/
















































































Текст
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ......................................................... 3
Глава I. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ВЫСОКОЧАСТОТНОЙ
СВАРКИ ....................................................... 4
1. Законы и явления, лежащие в основе процесса высокочастотной
сварки................................................ —
2. Мощность, поглощаемая проводящей средой при высокочастот-
ном нагреве.............................................. 15
3. Теплопередача при высокочастотном нагреве тела неограничен-
ной толщины с плоской поверхностью....................... 20
4. Механизм процесса высокочастотной сварки .................. 23
5. Способы передачи энергии к свариваемым кромкам............. 42
Глава II. РАСЧЕТ ЭЛЕКТРИЧЕСКИХ ПАРАМЕТРОВ КОНДУК-
ТОРА И ИНДУКТОРА.............................................. 45
6. Расчет распределения поверхностной плотности тока на сва-
риваемых кромках при ярко выраженном поверхностном эф-
фекте ................................................ 48
7. Расчет распределения плотности тока на кромках с учетом
реальной глубины проникновения.......................... 59
8. Расчет электрических параметров свариваемых кромок .... 60
9. Расчет мощности, необходимой для разогрева кромок до сва-
рочной температуры...................................... 69
10. Расчет параметров свариваемых кромок при производстве труб
из ферромагнитного материала............................. 72
11. Расчет электрических параметров системы индуктор—трубная
заготовка ............................................... 75
Глава 111. УСТАНОВКИ ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ 82
12. Установки с ламповыми генераторами........................ 83
13. Установки с машинными преобразователями частоты.......... 104
14. Система автоматического регулирования режима сварки .... 124
Глава IV. ПРИМЕНЕНИЕ ВЫСОКОЧАСТОТНОЙ СВАРКИ .... 126
15. Сварка прямошовных труб малого и среднего диаметров . . . 127
16. Сварка металлических оболочек электрических кабелей .... 148
17. Сварка прямошовных труб большого диаметра................ 155
18. Сварка спиральношовных труб большого диаметра............ 168
19. Сварка стальных тонкостенных спиральношовных труб .... 170
20. Сварка оребренных труб .......................... 178
21. Переспективы применения высокочастотной сварки........... 183
ПРИЛОЖЕНИЯ ...................................................... 188
СПИСОК ЛИТЕРАТУРЫ................................................. 196
6ПЧ.З
ши*
УДК (121.305.5 : «2I.791.77
Рецензент капд. техн, наук В. С. Немков
Шамов А. Н., Лунин И. В., Иванов В. Н.
Ш19 Высокочастотная сварка металлов. Л., «Машиностроение?) (Ленингр.
отд-ние), 1977.
200 с. с ил.
В книге изложены физические и технологические основы
высокочастотной сварки металлов. Приведена методика выбора
частоты тока источника питания и рассмотрены способы подвода
тока к свариваемым изделиям. Описано высокочастотное свароч-
ное оборудование, применяемое в отечественной и зарубежной
практике. Даны расчеты параметров сварочных устройств и
рекомендации по их применению.
Книга предназначена для инженерно-технических работ-
ников, занимающихся разработкой технологии и внедрением
высокочастотной сварки. Она может быть также полезна студен-
там вузов соответствующих специальностей.
ш
31206-102
038(01)—77
6ПЧ.З
© Издательство «Машиностроение», 1977 г.
ПРЕДИСЛОВИЕ
< оветский Союз является одной из ведущих стран мира по
промышленному применению высокочастотной сварки металлов.
In короткий срок в нашей стране созданы оригинальные кон-
। ।рукипи сварочных устройств, разработаны методики расчетов
эл<-к । ромагпитных систем для контактного и индукционного под-
вода нша к свариваемым кромкам, технологические процессы
(Пирки изделий широкого сортамента.
У< пешному внедрению высокочастотной сварки в промыш-
ленное производство способствовало творческое содружество кол-
ясь union ВНИИТВЧ им. В. П. Вологдина, ВНИИметмаша, ИЭС
им I .. О. Патона, ВИЛС, ВНИТИ, УралНИТИ, ЛЗВУ, ЭЗТМ,
ЧТ113, заводов «Москабель», Северского трубного, «Трубосталь»,
Новомосковского трубного, Московского трубного и др.
Важное значение для развития высокочастотного способа
с парки имели работы, выполненные во ВНИИТВЧ докторами
irxii. наук Н. П. Глухановым и А. Е. Слухоцким, кандида-
Н1мп технических наук В. Н. Богдановым и В. А. Пейсахови-
чгм, инженерами С. Е. Рыскиным и Ю. Б. Вигдоровичем. Работы
н облпетн высокочастотной сварки постоянно пользовались вни-
манием н поддержкой академиков А. И. Целикова, Б. Е. Патона,
Л Ф. Белова.
В снеге Основных направлений развития народного хозяй-
। inn па 1976—1980 гг. высокочастотная сварка металлов играет
ос обо важную роль как средство повышения эффективности про-
11 шодсгва труб. Намечается внедрение высокопроизводительных
|руГюспарочных агрегатов для изготовления труб малого и среднего
дниметров, спиральношовных труб диаметром до 1000 мм, газо-
проводных труб диаметром до 1420 мм со скоростью сварки от
"О до 200 м/мин.
В связи с реализацией намеченных планов изучение процессов
высокочастотной сварки, особенностей проектирования и условий
скенлуатации оборудования широкими кругами специалистов
приобрело актуальное значение. Авторы надеются, что настоящая
книги принесет пользу народному хозяйству нашей страны.
Ав юры глубоко благодарны сотрудникам ВНИИТВЧ, ока-
ЧПВ1П1М помощь в подборе материала книги, и инж. В. М. Брес-
iuiiBi,CDoii за участие в подготовке рукописи к печати.
I*
3
Глава I
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ВЫСОКОЧАСТОТНОЙ СВАРКИ
Впервые идея применения токов высокой частоты (т. в. ч.)
для сварки металлов была предложена в 1946 г. советскими спе-
циалистами во главе с А. В. Улитовским1. В 50-е годы в Совет-
ском Союзе и за рубежом начались интенсивные исследования
по созданию технологии и оборудования для высокочастотной
сварки труб, а несколько позже и для оболочек кабеля и профи-
лей. Был создан способ промышленного применения высокочастот-
ной сварки, при котором изделие перед сварочным узлом формуется
в виде заготовки с V-образной щелью между свариваемыми кром-
ками. К кромкам посредством скользящих контактов или индук-
тором подводится т. в. ч. таким образом, чтобы он проходил от
одной кромки к другой через место их схождения. Вследствие
поверхностного эффекта и эффекта близости, который по мере
сближения кромок усиливается, достигается высокая концентра-
ция тока в месте схождения кромок.
Благоприятное распределение тока, высокая степень кон-
центрации мощности обеспечивают возможность ведения процесса
с оплавлением тонкого слоя на поверхности свариваемых кромок
и получение прочного качественного сварного соединения. На-
гретые кромки изделия обжимаются с помощью валков и свари-
ваются. Качество сварного соединения и расход электроэнергии
тесным образом связаны с особенностями протекания т. в. ч.
по проводникам.
1. Законы и явления, лежащие в основе процесса
высокочастотной сварки
Высокочастотная сварка металлов основана на использовании
законов электромагнитной индукции и полного тока, а также
следующих явлений: поверхностного эффекта, эффекта близости,
кольцевого или катушечного эффекта, влияния магнитопроводов
и медных экранов на распределение тока в проводнике, измене-
ния свойств металлов при изменении температуры и напряжен-
ности магнитного поля, возникновения электромагнитных сил
[4, 6, 21, 22, 35, 39].
Эти законы и явления необходимо учитывать при выборе пара-
метров процесса и конструировании устройств для передачи сва-
рочного тока к изделиям.
1 Авт. свид. № 72290.
4
Закон электромагнитной индукции. Закон полного тока. Изве-
I'liio, если магнитный поток Ф, проходящий сквозь поверхность,
OI раппченную некоторым контуром, изменяется во времени, в этом
контуре индуктируется (наводится) э. д. с., мгновенное значение
которой е определяется по формуле
е == (£ Еинд сП ==— dQ/dt, (1)
1 де Еиид — вектор напряженности электрического поля (наве-
денного); dl — вектор, равный длине участка контура dl и на-
правленный по касательной к контуру в сторону обхода; с/Ф —
п <мснение магнитного потока через поверхность, ограниченную
контуром, за время dt.
Направление э. д. с. определяется правилом правоходового
винта. Если закручивать винт так, что его острие двигается по
направлению магнитных сил при возрастании потока, то поло-
жительное направление для наведенной э. д. с. совпадает с на-
правлением вращения головки этого винта. В действительности
наведенная э.д. с. в этот момент имеет отрицательное направле-
ние, поэтому в формуле (1) поставлен знак минус.
Формула (1) справедлива и для воображаемого контура (не
образованного проводником), представляющего собой геометри-
ческое понятие. Этот контур может лежать в проводнике или
диэлектрике или частично в проводнике, а частично в диэлектрике.
Если контур образован проводником и имеет W витков, то в фор-
муле (1) значение потока Ф должно быть заменено потокосцепле-
нием Т, равным алгебраической сумме потоков, пронизывающих
каждый из витков. Если все витки пронизываются одинаковым
потоком, то 1ЕФ.
Полное или результирующее потокосцепление, пронизывающее
контур, создается не только внешним по отношению к данному
контуру полем, но и собственным потоком, возникающим при про-
текании по нему электрического тока. При изменении тока в кон-
туре в нем возникает э. д. с. самоиндукции, которая прямо
пропорциональна скорости его изменения: eL = —L (dildt), где
L — коэффициент самоиндукции (индуктивность), зависящий от
геометрических размеров контура и числа витков.
Закон полного тока, выведенный на основании экспериментов,
устанавливает количественную связь между линейным интегралом
вектора напряженности магнитного поля Н вдоль любого произ-
вольного замкнутого контура и алгебраической суммой токов,
охваченных этим контуром:
§ Hdl = J] I. (2)
При вычислении правой части уравнения (2) необходимо учиты-
вать токи проводимости, переноса и смещения, т. е. определять
полный ток через поверхность, ограниченную контуром.
5
Законы полного тока (2) н электромагнитной индукции (1)
были преобразованы Максвеллом и систему ypaiiiicuiiii:
rot Н =6 | dD/dl, (3)
го I E — — <Hi/dl, (4)
где 6 — плотность тока проводимости, Л/м'2, 1) r/l- — элек-
трическая индукция, К/м2 (к,, 8,8(> |() 13 ди>лекгрпческая
проницаемость вакуума, Ф/м; е— относи гельиая дп мюктриче-
ская проницаемость); Е—напряженность >лекгрнчсского поля,
В/м; В = РорН — магнитная индукция, Т (р(1 = 4л 10"’ —
магнитная проницаемость вакуума, Г/м; р — относительная
магнитная проницаемость).
Поверхностный эффект. Глубина проникновения тока. Поверх-
ностный эффект проявляется в неравномерном распределении
переменного тока по сечению проводника. Наибольшая плотность
тока наблюдается у наружной поверхности проводника. По мере
удаления от наружной поверхности плотность тока плавно умень-
шается. Чем выше частота, тем быстрее снижается плотность
тока. При весьма высокой частоте ток проходит лишь по тонкому
поверхностному слою проводника. Поверхностный эффект суще-
ственно увеличивает активное сопротивление проводников, что
значительно усложняет передачу переменного тока. Однако по-
верхностный эффект позволяет сконцентрировать выделение энер-
гии в поверхностных слоях нагреваемого изделия, что важно при
осуществлении процессов закалки, высокочастотной сварки и т. д.
Рассмотрим влияние поверхностного эффекта на примере про-
текания переменного тока по шине прямоугольного сечения.
При достаточно больших размерах шины ее можно рассматривать
как полуограниченное металлическое тело с плоской поверх-
ностью (полубесконсчность), на которую падает плоская электро-
магнитная волна. Падающая волна частью отражается от поверх-
ности проводящей среды, частью проникает в эту среду и погло-
щается в ней. Примем дополнительно, что магнитная проницае-
мость р, и удельное электрическое сопротивление р проводящей
среды постоянны во всем исследуемом объеме. Значения комплекс-
ных амплитуд напряженности магнитного Нт и электрического Ёт
полей для волны, прошедшей через плоскую поверхность полу-
бесконечной среды, получены на основании решения уравнений
Максвелла (3) и (4) при условии, что Н м~Е — синусоидальные
функции времени [22, 35 J:
//; = //mee-'1+')xM; (5}
Ёт = Р6т = /2 (р/Д) НтеЛ-(1 + х,\ (6)
где Н1пе = Hmed0» — комплексная амплитуда напряженности
магнитного поля на поверхности проводящей среды, А/м (0Н —
начальная фаза); х — расстояние точки от поверхности провод-
6
кика, м; 6m — комплексная амплитуда плотности тока в проводя-
щей среде, Л/ма;
6т = Ър = /2 (XU/A) е/л/ V <1+') х/д; (7)
Л — глубина проникновения, м;
А = V 2/(шр.0|гу); (8)
» = 2л/ — круговая частота (/ — частота тока, Гц); у — удель-
ная электропроводность, 1/(0м-м).
Выражения (5)—(7) можно записать в иной форме:
Нт = HrneE~x^ sin («/ -j- 0Н — х/А);
Ет = ]/2 (р/А) HmefTx^ sin (<о/ ф- 6Н — х/А -ф- л/4);
Sm = ]/ 2 (Нте/Ь) е~х/& sin (со/ -ф- 6Н — х/А -1- л/4).
Таким образом, по мере проникновения плоской электромаг-
нитной волны в проводящую среду модули амплитуд Н1П, Ет
и уменьшаются по экспоненциальному закону. Во всех точках
среды, в том числе и на ее поверхности, напряженность электри-
ческого поля опережает по фазе напряженность магнитного поля
на угол л/4. Кроме того, начальная фаза колебаний И, Е и б
изменяется пропорционально х. По мере проникновения волны
в глубь среды колебания все более запаздывают по фазе по сравне-
нию с колебаниями этих величин на ее поверхности. Расстояние,
на котором фаза изменится на 2л, называется длиной волны
и определяется из условия Х/А = 2л или X = 2лА.
Запишем значения Нт, Ет и 6т для точек, лежащих:
1) на поверхности проводящей среды (х = 0):
Нт = Нте\ Ет = }/"2 (р/А) Нте\
2) на глубине х = А
Em!h'me = EjE,^ = 6m/6me = 1/е = 0,368;
3) на глубине х = X
Hm!Hine = Ет/Ете = 6m/6me = 0,00185.
Из этих соотношений видно, что понятие глубины проникно-
вения взято условно. С большим основанием можно сказать, что
волна почти полностью затухает на глубине, равной X. Однако
понятие глубины проникновения весьма важно по ряду сообра-
жений. В слое толщиной А протекает примерно 85,89% полного
тока и выделяется 86,5% мощности.
Использование понятия глубины проникновения тока часто
позволяет упростить расчеты. Экспоненциальное распределение
тока можно заменить более простым — прямоугольным, т. е.
7
Табл н'ца 1. Глубина проникновения тока Д при различных частотах
Глубина проникновения Д.102 (м) при частотах тока (кГц) 5280 оюслсосоооо ОСНСО'^'^’^Г'С'ЛО споооооосн 0 0 0^0^0 0,0 0 О ООО о о о о
1760 О Н* tO Г-Ф Н-СО О со о о о о о о со о о о о о о о о о о о о о о” о о
440 оооооооооо СО—’ — си — си — о о о о о о~ о о~ — оооооооо
О О О О О 1-0 О О —< CH со LO 'ТГ 1.0 СП ю СП О О О ООО СИ оооооооо
О ЮССОСО’—’СП’тГ'Ю ЬФОСОСЛСОФФ ио О О’-— о со оооооооо
Удельное сопротив- ление р. 108, Ом. м О'ФЮОООЮО ОООООООООО о —~ см оГ io о —' кГ со г-
Температура, °C СО I о о о о о о о 1 СП СП СМ СМ СП СИ СП о
Материал ЭК д Ф сз о ч £ р « 2 Е ч 12 ° о & х
считать, что ток протекает только
в слое глубиной А с равномерной
плотностью 6„1(./]/г2 п за преде-
лами этого слоя отсутствует, сле-
довательно, в слое глубиной А
выделяется вся тепловая энергия.
Приняв эти допущения, можно
просто рассчитать активное сопро-
тивление проводника п выполнить
приближенный тепловой расчет.
В реальных условиях, когда
размеры прямоугольного провод-
ника конечны или проводник имеет
форму цилиндра или трубы, за-
коны уменьшения модулей И, Е и
6 и изменения фазы по мере про-
никновения волны в проводящую
среду изменяются, однако понятие
глубины проникновения не теряет
смысла, так как плотность тока
и мощность спадают практически
до нуля: первая — на расстоянии
от поверхности (2,5-нЗ). А, а вто-
рая— около 2А [35]. Поэтому
влиянием толщины проводника
можно пренебречь, если она не
меньше 8А, а кривизна поверхно-
сти не учитывается, если радиус
не меньше 4А.
Глубина проникновения явля-
ется важным параметром при
расчете критериев, позволяющих
оценить степень проявления по-
верхностного эффекта, правильно
выбрать частоту тока для осуще-
ствления заданного технологиче-
ского процесса. По формуле (8)
проведен расчет глубины проник-
новения тока при различных ча-
стотах (табл. 1).
Эффект близости. Эффект бли-
зости проявляется при протека-
нии переменного тока в системе
проводников. При этом каждый
из них находится не только в соб-
ственном переменном магнитном
поле, но и в поле других провод-
ников. На рис. 1 показана при-
8
блнзительная картина магнитного поля двух проводников при
встречном и одинаковом направлениях токов. Из рисунка видно,
что за счет взаимодействия магнитных полей проводников наи-
большая напряженность магнитного поля наблюдается у внутрен-
них поверхностей в системе со встречным направлением тока
(разность фаз равна 180°). Основная часть электромагнитной
•псргии поступает в проводник из зоны с наибольшей напряжен-
ностью магнитного поля. В этой зоне плотность тока наибольшая.
Чтобы убедиться в этом, применим закон полного тока к пря-
моугольному четырехугольному контуру, выделенному в попереч-
ном сечении шины весьма большой толщины и ширины, на кото-
рую падает плоская электромагнитная волна, имеющая лишь
Рис. 1. Картина магнитного поля вокруг проводни-
ков, по которым текут одинаково (а) и встречно (6)
направленные токи
касательные составляющие Е и Н. Примем дополнительно, что
одна сторона контура лежит на поверхности шины и параллельна
Н. Учитывая, что для этого случая составляющая электромагнит-
ного поля в направлении, нормальном к поверхности, равна нулю,
а одна из сторон контура, параллельная поверхности, удалена
на достаточно большое расстояние (Н — 0), получим
Н dl - аНтс —- Jт,
где а — длина стороны контура, лежащей на поверхности шины;
!т — амплитуда полного тока, проходящего через поверхность,
ограниченную контуром.
Из уравнения видно, что полный ток 1т находится в фазе
с напряженностью магнитного поля на поверхности шины. При
а — 1 полный ток 1т, проходящий через поверхность, ограни-
ченную контуром, называют настилом тока 6mS. Настил тока чис-
ленно равен напряженности магнитного поля на поверхности
9
тины и находится в фазе с ней. Распределение тока по глубине
подчиняется закономерностям поверхностного эффекта. Поэтому
на участках с наибольшей напряженностью магнитного поля и,
следовательно, наибольшим настилом тока получается наибольшая
плотность тока.
Анализируя картину магнитного поля двух проводников при
одинаковом направлении тока (рис. 1, а), можно заметить, что
эффект близости является формой проявления поверхностного
эффекта и состоит в концентрации тока в определенных зонах
поверхности в результате суммарного взаимодействия электро-
магнитных полей всех проводников.
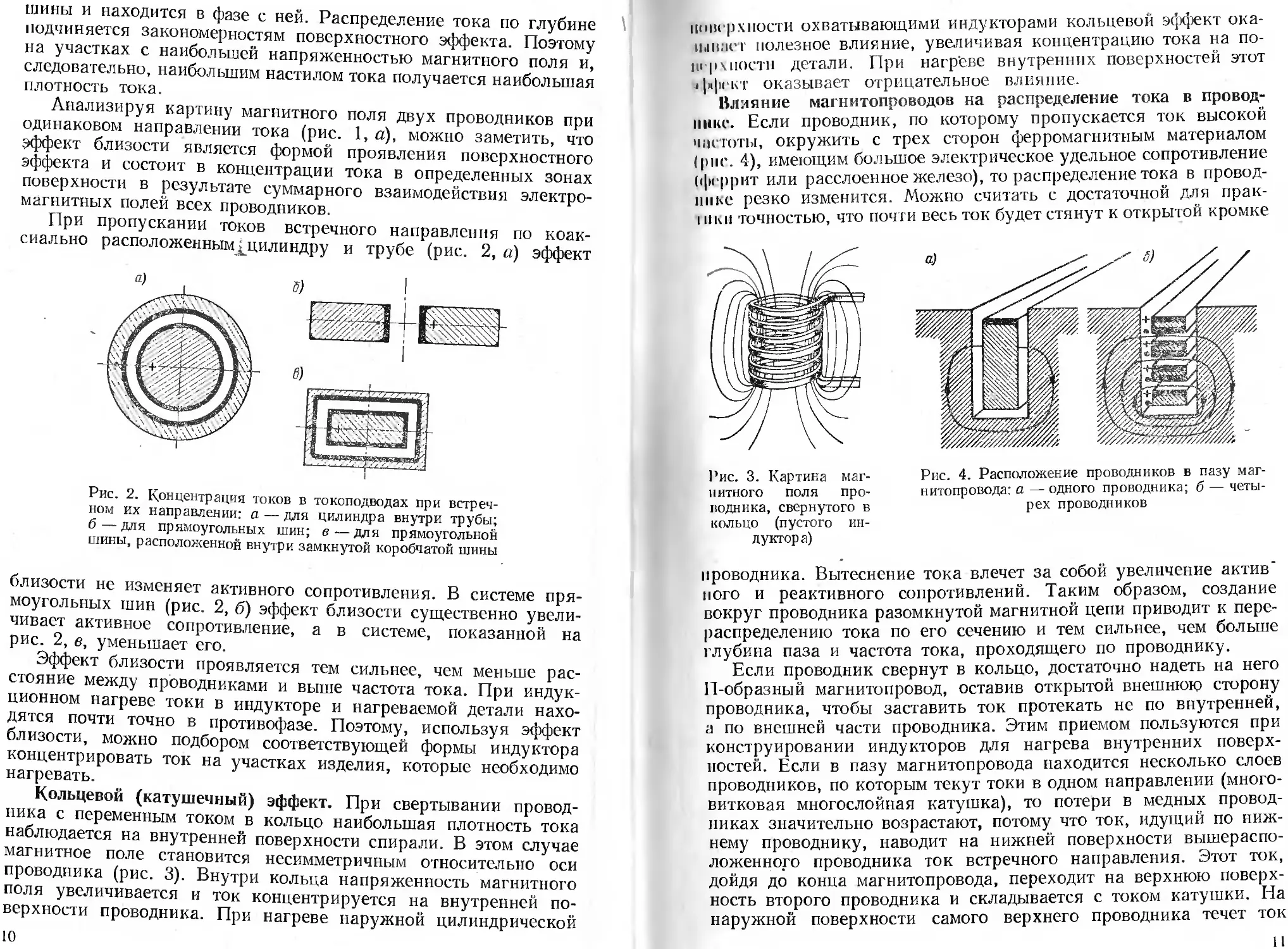
При пропускании токов встречного направления по коак-
сиально расположенным ^цилиндру и трубе (рис. 2, а) эффект
Рис. 2. Концентрация токов в токоподводах при встреч-
ном их направлении: а — для цилиндра внутри трубы;
б — для прямоугольных шин; в—для прямоугольной
шины, расположенной внутри замкнутой коробчатой шины
близости не изменяет активного сопротивления. В системе пря-
моугольных шин (рис. 2, б) эффект близости существенно увели-
чивает активное сопротивление, а в системе, показанной на
рис. 2, в, уменьшает его.
Эффект близости проявляется тем сильнее, чем меньше рас-
стояние между проводниками и выше частота тока. При индук-
ционном нагреве токи в индукторе и нагреваемой детали нахо-
дятся почти точно в противофазе. Поэтому, используя эффект
близости, можно подбором соответствующей формы индуктора
концентрировать ток на участках изделия, которые необходимо
нагревать.
Кольцевой (катушечный) эффект. При свертывании провод-
ника с переменным током в кольцо наибольшая плотность тока
наблюдается на внутренней поверхности спирали. В этом случае
магнитное поле становится несимметричным относительно оси
проводника (рис. 3). Внутри кольца напряженность магнитного
поля увеличивается и ток концентрируется на внутренней по-
верхности проводника. При нагреве наружной цилиндрической
10
ntпи’рхпости охватывающими индукторами кольцевой эффект ока-
1ынает полезное влияние, увеличивая концентрацию тока на по-
ц| рхпостп детали. При нагр’еве внутренних поверхностей этот
j|n|iri<r оказывает отрицательное влияние.
Влияние магнитопроводов на распределение тока в провод-
нике. Если проводник, по которому пропускается ток высокой
чистоты, окружить с трех сторон ферромагнитным материалом
(рис. 4), имеющим большое электрическое удельное сопротивление
(феррит или расслоенное железо), то распределение тока в провод-
нике резко изменится. Можно считать с достаточной для прак-
। пкп точностью, что почти весь ток будет стянут к открытой кромке
Рис. 3. Картина маг-
нитного поля про-
водника, свернутого в
кольцо (пустого ин-
дуктора)
Рис. 4. Расположение проводников в пазу маг-
нитопровода: а — одного проводника; б — четы-
рех проводников
проводника. Вытеснение тока влечет за собой увеличение актив'
пого и реактивного сопротивлений. Таким образом, создание
вокруг проводника разомкнутой магнитной цепи приводит к пере-
распределению тока по его сечению и тем сильнее, чем больше
глубина паза и частота тока, проходящего по проводнику.
Если проводник свернут в кольцо, достаточно надеть на него
П-образный магнитопровод, оставив открытой внешнюю сторону
проводника, чтобы заставить ток протекать не по внутренней,
а по внешней части проводника. Этим приемом пользуются при
конструировании индукторов для нагрева внутренних поверх-
ностей. Если в пазу магнитопровода находится несколько слоев
проводников, по которым текут токи в одном направлении (много-
витковая многослойная катушка), то потери в медных провод-
никах значительно возрастают, потому что ток, идущий по ниж-
нему проводнику, наводит на нижней поверхности вышераспо-
ложенного проводника ток встречного направления. Этот ток,
дойдя до конца магнитопровода, переходит на верхнюю поверх-
ность второго проводника и складывается с током катушки. На
наружной поверхности самого верхнего проводника течет ток
11
значительно больший, чем ток катушки. Поэтому многослойные
катушки весьма редко используются при создании индукторов.
Поскольку в магнитопроводе за счет вихревых токов и потерь
на гистерезис выделяется значительная мощность, ого практи-
чески всегда нужно охлаждать водой. Для изготовления магнито-
проводов, используемых при частотах звукового диапазона (0,5—
10 кГц), применяют пластины толщиной (0,1-? 0,35)10 3 м, выпол-
ненные из трансформаторной кремнистой стали и покрытые тер-
мостойким слоем изоляции с помощью лакирования, оксидирова-
ния или лучше всего фосфатирования. Толщина пластины выби-
рается в зависимости от частоты, индукции и интенсивности
охлаждения. Для частот 0,5—2,5 кГц применяют пластины тол-
щиной (0,35-?0,2) 10"3 м, а для частот 8—10 кГц — толщиной
(0,2ч-0,1) 10-3 м. Магнитопроводы, применяемые в устройствах
с частотой радиодиапазона (70 кГц и выше), изготавливают только
из феррита.
Потери в магнитопроводах Рс при частотах 2,5—8 кГц для
стали марки Э44 могут быть определены в зависимости от толщин
так [371:
при толщине 0,1-10 3 м
Рс = 1,12-Ю-3/1’5^ Вт/кг; (9)
при толщине 0,2-10'3 м
Рс= 8,5- 10~4fI,6B2„ Вт/кг; (10)
при толщине 0,35-10“3 м
T’c = 5-10~4fl>75B2m Вт/кг. (И)
В замкнутом магнитном сердечнике, если его поперечное
сечение постоянно, с достаточной точностью можно принять
максимальное значение магнитной индукции
Вт = t/m/(4,44S/U7), (12)
где Um — амплитуда напряжения на катушке, В; S — сечение
сердечника, мг; W — число витков катушки.
Если же сердечник не замкнут, то не всегда значение магнит-
ной индукции постоянно во всем объеме магнитопровода. В этом
случае формулы (9)—(И) могут быть использованы для каче-
ственного анализа. Если известно распределение магнитной
индукции по сечению в различных элементах магнитопровода, то
целесообразно разбить магнитопровод на участки с постоян-
ным Вт. Тогда полные потери в магнитопроводе определяются
как сумма потерь каждого участка.
Влияние медных экранов на распределение тока в проводни-
ках. В конструкциях индукторов на средней частоте иногда исполь-
зуются медные экраны. Медь относится к диамагнитным мате-
риалам, у которых относительная магнитная проницаемость чуть
|Меньше единицы. Медный экран, будучи помещен на пути магнит-
пого потока индуктора, перераспределяет магнитное поле и ток,
п аведенные в нагреваемой детали. Под действием магнитного поля
и экране наводится ток, фаза которого отличается от первичного
тока на 180°. Поэтому внутри экрана поле значительно ослаблено,
а между экраном и заготовкой — усилено. На рис. 5 показаны
примеры использования медных экранов для повышения или
уменьшения плотности тока на шинах прямоугольного сечения.
При симметричном расположении экрана 2 (рис. 5, а) усили-
вается эффект близости и нагрев внутренних поверхностей шин 1
п 3 увеличивается. Смещение экрана 2 (рис. 5, б) в сторону
Рис. 5. Примеры перераспределения тока на шинах при
симметричном (а) и несимметричном (6 и в) расположениях
экрана
левой шины 1 вызывает увеличение ее нагрева, а нагрев правой
шины 3 ослабевает. Экран, представленный на рис. 5, в, резко
уменьшает нагрев левой шины.
Изменение свойств различных металлов при изменении темпе-
ратуры и напряженности магнитного поля. Распределение тока
в материале токопроводов и нагреваемой детали, а также мощ-
ности существенно зависит от свойств материала — магнитной
проницаемости и удельного электрического сопротивления. Ма-
гнитная проницаемость материала определяется температурой
и напряженностью магнитного поля, а удельное электрическое
сопротивление — температурой. Абсолютная магнитная прони-
цаемость ра многих материалов, таких, как медь и ее сплавы,
алюминий и его сплавы, титан, стали аустенитного класса и др.,
близка к значению абсолютной магнитной проницаемости ва-
куума р0 =4л-10~7 Г/м. Относительная магнитная проницае-
мость этих материалов р = ра/р0 близка к единице (несколько
больше единицы для парамагнитных и несколько меньше единицы
для диамагнитных материалов) и практически не зависит от на-
пряженности магнитного поля.
Относительная магнитная проницаемость ферромагнитных ма-
териалов (железа, никеля, кобальта и сплавов на их основе,
13
Таблица 2. Магнитная индукция В
и относительная проницаемость ц магнитного поля Н
для сталей с различным содержанием углерода [21J
Напряжен- ность магнитного поля Н, А/м Магнитная индукция В, Т Относительная магнитная проницаемость ц
С = 0,23% С = 1,78% С = 0.23% С = 1,78%
79,9 0,100 0,0115 1 000,00 115,00
199,2 0,550 0,0380 2 200,00 152,00
398,5 0,920 0,0940 1 840,00 187,50
797,0 1,200 0,3250 1 200,00 325,00
3 985,0 1,597 1,1860 400,00 239,00
7 970,0 1,720 1,3540 172,50 135,00
23 910,0 1,956 1,5900 66,50 53,20
79 700,0 2,175 1,8400 21,80 18,45
239 100,0 2,392 2,2150 7,99 7,40
большинства сталей) значительно больше единицы и зависит от
напряженности магнитного поля (табл. 2 и рис. 6), температуры
и предварительного намагничивания. При температурах мате-
риала ниже температуры точи
постоянной (несколько снижает-
ся в сильных полях и возрастает
в слабых). При температуре
точки Кюри относительная маг-
нитная проницаемость резко
падает до единицы и при даль-
нейшем повышении температу-
ры остается неизменной.
Рис. 6. Зависимость магнитной ин-
дукции В и магнитной проницаемости р
от напряженности магнитного поля Н
для низкоуглеродистой стали с со-
держанием углерода 0,23% (---------)
и 1,78% (-------)
Кюри р. остается практически
Таблица 3. Удельное
электрическое сопротивление
металлов при различных температурах
Темпе- ратура Г, °C Удельное электри- ческое сопро- тивление р. 10е, Ом - м Темпе- ратура Удельное электри- ческое сопротив- ление р- 10®, Ом- м
Сталь уг- леродистая м е д ь
20 20 20 1,68
100 25 30 1,73
200 33 100 2,34
400 52 200 3,00
600 79 400 4,80
800 118 600 5,76
1000 122 900 8,00
1200 126 1000 9,60
1300 130 1083 9,89
Т и тан А л ю м И и и й
20 47,8 20 2,661
200 106,0 100 3,86
400 133,0 300 5,96
600 138,0 400 8,00
800 145,0 500 9,60
950 148,0
14
Электрическое сопротивление металлов с ростом темпе-
ра гуры возрастает (табл. 3). Для ферромагнитных материа-
лов наибольшее изменение электрического сопротивления про-
исходит при температуре точки Кюри.
Электромагнитная сила. На проводящие тела в электромаг-
нитном поле воздействуют электромагнитные силы, которые воз-
никают за счет взаимодействия токов проводимости и токов на-
магничивания с магнитным полем. Электромагнитная сила, воз-
никающая при взаимодействии токов проводимости с магнитным
нолем, стремится переместить проводящее тело с током из зоны
г большей напряженностью в зону с меньшей, а также сблизить
проводники, если разность фаз токов равна нулю, и раздвинуть
их при разности фаз 180°. При сварке электромагнитная сила
выбрасывает расплавленный металл из V-образной щели, что ока-
зывает влияние на качество сварки. С понижением частоты ве-
личина электромагнитных сил возрастает.
При взаимодействии токов намагничивания (ферромагнитный
материал) с магнитным полем электромагнитная сила стремится
переместить тело в зону с наибольшей напряженностью магнит-
ного поля. При этом мельчайшие частицы окалины, попадающие
в воздух цеха с поверхности деформируемого и нагреваемого фер-
ромагнитного материала, а также стружка и заусенцы притяги-
ваются к индуктору, нагреваются в его поле до температуры
точки Кюри и могут вывести из строя его изоляцию.
Напряженность магнитного поля на поверхности проводника
и его свойства определяют мощность, поглощаемую проводящей
средой.
2. Мощность, поглощаемая проводящей средой
при высокочастотном нагреве
При нагреве изделий из проводящего материала обычно учи-
тывается только электроэнергия, выделившаяся за счет индукти-
руемых в изделиях токов. Энергия, выделяемая за счет потерь
па гистерезис, весьма мала и ею пренебрегают. При рассмотрении
нагрева т. в. ч. стали до температуры, превышающей температуру
магнитных превращений, целесообразно выделить три основных
периода нагрева.
В начальный период нагрева, называемый холодным режимом,
удельное электрическое сопротивление может быть принято по-
стоянным по всему сечению и равным среднему. Обычно расчет
ведется для нагрева до температуры поверхности То = 600ч-
ч-650° С, при которой в среднем р = (0,604-0,65) 10"® Ом-м.
Магнитная проницаемость в любой точке сечения определяется
по кривой намагничивания в зависимости от действующего зна-
чения первой гармоники напряженности магнитного поля.
В следующий период (промежуточный режим) на поверхности
нагреваемой детали имеется слой толщиной хк, который прогрет
15
до температуры выше температуры точки Кюри. Температура
остального сечения ниже этой температуры и постепенно спадает
при удалении от поверхности. В слое хк относительная магнитная
проницаемость постоянна и равна единице. На границе зон, на-
гретой до температуры точки Кюри и холодной, р, изменяется
скачком. В холодной зоне р определяется по кривой намагничи-
вания. Удельное электрическое сопротивление переменно во всем
исследуемом объеме.
Третий период нагрева называется горячим режимом. При
этом считается, что все сечение детали нагрето до температуры
выше температуры точки Кюри, р и р постоянны. Практически
это можно принять, если хк > 2ДК [35], где Дк — горячая
глубина проникновения.
При рассмотрении нагрева неферромагнитных материалов,
имеющих постоянную относительную магнитную проницаемость,
учитывают только один период нагрева, характеризующийся по-
стоянными значениями р и р. Значение р выбирается средним для
всего периода нагрева.
Рассмотрим перечисленные периоды нагрева, начиная с наи-
более простого случая, когда р = const, р = const.
Режим, характеризующийся постоянными р и р. Исследуем
электромагнитное поле в полубесконечной среде с постоянными
магнитной проницаемостью и удельным электрическим сопротив-
лением. Проводящая среда с одной стороны ограничена плоской
поверхностью, через которую проникает плоская электромагнит-
ная волна. Векторы электрического и магнитного полей перпен-
дикулярны друг другу и параллельны поверхности, ограничи-
вающей среду. Линии электрического тока нормальны к вектору
напряженности магнитного поля и совпадают с направлением
вектора электрического поля. Электромагнитное поле распростра-
няется из воздуха в полубесконечную среду в направлении, нор-
мальном к поверхности среды.
Активная удельная мощность, поглощаемая средой [6, 35],
равна
Ра=(Яте//2)2(р/Дк). (13)
Реактивная мощность, обусловленная наличием магнитного
потока в металле и связанная с отставанием магнитного поля от
электрического, равна активной мощности. Поэтому при зазоре
между проводниками, равном нулю, коэффициент мощности
cos ф = Ри / У А-Р2г = 1/]/2 = 0,707.
Полная мощность в этом случае выражается формулой
“ Р = + =/2Ря.
Холодный режим. При нагреве изделия т. в. ч. напряженность
магнитного поля на поверхности значительно превосходит крити-
16
чгскую, при которой магнитная проницаемость 'достигает макси-
мума. Поэтому поверхностные слои изделия находятся в состоя-
нии магнитного насыщения. С увеличением глубины амплитуда
нннряженности магнитного поля уменьшается. Это вызывает уве-
личение магнитной проницаемости р, и при Нте — /7,<р она дости-
I пе г максимума, а затем падает. Поэтому плотность тока в ферро-
м.'п нптной среде спадает по закону, близкому к линейному.
JI. Р. Нейман [21] и А. Е. Слухоцкий [35] в своих работах
показали, что для полубесконечной ферромагнитной среды (р, =
var, р = const) активная мощность равна
Ра^\,37(Нте/У2)2(р/\е), (14)
1де Ае— глубина проникновения поля, определенная по фор-
муле (8) в зависимости от р(„ соответствующей значению напря-
женности магнитного поля Н1пе1'\/'^‘ на поверхности среды, м.
Реактивная мощность равна
Рг = 0,972 2)2 (р/Де). (15)
Коэффициент мощности, определяемый по активной мощности,
выделяющейся в детали, и реактивной, соответствующей потоку
магнитного поля внутри детали, составляет
cos ср = 1,37/]/1,372 + 0,9722 = 0,83.
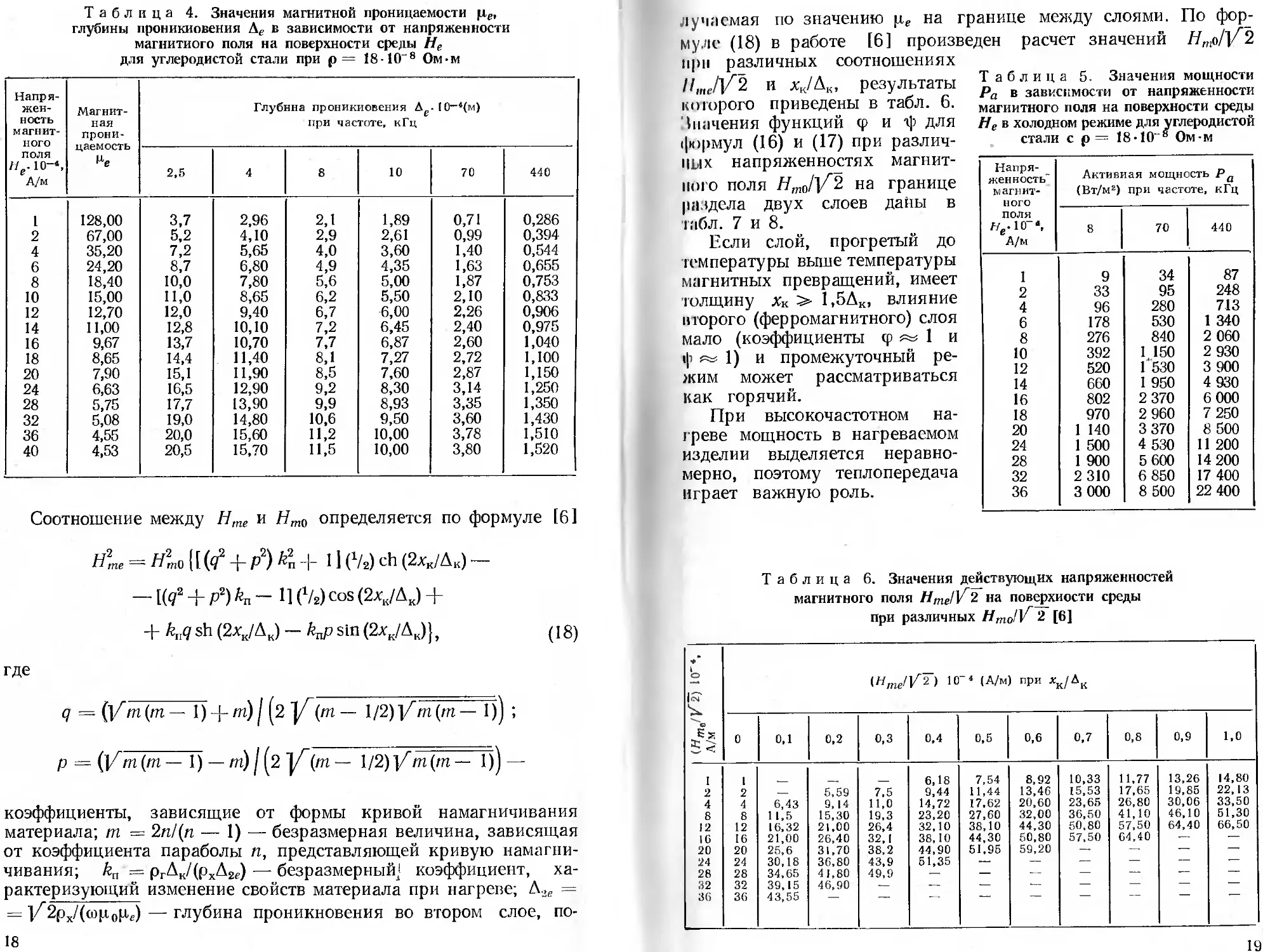
Значения &.е, ре и Ра для углеродистой стали в зависимости
от Нте1}/Г2 приведены в табл. 4 и 5.
Промежуточный режим. При этом режиме в нагреваемом изде-
лии имеются два резко разграниченных слоя. На границе слоев
магнитная проницаемость изменяется скачком от р = 1 в поверх-
ностном слое толщиной хк < 1,5АК до р — р2 во втором слое,
в пределах которого она изменяется с падением напряженности
магнитного поля.
Мощность в поверхностном слое можно определить по фор-
муле (13). Формулы (14) и (15) могут быть использованы для опре-
деления мощности во втором слое. Активная и реактивная мощ-
ности для двухслойной среды находятся по формулам [6]:
/3и=(Яте//2)2(рг/Ак)<р; (16)
Рг = (Яте//2)2(рг/Ак)ф, (17)
где рг — удельное электрическое сопротивление поверхностного
слоя, нагретого до температуры выше температуры магнитных
превращений, Ом-м; <р и ф— коэффициенты, учитывающие нали-
чие второго слоя, определяются как функции от значения напря-
женности магнитного поля Нтэ на границе магнитного и немаг-
нитного слоев.
17
Таблица 4. Значения магнитной проницаемости щ,
глубины проникновения в зависимости от напряженности
магнитного поля на поверхности среды Не
для углеродистой стали при р= 18-10"8 Ом-м
Напря- жен- ность магнит- ного поля /Ц.Ю-*, А/м Магнит- ная прони- цаемость Глубина проникновения Де- (0—4(м) при частоте, кГц
2,5 4 8 10 70 440
1 128,00 3,7 2,96 2,1 1,89 0,71 0,286
2 67,00 5,2 4,10 2,9 2,61 0,99 0,394
4 35,20 7,2 5,65 4,0 3,60 1,40 0,544
6 24,20 8,7 6,80 4,9 4,35 1,63 0,655
8 18,40 10,0 7,80 5,6 5,00 1,87 0,753
10 15,00 11,0 8,65 6,2 5,50 2,10 0,833
12 12,70 12,0 9,40 6,7 6,00 2,26 0,906
14 11,00 12,8 10,10 7,2 6,45 2,40 0,975
16 9,67 13,7 10,70 7,7 6,87 2,60 1,040
18 8,65 14,4 11,40 8,1 7,27 2,72 1,100
20 7,90 15,1 11,90 8,5 7,60 2,87 1,150
24 6,63 16,5 12,90 9,2 8,30 3,14 1,250
28 5,75 17,7 13,90 9,9 8,93 3,35 1,350
32 5,08 19,0 14,80 10,6 9,50 3,60 1,430
36 4,55 20,0 15,60 11,2 10,00 3,78 1,510
40 4,53 20,5 15,70 11,5 10,00 3,80 1,520
Соотношение между Нте и Нт0 определяется по формуле [61
Н те — Нт0 {[(^ "Ь Р ) "1“ ’ 1 С/г) ch (2хк/Дк)
— l(q2 + Р2) ka — 11С/2) cos (2хк/Дк) +
+ knq sh (2хк/Дк) — knp sin (2хк/Дк)|, (18)
где
q = (Ym(m — 1) -j-m)/ (2 (т — 1/2)]/т(т— 1)] ;
р — (]/m(m — 1) — т) / (2 j/(m — 1/2)]/т(т— 1)] —
коэффициенты, зависящие от формы кривой намагничивания
материала; т = 2п/(п — 1) — безразмерная величина, зависящая
от коэффициента параболы п, представляющей кривую намагни-
чивания; Лп = ргДк/(рхД2£.) — безразмерный^ коэффициент, ха-
рактеризующий изменение свойств материала при нагреве; Л2е =
I = ]/2рх/(сор0рс)— глубина проникновения во втором слое, по-
18
лучаемая по значению рс на границе между слоями. По фор-
муле (18) в работе [6] произведен расчет значений //,„о/]/2
при различных соотношениях
//„и./]/2 и хк/Ак, результаты
которого приведены в табл. 6.
Значения функций ср и ф для
формул (16) и (17) при различ-
ных напряженностях магнит-
ного поля /7тО/]/2 на границе
раздела двух слоев даны в
табл. 7 и 8.
Если слой, прогретый до
температуры выше температуры
магнитных превращений, имеет
толщину хк > 1,5АК, влияние
второго (ферромагнитного) слоя
мало (коэффициенты ср 1 и
ср 1) и промежуточный ре-
жим может рассматриваться
как горячий.
При высокочастотном на-
греве мощность в нагреваемом
изделии выделяется неравно-
мерно, поэтому теплопередача
играет важную роль.
Таблица 5. Значения мощности
Ра в зависимости от напряженности
магнитного поля на поверхности среды
Напря- женность" магнит- ного поля А/м Активная мощность Р а (Вт/м2) при частоте, кГц
8 70 440
1 9 34 87
2 33 95 248
4 96 280 713
6 178 530 1 340
8 276 840 2 060
10 392 1 150 2 930
12 520 1 530 3 900
14 660 1 950 4 930
16 802 2 370 6 000
18 970 2 960 7 250
20 1 140 3 370 8 500
24 1 500 4 530 11 200
28 1 900 5 600 14 200
32 2 310 6 850 17 400
36 3 000 8 500 22 400
Таблица 6. Значения действующих напряженностей
магнитного поля Нте1\^2 на поверхности среды
при различных Hmol]f 2 [6]
(/7mo//2) IO'*, А/м (7/тс//2) 10"« (А/м) при хк/Дк
0 0,1 0,2 0,3 0.4 0,5 0,6 0,7 0,8 0,9 1,0
I 1 . 6,18 7,54 8,92 10,33 11,77 13,26 14,80
2 2 — 5,59 7,5 9,44 11,44 13,46 15,53 17,65 19,85 22,13
4 4 6,43 9,14 11,0 14,72 17,62 20,60 23,65 26,80 30,06 33,50
8 8 1 1,5 15,30 19,3 23,20 27,60 32,00 36,50 41,10 46,10 51,30
12 12 16,32 21,00 26,4 32,10 38,10 44,30 50,80 57,50 64,40 66,50
16 16 21,00 26,40 32,1 38,10 44,30 50,80 57,50 64,40 — •—
20 20 25,6 31,70 38,2 44,90 51.95 59,20 —. — — —
24 24 30,18 36,80 43,9 51,35 — — — — —— —
28 28 34,65 4 1,80 49,9 — —— — — — — —
32 32 39,15 46,90 — — — — — — — —
36 36 43,55 — — — — — — — — —
19
Т а'б лица 7. Значения функции <р [6|
Ю"4. А/м при Хк/ А,.
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
1 2,185 1,815 1,560 1,386 1,212 1,140 1,067
2 — 3,405 2,675 2,080 1,750 1,516 1,345 1,225 1,130 1,060
4 4,060 2,980 2,355 1,946 1,662 1,458 1,310 1.199 1,115 1,052
8 3,210 2,546 2,100 1,810 1,557 1,386 1,260 1, 170 1,083 1,040
12 2,783 2,300 1,974 1,680 1,486 1,337 1,226 1, 144 1,080 1,083
16 2,505 2,115 1,819 1,600 1,530 1,298 1,201 1,130 — —
20 2,300 1,980 1,727 1,535 1,385 1,272 — __ —
24 2,140 1,870 1,650 1,480 — — — —. —
28 2,010 1,777 1,585 — — -—. ,— —
32 1,910 1,700 — — — — —
- 36 1,820 — — — — — — — —, —
Таблица 8. Значения функции ф [6]
<Hm0/l<2) 10-4, А/м Ф при хк/дк
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,о
1 0,513 0,511 0,535 0,566 0,618 0,665 0,730
2 0,917 0.660 0,577 0,563 0,575 0,607 0,648 0,690 0,735
4 1,117 0,996 0,745 0,650 0,623 0,628 0,652 0,685 0,724 0,763
8 1,578 1,042 0,819 0,734 0,690 0,688 0,705 0,733 0,761 0,797
12 1,444 1,052 0,868 0,764 0,730 0,724 0,737 0,760 0,788 0,819
16 1,399 1,047 0.875 0,792 0,759 0,753 0,763 0,785 — —
20 1,340 1,038 0,885 0,810 0,780 0,775 -—• — — —
24 2,288 1,029 0,892 0,825 — — — -—• -—. —
28 1,240 1,019 0,898 — — — — -—
32 1,202 1,008 — — — — — — .—. —
36 1,172 — — — — — — — — —
3. Теплопередача при высокочастотном нагреве
тела неограниченной толщины
с плоской поверхностью
При протекании тока в поверхностном слое нагреваемого
изделия выделяется тепловая энергия и его температура растет.
