные стойки подвижных кондукторных плит
делится па типоразмеры в зависимости от диаметра фиксатор-
ного пальца и высоты стойки (табл. 48).
Стойки (рис. 82, а, б, в) различаются по способу крепле-
ния к корпусу приспособления в зависимости от монтажных
возможностей приспособления и требований к жесткости в си-
стеме стойка — кондукторная плита.
Опорные стойки стационарных кондукторных плит (рис. 83)
используются в агрегатных станках и автоматических линиях
со стационарными приспособлениями.
Стойки для подвода электропитания в корпус приспособле-
ния выполняются сплошными или пустотелыми, имеют ряд ти-
поразмеров по диаметру и выполняются различными по вы-
соте (табл. 49).
Если стационарная кондукторная плита крепится на четы-
рех стойках, то посадочные шейки двух из них выполняются
по диаметру di и обеспечивают ориентацию и фиксацию плиты
относительно приспособления. Остальные шейки имеют диа-
метр da и входят в отверстия плиты с зазором.
137
chipmaker.ru
48. Стойки подвижных кондукторных плит
Кондукторные втулки (рис. 84) служат для дополнитель-
ного ориентирования шпинделей с режущим инструментом и
используются, как правило, для направления стержневого
инструмента, симметрично нагруженного в процессе резания,
например, сверла, зенкера, разнертки и т. п.
Кондукторные втулки устанавливаются в многоинструмен-
тальные кондукторные плиты в комплекте, включающем смен-
ную втулку (рис. 84, а, б, в и табл. 50), постоянную промежу-
49. Стойки стационарных кондукторных плит
Основные и присоединительные размеры, мм
d 4 d, 4. D h /1 1, /»
62 50 50 М16 140 105 Выбираются 30 30 55
75 60 60 М16 160 120 конструктив- 30 30 65
85 65 65 М20 175 135 но 35 35 70
138
точную втулку (рис. 84, г и табл. 51) и крепежные планки или
винты.
Втулки со стружколомами (рис. 84, в) рекомендуется при-
менять для дробления стальной сливной стружки при свер-
лении.
Рис. 83. Опорные
стойки стационарных
кондукторных плит
Втулки с заборным конусом (рис. 84, б) применяются в тех
случаях, когда по циклу работы инструмент выходит из кон-
дукторной втулки.
Скалки кондукторной плиты служат для поддержки и на-
правления подвижной кондукторной плиты, смонтированной на
шпиндельной коробке. Размеры поверхности шпиндельной ко-
робки, обращенной к кондукторной плите, выбираются из ряда
от 320 X400 мм до 1200Х 1200 мм. В боковых стенках шпиндель-
139
chipmaker.ru
50. Сменные кондукторные втулки
Основные размеры, мм
диаметр ин- струмента if, ММ D н Dt h Л| Л. Л. Z
4,8. ..7,5 12 8, 12, 16 22 10 4 15 5 8,5 5
7,6. ..10,2 16 ю, 16, 20 26 10,5
11.. . 14 20 12, 25 16, 20, 32 6 13 6
15.. . 17 25 20, 32 36 12 5 18 15
18.. .23 32 20, 32, 40 45 7 19,5
24.. .27 36 20, 32, 40 50 22 7
28.. .30 40 25, 32, 40 56 21 8 24,5
31.. .34 45 25, 32, 40 63 14 6 10 28
35.. .38 50 32, 40, 50 71 31,5 10
39.. .43 56 32, 40, 50 78 16 24 35
45.. .50 63 40, 50, 63 88 12 39,5
ных коробок предусмотрены бобышки, в которых выполняются
два или четыре сквозных отверстия — в зависимости от числа
устанавливаемых скалок. Имеется два типоразмера стандарт-
ных скалок диаметром, равным 30 и 40 мм: скалки диамет-
ром 30 мм — для поддержки и направления небольших кондук-
торных плит, монтируемых на шпиндельных коробках размером
не более 420X600 мм; скалки диаметром 40 мм — для кон-
дукторных плит на коробках больших габаритов. Длина скал-
ки выбирается конструктивно в каждом станке (табл. 52).
140
При установке кондукторной плиты на горизонтальной си-
ловой головке скалки снабжаются пружинами 4 (рис. 85), под
действием которых плита садится на базовые пальцы фиксации
и прижимается к опорным шайбам. На вертикальных силовых
головках пружины используются в плитах массой до 60 кг.
Нижний конец скалки 3 вводится в отверстие кондукторной
плиты и закрепляется в нем посредством фиксатора 1. Жестко
закрепленное кольцо 2 определяет положение скалки в кон-
дукторной плите, при котором свободно вводится фиксатор.
51. Промежуточные втулки
Размеры, мм Размеры, мм
d D н d D Н
8 12 8, 12, 16 36 45 20, 32, 40
12 18 8, 12, 16 40 50 25, 32, 40
16 22 10, 16,20 45 56 25, 32, 40
20 28 12, 16,20,25 50 63 32, 40, 50
25 32 20, 32 56 71 32, 40, 50
32 40 20, 32, 40 63 80 40, 50, 63
141
chipmaker.ru
S2. Скалки кондукторной плиты
Основные и присоединительные размеры, мм
d D h I z, lb i,
30 М30Х1.5 48 14 39 50, 70 48 48
40 М39Х1.5 60 16 49 80, 100 55 69
Такое крепление кондукторной плиты на скалках значительно
снижает трудоемкость съема и установки плиты при смене и
переточке режущего инструмента. Верхняя часть скалки прохо-
дит сквозь шпиндельную коробку и закрепляется в ней гайкой
и контргайкой 5.
ГЛАВА IV
ВСПОМОГАТЕЛЬНЫЕ УСТРОЙСТВА
4.1. Контрольные устройства
Повышение степени механизации и автоматизации техноло-
гических операций на агрегатных станках и автоматических ли-
ниях и рост их производительности привели к необходимости
автоматизации контрольных операций.
Наибольшее распространение получили в автоматических
линиях устройства для контроля наличия отверстий в обрабо-
танных деталях. Эти устройства устанавливаются на позициях,
непосредственно следующих за позициями сверления, или со-
вмещаются с ними, что позволяет исключить поломки метчиков
на позициях резьбонарезания и сократить выпуск с линий бра-
кованных деталей.
В общем случае такое контрольное устройство представ-
ляет собой подпружиненную плиту с вмонтированными стержне-
выми щупами и конечным выключателем, который включается
в случае упора хотя бы одного щупа в препятствие — непро-
сверленное отверстие или сломанное сверло — и дает команду
на отмену следующего цикла линии.
Все контрольное устройство монтируется на подкатном сто-
ле, обеспечивающем установочные перемещения.
С целью предотвращения поломок метчиков на позициях
резьбонарезания и сокращения выпуска с линий бракованных
деталей применяют различные устройства, контролирующие це-
лостность сверл,— щупы (рис. 86), индукционные фотодатчики
и т. п.
143
chipmaker.ru
На кронштейне 3, установленном на рабочей позиции, укреп-
лен бесконтактный конечный выключатель 2. В прорези БВК
перемещается переключающая пластина 1, укрепленная на ка-
чающемся вокруг оси 6 щупе 4. На конце щупа напаяна твер-
досплавная пластинка. При нахождении силового агрегата в
Рис. 86. Устройство для контроля целостности сверл методом
ощупывания
исходном положении щуп соприкасается с концом сверла 5.
В случае поломки сверла щуп под действием пружины 7
опустится вниз, переключающая пластина выйдет из прорези
БВК и последует электрический сигнал о поломке сверла и об
отмене команды на начало следующего цикла линии.
Для контроля диаметров обработанных отверстий приме-
няют пневмо- и электроконтактные датчики.
В последние годы стали применять контрольные устройства
с обратной связью для обеспечения автоматической подналад-
ки резцов. Такие устройства работают в паре с расточными го-
ловками и позволяют обрабатывать отверстия с точностью по
2-му классу.
При обработке на агрегатных станках глубоких отверстий
(при I > 5rf) используют системы адаптивного управления с
датчиками крутящего момента.
Такие устройства обеспечивают высокую производитель-
ность станков и стойкость режущих инструментов.
144
4.2. Системы смазки
Надежность агрегатных станков и автоматических линий,
долговечность их деталей во многом зависят от состояния тру-
щихся поверхностей, наличия и поступления к ним смазки.
Рис. 87. Схема централизованной смазки направляющих
силовых столов и приспособлений:
1 — столы силовые; 2 — дозаторы одноточечные; 3 — трубопроводы,
соединения; 4 — дозаторы шеститочечиые; 5 — приспособления; 6 —
станция смазки
В агрегатных станках и автоматических линиях приме-
няются, как правило, централизованные системы,смазки поверх-
ностей трения с импульсной дозированной подачей масел в точ-
ки смазки. Применяют также смазку разбрызгиванием (смазка
зубчатых колес и подшипников в редукторах и шпиндельных
145
chipmaker.ru
53. Смазка механизмов
Смазываемые механизмы Марка масла гост Кинематичес- кая вязкость при Б0°С
Направляющие скольжения ВНИИ НП-401 11058—75 16,5 ... 30
Приспособления, шпиндель- И-20А 20799—75 17.. .23
ные коробки, редукторы, ко- робки скоростей, фрезерные И-ЗОА 28.. .33
И-40А 35.. . 45
и подрезно-расточные бабки н другие механизмы Редукторы силовых столов И-12А 20799-75 10.. . 14
Расточные, фрезерные, резь- бонарезные бабкн н другие Консталин жировой 1957—73
механизмы Смазка 1-13 жировая 1631—61
коробках) и индивидуальную консистентными смазками (под-
шипники шпинделей в расточных и фрезерных узлах).
Наиболее характерна централизованная система смазки на-
правляющих силовых столов и подвижных элементов зажим-
ных приспособлений (рис. 87).
Система состоит из: а) гидростанции смазки, имеющей на-
сос с электродвигателем, фильтр, предохранительный клапан
и реле давления; б) системы трубопроводов; в) дозаторов.
Дозаторы состоят из корпуса 6, поршня 5, золотника 3, ко-
торые в исходном положении (рис. 88) поджаты пружинами 2
и 8 к торцу пробки 7. Гайка 1 ограничивает перемещение зо-
лотника 3. Масло к дозатору подводится через штуцер 4.
Масло под давлением 0,8... 1 МПа через отверстие А посту-
пает в полость В, поршень 5 остается поджатым к торцу проб-
ки 7, а золотник 3, преодолевая сопротивление пружины 2, пе-
ремещается до упора в гайку 1. При этом перекрывается отвер-
стие Ж, разъединяются полости Д и Е, открывается отверстие
Г, через которое подводящая магистраль соединяется через от-
146
верстие Б с полостью Д. Поршень 5 вместе с золотником 3
сжимает пружины 2 и 5 и перемещается до упора в торец кор-
пуса 6. Полость Д от торца пробки 6 до торца переместившего-
ся поршня 5 заполняется маслом, а доза масла из полости Е
через отверстие И подается в точку смазки.
Сработавшее реле давления отключает электродвигатель
насоса, давление в подводящей магистрали падает.
При отсутствии давления в дозаторе под действием пружи-
ны 2 перемещается до упора золотник 3, перекрывает отвер-
стие Г, разъединяет подводящую магистраль и полость Д, от-
крывает отверстие Ж, после чего поршень 5 с золотником 3
под действием пружин 2 и 8 возвращается в исходное положе-
ние, а масло из полости Д через отверстия Б и Ж вытесняется
в полость Е — происходит зарядка дозатора.
Масло к точкам смазки подается периодически, один раз с
интервалом от 30 до 120 минут (в зависимости от интенсив-
ности работы оборудования).
147
chipmaker.ru
Для смазки разбрызгиванием зубчатых колес и подшипни-
ков шпиндельных коробок применяют насосы С12-12, встроен-
ные в шпиндельные коробки, в сочетании с маслораспредели-
телем.
Применяемые в агрегатных станках и автоматических ли-
ниях смазочные материалы приведены в табл. 53.
Системы смазки особенно чувствительны к загрязнению и
поэтому требуют тщательного ухода.
Подробное описание систем смазки и применяемых аппара-
тов дается в соответствующем разделе «Руководства по экс-
плуатации автоматической линии (станка)».
4.3. Механизмы автоматической загрузки
и съема обрабатываемых деталей
Агрегатные стаики и автоматические линии применяются
для обработки самых различных деталей — от мелких дета-
лей швейных машин до крупногабаритных типа блоков цилин-
дров и мостов автомобилей и тракторов.
В зависимости от назначения агрегатного оборудования и
его производительности различают три вида загрузки загото-
вок и разгрузки обработанных деталей: ручную, механизиро-
ванную с помощью грузоподъемных средств и автоматизиро-
ванную.
Автоматизированную загрузку заготовок и разгрузку обра-
ботанных деталей применяют на оборудовании с высокой про-
изводительностью и коротким циклом, например, на автомати-
ческих линиях для обработки маховиков двигателей, крышек
коренных подшипников, шатунов, тормозных барабанов,
оснований гидродомкратов, иа агрегатных станках для обра-
ботки секций отопительных радиаторов, пальцев звеньев гусе-
ниц и других деталей.
В зависимости от конфигурации и сложности заготовки
применяют бункерную или магазинную загрузку, а для раз-
грузки обработанных деталей наиболее часто используются
различного рода манипуляторы.
148
4.4. Устройства для отвода стружки
При обработке деталей на агрегатном оборудовании в боль-
шом количестве образуется стружка различного вида: дробле-
ная, сливная, витая и т. п.
Обилие разнообразной стружки(в зависимости от обраба-
тываемого материала) обусловило применение в агрегатном
оборудовании различных устройств для ее удаления.
В автоматических линиях для обработки чугунных деталей
применяют цепные скребковые транспортеры, а при обработке
стальных и алюминиевых деталей наиболее целесообразно
применение одно- и двухручьевых шнековых транспортеров.
Эти транспортеры располагают в траншеях под линиями,
участки траншей, находящиеся между станками, закрывают
металлическими решетками.
Стружка от станков и линий поступает в общецеховые
стружкосборники или в индивидуальные емкости, устанавли-
ваемые у каждой линии (станка).
В последние годы для удаления от линий алюминиевой
стружки используют гидросмыв. В этом случае траншея под
линией имеет уклон 3% и форму полуцилиндра. Стружка уда-
ляется струей СОЖ, подаваемой под давлением.
4.5. Системы охлаждения
режущего инструмента
Точность обработки деталей и стойкость режущих инстру-
ментов во многом зависят от состава и количества применяемой
смазочно-охлаждающей жидкости (СОЖ).
В зависимости от вида обработки, материала режущего
инструмента и обрабатываемого материала применяют различ-
ные СОЖ: эмульсии, эмульсолы, сульфофрезол, минеральные
масла.
В табл. 54 даны рекомендации по выбору СОЖ-
«Укринол-1», РЗ-СОЖ8 и ЛЗ-ЭМ/ЗО — эмульсолы, МР-1,
ОСМ-3, В-31, ЛЗ-СОЖ1 ПО, ЛЗ-СОЖ2 СПО — масляные СОЖ,
изготовляются нефтемаслозаводами, МОТ-2 — эмульсия, при-
готовляется по рецепту заводов-потребителей.
Применение для охлаждения и смазки режущих инструмен-
тов СОЖ низкого качества, загрязненной и в недостаточном
149
chipmaker.ru
54. Смазочно-охлаждающие жидкости
ЖИДКОСТЬ 1батываемый материал медь и ее сплавы 5%-ный «Ук- ринол-1» 5%-ный «Ук- ринол-1», МР-1 5%-ный «Ук- ринол-1» 5%-ный «Ук- ринол-1», МР-1
алюминий и его сплавы 7%-ный «Ук- рннол-1» 7%-ный «Ук- ринол-1», МОТ-2, В-31 7%-ный«Ук-1 ринол-1», МОТ-2 7%-ный гУк- ринол-1», В-31
Смазочно-охлаждающая серый и ковкий чугун 5%-ный «Ук- ринол-1» £ м >, >> %* -Гх ** ед ' 3 Л О 3 Д « « § ю сЛ С ю сх 5%-ный «Ук- ринол-1», ЛЗ-СОЖ1 ПО
Q. S нержавеющие и жаропрочные стали РЗ-СОЖ8, лз-эм/зо РЗ-СОЖ8, ЛЗ-ЭМ/ЗО, МР-1 РЗ-СОЖ8, ЛЗ-ЭМ/ЗО РЗ-СОЖ8, ЛЗ-ЭМ/ЗО, МР-1
углеродистые и легированные конструкцион- ные стали 3%-ный <Ук- ринол-1» 3%-ный <Ук- ринол-1», МР-1, ОСМ-3 3%-ный «Ук- ринол-1» 3%-ный «Ук- рннол-1», ЛЗ-СОЖ2 СИО, ОСМ-3
1 1 1 режущего инструмента Быстрорежу- щая сталь или твердый сплав То же А Быстрорежу- щая сталь
Операции Точение, раста- чивание, сверле- ние и зенкёро- ванне Развертывание Фрезерование Резьбонарезание 1
150
количестве приводит к браку обрабатываемых деталей, сниже-
нию стойкости, а подчас и поломкам режущего инструмента.
В автоматических линиях для обработки стальных деталей
иногда применяют разные по составу СОЖ- В этом случае
предусматривается раздельное удаление стружки с целью не-
допущения смешивания различных СОЖ- -
Очистку СОЖ от стружки производят с помощью многосек-
ционных отстойников, магнитных сепараторов или специальных
фильтрационных установок.
chipmaker.ru
ГЛАВА V
СИСТЕМЫ ПРИВОДА И УПРАВЛЕНИЯ
5.1. Гидравлический привод
Гидравлический привод — один из наиболее распространен-
ных видов привода основных и вспомогательных механизмов
агрегатных станков и автоматических линий. Он применяется
для подачи режущих инструментов, закрепления, фиксации и
транспортирования обрабатываемых деталей, выполнения вспо-
могательных перемещений.
Рис. 89. Станочная гидростанция
152
В состав гидравлического привода входят одинарные или
сдвоенные лопастные насосы производительностью 5... 100 л/мин,
гидродвигатели поступательного (цилиндры) или вращательно-
го (гидромоторы) движения, аппаратура управления (конт-
рольно-регулирующие аппараты).
Рис. 90. Схема станоч-
ной гидростанции:
I — насос с электродвигате-
лем; 2 — фильтр; 3 — золот-
ник включения манометра;
4 — манометр; 5 — реле дав-
ления; 6 — предохранитель-
ный клапан; 7 — теплообмен-
ник
Станочная гидростанция предназначена для привода гид-
рофицированных узлов агрегатного станка с управляемой ап-
паратурой, расположенной на станке.
Гидростанция (рис. 89) состоит из сварного резервуара-
гидробака 2, в котором находится насосная установка с элек-
тродвигателем 1. На боковой стенке гидробака имеются указа-
тель уровня масла, краны 3 и 4 для подвода охлаждающей
жидкости и слива масла.
На рис. 90 приведена гидравлическая схема станции, а ни-
же — основные параметры.
Емкость гидробака, л:
номинальная ................................. 125
наибольшая .................................. 140
Номинальная производительность
насоса, л/мин..................................... 8
Мощность электродвигателя, кВт................ 1,5
Максимальное рабочее давление, МПа ...... 3,5
Температура рабочей жидкости, °C................ 4-10 •.. 4-55
Габаритные размеры станции, мм.................. 1053x 968x 480
Масса, кг....................................... 235
153
chipmaker.ru
Гидробаки с плитой предназначены для компоновки гидро-
станций, управляющих работой зажимных, транспортных и дру-
гих гидрофицированных механизмов агрегатных станков и
автоматических линий.
Гидробаки имеют три типоразмера, отличающиеся емкостью
резервуара, производительностью насоса и размерами плиты,
на которой установлены контрольно-регулирующие и управ-
ляющие гидравлические аппараты притычного типа.
Корпус гидробака представляет собой сварной резервуар с
плитой, на которой монтируются блоки аппаратов 6. Насосная
установка расположена на крышке резервуара.
На рис. 91 приведены основные размеры гидробаков, а в
табл. 55 — основные данные.
Насосные установки предназначены для подачи масла под
давлением в гидросистему агрегатного станка или автомати-
ческой линии и монтируются на гидробаках в вертикальном
положении.
Насосные установки (рис. 92) разделяются на три типо-
размера в зависимости от производительности насоса и наи-
большего давления (табл. 56). Каждый типоразмер имеет два
исполнения: 01 — одинарная насосная установка, подающая
масло одним потоком, 02 — сдвоенная насосная установка, по-
дающая масло двумя потоками.
55. Гидробаки
Параметры Типоразмеры
I II 111
Емкость гидробака, л: номинальная 125 200 320
наибольшая 140 220 370
Производительность насоса, л/мин 30... 40 55... 78 110... 160
Наибольшая мощность элект- родвигателя, кВт 4 7,5 15
Температура рабочей жид- кости, °C Масса, кг 129 +10... +55 172,5 225
154
155
chipmaker.ru
Разделительная панель относится к группе аппаратов на
блоках и предназначена для предохранения от перегрузок гид-
росистем, питаемых двумя насосами, и разгрузки насоса
большой производительности. Основные и присоединительные
размеры и гидросхема панели приведены на рис. 93.
Рис. 92. Насосная установка УМ7116:
а — одинарная; б —сдвоенная
Основные данные
Номинальный расход насоса низкого
давления, л/мии......................70
156
Номинальные расход насоса высокого
давления, л/мин............................ 3... 25
Пределы регулирования давления, МПа:
высокого...................................1,0... 6,4
низкого.................................0,5... 3,2
Масса, кг..................................28,5
Рис. 93. Разделительная панель П7214-160 с обозначением от-:
верстий:
Дв — высокое давление; Ди •— низкое давление; С — слив через теплооб-
менник; Д —давление системы; Су —слив утечек (дренаж); Супр —слив
магистрали управления
Реверсивный золотник предназначен для управления гид-
равлическими механизмами. Основные и присоединительные
размеры и гидросхема золотника приведены на рис. 94.
Основные данные
Номинальный расход насоса низкого
давления, л/мин......................70
Наибольшее рабочее давление, МПа ... 12,5
Масса, кг............................30,5
Двухпозиционный кран управления (рис. 95) наиболее ши-
роко применяется в гидрофицированных зажимных приспособ-
лениях на поворотном делительном столе. Конструкция его
разработана ЭНИМСом. Расположение присоединительных от-
верстий на торце позволяет устанавливать краны в отверстия
корпуса приспособления и производить разводку труб внутри
приспособления.
157
chipmaker.ru
Краны управления типа Г71-2 рассчитаны на небольшой
расход рабочей жидкости до 0,133 дм3/с. Для снижения затрат
времени на вспомогательные движения разработан стандарти-
зованный кран управления с большим расходом рабочей
жидкости. Основные параметры двухходового крана даны в
табл. 57.
Рис. 94. Реверсивный золотник
В кране предусмотрены четыре отверстия для подвода ра-
бочей жидкости: два—от магистралей «давление» и «слив»
гидростанции и по одному — от каждой из двух полостей гид-
роцилиндра. Одна из полостей гидроцилиндра соединяется с
158
56. Насосные установки
Типоразмер Насос Электродвигатель Основные размеры, мм
производи- тельность, л/мин давление, МПа МОЩНОСТЬ, кВт .1 15 та та аве з* m К О масса, кг н Н, L Li 320
УМ7116-011 5 6,3 1,5 920 65 418 416 475
012 8 5,5
013 12 4,0
014 18 4,0 2,2 950 80 444
021 5/18 4,5/3,5 3,0 960 109 509 456 502 320
022 5/25 4,5/3,0
023 5/35 4,5/3,0 4,0 960 120 547
024 50/5 3,5/4,5 5,5 970 190 589 516 515
025 70/8 3,5/4,5 7,5 210 ! 621
026 100/8 4,0/5,0 10,0 221 674 481 550
57. Двухпознциоиный кран
Расход гид- равлической жидкости, ДМ’/С D D, D, L Lt L, Li а
0,135 76 86 К 1/4" 100 77 93 32 22°30'
0,3 ПО 113 К 3/8" 115 58 90 63 25°
159
chipmaker.ru
магистралью, подающей давление от гидростанции, вторая — с
магистралью слива. При переводе рукоятки в другое положе-
ние магистрали давления и слива соединяются с другими по-
лостями гидроцилиндра.
Рис. 96. Трехпознционныи кран управления гидроприводом
Трехпозициоииый кран управления применяется в гидро-
фицированных приспособлениях при необходимости управления
двумя гидроцилиндрами, которые при зажиме обрабатываемой
заготовки работают последовательно (вначале один осущест-
вляет ориентацию заготовки, затем другой — зажим), а при
раскреплении — параллельно. Трехпозициоииый край управ-
ления имеет три фиксированных положения рукоятки.
58. Трехпозиционный край
Номинальный рас- ход масла, дм’/с D о. D, L ц, L,
0,133 90 93 К 1/4" 45 55 25
0,3 ПО 113 К 3/8" 58 58 37
160
В зависимости от расхода рабочей жидкости существу-
ет два типоразмера трехпозиционных кранов управления
(табл. 58).
Кран (рис. 96) состоит из корпуса 1, внутри которого на-
ходится золотник 2. В корпусе золотник ограничен с торцов
крышками 3 и 4, стянутыми винтами 5. На выступающем нару-
жу конце золотника надета ступица 9 рукоятки, в отверстии
которой находятся шарик 6, пружина 7 и пробка 8. Подпружи-
ненный шарик фиксирует ступицу в трех положениях — двух
крайних и среднем. При этом в крайних положениях ступица
поворачивается до упора в штифты.
Последовательность работы крана, управляющего двумя
гидроцилиндрами, показана на схеме. Буквами Д и С обозна-
чены резьбовые отверстия, к которым подводятся магистрали
давления и слива. При опускании рукоятки до отказа вниз
(верхний рисунок схемы) золотник занимает положение, при
котором гидравлическая жидкость подается в рабочие полости
обоих гидроцилиндров. В среднем положении рукоятки (сред-
ний рисунок схемы) жидкость поступает в рабочую полость
одного гидроцнлиндра и в нерабочую — другого. И наконец,
жидкость поступает в нерабочие полости обоих цилиндров
при верхнем положении рукоятки.
Трехпозициоииый кран управления (рис. 97) применяется
в приспособлениях с пневмоприводом. Конструкция крана раз-
работана ЭНИМСом.
Трехпозиционный кран управления обеспечивает последо-
вательную рабочую подачу сжатого воздуха в рабочие полости
вначале одного, затем другого пневмоцилиндра. Кран состоит
из. корпуса 10, в котором размещен золотник 11, поджатый
пружиной 9 к крышке 12. Через крышку проходит валик 8,
соединение которого с золотником обеспечивает их совместный
поворот под действием рукоятки, надетой на валик. Рукоятка
включает ступицу 13, качающуюся на оси 3, стержень 5 с
шаровой ручкой 6, фиксирующий положение рукоятки штифт 4
и подпружиненный толкатель 1. Сжатый воздух подводится к
крану из магистрали и пиевмоцилиндров через отверстия К 3/8"
расположенные в торце корпуса или на периферии крышки.
Если используются отверстия в торце, то периферийные глу-
шатся пробками 7.
