/























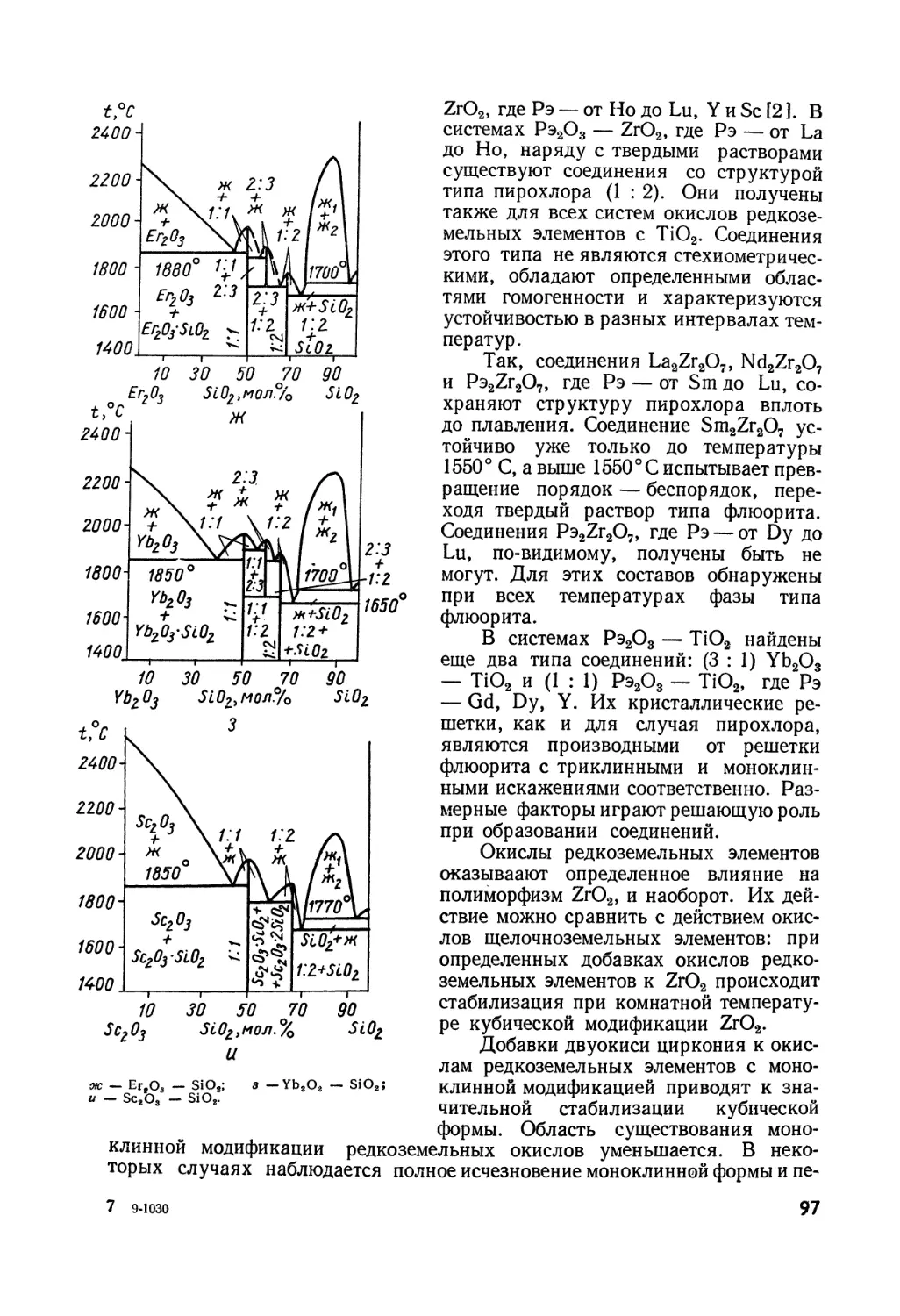












































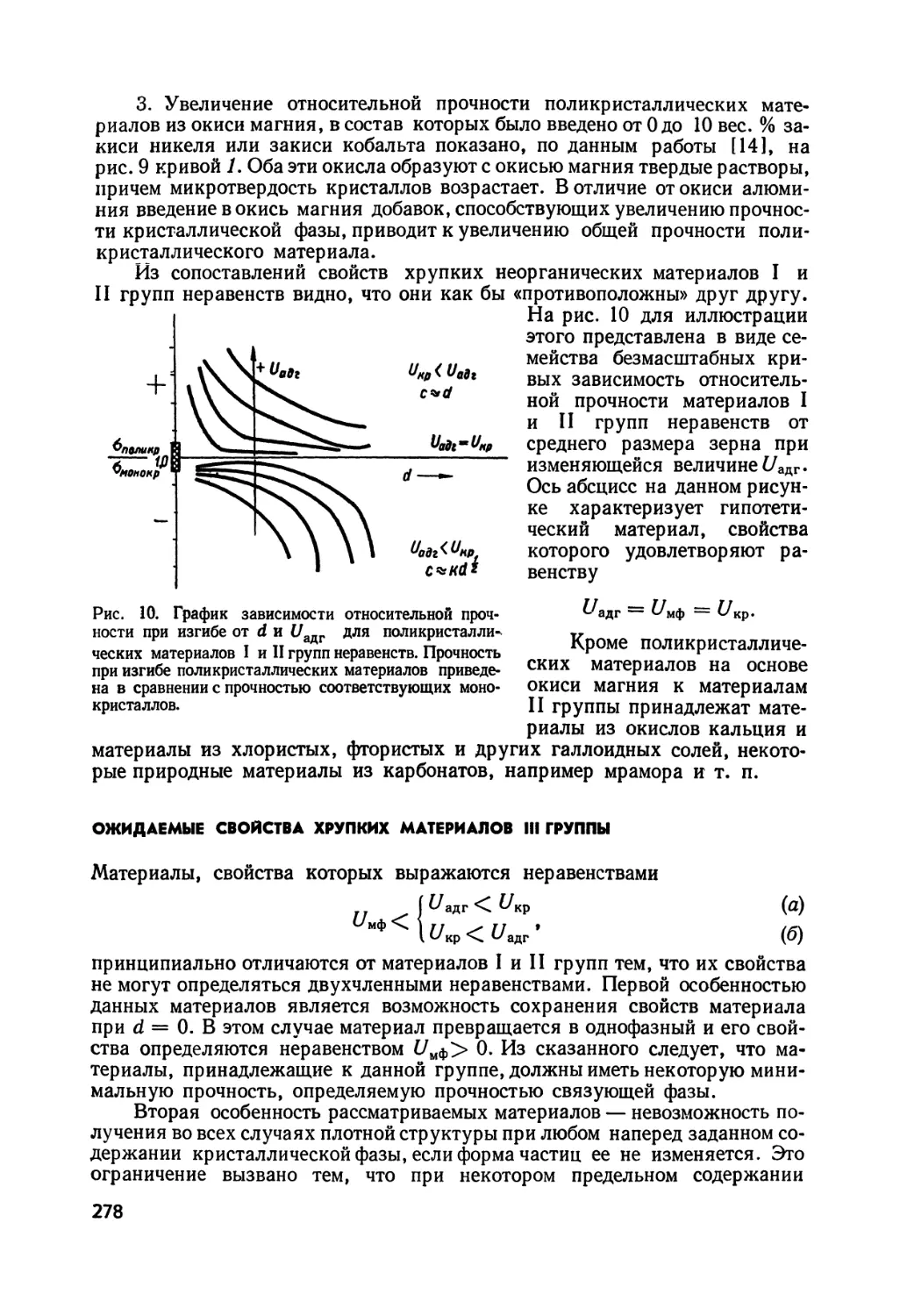









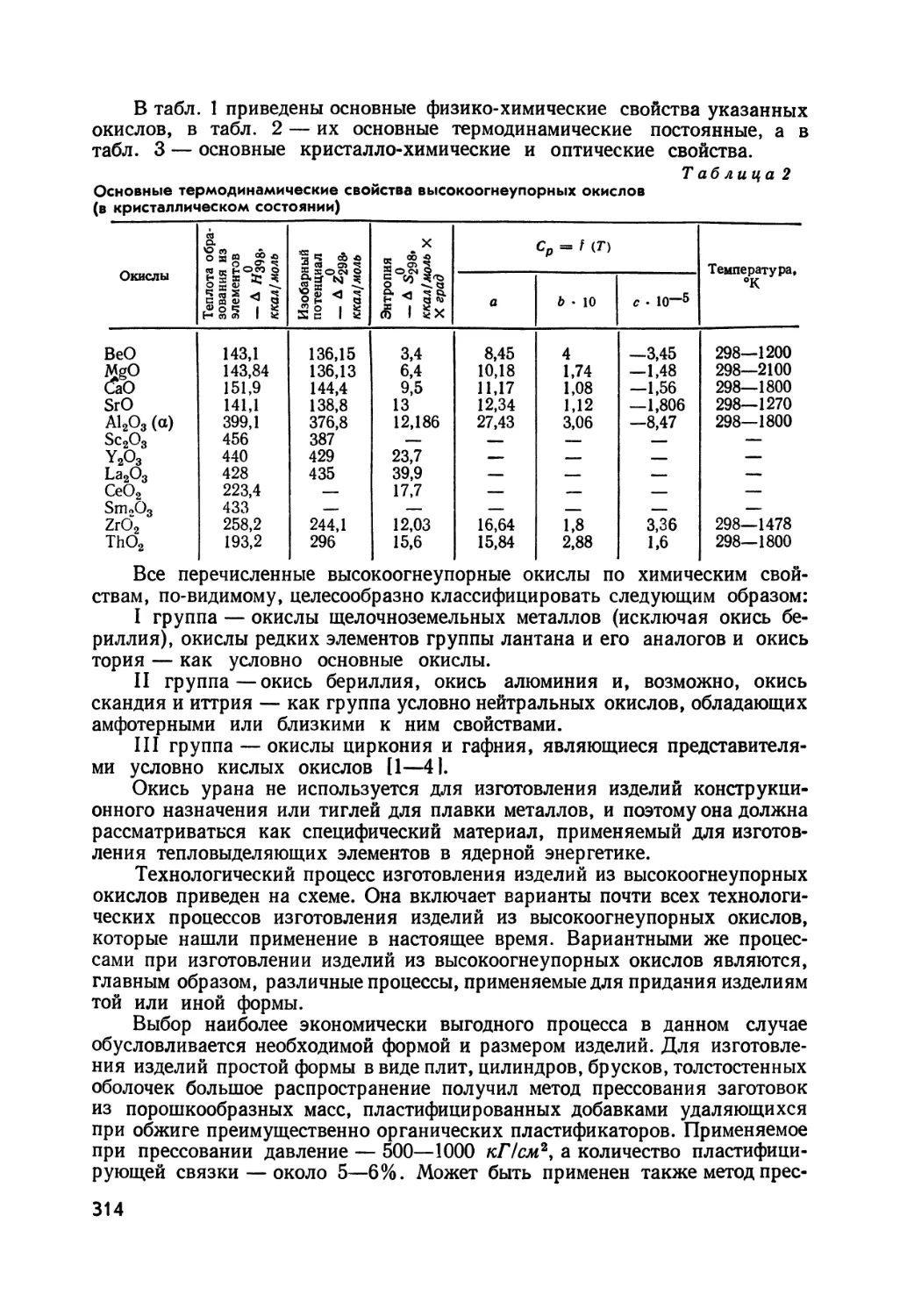












Текст
МИКИЕЛЬ &
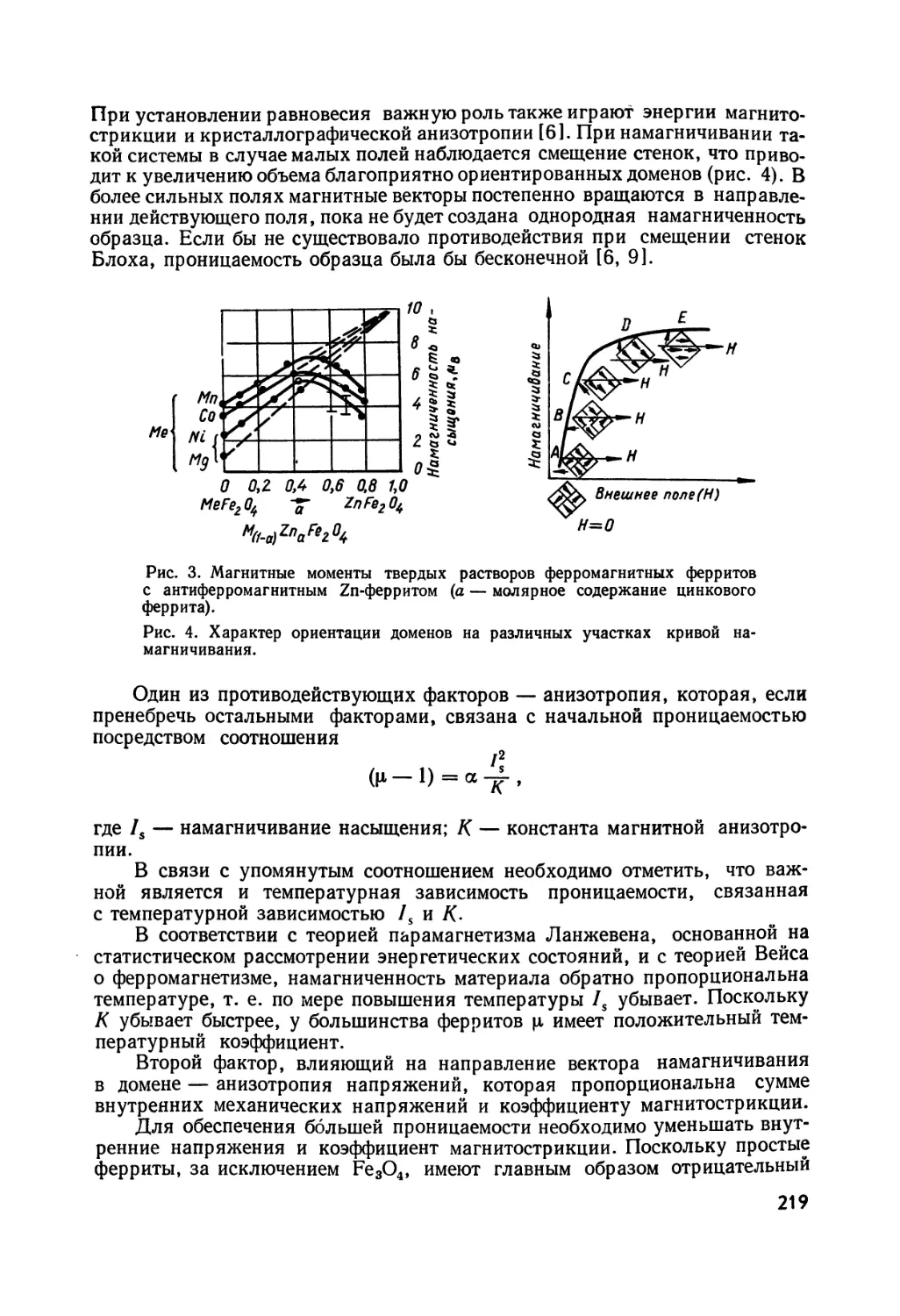
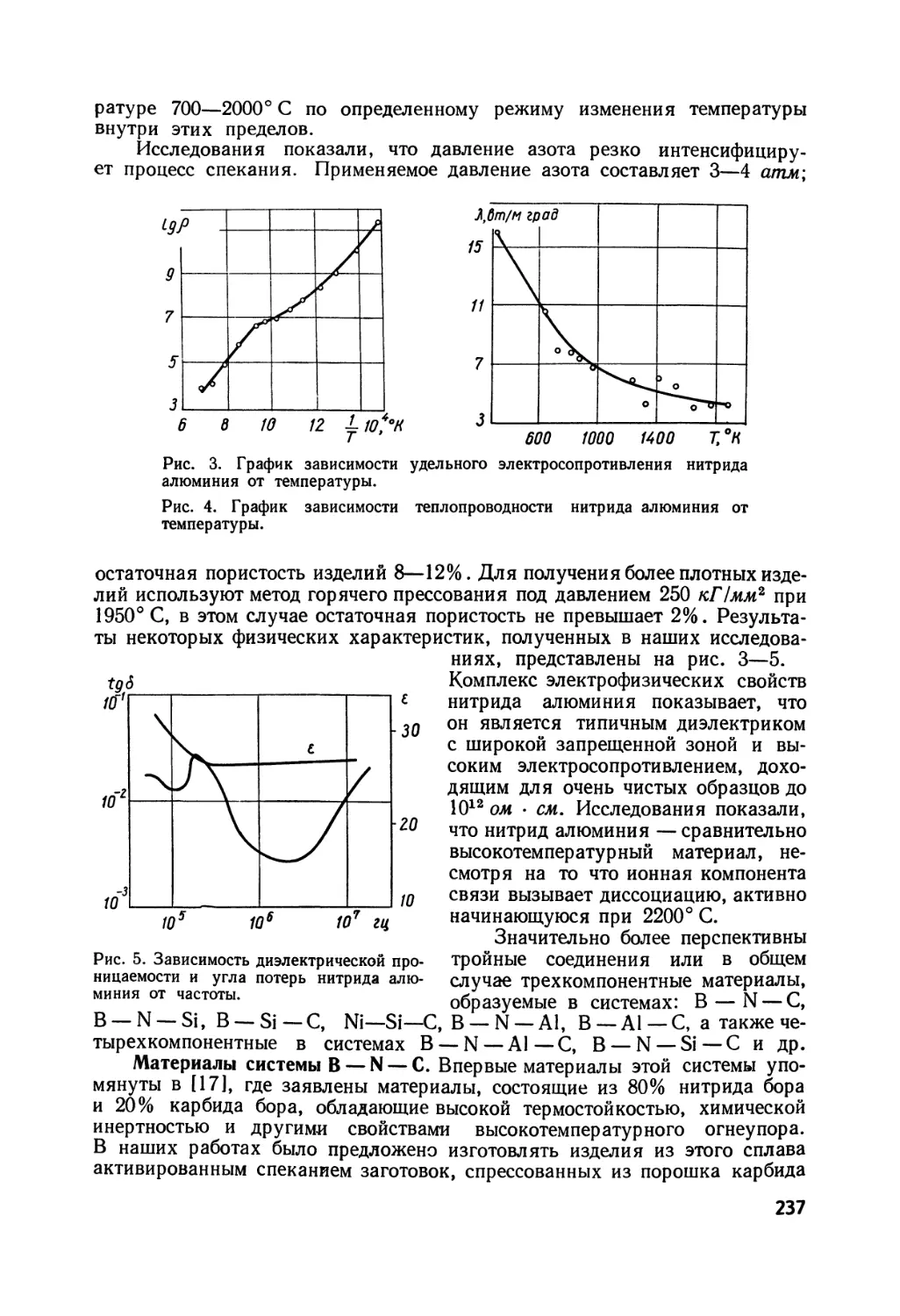
АФГАН Н.
МИХАЙЛОВИЧ
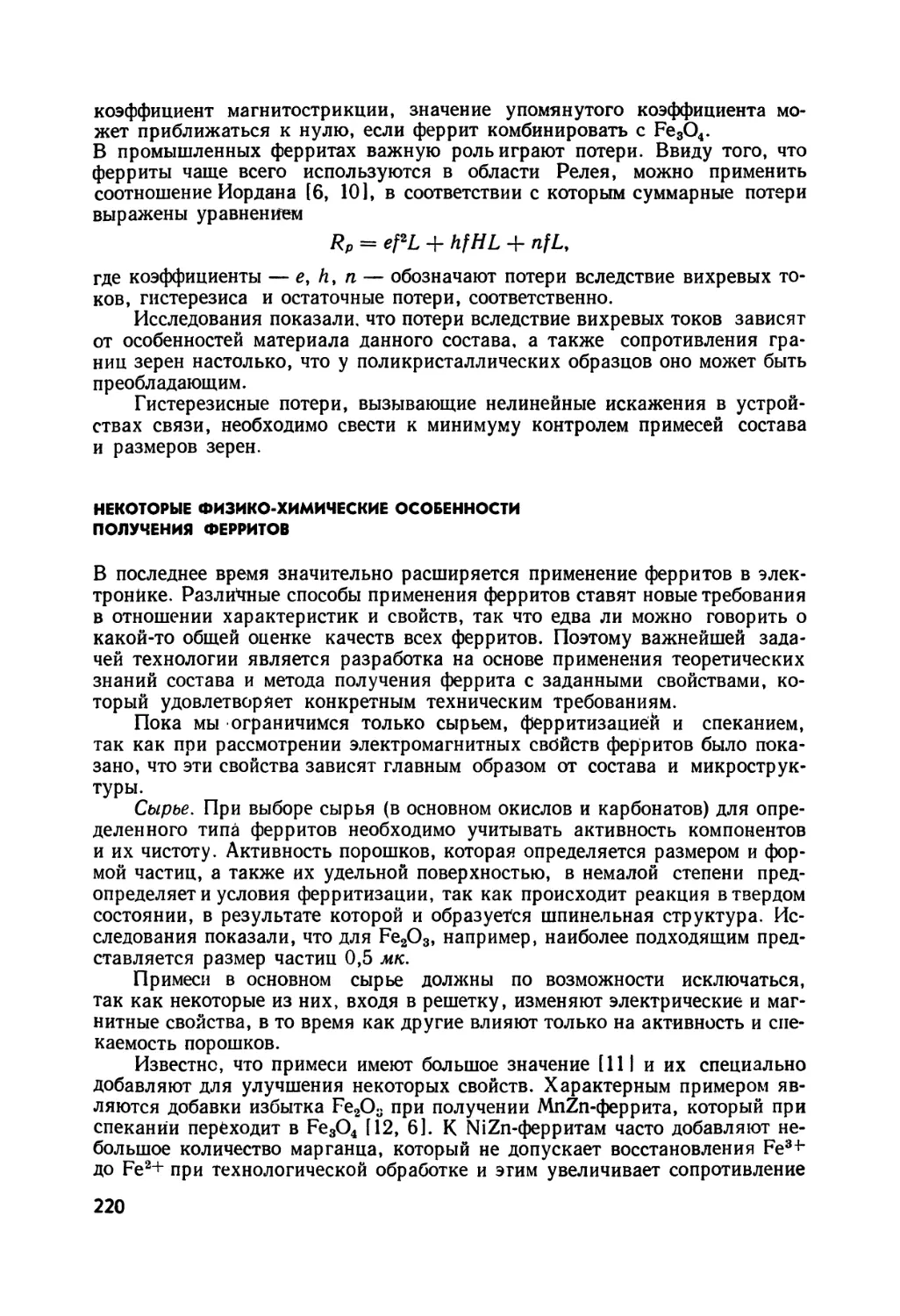
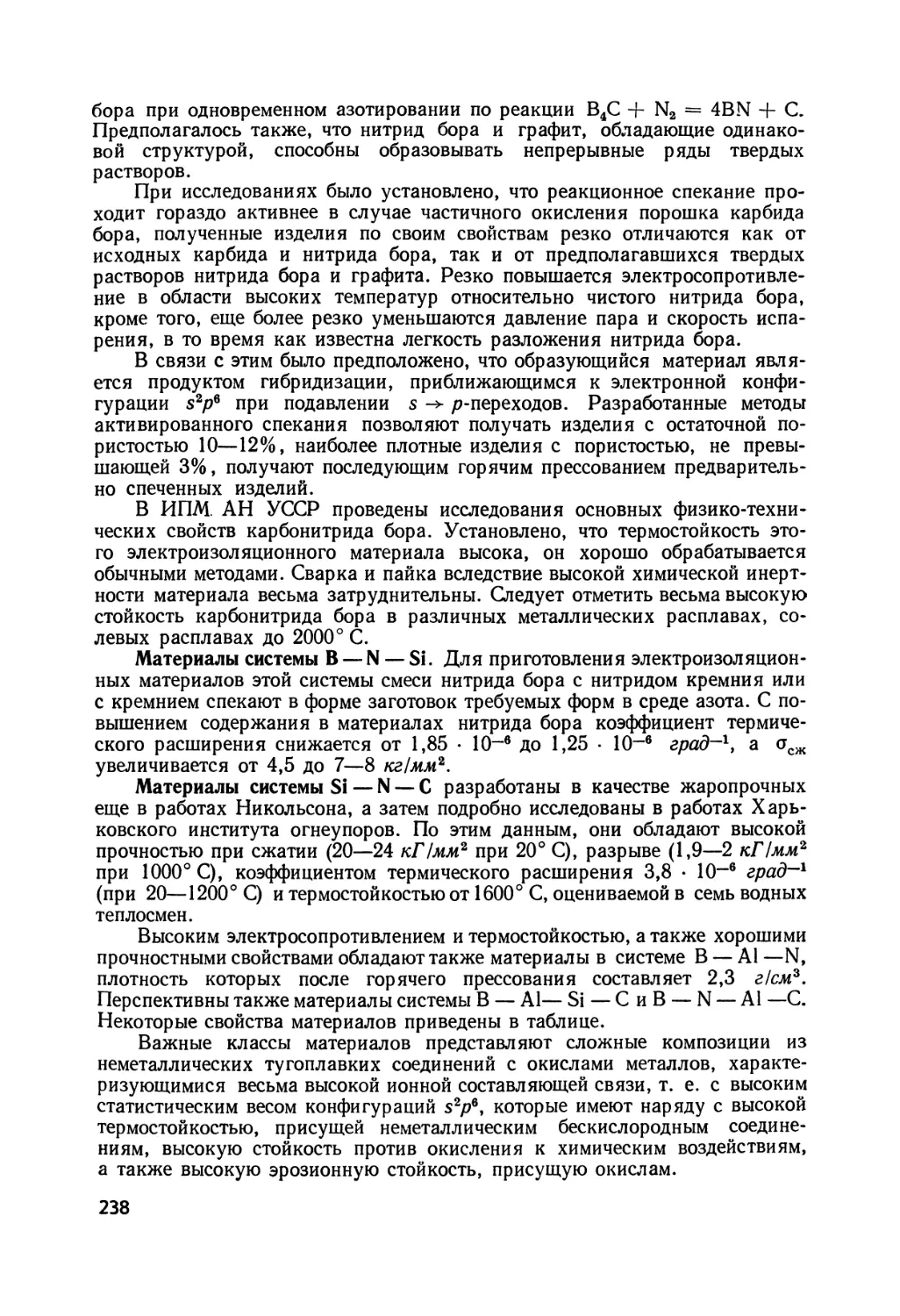
ФЕДОРЧЕНКО И. М.
СКОРОХОД В. В.
РАДОМЫСЕЛЬСКИЙ И. Д
МЕЕРСОН Г. А.
РОМАН О. В.
ВИНОГРАДОВ Г. А.
РИСТИЧ М.
ТРЕСВЯТСКИЙ С. Г.
ЕРЕМЕНКО В. Н.
РАДОВАНОВИЧ Д.
МАЛИЧ Д.
ФРАНЦЕВИЧ И. Н.
ДЕЛИЧ Д.
КИШ Ш.
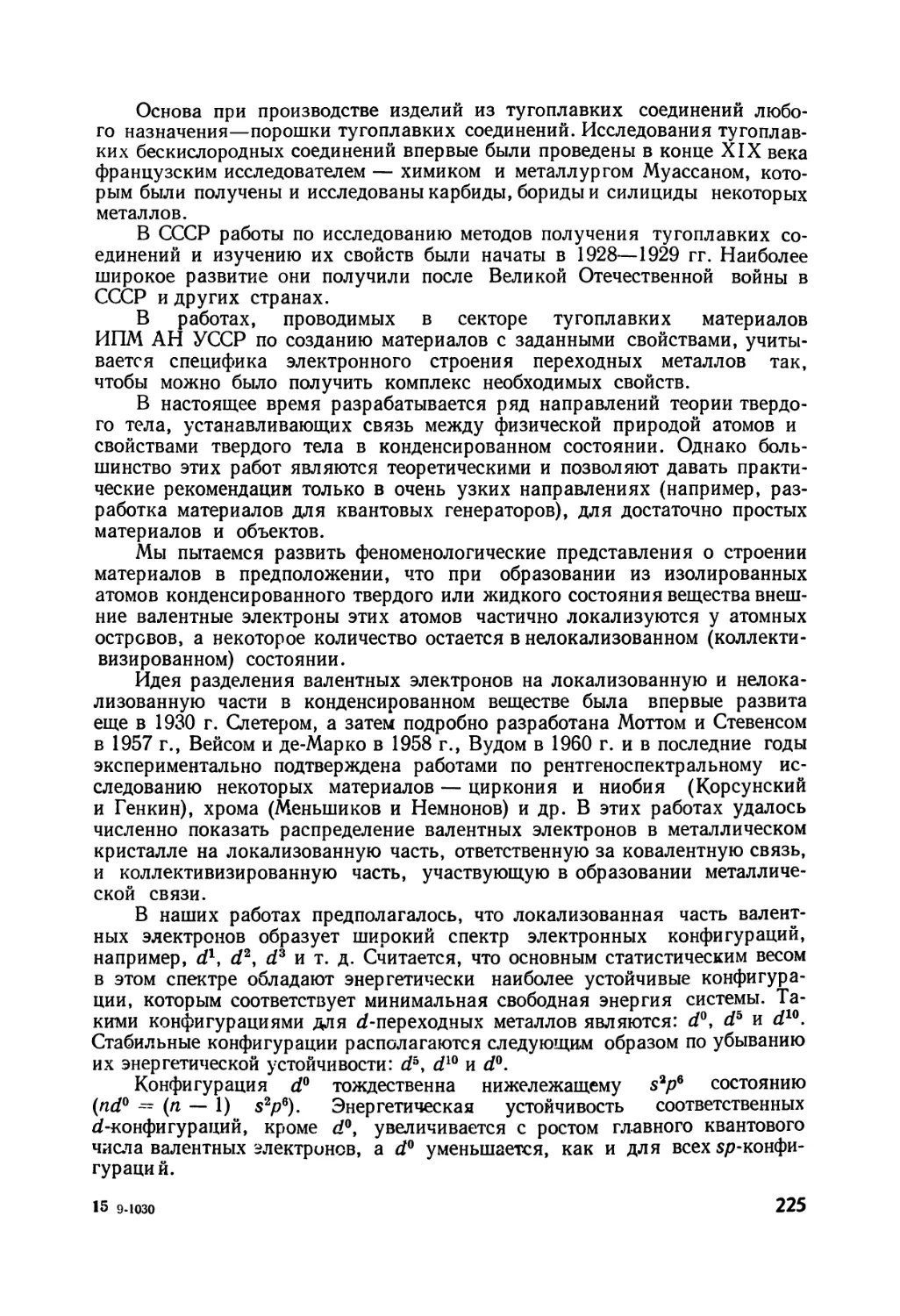
СЛЕПЦОВ В. М.
КОСОЛАПОВА Т. Я
АНАСТАСИЕВИЧ П
КОЛАР Д.
ЖИВАНОВИЧ Б.
В сборнике помещены доклады,
прочитанные учеными Советского Со*
юза и Югославии при проведении
летней школы по металлокерамике
и керамике в г. Херцег-Нови (Юго-
славия).
Освещены основные проблемы те-
ории и практики порошковой метал-
лургии — получение металлических
и неметаллических порошков, формо-
вание и спекание металлокерамичес-
ких и керамических материалов, по-
верхностные явления и некоторые
термодинамические аспекты процесса
спекания.
Рассмотрены свойства и методы
изготовления различных металлокера-
мических и керамических материалов,
таких как антифрикционные, фрик-
ционные и конструкционные, метал-
локерамические фильтрового и
электротехнического назначения; маг-
нитные, огнеупорные материалы и
изделия из окислов, тугоплавкие со-
единения, технология изготовления
керамического ядерного топлива и др.
Книга предназначена для научных
работников и инженеров, занятых в
области порошковой металлургии, ке-
рамики, материаловедения, а также
для студентов металлургических и
машиностроительных вузов.
СОВРЕМЕННЫЕ ПРОБЛЕМЫ
ПОРОШКОВОЙ МЕТАЛЛУРГИИ
АКАДЕМИЯ НАУК УССР
ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ ПРОБЛЕМ
МАТЕРИАЛОВЕДЕНИЯ
ФЕДОРЧЕНКО И. М.
СКОРОХОД В. В.
РАДОМЫСЕЛЬСКИЙ И. Д.
МЕЕРСОН Г. А.
РОМАН 0. В.
ВИНОГРАДОВ Г. А.
РИСТИЧ М.
ТРЕСВЯТСКИЙ С. Г.
ЕРЕМЕНКО В. Н.
РАДОВАНОВИЧ Д.
МАЛИЧ Д.
АФГАН Н.
МИХАЙЛОВИЧ А.
ФРАНЦЕВИЧ И. Н.
ДЕЛИЧ Д.
КИШ Ш.
СЛЕПЦОВ В. М.
КОСОЛАПОВА Т. Я.
АНАСТАСИЕВИЧ П.
КОЛАР Д.
ЖИВАНОВИЧ Б.
МИКИЕЛЬ В.
Современные проблемы
порошковой
металлургии
ИЗДАТЕЛЬСТВО «НАУКОВА ДУМКА»
КИЕВ - 1970
6ПЗ.З
С 56
УДК 621.762
Под редакцией академика АН УССР И. М. ФЕДОРЧЕНКО
3—1 о—4
204—70М
И. М. ФЕДОРЧЕНКО
РОЛЬ ПОРОШКОВОЙ МЕТАЛЛУРГИИ В ТЕХНИКЕ
И ПЕРСПЕКТИВЫ ЕЕ РАЗВИТИЯ
Институт проблем материаловедения АН УССР
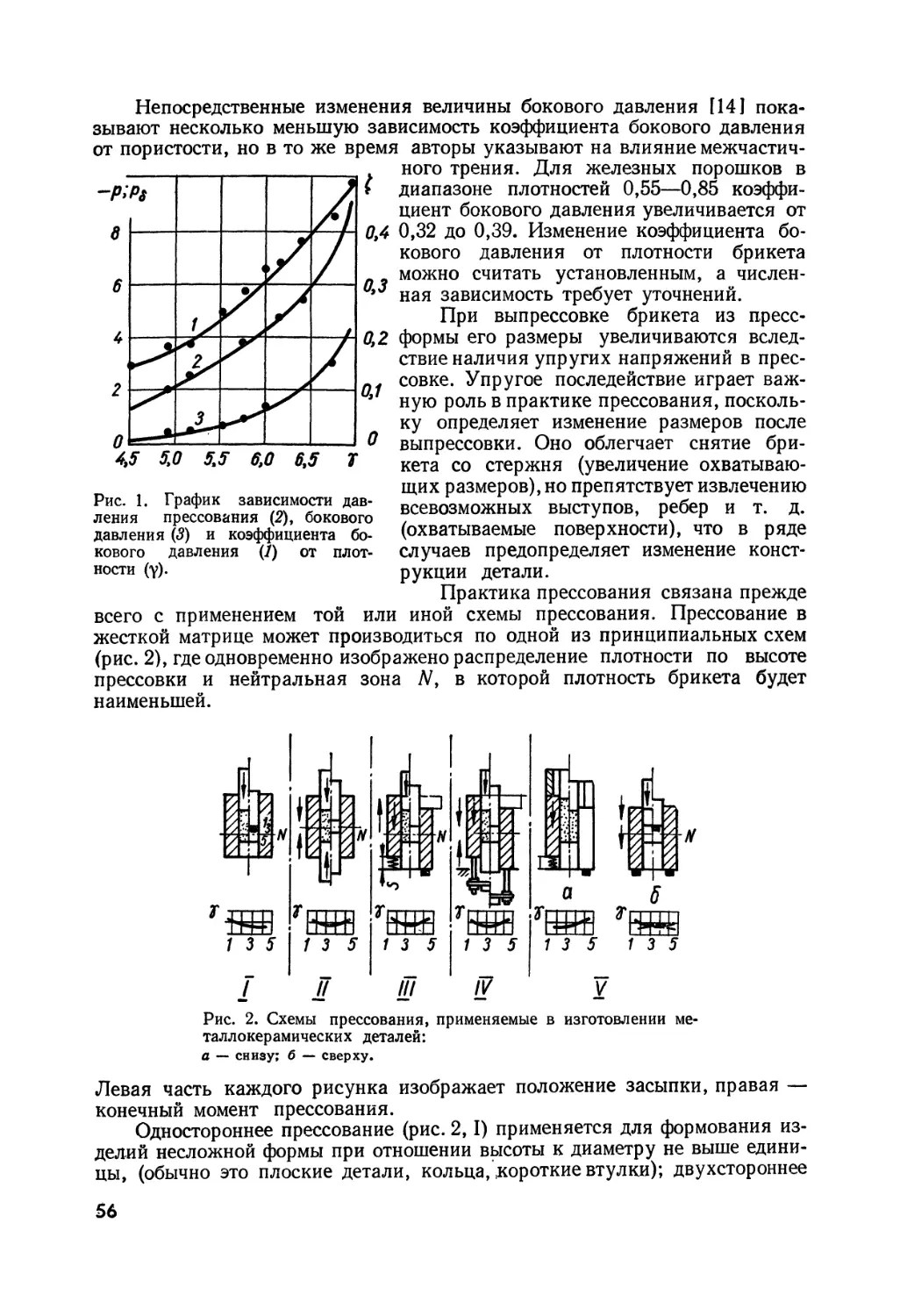
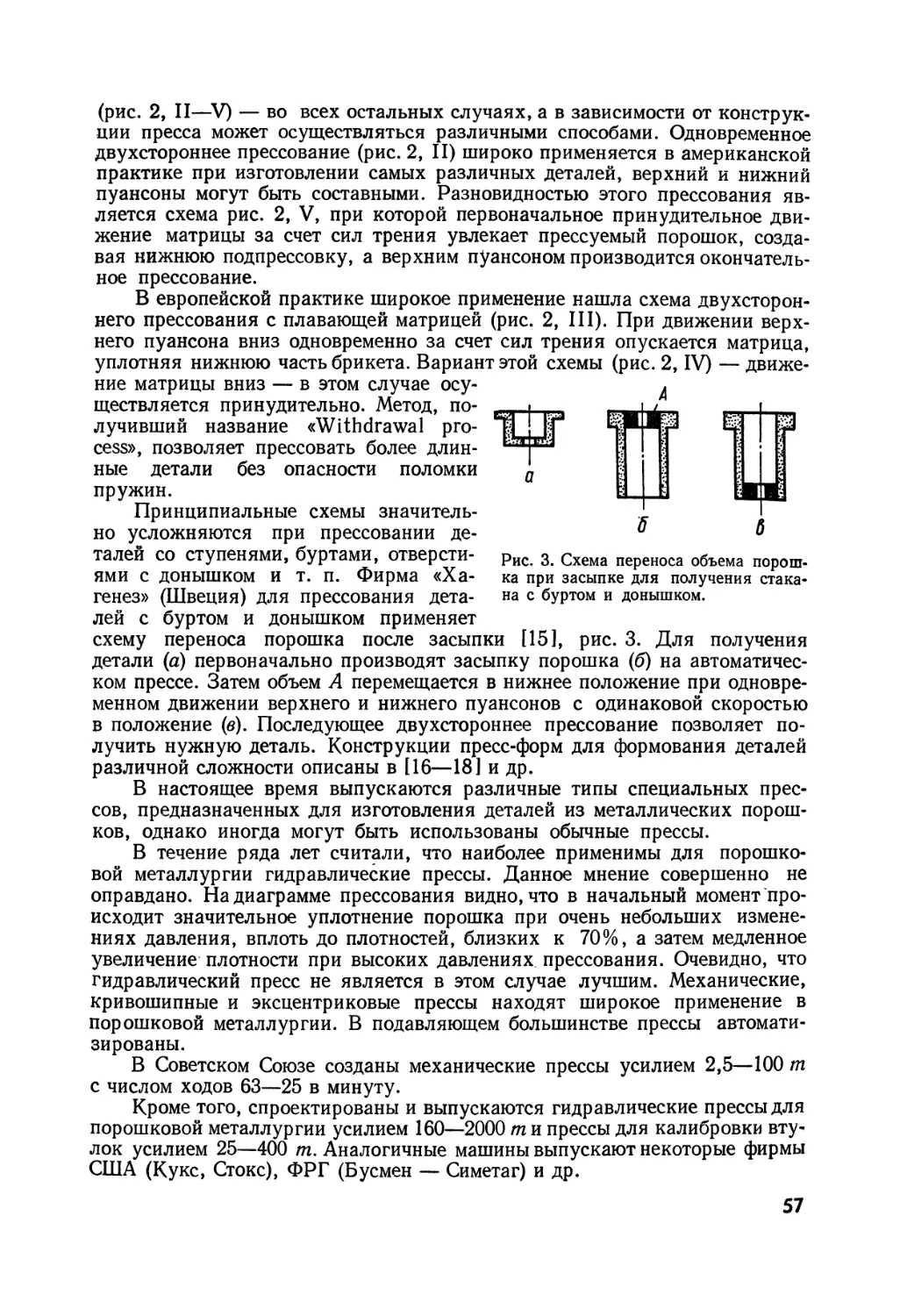
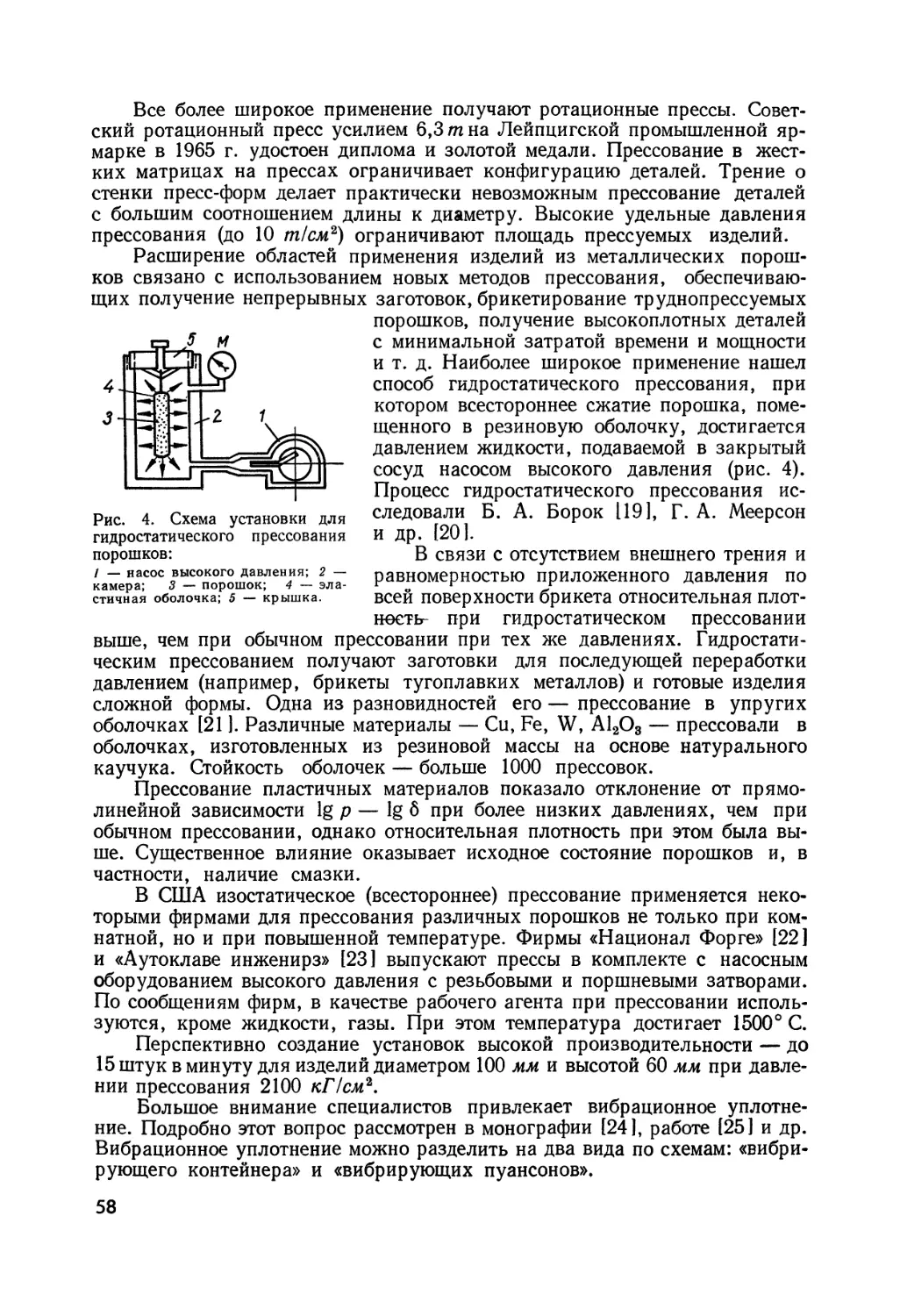
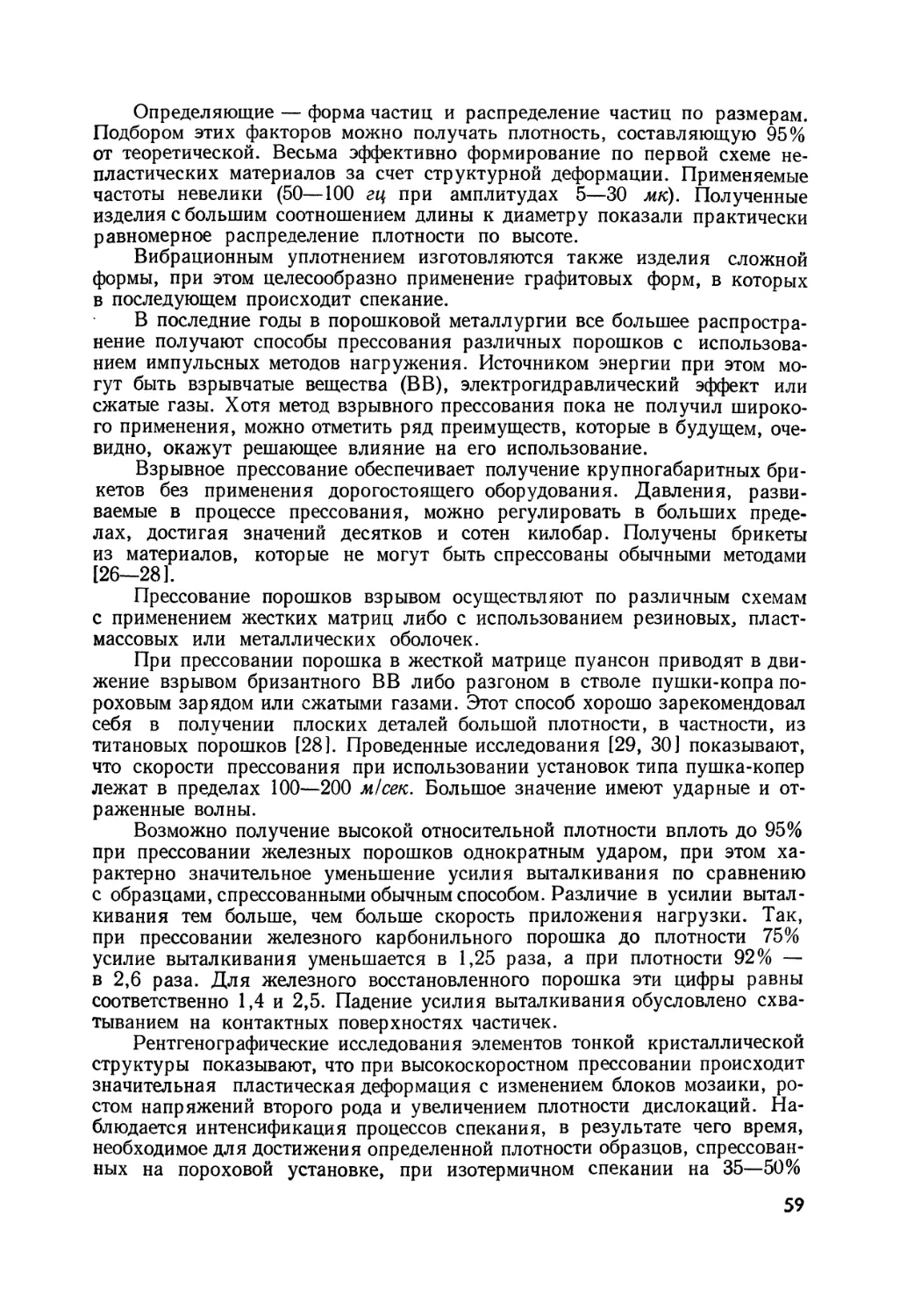
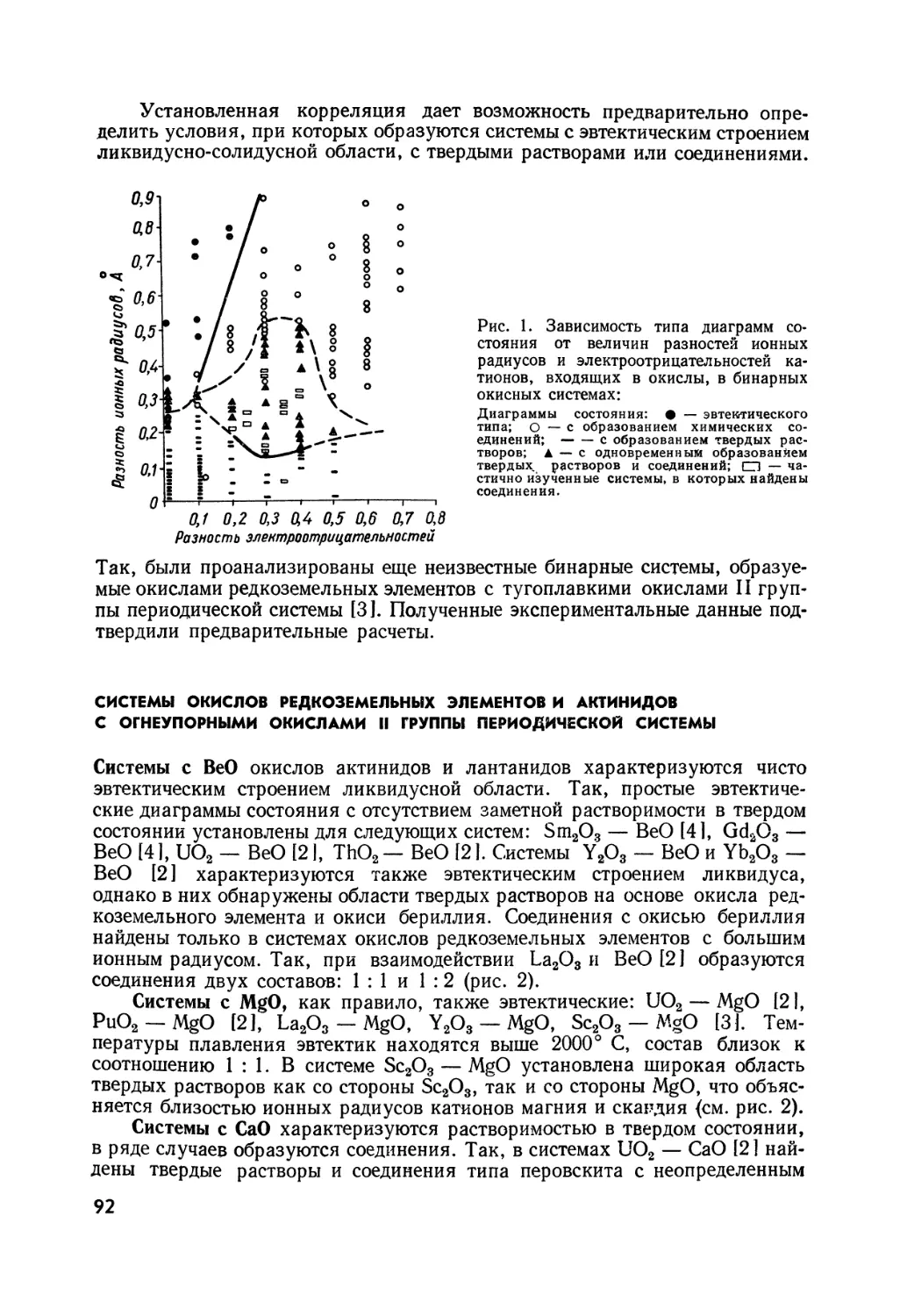
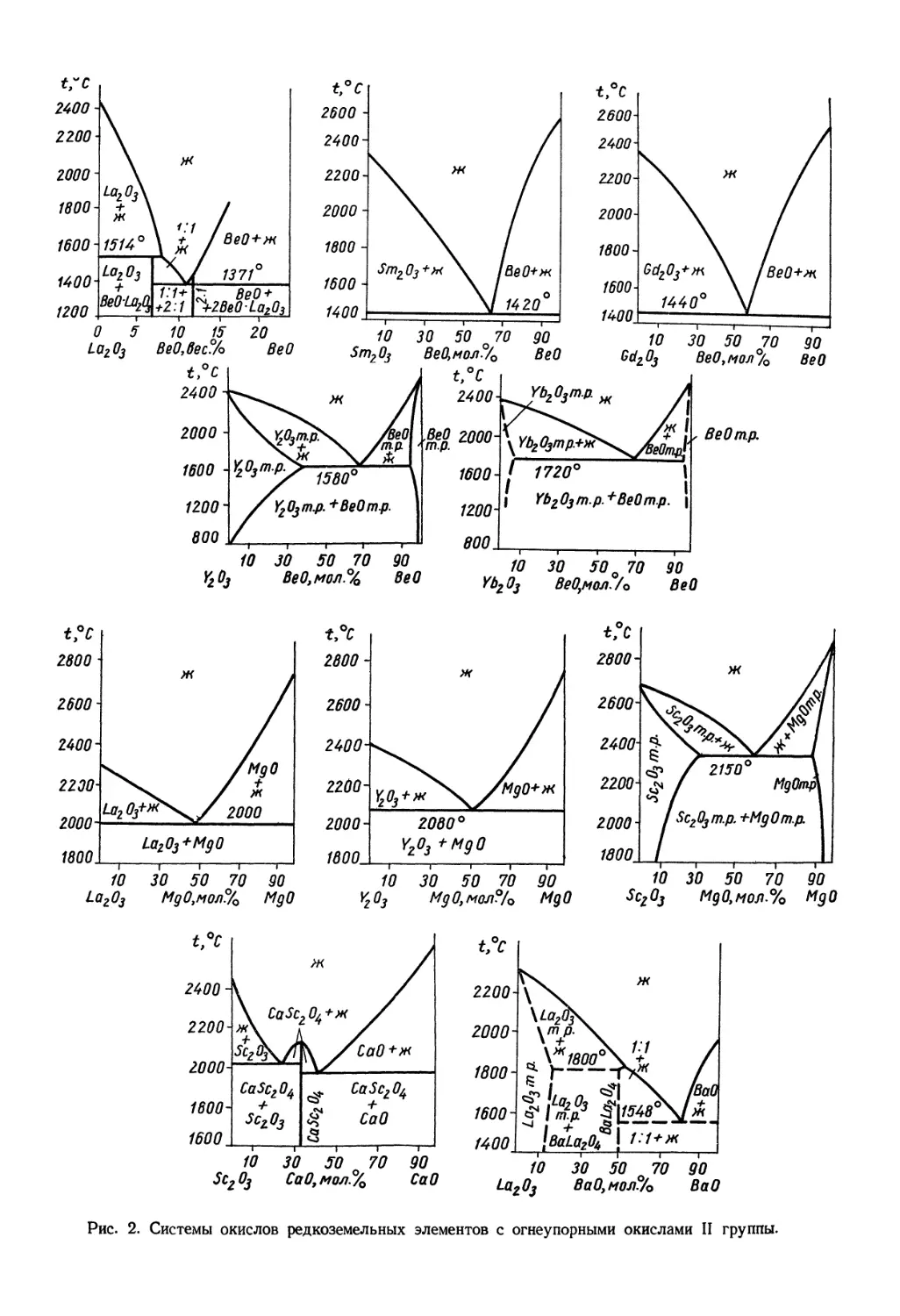
Характерными тенденциями в современном машиностроении являются стрем-
ление к созданию новых машин и механизмов с высокими рабочими пара-
метрами и поиски наиболее экономных высокопроизводительных методов
производства. На эти направления все большее влияние оказывает разви-
тие порошковой металлургии.
Создание новых машин в ближайшие десятилетия будет зависеть от
наличия и темпов изыскания новых материалов со специальными свойства-
ми (жаропрочных, коррозионностойких, магнитных, антифрикционных, кон-
тактных, фрикционных и др.). Дальнейшее повышение нагрузок и скоростей
работы машин, усложнение температурных условий и характера рабочих
сред возможно только при применении новых материалов. В изготовлении та-
ких материалов порошковая металлургия постепенно начинает играть доми-
нирующую роль.
Развитие новой техники, особенно самолето- и ракетостроения, авто-
мобилестроения, атомной и других видов энергетики, будет способствовать
разработке новых материалов и тормозиться их отсутствием. Порошковая
металлургия — наиболее экономичный метод изготовления изделий,‘ отходы
материалов здесь самые низкие по сравнению со всеми известными методами
производства (литьем, механической холодной и горячей обработкой), а ко-
личество операций — минимально. Эти особенности процессов порошковой
металлургии определяют ее как прогрессивный метод производства с боль-
шими перспективами дальнейшего развития.
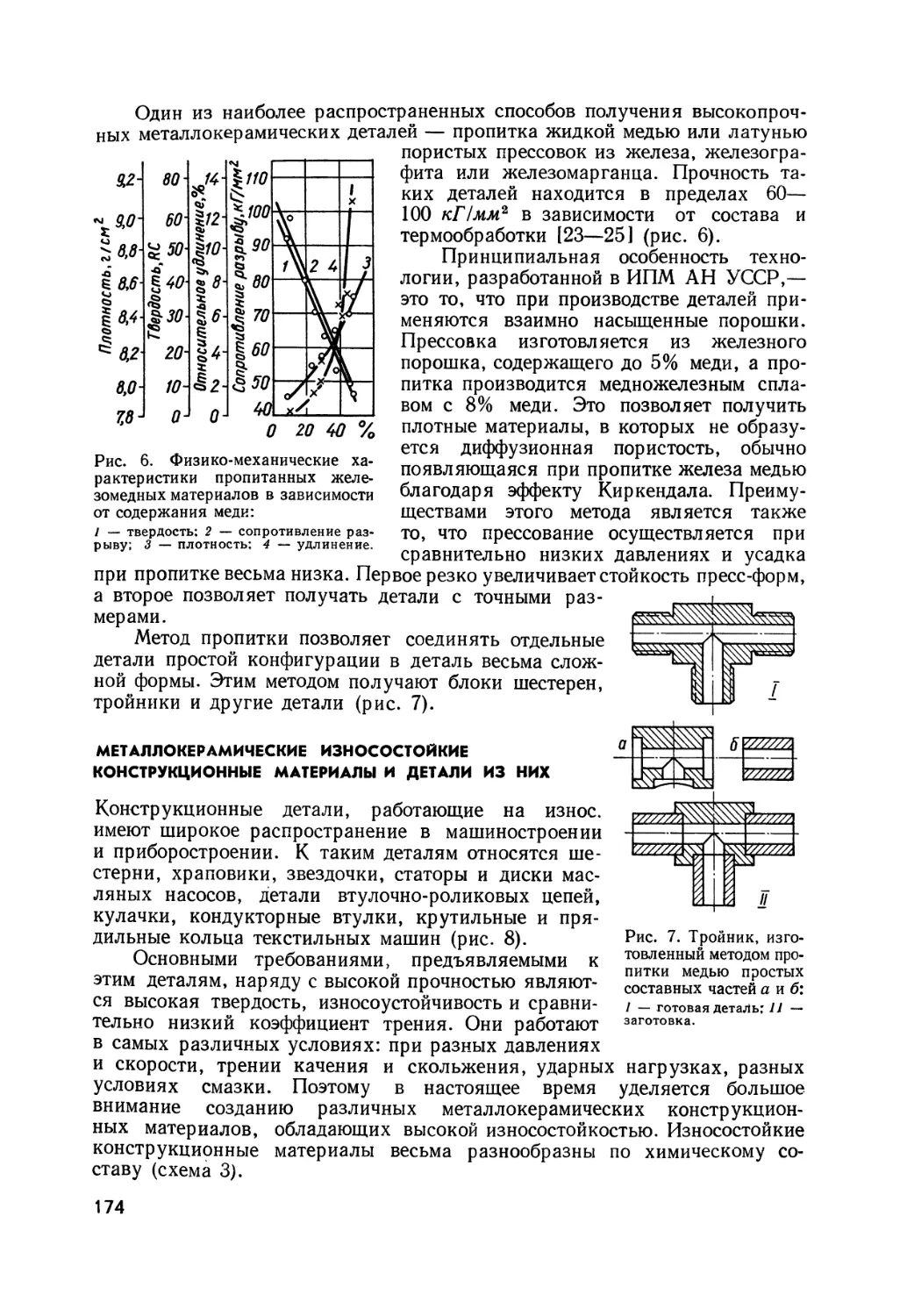
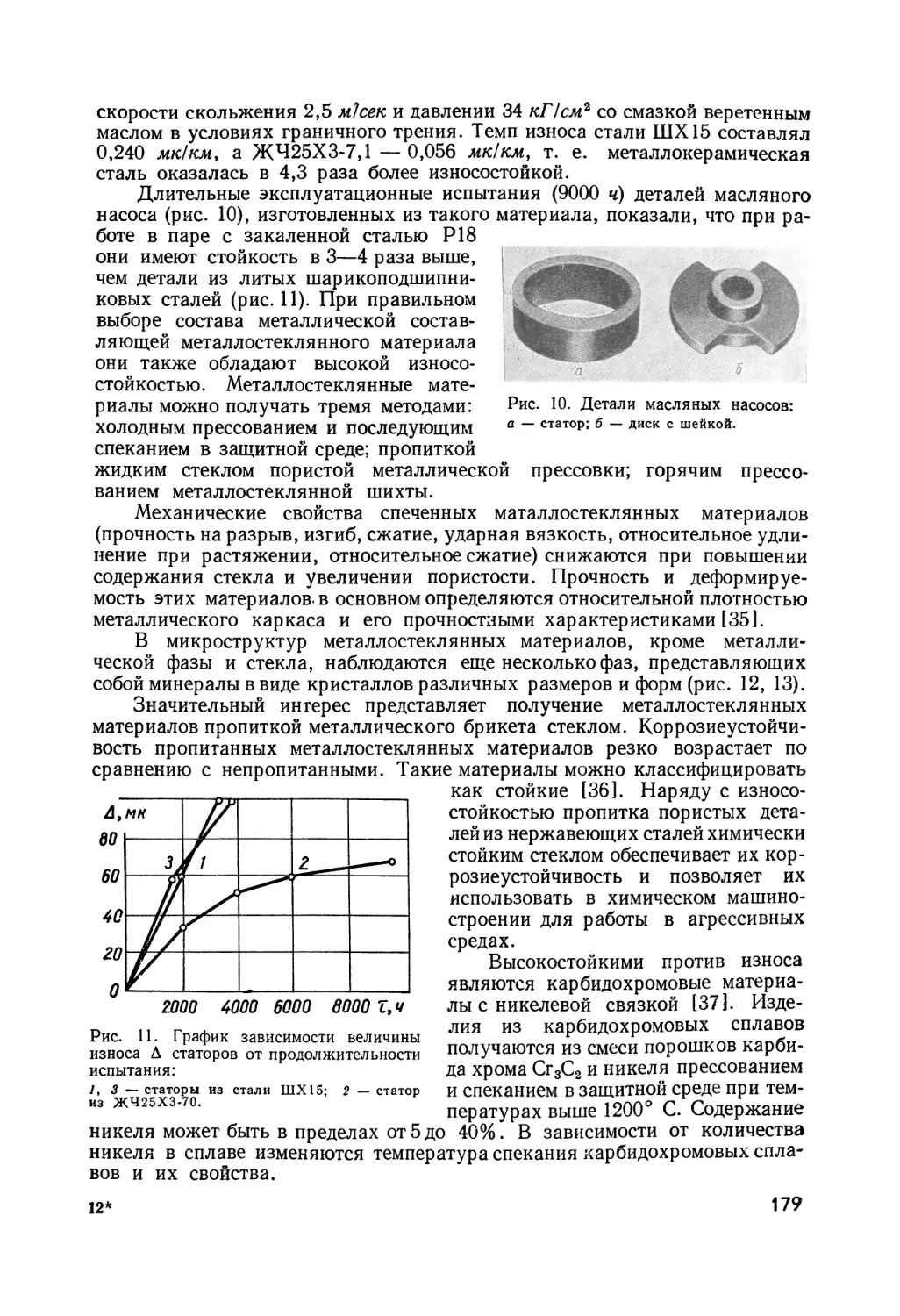
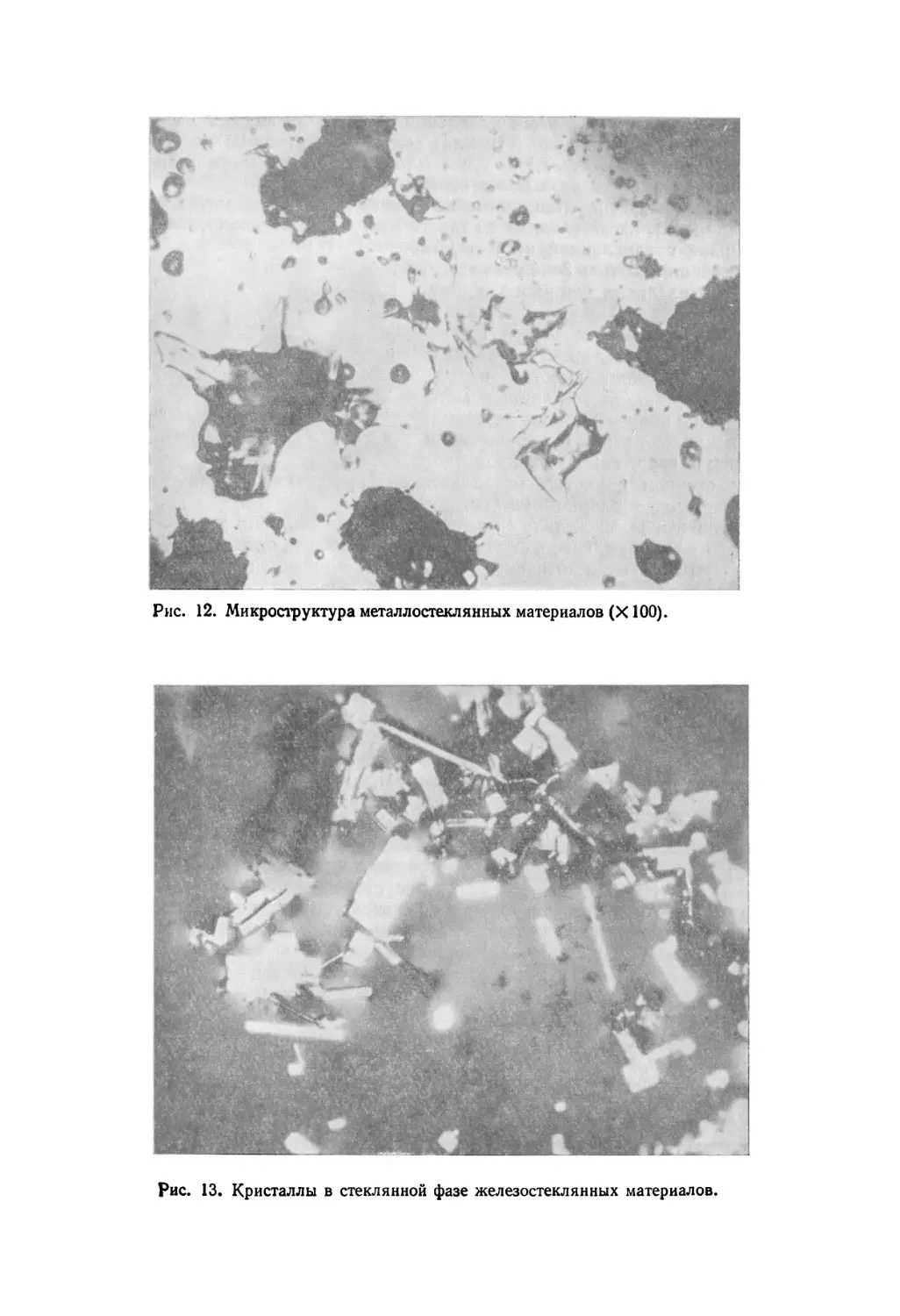
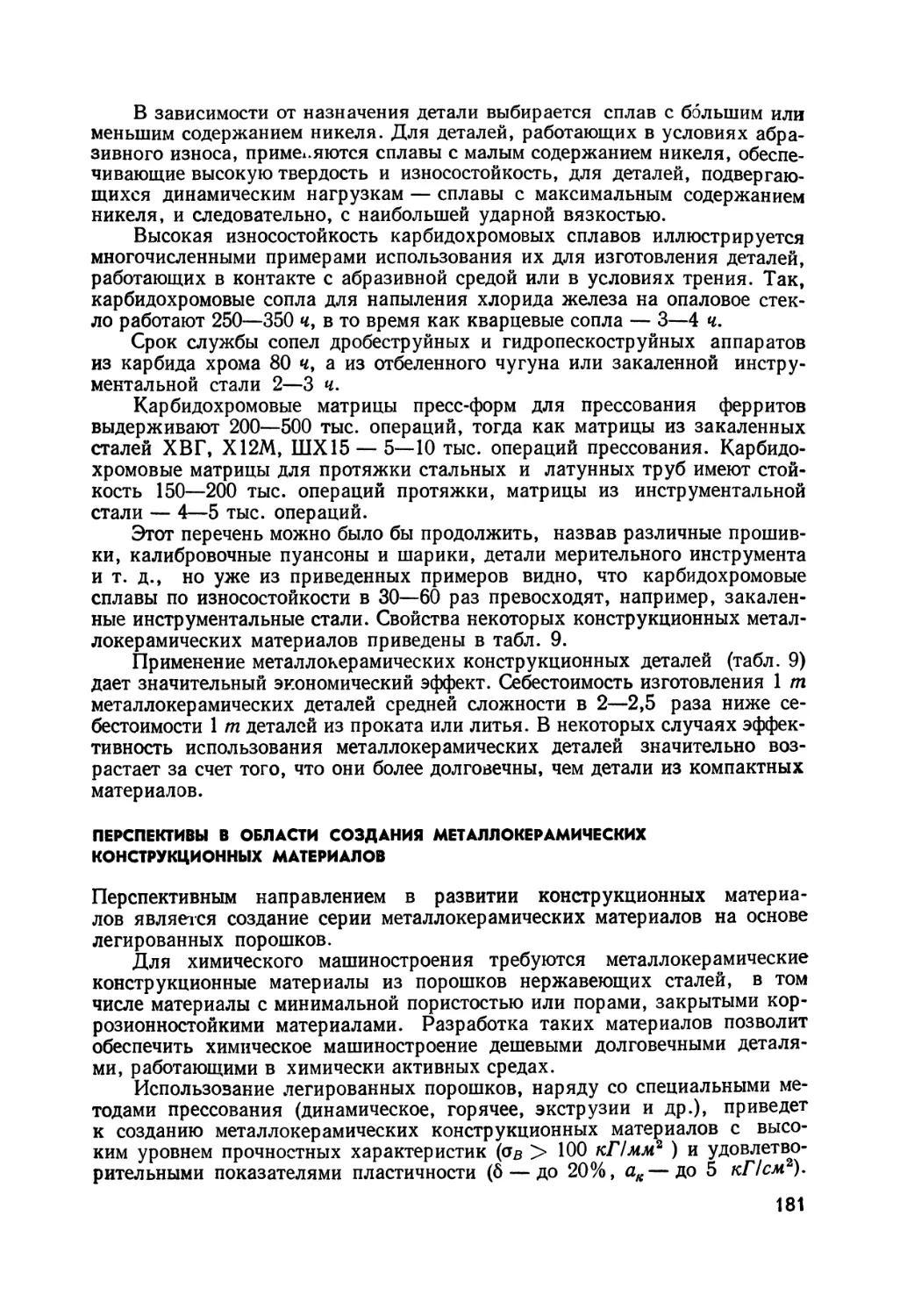
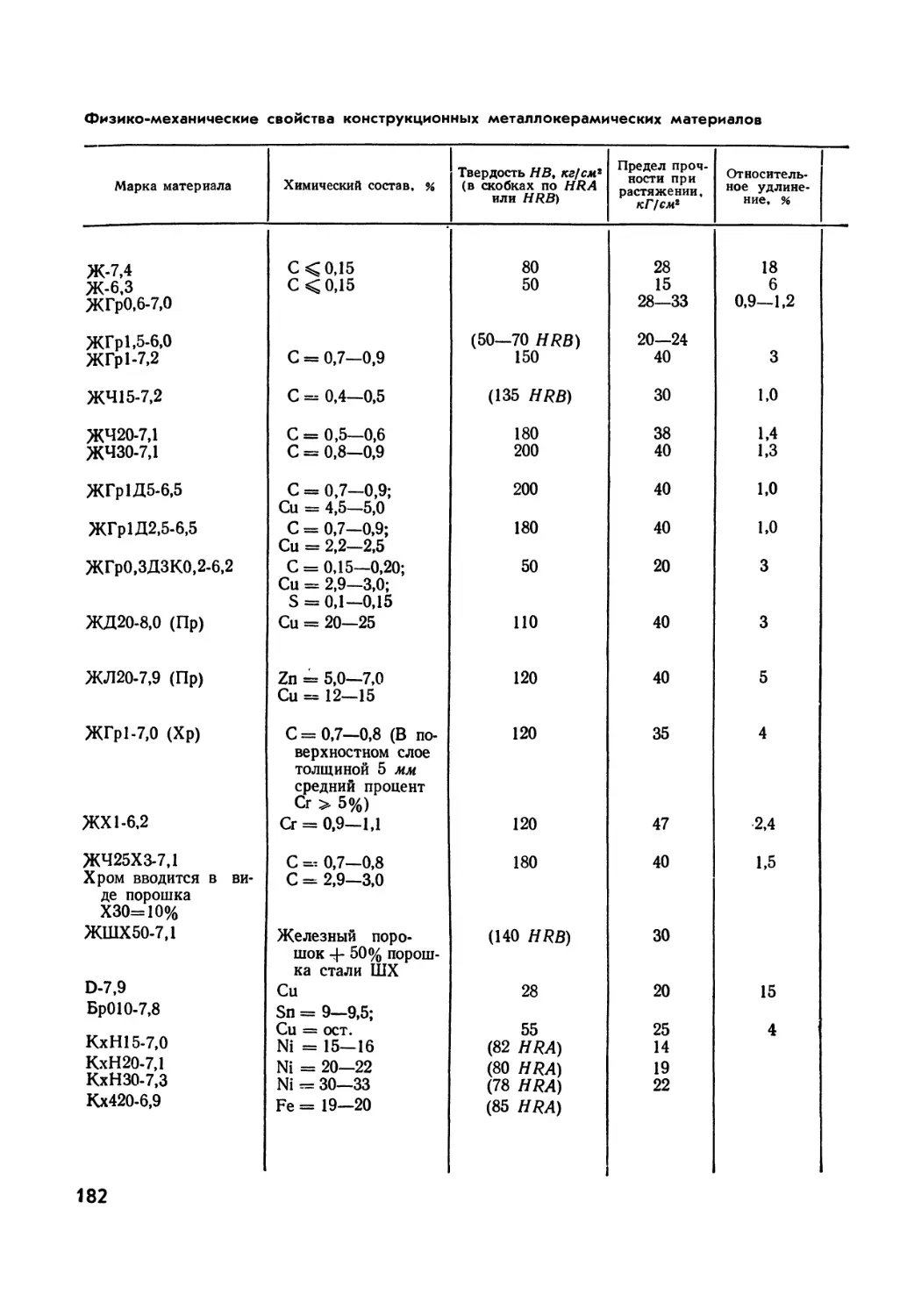
Значение металлокерамических материалов для современной техники
можно показать на типичных изделиях. Металлокерамические подшипни-
ки, изготовляемые из железного или бронзового порошка с добавкой
графита либо без него, обладают ценными преимуществами по сравнению
с обычными литыми из бронзы или баббита. Применяя технологию порош-
ковой металлургии, можно значительно сократить расход бронзы, идущей
на производство бронзовых литых подшипников, упростить технологию
их изготовления, уменьшить затраты на рабочую силу и высвободить
оборудование.
Замена подшипников из бронзы или баббита, а в некоторых случаях
шариковых, подшипниками из железного порошка дает большой экономи-
ческий эффект. При этом достигается экономия цветных металлов и сущест-
венно снижается стоимость изделия.
Методами порошковой металлургии решается также задача изготовле-
ния для двигателей внутреннего сгорания металлокерамических поршне-
вых колец, более стойких в работе, чем обычные чугунные, выдерживающих
5
на зо__45 тыс. км пробега автомашин больше чугунных и на 30% меньше
изнашивающих цилиндр двигателя.
В последнее время все шире применяются металлопластмассовые под-
шипники. Особенно перспективны благодаря высоким антифрикционным
•свойствам при работе без смазки подшипники, пропитанные фторопластом.
Новым этапом в улучшении антифрикционных свойств металлокерамиче-
ских материалов явилось введение в них сульфидов различных металлов —
молибдена, цинка, свинца, олова и др.
Разработана технология изготовления антифрикционных материалов
в виде лент, представляющих собой стальную основу, на которую нанесен
методом припекания слой порошка бронзы, содержащей 25—50% свинца,
и такого же типа биметаллические ленты с пропиткой пористого слоя фторо-
пластом.
В ближайшее десятилетие в результате исследований в этой области
можно ожидать появления антифрикционных материалов, надежно рабо-
тающих при высоких температурах, в глубоком вакууме, инертных газах,
в условиях сухого трения и агрессивных сред. Развитие этих работ будет
способствовать созданию новых типов машин и механизмов, у которых
узлы трения будут работать без жидкой смазки или со смазкой водой либо
газами.
Надежная работа машин и механизмов зависит в большой степени от
качества работы тормозных устройств. Дальнейший технический прогресс
в машиностроении связан с быстрым нарастанием скоростей и нагрузок
рабочих органов машин. В связи с этим проблема получения высококачест-
венных фрикционных материалов приобретает особую остроту. Используя
методы порошковой металлургии, можно создавать материалы с таким комп-
лексом свойств, который более точно удовлетворял бы требованиям,
предъявляемым к современным фрикционным материалам.
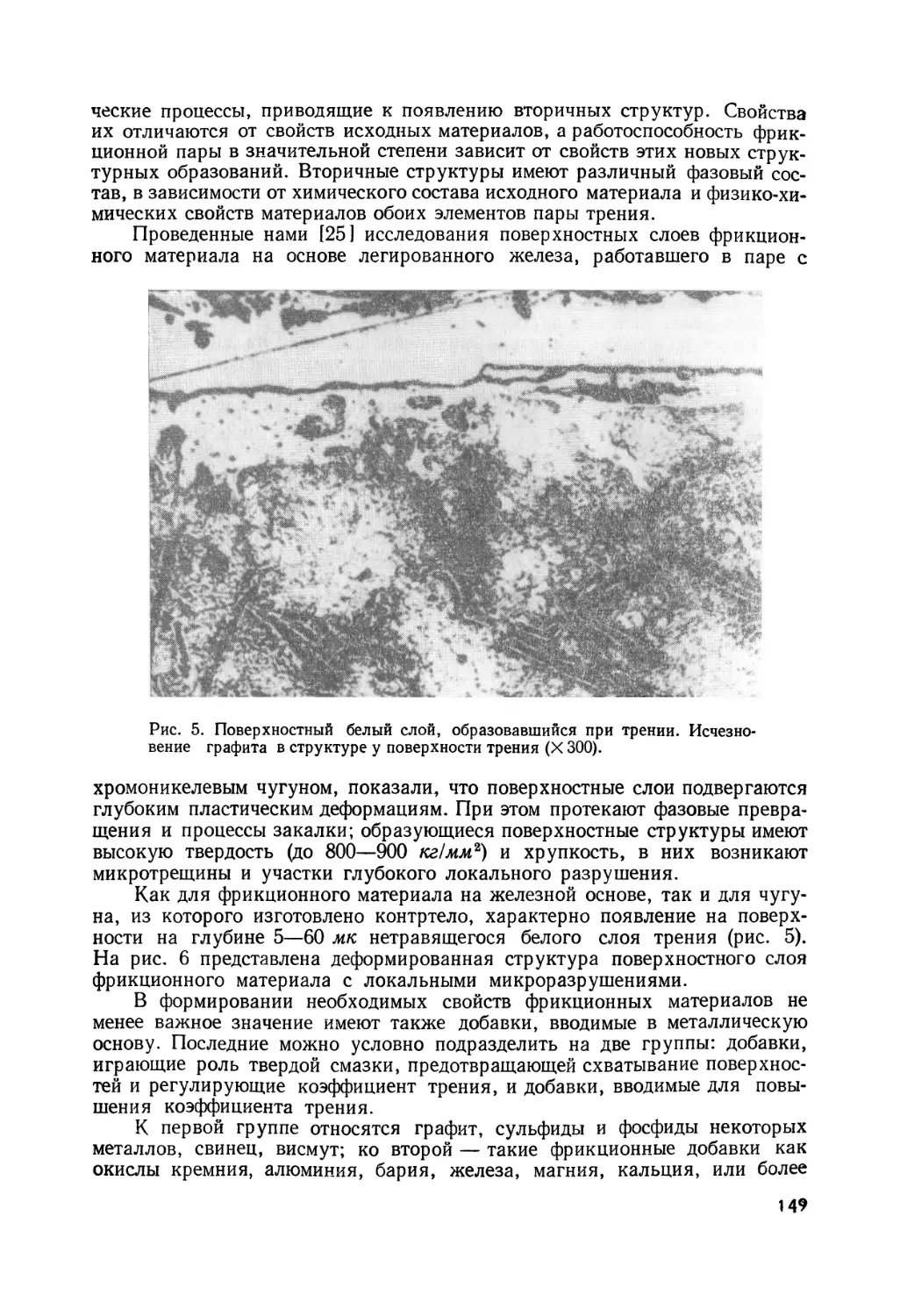
Разработанные в настоящее время металлокерамические фрикционные
материалы с использованием в качестве основы порошков железа или брон-
зы, с добавками различных противозадирных и фрикционных присадок поз-
воляют повышать рабочие параметры машин и механизмов в сторону увели-
чения рабочих скоростей и нагрузок, удлиняют срок службы тормозных
и передаточных узлов трения, уменьшать затраты и простои, необходимые
при замене износившихся пар трения новыми.
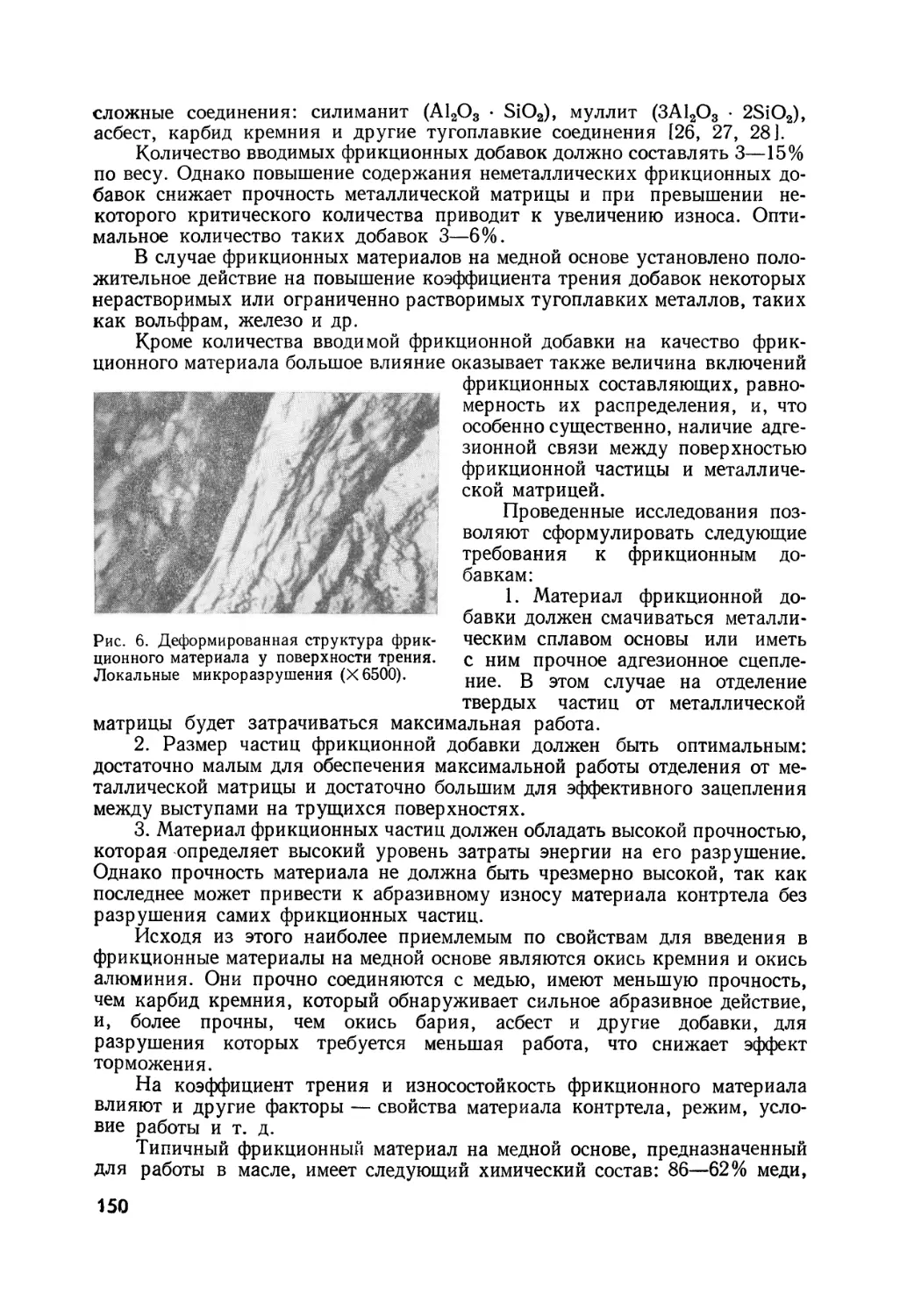
При работе фрикционных пар трения на рабочих поверхностях разви-
ваются температуры до 1100° С и выше, поэтому проблема разработки из-
носостойких материалов для фрикционных узлов по сути является пробле-
мой создания жаростойких материалов для специфических условий работы.
Задача дальнейшего повышения мощностей, поглощаемых и переда-
ваемых в узлах трения (тормозные и передаточные устройства), по-видимому,
будет решаться применением металлов, имеющих более высокие темпера-
туры плавления, а также — тугоплавких соединений.
Разработка новых фрикционных материалов с высокими значениями
коэффициента трения и износостойкости будет расширять использование
различных передаточных устройств, основанных на принципе трения.
Для энергомашиностроения важной является разработка жаростойких
уплотнительных материалов для газовых и паровых турбин. Дальнейшее су-
щественное повышение коэффициента полезного действия турбин, обеспе-
чение надежности работы, увеличение мощности агрегатов может быть до-
стигнуто за счет уменьшения потерь газового и парового потока че-
6
рез неплотности и зазоры между движущимися и неподвижными частями
турбины.
Для облицовки обода турбины и устройства торцевых уплотнений не-
обходимы специальные уплотнительные материалы. Они должны быть до-
статочно стойкими против окисления при повышенных температурах, проч-
ными против выдувания потоком газа и, вместе с тем, достаточно мягкими,
чтобы срабатываться при соприкосновении с вращающимися лопатками, не
вызывая порчи последних. За счет уменьшения зазоров в проточной части
к. п. д. паровой турбины можно поднять на 0,5—1,5% (абсолютных), что при
мощности турбины 50 тыс. кет в год может дать экономию до 20 тыс. т
топлива.
Никельграфитовые и никельфлогопитовые, а также бронзографитовые
материалы успешно испытаны для уплотнения проточной части паровых тур-
бин. Разработка новых уплотнительных материалов для работы в высоко-
температурных газовых турбинах и для торцевых уплотнений позволит
существенно повысить к. п. д., срок службы и надежность работы этих
агрегатов.
В современной технике все более важными становятся высокопористые,
металлокерамические материалы. Металлокерамические фильтры из бронзы,
железа, титана, никеля и других металлов и сплавов широко исполь-
зуются в промышленности: в самолетах и устройствах для кондициони-
рования воздуха, для очистки воздуха от пыли, фильтрации горючего и
смазочных материалов, различных масел и смол, расплавленных низкоплав-
ких металлов, кислот, щелочей, продуктов бродильного производства —
дрожжей, вина, пива и т. д.
Металлокерамические фильтры с пористостью 40—70% изготовляются
в виде тиглей, пластин, конусов, труб, а также сборных конструкций, кото-
рые состоят из набора дисков, труб или других деталей. Разработаны
фильтры, действующие при температуре до 315° С и давлении 190 атм, про-
изводительностью 300 л/мин и обеспечением очистки от загрязнений с раз-
мером частиц 2 мк и больше.
Пористые трубы диаметром 100 мм из нержавеющей стали успешно
испытаны для сухой очистки без охлаждения доменного газа от колошнико-
вой пыли. Широкое применение в будущем металлокерамических фильтров
тонкой и сверхтонкой очистки позволит эффективно бороться с загрязне-
ниями воздуха и водоемов отходящими газами, пылью, сажей, пылевидны-
ми химическими отходами и др. В связи с этим изменится и общий вид ме-
таллургических и химических предприятий.
Разработка новых пористых материалов с высокой каталитической ак-
тивностью и строго регулируемой пористостью позволит создать топ-
ливные элементы, надежно работающие на газообразных и жидких угле-
водородах.
Весьма перспективно применение пористых материалов для анти-
обледенительных устройств на самолетах, облицовки высокотемператур-
ных камер сгорания газовых турбин, охлаждаемых по принципу. выпоте-
вания газов или жидкостей через пористую стенку. В обеспечении
нормальной работы разрабатываемых ядерных ракет с ионным, двига-
телем важную роль играет ионизатор, изготовленный из пористого воль-
фрама [1 ].
Трудно переоценить важность материалов, создаваемых на основе ту-
гоплавких соединений. Быстрое развитие работ в этом направлении в
7
последние годы и достигнутые результаты знаменуют новый важный этап
в развитии порошковой металлургии.
Порошковая металлургия тугоплавких соединений скрывает в себе
огромные возможности создания новых материалов. Используя тугоплав-
кие соединения, можно разработать материалы, устойчивые в работе в ус-
ловиях атомных реакторов, химически стойкие, жаропрочные и жаро-
стойкие, твердые и износостойкие, электро- и радиотехнические и т. п.
Важной и трудноразрешимой в металлургической практике всегда
была проблема материалов для футеровки ванн и ковшей, изготовления
тиглей, пригодных для выплавки и транспортировки различных металлов
и сплавов, особенно тугоплавких, без загрязнения металла материалом тигля
и его быстрого разрушения. Сейчас эта проблема решается применением
некоторых нитридов, карбидов и других тугоплавких соединений. Напри-
мер, для плавки таких металлов, как уран, церий, торий, титан, магний,
цинк, висмут, алюминий, можно использовать тигли из сульфидов тория и
церия. Облицовка плитами из карбида кремния стенок ванн для получения
алюминия методом электролиза расплавленных солей позволила значи-
тельно удлинить срок службы футеровки и повысить чистоту алюминия.
Перспективным является применение силицидов редкоземельных метал-
лов для изготовления теплообменников атомных установок, так как многие
из них обладают высокой стойкостью против окисления, хорошо противо-
стоят воздействию расплавленных металлов и шлаков, имеют достаточно
высокую теплопроводность.
Большой потенциальный потребитель материалов из тугоплавких со-
единений — химическая промышленность. Можно предполагать, что в
ближайшие десятилетия на основе тугоплавких соединений будут созданы
жаростойкие нагревательные и другие материалы, способные работать в
воздушной окислительной среде при температурах до 3000—4000° С.
В последнее время методы порошковой металлургии все больше при-
влекаются для разработки новых жаростойких материалов на основе спла-
вов металлов для нужд ракетной техники, атомной энергетики газотур-
бостроения и др. Для ядерных реакторов, например, необходимы материа-
лы, пригодные для изготовления контейнеров для ядерного горючего,
труб, по которым циркулирует теплоноситель, и других целей.
В создании новых материалов для атомной и ракетной техники, само-
летостроения особенно важен метод дисперсионного упрочнения металлов
и сплавов включениями тонкодисперсных окислов или других химических
соединений, не растворяющихся в основном металле при рабочих темпера-
турах. Типичным материалом такого типа является спеченный алюминие-
вый порошок, сокращенно называемый САП. Эффект упрочнения в нем
обеспечивается наличием в алюминиевой матрице 12—15% дисперсных,
равномерно распределенных окислов алюминия, блокирующих плоскости
скольжения в кристаллах.
Трубы и топливные элементы из такого материала в атомных реакто-
рах могут работать при температурах 480° С, что примерно на 100° превы-
шает допустимую температуру для лучших литых алюминиевых сплавов.
Он имеет высокие теплопроводность и коррозионную стойкость, а также низ-
кую поглотительную способность по отношению к нейтронам [2].
Материал типа САП обладает более высокой крипоустойчивостью,
чем лучшие литые алюминиевые сплавы, и может успешно применяться для
облицовки высокоскоростных реактивных самолетов, изготовления порш-
8
ней двигателей внутреннего сгорания, компрессорных лопаток, т. е. там,
где требуется высокая стойкость против разупрочнения при повышенных
температурах.
Этот метод дисперсионного упрочнения начинают применять для изго-
товления жаропрочных сплавов на основе других металлов (железа, ко-
бальта, никеля, молибдена и др.). Недавно появилось в литературе сооб-
щение о создании дисперсионно-упрочненного никеля, содержащего 2,5%
окиси тория. Этот материал имеет 100-часовую длительную прочность при
900° С, равную 11 кГ/мм2 [3].
Обычные металлургические методы создания жаропрочных и особо проч-
ных сплавов сейчас стоят на грани исчерпания своих возможностей. Даль-
нейший скачок в этой области дает применение дисперсионно-упрочнен-
ных материалов, изготовляемых методами порошковой металлургии.
В ближайшие 15—20 лет обычные жаропрочные материалы будут вытесне-
ны дисперсионно-упрочненными.
В атомной технике находят применение в качестве топливных элементов
также керметы на основе окиси урана [41. Частицы последней равномерно
распределены в матрице из порошка алюминия, нержавеющей стали или
циркония. Такие топливные элементы обладают большей прочностью и бо-
лее высокой теплопроводностью. За последние 5—10 лет появился новый
класс материалов, изготовленных из металлических волокон или упроч-
ненных металлическими волокнами. Изделия с использованием волокон
готовятся прессованием и спеканием, войлокованием и спеканием, воз-
можны дополнительные допрессовки и пропитки.
Волокна получают при резке тонкой проволоки, тонкой стружки на
токарных станках, шабрением, разбрызгиванием металлических расплавов.
Применяются химические методы — восстановление волокон из эмульсий
окислов или солей, травление проволок до тонких сечений, а также спека-
ние волокон из порошковых смесей и т. п. Можно также получать волокна
из неметаллов — окислов и других химических соединений. Из волокон
изготовляют металлические фильтры, обладающие высокой проницаемос-
тью при хорошей прочности, огнепреградители, катализаторы, гасители
механических и акустических колебаний, аккумуляторные пластины и др.
Развивается направление исследований по созданию топливных эле-
ментов из смесей волокон и порошков. С применением волокон можно из-
готовлять армированные материалы с улучшенными механическими, тер-
мическими, электрическими и другими свойствами. Например, тонкая
вольфрамовая проволока повышает предел прочности меди в 3 раза, а
присадка 15% волокон А12О3 к серебру при 500° С — от 6 до 30 кПмм2 [4].
Введением волокон повышают термостойкость и механическую проч-
ность фрикционных и антифрикционных материалов. Еще больший эф-
фект упрочнения можно получить при использовании бездефектных моно-
кристаллов, так называемых «усов». «Усы» из меди имеют прочность
1500 кГ/м,м\ из А12О3 при комнатной температуре— 1000 кГ!мм2 и при
1800°С—150 кПмм\
Можно предполагать, что в ближайшие 10—20 лет будут разработаны
методы промышленного изготовления сверхпрочных металлических нитей и
на их основе созданы термостойкие и высокопрочные металлические и ми-
нералометаллические материалы, упрочненные волокнами.
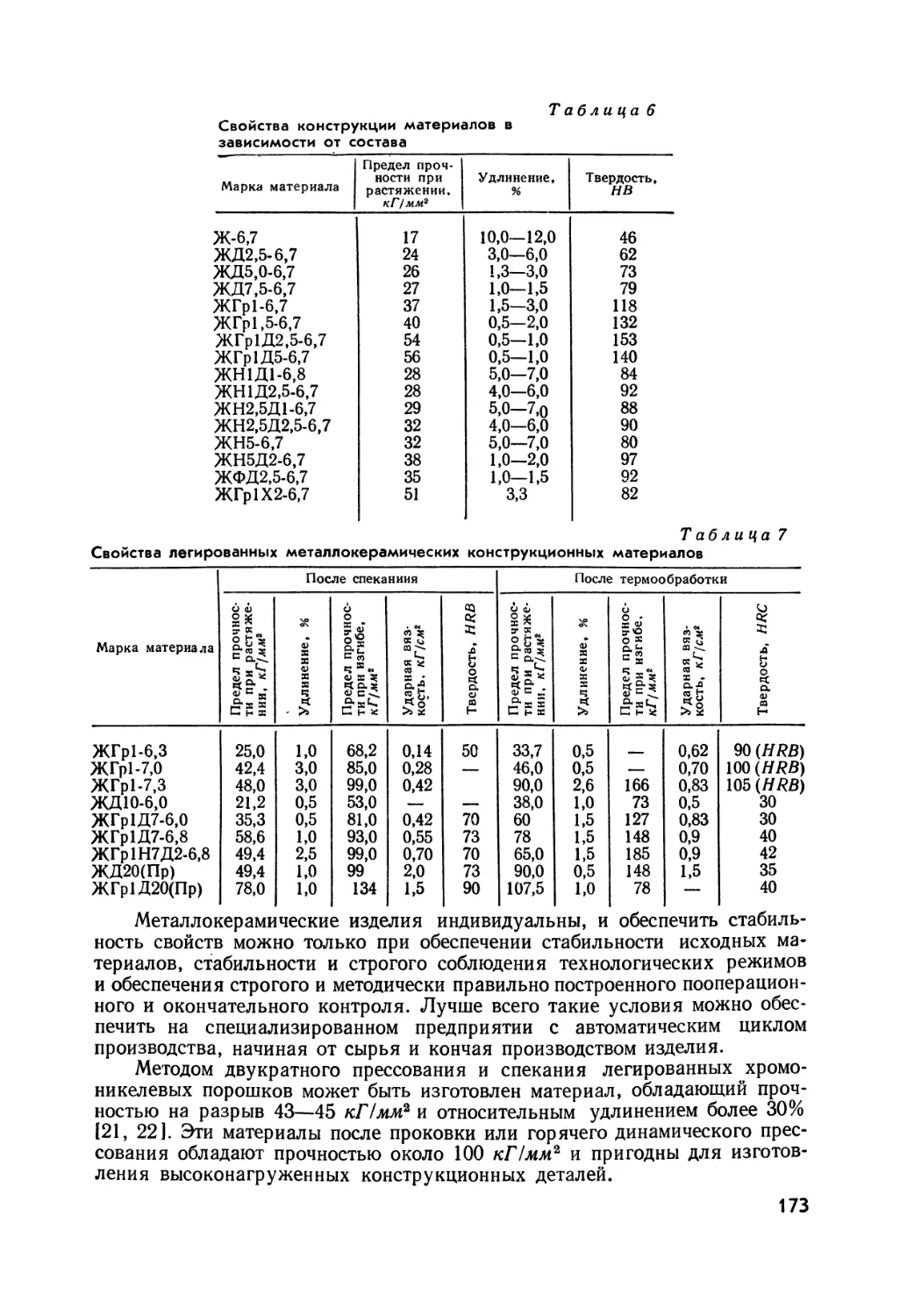
G) значительным экономическим эффектом изготовляют методом прес-
сования порошков детали машин с окончательными размерами без сущест-
9
венной дополнительной механической обработки. Это позволяет достичь
большой экономии металла и сократить затраты на обработку. Благодаря
этому стоимость изделий может быть снижена на 40—50%. В условиях мас-
сового производства на каждой тысяче тонн изделий, прессуемых из желез-
ного порошка, достигается экономия 1,3 млн. руб., 2250 т стали, высво-
бождается 234 рабочих и 48 металлорежущих станков.
Таким методом можно получать шестерни с прямым зубом, плоские
рычаги, сепараторы шариковых и роликовых подшипников, храповики
и другие детали машин и приборов. Применение легированных порошков
позволяет изготовлять этим методом детали прочностью 105—140 кПмм\
что обеспечивает необходимую прочность большинства машиностроитель-
ных деталей [5]. Химико-термической обработкой обеспечивается также
высокая износостойкость поверхностных слоев таких изделий.
Применение методов порошковой металлургии постепенно изменит
облик металлорежущей и машиностроительной промышленности — порош-
ковая технология будет вытеснять штамповку, литье, резание.
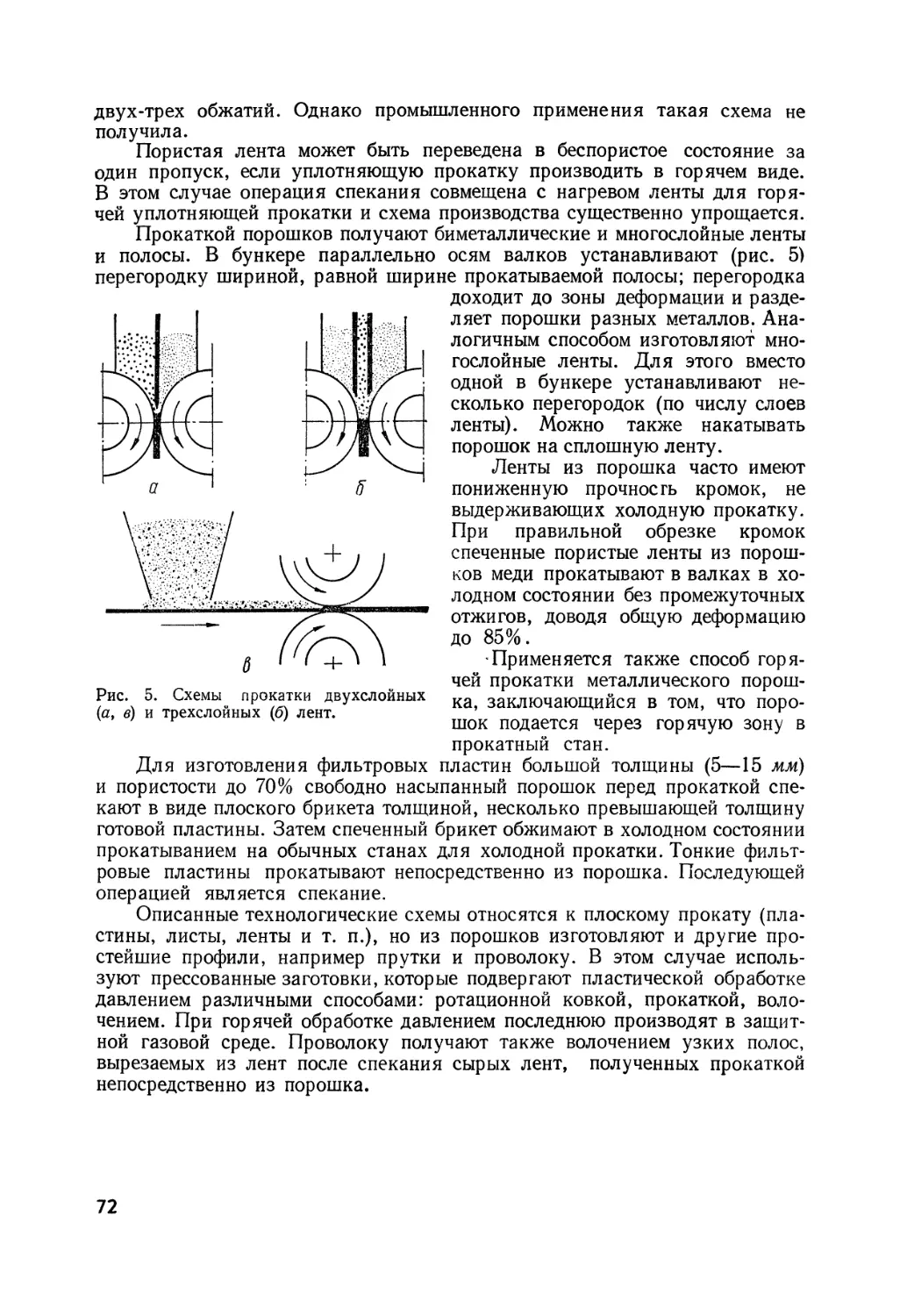
Важный этап в развитии технологии порошковой металлургии — раз-
работка в последние годы метода прокатки порошков. С его помощью из-
готовляют листовые и ленточные материалы из порошков никеля, железа,
меди, тугоплавких металлов, различных соединений и т. п.
Преимущество этого технологического процесса — возможность по-
лучения с минимальными потерями (не более 1—2%) листовых и ленточных
заготовок с окончательно заданной толщиной, минуя выплавку металла,
отливку слитков и последующие операции передела. Листовая медь, про-
катанная из порошка, обладает лучшими электротехническими свойства-
ми, чем литая.
Стоимость 1 т листового никеля, прокатанного из порошка, примерно
в 2 раза ниже, чем при прокатке из слитка. Прокаткой порошков можно из-
готовлять многослойные листы и ленты из разных материалов.
В последнее время проводятся работы по созданию технологического
процесса покрытия стальной проволоки другими металлами методом накат-
ки порошка. В частности, разработан метод получения биметаллической
проволоки сталь — алюминий' [61.
Работы в этом направлении имеют исключительно важное значение.
Можно предположить, что в течение 20—30 лет до 30—40% цветных и
тугоплавких металлов и частично сталей будут изготовляться из руд пря-
мым восстановлением окислов, без плавления, и перерабатываться в изде-
лия методом прокатки и прессования порошков. Такие же металлы, как
никель и медь, уже в ближайшие 10—15 лет будут получать преимущест-
венно прокаткой из порошков. В производстве изделий из титана, тантала,
ниобия и других тугоплавких металлов прокатка порошков, по-видимому,
вытеснит технологию, связанную с плавлением и отливкой слитков.
В производстве листов, лент, проволоки из сложнолегированных спла-
вов — нержавеющих, жаростойких, кислотостойких, твердых сплавов,
сплавов типа хастеллой, ковар и др.— постепенно все большее значение
будет иметь метод прокатки легированных порошков.
Для современной техники важное значение имеют электроконтакт-
ные материалы. Металлокерамические контакты вольфрам — медь — ни-
кель, вольфрам — серебро позволили обеспечить надежную работу комму-
тирующих устройств современных мощных высоковольтных линий даль-
них передач электроэнергии.
10
Автоматизация многочисленных производственных процессов, быстрый
темп развития электроники и радиотехники требуют обеспечения четкой ра-
боты всех контактных узлов. Новые металлокерамические контактные
материалы на основе сплавов палладий — никель — серебро и никель —
серебро заменили ранее использовавшиеся для изготовления слаботочных
контактов такие драгоценные металлы, как золото, серебро, платина. Один
килограмм сплава палладий — никель— серебро позволяет экономить до
37 кг золота.
В последнее время прямое преобразование тепловой энергии в электри-
ческую стало важной проблемой. Работы ведутся в нескольких направле-
ниях — создание так называемых топливных элементов, термоэлементов
и МГД-генераторов.
Для непосредственного превращения тепловой энергии в электриче-
скую с большим эффектом можно использовать полупроводниковые свойст-
ва некоторых тугоплавких соединений. Теоретические расчеты показы-
вают, что эффективность полезного действия полупроводниковых материалов
при температуре 2000° С должна составлять примерно 60%. В настоящее
время нет таких агрегатов — паровых турбин или машин, которые работа-
ли бы с таким высоким к. п. д., нет пока и полупроводниковых материалов,
работающих при таких высоких температурах.
В результате этого к. п. д. существующих полупроводниковых ис-
точников электроэнергии составляет всего 5—6%, т. е. для промышленного
применения они невыгодны. Некоторые же из тугоплавких полупроводни-
ковых соединений, изготовляемых методами порошковой металлургии,
способны работать при высоких температурах.
Следующая важнейшая проблема современности — получение элек-
трической энергии из тепловой магнито гидродинамическим методом — не
может, по-видимому, быть решена без разработки специальных металло-
керамических материалов.
Для обеспечения работы МГД-генераторов необходимы специальные
жаростойкие материалы с особыми электрическими свойствами. При тем-
пературах выше 2000—2200° С газообразные продукты сгорания топлива
ионизируются и становятся способными выделять электроэнергию с к. п. д.
до 55—60%. Применение этого метода могло бы увеличить выход электро-
энергии при том же расходе топлива в 1,5—2 раза.
Для решения этой задачи будут созданы новые жаропрочные материа-
лы с полупроводниковыми и другими специальными свойствами, что даст
возможность построить надежно и эффективно работающие МГД-генерато-
ры электроэнергии.
Дальнейший прогресс в создании материалов приведет к появлению но-
вых материалов с уникальными свойствами — сверхпрочных, минераломе-
таллических, сотовых, волокновых, пенометаллов и др. В связи с разви-
тием порошковой металлургии, по-видимому, произойдет существенное
изменение номенклатуры материалов, изготовляемых обычным методом
выплавки и прокатки. Разработка новых материалов окажет влияние на
принципы конструирования машин, их внешний вид и технологию изго-
товления. В несколько раз понизится вес машин на единицу мощности за
счет применения более прочных и износостойких материалов.
Применение новых материалов позволит решить и другие важ-
ные инженерно-технические задачи. Показатель перспективности методов
порошковой металлургии — высокий темп развития промышленности, вы-
11
пускающей металлические порошки и металлокерамические изделия в ряде
стран. Так, в США 225 фирм используют методы порошковой металлургии
[5, 7].Из них 74 фирмы изготовляют порошковые детали для сбыта, 24 —
для собственных нужд, 22 предприятия — твердые сплавы и 110 — различ-
ную специальную продукцию (тугоплавкие металлы, тяжелые сплавы,порош-
ковый прокат, подшипники, фрикционные материалы, дисперсионно-упроч-
ненные сплавы, электроконтакты, детали электронной аппаратуры, топлив-
ные элементы для атомной промышленности и др.).
В СПТА средний темп роста производства деталей методами порошковой
металлургии в период 1956—1965 гг.— около 20% в год [8]. Потребление
железного порошка в 1965 г. составляло 100 000/и (к 1970 г., видимо, возра-
стет до 230 000 /и), а медного порошка в 1964 г.— около 28 000 т [7]. Ос-
новной потребитель металлокерамических изделий — автомобильная про-
мышленность. Вес металлокерамических изделий на одну машину дости-
гает 3,85 кг, а к концу 1970 г. превысит 11 кг.
В ФРГ среднегодовой рост потребления металлокерамических изде-
лий в период 1959—1965 гг. составлял 15%: автомобильная промышлен-
ность потребляла 53% всего производства, 22% приходилось на бытовые
и электротехнические приборы [8].
В Японии в производстве металлокерамических изделий участвует
80 различных фирм, с 1960 по 1964 г. производство металлических порошков
возросло в 2,5 раза. В 1964 г. было потреблено 9628 /и: из них изготовлено
1576 т спеченных подшипников, 2274 т деталей машин, 996 т магнитов,
3595 т магнитомягких материалов, 577 т твердых сплавов [9].
Дальнейшему прогрессу промышленности порошковой металлургии
присущи следующие основные черты: разработка новых методов изготов-
ления металлических порошков и порошков тугоплавких соединений, рас-
ширение номенклатуры металлокерамических материалов и расширение
областей их применения, создание новых сплавов со все более уникальны-
ми свойствами, увеличение размеров изготовляемых изделий и усложнение
их формы, повышение требований к точности форм и размеров, в том числе
миниатюрных изделий для электронной техники и других прецизионных
устройств, достижение высоких и стабильных свойств материалов и изделий.
Все это сочетается с развитием более совершенных методов контроля
порошков, полуфабрикатов и изделий, а также с разработкой и внедрением
новых технологических процессов. Можно предсказать, что 1970—2000 гг.
будут годами бурного развития исследований по созданию новых материа-
лов и развитию промышленности порошковой металлургии и металлокера-
мических материалов.
ЛИТЕРАТУРА
1. Ковачик В., Росс Д.', Селлен Дас., Шелтон Г. и Вуэркерт Р.—
В кн.: Ионные плазменные и дуговые ракетные двигатели. Госатомиздат, М., 1961.
2. Solomir John G.— Z. Metallkunde, 1961, 52, 10, 645.
3. Spannhake M., — Ind. Anz., 1966,88, 70, 1559.
4. H a u s n e г H. H. Powder Metallurgy in Nuclear Reactor Construction. Международное
агентство по атомной энергии. Обзор 11, Вена, 1961.
5. Kempton Roll Н.— Industr. Heat., 1966, 33, 2, 268—270.
6. Виноградов Г. А., Калуцкий Г. Я., Рувимский С. М.— Порошковая
металлургия, 1965, 10.
7. Kempton Roll Н.— Industr. Heat., 1966, 33, 1, 40, 52—54, 56, 58, 60, 62.
8. Silbereisen H.— Ingenieursblad, 1966, 35; 1966, 35, 10, 373—383.
9. Одзаса Минор у.— Metals Engng., 1965, 5, 12, 7—10, 14.
12
ИЗГОТОВЛЕНИЕ ПОРОШКОВ
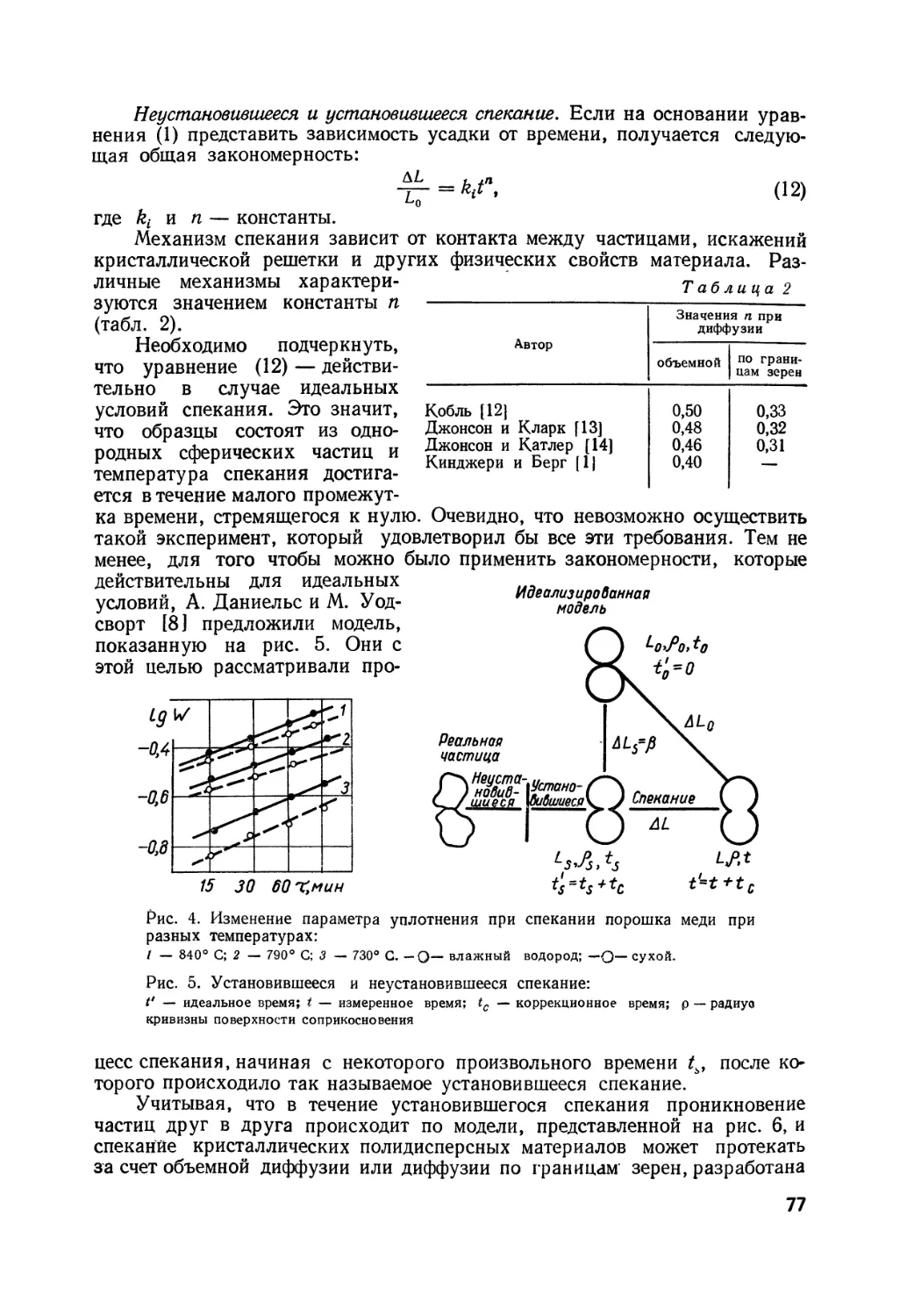
В. В. СКОРОХОД
МЕТОДЫ ИЗГОТОВЛЕНИЯ ПОРОШКОВ
И ИХ СВОЙСТВА
Институт проблем материаловедения АН УССР
ОБЩАЯ ХАРАКТЕРИСТИКА МЕТОДОВ ПОЛУЧЕНИЯ
Качество металлических порошков и экономические показатели их про-
изводства в значительной мере определяются методом изготовления порош-
ков. Форма и размеры частиц порошка, удельная поверхность, чистота по
примесям, насыпной вес, текучесть, прессуемость, спекаемость и другие
физико-химические и технологические свойства зависят от выбора метода.
В настоящее время в промышленном производстве используются следую-
щие основные методы: восстановление из окислов, электролиз водных рас-
творов солей, распыление расплавов, диссоциация карбонилов, восстанов-
ление водородом из водных растворов солей в автоклавах.
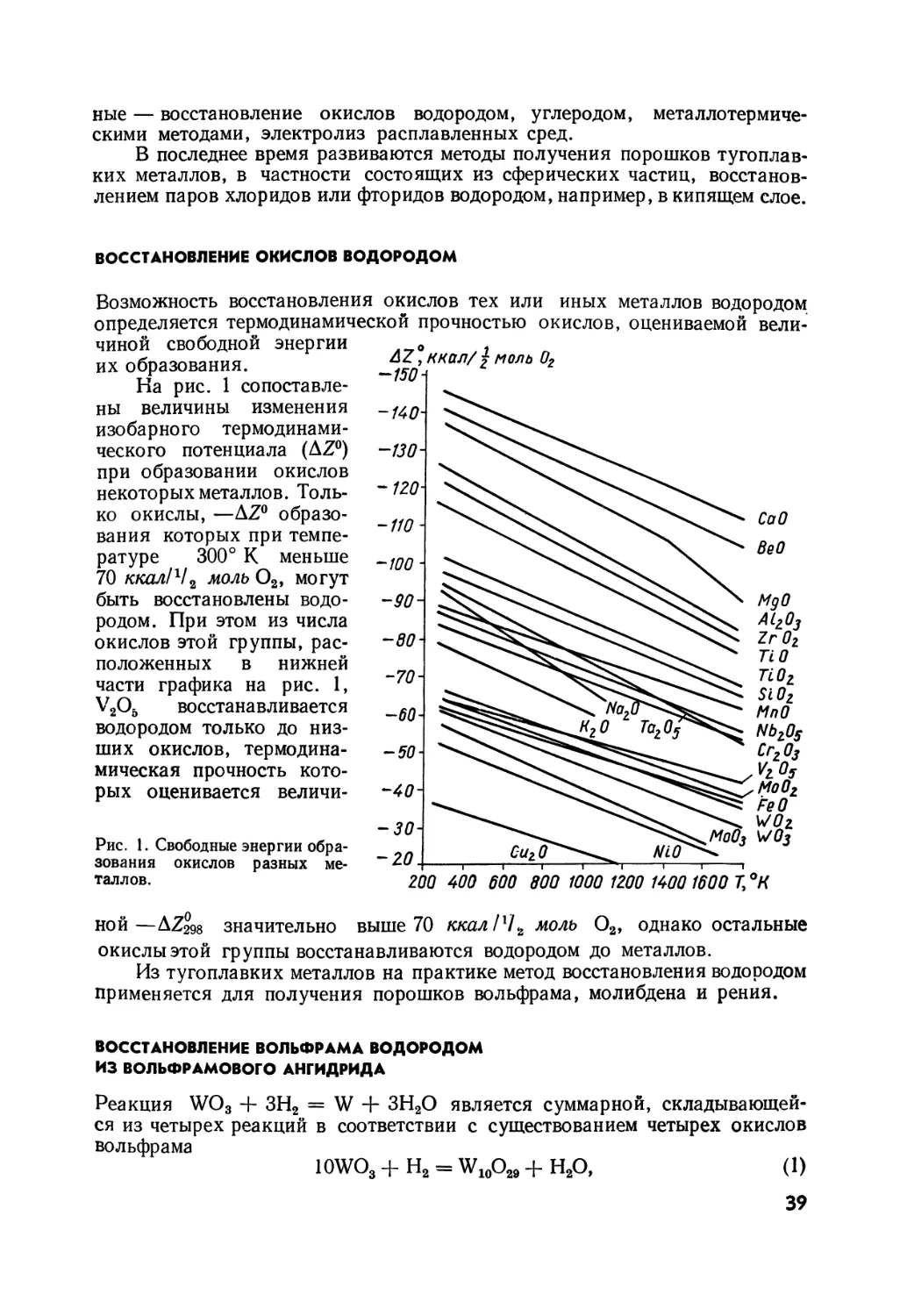
Восстановление из окислов. Существует несколько разновидностей про-
цесса получения металлических порошков этим методом. Самый распро-
страненный в промышленном производстве способ — восстановление ме-
таллов из окислов газообразными восстановителями,
важнейшим из которых для цветных и редких металлов является водород.
Восстановлением окислов водородом получают в промышленности порош-
ки вольфрама, молибдена, кобальта, никеля и меди, причем из перечислен-
ных металлов только два первых являются товарной продукцией. Порошки
кобальта, никеля и меди получают, как правило, в сравнительно небольших
количествах для собственных нужд производства (например, кобальт — для
твердосплавного производства).
Основная суммарная реакция процесса восстановления
МехО + Н2 ХМе + Н2О,
хотя в большинстве случаев она многостадийна [1 ].
Перечисленные выше металлы очень легко восстанавливаются водо-
родом при сравнительно низких температурах, что позволяет получать весь-
ма тонкодисперсные порошки (1—10 мк) [2].
Вторая важная разновидность процесса восстановления окислов (или
галогенидов) металлов — металлотермическое восстанов-
ление. Оно применяется при получении порошков металлов, обладаю-
щих высоким сродством к кислороду (галогенам) и вследствие этого не
восстанавливающихся водородом,— хрома, тантала, ниобия, циркония, ти-
тана и др. [1 ]. Восстановителями являются металлы, имеющие максималь-
ное сродство к кислороду,— натрий, кальций, магний. Металлотермиче-
ское восстановление протекает при сравнительно высокой температуре
(900—1000° С и выше). Получаемые порошки полидисперсны, загрязнены
металлом-восстановителем и твердыми продуктами реакции. Тем не менее
13
это пока единственный промышленный способ изготовления порошков
активных тугоплавких металлов.
Вариант металлотермического способа — получение порошков восста-
новлением окислов (или галогенидов) гидридом кальция СаН2. В этом случае
восстановителем является, наряду с металлом, атомарный водород, выде-
ляющийся в момент диссоциации гидрида кальция при температуре выше
800° С [3].
Электролиз водных растворов солей, как метод получения порошков
металлов, весьма распространен в промышленности. Его преимущества —
высокая чистота продукции по неудаляемым примесям, хорошие техноло-
гические свойства изготовляемых таким способом порошков. Сравнительно
низкая производительность и высокая энергоемкость оборудования — его
недостатки. Как промышленный метод электролиз оправдан только для по-
рошков сравнительно дорогих металлов. В настоящее время этим методом
получают товарные порошки меди, кобальта, серебра и значительную часть
порошков никеля.
Порошки, получаемые электролизом из водных растворов, содержат
большое количество кислорода в виде гидроокиси, а также водорода, осо-
бенно в случае металлов группы железа. Поэтому они подвергаются восста-
новительному отжигу, а медные, кроме того, еще специальной антикоррози-
онной стабилизации [4]. Порошки отличаются высокими технологическими
свойствами, повышенной активностью при спекании.
Распыление металлических расплавов, как метод получения товарных
порошков цветных металлов, широко распространен для легкоплавких
металлов — олова, свинца, алюминия.
Несмотря на большое количество вариантов процесса распыления,
включающих распыление различными газами, водой, комбинированное
распыление газо-водяной смесью, механическое распыление и т. д., в на-
стоящее время практически реализован только процесё распыления возду-
хом. Он может идти по двум схемам. В первой из них струя металла распы-
ляется горизонтально направленной струей воздуха. Остывание частиц по-
рошка происходит в воздушной среде в специальных приемниках большого
объема. Во второй она распыляется конической струей воздуха, вытекаю-
щей из кольцевой форсунки, охватывающей струю металла. Частицы по-
рошка попадают в воду приемника. Регулируя расстояние от зеркала воды
до фокуса распыления, можно регулировать в определенной степени разме-
ры и форму частиц порошка, а также его окисленность. Поэтому вторая
схема — более гибкая и универсальная [5].
Размеры, форма частиц распыленного порошка определяются как
физико-химическими параметрами жидкого металла — поверхностным на-
тяжением, вязкостью, теплотой плавления, склонностью к окислению, ха-
рактером окисной пленки, так и технологическими параметрами процесса
распыления—температурой перегрева металла, диаметром струи, ско-
ростью газа-распылителя, температурой газа, геометрией процесса рас-
пыления.
Расчеты показывают, что для всех металлов соотношение между вяз-
костью и поверхностным натяжением таково, что процесс сфероидизации
капель должен происходить практически мгновенно. Наблюдаемое на прак-
тике разнообразие формы частиц распыленных порошков от вытянутой ос-
колочной до сферической следует связывать с характером образующихся
окислов при остывании капель металла.
14
Образование тонкой пленки окисла, значительно более тугоплавкого,
чем основной металл, приводит к отсутствию сфероидизации капель и в
результате к получению порошка с несферической формой частиц. Именно
такие порошки алюминия, свинца и олова получают при распылении. При
этом тонкая пленка окисла предохраняет металл от сильного окисления
и дополнительный восстановительный отжиг не требуется.
Распыление является практически единственным полупромышленным
методом получения сферических порошков бронзы, никеля и нержавеющих
сталей, применяемых при производстве металлокерамических фильтров.
За рубежом распыление жидких металлов — один из основных промышлен-
ных методов получения порошков металлов: меди и нержавеющих сталей
(США), железа (ЧССР и ГДР). При использовании современного обору-
дования этот метод—наиболее производительный и один из самых деше-
вых способов получения порошков не слишком тугоплавких металлов и
сплавов.
Диссоциация карбонилов нашла промышленное применение в произ-
водстве высококачественных порошков никеля и железа; возможно полу-
чение карбонильных порошков кобальта, хрома, вольфрама, молибдена и не-
которых других металлов. Сущность карбонильного метода получения по-
рошков заключается в том, что первоначально образованный в результате
реакции моноокиси углерода и металла карбонил Ni (СО)4 или Fe (СО)5
подвергается термической диссоциации в специальных реакторах при тем-
пературе 300—500° С. Получаются высокодисперсные порошки металла,
весьма чистые по неудаляемым примесям [5].
В настоящее время — это основной промышленный метод получения
никелевого порошка. Карбонильный никель отличается высокой дисперс-
ностью (1—20 мк), высокими технологическими свойствами и, прежде всего,
очень хорошей спекаемостью. Порошок карбонильного никеля в состоя-
нии поставки содержит значительные примеси углерода, кислорода и водо-
рода, однако эти примеси легко удаляются отжигом в водороде при тем-
пературе 550—600° С. Порошок карбонильного никеля имеет частицы
неправильной формы в виде примерно равноосных кристаллов с отростками,
иногда встречается волокнистая форма частиц.
Карбонильное железо,из-за высокой стоимости и специфических свойств,
практически не применяется в порошковой металлургии. Частицы карбо-
нильного железа имеют форму, близкую к сферической, и отличаются сло-
истой («луковичной») структурой. Порошок карбонильного железа содер-
жит сравнительно много углерода и азота. Однако специальная терми-
ческая обработка позволяет практически полностью удалять эти примеси
и получать порошок железа высокой чистоты. После отжига порошок кар-
бонильного железа хорошо прессуется и спекается.
В последнее время начато освоение карбонильного метода получения
порошков вольфрама и молибдена, осуществлено лабораторное получение
карбонильных порошков этих металлов. Порошки сильно загрязнены са-
жистым углеродом и должны подвергаться обезуглероживающему отжигу
в водороде при температуре 1000—1100° С.
Восстановление водородом из водных растворов солей в автоклавах.
Этот способ широко применяется в производстве медных и никелевых
порошков [6]. Сущность его заключается в восстановлении ионов метал-
ла в водных растворах солей водородом при повышенных температурах
(до 200° С) и давлении до 50 атм в автоклавах.
15
Порошки, получаемые этим способом, отличаются высокой чистотой
я хорошими технологическими свойствами. При наличии дешевого водо-
рода экономические преимущества автоклавного метода в возможности
использования отходов металлургических и химических производств ме-
таллического скрапа [6].
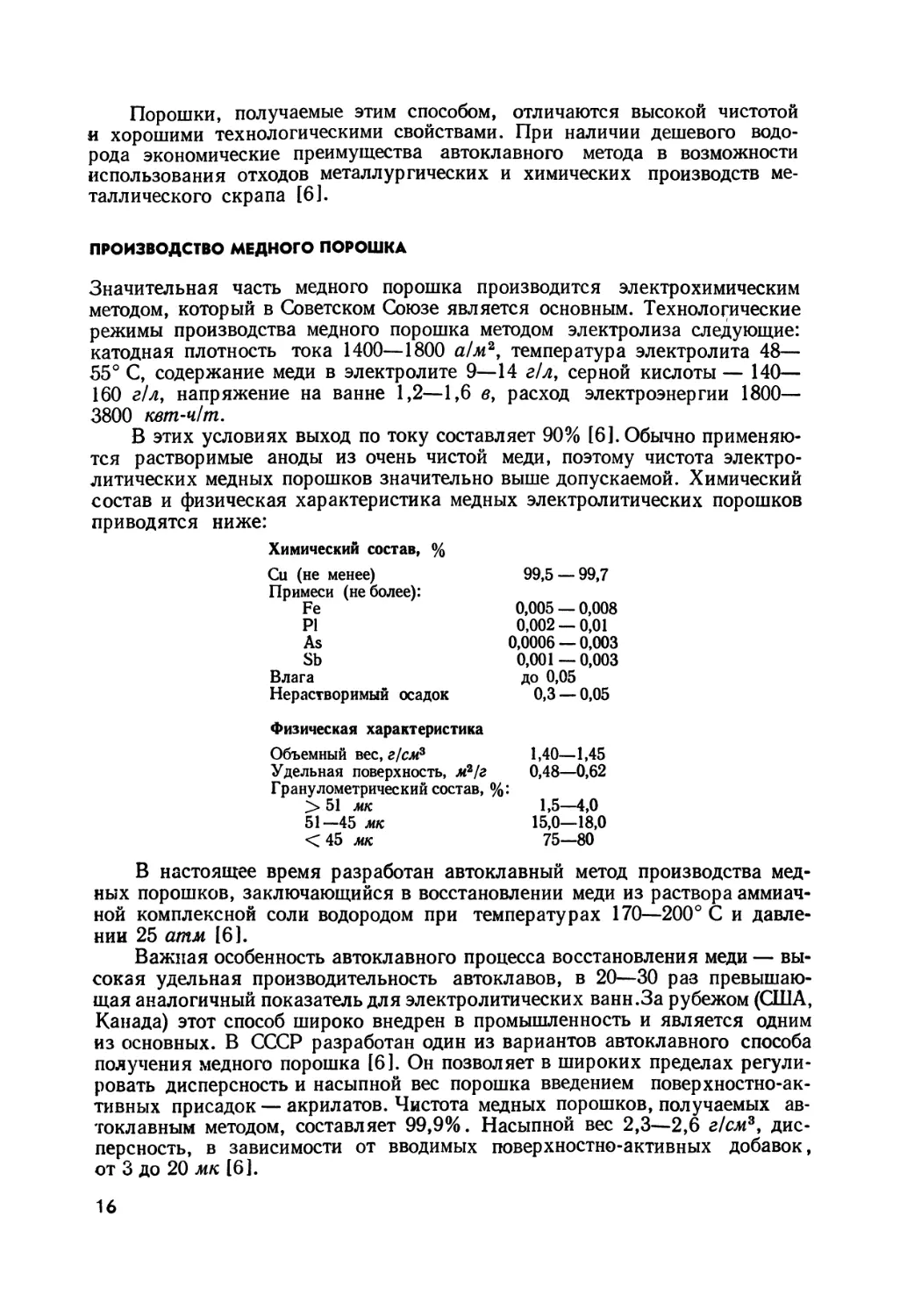
ПРОИЗВОДСТВО МЕДНОГО ПОРОШКА
Значительная часть медного порошка производится электрохимическим
методом, который в Советском Союзе является основным. Технологические
режимы производства медного порошка методом электролиза следующие:
катодная плотность тока 1400—1800 а!м2, температура электролита 48—
55° С, содержание меди в электролите 9—14 а/л, серной кислоты — 140—
160 г!л. напряжение на ванне 1,2—1,6 в, расход электроэнергии 1800—
3800 квт-ч1т.
В этих условиях выход по току составляет 90% [6]. Обычно применяю-
тся растворимые аноды из очень чистой меди, поэтому чистота электро-
литических медных порошков значительно выше допускаемой. Химический
состав и физическая характеристика медных электролитических порошков
приводятся ниже:
Химический состав, %
Си (не менее) 99,5 — 99,7
Примеси (не более):
Fe 0,005 — 0,008
Pl 0,002 — 0,01
As I 0,0006 — 0,003
Sb 0,001 — 0,003
Влага до 0,05
Нерастворимый осадок 0,3 — 0,05
Физическая характеристика
Объемный вес, г/см3 1,40—1,45
Удельная поверхность, л2/г 0,48—0,62
Гранулометрический состав, %:
> 51 мк 1,5—4,0
51—45 мк 15,0—18,0
< 45 мк 75—80
В настоящее время разработан автоклавный метод производства мед-
ных порошков, заключающийся в восстановлении меди из раствора аммиач-
ной комплексной соли водородом при температурах 170—200° С и давле-
нии 25 атм 16].
Важная особенность автоклавного процесса восстановления меди — вы-
сокая удельная производительность автоклавов, в 20—30 раз превышаю-
щая аналогичный показатель для электролитических ванн.За рубежом (США,
Канада) этот способ широко внедрен в промышленность и является одним
из основных. В СССР разработан один из вариантов автоклавного способа
получения медного порошка [6]. Он позволяет в широких пределах регули-
ровать дисперсность и насыпной вес порошка введением поверхностно-ак-
тивных присадок — акрилатов. Чистота медных порошков, получаемых ав-
токлавным методом, составляет 99,9%. Насыпной вес 2,3—2,6 г!см\ дис-
персность, в зависимости от вводимых поверхностно-активных добавок,
от 3 до 20 мк [6].