В слои металла, лежащие ближе к поверхности, поступает боль-
шая энергия и температура растет быстрее. Поэтому появляется
разность температур и начинается передача энергии от поверх-
ностных слоев к слоям, расположенным в глубине тела. Процесс
теплопередачи снижает температуру поверхностных и повышает
температуру глубинных слоев. Влияние теплопередачи тем силь-
20
нее, чем больше время нагрева, выше коэффициент теплопровод-
ности. Для случая нагрева токами высокой частоты полуогра-
ппченного пространства (полубесконечности), если пренебречь
потерями с поверхности среды, температура является функцией
безразмерного параметра и [61:
и = х/[2 ]/А//(су)],
(19)
где х — координата точки, измеренная от поверхности тела, м;
/ — время, с; к— коэффициент теплопроводности, Вт/(м-°С);
с — удельная теплоемкость, Вт/кг - °C; у — плотность, кг/м3.
При расчетах теплопередачи различают следующие случаи:
1) ярко выраженный поверхностный нагрев, при котором
характер распределения мощ-
ности мало влияет на распре-
деление температуры;
2) глубинный нагрев среды
с постоянными характеристи-
ками (jt = const, р = const);
3) глубинный нагрев ферро-
магнитной среды, когда на по-
верхности имеется слой с по-
стоянными характеристиками
(р = 1, р = const).
Ярко выраженный поверх-
ностный нагрев среды с постоян-
ными параметрами. Этот тип
больших значениях f, р и у.
пости для этого случая при
имеет вид [6]
Таблица 9. Значения
функции 'F (w) [6]
и ’Г(«) и W)
0 1,000 0,7 0,213
0,1 0,833 0,8 0,162
0,2 0,685 0,9 0,121
0,3 0,557 1,0 0,089
0,4 0,447 1,1 0,065
0,5 0,354 1,2 0,046
0,6 0,276
нагрева возможен при весьма
Решение уравнения теплопровод-
постоянной удельной мощности
То = 2р0У t/(kcy) /У п,
(20)
где То — температура на поверхности среды, °C; р0 — удельная
мощность, Вт/м2.
Распределение температуры в проводящей среде выражается
формулой
rm = 70W(u), (21)
где и — параметр, определяемый по формуле (19).
Значения функции W (н) для различных параметров приве-
дены в табл. 9.
Глубинный нагрев среды с постоянными параметрами. Изве-
стно решение дифференциального уравнения теплопроводности
при экспоненциальном распределении источников тока [6].
Температура Tf точки, лежащей на расстоянии х от поверхности
среды, через время /, прошедшее с начала нагрева, при экспо-
ненциальном распределении источников тепла будет
21
Tf = Ta- AT,
(22)
где Teo — температура в этой точке и в тот же момент времени
при ярко выраженном поверхностном нагреве, определяемая по
формуле (21), °C; АТ — температурная поправка, учитывающая
толщину слоя, в котором выделяется тепло, и зависящая от пара-
метров и И V.
Параметр v определяется по формуле v = 2]/Kt/(cy)/А.
В табл. 10 приведены значения АТ/Т0 и Tf!T{} при различных
значениях и и v [6].
Таблица 10. Значения отношений Тf/T0 и АТ/Тй
при различных и и ® [6]
V А Г/ Т„ Tf/T0 &т/т„ Tf/T„ А 77 То Tf/n
со 10 6 4 3 2 оо 10 6 4 3 2 и — 0 — 1,0000 0,0836 0,9164 0,1340 0,8660 0,1911 0,8090 0,2424 0,7576 0,3300 0,6700 и = 0,1 — 0,833 0,0071 0,826 0,0309 0,802 0,0684 0,765 0,1097 0,723 0,1930 0,640 и = 0,2 — 0,685 — 0,00316 0,686 0,00020 0,685 0,01550 0,670 0,03790 0,647 0,08960 0,595 и = 0,3 — 0,557 —0,0085 0,565 и = 0,4 — 0,447 —0,0171 0,464 —0,0190 0,466 —0,0097 0,457 и = 0,6 — 0,276 —0,0300 0,306 —0,0441 0,320
Примечание. При v = о» Ту/То = Т^/Го-
Нагрев ферромагнитной среды с поверхностным слоем, нагре-
тым до температуры выше температуры магнитных превращений.
При нагреве изделия^ из ферромагнитного материала в слое,
прогретом выше точки магнитных превращений, плотность тока,
а значит, и мощность спадают медленно. В слоях же с температу-
рой ниже температуры магнитных превращений плотность тока
и мощность снижаются значительно быстрее. Поэтому для при-
ближенного теплового расчета можно заменить реальное распре-
деление плотности тока более простым, считая ее постоянной
в пределах слоя толщиной g (активный слой) и равной нулю —
за пределами этого слоя. Принимается также, что £ неизменна
во времени и равна своему значению в конце нагрева. При рас-
четах мощности, необходимой для высокочастотной сварки, реко-
мендуется брать g = Дк.
22
Решение дифференциального уравнения теплопроводности для
случая, когда источники питания распределены равномерно в слое
толщиной £ [35]:
Г = -£с((х Н)2[/;р-Ш- 11 —
44 Г 4 * * 7 \2 К at I J
-U-g)2
2 Vat)
(23)
где p0 — удельная мощность, Вт/м2; а — коэффициент темпера-
туропроводности, м2/с; е — безразмерная величина (при х > £
г = ф-1, х < g е = —1). Значения функции F [(х =t g)/(2]/at) ]
приведены в приложении 1. Если аргумент (х— £)/(2]/а£) < О,
то функция F является отрицательной величиной. При х = О,
/’ = То формула (23) принимает вид [35]
функция F [£/(2|/о/)] находится по таблице приложения 1.
Рассмотрев законы и явления, которые используются при
высокочастотной сварке, перейдем к описанию механизма про-
цесса сварки.
4. Механизм процесса высокочастотной сварки
Исходя из современных представлений о сварке металлов,
процессы высокочастотной сварки можно разделить на три группы.
1. Сварка давлением с оплавлением. Осуществляется при пред-
варительном нагреве и местном расплавлении свариваемых по-
верхностей. Расплавленный металл удаляется из зоны соедине-
ния при осадке; сварное соединение образуется между поверх-
ностями, находящимися в твердом состоянии. Скорость нагрева
достигает 150-103 °С/с; осадка — 0,15—1,5 мм; скорость осадки —
2000 мм/с.
2. Сварка давлением без оплавления. Осуществляется с пред-
варительным нагревом свариваемых поверхностей до температуры
ниже точки плавления свариваемого металла. Скорость нагрева
не превышает 400 °С/с; осадка — 2,5—6,0 мм; скорость осадки —
20 мм/с.
3. Сварка плавлением без давления. Осуществляется при
нагреве свариваемых элементов до оплавления. Ванна расплав-
ленного металла застывает, образуя сварной шов без приложения
давления. Скорость нагрева доходит до 8000 °C/с.
Сварка давлением с оплавлением. Этот процесс наиболее широко
распространен при производстве сварных изделий и полуфабрика-
тов с непрерывным швом из черных и цветных металлов. Схема
23
свариваемых элементов представлена на рис. 7 и 8. Свариваемые
элементы, показанные на рис. 8, а, имеют одинаковые геометри-
ческие размеры и материал и расположены симметрично относи-
тельно вертикальной плоскости. При симметричном подводе тока
к свариваемым элементам обеспечивается полная идентичность
нагрева. Такую схему будем называть симметричной. Когда сва-
риваемые элементы имеют неодинаковую геометрию (рис. 8, б),
даже при симметричном подводе тока к элементам плотность
тока на них неодинакова. Различны и условия теплоотвода. Обес-
печить одинаковый нагрев обоих элементов без принятия специаль-
ных мер невозможно. Такую схему будем называть несимметрич-
ной. При сварке элементов с различными теплофизическими свой-
ствами схема, приведенная на
Рис. 7. Схема процесса сварки
давлением с оплавлением:
1 — место подвода тока; 2 — свари-
ваемые элементы
рис. 8, а, будет также несим-
метричной.
Рис. 8. Схемы свариваемых элемен-
тов: а — симметричная; б — несим-
метричная
В рассматриваемых схемах оба элемента сходятся под углом ос,
на некотором расстоянии от места схождения к элементам подается
ток с помощью контактной или индукционной систем, кромки
разогреваются и оплавляются, в месте их схождения происходит
осадка. Нагрев и деформация свариваемых элементов происходят
последовательно. Для осуществления сварки необходимы физи-
ческий контакт между поверхностями, создание на них активных
центров и предупреждение возможности разрушения образовав-
шихся узлов схватывания после снятия давления осадки 15].
Нагрев активно влияет на все стадии процесса, и поэтому целе-
сообразно рассмотреть его подробно.
Расстояние от места токоподвода до места схождения кромок
обычно лежит в пределах от 25 до 300 мм. На этом отрезке осу-
ществляется нагрев свариваемых элементов до заданной темпе-
ратуры. Возможны три варианта нагрева.
1. Участки свариваемых элементов до места схождения нагре-
ваются до температуры ниже Тпл, а вследствие электромагнитных
явлений, описанных в гл. I, наибольшая концентрация тока дости-
гается в месте схождения свариваемых элементов, где они оплав-
ляются. Температура в этом месте может достигать (1,1-4-1,2) Тпл.
24
2. Участки свариваемых элементов оплавляются до места
схождения. Воздействием механических сил электромагнитного
поля расплавленный металл удаляется с поверхности нагревае-
мых элементов. На расстоянии от места выброса расплавленного
металла до места схождения элементов происходит дальнейший
их нагрев, а в месте перехода с одного элемента на другой—
повторное оплавление. Как и в первом варианте, температура
в месте перехода может достигать (1,1 -г-1,2) Тпл.
3. Свариваемые элементы нагреваются на всем протяжении
ниже Тп„, включая и место схождения.
В рассматриваемом процессе нагрев снижает сопротивление
пластической деформации, повышает пластичность металла и
облегчает удаление окислов со
свариваемых поверхностей. Сопро-
тивление пластической деформа-
/ — медь; 2 — железо; 3 —
алюминий; 4 — серебро
Рис. 9. Оплавление свариваемых
поверхностей при стыковой сварке:
1 — перемычка; 2 — оплавленные по-
верхности
ции растет с увеличением ее скорости при всех температурах
и зависит от ее абсолютной величины. При определенных усло-
виях это оказывает существенное влияние на усилия осадки.
Как было показано выше, при высоких градиентах температур-
ного поля нагрев носит чисто поверхностный характер, однако
он осуществляется за счет пропускания тока по свариваемым
элементам. Плотность тока равномерна по сечению, а глубина
прогрева регулируется частотой тока источника питания, расстоя-
нием между свариваемыми элементами (эффект близости) и време-
нем нагрева. В этом отношении условия высокочастотного нагрева
значительно отличаются от условий нагрева при стыковой сварке
оплавлением, которая по существующей классификации отно-
сится к виду сварки давлением с оплавлением [5]. При стыковой
сварке оплавлением нагреваются свариваемые поверхности за
счет тепловыделения в контактных перемычках (85—90% тепла),
в результате чего получается неравномерный нагрев свариваемых
поверхностей. Выравнивание температуры происходит во времени
при росте количества перемычек, пока свариваемые поверхности
не покроются слоем расплавленного металла (рис. 9).
Весьма существенную роль в рассматриваемых схемах нагрева
играет удаление со свариваемых поверхностей окислов, образовав-
25
шихся за время, предшествующее сварке (при хранении, транс-
портировке), и появляющихся в ходе нагрева. Все металлы за
исключением золота на воздухе окисляются, создавая на поверх-
ности тонкие окисные пленки. Толщина пленки зависит от вре-
мени окисления. Как видно из рис. 10, толщина окисленного слоя
при комнатной температуре через несколько минут достигает
определенной величины и в дальнейшем ее рост практически
прекращается. Более сложный характер имеет образование окис-
ных пленок с ростом температуры. Для меди, например, скорость
окисления при 1000° С на четыре порядка выше, чем при 600° С.
Известны случаи, когда скорость окисления снижается с ростом
температуры, например у кадмия, ниобия [15].
Иногда образуются многослойные пленки. При этом на по-
верхности металла появляется слой окисла, богатого металлом
[5, 15]. Например, окисление железа при температуре выше
600° С сопровождается образованием трехслойного окисла FeO-
Fe3O4-Fe2O3. Соотношение окислов (в массовых долях) при Т =
= 700 <-900° С составляет: 0,66—1,0% Fe2O3, 4,1—5,0% Fe3O4
и около 95% FeO.
Еще более сложную картину представляет образование с ро-
стом температуры окисных пленок на сплавах. Так, сплав, со-
стоящий из 23% Сг, 7,5% А1 и 69,5% Fe, после окисления на
воздухе при Т = 1200° С имел окисную пленку, состоящую из
94,5% А12О3, 3,4% Сг2О3 и 2% FeaO3. На чисто хромистых ста-
лях (20% Сг) при нагреве в слабо окислительной атмосфере окис-
ная пленка состояла из 80% Cr2O3. С точки зрения возможности
разрушения окисных пленок важно иметь представление об их
теплофизических и механических свойствах. В табл. 11 приведены
свойства металлов и окислов.
Представим себе механизм разрушения окисных пленок при
рассматриваемых вариантах нагрева. В первом варианте, когда
оплавление происходит в месте схождения свариваемых элементов
при достижении температуры, равной (1,1 <-1,2) Тпл, невозможно
расплавление окислов. Исключением являются FeO и Fe2O3.
Можно представить, что тонкие пленки окислов быстро разогре-
ваются за счет теплопроводности от сравнительно большого объема
контактируемого металла (стартовый нагрев). Далее электри-
ческое сопротивление пленок окислов быстро падает и они начи-
нают разогреваться прямым пропусканием тока. В таком случае
можно ожидать расплавления пленок окислов, например Fe3O4,
имеющих большую температуру плавления, нежели основной
металл. Окислы, имеющие высокую температуру плавления,
лишь подогреваются, но не расплавляются. Изучением этого
явления никто не занимался, и поэтому сказанное следует рас-
сматривать как гипотезу.
При втором варианте нагрева, когда оплавление свариваемых
элементов происходит до места их схождения и расплавленный
металл удаляется со свариваемых поверхностей механическими
26
Таблица 11. Теплофизичесхие свойства наиболее распространенных металлов послов (36, 4JJ
Примечание. Для Fe, Ti, W, Сг и всех окислов приведена плотность в твердом состоянии, для остальных металлов
твердом (числитель) н жидком (знаменатель) состояниях.
27
силами электромагнитного поля, вероятно разрушение окисных
пленок при выбросе металла. В результате повторного нагрева
участков свариваемых элементов до места схождения они вновь
окисляются, но из-за малого времени подогрева (не более 0,01 с)
толщина вновь образовавшейся окисной пленки мала и она может
быть разрушена или удалена вместе с жидким металлом в про-
цессе осадки.
При третьем варианте нагрева, когда свариваемые поверх-
ности на всем протяжении, включая место схождения, нагре-
Рис. 11 Схема осадки кромок
при сварке трубной заготовки
радиусом г: 1К — полная длина
контакта; Zoc — зона осадки;
&н — толщина ножа; гк и гр —
радиусы шовообжимного валка
по катающему диаметру и ребор-
де; г — радиус трубы на выходе
из сварочного калибра
ваются ниже Тпл, очевидно нельзя
ожидать разрушения окисных пле-
нок. Исключение может состав-
лять только FeO. Из сказанного
следует, что наиболее универ-
сальным является второй вариант
нагрева, так как при нем обе-
спечивается разогрев свариваемых
элементов до необходимой темпе-
ратуры и очистка их от окислов,
в том числе тугоплавких. Первый
вариант нагрева целесообразно
применять при сварке малоуг-
леродистых и малолегированных
сталей, на которых окисные плен-
ки состоят из FeO-Fe2O3-Fe3O4.
Третий вариант нагрева приме-
няется редко.
Вслед за подготовительной фа-
зой’образования сварного соеди-
нения’—’нагревом происходит
осадка и формирование сварного
шва. Для рассмотрения первого
основного параметра осадки —
скорости (пОс) обратимся к схе-
ме, изображенной на рис. 11.
На схеме показана полная длина контакта свариваемых элемен-
тов /к, состоящая из зон осадки /Ос, редуцирования Zp (в случае
сварки прямошовных труб и оболочек) и термомеханического
упрочнения. Установлено, что при сварке наиболее распростра-
ненных изделий и материалов полная длина контакта ZK в 1,5—
4 раза превышает Zoc, величина которой колеблется в пределах
1,5—2,5 мм [20]. Эта зона увеличивается с ростом толщины
свариваемых элементов и увеличением абсолютной величины
осадки Дос. При наиболее распространенных скоростях сварки
(0,5—2 м/с) скорость осадки находится в пределах 20—2000 мм/с.
Для получения качественного сварного соединения необходимо,
чтобы весь оплавленный металл, имеющийся в месте схождения
свариваемых элементов, был удален при осадке. Этого можно
28
днбнться при условии, что скорость осадки будет достаточной и
|1ПС11лаилспный металл не потеряет свойства жидкотекучести.
Интервал времени AZ0, достаточный для охлаждения металла от
н’мнературы 7\ (в месте схождения элементов) до температуры
noicpii жидкотекучести Tz, при стыковой сварке с непрерывным
оплавлением можно определить по данным работы [5]. При
( пирке алюминиевого сплава
А/о = бру [с (7\ — Т2) + fn01/(dT/dx)], (24)
I де бр — толщина жидкого металла в месте схождения сваривае-
мы х элементов; у, с и т0 — плотность, теплоемкость и скрытая
гсплота плавления свариваемого металла; dT/dx — градиент тем-
пературы на единицу длины в поперечном сечении свариваемых
•дсментов.
Очевидно, для гарантированного удаления при осадке жидкого
металла, а следовательно, и окислов нужно, чтобы время осадки
А/ было меньше AZ0 (а оно тем меньше, чем меньше бр и Тг—
п больше dT/dx). Примем для расчета бр = 0,14 мм, т. е. равную
глубине проникновения тока в алюминий при Т = 600° С и
f =440 кГц, 7\ = 1,1 Тпл = 700° С. Определим AZ0, исходя
из интервала кристаллизации сплавов, который может быть
разделен на две части:
1) интервал, где выросшие дендриты твердого раствора разде-
лены сплошной прослойкой жидкой фазы (жидко-твердое состоя-
ние);
2) интервал (ниже температурной границы жидко-твердого
состояния), где происходит частичное срастание дендритов и
образование из них жесткого скелета с дальнейшим затвердева-
нием всей жидкой фазы. Сплав при температуре выше температуры
образования кристаллического каркаса, находящийся в жидко-
твердом состоянии, обладает повышенной жидкотекучестью. Сле-
довательно, можно принять Т<> = Ткр за температуру, при ко-
торой происходит переход от жидко-твердого в твердо-жидкое
состояние. Эти интервалы температур для некоторых сплавов
приведены в табл. 12.
Градиент dT/dx может быть определен при расчете температур-
ного поля в зоне охлаждения шва, т. е. на участке от места схож-
дения свариваемых элементов и далее при следующих допущениях
[20]: 1) источник тепла постоянный и действует в течение вре-
мени нагрева; 2) принят экспоненциальный закон распределения
плотностей источников тепла; 3) теплофизические характеристики
сплава постоянны во времени; 4) теплоотдача с поверхности сва-
риваемых кромок за счет излучения и конвекции пренебрежимо
мала.
В табл. 13 приведены результаты расчета градиента dT/dx
и интервала AZ0 при различных значениях времени нагрева сва-
риваемых элементов /н.
29
Используя полученные данные, определяем скорость осадки:
оос > = 100- 500 мм/с. Другими словами, нижние пре-
делы скоростей осадки, применяемые при высокочастотной сварке
с оплавлением, могут быть недостаточны при сварке металлов и
сплавов, температура плавления окислов которых выше Тпл,
и для удаления их в процессе осадки нужно значительно повы-
шать скорость сварки. Таким образом, имеется минимальная
критическая скорость сварки цс8>кр, ниже которой нельзя полу-
чить качественное сварное соединение. Значения осв>кР для Раз"
личных практических случаев приведены в табл. 34 и 36 (гл. IV).
Таблица 12. Температурные
характеристики алюминиевых сплавов
Сплав Интервал плавления, °C Темпе- ратура границы жидко- твердого СОСТОЯ- НИЯ Т кр, °C
Солидус Ликви- дус
АМП 627 652 645
АМГЗ 627 652 636
АМГ6 550 620 593
Д16 502 633 —
АЛЩ 643 657 —
В95 477 633 582
Таблица 13. Результаты
расчета градиента температур dT/dx
и времени осадки Мо
в зависимости от tH
Z„. с dT/dx, °С/мм Д/о-1(Г8, с
0,03 316 1,54
0,05 248 1,96
0,10 173 2,82
При расчете А/о по формуле (24) для сплава Д16 было при-
нято, что 6р равна глубине проникновения в алюминий при
600° С. Примем эти же допущения и при расчете dTIdx. Предпо-
ложим теперь, что мы взяли источник питания частотой не 440 кГц,
как это сделано в расчете, а 8 кГц. Дак следует из формулы (8),
глубина проникновения при этом должна увеличиваться в 7,5 раз,
соответственно уменьшится dT/dx, и в конечном итоге существенно
увеличится А/о. Следовательно, применение частоты звукового
диапазона или во всяком случае понижение частоты источника
питания должно ощутимо расширить возможности способа. Однако
при сварке изделий из ферромагнитного материала толщина
оплавленного на свариваемых поверхностях слоя 6Р зависит не
только от частоты тока, но в значительной степени от времени
нагрева и теплопроводности материала. При малых временах ta
при f =440 кГц и f — 8 кГц 6ротличаются незначительно. Ана-
логично при этих частотах будут близки dTIdx.
На основании сказанного можно сделать второй важный вы-
|вод: скорость осадки и критическая скорость при высокочастотной
|Сварке с оплавлением слабо зависят от частоты тока источника
|питания, т. е. сварка может быть осуществлена в широком диапа-
зоне частот. При сварке на частотах радиодиапазона величины
ксв,кр и Ai0 имеют более экстремальный характер, чем при сварке
пи частотах звукового диапазона. Как будет показано в гл. III,
но всех устройствах для высокочастотной сварки предусмотрено
плавное бесконтактное регулирование режима нагрева и оплавле-
ния свариваемых элементов. Регулируя величину оплавления
(варвваемых элементов, одновременно увеличивают или умень-
шают бр и меняют градиент dT/dx.
Следует обратить внимание на картину распределения тока
при осадке свариваемых элементов. Так как измерение тока в реаль-
ных условиях представляет значительные технические трудности,
во ВНИИТВЧ проводились измерения тока на моделях.1 В каче-
стве модели использовалась пластина из немагнитной стали,
имеющая продольную щель с параллельными кромками (а = 0).
Толщина пластины была 6 мм, длина нагреваемых кромок —
100 мм.
Пропуская по кромкам пластины ток высокой частоты (440 кГц),
получают замыкание тока на участке, находящемся за местом
схождения. Этот процесс аналогичен процессу замыкания сва-
рочного тока через участок, нагретый выше температуры магнит-
ных превращений и находящийся в зоне осадки. Контактным сопро-
тивлением между кромками пренебрегали. Такая модель позво-
ляет непосредственно измерять величину токов, замыкающихся
через тело пластины. Для этого на участке, по которому должен
замыкаться ток, сделаны узкие прямоугольные отверстия с шагом
10 мм. Через эти отверстия вокруг образовавшихся «мостиков»
продевается поясок Роговского, с помощью которого определяют
ток. Наличие отверстий не изменяет характера распределения
тока 1кр. Измеряя ток 1 последовательно в каждом «мостике»,
получают кривую распределения плотности тока вдоль сварного
шва (рис. 12).
Из графика видно, что на участке пластины, находящемся
между местом схождения кромок и осью сварочных валков, рас-
пределение тока крайне неравномерно, причем от 10 до 15%
полного тока в свариваемых кромках проходит за местом схожде-
ния. Картина моделировалась для симметричной системы. Ана-
логичная картина распределения тока получена в работе [341.
Для несимметричной системы следует ожидать увеличения про-
цента полного тока за местом схождения кромок по сравнению
с симметричной системой.
Исходя из картины распределения тока, можно утверждать, что
при высокочастотной сварке с оплавлением осадка происходит
под током. Следовательно, условия формирования сварного соеди-
нения и удаление расплавленного металла из зоны шва еще более
облегчаются и улучшаются. Осадка под током благоприятствует
процессам рекристаллизации и образования общих зерен, что
повышает пластичность сварного соединения [51. Это хорошо
видно на микроструктуре сварного соединения из малоуглероди-
1 Работа выполнена инж. В. И. Червинским.
31
стон стали, приведенной на рис. 13. Ток при осадке достаточен
для практически полной перекристаллизации зоны шва. Место
сварки выделяется только гратом. Микроструктуры шва, пере
ходной зоны и основного металла идентичны. Стандартные
методы испытания не выявили каких-либо различий в пластич
ности сварного шва и исходного металла.
Рассмотрим второй ос-
новной параметр-—осад-
ку Дос. Для симметричной
системы она определяется
по методу, приведенному
в работе [20],
Рис. 13. Микроструктура сварного со-
единения пз стали 08 (Х300). Толщина
свариваемых кромок 0,4 мм, исв =
= 40м/мин, г>ос^«700 мм/с, f=1760 кГц
Рис. 12. Изменение тока
вдоль сварного шва
где FB и F„ — площади внутреннего и наружного гратов.
На рис. 14 показана схема осадки. Измерения величин FB
и FH производились при сварке с нагревом током частотой 440 кГц
прямошовных труб из различных материалов с последующим
изготовлением микрошлифов. Результаты измерений приведены
в табл. 14.
Обращает на себя внимание то обстоятельство, что значения
осадки малы для всех материалов, включая алюминий, его сплавы
и медь. Для сравнения на рис. 15 приведена зависимость осадки
Аос от толщины 2d для стальных полос при непрерывной сварке
оплавлением [5]. Кривая свидетельствует о том, что при высоко-
частотной сварке оплавлением осадка на порядок меньше, чем
при обычной стыковой сварке оплавлением. Аналогичные данные
получены и для цветных сплавов. При стыковой сварке металов
32
Таблица 14. Измеренные величины осадки кромок
Размер труб (диаметр X толщина стенки), мм Марка материала Ско- рость свар- ки, м/мин «к Дос
32X2,5 Д16 60 0,56 0,85 1,09 0,57
35X1,0 АМГ2 60 0,15 0,18 0,45 0,36
16X1,0 Д16 60 0,09 0,13 0,38 0,20
22X1,5 Д1 60 0,19 0,26 0,43 0,32
19,5X1,0 АД1 60 0,18 0,20 0,49 0,38
19,5X1,0 Ml 60 0,26 0,30 0,52 0,56
16X1,5 Сталь 10 60 0,12 0,14 0,33 0,18
25X1,5 1Х18Н9Т 60 0,32 0,40 0,78 0,48
и сплавов с высокой теплопроводностью оплавление ведется
с очень большой скоростью, вследствие чего образуются на свари-
ваемых поверхностях глубокие кратеры [5]. Кроме того, пред-
полагается, что при этом трудно получить на торцах равномерный
Рис. 15. Зависимость осадки Дос
и времени сварки tCB от толщины
свариваемых полос 2d
Рис. 14. Схема определения
осадки Лос
слой жидкого металла, и поэтому необходимо механически разру-
шить твердые пленки на твердом металле. Все это ведет к большим
деформациям, по существу таким же, как при сварке сопротив-
лением.
Если эту гипотезу применить к рассматриваемому нами про-
цессу и считать, что в результате протекания тока вдоль кромок
происходит равномерный монотонный их нагрев и оплавление, то
образование кратеров исключено. Это и может служить причиной
малой величины Дос. Однако при высокочастотной сварке с оплав-
лением возможен неравномерный нагрев свариваемых элементов
вследствие возмущений. При исследованиях характера возмущений
и их влияния на температурный режим нагреваемых элементов
и Дос установлено, что возмущения связаны с нестабильностью
2 А. Н. Шамов
33
ИЗ] энергетического режима источника питания, работы мех i
низмов подготовки и осадки свариваемых элементов и качества
заготовки.
Наиболее типичными и существенными являются возмущения,
обусловленные наличием переменной составляющей на выходе
выпрямителя, питающего ламповый генератор, и связанные с этим
периодические изменения активной мощности, выделяемой в сва
риваемых элементах (случай сварки на частотах радиодиапазона).
Рис. 16. Кадры скоростной съемки процесса сварки труб из алюми-
ния АД1 (скорость сварки 12 м/мин; скорость съемки 3000 кад-
ров в секунду)
На рис. 16 представлены кадры скоростной съемки процесса
сварки труб из технического алюминия АД1 толщиной 1 мм при
модуляции мощности с f = 150 Гц. На рис. 17 показан сварной
шов, полученный в результате, оплавления и осадки при наличии
этого возмущения. Отчетливо виден процесс избыточного оплавле-
ния с образованием кратера и явно недостаточным оплавлением.
Осадка мала для сечения, в котором образовался кратер, но уве-
личить Аос нельзя, так как при этом нарушается устойчивость
осаживаемых кромок.
Как и при стыковой сварке оплавлением, в рассматриваемом
случае зависимости пластических и динамических свойств свар-
ного соединения от осадки имеют экстремальный характер. При
недостаточной осадке Дос в шве могут остаться окислы и даже
строчечные непровары (рис. 18). Чрезмерная осадка приводит
к искривлению волокон и, как правило, к ухудшению пластич-
34
linn и и снижению ударной вязкости (рис. 19). При сварке не-
пммегрнчпых систем излишне большая осадка приводит к обра-
Рис. 17. Сварной шов трубы из алюминия АД1, полученный при пульсации
сварочного тока с частотой f = 150 Гц
юванию «подрезов», что резко снижает прочностные и коррозион-
ные характеристики сварного соединения.
Третий параметр, зависимый от предыдущих двух,— давле-
ние осадки Рос. Как известно,
с увеличением скорости осад-
ки растет сопротивление
деформированию и, как след-
ствие, повышается РОс. Это
явление при высокочастот-
ной сварке с оплавлением
алюминиевых сплавов про-
анализировано в работе [20],
в которой предлагается
производить оценку средней
скорости деформации &уср сва-
риваемых кромок по формуле
^сР = (1/^ос)1п(Я0///к), (26)
где /о'с — время осадки; Но,
Нк — начальная и конечная
ширина зоны деформации
кромок (рис. 14).
Рассчитанные по форму-
ле (26) скорости деформации
кромок при сварке прямо-
шовных труб из алюминие-
вых сплавов составляют
100—150 1/с, что превышает
Рис. 18. Микроструктура непровара в
сварном шве АД1 (X 100)
2*
35
скорости деформации большинства процессов горячей прокатки
С учетом скоростного фактора предлагается для расчета Рос при
сварке алюминиевых сплавов принимать двукратное его увеличс
ние. В работе [20] также приводятся экспериментальные дан
ные оценки величины Рос, полученные при сварке прямошов
пых труб из сплавов алюминия для Д16 — до 25 кгс/мм2; для
АМГ2 — 15,5 кгс/мм2. Средние удельные давления в зоне обра-
зования соединения превышают условный предел текучести сва
риваемого металла в 1,5—2,2 раза.
Рис. 19. Искривления волокон при чрезмерной
осадке
Сварка давлением без оплавления. Известно, что процессы
сварки давлением без оплавления при отсутствии восстановитель-
ной среды могут обеспечить удовлетворительное качество соеди-
нения только в узком интервале температур и при деформациях,
достаточных для разрушения окисных пленок. Для малоуглеро-
дистых сталей это условие соответствует интервалу 150—200° С
и Дос = 1,5-4-2,0 мм, а для алюминиевых сплавов — 40—50° С
и Дос = 1,2ч-1,4 мм.
Представим себе два металлических прутка 2, расположенных
плотно встык и помещенных в магнитное поле индуктора 1
36
(inic. 20). Если ширина индуктирующего провода достаточно мала
(1> 10 мм), то градиент температуры вдоль оси прутков достаточно
Гюльшой. При этом ширина зоны нагрева и крутизна фронта
н’мпературной кривой слабо зависят от частоты тока источника
питания. Для процесса формирования шва при осадке такое
рпспределение температурного поля следует считать благоприят-
ным, так как происходит концентрация пластической деформации
и узкой зоне и образуется минимальный грат.
Как следует из п. 1, распределение температурного поля по
радиусу прутка всегда резко неравномерно. Приемлемый для
условий свариваемости температурный перепад может быть достиг-
нут только при достаточно малых сечениях свариваемого изделия,
времени нагрева, исчисляемом секундами или десятками секунд,
и низкой частоте тока источ-
ника питания (рис. 21). Такие
условия распределения тем-
пературного поля по сечению
Рис. 20. Схема сварки без
оплавления: а — нагрев;
б — осадка
Рис. 21. Время нагрева ста-
ли при различных частотах
тока источника питания [41]:
1 — 1000 Гц; 2 — 2500 Гц; 3 —
10 000 Гц
свариваемого прутка и условия нагрева в целом следует считать
неблагоприятными для процесса сварки. Из рассмотрения схемы
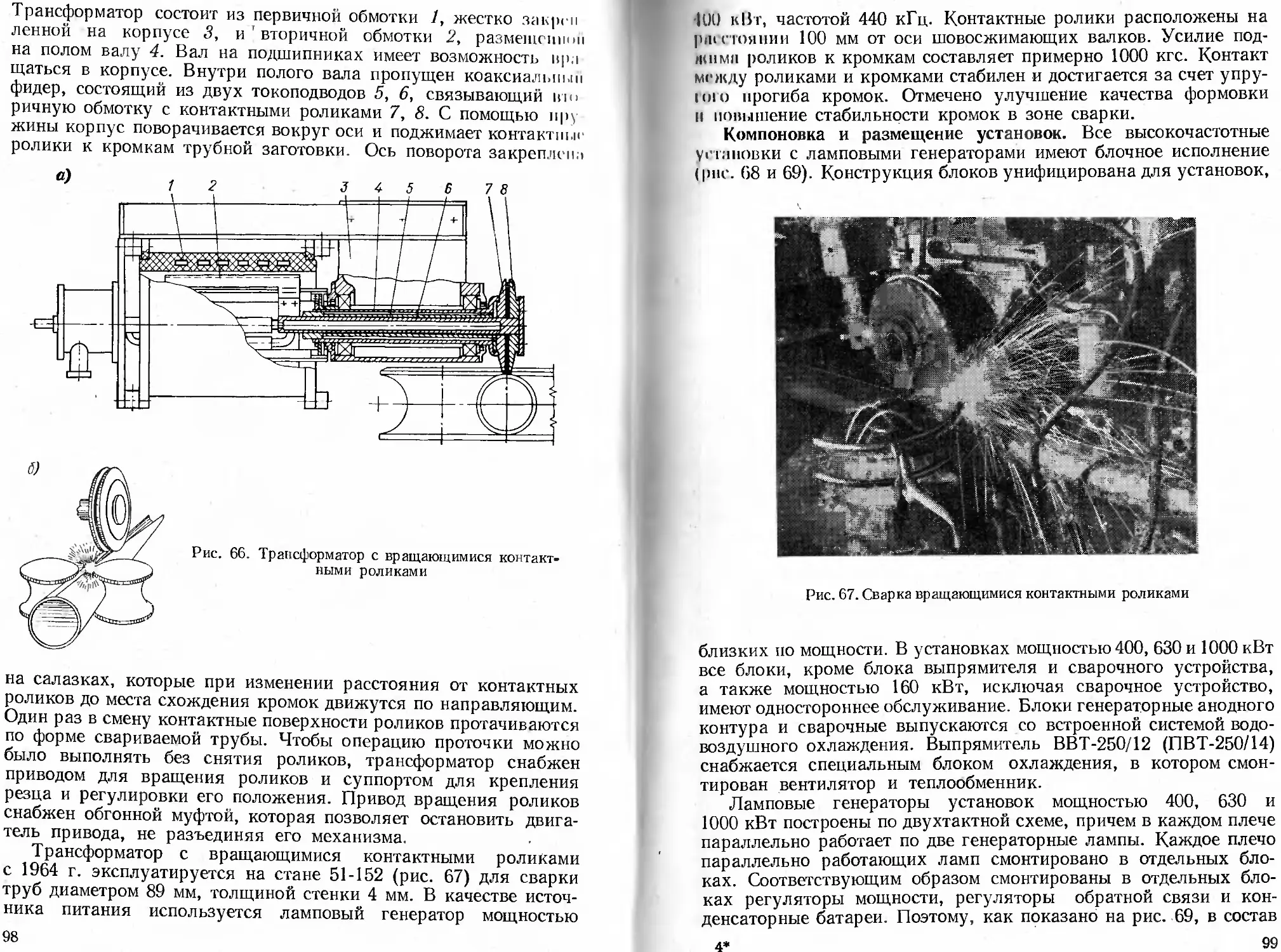
нагрева нетрудно сделать вывод, что с наименьшим температур-
ным перепадом по сечению и по образующей может быть нагрето
цилиндрическое полое тело с толщиной стенки 2d < Дк. Поэтому
этот способ имеет ограниченное применение — для стыковой
сваркл тонкостенных труб.
Очевидно, для достижения узкой зоны нагрева индуктор может
быть только одновитковым, но в таком индукторе симметричное
поле и, следовательно, симметричное распределение температуры
по периметру нагреваемого изделия получить трудно. Кроме того,
дополнительную неравномерность температурного поля по пери-
метру вносит разностенность трубной заготовки. Это .затрудняет
нагрев свариваемых труб в узком температурном интервале.
Поэтому указанный способ применяется при стыковой сварке
труб из малоуглеродистых сталей. Скорость нагрева не превы-
шает 400 °С/с [6].
37
Значительные трудности связаны с разрушением и удалением
окислов при осадке. Как было сказано ранее, для полного их
разрушения необходимо выполнение условия Дос = 1,5->2,0мм.
Оно выполнимо только при больших зазорах в системе индуктор—
труба, но при этом уменьшается градиент температурного поля
вдоль оси трубы и требуются еще большие деформации. Делались
попытки преодолеть эту трудность следующими способами.
1. Повышением температуры нагрева выше температуры пла-
вления FeO (для ее расплавления). При этом хотя и удается
полностью удалить расплавленные окислы из зоны сварного
соединения, однако происходит рост зерна и образуется видман-
штеттова структура. Кроме того, происходит частичное оплавле-
Рис. 22. Схема сварки плав-
лением
Сварка плавлением.
ние границ зерен, а при кристаллиза-
ции появляются осадочные рыхлоты.
2. Применением газовой защиты или
флюсов. Удается при нагреве до Т —
= 1200-=-1250° С получить качествен-
ное сварное соединение и удовлетво-
рительную микроструктуру околошов-
ной зоны. Защитная среда должна быть
восстановительной. Жесткие пределы
температурного режима сварки и необ-
ходимость применения защитной среды
ограничивают применение этого способа.
Изделия, подлежащие сварке, плотно
прилегают друг к другу отбортованными кромками 2, которые
разогреваются и оплавляются с помощью индуктора 1, выпол-
ненного по контуру свариваемых кромок (рис. 22). По всему
периметру изделия создается ванна расплавленного металла, кри-
сталлизация которой происходит без приложения давления К
Этот процесс применим для сварки изделий с толщиной стенки
от 0,3 до 1,5 мм из малоуглеродистых сталей, сталей аустенитного
класса, сплавов титана, а также комбинаций из разнородных
металлов и сплавов. Частота тока источника питания выбрана
70 и 440 кГц. Скорость нагрева 250—8000 °С/с. Во всех случаях
рекомендуется применение защитных сред. Возможна сварка
изделий цилиндрической, овальной и прямоугольной форм с ма-
ксимальной длиной сварного шва 500 мм. Наиболее целесообразно
применение процесса в случаях, когда в непосредственной бли-
зости от шва находятся элементы из^нетеплостойких материалов,
а также для массового, автоматизированного производства одно-
типных деталей.
Важное значение для рассмотренных вариантов имеют усло-
вия свариваемости. Наиболее актуальны они при сварке угле-
родистых и легированных сталей.
1 Процесс разработан во ВНИИЭСО под руководством Б. В. Журавлева
и В. А. Пейсаховича.
38
Свариваемость сталей. Как следует из сказанного, общим
II характерным для процессов является ярко выраженная локаль-
ное ц> нагрева в сочетании с высокими скоростями сварки. Ши-
рина зоны термического влияния в области сварного соединения,
как правило, колеблется в пределах 1,0—5,0 мм. Температурные
1 радненты в зоне шва достигают 1000 °С/мм, что обусловливает
мощный тепловой поток от нагретых участков к холодным и,
следовательно, высокие скорости охлаждения шва и околошовной
юны. Проведенные расчеты и эксперименты показывают, что
при сварке малоуглеродистой стали средняя скорость охлаждения
н интервале температур 1000—500°С на границе слоя, нагретого
на глубину 1 мм, составляет около 1500 °С/с, на 2 мм — 400 °С/с
н на 3 мм — порядка 170 °C/с.
Очевидно, для многих марок сталей, в том числе и малоугле-
родистых, эти скорости будут выше критических и, как следствие
этого, в зоне сварного соединения будут образовываться хрупкие
структурные составляющие (мартенсит, троостит). Напомним, что
мартенситное превращение происходит лишь тогда, когда сталь
охлаждается со скоростью не ниже некоторой критической, ве-
личина которой зависит от химического состава стали. Если ско-
рость охлаждения ниже критической, происходит превращение,
при котором образуется двухфазная смесь феррита с карбидом
железа—игольчатый троостит или феррито-перлитная смесь. Тем-
пература, при которой в процессе охлаждения начинается мартен-
ситное превращение, считается мартенситной точкой, положение
которой изменяется в зависимости от содержания в стали угле-
рода и не зависит от скорости охлаждения.
На положение мартенситной точки существенное влияние ока-
зывает содержание кремния, марганца и других растворимых
в аустените примесей. У сталей обычного приготовления крити-
ческая скорость значительно ниже, чем у сталей повышенной
чистоты. Считается, что при охлаждении в принятых средах в ста-
лях с содержанием углерода до 0,1% мартенсит вообще не может
быть получен, так как критическая скорость закалки велика.
При сварке давлением, когда скорости охлаждения соответствуют
приведенным выше, в сталях с содержанием углерода 0,1—0,2%
в околошовной зоне всегда образуются участки мартенсита или
троосто-мартенсита (рис. 23, а), а в среднеуглеродистых сталях —
игольчатый феррит и мартенсит (рис. 23, б). Шов — хрупкий,
при этом всегда возможно образование холодных трещин непЬ-
средственно после осадки. Поэтому сортамент свариваемых ста-
лей ограничен верхним пределом содержания углерода (оно
колеблется от 0,18 до 0,27% С). Если наличие хрупких состав-
ляющих в сварном соединении недопустимо, проводится после-
дующая нормализация (локальная или объемная), обеспечивающая
распад закалочных структур на феррито-перлйтную смесь.
В процессе сварки сталей с большим содержанием углерода
необходимо замедлить теплоотвод из зоны шва. В табл. 15
39
Т а б лица 15. Структурные составляющие стали марок 45
и 40Х при различных скоростях охлаждения
Сталь Скорость охла- ждения в интер- вале 500— 700° С, °С/с Структурные составляющие, %
Феррит Перлит н про- межуточные структуры Мартенсит
4 5 10 95 90 0 0
45 18 1 3 9 70 90 27
30 1 I 7 30 92 69
60 0 0 2 2 98 98
4 1 0 24 5 75 95
40 X 14 0 0 10 2 90 98
22 0 0 5 0 95 100
Примечание. Структурные составляющие приведены по резуль-
татам работ различных авторов.
приведены скорости охлаждения для сталей марок 45 и 40Х в тем-
пературном интервале 500—700° С. Из таблицы видно, что в стали
45 при скорости охлаждения 4 °С/с мартенсит не обнаруживается.
Рис. 23. Микроструктура околошовной зоны сварного соединения (X 150):
а — из стали с С = 0,12%; б — из стали 45 с С = 0,48%
Посмотрим далее, как наиболее рационально обеспечить
нужную скорость охлаждения. Для исследуемого случая расчет-
ным путем определены скорости охлаждения зоны сварного соеди-
нения при частотах тока источника питания 440, 10 и 440 кГц
40
с предварительным локальным подогревом свариваемых элемен-
тов током частотой 10 кГц до 900° С. Из табл. 16 видно, что
во всех трех вариантах скорость охлаждения зоны сварного шва
Рис. 24. Микроструктуры шва (а), околошовной зоны (б) и исходного ме-
талла (в) стали 45 после сварки с предварительным подогревом (X 100)
намного превышает критическую. При увеличении времени на-
грева (снижении скорости сварки до пределов ниже пСВе кр)
скорость охлаждения остается выше критической. Поэтому для
сварки среднеуглеродистых сталей может быть рекомендован
41
предварительный подогрев 1 свариваемой заготовки до темпера-
тур ниже ACi.
В зависимости от марки стали, геометрии свариваемых изделий
и скорости сварки расчетным путем может быть определена опти-
Таблица 16. Скорость
охлаждения стали в интервале
500—700° С при различных
вариантах нагрева
Частота тока источника пи- тания, кГц Время на- грева, с Скорость охлаждения в интервале 500—700° С, °С/с
440 о,1 1.0 1500—1800 160—200
10 0,1 1,0 200—250 55—60
440 и 10 (предварительный подогрев до 900° С) 0,1 1,0 300—350 250—300
мальная температура подогрева
стали [31, 42}. Например, при
сварке прямошовпых труб ма-
лого диаметра из наиболее рас-
пространенных марок средне-
углеродистых сталей темпера-
тура предварительного подо-
грева должна быть 420—680° С
[31]. Этот диапазон подтвер-
ждается экспериментальными
данными. На рис. 24 приве-
дены микроструктуры исходной
заготовки и сварного соедине-
ния, полученного при сварке
прямошовной трубы диаметром
89 мм с толщиной стегки 3 мм
на частоте 440 кГц с предва-
рительным подогревом до Т =
= 630° С. При этом не только
получена равновесная феррито-
перлитная смесь в сварном со-
единении, но и достигнуто вы-
равнивание твердости по его ширине до уровня твердости исход-
ной заготовки.
С учетом особенностей протекания токов высокой частоты,
а также механизма процесса сварки разработаны способы пере-
дачи энергии к свариваемым кромкам. Они в значительной сте-
пени определяют работоспособность и надежность высокочастот-
ного оборудования и расход электроэнергии, затрачиваемой для
осуществления процесса сварки.
5. Способы передачи энергии к свариваемым
кромкам
Известны два способа передачи энергии к свариваемым кром-
кам: контактный и индукционный. Каждый способ имеет ряд
особенностей, которые необходимо учитывать при проектировании
и эксплуатации сварочных устройств.
Контактный способ. При этом способе (рис. 25, а) на рас-
стоянии 30—200 мм от места схождения свариваемых кромок
1 Технология процесса и устройства для сварки труб разработаны коллекти-
вами ВНИИТВЧ, ВНИИметмаша, УралНИТИ и ленинградского завода «Трубо-
сталь».
42
на них накладываются контакты, которые при движении трубной
заготовки скользят по ее поверхности. Контакты могут касаться
кромок сверху или снизу. В случаях, когда требования к равно-
мерности нагрева кромок по высоте особенно высоки, контакты
могут накладываться непосредственно на свариваемые поверх-
ности в зазоре между кромками. Наиболее простой и надежной
получается конструкция сварочного устройства, если контакты
накладываются на кромки сверху. Этот вариант и получил наи-
большее распространение.
Контакты могут быть установлены на разных расстояниях от
места схождения кромок. Это важно при сварке изделий из не-
симметричных элементов. К контактам подводится ток высокой
Рис. 25. Принципиальная схема высокочастотной сварки труб с контактным (а)
и индукционным (б) способами подвода тока
частоты. Вследствие поверхностного эффекта ток течет в тонком
слое по поверхности заготовки. Линии тока при контактном под-
воде к кромкам трубной заготовки показаны на рис. 25, а. Вслед-
ствие эффекта близости наибольшая часть тока течет вдоль кро-
мок и замыкается в месте их схождения. Кроме того, часть тока
течет вдоль кромок в сторону, противоположную от места их
схождения, и замыкается по периметру внутри трубной заго-
товки. Этот ток можно уменьшить, если внутри трубной заго-
товки расположить магнитопровод из материала с большой маг-
нитной проницаемостью [2, 6, 7, 11]. Кроме внутреннего магнито-
провода, целесообразно устанавливать наружный магнитопровод
вблизи свариваемых кромок. Длина внутреннего и наружного
магнитопроводов определяется расстоянием от контактов до
места схождения кромок и должна быть примерно в три — шесть
раз больше этого расстояния.
К недостаткам этого способа следует отнести наличие контак-
тов. Контактные наконечники, участвующие в передаче тока
к кромкам, работают в весьма напряженных условиях. Средняя
плотность тока на контактных наконечниках равна 20—70 А/мм2.
Однако учитывая, что наконечники могут касаться кромок труб-
ной заготовки в одной точке, которая под действием усилия
43
поджатия контактов к кромкам, равного 20—100 кгс, превращается
в контактное пятно площадью 1—4 мм2, плотность тока в кон-
тактном пятне достигает 150—1500 А/мм2. В процессе сварки
под контактами может образоваться расплавленный металл.
В этом случае наряду с контактным пятном, образуемым твердым
металлом, между контактом и кромкой имеется несколько пере-
мычек из жидкого металла. Как только ток устремляется в эти
перемычки, они взрываются. Вместо исчезнувших могут обра-
зовываться новые перемычки. Не исключена возможность, что
в отдельные моменты электроэнергия к кромкам передается через
электрическую дугу.
Контакты должны быть изготовлены из материала, облада-
ющего высокими электро- и теплопроводностью, значительной
температурой плавления, достаточной механической прочностью
и хорошей стойкостью при возникновении дуги. Контактные на-
конечники изготавливают, как правило, из вольфрама, его спла-
вов и бронзы. Обычно контакты выдерживают сварку на длине
20—50 км сварного шва при использовании холоднокатаных за-
готовок и 1—7 км при использовании горячекатаных.
Вместо скользящих контактов могут быть использованы кон-
тактные ролики, катящиеся по кромкам. Усилие поджатия кон-
тактных роликов к кромкам может быть значительным (1—3 тс)
и переходное сопротивление при использовании роликов умень-
шается. Кроме того, ролики можно зачищать с помощью резцов.
Срок службы контактных роликов в установке мощностью 400 кВт
при частоте 440 кГц и токе до 3500 А достигает одного месяца.
Заточка контактных поверхностей производится один раз в смену.
Контактный подвод тока применяется при частотах радиодиа-
пазона (более 60 кГц). Однако он применим и при частоте 8—
10 кГц, но первые попытки использования контактных роликов
показали, что основным препятствием является налипание разо-
гретой окалины на контактные поверхности роликов. Это приводит
к ухудшению электрического контакта между роликами и кром-
ками, разогреву контактных поверхностей и даже вырыву ме-
талла кромок.
Индукционный способ. При индукционном способе на рас-
стоянии 30—300 мм от места схождения кромок устанавливается
кольцевой индуктор, охватывающий трубную заготовку (рис. 25, б).
Под действием поля индуктора в поверхностном слое заготовки
наводится ток. Вследствие эффекта близости наибольшая часть
индуктируемого тока течет вдоль кромок и замыкается в месте
их схождения (полезный ток). Другая часть тока замыкается по
периметру внутри трубой заготовки (бесполезный ток). Как и при
контактном способе подвода тока, для уменьшения бесполезного
тока применяют внутренние и наружные магнитопроводы. Длина
магнитопроводов при индукционном способе должна быть на
длину индуктора больше, чем при контактном.
Расход электроэнергии, необходимой для сварки, существенно
зависит от расстояния между индуктором или контактами и ме-
стом схождения кромок. При увеличении этого расстояния уве-
личиваются время нагрева и, следовательно, потери мощности
за счет теплопередачи от нагретых кромок в соседние слои ме-
талла. Это приводит к снижению скорости сварки. При индук-
ционном способе подвода тока расход электроэнергии несколько
выше, чем при контактном, так как наряду с кромками нагре-
вается тело трубной заготовки под индуктором.