161
chipmaker.ru
Последовательность работы крана при различных положе-
ниях рукоятки показана на схеме, приведенной на рис. 97, на
которой использованы следующие условные обозначения:
Д — подвод сжатого воздуха к крану от магистрали дав-
ления;
А — выпуск сжатого воздуха в атмосферу;
1 Р. П. и 1 Н. П. — рабочая и нерабочая полости первого
пневмоцилиндра.
2 Р. П. и 2 Н. П. — рабочая и нерабочая полости второго
пневмоцилиндр а.
Рис. 97. Трехпозиционный кран управления пневмоприводом
Привод подач подрезно-расточных бабок при дроссельном
регулировании осуществляется по гидросхеме, показанной на
рис. 98. В качестве привода подач служат гидроцилиндры или
гидромоторы.
Гидросхема включает трехпозиционный распределитель /,
регулятор расхода 5, клапан напорный с обратным клапаном 3
и гидроцилиндр 4.
Схема обеспечивает одну рабочую подачу и быстрый отвод.
162
При рабочей подаче поток масла от насоса поступает при
включении электромагнита 2 через распределитель 1, регуля-
тор расхода 5 к гидроцилиндру 4.
Размещение регулятора расхода 5 около гидроцилиндра
уменьшает объем жидкости между регулятором и гидроцилии-
Рис. 98. Схема гидропривода подачи подрезно-расточ-
ных бабок
дром, создает давление в пределах 0,4...0,6 МПа в сливной ли-
нии из гидроцилиндра, обеспечивает более высокую жесткость
гидросистемы.
Привод подач суппортов при токарной обработке по схеме,
показанной на рис. 99, применяется в случаях, когда требуются
быстрые перемещения и рабочие подачи в обоих направлениях.
Схема состоит из двух трехпозиционных распределителей 5
и в и двух регуляторов потока 2 и 1.
Направление перемещения суппорта от гидроцилиндра 6
при быстром перемещении и рабочих подачах регулируется
распределителем 5: вперед — включением электромагнита 4,
назад — включением электромагнита 7. При этом быстрое пе-
ремещение в обоих направлениях задается включением допол-
цительно электромагнита 9 и распределителя 2. Рабочие подачи
обеспечиваются: меньшая скорость подачи — при выключении
электромагнита 9 распределителя 8, а большая — включением
электромагнита 3,
163
chipmaker.ru
Привод подкатных столов осуществляется по гидросхеме
(рис. 100), которая включает два трехпозиционных распреде-
лителя 2 и 5, дроссель 10 и гидроцилиндр 8.
Схема обеспечивает быстрый подвод и замедление стола
при подходе к жесткому упору.
Рис. 99. Схема гидропривода подач суппортов
При быстром перемещении вперед поток масла поступает
от насоса при включении электромагнитов 1 и 4 через распре-
делители 2 и 5 в полость 9 гидроцилиндра 8, перемещая стол
к переднему винту жесткого упора.
При включении электромагнитов 3 н 6 поток масла посту-
пает в полость 7 гидроцилиндра 8, возвращая стол в исходное
положение.
При подводе стола к крайним положениям бесконтактные
переключатели подают команду на отключение электромагни-
тов 1 или 3 распределителя 2. Через дроссель 10, уменьшающий
скорость перемещения стола в 3—4 раза, поток рабочей жид-
164
кости на участке замедления поступает к цилиндру 8 через
распределитель 5.
При остановке стола в переднем положении на жестком
упоре электромагниты 4 и 6 остаются включенными.
В исходном положении стола все магниты отключены.
Рис. 100. Схема гидропривода подкатных столов
При перемещении резьбонарезных, контрольных и зажим-
ных устройств на загрузочно-разгрузочных позициях, когда
скорость столов при подходе к жесткому упору ие превыша-
ет 2,5....3,5 м/мин, возможно управление гидравлическим сто-
лом от одного распределителя.
Привод транспортера для перемещения обрабатываемых
деталей или приспособлений-спутников с деталями осущест-
вляется по гидросхеме (рис. 101), включающей лопастные на-
сосы 3 и 4 малой и большой производительности, клапаны
давления 1 и 8, фильтр 5, распределитель пятилинейиый 15,
распределитель 9, манометр с золотником 2, обратные
клапаны 6, 7, 12, 24, 25, осевой дроссель 23 и гидроци-
линдр 20.
Клапан давления 1 предохраняет от перегрузки насос ма-
лой производительности 3. Насос большой производительности
разгружается гидропанелью электроразгрузки, состоящей из
клапана давления 8 и распределителя 9.
Рабочая жидкость, нагнетаемая насосом малой производи-
тельности 3, очищается от механических примесей фильтром 5.
Величина настройки клапанов давления 1 и 8 определяется
манометром с золотником 2.
Пятилинейный распределитель 15 управляет дифференци-
альным гидроцилиндром 20 транспортера. При включении элек-
165
chipmaker.ru
Впер^ Транспортер
Рис. 101. Схема гидропривода транспортера автоматиче-:
ских линий
166
тромагнита 14 поток жидкости по линии 18 попадает в по-
лость 19 гидроцилиндра 20 и перемещает транспортер вперед
Из исходного положения. При этом электромагнит 10 распреде-
лителя 9 выключен. Кулачок 22 набегает на осевой дроссель 23,
который тормозит транспортер. Масло, вытесняемое из поло-
сти 21 гидроцилиндра 20, вплоть до полной остановки
транспортера поступает через линию 17 распределителя 15 и
по линии 13 через обратный клапан 25 в полость 19, увеличивая
скорость движения транспортера.
При замыкании бесконтактного переключателя замедления
электромагнит 10 распределителя 9 отключается и гидропанель
электроразгрузки разгружает насос 4 и транспортер досылает-
ся до упора насосом 3.
При включении электромагнитов 16 и 10 поток масла через
обратный клапан 24 поступает в полость 21 цилиндра 20, воз-
вращая транспортер в исходное положение. При сходе кулач-
ка 22 с ролика осевого дросселя 23 поток масла поступает
через дроссель 23 и обратный клапан 24, а из полости 19 масло
вытесняется на слив.
При замыкании бесконтактного переключателя замедления
гидропанель электроразгрузки разгружает насос 4, а потоком
масла от насоса 3 транспортер плавно возвращается в исходное
положение. Обратный клапан 12 служит для подпора на сливе
и более плавного движения транспортера в исходное поло-
жение.
Теплообменник 11 предназначен для охлаждения масла в
гидробаке при его работе. Он подключается к цеховому водо-
проводу и канализации.
5.2. Электрический привод
Работа каждого узла агрегатного станка или автоматиче-
ской линии по заданному для него циклу и последовательность
работы узлов в соответствии с циклограммой обеспечиваются
электрической схемой управления путем подачи однозначных
команд на выполнение каждого движения узла, группы узлов,
станка или линии в целом.
В состав электрооборудования автоматических линий и аг-
регатных станков входят короткозамкнутые электродвигатели
переменного тока, электромагниты, промежуточные реле, пу-
167
chipmaker.ru
тевые переключатели — контактные и бесконтактные, средства
контроля и сигнализации и другая аппаратура.
Система электроавтоматики, состоящая из различных ко-
мандных, коммутационных и исполнительных устройств и ап-
паратов, является одним из важнейших компонентов агрегат-
ных станков и автоматических линий, призванных обеспечить
их надежное функционирование в течение 10—12 лет и более.
В последнее время происходит значительное усложнение
агрегатного оборудования: повышается комплексность обра-
ботки, увеличивается число выполняемых технологических опе-
раций, растет число основного технологического и вспомога-
тельного оборудования в автоматических линиях, повышаются
интенсивность его работы и степень автоматизации.
Расширение и усложнение задач, выполняемых системами уп-
равления, увеличивают количество используемых в них аппа-
ратов. За последнее десятилетие только количество путевых
переключателей в расчете на один станок (одну рабочую по-
зицию автоматической линии) увеличилось с 10 до 20 и более.
Агрегатные станки и автоматические линии являются цик-
лически действующим оборудованием. Поэтому надежность
системы управления обусловлена в основном числом срабаты-
ваний аппаратов и устройств. Наименее надежными элемента-
ми электрических аппаратов являются их контакты. В автома-
тических линиях средней сложности число циклов только кон-
тактов путевых переключателей за один час работы составляет
15—20 тысяч.
В целях повышения надежности систем управления и рабо-
ты агрегатного оборудования в целом в последние годы широ-
ко используются электрические, аппараты постоянного тока
(работающие на напряжении 24 В), такие, как электромагниты
серии ЭУ и бесконтактные путевые переключатели серии БВК,
электромагнитные муфты серии ЭТМ.
Наладка и обслуживание электрооборудования агрегатных
станков и автоматических линий осуществляются специалиста-
ми-электриками.
Описание работы электрооборудования каждого конкрет-
ного агрегатного станка и автоматической линии приводится
в «Руководстве по эксплуатации» этого оборудования. «Руко-
водства по эксплуатации» входят в комплект поставки стан-
ков и линий заказчикам.
168
5.3. Защитные
и предохранительные устройства
Особенностью эксплуатации автоматических линий и агре-
гатных станков в массовом производстве является интенсивная
работа всего оборудования в циклических режимах. Линия
обслуживается одним наладчиком и одним-двумя операто-
рами. От обслуживающего персонала требуется непрерывный
контроль и наблюдение за работой всего комплекса сложного
оборудования, а при необходимости и оперативное вмешатель-
ство. Обслуживающий персонал постоянно контролирует ка-
чество обработки деталей и следит за степенью затупления и
целостностью режущих инструментов. Исключительно напря-
женная работа персонала, особенно на автоматических лини-
ях, вызывает необходимость возложить на оборудование мак-
симально возможное количество функций, в том числе конт-
рольных, чтобы разгрузить оператора и наладчика для
выполнения неавтоматизированных операций. Поэтому в ли-
нии и станки вводятся автоматически действующие устройства,
выполняющие функции контроля основных параметров рабо-
ты узлов и механизмов и прекращающие работу механизмов,
станков и линий в ненормальных и аварийных режимах. Для
этого станки и линии оснащаются устройствами контроля точ-
ности обработки деталей, контроля поломки стержневых
режущих инструментов (сверл, зенкеров, разверток, метчиков),
различных блокировок, защитных и предохранительных уст-
ройств.
Во многих узлах и механизмах при эксплуатации станков
И линий отказ возникает как следствие не постепенного изме-
нения внутреннего состояния элементов (например, износа), а
внешнего случайного воздействия, величина которого выше
предельно допустимой. Причем перегрузка, раз возникнув, мо-
жет иметь место в течение нескольких последующих циклов
работы оборудования.
В станках и линиях перегрузки наиболее часто возникают
в результате затупления или поломки режущих инструментов,
загрязнения некоторых механизмов или недостаточной их
смазки. Так как детали механизмов могут выдержать только
некоторую предельную нагрузку, при превышении допустимого
уровня происходит мгновенный отказ. Очевидно, надежность
169
chipmaker.ru
в таком случае может быть повышена путем конструктивного
улучшения деталей или ограничения действующих нагрузок
по величине и длительности.
Поскольку агрегатные станки и линии предназначены для
обработки одной или нескольких деталей, при их проектирова-
нии закладываются постоянные режимы резания. Для станков
и линий, построенных на базе силовых узлов с электромехани-
ческим приводом, характерно постоянство режимов, а следо-
вательно, и нагрузок электродвигателей и кинематических
цепей силовых узлов. Режимы резания выбираются из усло-
вий оптимальной стойкости режущих инструментов и могут
быть изменены только при замене зубчатых колес.
Относительная стабильность нагрузок создает предпосылки
для применения в станках и линиях различного рода предо-
хранительных и защитных механических и электрических
устройств. Наибольшая эффективность предотвращения отка-
зов оборудования достигается путем сочетания электрических,
гидравлических и механических защитных устройств и согла-
сования их параметров, а также различных блокировок.
Основным узлом станков и линий является силовой стол
для создания ускоренных и рабочих перемещений, а при необ-
ходимости — выдержки на жестком упоре. На силовом столе
устанавливаются сверлильно-расточные, подрезно-расточные,
фрезерные бабки или многошпиндельные коробки с приводом
главного движения (вращения инструмента). Удельный вес
электродвигателей приводов силовых столов и вращения
инструментов в общем количестве электродвигателей станков
и линий составляет 75—95%.
На примере конструкции и работы силового стола можно
видеть, как распределяются функции между механической и
электрической защитой. Кинематическая схема силового стола
показана на рис. 23, а принципиальная схема силовых цепей
электродвигателей и привода вращения инструмента — на
рис. 102. Кинематическая и электрическая цепи в силовом
столе защищены предохранительной фрикционной муфтой ФМ
и определенными устройствами — в силовых цепях электро-
двигателей. Силовая цепь электродвигателей в станках и ли-
ниях защищена трехполюсным автоматическим выключателем
с электромагнитным или комбинированными расцепителями и
тепловым биметаллическим реле.
170
Фрикционная муфта ФМ в редукторе силового стола, на-
строенная на определенный крутящий момент, соответствующий
предельному усилию подачи и номинальному моменту на валу
электродвигателя привода подачи РП, предназначена для пре-
дохранения от перегрузки кинематической цепи подачи и элект-
родвигателя. Превышение предельного усилия подачи приво-
дит к возрастанию крутящего момента и срабатыванию муфты.
Рис. 10$. Электрическая схема силовых цепей электро-
двигателей силовых узлов с электромеханическим при-’
водом
171
chipmaker.ru
При неправильном регулировании момента срабатывания муф-
ты возрастание крутящего момента влечет за собой срабаты-
вание защиты электродвигателя от перегрузки вследствие
увеличения тока. Если момент на валу превысит критическое
значение момента электродвигателя, он опрокинется, так как
ток в статоре станет равным 5—7-кратному номинальному.
Электрическая схема силового узла выполнена так, что
электродвигатель РП может работать лишь одновременно с
электродвигателем вращения инструмента ВИ. Для защиты
электродвигателя ВИ от перегрузок используется тепловое реле
или автомат с комбинированным расцепителем.
Редуктор силового стола с фрикционной муфтой позволяет
осуществлять работу силовых узлов с выдержкой на жестком
упоре в течение 3—5 секунд, что обеспечивает точность осевых
размеров при обработке деталей. В этом случае процесс реза-
ния осуществляется с выхаживанием инструмента без пере-
грузки кинематической цепи и электродвигателя вследствие
срабатывания фрикционной муфты. Эта же муфта при возра-
стании усилия подачи частично снижает нагрузки кинемати-
ческой цепи и электродвигателя вращения инструмента путем
уменьшения величины подачи на оборот шпинделя.
Электродвигатель ускоренных перемещений У, который
включается дважды в цикле («вперед» и «назад») на 3—5
секунд, имеет только тепловую защиту.
Наиболее распространенной и естественной причиной пере-
грузки в станках и линиях является затупление (износ) режу-
щих инструментов. На рис. 103 показана кривая зависимости
нагрузки S кинематических цепей и электродвигателей враще-
ния инструмента и рабочей подачи при резании от числа обра-
ботанных деталей п (циклов). После обработки nt деталей
(«1 — случайная величина) инструмент интенсивно затупляет-
ся, что вызывает возрастание нагрузки и тока электродвига-
теля. Все это приводит к срабатыванию тепловой защиты элек-
тродвигателя при обработке детали в цикле с порядковым но-
мером т. Срабатывание тепловой защиты в зоне нагрузок от
Si до 32 происходит благодаря накоплению сигналов о пере-
грузке. Возможность такого использования тепловой защиты в
повторно-кратковременном режиме работы обусловлена по-
стоянством цикла и относительным постоянством нагрузок в
зоне нормального затупления инструмента (от 0 до tii циклов).
172
Для правильной оценки возможных последствий при отка-
зах, определения причин отказов и выбора средств их
предупреждения целесообразно построить структурную схему
логической цепи взаимозависимости явлений при отказах, так
-называемую схему возможных отказов (см. приложения 1 и 2).
Рис. 103. Кривая роста нагрузи
ки вследствие затупления- ре-
жущего инструмента
Анализ такой цепи позволяет уяснить природу отказа, правиль-
но определить наиболее существенные причинно-следственные
связи явлений при отказах и выбрать средства защиты, места
установки защитных устройств, параметры, уровень настройки
и рациональное взаимодействие этих устройств.
Целесообразно и эффективно взаимодействие различных
защитных средств для предотвращения выхода из строя или
ускоренного износа деталей механизмов и электродвигателей.
Так, фрикционная муфта в цепи подачи силового стола при
правильной ее настройке исключает возможность перегрузки
электродвигателя, а тепловое реле в свою очередь способно
предотвратить поломки в механизме.
Защитные и предохранительные устройства должны перио-
дически подвергаться контролю и находиться в постоянной
готовности, так как отказы защиты имеют обычно более тяже-
лые последствия, чем отказы других элементов. Это объясня-
ется тем, что защитные устройства бездействуют при нормаль-
ных режимах работы, и неисправность их обнаруживается
именно в тот момент, когда возникает аварийная ситуация.
В результате отказа защитных устройств выходит из строя
оборудование, что вызывает простои и приводит к снижению
производительности.
Время простоя (восстановления) зависит от последствий
173
chipmaker.ru
отказа, ремонтопригодности оборудования, оперативности и
Квалификации ремонтного и обслуживающего персонала.
Следовательно, серьезность последствий отказа определяет-
ся своевременностью срабатывания защиты или ее отказом.
Время восстановления Тв можно представить в виде суммы
составляющих:
а) при срабатывании защиты 7'в=7’о+7'у;
б) при отказе защиты 7'в=7’о+7'у+7'п,
где То — время установления факта отказа, места его (вплоть
до элемента) и причины; Гу — время устранения причины от-
каза (замена инструмента, очистка и смазка направляющих,
ремонт механизма и т. п.) и восстановления схемы защиты
(включение автоматического выключателя, теплового реле,
замена вставок плавких предохранителей); Тп— время обна-
ружения и ликвидации последствий отказа, обусловленных
несрабатыванием защиты (монтаж и демонтаж оборудования
и аппаратуры, изготовление или доставка запасных элементов,
проверка качества ремонта, пробный пуск). Опыт эксплуата-
ции станков и лниий показывает, что время To-l-TV не превы-
шает обычно нескольких (1—5) минут; время Тп весьма
велико и во многих случаях составляет несколько часов и да-
же смен.
Срабатывание тепловой защиты электродвигателя часто
является сигналом о необходимости проведения технического
обслуживания: замены затупившегося инструмента, очистки
и смазки механизма и т. д.
Фрикционные муфты в кинематических цепях механизмов
(привод подачи силовых столов, привод транспортных устройств
и др.) предохраняют от перегрузок элементы кинематической
цепи и электродвигатель.
ГЛАВА VI
ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
И ЭКСПЛУАТАЦИЯ АГРЕГАТНЫХ
СТАНКОВ И АВТОМАТИЧЕСКИХ ЛИНИЙ
6.1. Общие указания
Автоматические линии представляют собой комплекс агре-
гатных и специальных станков, соединенных между собой
транспортной системой и системами электро-, гидро- и пневмо-
автоматики.
Агрегатные и специальные станки компонуются из унифи-
цированных и специальных узлов, взаимодействующих с систе-
мами электро-, гидро- и пневмоавтоматики.
Принцип работы и устройство унифицированных и специ-
альных сборочных единиц изложены в руководствах по
соответствующим сборочным единицам, являющихся частью
«Руководства по эксплуатации автоматической линии (стан-
ка)». Назначение, устройство и принцип работы каждой кон-
кретной линии (станка) изложены в названном Руководстве.
Значения показателей надежности и производительности
автоматической линии, указанные в конструкторской документа-
ции, определены на стадии проектирования. Исходные значе-
ния для расчета показателей получены в результате изучения
линий, находящихся в эксплуатации.
Каждая линия (станок) является изделием единичного про-
ектирования и производства, поэтому в отдельных случаях
возможны недостатки в некоторых агрегатах и механизмах,
которые могут быть выявлены и устранены только при вводе
линии (станка) в эксплуатацию и в начальный период эксплуа-
тации.
175
chipmaker.ru
Эксплуатация линии (стайка) возможна только после окон-
чания всех монтажных и пуско-наладочных работ, проведения
приемо-сдаточных испытаний на заводе-заказчике, подписания
акта о готовности линии (станка) к работе и приемки заводом-
заказчиком от завода-изготовителя.
Ввод линии (станка) в эксплуатацию должен быть офор-
млен приказом по заводу. Этим же приказом назначается
ответственный за эксплуатацию линии (станка). Обслужива-
ющий персонал — наладчики, операторы, слесари-ремонтники,
электрики и т. д. — закрепляется за линией (станком) распоря-
жением по цеху.
Настоящие правила распространяются на автоматические
линии, системы автоматических линий, агрегатные и специаль-
ные станки. Они предназначены для ИТР и персонала, обслу-
живающего указанное оборудование. В правилах даны общие
положения по эксплуатации автоматических линий, агрегатных
и специальных станков, разработанные на основе изучения и
обобщения опыта передовых заводов страны.
Вопросы, касающиеся особенностей устройства и эксплуа-
тации каждой конкретной линии (станка), изложены в «Руко-
водстве по эксплуатации автоматической линии (станка)».
Правилами предусматриваются следующие основные виды
работ:
ежедневное техническое обслуживание и работа на линии
(станке);
текущее оперативное обслуживание линии (станка) по
устранению причин и последствий отказов;
периодическое планово-профилактическое обслуживание ли-
нии (станка) — проведение технических осмотров и ремонтно-
восстаиовительных работ.
Правилами также регламентируются:
условия эксплуатации, обеспечивающие нормальную работу
оборудования;
система учета работы и простоев оборудования, объема и
трудоемкости ремонтных работ.
Точность, надежность и производительность, указанные в
конструкторской документации автоматической . линии (стан-
ка), могут быть обеспечены только при условии:
соблюдения всех правил технического обслуживания и
эксплуатации, указанных в «Руководстве по эксплуатации
176
автоматической линии (станка)» и настоящих правилах;
своевременного проведения текущих и плановых профилак-
тических осмотров и ремонтов;
ответственности обслуживающего персонала за техническое
состояние оборудования;
рациональной организации выполнения всех работ по
эксплуатации, техническому обслуживанию и ремонту с мини-
мальными затратами рабочего времени.
Завод-изготовитель гарантирует нормальную работу обору-
дования только в том случае, если будут строго выпол-
нены все требования, изложенные в «Руководстве по эксплу-
атации автоматической линии (станка)» и в настоящих пра-
вилах.
Для анализа работы оборудования в эксплуатации необхо-
димо вести учет его работы по формам 15, 16, 18—21, 22, 25,
26, 28, 29, приведенным в ГОСТ 2.601—68.
Претензии заводов-потребителей рассматриваются изгото-
вителями только при наличии учета работы и простоев обору-
дования с классификацией их в соответствии со структурой
фонда времени работы автоматической линии (станка) (при-
ложение 1) и учета ремонтных работ, выполненных иа линии
(станке) 'За период эксплуатации.
6.2. Установка оборудования
на фундамент и монтажные работы
При транспортировке и монтаже автоматических линий,
агрегатных и специальных станков и их агрегатов должны вы-
полняться все требования по технике безопасности при работе
с грузоподъемными кранами, изложенные в «Правилах устрой-
ства и .безопасной эксплуатации грузоподъемных кранов»,
утвержденных Госгортехнадзором СССР 30 декабря 1969 года.
Лица, выполняющие транспортировку и монтаж, обязаны
выполнять требования «Инструкции по безопасному ведению
работ для стропальщиков (зацепщиков), обслуживающих
грузоподъемные краны», утвержденной Госгортехнадзором
СССР 29 ноября 1969 года.
Выполнение всех инструкций и положений по технике безо-
пасности, действующих на предприятии, где ведется монтаж
177
chipmaker.ru
оборудования, является обязательным для персонала заказчи-
ка и изготовителя, участвующего в выполнении работ по мон-
тажу автоматических линий, агрегатных и специальных стан-
ков и их агрегатов.
При установке линии (станка) в цехе должны быть обес-
печены:
доступность для ремонта н обслуживания всех агрегатов и
механизмов;
освещенность не ниже предусмотренной СНиП П-А.8-72 и
П-В.6;
подъемно-транспортные средства для загрузки и разгруз-
ки обрабатываемых деталей (в соответствии с проектом);
подъемно-транспортные средства для демонтажа и монта-
жа агрегатов при выполнении ремонтно-восстановительных
работ;
площадки для складирования заготовок н обработанных
деталей или промежуточные транспортные устройства (лотки,
рольганги и т. п.).
Автоматические линии, агрегатные и специальные станки и
•их агрегаты поставляются упакованными в ящики каркасно-
щитовой конструкции.
Транспортирование оборудования к месту монтажа и рас-
паковка ящиков должны производиться с соблюдением мер
предосторожности, исключающих повреждение оборудования
при транспортировке.
При распаковке станка (агрегата) путем наружного осмот-
ра проверяют его состояние, после чего с помощью грузоподъем-
ных механизмов транспортируют к месту монтажа. Для этого
конструкцией предусматриваются специальные такелажные
отверстия, резьбовые гнезда для установки рым-болтов
и т. п.
При транспортировании станков (агрегатов) необходимо
следить, чтобы стропами не были повреждены выступающие
части и обработанные поверхности, а также за тем, чтобы ост-
рые углы не повредили стропы. Нужно применять распорки, под-
кладки и т. п. Их вид и размеры выбирают в зависимости от
конструкции станка (агрегата), его размеров и массы.
На разворотах обложки данного справочника показаны
рекомендуемые способы стропления и транспортирования стан-
ков, их составных частей и отдельных агрегатов.
178
Автоматические линии могут устанавливаться на балочный
или бетонный фундамент. Тип фундамента определяется при
согласовании технического проекта линии.
Агрегатные и специальные станки устанавливаются на бе-
тонный фундамент. Глубина закладки фундамента зависит от
грунта и других местных условий, но не должна быть мень-
ше 500 мм.
Установка станков
и агрегатов на бетонный фундамент
В соответствии с планом основания станка (агрегата) при
подготовке под него фундамента в бетонном основании цеха
делают гнезда под фундаментные болты. На бетонное основа-
ние кладут стальные плиты размером 25Х250ХЙ50 мм и на
них устанавливают башмаки (рис. 104 и табл. 59). На башма-
ки помещают базовые детали станка (рис. 105). Заменять
плиты толщиной 25 мм набором пластин меньшей толщины ие
допускается.
Точность установки станка на башмаки выверяют по уров-
ню (отдельные агрегаты — гидростанции, электрошкафы, инст-
рументальные шкафы и т. п. по уровню не устанавливают).
Она не должна превышать 0,04 мм на 1000 мм. Проверку про-
изводят в двух взаимно перпендикулярных направлениях.
Регулировка осуществляется с помощью башмаков. После
этого гнезда с установленными фундаментными болтами зали-
вают раствором бетона. Когда бетон затвердеет, затягивают
гайкн фундаментных болтов, контролируя при этом положение
ставка по уровню. Через 4—5 смен работы станка положение
59. Габарвтные размеры и масса применяемых башмаков
L Lt В в, н л Уклон Масса 1 шт. Грузо- подъем- ность
наи- боль- шая наи- мень- шая
Размеры, мм КГ
150 240 240 350 110 150 150 200 87 118 80 108 М20 МЗО 1:7 13,8 34,3 2000 5000
179
chipmaker.ru
его выверяется окончательно, а пространство между станиной
р фундаментом заполняется бетонным раствором (подливка
фундамента). '
Для ускорения и упрощения монтажа станков и агрегатов
вместо фундаментных болтов могут применяться специальные
Рис. 104. Башмак для установки станков на фундамент
Рис. 105. Установка станков и агрегатов на фундамент с
помощью:
а, б — анкерных болтов; в — специальных цанг
цанги (рис. 105, в), устанавливаемые в просверленные в бе-
тонном фундаменте отверстия.