16
Предварительные экономические расчеты показывают, что использова-
ние автоклавного способа в промышленности позволит в 1,5—2 раза снизить
стоимость медного порошка при улучшении его чистоты и технологических
свойств.
ПРОИЗВОДСТВО НИКЕЛЕВОГО ПОРОШКА
В Советском Союзе производство никелевого порошка в промышленных
масштабах осуществляется двумя методами — электролизом водных ра-
створов солей и карбонил-процессом. Электролитический никелевый поро-
шок производится на Норильском металлургическом комбинате. Промыш-
ленный режим электролиза следующий [71: электролит содержит 5а/л ионов
никеля в виде сульфата никеля и 70—80 г/л сульфата аммония, плотность
тока до 2000—3000 а/м\ напряжение на ванне 12—15 в. При этих усло-
виях выход по току составляет 30—40%, расход электроэнергии 40 000—
45 000 квт-ч/т. Это обусловливает сравнительно высокую стоимость элек-
тролитического никелевого порошка.
Химический и гранулометрический составы никелевого электролити-
ческого порошка марки ПНЭ приводятся ниже:
Химический состав, %
Ni (не менее) 99,1
Примеси не (более);
Со 0,5
С 0,02
°2 0,1
Си 0,08
Fe 0,2
Si 0,03
Влага (не более) 0,2
Гранулометрический состав, %
Фракция, мк:
<45
45,71
>71
30
66
4
В настоящее время разработаны более совершенные электролиты
и режимы электролиза, повышающие выход по току и снижающие расход
электроэнергии на 1 т порошка [71. Рекомендуется электролит, содержа-
щий 80 г/л NiO4 • 7Н2О, 50 г/л NH4C1, 200 г/л NaCl. Режим электролиза:
плотность тока 2500—3000 аЛи2, температура электролита 50—55° С,
pH 6—6,5. При этих условиях выход по току составляет 90%, расход элек-
троэнергии не превышает 2500 квт-ч/т порошка.
В Советском Союзе осуществлено промышленное производство нике-
левого карбонильного порошка. Технология получения его разработана
институтом «Гипроникель». Технологические режимы получения карбо-
нильных никелевых порошков приведены в табл. 1, а химический состав —
в табл. 2.
Карбонильные порошки значительно превосходят порошки электро-
литического никеля по чистоте. Исключение составляет высокое содержание
углерода в карбонильном никеле, однако его можно снизить до необходимого
уровня отжигом порошка в водороде.
2 9-1030
17
В табл. 3 приведена дисперсность никелевых карбонильных порошков
различного насыпного веса, определенная микроскопическим анализом.
Карбонильные никелевые порошки обладают чрезвычайно высокими
технологическими свойствами — прессуемостью, формуемостью и, осо-
бенно, спекаемостью [8, 9]. В СССР стоимость карбонильных никелевых по-
рошков установлена на уровне стоимости электролитического никелевого
порошка.
Таблица 1
Режим Температура по зонам разложи- теля. °C Скорость отходящего газа СО» jw/ч Давление газа» мм вод. ст. Насыпной вес порошка, г/см*
Верх Середина Низ
1 260 270 310 34—36 75—80 2,7
2 255 290 345 45—49 60—80 2,45
3 320 345 350 30—35 80—100 1,8
4 335 360 360 27—30 75—80 1,1
5 325 355 380 38—45 120—150 0,9
Т абдица 2
Марка порошка Химический состав, %
Ni+ -|“ Со Со Fe Си Мп РЬ Si S р С
ПНК-1 99,7 0,001 0,002 0,001 0,001 0,0003 0,001 0,001 0,001 0,3
ПНК-2 99,5 0,001 0,01 0,003 0,001 0,001 0,003 0,003 0,001 0,5
Таблица 3
Содержание различных фракций (мк), %
Насыпной вес, г/см* < 2 2—3 3—5 5—7 7—10 10—20
2,8 21,5 18,0 29,0 17,0 13,5 1,0
2,5 39,3 20,4 20,4 12,3 5,8 1,8
1,8 71,7 17,7 8,9 2,0 0,2 —
1,3 85,3 13,0 1,7 — — —
1,0 96,1 3,8 — — — —
Промышленное производство карбонильного порошка открывает широ-
кие перспективы его применения в металлокерамической промышленности.
ПОРОШКИ СПЛАВОВ НА ОСНОВЕ МЕДИ И НИКЕЛЯ
Для порошковой металлургии эти порошки производятся в ограниченных ко-
личествах (порошки оловянистых бронз и монель-металла, изготовляемых рас-
пылением, и нихрома, получаемых восстановлением смеси никеля с окисью
18
хрома гидридом кальция по технологии ЦНИИЧМ [3]). Бронзовые порош-
ки, изготовляемые распылением, имеют форму, близкую к сферической,
и применяются при производстве металлокерамических фильтров и метал-
лопластмассовых подшипников. Методом распыления производятся также
порошки монель-металла со сферической формой частиц. Порошки монель-
металла содержат никель в качестве основы, 27—29% меди, 1,5—3% желе-
за, сумма других примесей — не более 0,60%. Фракционный состав 1—
0,6 мм, насыпной вес 3,7—4,5 г/см3. Аналогичны характеристики порошка
бронзы Бр 0—10.
Порошок нихрома получают восстановлением при температуре 1175° С
смеси порошка никеля и окиси хрома гидридом кальция [3]. Основная реак-
ция восстановления
Сг2О3 -J- ЗСаН2 -> 2Сг -f- ЗСаО -f- ЗН2,
т. е. окись хрома восстанавливается кальцием, а не водородом. Это справед-
ливо и для других трудновосстановимых окислов. Если применять в ка-
честве исходного сырья не металлический никель, а закись его, реакция
восстановления протекает очень бурно. В табл. 4 приведены химические со-
ставы порошка и литого нихрома. Порошковый нихром по основным приме-
сям оказывается гораздо чище литого. Гранулометрический состав порошка
нихрома, полученного совместным восстановлением, показан в табл. 5.
Таблица 4
Материал Химический состав, %
Сг Si Мп Ti Fe s О С
Порошок нихрома Литой нихром 20—23 20—23 0,06 0,4-1,3 0,04 0,7 0,05 0,4 0,12 1,0 0,003 0,025 0,035 0,5 0,15
Таблица 5
Порошок Содержание различных фракций (лис), %
>0,2 0,2—0,16 0,16—0,10 0,10-0,06 0,06—0,05 0,05
Крупный 24,0 14,5 19,3 17,8 7,0 17,4
Средний 2,3 2,6 9,8 23,3 13,3 48,7
Мелкий — — 2,0 22,0 16,6 60,0
В последнее время интенсивно развиваются методы получения порош-
ковых сплавов карбонил-процессом и электролизом [10]. Они освоены а
крупных лабораторных масштабах, первый — применительно к сплавам
никель — железо, второй — к сплавам никель — железо и никель — кобальт.
Получаемые при этом порошки отличаются низким содержанием примесей,
высокой дисперсностью и активностью при спекании. Особенно перспек-
тивным кажется широкое освоение метода электролитического осаждения
различных сплавов, в том числе на медной основе. Важное преимущество ме-
тода электролиза состоит в получении порошка гомогенного сплава даже
без дополнительного отжига.
2*
19
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА И СТРУКТУРА
ДИСПЕРСНЫХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Технологические свойства металлических порошков — насыпной вес, те-
кучесть, прессуемость, спекаемость — определяются физико-химическими
характеристиками и структурой (включая субструктуру) порошка.
Основными характеристиками металлических порошков являются
удельная поверхность, распределение частиц по размерам, форма частиц,
химическое состояние поверхности (наличие адсорбированных газов),
степень поликристалличности частиц, искаженность кристаллической ре-
шетки. Удельная поверхность порошков наиболее точно определяется ме-
тодом низкотемпературной адсорбции азота или криптона (БЭТ).
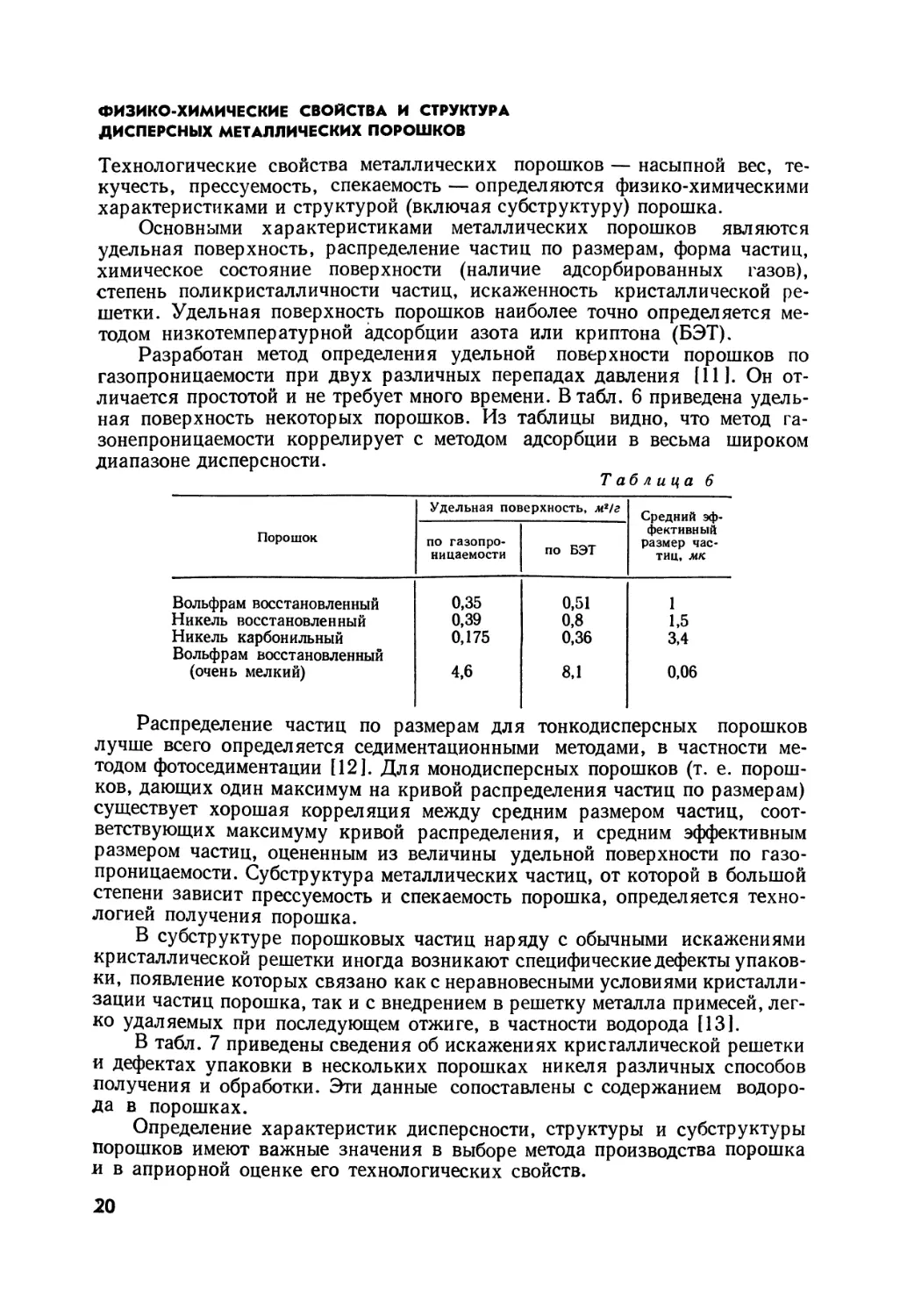
Разработан метод определения удельной поверхности порошков по
газопроницаемости при двух различных перепадах давления [11]. Он от-
личается простотой и не требует много времени. В табл. 6 приведена удель-
ная поверхность некоторых порошков. Из таблицы видно, что метод га-
зонепроницаемости коррелирует с методом адсорбции в весьма широком
диапазоне дисперсности.
Таблица 6
Порошок Удельная поверхность, м2!г Средний эф- фективный размер час- тиц, мк
по газопро- ницаемости по БЭТ
Вольфрам восстановленный 0,35 0,51 1
Никель восстановленный 0,39 0,8 1,5
Никель карбонильный Вольфрам восстановленный 0,175 0,36 3,4
(очень мелкий) 4,6 8,1 0,06
Распределение частиц по размерам для тонкодисперсных порошков
лучше всего определяется седиментационными методами, в частности ме-
тодом фотоседиментации [12]. Для монодисперсных порошков (т. е. порош-
ков, дающих один максимум на кривой распределения частиц по размерам)
существует хорошая корреляция между средним размером частиц, соот-
ветствующих максимуму кривой распределения, и средним эффективным
размером частиц, оцененным из величины удельной поверхности по газо-
проницаемости. Субструктура металлических частиц, от которой в большой
степени зависит прессуемость и спекаемость порошка, определяется техно-
логией получения порошка.
В субструктуре порошковых частиц наряду с обычными искажениями
кристаллической решетки иногда возникают специфические дефекты упаков-
ки, появление которых связано как с неравновесными условиями кристалли-
зации частиц порошка, так и с внедрением в решетку металла примесей, лег-
ко удаляемых при последующем отжиге, в частности водорода [131.
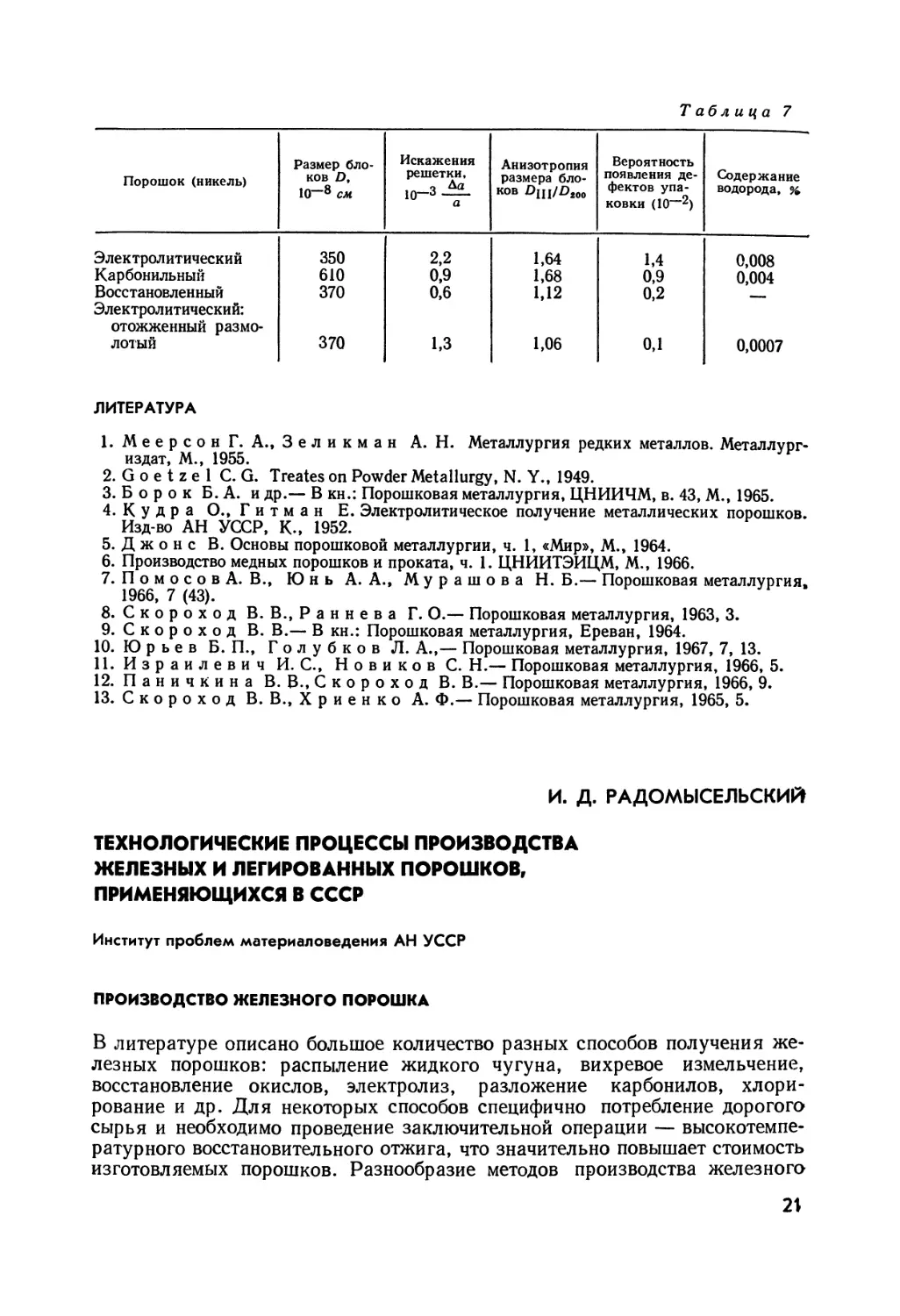
В табл. 7 приведены сведения об искажениях кристаллической решетки
и дефектах упаковки в нескольких порошках никеля различных способов
получения и обработки. Эти данные сопоставлены с содержанием водоро-
да в порошках.
Определение характеристик дисперсности, структуры и субструктуры
порошков имеют важные значения в выборе метода производства порошка
и в априорной оценке его технологических свойств.
20
Таблица 7
Порошок (никель) Размер бло- ков D, Ю~8 см Искажения решетки, 10—3 а Анизотропия размера бло- ков Din/D200 Вероятность появления де- фектов упа- ковки (10~2) Содержание водорода, %
Электролитический 350 2,2 1,64 1,4 0,008
Карбонильный 610 0,9 1,68 0,9 0,004
Восстановленный 370 0,6 1,12 0,2
Электролитический: отожженный размо- лотый 370 1,3 1,06 0,1 0,0007
ЛИТЕРАТУРА
1. Меер сон Г. А., Зе л и км ан А. Н. Металлургия редких металлов. Металлург-
издат, М., 1955.
2. G о е t z е 1 С. G. Treates on Powder Metallurgy, N. Y., 1949.
3. Б о p о к Б. А. и др.— В кн.: Порошковая металлургия, ЦНИИЧМ, в. 43, М., 1965.
4. Кудра О., Гитман Е. Электролитическое получение металлических порошков.
Изд-во АН УССР, К., 1952.
5. Д ж о н с В. Основы порошковой металлургии, ч. 1, «Мир», М., 1964.
6. Производство медных порошков и проката, ч. 1. ЦНИИТЭИЦМ, М., 1966.
7. П о м о с о в А. В., Ю н ь А. А., Мурашова Н. Б.— Порошковая металлургия.
1966, 7 (43).
8. Скороход В. В., Р а н н е в а Г. О.— Порошковая металлургия, 1963, 3.
9. Скороход В. В.— В кн.: Порошковая металлургия, Ереван, 1964.
10. Ю р ь е в Б. П., Голубков Л. А.,— Порошковая металлургия, 1967, 7, 13.
11. Израилевич И. С., Новикове. Н.— Порошковая металлургия, 1966, 5.
12. Паничкина В. В..Скороход В. В.— Порошковая металлургия, 1966, 9.
13. С к о р о х о д В. В., X р и е н к о А. Ф.— Порошковая металлургия, 1965, 5.
И. Д. РАДОМЫСЕЛЬСКИЙ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
ЖЕЛЕЗНЫХ И ЛЕГИРОВАННЫХ ПОРОШКОВ,
ПРИМЕНЯЮЩИХСЯ В СССР
Институт проблем материаловедения АН УССР
ПРОИЗВОДСТВО ЖЕЛЕЗНОГО ПОРОШКА
В литературе описано большое количество разных способов получения же-
лезных порошков: распыление жидкого чугуна, вихревое измельчение,
восстановление окислов, электролиз, разложение карбонилов, хлори-
рование и др. Для некоторых способов специфично потребление дорогого
сырья и необходимо проведение заключительной операции — высокотемпе-
ратурного восстановительного отжига, что значительно повышает стоимость
изготовляемых порошков. Разнообразие методов производства железного
21
порошка объясняется не только потребностью в порошках различного на-
значения, но, в основном, поисками технологии, обеспечивающей получе-
ние дешевого и качественного порошка.
Сравнение методов производства железного порошка позволяет сделать
вывод, что процесс восстановления окислов — наиболее перспективный
метод производства дешевого порошка универсального назначения. При ус-
ловиях обеспечения высокой производительности процесса восстановле-
ния, применения дешевого и чистого сырья, дешевых и высококачественных
восстановителей, обеспечивающих полноту восстановления, применения
агрегатов большой производительности, правильного инженерного оформ-
ления и полной автоматизации процесса можно утверждать, что процесс
восстановления — самый выгодный с технико-экономической точки зрения
для получения дешевых железных порошков.
Существующие методы восстановления окислов железа, классифицирую-
тся по применяемому восстановителю и агрегатам, виду шихты и методу
ее подачи в зону восстановления, давлению восстановительных газов и тем-
пературе процесса (схема 1).
Схема 1
Восстановление
окислов железа
| твердым углеродом |
| газом |
| комбинированным способом |
| Сыпучая шихта |
Брикетированная шихта |
| Взвешенное состояние
| | Кипящий слой | | Стационарный слой |
Специаль-
ные агре-
гаты
Тун-
нельная
печь
Муфельная
проход-
ная печь
Шахт-
ная
печь
Печь с
шагающим
подом
Враща-
ющаяся
печь
Коль-
цевая
печь
При умеренном давле-
нии восстановительного
газа, р = 4—6 атм
I
При повышенных тем-
пературах,
t = 800—850° С
22
В зависимости от восстановителя эти методы подразделяются на три
типа: восстановление углеродом, газовое и комбинированное.
Совместное, или комбинированное, восстановление газом и твердым уг-
леродом более производительно, чем газовое, и обеспечивает получение
высокого содержания железа в губке, так как при этом улучшается ско-
рость циркуляции газа через слой восстанавливаемых окислов. Процесс
восстановления протекает на границе раздела твердой и газообразной фаз
и зависит от величины поверхности твердой фазы, соприкасающейся с
газом.
Эта поверхность складывается из величины наружной поверхности, яв-
ляющейся постоянной при данных условиях, и поверхности всех пор (вну-
тренней поверхности). Последняя может быть увеличена добавлением к вос-
станавливаемым окислам вещества-разрыхлителя. Такое вещество —
углерод, который взаимодействует с газовой фазой и, удаляясь из шихты,
увеличивает ее пористость и препятствует спеканию, что облегчает цирку-
ляцию газа через слой.
По виду применяемой шихты методы восстановления подразделяют на
использующие сыпучую, брикетированную или гранулированную шихту.
По методу подачи шихты в зону восстановления различают три типа про-
цессов: восстановление во взвешенном состоянии, в кипящем и стационар-
ном слоях.
В СССР промышленное производство железного порошка осуществлено
по трем технологическим схемам: восстановление окислов железа угле-
родом по методу несмешивающихся слоев в туннельных печах [1—3], ком-
бинированное восстановление сыпучей шихты в горизонтальных муфель-
ных печах [4—7] и брикетированной шихты в вертикальных шахтных
печах [8,9]. Каждая технологическая схема имеет свои конструктивные и
технологические особенности, достоинства и недостатки, анализ и правиль-
ная оценка которых необходимы для создания новых более совершенных
технологических схем и установок.
В качестве сырья для производства железных порошков восстановле-
нием применяется окалина, образующаяся при прокатке кипящих углероди-
стых марок сталей, и рудные концентраты. Окалина — отход прокатного
производства и содержит 70—75% железа в виде окислов» В прокатных це-
хах накапливаются десятки тысяч тонн окалины, химический состав кото-
рой зависит от того, на какой операции технологического процесса прокат-
ки она образовалась. Наиболее чистая окалина образуется при остывании
проката в холодных пролетах; она не засорена трудновосстановимыми окис-
лами, не требует магнитной сепарации и является дешевым и достаточно чис-
тым сырьем для получения железного порошка.
Окалина легированных сталей для производства железного порошка
непригодна. На многих металлургических предприятиях селективный от-
бор окалины, образующейся при прокатке углеродистых сталей, затруд-
нен. Кроме того, металлурги изыскивают способы уменьшения количества
окалины, поэтому существует опасность, что увеличивающееся производ-
ство железного порошка может быть не обеспечено необходимым количеством
окалины.
Наряду с использованием окалины ведутся работы по обогаще-
нию железных руд, которые обеспечили бы получение концентратов, при-
годных для производства железного порошка. Химический состав некоторых
рудных концентратов и окалины приведен в табл. 1.
23
Таблица 1
Анализиру- емые компо- ненты Окалина марки А Рудные концентраты
мартитовый оленегорский криворож- ский разданский
реобщ 73,8 69,2 71,7 71,4 67,0
Fe2O3 31,43 98,62 — — 79,2
FeO 66,84 0,17 — — 14,9
0,15 0,31 0,34 0,84 2,5
А12О3 Следы Нет 0,20 Следы 1,3
СаО Нет » 0,15 0,20 1,71
MgO » » 0,12 Нет —
МпО 0,40 0,018 0,08 Следы 0,14
Р2О6 0,02 0,007 0,009 0,004 0,09
S 0,003 0,0015 0,013 0,014 Следы
С 0,07 0,02 — — 0,28
Си 0,1 0,007 — — —
As 0,00035 0,00023 — — —
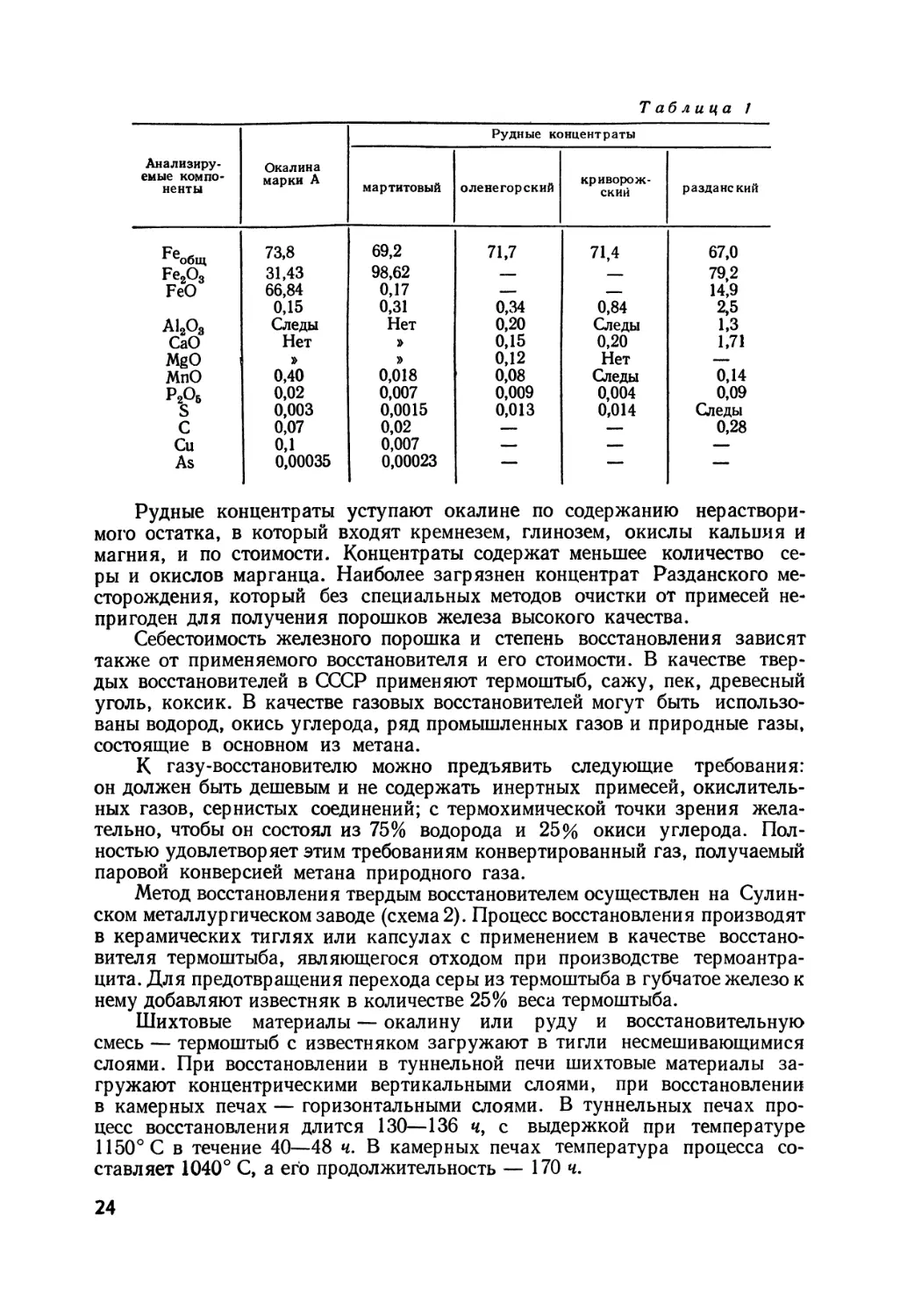
Рудные концентраты уступают окалине по содержанию нераствори-
мого остатка, в который входят кремнезем, глинозем, окислы кальиия и
магния, и по стоимости. Концентраты содержат меньшее количество се-
ры и окислов марганца. Наиболее загрязнен концентрат Разданского ме-
сторождения, который без специальных методов очистки от примесей не-
пригоден для получения порошков железа высокого качества.
Себестоимость железного порошка и степень восстановления зависят
также от применяемого восстановителя и его стоимости. В качестве твер-
дых восстановителей в СССР применяют термоштыб, сажу, пек, древесный
уголь, коксик. В качестве газовых восстановителей могут быть использо-
ваны водород, окись углерода, ряд промышленных газов и природные газы,
состоящие в основном из метана.
К газу-восстановителю можно предъявить следующие требования:
он должен быть дешевым и не содержать инертных примесей, окислитель-
ных газов, сернистых соединений; с термохимической точки зрения жела-
тельно, чтобы он состоял из 75% водорода и 25% окиси углерода. Пол-
ностью удовлетворяет этим требованиям конвертированный газ, получаемый
паровой конверсией метана природного газа.
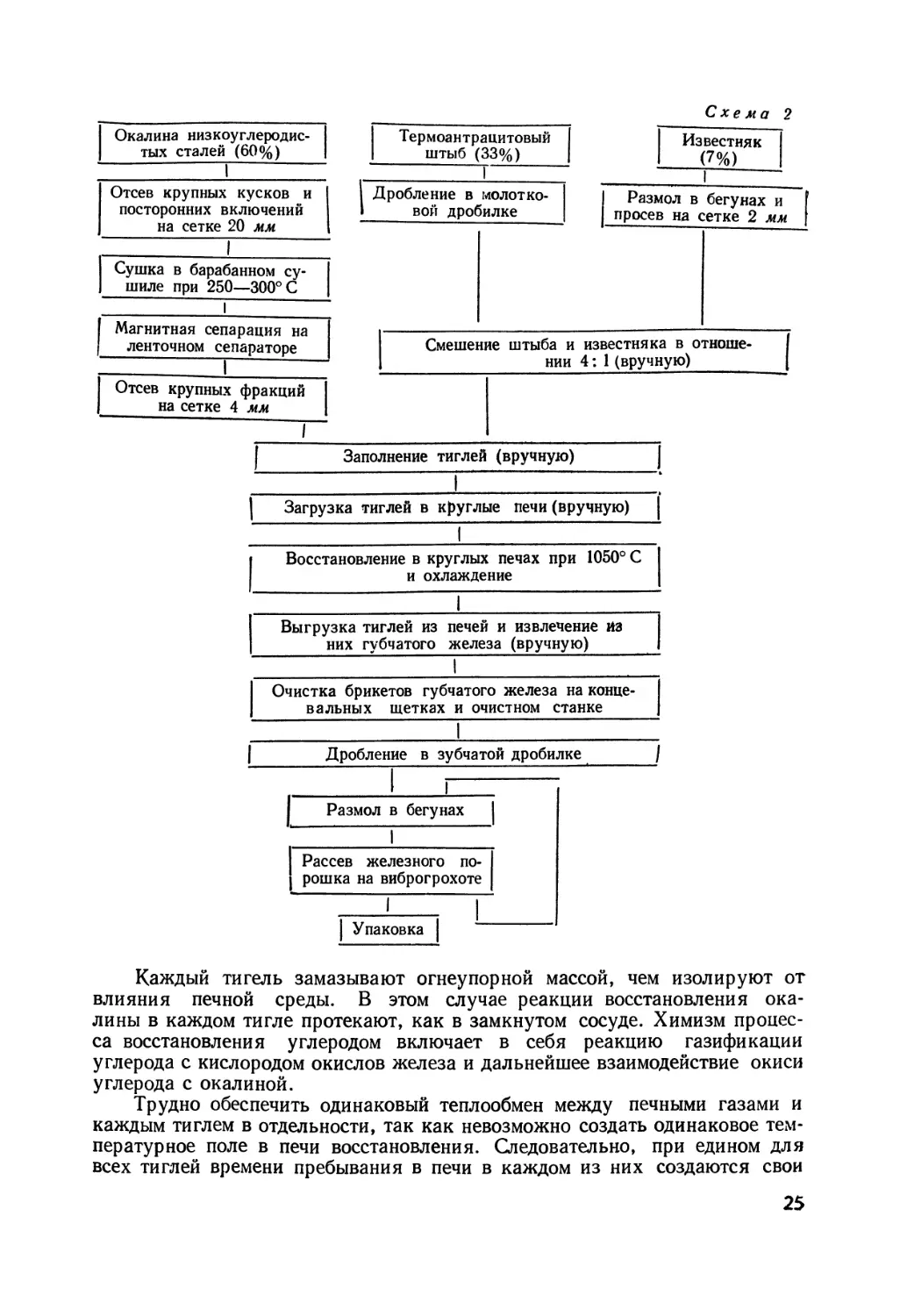
Метод восстановления твердым восстановителем осуществлен на Сулин-
ском металлургическом заводе (схема 2). Процесс восстановления производят
в керамических тиглях или капсулах с применением в качестве восстано-
вителя термоштыба, являющегося отходом при производстве термоантра-
цита. Для предотвращения перехода серы из термоштыба в губчатое железо к
нему добавляют известняк в количестве 25% веса термоштыба.
Шихтовые материалы — окалину или руду и восстановительную
смесь — термоштыб с известняком загружают в тигли несмешивающимися
слоями. При восстановлении в туннельной печи шихтовые материалы за-
гружают концентрическими вертикальными слоями, при восстановлении
в камерных печах — горизонтальными слоями. В туннельных печах про-
цесс восстановления длится 130—136 ч, с выдержкой при температуре
1150° С в течение 40—48 ч. В камерных печах температура процесса со-
ставляет 1040° С, а его продолжительность — 170 ч.
24
Схема 2
Термоантрацитовый
штыб (33%)
_____________Г
Дробление в молотко-
вой дробилке
Известняк
(7%)
I
Размол в бегунах и I
просев на сетке 2 мм |
Смешение штыба и известняка в отноше-
нии4:1 (вручную)
J Заполнение тиглей (вручную) |
I ''
I Загрузка тиглей в круглые печи (вручную) I
Рассев железного по-
рошка на виброгрохоте
| Упаковка |
Каждый тигель замазывают огнеупорной массой, чем изолируют от
влияния печной среды. В этом случае реакции восстановления ока-
лины в каждом тигле протекают, как в замкнутом сосуде. Химизм процес-
са восстановления углеродом включает в себя реакцию газификации
углерода с кислородом окислов железа и дальнейшее взаимодействие окиси
углерода с окалиной.
Трудно обеспечить одинаковый теплообмен между печными газами и
каждым тиглем в отдельности, так как невозможно создать одинаковое тем-
пературное поле в печи восстановления. Следовательно, при едином для
всех тиглей времени пребывания в печи в каждом из них создаются свои
25
обособленные физико-химические условия для восстановления. В одних
тиглях процесс восстановления окалины еще не закончился, в других за-
вершен полностью, а в третьих уже начинает науглероживаться железная
губка. В этом и заключается основной недостаток технологии восстановле-
ния окалины твердым восстановителем, так как железный порошок не
всегда получается стабильным по химическому составу.
Схема 3
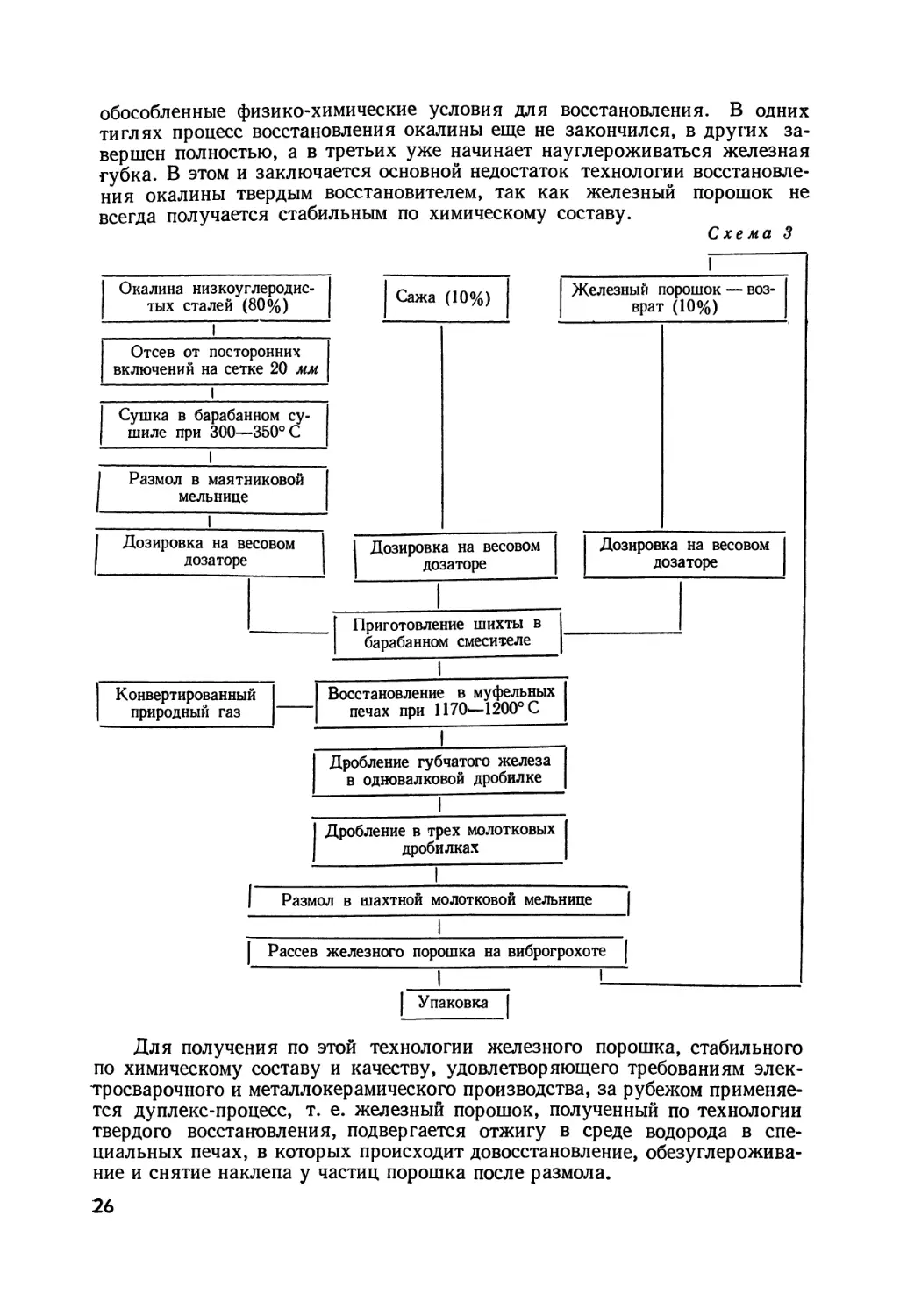
Для получения по этой технологии железного порошка, стабильного
по химическому составу и качеству, удовлетворяющего требованиям элек-
тросварочного и металлокерамического производства, за рубежом применяе-
тся дуплекс-процесс, т. е. железный порошок, полученный по технологии
твердого восстановления, подвергается отжигу в среде водорода в спе-
циальных печах, в которых происходит довосстановление, обезуглерожива-
ние и снятие наклепа у частиц порошка после размола.
26
Процесс восстановления окалины вместе с процессом охлаждения вос-
становленной губки длится шесть суток. Печное хозяйство для восстанов-
ления окалины по этой технологии является относительно простым и не тре-
бующим весьма дефицитных материа-
лов, но громоздким. Однако дополни-
тельный отжиг железного порошка
усложняет процесс, требуя установки
вращающихся барабанных или му-
фельных печей и электролизеров для
производства водорода, и значитель-
но удорожает порошок.
Железный порошок, получаемый
по технологии твердого восстанов-
ления, целесообразно использовать
там, где его дополнительный отжиг
не нужен. Такой порошок содержит
97,0—98% Реобщ и 0,15—0,10% С.
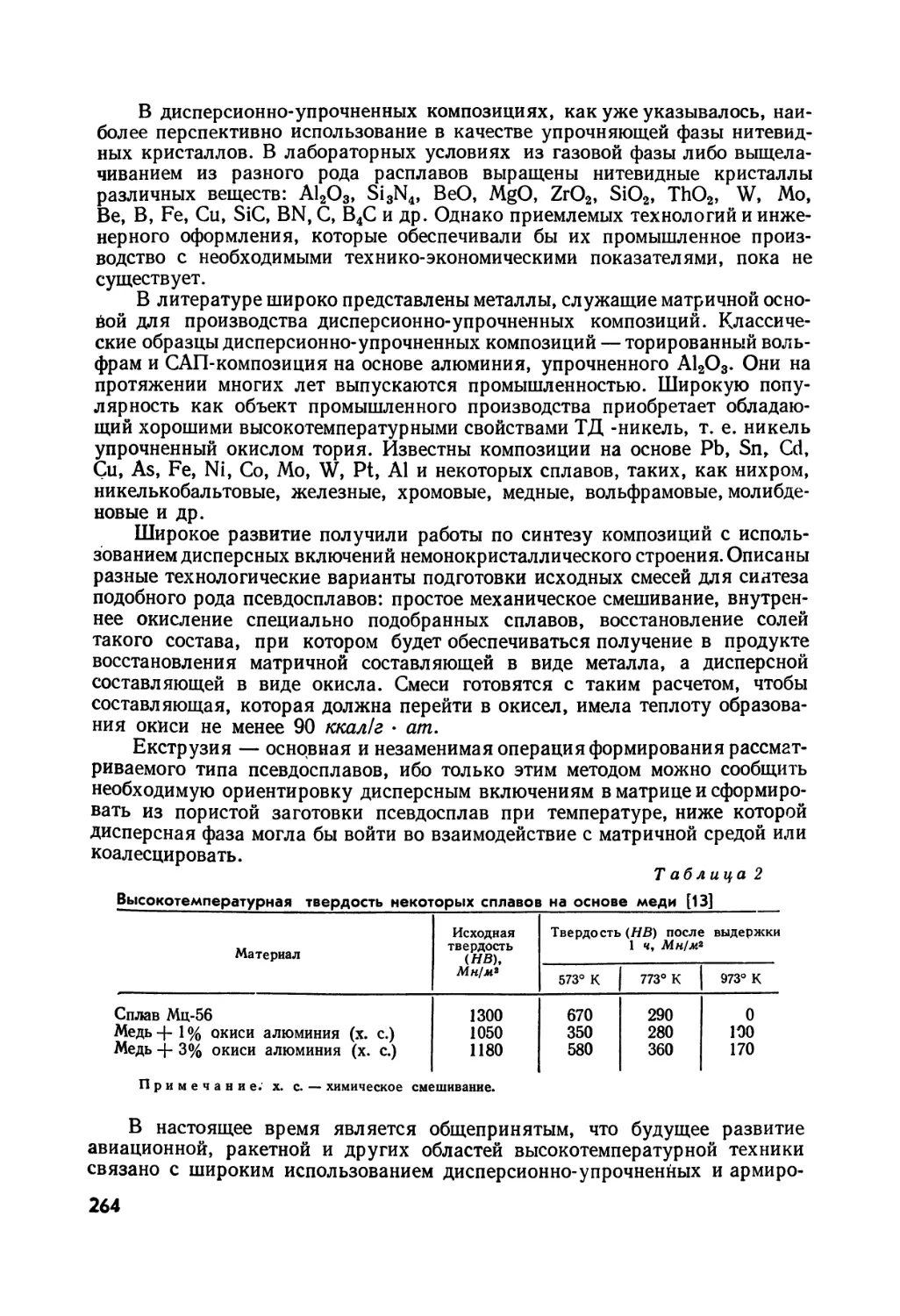
Комбинированное восстановление
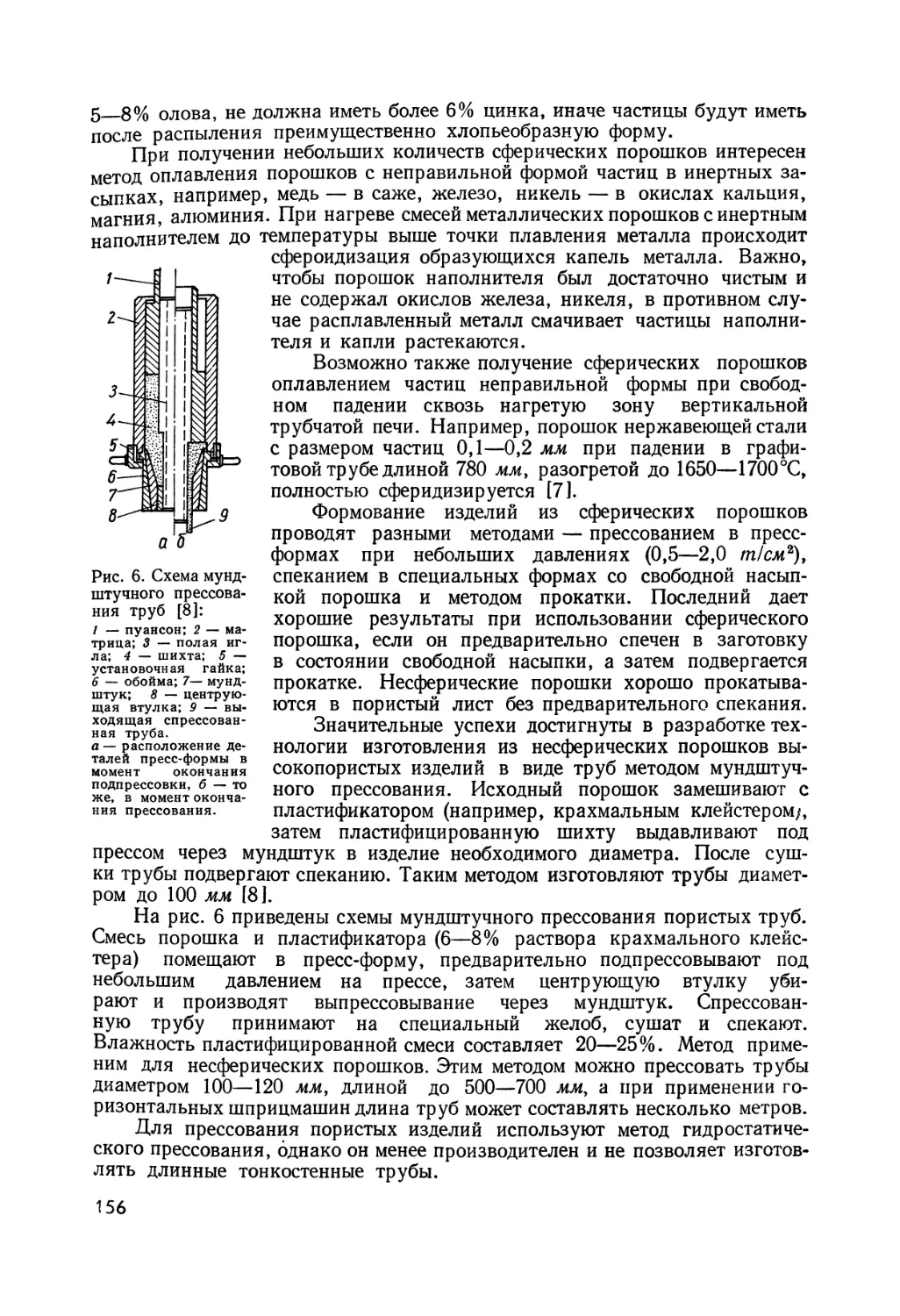
окалины конвертированным природ-
ным газом и углеродом положено в
основу промышленного производства
железного порошка на Украине.
Метод производства железного
порошка комбинированным восста-
новлением окалины или концентрата
руды, разработанный Институтом
проблем материаловедения АН УССР,
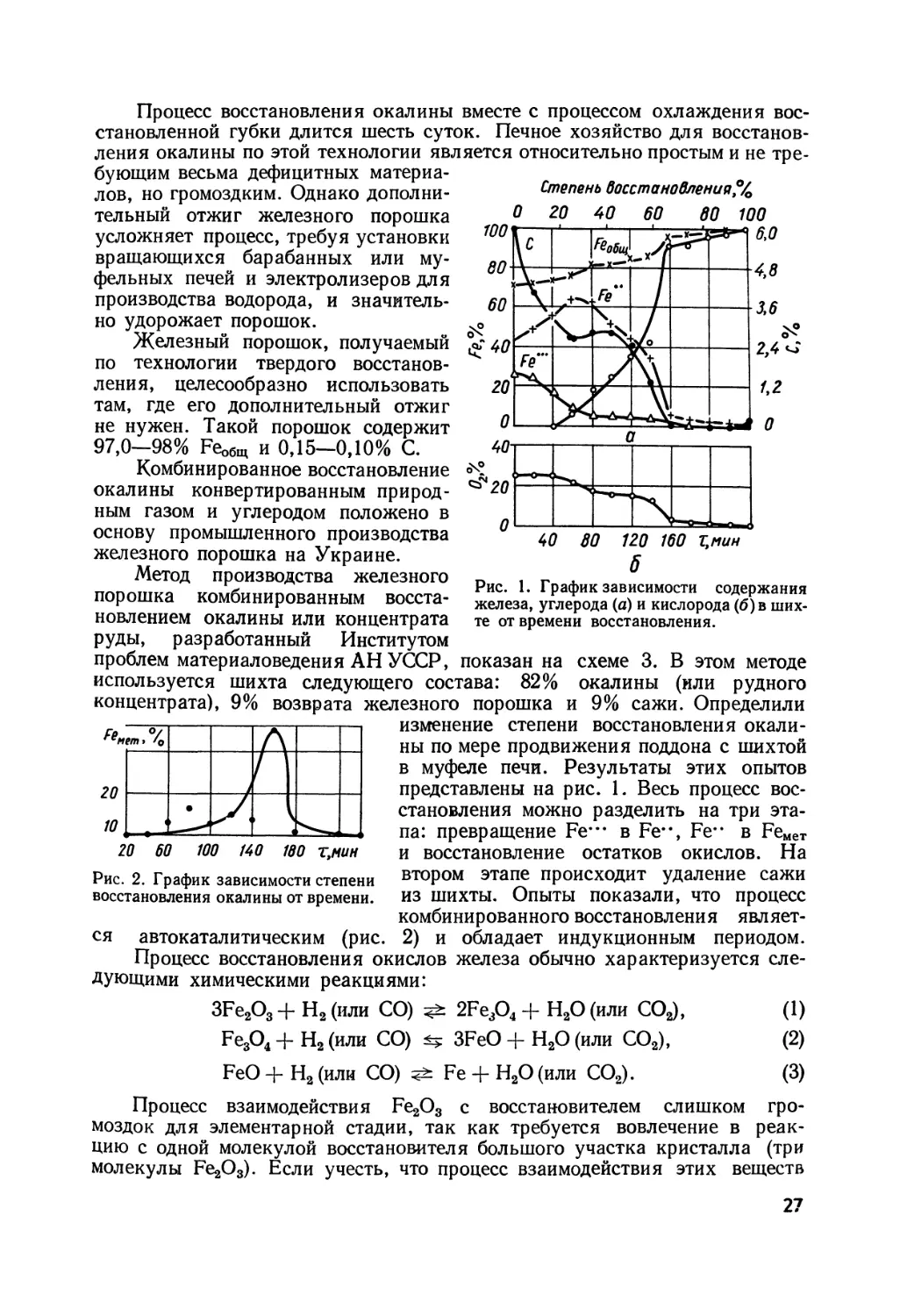
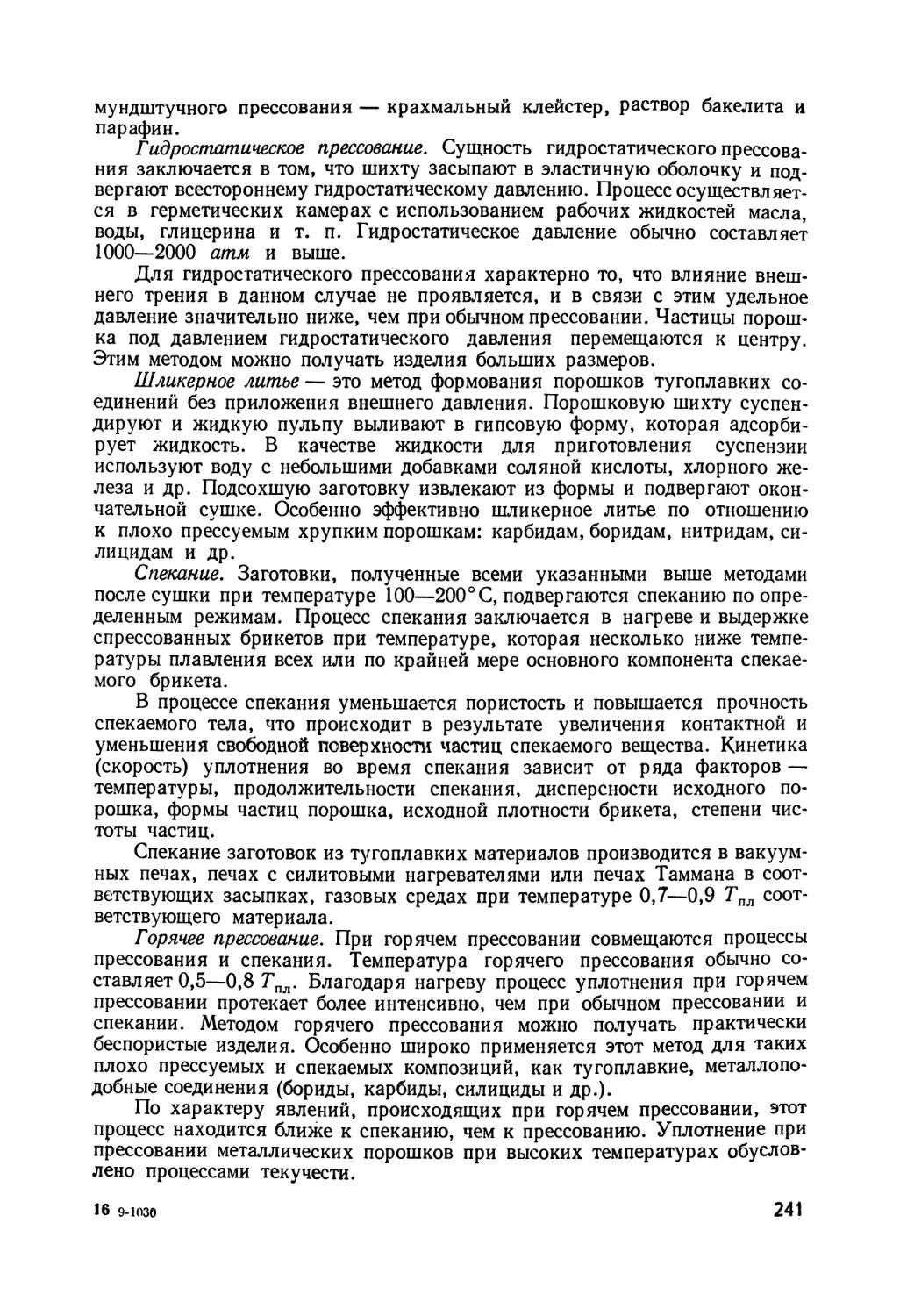
б
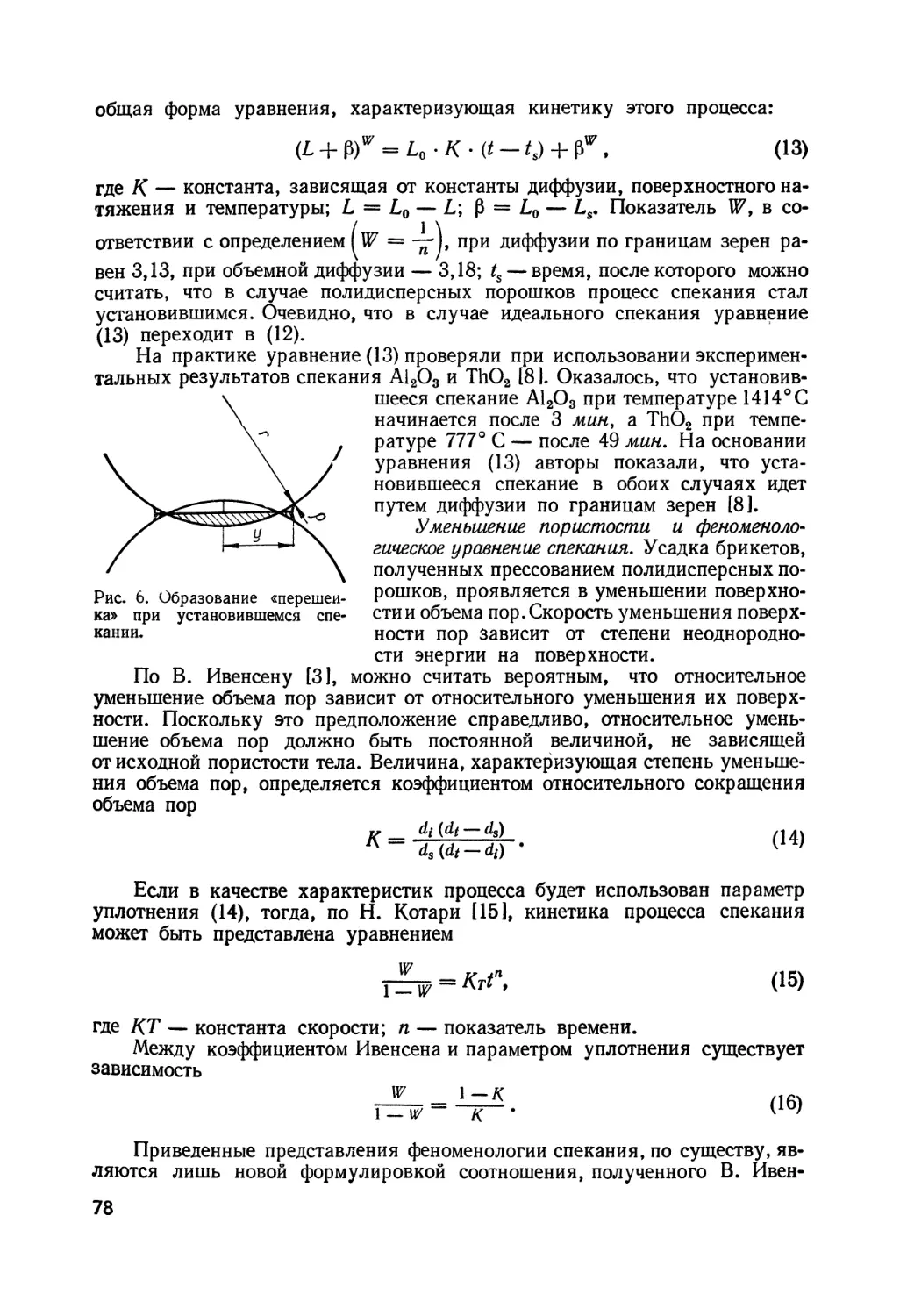
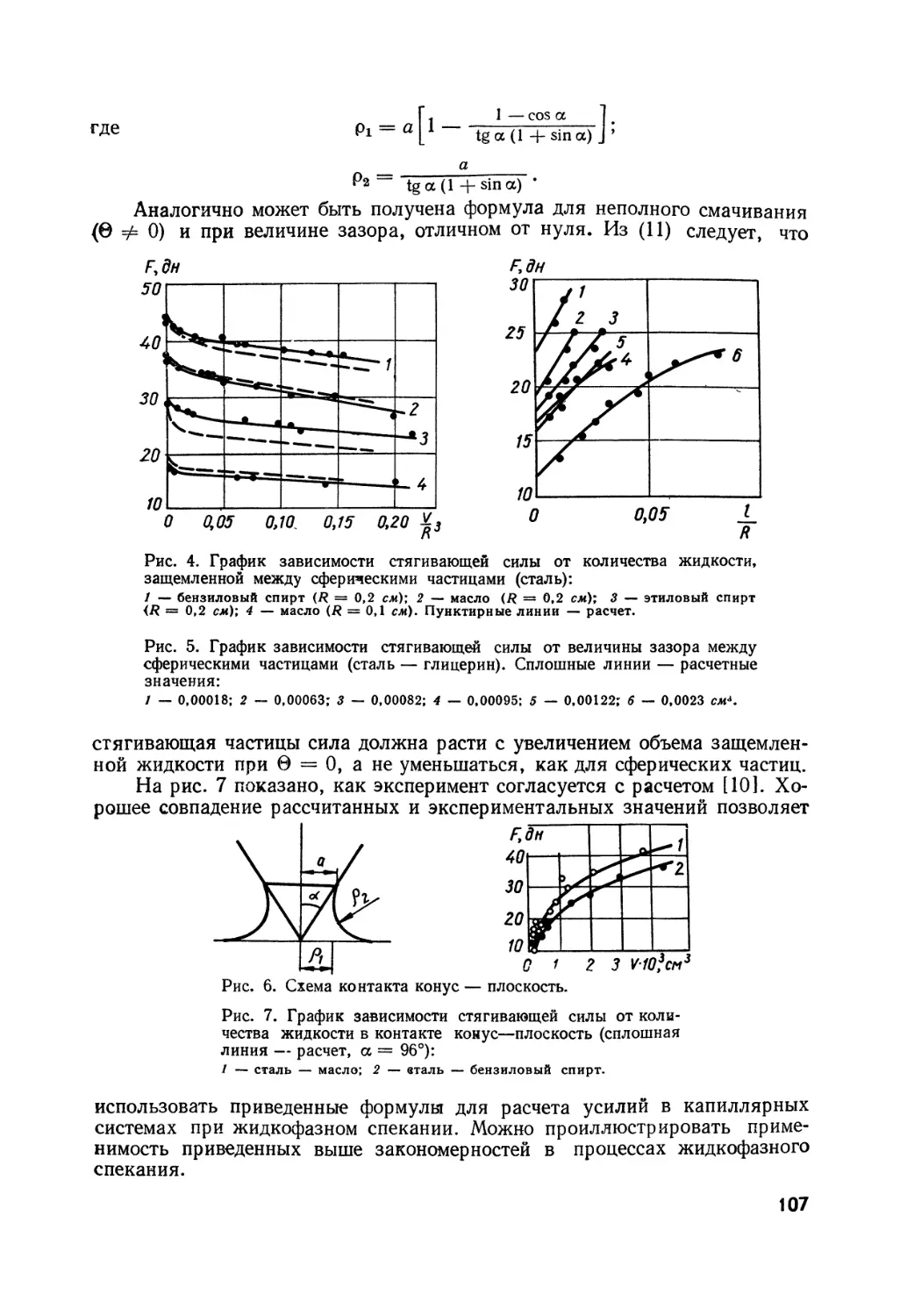
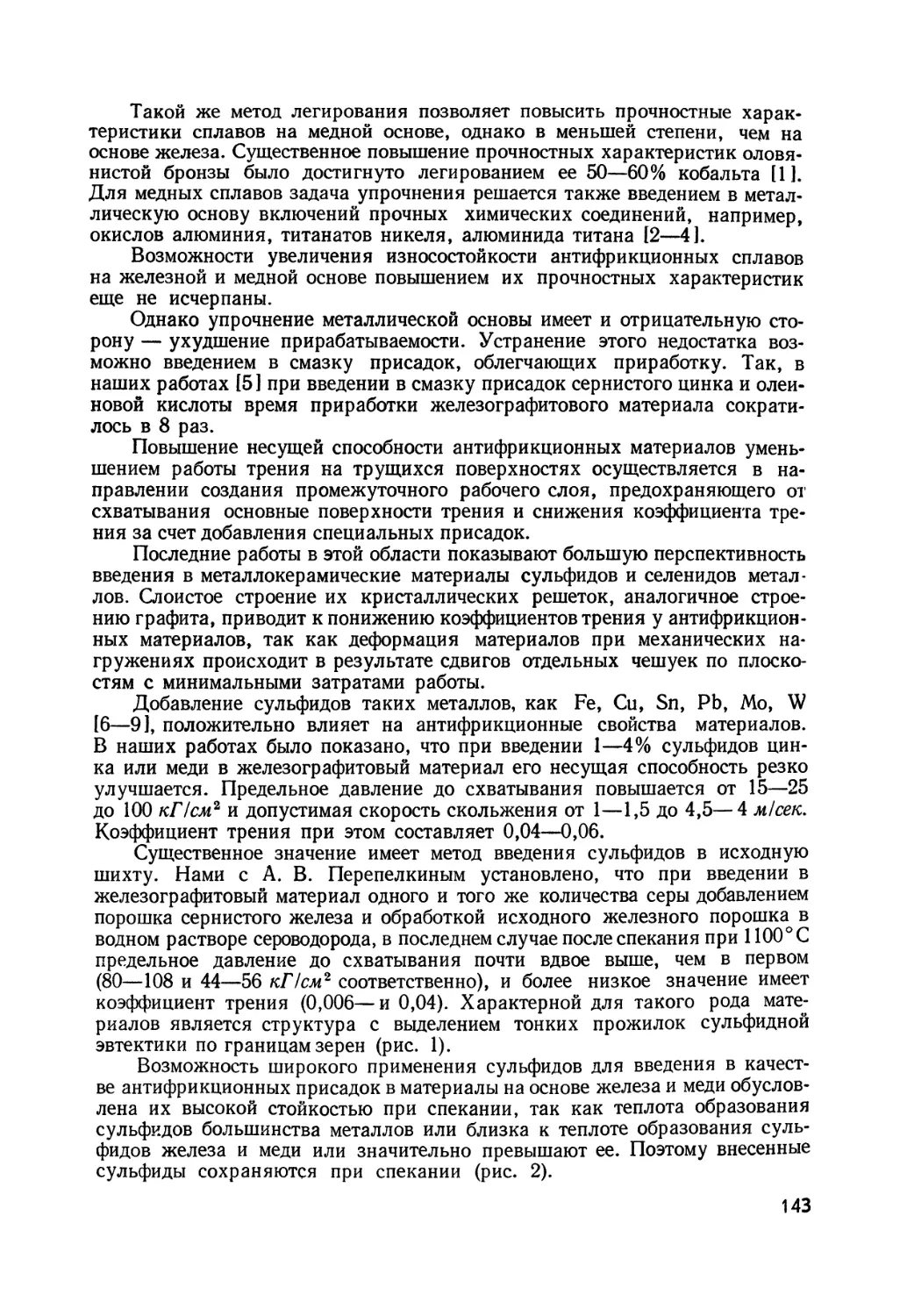
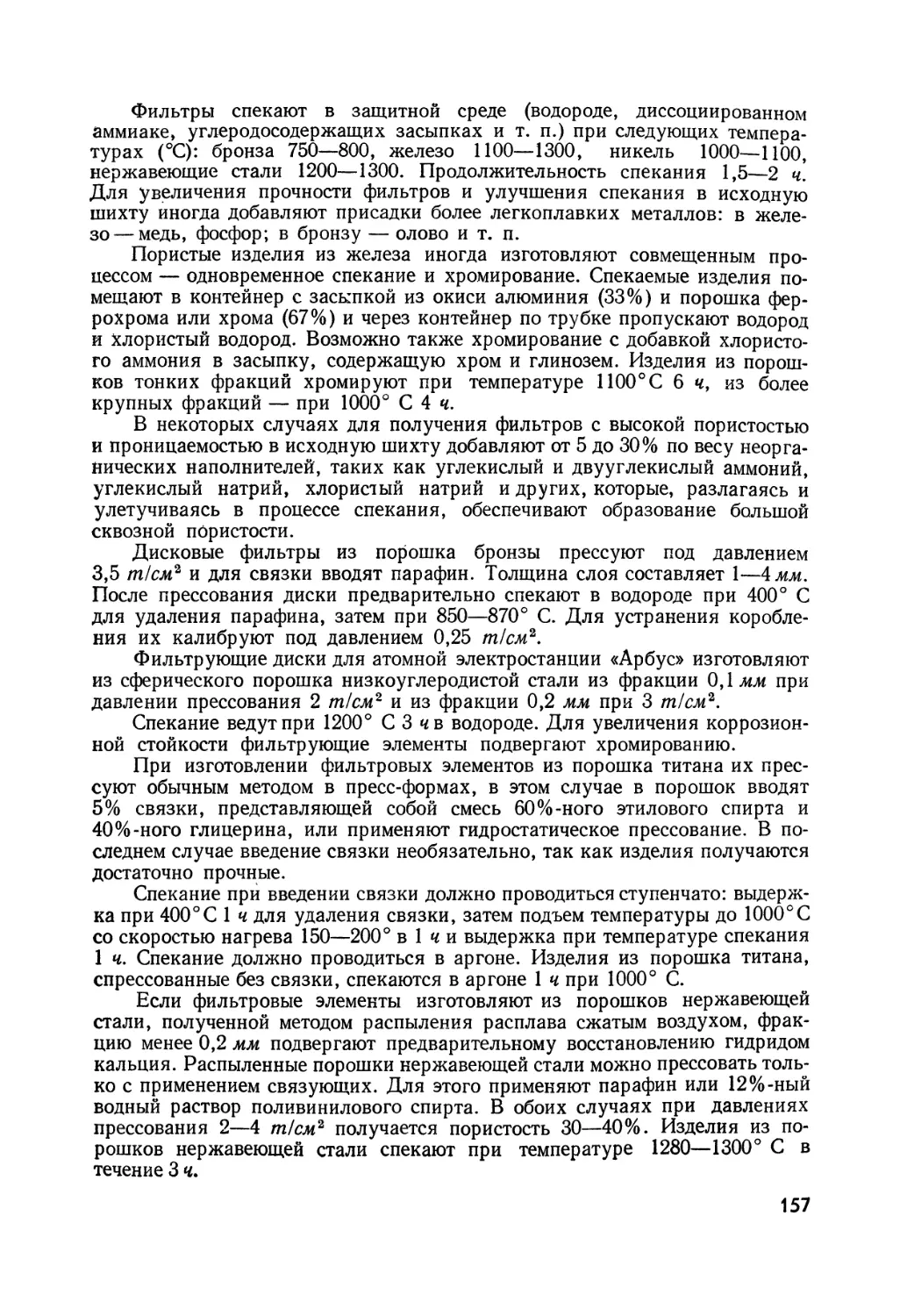
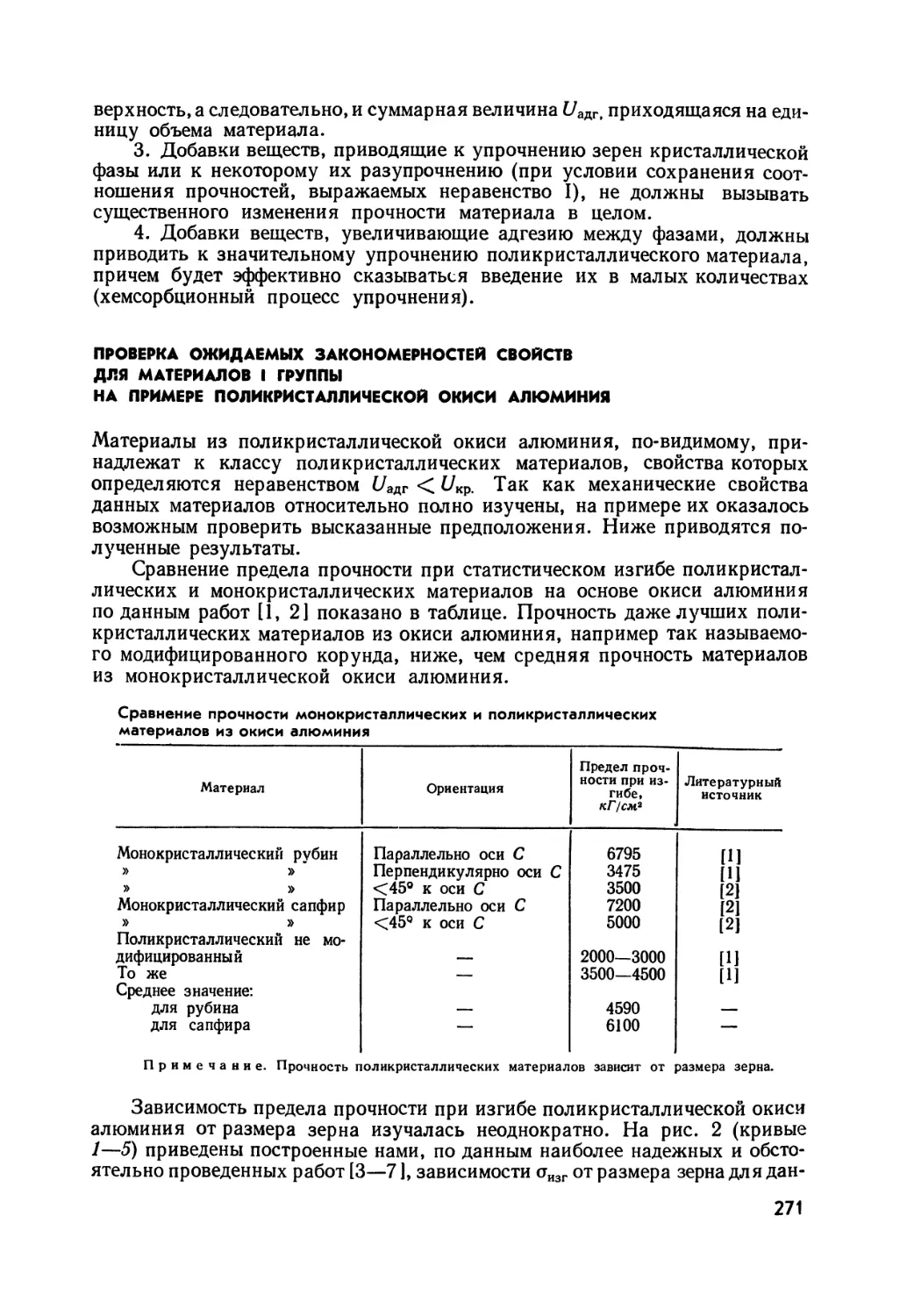
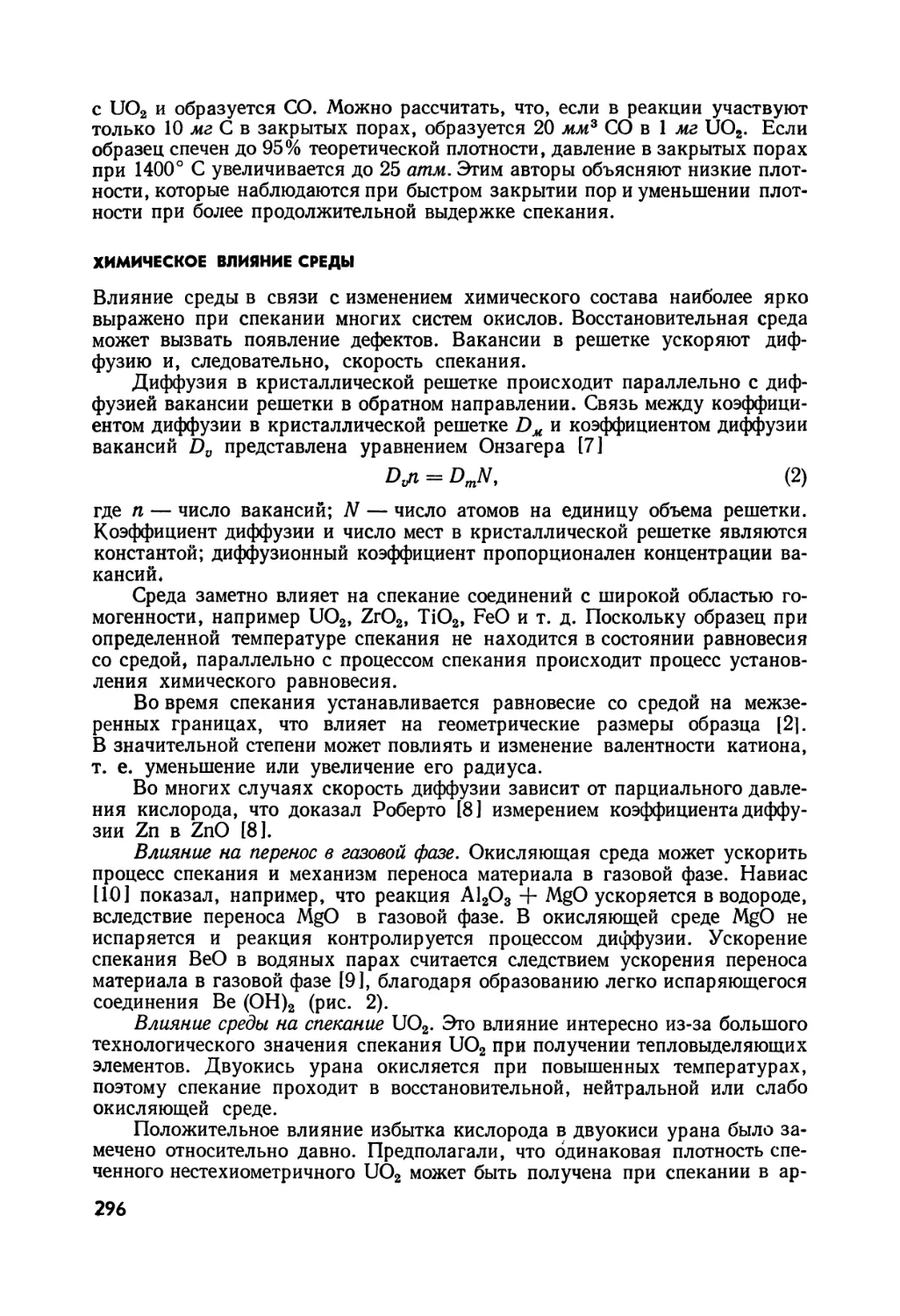
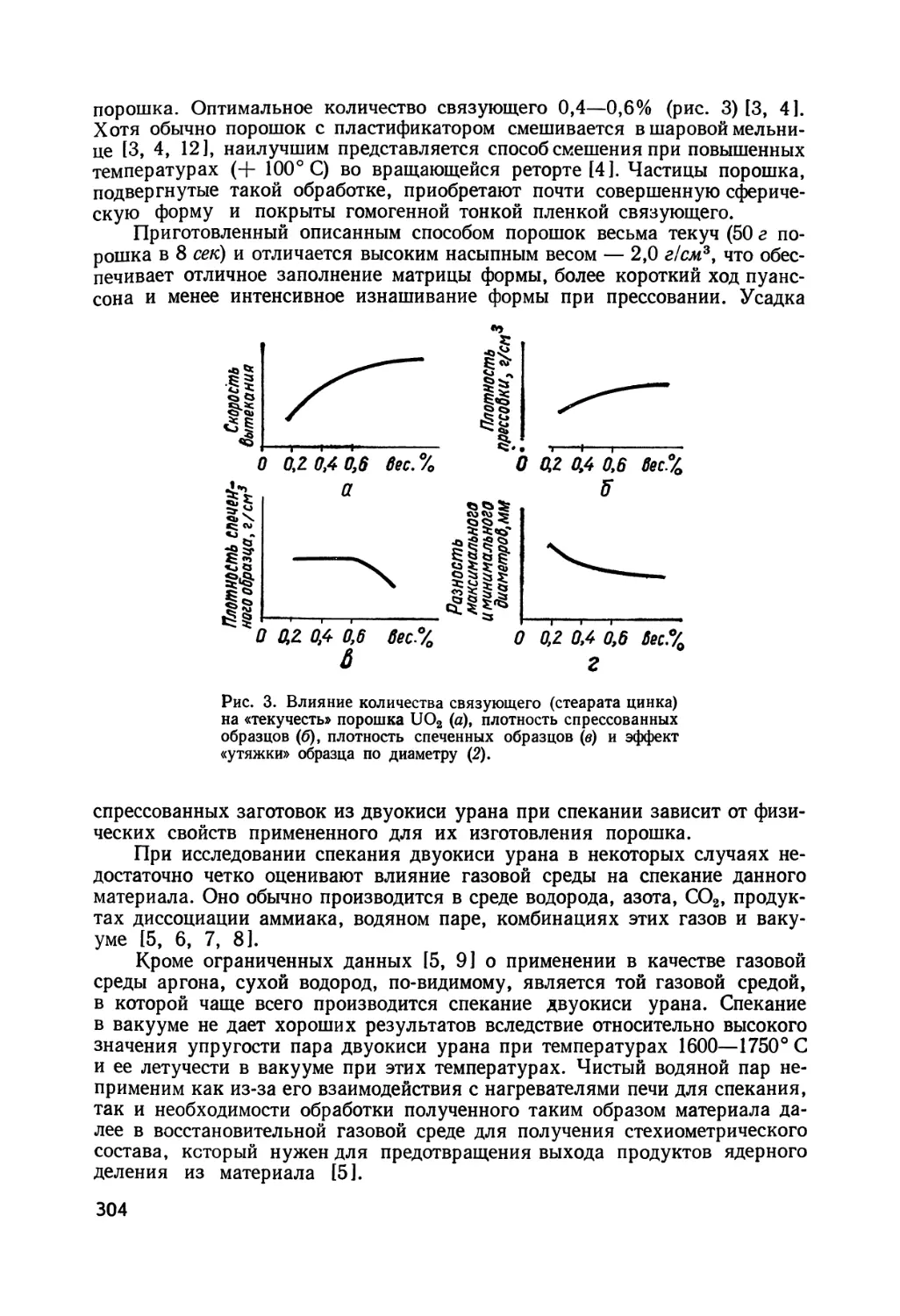
Рис. 1. График зависимости содержания
железа, углерода (а) и кислорода (б) в ших-
те от времени восстановления.
показан на схеме 3. В этом методе
используется шихта следующего состава: 82% окалины (или рудного
концентрата), 9% возврата железного порошка и 9% сажи. Определили
изменение степени восстановления окали-
ны по мере продвижения поддона с шихтой
в муфеле печи. Результаты этих опытов
представлены на рис. 1. Весь процесс вос-
становления можно разделить на три эта-
па: превращение Fe*” в Fe*e, Fe** в FeMeT
и восстановление остатков окислов. На
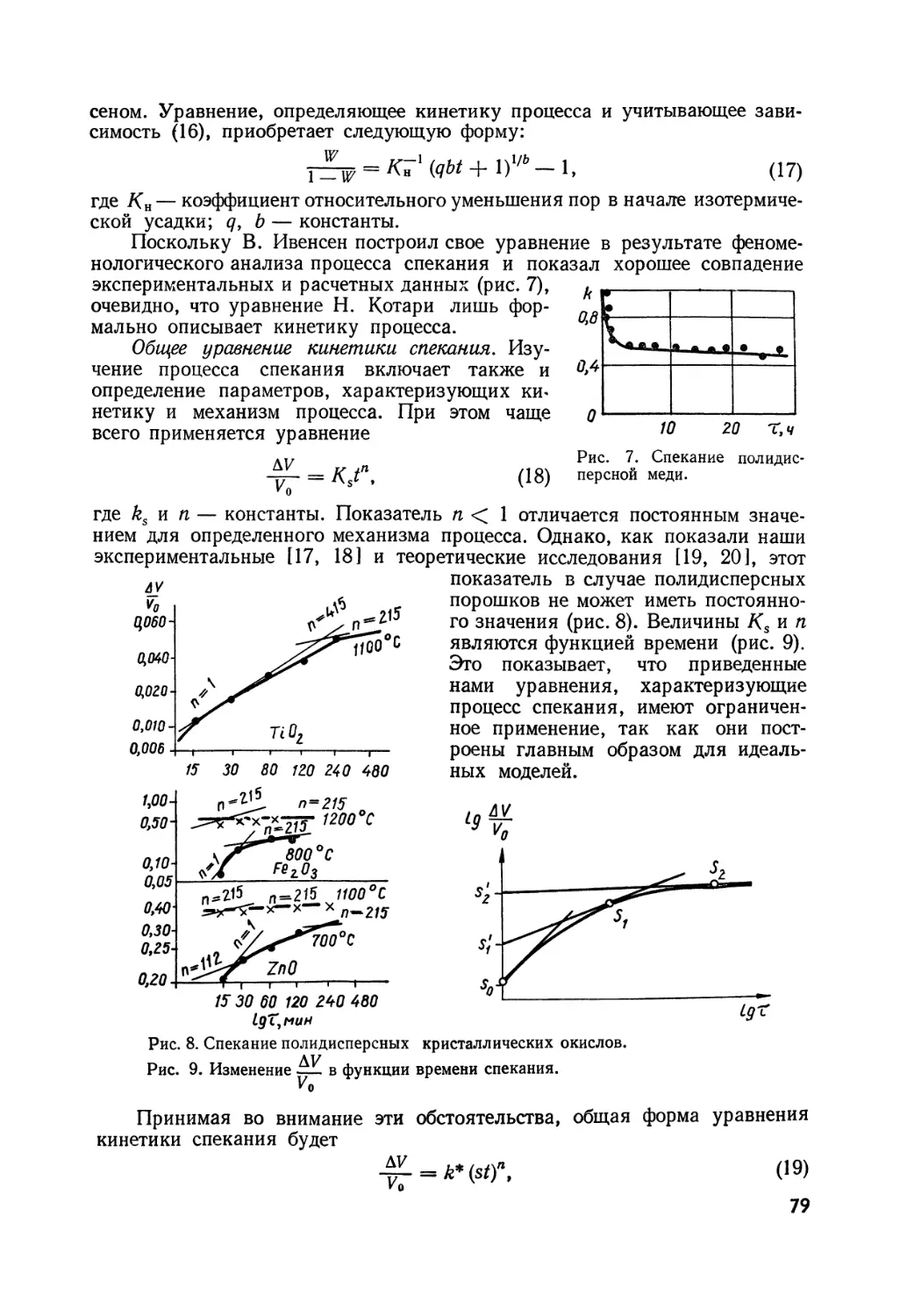
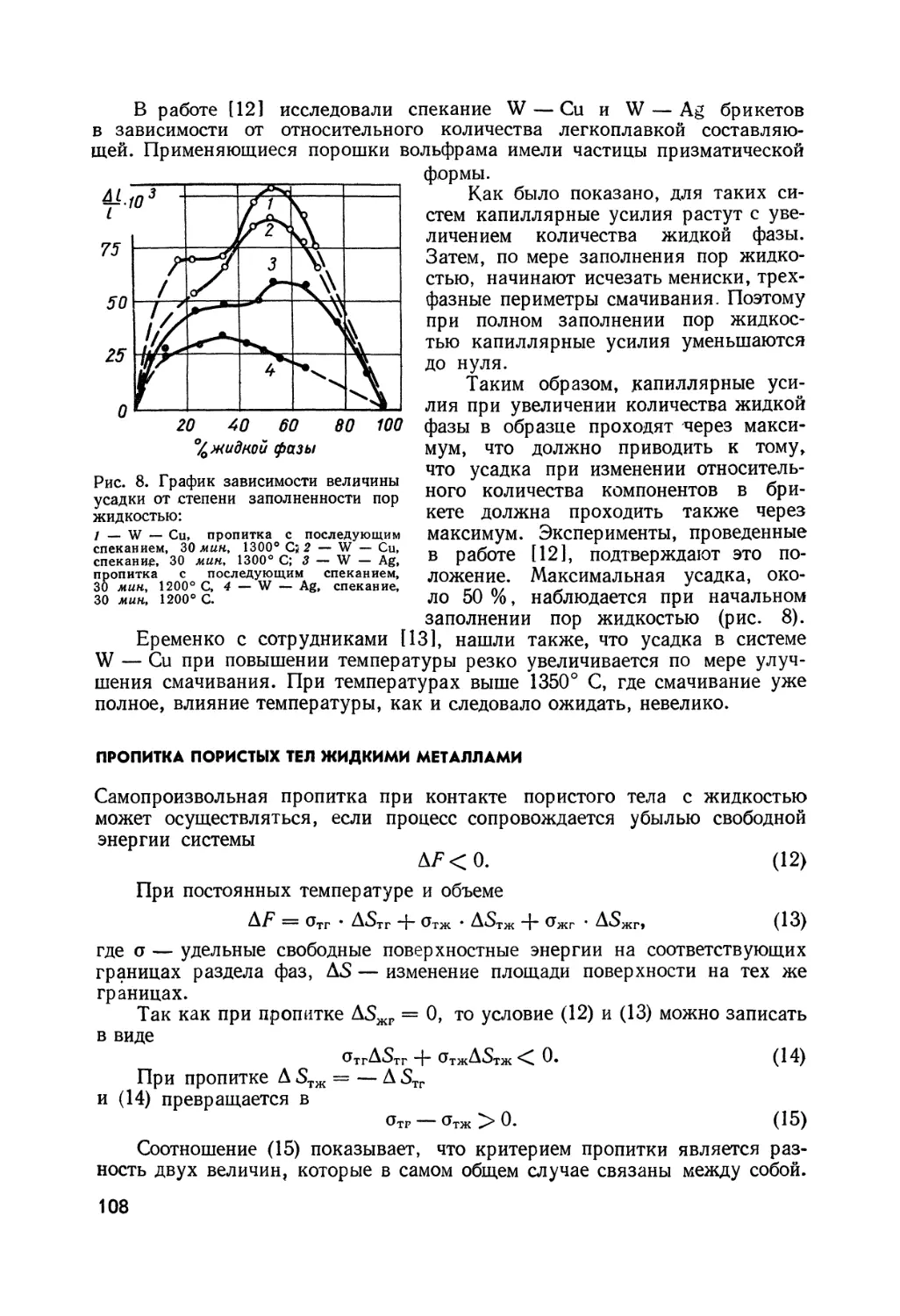
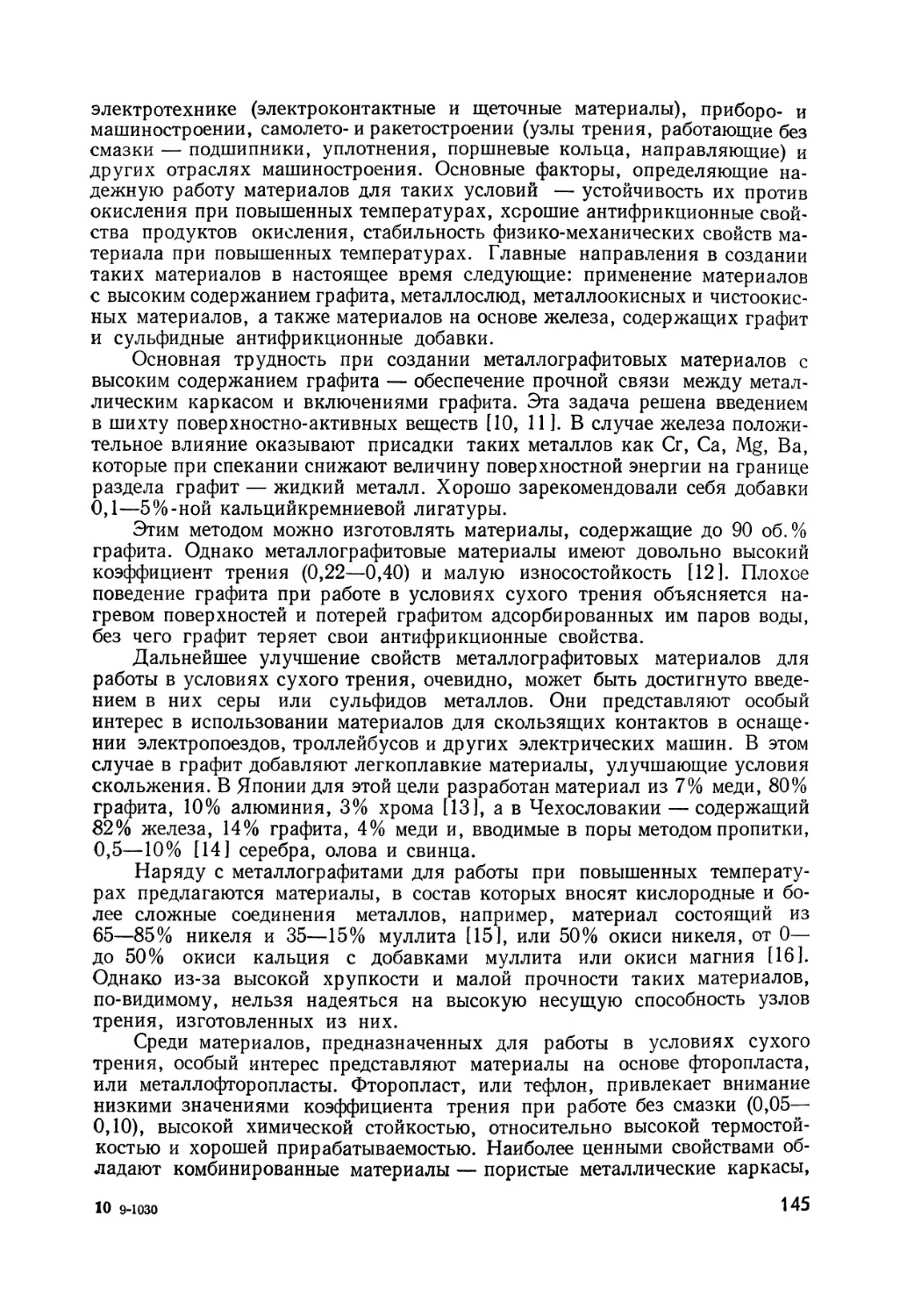
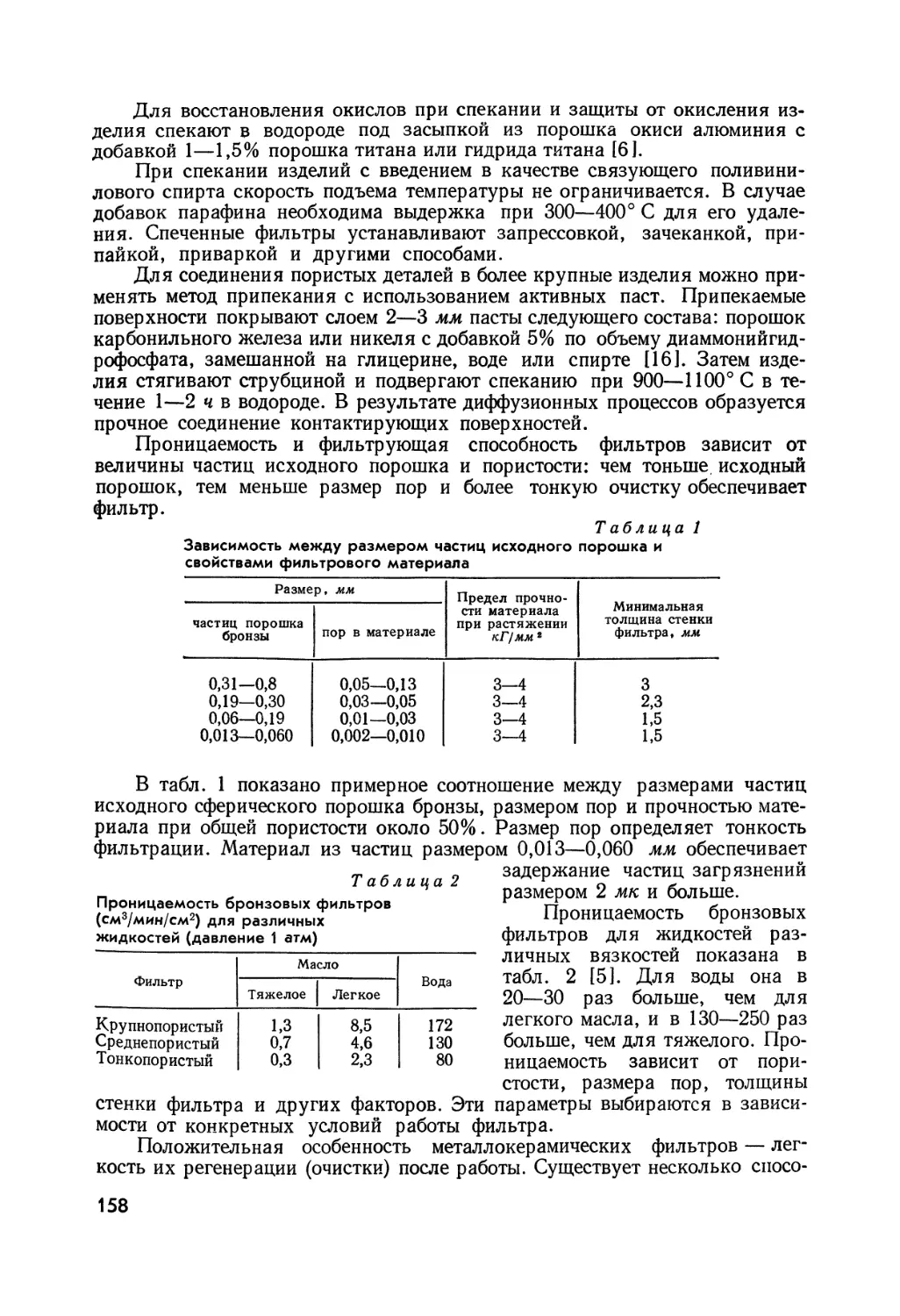
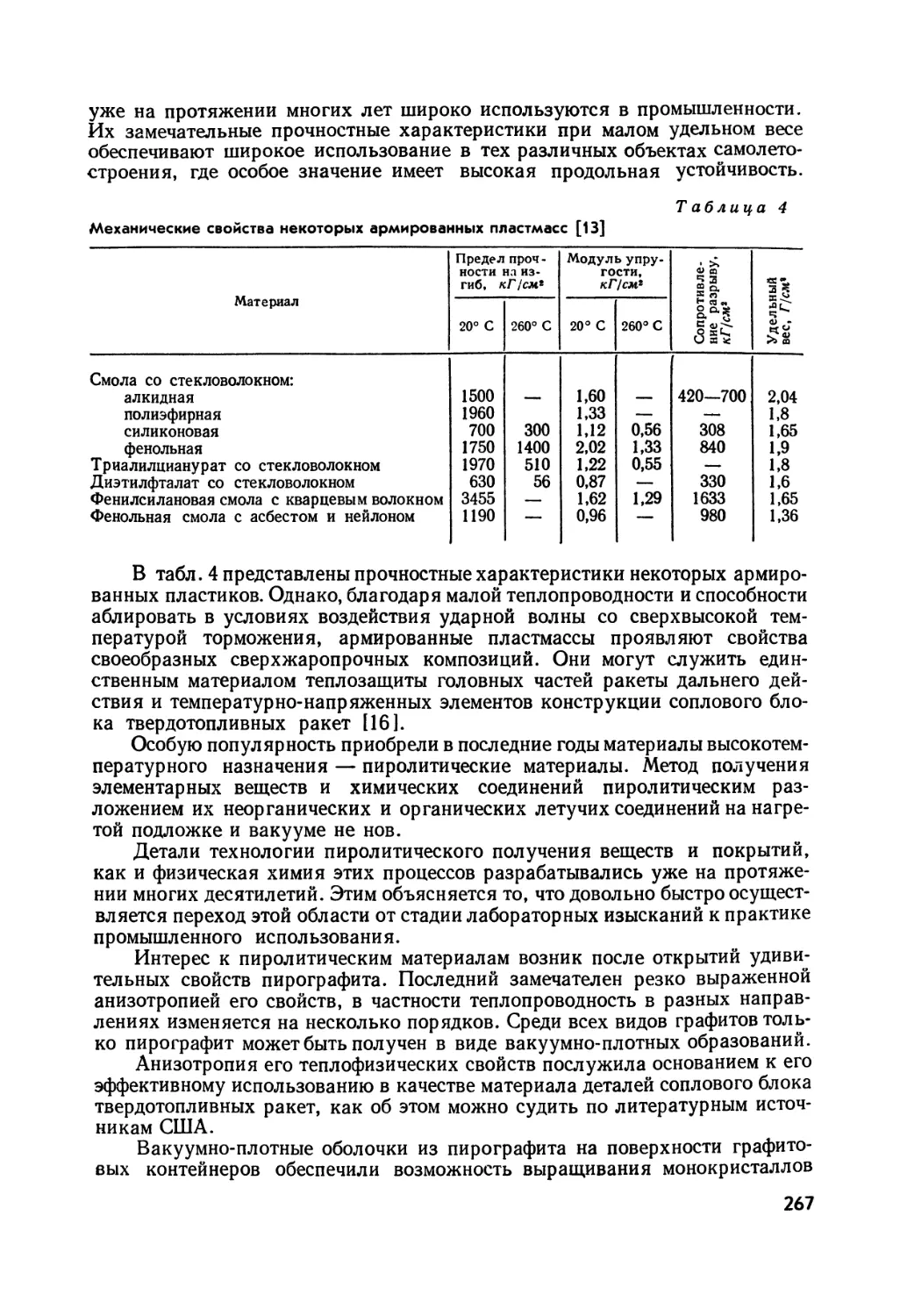
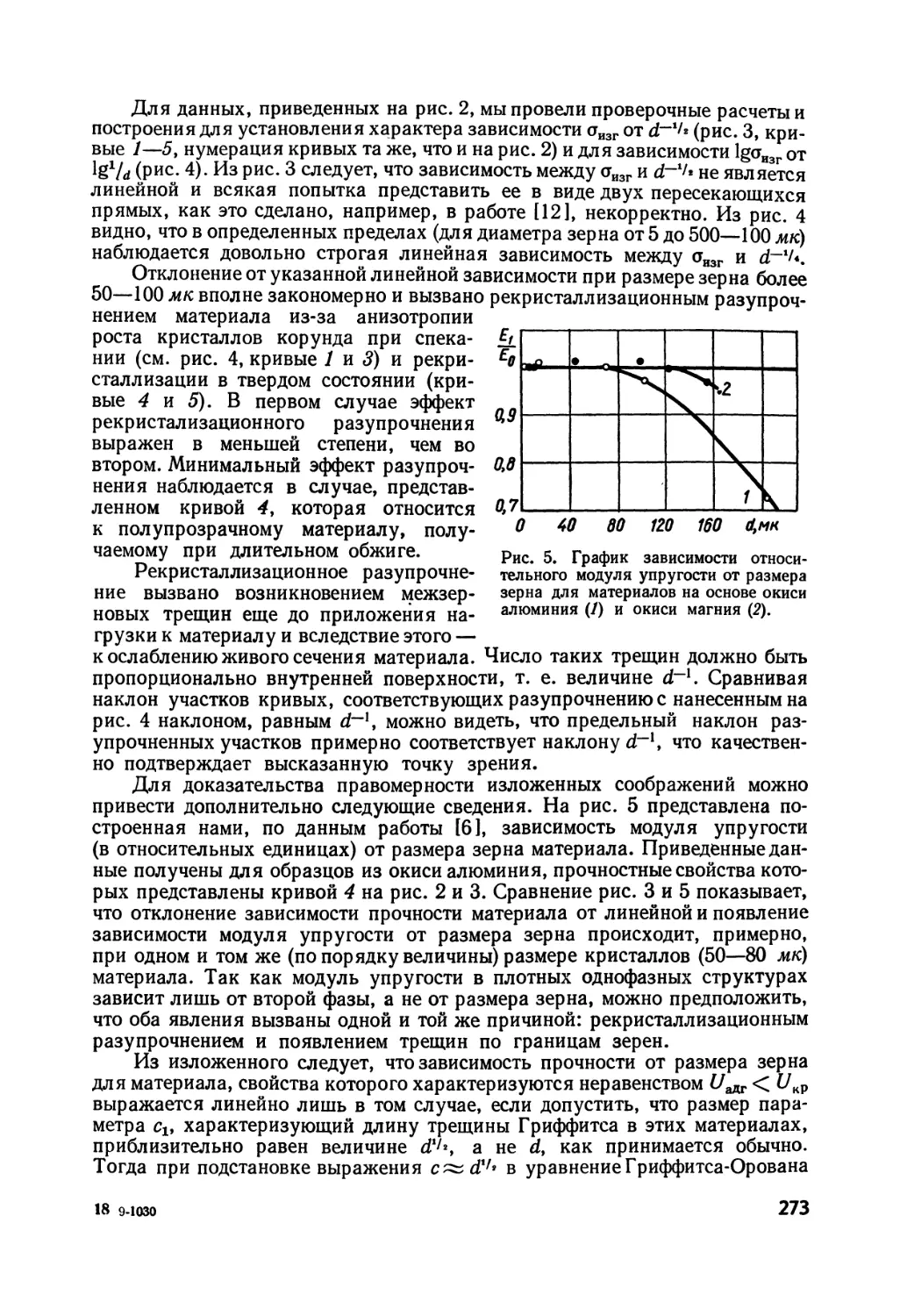
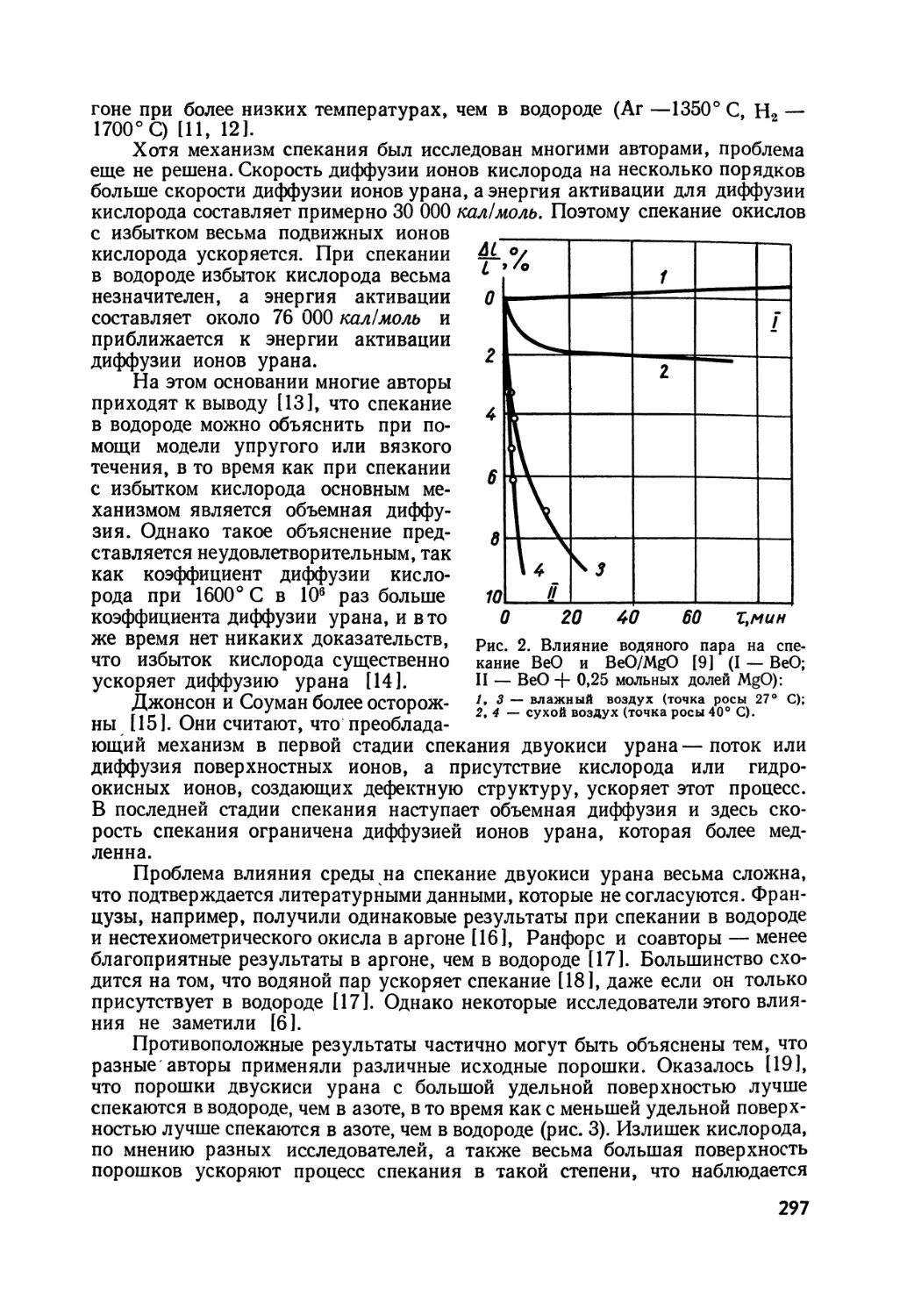
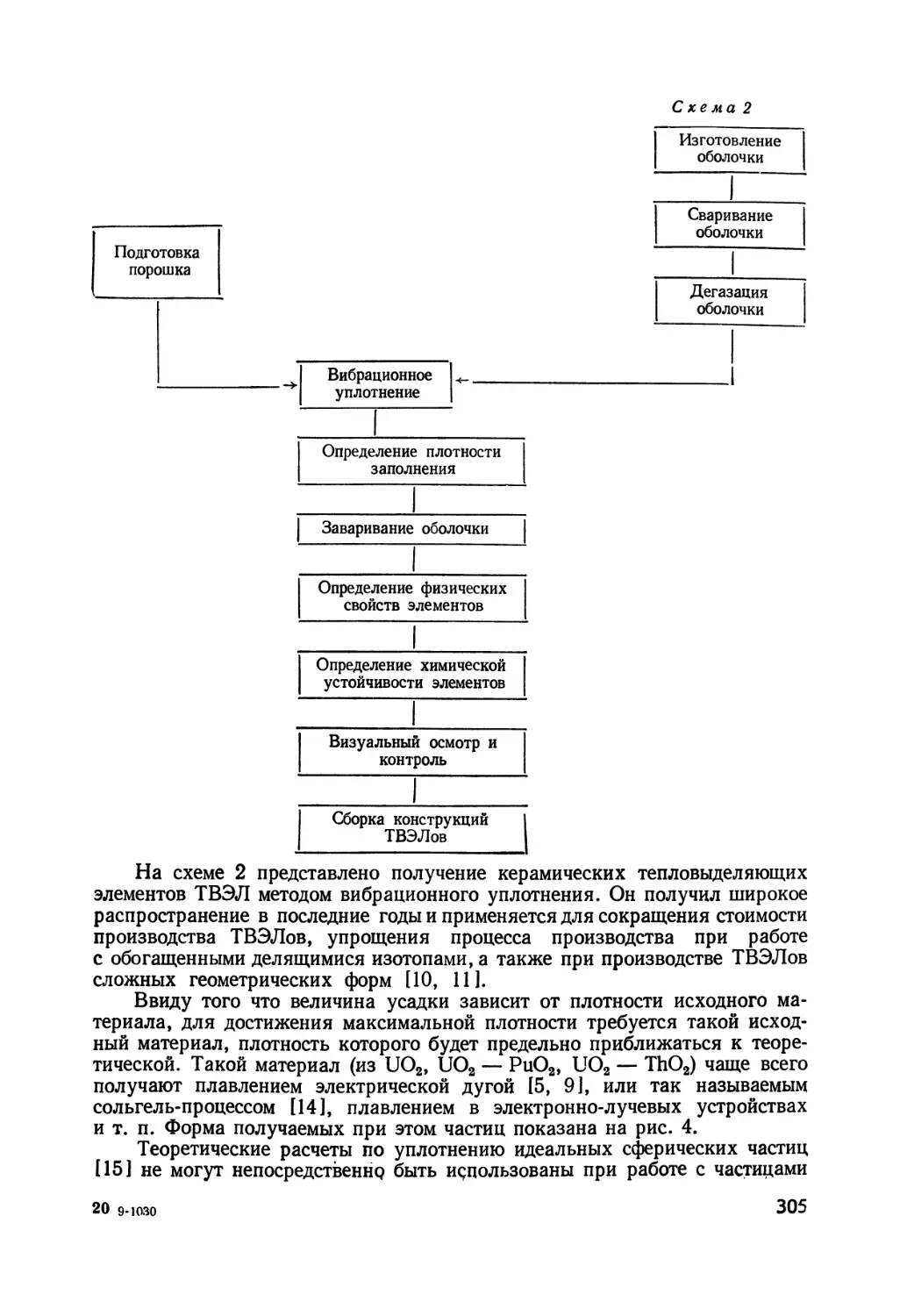
Рис. 2. График зависимости степени втором этапе происходит удаление сажи
восстановления окалины от времени, из шихты. Опыты показали, что процесс
комбинированного восстановления являет-
ся автокаталитическим (рис. 2) и обладает индукционным периодом.
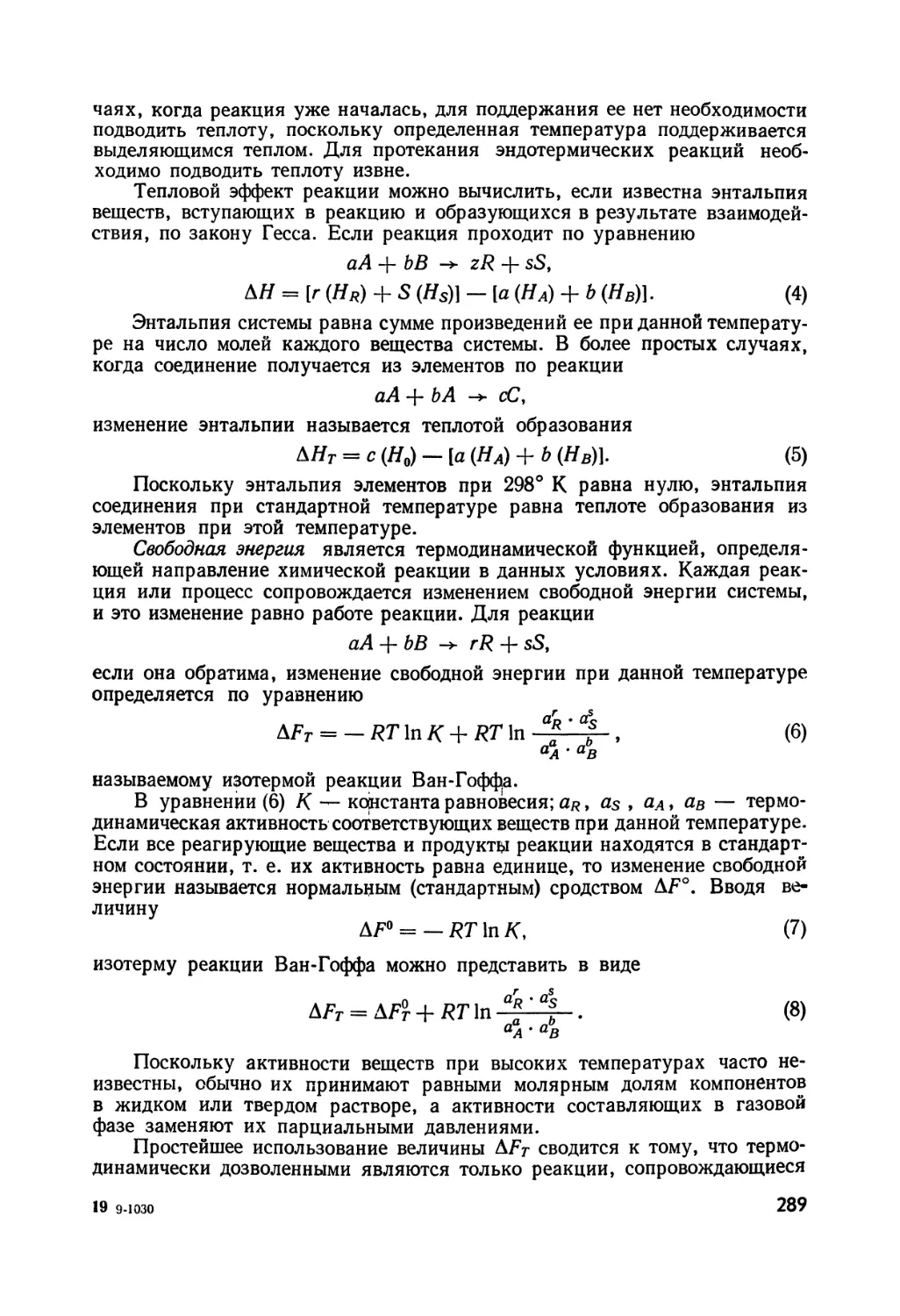
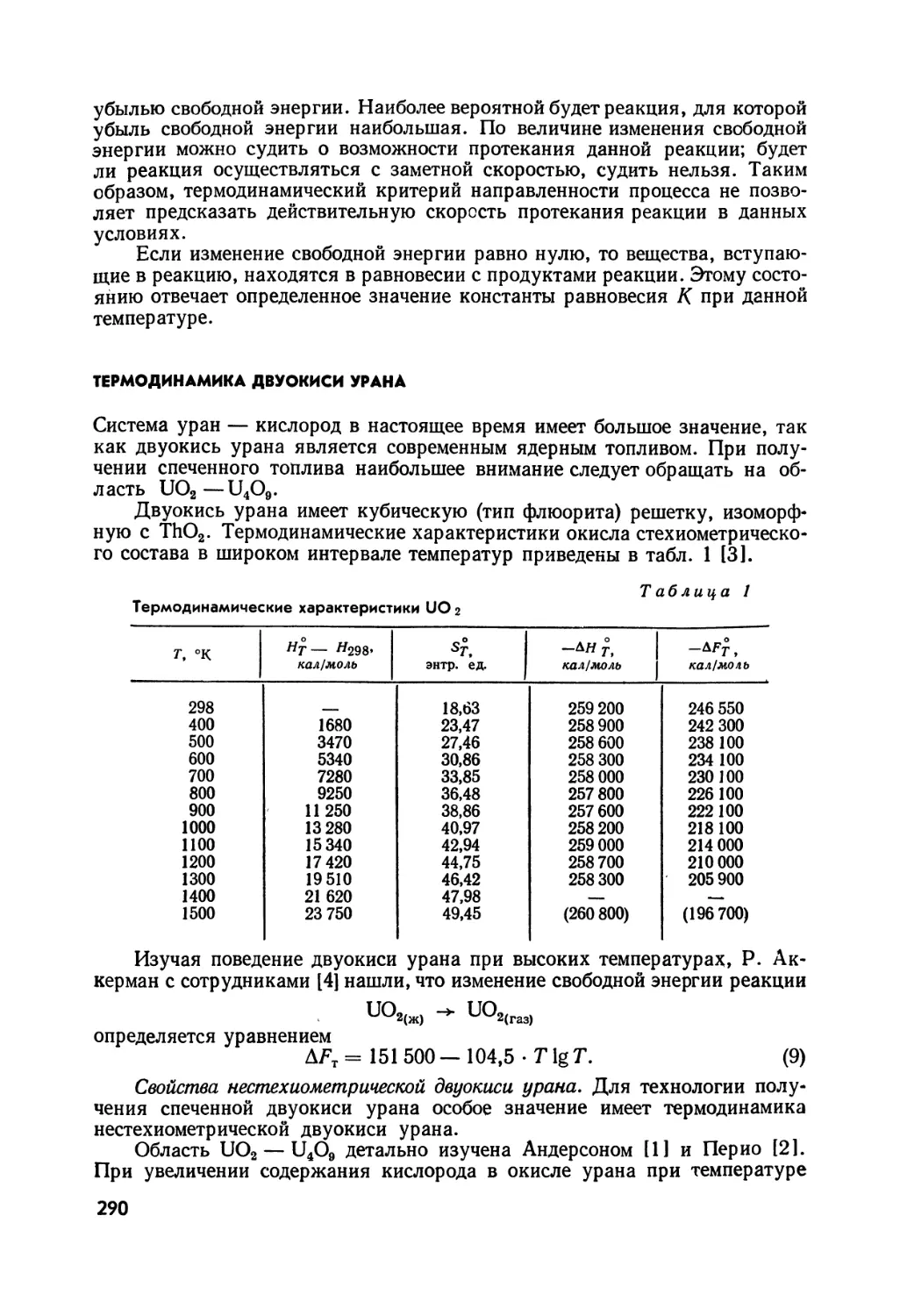
Процесс восстановления окислов железа обычно характеризуется сле-
дующими химическими реакциями:
3Fe2O3+ Н2(или СО) 2Fe3O4 + Н2О(или СО2), (1)
Fe3O4 + Н2 (или СО) 3FeO + Н2О (или СО2), (2)
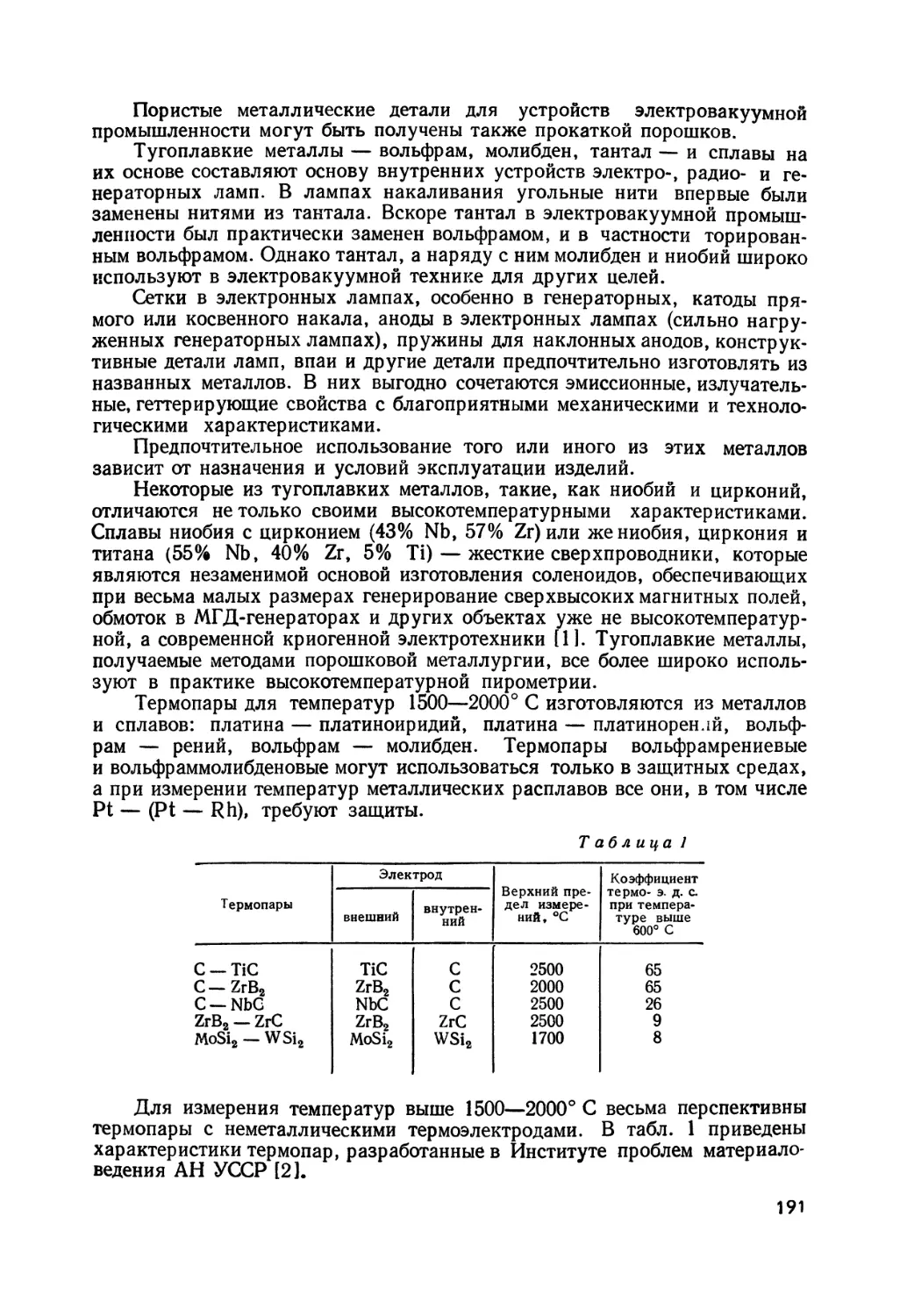
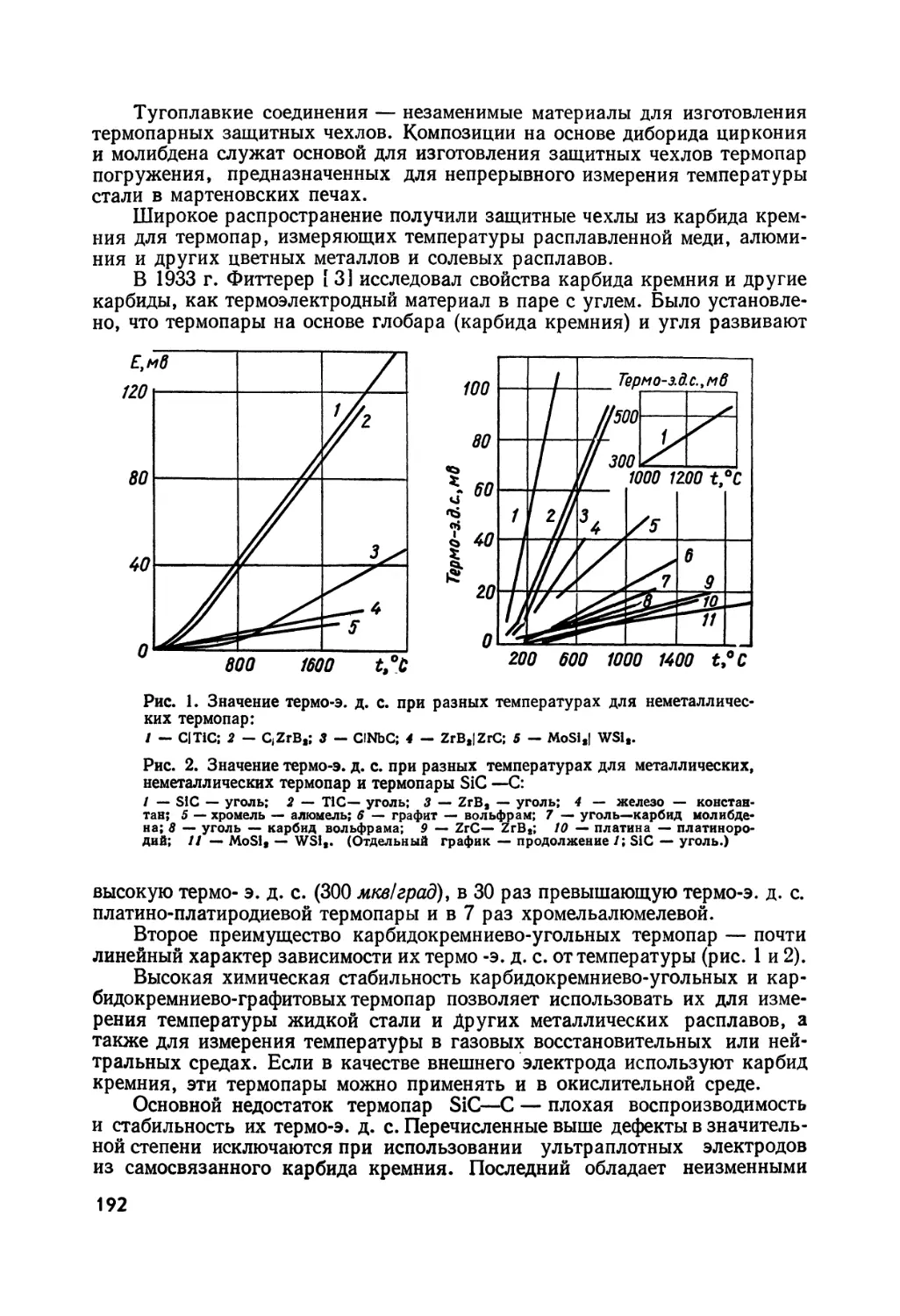
РеО+Н2(или СО) Ре + Н2О(или СО2).
(3)
Процесс взаимодействия Fe2O3 с восстановителем слишком гро-
моздок для элементарной стадии, так как требуется вовлечение в реак-
цию с одной молекулой восстановителя большого участка кристалла (три
молекулы FegOg). Если учесть, что процесс взаимодействия этих веществ
27
проходит через адсорбционную стадию, характеризующуюся уравнениями
МеОтв + Вг = (МеО • В)
(МеО • В) = (МеВО)
МеВО = Метв + ВОГ
МеОтв + Вг = Метв + ВОГ,
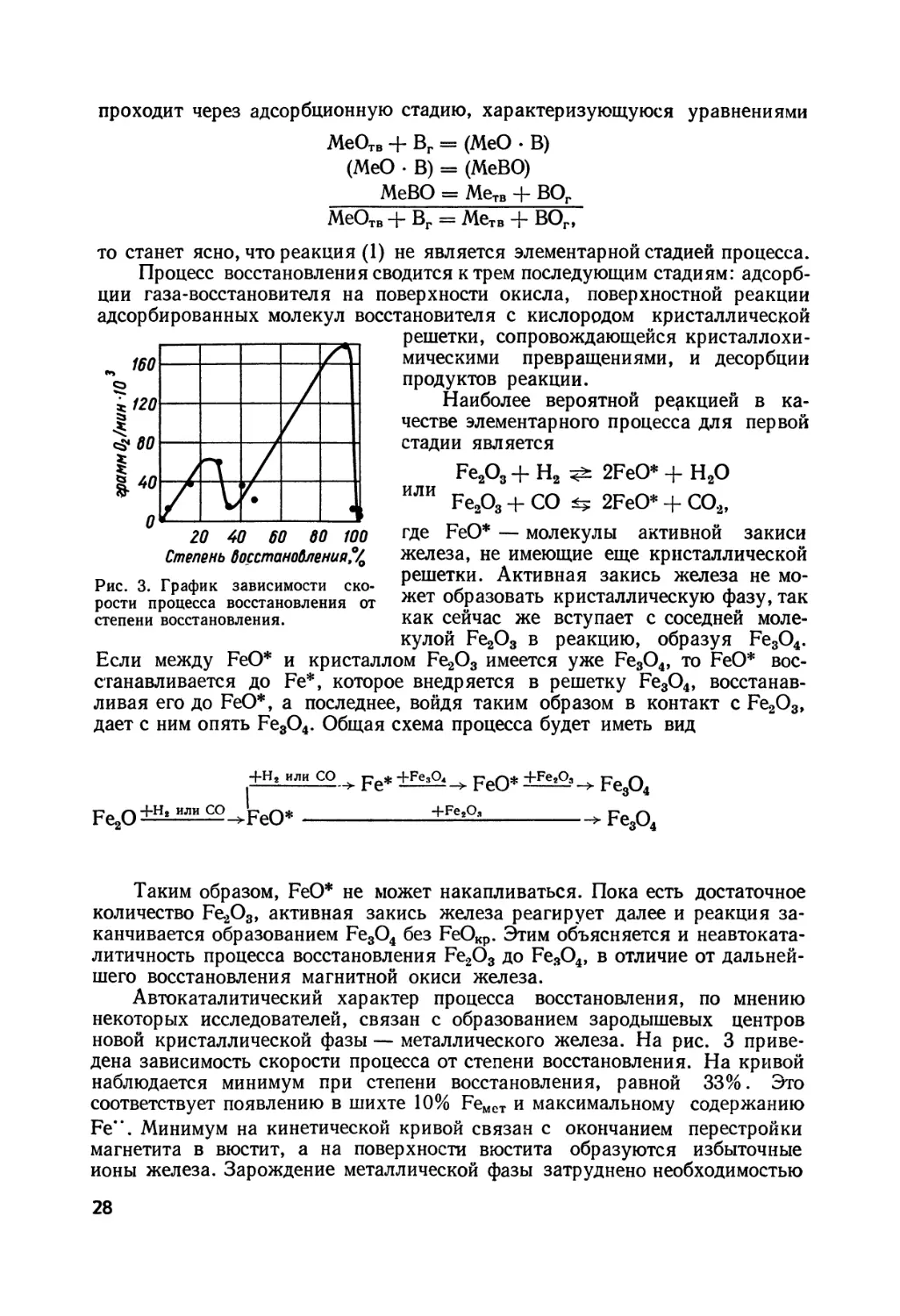
то станет ясно, что реакция (1) не является элементарной стадией процесса.