Коэффициент использования энергии — отношение энергии,
затрачиваемой на разогрев только свариваемых кромок, ко всей
энергии, поглощаемой заготовкой, — уменьшается с увеличе-
нием ее диаметра, поскольку увеличиваются потери в теле заго-
товки, в то время как мощность для разогрева кромок остается
практически постоянной.
При сварке труб из ферромагнитного материала коэффици-
ент использования энергии .ниже, так как под индуктором на-
ходится материал при температуре ниже температуры магнитных
превращений, и потери в теле трубной заготовки возрастают,
а мощность, выделяющаяся в разогретые кромки, возрастает
незначительно.
Достоинством индукционного способа является исключитель-
ная простота и надежность индукторов.
Г лава II.
РАСЧЕТ ЭЛЕКТРИЧЕСКИХ ПАРАМЕТРОВ
КОНДУКТОРА И ИНДУКТОРА
Для выбора мощности высокочастотного оборудования и эле-
ментов сварочного устройства нужно производить расчет актив-
ного и индуктивного сопротивлений кондуктора и индуктора,
а также мощности, требуемой для разогрева кромок до сварочной
температуры. Необходим также расчет параметров свариваемых
кромок.
Методика расчета параметров кромок для идеализированного
случая, когда зазор между кромками или магнитопроводами и
кромками весьма мал по сравнению с толщиной кромок, приве-
дена в работе [6]. Рассчитанные по этой методике активное и
индуктивное сопротивления значительно выше эксперименталь-
ных, а мощность, необходимая для сварки, значительно ниже,
чем на практике.
В другой работе [33] для расчетов электрических параметров
кромок предлагается метод расчета сопротивлений проводников
в прямоугольном пазу магнитопровода [22]. Этот метод основан
на том, что все пространство между двумя магнитопроводами, за
исключением зазора между кромками, заполняется условным
материалом с удельной электропроводностью = y2d/(2d 2b),
45
где 2d — толщина кромок; b — зазор между магнитопроводом
и кромками. При этом допущении для расчетов используются
формулы, предложенные в работе [6]. Данный метод применим,
если глубина проникновения тока весьма велика, а зазор между
магнитопроводами и кромками очень мал по сравнению с тол-
щиной кромок.
Несколько позже предложена третья методика, основанная
на экспериментальных данных [34]. На моделях кромок по
методике [21 ] исследовано распределение плотности тока на
поверхностях кромок. Используя метод зеркального отражения,
определили также распределение плотности тока в середине кро-
мок. Было получено примерно одинаковое распределение тока на
поверхности и в середине кромок, на основании чего авторы [34]
сделали вывод о равномерном распределении тока по толщине
кромок. По мнению авторов настоящей книги, результаты экспе-
римента могут быть объяснены не равномерным по толщине кро-
мок распределением тока, а наличием зазора между магнитопро-
водом и кромками, в котором размещались датчики плотности
тока.
Если же предположить, что допущение о равномерном распре-
делении тока по толщине кромок не приводит к большим ошибкам
для 0,5Д с 2d < 2Д, то предложенная методика может быть
использована для расчета параметров кромок «из немагнитного
материала толщиной 3—12 мм при частоте тока 8—10 кГц и
0,4—1,5 мм — при частоте 440 кГц. При производстве труб из
ферромагнитного материала даже для частот, определяемых соот-
ношением 0,5Д < 2d < 2Д, эта методика неприменима, так как
составлена на основании экспериментов с моделями из немагнит-
ного материала.
По нашему мнению, более универсален метод расчета пара-
метров свариваемых кромок, приведенный в п. 6 данной книги,
основанный на расчете распределения поверхностной плотности
тока методом конформных отображений. Изучалось распределе-
ние тока на кромках при следующих допущениях:
1) длина кромок весьма велика по сравнению с толщиной
кромок и зазором между ними;
2) расчетный зазор между кромками 2/г постоянен по всей
их длине;
3) свойства материала постоянны во всем исследуемом объеме;
4) магнитная проницаемость р магнитопроводов весьма ве-
лика;
5) диаметр трубной заготовки весьма велик по сравнению с тол-
щиной кромок и зазором между ними (D > 2d, D 2й);
6) глубина проникновения тока Д в материал весьма мала по
сравнению с толщиной кромок 2d и поверхностный эффект ярко
выражен.
Принятые допущения не должны приводить к большим ошиб-
кам, потому что, во-первых, при расчете электрических парамет-
46
ров длина сходящихся под углом кромок разбивается на участки,
которые настолько малы, что зазор по всему участку можно счи-
тать постоянным (второе допущение). Во-вторых, как показали
эксперименты, полученные при третьем допущении распределения
поверхностной плотности тока идентичны распределениям тока
на кромках из ферромагнитных материалов, у которых сваривае-
мые поверхности на глу-
бину Дк нагреты до тем-
пературы выше темпера-
туры магнитных^превра-
щений.
Пятое допущение (D '^>
2d, D 2ti) позволяет
пренебречь кривизной,
кромок. Еслй мысленно
разрезать трубную заго-
товку по линии, диаме-
трально противоположной
свариваемому шву, и раз-
вернуть ее, можно полу-
чить две шины шириной
nD/2. Затем, увеличивая
ширину шин до бесконеч-
ности, можно для этого
случая провести расчет
распределения тока. По
распределению тока рас-
считываются электриче-
ские параметры кромок
при допущении, что ток
течет по полосе шириной
nD/2 и за пределами этой
полосы равен нулю. Плоские системы, к которым в результате
допущений приводятся свариваемые кромки, представлены на
рис. 26.
Шестое допущение (2d Д), как показывают эксперименты
[10, 11 ], при отношении толщины кромок к глубине проникнове-
ния тока 2d/A 5 также не приводит к погрешностям, превы-
шающим 20%.
При принятых допущениях расчет распределения тока на
кромках можно провести методом конформных отображений, так
как при ярко выраженном поверхностном эффекте отсутствует
нормальная к поверхности проводника составляющая магнитного
поля и контур проводника сливается с силовой линией. При
этом весь ток распределен по его наружной поверхности и внутри
проводника поля нет. В магнитопроводах магнитное поле также
равно нулю из-за бесконечно большой магнитной проницаемости.
Следовательно, поле существует только во внешнем пространстве,
a)
X
2h
--
ожвив
У
2h
Рис. 26. Плоские системы, к которым
приводятся свариваемые кромки: а — без
магнитопроводов; б — с двумя магнито-
проводами, расположенными внутри и
снаружи трубной заготовки; в — с одним
магнитопроводом, расположенным вну-
три трубной заготовки
М
т. е. существует только «внешняя» задача. Таким образом, задач ।
электродинамики сведена к краевой задаче.
h Численный метод расчета распределения тока для плоских
кромок [Dl(2d] > 301 без магнитопроводов с учетом реальной
глубины проникновения тока в материал кромок рассмотрен
в п. 7. При этом реальные кромки заменены системой изолирован
ных элетрически и связанных магнитным полем контуров.
6. Расчет распределения поверхностной
плотности тока
на свариваемых кромках
при ярко выраженном поверхностном
эффекте
Расчет проводился для реального случая, когда кромки
имеют скругления, и для идеализированного случая при дону
Рис. 27. Конформное отображе-
ние плоской системы, показанной
на рис. 26, а, в областях г, w и t
щении, что радиус скругли
ния равен нулю. Радиус
скругления кромок опреде
ляется толщиной свариваемых
кромок, механическими свой
ствами материала, а также
конструкцией механизмов ста
на и лежит, как показываю г
измерения [16], в пределах
0,05—2,5 мм.
Произведем расчет для трех
вариантов сварки (рис. 26)
без магнитопроводов, с двумя
магнитопроводами и одним маг
нитопроводом. Для реальных
кромок, имеющих конечный
радиус скругления углов, рас
смотрен только вариант сварки
без использования магнитопро
водов.
Кромки с острыми углами
без магнитопроводов. Исслс
дуемое внешнее электрома!
нитное поле в области г (за
штрихованная часть рис. 27, и)
отображается на полосу шп
риной л в области w (рис
27, б) и на верхнюю полуплос
кость t (рис. 27, в) с помощью
функций [1, 10]:
48
j VVk
еш = — &2,
(27)
ijir /, и A — параметры, зависящие от толщины кромок 2d и за-
>пра между ними 2/г, т. е. от hid-, t — параметр, зависящий от
Ц|Н||)жеиия исследуемой точки на поверхности кромок.
При этом преобразовании точки А, В, С, D, Лх, Вх, Cr, Dr
и in и области z отображаются точками А', В', С', D', Ai, Bi,
I'ik . '.’И. Распределение поверхностной плотности тока | 6$|/| 6so I на кромках без
мт ннтопровода при различных hid: а — на боковых поверхностях кромок АВ,
DC и А^В^ CiPl-, б — на свариваемых поверхностях ВС и ВхСг
( J, Di и т' в области w и А", В", С", D", A'i, Bi, Ci, D'i и т"
11 области t.
Тогда поверхностная плотность тока на кромках |6S| будет
(1 —k)t
V (1 —/2)(1 —/г2/2)
(28)
। ле | Лдо | — модуль поверхностной плотности тока в точке m
(|П1‘ 27, с). Ввиду того, что интеграл (27) не может быть выражен
аналитическими функциями, зависимость |6s|=f(z) получена
и неявном виде.
Па рис. 28 приведены распределения поверхностной плотности
Юки па кромках для различных hid, рассчитанные по форму-
лам (27) и (28).
Кромки с острыми углами и двумя магнитопроводами. Иссле-
дуемая область внешнего поля (заштрихованная часть области z
49
на рис. 29, а) отображается на верхнюю полуплоскость (область I
на рис. 29, б) и затем на внутреннюю часть прямоугольника в о<>
ласти w (рис. 29, в) с помощью функций [11]:
z =
— A2Z2 dt
— t* '1 — п/2 ’
dt_______
—/2)(1—А2/2)
где k, п и С — параметры, зависящие от h, d и b (Ь — зазор между
магнитопроводами и кромками).
Рис. 29. Конформное отображение плоской системы, показанной на рис. 2G, б,
в областях г, t и ш
Точки А, В, С, D, Alt Blt Clt Dt в области t (рис. 29, б) обо
значены теми же буквами с одним штрихом, а в области in
(рис. 29, в) — с двумя штрихами.
Проведя соответствующие преобразования, получим выраже-
ние для поверхностной плотности тока на кромках
Модуль поверхностной плотности тока |6So| взят для точки /1
(рис. 29, а).
На рис. 30 приведены графики распределения поверхностной
плотности тока на свариваемых поверхностях ВВ2, B±BS (справа)
50
и Поповых поверхностях ВС, В^Сг, В2С2 и В3С3 (слева) кромок
ичп различных hld и b/d, рассчитанные по формулам (29) и (30).
I'iii пведелсния токов на свариваемых поверхностях для значе-
iiiiII 1>/<1, равных от 1 до оо, весьма близки, а на боковых повсрх-
I н nix отличаются существенно.
Рис. 30. Распределение поверхностной плотности тока на свариваемых кром-
инх с двумя магнитопроводами при различных значениях b/d: я — h/d — 1,0;
6 — h!d = 5,0
Кромки с острыми углами и одним магнитопроводом. Исследуе-
мая область внешнего поля в области г (рис. 31, а) отображается
51
на верхнюю полуплоскость в области t (рис. 31, б), а затем па
полосу шириной л в области w (рис. 31, в) с помощью функции
k J l~n‘2 (31)
i = — (1/]/ n) sin jw = — (j/]/ n) sh w,
где k, n и В — параметры, зависящие от h, d и b (рис. 31, п)
Поверхностная плотность тока на кромках определяется u i
выражения
V 1 ш0
X 1/ 1~п*2 I /!>>
Г (1—12)(1—Л212) I’ v '
гДе I «so I — модуль поверхностной плотности тока, взятый для
точки т (для этой точки t = t„ )
Рассчитанные по формулам
(31) и (32) графики распреде-
ления поверхностной плотно
сти тока на кромках для
h/d = 1,0 и различных b/d
приведены на рис. 32.
При сварке толстостенных
труб (Dl(2d) < 30) кривизна
трубной заготовки оказывает существенное влияние на распреде
|ление поверхностной плотности тока на кромках и их электри
ческие параметры.
Кромки трубной заготовки реальной кривизны с острыми
углами. При высокочастотной сварке толстостенных труп
\(D/(2d) < 30) за счет эффекта близости плотность тока, идущси>
52
Mu ш спариваемых кромок по внутренней поверхности заготовки,
mt hojii.iu) выше, чем на наружной. При этом пятое допущение
Н lit’i ьма малой кривизне трубной заготовки не может быть при-
iiiiiii Поэтому был выполнен расчет поверхностной плотности
о и на свариваемых кромках с учетом кривизны трубной заго-
huihii для случаев, когда используются один или два магнито-
привода 1. При расчете систем с двумя магнитопроводами все
»«нц|ц<чп1я, принятые ранее для расчета параметров кромок,
। роме пятого, сохраняются. Дополнительно принимаем, что на
инппнх и M1Fl (рис. 33, а) скалярный магнитный потен-
iniii । постоянен. Решение проведено методом конформных отобра-
•ninft для зон /, II и III (рис. 33) отдельно.
Pile, ,42. Распределение поверхностной плотности тока | 6s |/| 6so | на кромках
одним магнитопроводом при различных значениях bld и hid = 1,0 для по-
верхностей: а — свариваемых; б — боковых
11сслсдуемое поле для зоны / в области z (рис. 33, б) отобра-
'йгц'я на пространство между двумя концентрическими окруж-
iiiii тми в области со (рис. 33, в), затем на внутренность прямо-
го и.пика в области у (рис. 33, г) с помощью функций:
® = «г+/®2 = ре/е = гг~^”в; (33)
Т = Т1 + /ъ = In со = In р 4- /6. (34)
Внутри прямоугольника A3E3D3BS (рис. 33, г) поле неравно-
мерно (скалярный магнитный потенциал постоянен на линиях В3С3
в 1и/ ,|). поэтому воспользуемся еще двумя функциями, отобра-'
•См.: Червинский В. И. Расчет активного сопротивления кромок труб-
(<иЛ «литовки при высокочастотной сварке с учетом кривизны труб. — «Изв.
МШ», 1976, № 203, с. 48—53.
53
жающими внутренность прямоугольника в области у (рис. 33, ,)
на верхнюю полуплоскость в области t = tr + /72 (рис. 33, ’’)
и затем на внутренность прямоугольника в области w — и I /с
Рис. 33. Конформное отображение плоской системы,
показанной на рис. 26,6, для зон/ и ///в областях г,
со, у, t, w
(рис. 33, е), где w — комплексная функция, и — скаляриып
магнитный потенциал, a v — функция магнитного потока:
У = In pF(Vt, k)/K(ky, (33)
то = и ф-/Ъ = zjjF (]//,]/1/а)/Л (]/1/а). (ЗЬ)
54
II выражениях (33)—(36) A, g10, g20, k, a — параметры, за-
Biit шик' от геометрических соотношений исследуемой системы;
I и А неполный и полный эллиптические интегралы первого
। > и, и, разность скалярных магнитных потенциалов на ли-
ни in I ,/ ( и BjCi-
ли отображения исследуемого поля зоны III на внутренность
I tn мо у голышка A5F6D6B6 (рис. 33, ж) используются функ-
1Н1 (31) (36). Задача определения комплексной потенциальной
i| HIUIIH1 для зоны II (рис. 33, а) является частным случаем за-
инн для плоских кромок с острыми углами без магнитопровода,
Ш1Н1Я решена с помощью функции (27).
11< пользуя выражения (33)—(36), получаем распределение
I и пости тока на поверхностях кромок:
пнутрспией (зона I)
I As I — | Aso I X
hn К «j/tkj — 1 К arch — 1
2лга/г2 VT^p / уГ J ~М; k'A К ( ~^Е
(37)
и внешней (зона III)
I I — I Aso I X
hn jA [} -f-1 A' (A/zz) arch (—%— 1
X -----------------7=-------------- , (38)
2лг3п2 Kf+pF ( V * 1 + 1/7 ; k'jjAK 1/ -1- E(n)
\ kui J v r p '
i к it, ii', ki, km, k’i, k'm, a, (3 — параметры, зависящие от h, d,
/1| /<Ц, r2, гй. _______
Ппраметры ti и n', связанные соотношением п' = У1 —n2,
определяют по формуле
А _________Е (п)____ /чог
d ~ К(п') — Е(п') ' >
находят из выражений:
ki, km, k) = 1/1 — k2i, k'm = 1/1 — kni для фор-
(38)
Модули
МУЛ (37) и
дли зоны I
. 1 K(AZ)
1П ----J-;— = Я.----7-7Г- ;
1-А1/Г2
Для юны III
, 1 _Tr^(W
lni + f3/r3 nK(k'„,y
(40)
(41)
55
Параметры аир находят из выражений:
для зоны I
h л р — 1/а
Г2 K(k}) \ kj )
ДЛЯ зоны III
h л с / Kl + 1/р . А' \
V = ь-Д* \ ? ------Г'----’
3 к \klll) \ kl II /
(1.1)
При расчете параметров кромок для наиболее интересного с.ч\
чая, если сварка ведется с использованием только одного, р.п ш>
лагаемого внутри заготовки магнитопровода, допущение о пос тоя и
стве скалярного магнитного потенциала справедливо на окру ж
ности, радиус которой примерно равен 2,4г2. Тогда парамир
В)
jt2
Рис. 34. Конформное отображение плоской си-
стемы, соответствующей кромкам со скругленными
углами без магнитопроводов в областях г, t и w
Ь2 ж 1,4г2. Для свариваемых поверхностей кромок (зона II mt
рис. 33, а) поверхностная плотность тока определяется выраж»
нием (30).
56
Кромки со скругленными углами без магнитопроводов. Иссле-
। mi к1 нненшсе поле в области z (рис. 34, а) отображается на верх-
iiiiiio иол у плоскость в области t (рис. 34, б), а затем на полосу
iiiiipiiihni л в области w (рис. 34, в) с помощью выражений [161:
I + (44)
О о
t = — sin jw,
ii 1, li, k и kj — параметры, зависящие от h/d и rid.
11пперхностная плотность тока будет
I'несчитанные по формулам (44) и (45) графики распределения
и iiu-pxкостной плотности тока на кромках со скругленными углами
Рис. 35. Распределение поверхностной плотности
тока | 6s |/| 6So | на свариваемых кромках со скруг-
ленными углами без магнитопроводов при различ-
ных значениях h/d: а — r/d = 0,2; б — г/d = 0,4
Л id различных hid и rid приведены на рис. 35. Приведенные рас-
। ил распределения поверхностной плотности тока на кромках
fli.inii проверены экспериментально. Проверка показала, что
57
расхождение между расчетными и экспериментальными значениями
поверхностной плотности тока для параллельных кромок не npi
вышает 10% [10, 11, 16]. Для кромок, расположенных подушим,
это расхождение возрастает до 15%.
На основании приведенных данных можно сделать следу н мши-
выводы. Ток на свариваемых поверхностях кромок трубпои и
готовки распределен неравномерно: на углах кромок плои ин и
тока значительно больше, чем в середине. Это является врнчп
ной перегрева углов кромок при сварке, что может ухудшив,
качество сварного соединения. На идеализированных о< ipi.i*
углах кромок поверхностная плотность тока (по расчету) p.nnii
бесконечности. При конечном радиусе скругления углов нош р\
ностная плотность конечна. С уменьшением радиусов скруглении
поверхностная плотность тока на скруглениях растет. При пояр
выраженном поверхностном эффекте для случая г > A раж чц
тайные и измеренные значения поверхностной плотности юип
совпадают по всему периметру кромок. При г < А на скруг.к и
ных углах кромок измеренная плотность тока ниже расчетном н
разница тем больше, чем меньше г. По-видимому, линии равной
плотности тока в металле кромок вблизи углов изгибаются и
радиус их скруглений больше г.
Как было показано, кроме тока, идущего по свариваемым пи
верхностям, имеется ток, текущий по боковым поверхпопя i
вдоль кромок. Так, при сварке без магнитопроводов и h/d I
этот ток может доходить до 75%.
При уменьшении зазора между кромками распределение ижп
становится более благоприятным: на свариваемых поверхностях
оно становится более равномерным, а на боковых поверхности
ток уменьшается. При hid = 0,5 уже 35% тока течет по свар..
мым поверхностям. Однако зазор между кромками при снарк
не всегда можно уменьшить. В таком случае более благоприятною
распределения тока на кромках можно достичь, располагая впу i pit
трубной заготовки и снаружи вдоль кромок магнитопропшп.1
Применение магнитопроводов тем эффективнее, чем меньше ut
зор между магнитопроводами и кромками и чем больше за юр
между кромками. Так, если hid = 1 и b/d 6, магнитопроно hi
не влияют на распределение тока на свариваемых поверхностях
Если h/d = 10, то даже при b/d = 10 влияние магнитопроно юн
весьма сильно.
При сварке труб кромки сходятся под углом и зазор мс^чу
ними изменяется от 2/imax до нуля. Зазор же между магнпюиро
водами и кромками постоянен на всей длине. В связи с этим п<
целесообразно располагать магнитопровод на участках, росною
женных в непосредственной близости от места схождения кролни ,
где h =С Ь. При использовании одного магнитопровода расщн к
ление тока на кромках несимметрично: со стороны магнпюиро
вода оно более равномерное, чем с противоположной ciopoui.i,
а плотность тока под магнитопроводом ниже.
58
Mi iuaum конформных отображений была решена плоская крае-
й |вдпч<т, рассчитано распределение поверхностной плотности
। и на кромках, что позволяет получить интегральные параметры
ИН1МИК для случая ярко выраженного поверхностного эффекта.
' I I mi 1одом невозможно рассчитать плотности тока вблизи
*1 лиц кромок. Ошибка будет тем больше, чем меньше отношение
Однако часто желательно знать истинное распределение
ин । пи кромках, например при определении исходных данных
। ot ptti чета температурного поля на свариваемых поверхностях
HiH минимальной частоты тока при высокочастотной сварке труб
• । н>11||ой толщины и др.
7. Расчет распределения плотности тока
на кромках с учетом реальной
глубины проникновения
Рис и ределение плотности тока на кромках с учетом проявле-
। ни реплыюго поверхностного эффекта может быть получено,
например, методом связанных контуров. При этом методе плоская
in щма, изображенная на рис. 27, а, заменяется системой двух-
||р||р||Д|и.1Х линий (рис. 36). Считается, что поперечное сечение
Рис. 36. Система двухпроводных линий, заменяющая свариваемые
кромки без магнитопроводов
п||||миуголы1ого провода каждой линии настолько мало, что ток
ini нему распределен равномерно. Напряжение на всех линиях
к ишаком).
Дли расчета тока линий необходимо решить систему уравне-
ний
й — Ik, I (Rk, I j^Lk, l) 4~ j ^V, J; V, H. (^6)
nu Ik i—ток в двухпроводной линии, которая имеет k-ii
iinMcp по оси абсцисс и i-й jio реи' ординат; f, { — актив-
ное и индуктивное'сопротивления линии, имеющей координаты k
и t ^v, ц- — ток в двухпроводной линии v, р (v =£ k и р =/= i);
М >( У1Ц — коэффициент взаимоиндукции линий k, i и v, р.
Б9
Число уравнений системы (46) равно числу двухпрово./пн.ц
линий и ограничивается возможностью ЭЦВМ. При анализе р.к
пределения поверхностной плотности тока, полученного методом
конформных отображений, видно, что ток течет по широкой п<>
лосе свариваемых кромок и плотность тока быстро измепяеии
вблизи их углов. Поэтому размеры проводов линий выбираю к н
в зависимости от их положения и выражаются формулами
k—1. i—1.
ak = °1Q » ai = а1Я »
ov = = а^~1,
где q — параметр, определяющий увеличение размера попер< ч
ного сечения линий по мере удаления их от углов кромок. 'I ли,
размеры поперечного сечения проводов, расположенных в пени
средственной близости от углов кромок, где плотность тока н и
меняется быстро, выбраны достаточно малыми. Размеры сечении
проводов, расположенных на значительном расстоянии от углов
кромок, поскольку плотность тока изменяется медленно, moi v t
быть достаточно большими, чтобы ширина исследуемой зоны были
не менее 100d, а общее количество линий не превышало 100.
Можно ожидать, что развитие этого метода позволит в даль
нейшем получить распределение плотности тока на свариваемых
кромках с учетом'реальной глубины проникновения и уточнить
расчет активного и индуктивного сопротивлений кромок. Кроме
того, результаты могут быть использованы при разработке ген
лового расчета, а также положены в основу решения комплекс
ной задачи исследования электромагнитных и тепловых полей и
процессов деформации разогретого металла.
В связи с тем, что работа по исследованию распределения' in>
верхностной плотности тока на кромках методом связанных кип
туров не закончена, электрические параметры кромок|и мош
ность, необходимая Удля их; разогрева, рассчитывались по р;п
пределепию поверхностной плотности тока, полученному mi пн
дом конформных отображений. При этом активное сопротивле инь
определялось при’условии, что ток течет по поверхности кромок
в слое толщиной А.
8ЛРасчет электричэских парамэтров
свариваемых кромок
Выше были приведены распределения поверхностной плотшм hi
тока на свариваемых кромках из неферромагнитного матери.пн
при различной их геометрии. Зная распределение поверхностно
плотности тока на кромках и магнитный поток в зазоре мокну
ними, можно определить активное сопротивление кромок дли пой
60
I м и определяемую внешним потоком индуктивность:
J |6sl21 dz |
* =
Д |J|6sl|dz|
Is
J |Н| |<fe|
Авн ~ Ро “г » (48)
j 16s 11 dz |
irt» | II | — модуль действующего значения напряженности маг-
Hiiiikho поля, А/м; S — контур интегрирования, совпадающий
| контуром поперечного сечения кромок; Sj — линия интегри-
pouiiHioi, совпадающая с линией постоянного магнитного потен-
|l II11ЛII.
Дли удобства выполнения инженерных расчетов введено
Пчпнспс коэффициента уменьшения активного сопротивления
Йр»М(Н<
k* = R/Ro, (49)
t in R — активное сопротивление кромок в реальном случае
(/|/</ 0 и bld 0); Ro = Ip!d\ — активное сопротивление кро-
мок при hid — 0 или bld = 0.
Iinui сопротивление кромок Rn и вычислив коэффициент
уменьшения сопротивления кромок, можно рассчитать активное
। niipoi пиление кромок для реальных зазоров. Для расчета коэффи-
lliH'irrn уменьшения активного сопротивления и определяемой
HiiriiniiiM магнитным полем индуктивности LBH кромок, сходя-
in и хся под углом, кромки разбиваются на участки, длина кото-
рых мила, и k%, а также LBI} в начале и конце участка отличаются
in 11П1Чительно. Тогда средние коэффициенты уменьшения актив-
lim о сопротивления кромок Arcp и внешняя индуктивность всей
xfniij нагрева определяются по формулам:
т=п
Ьц ср = 7- 2 kRm Alm'< (50)
mp т=1
m=n
Leu. ср 13 f 2^ (51)
1А» A/,„— длина участка tn\ — коэффициент уменьшения
ниniиного сопротивления для участка т\ LBHm~ индуктивность
чш I кп in.
Для плоских кромок с острыми (см. рис. 26) и скругленными
(< м рис. 34) углами коэффициенты уменьшения активного сопро-
11111ЛГП1В1 и внешние индуктивности кромок могут быть рассчи-
iMiihi по формулам, которые получены подстановкой выражений
61
(27)—(32), (44), (45) соответствующих распределений поверх
ностной плотности тока, а также напряженностей магнитной!
поля в формулы (47) и (48).
1. Кромки с острыми углами без магнитопроводов:
h ___ К' -|- 2Д 2F (fe, ... . ,2, д,,_opq.
R [21nZx— 1п(1//г)12
T — .. /г К
BH 2 In — In (1/fe) ’ ' ’
где К, К', E' v.F (k, Sj) — полные и неполные интегралы первой!
и второго рода от модуля k, который зависит от h/d и определяет! и
с помощью формулы (27); К — координата точки, лежащей пл
действительной оси в области t (см. рис. 27, б), соответствующей
точке в области г (см. рис. 27, а) с координатами zx = d I
+ j (h + lOOd); зависимость между tr и zx определяется с по
мощью выражения (27).
2. Кромки с острыми углами и двумя магнитопроводами)
, k2 К'4-К — F (k, v) . п / , /г i,
= -------—~lK (M|
ЛВн Къ
где Ki и KI — полные эллиптические интегралы первого роди
от модулей ki = ]/"п и ki = ]/" 1 — п; П («', k') — полный эллин
тпческий интеграл третьего рода от дополнительных модуля
(j Д. 2 \
п' = п k2^n ) » v определяется
по формуле v = ]/«/&.
Модули k и п определяются с помощью формулы (29) в запп
симости от hid и bld.
3. Кромки с острыми углами и одним магпитопроводом:
V* Г_______________
2К+К' — F(k, x)—F(k, St) Г K(/2-l)(l—fe2/2)
_____________'
1П (//I + "j/" ft/j — 1 j
('./)
где т = 1/]/п; — координата точки, лежащей на действптель
ной оси в области t (см. рис. 31, б), соответствующей точке в ио
ласти z (см. рис. 31, а) с координатами zt = (h + 100</) I
+ j (b + 2d); зависимость между К и гх определяется с помощы<>
выражения (31).
62
I Кромки co скругленными углами без магнитопроводов:
л С----—--------dt --------------
J (с/1 + ^2)]/?-i
kR = —— /кс'
^вн
I ДГ А' п It у — модули,
t помощью формулы (44): ty — координата точки, лежащей на
дНн тигельной оси в области t (см. рис. 34, б), соответствующей
ючне в области z (см. рис. 34, а) с координатами Zy =
(h | 100d) + /d; зависимость между ty и Zy определяется
। немощью выражения (44);
[in — ijj
_______роя_______
2In + ’
определяемые в зависимости от hid и rid
D = C
г к
1/Л _______
________dt
/1 — kv + /1 — fe2
- k\ In
I/*! ______________
f V (1-^2)/(/2-1)л
1/fe__________________
1/ftl
J K(W—l)/(/2—1) dt
(60)
(61)
Коэффициенты уменьшения активного сопротивления кромок
io скругленными углами рассчитаны для 0 < hid с 10 и rid =
0,05 <0,9. По формулам (52), (54), (56), (58), (53), (55), (57) и
(59) рассчитаны коэффициенты уменьшения активного сопротив-
ления и внешние индуктивности для параллельных кромок
г 0 < hid < 10 и для различных bld. Результаты расчетов при-
игдены па рис. 37—40. Там же даны значения средних коэффи-
циентов уменьшения активного сопротивления kRcp и внешних
индуктивностей, рассчитанных по формулам (50) и (51).
Значения и LBlhcp определены для кромок, сходящихся
под углом прямолинейно. Однако в непосредственной близости
U1 места схождения кромки криволинейны. Это увеличивает
63
погрешность расчета. Если желательно погрешность свести к мн
нимуму, необходимо снять траекторию сближения кромок, и
с использованием формул (50) и (51) произвести более точный
расчет.
5. Кромки трубной заготовки реальной кривизны с острыми
углами и одним магнитопроводом. Для учета влияния кривизны
трубной заготовки введем
которые могут быть получ
Рис. 37. Значения коэффициен-
тов £вн, £вн. Ср, kR и kR ср Для
кромок, расположенных: а —
параллельно; б — под углом
определяемые из выраже1
формуле
справочные коэффициенты kD1 и А'п<1
ы из выражений (33)—(38). Коэфрн
циент /?о2 учитывает снижение мощ
пости на внутренней поверхнос-i п
. 2 (bt/r2) (fe') [к(КТ/Х^)]2
D2 л2 [К (К1/«)]2
arcsin К 1/а
j [sin <р/(1 — a sin2<p)J dtp
X------0 ==------------------------. ((>’)
arcsin у l/Kt
J [sin <p/(l—sin2 <p)J dtp
о
Коэффициент kD:i учитывает снн
жение мощности, выделяющейся ил
наружной поверхности:
k . 2 (Ь2/г3) рк (k') [К (КТдЭ]2
D* л2 [к (К1 /р)]2 х2
arcsin КVP
j [Ksin2 <р — /г2/(1— Р) sin2 гр[ </qi
arcsin k_________________________
arcsin К1/Xi
J [sin <p/(l — X2 sin2 <p)[ dtp
0
(6.1)
где k, k', n, n', а и p—.параморы,
яй (33)—(35); a определяется но
— C/a) [ch (Я^/Ь1,а) -|- I].
(61)
Коэффициенты kD1, kDa и kR при сварке с использованием
только внутреннего магнитопровода (b2 1,4г2) приведены n.i
рис. 41 и 42.
Внешняя индуктивность кромок как функция магншною
сопротивления полезному (т. е. проходящему через щель между
кромками) магнитному потоку [26]
64
t
Рис. 38. Значения коэффициентов Lw, £Вн. ср, кц и Ад Ср Для
кромок с двумя магнитопроводами, расположенных: а — па-
раллельно; б — под углом (при b/d = оо магнитопроводы от-
сутствуют)
ПГ Qnxrtn
65
параллельно; б — под углом (при b/d = сю магнитопроводы
отсутствуют)
66
Leh = H(RmI + Rmll + RmUl), (65)
I •' Rmb Rm/ь Rmiu — сопротивления магнитному потоку, про-
•iniHliirMy через щель между кромками в зонах /, II, III
(im pili. 33, а).
Рип читанные В. И. Червинским магнитные сопротивления
|!р|||п*дг|1ы на рис. 43. Сопротивление Rmm рассчитано только для
нрнмпк без наружного маг-
Н11|п11р(||11?да, поэтому был при-
lin i ридпус г (рис. 33, а), рав-
III ih 2,-1г4. Исследования пока-
an чн, чго внутренний магнито-
привод может быть выполнен
н ннДг немагнитной трубы со
Пн П.П1, ншолненной ферромаг-
iiiiiiibiM материалом. Труба
пн н.|о обращена к кромкам.
(iiiioi ительпую ширину щели
but кслорая равна отношению
Д|||||Н.| дуги открытой части
мт нпгонровода к зазору между
кромками, нужно выбиратьв со-
щнг| гвнп с графиком (рис. 44)
условия минимального
Muiннтного сопротивления RmI
(подробнее конструкции маг-
ии гопроводов описаны в гл. III).
< помощью формул для
pm нрсделеппя поверхностной
ii'ioi пости тока, полученных
mi юдом конформных отображе-
ний, были рассчитаны элек-
1рнчсгкне параметры идеали-
nipouaiiiibix (с острыми углами)
и реальных (со скругленными
у|л«мн) кромок при различных
pin положениях магнитопро-
|||>доц Экспериментальной про-
I»' pKiill было показано, что
Рис. 40. Значения коэффициентов £вн,
LBH. ср, кц и kp Ср для кромок, распо-
ложенных: а — параллельно; б — под
углом
рп< хождение между расчетными и экспериментальными значе-
ниями не превышает 20% [10, 11, 26].
Установлено, что активное и индуктивное сопротивления
кромок зависят от зазоров между кромками, а также между маг-
ии к (проводами и кромками. Применение двух магнитопроводов
|||О14Ы1111гт большее (в 3—4 раза) влияние, чем одного. Реальные
iniipoiннлепня кромок существенно меньше, чем вычисленные
иди идеализированного случая (hld = 0 или bid = 0). При
Уменьшении относительного зазора между кромками hid (при
|*
67
bld = const) или b/d (при hid = const) Адср и LBH cp увелпчн
ваются. При этом > 1.
Рис. 41. Значения коэффициентов kD„ и учитывающих кривизну труби,
заготовки: а — для внутренней поверхности; б — для наружной поверхносш
Рис. 42. Значения коэффициентов
/гд с учетом кривизны заготовки
для труб: а — nr/d =20; б —
nr/d =40; в — nr/d — 100
При больших зазорах между кромками (hid > 2) влияние
магпитопроводов очень велико. Например, применение двух
магпитопроводов (bld = 2) приводит к увеличению ср и ,,,
соответственно в 2,7 и 1,9 раза. При уменьшении зазора hid
68
iMHiuiiin- Mill пптопроводов уменьшается. Так, при зазоре h/d =
U,h п LUiI.cp возрастают примерно в 1,72 и 1,57 раза
* ппстсHieiiiio. При малых относительных зазорах (h/d < 0,25
Рис. 43. Значения магнитных сопротивлений: а — Rmr,
б — Rm/Г, в — ЙтШ
при чюбом b/d или b/d < 0,5 при любом h/d) £дср близок к еди-
нит’ Расчет активного и индуктивного сопротивлений кромок
MiiHn i быть проведен по мето-
IIIне, указанной в работе [61.
Коэффициенты kR и /г/?ср
H₽i колько ниже, а Ьви и £вн ср
в>< «олько выше для реальных
кромок (г «у 0), чем для кро-
мок i острыми углами. Однако
|П1Ш1|1Ш невелика и ее следует
У'|Ц1ЫП11ТЬ лишь при больших
111орнх между ’’кромками. i Для
параллельных кромок при h/d^
* а । 3,5 и кромок, расположен-
Рис. 44. Зависимость магнитного со-
противления Rml от относительной
ширины Ьй
пых под углом при h/d «С 4 н-4,5, радиус скругления углов
можно не учитывать. При неярко выраженном поверхностном эф-
фмктг, если 2d/А > 5н-6, погрешность расчета не увеличи-
IHH'IHI
9. Расчет мощности, необходимой для
разогрева кромок до сварочной температуры
При расчете мощности принимались следующие допущения:
I) 1ГПЛОНЫС потери за счет теплопередачи с поверхности и вдоль
кромок весьма малы; 2) энергия, выделяющаяся на боковых
Hi>псрхпостих кромок, не подлежащих сварке, на температуру
спариваемой поверхности не влияет.
Несмотря на допущения, этот расчет весьма сложен, так как
на углах кромок даже при учете их скругления поверхностная
плипихть тока значительно больше, чем в середине кромок.
Пи «тому нельзя пренебрегать тепловым потоком от углов к
69
середине кромок, хотя строго учесть влияниеэтого потока довольно
трудно. Ввиду этого расчет мощности^ производился для двух
крайних случаев.
1. Тепловой поток от углов к середине кромок весьма мал и
на распределение температуры на свариваемых поверхностях не
влияет. В этом случае средняя часть кромок разогревается -ю
сварочной температуры, а их углы перегреваются. Полезная
мощность определяется из условия, что поверхностная плотней и.
тока на свариваемых поверхностях постоянна и равна плотноеi и
тока в середине кромок. При этом полезная мощность равна пол
ной мощности, выделяющейся на кромках при h/d = 0 или b/d
= 0, когда тепловой поток направлен по нормали к свариваемым
поверхностям. Отношение полной мощности к полезной обозпа
чим kP1 и назовем максимальным коэффициентом увеличения
мощности.
2. Тепловой поток от углов к середине кромок настолько ве-
лик, что несмотря на неравномерное распределение тока на евл
риваемых поверхностях, температура за счет теплопроводное 111
выравнивается. В этом случае вся энергия, выделяющаяся не-
равномерно на свариваемых поверхностях, полезна. Отношение
полной мощности, подведенной к кромкам, к мощности, выделив
шейся на свариваемой поверхности, назовем минимальным ко»<|>
фициентом увеличения мощности &Р2.
Очевидно, истинное значение коэффициента увеличения мош
ности kP лежит в пределах от kP1 до kP2 и зависит от времени
нагрева, свойств материала, толщины кромок и других параметров,
учесть которые довольно трудно. Поэтому этот_коэффициен1
можно принять
kP = (kPi ф- kp^f/2. (б*1)
Таким образом, мощность Ркр, необходимую для сварки, ни
ходим по формуле
Ркр = kPp02d2lKJ>,
где р0 — удельная мощность, определяемая пр методике для
полубесконечной среды [6, 351; 1кР— длина кромок на участы-
нагрева.1
Эта формула, строго говоря, применима, если р0 не изменяется
на участке от контактов или индуктора до места схождения кро
мок. Но в реальном случае р0 не постоянна ha участке нагрева
При сварке изделий из немагнитного материала она растет по
закону, близкому к линейному. При сварке изделий из ферро
магнитного материала она растет от нуля до максимального зпа
чения, затем на участке потери магнитных свойств падает и по
том снова растет на участке до места схождения кромок. Ошибка
при расчетах Ркр, если пренебречь изменением р0 на участке на
грева, не превышает 10%.
70
Iliimr приведены формулы для расчета коэффициентов увели-
MtiiiiH MoHiiHirni kPi и kp2, полученные с использованием распре-
HI IFIIIIH поверхностной плотности тока для кромок с острыми
i< (кругленными углами при различном расположении магнито-
lipnrBi UIH
I Кромки с острыми углами без магнитопроводов:
K' + 2K~2F(k, S) ,
Rpl~~ (1 + А2) К'— 2Е' ’ ^D/'
/{р2 = [Г + 2К - 2F (k, (68)
' Кромки с острыми углами и двумя магнитопроводами:
_ »(1-62) K' + K-F(fe. v) .
/г2(1—и) К' — П(«', k') '
kP2 = IK' + К-F (k, v)]/K'. (70)
,1 Кромки с острыми углами и одним магнитопроводом:
2K-F (k,t) + K'-F(klS1) . . .
А /-1 — ——- щ ' 1 /
/г*о-1 (V(i2 — 1) (1 — kV) .
O20-i)(i-fe¥0) J ^-1
/г,>2 = \2K — F (k, т) + К' — F (k, SJVK. (72)
<| Кромки co скругленными углами без магнитопроводов:
С|А — fe2 + ]/ 1 — fe2 р______________
и d J (с ]/TV?+’
(73)
Zi
Г______________dt______________
J (eVi — Л2 + i/“i — kjt2]
-----------------------------• (74)
Г______________cU_____________
J (cl/1 — Л2 + ]/’1—]/?—1
Рпссчпгав коэффициенты kP1 и kP2 по формулам (67)—(74),
получим по формуле (66) значения kP для параллельных кромок,
hoiupi.K' приведены на рис. 45—47. На этих же рисунках приве-
*< вы шпчепия коэффициента kPcp для кромок, расположенных
1юд углом, которые рассчитывались по формуле
1 т=п
kp ср ~ 7 bpm
‘кр m=I
kPllt — коэффициент kP для участка m.
71
Как видно из рис. 45—47, мощность, необходимая для рл >о
грева кромок до сварочной температуры, существенно зависит
от зазора между кромками, а значит и от угла схождения кромок
Например, при bld = сю уменьшение относительного запори
(h/d)wax вдвое позволяет уменьшить мощность примерно на
При минимальном угле между кромками мощность может бы in
еще снижена, если внутри и снаружи трубной заготовки рж но
ложить магнитопроводы, эффективность применения которых
Рис. 45. Значения коэффициентов kp и /грСр Для кромок с двумя
магнитопроводами, расположенных: а — параллельно; б — под углом
(при Ыd = со магнитопроводы отсутствуют)
увеличивается при уменьшении зазора между магнитопроводлмк
и кромками. При весьма малых зазорах между кромками вблизи
их места схождения влияние магнптопроводов незначительно,
и поэтому располагать их в этой зоне не следует.
Значения kpi, kp%, kP и kP ср, рассчитанные для кромок ы>
скругленными углами, несколько меньше значений, получен ni.it
для г — 0. Однако разница невелика, и ее следует учитывать при
расчете kP1, kP2 и kP для h/d > 2,5 и при расчете kPcv дли
h/d > 2,5.
10. Расчет параметров свари! аемых кромок
при производстве труб из ферромагнитного
материала
При сварке труб материал свариваемых поверхностей к копну
нагрева теряет магнитные свойства на глубину до (2-ьЗ) А в к-
редине кромок идо (Зч-5) А на углах. Примерно 80—85% длины
кромок на участке нагрева имеют свариваемые поверхности, про
гретые до температуры потери магнитных свойств на глубину,
равную или больше А. Поэтому реальные кромки можно cun in
к представленной на рис. 48 системе.
Как показали измерения, распределение поверхностной iuioi
ности тока на моделях из ферромагнитного материала, у которых
72
мпгнптопроводом, расположенных параллельно (---------) и под
углом (------)
t'lh , 1Л Значения коэф-
||||||||><'1гп>|1 крср для кро-
мки io скругленными уг-
лами, расположенных под
углом
свариваемые поверхности на глубину (1ч-2) Л немагитиы, ы
кое же, как и на моделях из немагнитного материала (макспм.тл!.
ное расхождение 12%).
Следовательно, при одинаковом распределении поверхностной
плотности тока на немагнитных и ферромагнитных кромках ни
лезная мощность примерно одинакова. Полная же мощность пи
ферромагнитных кромках несколько больше, так как на боковых
поверхностях магнитная проницаемость р> 1 и удельная мош
ность больше, чем при р = 1.
Мощность, необходимая для сварки, и активное сопротивление
кромок из ферромагнитного материала увеличиваются по сравш
нию с мощностью и активным сопротивлением кромок из немагнн t
ного материала пропорционально коэффициенту
J |6sl21*1 + 0,55 f /Ие|65|21*1
$2_____________-Sa____________
f |6sl2l*l
s
Рис. 48. Плоская система, к которой
приводятся свариваемые кромки из ферро-
магнитного материала
где S2 и S3 — контуры интегрирования на участках с це = I и
> 1 (1+ — относительная магнитная проницаемость на по
верхности кромок, би р< i
ся из графика рис. (> и
зависимости от напряжен
ности магнитного поля н.т
поверхности кромок).
По формуле (75) рае
считаны значения kfl дли
параллельных кромок, по
которым затем полуш вы
средние коэффицпеп i ы
/гмср Для кромок, расположенных под углом. Значения этих ко >ф
фициентов для кромок с различным расположением магнитопропо
дов показаны на рис. 49, из которого видно, что /грср зависит oi
сварочного тока и зазоров между кромками, а также зазоров
между магнитопроводами и кромками. Экспериментальной про
верной установлено, что при 2d/Ак > 1 расхождение между р.п
четными и экспериментальными значениями &„ср не превыш-тег
10%.
В вышеприведенных разделах книги рассмотрены особенноец>
протекания токов высокой частоты по кромкам трубной заготовки
при сварке, приведены зависимости поправочных коэффициентов,
которые позволяют рассчитать активное и индуктивное сопротпв
ления свариваемых кромок и мощность, необходимую для их pi
зогрева до сварочной температуры. Пользуясь этими данными,
можно рассчитать электрические параметры сварочного устрой
ства с контактным подводом тока. Для расчета электрически
параметров устройств с индукционным подводом тока, которьн
74
широкое применение в промышленности, необходимо до-
i|oi||iuic.'ii>iio проанализировать систему индуктор—трубная за-
I III Huh и
Рис. 49. Значения коэффи-
циентов feMCp для ферромаг-
гнитных кромок, располо-
женных под углом: а — без
магнитопровода; бив —
с двумя и одним магнито-
проводами (b/d = 10 —
сплошные линии, b/d = 6 —
штриховые линии);
1 ~ = 15'10* А/“; 2 —
Гкр/2й = 45-10‘ А/м; 3 —
IKV/2d = 90- I О1 А/м
11. Расчет электрических параметров
системы индуктор—трубная заготовка
Пггмогря на то что высокочастотная сварка с индукционным
Ip hi Индом тока применяется давно, работ, посвященных созданию
MvKViiiKii расчета параметров индуктора, относительно мало.
I ||1РД.1Н1жепы две методики, в которых используются метод свя-
1!Н|ных контуров (численный) [28] и схемы замещения [25, 26].
Численный расчет параметров индуктора с использованием
мы иди связанных контуров. Методом связанных контуров можно
ши поль'юваться для расчета параметров индуктора, применяе-
мы о для снарки труб из неферромагнитного материала без исполь-
iiHitiiiini магпитопроводов. Исследуемая система (индуктор—
||>уг>|||||| заготовка) разбивается на изолированные один от дру-
|‘||п >лгменты. Поперечное сечение токопроводов каждого эле-
миии принимается настолько малым, что плотность тока в преде-
ла* сеЧсппя можно считать постоянной. Разбивая наружную и
пну ||н iiiiioio поверхности трубной заготовки на элементы, получаем
75
Два контура 1 и II (рис. 50, б) с элементарными 'гбками:
один образуется токами, протекающими по наружной /нар и вну-
тренней /вн поверхностям трубы, а второй — током, протекаю-
|щнм по внутренней поверхности трубы /ЕН, и током, проходящим
вдоль свариваемых кромок /Кр (рис. 50, б). При этом реальное
растекание тока по поверхностям трубной заготовки (рис. 25)
заменяется идеализированным (рис. 50, а). Индуктор разбивается
также на элементы.
Решение системы уравнений (46) для контуров трубной заго-
товки и индуктора позволяет получить распределение плотности
тока и удельной мощности на поверхностях трубной заготовки
Рис. 50. Идеализированная схема растекания по поверх-
ности трубной заготовки и элемент, состоящий из контуров
тока при индукционном подводе тока
и индуктора; эквивалентное активное, индуктивное и полное
сопротивления индуктора и мощность сварки, необходимую для
разогрева кромок до сварочной температуры; выбрать оптималь-
ные размеры индуктора и место его расположения. Эта методика
проверялась при расчете параметров индуктора для сварки труб
диаметром 19 мм и толщиной стенки 1 мм из алюминиевого сплава.
Результаты расчета на ЭВМ активного и полного сопротивлений
приведены на рис. 51, а удельной мощности вдоль кромок на уча-
стке от индуктора до места их схождения в плоскости, делящей
толщину кромок пополам, — па рис. 52.
С помощью численного расчета установлено, что при увели-
чении расстояния от индуктора до места схождения кромок экви-
валентное сопротивление индуктора растет незначительно, а актив-
ное сопротивление при /кр (1,5ч-1,9) D имеет максимальное
значение.
76
Удельная мощность при индукционном нагреве так же, как
и при контактном, непостоянна по длине кромок. На участке,
ближайшем к индуктору, мощность довольно быстро растет за
счет снижения зазора между кромками и, главное, за счет увели-
чения тока, идущего вдоль кромок. На следующем участке ток
вдоль кромок не увеличивается и мощность слабо растет за счет
снижения зазора между кромками. На участке в зоне схождения
кромок удельная мощность
резко повышается за счет
перераспределения тока.
Расчет параметров индук-
тора с использованием схем
замещения. На основании
анализа электромагнитного
поля систему индуктор—
трубная заготовка можно
привести к электрической
схеме замещения. Рассмотрим
Рис. 51. Зависимость экви-
валентных активного э и
полного Z„. э сопротивле-
ний охватывающего индук-
тора при сварке алюминие-
вой трубы диаметром 19 мм,
толщиной стенки 1 мм без
магнитопроводов
Рис. 52. Распределение удельной
мощности р0 вдоль свариваемых
кромок / от места их схождения
до переднего торца индуктора
для алюминиевых труб диамет-
ром 19 мм с толщиной стенок
(мм):
1 — 0,5; 2 — 0,7; 3—1; 4 — 1,5;
5 — 2 (Угол схождения кромок 6°,
длина индуктора 12 мм)
схемы замещения систем с охватывающим и внутренним индук-
торами *.
1. Система с охватывающим индуктором (рис. 53, с). Индук-
тивное сопротивление рассеяния обусловленное магнитным
сопротивлением потоку в зазоре между индуктором и трубной
заготовкой, будет
Xs = сорол — £>2) /(4ан), (76)
1 Описание конструкции охватывающих и внутренних индукторов дано
в гл. III.
77
|где D„, D — диаметры индуктора (внутренний) и трубной заго-
товки (наружный), м; а„ — длина катушки индуктора, м.
Индуктивное сопротивление Хв,„ обусловленное магнитным
сопротивлением потоку индуктора во внешнем пространстве,
равно
Хв„ = ХА/(1-^), (77)
где k„ — коэффициент, учитывающий внешнее поле индуктора.