Монтаж станков автоматических линий выполняют в такой
180
же последовательности, но начинают его после того, как
будет закончен монтаж устройств для удаления стружки и
СОЖ от линии.
Установка станков
автоматических линий на балочный фундамент
Балочный фундамент (рис. 106) применяют, как правило,
для установки автоматических линий. По сравнению с бетон-
ным он обладает рядом преимуществ: имеет большую жест-'
кость, ускоряет процессе монтажа оборудования, исключает
скопление СОЖ, разбрызгиваемой вокруг станков линии при
работе, и т. д.
Фундамент состоит из бетонного основания с залитой в
нем сварной металлической конструкцией, представляющей
собой сплошной поддон, на котором смонтирована автомати-
ческая линия. Основой балочного фундамента являются дву-
тавры 12 (160X160), соединенные при помощи отрезков швел-
леров 6 (65 X36X4,4). По периферии всего контура фундамента
конструкция связана швеллером 4 (160X64 X5) и окантована
полосой 3 толщиной 10 мм. Вдоль оси линии вварен канал 1
для транспортирования стружки и стока эмульсии. Станки 2
устанавливаются на специальные планки 11. Поскольку балоч-
ный фундамент имеет уклон 2% в сторону оси линии, планки
выполняются разной высоты.
Станки линии устанавливают при помощи болта 8
(М36Х1.5), через который пропущен болт 7 (М20), предназна-
ченный для крепления станины 9. Сферические шайбы 10 ком-
пенсируют взаимные перекосы осей болтов и резьбы в планке.
Все промежутки между балками закрываются обшивочным
листом 5 толщиной 2 мм. Расчетная нагрузка на фундамент
рассматриваемой конструкции— 50 кН/м2.
На специальные подставки укладываются технологические
двутавровые балки, к которым привариваются технологические
швеллеры, число и шаг расположения которых соответствуют
числу и шагу балок фундамента.
К технологическим швеллерам привариваются продольные
двутавровые балки фундамента (160X160) с поперечными
распорными швеллерами (65X36X4,4). По контуру фундамен-
181
chipmaker.ru
та к двутаврам и швеллерам привариваются окантовочные
швеллеры (160 X64X 5). Для ужесточения конструкции на
углах привариваются распорки.
Собранная таким образом сварная конструкция фундамен-
та устанавливается в приготовленное для нее углубление и
заливается бетоном. После затвердения бетона удаляются
Рис. 106. Балочный фундамент для установки авто-
м'атнческой линии
технологические балки с швеллерами. Затем к окантовочным
швеллерам привариваются окантовочные (10X150) и обшивоч-
ные листы толщиной 2 мм. Сварка окантовочных-и обшивоч-
ных листов со швеллерами должна быть выполнена сплошным
швом, исключающим проникновение влаги. Окантовочные и
обшивочные листы должны иметь антикоррозийное покрытие.
Станки автоматической линии устанавливаются и закреп-
ляются на балочном фундаменте с помощью специальных
башмаков с установочными винтами и планок-подставок.
Планки-подставки привариваются к балкам фундамента. Про-
182
странство между станками и другим оборудованием в зоне
балочного фундамента закрывается решетками, изготовлен-
ными из полосового материала. Размер ячейки 30X30 мм,
высота решетки 30 мм. Нижняя часть решетки должна иметь
уклон, равный уклону фундамента (для обеспечения стока раз-
брызгиваемой СОЖ).
Рис. 107. Контрольные оправкн для выставки станков:
а — ступенчатая; б — цилиндрическая
После установки базовых деталей станка на фундамент
производится монтаж станка. Если станок на заводе-изготови-
теле был демонтирован на отдельные части (станина средняя
с приспособлением, станины боковые с силовыми агрегатами),
при установке его на фундамент производится их стыковка.
Взаимное расположение средней и боковых станин определяет-
ся специальными шпонками, установленными на средней ста-
нине, или контрольными штифтами. При монтаже станков,
имеющих вертикальную компоновку, стойку с силовым агрега-
том, транспортируемую отдельно, устанавливают на боковую
подставку и закрепляют винтами. Контрольные штифты в про-
цессе монтажа не устанавливаются.
Ослабив винты, крепящие силовые агрегаты на боковых
станинах, проверяют геометрическую точность станка. При
этом производятся проверки, указанные в формуляре станка
(для станков автоматических линий — в Приложении к форму-
ляру линии). Для проверки используются ступенчатые и глад-
кие цилиндрические контрольные оправки (рис. 107), стойки с
индикаторами часового типа, лекальные линейки. Размеры
оправок даны в табл. 60 и 61.
183
chipmaker.ru
60. Ступенчатые оправки
D Di d L
номиналь- ный предель- ное откло- нение номинальный предельное отклонение
14 20 с 8... 26 12... 40 —0,01 6 250 —
350
26 36 44 60 12... 60 . 18...85 30... 100 50... 100 13
61. Гладкие оправки
D. мм d, мм L, мм Непрямоли- нейность
номинальный предельное отклонение
14 20 26 36 44 60 с 6 250 От 250 до 300 0,006
13 » 250 » 500 > 250 > 1500 » 500 » 3000 » 1000 » 3000 0,01
0,016
Как правило, станки, работающие 'стержневым режущим
инструментом (сверлами, зенкерами, развертками) или резца-
ми, закрепленными в расточных оправках (борштангах), про-
веряют на:
1) параллельность осей вращения шпинделей направлению
подачи (рис. 108, а).
В отверстие шпинделя устанавливают контрольную оправку
с цилиндрической рабочей поверхностью. Стойку с индикато-
ром устанавливают так, чтобы измерительный наконечник его
184
касался цилиндрической поверхности оправки и был направ-
лен к ее оси перпендикулярно образующей. Платформу стола
перемещают по направляющим на длину 300 мм. Определяют
алгебраическую разность предельных показаний индикатора
иа длине перемещения. Проверку повторяют после поворота
Рис. 108. Проверки геометрической точности станков:
а — параллельности осей вращения/ шпинделей направлению
подачи; б — параллельности направления подачи силового агре-
гата относительно базовых поверхностей приспособления или
эталона; в — совпадения осей вращения шпинделей с осями
кондукторных втулок или отверстий в эталоне; г — совпадения
осей вращения шпинделей при обработке соосных отверстий с
двух сторон; д — радиального биения фиксирующих (базовых)
элементов приспособления, установленного на поворотно-дели-
тельном столе; е — перпендикулярности оси вращения шпинделя
фрезерной головки направлению подачи; ж — перпендикуляр-
ности оси вращения шпинделя фрезерной головки относительно
базовых поверхностей приспособления нли эталона; з — парал-
лельности направления подачи фрезерной головки относительно
базовых поверхностей приспособления или эталона
шпинделя с оправкой на 180°. Действительную величину непа-
раллельное™ оси вращения шпинделя направлению подачи
определяют как алгебраическую полусумму результатов двух
измерений.
185
chipmaker.ru
Контроль производят в горизонтальной и вертикальной
плоскостях. Величина отклонения может быть получена путем
пересчета при длине оправки менее 300 мм;
2) параллельность направления подачи силового агрегата
относительно базовых поверхностей приспособления или этало-
на (рис. 108, б).
В базовое отверстие приспособления (эталона) устанавли-
вают контрольную оправку с цилиндрической рабочей поверх-
ностью. Индикатор закрепляют на силовом агрегате так, чтобы
его измерительный наконечник касался цилиндрической по-
верхности оправки и был направлен к ее оси перпендикулярно
образующей. Платформу стола перемещают по направляющим
на длине 300 мм. Определяют алгебраическую разность пре-
дельных показаний индикаторов на длине перемещения. Изме-
рение повторяют,, передвигая индикатор вдоль диаметрально
противоположной'образующей оправки. Действительную вели-
чину непараллельности определяют как алгебраическую полу-
разность результатов двух измерений. Измерения производят
в горизонтальной и вертикальной плоскостях. Величина откло-
нения может быть получена путем пересчета при длине
оправки не менее 300 мм.
Примечание. Прн £<2«/ контроль производится относитель-
но технологических поверхностей приспособления с использованием
проверочных линеек нлн угольников;
3) совпадение осей вращения шпинделей с осями кондук-
торных втулок или отверстий в эталоне (рис. 108, в).
На оправке, вставленной в шпиндель, закрепляют индика-
тор так, чтобы его измерительный наконечник касался внут-
ренней поверхности кондукторной втулки или отверстия в
эталоне. Силовой агрегат при этом находится в положении,
соответствующем началу рабочей подачи.
Поворачивают шпиндель с оправкой и индикатором вокруг
оси на 360° и фиксируют наибольшее отклонение индикатора.
Величину несовпадения осей определяют как наибольшую
алгебраическую полуразность показаний индикатора в двух
диаметрально противоположных точках. Проверку предпочти-
тельнее производить по двум наиболее удаленным между
собой шпинделям.
186
Погрешность установки должна быть распределена между
шпинделями симметрично. Для приспособления, установлен-
ного на многопозиционном поворотном делительном столе или
барабане, проверку повторяют на каждой позиции.
При наличии на станке силовых агрегатов, предназначен-
ных для обработки с двух сторон соосных отверстий, проверя-
ют совпадение осей вращения шпинделей для обработки этих
отверстий (рис. 108,г).
Силовые агрегаты устанавливают в положение, соответст-
вующее началу рабочей подачи.
В проверяемые шпиндели устанавливают контрольные
оправки с цилиндрической рабочей поверхностью. На одной из
оправок закрепляют индикатор так, чтобы его измерительный
наконечник касался поверхности оправки, вставленной во вто-
рой шпиндель. Шпиндель с индикатором поворачивают на 360°.
Величину несоосности определяют как половину наибольшей
алгебраической разности показаний индикатора в диаметраль-
но противоположных точках оправки.
При наличии на станке поворотного делительного стола
проверяют радиальное биение приспособления, установленного
иа столе (рис. 108, д).
Стойку с индикатором закрепляют неподвижно, так, чтобы
измерительный наконечник индикатора касался образующей
фиксатора вертикальной кондукторной плиты или оправки,
установленной в технологическое отверстие корпуса приспо-
собления. Планшайбу делительного стола с приспособлением
поворачивают по числу делений, фиксируя ее на каждой пози-
ции. Отклонение определяют как алгебраическую разность пре-
дельных показаний индикатора.
Проверку производят три раза и определяют средний ре-
зультат.
Станки, предназначенные для выполнения фрезерных работ,
проверяют на:
1) перпендикулярность оси вращения шпинделя фрезерной
головки направлению подачи (рис. 108, е).
В шпиндель фрезерной головки вставляют специальную
оправку с линейкой. Стойку с индикатором закрепляют так,
чтобы его измерительный наконечник касался рабочей поверх-
ности линейки и был перпендикулярен ей. Фрезерную головку
перемещают в направлении подачи на длину 300 мм. Отклоне-
187
chipmaker.ru
лие определяют как наибольшую алгебраическую разность по-
казаний индикатора. Контроль повторяют после поворота
шпинделя с оправкой (линейкой) на 180°.
Действительную величину неперпендикулярности опреде-
ляют как алгебраическую полусумму результатов двух изме-
рений;
2) иеперпендикулярность оси вращения шпинделя фрезер-
ной головки относительно базовых поверхностей приспособле-
ния или эталона (рис. 108, ж).
На шпинделе фрезерной головки укрепляют коленчатую
оправку с индикатором так, чтобы его измерительный наконеч-
ник касался технологической поверхности приспособления
(эталона). При измерении шпиндель вместе с индикатором
поворачивают на 360°. Отклонение определяют как алгебраи-
ческую разность предельных показаний индикатора;
3) параллельность направления подачи фрезерной головки
относительно базовых поверхностей приспособления или этало-
на (рис. 108, з).
На фрезерной головке закрепляют индикатор так, чтобы
его измерительный наконечник касался базовой поверхности
приспособления (эталона) и был перпендикулярен ей. Плат-
форму стола перемещают по направляющим на длине 300 мм.
Измерения производятся в горизонтальной и вертикальной
плоскостях. Отклонение в горизонтальной (вертикальной) плос-
кости определяют как наибольшую величину алгебраической
разности показаний индикатора. Величина отклонения может
быть получена путем пересчета при длине перемещения плат-
формы стола менее 300 мм.
Качество монтажа автоматических линий определяется с
помощью проверок:
1) точности установки станков и транспортных устройств
по шагу и направлению (рис. 109, а).
Шаговую линейку накладывают на зажимные приспособле-
ния двух смежных позиций и фиксируют контрольными оправ-
ками или фиксаторами зажимного приспособления одной из
позиций.
Оправку с индикатором вставляют во втулку шаговой ли-
нейки и определяют погрешность установки смежной позиции.
Допустимая погрешность ±0,1 мм. Проверке подвергают каж-
дую пару смежных позиций;
188
2) точности установки станков по высоте (рис. 109, б).
На базовые поверхности верхней плоскости оснований двух
смежных позиций устанавливают контрольную линейку с уров-
нем. Допустимая погрешность 0,08 мм иа 1000 мм. Проверке
подвергается каждая пара смежных позиций:
Рис. 109. Проверки точности монтажа автоматических
линий:
в —точности установки станков и транспортных устройств ли-
нии по шагу и направлению; б — точности установки станков
линии по высоте; в — параллельности осей штанг транспортера
относительно плоскости расположения осей фиксаторов зажим-
ных станций; а — расположения осей ведущих упоров штаиг в
одной плоскости; д — точности расположения штаиг транспор-
тера по высоте; е — величины зазора между приспособлением-
спутником и ведущими упорами штанг транспортера; ае — рас-
стояния между соседними ведущими упорами штанг транспор-
тера; I — оправка; 2 — корпус зажимной станции; 3 — шаговая
линейка; 4 — индикатор; 5 — проверочная лннейка; 6 — уровень;
7— штанга транспортера; 8 — поддерживающий ролик; 9— ве-
дущий упор; 10 — проверочный угольник; II — рейсмус
3) параллельности осей штанг транспортера относительно
плоскости расположения осей фиксаторов зажимных стан-
ций (рис. 109, в).
189
chipmaker.ru
На фиксаторы зажимных приспособлений двух смежных
позиций устанавливают контрольный шаблон с оправками.
Образующие поверхности штанг и оправок должны сопри-
касаться. Величину погрешности определяют с помощью щупа.
Допустимая погрешность 0,16 мм на длине шага линии;
4) расположения осей ведущих упоров штаиг в одной пло-
скости (рис. 109, г).
На базовую поверхность верхней плоскости основания уста-
навливают контрольный угольник так, чтобы его боковая
поверхность соприкасалась с образующей штанги транспор-
тера.
Набором плиток (концевых мер) замеряют расстояние меж-
ду боковыми поверхностями упора и угольника.
Допустимая погрешность ±0,5 мм. Проверку производят
для всех ведущих упоров, установленных на штангах транспор-
тера;
5) точности расположения штанг по высоте (рис. 109, д).
На базовую поверхность верхней плоскости основания каж-
дой позиции устанавливают стойку с индикатором или рейсмус
и замеряют действительное расстояние до верхней образующей
штанги транспортера. Допустимая погрешность 0,1 мм. Замер
производят на каждой позиции;
6) величины зазора между спутником и ведущими упорами
штанг (рис. 109, е).
Приспособление-спутник плотно прижимается к одному из
ведущих упоров.
Набором щупов контролируют зазор между остальными
упорами и корпусом приспособления спутника. Допустимый
зазор 1±0,5 мм;
7) расстояния между соседними ведущими упорами штанги
(рис. 109, ж).
Измерения производят с помощью универсальных средств
измерения. Допустимая погрешность ±0,1мм.
6.3. Правила техники безопасности
К работе на линии (станке) допускается персонал, изу-
чивший оборудование линии (станка), правила эксплуатации
и прошедший инструктаж по технике безопасности.
190
При эксплуатации линии (станка) обязательно строгое
соблюдение действующих на заводе общесоюзных, ведомствен-
ных и заводских правил и инструкций по технике безопас-
ности.
Инструкция о мерах безопасности при работе на конкрет-
ной линии (станке) должна находиться на рабочем месте
обслуживающего персонала.
Загрузка заготовок в линию (станок) и съем обработанных
деталей массой более 16 кг производятся только с помощью
грузоподъемных механизмов. Помосты на рабочих местах опе-
раторов (наладчиков) должны быть исправными, нескользкими.
Обслуживающий персонал линии (станка) обязан:
строго соблюдать правила эксплуатации и требования
инструкции по технике безопасности;
содержать в чистоте рабочее место в течение всего рабоче-
го времени, не допускать загромождения проходов заготовка-
ми, стружкой и т. д.
При ремонте оборудования линии (станка) на вводном
автомате (рубильнике) должен быть вывешен плакат:
«НЕ ВКЛЮЧАТЬ — работают люди!»
При отсутствии подачи на линию (станок) электроэнергии,
сжатого воздуха и охлаждающей жидкости необходимо вы-
ключить вводный автомат (рубильник).
Запрещается во время работы линии (станка):
переходить в неустановленных местах рабочие и возврат-
ные транспортеры, конвейеры, рольганги;
заходить за ограждения технологического оборудования;
находиться между работающими агрегатами;
опираться на работающее оборудование;
производить уборку оборудования.
При обнаружении возможной опасности для обслужива-
ющего персонала следует отключить линию (станок), пре-
дупредить обслуживающий персонал и администрацию участ-
ка (цеха).
При любом несчастном случае на линии (станке) необхо-
димо немедленно оказать помощь пострадавшему и сообщить
о случившемся в медпункт завода и администрации участка
(цеха).
При работе на линии (станке) не разрешается:
191
chipmaker.ru
мыть руки в масле и охлаждающей жидкости;
загромождать проходы и проезды около линии (станка)
заготовками и обработанными деталями.
В случае невыполнения обслуживающим персоналом тре-
бований техники безопасности работник 'службы техники безо-
пасности, обнаруживший нарушение, обязан принять все необ-
ходимые меры, вплоть до остановки и отключения линии
(станка) и отстранения от работы обслуживающего персонала.
Перед началом работы наладчик и оператор дол-
жны ознакомиться с записями в «Журнале учета работы и тех-
нического обслуживания оборудования» и с мерами, приняты-
ми для устранения выявленных при его работе недостатков;
принять оборудование от обслуживающего персонала преды-
дущей смены: проверить, полностью ли убраны станки и рабо-
чие места, удалена ли стружка и т. д.
Проверить внешним осмотром исправность агрегатов и ме-
ханизмов и, убедившись, что пуск линии (станка) возможен,
включить вводный автомат (рубильник). Поставить в извест-
ность администрацию участка (цеха) в случае неисправности
(неподготовленности) линии (станка) к работе.
Запрещается работа на неисправном или неподготов-
ленном к работе оборудовании, а также приступать к работе на
линии (станке) при:
отсутствии кожухов, щитков и других защитных устройств
на открытых зубчатых передачах, приводных ремнях, электро-
двигателях и т. д.;
неисправности заземляющих устройств;
отсутствии смазки или неисправности системы смазки хотя
бы одного из узлов или механизмов;
обнаружении поломанного или затупленного режущего ин-
струмента (о допустимых величинах затупления режущих
инструментов см. 6. 7.);
обнаружении неисправного вспомогательного инструмента;
отсутствии СОЖ или неисправности системы охлаждения;
наличии утечек масла из гидросистемы;
несоответствии давления в гидросистеме или пневмоприводе,
указанному в «Руководстве по эксплуатации автоматической
линии (станка)».
Во время работы наладчик и оператор должны:
1. Выполнять требования по обслуживанию оборудования,
192
изложенные в «Руководстве по эксплуатации автоматической
линии (станка)», а также требования предупредительных таб-
личек, установленных на агрегатах и механизмах линии
(станка).
2. Производить замену н подналадку режущих и вспомога-
тельных инструментов только при полной остановке линии
(станка).
3. Не брать и не передавать через работающие механизмы
какие-либо предметы.
4. Не подтягивать во время работы линии (станка) винты,
болты, гайки и другие детали.
5. Загрузку заготовок, контроль точности обработки дета-
лей и съем обработанных деталей при работе на автоматиче-
ской линии или многопозиционном станке производить только
на специально предусмотренных для этого позициях.
6. Остерегаться заусенцев на обрабатываемых деталях, на-
матывания стружки на обрабатываемую деталь, режущий
(вспомогательный) инструмент или приспособление, не направ-
лять вьющуюся стружку на себя.
7. Не удалять стружку во время работы линии (станка);
пользоваться для удаления стружки специальными крюками и
щетками-сметками.
8. Следить за тем, чтобы на станках, в механизмах линии
и на рабочем месте не скапливалась стружка.
9. Прекращать работу на линии (станке) при возникнове-
нии вибрации и посторонних шумов; проверять крепление
обрабатываемых деталей и инструментов, принимать меры к
устранению причины вибрации (шума).
10. Выключать линию (станок) и снимать напряжение от-
ключением вводного автомата (рубильника) или выключением
ключа (если он имеется) при:
уходе от линии (станка) даже на короткое время;
временном прекращении работы;
уборке, смазке и чистке оборудования.
11. Следить за тем, чтобы двери электрошкафов, крышки
распределительных коробок и других электрических устройств
были закрыты, а уплотнения не имели повреждений.
Запрещается устранять неисправности электрообору-
дования линии (станка) лицам, не имеющим права на обслу-
живание электроустановок (не электрикам), а также любые
193
chipmaker.ru
неполадки прн работе линии (станка) в режимах «Автомат»,
«Полуавтомат». При .необходимости устранения неполадок ли-
нию (станок) нужно перевести в режим «Наладка».
Необходимо соблюдать меры предосторожности при устра-
нении неполадок и помнить, что при нажатии кнопок с опреде-
ленными надписями соответствующие механизмы линии (стан-
ка) совершают движение.
Нельзя устранять неисправности на линии (станке) без
снятия напряжения, если характер неисправности не требует
ее устранения под напряжением.
Как исключение допускается устранение неисправностей в
станциях управления (шкафах с электрооборудованием), нахо-
дящихся под напряжением. При этом работы необходимо про-
изводить в соответствии с «Правилами технической эксплуата-
ции электроустановок», оговаривающими требования к работе
под напряжением для установок до 1000 В.
Запрещается снимать и нарушать или каким-либо
другим способом деблокировать предусмотренные электро-
схемой линии (станка) блокировки, работать на линии (стан-
ке) с нарушенными блокировками, а также с неисправной
системой контроля и сигнализации.
В отдельных случаях при необходимости включения гидро-
механизма вручную (нажатием на сердечник электромагнита
реверсивного золотника) следует предварительно убедиться в
том, что положение всех остальных механизмов исключает
аварию при движении механизма, включаемого вручную.
Не допускается выполнять любые ремонтные работы на
гидроприводе, находящемся под давлением; производить сва-
рочные работы на трубопроводах, присоединенных к гидропри-
воду; оставлять отсоединенными трубопроводы и незаглушен-
ными отверстия при прекращении ремонтных работ по гидро-
приводу; работать на линии (станке) при наличии наружных
утечек из соединений трубопроводов и гидроаппаратов и неис-
правности контрольно-регулирующей аппаратуры (маномет-
ров, дросселей, клапанов, реле давления и т. д.).
Не следует пользоваться затупленным режущим инструмен-
том, так как это может привести к поломкам оборудования и
несчастным случаям. О допустимых величинах затупления
режущих инструментов см. 6. 7. Нельзя задавать следующий
цикл при обнаружении поломки режущего инструмента нли в
194
том случае, если режущий инструмент остался в обрабатывае-
мой детали, а также при неправильно установленной или нена-
дежно зажатой заготовке. Не допускается установка и обра-
ботка на линии (станке) заготовок, имеющих отклонения от
чертежа по припускам, неподготовленные базы и другие откло-
нения, могущие вызывать брак деталей, поломки режущих
инструментов и механизмов линии (станка) или несчастный
случай.
Запрещается заменять специальные стопорные винты,
установленные в шпинделях и вспомогательных инструментах,
на винты с наружной головкой.
Необходимо следить за тем, чтобы короб транспортера
стружки в промежутках между станками линии был закрыт
решетками.
В аварийных случаях следует пользоваться специальными
аварийными остановами — грибковыми кнопками «Стоп» н
«Стоп-трос».
6.4. Порядок работы на станках и линиях
Первоначальный пуск линии (станка). После окончания
всех монтажных работ производится первоначальный пуск ли-
нии (станка), для чего необходимо:
проверить состояние всех агрегатов и механизмов и устра-
нить обнаруженные дефекты;
на главном пульте управления переключатель режима ра-
боты линии (станка) установить в положение «Наладка»,
после чего включить вводный автомат (рубильник);
последовательным включением кнопок на наладочных пуль-
тах проверить работу всех агрегатов и механизмов линии
(станка).
Обнаруженные неисправности в работе узлов и механизмов
должны быть устранены.
Работа блокировок, сигнализации и системы смазки про-
веряется в следующем порядке:
перевести переключатель на главном пульте лннин (станка)
в положение «Автомат» («Полуавтомат»);
задать последовательно цикл отдельно работающим агрега-
там и механизмам (циклы: силовых столов, транспортных
устройств, поворотного стола или барабана и т. д.);
195
chipmaker.ru
прервать цикл нажатием кнопок «Стоп», «Назад», «Отмена»
или натяжением аварийного «Стоп-троса».
Задавать цикл и проверять действие аварийных команд не-
обходимо 10—15 раз подряд для каждой команды, при этом
цикл должен прерываться каждый раз через разные проме-
жутки времени после задания цикла.
Работа системы звуковой и световой сигнализации и связи
на линии проверяется путем включения соответствующих кно-
пок (тумблеров) на пультах управления 10—15 раз подряд.
Запрещается работа линии с неисправной системой сигна-
лизации и связи.
Работа системы смазкн проверяется нажатием соответст-
вующей кнопки на главном пульте управления и визуальным
контролем поступления смазки во все точки. Работа на линии
(станке) до устранения причины непоступления смазки хотя
бы в одну точку не разрешается.
После проверки срабатывания блокировок при задании цик-
ла отдельно работающим агрегатам и механизмам проверяется
срабатывание блокировок при задании цикла всей линии
(станка).
После опробования работы всех агрегатов и механизмов в
режиме «Наладка» проверяется работа линии (станка) на хо-
лостом ходу, для чего следует:
установить на главном пульте управления переключатель в
положение «Полуавтомат» («Автомат»);
нажатием кнопки «Цикл» задать команду на автоматиче-
ский цикл линии (станка);
задать автоматический цикл линии (станка) 10—15 раз
подряд;
убедиться в правильности взаимодействия и надежности
срабатывания всех агрегатов и механизмов линии (станка).
Убедившись в нормальной работе линии (станка) на холос-
том ходу, приступают к проверке работы линии (станка) под
нагрузкой, для чего необходимо произвести контроль:
работы механизмов загрузки и разгрузки обрабатываемой
детали (если они имеются);
работы режущих инструментов;
точности обработки деталей;
работы блокирующих, предохранительных и защитных
устройств.