Процесс восстановления сводится к трем последующим стадиям: адсорб-
ции газа-восстановителя на поверхности окисла, поверхностной реакции
адсорбированных молекул восстановителя с кислородом кристаллической
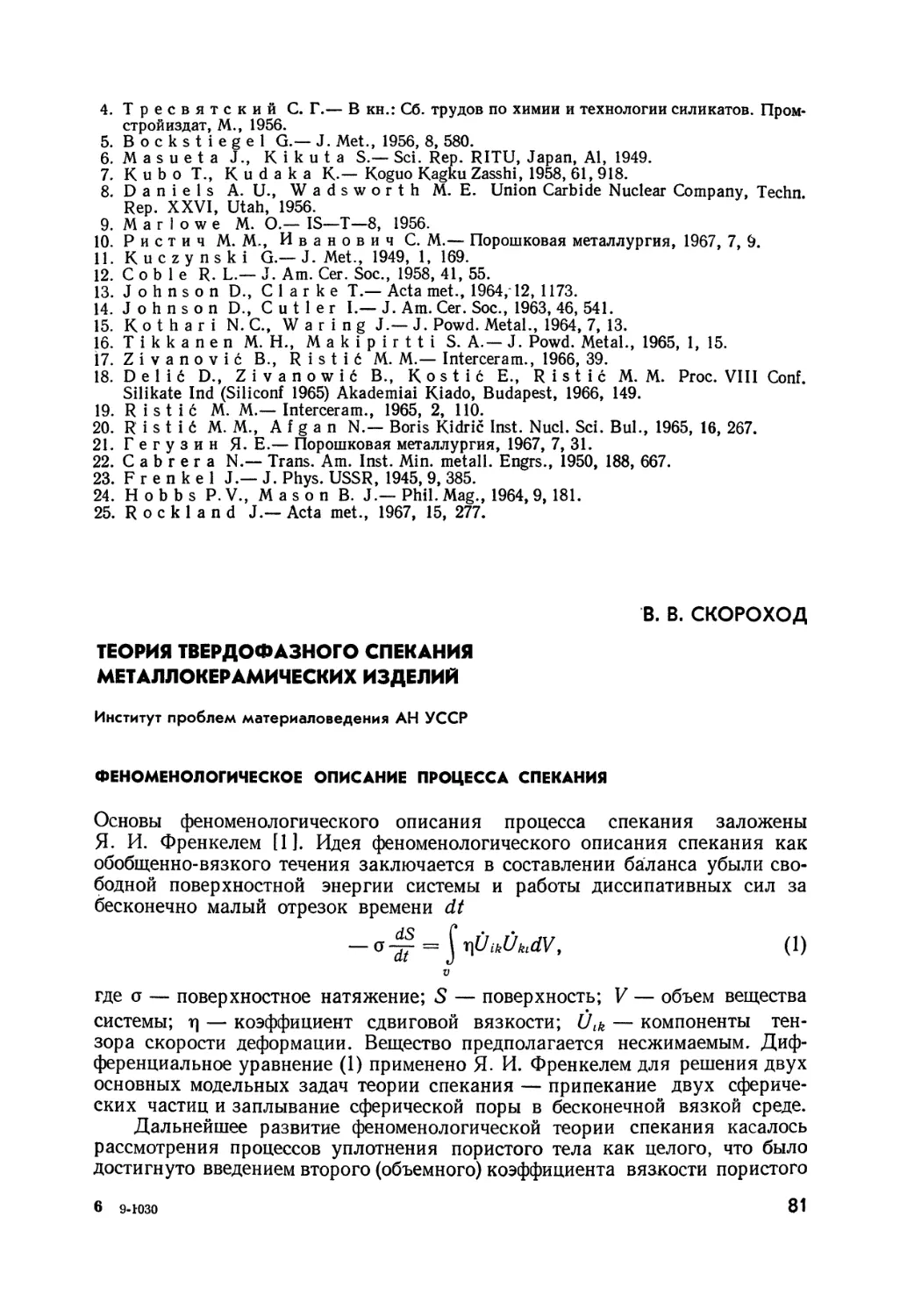
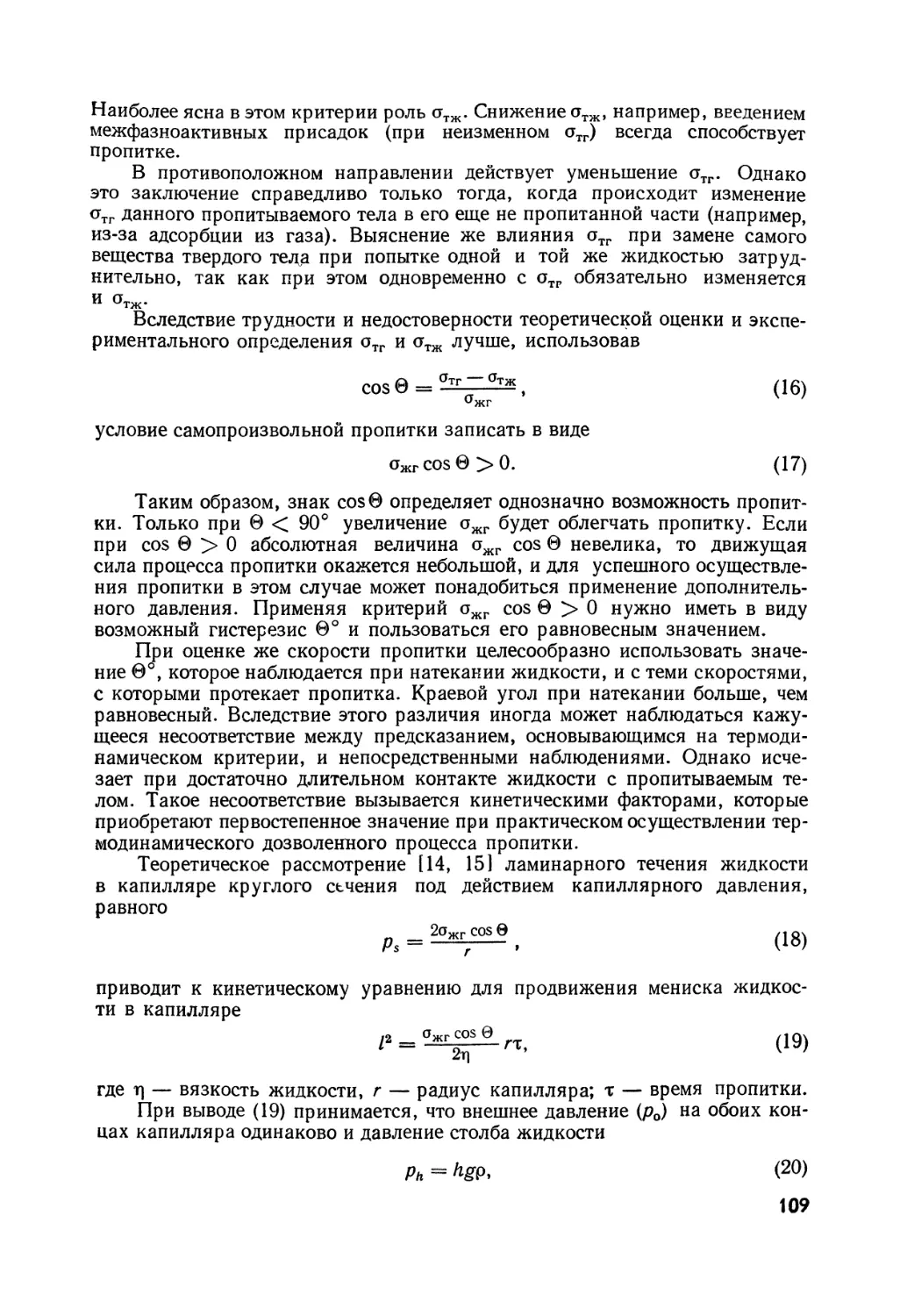
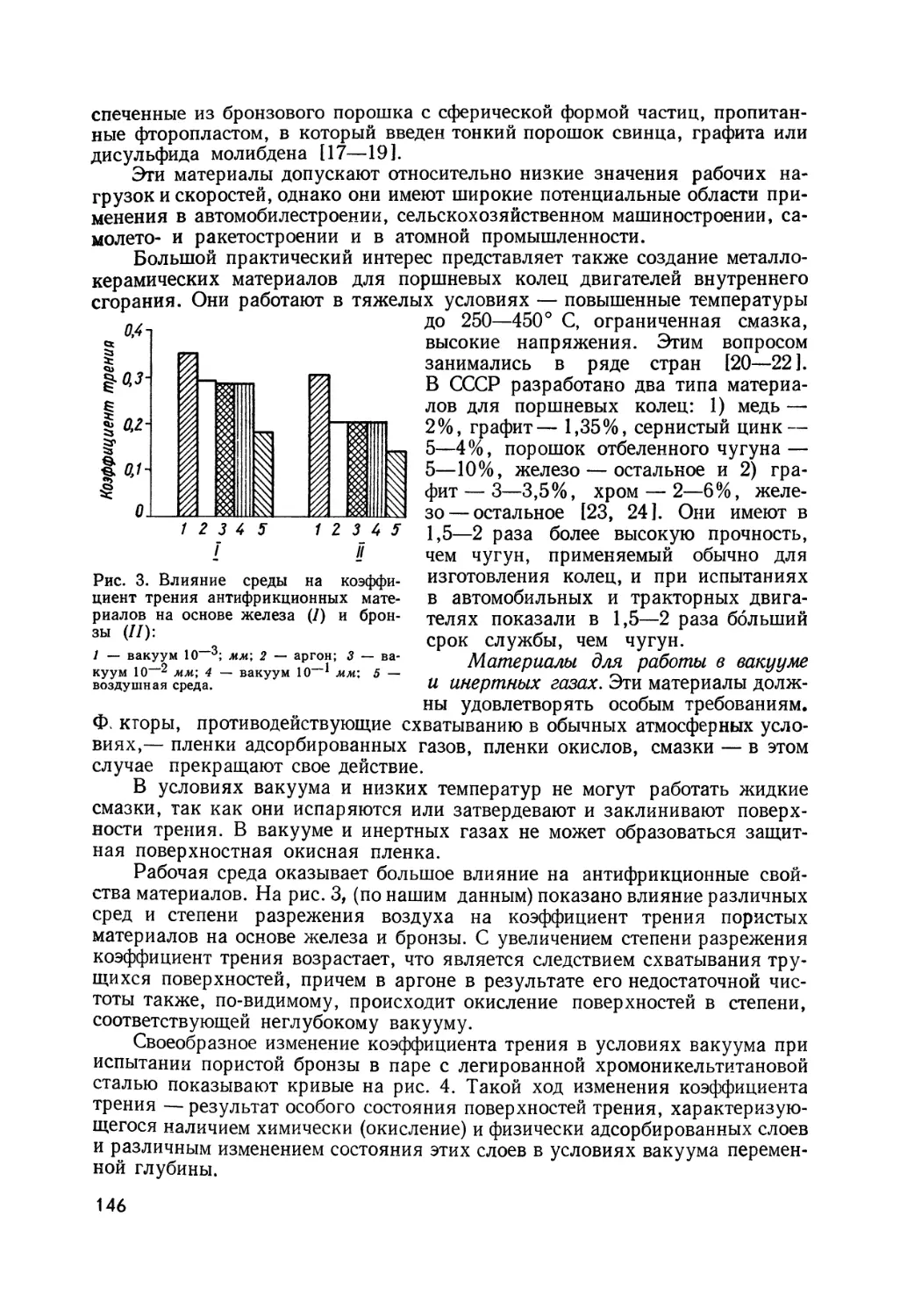
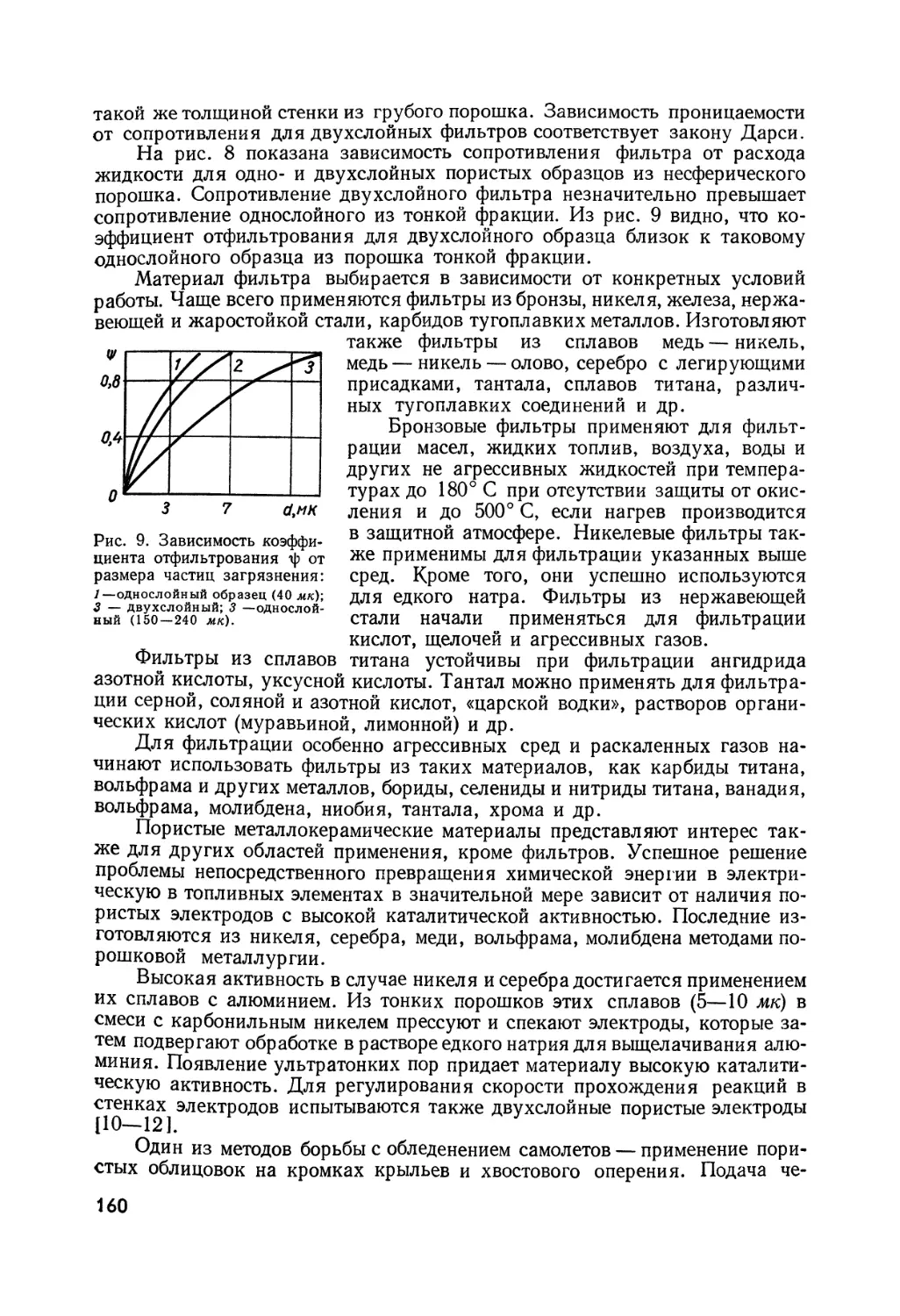
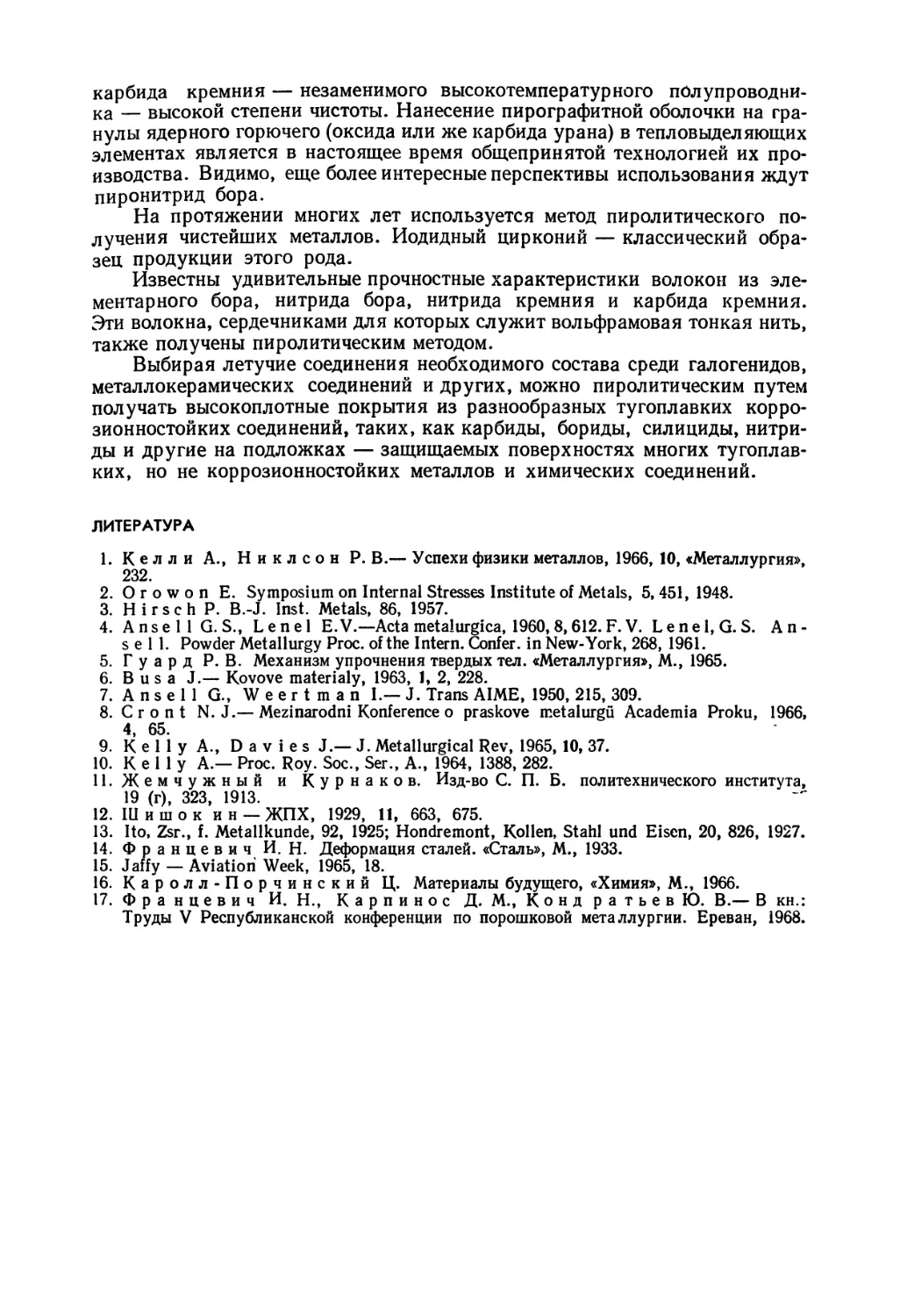
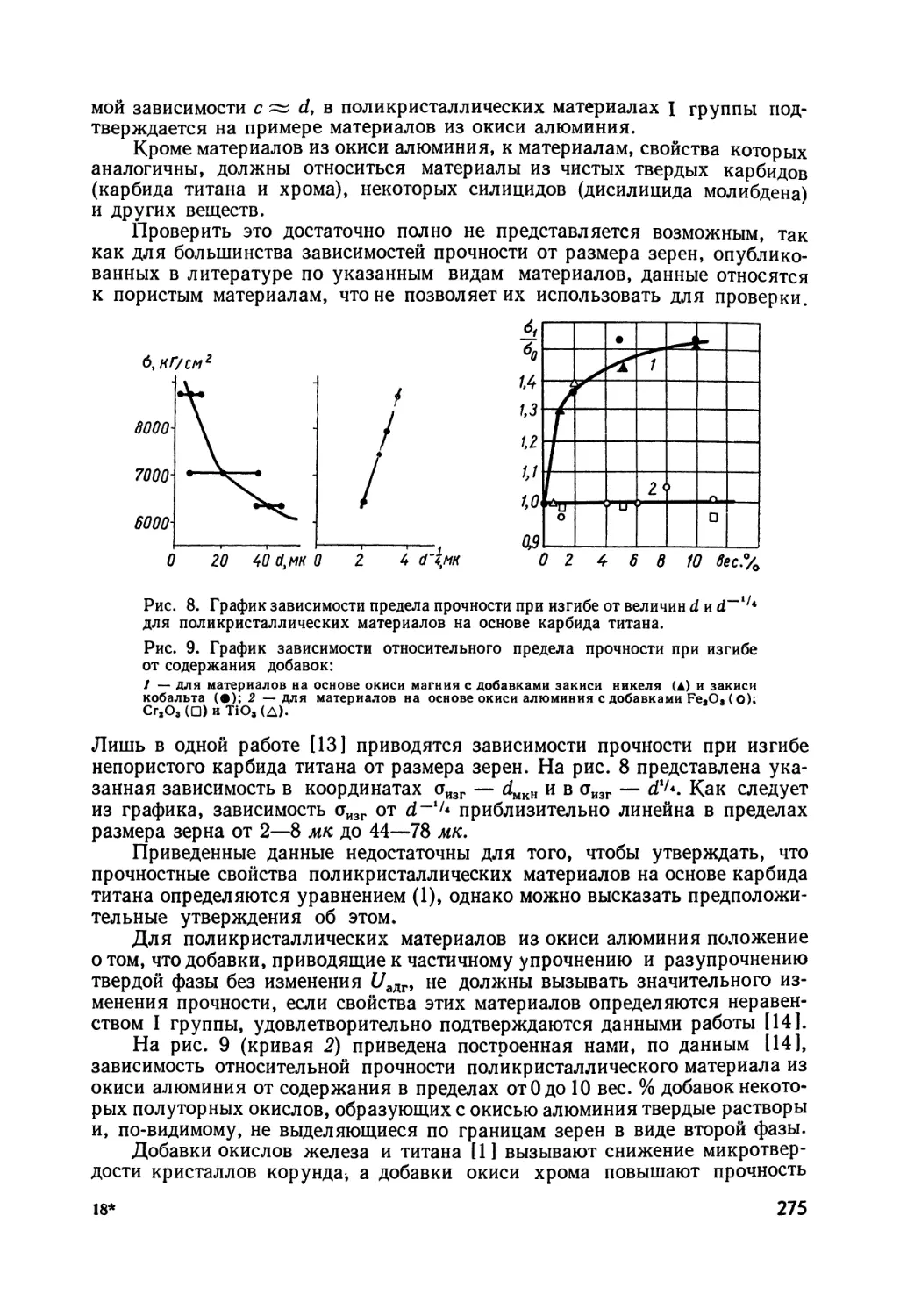
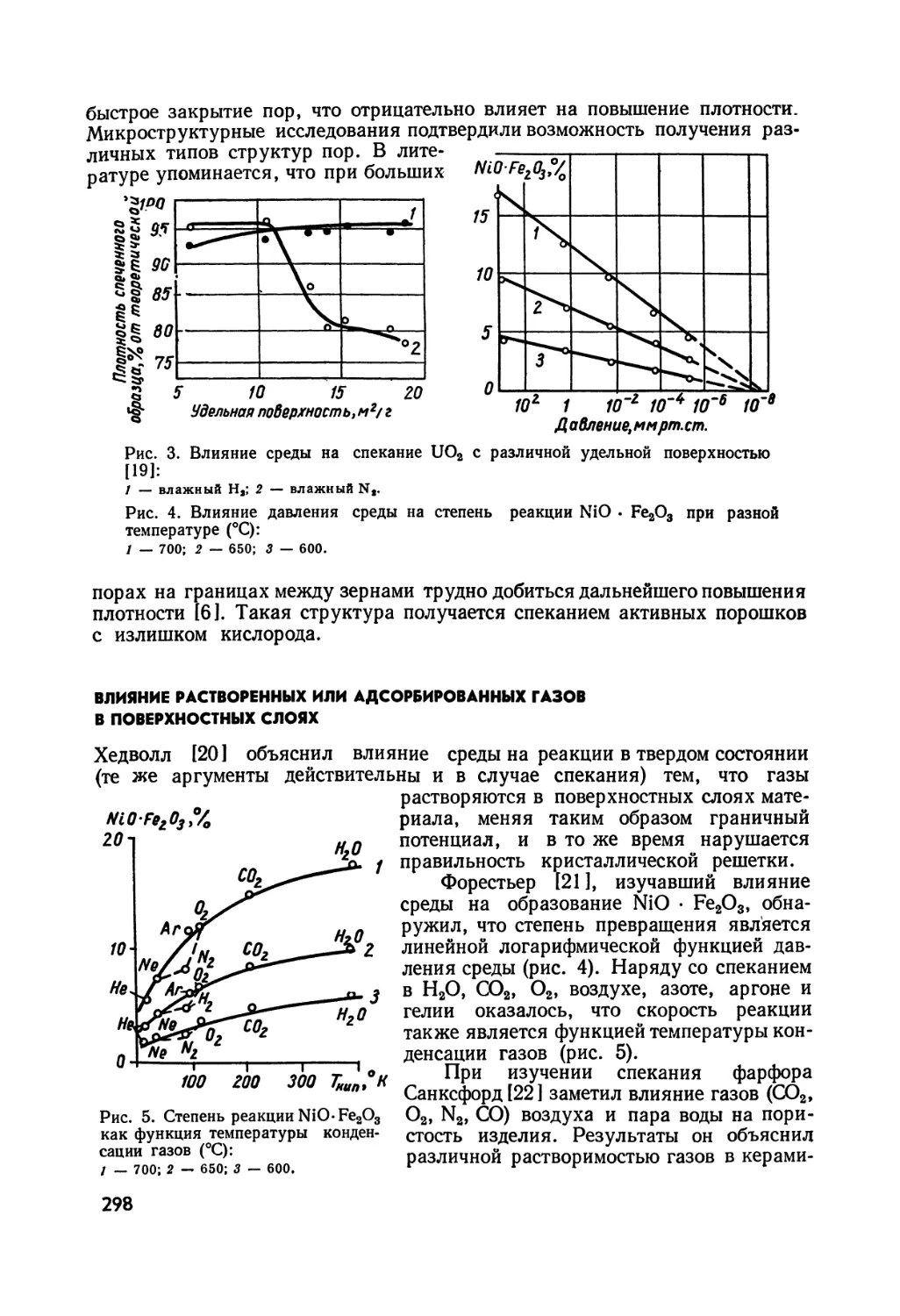
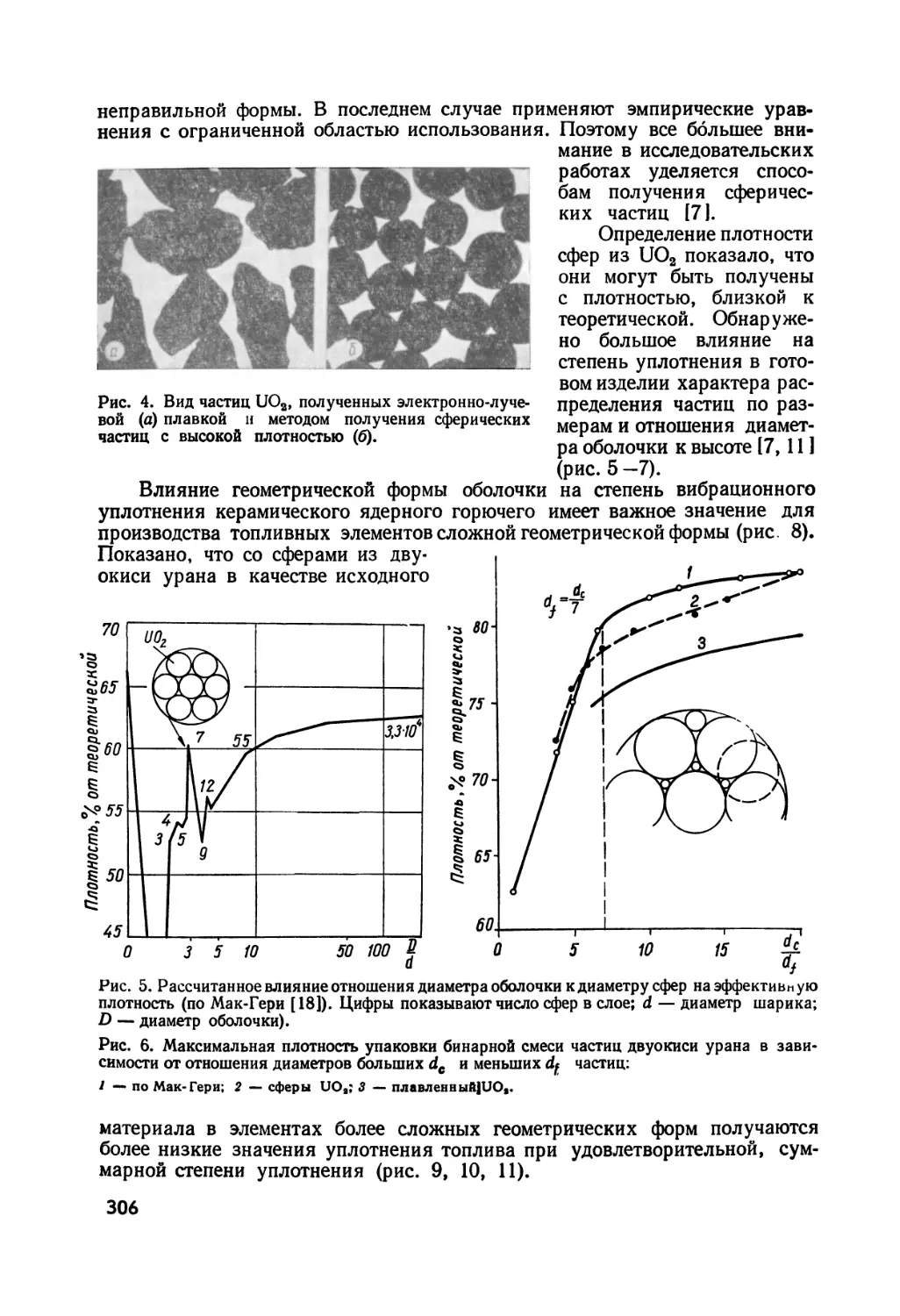
Рис. 3. График зависимости ско-
рости процесса восстановления от
степени восстановления.
решетки, сопровождающейся кристаллохи-
мическими превращениями, и десорбции
продуктов реакции.
Наиболее вероятной реакцией в ка-
честве элементарного процесса для первой
стадии является
Fe2O3+H2 2FeO* + Н2О
ИЛИ Fe3O3 + СО 2FeO* + СО3,
где FeO* — молекулы активной закиси
железа, не имеющие еще кристаллической
решетки. Активная закись железа не мо-
жет образовать кристаллическую фазу, так
как сейчас же вступает с соседней моле-
кулой Fe2O3 в реакцию, образуя Fe3O4.
Если между FeO* и кристаллом Fe2O3 имеется уже Fe3O4, то FeO* вос-
станавливается до Fe*, которое внедряется в решетку Fe3O4, восстанав-
ливая его до FeO*, а последнее, войдя таким образом в контакт с Fe2O3,
дает с ним опять Fe3O4. Общая схема процесса будет иметь вид
Fe2Oили -->FeO*
4-Нг или СО ре* 4-Fe3O4 FeQ* +Fe2°3 > р^
-------------------------------------------------> Fe3O4
Таким образом, FeO* не может накапливаться. Пока есть достаточное
количество Fe.2O3, активная закись железа реагирует далее и реакция за-
канчивается образованием Fe3O4 без FeOKp. Этим объясняется и неавтоката-
литичность процесса восстановления Fe2O3 до Fe3O4, в отличие от дальней-
шего восстановления магнитной окиси железа.
Автокаталитический характер процесса восстановления, по мнению
некоторых исследователей, связан с образованием зародышевых центров
новой кристаллической фазы — металлического железа. На рис. 3 приве-
дена зависимость скорости процесса от степени восстановления. На кривой
наблюдается минимум при степени восстановления, равной 33%. Это
соответствует появлению в шихте 10% FeMeT и максимальному содержанию
Fe”. Минимум на кинетической кривой связан с окончанием перестройки
магнетита в вюстит, а на поверхности вюстита образуются избыточные
ионы железа. Зарождение металлической фазы затруднено необходимостью
28
значительного уменьшения удельного объема. Однако, как только это
энергетическое затруднение пройдено и возникнут «островки» металли-
ческой фазы на поверхности вюстита, процесс начинает автокаталитически
ускоряться.
По мнению других исследователей, автокаталитический характер про-
цесса восстановления связан не только с образованием зародышевых центров
новой кристаллической фазы металлического железа, а главным образом
с зарождением реакционных цепей по схеме
.FeO*
/ РрП*
Fe3O4 FeO* Fe* Fe* -> FeKp.
^FeO*
XFeO*
Период индукции связан с наиболее медленной стадией отнятия кис-
лорода от Fe3O4: Fe3O4 + Н2 -> 3FeO* + Н2О.
Для уменьшения индукционного периода и увеличения производи-
тельности процесса восстановления мы предложили ввести в состав шихты
9—10% восстановленного железа (отходов). В этом случае искусственно пре-
одолевается энергетическое затруднение, связанное с возникновением ме-
таллической фазы, процесс начинается взаимодействием металлического
железа с магнетитом, поэтому ускоряется образование активной закиси же-
леза и, скорость процесса восстановления не будет уменьшаться.
Шихту засыпают в поддоны так, что удельная навеска ее составляет
8,3 г на 1 см3 площади поддона. Поддоны с шихтой проталкивают в муфель
печи восстановления, где при температуре 1100—1150° С протекает вос-
становление окислов железа конвертированным природным газом. Газ-
восстановитель, получаемый в результате высокотемпературной паровой
конверсии, имеет следующий состав: 22—23% СО, 74—75% Н2, менее
3—3,5% (СО2 + Н2О).
Расход конвертированного газа составляет 1,4 м3 на 1 кг губки. Дли-
тельность процесса восстановления зависит от времени нагрева шихты
до температуры восстановления, циркуляции газа-восстановителя вглубь
слоя шихты и диффузии его вглубь частиц, а также скорости протекания
реакции восстановления. Чем мельче частицы окислов железа, тем меньше
времени затрачивается на диффузию восстанавливающего газа вглубь час-
тиц и обратную диффузию газообразных продуктов реакции. Однако из-за
более плотной укладки частиц и большей спекаемости их ухудшается цир-
куляция газов через слой.
Для облегчения циркуляции восстанавливающих газов через слой, а
также увеличения поверхности соприкосновения с ними частиц окислов
и уменьшения усадки, вызванной спеканием восстановленных частиц,
в шихту добавляют разрыхлитель — сажу. Одновременно с этим сажа игра-
ет вспомогательную роль твердого восстановителя и регенератора, благо-
даря взаимодействию ее с углекислым газом и водяными парами по реак-
циям
СО2 + С = 2СО,
н2о + с = со+н2.
Таким образом, улучшается восстанавливающая способность конвер-
тированного газа, идущего навстречу поезду поддонов с шихтой.
29
Недостаток применения сажи в том, что ее добавка значительно ухуд-
шает теплопроводность шихты и увеличивает время, необходимое для на-
грева последней до температуры интенсивного протекания реакции восста-
новления. Производительность муфельной печи, зависящая от длины рабоче-
го пространства, ограничена пределом, при переходе через который может
произойти вспучивание поезда поддонов и деформация самих поддонов. За-
трата дополнительного тепла на нагрев металлических поддонов — также
один из недостатков печей этой конструкции.
Восстановленная губка к поддону не припекается, так как перед за-
сыпкой шихты дно и стенки поддона смазывают смесью масло = графит
и покрывают слоем крупного железного порошка (возврата) или шихту
помещают в противень из пористого железного проката. Губку размалы-
вают вместе с противнями. Размол ее, благодаря высокой пористости, не
затруднителен и может осуществляться в молотковой мельнице.
Условия восстановления шихты и размола восстановленной губки
предопределяют высокие технологические свойства железного порошка,
получаемого по методу ИПМ АН УССР: шероховатость поверхности, губ-
чатая форма частиц, отсутствие наклепа, что обусловливает хорошую фор-
муемость порошка и отсутствие расслоения графита при прессовании
железографитовой смеси на основе этого порошка.
Как уже отмечалось ранее, низкая теплопроводность сыпучей шихты
удлиняет время, необходимое для полного восстановления железа из окис-
лов. Значительное сокращение времени на прогрев шихты до температуры
восстановления может быть достигнуто за счет брикетирования шихты и за-
мены сажи веществом с большим насыпным весом (древесный уголь, коксик,
графит). При этом ухудшается циркуляция газа вглубь брикета, но значи-
тельно возрастает внешняя поверхность контакта шихты с восстанавливаю-
щими газами. Опыты по восстановлению брикетированной шихты конверти-
рованным газом в муфельной печи института показали, что замена сыпучей
шихты брикетами повышает ее производительность почти вдвое.
Принципиальный вопрос при осуществлении этой технологии — выбор
оптимальной пористости брикетов перед восстановлением и обеспечение
условий, не допускающих значительной усадки брикетов в процессе вос-
становления.
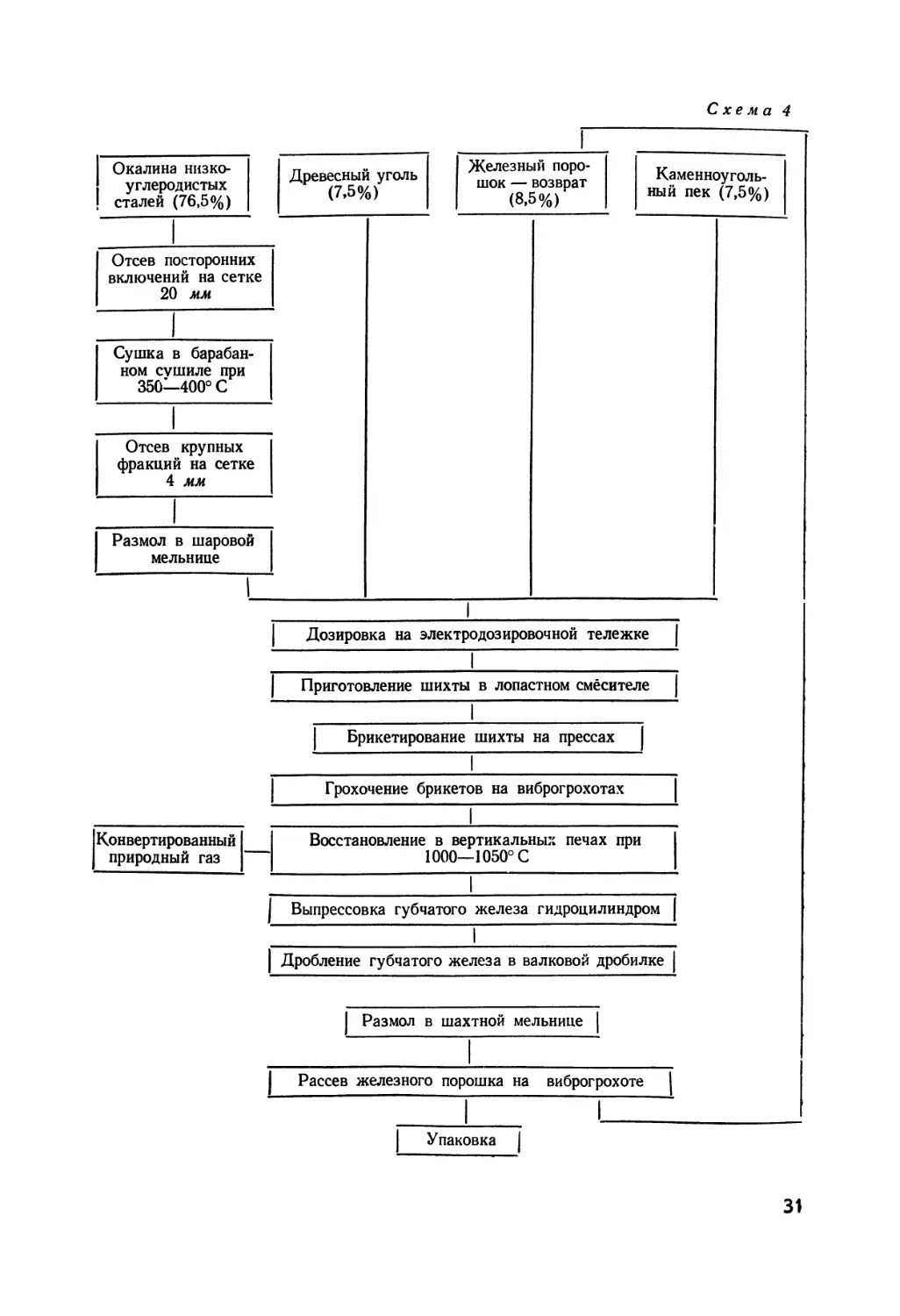
Метод производства железного порошка восстановлением брикетиро-
ванной шихты в шахтных электрических печах состоит в следующем (схе-
ма 4). Взвешивают шихтовые материалы: окалину, возврат железного
порошка, порошок древесного угля и каменноугольный пек. В смеситель,
стенки которого обогреваются перегретым паром, загружают окалину,
возврат железного порошка и древесный уголь, перемешивают и одновремен-
но прогревают до температуры ПО—120° С, затем в смеситель подают ка-
менноугольный пек и отходы брикетирования. Смешивание продолжается
до получения хорошо формующейся массы.
Горячую шихту прессуют на вальцевом прессе под давлением 150—
200 кПсм2. Спрессованные брикеты имеют овальную форму (40 X 60 мм).
Брикеты загружают в перфорированные кольцевые стаканы и восстанав-
ливают конвертированным газом в шахтной электрической печи при
1050° С. Газ-восстановитель, получаемый в результате низкотемпературной
паровой конверсии, имеет следующий состав: 13—15% СО, 6—7% СО2,
0,3—1,0% О2, 73—75% Н2, 0—2,5% СН4, 6—6,5% Н2О. Расход конверти-
рованного газа составляет 1,3 м3 на 1 кг губки.
30
Схема 4
| Дозировка на электродозировочной тележке |
I ~
I Приготовление шихты в лопастном смесителе I
____________________I____________________
I Брикетирование шихты на прессах I
Дробление губчатого железа в валковой дробилке |
Размол в шахтной мельнице |
Рассев железного порошка на виброгрохоте
Упаковка |
31
Конструктивные и технологические недостатки процесса восстанов-
ления на Днепровском алюминиевом заводе состоят в следующем:
1. Производительность печи, зависящая от высоты нагревательной
зоны, ограничена пределом недопустимой деформации (сплющивания)
металлических стаканов с брикетами. Повышение производительности за
счет увеличения диаметра шахты и, соответственно, диаметра перфори-
рованных стаканов ограничено, так как при увеличении диаметра стака-
на часто наблюдаются недовосстановленные брикеты в зоне, прилегаю-
щей к центральной трубе.
Таблица 2
Содержание элементов, % з м s 2 Ж н Q £
Марка порошка реобщ (не менее) С Si Мп S р О Нераствор! в НС1 оста Насыпной г/см*
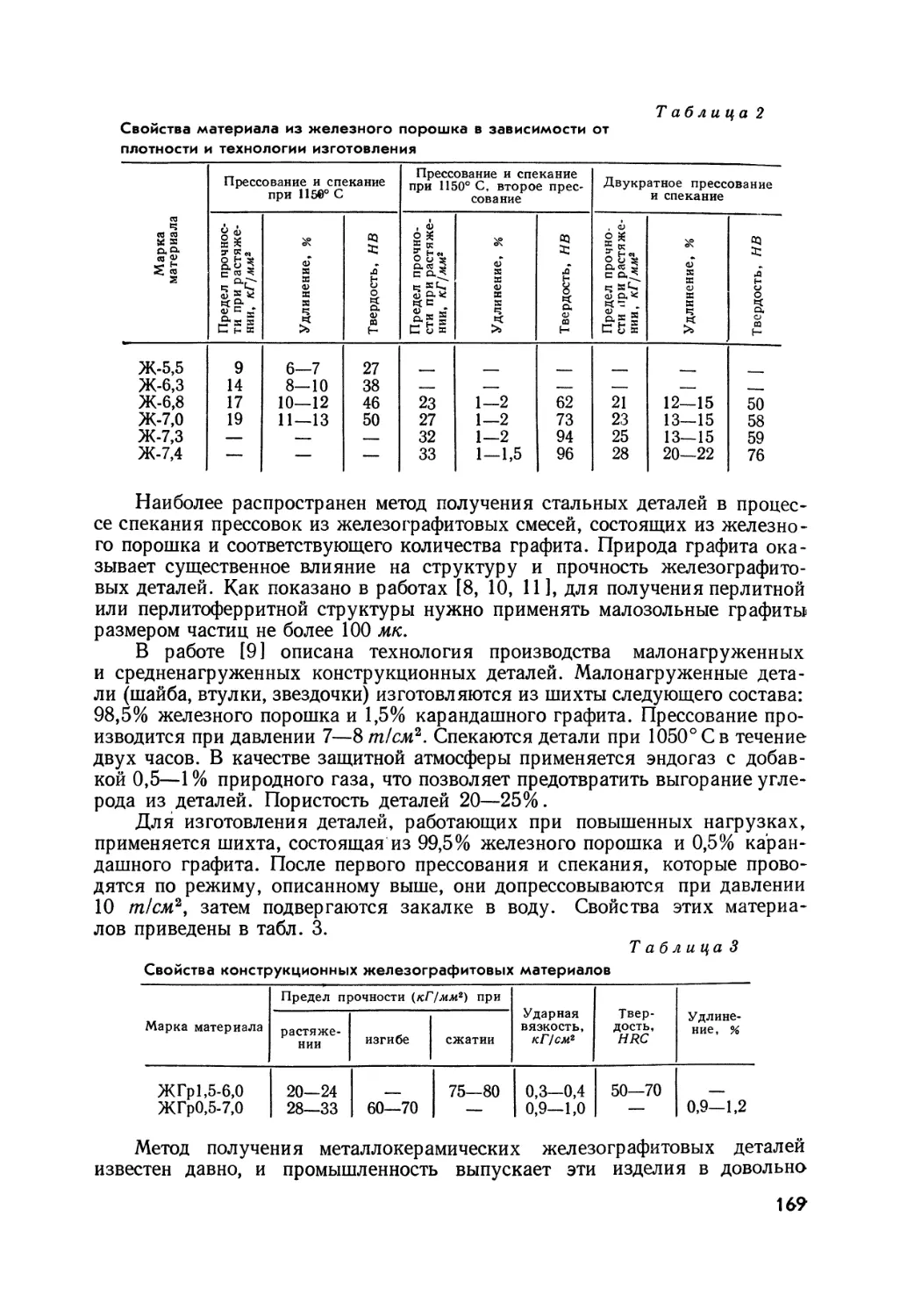
ПЖ1М1 ПЖ1М2 ПЖ1МЗ ПЖ01М 98,5 0,08 0,20 0,6 0,02 0,02 0,5 0,4 1,8—2,1 2,2—2,5 2,6—3,0
ПЖ2М1 ПЖ2М2 ПЖ2МЗ ПЖ20М 98,0 0,12 0,25 0,7 0,03 0,03 1,0 — 1,8—2,1 2,2—2,5 2,6—3,0
ПЖЗМ1 ПЖЗМ2 пжзмз ПЖЗОМ 98,0 0,15 0,25 0,7 0,05 0,05 — — 1,8—2,1 2,2—2,5 2,6—3,0
ПЖ4М1 ПЖ4М2 ПЖ4МЗ ПЖ40М 96,0 0,25 0,40 0,7 0,05 0,05 — — 1,8—2,1 2,2—2,5 2,6—3,0
2. Электрический обогрев не только дороже газового, но и практичес-
ки не обеспечивает температуру восстановления более 1050° С в шахте пе-
чи, поскольку температура на нагревателях, находящихся вне шахты, не
должна превышать 1150° С.
Попытки увеличить температуру на электронагревателях до 1200° С
приводили к резкому снижению стойкости нагревательных элементов, а
также повышенному короблению стаканов, которые, находясь при высо-
ких температурах, сильно деформируются под давлением верхней части
столба стаканов с брикетами.
3. Большой расход дорогих никельсодержащих материалов — жаро-
прочной стали для изготовления муфеля и перфорированных стаканов,
сплава Х20Н80ТЗ для электронагревателей. Использование малоугле-
родистой стали для изготовления стаканов нецелесообразно из-за чрез-
мерного приваривания восстановленных брикетов к стенкам стаканов и
стаканов друг к другу.
4. Непроизводительные расходы тепла на нагрев стаканов.
5. Зональность восстановления по объему каждого брикета. Брикеты
с каменноугольным пеком в качестве связки при восстановлении умень-
32
шаются в объеме (сжимаются). Восстановление каждого брикета про-
исходит сравнительно одинаково по всему объему за счет углерода в
теле брикета и в то же время — различно, поскольку дополнительное вос-
становление брикетов конвертированным газом происходит прежде всего в
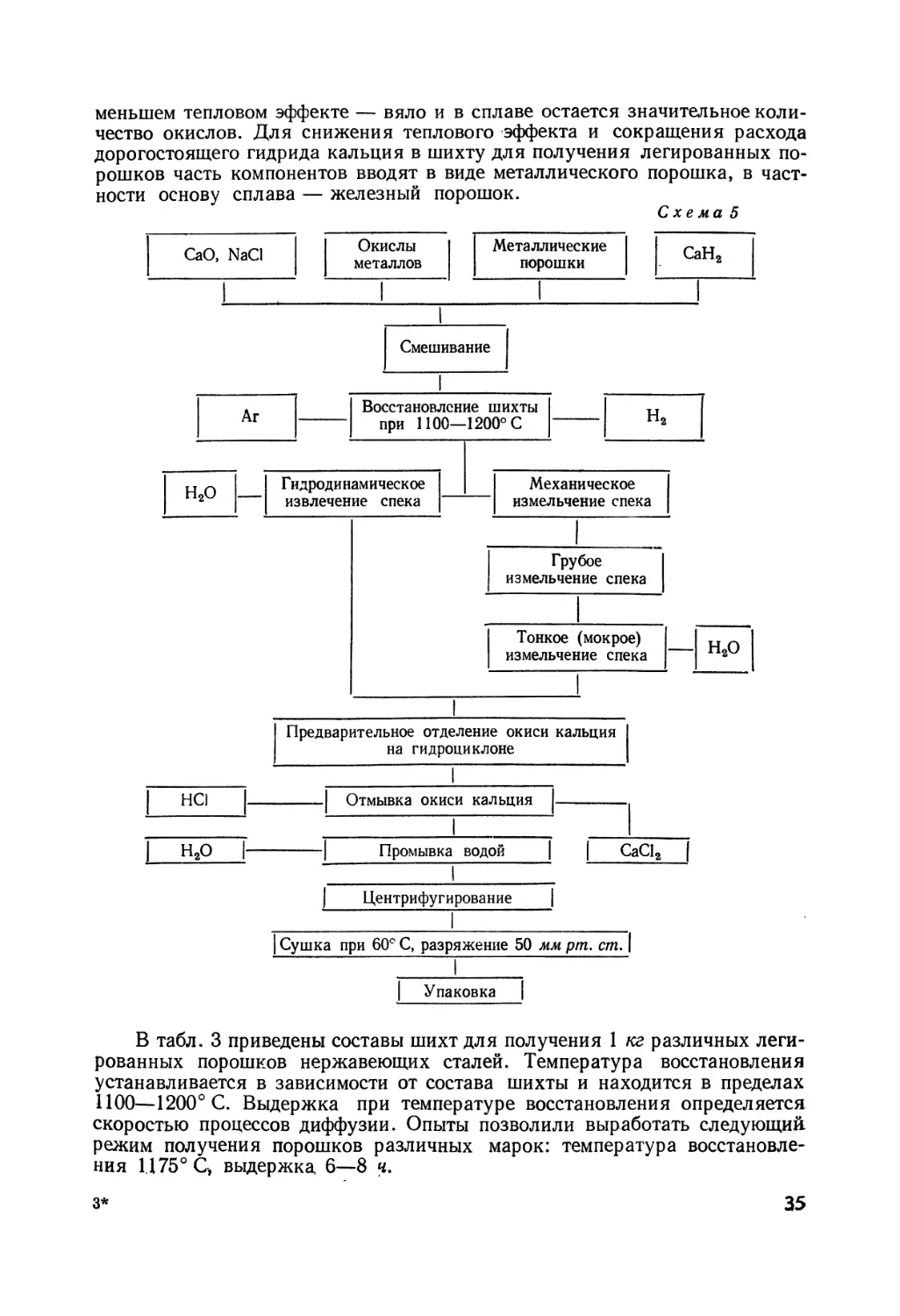
наружных слоях. Поэтому при быстром восстановлении наружного слоя
брикета конвертированным газом этот слой спекается, уплотняется, затруд-
няет доступ восстанавливающих газов к центру брикета.
Муфельные газовые печи восстановления на Броварском заводе по-
рошковой металлургии и шахтные электрические печи на Днепровском
Рис. 4. Форма частиц железного порошка.
алюминиевом заводе имеют предел, дальше которого производительность
их не может повышаться (в муфельных печах — это предельная длина
поезда поддонов, в шахтных — максимально допустимая высота столба
стаканов).
Печи обоих конструкций не эффективны для заводов большой мощ-
ности из-за необходимости в сооружении большого количества восстано-
вительных а1регатов, что потребует соответствующего количества площадей
или объемов производственных зданий. Кроме того, обслуживание много-
численных агрегатов требует громоздкой механизации, многочисленного
обслуживающего персонала.
Для крупных заводов необходимы восстановительные агрегаты с высо-
кой производительностью (10—15 тыс. т и более железного порошка в год),
удобные в обслуживании и экономичные. Такими восстановительными
агрегатами, очевидно, могут служить печи с шагающим подом, туннельные
с тележками и кольцевые с вращающимся подом.
Преимущества этих печей по сравнению с проходной и шахтной пе-
чами состоят в следующем:
3 9*1030
33
меньшие капитальные затраты на их сооружение по сравнению с го-
ризонтальными проходными печами и вертикальными шахтными;
высокая производительность одного агрегата и большой съем продук-
ции с единицы производственной площади;
малочисленность обслуживающего персонала, простая и экономичная
эксплуатация печи;
непрерывность процесса восстановления с полной автоматизацией и
механизацией печи: легкость и надежность осуществления комплексной
автоматизации.
Метод комбинированного восстановления обеспечивает возможность
получения железного порошка высших марок по ГОСТу 9849-61 с содержа-
нием 98,0—99,0% Реобщ и менее 0,1% С (табл. 2). Форма частиц порошка
показана на рис. 4.
ПРОИЗВОДСТВО ПОРОШКОВ ЛЕГИРОВАННЫХ СТАЛЕЙ
И СПЛАВОВ
В СССР и за рубежом порошки легированных сталей и сплавов получают
различными методами: вихревым размолом, распылением расплавов, меж-
кристаллитной коррозией, совместным восстановлением окислов, электро-
лизом водных и расплавленных сред, термодиффузионным насыщением.
Каждый из этих методов имеет свои преимущества и недостатки. Два из
них получили в СССР наибольшее распространение благодаря своим тех-
нологическим преимуществам. Это метод совместного восстановления сме-
сей окислов гидридом кальция, разработанный в ЦНИИЧЕРМЕТе [12, 13],
и метод термодиффузионного насыщения из точечных источников (ИПМ
АН УССР).
Метод совместного восстановления окислов металлов газовыми восста-
новителями применяется для получения порошков сплавов, содержащих
металлы с легковосстановимыми окислами (Fe—Си, Fe—Ni, Ni—Си и др.).
Для восстановления трудновосстановимых окислов (А12О3, ТЮ2, Сг2О3,
Mn3O4, В2О3, Nb2O5n др.) не удается использовать обычные газовые вос-
становители и углерод. Для их восстановления необходим очень актив-
ный восстановитель, у которого убыль свободной энергии образования окисла
больше, чем у восстанавливаемых окислов металлов. При этом необходимо,
чтобы восстановитель не взаимодействовал с восстанавливаемыми метал-
лами, а окислы его легко удалялись из порошка. Кроме того, эти окислы
должны быть разъединителями, препятствующими спеканию восстановлен-
ных порошков. Такой восстановитель, удовлетворяющий указанным тре-
бованиям и наиболее безопасный в эксплуатации,— гидрид кальция.
Восстановление окислов металлов гидридом кальция (схема 5) протекает
по реакции
МеО + СаН2 -> Me + СаО + Н2.
Как показано работами Б. А. Борока с сотрудниками [12], продукт
восстановления представляет собой однородный порошок сплава, кото-
рый по фазовому составу, структуре и параметрам кристаллической решет-
ки идентичен литому сплаву того же состава.
Тепловой эффект реакции восстановления 1 кг окислов должен нахо-
диться в пределах от —209,3 до +502,4 кдж. При более высоком эффекте
реакция становится неуправляемой, она протекает слишком бурно; при
34
меньшем тепловом эффекте — вяло и в сплаве остается значительное коли-
чество окислов. Для снижения теплового эффекта и сокращения расхода
дорогостоящего гидрида кальция в шихту для получения легированных по-
рошков часть компонентов вводят в виде металлического порошка, в част-
ности основу сплава — железный порошок.
С х е м а 5
В табл. 3 приведены составы шихт для получения 1 кг различных леги-
рованных порошков нержавеющих сталей. Температура восстановления
устанавливается в зависимости от состава шихты и находится в пределах
1100—1200° С. Выдержка при температуре восстановления определяется
скоростью процессов диффузии. Опыты позволили выработать следующий,
режим получения порошков различных марок: температура восстановле-
ния Ц75°С, выдержка, 6—8 ч.
з*
35
Таблица 3
Исходный материал Х28 1 ОХ18Н9 1Х18Н9Т 1Х18Н15 1Х17Н2 1Х20Н80
Железный порошок 0,700 0,720 0,715 0,670 0,810
Окись хрома 0,438 0,263 0,263 0,263 0,250 0,321
Закись или порошок 0,130 0,130 0,130 0,190 0,026 —
никеля (в скобках) — (0,100) (0,100) (0,150) (0,020) (0,880)
Двуокись титана —— — 0,008 — —— —
Гидрид кальция 0,600 0,600 0,600 0,600 0,600 0,308
Восстановление шихты производят в ретортах из нержавеющей ста-
ли, которые нагревают в электрических печах. Разгрузку пека из реторты
осуществляют струей воды под давлением 1,5—2 ат; в этом случае одновре-
менно производят гашение пека, после выгрузки из реторты пек дробят, а
затем гасят и измельчают.
Пульпу после гашения подвергают обогащению на гидро циклонах,
позволяющих удалить 60—70% гидроокиси кальция. Затем ее обрабаты-
вают разбавленной соляной кислотой для
перевода оставшейся гидроокиси кальция
в хорошо растворимый в воде хлористый
кальций и отмывают. Отмытый порошок
обрабатывают на центрифугах и высуши-
вают в вакуумных сушильных шкафах при
температуре 60—70° С. Описанным мето-
дом в СССР изготовляют порошки нержа-
веющих сталей, сплавов нихрома, стел-
лита и др.
Метод диффузионного насыщения из
точечных источников заключается в обра-
ботке смеси металлических порошков хло-
ристым водородом при температуре 800—
1100° С (схема 6). В зависимости от задан-
ного химического состава стали или сплава
смешиваются соответствующие количества
металлических порошков (Fe, Ni, Сг, Мп,
Ti) с 10—15% NH4C1, который служит
источником НС1 и является одновременно
жания хрома в губке от количества
NH4C1 в исходной смеси при раз-
личном содержании в шихте хрома:
1 — \ 2 — 17%; 3 — 38%. Пункти-
ром показано исходное содержание хро-
ма в смеси.
разрыхлителем, препятствующим спеканию порошков полученных сплавов.
В описанных в литературе методах получения легированных порошков
диффузионным насыщением [14—17] источник насыщения и насыщаемый
порошок размещали отдельно в пространстве контейнера, ввиду чего эти
методы были мало удобными для широкого применения, не обеспечивали
равномерного распределения насыщаемого металла во всей толще порош-
ка, затрудняли регулирование состава порошка, а металл из насыщающей
засыпки использовался недостаточно полно.
Метод насыщения из точечных источников отличается тем, что источники
насыщения расположены равномерно во всей толще порошка. Это устра-
нило указанные выше недостатки и позволило превратить метод диффу-
зионного насыщения в метод массового получения легированных порошков,
которые в 7—15 раз дешевле, чем порошки, получаемые методом кальций-
36
Схема 6
гидридного восстановления. Коэффициент использования насыщающих
элементов зависит от содержания NH4C1 в шихте (рис. 5) и близок к 90% для
хрома (рис. 6).
Избыточные хлориды, которые остаются
в порошках после насыщения, удаляются про-
мывкой в воде с последующей сушкой или
отжигом порошков при температуре 800—
1000° С в токе остроосушенного водорода в
течение 2—3 ч. Насыщению могут подвер-
гаться сплавы, полученные совместным вос-
становлением металлов с легковосстановимы-
Рис. 6. График зависимости
коэффициента использования
kQr хрома от его содержания
ми окислами, например Fe — Ni; W — Ni; в исходной смеси.
W — Fe — Ni и др.
В настоящее время разработаны технологии получения порошков хро-
мистых сталей с содержанием хрома до 30%, хромоникелевых, кремнистых
и марганцовистых сталей, легированных вольфрамом и хромом, и др.
ЛИТЕРАТУРА
1. К н я з е в В. Ф., Лурье И. Л., Тимошенко Н. И.— В кн.: Порошковая
металлургия, Ярославль, 1956.
2. Князев В. Ф., Крашенинников Е. А. — В кн.: Порошковая металлургия.
«Высшая школа», Минск, 1966, 59—63.
3. Тимофеев Е. П., Крашенинников Е. А. и др.—В кн.: Порошковая
металлургия. «Высшая школа», Минск, 1966, 51—59.
37
4. Францевич И. Н., Радомысельский И. Д.— В кн.: Порошковая метал-
лургия, Ярославль, 1956, 129—152.
5. Францевич И. Н., Радомысельский И. Д. Бюллетень Центрального
института информации черной металлургии, 1958, 18, 46—48.
6. Радомысельский И. Д., Жорняк А. Ф., Никишов И. С. — В кн.:
Труды VII Всесоюзной научно-технической конференции по порошковой металлургии,
Ереван, 1964, 312—319.
7. Radomyselskij I. D., C. Sc., PPM—VUPM, C. 1/1965, 3—16, Moravske tiskar-
ske zavody, n. p. Olomonc, provoz 15, Sumperk (ЧССР).
8. Еленков Л. П., Городилов М. М. Информационный листок ЦБТИ Запорож-
ского совнархоза, 1961, 63.
9. Острик П. Н., Артеменко С. А. и др.— Порошковая металлургия, 1966,
12, 1—3.
10. Матвеев В. А., Ф и л о м о н це в Д. П., Радомысельский И. Д., Ф ран-
це в и ч И. Н.— Порошковая металлургия, 1964, 6.
11. Манукян Н. В. — В кн.: Порошковая металлургия. «Высшая школа», Минск, 1966,
’ 21—28.
12. Борок Б. А., Теплен ко В. Г.—В кн.: Порошковая металлургия, 43. «Метал-
лургия», М., 1965, 69—80.
13. Щеголева Р. П., Реутова Н.П. и др.—В кн.: Порошковая металлургия,
43. «Металлургия», М., 1965, 81—89.
14. Федорченко И. М.,. Филатова Н. А.— Вопросы порошковой металлур-
гии и прочности металлов, VII. Изд-во АН УССР, К., 1959, 105—119.
15. Францевич И. Н., Бойко Е. Б.— Порошковая металлургия, 1964, 1, 44—55.
16. Чехова О. О. Магнггном’як! металокерам!чн! матер!али. Вид-во АН УРСР, К., 1959.
17. Радомысельский И. Д., Напара-Волгина С. Г.— Порошковая ме-
таллургия, 1965, 8, 13; 1966, 7, 10—14.
Г. А. МЕЕРСОН
МЕТОДЫ ПОЛУЧЕНИЯ ПОРОШКОВ ТУГОПЛАВКИХ
МЕТАЛЛОВ
Московский институт стали и сплавов
К группе тугоплавких металлов относят следующие элементы IV—VII групп
периодической системы Д. И. Менделеева: Ti (т. пл. 1670°С), Zr (т. пл.
1850° С), Hf (т. пл. 2130° С), V (т. пл. 1900° С), Nb (т. пл. 2470° С), Та
(т. пл. 3000° С), Мо (т. пл. 2610° С,) W (т. пл. 3380° С), Re (т. пл. 3180° С).
Высокие температуры плавления указанных металлов служат причи-
ной того, что в большинстве случаев при их восстановлении в чистом виде
из соответствующих исходных соединений они получаются ниже точки
плавления в форме порошков или губок. Исключение составляют лишь
методы осаждения компактных металлов из газовых фаз, например, терми-
ческой диссоциацией летучих иодидов (Ti, Zr) либо восстановлением во-
дородом паров хлоридов или фторидов на накаленной поверхности (W,
Mo, Re).
В настоящей статье последние методы и методы получения губчатых ти-
тана и циркония восстановлением их хлоридов магнием или натрием, при-
меняемые в производстве плавленных титана или циркония, не рассма-
триваются.
В зависимости от свойств того или иного тугоплавкого металла, его
назначения, выбора исходного соединения при получении порошков туго-
плавких металлов используют разнообразные методы, из которых основ-
38
ные — восстановление окислов водородом, углеродом, металлотермиче-
скими методами, электролиз расплавленных сред.
В последнее время развиваются методы получения порошков тугоплав-
ких металлов, в частности состоящих из сферических частиц, восстанов-
лением паров хлоридов или фторидов водородом, например, в кипящем слое.
ВОССТАНОВЛЕНИЕ ОКИСЛОВ ВОДОРОДОМ
Возможность восстановления окислов тех или иных металлов водородом
определяется термодинамической прочностью окислов, оцениваемой вели-
чиной свободной энергии
их образования.
На рис. 1 сопоставле-
ны величины изменения
изобарного термодинами-
ческого потенциала (AZ0)
при образовании окислов
некоторых металлов. Толь-
ко окислы, —AZ0 образо-
вания которых при темпе-
ратуре 300° К меньше
70 ккал!1^ моль О2, могут
быть восстановлены водо-
родом. При этом из числа
окислов этой группы, рас-
положенных в нижней
части графика на рис. 1,
V2O5 восстанавливается
водородом только до низ-
ших окислов, термодина-
мическая прочность кото-
рых оценивается величи-
Рис. 1. Свободные энергии обра-
зования окислов разных ме-
таллов.
AZ°ккал/ i моль 02
-150 Д
200 400 600 800 1000 1200 1400 1600 7, ° К
ной—Д^298 значительно выше 70 ккал Z1/2 моль О2, однако остальные
окислыэтой группы восстанавливаются водородом до металлов.
Из тугоплавких металлов на практике метод восстановления водородом
применяется для получения порошков вольфрама, молибдена и рения.
ВОССТАНОВЛЕНИЕ ВОЛЬФРАМА ВОДОРОДОМ
ИЗ ВОЛЬФРАМОВОГО АНГИДРИДА
Реакция WO3 + ЗН2 = W + ЗН2О является суммарной, складывающей-
ся из четырех реакций в соответствии с существованием четырех окислов
вольфрама
(1)
10WO3 + Н2 = W10O29 + Н2О,
39
2W10O29 + 3H2 = 5W4Ou + 3H2O, (2)
W4OU + 3H2 = 4WO2 + 3H2O, (3)
WO2 + 2H2 = W 4-2H2O. (4)
Учитывая весьма малую взаимную растворимость окислов, константы
равновесия для всех этих реакций выражаются
ответствует эндотермичности
Рис. 2. График зависимости от
температуры констант равнове-
сия реакций восстановления
окислов вольфрама и молибдена
водородом.
и зависимости констант равновесия указанных реакций от температуры
определяются уравнениями [4]
, „ 3266,9 . . л„„_
1g Ю», =-----+ 4,0667,
= 5,1086,
1g/СРз = -^- +0,90642,
lg Kpt ----^-+ 1,650.
Графически эти зависимости показаны на рис. 2. Наклон прямых со-
всех указанных реакций, например
WO2 + 2Н2 = W + 2Н2О — 15,8 ккал.
Следовательно, повышение температуры сдви-
гает эти реакции в сторону восстановления.
Для последней стадии процесса восста-
новления WO2 до W при температуре 840° С
значение К = Рнго/^н2 составляет величину
около 0,4, т. е. восстановление до металла
может проходить при значительной концент-
рации паров Н2О в газовой фазе.
Однако для ускорения процесса, исполь-
зуя противоточную систему продвижения
порошка и водорода в трубчатых печах, приме-
няют хорошо осушенный водород с содержани-
емпаров Н2Оменьше0,01 об.%, пропускаемый
со скоростью в 2,5—3 раза больше теорети-
чески необходимой, в соответствии со ско-
ростью продвижения окислов вольфрама
вдоль трубы печи.
В зависимости от размеров производства применяют или многотруб-
чатые стационарные печи, вдоль которых материал продвигают в лодочках
из нержавеющей стали при помощи стержневых механических толкателей,
или печи с наклонной вращающейся трубой. Температура вдоль трубы
распределяется неравномерно, повышаясь в направлении продвижения
окислов, что в сочетании с противоточным направлением движения водо-
рода, выносящего образующиеся пары воды, создает благоприятные усло-
вия для восстановления.
По мере того как WO3 превращается последовательно в низшие, труд-
но восстанавливаемые окислы, эти окислы перемещаются в область более
40
высоких температур и меньших концентраций Н2О. В конце пути продви-
жения материала образуется практически полностью восстановленный
вольфрамовый порошок, выходящий из зоны реакции в области наиболь-
шей температуры (800—850° С) навстречу поступающему в трубу сухому
водороду.
В связи с большой удельной поверхностью металлического порошка
и неизбежным при этом образовании тончайших окисных пленок при со-
прикосновении порошка с воздухом вольфрамовый порошок содержит свя-
занный кислород до 0,1—0,2%.
Вследствие того что при переходе от WO3 к WO2 насыпной объем со-
кращается примерно в два раза, для лучшего использования объема лодо-
чек или вращающейся трубчатой печи целесообразно осуществлять процесс
восстановления вольфрама в две стадии [1, 21: 1) WO3 -> WO2 и 2) WO2
-> W, в разных печах, отрегулированных на различные температурные зо-
ны (1—500—700° С; 2 — 700—850° С) с соответственно отличающимися
загрузками и скоростями продвижения материала. Избыток неисполь-
зованного водорода, выходящий из печей, проходит осушку и возвраща-
ется обратно в систему питания печей водородом.
ФАКТОРЫ, ВЛИЯЮЩИЕ НА РАЗМЕРЫ ЗЕРЕН ВОЛЬФРАМОВОГО ПОРОШКА,
РЕГУЛИРОВАНИЕ ЗЕРНИСТОСТИ ПОРОШКА [1, 2, 5]
Важное влияние на поведение вольфрамового порошка при дальнейших опе-
рациях прессования и спекания, а также на свойства и обрабатываемость спе-
ченных заготовок и готовых изделий оказывает величина зерен и грануло-
метрический состав порошка. Исследования и производственные наблюдения
показали, что следующие условия восстановления способствуют образова-
нию более крупных зерен вольфрамового порошка:
высокая температура восстановления и быстрый подъем температу-
ры вдоль трубы;
большая скорость продвижения материала от низко- к высокотемпера-
турным зонам;
толстый слой засыпки окисла в лодочку или трубу;
малая скорость подачи водорода;
плохая осушка водорода.
В хорошо осушенном водороде в спрессованном брикете, где частицы
порошка находятся в тесном контакте, заметный рост зерен вольфрама не
наблюдается до температуры 1000—1200° С. Следовательно, рост зерен
в твердой фазе за счет рекристаллизации в этих условиях не происходит.
В то же время в процессе восстановления при температурах не выше 850—
900° С регулированием перечисленных факторов можно получать порошки
вольфрама с размерами зерен меньше 2—3 мк либо больше 30—50 мк или
любой набор зерен промежуточных размеров.
Исследования [1, 5] показали, что образованию крупных зерен воль-
фрама предшествует формирование крупных зерен низшего окисла WO2.
Образование же крупных кристаллов WO2 при восстановлении WO3 про-
исходит за счет переноса материала через газовую фазу вследствие за-
метной упругости паров WO3 (или его соединения с Н2О) выше температуры
600—650° С в присутствии паров Н2О [6].
41
Перечисленные факторы способствуют тому, что значительная часть
WO3, не успев восстановиться в низкотемпературных зонах, переместится
в область температур, где заметна летучесть WO3, его пары, восстанавли-
ваясь водородом на поверхностях частиц WO2 (действующих каталитиче-
ски), будут укрупнять размеры последних. Кроме того, в определенных участ-
ках шихты, в ее замкнутых порах, в узких зазорах между частицами WO2,
где временно может быть повышенная концентрация Н2О, мелкие частицы
WO2 окисляются, образующийся WO3 испаряется и восстанавливается на
поверхности более крупных частиц WO2, увеличивая еще больше их размеры.
Следует учесть, что величина константы равновесия К = Рнго/Рн2 над
поверхностями мелких кристаллов WO2 несколько меньше, чем над поверх-
ностями крупных кристаллов. В этих условиях при некоторой концентра-
ции паров воды мелкие частицы WO2 окисляются, а на поверхностях круп-
ных кристаллов WO2 пары WO3 восстанавливаются. Таким образом осу-
ществляется перенос вольфрама через паровую фазу, содержащую WO3
(возможно, также и WO2.9), и укрупнение зерен WO2 за счет окислительно-
восстановительных реакций.
Во второй стадии процесса восстановления WO2 -> W (выше 700° С)
возможность сохранения или образования WO3 менее вероятна, и здесь раз-
мер образующихся зерен вольфрама зависит, в основном, от размеров
зерен исходного WO2. Однако в замкнутых порах и узких щелях может
иногда скопиться повышенная концентрация паров воды, достаточная для
образования WO3 на поверхности мелких частиц WO2 и W, и тогда во вто-
рой стадии восстановления в некоторых точках шихты тоже произойдет
окислительно-восстановительный перенос через паровую фазу.
В литературе высказывались предположения [7], что за счет испарения
и конденсации WO3 в процессе восстановления может происходить непосред-
ственное укрупнение зерен исходного WO3, что приведет к образованию
более крупных зерен WO2 и W. Однако в условиях непрерывного тока из-
бытка водорода трудно предположить, что может сохраниться заметное
количество невосстановленных паров WO3.
ВОССТАНОВЛЕНИЕ МОЛИБДЕНОВОГО АНГИДРИДА
ВОДОРОДОМ [1,3,8]
Этот процесс протекает через промежуточные окислы Мо4ОХ1 МоО2>75 и Мо02.
По некоторым данным [8], существует еще окисел МоО2.98, очень близкий
по составу к МоО3, влияние которого поэтому трудно выделить в соответст-
вующих стадиях восстановления.
Константы равновесия = P^qIPh, соответствующих реакций:
1) МоО3 -> Мо4Охх и 2) МоО2->Мо отличаются от аналогичных констант
равновесий для реакций восстановления вольфрамовых окислов водородом
тем, что для первой реакции МоО3 -> Мо4Оп прямая зависимости 1g К от
МТ лежит на графике (см. рис. 2) выше аналогичной прямой для реакции
восстановления WO3, а для последней МоО2 -> Мо она находится ниже
соответствующей прямой для реакции WO2 -> W. Эти отличия соответст-
вуют тому, что энергия связи металл — кислород в МоО3 меньше, чем
в WO3 (см. рис. 1), а в МоО2 больше, чем в WO2.
Константы равновесий реакций восстановления МоО2 и WO2 водоро-
дом показаны в таблице.
42
Температура, °C к = ^Н2о/рН2
МоО2 -* Мо WO2 w
700 0,38 0,40
760 0,40 0,51
850 0,57 0,72
950 0,72 1,0
1100 1,13 1,44
и более острая осушка
Соответственно при данной
степени осушки водорода первую
стадию восстановления МоО3 про-
водят при более низкой температу-
ре (450—600° С), чем восстановле-
ние WO3, а последнюю МоО2 -> Мо
нужно заканчивать при более вы-
сокой температуре (1000—1100°С),
чем WO2 W. Восстановление Мо
можно закончить при 900—950° С,
однако при этом потребуется более
длительное пребывание материала
в выходной высокотемпературной
Для устранения этих затруднений удобнее заканчивать восстановление
молибдена при 1000—1100° С, что на практике осуществляется введением
третьей высокотемпературной стадии восстановления. Первые две стадии
(450—650 и 650—950° С) проводят в тех же условиях и на том же обору-
довании, что и при восстановлении вольфрама, а для третьей (1000—
1100° С) применяют печи видоизмененной конструкции.
В связи с тем что хромоникелевые стали не выдерживают эксплуата-
ции на воздухе при температуре 1000—1100° С, нужно поместить сталь-
ные трубы печей в герметичный кожух, заполненный водородом. Эта защит-
ная среда предохраняет и нихромовые нагреватели печей от окисления.
Можно использовать также, для нагревателей жаростойкие железохром-
алюминиевые сплавы (фехраль и др.) или молибденовые нагреватели в
сочетании с алундовой трубой в водородной среде (вместо стальной
трубы).
На третье восстановление поступает порошок смеси Мо + МоО2 (со-
держащий 0,7—1,5% кислорода), поэтому в печи нет смысла создавать
градиент температуры по длине и вся рабочая зона печи имеет постоян-
ную температуру, что повышает ее производительность. На первой же ста-
дии приходится создавать пологую кривую подъема температуры по длине
печи по следующей причине: МоО3 образует с промежуточным окислом
Мо4Ои эвтектику, плавящуюся при 550—600° С, поэтому во избежание рас-
плавления смеси окислов следует продвигать материал вдоль трубы печи
таким образом, чтобы при достижении температуры 550° С закончилось, в
основном, образование МоО2.
Эти специфичные для молибдена условия (быстрая восстанавливаемость
МоО3 в низкотемпературной зоне и растянутый режим повышения темпера-
туры по трем стадиям) не благоприятствуют образованию заметных кон-
центраций паров МоО3 в более высокотемпературных зонах, и молибдено-
вый порошок получается обычно более мелкозернистый (до 2—3 лк), чем
вольфрамовый.
ВОССТАНОВЛЕНИЕ ВОЛЬФРАМОВОГО АНГИДРИДА
УГЛЕРОДОМ [1, 2 ]
В тех случаях, когда в порошке вольфрама допускается некоторое количе-
ство примеси углерода (например, для производства карбида вольфрама),
используют восстановление вольфрамового ангидрида углеродом (чаще
43
всего в форме сажи). Реакция WO3 + ЗС = W + ЗСО может быть дове-
дена практически до конца не только при тщательном перемешивании ис-
ходного вольфрамового ангидрида с сажей, а также из смеси ангидрида с
кусочками угля. Это доказывает, что процесс идет с участием газовой фазы:
WO3 + ЗСО = W + ЗСО2
3 (СО2 + С = 2СО)
WO3 + ЗС = W + ЗСО.
На рис. 3 показаны зависимости констант равновесия К = PcoJPco от
температуры для реакций восстановления окислов вольфрама окисью
Рис. 3. График зависимости от
температуры констант равновесия
реакций восстановления окислов
вольфрама окисью углерода.
углерода (в опубликованных исследова-
ниях [9] не учтен промежуточный ок-
сел WO2,g).
Равновесные составы газовой фазы
для последней стадии характеризуются
следующими цифрами: при 740° С К = 0,4,
а при 1145° С — 0,5. Как видно, при
умеренных температурах возможно восста-
новление вольфрама при довольно боль-
ших содержаниях углекислого газа в газо-
вой среде. Тем не менее для ускорения
процесса на практике применяют значи-
тельно более высокие температуры, чем при
восстановлении водородом, чтобы обеспе-
чить создание максимальной концентрации
окиси углерода (по закону Будуара) и
быструю ее регенерацию в шихте за счет
разложения образующегося углекислого
газа сажей.
Вольфрамовый порошок, восстановленный сажей, получается более
мелкозернистым, чем восстановленный водородом, что также позволяет
цроводить процесс восстановления углеродом при более высоких темпера-
турах. Это явление объясняется следующим образом. При восстановлении
углеродом отсутствуют пары воды, которые дают легколетучие соединения
с высшими окислами вольфрама. Пары окислов вольфрама, образующиеся
при повышенных температурах, восстанавливаются в первую очередь не на
поверхностях первично возникших частиц двуокиси вольфрама или воль-
фрама, а на активных поверхностях присутствующих в больших количест-
вах мельчайших частиц сажи. Кроме того, росту зерен вольфрама могут пре-
пятствовать тонкие пленки карбидов, появляющиеся на поверхностях
кристаллов металла. По указанным причинам процесс восстановления
вольфрама углеродом можно проводить при значительно более высоких
температурах (1400—1500° С), не опасаясь укрупнения зерен выше 5—
7 мк. При необходимости получения более крупнозернистого порошка
(до 10 мк) температуру повышают до 1700—1800° С.
В связи с отсутствием условий интенсивного роста зерен при восста-
новлении углеродом нет необходимости в медленном подъеме температуры
вдоль трубы печи; для этого процесса обычно применяют графитотрубчатые
печи с равномерным нагревом графитовой трубы по ее длине.
При методическом непрерывном проталкивании патронов со смесью
вольфрамового ангидрида с сажей или брикетов из этой шихты вдоль тру-
44
бы печи последняя заполняется выделяющейся при восстановлении окисью
углерода, поэтому нет необходимости пропускать через печь защитный газ
извне. Для завершения реакции восстановления шихта должна находиться
в зоне температур 1500° С около 40 мин. Содержание примеси углерода в
вольфраме, восстановленном сажей, составляет несколько десятых долей
процента и 0,1—0,15% кислорода в форме пленок окислов.
КАРБОТЕРМИЧЕСКОЕ ВОССТАНОВЛЕНИЕ НИОБИЯ
ИЗ ПЯТИОКИСИ [1, 10, 11]
Ниобий обладает значительно большим сродством к углероду (свободная
энергия образования NbC AZ° = —38 ккал), чем W (для WC AZ298 =
= —9 ккал), тем не менее при определенных условиях осуществления про-
цесса восстановления пятиокиси ниобия углеродом удается получить прак-
тически безуглеродистый металл.
Процесс обычно разделяют на две операции: в первой получают кар-
бид ниобия по реакции Nb2O5 + 7С = 2NbC + 5СО (1), а во второй — ме-
талл по реакции Nb2O5 + 5NbC = 7Nb + 5СО (2). Значительная величи-
на свободной энергии, выделяющейся при образовании NbC, благоприятст-
вует протеканию реакции (1), и ее удается осуществлять при атмосферном
давлении при 1800° С. Для устранения возможности окисления или нитри-
рования продукта процесс проводят в токе водорода в графитотрубчатых
печах непрерывного действия с методическим продвижением патронов с
шихтой.
Порошок карбида ниобия смешивают с пятиокисью, взятой с неболь-
шим избытком по реакции (2), и брикеты из этой смеси прокаливают в ва-
куумной печи при температуре выше 1600° С для получения ниобия.
Реакции (1) и (2) являются суммарными. Фактически процесс восстанов-
ления значительно более сложен и состоит из ряда промежуточных реак-
ций: диссоциации NbC до NbC0,8 и Nb2C с частичным выделением углерода,
восстановления Nb2O5 до NbO2 и затем до NbO. В последних стадиях про-
цесса на второй операции происходит взаимодействие NbO с Nb2C с обра-
зованием твердого раствора кислорода и углерода в ниобии, а в завершаю-
щей стадии кислород и углерод диффундируют к поверхности пор брикета
и в условиях вакуума удаляются из твердого раствора в ниобии в форме
окиси углерода.
Реакции проходят с участием газовых фаз, что ускоряет процесс: во
всех стадиях участвует окись углерода, как восстановитель и переносчик
углерода. Пока существует пятиокись ниобия, она частично испаряется,
в высокотемпературных стадиях происходит испарение низших окислов
ниобия. Это имеет важное значение в решении задачи получения на послед-
ней вакуумной стадии безуглеродистого металла: небольшой избыток кис-
лорода, вводимый в шихту в составе Nb2O5 перед второй операцией, обеспе-
чивает почти полное удаление углерода в конце процесса, а остаток избы-
точного кислорода, растворенного в металле, удаляется в завершающей
высокотемпературной вакуумной стадии в форме летучих низших окислов.
Большую часть полученного технического ниобия рафинируют пере-
плавкой в электронно-лучевых печах, а остальной обрабатывают металлоке-
рамическим методом. Для этого восстановленный ниобий гидрируют прока-
ливанием в чистом водороде при температуре 400° С, гидрид измельчают в
45
порошок и дегидрируют прокаливанием в вакууме. Металлический порошок
прессуют в штабики и спекают в вакууме, в результате чего происходит уда-
ление кислорода, углерода и водорода до тысячных долей процента. Ниобий
обладает высокой пластичностью и подвергается обработке давлением на
холоду. Аналогичный процесс пригоден для получения тантала, тантало-
ниобиевых и других сплавов.
Можно представить возможность осуществления суммарной реакции
Nb2O5 + 5С = 2Nb + 5СО (с небольшим избытком Nb2O5 в шихте) в ва-
куумной печи за одну операцию. Однако при загрузке в вакуумную печь
смеси Nb2O5 + NbC производительность печи существенно повышается,
так как смесь Nb2O5 + 5NbC содержит ниобия в 1,5 раза больше (82,4%),
чем Nb2O5 + 5С (57,2%). Кроме того, первая смесь имеет насыпной вес
в 1,5—2 раза более высокий, чем вторая. Вследствие этого брикет заданного
объема из смеси Nb2O5 + 5NbC содержит ниобия в 2,5—3 раза больше, чем
из Nb2O5 + 5С.
КАЛЬЦИЕТЕРМИЧЕСКОЕ ВОССТАНОВЛЕНИЕ ОКИСЛОВ
ТУГОПЛАВКИХ МЕТАЛЛОВ
Для восстановления окислов тугоплавких металлов, обладающих высо-
кой термодинамической прочностью, в процессе изготовления мелкозернис-
тых чистых порошков металлов в качестве восстановителей применяют
кальций или гидрид кальция. Примерами могут служить процессы вос-
становления двуокисей титана и циркония [1]. Кальций, как восстанови-
тель, отличается тем, что обладает весьма высоким сродством к кислороду
(см. рис. 1) и, кроме того, не образует с тугоплавкими металлами сплавов и
интерметаллических соединений. Поэтому избыток кальция и его окись
могут быть практически полностью удалены из продукта восстановления
разбавленной кислотой.
Восстановление двуокиси титана кальцием обычно проводят при темпе-
ратуре 1000—1100° С, когда кальций находится в расплавленном состоянии
и давление его паров составляет заметную величину (при 1000° С около
11 мм рт. ст,), что создает благоприятные кинетические условия для
протекания реакции. Для предотвращения окисления герметичный реак-
тор из жаростойкой стали, в котором проводят восстановление, заполняют
аргоном.
Для оценки термодинамических условий получения металлического
титана нельзя рассматривать реакцию TiO2 + 2Са = Ti + 2СаО, поскольку
она является суммарной, объединяющей несколько реакций, проходящих че-
рез промежуточные окислы титана, a TiO2 обладает наименьшей термодина-
мической прочностью из всех окислов титана. Низший окисел титана TiO
имеет заметно более высокую свободную энергию образования (AZ^s =
= — 116 ккал!1^ моль О2), чем TiO2 (AZ29s = — 102 ккал1{12 моль О2).
Однако и реакция TiO + Са = Ti + СаО также не определяет термодина-
мических условий получения металлического титана, так как твердый титан
растворяет кислород до 30 ат. % и энергия межатомной связи титан — кисло-
род в этом растворе непрерывно увеличивается с уменьшением концентра-
ции растворенного кислорода. При температуре 1000° С и содержании раство-
ренного кислорода около 0,2 ат.% (0,07 вес.%) сродство кислорода к титану
равно сродству кислорода к кальцию (AZ?273 = — 121, ккал) [12], поэтому
46
кальций не способен при 1000° С уменьшать содержание кислорода в титане
ниже указанной концентрации.
После обработки продукта восстановления разбавленной кислотой
(уксусной или азотной, которая частично пассивирует титан) для раство-
рения остатков кальция и образовавшейся окиси его фактическое содер-
жание кислорода в порошке титана должно составлять 0,5—1,5% (в фор-
ме пленок окислов) в зависимости от зернистости, т. е. удельной поверх-
ности порошка.
Образованию крупных частиц титана препятствуют прослойки окиси
кальция — продукта восстановления. Регулировать величину частиц ти-
танового порошка при его восстановлении из TiO2 кальцием можно до-
бавкой в исходную шихту хлористого кальция, который, расплавляясь,
частично растворяет окись кальция. Без добавки хлористого кальция части-
цы восстановленного порошка титана имеют размеры 2—3 мк. В зависимости
от количества добавки хлористого кальция размеры частиц могут быть
увеличены до десятков микрон [1].
ВОССТАНОВЛЕНИЕ ДВУОКИСИ ЦИРКОНИЯ КАЛЬЦИЕМ
Кальциетермическое восстановление двуокиси циркония осуществляется
в условиях, аналогичных восстановлению двуокиси титана [1]. Отличие
заключается в том, что цирконий более коррозионностоек, чем титан,
и поэтому можно получать более мелкозернистый порошок циркония (т.е.
восстанавливать с меньшим количеством хлористого кальция и вовсе без
него), без опасения сильного окисления порошка при отмывке. В связи с
большой коррозионной стойкостью цирконий можно отмывать от кальция
и окиси кальция не только уксусной и азотной, но и разбавленной соляной
кислотой. Содержание кислорода в отмытом порошке циркония около
0,2—1% в форме пленок окислов.
ВОССТАНОВЛЕНИЕ ОКИСЛОВ ТУГОПЛАВКИХ МЕТАЛЛОВ
ГИДРИДОМ КАЛЬЦИЯ [1, 13—16]
Использование гидрида кальция создает определенные технологические
преимущества при осуществлении процесса. Процесс можно проводить
в среде водорода (при условии его тщательной очистки и осушки);
если допустимо или требуется получать порошки гидридов тугоплавких ме-
таллов, то возможен непрерывный процесс с продвижением патронов с ших-
той в трубчатой печи. Гидрид кальция — хрупкое вещество, легко измель-
чаемое в порошок, что облегчает равномерное его перемешивание с восста-
навливаемым окислом. В результате восстановления получают порошки
гидридов металлов более коррозионностойкие, чем порошки металлов, что
уменьшает содержание кислорода в порошках в форме окисных пленок даже
при весьма мелких зернах гидрида тугоплавкого металла (2—3 мк). До-
бавка хлористого кальция к гидриду кальция не нужна.
Если же требуются порошки с минимальным содержанием растворен-
ного водорода, то после окончания процесса восстановления при 1000—
1100° С (растворимость водорода в металле при этой температуре невелика)
через реактор продувают аргон при сохранении температуры выше 1000° С,
47
в результате чего в порошке дополнительно уменьшается содержание водоро-
да. Остывание происходит в аргоне. В этих условиях водород в металли-
ческом порошке составляет 1,0—0,2%, а иногда и меньше. Для дальнейше-
го уменьшения содержания водорода в металле проводят дегазацию при
нагреве в вакууме. После отмывки окиси кальция разбавленными кислота-
ми и вакуумной сушки получают порошки, содержание кислорода в кото-
рых — 0,1 % [16].
В литературе [13, 14] высказывалось мнение, что гидрид кальция, как
восстановитель, представляет также термодинамические преимущества пе-
ред кальцием, так как выделяющийся при диссоциации гидрида кальция
атомарный водород обладает будто бы большей активностью, чем кальций.
Однако тщательное термодинамическое и экспериментальное исследование
этого вопроса [15] показало, что убыль свободной энергии при взаимодейст-
вии восстанавливаемого окисла при 1000—1100° С с атомарным водородом
меньше, чем с жидким и газообразным кальцием, даже в расчете на гипоте-
тическое парциальное давление атомарного водорода, равное 1 ат.
Фактически же средняя длина пробега атома водорода до столкнове-
ния с другим атомом ничтожно мала, и концентрация атомарного водорода
сохраняется в ощутимых значениях практически только на самой поверх-
ности разлагающегося гидрида кальция. Следовательно, реальная концен-
трация атомарного водорода, а значит, и убыль свободной энергии при его
взаимодействии с восстанавливаемым окислом будут существенно меньше
расчетной.
НАТРИЕВОТЕРМИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ
ТАНТАЛА, НИОБИЯ И ЦИРКОНИЯ ИЗ КОМПЛЕКСНЫХ ФТОРИДОВ [1, 10, 17]
Натриевотермический способ восстановления комплексных фторидов был
одним из первых методов технического получения порошков тантала, нио-
бия и циркония. Объясняется это тем, что на первых этапах развития ме-
таллургии этих металлов разделение тантала и ниобия, а также циркония
и гафния, выделение чистых соединений осуществлялось фракционным
выкристаллизовыванием их комплексных фторидов, обладающих различной
растворимостью
K2TaF7 и K2NbOF5 • Н2О; K2ZrF6 и K2HfF6.
Восстановление этих солей натрием (при этом K2NbOF5 лучше пред-
варительно превратить плавиковокислой обработкой в K2NbF7) является
простым в аппаратурном оформлении. Условия осуществления процесса
зависят от теплового эффекта реакций
K2TaF7 + 5Na = Та -h 2KF 4- 5NaF + 360 ккал, (1)
K2NbF7 + 5Na = Nb + 2KF + 5NaF + 214 ккал, (2)
K2ZrF6 + 4Na = Zr + 2KF + 4NaF + 99 ккал. (3)
Удельные тепловые эффекты составляют соответственно для реакций:
(1) — 713 кал!г, (2) — 510 кал!г, (3) — 264 кал!г.
Реакция восстановления тантала (1), как проходящая с наибольшим
удельным тепловым эффектом, может быть осуществлена в стальном тигле
без постоянного внешнего подогрева. Достаточно нагреть тигель в одном
48
месте вблизи дна до температуры 450—500° С и реакция самопроизвольно
быстро распространится на весь объем загрузки. На дно тигля загружают
слой хлористого натрия, затем чередующимися слоями фторотанталат на-
трия и кусочки натрия, а сверху опять хлористый натрий.
При больших загрузках для уменьшения термического эффекта следует
разделить шихту промежуточными прослойками хлористого натрия.
Процесс можно проводить в негерметичном тигле с крышкой. За счет
экзотермичности процесса шихта разогревается до 800—900° С, что приво-
дит к расплавлению смеси образующихся солей и хлористого натрия. Па-
ры натрия, заполняющие поры шихты, обеспечивают восстановительную
среду. В конце процесса остатки K2TaF7 в солевом расплаве восстанавли-
ваются за счет натрия, растворяющегося в этом же расплаве.
Для обеспечения более полного прохождения реакции целесообразнее
разогревать тигель с загрузкой в шахтной печи медленным нагревом или
постепенным опусканием тигля в разогретую печь. Процесс заканчивают
при температуре 850—900° С. При остывании кристаллы образовавшегося
порошка тантала защищаются от контакта с воздухом затвердевшим соле-
вым расплавом. Для устранения опасности выброса шихты во время про-
хождения реакции важно, чтобы исходные соли и тигель были предвари-
тельно тщательно просушены.
Ниобий восстанавливается по аналогичной технологии, однако, вслед-
ствие меньшей экзотермичности реакции [2], процесс (еще более, чем для
тантала) предпочтительней проводить при нагреве тигля с шихтой в печи с
выдержкой при 900—1000° С 1—1,5 ч. Тем более это необходимо для
восстановления циркония, так как термичности реакции (3) недостаточно
для самопроизвольного ее протекания.
В связи с тем что цирконий обладает большим сродством к кислороду
и азоту, чем тантал и ниобий, а также потому, что кислород, растворенный
в цирконии, не удаляется при спекании в вакууме или при переплавке,
восстановление фтороцирконата натрием осуществляют в герметичном
реакторе в вакууме или аргоне.
После завершения реакций (1), (2) или (3) и остывания тиглей продукт
измельчают до мелких кусочков, обрабатывают вначале спиртом для рас-
творения остатков натрия (который загружают в исходную шихту с 15—
30 %-ным избытком), а затем водой. Можно исключить обработку спиртом,
но при этом следует постепенно, небольшими порциями загружать измель-
ченный продукт в реактор с холодной водой при непрерывном перемешива-
нии. Затем порошок металла, отмытый от солей, обрабатывают разбавлен-
ными кислотами для растворения примеси железа от тигля и плавиковой
кислотой для уменьшения примеси окисных пленок, затем снова водой и су-
шат, предпочтительно в вакуумных шкафах.
Восстановленные таким образом порошки состоят из мелких кристал-
лов (поскольку последние образовались в большом объеме солевого расплава)
размерами меньше 5 jwzc. Содержание основного элемента в порошке около
99% (остальное — кислород в форме пленок окислов).
Для получения порошка циркония в более крупном масштабе в Гер-
мании в годы второй мировой войны [18] применяли следующий способ.
Во вспомогательном тигле сплавляли фторцирконат калия с хлоридами на-
трия и калия, измельченную солевую смесь загружали в питающий бун-
кер. В реактор, заполненный водородом, заливали расплавленный натрий
и на его поверхность с помощью шнекового питателя подавали солевую смесь
4 9-1030
49
из бункера, частицы образующегося порошка циркония опускались на дно
реактора под слой расплавленных солей. После остывания порошок металла
отмывали и сушили.
Танталовый и ниобиевый порошки, полученные натриевотермическим
способом, хотя и содержат значительное количество окислов, тем не менее
могут быть превращены в ковкие заготовки спеканием в вакууме или луч-
ше электронно-лучевой переплавкой, так как при этом кислород удаляется
в форме летучих низших окислов. При спекании же и даже при вакуумной
переплавке циркония кислород не удаляется и поэтому мелкий окислен-
ный порошок циркония используют только в пиротехнике, в качестве
геттеров и т. п.
ЭЛЕКТРОЛИТИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ
ТАНТАЛА И НИОБИЯ [1г 3, 10, 19—21]
Принципиально состав электролита для получения тантала подобен элек-
тролиту в производстве алюминия: разлагаемым соединением служит окись
Та2О5, а растворителем — комплексный фторид K2TaF7. Для снижения
температуры плавления электролита добавляют хлориды и фториды щелоч-
ных металлов.
В литературе существуют разные мнения о механизме электролиза.
Экспериментально не удалось с достоверностью определить потенциалы раз-
ложения отдельных соединений, входящих в состав электролита. Исследо-
ваниями советских ученых [21 ] установлено, что Та2О5 с K2TaF7 образуют
оксифторотанталат K3TaO2F4. Катионы Та5+ образуются за счет частичной
диссоциации анионов (ТаО2Р4)3~и (TaF7)2-. Перенос же кислорода к аноду
осуществляется анионом (TaO2F4)“3, который распадается на аноде с выде-
лением кислорода. Однако, какие бы сложные ионы не образовывались в
электролите, в конечном итоге процесс сводится к выделению тантала на ка-
тоде и кислорода на аноде, поэтому с энергетической точки зрения можно
рассматривать его как электролитическое разложение Та2О5.
Напряжения разложения, вычисленные из свободных энергий обра-
зования для веществ, входящих в состав электролита (при активности,
равной единице, и с инертным анодом), составляют при 750°C (температура
электролита) 1,65 в для Та2О5; 2 в для TaF5; 3,4 в для КС1; 4,65 в для KF (1).
При использовании графитового анода, за счет вторичных процессов
окисления графита выделяющимся кислородом, высвобождается энергия и
происходит анодная деполяризация, т. е. напряжение разложения пятиоки-
си дополнительно уменьшается (примерно до 1,41 в) и ее разложение идет
при напряжении, значительно меньшем, чем нужно было бы для разложе-
ния фторотанталата калия. Добавление окиси, как поверхностно-активно-
го вещества, в электролит, так же как и при алюминиевом электролизе,
устраняет анодный эффект, улучшая смачиваемость анода электролитом.
В США на заводе «Фэнстил» электролиз из смеси Та2О5 + K2TaF7 +
+ KF + КС1 проводят в железных (чугунных) тиглях, служащих
катодами, с графитовыми анодами в их центре. По мере накопления осадка
танталовых кристаллов на дне и стенках тигля анод постепенно поднимают
и в электролит периодически добавляют пятиокись. По окончании процесса
охлажденную солевую массу с вкрапленными частицами тантала измельчают
в порошок в мельнице в замкнутом цикле с воздушным сепаратором. Электро-
50
лит, отделяемый от тяжелых крупных частиц тантала, вновь используют,
а порошок металла очищают от остатков электролита и частиц графита
(от распыляющегося анода) обогащением на концентрационном столе. Затем
порошок промывают раствором щелочи, соляной и плавиковой кислотами,
водой и сушат. Для удаления остатков углерода до сотых долей процента
порошок тантала можно обрабатывать кипящей смесью азотной и серной
кислот.
По различным литературным источникам в состав электролита входит
8—10% K2TaF7, 4—9% Та2О5, остальное — КС1 + KF. В работе [21] пред-
ложен электролит, не содержащий фторидов щелочных металлов: 3—
3,5% Та2О5, 25—30% K2TaF7, 67—70% NaCl + КС1 (эвтект). Он плавится
при 600° С, позволяет проводить электролиз при 700° С, мало агрессивен
по отношению к никелю, использованному для изготовления ванн.
Регулированием температуры и катодной плотности тока можно влиять
на размеры кристаллов катодного осадка. Повышение плотности тока и тем-
пературы измельчает кристаллы, по-видимому, за счет образования большого
числа центров кристаллизации на катоде. При плотности тока до 50 а!дм2
и при 600—750° С получаются кристаллы размером 30—100 мк. Выход по
току около 80%, расход электроэнергии около 2000 квт-ч на 1 т тантала.
Кроме описанного выше способа отделения тантала от электролита
в СССР разработан [22] вакуумметрический способ, состоящий в том, что
катодный продукт нагревают в тигле с сетчатым дном при 100° С сначала
в аргоне, причем выплавляется основная масса электролита, а затем ар-
гон заменяют на вакуум и остаток солей удаляется испарением.
Содержание примесей в порошке электролитического тантала весьма
невелико: 0,03—0,1% Fe + Ni, 0,05 — 0,1% С, менее 0,1% F, 0,1—0,2% О,
а кислорода (окисных пленок) в несколько раз меньше, чем в натриевоме-
трическом мелкозернистом танталовом порошке. Это обстоятельство имеет
важное значение, потому что уменьшает летучие отходы при последующем
вакуумном спекании (или переплавке) брикетов и сокращает продолжитель-
ность спекания в 2—3 раза по сравнению с режимом спекания натриево-
термического порошка тантала.
Электролитическое получение ниобия из электролита, состоящего из
смеси K2NbOF5 (или K2NbF7 + Nb2O5) с галогенидами щелочных металлов,
дает порошок ниобия со значительной примесью кислорода (по-видимому,
вследствие образования прочных комплексных кислородсодержащих ионов);
выход ниобия оказывается низким.
Лучшие результаты достигнуты при использовании электролита
K2NbF7 + NaCl + КС1 при температуре электролиза около 700° С. Не-
большое содержание K2NbF7 (10—40%) приводит к тому, что на аноде вы-
деляется хлор ( а не фтор ) по реакции
K2NbF7 + 5СГ 2К+ + 7F- + -|-С12 + Nb.
Анодный эффект не возникает до анодной плотности тока 50 а!дм2. Та-
ким образом, этот процесс может быть описан как электролитическое раз-
ложение пентахлорида ниобия в ванне хлоридов щелочных металлов.
В связи с тем что пентахлориды ниобия и тантала являются про-
дуктами все более распространяющихся процессов хлорирования танта-
ловониобиевого сырья, представляет интерес возможность электролиза
из хлоридных ванн типа ТаС15 (или NbCl5 + NaCl + КС1). Исходные
4*
51
пентахлориды ниобия и тантала, получаемые в смеси в результате хлорирова-
ния сырья, могут быть эффективно разделены ректификацией их паров [23 ].
Пентахлориды тантала и ниобия растворяются в расплавленных хло-
ридах щелочных металлов с образованием комплексных солей типа
Na (К) Та (Nb) С1в. При электролитическом разложении этих солей на ка-
тоде выделяется крупнокристаллический порошок Та (Nb), а на графито-
вом аноде — хлор.
Порошкообразные катодные осадки тантала и ниобия во всех описан-
ных выше вариантах электролиза защищены избытком солевого расплава
от окисления и нитрирования.
ЭЛЕКТРОЛИТИЧЕСКОЕ ПОЛУЧЕНИЕ ПОРОШКА ЦИРКОНИЯ
Исследования, проведенные в СССР [24], показали, что одним из наилучших
составов электролита, выделяющего на аноде хлор, является K2ZrFe +
+ КС1 (при 25—30% K2ZrFe). Потенциал разложения КС1 выше, чем
NaCl, растворимость в воде образующегося при электролизе KF выше, чем
NaF. Электролиз при температуре 750—800° С при катодной плотности
тока 350—450 а/дм2 дает осадок порошка циркония со средним размером
частиц 50—100 мк высокой частоты: 0,06% О, < 0,05% С, 0,005% N,
0,02% Fe + Ni.
Из-за большого сродства циркония к кислороду и азоту электролиз
следует проводить в закрытом электролизере, заполненном аргоном, и все
составные части электролита должны быть тщательно обезвожены. Корпус
электролизера стальной, с охлаждаемыми стенками, что создает защит-
ную гарнисажную корку электролита. При необходимости для поддержа-
ния нужной температуры электролита через него пропускают переменный
ток с помощью вспомогательных графитовых электродов. Постоянный ток
подводят никелевым катодом и двумя графитовыми анодами.
Отделение катодного осадка порошка циркония от пропитывающих
его солей электролита осуществляется после дробления осадка на куски вод-
ной обработкой в мельнице-мешалке при 60°Си затем 10%-нойсоляной кис-
лотой, водой, спиртом или ацетоном и вакуум-сушкой при 50—60°С. Поро-
шок может быть использован в порошковой металлургии и для вакуумной
электродуговой переплавки, в результате чего получается металл твер-
достью НВ 130—140.
В процессе электролиза цирконий в определенной степени очищается
от гафния; так, из фторцирконата, содержащего 0,6% гафния (по отноше-
нию к цирконию), получается металл с 0,05% гафния. При проведении элек-
тролиза в открытой ванне количество кислорода в металле увеличивается
до 0,2%.
ВОССТАНОВЛЕНИЕ ХЛОРИДОВ НИОБИЯ И ТАНТАЛА ВОДОРОДОМ
Пентахлориды ниобия и тантала представляют собой продукты хлорной
переработки сырья. Известны исследования [25] по разработке магниетер-
мических методов восстановления хлоридов тантала и ниобия, аналогичных
хорошо известным методам восстановления, служащим основой металлур-
гии титана и циркония.
52
Для производства порошков тантала и ниобия в непрерывном процессе
в последнее время привлекает большое внимание метод восстановления
паров пентахлоридов водородом в кипящем слое [26] *.Пары пентахлорида
подают в реактор в кипящий слой предварительно загруженного мелкозерни-
стого порошка ниобия или тантала, создаваемый потоком водорода. При
800—850° С образующийся металл осаждается на частицах порошка, увели-
чивая их размеры. Порошок регулярно выводится из реактора и заменяет-
ся мелкозернистым порошком, полученным измельчением части готового
продукта. Производительность опытной установки по ниобию составляет
17 кг/ч на 1 м2 сечения реактора.
ЛИТЕРАТУРА
1. М е е р с о н Г. А., 3 е л и к м а н А. Н. Металлургия редких металлов, Металуог-
издат, М., 1955.
2. Tjp е тьяков В. И. Металлокерамические твердые сплавы. Металлургиздат, М.г
3. Зеликман А. Н., Крейн О. Е., С а м со н о в Г. В. Металлургия редких ме-
таллов. Металлургиздат, М., 1964.
4. Васильева И. А., Герасимов Я. И., Симаков Ю. П.— ЖФХ, 1957-
31, 682.
5. Меер сон Г. А.— Ж. русск. физ.-хим. о-ва., 1928, 60,1227.
6. М i Г1 е г Т., NeugebauerJ.— Nature, 1949, 163, 101.
7. Koppelmann В. Metals Technology, 13, 7. Techn. Publ., 1946, 2100.
8. Герасимов Я- И., Крестовников А. Н., Шахов А. С. Хим. термо-
динамика в цветной металлургии, т. III. Металлургиздат, АГ, 1963.
9. S h i b a t a.— Technology Reports of Tohoku Imp. Univ., 1929, 8, 129.
10. Вайсенберг А. И.,Колчин О. П.— В кн.: Основы металлургии, «Металлур-
гия», М., 1967, 4.
11. Balke С.— Transact of Elektrochem Soc., 1944, 85, 89.
12. Kubaschewski О., Deutsch W.— J. Inst of Metals, 1953, 82, 87.
13. Alexander.— Metals Alloys, 1934, 5, 2; 1937, 8, 9.
14. M e e p с о н Г. А., Кац Г. A., X о x л о в а А. В.— ЖПХ, 1940, 13, 1770.
15. М е е р с о н Г. А., К о л ч и н О. П.— Атомная энергия, 1957, 3, 253.
16. Б о р о к Б. А. и др. Порошковая металлургия. Сборник трудов ЦНИИЧЕРМЕТа.
«Металлургия», М., 1965.
17. К а п л а н Г. Е.— Основы металлургии. Цирконий и гафний. «Металлургия», М.,
1797, 4.
18. Potvin, Farnhom е.— Canad. Min. Metallurgy Bull., 1946, 414.
19. Самсонов Г. В., Константинов В. И. Тантал и ниобий. Металлургиздат*
М 1959
20. Патент США № 1799403, 1931.
21. Остроушко Ю. И., Me е р сон Г. Ач Силина Г. Ф., Штрапени-
на Р. Б.— Цветные металлы, 1958, 12, 38.
22. Константинов В. И., Скляренко В. И., Амосов В. М., Хо-
л о б е с Е. А.— Порошковая металлургия, 1961, 4, 47; 1961, 5, 43.
23. Нисельсон Л. А.— ЖНХ, 1958,12.
24. О г а р о в А. Н., Шентяков В. В., Аксенов Н. Г., Штрапенина Р. Б.,
Степина Л. А.— В кн.: Доклад на III Женевской конференции по атомной энергии.
Атомиздат, М., 1959.
25. Miller G. L. Tantalum and Niobium, London, 1959.
26. Chem Age, 1960, 84, 14, 2138.
* Аналогичным способом получают порошки вольфрама и молибдена из паров их хло-
ридов или фторидов.
53
ОСНОВНЫЕ ПРИНЦИПЫ ФОРМОВАНИЯ
О. В. РОМАН
ТЕОРИЯ И ПРАКТИКА ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ
ПОРОШКОВ
Белорусский политехнический институт
В процессах порошковой металлургии вопросы прессования имеют большое
значение, так как при прессовании определяются размеры и форма изделия,
а также формируются основные свойства материала, прежде всего прочно-
стные. Изучению основных закономерностей прессования и созданию тео-
рии процесса посвящено много работ, причем следует отметить решающее
значение трудов советских ученых, заложивших основы теории прессования
металлических порошков. Различают три основных направления проводи-
мых работ:
разработка теоретических вопросов процесса прессования;
совершенствование практических методов путем создания новых машин
и конструкций инструмента;
создание и исследование новых процессов прессования (формования
порошков).
Основа создания контактной теории прессования металлических по-
рошков — работы М. Ю. Балыпина [1,2], в которых из анализа контактного
взаимодействия частиц порошка были выведены следующие уравнения прес-
сования:
Ig/Wc — Igp = L(₽ — 1);
Рмакс == РР »
где р — давление прессования; 0 — относительный объем брикета; рмакс —
величина давления прессования, соответствующая максимальному уплот-
нению; т — «показатель прессования», приблизительно постоянный в зна-
чительном интервале давлений.
Указанные уравнения выведены при некоторых допущениях, а имен-
но, постоянстве контактного давления, распространении закона Гука на
пластическую деформацию и др. Второе уравнение было выведено также
Г. А. Меерсоном тремя путями [3] и практически совпадает с эксперимен-
тальными данными.
Ряд исследователей получили аналогичные уравнения, подробный
анализ которых приведен в работах [4—61. Н. Ф. Кунин и Б. Д. Юрчен-
ко [7, 8], опираясь на большой экспериментальный материал, предлагают
задаваться коэффициентом прессования К
54
Интегрирование этого выражения приводит к следующему уравнению
прессования:
где уПр — условная предельная плотность; — начальный коэффициент
прессования; а — коэффициент потери сжимаемости.
Уравнение отличается высокой степенью точности описания процесса
в широком диапазоне.
Г. М. Жданович [10], полагая, что материал в зоне контакта частиц на-
ходится в напряженном состоянии, близком к предельному, используя усло-
вия предельного напряженного состояния, теоретически определяет величи-
ну контактного давления, а затем с учетом контактного трения применяет
метод интерполяционного упрощения и получает выражение
6"-6"
где pk — напряжение истечения максимально упрочненного металла час-
тиц; 6, 60 — относительная плотность в данный и начальный моменты; п —
показатель упрочнения, определяемый теоретически либо эксперименталь-
но из диаграмм прессования.
Приведенные формулы с несколько большей или меньшей степенью
точности позволяют найти усилие прессования, необходимое для получения
заданной плотности в условиях идеального процесса прессования, т. е.
отсутствия внешнего и внутреннего (межчастичного) трения. Трение по-
рошка о стенки пресс-формы приводит к потере давления по высоте прес-
сования, а следовательно, появлению неравномерной плотности по высоте.
Внутреннее или межчастичное трение прежде всего оказывает существенное
влияние на величину усилия прессования, а также на распределение плот-
ности в поперечном сечении брикета. В случае прессования изделий слож-
ной формы межчастичное трение, определяющее процесс течения порошка,
имеет важное значение.
Исследование влияния трения на распределение плотности по высоте
прессовки дано в работах [1, 11, 12], а теоретические зависимости с уче-
том влияния сил трения — в (101.
Падение плотности по высоте прессовки, связанное с внешним тре-
нием, может быть описано экспоненциальной зависимостью. Допускаемая
неравномерность распределения плотности ограничивает высоту прессуе-
мого изделия и определяет схему прессования.
Величина сил трения зависит от коэффициента бокового давления
£ _ Рбок 1 --V
Росев v 9
где v — коэффициент Пуассона.
Знание коэффициента бокового давления чрезвычайно важно также для
расчета пресс-форм. Однако на данном этапе нет единого мнения о величине
этого коэффициента и его зависимости от плотности (давления прессования).
В экспериментальной работе [13] приводятся зависимости давления прес-
сования, бокового давления и коэффициента бокового давления от плот-
ности прессуемого брикета (рис. 1). Все три зависимости имеют идентич-
ный характер и при давлении 1500—8000 дан!см2 хорошо описываются сте-
пенной функцией.
55
Непосредственные изменения величины бокового давления [14] пока-
зывают несколько меньшую зависимость коэффициента бокового давления
от пористости, но в то же время авторы указывают на влияние межчастич-
ного трения. Для железных порошков в
i диапазоне плотностей 0,55—0,85 коэффи-
циент бокового давления увеличивается от
0,4 0,32 до 0,39. Изменение коэффициента бо-
кового давления от плотности брикета
можно считать установленным, а числен-
ная зависимость требует уточнений.
При выпрессовке брикета из пресс-
0,2 формы его размеры увеличиваются вслед-
ствие наличия упругих напряжений в прес-
совке. Упругое последействие играет важ-
ную роль в практике прессования, посколь-
ку определяет изменение размеров после
выпрессовки. Оно облегчает снятие бри-
кета со стержня (увеличение охватываю-
щих размеров), но препятствует извлечению
всевозможных выступов, ребер и т. д.
(охватываемые поверхности), что в ряде
случаев предопределяет изменение конст-
рукции детали.
Практика прессования связана прежде
всего с применением той или иной схемы прессования. Прессование в
жесткой матрице может производиться по одной из принципиальных схем
(рис. 2), где одновременно изображено распределение плотности по высоте
прессовки и нейтральная зона W, в которой плотность брикета будет
наименьшей.
0,3
0,1
о
График зависимости дав-
прессования (2), бокового
Рис. 1.
ления
давления (3) и коэффициента бо-
кового давления (/) от плот-
ности (у).
I Я Ш !У У
Рис. 2. Схемы прессования, применяемые в изготовлении ме-
таллокерамических деталей:
а — снизу; б — сверху.
Левая часть каждого рисунка изображает положение засыпки, правая —
конечный момент прессования.
Одностороннее прессование (рис. 2,1) применяется для формования из-
делий несложной формы при отношении высоты к диаметру не выше едини-
цы, (обычно это плоские детали, кольца, .короткие втулки); двухстороннее
56
(рис. 2, II—V) — во всех остальных случаях, а в зависимости от конструк-
ции пресса может осуществляться различными способами. Одновременное
двухстороннее прессование (рис. 2, II) широко применяется в американской
практике при изготовлении самых различных деталей, верхний и нижний
пуансоны могут быть составными. Разновидностью этого прессования яв-
ляется схема рис. 2, V, при которой первоначальное принудительное дви-
жение матрицы за счет сил трения увлекает прессуемый порошок, созда-
вая нижнюю подпрессовку, а верхним пуансоном производится окончатель-
ное прессование.
В европейской практике широкое применение нашла схема двухсторон-
него прессования с плавающей матрицей (рис. 2, III). При движении верх-
него пуансона вниз одновременно за счет сил трения опускается матрица,
уплотняя нижнюю часть брикета. Вариант этой схемы (рис. 2, IV) — движе-
ние матрицы вниз — в этом случае осу-
ществляется принудительно. Метод, по-
лучивший название «Withdrawal pro-
cess», позволяет прессовать более длин-
ные детали без опасности поломки
пружин.
Принципиальные схемы значитель-
но усложняются при прессовании де-
талей со ступенями, буртами, отверсти-
ями с донышком и т. п. Фирма «Ха-
генез» (Швеция) для прессования дета-
Рис. 3. Схема переноса объема порош-
ка при засыпке для получения стака-
на с буртом и донышком.
лей с буртом и донышком применяет
схему переноса порошка после засыпки [15], рис. 3. Для получения
детали (а) первоначально производят засыпку порошка (б) на автоматичес-
ком прессе. Затем объем А перемещается в нижнее положение при одновре-
менном движении верхнего и нижнего пуансонов с одинаковой скоростью
в положение (в). Последующее двухстороннее прессование позволяет по-
лучить нужную деталь. Конструкции пресс-форм для формования деталей
различной сложности описаны в [16—18] и др.
В настоящее время выпускаются различные типы специальных прес-
сов, предназначенных для изготовления деталей из металлических порош-
ков, однако иногда могут быть использованы обычные прессы.
В течение ряда лет считали, что наиболее применимы для порошко-
вой металлургии гидравлические прессы. Данное мнение совершенно не
оправдано. На диаграмме прессования видно, что в начальный момент про-
исходит значительное уплотнение порошка при очень небольших измене-
ниях давления, вплоть до плотностей, близких к 70%, а затем медленное
увеличение плотности при высоких давлениях прессования. Очевидно, что
гидравлический пресс не является в этом случае лучшим. Механические,
кривошипные и эксцентриковые прессы находят широкое применение в
порошковой металлургии. В подавляющем большинстве прессы автомати-
зированы.
В Советском Союзе созданы механические прессы усилием 2,5—100 т
с числом ходов 63—25 в минуту.
Кроме того, спроектированы и выпускаются гидравлические прессы для
порошковой металлургии усилием 160—2000 т и прессы для калибровки вту-
лок усилием 25—400 т. Аналогичные машины выпускают некоторые фирмы
США (Кукс, Стокс), ФРГ (Бусмен — Симетаг) и др.
57
Все более широкое применение получают ротационные прессы. Совет-
ский ротационный пресс усилием 6,3 т на Лейпцигской промышленной яр-
марке в 1965 г. удостоен диплома и золотой медали. Прессование в жест-
ких матрицах на прессах ограничивает конфигурацию деталей. Трение о
стенки пресс-форм делает практически невозможным прессование деталей
с большим соотношением длины к диаметру. Высокие удельные давления
прессования (до 10 т/см2) ограничивают площадь прессуемых изделий.
Расширение областей применения изделий из металлических порош-
ков связано с использованием новых методов прессования, обеспечиваю-
щих получение непрерывных заготовок, брикетирование труднопрессуемых
порошков, получение высокоплотных деталей
с минимальной затратой времени и мощности
и т. д. Наиболее широкое применение нашел
способ гидростатического прессования, при
котором всестороннее сжатие порошка, поме-
щенного в резиновую оболочку, достигается
давлением жидкости, подаваемой в закрытый
сосуд насосом высокого давления (рис. 4).
Процесс гидростатического прессования ис-
следовали Б. А. Борок 119], Г. А. Меерсон
и др. [20].
В связи с отсутствием внешнего трения и
равномерностью приложенного давления по
всей поверхности брикета относительная плот-
Рис. 4. Схема установки для
гидростатического прессования
порошков:
/ — насос высокого давления; 2 —
камера; 3 — порошок; 4 — эла-
стичная оболочка; 5 — крышка.
ность при гидростатическом прессовании
выше, чем при обычном прессовании при тех же давлениях. Гидростати-
ческим прессованием получают заготовки для последующей переработки
давлением (например, брикеты тугоплавких металлов) и готовые изделия
сложной формы. Одна из разновидностей его — прессование в упругих
оболочках [21 ]. Различные материалы — Си, Fe, W, А12О3 — прессовали в
оболочках, изготовленных из резиновой массы на основе натурального
каучука. Стойкость оболочек — больше 1000 прессовок.
Прессование пластичных материалов показало отклонение от прямо-
линейной зависимости 1g р — 1g 6 при более низких давлениях, чем при
обычном прессовании, однако относительная плотность при этом была вы-
ше. Существенное влияние оказывает исходное состояние порошков и, в
частности, наличие смазки.
В США изостатическое (всестороннее) прессование применяется неко-
торыми фирмами для прессования различных порошков не только при ком-
натной, но и при повышенной температуре. Фирмы «Национал Форге» [22]
и «Аутоклаве инженирз» [23] выпускают прессы в комплекте с насосным
оборудованием высокого давления с резьбовыми и поршневыми затворами.
По сообщениям фирм, в качестве рабочего агента при прессовании исполь-
зуются, кроме жидкости, газы. При этом температура достигает 1500° С.
Перспективно создание установок высокой производительности — до
15 штук в минуту для изделий диаметром 100 мм и высотой 60 мм при давле-
нии прессования 2100 кГ/см2.
Большое внимание специалистов привлекает вибрационное уплотне-
ние. Подробно этот вопрос рассмотрен в монографии [24], работе [25] и др.
Вибрационное уплотнение можно разделить на два вида по схемам: «вибри-
рующего контейнера» и «вибрирующих пуансонов».
58
Определяющие — форма частиц и распределение частиц по размерам.
Подбором этих факторов можно получать плотность, составляющую 95%
от теоретической. Весьма эффективно формирование по первой схеме не-
пластических материалов за счет структурной деформации. Применяемые
частоты невелики (50—100 гц при амплитудах 5—30 мк). Полученные
изделия с большим соотношением длины к диаметру показали практически
равномерное распределение плотности по высоте.
Вибрационным уплотнением изготовляются также изделия сложной
формы, при этом целесообразно применение графитовых форм, в которых
в последующем происходит спекание.
В последние годы в порошковой металлургии все большее распростра-
нение получают способы прессования различных порошков с использова-
нием импульсных методов нагружения. Источником энергии при этом мо-
гут быть взрывчатые вещества (ВВ), электрогидравлический эффект или
сжатые газы. Хотя метод взрывного прессования пока не получил широко-
го применения, можно отметить ряд преимуществ, которые в будущем, оче-
видно, окажут решающее влияние на его использование.
Взрывное прессование обеспечивает получение крупногабаритных бри-
кетов без применения дорогостоящего оборудования. Давления, разви-
ваемые в процессе прессования, можно регулировать в больших преде-
лах, достигая значений десятков и сотен килобар. Получены брикеты
из материалов, которые не могут быть спрессованы обычными методами
[26-28].
Прессование порошков взрывом осуществляют по различным схемам
с применением жестких матриц либо с использованием резиновых, пласт-
массовых или металлических оболочек.
При прессовании порошка в жесткой матрице пуансон приводят в дви-
жение взрывом бризантного ВВ либо разгоном в стволе пушки-копра по-
роховым зарядом или сжатыми газами. Этот способ хорошо зарекомендовал
себя в получении плоских деталей большой плотности, в частности, из
титановых порошков [28]. Проведенные исследования [29, 30] показывают,
что скорости прессования при использовании установок типа пушка-копер
лежат в пределах 100—200 м/сек. Большое значение имеют ударные и от-
раженные волны.
Возможно получение высокой относительной плотности вплоть до 95%
при прессовании железных порошков однократным ударом, при этом ха-
рактерно значительное уменьшение усилия выталкивания по сравнению
с образцами, спрессованными обычным способом. Различие в усилии вытал-
кивания тем больше, чем больше скорость приложения нагрузки. Так,
при прессовании железного карбонильного порошка до плотности 75%
усилие выталкивания уменьшается в 1,25 раза, а при плотности 92% —
в 2,6 раза. Для железного восстановленного порошка эти цифры равны
соответственно 1,4 и 2,5. Падение усилия выталкивания обусловлено схва-
тыванием на контактных поверхностях частичек.
Рентгенографические исследования элементов тонкой кристаллической
структуры показывают, что при высокоскоростном прессовании происходит
значительная пластическая деформация с изменением блоков мозаики, ро-
стом напряжений второго рода и увеличением плотности дислокаций. На-
блюдается интенсификация процессов спекания, в результате чего время,
необходимое для достижения определенной плотности образцов, спрессован-
ных на пороховой установке, при изотермичном спекании на 35—50%
59
меньше по сравнению со временем спекания образцов, спрессованных обыч-
ным способом.
Перспективна замена гидростатов с громоздкими насосами установками
гидродинамического
Г2
Г5
Г4
г5
Н5
Рис. 5. Лабораторная
установка гидродина-
мического прессования
пороховым зарядом.
в применении новых
их в промышленность.
прессования, в которых давление создается горением
порохового заряда в закрытой камере. На рис. 5
дана принципиальная конструкция установки [31 ].
Пороховой заряд 2 воспламеняется электроинициато-
ром 3, продукты горения действуют на поршень 4,
который передает давление через воду 5 на прессуе-
мый порошок 6, заключенный в резиновую оболоч-
ку. Штуцер 1 служит для отвода газа. Проведенные
исследования [32 ] показали, что в установках может
быть создано давление 5 кбар и выше.
Сравнение диаграмм прессования в гидростатичес-
ких и гидродинамических установках показывает,
что при импульсном прессовании кривая зависи-
мости давление — плотность всегда идет ниже стати-
ческой.
Изменение свойств материала учитывается ко-
эффициентом динамичности. Детали типа пластин
и плит могут быть получены прессованием с по-
мощью бризантных ВВ в воде или на воздухе [331.
Многообразие способов прессования металлических
порошков открывает широкие перспективы получе-
ния изделий различной конфигурации. Однако сле-
дует отметить, что недостаточное теоретическое обос-
нование и отсутствие широкого практического опыта
методов в значительной степени сдерживают внедрение
ЛИТЕРАТУРА
1. Бальшин М. Ю. Порошковое металловедение. Металлургиздат, М., 1948.
2. Бальшин М. Ю. Порошковая металлургия. Металлургиздат, М., 1948.
3. М е е р с о н Г. А. Порошковая металлургия, 1962, 5.
4. Федорченко И. М.,Андриевский Р. А. Основы порошковой металлургии.
Изд-во АН УССР, К., 1961.
5. Bockstiegel G., Hewig J. Archiv fur das Eisenhiittenwesen, 1965, Heft 10,
751—767.
6. Petrdlick M., Kaucky J. В кн.: II Международная конференция по порошко-
вой металлургии. Прага, 1966.
7. Кунин Н. Ф., Юрченко Б. Д.— Порошковая металлургия, 1963, 6.
8. Кунин И. ф., Юрченко Б. Д.— Порошковая металлургия, 1964, 2.
9. Жданович Г. М. Некоторые вопросы теории процесса прессования металлических
порошков и их смесей. Минск, 1960.
10. Ж Д а н о в и ч Г. М. Теория прессования металлических порошков, «Металлур-
гия», Л, 1969.
11. U n k е 1 Н. Archiv fur das Eisenhiittenwesen, 1945, 18.
12. D и w e z P., Z w e 1 1 L.— Metals Trans., 1949, 185.
13. Радомысельский И. Д., Сердюк Г. Г., Ковалев Ю. В.— Порош-
ковая металлургия, 1966, 9.
14. Ложечников Е. Б., Богинский Л. С. Порошковая металлургия, 1968, 7.
15. S w а п В. Hoganas Iron Powder Information, 1965.
16. Виноградов Г. А., Радомысельский И. Д. Прессование и прокатка
металлокерамических материалов. Машгиз, М.— К., 1963.
17. Groat G. Tooling for Metal Powder Parts, 1958 (русск. nep. 1960).
60
18. Hoganas Iron Powder Handbook, 1962.
19. Б о p о к Б. А., Гаврилин В. И., Лобашев Б. П., Малин А. П.
иЖелезняк В. Н. Технология и оборудование для гидростатического прессова-
ния, ВИНИТИ, М., 1959.
20. М е е р с о н Г. А., Борок Б. А., Лобашев Б. П.— В кн.: Труды VII Всесо-
юзной научно-технической конференции по порошковой металлургии, Ереван, 1964.
21. Меерсон Г. А., Кипарисов С. С., Хамид Рифаи Абдель Му-
хаме д.— В кн.: II Международная конференция по порошковой металлургии, Прага,
1966.
22. National Forge Isostatic Presses, 1965.
23. Autoclav Engineers, Research scale Isostatic Presses, Bull., 6, 1965.
24. Ш а т а л о в а И. Г., Горбунов И. С., Л и х т м а н В. И. Физико-химические
основы вибрационного уплотнения порошковых материалов. «Наука», М., 1965.
25. И в а щ е н к о В. В., Голубев Г. М.— В кн.: Порошковая металлургия. «Выс-
шая школа», Минск, 1966.
26. Clark F. Advanced Technik in Powder Metallurgy, 1965 (русск. nep. 1965).
27. Montgomery W. T., Thomas H.— Powder Metallurgy, 1961, 83, 12.
28. К i n e h a г t I., Pearson I. Explosiv Working of Metals, 1963 (русск. nep. 1966).
29. Ч e p e с т И,— В кн.: II Международная конференция по порошковой металлургии,
Прага, 1966.
30. Р о м а н О. В., Д о р о ш к е в и ч Е. А.— В кн.: II Международная конференция
по порошковой металлургии, Прага, 1966.
31. Патент США, № 2648125, 1953.
32. Афанасьев Л. Н., Витязь П. А., Роман О. В.— В кн.: Порошковая ме-
таллургия, Минск, 1966.
33. Б о г д а н о в А. П., Роман О. В.— В кн.: Порошковая металлургия, Минск,
1966.
Г. А. ВИНОГРАДОВ
ТЕОРИЯ И ПРАКТИКА ПРОКАТКИ МЕТАЛЛИЧЕСКИХ
ПОРОШКОВ
Институт проблем материаловедения АН УССР
Изготовление прокатных изделий — новый вид производства в порошковой
металлургии. Появление и развитие его обусловлено открывающейся при
этом возможностью:
изготовления проката с особыми свойствами, присущими только по-
рошковому прокату (пористые листы с регулируемой системой пор);
коренного упрощения и удешевления процесса производства беспо-
ристого проката с обычными свойствами (никеля, меди, алюминия и др.);
изготовления проката из сплавов, труднодеформируемых или неде-
формируемых в литом состоянии, а также из сплавов, которые нельзя по-
лучать плавлением.
Прокаткой порошков можно изготовлять конструкционные, сварочные,
электротехнические, фрикционные и антифрикционные полуфабрикаты —
листы и ленты.
Фильтровые пластины для очистки жидкостей, газов и расплавов,
изделия, охлаждаемые выпотеванием, электроды электрохимического про-
изводства и топливных стержней, катализаторы, дозаторы, элементы пневмо-
транспорта, сушильных, смесительных и флотационных машин — неполный
перечень возможных областей применения проката.
По сравнению с имеющимися аналогичными по назначению материа-
лами — металлическими сетками, картоном, войлоком, ткаными материалами
61
и керамикой — пористый листовой прокат дает высокую степень очистки,
обладает прочностью, пластичностью, термостойкостью, технологичностью
изготовления, легкостью регулирования свойств, высокой тепло- и элек-
тропроводностью. Биметаллический прокат имеет особо прочное сцепление
слоев при наиболее простой и надежной технологии производства.
Прокатка порошков позволяет изготовить абразивный инструмент с
большим отношением площади его поверхности к толщине из порошков
алмаза или твердых сплавов. Прокатные изделия из тугоплавких соединений
также можно производить непосредственно й прокаткой порошков.
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА ПРОКАТКИ
МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Сущность процесса прокатки порошка заключается в следующем. Порошок
из бункера, снабженного дозирующим устройством, ссыпается между вал-
ками прокатного стана, вращающимися в противоположные стороны. Попа-
дая между валками, он уплотняется и превращается в пористую ленту,
длина которой определяется количеством порошка, подаваемого в стан.
При прокатке порошка изменяются свойства прокатываемого материала:
происходит превращение сыпучего тела в жесткое, пористое, обладающее
некоторой прочностью на сжатие, растяжение, изгиб, срез и т. д.
Одно из основных положений теории прокатки литых металлов — по-
стоянство объема прокатываемого материала. При прокатке порошка его
объем уменьшается в несколько раз:
V! = ZIZ2, (1)
где и V2 — объем порошка и сырого проката соответственно; Z — отно-
шение плотности сырого проката к насыпному весу порошка •
Уравнение (1) является выражением закона постоянства веса прока-
тываемого материала. Этот закон применим ко всем случаям деформации
порошковых и литых металлов. Условие постоянства объема — его частный
случай, когда = V2 и Z = 1. Пользуясь уравнением (1), можно написать
^2 . ^2 ^2 У 2 1 /р\
К ’ Ь± • I. • ?1 ~ w
и после логарифмирования получим
lnVlnv+ln-r+ln^ = o- <3)
где h19 Ь19 и h2, b2i l2 — линейные размеры объема обрабатываемого ма-
териала до и после прокатки. В уравнении последний член представляет
собой логарифмическую степень уплотнения проката.
Следовательно, при прокатке порошков сумма логарифмической степени
уплотнения материала и логарифмических степеней деформации по трем
взаимно-перпендикулярным направлениям равна нулю.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Рассмотрим важнейшие угловые параметры процесса прокатки порошков,
необходимые для анализа и описания механизма превращения сыпучего
тела в пористый прокат.
62
Начальным углом называется угол а, определяющий уровень порошка
или сечение, отсекаемое дозирующими устройствами 1 и 2 (рис. 1).
Угол прокатки — центральный угол ар, длина дуги которого служит
основанием эпюры удельного давления. Начиная с угла ар, происходит
изменение плотности прокатываемого материала от насыпного веса утряски
порошка ут до плотности сырой ленты ул. Сечение йр отделяет область про-
катки от предшествующей области подачи порошка.
Углом спрессовывания ап называется центральный угол, соответствующий
сечению раздела йп между сыпучим и спрессованным валками материалом в
зоне деформации.
Нейтральный угол. При прокатке сыпучих материалов, как и литых ме-
таллов, эпюра сил трения меняет знак в сечении, именуемом нейтральным.
Этому сечению отвечает центральный
угол у.
Углом упругого сжатия валков ас
следует называть угол, характеризую-
щий увеличение длины зоны деформа-
ции за счет упругой деформации валков
при прокатке.
Угол стабилизации процесса. Рас-
сматривая процесс прокатки металли-
ческих порошков, необходимо учитывать
три периода процесса прокатки: началь-
ного неустановившегося, установивше-
гося и конечного нестационарного.
Начальный неустановившийся и
конечный нестационарный периоды ха-
рактеризуются переменными толщиной
и плотностью ленты, выходящей из валков. Угол начального поворота вал-
ков, после которого процесс устанавливается, называется углом стабили-
зации процесса <рс. Однако не только толщина, но и ширина лент уста-
навливается не всегда сразу после пуска стана.
При применении подвесных бункеров, не соприкасающихся с валками,
ширина лент в установившемся периоде может быть больше, меньше или
равна ширине бункера, в зависимости от соотношения между сыпучестью
порошка, размером его частиц, раствором валков и скоростью прокатки.
Порошок при небольшом зазоре между валками, не просыпаясь между
ними, растекается в стороны и проникает в щель между мундштуком бун-
кера и валками. Получается ложное уширение, и лента выходит с шири-
ной, превышающей ширину бункера. По мере увеличения зазора между
валками объемный расход порошка повышается, что при данной скорости
прокатки вызывает утечку порошка у краев ленты и уменьшение ее ши-
рины. Повышая скорость прокатки, можно увеличить ширину ленты, до-
водя ее до ширины бункера.
Изучая процесс прокатки металлических порошков, прежде всего надо
обратить внимание на особенности их свободного истечения. Порошок —
исходный полупродукт. Знать его свойства нужно для лучшего понимания
процесса формирования сырого проката. Кроме того, порошок поступает
в зону спрессовывания, как правило, гравитационно, свободным ссыпанием
между валками. Поэтому изучение особенностей поведения порошка в зоне,
предшествующей очагу деформации, имеет важное значение.
63
Необходимо знать объемный расход или линейную скорость движения
порошка. Без этого нельзя правильно выбрать окружную скорость валков,
которая должна быть согласована со скоростью движения порошка, иначе
непрерывность процесса спрессовывания нарушается.
Методы расчета плотности и толщины лент
по заданным условиям прокатки
Толщина и плотность пористых лент или листов, прокатываемых из по-
рошков, зависят при прочих постоянных условиях от зазора между вал-
ками, ширины проката и уровня порошка в зоне деформации.
Во всех случаях, независимо от характеристик порошка и условий
прокатки, плотность проката понижается с увеличением раствора валков
и уменьшением коэффициента спрессовывания порошка —
Можно отметить существенное влияние ширины проката на его тол-
щину и плотность при неизменной установке валков. Толщина проката
увеличивается с повышением общего давления на валки с увеличением
ширины ленты и упругой деформации подушек и нажимных винтов (сжа-
тие), а также станин рабочей клети (растяжение с изгибом). Плотность
проката снижается при этом из-за уменьшения коэффициента спрессовы-
вания при увеличении толщины проката Ял.
С увеличением уровня порошка в зоне деформации повышаются плот-
ность и толщина проката. Это объясняется увеличением объема порошка,
увлекаемого валками, вследствие увеличения начального угла а и коэф-
фициента спрессовывания. Плотность проката в этом случае повышается в
результате роста коэффициента спрессовывания, так как начальная толщина
возрастает быстрее толщины ленты.
Повышение плотности проката с увеличением его толщины достигается
и другими известными способами, усиливающими захват порошка валками:
вакуумированием при уменьшении вязкости газовой среды, в которой про-
катывается порошок, механической принудительной подачей порошков,
повышением шероховатости валков и др.
Характер зависимости между плотностью и толщиной сырого проката
определяется способом изменения толщины проката. Есть способы, оказы-
вающие противоположное действие на плотность проката: изменение зазора
между валками и ширины проката, а также уровня порошка или началь-
ной толщины Н.