Для индукторов, диаметр которых значительно меньше их длины,
Rn Rt
Рис. 53. Схема замещения систем с охватыва-
ющим (а) и внутренним (б) индукторами
он равен коэффициенту Нагаока [14]. Значения для интере-
сующего нас диапазона aJD — 0,2ч-1,5 приведены на рис. 54.
Активные сопротивления одновиткового индуктора Ra и труб-
ной заготовки из немагнитного материала RT току, протекающему
то ней под индуктором, определяем по формулам:
/?„ = рилЛи/(Лиаи); 1
RT = pnD/^a), }
где ри и р — удельные сопротивления материалов индуктора и
трубной заготовки, Ом • м; Аи и Д — глубины проникновения
1тока в материал индуктора и трубной заготовки, м; а — ширина
78
полосы на трубной заготовке, по которой протекает ток, наве-
денный индуктором (а аи).
Для труб из ферромагнитного материала
=l,37pnD/(A^). (79)
Комплексное сопротивление ZM обусловлено магнитным со-
противлением внутренней полости трубной заготовки из немаг-
нитного материала. Если внутри трубной заготовки нет магнито-
провода, сопротивление ZM равно
Z.., — рл£)ви/(Аб7ви) -|— JCOJXoJiDbh/(4Ои),
где DBH — внутренний диаметр трубной заготовки, м; аин
ширина полосы (м) на
внутренней поверхности
заготовки, по которой за-
мыкается часть тока, на-
веденного на наружной
поверхности (аВн 2а,,).
Для труб из ферромаг-
нитного материала актив-
ная составляющая пол-
ного сопротивления может
быть рассчитана по фор-
муле
Re(ZM) =
= 1,37рлГ>вн/(Дсави).
Если же внутри трубы Рис. 54. Зависимость kM от DB/D при раз-
располагается магнито- личных aB/D
провод, то ZM = со.
Активное RKP и индуктивное Хкр-вн сопротивления кромок
определяются по методике, изложенной в п. 8. Однако при рас-
чете охватывающего индуктора значение индуктивного сопротив-
ления кромок Хкр.вн необходимо уточнить, используя формулу
•^кр. ви = п)/(1/Ави Кто)» где Rmo — 12л р g ln(z*4//'3) 1 сопро-
тивление магнитному потоку на участке между наружной
поверхностью заготовки радиусом г3 и окружностью радиусом rt
(см. рис. 33, а). Если наружный магнитопровод не используется,
принимается г4 2,4г3. Сопротивление Rm0 необходимо вычесть,
иначе окажется, что магнитное сопротивление промежутка
(наружный магнитопровод — отрезок окружности, соединяю-
щий наружные углы кромок) будет учтено дважды — при опреде-
лении ХКр и Xs.
Параметры свариваемых кромок тонкостенных труб (D/2d >
> 30) могут быть определены без учета их кривизны. При рас-
чете параметров кромок толстостенной заготовки (DI2d < 30)
79
следует учитывать кривизну кромок, иначе ошибка расчета мо
жет достигать 20%.
Эквивалентные индуктивное и активное сопротивления охва-
тывающего индуктора с трубной заготовкой при учете схемы за-
мещения (рис. 53, а) можно определить, если принять, что Хкр
-Rkp и Zm = оо:
XBH(XKp + Xs) .
И-Э Хвн + Хкр + Xs’
Кв.э — ^и +
Ккр 4" Rt
XKp + XS\2
Хвн )
(81)
2. Система с внутренним индуктором. Как правило, внутрен-
ний индуктор размещается либо концентрично по отношению
к трубной заготовке, либо, если его диаметр значительно меньше
диаметра внутренней поверхности заготовки, со смещением в на-
правлении к свариваемым кромкам. Для снижения потоков рас-
сеяния индуктора применяется компенсатор, который вместе
с внутренним индуктором заполняет до 80—90% площади сече-
ния заготовки.
Схема замещения электромагнитной системы внутренний ин-
дуктор—трубная заготовка приведена на рис. 53, б. Для этой
схемы комплексное сопротивление ZM обусловлено сопротивлением
магнитопровода внутреннего индуктора, которое с достаточной
степенью точности может быть принято равным бесконечности,
если индукция в магнитопроводе не превышает допустимых зна-
чений. Индуктивное сопротивление Хвн обусловлено магнитным
сопротивлением потоку, замыкающемуся вне трубной заготовки.
Если сварка ведется с наружным магнитопроводом, можно при-
нять Хвн = со.
Индуктивное сопротивление Хо обусловлено магнитным со-
противлением потоку индуктора на участке между наружной по-
верхностью магнитопровода внутреннего индуктора и внутренней
поверхностью трубной заготовки Хо = a>IRmi. Значение Rm!
берется по графику рис. 43, а. Тогда индуктивное сопротивление
кромок будет равно
^кР. вн == ®/(1 Двн Rml)-
Коэффициент самоиндукции рассеяния внутреннего индуктора
с магнитопроводом, располагаемым концентрично по отношению
к трубной заготовке, может быть определен по формуле
Ls = ИДм1Г<р/(4л),
где DM — наружный диаметр магнитопровода внутреннего индук-
тора, м; W—число витков индуктора; <р — безразмерный коэффи-
циент, зависящий от геометрических размеров системы.
80
Значения коэффициента ср в зависимости от DBJDM и DJa*
приведены иа рис. 55.
Коэффициент самоиндукции рассеяния внутреннего индуктора,
смещенного к свариваемым кромкам, определяется по удельной
Рис. 55. Зависимость коэф-
фициента <р от Z>BHZDM и
DrJctv
индуктивности рассеяния LS1 (на
1 м среднего зазора между вну-
тренней поверхностью трубной заго-
товки и поверхностью индуктора с
компенсатором), значения которой
даны на рис. 56. Для схемы заме-
щения (см. рис. 53, б) найдем актив-
ное сопротивление /?т току, наве-
денному на внутренней поверхности
трубной заготовки из немагнитного
материала, по формуле
((А, ~ bK) kT bj,
где b„ — длина дуги радиусом DJ2
(£>к — наружный диаметр компенса-
тора), соединяющей кромки полости
компенсатора, в которой расположен
индуктор. При коаксиальном разме-
щении индуктора коэффициент kr =
= 1, если же он смещен к свари-
Рис. 56. Зависимость удель-
ной индуктивности рассея-
ния Lsi внутреннего индук-
тора с компенсатором от
аи/£>вн и 6н/1>вн (&и — длина
дуги радиусом DK/2, соеди-
няющей у компенсатора
кромки полости для индук-
тора)
ваемым кромкам и применяется ком- Рис 57_ 3ав11СИМОСТЬ k т
пенсатор, /?т может быть определен aii/Dm и Ьн/£>вн
по графикам рис. 57.
Найдем активное сопротивление 7?т для труб из ферромагнит-
ного материала, приняв допущение, что ток под индуктором (на
участке Ь„) течет по полосе, равной длине катушки индуктора аа,
81
а под компенсатором ширина этой полосы увеличивается в "Г)(<
стороны симметрично по линейному закону до ширины, ратюн
.длине компенсатора. Тогда
i=n
Ят = 1,37р £ /г/(Де£л£),
,=1
где at — длина и ширина одного из участков, на которые pa 1
бивается периметр трубы; Дс£ — глубина проникновения ток.»
на этом участке.
Параметры свариваемых кромок Хкр и /?кр определят к и
так же, как и при сварке с охватывающим индуктором.
Эквивалентное индуктивное сопротивление внутреннего пн
дуктора найдем по формуле
хи. э = *s + Хкр ] + Хкр/Хо .
[Эквивалентное активное сопротивление внутреннего индукюр.1
^и. э = Ян + (Якр + Ят) (1+Хкр/Хо)г •
В приложении 2 приведены примеры расчетов электрических
параметров кромок и индукторов, выполненных в соответствии
с предлагаемыми методиками.
Г лава III.
УСТАНОВКИ ДЛЯ ВЫСОКОЧАСТОТНОЙ
СВАРКИ
Высокочастотные установки с ламповыми генераторами и m.i
шинными преобразователями частоты применяются для осуще-
ствления процессов сварки давлением с оплавлением и сварки
плавлением. Из-за специфики этих процессов и условий, в кок»
рых они реализуются, к сварочным установкам предъявляю к и
дополнительные требования, а именно:
строго определенная величина переменной составляющей и i
выходе высоковольтного выпрямителя и связанное с этим him»'
нение активной мощности, выделяемой в свариваемых элементах,
необходимость удаления нагревательного контура от друин
блоков установки' на расстояние 15—20 м;
большая мощность в единице и вследствие этого необходимо»-и
применения высоковольтного питания и системы быстродейстную
щей электронной защиты;
автоматическое регулирование режима сварки по одному
или нескольким параметрам;
надежность работы в условиях высокой запыленности и при
значительных колебаниях температуры окружающей среды
82
П ной главе рассматриваются особенности схемных И Кон-
। ip । питых решений высокочастотных сварочных установок
ни <игIвенного и зарубежного производства.
12. Установки с ламповыми генераторами
Уг пшовки имеют условные обозначения, содержащие их
ни шипение и принципиальные параметры. Например, обозначе-
пп у* ьчпонки типа ВЧС2-160/0.44 ТВМ расшифровывается сле-
д\ юншм образом: ВЧ — высокочастотная; С — сварочная; 2 —
ипридконый номер разработки; 160 — колебательная мощность,
rlli, 0,ИИ — рабочая частота, МГц; Т — для использования в тро-
iiii'iet ком климате; В — влагоустойчивое исполнение; М — мо-
>Н |ин1 шровапная.
()< ионные технические данные установок приведены в табл. 17.
। luiioiiKii выполнены по схеме, представленной на рис. 58. Ниже
рш гмптрены особенности высоковольтного выпрямителя, лампо-
iiiiDi 1 оператора и сварочного устройства с системой токоподводов.
Выпрямитель. В установках применяются полупроводниковые
\ нрннляемые выпрямители. В установках, питающихся от сети
ipi) В, выпрямитель выполнен на диодах, а регулирование осу-
шке гиляется с помощью тиристоров с низкой стороны силового
(инодного) трансформатора. Принципиальная схема выпрямителя
। i имметричным входом приведена на рис. 59 [3].
• Ниже приводятся технические характеристики выпрямителя:
11кМ||11№Н>11ЫЙ выпрямленный ток, А............................ 24
Номинальное выпрямленное напряжение, кВ ... 11
In<п)и к>11 регулируемых напряжений . . . ... 0,3—1,0
номинального
Липни юн стабилизируемых напряжений ........................... 0,3—0,9
Пи тбильность напряжения на выходе выпрямителя при
и iMc'iK'iiiut напряжений силовой сети ±10% от номипаль-
IIIHV, % .................................................. . 0,1
1< > •|>||>н|1.1к>11Т пульсации выпрямленного напряжения при
шишом открытии выпрямителя, %.................................. 5
4oiiv< 1ПМЫЙ длительный ток перегрузки, А................ 28
11тирни«'1|11с питающей сети, В............ 380
*1>и пни тока питающей сети, Гц . . 50—60
< Цллждгиие:
тиристоров................................................ ... Водяное
диодов . . ... Естественное
воздушное
Inn и количество (шт.) силовых вентилей:
।просторов .................................... ТЛ-200-7; 6
диодои................................................ • ВЛ-200-9; 180
I и vpi работы, ч.............................................. 30 000
IcMiu p и урн окружающего воздуха, °C . . - 1—35
I loouuociL к работе............... . Мгновенная
П установках, питающихся от высоковольтного напряжения,
приме псп тиристорный выпрямитель (рис. ’60). Так как в настоящее
83
Таблица 17. Технические характеристики высокочастотных сварочных установок
Параметр _ Численное значение параметров установок
выпускаемых намечаемых к выпуску
• с© 8 и у m о” сч О У CQ ВЧС1-400/0.44 ВЧС1-630/0,44 ВЧС1-1000/0,44 о о" о и У СО ВЧС4-160/0.44 ВЧС2-250/0,44
Напряжение трехфазной питающей сети 50 Гц, В 380 380 6000 или 10 000 6000 или 10 000 6000 или 10 000 380 380 380
Мощность, потребляемая от сети, кВт 260 260 630 960 1540 155 260 410
Мощность высокой частоты, кВт 160 160 400 630 1000 100 160 250
Частота рабочая, МГц 1,76 0,44 0,44 0,44 0,44 1,76 0,44 0,44
К- п. д. генератора, % (ие менее) 70 72 74 74 75 72 74 75
Анодное напряжение, кВ 10,5 10,5 11,0 11,5 12 10,5 10,5 11,5
Ток (на плечо), А: анодный сеточный 11 2,7 11 2,7 22,5 8,0 38,0 11,0 50,0 16,0 12 2,7 11 2,7 30 3,5
Тип генераторных триодов ГУ-23А ГУ-23А ГК-5А ГК-5А ГУ-65А ГУ-66А ГУ-68А ГУ-65А
Параметр Численное значение параметров установок
выпускаемых намечаемых к выпуску
г2 8 6 со ВЧС2-160/0.44 О и 54 И ВЧС 1-630/0,44 ВЧС1-1000/0.44 г2 о о 3 3* m ВЧС4-160/0.44 О <N <М О 5м CQ
Количество триодов 2 2 4 4 4 1 1 1
Стабилизация цепи накала генераторного триода Есть Есть Есть Есть Нет Нет Нет Нет
Точность стабилизации анодного напряжения (%) при колебаниях питающей сети ±10% (ие более) 0,1 0,1 1,0 1,0 1,0 0,1 0,1 0,1
Коэффициент пульсации выпрямленного напряжения при полностью открытом вы- прямителе, % (не более) 1,0 1,0 1,5 1,5 1,5 1.0 1,0 1,0
Расход охлаждающей воды при давлении 2,5—3,0 атм, л/мии 110 110 300 НО 550 70 110 170
Масса, т 7,5 8,3 24,5 26,1 29,0 6,0 7,5 8,2.
Примечание. Для установок В Ч Cl -10 0/1,7 6 и ВЧС2-250/0.44 приведена проектная масса.
бремя выпускаются тиристоры на напряжения "до 2]’кВ, каждое
плечо выпрямителя собрано на последовательно включенных ти-
ристорах с соответствующей схемой управления. Выпрямитель
состоит из силового блока, системы управления и систем сигиа-
। лизации и защиты.
12 3 4 5 6 7
Рис. 58. Общая схема высокочастотной сварочной уста-
новки с ламповым генератором:
1 — аппаратура подключения к сети с элементами защиты; 2 —
анодный трансформатор; 3 — управляемый анодный выпрями-
тель; 4 — сглаживающий фильтр; 5 — ламповый генератор; 6 —
анодный контур; 7 — нагревательный контур
Силовой блок выпрямителя собран по трехфазной мостовой
схеме с шестью управляемыми плечами VI—V6. Порядковый но-
мер плеча соответствует порядку чередования коммутаций при
Рис. 59. Схема выпрямителя с тиристорным регулято-
ром на низкой стороне анодного трансформатора:
VI — V6 — тиристоры; V7—V12 — диоды; А Т — анодный
трансформатор
работе выпрямителя. Все плечи выпрямителя собраны по оди-
наковой схеме и содержат по 32 последовательно включенных ти-
ристора. Каждый тиристор шунтирован резистором для равно-
мерного деления постоянной составляющей напряжения и це-
почкой RC для снижения перенапряжений при коммутации и
равномерного деления переменной составляющей. Последова-
тельно с каждым плечом включены дроссели насыщения 2, слу-
жащие для снижения скорости нарастания тока через тиристоры
при их включении.
86
Система управления обеспечивает подачу на плечо выпрями-
теля импульса управления, синхронизированного с сетью высо-
кого напряжения, при этом импульсы управления каждого после-
дующего плеча сдвинуты относительно импульсов управления
предыдущего на 60°. Регулирование величины выпрямленного
напряжения осуществляется изменением угла проводимости плеч
путем одновременного перемещения импульсов управления отно-
сительно линейных напряжений силовой сети. Переменное на-
пряжение на силовую схему выпрямителя подается через транс-
форматоры тока 1, каждый из них имеет по две вторичные обмотки.
Рис. 60. Схема тиристорного выпрямителя с питанием от
высоковольтного напряжения
Одна обмотка используется для подключения амперметров тока
нагрузки 4 в каждом плече, другая — от датчика 3 — служит для
формирования в случае перегрузки выпрямителя отключающих
и предупреждающих сигналов, пропорциональных потребляемому
току. Такая система обеспечивает отключение выпрямителя при
возникновении аварий как в загрузке, так и в самом выпрямителе.
В каждоем плече выпрямителя имеются датчики, от которых в си-
стему защиты поступают напряжения, пропорциональные коли-
честву вышедших из строя тиристоров. Эти напряжения исполь-
зуются для формирования светового сигнала или сигнала на от-
ключение высокого напряжения при пробое тиристоров в любом
из плеч выпрямителя. С резисторов /?/ снимается сигнал обрат-
ной связи для обеспечения режима стабилизации выпрямленного
напряжения [27]. Технические характеристики выпрямителей:
выпускаемого ныне ВВТ-250/12 и намечаемого к выпуску
ПВТ-250/14 приведены в табл. 18.
Таким образом, оба типа выпрямителей, применяемых в вы-
сокочастотных сварочных установках, обеспечивают: плавное
87
Таблица 18, Технические характеристики
высоковольтных выпрямителей
Параметр Численное значение параметров выпря мителей
В в Т-250/12 П ВТ-250/14
Номинальный выпрямленный ток, А 250 250
Номинальное выпрямленное напря- 12 14
жение, кВ Диапазон регулирования напря- жения 0,1— номина 1,0 льного
Диапазон стабилизируемых напря- жений 0,5—0,85 0,6—0,9
Нестабильность напряжения на вы- 1 1
ходе выпрямителя при изменении напряжения силовой сети ± 10% от номинального, %
Коэффициент пульсации выпрям- 8 8
ленного напряжения при полном открытии выпрямителя, %
Допустимый ток перегрузки в те- чение 30 с, А <400 <450
Напряжение силовой сети, кВ Напряжение сети собственных 9 10
380 380
нужд, В Частота тока силовой сети и сети
50—60 50—60
собственных нужд, ГЦ Мощность потерь в силовых цепях в номинальном режиме, кВт <25 <20
Охлаждение Принудительное воздушное
Ресурс работы, ч 30 000 40 000
Уровень акустических шумов при частоте 50—400 Гц, дБ <60 <80
Температура окружающего возду- ха, °C Масса, кг 1—35 1—35
<2200 <2000
регулирование выпрямленного напряжения (а следовательно, и
активной мощности в свариваемых изделиях) при постоянной ве-
личине его пульсации с частотой 300 Гц; возможность автомати-
ческого регулирования и стабилизации выпрямленного напряже-
ния с малой постоянной времени; устойчивую работу в условиях
широкого диапазона колебаний температуры окружающего воз-
духа и малого стартового времени; высокий гарантированный
срок службы.
Ламповый генератор. Известно, что простота и быстрота согла-
сования параметров нагрузки с параметрами генераторной лампы,
устойчивость работы автогенератора при значительном удалении
нагревательного контура от остальной его части обеспечиваются
только при использовании многоконтурных схем. Ламповые ге-
88
Псрйтбры, выпускаемые в СССР, выполнены по трехконтурной
схеме. Генераторы всех установок, кроме ВЧСЧ-160/0,44, по-
строены по двухтактной схеме включения ламп, позволяющей по-
лучить требуемую реактивную мощность за счет повышения на-
пряжения на контуре (рис. 61). Заметим, что все напряжения
относительно земли в такой схеме составляют половину от при-
ложенного, и поэтому нет надобности в специальных мерах по
Рис. 61. Двухтактная схема лампового ге-
нератора
повышению электриче-
ской прочности ее элемен-
тов 1 [8 ].
Анодный контур гене-
ратора состоит из емко-
стей С4, С5 и индуктив-
ностей L2 и L3. Эти емко-
сти и индуктивности назы-
ваются регуляторами мощ-
ности. Перемещением ко-
роткозамкнутых катушек
L4 и L5 достигается со-
гласование параметров на-
грузки с параметрами ге-
нераторных ламп JI1 и Л2,
что позволяет получить
требуемую мощность при
оптимальном режиме ге-
нераторных ламп (табл. 19)
и обеспечить высокий
к. п. д. генератора (не ни-
же 72%). Нагревательный
контур состоит из емко-
стей Cl, С2 и СЗ и вы-
сокочастотного трансфор-
матора Т1, ко вторичной обмотке которого может быть присо-
единен либо нагревательный индуктор L1, либо контактная си-
стема токоподвода.
Анодный и нагревательный контуры соединяются между со-
бой с помощью радиочастотных кабелей Ф1 и Ф2 длиной 10—
25 м. Для повышения напряжения на нагревательном контуре
кабели включаются не на весь контур, а на одну секцию конден-
саторной батареи С2.
Поскольку кабель обладает распределенными индуктивностью
и емкостью, во всей калебательной системе, образованной анод-
ным и нагревательным контурами, кроме основной расчетной
частоты возможно возникновение более высокой (приблизительно
на 40%) частоты, для которой нагревательный контур является
практически нулевым сопротивлением. Поэтому при такой
1 Схема разработана Ю. Б. Вигдоровичем.
89
Таблица 19. Основные технические данные
мощных генераторных триодов
Параметр Численные значения параметров триодов
ГУ-23А ГУ-66А ГУ-68А ГУ-65А ГК-5А
Напряжение накала, В: наибольшее 12 14 21 26 18
наименьшее 11,5 13 19 24 16,8
Ток накала, А 195—225 200—250 300—330 640—720 540—610
Наибольший пуско- 315 360 450 820 863
вой ток накала, А Крутизна характери- 42—56 95—125 115—145 380—620 70—110
стики, мА/В Коэффициент усиле- 42—57 39—53 30—38 38—56 32—48
НИЯ Колебательная мощ- 100 100 250 300 250
ность, кВт Наибольшее напри- 11,0 10 12 12 10
жение анода, кВ Наибольшая мощ- 60 60 130 350 200
ность, рассеиваемая ано- дом, кВт Наибольшая мощ- 2,6 1,3 2,3 7,0 10,0
ность, рассеиваемая сет- кой, кВт Наибольшая темпера- 150 200 175 150 150
тура баллона и спая с ме- таллом, °C Долговечность мини- 1250 3000 2000 1000 1000
мальная, ч Масса наибольшая, кг 11 16 24 28 19
Габариты максималь- ные, мм: диаметр 230 182 215 245 178
высота 500 420 530 764 790
частоте мощность в загрузку не поступает и данный режим следует
рассматривать как аварийный. Это явление носит название за-
тягивания колебаний и выражается в скачкообразном переходе
с одной частоты на другую [81. Чтобы устранить затягивание,
нужно применить такую схему обратной связи, при которой
исключалось бы самовозбуждение более высокой частоты. Цепь
обратной связи в принятой схеме состоит из индуктивно-емкост-
ных делителей L6, L7, С6 и CIO, С7 и СИ, включенных между
точками подключения радиочастотных кабелей к анодному кон-
туру и заземленных катодов генераторных ламп.
Коэффициент обратной связи — отношение напряжения на
емкостях С6 и С7 к высокочастотному напряжению, вырабаты-
ваемому генераторными лампами, — в этой схеме легко регули-
руется перемещением короткозамкнутых катушек L8 и L9. С рос-
90
п>м частоты коэффициент резко падает. Действительно, с ростом
чистоты увеличивается ток в анодном контуре, увеличивается и
ннденис напряжения на участках индуктивностей L2 и L3, кото-
рые' включены между анодно-разделительными емкостями С8
и С!) и кабелями, т. е. падает напряжение на упомянутых цепях
обрагной связи. С другой стороны, с ростом частоты увеличивается
сопротивление этих цепей, что способствует дальнейшему умень-
шению тока в них. Все это приводит к резкому уменьшению на-
пряжения обратной связи на емкостях С6 и С7.
Для более высокой резонансной частоты коэффициент обрат-
ной связи настолько мал, что условия ее самовозбуждения на-
рушаются. Следует отметить, что при отсутствии радиочастот-
ных кабелей эта цепь меняет знак коэффициента обратной связи,
т. е. делает принципиально невозможным ее самовозбуждение.
Уменьшение волнового сопротивления кабелей приводит к тому
же результату. А так как волновое сопротивление параллельно
включенных кабелей обратно пропорционально их количеству,
то можно в известных пределах компенсировать длину кабельной
линии количеством параллельно включенных ветвей.
Для всех типов отечественных коаксиальных радиочастотных
кабелей волновое сопротивление примерно одинаково и увели-
чивается с ростом средней пропускаемой мощности. Поэтому для
всех типов сварочных установок мощностью от 160 до 1000 кВт
применен один тип кабеля марки РК-50-24-17, а меняется коли-
чество параллельных ветвей в зависимости от максимально до-
пустимой длины кабельной линии и мощности установки.
В трехконтурной схеме автогенератора с наличием кабелей Ф1
и Ф2, по мнению Ю. Б. Вигдоровича, собственная частота си-
стемы анодный контур—цепь обратной связи значительно пре-
вышает заданную частоту генерации. Поэтому для получения
заданной частоты система кабель—контур должна иметь емкост-
ную реакцию, т. е. cos <р на входе кабеля должен быть низким и,
следовательно, ток может превысить допустимый. Чтобы умень-
шить ток, на входе кабелей Ф1, Ф2 включены емкости С13, С14.
Разработанная схема решает еще одну задачу, связанную с при-
менением радиочастотных кабелей. Распределенная емкость ка-
белей вместе с индуктивностями регуляторов мощности создает
паразитный контур, в котором в принципе также возможно само-
возбуждение, т. е. возникновение аварийного режима. Так как
в описанной схеме коэффициент обратной связи уменьшается
с ростом частоты, возможность аварии устраняется искусствен-
ным повышением собственной частоты паразитного контура, что
достигается заземлением средней точки нагревательного контура
через небольшую индуктивность L11. Поскольку для паразитной
частоты весь нагревательный контур является ничтожно малым
сопротивлением, индуктивность L11 оказывается как бы вклю-
ченной параллельно индуктивностям регуляторов мощности, что
и повышает собственную частоту паразитного контура.
Таким образом, рассмотренная схема полностью обеспечивает
устойчивую работу лампового генератора при удалении свароч
ного устройства на весьма значительные расстояния. Одновре
менно она позволяет обойтись без каких-либо антипаразитных
Рис. 62. Сварочные устройства установок мощностью: а —
160 кВт; б — 400, 630, 1000 кВт;
1 — шкаф трансформатора и конденсаторной батареи; 2 — то-
коподвод; 3 — механизм регулировки; 4 — отсек вентиляторов
и конденсаторной батареи
сопротивлений, являющихся источником дополнительных тепло-
вых потерь.
Сварочное устройство (рис. 62). В шкафу сварочного устрой-
ства монтируются высокочастотный трансформатор, конденса-
92
горная батарея и система охлаждения. Оба представленных типа
устройств могут работать при индукционной и контактной систе-
мах подвода тока к свариваемым элементам. Для наведения и
фиксации этих систем относительно свариваемого объекта шкаф
сварочного устройства установлен на раме, которая с помощью
электропривода может перемещаться вдоль своей оси на 800 мм
н поперек на ±125 мм. Технические данные керамических вы-
соковольтных конденсаторов сварочных устройств установок
с ламповыми генераторами приведены в табл. 20.
Таблица 20. Основные данные керамических
высоковольтных конденсаторов
Тип Номинальное напряжение, В Номинальная ем- кость, пФ Номинальная ре- активная мощ- ность, кВ. А Масса, кг Габаритные размеры, мм
эффективное постоянного тока диаметр высота
К15-11-5600-12 1500 К.15-11-18000-7-1500 К15У1а-1500-15-90 К15У1а-4700-10-130 12 7 15 10 16 7 20 12 5 600 18 000 1 500 4 700 1500 1500 90 130 6,5 4,0 1,0 1,3 180 180 125 180 212 212 30 30
Примечание. Допустимое отклонение емкости ±20%; температурный коэффициент емкости равен —1500.
Выше было сказано о том, что для нагревательных контуров
сварочных устройств характерна большая мощность конденса-
торной батареи. Например, для установки мощностью 630 кВт
эквивалентная реактивная мощность конденсаторной батареи
доходит до 30 тыс. квар. Это создает серьезные трудности при
подключении нагревательного контура с помощью кабелей. Одним
из путей решения этой задачи является применение нагрузочных
трансформаторов с незамкнутым магнитопроводом вместо широко
применяемых воздушных. Трансформаторы с ферритным сердеч-
ником хорошо зарекомендовали себя при создании первых высоко-
частотных сварочных устройств, однако мощность их в то время
была сравнительно невелика и актуальность задачи не столь зна-
чительна [7]. ВНИИТВЧ созданы нагрузочные трансформаторы
с ферритовыми сердечниками на частоту 440 кГц для установок
мощностью до 1000 кВт (рис. 63).
В новой конструкции трансформатора в качестве изоляции 3
между обмотками применен вспененный полистирол [30]. Он
строго фиксирует обмотки относительно друг друга, зазор между
витками первичной обмотки 2 и положение ферритового
93
рис. 65. Неподвижные токоподводы через шины 8 соединены ю
вторичной обмоткой трансформатора. Шины крепятся на текст
питовых планках 7, которые, закреплены на кронштейнах ч
Рис. 64. Кондуктор для подвода тока скользящими
контактами
Рис. 65. Сменные контакты
с наконечниками из воль-
фрамовых прутков: а — из
одного прутка; б — из пяти
прутков; в — из трех прут-
ков, вмонтированных в мед-
ный наконечник;
1 — контакт; 2 — наконечник
Планки имеют пазы для смещения шин и изменения расстояния
контактов от места сварки. Контакты независимо друг от друга
поджимаются к кромкам трубы 6 и полосы 3 с помощью двух
пружин 11. Для подъема контактов перед их заменой или опуска-
)6
пнем кондуктора в рабочее положение предусмотрены эксцентри-
। п 10, связанные с рукоятками. При сварке спиральношовных
груб угол а между направлением движения кромки и линией, про-
ходящей через ось поворота контакта и контактного пятна воль-
фрамового наконечника, был принят 25°. В связи с этим ось шар-
нирного соединения токоподвода, передающего ток к кромке
|рубы, расположена значительно ниже (на 70 мм) оси шарнир-
ного соединения второго токоподвода.
Для надежной передачи через шарнирное соединение тока
.1000—4000 А при частоте 400 кГц усилие сжатия токоподводов
должно быть равно примерно 300—350 кгс. Правильный подбор
трущихся пар и хорошая смазка исключают задиры, уменьшают
момент трения в шарнирном соединении. За счет этого можно
применять значительные усилия сжатия торцовых поверхностей
п избежать подгаров. За восемь лет эксплуатации кондуктора
контактирующие поверхности шарнирного соединения ни разу не
подгорели и не были причиной простоя стана. Индуктор и контакт-
ная система подключаются к выводам вторичной обмотки транс-
форматора сварочного устройства.
Основной недостаток любого кондуктора со скользящими
контактами — быстрый износ вольфрамовых наконечников, ко-
торый вызывает частые остановки стана для замены сменных кон-
тактов.
2. Кондуктор с вращающимися роликами. Недостатки сва-
рочных устройств со скользящими контактами и в то же время
желание использовать преимущества контактного способа под-
вода тока послужили толчком к разработке системы токоподвода
с вращающимися контактными роликами. Было создано специаль-
ное сварочное устройство с вращающейся вторичной обмоткой
трансформатора, к выводам которой крепятся катящиеся кон-
тактные ролики. Как показала практика, сварочное устройство
такой конструкции имеет ряд преимуществ: 1) усилия поджима
роликов могут быть значительно больше усилий поджима сколь-
зящих контактов; 2) участки роликов, испытывающие механи-
ческие и токовые нагрузки, работают в повторно-кратковремен-
ном режиме, что значительно уменьшает их износ; 3) стойкость
роликов выше, чем стойкость скользящих контактов.
К недостаткам этой конструкции трансформатора следует
отнести увеличение расстояния от контактов до места схождения
свариваемых кромок, что приводит к повышению расхода элек-
троэнергии. При изготовлении тонкостенных труб (например,
диаметром 203 мм с толщиной стенки 2 мм) увеличение этого рас-
стояния снижает устойчивость кромок. Большая длина коаксиаль-
ного фидера, соединяющего вторичную обмотку и контактные
ролики, также ведет к повышению расхода электроэнергии при-
мерно на 15%.
Впервые сварочный трансформатор с вращающимися контакт-
ными роликами, (рис. 66, а и б) был разработан в 1961 г. [38].
4 А. Н. Шамов
97
Трансформатор состоит из первичной обмотки 1, жестко закреп
ленной на корпусе 3, и 'вторичной обмотки 2, размешенной
на полом валу 4. Вал на подшипниках имеет возможность ира
щаться в корпусе. Внутри полого вала пропущен коаксиальпыи
фидер, состоящий из двух токоподводов 5, 6, связывающий ш<>
ричную обмотку с контактными роликами 7, 8. С помощью пру
жины корпус поворачивается вокруг оси и поджимает контактные
ролики к кромкам трубной заготовки. Ось поворота закреплена
Рис. 66. Трансформатор с вращающимися контакт-
ными роликами
на салазках, которые при изменении расстояния от контактных
роликов до места схождения кромок движутся по направляющим.
Один раз в смену контактные поверхности роликов протачиваются
по форме свариваемой трубы. Чтобы операцию проточки можно
было выполнять без снятия роликов, трансформатор снабжен
приводом для вращения роликов и суппортом для крепления
резца и регулировки его положения. Привод вращения роликов
снабжен обгонной муфтой, которая позволяет остановить двига-
тель привода, не разъединяя его механизма.
Трансформатор с вращающимися контактными роликами
с 1964 г. эксплуатируется на стане 51-152 (рис. 67) для сварки
труб диаметром 89 мм, толщиной стенки 4 мм. В качестве источ-
ника питания используется ламповый генератор мощностью
98
|(Ю к IJ г, частотой 440 кГц. Контактные ролики расположены на
рш стоянии 100 мм от оси шовосжимающих валков. Усилие под-
жима роликов к кромкам составляет примерно 1000 кгс. Контакт
между роликами и кромками стабилен и достигается за счет упру-
Ю1о прогиба кромок. Отмечено улучшение качества формовки
и повышение стабильности кромок в зоне сварки.
Компоновка и размещение установок. Все высокочастотные
установки с ламповыми генераторами имеют блочное исполнение
(рис. 68 и 69). Конструкция блоков унифицирована для установок,
Рис. 67. Сварка вращающимися контактными роликами
близких по мощности. В установках мощностью 400, 630 и 1000 кВт
все блоки, кроме блока выпрямителя и сварочного устройства,
а также мощностью 160 кВт, исключая сварочное устройство,
имеют одностороннее обслуживание. Блоки генераторные анодного
контура и сварочные выпускаются со встроенной системой водо-
воздушного охлаждения. Выпрямитель ВВТ-250/12 (ПВТ-250/14)
снабжается специальным блоком охлаждения, в котором смон-
тирован вентилятор и теплообменник.
Ламповые генераторы установок мощностью 400, 630 и
1000 кВт построены по двухтактной схеме, причем в каждом плече
параллельно работает по две генераторные лампы. Каждое плечо
параллельно работающих ламп смонтировано в отдельных бло-
ках. Соответствующим образом смонтированы в отдельных бло-
ках регуляторы мощности, регуляторы обратной связи и кон-
денсаторные батареи. Поэтому, как показано на рис. 69, в состав
4*
99
Рис. 68. Установки ВЧС1-160/1,76 и ВЧС4-160/0,44,
состоящие нз блоков:
1 — генераторного; 2 — анодного контура; 3 — анодного
трансформатора; 4 — выпрямителя; 5 — фильтра; 6 —
управления; 7 — сварочного устройства; 8 — фотопирометрн-
ческого регулятора; 9 — пульта управления
Рис. 69. Расположение блоков высокочастотной сварочной уста-
новки ВЧС1-630/0,44:
1 — охладитель; 2 — выпрямитель; 3 — фильтр; 4 — генераторный блок;
5 — анодный контур; 6 — гридлик; 7 — стабилизаторы; 8 — свароч-
ное устройство; 9 — пульт управления; /О — пульт автоматики
Ка5еп*15м
100
у HiiinnoK входит по два генераторных блока, блока контуров и
пиний грпдликов. Монтируются они рядом, в положении, ука-
Инш'нм на рис. 69. Длина кабеля от блока контуров до свароч-
iiiiiii устройства не должна превышать 15 м и для каждого плеча
hUliiiHKDita. Расположение других блоков в некоторой степени
Ирин июлыю, однако удобнее блоки выпрямителя и фильтра
Mi hi in ропать вместе, так как электрически они соединяются с по-
Moiiiuii) высоковольтного кабеля. Общая длина установок мощ-
liHi пап 400, 630 и 1000 кВт соответственно равна 19 ПО, 20 310
И «,'11 330 мм. Генераторный блок и блок контуров установок мощ-
iliii пап 160 кВт также монтируются вместе. Блок контуров уста-
IHiiihii частотой 440 кГц должен находиться от сварочного устрой-
1 |кн на расстоянии не более 18 м, а установки частотой 1760 кГц —
In бнлее 12 м. Конструкции блоков установок мощностью 400,
h.’li) н 1000 кВт полностью унифицированы. Произведена унифи-
кация п установок мощностью 160 кВт, частотой 440 и 1760 кГц.
Особенности установок с ламповыми генераторами зарубежных
фирм. Номенклатура установок, выпускаемых крупными зару-
oi иными фирмами, приведена в табл. 22. С начала 70-х годов
н< и фирмы применяют полупроводниковые высоковольтные выпря-
ми и-лп взамен ранее применявшихся выпрямителей на газораз-
рпдпых приборах. Фирмы «Рэдайн», «Электрохитинг», «Сименс»,
н «Гсрматул» применяют высоковольтные полупроводнико-
вые неуправляемые выпрямители. Регулирование мощности,
Иврсднваемой в заготовку, ведется с помощью нагрузочного транс-
iiupMHTOpa, а в некоторых случаях ступенчато на анодном транс-
1ифматоре. Например, анодные трансформаторы фирм «Ель-
। шик» и «Сименс» имеют отпайки с высокой стороны, позволяю-
щие получать напряжение, равное 100, 90, 80, 70 и 60% от номи-
нального. Анодные трансформаторы заполнены негорючими,
и |рыпобсзопасными жидкостями: пиранол (США); клофен (ФРГ)
ппралеп (Франция). Фирмы «Токко», «Синтра» и «Броун-Бовери»
предлагают в своих установках систему: тиристорный регулятор
i (никой стороны—выпрямитель на диодах с высокой. Фирма
• Ьроуп-Бовери» применяет эту систему в установках мощностью
пи '100 кВт, а в установках большей мощности использует не-
управляемый высоковольтный выпрямитель на диодах.
Фирма «Токко» предлагает систему низковольтный тиристор-
ный регулятор—высоковольтный полупроводниковый выпря-
мнтель для установок мощностью до 1000 кВт. В то же время не-
нингстны случаи поставок этой фирмой установок мощностью
Лнлге 300 кВт. Установки фирм «Ельфиак» и «Синтра» мощностью
Опп п 1000 кВт в конце 1969 г. поставлялись с газотронными вы-
прямителями. Поставки высокочастотных сварочных установок
। тиристорными высоковольтными выпрямителями не зафикси-
piJIUIIH.1.
В ламповых генераторах установок мощностью до 400 кВт
применяется параллельная схема включения генераторных
101
Таблица 22. Мощности Р (кВт) и частоты f (кГц)
высокочастотных сварочных установок с ламповыми генераторами,
выпускаемых зарубежными фирмами
фирма Р f фирма Р f фирма р f
«Терматул» 140 450 «Синтра» 70 450 АЭГ—элотерм 60 500
(США) 280 450 (Франция) 145 400 (ФРГ) 120 460
560 450 200 350 220 400
350 350 300 300 360
«Токко» 70 400 600 1000 500 350
300
(США) 100 350 50 400
140 200 250 350 500 700 1000 320
«Броун- 60 500 (Англия) 80 400
Бовери» 100 500 100 350
250 240 220 210 (Швейцария) 130 450 150 300
200 400 250 180
220 250 350 350 «Электро- 180 400
300 300 хитинг» 200 400
350 300 (Англия) 250 350
«Ельфиак» 50 400 400 250 350 300
(Бельгия) 80 400 500 260 400 260
100 350 600 200 500 250
125 150 325 350 700 200
900 200
210 300 1000 200 «Жель» 80 300
320 450 (Япония) 150 300
200 300
420 400 «Сименс» 60 450
600 300 (ФРГ) 100 330 300 200
900 250 150 300 600 200
250 330
350 300
500 350
700 300
триодов, при большей мощности—двухтактная. При этом исполь-
зуются генераторные триоды с водяным (фирмы «Терматул»,
«Токко», «Жель») или испарительным (фирмы «Ельфиак», «Рэдайн»,
«Электрохитинг», «Синтра», «Броун-Бовери») охлаждением анода.
Фирмы, применяющие триоды с испарительным охлаждением
анода, рекламируют следующие их преимущества:
уменьшение расхода охлаждающей воды примерно вдвое по
отношению к триодам с водяным охлаждением анода;
возможность кратковременных больших перегрузок по мощ-
ности, рассеиваемой анодом;
удобство и быстрота монтажа лампы на баке без болтового
крепления по фланцу; уплотнение достигается за счет массы
лампы, которая в 2—2,5 раза больше, чем у обычных.
Все фирмы стремятся применять только одноконтурные схемы
генераторов. Так как индуктивной ветвью колебательного кон-
тура в таком генераторе служит первичная обмотка сварочного
трансформатора, всегда строго лимитировано расстояние от лам-
102
нового генератора до сварочного трансформатора с конденса-
торной батареей. Поэтому при мощности установок до 150—180 кВт
ламповый генератор составляет единую конструкцию со свароч-
ным устройством и устанавливается непосредственно на сварочной
машине агрегата (например, установки фирмы «Ельфиак»). При
большей мощности установок сварочный трансформатор встраи-
вают в сварочную машину без конденсаторной батареи (в генера-
торах фирм «Терматул», «Рэдайн», «Электрохитинг», «Синтра»,
«Жель»). Расстояние от лампового генератора до трансформатора
ограничено 2—3 м.
Как видно из табл. 22, борьба с неустойчивостью работы мощ-
ных автогенераторов во всех без исключения фирмах идет по пути
понижения рабочей частоты генератора. Отсюда более чем двух-
кратный разбег рабочей частоты у установок мощностью от 100
до 1000 кВт. Сварочные устройства фирм «Терматул» и «Броун-
Бовери» поставляются как с индукционной, так и с контактной
системами подвода тока. Остальные фирмы поставляют сварочные
устройства только с индукционными системами.
Фирмы «Ельфиак», «Электрохитинг», «Броун-Бовери», и
«Рэдайн» в сварочных устройствах мощностью более 200—250 кВт
применяют сварочные трансформаторы с плавно изменяющимся
коэффициентом связи между обмотками, что позволяет регулиро-
вать мощность, передаваемую к свариваемым элементам. Фирма
«Сименс» применяет сварочные трансформаторы с регулирова-
нием числа витков обмоток: на низкой стороне — ступенчатым
(4 ступени) и с высокой стороны — плавным, бесступенчатым.
Все фирмы, кроме «Ельфиак» и «Терматул», применяют кера-
мические высоковольтные конденсаторы большой реактивной
мощности, как правило, горшкового типа. Охлаждение осуще-
ствляется пропусканием воды во внутреннюю полость конденса-
тора через штуцера, вмонтированные в пробку корпуса. Кон-
струкция неразборная. Пробка с корпусом соединена синтети-
ческой резиной. Как правило, строго лимитирована температура
входящей воды (25—30°). Передача энергии от генератора к сва-
рочному устройству осуществляется с помощью коаксиального
фидера или шинопровода. При этом сварочные устройства, уста-
навливаемые на сварочных машинах, не могут перемещаться
относительно свариваемого объекта, что усложняет и затрудняет
наведение и фиксацию систем токоподвода.
Как видно из приведенных данных, в СССР и за рубежом
созданы разнообразные специализированные высокочастотные
установки с ламповыми генераторами для сварки металлов.
Одно из основных требований к ним — высокая надежность —
обеспечена применением новых схемных и конструктивных ре-
шений и использованием современной электронной аппаратуры.
Эти работы сыграли значительную роль в повышении техниче-
ского уровня установок и для других электротермических про-
цессов.
103
13. Установки с машинными преобразователями
частоты
Серия сварочных установок с машинными преобразователями
имеет условные обозначения, содержащие их назначение и
технические параметры.
Например,
как на сборных шинах
обозначение установки
ИС1-1000/10 расшифровы-
вается следующим обра-
зом: ИС — индукционная
сварочная; 1 — порядко-
вый номер разработки;
1000 — мощность высоко-
частотного генератора,
кВт; 10 — частота тока,
кГц.
На рис. 70 приведена
типовая схема установки
серии ИС.
Несколько высокоча-
стотных генераторов вклю-
чаются в параллельную
работу на общие шины
распределительного уст-
ройства. К этим же шинам
подсоединяются одна или
две сварочные головки.
Каждый генератор может
включаться и отключаться
независимо вручную разъ-
единителем без нагрузки
и дистанционно контакто-
ром под нагрузкой. Вво-
дить генераторы в парал-
лельную работу рекомен-
дуется поочередным их
включением на холостом
ходу (когда сварочная го-
ловка отключена от сбор-
ных шин) и при снятом
возбуждении. Когда все
генераторы будут подклю-
чены, на них одновременно
подается ток возбуждения.
Сварочная головка под-
ключается
установится нужное
Возбуждение генераторов осуществляется от специального
тиристорного возбудителя-регулятора, который поддерживает по-
после того,
напряжение.
104
стоянным установленное на шинах напряжение с точностью ± 10% .
В отдельных случаях напряжение можно задавать по про-
грамме.
Схемой предусмотрено измерение мощности, коэффициента
мощности, тока и напряжений обмоток статора и возбуждения
генераторов, напряжений на последовательной емкости и сборных
шинах, коэффициента мощности, напряжений на индукторе и
последовательной емкости сварочной головки. Посредством токо-
вых реле и реле напряжений осуществляется защита от перегру-
зок по току и напряжению обмоток статора и возбуждения гене-
ратора, линии передачи от сборных шин и элементов сварочной
головки. Дополнительно в схеме имеется защита от внезапных
резких перенапряжений в силовой цепи установки. Такие перена-
пряжения обычно появляются в случае коротких замыканий на
участке цепи за последовательной емкостью генераторов (Сг)
или повреждений индуктора. В обоих случаях генераторы оказы-
ваются включенными только на емкость, в силу чего возникает
режим самовозбуждения, сопровождающийся резким возраста-
нием напряжения. Напряжение генератора повышается настолько
быстро, что система защиты с обычными реле напряжения не успе-
вает срабатывать. Поэтому в установках предусмотрена защита
посредством разрядника. Разрядник пробивается и закорачивает
обмотки генератора в момент, когда напряжение на них превысит
в 1,5—2 раза номинальное значение. Одновременно замыкаются
первичная обмотка трансформатора тока, включенная в цепь раз-
рядника, и токовое реле защиты. При срабатывании токовых реле
и реле напряжений с генераторов снимается ток возбуждения и они
отключаются от сборных шин.
Разрядник конструктивно состоит из двух медных пластин,
разделенных изоляционной прокладкой обычно из слюды. В сере-
дине прокладки имеется отверстие диаметром 20—25 мм. Толщина
изоляции выбирается в зависимости от допустимого напряжения.
Для разрядника, рассчитанного на пробивное напряжение 1200—
1600 В (рабочее напряжение генератора 800 В), рекомендуется
толщина изоляции из слюды 1 мм. Пластины и изоляционная про-
кладка зажимаются болтами между текстолитовыми плитами.
Изоляция должна выступать на 5—10 мм за края медных шин
для исключения пробоя по торцовым поверхностям. Приводные
двигатели генераторов подключаются к сети 50 Гц посредством
типовых ячеек комплексных распредустройств. Построение схемы
установки позволяет легко изменять еел мощность и осуществ-
лять резервирование. Во ВНИИТВЧ разработаны установки
ИС1-1000/10, ИС1-1500/10, ИС1-2000/10, и ИС1-3000/10. Все
они выполнены на основе преобразователей ОПЧ-250-Ю, каждый
мощностью по 250 кВт, частотой 10 000 Гц.
На графиках рис. 71 приведены максимальные скорости сварки,
которые могут быть обеспечены на установках серии ИС при под-
воде тока охватывающими индукторами. Графики построены по
105
данным фирмы «Ельфиак». Приведем пример определения возмож
ной скорости сварки трубы диаметром 426 мм с толщиной
стенки 2d =8 мм на установке ИС-1500/10. Вначале по кривой
рис. 71, а для трубы диаметром 180 мм находят скорость v
= 40 м/мин. Затем по кривой рис. 71, б определяют коэффициент
снижения скорости kc = 0,6 для трубы диаметром 426 мм. Макси-
мально возможная скорость сварки трубы диаметром 426 мм будет
40-0,6 = 24 м/мин, а приведенная мощность — 7,8 кВт/(мм-м/мип)
Режимы сварки при индукционном подводе тока внутренним
индуктором на установках серии ИС даны в табл. 23. Приведенная
мощность для трубы диаметром 426 мм с толщиной стенки 8 мм
в этом случае почти в два раза меньше, чем при использовании
охватывающих индукторов. Необходимые мощности установок
серии ИС в зависимости от скорости сварки можно приближенно
Таблица 23. Режимы сварки стальных прямошовных труб
на установках серии ИС индукционным способом
внутренним индуктором
Тип стана Количество швов Тип установки Диаметр труб, мм Толщина стеики, мм Размер индуктора, мм Число витков Длина катушки, мм к Приведенная мощ- ность р0, кВт/(мм. м/мин)
скорость свар м/м
203—219 4 — 8 156 5 200 40 — 80 3,75—3,0
203-530 1 ИС1-1500/10 219—325 325 — 530 4—8 6—10 180 230 5 4 230 230 35 — 80 28 — 80 4,0 —3,0 4,3—3,0
530-820 1 ИС1-1000/10 530—820 6—12 I60X X 180 4 230 1 1 — 30 5,6—4,6
1020-1220 2 ИС2-2000/10 1020 — 1220 8—15 160Х X 180 4 230 I )—20 (6,8 4-6,2) 2
1220-1620 2 ИС1-4000/10 1220— 1620 8—20,5 I90X Х200 3 300 3—24 (6.0 4-4,8) 2 (8,0 4-6,2) 2
Примечания: 1. Для стана 203-530 использовались индукторы цилин-
дрической формы, для остальных станов — прямоугольной. 2. На стане 1220-1620
перед сваркой технологического шва с кромок снимались наружные фаски высо-
той около половины толщины стенки заготовки под углом 45°, поэтому приведены
значения мощности для кромок со снятыми фасками и без фасок.
определить, пользуясь графиком, приведенным на рис. 72. Опре-
делим, например, мощность установки для сварки трубы диаметром
426 мм и толщиной стенки 2d — 8 мм со скоростью v = 24 м/мин.
Приведенную мощность можно принять равной р0 = 4,5
кВт/(мм-м/мин). Тогда мощность установки должна быть не
менее Р —p02dv =4,5-8-24^860 кВт. Следовательно, для
сварки этой трубы можно использовать установку ИС1-1000/10.
Машинные преобразователи. До настоящего времени главным
источником тока средней частоты остаются машинные преобразо-
ватели. Основные их достоинства — простота конструкции, а
106
следовательно, высокая надежность в работе и легкость обслужи-
вания, не требующего высококвалифицированного персонала;
возможность включения нескольких преобразователей в парал-
лельную работу; сравнительно низкая стоимость, особенно при
больших мощностях. К недостаткам преобразователей относятся:
уменьшение к. п. д. при неполной загрузке и высокие потери хо-
лостого хода, что приводит к повышенному среднему расходу
электроэнергии в режиме работы высокочастотной установки.