196
Контроль длительности цикла и его элементов производит-
ся с помощью секундомера по загоранию контрольных лампо-
чек на главном пульте управления. Длительность цикла линии
должна соответствовать приведенной в «Руководстве по экс-
плуатации автоматической линии (станка)».
Для контроля точности обработки деталей необходимо:
выполнить обработку деталей на всех позициях в соответ-
ствии со схемами инструментальных наладок и технологиче-
ским процессом;
проверить обработанные детали на соответствие требовани-
ям технологического чертежа средствами, оговоренными в «Ру-
ководстве по эксплуатации станка». В случае обнаружения
отклонений сверх допустимых установить их причину и устра-
нить ее.
Примечание. Если в пуско-наладочных работах и приемо-
сдаточных испытаниях при вводе линии (станка) в эксплуатацию
участвует персонал завода-заказчика, выполнять работы, указанные
в настоящем разделе, не обязательно.
Подготовка к работе. Ежедневно до начала смены ( в нача-
ле смены) наладчик и оператор обязаны:
ознакомиться с записями наладчика предыдущей смены в
«Журнале учета работы»;
проверить наличие, целостность и степень затупления режу-
щих инструментов, установленных на линии (станке), и произ-
вести (при необходимости) их замену или подналадку;
проверить наличие и качество заготовок;
проверить наличие места для складирования обработанных
деталей;
проверить наличие и уровень масла в гидробаках, агрега-
тах и механизмах линии (станка);
проверить наличие и уровень СОЖ в емкостях;
включить вводный автомат (подать напряжение на линию
(станок);
проверить, все ли агрегаты и механизмы линии (станка) на-
ходятся в исходном положении (путем визуального осмотра и
включением светового табло или мнемосхемы на линии).
При обнаружении неподготовленности линии (станка) к ра-
боте обслуживающий персонал должен принять меры к устра-
нению выявленных недостатков и сделать соответствующую
запись в «Журнале учета работы».
197
chipmaker.ru
Убедившись в готовности к работе, наладчик (оператор)
должен обработать одну или несколько деталей в режиме
«Полуавтомат», после чего произвести контроль точности обра-
ботки и при необходимости — подналадку режущих инстру-
ментов.
Порядок работы на линии (станке) включает:
работу в течение смены и подготовку линии (станка) к пе-
редаче очередной смене.
Состав бригады и квалификация обслуживающего персо-
нала для каждой конкретной линии (станка) определяется
«Руководством по эксплуатации автоматической линии
(станка)».
Операторы, допущенные к работе на линии (станке), долж-
ны иметь 2—3-й разряд станочника, а наладчики — 5—6-й раз-
ряд, а также опыт работы оператором.
При наличии в цехе одной-двух автоматических линий
(группы агрегатных, специальных станков) для обслуживания
их целесообразно закрепить слесарей-ремонтников, электриков,
гидравликов, которые должны состоять в штатах соответствую-
щих служб цеха и могут совмещать обслуживание линии
(станка) с обслуживанием другого оборудования участка (це-
ха). Руководят работой обслуживающего персонала инженерно-
технические работники участка, где расположена линия (ста-
нок), и соответствующих служб цеха.
Если в цехе несколько автоматических линий (поточных ли-
ний из агрегатных и специальных станков), для их обслужива-
ния целесообразно создать комплексную бригаду, включаю-
щую наладчиков, операторов, слесарей-ремонтников, слесарей
по ремонту приспособлений, слесарей-инструментальщиков,
электриков, гидравликов. Руководить работой такой комплекс-
ной бригады в каждой смене должен сменный мастер, а рабо-
той участка — начальник участка или старший мастер.
На линии (станке) должно быть не менее двух комплектов
вспомогательного и трех комплектов режущего инструмента,
который распределяется следующим образом:
один комплект режущего и вспомогательного инструмента
(первый) установлен на линии (станке);
второй комплект режущего и вспомогательного инструмен-
та, настроенного на размер в соответствии с чертежами инстру-
ментальной наладки, находится в гнездах инструментального
198
шкафа. Этот комплект должен быть постоянно готов для за-
мены вышедшего из строя инструмента, установленного на ли-
нии (станке). Настроенный на размер комплект инструмента
должен храниться в инструментальном шкафу или в ячейках
(при их наличии) непосредственно у каждого станка;
третий комплект заточенного режущего инструмента нахо-
дится также в шкафу и является резервным для пополнения
второго комплекта.
Кроме того, в инструментальной раздаточной кладовой це-
ха должен храниться запас режущего инструмента из расчета
обеспечения нормальной работы линии (станка) не менее чем
в течение трех смен.
Доставлять инструменты на линию (станок) рекомендуется
в специальной таре. Инструмент на линию (станок) передается
с тарой без перегрузки. Для бесперебойного обеспечения линии
(станка) инструментом целесообразно установить нормы расхо-
да инструмента и график его доставки на линию (станок).
Нормы расхода инструментов устанавливают из расчета числа
обработанных деталей-
Линия (станок) должна ритмично обеспечиваться качест-
венными заготовками. Их качество должно соответствовать
требованиям технологического чертежа обрабатываемой дета-
ли, имеющегося в «Руководстве по эксплуатации автоматиче-
ской линии (станка)».
Периодически качество заготовок должно проверяться БТК
цеха, о чем делается запись в «Журнале учета работы». При
этом проверяются твердость и структура материала, величина
и смещение припусков на обработку и соответствие техноло-
гических баз требованиям чертежа.
Номенклатура и количество запчастей уточняются соответ-
ствующими службами цеха (механика, энергетика) в началь-
ный период эксплуатации линии (станка) — один-два года.
Потребное количество запчастей должно храниться в кладо-
вых соответствующих служб.
Оснастка для контроля обрабатываемых деталей (калибры,
скобы, шаблоны) проектируется н изготовляется заводом-за-
казчиком до получения линии (станка) от поставщика.
Универсальным измерительным инструментом и слесарным
инструментом обслуживающий персонал обеспечивается со-
гласно действующим у заказчика нормам.
199
chipmaker.ru
Линии (станки) должны бесперебойно обеспечиваться элект-
роэнергией, а если предусмотрено проектом,— сжатым возду-
хом, смазочно-охлаждающей жидкостью и технической водой.
Сжатый воздух, подводимый к линии (станку) для питания
пневматических контрольных устройств, должен соответство-
вать требованиям ГОСТ 11882—73 «Воздух для питания пнев-
матических приборов и средств автоматизации» или специаль-
ным требованиям, оговоренным в «Руководстве по эксплуата-
ции автоматической линии (станка)».
Смазочно-охлаждающая жидкость и масла для смазки ме-
ханизмов и для гидросистемы линии (станка) должны быть того
состава и тех марок, которые указаны в картах смазки агрега-
тов и описании гидропривода.
Насосные установки обслуживаются в соответствии с инст-
рукцией по эксплуатации установленных насосов.
Вспомогательными материалами (ветошь для обтирки
и т. д.) линии (станки) должны быть обеспечены в соответствии
с нормами, принятыми у заказчика.
Наладочный режим работы. Переключатель режимов рабо-
ты на главном пульте управления должен находиться в поло-
жении «Наладка».
При наладочном режиме работы производятся установоч-
ные перемещения всех силовых, транспортных и других узлов
и механизмов.
Автоматический (полуавтоматический) режим работы. Пе-
реключатель режима работы на главном пульте управления
должен находиться в положении «Автомат» или «Полуавто-
мат». Задание цикла линии (станка) при автоматическом ре-
жиме производится один раз, затем цикл повторяется автома-
тически. При полуавтоматическом режиме цикл может зада-
ваться до окончания каждого одиночного хода всех силовых
транспортных и других агрегатов.
Если после предварительного задания цикла будет обнару-
жена неисправность режущего или вспомогательного инстру-
мента, команда на выполнение цикла может быть отменена
нажатием кнопки «Отмена».
Готовность линии (станка) к началу очередного цикла опре-
деляется следующими условиями:
все механизмы отработали в предыдущем цикле и возврати-
лись в исходное положение;
200
нарушений в предыдущем цикле не произошло;
все постоянно работающие электродвигатели включены;
давление масла в гидросистеме находится на заданном
уровне.
Задание очередного цикла производится в режиме «Авто-
мат» автоматически, а в режиме «Полуавтомат» — нажатием
кнопки «Цикл» на оперативном пульте управления. В некото-
рых линиях предусмотрено дублирование задания цикла опе-
ратопом в конце линии на вспомогательном пульте.
Для изменения режима работы линии (станка) необходимо:
на главном пульте управления перевести переключатель в
положение «Полуавтомат», если линия (станок) работает в ре-
жиме «Автомат»;
не задавать следующий цикл, если линия (станок) работа-
ет в режиме «Полуавтомат»;
после окончания очередного цикла перевести переключа-
тель режима работы в положение «Наладка»-
Выполнив указанные действия, можно приступить к рабо-
там, связанным с необходимостью осуществления наладочных
перемещений. Окончив наладочные или ремонтные работы, сле-
дует перевести линию (станок) в режим «Автомат» («Полу-
автомат»), для чего:
с помощью соответствующих кнопок на наладочных пуль-
тах установить все агрегаты и механизмы в исходное поло-
жение;
нажатием кнопки «Контроль исходного» на главном пульте
управления линии включить мнемосхему и убедиться, что все
агрегаты и механизмы находятся в исходном положении;
перевести переключатель режима работы в положение
«Автомат» («Полуавтомат»);
убедиться, что сигнальная лампочка «Готовность к циклу»
горит полным накалом.
Для прекращения работы линии (станка) пользуются в за-
висимости от обстоятельств оперативным или аварийным оста-
новом. Оперативный останов линии (станка) осуществляется
нажатием кнопки «Стоп» на главном пульте управления линии
(станка) — кнопка красного цвета. Прн оперативном останове
прекращается работа агрегатов и механизмов и снимается на-
пряжение с цепей управления. В случае возникновения на ли-
нии (станке) аварийной обстановки или необходимости сроч-
201
chipmaker.ru
него останова линии (станка) при аварийной ситуации или не-
счастном случае и т. п. следует произвести аварийный останов
линии (станка). Для аварийного останова нужно нажать лю-
бую грибковую кнопку красного цвета или потянуть «Стоп-
трос». При аварийном останове полностью снимается напря-
жение путем дистанционного отключения вводного автомата.
Для оповещения обслуживающего персонала о возможных
движениях агрегатов и механизмов и предупреждения несчаст-
ных случаев на автоматической линии установлена звуковая
и световая сигнализация. Перед началом перемещений механиз-
мов линии необходимо путем нажатия кнопки «Звуковая сигна-
лизация» на главном пульте управления подать два длинных
сигнала. В случае, если на линии имеется второй оператор
(на позиции разгрузки обработанных деталей), он должен пу-
тем нажатия кнопки «Звуковая сигнализация» на вспомогатель-
ном пульте подать два длинных сигнала в ответ. Получив от-
ветный сигнал, оператор на загрузочной позиции подает один
короткий сигнал, после чего нажатием кнопки «Цикл» вклю-
чает в работу все агрегаты линии.
Световая сигнализация линии состоит из светового табло и
мнемосхемы. Исходное положение агрегатов и механизмов
определяется по горению сигнальных ламп (при нажатии кноп-
ки «Контроль исходного»). В случае, если какой-либо меха-
низм не находится в исходном положении, сигнальная лампа
соответствующего узла (механизма) мигает или не горит. Конт-
роль исправности сигнальных ламп производится путем нажа-
тия кнопки «Контроль лапм». При этом на световом табло
(мнемосхеме) загораются все сигнальные лампы.
Операторы обязаны своевременно производить загрузку за-
готовок и разгрузку обработанных деталей во избежание за-
держек между циклами, приводящих к снижению производи-
тельности оборудования. Заготовки на линии (станке) должны
быть установлены правильно и надежно зажаты. Ответствен-
ность за правильную установку заготовок на линии возлагает-
ся на оператора загрузочной позиции. Наладчик должен пе-
риодически контролировать правильность и надежность зажи-
ма заготовок.
Наладчик, убедившись в нормальной работе линии (стан-
ка), должен проверить работу системы смазки, наличие и со-
стояние запасных комплектов режущего и вспомогательного
202
инструмента и, при необходимости, произвести доукомплекто-
вание и настройку инструментов на специальных приспособле-
ниях (вне станка).
Примечание. При значительных затратах времени на на-
стройку инструментов вне станков рекомендуется эту операцию по-
ручить специально выделенному для этого слесарю-инструменталь-
щику.
В течение всей смены наладчик должен следить за работой
линии (станка), качеством обработки деталей и состоянием ре-
жущего инструмента. Операторы должны в процессе работы
осуществлять контроль за работой оборудования, состоянием
режущих инструментов и качеством обработки.
В случае возникновения каких-либо нарушении в работе не-
обходимо остановить линию (станок) и принять меры к немед-
ленному устранению этих нарушений и их причин с целью пред-
отвращения серьезных отказов и длительных простоев обору-
дования.
В случае обнаружения на режущих кромках инструментов
сколов, прижогов, следов повышенного износа и т. п. наладчик
(оператор) должен произвести останов линии (станка) путем
перевода переключателя режима работы в положение «Полу-
автомат» при работе в режиме «Автомат» или не задавать оче-
редной цикл при работе в режиме «Полуавтомат». После окон-
чания цикла перевести линию (станок) в режим «Наладка» и
отвести агрегаты в положение «Смена инструмента».
Замену затупившихся или поломанных режущих инструмен-
тов следует производить заранее настроенными на размер, под-
готовленными режущими инструментами. Для смены режущего
инструмента при наличии на станке кондукторной плиты необ-
ходимо:
1. Установить переключатель на пульте управления в поло-
жение «Наладка».
2. Установить силовой стол в положение «Начало рабочего
хода», для чего на наладочном пульте силового стола нажать
на кнопку «Ускоренный подвод». При этом силовой стол пере-
местится вперед (вниз) и кондукторная плита «сядет» на опор-
ные платики приспособления и зафиксируется фиксирующими
пальцами.
3. Отсоединить кондукторную плиту от скалок.
203
chipmaker.ru
4. Убедиться, что при горизонтальном положении кондук-
торная плита закреплена на фиксирующих пальцах.
5. Отвести силовой стол в положение «Смена инструмента»,
для чего нажать кнопку «Смена инструмента» на наладочном
пульте станка. При этом силовой стол отойдет в требуемое по-
ложение, а режущие инструменты (сверла, зенкеры, развертки)
должны быть выведены из кондукторных втулок, скалки —
из отверстий в кондукторной плите, а кондукторная плита оста-
ется на фиксаторах приспособления.
6. Отвернуть на 1—3 оборота стопорные винты, крепящие
удлинитель в шпинделе, или рассоединить быстросменный па-
трон и вынуть удлинитель с режущим инструментом из шпин-
деля.
7. Повернуть шпиндели винтами к себе гаечным ключом за
специальный граненый конец вала, выступающий нз передней
крышки шпиндельной коробки, или нажатием толчками кнопки
«Вращение инструмента».
8. Установить настроенный удлинитель с инструментом в
шпиндель, проверить при этом наличие шпонки в удлинителе.
9. Закрепить удлинитель в быстросменном патроне или
шпинделе, для чего завернуть до отказа стопорные винты в
шпинделе.
10. Установить силовой стол в положение «Начало рабочего
хода», для чего нажать толчками на кнопку «Ускоренный под-
вод», при этом инструмент должен войти в кондукторные втул-
ки, а штанги — в соответствующие отверстия в кондукторной
плите.
11. Соединить кондукторную плиту с направляющими скал-
ками.
12. Отвести силовой стол в исходное положение, нажав на
кнопку «Назад».
13. Обработать деталь на наладочном режиме и настроить
инструмент по обработанной детали непосредственно на стан-
ке. Настройку стержневых режущих инструментов на станках
производить только за счет регулировки удлинителей с помо-
щью регулировочных гаек, а не упоров управления.
14. Установить переключатель на пульте управления линии
(станка) в положение «Полуавтомат» («Автомат») и продол-
жить работу.
При возникновении отказа линии (станка) необходимо:
204
по световому табло или мнемосхеме на главном пульте
управления определить место возникновения отказа (агрегат,
механизм);
соблюдая правила безопасности, установить и устранить
причину и последствия отказа.
Отказы, не требующие привлечения дежурных специалистов,
наладчики устраняют самостоятельно совместно с оператора-
ми. Если отказы не могут быть устранены наладчиками и опе-
раторами, привлекаются дежурные специалисты (слесари-ре-
монтники, гидравлики, электрики). При систематических отка-
зах какого-либо электро-, гидро- или ппевмоаппарата его
следует заменить заведомо исправным.
Время простоя линии (станка) по различным причинам
должно использоваться обслуживающим персоналом для про-
ведения осмотров и мелких ремонтов по предупреждению отка-
зов и уборки оборудования.
Рекомендуемый порядок подготовки линии (станка) к пере-
даче следующей смене включает:
укомплектование инструментального шкафа необходимым
количеством настроенного инструмента;
запись в «Журнал учета работы» сведений о работе линии
(станка) в течение смены, выполненных ремонтно-восстанови-
тельных работах, о выполнении сменного задания, готовности
линии (станка) к работе в следующей смене, указаний обслу-
живающему персоналу следующей смены о необходимости вы-
полнения работ по техническому обслуживанию или ремонту;
уборку линии (станка) от стружки, грязи, пыли;
смазку агрегатов и механизмов (если пет специальных смаз-
чиков) ;
передачу автоматической липни (станка) из смены в сме-
ну «на ходу», без отключения.
Контроль точности обработки деталей. Для обеспечения вы-
пуска с линии (станка) обработанных деталей, соответствую-
щих требованиям технологического чертежа, необходимо си-
стематически контролировать точность обработки детали по
всем параметрам. При наличии иа линии контрольных уст-
ройств контроль точности обработки выполняется этими
устройствами. В остальных случаях контроль точности обра-
ботки деталей осуществляется с помощью специальных или
универсальных средств измерения.
205
chipmaker.ru
В зависимости от выполняемых на линии (станке) техно-
логических операций и переходов, а также требований, предъ-
являемых к точности их выполнения, контроль может произ-
водиться непосредственно на линии (станке) без съема обра-
ботанной детали или после окончания обработки в комнате
точных обмеров (КТО) цеха (корпуса).
Контроль точности обработки деталей выполняется при
выключенной линии (станке) на специальных контрольных
позициях (на станке — на позиции загрузки-разгрузки или,
если это возможно, на рабочих позициях, а на линии — пу-
тем смещения обрабатываемых деталей на полшага вперед по
ходу транспортера) при соблюдении требований техники бе-
зопасности. Если в результате контроля будут обнаружены от-
клонения от технологического чертежа, наладчик обязан вы-
яснить и устранить причины отклонений путем подналадки
соответствующих режущих (вспомогательных) инструментов
или регулировки станка, после чего необходимо повторить
цикл и вновь произвести контроль точности обработки де-
талей.
Если путем подналадки режущего и вспомогательного
инструмента или регулировки станка годная деталь не будет
получена, следует произвести контроль базовых элементов
приспособления или станка в целом на технологическую точ-
ность и при необходимости заменить кондукторные втулки,
фиксаторные пальцы, выставить станок на соосность шпинде-
лей и т. п.
О методах проверки и допускаемых отклонениях см. 7.2.
При наличии отклонений сверх допустимых работа на ли-
нии (станке) до их устранения не разрешается.
Контроль обрабатываемых деталей непосредственно на ли-
нии (станке) должен выполнять наладчик или по его указа-
нию — оператор при съеме обработанных деталей.
Периодичность проверок, выполняемых работниками ОТК,
и их объем устанавливаются для каждой линии (станка)
отдельно, в зависимости от требований, предъявляемых
к качеству обработки, сложности обрабатываемой детали
и объема производства. Результаты проверок, выполненных
работниками ОТК и в КТО цеха (корпуса), заносят в карты
контроля.
206
6.5. Организация технического обслуживания
и ремонта линии (станка)
Техническое обслуживание состоит из текущего и плано-
вого. Текущее обслуживание носит профилактический харак-
тер, выполняется постоянно и включает:
наблюдение за состоянием агрегатов, механизмов, вспомо-
гательного инструмента и оснастки (приспособлений);
своевременное регулирование механизмов и устранение
неисправностей.
Текущее обслуживание всех агрегатов, механизмов, вспо-
могательного инструмента и оснастки (приспособлений) осу-
ществляется операторами, наладчиками, слесарями-ремонтни-
ками (механиками,гидравликами, электриками).
Работы по текущему обслуживанию могут выполняться во
время обеденных перерывов, при переналадках и в третьей
смене.
Смазка оборудования и замена масла в резервуарах произ-
водится периодически в соответствии со схемой смазки, имею-
щейся в «Руководстве по эксплуатации автоматической линии
(станка)». Контроль за работой систем смазки и выполнение
работ по смазке оборудования возлагаются на обслуживаю-
щий персонал (операторов, наладчиков, слесарей-ремонтников,
гидравликов, смазчиков).
Основной системой ремонта линий (станков) рекоменду-
ется система РПП (ремонт по потребности), что не исключает
организацию ремонтов по системе ППР. В ремонтный цикл по
системе ППР могут включаться ремонты отдельных агрегатов
(силовые узлы, транспортные устройства, поворотно-делитель-
ные столы и барабаны, приспособления и т. д.). Межремонт-
ный цикл каждого агрегата, механизма определяется исходя
из конкретных условий его работы в линии (станке), предъяв-
ляемых к нему требований и условий эксплуатации.
Ремонты по системам РПП и ППР рекомендуется произво-
дить поузловым методом в нерабочее время (выходные и
праздничные дни и в 3-ю смену). Необходимость выполнения
того или иного вида ремонта определяется при осмотре обо-
рудования работниками службы механика цеха и ОГМ или по
заявкам наладчика (мастера). Для выполнения ремонтов обо-
рудование должно быть обеспечено достаточным количеством
207
chipmaker.ru
запчастей. Номенклатура и количество наиболее часто выхо-
дящих из строя деталей уточняются в начальный период экс-
плуатации (один-два года).
Перед остановкой линии (станка) для выполнения плано-
вого ремонта следует создать страховой запас обработанных
деталей на случай, если потребуется дополнительное время,
вызывающее простой оборудования сверх предусмотренного.
Перед началом ремонта необходимо провести техническую
подготовку, включающую:
составление технологических процессов разборки и сборки
агрегатов и механизмов, дефектных ведомостей на агрегаты
и механизмы;
получение или изготовление деталей, подлежащих замене
при ремонте (по имеющимся чертежам или образцам).
Дефектные ведомости составляются во время работы обо-
рудования (без его остановки). Окончательно оформляются
дефектные ведомости при разборке агрегатов и механизмов.
Проверять оборудование на технологическую точность сле-
дует по мере необходимости, определяемой точностью обра-
ботки деталей, но не реже 2 раз в год. Проверка производится
методами и средствами, оговоренными в «Руководстве по экс-
плуатации автоматической линии (станка)»-
Ответственность за сохранность и состояние контрольной
оснастки возлагается на бюро инструментального хозяйства
цеха (БИХ). Выявленные при проверке отклонения устраняют
путем регулировки положения шпиндельного агрегата с по-
мощью регулировочных винтов и компенсаторов. Если устра-
нить отклонения путем регулировки не удается, нужно произ-
вести выставку линии (станка) в соответствии с рекоменда-
циями, имеющимися в «Руководстве по эксплуатации автома-
тической линии (станка)».
Работы по контролю и восстановлению технологической
точности оборудования выполняются под руководством техно-
лога при участии работника ОТК, наладчика, специалистов
служб механика и БИХ. Результаты проверок заносятся в
журнал (форма 22 ГОСТ 2.601—68). Проверки и работы по
восстановлению технологической точности рекомендуется про-
изводить в нерабочее время (выходные и праздничные дни и
в 3-ю смену), за исключением случаев, не терпящих отлага-
тельств. Замена изношенных кондукторных втулок, фиксатор-
208
ных пальцев и втулок кондукторных плит, пальцев фиксации
заготовок и другие работы, не требующие больших затрат вре-
мени, могут выполняться слесарем-ремонтником или наладчи-
ком в обеденный перерыв или во время простоя оборудования
по организационным причинам.
Наблюдение за состоянием электрооборудования и устране-
ние неисправностей возлагаются на электриков, обслуживаю-
щих линию (станок). Не реже одного раза в месяц следует
производить осмотр контактных групп всех электроаппаратов,
проверять состояние электродвигателей, конечных переключа-
телей, герметичность шкафов. Во время осмотров следует уда-
лять скопившиеся пыль и грязь, зачищать или заменять под-
горевшие контакты, а при необходимости производить замену
электроаппар ата.
Наблюдение за состоянием гидрооборудования и устране-
ние неисправностей возлагаются на слесарей-гидравликов,
обслуживающих линию (станок). В гидросистеме должны при-
меняться масла, указанные в «Руководстве по эксплуатации
автоматической линии (станка)». Масла должны быть чисты-
ми от воды, кислот, смолистых соединений, механических и хи-
мических примесей.
Запрещается эксплуатация оборудования при уровне
масла в гидробаке ниже отметки маслоуказателя. Очистка мас-
ла и гидросистемы производится при помощи передвижных
фильтрационных установок. Пластины фильтров, установлен-
ных на гидростанциях, необходимо прочищать не реже одного
раза в смену поворотом рукоятки.
Масло в емкости гидробаков следует заливать через отвер-
стие, имеющее фильтрующую сетку, до верхней отметки масло-
указателя с последующим добавлением масла после заполне-
ния гидросистемы оборудования при пуске насосов.
Температура масла в гидросистеме должна быть в преде-
лах, указанных в «Руководстве по эксплуатации автоматиче-
ской линии (станка)». Механизмы, имеющие гидрофицирован-
ные приводы, должны работать плавно, без заеданий. Преры-
вистые движения механизмов указывают на заедание деталей
механизмов или наличие воздуха в гидросистеме.
Для учета работы оборудования, потерь времени на техни-
ческое обслуживание, ремонт и по организационным причинам
рекомендуется вести журнал (см. приложение 3), классифи-
209
chipmaker.ru
кация простоев дана на стр. 282. Журнал должен вести налад-
чик. Правильность и полнота записей контролируются и удо-
стоверяются сменным мастером при передаче смены.
В службах цеха (участка) — механика, энергетика, БИХ —
на каждую линию (станок) следует вести журналы учета по
формам 18—22, 25, 26, 28, 29, предусмотренным ГОСТ 2. 601 —
68 «Эксплуатационные документы».
Учет времени работы и простоев оборудования, а также ра-
бот по техническому обслуживанию и ремонту позволяет опре-
делить возможную производительность оборудования, выявить
агрегаты, механизмы и системы, обладающие низкой надеж-
ностью, и принять меры к ее повышению.
Заполненные журналы хранятся в архивах соответствую-
щих служб в течение всего периода эксплуатации оборудова-
ния вплоть до его списания.
Контроль за техническим состоянием оборудования помимо
администрации цеха осуществляет инспекторская группа ОГМ
и ОГЭ завода. Она проверяет также оперативность и качество
выполненных ремонтных работ. При нарушении правил экс-
плуатации или неудовлетворительном техническом состоянии
линии (станка) представитель инспекторской группы ОГМ
(ОГЭ) или представители администрации должны немедленно
принять меры по устранению замеченных недостатков, вплоть
до останова и отключения оборудования, о чем делается
соответствующая запись в журнале (форма 29 по ГОСТ
2.601—68).