Основные параметры процесса свободной гравитационной прокатки ме-
таллических порошков можно разделить на геометрические (диаметр вал-
ков Д; ширина проката В; толщина проката йл; начальная толщина Н\
начальный угол а; угол прокатки Ор,- угол спрессовывания ап; нейтральный
угол у; угол упругого сжатия валка ас) и физико-механические (плотность
сырого проката ул; вес утряски ут; гранулометрический и химический составы
порошка; форма частиц порошка и его сыпучесть; скорость прокатки v\
вязкость газовой среды, в которой производится прокатка; состояние по-
верхности валков; направление прокатки — вертикальное, горизонтальное,
наклонное; жесткость рабочей клети стана). Этим не исчерпывается все
многообразие факторов. Плотность сырого проката и его толщина формиру-
64
ются в результате взаимодействия всех геометрических и физико-механи-
ческих параметров, связанных между собой сложными зависимостями.
В настоящее время невозможно вывести уравнение, отражающее все
действия и связи физико-механических параметров, поэтому необходим
другой подход к вычислению плотности сырого проката.
Условный коэффициент спрессовывания пропорционален плотности
ленты и зависимость между толщиной ленты йл и ее плотностью ул выра-
жается уравнением равноосной гиперболы
Тл = 0.5^, (4)
где С — эмпирический коэффициент, характеризующий суммарное действие
всех геометрических и физико-механических параметров процесса прокатки
порошков. Он равен корню квадратному из удвоенного произведения тол-
щины ленты на ее плотность.
Плотность можно рассчитывать также по безразмерным величинам
относительной плотности и толщине проката
где т — относительная плотность проката; R — радиус валков. Отсюда
коэффициент
С1=1,41 (6)
Величина представляет собой относительную толщину проката.
На практике удобнее пользоваться не С, а величиной 0,5 С2, которая равна
произведению толщины на плотность сырого проката
при расчете по уравнению (4).
Давление на валки и его связь
с плотностью проката
Эпюры удельных давлений при прокатке порошков
имеют максимум, смещенный к линии центров валков.
Удельное давление вначале плавно нарастает до макси-
мума, после чего резко падает до нуля. По виду эпюр
прокатку лент следует относить к четвертому типу
процесса. Это значит, что, рассматривая процесс про-
катки пористых лент из порошков, следует учитывать
упругое сжатие валков. Плотность медного проката
изменяется в очаге деформации по кривой, показанной
на рис. 2.
Рис. 2. Изменение давления, удельных сил трения и плотности
в очаге деформации:
1 — радиальное давление, кГ!мм2‘, 2 — тангенциальное давление, кГ/мм2ч
3 — коэффициент трения; 4 — плотность прокатываемого материала, г!см*.
В начальной точ^е диаграммы плотность порошка примерно равна на-
сыпному весу утряски ут, а в точке максимума удельного давления — плот-
ности готовой сырой ленты ул.
5 9-1030
65
Таким образом, сырой прокат данной плотности оказывается сформо-
ванным не на выходе из валков, а в нейтральном сечении, где давление
достигает максимума. Из-за упругого сжатия валков эпюра удельной ради-
альной силы выходит за плоскость осей валков.
Кривые изменения плотности прокатываемого материала однотипны
для разных порошков и показывают три отчетливо различимые зоны: уско-
ренного уплотнения, замедленного уплотнения, постоянной плотности. Про-
тяженность зоны ускоренного уплотнения составляет обычно половину
основания эпюры давлений, т. е. 0,5/^.
Между максимальным давлением и плотностью сырых лент, прокаты-
ваемых из порошка, существует четкая связь
Ул = Ут +
Р макс
/И пРмакс
(7)
где /пип — эмпирические коэффициенты. Для меди: т ~ 2,37 и п = 0,146,
если Рмакс выражается в т/см2.
Определение среднего давления прокатки
Для расчетов деталей стана на прочность недостаточно знать величину
максимального давления в нейтральном сечении. Необходимо знать также
величину среднего давления на
длине дуги угла прокатки.
Обработка эпюр давлений при
прокатке порошков различных ме-
таллов в разных условиях показа-
ла примерно прямую пропорцио-
нальность между максимальным и
средним давлениями
Р ср = kP макс* (8)
Коэффициент пропорциональ-
ности k зависит от скорости про-
катки и материала порошка, а не
от направления прокатки (верти-
кального, горизонтального).
Он позволяет рассчитывать ве-
личину среднего давления на вал-
ки по известному максимальному
давлению или по плотности сырой
ленты, пользуясь
Рис. 3. Номограмма, связывающая тол-
щину и плотность проката со средним
давлением:
/ — максимальное давление — плотность; // —
максимальное давление — среднее давление:
III — толщина проката — плотность; IV —
толщина проката — среднее давление.
66
уравнением
km
1
--------п
Тл — Тт
Расчет можно производить также по номограмме рис. 3, построенной
на основе уравнений (4), (7), (8).
ср =
(9)
Коэффициент вытяжки
Коэффициент вытяжки А. характеризует вытяжку деформируемого объема
порошка, и его следует отличать от коэффициента вытяжки частиц порошка.
Коэффициент вытяжки определяют из равенства
X-i, (10)
где 8 — коэффициент спрессовывания ZT — коэффициент уплотнения
«Л Т1
(отношение плотности ленты к насыпному весу утряски порошка).
Коэффициент уплотнения по равенству (10) определить легко. Затруд-
нения при расчете коэффициента вытяжки возникают, когда нужно найти
коэффициент спрессовывания. Величину сечения hp нельзя определить не-
посредственным измерением.
Для ее расчета необходимо знать угол прокатки ар. Из геометрических
соотношений очага деформации величину hp рассматривают следующим об-
разом:
ЛР = ЛЛ + аР^>
и коэффициент спрессовывания будет равен
(И)
(12)
“-1+—
Используя уравнения (10), (11), (12) и экспериментальные данные по
толщине и плотности, а также по углу прокатки, можно найти коэффи-
циент вытяжки. Для порошка меди он близок 1,3.
Отставание при прокатке порошков
Построение эпюры удельного давления производят, пользуясь выражениями
(13) и (14) ♦:
для восходящей ветви
макс
(13)
для нисходящей ветви
р _____р
Г*-Гмакс Лл + и,£ах >
где — коэффициент трения и <р — полусумма углов у и ар [1 ].
* Виноградов Г. А., Каташинский В. П.— В кн.: Сборник докладов
III Международной конференции по порошковой металлургии в Айзенахе 13—15диая 1965 г.
Изд-во АН ГДР, Берлин, 1966.
(14)
5*
67
Удельная сила трения распределяется в очаге деформации неравно-
мерно, по сложной кривой, меняющей знак в нейтральном сечении, по-
ложение которого отвечает максимуму на эпюре удельного давления. Это
установлено экспериментально (см. рис. 2).
При прокатке металлических порошков прокатные валки, уплотняя
и обжимая порошок, оттесняют часть его в противоположном направлении.
Об этом свидетельствует изменение знака удельной силы трения в нейтраль-
ном сечении.
Можно определить количественную сторону явления отставания сле-
дующим образом. Спрессовывание порошка начинается с плотности, соот-
ветствующей насыпному весу утряски ут, и заканчивается не на линии
центров валков, а в нейтральном сечении, т. е. процесс спрессовывания
протекает на длине дуги угла ар — у.
Обозначив через ha сечение очага деформации, отвечающее углу у,
можем написать
= 05)
Ут Лц
где Кс — коэффициент, показывающий, какая часть объема порошка не
спрессовывается валками, а оттесняется в обратном направлении.
Определим величины сечений hp и hB очага деформации без учета упру-
го го сжатия валков
ЛР = Лл -ь D (1 — cosocp),
h„ = hB + D(1 — cosy);
тогда
Ул _ + D (1 — COS OCp) K
Ут hB + D (1 — cosy) c’
откуда
К Ул +0(1—cosy)] П6ч
'c ут[/1л 4- 0(1 — cosap)] ' 7
Если учесть упругое сжатие валков, можно допустить, что ha = h„ и
Д' __________Ул^л________ (171
Лс ~ Ут 1Лл +0(1—cosap)] ' '
Отставание порошка равно (1 — ./Q • 102%.
Толщина лен- ты, ММ Плотность сырой ленты, г/сл*3 Угол прокат- ки ар Нейтральный угол у Коэффициент отставания Кс
1,04 6,70 8° 45' 1°56' 0,810
1,00 7,27 9° 30'1 2° 13' 0,791
0,99 7,31 10° 00' 2° 14' 0,733
0,98 7,06 9° 12' 1° 59' 0,797
0,87 8,71 10° 42' 2° 25' 0,745
В таблице приведены данные о реальной величине углов ар и у, а также
о коэффициенте отставания медного порошка при вертикальной прокатке
из него лент толщиной 0,87—1,04 мм на стане D = 187 мм со скоростью
около 1 м/мин. Из данных таблицы следует, что 20—25% порошка отстает,
не спрессовываясь.
66
При горизонтальной прокатке отставание порошка, как правило, боль-
ше, чем при вертикальной, и составляет 28—33%. Это можно объяснить
неблагоприятными условиями подачи порошка в очаг деформации при го-
ризонтальной прокатке: асимметричная подача нижним валком и меньший
гравитационный напор порошка. Кроме того, при горизонтальной прокатке
может сильнее проявляться отрицательное влияние противотока воздуха,
выжимаемого из порошка.
ОБОРУДОВАНИЕ И ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
ПРОИЗВОДСТВА ПРОКАТА ИЗ ПОРОШКОВ
Станы для прокатки металлических порошков. Станы для холодной про-
катки металлических порошков имеют такие же основные механические
узлы, как и двухвалковые станы для прокатки литых полуфабрикатов:
редуктор, шестеренную клеть, шарнирные шпиндели, нажимное устройство,
приспособление для осевой и радиальной настройки валков.
Отличительная особенность большинства таких станов — низкое чис-
ло оборотов валков (0,33—30 об/мин) и горизонтальное положение рабочей
и шестеренной клети, причем плоскость, в которой расположены оси вал-
ков, горизонтальна, поэтому прокатка производится в вертикальном на-
правлении.
Станы для вертикальной прокатки порошков снабжены специальными
бункерами для подачи порошка в валки и слипом, по которому сырая про-
катанная лента выходит из стана и поступает в печь непрерывного действия
или на моталку.
При конструировании станов для прокатки металлических порошков
особое внимание уделяется защите подшипников и шеек валков от попа-
дания на них порошка. Валки изготовляют из конструкционных легиро-
ванных сталей марок 9ХС, ШХ15 и др.
Действующие станы для прокатки порошков имеют шестеренные клети
и два шпинделя для синхронизации работы обоих валков. Как вертикаль-
ная, так и горизонтальная прокатка металлических порошков осуществля-
ется на станах с двумя приводными валками.
Можно применить способ прокатки с полным отключением одного из
валков. В этом случае стан работает не с двумя, а с одним приводным вал-
ком, причем отпадает необходимость в шестеренной клети и втором шар-
нирном шпинделе.
После того как порошок засыпан и обеспечена непрерывная подача
его в валки, включают приводной валок. Для начала прокатки необхо-
димо приложить некоторый так называемый затравочный вращающий мо-
мент к холостому валку. При этом порошок заклинивается, холостой валок
начинает вращаться синхронно с приводным и прокатка порошка в ленту
происходит точно так, как и с двумя приводными валками. Затравочный
вращающий момент невелик. Для начала процесса прокатки достаточно
усилия руки рабочего на штурвале (радиус 400 мм).
Еще проще происходит прокатка в тех случаях, когда первоначально
валки устанавливаются на нуль, т. е. вплотную. В этом распространен-
ном при прокатке порошка случае не требуется приложения затравочного
момента, и процесс осуществляется так же, как и при двух приводных
валках. Толщина и плотность лент, прокатываемых из порошка на стане
69
с одним и двумя приводными валками, получаются практически одина-
ковыми.
Для прокатки металлического порошка могут применять листовальные
или каландровые вальцы, если отключить один из валков.
Устройства для подачи порошка в валки. Прокатывать ленты из порош-
ка можно, не применяя засыпных устройств, простым ссыпанием порошка
вручную на медленно вращающиеся валки, расположенные в горизонталь-
ной плоскости. Однако рациональная конструкция засыпного бункера имеет
большое значение как с точки зрения величины отходов и однородности
Рис. 4. Схемы устройств для регулирования уровня или на-
чальной толщины порошка в очаге деформации.
качества ленты по длине и ширине, так и возможности изготовления про-
ката разнообразной формы и свойств.
Бункеры для подачи порошка бывают двух типов: опирающиеся на
валки рабочей клети стана и подвесные. У бункера, опирающегося на вал-
ки, на рабочей поверхности валков имеются выступы шириной, равной
ширине прокатываемой ленты или канавки, расстояние между которыми
определяет ширину ленты. Для изменения ее требуется изготовление новых
валков и замена передней и задней стенок бункера. Недостаток опирающе-
гося бункера — повышенный удельный расход валков на 1 т проката
вследствие сухого трения между щеками бункера и валками, а подвес-
ного — несколько повышенный удельный расход порошка из-за того,
что продольные кромки лент получаются рыхлыми. Эту рыхлую часть
сырой ленты (около 6% ее ширины) удаляют механически с помощью
скребков.
Для получения металлокерамического проката заданной пористости
и толщины применяют специальные дозирующие устройства, регулирующие
уровень порошка или начальную толщину в зоне деформации. Основные
виды таких устройств показаны на рис. 4. По принципу действия их мож-
но разделить на две группы:
начальная толщина не зависит от скорости прокатки и определяется
положением нижней кромки заслонки (7—5);
70
уровень порошка устанавливается изменением соотношения между про-
изводительностью стана и расходом подаваемого порошка (4—в).
Последняя группа делится на две подгруппы:
регулирование расхода порошка изменением ширины щели между
валком и заслонкой (4—6).
регулирование расхода порошка независимо от положения бункера
относительно валков (7—S).
Устройство, показанное на схеме 2, наиболее универсально и удобно
в работе. Регулирование осуществляется перемещением заслонки вверх и
вниз. При помощи такого устройства можно получать и биметаллический
прокат. Для этого достаточно поместить порошки разных металлов в бункер
по обе стороны шибера. Перемещая шибер правее и левее, изменяют соот-
ношение толщины слоев в биметаллическом прокате. Пропуская через пу-
стотелый шибер сетчатые или перфорированные ленты, напрессовывают на
них порошок и изготовляют таким образом гетерогенный высокопористый
прокат типа аккумуляторных пластин. Можно также накатывать порошок
на сплошную ленту.
Для прокатки порошков, обладающих высокой сыпучестью, очень удоб-
но устройство 6. Здесь бункер установлен над одним из валков и утечка
порошка исключается. Порошок ссыпается в зону деформации по движу-
щейся поверхности валка из щели, ширину которой регулируют подъемом
и опусканием передней стенки бункера. Это устройство также удобно для
проведения исследований процесса спрессовывания порошка в лабораторных
условиях, так как зона деформации доступна для установки в ней различ-
ных датчиков, визуальных наблюдений, киносъемки поверхности порошка
при прокатке и т. п.
Осуществляя прокатки порошков в газовой среде малой вязкости (во-
дород, углекислый газ и др.), применяют герметические бункеры, в кото-
рые подают сверху под давлением, на 3—4 мм вод. ст. выше атмосферного.
Замена содержащегося в порошке воздуха газами меньшей вязкости при
прокатке тонких порошков повышает производительность стана.
Сырая полоса, спрессованная валками, обладает весьма низкой меха-
нической прочностью и поэтому лента наматывается моталками с незна-
чительным натяжением. Этого достигают применением фрикционных муфт
с регулируемой силой натяжения ленты.
Описанные устройства и оборудование позволяют осуществлять про-
изводство пористого и беспористого проката непосредственно из металли-
ческих порошков. Производство пористых листов и лент состоит из двух
главных операций: прокатки и спекания.
Рулоны и пакеты листов можно спекать в камерных и проходных печах
с восстановительной (водород, диссоциированный аммиак, конвертирован-
ный природный газ) или нейтральной газовой средой (аргон, гелий и др.).
Производство беспористых лент и листов отличается тем, что пористые
спеченные ленты подвергают дополнительной уплотняющей прокатке в хо-
лодном или горячем состоянии. После холодной уплотняющей прокатки
ленты отжигают в камерных или проходных печах.
Уплотняющую прокатку производят в одной клети за несколько про-
пусков с изменением направления прокатки после каждого прохода. В этом
случае скорость должна быть выше скорости прокатки сырой ленты из
порошка в первой (черновой) клети. Прокатку можно осуществлять также
в двух и трех клетях непрерывно с отжигом ленты в проходных печах после
71
Рис. 5. Схемы прокатки двухслойных
(а, в) и трехслойных (б) лент.
двух-трех обжатий. Однако промышленного применения такая схема не
получила.
Пористая лента может быть переведена в беспористое состояние за
один пропуск, если уплотняющую прокатку производить в горячем виде.
В этом случае операция спекания совмещена с нагревом ленты для горя-
чей уплотняющей прокатки и схема производства существенно упрощается.
Прокаткой порошков получают биметаллические и многослойные ленты
и полосы. В бункере параллельно осям валков устанавливают (рис. 5)
перегородку шириной, равной ширине прокатываемой полосы; перегородка
доходит до зоны деформации и разде-
ляет порошки разных металлов. Ана-
логичным способом изготовляют мно-
гослойные ленты. Для этого вместо
одной в бункере устанавливают не-
сколько перегородок (по числу слоев
ленты). Можно также накатывать
порошок на сплошную ленту.
Ленты из порошка часто имеют
пониженную прочность кромок, не
выдерживающих холодную прокатку.
При правильной обрезке кромок
спеченные пористые ленты из порош-
ков меди прокатывают в валках в хо-
лодном состоянии без промежуточных
отжигов, доводя общую деформацию
до 85%.
Применяется также способ горя-
чей прокатки металлического порош-
ка, заключающийся в том, что поро-
шок подается через горячую зону в
прокатный стан.
Для изготовления фильтровых пластин большой толщины (5—15 мм)
и пористости до 70% свободно насыпанный порошок перед прокаткой спе-
кают в виде плоского брикета толщиной, несколько превышающей толщину
готовой пластины. Затем спеченный брикет обжимают в холодном состоянии
прокатыванием на обычных станах для холодной прокатки. Тонкие фильт-
ровые пластины прокатывают непосредственно из порошка. Последующей
операцией является спекание.
Описанные технологические схемы относятся к плоскому прокату (пла-
стины, листы, ленты и т. п.), но из порошков изготовляют и другие про-
стейшие профили, например прутки и проволоку. В этом случае исполь-
зуют прессованные заготовки, которые подвергают пластической обработке
давлением различными способами: ротационной ковкой, прокаткой, воло-
чением. При горячей обработке давлением последнюю производят в защит-
ной газовой среде. Проволоку получают также волочением узких полос,
вырезаемых из лент после спекания сырых лент, полученных прокаткой
непосредственно из порошка.
72
ТЕОРИЯ И ПРАКТИКА СПЕКАНИЯ
М. РИСТИЧ
СПЕКАНИЕ ПОЛИДИСПЕРСНЫХ КРИСТАЛЛИЧЕСКИХ
ПОРОШКОВ
Институт ядерных исследований им. Бориса Кидрича (Югославия)
Спекание — весьма сложный процесс, проходящий при нагреве полидис-
персных смесей порошков кристаллических материалов. В литературе
встречаются различные толкования этого процесса. Опубликован ряд тео-
рий, однако они применимы к реальным системам лишь с некоторыми
приближениями. Это является следствием сложности процесса и упрощен-
ного изучения его на моделях.
При спекании полидисперсных порошков наблюдается усадка, обус-
ловливающая уменьшение пористости и повышение плотности. Спекание
начинается с образования поверхности соприкосновения между частица-
ми порошка, после чего, благодаря подвижности конструкционных эле-
ментов кристаллической решетки при повышенных температурах, заполня-
ются поры.
Изучение спекания с термодинамической точки зрения показывает,
что движущая сила процесса — убыль термодинамического потенциала си-
стемы. В процессе спекания постоянно уменьшается общая поверхность
зерен и увеличивается поверхность их соприкосновения. Однако умень-
шение общей поверхности приводит к уменьшению поверхностной и общей
свободной энергии системы.
Следовательно, движущая сила процесса спекания полидисперсных
кристаллических порошков будет тем больше, чем больше начальная их
поверхностная энергия. При этом величина поверхностной энергии на
единицу массы порошка определяется не только дисперсностью порошка,
но и структурой частиц.
Спекание полидисперсных порошков — предмет многих выдающихся
трудов. До сих пор было предложено несколько уравнений, которые дол-
жны были бы характеризовать кинетику этого процесса. Развивая свою
теорию спекания, В. Кинджери [1 ] для ее проверки производил эксперимен-
ты на образцах, полученных прессованием относительно узких фракций
полидисперсных порошков. Б. Пинес [2], изучая изотермическую усадку
спрессованного порошка меди, установил, что в определенном промежутке
времени изменение удельной усадки пропорционально ]/ /, где t — время
спекания. В. А. Ивенсен [3] предложил характеризовать процесс спека-
ния коэффициентом удельного сжатия при спекании, а С. Г. Тресвятский
[4] — наблюдать процесс спекания посредством относительной пористос-
ти. Внимания заслуживают теоретические и экспериментальные работы
Г. Ц. Кучинского по изучению процесса спекания на моделях. Корреля-
ция этих результатов с результатами, касающимися полидисперсных по-
рошков, сделана Г. Бокштигелем [5]. Он использовал общие выводы о
73
спекании полидисперсных порошков, к которым пришли И. Масута и С. Ки-
кута [6].
В последнее время в этой области появилось несколько интересных ра-
бот. Т. Кубо и К. Кудака [7] исходя из предположения, что спекание вы-
звано пластическим течением, разработали уравнение, характеризующее
кинетику процесса. А. Даниельс и М. Уодсворт [8] разработали новое
уравнение кинетики, считая, что диффузия — контролирующий процесс
в спекании. Вводя понятие ограниченного сжатия, М. Марлоу [9] показал,
что кинетика этого процесса может быть представлена синусоидальной
функцией.
На основании собственных теоретических и экспериментальных работ
мы пришли к общему кинетическому уравнению [10], учитывающему ре-
альные условия хода процесса.
Настоящая работа содержит изложение итогов изучения спекания
полидисперсных порошков. Анализ основывается на критериях, которые
вводились в отдельных случаях в целях пояснения явлений, наблюдаемых
в ходе спекания. При этом даны необходимые основные объяснения для
ясной формулировки уравнений, характеризующие процесс спекания.
Изменение параметра уплотнения при спекании полидисперсных порош-
ков. Изучение спекания на моделях обычно начинается с наблюдения изме-
нений контактной поверхности двух сфер. Вообще можно считать, что имеет
место следующая зависимость:
х = const tn, (1)
где х — радиус круга контактной поверхности; t—время; п — констан-
та, характеризующая механизм переноса материала.
В зависимости от граничных условий найдены различные значения
показателя п. Например, Г. Кучинский [11] получил значения х/5 и х/7
для объемной и поверхностной диффузии соответственно. В табл. 1 приве-
дены некоторые зависимости хт от t [т = предложенные различными
авторами, изучавшими спекание на модеди двух шаров.
Таблица 1
Автор Испарение- конденсация Диффузия Пластическое течение
поверхност- ная объемная по границам зерен
Кучинский [11] X3 ~ t X7 ~ t X5 ~ t — X2 - t
Кабрера [22] — X5 ~ t X5 ~ t — —
Пинес [2] X? - t X* ~ t — X* - t
Френкель [23] — — — X2 ~ t
Хобс [24] хъ ~ t — — — —
Рокланд [25] — X7 - t X4 ~ t X6 ~ t —
Изучение на моделях идеальной формы явится источником весьма
важной информации об элементарных процессах, контролирующих кине-
тику процесса. Однако в реальных условиях частицы порошка имеют про-
извольную форму, что может существенно повлиять на кинетику спекания.
Это ярко иллюстрирует исследования, проведенные Я. Гегузиным [21 ].
Пусть, например, спекаются две «иглы» (рис. 1), причем длина образовав-
шегося контакта (/) значительно меньше длины одной частицы (l!L I).
74
Если процесс протекает по механизму объемной диффузии, то кине-
тика припекания характеризуется следующим уравнением:
х3 = 4--^-(—!--------2) t, (2)
3 kT ' cos ф / v 7
где Do — коэффициент самодиффузии; Q — атомный объем; о — удельная
поверхностная энергия; k — константа Больцмана; Т — температура.
Более тщательный анализ спекания некоторых других моделей («игла» —
пластинка, «нож» — «нож» и т. д.) показывает, что для всех этих случаев
1 1
характерна закономерность х ~ /3 , а не х t5, что действительно для
цилиндрических и сферических моделей.
Эмпирическую зависимость, общая фррма которой прибли-
жается к уравнению (1), предложили И. Масута и С. Кику-
та [6], изучая спекание полидисперсных металлических
порошков (железо, медь):
W — const f,
где W — параметр уплотнения; s — константа.
Параметр уплотнения определяется выражением
W = Vi ~ Vs
Vi - vt ’
где Vt — объем брикета; Vs — объем спеченного образца;
Vt — объем беспористого образца.
Исходя из этих основных закономерностей Г. Бокшти-
гель [51 попытался провести сопоставление фундаментальных
исследований Г. Кучинского на моделях и результатов, по-
лученных при работе с полидисперсными порошками.
Поскольку форма поверхности соприкосновения двух реальных час-
тиц в течение спекания не может быть круговой из-за неправильной формы
частиц, эту поверхность, очерченную некоторой кривой, определяют с по-
мощью полюсных координат R и Ф (рис. 2) выражением
2л
о
Исходя из этого можно показать, что
2л
f = const /2/<а0+1> { [а (ф)]-2₽/(а₽+1)с?Ф,
О
где а (Ф) — некоторая функция; a — структурный фактор, зависящий от
геометрической формы частиц; Р — кинетический фактор, связанный с ме-
ханизмом процесса. Это уравнение может быть представлено в более общем
виде
1. Спе-
Рис.
какие модели
с двумя «иг-
лами».
(3)
(4)
(5)
(6)
f (t, г) = f (г, г} • (-J-)
где f (t, г), f (г, г) — поверхность контактов после спекания в течение вре-
, 2
мени t и г, соответственно г = —Q , . .
(7)
75
Увеличение контактной поверхности в течение спекания сопровожда-
ется проникновением частиц друг в друга. Степень проникновения описы-
вается величиной Z, представляющей уменьшение расстояния между
центрами частиц L (рис. 3). Настоящая зависимость между I и временем спе-
кания определяется с учетом того, что объем материала, который «вытесня-
равен объему увеличения перешейка
между двумя частицами (рис. 3).
В таком случае
/ t \т
l(t,z) = l(r,z) , (8)
ется» в результате проникновения,
Рис. 2. Спекание двух частиц неправильной формы.
Рис. 3. Проникновение двух частиц друг в друга.
Для того чтобы можно было применить это уравнение к спеканию
прессовок, необходимо определить зависимость между W и I. Поскольку
L'sn то
W = const Z, (9)
причем все значения, независящие от времени спекания, входят в кон-
станту пропорциональности.
Принимая во внимание, что общее число контактных поверхностей
зависит от распределения размеров частиц, в отношении которых справед-
лива функция распределения Гаусса, можно показать, что
/ ± \m-\-Atn
Isr (t) = Isr (г) • (—J , (10)
где т — константа, зависящая от механизма; Д/п — функция времени,
которая пренебрежимо мала в случае узких фракций порошка.
Комбинация уравнений (9) и (10) дает
U7 (0 = W (г) •
(Н)
Результаты, полученные экспериментальной проверкой этого уравне-
ния на процессе спекания меди, представлены на рис. 4. Наблюдается
относительно хорошее согласование в интервале 15—120 мин, в то время
как изучение спекания никеля и железа показывает некоторые отклонения
на начальных, а также последующих стадиях процесса.
76
Неу становившееся и установившееся спекание. Если на основании урав-
нения (1) представить зависимость усадки от времени, получается следую-
щая общая закономерность:
4г==^л’ <12)
где kL и п — константы.
Механизм спекания зависит от контакта между частицами, искажений
кристаллической решетки и других физических свойств материала. Раз-
личные механизмы характери-
зуются значением константы п
(табл. 2).
Необходимо подчеркнуть,
что уравнение (12) — действи-
тельно в случае идеальных
условий спекания. Это значит,
что образцы состоят из одно-
родных сферических частиц и
температура спекания достига-
Таблица 2
Автор Значения п при диффузии
объемной по грани- цам зерен
Кобль [12] 0,50 0,33
Джонсон и Кларк [13] 0,48 0,32
Джонсон и Катлер [14] 0,46 0,31
Кинджери и Берг [1| 0,40 —
ется в течение малого промежут-
ка времени, стремящегося к нулю. Очевидно, что невозможно осуществить
такой эксперимент, который удовлетворил бы все эти требования. Тем не
менее, для того чтобы можно было применить закономерности, которые
действительны для идеальных
условий, А. Даниельс и М. Уод-
сворт [8] предложили модель,
показанную на рис. 5. Они с
этой целью рассматривали про-
Рис. 4. Изменение параметра уплотнения при спекании порошка меди при
разных температурах:
/ — 840° С; 2 — 790° С; 3 — 730° С. — О— влажный водород; —О— сухой.
ИдеализироВанная
модель
Рис. 5. Установившееся и неустановившееся спекание:
t* — идеальное время; t — измеренное время; tc — коррекционное время; р — радиус
кривизны поверхности соприкосновения
цесс спекания, начиная с некоторого произвольного времени после ко-
торого происходило так называемое установившееся спекание.
Учитывая, что в течение установившегося спекания проникновение
частиц друг в друга происходит по модели, представленной на рис. 6, и
спеканйе кристаллических полидисперсных материалов может протекать
за счет объемной диффузии или диффузии по границам' зерен, разработана
77
общая форма уравнения, характеризующая кинетику этого процесса:
(L+РГ = l0-k-(^-o + ₽'f . (13)
где К — константа, зависящая от константы диффузии, поверхностного на-
тяжения и температуры; L = Lo — L\ 0 = Lo — Ls. Показатель W, в со-
ответствии с определением (w = при диффузии по границам зерен ра-
вен 3,13, при объемной диффузии — 3,18; ts — время, после которого можно
считать, что в случае полидисперсных порошков процесс спекания стал
установившимся. Очевидно, что в случае идеального спекания уравнение
(13) переходит в (12).
На практике уравнение (13) проверяли при использовании эксперимен-
тальных результатов спекания А12О3 и ThO2 [8]. Оказалось, что установив-
шееся спекание А12О3 при температуре 1414°С
начинается после 3 мин, a ThO2 при темпе-
ратуре 777° С — после 49 мин. На основании
уравнения (13) авторы показали, что уста-
новившееся спекание в обоих случаях идет
путем диффузии по границам зерен [8].
Уменьшение пористости и феноменоло-
гическое уравнение спекания. Усадка брикетов,
полученных прессованием полидисперсных по-
рошков, проявляется в уменьшении поверхно-
сти и объема пор. Скорость уменьшения поверх-
ности пор зависит от степени неоднородно-
сти энергии на поверхности.
По В. Ивенсену [3], можно считать вероятным, что относительное
уменьшение объема пор зависит от относительного уменьшения их поверх-
ности. Поскольку это предположение справедливо, относительное умень-
шение объема пор должно быть постоянной величиной, не зависящей
от исходной пористости тела. Величина, характеризующая степень уменьше-
ния объема
объема пор
Рис. 6. Образование «перешей-
ка» при установившемся спе-
кании.
пор, определяется коэффициентом относительного сокращения
&___ dj (dt — <)§)
Л- ds(dt-di) "
(14)
Если в
уплотнения
может быть
качестве характеристик процесса будет использован параметр
(14), тогда, по Н. Котари [15], кинетика процесса спекания
представлена уравнением
1 _ г — АГ? ,
(15)
где КТ — константа скорости; п — показатель времени.
Между коэффициентом Ивенсена и параметром уплотнения существует
зависимость
(16)
w _ 1-/(
1 — Г к
Приведенные представления феноменологии спекания, по существу, яв-
ляются лишь новой формулировкой соотношения, полученного В. Ивен-
78
сеном. Уравнение, определяющее кинетику процесса и учитывающее зави-
симость (16), приобретает следующую форму:
^ = ^{qbt+ (17)
где /Сн — коэффициент относительного уменьшения пор в начале изотермиче-
ской усадки; q, b — константы.
Поскольку В. Ивенсен построил свое уравнение в результате феноме-
нологического анализа процесса спекания и показал хорошее совпадение
экспериментальных и расчетных данных (рис. 7),
очевидно, что уравнение Н. Котари лишь фор-
мально описывает кинетику процесса.
Общее уравнение кинетики спекания. Изу-
чение процесса спекания включает также и
определение параметров, характеризующих ки*
нетику и механизм процесса. При этом чаще
всего применяется уравнение
4? = ^ о8)
Рис. 7. Спекание полидис-
персной меди.
где ks и п — константы. Показатель п < 1 отличается постоянным значе-
нием для определенного механизма процесса. Однако, как показали наши
экспериментальные [17, 18] и теоретические исследования [19, 20], этот
показатель в случае полидисперсных
порошков не может иметь постоянно-
го значения (рис. 8). Величины Ks и п
являются функцией времени (рис. 9).
Это показывает, что приведенные
нами уравнения, характеризующие
процесс спекания, имеют ограничен-
ное применение, так как они пост-
роены главным образом для идеаль-
ных моделей.
/5 30 60 120 240 480
LgT, мин
1,00-
0,50-
0,10-
0,05
0,40'
0,30-
0,25-
0,20-
Рис. 8. Спекание полидисперсных кристаллических окислов.
Рис. 9. Изменение АК в функции времени спекания.
Принимая во внимание эти обстоятельства, общая форма уравнения
кинетики спекания будет
-^ = ^*(8/)'’, (19)
•'О
79
где k*t п — функции температуры и времени, s — параметр нормирования
времени.
Вообще А* характеризует изотерму спекания, но как характерная функ-
ция времени. Следует подчеркнуть, что должно быть больше нуля для
каждого t > 0, в соответствии с основными принципами химической кине-
тики. Однако на основании физической сущности процесса спекания очевид-
но, что кривая, характеризующая функцию £*, должна асимптотически
приближаться к кривой зависимости относительного изменения объема от
времени.
Анализ показывает, что в этом случае действительна следующая за-
кономерность:
k* = /?ф (st), (20)
причем функцию ф (st) следует понимать как меру степени спекания, кото-
рая может быть представлена соотношением эффективных поверхностей
в конце и в течение процесса. Учитывая определение наблюдаемой функции,
считают, что скорость ее изменения пропорциональна относительной раз-
ности эффективных поверхностей в течение процесса и в его конце, что при-
водит к уравнению
ф (st) = 1 — Be~st, (21)
где В — относительная разность эффективных поверхностей в начале и
конце процесса.
Ввиду того что спекание в реальных условиях проходит в системе час-
тиц, различных по геометрическим и энергетическим характеристикам, мож-
но ожидать, что в такой системе будут происходить другие процессы, до
того как преобладающим станет процесс спекания, что А. Даниельс и
М. Уодсворт приближенно учли в своей модели (см. рис. 5). Наш теоретиче-
ский анализ показал, что функция п может быть представлена уравнением
п = ехр[-----------------------------^-(р3/2- 1)|, (22)
где параметр р идентичен обратному значению времени индукции (приспо-
собления) процесса спекания.
С помощью комбинирования выражений (19), (21) и (22) построено об-
щее уравнение кинетики спекания
AI7 FlbT* ех₽ [-~(р2/2—1)]
-%-= k°e~ ElkT (1 — Be~~si) (st) l 2 J. (23)
Проверку уравнения производили с использованием экспериментальных
результатов, полученных при изучении спекания порошков NaF, ZnO,
UO2, Си и др.
Необходимо отметить, что обнаружена нечувствительность параметров
/(,В и Sb области температур, при которых уплотнение не зависит сущест-
венно от времени. Это обстоятельство могло бы, вероятно, дать более исчер-
пывающие данные об оптимальной температуре спекания, которую для
огнеупорных окислов определил С. Г. Тресвятский [4].
ЛИТЕРАТУРА
1. Kinger у W. D. and Berg М.—J. Appl. Phys., 1955, 26, 1205.
2. П и н e с Б.— УФН, 1954, 62, 501.
3. Иве ясен В. А.— ЖТФ, 1947, 17, 30.
80
4. Тресвятский С. Г.— В кн.: Сб. трудов по химии и технологии силикатов. Пром-
стройиздат, М., 1956.
5. Bockstiegel G.— J. Met., 1956, 8, 580.
6. Masuet a J., Kikuta S.— Sci. Rep. RITU, Japan, Al, 1949.
7. KuboT., Kudaka K.— Koguo Kagku Zasshi, 1958, 61, 918.
8. D a n i e 1 s A. U., Wadsworth M. E. Union Carbide Nuclear Company, Techn.
Rep. XXVI, Utah, 1956.
9. Маг I о we M. O.— IS—T—8, 1956.
10. P и с т и ч M. M., Иванович С. M.— Порошковая металлургия, 1967, 7, 9.
11. Kuczynski G.— J. Met., 1949, 1, 169.
12. С о b 1 e R. L.— J. Am. Cer. Soc., 1958, 41, 55.
13. Johnson D., Clarke T.— Acta met., 1964, 12, 1173.
14. Johnson D., Cutler I.— J. Am. Cer. Soc., 1963, 46, 541.
15. Kothari N. C., Waring J.— J. Powd. Metal., 1964, 7, 13.
16. T i k k a n e n M. H., Makipirtti S. A.— J. Powd. Metal., 1965, 1, 15.
17. Zi vano vic B., R i s t i с M. M.— Interceram., 1966, 39.
18. D e 1 i c D., Z i v anowic В., К о s t i с E., R i s t i с M. M. Proc. VIII Conf.
Silikate Ind (Siliconf 1965) Akademiai Kiado, Budapest, 1966, 149.
19. R i s t i с M. M.— Interceram., 1965, 2, 110.
20. R i s t i с M. M., A f g a n N.~ Boris Kidric Inst. Nucl. Sci. Bui., 1965, 16, 267.
21. Гегузин Я. E.— Порошковая металлургия, 1967, 7, 31.
22. C a b r e r a N.— Trans. Am. Inst. Min. metall. Engrs., 1950, 188, 667.
23. Frenkel J.— J. Phys. USSR, 1945, 9, 385.
24. Hobbs P. V., Mason B. J.— Phil. Mag., 1964, 9, 181.
25. Rockland J.— Acta met., 1967, 15, 277.
В. В. СКОРОХОД
ТЕОРИЯ ТВЕРДОФАЗНОГО СПЕКАНИЯ
МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ
Институт проблем материаловедения АН УССР
ФЕНОМЕНОЛОГИЧЕСКОЕ ОПИСАНИЕ ПРОЦЕССА СПЕКАНИЯ
Основы феноменологического описания процесса спекания заложены
Я. И. Френкелем [1]. Идея феноменологического описания спекания как
обобщенно-вязкого течения заключается в составлении баланса убыли сво-
бодной поверхностной энергии системы и работы диссипативных сил за
бесконечно малый отрезок времени dt
-G^. = ^(jikUkldV, (1)
и
где а — поверхностное натяжение; S — поверхность; V — объем вещества
системы; т] — коэффициент сдвиговой вязкости; Ulk — компоненты тен-
зора скорости деформации. Вещество предполагается несжимаемым. Диф-
ференциальное уравнение (1) применено Я. И. Френкелем для решения двух
основных модельных задач теории спекания — припекание двух сфериче-
ских частиц и заплывание сферической поры в бесконечной вязкой среде.
Дальнейшее развитие феноменологической теории спекания касалось
рассмотрения процессов уплотнения пористого тела как целого, что было
достигнуто введением второго (объемного) коэффициента вязкости пористого
6 9-ЮЗО
81
сжимаемого тела. Такой подход осуществил Дж. Маккензи [2] для тела
с равномерно распределенными сферическими порами, а затем В. В. Скоро-
ход [3] для более общей модели пористого тела — статистической смеси
вещества и пустоты.
Дифференциальное уравнение баланса уменьшения свободной поверх-
ностной энергии и работы диссипативных сил в этом случае принимает вид
= J[n (й1к---+ ^Ue\dV, <2)
V
где V — общий объем пористого тела; т), С — коэффициенты сдвиговой
и объемной вязкости пористого тела, зависящие от пористости. Если выра-
зить величины s, v, т], £ через относительную плотность р или пористость
0, уравнение (2) дает дифференциальное уравнение кинетики уплотнения.
Такие дифференциальные уравнения были получены в работах [2, 3],
причем в [2] использовалась зависимость £ от р
£ = 41,0 3(1 —р)
(где т]0 — коэффициент вязкости вещества), справедливая для пористого
тела, моделируемого совокупностью изомерных сферических пор, а в [3| —
зависимость £ от ©
Л (1—0) (1—20) /А.
£ 4тЬ , (4)
справедливая для статистической смеси вещества и пустоты. Соответствую-
щие дифференциальные уравнения уплотнения имеют вид
Ф _ За(1 — р)
dt 2V
в работе [2] (г — средний радиус пор) и
d0 __ За 0(3 —0) (1—0)2
dt ~ 2 т|ого ’ (1—20)
в работе [3] (г0 — средний радиус пор, принимаемый равным среднему
радиусу частиц).
Уравнение (6) более точно описывает уплотнение пористых тел с порис-
тостью 0,1 < ©< 0,5. Для малых пористостей и поздних стадий спекания
более применима модель Маккензи и уравнение (5).
Феноменологическое описание спекания является исчерпывающим для
аморфных тел. Для пористых тел, спрессованных из металлических порошков,
феноменологическая теория спекания учитывает лишь так называемый
«геометрический» фактор, оказывающий тормозящее воздействие на скорость
уплотнения, и сводит проблему кинетики спекания (в частности, уплот-
нения) к исследованию зависимости коэффициента вязкости т]0 от температу-
ры, действующих напряжений и времени, т. е. к конкретным металлофизи-
ческим задачам.
Существует другое направление феноменологического исследования спе-
кания, связанное с формальным описанием кинетики изменения тех или иных
величин в процессе спекания уравнениями, аналогичными уравнениям хими-
ческой кинетики. Процесс спекания прямо или косвенно рассматривают как
химическую реакцию [4—6]. Это направление, возникшее еще до первых
физических работ по теории спекания, в ряде случаев развивается и в более
82
поздних работах [7,8]. Простейшим представлением кинетики спекания яв-
ляется степенная функция
х = КТп, (7)
где х — величина какого-либо свойства, увеличивающегося в процессе
спекания; t — время; К и и — константы.
Возможны , и другие виды уравнений с большим числом эмпирически*
вводимых параметров. Хотя подобные уравнения могут явиться вспомога-
тельным средством для исследования, например, температурной зависимости
скорости спекания, оценки некоторой эффективной энергии активации
суммарного процесса, они не дают связи констант, входящих в уравнения,-
с физическими свойствами спекаемых металлов и не разграничивают вли-
яние многочисленных факторов на спекание. Кроме того, кинетика спека-
ния не может описываться одним сколько-нибудь простым уравнением.
Представление экспериментальных результатов по кинетике спекания прос-
тыми степенными или экспоненциальными функциями от времени может
быть оправдано лишь как чисто математический прием аппроксимации,
применимый, например, для экстраполяции на нулевой момент времени,
для вычисления производных и т. д.
ИССЛЕДОВАНИЕ МЕХАНИЗМА СПЕКАНИЯ
Процесс спекания подразделяют на две стадии или на два параллельно
протекающих процесса — образование и рост металлического контакта
между частицами и изменение макроскопической плотности пористого тела,
связанное с изменением количества и размеров пор. Оба эти процесса пред-
ставляют собой единый процесс изменения объема и формы каналов пор.
Однако механизмы изменения формы пор и уменьшение объема их в общем
случае различны, поэтому для изучения механизмов спекания такое деление
может быть оправдано.
Значительное количество работ, посвященных изучению механизма
спекания на простейших моделях (шар — шар, шар — плоскость, ци-
линдр— плоскость, цилиндр — цилиндр и т. д.) [9—13], по существу*
исследуют именно процесс припекания — образования и роста металли-
ческого контакта. В качестве возможных механизмов рассматривают: вяз-
кое и пластическое течения, объемную самодиффузию, поверхностную само-
диффузию, т. е. основные термически активируемые процессы формоизме-
нения твердых тел.
Механизм испарения и конденсации для огромного большинства метал-
лов не имеет практического значения и проявляется лишь при спекании
некоторых солевых кристаллов [11]. Из экспериментов Кучинского [91
видно, что припекание сферической крупинки к плоскому шлифу происхо-
дит путем объемной самодиффузии, причем пятая степень диаметра перешей-
ка изменяется пропорционально времени и коэффициенту самодиффузии
~ D63
а2 ~ КТ
где х — диаметр перешейка; а — диаметр сферической крупинки; D — ко-
эффициент самодиффузии; б — атомный диаметр; t — время.
Выводы Кучинского относятся к процессу припекания весьма равно-
весных объектов и не могут быть перенесены ни на процесс припекания
83
6*
неравновесных объектов, ни тем более на процесс уплотнения при спека-
нии. Установление механизма спекания только по характеру зависимости х
от / не абсолютно достоверно из-за приближенности теоретических расчетов и
неоднозначности выбора характеристических линейных размеров в той
или иной задаче. Так, Б. Я. Пинес [10] для припекания сферической кру-
пинки к шлифу получил решение
х4 ~ D& .
~а" ~ ~КТ~ Г
Значительно более достоверные результаты дают исследования, вклю-
чающие изучение температурной зависимости процесса припекания.
Работы Кучинского по измерению коэффициента самодиффузии меди
и серебра [9, 14] методом изучения кинетики припекания показали удовлет-
ворительное совпадение с методом радиоактивных изотопов как по самой
величине коэффициента самодиффузии, так и по энергии активации. Они
достаточно убедительно свидетельствуют о главной роли объемной самодиф-
фузии в процессе припекания. Так как экспериментальные данные Кучин-
ского в то же время хорошо соответствовали формуле (8), ее следует считать
более точной, чем формулу (9). Для процесса объемного уплотнения при
спекании выбор должен быть сделан между механизмами вязкого и пласти-
ческого течения и механизмом объемной диффузии вакансий. Очевидно,
что чисто поверхностная самодиффузии не может привести к изменению
макроскопического объема пористого тела [12].
Возможность пластического течения при спекании предполагалась не-
которыми авторами [15—17] для объяснения экспериментально наблюдае-
мых высоких скоростей уплотнения, особенно на начальных стадиях спе-
кания. Однако К. Херринг [181 показал теоретически, что стационарное
пластическое течение под действием сил поверхностного натяжения невоз-
можно, так как капиллярные силы не могут обусловить возникновение но-
вых дислокаций. Независимо от механизма размножения дислокаций практи-
чески для всех металлов соблюдается критерий отсутствия пластического
течения
о<|л&, (10)
где о — поверхностное натяжение; р — модуль сдвига; b — вектор Бюр-
герса, равный по порядку величины атомному диаметру.
И. М. Федорченко и Р. А. Андриевский [19] показали, что зависимость
скорости уплотнения от внешнего давления претерпевает излом при неко-
тором значении приложенной нагрузки. Излом можно связать с проявле-
нием пластического течения, таким образом, при отсутствии внешнего дав-
ления пластическое течение не проявляется. Однако излом отчетливо на-
блюдался только при спекании малоактивных предварительно отожженных
порошков. У порошков, обладающих высокой активностью, его выявить
не удалось. Тем не менее теоретический анализ Херринга остается справед-
ливым. Почему при спекании активных порошков не наблюдается излома
у зависимости скорости уплотнения от внешнего давления, остается пока
невыясненным. Это обстоятельство может быть связано со специфическим
механизмом вязкого течения.
Таким образом, пластическое течение, наблюдаемое при стандартных
испытаниях на ползучесть и описанное теорией Виртмэна [201, должно
быть исключено из числа возможных механизмов, обусловливающих уплот-
нение пористого тела при спекании.
84
Так как вязкое течение кристаллических тел осуществляется с помощью
самодиффузии, некоторое время не существовало определенного разграг
ничения между механизмами диффузионно-вязкого течения и диффузии
вакансий.
Последовательная теория уплотнения при спекании за счет диффузии
вакансий от поверхности пор к внешней поверхности пористого тела была
предложена Б. Я. Пинесом 10] и развита И. М. Лифшицем и В. В. Слезо-
вым [21] в наиболее полной форме, учитывающей протекающие параллельно
со спеканием процессы диффузионной коалесценции пор. Хотя диффузи-
онная теория спекания основана на абсолютно точных законах термодина-
мики, она согласуется с экспериментом лишь в очень редких случаях, на-
пример при залечивании микропор в солевых кристаллах [12].
В большинстве случаев при спекании реальных пористых тел предска-
зания диффузионной теории не оправдываются ни в качественном, ни в ко-
личественном отношениях. Самые существенные расхождения теории с
экспериментом заключаются в отсутствии зависимости скорости уплотнения
от линейных размеров спекаемого тела и очень высоких скоростях уплот-
нения, превышающих предсказания теории иногда на несколько порядков.
В настоящее время можно считать установленным, что расхождения
диффузионной теории спекания с экспериментом связаны с параллельным
протеканием диффузионно-вязкого течения, причем последнее является опре-
деляющим механизмом уплотнения на ранней и средней стадиях спекания;
Теорию диффузионно-вязкого течения неидеальных кристаллов раз-
вили Набарро [22], Херринг [23] и в наиболее последовательной форме
И. М. Лифшиц [24].
Основное содержание этой теории сводится к тому, что вязкость реаль-
ного кристаллического тела оказывается функцией наименьшего линейного
размера элементов субструктуры кристалла, т. е. зерен или блоков мозаики:
_!___ D63
n — KTL2 ’
где т] — коэффициент вязкости; D — коэффициент самодиффузии; 6 — атом-
ный диаметр; L — линейный размер областей с когерентной решеткой.
В случае идеального монокристалла вязкость оказывается зависящей
от линейных размеров кристалла. Механизм диффузионно-вязкого течения
совпадает с чисто диффузионным механизмом.
Таким образом, различие чисто диффузионного механизма и механизма
диффузионно-вязкого течения заключается в том, что в первом случае су-
ществуют макроскопические потоки вакансий, выходящие на внешнюю по-
верхность пористого тела, а во втором — лишь локальные потоки вакан-
сий между элементами субструктуры, начинающиеся и заканчивающиеся на
внутренних поверхностях, где возможно образование и исчезновение ва-
кансий. В работе [25] показано, что деформация золотых проволочек осу-
ществляется механизмом Набарро — Херринга, в то время как припекание
крупинок малого диаметра при тех же температурах осуществляется объем-
ной диффузией вакансий. Авторы предположили, что причина этого — ма-
лая величина радиуса кривизны перешейка по сравнению с линейным раз-
мером когерентных областей.
В работе Я. Е. Гегузина и И. М. Лифшица [26] установлены критерии
преобладания того или иного механизма уменьшения объема поры в ре-
альном кристаллическом теле. Оказывается, что диффузионный механизм
85
(11)
преобладает, когда радиус поры меньше линейного размера когерентных
областей г < L. Таким образом, роль диффузионного механизма вели-
ка на поздних стадиях спекания и особенно ярко проявляется при отжиге
монокристаллов, в которых каким-либо способом создана пористость [12].
В большинстве наблюдаемых случаев уплотнение при спекании осу-
ществляется диффузионно-вязким течением. Для реальных металлов коэф-
фициент вязкости, определяемый формулой (11), зависит от времени, так
как при изотермическом спекании происходит непрерывный диффузионный
рост блоков мозаики [10, 27], причем квадрат линейного размера блоков
линейно зависит от времени
L^ = L20 + ^-t, (12)
гдеЛ0 — линейный размер блоков в нулевой момент времени; о' — поверх-
ностное натяжение на границах блоков; t — время. Отсюда вязкость ре-
ального кристалла должна линейно возрастать со временем
где т) =
n = + (13)
KTL~ ’ зависит от температуры так же, как D , коэф-
фициент при t практически не зависит от температуры. Эксперименты по изу-
чению кинетики уплотнения порошков меди и сплавов меди с никелем пол-
ностью подтвердили выводы теории диффузионно-вязкого течения [27].
Энергия активации уплотнения должна быть близка к энергии активации
объемной самодиффузии. Это не всегда наблюдается экспериментально,
особенно значительны отклонения при спекании высокоактивных металли-
ческих порошков при невысоких температурах спекания.
АКТИВАЦИЯ ПРОЦЕССА СПЕКАНИЯ
Активация спекания осуществляется дополнительным химическим или физи-
ческим воздействием на основные процессы, определяющие кинетику спека-
ния.Такое воздействие может быть внешним по отношению к спекаемому телу
(спекание в специальных газовых средах, обусловливающих протекание тех
или иных химических реакций, приложение давления, спекание в ультра-
звуковом поле либо в переменном электромагнитном поле, циклическое
изменение температуры или газовой среды и т. д.), но может быть и внутрен-
ним (предварительное изменение химического состава введением примесей
или осуществлением реакции с активным газовым реагентом, получение
порошков с искаженной кристаллической решеткой либо метастабильной
структурой и т. д.) [28].
В соответствии с принятым нами условным делением процесса спекания
на формирование и рост металлического контакта между частицами и уплот-
нение рассмотрим раздельно методы и механизм воздействия активирую-
щих факторов на эти процессы.
Активация процессов поверхностного переноса вещества. Как указывалось
выше, при высокотемпературном припекании нелетучих металлов ос-
новную роль играет объемная самодиффузия. Однако при более низких
температурах и неравновесном состоянии приповерхностного слоя зна-
86
чительно возрастает роль поверхностной самодиффузии. Так, относительная
роль поверхностной самодиффузии, по Я. Е. Гегузину [12], может быть
охарактеризована безразмерным критерием
где Ds — коэффициент поверхностной самодиффузии; Do — коэффициент
объемной самодиффузии; L — характеристический линейный размер для
случая припекания L » р, где р — радиус кривизны приконтактной облас-
ти. Do зависит от температуры значительно сильнее, чем Ds, поэтому роль
поверхностной самодиффузии тем больше, чем ниже температура и меньше
р, т. е. на самых ранних стадиях спекания.
Относительная роль переноса через газовую фазу характеризуется кри-
терием [12]
, 63P0Dr
где PQ — упругость пара; Dr — коэффициент диффузии атомов металла
в газовой фазе.
Если у и у' больше единицы, роль поверхностной самодиффузии или
переноса через газовую фазу становится определяющей. Для того чтобы
интенсифицировать поверхностный перенос вещества при спекании, необхо-
димо повысить эффективные значения коэффициента поверхностной самодиф-
фузии или упругости паров металла. Это может быть осуществлено либо цик-
лической гетерогенной реакцией (окисление — восстановление), либо введе-
нием активного газового реагента, образующего с металлом летучие вещества
(например, галогениды). В первом случае на поверхности пор создается слой
металла с неравновесной искаженной кристаллической решеткой.
Как известно [12], поверхностная самодиффузии осуществляется не
только чисто поверхностной миграцией атомов, а для реальных кристаллов
включает диффузию в тонком искаженном приповерхностном слое. Если для
почти равновесных объектов толщина этого слоя оценивается в несколько
межатомных расстояний 10“7 см), то циклическое окисление — восстанов-
ление может увеличить толщину разрыхленного слоя до КГ"5 см и более.
Таким образом, эффективный поток поверхностной диффузии будет
увеличен на 2—3 порядка, что сильно интенсифицирует процесс образования
и роста межчастичных металлических контактов, сфероидизацию пор и дру-
гие положительные, с точки зрения получения высоких конечных свойств,
процессы.
При введении в газовую среду спекания галогенидов образуются лету-
чие соединения галогенов со спекаемым металлом. Упругость пара образо-
ванных галогенидов играет роль равновесной упругости пара металла, так
как газовая фаза находится в состоянии динамического равновесия с твер-
дой фазой, поэтому процессы переноса через газовую фазу сильно акти-
вируются.
Наличие летучих галогенидов соответствует повышению эффективной
упругости пара металла на несколько порядков и существенно увеличивает
роль переноса через газовую фазу (в соответствии с формулой (15)). Введе-
ние в газовую среду хлоридов или фторидов приводит к заметному увели-
чению прочности и пластичности спекаемых тел [29—311. Активация про-
цессов поверхностного переноса вещества мало влияет на скорость объемной
87
деформации частиц и поэтому практически не интенсифицирует процессы
уплотнения.
Активация процессов объемного течения вещества. Для активирования
процессов объемного течения при спекании есть две возможности — нуж-
но либо увеличить коэффициент объемной диффузии вакансий, либо су-
щественно уменьшить характеристический линейный размер когерентных
областей, т. е. в сущности, увеличить плотность дислокаций, образующих
стенки блоков мозаики.Один из естественных путей интенсификации процесса
уплотнения при спекании — применение активных металлических порошков,
получаемых в неравновесных условиях электролизом, диссоциацией карбо-
нидов, низкотемпературным восстановлением окислов, диссоциацией форми-
атов и оксалатов металлов и т. д.
Активные металлические порошки, обладая высокой дисперсностью,
имеют искаженную кристаллическую решетку, т. е. содержат большое коли-
чество неравновесных точечных и линейных дефектов [32—351.
Неравновесные вакансии не могут оказать существенного влияния на
скорость уплотнения, так как время их релаксации менее 10-2 сек [36],
кроме того, в формулах (8) и (11) фигурирует не коэффициент самодиффузии
Р, а произведение коэффициента диффузии вакансий D’ на равновесную кон-
центрацию вакансий Со. Это произведение равно D только в равновесном
случае [271. Однако, если имеется постоянно действующий источник избыточ-
ных вакансий, процессы уплотнения при спекании активируются. Меха-
низм этой активации будет рассмотрен ниже.
Высокая исходная плотность дислокаций в активных металлических
порошках, по рентгенографическим данным составляющая 1010 —10й см~2
[34, 351, также мощный фактор, резко интенсифицирующий ранние стадии
процесса уплотнения. Известно, что диффузионно-вязкое течение может
осуществляться неконсервативным перемещением дислокаций, связанным
с поглощением и испусканием вакансий [37, 38]. Скорость деформации
в этом случае пропорциональна напряжению
4nDN&
е ---------а,
1п4-Кг
о
где W — плотность дислокаций; I — среднее расстояние между дислокаци-
ями; о — приложенное напряжение.
Коэффициент при о представляет собой величину, обратную коэффици-
енту вязкости. Перемещение дислокаций в искаженных кристаллах при на-
пряжениях, меньших предела текучести, может осуществляться также тер-
мически активированным скольжением, причем внутренние напряжения
активируют процесс отрыва дислокаций от точек закрепления.
В этом случае скорость деформации [521
8 = Nbvol exp (— / b^- о, (17)
где v0 — частота колебаний дислокаций; b — вектор Бюргерса; /кр — крити-
ческая длина дислокации; и — энергия активации процесса пересечения
дислокаций.
Кинетика уплотнения при спекании оказывается тесно связанной с ки-
нетикой отжига дислокаций. Скорость уплотнения в начальный момент при
исходной плотности дислокаций 1011 смГ2 будет значительно выше, чем
88
(16)
должно быть по теории диффузионно-вязкого течения. Однако плотность
дислокаций быстро уменьшается со временем изотермического отжига в
наиболее упрощенном случае по экспоненциальному закону
W —(Voexp(—0/), (18)
где коэффициент Р зависит от температуры [39]. Очевидно, в этом случае
скорость уплотнения затухает гораздо резче, чем по формуле (13), т. е.
вязкость будет возрастать со временем не линейно, а, например, экспонен-
циально.
Активацию спекания, связанную с высокой исходной плотностью дисло-
каций, можно получить путем наклепа порошка, например, размолом в ша-
ровых мельницах (так называемое «механическое» активирование). Однако
наклепанный порошок плохо прессуется, и этот метод более пригоден для
других видов формования пористых тел. В целом активация процесса уплот-
нения за счет искаженной исходной кристаллической структуры эффективна
лишь на ранних стадиях спекания из-за термической неустойчивости и быс-
трого исчерпания несовершенств, особенно при высокой температуре спе-
кания. Поэтому гораздо больший эффект могли бы вызвать неравновесные
дефекты, например избыточные вакансии, возникающие более или менее
непрерывно в процессе высокотемпературного спекания.
Известно, что избыточные вакансии в большом количестве появляются
при гетеродиффузии вследствие неравенства парциальных коэффициентов
диффузии [40, 41 ]. При больших количествах взаимно диффундирующих
компонентов неравенство парциальных коэффициентов диффузии вызывает
интенсивное образование диффузионной пористости, замедление усадки,
а иногда даже рост брикетов при спекании [42, 43]. Однако малые количе-
ства некоторых примесей могут сильно активировать процессы уплотнения.
В настоящее время существует две точки зрения на требования к ме-
таллической примеси, которая должна активировать усадку при спекании.
Так, в работах И. М. Федорченко с сотрудниками [44, 45] показано, что акти-
вация уплотнения имеет место в случае преимущественной диффузии атомов
металла присадки вглубь основного металла. Например, нанесение на же-
лезный порошок слоя никеля заметно активирует усадку. Никель интенсив-
но диффундирует в железо, в поверхностном слое частиц образуется повы-
шенная концентрация избыточных вакансий, что и является причиной вы-
сокой скорости уплотнения.
В работах Вацека [46, 47] и Эдье [48] высказывается мнение, что при-
месь должна практически не растворяться в основном металле, но раство-
рять его в значительной степени. В этом случае преимущественный диффу-
зионный поток направлен из основного металла в примесь. Системы W—Ni
и Fe—Au отвечают этому правилу, в них наблюдается сильное активирование
уплотнения малыми количествами никеля (для вольфрама) и золота (для
железа), причем температура интенсивного уплотнения снижается на сотни
градусов.
Механизм влияния малых примесей, слабо растворимых в основном
металле, но интенсивно его растворяющих, до сих пор не выяснен. Некото-
рые авторы [49 ] считают, что никель обволакивает частицы вольфрама и
процесс спекания осуществляется аналогично процессу растворения — осаж-
дения, при этом вольфрам диффундирует через слой твердого раствора на
основе никеля. В [50] показано, что в процессе диффузии вольфрама в ни-
кель и никеля в вольфрам и по его поверхности в вольфраме образуются
89
специфические точечные дефекты, возможно, избыточные вакансии, адсор-
бирующие растворенные атомы никеля.
Объяснение влияния малых добавок никеля и других аналогичных
примесей на спекание тугоплавких металлов следует искать в процессах
взаимодействия избыточных вакансий, генерируемых при униполярной
диффузии, с дислокациями, приводящих к повышению количества подвиж-
ных дислокаций и увеличению роли активированного скольжения дислока-
ций в механизме деформации.
ЛИТЕРАТУРА
1. Френкель Я. И,— ЖЭТФ, 1946, 16, 1.
2. Mackenzie J. К.— Proc. Phys. Soc. (В), 1950, 63, 1.
3. Скороход В. В.— Порошковая металлургия, 1961, 1, вып. 2.
4. Kingston W. Е., Н u е 11 i g G. F.— Phys. Powd. Met., N. Y., 1951.
5. Бальшин M. Ю.— Порошковое металловедение. Металлургиздат, М., 1948.
6. Ивенсен В. А.— ЖТФ, 1947, 17, 1301; 1948, 18, 1290.
7. Еременко В. Н., Соломко В. П.— В кн.: Вопросы металловедения и термо-
обработки. Изд-во АН УССР, К., 1954, 67.
8. R i s t i с М. М. Theoretical Studies of the sintering Process, Beograd, 1964.
9. Kuszinsky G. C.— J. Inst, of Metals, 1949, 2, 169.
10. П и н e с Б. Я-— УФН, 1954, 52, 501.
11. Kingery W. D., Berg M.— J. Appl. Phys., 1955, 26, 10, 1025.
12. Г e г у з и н Я. Е. Макроскопические дефекты в металлах. Металлургиздат, М.,
1962.
13. Thiimmler F.— Planseeberichte Pul ver met., 1958, 6, 2.
14. Kuszinsky G. C.— J. Appl. Phys., 1950, 21, 7.
15. Clark P., White J.— Trans. Brit. Cer. Soc., 1950, 49, 7, 305.
16. Mackenzie J. K., Shuttleworth R.— Proc. Phys. Soc., (B) 1949, 62, 12.
17. M e e p с о н Г. A.— В кн.: Вопросы порошковой металлургии. Изд-во АН УССР,
К., 1955.
18. Herring С.— Phys. Powd. Met., N. Y., 1951.
19. Федорченко И. M., Андриевский Р. А.— ДАН УРСР, 1958, 5.
20. W е е г t m а n I.— J. Appl. Phys., 1955, 26, 10, 1213.
21. Лифшиц И. М., С л е з о в В. В.— ЖЭТФ, 1958, 35, 1401.
22. N а b а г г о F. R. N.— Rep. Conf. Strength Solids, Phys. Soc., London, 1948.
23. Herring C.— J. Appl. Phys., 1950, 21, 437.
24. Л и ф ш и ц И. М.— ЖЭТФ, 1963, 44 (4), 1349.
25. Alexander В. Н., Kuczinsky G. С., Dows on М. Н.— Phys. Powd.
Met., N. Y., 1951.
26. Г e г у з и н Я. Е., Л и ф ш и ц И. М.— ФТТ, 1962, 4, 5.
27. С к о р о х о д В. В.— Порошковая металлургия, 1961, 1.
28. Федорченко И. М.— Порошковая металлургия, 1962, 2.
29. Федорченко И. М., Гнесин Г. Г., Андриевский Р. А.— В кн.:
Порошковая металлургия, Ярославль, 1957.
30. Е u d i е г М.— Proc. Metal. Powd. Assoc., 1957.
31. А н д p и e в с к и й Р. А., Паничкина В. В., Ф е д о р ч е н к о И. М. Метал-
ловедение и термическая обработка металлов, 1961, 7, 48.
32. Г е г у з и н Я. Е.— ФММ, 1958, 6, вып. 4, 650.
33. С к о р о х о д В. В., Р а н н е в а Г. О.— Порошковая металлургия, 1966, 3.
34. Л и т в и н е н к о П. П. Авт. канд. дисс. ИПМ АН УССР, 1966.
35. С к о р о х о д В. В., X р и е н к о А. Ф.— Порошковая металлургия, 1965, 5.
36. Г е г у з и н Я. Е.— ФММ, 1960, 9, 842.
37. С к о р о х о д В. В.— Порошковая металлургия, 1964, 1.
38. О р л о в А. И., Инденбом В. Л.— УФН, 1962, вып. 3, 76.
39. Л а р и к о в Л. И. Физические основы прочности и пластичности металлов. Физ-
матгиз, М., 1963.
40. П и н е с Б. Я. Очерки по металлофизике. Изд-во ХГУ, Харьков, 1963.
41. Г е р ц р и к е н С. Д., Д е х т я р Н. Я. Диффузия в металлах и сплавах в твердой
фазе. Физматгиз, М., 1963.
90
42. Райченко А. И., Федорченко И. М. Вопросы порошковой металлургии,
1958, 6.
43. Г е г у з и н Я- Е.— ФММ, 1956, 2 (3), 406.
44. Андриевский Р. А., Федорченко И. М.— Изв. АН СССР. Металлургия
и топливо, 1961, 3.
45. Федорченко И. М., Иванова И. И.— Порошковая металлургия, 1967 2.
46. V а с е k I.— Planseeberichte, Pulvermet., 1959, 7, 1, 2.
47. V а с с к I.— Hutnicke Listy, 1955,10, 8, 469.
48. Е u d i е г М.— Powd. Met., London, 1963.
49. Brophy I., Shepard L., Wulff S.— Powd. Met., London, 1962.
50. A г m e К., В а ц e к Я. Вольфрам и молибден. «Энергия», М., 1964.
51. Е u d i е г М.— Powd. Met., London, 1962.
52. Скороход В. В.— Порошковая металлургия, 1966, 3.
С. Г. ТРЕСВЯТСКИЙ
ВЫСОКООГНЕУПОРНЫЕ СИСТЕМЫ С ОКИСЛАМИ
РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ И АКТИНИДОВ
Институт проблем материаловедения АН УССР
Окислы редкоземельных элементов и актинидов в чистом виде и в сочетании
с другими огнеупорными окислами имеют высокие температуры плавления
(2000° С и выше). Кроме того, окислы редкоземельных элементов харак-
теризуются высокими отрицательными значениями свободной энергии об-
разования из элементов, что определяет их значительную химическую ста-
бильность при воздействии высоких температур.
В связи с этим изучение диаграмм состояния высокоогнеупорных окис-
лов с окислами лантанидов и актинидов представляет теоретический и прак-
тический интерес для изыскания новых видов огнеупорных материалов
со специальными свойствами.
Для технологии получения редкоземельных элементов и актинидов,
их металлургии, металлокерамики, правильного понимания процессов окис-
ления различных сплавов, уточнения геохимических представлений о рас-
пределении редкоземельных элементов и актинидов в земной коре и т. д. не-
обходимо знание подобных систем.
Исследования бинарных систем, образуемых окислами редкоземельных
элементов и актинидов с другими высокоогнеупорными окислами, широко
освещены в научно-технической литературе [1,2]. Наряду с хорошо изучен-
ными диаграммами состояния есть совершенно неисследованные системы.
Представляет интерес обобщение имеющихся в литературе данных для оты-
скания корреляций, позволяющих с той или иной степенью достоверности
в некоторых случаях предсказать тип и класс ожидаемой диаграммы состоя-
ния, особенно если она еще не изучена экспериментально либо ее изучение
затруднено (системы с участием окислов актинидов).
В работе [3] на основании анализа экспериментальных данных более
чем по 200 имеющимся в литературе бинарным системам найдено, что суще-
ствует ориентировочная корреляция между разностями ионных радиу-
сов катионов, входящих в систему, и разностями электроотрицательностей,
с одной стороны, и типами диаграмм состояния,— с другой (рис. 1).
91
Установленная корреляция дает возможность предварительно опре-
делить условия, при которых образуются системы с эвтектическим строением
ликвидусно-солидусной области, с твердыми растворами или соединениями.
Разность электроотрицательностей
Рис. 1. Зависимость типа диаграмм со-
стояния от величин разностей ионных
радиусов и электроотрицательностей ка-
тионов, входящих в окислы, в бинарных
окисных системах:
Диаграммы состояния: • — эвтектического
типа; О — с образованием химических со-
единений; — — с образованием твердых рас-
творов; А — с одновременным образованием
твердых, растворов и соединений; О — ча-
стично изученные системы, в которых найдены
соединения.
Так, были проанализированы еще неизвестные бинарные системы, образуе-
мые окислами редкоземельных элементов с тугоплавкими окислами II груп-
пы периодической системы [3]. Полученные экспериментальные данные под-
твердили предварительные расчеты.
СИСТЕМЫ ОКИСЛОВ РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ И АКТИНИДОВ
С ОГНЕУПОРНЫМИ ОКИСЛАМИ II ГРУППЫ ПЕРИОДИЧЕСКОЙ СИСТЕМЫ
Системы с ВеО окислов актинидов и лантанидов характеризуются чисто
эвтектическим строением ликвидусной области. Так, простые эвтектиче-
ские диаграммы состояния с отсутствием заметной растворимости в твердом
состоянии установлены для следующих систем: Sm2O3 — ВеО [41, Gd2O3 —
ВеО [41, UO2 — ВеО [21, ThO2— ВеО [2]. Системы У2О3 — ВеО и Yb2O3 —
ВеО [2] характеризуются также эвтектическим строением ликвидуса,
однако в них обнаружены области твердых растворов на основе окисла ред-
коземельного элемента и окиси бериллия. Соединения с окисью бериллия
найдены только в системах окислов редкоземельных элементов с больши^м
ионным радиусом. Так, при взаимодействии Ьа2О3 и ВеО [2] образуются
соединения двух составов: 1 : 1 и 1 :2 (рис. 2).
Системы с MgO, как правило, также эвтектические: UO2 — MgO [21,
PuO2 — MgO [21, La2O3 — MgO, Y2O3 — MgO, Sc2O3 — M.gO [31. Тем-
пературы плавления эвтектик находятся выше 2000° С, состав близок к
соотношению 1 : 1. В системе Sc2O3 — MgO установлена широкая область
твердых растворов как со стороны Sc2O3, так и со стороны MgO, что объяс-
няется близостью ионных радиусов катионов магния и скандия (см. рис. 2).
Системы с СаО характеризуются растворимостью в твердом состоянии,
в ряде случаев образуются соединения. Так, в системах UO2 — СаО [21 най-
дены твердые растворы и соединения типа перовскита с неопределенным
92
1400-
1200 f
0
Laz03
2000-
1800-
1600-
t/C
2400 -
2200]
5
ВеО
90
ВеО
10
Smz03
10
Gdz03
30 50 .,
ВеО,мол?/о
t°c
2400-
10 15
Be0,6ec°/o
t,°C
2400
30 50 70 90
Ве0,мол°/0 ВеО
2000 4
1600 -
1600-
1200-
JO 50 70 90
ВеО,мол.% ВеО
,BeO
' m.p.
Yz03m.p.
Ybz03m.p.
2000-
L ВеО m.p.
1200'
800 .
10
№
1580°
Yz03m.p. +8e0m.p.
у Ybz03mp.+>K
f 1720° ~~I
I Ybz03m.p.+Be0m.p. ।
800
10
Ybz03
30 50 o 70
ВеО^мол./о
90
ВеО
10 30 50 70 90
Yz 03 Mg Ot мол°/а Mg 0
2600]
2400-
2200-
2000-
1800.
t.C
2800-
10
30 50 70 90
2150
MgOmp
Scz 03 m.p. +Mg 0 m.p.
big 0, мол. % MgO
10 30 50 70 90
Scz03 СаО,мол.% CaO
t,°C
2200j\
2000-
1800-
1600-
1400,
\m+p-
if te3 _____________
!eaLa2o2l Л7*ж
—pl 1—=—f------1----1—
10 30 50 70 90
Laz 03 BaO, мол°/а Ba 0
Рис. 2. Систеглы окислов редкоземельных элементов с огнеупорными окислами II группы.
составом. Влияние СаО оказывается различным на окислы редкоземельных
элементов с большими, средними и малыми ионными радиусами катионов.
В окислах редкоземельных элементов с большими ионными радиусами
катионов происходит растворение СаО до 15—20 мол. % без изменения
полиморфной формы соответствующего окисла редкоземельного элемента
(Ьа2О3 — СаО).
Для окислов редкоземельных элементов со средними величинами ион-
ных радиусов катионов (от Sm до Dy) не так характерно растворение СаО
без изменения исходной полиморфной формы окисла, как значительное по-
вышение температуры полиморфного превращения С -> В. В случае доба-
вок окислов кальция к окислам редкоземельных элементов (от Но до Yb)
происходит стабилизация моноклинной формы В, которая в чистых окис-
лах не проявляется [5]. В системе Sc2O3 — СаО найдено одно конгруэнт-
но-плавящееся соединение в составе 1:1 [6].
Системы с SrO и ВаО еще недостаточно исследованы. Изученные си-
стемы характеризуются образованием областей твердых растворов и соеди-
нений: UO2 — SrO, UO2 — ВаО, La2O3 — ВаО [2]. Новые соединения
состава 1:1, имеющие в основном орторомбическую решетку типа CaFe2O4,
синтезированы для всего ряда окислов редкоземельных элементов [7 ].
СИСТЕМЫ ОКИСЛОВ РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ И АКТИНИДОВ
С ОГНЕУПОРНЫМИ ОКИСЛАМИ III ГРУППЫ ПЕРИОДИЧЕСКОЙ СИСТЕМЫ
Взаимодействие окислов редкоземельных элементов внутри ряда и окислов
актинидов внутри ряда, а также между собой сопровождается образованием
широких областей твердых растворов, найденных в системах UO2 — Y2O3
(La2O3, СеО2, Nd2O3, Dy2O3, ThO2), ThO2 — Y2O3 (La2O3, Nd2O3, Sm2O3,
Gd2O3, Eu2O3, Yb2O3), PuO2 — CeO2 (ThO2, UO2), а также в системах
окислов редкоземельных элементов [2]. Для последних характерно
образование соединений типа перовскита наряду с твердыми растворами
при разности ионных радиусов катионов, превышающей 0,25 А. Системы
с окисью скандия характеризуются незначительной растворимостью в твер-
дом состоянии и эвтектическим ликвидусом: UO2 — Sc2O3, ThO2 — Sc2O3,
Y2O3 Sc2O3.
Окислы редкоземельных элементов с А12О3 образуют соединения четы-
рех типов: перовскит (1 : 1), гранат (3 : 5), 0 — глинозем (1 : 11), а также со-
единения состава 2: 1, структура которых пока не установлена [2] (рис. 3).
Появление каждого из указанных структурных типов тесно связано с со-
отношением ионных радиусов катионов, входящих в окислы.
Система UO2 — А12О3 является простой эвтектической [2].
СИСТЕМЫ ОКИСЛОВ РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ И АКТИНИДОВ
С ОГНЕУПОРНЫМИ ОКИСЛАМИ IV ГРУППЫ ПЕРИОДИЧЕСКОЙ СИСТЕМЫ
Диаграммы состояния отличаются большой сложностью и разнообразием.
Некоторые из них характеризуются широкими областями твердых раство-
ров различных типов: UO2 — ZrO2, ThO2 — ZrO2, PuO2 — ZrO2, Рэ2*О3 —
* Рэ — редкоземельный элемент.
94
t°C
1800-
2200-
ж
?La*0r11Alz03
Ж+
1830
20004 . n
1875°
Laz03
f,eC
2200-
1800
2070'
2000-
1800”
Ndz03 5
Ndz0jALz03 f
NdfijMiO^JAIzO}
1760°
Ndz03ALz03
ALzOj
30 50 70 90
А1г03,мол°/а Al203
5
t,°c
2400}
2200-
2000
1800
1600-
1400\ ~
10
Laz03
t,°C
2400
^aZ^3 А^З
Laz03^Alz03
Laz03'11Alz03
30 50 70 90
АС203,мол70 ^Lz03
a
ж
t°C
2400-
1
5mz03'Atz03
^fgzS
1600
1400.
10
AM,03
t,°C
2400
1600
Smz03 ^4
StozOjAlfy
2;/ /
—
1750°\/А1г03
1800-
1860°
2:1
+
Smz03
1825
Зтг03-А^03
Sm20311Alz03
1600
Smz03 ALz03
A^Oj
90
ai203
£
д
1400.
10
Smz03
t,°C L
2400 \
1AOO\__
10
Sm z03
t°C
2400-
30 50 70
А1г03,мол°/0
2
30 50 70 90
А12О3,мол% Alz03
6
2200}
2000
1800-
1600-
1600-
1400.
Gdz O3’ALZO3
Alz03
2.1
3:5
1760
3^5
cl-ALz03
Y2O3
+
2:1
30 50 70 90
А1203,мол.°/0 Al203
d
1400 \
10
Gdz03
10 30 50 70 90
Yz03 Alz03,M0Ji /0 ALz03
e
2.1
Gd?O, 3
Системы окислов редкоземельных элементов с Д12О3:
Рис. 3.
a J-a2O# A12O3; 6 — Nd2O2 — A12O2; в — Sm2O2 — AlaOa; г — Sm.O:
s —. SCjO, — Al,Oa.
2200-
2000-
1925
18°0- Yb203
У m p.3 '5
Y/>205 N fgoo° *
-t-
3:5
1850
1675° 2:1+
+mp 3 '5
Ybz03+3:5
10 30 50 70 90
Yb203 AlzO3,Mon% Alz03
Ж
1600-
1400..
1750°
3:5
+
d-А Lz03
2000} SczO3
1820
Sczo3+r.i
1730°
SczO3
mp
1800
2200л
Г.1
•f-
m p
>5
d-i
1870°
tdJ(f
Alft
1600-
1400.
10 30 50 70 90
Scz03 A Lz 03, мол?/о A 03
3
m‘P- \m.p.
- A1,O,; d - Gd,O3 - AlaO,; e - Y2O2 - A12O2; ж - Yb2O2 - AI2O„-
t°C
2400-
2200-
2000-
1800-
To
2400-
2200-
2000-
1600 -
23
1625°
Г-2+
1600-
1400
NdzQ3
•b
NcfzO3'SiOz
—T-^----г--
10
W2O3
t,QC
2400-
1:1
V2
<N ^+^-
•U; SlOz
1400
1600'
i:i .. .Z--
1:2 1^5<0г
50 70 90
1600-\ ^1, 23
La2^3
~10
t
5102,мол?/0 Sl02
б
2200
2000
1600
1600-
2400-
2200-
2000-
1600-
1600-
1400_
10 30 50 70 90
Оу^Оз 3с02,мол?/0 SlOz
д
30 50 70 90
Si0z,M(Mo/o 5lOz
6
* Л/*/**
/У 11710°/
La, О, u ZJTV7T±
1400.
10
9dz03
t°C
2400-
~J2 u3 ’
-b
^-^2^3 *5cOz
ж+SLO?
cm
i:2-f-SiOz
30 50 70 90
ЗсО2,мол°/ь 5lOz
2
1400.
10
YZ°3
2200 i
2000-
1600-
1600-
m+SLOz
у2о3
-b
Z7j ’ S l 0^
+3i0z
30 50 70 90
3с02,мол?/о SiOz
e
Рис. 4. Системы окислов редкоземельных элементов с SiO2:
а — La2O8 — SiO2; б — Nd2O3 — SiO2; в — Sm2O3 — SiO2; г — Gd2O3 — SiO2;
d — Dy2O3 — SiO2j 6 — Y2O3 SiO2;
t,°c
2400-
2200-
2000-
1800 -
ж
7.7
77
2.3
rz
ж+SLOz
Г-2
stoz
h—-----
1600 -
Ж
Егг03
1880'
Erz03
+
Erz03SL0z ?-*
30 50 70 go
1400L~
10
10 30 50 70 SO
Ybz03 SiOZyMOfi°/o SIOZ
ZrO2, где Рэ — от Но до Lu, Y и Sc [2 ]. В
системах Рэ2О3 — ZrO2, где Рэ — от La
до Но, наряду с твердыми растворами
существуют соединения со структурой
типа пирохлора (1 : 2). Они получены
также для всех систем окислов редкозе-
мельных элементов с TiO2. Соединения
этого типа не являются стехиометричес-
кими, обладают определенными облас-
тями гомогенности и характеризуются
устойчивостью в разных интервалах тем-
ператур.
Так, соединения La2Zr2O7, Nd2Zr2O7
и P32Zr2O7, где Рэ — от Sm до Lu, со-
храняют структуру пирохлора вплоть
до плавления. Соединение Sm2Zr2O7 ус-
тойчиво уже только до температуры
1550° С, а выше 1550 ° С испытывает прев-
ращение порядок — беспорядок, пере-
ходя твердый раствор типа флюорита.
Соединения Pa2Zr2O7, где Рэ — от Dy до
Lu, по-видимому, получены быть не
могут. Для этих составов обнаружены
при всех температурах фазы типа
флюорита.
В системах Рэ2О3 — TiO2 найдены
еще два типа соединений: (3:1) Yb2O3
— TiO2 и (1 : 1) Рэ2О3 — TiO2, где Рэ
— Gd, Dy, Y. Их кристаллические ре-
70 30 50 70 90
Scz03 5i0ZiMOJh SiOz
U
з — Yb2O2 — SiO2;
ою EpjOg S1O2,
и — SzzQz — SiO2.
шетки, как и для случая пирохлора,
являются производными от решетки
флюорита с триклинными и моноклин-
ными искажениями соответственно. Раз-
мерные факторы играют решающую роль
при образовании соединений.
Окислы редкоземельных элементов
оказываают определенное влияние на
полиморфизм ZrO2, и наоборот. Их дей-
ствие можно сравнить с действием окис-
лов щелочноземельных элементов: при
определенных добавках окислов редко-
земельных элементов к ZrO2 происходит
стабилизация при комнатной температу-
ре кубической модификации ZrO2.
Добавки двуокиси циркония к окис-
лам редкоземельных элементов с моно-
клинной модификацией приводят к зна-
чительной стабилизации кубической
формы. Область существования моно-
клинной модификации редкоземельных окислов уменьшается. В неко-
торых случаях наблюдается полное исчезновение моноклинной формы и пе-
7 9-1030
97
реход ее в гексагональную [5]. Если сопоставить действие СаО и ZrO2 на ста-
билизацию моноклинной модификации, то можно видеть, что действие это
противоположное. Добавки СаО к окислам редкоземельных элементов спо-
собствуют расширению области существования моноклинной модификации
и иногда даже стабилизируют ее там, где она реализуется в чистых оки-
слах. Добавки ZrO2, наоборот, способствуют уменьшению стабильности
этой структуры.
Системы окислов редкоземельных элементов с SiO2 характеризуются
образованием трех типов соединений: оксиорто-(1 : 1), орто-(2 : 3)и диор-
то- (1 : 2) силикатов, а также наличием областей расслаивания в жидком
состоянии [2] (рис. 4). Температурные пределы соединений разных типов
различны. Для ортосиликатов наблюдается уменьшение пределов устой-
чивости в ряду от La до Lu; ортосиликат скандия отсутствует. Для диорто-
силикатов характерно повышение устойчивости в том же направлении.
Система UO2 — SiO2 характеризуется эвтектическим строением лик-
видусно-солидусной области [2].
СИСТЕМЫ ОКИСЛОВ РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ И АКТИНИДОВ
С ОКИСЬЮ ХРОМА
В работах [8—12] изучены фазовые равновесия в двойных системах Рэ2О3 —
Сг2О3, где Рэ — La, Nd, Sm, Eu, Gd, Y и Sc (рис. 5), Установлено, что по
характеру фазовых превращений все диаграммы однотипны (за исключением
системы Sc2O3 — Сг2О3). В системах идентифицированы соединения состава
1:1, плавящиеся конгруэнтно. Температуры плавления соединений лежат
в пределах 2450—2300° С. Диаграмма состояния системы Sc2O3 — Сг2О3
более сложная. Найдено, что в системе существует соединение вероятного
состава 3:1, плавящееся инконгруэнтно, а также широкие области твердых
растворов на основе исходных окислов и указанного выше соединения.
Методом из раствора в расплаве были выращены монокристаллы всего ряда
хромитов от La до Lu и У и определены их некоторые физико-химические
свойства: полиморфизм, кинетика термической диссоциации, кристаллооп-
тика и т. д.
В системе UO2 — Сг2О3 [2] изучено только соединение состава
Сг2О3 • 2UO2.
* * *
1. Диаграммы состояния бинарных системе огнеупорными окислами
II группы периодической системы отличаются большим разнообразием: для
ВеО и MgO они часто простые эвтектические. Системы с СаО характеризуют-
ся образованием твердых растворов. В случае окислов редкоземельных эле-
ментов наблюдаются следующие закономерности: растворение СаО без из-
менения полиморфной формы исходного окисла Рэ (окислы Рэ с большими
ионными радиусами); расширение области стабильности моноклинной мо-
дификации В (для окислов Рэ от Sm до Dy); стабилизация моноклинной фор-
мы В в окислах, где эта форма для чистых окислов неизвестна.
В системах с ВаО и SrO наблюдается образование твердых растворов
и соединений в составе 1:1, имеющих решетку искаженного перовскита
для окислов актинидов и, в основном, орторомбическую решетку типа
CaFe2O4 для окислов редкоземельных элементов (для соединений ВаРэ2О4,
где Рэ — от Но до Lu, решетка, по-видимому, псевдогексагональная).
99
^^2.^3 Сг^0^,МОЛ. ^^2.^3
д
Рис. 5. Системы окислов редкоземельных элементов с Сг2О3:
“ Ьа2О3 —*• Сг2О3, б — Nd2O3 *— Сг^О^» ® Згп2О3 Сг2О3; s — Cd2O3 *— Сг2О3; б ^~¥ 2О3 Сг2О3? в — Sc2O3 —- Сг2О3.
2. Диаграммы состояния бинарных систем с огнеупорными окислами
третьей группы различны для главной и побочной подгрупп. Для главной
подгруппы характерно образование широких областей твердых растворов
различных типов. При этом в случае окислов редкоземельных элемен-
тов может происходить стабилизация той или иной полиморфной формы.
Так, при взаимодействии окислов типа В и С стабилизируется кубическая
форма С, при взаимодействии окислов типа А (гексагональная форма) и
С часто наблюдается стабилизация моноклинной формы В. При взаимодей-
ствии с А12О3 образуются соединения четырех структурных типов.
3. Диаграммы состояния бинарных систем с огнеупорными окислами
четвертой группы также различны для главной и побочной подгрупп.
Для окислов элементов главной подгруппы наблюдается образование
соединений различных структурных типов, производных от решетки флюо-
рита, при взаимодействии с окислами редкоземельных элементов. Кроме то-
го, найдены широкие области твердых растворов. Установлено, что добавки
окислов Рэ к ZrO2, как и добавки щелочноземельных окислов, способствуют
стабилизации кубической модификации ZrO2. Добавки ZrO2 к окислам Рэ
вызывают уменьшение области существования моноклинной модифика-
ции В, т. е. имеет место явление, противоположное действию СаО.
При взаимодействии окислов актинидов с ZrO2 образуются широкие
области твердых растворов, а окислов Рэ с SiO2 — соединения трех струк-
турных типов и широкой области расслаивания в жидком состоянии.
4. Системы с Сг2О3 изучены, в основном, для окислов редкоземельных
элементов. Они характеризуются образованием конгруэнтно-плавящихся
соединений состава 1:1, кроме системы Sc2O3 — Сг2О3.
5. Установлено решающее влияние размерных факторов на образова-
ние того или иного типа рассмотренных диаграмм состояния. Интересна
ориентировочная корреляция, связывающая разности ионных радиусов и
электроотрицательностей с типами диаграмм состояния. Она дает возмож-
ность предварительно определить условия, при которых образуются систе-
мы того или иного типа, и особенно полезна в случае систем, исследование
которых затруднено (например, системы с актинидами).
ЛИТЕРАТУРА
1» L е v i n Е. М., Robbins С. R., McMurdie Н. F. Phase diagrams for cera-
mists, USA, Columbus, 1964.
2. Торопов H. А., Барзаковский В. П., Л а п и н В. В., К у р ц е в а И. Н.
Диаграммы состояния силикатных систем (справочник). «Наука», М., 1965.
3. Тресвятский С. Г., Лопато Л. М.— Порошковая металлургия, 1964,
4. Т р е с в я т с к и й С. Г., К у ш а к о в с к и й В. И., Б е л е в а н ц е в В. С.— Атом-
ная энергия, 1960, 9, 1, 54.
5. Queyroux F., Harari A., Collonques R.— Bull. Societe Francaise
Ceramique, 1966, 72, 37.
6. Trzebiatowki W., H о г у n R.— Bull. Acad. Polon Sci., ser. chim, 1965, 13,
5, 315. t
7. Лопато Л. M., Яременко 3. А., Тресвятский С. Г.— Неорганические
материалы, 1965, 1, 8, 1968.
8. Тресвятский С. Г., Павликов В. Н.— В кн.: Вопросы теории и приме-
нения редкоземельных металлов. Изд-во АН СССР, М., 1964; Те же — Ж. неорганиче-
ской химии, 1966, 11,6, 1442.
9. Павликов В. Н., Лопато Л. М., Яременко 3. А., Шевчен-
ко А. В.— Неорганические материалы, 1966, 11,2, 269.
100
10. Шевченко А. В., Л о п а т о Л. М.» Тресвятскйй С. Г.— Неорганические
материалы, 1966, 11, 7, 1240.
11. Павликов В. Н., Л о п а т о Л. М., Тресвятскйй С. Г.— Неорганические
материалы, 1966, 11,7, 1244; И, 4, 679; 11,2, 269.
12. М а т в е й ч у к В. Т., Шевченко А. В., С к р и п ч е н к о Н. В.— Неоргани-
ческие материалы, 1966, 11,3, 514.
В. Н. ЕРЕМЕНКО
ПОВЕРХНОСТНЫЕ ЯВЛЕНИЯ И ИХ РОЛЬ
В ПРОЦЕССАХ ЖИДКОФАЗНОГО СПЕКАНИЯ И ПРОПИТКИ
ПОРИСТЫХ ТЕЛ ЖИДКИМИ МЕТАЛЛАМИ
Институт проблем материаловедения АН УССР
Технический прогресс, внедрение научно-технических идей часто требу-
ют создания новых материалов, обладающих комплексом свойств, не при-
сущих индивидуальным веществам. В решении многих задач современного
материаловедения —создании новых материалов с заданными свойствами —
существенная роль принадлежит порошковой металлургии.
Технологические приемы металлокерамического производства позво-
ляют изготовлять материалы из металлических компонентов, которые не
сплавляются, а также совмещать в одном материале металлы с компонен-
тами неметаллической природы. Вследствие этого открываются широ-
кие возможности для создания материалов с разнообразным комплексом
свойств, присущих как компонентам металлической и неметаллической при-
роды, так и возникающих в результате взаимодействия их и сочетания в виде
высокодисперсных образований.
Следует отметить, что практические способы приготовления керамико-
металлических материалов опередили научное понимание основных явле-
ний, связанных с технологией их производства. Дальнейший прогресс в
области создания материалов с заданными свойствами должен базироваться
на научном обосновании физико-химических процессов приготовления таких
материалов. Выяснение физико-химических основ и условий формирования
металлокерамических тел — центральная научная проблема порошковой
металлургии.
Основные факторы, определяющие условия приготовления и свойства
металлокерамического тела (следовательно, и металлокерамического изде-
лия),— свойства исходных компонентов при их сочетании в высокодисперс-
ных гетерогенных системах, природа и степень взаимодействия компонен-
тов и поверхностная энергия на межфазных границах раздела, адсорбция,
смачивание, растекание и другие капиллярные эффекты.
При изготовлении металлокерамического тела должны быть созданы ус-
ловия, обеспечивающие образование прочной связи на межфазных границах,
в частности на контактах металла с неметаллическими составляющими.
Для того чтобы возникло сцепление, необходимо создать тесный контакт
на межфазных границах, который при широко используемых технологиче-
ских операциях металлокерамического производства, таких как спекание в
101
присутствии жидкой фазы и пропитка пористых тел жидкими металлами,
обеспечивается смачиванием.
Проблема, которая решается при разработке и исследовании физико-
химических основ формирования металлокерамического тела, состоит в на-
хождении закономерностей и создании теории поверхностных, капиллярных
и контактных явлений в системах, образованных металлами с неметалличе-
скими компонентами, и в первую очередь закономерностей, относящихся к
свободной поверхностной энергии, адсорбции, смачиванию и растеканию
в этих системах.
Практически важными результатами такого исследования должно быть
выявление роли поверхностных и капиллярных явлений в процессах форми-
рования металлокерамического тела и рекомендации, которые будут предо-
ставлены в распоряжение технологов, тех приемов, с помощью которых мож-
но регулировать величину свободной поверхностной энергии и смачивание в
каждом конкретном случае при создании металлокерамического материала.
Поверхностные явления в металлических и неметаллических расплавах,
на границе раздела расплав — твердое тело и в высокодисперсных твердых
телах при высоких температурах помимо процессов порошковой металлур-
гии имеют большое значение во многих технологических процессах черной
и цветной металлургии, при образовании прочной связи между разнород-
ными веществами, в полупроводниковой технике, в технике сварки, пайки
и других областях [1, 21.
Результаты исследования поверхностных явлений широко привлекают
к решению теоретических вопросов жаропрочности, ползучести, спекания,
модифицирования и других актуальных проблем. Общая теория образова-
ния фаз и фазовых превращений также основывается на рассмотрении по-
верхностных явлений на межфазных границах раздела.
Поверхностные явления играют важную роль на всех стадиях метал-
локерамического производства — при приготовлении порошков различными
методами, формирования заготовок разными приемами (холодное и горячее
прессование, экструзия, гидростатическое прессование и т. д.), спекании и
формировании структуры и свойств металлокерамических изделий. Одна-
ко наиболее непосредственно роль поверхностных явлений проявляется
в процессах жидкофазного спекания и пропитке пористых тел жидкими
металлами.
В настоящем сообщении преимущественно по результатам исследований,
проведенных в секторе физической химии металлокерамических материалов
ИПМ АН УССР, обсуждается роль поверхностных явлений только в тех
процессах порошковой металлургии, в осуществлении которых принимает
участие жидкая фаза, т. е. жидкофазное спекание и пропитка; рассматри-
ваются основные закономерности, касающиеся капиллярных эффектов, и
на некоторых примерах иллюстрируется, как результаты исследования по-
верхностных явлений используются для решения технологических задач.
СПЕКАНИЕ В ПРИСУТСТВИИ ЖИДКОЙ ФАЗЫ
Этот процесс по сравнению со спеканием твердофазным имеет ряд особен-
ностей. Появление жидкой фазы при спекании приводит к увеличению
скорости диффузии компонентов (в жидкости), облегчает перемещение ча-
стиц твердой фазы относительно друг друга, способствует заполнению пор.
102
Обволакивание частиц твердой фазы веществом, образовавшимся при кри-
сталлизации жидкости, придает значительную вязкость материалу, уве-
личивает прочность на изгиб и при ударных нагрузках, улучшает электро-
и теплопроводность. При жидкофазном спекании можно получать практи-
чески беспористые изделия. Величина зерна в спеченном изделии может
изменяться в широких пределах в зависимости от режимов спекания.
Процессы жидкофазного спекания еще недостаточно изучены. Теория
здесь в основном базируется на моделях, в которых принимают, что жид-
кая фаза полностью смачивает твердую и растворимость вещества твердой
фазы в жидкой — ограничена [3—9].
Существующие представления сводятся к тому, что различают три ста-
дии спекания в присутствии жидкой фазы: перегруппировка частиц под
влиянием течения жидкости, растворение — осаждение и образование жест-
кого скелета.
Процессы перегруппировки удобнее всего наблюдать и изучать в систе-
мах, в которых твердая фаза нерастворима в жидкой. При наличии рас-
творимости процессы перегруппировки проявляются резче всего в начале
уплотнения.
Появление жидкой фазы и достаточно хорошее смачивание ею твердых
частиц обусловливает два фактора.
1. Образуются мениски — искривленные поверхности жидкости на сты-
ках частиц в виде манжет или нодоид, либо в замкнутых порах. На этих
участках действует капиллярное давление. Для нодоид при полном смачива-
нии (© = 0) капиллярное давление
р = (5
(1)
где Pi и р2 — радиусы кривизны; а — свободная удельная поверхностная
энергия жидкости.
Для замкнутых сферических пор
2а
(2)
где г — радиус пор.
2. Если на контактах частиц имеется прослойка жидкости, то резко
уменьшается трение и заклинивание между твердыми частицами. Подвиж-
ность частиц увеличивается, жидкость выполняет роль смазки.
Указанные факторы обусловливают перемещение частиц, что приводит
к более плотной упаковке, т. е. уплотнению. По Кингери [6], уплотнение
на этой стадии процесса описывается уравнением
Д/ 1 ДУ k /ох
~ = -т— = пх ’ ®
где I — линейный размер, V — объем спекаемого образца, т — время спека-
ния. Постоянная k несколько больше единицы, что соответствует протека-
нию процесса с ускорением, вызванным уменьшением размеров пор и рос-
том капиллярного давления.
Растворение — осаждение. Этот механизм наблюдается в системах, в
которых твердая фаза достаточно растворима в жидкой. Мелкие частицы
твердой фазы с меньшим радиусом кривизны обладают повышенной раство-
римостью. Вследствие этого растворяются мелкие и увеличиваются более
крупные частицы. Усадка при этом механизме спекания обусловлена тем,
103
что из-за наличия сжимающих усилий на контактных участках возрастает
химический потенциал компонента в твердой фазе, растворимость послед-
него в жидкости на этих участках увеличивается по сравнению с другими
участками твердой частицы.
Вещество твердой фазы перемещается от контактных точек и расстояние
между центрами частиц уменьшается, т. е. происходит усадка. Очевидно,
для осуществления этого процесса необходимо, чтобы был доступ жидкос-
ти к контактным участкам, что обеспечивается также достаточным сма-
чиванием.
По Кингери [6], уплотнение в процессе растворения — осаждения опи-
сывается соотношениями:
для сферических частиц
для призматических частиц
А/ ~т1/2
I т •
Образование жесткого скелета. Если двухгранный угол в системе доста-
точно велик, то осуществится непосредственный контакт твердых частиц без
прослойки жидкой фазы на нем. В этом случае твердые частицы срастаются;
чем больше они срастаются, тем труднее перемещается жидкость в спекаемом
теле. Может возникнуть такое количество связей, что твердая фаза образу-
ет непрерывный жесткий скелет. Это приведет к торможению процесса
усадки и медленному зарастанию пор.
Таким образом, поведение системы, образованной высокодисперсными
твердыми частицами в присутствии жидкой фазы, системы с сильно развиты-
ми поверхностями, распределение фаз в ней, а следовательно, и свойства
самого тела в значительной степени определяются свойствами границ
раздела фаз системы (твердое тело — жидкость, твердое тело — газ и жид-
кость — газ).
Силовое поле, действующее на дисперсные частицы в таком теле, опре-
деляется поверхностной энергией межфазных границ. Поэтому распре-
деление жидкости в пористом теле и кинетика спекания прежде всего бу-
дут определяться капиллярными свойствами системы, стремящимися пере-
вести систему в состояние с минимумом энергии (т. е. приблизить к рав-
новесию).
При наличии жидкости в количестве, недостаточном для полного запол-
нения всех пор, распределение ее в пористом теле зависит от величины
и соотношения поверхностной энергии на различных границах раздела фаз.
Если жидкость хорошо смачивает твердые частицы и удовлетворяется
условие нулевого двухгранного угла, на контакте двух твердых частиц
О*ТЖ < ^ТТ, (6)
то жидкость проникает в место контакта, образуются жидкостные манже-
ты, тем большие, чем больше будет жидкости; объем же пор остается сво-
бодным.
Если краевой угол смачивания 0 < 90°, то условие (6) не выполняется,
жидкость не затекает на контактные участки. Образуются только жидкост-
ные манжеты. Наконец, при 0 > 90° жидкость может заполнять лишь обьем
пор. Система становится неустойчивой, жидкость стремится отделиться от
104
Рис. 1. Две сферические
частицы с защемленной
жидкостью.
твердого тела. В практике спекания это явление называется «выпотеванием».
Из сказанного ясно, насколько велика роль капиллярных явлений в про-
цессах жидкофазного спекания.
Для выяснения закономерностей жидкофазного спекания необходимо
знать, как зависят капиллярные усилия в спекаемом теле от различных
факторов: краевого угла смачивания, количества жидкости, расстояния меж-
ду частицами, формы частиц. Приведенные выше уравнения для капилляр-
ного давления не учитывают влияния этих факторов
в явном виде и записаны для 0 = 0. Проследить эти
зависимости можно на модельной капиллярной систе-
ме. Такой моделью служат две твердые частицы
с защемленной между ними прослойкой жидкости,
ности изменения капиллярных усилий для
частиц различной формы оказываются существенно
различными.
Сферические частицы. Полное уси-
лие, стягивающее две частицы с защемленной между
ними жидкостью зависят от двух слагаемых: F\ —
определяемого лапласовским перепадом давления на
искривленной границе раздела, и Fu — усилия,
действующего по периметру соприкосновения жидкости и твердой частицы,
определяемого проекцией вектора поверхностного натяжения у перимет-
ра смачивания на данное направление
F = F\ + Fu. (7)
Ранее при изучении капиллярных сил второй член в (7) не учитывал-
ся, хотя при достаточном количестве жидкости он вносит существенный вклад
в величину капиллярной силы. Рассматривая рис. 1, для полного капилляр-
ного усилия можно получить
где
F = о LrcT?2 sin2 <р f— 4—+ 2л7? sin ф sin (ф + 0) ,
L \ Pi Рг / J
(8>
Pi = R sin ф — 7? (1 — cos ф) 4-
1 — sin (<р 4- в) .
cos (<р 4- 0) *
Я(1 — cos <р) + -±-
cos (<р + 0)
при допущении, что является дугой окружности радиуса р2; I — ве-
личина зазора между частицами; <р — угол, величина которого зависит от ко-
личества защемленной жидкости между сферическими частицами радиуса R.
В приведенных формулах не учитывается влияние гравитационного
поля на кривизну поверхности жидкости. Поэтому уравнение (8) справед-
ливо либо для малых <р (т. е. малых количеств защемленной жидкости),
либо для частиц малого радиуса.
Для I = 0 анализ уравнения (8) показывает, что с ростом количества
жидкости сила, стягивающая частицы, уменьшается, F — максимально при
Ф ->0, т. е. при исчезающе малом количестве жидкости, при этом уравне-
ние (8) переходит в
F = 2nRa cos 0.
105
На рис. 2 графически показана зависимость силы от 0, вычисленная
по (8) для различных количеств жидкости (разное ср) и постоянных о и R.
Из F = f (<р,0) = 0 можно найти значения ср и 0кР, при которых стя-
гивающая капиллярная сила исчезает (F = 0).
Решением является условие
0кр = 9О--|-. (10)
Это соотношение имеет важное значение. При 0 и -у’ в сумме не превы-
шающих 90°, действуют сжимающие усилия, при 0 + > 90° частицы
расталкиваются.
Рис. 2. График зависимости величины, пропорциональной сжимающему уси-
лию между двумя сферическими частицами, от 0 при различных <р:
/ _ ф = 0; 2 — Ф = 10; 3 — ф = 30; 4 — ф = 50.
Рис. 3. График зависимости величины, пропорциональной стягивающей силе,
от величины зазора между сферическими частицами (//R) при различных ф и 0:
а — (Ф = 30°): 1 — 0 = 0°; 2 — 0= 50°, 3 — © == 70°, 4— 0 = 90°; б — (ф = 50°): / —
0 = 0°2— 0 = 30°, 3 — 0 = 50°.
Изменение краевого угла смачивания меняет характер зависимости стя-
гивающей силы от расстояния между частицами. На рис. 3 представлен ха-
рактер зависимости величины, пропорциональной стягивающей силе, от
относительной величины зазора между частицами при различных ср и 0.
Экспериментальную проверку приведенных зависимостей, по данным рабо-
ты [10], иллюстрируют рис. 4 и 5.
Сравнение рассчитанных и измеренных значений свидетельствуют, что
теоретические зависимости вполне удовлетворительно подтверждаются экс-
периментом.
Несферические частицы. Порошки, применяющиеся для
изготовления металлокерамических изделий, часто имеют форму кубов, призм
и др. Характерным в этих случаях является контакт вершины многогран-
ника одной частицы с плоскостью грани другой. Согласно Г. И. Покров-
скому [11], его можно рассматривать как контакт вершины конуса с плос-
костью, для которого стягивающее усилие, как и для сферических частиц,
определяется двумя слагаемыми.
Рассмотрение схемы этого контакта (рис. 6) приводит к соотношению
F = а ла2 М------2ла cos а , (11)
106
где
Pi = а 1 —
1 — cos а
tg а (1 4- sin а)
а
= tga (1 + sin а) *
Аналогично может быть получена формула для неполного смачивания
(0 =£ 0) и при величине зазора, отличном от нуля. Из (11) следует, что
Рис. 4. График зависимости стягивающей силы от количества жидкости,
защемленной между сферическими частицами (сталь):
1 — бензиловый спирт (R — 0,2 см); 2 — масло (R — 0,2 см); 3 — этиловый спирт
<R = 0,2 см); 4 — масло (R = 0,1 см). Пунктирные линии — расчет.
Рис. 5. График зависимости стягивающей силы от величины зазора между
сферическими частицами (сталь — глицерин). Сплошные линии — расчетные
значения:
/ — 0,00018; 2 — 0,00063; 3 — 0,00082; 4 — 0,00095; 5 — 0,00122; 6 — 0,0023 см*.
стягивающая частицы сила должна расти с увеличением объема защемлен-
ной жидкости при 0 = 0, а не уменьшаться, как для сферических частиц.
На рис. 7 показано, как эксперимент согласуется с расчетом [10]. Хо-
рошее совпадение рассчитанных и экспериментальных значений позволяет
Рис. 6. Схема контакта конус — плоскость.
Рис. 7. График зависимости стягивающей силы от коли-
чества жидкости в контакте конус—плоскость (сплошная
линия — расчет, a = 96°):
1 — сталь — масло; 2 — «таль — бензиловый спирт.
использовать приведенные формулы для расчета усилий в капиллярных
системах при жидкофазном спекании. Можно проиллюстрировать приме-
нимость приведенных выше закономерностей в процессах жидкофазного
спекания.
107
В работе [12] исследовали спекание W — Си и W — Ag брикетов
в зависимости от относительного количества легкоплавкой составляю-
щей. Применяющиеся порошки вольфрама имели частицы призматической
°/Q жидкой фазы
Рис. 8. График зависимости величины
усадки от степени заполненности пор
жидкостью:
1 — W — Си, пропитка с последующим
спеканием, 30 мин, 1300° С; 2 — W — Си,
спекание, 30 мин, 1300° С; 3 — W — Ag,
пропитка с последующим спеканием,
30 мин, 1200° С, 4 — W — Ag, спекание,
30 мин, 1200° С.
формы.
Как было показано, для таких си-
стем капиллярные усилия растут с уве-
личением количества жидкой фазы.
Затем, по мере заполнения пор жидко-
стью, начинают исчезать мениски, трех-
фазные периметры смачивания. Поэтому
при полном заполнении пор жидкос-
тью капиллярные усилия уменьшаются
до нуля.
Таким образом, капиллярные уси-
лия при увеличении количества жидкой
фазы в образце проходят через макси-
мум, что должно приводить к тому,
что усадка при изменении относитель-
ного количества компонентов в бри-
кете должна проходить также через
максимум. Эксперименты, проведенные
в работе [12], подтверждают это по-
ложение. Максимальная усадка, око-
ло 50 %, наблюдается при начальном
заполнении пор жидкостью (рис. 8).
Еременко с сотрудниками [13], нашли также, что усадка в системе
W — Си при повышении температуры резко увеличивается по мере улуч-
шения смачивания. При температурах выше 1350° С, где смачивание уже
полное, влияние температуры, как и следовало ожидать, невелико.
ПРОПИТКА ПОРИСТЫХ ТЕЛ ЖИДКИМИ МЕТАЛЛАМИ
Самопроизвольная пропитка при контакте пористого тела с жидкостью
может осуществляться, если процесс сопровождается убылью свободной
энергии системы
Д/?<0. (12)
При постоянных температуре и объеме
Af = отг • Д5ТГ отж • Д5ТЖ -}- Ожг • Д5ЖГ, (13)
где о — удельные свободные поверхностные энергии на соответствующих
границах раздела фаз, ДЗ — изменение площади поверхности на тех же
границах.
Так как при пропитке ДЗЖР = 0, то условие (12) и (13) можно записать
в виде
отгДЗтг отж ДЗТЖ <С 0. (14)
При пропитке Д Зтж = — Д STP
и (14) превращается в
Отр ^тж (13)
Соотношение (15) показывает, что критерием пропитки является раз-
ность двух величин, которые в самом общем случае связаны между собой.
108
Наиболее ясна в этом критерии роль атж. Снижение отж, например, введением
межфазноактивных присадок (при неизменном отг) всегда способствует
пропитке.
В противоположном направлении действует уменьшение атг. Однако
это заключение справедливо только тогда, когда происходит изменение
отг данного пропитываемого тела в его еще не пропитанной части (например,
из-за адсорбции из газа). Выяснение же влияния отг при замене самого
вещества твердого теда при попытке одной и той же жидкостью затруд-
нительно, так как при этом одновременно с отр обязательно изменяется
и атж.
Вследствие трудности и недостоверности теоретической оценки и экспе-
риментального определения отг и отж лучше, использовав
cos0 = °Tr~^, (16)
°жг
условие самопроизвольной пропитки записать в виде
(Тжг COS 0 > 0. (17)
Таким образом, знак cos© определяет однозначно возможность пропит-
ки. Только при © < 90° увеличение ожг будет облегчать пропитку. Если
при cos 0 > 0 абсолютная величина ожг cos © невелика, то движущая
сила процесса пропитки окажется небольшой, и для успешного осуществле-
ния пропитки в этом случае может понадобиться применение дополнитель-
ного давления. Применяя критерий ожг cos 0 > 0 нужно иметь в виду
возможный гистерезис ©° и пользоваться его равновесным значением.
При оценке же скорости пропитки целесообразно использовать значе-
ние ©°, которое наблюдается при натекании жидкости, и с теми скоростями,
с которыми протекает пропитка. Краевой угол при натекании больше, чем
равновесный. Вследствие этого различия иногда может наблюдаться кажу-
щееся несоответствие между предсказанием, основывающимся на термоди-
намическом критерии, и непосредственными наблюдениями. Однако исче-
зает при достаточно длительном контакте жидкости с пропитываемым те-
лом. Такое несоответствие вызывается кинетическими факторами, которые
приобретают первостепенное значение при практическом осуществлении тер-
модинамического дозволенного процесса пропитки.
Теоретическое рассмотрение [14, 15] ламинарного течения жидкости
в капилляре круглого сечения под действием капиллярного давления,
равного
__ 2ожг cos в (18)
приводит к кинетическому уравнению для продвижения мениска жидкос-
ти в капилляре
/2 _ ажг cos ®
~ 2Л
где т] — вязкость жидкости, г — радиус капилляра; т — время пропитки.
При выводе (19) принимается, что внешнее давление (р0) на обоих кон-
цах капилляра одинаково и давление столба жидкости
Рп = hgP> (20)
109
(h — высота столба жидкости, g — ускорение силы тяжести, р — плотность
жидкости) гораздо меньше капиллярного, т. е.
1 /х 2ажг cos 0
hgp < -^-r--------.
(21)
Условие (21) часто выполняется. Например, ps/ph при г = 1 мк и
h = 50 мм для алюминия составляет 1200 и для свинца » 200.
Анализируя процесс пропитки пористого тела, обычно используют
простую модель структуры пористого тела. Для определения скорости про-
1 — 800; 2 — 700; 3 — 550; 4 — 450; 5 — 400.
движения фронта жидкости
в пористом теле удобно при-
нять модель структуры пори-
стого тела в виде набора па-
раллельных капилляров с не-
которым, обычно называемым
«эффективным», радиусом и
применять уравнение (19).
Исследования [17, 18] ки-
нетики пропитки пористых
металлических образцов, при-
готовленных из порошков
различной степени дисперс-
ности, пористости, в усло-
виях разных температур, при
отсутствии растворимости об-
разца в пропитывающей жид-
кости и наличии таковой
показали во всех случаях,
что в изотермических усло-
виях квадрат скорости про-
движения фронта жидкости
Рис. 10. Изотермы пропитки пористого железа Р м0 Р Р^ ле Р^“
свинцом (а) и температурная зависимость констан- Мени пропитки (рис. У, 10).
ты скорости этого процесса (б): При повышении температуры
/ — 900° С; 2 - 800° С; 3 - 750° С; 4 - 700° С. СКОрОСТЬ ПрОПИТКИ увеЛИЧИ-
валась, константа скорости
пропитки изменялась по экспоненциальному закону
k = А ехр
RT!
(22)
При изменении температуры из величин, входящих в выражение кон-
станты скорости пропитки, наиболее существенно изменяются т) и именно
их изменение должно быть определяющим во влиянии температуры на ско-
рость пропитки. Изменение о пропитывающей жидкости и размера пор
с температурой невелико и не может существенно повлиять на скорость
пропитки.
Сопоставление энергии активации скорости пропитки и энергии акти-
вации вязкого течения пропитывающей жидкости показывает, что они обыч-
но резко различаются. Так, при пропитке пористого железа серебром Е =
= 98 ккал/г-ат, в то время как Е вязкого течения серебра, по [19, 20],
4,2—5,0 ккал/г-ат. Энергия активации пропитки железа свинцом равна
43 ккал/г-ат, а Е вязкого течения свинца составляет 1,07 ккал/г-ат [21]
110
Рис. 11. График температурной за-
висимости константы скорости про-
питки пористого никеля свинцом.
Энергия активации пропитки свинцом железа (43 ккал/г-ат) и никеля
(16 ккал/г-ат) различна. Если бы вязкое течение жидкости в порах конт-
ролировало бы процесс пропитки, то энергия активации при пропитке раз-
личных пористых тел одной и той же жидкостью должна была бы быть при-
мерно одинаковой.
Таким образом, по-видимому, не вязкое течение пропитывающей жид-
кости в капилляре контролирует процесс пропитки. При увеличении темпе-
ратуры, как показывает опыт, резко уменьшается ©° и вследствие этого
сильно увеличивается капиллярное давле-
ние, т. е. движущая сила пропитки.
В тех случаях, когда наблюдается
полное смачивание и движущая сила про-
цесса пропитки остается практически неиз-
менной при изменении температуры, можно
ожидать, что энергия активации, опреде-
ленная из наклона прямой в координатах
lg k — станет соизмеримой с энергией
активации вязкого течения пропитываю-
щей жидкости. Действительно, энергия
активации пропитки пористой меди свин-
цом, равна 2 ккал/г-ат [22]. Свинец
полностью смачивает медь, а при высоких температурах и никель. Поэтому
энергия активации (рис. 11) при пропитке никеля свинцом резко умень-
шается от 16 ккал!г- ат при низких температурах и до 5 ккал/г-ат при тем-
пературах полного смачивания.
Можно сделать вывод, что при относительно низких температурах,
при которых смачивание неполное, пропитка контролируется растекани-
ем жидкости по поверхности твердого тела и только когда достигается
полное смачивание, она контролируется вязким течением жидкости в
капиллярах.
СМАЧИВАНИЕ ЖИДКИМИ МЕТАЛЛАМИ ТВЕРДЫХ ТЕЛ
РАЗЛИЧНОЙ ФИЗИКО-ХИМИЧЕСКОЙ ПРИРОДЫ
Из изложенного видно, насколько существенна роль поверхностных
свойств контактирующих фаз и смачивания при формировании металлоке-
рамического тела спеканием в присутствии жидкой фазы и пропитке.
Для успешного решения задачи создания новых металлокерамических
материалов необходимо уметь прогнозировать поведение различных по своей
физико-химической природе твердых тел в контакте с жидкими метал-
лами. Поэтому нахождение закономерностей и создание теории смачивания
металлическими жидкостями твердых тел различной физико-химической
природы является актуальной задачей. Имеется по крайней мере
два возможных приема регулирования смачивания в соприкасающихся
парах.
Первый прием состоит в изменении в желаемом направлении
свойств смачиваемого твердого тела. Для использования этого приема, оче-
видно, необходимо установить связь между характеристиками смачива-
ния и свойствами смачиваемого тела.
111
Второй возможный путь регулирования смачивания основывает-
ся на использовании адсорбционного эффекта введением в смачивающий рас-
плав межфазноактивных присадок.
Выявление связей между характеристиками смачивания и свойствами
смачиваемого твердого тела и теоретическую трактовку явления смачивания
мы основываем на оценке сил, действующих на границе раздела металли-
ческая жидкость — твердое тело.
Рассмотрим явление смачивания в системах жидкий металл — твердый
окисел. Это системы с высокой поверхностной энергией. Адгезия на грани-
це металл — окисел даже в случае плохой смачиваемости составляет
103 эрг/см*. В табл. 1 приведены результаты оценки грамм-атомной работы
адгезии в некоторых системах. Данные показывают, что даже при © > 90°
работа адгезии в расчете на грамм-атом составляет десятки тысяч калорий,
что, конечно, не может быть обеспечено силами Ван дер Ваальса. Такая энер-
гия взаимодействия объясняется только химическим взаимодействием на
границе раздела фаз.
Таблица 1
Атомная работа адгезии
Система t,°c 00 °жг WA, эрг/см2 WA’ ккал/г-am
Ni — ZrO2 [23] 1500 118 1730 917 14
Ni — CoO 24] 1500 58 1100 1500 17
Fe — Cr2O3 [24] 1550 90 1400 1400 27
Fe -ThO2 23] 1550 100 1320 1090 20
Sn — NiO [24] 1000 10 550 990 10
Наблюдаемые на опыте влияния температуры и времени контакта на кра-
евой угол смачивания жидких металлов на поверхности окислов также мо-
гут быть объяснены, если допустить наличие химического взаимодействия
на рассматриваемых границах раздела. В некоторых случаях наличие
химического взаимодействия подтверждается прямым наблюдением проме-
жуточных фаз на границе раздела металл — окисел [25].
Считая, что смачивание в системах жидкий металл—окисел обусловли-
вается химическим взаимодействием, мы провели расчет межфазной энер-
гии и краевого угла смачивания. Термодинамический расчет основывает-
ся на оценке изменения изобарного потенциала по уравнению изотермы
химической реакции для процесса, протекающего на границе раздела.
Для реакции вида
Ме'О + Me" Ме"О + Me' (23)
(Me' — металл окисла, Me" — смачивающий металл), с константой равно-
весия
к __ ГМе-О] [Me'] 94
А [Ме'О] [Me"] ’ ' v
расчет можно схематически представить следующим образом.
Работа реакции при переходе системы из начального состояния (коли-
чество продуктов реакции равно нулю) в состояние равновесия (количест-
во превращенного вещества равно а0) определится интегралом
а0
4Z=14 <25>
112
При расчете межфазной энергии, работы адгезии и краевого угла
смачивания принималось, что поверхность окисла является плоскостью,
на которой происходит моноатомная химическая адсорбция смачиваемого
металла.
Начальные концентрации веществ Ме'О и Me" будут пропорциональ-
ны количествам молей веществ, которые вмещаются на 1 сл2 поверхности
раздела, если они растянуты в моноатомные пленки и могут быть вычи-
слены для Ме'О и Me" соответственно по формулам
, = 1 п _ 1
П k’ И П ~ k" (М"/р")!/зЛ,1/’ ’
где k' и k” — коэффициенты упаковки, близкие к единице, М' и М" — мо-
лекулярные (атомные) веса; р' и р" — плотности, N — число Авогадро.
Учитывая эти величины для получим выражение
~ = RT In -г-,-----------г- — RT In -----S-г-----г (27)
да (п — а) (п" — а) (п — <Хо) (п” — а0) ' '
и, подставляя (27) в (25) после интегрирования и подстановки пределов, по-
лучаем
AZ = /?Tp'ln(l —-^) + п'1п(1 —(28)
Численное значение а0 определяется из выражения для нормального
сродства
AZ° = — RT\nK, (29)
где
дг° = дг°" — дго< <зо)
(Д20' и AZ0"— изменения изобарного термодинамического потенциала в
стандартных условиях при образовании окислов Ме'О и Ме"О из элементов).
Межфазная поверхностная энергия определяется уравнением
°Ме'О/Ме" = GMe'O + QMe* + ^1. (31)
Так как работа адгезии равна
Л — О'тг 4" О'жг — Отж, (32)
то из сопоставления (31) и (32) видно, что работа адгезии равна —AZ, т. е.
IF4 = -7?7’[n'ln(l--^-)-n’ln(l--^)j. (33)
Уравнение (33) устанавливает связь работы адгезии и, следовательно,
краевого угла смачивания с температурой, со сродством смачивающего ме-
талла к кислороду (AZ0") и термодинамической стабильностью смачивае-
мого окисла (AZ0').
Зависимость работы адгезии от температуры, согласно формуле (33),
определяется непосредственно членом, пропорциональным температуре RT,
и, кроме того, через равновесную степень превращения а0.
Микрокартину смачивания окисла металлической жидкостью можно
представить следующим образом. При температуре абсолютного нуля кри-
сталл окисла, построенный из ионов металла и кислорода, не имеющий
примесей и дефектов кристаллической решетки (идеальный кристалл), замет-
8 9-1030
113
но химически не взаимодействует с атомами металла из-за того, что элек-
тронные оболочки ионов замкнуты. Атом металла, приближающийся к по-
верхности окисла, отталкивается своими электронами, находящимися на
внешней оболочке, от отрицательно заряженной поверхности окисла.
Поверхность окисла имеет отрицательный заряд вследствие того, что ионы
кислорода имеют значительно больший размер, чем ионы металлических
атомов.Металлические ионы кристаллической решетки окисла как бы экра-
нируются ионами кислорода.
При приближении атома металла к поверхности окисла наблюдаются
поляризационные и дисперсионные эффекты, обеспечивающие вандервааль-
совское взаимодействие. Однако, как уже указывалось, оно не может быть
источником прочной связи.
Рассматривая окислы переходных металлов, нужно учитывать, что
катионы этих металлов имеют неполностью заполненную d-электронную
оболочку. Волновые функции электронов на d-уровне в них сильно лока-
лизованы. Достаточное сближение катиона и приближающегося металли-
ческого атома из-за наличия указанного экранирующего действия ионов
кислорода невозможно. В этом случае прочная связь не возникнет. Зоны,
образующиеся из электронных d-состояний, узки и поэтому в результате
недостаточного сближения катионов между собой взаимодействие элект-
ронов, находящихся на этих уровнях у различных катионов, будет слабым.
Электроны этих уровней участия в электропроводности не принимают.
Таким образом, при абсолютном нуле температуры и отсутствии при-
месей и дефектов в кристаллической решетке прочной химической связи
между металлическим атомом и поверхностью окисла образоваться не может.
В этих же условиях электронная проводимость кристалла окисла рав-
на нулю.
При повышении температуры в кристалле произойдут нарушения в
виде перехода электронов из заполненной зоны в зону проводимости. Так
как верхняя зона в обычных ионных соединениях (в том числе окислах)
образуется уровнями неметаллического иона, т. е. для окислов 2р-уров-
нями иона кислорода, а зона проводимости соответствует s-уровням метал-
лического иона, то указанный переход электрона является переходом его
от двухвалентного иона кислорода О на металлический ион. При этом
возникает однозарядный ион кислорода О“и атом металла, т. е. происходит
как бы локальная диссоциация окисла.
В результате рассмотренного процесса появляется дырка в заполненной
зоне и свободный электрон в зоне проводимости. Перемещаясь в кристалле,
они переносят электрический заряд. При каждой температуре образуется
определенное равновесное количество таких пар (электрон — дырка), опре-
деляемое уравнением
n^noe~ulkT,
где U — энергия активации носителей тока. Однозарядный ион кислоро-
да О- на поверхности полупроводникового кристалла является положитель-
ной валентностью. Атом металла, который подходит к поверхности окисла,
заполняет своим валентным электроном дырку, т. е. химически связывает-
ся с кислородом окисла по схеме
Ме'2О + Me" Ме'Ме"О + Me',
где оба металлические атома считаются одновалентными.
114
У окислов переходных металлов верхняя заполненная зона, образован-
ная уровнями катионов, лежит выше заполненной зоны, принадлежащей
2р-уровням кислорода. Поэтому электрон переходит в зону проводимости
легче от катиона, чем от аниона. Вследствие этого дырка образуется в
зоне катиона, и проводимость в таких окислах осуществляется путем пе-
рехода дырки с одного иона металла на другой. В рассматриваемом случае
реакция металл — окисел также состоит в насыщении дырки в валентной
зоне электронов атома металла.
Механизмы взаимодействия и возникновения проводимости несколько
отличаются от имеющих место в окислах непереходных металлов. Однако
связь между проводимостью и возникновением свободных валентностей, а
следовательно, реакционной способностью кристалла сохраняется и для та-
ких окислов. Кроме этого, при высоких температурах будет действовать
также обычный механизм проводимости, т. е. осуществляться переходы
электронов из зоны 2р-уровней кислорода в зону проводимости катиона.
Доля участия каждого из механизмов определится соотношением энергий
активации.
Работа же адсорбции атома металла на поверхности окисла, естествен-
но, одинакова по обоим путям, так как одинаковы начальное и конечное со-
стояния. В этих случаях реагирующий атом металла отдает электрон решет-
ке окисла, превращается в ион и достраивает решетку.
Известно, что на поверхности могут появляться новые уровни в запре-
щенной зоне, что, конечно, должно уменьшить энергию активации прово-
димости. Это приводит к разному значению поверхностной и объемной про-
водимости кристалла при низких температурах. Однако при высоких тем-
пературах различие уменьшается и преобладающее значение приобретает
проводимость, обусловленная перемещением носителей, образовавшихся из
основных уровней.
При использовании имеющихся на поверхности свободных валентностей
их количество пополняется за счет обмена носителями тока с объемом кри-
сталла, как это показано в работах Ф. Ф. Волькенштейна. Поэтому при
достаточно высоких температурах основным источником свободных валент-
ностей, свободных электронов и дырок являются электронные уровни ато-
мов в объеме кристалла.
Можно сделать вывод, что чем больше при данных условиях свобод-
ных электронов и дырок имеет кристалл окисла, тем значительнее его элек-
тропроводность и вероятность связи металлического атома с поверхностью
кристалла, выше реакционная способность, следовательно, тем лучше сма-
чиваемость окисла металлической жидкостью. Величина U в (34) есть высо-
та потенциального барьера при переходе электрона от 0“" к иону метал-
ла. Чем легче осуществляется этот переход, т. е. происходит локальная
диссоциация окисла, тем больше образуется носителей тока при данных
условиях и лучше будет смачиваться окисел металлической жидкостью.
Величина потенциального барьера (7, по-видимому, должна находиться в
прямой связи с прочностью окисла, которая термодинамически характе-
ризуется работой образования окисла.
Таким образом, по изложенной теории, окисел с меньшей электропро-
водностью в области собственной проводимости должен быть термодинами-
чески более прочен (чтобы работа образования его была большей), а с боль-
шей электропроводностью лучше смачивался металлической жидкостью.
Оба положения нуждаются в экспериментальной проверке. Имеющиеся
8*
115
данные по высокотемпературной электропроводности окислов и смачи-
ваемости окислов жидкими металлами при высоких температурах подтверж-
дают эти заключения.
Насколько первое положение оправдывается, можно видеть из рис. 12.
Для сопоставления характеристик смачивания с электропроводностью и вы-
яснения связи между ними необходимо проводить наблюдение в условиях,
когда искомая связь по возможности не маскируется другими влияниями.
Проводить сравнения нужно на окисных образцах с возможно резким
отличием в электропроводности, но с одинаковыми структурой и типом свя-
зи. Этому условию удовлетворяют результаты смачивания одним и тем же
металлом в изотермических условиях
образцов различного состава двухком-
понентных окисных систем, в которых
образуются непрерывные ряды твер-
дых растворов.
250-
200 •
150-
100-
50- .
СаО
п п МдО %
ВаО ВеО
СеОг . ZrOz *Alz03
TiOz* »SiO
CrzO^ .Ta203 *^
ZnO 9*Мп30^
5n0zt,\Yz0s
Cuz0
О —I-1-i——i-“T
-Z 0 Z 4 6L9pma
Рис. 12. Корреляция между свободной энергией образования окислов
различных металлов и их электрическим сопротивлением в области
собственной проводимости.
Рис. 13. График зависимости смачиваемости (cos 0) и электропровод-
ности (х) твердых растворов системы MgO — NiO от состава:
/ — Sn, 1000° С, вакуум; 2 — Си, 1100° С, аргон; 3 — Ag, 1100° С,аргон.
Исследованы системы MgO — NiO, MgO — СоО, А12О3 — Сг2О3,
MgO • Сг2О3 — Fe3O4, в которых электропроводность резко, на пять —
семь порядков, меняется при изменении состава. В качестве смачивающей
металлической жидкости применяли чистые олово, серебро, медь, никель
и железо.
Результаты исследования смачиваемости окислов жидкими металлами
при высоких температурах показывают, что во всех изученных системах вы-
полняется требуемая изложенной выше теорией корреляция между смачи-
ваемостью окислов и их электропроводностью в области собственной про-
водимости (рис. 13). Наблюдается улучшение смачиваемости при повы-
шении электропроводности окисла. С повышением температуры во всех
случаях улучшение смачиваемости следует за ростом электропроводности
окисла. Влияние температуры, наблюдаемое на опыте, также отвечает ка-
чественно требованиям теории.
116
Приведенные сопоставления показывают, что качественно требования
изложенной теории смачивания окислов жидкими металлами оправдываются
на опыте. Насколько теория количественно соответствует эксперименталь-
ным данным видно из табл. 2. Сопоставлены вычисленные теоретически
по формуле (33) и уравнению
W А = <Тжг(1 + COS0),
а также найденные экспериментально значения работы адгезии и краевых
углов смачивания.
Т аб лица 2
Краевые углы смачивания и работа адгезии в системах жидкий металл — твердый
окисел
Система t,° c °ЖГ’ эрг/см2 az°, ккал/ моль WAf эр г/см2 0о
Вычисле- но Экспери- ментально Вычисле- но Экспери- ментально
NiO — Sn (24] 920 500 —7 705 945 65 27
А12О3 — Al (26] 1250 820 0 342 1160 124 65
NiO —Ni [24] 1500 1100 0 505 1470 123 70
TiO2 —Si (25] 1450 730 + 13 108 520 148 107
MgO—Fe [23] 1550 1230 +37 30 400 170 130
Как видно из таблицы, расчет по предложенной формуле приводит
к разумным значениям краевого угла смачивания. Очевидно, большего от
такого приближенного расчета ждать нельзя.
Результаты расчета получаются сильно заниженными для работы ад-
гезии, особенно в системах с большой положительной величиной AZ0. Это
связано с тем, что при расчете учитывают взаимодействие только одно-
атомного слоя жидкого металла. В действительности количество металла,
участвующего в реакции, больше, что сдвигает равновесие в сторону про-
дуктов превращения и приводит к увеличению работы адгезии. Это и наб-
людается на опыте.
Основные положения рассмотренной «химической» теории смачивания
легко распространить на смачивание металлами других тугоплавких со-
единений и веществ (карбидов и боридов переходных металлов, алмаза,
графита).
В общих чертах требования теории применительно к смачиванию этих
соединений жидкими металлами можно сформулировать так: чем больше
сродство смачивающего металла к углероду и, соответственно, бору, тем
лучше этот металл будет смачивать данное твердое тело и, напротив, чем
больше работа образования соответствующего смачиваемого соединения,
тем хуже оно будет смачиваться данным металлом.
Результаты проведенного систематического исследования смачивания
карбидов и боридов, графита и алмаза различными металлами, а также имею-
щиеся в литературе даннные полностью подтверждают это заключение
[27—30]. Полученные результаты показывают, что непереходные металлы
плохо смачивают эти вещества, образуя большие краевые углы. Переход-
ные хорошо смачивают, растекаясь по их поверхности. В некоторых слу-
чаях смачивание сопровождается интенсивным взаимодействием с об-
разованием новых фаз на границе раздела.
Если необходимая для приготовления кермета смачиваемость не обе-
спечивается свойствами компонентов, необходимо каким-либо образом
117
Рис. 14. Капли чистых металлов и
сплавов на кристаллах алмаза. Со-
став сплавов, вес. %:
а — Си; б — Ag; в — Sn; г — Аи; д —
Си + 0,3% Сг, ~ ‘ ~ ‘
Sn 4- 0,3% Ti;
4- 0,5% Ti.
существенно уменьшить межфазное натяжение в системе. В этих случаях
можно использовать адсорбционный эффект, вводя в смачивающую жид-
кость присадки, являющиеся межфазноактивными.
Процесс адсорбции из металлической жидкости на поверхности твер-
дого тела следует рассматривать как химическое взаимодействие на гра-
нице раздела.
Применительно к смачиванию окислов жидкими металлами можно ожи-
дать, что межфазноактивными на указанной границе раздела будут присад-
ки двух типов — имеющие большое срод-
ство к кислороду или металлу, входящему
в состав смачиваемого окисла. При сма-
чивании карбидов, графита и алмаза
межфазноактивными должны быть при-
садки карбидообразующих элементов.
Для проверки этих предположений,
вытекающих из разработанной теории
смачивания, проведены систематические
исследования. Активными присадками в
случае смачивания окислов магния, алю-
миния, берилия служили вещества пер-
вой группы: титан, марганец, хром и
как представитель второй группы — кис-
лород. При смачивании карбидов, алма-
за и графита в качестве межфазноак-
тивных присадок детально исследовалось
влияние титана, хрома, а также ни-
кель, кобальт, ванадий, ниобий, строн-
ций, марганец и другие [34—36, 27—301.
Во всех случаях эксперимент подтвердил
теоретически ожидаемый эффект. На-
сколько эффективно влияние активных
добавок, можно видеть на рис. 14.