Шум, сложность системы смазки, водоохлаждения и монтажа,
Рис. 71. Зависимость ско-
рости сварки v от мощ-
ности Р и толщины стенки
2d: а — для труб диаме-
тром 180 мм; б — для труб,
диаметры которых отлич-
ны от 180 мм
которые были характерны для машинных преобразователей,
успешно преодолены в последних конструкциях.
Преобразователь частоты состоит из генератора и трехфазного
приводного двигателя, питающегося от сети 50 Гц. Генератор
средней частоты относится к типу индукторных машин, которые,
как и синхронные, возбуждаются постоянным током. Однако,
если у синхронных машин обмотки возбуждения и рабочие обмотки
переменного тока перемещаются относительно друг друга при
вращении ротора, то в индукторных машинах изменение взаимо-
связи между обмотками происходит за счет вращения ферромаг-
нитной массы ротора. Поэтому ротор в этих машинах обмоток
не имеет. Ротору придана зубчатая форма, как у явнополюсной
синхронной машины.
107
Для электротермических установок применяются разноименно
полюсные (гетерополюсные) генераторы и практически только
в однофазном исполнении. При вращении ротора за время перемг
щения его на один полюсный шаг в проводнике каждого полюса
статорной обмотки происходит полный цикл изменения напряжг
ния. Следовательно, число полюсных шагов равно числу зубцов
ротора, а частота получаемого напряжения f = zn/60, где z
число зубцов ротора; п —- число оборотов ротора в минуту.
Рис. 72. Зависимость при-
веденной мощности р0 от
скорости сварки v труб
диаметром от 200 до
1000 мм. Частота тока
10 кГц. Подвод тока осу-
ществляется внутренним
индикатором
Рис. 73. Преобразова-
тель частоты серии
ОПЧ
Напряжение машинных генераторов регулируется от нуля
до максимума изменением тока в обмотке возбуждения. Ток воз-
буждения небольшой, и для его регулирования не требуется слож-
ной аппаратуры. В установках для высокочастотной сварки при-
меняют машинные преобразователи типа ОПЧ-250-10.
Преобразователи этой серии (рис. 73) — однокорпусные, вер-
тикальные, закрытые, состоят из индукторного генератора и
приводного трехфазного асинхронного двигателя с короткозамк-
нутым ротором. В нижней части расположен статор генератора,
в верхней — статор двигателя. Сердечники роторов имеют один
общий вал. Роторный вал опирается на подшипники качения,
имеющие автономную смазку: верхний — консистентную, ниж-
ний — жидкую. Верхний подшипник изолирован, что устраняет
опасность появления подшипниковых токов.
Охлаждение преобразователей — воздушно-водяное с замкну-
тым циклом по воздуху и разомкнутым по воде. Охлаждение воз-
духа осуществляется встроенными в корпус воздухоохладите-
лями. Преобразователи устанавливаются на виброизолирующих
опорах без какого-либо крепления к фундаменту. Они оборудованы
аппаратурой контроля температуры охлаждающей воды, воздуха,
108
подшипников и концентричности воздушного зазора. Геренаторы
допускают перегрузку по току 150, 140, 130 и 120% в течение
30, 40, 60 и 120 с соответственно.
Благодаря значительному уменьшению механических потерь
к. и. д. их при недогрузках по мощности снижается очень мало.
11анример, при нагрузке 70% к. п. д. ОПЧ-250-10 снижается только
па 3%. По своим технико-эксплуатационным показателям преоб-
разователи серии ОПЧ находятся на уровне лучших мировых
образцов.
Технические характеристики преобразователя ОПЧ-250-10
в целом, а также его генератора и двигателя приведены ниже.
Преобразователь
Полезная мощность, кВт . . 250
Потребляемая мощность, кВт 305
К- п. д„ % 82
Скорость вращения (рабочая/синхронная), об/мин . . 2980/3000
Расход охлаждающей воды, м3/ч ............: . . 4,8
Время пуска, с ................................... 18
Высота, мм ... 1980
Диаметр, мм . . 1144
Масса, кг . 4710
Генератор
Частота (рабочая/синхронная), кГц............ 10/10,1
Напряжение, В............................. ... 800
Ток, А . . . 329
cos <р . 0,95
(опережа-
ющий)
Ток возбуждения, А . . . . 4—6
Напряжение возбуждения, В . 102—154
Последовательная емкость, мкФ.......... 5,7
Номинальное напряжение на конденсаторах, В . 915
Напряжение на обмотках генератора, В............. 1010
Двигатель
Частота, Гц ......... 50
Напряжение, В 6000/3000
Ток, А . . . 32,6/65,2
cos <р 0,9
Пусковой ток при номинальном напряжении, А 170/340
Машинные преобразователи имеют ряд особенностей, которые
необходимо учитывать при проектировании и эксплуатации
электротермических, в том числе и сварочных установок. В пер-
вую очередь это относится к характеристикам холостого хода
и короткого замыкания и параллельной работы генераторов.
Характеристика холостого хода имеет максимум напряжения.
Это означает, что при достижении этого максимума дальнейшее
увеличение тока возбуждения не будет давать эффекта. Ток
короткого замыкания, в силу того, что внутреннее сопротивление
109
обмотки статора генератора с повышением частоты увеличивается,
даже при полном токе возбуждения не больше, а часто даже меньше
номинального. Поэтому от индукторного генератора трудно
получить номинальную мощность при активной и особенно ин-
дуктивной нагрузках. По этой причине в электротермических
установках проектируется нагрузка с опережающим коэффициен-
том мощности. По этой же причине в некоторых конструкциях
преобразователей с частотой 4000 Гц и выше и, в частности, типа
ОПЧ-250-10 последовательно с обмоткой генератора включена
емкость Сг (рис. 74, а), являющаяся как бы составной частью
Рис. 74. Схема генератора с последовательной емкостью (а)
и диаграмма напряжений (б)
генаратора. Сопротивление Хс емкости Сг полностью или частично
компенсирует индуктивное сопротивление обмотки статора ге-
нератора: Xd Еу_ JK_ а.
Ток короткого замыкания генераторов с последовательной
емкостью равен /к.3«=« Ur!(Xc — Xd) и резко возрастает, а при
полной компенсации достигает аварийных значений. Поэтому
величина последовательной емкости выбирается из расчета Хс =
= 0,6Xrf и указывается в паспорте преобразователя. Номиналь-
ное напряжение генератора t7r получают уже за последовательной
емкостью. Напряжение на выводах статорной обмотки t/CT отли-
чается от номинального и зависит от величины последовательной
емкости (от напряжения t/c) и cos <рн (рис. 74, б).
На рис. 75 показано изменение напряжения (7СТ генератора
I частотой 8000 Гц, напряжением 600 В при токе 292 А и Xd = 2,3 Ом
с последовательной емкостью Сг = 8,7 мкФ (сопротивление Хс =
= 106/2л/Сг =2,3 Ом) при различных cos <рн. Напряжение Ur
остается постоянным (условие полной компенсации Xd = Хс),
в то время как <7СТ изменяется и может достигнуть опасных значе-
ний t/CT2B случае емкостного характера нагрузки cos <р2.
Экспериментальные исследования показали, что при включе-
нии на параллельную работу индукторных генераторов с асин-
хронными и синхронными приводами не требуются какие-либо
110
Рис. 75. Диаграмма напряжений при
полностью скомпенсированном индук-
тивном сопротивлении обмоток генера-
тора с последовательной емкостью
специальные синхронизирующие устройства. Однако следует
отметить некоторые особенности их ввода на параллельную работу.
1. При включении генераторов на холостом ходу частоты
включаемых генараторов одинаковы, но напряжение на сборных
шинах не равно напряжению подключаемого в параллельную
работу нового генератора. На шинах устанавливается какое-то
среднее напряжение. По обмоткам статоров обоих генераторов
течет уравнительный ток. Так как уравнительный ток является
реактивным, то он не нагружает первичные двигатели и не яв-
ляется опасным для параллельной работы. Однако у генераторов
с последовательной емкостью уравнительныеjroKH могут достигать
больших значений и потому
рекомендуется включать их без
возбуждения.
2. Если генераторы вклю-
чаются под нагрузкой (привод
асинхронный), их частоты в
момент включения не одинако-
вы. Вследствие разности частот
после включения наблюдаются
биения напряжения. Биения
проходят тем медленнее, чем
ближе между собой частоты:
Л/ = z/60 [пс (s2 — sj ], где
z — число зубцов ротора; пс —
число оборотов в минуту на
холостом ходу; sx и s3 —
скольжения приводных двига-
телей.
Биение напряжения вызы-
вает биение тока /б, отстающего
от ДЕб по фазе почти на 90°.
В отличие от уравнительного
тока ток биения может состав-
лять с напряжениями на шинах и подключаемого генератора
угол сдвига от 0 до 90°, т. е. имеет активную составляю-
щую, и не только загружает генератор током, но и создает
дополнительные нагрузки, влияющие на режим работы привод-
ных двигателей. Вновь включаемый генератор, у которого в
первый момент sx = 0, при несовпадении мгновенных значений
этих напряжений принимает на себя повышенную нагрузку.
В результате возникают сильные механические удары и парал-
лельная работа генераторов может нарушиться. Если этого не про-
изойдет, то число оборотов подключенного генератора умень-
шится, частоты сблизятся, биения исчезнут. Практика показывает,
что высокочастотные генераторы, как правило, легко входят в син-
хронный режим. Уже через 2—3 с после включения биения пре-
кращаются, но все равно генератор, у которого приводной
111
двигатель имеет меньшее скольжение, принимает большую
нагрузку.
Сварочное устройство. Сварочное устройство оформлено в виде
специального блока (головки), к которому подключается система
токоподводов. Сварочное устройство предназначено для согласо-
вания параметров генаратора и загрузки (индуктор + нагревае-
мые кромки), чтобы обеспечить передачу индуктором необходимой
мощности в пределах номинальных данных генератора. Согласо-
ванию подлежат коэффициенты мощности и напряжения. Для
этого в сварочном устройстве имеются конденсаторы, автотранс-
форматоры или другие средства согласования. Наиболее распро-
страненная типовая схема сварочного устройства представлена
на рис. 76. Конденсаторы С, подключенные параллельно индук-
тору И, образуют колебательный контур, который и является
Рис. 76. Типовая схема сварочного устройства
загрузкой для генератора. Необходимость согласования коэффи-
циентов мощности вызвана тем, что электромагнитная система
индуктор—кромки (колебательный контур) имеет низкий коэф-
фициент мощности cos фи =0,1ч-0,25.
Генератор может развивать мощность Зг = t/r/rcos <рг, где
I Ur, /г и cos <рг — номинальные значения напряжения, тока и
коэффициента мощности генератора.
Для нагрева используется мощность генератора Раг =
' = UKIr cos фи, где cos фи — угол сдвига между напряжением
и током индуктора. Практически всегда cos фг близок к единице
и, следовательно, для нагрева используется только малая часть
мощности генератора, подключенного непосредственно к индуктору
с низким cos ф„ — активная составляющая, а большая ее часть —
реактивная составляющая — не используется. Реактивная мощ-
ность в виде энергии магнитного поля запасается в индуктивности
контура и генератора, бесполезно загружая его и линию передачи
реактивным током, увеличивая общие потери в цепи генератор—
загрузка.
Для устранения этого недостатка необходимо дополнитель-
ными средствами повысить (согласовать) коэффициент мощности
112
индуктора (загрузки) до cos <рг, т. е. практически довести его до
единицы. Таким согласующим средством в высокочастотных уста-
новках является конденсаторная батарея. В этом случае энергия,
запасенная в магнитном поле индуктора, передается конденса-
тором, переходя в энергию электрического поля. Реактивный ток
замыкается только в контуре, если реактивные сопротивления
индуктора и конденсаторов равны. При этом контур в целом (ин-
дуктор и конденсаторная батарея) представляет для генератора
активную нагрузку. Это выполняется, если мощность конденса-
торной батареи Qc Рг tg<p„.
Таким образом, согласование коэффициентов мощности сво-
дится практически к подбору емкости колебательного контура.
Для этого в сварочном устройстве до
единяются посредством рубильников
или контакторов, что позволяет
легко увеличивать или уменьшать
емкость. Согласование проводят,
пользуясь фазометром, подбирая та-
кую емкость, чтобы коэффициент
мощности на фазометре был близок
к единице. Кроме коэффициента
мощности контур (загрузка) харак-
теризуется сопротивлением ZK. Со-
противление загрузки определяется
конфигурацией, размерами и числом
витков индуктора и параметрами
нагреваемых кромок (толщиной,
длиной, углом схождения). Сле-
довательно, требуемую для нагрева мощность (ток) можно
передать только при определенном напряжении на индукторе.
С другой стороны, генератор развивает паспортную мощность
при номинальных значениях тока и напряжения, когда за-
грузка имеет приведенное к генератору сопротивление ZK =
= UnJI ГН"
Если после согласования коэффициентов мощности загрузка
генератора по мощности не может быть получена, то необходимо
согласовать сопротивления контура и генератора. При номиналь-
ном напряжении ток генератора мал, если сопротивление ZK
велико.
В установках серии ИС согласование сопротивлений произ-
водят изменением величины последовательной емкости. При умень-
шении емкости ее сопротивление увеличивается и, следовательно,
напряжение на контуре возрастает, хотя напряжение генератора
остается без изменения. Одновременно с уменьшением последо-
вательной емкости необходимо уменьшать и емкость параллельную,
чтобы сохранить постоянным коэффициент мощности нагрузки
для генератора.
конденсаторов присо-
Рис. 77. Диаграмма, поясняю-
щая настройку типовых свароч-
ных установок
113
Для расчета последовательной емкости Сп2 или СП1 (рис. 77)
можно использовать следующие выражения:
UK cos <рк = Ur cos фг; (82)
Uсп = Uк sin <pK ± Ur sin фг. (83)
Если требуется снизить напржение на контуре от UK1 до £7к2, то
параллельную емкость нужно изменить (увеличить) так, чтобы
cos фк2 = UK1 cos фк1/£7к2. (84)
Тогда напряжение на последовательной емкости уменьшится до
^Сп2==^г81Пфг + (7ка81Пфк2> (85)
а реактивная мощность последовательной конденсаторной батареи
также снизится до
Р Сп2 = ^Cnjr- (86)
Мощность последовательных конденсаторов после пересчета
на их номинальное напряжение Uc^ будет
РС0п2 — Рсп2 (^Co/^CniY- (87)
Зная мощность одного конденсатора, легко найти количество
конденсаторов, которое должно быть подключено для любого
режима. Согласование или, как часто называют, настройку
установки с последовательной емкостью следует проводить ос-
торожно. До настройки желательно сделать предварительный
расчет по формулам (82)—(87).
Для примера произведем такой расчет для установки мощностью 1500 кВт,
частотой 10 кГц, имеющей следующие параметры: Ur = 800 В, /г = 2000 А,
cos фг = 0,95 (опережающий), [)к = 1000 В, Uco — 1000 В.
В соответствии с формулами (84), (83), (86) и (87) и рис. 77 получаем:
cos фк! = 800 0,95/1000 = 0,76 (отстающий);
Ucni = 1000-0,65 + 800-0,3 900 В;
Pcni = 900-2000-10’3 = 1800 квар;
Pconi = 1800 (1000/900)2 «ь 2200 квар.
Количество последовательных конденсаторов при мощности каждого
в 400 квар: псп — 2200/400 = 5-гб.
Максимально допустимый ток нагрузки (по последовательным конденсато-
рам) /= 5-400 = 2000 А.
Процесс настройки рекомендуется проводить при хорошо
отрегулированной защите от перенапряжений (через разрядник)
в следующем порядке.
Установить индуктор в рабочее положение относительно
кромок свариваемой трубной заготовки; подключить в сварочном
устройстве количество конденсаторов, которое определено пред-
варительным расчетом; закоротить последовательную емкость;
включить нагрузку и проверить по фазометру cos ф,, он должен
114
быть й нашем примере близким к 0,76 (отстающий). Затем нужно
включить последовательную емкость, нагрузку и проверить
напряжение на контуре (индукторе), которое должно быть около
1000 В при напряжении на генераторе 800 В и cos <рг =0,95
(опережающем).
Напряжение на последовательной емкости не должно превы-
шать номинальных значений конденсаторов при токе генератора
2000 А.
Если напряжение на индукторе окажется недостаточным
(ниже 1000 В) и отбираемая мощность мала, необходимо откор-
ректировать настройку. Для этого постепенно (по секциям кон-
денсатора) увеличивают параллельную емкость до тех пор, пока
напряжение на индукторе не достигнет 1000 В. Затем уменьшают
последовательную емкость до установления cos <рг = 0,95 (опера-
жающего). Может оказаться, что при напряжении на контуре
1000 В ток от генератора будет больше номинального (более
2000 А), и, следовательно, при его номинальном значении ото-
брать полную мощность от генератора нельзя (поскольку тогда
придется снизить напряжение генератора). Это означает, что пол-
ное сопротивление нагрузки оказалось меньше расчетного, а число
витков индуктора взято меньше, чем требуется. Чтобы и в этом
случае настроить установку на полную мощность, следует произ-
вести переключение (изменение) параллельной и последовательной
емкостей. Рекомендуется вначале, уменьшая возбуждение гене-
ратора, установить напряжение, при котором отбираемый от него
ток становится нормальным (2000 А); после этого уменьшить по-
степенно (секциями) величину последовательной емкости до тех
пор, пока напряжение генератора не повысится до номинального
(800 В). Затем так же увеличить параллельную емкость до установ-
ления cos фг = 0,95 (опережающего).
Рассмотрим, как следует изменить емкости, чтобы уменьшить на индукторе
напряжение с UK1 — 1000 В до (7К2 = 800 В, сохранив при этом отбираемую
от генератора мощность. Расчет проведем для тех же параметров установки:
Ur= 800 В, /г = 2000 A, cos<jpr= 0,95 (опережающий). Тогда по формулам
(84)—(87) получим:
cos <рК2 = 1000-0,76/800 = 0,95 (отстающий);
(/Сп2 = 800-0,35 + 800-0,35 = 480 В;
РСп2 = 480-2000- IO’3 = 960 квар;
Рсоп2 = 960 (1000/480)2 = 4000 квар.
Количество последовательных конденсаторов с номинальным напряже-
нием 1000 В и мощностью 400 квар следует увеличить до «Спа = 4000/400 = 10.
Системы токоподводов. На всех установках частотой 10 кГц
применяется индукционный подвод тока охватывающим или внут-
ренним индукторами. Во ВНИИТВЧ экспериментально прове-
рена возможность применения контактной системы, аналогично
115
используемой в установках с ламповыми генераторами, хотя
практического применения она пока не нашла.
При сварке с частотой 10 кГц применялись охватывающие
многовитковые цилиндрические индукторы. Однако на трубо
сварочных станах для сварки труб среднего диаметра при этой
частоте невозможно установить охватывающий индуктор доста-
точноблизко к месту схождения кромок. В этом случае применяется
индуктор с клином (рис. 78, а), наличие которого несколько сни-
жает коэффициент использования мощности, выделившейся
в трубе, но снижает тепловые потери и, следовательно, повышает
эффективность нагрева кромок. Многовитковые индукторы под-
ключаются непосредственно к выходным шинам сварочной го-
ловки.
Главное достоинство охватывающих индукторов — простота
изготовления и надежность в работе. Но отечественная практика
Рис. 78. Охватывающие цилиндрические индукторы: а —
с клином; б — разъемный
и опыт зарубежных фирм (например, «Ельфиак») показали, что
установки с охватывающим индуктором имеют ряд серьезных
недостатков, особенно для сварки труб большого диаметра: зна-
чительный нагрев валков шовосжимающей клети; трудность за-
щиты индуктора от повреждений в случае разрыва шва, стыкую-
щего рулоны; невозможность установки индуктора в оптимальное
положение из-за больших размеров валков шовосжимающей клети;
отсутствие разъема, что затрудняет монтаж охватывающего ин-
дуктора при его замене (в индукторе, показанном на рис. 78, б,
в какой-то мере устранен этот недостаток); высокий расход электро-
энергии (большая приведенная мощность), возрастающий с уве-
личением диаметра свариваемых труб.
В 1964 г. профессор А. Е. Слухоцкий предложил нагревать
кромки трубной заготовки при сварке наружным линейным ин-
дуктором, индуктирующий провод которого нормален к оси шва,
изогнут по форме трубной заготовки и охватывает только часть
ее периметра. Этот индуктор можно использовать при сварке труб
или других замкнутых изделий, периметр которых достаточно
велик, и в тех случаях, когда применение охватывающего индук-
116
тора нецелесообразно из-за больших потерь мощности. К его
недостаткам можно отнести: значительные размеры валков шово-
сжимающей клети, не позволяющие разместить индуктор на оп-
тимальном расстоянии от места схождения кромок; расположение
валков шовообжимной клети (так же, как при использовании
охватывающего индуктора) в поле рассеяния индуктора, в резуль-
тате чего они разогреваются.
Развивая эту конструкцию, ВНИИТВЧ разработал индук-
тор \ индуктирующие проводники которого также нормальны
к оси сварного шва и связаны только с частью периметра сваривае-
мой трубы, но сам индуктор размещается внутри трубы (рис. 79).
Магнитопровод 1 набран из листовой трансформаторной стали,
катушка 2 выполнена из профилированной медной трубки. Длина
Рис. 79. Взаимное расположение трубы, внутреннего индуктора и
наружного магнитопровода
магнитопровода должна быть в три—пять раз больше длины ка-
тушки. Поперечное сечение катушки представляет собой сегмент,
дуга которого обращена к свариваемым кромкам и приблизительно
коаксиальна трубной заготовке 5.
Внутренний и охватывающий индукторы работают по одному
принципу. Ток, наведенный в трубной заготовке, доходит до
свариваемых кромок и замыкается через место их схождения.
На участке периметра трубной заготовки, находящемся в непо-
средственной близости от активных проводников катушки, ток
течет по полосе, ширина которой равна примерно длине катушки.
На других участках периметра ширина этой полосы растет и плот-
ность тока падает. Наименьшая плотность тока наблюдается на
линии, диаметрально противоположной щели. Потери мощности
в трубной заготовке определяются в основном потерями мощности
на участке периметра, находящемся в непосредственной близости
от катушки индуктора.
1 Авт. свид. № 285733.
117
Внутренний индуктор по сравнению с охватывающим имеет
существенные преимущества: потери в теле трубной заготовки
значительно слабее зависят от диаметра трубной заготовки;
длина зоны нагрева свариваемых кромок может быть выбрана
оптимальной с точки зрения технологии сварки, расхода электро-
энергии и независимо от размеров валков шовообжимной клети;
поток рассеяния индуктора замыкается внутри трубной заготовки
и нагрев шовообжимных валков снижается; при аварийном из-
менении трубной заготовки (расслой металла полосы, разрыв
стыкового шва, соединяющего рулоны) вероятность повреждения
индуктора ниже.
К недостаткам внутреннего индуктора следует отнести: слож-
ность изготовления; необходимость подводить электроэнергию
и охлаждающую воду через щель между кромками; трудность
создания защиты магнитопровода от брызг расплавленного металла
и искр, выбрасываемых из зоны сварки.
При разработке конструкции внутреннего индуктора проводи-
лись исследования соотношений между размерами отдельных
элементов на его работоспособность и эффективность процесса
сварки. Установлено, что ширина индуктора h существенно
влияет на эффективность нагрева. Увеличение его ширины повы-
шает электрический к. п. д., но приводит к резкому росту потерь
в теле трубной заготовки, т. е. уменьшает коэффициент исполь-
зования энергии, выделившейся в трубной заготовке. Результи-
рующий к. п. д. системы падает. При уменьшении ширины индук-
тора уменьшается часть тока, которая, протекая вдоль кромок
трубной заготовки, замыкается через место их схождения. Поэтому
ширина индуктора должна быть не меньше (0,6-И)/кр и доста-
точно большой, чтобы передать требуемую мощность.
Высоту внутреннего магнитопровода следует выбирать равной
его ширине, а длину катушки индуктора /и — равной или не-
сколько больше /кр (обычно 200—300 мм). Длина выступающего
из индуктора конца магнитопровода должна быть примерно равна
или несколько больше его высоты (100—130 мм). Уменьшение
длины конца магнитопровода, выступающего за катушку, приводит
к повышению индукции и перегреву боковых его пакетов, а уве-
личение его длины более чем в 1,2—1,4 раза по сравнению с высо-
той также нежелательно, поскольку увеличивает длину нагревае-
мых кромок.
Длину магнитопровода следует брать равной примерно 600—
700 мм, чтобы длина заднего выступающего из индуктора конца
магнитопровода была в три-четыре раза больше длины переднего.
Уменьшение длины магнитопровода приводит к увеличению тока
шунтирования, проходящего вдоль кромок в сторону, противо-
положную от места их схождения, и замыкающего по внутреннему
диаметру трубной заготовки. Однако длина магнитопровода
свыше 700 мм не приводит к существенному повышению эффектив-
ности процесса и поэтому нецелесообразна.
118
Расстояние от переднего конца индуктора до места схождения
кромок желательно иметь минимальное, чтобы повысить долю
тока, замыкающегося через место схождения кромок. Однако
уже при расстоянии 50 мм наблюдается снижение надежности
магнитопровода, на который попадают брызги расплавленного
металла и искры, выбрасываемые из зоны схождения кромок.
Для повышения срока службы индуктора его передний торец
обильно охлаждают водой. Магнитный поток, проходящий через
щель между кромками, наводит на кромках сварочный ток. Отно-
шение потока, замыкающегося через щель между кромками Фщ,
к полному потоку, проходящему по магнитопроводу, представляет
собой параметр кэф, который характеризует эффективность внутрен-
него индуктора (например, для трубы диаметром 720 мм он равен
0,24—0,26).
Для уменьшения потока рассеяния Фр, снижения потерь мощ-
ности в магнитопроводе и электрического сопротивления индук-
тора применен компенсатор 4 (рис. 79). Компенсатор выполняется
из высокоэлектропроводного материала и вместе с индуктором
заполняет почти все поперечное сеченне трубной заготовки. Ком-
пенсатор не следует делать сплошным, а достаточно по форме
его наружной поверхности изогнуть медный лист. Использование
компенсатора диаметром 500 мм при высокочастотной сварке
трубы диаметром 720 мм повышает кэф индуктора до 0,25—0,28.
Чтобы снизить магнитное сопротивление потоку Фщ, иногда
применяют наружный магнитопровод 3. Использование магнито-
провода и компенсатора при сварке трубы диаметром 720 мм повы-
шает кэф до 0,33—0,38. Сечение наружного магнитопровода при-
нимают равным 40—50% от сечения внутреннего магнитопровода
индуктора. Магнитопровод и пенал, в котором он расположен,
обматывают стеклотканью и пропитывают эпоксидными компаун-
дами. Внутренний индуктор имеет значительное рассеяние,
поэтому потери мощности в магнитопроводе довольно велики (до
70—100 кВт). Это не ухудшает общий энергетический баланс,
однако магнитопровод нужно весьма интенсивно охлаждать
водой.
Система охлаждения магнитопровода выполнена замкнутой.
Охлаждающая вода поступает со стороны штанги, к которой ин-
дуктор присоединен своим задним концом, и возвращается по
элементам, которые во время работы индуктора не нагреваются.
Как уже было отмечено, в процессе работы из-за попадания на маг-
нитопровод брызг расплавленного металла эпоксидные компаунды
выгорают, герметичность переднего торца магнитопровода нару-
шается и охлаждающая вода попадает в свариваемую трубу.
. Попадание воды в трубу является аварийным. Вода разбавляет
эмульсию, которой охлаждаются механизмы стана. Сварщик, заме-
тив нарушение герметичности индуктора, должен остановить стан.
Индуктор подлежит ремонту. Для восстановления индуктора, как
правило, достаточно только обмотать стеклотканью обожженное
119
место и пропитать эпоксидными компаундами. Необходимо сле-
дить, чтобы в магнитопроводе при протекании воды не образо-
вывалось воздушных пузырей. Для этого трубки, по которым ох-
лаждающая вода возвращается из индуктора, должны собирать
|воду из его верхней части, с тем чтобы весь магнитопровод нахо-
дился в воде. Для этого сливные трубки, отводящие воду от шлан-
гов, должны монтироваться на 0,5—1,0 м выше индуктора.
Предлагаются и другие конструкции токоподводов, которые
пока не нашли применения в практике. Среди них, например,
индуктор кольцевого или петлевого типа, охватывающий только
место схождения кромок1. Такой индуктор может располагаться
внутри трубы. Возможна схема с двумя индукторами, располо-
женными один внутри, а второй снаружи трубной заготовки.
Институтом электросварки им. О. Е. Патона предложен индуктор
с двумя полюсами магнитопровода, между которыми проходят
свариваемые кромки. В магнитопроводе возбуждается переменный
магнитный поток средней частоты посредством многовитковой
катушки. Под действием этого потока в трубной заготовке индук-
тируется ток, который вследствие поверхностного эффекта и
эффекта близости концентрируется на свариваемых кромках.
Комплектующее оборудование и аппаратура. В сварочных уста-
новках с машинными преобразователями используется большое
количество комплектующего оборудования и аппаратуры серий-
ного изготовления.
1. Шкафы станций управления. Аппаратура управления разме-
щается в специальных шкафах, условно обозначаемых ШТЕ. Кон-
структивно они выполнены в виде шкафов двустороннего обслу-
живания, различаются по назначению, току и частоте. Высота
шкафов 2400 мм. Длина (глубина) 800 мм. В установку входит
следующий комплект шкафов.
Шкаф силовой генераторный ШТЕ-9911 (ШГ) предназначен
для подключения генератора ОПЧ-250-Ю к сборным шинам. Ши-
рина шкафа 1300 мм. В шкафу (см. рис. 70) установлены: контак-
тор К, разъединитель Q, разрядник F1, измерительные приборы
и реле токовой защиты генератора, трансформаторы тока и напря-
жений Т для измерительных приборов и обратной связи, после-
довательные конденсаторы Сг. Контактор К высокочастотный,
серии КЮ00, типа КИ22, открытого исполнения, двухполюсный.
Характеристика контактора приведена ниже.
Номинальный ток, А................................ 400
Напряжение, В:
номинальное............................... 1600
главной цепи................................. 800
втягивающей катушки от источника постоян-
ного тока...........'................... 220
Охлаждение ....................................Воздушное
(естественное)
1 Авт. свнд. № 105861.
120
Разъединитель Q серии ВЛДФ, типа ВЛДФ-2-400, двухполюс-
ный с центральной рукояткой, имеет следующие данные:
Номинальный ток, А.............................. 400
Напряжение, В . .........................До 2000
Охлаждение .....................................Воздушное
(естествен-
ное)
Шкаф обратной связи ШТЕ-9900 (ШОС) шириной 800 мм при-
меняется в схемах централизованного питания для защиты от
перенапряжений на сборных шинах и снятия с них напряжения
сигнала обратной связи для тиристорного возбудителя. В нем
же смонтированы реле защиты по току и напряжению.
Шкаф защиты и контроля (ШЗК) предназначен для контроля
двигателя и генератора преобразователя. Ширина шкафа 800 мм.
Шкаф управления генератором (ШУГ) шириной 800 мм служит
для размещения измерительных приборов, сигнальных табло,
кнопок управления и др. Разработан на те же параметры (токи),
что и шкафы силовые генератора, и получает питание от измери-
тельных трансформаторов.
Шкаф возбуждения (ШВ) шириной 800 мм комплектуется ти-
ристорным возбудителем РВТ-10 или РВТ-63. В каждом шкафу
установлено по два возбудителя: один — рабочий, второй — резерв-
ный. Резервный может подключаться на ходу. Возбудители типа
РВТ-10 и РВТ-63 — тиристорные. Они одновременно являются ре-
гуляторами, автоматически поддерживающими напряжение на
сборных шинах (генераторе). Ниже приводятся их характеристики:
РВТ-10 РВТ-63
Ток, А...............................
Напряжение, В:
постоянного тока.....................
номинальное ...................
обратной связи ................
однофазной питающей сети 50 Гц
Точность стабилизации, %.............
10
20—180
120
25—100
220
±1
63
20—180
120
25—100
220
±1
Шкаф фидерный (ШФ) шириной 800 мм служит для подключе-
ния к сборным шинам сварочного устройства. В шкафу (см. рис. 70)
установлены разъединитель Q типа ВЛДФ-3000 двухполюсный
с центральной рукояткой, номинальными током 3000 А и напря-
жением 2000 В (охлаждение водяное) и трансформатор напряже-
ния Т для измерительных приборов, находящихся на пульте управ-
ления сварщика.
Используя шкафы станции управления можно создать уста-
новки по различным схемам питания и на любую мощность.
На рис. 80 показана компоновка установки для сварки двухшов-
ных труб.
121
Шкафы силовые поставляются в виде секций в комплекте
со сборными шинами, которые монтируются над шкафами. Длина
1секции не более 4 м. При монтаже секции соединяются в цельное
распределительное устройство. Типы шкафов в секциях и их
Таблица 24. Характеристика
конденсаторов серии ЭСВ
Тип Ем- кость, мкФ На- пря- жение, В Коли- чество выводов
ЭСВ-0,5-10 25,5 500 2
ЭСВ-0,8-10 9,96 800 2 или 4
ЭСВП-0,8-10 9,96 800 5
количество согласуются
при заказе в соответствии
с проектом.
2. Конденсаторы. В
сварочном устройстве мон-
тируются конденсаторы на
частоту 10 кГц серии ЭСВ
с водяным охлаждением.
Мощность каждого кон-
денсатора 400 квар. Ха-
рактеристика конденсато-
ров приведена в табл. 24.
Конденсаторы ЭСВ-0,5-10 и ЭСВ-0,8-10 можно подключать на
|напряжение соответственно 1000 и 16000 В при последователь-
ном
соединении секций.
К сварочному устройству
Рис. 80. Компоновка сварочной установки мощностью 1000 кВт
3. Кабель. Для передачи тока от генератора к сварочному
|устройству используют кабель марки КВСП, высокочастотный,
специальный, коаксиальный (ТУ16-505-264-71). Ниже приводится
его характеристика:
Ток при частоте, А:
2,4 кГц.......................................... 400
10 кГц........................................... 300
Напряжение, В......................................... 2000
Наружный диаметр, мм .................................. 43
Толщина полиэтиленовой изоляции, мм................... 3
Строительная длина, м ................................. 125
Температура окружающего воздуха, °C...............25—40
Радиус изгиба, мм (не менее) .......................... 750
122
Кабель предназначен для укладки в ка ельных каналах
закрытых помещений. Монтаж допускается производить при тем-
пературе не ниже 0° С. Кабель следует прокладывать на специаль-
ных лотках, исключающих его пережимы и промины. Параметры
кабеля приведены в табл. 25.
Таблица 25. Параметры кабеля КВСП длиной 1 м
Частота, кГц Ток, А Z, Ом /?, Ом X, Ом <р,... ° В Поте- ри, Вт
2,4 400 0,00102 0,000517 0,00087 59,5 0,207 82,8
10 300 0,00326 0,000897 0,00313 74,0 0,27 81,0
Требования к системе охлаждения и размещению оборудования.
Высокочастотные генераторы, конденсаторы, понижающие транс-
форматоры, индуктор, шинопроводы, а в отдельных случаях и
конструктивные элементы необходимо интенсивно охлаждать. Си-
стема водоснабжения в большинстве случаев определяет надеж-
ность работы установки в целом: выход из строя ее элементов
чаще всего наблюдается при засорении каналов охлаждения
грязью, накипью. Расходы, связанные с охлаждением, составляют
значительный процент от общих затрат. Опыт показывает, что
лучшей системой охлаждения является замкнутая система: вода
из градирни или резервуара насосами подается для охлаждения
и затем возвращается обратно. Заметим, что вода из всех охлажда-
емых элементов должна возвращаться самотеком через открытые
сливные воронки, доступные для визуального наблюдения. Тем-
пература охлаждающей воды должна поддерживаться в пределах
15—25° С. При температуре воды ниже 15° С наблюдается отпо-
тевание (конденсация паров из окружающего воздуха) на всех
металлических элементах, что резко снижает надежность установки
в целом, а особенно токоведущих частей, находящихся под на-
пряжением. Характеристика воды, которую можно применять
при охлаждении, приведена ниже:
Температура воды на выходе, °C (не выше):
индукторов, шинопроводов, генераторов .... 50
конденсаторов .................................. 40
Давление воды, кгс/см2 ................................ 3
Механические примеси, мг/л.........................20—40
Минеральные примеси,1 мг-экв/л......................... 3
Фактор pH..........................................5—7,5
Расход воды указывается в паспорте оборудования. Трубопро-
воды системы охлаждения желательно выполнять из оцинкованных
труб, а все шланги — из бессажевой резины.
1 1 мг-экв/л соответствует наличию в воде 28 мг СаСО3.
123
Помимо общих правил размещения электротехнических уст-
ройств при проектировании высокочастотных установок должен
быть соблюден ряд дополнительных требований, учитывающий
особенности их работы: сварочная головка обязательно должна
размещаться вблизи стана (индуктора), чтобы как можно короче
был соединяющий шинопровод; преобразователи вместе с пуско-
выми устройствами, шкафами станций управления и аппаратурой
автоматики желательно устанавливать в специальных помещениях.
Шкаф управления следует устанавливать вблизи сварочного
стана или дублировать основные приборы измерения и регулятор
тока возбуждения на пульте управления сваркой. По требованиям
техники безопасности выокочастотные установки приравниваются
к установкам промышленной частоты.
14. Система автоматического регулирования
режима сварки
В 1967 г. в СССР коллективом авторов1 была разработана
система автоматического регулирования режима применительно
к сварке алюминиевых оболочек кабелей дальней связи. Авторами
изобретения предложено в качестве косвенного параметра, опре-
деляющего качество сварного шва, принять интегральное излу-
чение из очага расплавления (нагрева). Установлено, что суммиро-
вание излучения обычным фотопирометрическим датчиком дает
положительный результат, особенно при сварке тонких изделий
или изделий из цветных сплавов (алюминий, медь), для которых
характерен небольшой объем расплава металла и сравнительно
с полем датчика небольшое удаление точки схождения кромок от
среднего положения. Сейчас все станы высокочастотной сварки ка-
бельных оболочек и ряд трубоэлектросварочных оснащены этой
системой регулирования. Система излучение—мощность, под-
водимая к индуктору (или контактам), — замкнутая и по суще-
ству стабилизирует геометрические размеры очага расплавления.
Датчиком системы служит фотопирометр, с помощью которого
посредством электромеханического обтюратора производится срав-
нение потоков излучения от визируемого нагретого тела и эталон-
ной лампы накаливания. Регулирование мощности в установках
с машинными преобразователями достигается изменением тока
возбуждения с помощью тиристорного выпрямителя (возбудителя),
а в ламповых генераторах — изменением анодного напряжения
посредством управляемого выпрямителя.
Применение системы автоматического регулирования для ре-
жимов сварки алюминиевых кабельных оболочек и стальных труб
позволило существенно улучшить технико-экономические показа-
тели высокочастотных нагревательных устройств. Регистрограммы
температуры (излучения очага сварки) иллюстрируют, что
1 Авт. свид. № 200060.
124
возмущения, вызванные изменением скорости сварки, устраня-
ются применением системы автоматического регулирования.
Результаты статистической обработки испытаний образцов
стальных труб, полученных при работе автоматического регули-
рования и ведении процесса вручную, приведены в табл. 26.
Таблица 26. Результаты технологических испытаний (раздач)
сварных труб
Размер
(диаметр X
X толщина),
мм
Режим работы
102X 2 1000
36
36
39
60
100
100
50
100
100
7,9
12,9
11,5
39
100
100
11,5
Без регулирования
С регулированием
С регулированием
изменении скорости
3 м/мин 1
С регулированием
изменении скорости
6 м/мин
при
на
прн
на
54X3
23
23
84 60
100 100
12,5 Без регулирования
12,5 С регулированием
При ведении сварки вручную
все образцы испытания не выдержали.
Можно видеть, что использование системы регулирования приво-
дит к повышению качества труб. Изменение скорости сварки не
ухудшает качества сварного соединения. Кроме того, резко уве-
личивается количество труб, выдержавших испытания по требо-
ваниям, предъявляемым к термообработанным трубам. Применение
системы автоматического регулирования на трубосварочных станах
существенно снижает себестоимость изделий.
При сварке кабельных оболочек в автоматическом режиме,
помимо резкого снижения процента брака по сварке, существенно
повышается производительность агрегата за счет осуществления
непрерывного цикла сварки с переменной скоростью (в моменты
стыковки кабельного сердечника). Кроме того, это ведет к сниже-
нию отходов дефицитных материалов и увеличению строительной
длины кабеля (табл. 27).
Конструктивно аппаратура автоматического регулирования
выполнена в виде отдельных функциональных блоков, смонти-
рованных на пульте управления. Она входит в состав установок
высокочастотной сварки ВЧС4-16О/О,44 и ВЧС1-160/1.76, но
поставляется по дополнительному согласованию. В процессе
125
Таблица 27. Технико-экономические показатели работы
агрегата для наложения алюминиевой оболочки кабелей связи
Режим работы Длина кабеля без дефектов, км Изменения скорости сварки, м/м НН Средняя ско- рость сварки, м/мин Строительная длина кабеля, м Колебания толщины штрипса в рулоне, мм
Без автоматического ре- гулирования С автоматическим регу- лированием 18,7 104,2 Без изменения 25—75 37 65 615 825 0,95—1,2
эксплуатации очень важно пирометр над очагом сварки располо-
жить так, чтобы очаг целиком визировался при любых изменениях
режима сварки и всех перемещениях трубной заготовки относи-
тельно опорно-сварочного узла. В зоне визирования не должно
быть паров и водяных брызг. В том случае, когда охлаждение
валков опорно-сварочного узла производится открытым поливом
с большим образованием пара и брызг, эта система не дает поло-
жительного эффекта при сварке труб.
Создание системы автоматического регулирования режима
сварки можно считать первым шагом решения проблемы автомати-
ческого поддержания качества сварки, на которое влияют многие
воздействия: нестабильность скорости сварки, величина угла
и положение точки схождения кромок, толщина и ширина штрипса,
форма кривой выходного напряжения выпрямителя анодного
напряжения и др.
В последнее время проведен ряд исследований по оценке
степени влияния на качество сварного соединения каждого из
факторов с тем, чтобы создать многопараметрическую систему
регулирования. Однако первые результаты исследований показы-
вают, что главным возмущающим фактором является нестабиль-
ность угла и положение точки схождения кромок. Видимо, поэтому
зарубежные фирмы решают проблему качества сварки путем со-
вершенствования конструкции формовки трубной заготовки.
Глава IV.
ПРИМЕНЕНИЕ ВЫСОКОЧАСТОТНОЙ
СВАРКИ
Процессы при высокочастотной сварке характеризуются вы-
сокой степенью локализации энергии и возможностью в широких
пределах изменять параметры ее режима, что неосуществимо при
126
других методах сварки. Кроме того, энергоемкость процесса
высокочастотной сварки значительно ниже, чем при контактной
и электродуговой сварке. Нет принципиальных ограничений по
скорости сварки. Но при высокочастотном способе трудно свари-
вать изделия конечной длины, так как неизбежны непроваренные
участки в начале и конце сварного шва. Из-за особенностей систем
подвода тока и механизмов осадки ограничивается сортамент
изделий сложной конфигурации, которые можно сваривать мето-
дом высокочастотной сварки.
Применение высокочастотной сварки наиболее эффективно
при непрерывных процессах изготовления изделий достаточно
простой конфигурации, выпускаемых массовыми сериями, поэтому
этот способ нашел наибольшее распространение в производстве
прямо- и спиральношовных труб из черных и цветных металлов,
оболочек электрических кабелей, в приварке ребер, изготовлений
профилей. Описанию наиболее эффективных процессов с примене-
нием высокочастотной сварки давлением посвящена эта глава.
13. Сварка прямошовных труб малого
и среднего диаметров
Высокочастотная сварка давлением с предварительным нагре-
вом и местным расплавлением свариваемых поверхностей нашла
наибольшее применение в производстве прямошовных труб малого
Рис. 81. Схема агрегата для производства прямошовных труб
и среднего диаметров. В 1975 г. методом высокочастотной сварки
в СССР ежедневно изготовлялось более 3 млн. м сварных труб
из углеродистых и нержавеющих сталей, сплавов алюминия,
меди и титана диаметром от 10 до 530 мм с толщиной стенки от
0,5 до 10 мм.
Изготовление труб на трубоэлектросварочном агрегате. Прин-
ципиальная схема агрегата для высокочастотной сварки прямо-
шовных труб приведена на рис. 81. Лента в рулонах поворотным
краном подается на конвейер 1 и разматыватель 2, затем правится
в валковой машине Зи после обрезки концов с помощью ножниц 4
сваривается в непрерывную ленту на стыкосварочной машине 5.
127
О разовавшиися при сварке грат удаляется гратоснимателем
Петлеобразователь 6 предназначен для создания запаса ленты
перед формовочным станом и обеспечения непрерывного процесса
производства труб во время обрезки и сварки концов ленты и
снятия грата. Приводными тянущими роликами лента подается
к формовочному стану 7. В некоторых случаях перед формовкой
кромки ленты обрезаются на дисковых ножницах.
Формовочный стан состоит из горизонтальных и вертикальных
клетей. Сформованная трубная заготовка поступает в сварочную
машину 8, где производится нагрев кромок и формирование свар-
ного соединения. Наружный грат снимается гратоснимателем
резцового типа. Сваренные трубы охлаждаются до температуры
50—60° С в холодильнике 9 водовоздушной смесью, которая по-
дается на поверхность труб через систему сопел. Окончательная
калибровка трубы по диаметру осуществляется на стане 10,
каждая клеть которого состоит из пары горизонтальных и пары
вертикальных валков: горизонтальные — приводные, вертикаль-
ные — неприводные.
Продольная кривизна труб устраняется в правильной клети,
имеющей две последовательно расположенные четырехвалковые
обоймы. В дальнейшем труба поступает или в редукционный стан
12, пройдя нагрев в индукционной печи 11 и резку на летучей
пиле 13, или на трубоотрезной станок, а затем на участок отделки
14, 15. При локальной нормализации шва индукционный нагре-
ватель размещается непосредственно после гратоснимателя.
Выбор оптимальных параметров сварочных устройств. Свари-
ваемый сортамент труб ограничивается отношением D/2d. Мак-
симальное значение D/2d определяется условием устойчивости
заготовки данного диаметра при осадке с оптимальным давлением,
т. е. тонкостенность свариваемой трубной заготовки зависит от
свариваемого диаметра и материала заготовки (табл. 28). Макси-
мальное значение толщины стенки при заданном диаметре трубы
определяется допустимыми электрическими потерями в ее теле,
а при очень малых соотношениях — и возможностями процесса
формовки.
Как было показано в гл. I, сварка труб, толщина которых опре-
деляется отношением D/2d (табл. 28), может быть осуществлена
в широком диапазоне частот тока. Поэтому решающим фактором
является простота и надежность конструкции системы передачи
тока, зависящей в значительной степени от пропускаемого тока.
Чем выше частота и длительнее время нагрева, тем меньше ток
(рис. 82).
Снижение сварочного тока за счет увеличения времени нагрева
нецелесообразно, так как при этом увеличиваются тепловые по-
тери вследствие отвода тепла в тело свариваемой заготовки.
Наиболее эффективно уменьшение тока за счет повышения частоты
до 200—500 кГц. Дальнейшее повышение частоты, как правило,
нежелательно, так как заметного уменьшения тока это на дает
Таблица 28. Предельные значения отношения D/2d
для труб диаметром от 10 до 530 мм
Наружный диаметр трубы, мм (£>/2d)max для труб (D/2d)min для труб
из мало- углеро- дистой стали из аусте- нитной стали из меди, латуни из алю- миние- вых сплавов из стали из алю- миние- вых и медных сплавов
10—20 80 70 60 50 8 10
20—28 100 80 70 60 8 10
28—32 100 80 70 60 10 12
38—42 100 80 75 60 12 14
48—70 100 80 75 60 12,5 15
76—96 90 75 70 50 15 15
102—152 90 75 — 50 17,5 16
152—220 90 —— — 60 18 —
220- 355 90 — — — — —
355 — 530 100 — — — — —
и ухудшаются показатели источников питания сварочных уст-
ройств. Поэтому с учетом выделенного в СССР льготного диапа-
зона частот для высокочастотной сварки труб малого и среднего ди-
аметров принята частота 440 кГц, хотя в отдельных случаях при-
меняются частоты 70 и 10 кГц. За рубежом для сварки таких
труб применяют частоты 170—500 кГц [18].
ГкГц
Рис. 82. Зависимость сва-
рочного тока от частоты и
времени нагрева:
Z — 0,1 с; 2 — 0,2 с; 3 —
0,4 с; 4 — 1с
Рис. 83. Зависимость по-
правочного коэффициен-
та kM от диаметра свари-
ваемых труб D
Выбор способа подвода тока к свариваемым кромкам
также имеет важное значение. Обратимся к графику зависи-
мости коэффициента изменения мощности kM (или приведенной * 1
мощности) от диаметра свариваемой трубной заготовки Р(рис. 83).
1 Под приведенной мощностью понимают отношение колебательной мощности
к скорости сварки и толщине свариваемой трубы.
1/85 А. н. Шамов
129
Наименьший расход электроэнергии при индукционном подводе то-
ка с помощью охватывающего индуктора наблюдается при сварке
труб диаметром 35—45 мм. Если принять мощность, потребляемую
при сварке труб диаметром 35—45 мм за единицу, то отношение
этой мощности к мощности, необходимой для сварки трубы другого
диаметра, даст коэффициент изменения мощности kM. Необхо-
димо заметить, что при контактной системе подвода тока значение
приведенной мощности для сварки труб диаметром 35—45 мм
примерно такое же, как при индукционном подводе, и практически
не меняется с изменением диаметра трубы. Поэтому при сварке
труб малого диаметра следует рекомендовать только систему
индукционного подвода тока. С ростом диаметра свариваемой
заготовки значительно увеличивается потребляемая мощность,
и при диаметре заготовки 220 мм она удваивается по сравне-
нию с мощностью, необходимой для сварки труб диаметром
35—45 мм.
Однако экономичность процесса определяется не только энерге-
тическими показателями. В табл. 29 приведены значения скорости,
приведенной мощности и частоты тока при различных способах
подвода тока для высокочастотной сварки труб диаметром 159—
220 мм. Из таблицы видно, что при сварке труб диаметром 159
и 168 мм потребляемые мощности при контактном способе с по-
мощью вращающихся контактов и индукционном практически
одинаковы, а по данным фирмы «Терматул», для труб диаметром
168 мм можно уменьшить эту мощность на 10—12%, если при-
менить скользящие контакты. Лишь при сварке труб диаметром
219 мм разница в мощностях становится ощутимой
Помимо возможности иметь меньшую длину нагреваемых кро-
мок и меньший расход мощности, система с контактным подводом
тока удобна при перестройке стана, связанной с переходом с од-
ного диаметра труб на другой. В то же время этой системе при-
сущи следующие недостатки.
1. Необходимость симметричной передачи тока к свариваемым
кромкам посредством контактов, симметрично расположенных
относительно вертикальной плоскости. Периодическое смещение
кромок относительно контактов приводит к снижению качества
сварного соединения, особенно в непрерывных трубосварочных
станах при прохождении через формовочную и сварочную машины
стыка полос следующих друг за другом рулонов.
2. Возможность появления на поверхности трубы локальных
оплавленных участков (поджогов), возникающих вследствие об-
разования электрической дуги в момент нарушения контакта.
Нарушение контакта происходит при прохождении стыка, дефек-
тах формовки или свариваемой ленты.
3. Необходимость периодической остановки стана при смене
контактных наконечников или проточке вращающихся электродов.