6.6. Характерные неисправности оборудования
и методы их устранения
В табл. 62—64 изложены характерные неисправности, ко-
торые могут иметь место при эксплуатации автоматических
линий, агрегатных и специальных станков.
Возможные неисправности унифицированных сборочных
единиц гидрооборудования, электрооборудования и других
специальных сборочных единиц описаны в соответствующих
разделах «Руководства по эксплуатации автоматической ли-
нии (станка)».
210
62. Характерные неисправности шпиндельных агрегатов
Неисправность, внешнее ее проявление и допол- нительные признаки Причина Способ устранения
Нет пульсации масла в маелораспределителе Не работает насос смазки Открыть люк в перед- ней крышке коробки, заменить насос
Масло вытекает из-под уплотнений шпинделей Разрушено резиновое уплотнение Заменить уплотнение
Разрушена поверх- ность шпинделя Заполировать шпин- дель
Масло вытекает по по- садке лабиринтного уплотнения шпинделя Нарушена посадка уп- лотнительных стака- нов Заменить уплотни- тельные стаканы, по- ставить на краску
Нарушено исходное положение резьбовых копиров в процессе работы Неисправен тормоз Проверить установку и отрегулировать муф- ту тормоза
Ослабло крепление переключающей плас- тины БВК на счетном механизме Закрепить пластину
Проскальзывает кли- ноременная передача Ослабло натяжение ремней Увеличить натяжение ремней
63. Характерные неисправности электрооборудования
Неисправность, внешнее ее проявление и допол- нительные признаки Причина Способ устранения
Вводный автомат не включается. Рукоятка автомата отскакивает Неисправность меха- низма автоматического отключения, на катуш- Опустить рукоятку ав- томата вниз до преде- ла н вновь включить
211
chipmaker.ru
Продолжение таблицы 63
Неисправность, внешнее ее проявление и допол- нительные признаки Причина Способ устранения
из верхнего в среднее ку дистанционного автомат. Если после
положение расцепителя попадает напряжение 2—3 попыток автомат не включится, вызвать электрика
Вводный автомат от- ключается при одно- временном пуске нес- кольких электродви- гателей большой мощ- ности Разрегулировался мак- симальный расцепитель автомата Вызвать электрика
Вводный автомат от- ключается при работе линии Короткое замыкание в силовых цепях Попадание напряжения на катушки дистанци- онного расцепителя Случайные воздейст- вия на аварийные ос- тановы То же
Цепи управления не Не включен один из Открыть шкаф источ-
включаются с цент- автоматов цепей управ- ников питания, вклю-
ралыюго пульта, не загорается лампа «Цепи управления» (вводный автомат включен, лам- пы на дверях электро- шкафов горят) ления Нарушена цепь вклю- чения аппаратуры уп- равления чить автомат
На центральном пуль- те горит лампа «Конт- роль изоляции» Замыкание на землю одной из фаз цепей управления Нарушена система контроля Вызвать электрика
212
Продолжение таблицы 63
Неисправность, внешнее ее проявление и допол- нительные признаки Причина Способ устранения
На центральном пуль- те управления не го- рит лампа «Автоматы управления» Отключаются однопо- люсные автоматы за- щиты цепей управле- ния На центральном пуль- те не горит лампа конт- роля состояния одного из механизмов при вы- полнении им заданного действия Не включается цикл линии (станка) Не горит сигнальная лампа «Готовность к циклу» Срабатывает защита электродвигателей Повышенный нагрев двигателей Разрегулировка расце- пителя автомата Короткое замыкание в цепях управления од- ного из узлов или ме- ханизмов Перегорела сигналь- ная лампа Нарушена электричес- кая цепь включения лампы Не выполнено какое- либо условие подготов- ки к циклу Нарушена цепь вклю- чения лампы Неисправно реле Увеличенные нагрузки на двигатель из-за ме- ханических и других внешних причин (ту- пой инструмент, уве- личенный припуск и т. д.) Обрыв фазы или вит- ковые замыкания об- мотки двигателя Вызвать электрика То же Нажать кнопку «Конт- роль ламп», проверить исправность ламп. Для устранения неисправ- ности вызвать элект- рика Проверить по сигналь- ным лампам исходное положение всех меха- низмов Привести узлы и ме- ханизмы в исходное положение Вызвать электрика Устранить внешние причины Вызвать электрика
213
chipmaker.ru
Продолжение таблицы 63
Неисправность, внешнее ее проявление и допол- нительные признаки Причина ’ Способ устранения
Срабатывает защита электродвигателя Разрегулирован защит- ный аппарат Вызвать электрика
Нагрев двигателя Случайное кратковре- менное или постоянное короткое замыкание
«Гудит» н греется электромагнит гндро- ппевмозолотника или электродвигателя Неплотное притяжение сердечника, нарушение демпфирующего кольца То же
Нарушение цикла ра- боты линии (станка) Повреждение электри- ческой цепи управле- ния
64. Характерные неисправности гидрооборудования
Неисправность, внешнее ее проявление и допол- нительные признаки Причина Способ устранения
Не началось движение гидрофицированного механизма Не включился электро- магнит золотника уп- равления Заедание золотника из-за загрязнения Нет давления масла в гидросистеме Неисправен насос или регулирующая аппара- тура Вызвать электрика Вызвать гидравлика, промыть и прочистить золотник Вызвать гидравлика
214
Продолжение таблицы 64
Неисправность, внешнее ее проявление и допол- нительные признаки Причина Способ устранения
Движение гидрофици- рованпого механизма началось, но не закон- чилось Заедание золотника из- за загрязнения Вызвать гидравлика, промыть и прочистить золотник
Поломка пружины зо- лотника Вызвать гидравлика, заменить золотник или пружину
Движение гидрофици- рованпого механизма закончилось, но не по- ступила команда на следующее движение Не сработал конечный выключатель, контро- лирующий положение механизма Вызвать электрика. Проверить крепление конечного выключа- теля и экрана, при не- обходимости закрепить
Не сработало реле давления Вызвать гидравлика, проверить настройку реле давления, при необходимости отрегу- лировать, неисправное заменить
Движение гидрофицн- рованного механизма не закончилось, но по- ступила команда на следующее движение Преждевременно срабо- тал конечный выклю- чатель, контролирую- щий положение меха- низма Проверить крепление конечного выключате- ля и экрана, при не- обходимости закрепить
Преждевременно сра- ботало реле давления Вызвать гидравлика. Отрегулировать реле давления
Движение гидрофици- рованного механизма Недостаточный уро- вень масла в гидроба- Проверить уровень
215
chipmaker.ru
Продолжение таблицы 64
Неисправность, внешнее ее проявление и допол- нительные признаки Причина Способ устранения
неравномерное (рывка- ми) ке, в гидросистеме есть воздух масла в гидробаке и наличие пены Долить масло до уров- ня
Вызвать гидравлика, удалить воздух из трубопроводов и ци- линдров
Недостаточная направляющих смазка Проверить работу сис- темы смазки, при необ- ходимости вызвать гид- равлика
Неправильная регули- ровка предохранитель- ного клапана Вызвать гидравлика, отрегулировать предо- хранительный клапан на давление, превыша- ющее необходимое для движения механизма на 50—100 Нм
Повышенный нагрев масла в гидросистеме Повышенное давление масла в системе нагне- тания Не разгружаются насо- сы в исходном поло- жении механизмов Вызвать гидравлика, отрегулировать работу разгрузочных уст- ройств
Недостаточный объем поступающей охлаж- дающей ЖИДКОСТИ, температура ее выше установленной Вызвать слесаря-сан- техника
216
6.7. Допустимые величины затупления
режущего инструмента,
характерные неисправности
и методы их устранения
При нерегламентированной замене режущих инструментов,
установленных па линии (станке), для определения степени их
предельного износа и необходимости их замены можно руко-
водствоваться данными таблиц 65—70.
Регламентированная групповая замена режущих инстру-
ментов оговаривается в конструкторской документации линии
65. Величина износа резцов Д, мм
(по задней грани)
217
chipmaker.ru
П родолжсние таблицы 65
Сталь,
ковкий
чугун
Серый
чугун
1,0—
—1.5
1,5—
—2,0
Прорезные
(станка). При этом указывается расчетная размерная стой-
кость инструментов (в деталях), которая подлежит корректи-
ровке в начальный период эксплуатации.
Для определения фактической размерной стойкости инстру-
ментов можно использовать данные таблиц 65—70.
218
66. Величина износа сверл Д, мм
(по задней и передней граням)
Диаметр сверла, мм Обрабатываемый материал
легкие сплавь I серый чугун, 1 бронза | сталь, |ковкий чугун
До 6 0,2 0,3 0,4
» 10 0,3 0,4 о.б !. ;
15 0,4 0,5 о,7 , ;
» 20 0,5 0,6 0,8
» 25 0,6 0,7 0,9
Свыше 25 0,7 0,8 1,0
67. Величина износа зенкеров Д, мм
(по длине ленточки)
Диаметр зенкеров, мм Зенкеры быстрорежущие Зенкеры твердосплавные
Обрабатываемый материал
сталь, ковкий чугун серый чугун сталь. ковкий чугун серый чугуи
10... 15 16... 20 0,7 0,9 0,6 0,8 0,3 0,3
219
chipmaker.ru
Продолжение таблицы 67
Диаметр зенкеров, мм Зенкеры быстрорежущие Зенкеры твердосплавные
Обрабатываемый материал
сталь, ковкий чугун серый чугун сталь, ковкий чугун серый чугун
21... 25 26... 30 31... 40 41...50 1,0 1,3 1.4 0,9 1,0 1,2 0,3 0,4 0,4 0,4 0,3 0,4 0,4 0,4
Учитывая особенности работы режущих инструментов в
автоматических линиях, агрегатных и специальных станках,
данные по предельно допустимым величинам износа, приве-
денные в таблицах, уменьшены в среднем на 30% по сравне-
нию с указанными в «Типовых нормах износа и стойкости ре-
жущего инструмента».
Характерные неисправности режущих инструментов и ме-
тоды их устранения приведены в табл. 71.
Величина износа разверток
Износ по задней грани зуба в месте сопряжения заборного
конуса и цилиндрической части. Величина износа задней гра-
ни между переточками принята в пределах А = 0,3—0,6 мм.
Износ резьбонарезного инструмента происходит в основ-
ном по задней грани. Признаками затупления этого инстру-
мента служат: потеря чистоты резьбы; снижение ее точности;
прекращение врезания заборной части.
220
68. Величина износа резьбонарезного инструмента
Инструмент Обрабатывае- мый материал Вид износа Износ Д, мм
Метчикн Сталь Серый чугун Л 0,1-0,3 0,1-0,3
Гребенки круглые Сталь 0,6-1,0
Фрезы резь- бовые Сталь п 0,3-0,5
69. Величина износа фрез Д, мм
(по задней грани зуба)
Фрезы Обрабаты- ваемый ма- териал Материал инструмента Вид износа Износ Д, мм
Цилиндриче- Сталь Сталь быст- А 0,3—0,4
ские Чугун рорежущая А 0,3-0,6
Торцовые Сталь Чугун То же 1 \ 0,8—1,0 1,0—1,5
221
chipmaker.ru
Продолжение таблицы 69
Фрезы Обрабаты- ваемый ма- териал Материал инструмента Вид износа Износ А, мм
Концевые Дисковые трехсторон- ние Прорезные и отрезные Сталь, чугун Чугун Сталь, чугун Сталь бы- строрежу- щая 1 / < 0,2—0,3 0,3-0,4 0,3-0,4
Фасонные за- тылованные Сталь Сталь бы- строрежу- щая 0,2—0,3
Торцовые Сталь Чугун Твердый сплав 0,7—1,0 1,0-1,5
70. Величина износа зуборезного инструмента
(по задней грани)
Зуборезный инструмент Обрабаты- ваемый материал Характер обработки Вид износа Износ Д, мм
Фрезы чер- вячные мо- дульные Сталь Предвари- тельная Окончате- льная 0,7—0,8 0,3—0,9
222
71. Неисправности режущих инструментов
и способы их устранения
Неисправность, внешнее се прояв- ление и дополни- тельные признаки Причина Способ устранения
Повышенный из- Неправильная заточка Заменить сверло
нос н выкроши- Повышенная твердость обраба- Установить каче-
вание режущих тываемой детали ственную заготовку
кромок сверла Наличие в обрабатываемой де- тали твердых включений Недостаточная подача охлаж- дающей жидкости в зону реза- ния Некачественное изготовление сверла То же Увеличить подачу охлаждающей жид- кости Заменить сверло
Поломка сверла Работа затупленным сверлом Отсутствие обратного конуса на ленточках Пакетирование стружки в ка- навках Наличие в обрабатываемой де- тали раковин, включений То же » » Установить качест- венную заготовку
Несоответствие класса шерохо- Образование нароста на режу- щих кромках сверла Заменить сверло
ватости обрабо- Недостаточная подача охлаж- Увеличить подачу
тайного отвер- дающей жидкости в зону реза- охлаждающей жид-
стия требова- НИЯ КОСТИ
нням чертежа Чрезмерный износ сверла по ленточкам Заменить сверло
Отклонения ди- аметра обрабо- танного отвер- стия от требова- ний чертежа: Заменить сверло
а) диаметр Неправильная заточка сверла
больше за-
данного Несовпадение оси сверла с осью кондукторной втулки Выставить станок на соосность
223
chipmaker.ru
Продолжение таблицы 71
Неисправность, внешнее ее прояв- ление и дополни- тельные признаки Причина Способ устранения
б) диаметр меньше за- данного Повышенный износ и выкро- шивапие режу- щих кромок зен- керов Поломка зенке- ра Смещение оси обработанного отверстия («увод» зенке- ра) Износ сверла по ленточкам Увеличенный припуск под зен- керованне Трещины пластинок твердого сплава Неправильная заточка Наличие в обрабатываемой де- тали твердых включений Недостаточная подача охлаж- дающей жидкости в зону реза- ния Повышенная твердость обраба- тываемой детали Затупление ножей Пакетирование стружки в ка- навках Раковины, включения в обраба- тываемой детали Увеличенный припуск под зен- керование Щели между корпусом и встав- ными ножами Несовпадение оси шпинделя с осью кондукторной втулки Износ кондукторной втулки Заменить сверло Довести припуск под зенкерован не до соответствующе- го требованиям чер- тежа Заменить зенкер То же Установить качест- венную заготовку Увеличить подачу охлаждающей жид- кости Установить качест- венную заготовку Заменить зенкер То же Установить качест- венную заготовку, заменить зенкер Уменьшить при- пуск Заменить зенкер Выставить станок Заменить кондук- торную втулку
224
Продолжение таблицы 71
Неисправность, внешнее ее прояв- ление и дополни- тельные признаки Причина Способ устранения
Несоответствие класса шерохо- ватости поверх- ности обрабо- танного отвер- стия требова- ниям чертежа Диаметр обра- ботанного от- верстия больше заданного: а) зенкер направляется по кондук- торной втул- ке б) удлини- тель направ- ляется по кондуктор- ной втулке в) зенкер не имеет на- правления («жесткий шпиндель») Смещение оси обработанного сверлом отверстия относительно общей оси кондукторной втул- ки и зенкера Образование нароста на режу- щих кромках ножей Недостаточная подача охлаж- дающей жидкости в зону реза- ния Чрезмерный износ режущих кромок Некачественная заточка Пакетирование стружки в ка- навках Некачественная заточка зенке- ра — повышенное биение режу- щих кромок Повышенное биение режущих кромок зенкера относительно конуса Грязь, забоины на конусах уд- линителя и зенкера Повышенное биение шпинделя Повышенное биение режущих кромок зенкера относительно посадочных мест Устранить причину смещения просвер- ленного отверстия Заменить зенкер Увеличить подачу охлаждающей жид- кости Заменить зенкер То же » Заменить зенкер То же Устранить причину То же Заменить зенкер
225
chipmaker.ru
Продолжениё таблицы 71
Неисправность, внешнее ее прояв- ление и дополни- тельные признаки Причина Способ устранения
Повышенный Неправильная заточка Заменить развертку
износ и выкро- Повышенная твердость обраба- Установить качест-
шивание режу- тываемой детали венную заготовку
щих кромок Увеличенный припуск под раз- Уменьшить при-
развертки вертывание Недостаточная подача охлаж- дающей жидкости в зону реза- ния Перекос оси развертки относи- тельно оси обрабатываемого от- верстия Некачественное изготовление пуск Увеличить подачу охлаждающей жид- кости Устранить перекос Заменить развертку
Поломка раз- вертки Несовпадение оси развертки с осью обрабатываемого отвер- стия Неправильная заточка разверт- ки Некачественное изготовление (нет обратного конуса) Пакетирование стружки в ка- навках Выставить станок Заменить развертку То же »
Несоответствие класса шерохо- ватости поверх- ности обработан- ного отверстия требованиям чертежа Неправильная заточка разверт- ки: а) биение режущих кромок сверх допустимого б) отсутствие обратного ко- нуса Затупленная развертка Налипание частиц обрабатывае- мого материала на режущие кромки Пакетирование стружки в ка- навках Заменить развертку Заменить развертку То же »
226
Продолжение таблицы 71
Неисправность, внешнее ее прояв- ление и дополни- тельные признаки Причина Способ устранения
Недостаточная подача охлажда- ющей жидкости в зону резания Увеличить подачу охлаждающей жид- кости
Низкая стой- кость и выкро- шиваиие пласти- нок твердого сплава резцов Неправильная заточка Ударные нагрузки при резании Неравномерная подача Вибрации системы СПИД Повышенная твердость обраба- тываемой' детали Дефекты заготовки: раковины, пригары, отбел, включения и т. д. Наличие трещин в пластинке после припайки и заточки Недостаточная подача охлаж- дающей жидкости в зону реза- ния Заменить резец Устранить причину То же » Установить качест- венную заготовку То же Заменить резец Увеличить подачу охлаждающей жид- кости
Несоответствие качества обра- батываемой рез- цом поверхности требованиям чертежа Отклонения резьбы по ка- либрам: а) прослаб- ленная резь- ба Неправильная заточка резца Образование нароста на режу- щих кромках резца Работа затупленным резцом Недостаточная подача охлаж- дающей жидкости в зону реза- ния Вибрации системы СПИД Плохой сход стружки Несовпадение осей метчика и отверстия Завышен диаметр отверстия под резьбу Биение метчика сверх допусти- мого Заменить резец То же » Увеличить подачу охлаждающей жид- кости Устранить причину То же Устранить причину Заменить сверло (зенкер) Заменить метчик
227
chipmaker.ru
Продолжение таблицы 71
Продолжение таблицы 71
Неисправность, внешнее ее прояв- ление и дополни- тельные признаки Причина Способ устранения
б) тугая Износ копирной пары Неправильная регулировка пла- вающего патрона Работа затупленным метчиком Заменить копирную пару Отрегулировать патрон Заменить метчик
резьба Размеры метчика не соответст- То же
Несоответствие вуют требованиям чертежа Несоответствие применяемой Заменить охлаж-
класса шерохо- охлаждающей жидкости требуе- дающую жидкость
ватости поверх- ности резьбы мой Недостаточная подача охлаж- Увеличить подачу
требованиям дающей жидкости в зону реза- охлаждающей
чертежа НИЯ жидкости
Повышенный Некачественная заточка метчика Пакетирование стружки в ка- навках метчика Неправильная термическая обра- Заменить метчик То же Заменить метчик
износ метчика Поломка метчи- ка ботка метчика Неправильная заточка метчика Повышенная твердость обраба- тываемого материала Пакетирование стружки в ка- навках метчика Несовпадение осей метчика и отверстия Неправильная термическая обра- То же Установить качест- венную заготовку Заменить метчик Устранить причину Заменить метчик
ботка метчика Неправильная заточка метчика Повышенная твердость обраба- тываемого материала Пакетирование стружки в ка- навках метчика То же Установить качест- венную заготовку Заменить метчик
Неисправность, внешнее ее прояв- ление и дополни- тельные признаки Причина Способ устранения
Несовпадение осей метчика и отверстия Занижен диаметр отверстия под резьбу Недостаточная глубина глухого отверстия Пакетирование стружки в глу- хих отверстиях Неполное удаление стружки из глухих отверстий после их свер- ления Неправильная настройка метчи- ка по длине Не отрегулирована предохрани- тельная муфта Работа затупленным метчиком Недостаточное усилие зажима обрабатываемой детали Затупление фрезы сверх допу- стимого Биение режущих кромок ножей фрезы Неправильная заточка фрезы Образование нароста на режу- щих кромках Недостаточная подача охлаж- дающей жидкости в зону реза- ния Неправильная заточка Повышенная твердость обраба- тываемой детали Устранить причину Заменить сверло (зенкер) Отрегулировать глубину сверления Обеспечить удале- ние стружки из от- верстия То же Настроить метчик по длине Отрегули ровать муфту Заменить метчик Отрегулировать усилие зажима Заменить фрезу То же » » Увеличить подачу охлаждающей жид- кости Заменить фрезу Установить качест- венную заготовку
Chipmaker,гиЪ
Отжим обраба- тываемой дета- ли при фрезе- ровании Несоответствие класса шерохо- ватости обрабо- танной поверх- ности требова- ниям чертежа Повышенный износ фрезы
228
229
chipmaker.ru
Продолжение таблицы 71
Неисправность, внешнее ее прояв- ление н дополни- тельные признаки Причина Способ устранения
Поломка фрезы Недостаточная подача охлаж- дающей жидкости в зону реза- ния Работа затупленной фрезой Неправильная заточка фрезы Повышенная твердость обраба- тываемой детали Увеличить подачу охлаждающей жид- кости Заменить фрезу То же Установить качест- венную заготовку
6.8. Обязанности обслуживающего персонала
Начальник участка (старший мастер) и сменный мастер
обязаны:
а) следить за выполнением подчиненными работниками
(сменными мастерами, наладчиками, операторами и другим
обслуживающим персоналом) их обязанностей, изложенных
в «Руководстве по эксплуатации автоматической линии
(станка)»;
б) подробно инструктировать обслуживающий персонал,
впервые приступающий к работе на данном оборудовании;
в) не допускать к работе обслуживающий персонал, не
имеющий необходимой технической подготовки, не изучивший
или недостаточно изучивший устройство и правила эксплуа-
тации линии (станка), не прошедший подробного инструкта-
жа по работе на данном оборудовании;
г) не допускать к работе на линии (станке) лиц, ие за-
крепленных за оборудованием;
д) периодически проверять правильность передачи линии
(станка) наладчиками по смене и ведение ими «Журнала уче-
та работы» (см. приложение 3);
е) периодически проверять, как ведется журнал службами
участка (цеха) по формам, предусмотренным ГОСТ 2.601—68;
ж) принимать необходимые меры по предупреждению изно-
230
са и порчи оборудования от попадания па него грязи, пыли,
влаги, посторонних предметов, а также от температурных коле-
баний;
з) своевременно в соответствии с утвержденным годовым
графиком проводить плановые профилактические проверки и
ремонты, обеспечив выполнение этих работ в нерабочее время
(в выходные и праздничные дни или в 3-ю смену);
и) обеспечить сохранность относящихся к линии (станку)
приспособлений и принадлежностей (эталоны для контроля и
выставки станков, шаговые линейки, приспособления для на-
стройки инструментов, контрольные, средства сигнализации и
связи и т. д.).
Инженерно-технические работники участка обязаны оказы-
вать наладчикам, операторам и другому обслуживающему
персоналу помощь в приобретении необходимых производст-
венных навыков в работе на автоматической линии (станке)
и обслуживании ее, указывать на допущенные ошибки с це-
лью предотвращения их повторения.
Инженерно-технические работники, ответственные за орга-
низацию эксплуатации и техническое состояние оборудования,
должны систематически анализировать работу линии (стан-
ка), принимать необходимые меры и вносить свои предложения
администрации цеха по улучшению работы оборудования
(устранение причин систематически повторяющихся отказов,
улучшение организации технического обслуживания и обеспе-
чение инструментом, заготовками и т. д.).
Наладчик. Приступая к работе на автоматической линии
(станке), наладчик должен изучить «Руководство по эксплуа-
тации автоматической линии (фганка)», знать работу всех
механизмов линии (станка), электро-, гидро- и пневмообору-
дования, назначение кнопок, тумблеров и переключателей на
главном и наладочном пультах управления, назначение
и порядок срабатывания упоров управления, блокирующих
и предохранительных устройств.
По характеру работы наладчик должен обладать техниче-
скими знаниями, а также опытом высококвалифицированного
рабочего.
Наладчик должен уметь управлять работой линии (станка)
во всех режимах, уметь пользоваться системой контроля и
сигнализации, быстро обнаруживать неполадки, анализировать
их и устранять причины и последствия отказов.
231
chipmaker.ru
Наладчик обязан:
а) наблюдать за работой линии (станка) и устранять воз-
никающие неполадки, соблюдая правила безопасности ра-
боты;
б) следить за наличием в инструментальных шкафах за-
пасных комплектов режущего и вспомогательного инстру-
мента;
в) следить за состоянием режущего и вспомогательного ин-
струмента, установленного на станках;
г) своевременно заменять затупившийся режущий инстру-
мент, не допуская его поломки;
д) в случае поломки режущих инструментов производить их
замену;
е) периодически проводить контроль обрабатываемых де-
талей (на позициях обработки, промежуточных позициях или
после разгрузки) и при необходимости поднял аживать или
заменять режущие инструменты;
ж) следить за работой гидро- и пневмооборудования, пе-
риодически контролировать показания манометров, темпера-
туру масла в гидросистеме, при необходимости регулировать
гидро- и пневмоаппараты (в случае отсутствия специалиста-
гидравлика) ;
з) следить за состоянием упоров управления силовых
агрегатов и транспортных систем, производить их регу-
лировку;
и) следить за работой системы смазки, проверять наличие
масла в агрегатах и механизмах, целостность труб подвода и
отвода смазки, маслоуказателей, не допускать эксплуатации
оборудования при нарушении работы системы смазки или
отсутствии масла в агрегатах и механизмах, а также в случае
нарушения целостности трубопроводов и маслоуказателей;
к) следить за работой систем охлаждения режущих инстру-
ментов и уборкой стружки, не допускать скопления ее на по-
зициях обработки, приспособлениях-спутниках, зажимных и
поворотных станциях, периодически контролировать уровень
охлаждающей жидкости в емкостях и работу насосов;
л) руководить работой операторов, следить за выполнением
ими своих обязанностей;
м) вести «Журнал учета работы линии (станка)».
Наладчик должен иметь специальный шкаф (тумбочку),
в котором хранятся:
232
комплект слесарно-монтажного инструмента;
схемы наладок и спецификации режущего и вспомогатель-
ного инструмента;
электро-, пневмо- и гидросхемы с описанием их работы;
«Журнал учета работы линии (станка)».
Наладчик несет ответственность за бесперебойную работу
оборудования и качество обработки деталей на нем. При не-
возможности самостоятельно устранить неполадки в работе
линии (станка) наладчик обязан вызвать дежурного слесаря-
ремонтника или электрика в зависимости от характера неис-
правности.