Анализ изменения межфазной энергии по адсорбционному уравнению
Гиббса с использованием уравнения Дюпре дает возможность выделить
долю адсорбции, которая обусловлена химическим взаимодействием атомов
растворенного вещества с поверхностью твердого окисла (Ги/Л):
г> С доукг । С dWа р
1 <*ТЖ ~ — * ~дС~ ~RT~ ‘ дС — 2 “Г 1
е — Си -j- 2% В; ж —
з - (Си + 20% Sn) +
(35)
Это уравнение показывает, что адсорбция на границе твердое тело —
жидкость (Готж) определяется двумя слагаемыми: первое — понижением
<гтж данной присадкой и второе — величиной химического сродства адсорби-
рующегося компонента к твердому телу, т. е. изменением работы адгезии.
Сведения о строении адсорбционного слоя на межфазной границе мож-
но получить, сравнивая число адсорбированных атомов при заполнении
адсорбционного слоя с числом узлов кристаллической решетки на поверх-
ности окисла, занятых ионами кислорода и металла. Из табл. 3 видно, что
каждый атом активного металла адсорбируется на узле решетки, занятом
ионом кислорода. Металл, адсорбируясь на поверхности окисла, достраи-
вает решетку этого окисла, а освобождающаяся при этом энергия взаи-
модействия увеличивает работу адгезии металла к окислу.
118
Таблица 3
Максимальная адсорбция титана и кислорода на поверхности жидких
металлов и межфазных границах жидкий металл — твердый окисел
Раствори- тель Окисел Адсорби- рующееся вещество Адсорбция, ат* см* Число ио- нов на 1 CAt2 по- верхности окисла 10+14
г сжг ^стж Г^А
Ni А12О3 Ti 0 15,7 15,7 15,3
Со А12О3 Ti 0 15,7 15,7 15,3
Ni alo3 О» 22,5 34,0 11,5 15,3
Си А12О3 о2 22,0 34,5 14,5 15,3
Си MgO О2 20,6 31,5 10,9 10,7
Число адсорбционных центров для адсорбирующихся атомов металла
определялось кац число узлов решетки, занятых ионами кислорода, в расче-
те на 1 см2 площади поверхности окисла с учетом фактора повторяемости
(для плотноупакованных, беспорядочно ориентированных зерен окисла) [31].
В отношении механизма адсорбции кислорода из металлической жид-
кости на поверхности твердого окисла можно высказать два предположения.
Первое сводится к тому, что ионы О2“, находящиеся в растворе, должны бы-
ли бы энергично взаимодействовать с катионами окисла. Однако, так как
катионы на поверхности окисла экранированы, при приближении О2~ к
поверхности окисла должны возникнуть значительные силы отталкивания,
которые и воспрепятствуют адсорбции О2”на узлах, занятых катионами.
Для объяснения наблюдающейся сильной адсорбируемости кислорода из
металлического расплава на поверхности окисла следует допустить иной
механизм: ионы металла-растворителя всегда достраивают решетку окис-
ла, адсорбируясь на узлах, занятых кислородом, а уже адсорбированные
ионы металла связывают находящиеся в растворе ионы кислорода. Механизм
взаимодействия можно изобразить схемой
[А12О3] + Ме+2 — О-2 -> [А12О3]Г — Me — О,
т. е. на поверхности происходит взаимодействие, приводящее к образова-
нию поверхностного соединения типа шпинели.
Обширная информация по капиллярным свойствам жидких металлов
и сплавов, полученная в результате проведенных исследований, разработан-
ная теория смачивания жидкими металлами, выясненные закономерности
пропитки пористых тел жидкими металлами и спекания в присутствии жид-
кой фазы являются основой, на которой можно решать технологические
задачи.
НОВЫЕ МЕТОДЫ ПАЙКИ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ
МЕЖДУ СОБОЙ И С МЕТАЛЛАМИ
На основе выясненных закономерностей поверхностной и межфазной актив-
ности, с учетом совместимости (взаимодействия), согласованности (по коэф-
фициентам термического расширения), пластичности и прочности разрабо-
таны новые способы пайки керамических материалов между собой и с метал-
лами для различных условий применения.
119
При разработке припоя использован эффект высокой поверхностной и
межфазной активности кислорода в системе (Си — Ag — О) — окисел. Тех-
нология проста (пайка ведется на воздухе), спаи вакуумноплотны и проч-
ны [32, 33]. По этой технологии можно паять керамику с керамикой, керами-
ку с благородными металлами (серебром, платиной, палладием), наносить
металлические пленки на поверхность керамических материалов (металли-
зация керамики).
Припои и способы пайки оптического кварца с металлами. При разра-
ботке составов припоев использовали эффект высокой межфазной активнос-
ти на границе металл — кварц малых присадок титана в высокопластич-
ные металлы. Припой, обладая высокой пластичностью, релаксирует воз-
никающие напряжения вследствие различия коэффициентов термического
расширения металла и кварца, и спаи получаются ненапряженными и ва-
куумноплотными .
Разработаны два варианта: для спаев кварца с молибденом, вольфра-
мом и танталом предложен оловяннотитановый припой, адля спаев кварца с
медью — свинцовотитановый.
Припои для высокотемпературных спаев металла с керамикой. Составы
припоев выбирали по соответствующим диаграммам состояния на основе
представлений о межфазной активности металлов и экспериментальных
данных по смачиванию. Предложены припои золото — титан (темпе-
ратура солидуса 1300° С) и олово—титан (температура солидуса 1600° С)
для пайки молибдена с окисью бериллия. Спаи прочны и вакуумно-
плотны.
Адгезионно-активные связки для алмазного инструмента. В настоящее
время алмазные зерна в инструменте закрепляются с помощью металличе-
ских связок, которые удерживают алмаз механически (простым охватом).
Повышение прочности адгезионной связи на границе алмазное зерно — ме-
таллическая матрица должно увеличить долговечность алмазного инст-
румента.
Развитые представления о межфазной активности присадок и данные
по смачиванию графита и алмаза использованы при разработке адгезионно-
активных связок для алмазного инструмента. Результаты испытаний бу-
ровых коронок, пропитанных адгезионно-активной связкой, показали, что
применение адгезионно-активной связки увеличивает стойкость и работо-
способность буровой коронки по крайней мере на 25%.
Металлизация алмазных зерен. Разработан метод металлизации алмаз-
ных зерен, основанный на тех же принципах, что и при разработке адге-
зионно-активных связок для алмазного инструмента. Металлизованный
слой имеет высокую адгезию к алмазу и хорошо смачивается жидкими
медью, серебром, оловом.
Металлокерамические уплотнители для систем высокого вакуума. Для
достижения высокого вакуума системы прогреваются до 400—500° С. В та-
ких системах для вакуумных уплотнителей не могут быть использованы ре-
зина или другие пластичные органические полимерные материалы.
На основании опыта по пропитке пористых тел жидкими металлами
и сведений о смачивании твердых металлов жидкими показана возможность
изготовления металлокерамических уплотнителей на основе пористого
железа с легкоплавким металлическим наполнителем.
Испытания показали, что кольца из пористого железа, пропитанного
свинцом, обеспечивают вакуумную плотность после многократных повтор-
120
ных циклов срабатывания при температуре 680—480° С и поэтому могут
использоваться в вакуумных системах.
Результаты исследования поверхностных и контактных явлений дают
ценные сведения для понимания многих технологических процессов. В даль-
нейшем они должны использоваться еще в большей степени при решении
технологических задач и разработке материалов с заданными свойствами.
ЛИТЕРАТУРА
1. Еременко В. Н., Ниженко В. И.— Порошковая металлургия, 1963, 4, 17.
2. Еременко В. Н., Ниже н к о В. И.— В кн.: Поверхностные явления в метал-
лургических процессах. Металл у ргиздат, 1963, 35.
3. Price М., Smithels С., Williams S.— J. Inst. Metals, 1938, 62, 239.
4. С а n п о п Н. S., L е n е 1 F. V. Pulvermetallurgie, 1. Plansee seminar «De re metal-
lica», 1953, 106.
5. Norton F. H., Johnson A. L.— J. Amer. Ceram. Soc., 1944,27, 77.
6. Ki nger у W. D.— J. Appl. Phys., 1959, 30, 3, 301.
7. H u m e n i k\ M., Parikh N.— J. Amer. Ceram. Soc., 1957, 9, 315.
8. П и н e с Б. Я., С и p e н к о А. Ф., Сухинин Н. И.— ЖТФ, 1967, 27, 8, 1893.
9. Cech В.— Hutn. Listy, 1956, 11,7,419.
10. Еременко В. Н., Найдич Ю. В., Лавриненко И. А.— В кн.: Труды
II Международной конференции по порошковой металлургии, Прага, 1966, 139.
11. Покровский Г. И. Капиллярные силы в грунтах. Госстройиздат, М., 1933.
12. Н а й д и ч Ю. В., Лавриненко И. А., Еременко В. Н.— Порошковая
металлургия, 1964, 1, 5.
13. Еременко В. Н., Найдич Ю. В., Лавриненко И. А.— Порошковая
металлургия, 1962, 4, 72.
14. Lucas R.—Koll. z., 1918, 23, 15.
15. Washburn Е. W.— Phys. Rev., 1921, 17 (3), 273.
16. R i d е а 1 E. К.— Phil. Mag., 1922, 44, 1152.
17. E p e м e н к о В. H., Лесник Н. Д.— Известия АН СССР, ОТН, Металлургия
и топливо, 1961, 5, 43.
18. Еременко В. Н., Лесник Н. Д.— Порошковая металлургия, 1961, 1, 43.
19. Гебхарт А., Беккер М.— Проблемы современной металлургии, 1952, 3, 90.
20. Gering К., Sauervald F.— Z. anorg. Chem., 1935, 23, 204.
21. F i s h е г H. J., Phillips A.— Metals, 1954, 6 (9), 1060.
22. S e m 1 a k K. A., R h i n e s F. N.— Trans. Met. Soc. AIME, 1958, 212 (3), 325.
23. H u m e n i k M., К i n g e г у W. D.— J. Amer. Ceram. Soc., 1954, 37, 18.
24. Еременко В. H., Найдич Ю. В. Змочування р!дкими металами поверхонь
тугоплавких сполук. Вид-во АН УРСР, К., 1958.
25. Е с о п о m о s С., Ki nger у W. D.— J. Amer. Ceram. Soc., 1953, 36 (12), 403.
26. C u r n a h a n R. D., Johnston T. L., L i С. H.— J. Amer. Ceram. Soc., 1958,
41, 343.
27. Еременко В. H., Найдич Ю. В.— ЖНХ, 1959, 4, 2052.
28. Найдич Ю. В., Колесниченко Г. А.— Порошковая металлургия, 1961,
6, 55.
29. Найдич Ю. В., Колесниченко Г. А.— Порошковая металлургия, 1963,
1, 49.
30. Найдич Ю. В., Колесниченко Г. А.— Порошковая металлургия, 1964,
3 23.
31. К u г k j a n С. R., К i n g е г у W. D.— J. Phys. Chem., 1956, 60, 961.
32. Н а й д и ч Ю. В., Еременко В. Н. Авт. свид., класс 49 ft, 25, № 149020; Бюлле-
тень изобретений, № 14, 1962.
33. Н а й д и ч Ю. В., Еременко В. Н.— Порошковая металлургия, 1965, 4, 13.
34. Е р е м е н к о В. Н., Найдич Ю. В., Носонович А. А.— Электроника,
1959 4 136.
35. Е р е м е н к о В. Н., Найдич Ю. В., Носонович А. А.— ЖФХ, 1963,
34, 1018.
36. Еременко В. Н., Найдич Ю. В.— В кн.: Поверхностные явления в металлах
и сплавах и их роль в процессах порошковой металлургии. Изд-во АН УССР, К., 1961.
121
Д. РАДОВАНОВИЧ
ТЕРМОХИМИЧЕСКИЕ АСПЕКТЫ
НЕКОТОРЫХ ПРОЦЕССОВ ОБЖИГА КЕРАМИКИ
Технологический факультет Белградского университета (Югославия)
В производстве керамики важное значение имеют химические и физико-хи-
мические процессы, протекающие в твердой или жидкой фазах при различ-
ных температурах. Под твердой фазой подразумевают кристаллическую
и стекловидную фазы, а под жидкой — их расплавы. При исследовании
их применяют термодинамический метод, который совместно с изучением
кинетики и механизма переноса материала дает возможность получить необ-
ходимые данные для рационального управления технологическим процессом.
Тепловой эффект рассматриваемого процесса состоит из тепла, необхо-
димого для сушки сырья, и теплоты самой реакции. Следовательно, тепло-
потери, вызванные излучением, конвенцией и теплопередачей в печи, мож-
но не учитывать.
Для определения заданного количества тепла исходят из первого зако-
на термодинамики для стационарных процессов
Q = кН — Г',
где Q — суммарная теплота; А// — разность энтальпий исходных и конеч-
ных продуктов; W' — работа, совершенная системой. Как указано выше,
теплопотери (обмен тепла с внешней средой) можно не учитывать, тогда
Qn = kH.
Поскольку значение Qn представлено разностью функций состояния,
оно не зависит от пути процесса. Поэтому для определения этой величины
используют некоторые данные из литературы. Возможно, например, пред-
ставить себе, в отличие от настоящего, такой ход процесса, в котором при
температуре окружающей среды сырье превратится в изделие, а последнее
нагреется до температуры печи.
Таким образом, для расчета реакции могут быть использованы лите-
ратурные данные о температурах формирования отдельных видов материа-
ла в сырье и соответственно в готовое изделие, для этого необходимо знать
только энтальпии, т. е. удельные теплоемкости материалов. Для этого
случая последнее уравнение пишут в виде
Qn = ДЯ° + ДЯНИ,
где ДЯ® — стандартное тепло реакции при температуре Т; кН — тепло,
необходимое для нагрева полученных изделий за счет температуры окружаю-
щей среды у выхода печи.
Для практического применения это уравнение требует определенных
изменений. Чтобы получить значения ДЯ°, принимают во внимание закон
Гесса (тепловые эффекты реакций не зависят от путей процесса). Поэтому
реакцию в печи можно представить простыми реакциями. Если сырье —
гетерогенная смесь, содержащая а% компонента 4, Ь% компонента В и
с% компонента С, а изделие состоит из d% компонента D, f% компонента
122
F и т. д., то рассматривают следующую схему реакций:
ПА • А -* Па • “ + nD • D+ (I)
«а • а • ₽ + ПС • С + АЯП> (П)
пс • С + Пр • Р -> пЕ • Е + п" • Р + пс • С + ДЯщ, (Ш)
{пс + пс) С + пв • В + Ир • р -> Пр • F + п'с • С + &H°iv, (IV)
• A -j- пв ' В пс • С —* nD • D пЕ • Е + пр • F • пс • С -|- Д№,
где ^в-* zip, ^Ef пр прореагировавшие
количества молей; Л, Ви С— исходные компоненты сырья; а, 0 — про-
межуточные продукты; D, Ё, F — компоненты готового изделия.
Каждый из тепловых эффектов реакции ДВГ°, ДЯц, Д//°п и Д#^
может быть рассМ^тан на основании теплот образования определенных ви-
дов материалов. Однако, поскольку в изделии появляется стекловидная
фаза, возникают трудности в определении теплового эффекта при смешива-
нии компонентов. Следовательно, если из компонентов 0, В и С образуется
стекловидная фаза в соответствии с уравнением
• В + Пр • 0 + • С -> itF • F + ДВГ°Т,
то ДВст = пв • Lb + пз • Вр + Пс • L°c + L (В -> 0Z) + В (С -> В/ 0'),
где 0, В, С — кристаллические компоненты, образующие стекло; F — полу-
ченная стекловидная фаза; Lb, Вр, Вс — теплота плавления компонентов
В, 0 и С соответственно; В (В -> 0'), В (С -> В/0') — теплота смешения
В и 0, С и В/0'.
Экспериментальные данные о теплоте смешения весьма скудны и мы
вынуждены придерживаться аппроксимации
ДВСТ «ft в • Lb + ft$ • Bp -j“ ftc Lc,
так как почти во всех случаях теплотой растворения можно пренебречь.
Значение члена Д#°и можно рассчитать, если известны энтальпии соот-
ветствующих элементов в изделии или удельные теплоты
т
ДВни = J Cp.dT,
Го
где nt — масса, СР{ — удельная теплоемкость компонента i в изделии,
То — теплота окружающей среды, Т — температура у выхода печи.
Зная средние удельные теплоты в интервале TQ — Tt можно использо-
вать уравнение
ДВНи = (Т — То) • %пСр.,
где Ср^ — удельная теплоемкость компонента i в температурном интервале
от TQ до Г, которую можно рассчитать по уравнению
A/iz fnp + Z/Тпр + fno
__ |/ 0___________I пр
123
при этом учитываются превращения lt компонента i при температуре пре-
вращения Тпр.
Готовое изделие содержит стекловидную фазу, изменение ее энтальпии
можно определить по приближенной формуле Шарпа и Гюнтера, которая
основана на исследованиях Винкельмана и Шотта:
о
= Т | [2/Пцст (Яцст • ? “Ь Co.Gct)] j ,
где — изменение энтальпии в температурном интервале Т\ — Т°2;
mi — масса компонента i; b — константа; aif c0)i — константы окисла I;
Диаграмма состояния К2О — А12О3 — SiO2.
Т — температура. Это уравнение можно использовать до температуры
1400° С.
Швейн и Циглер разработали интерполяционное уравнение
АЛ Ев = аТ + ЬТ2 4- сТ~х — d,
где а, Ь, с, d — константы для отдельных стекловидных фаз.
Рассмотрим пример расчета необходимого количества тепла. Допустим,
что состав сырья твердого фарфора следующий: 25% кварца, 25% полевого
шпата и 50% каолина. Если его представить в пересчете на 100 г сухого ма-
териала, получается необходимое количество сырья на 100 г спеченной
фарфоровой массы; 107,52 г сырья должно содержать 26,88 г кварца, 26,88 г
полевого шпата (в виде шпата калия) и 53,76 г каолина. Из диаграммы
состояния КаО — А12О3 — SiO2 (см. рисунок) следует, что рациональному
124
составу (4,55% К2О; 26,18% А12О3 и 69,27% SiO2) отвечает точка Р в
поле кристаллизации муллита.
В идеальном случае при охлаждении расплава этого состава можно по-
лучить муллит, тридимит и полевой шпат калия. При относительно низкой
температуре обжига (1400° С) создается меньше муллита и образуется стек-
ловидная фаза. Так, по данным рентгенографического анализа Тутля, при
температуре обжига примерно 1400° С с выдержкой около 12 ч образуется
фаза состава: 10% кварца, 65% стекловидной фазы, 25% муллита (кристо-
балит и тридимит обнаружены только б незначительном количестве).
Реакцию обжига сырья такого состава можно представить следующей
схемой:
Обезвоживание каолинита
[А12О3 • 2SiO2 • 2НгО] [Y-A1A + 28Ю2(аморф)] + 2Н2О + Ы1\.
Кристаллизация компонента отжига каолинита
[у-А12О3 + 28Ю2(аморф)] -> [а-А12О3] + 2 [SiO2]₽_KBapu + ДЯ^.
Образование муллита
[а-А12О3] -|- 2 [SiO2]p_KBapu —>• [ЗА12О3 • 2SiO2] -f- ДЯщ.
Переход кристаллических компонентов в стекловидную фазу:
полевого шпата
[К2О • А12О3 • 6SiO2]KpHCT -> [К2О • А12О3 • 6Si02]CTeIOIO -|- Lr,
излишка А12О3
[<х-А12О3] -» [А12О3] стекло + £ц;
остатка SiO2 (остаток кварца сохраняется)
[S102]g—кварц [SiO2]
стекло + £щ.
Образование единой стекловидной фазы из компонентов
4 (а, Ь, с) -> 5 (стекло) 4 2А^еШ.
В результате расчета были получены следующие тепловые эффекты
приведенных реакций:
ккал/моль кал/г
Обезвоживание каолина 4-48 000 4-186
Кристаллизация компонентов отжига као-
линита до а-Д12О3, —12 360 —56
p-кварц (соответственно а-кварц) (—11 720) (—53)
Образование муллита —176 700 —415
Плавление:
р-кварца 4-2 280 4-38
полевого шпата 463 600 4114
а-Д12О3 (рассчитанные) 4-20 400 4^00
На основании имеющихся данных рассчитана суммарная теплота реак-
ций при получении 100 г конечного продукта:
453,8 х 186 = 410 007
—46,2 X 56 (для а-кварца 53) = 2587 (2449)
—25 X 415 = 10 375
434,8 х 38 = 41322
426,9 х 114 = 43067
43,3 X 200 = 4660
ДЯ° = 4-2092 (42230), кал/100 а спеченного продукта.
125
Теплота нагрева изделия от температуры окружающей среды (25° С)
до температуры обжига (1400° С) образуется суммированием изменений
энтальпий отдельных компонентов
ДЯнагр. пр =-(1400°- 25°) X тмуллит * £р, муллит = 25 • 0,290 т(3-кварц_’ ^р, 3-кварц — Юф0»260 тн2О ‘ ^р, н2о, 7,5-0,800 • =
^стекло ’ Ср, стекло ~ ’ 0»2§0
= 457,9 ккал/кг спеченного материала.
Из-за отсутствия экспериментальных данных для средней удельной
теплоты стекловидной фазы используется ее приближенное значение, кото-
рое для практических целей представляется удовлетворительным. Однако,
поскольку требуется более точный расчет, теплоту нагрева готового изделия
рассчитывают, используя для стекловидной фазы формулу интерполяции,
предполагая, что фаза образована из SiO2, А12О3, К2О, а для остальных —
интерполяционные формулы, основанные на температурной зависимости теп-
лоемкости. Для большей наглядности расчет показан в табл. 1 и 2.
Таблица 1
Состав фазы т, г а-102 b - 10е с-10—3 —d m-a-102 m-Ь-Ю® /п-с-10—3 -tn>d
А12О3 8,2 27,0 9,37 8,17 108,86 221,4 76,8 67,0 89?
SiO2 52,3 22,3 30,60 5,74 88,41 1166,3 1600,4 300,2 4624
К2О 4,6 27,0 9,34 8,17 108,71 124,2 43,0 37,6 500
Итого 65,1 2= 1 | 1511,9 | 1720,2 404,8 6017
Д//^298 >. т° К) — S/и • а • Т 2/72 • b • Т2 2/zz • с • Т 2//Z • d
дя стекло (298 -> Т° К) = 15,12 • Т + 1,72 • 10~3 • Т'2 + 4,05 • Т~1 — 6017 =
= 24 336 (кал/65 г) при Г = 1673° К (1400° С)
Таблица 2
Состав фазы т, г а - 102 ь • ю® с • 10—3 —d m • а • 102 ш - b • 10е m • с X X Ю””3 —ш • d
р-кварц 10 24,8 16,2 - - 74,1 I 240 162 741
Муллит 25 14 78,7 — 48,8 350 1968 — 1220
н2огаз 7,5 39,8 71,1 0,44 123,5 299 533 3,3 926
Итого 42,5 2: || 889 2662 —3,3 2887
= 8,9 • Т + 2,66 • 10“3 . Т2 — 0,03 • 105 • Т~' — 2887 = 19 448 (кал/42,5 г) при Т --=
= 1673° К (1400° С)
При этом вносят поправки для воды при переходе жидкость — пар
(7,5 • 584 = 4380 кал, где значение 584 представляет теплоту испарения
воды при 20° С).
Теплота нагрева готового изделия составляет: ЛЯнагр. пр = 24 336 +
+ 19 448 + 4380 = 48 164 кал/100 г готового продукта, она несколько боль-
ше ранее полученной.
126
Необходимое количество тепла для твердого фарфора
Qn = 2092 + 48 164 = 50 256 кал/100 г готового продукта = 503 кал]кг.
По такому же принципу можно вычислить нужное количество тепла
для получения любого керамического материала. Однако недостаток тер-
мохимических данных для отдельных соединений осложняет термодинами-
ческий анализ реакций, которые имеют важное значение в технологии по-
лучения современных материалов. Поэтому часто применяются методы при-
ближенных расчетов термодинамических констант.
Следует указать, что в последнее время сделаны лишь первые шаги в
термодинамике необратимых процессов в изучении химических реакций
в технологии развития керамики и современных материалов. Принимая
во внимание значение этой области термодинамики, она в условиях все бо-
лее точных термодинамических расчетов должна занять соответствующее
место в анализах процессов, которые имеют важное значение для техноло-
гии получения материалов.
Д. МАЛИЧ,
Н. АФГАН
ТЕРМОДИНАМИКА НЕОБРАТИМЫХ ПРОЦЕССОВ
И ЯВЛЕНИЙ В МЕТАЛЛАХ И КЕРАМИКЕ
Технологический факультет Белградского университета
Институт ядерных наук им. Бориса Кидрича (Югославия)
Теория процессов переноса распространяется на широкий класс различных
явлений, таких как диффузия, теплопроводность, электропроводность и т. д.
Явления переноса наблюдаются в системах, которые не находятся в состо-
янии термодинамического равновесия.
Известны два типа явлений: в одних исходное состояние системы не
является равновесным и она стремится к равновесию (эти процессы — ес-
тественны, в ходе их ослабевает напряжение), во вторых процессы осу-
ществляются под воздействием сил, приложенных извне. Например,
движущей силой может быть градиент температуры, который необходимо
поддерживать подводом тепла. Такая система никогда не может прийти в
равновесие, она находится в стационарном состоянии, существенно отли-
чающемся от равновесного.
Один из современных способов изучения процессов переноса — метод
термодинамики необратимых процессов. В отличие от классической, не
учитывающей локальных изменений состояния, термодинамика необрати-
мых процессов строится как теория континуума, в котором параметры сос-
тояния — непрерывные функции координат пространства и времени. Исполь-
зуя ее, можно разработать уравнения переноса энергии, массы и тепла в
различных системах, в том числе дисперсных и пористых.
Как известно, для описания систем, в которых проходят процессы
переноса, необходимо ввести кроме известных законов термодинамики еще
ряд дополнительных постулатов.
127
Термодинамика основывается на законах сохранения энергии и эн-
тропии. Поскольку мы хотим ознакомить читателей с теорией, примени-
мой к системам, свойства которых являются непрерывными функциями
координат пространства и времени, остановимся на частной формулиров-
ке закона сохранения энергии. Ввиду того что локальная плотность мо-
мента или массы со временем может изменяться, возникает необходи-
мость формулировки закона сохранения момента и массы.
Общее уравнение для экстенсивной величины G, представляющей
энергию, массу или компонент момента, может быть построено следую-
щим образом. В неравновесной системе G — не константа, а функция
положения в пространстве и времени. В произвольном пространстве, за-
фиксированном по отношению к выбранной системе координат, общее
значение G определяется соотношением
G=\pgdV. (1)
v
Зависимость этой величины от времени выражается
<2>
Значение dG/dt может быть получено иным способом. Поверхность
элемента объема V разделяется на элементарные поверхности dA. Вектор
dA и его величина определены для каждого элемента поверхности; он на-
правлен перпендикулярно к поверхности объема V. Если Ig— поток вели-
чины g, то изменение G в объеме V вследствие перехода через границу V
равно — §IgdA, где интеграл берется по всей поверхности объема V. Если
А
через Фг обозначим внутренний источник g на единицу массы и объема,
то изменение G в объеме V от внутреннего источника будет
J* Ф^У.
V
Общее изменение экстенсивной величины в объеме V получается сумми-
рованием указанных величин
*L = -$IAdA + fogdV. (3)
А V
Первый интеграл в уравнении (3) может быть преобразован с помощью
теоремы Гаусса в
J IgdA = j div IgdV. (4)
А А
Решая уравнения (2), (3) и (4), получаем
{S’(^- + div/e-0<)rfV=O.
Для того чтобы это условие выполнялось для любого объема, необ-
ходимо
^-4-div/g-Og = 0. (5)
128
Если уравнение применить к различным экстенсивным величинам (массе,
компонентам момента и общей энергии) и в дальнейшем ограничиться изо-
тропными системами, находящимися в механическом равновесии, при ко-
тором имеют место только перенос теплоты и диффузионный перенос массы,
то законы сохранения массы и энергии примут следующую форму:
Закон сохранения массы
= —div4> (6)
гдеСЛ = -^; Ik = pk(Wk-W).
Закон сохранения энергии
Р-^Г = — div/g — pdivlF = — div7g — p~-, (7)
где p = —div 7g> dg — изменение тепла на единицу массы.
Такой подход к изучению неравновесных систем с помощью гидродина-
мических уравнений этим ограничивается. Для построения общей теории
неравновесных процессов необходимо ввести некоторые новые допущения.
Одно из них касается наблюдаемой нами системы.
До сих пор мы применяли локальные значения термодинамических ве-
личин состояния и считали, что они являются функциями координат про-
странства и времени. Так поступать можно, поскольку наблюдаемый эле-
мент намного меньше макроразмеров объема системы,ч но больше молекулы.
С макроскопической точки зрения это означает, что термодинамические ве-
личины состояния — непрерывные функции положения. Однако для наших
дальнейших рассуждений такой прием представляется недостаточным. Необ-
ходимо ввести постулаты о локальном равновесии.
I. В системе, в которой осуществляется необратимый процесс, сущест-
вуют все термодинамические величины состояния в каждом из элементов
ее. Для системы, находящейся в неравновесном состоянии, они является
функциями локальных величин состояния, как и в соответствующей рав-
новесной системе.
Известно, что количественная мера движения вещества — энергия, и
любой термодинамической форме движения отвечает характерная физиче-
ская величина, с изменением которой в системе меняется и соответствующая
форма движения. Количество таких форм движения отвечает числу внут-
ренних степеней свободы системы.
Поскольку в системе имеются три степени свободы (тепловая, механи-
ческая и химическая), первый закон термодинамики можно представить
в следующей форме:
dU = TdS — pd + 2 PtdCi< (8)
что по существу представляет собой известное уравнение Гиббса для систем
с постоянной массой, где S — энтропия системы. Применяя уравнение (5)
к энтропии как экстенсивной величине, получаем
= — div I -4- Ф (9)
(5/ U1V 1 S(tol) 4 '
Для открытых систем с внешними степенями свободы, т. е. когда суще-
ствует возможность обмена тепловой, механической и химической энергий
9 9-юзо
129
(10)
(11)
с окружающей средой, первый член правой стороны уравнения (9), который
интегрируется по поверхности рассматриваемого объема, представляет со-
бой увеличение энтропии системы за счет взаимодействия с окружающей
средой dSe, а второй — по объему системы и является внутренней энтропией
системы dSi
А
соответственно
dS __ dSe . dSi
~dT ~ ~dt~ ‘ "ЗГ
ИЛИ
dS = dSe -j- dSi
Второй закон термодинамики утверждает, что величина dS равна нулю
для обратимых или равновесных процессов и положительна для необрати-
мых изменений системы (dS> 0). Из этого следует, что уравнение (9) пред-
ставляет собой частную формулировку второго закона термодинамики. При*
мем, что рассматриваемая система не находится в равновесном состоянии,
и, используя постулат I о локальном равновесии, напишем
соответственно
n dS ___ Р dU ____ Р dp_________Р dCfc ✓< лч
р dt — Т dt ST ' dt Т р dt ‘ 7
k=\
В результате замены dUldt, dp/dt и dCkldt из уравнений (6), (7), (9)
в этом выражении после преобразования получим
—div------У--------yj-^gradT—-^. S/^Tgrad^.). (14)
Если левую часть уравнения (14) заменим выражением из уравне-
ния (9), то энтропия определится как
п .
ф5 = _ /g grad Т - 4 2 UТ grad ^-) . (15)
ь=\
Энтропия в нашей системе слагается из п + 1 членов, из которых каж-
дый — линейная функция двух множителей. Первый член правой части
(15) зависи от теплоты рассматриваемого элемента системы, остальные —
от диффузии компонентов. В каждом из слагаемых в выражении для энтро-
пии один из множителей — поток (тепла или диффузионный), второй про-
порционален потенциалу интенсивной величины состояния (градиенту тем-
пературы, химического потенциала), его принято называть «термодинами-
ческой силой».
13Q
Если силы обозначим Ха, а соответствующие потоки — /а, то выраже-
ние (15) можем записать
ф$ = 2 /аха. (16)
а=1
Частная формулировка второго закона термодинамики показывает, что
в условиях термодинамического равновесия изменение энергии в нашей
системе равно нулю. Если рассматриваемая система находится в термоди-
намическом равновесии, то термодинамические силы равны нулю, т, е.
система не имеет внешних степеней свободы и обмена энергией и массой
с окружающей средой не происходит. В условиях термодинамического
равновесия потоки, так же как и термодинамические силы, равны нулю.
Экспериментальные изменения показали, что для довольно широкого
класса необратимых процессов и явлений и в широком диапазоне экспери-
ментальных условий потоки — линейные функции термодинамических сил»
Так, закон теплопроводности Фурье выражает линейную функциональную
зависимость компонента вектора потока тепла от компонента градиента
тепла. Закон Фика устанавливает линейную связь между диффузионным
потоком массы и градиентом концентрации. К этому можно отнести и пере-
крестные эффекты, как термодиффузия, где диффузионный поток линейно
зависит от градиента температуры.
При введении этих феноменологических законов в наши дальнейшие
рассуждения переходим к изучению феноменологической теории необра-
тимых процессов. Ограничимся линейной областью и для общего случая
запишем
/а=2ЛЛ (17)
0
где 1а и Ха — независимые потоки и термодинамические силы, входящие
в выражение энтропии. Величины Lap называются феноменологическими
или кинетическими коэффициентами. Используя выражение (17), получаем
Ф» = 2 'Л = 22 Wl> > 0. (18)
а а 3
Для того чтобы это выражение было положительным (или по крайней
мере не отрицательным), диагональные элементы матрицы Lap должны быть
положительными, а недиагональные — удовлетворять следующим условиям:
^aa-^33 > “ (^аЗ + ^За)2- (19)
Таким образом, мы ввели второй постулат феноменологической теории
необратимых процессов.
II. Потоки являются линейными однородными функциями термодина-
мических сил.
Правильность этого постулата может быть подтверждена сравнением
следствий, вытекающих из него, с результатами экспериментов. Иногда
необратимый процесс необходимо описывать нелинейным феноменологиче-
ским законом. Такие процессы не рассматриваются данной теорией.
Если в изотропной системе потоки и термодинамические силы одинако-
вого тензорного ряда, то феноменологические коэффициенты Лаз— скаляр-
ные величины, зависящие только от интенсивных свойств (температуры,
давления, состава) изотропной системы, но не от градиента этих величин»
9*
131
Третий постулат касается феноменологических коэффициентов, появ-
ляющихся в линейных соотношениях.
III. Если для конъюгированных потоков и термодинамических сил,
получаемых по уравнению (17), феноменологические коэффициенты точно оп-
ределены, матрица их симметрична. Постулат формулируется следующим
образом. Феноменологические коэффициенты в уравнении [17] удовлетво-
ряют соотношению
Лар = Лра* (20)
Равнозначность выражений в уравнении (20) известна как закон
Онзагера.
Для дальнейшего рассмотрения системы необходимо записать выраже-
ние для энтропии в несколько иной форме. Термодинамическая сила,
которая выступает сомножителем с диффузионным потоком /*, включает
член, пропорциональный градиенту температуры. Воспользуемся выра-
жением
Td(-^-} = (d^T-^-dT, (21)
где hk — парциальная удельная энтальпия компонента k. Для нового
потока
/; = /г-2ЛЛ- (22)
k=\
Введем выражения (21) и (22) в уравнение (15). Тогда получим новое
значение для энтропии
п
Фэ = — ^2- lg grad т —2 h grad (fxfe)r. (23)
fe=l
Поскольку в уравнении энтропии учтены только независимые силы и
йотоки, необходимо и в нашей системе представить их. В соответствии с
определением потока и законом сохранения массы
2 4 = 0. (24)
*=i
Для системы, находящейся в механическом равновесии, соотношение
Гиббса — Дюгема приобретает вид
п
2 Cfc grad (pfe)r = 0. (25)
fe=l
Исключая ln и из уравнений (24) и (25) и используя уравнение
(23), получаем:
п—\
Ф5 = - у- 1'я grad Т - 4 2 Мш Wr, (26)
где
Akm = (fe, m = 1, 2 ... п — 1).
132
Так как градиент химического потенциала может быть выражен через
градиент концентрации, то можно написать
/г—1
grad = 2 Srad Ci- (27)
j=i 1
Введя это выражение в уравнение для энтропии, получим
п—1
фз = —-jV^gradT —-i- 2 ЛАт-^-gradC/. (28)
fcm/=l 1
Следовательно, удовлетворяется условие, в соответствии с которым в
выражении для энтропии фигурируют только независимые силы и потоки.
Поэтому можно применить постулат II, так что
, grad Т
Q
п—1
V J grad С1
fcm/==I 7
, . grad Т у г л dp.m grad С/ <29>
L'iq у2 ^ik^ktn дС' Т *
kmj=\ 1
Поскольку при этом удовлетворено условие Постулата III, т. е. имеет-
ся п уравнений и п членов в каждом из них, а матрица феноменологических
коэффициентов симметрична, можно написать
Liq — Lqt, Lik = Lkl (if Л? = 1, 2 ... tl — 1). (30)
Подходящим примером для рассмотрения применения термодинамики
необратимых процессов представляется диффузия в твердом теле под воз-
действием градиента температуры. В такой системе происходит процесс теп-
лопередачи и диффузии двух компонентов. Следовательно, величина энтро-
пии на единицу объема составляет
Фз = - уз I'q grad Т - 4- /1Л„ gradCi ~
= - 4- 4 grad Т - /х (1 - £) _|g_ grad Cv (31)
Если предположить, что 1 и = |х10 + RTlnClt то можно
написать, что
, - _ J grad Т т RT grad Сх.
/</1 — Lqq тг Lq, т ,
т ~ т grad Т j RT grad Сг
/1 L>q j,2 -Ьп Т *
Поскольку удовлетворено условие III постулата (действителен закон
Онгазера), то
Lq\ = L>ig. (33)
Если применить для обозначения теплопередачи Q* = получим
г j Iп* Т . RT grad \
-^2- + (34)
/ г О* (/ ц_ 7 grad
1 q-----уъ Т Ч ^1 Т j,2 j
133
и далее
, grad Т
п* lq L44 т'г
I + L grad Т *
11 • ^2
(35)
Очевидно, что когда градиент температуры равен нулю, то
Q* = -—, (36)
это значит, что Q* — тепловая энергия, перенесенная на единицу потока
компонентом I при изотермической диффузии.
В условиях стационарного состояния, когда /х == /2 = 0, имеем
^-s^^-gradc^o, (37)
так что
(38)
Это выражение показывает,, что знак перед Q* дает направление тер-
мической диффузии, а величина Q* пропорциональна количеству продиф-
фундировавшего вещества. Если Q* отрицательно, то первый компонент
имеет тенденцию перемещаться в более нагретую область, в то время как
при положительном значении Q* перемещение должно происходить в
более холодную область.
ЛИТЕРАТУРА
1. De Groot S. R., Mazur P.— Nonequilibrium Thermodynamics, Nord-Hol-
land Publishing Company, Amsterdam, 1962.
2. В e й н и к А. И. Термодинамика необратимых процессов. «Наука и техника», Минск,
1966.
3. F i 11 s D. D. Nonequilibrium Thermodinamics. Me Graw-Hill Book Company, 1962.
4. Rysselberghe P. Thermodynamics of Irreversible Process, Hermann, Paris,
1963.
5. L u i k о v A. V.— Application of Irreversible Thermodynamics. Method to Investi-
gation of Heat and Mass Transfer., Int., J. of Heat and Mass Transfer, 1966, 9, 2.
6. Prigogine I. Introduction to Thermodynamics of Irreversible Processes, John
Wiley and Sons, New York, 1961.
7. L i d i a r d A. B. Mass Transfer along a Temperature Gradient, Symp on Thermody-
namics, IAEA, Vienna, July, 22—27, 1965.
8. L u n d у T. S., Winslow F. R. Atomic Transport Problems of Interest in Nuclear
Systems, Symp on Thermodinamics, IAEA, Vienna, July, 22—27, 1965.
ПРОБЛЕМЫ СОВРЕМЕННЫХ МАТЕРИАЛОВ
А. МИХАЙЛОВИЧ
ЗНАЧЕНИЕ МИКРОСТРУКТУРНЫХ ИССЛЕДОВАНИЙ
В РАЗВИТИИ СОВРЕМЕННЫХ
МЕТАЛЛОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ
Институт ядерных наук им. Бориса Кидрича (Югославия)
Прошло более 100 лет с тех пор, как Генри Сорби в Философском объеди-
нении Великобритании описал технику приготовления образца для изу-
чения микроструктуры и изложил свои соображения относительно необхо-
димых материалов.
По инициативе Шеффильдского объединения металлургов, он в 80-х
годах прошлого века опубликовал итоги исследования микроструктуры низ-
коуглеродистых сталей. В своих трудах Сорби стремился не только описать
структуру, которую обнаружил, но и связать ее со свойствами стали.
Наблюдая за структурой после различных экспериментов, он попытал-
ся объяснить суть графитизации, обезуглероживания, рекристаллизации,
изменений при отжиге и после холодной обработки давлением. Сорби скон-
струировал первый металлографический микроскоп, с помощью которого
он мог фотографировать структуру, увеличенную в 8 раз.
Металлография приобретает большое значение лишь во времена
А. Мартенса, А. Ле-Шателье и Н. С. Курнакова. Результаты, достигнутые
ими, являлись базой для понимания связи, существующей между микрострук-
турой и свойствами, получающимися после специальной обработки металлов
и сплавов, в частности стали и меди, которые в то время были основными
конструкционными материалами.
Любой металл, сплав, спеченный керамический или металлокерамиче-
ский материал, может рассматриваться как конгломерат микроскопических
частиц различной природы, размеров и форм, более или менее плотно свя-
занных по поверхности соприкосновения. Встречается множество названий,
которые ближе определяют морфологическую характеристику этих частиц,
например: зерно, игла, сфероид, кристаллит и т. д.
Сравнивая микроструктуру какого-нибудь металла и сплава со струк-
турой спеченного металлокерамического образца, не всегда можно устано-
вить единые критерии для точного определения этих частиц. Основная
причина — их различное происхождение. Так, «металлическое зерно»
получается кристаллизацией или термической обработкой. Оно является
структурным индивидом, который отличается единой границей и простран-
ственным распределением атомов, и его можно считать монокристаллом.
Изменения, наблюдаемые при спекании, связаны с «открытой» граничной
поверхностью зерен и внутренними границами «металлического зерна».
Однако, несмотря на определенные различия, общим является то,
что в случае компактных металлов, сплавов и изделий, полученных методами
Металлокерамики; происходят изменения под действием внешних факторов:
температуры, давления и газовой среды. На основании изменений микро-
135
структуры можно сделать вывод о процессах, которые наблюдаются при
различных заданных условиях и технологических свойствах изделий.
Микроструктурные исследования во многих случаях являются неза-
менимым, иногда даже единственным надежным методом исследования,
в частности, когда речь идет об изучении процессов, при которых изменяются
элементы структуры (рекристаллизация, рост зерен, коагуляция, миграция
и укрупнение пор, создание нового элемента микроструктуры и др.).
Дилатометрический метод и метод электропроводности обладают мень-
шими возможностями, чем микроструктурный, так как свойства не меняют-
ся пропорционально изменению фазового состава. Фрактография также
представляется практически ценным методом в исследованиях явлений,
происходящих при спекании.
Микроструктурные исследования долгие годы оставались на уровне
качественных оценок. И только в течение последних 20 лет начались ин-
тенсивные поиски методов, которые, начав с описательного микроструктур-
ного анализа, помогли создать в дальнейшем науку — количественную ме-
таллографию.
Для количественной металлографии не обязательно применение со-
временных методов исследования. В большинстве случаев для правильного
понимания ряда процессов достаточно данных, полученных с помощью
обычного металлографического микроскопа. В качестве примера можно при-
вести изучение кобальт-никельниобиевого сплава.
Наблюдая микроструктуру и ее компоненты, приходим к выводу,
что их можно классифицировать как фазы, микровключения и остальные ком-
поненты (границы зерен, примеси, микропоры и др.). Основные носители
механических, химических и других свойств данного материала — фазы
и микровключения, в то время как остальные компоненты структуры могут
положительно или отрицательно действовать на эти свойства. Поэтому труд-
но сказать, что более и что менее важно изучать.
Мы предполагаем, что целесообразно остановиться на некоторых из
современных методов исследования и толкования микроструктуры. Изу-
чение свойств исходных порошков — одна из важных проблем, и существует
тенденция к тому, чтобы частица, т. е. зерно, получило как можно более
полное определение для предсказания последующего поведения порошка
в отдельных фазах переработки. При этом существенное значение принадле-
жит методу изучения, так как он должен быть универсальным и давать
количественные данные.
Когда речь идет об определении морфологии зерна или частицы порошка,
то надо сказать, что большинство методов являются качественными или по-
луколичественными, при этом известно, насколько форма зерен влияет на
поведение порошка при прессовании и спекании.
Остановимся на методе, разработанном для характеристики примесей
графита в литом железе, который можно применять при определении неко-
торых морфологических характеристик металлических порошков.
Металлические порошки могут быть разделены на группы с микрочас-
тицами равноосной формы, т. е. у которых ни одно из трех измерений не
является преимущественным; это значит, что частицы должны быть в фор-
ме шара или приближаться к ней.
Все разнообразие форм и вида частиц может быть представлено соотно-
шением между величинами объема и поверхности частиц, или в соответст-
вии с микрофотографией, соотношением между площадью сечения и пери-
136
метром. Это известный способ определения «коэффициента формы», представ-
ляющий отношение площади сечения F к квадрату периметра Р; для
геометрически правильных форм он составляет от 0,048 для равносторонне-
го треугольника до 0,079 для круга.
Для количественного металлографического анализа С. А. Салтыков
[2] разработал метод, известный под названием «двумерный фактор формы»,
который лучше определяет соотношение между сечением и периметром части-
цы. Двумерный фактор /2 дан величиной, представляющей соотношение
периметра круга к периметру самой частицы. Эго означает, что для частицы
идеальной сферической формы этот фактор составляет единицу, но, чем
больше частица отклоняется от круга, тем сильнее фактор уменьшается.
Двумерный фактор формы представлен выражением
f2 = 3,545^.
С. А. Салтыков разработал также десятибалльную шкалу форм частицы,
начиная с идеального круга (фактор 1) до развитой иглообразной формы
(фактор 0,1). Сравнением вида одной частицы реального порошка со шкалой
этих форм определяется подобная или полностью совпадающая форма,
т. е. фактор формы. Для его точного количественного получения микро-
снимок частицы анализируется с помощью квадратной сетки, и на основа-
нии количества точек сечения (вертикально и горизонтально) контуров
частиц с линиями сетки, определяют периметр частицы Р = -ухА (х — чис-
ло сечений; Д — расстояние между линиями сетки). По количеству сторон
квадратов, находящихся внутри контуров частиц, вычисляется их поверх-
ность F = гА2 (z — число сторон).
Введением полученных значений Р и F в первое уравнение получается
численное значение фактора формы. Подобным способом можно определить
и «трехмерный фактор формы», имеющий важное значение, так как реаль-
ные частицы — трехмерные. Определение трехмерного фактора формы ча-
стиц в структуре плотного образца осуществить не легко; точным в этом
случае представляется только измерение частиц после их отделения от
металлической основы. Однако для частиц металлического (или неметалли-
ческого) порошка фактор формы может быть получен в соответствии с
формулой
где V — объем; S — поверхность частицы.
Очевидно, что объемный (трехмерный) фактор нельзя определять толь-
ко на основании микроструктуры порошка.
Металлические порошки не могут быть полностью определены фактором
формы, однако они подвергаются количественному анализу измерением
некоторых параметров (физический размер), а полученные количественные
значения для одного порошка должны сравниваться с таковыми при прессо-
вании и спекании. Видимо, фактор формы мог бы получить более глубокий
смысл, если бы в уравнение ввели такую величину как удельная поверх-
ность порошка и связали это со спекаемостью.
При спекании, которое контролируется диффузией, в микроструктуре
наблюдаются изменения. В случае однокомпонентных систем, эти процессы
главным образом проявляются в изменении размера зерен, т. е. в смещениях
137
граничных поверхностей, миграции пор и др. Они значительно сложнее
у двух- и многокомпонентных систем, где кроме упомянутых изменений мик-
роструктуры, в результате реакции двух или нескольких различных атомов
создаются новые фазы. Это означает, что значительно труднее по структуре
изучать многокомпонентные системы и что в этих случаях кроме металло-
графических методов должны применяться и другие методы, например хи-
мический анализ, рентгеновская диффракция и др.
Изменение размеров зерен металлических порошков при спекании
(зерно в металлургическом значении этого слова, а не исходное, т. е. части-
ца порошка) — общее явление для одно- и многокомпонентных порошков.
Металлографическое наблюдение этих изменений является одним из
часто применяемых методов изучения спекания. При этом для количест-
венного определения размеров зерен часто применяется расчет линейной
скорости смещения границ зерен. На основании изменения размеров зерен
при изотермической рекристаллизации Томан построил следующее уравне-
ние для линейной скорости:
где z — время нагрева, п — число частиц на единицу поверхности образца.
Однако нельзя считать, что линейная скорость смещения границ зерен
соответствующим образом показывает изменения в образце. Можно согла-
ситься только с тем, что она определяет поведение одной определенной час-
ти границ двух зерен. Для противоположной части границы одного из этих
зерен скорость смещения может быть не только иной по значению, но даже
и отрицательной.
Исходя из того, что зерна имеют три измерения и при повышенных тем-
пературах (например, при спекании) четко выраженную тенденцию к соз*
данию правильных граничных поверхностей и приближения к правиль-
ным геометрическим телам (ромбододекаэдр, кубоктаэдр й др.), становится
ясно, что граничная поверхность такого зерна может быть количественно
определена в виде отношения единицы поверхности к единице объема, т. е.
как удельная поверхность зерна (лш2/лш3). Она имеет свой физический
смысл, так как лучше всего характеризует процесс рекристаллизации и
роста зерен.
Эти процессы обусловлены тенденцией системы к понижению свобод-
ной энергии за счет сокращения удельной поверхности зерен. При этом не-
важно, сокращается ли она за счет увеличения радиуса изгиба граничных
поверхностей и изменения углов двух соседних границ или же за счет ис-
чезновения мелких зерен. Во всех случаях происходит сокращение удель-
ной поверхности. Эти явления могут наблюдаться и определяться на основа-
нии фотографирования микроструктуры.
Кайзер рассматривал кристалл как сильно уплотненное множество
правильных полиэдров и вывел уравнение для удельной поверхности
зерен
ss = ppGv,
где р — коэффициент, зависящий от типа полиэдра; W — число зерен на
единицу объема металла.
Это уравнение оказалось малоприменимым, так как трудно было опре-
делить количество зерен. Салтыков разрешил проблему вычисления удель-
138
ной поверхности зерен на основании теории сечения линий случайных на-
правлений с их границами. Он показал, что состояние, представленное на
микрофотографии, статистически отвечает состоянию, которое получает-
ся в результате трехмерного наблюдения сечения линий и границ зерен.
Он ввел понятие совокупной длины границ зерна на единицу поверхности
образца SL. Метод случайных сечений заключается в том, что на микрофо-
тографии поверхности образца в 1 мм2 наносят линии длиной 100 мм в раз-
личных направлениях, затем определяют среднее число сечений линий и
границ зерен на единицу длины т:
2L = -^-пг, мм?[мм\
Когда на образец или на поверхность снимка, что то же самое, наносят
большое количество линий, можно доказать, что среднее значение числа
сечений линии на единицу длины т пропорционально значению общей по-
верхности границ на единицу объема образца, т. е. удельной поверхности зе-
рен; число сечений зависит только от последней. Можно записать уравне-
ние удельной поверхности зерен по этому методу:
2S = 2m, мм2! мм3.
Изменение объема, т. е. размера зерен при спекании металлических по-
рошков, не должно быть выражено только в микронах. Наблюдая за из-
менением удельной поверхности металлического зерна SS и общей длины
границ SL, мы находим, что процесс спекания выявляется в изменении
микроструктуры, величина которой имеет свое физическое значение и
связана с изменением свободной энергии системы.
Применение описанного метода не ограничено лишь однокомпонентны-
ми, однофазными системами, оно распространяется и на многокомпонентные
системы, где в результате химической реакции создаются различные фазы,
которые также отделены друг от друга граничными поверхностями. Один
из типичных примеров — спеченные продукты твердых карбидов комп-
лексного состава (Сг, W, Ti, Ni, Со). Тонкость распределения, характер
(прерывающийся, непрерывный) и размер зерен карбидной фазы зависят
от взаимоотношения между компонентами, температуры и времени спека-
ния и существенно влияют на свойства продукта.
Методом сечения случайных линий и границ зерен карбидной фазы
и основы можно определить удельную поверхность карбидной фазы и наб-
людать за ее изменением при различных условиях и режимах. Кроме того,
можно определить оптимальное значение удельной поверхности карбидной
фазы в соответствии с заданными технологическими свойствами изделия и
одновременно оптимальный способ его получения, или, по крайней мере,
один его аспект, т. е. влияние параметров спекания на карбидную фазу.
Металлографические исследования металла или сплава после опреде-
ленного режима термической обработки могут помочь понять структуру и
ее возникновение в том случае, если известна диаграмма состояния сплава
и режим термической обработки. Таким образом можно воспроизвести фа-
зовые изменения, предшествовавшие созданию этой структуры.
Исследование спеченного изделия представляется несколько более слож-
ным, так как при температуре спекания происходят такие явления, ко-
торые должны привести к образованию спеченного изделия с заданными
свойствами. Они проходят в твердой фазе (или в присутствии жидкой фазы),
139
в отличие от классических способов получения сплавов и металлов плавле-
нием, где реакции протекают быстро и до конца, так как система находит-
ся в жидком состоянии.
Анализ микроструктуры спеченных металлических порошков произво-
дится наблюдением аналогичных фазовых изменений и микроструктур та-
кой же структуры, полученной классическим путем.
Данный способ считается вполне корректным и на практике применяет-
ся успешно, однако следует отметить, что анализ микроструктуры, сложив-
шейся после охлаждения спеченных продуктов до комнатной температуры
только приблизительно отражает происходящие процессы.
Наблюдая за изменениями в течение всего цикла: нагрев — изотерми-
ческий отжиг — охлаждение, можно, во-первых, определить, каким обра-
зом данный режим спекания влияет на изменение структуры образца, во-
вторых, обнаружить те явления, которые важны для изучения кинетики
спекания (рост зерен, возникновение новых фаз, миграция пор, условия
возникновения жидкой фазы и т. д.).
Спекание порошков на базе железа осуществляется в у-области (аусте-
нитной) приблизительно на 200° С выше фазового перехода феррит—аус-
тенит. Механические свойства продукта зависят от размера ферритного
зерна, которое появляется при охлаждении от аустенитной области. Как
правило, из более мелкого аустенитного образуется более тонкое ферритное
зерно.
Непосредственным наблюдением зарождения и роста аустенитного зер-
на можно определить, каким образом температура влияет на кинетику рос-
та зерна и зависимость размера образовавшегося зерна феррита от размера
аустенитного зерна. Можно также доказать [3], что, когда зерно аустенита
в процессе роста достигнет размера выше определенного значения, свой-
ства спеченного изделия ухудшаются. Однако при анализе влияния тем-
пературы аустенизации на ферритное зерно можно сделать еще некоторые
выводы.
Известно, как трудно получить равномерную смесь железного порошка
с добавками графита. В прессовке могут существовать зоны с различным
содержанием углерода. Размер аустенитного зерна зависит, кроме того,
от степени нагрева выше равновесной температуры а — у-превращения.
Наблюдая непосредственно размер зерна в у-области и его зависимость
от температуры спекания и содержания углерода, т. е. от степени перегре-
ва в аустенитной области, можно представить полную картину зависимости
механических свойств продукта от размера аустенитного зерна. На осно-
вании того же самого анализа можно показать, какое значение имеет
равномерность распределения компонентов в прессуемой и спекаемой
смесях.
Типичный пример применения температурной металлографии — наб-
людение за появлением жидкой фазы при спекании металлокерамических
материалов. По микрофотографии, сделанной при комнатной температуре,
едва ли можно утверждать, что в течение спекания или нагрева при высо-
ких температурах появлялась жидкая фаза.
Интересно уточнить условия возможного появления жидкой фазы,
если ее присутствие нежелательно. Это особенно важно в том случае, когда
спекаемое изделие подвергается таким рабочим условиям (температура —
давление), которые могут привести к местному плавлению, если система
склонна к возникновению легкоплавких фаз. Исследование условий, при
140
которых происходит местное плавление в таких системах, не представляет
трудностей для высокотемпературной металлографии (4].
Для полного определения всех элементов микроструктуры, фаз, струк-
турных составляющих, примесей и пр. существенным является определе-
ние их химического состава. В этом отношении металлографические ме-
тоды бессильны. Применение классических методов химического анализа
в большинстве случаев дает лишь частичные ответы.
Чтобы определить химический состав добавок или неизвестной фазы,
необходимо их изолировать (например, электрохимическим растворением)
и только после этого приступить к исследованию. Такое требование часто
граничит с невозможностью практического осуществления. Революцией в
изучении микроструктуры ( и не только в этой области) явился метод иссле-
дования тонким пучком электронов, так называемым микрозондом. Он за-
ключается в том, что под действием пучка электронов на поверхности в
несколько квадратных микронов появляется вторичное рентгеновское излу-
чение в месте соударения. Лучи, полученные таким образом, анализируются.
Этот метод имеет важное значение для выявления неизвестных фаз в много-
компонентных металлокерамических системах.
В современной технике применяются материалы из такого множества
химических элементов, что практически ни одна из существующих диаграмм
не может быть использована для анализа их фазового состава. Микрозонд —
единственный инструмент, который наряду с методами металлографии
позволяет в большинстве случаев полностью определить некоторые микро-
структуры.
Микроструктурные исследования являются незаменимым методом при
разработке все более сложных материалов. Поскольку цель — достижение
заданных свойств таких материалов, важнейшей задачей является точное
определение их микроструктуры.
ЛИТЕРАТУРА
1. Q u а г е 1 1 A. G. Metallography — a hunderd Years aften Sorby. Iron Steel Inst., July
1963.
2. S a 11 i k о v S. A. Stereometriceskaja metaburgija. Moskva, 1958.
3. R a d о m i s e 1 j s k i j I. D., К 1 i m e n k о V. N. i dr.— PoroSkovaja metalurgia,
12, 1966.
4. К u 1 t b u г g A., Rudolf M. i dr. Praktishe Metallographie, B. A. Stutgart, 1964.
И. M. ФЕДОРЧЕНКО
АНТИФРИКЦИОННЫЕ И ФРИКЦИОННЫЕ
МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Институт проблем материаловедения АН УССР
Антифрикционные материалы. Развитие машиностроения и транспорта тре-
бует создания новых износостойких антифрикционных материалов, ра-
ботающих при высоких скоростях, с большими нагрузками и низким коэф-
фициентом трения.
141
Существенное значение в авиа-и автомобилестроении имеет проблема
антифрикционных материалов, способных работать без смазки, так как в
этом случае существенно упрощается конструкция машин, облегчается
их обслуживание и повышается надежность в работе.
Для химической, атомной и других отраслей техники необходимы анти-
фрикционные материалы, работающие в таких агрессивных средах, как вода,
кислоты, щелочи, расплавленные металлы, раскаленные газы.
Создания новых антифрикционных материалов, работающих в условиях
глубокого вакуума, а также при температурах, близких к абсолютному нулю,
требуют ракетная и криогенная техника.
Антифрикционные материалы, способные работать при повышенных
температурах, необходимы для нужд турбостроения и других отраслей
техники.
В создании таких материалов в последнее время доминирующую роль
играют методы порошковой металлургии, так как они позволяют соединять
в одном материале наиболее ценные свойства исходных веществ, каждое из
которых в отдельности не удовлетворяет всему комплексу требований,
предъявляемых к антифрикционным материалам. Главные требования для
всех антифрикционных материалов — наличие минимального коэффициен-
та трения и высокая износостойкость. Эти свойства определяют минимум
потери энергии в узлах трения и максимальный срок их службы.
Наряду с этим к каждому материалу при работе в конкретных условиях
предъявляются дополнительные требования — устойчивость против окис-
ления при повышенных температурах, высокое сопротивление против кор-
розии в агрессивных средах, отсутствие схватывания в вакууме и т. д.
В связи с этими специфическими требованиями наметилось несколько
направлений в создании новых антифрикционных материалов.
Материалы с повышенной несущей способностью. Основные виды метал-
локерамических антифрикционных материалов — пористые железографи-
товые материалы. Они характеризуются содержанием 1—3% графита и
15—25% пор.
Эти материалы успешно конкурируют с традиционными’ литыми анти-
фрикционными материалами типа бронз и баббитов благодаря тому, что
остаточная пористость в их структуре играет роль резервуара жидкой смаз-
ки, а графит служит источником сухой смазки. Применение их в промыш-
ленности дает большую экономию цветных металлов, позволяет упростить
технологию изготовления подшипников и уменьшить отходы производства.
Дальнейшее совершенствование таких материалов сейчас направлено на по-
вышение их несущей способности.
Основные требования к новым металлокерамическим антифрикционным
материалам можно сформулировать следующим образом: оптимальная проч-
ность при сдвиге и сжатии, способность образовывать промежуточный ра-
бочий слой, предохраняющий от схватывания, достаточно высокая тепло-
проводность, низкое значение коэффициента трения, наличие в материале
запаса жидкой или твердой смазки.
Несущая способность антифрикционных материалов улучшается за
счет повышения прочности металлической основы и понижения работы тре-
ния на трущихся поверхностях. Прочность металлической основы мате-
риала на основе железа может быть повышена легированием углеродом,
хромом, марганцем, никелем и другими элементами, а также термической
обработкой.
142
Такой же метод легирования позволяет повысить прочностные харак-
теристики сплавов на медной основе, однако в меньшей степени, чем на
основе железа. Существенное повышение прочностных характеристик оловя-
нистой бронзы было достигнуто легированием ее 50—60% кобальта [1].
Для медных сплавов задача упрочнения решается также введением в метал-
лическую основу включений прочных химических соединений, например,
окислов алюминия, титанатов никеля, алюминида титана [2—4].
Возможности увеличения износостойкости антифрикционных сплавов
на железной и медной основе повышением их прочностных характеристик
еще не исчерпаны.
Однако упрочнение металлической основы имеет и отрицательную сто-
рону — ухудшение прирабатываемости. Устранение этого недостатка воз-
можно введением в смазку присадок, облегчающих приработку. Так, в
наших работах [5] при введении в смазку присадок сернистого цинка и олеи-
новой кислоты время приработки железографитового материала сократи-
лось в 8 раз.
Повышение несущей способности антифрикционных материалов умень-
шением работы трения на трущихся поверхностях осуществляется в на-
правлении создания промежуточного рабочего слоя, предохраняющего от
схватывания основные поверхности трения и снижения коэффициента тре-
ния за счет добавления специальных присадок.
Последние работы в этой области показывают большую перспективность
введения в металлокерамические материалы сульфидов и селенидов метал-
лов. Слоистое строение их кристаллических решеток, аналогичное строе-
нию графита, приводит к понижению коэффициентов трения у антифрикцион-
ных материалов, так как деформация материалов при механических на-
гружениях происходит в результате сдвигов отдельных чешуек по плоско-
стям с минимальными затратами работы.
Добавление сульфидов таких металлов, как Fe, Си, Sn, Pb, Mo, W
[6—9], положительно влияет на антифрикционные свойства материалов.
В наших работах было показано, что при введении 1—4% сульфидов цин-
ка или меди в железографитовый материал его несущая способность резко
улучшается. Предельное давление до схватывания повышается от 15—25
до 100 кГ!см2 и допустимая скорость скольжения от 1—1,5 до 4,5—4 м!сек.
Коэффициент трения при этом составляет 0,04—0,06.
Существенное значение имеет метод введения сульфидов в исходную
шихту. Нами с А. В. Перепелкиным установлено, что при введении в
железографитовый материал одного и того же количества серы добавлением
порошка сернистого железа и обработкой исходного железного порошка в
водном растворе сероводорода, в последнем случае после спекания при 1100° С
предельное давление до схватывания почти вдвое выше, чем в первом
(80—108 и 44—56 кПсм2 соответственно), и более низкое значение имеет
коэффициент трения (0,006—и 0,04). Характерной для такого рода мате-
риалов является структура с выделением тонких прожилок сульфидной
эвтектики по границам зерен (рис. 1).
Возможность широкого применения сульфидов для введения в качест-
ве антифрикционных присадок в материалы на основе железа и меди обуслов-
лена их высокой стойкостью при спекании, так как теплота образования
сульфидов большинства металлов или близка к теплоте образования суль-
фидов железа и меди или значительно превышают ее. Поэтому внесенные
сульфиды сохраняются при спекании (рис. 2).
143
Исследование поверхностей трения подшипника и контртела показы-
вает, что в процессе работы имеет место перенос сернистого цинка из мате-
риала подшипника на поверхность стальной оси и образование на послед-
Рис. 1. Выделение эвтек-
тики FeS — FeO после
спекания железного по-
рошка, сульфидированно-
го в водном растворе H*S
(X 1300).
Рис. 2. Включение сернистого цинка в железографитовом материале. (Сни-
мок сделан под микроскопом ультрафиолетового света. X 300.)
ней поверхностной пленки, содержащей сернистый цинк. Таким образом,
на поверхностях трения формируется новая структура, определяющая рабо-
тоспособность узла трения.
Материалы для повышенных температур и работы без смазки. Такого
рода материалы необходимы в турбостроении (подшипники и уплотнения),
144
электротехнике (электроконтактные и щеточные материалы), приборо- и
машиностроении, самолето-и ракетостроении (узлы трения, работающие без
смазки — подшипники, уплотнения, поршневые кольца, направляющие) и
других отраслях машиностроения. Основные факторы, определяющие на-
дежную работу материалов для таких условий — устойчивость их против
окисления при повышенных температурах, хорошие антифрикционные свой-
ства продуктов окисления, стабильность физико-механических свойств ма-
териала при повышенных температурах. Главные направления в создании
таких материалов в настоящее время следующие: применение материалов
с высоким содержанием графита, металлослюд, металлоокисных и чистоокис-
ных материалов, а также материалов на основе железа, содержащих графит
и сульфидные антифрикционные добавки.
Основная трудность при создании металлографитовых материалов с
высоким содержанием графита — обеспечение прочной связи между метал-
лическим каркасом и включениями графита. Эта задача решена введением
в шихту поверхностно-активных веществ [10, 11 ]. В случае железа положи-
тельное влияние оказывают присадки таких металлов как Cr, Са, Mg, Ва,
которые при спекании снижают величину поверхностной энергии на границе
раздела графит — жидкий металл. Хорошо зарекомендовали себя добавки
0,1—5%-ной кальцийкремниевой лигатуры.
Этим методом можно изготовлять материалы, содержащие до 90 об. %
графита. Однако металлографитовые материалы имеют довольно высокий
коэффициент трения (0,22—0,40) и малую износостойкость [12]. Плохое
поведение графита при работе в условиях сухого трения объясняется на-
гревом поверхностей и потерей графитом адсорбированных им паров воды,
без чего графит теряет свои антифрикционные свойства.
Дальнейшее улучшение свойств металлографитовых материалов для
работы в условиях сухого трения, очевидно, может быть достигнуто введе-
нием в них серы или сульфидов металлов. Они представляют особый
интерес в использовании материалов для скользящих контактов в оснаще-
нии электропоездов, троллейбусов и других электрических машин. В этом
случае в графит добавляют легкоплавкие материалы, улучшающие условия
скольжения. В Японии для этой цели разработан материал из 7% меди, 80%
графита, 10% алюминия, 3% хрома [13], а в Чехословакии — содержащий
82% железа, 14% графита, 4% меди и, вводимые в поры методом пропитки,
0,5—10% [14] серебра, олова и свинца.
Наряду с металлографитами для работы при повышенных температу-
рах предлагаются материалы, в состав которых вносят кислородные и бо-
лее сложные соединения металлов, например, материал состоящий из
65—85% никеля и 35—15% муллита [15], или 50% окиси никеля, от 0—
до 50% окиси кальция с добавками муллита или окиси магния [16].
Однако из-за высокой хрупкости и малой прочности таких материалов,
по-видимому, нельзя надеяться на высокую несущую способность узлов
трения, изготовленных из них.
Среди материалов, предназначенных для работы в условиях сухого
трения, особый интерес представляют материалы на основе фторопласта,
или металлофторопласты. Фторопласт, или тефлон, привлекает внимание
низкими значениями коэффициента трения при работе без смазки (0,05—
0,10), высокой химической стойкостью, относительно высокой термостой-
костью и хорошей прирабатываемостью. Наиболее ценными свойствами об-
ладают комбинированные материалы — пористые металлические каркасы,
10 9-1030
145
спеченные из бронзового порошка с сферической формой частиц, пропитан-
ные фторопластом, в который введен тонкий порошок свинца, графита или
дисульфида молибдена [17—19].
Эти материалы допускают относительно низкие значения рабочих на-
грузок и скоростей, однако они имеют широкие потенциальные области при-
менения в автомобилестроении, сельскохозяйственном машиностроении, са-
молето- и ракетостроении и в атомной промышленности.
Большой практический интерес представляет также создание металло-
керамических материалов для поршневых колец двигателей внутреннего
сгорания. Они работают в тяжелых условиях — повышенные температуры
0,41
^0,5-
§
ег-
0,Ь
Рис. 3. Влияние среды на коэффи-
циент трения антифрикционных мате-
риалов на основе железа (/) и брон-
зы (II):
1 — вакуум 10“3; мм: 2 — аргон; 3 — ва-
куум 10“мм: 4 — вакуум 10““ мм: 5 —
воздушная среда.
0
1 2 3 4 5
[
до 250—450° С, ограниченная смазка,
высокие напряжения. Этим вопросом
занимались в ряде стран [20—22].
В СССР разработано два типа материа-
лов для поршневых колец: 1) медь —
2%, графит— 1,35%, сернистый цинк —
5—4%, порошок отбеленного чугуна —
5—10%, железо — остальное и 2) гра-
фит — 3—3,5%, хром — 2—6%, желе-
зо— остальное [23, 24]. Они имеют в
1 2 3 4 5 1,5—2 раза более высокую прочность,
S чем чугун, применяемый обычно для
изготовления колец, и при испытаниях
в автомобильных и тракторных двига-
телях показали в 1,5—2 раза больший
срок службы, чем чугун.
Материалы для работы в вакууме
и инертных газах. Эти материалы долж-
ны удовлетворять особым требованиям.
Ф. кторы, противодействующие схватыванию в обычных атмосферных усло-
виях,— пленки адсорбированных газов, пленки окислов, смазки — в этом
случае прекращают свое действие.
В условиях вакуума и низких температур не могут работать жидкие
смазки, так как они испаряются или затвердевают и заклинивают поверх-
ности трения. В вакууме и инертных газах не может образоваться защит-
ная поверхностная окисная пленка.
Рабочая среда оказывает большое влияние на антифрикционные свой-
ства материалов. На рис. 3, (по нашим данным) показано влияние различных
сред и степени разрежения воздуха на коэффициент трения пористых
материалов на основе железа и бронзы. С увеличением степени разрежения
коэффициент трения возрастает, что является следствием схватывания тру-
щихся поверхностей, причем в аргоне в результате его недостаточной чис-
тоты также, по-видимому, происходит окисление поверхностей в степени,
соответствующей неглубокому вакууму.
Своеобразное изменение коэффициента трения в условиях вакуума при
испытании пористой бронзы в паре с легированной хромоникельтитановой
сталью показывают кривые на рис. 4. Такой ход изменения коэффициента
трения — результат особого состояния поверхностей трения, характеризую-
щегося наличием химически (окисление) и физически адсорбированных слоев
и различным изменением состояния этих слоев в условиях вакуума перемен-
ной глубины.
146
Исследования по созданию материалов для работы в условиях вакуума
и инертных газов проводят в двух направлениях: разработка материалов,
обладающих необходимым комплексом свойств, и разработка сухих смазок»
способных работать в вакууме.
Проведенные исследования показали, что перспективными для работы
Остаточное давление воздуха}нГ/смг
Рис. 4. График зависимости коэффициента трения
пористой бронзы по стали от глубины вакуума
(Л 2, 3, 4 — нумерация образцов).
в этих условиях являются материалы, не дающие схватывания поверх-
ностей трения (в частности, металлопластмассовые).
Пористая бронза, пропитанная фторопластом, обнаруживает удовлет-
ворительные антифрикционные свойства при работе в вакууме 10-3 мм9
нагрузках до 7 кГ/см* и ско-
ростях трения до 7 м/сек.
В качестве материалов
для твердых смазок исполь-
зуются сульфиды и селениды
некоторых металлов (диселе-
нид вольфрама, дисульфиды
молибдена и вольфрама)
Основные пути улучше-
ния свойств антифрикцион-
ных материалов — повышение
прочности металлической ос-
новы за счет ее легирования и
введения прочных дисперс-
ных включений, снижения
коэффициента трения мате-
риалов применением различного рода сульфидов, селенидов и др.
Дальнейший прогресс в разработке антифрикционных материалов на-
ходит выражение в создании нескольких новых классов антифрикционных
материалов: сульфидированные материалы, металлографиты, металлофто-
ропласты, антифрикционные стали для поршневых колец.
Фрикционные материалы. Важнейшая часть многих современных машин
и механизмов — фрикционные узлы, которые осуществляют торможение,
передачу крутящего момента от одного вала к другому или обеспечивают
предохранение привода от поломки при перегрузке.
Наиболее типичные представители фрикционных узлов — тормозные
устройства. Нормальную эксплуатацию современных самолетов, автомашин,
железнодорожного транспорта нельзя обеспечить без надежно работающих
тормозных устройств. Для оснащения таких узлов необходимы специальные
фрикционные материалы. В отличие от антифрикционных фрикционные ма-
териалы должны обладать более высоким коэффициентом трения, определяю-
щим способность фрикционного узла поглощать кинетическую энергию или
передавать крутящий момент.
Фрикционный материал должен обладать высокой износостойкостью,
от которой зависит срок службы узла трения, и стабильностью коэффициен-
та трения при различных скоростях трения. Этот фактор определяет плав-
ность и надежность работы тормозных и передаточных устройств.
До последнего времени для оснащения тормозных устройств автомоби-
лей, самолетов, прессов, грузоподъемных машин в основном применяли
фрикционные материалы на основе пластмасс с различными добавками.
К таким материалам относятся: феродо, ретинакс, текстолит, имеющие
коэффициенты трения соответственно 0,25—0,45; 0,25—0,30; 0,30—0,35. Одна-
10*
147
ко эти материалы при тяжелых условиях работы обнаруживают недоста-
точную износостойкость. Поэтому для создания новых фрикционных ма-
териалов в последние 30 лет привлечены методы порошковой металлургии.
При разработке фрикционных материалов для работы в условиях
все возрастающих нагрузок и скоростей чаще всего необходимо одно-
временно повысить коэффициент трения и износостойкость материала.
Сложность в одновременном решении этих задач определяется, тем,
что при увеличении содержания фрикционной добавки, которая необходима
для повышения коэффициента трения, снижается износостойкость материа-
ла, а при стремлении повысить прочность металлической матрицы материа-
ла может снизиться коэффициент трения. Для этого следует определить
оптимальные свойства металлической матрицы, составляющей основу спла-
ва, и свойства фрикционной добавки наполнителя.
Износо- и теплостойкость фрикционного материала в значительной сте-
пени зависит от. физических и химических свойств металлической основы.
Металлическая основа представляет собой рабочую поверхность, на
которой происходит деформация и дополнительное разрушение продуктов
износа. Кроме этого через металлическую основу отводится тепло, выделя-
ющееся в результате трения. Она должна удерживать в себе частицы фрик-
ционных и противозадирных присадок и в процессе работы изнашиваться
с оптимальной скоростью, выделяя продукты износа. Деформация и раз-
рушение последних между трущимися поверхностями требует дополнитель-
ного расхода энергии, поглощаемой при торможении.
Значительное влияние на износостойкость и допустимые нагрузки при
работе оказывает общая прочность металлической матрицы, и в частности —
ее твердость. Чем менее прочен материал, тем он легче деформируется и
поддается разрушению. Поэтому один из путей увеличения износостойкос-
ти материала — повышение общей прочности металлической матрицы.
В процессе трения материал фрикционного диска нагревается до высо-
ких температур. Даже у материала, работающего в масле, нагрев тонкого
поверхностного слоя может быть весьма существенным и достигать несколь-
ко сот градусов. В местах разрыва масляной пленки при тяжелых условиях
работы температура в отдельных малых участках может достигать темпера-
туры плавления металла.
Повышение температуры тонкого поверхностного слоя приводит к раз-
мягчению металла, потере им прочности, в результате резко снижается изно-
состойкость материала. Следовательно, для создания фрикционных мате-
риалов, работающих в условиях больших нагрузок и высоких скоростей,
перспективно применение исходных металлов с более высокими температура-
ми плавления.
Исследования показывают, что для повышения износостойкости мате-
риала необходимо также применять исходные металлы, устойчивые против
интенсивного окисления при рабочих температурах. При этом образующие-
ся окисные пленки должны быть прочно связанными с металлической основой
и не подвергаться интенсивному разрушению диспергированными частицами
металла и фрикционных добавок, образующимися при работе пары
трения.
Изучение структуры поверхностных слоев фрикционных дисков пока-
зало, что в процессе трения под влиянием высоких давлений и температур,
воздействием кислорода и других агентов окружающей среды в по-
верхностных слоях материалов протекают сложные физические и хими-
148
ческие процессы, приводящие к появлению вторичных структур. Свойства
их отличаются от свойств исходных материалов, а работоспособность фрик-
ционной пары в значительной степени зависит от свойств этих новых струк-
турных образований. Вторичные структуры имеют различный фазовый сос-
тав, в зависимости от химического состава исходного материала и физико-хи-
мических свойств материалов обоих элементов пары трения.
Проведенные нами [25] исследования поверхностных слоев фрикцион-
ного материала на основе легированного железа, работавшего в паре с
Рис. 5. Поверхностный белый слой, образовавшийся при трении. Исчезно-
вение графита в структуре у поверхности трения (X 300).
хромоникелевым чугуном, показали^ что поверхностные слои подвергаются
глубоким пластическим деформациям. При этом протекают фазовые превра-
щения и процессы закалки; образующиеся поверхностные структуры имеют
высокую твердость (до 800—900 кг/мм2) и хрупкость, в них возникают
микротрещины и участки глубокого локального разрушения.
Как для фрикционного материала на железной основе, так и для чугу-
на, из которого изготовлено контртело, характерно появление на поверх-
ности на глубине 5—60 мк нетравящегося белого слоя трения (рис. 5).
На рис. 6 представлена деформированная структура поверхностного слоя
фрикционного материала с локальными микроразрушениями.
В формировании необходимых свойств фрикционных материалов не
менее важное значение имеют также добавки, вводимые в металлическую
основу. Последние можно условно подразделить на две группы: добавки,
играющие роль твердой смазки, предотвращающей схватывание поверхнос-
тей и регулирующие коэффициент трения, и добавки, вводимые для повы-
шения коэффициента трения.
К первой группе относятся графит, сульфиды и фосфиды некоторых
металлов, свинец, висмут; ко второй — такие фрикционные добавки как
окислы кремния, алюминия, бария, железа, магния, кальция, или более
149
сложные соединения: силиманит (А12О3 • SiO2), муллит (ЗА12О3 • 2SiO2),
асбест, карбид кремния и другие тугоплавкие соединения [26, 27, 28].
Количество вводимых фрикционных добавок должно составлять 3—15%
по весу. Однако повышение содержания неметаллических фрикционных до-
бавок снижает прочность металлической матрицы и при превышении не-
которого критического количества приводит к увеличению износа. Опти-
мальное количество таких добавок 3—6%.
В случае фрикционных материалов на медной основе установлено поло-
жительное действие на повышение коэффициента трения добавок некоторых
нерастворимых или ограниченно растворимых тугоплавких металлов, таких
как вольфрам, железо и др.
Кроме количества вводимой фрикционной добавки на качество фрик-
ционного материала большое влияние оказывает также величина включений
фрикционных составляющих, равно-
мерность их распределения, и, что
особенно существенно, наличие адге-
зионной связи между поверхностью
фрикционной частицы и металличе-
ской матрицей.
Проведенные исследования поз-
воляют сформулировать следующие
требования к фрикционным до-
бавкам:
1. Материал фрикционной до-
бавки должен смачиваться металли-
Рис. 6. Деформированная структура фрик-
ционного материала у поверхности трения.
Локальные микроразрушения (Х6500).
ческим сплавом основы или иметь
с ним прочное адгезионное сцепле-
ние. В этом случае на отделение
твердых частиц от металлической
матрицы будет затрачиваться максимальная работа.
2. Размер частиц фрикционной добавки должен быть оптимальным:
достаточно малым для обеспечения максимальной работы отделения от ме-
таллической матрицы и достаточно большим для эффективного зацепления
между выступами на трущихся поверхностях.
3. Материал фрикционных частиц должен обладать высокой прочностью,
которая определяет высокий уровень затраты энергии на его разрушение.
Однако прочность материала не должна быть чрезмерно высокой, так как
последнее может привести к абразивному износу материала контртела без
разрушения самих фрикционных частиц.
Исходя из этого наиболее приемлемым по свойствам для введения в
фрикционные материалы на медной основе являются окись кремния и окись
алюминия. Они прочно соединяются с медью, имеют меньшую прочность,
чем карбид кремния, который обнаруживает сильное абразивное действие,
и, более прочны, чем окись бария, асбест и другие добавки, для
разрушения которых требуется меньшая работа, что снижает эффект
торможения.
На коэффициент трения и износостойкость фрикционного материала
влияют и другие факторы — свойства материала контртела, режим, усло-
вие работы и т. д.
Типичный фрикционный материал на медной основе, предназначенный
для работы в масле, имеет следующий химический состав: 86—62% меди,
150
5—10% олова, 5—15% свинца, 0—2% никеля, 0—2% железа, 0—3% крем-
незема или карбида кремния, 4—8% графита [29].
Разработаны также фрикционные материалы для работы при трении
без смазки, основной составной частью которых является железо. Пример-
ный состав таких материалов следующий: 70% железа, 15% меди, 9% гра-
фита, 3% асбеста, 3% кремнезема [29]. Они допускают повышение темпера-
туры на поверхности трения выше 1000° С. Изменением содержания от-
дельных элементов можно в широких пределах регулировать фрикционные
и другие свойства материала.
В Чехословакии предложен также материал следующего состава: 60%
железа, 15% оловянистой бронзы, 10,5% кремнезема, 5% соли бария,
5% графита, 10% дисульфида молибдена [30].
В Институте проблем материаловедения АН УССР [31] разработан
износостойкий материал на железной основе из 7—9% алюминия, 1—3%
кремнезема, 1—8% асбеста, 0,7—1% фосфора, до 2% марганца, кремния,
никеля, хрома, серы и других элементов, остальное — железо. Этот мате-
риал имеет коэффициент трения в среднем 0,27 при трении всухую по чугу-
ну при начальной скорости скольжения 15 м/сек и удельном давлении
10—13 кГ/см*. Стабильность коэффициента трения 0,80—0,83, износ за
100 циклов 105—125 мк.
Введение алюминия в этот сплав позволило повысить его износостой-
кость и сопротивление окислению при повышенных температурах. Присут-
ствие фосфора повысило и стабилизировало коэффициент трения. Установ-
лено, что оптимальной структурой является расположение фосфидной
эвтектики в виде сетки по границам зерен. Получение такой структуры
обеспечивается введением фосфора в виде порошка феррофосфора [32, 33].
Новые фрикционные материалы позволяют улучшить рабочие парамет-
ры машин и механизмов, повысить скорости и нагрузки, увеличить срок служ-
бы тормозных устройств, уменьшить затраты и простои, необходимые при
замене износившихся пар трения новыми.
ЛИТЕРАТУРА
1. Ferraro I., Sgambettera Е. S.— Cobol, 1963, 18, 3—7.
2. Патент США № 2831243, 22.04.58.
3. Патент США № 2849789, 02.09.58.
4. Патент США № 2887765, 26.05.59.
5. Федорченко И. М., Д р а й г е р Д. А., Мамыкин Э. Т. Авторское сви-
детельство № 159593, 30.11.62.
6. Патент ФРГ № 891279, 28.09.53.
7. Английский патент № 778398, 03.07.57.
8. П у г и н а Л. И., Ш а м р а й Ф. И. Авторское свидетельство № 136747, 07.04.60.
9. Патент ГДР № 20063, 11.10.60.
10. Н u m е п i k М., Ir. D. W. Hall, R. L. van А 1 с t е п — Metal Progress,
1962, 81, 4, 101—108.
11. Н u m е n i к M., I г. D. W. Hall, R. L. van A 1 s t e n — Iron Age, 1960, 186,
19, 171—173.
12. П у г и н а Л. И., Федорченко И. М., Пономаренко Н. Е.— Порош-
ковая металлургия,1965, 9, 52.
13. Товакито Така о, Фурукава Нобу о.— Sumitomo Electr. Bev., 1962,
78, 125.
14. Чехословацкий патент № 87—231, 15.09.57.
15. Английский патент № 824124, 25.11.59.
16. Английский патент № 871293, 28.06.61.
17. Английский патент № 870117, 14.06.61.
151
18. Семенов Ф. М., Матвеевский В. В., Поздняков А. Г. Технология
изготовления и свойства содержащих фторопласт антифрикционных материалов. Изд-
во АН СССР, М., 1963.
19. С е м е н о в А. П.— В кн.: Пластмассы как антифрикционные материалы. Изд-во
АН СССР, М., 1961.
20. Deventer М. Английский патент № 7191446, 24.11.54.
21 В ё 1 a k J. Strojerenstvi, 1957, 1, 49.
22. Koehler М. Патент США № 2741827, 10.04.56.
23. Федорченко И. М., Чайка Б. И. и др. — Порошковая металлургия, 1964, 5.
24. Н и к и т и н а Н. В., В кн.: Труды VII научно-технической конференции по порош-
ковой металлургии. Ереван, 1964.
25. П а н а и о т и И. И., Повод В. К., Федорченко И. М.— Порошковая ме-
таллургия, 1966, 4, 2129.
26. Патент США № 2848795, 26.08.58.
27. Патент Японии № 22254, 17.11. 61.
28 Herscovici Р., Manolache V., Storin Adina — Cencetari Metalurgice, 1963,
’ 5, 367—384.
29. Справочник НИИТАавтопром «Свойства металлокерамических материалов и их приме-
нение в машиностроении», М., 1964.
30. Патент ЧССР, № 112264, 15.10.64.
31. Федорченко И. М., Панаиоти И. И., Деркачева Г. М. Металло-
керамический фрикционный материал. Авторское свидетельство СССР № 179932,
28.11. 1966. Бюллетень № 6.
32. Федорченко И. М., Панаиоти И. И., Деркачева Г. М.— Порошко-
вая металлургия, 1965, 5, 54—57.
33. Федорченко И. М., Панаиоти И. И., Деркачева Г. М. и др.—
Порошковая металлургия, 1965, 9, 65—68.
И. М. ФЕДОРЧЕНКО
ПОРИСТЫЕ МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Институт проблем материаловедения АН УССР
В современной технике все больший интерес проявляется к металлокера-
мическим материалам с высокой и строго регулируемой пористостью. Основ-
ной параметр этих материалов, определяющий пригодность их для исполь-
зования в работе — пористость и высокая проницаемость по отношению к
жидким и газовым средам. Пористость — основной показатель возмож-
ности эффективного применения материала для осуществления таких про-
цессов, как фильтрация, диспергирование газов и жидкостей, катализ, тер-
моэмиссия электронов, огнепреграждение при воспламенении газовых сме-
сей и др.
Из пористых материалов в промышленности наиболее широко применя-
ются металлокерамические фильтры. Методы очистки, основанные на
фильтрации через пористые фильтры, все шире начинают использоваться
в технике для обеспечения надежной работы машин за счет повышения
чистоты применяемых топлив и смазок, повышения чистоты и улучшения
качества изготовляемых продуктов и других целей.
До разработки металлокерамических фильтров для этой цели применя-
лись в основном фильтры из хлопчатобумажной, льняной тканей, картона»
бумаги и других органических материалов. В последнее время используют-
152
ся керамические фильтры — из фарфора и пористого стекла. Однако такие
фильтры уже не удовлетворяют современную технику.
Методы порошковой металлургии позволили разработать металлокера-
мические фильтры, которые по сравнению с тканевыми, картонными и дру-
гими имеют существенные преимущества. Они более прочны, способны
работать при повышенных температурах, хорошо выдерживают резкие на-
гревы, не загрязняют фильтруемую среду материалом фильтра, обладают
однородной легко регулируемой пористостью и хорошей проницаемостью,
обеспечивают высокую тонкость очистки (от 0,5 мк до нескольких миллимет-
ров), при выборе соответствующих материалов фильтров их можно приме-
нять для фильтрации кислот,
щелочей, агрессивных и раска-
ленных газов и т. п.
Металлокерамические фильт-
ры широко используют в про-
мышленности для фильтрации
горючего и смазочных материа-
лов, различных масел и смол,
основ для лаков и некоторых
пластических масс, очистки воз-
духа в самолетах и газов от
пыли в устройствах для конди-
ционирования воздуха, фильтра-
ции расплавленных низкоплав-
ких металлов (натрия), кислот,
щелочей и других продуктов
химической промышленности,
очистки продуктов бродильного
Рис. 1. Типы металлокерамических фильтров.
производства (дрожжей, вина,
пива и т. п.), разделения смесей жидких материалов на основе раз-
ной проницаемости фильтров для материалов с различной вязкостью
и смачиваемостью (отделение воды от масла в эмульсиях) и разделения
смесей газов.
Пористые фильтры могут
лем, возникающих в атомной
оказать большую помощь в решении проб-
промышленности: очистка отходящих газов
от радиоактивных частиц для предотвращения загрязнения воздуха, очистка
газообразных теплоносителей и при контроле активности газов [1,2, 3],
очистка от окислов расплавленных маталлов (натрия, сплавов калия и нат-
рия, и др.), применяющихся в качестве теплоносителей в реакторах [2, 4].
В технологическом процессе получения урана в ряде экстракционных опе-
раций также были применены фильтры из нержавеющей стали [21.
Фильтры изготовляются в виде тиглей, пластинок, конусов, чаш,
труб, листов, а также сборных конструкций, состоящих из набора дисков,
труб или деталей другой формы. Размеры фильтров — от нескольких
миллиметров до одного метра и более.
На рис. 1 показаны различные конструкции фильтров простой формы.
Для работы при высоких давлениях и температурах применяют фильтры
более сложной конструкции. Разработаны фильтры производительностью
до 300 л/мин, действующие при температуре до 315° С, давлении до
190 атм, и обеспечивающие очистку загрязнений с размером частиц 2 мк
и более.
153
Фильтры для тонкой очистки масла в дизельных двигателях автобусов
и грузовых машин с применением форфильтров из целлюлозы могут слу-
Рис. 2. Схема типичного элемента ме-
таллокерамического фильтра для очист-
ки масел [6].
жить до первого засорения в течение
5000—6000 км пробега [5 ]. Такие фильт-
ры можно регенерировать четыре раза,
после чего их производительность сни-
жается примерно на 20%.
На рис. 2 показан типичный эле-
мент фильтра для тонкой очистки ма-
сел [6]. В нем два пористых диска
из бронзы соединены склеиванием или
паянием по наружному диаметру и зачеканкой на опорном кольце по
внутреннему диаметру. Линзообразные элементы набираются на перфори-
рованную трубу, проходящую по внутрен-
нему диаметру. Система вставляется в кор-
пус, в который подается масло. Фильтр,
собранный из 17—19 таких элементов,
диаметром 50 мм имеет производитель-
ность 30—40 л!мин.
Рис. 3. Металлокерамический фильтр для очистки жидкого и газообразного полипропилена:
/ — корпус фильтра; 2 — крышка; 3 — металлокерамические фильтрующие элементы; 4 — отража-
тель; 5 — конус; 6 — воронка; 7 — стойка; 8 — штуцер.
Рис. 4. Металлокерамический фильтр для атомной электростанции «Арбус» [6]:
1 — фильтрующие пакеты в количестве 12 штук; 2 — корпус фильтра; 3 — крышка; 4 — болты;
5 — монтажное кольцо; 6 — уплотнение; 7 — фланец.
На рис. 3 приведена схема фильтра для очистки жидкого и газообраз-
ного полипропилена [6]. Вещество поступает в боковой штуцер, затем,
встречая отражатель, опускается вниз, где попадает в камеру с фильтрую-
щими элементами, проходит сквозь них и уходит через верхний штуцер.
154
Рис. 5. Устройство
фильтрующего элемен-
та для установки «Ар-
бус» [6]:
1 — стержень; 2 — лин-
зообразные фильтрующие
элементы; 3 — уплотне-
ние; 4 — шайба; 5 — гай-
ка; 6 — место завальцов-
ки фильтрующих эле-
ментов.
Фильтрующие пакеты длиной 800 мм (55 шт.) состоят из набора пористых
трубок, скрепляемых стяжными стержнями. Фильтрующая поверхность
составляет 5,5 м2. Регенерация фильтра производится встречным пропуска-
нием азота через отводы на боковом и верхнем штуцерах.
Важную роль фильтровые элементы играют в атомной технике. На
рис. 4 показан разрез металлокерамического фильтра для атомной электро-
станции «Арбус» (арктическая реакторная блочная установка), являющей-
ся новым типом транспортабельной атомной элек-
тростанции, работающей в труднодоступных райо-
нах [6].
Фильтр предназначен для очистки теплоносителя
(газойля) от продуктов эрозии и коррозии в контуре.
Последние могут быть источником активности
в контуре.
В кожухе фильтра смонтировано 12 фильтрую-
щих пакетов, в каждом из них 47—50 фильтрующих
элементов; всего в установке их 574—600 шт. Тепло-
носитель подается через левый патрубок и, пройдя
через фильтрующие пакеты, уходит в систему через
правый патрубок.
Устройство фильтрующего элемента показа-
но на рис. 5. Применение такого фильтра сни-
зило концентрацию железа в теплоносителе с 0,5
до 0,3 мг!л\ фильтр задерживает все частицы 20 мк
и более [6]. Общее давление в системе 1
перепад давления 3 кГ/см2, температура газойля
200° С, производительность 16—18 л!мин.
Лля изготовления фильтров обычно берут порош-
ки бронзы, никеля, нержавеющих сталей со сфери-
ческой формой частиц, что обеспечивает получение
однородной пористости и высокой проницаемости
фильтра.
Сферические порошки металлов производятся
различными методами: распылением струи расплав-
ленного металла водой или газом (железо, ни-
кель, медь, бронза, алюминий и др.), распылением
в вольтовой дуге под слоем воды (бронза, медь, латунь), механическим дроб-
лением в вихревой мельнице обрезков проволоки с насечками или стружки
(железо, легированные стали, никель, бронза и др.), оплавлением порошков
с неправильной формой частиц в инертных засыпках (медь, никель,
бронза)
Наиболее распространенный метод изготовления сферических порош-
ков— распыление расплавленного металла струей воды или газа. Так, при
распылении оловянистой бронзы или фосфористой меди сжатым воздухом
соплом Лаваля при избыточном давлении 0,6—0,7 кПсм2 и диаметре струи
10 мм сферическую форму приобретают 75—85% частиц. Размер частиц при
этом получается от 0,1 до 0,4 мм (43—55%), фракции (менее 0,1 мм) состав-
ляют 6—16%.
Большое влияние на сфероидизацию частиц при распылении имеет хи-
мический состав металла. Например, при распылении меди в ее составе
должно быть не менее 0,5% фосфора. Оловянистая бронза, содержащая
155
5__8% олова, не должна иметь более 6% цинка, иначе частицы будут иметь
после распыления преимущественно хлопьеобразную форму.
При получении небольших количеств сферических порошков интересен
метод оплавления порошков с неправильной формой частиц в инертных за-
сыпках, например, медь — в саже, железо, никель — в окислах кальция,
магния, алюминия. При нагреве смесей металлических порошков с инертным
наполнителем до
Рис. 6. Схема мунд-
штучного прессова-
ния труб [8]:
/ — пуансон; 2 —• ма-
трица; 3 — полая иг-
ла; 4 — шихта; 5 —
установочная гайка;
6 — обойма; 7— мунд-
штук; 8 — центрую-
щая втулка; 9 — вы-
ходящая спрессован-
ная труба.
а — расположение де-
талей пресс-формы в
момент окончания
подпрессовки, б — то
же, в момент оконча-
ния прессования.
температуры выше точки плавления металла происходит
сфероидизация образующихся капель металла. Важно,
чтобы порошок наполнителя был достаточно чистым и
не содержал окислов железа, никеля, в противном слу-
чае расплавленный металл смачивает частицы наполни-
теля и капли растекаются.
Возможно также получение сферических порошков
оплавлением частиц неправильной формы при свобод-
ном падении сквозь нагретую зону вертикальной
трубчатой печи. Например, порошок нержавеющей стали
с размером частиц 0,1—0,2 мм при падении в графи-
товой трубе длиной 780 мм, разогретой до 1650—1700°С,
полностью сферидизируется [7].
Формование изделий из сферических порошков
проводят разными методами — прессованием в пресс-
формах при небольших давлениях (0,5—2,0 т/см2),
спеканием в специальных формах со свободной насып-
кой порошка и методом прокатки. Последний дает
хорошие результаты при использовании сферического
порошка, если он предварительно спечен в заготовку
в состоянии свободной насыпки, а затем подвергается
прокатке. Несферические порошки хорошо прокатыва-
ются в пористый лист без предварительного спекания.
Значительные успехи достигнуты в разработке тех-
нологии изготовления из несферических порошков вы-
сокопористых изделий в виде труб методом мундштуч-
ного прессования. Исходный порошок замешивают с
пластификатором (например, крахмальным клейстером/,
затем пластифицированную шихту выдавливают под
прессом через мундштук в изделие необходимого диаметра. После суш-
ки трубы подвергают спеканию. Таким методом изготовляют трубы диамет-
ром до 100 мм [8].
На рис. 6 приведены схемы мундштучного прессования пористых труб.
Смесь порошка и пластификатора (6—8% раствора крахмального клейс-
тера) помещают в пресс-форму, предварительно подпрессовывают под
небольшим давлением на прессе, затем центрующую втулку уби-
рают и производят выпрессовывание через мундштук. Спрессован-
ную трубу принимают на специальный желоб, сушат и спекают.
Влажность пластифицированной смеси составляет 20—25?^. Метод приме-
ним для несферических порошков. Этим методом можно прессовать трубы
диаметром 100—120 мм, длиной до 500—700 мм, а при применении го-
ризонтальных шприцмашин длина труб может составлять несколько метров.
Для прессования пористых изделий используют метод гидростатиче-
ского прессования, однако он менее производителен и не позволяет изготов-
лять длинные тонкостенные трубы.
156
Фильтры спекают в защитной среде (водороде, диссоциированном
аммиаке, углеродосодержащих засыпках и т. п.) при следующих темпера-
турах (°C): бронза 750—800, железо 1100—1300, никель 1000—1100,
нержавеющие стали 1200—1300. Продолжительность спекания 1,5—2 ч.
Для увеличения прочности фильтров и улучшения спекания в исходную
шихту иногда добавляют присадки более легкоплавких металлов: в желе-
зо— медь, фосфор; в бронзу — олово и т. п.
Пористые изделия из железа иногда изготовляют совмещенным про-
цессом — одновременное спекание и хромирование. Спекаемые изделия по-
мещают в контейнер с засыпкой из окиси алюминия (33%) и порошка фер-
рохрома или хрома (67%) и через контейнер по трубке пропускают водород
и Хлористый водород. Возможно также хромирование с добавкой хлористо-
го аммония в засыпку, содержащую хром и глинозем. Изделия из порош-
ков тонких фракций хромируют при температуре 1100° С 6 ч, из более
крупных фракций — при 1000° С 4 ч.
В некоторых случаях для получения фильтров с высокой пористостью
и проницаемостью в исходную шихту добавляют от 5 до 30% по весу неорга-
нических наполнителей, таких как углекислый и двууглекислый аммоний,
углекислый натрий, хлористый натрий и других, которые, разлагаясь и
улетучиваясь в процессе спекания, обеспечивают образование большой
сквозной пористости.
Дисковые фильтры из порошка бронзы прессуют под давлением
3,5 т/см2, и для связки вводят парафин. Толщина слоя составляет 1—4 мм.
После прессования диски предварительно спекают в водороде при 400° С
для удаления парафина, затем при 850—870° С. Для устранения коробле-
ния их калибруют под давлением 0,25 т/см2.
Фильтрующие диски для атомной электростанции «Арбус» изготовляют
из сферического порошка низкоуглеродистой стали из фракции Ъ,\мм при
давлении прессования 2 т/см2 и из фракции 0,2 мм при 3 т/см2.
Спекание ведут при 1200° С 3 чв водороде. Для увеличения коррозион-
ной стойкости фильтрующие элементы подвергают хромированию.
При изготовлении фильтровых элементов из порошка титана их прес-
суют обычным методом в пресс-формах, в этом случае в порошок вводят
5% связки, представляющей собой смесь 60%-ного этилового спирта и
40%-ного глицерина, или применяют гидростатическое прессование. В по-
следнем случае введение связки необязательно, так как изделия получаются
достаточно прочные.
Спекание при введении связки должно проводиться ступенчато: выдерж-
ка при 400°С 1 ч для удаления связки, затем подъем температуры до 1000°С
со скоростью нагрева 150—200° в 1 ч и выдержка при температуре спекания
1 ч. Спекание должно проводиться в аргоне. Изделия из порошка титана,
спрессованные без связки, спекаются в аргоне 1 ч при 1000° С.
Если фильтровые элементы изготовляют из порошков нержавеющей
стали, полученной методом распыления расплава сжатым воздухом, фрак-
цию менее 0,2 мм подвергают предварительному восстановлению гидридом
кальция. Распыленные порошки нержавеющей стали можно прессовать толь-
ко с применением связующих. Для этого применяют парафин или 12%-ный
водный раствор поливинилового спирта. В обоих случаях при давлениях
прессования 2—4 т/см2 получается пористость 30—40%. Изделия из по-
рошков нержавеющей стали спекают при температуре 1280—1300° С в
течение 3 ч.
157
Для восстановления окислов при спекании и защиты от окисления из-
делия спекают в водороде под засыпкой из порошка окиси алюминия с
добавкой 1—1,5% порошка титана или гидрида титана [6 J.
При спекании изделий с введением в качестве связующего поливини-
лового спирта скорость подъема температуры не ограничивается. В случае
добавок парафина необходима выдержка при 300—400° С для его удале-
ния. Спеченные фильтры устанавливают запрессовкой, зачеканкой, при-
пайкой, приваркой и другими способами.
Для соединения пористых деталей в более крупные изделия можно при-
менять метод припекания с использованием активных паст. Припекаемые
поверхности покрывают слоем 2—3 мм пасты следующего состава: порошок
карбонильного железа или никеля с добавкой 5% по объему диаммонийгид-
рофосфата, замешанной на глицерине, воде или спирте [16]. Затем изде-
лия стягивают струбциной и подвергают спеканию при 900—1100° С в те-
чение 1—2 ч в водороде. В результате диффузионных процессов образуется
прочное соединение контактирующих поверхностей.
Проницаемость и фильтрующая способность фильтров зависит от
величины частиц исходного порошка и пористости: чем тоньше исходный
порошок, тем меньше размер пор и более тонкую очистку обеспечивает
фильтр.
Таблица 1
Зависимость между размером частиц исходного порошка и
свойствами фильтрового материала
Размер, мм Предел прочно- сти материала при растяжении кГ/ мм 2 Минимальная толщина стенки фильтра, мм
частиц порошка бронзы пор в материале
0,31—0,8 0,05—0,13 3—4 3
0,19—0,30 0,03—0,05 3—4 2,3
0,06—0,19 0,01—0,03 3—4 1,5
0,013—0,060 0,002—0,010 3—4 1,5
В табл. 1 показано примерное соотношение между размерами частиц
исходного сферического порошка бронзы, размером пор и прочностью мате-
риала при общей пористости около 50%. Размер пор определяет тонкость
фильтрации. Материал из частиц размером 0,013—0,060 мм обеспечивает
Таблица 2
Проницаемость бронзовых фильтров
(см3/мин/см2) для различных
жидкостей (давление 1 атм)
Фильтр Масло Вода
Тяжелое | Легкое
Крупнопористый 1,3 8,5 172
Среднепористый 0,7 4,6 130
Тонкопористый 0,3 2,3 80
стенки фильтра
задержание частиц загрязнений
размером 2 мк и больше.
Проницаемость бронзовых
фильтров для жидкостей раз-
личных вязкостей показана в
табл. 2 [5]. Для воды она в
20—30 раз больше, чем для
легкого масла, и в 130—250 раз
больше, чем для тяжелого. Про-
ницаемость зависит от пори-
стости, размера пор, толщины
и других факторов. Эти параметры выбираются в зависи-
мости от конкретных условий работы фильтра.
Положительная особенность металлокерамических фильтров — лег-
кость их регенерации (очистки) после работы. Существует несколько спосо-
158
бов регенерации: промывка пор фильтра пропусканием жидкости или газа
в направлении, обратном процессу фильтрации, прокаливание фильтров
для выжигания загрязнений, способных гореть, химическое растворение
пропусканием через поры соответствующих активных жидкостей, очистка
поверхности скребками, приложением вибрации и центробежных сил и др.
Более высокую степень регенерации фильтров обеспечивает приложе-
ние при промывке ультразвуковых колебаний. На рис. 7 показан график
зависимости сопротивления двухслойных фильтров от количества профиль-
трованной жидкости при различных методах регенерации фильтров. Ультра-
звуковая очистка восстанавливает пропускную способность фильтрового
Рис. 7. График зависимости сопротивления двухслойных фильтров от
количества прошедшей загрязненной жидкости:
1 — исходный образец, 2 — после первой обратной продувки; 5 — после второй
обратной продувки; пунктирная линия — после регенерации с приложением ульт-
развука.
I — образец обращен к потоку слоем из крупной фракции порошка; II— то же
из тонкой фракции порошка.
Рис. 8. График зависимости сопротивления фильтра от расхода жидкости
для однослойных и двухслойных пористых образцов из несферического
порошка:
1 — однослойный (40 ж/с); 2 — расчетная прямая для двухслойного образца; 3 —
двухслойный слой 1 мм (40 мк), слой 4 мм (280 — 150 мк); 4 — однослойный
(240 — 150 мк).
элемента на 98% [9]. В этом случае используются силы, возникающие в
момент захлопывания кавитационных пузырьков при воздействии ультра-
звуковых колебаний на пропускаемую жидкость. В кавитационных пузырь-
ках происходит местное резкое повышение давления (до сотен атмосфер)
и температуры (до 300—400° С), что улучшает условия удаления загряз-
нений.
При разработке конструкции фильтрующего элемента должен преду-
сматриваться способ очистки. Как уже указывалось, для изготовления фильт-
ров применяются преимущественно металлические порошки со сферической
формой частиц. Однако фильтры из несферических порошков дешевле и об-
ладают большей задерживающей способностью. Недостаток их — большее
сопротивление и меньший срок службы до засорения.
Последние исследования в этой области [9] показали, что при изготовле-
нии стенки фильтра из двух слоев из несферических порошков тонкой и гру-
бой фракций фильтрующие свойства таких фильтров значительно улучша-
ются. Более тонкий слой из мелкого порошка (около 20% общей толщины
фильтра) обеспечивает высокую степень очистки. Проницаемость фильтра
уменьшается только примерно на 20% к проницаемости фильтра с
159
Рис. 9. Зависимость коэффи-
циента отфильтрования ф от
размера частиц загрязнения:
/—однослойный образец (40 мк);
3 — двухслойный; 3 —однослой-
ный (150 — 240 мк).
Фильтры из сплавов
такой же толщиной стенки из грубого порошка. Зависимость проницаемости
от сопротивления для двухслойных фильтров соответствует закону Дарси.
На рис. 8 показана зависимость сопротивления фильтра от расхода
жидкости для одно- и двухслойных пористых образцов из несферического
порошка. Сопротивление двухслойного фильтра незначительно превышает
сопротивление однослойного из тонкой фракции. Из рис. 9 видно, что ко-
эффициент отфильтрования для двухслойного образца близок к таковому
однослойного образца из порошка тонкой фракции.
Материал фильтра выбирается в зависимости от конкретных условий
работы. Чаще всего применяются фильтры из бронзы, никеля, железа, нержа-
веющей и жаростойкой стали, карбидов тугоплавких металлов. Изготовляют
также фильтры из сплавов медь — никель,
медь — никель — олово, серебро с легирующими
присадками, тантала, сплавов титана, различ-
ных тугоплавких соединений и др.
Бронзовые фильтры применяют для фильт-
рации масел, жидких топлив, воздуха, воды и
других не агрессивных жидкостей при темпера-
турах до 180° С при отсутствии защиты от окис-
ления и до 500° С, если нагрев производится
в защитной атмосфере. Никелевые фильтры так-
же применимы для фильтрации указанных выше
сред. Кроме того, они успешно используются
для едкого натра. Фильтры из нержавеющей
стали начали применяться для фильтрации
кислот, щелочей и агрессивных газов,
титана устойчивы при фильтрации ангидрида
азотной кислоты, уксусной кислоты. Тантал можно применять для фильтра-
ции серной, соляной и азотной кислот, «царской водки», растворов органи-
ческих кислот (муравьиной, лимонной) и др.
Для фильтрации особенно агрессивных сред и раскаленных газов на-
чинают использовать фильтры из таких материалов, как карбиды титана,
вольфрама и других металлов, бориды, селениды и нитриды титана, ванадия,
вольфрама, молибдена, ниобия, тантала, хрома и др.
Пористые металлокерамические материалы представляют интерес так-
же для других областей применения, кроме фильтров. Успешное решение
проблемы непосредственного превращения химической энергии в электри-
ческую в топливных элементах в значительной мере зависит от наличия по-
ристых электродов с высокой каталитической активностью. Последние из-
готовляются из никеля, серебра, меди, вольфрама, молибдена методами по-
рошковой металлургии.
Высокая активность в случае никеля и серебра достигается применением
их сплавов с алюминием. Из тонких порошков этих сплавов (5—10 мк) в
смеси с карбонильным никелем прессуют и спекают электроды, которые за-
тем подвергают обработке в растворе едкого натрия для выщелачивания алю-
миния. Появление ультратонких пор придает материалу высокую каталити-
ческую активность. Для регулирования скорости прохождения реакций в
c^qHK^2 ] электродов испытываются также двухслойные пористые электроды
Один из методов борьбы с обледенением самолетов — применение пори-
стых облицовок на кромках крыльев и хвостового оперения. Подача че-
160
рез пористые поверхности подогретого воздуха или специальной испаряю-
щейся жидкости позволяет избежать обледенения. Пористые листы изго-
товляются из порошков бронзы или нержавеющей стали [13].
Дальнейшее форсирование работы камер сгорания газовых турбин и
ракетных двигателей тормозится отсутствием достаточно устойчивых жаро-
прочных материалов. Высокожаропрочные материалы необходимы так-
же для магнитогидродинамических генераторов, лопаток газовых турбин.
Один из путей устранения этих трудностей — использование принципа
охлаждения выпотеванием наиболее напряженных в тепловом отношении
узлов.
Для этой цели изучают возможность применения пористых материалов
для облицовки стенок камер сгорания, изготовления сопловых и рабочих
лопаток газовых турбин. В результате подачи через поры газов или воды
удавалось, например, понизить температуру стенки камеры сгорания с
2000 до 800° С [7], температуру турбинных лопаток с 800 до 450° С [14], что
дает возможность применения менее жаростойких материалов.
Принцип охлаждения теплонагруженных поверхностей выпотеванием
и испарением использован также в ракетной технике для создания ра-
кетных сопел, материал которых должен выдерживать очень высокие тем-
пературы. В этом случае задача была решена применением пропитки сереб-
ром или медью пористого каркаса из вольфрамового порошка [15]. Поглоще-
ние тепла на плавление пропитывающего металла и его испарение, а также
за счет теплоотвода оказалось настолько существенным, что рабочая по-
верхность сопел в работе почти не подвергалась износу.
Весьма эффективно пористые материалы могут быть применены в пнев-
мотранспорте сыпучих тел, для ведения процессов в кипящем слое и в дру-
гих случаях, когда требуется обеспечение равномерного диспергирования
потоков жидкостей или газов.
Области возможного применения пористых материалов непрерывно
расширяются. В ближайшее время перед этим направлением порошковой
металлургии стоят такие задачи, как создание широкой номенклатуры, по-
ристых материалов из коррозионностойких и жаростойких сплавов, раз-
работка промышленных методов изготовления пористых материалов из
железного порошка с защитой от коррозии по всей толщине стенки изде-
лия хромированием, силицированием или другими методами, разработка
методов изготовления фильтров сложной формы и листов больших разме-
ров, создание высокоактивных пористых материалов для топливных эле-
ментов и различных промышленных катализаторов, повышение физико-
механических свойств пористых материалов и др.
ЛИТЕРАТУРА
1. Р а 1 1 D.— Ind. and Eng. Chem., 45, 6, 1953, 1197.
2. Sands R., Oliver O.— 4-th Plansee Seminar, II, Reute/Tilor, 39, 1961.
3. L. Mot t.— Proc. Metal Powder Assoc, 1, 1957, 83.
4. I. К о v a k s.— Materials in Des. Eng, 47, 1, 1958, 126.
5. А г т e К., Оцетек К. Металлокерамические фильтры. Л., Судпромгиз, 1959.
6. Павловская Е. И., Шибряев Б. Ф. Металлокерамические фильтры. Недра,
7. D. Pall.— Aeronautical Engineering Review, 1954, 13; 7.
8. Андриевский P. А., Пугин В. С., Федорченко И. М., Теверов-
с к и й Б. 3.— Порошковая металлургия, 1965, 1, 20.
11 9-1030
161
9. Федорченко И. М., Пугин В. С., Солонин С. М. Международная кон-
ференция по порошковой металлургии, т. III, 263, Прага, 1966.
10. Ю с т и Э., П и л ь к у н М., Шайбе В., Винзель А. Высокоактивный во-
дородный диффузионный электрод. Перевод с нем., ИЛ, 1962.
11. Bacon F. — Ind. and Eng. Chem., 1960, 52, 4, 300.
12. J u s t i E., Wins el A.— J. Electrochem Soc., 1961, 108, 11, 1073.
13. Symposium on Powder Metallurgy. Spec. Rep. 38, London, 1947, 110.
14. R e e m a n J., В u s w a 1 1 R.— Proc. Inst. Meeh. Engrs, sect. A, 1953, 167, 341.
15. Тугоплавкие металлические материалы для космической техники. Мир, М., 1966.
16. Федорченко И. М., Пугин В. С., Корниенко П. А.— Авторское сви-
детельство № 173417. Бюллетень № 15, 21.V1I.1965 г.
И. Д. РАДОМЫСЕЛЬСКИЙ
МЕТАЛЛОКЕРАМИЧЕСКИЕ
КОНСТРУКЦИОННЫЕ ДЕТАЛИ
Институт проблем материаловедения АН УССР
Промышленность порошковой металлургии в СССР в настоящее время пере-
живает новый этап своего развития. В 1963—1964 гг. основным лимити-
рующим фактором, который тормозил дальнейшее развитие производства
металлокерамических изделий для машиностроения и приборостроения,
было отсутствие металлических порошков, и особенно железных.
В 1967 г. производство железных порошков «в СССР превышало уже
потребность в них как для металлокерамического производства, так и для
других назначений. В 1967—1968 гг. подготовлена производственная ба-
за для массового выпуска металлокерамических изделий различного на-
значения.
Один из наиболее распространенных видов металлокерамической про-
дукции;— конструкционные материалы и детали из них. Потребность про-
мышленности в конструкционных материалах весьма велика. Они разделя-
ются на две группы (схема 1) [1]:
материалы, заменяющие обычные углеродистые и легированные стали,
чугуны и цветные металлы, т. е. машиностроительные и приборостроитель-
ные общего назначения;
материалы со специальными свойствами — высокой износостойкостью,
твердостью, жаропрочностью, коррозиестойкостью, со специальными маг-
нитными и электрическими характеристиками, с большим удельным ве-
сом и другими особыми свойствами.
В настоящей статье освещено состояние разработки только двух клас-
сов металлокерамических конструкционных материалов: общего назначе-
ния на железной основе и износоустойчивых.
Детали этих двух классов являются весьма распространенными. Ре-
зультаты обследования 350 машиностроительных и приборостроительных
предприятий СССР показали, что потребность в конструкционных деталях
составляет 61,5% всей потребности обследованных предприятий в металло-
керамических изделиях.
162
Схема 1
Типовые металлокерамические несущие детали — шестерни, кулачки»
накладки, шайбы, колпачки, заглушки, плотные детали, храповики, ры-
чаги, накидные и специальные гайки, крышки, фланцы, корпуса подшип-
ников, статоры и диски лопастных насосов и другие детали сложной кон-
фигурации, т. е. сотни и тысячи наименований разнообразных изделий,
которые применяются в самых различных отраслях машиностроения и
приборостроения (рис. 1). Их выпускают в виде готовых изделий или за-
готовок, которые требуют незначительной дополнительной механической
обработки.
Развитие исследований в области создания и производства конструк-
ционных металлокерамических деталей в последние годы характеризуются
рядом особенностей.
Во-первых, в 1966—1968 гг. значительно возросло количество
работ, посвященных изготовлению деталей из легированных сталей и спе-
циальных сплавов, в то время как в предыдущие годы в основном публи-
ковались результаты исследований в области железоуглеродистых сплавов.
В этом отношении очень показателен анализ статей журнала «Порошковая
и*
163
металлургия» в области конструкционных металлокерамических дета-
лей:
1964—1965 г. 1966—1967 г
Всего напечатано статей по конструк-
ционным материалам: 25 49
железографитовым 11 9
легированным 10 18
специальным 4 22
Количество публикаций в области конструкционных металлокерами-
ческих материалов возросло за последнее время по сравнению с предыду-
щими почти в два раза. Однако в какой-то степени это может быть объясне-
но увеличением в 1965 г. выпускаемых в год номеров журнала (с 6 до 12).
Рис. 1. Металлокерамические конструкционные детали.
Распределение публикаций по видам материалов очень характерно. Если
в 1964—1965 г. количество работ, посвященных железоуглеродистым спла-
вам, составляло 44%, то в 1966—1967 г.— только 18%, а по легированным
и специальным конструкционным материалам возросло с 56 до 82%.
Металлокерамические конструкционные детали должны обладать вы-
сокой плотностью и прочностью, приближающейся к прочности и плот-
ности деталей, изготовляемых из проката или литьем. Это накладывает
отпечаток на технологические методы их изготовления и предъявляет особые
требования к металлическим порошкам, являющимся исходным сырьем.
Вторая особенность указанного периода — значительное
повышение плотности металлокерамических конструкционных деталей. Если
в 1964—1965 г. основное количество металлокерамических конструкцион-
ных деталей производилось с пористостью 15—20%, то в 1966—1967 гг.
предприятия порошковой металлургии организовали выпуск деталей с по-
ристостью менее 15%, получаемые меюдом двукратного прессования и спека-
ния (статоров и дисков масляных насосов, корпусов электромагнитных
муфт, деталей пресс-форм для пластмасс и др.).
164
Существуют разные методы получения конструкционных деталей вы-
сокой плотности: многократное прессование и спекание, гидростатическое и
изостатическое прессование, горячее и взрывное прессование, прокатка
металлических порошков, прессование скошенным пуансоном и в металли-
ческих оболочках, горячая штамповка пористых заготовок, экструдирова-
ние, пропитка жидкими металлами, спекание с образованием жидкой фазы,
химическое насыщение пористых заготовок, полученных шликерным ли-
тьем, и последующее спекание и др.
Некоторые методы изготовления плотных конструкционных деталей
требуют очень высоких давлений, что вызывает сильный износ пресс-форм.
Поэтому наиболее перспективные методы формования металлокерамиче-
ских несущих деталей такие, которые позволяют выпускать детали слож-
ной конфигурации при низких давлениях или без применения специаль-
ных пресс-форм.
Технология изготовления несущих деталей должна обеспечить произ-
водство изделий или заготовок, обладающих достаточной прочностью,
пластичностью, твердостью, незначительной остаточной пористостью и удов-
летворяющих другим специфическим требованиям.
Разработаны новые методы получения плотных деталей: горячее дина-
мическое прессование, импульсными нагрузками, высокоскоростное, го-
рячее прессование в оболочках и др. Применение этих методов значительно
снижает давление прессования, повышает стойкость инструмента а, следо-
вательно, уменьшает себестоимость производства деталей.
Третья особенность — значительное усложнение формы
деталей. Если в 1964—1965 г. в основном производились детали простой
формы первой — третьей групп сложности, то в настоящее время завода-
ми освоено изготовление более сложных деталей. Большую роль в этом
сыграло то, что на заводе порошковой металлургии создан крупный инстру-
ментальный цех, оснащенный современным оборудованием. Это позволило
заводу провести значительную работу по разработке наиболее правильных
конструкций пресс-форм, обеспечивающих возможность прессования дета-
лей сложной формы.
Четвертой особенностью является то, что разработаны
и начали применяться методы термической, химико-термической и термо-
механической обработок металлокерамических деталей, а также нанесение
гальванических и защитных покрытий.
В ИПМ АН УССР закончены исследования в области термообработки
железоуглеродистых и хромистых металлокерамических сталей и показа-
ны особенности этих процессов [2, 3]. Разработаны и внедряются техноло-
гические процессы никелирования, меднения, серебрения, хромирования,
оксидирования, фосфатирований и кадмирования металлокерамических
материалов на железной основе [4]. Проведено исследование коррозионной
стойкости материалов с этими покрытиями в условиях морской и тропиче-
ской коррозии. Испытания проводились на научно-исследовательском
судне «Ломоносов».
Пятая особенность заключается в том, что в период 1966 —
1968 г. в СССР начали создавать конструкционные материалы со специаль-
ными свойствами, для новой техники, материалы, которые можно создать
только методами порошковой металлургии: с неравновесной структурой,
металлостеклянные, дисперсионно-твердеющие, волокнистые, многослой-
ные и др.
165
ТРЕБОВАНИЯ К МЕТАЛЛИЧЕСКИМ ПОРОШКАМ ДЛЯ ПРОИЗВОДСТВА
КОНСТРУКЦИОННЫХ ДЕТАЛЕЙ
Высокая плотность — одна из главных особенностей большинства конструк-
ционных металлокерамических деталей, и поэтому при их формировании
необходимо применять металлические порошки с большим насыпным ве-
сом, который для порошков железа должен быть 2,3—2,5 г/см3.
Рис. 2. График зависимости плотности прессовок от давления прес-
сования и насыпного веса порошка (/ — 3,11 г/см3\ 2— 1,45 г/см3).
Рис. 3. График зависимости прочности на сжатие материала ЖГЗ-20
от содержания ГеОбщ в железном порошке при температуре спекания
1050° С и выдержках 1 ч и 2 ч (-------):
1,2 — шихта: железный порошок и карандашный графит; 3, 4 — шихта: же-
лезный порошок и серебристый графит.
Повышение насыпного веса порошка снижает давление прессования
(рис. 2). Так, для получения прессовки с плотностью 6г/Ъи3 при насып-
ном весе железного по-
Рис. 4. Анормальная структура, полученная при
спекании железографита, с высоким содержанием
окислов железа.
рошка 1,45 г/см3 требуется
давление 5,5 т/см3 а при
у = 3,11 г!см3 — только
4,5 т/см2; для прессовки с
плотностью 6,5 г/см3 соответ-
сгвенно 9 т/см2 и 6,5 т/см2.
В этом случае давление прес-
сования снижается почти на
30%. Повышение насыпного
веса порошка позволяет так-
же значительно уменьшить
высоту пресс-форм, величину
хода пресса и их потребную
мощность [5], а это приводит
к снижению себестоимости
продукции и повышению про-
изводительности труда.
Вторым требованием,
предъявляемым к металли-
ческим порошкам, является их высокая текучесть. Так как конструкци-
онные детали имеют весьма сложную форму, то заполнение матрицы
пресс-формы порошком при объемной дозировке будет затруднено, если не
166
повысить текучесть используемых металлических порошков. Необходимо
применять обкатку восстановленных порошков, что позволяет повысить
их насыпной вес и текучесть [6, 7].
Содержание окислов железа в железном порошке оказывает сущест-
венное влияние на структуру и прочность железографитовых деталей.
Нашими исследованиями [8] установлено, что повышенное содержание окис-
лов железа в железном порошке приводит к резкому снижению прочности
спеченных железографитовых деталей (рис. 3) вследствие образования
анормальных структур заэвтектоидной стали (рис. 4). Поэтому в некоторых
технологических процессах предусматривается операция восстановления
железного порошка при 750° С водородом перед прессованием для снятия
наклепа и удаления окислов, что совершенно правильно при применении
низкокачественного железного порошка с содержанием общего железа ни-
же 98%. При содержании Ееобщ в порошке 98% и более проведение допол-
нительного восстановления не требуется.
Не менее важным требованием является снижение стоимости металли-
ческих порошков, и особенно железных, так как при производстве конст-
рукционных деталей стоимость сырья играет большую роль в себестоимости
готовых деталей.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННЫХ
МЕТАЛЛОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ
ОБЩЕГО НАЗНАЧЕНИЯ НА ОСНОВЕ ЖЕЛЕЗА
Детали общего назначения в машиностроении и приборостроении работают
в самых разнообразных условиях, видах нагружения и величинах нагрузок.
По величине нагрузки на детали их можно классифицировать на следующие
четыре типа: ненагруженные, малонагруженные, средненагруженные и силь-
нонагруженные (схема 2). В зависимости от рабочей нагрузки на деталь
выбирается материал и технология ее изготовления.
В настоящее время разработаны металлокерамические материалы и
технологические процессы их изготовления, обеспечивающие прочность
этих материалов на разрыв до 100 кПмм2. Ненагруженные и малонагружен-
ные конструкционные детали изготовляются из железного порошка, же-
лезографита и железочугуна однократным прессованием и спеканием, а
пористость деталей выбирается в зависимости от величины нагрузки. Эти же
материалы могут быть использованы для изготовления средненагруженных
деталей. В этом случае их пористость не должна превышать 12%. Поэтому
они изготовляются двукратным прессованием и спеканием, что позволяет
для деталей из железного порошка достигнуть остаточной пористости ме-
нее 7% (табл. 1).
Таблица 1
Изменение пористости при двукратном прессовании и спекании
образцов из железного порошка, %
Операция и технологический режим Пористость Изменение пористости
Первое прессование (давление прессования 6 т/см2) 13,1 100
Второе спекание (температура 850° С, выдержка 1 ч) 12,6 96,1
Второе прессование (давление прессования 6 т/см2) 7,8 55,7
Второе спекание (температура 1250° С, выдержка 2 ч) 6,3 49,0
167
Схема 2
Свойства материала из железного порошка в зависимости от плотно-
сти и технологического процесса изготовления приведены в табл. 2.
При одной и той же плотности детали, подвергавшиеся второму прес-
сованию, обладают значительно более высокими твердостью и прочностью
на разрыв (примерно на 40%), но сильно уменьшается их пластичность. Пос-
ле второго спекания, которое снимает наклеп и «залечивает» образовавшие-
ся дефекты и микротрещины, снижается твердость и прочность на разрыв
и значительно увеличивается относительное удлинение. В этом случае
все характеристики материала выше, чем при однократном прессовании и
спекании.
Разработаны разные методы введения углерода в состав металлокера-
мических конструкционных материалов: в виде графита, сажи, чугунного
порошка и насыщением железных прессовок углеродом из твердого или
газового карбюризатора.
168
Таблица 2
Свойства материала из железного порошка в зависимости от
плотности и технологии изготовления
Прессование и спекание
при 115©° С
Прессование и спекание
при 1150° С, второе прес-
сование
Двукратное прессование
и спекание
Ж-5,5
Ж-6,3
Ж-6,8
Ж-7,0
Ж-7,3
Ж-7,4
9
14
17
19
6—7
8—10
10—12
11—13
27
38
46
50
23
27
32
33
1—2
1—2
1—2
1—1,5
62
73
94
96
21
23
25
28
12—15
13—15
13—15
20—22
50
58
59
76
Наиболее распространен метод получения стальных деталей в процес-
се спекания прессовок из железографитовых смесей, состоящих из железно-
го порошка и соответствующего количества графита. Природа графита ока-
зывает существенное влияние на структуру и прочность железографито-
вых деталей. Как показано в работах [8, 10, 11], для получения перлитной
или перлитоферритной структуры нужно применять малозольные графиты
размером частиц не более 100 мк.
В работе [9] описана технология производства малонагруженных
и средненагруженных конструкционных деталей. Малонагруженные дета-
ли (шайба, втулки, звездочки) изготовляются из шихты следующего состава:
98,5% железного порошка и 1,5% карандашного графита. Прессование про-
изводится при давлении 7—8 т/см2. Спекаются детали при 1050° С в течение
двух часов. В качестве защитной атмосферы применяется эндогаз с добав-
кой 0,5—1% природного газа, что позволяет предотвратить выгорание угле-
рода из деталей. Пористость деталей 20—25%.
Для изготовления деталей, работающих при повышенных нагрузках,
применяется шихта, состоящая из 99,5% железного порошка и 0,5% каран-
дашного графита. После первого прессования и спекания, которые прово-
дятся по режиму, описанному выше, они допрессовываются при давлении
10 т!см\ затем подвергаются закалке в воду. Свойства этих материа-
лов приведены в табл. 3.
Та б лица 3
Свойства конструкционных железографитовых материалов
Марка материала Предел прочности (кГ/мм2) при Ударная вязкость, кГ/см2 Твер- дость, HRC Удлине- ние, %
растяже- нии изгибе сжатии
ЖГр1,5-6,0 20—24 75—80 0,3—0,4 50—70 —
ЖГрО,5-7,0 28—33 60—70 — 0,9—1,0 — 0,9—1,2
Метод получения металлокерамических железографитовых деталей
известен давно, и промышленность выпускает эти изделия в довольно
169
больших количествах, тем не менее до сих пор в производственных условиях
трудно обеспечить получение материалов со стабильной структурой. Не-
стабильность структуры выражается в неодинаковом соотношении перлита,
феррита и свободного графита в материале изделия, а также в появлении
структурно свободного цементита [12]. Причинами этого являются: неод-
нородность шихты, получающаяся из-за большой разности в удельных весах
железа и графита, обезуглероживающее действие защитных атмосфер, со-
держание кислорода в исходном порошке, температура и время выдержки
при спекании и другие факторы.
Один из методов получения металлокерамических деталей, устраняю-
щий в значительной степени недостатки других способов,— использование
смесей железного порошка с порошком белого чугуна [13]. Чугунный по-
рошок — отход производства чугунной дроби. Его химический состав:
3,2—3,4% Собщ, менее 0,5 Ссв, 0,5—0,4% Мп, 1,4—1,8% Si, до 0,1% Р
и до 0,1% S. Размеры частиц порошка менее 150 мк. В состав шихты
входит 70—80% железного порошка ПЖ2М2 и 20—30% чугунного по-
рошка. Смешивание этих порошков производится в течение одного часа в
смесителе любой конструкции. Для улучшения прессуемости в состав
шихты добавляют 0,4—0,6% стеарата цинка или до 1% машинного масла.
Изготовление средненагруженных конструкционных деталей произ-
водится методом двукратного прессования и спекания. Давление первого
прессования составляет 5—6 т/см\ а второго —8—9 т/см3. Первое спе-
кание производится при 680—700° С в среде, осушенной до точки росы
—30°, в течение 1—2 ч. второе — при 1200° С с выдержкой 3 ч. Микрострук-
тура представляет собой ферритоперлит (около 50% перлита). Свойства
материала железо-чугун марки ЖБЧ20-7Д приводятся ниже:
Плотность, г!см3 7,1—7,2 Пористость, % 9,5—7,5 Содержание углерода, % 0,35—0,42 Твердость, НВ 187—229* Прочность (кГ/мм2) при: 38,0—40,3 изгибе 79,0—83,6 срезе 41,6—48,6 сжатии 110—139 Относительное удлинение, % 1,4—1,5 Ударная вязкость, кГ1см2 2,2—3,1 * Твердость материала после термообработки 45—55 HRC Таблица 4 Свойства конструкционных железоуглеродистых материалов
Марка материала Предел прочности (кГ/мм2) при растяжении | изгибе Ударная вязкость. кГ 1см2 Твердость. НВ Удлинение, %
ЖГрО,5-7,0 ЖБЧ20-7.0 28—33 38—40,3 60—70 79—83,6 0,9—1,0 2,2—3,1 187—229 0,9—1,2 1,4-1,5
В табл. 4 приведены свойства железоуглеродистых материалов одного
химического состава (0,35—0,42% С), полученных различным способом
введения углерода: в виде графита (ЖГрО,5-7,0) и порошка белого чугу-
на (ЖБЧ20-7,0) с одинаковой плотностью 7,0—7,1 г/см3. Как видно из дан-
170
ных таблицы, характеристики материала марки ЖБЧ20-7,0 несколько выше,
чем ЖГрО,5-7,0. Более высокие характеристики прочности и пластичности
материала ЖБЧ20-7,0 объясняются более равномерным смешиванием по-
рошков и стабильной структурой после спекания, а также отсутствием диф-
фузионной пористости, образующейся при спекании железографита.
Значительное повышение физико-химических характеристик металло-
керамических конструкционных материалов может быть достигнуто за счет
легирования железной основы никелем, хромом, вольфрамом, молибденом,
титаном и другими элементами. Существует не-
сколько технологических схем получения таких
материалов:
формование деталей из смесей различных по-
рошков, а затем их спекание, в результате чего за
счет диффузии компонентов в твердом или жидком
состояниях образуется сплав;
формование деталей из легированных порошков,
полученных совместным восстановлением легковосста-
новимых окислов, а затем насыщение их хромом,
марганцем, титаном и другими металлами с трудно-
восстановимыми окислами за счет химико-термичес-
кой обработки;
формование и спекание деталей из готовых
легированных порошков;
прессование пористой заготовки из железного
порошка или легированного порошка и пропитка
медью и ее сплавами.
Эти технологические схемы имеют преимущества
и недостатки. Так, изготовление деталей из смесей
различных порошков отличается простотой и деше-
визной технологии, но требует длительных выдержек
Рис. 5. График зависи-
мости содержания хрома
от исходной пористости
прессовок (/ — 46%;
2 — 32%; <?— 14%) и
расстояния от поверх-
ности детали.
при спекании для гомогенизации сплава или приведения его в равновесное
состояние. Создание в материале неравновесных структур позволяет по-
лучить материалы со специальными свойствами, например, высокой изно-
состойкостью.
Одна из наиболее распространенных легирующих добавок — хром.
В литературе описаны исследования по получению хромистых сталей диф-
фузионным насыщением из хромирующих засыпок, состоящих из 30—50%
А12О3, 45—65% феррохрома (или хрома) и 2—6% NH4C1 [14, 151.
Указанный метод легирования характерен прежде всего тем, что кон-
центрация хрома в поверхностном слое обычно велика (20—40%) и умень-
шается к центру детали (рис. 5). Особенно резко проявляется градиент кон-
центрации хрома при хромировании углеродсодержащих прессовок из
железного порошка. Метод диффузионного хромирования прессовок по-
зволяет получить металлокерамические детали, поверхностный слой
которых имеет высокую прочность, твердость, коррозионную стойкость.
Такие материалы рекомендуется использовать при изготовлении оформля-
ющих деталей пресс-форм для литья и прессования пластмасс [16J.
Метод диффузионного хромирования прессовок не обеспечивает полу-
чения равномерных состава и свойства детали по всему сечению. Этот не-
достаток может быть исключен при прессовании деталей из готовых ле-
гированных порошков.