По данным Северского трубного завода, среднее время работы
вращающихся контактов без проточки — одна рабочая смена,
130
Таблица 29 Значения скорости, приведенной мощности
и частоты при высокочастотной сварке труб диаметром 159—220 мм
Размеры трубы, мм Длина нагревае- мых кромок, мм Скорость сварки, м/мин Приведенная мощ- ность, кВт/(мм. м/мин) Частота тока ис- точника питания, кГц Способ подвода тока Завод, фирма
Диаметр — 1 Толщина стеики
159 168 219 5,0 6,0 6,0 7,0 6,0 7,0 160 170 180 45 40 40 35 40 30 1,50 1,55 1,50 1,60 1,70 1,80 440 Контактный с вращающимися контактами Северский трубный завод
159 168 219 5,0 6,0 6,0 7,0 6,0 7,0 200 220 240 45 40 40 35 35 30 1,50 1,60 1,60 1,70 2,20 2,30 440 Индукционный с охватывающим индуктором
168 219 6,4 7,1 6,4 7,1 120 120 34 30 34 30 1,30 1,35 1,30 1,35 400- -500 Контактный со скользящими контактами «Терматул» (США)
168 219 6,0 7,0 6,0 7,0 150 180 40 35 35 30 1,70 1,75 2,30 2,30 300 Индукционный с охватывающим индуктором «Ельфиак» (Бельгия)
а время проточки электродов — 15—20 мин. При применении
контактных систем со скользящими контактами в зависимости
от величины передаваемой мощности, качества поверхности труб-
ной заготовки, ее материала стойкость контактных наконечников
такова, что можно сварить от 1,5 до 30 тыс. м труб, исполь-
зуя пару наконечников. Время, необходимое для смены пары
контактодержателей, — 20 мин.' По данным фирмы «Терматул»,
при использовании сварочного устройства мощностью 280 кВт
средняя стойкость контактных наконечников 3000 м, а время,
необходимое для их замены, — 10 мин.
4. Необходимость квалифицированного обслуживания и не-
прерывного наблюдения, за работой системы.
Исходя из изложенного, следует рекомендовать для сварки
труб диаметром до 219 мм применение индукционной системы под-
вода тока охватывающим индуктором.
V25* 131
Более сложен выбор способа подвода тока при сварке труб
диаметром до 530 мм. Для сварки таких труб применяется индук-
ционный способ подвода тока охватывающим индуктором на ча-
стоте 440 кГц и внутренним индуктором на частоте 8 и 10 кГц
(табл. 30) [32]. Значения приведенной мощности для труб диа-
метром 430—530 мм близки при подводе как охватывающим, так
и внутренним индуктором, а для труб диаметром 273—326 мм —
при индукционном подводе охватывающим индуктором на частоте
440 кГц на 30—40% меньше, чем при подводе внутренним индук-
тором. В будущем можно ожидать некоторого (на 10—15%) сокра-
щения расхода электроэнергии за счет совершенствования мощ-
ных генераторных триодов в случае применения сварочных уст-
ройств с ламповыми генераторами и использовании тиристорных
преобразователей частоты для сварочных устройств на частоте
8—10 кГц. Системы индукционного подвода тока на обеих часто-
тах хорошо отработаны и нельзя ожидать заметного повышения
их к. п. д.
Применение в современных мощных высокочастотных сварочных
устройствах с ламповыми генераторами схем и конструкций ти-
ристорных выпрямителей и электронной аппаратуры высокой
надежности и долговечности свело на нет разницу в издержках
при эксплуатации установок с машинными преобразователями и
ламповыми генераторами. Но эксплуатационные издержки при из-
готовлении, ремонте и смене индукторов и ферритовых сердечни-
ков в устройствах с ламповыми генераторами ниже, чем внутрен-
них индукторов на частотах 8—10 кГц. Капитальные затраты так-
же несколько выше при индукционном подводе тока внутренним
индуктором главным образом за счет высокой стоимости преобра-
зовательной подстанции.
Одним из основных показателей рентабельности является
производительность процесса. В табл. 31 приведена производи-
тельность при сварке труб диаметром 219—530 мм. Из данных
таблицы видно, что применение сварочного устройства, работаю-
щего на частотах 8—10 кГц, для производства труб с толщиной
стенки 4—6 мм не оправдано. Преимущества такой системы ощу-
тимы лишь при производстве труб с толщиной стенки 8—10 мм.
Наконец, важным моментом в выборе оптимального свароч-
ного устройства является качество сварного соединения. На
рис. 84 приведены микроструктуры сварных швов труб диаметром
168 мм и толщиной стенки 6 мм, полученных при использовании
различных сварочных устройств на частотах 8 и 440 кГц. Сварка
труб производилась со скоростью 30 м/мин из полосы стали од-
ной марки (из одного рулона) при одинаковом давлении осадки.
|Сварное соединение, выполненное с использованием сварочного
устройства частотой 8 кГц, отличается лишь более широкой и раз-
мытой зоной термического влияния и несколько меньшим коли-
чеством включений троостита. После нормализации шва при
'температуре 850° С и выдержке 2 с микроструктуры сварных
132
Таблица 30. Сравнительные данные
по высокочастотной сварке труб диаметром 273—530 мм
при частоте тока 8—500 кГц
Размер труб, мм Длина нагревае- мых кромок, мм Скорость сварки, м/мин Приведенная мощность, кВт/(мм. м/мин) Частота тока источ- ника пита- ния, кГц Индукцион- ный подвод тока Завод, фирма
Диаметр Толщина стеики
273 6,0 8,0 215 40 30 2,4 2,5 400—500 Охватыва- ющим индуктором «Ельфиак» (Бельгия), «Ва- лурек» (Франция)
326 6,0 8,0 240 40 30 2,6 2,8
430 8,0 10,0 275 30 25 3,2 3,3
530 8,0 10,0 315 30 25 3,6 3,8
273 6,0 8,0 200 40 30 3,4 3,5 8—10 Внутренним индуктором Новомосковский трубный завод
326 6,0 8,0 250 40 30 3,6 3,8
430 8,0 10,0 280 30 25 3,8 4,0
530 8,0 10,0 300 30 25 4,0 4,2
Примечание. Данные, приведенные для труб диаметром 530 мм (см.
нижнюю строку), являются ориентировочными.
5 А. Н. Шамов
133
Таблица 31. Производительность сварочных устройств
Наружный диаметр трубы, мм Толщина стеикн, мм Показатели производительности сварочных устройств
Мощностью 1000 кВт, частотой 440 кГц мощностью 1500 кВт, частотой 8—10 кГц
Скорость сварки, м/мин Производи- тельность, т/ч Скорость сварки, м/мин Производи- тельность, т/ч
4 по 140 115 145
219 6 75 150 85 170
8 55 135 60 145
4 100 160 105 165
273 6 70 170 75 185
8 50 155 55 170
4 95 180 100 190
326 6 65 190 70 200
8 45 170 50 185
4 80 200 95 240
430 6 50 190 65 250
10 30 185 40 240
5 55 210 75 280
530 8 35 210 45 270
10 25 190 35 260
соединений совершенно идентичны (рис. 85). Следовательно, подтвер-
ждается высказанное ранее (см. гл. I) соображение об относительно
Рис. 84. Микроструктуры сварных соединений из стали 10, полученных
на частотах тока: а — 440 кГц; б — 8 кГц (X 300)
134
Рис. 85. Микроструктура сварного со-
единения из стали 10 после нормализа-
ции (X 100)
слабой зависимости основных параметров процесса высокочастот-
ной сварки с оплавлением от частоты тока источника питания.
Таким образом, при высокочастотной сварке прямошовных
труб малых и средних диаметров целесообразно применение только
индукционной системы передачи тока. Применение контактных
систем со скользящими или вращающимися контактами технически
и экономически не оправдано.
Для тонкостенных труб (диаметр 219—530 мм) следует реко-
мендовать применение индукционной системы подвода охватыва-
ющим индуктором на часто-
те 440 кГц. При производ-
стве толстостенных стальных
труб целесообразно приме-
нять систему индукционного
подвода тока индуктором,
размещаемым внутри свари-
ваемой заготовки, с пита-
нием от преобразователей
частотой 8—10 кГц, так как
высокочастотные сварочные
устройства, работающие на
частоте 440 кГц, не отвечают
современному уровню произ-
водительности.
Эти рекомендации можно
использовать и при произ-
водстве прямошовных труб
из цветных металлов и спла-
вов, так как максимальный
диаметр свариваемой заго-
товки не превышает 200—
300 мм, толщина стенки —
5—6 мм, а величина приве-
денной мощности ниже, чем при сварке труб из стали. При сварке
труб из цветных металлов применение системы с индукционным
подводом тока на частоте 440 кГц является единственно разум-
ным [19].
Сварочная машина. Сварка трубной заготовки производится
в сварочной машине стана, схема которой представлена на рис. 86.
В ней осуществляется нагрев и формирование сварного соедине-
ния. Ток к свариваемым кромкам передается с помощью индук-
тора.
Конструкция кольцевого одновиткового индуктора для сварки
труб малых и средних диаметров при частотах радиодиапазона
является оптимальной. Однако при сварке труб диаметром до
40—50 мм технологически проще применять многовитковый ин-
дуктор. Поэтому чаще при сварке труб малых диаметров применя-
ются многовитковые цилиндрические индукторы, при сварке труб
5* 135
средних диаметров — одновитковые. Многовитковые индукторы
изготавливаются из медной трубки. Витки индуктора электри-
чески изолированы с помощью стеклоленты, пропитанной кремний-
органическим лаком. Электрическая изоляция также предохраняет
индуктор от межвитковых пробоев при попадании на витки мел-
ких частиц металла, вносимых с формуемой заготовкой, и закри-
сталлизовавшихся выплесков из зоны сварки. У одновиткового
индуктора такой пробой возможен только между токоподводящими
шинами, соединяющими клеммные колодки с активной частью
Рис. 86. Схема сварочной машины стана:
1 — шовообжимной валок диаметром £>в; 2 — индук-
тор с внутренним диаметром £>и и высотой h, распо-
ложенный на расстоянии b от оси шовообжимных
валков; 3 —• ферритовый сердечник диаметром DM,
длиной /с> размещенный на расстоянии с от оси вал-
ков; 4 — валок шовонаправляющей клети, центр ко-
торого расположен на расстоянии а от оси шовооб-
жимных валков
индуктора. Шины изолируются посредством изоляционной про-
кладки, а активная часть индуктора не изолируется.
Одновитковый индуктор может изготавливаться из медной
шины с напаянной медной трубкой, по которой пропускается
охлаждающая жидкость (вода, в редких случаях эмульсия).
Имеются конструкции, в которых индуктор охлаждается поливом
снаружи. Конструкции одновитковых индукторов для сварки
труб среднего диаметра, как правило, разъемные. Типовые кон-
струкции индукторов, наиболее часто применяемых при произ-
водстве сварных труб, показаны на рис. 87. Размеры индукторов,
рекомендуемые при сварке труб диаметром 10—530 мм, приведены
в табл. 32.
Для сварки труб среднего диаметра при частотах 8—10 кГц
могут применяться многовитковые охватывающие индукторы
(см. рис. 78, а) или, лучше, внутренние индукторы
(см. рис. 79). (Конструкция внутренних индукторов описана в
гл. III).
Магнитопровод (ферритовый сердечник) вводится во внутрен-
нюю полость свариваемой заготовки для увеличения шунтирую-
щей индуктивности. Следовательно, применение его обязательно
136
Таблица 32. Основные параметры сварочных машин
для производства прямошовных труб диаметром 10—530 мм
Наружный диа- метр трубы, мм Сварочная машина Индуктор г Ферритовый сердечник
мм а, мм Конструкция Размеры, мм Конструкция Размеры, мм
°и Ь h DM 'с с
10 80—85 350 15—16 15 — 16 30 6 140 4
12 85 — 90 350 18—20 16—18 35 8 140 4
16 120 500 Многовит- 25 25—28 40 Без предо- 10 240 5
20 120 500 ковый 40 40 50 хранитель- 12 240 5
25 150 550 с изоляцией 40 40 55 него кожуха 15 240 8
28 150 5.50 40 40 60 с наружным 15 240 8
32 170 600 50 40 65 охлаждением 20 300 8
38 170 600 50 40 65 24 300 10
42 170 600 65 60 70 24 300 10
48 200 650 60 75 35 300 10
53 200 650 65 60 80 40 300 10
80 60 90 с предохра- 40 300 12
57 220 700 Одновит- 80 60 100 нительным 40 300 12
63 220 700 ковый 90 80 100 кожухом ци- 55 350 15
70 230 750 неразъемный 105 100 . но лиидриче- 60 350 15
76 230 750 ского сече- 500 20
125 135 120 120 125 130 иия 80 80
500 20
102 114 320 320 900 150 120 140 80 500 20
900
127 350 1200 115 750
152 420 1300 190 150 170 25
159 420 1300 Одновит- 190 150 170 115 750 25
168 460 1300 ковый 200 150 190 115 750 25
203 500 1500 разъемный 230 150 220 Сегментного 150 750 30
220 500 1600 250 150 220 сечения 150 750 30
245 550 1600 280 200 240 150 750 30
273 550 2000 310 200 250 150 750 40
326 650 2300 370 250 280 180 850 40
377 700 2500 420 250 300 180 850 40
426 750 2800 510 300 320 180 850 40
530 850 3500 580 350 350 180 850 40
Рис. 87. Конструкции индукторов для свар-
ки прямошовных труб: а — многовитковый
неразъемный; б—одновитковый неразъем-
ный; в — одновитковый разъемный
при сварке толстостенных труб. При сварке тонкостенных труб
(£>/2d > 80), особенно из алюминиевых сплавов, можно вести
процесс без сердечника. Ферритовые сердечники (рис, 88) по кон-
структивному исполнению делят на три вида,
137
1. При сварке труб диаметром 40—130 мм сердечник набира-
ется из стандартных стержней диаметром 8—10 мм и помещается
в стеклотекстолитовый цилиндр, который является одновременно
несущим конструктивным элементом и предохранительным ко-
жухом. Тыльная сторона цилиндра заканчивается резьбовым
штуцером, с помощью которого сердечник крепится к регулиру-
емому кронштейну или штанге сварочной машины; в сердечник
вводится охлаждающая жидкость (вода или эмульсия). При
такой конструкции ферритовый сердечник часто разрушается
Рис. 88. Ферритовые сердечники: а — цилиндриче-
ского сечения; б — сегментного сечения;
1 — ферритовые стержни; 2 — защитный кожух; 3 — плиты
крепления
от дефектов формуемой заготовки. Поэтому цилиндр, в котором
помещаются ферритовые стержни, рекомендуется изготавливать
из немагнитного материала (сталь аустенитного класса, алюмини-
евые сплавы, медь). Вдоль оси по стороне цилиндра, обращен-
ной к V-образной щели, делается прорезь шириной в 2—2,5 раза
больше зазора между свариваемыми кромками. Прорезь перекры-
вается изоляционным теплостойким материалом. В остальном эта
конструкция не отличается от конструкции сердечника с цилинд-
ром из стеклотекстолита.
2. При сварке труб диаметром более 130 мм достаточно, чтобы
минимальная площадь поперечного сечения сердечника была
порядка 25—30% от площади поперечного сечения внутренней
полости трубы. Сердечник располагается коаксиально оси трубы.
Тогда конструкция сердечника приобретает вид шарового сег-
мента, сферический элемент которого изготавливается из стекло-
138
текстолита, а остальная несущая конструкция — из алюминие-
вого сплава.
3. При сварке толстостенных труб малого диаметра (£> < 40 мм,
DI2d =8-4-10) ферритовый сердечник целесообразно изготавли-
вать с максимально возможной площадью поперечного сечения
и интенсивным водяным охлаждением, так как сердечник работает
при магнитых индукциях, близких к насыщению. Сердечник
набирается из толстостенных ферритовых колец на трубке из
немагнитного материала. Охлаждение осуществляется водой,
подаваемой через трубку. При сварке тонкостенных труб такого
диаметра можно применять сердечник, состоящий из стержней
(см. п. 1).
При сварке на частотах 8—10 кГц магнитопровод изготавли-
вается из пластин электротехнической стали, на которые предва-
рительно наносится методом фосфатирования изоляционный
слой. При использовании охватывающего индуктора применяют
два магнитопровода, один из которых располагается внутри
трубной заготовки, а второй — снаружи. При использовании
внутреннего индуктора применяют только наружный магнито-
провод.
Шовообжимная и шовонаправляющая клети должны обеспе-
чивать условия стабильного нагрева и формирования сварного
соединения. Давление осадки в шовообжимной клети создается
за счет разности периметров свариваемой заготовки и калибра
шовообжимных валков. При этом полное давление на валки Ро
складывается из давлений на участках доформовки Рф и
сварки Рсв [20]
^о = ^ф + ^св, (88)
где
_ Ts4<j2/-KrpfeH
Ф /кк (ГК + Гр) Г
(89)
Здесь Ts = <Д/|/'3— усредненное значение предела текучести,
не зависящее от 1ОС (при температуре осадки), кгс/мм2; гк и гр —
радиусы рабочей поверхности и реборды шовообжимного валка;
Ьк — толщина ножа шовонаправляющей клети; /кк — расстоя-
ние от места схождения кромок до оси валка; г — радиусы трубы
на выходе из свар'очного калибра (все линейные размеры выражены
в миллиметрах).
Давление на участке сварки Рсв = РОс + Рр> где
Ри=^2йД4+^1п(1+^)]; <90)
Pp-(D, + DJZpP„/2. (91)
139
Рис. 89. Калибр шовообжимного узла
Здесь D„ и DK — диаметры трубы на входе и выходе из шово-
обжимной клети; /р — длина зоны формования (рис. 89); Ри -
удельное начальное усилие, кгс.
Расчеты, произведенные по формулам (88)—(91), показывают
что основную долю в сварочном давлении на шовообжимные
валки составляет давление редуцирования (Рр) — 60—80%, а дав-
ление на участке осадки (Рос) — 15—30%. Эти давления растут
с увеличением скорости сварки. Давление доформовки практи-
чески не зависит от скорости процесса. В зависимости от материала
заготовки полное давление на валки при скорости сварки до
1,5 м/с для тонкостенных труб малых диаметров лежит в пределах
500—3500 кгс, а для труб средних диаметров доходит до 6000—
8000 кгс. Полное давление и
определяет конструкцию шово-
обжимного узла (рис. 90) сва-
рочной машины и, в частности,
конструкцию подшипникового
узла 2 и минимальный диаметр
шовообжимных валков 1. Как
правило, узлы для сварки труб
малых диаметров — двухвалко-
вые, для средних диаметров —
трех-, четырехвалковые. Шо-
вообжимные валки имеют раз-
дельную регулировку для точной установки их калибра отно-
сительно оси трубной заготовки и совместную регулировку для
создания давления осадки.
Свариваемая заготовка, поступающая в шовообжимный узел,
должна иметь строго определенное, стабильное положение V-
образной щели относительно оси стана и постоянный зазор между
свариваемыми кромками. Это обеспечивается с помощью шово-
направляющей клети. Наибольшее распространение получили
следующие конструкции клетей.
1. С двумя горизонтальными валками 1, причем верхний —
с разрезной.шайбой 2, входящей в зазор между кромками и фик-
сирующей его (рис. 91). Благодаря совместному повороту обоих
валков относительно центра формуемой заготовки на угол 10—
15° достигается регулировка положения V-образной щели относи-
тельно шовообжимных валков. Недостаток этой конструкции
заключается в том, что ток в кромках имеет второй путь через
валок с разрезной шайбой, а это не только ведет к бесполезным
электрическим потерям на нагрев клети, но и дестабилизирует
процесс сварки. Поэтому расстояние от шовонаправляющей клети
до индуктора должно быть в несколько раз больше, чем от индук-
тора до центра шовообжимных валков. Следовательно, эффек-
тивность такой конструкции невысока. Она применяется при про-
изводстве толстостенных труб из малоуглеродистых сталей,
когда свариваемая заготовка формуется на угол 350—355°.
140
2. Если при указанной в п. 1 системе формовки необходимо
иметь достаточно большой и стабильный угол схождения кромок
(3—5°), шовонаправляющую клеть нужно располагать на малом
расстоянии от оси шовообжимных валков, т. е. в непосредственной
Рис. 90. Шовообжимные узлы: а — двухвалковый; б — трехвалковый
близости от индуктора. Для этого случая можно применить меха-
низм, с помощью которого в зазор между кромками вводится пла-
стина из минералокерамики — нож. Он может перемещаться
в вертикальной и горизонтальной плоскостях и строго фиксирует
заданный угол схождения и положение кромок относительно вал-
ков шовообжимной клети. Нож имеет невысокую динамическую
141
прочность, поэтому такая конструкция применяется только при
сварке тонкостенных труб из алюминиевых и медных сплавов.
3. Свариваемая заготовка формуется на угол 330—340°, шово-
направляющая клеть отсутствует, а окончательное формование
заготовки производится в шовообжимной клети. При малом рас-
стоянии между осями последней клети формовочного стана и
шовообжимной клети происходит натяжение кромок, достаточное
для стабильного их положения. Дополнительное натяжение кро-
мок может быть достигнуто применением клети с.двумя верти-
кальными валками и калибром, не полностью охватывающим заго-
товку. Валки такой клети не замыкают кромки, и шовонаправля-
ющая клеть может быть расположена сколь угодно близко от ин-
дуктора. Такая система формовки и фиксации заготовки при на-
греве и осадке наиболее эффективна. Она применяется при сварке
тонкостенных стальных и алюминиевых труб.
В табл. 33 приведены типы станов и установок для сварки
труб малого и среднего диаметров из малоуглеродистой стали
и алюминиевых сплавов, а в табл. 34 — значения приведенной
Таблица 33. Типовые отечественные трубосварочные агрегаты для
производства прямошовных труб диаметром 10—530 мм
Тип агрегата Материал свариваемой трубы Толщина стенки, мм Скорость сварки, м/мин Часовая про- изводитель- ность, км Тип высокочастотной сварочной установки
10-30 Сталь Сплавы алю- миния 0,5—1,5 0,5—2,0 50—100 50—100 4,8 4,8 ВЧС2-160/0,44 ВЧС2-160/0,44
20-76 Сталь Сплавы алю- миния 1,0—4,0 1,0—3,5 40—120 30—120 5,4 5,2 ВЧС 1-400/0,44 ВЧС2-160/0,44
51-114 Сталь 1,2-5,5 50—120 scGOO 3,4 12 ВЧС1-630/0,44 В ЧС1-630/0,44
102-220 Сталь Сплавы алю- миния 3,0—8,0 1,5—5,5 30—80 40—100 3,0 3.2 ВЧС1-630/0,44 или ВЧС1-1000/0,44 ВЧС1-400/0,44
203-530 Сталь 2,0—6,0 6,0—10,0 30—80 2,5 ВЧС1-1000/0.44 ИС1-1500/10
Примечание. Агрегат 51-114 может работать с редукционным станом, при этом скорость выхода трубы составляет 600 м/мин.
142
мощности р0. Можно определить приведенную мощность для сварки
труб из других материалов, взяв значение р0 для стали из табл. 34
и умножив его на соответствующий коэффициент. Значения коэф-
фициентов приведены ниже:
Аустенитная сталь (класса 18—8)......................1,4
Медь марки Ml .......................................1,7
Латунь марки Л68.....................................1,3
Итак, используя приведенные рекомендации, можно выбрать
для конкретного случая сварки необходимое оборудование.
Вид К
Рис. 91. Шовонаправляющая клеть
Определим, например, тип источника питания и параметры сварочной ма-
шины стана для сварки труб диаметром 50—60 мм с толщиной стенки 1,5; 2 и
2,5 мм из малоуглеродистой стали и алюминиевого сплава. Заданная скорость
сварки — 80 м/мин. По данным табл. 32, для этого диапазона диаметров реко-
мендуется применить не менее двух одновитковых неразъемных индукторов.
Ферритовые сердечники можно взять одного типа. По табл. 34 выберем значения
приведенной мощности р0 для предельных отношений D/2d = 80/1,5 = 53 и
D/2d = 80/2,5 = 32. Для стальных труб р0 = 1,1 кВт/(мм-м/мин), для алюми-
ниевых р0 = 0,65 кВт/(мм -м/мин), но так как алюминиевые трубы можно сва-
ривать без применения ферритового сердечника, то р0 = 1,8 кВт/(мм-м/мин).
Мощность источника питания при сварке стальных труб с толщиной стенки
2,5 мм определим по формуле P = p02dv = 1,1-2,5-80 = 220 кВт; для труб
толщиной 1,5 и 2 мм эти мощности будут соответственно 132 и 190 кВт.
В соответствии с табл. 17 необходимые скорости сварки могут быть обеспе-
чены установками мощностью 160 и 400 или 250 кВт. Оптимальной была бы уста-
новка мощностью 250 кВт. Установка мощностью 400 кВт значительно сложнее
в эксплуатации и дороже, поэтому целесообразно проанализировать возможность
использования установки мощностью 160 кВт и снижения скорости сварки при
производстве труб с толщинами стенок 2 и 2,5 мм. Тогда скорости сварки будут 72
и 58 м/мин соответственно. Так как эти скорости при заданных условиях значи-
тельно превосходят цкр, то, если допустимо снижение производительности, сле-
дует выбрать сварочную установку мощностью 160 кВт.
Максимальная мощность источника питания при сварке труб с толщиной
стенки 2,5 мм из алюминиевых сплавов с применением ферритового сердечника
Р = 0,65-2,5 -80 = 130 кВт, а при сварке труб с толщиной стенки 1,5 мм без сер-
дечника Р = 1,8-1,5 -80 = 220 кВт, т. е. сварочное устройство мощностью 160 кВт
полностью обеспечивает сварку труб заданного сортамента, а сварку труб
143
Таблица 34. Значения приведенной мощности р„ и критической скорости ®кр
для сварки прямошовных труб
Наруж- ный диаметр трубы, мм Углы схождения и развала кромок, ...° Ро» кВт/(мм.м/мин) при сварке труб Икр, м/мин
а ₽ а ₽ с сердечником без сердечника
D/Zd Сталь Сплавы алюми- ния Dili Сталь Сплавы алюми- ния Сталь Сплавы алюми- ния
Сталь Сплавы алюминия
10—12 0.6 0,8 Не оговари- вается 3,0 3,0 Не оговари- вается 8 >10 1,2 1,1 0,7 0.65 — — — 1,5 10
16-25 1,5 1,5 3,5 4,0 8 >10 1,0 0,8 0,6 0,5 >20 — 1,5 2,0 10
28—48 2,0 1,5-2,0 <12 14 4,0 3,5 <8 <10 10 >12 1,2 1,0 0,7 0,6 >30 — 3,0 15
53-63 2, 5 2,0 —2,5 <12 14 4,5 4,0 <8 <10 12,5 >15 1,3 1,1 0,8 0,65 >40 — 1,8 4,0 15
70 — 83 2,5 2,5 <12 <14 4,5 4,5 <10 <10 15 >20 1.4 1,2 0,8 0,7 >50 2,8 2,0 5,0 20
89-102 3,0 2,5 <10 <12 5,0 4,5 <10 <10 16 >20 1,5 1,3 0,9 0,8 >50 3,0 2,0 5,0 20
114—127 3,0 2,5 <10 <12 5,5 5,0 <10 16 >20 1,6 1,4 1,0 0,8 >60 3,2 2,2 6,0 25
133-159 3,0 3,0 /Л/Л оо 5,5 1 5,0 <10 18 >20 1,8 1,6 1,1 1,0 >70 3,5 2,3 6,0 25
168 — 203 3,0 3,0 Л/Л оо 6,5 6,0 <10 18 >20 2,0 1,8 1 — — — 8,0 30
СЛ
Продолжение табл. 34
Наруж- ный диаметр трубы, мм Углы схождения и развала кромок, ... ° Ро, кВт/(мм-м/мин) при сварке труб м/мин кр»
с сердечником без сердечника
а 3 а ₽
D/2d Сталь Сплавы алюми- ния D/U С /аль Сплавы алюми- ния Сталь Сплавы алюми- ния
Сталь Сплавы алюминия
220 — 245 3,5 <10 6,5 <10 >20 2,3 1,4 — — — 8,0 30
273 — 326 3,5 <1 0 — — >25 2,5 2,8 — — — — 10,0 —
377 — 426 3,5 <10 — >35 2,8 — — — — 10,0 —
530 3,5 <10 — — >50 3,2 3,4 3,6 — — — 12,0 —
с толщиной стенки 1,5 мм можно производить без ферритового сердечника. При
этом скорость сварки v = 57 м/мин несколько ниже заданной, но значительно
выше Охр, что вполне допустимо.
‘ Выберем тип установки для сварки труб диаметром 203—530 мм с толщиной
стенки от 3 до 10 мм при скорости 30—80 м/мин. Приведенная мощность р0 при
сварке трубы диаметром 530 мм с использованием охватывающего индуктора на
частоте 440 кГц равна р0 = 3,6 кВт/(мм-м/мин). Тогда мощность источника
питания для получения скорости 30 м/мин при толщине стенки 10 мм будет Р =
= p02dv = 3,6-10-30 = 1100 кВт. Таким образом, установка с частотой 440 кГц
и максимальной мощностью 1000 кВт не обеспечивает проектных скоростей при
сварке толстостенных труб (2d = 8ч-10 мм) заданного сортамента.
Для сварки той же трубы с применением сварочного устройства частотой
10 кГц в соответствии с табл. 30 принимается р0 = 4,2 кВт/(мм-м/мин).
Исходя из этого мощность источника питания будет Р = 4,2-10 -30 = 1260 кВт.
Выбирается установка типа ИС1-1500/10.
Рис. 92. Установка ВЧС1-400/0.44 в составе трубоэлектросварочного
стана 20-76
Трубоэлектросварочные агрегаты. В настоящее время в СССР
построено более 60 трубоэлектросварочных агрегатов для сварки
труб малого и среднего диаметров. Среди них следует отметить
следующие.
Агрегат 20-76 с высокочастотной установкой мощностью
400 кВт, частотой 440 кГц для сварки труб диаметром до 76 мм
(рис. 92). Подвод тока — индукционный охватывающим индук-
тором. Скорость сварки до 120 м/мин.
146
Агрегат 102-220 с высокочастотной установкой мощностью
1000 кВт, частотой 440 кГц для сварки труб диаметром до 220 мм.
Подвод тока — индукционный охватывающим индуктором. Ско-
рость сварки до 50 м/мин.
Агрегат 102-220 с высокочастотной установкой мощностью
250 кВт, частотой 440 кГц для сварки труб из алюминиевых спла-
вов диаметром до 220 мм. Подвод тока — индукционный охваты-
вающим индуктором. Скорость сварки до 80 м/мин.
Агрегат 159-530 для сварки труб диаметром 159—530 мм.
Высокочастотная установка выполнена по схеме рис. 70 с преобра-
зовательной подстанцией и состоит из четырех преобразователей
мощностью по 500 кВт, частотой 8000 Гц и напряжением 1000 В.
Конденсаторная батарея сварочного устройства имеет 24 конден-
сатора напряжением 1000 В, общей мощностью 7200 квар. Шино-
провод сварочной головки выполнен из двух шин толщиной 3 мм,
шириной 500 мм, изолированных полипропиленовой прокладкой
толщиной 3 мм. Шинопровод легко изгибается, а специальный
механизм позволяет изменять положение индуктора относительно
места сварки. Оптимальным оказалось сварочное устройство
с индукционным подводом тока внутренним индуктором. Индук-
тор устанавливается на подвижной штанге, на которой также уста-
новлен конечный выключатель.
Во время сварки при прохождении через шовообжимную клетч
ленты, имеющей расслой, индуктор может быть сорван со штанги.
Конечный выключатель в нужный момент останавливает агрегат,
предупреждая поломку индуктора.
Индуктор имеет катушку длиной 220 мм из четерых-пяти
витков и магнитопровод сечением 67—80 см2, длиной 600 мм.
Режим нагрева кромок при использовании внутреннего индуктора
будет оптимальным, если индуктор и кромки расположить с уче-
том следующих требований:
Расстояние переднего торца магнитопровода индук-
тора от оси шовообжимпой клети, мм ................. 75
Зазор между корпусом индуктора и внутренней поверх-
ностью трубной заготовки, мм........................20—30
Угол схождения кромок, ...°........................2,25—2,5
Ширина щели между кромками в месте токоподводов
индуктора, мм......................................... 33
Зазор между верхними углами кромок должен быть больше
зазора между нижними кромками на 1—2 мм. Для всего диапазона
диаметров свариваемых труб приведенная мощность равна 3,5—
4,2 кВт/(мм-м/мин).
Главной причиной выхода внутренних индукторов из строя
является перегрев пластин электротехнической стали в крайних
пакетах под передним торцом катушки, где индукция максимальна.
Применение компенсатора, особенно при сварке труб диаметром
273— 426 мм, повышает их надежность.
147
Металлографические исследования сваренных труб показали,
что в сварном шве наблюдается видманштеттова структура с раз-
мером зерна 3—4 балла; в околошовной зоне — троостосорбит,
феррит с размером зерна 6—9 баллов и перлит; в исходном метал-
ле— феррито-перлитная смесь с размером зерна 6—7 баллов. Об-
щая зона термического влияния составляет 7—8 мм.
В процессе наладки стана был опробован индукционный подвод
тока охватывающим индуктором и внутренним с наружным магни-
топроводом. При этом подтвердились отмеченные выше для этих
типов индукторов достоинства и недостатки. Рассмотренный
агрегат работает с 1965 г. до настоящего времени и его произво-
дительность доведена до 700 тыс. т труб в год.
16. Сварка металлических оболочек
электрических кабелей
Целесообразность применения высокочастотной сварки в про-
изводстве кабельных оболочек обусловлена следующими факто-
рами:
1) использованием в качестве основного материала для оболочек
электрических кабелей алюминия и стали вместо дефицитного
и дорогого свинца;
2) возможностью уменьшения толщины сварной оболочки по
сравнению с прессованной (рис. 93) за счет отсутствия ощутимой
Рис. 93. Зависимость номинальной
толщины металлических оболочек
от диаметра кабеля D:
1 — алюминиевая прессованная; 2 —
алюминиевая сварная; 3 — стальная
гофрированная
разнотолщинности по диаметру
(у прессованной оболочки разно-
толщинность достигает 10—15%);
3) возможностью сварки прак-
тически любых металлов при
неограниченных скоростях (при
этом не выдвигаются специальные
требования к качеству ленты и
состоянию свариваемых кромок);
4) отсутствием специальной
тепловой изоляции кабельного
сердечника ввиду малого объема
разогреваемого металла и высо-
кой скорости охлаждения свар-
ного шва [17].
Основное требование к ка-
бельным оболочкам — герметич-
ность. Как правило, кабельные магистрали работают в тяжелых
условиях. В процессе эксплуатации подземные кабели помимо
давления грунта испытывают дополнительную нагрузку от про-
ходящего транспорта, а на мостах и в местах пересечения дорог
подвергаются знакопеременным нагрузкам вследствие вибраций.
Кроме того, при изменении окружающей температуры кабели
могут получать продольные перемещения, результатом которых
148
является истирание о грунт или о трубы кабельной канализации.
Оболочка защищает изоляцию и токопроводящие жилы кабеля от
внешних механических воздействий при транспортировке, про-
кладке и эксплуатации, поэтому она должна иметь определенную
прочность на сплющивание и разрыв, т. е. сохранять заданную
форму при приложении внешних усилий. На сварном шве внутрен-
ней поверхности оболочки ограничена высота грата, так как при
этом в большинстве случаев могут изменяться электрические ха-
рактеристики кабеля.
Долговечность оболочки должна быть не ниже 25—30 лет.
В настоящее время сварные оболочки применяются в конструк-
циях городских телефонных кабелей, кабелей дальней связи и
контрольных. Это объясняется главным образом большой потреб-
ностью в кабельной продукции этого вида. Для удовлетворения
этой потребности наиболее эффективен такой высокопроизводи-
тельный процесс, каким является высокочастотная сварка. Что
касается сварных оболочек силовых кабелей, то до сих пор не
исследована конструкция кабеля с оболочкой, имеющей внутрен-
ний грат. Кроме того, созданные агрегаты по производству свар-
ных оболочек не приспособлены для условий наложения оболочки
на сердечник силового кабеля.
Наибольшее распространение имеют кабели с металлической
оболочкой диаметром 5—75 мм. Толщины оболочек диаметром до
35 мм приведены на рис. 93. С ростом диаметра оболочек до 75 мм
толщина их увеличивается несущественно: стальной оболочки —
до 0,6 мм, алюминиевой — до 2 мм.
Как и при сварке труб, отношение D!2d ограничивает нижний
предел сварных оболочек при заданной толщине стенки (табл. 35).
Выбор оптимальной частоты тока источника питания и спо- соба подвода тока к сваривае- мой заготовке определяется Таблица 35. Предельные значения диаметров и толщин стенок сварных оболочек
теми же условиями, что и при сварке прямошовных труб ма- лых диаметров. Поэтому при наложении алюминиевых и стальных оболочек на сердечник без металлических экранов при- меняется ток частотой 440 кГц. При наложении стальной обо- лочки на сердечник с экра- ном из меди или алюминия рез- Наружный диаметр, мм Толщина стенки 2^,^ мм
алюми- ниевой стальной
8 10—12 16—20 25—30 30 и более 1,0 1,2 1,5 2,0 0,2 0,3 0,4 0,5 0,6
ко меняется распределение тока
на свариваемых кромках, значительно увеличивается ширина
зоны разогрева. Это приводит к потере устойчивости кромок при
осадке. Наиболее простой и экономичный способ повышения
концентрации тока на кромках — повышение частоты тока источ-
ника питания. В этом случае применяется источник питания
149
с частотой 1760 кГц. Следует отметить, что для оболочек с толщиной
стенки 0,2—0,8 мм сварка на частоте 1760 кГц предпочтительнее
и при наложении оболочек без экрана, так как в этом случае
легко достигается высокое качество сварного соединения в соче-
тании с малой величиной грата. Способ подвода тока в обоих слу-
чаях — индукционный охватывающим индуктором. Рассмотрим
агрегат \ на котором осуществляется сварка оболочек.
Схема агрегата для сварки оболочек. Принципы наложения
сварной кабельной оболочки и получения прямошовных труб из
полосовой заготовки аналогичны. На агрегате металлическая
лента вначале изгибается, приобретая корытообразную форму,
а затем свертывается в цилиндрическую трубу с прямолинейным
схождением кромок встык [23]. В корытообразную заготовку
вводится кабельный сердечник 1, и окончательное формирование
и сварка оболочки осуществляются вместе с кабельным сердеч-
ником (рис. 94).
Агрегат (рис. 95) работает следующим образом. Нарезанная
по заданному размеру стальная или алюминиевая лента, из кото-
рой изготавливается оболочка, поступает на разматыватель 2
(дополнительным операциям лента в дальнейшем не подвергается).
С барабанного сдвоенного разматывателя лента попадает в петле-
образователь 4, а затем — в формующее устройство 5. Когда она
приобретает корытообразную форму, в нее вводится кабельный
1 Агрегаты созданы и внедрены в производство ВНИИТВЧ, ВНИИметмашем
и заводом «Москабел1,» на базе совместных разработок.
150
сердечник, поступающий с разматывателя 1. Доформовку и
сварку оболочки производят в сварочном устройстве 6. Наруж-
ный грат снимают с помощью резцового гратоснимателя 7, после
чего сварной шов охлаждают в
холодильнике. Гц!—.
Затем в зависимости от ма-
териала и диаметра произво-
дится или доводка оболочки
до заданных геометрических
размеров в калибровочном уст-
ройстве 8 или гофрирование
в гофрирующем устройстве.
Гофрированию - подвергаются
стальные оболочки всех разме-
ров, а также алюминиевые при
диаметре более 30 мм. Готовый
кабель поступает на сдвоенное
приемное устройство и наматы-
вается на приемный барабан 10.
Дальнейшие операции — кон-
троль герметичности и элек-
трических параметров, нанесе-
ние антикоррозионного покры-
тия — производятся вне агре-
гата.
Агрегат предназначен для
работы в непрерывном режиме,
что в сочетании с большой ско-
ростью сварки обеспечивает вы-
сокую производительность. Не-
прерывность работы достигается
тем, что, когда на отдельном
барабане не остается ленты,
агрегат работает за счет ее за-
паса в петлеобразователе. При
этом концы рулонов сваривают-
ся на стыкосварочной машине 3.
На ходу производится и соеди-
нение концов сердечника. Место
соединения концов сердечника
фиксируется, и производится
разрезка кабеля с помощью
летучих ножниц 9, а конец
очередного кабеля заправляется
в последующий барабан сдвоен-
ного приемного устройства.
При сварке с рабочей скоро-
стью (60—90 м/мин) соединение
151
сердечника и заправку кабеля в барабан приемного устройства
выполнить затруднительно. Поэтому во время этих операций
предусмотрено снижение скорости сварки до 25—30 м/мин. Ре-
жим сварки оболочки поддерживается автоматически с помощью
системы, описанной в гл. III.
При высокочастотной сварке свариваемые встык оболочки
(особенно из стали) имеют тонкие стенки (до 0,3 мм), скорость
сварки периодически уменьшается в 2—3 раза по сравнению
с рабочей скоростью, для свариваемых оболочек применяется
стандартная лента нормальной точности.
Рассмотрим вариант наложения сварной оболочки на сердеч-
ник с экраном из алюминия или меди. Этот вариант наиболее
характерен для кабелей со стальной оболочкой. Как и при сварке
труб малого диаметра, необходимыми условиями для реализации
процесса высокочастотной сварки тонкостенных изделий являются
стабильность угла схождения, постоянство толщины оплавлен-
ного слоя кромок и их устойчивость при осадке. В конструкции
агрегата предусмотрены механизмы и устройства, обеспечивающие
стабильность режима сварки при наличии возмущений, вносимых
спецификой свариваемого изделия.
К таким механизмам относится формующее устройство, в ко-
тором формуется оболочка при прохождении ленты между при-
водными и неприводными вращающимися валками. Криволиней-
ные поверхности валков в сопряжении образуют калибры откры-
того типа с проходными сечениями, соответствующими толщине
изгибаемой заготовки (см. рис. 94). Вследствие колебаний тол-
щины ленты и погрешностей инструмента наряду с пластическим
изгибом ленты могут возникнуть местные изменения ее толщины,
которые, как правило, ведут к образованию гофров на кромках
и, следовательно, к нарушению режима сварки. В формующем
устройстве применена система слежения валков открытых калиб-
ров 3 и 4 за геометрическими и силовыми изменениями, проис-
ходящими в этих калибрах, благодаря чему удалось полностью
устранить возможность образования гофров х.
Процесс сварки оболочки осуществляется в сварочной машине,
схема которой показана на рис. 86. Машина обеспечивает полу-
чение качественного сварного соединения тонкостенных оболочек.
Индуктор. Наиболее технологичной для сварки трубных заго-
товок диаметром до 40—50 мм является конструкция многовитко-
вого индуктора с электрической изоляцией. Для сварки кабель-
ных оболочек применяются одновитковые индукторы (активные
части которых не имеют изоляции) по следующим соображениям.
В многовитковой конструкции трудно избежать случайных
межвитковых пробоев, возникающих при попадании мелких
частиц металла из зоны сварки. При сварке оболочек пробой ведет,
как правило, к образованию в сварном соединении мелкого сквоз-
1 Авт. свид. № 388805.
152
ного непровара, так называемого «дефекта булавочного укола»
и, как следствие, к браку всей свариваемой строительной длины
кабеля (до 1000 м). Так как методами автоматического контроля
не удается обнаружить этот дефект, то его поиск связан с большими
затратами ручного труда.
Чтобы повысить устойчивость свариваемых кромок при осадке
и уменьшить внутренний грат, необходимо повышать скорости
нагрева как путем увеличения скорости сварки, так и путем умень-
шения расстояния от индуктора до места схождения кромок.
Поэтому индукторы, особенно при сварке кабельных оболочек
малых диаметров (D < 20 мм), делаются одновитковыми с клином
(см. рис. 78, а). Применение ферритового сердечника при сварке
кабельных оболочек нецелесообразно, так как оболочка должна
быть заведомо большего диаметра, а для получения заданного
диаметра ее нужно редуцировать в специальном стане х. Введе-
ние редукционного стана значительно усложняет агрегат, по-
этому практического применения такие агрегаты не нашли.
Шовообжимная и шовонаправляющие клети сварочной машины.
В шовообжимной клети при сварке прямошовных труб малых
диаметров давление осадки создается за счет разности периметров
свариваемой заготовки и калибра валков клети. Стабильность
величины и давления осадки определяется отклонением ширины
ленты, из которой формуется заготовка, и значением износа
калибра валков. Кроме того, в двухвалковой шовообжимной клети
строго согласованное положение вертикальной плоскости свари-
ваемых кромок зависит главным образом от осевого биения по-
верхностей валков, сопрягаемых с оболочкой. Но и при полной
согласованности устойчивость кромок нарушается также от из-
быточного давления осадки. Доказано, что при сварке тонко-
стенных оболочек все возмущения ведут к существенным колеба-
ниям давления осадки и периодическим смещениям кромок (40].
Стабильность качества сварного соединения в этих условиях
нельзя гарантировать. Поэтому для сварки кабельных оболочек
применена конструкция шовообжимной клети (рис. 96), обеспе-
чивающая заданные величину и давление осадки при соответствую-
щих колебаниях ширины ленты и износе калибра шовообжимных
валков1 2. В шовообжимной клети данной конструкции кромки
сформованной оболочки сводятся с необходимым давлением, под-
держиваемым и регулируемым с помощью упругого элемента —
пружины 1. Кроме того, предусмотрено регулирование и фиксация
положения однозначных по осевому биению профилей валков 2
в вертикальной плоскости. Для повышения точности согласован-
ного положения кромок в вертикальной плоскости шовообжимные
валки связаны синхронизирующими шестернями 3. Применение
пружины в конструкции узла решает еще одну важную задачу —
1 Авт. свид. № 140928.
2 Авт. свид. № 403466.
153
154
снижение усилий в зоне редуцирования при переходных и настроеч-
ных режимах без нагрева кромок. Это позволяет уменьшить
размеры подшипникового узла и диаметр шовообжимных валков
по сравнению с узлами, имеющими систему жесткой фиксации
[см. формулы (88)—(91)], а также сократить расстояние от ин-
дуктора до места схождения кромок, что благоприятно сказы-
вается на формировании сварного соединения.
Шовообжимные валки снабжены внутренним водяным охлаж-
дением, чтобы исключить попадание охлаждающей жидкости на
кабельный сердечник и предотвратить сбои в работе системы
автоматического регулирования, которые появляются при попа-
дании жидкости в очаг сварки. Используется шовонаправляющее
устройство \ описанное в п. 15.
Задаваясь необходимыми исходными данными и используя
табл. 36 и формулу Р = p02dv, можно определить предельные
скорости сварки для заданного размера оболочки или потребляе-
мую мощность сварочного устройства при заданной скорости
сварки.
17. Сварка прямошовных труб большого диаметра
До настоящего времени трубы диаметром более 530 мм для
магистральных водо-, нефте- и газопроводов в основном изготавли-
ваются дуговой сваркой под слоем флюса из листов длиной до
12 м с формовкой заготовок на прессах или вальцах. Этот вид
сварки малопроизводителен: скорость сварки до 4 м/мин, сварной
шов образуется за два прохода. При первом проходе сваривается
наружный шов, при втором — внутренний. Кроме того, велики
расходы, связанные с производством флюса и электродной про-
волоки и устройством дорогостоящих вентиляционных систем,
так как флюс при расплавлении во время сварки выделяет пары,
вредные для здоровья человека.
При использовании т. в. ч. скорость сварки ограничивается
только мощностью механического и высокочастотного оборудо-
вания стана, обеспечивается высокая свариваемость при производ-
стве труб из низко- и сложнолегированных сталей, отпадает не-
обходимость в электродной проволоке и флюсах, улучшаются
условия труда.
Работы по созданию технологии и оборудования для высо-
кочастотной сварки труб большого диаметра ведутся в не-
скольких направлениях. Так, на Челябинском трубопрокат-
ном заводе проведены исследования на экспериментальном стане
530-820 по сварке водо- и газопроводных труб, на Харцызском
трубном заводе пущен в опытно-промышленную эксплуатацию
стан 1220-1620, сваривающий трубы диаметром 1220—1620 мм
для магистральных газо- и нефтепроводов. Кроме того, на опытном
1 Авт. свид. № 134785.
155
Таблица 36. Основные параметры устройств для высокочастотной сварки кабельных оболочек
Тип сварочной установки ВЧС2-160/0.44, ВЧС4-160/0.44 ВЧС1-160/1,76, ВЧСЫОО/1,76
нии/w чхэойомэ ввмэаьихид^ 00 О О 04 04 1D « *—ч ч »—ч 00 оо CD ID CD
Скорость сварки, м/мин КЕНЬОН -ЕЙНЕЕ 1D ID ID LQ ю LO 04 04 04 04 04 04 О О О О О 04 04 04 0404
BEhOgEd 70 80 90 90 80 70 О ID О О Ю ID ID <D CD ID
х(нии/и • ии)/хдм *°а чхэонЬюи БЕННЭ^ЭНИЙЦ ОО CD ID -ГТ ЦО оо *—ч »—ч « <—« 04 00 ID CD 00 CO ON О? on oT
Угол схождения кромок а, ...° 3,5-4,5 4,5—5,0 5,0—5,5 5,5—6,0 АЛ А А 1 *2. 5* 1 5 ID > CD ’тГ О СЧ 7 2 7 Lq 04 00 О oF
Размеры, мм индуктора 30—35 35—40 40—42 во ко 70—80 80—90 26—28 32—38 40 4R 75—85 85—95
•е X 04 04 О 16—18 16—18 90—99 О 04 "7 О© — —< | cq 04 04 |
к Q 15—18 20—26 9Я ЯК С 1Г а О’ С ь а и if СХ С ь О xt о Lf 04 co ь- а 2 11 1 ID О O0 C ’-04 CO b э
ЯШИНЫ о 35 38—40 40—45 4К_КП 60—75 85—100 35 45—50 ЯП 100—120 120—140
га S о и ID О О О О О CD ОО СП О 04 ID ID ID о О О 1D CD СП 04 ID
оболочки PZ 1,0 1,0 1,0 1,2 1,5 2,0 04 CO xt xf 1D CD CD О О о о о О о
С) 21—01 о 1Г - о 1 t с -ч С" С Х1 С г О If CD b 1 о с id с ) 8 10-12 14_1Я ID С 04 М I о с 04 О' 50—60 60—75
Материал оболочки и его свойства < 1 < нический (А15э99,3%) 00 = 6-т- + 10,5 кгс/мм2, 6^26% Сталь низкоуг- леродистая (Ge ^О,11о/о) ов = 25-т- -4-40 кгс/мм2, 6 = 22%
Примечания: 1. Для сварки алюминиевой оболочки применялся индуктор с клином, для стальной — цилиндрический.
Величины DB a, h и b показаны иа рис. 86.
156
стане 300 во ВНИИТВЧ, а затем в УралНИТИ была дока-
зана принципиальная возможность непрерывной формовки и
высокочастотной сварки труб из двух заготовок (так называемых
двухшовных труб).
Опытный стан 530-820. Первая попытка использовать высо-
кочастотную сварку для изготовления труб диаметром 720 мм
из заготовок конечной длины была сделана на опытном стане
530-820 при контактном подводе тока частотой 440 кГц (24, 29].
Источником питания служил ламповый генератор мощностью
630 кВт. Специально разработанное сварочное устройство снаб-
жалось механизмом для опускания и подъема кондуктора и
трансформатора. В механизме крепления кондуктора и трансфор-
матора предусматривалась автоматическая регулировка, кото-
рая обеспечивала постоянное положение контактов относитель-
но кромок при смещении стыка. Механическое оборудование
стана состояло из двух подающих, одной шовообжимной и двух
тянущих клетей и внутренней оправки.