Наладчику разрешается самостоятельно открывать шкафы
с электрооборудованием для включения защитных электроап-
паратов (автоматы, тепловые реле), поэтому он должен знать
принцип работы электрооборудования линии (станка) и меры
безопасности при его обслуживании.
Если линия (группа станков) обслуживается несколькими
наладчиками, один из них назначается старшим.
Оператор. Приступая к работе на автоматической линии,
агрегатном или специальном станке, оператор должен изу-
чить «Руководство по эксплуатации автоматической линии
(станка)», методы безопасной работы, «Инструкцию по экс-
плуатации», знать работу механизмов линии (станка), элект-
ро-, гидро- и пневмооборудования, назначение кнопок, тумбле-
ров и переключателей на главном и наладочном пультах управ-
ления, назначение и порядок срабатывания упоров управле-
ния, блокирующих и предохранительных устройств.
Оператор обязан своевременно и бесперебойно загружать
линию (станок) заготовками и снимать обработанные дета-
ли (при отсутствии устройства для автоматической загруз-
ки и разгрузки деталей). Во время работы оператор наблю-
дает за работой механизмов, следит за уровнем масла в
агрегатах и механизмах, исправностью работы системы смаз-
ки и т. д.
Оператор обязан:
а) при установке на линию (станок) заготовки проверять
визуально ее качество (отсутствие приливов, раковин, трещин,
подготовленность базовых поверхностей и т. д.). Запрещается
устанавливать на линию (станок) заготовки, имеющие откло-
нения от чертежа по припуску, с неподготовленными базовы-
ми поверхностями и другими отклонениями, из-за которых
233
chipmaker.ru
могут произойти поломки инструмента, деталей мсхапизмон
и т. д.;
б) устанавливая заготовку, следить за правильностью се
положения и надежностью зажима. Запрещается задавать
цикл линии (станку) при неправильно установленной или не-
надежно зажатой заготовке;
в) следить за работой режущих инструментов; обнаружив
их затупление (признаки этого — срабатывание тепловой за-
щиты, прерывистая подача, характерный звук и т. д.) или по-
ломку, не задавать следующий цикл, а остановить линию (ста-
нок) и вызвать наладчика;
г) обнаружив поломку режущих инструментов, неправиль-
но установленную или ненадежно зажатую заготовку, нажать
кнопку «Отмена», «Стоп», «Назад» или остановить линию
(станок) при помощи аварийного останова;
д) своевременно (ежедневно в конце смены) удалять пыль,
грязь и стружку с оборудования, не допуская скопления ее на
приспособлениях, зажимных станциях и в других местах.
Дежурный слесарь-ремонтник должен знать устройство и
принцип работы узлов и механизмов линии (станка), методы
безопасной работы, регулировки и ремонта.
Дежурный слесарь-ремонтник вместе с наладчиком отвеча-
ет за бесперебойную работу оборудования и обеспечение вы-
пуска годных деталей. Вместе с обслуживающим персоналом
(наладчиками, операторами) он выполняет работы по теку-
щему и оперативному обслуживанию оборудования.
Дежурный слесарь-ремонтник обязан:
а) проверять работу всех механизмов линии (станка);
б) при обнаружении каких-либо неполадок в работе обору-
дования немедленно принять меры к их устранению;
в) в случае поломки каких-либо деталей и механизмов опе-
ративно производить замену вышедших из строя деталей за-
пасными, а при отсутствии последних принять меры к быст-
рейшему восстановлению поломанной детали или изготовле-
нию новой;
г) следить за исправностью системы смазки, не допускать
работу оборудования с неработающей системой смазки;
д) по заявке обслуживающего персонала (наладчиков, опе-
раторов) устранять выявленные неисправности.
Электрик должен знать принцип работы агрегатов и меха-
низмов, схему электроавтоматики и методы безопасной работы.
234
On отвечает за исправность всего электрооборудования линии
(станка) и его нормальную эксплуатацию.
Электрик обязан:
а) систематически проверять работу электродвигателей,
электроаппаратов, установленных на линии (станке) электри-
ческих приборов контроля, средств сигнализации и связи;
б) в случае перегорания лампочек световой сигнализации и
электроаппаратов производить их замену;
в) периодически производить очистку контактов всех элект-
роаппаратов, не допускать их подгорания;
г) проверять исправность заземления, защитных, предохра-
нительных и блокирующих устройств;
д) следить, чтобы шкафы с электроаппаратами были гер-
метично закрыты. Запрещается передавать ключи от шкафов
с электрооборудованием и пультов управления другим лицам,
в том числе и обслуживающим оборудование (кроме налад-
чика);
е) в случае аварии или возникновения каких-либо непола-
док в работе линии (станка) немедленно явиться по вызову
наладчика и принять все меры для быстрейшего устранения
выявленных неисправностей и обеспечения дальнейшей рабо-
ты оборудования.
Гидравлик, обслуживающий линию (станок), должен знать
принцип работы агрегатов и механизмов, схемы гидро- и
пневмоавтоматики и методы безопасной работы. Он отвечает
за исправность всего гидро- и пневмооборудования линии
(станка) и его нормальную эксплуатацию.
Гидравлик обязан:
а) ежедневно проводить внешний осмотр узлов гидравли-
ческого и пневматического оборудования;
б) проверять, нет ли утечек масла через пробки, фланцы и
в местах соединения трубопроводов или утечек воздуха из
ппевмосети;
в) немедленно устранять обнаруженные во время осмотра
дефекты;
г) ежедневно перед началом работы линии (станка) прове-
рять уровень масла в гидробаках;
д) следить за температурой масла в гидросистеме, не
допускать нагрева его выше температуры, указанной в
«Руководстве по эксплуатации автоматической линии
(станка)»;
235
chipmaker.ru
е) наблюдать за давлением в пневмосети и гидросистеме
и в случае его падения принять срочные меры к его стабили-
зации;
ж) периодически, не реже одного раза в шесть месяцев, за-
менять масло и производить очистку гидросистемы;
з) периодически выпускать воздух из гидросистемы;
и) не допускать наружных утечек масла из гидросистемы
и воздуха из пневмосистемы, своевременно заменять уплотне-
ния толкателей, золотников и штоков цилиндров.
При отсутствии гидравлика в штате бригады обслуживаю-
щий автоматическую линию (станок) слесарь-ремонтник вы-
полняет его обязанности.
Слесарь-инструментальщик отвечает за обеспечение авто-
матической линии (ставка) заточенным и исправным режу-
щим и вспомогательным инструментом.
Слесарь-инструментальщик обязан:
а) знать устройство режущего и вспомогательного инстру-
мента, методы его настройки и безопасной работы с ним,
уметь пользоваться предназначенными для настройки инстру-
мента специальными приспособлениями и универсальным ме-
рителем;
б) своевременно получать в ИРК цеха нужное количество
заточенного режущего инструмента;
в) вести учет полученного в ИРК режущего инструмента
и расхода его на автоматических линиях (станках) по журна-
лу установленной формы;
г) сдавать на переточку затупившийся режущий инстру-
мент;
д) производить настройку запасных комплектов режущих
инструментов на специальных приспособлениях, имеющихся
в инструментальных шкафах, в соответствии со схемами инст-
рументальных наладок;
е) следить за состоянием вспомогательного инструмента,
своевременно сдавать в ремонт неисправный и получать из
ремонта отремонтированный вспомогательный инструмент.
Если в штате бригады, обслуживающей автоматическую
линию (группу станков), не предусмотрен слесарь-инструмен-
тальщик, его обязанности выполняет наладчик.
Количество станков, обслуживаемых одним наладчиком,
236
линий и станков, обслуживаемых одним слесарем-ремонтни-
ком, электриком, гидравликом, слесарем-инструментальщиком,
определяется администрацией цеха завода-заказчика в соот-
ветствии с существующими нормативами.
chipmaker.ru
ГЛАВА VII
ТОЧНОСТЬ,
НАДЕЖНОСТЬ И ПРОИЗВОДИТЕЛЬНОСТЬ
СТАНКОВ И ЛИНИЙ
Chipmaker.ru
7.1. Изменение точности обработки деталей
при эксплуатации оборудования
В процессе эксплуатации начальные точностные характе-
ристики станка, которые зависят от его конструктивных осо-
бенностей и качества изготовления, постепенно ухудшаются.
Это приводит к снижению точности обработки деталей, а за-
тем и к отказу станка по точности.
Отказы по точности проявляются постепенно в результате
и по мере изменений определенных параметров станка, вы-
званных износом ряда его деталей. Эти отказы, как правило,
прогнозируемы, они могут быть предотвращены путем свое-
временной подналадки или ремонта.
Установлено три вида процессов, при протекании которых
ухудшаются точностные характеристики станка в эксплуа-
тации:
1. Быстро протекающие (вибрации при резании, релакса-
ционные колебания при трении в направляющих и др.), кото-
рые приводят к рассеянию размеров обрабатываемых деталей.
2. Средней скорости (износ режущих инструментов, темпе-
ратурные деформации деталей станка и т. д.), приводящие к
смещению начального уровня настройки станка.
3. Медленно протекающие (износ направляющих и под-
шипников, коробление станин и т. д.), под влиянием которых
ухудшаются начальные точностные показатели станка, что
приводит к изменению погрешностей начальной настройки и
увеличению рассеяния размеров обрабатываемых деталей.
238
Для своевременной подналадки или ремонта станка необ-
ходимо систематически проводить контроль точности обработ-
ки деталей на станке (линии). При этом определяют:
а) «мгновенную» точность обработки по каждому парамет-
ру обрабатываемой детали;
б) запас точности (коэффициент использования поля до-
пуска) по каждому параметру обрабатываемой детали;
в) скорость исчерпания запаса точности по каждому пара-
метру, что позволяет установить межремонтные или межпод-
наладочные периоды по соответствующему параметру обра-
батываемой детали в зависимости от скорости смещения уров-
ня настройки и величины коэффициента использования допуска.
Точность обрабатываемых деталей характеризуется:
а) отклонениями размеров отдельных поверхностей и рас-
стояний, связывающих эти поверхности или их образующие;
б) отклонениями от заданной геометрической формы по-
верхностей (некруглость, нецилнндричность, неплоскостность
и т. п.);
в) волнистостью, шероховатостью и другими отклонениями
от номинальных значений, регламентированных чертежом и
техническими требованиями на обрабатываемую деталь.
Для определения отклонений этих показателей точности от
заданны:: требований для обрабатываемых деталей находят:
а) средний размер (уровень настройки) и среднеквадра-
тичное отклонение, а также фактическое и возможное поле
р. ссеяния размеров;
б) изменение параметров обрабатываемых деталей путем
настроения графиков, а также гистограмм распределения раз-
меров;
в) смещение начального уровня настройки (центра рассея-
ния) за период эксплуатации;
г) коэффициент использования поля допуска (запас точ-
ности) или величину брака.
При обработке деталей на агрегатных станках и автома-
тических линиях во многих случаях для получения заданной
точности не требуется подналадка станка или режущего инст-
румента. Например, при обработке деталей стержневым ре-
жущим инструментом (сверла, зенкеры, развертки) для обе-
спечения заданных координат отверстий необходимы только
ремонтные работы, так как точность обработки изменяется в
239
chipmaker.ru
основном вследствие действия на станок медленно протекаю-
щих процессов.
Типовая схема изменения точности обработки деталей для
таких случаев приведена на рис. 110. На вертикальной оси гра-
фика отмечены границы поля допуска на размер по чертежу
Рис. НО.
изменения
сти
бн и бв, а также положение номинального значения проверяе-
мого размера детали (линия 0—01). На горизонтальной оси
отложено время t.
«Мгновенную» точность обработки деталей определяют по
методике, приведенной далее (см. 7.2), при этом на графике
отмечают положение центра группирования размеров деталей
(точка а), который вследствие погрешностей станка может
быть смещен на величину би от номинального размера (точ-
ка 0). Затем на оси ординат отмечают границы поля возмож-
ных отклонений, полученные при определении «мгновенной»
точности обработки.
При эксплуатации станка из-за износа его деталей и
других медленно протекающих процессов центр группиро-
вания размеров постепенно смещается по линии а—ai—az
(вверх или вниз относительно оси 0—0i) и одновременно уве-
личивается поле рассеяния размеров б2 в результате действия
быстро протекающих процессов. При этом постепенно исчер-
пывается запас точности станка.
Время работы станка /Р до полного исчерпания запаса точ-
ности по данному параметру зависит от скорости смещения
центра группирования размеров н скорости увеличения поля
240
рассеяния, а также от величины запаса точности, направления
смещения центра группирования и положения начальной на-
стройки.
При наличии таких графиков по каждому параметру мож-
периода, величи-
Рис. III. Схема из-
менения точности
обработки при фре-
зеровании деталей
ну и направление смещения, что обеспечит своевременный ре-
монт оборудования и предотвратит выпуск бракованных де-
талей.
При выполнении ряда операций обработки деталей пе-
риодически требуется подналадка. Например, при обработке
поверхностей деталей точением или фрезерованием точность
положения обработанной поверхности относительно техноло-
гических баз заготовки изменяется по мере износа (затупле-
ния) режущего инструмента, из-за температурных деформа-
ций и неточности перемещения некоторых механизмов станка.
В таких случаях должна своевременно производиться подна-
ладка станка. При этом ее нужно производить до полного
исчерпания запаса точности в интервале части поля допуска,
ограниченной контрольным пределом 6Ч — бст.
Типовая схема изменения точности обработки при фрезе-
ровании деталей приведена на рис. 111. На вертикальной оси
графика отмечены границы поля допуска на размер по черте-
жу ов и бв. На горизонтальной оси отложено время t, на вер-
тикальной оси откладывают центр группирования размеров а
и величину поля возможных отклонений б0, полученные при
определении «мгновенной» точности обработки деталей.
Рассеяние размеров относительно центра группирования
241
chipmaker.ru
происходит из-за упругих деформаций деталей станка и дей-
ствия быстро протекающих процессов.
Вследствие действия процессов средней скорости (напри-
мер, износа инструмента) центр группирования размеров по-
степенно смещается по линии а—щ—аг. Таким методом опре-
деляют скорость смещения центра группирования размеров
и период бесподналадочной работы станка. Точность подна-
ладки 6„н определяется по результатам нескольких замеров.
Для рассматриваемого примера точность обработки дета-
лей определяется как сумма величин рассеяния размеров вслед-
ствие действия быстро протекающих процессов, точности под-
наладок и смещения центра группирования размеров в ре-
зультате износа режущего инструмента. Запас точности станка
представляет собой разность между величиной поля допуска
и поля возможных отклонений, которое является суммой полей
возможных отклонений «мгновенной» точности обработки, точ-
ности подналадки и величины страхового запаса точности на
подналадку, в пределах которого может происходить смеще-
ние центра группирования:
= 64-- 0И 4" ®пн 4” ®ст) = 64- (®о- 6СТ).
По мере работы оборудования происходят постепенное уве-
личение начального поля рассеяния размеров (до бо') и исчер-
пание запаса точности станка, что приводит к уменьшению
периодов времени бесподналадочной работы.
Таким образом, продолжительность работы станка между
подналадками <вв и время работы до исчерпания определен-
ного запаса точности по данному параметру ПпвГви (где
Ппв — количество подналадок) зависят от скорости смещения
центра группирования и скорости увеличения поля рассеяния
размеров деталей.
Подналадка станков может быть ручная или автоматиче-
ская. При подналадке вручную производится останов станка
или линии в целом.
Для сокращения простоев оборудования необходимо произ-
водить поднастройку инструмента с таким расчетом, чтобы пол-
нее использовать поле допуска на размер. В этом случае со-
кращается число подналадок и увеличивается период беслод-
наладочной работы оборудования.
242
7.2. Проверка соответствия точности
обработки деталей при приемо-сдаточных
испытаниях и в эксплуатации
После окончания пуско наладочных работ необходимо про-
верить точность обработки деталей по всем параметрам. В про-
цессе эксплуатации детали станка (линии) изнашиваются,
вследствие чего точность обработки изделий снижается (см.
7.1). Поэтому новое оборудование должно иметь определен-
ный запас точности по каждому параметру обрабатываемой
детали. В настоящее время на износ станка (линии) преду-
сматривается запас точности обработки до 25% поля допуска
на проверяемые параметры.
Предлагаемая методика является удобным в производст-
венных условиях методом статистического контроля точности
обработки деталей. Она позволяет с достаточной для практики
точностью в процессе контроля деталей визуально и количест-
венно, без математической обработки результатов замеров
оценить степень соответствия фактической точности обра-
ботки деталей точности, заданной чертежом, отдельно по
каждому параметру. При этом определяются следующие пока-
затели:
а) величина и характер рассеяния отклонений фактических
размеров деталей от их номинального значения;
б) величина использования поля допуска на размер по чер-
тежу полем фактических отклонений размера, т. е. величина
запаса точности;
в) величина и направление смещения середины поля фак-
тических отклонений относительно поля допуска на размер по
чертежу.
Замеряются проверяемые параметры деталей с помощью
универсальных мерительных инструментов с ценой деления,
в 10 раз меньшей (как исключение допускается в 5) поля до-
пуска на проверяемый размер по чертежу.
Проверку можно производить на партии деталей от 10 до
30 штук. Для получения достоверных результатов рекомен-
дуется партия в 20—30 деталей. При замерах деталей опреде-
ляется отклонение от поминального размера по чертежу. По ве-
личине этого отклонения делается отметка в соответствующей
клеточке сетчатого графика (рис. 112).
243
iaker.ru
Регистрируются и оформляются результаты замеров в сле-
дующем порядке:
а) на графике проставляется проверяемый размер по техно-
логическому чертежу детали и значение допуска на этот раз-
мер;
Рис. 112. Сетчатый гра-
фик
б) поле допуска на размер по чертежу делится на 7—12
равных частей. Каждой части соответствует одна клеточка на
горизонтальной оси графика. Такая часть поля допуска есть
«цена» клеточки;
в) на графике проводится нулевая линия, означающая гра-
ницу номинального значения размера, и две (одна) линии,
определяющие нижнюю и верхнюю границы поля допуска.
Расстояние и количество их определяются величиной и ха-
рактером поля допуска;
г) на каждый проверяемый размер партии деталей запол-
няется один график. Графики должны быть подготовлены до
проведения замеров детали;
д) при проверке партии деталей в зависимости от величи-
ны отклонения фактического размера от номинального в со-
ответствующей клеточке графика проставляется помер про-
веряемой детали (номер позиции станка, приспособления-спут-
ника линии). Число заполняемых клеточек по вертикали
определяется числом деталей, величина отклонения от
номинального размера которых входит в одну часть поля
допуска по чертежу. Заполняется клеточка графика сразу же
после замера отклонения проверяемого параметра без опре-
деления численного значения фактического размера де-
тали.
Точность обработки деталей оценивается в следующем
порядке:
244
а) после проверки первой детали визуально оценивается
положение на графике фактического отклонения от номиналь-
ного размера относительно границ поля допуска;
б) при положении фактического отклонения в середине
или близко к середине поля допуска на всех графиках, т. е.
по всем параметрам, производятся обработка следующей
детали и контроль ее параметров;
в) при положении фактического отклонения размера по
одному или нескольким параметрам близко к одной из границ
поля допуска или за пределами его может быть принято ре-
шение о необходимости подналадки или доводки станка
(линии).
Для большей точности решение о необходимости подналад-
ки или доводки станка (линии) целесообразно принимать пос-
ле обработки четырех-пяти деталей или по одной детали с
каждой позиции при проверке точности многопозиционных
станков. При этом величина подналадки (доводки) может
быть определена с более высокой точностью.
Величина смещения при подналадке (доводке) определя-
ется количеством клеточек от середины поля допуска до се-
редины поля фактических отклонений и «ценой» клеточки.
После подналадки (доводки) станка (линии) точность
проверяется повторно. При этом для оценки эффективности
подналадки (доводки) заполненные графики с соответствую-
щими замечаниями на них можно использовать в качестве
черновиков.
По мере увеличения количества проверенных деталей и
заполнения графиков дается визуальная оценка:
величины и характера рассеяния отклонений фактических
замеров деталей от их номинального значения;
величины использования поля допуска по чертежу по каж-
дому размеру;
величины и направления смещения середины поля факти-
ческих отклонений относительно середины поля допуска.
В случае если по всем проверяемым размерам запас по
точности после обработки не менее 10 деталей составляет при-
мерно 40% от поля допуска, т. е. на графике слева и справа
от границ поля допуска до клеточек с номером детали в ниж-
нем ряду будет не менее четырех свободных клеточек (по две
с каждой стороны), испытания могут быть окончены, а станок
245
chipmaker.ru
(линия) признан годным по точности обработки деталей. Если
па некоторых графиках будет обнаружена с какой-либо сто-
роны только одна свободная клеточка, определяется направ-
ление смещения поля фактических отклонений обрабатыва-
емых деталей при износе станка (линии) в эксплуатации. Если
при этом установлено, что смещение будет направлено в про-
тивоположную от этой границы сторону поля допуска, испы-
тания также могут быть окончены, а станок (линия) признан
годным по точности обработки деталей и параметрам с
несимметричным расположением запасов точности обра-
ботки.
В случае если после обработки 10 деталей запас по точ-
ности обработки составляет менее 40% поля допуска, т. е. па
графике в нижнем ряду имеется не четыре, а три или две
свободных клеточки, испытания продолжаются.
После обработки и замеров 20—30 деталей станок (линия)
считается годным по точности обработки деталей в случае,
если на всех графиках от границ поля допуска до заполненных
клеточек с каждой стороны имеется не менее одной свободной
клеточки, что соответствует приблизительно 25% запаса точ-
ности на износ станка в эксплуатации.
Если на некоторых графиках нет свободной клеточки с ка-
кой-либо стороны, тогда определяется направление смещения
поля фактических отклонений обрабатываемых деталей при
износе станка (линии) в эксплуатации. Если при этом установ-
лено, что смещение будет направлено в противоположную от
этой границы сторону поля допуска, станок (линия) может
быть признан годным по точности обработки деталей и пара-
метрам с несимметричным расположением запасов точности
обработки.
При отсутствии запаса точности станок (линия) ставится
на доработку. Величина и направление смещения поля фак-
тических отклонений определяются по графику конкретно для
каждого параметра. Количественно величина смещения опре-
деляется путем умножения числа клеточек от середины поля
допуска по чертежу до середины поля фактических отклоне-
ний размера на «цену» клеточки.
Для неточных и неответственных размеров деталей (при
сверлении крепежных отверстий, черновом фрезеровании и
растачивании и т. д.) допускается проверка точности по
246
пяти обработанным деталям при условии обеспечения около
40% запаса точности по этим параметрам.
Для более правильного определения фактической точности
обработки детален и проверки запаса точности по каждому из
нужных параметров применяется метод статистической оцен-
ки, который предусматривает выполнение расчетов с приме-
нением вычислительных средств — электронных клавишных
машин или малых ЭВМ.
Для оценки точности обработки деталей на станке (линии)
обрабатывается партия деталей от 30 до 100 штук.
В процессе их обработки вмешательство наладчика с целью
регулировки оборудования и инструментов для обеспечения
точности обработки не допускается, за исключением тех слу-
чаев, когда необходима регулировка инструментов, расчетная
размерная стойкость которых, определяемая количеством об-
работанных деталей, меньше числа деталей в контрольной
партии.
Проверка точности обработки деталей включает следующие
этапы.
Определение объема партии. Контролируемые детали де-
лятся на равные группы. Количество деталей, составляющих
одну группу, устанавливается до испытаний и может быть
принято равным 2, 3, 4, 5, 6, 7 штукам. Число деталей в группе
является произвольным. Для станков с поворотными столами
и барабанами число деталей в группе рекомендуется брать
соответственно числу позиций стола (барабана).
Пример. Объем контрольной партии установлен равным 60
деталям. Количество деталей в группе принято равным 6 штукам.
Число групп составит 10 (60:6).
Перед установкой на станок (линию) все заготовки нуме-
руются с указанием номеров: группы, детали в группе и по-
зиции станка или приспособления-спутника линии.
Порядок проверки. Контроль фактических размеров обрабо-
танных деталей производится с помощью универсальных ме-
рительных инструментов. Проверяются все размеры, указанные
в технологическом чертеже обрабатываемой детали.
Перед контролем деталей на каждый проверяемый размер
заполняется контрольная карта (см. приложение 4), в которой
указываются:
247
chipmaker.ru
модель станка (линии);
наименование и номер обрабатываемой детали;
номер листа, соответствующий порядковому номеру про-
веряемого размера по технологическому чертежу;
проверяемый размер по чертежу;
поле допуска на проверяемый размер по чертежу Тч;
допустимый размах 7?ИОп, определяемый в зависимости от
количества принятых деталей в одной группе и поля допуска
по чертежу на проверяемый параметр (см. ниже).
Количество деталей
в группе W 2 3 4 5 6 7
Коэффициент Ki
для определения
допустимого
размаха 0,61 0,73 0,78 0,82 0,84 0,87
Пример. Размер по чертежу 150±0,15. Определяем поле до-
пуска по чертежу 7*4=0,15+0,15=0,30=300 мкм.
При трех деталях в группе коэффициент Kt равен 0,73 (см. вы-
ше). Определяем допустимый размах /?доп=7’ч><К1=300X0,73 =
=219 мкм.
Проверка на максимальное отклонение. Полученные фак-
тические отклонения размеров от номинального значения в
мкм по всем деталям заносятся в таблицу контрольной карты.
После проверки каждого параметра во всех группах деталей
определяются максимальное и минимальное отклонения его
от номинального значения по чертежу. Разница между мак-
симальным и минимальным отклонением (размах в группе)
сравнивается после проверки каждой группы деталей с до-
пустимым размахом Лдоп. Если размах в группе превысит
допустимое значение, испытания прекращаются, а станок (ли-
ния) становится на доводку. После доводки испытания прово-
дятся заново.
Если установлено, что размах не превышает допустимого
значения, испытания продолжаются и производится дальней-
шая обработка результатов проверки.
По данным проверки, занесенным в таблицу контрольной
карты, определяются максимальное и минимальное отклонения
размера во всей партии деталей (размах в деталях), и их
248
значения заносятся в отдельную строчку контрольной карты.
Построение гистограммы. Ио максимальному размаху фак-
тических отклонений партии деталей определяется ширина
класса С для построения гистограммы:
С=ймакс/п,
где п — число классов, принимаемое от 7 до 12 в зависимости
от числа деталей в партии и значения /?макс.
Значение С заносится в контрольную карту.
Пример. При 7?макс=25 мкм и количестве деталей в партии
30 число классов составит 8. Тогда ширина класса будет: С =
=/?макс/п=25:8~3 мкм.
На рисунке контрольной карты в нижней строчке простав-
ляется значение ширины класса С.
Исходя из условия положения границ поля допуска (сим-
метричные, несимметричные, односторонние) классы простав-
ляются с таким расчетом, чтобы они были расположены в
пределах сетки гистограммы. После этого проставляется зна-
чение поля допуска на размер по чертежу Тч над верхней
линией гистограммы и проводятся с оси абсцисс (горизонталь-
ная ось) вертикальные линии, ограничивающие на гистограм-
ме поле допуска по чертежу. Линия Тч продолжается до пе-
ресечения с вертикальными линиями, и на концах ее простав-
ляются стрелки.
По данным таблицы контрольной карты заполняется сетка
гистограммы. В вертикальной колонке, соответствующей опре-
деленной величине отклонения размеров, начиная с нижней
строчки знаком + отмечается каждая деталь, т. е. на графике
откладывается с помощью плюсов количество деталей одного
класса.