171
Таблица 5
Свойства металлокерамических сталей (пористость 13—13,5%,
микроструктура — Феррит-)-перлит)______________________
Состав материала Предел проч- ности при растяжении, кПим* Удлине- ние, % Твер- дость, HRB
Железный порошок с добавкой: 1% С + 2% ХрООО (60% Сг) 47—52 2,4 81
1% С + 4% хромированного порошка (26% Сг) 47—53 3,3 81
1% С 4- 6% хромированного порошка (17,6% Сг) 48—55 3,3 82
1% графита 26—35 1,2 75
Применение хромистых порошков для изготовления несущих дета-
лей машин позволяет значительно повысить их прочностные характеристи-
ки. Легирование углеродистой металлокерамической стали хромом (1%)
за счет введения в шихту высоколегированных хромсодержащих добавок
повышает ее прочность в 1,5—2 раза и относительное удлинение в 2—
3 раза (табл. 5). При этом более высокая пластичность достигается в сталях,
в которые введены менее концентрированные хромсодержащие добавки.
Это связано с более равномерным распределением легирующего элемента
в металлокерамической стали.
На протяжении последних пяти-шести лет начали применяться спе-
ченные легированные стали, содержащие никель и медь.
В работе [20] исследованы физико-механические свойства железо-
медноникелевых сплавов с различным содержанием меди и разработана тех-
нология изготовления печатных валов для текстильной промышленности.
Оптимальным материалом для валов оказалась сталь, состоящая из 50%
Fe, 45% Си и 5% Ni, обладающая характеристиками, более высокими,
чем медь, применявшаяся до сих пор.
Технология изготовления валов следующая: из смеси порошков прес-
суют кольца под давлением 6 т/см2, затем их спекают в древесноугольной
засыпке при 860—900° С в течение 2—3 ч и калибруют. После этого кольца
набирают в виде пакета на стальную гильзу, обжимают на прессе и спека-
ют при 950—1000° С в течение 3 ч.
В табл. 6 приведены свойства конструкционных материалов в зависи-
мости от состава при одинаковой плотности (6,7 г/см3). Из таблицы видно,
что легирование железа медью и особенно углеродом и медью значительно
повышает прочностные характеристики материала, но снижает относитель-
ное удлинение. Легирование железа никелем и медью позволяет получать
материалы с повышенными характеристиками пластичности. Одним из наи-
более прочных сплавов — материал, легированный углеродом и хромом.
Значительное повышение прочностных характеристик может быть по-
лучено термообработкой. В табл. 7 показано, как повышается прочность
после термообработки. Так, если ЖГр1-7,3 до термообработки имеет проч-
ность 48,0 кГ/мм\ то после закалки и отпуска его прочность увеличивает-
ся до 90 кГ/мм3. Самым прочным из приведенных материалов после термо-
обработки является ЖГр1Д20 (Пр), имеющий прочность 107 кГ/мм*.
Приведенные в таблицах характеристики соответствуют материалам,
полученным в лабораторных условиях. На производстве часто эти харак-
теристики несколько ниже и не всегда одинаковы для различных партий
деталей.
172
Таблица 6
Свойства конструкции материалов в
зависимости от состава
Марка материала Предел проч- ности при растяжении, кГ/мм2 Удлинение, % Твердость, НВ
Ж-6,7 17 10,0—12,0 46
ЖД2,5-6,7 24 3,0—6,0 62
ЖД5,0-6,7 26 1,3—3,0 73
ЖД7,5-6,7 27 1,0—1,5 79
ЖГр1-6,7 37 1,5—3,0 118
ЖГр1,5-6,7 40 0,5—2,0 132
ЖГр1Д2,5-6,7 54 0,5—1,0 153
ЖГр1Д5-6,7 56 0,5—1,0 140
ЖН1Д1-6,8 28 5,0—7,0 84
ЖН1Д2,5-6,7 28 4,0—6,0 92
ЖН2,5Д 1-6,7 29 5,0-7,о 88
ЖН2,5Д2,5-6,7 32 4,0—6,0 90
ЖН5-6,7 32 5,0—7,0 80
ЖН5Д2-6,7 38 1,0—2,0 97
ЖФД2,5-6,7 35 1,0—1,5 92
ЖГр1Х2-6,7 51 3,3 82
Таблица 7
Свойства легированных металлокерамических конструкционных материалов
Марка материала После спеканиия После термообработки
Предел прочнос- ти при растяже- нии, кГ/мм2 Удлинение, % Предел прочнос- ти при изгибе, кГ/мм2 Ударная вяз- кость, кГ/см2 Твердость, HRB Предел прочнос- ти при растяже- нии, кГ/мм2 Удлинение, % Предел прочнос- ти при изгибе, кГ/ мм2 Ударная вяз- кость, кГ/см2 Твердость, HRC
ЖГр1-6,3 25,0 1,0 68,2 0,14 50 33,7 0,5 0,62 90 (HRB)
ЖГр1-7,0 42,4 3,0 85,0 0,28 — 46,0 0,5 — 0,70 100 (HRB)
ЖГр1-7,3 48,0 3,0 99,0 0,42 90,0 2,6 166 0,83 105 (HRB)
ЖДЮ-6,0 21,2 0,5 53,0 — — 38,0 1,0 73 0,5 30
ЖГр1Д7-6,0 35,3 0,5 81,0 0,42 70 60 1,5 127 0,83 30
ЖГр1Д7-6,8 58,6 1,0 93,0 0,55 73 78 1,5 148 0,9 40
ЖГр1Н7Д2-6,8 49,4 2,5 99,0 0,70 70 65,0 1,5 185 0,9 42
ЖД20(Пр) 49,4 1,0 99 2,0 73 90,0 0,5 148 1,5 35
ЖГр1Д20(Пр) 78,0 1,0 134 1,5 90 107,5 1,0 78 — 40
Металлокерамические изделия индивидуальны, и обеспечить стабиль-
ность свойств можно только при обеспечении стабильности исходных ма-
териалов, стабильности и строгого соблюдения технологических режимов
и обеспечения строгого и методически правильно построенного пооперацион-
ного и окончательного контроля. Лучше всего такие условия можно обес-
печить на специализированном предприятии с автоматическим циклом
производства, начиная от сырья и кончая производством изделия.
Методом двукратного прессования и спекания легированных хромо-
никелевых порошков может быть изготовлен материал, обладающий проч-
ностью на разрыв 43—45 кГ/мм* и относительным удлинением более 30%
[21, 22]. Эти материалы после проковки или горячего динамического прес-
сования обладают прочностью около 100 кГ/мм2 и пригодны для изготов-
ления высоконагруженных конструкционных деталей.
173
Один из наиболее распространенных способов получения высокопроч-
ных металлокерамических деталей — пропитка жидкой медью или латунью
Рис. 6. Физико-механические ха-
рактеристики пропитанных желе-
зомедных материалов в зависимости
от содержания меди:
пористых прессовок из железа, железогра-
фита или железомарганца. Прочность та-
ких деталей находится в пределах 60—
100 кГ/мм* в зависимости от состава и
термообработки [23—25] (рис. 6).
Принципиальная особенность техно-
логии, разработанной в ИПМ АН УССР,—
это то, что при производстве деталей при-
меняются взаимно насыщенные порошки.
Прессовка изготовляется из железного
порошка, содержащего до 5% меди, а про-
питка производится медножелезным спла-
вом с 8% меди. Это позволяет получить
плотные материалы, в которых не образу-
ется диффузионная пористость, обычно
появляющаяся при пропитке железа медью
благодаря эффекту Киркендала. Преиму-
ществами этого метода является также
I — твердость: 2 — сопротивление раз-
рыву; 3 — плотность; 4 — удлинение.
то, что прессование осуществляется при
сравнительно низких давлениях и усадка
при пропитке весьма низка. Первое резко увеличивает стойкость пресс-форм,
а второе позволяет получать детали с точными раз-
мерами.
Метод пропитки позволяет соединять отдельные
детали простой конфигурации в деталь весьма слож-
ной формы. Этим методом получают блоки шестерен,
тройники и другие детали (рис. 7).
6EZZ7Z.
7Z7777/.
МЕТАЛЛОКЕРАМИЧЕСКИЕ ИЗНОСОСТОЙКИЕ
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ И ДЕТАЛИ ИЗ НИХ
Конструкционные детали, работающие на износ,
имеют широкое распространение в машиностроении
и приборостроении. К таким деталям относятся ше-
стерни, храповики, звездочки, статоры и диски мас-
ляных насосов, детали втулочно-роликовых цепей,
кулачки, кондукторные втулки, крутильные и пря-
дильные кольца текстильных машин (рис. 8).
Основными требованиями, предъявляемыми к
этим деталям, наряду с высокой прочностью являют-
ся высокая твердость, износоустойчивость и сравни-
тельно низкий коэффициент трения. Они работают
в самых различных условиях: при разных давлениях
и скорости, трении качения и скольжения, ударных
условиях смазки. Поэтому в настоящее время
Рис. 7. Тройник, изго-
товленный методом про-
питки медью простых
составных частей а и б:
/ — готовая деталь: 11 —
заготовка.
нагрузках, разных
уделяется большое
внимание созданию различных металлокерамических конструкцион-
ных материалов, обладающих высокой износостойкостью. Износостойкие
конструкционные материалы весьма разнообразны по химическому со-
ставу (схема 3).
174
VI
КхН20-7,1
КхН30-7,3
КхЧ20-6,9
Однократ ное прессование и
спекание
*
Двукратное прессование
Однократное прессование и 3
спекание •Ъ* (D
S w
н 9
Двукратное прессование —
Однократное прессование и спекание Желе- зо-чу- гун
—
Двукратное прессование и спекание
\ Железо- чугун- хром
Двукратное прессование и спекание
—
Двукратное прессование и спекание Желе- 30- ШХ15
Однократное прессование и спекание
— Желе- зо-стек- ло
Двукратное прессование и спекание
Е Е ”
оэ лэ 4-i
Спекание с жидкой фазой
Металлокерамические износоустойчивые конструкционные материалы и детали из них
В работе [26] описана технология изготовления металлокерамических
прядильных и крутильных колец для шерстепрядильных машин из желез-
ного порошка марки ПЖ1М2 по ГОСТу9849-61. Заготовки прессуются
под давлением 6 т/см2 и спекаются при 1150° С в водороде. После спекания
пористость заготовок составляет 18—25%. Спеченные заготовки подвергают-
ся механической обработке резцами из твердых сплавов при подачах 0,1—
0,2 мм!об и скоростях резания 180—250 м!мин.
Рис. 8. Металлокерамические детали, работающие на износ.
Упрочнение и износостойкость колец достигается методом газовой
нитроцементации, последующей закалки и пропитки пор маслом. Кольца
в эксплуатации показывают высокую износостойкость, превышающую
стойкость стальных колец в 3—5 раз, а бегунки, работающие в паре с ними,
увеличили стойкость в 20—30 раз. Применение металлокерамических ко-
лец обеспечивает снижение обрывности пряжи на 20—25%; ежегодная
потребность 1500 тыс. шт. При изготовлении такого количества колец эко-
номия составит 1895 тыс. руб в год
Описанная технология может быть использована для получения дру-
гих конструкционных деталей, работающих на износ. Большая группа
конструкционных деталей, которые обычно изготовляются из малоуглеро-
дистых сталей с последующей цементацией, может быть получена из желез-
ного порошка марки ПЖ1М-ПЖЗМ методом двукратного прессования и
спекания, причем второе спекание совмещается с цементацией этих дета-
лей в твердом или газовом карбюризаторе. Первое прессование произво-
дится при давлении 5—6 т!см\ а второе — при 6—8 т!см\ промежуточ-
ное спекание прессовок осуществляется в защитной атмосфере при 900° С
в течение одного часа.
Цементация железных образцов пористостью 7—8% (без термообработ-
ки) лишь незначительно увеличивает их прочность. Значительнее при про-
176
чих равных условиях увеличивается прочность высокопористых железных
образцов. Так, в результате цементации в твердом карбюризаторе при 920° С
в течение 6 ч образцы с 7—8% пор, как и образцы с 13—15% пор, имели
примерно одинаковую прочность — 30—33 кГ/мм2. Это объясняется тем,
что повышенная пористость, с одной стороны, снижает прочность изделия,
но с другой — обеспечивает значительное приращение прочности за счет
большей глубины науглероживания.
Для увеличения прочности науглероженных деталей из железного
порошка, повышения твердости и износостойкости рабочей поверхности
этих деталей применяют различные режимы термической обработки (за-
калка и отпуск).
Широко применяются железографитовые и железочугунные мате-
риалы, используемые для изготовления износостойких конструкционных
деталей. Разработана технология изготовления из этих материалов дета-
лей втулочно-роликовых цепей, которые показали более высокую износо-
стойкость, чем детали из обычных сталей.
Распространенными деталями, работающими на износ, являются зуб-
чатые колеса. Методом порошковой металлургии изготовляют зубчатые
колеса самых разнообразных конфигураций и размеров без дополнитель-
ной механической обработки. Этим способом могут быть получены шес-
терни цилиндрические, дисковые и со ступицей, с прямым и косым зубом,
с различными впадинами и выступами, конические и шевронные, колеса с
зубцами на торцах, звездочки различного типа.
Металлокерамические шестерни применяются в различных отраслях
промышленности — автотракторной, часовой, приборостроении [27—29].
Они изготовляются из железо-графита, железо-латуни, смесей железного
и чугунного порошков, легированных порошков.
При производстве методом порошковой металлургии значительно умень-
шаются трудовые затраты (до 58%) и их стоимость (до 86%). По срав-
нению с шестернями из проката они обладают более высокой износо-
устойчивостью.
В работе [9] описана технология получения зубчатых колес из желе-
зочугунного материала (85% Fe + 15% чугуна) и стали, полученной из
смеси 50% железного порошка +50% порошка ШХ15. Применяли техно-
логию двукратного прессования и спекания.
Технология производства конической шестерни для приборостроения
методом пропитки железной прессовки латунью описана в работе [28]. Се-
бестоимость 100 шестерен, ранее изготовлявшихся из стали 2X13, снизи-
лась с 11,32 руб. до 5,32 руб.
Ряд износостойких конструкционных материалов разработан в Ин-
ституте проблем материаловедения АН УССР. Основной рабочей гипоте-
зой, положенной в основу создания таких материалов, является образо-
вание четко выраженной неравновесной структуры, т. е. структура тако-
го материала должна представлять собой основу, в которой расположены
зерна с высокой микротвердостью и обладающие низким коэффициентом
трения.
Микротвердость основы сплава и микротвердость твердой фазы должны
отличаться друг от друга примерно на 500—700 ед. Такое строение сплава
соответствует правилу Шарли для антифрикционных материалов. Пользуясь
этой гипотезой, были разработаны: износостойкая хромистая сталь марки
ЖЧ25ХЗ-7,! [30, 31] и железостеклянный материал [32].
12 9-1030
177
Хромистая сталь марки ЖЧ25ХЗ-7Д изготовляется двукратным прес-
сованием и спеканием из шихты следующего состава: 65% железного порош-
ка марки ПЖ2М2, 25% порошка белого чугуна и 10% порошка хромистой
стали марки ХЗО. В качестве хромсодержащих добавок могут быть также
использованы феррохром, порошковая хромистая сталь, полученная вос-
становлением по гидриднокальциевому методу [33] или насыщением из
точечных источников [34 ]. Предпосылками для создания четко выраженной
неравноьесной структуры служат: использование высоколегированных хро-
Рис. 9. Микроструктура стали ЖЧ25ХЗ-7,0 после спекания (X 100).
мистых добавок соответствующей крупности; введение углерода в виде по-
рошка белого чугуна; применение режимов спекания, которые не приводят
к гомогенизации сплава.
Технологический процесс изготовления деталей из этой шихты состо-
ит из следующих операций: прессование — при давлении 6 т/см2, спекание
при 700° С — 1 ч, второе прессование при давлении 8 т/см2, второе спе-
кание при 1200° С — 2 ч и закалка начиная с 840° С в воду После спека-
ния такой металлокерамический материал характеризуется неравновесным
строением в пределах микрообъемов, т. е. отдельные зерна сплава с высо-
ким одержанием хрома окружены полем, представляющим собой низко-
легированный ферритоперлит (рис. 9). Таким образом, отдельные струк-
турные составляющие имеют резкое различие в твердости. Основное поле
имеет микротвердость в пределах 400—700 кг!мм2, ферритные участ-
ки — 200—300 кг!мм2 и зерна стали ХЗО в результате диффузии углерода
повышают свою микротвердость до 700—1000 кг!мм2.
Проведены сравнительные испытания износостойкости стали ШХ15
и металлокерамической стали ЖЧ25ХЗ-7,1 при трении по стали Р18, при
178
скорости скольжения 2,5 м1сек и давлении 34 кПсм2 со смазкой веретенным
маслом в условиях граничного трения. Темп износа стали ШХ15 составлял
0,240 мк/км, а ЖЧ25ХЗ-7Д — 0,056 мк/км, т. е. металлокерамическая
сталь оказалась в 4,3 раза более износостойкой.
Длительные эксплуатационные испытания (9000 ч) деталей масляного
насоса (рис. 10), изготовленных из таког
боте в паре с закаленной сталью Р18
они имеют стойкость в 3—4 раза выше,
чем детали из литых шарикоподшипни-
ковых сталей (рис. 11). При правильном
выборе состава металлической состав-
ляющей металлостеклянного материала
они также обладают высокой износо-
стойкостью. Металлостеклянные мате-
материала, показали, что при ра-
риалы можно получать Тремя методами: Рис. 10. Детали масляных насосов:
холодным прессованием и последующим а ~ статор: 6 - диск с шейкой,
спеканием в защитной среде; пропиткой
жидким стеклом пористой металлической прессовки; горячим прессо-
ванием металлостеклянной шихты.
Механические свойства спеченных маталлостеклянных материалов
(прочность на разрыв, изгиб, сжатие, ударная вязкость, относительное удли-
нение при растяжении, относительное сжатие) снижаются при повышении
содержания стекла и увеличении пористости. Прочность и деформируе-
мость этих материалов, в основном определяются относительной плотностью
металлического каркаса и его прочностными характеристиками [35].
В микроструктур металлостеклянных материалов, кроме металли-
ческой фазы и стекла, наблюдаются еще несколько фаз, представляющих
собой минералы в виде кристаллов различных размеров и форм (рис. 12, 13).
Значительный интерес представляет получение металлостеклянных
материалов пропиткой металлического брикета стеклом. Коррозиеустойчи-
вость пропитанных металлостеклянных материалов резко возрастает по
сравнению с непропитанными. Такие материалы можно классифицировать
Рис. 11. График зависимости величины
износа А статоров от продолжительности
испытания:
1, 3 — статоры из стали ШХ15; 2 — статор
из ЖЧ25ХЗ-70.
как стойкие [36]. Наряду с износо-
стойкостью пропитка пористых дета-
лей из нержавеющих сталей химически
стойким стеклом обеспечивает их кор-
розиеустойчивость и позволяет их
использовать в химическом машино-
строении для работы в агрессивных
средах.
Высокостойкими против износа
являются карбидохромовые материа-
лы с никелевой связкой [37]. Изде-
лия из карбидохромовых сплавов
получаются из смеси порошков карби-
да хрома Сг3С2 и никеля прессованием
и спеканием в защитной среде при тем-
пературах выше 1200° С. Содержание
никеля может быть в пределах от 5 до 40%. В зависимости от количества
никеля в сплаве изменяются температура спекания карбидохромовых спла-
вов и их свойства.
12*
179
Рис. 12. Микроструктура металлостеклянных материалов (X100).
Рис. 13. Кристаллы в стеклянной фазе железостеклянных материалов.
В зависимости от назначения детали выбирается сплав с большим или
меньшим содержанием никеля. Для деталей, работающих в условиях абра-
зивного износа, применяются сплавы с малым содержанием никеля, обеспе-
чивающие высокую твердость и износостойкость, для деталей, подвергаю-
щихся динамическим нагрузкам — сплавы с максимальным содержанием
никеля, и следовательно, с наибольшей ударной вязкостью.
Высокая износостойкость карбидохромовых сплавов иллюстрируется
многочисленными примерами использования их для изготовления деталей,
работающих в контакте с абразивной средой или в условиях трения. Так,
карбидохромовые сопла для напыления хлорида железа на опаловое стек-
ло работают 250—350 ч, в то время как кварцевые сопла — 3—4 ч.
Срок службы сопел дробеструйных и гидропескоструйных аппаратов
из карбида хрома 80 ч, а из отбеленного чугуна или закаленной инстру-
ментальной стали 2—3 ч.
Карбидохромовые матрицы пресс-форм для прессования ферритов
выдерживают 200—500 тыс. операций, тогда как матрицы из закаленных
сталей ХВГ, Х12М, ШХ15 — 5—10 тыс. операций прессования. Карбидо-
хромовые матрицы для протяжки стальных и латунных труб имеют стой-
кость 150—200 тыс. операций протяжки, матрицы из инструментальной
стали — 4—5 тыс. операций.
Этот перечень можно было бы продолжить, назвав различные прошив-
ки, калибровочные пуансоны и шарики, детали мерительного инструмента
ит. д., но уже из приведенных примеров видно, что карбидохромовые
сплавы по износостойкости в 30—60 раз превосходят, например, закален-
ные инструментальные стали. Свойства некоторых конструкционных метал-
локерамических материалов приведены в табл. 9.
Применение металлокерамических конструкционных деталей (табл. 9)
дает значительный экономический эффект. Себестоимость изготовления 1 т
металлокерамических деталей средней сложности в 2—2,5 раза ниже се-
бестоимости 1 т деталей из проката или литья. В некоторых случаях эффек-
тивность использования металлокерамических деталей значительно воз-
растает за счет того, что они более долговечны, чем детали из компактных
материалов.
ПЕРСПЕКТИВЫ В ОБЛАСТИ СОЗДАНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ
КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Перспективным направлением в развитии конструкционных материа-
лов является создание серии металлокерамических материалов на основе
легированных порошков.
Для химического машиностроения требуются металлокерамические
конструкционные материалы из порошков нержавеющих сталей, в том
числе материалы с минимальной пористостью или порами, закрытыми кор-
розионностойкими материалами. Разработка таких материалов позволит
обеспечить химическое машиностроение дешевыми долговечными деталя-
ми, работающими в химически активных средах.
Использование легированных порошков, наряду со специальными ме-
тодами прессования (динамическое, горячее, экструзии и др.), приведет
к созданию металлокерамических конструкционных материалов с высо-
ким уровнем прочностных характеристик (ств > 100 кПмм2 ) и удовлетво-
рительными показателями пластичности (6 — до 20%, ак—до 5 кПсм*).
181
Физико-механические свойства конструкционных металлокерамических материалов
Марка материала Химический состав, % Твердость HBt кг/см9 (в скобках по HRA или HRB) Предел проч- ности при растяжении, кГ/см* Относитель- ное удлине- ние, %
Ж-7,4 С <0,15 80 28 18
Ж-6,3 ЖГрО, 6-7,0 ЖГр1,5-6,0 С < 0,15 50 (50—70 HRB) 15 28—33 20—24 6 0,9—1,2
ЖГр1-7,2 С = 0,7—0,9 150 40 3
ЖЧ15-7.2 С = 0,4—0,5 (135 HRB) 30 1,0
ЖЧ20-7Д С = 0,5—0,6 180 38 1,4
ЖЧЗО-7,1 С = 0,8—0,9 200 40 1,3
ЖГр1Д5-6,5 С = 0,7—0,9; Си = 4,5—5,0 200 40 1,0
ЖГр1Д2,5-6,5 С = 0,7—0,9; Си = 2,2—2,5 180 40 1,0
ЖГр0,ЗДЗК0,2-6,2 С = 0,15—0,20; Си = 2,9—3,0; S = 0,1—0,15 50 20 3
ЖД20-8.0 (Пр) Си = 20—25 110 40 3
ЖЛ20-7.9 (Пр) Zn = 5,0—7,0 Си — 12—15 120 40 5
ЖГр 1-7,0 (Хр) С =0,7—0,8 (В по- верхностном слое толщиной 5 мм средний процент Сг > 5%) 120 35 4
ЖХ 1-6,2 Сг = 0,9—1,1 120 47 2,4
ЖЧ25ХЗ-7.1 Хром вводится в ви- де порошка Х30=10% ЖШХ 50-7,1 С = 0,7—0,8 С = 2,9—3,0 Железный поро- шок 4-50% порош- ка стали ШХ 180 (140 HRB) 40 30 1,5
D-7,9 БрОЮ-7,8 КхН15-7,0 КхН20-7,1 КхН30-7,3 Кх420-6,9 Си Sn = 9—9,5; Си = ост. Ni = 15—16 Ni = 20—22 Ni = 30—33 Fe = 19—20 28 55 (82 HRA) (80 HRA) (78 HRA) (85 HRA) 20 25 14 19 22 15 4
182
Таблица 8
Ударная вяз* кость. кПсм2 Предел проч- ности при из- гибе. кГ/см2 Твердость после термо- обработки. HRC Плот- ность. г/см* Микроструктура Примечание
2,5 7,3 Феррит, поры Предел прочности
1,0 — —. 6,0 при сжатии оСж= 75—
0,9—1,0 60—70 7,0 Ферритоперлит, поры 80 кГ/мм*
0,3—0,4 6,0 Перлит, поры
1,0 — 45 7.0 Перлитоферрит, поры
3,2 62 — 7,2 Ферритоперлит, поры
2,0 80 45—50 7,0 Повышенная износо-
1,5 — 50—55 7,0 Перлитоферрит, поры стойкость
0,6 — 6,4 Легированный перлит,
медь, поры
0,6 — — 6,4 Легированный перлит,
поры
0,7 — — 6,2 Легированный фер-
рит, поры
0,25 — 7,9 Феррит, медь После закалки и ос-
таривания ов =-
=70—80 кГ/мм*
0,25 — — 7,8 Феррит, латунь После закалки и ос-
таривания ов =
=70—80 кПмм2
0,1 40 6,8 Перлитоферрит хро- После термической
мированный, поры обработки ов =
=40 кГ/мм*
6,2 Легированный фер-
рит, поры
65 45 7,0 Легированный перли- Высокая износостой-
тоферрит, хромис- кость
тая фаза, поры
3,4 — 7,1 Легированный фер-
рит, поры
0,5 7,8 —
0,3 7,8 —
0,12 45 — 6,7 Ка рбидохромовый
0,15 50 — 6,8 каркас с прослойка-
0,20 55 — 7,2 ми никеля
0,05 20 6,5 Ка рби дох ромовый
каркас с прослой-
ками чугуна
183
Характеристика конструкционных металлокерамических материалов и области их применения
Материал литых заменяемых изделий
Материал металлокерамических
изделий и его порошкообразные
составляющие
Стали обыкновенного качества: МСт.О; МСт.1; МСт.2. Угле-
родистые качественные конструкционные стали: Ст.09;
Ст.10, Сталь 15
Материалы из
Ж-7,4 (ПЖ2М2- 100%)
СЧ 12-28; СЧ 15-32; СЧ 18-36; Ж-6,3 (ПЖ2М2— 100%)
СЧ 21-40; СЧ 24-44; СЧ 28-48
Же ле зоу г ле р оди
Углеродистые качественные конструкционные стали: 25, 30, 40, 50, 55. Сталь конструкционная автоматная- А20, АЗО, А40, чугуны: СЧ 24-44, СЧ 32-52, СЧ 35-50, СЧ 28-48, СЧ 38-60, КЧ 38-12, КЧ 40-3, КЧ 35-4, КЧ 30-3, КЧ 35-10, КЧ 33-8, КЧ 30-6 ЖГр1-7,2 (ПЖ2М2 — 99%, графит — 1 %) ЖЧЗО-7,1 (ПЖ2М2 — 70%, по- рошок отбеленного чугуна по ТУ ИПМ АН УССР — 30%) ЖЧ20-7,! (ПЖ2М2 — 80%, по- рошок отбеленного чугуна по ТУ ИПМ АН УССР — 20%)
Железоуглеродистые материа
Углеродистые качественные конструкционные стали: 30, 40, 45, 50, 55 ЖГр1Д2,5-6,5 (ПЖ2М2 — 96,5%, графита — 1 %, ПМ2 — 2,5%) ЖГр1Д5-6,5 (ПЖ2М2 — 94%,
Низколегированные конструкционные стали: 15Х, 20Х, ЗОХ, 35Х, 40Х, 45Х, 50Х, 15ХФ, 20ХФ, 40ХФ, 20ХМ, ЗОН, 15НМ, 15Г, 20Г и др. графит — 1%, ПМ2 — 5%) ЖГр0,ЗДЗК0,2-6,2 (ПЖ2М2 — 96,5%, графит —0,3%, ПМ2— 3%, сера—0,2%) ЖД20-8,0 (Пр) (ПЖ2М2 - 80%, ПМ2 — 20%)
Медь Цветные Д-7,9 (ПМ2 -100%)
Латунь Л-7,8 (порошок латуни Л59 — 100%)
184
Таблица 9
Технология изготовления Рекомендуемые области приме- нения
железного порошка Прессование под давлением 6—7 т/см2. Предваритель- ное спекание при 900° С в течение 2 ч в защитной атмосфере. Допрессовка под давлением 7—8 ml см2. Спекание при 1200° С в течение 2 ч в защитной ат- мосфере Прессование под давлением 6—7 т/см2. Спекание при 1200° С в течение 2 ч в защитной атмосфере Малонагруженные конструкци- онные детали, ов = 20ч- ч-ЗО kTJmm2 Ненагруженные конструкцион- ные детали, ов = 20 кГ/мм2
стые материалы
Прессование под давлением 6 — 7 ml см2. Предваритель-
ное спекание при 900° С в течение 2 ч в защитной ат-
мосфере. Допрессовка под давлением 8 — 9 т/см2.
Спекание при 1200° С в течение 2 ч в защитной атмос-
фере
Прессование под давлением 6 ml см2. Предварительное
спекание при 700° С в течение 2 ч в защитной атмос-
фере. Допрессовка под давлением 9 т/см2. Спекание
при 1200° С в течение 2 ч в защитной атмосфере
Прессование под давлением 6 ml см2. Предварительное
спекание при 700° С в течение 2 ч в защитной атмос-
фере. Допрессовка под давлением 9 т/см2. Спекание
при 1200° С в течение 2 ч в защитной атмосфере
лы, легированные медью
Прессование под давлением 6—7 т/см2. Спекание при
1200° С в течение 2 ч в защитной атмосфере
То же
Прессование под давлением 6 т/см2. Спекание при
1140—1160° С в течение 1 ч в защитной атмосфере
Исходные материалы: железный порошок, содержащий
8% Си; пропитывающий брикет из медножелезного
сплава с 5% Fe
Прессование железных брикетов под давлением 6—7 т/см2
Прессование медных брикетов под давлением 2—2,5 т!см2
Пропитка железного брикета медью. Детали в коробках
помещают в печь при 1000-1050° С, выдержка
10—15 мин на 1 см упакованного слоя. Повышение
температуры до 1100—1200° С, выдержка 15 мин на
1 см упакованного слоя. Охлаждение с печью до
1000° С, закалка в воде
металлы
Прессование под давлением 4—5 т!см2. Спекание при
800° С в течение 2 ч в защитной атмосфере. Допрес-
совка под давлением 6—7 т/см2. Спекание при 1000° С
в течение 2 ч в защитной атмосфере
Прессование под давлением 4—5 ml см2. Спекание при
700° С в течение 2 ч в защитной атмосфере. Допрессов-
ка под давлением 6—7 ml см2. Спекание при 800° С в
течение 2 ч в защитной атмосфере
Средненагруженные детали, под-
вергающиеся закалке и отпус-
ку, ов = 30—40 кГ/мм2,
HRC до 45
То же. ов —30 — 45 кГ/мл?,
HRC до 50
Средненагруженные конструк-
ционные детали, ов =
=30—40 кГ/мм2 HRC до 47
То же. ов = 30—40 кГ/мм2
Малонагруженные детали,
ов = 20 кГ/мм2
Нагруженные детали. Для
ЖД20-8,0 (Пр) ов=70ч-
-*-80 кГ/мм2
Электротехнические конструк-
ционные детали, Од = 15ч-
ч-25 кГ/мм2
Конструкционные детали, изго-
товляемые из латуни,
а = 15—25 кГ(мм2
185
Материал литых заменяемых изделий Материал металлокерамических изделий и его порошкообразные составляющие
Бронза БРО 10-7,8 (ПМ2 — 90%, ПО - 10%)
Конструкционные сплавы
Инструментальные стали для пресс-форм. ХВГ, ШХ15, ЗХ2В8, Х12, Х12М, Р18, Р9 КНХ 15-7,0 (никелевый порошок ПНК-2 — 15%, порошок кар- бида хрома — 85%) КХН20-7,1 (никелевый порошок ПНК-2 —20%, порошок кар- бида хрома — 30%) ЖЛ20-7,9 (Пр) (ПЖ2М2 — 80%, латунь — 20%)
Материалы на основе железного
Хромистые конструкционные стали: 15Х, 20Х, ЗОХ, 35Х,
40Х, 45Х, 50Х
ЖГр1-7,0 (Хр) (ПЖ2М2 — 99%,
графита 1 %: содержание хро-
ма после хромирования
5—15%)
Конструкционные инструментальные стали: ШХ9, ШХ6,
ШХ15 и цементируемые хромистые стали
ЖХ 1-6,4 (железохромистый по-
рошок — 100%)
ЖЧ25ХЗ-7,! (ПЖ2М2 — 65%).
Порошок отбеленного чугуна
по ТУ ИПМ АН УССР —
25%. Хромсодержашие добав-
ки с содержанием хрома 30%
(сталь ХЗО, хромированный
железный порошок ферро-
хром — 10%)
КХН 30-7,4 (никелевый порошок
ПНК-2 — 30%, порошок кар-
бида хрома — 70%)
КХ 420-6,9 (порошок отбеленно-
го чугуна по ТУ ИПМ
АН УССР —20%, порошок
карбида хрома — 80%)
186
Продолжение табл. 9
Технология изготовления
Рекомендуемые области приме-
нения
Прессование под давлением 4—5 т/см2. Спекание при 700° С
в течение 2 ч в защитной атмосфере. Допрессовка под да-
влением 6—7 т/см2. Спекание при 800° С в течение 2 ч в
защитной атмосфере
на основе карбида хрома
Прессование под давлением 1—2 т/см2. Спекание при
1290 + 20° С в течение 1 ч в защитной атмосфере
Второй технологический вариант: горячее прессование
под давлением 80—150 кГ/см2 при 1100—1250° С
То же
Исходные материалы: железомедный сплав, содержащий
Си 8%, стружка латуни Л59
Прессование железных брикетов под давлением
6—7 т/см2
Прессование латунных брикетов под давлением
2—2,5 т/см2
Пропитка; упакованные детали помещают в печь при
950—1000° С; выдержка 15 мин на 1 см толщины упа-
кованного слоя. Охлаждение с печью до 700—800° С,
охлаждение вне печи {
порошка, легированные хромом
Прессование под давлением 6—7 т/см2. Спекание при
1050° С в течение 2—3 ч в хромирующей засыпке; сос-
тав: 70% феррохрома, 25% глинозема, 5% хлористого
аммония. Допрессовка под давлением 6—7 т/см2. Спе-
кание при 1200° С в течение 2 ч в хромирующей за-
сыпке
Прессование под давлением 6 т/см2. Спекание при 1200° С
в течение 2 ч в защитной атмосфере
Прессование под давлением 6 т/см2. Спекание при 700е С
в течение 2 ч в защитной атмосфере. Допрессовка под
давлением 8—10 т/см2. Спекание при 1200° С в тече-
ние 2 ч в защитной атмосфере
То же. Спекание при 1220 ± 20° С
Прессование под давлением 1—2 т/см2. Спекание: I ста-
дия— при 1150—1250° С 30 мин в защитной среде;
П стадия — при 1500° С 20 — 40 мин в защитной
среде. Второй технологический вариант: горячее прессо-
вание под давлением 80—150 кГ/см2 при 1100—1250° С
Арматура = 15—20 к,Г/мм2
Матрицы для пресс-форм и
штампов. Наплавка износо-
стойких поверхностей
То же
Для ЖЛ20-7,9 (пр)
ов = 60—70 кГ/мм2
Коррозиеустойчивые среднена-
груженные детали ов = 30-т-
-4-40 кГ/мм2, HRC > 40
То же. ов = 30—40 кГ/мм2
Нагруженные детали, работаю-
щие в условиях трения.
=35—45 кГ/мм2, HRC> 45
То же
» »
187
Для создания высокопрочных металлокерамических беспористых ма-
териалов будут использоваться также методы пропитки. С этой целью
необходимо провести работы по созданию высокопроизводительных уста-
новок для пропитки пористых деталей расплавленными материалами и
внедрить их в промышленность.
Необходимо, наряду с использованием медных, бронзовых и латун-
ных отходов металлообработки (стружка), разработать новые эффектив-
ные материалы и сплавы в качестве пропитывающих компонентов (стекла,
пластмассы, эвтектические сплавы на железной основе).
Разработка композиционных материалов на базе высоколегирован-
ных порошков позволит удовлетворить машиностроение в деталях, рабо-
тающих под нагрузкой при температурах до 800—1000° С.
Для создания легких и коррозионностойких металлокерамических де-
талей необходимо провести широкие исследования по разработке техноло-
гии изготовления деталей из порошков титана и его сплавов.
Более широкое внедрение в промышленность металлокерамических
латунных деталей может быть успешным только тогда, когда будет налажен
промышленный выпуск латунных порошков.
Перспективным направлением является создание металлокерамичес-
ких высокопрочных материалов для изготовления инструмента, в том числе,
металлокерамических сталей типа быстрорежущих. Использование мето-
дов порошковой металлургии позволит получать быстрорежущие стали
с повышенным содержанием карбидной фазы. Такие инструментальные
материалы заполняют пробел, имеющийся в обработке резанием тугоплав-
ких металлов, нержавеющих и жаропрочных сталей, труднообрабатываемых
вязких сплавов.
Дальнейшее развитие должны получить работы по созданию металло-
керамических конструкционных материалов, предназначенных для рабо-
ты в условиях трения и интенсивного износа. Для этого необходима даль-
нейшая разработка научных основ формирования структуры металлокера-
мических конструкционных материалов, что позволит создавать наиболее
благоприятную структуру, обеспечивающую высокую износоустойчивость.
Необходимо уделить особое внимание обеспечению стабильности
свойств металлокерамических материалов, разработке научно обоснован-
ных методов контроля этих материалов.
ЛИТЕРАТУРА
1. Радомысельский И. Д.— Порошковая металлургия, 1967, 10, 63—76.
2. Ж о р н я к А. Ф., Радомысельский И. Д,— В кн.: Передовой научно-тех-
нический и производственный опыт. 1—64—490/12 ГОСИНТИ, М., 1964.
3. Жорняк А. Ф., Радомысельский И. Д.— Порошковая металлургия,
1964, 4, 65—75.
4. Апининская Л. М., Радомысельский И. Д. — Порошковая металлур-
гия, 5, 1965, 39-46; 4, 1966, 7—11.
5. Виноградов Г. А., Радомысельский И. Д. Прессование и прокатка
металлокерамических материалов. Машгиз, М.—К-. 1963.
6. Радомысельский И. Д., НикишовН. С., Пшекова В. П., С мо-
ля н к и н А. Б.— Порошковая металлургия, 1962, 5, 51—53.
7. Федорченко И. М., Филатова Н. А.— В кн.: Вопросы порошковой метал-
лургии и прочности металлов, VII. Изд-во АН УССР, К., 1959.
8. Ж о р н я к А. Ф., Негода Г. П., Радомысельский И. Д.— Порошко-
вая металлургия и металлообработка, НТО НАШПРОМ, Ереван, 1965, 132—147.
188
9. Дмитровйч И. И., Волос В. Ф., Лебедев А. П.— В кн.: Порошковая
металлургия, Сборник трудов VIII Всесоюзной конференции по прогрессивным методам
производства деталей из порошков. «Высшая школа», Минск, 1966.
10. Пугина Л. И., Федорченко И. М. и др.— В кн.: Порошковая металлургия,
Сборник трудов VIII Всесоюзной конференции по прогрессивным методам производства
деталей из порошков. «Высшая школа», Минск, 1966.
11. Морозов Ю. Ф.— Порошковая металлургия, 1966, 3, 42—48.
12. Б о г а т и н Д. Е., Фадеева Н. В.— Порошковая металлургия, 1965, 6, 83—86.
13. Радомысельский И. Д., Кузенкова М. А.— Порошковая металлургия
1961, 4, 56—62.
14. Радомысельский И. Д., Филатова Н. А.— Машиностроение и приборо-
строение, 1958, 10—11, К., 29—33.
15. Г о р ч а к о в А. В.— В кн.: Порошковая металлургия, Труды IV научно-техниче-
ской конференции по вопросам порошковой металлургии (дополнительный сборник).
Ярославль, 1957.
16. Радомысельский И. Д., Шевченко Г. Ф.— Машиностроение и приборо-
строение 14—15, К., 1959, 71—73.
17. F i n d е i s е и G.— Metall, 1960, 10, 995.
18. Петрдлик М., Шт роб л Я. Порошковая металлургия 1, 88, 1962.
19. Бойко П. А., Грязнов Б. А., Дубинин В. П., Клименко В. Н.»
Кузьменков. А., Осасюк В. В., Радомысельский И. Д., Ру.
д е н к о В. Н.— Порошковая металлургия, 1964, 2, 32—39.
20. Васильчиков С. А., Супрунов В. А.— В кн.: Порошковая металлургия,
Рига, 1968.
21. Щеголева Р. П., Реутова Н. П., Г о л у б е в а Л. С., П о п л а в-
скаяВ. Л., Казанская Л. Н.— В кн.: Порошковая металлургия, Металлур-
гиз, М., 1965.
22. С и л а е в А. Ф., Григорова Ю. Ф. Получение деталей с высокими свойствами
из порошков. ГОСИНТИ, М., 1964.
23. Францевич И. Н., Теодорович О. К.— В кн.: Порошковая металлургия
(дополнительный сборник). Ярославль, 1957.
24. Теодорович О. К.» Радомысельский И. Д.— Порошковая металлургия,
1961,4,63—69.
25. Францевич И. Н.» Бойко Е. Б. — Порошковая металлургия, 1964, 1, 44—45.
26. Шалашов В. А., Финкельштейн Т. Б., Ланда Л. А.— Сборник трудов
VIII Всесоюзной конференции по прогрессивным методам производства деталей из по-
рошков. «Высшая школа», Минск, 1966.
27. С а м с о н о в Г. В., Плоткин С. Я. Производство железного порошка. Метал-
лургиздат, М., 1957.
28. Кроха В. А., Б а х о в к и н А. М.— Порошковая металлургия, 1963, 1, 104—111.
29. Клименко В. Н., Радомысельский И. Д., Д о р ф 3. П.— Порошковая
металлургия, 1962, 1, 80—87.
30. Клименко В. Н., Кончаковская Л. Д., Напара-Волгина С. Г.,
Радомысельский И. Д.— В кн.: Труды VII Всесоюзной конференции по по-
рошковой металлургии, НТО МАШПРОМ, Ереван, 1964.
31. Рубашкин Л. С., Радомысельский И. Д., Клименко В. Н.
и др.— Порошковая металлургия, 1967, 2.
32. Радомысельский И. Д., Щербань Н. И.— Порошковая металлургия,
1965, 12, 83—92.
33. Борок Б. А., Т е п л е н к о В. Г.— В кн.: Порошковая металлургия, «Металлур-
гия», М., 1965, 69-80.
34. Радомысельский И. Д., Напара-Волгина С. Г.— Порошковая
металлургия, 1965, 8, 12—18.
35. Радомысельский И. Д., Щербань Н. И., Белоиван А. Ф., Иса-
хан о в Г. В.— Порошковая металлургия, 1966, 5, 41—49; 1967, 6* 74—79; 1967» 12,
70—73.
36. Супрунов В. А., Кисельников В. Н.— Изв. высш, учебных заведений.
Химия и химическая технология, VI, 1963, 4.
37. Григорьева В. В., Клименко В. Н., Косолапова Т. Я., Семе-
нов Г. В. Изготовление изделий методами порошковой металлургии, 3, ЦИТЭИН,
М., 1960.
И. Н. ФРАНЦЕВИЧ
МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
В ЭЛЕКТРОТЕХНИКЕ
Институт проблем материаловедения АН УССР
Первые этапы развития современной порошковой металлургии определя-
лись преимущественно необходимостью решения задач электротехники.
Методы порошковой металлургии оказались единственно приемлемыми для
изготовления тугоплавких и жароупорных металлов (вольфрама, молибдена,
тантала) и сплавов на их основе, потребность в которых возросла в связи
с бурным развитием электроламповой и электротермической отраслей про-
мышленности. Возможность универсального использования этих материалов
в электротехнике определяется их физическими свойствами. Эти же свойст-
ва определяют и технологические трудности изготовления и обработки из-
делий.
Основа для производства изделий из указанных материалов — метал-
лические порошки, получаемые восстановлением в водороде окислов (WO3,
МоО3) либо электролизом из расплава К2Та F7 с добавкой Та2О5. Из порош-
ков, изготовленных одним из методов, прессуются изделия либо заготов-
ки для последующей переработки в проволоку, пруток и жесть.
В последние годы, наряду с обычными приемами прессования, для
формирования изделий и порошковых заготовок из вольфрама, молибдена
и тантала получили широкое распространение методы гидростатического
и изостатического прессования, экструзии и взрывного прессования. Пос-
ледние два метода, как и метод ударного горячего прессования, позволяют
получать в некоторых случаях из порошков готовые изделия, не требующие
последующей высокотемпературной обработки. Обычно же после холодной
прессовки изделия из вольфрама, ниобия и тантала спекают в сварочных
аппаратах при температуре, близкой к температуре плавления.
Спекание вольфрама проводят в среде водорода, а ниобия и тан-
тала — в вакууме. Спеченные штабики проходят механическую обработ-
ку в ротационно-ковочных машинах и затем поступают на волочильные
машины или же в прокатку. Оказалось эффективным также спекание
вольфрама, молибдена и тантала с использованием индукционного нагрева,
особенно в тех случаях, когда допустимо введение добавок, обеспечиваю-
щих активированное спекание при заметно сниженных температурах. Такой
активирующей добавкой, в частности в вольфраме, является никель.
Для повышения рабочих параметров радиоламп в настоящее время
используют пористые вольфрамовые катоды. Технологически сложная за-
дача получения малогабаритных вольфрамовых изделий с контролируе-
мой пористостью и точными размерами и формой была решена с помощью
следующей оригинальной производственной схемы. Вольфрамовые заго-
товки с заданной пористостью прессуются и спекаются. Спеченные заго-
товки пропитываются жидким металлом (медью, серебром, золотом), не
образующим с металлом-основой твердых растворов или химических соеди-
нений, и обрабатываются до любых размеров и форм. Готовые изделия под-
вергаются вакуумной обработке при высокой температуре, обеспечивающей
отгонку легкоплавкого наполнителя.
190
Пористые металлические детали для устройств электровакуумной
промышленности могут быть получены также прокаткой порошков.
Тугоплавкие металлы — вольфрам, молибден, тантал — и сплавы на
их основе составляют основу внутренних устройств электро-, радио- и ге-
нераторных ламп. В лампах накаливания угольные нити впервые были
заменены нитями из тантала. Вскоре тантал в электровакуумной промыш-
ленности был практически заменен вольфрамом, и в частности торирован-
ным вольфрамом. Однако тантал, а наряду с ним молибден и ниобий широко
используют в электровакуумной технике для других целей.
Сетки в электронных лампах, особенно в генераторных, катоды пря-
мого или косвенного накала, аноды в электронных лампах (сильно нагру-
женных генераторных лампах), пружины для наклонных анодов, конструк-
тивные детали ламп, впаи и другие детали предпочтительно изготовлять из
названных металлов. В них выгодно сочетаются эмиссионные, излучатель-
ные, геттер ирующие свойства с благоприятными механическими и техноло-
гическими хар а ктер исти кам и.
Предпочтительное использование того или иного из этих металлов
зависит от назначения и условий эксплуатации изделий.
Некоторые из тугоплавких металлов, такие, как ниобий и цирконий,
отличаются не только своими высокотемпературными характеристиками.
Сплавы ниобия с цирконием (43% Nb, 57% 2г)или же ниобия, циркония и
титана (55% Nb, 40% Zr, 5% Ti) — жесткие сверхпроводники, которые
являются незаменимой основой изготовления соленоидов, обеспечивающих
при весьма малых размерах генерирование сверхвысоких магнитных полей,
обмоток в МГД-генераторах и других объектах уже не высокотемператур-
ной, а современной криогенной электротехники [1]. Тугоплавкие металлы,
получаемые методами порошковой металлургии, все более широко исполь-
зуют в практике высокотемпературной пирометрии.
Термопары для температур 1500—2000° С изготовляются из металлов
и сплавов: платина — платиноиридий, платина — платиноренлй, вольф-
рам — рений, вольфрам — молибден. Термопары вольфрамрениевые
и вольфраммолибденовые могут использоваться только в защитных средах,
а при измерении температур металлических расплавов все они, в том числе
Pt — (Pt — Rh), требуют защиты.
Таблица 1
Термопары Электрод Верхний пре- дел измере- ний, °C Коэффициент термо- э. д. с. при темпера- туре выше 600° С
внешний внутрен- ний
С —TiC TiC c 2500 65
С — ZrB2 ZrB2 c 2000 65
С —NbG NbC c 2500 26
ZrB2 — ZrC ZrB2 ZrC 2500 9
MoSi2 — W Si2 MoSi2 WSi2 1700 8
Для измерения температур выше 1500—2000° С весьма перспективны
термопары с неметаллическими термоэлектродами. В табл. 1 приведены
характеристики термопар, разработанные в Институте проблем материало-
ведения АН УССР [2].
191
Тугоплавкие соединения — незаменимые материалы для изготовления
термопарных защитных чехлов. Композиции на основе диборида циркония
и молибдена служат основой для изготовления защитных чехлов термопар
погружения, предназначенных для непрерывного измерения температуры
стали в мартеновских печах.
Широкое распространение получили защитные чехлы из карбида крем-
ния для термопар, измеряющих температуры расплавленной меди, алюми-
ния и других цветных металлов и солевых расплавов.
В 1933 г. Фиттерер [ 3] исследовал свойства карбида кремния и другие
карбиды, как термоэлектродный материал в паре с углем. Было установле-
но, что термопары на основе глобара (карбида кремния) и угля развивают
Рис. 1. Значение термо-э. д. с. при разных температурах для неметалличес-
ких термопар:
/ — CITiC; 2 — CjZrBt; 3 — CINbC; 4 — ZrB,|ZrC; 5 — MoSi,| WSit.
Рис. 2. Значение термо-э. д. с. при разных температурах для металлических,
неметаллических термопар и термопары SiC —С:
/ — SiC — уголь; 2 — TiC— уголь; 3 — ZrBa — уголь; 4 — железо — констан-
тан; 5 — хромель — алюмель; 6 — графит — вольфрам; 7 — уголь—карбид молибде-
на; 8 — уголь — карбид вольфрама; 9 — ZrC— ZrBt; 10 — платина — платиноро-
дий; 11 — MoSi, — WSi*. (Отдельный график — продолжение /; SiC — уголь.)
высокую термо- э. д. с. (300 мкв!град), в 30 раз превышающую термо-э. д. с.
платино-платиродиевой термопары и в 7 раз хромельалюмелевой.
Второе преимущество карбидокремниево-угольных термопар — почти
линейный характер зависимости их термо -э. д. с. от температуры (рис. 1 и 2).
Высокая химическая стабильность карбидокремниево-угольных и кар-
бидокремниево-графитовых термопар позволяет использовать их для изме-
рения температуры жидкой стали и Других металлических расплавов, а
также для измерения температуры в газовых восстановительных или ней-
тральных средах. Если в качестве внешнего электрода используют карбид
кремния, эти термопары можно применять и в окислительной среде.
Основной недостаток термопар SiC—С — плохая воспроизводимость
и стабильность их термо-э. д. с. Перечисленные выше дефекты в значитель-
ной степени исключаются при использовании ультраплотных электродов
из самосвязанного карбида кремния. Последний обладает неизменными
192
физико-техническими свойствами, обеспечивающими высокую воспроиз-
водимость электросопротивления и термо-э. д. с. для различных партий,
что дает возможность разработать термопары с высокой чувствительностью
и стабильностью термо-э. д. с. для измерения температуры окислительных
сред до 1800° С.
Карбид кремния имеет значительно более интересные и важные об-
ласти использования в электротехнике, выделяясь универсальностью
свойств и применением среди большинства других тугоплавких соединений.
Электрические свойства карбида кремния определяются его полупроводни-
ковой природой. Они могут регулироваться в широких пределах введением
разного рода примесей. Так, в комбинации с нитридом бора и некоторыми
другими веществами карбид кремния используют для изготовления зажи-
гателей в игнитронных выпрямителях.
Специфической особенностью игнитронных (одноанодных) ртутных
выпрямителей является то, что в них периодически, через каждый полу-
период, на поверхности ртути образуется катодное пятно (источник электро-
нов) благодаря пропусканию импульсов тока через поджигатель.
Поджигатель игнитронного выпрямителя должен обладать удельным
электросопротивлением в пределах 1—100 мком, не должен смачиваться
ртутью и менять свои свойства, в частности выделять газы, нарушающие
вакуум в колбе выпрямителя при нагреве до 500—600° С. Он должен быть
достаточно прочен и иметь среднее значение напряжения поджигания 60—
90 в и тока поджигания 2—3 а. Поджигатели изготовляют из порошков
карбида кремния, кремния нитрида бора и др. на бакелитовой связке.
После прессования изделия подвергаются кратковременному нагреву
в магнезиальной обмазке при температуре выше температуры плавления
кремния.
Параметры поджигателя можно регулировать, сообщая его поверхно-
сти, погружаемой в ртуть, шероховатость ионной бомбардировкой. Характер
шероховатости поверхности поджигателя влияет на условия автоэлектрон-
ной эмиссии из ртутного катода в микрозазоры между телом поджигателя
и ртутью, которая наблюдается, при определенной напряженности элек-
трического поля в переходном слое, ограниченном зоной шероховатости.
Напряжение поджигания
U = IRT + Un,
где Un — падение напряжения на переходном слое; 7?т — сопротивление
тела поджигателя; I — ток поджигания.
I = gS,
где S = 2AS — площадь, занятая зубцами шероховатости кольцевого
слоя вблизи поверхности ртути; через нее ток из поджигателя переходит
в ртуть; g — плотность тока поджигания, вычисленная по формуле
Е = pnSf,
где Рп — удельное сопротивление материала поджигателя; Е — напряжен-
ность электрического поля.
Игнитронные выпрямители с карбидокремниевыми зажигателями мож-
но применять в однопол у пер иодной схеме; они обладают большей электри-
ческой прочностью по сравнению с обычными ртутными выпрямителями и
могут использоваться как мощные выпрямители и реле.
13 9-1030
193
Благодаря тонкой электроизоляционной пленке SiO2 на кристаллитах
карбида кремния, изделия на основе таких кристаллитов обладают
нелинейной вольт-амперной характеристикой и служат для ограничения
силы электрического тока при возрастании напряжения, в частности изготов-
ления предохранительных дисков вилитовых разрядников, малогабаритных
нелинейных безинерционных сопротивлений, работающих в режи-
мах кратковременных или повторно кратковременных максимальных
нагрузок.
Вилиты, предназначенные для защиты высоковольтных линий элек-
тропередач, изготовляют из порошкового карбида кремния с добавками гли-
ны в виде дисков, прессуя и спекая их при высокой температуре. Эти диски
монтируют последовательно с искровыми промежутками в фарфоровом ко-
жухе.
Вольт-амперная характеристика вилита определяется по уравнению
i = KUa,
где а — коэффициент нелинейности, равный для карбидокремниевого вилита
4,5—6; К — постоянная, зависящая от природы материала и диаметра ви-
литового диска.
Этот вид зависимости может быть объяснен, если представить, что элек-
тропроводность вилита определяется многими цепями контактирующих
зерен с неодинаковой электрической прочностью контактов. По мере на-
растания приложенного напряжения включаются все в большем и боль-
шем количестве параллельные цепи тока, чем и обусловливается нели-
нейный характер нарастания проводимости.
Принцип работы вилитовых сопротивлений заключается в следующем.
При возникновении на линии волны напряжения вилитовые диски в резуль-
тате пробоя искровых промежутков оказываются под высоким напряжени-
ем и уводят, как разрядники, в землю избыточный импульсный ток в тече-
ние десятков или сотен микросекунд. Ток поддерживается также рабочим
напряжением линии, однако только до момента прохождения этого тока
через нулевое значение, после чего благодаря деионизации разрядного про-
межутка вилитовое сопротивление восстанавливает свое первоначальное
состояние изолятора.
Миниатюрные нелинейные сопротивления, предназначенные для ис-
пользования в импульсной технике в цепях питания реле как умножители
частот, сглаживания и стабилизации напряжений, искрогашения на контак-
тах и т. д., изготовляются в виде таблеток из очень тонких порошков карбида
кремния с размером зерна 40—50 мк с небольшой добавкой связыва-
ющего.
На основе карбида кремния изготовляются поглотители в волноводах,
передающих энергию на частотах выше 1000 мгц и обеспечивающих частич-
ное или полное поглощение поступающей мощности.
Не менее интересными металлокерамическими материалами для радио-
технической промышленности являются гексабориды редкоземельных эле-
ментов (гексаборид лантана и др.) и некоторые карбиды.
Испытания гексаборида лантана и карбида титана в качестве катод-
ных материалов для мощных генераторных ламп показали, что долговеч-
ность таких катодов в десятки раз превышает стойкость танталовых. Ис-
пользование катодов из этих материалов существенно повышает параметры
работы генераторных ламп большой мощности и разного вида ускорите-
194
лей, что связано с низкими значениями работы выхода электронов [4]. Все
эти материалы также являются объектами металлокерамического произ-
водства.
Для радиотехнической промышленности необходимы также материа-
лы с высокой работой выхода, обеспечивающие точное ограничение эмисси-
рующих участков катодов электронных ламп. Оказалось перспективным
использование некоторых силицидов тугоплавких металлов. Вольфрам,
молибден и тантал применяются в качестве нагревательных элементов в вы-
сокотемпературных электропечах. Однако, хотя эти металлы и обеспечи-
вают возможность достижения температуры в печном пространстве до
1600—2000° С, они могут работать в атмосфере водорода либо в высоком
вакууме (Та).
Без защитной среды до 1700° С могут быть использованы нагре-
ватели из дисилицида молибдена или молибдена, снабженного защитной
оболочкой из дисилицида молибдена^ Для тех же рабочих температур в окис-
лительной среде применяются нагреватели из полупроводниковой кера-
мики.
Исследования нашего института показали, что в качестве таких мате-
риалов при определенном соотношении компонентов могут быть системы
двойных окислов тория и иттрия, хрома и магния и др. Спецификой работы
этих нагревателей является то, что они нуждаются в предварительном
подогреве до 800 — 900° С за счет дополнительного внешнего источника
тока [5].
Для температур до 1300° С в промышленной практике находят самое
широкое применение нагревательные элементы из композиций на основе
карбида кремния (силиты, глобары и др.).
Существует некоторая особенность поведения в работе карбидных на-
гревателей. В защитной среде нагреватели на основе карбида кремния
(силиты, глобары) могут существенно повысить рабочий уровень температур
до 1400—1700° С, а карбидониобиевые нагреватели — до 2500° С. Для пер-
вых цикличность работы в условиях длительной эксплуатации в окис-
лительной среде неблагоприятна. При температурах выше 1100° С
карбидокремниевые материалы окисляются.
Накапливающийся в теле карбидокремниевых нагревателей кремне-
зем (продукт окисления карбида) при охлаждении и нагреве в зоне темпера-
тур 300—400° С претерпевает кристобалитно-тридимитное превращение,
сопровождающееся существенным объемным изменением. В результате это-
го в нагревателях возникают очаги разрушений, сокращающие его дол-
говечность. Поэтому в условиях работы при режимах, обеспечивающих не-
прерывное поддерживание в печи температуры выше 400° С, карбидокрем-
ниевые нагреватели существенно повышают долговечность.
Основные показатели качества карбидокремниевых нагревателей —
линейная вольт-амперная характеристика, стабильность электросопротив-
ления в условиях длительной эксплуатации при высоких температурах и
положительный коэффициент электросопротивления в диапазоне рабочих,
температур.
^гим требованиям удовлетворяют нагреватели, тело которых
представляет самосвязанную вторичным карбидом монолитную карбидо-
кремниевую массу.
Такое строение и состав нагреватели приобретают в том случае, если
в прессованных заготовках будет предусмотрен состав, обеспечивающий
13*
195
(в результате обработки в парах кремния либо при пропитке жидким крем-
нием) формирование вторичного карбида кремния, цементирующего массу
зерен первичного карбида в монолитную карбидную массу, лишенную при-
месей свободных углерода и кремния.
Существует много модификаций технологического процесса изготов-
ления карбидокремниевых нагревателей. В одних случаях вторичный
карбид в теле нагревателя формируют за счет взаимодействия парообраз-
ного или жидкого кремния с углеродистыми продуктами ококсования смо-
листой связки, например бакелита. На такой связке формируются пер-
вичные заготовки из смеси карбида кремния и кремния или же предвари-
тельно силицированной угольной крошки. В других силицирующий обжиг
осуществляют при взаимодействии компонентов шихты в самой заготовке.
Так, при изготовлении нагревателей типа кварцилита содержащийся в
составе заготовки нагревателя силоксикон, а на концах нагревателя и крем-
ний переходят при первичном обжиге при 1500° С в оксикарбид при
взаимодействии с окисью углерода, в среде которой производится
обжиг заготовок, а при обжиге при 1600—1700° С за счет содержащегося
в шихте свободного углерода он восстанавливается до вторичного карбида.
При производстве нагревателей по методу Караянопуло и Новикова
вторичный карбид кремния возникает в результате взаимодействия при высо-
котемпературном обжиге содержащегося в заготовке графита с кремнезе-
мом — продуктом термического разложения добавляемого в шихту при
формовке нагревателей жидкого стекла.
Технологические приемы изготовления карбидокремниевых нагрева-
телей весьма разнообразны. Заготовки нагревателей, идущие на силици-
рующий обжиг, формуют в специальных пресс-формах, используя метод
мундштучного или гидростатического прессования, либо набивают массу
в бумажные формы.
Метод гидростатического прессования изделий получил достаточно
широкое развитие в наших исследованиях. В качестве прессующего устрой-
ства используется резервуар, заполненный глицерином. Внешняя нихро-
мовая обмотка на резервуаре обеспечивает подогрев глицерина до 200—
250° С. Он подается в резервуар ручным прессом. Благодаря значительному
различию в коэффициентах термического расширения глицерина и стали
(из которой изготовлен резервуар), в резервуаре при нагреве развивает-
ся давление, достигающее сотен атмосфер.
При этой методике в прессуемой массе в качестве связующего исполь-
зуют любую термореактивную смолу; в частности при производстве карбидо-
кремниевых изделий, имея в виду последующий силицирующий обжиг,
применяют термореактивную смолу с высокшм коксовым числом (бакелит).
Прессуемой массой заполняют резиновую форму утряской; резиновой обо-
лочке придают форму и размеры, соответствующие требуемым в готовом из-
делии, с учетом усадки при прессовании и последующем спекании. При изго-
товлении нагревателей в качестве резиновой оболочки используют трубки
необходимого диаметра.
Заполненную прессуемой массой резиновую форму помещают в мед-
ную или стальную перфорированную оболочку и после обезгаживания мас-
сы концы резиновой оболочки герметизуют. Если нагреватель должен быть
спиралевидным или же любой другой сложной формы, заготовку в резино-
вом чехле вместе с перфорированной металлической оболочкой формуют
на шаблоне соответствующей формы и размеров.
196
Таким образом подготовленную для прессования заготовку или же,
если позволяет емкость резервуара пресса, несколько заготовок помещают
в глицерин, подвешивая их снизу к герметизующей крышке резервуара. При
нагреве до 180° С происходит поликонденсация связки одновременно с
прессованием всей массы при давлении до 150—200 атм. Ручной пресс
используется для заполнения глицерином резервуара, а также для
дальнейшего регулирования давления, увеличивающегося за счет
нагрева.
После завершения процесса поликонденсации связки (2 ч) производит-
ся охлаждение и разгрузка пресса. При простой форме изделий заготовки ос-
вобождаются из металлического чехла и резиновой оболочки. В том случае,
если форма изделий сложная, металлический чехол стравливается в тра-
вильной ванне и резиновая оболочка срезается. Изготовленные таким обра-
зом заготовки отличаются высокой прочностью; они не дают каких-либо
дефектов при последующем спекании или же силицирующем обжиге даже в
том случае, если изделия спекаются с постепенным продвижением через
горячую зону печи в холодильник.
По этой методике могут изготовляться изделия любых размеров и форм
(стержни линейной формы и дуговые; трубчатые стержни переменного се-
чения и переменного состава по длине; спиральные нагреватели — плоские,
цилиндрические или другой формы; трубчатые изделия с закрытым кон-
цом — защитные чехлы и разного типа машинные и конструкционные де-
тали).
Карбидокремниевые нагреватели имеют преимущество перед ме-
таллическими. Они отличаются большой жароупорностью и высокотемпера-
турной прочностью, допускают большие вольт-амперные нагрузки и имеют бо-
лее благоприятные с технико-экономической точки зрения величины электро-
сопротивления, чем у металлов. Устойчивость их эксплуатационных харак-
теристик уже описывалась 141.
Свойства материала карбидокремниевых нагревателей хорошо показа-
ны на примере двух типов нагревателей, которые получили наиболее широ-
кое распространение (силиты и глобары) (табл. 2).
Важнейшие объекты металлокерамического производства — электри-
ческие контакты. Основные требования следующие: малые удельное и кон-
тактное электрические сопротивления, незначительная эррозия контактов,
связанная с разрушением контактной поверхности и переносом металла с
одного контакта на другой, отсутствие свариваемости при замыкании и
размыкании контактов, а также склонности к образованию мостиков,
термическая и химическая, а также механическая стойкость контактов,
высокая теплопроводность.
Износ контактов связан с дуговым разрядом, возникающим между кон-
тактами в процессе их работы. Поэтому более высокой устойчивостью от-
личаются те материалы, для которых будут выше значения критической си-
лы тока и критического напряжения при дугообразовании. Однако не во
всех случаях можно реализовать благоприятный режим работы даже для тех
контактных материалов, у которых критическая сила тока достаточно вы-
сока.
В большинстве случаев в практике работы средне- и тяжелонагружен-
ных контактных систем контакты действуют в условиях дугового разряда,
и более устойчивы те из них, которые изготовлены из веществ, наименее
склонных к переносу в дуге.
197
Таблица 2
Показатели Силит Глобар
Удельное электросопротивление, ом X 1000—2000 930—1950
X ммЧм До 900° С — отрицатель- До 500° С — отрица-
Температурный коэффициент электро- ный. В интервале 900 — тельный. Приболев
сопротивления 1400° С колеблется высоких температу-
Временное сопротивление разрушению при комнатной температуре, кГ/см2 между отрицательными и положительными зна- чениями 700 рах всегда положи- тельный
Плотность, г!см3: действительная 2,96 3,27
кажущаяся 2,15 —
Пористость, % 30 25
Теплоемкость, ккал/кг • град 0,17 ——
Теплопроводность в интервале темпе- ратур 1000—1400°С, ккал/м-часх X град 24,1—20,5 24,1—19,6
Коэффициент лучеиспускания 0,85 0,90
Коэффициент теплового расширения, мм!см• град Между 20 и 1400 6 С 5,6-10 “6 —
Как известно, количество переносимого в дуге вещества электрода мо-
жет быть определено из соотношения
Q = <п,
где q — К ур----количество переносимого дугой электричества, у =
2 ^0
U 2
= — потеря веса, мг!к.
В этих формулах сила тока в дуге
/ _ / E-Uo
‘о — 1 Ё ’
где Uo — характеристический вольтаж дуги; Уд—атомный объем; Н —
твердость по Бринеллю; Е — электродвижущая сила в вольтах; и К2 —
постоянные; v — скорость разрыва контактов.
Однако износ вещества контактов связан не только с переносом в дуге.
Источником разрушения поверхности контактов также является образо-
вание мостиков, перенос с анода на катод вещества контакта в условиях неду-
гового разряда, перенос вещества с катода на анод при образовании дуги
размыкания и обратный перенос при образовании дуги замыкания (сложное
явление инверсии переноса, связанное с термическим действием дуги, харак-
терное для тяжело нагруженных контактных систем), наконец, прива-
риваемость и высокотемпературное коррозионное разрушение поверхности
контактов.
Интенсивность процесса переноса вещества в дуге связана с не-
которыми физическими свойствами материала электродов: твердостью,
атомным объемом, характеристическим напряжением дуги для разных ма-
териалов.
198
Не менее существенное значение для характеристики износостойкости
различных контактных материалов имеет их температура плавления и ис-
парения, скрытая теплота испарения и сублимации, упругость пара при
данной температуре, жароупорность и коррозиеустойчивость.
Заметное влияние на износостойкость различных материалов оказы-
вают среда и условия коммутации контактов в аппарате. В связи с этим во-
прос выбора контактного материала, даже при максимальном накоплении
опыта эксплуатации его в изделиях, никогда не потеряет актуальности.
Среди металлокерамических композиций для контактов среднеточных аппа-
ратов сравнительно универсальной является композиция никель — серебро,
так же точно, как и слаботочных — никель — палладий. Однако и они не
всегда обеспечивают решение задачи коммутации токов в аппаратуре, даже
работающей в близких параметрах, но в разном оформлении. Поэтому не-
обходимы сравнительные натурные испытания нескольких видов материа-
лов для выбора оптимального состава.
Среди контактных веществ выделяются молибден, вольфрам и рений,ко-
торые, казалось бы, наиболее полно удовлетворяют требованиям, предъяв-
ляемьш контактному материалу: они тугоплавки, характеризуются высокими
прочностными параметрами, имеют весьма высокие значения теплоты плав-
ления, испарения и сублимации, а также критических силы, тока и напряже-
ния, поэтому они сравнительно мало изнашиваются в условиях дугового
разряда. Эти материалы проявляют малую склонность к мостикообразова-
нию; их окислы летучи и электропроводны. Однако контактные вещества
мало электро- и теплопроводны, характеризуются высоким контактным
сопротивлением. Эти недостатки существенны не сами по себе, они косвен-
но влияют на другие характеристики износостойкости.
Литые сплавы на основе серебра, золота и металлов платиновой груп-
пы в известной мере удовлетворяют указанным выше требованиям (Rt,
Pd, Os, Ir, Rh). Несмотря на высокую стоимость и острую дефицитность,
из этих металлов и их сплавов в широком ассортименте и весьма больших
количествах в промышленности изготовляются контакты для слабо и средне-
нагруженных контактных систем и, прежде всего, аппаратуры связи.
Низкие значения контактных сопротивлений и их устойчивость вовре*
мени, химическая стабильность, высокая электро- и теплопроводность ком-
пенсируют в известной мере их недостатки: значительную эрозию при дуго-
вом разряде, низкие значения критических сил тока для возникновения ду-
ги, склонность к образованию мостиков и свариваемость.
Порошковая металлургия открыла возможность для создания такого
рода композиций, в которых за счет сохраняющихся неизменными свойств
отдельных составляющих, могут быть суммированы все свойства, которыми
должен обладать контактный сплав.
Металлокерамические контактные композиции, за исключением воль-
фрамовых, представляют собой псевдосплавы, образованные двумя или
большим количеством составляющих, не взаимодействующих ни в жидком,
ни в твердом состоянии.
Учитывая, что в большинстве случаев в контактную композицию вхо-
дят составляющие с разными физическими свойствами (вольфрам, серебро,
графит), единственный путь для создания на основе этих составляющих
тесных и однородных смесей — металлокерамическое производство.
В настоящее время в зарубежной литературе описаны металлокерами-
ческие контактные композиции на основе следующих составляющих:
199
вольфрам—медь, вольфрам—медь—никель, вольфрам—стареющие сплавы
на основе меди, карбид вольфрама—медь, вольфрам—серебро, молибден—
серебро, вольфрам—серебро—никель, молибден—серебро, карбид вольфра-
ма — серебро, карбид вольфрама — кобальт, карбид вольфрама — ко-
бальт — серебро, карбид вольфрама — осмий — платина, ирридий, родий,
борид вольфрама — осмий и другие благородные металлы, серебре —
графит, серебро — никель, серебро — никель — молибден, серебро — ни-
кель — кадмий, серебро — кадмий, серебро — железо, серебро — окись кад-
мия, серебро — окись свинца, серебро — окись железа, серебро — окись
олова, серебро — окись меди, золото — графит, серебро-нержавеющая
сталь, серебро — графит, серебро—палладий, серебро — никель — палладий,
палладий — золото — серебро, золото — рений и др.
Подобного типа контактные композиции в широком ассортименте из-
делий используются и в нашей стране.
Преимущества металлокерамических контактов по сравнению с мед-
ными и серебряными, а в отдельных случаях золотыми и платиновыми вы-
ражаются в более высокой термостойкости, механической прочности,
эрозиестойкости, слабой привариваемости, что обусловливает большую
надежность и больший срок службы электрической аппаратуры с этими
контактами. Одновременно достигается значительная экономия драгоцен-
ных металлов. Например, на предприятиях Министерства станкостроитель-
ной промышленности для оснастки магнитных пускателей типа МПКО-ПО
и тепловых реле типа РТ-1 используются серебряноникельвольфра-
мовые металлокерамические контакты, содержащие 50% серебра.
Заменой этими контактами серебряных, за счет сокращения расхода
серебра и повышения стойкости, на выпуске 1 млн. контактов весом около
1 г каждый, достигается экономия серебра 9000 кг. При выпуске некоторых
типов металлокерамических контактов на основе серебра и палладия,
заменяющих золотые и платиновые в аппаратуре связи и телевидения, за
счет повышения их стойкости удается достичь десятикратной по весу эконо-
мии в расходовании этих драгоценных металлов.
В некоторых случаях металлокерамические контактные изделия вооб-
ще незаменимы. В частности, только с применением металлокерамических
контактных изделий в дугогасящих устройствах и других элементах конст-
рукции мощных масляных, воздушных и вакуумных выключателей откры-
лась возможность коммутирования токов мощностью в миллиарды вольт-
ампер на линиях дальних передач, в электрооборудовании контактного дей-
ствия на крупных гидроэлектростанциях, электропечах и других тяжело
нагруженных объектах.
Металлокерамические контакты с большим эффектом начинают внедрять-
ся ив слаботочной промышленности. В производстве металлокерамических
контактных изделий технологические приемы их изготовления иногда мо-
гут оказать большее влияние на эксплуатационные характеристики, чем
изменения в составе.
Металлокерамические контактные изделия изготовляют либо прессо-
ванием порошковых смесей и спеканием их на воздухе (контакты, со-
держащие окислы металлов), либо в защитной атмосфере, или же пропит-
кой легкоплавкой составляющей (Ag, Си и др.) пористой пресс-заготовки из
тугоплавкого металла, карбида металла, борида и т. д.
Технология металлокерамического производства позволяет в процессе
изготовления снабдить контакт припойным слоем или изготовить много-
200
слойные контакты, у которых рабочая дугостойкая поверхность непрерыв-
но переходит в теплопроводный и высокоэлектропроводный сердечник из
чистой меди или серебра.
Свойства металлокерамических контактов в значительной мере зави-
сят от структуры. Трудно получить структуры с равномерным распределе-
нием дисперсных частиц окиси кадмия в серебре, используя обычную тех-
нологию смешения порошков серебра и окиси кадмия, а равномерность и
монолитность структуры у этих контактов оказывают решающее влияние на
их свойства.
Заметно улучшается структура и повышаются электротехнические па-
раметры этих контактов, если их после спекания подвергнуть глубокой
пластической деформации допрессовкой или прокаткой. Однако особенно
благоприятную структуру удается получить в композиции серебро —
окись кадмия методом внутреннего окисления.
Для создания псевдосплавов (серебра с вольфрамом, серебра с рением
и т. д.) с очень тонкой структурой порошковые смеси приготовляют восста-
новлением металлов из растворов вольфрамата серебра, перрената сереб-
ра и т. д.
Контактные свойства вольфрамовых, сереброникелевых и других кон-
тактов значительно улучшаются, если деформацией обеспечить в них во-
локнистую структуру, ориентированную таким образом, чтобы волокна
были направлены перпендикулярно к рабочей поверхности контак-
тов [6].
Не менее важный и еще более массовый вид металлокерамического
производства — скользящие контакты. Например, в потенциометрах ми-
кроминиатюризованных схем разного назначения в последние годы при-
менявшиеся золотые или платиновые и платиноиридиевые контакты весь-
ма эффективно заменяются металлокерамическими серебропалладиевыми,
серебропалладиевоникельграфитовыми и др. Можно дать следующие реко-
мендации по выбор у контактных материалов разного назначения:
Дуговые наконечники: серебро — вольфрам, медь — вольфрам, серебро — молибден,
серебро — карбид вольфрама, серебро — окись кадмия.
Автоматическое оборудование. Выключатели: серебро — кадмий, серебро — медь —
никель, серебро — никель. Распределители: вольфрам. Бензино- и маслоизмерители: пла-
тина — рутений, серебро — железо, серебро — кадмий (+) —, серебро — палладий (—),
серебро — палладий (+) —, вольфрам (—). Сигнальные реле: серебро — медь — никель.
Сигналы: серебро — медь — никель. Световые выключатели: серебро, серебро — медь —
никель, серебро — вольфрам. Радиовибраторы: вольфрам, серебро — окись кадмия. Регуля-
торы напряжения: платина — рутений (+) — вольфрам—, платина — палладий — рутений
(+) —, вольфрам (—), серебро — кадмий — никель (+) —, серебро — палладий (—).
Авиационное оборудование. Контрольные реле: вольфрам, рутений — платина; л е г •
конагруженные — серебро, серебро — медь — никель, серебро — кадмий; с р е д -
ненагруженные — серебро — кадмий, серебро — медь — никель, серебро — окись
кадмия, серебро — железо; тяже л©нагруженные — серебро — окись кадмия, сереб-
ро — вольфрам, серебро — карбид вольфрама. Выключатели (легконагруженные): се-
ребро, серебро — медь — никель, серебро — железо. Выключатели (тяжелонагруженные):
серебро — окись кадмия, серебро — вольфрам, серебро — карбид вольфрама.
Кассовые машины: вольфрам, платина — иридий, серебро — вольфрам, серебро —
карбид вольфрама.
Выключатели. Воздушные: серебро — вольфрам, серебро — молибден, серебро— карбид
вольфрама, серебро — окись кадмия; масляные: медь — вольфрам, медь —карбид вольфрама.
Часы: платина — иридий, палладий — серебро — никель, вольфрам.
Электромагнитные счетчики: серебро, серебро — медь — никель, серебро — платина.
Управление подъемников: серебро — графит, серебро — вольфрам, серебро — карбид
вольфрама.
201
Пожарные сигнализаторы: платина — иридий, платина — рутений, палладий — ру-
тений.
Управление флюоресцентными лампами: серебро, серебро — медь — никель, сереб-
ро — палладий.
Сигнальные реле. Автомобильные: серебро — медь — никель. Промышленные: вольф-
рам. Железнодорожные: вольфрам, серебро — медь — никель.
Бытовые приборы. Выключатели: серебро — вольфрам, серебро — молибден. Стенные
выключатели: серебро, серёбро — медь — никель, серебро — железо, серебро — окись
кадмия. Термостаты и нагреватели: платина — иридий, платина — рутений, палладий —
серебро — никель.
Разрядники индукционных печей: вольфрам, платина — иридий.
Инструменты: платина — рутений, платина — иридий.
Магнето. Автомобильные: вольфрам, платина — рутений, платина — иридий. Ави-
ационные: платина — иридий, платина — рутений, вольфрам. Морские: платина —
рутений, платина — иридий, вольфрам. Тракторные: вольфрам.
Ртутные выключатели: молибден.
Моторы. Защитные устройства: серебро, серебро — палладий, серебро — платина,
серебро — окись кадмия. Регуляторы скорости: вольфрам, платина — рутений, платина —
иридий. Стартеры: серебро — кадмий, серебро — окись кадмия, серебро — вольфрам.
Пусковая обмотка: серебро — медь — никель, серебро — кадмий.
Скользящие контакты потенциометров: платина — рутений, палладий — серебро —
никель, золото — серебро — платина.
Пирометры: платина — иридий.
Радио. Автоматика и настройка: серебро — медь — никель, серебро — платина, мо-
нетное серебро. Выключатель связи: серебро — медь — никель, серебро — цинк, сереб-
ро — графит Вибраторы, устройства питания от сети: вольфрам, серебро — вольфрам.
Железнодорожные сигналы: платина — рутений, палладий — серебро — никель.
Бритвы: вольфрам, платина — иридий.
Выпрямители: серебро — вольфрам.
Холодильники. Выключатели перегрузки: серебро — кадмий, серебро — палладий,
серебро — окись кадмия. Термостаты: серебро, серебро — кадмий, серебро — палладий.
Скользящие контакторы: серебро — графит.
Регуляторы освещения: серебро — медь — никель, серебро — окись кадмия, плати-
на — рутений.
Преобразователи тока: серебро — медь — никель, вольфрам, медь — вольфрам, се-
ребро — вольфрам.
Телеграфные реле: вольфрам, платина — иридий, карбид вольфрама—кобальт,
карбид вольфрама — родий.
Телефонное оборудование. Номернабиратель: серебро — палладий, палладий. Гнездо
телефонного коммутатора: палладий — серебро, серебро — цинк. Реле: палладий — сереб-
ро, золото — серебро, палладий. Звуковое реле: палладий — серебро, палладий — рутений,
палладий — иридий.
Телетайпы: вольфрам, молибден.
Органы телевизионного управления: серебро — медь — никель, серебро — палладий,
серебро — кадмий, серебро — вольфрам.
Тепловой выключатель: серебро — медь — никель, серебро — кадмий, серебро —
окись кадмия.
Нагреватель воды: серебро, серебро — платина.
Термостаты: серебро, серебро — палладий, платина — рутений, платина — иридий,
платина — серебро — никель.
Уличные сигналы: серебро — железо, серебро — кадмий, серебро — медь — никель,
серебро — окись кадмия.
Промышленные регуляторы напряжения: платина — рутений, платина — иридий,
вольфрам.
Сварочные машины: вольфрам, серебро — вольфрам.
В практике современной электротехнической промышленности широ-
ко применяются магнитные материалы. Требования технического, техно-
логического и экономического характера, предъявляемые современной
электротехнической промышленностью к магнитным материалам, крайне
разнообразны.
Удовлетворяя этим требованиям, в настоящее время в промышленности
202
находят применение самые разнообразные материалы: от твердых магнит-
ных платинокобальтовых композиций с коэрцитивной силой, достигающей
7000—10000 э, при весьма малом значении максимальной проницаемости до
мягких магнитных материалов с исключительно высокими значениями на-
чальной (100000 гс/э) и максимальной проницаемости (800 000 гс/э) при ко-
эрцитивной силе, не превышающей 0,004 э (супермаллой).
Перечень магнитных материалов начинают обычно с железа — мягкого
магнитного материала р0 = 200 гс/э и — 5000 гс/э при Нс = 1,0 э, совер-
шенно не пригодного для работы в переменных полях, и завершают плати-
нокобальтовым сплавом с коэрцитивной силой 7000 э при проницаемости,
не превышающей единиц гс/э. Интервал между этими крайними материалами
заполнен разнообразными сплавами более или менее сложного состава,
которые должны удовлетворять требованиям, предъявляемым магнитному
материалу.
Методы порошковой металлургии позволяют изготовлять изделия
из одного и того же материала, реализуя в нем самые различные взаимо-
исключающие магнитные свойства. Наиболее яркой иллюстрацией может
служить железо.
Литое чистое железо совершенно не пригодно для работы в пере-
менных полях даже малых частот.
Прессуя железные порошки с дисперсностью частиц 1—5 мк в смеси
с изолирующим веществом (шеллак) при удельном давлении 15 т/см\
после сушки образцов при температуре 125° С можно получать сердечни-
ки, пригодные для работы в полях с частотой сотни мегагерц.
Описанные варианты изделий из железной композиции — типичны
для магнитомягких материалов, обладающих весьма низкой величиной
коэрцитивной силы и малым остаточным магнетизмом. Если для прессо-
вания использовать железные порошки коллоидной дисперсности (при
средней дисперсности 0,1 мк наименьшие частицы не должны быть мень-
ше 0,01 мк) и спрессовать их в компактные изделия с малой примесью СаО
либо MgO, то можно получить после соответствующего цикла термической
обработки уже не мягкий, а твердый материал с характеристиками, типич-
ными для лучших образцов альнико. В последние годы особый интерес
вызвали магнитотвердые металлокерамические сплавы, получаемые на основе
дисперсных частиц железного или же железокобальтового сплава однодо-
менного строения и анизотропных по форме — с соотношением осей
1 : 4 4- 5. Создана теория этого рода композиций и показано, что оптимум
магнитных свойств их достигается при определенном размере частиц
(-100 А) [71.
Металлокерамические изделия, даже сложной формы, могут изготов-
ляться почти без потерь и при минимальном количестве производственных
операций.
Проведенные в Институте проблем материаловедения АН УССР опыты
показали, что, обеспечивая гомогенизацию, чистоту и плотность металло-
керамических материалов (прокаткой или допрессовкой порошковых за-
готовок и высокотемпературной обработкой при 1300° С в соответствую-
щей среде), можно получить на основе электролитического железа материал
с максимальной проницаемостью 11 000—12 000 гс/э при Нс = 0,1 э и В =
= 15 000 гс в поле 10 э и на основе совместно восстанавливаемых в водороде
окислов железа и никеля — пермаллой с 75 000 гс/э при HQ = 0,02 э
и В = 12 000 гс в полях 10 э [8].
203
Для получения изделий с постоянной проницаемостью в начальном
интервале полей (до 2—3 э) без гистерезиса при небольших амплитудах по-
ля обычно применяют железоникелькобальтовый сплав (30% Fe, 25% Со и
45% Ni) — перминвар.
Методами порошковой металлургии на основе порошков обычного пер-
маллоя и молибденового пермаллоя могут быть получены композиции, не
уступающие по своим Свойствам лучшим образцам перминвара. Проницае-
мость в таком материале по порядку величины может быть ориентировочно
л з л
определена по приближенному соотношению где а — доля объема, прихо-
дящегося на изоляционный материал, вводимый в состав прессуемого по-
рошка. Это соотношение справедливо для металла с высокой проницае-
мостью.
Поэтому лучшие образцы этих композиций могут быть получены
лишь при использовании высоких давлений прессования (до 15 т/см2),
обеспечивающих изготовление прессованных образцов с долей объема, при-
ходящейся на диэлектрик, не превышающий 2%.
Наряду с металлокерамическими мягкими магнитными материалами
на основе металлов в последнее время находят все большее распространение
металлокерамические магнитные материалы из класса ферромагнитных
полупроводников (ферриты или ферроскубы) 19]. К ферритам относятся
вещества, имеющие общую формулу MeOFe2O8, где Me ион двухвалентного
металла.
В связи с тем что на ферриты распространяется правило, согласно
которому максимальная проницаемость достигается при близких к нулю
значениях магнитострикции при насыщении и постоянной магнитной ани-
зотропии, можно получить феррит с благоприятными свойствами только при
условии, если в его состав будут входить ионы с примерно одинаковыми
ионными объемами (Mg, Zn, Си, Ni, Fe, Со, Мп), обеспечивающие получе-
ние кубических структур типа шпинелей или граната, не обладающих
сильной анизотропией и не создающие предпосылок к возникновению
в поликристаллическом материале высоких внутренних напря-
жений.
Ферриты за счет специфического действия некоторых примесей обла-
дают очень низкой электропроводностью (р 102—107 ом/см). Поэтому потери
на вихревые токи в них практически отсутствуют в полях с частотами до
1 мггц. В последнее время, с совершенствованием запоминающих устройств
в электронно-счетных машинах, возникла необходимость в магнито-
мягких материалах типа ферритов с прямоугольной петлей гисте-
резиса.
В ИПМ АН УССР в течение нескольких лет проводили исследования, на-
правленные на получение магниймарганцевых ферритов с прямоугольной
петлей гистерезиса. В результате этих работ предложены некоторые мар-
ки с достаточно высокими магнитными характеристиками, которые находят
использование в элементах памяти некоторых электронно-счетных ма-
шин.
Наиболее применимый среди магнитотвердых материалов — сплав
на основе железа, никеля, алюминия (сплав Мишима) — обладает круп-
ным технологическим недостатком, но компенсируемым его магнитными
свойствами. Он очень хрупок, плохо поддается механической обработке,
при отливках дает крупнозернистые структуры; получить беспористые
204
отливки из него трудно. Особенно затруднительно готовить мелкие и
сложные по форме постоянные магниты.
Металлокерамический способ производства открывает возможность
получения изделий из этого сплава любого вида и размеров, не требующих
дальнейшей механической обработки и обладающих благоприятной равно-
мерной мелкозернистой структурой. Практика массового производства
металлокерамических постоянных магнитов из сплава Мишима показывает,
что они по своим магнитным свойствам не уступают лучшим образцам
литых.
Этот метод используется при изготовлении и других магнитнотвердых
сплавов, таких, как железоникелькобальталюминиевые, железокобальтвольф-
рамовые, железокобальтмолибденовые, кобальтплатиновые и др. Однако наи-
большее внимание сейчас привлекают не металлические, а керамические
магнитнотвердые композиции (бариевые ферриты). Не только анизотроп-
ные, но и изотропные бариевые ферриты имеют достаточно высокие магнит-
ные характеристики, при Нс = 1600—1800 э они обладают магнитной энер-
гией ВН^ = 1,0—1,2 • 10е гс/э.
Бариевые ферриты заменяют в радиоаппаратуре, машиностроении
и различных отраслях электротехники нетехнологичные и дорогие метал-
лические сплавы типа альни и альнико. Они ценны не только своими маг-
нитными свойствами, но и высокой стабильностью их во времени. Благода-
ря высокому температурному коэффициенту электропроводности бариевые
ферриты — незаменимые термисторы, предназначенные для использо-
вания в широком интервале температур — вплоть до 700° С.
Металлокерамическим способом могут быть изготовлены также объ-
емные резисторы с очень низким температурным коэффициентом электро-
проводности или с заданным по величине и знаку коэффициентом сопро-
тивления в рабочем интервале температур.
ЛИТЕРАТУРА
1. Тосио Дон, Массо Митани, Тодоси У с и д з а в а.— J. Japan Inst.
Metals, 1966, 30, 2, 133.
2. С а м с о н о в Г. В., К и с л ы й П. С. Высокотемпературные неметаллические термо-
пары и наконечники. «Наукова думка», К., 1965.
3. F i t t е г е г.— Trans. Am. Inst. Man. Met. Eng. 1933, 105, 290.
4. ДобролежС. А., Зубкова С. M., Кравец В. А., С м у ш к е в и ч В. 3.,
Т о л п ы г а К Б., Францевич И. Н. Карбид кремния. Техиздат УССР, К.,
1963.
5. Еременко В. Н., Б е й н и ш А. М.— Вопросы порошковой металлургии и проч-
ности материалов. Изд-во АН УССР, 1955, 2, 20.
6. Францевич И. Н. Порошковая металлургия. «Знание», М., 1958; М о о г a d i -
an V.— Mat. a. Meth 443, 1956.
7. Eisenkolb F. Fortschritte aer Pulvermetallurgie, В. II, Akad. Verb, 1963, 714—799.
8. 4 e x о в а О. О. Магштом’як! металокерам!чш матер!али. Вид-во АН УРСР, К.,
1959; Б о з о р т Р. Ферромагнетизм ИЛ, М., 1956.
9. Францевич И. Н., Тульчинский Л. Н.— В кн.: Физические и физико-
химические свойства ферритов. «Наука и техника», Минск, 1966.
205
Д. ДЕЛИЧ
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПОЛУЧЕНИЯ КЕРАМИКИ
НА ОСНОВЕ ТИТАНАТОВ
Технологический факультет Белградского университета (Югославия)
В настоящее время во многих областях техники применяются сегнетоэлек-
трические материалы, которым свойственна нелинейная зависимость между
поляризацией и напряженностью поля. Эти материалы известны также под
названием «ферроэлектрики».
Диэлектрические, пьезоэлектрические и другие свойства сегнетовой соли
NaKC4H4Oe • 4Н2О (двойная натрий-калиевая соль винной кислоты) были
обнаружены еще в 1894 г. [1].
В 1943 г. Е. Венер и А. Е. Саломон в США и Б. В. Вул и И. М. Гольд-
ман в Советском Союзе обнаружили ее сегнетоэлектрические свойства.
С тех пор в этой области проводят интенсивные исследовательские работы.
Изучают физические и электрические свойства титаната бария и других
материалов подобной структуры.
В результате исследований обнаружено большое число сегнетоэлек-
трических титанатов, станатов, цирконатов и т. д. Г. Мегау обнаружил,
что Ti-ион особенно легко подвижен в кристаллической решетке этих солей,
а Б. М. Вул показал, что эта подвижность вызывает спонтанную поляриза-
цию; он попытался найти связь между сегнетоэлектрическими свойствами
и кристаллической структурой.
Кроме титаната бария широкое распространение в радиотехнике по-
лучили и другие титанаты щелочноземельных элементов, титанат свинца,
а также их твердые растворы.
Все титанаты двухвалентных металлов со структурой типа перовскита,
за исключением CaTiO3, отличаются сегнетоэлектрическими свойствами.
Такая же структура обнаружена у PbZrO3, а также в других соединениях,
не содержащих титан. Однако многие сегнетоэлектрики сейчас еще не
имеют широкого технического применения. Многие из них изучаются теоре-
тически, так как имеются перспективы их практического использования.
В данной работе излагаются физико-химические принципы, на которых
основывается получение важнейших сегнетоэлектрических титанатов. Осо-
бое внимание при этом уделено титанату бария как наиболее типичному
представителю этих материалов. Для улучшения свойств титаната бария
к нему добавляют другие титанаты, станнаты, цирконаты и др.
СЕГНЕТОЭЛЕКТРИЧЕСТВО И СТРУКТУРА ВаТЮ3
Как видно из структуры BaTiO3, представленной на рис. 1, ионы бария в
кристаллах BaTiO3 образуют простую кубическую решетку. Между ионами
Ва2+ в той же плоскости помещаются ионы О2”. В центре кубической решет-
ки, между шестью ионами кислорода, распределенными в виде октаэдра,
находится ион Ti4+ относительно небольшого размера (ионный радиус
0,64 А). Размер элементарной ячейки решетки BaTiO3 определяется разме-
рами ионов Ва2+ и О2~. Решетка BaTiO3 не является плотно упакованной.
Более подробные данные можно получить из сравнения элементарных
206
ячеек ВаТЮ3ои СаТЮ3. Длина грани элементарной ячейки BaTiO3 сос-
тавляет 4,01 A, a CaTiO3 — 3,8 А.
Рис. 1. Кристаллическая
решетка кубической моди-
фикации метатитаната ба-
рия, BaTiO3.
Если предположить, что ионы О2- и Ti4+ в решетке CaTiO4 соприка-
саются, то следует допустить, что между ионами в решетке ВаТЮ4 сущест-
вует зазор, и ион Ti4+ довольно свободно разме-
щается в октаэдре, образуемом шестью соседними ; *~'с
ионами кислорода. Вследствие такого расположе-
ния ионов коэффициент упругой связи иона Ti4+
имеет низкое значение и нелинейно зависит от
положения иона. Смещение иона Ti4+ от центра
решетки к одному из ионов кислорода вызывает
резкий рост электрических сил, что приводит к
отклонениям от закона Гука.
Колебания ионов под действием сил электро-
статического взаимодействия, не связанных пря-
мой пропорциональной зависимостью с координа-
тами иона, называется негармоническими колеба-
ниями. Поскольку коэффициэнт упругой связи у
иона Ti4+ зависит от его положения, он также
способен производить негармонические колебания.
В более плотноупакованной решетке СаТЮ3 не-
гармоничность колебаний иона Ti4+ выражена слабее, чем в BaTiO3. Извест-
но, чтоСаТЮз не отличается сегнетоэлектрическими свойствами. Необходимо
указать на три фактора, влияющие на появление сегнетоэлектричества [2]:
1. Негармоничность колебаний некоторых катионов, связанная с харак-
тером химической связи (негармоничность растет с увеличением ковалент-
ной связи).
2. Большое внутреннее элек-
трическое поле, поляризующее
ионы даже при отсутствии внешне-
го электрического поля.
3. Относительно большое зна-
чение электронной или ионной
поляризации отдельных ионов,
приводящее к большим значениям
электронной или ионной поляри-
зации вещества и появлению сег-
Рис. 2. График зависимости диэлектрической нетоэлектричества. Диэлектричес-
постоянной е (2) и tg д (/) от температуры кая проницаемость чистого ВаТ1О3
для BaTiO3. (рис. 2) и других материалов ме-
няется с температурой. Она растет
в области точки Кюри, затем резко понижается. Кроме главного макси-
мума при 120° С имеются еще два малых максимума при +10° С и
—70° С ; они связаны с рекристаллизацией при данных температурах.
На рис. 2 дана зависимость диэлектрической постоянной и tg 6 от тем-
пературы для BaTiO3.
Для получения заданных электрических или механических свойств
титанат бария смешивается с другими щелочноземельными титанатами,
станнатами, цирконатами и т. д., причем образуются твердые растворы.
Система ВаТЮ3 — СаТЮ3 подробно изучена рядом авторов. Соотноше-
ние ионных диаметров Са2+ : Ва2+ = 0,99 : 1,35 = 0,73 указывает на
207
невозможность образования непрерывного ряда твердых растворов. На рис. 3
показано изменение постоянной решетки в системе ВаТЮ3— CaTiO3. Титанат
бария и титанат кальция имеют две области существования твердых рас-
творов. Дурст и его сотрудники полагают [4], что эти две области находятся
в границах от 0 до 20 мол.% и от 80 до 100 мол.% СаТЮ3. Постоянная
решетки изменяется линейно, по мере изменения концентрации раствора,
Рис. 3. Изменение параметра решетки в системе BaTiO3 — CaTiO3.
Рис. 4. График зависимости диэлектрической постоянной в системе ВaTiO3 — CaTiO3 от
температуры. Цифры на кривых обозначают содержание CaTiO3 в мол.%.
следовательно, выполняется закон Вегарда [4]. Для составов 0 — 20 мол.%
BaTiO3 постоянная решетки увеличивается до 3, 82оА, а для составов 80—
100 мол.% BaTiO3 ее предельное значение — 3,94 А.
В системе ВаТЮ3 — CaTiO3 имеется возможность получения диэлектри-
ков с сегнетоэлектрическими свойствами, значение диэлектрической про-
ницаемости которых колеблется в пределах 1000—2400 и в значительной
степени зависит от температуры. По мере увеличения количества СаТЮ3
характер температурной зависимости диэлектрической постоянной постепен-
но меняется от четко выраженной зависимости с тремя максимумами для
BaTiO3 к равномерно убывающему температурному ходу для СаТЮ3. Эти
изменения показаны на рис. 4.
Указанные закономерности дают возможность создавать конденсаторы,
значения температурного коэффициента емкости которых близки к нулю
из смеси титаната с положительным значением 77Се с другим титанатом,
например СаТЮ3, имеющим отрицательное значение ТКе.
ТВЕРДЫЕ РАСТВОРЫ В СИСТЕМЕ BaTiO3—BaSnO3
И ИХ ДИЭЛЕКТРИЧЕСКИЕ ОСОБЕННОСТИ
При увеличении количества BaSnO3 в твердом растворе с ВаТЮ3 точка
Кюри смещается в область отрицательных температур, однако при этом
значение диэлектрической постоянной гораздо больше, чем у чистого
208
Рис, 5. График зависимости диэлектрической постоян-
ной в системе BaTiO3— Ва8пО3при 103 гц от темпера-
туры. Цифры у кривых обозначают содержание BaSnO3
в мол.%.
t,°C
Рис. 7. График зависи-
мости температуры Кюри
от процентного содержа-
ния BaSnO3.
14000
13000
15
Рис. 6. График зависимости диэлектрической
постоянной в системе BaTiO3 — BaSnO3 от тем-
пературы при v = 5 X 10б гц. Цифры у кри-
вых обозначают содержание BaSnO3 в вес.%.
Рис. 8. График зависимости ди-
электрической постоянной (/) и
tg д (2) от температуры в системе
BaTiO3 — BaSnO3 при содержании
BaSnO3 10 мэл.%.
14 9-1030
BaTiO3, вто время как диэлектрические потери значительно меньше. Работы
Коффина [5] и Смоленского [6] посвящены тщательному изучению свойств
твердых растворов BaSnO3 в ВаТЮ3 вплоть до 30 мол.% BaSnO3. Н. С. Но-
воселов с сотрудниками [7] изучили эту систему во всей области концентра-
ций. Изменение значения диэлектрической проницаемости в зависимости
от температуры, как и зависимость температуры Кюри от содержания
BaSnO3 представлены на рис. 5—8.
ТВЕРДОФАЗНЫЕ РЕАКЦИИ ДЛЯ ПОЛУЧЕНИЯ СЕГНЕТОЭЛЕКТРИКОВ
Система ВаСО3 —TiO2. Титанат бария в промышленных условиях полу-
чают обычно нагревом смеси порошков ВаСО3 и ТЮ2. Тщательное изуче-
ние кинетики и механизма этих реакций произвел И. Паск [9]. Дифференци-
альный термический анализ (ДТА) эквимоляр-
57 ной смеси ВаСО3 — TiO2 дает данные (рис. 9)
о реакциях, которые проходят в интервале тем-
ператур от 20 до 1350° С. Паск изучил состав
L материала после каждой экспериментальной
1350 точки на кривой ДТА и получил результаты,
z ' лги. представленные в табл. 1.
О Однако ДТА чувствителен лишь к реак-
1Г I циям, протекающим с относительно большой
830 1190 скоростью. Может случиться, что реакции,
протекающие с малой скоростью, не будут за-
—------------------ регистрированы, поэтому эквимолярные смеси
с ВаСО3 — TiO2 выдерживали при температурах
Рис. 9. Кривая ДТА 750, 900, 1500° С. Полученные результаты пред-
али эквимолярной смеси ставлены в табл. 2 и на рис. 10 и 11. ВаТЮ3
ВаСО3 — ТЮ2. образуется, по-видимому, вначале на местах
контакта компонентов. При повышенных тем-
пературах более интенсивйо образуется Ва2ТЮ4, и эта реакция пре-
обладает вплоть до полного исчезновения ВаСО3, содерх<ание Ва2ТЮ4
начинает убывать за счет образования ВаТЮ3 (рис. 12).
Таблица 1
Темпера- тура , Содержание, мол. %
BaTiO3 Ba?TiO4 BaTi3O? BaTi4O» TiO2 BaCO3
980 50 50
1010 6 — 4 — 45 45
1030 3 — 2 1 43 51
1100 6 2 6 2 35 50
1200 4 39 4 — 34 19
1230 21 37 4 2 31 4
1350 100 — — — — —
На основании этих исследований можно сделать вывод, что в резуль-
тате химической реакции на контакте между компонентами образуются
лишь малые количества ВаТЮ3, после чего реакции определяются диффу-
зионными процессами.
210
Таблица 2
Температура, Время, ч Содержание. мол. %
BaTiO3 Ba3TiO4 BaTi3O, BaT i4O3 TiOt BaCO3
750 3,5 45 55
750 22 2 — — ——— 43 55
750 35 2 7 — : 38 53
750 36 2 9 1 — 38 50
900 0,25 1 14 — — 45 40
900 1 3 35 1 — 34 27
900 2 4 49 2 — 30 15
900 4 4 61 2 27 2
1050 0,25 12 41 6 1 28 13
1050 0,50 17 51 4 1 23 5
1050 1 30 48 4 1 17 —
1050 2 37 44 4 1 14 —
В настоящее время составление уравнения образования соединений
на этапе, контролируемом диффузией, представляет большие трудности,
так как еще не изучены все факторы, влияющие на ход диффузии. Нет
Рис. 10. Взаимодействие в эквимолярной смеси ВаСО3 — TiO2 при на-
греве до 900° С в среде воздуха:
1 — Ba2TiO4; 2 — TiO2; 3 — ВаСО3; 4 — BaTiO3.
Рис. 11. Взаимодействие эквимолярной смеси ВаСО3 — TiO2 при на-
греве до 1050° С в среде воздуха:
/ — Ba2TiO4; 2 — BaTiO3; 3 — TiO2; 4 — ВаСО3.
оснований, например, приводить суммарную реакцию ВаСО3 + ТЮ2 =
= BaTiO3 4~ СО2, как реакцию, характеризующую механизм взаимо-
действия, так как ВаСО3 и TiO2 находятся в непосредственном соприкосно-
вении только в начале реакции, однако бесспорным является тот факт,
что при нагреве смеси ВаСО3 — TiO2 идут реакции:
ВаСО3 4~ BaTiO3 = Ba2TiO4 4~ CO2j
2Ba2TiO4 + BaTi3O7 = 5BaTiO3;
BaTiO3 4- 2BaTi4O9 = 3BaTi3O7;
BaTi3O7 -j- TiO2 = ,BaTi4O9.
14*
211
Таким образом, непосредственный анализ кинетики реакции в системе
ВаСО3 — TiO2 весьма затруднителен. Тем не менее широкие исследования,
проведенные И. Паском, показывают, что начальный этап образования
Ва2ТЮ4 из ВаСО8 и BaTiO3 соответствует реакции первого порядка и энер-
гия активации этого процесса равна 41—56 ккал/моль.
Если образование раТЮ3 из Ba2TiO4 рассматривать с учетом суммар-
ной реакции, то и в этом случае она остается реакцией первого порядка.
Энергия активации этого процесса составляет 58 ккал/моль, а константа
изучал В. Ханикир [111. Полноту
скорости почти в 10 раз меньше, чем
при образовании Ва2ТЮ4 при той же
температуре.
Кинетику реакции образования
ВаТЮ3 изучал, кроме И. Паска [91,
Г. Спис [101. Он наблюдал за кине-
тикой образования BaTiO8, измеряя
количество выделяющегося углекис-
лого газа в изотермических условиях.
Результаты, полученные Г. Списом,
показывают, что в течение первых
10 мин реакция определяется актив-
ностью ТЮ2 по уравнению Яндера.
Система SrCO3 — Т1О2. Кинетику
образования SrTiO3 из SrCO3 и ТЮ2
прохождения реакции определяли хими-
чески по количеству непрореагировавшего стронция. Обнаружено, что
экспериментальные данные вполне удовлетворяют четырем уравнениям
кинетики, предлагаемым Яндером, Гислинг-Брунстейном, Дюнвальд-
Вогнером и Картером.
Система СаСО3 — SnO2. И. Танака (121 посвятил ряд работ изучению
реакций между окислами в твердом состоянии при высоких температурах.
Для реакции образования CaSnO3 из СаСО3 и SnO2, например, он определил
энергию активации, которая составляет 85 ккал/моль. Экспериментальные
данные о количестве прореагировавшей окиси кальция достаточно точно
удовлетворяют уравнению Яндера.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ТИТАНОВОЙ КЕРАМИКИ
Анализ твердофазных реакций в системе ВаСО3 — ТЮ2 свидетельст-
вует о сложности процесса получения титановой керамики. Кроме того,
при изготовлении сегнетоэлектрической керамики встречаются и другие
трудности, вызванные прежде всего узким диапазоном температур спекания,
неупругостью массы и др. Технологический процесс получения сегнетоэлек-
триков можно разделить на два этапа [131:
’ Первый — размол и смешивание исходных материалов и предвари-
тельный обжиг, в результате которого получаются полупродукты в виде
спеченных поликристаллических брикетов, служащих сырьем для второго
этапа технологического процесса.
Второй — размол полупродуктов, полученных на первом этапе, при-
чем перед формовкой заготовок иногда вводят минерализаторы и окислы,
образующие стекловидную фазу, что приводит к понижению температуры
212
спекания. Заготовки для керамических конденсаторов получаются обыч-
но прессованием, литьем шликеров или экструзией.
При обжиге на первом этапе происходит разложение карбонатов (на-
пример, ВаСО3) и синтез титанатов: BaTiO3, SrTiO3 и др. Изучение терми-
ческого расширения при нагреве смеси ВаСО3 — TiO2 показывает, что
объем образца при образовании титаната ба-
рия увеличивается (рис. 13).
В результате многочисленных исследова-
ний установлено, что предварительный обжиг
на первом этапе должен проводиться при
температурах на 50—100° С более низких,
чем окончательное спекание на втором этапе.
При обжиге необходимо постоянно поддер-
живать окислительную газовую среду для
предотвращения восстановления TiO2. Спе-
Рис. 13. Дилатометрическая
кривая усадки эквимолярной
еЛеси ВаСО3 и TiO2.
кание заготовки на втором этапе технологи-
ческого процесса производят чаще всего в среде воздуха. Максимальная
температура спекания составляет 1300—1500° С и зависит от состава
присутствующих примесей, выдержки при спекании и т. д.
СЕГНЕТОЭЛЕКТРИЧЕСКАЯ КЕРАМИКА И ЕЕ СВОЙСТВА
Сегнетоэлектрическая керамика, являющаяся диэлектриком керами-
ческих конденсаторов, готовится главным образом из материалов, содер-
жащих титанат бария, а также другие титанаты, станнаты, цирконаты,
ниобаты и т. д. В зависимости от заданных свойств конденсатора сегнето-
электрическая керамика, применяемая для производства высокочастотных
конденсаторов, разделяется на три группы:
с линейной зависимостью диэлектрической проницаемости от темпера-
туры;
с максимальным значением диэлектрической проницаемости в опре-
деленных интервалах температуры;
с относительно малыми диэлектрическими потерями и повышенной
электрической прочностью.
К первой группе можно отнести конденсаторы на основе титаната
бария с примесью окислов циркония, висмута и др. Диэлектрическая по-
стоянная этой керамики при комнатной температуре —-около 3000.
Высокой диэлектрической проницаемостью, зависящей от температуры,
отличается керамика, полученная на основе титаната бария, стронция и
кальция. Она принадлежит ко в т о р о й группе классификации.
К третьей группе отнесены конденсаторы на основе твердых
растворов стронция и висмута. При комнатной температуре на низких
частотах их tg 5 не превышает 0,05, в то время как при частотах выше 106 гц
угол потерь возрастает и достигает значения 0,1 при частотах 10—20 мггц.
Диэлектрическая проницаемость и угол потерь со временем для некото-
рых материалов уменьшаются. Это явление называется старением. Измене-
ние величины диэлектрической проницаемости в процессе старения состав-
ляет иногда до 20% первоначального ее значения. Процесс может быть вре-
менно приостановлен нагревом диэлектрика до температуры, превышающей
точку Кюри.
213
До сих пор нет удовлетворительного объяснения процесса старения,
тем не менее считают, что он является следствием медленной рекристалли-
зации при более низких температурах.
Изменение значения диэлектрической проницаемости материалов на
основе титаната бария характеризуется уравнением 8 = гн — m\Qg t,
где 8 — диэлектрическая проницаемость; t — время; 8н — диэлектриче-
ская константа при t = 0; т — коэффициент, увеличивающийся по мере
роста 8н.
При добавлении к титанату бария незначительных количеств двуоки-
сей олова, циркония, а также станната и цирконата бария получается ке-
рамика с большой диэлектрической проницаемостью, зависящей от элек-
трического поля и достигающая максимального значения при напряжен-
ности 0,5—2 кв!см,
* *
Керамика на основе титаната бария широко применяется в радиотехнике в ка-
честве диэлектрика для изготовления керамических конденсаторов. Ее
сегнетоэлектрические свойства являются следствием того, что коэффициент
упругой связи иона Ti4+ зависит от его положения в решетке ВаТЮ3 и спо-
собности совершать при приложении поля негармонические колебания.
Для улучшения диэлектрических свойств титаната бария, т.е. получе-
ния заданных характеристик, к нему добавляют другие щелочноземельные
титанаты или станнаты, цирконаты и пр.
Титанат бария синтезируется при нагреве порошков ВаСО3 и ТЮ2.
ДТА и рентгеновские анализы показывают, что Ba2TiO4 образуется при
этом в месте контакта компонентов. Образование Ba2TiO4 проходит более
интенсивно при повышенных температурах.
Энергия активации суммарного процесса образования титаната бария
составляет около 54 ккал!моль, в то время как энергия активации образо-
вания начальных фаз (Ba2TiO4) равна 41—56 ккал!моль.
Характеристики реакций образования титаната диктуют основные
принципы приготовления титанатовой керамики. Технологический цикл
изготовления разделяется на два этапа: на первом происходит синтез ти-
таната, на втором — спекание изделий, изготовленных из керамической
массы, полученной размолом полупродукта.
ЛИТЕРАТУРА
1. Marten Hans-Jokim. Die Ferroeketrika, Leipzig, 1964.
2. Богородицкий Н.П. и др. Теория диэлектриков. М., 1965.
3. Карцев А. Ф. Курс физической химии. Госхимиздат, М., 1956.
4. Durst — J. Amer. Cer. Soc., 1950, 33, 4, 133—139.
5. Coffeen W. W.— J. Amer. Cer. Soc., 1953, 36, 7, 215—221.
6. Смоленский Г. А, Юсупов В. Г.— ЖТФ, 1954, 24, 8, 375—386.
7. Новоселов Н.С., X о д а к о в А. Л.— ЖТФ, 1956, 24, 2, 310.
8. К u h о Т., S h i n г i k i К.— J. Chem. Soc. Jap., 1952, 55, 49.
9. P a s k J. Kinetics of High Temperature Processes J. Wiley and Sens, N. Y., 1960.
10. Spies G.— Ber. Deutsch. Ker. Ces., 1961, 38, 11495.
11. Hanykyr V.— Silikaty, 1966, 10, 1, 17.
12. T a n a k a I. Bull of the Chem. Soc. Jap., 1942, 17, 2, 64.
13. Казарновский Д. M. Сегнетокерамические конденсаторы. M., 1956.
14. С к а н а в и Г. И. Физика диэлектриков. М., 1958.
15. К и т т е л ь Ч. Введение в физику твердого тела. М., 1958.
16. Иоффе А. Ф. Физика полупроводников. М., 1957.
214
ш. киш
ФИЗИКО-ХИМИЧЕСКИЕ ПРИНЦИПЫ ПОЛУЧЕНИЯ
ФЕРРИТНОЙ КЕРАМИКИ И ЕЕ СВОЙСТВА
Институт ядерных наук им. Бориса Кидрича (Югославия)
Классические магнитные материалы на базе сплавов железа, характеризую-
щиеся высокой проницаемостью и другими особенностями, вследствие своей
высокой электропроводности не могут быть использованы на высоких часто-
тах. Благодаря исследованиям Сноэка и Нэеля были разработаны керами-
ческие магнитные материалы с низкой электропроводностью. Эти материа-
лы — ферриты — в зависимости от величины коэрцитивной силы подразде-
ляются на две группы: магнитномягкие и магнитнотвердые. С точки зрения
назначения, можно выделить и группу ферритов с особыми характери-
стиками, к которой могут быть отнесены, например, ферриты с прямоуголь-
ной гистерезисной петлей, СВЧ-ферриты и т. д.
В настоящей работе рассматриваются проблемы, связанные с особенно-
стями и технологией магнитномягких ферритов.
СВОЙСТВА ФЕРРИТОВ
Основные кристаллографические характеристики. По химическому соста-
ву магнитномягкие ферриты представляют собой соединения общего состава
MeFe2O4 со шпинельной структурой [1 ]. У ферритов с нормальной шпинель-
ной структурой тетраэдрические промежуточные положения А заняты двух-
валентными, а октаэдрические В — трехвалентными ионами металла. Пред-
ставителями нормальной шпинельной структуры из группы ферритов яв-
ляются Zn и Cd-ферриты. Некоторые двухвалентные ионы занимают в
основном В-положение, в результате чего получается обращенная шпи-
нельная структура. Однако необходимо отметить, что нередко встречается
смешанное распределение отдельных ионов, как, например, у MnFe2O4.
Распределение отдельных ионов в Л и В положениях зависит от свобод-
ной энтальпии из их взаимного обмена [2]. Если наблюдать за реакцией
обмена ионов Me1 и Me11 в положениях Л и В
Ме*л + Мев -> Ме‘в + MeS + AG, (1)
можно сделать вывод, что знак и значение ДО определит действительное рас-
пределение ионов. В случае Zn-ферритов (Me1 = Zn2+,Men = Fe®+) AG по-
ложительно, и мы получаем нормальную шпинельную структуру.
Комбинированием отдельных пар металлических ионов и соответствую-
щих значений ДО получается ряд ионов, которые занимают чаще всего по-
ложение Л. В этом ряду имеются ионы одних и тех же металлов с различным
валентным состоянием. Очевидно, что в таких случаях распределение элек-
тронов имеет первоочередное значение для распределения ионов.
Необходимо указать на проблемы, которые связаны с присутствием
двух ионов многовалентного характера в одинаковом положении. У Мп-
ферритов, где часть Mn-ионов находится в положении В, возникает вопрос,
215
EtLt-GfM*™) м
1_______--™а.
I -МП*~
-3*
^ва
---Мпв
___ Уровень
-*в
- tofy- Fe3g)
Рис. 1. Энергетическое положение
ионов Мп и Fe в марганцевом
феррите.
«идет ли речь о комбинации Мп2+ + Fe3+ или о Мп3+ + Fe2+. Ответ дает
следующая реакция:
Мпв+ + Fe3B+ Мпв+ + Fe^ + Д G', (2)
где валентное состояние отдельных катионов определено значением AG'.
Подобную реакцию можно применить и к положению А, а энергетическое
распределение ионов в Mn-феррите показано на рис. 1.
Приведенные энергетические состояния содействуют тенденции уста-
новления определенного упорядоченного катионного состояния. Однако
в этом случае нельзя ожидать полного упорядочения, так как образование
ферритов происходит при высоких температурах, в то время как при быст-
ром охлаждении обычно равновесие не достигается.
Равновесное распределение катионов в положениях А и В можно рас-
сматривать количественно, например, для MgFe2O4, применяя уравнение
(1). По закону действующих масс, ссылаясь
на известное соотношение между констан-
той равновесия реакции и энергетическими
величинами, можно заключить, что темпе-
ратура существенно влияет на катионное
распределение у тех ферритов, значение
АН которых приближается к нулю. В слу-
чае NiFe2O4, который является типичным
представителем ферритов с обращенной
структурой, значение АН составляет
16 ккал, у MgFe2O4, где АН — 2 ккал,
замечаются незначительные количества Mg2+ в Я-положениях (1).
Характер магнетизма окислов. Намагниченность материалов связана
с орбитальным вращением и спином электрона, обусловливающими орби-
тальный момент рх и магнитный момент спина ps [1, 3, 4, 5]. При сильной
связи орбитального момента с кристаллической решеткой конечный магнит-
ный момент определяется только моментом спина.
Суммарный спиновый момент химических соединений из атомов или
ионов с полностью заполненными оболочками равен нулю. Такие материа-
лы имеют лишь наведенные магнитные моменты и являются диамагнетика-
ми. В данном случае нас интересуют ионы с частично заполненными
оболочками: 3d, 4d или 4/, в частности ионы I группы переходных
элементов.
В некоторых материалах, у которых магнитные атомы или ионы нахо-
дятся на определенном расстоянии, возможна параллельная ориентация всех
магнитных спиновых моментов и в отсутствие внешнего магнитного поля.
Эта параллельная ориентация является следствием взаимодействия момента
спинов соседних атомов или ионов.
Для Зй-электронов обменное взаимодействие может быть отрицатель-
ным (антипараллельная ориентация спина) или положительным (параллель-
ная ориентация спина), причем знак зависит от расстояний между атомами
или ионами. При таких условиях необходимо учитывать и взаимодействие
одного атома или иона с окружающей средой, которая представлена моле-
кулярным полем Вейса h, пропорциональным намагниченности окружающей
решетки [61. В этом случае эффективное действующее магнитное поле будет
И*, = Н ± у/.
216
На основании закона Кюри [6] можно заметить, что до определенной
температуры, даже когда Я == 0, спины дальнего порядка упорядочены. При
положительном обменном взаимодействии наблюдается параллельная ориен-
тация спинов, что ведет к спонтанному намагничиванию (ферромагнетизму),
а при отрицательном — вследствие антипараллельной ориентации спинов,
в соседних положениях спонтанного намагничивания нет. Такие материалы
называются антиферромагнитными.
У многих ионных кристаллов, каковыми являются и окислы, энергия
обмена отрицательна, что определяет противоположную ориентацию спи-
нов в соседних положениях. Однако ионы металлов в окислах разделены
ионами кислорода, что исключает возможность прямого обмена электро-
нами.
При таком обмене, который принято называть косвенным обменным
взаимодействием, присутствует анион, например О2-, который играет весьма
важную роль [7]. Если нет чисто ионных связей у окислов, то допускается
переход в течение непродолжительного времени, одного 2р-электрона с
О2~ на один из соседних ионов металла в соответствии с правилами
Хунда.
По Андерсону [81, если оболочка этого металлического иона заполнена
меньше, чем наполовину, то спиновый момент нового электрона становится
параллельным имеющемуся спиновому моменту. В противоположном слу-
чае он ориентируется антипараллельно. Второй нечетный электрон кисло-
рода может взаимодействовать с одним из электронов другого иона метал-
ла, создавая ковалентную связь. Как при прямом, так и при косвенном обме-
не расстояние между ионами имеет существенное значение, а вследствие
пространственной ориентации 2р-орбиты, возможность косвенного обмена
зависит и от угла Mei — О — Меп.
Рассмотрение отдельных расстояний Me — О в случае шпинельной
структуры, как и углов Me —О— Me, показывает, что взаимодействие наи-
более интенсивно в случае АВ-обмена, затем в случае ВВ- и АА-обменов,
чему содействует и некоторое смещение ионов О2- от положений, характер-
ных для теоретической решетки [1].
Следовательно, у ферритов спиновые моменты ионов подрешеток А и В,
вследствие отрицательного обменного взаимодействия, противоположно
сориентированы, так что намагниченность насыщения равна разности на-
магниченности насыщения этих подрешеток.
В случае обращенного феррита, вследствие отрицательного взаимодей-
ствия между ионами железа в положениях А и В, а также отрицательного
взаимодействия между ионами железа в положении А и магнитными мо-
ментами двухвалентных ионов в положении В, суммарный магнитный мо-
мент молекулы MeFe2O4 равен магнитному моменту двухвалентного иона.
Этот случай, который, по Нэелю, называется ферромагнетизм, показан на
рис. 2, а. Однако в случае нормальной шпинели, когда двухвалентный ион
(например, Zn, Cd) не имеет магнитного момента, наблюдается отрицатель-
ное обменное взаимодействие между ионами железа в положениях В, так
что суммарная намагниченность равна нулю. Такой антиферромагнетизм
для Zn-феррита показан на рис. 2, б.
Большее техническое значение принадлежит сложным ферритам, кото-
рые являются твердыми растворами обращенных и нормальных (чаще всего
Zn-феррит) шпинелей. На рис. 3 представлено изменение намагниченности
насыщения некоторых смешанных ферритов в зависимости от содержа-
217
ния ZnO. Изменения качественно могут быть объяснены при помощи
рис. 2, в, принимая во внимание А—В и В—В взаимодействия.
Электромагнитные свойства ферритов. Как уже отмечалось, намагни-
ченность у ферритов является следствием упорядочения спиновых маг-
нитных моментов дальнего порядка, что могло казаться справедливым и в
случае материалов макроскопических размеров. Однако наличие свобод-
ных магнитных полюсов влечет за собой большую энергию размагничива-
Мп-феррит
Положение -А Положение -В
ши
Преобладает А-В-взаимодействие
Zn- феррит
Положение А Положение В
00000000
В-в-взаимодейстбие
5
а
Феррит Положение А Положение В
Мп
Смесь
Zn
rrrnrrr rmrm
rrrrrrrr rrrrrrrr
ш mW
rrrrrrrr Wjt
6
Рис. 2. Ориентация магнитных моментов ионов в ферритовых структурах
различного типа:
а — обращенная шпинель (Mn-феррнт); б — нормальная шпинель (2п»феррит); в —
смешанная шпинель (Мп — Zn-феррит).
О — Fe3+; 0 —Zn2+; ф — Mn2+
ния, и поэтому энергетически выгодным представляется состояние с магнит-
ными доменами Вейса [3, 6]. Магнитные моменты внутри домена ориенти-
рованы параллельно, сами же домены разделены границей определенной
толщины — стенкой Блоха. Во избежание появления полюсов внутри ма-
териалов переход ориентации магнитных моментов между двумя соседними
доменами осуществляется постепенно.
Вейс еще в 1964 г. показал, что магнитные свойства монокристаллов
весьма отличны в различных кристаллографических направлениях, при-
чем имеются направления легкого и трудного намагничивания. Возникно-
вение границ (стенок) приводит к увеличению энергии системы. Поэтому
образование доменов с меньшей энергией размагничивания и повышения
энергии стенок приводит к энергетическому равновесию; это проявляется
в определенном распределении и размерах доменов.
218
При установлении равновесия важную роль также играют энергии магнито-
стрикции и кристаллографической анизотропии [6]. При намагничивании та-
кой системы в случае малых полей наблюдается смещение стенок, что приво-
дит к увеличению объема благоприятно ориентированных доменов (рис. 4). В
более сильных полях магнитные векторы постепенно вращаются в направле-
нии действующего поля, пока не будет создана однородная намагниченность
образца. Если бы не существовало противодействия при смещении стенок
Блоха, проницаемость образца была бы бесконечной [6, 9].
Рис. 3. Магнитные моменты твердых растворов ферромагнитных ферритов
с антиферромагнитным Zn-ферритом (а — молярное содержание цинкового
феррита).
Рис. 4. Характер ориентации доменов на различных участках кривой на-
магничивания.
Один из противодействующих факторов — анизотропия, которая, если
пренебречь остальными факторами, связана с начальной проницаемостью
посредством соотношения
/2
(И_1) = а_2.,
где Is — намагничивание насыщения; К — константа магнитной анизотро-
пии.
В связи с упомянутым соотношением необходимо отметить, что важ-
ной является и температурная зависимость проницаемости, связанная
с температурной зависимостью /s и /<.
В соответствии с теорией парамагнетизма Ланжевена, основанной на
статистическом рассмотрении энергетических состояний, и с теорией Вейса
о ферромагнетизме, намагниченность материала обратно пропорциональна
температуре, т. е. по мере повышения температуры Is убывает. Поскольку
К убывает быстрее, у большинства ферритов ц имеет положительный тем-
пературный коэффициент.
Второй фактор, влияющий на направление вектора намагничивания
в домене — анизотропия напряжений, которая пропорциональна сумме
внутренних механических напряжений и коэффициенту магнитострикции.
Для обеспечения большей проницаемости необходимо уменьшать внут-
ренние напряжения и коэффициент магнитострикции. Поскольку простые
ферриты, за исключением Fe3O4, имеют главным образом отрицательный
219
коэффициент магнитострикции, значение упомянутого коэффициента мо-
жет приближаться к нулю, если феррит комбинировать с Fe3O4.
В промышленных ферритах важную роль играют потери. Ввиду того, что
ферриты чаще всего используются в области Релея, можно применить
соотношение Иордана [6, 10], в соответствии с которым суммарные потери
выражены уравнением
Rp = ef2L + hfHL + n/L,
где коэффициенты — е, й, п — обозначают потери вследствие вихревых то-
ков, гистерезиса и остаточные потери, соответственно.
Исследования показали, что потери вследствие вихревых токов зависят
от особенностей материала данного состава, а также сопротивления гра-
ниц зерен настолько, что у поликристаллических образцов оно может быть
преобладающим.
Гистерезисные потери, вызывающие нелинейные искажения в устрой-
ствах связи, необходимо свести к минимуму контролем примесей состава
и размеров зерен.
НЕКОТОРЫЕ ФИЗИКО-ХИМИЧЕСКИЕ ОСОБЕННОСТИ
ПОЛУЧЕНИЯ ФЕРРИТОВ
В последнее время значительно расширяется применение ферритов в элек-
тронйке. Различные способы применения ферритов ставят новые требования
в отношении характеристик и свойств, так что едва ли можно говорить о
какой-то общей оценке качеств всех ферритов. Поэтому важнейшей зада-
чей технологии является разработка на основе применения теоретических
знаний состава и метода получения феррита с заданными свойствами, ко-
торый удовлетворяет конкретным техническим требованиям.
Пока мы ограничимся только сырьем, ферритизациёи и спеканием,
так как при рассмотрении электромагнитных свойств ферритов было пока-
зано, что эти свойства зависят главным образом от состава и микрострук-
туры.
Сырье. При выборе сырья (в основном окислов и карбонатов) для опре-
деленного типа ферритов необходимо учитывать активность компонентов
и их чистоту. Активность порошков, которая определяется размером и фор-
мой частиц, а также их удельной поверхностью, в немалой степени пред-
определяет и условия ферритизации, так как происходит реакция в твердом
состоянии, в результате которой и образуемся шпинельная структура. Ис-
следования показали, что для Fe2O3, например, наиболее подходящим пред-
ставляется размер частиц 0,5 мк.
Примеси в основном сырье должны по возможности исключаться,
так как некоторые из них, входя в решетку, изменяют электрические и маг-
нитные свойства, в то время как другие влияют только на активность и спе-
каемость порошков.
Известно, что примеси имеют большое значение [111 и их специально
добавляют для улучшения некоторых свойств. Характерным примером яв-
ляются добавки избытка Fe2O3 при получении MnZn-феррита, который при
спекании перёходит в Fe3O4 [12, 6]. К NiZn-ферритам часто добавляют не-
большое количество марганца, который не допускает восстановления Fe3+*
до Fe2+ при технологической обработке и этим увеличивает сопротивление
220
материала. Кальций, преимущественно находящийся на границах зерен,
своим присутствием значительно увеличивает сопротивление границ зерен
и образца в целом.
Если часть Fe3* будет заменена определенным количеством А13* или
Сг3+, уменьшается температурная зависимость проницаемости в широком
температурном диапазоне применения [111.
Ферритизация. Для того чтобы избежать трудностей при формовании
изделия, применяют метод предварительного спекания. В этом случае час-
тично или полностью образуется ферритная фаза. При предварительном
спекании получается гомогенный окончательный продукт с лучшими элек-
тромагнитными свойствами, и, кроме того, выдержка при окончательном спе-
кании значительно сокращается, что имеет большое значение с экономиче-
ской точки зрения.
Принимая во внимание принципы реакций в твердой фазе, условия пред-
варительного спекания определяются характеристиками исходных порош-
ков и диффузионными свойствами продуктов реакции.
Реакции при образовании простых ферритов могут быть разделены
на пять групп [13].
Первый тип реакции приводит к образованию простой шпинель-
ной структуры, как, например, в случае ZnFe2O4. Эта реакция проходит
относительно быстро по сравнению со скоростями образования других фер-
ритов, возможно, и вследствие структурных факторов ZnO и Fe2O3. Ско-
рость реакции подчиняется закону Таммана начиная с температуры 600° С.
Образование NiFe2O4 с обращенной шпинельной структурой (вто-
рой г и п) начинается при относительно более высоких температурах
(700° С) Исследования показали, что в начальных стадиях реакции нет
правильного размещения катионов. Следовательно, для образования обра-
щенной структуры необходймо вызвать дополнительное смещение катио-
нов и некоторое смещение ионов кислорода.
На диаграмме состояния Ni — Fe2O3 видно, что при повышенных тем-
пературах растворимость Fe2O3 в шпинельной структуре значительно боль-
ше, из-за чего меняются диффузионные характеристики продукта реакции.
В таких случаях определение скорости реакции по количеству непрореаги-
ровавшего компонента или продукта, получившегося в результате реакции
посредством магнитных измерений, не могут представить настоящую кар-
тину, так как состав продукта реакции зависит от времени и температуры.
К третьей группе отнесены реакции, у которых наблюдается
температурная зависимость распределения катионов, акчетвертой,
как особый случай, образование Fe3O4 и Fe2O3 когда температурная за-
висимость равновесного парциального давления кислорода играет решаю-
щую роль.
Кпятой группе относятся системы, у которых ион феррито-
образующего металла находится в многовалентном состоянии, как в слу-
чае MnFe2O4. В этих системах продукты реакции определены неоднозначно,
так как равновесный продукт при охлаждении подвергается некоторым
изменениям.
На рис. 5 показан состав продуктов реакции при ферритизации систе-
мы MnO — Fe2O3 в зависимости от условий термического режима (5 ч).
При получении промышленных ферритов, которые по своему составу
трехкомпонентны или многокомпонентны, кроме различия в скорости ре-
акции в соответствующих простых системах необходимо учитывать и
221
посторонние факторы, которые в значительной степени меняют граничные
условия в отношении двухкомпонентных систем.
Спекание изделий. Ввиду того что электромагнитные свойства ферритов
зависят от микроструктурных характеристик, спекание применяется с целью
не только получения определенной формы, но и такой микроструктуры, ко-
торая наиболее благоприятствует требуемым электромагнитным свойствам.
Вследствие энергетических соотношений, которые устанавливаются
при образовании доменов в присутствии пор и немагнитных включений,
стенки Блоха располагаются так, что их поверхность при данных усло-
виях минимальна [61. Это достигается тем, что стенка располагается отод-
Т
t°c
500
ООО
ТЯГ
800
850
900
950
1000
1050
1100
75б0~
1200
1250
1300
ЗЛЕ
J400,
/7
Fez03
Мп304
Fe.O
Следы
Твердый растбор
Mnz03Fez0, р—-
Fez 03 • Mnz Оз МП3О4
Mn304
Мпг Оз
FeZ°3
FezO3
///______
Mn204
Fez Оз Мп 2 03
Твердый растбор
Mn203' Fez03 г 11
Fez V3 Mn203
МпРеЛ
Рис. 5. Диаграмма образования феррита при различных условиях
термической обработки (по Кедиши и др.) при выдержке 5 ч:
1 — нагрев и медленное охлаждение вереде воздуха; II — нагрев и быстрое
охлаждение в среде Воздуха; III — нагрев и медленное охлаждение
в среде Ы2.
ной поры к другой, в результате чего совокупная энергия стенок минималь-
на. Эти соотношения отражаются на технологии получения ферритов
и требуют обеспечения таких условий, которые дают возможность предельно
равномерного распределения пор.
Важным представляется и положение пор, так как поры внутри
зерна представляют собой барьер для смещения стенок домена в процессе
намагничивания.
Известно (11], что проницаемость возрастает с ростом среднего размера
зерен. Резкое повышение проницаемости для материала с зернами размером
около 5 мк объясняется наличием вращательного процесса намагничивания
у более мелких зерен, в то время как среди зерен больших размеров (более
20 мк) проницаемость начинает убывать, так как при таких условиях встре-
чается значительное количество пор и в самих зернах, и они, как уже было
отмечено, препятствуют смещению стенок.
На основе теории спекания и роста зерен [18, 19] можно указать, что
упомянутые микроструктурные характеристики в значительной степени за-
висят от характеристик ферритизованного порошка и режима термической
обработки. В технологии ферритов, следовательно, необходимо считаться
с теми условиями, которые обеспечивают оптимальные соотношения размера
зерен, пористости и распределения пор.
Кроме теоретического рассмотрения процесса усадки вообще, где изу-
чается зависимость усадки от температуры и времени выдержки, а также
222
от строения пор и зерен, необходимо указать на те факторы, которые игра-
ют важную роль при спекании ферритов.
В случае многовалентного ферритообразующего иона металла, напри-
мер, марганца, атмосфера спекания в значительной степени влияет на ва-
лентное состояние металла, следовательно, и на конечные электромагнит-
ные свойства. Если при определенной температуре спекания парциальное
давление кислорода больше равновесного, которое отвечает системе
MnFe^, происходит окисление марганца и нарушение шпинельной струк-
туры; при этом образуются твердые растворы ЕегО3 и высших окислов мар-
ганца [13—16, 19].
Более низкие парциальные давления О2 приводят к восстановлению
в первую очередь ионов железа. Так как равновесное давление зависит от
температуры, состав атмосферы должен в период охлаждения меняться.
При этом присутствие двух ионов многовалентного характера, которым от-
вечают особые равновесные давления кислорода, теоретически дает воз-
можность получения гомогенного образца.