Основная трудность, с которой сталкиваются при работе на
опытном стане, — неустойчивость кромок на участках нагрева
и осадки, которую удалось устранить при оптимальном размещении
роликов внутренней оправки. Если роликовая обойма распола-
гается по оси шовообжимной клети, кромки могут сходиться
с вертикальным смещением одной из них (превышением), которое
затем в процессе осадки не исправляется. Кроме того, даже если
кромки в месте их схождения сведены правильно, превышение
кромок может возникнуть на участке осадки за осью шовообжим-
ной клети. При размещении роликовой обоймы на расстоянии
30—40 мм перед осью шовообжимной клети свариваемые кромки
в месте схождения сводятся без превышения, однако в процессе
осадки оно может образоваться. Если разместить роликовую
обойму за шовообжимной клетью на том же расстоянии (30—40 мм),
кромки в начале трубы сходятся с превышением, но после про-
хождения 0,5—1 м превышение ликвидируется. По-видимому,
использование поддерживающих роликов за шовообжимной
клетью при производстве тонкостенных труб из непрерывной
ленты достаточно для того, чтобы значительно повысить устой-
чивость кромок.
При сварке труб из заготовок конечной длины ролики, рас-
положенные за шовообжимной клетью, не обеспечивают устойчи-
вости кромок переднего конца трубы. Для устранения превышения
кромок в этом случае перед шовообжимной клетью, на минималь-
ном расстоянии от ее оси, следует установить консольные ролики
с зазором 10—15 мм. Оптимальное размещение роликов на вну-
тренней оправке для сварки труб из заготовок конечной длины
показано на рис. 97. При использовании трубных заготовок опти-
мальной геометрии, т. е. с кромками, подогнутыми внутрь, как
требуется для дуговой сварки, примерно 85—90% сварных труб
157
4
мелв превышений или имели допустимые превышения (ме-
ММ 1 •, ИСПОльзовании трубных заготовок, сформованных
пециальнои технологии с отогнутыми наружу кромками, как
то требуется для высокочастотной сварки, около 96% сварных
труб не имели превышений более j мм/
Другая трудность при работе на этом стане связана с тем,
что при производстве труб из листов конечной длины начало
и конец трубы остаются несваренными. Суммарная длина несва-
р иных участков примерно равна удвоенному расстоянию от
контактов до места схождения кромок. Так, при оптимальном
/кр = 160 4-200 мм сум-
марная длина несварен-
ных участков составила
300—400 мм. Для умень-
шения несваренных участ-
ков можно осуществлять
сварку труб из листов,
стыкованных в плеть. Для
стыковки достаточно вруч-
ную сварить обе кромки
по периметру на 150 мм
с наружной стороны. За-
чистка шва необязательна.
Контакты на стыках не
подгорают.
При сварке труб диа-
метром 720 мм с толщиной
стенки 9 мм из стали ма-
рок СтЗ и 17ГС достигнута
скорость 17—18 м/мин.
Максимальная длина от-
। резаемых участков на пе-
реднем конце трубы 100 мм и па заднем — 300 мм. Сварено 1500 т
труб для водоводов из стали марки СтЗ, которые удовлетворяли
всем требованиям ГОСТ 10706—63, и сданы потребителю. Была
также сварена опытная партия труб из стали марки 17ГС. На не-
которых трубах сварное соединение подвергали локальной терми-
ческой обработке. Качество сварных швов проверялось на трубах,
изготовленных по режимам, указанным в табл. 37. Наружный грат
удалялся непосредственно в линии стана механическим способом.
। нутреннии грат не удалялся. Трубы после сварки и локальной
термической обработки подвергались калибровке при внутреннем
давлении 94 кгс/сма и испытанию при давлении 74 кгс/см2, как это
принято для газо- и нефтепроводных труб, сваренных по серийной
технологии. ^азрущение Труб, сваренных высокочастотным ме-
тодом, в процессе экспандирования и испытаний не наблюдалось.
Качество сварных соединений оценивалось по механическим
свойствам, углу загиба а, временному сопротивлению ав и удар-
158
Рис. 97. Размещение роликов на внутренней
оправке при сварке труб диаметром 720 мм
и толщиной стенки 9—Ю мм из листов конеч-
ной длины:
1 — труба; 2 — ролик шовосжимающей клети;
3, 4 — ролики внутренней оправки
Таблица 37. Режимы сварки труб из стали марки 17ГС
диаметром 720 мм и толщиной стенки 9 мм
Номер режима Скорость сварки, м/мин Давление в свароч- ной кле- ти, тс Угол схожде- ния кромок, о Приведенная мощность ро, кВт/(мм. м/мин) Температура нагрева шва при локальной термо- обработке, °C
1 11,5 28 3,5 2,65 1150
2 11,5 28 3,5 2,65 Без обработки
3 9,5 33 4,5 3,46 1000
4 9,5 33 4,5 3,46 900—1000
5 9,5 33 4,0 3,21 1100—1150
6 10,5 28 3,0 3,03 Без обработки
ной вязкости ан. Ударная вязкость определялась на образцах
размером 5x10x55 мм с радиусом надреза 1 мм при температу-
рах +20, —40, —60° С. Надрез наносился в сварном соедине-
нии (по центру шва) перпендикулярно поверхности трубы. Угол
загиба и временное сопротивление определялись на плоских об-
разцах шириной 20 мм, которые перед испытанием подвергали
правке, внутренний грат удалялся. Результаты испытаний пред-
ставлены в табл. 38. Как видно из таблицы, металл сварного со-
единения труб равнопрочен исходному металлу. Все образцы
при растяжении разрушились по исходному металлу, вдали от
шва. Значения ударной вязкости сварных соединений, хотя и ниже,
чем для исходного металла, однако практически не уступают
ударной вязкости сварных соединений, полученных электродуго-
вой сваркой под слоем флюса. Угол загиба сварных соединений
после высокочастотной сварки ниже, чем при дуговой сварке
под флюсом. По нашему мнению, испытания на загиб по применяе-
мой методике практически не отражают реальных условий работы
сварного соединения в трубопроводах.
Конструктивная прочность и пригодность исследуемых труб
для магистральных газопроводов оценивалась по расчетной со-
противляемости газопроводов хрупкому разрушению и по резуль-
татам гидравлических испытаний в полевых условиях К Сопро-
тивляемость газопроводов определялась из сопоставления потен-
циальной энергии, накопленной в стенке газопровода аэ, и энер-
гии, необходимой для разрушения, которая оценивалась рабо-
той ар, требуемой на распространение трещины. Эти исследования
проводились на образцах, вырезанных из сварных готовых труб,
размером 150 x 60 x 80 мм. Сварной шов с неудаленным внутрен-
1 Работа по оценке сопротивляемости труб, сваренных высокочастотным
методом, выполнена А, Н. Моношковым (УралНИТИ) и Г. В. Будкиным
(ВНИИТВЧ),
159
Таблица 38. Механические свойства стальных труб
диаметром 720 мм и толщиной стенки 9 мм, сваренных
по режимам, приведенным в табл. 37
Исследуемый участок Номер режи- ма Угол загиба а, ...° Времен- ное со- против- ление °в, кгс/мм2 Ударная вязкость аи, кгс.м/см2 при темпера- туре, °C
+ 20 — 40 -60
1 65—180 105 59—61 60,2 4,9—6,7 5,6 2,5—5,9 4,1 0,5—4,2 2,6
2 55—125 85 54—63 57,3 5,9—8,5 6,9 2,0—7,3 4,2 2,2—5,9 4,5
Сварное соеди- нение 3 4 50—90 70 72—180 155 59—64 62,4 56—61 57,5 7,9—9,3 8,7 0,5—8,3 3,4 0,5—8,4 5,7 0,5—7,3 3,9 1,0—9,3 5,9
5 60—180 128 61—64 62 — 1,0—5,4 4,0 0,5—7,3 3,2
6 35—180 90 52—62 55,3 — 2,5—7,4 5,5 1,9—6,9 4,3
Исходный ме- 60-61 8,2—10,7 4,9—7,0 4,4—6,8
талл 60,3 9,2 6,4 5,5
Примечание. В числителе даны минимальные н максимальные зна- чения, в знаменателе — средние значения для 5—24 образцов.
ним гратом располагался по центру образца параллельно меньшим
сторонам, к которым приваривались специальные головки. Над-
рез на образцах выполнялся статическим вдавливанием на глубину
5 мм остро заточенного под углом 30° ножа из твёрдого сплава.
Образцы испытывались в условиях статического и ударного на-
гружений при комнатной температуре на стандартной машине
МУП-20 и на вертикальном копре при начальном запасе энергии
падающего груза 600 кгс-м (масса груза 200 кг).
По осциллограммам усилие—время, полученным в процессе
деформирования и разрушения образца, определялась работа ар
и средняя скорость распространения трещины vp (рис. 98). По-
тенциальная энергия или ее эффективная часть аэ, рассчитанная
для газопровода диаметром 720 мм и толщиной стенки 9 мм с ра-
бочим давлением 55 кгс/см2 показана также на рис. 98. Как видно
из рисунка, характеристики материалов ар для исходного ме-
талла и шва располагаются выше конструктивной характери-
стики аэ. Поэтому имеется запас надежности исследуемых труб
по хрупкому разрушению. Кроме того, значения сопротивляемости
распространению трещины в металле шва и в исходном металле
практически одинаковы. Об этом свидетельствуют внешний вид
изломов образцов и общий характер распространения трещины.
При статическом нагружении образцов как сварного соединения,
так и исходного металла наблюдается смешанный характер из-
ломов. Все образцы, испытанные на вертикальном копре, имеют
хрупкий кристаллический излом. При испытании некоторых об-
разцов с надрезом по центру шва трещина выходила из сварного
шва и распространялась по исходному металлу, что свидетель-
ствует о повышенных свойствах сварного шва.
Для гидравлических испытаний было отобрано пять труб,
Рис. 98. Зависимости потенциальной энергии аэ,
накопленной в стенке газопровода, и сопротивляе-
мости материала для четырех образцов, определяе-
мой работой распространения трещины ар, от ско-
рости ее распространения цр
схемам. Образцы труб, сваренных пережимам 3, 5 и 6 (см. табл. 37),
длиной 4 м заглушались с обоих торцов сферическими днищами
и нагружались внутренним давлением до разрушения. Разру-
шение всех трех труб произошло по исходному металлу вдали от
продольного шва на расстояниях 400, 340 и 300 мм при макси-
мальном разрушающем давлении 165, 160 и 185 кгс/см2 соответ-
ственно (рис. 99, а).
На трубах, сваренных по режимам 1 и 4 (условно назовем
трубы первой и четвертой), в центре шва наносился наждачным
кругом искусственный надрез длиной 200 мм, глубиной 3 мм и ши-
риной не более 4 мм. Такие трубы нагружали внутренним давле-
нием до разрушения. Первая труба разрушилась при давлении
120 кгс/см2, а четвертая — 125 кгс/см2. Разрушение первой трубы
(справа на рис. 99, б) началось от надреза. Зародившаяся
161
|трещина, распространяясь в сторону переднего конца трубы, сразу
вышла из сварного шва в исходный металл, двигаясь параллельно
шву на расстоянии 3—5 мм, а затем удалилась от шва на 25 мм.
|С другой стороны надреза трещина длиной 100 мм распространя-
лась первоначально по центру шва, а затем — по основному ме-
таллу параллельно шву на расстоянии 3—5 мм. Пройдя расстоя-
ние 300—350 мм, трещина изменила направление и пересекла
Рис. 99. Внешний вид
разрушенных труб: а —
без надреза; б — с надре-
зом в центре шва
сварной шов, затормозив движение в исходном металле. Сум-
марная протяженность трещины составила около 1400 мм при
общей длине трубы 4000 мм. Разрушение четвертой трубы (слева
на рис. 99, б) началось также от надреза и распространялось в обе
стороны от него. Трещина, возникшая в месте надреза, вышла
сразу в исходный металл, удалившись от сварного шва с одной
стороны на 20 мм, с другой — на 35 мм. Общая протяженность
разрушения 1300 мм.
Таким образом, сварные соединения труб, полученных при
использовании токов высокой частоты, имеют высокую конструк-
тивную прочность. Эта прочность выше прочности исходного
металла. Сопротивляемость хрупкому разрушению сварных соеди-
нений не уступает сопротивляемости исходного металла. Следова-
тельно, трубы, изготовленные методом высокочастотной сварки,
162
пригодны для магистральных газопроводов, работающих под
давлением 55 кгс/см2. Поскольку сварной шов, полученный ме-
тодом высокочастотной сварки, так же как и шов, сваренный дуго-
вым методом под слоем флюса, обладает низкой ударной вязкостью
при низких температурах (—40 и —60°), необходима его после-
дующая локальная термическая обработка.
Стан 300. Как отмечалось ранее, основное преимущество
изготовления двухшовных труб большого диаметра заключается
в том, что для них можно использовать ленту, ширина которой
в два раза меньше ширины ленты, применяемой при производстве
одношовных труб такого же диаметра. Это важно с точки зрения
возможностей отечественной металлургической промышленности.
Кроме того, способ двухшовной сварки, как показали исследо-
вания на стане 300, имеет ряд преимуществ.
При производстве прямошовных тонкостенных труб процесс
формовки может нарушаться из-за потери устойчивости кромок
вследствие гофрообразования. Одним из путей повышения устой-
чивости кромок в процессе нагрева и формирования сварного
соединения является получение прямошовных труб из двух лент,
располагаемых перед началом деформации одна над другой на
расстоянии, равном 2/3 высоты готового профиля. В формовочных
клетях каждая из лент формуется по криволинейной траектории
и превращается в полуцилиндр. Схождение свариваемых кромок
осуществляется под углом 8—15°. При небольших расстояниях
между последней формовочной клетью и шовообжимным узлом
обеспечивается натяжение и стабильное положение кромок в про-
цессе нагрева и осадки.
Использование этого способа дает возможность существенно
уменьшить количество формовочных клетей и габариты стана.
Кроме того, значительно упрощается технологический инстру-
мент и сокращается его номенклатура. Учитывая эти преимуще-
ства, можно рекомендовать двухшовную сварку при производстве
труб не только большого, но и среднего диаметров, например труб
для орошаемого земледелия и строительства. В СССР в промыш-
ленных масштабах нашла применение технология производства
двухшовных труб при изготовлении тонкостенных труб диаметром
273—325 мм. Схема агрегата 1 для производства таких труб пред-
ставлена на рис. 100.
Как правило, трубы среднего диаметра сваривают с использо-
ванием охватывающего индуктора. Однако, если принять эту
систему подвода тока (от одного источника питания) для сварки
двухшовных труб, регулирование режима нагрева кромок каж-
дого шва возможно осуществлять только с помощью механизмов
стана. Такая система неудобна, поэтому в агрегате применена кон-
тактная система подвода тока с помощью скользящих контактов.
1 Агрегаты разработаны и внедрены ЭЗТМ, УралНИТИ, Московским инсти-
тутом стали и сплавов и ВНИИТВЧ.
163
Таблица 39. Основные параметры сварочной машины агрегата для сварки двухшовных труб
Рабочая скорость сварки v, м/мин О ООО Примечания: 1. Величины DB, a, h и Ь показаны на рис. 100. 2. Использовался сегментный ферритовый сердечник дли- ной 500 мм.
Приведенная мощность ро, кВтДмм. м/мин) без сердеч- ника 04 О! Ю 0Г0Г04 JLJLJL оГоГоГ
с сердеч- ником С|О>- 04^01 1 1 1 со со о ^^04
Угол схожде- кия кромок а, ...° ООО] 777 ООООО
Размеры, мм 1 Кондуктор -о 100-120 100 — 120 120-150
►е ООО Ю Ю Ю
Сварочная машина <3 1000—1200 1000—1200 1000—1200
И 240 240 260
Труба О) 777 04 0! СО
273 299 325
Питание каждого из двух коп
дукторов производится от своею
источника ВЧС2-160/0.44 или
ВЧС4-160/0,44.
Сварочная машина агрегата
включает шестивалковую шово
обжимную клеть и кондукторы.
Так как агрегаты обычно исполь-
зуются для производства тонко-
стенных труб, ферритовые сердеч-
ники применяются редко. При
формовке не требуется дополни-
тельная шовонаправляющая клеть.
Ее роль выполняет последняя
клеть формовочного стана. Основ-
ные данные сварочной машины
агрегата приведены в табл. 39.
Исследования, проведенные на
опытных станах 530-820 и 300,
во ВНИИТВЧ и в ИЭС им. Е. О.
Патона, опыт применения этой
технологии при производстве труб
среднего диаметра позволяют пе-
рейти в дальнейшем к произ-
водству методом высокочастотной
сварки труб диаметром 530 —
1220 мм из двух рулонных лент и
диаметром 1220 мм — из двух
заготовок конечной длины1 (двух
листов). Предполагается строи-
тельство стана для высокоча-
стотной сварки двухшовных труб
диаметром более 530 мм, построен
и принят в опытно-промышлен-
ную эксплуатацию стан для труб
диаметром 1220—1620 мм. Раз-
работана технология производ-
ства на этом стане газо- и неф-
тепроводных труб большого диа-
метра с предварительной сваркой
технологического шва токами
высокой частоты. По-видимому,
такая технология явится пере-
ходным этапом. Она позволит
усовершенствовать механическое
и высокочастотное оборудование
1 Авт. свид № 350545.
164
и со временем перейти к сварке труб ответственного назначе-
ния только токами высокой частоты.
Работы по созданию технологии производства газо- и нефте-
проводных труб с использованием высокочастотной сварки тех-
нологического шва проводятся в США, Японии, Иране и других
странах.
Трубосварочный агрегат 1220-1620 Ч Предназначен для произ-
водства труб диаметром 1220—1620 мм с толщиной стенки от 8
до 20 мм из двух полуцилиндров, формуемых на валковых формо-
вочных станах. В состав агрегата входит стан для высокочастот-
ной сварки технологического шва с использованием двух вну-
тренних индукторов. Сва-
рочное устройство каждо-
го индуктора получает пи-
тание от преобразователь-
ных станций мощностью
2000 кВт, частотой тока
10 кГц, состоящих из вось-
ми преобразователей типа
ОПЧ-250-10 (см. рис. 70).
Общая мощность 4000 кВт.
Индукторы размещаются
на внутренней оправке
перед шовообжимной
клетью. Компенсатор у
индукторов общий. Пло-
щадь сечения магнитопро-
вода 94 см2.
Механическое оборудо-
вание стана состоит из за-
Рис. 100. Агрегат для сварки труб из двух
лент:
1 — рулоны ленты; 2 — правильная машина;
3 — ножницы для обрезки концов; 4 — установка
для сварки концов рулонов; 5 — формовочная
машина; 6 — шовообжимная клеть
талкивателя, сборочного устройства, двух подающих, шовообжим-
ной и двух тянущих клетей, холодильника и овализирующей
клети. Внутри трубной заготовки расположена оправка. Процесс
сварки производится следующим образом. Предварительно сфор-
мированная трубная заготовка в форме полуцилиндра поступает
по рольгангу в сборочное устройство. Здесь заготовка перево-
дится в верхнее положение. На ее место в сборочное устройство
подается вторая заготовка. Специальным селектором вторая
заготовка подбирается так, чтобы ее длина отличалась от длины
первой заготовки не более чем на ±10 мм.
Гидравлические зажимы сборочного устройства придают за-
готовкам необходимые форму и положение. Толкатель заталки-
вает заготовки в подающие клети, которые продвигают их в восьми-
валковую шовообжимную клеть, где их кромки сводятся под уг-
лом 3—5°. В процессе дальнейшего движения кромки заготовок
а Агрегат разработан ЭЗТМ, ВНИИТВЧ, ВНИТИ и ИЭС им. Е. О. Па-
тона.
165
нагреваются индукторами и при осадке в шовообжимной клети
свариваются. Сваренная часть трубы поступает в холодильник,
где шов охлаждается до температуры 300—400° С, затем в овали-
зирующей клети трубе придается форма вертикального овала,
необходимая для того, чтобы при переварке шва дуговым спосо-
бом под слоем флюса труба приняла круглую форму (рис. 101).
При эксплуатации стана 1220-1620 производилась сварка
труб из стали марки 17Г2АФ с односторонней разделкой. Была
достигнута проектная скорость сварки (12—13 м/мин) для труб
диаметром 1420 мм и толщиной стенки 16,5 мм. Сварка произво-
дилась при следующем режиме: мощность 1050 кВт; напряжение
на индукторе 830 В; приведенная мощность 5,05 кВт /(мм-м/мин).
Рис. 101. Труба диаметром 1220 мм, толщи-
ной стенки 12 мм на выходе из стана 1220-1620
после высокочастотной сварки технологиче-
ского шва
При такой же потребляемой мощности сваривались трубы диа-
метром 1220 мм и толщиной стенки 12 мм из стали марки СтЗ при
скорости сварки 15—18 м/мин и приведенной мощности 4,85—
5,18 кВт/(мм-м/мин).
Электрическая схема высокочастотного оборудования позво-
ляла питать индукторы как от двух электрически не связанных
станций мощностью по 2000 кВт, так и от объединенной (общей)
подстанции мощностью 4000 кВт. Работа при питании от общей
подстанции не дала положительного результата из-за того, что
невозможно раздельно регулировать мощность на каждом ин-
дукторе.
При питании от двух станций с неодинаковыми частотами
из-за взаимного влияния одного индуктора на другой напряжение
на элементах высокочастотного оборудования колеблется. При
этом частота модуляции равна разности частот станций и состав-
166
ляет примерно 4—5 Гц, а глубина модуляции — до 12—15%
от соответствующих амплитуд напряжений. Колебания напряже-
ния на индукторах не приводят к снижению качества технологи-
ческого шва, однако могут снизить качество рабочих швов.
В результате исследований удалось найти способ несколько
снизить глубину модуляции напряжения на индукторе и устра-
нить ее для напряжений на конденсаторной батарее и преобразо-
вателе за счет включения последовательно с индукторами И1
и И2 обмоток трансформатора L1 и L2 (рис. 102). Взаимная ин-
дуктивность М между обмотками L1 и L2 выбирается такой,
чтобы э. д. с., наведенные в обмотке индуктора и последовательно
Рис. 102. Схема компенсации взаимного влияния
индукторов при сварке двухшовных труб
с ним включенной обмотке трансформатора, были равны по зна-
чению и взаимно уничтожались. Наилучшие результаты были
получены при большой разности частот станций. Так, при питании
одного из индукторов от преобразователя частотой 8 кГц, а вто-
рого — 10 кГц глубина модуляции напряжения на индукторах
даже при высокой добротности контуров менее 10%. Расчетом
подтверждено, что модуляция напряжения на индукторе с ча-
стотой 2 кГц не снижает качества сварного соединения.
В результате исследований была отработана технология, при
которой технологический шов удовлетворяет предъявляемым
требованиям. Если выдавленный при высокочастотной сварке тех-
нологического шва наружный грат заполняет менее трети разделки,
то грат снимать не обязательно, так как его наличие не ухудшает
качества сварного соединения при переварке технологического
шва дуговой сваркой под слоем флюса.
167
18. Сварка спиральношовных труб
большого диаметра
Спиральношовные трубы большого диаметра, применяемые
для магистральных нефте- и газопроводов, изготовляются мето-
дом дуговой сварки под слоем флюса. Поскольку этому способу
присущи недостатки, рассмотренные в п. 17, делаются попытки
разработки новых способов сварки, в том числе и с применением
высокой частоты.
Исследование процессов высокочастотной сварки спирально-
шовных труб большого диаметра проводилось на опытном стане 530
Рис. 103. Опытный стан 530 для сварки спиральношовных труб
диаметром 530 мм и толщиной стенки 3 и 5 мм
для производства труб диаметром 530 мм и толщиной стенки 3
и 5 мм (рис. 103). При этом была уточнена геометрия кромок и
взаимное их расположение в месте схождения (рис. 104), отрабо-
тан режим нагрева при соединении кромок внахлестку со скосом.
Величина притупления п кромки была выбрана равной величине
оптимальной осадки Аос для заданных толщин и частот сварочного
тока. Угол скоса кромок р, определяющий заданное значение
нахлестки т, изменялся в пределах от 20 до 70°.
При увеличении угла р повышаются т и мощность, необходи-
мая для сварки. При этом возрастает неравномерность нагрева
кромок по ширине нахлестки: острые углы кромок перегреваются,
а тупые — недогреваются. Поэтому качество сварного соединения
вблизи углов ухудшается. При изменении нахлестки, например
из-за серповидности ленты, изменяются температура нагрева и
168
осадка. Это влияние тем сильнее, чем меньше угол р. Наилучшие
результаты получены, когда р = 45 -=-60° и п= 1 -г-1,5 мм.
При оптимальной геометрии кромок, характеризуемой вели-
чинами п и р, были получены сварные трубы, из которых выреза-
лись образцы для испытаний на загиб и растяжение. Образцы
разрушались по основному металлу. Образцы труб длиной 1,5 м
подвергались гидравлическим испытаниям. При испытаниях на
швах образцов обнаруживались микротечи, количество которых
возрастало с увеличением давления. Все образцы труб, сваренных
при оптимальных режимах, включая и трубы, имеющие микро-
течи, разрушались при расчетных давлениях по образующей трубы,
Рис. 104. Геометрия кро-
мок и их взаимное распо-
ложение: а — кромка; б—
г — варианты располо-
жения кромок
а не по шву. Образцы сварного шва, вырезанные из труб,
имеющих микротечи, разрушались также по исходному ме-
таллу.
По нашему мнению, плотный шов некуда л ось получить из-за
нестабильного притупления кромок по длине ленты, колебаний
нахлестки и температуры сварки труб. Поэтому для получения
качественного стабильного соединения по длине сварного шва
необходимо стан оснастить устройством для более качественной
разделки кромок и системами для стабилизации температур
нагрева и нахлестки. В настоящее время проводятся работы по
усовершенствованию оборудования стана в соответствии с этими
рекомендациями.
Аналогичные работы ведутся и за рубежом. Так, фирма «Ман-
несман Меер» (ФРГ) ознакомила делегацию советских специали-
стов с работами по созданию процесса производства спирально-
шовных труб, при котором технологический шов сваривается
высокочастотным способом. Пока эти работы не нашли промыш-
ленного применения, хотя специалисты фирмы считают перспек-
тивным применение высокочастотной сварки при изготовлении
спиральношовных труб.
6 А. Н. Шамов
169
19. Сварка стальных тонкостенных1
спиральношовных труб
Рис. 105. Принципиальная
схема высокочастотной свар-
ки спиральношовных тонко-
стенных труб
уделять выбору исходных
Тонкостенные трубы, для которых D/2d > 100 4-250, нужны,
например, для сельского хозяйства, нефтепромыслов, промыш-
ленной вентиляции и др. Обычно такие трубы изготавливались
на станах спиральношовной сварки с соединением кромок встык
или внахлестку дуговой или контактной роликовой сваркой.
При этом скорость сварки невелика: при дуговой сварке она не
превышает 2,5 м/мин, а при контактной — 4 м/мин. Контактной
сваркой можно получать качественные трубы только из холодно-
катаной травленой лепты без следов ржавчины или смазки. Та-
кая подготовка ленты значительно удорожает процесс производ-
ства и препятствует широкому примене-
нию "его в промышленности.
Технология высокочастотной сварки
спиральношовных тонкостенных труб
с контактным подводом тока (рис. 105)
разработана в 1963—1965 гг. [12].
Как и при сварке спиральношовных
труб большого диаметра, качество
соединения зависит от геометрии сва-
риваемых кромок на участках нагрева
и осадки. При сварке спиральношов-
ных тонкостенных труб геометрия кро-
мок регулироваться не может, и поэто-
му для обеспечения оптимальных усло-
вий сварки необходимо особое внимание
параметров формовки: углу формовки
и ширине ленты, используемой для изготовления труб [9].
Формовка трубной заготовки. При сварке спиральношовных
труб применяется одно- или двухрадиусная схема формовки.
В случае однорадиусной схемы (рис. 106, а) лента шириной b
под углом формовки ср поступает в формовочное устройство, где
формуется по диаметру D — 2г. В точках Д и А к кромкам ленты
и трубы подводятся контакты сварочного устройства. На участ-
ках А Б и БД кромки разогреваются и свариваются, обжимаясь
между внутренним и наружным шовообжимными роликами. За-
зор 21г между кромками равен расстоянию между точками А и Д,
равноудаленными от точки схождения Б на длину кромок /кр.
Для упрощения математических выкладок при углах формовки
<р 5= 20° и ZKp < /7(2 sin ф) можно с достаточной степенью точ-
ности принять, что схождение кромок происходит в плоскости
Е—Е, перпендикулярной к поверхности формуемой ленты и рас-
положенной под углом ф к оси выходящей трубы. Тогда на участке
А Б кромка трубы формуется не по спирали, а по участку эллипса
с полуосями: малой г и большой а = r/sin ф.
ж Работа выполнена ВНИИметмаш н ВНИИТВЧ.
170
Радиус кривизны эллипса в точке Б будет r3 = cA!r = r/sin2 <р.
Тогда 4’ = /кр/гэ = /кр sin2 cp/r.
Угол между кромкой ленты и касательной к кромке трубы
резко меняется в зависимости от расстояния до точки сварки.
Поэтому для характеристики режима сварки используют зазор,
который определится из треугольника АБД:
2h — АД = У 7Г(1 - соБф)2 4- rj (ф - sin ip)2. (92)
Рис. 106. Схемы однорадиусной (а) и двухрадиусной (б) формо-
вок спиральношовных труб
Эта формула при ф «С 45° может быть упрощена:
2/г = гэ (1 — cos ф)
или
2h = г (1 — cos ф)/з1п2 ср, (93)
т. е. зазор 2h, определенный по формуле (93), равен отрезку АГ —
перпендикуляру, опущенному из точки А кромки трубы на кромку
плоскопоступающей ленты. Из сравнения результатов расчета
зазора по формулам (92) и (93) видно, что при ф 45° ошибка
упрощения составляет не более 4%, что вполне допустимо для
инженерных расчетов.
6* 171
Для приближенных вычислений, если ф 30° и sin (ф/2);
ф/2, можно принять
2/г = ZkP sin2<p/(2/j. (91)
Разница в значениях 2/г, полученных по формулам (92) и (94),
не превышает 6%. Текущий угол между кромкой ленты и каса-
тельной к кромке трубы
у = 4/г//кр. (95)
При однорадиусной формовке труб различного диаметра из
ленты шириной b и при постоянном /кР максимальная величина
зазора между кромками под контактами будет достигнута при
<р^54°44'. При увеличении угла формовки свыше 54°44' зазор
уменьшается за счет увеличения радиуса трубы, а при уменьшении
угла формовки он снижается из-за резкого уменьшения кривизны
эллипса.
Результаты анализа расчета по формуле (94) показали, что
при формовке труб из ленты одной ширины и постоянном расстоя-
нии от контактов до точки схождения кромок можно получить
наиболее равномерные условия нагрева кромок при углах фор-
мовки от 30 до 75°. В диапазоне углов формовки от 40 до 65°
геометрия кромок на участке нагрева будет практически постоян-
ной, именно этот диапазон можно рекомендовать для высокоча-
стотной сварки спиральношовных труб.
При перестройке стана с одного диаметра труб на другой и
сохранении b/D = const и ср — const, если зазор 2/г не должен
меняться более, чем в 1,5—1,7 раза, Птах/£>т1п 1,7. Ширину
полосы рекомендуется выбирать из отношения b/D = 2 4-2,2.
При двухрадиусной формовке^ спиральношовных труб
(рис. 106, б) лента поступает в формовочное устройство в гори-
зонтальной плоскости до точки Д', а далее до точки Б' движется
по радиусу /у, плавно сопрягаемому с радиусом трубы г. Для
инженерных расчетов при ф2 < 30° зазор 2/г и текущий угол -у
по аналогии с формулами (94) и (95) получим:
2/г = [(/кр sin2 <p)/(2r) 1 (k0 — 1)//г„; (96)
Т = 4/г//кР, (97)
где /г0 = г Jr — коэффициент.
Из анализа выражений (94)—(97) видно, что при двухрадиус-
ной формовке можно уменьшить зазоры, а следовательно, и
углы между кромками по сравнению с однорадиусной формовкой
в (k0 — l)/fe0 раз. Таким образом, применение двухрадиусной фор-
мовки можно рекомендовать при производстве труб малого диа-
метра (до 150 мм) и отношении b/D 1,5, т. е. когда изменение
величин 2/г и у происходит наиболее интенсивно.
172
Рассмотрим пример выбора основных параметров стана для высокочастотной
сварки тонкостенных спиральношовных труб диаметром от 150 до 350 мм. Так
как диаметр труб достаточно большой, примем однорадиусную формовку. При
сварке труб диаметром 200—500 мм, используя ленту шириной 400 и 500 мм,
можно, как показали расчеты (рис. 107), обеспечить оптимальные условия на-
грева, если '2h= 12ч-15 и 2h = 9ч-11 мм соответственно. При формовке труб
диаметром менее 200 мм зазор между кромками будет резко уменьшаться. При ши-
рине ленты 300 мм обеспечиваются достаточно хорошие условия нагрева при
сварке труб диаметром 150—350 мм, так как 2Л = 13ч-19 мм, но производи-
тельность стана ниже в 1,66 раза, чем при ленте с Ь = 500 мм. При постоянном
угле формовки обеспечиваются менее стабильные условия нагрева, так как 27г =
= 10ч-20 мм. Кроме того, усложняется конструкция стана и затрудняется обес-
печение стана металлом из-за большой номенклатуры ленты.
Рис. 107. Зависимость зазора 2ftmax от диаметра свари-
ваемой трубы D, ширины ленты Ь и расстояния от
контактов до места сварки /кр (все размеры в мил-
лиметрах):
1 — Ь = 500, /кр = 70; 2 — b = 400, ZKp = 70; 3 — Ь = 300,
ZKp = 70; 4 — ь = 2D- 1кр =70; 5 — b = 2D, ZKp = 60;
6 — b='2D, ZKp = 50; 7 —rLb = 2£>,~ZKp = 30; 8 — b =
= 500, JKp^= 60
На основании анализа расчетов можно рекомендовать для труб диаметром
150—250 мм ленту шириной 300 мм, а для труб диаметром 250—350 мм — шири-
ной 500 мм. При этом повышается производительность, упрощается конструкция
стана, снижаются его масса и время на перестройку, связанную с переходом с од-
ного диаметра труб на другой, и обеспечиваются оптимальные условия для полу-
чения качественного сварного соединения.
Особенности токоподвода. При сварке спиральношовных труб
кромки трубы и полосы находятся в неодинаковых магнитных по-
лях и поэтому греются неодинаково: кромка полосы перегревается.
Для выравнивания температуры нагрева кромок были опробо-
ваны два способа. При первом способе контакт, передающий сва-
рочный ток к кромке трубы, устанавливается на 20—30 мм дальше
от оси шовообжимных валков, чем контакт, скользящий по кромке
полосы. При этом увеличивается время нагрева кромки трубы
и, несмотря на то, что интенсивность ее нагрева остается преж-
ней, разница температур нагрева кромок трубы и полосы умень-
шается. По второму, как оказалось более универсальному, спо-
собу контакт, передающий ток к кромке трубы, устанавливается
как можно ближе к краю кромки трубы с зазором 2—4 мм между
173
кромкой полосы и этим токоподводом, а контакт, подводящий
ток к кромке полосы, — на расстоянии 15—25 мм от края полосы.
При этом снижается интенсивность нагрева кромки полосы и
уменьшается разница температур нагрева кромок.
Трубоэлектросварочный агрегат' 150-350. Первый промышлеп
ный стан для производства труб диаметром 150—350 мм из ленты
шириной 150—300 мм и толщиной 0,8—1,5 мм со скоростью сварки
до 30 м/мин при выходе готовой трубы со скоростью 15 м/мин
был введен в эксплуатацию в 1965 г. В линии стана установлены:
разматыватель рулонов, ножницы для обрезки концов, стыко-
сварочное устройство, профилировочно-подающая машина, обес-
печивающая подачу ленты в формовочное устройство, высоко-
частотная установка ВЧС2-160/0,44 и выходной рольганг для
приема сварной трубы. Профилировочно-подающая машина обес-
печивает подгибку кромок ленты, при которой получается более
гладкая наружная поверхность. При изменении ширины ленты
или перестройке стана на другой диаметр труб изменяется угол
формовки, что достигается поворотом профилировочно-подаю-
щей машины вокруг вертикальной оси, проходящей через ось
шовообжимных валков.
В процессе наладки режимов сварки установлено, что для
стабильности процесса сварки и стойкости скользящих контак-
тов большое значение имеет угол между направлением движения
кромки в точке касания контакта и линией, проходящей через
эту точку и ось поворота контакта (угол а на рис. 64). Наилуч-
шие условия для работы скользящего контакта обеспечиваются,
если угол а = 0, однако при этом угле трудно выполнить кон-
струкцию кондуктора. Обычно ось поворота контакта лежит
выше линии направления движения кромки (а > 0). Для этого
случая усилие поджатия скользящего контакта к кромке, обеспе-
чивающее электрический контакт (пренебрегая трением в шар-
нирном соединении), можно определить по формуле
N = aFnpl [с (cos а + k sin а) 1, (98)
где Fnp — усилие пружины; а — плечо приложения усилия Fnp;
с — расстояние от соприкосновения контакта и кромки до оси
его поворота; k — коэффициент трения пары контакт—кромка.
В процессе работы кондуктора коэффициент k изменяется
и приводит к колебаниям усилия поджатия контакта к кромке.
Так как колебания усилия N нежелательны, угол а должен быть
выбран так, чтобы Wm,D//Vmaxr> 0,9, тогда
fe<O,lll/tga. (99)
Приняв k >0,1, что справедливо для большинства материа-
лов, получим а < 45°. Результаты расчета допустимого значения
174
коэффициента трения для различных углов а по формуле (99)
приведены ниже: 5 1,26 10 0,63 15 0,41 20 0,31
а k 0 Нет огра-
а ничений 25 30 35 40 45
k 0,24 0,19 0,16 0,13 0,111
Опытная эксплуатация промышленного стана 150-350 пока-
зала, что при производстве труб из холоднокатаной ленты угол
а — 50н-55° не обеспечивает устойчивой работы скользящих
контактов: часты случаи отрыва контакта от кромки под действием
момента, создаваемого усилием трения. Между контактом и кром-
кой возникает дуга, что приводит к выходу из строя контакта и
прожогу кромки (в момент отрыва контакта усилие трения падает
и под действием пружины контакт снова опускается на кромку
и т. д.). При а = 40-М50 скользящие контакты работают более
стабильно, однако их стойкость невелика. Поэтому рекомендуется а
выбирать не более 30 —35° при сварке труб из холоднокатаной и
не более 25—30° — из горячекатаной ленты.
Наладка механизмов стана и высокочастотного оборудования
производилась при сварке труб диаметром 182 мм из холодноката-
ной обрезной рулонной ленты шириной 200 мм и толщиной 1,2 ±
± 0,5 мм. Допуск по ширине ленты для большинства рулонов
составлял ±0,8 мм. Материал ленты — сталь марки МСТ-1.
Скорость сварки изменялась от 12 до 22 м/мин.
Внутренний и наружный шовообжимные ролики выполняются
водоохлаждаемыми. Усилие поджатия роликов при сварке трубы
диаметром 180 мм и толщиной стенки 1,2 мм составляло 150—
200 кгс. Диаметр внутреннего ролика 90 мм, наружного — 120 мм.
Для получения качественного сварного соединения необходимо
ролики устанавливать так, чтобы их оси обязательно лежали
в плоскости, нормальной к касательной к кромкам в точке их
схождения. Линия пересечения плоскости, в которой лежат оси
роликов, и вертикальной плоскости, проходящей через центр
нахлестки, должна пересекаться с осью трубы. При таком рас-
положении осей направления движения роликов и кромок в месте
их схождения совпадают. Если оси установлены неточно и направ-
ления^движения роликов и кромок не совпадают, разогретый ме-
талл кромок смещается и качество сварного соединения по его
длине нестабильно.
Шовообжимные ролики при сварке находятся в непосредствен-
ном соприкосновении с разогретыми до высокой температуры
кромками; т. е. период разогрева поверхностных слоев металла
роликов сменяется периодами охлаждения. Это приводит к воз-
никновению в роликах знакопеременных температурных напряже-
ний, которые снижают их стойкость.
Были опробованы сменные обоймы шовообжимных роликов,
изготовленные из различных материалов: сталей 45, 40Х, ШХ15
и латуни Л62. Стойкость обойм из стали 45 наибольшая — 3—4
175
смены без переточки. Рекомендуется шовообжимные ролики очи
щать от капель металла два раза в смену и производить их перс
точку один раз в три смены.
Для выравнивания температуры нагрева кромок трубы и лепты
контакт, скользящий по кромке ленты, устанавливался на рас
стоянии 10—15 мм от края, а контакт, скользящий по кромке
трубы, — на 6—7 мм. Расстояние контактов от оси шовообжим-
ных валков — 47—55 мм. При таком расположении контактов
было сварено более 1 млн. м труб со скоростью 25—30 м/мин.
Продолжительность работы контактов составляла примерно
10—50 км сварного шва.
При сварке спиральношовных труб происходит интенсивная
передача энергии от трубной заготовки к формовочной улитке и
шовообжимным роликам. Поэтому в начале работы для обеспе-
чения принятой скорости сварки необходима несколько большая
мощность. По мере разогрева формующего устройства теплопере-
дача снижается и мощность, потребляемая от сети, уменьшается.
В установившемся режиме работы стана методом калориметри-
рования измерялась мощность, выделяющаяся в водоохлаждае-
мых узлах сварочного устройства. Так, потери на аноде ламп со-
ставляли 46,6, в охлаждаемых узлах лампового генератора —
4,9, сварочном устройстве — 17,14 кВт. Если принять, что в ши-
нах, не охлаждаемых водой, и в каркасах потеря мощности рав-
няется примерно 5 кВт, то мощность, выделяющаяся в кромках,
примерно равна 53 кВт. Тогда к. п. д. установки составит 39,5%.
Мощность, выделяющаяся в кромках, расходуется на нагрев
трубы, улитки (4,18 кВт), обжимных роликов (16,08 кВт) и,
кроме того, уносится эмульсией, используемой для уменьшения
трения между лентой и улиткой. При скорости выхода трубы
6,8 м/мин контактной термопарой была измерена температура
трубы в сечении, где температура шва и тела трубы одинакова и
равнялась примерно 100° С. Мощность в трубе равнялась 28,7 кВт.
Таким образом, в кромках трубной заготовки с учетом потерь
в улитке и роликах выделяется мощность 49—53 кВт.
Мощность, выделяемая в кромках, распределяется неравно-
мерно. Как следствие этого, температура нагрева углов кромок
максимальна и составляет 1300—1400° С. При удалении от угла
температура нагрева падает. В средней части нахлестки темпера-
туры кромок трубы и ленты примерно одинаковы и составляют
1000—1200° С. В точке, лежащей против угла второй кромки,
температура нагрева ниже сварочной (700—800° С). Такая асим-
метрия температурных полей приводит к раскатке (без сварки)
края кромки по более холодному металлу. При этом качественная
сварка обеспечивается только в средней части нахлестки, где
температура кромок примерно одинакова. Такая зона сварки
.занимает 1,5—3,0 мм, т. е. 50—75% от величины нахлестки. Для
улучшения качества сварного соединения казалось бы целесо-
образным уменьшить нахлестку до 2—3 мм. Это привело бы также
176
к увеличению скорости сварки. Однако качество исходной ленты
и отсутствие устройств для стабилизации нахлестки позволяют
снизить этот параметр только до 3—5 мм.
Металлографические исследования показывают, что микро-
структура металла на раскатанных кромках — крупнозернистая
(видманштеттова), имеются поры и микротрещины. По мере уда-
ления в глубь шва структура становится все более близкой к
структуре исходного металла (участок нормализации с мелким
зерном), а непосредственно в зоне сварки имеется участок пере-
кристаллизации (старые зерна феррита, между которыми рас-
положены новые, более мелкие зерна). Образцы сварного соеди-
нения, вырезанные поперек шва, выдерживают перегиб на 180°
и испытания на разрыв при напряжениях 0,85—0,95 от предела
прочности исходного металла. Разрыв образцов происходит
в местах концентрации напряжений в зоне термического влияния,
обусловленных наличием рисок и задиров на трубе, как правило,
неизбежно появляющихся в формовочном устройстве втулочного
типа. Наличие таких поперечных концентраторов напряжений
не приводит к снижению прочности всей трубы, так как ее разрыв
происходит не от осевых, а от радиальных напряжений, в два
раза превышающих осевые.
При соблюдении технологического процесса трубы, получен-
ные высокочастотной сваркой кромок внахлестку, полностью от-
вечают техническим требованиям, предъявляемым к быстрораз-
борным трубопроводам типа РТ-180, которые по агротехническим
требованиям должны работать при рабочем давлении до 12 кгс/см2
и испытываться при давлении 20 кгс/см2 на гидравлическом прессе.
После успешного внедрения нескольких станов 150-350 для
высокочастотной сварки тонкостенных спиральношовных труб
в промышленную эксплуатацию были созданы станы 250-1000
и 168-426. Стан 250-1000 предназначен для сварки особотонко-
стенных труб диаметром до 1000 мм с толщиной стенки до 2 мм
при скорости сварки до 40 м/мин. Применен контактный подвод
тока. Эти трубы используются в качестве обечаек при изготовле-
нии железобетонных труб. В комплект стана входит высокочастот-
ная установка мощностью 160 кВт, частотой тока 440 кГц. Та-
кая мощность установки выбрана в соответствии с эксперимен-
тальными графиками, приведенными на рис. 108.
На стане 168-426 свариваются трубы диаметром до 426 мм
с толщиной стенки до 4,5 мм при скорости сварки до 30—40 м/мин.
Стан укомплектован высокочастотной установкой мощностью
630 кВт, частотой тока 440 кГц. Применен контактный подвод
тока. Конструкция сменных контактов, используемых на ста-
нах 168-426, приведена на рис. 65. Сменные контакты имеют различ-
ную стойкость. Например, стойкость наконечников (рис. 65, а)
доходит до 50 км при сварке труб из холоднокатаной ленты с пере-
даваемой мощностью 160 кВт (ток 2,5 кА), а стойкость наконеч-
ников, показанных на рис. 65, б, в, — соответственно до 10 и
177
30 км при сварке труб из горячекатаной ленты с мощностью
330 кВт (ток 3,5 кА).
Сварные спиральношовные трубы, полученные на стане с вы-
сокочастотным нагревом, используются для целей орошения.
Рис. 108. Зависимость при-
веденной мощности р0 от ско-
рости сварки спиральношов-
ных труб v
Проводятся работы по усовершенствованию технологии высоко-
частотной сварки, и оценивается работоспособность этих труб
в трубопроводах ответственного назначения. В дальнейшем такие
трубы предполагается использовать при строительстве нефте-
проводов.
20. Сварка оребренных труб
В теплообменных аппаратах применяются трубы с развитой
наружной поверхностью, т. е. с прямыми и спиральными ребрами.
Такие трубы изготавливаются методом прессования. При этом
способе низка производительность и высоки капитальные за-
траты, невозможно получить трубы с тонкостенными ребрами.
Приварка ребер к трубам дуговой сваркой под слоем флюса в среде
углекислого газа малопроизводительна и, кроме того, зона терми-
ческого влияния в теле трубы настолько велика, что создается
опасность разупрочнения трубы.
При высокочастотной приварке ребер к трубам обеспечивается
высокая производительность, минимальная зона термического
влияния, высокое качество сварного соединения при использо-
вании различных материалов. В связи с этим в СССР и за рубежом
ведутся работы по использованию высокочастотного нагрева при
приварке ребер к трубам.
Приварка прямых ребер Ч Примером трубы с прямыми ребрами
может служить плавниковая труба. Она представляет собой
трубу с двумя прямыми, лежащими в одной плоскости, — реб-
рами. Принципиальная схема сварки плавниковых труб приведена
1 Технология и высокочастотное оборудование для приварки прямых ребер
разработаны В. Л. Кулжинским и Н. Л. Мирским (ВНИИТВЧ) и Э. С. Слепаком
|(ЦНИИТмац1).
1178
на рис. 109. Труба подается в шовообжимную клеть, где к ней
с помощью валков поджимаются два ребра прямоугольной формы.
Между поверхностями трубы и ребра поддерживается угол, рав-
ный примерно 10—15°. К кромке ребра и поверхности трубы
с помощью скользящих или катящихся контактов подводится ток
частотой 440 кГц, который кон-
центрируется в тонких слоях,
разогревая их. При последую-
щем обжатии ребро и труба
свариваются.
Из-за различной конфигу-
рации трубы и ребра (плав-
ника) наблюдается неодина-
ковый нагрев свариваемых
поверхностей: свариваемая по-
верхность ребра обычно пере-
гревается, что приводит к сни-
жению качества сварного
соединения. В связи с этим были
Рис. 109. Схема высокочастотной
сварки плавниковых труб
опробованы четыре приема
выравнивания температуры нагрева свариваемых поверхностей
ребра и трубы:
1) увеличением расстояния от контакта, передающего ток
к трубе, до места схождения ребра и трубы (рис. 1 ГО, а);
Рис. 110. Приемы выравнивания температуры нагрева при сварке
плавниковых труб:
1 — труба; 2 — ребро; 3 — контакт, скользящий по трубе; 4 — контакт,
скользящий по ребру; 5 — дополнительный индуктор для подогрева трубы;
6 — пассивный концентратор; 7 — активный концентратор
2) предварительным подогревом свариваемой поверхности
трубы с помощью специальной установки (рис. 110,6);
179
3)использованием пассивного концентратора *, повышающего
температуру нагрева трубы и снижающего температуру нагрева
ребра (рис. ПО, в);
4) применением активного концентратора 1 2, повышающего
температуру нагрева трубы (рис. ПО, г).
Используя первый прием, не удалось достигнуть повышения
температуры нагрева трубы. Второй прием также полностью не
решает поставленную задачу. Стенка трубы прогревается на-
сквозь, и зона термического влияния получается значительно
шире толщины ребра, т. е. на трубе имеются по два участка разуп-
рочнения по переходной зоне со стороны каждого из ребер. По-
этому при оребрении труб из стали марки 12Х1МФ необходима
дополнительная операция — нормализация всей трубы.
Размещение пассивного концентратора 6 (рис. ПО, в) в за-
зоре между трубой 1 и ребром 2 более перспективно. Он выпол-
няется из меди и стороной, обращенной к свариваемой поверх-
ности трубы, имитирует ребро. На противоположной стороне
пассивного концентратора выполнен паз, в который пропускается
ребро. При подведении тока к ребру и трубе в концентраторе на-
водится ток, который за счет эффекта близости повышает плот-
ность тока на поверхности трубы и понижает ее на ребре. Следова-
тельно, пассивный концентратор обеспечивает более благоприят-
ные условия сварки ребра и трубы. Одновременно несколько
увеличивается приведенная мощность.
Этот прием выравнивания температур нагрева целесообразен
только при большой длине концентратора и малом зазоре между
ним и трубой. Однако при большой длине концентратора удли-
няется время и увеличивается глубина нагрева, что нежелательно,
а при малом зазоре снижается надежность процесса из-за возмож-
ности возникновения пробоев. Ток, наведенный в пассивном
концентраторе, при увеличении зазора уменьшается, поэтому
его влияние на распределение тока, идущего по трубе, падает
не только из-за ослабления эффекта близости вследствие увели-
чения зазора, но и из-за уменьшения тока, наведенного в кон-
центраторе.
Использование пассивного концентратора не дает качествен-
ного сварного соединения в случае производства оребренных труб
(профилей) из трудносвариваемых материалов. Активный кон-
центратор выравнивает температуры нагрева свариваемых по-
верхностей ребра и трубы. При этом контакт на трубе устанавли-
вается на значительно большем расстоянии от места сварки, чем
на ребре. Активный концентратор, являющийся частью кондук-
тора, располагается в щели между ребром и трубой на минималь-
ном расстоянии от ее поверхности, ограничиваемом пробивным
напряжением. При подаче напряжения на токоподводы ток ча-
1 Авт. свид. № 287722.
2 Авт. свид. № 346055.