Классу, имеющему наибольшее количество деталей, соот-
ветствует нулевой номер. Нуль проставляется в соответству-
ющей строчке (номер класса S) и колонке ниже линии абсцисс
на гистограмме. Вправо от колонки нулевого класса простав-
ляются номера классов 1, 2, 3, 4, 5, 6. Влево от колонки нуле-
вого класса проставляются номера классов — 1,—2,—3,—4,
-5,-6.
Составление таблицы для расчета действительного поля
возможных отклонений. Для расчета действительного поля воз-
249
chipmaker.ru
можных отклонений составляется таблица, приведенная на
контрольной карте (см. стр. 281). В первую колонку заносится
номер класса, указанный на гистограмме. Во второй колонке
проставляется количество деталей, определяемое по количеству
знаков (х) каждой колонки соответствующего класса гисто-
граммы. Затем определяется произведение значений первой
и второй колонок, возводится в квадрат значение первой ко-
лонки и произведение значений второй и четвертой колонок.
После этого определяется сумма значений второй, третьей
и пятой колонок, т. е. значения N, А и В.
Расчет действительного поля возможных отклонений. Дей-
ствительное поле возможных отклонений рассчитывается по
формуле, приведенной в контрольной карте. Значение коэффи-
циента Кг определяется в зависимости от количества проверен-
ных деталей N (см. ниже).
Количество
проверенных
деталей # 30 40 50 60 70 80 90 100
Значение ко-
эффициента К„ 7,78 7,46 7,28 7,14 7,02 6,94 6,88 6,82
Значение действительного поля возможных отклонений Тв
проставляется над соответствующей линией гистограммы.
Сравнение действительного поля возможных отклонений с
полем допуска по чертежу. Точность детали по проверяемому
размеру считается обеспеченной, если имеется 25% запаса
точности иа износ станка (линии) в эксплуатации. Для этого
производится проверка справедливости неравенства по фор-
муле, указанной в контрольной карте.
Определение погрешности наладки станка по проверяемому
размеру производится для установления совпадения или сме-
щения действительного поля возможных отклонений относи-
тельно поля допуска по чертежу. Для этого рассчитывается
среднеарифметическое значение всех отклонений размеров по
данным проверки и поля допуска по чертежу по формулам,
приведенным в контрольной карте.
Значение М — среднее значение (центр) нулевого класса —
берется по гистограмме.
Для определения среднего значения нулевого класса на
250
гистограмме относительно точки 0 на оси абсцисс влево и
вправо откладывается среднее значение класса, которое за-
писывается в соответствующей строчке. Среднее значение
класса берется из расчета ширины поля класса С. Сначала от
нуля откладывается значение половины ширины класса впра-
во и с минусом — влево, а затем к ним прибавляется по пол-
ному значению ширины класса С.
Из нулевой точки на оси абсцисс гистограммы, обозначаю-
щей нулевой предел класса, проводится вертикальная пунк-
тирная линия до пересечения с линией у.
После определения х значение его откладывается на оси
абсцисс и из этой точки проводится вторая вертикальная
штриховая линия до пересечения с горизонтальной линией,
лежащей на гистограмме ниже линии у. Над этой линией про-
ставляется значение х. Относительно второй вертикальной
линии, положение которой определено значением х, отклады-
ваются симметрично вправо и влево пределы действительно-
го поля возможных отклонений.
Гранины пределов действительного поля возможных откло-
нений и di определяются по формулам, приведенным в кон-
трольной карте.
После определения у на оси абсцисс откладывается его
значение и проводится штриховая линия до пересечения с
соответствующей линией у, над которой проставляется его зна-
чение.
Погрешность наладки, т. е. смещение центра действительно-
го поля возможных отклонений относительно центр.а поля
допуска, определяется по формуле, приведенной в контрольной
карте, и проставляется на гистограмме.
Точность обработки деталей по проверяемому параметру
считается удовлетворительной, если:
границы действительного поля возможных отклонений не
выходят ни с одной стороны за пределы поля допуска;
значение смещения (погрешности) наладки по сравнению с
запасом поля допуска в обе стороны невелико;
имеется возможность регулировки установленной погреш-
ности (смещения) путем подналадки станка;
251
chipmaker.ru
при износе деталей станка установленная погрешность бу-
дет иметь тенденцию к перемещению в сторону уменьшения
величины смещения.
Допустимая величина смещения определяется по каждому
размеру партии деталей в отдельности исходя из конкретных
условий обработки.
Величина смещения может быть уменьшена путем доводки
или подналадки станка (линии) на требуемую величину и в
заданном направлении. При необходимости можно повторно
проверить детали после уменьшения погрешностей наладки.
7.3. Надежность и производительность
агрегатных станков и автоматических линий
Автоматические линии и агрегатные станки — сложные, ре-
монтируемые, обслуживаемые станочные системы циклическо-
го действия. Основные требования, предъявляемые к ним в
эксплуатации,—это выпуск определенного количества деталей
заданного качества при минимальных затратах средств и вре-
мени.
В эксплуатации автоматические линии и станки подвержены
отказам, требуют затрат времени для замены и подналадки
режущих инструментов и проведения других работ по техни-
ческому обслуживанию и ремонту. Имеют место простои ли-
ний и станков и по различным причинам организационного
характера. Все это приводит к неритмичному выпуску продук-
ции, повышению стоимости эксплуатации оборудования, сни-
жению его производительности и экономической эффективно-
сти. Поэтому надежность и производительность являются
важнейшими характеристиками, определяющими эффектив-
ность оборудования.
Надежность станочного оборудования имеет две формы:
а) циклическую (функциональную), т. е. надежность ра-
боты узлов и механизмов в каждом цикле линии (станка);
б) технологическую, т. е. надежность получения заданной
точности обработки детали, которая определяется выходами
параметров за пределы поля допуска. Технологическая надеж-
ность определяется стабильностью протекания технологическо-
го процесса обработки детали.
252
Надежность циклическая для станочного оборудования
обусловлена возникновением простоев вследствие отказов ме-
ханизмов, Функциональные отказы проявляются в основном
внезапно и являются следствием случайного сочетания раз-
личных внешних воздействий, а в некоторых случаях резуль-
татом постепенного изменения внутренних свойств элементов
оборудования (износа, усталости и т. д.).
Надежность технологическая обусловлена простоями при
исправности всех механизмов оборудования, когда они могут
выполнять все заданные функции и элементы цикла, но по
результатам действия хотя бы одного из них не обеспечивается
выполнение заданных требований по точности работы, т. е. не
обеспечивается заданная точность обработки детали на линии
(станке).
Технологические отказы почти всегда можно прогнозировать
и, следовательно, предотвратить путем своевременного ремонта
и подналадки. Эти отказы появляются вследствие постепенного
изменения характеристик станка (линии) под воздействием
процессов средней н малой скорости (износ режущих инстру-
ментов и деталей станка, коробление базовых деталей и т. д.).
Номинальная производительность (шт./ч), определяемая
при условии отсутствия каких-либо отказов и простоев линии
или станка, равна
Q1i = 60ot/t, (1)
где т— количество выпускаемых на линии (станке) деталей
за один цикл действия, шт.; т — длительность цикла действия
линии (станка), мин.
В действительности производительность всегда несколько
меньше номинальной. Уровень снижения ее определяется ве-
личиной потерь времени, т. е. частотой и длительностью про-
стоев по различным причинам технического и организационного
характера. График работы линии (станка) приведен на
рис. 113.
При определении общей производительности линии (станка)
(шт./ч) потери времени учитываются общим коэффициентом
использования Ко:
Qo = 60т Ко / т.
253
(2)
chipmaker.ru
Общий коэффициент использования линии (станка) опре-
деляется из соотношения:
Кс = Тв1(Тв + Тв),
где Тв — суммарная наработка оборудования (цикловое вре-
мя) за период Т; Тп — суммарное время простоя линии (стан-
ка) за тот же период (Т=7’н+7'п).
Chipmaker.ru
Рис. 113. График работы стан-:
ка или автоматической линии
На заводах, где эксплуатируются автоматические линии и
агрегатные станки, как правило, нет дублирующего оборудо-
вания. Поэтому от работоспособности их во многом зависят
ритмичность производства и программа выпуска изделий.
В связи с этим необходим контроль показателей надежности
и производительности, т. е. количественная оценка фактиче-
ского уровня (соответствия расчетному) при приемо-сдаточ-
ных испытаниях и в эксплуатации. Количественная оценка
уровня надежности и производительности нужна и для опре-
деления путей повышения качества и экономической эффек-
тивности оборудования.
При эксплуатации линий и агрегатных станков производятся
три основных вида работ по техническому обслуживанию и
ремонту: ежедневное техническое обслуживание; текущее опе-
ративное техническое обслуживание по устранению причин и
254
последствий отказов; периодическое плановое обслужи-
вание.
Ежедневное техническое обслуживание (осмотры в начале
смены, замена и подналадка режущих инструментов вследст-
вие их затупления, смазка, уборка и т. д.) проводится в каж-
дой смене в рабочее время. Причины и последствия отказов
оборудования и инструментов устраняются по мере их появ-
ления, т. е. также в рабочее время. Вследствие этого затраты
времени на проведение работ по ежедневному техническому
обслуживанию и текущему ремонту снижают производитель-
ность оборудования, так как являются составляющими действи-
тельного календарного фонда времени работы.
Периодическое плановое обслуживание (технические осмот-
ры и ремонты) проводится в нерабочее время (в выходные
дни), которое не входит в календарный фонд времени работы
оборудования.
В «Типовой структуре распределения фонда времени рабо-
ты оборудования» дана классификация затрат на обработку
деталей (цикловое время) и потерь из-за простоев вследствие
различных причин (см. приложение 5). Цикловое время (сум-
марная наработка) — это время работы оборудования, затра-
ченное непосредственно на обработку деталей, т. е. без учета
потерь из-за простоев по различным техническим и организа-
ционным причинам.
Все потери времени из-за простоев делятся на четыре вида;
1. Потери вследствие ненадежности, т. е. из-за отказов
оборудования и инструментов. Они в свою очередь подразде-
ляются по компонентам, соответствующим структурному со-
ставу линии (станка) и подразделениям, имеющимся в проект-
ных организациях, на заводах-изготовителях и на заводах-по-
требителях. Потери времени из-за отказов зависят от уровня
надежности компонентов оборудования.
2. Потери на обслуживание режущих инструментов. Они
зависят от частоты (интенсивности) останова и длительности
простоев линии (станка) при плановой замене и подналадке
режущих инструментов из-за их затупления (износа), при
контроле точности обработки деталей, а также при замене
инструментов вследствие их отказов (поломок). Эти потери
зависят также от количества обслуживающего персонала и
255
chipmaker.ru
уровня организации работ по обслуживанию инстру-
ментов.
3. Плановые профилактические потери времени подразде-
ляются по видам работ и техническому обслуживанию, прово-
димому на линии (станке). Эти потери зависят от трудоемкости
и уровня организации технического обслуживания.
4. Потери, вызванные различными организационными при-
чинами и не обусловленные техническим уровнем и состоянием
линии. Они полностью зависят от уровня организации эксплу-
атации и ремонта и потребности реализации возможной про-
изводительности линии (станка).
Затраты времени на проведение плановых профилактиче-
ских работ в «Типовой структуре» не отражены, так как они
не входят в фонд времени работы оборудования.
Основными показателями автоматических линий и агрегат-
ных станков, как и вообще технологического оборудования,
являются такие традиционные в машиностроении показатели,
как коэффициент технического использования и производи-
тельность. Эти показатели наиболее полно характеризуют ра-
ботоспособность оборудования и позволяют дать ей количест-
венную оценку.
Для количественной оценки уровня надежности и произво-
дительности автоматических линий и агрегатных станков при-
нят ряд показателей. Потери времени оборудования при вос-
становлении работоспособности, утраченной вследствие отка-
зов, определяются параметром потока отказов (частотой) и
длительностью простоев, т. е. его надежностью. Надежность
линий оценивается следующими показателями.
Наработка на отказ (средняя), мин, tu=TBln, где
Гн — суммарная наработка (время работы); п — число отка-
зов за время работы Тв.
Параметр потока отказов (остановов) линии
(станка), 1/мин, и= 1ДВ.
Наработка на отказ и параметр потока отказов являются
показателями, характеризующими частоту возникновения отка-
зов (длительность интервалов безотказной работы).
Время восстановления (среднее), мин, t* = Tnln,
где Тп — суммарное время простоя за время работы Тп.
Среднее время восстановления работоспособности является
256
основным показателем ремонтопригодности линии, характери-
зующим, насколько приспособлено оборудование к обнаруже-
нию и устранению причин и последствий отказов.
Коэффициент готовности оборудования
(без режущих инструментов)
Кг=Г./(Г.+ Гов), (3)
где Tot — суммарное время простоя из-за отказов оборудо-
вания.
Коэффициент готовности характеризует уровень надежности
станочного оборудования (без режущих инструментов) и по-
зволяет проверять надежность при работе его на холостом хо-
ду во время приемо-сдаточных испытаний.
Коэффициент технического использования
линии (станка)
К»“7’я/(Гв+7’ов+7’.+Г,.о), (4)
где — суммарное время простоя из-за отказов режущих
инструментов; Тт.о — суммарное время простоя из-за техни-
ческого обслуживания линии (станка).
Коэффициент технического использования характеризует
работоспособность линии (станка) в зависимости от уровня
надежности (безотказности, ремонтопригодности оборудования
и долговечности его элементов) и уровня приспособленности
линии (станка) к условиям эксплуатации (техническому об-
служиванию, стойкости и быстросменности режущих инстру-
ментов и т. д.). Коэффициент технического использования
позволяет оценить работоспособность линии (станка) под на-
грузкой в период приемо-сдаточных испытаний, когда прак-
тически не учитываются или вообще отсутствуют потери вре-
мени по организационным причинам.
Коэффициент использования (общий)
= Тн/ (Та+ Тп),
где Тп — суммарная длительность потерь времени по техни-
ческим и организационным причинам (общая).
Коэффициент использования (общий) характеризует уро-
вень работоспособности линии (станка) в заданных условиях,
которые регламентируются инструкцией по эксплуатации. Этот
коэффициент может быть проверен только при эксплуатации
257
chipmaker.ru
или длительных (от 8 до 12 смен) испытаниях линии под на-
грузкой (с обработкой деталей).
С помощью этих коэффициентов определяется техническая
и общая производительность линии (станка) в зависимости от
уровня ее надежности и организации эксплуатации. Общая
расчетная производительность обычно называется проектной
производительностью линии (станка).
Автоматические линии и агрегатные станки в машинострое-
нии являются циклически действующим оборудованием с
практически постоянным значением времени цикла действия,
производящим за один цикл определенное количество (т=
*=1, 2, 3 ... /) деталей. Производительность линии (станка)
оценивается по числу деталей, обрабатываемых за один цикл
действия линии т (шт.) и времени цикла.
Время цикла (мин) определяется по формуле:
т = 1м + 4.
где Гм — машинное время цикла, т. е. время рабочего хода
силовых головок (столов) и время выдержки на упоре; /в —
вспомогательное время цикла, т. е. время работы силовых
столов (ускоренный подвсд и отвод) и вспомогательных ме-
ханизмов, не совмещенное с машинным временем цикла.
Машинное время цикла (время формообразования) харак-
теризует уровень режимов резания, т. е. прогрессивность тех-
нологического процесса, а вспомогательное — непрерывность
технологического процесса, т. е. совершенство конструкции
оборудования.
Номинальная производительность, опреде-
ляемая по формуле (1), характеризует конструктивные осо-
бенности оборудования и интенсивность обработки деталей
при отсутствии простоев по каким бы то ии было причинам.
Техническая производительность (шт./ч)
<2т=60шАт/т.
Оиа характеризует технические возможности оборудования
с учетом потерь времени из-за простоев вследствие отказов и
технического обслуживания, учитываемых в коэффициенте
технического использования.
258
Общая производительность, определяемая по
формуле (2), характеризует фактические возможности линии
(станка) в реальных условиях эксплуатации с учетом потерь
времени из-за простоев по техническим и организационным
причинам, учитываемым в общем коэффициенте использования.
Это основной показатель, определяющий реально возможные
объем производства деталей за определенный отрезок времени
и экономическую эффективность использования оборудования
в производстве.
Для определения фактического использования (загрузки)
оборудования и его производительности в конкретных условиях
эксплуатации, а также режима эксплуатации могут приме-
няться следующие показатели.
Коэффициент фактического использова-
ния линии (станка)
Кф = тМ/60ФЬп,
где М — планируемый выпуск деталей, шт.; Ф — календар-
ный фонд времени работы при односменной эксплуатации, ч;
k — количество смен работы в сутки.
Общая фактическая производительность
линии (станка) (шт./ч)
<2ф = 60m Кф / Тф.
где Тф — фактическое время цикла (среднее за период рабо-
ты), мин; Кф—коэффициент использования — общий (фак-
тический) за рассматриваемый период работы.
Эти показатели ие являются техническими показателями.
Они характеризуют только потребность в использовании обо-
рудования при выпуске заданного количества деталей и могут
применяться при планировании производства деталей, анализе
работы оборудования и определении занятости обслуживающе-
го персонала.
Производительность линии (станка) зависит также от дли-
тельности цикла и его стабильности. Поэтому они указываются
в конструкторской документации и проверяются при приемо-
сдаточных испытаниях и периодически в условиях эксплуа-
тации.
259
chipmaker.ru
При определении производительности по результатам испы-
таний и в эксплуатации необходимо определять число деталей,
обработанных за каждый цикл, так как в практике работы обо-
рудования, особенно при наличии станков с многоместными
позициями обработки, бывают случаи недовыпуска деталей
вследствие отказов механизма автоматической загрузки заго-
товок или механизма на позиции фиксации и зажима загото-
вок, несвоевременной загрузки заготовок и т. п.
Уровень надежности и производительности линий и станков
интересует их потребителей в течение ограниченного отрезка
времени (10—12 лет), так как за этот срок изменяется обыч-
но объект производства и требуется модернизация оборудова-
ния для перестройки его на обработку другой детали.
Практика показывает, что за период эксплуатации в 10—
12 лет и более первоначальная надежность и производитель-
ность автоматических линий и агрегатных станков практически
не снижаются, а фактическая и возможная производительность
несколько повышается. Рост производительности происходит
за счет как уменьшения времени цикла действия, так и увели-
чения коэффициента технического использования. При этом
уменьшаются потери времени по всем составляющим «Типовой
структуры» (см. стр. 282) благодаря снижению значения пара-
метра потока отказов, сокращению времени восстановления
работоспособности, утраченной вследствие отказов, а также в
связи с сокращением потерь времени на техническое обслужи-
вание и по организационным причинам. Это объясняется тем,
что в процессе эксплуатации обслуживающий персонал при
устранении систематически повторяющихся отказов улучшает
конструкцию, ликвидирует дефекты изготовления и сборки, т. е.
устраняются не только последствия отказов, но зачастую и
сами источники и причины отказов, повышается долговечность
некоторых деталей и т. д.
С увеличением периода эксплуатации растет квалификация
обслуживающего и ремонтного персонала, улучшается обеспе-
ченность оборудования запчастями, контрольио-измерительны-
ни приборами и инструментами, совершенствуются сами мето-
ды обслуживания и ремонта, создается и совершенствуется
ремонтная оснастка и т. д. В результате этого сокращается
время восстановления работоспособности линии (станка) и ее
технического обслуживания. Однако при этом возможно воз-
260
растаиие трудоемкости периодических плановых ремонтных
работ. Но, как уже было сказано выше, они проводятся в нера-
бочее время и, следовательно, на общую производительность
линий (станков) не влияют, так как время выполнения этих
работ не входит в номинальный фонд времени работы обору-
дования.
В значительной мере росту производительности оборудова-
ния в эксплуатации способствует внедрение системы НОТ и
автоматических систем учета и оперативного управления произ-
водством. Вследствие повышения уровня организации эксплуа-
тации резко сокращаются потери времени по организационным
и техническим причинам.
С увеличением срока эксплуатации линии (станка) повы-
шается качество заготовок, совершенствуются конструкция не-
которых режущих инструментов и методы их заточки и довод-
ки, применяются инструменты новой конструкции. В связи с
этим увеличивается стойкость режущих инструментов, а следо-
вательно, уменьшаются потери времени на его замену и подна-
ладку. Кроме того, повышение стойкости режущих инструмен-
тов и совершенствование конструкции узлов и механизмов
линии (станка) позволяет сокращать время цикла действия за
счет как интенсификации режимов резаиия на лимитирующих
операциях, так и сокращения вспомогательного времени цикла
линии (станка).
Создание и эксплуатация агрегатного оборудования в на-
стоящее время ведутся по следующим двум прогрессивным
направлениям:
компоновка автоматических линий и агрегатных станков на
70—90% из нормализованных агрегатных узлов (сборочных
единиц), являющихся обособленными изделиями специализи-
рованных производств;
агрегатный метод ремонта каждой сборочной единицы по
мере необходимости без капитального ремонта линии (станка)
в целом. Поэтому долговечность линий и станков оценивают
по долговечности основных нормализованных агрегатных уз-
лов. В качестве показателя долговечности принимают среднюю
суммарную наработку (средний суммарный срок службы) до
списания или модернизации линии (станка) на обработку дру-
гих деталей.
Для сокращения потерь времени работы оборудования
261
chipmaker.ru
целесообразно заменять режущие инструменты группами
(несколько инструментов с одинаковой средней стойкостью)
после выхода из строя одного из инструментов или по показа-
ниям счетчика циклов.
Для линий и станков, находящихся в эксплуатации, перио-
ды стойкости и величина групп могут быть определены иа
основании хронометражных наблюдений за работой инстру-
ментов в конкретных условиях. В качестве справочных данных
в табл. 72 приведены средние значения времени подналадки и
плановой замены некоторых режущих инструментов, приме-
няемых на станках и линиях.
Эффективность применения групповой плановой замены
инструментов видна из приведенных ниже значений коэффи-
циентов, полученных при анализе работы линий в условиях
эксплуатации.
Количество одно-
временно заменя-
емых инструмен-
тов, шт. 1 2 3 4 5 6 7
Значение попра-
вочного коэф-
фициента 1,0 0,84 0,73 0,67 0,65 0,64 0,64
Заменять режущие инструменты нужно исходя из степени
их затупления (см. 6.7), ие доводя до поломки. На замену сло-
манного инструмента затрачивается в 5—10 раз больше вре-
мени, чем на замену затупленного инструмента, так как при
этом приходится устранять последствия поломки (извлечение
инструмента, съем или доработка детали и т. д.). В табл, 73
приведены данные по устранению последствий и замене поло-
манных режущих инструментов, полученные при анализе ра-
боты оборудования.
Затраты времени на техническое обслуживание зависят
от сложности и конструктивных особенностей оборудования
(удобства осмотров, решения вопросов схода стружки, системы
смазки и т. д.). Они зависят также от организации техническо-
го обслуживания и ремонта. В табл. 74 приведены значения
затрат времени иа техническое обслуживание линий в зависи-
мости от их сложности.
262
72. Плановая подналадка и замена инструментов при затуплении
Время замены. мин
Инструмент Время подналад- ки, МИЯ с кондукторной плитой без кондукторной плиты
патрон быстро- сменный стопор- ный «нт патрон быстро- сменный стопор- ный винт
Сверло: спиральное 1.0 2,0 0,2 1,0
комбинированное 0,5 1,5 2,5 0,3 1,5
Метчик: обычный 1,0 2,0 0,2 1,0
конический 0,5 1.5 2.5 0,3 1.5
Зенкер, развертка: с конусом Морзе 1,0 2,0 0,2 1,0
комбинированные 1.0 1,5 2,5 0,3 1.5
насадные — —— 4.0 —— 2,0
конические 1,0 1,5 2,5 0,3 1,5
Цековка (зенкер торцо- вый) 0,5 2,0 3,0 3,0
Резец: черновой и получи- стовой 1.0 1.5 1,0
чистовой 1,5 —— 2,0 —— 1.5
Фреза: торцовая 2,0 — —< 6,0
дисковая с консоль- ным креплением 3,0 — 5,0
дисковая с передней опорой 5,0 — •— — 10,0
В настоящее время еще имеют место значительные простои
станков и линий по различным организационным причинам.
В условиях производства они, по-видимому, неизбежны, во
всяком случае иа ближайший период их необходимо учитывать
при определении действительно возможной производительно-
сти. Поэтому для расчета общего коэффициента использова-
ния, по которому определяется общая производительность
263
chipmaker.ru
73. Отказы инструментов (поломки)
Время устранения отказа, мин
Инструмент
с кондукторной
плитой
без кондукторной
плиты
Сверло спиральное с диа-
метром:
до 10 мм
от 10 до 15 мм
более 15 мм
Метчик:
до М12
М14 и более
Зенкер
Цековка (зенкер торцо-
вый)
Развертка
Резец:
черновой
чистовой
Фреза:
торцовая
дисковая
5
6
12
6
9
9
9
12
4
4
2
3
8
3
5
5
б
8
2
2
15
20
оборудования, необходимо определить возможную (допусти-
мую) величину простоя по различным организационным причи-
нам. Величина таких потерь времени зависит от уровня орга-
низации эксплуатации. Допустимые величины потерь времени
в зависимости от уровня организации эксплуатации приведе-
ны в табл. 75.
В соответствующие конструкторские документы линий и
станков вносятся значения следующих расчетных показателей:
наработка на отказ оборудования; коэффициент готовности
оборудования; коэффициент технического использования; вре-
мя цикла; номинальная производительность; техническая про-
изводительность.
Значения этих показателей согласовываются с заказчиком
и подлежат проверке при приемо-сдаточных испытаниях обо-
рудования на заводе-изготовителе и вводе его в эксплу-
254
74. Время на выполнение ежесменных профилактических работ
Рабетв по ежесменному те хнв скому обслуживанию Затрате времени по техническому обслужи- ванию в зависимости вт сложности линии, мин
простая средней сложности сложная
Осмотр: в начале смены 8 9 10
после обеденного пере- рыва 4 5 6
Уборка в конце смены 5 8 10
Проверка уровня масла и смазка ВМ> »»ив —
Итого на все виды работы 17 22 26
76. Потери времени по организационным причинам в среднем за
смену
Органвзацамнная причина Средние потери времени в зависимости от уровня организации эксплуатации, мин
вмсекий средний инвкнй
Отсутствие: заготовок 3 8 12
обслуживающего персо- нала 4 И 20
инструмента 2 4 5
запчастей 1 2 3
Итого потерь 10 25 40
265
chipmaker.ru
атацию у заказчика, а при необходимости — и в эксплу-
атации.
Значения коэффициента общего использования (расчетно-
го) и общей производительности (расчетной) указываются в
проекте в качестве справочных данных для определения воз-
можной производительности линии (станка) в реальных усло-
виях и организации рациональной системы и режима эксплуа-
тации их у заказчика.
Для организации рациональной эксплуатации нужны такие
нормативы затрат времени иа обработку деталей (например,
из расчета иа одну смену) и допустимых потерь времени вслед-
ствие различных причин технического и организационного
характера, которые учитывают уровень надежности линии
(станка), трудоемкость ее обслуживания и уровень организа-
ции эксплуатации. На стадии проектирования целесообразно
составлять «Расчетную структуру распределения фонда време-
ни работы автоматической линии (агрегатного станка)» по
типу приведенной на стр. 282. Это позволит выбрать наиболее
оптимальный вариант линии (станка) с точки зрения обеспе-
чения производительности, предусмотренной техническим за-
данием.