На основании теории реакций в системе газ — твердое тело [17], сте-
пень окисления или восстановления в неравновесных условиях кислорода
проявляется в большей степени у образцов с открытыми порами и меньше
у плотных образцов, где встречается в основном закрытая пористость. Ес-
тественно, кроме пористости на реакцию влияет и скорость охлаждения.
У промышленных Mn-ферритов с относительно толстыми стенками можно
производить охлаждение и в среде воздуха, так как тонкий слой окисла
на поверхности не меняет электромагнитных характеристик.
Внутренние напряжения значительно влияют на некоторые электри-
ческие и магнитные свойства ферритов. Внутренние напряжения в спечен-
ном образце появляются при охлаждении и, наряду с характеристиками
самого материала, зависят от скорости охлаждения. Внутренние напряже-
ния могут быть в значительной степени уменьшены в результате сокраще-
ния времени охлаждения, однако вследствие уменьшения релаксации
с температурой трудно избежать их полностью. Появлению внутренних
напряжений, кроме того, содействуют вторичные фазы (если они имеются)
и поры, из-за неодинакового температурного коэффициента расширения.
У ферритов, для которых наблюдается температурная зависимость
распределения катионов между положениями А и В, скорость охлаждения
определяет предельное распределение ионов и, таким образом, может в зна-
чительной степени изменять электромагнитные характеристики. Это про-
является, в частности, у систем на основе Mg-ферритов, так как распределе-
ние Mg2+ зависит от температуры.
ЛИТЕРАТУРА
1. G о г t е г Е. W.— Phil. Res. Rep. 1954,9, 295.
2. Kroger F. A.—Chemistry of Imperfect Crystals, North-Holland Publ. Comp., Ams-
terdam, 1964.
3. Goldman J. E.— The Science of Eng. Mat., 12, 267.
4. Stoner E. S.— Rep. Progr. Phys., 1950, 13, 83.
5. Bozarth R. M.—- The Phys, of Mag. Mat., 13, 302.
6. С м и т Я., Вейн X. Ферриты. ИЛ, M., 1962.
7. G о г t е г Е. WPhil. Res. Rep., 1954, 91, 321.
8. Anderson P. W.— Phys. Rev., 1950, 79, 705.
9. Jackson — Proc. IEE, 1957, 104, 129.
10. Heister W., Krupp F. Widia Fabr. Res. Inst., predavanje.
223
11. G u i 1 1 a u d C.— Proc. IEE, 1957, 104, 165.
12. В г о s s S. Ferritanket HMIF, Budapest, 1963.
13. К i n g e г у W. D. Introduction to Ceramics, John Wilej, N. Y., 1960.
14. Шольц H. H., Пискарев К. А. Ферриты для радиочастот. «Энергия», М., 1966.
15. Т а к е с и Т. Ферриты. Металлургиздат, М., 1964.
16. G о г t е г Е. W.— Proc, IRE, 1955, 43, 1945.
17. К i s S. Doktorska teza, Tehnoloski fakultet, Beograd, 1965.
18. R i s t i с M. M. Interrelation of the Kinetics, and Mechanism of Sintering, В. K. Inst.
Nucl. Sci. Bui. 1965, 16, 267.
19. Pa бк и и Л. И., Соски н С. А., Эпштейн Б. Ш. Технология ферритов.
Госэнергоиздат, М., 1962.
В. М. СЛЕПЦОВ,
Т. Я. КОСОЛАПОВА
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ И СВОЙСТВА
ТУГОПЛАВКИХ МАТЕРИАЛОВ
ДЛЯ ТЕХНИКИ ВЫСОКИХ ТЕМПЕРАТУР
Институт проблем материаловедения АН УССР
Современное развитие, техники требует разработки и создания новых ма-
териалов с характеристиками, позволяющими повышать рабочие пара-
метры технологических процессов (температуру, скорость, напряжение,
срок службы) и способствующих более полной их механизации и автома-
тизации.
Развитие новых отраслей техники и энергетики требует разработки
материалов, обладающих высокой прочностью при повышенных темпера-
турах, коррозионной и эрозионной устойчивостью в газовых потоках боль-
ших скоростей и высоких температур, а также материалов со специфиче-
скими свойствами (электропроводностью, эмиссионными свойствами и др.).
Это материалы отдельных деталей реактивных двигателей и ракет, ядерной
энергетики — конструкционные материалы, материалы регулирующих
устройств, биологической защиты, высокотемпературные полупроводники.
Новые требования выдвигаются к огнеупорным материалам, обеспечи-
вающим сохранение высокой чистоты материалов, подвергающихся плав-
ке, перекачке и пр. Большое значение для использования во всех областях
новой техники имеют высокопрочные конструкционные материалы.
Большинству требований, предъявляемым к современным материалам
новой техники, удовлетворяют бескислородные тугоплавкие соединения
(бориды, карбиды и силициды).
Тугоплавкие соединения благодаря таким свойствам, как высокая
температура плавления, жаропрочность, низкие давления пара и скорость
испарения при высоких температурах, высокие теплоты испарения, ста-
бильность при высоких и низких (минусовых) температурах, высокие или,
наоборот, низкие теплопроводность и электропроводность, высокая кор-
розионная стойкость, — относятся к классу одних из наиболее перспек-
тивных материалов. Они могут быть получены только методами порошковой
металлургии.
224
Основа при производстве изделий из тугоплавких соединений любо-
го назначения—порошки тугоплавких соединений. Исследования тугоплав-
ких бескислородных соединений впервые были проведены в конце XIX века
французским исследователем — химиком и металлургом Муассаном, кото-
рым были получены и исследованы карбиды, бориды и силициды некоторых
металлов.
В СССР работы по исследованию методов получения тугоплавких со-
единений и изучению их свойств были начаты в 1928—1929 гг. Наиболее
широкое развитие они получили после Великой Отечественной войны в
СССР и других странах.
В работах, проводимых в секторе тугоплавких материалов
ИПМ АН УССР по созданию материалов с заданными свойствами, учиты-
вается специфика электронного строения переходных металлов так,
чтобы можно было получить комплекс необходимых свойств.
В настоящее время разрабатывается ряд направлений теории твердо-
го тела, устанавливающих связь между физической природой атомов и
свойствами твердого тела в конденсированном состоянии. Однако боль-
шинство этих работ являются теоретическими и позволяют давать практи-
ческие рекомендации только в очень узких направлениях (например, раз-
работка материалов для квантовых генераторов), для достаточно простых
материалов и объектов.
Мы пытаемся развить феноменологические представления о строении
материалов в предположении, что при образовании из изолированных
атомов конденсированного твердого или жидкого состояния вещества внеш-
ние валентные электроны этих атомов частично локализуются у атомных
островов, а некоторое количество остается в нелокализованном (коллекти-
визированном) состоянии.
Идея разделения валентных электронов на локализованную и нелока-
лизованную части в конденсированном веществе была впервые развита
еще в 1930 г. Слетером, а затем подробно разработана Моттом и Стевенсом
в 1957 г., Вейсом и де-Марко в 1958 г., Вудом в 1960 г. и в последние годы
экспериментально подтверждена работами по рентгеноспектральному ис-
следованию некоторых материалов — циркония и ниобия (Корсунский
и Генкин), хрома (Меньшиков и Немнонов) и др. В этих работах удалось
численно показать распределение валентных электронов в металлическом
кристалле на локализованную часть, ответственную за ковалентную связь,
и коллективизированную часть, участвующую в образовании металличе-
ской связи.
В наших работах предполагалось, что локализованная часть валент-
ных электронов образует широкий спектр электронных конфигураций,
например, d1, d2, d3 и т. д. Считается, что основным статистическим весом
в этом спектре обладают энергетически наиболее устойчивые конфигура-
ции, которым соответствует минимальная свободная энергия системы. Та-
кими конфигурациями для d-переходных металлов являются: d°, d5 и d10.
Стабильные конфигурации располагаются следующим образом по убыванию
их энергетической устойчивости: d3, d10 и d°.
Конфигурация d° тождественна нижележащему sap6 состоянию
(nd0 (п — 1) s2p6). Энергетическая устойчивость соответственных
d-конфигураций, кроме d°, увеличивается с ростом главного квантового
числа валентных электронов, a d° уменьшается, как и для всех sp-конфи-
гураций.
15 9-1030
225
Нелокализованные электроны находятся в обменном взаимодействии с
электронами, локализованными в стабильные конфигурации, что осуществ-
ляет притяжение атомов друг к другу. В то же время нелокализованные элек-
троны, взаимодействуя друг с другом, обусловливают отталкивание атомов.
Для атомов кристаллов переходных металлов, имеющих в изолирован-
ном состоянии число электронов на d-оболочке nd < 5, можно принять су-
ществование двух энергетически устойчивых (стабильных) конфигураций
d° и db. Статистические веса атомов кристалла, обладающих данными кон-
фигурациями, могут быть оценены количественно в предположении низкого
статистического веса прочих конфигураций (d4, d2 и т. п.), которые являют-
ся энергетически менее устойчивыми.
0 12 34J678 9 10
Число электронов на d-оболочке изолированною атома
Рис. 1. График зависимости теплоты атомизации от числа
электронов на d-оболочке (N — главное квантовое число).
На основании упомянутых выше рентгеноспектральных данных и дан-
ных по эффекту Холла (при принятии однозонной модели) можно оценить
статистические веса атомов, обладающих стабильными конфигурациями.
Для d-переходных металлов они оказываются, например, равными: Sc —
23, Ti — 43, Zr — 52, Hf — 55, V — 63, Nb—76, Ta — 81, Cr — 73, Mo —
88, W — 94.
Следует отметить, что речь идет о статистическом распределении состоя-
ний атомов в решетке, которое было предложено еще Слетером и детально
разработано школой Вонсовского. Оно допускается и представлениями зон-
ной теории. Естественно, что обнаружение каких-либо флуктуационных
эффектов, связанных с этим распределением (например, эффектов спин-
орбитального и электронно-ядерного характера), и нарушение в твердом
теле трансляционной симметрии невозможно.
Убедительным доказательством высокой энергетической устойчивости
d 5-электронных конфигураций атомов переходных металлов может служить
зависимость теплоты атомизации металла от степени застройки d-оболочки
(рис. 1). Теплота атомизации определяет энергию, необходимую для
отрыва атома элемента от твердого вещества, т. е. перевода его в газообраз-
ное состояние. Чем сильнее силы сцепления между атомами в твердом ве-
ществе, тем большее значение имеет теплота атомизации. Силы сцепления
226
между атомами в твердом веществе (наряду с другими факторами) определя-
ются, по-видимому, характером образующихся стабильных электронных
конфигураций, статистическим весом атомов, обладающих этими конфигу-
рациями, и степенью энергетической устойчивости последних.
Расположение кривых на рис. 1 указывает на повышение энергети-
ческой устойчивости соответствующих (особенно наиболее устойчивых d5)
d-конфигураций переходных металлов с увеличением главного квантового
числа валентных электронов. Характер зависимости теплоты атомизации
от степени застройки d-оболочки и взаимное положение кривых этой
t °C
спл» <*
3500-
3000 •
Wfs1)
, , , А. №(зг)
Ta(S?)/ Л
----
---N=4
---- N=3
2500-
1500-
Zr(Sz)
Sc(S2)k
Y(S2
2000-
1000-
Pd(s°)
"1!-% _ 4.
C0(S2)
Laf3z)
I CufS1)
AufS1)
Ag(S<)
x Zn<s^
Cd(sz)
0 1 2 3 A 5 6 7 в 0 10
Число электронов на d-оболочке изолированного атома
Рис. 2. График зависимости температур плавления от
числа электронов на d-оболочке.
500- Ве(Зг)
О
зависимости для разных рядов (различных главных квантовых чисел ва-
лентных электронов) хорошо совпадают с аналогичной зависимостью для
температур плавления (рис. 2).
Снижение теплоты атомизации для хрома (3d54s1) и в большей мере для
марганца (3d54s2) можно объяснить взаимодействием электронов в s-обо-
лочке, вследствие чего происходит «разрыхление» решетки и ослабление
сил связи. Если бы это взаимодействие s-электронов (которые не могут
участвовать в застройке уже сформированных d5-кoнфигypaций, но еще не
достаточны для укомплектования стабильных d10-KOH(|)Hrypawift) отсутство-
вало или в значительной степени было ослаблено, то теплота атомизации
для хрома и марганца имела бы максимальное значение, и провала на кри-
вых теплот атомизации (см. рис. 1) мы бы не наблюдали.
Для элементов, атомы которых имели 5 < nd < 10, стабильные со-
стояния могут образовываться либо потерей части электронов с возникно-
вением стабильных d5-кoнфигypaций, либо приобретением их с образова-
нием несколько менее стабильных d10-кoнфигypaций. Первый (донорный)
случай должен приводить к большему статистическому весу d5-кoнфигypa-
ций и более высоким температурам плавления, второй (акцепторный) — к
большему статистическому весу d10-кoнфигypaций и меньшим температу-
рам плавления. Это наблюдается во всех триадах VIII группы; причем
рутению с электронной конфигурацией 4d75s1 и температурой плавления
15*
227
2250° С, осмию (5d66s2, т. пл. 3000° С), иридию — (5d76s2, т. пл.— 2410° С)
следует приписать высокий статистический вес яР-конфигураций, а палла-
дию с электронной конфигурацией 4d105s° и температурой плавления
1552° С, платине с электронной конфигурацией bcPGs1 и температурой плав-
ления 1769° С — высокий статистический вес а*10-конфигураций. Наиболее
высокая температура плавления осмия определяется, по-видимому, наи-
большим статистическим весом энергетически наиболее устойчивых ^-кон-
фигураций.
Из изложенного можно полагать, что при увеличении статистическо-
го веса атомов твердого тела, обладающих стабильными конфигурациями, а
также при повышении энергетической устойчивости этих конфигураций проис-
ходит усиление межатомной связи и повышение физических свойств твердого
тела:температуры плавления, энергии атомизации, твердости и т. п. Одновре-
менно должно происходить уменьшение возможности рассеяния носителей то-
ка на тепловых колебаниях и незаполненных электронных состояниях, обла-
дающих стабильными конфигурациями, и соответственно должно умень-
шаться электросопротивление.
Аналогичные рассуждения можно провести и для /-элементов (ланта-
ноидов и актиноидов), которым соответствуют три стабильные конфигура-
ции: /°, /7, /14,— энергетическая устойчивость которых увеличивается с
ростом главного квантового числа валентных и /-электронов.
Близкими к ds-переходным металлам являются s-металлы подгруппы
меди, которые имеют в состоянии изолированных атомов конфигурацию
валентных электронов d^s1, и при образовании металлических кристаллов
высока вероятность возникновения стабильных d10- и 52-конфигураций при
малом статистическом весе нелокализованных электронов, что, в частно-
сти, обусловливает низкое электросопротивление этих металлов.
Металлы подгруппы цинка имеют в изолированном состоянии атомов
электронную конфигурацию d10s2, которая при возникновении металличе-
ского кристалла нарушается в основном за счет возбуждения 52-конфигура-
ций с образованием относительно высокого статистического веса нелокали-
зованных электронов. Это приводит к понижению температур плавления
по сравнению с металлами подгруппы меди, повышению электросопротивле-
ния и другим эффектам. Для кадмия и ртути имеет место частичный пере-
ход d-электронов на /-состояния, что понижает статистический вес d10-KOH-
фигураций.
К следующей группе химических элементов относятся sp-элементы,
так называемые неметаллы и полуметаллы. Для них, так же как и для пер-
вых двух групп, более важным фактором, определяющим их физические и
химические свойства, является статистический вес и энергетическая устой-
чивость стабильных конфигураций. При этом учитывается следующее:
1. Наиболее устойчивыми в энергетическом отношении являются
5р3-(квазиустойчивая) и $2рв-конфигурации.
2. Энергетическая устойчивость однотипных sp-конфигураций понижа-
ется с увеличением главного квантового числа валентных sp-электронов.
3. Элементы, атомы которых имеют в изолированном состоянии кон-
фигурации валентных электронов s2p и s2p2, стремятся за счет s -> р пе-
реходов и обмена электронами приобрести квазиустойчивую электронную
конфигурацию sp3.
4. Элементы, атомы которых имеют в изолированном состоянии кон-
фигурацию валентных электронов s2p3 (азот, фосфор), за счет s-> р перехо-
228
дов по схеме s2p3 -> sp4-> sp3 + р стремятся к приобретению конфигура-
ции sp3 со слабосвязанным электроном либо трех дополнительных электро-
нов с преобразованием в конфигурацию s2p6.
5. Элементы, имеющие в состоянии изолированных атомов конфигу-
рации валентных электронов s2p4, s2p5, наиболее вероятно приобретают
дополнительные электроны с образованием §2рв-конфигураций.
6. s -> р переходы, когда они принципиально возможны, реализуются,
если эта реализация приводит к образованию более устойчивых sp-конфи-
гураций, в противном случае они могут подавляться.
Исходя из изложенных выше соображений можно указать на воз-
можность известного дефинирования понятия о различных типах хими-
ческой связи. Признак ковалентной связи — сильная локализация валент-
ных электронов при образовании кристалла из изолированных атомов,
чему соответствует высокий статистический вес стабильных конфигураций,
образуемых локализованной частью валентных электронов атомов ком-
понентов соединения.
Таким образом, ковалентная связь соответствует высокому статисти-
ческому весу стабильных конфигураций, причем она должна усиливаться
с повышением энергетической устойчивости этих конфигураций. С этой
же точки зрения так называемая металлическая связь обусловлена нелока-
лизованной частью валентных электронов, а ионная — максимальным
статистическим весом наиболее стабильных $2рв-конфигураций атомов
компонентов соединения.
МЕТОДЫ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ
ТУГОПЛАВКИХ СОЕДИНЕНИЙ
Существуют следующие методы получения порошков боридов, карби-
дов, нитридов и силицидов: синтез из элементов, восстановление окислов
металлов с последующей или одновременной карбидизацией, азотирова-
нием или силицированием, осаждение из газовой фазы, электролиз рас-
плавленных сред и выделение под действием химически агрессивных сред.
Синтез из элементов карбидов, боридов и силицидов может осуществ-
ляться плавлением, а также при температурах ниже температур плавле-
ния соответствующих материалов как в вакууме, так и в восстановитель-
ной среде. Синтез нитридов из элементов проводится ниже температуры
плавления металла насыщением азотом мелкодисперсного порошка азоти-
руемого металла.
В последнее время при получении материалов из карбидов, боридов
и силицидов довольно широко начинает применяться нагрев смеси исход-
ных компонентов под давлением — горячее прессование, позволяющее
сразу получать образцы заданной формы и размера. Форма образцов при
горячем прессовании должна быть относительно простой, а размеры лими-
тируются применяемым оборудованием.
Синтез из элементов, осуществляемый при температурах ниже темпе-
ратур плавления, более прост и технологичен, чем дуговая плавка, и не-
заменим в тех случаях,, когда продукты взаимодействия разлагаются при
температурах ниже температур плавления.
Одна из разновидностей синтеза из элементов — взаимодействие ком-
понентов в расплаве легкоплавкого металла. Известен метод получения
229
силицида, заключающийся в том, что кремний растворяют в меди. Сили-
цид меди в жидком состоянии взаимодействует с переходными металлами
с образованием силицидов переходных металлов.
На основе этого метода разработан способ получения боридов, кар-
бидов и силицидов взаимодействием переходных металлов с неметаллами в
расплавленном цинке. Бориды и карбиды образуются при взаимодействии
неметалла с растворяющимися в цинке переходными металлами. Это такие
металлы, как титан, цирконий, гафний, ванадий, ниобий и хром. Силициды
получаются при взаимодействии кремния, растворенного в расплаве цинка,
с металлами, растворяющимися и нерастворяющимися в цинке. Этот ме-
тод позволяет получать бориды типа МеВ и МеВ2, карбиды МеС и силйци-
ды MeSi2. Температура проведения процесса не превышает температуры кипе-
ния цинка (907° С).
Технологически использование этого метода в промышленных усло-
виях нецелесообразно, так как процесс ведется в запаянных кварцевых ам-
пулах, избыток цинка удаляется отгонкой в вакууме или обработкой соляной
кислотой. Некоторые металлы, например ниобий, образуют с цинком интер-
металлические соединения, нерастворяющиеся в соляной кислоте, что
является источником загрязнения соединений цинком.
Однако этот метод может представлять интерес для синтеза некото-
рых соединений в виде монокристаллов и волокон (усов). Он весьма пер-
спективен и широко применяется для получения плотных покрытий из
карбидов, боридов и силицидов на металлах.
Ко второй группе методов относятся: металлотермическое восстанов-
ление, восстановление окислов бор- (углерод, кремний) содержащими со-
единениями, находящимися как в твердой, так и вг газовой фазах, восста-
новление окислов металлов соответствующими неметаллами.
Металлотермическое восстановление окислов до боридов и силици-
дов основано на восстановлении смеси окислов металлов и борного ангид-
рида или кремнезема алюминием, магнием или кальцием, у которых срод-
ство к кислороду выше, чем у бора и кремния
МеО + В2О3 + Al (Mg, Са) -> МеВ + (Al, Са, Mg)xO^;
МеО + SiO2 + Al (Mg, Са) -> MeSi2 + (Al, Ca, Mg)xO^.
Этот метод не нашел широкого применения, так как образующиеся
в результате прохождения реакции продукты загрязнены металлом-вос-
становителем и требуют отмывки или механического разделения, что дела-
ет его малоэкономичным и технологически сложным.
Один из наиболее распространенных методов получения рассматри-
ваемых соединений — восстановление окислов металлов соответствующими
неметаллами, который обусловлен тем, что в большинстве случаев сродство
к кислороду у металлов меньше, чем у бора, углерода и кремния. В резуль-
тате этого, при достаточно высоких температурах, окислы могут восста-
навливаться и при наличии соответствующего избытка неметалла образо-
вывать соответственно бориды, карбиды и силициды.
Процесс боротермического восстановления окислов металлов с обра-
зованием боридов протекает с выделением летучей окиси бора, природа
и состав которой изучались в течение нескольких последних лет. Предпо-
лагалось, что газообразными продуктами могут быть моноокись бора, суб-
окись бора и борный ангидрид.
230
Большинство исследователей считают, что основным газообразным
продуктом реакции является В2О3. Согласно последним данным, в газо-
вой фазе при восстановлении окислов металлов бором обнаружены суб-
окись бора и борный ангидрид, соотношение между которыми зависит от
условий проведения процесса и среды. В связи с тем что процесс восстанов-
ления окислов металлов борохМ идет с выделением летучего окисла, его це-
лесообразно проводить в вакууме.
Одна из разновидностей метода восстановления окислов металлов для
получения боридов — восстановление смеси окислов металлов и бора с
углеродом
МеО + В2О3 + С = МеО + СО.
Указанный метод мало эффективен, так как высокая летучесть бор-
ного ангидрида вызывает необходимость в использовании шихты с большим
избытком его, что в свою очередь приводит к значительному увеличению со-
держания в готовом продукте примеси углерода в виде карбидов.
Более рационально использование в качестве исходного сырья карбида
бора, при этом окислы металлов восстанавливаются карбидом бора и угле-
родом. Процесс протекает через стадии восстановления до низших окислов
за счет углерода, и лишь последняя стадия восстановления низшего окисла
до борида идет за счет карбида бора. Недостаток этого метода — за-
грязнение продуктов реакции углеродом, содержание которого достигает
0,3—0,8%.
Несмотря на то, что восстановление окислов углеродом относится к
одному из наиболее распространенных типов металлургических процессов,
в течение длительного времени были распространены ошибочные взгляды
на его механизм.
Некоторые исследователи рассматривали процесс восстановления окис-
лов металлов углеродом как двухстадийный, который сводится к диссоциа-
ции окисла на металл и кислород с последующим взаимодействием металла
с углеродом и кислородом с углеродом. Этот взгляд на процесс восстанов-
ления не подтверждается экспериментальными данными, так как наблюдае-
мая скорость реакции восстановления окислов углеродом значительно вы-
ше той, которая возможна при диссоциации даже наиболее легко диссо-
циирующих окислов. Процессы восстановления проходят при температурах
ниже температур диссоциации окислов.
Не менее ошибочен взгляд на процесс восстановления окислов метал-
лов углеродом, когда считают, что реакция протекает за счет непосредст-
венного взаимодействия между компонентами в твердой фазе, т. е. за счет
диффузии углерода в окисел. Несостоятельность такого взгляда показана
многочисленными исследованиями. Поверхность контакта между твердыми
реагирующими друг с другом веществами при размере зерен 1 • 10~3 см
может составлять всего лишь 10~4—10~6 см2 на 1 см3 реакционной массы;
коэффициент диффузии 10~4 —10—8 см21сек. Скорость рассматриваемых
процессов на несколько порядков выше значения скорости, вычисленной на
основе представлений о диффузии в твердой фазе, и может быть объяснена
решающей ролью газообразных продуктов, образующихся в процессе ре-
акции.
Действительный механизм восстановления окислов металлов углеро-
дом состоит в том, что восстановление происходит за счет газообразной
окиси углерода, при этом соблюдается принцип последовательности пре-
231
вращений, согласно которому восстановление идет от высших окислов
последовательно через стадии образования низших окислов.
Образующийся в процессе восстановления углекислый газ при темпе-
ратурах выше 800° С регенерируется до окиси углерода, которая и явля-
ется восстановителем. Это подтверждено исследованиями процессов восста-
новления окислов ниобия, ванадия, хрома, которыми показано, что
скорость процесса восстановления зависит от температуры, активности, раз-
мера частиц восстановителя, давления в системе и не зависит от давления
прессования шихты в брикеты, т. е. от степени совершенства контакта меж-
ду реагирующими веществами.
Расчет энергии активации процессов восстановления различных окис-
лов показал, что значения энергии активации во всех случаях близки
друг к другу и к значению активации реакции
СО2 + С = 2СО.
Регенерация окислов углерода — наиболее медленная стадия процес-
са и она лимитирует скорость его прохождения. Это, однако, характерно
не для всех окислов. При восстановлении таких окислов, как окись же-
леза, хрома, марганца, в начальный период восстановления лимитирую-
щей стадией является кристаллохимическая перестройка окисла, затем
увеличивается роль газификации углерода, в конце значение этого факюра
снова уменьшается, т. е. процесс носит автокаталитический характер.
При проведении реакции восстановления окислов металлов углеродом
в среде водорода параллельно с основным процессом — восстановлением
газообразной окисью углерода, имеет место образование углеводородов типа
ацетилена за счет взаимодействия водорода с углеродом, которые также
принимают участие в процессе восстановления.
Следует учитывать большое значение процессов графитизации сажи.
При высоких температурах происходит увеличение размеров частиц сажи,
в результате чего активность ее падает и упругость паров ацетилена ста-
новится меньше равновесной, соответствующей предельному содержанию
данного карбида, и происходит его декарбидизация. Это особенно харак-
терно для получения карбида титана, который образуется, минуя стадию
металла при непосредственном взаимодействии моноокиси титана с угле-
родом.
Один из методов исследования процессов восстановления — мономе-
трический, выясняющий характер промежуточных продуктов реакций и
стадий процесса.
Монометрические исследования процессов восстановления окислов пе-
реходных металлов бором и углеродом показали, что реакции протекают че-
рез стадии образования низших окислов. Характер восстановления при пе-
реходе от окислов металлов IV группы к окислам металлов VI группы ме-
няется. При восстановлении окиси титана процесс идет через образование
низших окислов: Ti3O5, Ti2O3 и TiO. Моноокись непосредственно восста-
навливается углеродом до карбида. При восстановлении окиси ванадия об-
разуется лишь моноокись ванадия VO, которая также восстанавливается
углеродом до карбида. При восстановлении окиси хрома монометрическими
исследованиями не зафиксировано получение низших окислов, в частности
СгО, и процесс идет через стадию образования металлического хрома.
Такой характер взаимодействия определяется положением переходного
металла в периодической системе элементов, и его можно объяснить элек-
232
тронным строением металлов. При переходе от титана к ванадию и хрому
электронная структура меняется — для титана характерна электронная
конфигурация атомов — d2s2, для ванадия — d3s2 и для хрома d^s1.
Титан, стремясь к устойчивому й°-состоянию, отдает свои электроны
кислороду на образование устойчивого $2р6-состояния, к которому стремит-
ся атом кислорода, тем самым осуществляется связь между атомами титана
и кислорода. Поэтому моноокись титана — термодинамически устойчивый
окисел; (теплота образования его составляет 123,9 ккал/моль). При пере-
ходе к ванадию, имеющему в d-состоянии три электрона, статистический
вес ^-состояний ванадия увеличивается, в то время как число электро-
нов, стабилизирующих з2рв-состояний кислорода и осуществляющих
связь, уменьшается (теплота образования моноокиси ванадия составляет
98 ккал/моль).
У хрома, имеющего в d-состоянии пять электронов, что соответствует
наиболее устойчивому состоянию, основная часть электронов локализована,
и в связи могут участвовать лишь s-электроны, поэтому термодинамическая
устойчивость моноокиси хрома низка. Процесс карбидизации окиси хрома
идет через образование металла. Это подтверждается отсутствием явления
декарбидизации карбида хрома с увеличением времени выдержки при опти-
мальной температуре его получения и наличием этого явления у карби-
да титана.
По мере перехода от окислов металлов IV группы к окислам металлов
V и VI групп температура процессов образования карбидов при восстанов-
лении окислов уменьшается. Температура восстановления и карбидизация
окислов титана, циркония и гафния до соответствующих карбидов состав-
ляет 2000—2200° С, окислов ванадия, ниобия и тантала — 1600—1700° С
и окиси хрома — 1500—1550° С (до высшего по содержанию углерода кар-
бида хрома Сг3С2). Такое снижение температуры образования карбидов свя-
зано с уменьшением термодинамической устойчивости окислов при перехо-
де от металлов IV к VI группе.
Восстановление окислов металлов кремнием проходит с выделением
газообразной моноокиси кремния, которая затем оседает на холодных стен-
ках печи. Этот процесс осуществляется в вакууме, где возможно постоянное
удаление моноокиси. Реакция идет через стадии образования низших окис-
лов и силикатов. Некоторые силикаты, возможно оксисилициды, являются
высокотемпературными соединениями и обычно загрязняют готовый про-
дукт. Исследование условий получения низших по содержанию кремния
силицидных фаз показало, что в первую очередь образуются фазы с высо-
ким содержанием кремния, которые с увеличением температуры переходят
последовательно в низшие. Одно из условий получения чистых силицид-
ных фаз — высокий вакуум.
Значительный интерес представляет исследование процессов восста-
новления окислов металлов карбидом кремния. Этот метод еще совершенно
не изучен. Однако термодинамические расчеты вероятности протекания
этих реакций показали, что восстановление окислов переходных металлов
IV группы не идет до температур 1600° С. При переходе к окислам переход-
ных металлов V группы температура начала взаимодействия составляет
1200—1400° С, а при взаимодействии с окислами переходных металлов
VI группы снижается до 900—1000° С.
Рассматривая методы получения высокотемпературных тугоплавких со-
единений восстановлением окислов металлов неметаллами, следует отметить
233
возможность получения новых материалов на основе окислов переходных
металлов IV—VI групп периодической системы и боридов, карбидов и
силицидов.
Исследование условий взаимодействия окислов переходных металлов
IV—VI групп периодической системы с соответствующими карбидами по-
казали, что при таком взаимодействии для металлов IV группы характер-
но образование оксикарбидов переменного состава, причем температура их
образования увеличивается при переходе от соединений титана к соедине-
ниям циркония и гафния, окислы переходных металлов V и VI групп взаи-
модействуют с карбидами с образованием чистых металлов.
Приведенные методы получения порошков тугоплавких соединений поз-
воляют получать порошки, содержащие в среднем 98,5—99,0% основно-
го компонента. Чистота выпускаемых продуктов может быть повышена
до 99,5%.
Некоторые отрасли новой техники выдвигают требования получения
соединений высокой степени чистоты с содержанием примесей не более
IO-з— ю-5 %.
Рассмотрение вопроса повышения прочности современных конструк-
ционных материалов показало, что наиболее перспективны в этом отноше-
нии композиции, состоящие из пластической матрицы и высокопрочных,
армирующих волокон. Это вызывает необходимость в разработке новых мето-
дов получения тугоплавких соединений высокой чистоты в виде монокри-
сталлов и волокон.
Один из таких методов — осаждение из газовой фазы. Он возник еще в
XIX, и к середине XX века с его помощью получены многие металлы вы-
сокой степени чистоты и некоторые тугоплавкие соединения.
Метод основан на взаимодействии между компонентами газообразной
смеси, состоящей из галоидного соединения металла и соединения, содержа-
щего неметалл: СС14, ВС13, SiCl4 и др.
МеГ + СН4 + Н2 -> МеС + НГ;
МеГ + ВС13 + Н2 МеВ + НГ;
МеГ + SiCl4 + Н2 -> MeSi + НГ.
Осаждение происходит на угольной или металлической нити. При этом
большое влияние на процесс оказывает температура нити и соотношение
концентраций реагирующих веществ. Температура нити не должна пре-
вышать температуру плавления металлического компонента, а концентрации
реагирующих веществ должны подбираться так, чтобы была исключена воз-
можность осаждения свободного неметалла.
Наиболее изучены в настоящее время методы получения карбидов оса-
ждением из газовой фазы, хотя и сделано еще очень мало. Работы в этой об-
ласти как у нас, так и за рубежом сейчас проводятся интенсивно.
Подробное исследование условий осаждения карбида титана из газовой
фазы показало, что образование карбида титана при взаимодействии четы-
реххлористого титана с метаном идет лишь в присутствии водорода через
стадии восстановления TiCl4 до TiCl3, TiCl2 и Ti. Эти процессы происходят
за счет восстановления водородом, и затем титан взаимодействует с угле-
родом, выделяющимся при термическом разложении метана с образовани-
ем карбида.
Скорость процесса зависит от парциального давления метана, и с увели-
чением давления она растет до какого-то предела, после которого увеличение
234
скорости карбидизации незначительно. Это связано с тем, что в области
низких парциальных давлений метана лимитирующим является процесс
разложения метана, а при более высоком — взаимодействие титана с уг-
леродом.
Этим же методом — осаждением при температуре 2000° С из смеси
SiCl4, С7Н8 и Н2 — получены монокристаллы карбида кремния.
Нами также на основании термодинамических расчетов, подтвержден-
ных экспериментально, показано, что при отсутствии водорода реакция
образования карбида кремния невозможна.
Методы химического выделения карбидов, боридов и силицидов осно-
ваны на различной растворимости этих соединений и металлических ком-
понентов, входящих в состав сплава. Выделение тугоплавких соединений
при этом осуществляется обработкой различными химическими реагентами
или методом анодного растворения.
Метод получения боридов, карбидов и силицидов электролизом расплав-
ленных солей впервые разработал Андрие. Процесс осуществляется элект-
ролизом расплавленных смесей боратов щелочных и щелочноземельных ме-
таллов с окислами тугоплавких металлов при получении боридов; расплав-
ленных смесей боратов и фторидов щелочных металлов, соды и окислов
тугоплавких металлов для карбидов и расплавленных смесей силикатов с
окислами тугоплавких металлов для силицидов. Состав карбида опреде-
ляется отношением МеО3 : СО2 (щелочностью р-ра). В качестве анода при-
меняют графитовый тигель, а катода — графитовый стержень.
Эти методы не нашли широкого практического применения, так как
они мало производительны, получаемые осадки требуют тщательной и
трудоемкой очистки, что делает их мало экономичными.
Анализ всех приведенных методов получения тугоплавких боридов,
карбидов и силицидов подтверждает уже высказанное выше предположение
о том, что наиболее эффективным методом является приготовление порошков
восстановлением окислов соответственно бором, углеродом и кремнием.
Исследования комплекса свойств тугоплавких боридов, карбидов и си-
лицидов позволили выявить возможные основные области их применения.
Это огнеупорные, коррозионностойкие, высокотвердые и износостойкие
материалы, материалы ядер ной энергетики и ракетной техники, радио- и
электротехнического назначения.
Некоторые материалы уже прошли испытания в лабораторных и про-
мышленных условиях, показали реальную возможность и целесообраз-
ность использования их в виде отдельных деталей в перечисленных областях
техники. В научном отношении работы, проводимые в этой области в СССР,
опередили некоторые капиталистические страны.
НОВЫЕ ТУГОПЛАВКИЕ МАТЕРИАЛЫ
Используя представления о стабильных конфигурациях, можно наме-
тить пути создания материалов, в том числе на основе рассматриваемых
нами тугоплавких соединений, обладающих какими-либо специфическими
физическими характеристиками.
Известно, что наиболее совершенными электроизоляционными материа-
лами, обладающими одновременно высокой химической устойчивостью, явля-
ются инертные газы, инертность которых обусловлена наличием стабильных
235
электронных конфигураций s2 для гелия и s2p6 для всех остальных инерт-
ных газов.
Следовательно, задача состоит в создании твердых материалов, элек-
тронная конфигурация связи в которых в наибольшей степени приближа-
лась бы к электронной конфигурации инертных газов при исключитель-
ной или преобладающей роли ковалентных связей. Примером подобного
рода соединений является алмаз, для каждого атома которого характерен
одноэлектронный s -> р-переход с преобразованием электронной конфигу-
рации атома углерода 2s2 2р2 в 2$2р3. При тетраэдрической координа-
ции это приводит к образованию электронных конфигураций связи s2p6
или весьма близким к ним, что вызывает образование широкой запре-
щенной зоны (5,2 эе), высокой твердости, а также низкую холловскую под-
вижность.
Так как необходимые стабильные конфигурации связи могут образовать-
ся только элементами, имеющими внешние р-электроны (р-элементами),
то соответствующие электроизоляционные материалы должны представлять
взаимные сочетания только р-элементов.
Очевидно, ито вероятность гибридизации и образования устойчивых
конфигураций связи возрастает с уменьшением разницы энергетических
уровней соединяемых атомов с приближением конечной электронной кон-
фигурации связи к $2р6. Нами замечено, что при достаточно большой веро-
ятности образования подобных сложных гибридизаций стремление к их
образованию может подавлять способность p-элементов к s -> р-переходам,
при сложных условиях образования гибридных функций и малой вероят-
ности корректной гибридизации s -> р-переходы начинают играть опре-
деленную роль.
Таким образом, наиболее интересными в техническом отношении долж-
ны быть соединения элементов, имеющих 2р-электроны, а также их соеди-
нения с элементами, имеющими Зр-электроны, т. е. сочетания компонентов
ряда В — N — С, где при подавлении s -> р-переходов наиболее вероятно
образование конфигураций, приближающихся к s2pe, и ряда Si — Al — Р,
а в целом ряда В — N — С — Si — Al — Р, который исследовали в
ИПМ АН УССР. Число бинарных соединений в этом ряду составляет 15,
тройных 20, четверных 15, пятерных 6 и шестерных 1. Рассмотрим неко-
торые бинарные и тройные системы, как наиболее перспективные в практи-
ческом отношении.
Наиболее важные в этих системах BN, Si3N4, В4С, SiC, B4Si, B6Si,
В12А1 достаточно хорошо изучены и описаны [12—16], менее изучено соеди-
нение A1N — нитрид алюминия, представляющий интерес как электроизо-
ляционный материал. Он имеет гексагональную структуру типа вюрцита,
плотность 3,2 г!см\ твердость по минералогической шкале 9—10; ширина
запрещенной зоны по данным разных авторов, 3,8—5 эв, модуль упругости:
при 20° С — 35050 кГ/мм2, 1000° — 33 300 кГ/мм2, 1400° — 28 100 кГ/мм2,
т. е. слабо меняется в этих пределах температуры. В ИПМ АН УССР разра-
ботаны технологические варианты производства нитрида алюминия и ком-
пактных изделий из него и изучены его физические свойства.
Материалы системы AI—N. Исходный порошок нитрида алюминия по-
лучают непосредственным азотированием порошкообразного алюминия,
для развития поверхности азотирования в качестве подложки использу-
ют нитрид алюминия. Порошок смешивают с пластификатором и прессуют
под давлением от 4 до 10 т/см2. Полученные заготовки спекают при темпе-
236
ратуре 700—2000° С по определенному режиму изменения температуры
внутри этих пределов.
Исследования показали, что давление азота резко интенсифициру-
ет процесс спекания. Применяемое давление азота составляет 3—4 атм;
Рис. 3. График зависимости удельного электросопротивления нитрида
алюминия от температуры.
Рис. 4. График зависимости теплопроводности нитрида алюминия от
температуры.
остаточная пористость изделий 8—12%. Для получения более плотных изде-
лий используют метод горячего прессования под давлением 250 кГ!мм2 при
1950° С, в этом случае остаточная пористость не превышает 2%. Результа-
ты некоторых физических характеристик, полученных в наших исследова-
ниях, представлены на рис. 3—5.
Комплекс электрофизических свойств
нитрида алюминия показывает, что
он является типичным диэлектриком
с широкой запрещенной зоной и вы-
соким электросопротивлением, дохо-
дящим для очень чистых образцов до
1012 ом • см. Исследования показали,
что нитрид алюминия — сравнительно
высокотемпературный материал, не-
смотря на то что ионная компонента
связи вызывает диссоциацию, активно
начинающуюся при 2200° С.
Значительно более перспективны
тройные соединения или в общем
Рис. 5. Зависимость диэлектрической пре-
ницаемости и угла потерь нитрида алю- случае трехкомпонентные материалы,
миния от частоты. образуемые в системах: В — N — С,
В —N —Si, В —Si—С, Ni—Si—С, В —N —А1, В — Al —С, а также че-
тырехкомпонентные в системах В — N — Al — С, В —N —Si—С и др.
Материалы системы В — N — С. Впервые материалы этой системы упо-
мянуты в [17], где заявлены материалы, состоящие из 80% нитрида бора
и 20% карбида бора, обладающие высокой термостойкостью, химической
инертностью и другими свойствами высокотемпературного огнеупора.
В наших работах было предложено изготовлять изделия из этого сплава
активированным спеканием заготовок, спрессованных из порошка карбида
237
бора при одновременном азотировании по реакции В4С + N2 == 4BN + С.
Предполагалось также, что нитрид бора и графит, обладающие одинако-
вой структурой, способны образовывать непрерывные ряды твердых
растворов.
При исследованиях было установлено, что реакционное спекание про-
ходит гораздо активнее в случае частичного окисления порошка карбида
бора, полученные изделия по своим свойствам резко отличаются как от
исходных карбида и нитрида бора, так и от предполагавшихся твердых
растворов нитрида бора и графита. Резко повышается электросопротивле-
ние в области высоких температур относительно чистого нитрида бора,
кроме того, еще более резко уменьшаются давление пара и скорость испа-
рения, в то время как известна легкость разложения нитрида бора.
В связи с этим было предположено, что образующийся материал явля-
ется продуктом гибридизации, приближающимся к электронной конфи-
гурации s2pe при подавлении s -> р-переходов. Разработанные методы
активированного спекания позволяют получать изделия с остаточной по-
ристостью 10—12%, наиболее плотные изделия с пористостью, не превы-
шающей 3%, получают последующим горячим прессованием предваритель-
но спеченных изделий.
В ИПМ. АН УССР проведены исследования основных физико-техни-
ческих свойств карбонитрида бора. Установлено, что термостойкость это-
го электроизоляционного материала высока, он хорошо обрабатывается
обычными методами. Сварка и пайка вследствие высокой химической инерт-
ности материала весьма затруднительны. Следует отметить весьма высокую
стойкость карбонитрида бора в различных металлических расплавах, со-
левых расплавах до 2000° С.
Материалы системы В — N — Si. Для приготовления электроизоляцион-
ных материалов этой системы смеси нитрида бора с нитридом кремния или
с кремнием спекают в форме заготовок требуемых форм в среде азота. С по-
вышением содержания в материалах нитрида бора коэффициент термиче-
ского расширения снижается от 1,85 • 10“6 до 1,25 • 10-6 град~\ а осж
увеличивается от 4,5 до 7—8 кг/мм2.
Материалы системы Si — N — С разработаны в качестве жаропрочных
еще в работах Никольсона, а затем подробно исследованы в работах Харь-
ковского института огнеупоров. По этим данным, они обладают высокой
прочностью при сжатии (20—24 кГ!мм2 при 20° С), разрыве (1,9—2 кГ!мм*
при 1000° С), коэффициентом термического расширения 3,8 • 10“~6 град—1
(при 20—1200° С) и термостойкостью от 1600° С, оцениваемой в семь водных
теплосмен.
Высоким электросопротивлением и термостойкостью, а также хорошими
прочностными свойствами обладают также материалы в системе В — А1 —N,
плотность которых после горячего прессования составляет 2,3 г!см3.
Перспективны также материалы системы В — А1— Si — СиВ — N — А1 —С.
Некоторые свойства материалов приведены в таблице.
Важные классы материалов представляют сложные композиции из
неметаллических тугоплавких соединений с окислами металлов, характе-
ризующимися весьма высокой ионной составляющей связи, т. е. с высоким
статистическим весом конфигураций s2p6, которые имеют наряду с высокой
термостойкостью, присущей неметаллическим бескислородным соедине-
ниям, высокую стойкость против окисления к химическим воздействиям,
а также высокую эрозионную стойкость, присущую окислам.
238
Свойства Материал
SiC — BN SiC — Si3N4 BN — Si3N4
Коэффициент термического рас-
ширения, X Ю“6 Удельное электросопротивление, 3,18 2,7 1,6
ом-см (20° С) Предел прочности (кГ1мм2) при: з.ю8 з. 1O~10 1,5-1014
разрыве 7,03 3,9 2,7
изгибе 6,7 7,1 7,4
сжатии 17,5 34,2 16,5
Твердость, RB — 55 —
В частности, представляют интерес материалы, состоящие из карби-
донитридов бора и окислов алюминия, титана, которые позволяют полу-
чить электросопротивление более 1013 ом • см и обладают хорошей термо-
стойкостью и повышенной окалиностойкостью. Особенно перспективны по
прочности и эрозионной стойкости материалы из карбонитридов бора с
окисью магния, обладающие также высокими термостойкостью и электро-
сопротивлением. Аналогичными свойствами обладают материалы из кар-
бонитрида бора с добавками нитрида алюминия.
При создании материалов, обладающих низкой работой выхода, нами
учитывается электронное строение изолированных атомов для использо-
вания благоприятного сочетания особенностей их строения при образова-
нии сплавов на их основе. Основные предпосылки выбора материалов:
1. Выбираемые материалы должны обладать незаполненными d-обо-
лочками с близким главным квантовым числом. При этом разница в энер-
гии d-оболочек будет невелика, что обусловит наименьшее возмущение
волновых функций при образовании связей.
2. Необходимо, чтобы основной металл обладал наиболее ярко выра-
женной тенденцией к застройке d-оболочки до устойчивого состояния d5.
3. Легирующий элемент должен быть выбран так, чтобы обеспечить
достройку оболочки основного металла до устойчивого состояния таким об-
разом, чтобы статистический вес устойчивых состояний как основного ме-
талла, так и металла добавки увеличился.
Исходя из этих предпосылок лучшим материалом должен быть сплав
вольфрама с лантаном. При получении такого сплава ожидается, что ато-
мы вольфрама, имеющие в изолированном состоянии электронное строе-
ние 5d46s2 при легировании лантаном, обладающим электронным строени-
ем, в изолированном состоянии 5dx6s2 будут существенно повышать число
стабильных d5-cocTOHHHft при взаимодействии с лантаном за счет 5d*^eK-
тронов последнего. Благодаря сильному экранированию и увеличению
кинетической энергии общая энергия коллективизированных электро-
нов увеличивается, что приведет к их более легкому отрыву и понижению
работы выхода. Одновременно произойдет уменьшение возможности рас-
сеяния носителей тока на узлах решетки и увеличение электропровод-
ности.
Приведенные рассуждения могут быть применимы и к сплавам систе-
мы ниобий — иттрий. Атомы ниобия в изолированном состоянии имеют
239
строение 4d45s1, а ниттрия 4d15s2, однако вследствие понижения стабиль-
ности d-состояния, связанного с уменьшением главного квантового числа
и меньшим, чем в случае вольфрама, количеством коллективизирован-
ных электронов, эффект снижения работы выхода будет выражен не так
резко.
Вследствие того что введение лантана в вольфрам встречает определен-
ные технологические трудности из-за большой разницы в температурах
плавления (вольфра^м — 3410°, а лантан — 920° С), в качестве легирующей
добавки целесообразней применять гексаборид лантана, который облада-
ет достаточно высокой температурой плавления — 2500° С и устойчив при
высоких температурах. Так как у атомов бора (2s22p) за счет s р-перехода
существует возможность образования конфигурации sp2 с последующей
достройкой этой конфигурации до стабильной sp3 за счет электронов парт-
неров, то снижение работы выхода сплавов системы W — LaB6 должно
быть несколько меньшим, чем для сплавов W—La, что связано с умень-
шением количества коллективизированных электронов.
Кроме описанных выше сплавов представляют интерес сплавы систем
WB — LaB6, ZrB2 — LaBe, в которых наряду с уменьшением работы выхо-
да ожидается увеличение окалиностойкости. Работа выхода в указан-
ных системах оказалась 2,6—3 эв,
МЕТОДЫ ПОЛУЧЕНИЯ ИЗДЕЛИИ ИЗ ТУГОПЛАВКИХ МАТЕРИАЛОВ
В порошковой металлургии известны две принципиально различные схе-
мы изготовления изделий из порошков тугоплавких соединений: к первой
относится прессование изделий в металлических пресс-формах, мундшту-
чное прессование, всестороннее гидростатическое прессование и шликер-
ное литье с последующим спеканием заготовок; ко второй — горячее
прессование, совмещающее одновременно процессы прессования и спе-
кания.
Прессование в пресс-формах. Наиболее широкое применение для изго-
товления изделий из тугоплавких соединений получил метод прессования
в металлических пресс-формах. Сущность этого метода заключается в том,
что насыпанный в пресс-формы порошок сжимается под нагрузкой в несколь-
ко тонн на 1 см2 прессуемой поверхности.
Для улучшения прессуемости хрупких тугоплавких соединений вво-
дят пластифицирующие или склеивающие добавки (растворы каучука
в бензине, бакелита в спирте, крахмальный клейстер, парафины, гли-
церин и др.).
Процесс прессования имеет три стадии: в первой при сравнительно
небольшом увеличении нагрузки происходит перераспределение частиц
порошка, их более плотная упаковка и значительное сжатие; во второй —
плотноупакованные частицы оказывают определенное сопротивление сжа-
тию; в третьей, когда нагрузка превышает сопротивление порошка сжатию,
начинается хрупкое разрушение частиц, вновь происходит перераспределе-
ние частиц и дальнейшее уплотнение порошка.
Мундштучное прессование. Для получения трубчатых или стержневых
заготовок из тугоплавких соединений применяют метод мундштучного
прессования, сущность которого заключается в продавливании пластифи-
цированной смеси через отверстие определенной формы на гидравлических
или механических прессах. Наиболее подходящие пластификаторы для
240
мундштучного прессования — крахмальный клейстер, раствор бакелита и
парафин.
Гидростатическое прессование. Сущность гидростатического прессова-
ния заключается в том, что шихту засыпают в эластичную оболочку и под-
вергают всестороннему гидростатическому давлению. Процесс осуществляет-
ся в герметических камерах с использованием рабочих жидкостей масла,
воды, глицерина и т. п. Гидростатическое давление обычно составляет
1000—2000 атм и выше.
Для гидростатического прессования характерно то, что влияние внеш-
него трения в данном случае не проявляется, и в связи с этим удельное
давление значительно ниже, чем при обычном прессовании. Частицы порош-
ка под давлением гидростатического давления перемещаются к центру.
Этим методом можно получать изделия больших размеров.
Шликерное литье — это метод формования порошков тугоплавких со-
единений без приложения внешнего давления. Порошковую шихту суспен-
дируют и жидкую пульпу выливают в гипсовую форму, которая адсорби-
рует жидкость. В качестве жидкости для приготовления суспензии
используют воду с небольшими добавками соляной кислоты, хлорного же-
леза и др. Подсохшую заготовку извлекают из формы и подвергают окон-
чательной сушке. Особенно эффективно шликерное литье по отношению
к плохо прессуемым хрупким порошкам: карбидам, боридам, нитридам, си-
лицидам и др.
Спекание. Заготовки, полученные всеми указанными выше методами
после сушки при температуре 100—200° С, подвергаются спеканию по опре-
деленным режимам. Процесс спекания заключается в нагреве и выдержке
спрессованных брикетов при температуре, которая несколько ниже темпе-
ратуры плавления всех или по крайней мере основного компонента спекае-
мого брикета.
В процессе спекания уменьшается пористость и повышается прочность
спекаемого тела, что происходит в результате увеличения контактной и
уменьшения свободной поверхности частиц спекаемого вещества. Кинетика
(скорость) уплотнения во время спекания зависит от ряда факторов —
температуры, продолжительности спекания, дисперсности исходного по-
рошка, формы частиц порошка, исходной плотности брикета, степени чис-
тоты частиц.
Спекание заготовок из тугоплавких материалов производится в вакуум-
ных печах, печах с силитовыми нагревателями или печах Таммана в соот-
ветствующих засыпках, газовых средах при температуре 0,7—0,9 Тпл соот-
ветствующего материала.
Горячее прессование. При горячем прессовании совмещаются процессы
прессования и спекания. Температура горячего прессования обычно со-
ставляет 0,5—0,8 Тпл. Благодаря нагреву процесс уплотнения при горячем
прессовании протекает более интенсивно, чем при обычном прессовании и
спекании. Методом горячего прессования можно получать практически
беспористые изделия. Особенно широко применяется этот метод для таких
плохо прессуемых и спекаемых композиций, как тугоплавкие, металлопо-
добные соединения (бориды, карбиды, силициды и др.).
По характеру явлений, происходящих при горячем прессовании, этот
процесс находится ближе к спеканию, чем к прессованию. Уплотнение при
прессовании металлических порошков при высоких температурах обуслов-
лено процессами текучести.
16 9-1030
241
Невысокая производительность процесса, ограниченность форм и раз-
меров изделия и необходимость довольно сложного оборудования — все это
ограничивает применение горячего прессования и обусловливает его исполь-
зование только в тех случаях, когда другие методы порошковой металлур-
гии не имеют успеха.
ЛИТЕРАТУРА
1 W е i s s R. de Moraj, — Rev. Mod. Phys. 1958, 80, 59.
2. Wood J.— Phys. Rev., 1960, 117, 714.
3. Mott N., Stevens K.— Phys. Mag., 1957, 2, 1304.
4. Корсунский M. И., Генкин Я. E.— ДАН СССР, 1962, 142, 1276.
5. Корсунский М. И., Генкин Я. Е.— Изд-во АН СССР. Неорганические
материалы, 1965, 1, 10, 1701.
6. Меньшиков Я. 3., НемноновС. А.— ФММ, 1965, 19, 57.
7. Самсонов Г. В.— Усп. хим. н., 1965, 31, 1233.
8. Самсонов Г. В.— Порошковая металлургия, 1966, 12, 49.
9. Малахов Я. С., Ткаченко И. Г.— Порошковая металлургия, 1967, 1, 58.
10. К о з л о в а И. Р., Гурин В. Н., Обухов А. П.— Порошковая металлургия,
1966, 12, 68.
11. Slater J.— Phys. Rev., 1930, 35, 509.
12. S с h u b i n S., V о n s о v s k у S.— Sov. Phys., 1935, 7, 292; 1936, 10, 348.
13. Самсонов'Г. В., Валяшко Л. Я., Ж и гач А. Ф., Марков-
ский Л. Я. Бор, его соединения и сплавы. Изд-во АН УССР, К., I960.
14. С а м с о н о в Г. В. Силициды и их использование в технике. Изд-во АН УССР,
К., 1959.
15. Д о б р о л е ж С. А., Зубкова С. М., Кравец В. А., С м у ш к е в и ч В. 3.,
Т о л п ы г о К. Б., Францевич И. Н. Карбид кремния. Гостехиздат УССР,
К., 1963.
16. Самсонов Г. В., Слепцов В. М.— Порошковая металлургия, 1964, 6, 64.
17. Немецкий патент № 1075839, 1953.
Г. А. МЕЕРСОН
МЕТАЛЛОКЕРАМИЧЕСКАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
КОМПАКТНЫХ ЗАГОТОВОК
ИЗ ПОРОШКОВ ТУГОПЛАВКИХ МЕТАЛЛОВ
Московский институт стали и сплавов
В настоящее время в связи с усовершенствованием техники высокотемпе-
ратурной плавки металлов (дуговой, электронно-лучевой и др.) в произ-
водстве тугоплавких металлов в той или иной степени используют методы
плавления. Однако некоторая часть продукции обрабатывается методами
порошковой металлургии (металлокерамики). Например, в производстве из-
делий из чистого вольфрама большая часть металла превращается в ком-
пактные заготовки методами порошковой металлургии. Объясняется это
тем, что из тугоплавких металлов вольфрам является самым труднообра-
батываемым, а в литом вольфраме при его кристаллизации все примеси,
содержащиеся в концентрациях, превышающих их обычно весьма неболь-
шую растворимость в вольфраме, будучи более легкоплавкими, выделяются
242
на межзеренных прослойках, делают металл хрупким и затрудняют его
обработку давлением.
Количество загрязняющих примесей в вольфраме может быть сведено
до минимума очисткой исходного вольфрамового ангидрида, но порошко-
образное состояние получаемого из WO3 металла неизбежно приводит к
загрязнению его окислами, и их тонкие сплошные межкристаллические
прослойки, выкристаллизовывающиеся в литом металле, охрупчивают его.
Компактный вольфрам высокой чистоты можно получить вакуумной
плавкой (дуговой или электронно-лучевой) спеченных заготовок из чисто-
го порошка. Такой вольфрам поддается обработке давлением при высоких
температурах, однако, кроме высокой чистоты, для хорошей обрабаты-
ваемости его требуется и оптимальная однородная мелкозернистая струк-
тура заготовки, что затруднительно достичь плавлением. Работы по усо-
вершенствованию технологии очистки и плавки вольфрама интенсивно ве-
дутся во многих странах. Тем не менее методы порошковой металлургии
имеют еще большое распространение в производстве вольфрамовых заго-
товок и изделий.
Для некоторых отраслей потребления вольфрамовых изделий в их
структуру необходимо вводить в небольших количествах равномерно рас-
пределенные дисперсные включения несплавляющихся с вольфрамом при-
садок (например, алюмосиликаты щелочных металлов в так называемой
непровисающей проволоке накала для осветительных электроламп, дву-
окись тория в некоторых сортах вольфрама, применяемых в электронной
технике и т. п.). Дисперсное и равномерное распределение таких присадок
можно обеспечить только методами порошковой металлургии.
Металлокерамическая технология производства спеченных из порошков
вольфрамовых заготовок, особенно производства изделий небольших раз-
меров, дешевле технологии, заканчивающейся плавкой (в большинстве слу-
чаев плавке должно предшествовать спекание заготовок-электродов).
В производстве молибдена, который несколько лучше обрабатывается,
чем вольфрам, а также там, где требуются заготовки больших размеров,
изготовление которых затруднительно методами прессования и спекания,
больше распространен метод плавки.
В многотоннажном производстве титана и сплавов на его основе, где
требуются весьма крупные заготовки и важно хорошо их обезгазить (в част-
ности для удаления следов водорода, ухудшающего ударную вязкость
металла), преобладает метод вакуумной дуговой плавки.
Для хорошего обезгаживания циркония, ниобия и тантала предпочти-
тельно заканчивать процесс вакуумной плавкой, которая, например, для
ниобия и тантала наиболее эффективно осуществляется методом электрон-
но-лучевой плавки.
Тем не менее, если нет необходимости в очень больших заготовках
и особенно для изготовления фасонных изделий, которые выгоднее про-
изводить металлокерамическими методами, а также когда не предъявляется
особенно высоких требований к обезгаживанию металлов, применяется
технология порошковой металлургии. В некоторых случаях она ока-
зывается экономичнее технологии плавки и дает качественную продукцию.
Металлокерамический метод устраняет необходимость обточки слитков
для удаления литейных дефектов, позволяет получать заготовки более
мелкозернистой структуры, иногда с более равномерным распределением
легирующих добавок (в производстве сплавов), чем методом плавки.
16*
243
За последние годы разработаны методы гидростатического прессования
и последующего спекания крупных заготовок из порошков [21 ].
Таким образом, металлокерамический и литейные методы не исклю-
чают, а дополняют друг друга и сосуществуют в производстве тугоплав-
ких металлов.
ПОРОШКОВАЯ МЕТАЛЛУРГИЯ ВОЛЬФРАМА [1—4]
Прессование. Для производства прутков, проволок, лент, составляющих
важную и значительную часть вольфрамовой продукции, исходные заго-
рие. 1. Пресс-форма для прессования штабиков.
товки производят в форме
длинных штабиков, что удоб-
но для нагрева их непосред-
ственным пропусканием элек-
трического тока при спекании,
требующем высокой темп е-
ратуры — до 2500—3000° С.
Для удобства прессования
порошка в разборных сталь-
ных пресс-формах штабикам придают прямоугольное сечение. На рис. 1
показана схема одной из конструкций разборной пресс-формы для прес-
сования штабиков. Торцевые пластинки 1 удерживаются сквозными
соединительными штифтами 2, проходящими через
соответствующие отверстия в боковых 3 и в торце-
вых пластинах. Для противодействия боковому дав-
лению порошка на боковые пластины собранная
пресс-форма после засыпки в нее порошка и поста-
новки на место пуансона 4 зажимается на столе
гидравлического пресса с помощью специального до-
полнительного бокового горизонтального гидравли-
ческого цилиндра с плунжером.
В указанной конструкции пресс-формы после
снятия давления сверху и с боков штабик продол-
жает оставаться сжатым в продольном направлении,
пока не будут удалены штифты, и при выталкивании
Порошок
Рис. 2. Схема пресс-
формы с конусными
торцевыми упорами
(вид сверху).
последних могут возникнуть изгибающие усилия, создающие возможность
поперечного излома штабика. Этот недостаток устраняется в конструкции
пресс-формы, изображенной на рис. 2. Здесь юрцевые упоры представ-
лены клиновидными пластинами 1. После прессования в момент освобо-
ждения бокового зажима (одновременно со снятием давления с пуансона) упру-
гое расширение штабика раздвигает боковые пластины 2, а его продольное
упругое удлинение раздвигает освобожденные конусные торцевые пластины.
В результате давление со штабика снимается одновременно со всех сторон,
а также облегчается и упрощается разборка пресс-формы.
Порошок перед засыпкой в пресс-форму смачивают небольшим коли-
чеством летучего смазывающего вещества, например, раствором глицерина
в спирте. Это уменьшает трение частиц порошка о поверхности стенок
пресс-формы и пуансонов (и в некоторой степени уменьшает и межчастич-
ное трение), что благоприятствует более равномерному уплотнению и рас-
пределению давления по всему объему брикета.
244
Для выражения зависимости плотности брикетов, спрессованных из
различных порошков, от давления прессования существует много уравне-
ний. Мы считаем удобным по своей простоте и универсальности уравнение,
предложенное М. Ю. Балыпиным [5], обоснование вывода которого с не-
скольких отправных позиций обсуждено также в нашей работе [6]
Igp = mlgv + Igp
макс (la)
или
lg р = — tn 1g p + 1g Рмакс, (16)
гдер—давление прессования, Р — относительный объем брикета; v — отно-
сительная плотность брикета; рмакс — предельное расчетное давление, со-
ответствующее нулевой пористости.
В наиболее общей форме исходные положения, обосновывающие урав-
нение (1), можно сформулировать следующим образом. Относительная плот-
ность брикета v = i (где у — плотность брикета; d — удельный вес
металла) стремится к единице по мере приближения пористости к нулю.
Одновременно отношение «контактного сечения» к полному сечению
5
брикета -х25 также стремится к единице. Однако в исходных порошках
обр
отношение имеет ничтожную величину (меньше 10-8), в то время как
£
v « 0,15—0,3. Следовательно, отношение растет с уплотнением гораздо
обр
быстрее, чем v. Это в общей форме может быть выражено
А = vm = — (2)
«бр Г * ( ’
Допустим, что в процессе прессования частицы порошка не претер-
певают упрочнения (наклепа), связанного с пластической деформацией.
Тогда
А = стк = const, (3)
где N — нагрузка на все сечение брикета; стк — максимальное напряжение
на единицу контактной поверхности, достаточное для деформации частиц
(и при отсутствии упрочнения — для полного уплотнения брикета),
близкое к значению твердости данного металла. Подставляя (3) в
(2), получаем
-Р- = vm = — (4)
ИЛИ
Igp = mlgv-Ь lgpMaKC,
|g p = _ tn lg p + lg Рмакс-
Допуская, что oK= const, т. е. в предположении отсутствия наклепа,
уравнения (1а) и (16) выражаются прямыми линиями в координатах
Igv/lgp или Igp/lgP (при небольшом отношении высоты к диаметру бри-
кета и наличии смазки, сводящей к минимуму воздействие внешнего трения
частиц о пресс-форму).
При прессовании порошка вольфрама, весьма прочные кристаллы ко-
торого практически на холоду не подвергаются заметной пластической
деформации, на практике наблюдается прямолинейная зависимость по урав-
нениям (1а) и (16).
245
Поскольку прочные кристаллы вольфрамового порошка почти не де-
формируются, то уплотнение его происходит главным образом за счет от-
носительного перемещения частиц и незначительного снятия ребер и углов
кристаллов. Когда в результате плотного взаимного заклинивания частицы
перестают взаимно перемещаться, то дальнейшее уплотнение брикета
прекращается и, в зависимости от набора зерен порошка по величине,
максимально достижимая относительная плотность брикета составляет 60—
75% при давлении прессования 3—5 т!см2. Дальнейшее увеличение дав-
ления ведет к появлению расслойных трещин. При прессовании порошков
пластичных металлов частицы, деформируясь, приобретают наклеп, ок уве-
личивается, и кривая Igv/lgp, или lgp/lg₽ начинает изгибаться по мере
повышения давления. Характер изгиба свидетельствует о степени наклепа
контактных участков.
Спекание вольфрамовых штабиков. Подавляющая часть спеченных воль-
фрамовых заготовок подвергается в дальнейшем, для изготовления тех
или иных изделий, обработке давлением при повышенных температурах
(например, на первых стадиях ковке при 1300—1500° С). Остаточные поры
в спеченной заготовке заковываются, а при последующем рекристаллизу-
ющем отжиге завариваются, и заготовка или изделие приобретают практи-
чески беспористую структуру. Поэтому в обычных условиях производства
нет необходимости стремиться к максимальному приближению плотности
спеченных заготовок к теоретической.
Вольфрамовые штабики спекают в среде сухого водорода в две
стадии. Первую стадию проводят при 1150—1300° С в течение около полу-
часа с целью довосстановления пленок окислов в порах штабика, а также
для предварительного упрочнения заготовок. Усадка штабика при этом
незначительна (несколько процентов по длине). При указанных темпера-
турах удобно проводить спекание при групповой загрузке партии штаби-
ков в горизонтальную электропечь с алундовой трубой, нагреваемой молиб-
деновой спиралью. Второе высокотемпературное спекание до 3000° С (так
называемая сварка) осуществляют непосредственным пропусканием электри-
ческого тока через штабик, вертикально закрепленный в токоподводящих
зажимных контактах под металлическим водоохлаждаемым колпаком, че-
рез который пропускают струю водорода. Применяют также конструкции
аппаратов, вмещающие под одним колпаком несколько штабиков, вклю-
ченных последовательно [7].
Для сварки одного штабика при 3000° С, например, размерами 10 X
X 10 мм X 600 мм требуется сила тока около 2500 а при 12—15 в, а для
штабиков большего сечения (25 X 25 или 40 X 40) —до 10 000—12 000 а.
При 3000° С 1 см2 поверхности вольфрамового штабика излучает около
250 вт энергии.
Процесс высокотемпературного спекания имеет целью не только
уплотнение и упрочнение штабика, но и создание однородной структуры с
определенными средними размерами рекристаллизованных зерен и неболь-
шим разбросом их по величине. Для завершения спекания требуется вы-
держка на максимальной температуре около 15—20 мин при подъеме тем-
пературы также примерно в течение 15 мин. При сварке линейная усадка
составляет 15—20%, плотность достигает примерно 85—90%. Наилучшей
обрабатываемостью при высокотемпературной ковке обладают спеченные
штабики со средней величиной зерна 15—20 мк.
Для достижения постоянной структуры спеченных штабиков требуется
246
при заданном стандартном режиме спекания использовать порошки стан-
дартизованной зернистости с минимальным содержанием примесей и
постоянным содержанием искусственно вводимых присадок (для некоторых
областей применения вольфрама), а также среду водорода, хорошо
осушенного и очищенного от кислорода.
Незначительная примесь влаги или кислорода (который при соприкосно-
вении с накаленным штабиком в среде водорода также превращается
в воду) может оказать сильное влияние на неоднородный рост зерен воль-
фрама при высокотемпературном спекании, особенно в наружных слоях
штабика. Примесь паров воды в водороде при высоких температурах (выше
1500—2000° С) действует на вольфрам иначе, чем в области низких тем-
ператур, применяемых при восстановлении порошка вольфрама из окислов.
Кроме Н2 и Н2О появляется еще одна газообразная фаза — пары WO2,
и влияние теплоты испарения WO2 изменяет знак теплоты реакции
WO2 + 2Н2 = W + 2Н2О.
В условиях восстановления (ниже 1000° С) она эндотермична
(—15,8 ккал), а высокотемпературного спекания — экзотермична (+38 ккал).
ГГ „ ^Н2О
Константа равновесия К=—~2—Б-------уменьшается с повышением тем-
fh2 ’ fwo2
пературы (в области температур выше 1500° С), т. е. окислительная актив-
ность следов воды сильно возрастает. Поэтому даже незначительные следы
воды в водороде вызывают, окислительно-восстановительные процессы, со-
провождающиеся образованием и улетучиваниём WO2 на одних участках
поверхности штабика и в его порах и восстановление паров WO2 на других
участках, с соответствующим быстрым и неравномерным ростом зерен.
Для изготовления крупных заготовок или изделий сложной формы
применяют гидростатическое прессование, а спекание осуществляют в пе-
чах с косвенным нагревом, индукционным током или с вольфрамовыми
нагревательными элементами излучения.
Высокотемпературное газовое изостатическое прессование. За последние
годы вслед за освоением гидростатического прессования порошков на хо-
лоду в резиновых оболочках в ряде стран развиваются исследования по
совмещению процесса прессования и спекания газовым обжатием порош-
ков,заключенных в вакуумированные герметичные тонкие металлические
оболочки при нагреве до высоких температур.
В США фирма «Эллайд Кемикал» на основе исследований института
им. Бэтла [8] освоила изостатическое газовое высокотемпературное прес-
сование заготовок весом до 2,5 т из вольфрамового порошка.
Порошок, восстановленный водородом в кипящем слое из паров гек-
сафторида вольфрама, состоящий из гладких сферических частиц, засы-
пают в оболочку из молибденового листа толщиной около 0,5 мм, уплот-
няют вибрацией, вакуумируют при нагреве, затем оболочку заваривают
и помещают в вертикальный стальной контейнер высокого давления. Внутри
контейнера расположены вольфрамовые стержни, нагреваемые электриче-
ским током. Диаметр нагреваемого пространства между стержнями
равен 900 мм, высота зоны нагрева 2700 мм (рис. 3).
Между нагревательными стержнями и стенками контейнера располо-
жен теплоизолирующий слой. После загрузки заваренной оболочки с воль-
фрамом контейнер закрывают тяжелой герметичной крышкой, вакууми-
руют, заполняют аргоном под высоким давлением и включают разогрев
247
стержней. При 1600° С и 1000 ат происходит полное уплотнение и спекание
порошка в беспористую монолитную болванку. Аналогичным методом можно
спекать другие металлические и неметаллические порошки.
ПРЕССОВАНИЕ И СПЕКАНИЕ МОЛИБДЕНОВЫХ ЗАГОТОВОК [1, 2, 9—11]
Для изготовления заготовок относительно небольших размеров, весом не-
сколько килограммов, применяют технологические методы, аналогичные
описанным выше для вольфрамовых штабиков. После прессования порошка
при 3 т/см2, и предварительного спекания при 1100—1200° С штабики
подвергают второму спеканию при 2200—2400° С непосредственным про-
пусканием электрического тока. Относительная плотность спеченных шта-
биков равна 85—90%. К молибде-
Рис. 3. Аппарат для газового высокотемпе-
ратурного изостатического прессования (фир-
мы «Эллайд Кемикал»),
новым спеченным заготовкам не
предъявляется таких строгих тре-
бований в отношении регламенти-
рования размеров зерен штабика,
так как молибден менее хрупок,
чем вольфрам, и легче обрабаты-
вается давлением. Первые ступени
ковки осуществляют при 1300—
1400°С. Заканчивать прокатку тон-
ких листов и волочение тонкой про-
волоки можно на холоду с промежу-
точными отжигами.
Известно [1, 2,9, И], что для
получения чистого молибденового
ангидрида применяют в некоторых
случаях метод возгонки. Возогнан-
ный молибденовый ангидрид мел-
козернист и объемист (насыпной
вес 0,2—0,3г/ои3). Для увеличения
насыпного веса до 3—3,5 г! см3
«легкий» порошок смачивают водой
или разбавленным 7%-ным раство-
ром хлористого калия — 20 см3 на 1 кг трехокиси, уплотняют и сушат.
Из трехокиси в результате восстановления получают порошок молибдена
с размерами частиц до 3 мк.
По некоторым данным [11], для интенсификации усадки и снижения
температуры спекания крупных заготовок применяют иногда спекание в
слегка увлажненном водороде (водород пропускают через воду при 20—
40° С), используя активирующее действие окислительно-восстанови-
тельных реакций. В этих условиях удается при длительной выдержке
(несколько часов) при 1600—1800° С спечь молибден до относительной
плотности 90% и даже несколько выше. Снижение температуры спекания
до указанной температуры позволяет применять печи с косвенным нагре-
вом облучением от вольфрамовых или молибденовых прутков, что кон-
структивно удобнее для спекания заготовок больших сечений, нагрев
которых пропусканием электрического тока потребовал бы очень боль-
шой силы тока.
248
Для изготовления еще более крупных заготовок (до 100—300 кг) при-
меняют метод гидростатического (при 1000—2000 ат) прессования порошка
в тонком резиновом чехле с последующим спеканием в печах косвенного
нагрева или индукционных [10—12].
Технология и аппаратура гидростатического прессования, за последние
годы все больше применяемого в различных странах для прессования бри-
кетов разных форм и размеров из различных металлических и неметал-
лических порошков, достаточно широко освещены в литературе [10, 12, 13].
Принципиальные отличия условий гидростатического формования от
прессования в металлических пресс-формах, помимо возможности изго-
товления заготовок значительно больших размеров, заключаются еще в
следующем:
гидростатическое формование исключает затрату усилия прессования
на преодоление внешнего трения и вызываемое им неравномерное распре-
деление плотности брикета, наблюдаемое при прессовании в металлических
пресс-формах;
при гидростатическом прессовании давление распределяется равномер-
но во всех направлениях по брикету, в то время как в металлических пресс-
формах горизонтальное давление всегда меньше вертикального, в соот-
ветствии с коэффициентом бокового давления, зависящего от свойств (коэф-
фициента Пуассона) прессуемого металла.
По указанным причинам при гидростатическом прессовании не только
достигается равномерное уплотнение брикета во всех направлениях, но
и для достижения заданной плотности требуется меньшее давление, чем
при прессовании в металлических пресс-формах. Кроме того, вследствие
равномерного распределения плотности и напряжений гидростатически
спрессованные брикеты прочнее, чем спрессованные в металлических
пресс-формах до равной средней плотности.
ПРЕССОВАНИЕ И СПЕКАНИЕ ТАНТАЛОВЫХ И НИОБИЕВЫХ ЗАГОТОВОК
[1, 2, 14—16]
Прессование заготовок из порошков тантала и ниобия осуществляют ме-
тодами, описанными выше для вольфрама и молибдена. Кристаллы тан-
тала и ниобия более пластичны на холоду, чем вольфрама и молибдена,
и поэтому порошки тантала и ниобия допускают более высокие давления
прессования без образования расслойных трещин и дают более прочные
спрессованные заготовки. При прессовании крупнозернистого электроли-
тического порошка тантала и ниобия для достижения относительной плот-
ности брикета 75—80% требуется давление прессования в стальной пресс-
форме 8—10 т!см\ а например, для мелкозернистых натриетермических
порошков достаточно прочные брикеты при относительной плотности 60—
70% получаются при давлении 2—3 ml см2.
Иногда к исходному порошку металла добавляют в качестве оборотных
отходов порошок измельченного гидрида. Учитывая хрупкость и твердость
частиц последнего, его количество в смеси ограничивают. Высокая проч-
ность спрессованных танталовых и ниобиевых штабиков позволяет иногда
исключать предварительное низкотемпературное спекание и подвергать
спрессованные штабики спеканию в одной операции вплоть до высокотем-
пературной завершающей стадии.
249
Учитывая способность ниобия и тантала поглощать газы и необходи-
мость их удаления, а также очистки металла от примесей окислов и рас-
творенного кислорода улетучиванием низших окислов, спекание этих ме-
таллов осуществляют в вакууме. Нагрев брикетов проводят пропусканием
через них электрического тока, или косвенным нагревом в печах с вольф-
рамовыми нагревателями сопротивления, или в индукционных печах.
При спекании ниобия и тантала происходят довольно сложные физи-
ко-химические явления. При 100—300° С выделяются остатки смазки, при-
менявшейся при прессовании, и адсорбированная влага. При 600—1000° С
удаляется растворенный в металле водород, но из остаточных газов печи
вплоть до 1800° С для ниобия и до 1900° С для тантала поглощаются йе-
большие количества кислорода и азота.
В случае присутствия примесей углерода и кремния в металле они вза-
имодействуют с примесями окислов тантала (ниобия) или с растворенным
кислородом и удаляются в форме окиси углерода и закиси кремния, осо-
бенно интенсивно в пределах температур 1600—2000° С. Наиболее заметно
улетучивание кислорода в форме низших окислов выше 2000° С.
Если в исходном порошке содержится увеличенное количество угле-
рода и кремния, то целесообразно добавлять некоторое количество окиси
тантала (ниобия). Наоборот, для порошков с повышенным содержанием
окислов (например, для мелких натриетермических порошков) следует до-
бавлять сажу для удаления кислорода при спекании в форме окиси угле-
рода, для уменьшения потерь металла в виде летучих окислов. Выше 2000° С
происходит также удаление азота и улетучивание других примесей (желе-
за, никеля, частично титана).
Спекание ниобия заканчивают при 2300° С, а тантала — при 2700° С.
Поэтому тантал почти полностью рафинируется при спекании от таких
примесей, как железо и титан, а в ниобии они частично остаются, если
присутствуют в исходном порошке. Интенсивная усадка и рост зерна про-
исходит для ниобия при 1900—2100° С, а для тантала — при 2200—2500° С.
В соответствии с описанными явлениями режимы спекания ниобия
и тантала требуют постепенного подъема температуры с промежуточными
выдержками. Так, при спекании тантала первую выдержку производят
при 1000—1100° С для завершения выделения основного количества водо-
рода, что проверяется показаниями вакууметра. Если металл имеет замет-
ные количества примесей углерода, кремния и кислорода, то для улету-
чивания продуктов их взаимодействия целесообразно сделать выдержку
при 1900—2000° С.
Затрата общего времени на подъем температуры и длительность оконча-
тельной выдержки при 2600—2700° С зависят от чистоты исходного порошка
и, главным образом, содержания в нем окислов. Поэтому более чистый,
грубозернистый порошок электролитического тантала требует для штаби-
ков весом 2—3 кг общей длительности всего режима спекания 5—6 ч, а
для мелкозернистого и более загрязненного натриетермического порош-
ка — 10—12 ч.
Ниобиевые штабики спекаются за 7—8 ч. Содержание примесей в ни-
обии снижается (%): титана 0,03, кремния и железа 0,05, азота, кислорода,
углерода 0,01—0,02, водорода до 0,003. В тантале, который спекают при
более высокой температуре, содержание остающихся примесей ниже; основ-
ные из них содержатся в тысячных долях процента.
Спеченные заготовки из тантала и ниобия легко подвергаются ковке
250
и прокатке на холоду с промежуточными отжигами в вакууме. Рекристал-
лизация и укрупнение зерна при отжиге не охрупчивает металлы (как у
вольфрама), а наоборот, уменьшает их твердость и улучшает обрабаты-
ваемость.
ПРЕССОВАНИЕ И СПЕКАНИЕ ТИТАНА [10, 17, 19]
В качестве исходных порошков используют обычно измельченную титано-
вую губку или порошок, восстановленный гидридом кальция из двуокиси
титана. Так как титановая губка пластична, то целесообразно для полу-
чения хрупкого гидрида перед измельчением насытить ее водородом. В сталь-
ной герметичной реторте губку сначала нагревают в вакууме до 800—
850° С для десорбции газов, адсорбированных губкой, затем охлажда-
ют до 400—450° С и постепенно, во избежание быстрого разогрева, впу-
скают в реторту водород, хорошо очищенный от влаги, кислорода и азота.
Гидрид измельчают в шаровых мельницах до крупности — 0,12 +
0,05 мм. При необходимости измельченный порошок (если в результате
натирания от шаров мельницы содержание железа окажется выше допу-
стимого) можно очистить от примеси железа магнитной сепарацией или
обработкой разбавленной азотной или уксусной кислотой с последующей
сушкой в вакууме. Таким же методом можно превращать в порошок от-
ходы и скрап металлического титана и сплавов на его основе.
Прессование крупных заготовок (50—100 кг и более) предпочтительней
проводить методом гидростатического прессования. Мелкие фасонные изде-
лия прессуют в стальных пресс-формах под давлением от 3 до 8 т!см2.
Порошок, полученный восстановлением двуокиси гидридом кальция
(как описано в статье этого сборника «Методы получения порошков туго-
плавких металлов»), охлажденный после восстановления в аргоне, содер-
жит всего около 0,1% водорода. Частицы такого порошка более пластич-
ны, чем порошок гидрида титана, лучше прессуются, требуют меньшего
давления прессования.
Спекание проводят в высоком вакууме (не ниже 10“4 мм рт. ст.)
при подъеме температуры до 1300° С в печах с косвенным или индукцион-
ным нагревом.
Выделение растворенного водорода активирует диффузионные процессы
при спекании, в результате чего происходит большая усадка и конечная от-
носительная плотность спеченных заготовок достигает 95—98%. Для пол-
ной усадки крупных заготовок и удаления водорода до тысячных долей
процента необходима довольно длительная выдержка при максимальной
температуре (8—10 ч в зависимости от размеров заготовки).
Метод порошковой металлургии не дает возможности изготавливать та-
кие крупные титановые заготовки, как метод плавки в дуговых печах, являю-
щийся основным в металлургии титана. Однако технология порошковой
металлургии исключает литейные отходы и отходы, связанные с необходи-
мостью обточки слитков, и дает более высокий выход готовой продукции
даже при производстве листа. Тем более метод порошковой металлургии
сокращает отходы в производстве мелких фасонных изделий, прессуемых
непосредственно из порошка. Он является также одним из наиболее эко-
номичных путей переработки отходов и скрапа металлического титана и
сплавов на его основе.
251
Технология порошковой металлургии позволяет также производить
заготовки из титана, легированного любыми добавками с их равномерным
распределением, для чего порошки легирующих элементов или их лигатур
смешивают с порошком титана или гидрида титана перед прессованием.
Для варианта восстановления двуокиси титана гидридом кальция леги-
рующие элементы можно смешивать в форме окислов с исходной двуокисью
титана перед восстановлением.
Титановые порошки содержат примесь кислорода в несколько большем
количестве, чем обычная титановая губка, используемая для вакуумной
дуговой переплавки. Однако содержание кислорода в заготовке до 0,1—0,2%
не создает затруднений при обработке давлением, а некоторое повышение
твердости и прочности, вызываемое такими небольшими количествами кис-
лорода, позволяет причислить его к легирующим элементам, общая задача
которых заключается в упрочнении титана.
ПОРОШКОВАЯ МЕТАЛЛУРГИЯ ЦИРКОНИЯ [1, 18, 20]
Методами порошковой металлургии, аналогичными описанным выше для
титана, можно получать спеченные заготовки из циркония. Однако при-
месь кислорода (0,1—0,2%), вносимая порошком циркония, заметно по-
вышает твердость заготовки и ухудшает ее обрабатываемость по сравнению
с вакуумплавленным цирконием (особенно сравнительно с переплавлен-
ным в электронно-лучевой печи). Изготовление мелких изделий, в особен-
ности фасонных, как и для других металлов, так и для циркония, методами
порошковой металлургии позволяет существенно снизить количество отхо-
дов по сравнению с обработкой плавленных заготовок.
Спекание порошка гидрида циркония активирует усадку и дает более
плотные заготовки, чем при спекании порошка циркония. Кроме того,
порошок гидрида циркония, как правило, содержит меньше примеси кис-
лорода, чем дисперсный порошок металлического циркония.
Спекание брикетов гидридного порошка в высоком вакууме (10“4—
10~5 мм рпг. ст.) при 1300—1400° С в течение 6—10 ч дает обезгаженные
заготовки с относительной плотностью выше 90% и иногда даже выше 95%.
Заготовки циркония, спеченные из гидридного порошка, можно обраба-
тывать давлением на холоду.
ЛИТЕРАТУРА
1. Меерсон Г. А., 3 ел и км а н А. Н. Металлургия редких металлов. Металлург-
издат, М., 1955.
2. Зеликман А. Н., Крейн О. Е., Самсонов Г. В. Металлургия редких
металлов. «Металлургия», М., 1966.
3. S m i t h e 1 1 s C. Tungsten, London, 1962.
4. Богомильская E. П., Крейн О. E. Вольфрам. Основы металлургии, «Ме-
таллургия», М., 1967.
5. Б а л ь ш и н М. Ю. Порошковое металловедение. Металлургиздат, М., 1948.
6. Меерсон Г. А.— Порошковая металлургия, 1962, 5, 3.
7. Е s р е W., Werkstoffkunde der Vakuumtechnick, В. I. Berlin, 1960.
8. N о d у e F., Powder Metallurgy, 14, 1964, R. Sands, E. Nerbert, W. Mor-
gan, Powder Metallurgy, 15, 1965.
9. Г p e й в e p H. С. Молибден. Основы металлургии, 4. «Металлургия», М., 1967.
10. Б о р о к Б. А. Порошковая металлургия. Сборник трудов ЦНИИЧЕРМета, «Метал-
лургия», М., 1965.
252
11. Norrkott L., Molybdenum, London, 1956.
12. M e e p с о н Г. А., Борок Б. А., Лобашов Б. П. Порошковая металлургия.
Сборник трудов IV Всесоюзной конференции по порошковой металлургии, Ереван, 1964.
13. Н a u s п е г Н. (edit.) Modern Developments in Powder Metallurgy, New-York,
1966, Proceedings of Intern. Powder Metallurgy Conference, 1965.
14. В e й с e н б e p г Л. И., К о л ч и н О. П. Ниобий и тантал. Основы металлургии,
4. «Металлургия», М., 1967.
15. М i 1 1 е г G., Tantalum end Niobium, London, 1959.
16. Самсонов Г. В., Константинов В. Н. Тантал и ниобий, Металлургиздат,
17. Еременко В.Н. Титан и его сплавы. Изд-во АН УССР, К., 1960.
18. Lust man В., Kerze F. (edit.) The Metallurgy of Zirconium, New-York, To-
ronto, London, 1955.
19. Борок Б. А., Гаврилин В. И., Теплеченко В. Г. и др. Получение ти-
тана, его сплавов и изделий из них методом порошковой металлургии. ГОСИНТИ, 1962.
20. М i 1 1 е г G. Zirconium, London, 1954 (by Н. Hausner).
21. Борок Б. А., Лобашев Б. П., Дзеладзе Ж. И., Шишосанов Т. С.—
Порошковая металлургия, 11, 1967.
И. Н. ФРАНЦЕВИЧ
НОВЫЕ ТЕНДЕНЦИИ В РАЗРАБОТКЕ
СВЕРХПРОЧНЫХ И ЖАРОПРОЧНЫХ МАТЕРИАЛОВ
Институт проблем материаловедения АН УССР
История развития производительных сил человеческого общества не знала
такого взлета, свидетелями которого мы являемся на протяжении послед-
них десяти лет.
События, определившие вступление в новую эру освоения космоса,
овладения атомной энергией, широкие возможности использования средств
электронно-вычислительной техники обычно связывают с развитием отрас-
лей новой техники.
Однако не только этими, хотя и грандиозными по своему историческому
значению, но все же частными проблемами, исчерпывается роль новой тех-
ники в развитии производительных сил человеческого общества. Будет пра-
вильно определять отраслью новой техники все то, что обеспечивает ре-
волюционные скачки в росте производительности труда, в экономике про-
изводства.
Новая техника — это техника высоких потенциалов: высоких и сверх-
высоких скоростей, давлений и температур.
Все отрасли новой техники, безотносительно к тому, чему они служат:
завоеванию ли глубин большого космоса или же совершенствованию тех-
нологического процесса производства чугуна и стали, нуждаются для реа-
лизации своих средств и объектов производства, средств управления и кон-
троля в разнообразнейших материалах со специальными, наперед задаваемы-
ми свойствами.
В настоящей статье приводится обзор жаростойких материалов, иду-
щих на удовлетворение нужд новой техники. Под определением «жаростой-
кие» здесь понимают материалы, обладающие одновременно свойствами
253
жаропрочности и жароупорности; однако данными характеристиками в на-
стоящее время не исчерпывается содержание этого определения.
В соответствии со специальным назначением жаростойкие материалы
должны быть одновременно теплозащитными, если они предназначены для
объектов сверхскоростной авиационной и ракетной техники, электроэро-
зионностойкими, если используются в электротехнике, и в частности
в практике прямого преобразования тепловой энергии в электрическую,
либо должны обладать еще дополнительно комплексом определенных ядер-
ных свойств, если они предназначены для оснастки атомноэнергетических
установок.
В реактивной авиации один из важнейших вопросов конструирования —
обеспечение максимально возможной удельной тяги самолетного или ракет-
ного двигателя, чем определяются возможный потолок полета, дальность
и скорость самолета или ракеты. Ее величину вычисляют по уравнению
R = /n(W — V)t (1)
где т — масса воздуха, вдуваемого компрессором в камеру сгорания; W —
скорость вытекания раскаленного газового потока; V — скорость полета
самолета. Скорость вытекания газов из камеры сгорания пропорциональна
корню квадратному из абсолютной температуры газа.
Удельная тяга двигателя зависит от продуктивности компрессора и
температуры газа в камере сгорания. Силуэты современных реактивных само-
летов свидетельствуют о большой работе, проведенной конструкторами в пре-
одолении скоростного барьера. Однако не менее упорным и плодотворным
был труд металлургов, создавших в широком ассортименте жаростойкие
стали, сплавы на основе никеля и кобальта, способные длительно работать
при температурах до 780—800° С и длительном напряжении до 15—25 кПмм\
Железо, никель и кобальт в чистом виде совершенно не жаропрочны.
Это свойство удалось десятикратно повысить за счет введения в их состав
примесей (Cr,Mo, W), упрочняющих межатомную связь в основном металле
и повышающих температуру рекристаллизации. Необходимо также было
ввести примеси, способные образовывать с основным металлом склонные
к распаду пересыщенные твердые растворы (алюминия и титана в никель-
хромовых сплавах, углерода и карбидообразующих элементов в сталях
и т. д.) и выработать методы упрочняющей термической обработки
(остаривания) этих сплавов. Из этих сплавов изготовлялись все тем-
пературно напряженные детали реактивных двигателей газовых турбин;
рабочие элементы компрессоров могли быть изготовлены из упрочненных
стареющих алюминиевых сплавов в связи с тем, что температура воздуха
в компрессоре не превышала 100—150° С.
Следует заметить, что металлурги без особенного труда справились с за-
дачей оснастки первых серий реактивных самолетов, так как в их арсенале
уже было немало жаростойких сплавов, полученных в результате многолет-
них изысканий, и дело сводилось по существу, к некоторому совершенство-
ванию уже эксплуатировавшихся сплавов.
Принципиально новым в этот период было открытие того, что введением
малых добавок алюминия и титана жароупорный, но совершенно не жаро-
прочный нихром, содержащий 80% никеля и 20% хрома, превращался после
специальной остаривающей термической обработки в жаропрочный сплав.
Достигнут значительный успех в технике прецизионного литья по воско-
254
вым моделям, которая ранее использовалась лишь в практике художествен-
ного литья и зубного протезирования.
Переход за границу звуковой скорости знаменовал вступление материа-
ловедов в область неизвестного. Задача металлургов усложнялась еще и тем,
что газовая турбина постепенно превращалась из чистого авиационного агре-
гата в стационарный двигатель общей энергетики. В связи с этим детали
турбин авиационного назначения с ресурсом 100 ч дополнялись деталями
стационарных турбин с ресурсом 100 тыс. ч.
Ни один из жаропрочных сплавов, известных к тому времени,
не был пригоден для работы при температурах, превышающих 800° С.
Опыт металлургов показал, что старыми методами слепого поиска нельзя
решать задачи, неотложное решение которых диктовалось требованиями
бурно развивающейся техники. Чтобы стать на путь рационального поиска,
металлурги объединились с физиками.
Кроме металлургических критериев оценки качества сплавов появи-
лись не менее эффективные, ориентирующие физические критерии, которые
стали использовать для синтеза жаростойких сплавов с наперед заданными
свойствами.
Такими критериями могут служить данные рентгеноспектраль-
ных и рентгеноструктурных исследований. В тонкой структуре рент-
геновских абсорбционных и эмиссионных спектров находят отражение
специфические особенности строения электронного энергетического спект-
ра, распределения электронной плотности в валентной зоне и зоне проводи-
мости в решетках твердых растворов и химических соединений.
Как показали многолетние исследования, проводимые в нашем инсти-
туте, на основе сравнительного анализа тонкой структуры рентгеновских
спектров в рядах чистых металлов, их химических соединений и изоморфных
смесей открылась возможность учитывать роль и долю участия ковалентной,
металлической и ионной связей в формировании междуатомной связи того
или другого образования и влияния на вклад каждой из этих компонентов
междуатомной связи, примесных эффектов, вносимых новыми химически-
ми составляющими.
Возможности таких исследований расширились в связи с созданием
рентгеновских светосильных спектрографов большой разрешающей спо-
собности, позволяющих, наряду со спектрами тяжелых элементов, фикси-
ровать и спектры легких элементов (бора, углерода, азота и др.).
Эти исследования существенно дополняются данными гармонического
рентгеноструктурного анализа, позволяющего с большей или меньшей
точностью определять непосредственно распределение электронной плот-
ности в кристаллической решетке исследуемых фаз в пределах соответству-
ющего атомного комплекса.
Опыты по электропереносу — диффузии в твердых телах в условиях
наложения внешнего постоянного электрического поля, если их проводить
в широком интервале температур и на объектах с широкими пределами
по составам, позволяют получать такие важные характеристики элект-
ронной структуры изучаемых объектов, как зарядность структурных
элементов в кристаллической решетке, длины свободных пробегов но-
сителей тока и поперечники рассеивания носителей тока на атомах.
Существенные данные об упрочняющем или разупрочняющем дей-
ствии легирующих примесей в твердых металлических растворах на проч-
ность междуатомной связи могут быть получены из измерения упругих
255
постоянных, характеристических температур, средних квадратичных смеще-
ний атомов в узлах кристаллической решетки, а также коэф-
фициентов самодиффузий и влияния на их величину разного рода при-
месей.
Руководствуясь этими сведениями, можно было прогнозировать потен-
циальные резервы жаропрочности, заложенные в соответствующих классах
металлов, сплавов и тугоплавких соединений. Познав природу одариваю-
щего действия разного рода примесей в металлах на основе железа, никеля,
кобальта, титана, алюминия и др., роль процессов полигонизации на началь-
ных стадиях рекристаллизации механически упрочненных сплавов, а также
роль границ кристаллитов в регулировании движения, стока и аннигиляции
дислокации, можно было достаточно рационально выбрать составы ос-
таривающихся сплавов, режимы их остаривающей и механотермической
обработки.
Установлено решающее отрицательное либо положительное влияние
исчезающе малых примесей на свойства жаропрочных сплавов. Например,
десятитысячные доли процента сурьмы, висмута, свинца или серы в два раза
уменьшают жаропрочность никелевых сплавов по сравнению со сплавами,
не содержащими этих примесей, и наоборот, те же сплавы, содержащие в том
же количестве бор либо церий, удваивают свою жаропрочность. В данном
случае проявляется специфическое упрочняющее либо разупрочняющее дейст-
вие малых примесей в границах кристаллитов.
При правильном рациональном подходе к синтезу жаростойких спла-
вов очевидна необходимость коренной перестройки технологии их произ-
водства с применением «глубокого вакуума, нейтральной атмосферы, исполь-
зованием специальных методов рафинирующего электрошлакового и элек-
тронно-лучевого переплава и т. д.
Для того чтобы сохранить свойства, заложенные в металле, необходи-
мо цикл последующей обработки (прокатку, сварку) проводить в таких
же условиях (в глубоком вакууме либо аргонной атмосфере) или пользо-
ваться электронно-лучевой сваркой. Таким путем в сравнительно короткие
сроки удалось усовершенствовать сплавы на основе железа, никеля и ко-
бальта, приблизив их границы рабочего использования к 1000° С. На осно-
ве же других металлов (хрома, ниобия и молибдена) удалось создать спла-
вы, пригодные для работы при еще более высоких температурах.
В некоторых странах проводятся работы по изысканию принципиально
новых жаростойких материалов на основе тугоплавких химических со-
единений (карбидов, боридов, силицидов и нитридов), чистых или в ком-
бинации с металлами — керметов. Многие из этих веществ тугоплавки
(с температурами плавления около 3000° С и выше), а некоторые совсем
не поддаются расплавлению, диссоциируя при высоких температурах. По-
этому единственный способ изготовления изделий из этих материалов —
метод порошковой металлургии, позволяющий непосредственно из порош-
ковых заготовок, минуя процесс плавления, получить высокотемператур-
ным спеканием в подходящих средах готовое компактное изделие полностью
без пор либо с регулируемой пористостью.
Высокая жаропрочность неметаллических тугоплавких композиций со-
четается с их высокой чувствительностью к тепловому удару и хрупкостью.
При использовании таких жаропрочных композиций необходимо учитывать
специфическую особенность тугоплавких соединений — их малую, а во мно-
гих случаях и исчезающе малую пластичность.
256
Быстрое совершенствование авиационной и бурное развитие ракетной
техники и космонавтики связано с нарастающим тепловым барьером, котог
рый оказался более грозен, чем скоростной. Корпуса самолетов от трения
в воздухе при полете со скоростями, превышающими звуковую, головные
части баллистических межконтинентальных ракет, спутники и космо-
планы при их вхождении в плотные слои атмосферы со скоростями, пре-
вышающими звуковую в десятки раз, могут разогреваться до очень высоких
температур. Так, корпус самолета, который летит на высоте 15 000 м со
скоростью 4000 км/ч. нагревается до 350° С.
Температура в ударной волне у критической точки головной части меж-
континентальной ракеты на высоте 60—80 км RQXQRm до 8000° С, а при
определенных обстоятельствах, в частности при вхождении со второй кос-
мической скоростью в плотные слои атмосферы такой планеты, как Венера,
можно ожидать в ударной волне температуры 18 000° С и даже 35 000° С.
Каким же путем удается защитить самолеты и ракеты от такого интен-
сивного нагрева и сохранить температуру внутри самолета и в головной части
ракеты на уровне комнатной? Самые тугоплавкие из известных материалов:
углерод — кипит при температуре около 4200° С, карбид тантала — при
температуре около 5500° С.
Не менее тяжелы условия работы жаропрочных материалов и в энерге-
тических установках ближайшего будущего. Например, к атомноэнергети-
ческим установкам высоких параметров, магнитно-гидродинамическим пре-
образователям энергии в электрическую, ионным и атомноионным двигате-
лям в космонавтике кроме обычных требований противостоять воздействию
высоких температур и нагрузок добавляются дополнительные требования
устойчивости к воздействию разного рода корпускулярных и электромаг-
нитных излучений и к воздействию плазмы.
До последнего времени незаменимым материалом для обшивки самоле-
тов служил дюралюминий — стареющий сплав на основе алюминия. Одна-
ко уже выше 150° С этот сплав катастрофически снижает прочность.
Более жаропрочные сплавы на основе железа и никеля при этих температу-
рах из-за высокого удельного веса имели малые преимущества перед дюр-
алюминием.
Перспективными оказались сплавы на основе титана. Хотя титан —
один из наиболее распространенных в природе элементов, в технике он
начал применяться только в последнее время, несмотря на то что даже в
чистом виде он имеет прочность, превышающую ]№кг!мм2 и коррозионную
стойкость такую же, как нержавеющая сталь. Уже небольшие примеси
кислорода титан катастрофически охрупчивают. Из титана и его сплавов
с применением специальной технологии производства удается получить
высокопрочные изделия с достаточной пластичностью.
Титан и его сплавы также недостаточно жаропрочны, хотя до 300—400° С
благодаря высокой прочности при этих температурах и малому удельному
весу они имеют большие преимущества перед сплавами на основе железа,
никеля и алюминия. Открывшиеся возможности существенного повышения
низкотемпературной прочности сплавов, в первую очередь, на основе же-
леза, ^за счет различных вариантов термомеханической и механо-терми-
ческой обработки, обеспечивающих возникновение полигонизованных и
ячеистых структур, препятствующих движению дислокаций и особенно
их стоку и аннигиляции, не оказали существенного влияния на повыше-
ние показателей жаропрочности этих сплавов.
17 9-ЮЗО
257
Практически трудно рассчитывать на то, что за счет остаривающей об-
работки можно создать сплавы на основе таких тугоплавких металлов, как
хром, ниобий, тантал, молибден и вольфрам, которые обеспечили бы решение
задач, выдвигаемых названными выше объектами новой техники. Причиной
этого является то, что не предоставляется возможным на длительное время
сохранить при весьма высоких температурах неравновесные структуры,
фиксируемые остаривающей термической обработкой.
Качественно новым, более гибким и рациональным оказался путь со-
здания дисперсионно-упрочненных композиций, которые молено отнести
к классу псевдосплавов: гетерогенных структур, синтезируемых из несплав-
ляемых компонентов. Даже, когда эти компоненты и могли бы образовать
истинный сплав, специальными методами обработки предупреждают его
возникновение, так как при этом теряются свойства, которые могут быть
реализованы только в состоянии псевдосплава.
В класс дисперсионно-упрочненных псевдосплавов могут быть объе-
динены композиции с упрочняющими субмикрофазами, микро- и макроар-
мированные. В этих случаях дисперсные фазы принимают на себя роль
компоненты, регулирующей и оптимизирующей в желаемом направлении
свойства матричной среды. В принципе механизм упрочнения, обеспе-
чивающий эффект остаревающего действия в стареющих сплавах и дис-
персными фазами в дисперсионно-упрочненных композиционных матери-
алах, общий.
Существенным различием является то, что дисперсные частицы в оста-
ренных сплавах склонны коалесцировать и переходить в твердый раствор,
тогда как в дисперсионно-упрочненных композиционных материалах они
равновесны по отношению к матричной среде во всем рабочем интервале
температур.
Эти композиции сохраняют состояние псевдосплавов иногда вплоть до
температуры плавления вещества матрицы. Они могут быть синтезированы
методами порошковой металлургии с заданными составом, видом, формой,
величиной и взаиморасположением дисперсных частиц в матричной фазе,
предопределяемыми рациональным расчетом структуры дисперсионно-упроч-
ненной композиции. Свойства такой композиции можно прогнозировать,
что является главным преимуществом этого класса материалов перед
стареющими сплавами, которые до сих пор не поддаются более или менее
рациональному, вытекающему из строгих теоретических предпосылок,
синтезу.
Дисперсные частицы дисперсионно-упрочненных композиционных ма-
териалов тормозят движение дислокаций, в чем и проявляется их упрочня-
ющее действие. Эффект упрочнения усугубляется и тем, что в результате
взаимодействия дислокаций с частицами возникают дополнительные источ-
ники Франка-Рида. Тормозящее действие частиц на движущиеся дислока-
ции не вызывает сомнений, однако механизм такого действия не столь оче-
виден.
В многообразии трактовок этого механизма различными авторами
находит отражение сложность данного явления. Пожалуй, правильным
будет считать, что разные авторы, описывающие процесс торможения, сооб-
щают о разных и не взаимоисключающих элементах сложного комплекса
взаимодействия частиц с дислокациями.
Орован [2] считает причиной упрочнения дополнительное напряжение,
которое должно быть затрачено на проталкивание дислокаций между части-
258
нами. Величина этого напряжения определяется выражением
t
X = —~L' (2>
ь-т
где/—линейное натяжение линии дислокации, равное aqs b2; Ь—вектор
Бюргерса; L — среднее расстояние между частицами; а — коэффициент,
примерно равный 0,5; qs — модуль сдвига матрицы.
Эта величина должна быть учтена при определении предела текучести
в дисперсионно-упрочненной композиции- Приближенно
и более точно
<3>
(L-d)2
где 0 = | (1 ); d — средний диаметр частицы; v — коэффициент
Пуассона.
Теория Орована описывает фактически начальную стадию текучести
(до упрочнения). Фишер, Харт и Прай [21 объясняют эффект упрочняющего
действия частиц тангенциальным напряжением, вызываемым дислокацион-
ными петлями, появляющимися вокруг частиц при прохождении дислока-
ции, и действующими как на саму частицу, так и на матрицу в окрестностях
частиц. Величина этого напряжения выражается зависимостью
где с — постоянная; f — объемная доля частиц; п — число дислокацион-
ных петель вокруг частицы; г— средний радиус частиц в плоскости сколь-
жения.
Максимум упрочнения в данном случае достигается при максиму-
ме----, соответствующем напряжению сдвига частиц.
В [3] упрочнение связывается генерированием призматических дисло-
каций (петель дислокаций), возникающих в результате поперечного сме-
щения дислокаций в новую плоскость сдвига, незанятую частицами.
Напряжение, необходимое для того, чтобы такая петля стала источни-
ком Франка-Рида
т = qsb . —
2л (1—v) х ’
где х — высота ступеньки, образующейся на краевой дислокации.
Это напряжение эквивалентно величине предела текучести дисперси-
онно-упрочненного материала.
Теория Анселя и Ленеля [41 исходит из предположения необходимости
сдвига или разрушения частиц под воздействием накапливающихся в их
окрестности дислокаций. Согласно этой теории, критическое напряжение,
связанное с накоплением дислокаций, соответствующее условию сдвига
(5>
17*
2S9
или разрушения частицы, является мерой предела текучести:
/ <7s4
Тс — \ 2cL / ’
(6)
где qs — модуль сдвига матрицы; qs — модуль сдвига материала частицы;
с — постоянная (обычно с ~ 30 и только для нитевидных кристаллов
с 15); L — среднее расстояние между частицами.
Гуард [5] показывает, что соотношением, аналогичным уравнению Ап-
селя и Ленеля, может быть определена величина сопротивления разрыву
ор = const • L~1/2. (7)
Твердость дисперсионно-упрочненного композиционного материала [6]
может быть определена как функция от числа частиц N в 1 мм3 из соотно-
шения
H = HQ + kNm (8)
или же от размера частиц
H = H. + pd-m9
(9)
а и о _____ ив
где k = qsbSqz^d^ Р Qs bb^__d^ 0 --——для материала матрицы.
Авторы достаточно убедительно показывают на ряде эксперименталь-
но изученных модельных композиций количественное соответствие данных
экспериментов теоретически рассчитанным величинам сопротивления раз-
рыву, твердости и предела текучести.
Ансель и Виртман [7] попытались объяснить и количественно учесть
влияние дисперсных частиц на скорость ползучести дисперсионно-упроч-
ненных композиций. Они предложили уравнения, позволяющие определять
скорость ползучести в условиях воздействия на материалы невысоких на-
пряжений.
Невысокие напряжения приводят к скорости ползучести, выражаемой
соотношением
лтб3£>
8 ~ 2d?kT ’
(Ю)
где b — вектор Бюргерса; D — коэффициент самодиффузии матрицы; d —
диаметр частицы т — действующее напряжение.
Скорость ползучести под воздействием высоких напряжений
е
nr*LD (2r*Lb*\
~ q‘sb2d eXf> ( кТ)-
(П)
Следует отметить, что эта теория не получила достаточно убедитель-
ного подтверждения. До настоящего времени еще нет строго количественного
описания сложного комплекса процессов, связанных с развитием высокотем-
пературной ползучести материалов за счет генерирования, движения, сто-
ков и аннигиляции дислокаций, миграции точечных дефектов и перемеще-
ния по границам. Учесть в полной мере все эти явления очень сложно.
Основная предпосылка к созданию дисперсионно-упрочненных компо-
зиционных материалов и реализации в них теоретически предвиденного
260
уровня прочности — наличие прочной адгезиальной связи частиц с
матрицей.
Если природа дисперсной фазы не обеспечивает надлежащую прочность
адгезионной связи с матрицей, ее можно реализовать обработкой поверх-
ности частиц нанесением на нее рационально подобранных покрытий.
Расчеты по приведенным выше уравнениям, показывают, что оптимум
упрочняющего действия частиц можно ожидать, если их размер не выходит
за пределы длины 100 А и ширины в несколько десятков ангстрем. Если их
объемная концентрация выбирается из такого расчета, чтобы расстояние
между частицами указанного размера не выходило за пределы 0,3—0,4 jwk,
прочность самих частиц будет максимально велика. Этому условию будут
удовлетворять нитевидные кристаллы совершенного строения, прочность
которых близка к величине ?s/13.
Дисперсионно-упрочненные композиционные материалы, в которых в ка-
честве дисперсной фазы использованы нитевидные кристаллы, могут быть
отнесены к классу не менее популярных и перспективных композиций волок-
нистого строения. Нитевидные кристаллы в них выполняют роль армиру-
ющей фазы.
Келли и Дэвис [9] наиболее полно осветили вопросы теории упрочнения
композитных материалов волокнами. Рассмотрим случай, когда армирую-
щие волокна и матрица представлены металлами с достаточным ресурсом
пластичности.
Несмотря на то что модуль упругости для такой композиции
E = EfVf + Em(l-Vf), (12)
распределение поля напряжений при деформировании такой композиции
будет существенно зависеть от соотношения модуля упругости отдельных
составляющих.
При > 1 работающей, принимающей на себя основную нагрузку,
будет армирующая фаза, и за счет, этого поле напряжений в матрице в
окрестностях волокон будет существенно снижено. При <1, арми-
рующая фаза будет вести себя, как разупрочняющая, и в пределе по
своёму действию может оказаться эквивалентной порам в матрице.
Разрушающее усилие для такой композиции определяется из соотно-
шения
Оь = OfVf + вт • (1 —Vf) > Gn't (13)
Где — напряжение в матрице в момент разрыва армирующих волокон;
оп— сопротивление разрыву неармированной матричной среды.
Из этого соотношения можно определить то наименьшее критическое
значение объема армирующей фазы, когда еще можно ожидать эффект ее
упрочняющего действия;
От можно принять равным пределу текучести материала матрицы.
Пренебрегая величиной по сравнению с ой и о), имеем
VKP«^. (15)
261
Отсюда можно объяснить случай, когда эффект армировки, не проявля-
ющийся при комнатной температуре, резко проявляется при высоких тем-
пературах. Это йаблюдается тогда, когда предел прочности материала ма-
трицы мало отличается от прочности армирующей фазы при существенном
различии модулей упругости.
С повышением температуры, из-за большого различия в ходе кривых
изменения предела прочности с температурой той и другой составляющих
композиций, достигается момент, когда начинает удовлетворяться при вы-
бранном Vf < VKp прц низких температурах условие (15).
Приведенные уравнения справедливы при удовлетворении двух условий:
наличии прочной адгезильной связи между поверхностью волокна и
матрицей;
когда волокна большой протяженности по направлению совпадают с
направлением внешних действующих усилий.
Если армирующая фаза представлена отрезками волокон длиной Z,
необходимо принимать во внимание дополнительную нагрузку, создавае-
мую касательным напряжением т, которое возникает на границе раздела фаз.
Для волокон круглого сечения диаметром d эта величина дополни-
тельной нагрузки будет равна
<М = ^, (16)
где х — расстояние от любого из концов в волокне.
Деформация в волокне на расстоянии х0 будет
где g — множитель, учитывающий при значительной деформации отклоне-
ние от закона Гука.
Учитывая (16), получаем
х0 = dzgEf]bx. (18)
Эта величина достигает критического значения, когда о (х0) оказывает-
ся равным сопротивлению разрыва волокна ty
/кр = -g- (19)
Zkp
при условии Хо =
Обозначая среднее напряжение в проволоке на расстоянии i/ от конца
через Pty, где р — коэффициент, меньший единицы, можно для случая арми-
рующей фазы в виде отрезков проволоки длиной I получить разрывающее
усилие для армированной композиции
ty = tyV, [ 1 - (1 - Р) 4] + °™ (1 - Vf).
Критическое значение УКр определяется формулой
(20)
(21)
где а = ~ .
262
Для этого случая критический объем армирующей фазы в матрице
должен быть большим, чем для непрерывных волокон. При одинаковом
объеме армирующей фазы эффект упрочнения ниже для прерывных волокон,
чем для непрерывных. Еще большее снижение эффекта будет в том случае’
если волокна не параллельны направлению действия деформирующих уси-
лий. В частности, при использовании в качестве армирующей фазы войлока,
эффект упрочнения может уменьшаться более чем в 15 раз.
Таким образом в дисперсионно-упрочненных и армированных компо-
зициях является существенным придать дисперсной фазе определенную
оптимальную ориентировку и выбрать такой способ формирования металло-
керамических композиций этого класса, чтобы получить готовое изделие
без длительной высокотемпературной обработки (спекания). Этим требовани-
ям удовлетворяет технологическая операция экструзии. Давление экструзии
(давление истечения) может быть представлено зависимостью
р = Р^~'*гУп, (22)
где Т — температура; V — скорость деформации, выраженная в долях
смещенного объема металла в единицу времени; tn, п — материальные по-
стоянные.
Эта зависимость, которая может служить для проектирования экстру-
деров и выбора режима экструзии, вытекает из исследований, проведенных
в 1911—1932 гг. [11—14].
Прогнозируют прочностные характеристики армированных компози-
ций на основе пластмасс, армированных стекловолокном, графитовым во-
локном, волокнами на основе тугоплавких соединений, металлическими во-
локнами и т.“д. Однако в тех случаях, когда в композиции используют неде-
формативную составляющую, расчеты прочностных характеристик строят
на основе статистических принципов теории Вейбулла. В табл. 1 приводятся
прочностные характеристики некоторых наиболее употребительных армиру-
ющих фаз.
Таблица 1
Плотность и механические свойства некоторых волокон
и нитевидных кристаллов [12]
Вид материала Плотность, Г/см» Модуль упру- гости, кГ/см» Предел проч- ности на рас- тяжение, кГ/см»
На основе волокон: стеклянных 2,74 843 700 49200
стеклянных 2,85 1 265 600 77300
стальных 7,75 2 039 000 42 200
бериллиевых 1,83 3 164 000 14 000
графитовых 1,66 3 867 000 28840
карбида кремния 3,18 4 218 600 35 500
карбида бора 2,52 4 499 800 59 800
На основе монокрис- таллов «усов»: железа 8,3 2 039 000 133 590
окиси алюминия 3,94 4 218 600 281 240
карбида кремния 3,16 4 921 700 112 500
карбида бора 2,52 4 921 700 65600
графита 1,66 7 171 600 203000
263
В дисперсионно-упрочненных композициях, как уже указывалось, наи-
более перспективно использование в качестве упрочняющей фазы нитевид-
ных кристаллов. В лабораторных условиях из газовой фазы либо выщела-
чиванием из разного рода расплавов выращены нитевидные кристаллы
различных веществ: А12О3, Si3N4, ВеО, MgO, ZrO2, SiO2, ThO2, W, Mo,
Be, B, Fe, Cu, SiC, BN, С, B4C и др. Однако приемлемых технологий и инже-
нерного оформления, которые обеспечивали бы их промышленное произ-
водство с необходимыми технико-экономическими показателями, пока не
существует.
В литературе широко представлены металлы, служащие матричной осно-
вой для производства дисперсионно-упрочненных композиций. Классиче-
ские образцы дисперсионно-упрочненных композиций — торированный воль-
фрам и САП-композиция на основе алюминия, упрочненного А12О3. Они на
протяжении многих лет выпускаются промышленностью. Широкую попу-
лярность как объект промышленного производства приобретает обладаю-
щий хорошими высокотемпературными свойствами ТД -никель, т. е. никель
упрочненный окислом тория. Известны композиции на основе Pb, Sn, Cd,
Си, As, Fe, Ni, Co, Mo, W, Pt, Al и некоторых сплавов, таких, как нихром,
никелькобальтовые, железные, хромовые, медные, вольфрамовые, молибде-
новые и др.
Широкое развитие получили работы по синтезу композиций с исполь-
зованием дисперсных включений немонокристаллического строения. Описаны
разные технологические варианты подготовки исходных смесей для синтеза
подобного рода псевдосплавов: простое механическое смешивание, внутрен-
нее окисление специально подобранных сплавов, восстановление солей
такого состава, при котором будет обеспечиваться получение в продукте
восстановления матричной составляющей в виде металла, а дисперсной
составляющей в виде окисла. Смеси готовятся с таким расчетом, чтобы
составляющая, которая должна перейти в окисел, имела теплоту образова-
ния окйси не менее 90 ккал/г • ат.
Екструзия — основная и незаменимая операция формирования рассмат-
риваемого типа псевдосплавов, ибо только этим методом можно сообщить
необходимую ориентировку дисперсным включениям в матрице и сформиро-
вать из пористой заготовки псевдосплав при температуре, ниже которой
дисперсная фаза могла бы войти во взаимодействие с матричной средой или
коалесцировать.
Таблица 2
Высокотемпературная твердость некоторых сплавов на основе меди [13]
Материал Исходная твердость (НВ), Мн!м* Твердость (НВ) после выдержки 1 ч, Мн/м*
573° К 773° К 973° К
Сплав Мц-56 1300 670 290 0
Медь + 1 % окиси алюминия (х. с.) 1050 350 280 100
Медь + 3% окиси алюминия (х. с.) 1180 580 360 170
Примечание, х. с. — химическое смешивание.
В настоящее время является общепринятым, что будущее развитие
авиационной, ракетной и других областей высокотемпературной техники
связано с широким использованием дисперсионно-упрочненных и армиро-
264
ванных волокнами композиций. В табл. 2 представлены данные, характеризу-
ющие высокотемпературную длительную прочность стареющего медного
сплава высокотемпературного назначения и двух дисперсионно-упрочненных
композиций полученных экструзий из смесей, приготовленных химическим
смешиванием.
Таблица 3
Высокотемпературная прочность молибдена и дисперсионно*
упрочненных композиций на его основе__________________
Материал 20° С 1000° с
°Р. к.Г/мм2 8, % кГ/мм2 6, %
Молибден металло- керамический кова- 52 45
ный 30—40 17
Mo + ZrO2 (5 об. %) 96 13 48 3
Mo + ZrN (5 об.%) 119 6 68 7
В табл. 3 (рис. 1) приведены сравнительные характеристики некоторых
композиций на основе молибдена [15]. На рисунке видны температурные
границы, в пределах которых композиции сохраняют свои преимущества,
т. е. те, в которых дисперсные состав-
ляющие сохраняют еще свою инертность
по отношению к матричной среде.
Рис. 1. Высокотемпературная прочность кованого молибдена и молибдена,
упрочненного дисперсными включениями:
/ — Мо + ZrN (5 об.%), механическая смесь, степень обжатия 75%; 2 — Mo + ZrO2
(5 об.%), химическое осаждение, степень обжатия 87%; 3 — Mo + ZrO2 (5 об.%),
химическре осаждение, степень обжатия 75%; 4 — Mo 4* ZrO2 (5 об.%), механическая
смесь, степень обжатия 75%; 5 — Мо, металлокерамический кованый.
Рис. 2. Высокотемпературная прочность чистого серебра (5), серебра,
упрочненного дисперсными включениями (/) и нитевидными кристаллами
А12О3(2).
На рис. 2 представлены сравнительные прочностные высокотемператур-
ные характеристики серебра, дисперсионно-упрочненного серебра включения-
ми А12О3 и серебра, упрочненного нитевидными кристаллами А12О3. Преиму-
щество последних совершенно очевидно.
На рис. 3 приведены сравнительные характеристики длительной проч-
ности широко распространенных жаропрочных стареющих сплавов на нике-
левой и кобальтовой основе и дисперсионно-упрочненного никеля дисперс-
ными включениями ThO2. В данном случае совершенно очевидны преимуще-
ства ТД-никеля.
265
Рис. 3. Длительная прочность жаро-
прочных стареющих сплавов на никеле-
вой, кобальтовой основе и ТД-никеля:
1 — ТД-никель; 2 — SM 302 (57% Со.
22% Сг. 10% W, 9% Та); 3 - Хейнес 25
(51% Со, 20% Сг. 15% W. 10% Ni); 4 —
Хастеллой X (47% Ni, 22% Сг, 20% Fe,
9% Мо).
На рис. 4 и 5 [17] представлены сра-
внительные характеристики высокотем-
пературной прочности волокнистых мо-
либдена и вольфрама, а также
вольфраморениевого сплава.
Следует отметить, что образцы во-
локнистого строения имели пористость
15 и 25%, тогда как сравниваемые с
ними металлы были беспористы. Для
изготовления этих композиций использо-
вали волокна толщиной около 25 мк.
Пористый материал волокнистого строе-
ния оказывается более прочным, чем
беспористые образцы того же кованого
металла.
Приведем пример типичной армиро-
ванной композиции, представленной
вольфрамовыми волокнами, пропитан-
ными серебромедным сплавом. Образ-
цы, содержащие до 20% пропитывающей
фазы, с прочностью исходных волокон
230 кПмм2 при 20° С показали проч-
ность 170 кПмм2. Эффект упрочнения
в данном случае, оказался несколько
выше, чем это следует из уравнения (20).
Благодаря очень тонким прослойкам пропитывающей фазы проявился в дан-
ном случае дополнительный эффект упрочнения как в типичной дисперсионно-
упрочненной композиции.
Если волокнистые композиции на основе металлов еще служат предме-
том перспективных лабораторных изысканий, то армированные пластмассы
Рис. 4. Высокотемпературная прочность рекристаллизованного (/), деформи-
рованного (2) молибдена и волокнистого молибдена с ориентированной
структурой (пористость 15%) (3).
Рис. 5. Высокотемпературная прочность вольфрама литого (4), монокристал-
лического (5), металлокерамического (5), волокнистого строения (2) и сплава
W — 3% Be (/).
266
уже на протяжении многих лет широко используются в промышленности.
Их замечательные прочностные характеристики при малом удельном весе
обеспечивают широкое использование в тех различных объектах самолето-
строения, где особое значение имеет высокая продольная устойчивость.
Таблица 4
Механические свойства некоторых армированных пластмасс [13]
Материал Предел проч - ности на из- гиб, кГ /см9 Модуль упру- гости, кГ/см9 Сопротивле- ние разрыву, кГ/см9 Удельный вес, Г/см9
20° С 260° С 20° С 260° С
Смола со стекловолокном:
алкидная 1500 — 1,60 — 420—700 2,04
полиэфирная 1960 1,33 — — 1,8
силиконовая 700 300 1,12 0,56 308 1,65
фенольная 1750 1400 2,02 1,33 840 1,9
Триалилцианурат со стекловолокном 1970 510 1,22 0,55 — 1,8
Диэтилфталат со стекловолокном 630 56 0,87 — 330 1,6
Фенилсилановая смола с кварцевым волокном 3455 —- 1,62 1,29 1633 1,65
Фенольная смола с асбестом и нейлоном 1190 — 0,96 — 980 1,36
В табл. 4 представлены прочностные характеристики некоторых армиро-
ванных пластиков. Однако, благодаря малой теплопроводности и способности
аблировать в условиях воздействия ударной волны со сверхвысокой тем-
пературой торможения, армированные пластмассы проявляют свойства
своеобразных сверхжаропрочных композиций. Они могут служить един-
ственным материалом теплозащиты головных частей ракеты дальнего дей-
ствия и температурно-напряженных элементов конструкции соплового бло-
ка твердотопливных ракет [16].
Особую популярность приобрели в последние годы материалы высокотем-
пературного назначения — пиролитические материалы. Метод получения
элементарных веществ и химических соединений пиролитическим раз-
ложением их неорганических и органических летучих соединений на нагре-
той подложке и вакууме не нов.
Детали технологии пиролитического получения веществ и покрытий,
как и физическая химия этих процессов разрабатывались уже на протяже-
нии многих десятилетий. Этим объясняется то, что довольно быстро осущест-
вляется переход этой области от стадии лабораторных изысканий к практике
промышленного использования.
Интерес к пиролитическим материалам возник после открытий удиви-
тельных свойств пирографита. Последний замечателен резко выраженной
анизотропией его свойств, в частности теплопроводность в разных направ-
лениях изменяется на несколько порядков. Среди всех видов графитов толь-
ко пирографит может быть получен в виде вакуумно-плотных образований.
Анизотропия его теплофизических свойств послужила основанием к его
эффективному использованию в качестве материала деталей соплового блока
твердотопливных ракет, как об этом можно судить по литературным источ-
никам США.
Вакуумно-плотные оболочки из пирографита на поверхности графито-
вых контейнеров обеспечили возможность выращивания монокристаллов
267
карбида кремния — незаменимого высокотемпературного полупроводни-
ка — высокой степени чистоты. Нанесение пирографитной оболочки на гра-
нулы ядерного горючего (оксида или же карбида урана) в тепловыделяющих
элементах является в настоящее время общепринятой технологией их про-
изводства. Видимо, еще более интересные перспективы использования ждут
пиронитрид бора.
На протяжении многих лет используется метод пиролитического по-
лучения чистейших металлов. Иодидный цирконий — классический обра-
зец продукции этого рода.
Известны удивительные прочностные характеристики волокон из эле-
ментарного бора, нитрида бора, нитрида кремния и карбида кремния.
Эти волокна, сердечниками для которых служит вольфрамовая тонкая нить,
также получены пиролитическим методом.
Выбирая летучие соединения необходимого состава среди галогенидов,
металлокерамических соединений и других, можно пиролитическим путем
получать высокоплотные покрытия из разнообразных тугоплавких корро-
зионностойких соединений, таких, как карбиды, бориды, силициды, нитри-
ды и другие на подложках — защищаемых поверхностях многих тугоплав-
ких, но не коррозионностойких металлов и химических соединений.
ЛИТЕРАТУРА
1. Келли А., Никлсон Р. В.— Успехи физики металлов, 1966, 10, «Металлургия»,
232.
2. О г о w о и Е. Symposium on Internal Stresses Institute of Metals, 5,451, 1948.
3. H i r s c h P. B.-J. Inst. Metals, 86, 1957.
4. Ansell G. S., Lenel E.V.—Acta metalurgica, 1960, 8,612. F. V. Lenel, G. S. An-
sell. Powder Metallurgy Proc, of the Intern. Confer, in New-York, 268, 1961.
5. Гуард P. В. Механизм упрочнения твердых тел. «Металлургия», М., 1965.
6. В u s a J.— Kovove materialy, 1963, 1, 2, 228.
7. A n s е 1 1 G., W eer t m an I.— J. Trans AIME, 1950, 215, 309.
8. Cront N.J.— Mezinarodni Konference о praskove metalurgu Academia Proku, 1966,
4, 65.
9. Kelly A., Davies J.— J. Metallurgical Rev, 1965, 10, 37.
10. Kelly A.— Proc. Roy. Soc., Ser., A., 1964, 1388, 282.
11. Жемчужный и Курнаков. Изд-во С. П. Б. политехнического института,
19 (г), 323, 1913.
12. Ш и ш о к ин - ЖПХ, 1929, 11, 663, 675.
13. Ito, Zsr., f. Metallkunde, 92, 1925; Hondremont, Kollen, Stahl und Eisen, 20, 826, 1927.
14. Францевич И. H. Деформация сталей. «Сталь», М., 1933.
15. Jaffy — Aviation Week, 1965, 18.
16. Каролл-Порчинский Ц. Материалы будущего, «Химия», М., 1966.
17. Францевич И. Н., К арп и нос Д. М., Кон д ратьевЮ. В.— В кн.:
Труды V Республиканской конференции по порошковой металлургии. Ереван, 1968.
С. Г. ТРЕСВЯТСКИЙ
СТРУКТУРА И ПРОЧНОСТЬ ХРУПКИХ
ПОЛИКРИСТАЛЛИЧЕСКИХ
НЕОРГАНИЧЕСКИХ МАТЕРИАЛОВ
Институт проблем материаловедения АН УССР
ГТоликристаллические хрупкие неорганические материалы, изготовляемые
из окислов, тугоплавких карбидов, некоторых нитридов и силицидов и дру-
гих веществ, составляют большую группу материалов, широко применяе-
мых в современной технике. Их прочностные свойства интенсивно изучают-
ся, но в ряде случаев без учета особенностей их строения, что затрудняет
правильное истолкование и понимание наблюдаемых экспериментальных
данных.
В настоящей работе рассмотрено влияние на прочность особенностей
микростроения поликристаллических хрупких материалов и предложена
их классификация. Последняя базируется на соотношении прочностей
основной кристаллической фазы, связующей фазы и прочности их связи в еди-
ное твердое тело, аналогично тому, как это ранее было предложено для
макросистем типа бетонов [31].
УПРОЩЕННАЯ МОДЕЛЬ МИКРОСТРОЕНИЯ
ХРУПКИХ ПОЛИКРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
На рис. 1 приведена упрощенная модель микростроения хрупких поли-
кристаллических материалов, причем предполагается, что кристаллическая
фаза в данной модели представлена равновеликими
нами примерно одинаковой, близкой к сферичес-
кой, формы. Кроме кристаллической фазы модель
состоит из связующей фазы, заполняющей проме-
жутки между зернами кристаллической фазы. Пред-
полагается, что связующая фаза либо аморфна
(стекло, аморфные пластики и т. п.), либо
является разупорядоченной структурой кристал-
лической фазы (границы зерен). Вариант, когда
связующая фаза сложена второй кристалличес-
кой фазой, в данной модели не предусматривается.
Нормальные расстояния между зернами кристал-
лической фазы взяты равными а, причем предпола-
гается, что величина а в материале средне-
статистически так же постоянна, как и размер
и изометричными зер-
поликристаллического
двухфазного материала.
зерна d.
Символом (/кР на рис. 1 обозначена прочность (при каком-либо одном
виде нагружения) кристаллической фазы с размерностью силы /сечение,
т. е. с размерностью кГ/см2 (н/м2) и т. п., которая в пределе является средней
прочностью монокристалла данного вещества с учетом его анизотропии.
С/мф—прочность межфазового вещества, в пределе являющаяся прочностью
269
данного вещества в том случае, если материал состоит только из него (т. е.
при d = 0). t/адг — прочность связи между межфазовым веществом и крис-
таллической фазой (если а =# 0) или прочность когезионной связи между
зернами кристаллической фазы в том случае, когда а = 0 или близко к нему.
Размерность как £7мф, так и £7адг та же, что и UKP, т. е. кПсм2 (н/м2) и т. п.
при одинаковом виде нагружения. Наличие пор в данной модели кристалли-
ческого твердого тела не предусматривается.
Очевидно, что для рассматриваемой модели могут быть шесть соотно-
шений между величинами С/кР, £/мф и С/аДГ, которые определяют характер
разрушений поликристаллического твердого тела в целом. Эти соотношения
могут быть представлены следующими тремя группами неравенств:
I t/адг < . 1^ф< Z ^кр (а)
1 икр < . U мф (б)
П t/кр < , I ^адг < С ^мф (а)
1 ^мф < ч ^адг (б)
ш имф< . ( ^адг * ‘ 1 U кр < Ci/кр ч U адг (а) (б)
Кроме неравенств I, II, III групп, очевидно, может быть также прибли-
зительное равенство вида £/адг ~ £АР. ~ t/мф, которое будет характеризовать
IV группу материалов, базирующихся на рассматриваемой модели. Таким
образом, даже простейшая модель хрупкого поликристаллического материа-
ла указывает на неправомерность рассмотрения прочностных свойств дан-
ных материалов по какой-либо единой схеме или с применением единообраз-
ного механизма разрушения. Эго условие не всегда выполняется, и, как
будет показано ниже, его невыполнение иногда приводит к неточным выво-
дам и необоснованным обобщениям.
ОЖИДАЕМЫЕ СВОЙСТВА ХРУПКИХ ПОЛИКРИСТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ I ГРУППЫ
te)
(б) при а Ф 0
при а ~ 0, можно ожидать, что
При наличии в хрупком поликристаллическом материале соотношения проч-
ностей, выражаемого неравенством
( <1 ^Лср
аДГ<1^кр<^мф
или упрощенным неравенством Uaw <
материал будет иметь следующие свойства:
1. Прочность поликристаллических материалов данной группы дол-
жна быть меньше средней прочности монокристаллов, соответствующих
по составу кристаллической фазе.
2. Зависимость прочности от размера зерна должна отличаться от линей-
ной пропорциональности между оПроч и d_,/‘, так как разрушение происходит
в области межфазовых границ, а не в объеме зерна, как это предполагается
при наличии линейной зависимости прочности от d~'^ (т. е. при условии
с d). Прочность должна возрастать при уменьшении размера зерен крис-
таллической фазы, так как при этом будет увеличиваться ее удельная no-
270
верхность, а следовательно, и суммарная величина £7аДг, приходящаяся на еди-
ницу объема материала.
3. Добавки веществ, приводящие к упрочнению зерен кристаллической
фазы или к некоторому их разупрочнению (при условии сохранения соот-
ношения прочностей, выражаемых неравенство I), не должны вызывать
существенного изменения прочности материала в целом.
4. Добавки веществ, увеличивающие адгезию между фазами, должны
приводить к значительному упрочнению поликристаллического материала,
причем будет эффективно сказываться введение их в малых количествах
(хемсорбционный процесс упрочнения).
ПРОВЕРКА ОЖИДАЕМЫХ ЗАКОНОМЕРНОСТЕЙ СВОЙСТВ
ДЛЯ МАТЕРИАЛОВ I ГРУППЫ
НА ПРИМЕРЕ ПОЛИКРИСТАЛЛИЧЕСКОЙ ОКИСИ АЛЮМИНИЯ
Материалы из поликристаллической окиси алюминия, по-видимому, при-
надлежат к классу поликристаллических материалов, свойства которых
определяются неравенством (/адг < t/Kp. Так как механические свойства
данных материалов относительно полно изучены, на примере их оказалось
возможным проверить высказанные предположения. Ниже приводятся по-
лученные результаты.
Сравнение предела прочности при статистическом изгибе поликристал-
лических и монокристаллических материалов на основе окиси алюминия
по данным работ [1,2] показано в таблице. Прочность даже лучших поли-
кристаллических материалов из окиси алюминия, например так называемо-
го модифицированного корунда, ниже, чем средняя прочность материалов
из монокристаллической окиси алюминия.
Сравнение прочности монокристаллических и поликристаллических
материалов из окиси алюминия
Материал
Ориентация
Предел проч-
ности при из-
гибе,
кГ /см2
Литературный
источник
Монокристаллический рубин
» »
» »
Монокристаллический сапфир
» »
Поликристаллический не мо-
дифицированный
То же
Среднее значение:
для рубина
для сапфира
Параллельно оси С
Перпендикулярно оси С
<45° к оси С
Параллельно оси С
<45° к оси С
6795
3475
3500
7200
5000
2000—3000
3500—4500
4590
6100
[1]
[11
[2]
(21
[2]
(И
[1]
Примечание. Прочность поликристаллических материалов зависит от размера зерна.
Зависимость предела прочности при изгибе поликристаллической окиси
алюминия от размера зерна изучалась неоднократно. На рис. 2 (кривые
/—5) приведены построенные нами, по данным наиболее надежных и обсто-
ятельно проведенных работ [3—71, зависимости аизг от размера зерна для дан-
271
Рис. 2. График зависимости преде-
ла прочности при изгибе от среднего
размера зерна поликристалличес-
ких материалов из окиси алюминия
{1 — по [3]; 2 — по [4]; 3 — по [5];
4 — по [6]; 5 — по [7]) и окиси маг-
ния (б — по[б]; 7 — по[7]).