1180
стотой 440 кГц течет по активному концентратору 7, через сколЬ'
зящий контакт 4 переходит на ребро, доходит до места схожденИ11
трубы и ребра и по свариваемой поверхности трубы 1 возвращает^
к контакту 3. На свариваемой поверхности трубы, в непосреД'
ственной близости от места схождения с ребром, ток концентр!1'
руется за счет эффекта близости, который проявляется в резулЬ'
тате протекания встречного тока по ребру, а под концентратором
за счет взаимодействия со встречным током концентратора. ЭФ'
фективность активного концентратора зависит от его длины 11
величины зазора между концентратором и трубой.
Таким образом, регулируя длину активного концентратор^’
по которому протекает полный сварочный ток, и положение скол1’"
зящих контактов на трубе и ребре, можно получить оптимальнее
условия для высокочастотной сварки плавниковых труб. Пр11
скорости сварки 10—20 м/мин труб диаметром 32 и 38 мм и тоД"
щиной стенок 5 и 4 мм из стали марки 12X1 МФ с ребром разМе"
рами 6X8 мм из той же стали приведенная мощность равна
и 2,7 кВт/(мм-м/мин), т. е. на 10—30% больше, чем при сварке
симметричных систем. Это объясняется повышенными потеря!*111
мощности из-за теплопроводности от нагретых слоев трубы в с0'
седние ненагретые. Наблюдается весьма незначительная завис11"
мость приведенной мощности от толщины стенок трубы.
Для получения качественного сварного соединения плавник0"
вых труб по всей толщине ребра необходимо поддержание строГ0
постоянного режима сварки, близкого к оптимальному. ОтклоН6"
ние от оптимального режима снижает качество сварного соедиИ6"
ния в зоне углов ребра.
В процессе испытания на разрыв термообработанные тру°ь1
диаметром 38 мм, толщиной стенки 4 мм разрушались при да₽"
лениях 372,2—375 кгс/см2 (о = 9,6-т-10 кгс/мм2) после 100СК"
1470 ч работы. Образец плавниковой трубы диаметром 32
толщиной стенки 5 мм, подвергнутый комплексному действ!1*?
такого же внутреннего давления (соответствующего о = 8 кгс/мМ '
и изгиба при температуре 600° С, разрушился через 260 ч работ*’1.
Образцы, которые испытывались на отрыв ребра от трубы, р#3"
рушались при о = 10 кгс/мм2 и 600° С. Из труб диаметром 38 i4M
и толщиной стенки 4 мм изготовлены элементы опытного пар0"
перегревательного котла. Эти трубы, оребренные методом высоЯ°"
частотной сварки, более трех лет работают без разрушен!*11.
На рис. 111 показан образец плавниковой трубы.
Приварка спиральных ребер. Технология и контактная система
для приварки к трубам спиральных ребер созданы
им. Е. О. Патона. Принципиальная схема процесса показана 11а
рис. 112. Трубе /, к которой приваривается ребро, с помоги*’10
специальных механизмов придаются движения: поступательЯое
вдоль и вращательное вокруг оси. Под углом к образующей **°"
верхности трубы подается лента 2, которая узкой гранью подЯ'11'
мается к трубе с помощью специального ролика 4. Перед мес'Гом
181
Схождения ребра и поверхности трубы образуется щель, анало-
гичная щели между кромками трубы и ленты при сварке спирально-
шовных труб. На расстоянии 40—50 мм от места схождения ребра
и трубы с помощью скользящих контактов 3 подводится ток ча-
стотой 440 кГц. Ток разогревает поверхности ребра и трубы,
которые при последующем обжатии свариваются.
Рис. 111. Плавниковая труба
В технологии приварки спиральных ребер к трубам так же,
как и при сварке любых несимметричных систем, важны выбор
и отработка приема выравнивания температуры свариваемых
Рис. 112. Схема изготовления труб со спираль-
ным ребром
поверхностей ребра и трубы. Поскольку требования к качеству
сварного соединения таких труб не столь высоки, как, например,
при сварке продольного шва профиля или плавниковых труб,
удовлетворительное качество получено за счет некоторого увели-
чения^, расстояния от контакта на трубе до места ее схождения
с ребром.
182
21. Перспективы применения высокочастотной
сварки
Высокочастотная сварка металлов на первом этапе была внед-
рена в трубоэлектросварочное производство и производство обо-
лочек кабеля. При высокочастотной сварке труб условия нагрева
и теплопередачи на обеих свариваемых кромках одинаковы,
и для получения равной температуры на кромках контакты и
индуктор размещаются симметрично. На втором этапе высокоча-
стотная сварка была применена для изготовления несимметрич-
ных систем (незамкнутого профиля, оребренных труб и т. д.).
Приводим краткий обзор процес-
сов, в которых высокочастотная свар-
ка до сих пор не нашла применения,
но целесообразность ее использова-
ния очевидна. Все эти процессы ха- //
растеризуются повышенной трудно- / //
стью достижения оптимальной тем- &/
пературы на обоих изделиях, созда- 4
ния оборудования, решения органи-
зационных вопросов. ;
Сварка биметаллических полос.
Для изготовления ножовочных ПОЛО- ' / ~
тен и других изделий целесообразно
использовать полосу, изготовленную Рис. 113. Принципиальная схе-
ИЗ двух элементов, имеющих различ- ма сварки биметаллических по-
ные свойства. Часть полотна, на ко- лос
торой нарезаются зубья, должна быть
изготовлена из твердой износоустойчивой стали. Вторую часть
полотна можно выполнять из дешевой низкоуглеродной стали.
Такую биметаллическую полосу можно сваривать т. в. ч. из двух
полос различных сталей. Толщина полос должна быть одинако-
вой, а ширина может быть различной. Принципиальная схема
высокочастотной сварки биметаллических полос представлена
на рис. ИЗ.
Полосы 1 и 2, подготовленные для высокочастотной сварки,
протягиваются приводными валками 5 через шовосжимающую
клеть, состоящую из шовосжимающих валков 3 и валков 4, удер-
живающих от смещения. Перед шовосжимающей клетью между
полосами создается угол 2—7°. На расстоянии 20—100 мм на
полосы устанавливаются контакты 6, которые подводят к полосам
ток.
Интенсивность нагрева каждой из кромок регулируется за
счет изменения положения контактов. Контакт на более широкой
полосе должен быть установлен на большем расстоянии от места
сварки. Разрабатывается также устройство для регулировки тока
узкой полосы при постоянном токе широкой полосы.
183
Установки для сварки полос созданы и эксплуатируются
в США. Ведутся работы по созданию технологии и оборудования
для сварки биметаллических и триметаллических полос и в СССР.
Кроме того, в СССР опытные установки для сварки полос исполь-
зуются в экспериментах с целью исследования свариваемости
низколегированных и сложнолегированных сталей значительной
толщины в случаях, когда организация эксперимента при сварке
реального изделия затруднительна.
Изготовление биметаллической проволоки. В электротехни-
ческой и других отраслях промышленности используется боль-
шое количество биметаллической проволоки с различным соче-
танием металлов: сталь и медь, сталь и алюминий, алюминий и
медь и др. Для изготовления такой проволоки используется мно-
гократная прокатка биметаллической заготовки или напрессо-
вание поверхностного слоя на движущуюся проволоку. Первый
процесс очень сложен и трудоемок, второй позволяет изготовлять
биметаллическую проволоку с поверхностным слоем из алюминия.
Применение высокочастотной сварки при изготовлении би-
металлической проволоки представляется целесообразным.
Принципиальная схема этого процесса во многом напоминает
схему высокочастотной сварки оболочек кабеля. Проволока,
I предназначенная для сердечника, разматывается из бунта, и
передний конец ее с помощью стыкосварочной машины привари-
вается к заднему концу проволоки предыдущего бунта. Для
обеспечения непрерывности процесса определенное количество
проволоки накапливается в петлевом устройстве. Затем прово-
лока проходит через внутренний калибр валков формовочного
устройства, сварочной машины, редукционного и калибровоч-
ного станов и наматывается на барабан с готовой продукцией.
Лента, служащая для изготовления наружной оболочки би-
металлической проволоки, разматывается из рулона, стыкуется
с лентой предыдущего рулона, проходит через петлевое устрой-
ство, создавая в нем необходимый запас для обеспечения непре-
рывности процесса, и поступает в формовочный стан. В формовоч-
ном стане лента сворачивается в трубную заготовку, как это де-
лается на трубоэлектросварочных станах. При этом проволока,
заправленная в агрегат, ранее оказывается внутри трубной за-
готовки. Затем трубная заготовка вместе с сердечником поступает
в сварочную машину, где ее кромки нагреваются т. в. ч., сдавли-
ваются с помощью валков и свариваются. Сваренная труба посту-
пает в редукционный стан, где последовательно уменьшаются ее
диаметр и толщина стенки. Скорость движения трубы все время
нарастает и на выходе становится равной скорости движения про-
волоки. В калибровочном стане наружная труба плотно обжи-
мается на внутренней проволоке.
Размеры свариваемой наружной трубы выбираются из усло-
вий рациональных режимов сварки и редуцирования. Наличие
токопроводящего сердечника, расположенного внутри трубной
184
заготовки, повышает ток шунтирования, замыкающийся по пе-
риметру внутри трубной заготовки. Кроме того, изменения поло-
жения проволоки внутри трубной заготовки могут приводить
к колебаниям режима нагрева. Однако эти трудности носят не-
принципиальный характер и могут быть преодолены.
Непрерывная печная сварка труб с предварительным подогре-
вом кромок токами высокой частоты. В трубной промышленности
широко распространен способ производства труб на непрерывных
станах печной сварки. Непрерывно движущаяся полоса в газовых
печах нагревается по всей ширине до температуры 1350—1400° С,
затем формуется в трубную заготовку и при обжатии кромок сва-
ривается в трубу. Этот процесс характеризуется высокой произ-
водительностью (до 600 м/мин), низкими требованиями к качеству
исходной полосы. Трубы, изготовленные на станах непрерывной
печной сварки, имеют самую низкую себестоимость. Однако, ввиду
того что полоса нагрета до высокой температуры на всю ширину,
не представляется возможным обеспечить в стыке достаточное уси-
лие осадки. Поэтому качество сварного соединения получается
невысоким. Трубы используются только при низких давлениях.
Кроме того, нагрев больших поверхностей до сварочной темпера-
туры приводит к значительным потерям металла на угар и ока-
лину и требует больших затрат энергии.
Для изготовления труб печной сваркой можно нагревать т. в. ч.
до высокой температуры только кромки заготовки. Весь осталь-
ной металл достаточно нагреть до 1000—1100° С, чтобы обеспе-
чить формовку трубной заготовки на существующем оборудовании
и редуцирование сваренной трубы.
Известны два варианта выполнения печной сварки труб с пред-
варительным подогревом кромок.
1. Подогрев кромок полосы током частотой 2,5; 8 или 10 кГц
на участке между печью и формовочным станом с помощью ли-
нейных индукторов.
2. Подогрев кромок трубной заготовки током частотой 8,
10 или 440 кГц на участке между формовочным станом и
шовосжимающей клетью с помощью ухватывающих индук-
торов.
Оба варианта опробованы: на Таганрогском металлургическом
заводе — током частотой 10 кГц с линейными и охватывающими
индукторами и на Челябинском трубопрокатном заводе — током
частотой 440 кГц с охватывающим индуктором. Получены хоро-
шие результаты. Однако процесс внедрения задерживается из-за
трудности достижения устойчивости кромок и обеспечения до-
статочной работоспособности высокочастотного оборудования
в условиях печных станов.
Дуговая сварка под слоем флюса с предварительным подо-
гревом кромок токами высокой частоты. Дуговая сварка под
слоем флюса металла большой толщины в настоящее время яв-
ляется по существу единственным способом производства труб
185
большого диаметра, изготовления корпусов кораблей, емкостей
и т. д.
Недостатком этого процесса является низкая скорость сварки
и большой объем нагреваемого дугой металла кромок свариваемого
изделия. Скорость сварки может быть существенно повышена,
а объем нагреваемого металла снижен, если свариваемые кромки
предварительно подогреть током частотой 8—10 или 440 кГц.
Так, американская фирма «Корбайт» получила положительные
результаты при дуговой сварке под слоем флюса металлических
плит толщиной до 20 мм. Предварительный подогрев осуще-
ствлялся током частотой 500 кГц. Мощность лампового генера-
тора составляла 280 кВт. Передача энергии к кромкам осуще-
ствлялась с помощью скользящих контактов, установленных на
расстоянии 150—170 мм от зоны сварки. Сварка плит толщиной
20 мм была выполнена двухдуговой головкой за один проход со
скоростью 7 м/мин. Ширина шва была максимальной (22—24 мм)
в верхней части, со стороны поступления высокочастотной энер-
гии и энергии дуги и постепенно снижалась книзу до 8—10 мм.
В СССР работы по созданию технологии дуговой сварки с пред-
варительным подогревом т. в. ч. ведет ИЭС им. Е. О. Патона.
Наплавка изношенного инструмента с предварительным по-
догревом наплавляемой поверхности токами высокой частоты.
В последние годы износившийся инструмент (валки, элементы
штампов, валы, подшипники скольжения) ремонтируют с исполь-
зованием дуговой наплавки. Сущность способа заключается в том,
что на износившиеся поверхности детали наплавляется слой ме-
талла, толщина которого несколько выше толщины износа. Затем
деталь подвергается механической обработке и термообработке.
Скорость наплавки ограничена из-за того, что и нагрев инстру-
мента, и расплавление электрода осуществляются за счет мощ-
ности дуги. Производительность наплавки можно существенно
повысить, если износившуюся поверхность детали перед наплав-
кой нагреть с помощью т. в. ч. до температуры, близкой к темпе-
ратуре плавления. Глубина разогрева металла может быть не-
большой, и расход электроэнергии будет незначителен.
Если же глубину разогрева существенно увеличить, можно не
только наплавить, но и переплавить слой металла, толщина ко-
торого зависит от частоты тока, используемого при подогреве,
времени, а также режима дуговой наплавки. Представляется це-
лесообразным использовать этот процесс для дуговой переварки
технологического шва, полученного методом высокочастотной
сварки.
Одновременная стыковая высокочастотная сварка изделий ко-
нечной длины. В 1970-е годы зарубежные фирмы начали уделять
серьезное внимание созданию технологии и оборудования для
стыковой высокочастотной сварки изделий конечной длины.
При этом способе свариваемые изделия устанавливаются с зазо-
ром, обеспечивающим отсутствие пробоев. С одной стороны с по-
186
мощью специальных зажимов к кромкам изделий подводится гон
высокой частоты. С другой стороны кромки замыкаются между
собой. При такой схеме токи на кромках имеют встречное направ-
ление. Это обеспечивает благоприятное действие эффекта бли-
зости, концентрирующего ток на свариваемых поверхностях.
Возможны и другие способы передачи тока к свариваемым кром-
кам. После нагрева кромок до сварочной температуры полосы
сжимаются и свариваются, а токоподводы автоматически отсоеди-
няются.
ПРИЛОЖЕНИЕ 1
/' х ±
Значения функции FI .—- I [35]
2/ар 1,2/at ) *+£ 2/at \2/at ) 2/aZ \2pai )
0,00 0,67 1,926 1,34 1,274 2,01 1,124
0,01 112,9 0,68 1,904 1,35 1,270 2,02 1,123
0,02 54,47 0,69 1,883 1,36 1,266 2,03 1,121
0,03 37,60 0,70 1,863 1,37 1,263 2,04 1,120
0,04 28,23 0,71 1,844 1,38 1,260 2,05 1,119
0,05 22,60 0,72 1,825 1,39 1,256 2,06 1,118
0,06 18,82 0,73 1,807 1,40 1,252 2,07 1,117
0,07 16,15 0,74 1,789 1,41 1,249 2,08 1,116
0,08 14,14 0,75 1,772 1,42 1,245 2,09 1,115
0,09 12,58 0,76 1,756 1,43 1 242 2,10 1,113
0,10 11,32 0,77 1,739 1,44 1,239 2,11 1,112
0,11 10,30 0,78 1,724 1,45 1,236 2,12 1,111
0,12 9,449 0,79 1,709 1,46 1,233 2,13 1,110
0,13 8,732 0,80 1,694 1,47 1,229 2,14 1,109
0,14 8.112 0,81 1,679 1,48 1,226 2,15 1,108
0,15 7.577 0,82 1,665 1,49 1,223 2,16 1,107
0,16 7,113 0,83 1,652 1,50 1,221 2,17 1,106
0,17 6,700 0,84 1,639 1,51 1,217 2,18 1,105
j 0,18 6,335 0,85 1,626 1,52 1,215 2,19 1,104
0,19 6,009 0,86 1,614 1,53 1,212 2,20 1,103
1 0,20 5,716 0,87 1.602 1,54 1,210 2,21 1,102
0,21 5,452 0,88 1,591 1,55 1,207 2,22 1,102
0,22 5,211 0,89 1,579 1,56 1,204 2,23 1,101
0,23 4,991 0,90 1,568 1,57 1,202 2,24 1,100
0,24 4,790 0,91 1,557 1,58 1,199 2,25 1,099
0,25 4,607 0,92 1,547 1,59 1,197 2,26 1,098
0,26 4,438 0,93 1,536 1,60 1,194 2,27 1,097
0,27 4,280 0,94 1,526 1,61 1,192 2,28 1,096
0,28 4,135 0,95 1,517 1,62 1,190 2,29 1,095
0,29 3,999 0,96 1,508 1,63 1,187 2,30 1,095
0,30 3,873 0,97 1,498 1,64 1,185 2,31 1,094
0,31 3,755 0,98 1,489 1,65 1,183 2,32 1,093
0,32 3,647 0,99 1,480 1,66 1,181 2,33 1,092
0,33 3,542 1,00 1,472 1,67 1,179 2,34 1,091
0,34 3,445 1,01 1,463 1.68 1,176 2,35 1,091
0,35 3,355 1,02 1,455 1,69 1,174 2,36 1,090
0,36 3,268 1,03 1,447 1,70 1,172 2,37 1,089
0,37 3,186 1,04 1,440 1,71 1,170 2,38 1,088
0,38 3,110 1,05 1,432 1,72 1,168 2,39 1,088
0,39 3,038 1,06 1,425 1,73 1,166 2,40 1,087
0,40 2,969 1,07 1,418 1,74 1,165 2,41 1,086
0,41 2,905 1,08 1,411 1,75 1,163 2,42 1,085
0,42 2,842 1,09 1,404 1,76 1,161 2,43 1.085
0,43 2,784 1,10 1,396 1,77 1,159 2,44 1.084
0,44 2,726 1,11 1,390 1,78 1,157 2,45 1,083
0,45 2,674 1,12 1,384 1,79 1,156 2,46 1,083
0,46 2,623 1,13 1,378 1,80 1,154 2,47 1,082
0,47 2,574 1.14 1,372 1,81 1,152 2,48 1.081
0,48 2,533 1,15 1,366 1,82 1,150 2,49 1,081
0,49 2,482 1,16 1,360 1,83 1,149 2,50 1.080
0,50 2.441 1,17 1,354 1,84 1,147 2,51 1.079
0,51 2,399 1,18 1,349 1,85 1,146 2,52 1,079
0,52 2,360 1,19 1,343 1,86 1,145 2,53 1,078
0,53 2,323 1,20 1,337 1,87 1,143 2,54 1,078
0,54 2.288 1,21 1,333 1,88 1,142 2,55 1,077
0,55 2,252 1,22 1,327 1,89 1,140 2,56 1,076
0,56 2,219 1,23 1,323 1,90 1,139 2,57 1,076
0,57 2,187 1,24 1,318 1,91 1,137 2,58 1,075
0,58 2,157 1,25 1,313 1,92 1,136 2,59 1,075
0,59 2,127 1,26 1,309 1,93 1,134 2,60 1,074
0,60 2,099 1,27 1,304 1,94 1,133 2,61 1,073
0,61 2,072 1,28 1,299 1,95 1,131
0,62 2,045 1,29 1,295 1,96 1,130
0,63 2,019 1,30 1,290 1,97 1,129
0,64 1,994 1,31 1,286 1,98 1,128
0,65 1,971 1,32 1,282 1,99 1,126
0,66 1,948 1,33 1,278 2,00 1,125
188
Продолжение при л <> < || и и I
х±_£ 2 Vat \2]Vat ) Х±1_ 2\/"at \2/aZ ] *±_Е 2/at \2]Vat ) X \ £ 2/cZ
2,62 1,073 2,69 1,069 2,76 1,066 2,83 1,062
2,63 1,072 2,70 1,069 2,77 1,065 4,84 1,062
2,64 1,072 2,71 1,068 2,78 1,065 2,85 1,062
2,65 1,071 2,72 1,068 2,79 1,064 2,86 1,061
2,66 1,071 2,73 1,067 2,80 1,064 2,87 1,061
2,67 1,070 2,74 1,067 2,81 1,063 2,88 1,060
2,68 1,070 2,75 1,066 2,82 1,063 2,89 1,060
ПРИЛОЖЕНИЕ 2
Примеры расчетов электрических параметров
кромок и индукторов
Расчет электрических параметров любой системы передачи тока к кромкам
следует начинать с расчета электрических параметров кромок при контактном
подводе тока.
Расчет параметров кромок при контактном подводе тока. Рассчитаем
электрические параметры свариваемых кромок при сварке труб из низкоуглеро-
дистой стали с D = 0,219 м, 2d = 0,007 м со скоростью v = 1 м/с. Исходные
данные: f = 440 кГц, температура сварки То= 1500° С, угол схождения кромок
а = 3°, длина нагреваемых кромок /кр = 0,165 м, зазор между внутренним ма-
гнитопроводом и кромками = 0,01 м. Наружный магнитопровод не приме-
няется. Теплофизические свойства стали при Т = 800° С (средней для диапазона
от 20 до 1500° С): X = 41,87 Вт/(м-°С), а = 6,25-Ю-6 м2/с, рк = 118-Ю-8 Ом-м
[(? = I/Р = 1/(118 - IO-8) (Ом-м)’1]-
Определим максимальный зазор между кромками на участке нагрева
2/hnax = 2ZKp sin (а/2) = 2 -0,165-0,026 = 0,0086 м;
максимальный относительный зазор (/i/d)max = 0,0043/0,0035 1,23;
относительный зазор между магнитопроводом и кромками b-Jd =
= 0,01/0,0035 2,85;
отношение диаметра к толщине кромок D/2d = 0,219/0,007 31,5.
Поскольку это отношение довольно мало, коэффициент kp ср находим с учетом
кривизны кромок по графику рис. 42, на котором приведена зависимость kp
от h/d для параллельных кромок. Для кромок, сходящихся под углом, средний
коэффициент определяем как кц для средней величины зазора, равной половине
(/i/d)max, т. е. kp Ср = 0,4.
Найдем горячую глубину проникновения по формуле (8) при р. = 1:
Дк = р^2-118-10-8/(2-3,14-440-Ю3-4-3,14-10-7-1) =0,83-Ю-3 м.
С учетом Дк определим активные сопротивления стальных кромок: при Т =
= 800° С и hid = 0 или b/d = 0 по формуле
Рк 2/кр
Дк 2d
Яо
118-Ю"8 2-0,165
0,83-10"» 0,007
= 0,067 Ом;
для реальных зазоров по формуле (49)
Дкр = ЛЛя ср = 0,067-0,4 = 0,0268 Ом.
Рассчитаем внешнюю индуктивность кромок по формуле (65), взяв значе-
ния Rmi, Rmii, Rmlll из графика рис. 43:
LBH. ср = 1/[(6 + 12,3+ 11,3) -10® 1^3,37- IO*7 Г/м.
189
Найдем индуктивное сопротивление кромок по формуле
Хкр. в„ = со£вн. ср/кр = 2-3,14-440-103-3,37-Ю’7-0,165 = 0,153 Ом.
Для определения параметра £/(2 К at) рассчитаем время нагрева
t = lKp/v = 0,165/1 = 0,165 с.
Тогда при £ >= Дк
g /(2 / at} = 0,83-10“3/(2 К 6,25-1О'С-0,165 ) ж 0,411.
Определим по приложению 1 функцию F [|/(2 / at)] = F (0,411) = 2,9.
Удельная мощность, необходимая для разогрева поверхности кромок (х = 0)
до температуры То при h/d = 0 или b/d = 0, рассчитывается по формуле
2Х7ф
„ ---- 2-41,87.1500 о„ 1n6 „ , 2
Р° HHg/(2/H7)]-l} 0,83-10-3(2,9 -1) ~8 ’ /М>
а мощность кромок с учетом реальных зазоров h/d и b/d при р. = 1 и kp ср = 1,58
(коэффициент взят по графику рис. 46) будет равна
Ркр = p02lKV2dkp ср = 80-106-2- 0,165-0,007.1,58 = 291 • 103 Вт.
Тогда ток кромок
/кр = VPkp/Rkp = /291 103/0,0268 = 3,3-103 А.
При сварке труб из ферромагнитного материала для определения сопротив-
ления и мощности следует умножить /?кр и Ркр на коэффициент /г,ХСр = 1,15,
найденный по графику рис. 49 в зависимости от отношения /Kp/2d = 3,3 X
X 103/0,007 = 47-104 А/м:
/?кр(1= 0,0268-1,15= 0,031 Ом;
РкрМ = 291-10?-1,15= 335-103 Вт.
Определим индуктивное сопротивление с учетом магнитного потока внутри
кромок
Хкр^ХКр.Вн + 7?крц = 0,153+ 0,031 =0,184 Ом;
полное сопротивление кромок
ZKP ц = ]/Хр+<ц = /о,1842 + О,О312 = 0,186 Ом;
напряжение на кромках
Икр = /кр2Кр ц = 3,3-103-0,186 = 614 В.
При сварке с контактным подводом тока полученных параметров достаточно
для расчета элементов сварочных устройств по методике, приведенной в работах
[8, 14, 30].
Расчет электрических параметров кромок при индукционном подводе тока
охватывающим индуктором. Проведем расчет для индуктора с размерами: диа-
метр катушки Dn = 0,25 м, длина ее аи = 0,2 м и для трубы с диаметром D =
= 0,219 м. Длина нагреваемых кромок ZKp = 0,2 м принимается равной рас-
стоянию от торца катушки до места схождения кромок. Она несколько больше,
чем при контактном подводе тока, так как ближе не удается разместить индук-
тор. Параметры кромок с ZKp = 0,2 м, рассчитанные по приведенной выше ме-
тодике, следующие: /?кр ц, = 0,0313 Ом; Лкр = 0,259 Ом; UKp = 693 В; ZKp п=
= 0,261 Ом; Ркр(г= 372-103 Вт; /кр = 3,44• 103 А.
Определим индуктивные сопротивления, обусловленные магнитным потоком:
в зазоре между индуктором и заготовкой по формуле (76)
Xs = 2-3,14-440-103.4-3,14-10“ 7 3-14 (°-25°-219а) ^0,2Ом.
190
во внешнем пространстве по формуле (77)
Хвн= 0,2 0,9/(1—0,9) = 1,8 Ом,
где/гм = 0,9 определен по графику рис. 54дляОн/О — 0,25/0,219 =1,14 иаи/£> ~
= 0,2/0,219 = 0,91.
Напряженность магнитного поля на поверхности заготовки под индуктором
найдем по формуле Не = /кр/аи = 3,44 103/0,2 = 17,2 103 А/м. По значению Не
определим рс = 90 (рис. 6). Тогда холодную глубину проникновения для стали
сРх= 20 -10~8 Ом-м получим по формуле (8)
Де = [^2-20-10~8/(2-3,14-440-103-4-3,14-10~7-90-1) = 0,032-Ю"3 м.
Далее определим активное сопротивление трубной заготовки по формуле (79):
Дтц = 1,37-20-10-8-3,14-0,219/(0,032• 10~3-0,2) = 0,0295 Ом.
Коэффициент использования мощности, выделившейся в трубе, равев
Т)н = /?кр ц/(/?кр и + /?тц) = 0,0313/(0,0313 + 0,0295) = 0,51;
активное сопротивление одновиткового индуктора (ри=2-10-8 Ом-м) по
формуле (78)
Д„ = 2-IO’8-3,14-0,25/(0,1-10"3-0,2)= 0,734-Ю’* Ом,
где Ди = 0,1 -10~8 м взята по табл. 1;
эквивалентное индуктивное сопротивление индуктора по формуле (80)
Хи.э = [1,8 (0,259 + 0,2)[/(1,8 + 0,259 + 0,2) = 0,365 Ом;
приведенное сопротивление трубной заготовки со щелью
А’кр ц +
, -жрцт-'тц 0,031 -f- 0,0295__0 0387 Ом-
. кр = [1 + (ХКр + Xs)/XBH]2 = 11 + (°-259 + °>2)/1 -8]а
эквивалентное активное сопротивление индуктора
ЯИ. э = + #т. кр = °>734'10-3 + °’0387 = °’0394 Ом;
электрический к. п. д. индуктора
т) = кр/^и + < Кр) = 0,0387/(0,734-10~3 + 0,0387) = 0,983;
мощность, подведенная к индуктору,
Ри = ^кр р/СПи-П) = 372.103/(0,51 -0,983) = 735-103 Вт;
ток индуктора
/и = К Ри/Ри. Э = /735-103/0,0394 = 4,32.103 А;
эквивалентное полное сопротивление индуктора
ZK.s = ]/Х. э + Хи. э =1/'о,О3942 + О,3652 = 0,366 Ом;
напряжение на индукторе
Пн = ЛА. э = 4,32 103-0,366 = 1580 В.
Расчет электрических параметров кромок при индукционном подводе тока
внутренним индуктором. Трубы диаметром 0,219 м можно успешно сваривать
также при частоте тока 10 кГц. Для передачи тока при этих частотах целесообразно
применять внутренний индуктор. Рассчитаем электрические параметры внутрен-
него индуктора, приняв ZKp = 0,18 м (внутренний индуктор можно располагать
и ближе к месту схождения кромок, однако при /кр <0,18 м кожух магнито-
провода прогорает), ан = 0,3 м, Dn. нар = 0,175 м. Длина внутреннего и наруж-
ного магнитопроводов I = 0,6 м, длина выступающих за катушку концов на уча-
стке нагрева ZM=0,1 м и с другой стороны катушки — /м1=0,2 м. Эквивалентный
191
диаметр внутреннего магнитопровода £)м=0,1 м. Зазоры между кромками
и внутренним магнитопроводом + = 0,04 м, а между кромками и наружным
магнитопроводом Ь2 = 0,02 м. Максимальный зазор между кромками 2ЛП1ах =
— 0,0094 м, средний зазор 2Лср = 0,0047 м (ЛСр = 0,00235 м).
Как и в предыдущих примерах, произведем сначала расчет электрических
параметров ферромагнитных кромок для контактного подвода тока на частоте
10 кГц, используя коэффициенты для ярко выраженного поверхностного эффекта,
так как на боковых поверхностях Ц + 1 и Ае > d:
RKp h = 4,45-10-3 Ом; Хкр. вн = 2,83-10"3 Ом; Ркр ц = 942-103 Вт;
Хкр = 7,28-10 3 Ом; ZKp ц = 8,52-10~3 Ом; /кр = 14,9-103 А.
Найдем удельные магнитные сопротивления воздушных промежутков ме-
жду воображаемым элементом цилиндрической поверхности, соединяющим вну-
тренние углы кромок (Е>вн =0,205 м), и выступающими за катушку концами маг-
нитопроводов по графику рис. 43, а, исходя из средних значений зазора между
кромками:
для переднего конца
hcplbi = 0,00235/0,04 = 0,0588 и RmIn = 9,2 105 м/Г;
для заднего конца (если а = 3°)
[(/кр + аи + /М1/2) sin (а/2)[/Ьх = [(0,18 + 0,3 + 0,2/2) 0,0262]/0,04«/ 0,38 и
Rmls — 5,1 -10s м/Г.
Полное магнитное сопротивление двух промежутков с учетом их длины
Rml = Rmln/lUtA + /кр)/2] + /?т/з//мг =
= 9,2.106/[(0,1 + 0,18)/2] 4- 5,1 • 106/0,2 = 91,2-106 1/Г.
Определим индуктивное сопротивление, обусловленное магнитным сопро-
тивлением Rmi,
Хо = <o/Rml = 2-3,14-10- 103/91,2-10s = 6,88-10-3 Ом;
индуктивное сопротивление кромок, обусловленное внешним полем,
V* _ ______________ю_________________
кр. вн С0/Хкр. вн — Rhi/h/IUm + /кр)/2]
____________________2-3,14-10-103___________________
2-3,14-10-103/2,83-10 3 — 9,2- 10s/[(0,l + 0,18)/2] — ’
индуктивное сопротивление кромок с’ учетом потока в нагретом слое
<р = <Р. Б1[ + /?кр(1 = 4-10-3+ 4,45-10-3 = 8,45-10-3 Ом;
индуктивное сопротивление рассеяния одновиткового индуктора (U7 = 1
Xs = wl-s = (<i*Po/4n) DM<p (DM/att; Dwi/DM) =
= (2-3,14-10-103.4-3,14-Ю-’/4-3,14) 0,1-7 = 4,4-10-3 Ом;
коэффициент гр (Ом/оц; DBH/DM) = <р (0,1/0,3; 0,205/0,1) = гр (0,333; 2,05) = 7
берем по графикам рис. 55.
Зная ток кромок, определим Не = /кр/ан = 14,9 • 103/0,3 50 • I03 А/м и
по кривой рис. 6 найдем р.е = 33. Тогда по формуле (8) Де = 0,388-10”8 м и
активное сопротивление по формуле (79)
Ятц = 1,37.20-10-3.3,14-0,205/(0,388-10-3-0,3) = 1,52-10-® Ом.
Коэффициент использования мощности, выделяющейся в трубе,
Пи = Якр ц/(/?кР g + #тц) = 4,45-10-3/(4,45-10-3 + 1,52-10’3) = 0,743.
Рассчитаем параметры одновиткового индуктора, предварительно найдя
глубину проникновения тока в медь (Ли = 0,7-10-3 м).
192
Активное сопротивление по формуле (78)
Яи = 210-8-3,14 0,175/(0,7 10-3 0,3) = 0,0505 10 3 Ом;
коэффициент приведения
С= 1/(1 + <р.вн/Х0) = 1/(1 + 4,0-10~3/6,88-10~3)= 0,633;
эквивалентное индуктивное сопротивление
X' =ХЧ + СХ' = 4,4-10-3 + 0,633-8,45. 10-3 =9,75-Ю-3 Ом;
приведенное к индуктору сопротивление трубной заготовки
«тц = (Якр ц + ЯТц) С2 = (4.45- Ю-3 + 1,52-10-3) X
X 0,6332 = 2,39-10-3 Ом;
эквивалентное активное сопротивление индуктора
R'u. э =Яи + ЯтЦ = 0,0505-10-3 +2.39-10-3 = 2,44-Ю-3 Ом;
электрический к. п. д.
*1 = ^ТМ/(^И + к'тц) = 2>39’1 о-3/(0,0505 • 10-3 + 2,39-10-3) = 0,98;
мощность индуктора
Ри = Ркр/7]ит] = 942.10ч/0,743-0,98 = 1290-103 Вт;
ток индуктора
= jAPu/R'u. э = У 1290.103/2,44-10~3 = 23- 103А;
полное сопротивление индуктора
Z'n э = jAtf'2 э + ^и. э = V(2,44-ю-3)2 + (9,75-10-3)2 = Ю-10~3 Ом;
напряжение на индукторе
и’н = э = 23-103-10-10-3 =230 В.
Найдем количество витков индуктора при напряжении источника питания
1000 В: № = 1000/230 4.
Определим параметры четырехвиткового индуктора:
/?„ э = Г2<э = Ю-2,44-10-3 = 0,039 Ом;
Хи Э = Г2Х' э= 16-9,75.10~3 =0,156 Ом;
Z„ э =№2Z^9= 16-10-10~3 = 0,16 Ом;
/и = l’„/W = 23-103/4 = 5,75-103 А;
1/и = U'KW = 230-4 = 920 В.
Расчет электрических параметров кромок при индукционном подводе тока
внутренним индуктором с компенсатором. При увеличении диаметра трубы,
например до 0,53 м, можно использовать коаксиально расположенный индук-
тор с Г)и. нар =0,486 м с теми же зазорами между катушкой и внутренней поверх-
ностью трубы, какие были приняты при расчете индуктора для сварки трубы
с D = 0,219 м. При этом сопротивление трубы возрастает примерно в два с по-
ловиной раза, 7]и упадет до 0,536, а мощность увеличится на 40%. Сварку трубы
с D = 0,53 м можно осуществить и прежним индуктором с DK. нар = 0,175 м
н DM — 0,1 м, но его необходимо сместить от оси трубы к нагреваемым кромкам.
193
При этом мощность потерь в трубе резко упадет, но увеличатся рассеяние индук-
тора немощность потерь в магнитопроводе. В общем балансе эти потери не играют
большой роли, но снижают стойкость магнитопровода. Для уменьшения рассея-
ния применяют компенсатор, который вместе со смещенным к кромкам индукто-
ром заполняет почти все поперечное сечение трубы.
Рассчитаем электрические параметры того же внутреннего индуктора, что
и в предыдущем примере, но при сварке трубы с D = 0,53 м с компенсатором
(наружный диаметр DK = 0,466 ми Ьа = 0,2 м). Для расчета используем дан-
ные: /кР = 0,18 м, ак = 0,3 м, Ои.иаг — 0,175 м; £>м = 0,1 м; Овн = 0,516 м;
/м = 0,1 м; /М1 = 0,2 м; Ьг = 0,04 м; Z>2 = 0,02 м; 2Лп1ах= 0,0094 м.
Так как положение индуктора относительно кромок и его размеры такие же,
как и в предыдущем примере, примем следующие значения:
= 0,0505-10-3 Ом; RmI = 91,2-Ю6 1/Г; Ркр ц = 4,45 -10“® Ом; Х'кр =
= 8,45 -10-э Ом; Хо = 6,88-10-® Ом; Ркрр, = 942-10® Вт; /кр = 14,9-10® А.
Активное сопротивление трубной заготовки рассчитаем, приняв, что ток
на ее внутренней поверхности под индуктором течет в виде полосы шириной ап =
= 0,3 м, а под компенсатором — шириной, увеличивающейся симметрично в обе
стороны по линейному закону от ап до значения, равного длине компенсатора.
Поскольку система симметричная, разобьем половину периметра трубной за-
готовки на пять зон (табл. П1).
Таблица П1- Основные параметры зон
Зоны Длина Z, м Ширина а. м Напряжен- ность маг- нитного поля на поверхности Не. 10~», А/м Относитель- ная прони- цаемость Глубина проникнове- ния де-103, м
I 0,1 0,3 50 33 0,388
II 0,1775 0,3635 41 40 0,353
III 0,1775 0,49 30,5 53 0,306
IV 0,1775 0,617 24,2 65 0,277
V 0,1775 0,7445 20 76 0,256
Определив напряженность магнитного поля по формуле Не — IKV/a, найдем
по рис. 6 для каждой зоны соответствующие и по формуле (8) Ае (табл. П1).
Тогда по формуле (79) найдем активное сопротивление полной трубы как удвоен-
ную сумму сопротивлений всех участков (рх = 20-Ю-8 Ом-м):
/?тр = 2-1,37-20- Ю"8 [0,1/(0,388-10-3-0,3) +
+ 0,1775/(0,333-10’3-0,3635) + 0,1775/(0,306-10-3-0,49) +
4- 0,1775/(0,277-10’3-0,617) + 0,1775/(0,256-10-®-0,7445)[ = 2,95-10~3 Ом.
Воспользовавшись формулами, приведенными в предыдущем примере, рас-
считаем »]„ = 0,6; и = 0,993; Рп — 1580-10® Вт.
Приняв средний зазор Ср = 0,025 м между внутренней поверхностью
трубы и располагаемыми внутри нее индуктором и компенсатором, найдем ин-
дуктивное сопротивление рассеяния одиовиткового индуктора
Xs = 2nfLS1blcp = 2-3,14-10-103-2,9-10-6-0,025 = 4,55-10~® Ом
(индуктивность рассеяния Lsi = 2,9 • 10~6 Г/м получена по графикам рис. 56
в зависимости от отношений
an/DBH = 0,3/0,516 = 0,58 и bB/DBB = 0,2/516 = 0,388.
Рассчитаем параметры одиовиткового индуктора при коэффициенте приве-
дения С = 0,633: 9 = 2,94-10-® Ом; X' э = 9,83-10-® Ом; Z^ э = 10,25 X
X 10-® Ом; = 23,1-10® A; U'K = 237 В.
194
При напряжении питания 1000 В число витков индуктора должно бьиь
равно W = 4. Параметры четырехвиткового индуктора ирписдеиы в тбл II?
Как видно из таблицы, при увеличении длины нагреваемых кромок (и ii.iiik m
примере на 0,035 м) почти не увеличивается их активное, но существенно новы
шается индуктивное сопротивление. Повышаются также ток кромок и необходи-
мая для разогрева кромок до сварочной температуры мощность. При индукцион-
ном подводе тока для сварки трубы диаметром 0,219 м эта мощность возрастает
примерно в два раза по сравнению с мощностью при контактном подводе тока.
Из-за рассеяния ток одиовиткового индуктора примерно на 30% больше тока,
наведенного в кромках, а напряжение повышается примерно в два раза.
Таблица П2. Результаты расчета электрических параметров
кромок и индукторов при сварке труб с 2d = в, 007 м,
v = 1 м/с, а = 3°
Элементы системы сварочное устройство — 1 кромки Длина кро- мок, мм Сопротивление, Ом Ток, 1.10"’, А Напряже- ние, В Мощность, кВт
активное индук- тивное полное
Кромки: f = 440 кГц
при контактном подводе 0,165 0,0310 0,184 0,186 3,30 614 335
тока
при индукционном под- 0,200 0,0313 0,259 0,261 3,44 693 372
воде тока
Одновитковый охватыва- ющий индуктор (D = 0,219 м) 0,200 0,0394 0,365 0,366 4,32 1580 735
f = 1 0 кГц
Кромки при индукционном 0,18 0,00445 0,00728 0,00852 14,9 127 942
подводе тока Четырехвитковый внутрен- ний индуктор: 5,75
без компенсатора (D — 0,18 0,039 0,156 0,16 920 1290
= 0,219 м) с • компенсатором (D — 0,18 0,0470 0,157 0,164 5,78 950 1580
= 0,53 м)
При сварке труб диаметром 0,219 м с использованием внутреннего индуктора
и частоте 10 кГц мощность, передаваемая в кромки, значительно (примерно в 2,5
раза) больше, чем при сварке с охватывающим индуктором и частоте 440 кГц.
Ток кромок возрастает в 4,3 раза, напряжение падает в пять раз. Активная
мощность увеличивается в 1,8 раза, а полная мощность уменьшается примерно
на 25%. С увеличением диаметра свариваемых труб мощность, выделяющаяся
в трубе, при использовании охватывающего индуктора возрастает пропорцио-
нально диаметру, а при использовании внутреннего индуктора изменяется зна-
чительно меньше.
СПИСОК ЛИТЕРАТУРЫ
1. Асиин И. М. Расчет электромагнитных полей. Л., ВЭТА, 1939. 164 с.
2. Богатов Н. А., Локшин М. 3., Лунин И. В. Высокочастотная сварка
прямошовных труб в промышленности.— В кн.: Применение токов высокой
частоты в электротермии. Л., «Машиностроение», 1968, с. 237—244.
3. Вигдорович Ю. Б., Юхно Н. Я- Полупроводниковый управляемый вы
прямитель с тиристорным управлением на первичной стороне анодного трансфор-
матора.— «Труды ВНИИТВЧ», 1972, вып. 12, с. 142—147.
4. Вологдин В. П. Поверхностная индукционная закалка. М., Оборонгиз,
1947. 290 с.
5. Гельман А. С. Основы сварки давлением. М., «Машиностроение», 1970.
6. Глуханов Н. П., Богданов В. Н. Сварка металлов при высокочастотном
нагреве. М.—Л., Машгиз, 1962. 191 с.
7. Головкин Р. В., Лунин И. В. Радиочастотная сварка прямошовных труб.
М., Металлургиздат, 1961. 75 с.
8. Донской А. В., Рамм Г. С., Вигдорович Ю. Б. Высокочастотные электро-
термические установки с ламповыми генераторами. Л., «Энергия», 1974. 208 с.
9. Епихин Л. А., Иванов В. Н. Выбор основных параметров формовки при
высокочастотной сварке спиральношовных труб.— «Труды ВНИИТВЧ», 1973,
вып. 13, с. 155—162.
10. Иванов В. Н. К расчету активного и индуктивного сопротивлений кромок
и активной мощности при радиочастотной сварке труб.— «Труды ВНИИТВЧ»,
1966, вып. 7, с. 58—75.
11. Иванов В. Н. Расчет параметров нагрузки при радиочастотной сварке
труб с использованием двух магнитопроводов.— «Труды ВНИИТВЧ», 1966,
вып. 7, с. 76—93.
12. Иванов В. Н., Епихии Л. А. Радиочастотная сварка тонкостенных спи-
ральношовных труб на опытно-промышленном стане 100 — 350. — «Труды
ВНИИТВЧ», 1968, вып. 9, с. 53—65.
13. Казаков А. Р., Локшин М. 3. Исследование температурно-скоростных
параметров зоны пластического деформирования при высокочастотной сварке
алюминиевых труб.— В кн.: Технология легких сплавов. М., ВИЛС, 1973,
вып. 4, с. 77—81.
14. Калантаров П. Л., Цейтлин Л. А. Расчет индуктивностей. Л., «Энергия»,
1970. 415 с.
15. Кубашевский О., Гопкинс Б. Окисление металлов и сплавов. Пер. с англ.,
М., Изд-во иностр, лит., 1955. 311 с.
16. Кудрявцев А. Р., Иванов В. Н. Расчет параметров кромок трубной за-
готовки при высокочастотной сварке труб.— «Труды ВНИИТВЧ», 1972, вып. 12,
с. 93—106.
17. Лакериик Р. М. Симметричные высокочастотные кабели дальней связи
в алюминиевой и стальной оболочках. М., Информэлектро, 1974. 64 с.
18. Локшин М. 3., Лунин И. В., Соломоник Е. Я- Производство сварных
полуфабрикатов из легких сплавов за рубежом. М., Цветметинформация, 1968,
ч. 1, 71 с.; ч. 2, 81 с.
19. Локшин М. 3., Лунин И. В. Сварка труб. Алюминиевые сплавы. Произ-
водство полуфабрикатов из алюминиевых сплавов. Справочное руководство. М.,
«Металлургия», 1971. 496 с.
20. Локшин М. 3. Исследование, разработка и промышленное внедрение
процесса производства прямошовных труб из алюминиевых сплавов. Автореф.
канд. дис., М., ВИЛС, 1973. 19 с.
21. Нейман Л. Р. Поверхностный эффект в ферромагнитных телах. М.—Л.,
Госэнергоиздат, 1949. 190 с.
22. Нейман Л. Р., Демирчан К- С. Теоретические основы электротехники.
Л., «Энергия», 1967. Т. 1, 522 с.; Т. 2, 408 с.
196
23. Особенности радиочастотной «парки .uinmiiiiiiii noil оболочки lint» и I)
«Сварочное производство», 1963, № 8, c. 20 22. Лш К» I I /nllx, Л I' l<uii
ков, P. M. Лакерник и др.
24. Паникаров М. И., Кудрявцев А. Р. Замер темпера у ры и < ii.uu' кримш
при высокочастотной сварке труб.— В кн.: 11рои.|И<>д<-1но «парных ipyO М,
1972, вып. 1, с. 47—51.
25. Пейсахович В. А., Червинский В. И. Метод расчета электром.н шиной
системы для высокочастотной сварки труб и профилей.— «Тезисы докладов К и
Всесоюзной конференции по применению токов высокой частоты в электротермии
15—17 апреля 1975 г.» Л., 1975, ч. 1, с. 63—64.
26. Пейсахович В. А., Червинский В. И. Расчет параметров магнитных
сердечников для высокочастотной сварки.— В кн.; Технология легких сплавов.
М., ВИЛС, 1976, № 8, с. 36—41.
27. Применение высоковольтного управляемого тиристорного выпрямителя
для питания высокочастотных генераторов,— «Труды ВНИИТВЧ», 1975, вып. 15,
с. 158—164. Авт.: А. Г. Шварцман, С. Л. Безуглый, В. П. Котляр и др.
28. Ратникова А. И. Метод исследования электрических параметров нагрузки
сварочных устройств с индукционным подводом тока.— «Тезисы докладов 8-й
Всесоюзной конференции по применению токов высокой частоты в электротермии
15—17 апреля 1975 г.». Л., 1975, ч. 1, с. 80.
29. Радиочастотная сварка труб большого диаметра конечной длины на
опытном стане 820 ЧТПЗ,— «Труды ВНИИТВЧ», 1968, вып. 9, с. 74—77. Авт.:
В. Н. Богданов, Т. Я. Ольхович, Ю. А. Медников и др.
30. Разработка и внедрение согласующих трансформаторов с незамкнутым
магнитопроводом для сварочных установок мощностью 400—1000 кВт.— «Тезисы
докладов 8-й Всесоюзной конференции по применению токов высокой частоты
в электротермии 15—17 апреля 1975 г.». Л., 1975, ч. 1, с. 62—63. Авт.: И. В. Лу-
нин, П. М. Огинец, В. А. Пейсахович и др.
31. Разработка способа и устройства для высокочастотной сварки конструк-
ционных сталей.— «Применение токов высокой частоты в электротермии (Тезисы
докладов 7-й Всесоюзной конференции 25—27 мая)». Л., 1971, с. 46—47. Авт.:
Л. Н. Лоховинин, И. В. Лунин, В. И. Червинский и др.
32. Сварка металлов.— «Труды ВНИИТВЧ», 1967, вып. 8. с. 37—52. Авт.:
В. Н. Богданов, Б. А. Мартынов, И. В. Лунин и др.
33. Скачко Ю. Н. Расчет тепловых процессов при радиочастотной сварке.—
«Автоматическая сварка», 1964, № 2, с. 11—18.
34. Скачко Ю. Н. Электромагнитные параметры сварочной цепи при радио-
частотной сварке.— «Автоматическая сварка», 1965, № 10, с. 41—47.
35. Слухоцкий А. Е., Рыскнн С. Е. Индукторы для индукционного нагрева
машиностроительных деталей. Л., «Энергия», 1974. 264 с.
36. Таблицы физических величин. Справочник под ред. акад.'И. К- Кикоина.
М., Атомиздат, 1976. 1006 с.
37. Тихомиров В. Г. К расчету трансформатора для индукционного на-
грева.— «Труды ВНИИТВЧ», 1963, вып. 4, с. 131—136.
38. Устройство с вращающимися контактными роликами для радиочастотной
сварки труб.— «Электротермия», 1966, № 50, с. 8—20. Авт.: В. Н. Богданов,
В. Н. Иванов, В. Л. Кулжинский и др.
39. Устройство с контактным подводом тока для высокочастотной сварки
труб.— «Труды ВНИИТВЧ», 1972, вып. 12, с. 135—141. Авт.: В. Н. Иванов,
В. Л. Кулжинский, Г. А. Громов и др.
40. Чередниченко Г. М. Разработка, исследование и внедрение нового тех-
нологического процесса и оборудования для изготовления сварных металличе-
ских оболочек кабелей. Автореф. канд. дисс. М., ВНИИметмаш, 1975. 23 с.
41. Шамов А. Н., Бодажков В. А. Проектирование и эксплуатация высоко-
частотных установок. Л., «Машиностроение», 1974. 280 с.
42. Шварцман А. Г. Определение минимальной температуры предваритель-
ного нагрева трубной заготовки из конструкционной стали перед сваркой.—
«Электротермия», 1971, вып. 106, с. 15—18.
43. Штерн 3. Ю., Кржижановский Р. Е. Теплофнзические свойства неме-
таллических материалов. Справочная книга. Л., «Энергия», 1973. 336 с.
197