При определении нормативов затрат и потерь времени для
составления проектной структуры используются расчетные зна-
чения показателей надежности и производительности проек-
тируемого оборудования.
Расчетная структура распределения фонда времени работы
линии, включенная в состав конструкторской документации в
качестве справочного материала, позволяет организовать конт-
роль за работой и эксплуатацией оборудования, обеспечиваю-
щий полную реализацию возможной производительности,
указанной в конструкторской документации.
Для эксплуатируемого оборудования возможная производи-
тельность и соответствующие показатели надежности и произ-
водительности могут быть определены по результатам хроно-
метражных наблюдений в течение 10—12 смен его работы.
Разработка нормативов затрат времени на обработку дета-
лей и потерь времени по конкретным причинам позволяет
технически обоснованно и рационально организовать эксплуа-
тацию, правильно укомплектовать соответствующие подразде-
ления обслуживающим и ремонтным персоналом, вести авто-
266
матизированный или ручной учет работы и простоев. Сравни-
вая проектные нормативы с фактическими, можно своевременно
принимать необходимые организационные или технические
меры для обеспечения полной реализации возможной произво-
дительности оборудования при его эксплуатации либо предъяв-
лять технически обоснованные претензии проектировщикам и
изготовителям.
Анализ «Структуры распределения фонда времени работы
оборудования» позволяет изготовителям и потребителям (за-
казчикам) количественно оценить уровень надежности обору-
дования, трудоемкость его технического обслуживания и воз-
можную производительность, а также определить наиболее
целесообразные пути и методы повышения его эффективности
как на стадии проектирования и изготовления (приемо-сдаточ-
ных испытаний), так и при эксплуатации.
7.4. Контроль надежности
и производительности
Агрегатные станки и автоматические линии, как изделия,
изготовляемые по одноразовым договорным заказам, подвер-
гаются приемо-сдаточным испытаниям в два этапа: на заводе-
изготовителе и при вводе в эксплуатацию на заводе-заказчике.
На заводе-изготовителе производятся испытания при рабо-
те на холостом ходу (без обработки деталей) и под нагрузкой
(с обработкой деталей).
При испытаниях на холостом ходу к станку (линии) под-
ключаются все устройства, а транспортная система полностью
загружается заготовками. При этом проверяется соответствие
фактических значений надежности и производительности за-
данным проектом (расчетным) значениям, а также длитель-
ность цикла станка (линии) и вспомогательного времени цик-
ла, безотказность оборудования (для автоматических линий
наработка иа отказ) и коэффициент готовности оборудования
(без учета режущих инструментов).
При испытании станка (линии) под нагрузкой проверяется
длительность цикла станка (линии), машинного времени цикла
и номинальная производительность.
267
I chipmaker.ru
Одновременно ведется хронометраж работы и простоев
станка (линии). Причины простоев и характер отказов регист-
рируются на бланке (табл. 76).
За время испытания станка при работе на холостом ходу,
проводимого обычно в течение одной смены, отказы не допу-
скаются.
Автоматическая линия при испытании на холостом ходу
должна отработать # циклов, при этом допускается не более п
отказов оборудования. Количество циклов и допустимое число
76. Лист наблюдений
Модель линии Дата Смена
№ простоя Причина простоя в характер отказа Время простоя, мин Беаосталоаошая работа
ПИКЛОВ мин
1 Осмотр и замена режущих инструментов из-за их за- тупления в начале смены (указывается № станка и инструмента) 15,4 45 22,5
2 Не произошел ход вперед штанг рабочего транспорте- ра. Не включился гидрозо- лотник. Электромагнит зо- лотника включен 1,8 107 53,5
3 Поломка сверла № 5 на стан- ке С1 из-за раковины в за- готовке. Замена сверла. До- работка заготовки на нала- дочном режиме 1,3 75 37,5
4 Подналадка резца № 3 на станке С15 из-за затупле- ния 0,6 44 22,0
5 Уборка линии 7,0
Итого . . . 26,1 271 135,6
268
отказов указываются в конструкторской документации каждой
конкретной линии, исходя из расчетного уровня ее надежности.
Количество циклов работы линии определяется исходя из дли-
тельности испытания, проводимого обычно в течение трех
смен.
Рис. 114. График
проведения после-
довательных испы-
таний автоматиче-
ской линии на без-
отказность:
J —• ход испытания и
браковка; 2 —ход ис-
пытания н приемка
Chipmaker.ru
Соответствие фактической безотказности оборудования ли-
нии заданному (расчетному) уровню определяется по методу
последовательного анализа, т. е. без установления значения
наработки на отказ. Факт такого соответствия устанавливается
графическим методом или с помощью таблицы.
Графический метод. Для каждой линии, исходя из расчет-
ного уровня безотказности ее оборудования, строится (выби-
рается) график. Пример такого графика показан на рис. 114.
В процессе испытания линии по мере появления отказов на
этом графике вычерчивается ступенчатая кривая, отражающая
269
chipmaker.ru
количество отказов, зарегистрированных к определенному мо-
менту работы линии (количество сделанных циклов).
Графический метод позволяет принять в любой момент
испытания одно из трех решений: принять, забраковать, про-
должить испытания.
Решение о прекращении испытания и приемке линии выно-
сится в случае, когда ступенчатая кривая на графике пересечет
нижнюю наклонную прямую линию и выйдет в «зону приемки».
Решение о прекращении испытания и браковке линии выно-
сится тогда, когда ступенчатая кривая на графике пересечет
верхнюю наклонную прямую линию и выйдет в «зону браков-
ки». В этом случае анализируются причины повышенной
интенсивности отказов, и после доработки линия предъявляет-
ся к повторным испытаниям.
Если ступенчатая кривая иа графике продолжительное вре-
мя (до отработки указанного числа циклов) не выходит в
«зону приемки» или в «зону браковки», испытания продолжа-
ются до пересечения этой линией вертикальной прямой либо
до отработки указанного количества циклов. При этом решение
о приемке автоматической линии выносится тогда, когда сту-
пенчатая кривая линия пересечет вертикальную линию ниже
имеющейся на графике наклонной пунктирной прямой, а реше-
ние о браковке — когда ступенчатая кривая линия пересечет
вертикальную прямую выше наклонной пунктирной линии.
Такой метод принятия решения о приемке подтверждает,
что фактическая надежность автоматической линии выше рас-
четной, указанной в конструкторской документации, а вынесе-
ние решения о браковке — что фактическая надежность линии
ниже расчетной.
Табличный метод. Для каждой линии, исходя из расчетно-
го уровня безотказности ее оборудования, по табл. 77 выби-
рается соответствующая горизонтальная графа, в которой в
трех строчках приведены границы браковки (верхняя строчка
горизонтальной графы), граница приемки (нижняя строчка
графы) и «средняя линия» (средняя строчка графы),
используемая для принятия решения при усеченных испы-
таниях.
В процессе испытаний при появлении отказов сравнивается
фактически отработанное количество циклов и зарегистриро-
ванное количество отказов с указанными в табл. 77.
270
Пример. На испытании находится автоматическая линия, рас-
четная наработка на отказ оборудования которой составляет 100
циклов. В табл. 77 наработке иа отказ в 100 циклов соответствует
третья горизонтальная графа сверху.
Если при испытании линия отработала не менее 350 циклов и
за этот период не было зарегистрировано ни одного отказа, выно-
сится решение о прекращении испытания и приемке линии. Такое
же решение выносится в случаях, когда линия отработает не меиее
509 циклов при одном отказе, 668 циклов — при двух отказах и
т. д. (число циклов берется по нижией строчке третьей горизонталь-
ной графы сверху в табл. 77).
Если же при испытании линия отработала не более 127 циклов
и при этом зарегистрировано не менее трех отказов, выносится ре-
шение о прекращении испытания и браковке линии. Такое же ре-
шение выносится и тогда, когда линия отработает не более 286 цик-
лов при четырех отказах, 445 циклов — при пяти отказах и т. д.
(число циклов берется по верхней строчке третьей горизонтальной
графы в табл. 77).
Для возможности принятия решения при усеченных испыта-
ниях в табл. 77 приведены значения количества циклов, опре-
деляющие «среднюю линию» на графике. Так, если заранее
принято решение испытание прекратить («усечь») после отра-
ботки линией (расчетная наработка на отказ 100 циклов) 954
циклов и при этом было зарегистрировано не более шести
отказов, то выносится решение о приемке линии. Если же ука-
занная линия отработала 954 цикла и было зарегистрировано
более шести отказов, выносится решение о браковке линии.
В конструкторской документации линии, исходя из приня-
той продолжительности испытания при работе на холостом
ходу (три смены), записывается число циклов, взятое в средней
строке соответствующей графы в табл. 77, которое необходимо
отработать автоматической линии при ее испытании, и допусти-
мое число отказов оборудования, взятое в соответствующей
колонке этой таблицы.
При количестве заготовок, достаточном на 8—10 смен рабо-
ты линии, уровень надежности и производительности при
приемо-сдаточных испытаниях станков и линий оценивается по
методике, приведенной ниже.
Проверка соответствия фактических значений надежности
и производительности расчетным, указанным в конструктор-
ской документации, производится в процессе приемо-сдаточ-
271
chipmaker.ru
77. Суммарная наработка линии в циклах, соответствующая допустимому
количеству отказов
Наработка ва •тказ, циклы Количества отказов
и 1 2 3 4 5 в 7 8 9 10
211 475 739 1003 1267 1530 1794 2058
264 528 792 1056 1320 1583 1847 2111 2375 2639
166 581 845 1109 1373 1636 1900 2164 2428 2692 2956 3220
159 357 556 765 954 1152 1352 1550
199 397 596 795 994 1192 1391 1590 1789 1987
ЬЭ 125 437 636 835 1034 1232 1431 1630 1829 2027 2226 2425
М 127 286 445 604 763 922 1081 1240
159 318 477 636 795 954 1113 1272 1431 1590
100 350 509 668 827 986 1145 1304 1468 1622 1781 1940
— 106 239 371 504 636 769 901 1034
132 265 397 530 662 795 927 1080 1192 1324
83,3 291 423 556 688 821« 953 1086 1218 1350 1483 1615
90 204 317 431 545 658 772 885
113 227 340 454 568 681 795 908 1022 1135
71,4 250 363 477 591 704 818 931 1045 1158 1272 1385
Продолжение таблицы 77
Наработка ва •тказ, цикли Количество отказов
0 1 2 > 4 1 'l Б б 7 8 • 10
79 179 278 377 477 576 676 775
99 199 298 397 497 596 696 795 894 994
62,5 219 318 417 517 616 716 815 914 1014 1113 1212
__ ___ 70 158 247 335 423 511 600 688
88 176 265 353 441 529 618 706 794 882
55,5 194 283 371 459 547 636 724 812 900 989 1077
го ы ___ 63, 143 222 302 381 461 540 620
— 79 159 238 318 397 477 556 636 715 795
50 175 254 344 413 493 572 652 731 811 890 970
58 130 203 275 347 419 492 564
м 72 144 217 289 361 433 506 578 650 723
45,5 158 231 303 375 447 520 592 664 737 809 881
53 119 186 252 318 384 451 517
— 66 132 199 265 331 397 464 530 596 662
41,6 145 212 278 344 410 477 543 609 676 742 808
chipmaker.ru
Продолжение таблицы 77 Количество отказов о 477 611 746
О» СО О Ю ЮСО СО
00 СО О> СО юоосч CO^f со
ь- ’Ч* 00 01 СП 010 О1 xr со
со 233 367 941
ю 171 306 440
оюр> ь- ^ечсо
СО 49 183 318
СЧ | счг* «—• СЧ
— I —Ю 1 <0 СЛ
о 1 IS
Наработка на отказ, циклы 88,5
Примечание. Значения первого ряда — линия браковки, второго — средняя линия,
третьего — линия приемки (во всей таблице в том же порядке по каждому циклу).
274
ных испытаний линии на заводе-изготовителе Или на заводе-
заказчике после окончания монтажных и пуско-наладочных
работ. При этом проверяются коэффициенты готовности обо-
рудования и технического использования, номинальная и тех-
ническая производительность линии. Коэффициент общего
использования (расчетный) и общая производительность (рас-
четная) не проверяются, так как они зависят от уровня потерь
времени по различным организационным причинам. Допусти-
мые значения таких потерь приведены в конструкторской доку-
ментации в качестве справочных данных.
Во время приемо-сдаточных испытаний ведется хрономет-
раж работы и простоев линии (табл. 76). Для автоматической
регистрации работы станка (линии) рекомендуется использо-
вать самопишущие отметчики времени типа Н-30. В этом слу-
чае длительность простоев и безостановочной работы стайка
(линии) берется по ленте самопишущего прибора. По данным
хронометража, в соо1ветствии с уравнениями (1, 3, 4, 5) опре-
деляются проверяемые показатели надежности и производи-
тельности.
Если полученные при испытании значения надежности и
производительности равны или больше значений, указанных в
конструкторской документации, станок (линия) принимается.
Если полученные при испытании значения одного или
нескольких показателей ниже значений, указанных в проекте,
производится анализ причин простоев и связанных с этим по-
вышенных потерь времени.
При необходимости устраняются выявленные недостатки в
станке (линии) или методах обслуживания, после чего обору-
дование подлежит повторному испытанию.
Для получения значений надежности и производительности
с приемлемой точностью испытания проводятся в течение
8—10 смей.
7.5. Реализация проектной производительности
и экономическая эффективность станков и линий
Экономическая эффективность внедрения автоматических
линий и агрегатных станков определяется исходя из условия
полной реализации их проектной производительности. Если
275
naker.ru
при эксплуатации не реализуется возможная производитель-
ность оборудования, то народное хозяйство страны несет убыт-
ки, так как при этом не обеспечивается экономический эффект,
который был определен при заказе и проектировании оборудо-
вания.
Рис. 115. Зависш
мость срока оку-<
паемости, прибыли
или убытков авто-
матических линий
и агрегатных стан-
ков от коэффици-
ента фактического
использования их
проектной произво-
дительности
Одним из основных показателей экономической эффектив-
ности станков и линий является срок окупаемости дополнитель-
ных капитальных затрат п, определяемый в соответствии с
утвержденной методикой по формуле:
п=(Кл-К1)/(С1-С«),
где Кл — капитальные затраты на приобретение автоматиче-
ской линии (станка); Ki — капитальные затраты по сравнива-
емому варианту; Ci — себестоимость обработки деталей на
годовую производственную программу по сравниваемому ва-
рианту; Сл — себестоимость обработки деталей на годо-
вую программу на автоматической линии (станке) при
условии использования ее на полную проектную мощ-
ность.
Прибыль I на дополнительные капиталовложения при при-
обретении линии (стайка), называемая коэффициентом эффек-
276
тивности капиталовложений, представляет собой величину,
обратную сроку окупаемости: t^l/n.
Графически зависимость срока окупаемости линии (станка)
и величины прибыли от коэффициента фактического использо-
вания проектной производительности показана на рис. 115.
Анализ зависимостей показывает, что при уменьшении коэф-
фициента Кф фактического использования проектной произво-
дительности срок окупаемости линии (станка) увеличивается,
а прибыль уменьшается. При достижении критического зна-
чения (на рисунке точка Ккп) прибыль приобретает отрица-
тельное значение, т. е. переходит в убытки.
При увеличении коэффициента использования линии (стан-
ка) по сравнению с проектным значением срок окупаемости
уменьшается, а прибыль возрастает.
Проведенный анализ экономической эффективности пока-
зывает, что ряд станков и линий вследствие неполной реализа-
ции проектной производительности в течение первых двух-
трех лет эксплуатации приносили убытки или не обеспечивали
проектного уровня экономической эффективности.
Для получения полного экономического эффекта необходи-
мо, чтобы линии и станки достигали полной проектной мощно-
сти в течение не более одного года после ввода их в эксплуата-
цию, как, например, на Волжском автомобильном заводе в
г. Тольятти, что может быть обеспечено при правильной орга-
низации эксплуатации оборудования и наличии высококвали-
фицированного обслуживающего персонала.
Приложение 1
chipmaker.ru
Дефект
заготобки
Схема возможных отказов приводов подачи и вращения
инструментов силового стола
Т
Перегрузка
электшоигитепя
Ускопрнныб износ
деталей „
кинематической неги
_____ашши._______J
ьэ
3
Перегрузка „
кинематической
цепиптчи
выход из строя
—г электродвигателя
П; шт!'_______________
Сраватывание ©
тепловой------------------
777-------J
И) Увеличениеneoee/m > цепи лот
ки кинематической -и ----------------
Поломка деталей
кинематической
Дачи
уепиподачи
Дефект
инструменте
или его заточки
Затупление
инструмента
сверхтустимого
Срабатывание ~
- - преоохронишыти
/ррикциштимуфты
Поломка
* инструмента
Поломка
приспособления ,
иля зажима деталей
кинематйчест
цепи Вращения
инструмента
Увеличение переерузш.
яинематическшайш.
вращения
yJ| инструмента
1 ЕмЬотьфмй1Г\©
тепловое ------------------
| защиты
Поломка „
L- обрабатываемой
детали
we
/мента
J
Перееризка
злектрШиеотвля
сращения
инструмента
J I выход из строя
—и злектродвиеатет
вращения
инструмента
Приложение 2
Ускоренный износ
деталей киныт-
ческой цепи ораще-
\ния инструмента
\ Поломка деталей
L кинематической цепи
Вращения
инструмента
Схема возможных отказов приводов ускоренных перемещений
силового стола
Приложение 3
chipmaker.ru
Учет работы и простоев линии (станка)
Дата, «мен* Задание на емену, коан, 'еетво дета- erf, шт. Подпись мас- тера, выдав- шего задание Выполнение задания
количество деталей, шт. время работы линия (стан- ка), мин общее время простоя л, (ставка), мин основные причины простоя 8 их продолжительность, мин Подпись наладчика
180
Примечание. Форму заполняют во время эксплуатации линии (станка).
Приложение 4
Контрольная карта
Проверяемый размер 21Ь 4,1 Hl 1ле Записка 6ч*200мы Номер класса и Количество оеталеЗоВно я нлиссоп Алгебраически произведение р КЗаорпт откло^рния Прои^еВение
меримы 7 z J / 5 6 7 В s ш 17. 13 1Я 15
Отюшшя от номинального размера,мкм 7 *20*3110-, ^~B *t -10-21
1 г 3 Ч- 5
1 Тнй-iO* F 0 *« НО-3,
3 Ю *20 -Я - 10-15 HO 0 *20 -3 1 -3 9 9
V -2013И- 10 HO HO *5-11
-г 5 -10 Ч 20
5 0 НО ИЗ- Oil р
-1 в -S 1 S
0 18 0 0 0
L 1 С- 1 & 5з еь t? $ S3 + + + + 4 + 1 к? + +
ilte i =Г 1 6 6 1 0
2 2 1 ч 8
SiSJLstS 3 2 б 9 18
Ширина класса | С--< ~ 10мкм
талей одного класса
H=W А=-г 0=07
H=0
Поле бозножц MX Вв=Кб=кс'У/^-^)г=7,‘№-1В^-(^1г'=85,5мкм
II
яг Коэририциент использоВшш. поля Записка
щг
СреЗнсарцтшмескае значение осек отклонении Х^м+ с/=5+^^ ^мкм^Ц
среонепшрметическое зна чение оописка по чертежи у=1ШфШ_=д
1 MB ни ^^B Погрешность нолаоки Е^У-Х^О-ЧР^-ЧРмкм
^nbih
ПЛС171ИМ1
Наименование и номер станка Горизонтально -подрезной^1,
umiii !□□□ - -
HInMII !□□□ 1 Нашнеоаниь \/oi^&!)upada/nbl5aB''
•< 1шыышсацш \ 2EEEE Я , я л ...
м класса, s \ SSSE -- ^^7- d Кштрольная карта. - Чойрль линии
J iSZE И И- и л. Мастер отк ЛМ-2БЗ
Ширина класса С 1ЫММ io 4- КонтрвлврОП Чист \ЛистоО
Приложениеб
chipmaker.ru
Типовая структура распределения фонда времени работы
оборудования
Приложение 6
Обозначения шероховатости поверхностей
Классы по ГОСТ 2309-БВ Обозначе- ния по ГОСТ 2309-73 Числовые значения ПАРАМЕТРОВ шероховатости мкм /ЬПОЛНИТЕЛЬНЫЕ ВИДЫ ОБРАБОТКИ И УКАЗАНИЯ
ПО ГОСТ 2309-БВ по ГОСТ 2309-73 Содержание ОБОЗНАЧЕНИЯ
VI 320; 250; 200; <60 Шавяить ШАбРИТЬ Шабровка
V2 ЯЖ1БО/ ISO; 125; 100; 80 V6
Полировать Полировать Полировка
V3 0,00/ 80; 63; 50; 40
\7А 40; 32; 25; 20 По контяры \/4 По К0НТЫРЫ~ Обработка по контига
V5 П,20/ 20; 16; 12.5; 10
р/ Литые поверхности
VE 25; 2; 1,6; 1,25
V7 1,25; 1; 0,8; 0,63 оо Пмяшига ваетмм мтм «вммпавмм а дмвмв ( «тмя), с гм mi киамх вка- mn • векамй шишек да- лям I
V8 0,63; 0,5; 0,4; 0,32
V9 0,32; 025; 02; 0,16
V10 016; 0,125; 01; 008 Примечание. Числовые значения параметров ШЕРОХОВАТОСТИ ОПРЕДЕЛЯЮТСЯ ДЛЯ КЛАССОВ 1-5вкли 13-14 вкл,-по Rz, ДЛЯ КЛАССОВ 6-12 ВКЛ.-ПО Ro. Ro-ВЫСОТА НЕРОВНОСТЕЙ ПРОФИЛЯ ПО ДЕСЯТИ ТОЧКАМ. Ra-СРЕДНЕЕ АРИФМЕТИЧЕСКОЕ ОТКЛОНЕНИЕ ПРОФИЛЯ
VH 008; 0063; 005; 0.04
V12 004; 0032; 0025; 0,02
V13 и. а/ 01; 0,08; 0083; 005
V14 му 005; 004; 0,032; 0025
chipmaker.ru
<D
X
X
о
и
ч
X
сх
с
ж
ЛИТЕРАТУРА
1. Брон. Л. С., Тартаковский Ж. Э. Гидравлический привод аг-,
регатиых станков и автоматических линий. М., «Машиностроение»,
1974.
2. Вороничев Н. М., Генин В. Б., Тартаковский Ж. Э. Автомати-
ческие линии из агрегатных станков. М., «Машиностроение», 1971.
3. Конюх А. И. и др. Количественная оценка и методы повыше-
ния надежности и производительности автоматических станочных
линий. М„ НИИМАШ, 1973.
4. Наладка и эксплуатация агрегатных станков и автоматичен
ских линий. Справочное пособие. Коллектив авторов. М., «Машино-:
строение», 1974.
5. Острейко Г. П., Масарновский В. И. Высокопроизводитель-
ный металлорежущий и вспомогательный инструмент для агрегат-
ных станков и автоматических линий. М., ГОСИНТИ, 1966.
6. Плашей Г. И., Марголин Н. У., Пирович Л. Я- Зажимные
приспособления агрегатных станков и автоматических линий. М.,
НИИМАШ, 1976.
7. Проников А. С. Основы надежности и долговечности машин.
М., Стандартгиз, 1969.
8. Фрумин Ю. Л. Вспомогательный инструмент к агрегатным
станкам и автоматическим линиям. М., «Машиностроение», 1970.
9. Электрооборудование автоматических линий и агрегатных
станков. Коллектив авторов. М., «Машиностроение», 1973.
285
chipmaker.ru
ОГЛАВЛЕНИЕ
Введение .................................................. 3
Глава I. Общие сведения об агрегатных станках и автома-
тических линиях ........................................ 5
1.1. Назначение и технологические возможности ... 5
1.2. Компоновки и классификация . 6
1.3. Переналаживаемые агрегатные станки и автоматиче-
ские линии.............................................15
Глава П. Основные агрегатные узлы..........................18
2.1. Базовые корпусные детали...........................18
2.2. Силовые узлы.......................................38
2.3. Транспортные устройства............................57
2.4. Шпиндельные узлы...................................70
2.5. Зажимные приспособления ...............92
Глава III. Инструментальная оснастка......................124
3.1. Режущий н вспомогательный инструмент .... 124
3.2. Устройства для направления режущего инструмента . 135
Г л а а а IV. Вспомогательные устройства..................143
4.1. Контрольные устройства...........................143
4.2. Системы смазки ..................................145
4.3. Механизмы автоматической загрузки н съема обраба-
тываемых деталей......................................148
4.4. Устройства для отвода стружки.....................149
4.5. Системы охлаждения режущего инструмента . , , 149
286
Глава V. Системы привода и управления....................152
5.1. Гидравлический привод ............................152
5.2. Электрический привод..............................167
5.3. Защитные и предохранительные устройства ... 169
Глава VI. Подготовительные работы и эксплуатация агре-
гатных станков и автоматических линий.......175
6.1. Общие указания............................. .... 175
6.2. Установка оборудования на фундамент и монтажные
работы.................................................177
6.3. Правила техники безопасности......................190
6.4. Порядок работы на станках и линиях................195
6.5. Организация технического обслуживания и ремонта
линии (станка) ........................................207
6.6. Характерные неисправности оборудования и методы
их устранения .........................................270
6.7. Допустимые величины затупления режущего инстру-
мента, характерные неисправности н методы их уст-
ранения ...............................................217
6.8. Обязанности обслуживающего персонала..............230
Глава VII. Точность, надежность и производительность
станков и линий .....................................238
7.1. Изменение точности обработки деталей при эксплуа-
тации оборудования ................................... 238
7.2. Проверка соответствия точности обработки деталей
при приемо-сдаточных испытаниях и в эксплуатации 243
7.3. Надежность и производительность агрегатных станков
и автоматических линий ........................252
7.4. Контроль надежности и производительности . . . 267
7.5. Реализация проектной производительности и экономи-
ческая эффективность станков и линий...............275
Приложения ................................................278
Литература ................................................285
Chipmaker.ru
chipmaker.ru
Chlpmaker.ru
СПРАВОЧНИК
ПО НАЛАДКЕ
АГРЕГАТНЫХ СТАНКОВ
И АВТОМАТИЧЕСКИХ ЛИНИЙ
Издательство «Беларусь»
Редактор Т. С. Кашкан
Художник О. И. Романцов
Художественный редактор Р. В. Кондрад
Технический редактор Я. С. Шляшинская
Корректор Л. Б. Товаченко
ИБ № 291
АТ 10780. Сдано в набор 22/П 1976 г. Поди, к печати 19/Х 1976 г.
Формат 70X108*/». Бумага офс. Усл. печ. л. 12,6. Уч.-нзд. л. 12,16.
Тираж 16000 экз. Зак. 100. Цена 85 коп.
Издательство «Беларусь». 220041, Мннск-41, Ленинский
проспект, 79.
Полиграфический комбинат им. Я* Коласа Госкомиздата БССР.
220005, Мииск-5, Красная, 23.