ных материалов. Кривые 1 и 2 относятся к поликристаллическому материалу,
свойства которого улучшены добавкой окиси магния. Кривая 3 относится
к полупрозрачному материалу, также с до-
бавкой окиси магния, а 4 и 5 — к материа-
лу, не содержащему окиси магния и полу-
ченному по методу горячего прессования с
последущей вторичной рекристаллизацией
для получения различного размера зерен.
Во всех указанных работах отмеча-
ется, что требуемой теорией Гриффитса-
Орована [9] или Петча ПО] линейной
пропорциональности между пределом проч-
ности и dr'1* нет; замечена приблизительно
линейная зависимость между пределом
прочности и величиной dr1!* — dr'!*, при-
чем какого-либо обстоятельного объясне-
ния этому не дано. Полученные данные
рекомендуется обрабатывать по эмпири-
ческой формуле [11 ] вида
а = Ad7\ (1)
где Лип — эмпирические константы.
В работе [12] сделана попытка обобщить полученные результаты ряда
исследователей и установить, применяя одновременно уравнения Петча
и Гриффитса-Орована для двух отрезков прямых, линейную пропорциональ-
ность предела прочности при изгибе относительно величины однако,
как будет показано ниже, эти результаты являются ошибочными.
200 6025 12 7 5 д, мк
Рис. 3. График зависимости предела прочности при изгибе поликристалли-
ческих материалов на основе окиси алюминия и окиси магния от й~"г.
(Нумерация кривых аналогична рис. 2. На ординате обозначены заштрихован-
ным прямоугольником и буквой М пределы прочности при изгибе монокри-
сталлов окиси магния.)
Рис. 4. График зависимости логарифма предела прочности при изгибе от
величины lg-у для поликристаллических материалов на основе окиси алюми-
ния. (Нумерация кривых аналогична рис. 2. Пунктирная линия — средний
уровень прочности монокристалла корунда).
272
Для данных, приведенных на рис. 2, мы провели проверочные расчеты и
построения для установления характера зависимости аизг от d-*/s (рис. 3, кри-
вые 1—5, нумерация кривых та же, что и на рис. 2) и для зависимости 1§<тизг от
IgVd (рис. 4). Из рис. 3 следует, что зависимость между оизг и J-*/. не является
линейной и всякая попытка представить ее в виде двух пересекающихся
прямых, как это сделано, например, в работе [12], некорректно. Из рис. 4
видно, что в определенных пределах (для диаметра зерна от 5 до 500—100 мк)
наблюдается довольно строгая линейная зависимость между оизг и
Отклонение от указанной линейной зависимости при размере зерна более
50—100 мк вполне закономерно и вызвано рекристаллизационным разупроч-
нением материала из-за анизотропии
роста кристаллов корунда при спека-
нии (см. рис. 4, кривые 1 и 3) и рекри-
сталлизации в твердом состоянии (кри-
вые 4 и 5). В первом случае эффект
рекристализационного разупрочнения
выражен в меньшей степени, чем во
втором. Минимальный эффект разупроч-
нения наблюдается в случае, представ-
ленном кривой 4, которая относится
к полупрозрачному материалу, полу-
чаемому при длительном обжиге.
Рекристаллизационное разупрочне-
ние вызвано возникновением межзер-
новых трещин еще до приложения на-
Рис. 5. График зависимости относи-
тельного модуля упругости от размера
зерна для материалов на основе окиси
алюминия (/) и окиси магния (2).
грузки к материалу и вследствие этого —
к ослаблению живого сечения материала. Число таких трещин должно быть
пропорционально внутренней поверхности, т. е. величине d~'. Сравнивая
наклон участков кривых, соответствующих разупрочнению с нанесенным на
рис. 4 наклоном, равным d~l, можно видеть, что предельный наклон раз-
упрочненных участков примерно соответствует наклону d~l, что качествен-
но подтверждает высказанную точку зрения.
Для доказательства правомерности изложенных соображений можно
привести дополнительно следующие сведения. На рис. 5 представлена по-
строенная нами, по данным работы [6], зависимость модуля упругости
(в относительных единицах) от размера зерна материала. Приведенные дан-
ные получены для образцов из окиси алюминия, прочностные свойства кото-
рых представлены кривой 4 на рис. 2 и 3. Сравнение рис. 3 и 5 показывает,
что отклонение зависимости прочности материала от линейной и появление
зависимости модуля упругости от размера зерна происходит, примерно,
при одном и том же (по порядку величины) размере кристаллов (50—80 мк)
материала. Так как модуль упругости в плотных однофазных структурах
зависит лишь от второй фазы, а не от размера зерна, можно предположить,
что оба явления вызваны одной и той же причиной: рекристаллизационным
разупрочнением и появлением трещин по границам зерен.
Из изложенного следует, что зависимость прочности от размера зерна
для материала, свойства которого характеризуются неравенством UM < UkP
выражается линейно лишь в том случае, если допустить, что размер пара-
метра с1г характеризующий длину трещины Гриффитса в этих материалах,
приблизительно равен величине d'1', а не d, как принимается обычно.
Тогда при подстановке выражения в уравнение Гриффитса-Орована
18 9-1030
273
получим
Рис. 6. Схема для
расчета длины ка-
сательной трещины
в материалах I груп-
пы неравенств.
Оизг — Ard (2)
Для доказательства данного положения предположили, что материалы,
прочностные свойства которых определяются уравнением (1), должны раз-
Q рушаться за счет трещин, возникающих в связующем
слое и расположенных касательно к поверхности зерен,
так как только в этом случае растущая трещина в ми-
нимальной степени будет блокирована внешней поверх-
ностью зерен. В соответствии с этим была вычислена
возможная длина параметра с для трещины, располо-
женной касательно к поверхности зерен. На рис. 6
представлена примененная для расчета параметра
схема. Из нее следует, что параметр с связан с вели-
чиной а (нормального расстояния между поверхностью
зерен) и d (размером зерен) следующим выражением:
(d + а)2 = d2 + с2,
откуда
с = (2da + а2)'1'. (3)
Так как а8 при малых значениях а по сравнению
меньше, чем 2ad, и считая а в определенных пределах
------ -2 млмгип nnvPTMTk U ПЛПЯГЯТк итп
с d значительно
постоянным, величину а* можно опустить и полагать, что
c&ktf1'.
На рис. 7 приведена рассчитанная по формуле (3) зависимость с от
d при различных значениях а, причем размер d взят от 0 до 20 мк.
Из рассмотрения приведенных гра-
фиков для зависимости с от d следует,
что при величине зерна d > 3 мк
(а именно из таких зерен состоят боль-
шинство поликристаллических материа-
лов из окислов, тугоплавких карби-
дов и им подобных веществ) величи-
ной а2 можно с полным основанием
пренебречь и считать
если а < 0,5 мк (рис. 7, кривая 3).
При величине d < 1,0 мк величиной
а2 можно пренебречь для материалов,
размер зерен в которых d > 5,0 мк.
Эти данные указывают также на то,
что присутствие связующей фазы до
определенного предела в материалах,
свойства которых определяются фор-
мулой (1), не будет оказывать значи-
тельного влияния на прочностные свой-
ства материала в целом, если неравенст-
во ^адг < f/KP будет сохраняться.
Таким образом, предположение, высказанное относительно особого
характера зависимости параметра с от d, отличного от обычно применяе-
274
Рис. 7. График зависимости величины
параметра с от d при различном зна-
чении а по формуле (3):
1— с * d; 2 — с = (6d Ч- 9)*/»; з — с =
= (6d)‘/«; 4 — с = (2d + 1,0)1/2; 5 — с =
= (2d)'l*; 6 — c = (d + 0,25)V2 « dV2; 7 —
—с = (0,2d + О,I)1/* ~ d1/*; 8 — с (0,02d -|-
+ 0.0001)1/» - d4i.
мой зависимости с ~ d, в поликристаллических материалах I группы под-
тверждается на примере материалов из окиси алюминия.
Кроме материалов из окиси алюминия, к материалам, свойства которых
аналогичны, должны относиться материалы из чистых твердых карбидов
(карбида титана и хрома), некоторых силицидов (дисилицида молибдена)
и других веществ.
Проверить это достаточно полно не представляется возможным, так
как для большинства зависимостей прочности от размера зерен, опублико-
ванных в литературе по указанным видам материалов, данные относятся
к пористым материалам, что не позволяет их использовать для проверки.
Рис. 8. График зависимости предела прочности при изгибе от величин d и d 1/4
для поликристаллических материалов на основе карбида титана.
Рис. 9. График зависимости относительного предела прочности при изгибе
от содержания добавок:
/ — для материалов на основе окиси магния с добавками закиси никеля (▲) и закиси
кобальта (•); 2 —для материалов на основе окиси алюминия с добавками FesOs (О);
Сг2О3 (□) и TiO3 (Д).
Лишь в одной работе [13] приводятся зависимости прочности при изгибе
непористого карбида титана от размера зерен. На рис. 8 представлена ука-
занная зависимость в координатах оизг — dMKH и в оизг — d'1». Как следует
из графика, зависимость оизг от d_,/« приблизительно линейна в пределах
размера зерна от 2—8 мк до 44—78 мк.
Приведенные данные недостаточны для того, чтобы утверждать, что
прочностные свойства поликристаллических материалов на основе карбида
титана определяются уравнением (1), однако можно высказать предположи-
тельные утверждения об этом.
Для поликристаллических материалов из окиси алюминия положение
о том, что добавки, приводящие к частичному упрочнению и разупрочнению
твердой фазы без изменения {7аДГ, не должны вызывать значительного из-
менения прочности, если свойства этих материалов определяются неравен-
ством I группы, удовлетворительно подтверждаются данными работы [14].
На рис. 9 (кривая 2) приведена построенная нами, по данным 114],
зависимость относительной прочности поликристаллического материала из
окиси алюминия от содержания в пределах от 0 до 10 вес. % добавок некото-
рых полуторных окислов, образующих с окисью алюминия твердые растворы
и, по-видимому, не выделяющиеся по границам зерен в виде второй фазы.
Добавки окислов железа и титана [1] вызывают снижение микротвер-
дости кристаллов корунда, а добавки окиси хрома повышают прочность
18*
275
кристаллов корунда [15]. Однако, как это следует из рис. 9, изменение про-
чностных характеристик кристаллической фазы в данных конкретных усло-
виях практически не сказывается на прочности материала в целом.
В работах [1, 3, 5 и др. ] достаточно убедительно показано, что добавки
к окиси алюминия магния в количестве, примерно, до 0,25 вес. % значитель-
но повышают прочность материала в целом, причем окись магния преиму-
щественно сосредотачивается в пограничном слое между зернами. Такое
упрочнение может быть вызвано лишь значительным возрастанием С/аДГ
вследствие, вероятно, хемсорбционных явлений в пограничном слое, что
подтверждает уже высказанное соображение.
ОЖИДАЕМЫЕ СВОЙСТВА ХРУПКИХ НЕОРГАНИЧЕСКИХ МАТЕРИАЛОВ
II ГРУППЫ
При наличии в хрупких неорганических поликристаллических материалах
соотношений прочностей, определяемых неравенствами
r | U адг f/мф
КР< li/мф <^адг
при а =# 0
и упрощенным неравенством
Укр < i/адг, при а = 0
можно ожидать у материалов данной группы появления следующих свойств:
1. Прочность этих материалов должна быть больше прочности моно-
кристаллов, соответствующих по составу кристаллической фазе.
2. Зависимость прочности от размера зерна должна быть линейно
пропорциональна d~ч* в соответствии с формулами Гриффитса йли Петча,
так как с ~ d.
3. Добавки веществ, приводящих за счет образования твердых растворов
к упрочнению кристаллической фазы, должны вызывать упрочнение материа-
ла в целом с постепенным увеличением прочности до максимально возмож-
ного значения.
4. Добавки веществ, увеличивающих адгезию или упрочняющих свя-
зующую фазу, также должны приводить к повышению прочности материала
за счет упрочняющего влияния на материал каркаса из связующей фазы.
ПРОВЕРКА ОЖИДАЕМЫХ ЗАКОНОМЕРНОСТЕЙ ДЛЯ МАТЕРИАЛОВ II ГРУППЫ
НА ПРИМЕРЕ ПОЛИКРИСТАЛЛИЧЕСКОЙ ОКИСИ МАГНИЯ
Материалы на основе поликристаллической окиси магния, по-видимому,
принадлежат к II группе поликристаллических хрупких материалов, свой-
ства которых выражаются упрощенным неравенством
^кр Uадг*
Механические свойства плотных непористых материалов из окиси маг-
ния изучены меньше, чем материалов из окиси алюминия. Имеющиеся огра-
ниченные данные по материалам из окиси магния позволяют сделать сле-
дующие обобщения:
1. Поликристаллические плотные материалы из окиси магния прочнее
соответствующих монокристаллов. На рис. 2 кривыми 6 и 7 представлена
зависимость прочности материала из поликристаллической окиси магния
от величины d, кривые построены по данным работ [6 ] и [8 ] соответственно,
а на рис. 3 (по данным рис. 2) — зависимость предела прочности при из-
гибе от величины d~'^ (кривые 6 и 7). На оси ординат того же рисунка
нанесены, по данным работы [17], пределы прочностей для монокристаллов
окиси магния. Эти точки обозначены буквой М. Заштрихованным прямо-
угольником показано значение для прочностей монокристаллов, подсчи-
танное по работе [181.
Рассмотрение данных, приведенных на рис. 3, показывает, что прочность
поликристаллических материалов из окиси магния действительно больше,
чем прочность соответствующих монокристаллов.
2. На рис. 3 (кривые 6 и 7) показаны зависимости предела прочности
при изгибе поликристаллических материалов из окиси магния от d~*/«.
Сопоставление графиков показывает, что на кривой 7 представлена достаточ-
но строгая линейная зависимость между онзг и */« при изменении d от
5 до 1000 мк. Для зависимости, показанной на кривой 6, линейность за-
висимости выполняется менее строго, так как материалы получены горячим
прессованием с последующей рекристаллизацией.
Как следует из данных, представленных кривой 2 на рис. 5, и для мате-
риала на основе окиси магния возможен процесс рекристаллизационного
разупрочнения, протекающий, однако, менее интенсивно, чем это наблю-
дается для поликристаллических материалов на основе окиси алюминия.
Кривые 6 и 7 пересекают при экстраполяции до значения d_,/« = 0 ось проч-
ностей при величинах прочности, близких к прочности монокристаллов
переклаза, что позволяет сделать заключение о том, что прочность поликрис-
таллических материалов данной группы, в зависимости от размера зерен
кристаллической фазы, отвечает уравнению Петча
Цизг = Ку d ^*4” <?о> (4)
где стизг — предел прочности при изгибе; ст0 — константа, характеризую-
щая, по Петчу [20], сопротивление решетки деформированию и близкая
к значению предела прочности данного вещества в состоянии монокристалла;
Ку — константа, характеризующая прочность внутренних границ зерен,
которыми блокируется распространение трещин; d — средний диаметр зер-
на материала.
Различный наклон кривых 6 и 7 зависит от чистоты метериала. Окись
магния, примененная для изготовления образцов, в результате испытания
которых получена зависимость, представленная кривой 7, содержала 99,9%
основного вещества, а для кривой 6 — 99,7%.
Необходимо отметить, что из веществ, способных образовывать поли-
кристаллические материалы 11 группы, может быть получен материал IV груп-
пы, свойства которого будут определяться приблизительным равенством
Uадг (Аиф £7кр-
Очевидно, что такой материал должен отличаться по свойствам от осталь-
ных поликристаллических материалов тем, что в нем не будет наблюдаться
зависимость прочности от размера зерен. Данных, подтверждающих выска-
занную точку зрения для материалов на основе окиси магния, не опублико-
вано. Однако в работе [21] сообщается, что прочность литого поликристал-
лического материала из фтористого лития оказалась не зависящей от раз-
мера зерна этого материала.
277
3. Увеличение относительной прочности поликристаллических мате-
риалов из окиси магния, в состав которых было введено от 0 до 10 вес. % за-
киси никеля или закиси кобальта показано, по данным работы [14], на
рис. 9 кривой 1. Оба эти окисла образуют с окисью магния твердые растворы,
причем микротвердость кристаллов возрастает. В отличие от окиси алюми-
ния введение в окись магния добавок, способствующих увеличению прочнос-
ти кристаллической фазы, приводит к увеличению общей прочности поли-
кристаллического материала.
Из сопоставлений свойств хрупких неорганических материалов I и
II групп неравенств видно, что они как бы «противоположны» друг другу.
На рис. 10 для иллюстрации
этого представлена в виде се-
мейства безмасштабных кри-
вых зависимость относитель-
ной прочности материалов I
и II групп неравенств от
среднего размера зерна при
изменяющейся величине 6/адг*
Ось абсцисс на данном рисун-
ке характеризует гипотети-
ческий материал, свойства
которого удовлетворяют ра-
венству
Рис. 10. График зависимости относительной проч- ^адг— ^мф —^кр.
ности при изгибе от d и С/япп для поликристалла т,
ческих материалов I и II групп неравенств. Прочность Кроме поликристалличе-
при изгибе поликристаллических материалов приведе- СКИХ материалов на основе
на в сравнении с прочностью соответствующих моно- окиси магния к материалам
кристаллов. II группы принадлежат мате-
риалы из окислов кальция и
материалы из хлористых, фтористых и других галлоидных солей, некото-
рые природные материалы из карбонатов, например мрамора и т. п.
ОЖИДАЕМЫЕ СВОЙСТВА ХРУПКИХ МАТЕРИАЛОВ III ГРУППЫ
Материалы, свойства которых выражаются неравенствами
( ^адг < ^кр (а)
МФ< Кр<£/адг’ (б)
принципиально отличаются от материалов I и II групп тем, что их свойства
не могут определяться двухчленными неравенствами. Первой особенностью
данных материалов является возможность сохранения свойств материала
при d = 0. В этом случае материал превращается в однофазный и его свой-
ства определяются неравенством С7мф> 0. Из сказанного следует, что ма-
териалы, принадлежащие к данной группе, должны иметь некоторую мини-
мальную прочность, определяемую прочностью связующей фазы.
Вторая особенность рассматриваемых материалов — невозможность по-
лучения во всех случаях плотной структуры при любом наперед заданном со-
держании кристаллической фазы, если форма частиц ее не изменяется. Это
ограничение вызвано тем, что при некотором предельном содержании
278
кристаллической фазы (около 0,7 по объему), зависящем от формы частиц,
частицы кристаллической фазы касаются друг друга.
Таким образом, только в материалах, в которых возможно превращение
связующей фазы в кристаллическую (например, в ситаллах, в каменном
литье и т. п.), можно ожидать получения плотного материала, содержащего
более 0,65—0,7 по объему кристаллической фазы. Все остальные материалы
данной группы (например, стекла, содержащие нерастворимые в них упроч-
няющие частицы и т. п.) должны содержать столько связующей фазы, сколь-
ко ее необходимо, чтобы полностью были заполнены все пустоты между крис-
таллами кристаллической фазы (при частицах изометричной формы в виде
осколков различной величины по практическим данным содержание связую-
щей фазы должно быть не менее 30—35% по объему).
Так как согласно неравенствам III группы материалы этой группы
должны разрушаться за счет разрушения связующей фазы, параметр с
в уравнении прочности должен быть равен нормальному расстоянию между
частицами, т. е. величине а на рис. 1. Очевидно, что в данном случае вели-
чина а не может однозначно зависеть только от d, а должна зависеть от d
и Ф одновременно, где Ф объемное содержание кристаллической фазы в
долях единицы.
Приближенная зависимость между значениями a, d и Ф может быть вы-
числена следующим образом. Обозначим: а — нормальное расстояние
между частицами: d — диаметр частиц; Ki — коэффициент, учитывающий,
форму частиц (0,523 для сферы. 0,1 для куба и т. п.); Кг — коэффициент,
учитывающий расположение частиц (1,0 для простейшей кубической упа-
ковки, 1,29 для ромбоэдрической и т. п.). Получим: объем одной части-
цы равен Kid3, число частиц в единице объема — • Тогда содержа-
ние кристаллической фазы в единице объема
Ф = Kid3
х (а-1-d)3
Решение этого уравнения для а с дает
а = 4(*аМ'’_11
1\ ф / J*
или
a«c = d[(^),,3-l], (5)
где Ко — обобщенный коэффициент, близкий для реальных структур
к 0,7.
Очевидно, что с можно приравнять к а, если с >• а. После сближения
частиц до выполнимости условия с > а упрочнение должно быть линейно
пропорционально величине с-'1*, или
Природа кристаллической фазы в материалах данной группы оказывает
влияние на суммарную прочность материала двумя способами. Во-первых,
частицы кристаллической фазы должны блокировать своей внешней поверх-
ностью распространение нормальных трещин. Это, вероятно, основной путь
упрочнения указанных материалов. Во-вторых, из-за разности коэффици-
279
ентов термического расширения между кристаллической и связующей фазой,
в последней могут возникнуть напряжения. Знак этих напряжений (растяже-
ние — сжатие) будет оказывать влияние на прочность материала в целом,
уменьшая или увеличивая ее соответственно.
ПРОВЕРКА ОЖИДАЕМЫХ ЗАКОНОМЕРНОСТЕЙ ДЛЯ МАТЕРИАЛОВ III ГРУППЫ
НА ПРИМЕРЕ МОДЕЛЬНОГО МАТЕРИАЛА
ИЗ СФЕРИЧЕСКИХ ЧАСТИЦ ОКИСИ АЛЮМИНИЯ
И СТЕКЛООБРАЗНОЙ СВЯЗУЮЩЕЙ ФАЗЫ
В работе [22] достаточно подробно рассмотрены механические свойства
модельной системы, состоящей из сферических частиц окиси алюминия,
связанных боросиликатным стеклом. Для изготовления образцов применено
стекло следующего состава: 16% Na2O; 14% В2О3 и 70% SiO2. Сферические
частицы окиси алюминия получены газопламенной обработкой порошка оки-
си алюминия и классифицированы на следующие фракции: 15; 21; 25; 32; 42;
51; 60 мк.
Кристаллическую фазу вводили в количествах: 0,109; 0,216; 0,320;
0,423 и 0,475 по объему от единицы, изготовление образцов производили
горячим прессованием при 750° С в вакууме с выдержкой 15 мин. Существен-
ного химического взаимодействия между связующим стеклом и кристал-
лической фазой не отмечено. Предел прочности при изгибе образцов опреде-
ляли при четырехточечном нагружении.
Разброс измерений при 30 определениях на точку составлял ± 10%.
Результаты исследований были обработаны исходя из предположения, что
параметр с а, где а — нормальное расстояние между частицами, вычисля-
емое по полуэмпирическому уравнению
с«с«4.а/8(Ц^-). (6)
На рис. 11, а приведена построенная нами, по табличным данным ра-
боты [21], зависимость между прочностью при изгибе и величиной
Эта зависимость указывает на удовлетворительное совпадение экспе-
риментальных точек с кривой. Однако, как следует из графика, эта зависи-
мость на значительном участке (для значений параметра 7?х < 7) не линей-
на. Такое положение объяснимо, так как по уравнению (6) значение с ss О
достигается только при Ф = 1. Фактически же в рассматриваемой модель-
ной системе параметр с будет близок к 0 при значении Ф, близком к 0,7.
На рис. И, б приведена в соответствии со значением с из уравнения (5)
зависимость между оизг и фактором
/?a = (rflW -111 ’
причем при расчете фактора /?2 принято, что Ка — 0,675. Хотя разброс
экспериментальных точек и несколько больше, чем на рис. 11, я, однако ли-
нейность зависимости между и Т?2 выполняется в данном случае лучше.
Кроме того, из рис. 12 следует, что при экстраполяции экспериментальной
прямой до нулевог® значения фактора соответствующего нулевому зна-
280
чению Ф при 0 < d< сю, экстраполированная прямая пересекает ось ор-
динат при некотором значении as > 0.
Линейное уравнение, связывающее прочность материала и фактор
должно иметь константу os с размерностью прочности, на что не было об-
Рис. 11. Зависимость предела проч-
ности при изгибе для модельного
материала из стекла и сферических
частиц окиси алюминия от факто-
(точками с различной конфигура-
цией обозначены материалы с раз-
ными размерами сферических ча-
/ — для размера частиц 15 мк; 2 —
21 мк; 3 — 25—30 мк; 4— 42 — 60 мк.
S
ответствует минимальной прочности связующей фазы, необходимой для по-
лучения упрочненного материала. Чтобы проверить это предположение,
по данным работы (221, была построена зависимость оизг от фактора
для различных значений d. Полученные результаты представлены на
рис. 11, в. Линейность зависимости между стизг и 7?3 выполняется вполне
удовлетворительно в области значений для <тизг, больших прочности связу-
ющей фазы, причем значение константы о3 тем ниже, чем меньше диаметр
281
сфер упрочняющей фазы. Это указывает на то, что величина os, вероятно,
зависит от степени кривизны зерен упрочняющей фазы и возрастает при
уменьшении кривизны.
На рис. 11 видны зоны разупрочнения при содержании в материале
малых количеств кристаллических фаз. Эта зона на рис. 11, в показана
штриховкой. Разупрочнение невелико, что указывает на хорошее согласо-
вание коэффициентов термического расширения связующей и кристалли-
ческой фаз. Величина параметра css а, при котором начинается линейное
упрочнение при сопоставлении <тизг с Кг, R2 и R3, примерно постоянна и мо-
жет быть оценена величиной 10 ± 2,5 мк.
Прочностные свойства материалов данной группы в зависимости от
содержания кристаллической фазы и размера зерен материала могут быть
выражены следующей формулой:
аизг = + as» О7)
где А2 — константа, учитывающая свойства связующей фазы и, вероятно,
пропорциональна уЕ (у — поверхностная энергия и Е — модуль упругости
связующей фазы); с — параметр, определяемый для материалов с жесткими,
недеформирующимися в процессе изготовления частицами кристаллической
фазы по уравнению (5), а для материалов типа ситалла или каменного
литья — по уравнению (6); as — константа, зависящая от состояния поверх-
ности (степени кривизны) кристаллической фазы и являющаяся минимально
необходимым значением прочности связующей фазы.
Необходимо отметить, что коэффициент г/8 в уравнении (6), по-види-
мому, принят ошибочно, так как, по данным работы [321, он для частиц
сферической формы должен быть равным х/в, а для частиц кубической фор-
мы — х/3.
Дальнейшие расчеты по применению формулы (6) производили для
ситаллов и каменного литья с использованием коэффициента 1/в.
ОСОБЕННОСТИ ПРОЧНОСТНЫХ СВОЙСТВ ХРУПКИХ СТЕКЛОКРИСТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ (КАМЕННОЕ ЛИТЬЕ, СИТАЛЛЫ И Т. П.)
Стеклокристаллические материалы класса ситаллов, каменного литья ит. п.
не принадлежат к материалам, свойства которых достаточно строго удо-
влетворяют рассматриваемой модели поликристаллического твердого тела.
Объясняется это тем, что у стеклокристаллических материалов значения
f/адг, ииф и t/Kp, по-видимому, зависят от величины d и Ф и могут значи-
тельно изменяться при изменении последних, тогда как рассматриваемая
модель предполагает либо полную независимость этих величин, либо огра-
ниченную взаимозависимость в небольших пределах.
В силу указанного обстоятельства у стеклокристаллических материалов
могут наблюдаться закономерности, отличающиеся от закономерностей,
рассмотренных выше. В частности, в данном классе материалов можно ожи-
дать переход (трансформаций) материала из одной группы предполагаемой
классификации в другую в зависимости от значения Ф и d. Такой переход,
вероятно, происходит при достаточно хорошо изученном явлении резкого
(часто катастрофического) разупрочнения ситаллов и изделий из каменного
литья при увеличении содержания в материале кристаллической фазы Ф >
282
На рис. 12 (кривая 1) представлено изменение прочности материала
из литого базальта в зависимости от содержания кристаллической фазы Ф,
построенное по данным работы [26]. На том же рисунке (кривая 2) показана
аналогичная закономерность для стеклокристаллического материала (си-
талла) системы Li2O • А12О3 • SiO2, по данным работы [25]. Из рис. 13
следует, что оба материала, несмотря на их различный химический состав
и в известной мере метод получения (ситалл кристаллизовался при повтор-
ном нагревании охлажденной стеклянной заготовки, а базальт — при мед-
ленном охлаждении отлитой горячей заготовки), показывают принципиаль-
но один и тот же характер разупрочнения при
Ф > 0,9.
Такое резкое разупрочнение объясняется
тем, что в интервале значений Ф = 0,0 — 0,9
материал, свойства которого определяются не-
равенствами III группы, при Ф > 0,9 превраща-
ется в материал, свойства которого определяют-
ся неравенствами I группы:
[ £/мф ^кр (я)
аДГ< 11/кр<£/мф. (б)
Рис. 12. График зависимости
предела прочности при изгибе
от содержания кристалличес-
кой фазы:
/ — материал из плавленного
базальта; 2 — стеклокристалли-
По литературным данным, не представля-
ется возможным точно установить, какую груп-
пу неравенств: (а) или (б) — следует применять
для классификации данных материалов. Однако
предположительно можно считать, что свойства ’ескнй А1аори5?осистемы
ситаллов и материалов типа каменного литья дол- * ' ’ *’
жны определяться неравенством (а), а не (б).
Для доказательства указанного предположения по данным кривой 2
на рис. 13 была построена зависимость предела прочности при изгибе оизг
от величины фактора /?4
Такое построение не является
достаточно строгим, так как неизвестно изменение величины d от Ф, однако
для предварительной оценки допустимо, учитывая возможность обобщения,
показанную на рис. 11.
Из экспериментальной кривой для зависимости стизг от фактора /?4,
приведенной на рис. 13, следует, что для значений Ф в пределах от 0,15 до
0,7 полученная закономерность изменения стизг от Ф качественно соответ-
ствует закономерности, определяемой уравнением (7), причем упрочнение
начинается при значении Ф=» 0,15 и далее, протекает линейно фактору
Л?4 до значений Ф 0,7. При значении Ф >0,7 линейность упрочнения
нарушается и одновременно возрастает значение константы os от величи-
ны порядка 140 кПсм? при Ф » 0 до 1300 кПсм2 при Ф ~ 0,9. Как уже
отмечалось, при Ф « 0,9 наступает резкое разупрочнение материала.
Отмеченные закономерности качественно можно объяснить следующим
образом. При значении Ф < 0,150 расстояние между упрочняющими час-
тицами больше, чем значение параметра с связующей фазы, и упрочнение
материала происходит в незначительной степени, в первом приближении,
по-видимому, линейно величине Ф. При увеличении Ф > 0,150 упрочняю-
щие частицы сближаются до расстояния а < с и начинается упрочнение,
подчиняющееся закономерностям, определяемым уравнением (7), примерно
линейно величине фактора Т?4 до значений Ф » 0,7.
283
Очевидно, что уменьшение а и увеличение Ф в этом случае принципи-
ально может происходить двумя путями — за счет роста частиц без изме-
нения их числа либо за счет увеличения числа частиц без их роста. Из-за
отсутствия надежной методики определения размера частиц в ситаллах в
данном случае не представляется возможным указать, какой механизм
является преобладающим. Однако можно предположить, что при значе-
ниях Ф < 0,7 преобладает, по-видимому, второй механизм, а не первый,
Рис. 13. График зависимости предела прочности при изгибе от фактора
для стеклокристаллического материала системы Li2O • А12 О3 • SiO2.
Рис. 14. График зависимости предела прочности при сжатии от фактора
для стеклокристаллического материала на основе плавленного базальта.
так как величина константы os, зависящая, как это было показано
выше, от кривизны поверхности частиц (см. рис. 11), не изменяется в пределах
значения Ф= 0,15—0,70.
При достижении значений Ф ж 0,70 частицы сближаются настолько,
что становится возможным их взаимодействие, происходящее самыми раз-
личными путями. Возможно слияние частиц и их рост, изменение формы
частиц в связи с их полигонизацией, а также иные процессы, например,
изменение состава кристаллической фазы, на что обращено внимание в
работе [25] и т. п. При этом наклон кривой постепенно уменьшается,
что эквивалентно возрастанию константы os, понимаемой как минималь-
но необходимая прочность связующей фазы, требующаяся для данной
структуры.
Эти представления качественно удовлетворительно согласуются с вы-
водами работы [24], в которой показано, что состав связующей фазы в ситал-
лах отличается от состава кристаллической фазы из-за обогащения последней
двуокисью кремния и ее упрочнения за счет этого процесса. Необходимо
отметить, что получаемое значение константы as (около 1000 кПсм3) по по-
284
рядку величины совпадает с пределом прочности при изгибе кварцевого
стекла оизг = 1100 кГ/см2, по [271.
При увеличении содержания Ф > 0,90—0,95 структура рекристал-
лизуется полностью и материал превращается из материала III группы
неравенств в материал I группы и разупрочняется. На рис. 14 представлена
зависимость, по данным работы [26], предела прочности при сжатии от фак-
тора материала из плавленного базальта. Кривая на рис. 14 показывает,
что качественно она аналогична кривой, приведенной на рис. 13 для ситал-
ла, с тем лишь отличием, что линейное упрочнение начинается при зна-
чении Ф 0,38. Это вполне закономерно, так как выделяющиеся кристал-
лы при кристаллизации плавленного базальта значительно крупнее крис-
таллов, выделяющихся при ситаллизации. По достижению значений Ф «
« 0,7 линейность зависимости осж от фактора Т?4 так же, как и в предыдущем
случае, нарушается, значение os возрастает.
Таким образом, зависимости прочности от содержания кристаллической
фазы у материалов группы ситаллов и у материалов типа каменного литья
имеют один и тот же характер, что подтверждает общность процессов их
упрочнения при кристаллизации.
В заключение рассмотрим возможности фрактографического метода
при исследовании разрушения хрупких поликристаллических материалов,
а также влияния на прочность поликристаллических материалов состояния
их поверхности.
В некоторых работах [6, 7, 29] фрактографический метод применяли
для того, чтобы установить характер разрушения хрупких поликристал-
лических материалов. Однако в результате этих исследований были получе-
ны недостаточно определенные выводы.
В отдельных образцах одного и того материала при одинаковых условиях
нагружения наблюдалось как межкристаллитное разрушение поликристал-
лических материалов на основе окиси алюминия или магния, так и разру-
шение по кристаллам. Более или менее четко межкристаллитное разруше-
ние выявлялось лишь у образцов, имевших крупнозернистое строение и,
по-видимому, разупрочненных из-за рекристаллизационных процессов.
Описанные результаты фрактографических исследований представля-
ются нам не случайными, а закономерными, если учесть следующие сооб-
ражения.
Известно [27], что при разрушении хрупких аморфных материалов,
например, силикатных стекол, разрушение протекает в две стадии. На первой,
медленной, стадии разрушения скорость роста трещин ничтожно мала и соот-
ветствует 10-4—10“* м/сек. На второй, быстрой, стадии разрушения ско-
рость роста трещин велика, почти постоянна и составляет 50—60% скорос-
ти распространения поперечных упругих волн (для силикатного стекла »
« 2000 м/сек).
По-видимому, аналогичные процессы протекают и при разрушении
хрупких поликристаллических материалов, причем роль быстрого этапа
разрушения тем значительнее, чем мельче зернистость разрушаемого мате-
риала. Очевидно, что описанный выше механизм разрушения трех основных
групп поликристаллических материалов относится к начальному этапу их
разрушения, в то же время при фрактографических исследованиях может
учитываться состояние поверхности, полученной как на первом, так и на вто-
ром этапе разрушения, чем и объясняются различия, наблюдаемые на
фрактограммах.
285
У материалов сильно разупрочненных, например, за счет рекристал-
лизации можно допустить разрушение с преобладанием первого медленного
этапа и в силу указанного обстоятельства фрактографические исследования
в данном случае должны давать более или менее однозначные результаты,
что и наблюдается.
Обстоятельных исследований по влиянию состояния поверхности и
метода ее обработки на прочность хрупких поликристаллических материалов
с учетом предлагаемой в настоящей работе их классификации не производи-
лось. Однако имеющиеся в литературе весьма ограниченные сведения [7, 29]
все же указывают на то, что состояние поверхности поликристаллического
материала оказывает наиболь-
шее влияние в случае мелкрзер-
нистой структуры материала
при размере зерна 10 мк и мень-
ше и увеличении размера зерен
влияния состояния поверхности
сказывается на прочностных ха-
рактеристиках в меньшей сте-
пени.
Как отмечается в работе
[30], газовая среда, при кото-
рой производят испытания, так-
же оказывает существенное вли-
яние на прочностные характе-
ристики поликристаллических
материалов, причем особенно ве-
лико влияние водяных паров,
но, к сожалению, эти сведения
недостаточны пока еще для их
систематизации.
Как показано в работе [31], применение неравенств оказывается полез-
ным также и при рассмотрении прочностных характеристик макросистем
типа бетонов и им аналогичных материалов.
Настоящая статья не претендует на исчерпывающее объяснение всех
явлений, протекающих при разрушении хрупких непористых поликрис-
таллических неорганических материалов, однако предлагаемая классифика-
ция этих материалов по типу разрушения с учетом прочностных соотноше-
ний в материаловедческой «триаде» — фаза — межфазовое вещество — их
взаимодействие,— приведенная в виде общей схемы на рис. 15, будет по-
лезной для дальнейшей разработки методов получения прочных поликрис-
таллических неорганических материалов.
7 /7 Ш
c^Kd* c^d или
6-Kydl + 40 6~АгС'1 + 63
Рис. 15. Схемы разрушения и значения парамет-
ра с хрупких поликристаллических материалов,
соответствующие трем группам неравенств.
ЛИТЕРАТУРА
1. Павлушкин Н. М. Спеченный корунд. Госстрой издат, М., 1961.
2. Wacht man J. В., Maxwell L. H.— J. Amer. Cer. Soc., 1959, 42, 9, 432—433.
3. Орлова И. Г., Кай нарский И. С., Прокопенко М. И.— Неоргани-
ческие материалы, 1965, 1, 5, 804—808.
4. О р л о в а М. Г. Теоретические и технологические исследования в области огнеупо-
ров. Сб. научн. работ. УНИО, Харьков, 1965.
5. Дегтярева Э. В. Исследование спекания и рекристаллизации высокоогнеупорных
окислов. Изд-во ХПИ, Харьков, 1967.
286
6. Spriggs R.M.,V as i 1 os T.— J. Amer. Cer. Soc., 1963, 46, 5, 224—228.
7. S p г i g g s R. M., Mitchel J. B., Vasilos T.— J. Amer. Cer. Soc., 1964,
47 7 323___327.
8. V a s i 1 о s T., Mitchel J. B., Spriggs R. M.— J. Amer. Cer. Soc.,
1964, 47, 12, 606—610.
9. Griffiths A. A.— Phil. Trans. Roy. Soc., London, 1920, A221, 163—198.
10. Pet ch N. J.—AktaMet., 1964, 12,1,59—63.
11. Knudsen F. P.— J. Amer. Cer. Soc., 1959, 45, 2, 376—387.
12. С a r n i g 1 i a S. C.— J. Amer. Cer. Soc., 1965, 48, 11, 580—583.
13. Самсонов Г. В. Тугоплавкие соединения. Металлургиздат, М., 1963.
14. Rasmussen J., Stringfelow G., Gutler J., Brown S.— J. Amer.
Cer. Soc. 1965, 48, 3, 146—150.
15. В r a d t R. C.— J. Amer. Cer. Soc., 1967, 50, 1, 55—65.
16. Jorgensen P. J., Westbrok J. H.— J. Amer. Cer. Soc., 1964, 47, 7, 332—338.
17. May J. E., Kronberg M. L.— J. Amer. Cer. Soc. 1960, 43, 10, 525—530.
18. Day R. B., Stokes R. I.— J. Amer. Cer. Soc., 1964, 47, 10, 493—503.
19. Судзуки T., Кой им a X.— В кн.: Разрушение твердых тел (пер. с англ.).
Металлургия, М., 1967.
20. М и к и н Дж., Петч Н.— В кн.: Разрушение твердых тел (пер. с англ.). Металлур-
гия, М., 1967.
21. Scott W. D., Р a s k J.— J. Amer. Cer. Soc., 1963, 46, 6, 284—293.
22. Hasselman D.P., Falrath R. M.— J. Amer. Cer. Soc., 1966, 49, 2, 68—72.
23. Андерсон Ол.— В кн.: Атомный механизм разрушения (пёр. с англ.). Металлур-
гия, М., 1963.
24. Тресвятский С. Г.— Неорганические материалы, 1967, 3, 10.
25. Б о н д а р е в К. Т., Минаков В. А.— Оптико-механическая промышленность,
1962, 9, 26—30.
26. Л и п о в с к и й И. Е. Исследование некоторых механических и теплофизических
свойств каменного литья в зависимости от строения и температуры. Изд-во АН УССР,
К., 1966.
27. Справочник по производству стекла, т. I. Госстройиздат, М., 1963.
28. Бартенев Г. М. Механические свойства и тепловая обработка стекла. Госстройиз-
дат , М., 1960.
29. Бережной А. И. Ситаллы и фотоситаллы. Машиностроение, М., 1966.
30. К и н г е р и Л. Д. Введение в керамику. Изд. второе. (Пер. с англ.). Стройиздат, М.,
1967.
31. Корнилович Ю. Е. Исследование прочности растворов и бетонов. Госстройиз-
дат УССР, К., I960.
32. Креймер Г. С., Туманов В. И., Каменская Д. С., Павлова 3. И.
Физика металлов и металловедение, 1964,17, 4,572—577.
П. АНАСТАСИЕВИЧ
ТЕРМОДИНАМИКА ЯДЕРНОГО ТОПЛИВА
НА ОСНОВЕ ОКИСЛОВ
Институт ядерных наук им. Бориса Кидрича (Югославия)
Проблемы термодинамики твердого состояния актуальны вследствие их
роли в развитии новых материалов, теории металлургических процессов,
теории спекания и т. д. Это обстоятельство вызвало широкое изучение
физических и химических свойств материалов и усовершенствование спо-
собов их определения, а также разработки методов контроля рабочих пара-
метров 'технологических процессов. Химическая термодинамика твердого
287
состояния дает данные для оценки оптимальных условий протекания этих
процессов.
Термодинамические исследования имеют большое значение для разра-
ботки современных видов атомного топлива на основе окислов. Вопросы
теплового баланса процессов, фазового и химического равновесия играют
значительную роль для выбора технологических режимов их приготовле-
ния с учетом специфических условий в ядерных реакторах.
В настоящей статье излагаются некоторые положения химической тер-
модинамики, необходимые для понимания термодинамики современного
ядерного топлива.
ТЕРМОДИНАМИЧЕСКИЕ ФУНКЦИИ
Энтальпия и свободная энергия — основные термодинамические функции,
знание которых необходимо для оценки равновесий, определения возмож-
ности и направления протекания химических реакций.
Энтальпия согласно первому закону термодинамики для изобарических
процессов
ДЯ = —Q. (1)
Поскольку энтальпия является функцией состояния системы, ее из-
менение не зависит от пути, по которому осуществляется процесс, и опре-
деляется только начальным и конечным состоянием системы. В настоящее
время разработаны таблицы, графики и эмпирические уравнения для эн-
тальпии чистых веществ, на основании которых легко рассчитать изменение
энтальпии при образовании соединений из элементов при стандартной тем-
пературе (298° К).
Температурная зависимость энтальпии определяется теплоемкостью
Ср веществ
т
Нт-Н296-\ CpdT. (2)
298
При расчетах необходимо учитывать тепловые эффекты фазовых пре-
вращений. В таблицах температуры плавления полиморфных превращений
и образования новых фаз приводятся при давлении 1 атм.
Изменение энтальпии для веществ, в которых происходят фазовые
превращения, вычисляется по уравнению
т т
Нт — <^298 = j (а) 4* Д^перех “F J Ср (Р) СсТ -{•
298 ^перех
^исп Г
-f- Д//Пл + f Ср (ж) осТ* -р Д//исп -|- у Ср(Га3) dT, (3)
т т
пл исп
где а и р — полиморфные формы, Тперех и ДЯперех — температура и теплота
полиморфного превращения.
Теплота реакции и теплота образования. Во время химического про-
цесса происходит обмен энергией между реагирующей системой и окружа-
ющей средой. Если теплота выделяется, реакция называется экзотерми-
ческой, когда же она поглощается — эндотермической. В некоторых слу-
288
чаях, когда реакция уже началась, для поддержания ее нет необходимости
подводить теплоту, поскольку определенная температура поддерживается
выделяющимся теплом. Для протекания эндотермических реакций необ-
ходимо подводить теплоту извне.
Тепловой эффект реакции можно вычислить, если известна энтальпия
веществ, вступающих в реакцию и образующихся в результате взаимодей-
ствия, по закону Гесса. Если реакция проходит по уравнению
аА -|- ЬВ z/? -|- s«S,
дН = [г (HR) + S (Hs)] - [а (На) + b (Нв)]. (4)
Энтальпия системы равна сумме произведений ее при данной температу-
ре на число молей каждого вещества системы. В более простых случаях,
когда соединение получается из элементов по реакции
аА + ЬА -+• сС,
изменение энтальпии называется теплотой образования
ДЯт = с (Яо) - [а (НА) + Ь (Нв)}. (5)
Поскольку энтальпия элементов при 298° К равна нулю, энтальпия
соединения при стандартной температуре равна теплоте образования из
элементов при этой температуре.
Свободная энергия является термодинамической функцией, определя-
ющей направление химической реакции в данных условиях. Каждая реак-
ция или процесс сопровождается изменением свободной энергии системы,
и это изменение равно работе реакции. Для реакции
a A -j- ЬВ —> г 7? sS,
если она обратима, изменение свободной энергии при данной температуре
определяется по уравнению
ДЕг = -RT\nK + RT\n^'^-, (6)
аА • аВ
называемому изотермой реакции Ван-Гоффа.
В уравнении (6) К — константа равновесия; яд, as , ад, ав — термо-
динамическая активность соответствующих веществ при данной температуре.
Если все реагирующие вещества и продукты реакции находятся в стандарт-
ном состоянии, т. е. их активность равна единице, то изменение свободной
энергии называется нормальным (стандартным) сродством ДГ°. Вводя ве-
личину
&F° = — RT\nK, (7)
изотерму реакции Ван-Гоффа можно представить в виде
ДГг = AF°T + RT In ау~. (8)
аА‘аВ
Поскольку активности веществ при высоких температурах часто не-
известны, обычно их принимают равными молярным долям компонентов
в жидком или твердом растворе, а активности составляющих в газовой
фазе заменяют их парциальными давлениями.
Простейшее использование величины Д/У сводится к тому, что термо-
динамически дозволенными являются только реакции, сопровождающиеся
19 9-1030
289
убылью свободной энергии. Наиболее вероятной будет реакция, для которой
убыль свободной энергии наибольшая. По величине изменения свободной
энергии можно судить о возможности протекания данной реакции; будет
ли реакция осуществляться с заметной скоростью, судить нельзя. Таким
образом, термодинамический критерий направленности процесса не позво-
ляет предсказать действительную скорость протекания реакции в данных
условиях.
Если изменение свободной энергии равно нулю, то вещества, вступаю-
щие в реакцию, находятся в равновесии с продуктами реакции. Этому состо-
янию отвечает определенное значение константы равновесия К. при данной
температуре.
ТЕРМОДИНАМИКА ДВУОКИСИ УРАНА
Система уран — кислород в настоящее время имеет большое значение, так
как двуокись урана является современным ядерным топливом. При полу-
чении спеченного топлива наибольшее внимание следует обращать на об-
ласть UO2—U4O9.
Двуокись урана имеет кубическую (тип флюорита) решетку, изоморф-
ную с ThO2. Термодинамические характеристики окисла стехиометрическо-
го состава в широком интервале температур приведены в табл. 1 13].
Т аб лица 1
Термодинамические характеристики UO 2
Т, °к #298» кал/моль энтр. ед. —АН £ кал/моль —AFj’, кал/моль
298 18,63 259 200 246 550
400 1680 23,47 258 900 242 300
500 3470 27,46 258 600 238100
600 5340 30,86 258 300 234 100
700 7280 33,85 258 000 230100
800 9250 36,48 257 800 226 100
900 11250 38,86 257 600 222 100
1000 13 280 40,97 258 200 218 100
1100 15 340 42,94 259000 214 000
1200 17 420 44,75 258 700 210 000
1300 19510 46,42 258 300 205 900
1400 21 620 47,98 — —.
1500 23 750 49,45 (260 800) (196 700)
Изучая поведение двуокиси урана при высоких температурах, Р- Ак-
керман с сотрудниками [4] нашли, что изменение свободной энергии реакции
ио2(ж) -* ио2(газ)
определяется уравнением
AFT = 151 500 — 104,5 • Т lg Т. (9)
Свойства нестехиометрической двуокиси урана. Для технологии полу-
чения спеченной двуокиси урана особое значение имеет термодинамика
нестехиометрической двуокиси урана.
Область UO2 — U4O9 детально изучена Андерсоном [Пи Перио [21.
При увеличении содержания кислорода в окисле урана при температуре
290
ниже 200° С кубическая структура (типа флюрита) сохраняется от состава
UO2 до состава, отвечающего формуле U4O9.
При нагреве полученных таким образом окислов до температур выше
200° С кристаллическая решетка перестраивается с образованием двух
кубических структур, соответствующих UO2 и U4O9. При увеличении темпе-
ратуры область гомогенности фазы на основе UO2 изменяется следующим
образом: при 450° С от UO2 до иОг.об, при 550° С до U02,io, при 850° С
ДО UO2.15*
В результате изучения равновесных давлений О2 в одно- и двухфаз-
ной областях от UO2 до UO2,6 получены уравнения, характеризующие пар-
циальные молярные теплоту, энтропию и свободную энергию растворения
кислорода для всех составов в области UO2 — U4O9 [5]. Уравнения для
области гомогенности фазы UCh+x приведены в табл. 2.
Таблица 2
Характеристика области гомогенности UO2_j.x
X кал/моль - кал/моль Температурный ин- тервал, °к
0,05 60,5—16,1 log Т 73 400—7 Т 1000—1750
0,10 67,3—16,1 log Т 76 900—7 Т 1000—1750,
0,15 74,0—16,1 log Т 80 400—7 Т 1000—1750
0,20 80,8—16,1 log Т 82 700—7 Т 1290—1750
0,22 83,5—16,1 log Т 83 400—7 Т 1355—1750
0,24 86,1—16,1 log Т 83 700—7 Т 1390—1750
Корреляция термодинамических свойств и переноса массы в двуокиси
урана. Сопоставление термодинамических свойств и массопереноса в окис-
лах урана позволяет получить данные, которые имеют большое значение
для изучения окисления, спекания, разделения фаз, выделения расцепля-
ющихся продуктов и т. д.
Используя учение о термодинамическом равновесии при рассмотрении
самодиффузии и привлекая теорию дефектов в нестехиометрических со-
единениях, С. Раис [6] построил следующую общую закономерность для ко-
эффициента самодиффузии:
D = -|-< /2>v|x+ [х2+ exp ( E°^TEi )]Z*} exp (— , (10)
где Z — число соседних атомов; <Z2> — среднее значение диффузионного*
потока; v— средняя вибрационная частота решетки; х—избыток кисло-
рода сверх стехиометрического; qi9 qx — вибрационные парциальные функ-
ции соответственно для дефектов и дырок; Ev — энергия, необходимая для
образования дырки; Et — то же для дефектного атома в междоузлии решетки;.
— энергия характеризующая диффузионный перенос массы.
Ниже приводятся значения основных параметров этого уравнения для
UO24-X:
V, сек~' 18 • 1012
Z
СМ2
Ev, ккал!моль
Ер ккал/моль
«V
U, ккал [моль
22,4 . 10~16
131,1
93,8
62,5
35,1
19*
29»
Исходя из значения этих параметров, Р. Торн и Винслоу 16] предложили
уравнение для самодиффузии кислорода в UO2+t:
D = 2,010- 10-2jx+|х2 +-^i-exp
v L Qv
18776\ТМ / 7673 \ ....
—Г/] JeXP\-----T~) ‘ (1I)
Это уравнение дает возможность определить коэффициент самодиффу-
зии кислорода в нестехиометрической двуокиси урана. Для оценки массо-
переноса в реальных кристаллах двуокиси урана необходимо кроме диф-
фузии кислорода учитывать также перенос атомов урана. До настоящего
времени нет надежных данных о диффузии ионов урана в окисле.
ТЕРМОДИНАМИКА ДВУОКИСИ ТОРИЯ
В системе торий — кислород существует только одно устойчивое соединение
ThO2. Двуокись тория имеет кубическую кристаллическую решетку. Эго
высокоогнеупорное соединение (с температурой плавления 3225° К).
Таблица 3
Термодинамические характеристики ТЬОэ
г, °к кал/моль о S Г, энтр. ед. — АН/. кал/моль — AF/i кал/моль
298 15,59 293 200 279 450
400 1600 20,20 293 100 274 700
500 3210 23,79 293 050 270150
600 4890 26,85 292 950 265 600
700 6620 29,91 292 850 261 050
800 8390 31,88 292 700 256 500
900 10 200 34,81 292 600 251 950
1000 12 050 35,96 292 500 247 450
1100 13 940 37,76 292 350 242 450
1200 15 860 39,43 292 250 238 400
1300 17 800 40,98 292 200 233 900
1400 19 760 42,43 292 150 229 450
1500 21 740 43,80 292 250 225 000
1600 23 740 45,09 (292 100) (220 550)
1700 25 750 46,31 (292 000) (216 000)
1800 27 770 47,46 (292 150) (211 700)
Стандартные термодинамические величины образования двуокиси то-
рия приведены в табл. 3 [3]. Данные таблицы показывают, что двуокись
тория принадлежит к группе термодинамически стабильных соединений.
ТЕРМОДИНАМИКА ДВУОКИСИ ПЛУТОНИЯ
Двуокись плутония — наиболее важное соединение системы плутоний —
кислород с точки зрения применения его как ядерного топлива. В этом от-
ношении наибольший интерес представляет область гомогенности фазы
на основе РиО2 в интервале PuOi,6i — РиО2[7]. Двуокись плутония имеет
кубическую кристаллическую решетку. Данные о теплоте и свободной энер-
гии образования РиО2 (табл. 4) показывают, что, как и в случае двуокиси
тория и двуокиси урана, реакция образования РиО2 идет с выделением теп-
ла, т. е. она экзотермическая [8].
292
Таблица 4
Термодинамические характеристики РиОг
T, °K — ДНГ, кал! моль — AFy, II кал/моль г, °к — ДНГ, кал /моль — ДЕГ, кал/моль
298 252 900 240 400 900 253 600 215 400
383 252 800 236 800 913 254 100 214 900
400 253 700 236 100 1000 254 000 211 400
500 253 500 231 900 1100 253 800 207 300
593 253 400 228 000 1200 253 700 230 300
600 254 100 227 700 1300 253 500 199 200
700 253 900 223 600 1400 253 400 195 200
800 253 800 219 500 1 1500 253 200 191 200
Исследование процесса РиО2 (ж) -► РиО2 (газ) показало [8], что для
температур 1500—2000° С можно использовать следующую зависимость:
lgP= 11,010 —(12)
где Р — парциальное давление двуокиси плутония, мм рт ап.
Другие термодинамические характеристики РиО2 до сих пор не опре-
делены.
В результате исследования равновесий в однофазной области PuO1>el —
РиО2 получены значения теплоты и энтропии образования в зависимости
от отношения О : Ри (табл. 5). Анализ этих данных показывает [7 ], что в
Таблица 5
Характеристика области гомогенности PuOiei—РиОг
х в PUOX ASOjj, энтр. ед. ДНо2» кал! моль Температурный интервал, °C
1,65 20,0 178 000 520—1100
1,70 20,8 176 000 610—1100
1,75 26,8 180 500 630—1100
1,80 40,0 192 500 655—1100
1,85 54,7 206 000 670—1100
1,90 69,3 219 800 670—1100
1,95 85,8 233 500 625—1100
1,98 96,4 241 000 250—1100
области РиО2 — РиОх,90 свободная энергия образования велика (35 ккал
при 900°С), в то время как в области PuOx,90—PuOi,6i при тех же, условиях
она в два раза меньше. Это необходимо иметь в виду при приготовлении
смесевого топлива типа UO2 — PuO2.
ЛИТЕРАТУРА
1. Anderson J., Allerman К.— J. Chem. Soc., 1949, 303.
2. P e г i о P.— Bull. Chem. France, 1953, 840.
3. W i c k s С. E., В 1 о c k F. E. Thermodynamic Properties of 65 Elements, Their Oxi-
des, Halides, Carbides and Nitrides, U. S. Dept of Int., New York, 1964.
4. Ackermann R. J., et al.— J. Phys. Chem., 1960, 64, 350.
5. Blackburn P.— J. Phys. Chem., 1958, 63, 897.
5. T h or n R., Winslow G., Sm—66/82, Symp. on Thermodynamics, IAEA, Vien-
na, 1965. A
7. Mar ki n T. L., M. H. Rand, Sm—66/32, Symp. on Thermodynaamics, IAEA,
Vienna, 1965.
8. H о 11 e у С. E. et al.> А/Conf, 15/P/701, Geneve, 1958.
293
Д. КОЛАР
ВЛИЯНИЕ СРЕДЫ НА СПЕКАНИЕ ДВУОКИСИ УРАНА
Институт ядерных наук им. Иожефа Штефана (Югославия)
В последнее время процесс спекания рассматривается с точки зрения умень-
шения свободной поверхностной энергии системы. Главным механизмом
переноса материала считается диффузия. Некоторые авторы доказали спра-
ведливость этого предположения. Однако такое толкование оправдывает-
ся лишь в случае спекания одно- и многокомпонентных систем, у которых
не происходи! реакций между компонентами.
Необходимо отметить большие энергетические изменения, сопровожда-
ющие химические реакции. При полном спекании брикета из частиц раз-
мером 10 мк уменьшение свободной энергии составляет около 1 кал/моль,
в то время как при химической реакции — 104 кал/моль. Естественно, что
химические взаимодействия, если они происходят, например, на поверхнос-
ти, решающим образом влияют на процесс спекания [1].
Влияние химической реакции между отдельными компонентами в мно-
гокомпонентной системе во время спекания объяснимо, и в таких случаях
мы и не пытаемся истолковать процесс на основании известных теорий спе-
кания. Тем не менее обычно недостаточно внимания уделяется влиянию
среды, которая может вызвать химические реакции во время спекания.
Хотя такие явления при спекании на практике известны, им не уделяется
должного внимания.
Влияние среды на спекание может быть физическое и химическое [2].
Среда влияет на скорость усадки и конечную плотность спеченного материала.
ФИЗИЧЕСКОЕ ВЛИЯНИЕ СРЕДЫ
Известно значение среды на последнем этапе спекания, т. е. в фазе, когда
преобладают закрытые поры и можно воздействовать на конечную плотность.
В закрытых порах остается газ в печной среде, и дальнейшее устранение
пор зависит от диффузии газа в твердом материале.
С точки зрения скорости диффузии газа в закрытых порах феноменоло-
гически различаются такие случаи:
1. Скорость диффузии газа весьма незначительна; поры уменьшаются
до равновесного состояния. В литературе часто приводится уравнение,
показывающее зависимость внутреннего давления в капле жидкости с ра-
диусом R от поверхностного натяжения у
р 2л7?Ху . р 2%у /i\
Г ~ л/?2 ’ Г ~ R *
Поскольку энергия поверхности металлических порошков и порошков
окислов 1000 эрг/см2, в поре с радиусом, например 1 мк, внутреннее давление
составляет около 40 атм.
2. Скорость диффузии газа довольно значительна, но все же недостаточ-
на, чтобы вызвать удаление газа в процессе спекания. Газ переходит из
294
меньших пор в большие, количество пор уменьшается, размер остаточных
пор увеличивается. При этом газ распространяется по уравнению (1). По-
скольку /?2 > /?1, < R и если RV постоянная V2 > Следовательно,
после достижения максимальной плотности дальнейший рост больших
пор за счет меньших приводит к увеличению их объема и уменьшению плот-
ности, последнее после продолжительного спекания у многих систем —
к вспучиванию, описанный механизм является одной из его причин. Этот
эффект проявляется еще сильнее при уменьшении равновесного давления,
Рис. 1. Зависимость плотности Д12О3 от времени
спекания его в Н2 и О2 [3]. Давление прессова-
ния 10 т/дюйм2, температура спекания 1480° С
(О — О2; х — Н2).
так как часть растворенного в твердом материале газа выделяется и прони-
кает в поры.
3. Скорость диффузии газа велика; закрытые поры постоянно умень-
шаются, плотность образца увеличивается в зависимости от скорости диф-
фузии газа из центра на по-
верхность образца.
4. Скорость диффузии весь-
ма велика, больше объемной
диффузии материала, увеличение
плотности в таком случае не
зависит от физического влияния
среды.
Физическое влияние среды
замечено и для некоторых окис-
лов, например А12О3, ВеО, MgO
и т. д. Кобле [3], например,
показал, что скорость спекания
А12О3 в средней стадии (откры-
тые поры) не зависит от атмо-
сферы (водород или кислород),
в то время как среда влияет на
конечную плотность (рис. 1).
При спекании в среде воздуха, азота, гелия или аргона результаты
оказались хуже, чем в водороде или кислороде. Автор объясняет это явле-
ние тем, что атомы и молекулы азота и аргона слишком велики, чтобы внед-
риться в решетку; они могут растворяться только при замещении атомов
кислорода. Последний входит в твердый раствор, изменяя стехиометричцость,
избыточный кислород в решетке диффундирует быстрее атомов кислорода и
азота. По мнению автора, диффузия водорода и гелия может проходить в меж-
доузлиях, однако инертный газ растворяется меньше водорода, который мо-
жет вступить в химическую реакцию.
Необходимо отметить, что при спекании А12О3 наблюдается влияние
среды на скорость спекания даже в начальной фазе при открытых порах.
Это предварительные результаты, которые впоследствии были отвергнуты
некоторыми авторами [5]. Давление в закрытых порах может значитель-
но увеличиться, если в течение спекания выделяются газы либо вследствие
реакции со средой, либо наличия примесей в материале. При спекании
металлических порошков в водороде замечено увеличение размеров
изделия. Это объясняется диффузией Н2 в материале в результате
восстановления окислов и образования Н2О, которая растворяется меньше,
чем Н2. Водяной пар может вызвать пузыри и вспучивание образца [2].
На возможность влияния углерода как примеси в UO2 указывали фран-
цузские авторы [6]. При высоких температурах углерод вступает в реакцию
295
c UO2 и образуется СО. Можно рассчитать, что, если в реакции участвуют
только 10 мг С в закрытых порах, образуется 20 лии3 СО в 1 мг UO2. Если
образец спечен до 95% теоретической плотности, давление в закрытых порах
при 1400° С увеличивается до 25 атм. Этим авторы объясняют низкие плот-
ности, которые наблюдаются при быстром закрытии пор и уменьшении плот-
ности при более продолжительной выдержке спекания.
ХИМИЧЕСКОЕ ВЛИЯНИЕ СРЕДЫ
Влияние среды в связи с изменением химического состава наиболее ярко
выражено при спекании многих систем окислов. Восстановительная среда
может вызвать появление дефектов. Вакансии в решетке ускоряют диф-
фузию и, следовательно, скорость спекания.
Диффузия в кристаллической решетке происходит параллельно с диф-
фузией вакансии решетки в обратном направлении. Связь между коэффици-
ентом диффузии в кристаллической решетке DM и коэффициентом диффузии
вакансий Dv представлена уравнением Онзагера [7]
Dji = DmN, (2)
где п — число вакансий; N — число атомов на единицу объема решетки.
Коэффициент диффузии и число мест в кристаллической решетке являются
константой; диффузионный коэффициент пропорционален концентрации ва-
кансий.
Среда заметно влияет на спекание соединений с широкой областью го-
могенности, например UO2, ZrO2, TiO2, FeO и т. д. Поскольку образец при
определенной температуре спекания не находится в состоянии равновесия
со средой, параллельно с процессом спекания происходит процесс установ-
ления химического равновесия.
Во время спекания устанавливается равновесие со средой на межзе-
ренных границах, что влияет на геометрические размеры образца [2].
В значительной степени может повлиять и изменение валентности катиона,
т. е. уменьшение или увеличение его радиуса.
Во многих случаях скорость диффузии зависит от парциального давле-
ния кислорода, что доказал Роберто [8] измерением коэффициента диффу-
зии Zn в ZnO [8].
Влияние на перенос в газовой фазе. Окисляющая среда может ускорить
процесс спекания и механизм переноса материала в газовой фазе. Навиас
ПО] показал, например, что реакция А12О3 + MgO ускоряется в водороде,
вследствие переноса MgO в газовой фазе. В окисляющей среде MgO не
испаряется и реакция контролируется процессом диффузии. Ускорение
спекания ВеО в водяных парах считается следствием ускорения переноса
материала в газовой фазе [9], благодаря образованию легко испаряющегося
соединения Be (ОН)2 (рис. 2).
Влияние среды на спекание UO2. Это влияние интересно из-за большого
технологического значения спекания UO2 при получении тепловыделяющих
элементов. Двуокись урана окисляется при повышенных температурах,
поэтому спекание проходит в восстановительной, нейтральной или слабо
окисляющей среде.
Положительное влияние избытка кислорода в двуокиси урана было за-
мечено относительно давно. Предполагали, что одинаковая плотность спе-
ченного нестехиометричного UO2 может быть получена при спекании в ар-
296
гоне при более низких температурах, чем в водороде (Аг —1350° С, Н2 —
1700° С) [И, 12].
Хотя механизм спекания был исследован многими авторами, проблема
еще не решена. Скорость диффузии ионов кислорода на несколько порядков
больше скорости диффузии ионов урана, а энергия активации для диффузии
кислорода составляет примерно 30 000 кал!моль. Поэтому спекание окислов
с избытком весьма подвижных ионов
кислорода ускоряется. При спекании
в водороде избыток кислорода весьма
незначителен, а энергия активации
составляет около 76 000 кал/моль и
приближается к энергии активации
диффузии ионов урана.
На этом основании многие авторы
приходят к выводу [13], что спекание
в водороде можно объяснить при по-
мощи модели упругого или вязкого
течения, в то время как при спекании
с избытком кислорода основным ме-
ханизмом является объемная диффу-
зия. Однако такое объяснение пред-
ставляется неудовлетворительным, так
как коэффициент диффузии кисло-
рода при 1600° С в 106 раз больше
коэффициента диффузии урана, и в то
Рис. 2. Влияние водяного пара на спе-
кание ВеО и BeO/MgO [9] (I — ВеО;
II — ВеО + 0,25 мольных долей MgO):
1,3 — влажный воздух (точка росы 27° С);
2, 4 — сухой воздух (точка росы 40° С).
1ния двуокиси урана — поток или
же время нет никаких доказательств,
что избыток кислорода существенно
ускоряет диффузию урана [14].
Джонсон и Соуман более осторож-
ны [15]. Они считают, что преоблада-
ющий механизм в первой стадии спе
диффузия поверхностных ионов, а присутствие кислорода или гидро-
окисных ионов, создающих дефектную структуру, ускоряет этот процесс.
В последней стадии спекания наступает объемная диффузия и здесь ско-
рость спекания ограничена диффузией ионов урана, которая более мед-
ленна.
Проблема влияния среды на спекание двуокиси урана весьма сложна,
что подтверждается литературными данными, которые не согласуются. Фран-
цузы, например, получили одинаковые результаты при спекании в водороде
и нестехиометрического окисла в аргоне [16], Ранфорс и соавторы — менее
благоприятные результаты в аргоне, чем в водороде [17]. Большинство схо-
дится на том, что водяной пар ускоряет спекание [18], даже если он только
присутствует в водороде [17]. Однако некоторые исследователи этого влия-
ния не заметили [6].
Противоположные результаты частично могут быть объяснены тем, что
разные авторы применяли различные исходные порошки. Оказалось [19],
что порошки двуокиси урана с большой удельной поверхностью лучше
спекаются в водороде, чем в азоте, в то время как с меньшей удельной поверх-
ностью лучше спекаются в азоте, чем в водороде (рис. 3). Излишек кислорода,
по мнению разных исследователей, а также весьма большая поверхность
порошков ускоряют процесс спекания в такой степени, что наблюдается
297
быстрое закрытие пор, что отрицательно влияет на повышение плотности.
Микроструктурные исследования подтвердили возможность получения раз-
личных типов структур пор. В лите-
ратуре упоминается, что при больших
3. Влияние среды на спекание U02 с различной удельной поверхностью
Рис.
[19]:
/ —- влажный Н8; 2 — влажный Nt.
Рис. 4. Влияние давления среды на степень реакции NiO . Fe2O3 при разной
температуре (°C):
1 — 700; 2 — 650; 3 — 600.
порах на границах между зернами трудно добиться дальнейшего повышения
плотности [6]. Такая структура получается спеканием активных порошков
с излишком кислорода.
ВЛИЯНИЕ РАСТВОРЕННЫХ ИЛИ АДСОРБИРОВАННЫХ ГАЗОВ
В ПОВЕРХНОСТНЫХ СЛОЯХ
Хедволл [20] объяснил влияние среды на реакции в твердом состоянии
(те же аргументы действительны и в случае спекания) тем, что газы
Ni0Fez03>7o
Рис. 5. Степень реакции NiO-Fe2O3
как функция температуры конден-
сации газов (°C):
/ — 700; 2 — 650; 3 — 600.
растворяются в поверхностных слоях мате-
риала, меняя таким образом граничный
потенциал, и в то же время нарушается
правильность кристаллической решетки.
Форестьер [21 ], изучавший влияние
среды на образование NiO • Fe2O3, обна-
ружил, что степень превращения является
линейной логарифмической функцией дав-
ления среды (рис. 4). Наряду со спеканием
в Н2О, СО2, О2, воздухе, азоте, аргоне и
гелии оказалось, что скорость реакции
также является функцией температуры кон-
денсации газов (рис. 5).
При изучении спекания фарфора
Санксфорд [221 заметил влияние газов (СО2,
О2, N2, СО) воздуха и пара воды на пори-
стость изделия. Результаты он объяснил
различной растворимостью газов в керами-
298
ке, что вызывает активацию этого процесса. Растворимость газов в керами-
ке при повышении температуры, в отличие от жидкостей, увеличивается.
Указано на значение абсорбции газа, которая убывает с температурой
и может повлиять на реакции в твердом состоянии. Известно, что умень-
шение удельной поверхности (и даже спекание) нестехиометрической двуоки-
си урана начинается значительно раньше в аргоне, чем в водороде. Картер
с сотрудниками [23], измерив уменьшение удельной поверхности в зависи-
мости от температуры и среды, обнаружили:
1. Удельная поверхность порошка двуокиси урана в водороде начинает
уменьшаться при температуре 900° С.
2. В аргоне или вакууме поверхность стехиометрического порошка
двуокиси урана уменьшается (от 700 до 800° С) настолько быстрее, насколько
больше его удельная поверхность.
3. Если замечаются только следы кислорода, уменьшение поверхности
в вакууме начинается уже при температуре 500° С.
Авторы объяснили эти результаты абсорбцией водорода на поверх-
ности двуокиси урана. Десорбция замедлена в среде водорода и ускорена
в вакууме. Десорбция Н2 и адсорбция О2 вызывают структурные дефекты,
влияющие на уменьшение поверхности двуокиси урана, следовательно, и на
спекание.
ЛИТЕРАТУРА
1. Р а г a v а и о.— In book: Reaktivity of Solids, ed. H. de Boer, Elsevir, 1961, 83.
2. С о b 1 e R. L., В u r k e J. E.— In book: Progress in Ceramic Science Vol. 3, ed.
J. E. Burke, Pergamon, 1963.
3. С о b 1 e R. L.— J. Am. Ceram. Soc., 1959, 49, 118; 1962, 45, 123.
4. Clark P. W., White J.— Trans. Brit. Ceram. Soc., 1950, 49, 118.
5. С 1 a r k P. W., Cannon J. H., White J.— Trans. Brit. Ceram. Soc., 1953, 52.
6. F r a n с о i s В., К i n g e г у W. D. CEA Report DM, 1969 (1965).
7. О n s a g e г L.— Phys. Rev., 1931, 37, 405—426; 1931, 38, 2265—79.
8. Roberts J. P. et al.— Trans. Brit. Ceram. Soc., 1956, 55, 75.
9. Aitken E. A.— J. Am. Ceram. Soc., 1960, 43, 302.
10. Navias L.— J. Am. Ceram. Soc., 1961, 44, 434.
11. Wiliams J.—J. Nucl. Mat., 1959, 1, 28.
12. M u г г а у P. e t al. Fuel Elements Conference. Paris, 1957, TID 7546/2, 433.
13. Belle J., L u s t m а и B. Fuel Elements Conference Paris, TID 7546/2.
14. Burke J. E. Physics and Chemistry of Ceramics, 1962.
15. J о h n s о n J. R., Sow ma n H. G. Uranium Dioxide (ed. J. Belle), US AEC, Wa-
shington, 1961.
16. В e 1 A. e t al. —J. Nuc. Mat., 1959, 1, 259.
17. R u n f о r s U. e t al.— Proceedings 2-nd NU ICPUAE, 1958, 6, 612—619.
18. W e b s t e r A. H., Bright N. F. H. Report R-2, Ottawa, 1958.
19. К о 1 a r D. e t al., 4-th Int. Conference Science of Ceramics, Maast-richt, 1967.
20. H e d v a 11 I. Solid State Chemistry, Elsevier, 1966.
21. Forestier H. Reactivity of Solids. 1952, 41—61.
22. Sanxford F.— J. Am. Ceram. Soc., 1951, 34, 179—183.
23. Carteret Y. et a 1.— In book. Reactivity of Solids, ed H. de Boer, Elsevier,
1961, 541.
299
Б. ЖИВАНОВИЧ,
В. МИКИЕЛЬ,
М. РИСТИЧ
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО
ЯДЕРНОГО ГОРЮЧЕГО НА ОСНОВЕ ОКИСЛОВ УРАНА
И СОВРЕМЕННЫЕ ТЕНДЕНЦИИ ЕЕ РАЗВИТИЯ
Институт ядерных наук им. Бориса Кидрича (Югославия)
Современные материалы играют большую роль в установках ядерной энер-
гетики. К материалам для постройки ядерных реакторов, особенно для со-
оружения рабочих зон реакторов, предъявляются особые требования.
Ядерное горючее — основа для ядерной энергетики. Им могут быть
различные вещества, отличающиеся друг от друга по химическому и изо-
топному составам, а также по форме тепловыделяющих элементов.
ЯДЕРНОЕ ГОРЮЧЕЕ ДЛЯ СОВРЕМЕННЫХ ЭНЕРГЕТИЧЕСКИХ РЕАКТОРОВ
Разнообразие видов ядерного горючего,. форм и конструкций ТВЭЛов
усложняют решение проблемы, оказывая влияние на экономичность и на-
дежность работы реактора, как энергетической установки.
Металлический уран. При оценке отдельных видов ядерного горюче-
го следует указать, что в настоящее время почти 2/3. электроэнергии на
ядерных энергетических установках получается при использовании в ка-
честве ядерного горючего металлического урана — естественного изотоп-
ного состава.
В Великобритании, где сосредоточено около половины действующих
в мире ядерных энергетических реакторов, для реакторов типа GCR в ка-
честве ядерного горючего был применен металлический уран (1J. Опыт Ве-
ликобритании использован во Франции и других странах.
Двуокись урана. Наиболее рациональный подход к оценке значения от-
дельных видов ядерного горючего — рассмотрение программы и направле-
ний развития строительства новых ядерных электростанций. Принимая во
внимание текущую практику и сопоставляя ее с долгосрочной программой
реакторостроения в мире, необходимо отметить значительное уменьшение
доли металлического ядерного горючего и увеличение ядерного горючего
на основе окислов.
В 1966 г. около 3/4 электроэнергии производилось в газоохлаждаемых
реакторах с применением в качестве ядерного горючего металлического ура-
на. Однако в будущем можно ожидать, что больше половины электроэнер-
гии будет производиться в реакторах с окисным ядерным горючим. Так го-
рючим для американских реакторов в первую очередь реакторов типа BWR
и PWR, охлаждаемых водой, является горючее на базе окислов урана, обо-
гащенных изотопом f/235. Горючим для английских ядерных электростанций,
которые оснащены реакторами типа ACR, является также обогащенная
двуокись урана.
Двуокись урана с ураном естественного изотопного состава— горючее
в тяжеловодных реакторах, например, в реакторах по канадским и шведским
300
проектам, где недостаточная концентрация расщепляющихся ядер естествен-
ной двуокиси урана компенсируется за счет применения замедлителя луч-
шего качества (тяжелая вода).
Другие виды ядерного горючего. Кроме двуокиси урана в качестве ядерно-
го горючего, по-видимому, могут быть использованы другие тугоплавкие
соединения урана (карбиды, нитриды, сульфиды, фосфиды урана и других
расщепляющихся элементов). Карбиды урана в настоящее время можно
считать не только потенциальным, но и реальным ядерным горючим, так как,
например, в США уже строится энергетический реактор типа HTGR, кото-
рый будет действовать на карбидном ядерном горючем (частицы карбида
урана с оболочкой из пиролитического графита).
Ддерное горючее на основе плутония и тория. Применение плутония и
урана-233, полученных в реакторах из урана-238 и тория, намечалось на
более поздних этапах развития ядерных реакторов, в первую очередь в
реакторах на быстрых нейтронах. Однако темпы использования реакторов-
размножителей энергетического назначения в последнее время значительно
ускорились, в связи с чем можно предполагать и увеличение добычи плу-
тония.
Строительство реакторов на быстрых нейтронах также осуществляется
достаточно высокими темпами, так что атомная комиссия в США уже к кон-
цу этого десятилетия предполагает прекратить скупку произведенного плу-
тония. Вследствие этого ставится вопрос об использовании плутония в су-
ществующих размножительных реакторных системах. Эта проблема рассма-
тривается в США, во многих европейских странах и Японии [21.
Иногда высказывается мысль о том, что использование плутония (глав-
ным образом горючего из смеси РиОа — UO2) в тепловых реакторах неиз-
бежно и что такое использование может быть даже экономично, например —
в США. Однако в Великобритании считают, что будет более экономично
накапливать плутоний, произведенный в тепловых реакторах, и ждать строи-
тельства реакторов на быстрых нейтронах.
Свойства ядерного горючего и особенности его применения. Так как плот-
ность металлического урана велика, он имеет большую концентрацию рас-
щепляющихся атомов, чем у соединений урана того же изотопного состава, к
тому же уран имеет большую теплопроводность. Однако эти положительные
качества частично обесцениваются относительно низкой радиационной стой-
костью металлического урана и высокой химической активностью, что при-
водит к фазовым превращениям и коррозии оболочки. Степень выгорания в
тепловыделяющих элементах из металлического урана низка,что уменьшает
значение данного вида ядерного горючего.
Высокая устойчивость двуокиси урана к коррозии в водной среде, а
также его стабильность при облучении привели к тому, что в настоящее вре-
мя этот вид ядерного горючего считается универсальным и в некоторых слу-
чаях незаменимым, например в реакторах с водяным охлаждением. Недо-
статок двуокиси урана, как ядерного горючего,— ее относительно малая
плотность и низкая теплопроводность. В связи с указанным обстоятельством
для предотвращения отрицательного влияния низкой плотности необходимо
применять двуокись урана, обогащенную делящимся изотопом, а для по-
вышения теплопроводности повышают рабочую температуру ТВЭЛа, что
возможно, так как двуокись урана имеет высокую температуру плавления.
Ядерное горючее на основе бескислородных тугоплавких соединений
имеет некоторое преимущество перед двуокисью урана: карбиды, например,
301
отличаются лучшей теплопроводностью, а нитриды большей плотностью.
Однако они имеют низкую коррозионную стойкость, плохую совместимость
с материалом оболочки и производство их дорого.
Принимая во внимание все указанное выше, наиболее подходящим ядер-
ным горючим для современных ядерных электростанций следует считать
двуокись урана.
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЯДЕРНОГО ГОРЮЧЕГО
НА ОСНОВЕ ДВУОКИСИ УРАНА
Эта технология разработана в нескольких вариантах, среди которых не-
обходимо отметить спекание с предварительным или мундштучным прессо-
ванием, спекание под давлением (горячее прессование), вращающаяся ковка,
вибрационное уплотнение и др. Учитывая простоту и доступность, особого
внимания заслуживают два метода: холодное прессование и спекание, ви-
брационное уплотнение.
Необходимо учесть, что все перечисленные технологические методы,
и в частности вибрационное уплотнение, могут быть применены и для дру-
гих видов ядерного горючего, в первую очередь на основе двуокиси плуто-
ния или бескислородных тугоплавких соединений.
Технология получения таблеток из ядерного горючего на основе дву-
окиси урана показана на схеме 1. Не рассматривая подробно все приемы
Схема 1
302
получения данного материала, остановимся только на тех из них, которые
являются наиболее существенными. Основной вопрос — технология спе-
кания образцов, изготовленных из порошка двуокиси урана. Несмотря на
то что удельная поверхность, распределение зерен по размерам, отношение
О/U, а также результаты термоанализов (ДТА, ТГА) могут дать ориенти-
12 3 4
Плотность, г/см 3
ровочные данные для оценки спекаемости порошка двуокиси урана, ло
сих пор не была обнаружена общая корреляция между свойствами порош-
ка двуокиси урана и его сйособностью к спеканию (рис. 1) [3].
Следует указать, что в наибольшей степени данная корреляция наблю-
дается между удельной поверхностью порошка и средним диаметром час-
тиц, как фактором, характеризу-
ющим способность порошка к спе-
канию.
При спекании восьми различ-
ных порошков UO2 при температу-
рах 1100—1550° С обнаружено, что
коэффициент Леннеля находится
в прямой зависимости от этих
факторов (рис. 2). Аналитическая
форма зависимости коэффициента
Леннеля от температуры может
быть описана уравнением
= ае ,
Рис. 2. Зависимость параметра Леннеля от
SP
величины т = ~з— при различных темпе-
аи
ратурах: / — 1550° С; 2 — 1300° С; 3—1100° с.
где L — коэффициент Леннеля;
т — отношение SPId0', а и b —
константы, линейно зависящие от
температуры.
Для получения порошка двуокиси урана, пригодного для спекания,
его необходимо предварительно размалывать, а затем пластифицировать
для улучшения текучести добавкой органического связующего (стеарата
цинка, парафина, поливинилового спирта, камфоры, полиэтиленглико-
ля и др.).
Самые лучшие результаты получены при добавке в качестве пластифика-
тора стеарата цинка, так как он имеет низкий удельный вес и, следовательно,
одинаковое количество связующего может покрывать большую поверхность
303
порошка. Оптимальное количество связующего 0,4—0,6% (рис. 3) [3, 41.
Хотя обычно порошок с пластификатором смешивается в шаровой мельни-
це [3, 4, 12], наилучшим представляется способ смешения при повышенных
температурах (+ 100° С) во вращающейся реторте [4]. Частицы порошка,
подвергнутые такой обработке, приобретают почти совершенную сфериче-
скую форму и покрыты гомогенной тонкой пленкой связующего.
Приготовленный описанным способом порошок весьма текуч (50 г по-
рошка в 8 сек) и отличается высоким насыпным весом — 2,0 г!см3, что обес-
печивает отличное заполнение матрицы формы, более короткий ход пуанс-
сона и менее интенсивное изнашивание формы при прессовании. Усадка
Рис. 3. Влияние количества связующего (стеарата цинка)
на «текучесть» порошка UO2 (а), плотность спрессованных
образцов (б), плотность спеченных образцов (в) и эффект
«утяжки» образца по диаметру (2).
•ч
О 0.Z 0,4 0,6 вес7о
О 0,2 0,4 0,6 6ес.7о
г
спрессованных заготовок из двуокиси урана при спекании зависит от физи-
ческих свойств примененного для их изготовления порошка.
При исследовании спекания двуокиси урана в некоторых случаях не-
достаточно четко оценивают влияние газовой среды на спекание данного
материала. Оно обычно производится в среде водорода, азота, СО2, продук-
тах диссоциации аммиака, водяном паре, комбинациях этих газов и ваку-
уме [5, 6, 7, 8].
Кроме ограниченных данных [5, 9] о применении в качестве газовой
среды аргона, сухой водород, по-видимому, является той газовой средой,
в которой чаще всего производится спекание двуокиси урана. Спекание
в вакууме не дает хороших результатов вследствие относительно высокого
значения упругости пара двуокиси урана при температурах 1600—1750° С
и ее летучести в вакууме при этих температурах. Чистый водяной пар не-
применим как из-за его взаимодействия с нагревателями печи для спекания,
так и необходимости обработки полученного таким образом материала да-
лее в восстановительной газовой среде для получения стехиометрического
состава, который нужен для предотвращения выхода продуктов ядерного
деления из материала [5].
304
Схема 2
На схеме 2 представлено получение керамических тепловыделяющих
элементов ТВЭЛ методом вибрационного уплотнения. Он получил широкое
распространение в последние годы и применяется для сокращения стоимости
производства ТВЭЛов, упрощения процесса производства при работе
с обогащенными делящимися изотопами, а также при производстве ТВЭЛов
сложных геометрических форм [10, 11].
Ввиду того что величина усадки зависит от плотности исходного ма-
териала, для достижения максимальной плотности требуется такой исход-
ный материал, плотность которого будет предельно приближаться к теоре-
тической. Такой материал (из UO2, UO2 — PuO2, UO2 — ThO2) чаще всего
получают плавлением электрической дугой [5, 9], или так называемым
сольгель-процессом [14], плавлением в электронно-лучевых устройствах
и т. п. Форма получаемых при этом частиц показана на рис. 4.
Теоретические расчеты по уплотнению идеальных сферических частиц
[15] не могут непосредственнр быть использованы при работе с частицами
20 9-юзо 305
неправильной формы. В последнем случае применяют эмпирические урав-
нения с ограниченной областью использования. Поэтому все большее вни-
мание в исследовательских
работах уделяется спосо-
бам получения сферичес-
ких частиц [7 J.
Определение плотности
сфер из UO2 показало, что
они могут быть получены
с плотностью, близкой к
теоретической. Обнаруже-
но большое влияние на
степень уплотнения в гото-
вом изделии характера рас-
пределения частиц по раз-
мерам и отношения диамет-
ра оболочки к высоте 17,111
(рис. 5 —7).
на степень вибрационного
Рис. 4. Вид частиц UO2, полученных электронно-луче-
вой (а) плавкой к методом получения сферических
частиц с высокой плотностью (б).
Влияние геометрической формы оболочки
уплотнения керамического ядерного горючего имеет важное значение для
производства топливных элементов сложной геометрической формы (рис. 8).
Показано, что со сферами из дву-
окиси урана в качестве исходного
Рис. 5. Рассчитанное влияние отношения диаметра оболочки к диаметру сфер на эффектным ую
плотность (по Мак-Гери [18]). Цифры показывают число сфер в слое; d — диаметр шарика;
D — диаметр оболочки).
Рис. 6. Максимальная плотность упаковки бинарной смеси частиц двуокиси урана в зави-
симости от отношения диаметров больших de и меньших df частиц:
I — по Мак-Гери; 2 — сферы UOa; 3 — плавленыufijUO,.
материала в элементах более сложных геометрических форм получаются
более низкие значения уплотнения топлива при удовлетворительной, сум-
марной степени уплотнения (рис. 9, 10, 11).
306
экспериментов, цель которых —
плотностью при вибрационном
Необходимо рассмотреть результаты
получение материалов с максимальной
Верхняя граница Величины Второй
фракции, мм
Рис. 7. Зависимость плотности укладки от размера частиц второй фракции (размер частиц
крупной фракции 4,0—4,7 мм)\
1 — сферы UO, (~ 96% от теоретической плотности; 2 — плавленный UO2 (~ 99,4% от теоретической
плотности); — —- плотность упаковки; — плотность горючего.
Рис. 8. Схемы основных типов тепловыделяющих элементов:
1 — трубчатый, 11 — кольцевой, ill — инверсионный.
уплотнении. Эксперименты проводили с порошками из смесей различных
фракций для лучшего заполнения пространства. На основании большого
количества экспериментов можно заключить, что в среднем в труб
ках длиной до 150 см можно до-
биться плотности от 88 до 90% тео-
ретической.
На основные характеристики тех-
нологического процесса изготовления
ТВЭЛов методом вибраци онного уп-
лотнения материала, а также на
экономику данного процесса произ-
водства влияют помимо упомянутых
факторов также частота вибраций
[17, 18], свойства материала, толщина
стенки оболочки [11], время уплот-
нения [19] и т. д.
Рис. 9. Влияние величины частиц второй
фракции на плотность вибрационно-уплот-
ненного UO2 в ТВЭЛах различной формы.
Размер частиц первой фракции 4,5—4,76 мм,
третьей 0,063—0,1 мм. Типы ТВЭЛов:
— • — стержневой;------кольцевой; — инвер-
сионный.
Диаметр Второй фракции
20*
307
Диаметр второй фракции, мм
Рис. 10. Номограмма для определения величины частиц и весовой
доли второй фракции, необходимых для получения желаемой плот-
ности вибрационно-уплотненной смеси частиц UO2 в ТВЭЛах различ-
ной формы:
/ — трубчатый; 2 — кольцевой; 2 — инверсионный.
Рис. 11. Влияние отношения диаметров первой и второй фракций на плот-
ность вибрационно-уплотненной UO2 в ТВЭЛах различной формы. Размер
частиц третьей фракции 0,063—0,1 мм*.
1 — трубчатый (стальные шарики); 2 — трубчатый (сферы UO8); 3 — кольцевой
(сферы UOJ; 4 — инверсионный (сферы UOa); 5 — трубчатый (плавленный ио«).
АНАЛИЗ ОСНОВНЫХ НАПРАВЛЕНИЙ РАЗРАБОТКИ ЯДЕРНОГО ГОРЮЧЕГО
Учитывая, что в ближайшем будущем энергетические ядерные реакторы
будут сооружаться с использованием в качестве ядерного горючего окислов,
способ получения этого вида ядерного горючего находится в центре внима-
ния ученых. Энергетические реакторы с горючим на основе двуокиси урана
действуют уже несколько лет. Основные технологические проблемы, свя-
занные с производством этого вида ядерного горючего, в основном решены.
В настоящее время исследовательская работа сосредоточена на изыска-
нии путей снижения производственных издержек при производстве ядер-
ного горючего и ТВЭЛов. Одновременно наблюдаются стремления увели-
чить степень выгорания ядерного горючего, так как она влияет на расходы
ядерного горючего на 1 квт/ч электроэнергии.
Для получения наиболее экономичного ядерного горючего необходимо
всю систему реактора рассматривать комплексно с изучением физических и
термодинамических зависимостей, а также радиационных повреждений ма-
териалов.
Промышленный опыт большого количества поставщиков ядерного го-
рючего из двуокиси урана в различных странах — США, Канаде, Западной
Германии, Великобритании, Швеции, Италии—позволяет выделить на
основании наиболее тщательно проведенных работ два технологических спо-
соба. Наиболее тщательно изучена классическая технология, в которой при-
меняются холодное прессование и спекание, а также технология изготовле-
ния ТВЭЛов методом вибрационного уплотнения. Другие способы, которые
также изучались, например спекание под давлением (горячее прессование),
ковка, изостатическое прессование, спекание электронно-лучевым методом
ит. д., не нашли еще широкого применения. Пока они не дали ожидаемых
результатов.
Для разработки оптимальных методов получения ТВЭЛов необходимо:
установить, каким образом наиболее целесообразно производить ТВЭЛы
на основе двуокиси урана прессованием и спеканием или вибрационным
уплотнением;
выяснить экспериментально, какова должна быть оптимальная плот-
ность окисного ядерного горючего;
установить, какие геометрические формы для горючего или тепловыде-
ляющего элемента являются наилучшими с точки зрения технологии и эко-
номики их применения;
определить, какая толщина стенок оболочки представляется опти-
мальной.
Ни один из этих вопросов окончательно не решен, так как в каждом
типе реактора параметры, от которых зависят оптимальные свойства ТВЭЛов,
будут различными. Такие вопросы из-за их взаимозависимости следует ре-
шать комплексно.
Экономика производства спеченной двуокиси урана
Технологический процесс получения спеченной двуокиси урана, приведен-
ный на схеме 1, чаще всего применяют для изготовления таблеток из этого
материала. Она существенно не изменяется при различных геометрических
формах образцов.
309
В этом процессе с точки зрения его экономичности необходимо выяв-
ление и рационализация тех операций, которые поглощают самую большую
часть производственных издержек. Распределение затрат при производстве
тепловыделяющих элементов на основе двуокиси урана может быть выра-
жено [101 в процентах к общей себестоимости: порошок двуокиси урана —
35; детали из сплава «Циркалой» — 15; сборка и контроль — 50.
Экономию при рационализации процесса производства таблеток из
окислов урана можно получить за счет следующих операций [10, 201: за-
мены механической обработки таким спеканием, которое обеспечивает стро-
гое соблюдение размеров — 27%, увеличения высоты таблеток (до 4D)
— 18—16%, отказа от связующего вещества — 36 %.
Хотя еще неизвестны случаи, когда экономия достигалась заменой шли-
фовки спеканием, обеспечивающим получение изделий заданных размеров,
предпринимаются попытки в этом направлении. В результате появились
патенты, которые по существу являются вариантами одного и того же спо-
соба. Предлагается изменение размеров при спекании свести к минимуму,
и чтобы получить изделие заданных размеров, изготовление их должно
производиться из смеси порошка двуокиси урана, термически обработан-
ного с порошком, обладающим высокой способностью к спеканию.
Сделаны также попытки отказа от весьма дорогостоящей операции —
предварительного обжига полуфабриката [22]. При этом чаще всего при-
меняется метод агломерации керамического порошка его предварительным
прессованием и последующим размолом полученных брикетов с просевом
через сито.
Порошок двуокиси урана, полученный в Югославии в Институте
ядерного сырья, по своим свойствам (удельная поверхность — 5 м2/г)
подходил для спекания без применения связующих веществ. Оказалось
также возможным в укрупненных лабораторных опытах агломерировать
порошок обработкой в шаровых мельницах и, таким образом, получить
несколько сот килограмм таблеток, не применяя связующей добавки [211.
Попытки применения способа предварительного прессования к порошкам,
не допускающим устранения связующего вещества, при его резком сокраще-
нии не дали обнадеживающих результатов.
Уменьшение выдержки при спекании таблеток из двуокиси урана
можно достичь только изменяя способ их формования, в частности при
замене классического прессования какой-либо другой операцией, например
мундштучным или гидростатическим прессованием. При применении ги-
дравлических прессов с устройствами, цилиндры которых движутся акси-
ально, нельзя экономично получить изделия длиной более чем 1,5 диаметра
таблеток. Несмотря на все прилагаемые усилия, дополнительные расходы,
связанные с этой операцией, не сократились, хотя этим способом можно
получать таблетки и с большей высотой, чем 1,5 диаметра.
Некоторые экономические проблемы
при вибрационном уплотнении
Важный фактор, определяющий экономику производства ТВЭЛов — их гео-
метрия, так как для максимальной теплоотдачи необходимо, чтобы соотно-
шение между объемом ядерного горючего и охладителем было возможно
меньше. Так ТВЭЛы цилиндрической формы нужно охлаждать как с внеш-
310
ней стороны, так и с внутренней через вертикально проходящие трубки.
Такой «обратный» (с трубкой внутри) ТВЭЛ едва ли может быть экономич-
ным, если его изготовляют методом холодного прессования, хотя техноло-
гически это осуществимо.
При применении ТВЭЛов сложных геометрических форм для их изго-
товления весьма целесообразен метод вибрационного уплотнения. Основные
преимущества его по сравнению с методом холодного прессования и спекания
следующие:
значительно сокращается количество производственных операций и,
следовательно, при этом возникает возможность автоматизации и сокраще-
ния затрат человеческого труда;
нет необходимости в очень точной обработке внутреннего диаметра
оболочки, что весьма экономично.
Рассматриваемый метод имеет и некоторые недостатки, которые заклю-
чаются в том, что ядерное горючее с плотностью выше 90% теоретической
получать затруднительно и неэкономично. Производство исходных мате-
риалов обходится сравнительно дорого, так как необходимо предваритель-
но изготовить сферические порошки из ядерного горючего, которые применя-
ются в производстве ТВЭЛов этим способом. Теплопроводность материала,
полученного этим методом, меньше теплопроводности спеченного материала.
Он не обеспечивает достаточную однородность распределения ядерного го-
рючего в концевых участках ТВЭЛов.
Ограниченная плотность ядерного горючего не является существенным
недостатком, когда ТВЭЛы изготовляются из обогащенного ядерного горю-
чего, а может даже рассматриваться как преимущество из-за наличия в дан-
ной структуре пор, в которых могут собираться выделяющиеся при ядерных
реакциях газы, что позволяет повышать степень выгорания ядерного го-
рючего.
Относительно высокая стоимость производства исходных материалов
в будущем, вероятно, значительно сократится вследствие разработки и
усовершенствований известных способов получения из окислов частиц
сферической формы с достаточно высокой плотностью, например, при при-
менении так называемого золь-гель-процесса или других методов. Стоимость
также должна уменьшаться и при увеличении производства.
ПОЛОЖЕНИЕ В ЮГОСЛАВИИ
Опыт, накопленный в этой области в Югославии, позволяет считать, что
в лабораторных условиях можно получать керамику из спеченной двуокиси
урана в достаточно больших количествах, а эксперименты с вибрационным
уплотнением указывают на техническую перспективность этого метода.
Уровень развития данной технологии таков, что может быть начато
полупромышленное и впоследствии промышленное производство. Однако в
Югославии до сих пор еще не началось промышленное производство ядерного
горючего, так как не решены вопросы о типе ядерной электростанции, на-
меченной для строительства, а как было отмечено выше, от этого зависит
также и выбор метода производства ТВЭЛов.
Проводившиеся до настоящего времени исследования по изучению
свойств двуокиси урана и методов производства материалов на ее основе
создали прочную основу для будущего производства керамического ядер-
ного горючего.
311
ЛИТЕРАТУРА
1. Nucleonics, 1967, 25, 2, 74.
2. Symposium on the Use of Plutonium as Reactor Fuel, Brussel, march, 1967.
3. Stamenkovic I., RisticM. M. II Международная конференция по порошко-
вой металлургии. Старый Смоковец, ЧССР, 1966.
4. Halle L.— ASEA — report, 1962, 7.
5. В е 1 A., Carteret JCEA-994, 1958.
6. Runfors U. Revue Silikates industriels July — Aout, 1958.
7. К о s t i с E., R e t г о v i с V.— IBK—521, 1967.
8. R i s t i с M. M. et al., CONF. 28, 1964, 700, Geneva.
9. Williams J. et al.,— J. Nucl. Mat., 1959, 1, 28.
10. N о у m a r k S., S p a 1 a г i s C. N. A/Conf., 1964, 28, 223, Geneva.
11. W. der Schmitten,— Procedinings Advenced Cours on Fuel Element Water
Cooled'Power Reactors including Superheat KR-85, Norway, 1965.
12. H i m m e 1 s t e i n P. et al. A/Conf., 1961, 28, 832, Geneva.
13. Evans F. H., HW-76300, 1962.
14. V. der P 1 a s — IAEm-TR-52, 1966.
15. Me. Gear y.— J. Amer. Cer. SOC, 1961,44, 10, 515.
16. V о g t J. and Zivanovic B. Vibratory compaction of ceramic fuel element, Бел-
град, 1947.
17. С о b b H. Vibratory Compaction (lecture on Sammer School of Ceramics), Harwell, 1965.
18. Zivanovic B., R i s t i с M. M.— JBK-116, 1964.
19. Zi v a no v ic B., Jovanovic D., R i s t i с M. M.— Proceedings of JAFA
Conf. 331, Prague, 1963.
20. R о b e r t s о n J. Al.— Proceedings of JAFA Conf. CN16/25, Pragua, 1963.
21. Stamenkovic J. D.— JBK-523, 1967.
22. Zivanovic B., Rumfors U., Petterson B. and Susnik D.— AE-
RMB-1034 1966.
С. Г. ТРЕСВЯТСКИЙ
ВЫСОКООГНЕУПОРНЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
ИЗ ОКИСЛОВ
Институт проблем материаловедения АН УССР
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ МАТЕРИАЛОВ
В статье рассматриваются основные свойства высокоогнеупорных окислов
и изделий из них с температурой плавления выше 2000° С, а именно, окислы:
второй группы главной подгруппы периодической системы элементов
(окислы бериллия, магния, кальция и стронция);
третьей группы главной и побочной подгрупп (окислы алюминия, скан-
дия, итрия и все окислы лантанидов);
побочной подгруппы четвертой группы (двуокись циркония и гафния,
двуокись тория и окись урана).
Окислы остальных актинидов не рассматриваются, так как они, хотя
и имеют высокие температуры плавления (например, двуокись плутония),
однако из-за малой доступности и высокой цены изделия из этих окислов
пока еще не применяются в современной технике.
Все остальные окислы металлов, исключая полуторную окись хрома,
имеют температуру плавления ниже 2000° С. Полуторная окись хрома не
рассматривается, так как изделия из нее не используются в качестве кон-
струкционных материалов в технике высоких температур.
312
313
Основные физико-химические свойства высокоогнеупорных окислов
Таблица 1
Окислы Основное ва* лентное со- стояние Возможные дополнитель- ные валент- ные состояния Теплота об- разования на 1 г/ат О Плотность, а/см3 Обратимые полиморфные превращения, °C Температура, °C Теплота, ккал/моль
плавления кипения плавления испарения
ВеО +2 Нет —147 ±0,5 3,02 Выше 2100 2570 ±30 4260 ±160 17± 1,4 117 ±10,5
СаО +2 » —143,85 3,58 Нет 2810 ±20 2767 ±20 18,5 —
MgO +2 » -151,7 3,35 » 2600 ±20 2850 12,24 —
SrO +2 » 2470 ±30
А1А +3 » 133,0 3,97 » 2040 ±10 2980 ±100 26,0 116
Sc2o3 +3 » —152 ±0,2 3,84 » 2470 ±20 — — 77,9
Y2O3 +3 » —152±0,2 5,03 Выше 2200 2410±20 4300 — 91,3
La2O3 +3 » —143±0,1 6,50 Выше 2050 2320 ±10 4200 — 100,4
CeO2 +4 +3 —130±0,1 7,30 — 2520 ±50 — — —
Sm2O3 4-3 +2 —144±0,1 7,68 (моноклинная) Выше 1800 2350 ±30 — — —
Eu2O3 4-3 +2 —130,6 ±0,3 7,60 (моноклинная) Выше 2100 2240 ±30 — — —
Gd2O3 +3 — —144,6±0,3 8,22 (моноклинная) Выше 2100 2350 ±20 — — —
Lu2O3 +3 — —150±0,6 — — 2400 ±20 — — —
ZrO2 +4 Нет 129,0 5,68 6,10 900—1000 2690 ±20 4570 ±300 20,8 153,6
HfO2 4-4 » —— — — 2810 ±50 — — —
ThO2 +4 » 146,1 9,69 Нет 3300 ±200 4400 — 170
uo2 +4 +6 129,0 10,96 Нет 2860 ±40 4100 — 137
Примечание. Для окислов редкоземельных элементов приведены данные для свойств окислов лантана и лютеция (начало и конец ряда) и для
тех окислов, изделия из которых находят практическое применение.
В табл. 1 приведены основные физико-химические свойства указанных
окислов, в табл. 2 — их основные термодинамические постоянные, а в
табл. 3 — основные кристалло-химические и оптические свойства.
Т аб л и ц а 2
Основные термодинамические свойства высокоогнеупорных окислов
(в кристаллическом состоянии)
Окислы s °S§ot§ 11 pl 5 «0 s < 2 С д u Q « о R 1* ’Sr d& л Энтропия ~ А $298» ккал/моль X X град Ср = f (Г) Температура, °К
Изобар: потенщ — AZ< ккал/Mi а ь - 10 с • 10“5
ВеО 143,1 136,15 3,4 8,45 4 —3,45 298—1200
MgO 143,84 136,13 6,4 10,18 1,74 —1,48 298—2100
daO 151,9 144,4 9,5 11,17 1,08 —1,56 298—1800
SrO 141,1 138,8 13 12,34 1,12 —1,806 298—1270
А12О3 (®) 399,1 376,8 12,186 27,43 3,06 —8,47 298—1800
Sc2O3 456 387 — — — —— —
Y2O3 440 429 23,7 — —— — —
La2O3 428 435 39,9 — — — —
CeO2 223,4 — 17,7 — —_ —
Sm2O3 433 — — — — — —
ZrO2 258,2 244,1 12,03 16,64 1,8 3,36 298—1478
ThO2 193,2 296 15,6 15,84 2,88 1,6 298—1800
Все перечисленные высокоогнеупорные окислы по химическим свой-
ствам, по-видимому, целесообразно классифицировать следующим образом:
I группа — окислы щелочноземельных металлов (исключая окись бе-
риллия), окислы редких элементов группы лантана и его аналогов и окись
тория — как условно основные окислы.
II группа—окись бериллия, окись алюминия и, возможно, окись
скандия и иттрия — как группа условно нейтральных окислов, обладающих
амфотерными или близкими к ним свойствами.
III группа — окислы циркония и гафния, являющиеся представителя-
ми условно кислых окислов [1—4).
Окись урана не используется для изготовления изделий конструкци-
онного назначения или тиглей для плавки металлов, и поэтому она должна
рассматриваться как специфический материал, применяемый для изготов-
ления тепловыделяющих элементов в ядерной энергетике.
Технологический процесс изготовления изделий из высокоогнеупорных
окислов приведен на схеме. Она включает варианты почти всех технологи-
ческих процессов изготовления изделий из высокоогнеупорных окислов,
которые нашли применение в настоящее время. Вариантными же процес-
сами при изготовлении изделий из высокоогнеупорных окислов являются,
главным образом, различные процессы, применяемые для придания изделиям
той или иной формы.
Выбор наиболее экономически выгодного процесса в данном случае
обусловливается необходимой формой и размером изделий. Для изготовле-
ния изделий простой формы в виде плит, цилиндров, брусков, толстостенных
оболочек большое распространение получил метод прессования заготовок
из порошкообразных масс, пластифицированных добавками удаляющихся
при обжиге преимущественно органических пластификаторов. Применяемое
при прессовании давление — 500—1000 кПсм2, а количество пластифици-
рующей связки — около 5—6%. Может быть применен также метод прес-
314
Основные кристаллохимические и кристаллооптические свойства
высокоогнеупорных окислов
Таблица 3
Окисел Тип решетки Сингония Координационное число катиона Парамет- ры ре- шетки* А Ионный радиус ка- тиона, А(по Аренсу) Показатель преломления Энергия решетки, кал/моль Средняя поверхност- ная энергия, эрг (см2 1 Микротвердость, кГ/мм*
ВеО Вюрцит Гексагональная 4 а = 2,69 с = 4,37 0,35 пр = 1,719 ng = 1,733 1086 1420 1520
MgO NaCl Кубическая 6 4,12 0,66 п = 1,736 928 1090 900
СаО NaCl » 6 4,799 0,99 п = 1,837 834 820 —
SrO NaCl » 6 5,154 1,12 и = 1,870 785 — —
А12О3 Корунд Тригональная 4 5,12 а=55°17 0,51 пр = 1,760 ng = 1,767 3681 — 3000
Sc2O3 Mn2O3 Кубическая объемно-цент- рированная 6 9,846 0,81 1,990 — — 824
YA Mn2O3 То же 6 10,608 0,92 /г= 1,910 — — 464
La2O3 Mn2O3 Гексагональная 7 а =3,937 а =6,130 1,14 пр = 2,06 ng = 2,08 3001 — 224
СеО2 Флюорит Кубическая 8 5,41 0,94 3050 —
Се2О3 » Гексагональная 7 X) С© 30 о со со Il II 8са 1,07 3057 — —
Sm2O3 — Моноклинная 6 а= 10,85 1,00 = 2,07 па = 2,095 п = 2,093 т 3104 —
Eu2O3 — » 6 а= 10,84 0,98 п„ > 2,06 пе = 2,08 3118 — —
Gd2O3 — » 6 а= 10,79 0,97 пр =2,05—2,08 ng =2,10—2,14 3138 — —
Lu2O3 Mn2O3 Кубическая объемно-цент- рированная 6 10,37 0,85 п= 1,930 3266 — —
ZrO2 — Моноклинная 4 СЧ Г- 00 сЗ ididid ii II II II 8ах 8с©. 0,79 лр=2,13 ng = 2,20 —- 800
HfO2 Флюорит Кубическая 8 — 0,78 — — — —
ThO2 » » 8 5,59 1,02 п = 2,09 — 530 —
uo2 » » 8 5,46 0,97 п =2,35 —- 640
315
Добавки
Обжиг сырья
стабилизи-
рующий
Ф Ф
Пластифици- Термопла-
рующие стичные
Ф
Помол сырья
ф
Очистка сырья
(химическая или
магнитная)
Ф
Подготовка
Ф
’^суспензии
Ф
Отливка
изделий
Ф
Прессование
изделий
Ф
-->Сушка изделий*-
______ Ф
______массы
I I
__________Ф I
Ф
Горячее
прессование
изделий
I
ф
Механическая
обработка
Ф
Механическая
обработка
Ф Ф
Обжиг пред- Обжиг
варительный
Ф
Обжиг окон-
чательный
Ф Ф Ф
Технический осмотр и
контрольные испытания
сования при высоких температурах, причем при горячем прессовании процес-
сы формования и обжига совмещены.
При изготовлении тонкостенных сосудов различной формы с отношением
длины к диаметру до 10—15 наибольшее распространение получил метод
литья из стабилизированных минеральных суспензий в гипсовые формы.
Для изделий особо сложных форм, применяемых в электронной, элек-
тротехнической и других отраслях промышленности, широко используется
метод литья под давлением стабилизированных термопластических суспен-
зий, для приготовления которых в качестве дисперсионной фазы чаще всего
применяют парафин со стабилизацией суспензии добавкой к парафину в ко-
личестве 2—5% олеиновой кислоты. Термопластическая фаза — в пределах
40 ± 5 об.%, температура шликера при литье — 70—80° С. Изделия в виде
длинных труб различного сечения (круглых многоканальных и других
316
форм) изготовляются методом выдавливания массы через мундштук на порш-
невых или шнековых прессах. Этот метод иногда называют методом экстру-
зии, или «протяжки».
Метод может быть применен с использованием органических пластифи-
каторов, в качестве которых обычно выбирают коллоидные водные или не-
водные растворы высокомолекулярных органических соединений (крах-
мальные или мучные клейстеры, растворы некоторых полимеров в органи-
ческих растворителях и другие пластификаторы) или термопластические
соединения (например, парафин). В последнем случае процесс выдавливания
проводят при повышенных температурах (50—60° С).
Сушка и обжиг изделий из высокоогнеупорных окислов не отличаются
от обжига обычных керамических изделий, например изделий из фарфора,
фаянса и т. п. Печи, применяемые для обжига всех видов изделий из рассмат-
риваемых высокоогнеупорных окислов, за исключением изделий из окислов
урана, могут иметь любую конструкцию и газовую среду, если конструкция
печи позволяет получить необходимую температуру и выдерживать задан-
ную скорость нагрева и охлаждения изделий.
Изделия из двуокиси урана можно обжигать только в печах, газовая
среда которых не содержит кислорода, так как в среде газов, содержащих
кислород, при температурах 800—1000° С происходит интенсивное окисле-
ние двуокиси урана до окиси-закиси, сопровождающееся разрушением из-
делий вследствие объемных изменений при окислении. Обычно изделия
из двуокиси урана обжигают в печах в среде инертных газов, водорода или
в вакууме порядка 10_3—10-8 мм рт. ст.
Изделия из окиси бериллия. Основные свойства изделий из окиси берил-
лия приводятся ниже: т, °C
Средняя удельная теплоемкость, кал!г*град 0,299 160
0,421 400
Средний коэффициент линейного расширения (хю~6) Коэффициент теплопроводности при условно 10,6 25—1700
0,520 160
нулевой пористости, кал)см*сек*град 0,112 0,0485 600 1100
0,0412 1200
0,0391 1400
0,0362 1600
Удельное электросопротивление, ом*см 80.166 250.103 1000 1400
35-103 1600
1,6. Ю3 2000
Модуль упругости, кПсм2 (хЮ6) 3,1 3,1 20 400
2,8 800
2,3 1000
Предел прочности (кГ/см2) при: 1,3 1200
сжатии 3000 20
5000 500
2500 1000
1700 1400
500 1600
растяжении 1600 20
780 500
490 900
145 1140
45 1300
317
Т а б лица 4 Особенность изделий из окиси
Ядерные свойства изделий из некоторых высокоогнеупорных окислов бериллия — их отличающиеся от дру- гих высокоогнеупорных окислов ядер-
Материал Поперечное сечение, барн ные свойства 131. В табл. 4 приведены основные ядерные свойства высоко- огнеупорных окислов. Только окись бериллия и изделия из нее обладают предельно низким поперечным сечени-
захвата нейтронов рассеяния
Окись бериллия » магния » кальция » алюминия Двуокись циркония » тория 0,0007 0,0033 0,182 0,010 0,010 0,132 0,68 0,42 0,24 0,34 0,46 0,40 ем захвата нейтронов. Кроме того,изде- лия из бериллия имеют самую высокую теплопроводность. В газовых средах, не содержащих паров воды, изделия из окиси бериллия достаточно устой- чивы при высоких температурах, одна-
ко в движущихся струях влажного
газа окись бериллия летуча из-за образования летучего при данных усло-
виях гидрата. Недостаток окиси бериллия заключается в ее высокой
токсичности, вследствие чего как производство, так и применение изделий
из окиси бериллия должно производиться с соблюдением соответствующих
мер предосторожности.
Изделия из окиси бериллия можно изготовлять по любому варианту
технологического процесса приведенной схемы и подобно технологическому
процессу производства изделий из окиси алюминия.
Изделия из окиси магния. Свойства изделий из окиси магния приведены
ниже: Г, °C
Средняя удельная теплоемкость, кал/г • град 0,233 100
0,276 900
0,294 1800
Средний коэффициент линейного расширения 15,6 20—1700
(Х10-6) Коэффициент теплопроводности при условно 0,0823 100
нулевой пористости, кал/см • сек • град 0,0263 600
0,0160 1100
0,0140 1200
0,0138 1400
0,0157 1600
Удельное электросопротивление, ом • см 1 • 107 1000
5.106 1200
5-104 1400
5Ю3 1600
МО3 1800
Модуль упругости, кГ/см2 (Х106) 2,14 25
2,10 400
1,93 800
1,47 1000
0,70 1200
0,28 1300
Предел прочности (кГ/см2) при: сжатии 1400 25
1500 400
11,50 1000
растяжении 985 25
1070 400
Особенность их — низкая термическая устойчивость и повышенная
летучесть при высоких температурах, особенно в вакууме. Изделия из окиси
318
магния изготовляются из дешевого и доступного сырья, имеют относитель-
но высокую мета л лоустойчивость тиглей при плавке различных металлов и
устойчивость против растворяющего действия основных расплавов, низкую
электропроводность при высоких температурах и относительно стойки про-
тив углеродсодержащих газов и графита, так как магний не образует кар-
бидных фаз.
Технологический процесс изготовления изделий из окиси магния может
быть осуществлен по схеме, однако литье изделий из окиси магния из вод-
ных шликеров возможно только при применении порошка окиси магния из
неактивного исходного материала, например, плавленного продукта, так как
спеченная или прокаленная окись магния, в состоянии тонкого измельчения
реагирует с водой с образованием гидрата окиси магния [8].
Изделия из окиси кальция не нашли еще широкого применения в тех-
нике высоких температур, несмотря на ряд преимуществ данного огнеупор-
ного материала перед изделиями из других высокоогнеупорных окислов.
Основное достоинство изделий из окиси кальция — их очень высокая
металлоустойчивость, обусловленная высокой прочностью химической свя-
зи между кальцием и кислородом. Кроме того, они менее летучи в вакууме,
чем изделия из окиси магния, а сырье для их изготовления дешево и доступ-
но. Однако изделия из окиси кальция имеют существенный недостаток:
они довольно легко гидратируются водой: как капельно-жидкой, так и в виде
водяных паров, поэтому их хранение и применение должно проводиться таким
образом, чтобы при этом не происходило контакта изделий с водой или водя-
ными парами. Основные свойства изделий из окиси кальция приведены ниже:
т, °с
Средняя удельная теплоемкость, кал/г-град 0,218 1500
Средний коэффициент линейного расширения 13,8 0—1700
(Х10“б)
Коэффициент теплопроводности при условно 0,0364 20
нулевой пористости, кал!см-сек*град 0,0198 600
0,0186 1100
Удельное электросопротивление, ом • см 7-10е 763
4,2-10® 930
100-103 1235
Изготовление изделий из окиси кальция возможно по общей техноло-
гической схеме, однако, в процессе их производства в качестве пластифика-
торов или дисперсионной среды можно применять только безводные веще-
ства, например, органические пластифицирующие вещества, парафин и т. п.
Устойчивость изделий из окиси кальция против гидратации может быть по-
вышена добавкой 1—3% стабилизатора, например TiO2 и др.
Изделия из окиси алюминия — наиболее распространенные и широко
применяемые изделия из высокоогнеупорных окислов [4—7]. Свойства
изделий из окиси алюминия приведены ниже:
г, °с
Средняя удельная теплоемкость, кал!г*град 0,280 1700
Средний коэффициент линейного расширения 8,4 20—1000
(Х1Г6)
Коэффициент теплопроводности при условно 0,0723 100
нулевой пористости, кал/см • сек • град 0,0218 600
0,0147 1100
0,0131 1400
0,0145 1600
319
Удельное электросопротивление, ом • см Ы01в 4-1014 3,5*108 15 200 300
Модуль упругости, кГ/см2 (Х106) 3,82 20
3,70 400
3,45 800
2,75 1200
1,5 1500
Предел прочности (кГ/см2) при:
сжатии 30 000 20
15 000 400
9 000 1000
1000 1500
500 1600
растяжении 2 650 20
2 400 800
1300 1200
300 1300
ПО 1450
Основным преимуществом данного материала, кроме его доступности
и низкой стоимости, является универсальность. Из-за амфотерного характера
окиси алюминия тигли и реакционные сосуды другой формы из этого материа-
ла могут быть применены для плавления и обработки как кислых, так и ос-
новных расплавов и веществ.
Большое преимущество изделий из окиси алюминия — возможность
их модифицирования окисью магния добавкой 0,25—1,0% или фторида
магния и получение из модифицированных шихт материалов с мелкозер-
нистой структурой (микролит), а также материалов с близким к нулю зна-
чением закрытой пористости (лукалокс).
Изделия из окиси алюминия можно получать по любому из вариантов
технологических процессов приведенной схемы. Окись алюминия не взаи-
модействует с водой и в виде альфа-корунда не растворяется в соляной и
других минеральных кислотах, вследствие чего при получении тонкозер-
нистых порошков возможен технологический процесс очистки порошка окиси
алюминия от железа и других растворимых в кислотах примесей обработкой
соляной кислотой.
Особенности процесса спекания изделий из окиси алюминия классов
микролит и лукалокс будут рассмотрены дальше.
Изделия из окиси скандия, иттрия и окислов редких элементов. Под-
робная технология изготовления изделий из указанных окислов еще не
разработана. Имеются лишь отдельные исследования в данном направлении,
из которых следует, что изготовлять изделия из двуокиси церия и окислов
скандия, иттрия, самария и гадолиния можно методом прессования при обыч-
ных температурах с последующим спеканием. Методы шликерного литья,
литья из термопластичных суспензий, горячего прессования при высоких
температурах для данных окислов еще не разработаны. Не создана техноло-
гия изготовления изделий также из окиси лантана, так как для нее не най-
дены методы стабилизации, позволяющие предотвратить гидратацию окиси
водой или водяными парами.
Некоторые свойства изделий из окислов церия, иттрия, самария, га-
долиния и европия приведены в табл. 5. Области применения изделий из
окислов церия, скандия, иттрия еще не определены. Изделия из окислов
320
Таблица 5
Некоторые свойства изделий из окислов редкоземельных элементов
Свойства СеО2 y2o8 Sm2O3 Еи2О3 Gd,Oa
Теоретическая плотность, г/см3 7,55 5,03 7,25 7,34 7,66
Плотность к теоретической после отжига при 1400— 1500°, % 100 87 100 91,7 99,7
Коэффициент линейного рас- ширения, в интервале тем- ператур 0—1000° С(Х Ю—б) 12,1 8,2 9,9 10,3 10,5
Температура полиморфного превращения, °C нет 1800 1350 1050 1350
Прочность при изгибе, кГ 1см2 300 600 140 — 260,0
Модуль упругости, кГ/см2 (ХЮ6) 1,84 1,93 1,85 1,26
Устойчивость к кипящей во- Устойчив Устой- Разрушает- Разрушает- Устой-
де Устойчивость в водороде при Неустойчив чив Устой- ся Устойчив ся Неустойчив чив Устой-
1500—1700° С чив чив
самария, гадолиния и европия из-за высокого поперечного сечения захвата
нейтронов этими окислами могут использоваться в ядерной энергетике для
изготовления элементов поглотительных регулирующих устройств.
Изделия из двуокиси циркония. Высокоогнеупорные изделия из двуоки-
си циркония по своему значению находятся на втором месте после изделий
из окиси алюминия, так как двуокись циркония — относительно доступ-
ный окисел с температурой плавления выше 2500° С и может применяться
вплоть до этой температуры. По сравнению с окисью магния, которая также
высокоогнеупорна, двуокись циркония отличается значительно меньшей
летучестью при высоких температурах и лучшими, в ряде случаев, физико-ме-
ханическими свойствами. Особенность изделий из двуокиси циркония — их
низкая теплопроводность, что позволяет применять данные изделия в качес-
тве высокоогнеупорной изоляции.
По своим химическим свойствам двуокись циркония является условно
«кислым» огнеупорным и устойчива в расплавах, содержащих кислые окис-
лы (окись кремния, окись фосфора и др.) и неустойчива в основных распла-
вах. Из-за наличия у двуокиси циркония энантиотропного обратимого прев-
ращения при температурах 900—1000° С, сопровождающегося увеличением
объема на 4—5%, изготовление изделий из чистой двуокиси циркония невоз-
можно.
С целью предотвращения полиморфного превращения двуокиси циркония
изделия из нее изготовляют из предварительно стабилизованного продукта.
Стабилизация достигается добавлением к двуокиси циркония окислов ста-
билизаторов. В качестве стабилизаторов чаще всего применяют окислы
магния или кальция раздельно или в виде смеси. Стабилизация возможна
также окислами иттрия и другими окислами из группы окислов редкозе-
мельных элементов, но этот метод применяется реже из-за меньшей доступ-
ности и высокой цены стабилизаторов.
Технологический процесс производства изделий из двуокиси циркония
принципиально не отличается от производства изделий из других окислов,
21 9-1030 321
за исключением процесса стабилизации, который является специфическим для
данного материала. Иногда для повышения термической стойкости изделий
из двуокиси циркония рекомендуется вводить в шихту смесь из стабили-
зированной и нестабилизированной двуокиси. При этом модуль упругости
материала и его коэффициент термического расширения снижаются, а тер-
мическая стойкость изделий повышается. Некоторые свойства высокоогне-
упорных изделий из двуокиси циркония приводятся ниже:
г, °с
Средняя удельная теплоемкость, кал/г • град 0,175 1400
Средний линейный коэффициент расширения (Х10-6) 7,7
Коэффициент теплопроводности при условно ну- 0,00466 100
левой пористости, кал/см • сек • град 0,00501 600
0,00547 1100
0,00571 1200
0,00583 1400
Удельное электросопротивление, ом • см 104 1000
6,7 1700
Модуль упругости, кГ/см2 (Х106) 1,72 20
1,30 465
1,16 850
1,07 1225
Предел прочности (кГ/см2) при: 0,96 1360
сжатии 2100 20
1200 800 1000
1,30 1400
200 1500
растяжении 1485 20
1125 885
930 1030
842 1200
130 1540
Изделия из двуокиси гафния во многом подобны изделиям из двуокиси
циркония, но вследствие высокой стоимости и малой доступности сырья они
не нашли применения.
Изделия из двуокиси тория. Двуокись тория является среди высокоогне-
упорных окислов веществом с наиболее высокой для окислов температурой
плавления. Однако из-за малой доступности двуокиси тория, ее радиоак-
тивности и применения в качестве ядерного горючего в реакторах, изделия
из двуокиси тория редко используются в качестве конструкционного мате-
риала, хотя технологический процесс получения из нее изделий достаточно
изучен. Так как двуокись не имеет полиморфных превращений, технологи-
ческий процесс изготовления изделий из нее не имеет каких-либо отличий
от технологического процесса, представленного на схеме. Отливка изделий
из водных или термопластических суспензий из-за высокого удельного
веса двуокиси тория затруднена, так как под действием силы тяжести
суспензии легко расслаиваются при хранении.
Изделия из двуокиси урана применяются для производства тепловы-
деляющих элементов в энергетических ядерных реакторах. Изделия изго-
товляются обычными методами керамической технологии, однако процесс
322
обжига этих изделий может производиться только в печах, не имеющих
свободного кислорода, вследствие окисления двуокиси урана при темпера-
турах 900—1000° С в окись-закись урана. Основные свойства изделий из
двуокиси тория и урана приводятся ниже:
ThO2 г, °C ио2 Т, °C
Средняя удельная теплоемкость, 0,058 0—800 0,056 0—200
кал/г • град
Средний коэффициент линейного рас- 10,2 25—1700 10,52 25—1000
ширения (хЮ“б)
Коэффициент теплопроводности при 0,0245 20 0,0234 20
условно нулевой пористости, 0,0104 600 0,0105 600
кал!см • сек • град 0,073 1000 0,081 1000
Удельное электросопротивление, ом • см 4-103 1,2.105 20 500 10,7(х 102) 2,69(хЮ2) 0,42(хЮ2) 22 96 327
Модуль упругости, кГ/см2 (х 10е) 1,4 1,28 1,10 0,85 20 510 1000 1170 1,64 20
Предел прочности (кГ1см2) при:
сжатии 1500 1100 500 200 100 20 400 800 1200 1500 980 20
растяжении 1000 20 — —
ТЕОРИЯ И ПРАКТИКА СПЕКАНИЯ ИЗДЕЛИЙ ИЗ ВЫСОКООГНЕУПОРНЫХ ОКИСЛОВ
По М.Ю. Балыпину [9], спекание — «процесс количественного и качествен-
ного изменения контакта между частицами, вызванного температурной под-
вижностью атомов». Это одно из наиболее общих определений. Другие из-
вестные определения спекания [10], по существу, только конкретизируют
приведенную выше формулировку, указывая характерные признаки раз-
личных сторон этого процесса: увеличение прочности межчастичного сцеп-
ления, тенденцию к заполнению веществом свободного объема внутри тела,
изменение формы и уменьшение объема пор, рост кристаллов и т. д.
Движущая сила спекания — уменьшение поверхностной энергии ис-
ходной системы частиц за счет уменьшения площади свободной поверхности
и площади контакта между отдельными зернами. Минимальная поверх-
ностная энергия, очевидно, соответствует монокристаллическому состоянию
вещества.
Энергетический выигрыш, получаемый за счет уменьшения поверхност-
ной энергии, весьма невелик — при переходе от отдельных зерен диаметром
1 мк к монокристаллу он составляет около 1,5 кал!г. При этом 60—70%
уменьшения поверхностной энергии выделяется при спекании за счет замены
границ раздела кристалл — пар межзеренными границами в поликристал-
ле, у которых поверхностная энергия меньше. Остальная часть энергии
(около 30%) получается за счет сокращения площади межзеренных границ
при росте зерен [111. Образование монокристалла при спекании не наблю-
дается, так как рост зерен в реальном поликристаллическом теле тормозится
различными включениями и дефектами.
21*
323
Физико-химические процессы, происходящие при спекании реальных
керамических изделий, весьма сложны и разнообразны. Для ознакомления
с основными механизмами, управляющими процессом спекания, можно огра-
ничиться рассмотрением процесса спекания простых тугоплавких окислов.
В процессе спекания простых окислов от исходной спрессованной
или сформированной иным способом заготовки до поликристаллического
вещества с плотностью, равной или близкой к теоретической, можно условно
выделить несколько этапов или стадий спекания.
Начальный этап спекания характеризуется заметным
упрочнением материала, в то время как уплотнение его не превышает не-
скольких процентов (рис. 1). Во время начального периода на контакте двух
Рис. 1. Типичный вид кривых, характеризующих кинетику
спекания в координатах Р, W — t:
W — истинная пористость; Р — предел прочности при сжатии; t —
температура.
Рис. 2. Контакт соседних частиц на начальном этапе спекания.
соседних частиц образуются перемычки («шейки»), площадь которых к концу
этапа достигает около 20% площади поперечного сечения частиц.
Граница, разделяющая частицы, проходит примерно посередине «шей-
ки» (рис. 2). При начальном этапе спекания размеры исходных кристалли-
ческих частиц не увеличиваются. Граница между зернами занимает в этом
случае положение с минимальной возможной площадью и всякое ее сме-
щение, приводящее к росту одной частицы за счет другой, потребовало бы
затраты дополнительной энергии, хотя в результате объединения частиц
суммарная их энергия уменьшается. Это соответствует некоторой «потенци-
альной яме» для расположения границы.
При дальнейшем спекании материала перемычка между соседними час-
тицами расширяется, ее площадь приближается к площади поперечного се-
чения частиц и уменьшается препятствие, тормозящее движение границы,
и, следовательно, рост зерен. Начало роста зерен соответствует переходу
к следующему промежуточному этапу спекания. На этом
этапе размеры контактов между зернами примерно равны размеру самих
зерен, а поры представляют собой длинные каналы, проходящие вдоль ли-
ний пересечения границ трех соседних зерен. Форма пор зависит от соот-
ношения поверхностных энергий на границах кристалл— кристалл и кри-
сталл — пора.
Величина пространственных углов, образуемых тремя сходящимися
границами зерен, также определяется поверхностным натяжением. Если
поверхностная энергия для всех граней зерна одинакова, равновесию сил
поверхностного натяжения соответствует пересечение границ под углом
324
Рис. 3. Схематическое изображение
сечения поликристаллического об-
разца. Цифры указывают число сто-
рон сечения кристаллов, стрелки —
направление миграции границ.
120°. По этой причине, если в сечении зерна плоскостью число сторон зер-
на меньше шести, то, чтобы стороны его пересекались под углом 120°, они
должны быть выпуклыми и, наоборот, у зерен с числом сторон больше шести
стороны должны быть вогнутыми.
Разница поверхностных энергий вогнутой и выпуклой поверхностей
обусловливает рост зерен с вогнутыми гранями (с большим числом сторон),
за счет кристаллов с выпуклыми гранями (с малым числом сторон). Граница
зерен стремится расти в направлении своего центра кривизны (рис. 3).
В обычных условиях рост зерен тормозится присутствием пор и вклю-
чений, так как, чтобы растущая грань про-
шла пору, поверхностная энергия данного
зерна должна увеличиться на энергию
границы раздела пора —кристалл.
Соотношение между размером зерна,
количеством включений и минимальным
достижимым радиусом кривизны пор по-
лучил Зенер [12]:
г 4f 9
где г — радиус включения, R — радиус
кривизны границы зерна, f — объемная
доля включений.
На промежуточном этапе спекания
постоянно действует описанный механизм
торможения роста зерен порами, благодаря
чему рост зерен происходит весьма медленно, а поры остаются сосредо-
точенными на границах зерен. Плотность образца к концу промежуточного
этапа спекания достигает 0,9—0,95 теоретической.
Переход к конечному этапу спекания характеризуется
разрывом каналообразных пор и превращением их в сферические поры,
располагающиеся в большинстве в углах, образуемых четырьмя сходящими-
ся границами соседних зерен.
Возможны два варианта протекания конечного этапа спекания. При
постепенном росте зерен поры непрерывно уменьшаются до полного исчез-
новения. Расположение пор при этом не изменяется. В конце спекания ма-
териал достигает теоретической плотности, размеры зерен не превышают
обычно нескольких десятков микрон.
Однако такой ход процесса спекания наблюдается далеко не всегда.
В большинстве случаев при достижении пористости порядка 95—99% не-
которые зерна материала начинают быстро расти, достигая размера в не-
сколько сотен микрон. Такой рост кристаллов связан с уменьшением числа
и объема пор, тормозящих рост кристаллов. Центрами роста служат крис-
таллы, имеющие большое число граней и вблизи которых окажется меньшее
число пор, чем в других частях вещества. Поэтому такой рост кристаллов
называют прерывистым, или флуктуационным, а также, по аналогии с ме-
таллами, вторичной, или собирательной рекристаллизацией.
Во время флуктуационного роста поры не успевают перемещаться вместе
с границей и оказываются захваченными внутри растущего кристалла. В да-
льнейшем заметного изменения размера пор, удаленных от границ зерен,
и усадки не наблюдается.
325
При длительных изотермических выдержках наблюдают уменьшение
размеров и количества пор, располагающихся вблизи границ зерен, а также
появление небольших участков без пор в местах, где происходили медлен-
ные перемещения границ. Конечная плотность, в случае флуктуационного
роста кристаллов, никогда не достигает теоретической величины и состав-
ляет обычно 98—99%. Различаются временные зависимости относительной
плотности спекаемого вещества и скорости роста зерен на каждом из этапов
спекания, что указывает на различие процессов, ответственных за спекание
в каждом случае.
Рассмотрим возможные механизмы перераспределения вещества, при-
водящие к спеканию, и некоторые экспериментальные данные, отождествля-
ющие различные стадии процесса спекания с конкретными механизмами.
Перенос вещества при спекании может определяться несколькими раз-
личными процессами: вязкое и пластическое течения, испарение — кон-
денсация, поверхностная и объемная диффузии.
Первая попытка развить количественную теорию спекания принадле-
жит Я. И. Френкелю [13], который предположил, что при высоких темпе-
ратурах как у кристаллических, так и у аморфных тел наблюдается вяз-
кое течение под действием капиллярных сил, связанных с кривизной по-
верхности пор. На основе этих предположений он получил уравнения,
описывающие рост «шейки» между двумя сферическими частицами и захлопы-
вание сферической поры.
В дальнейшем, однако, было показано [14], что механизм спекания,
предложенный Френкелем, неприменим для кристаллических тел. Основная
причина этого заключается в том, что он предположил вязкое течение крис-
талла в макро- и микроскопически однородном и небольшом по величине
силовом поле, что для реальных кристаллов не имеет места. Тем не менее
уравнения, полученные Френкелем, прекрасно согласуются с опытными
данными по спеканию различных стекол, где механизм вязкого течения,
очевидно, хорошо описывает суть процесса.
Попытка усовершенствовать модель Френкеля, путем замены вязкого
течения деформацией твердого тела, также не привела к результатам, со-
гласующимся с известными экспериментальными данными по спеканию.
Это понятно из физических соображений. Пластическая деформация в крис-
таллическом теле осуществляется генерацией и движением дислокаций,
что требует значительных напряжений (например, для размножения дис-
локаций источником Франка — Рида). Такие напряжения не могут поя-
виться за счет действия капиллярных сил, что является причиной неприме-
нимости данного механизма к обычному спеканию. Уравнения, полученные
на основе механизма пластического течения [15], хорошо объясняют осо-
бенности, наблюдаемые при горячем прессовании многих окислов и гало-
генидов.
Для объяснения закономерностей, обнаруженных при спекании моно-
кристаллических сфер, изучали также возможность переноса вещества
путем испарения — конденсации [11]. Использование такого механизма
основывается на том, что равновесное давление паров над поверхностью
раздела кристалл — газ для вогнутой поверхности меньше, чем для плоской
и выпуклой.
В настоящее время для объяснения процессов, происходящих при
спекании, чаще всего используют диффузионные модели. Впервые на воз-
можность объяснения спекания направленной диффузией вакансий ука-
326
зал Б. Я. Пинес [16]. Он показал, что равновесная концентрация вакансий
(дефектов по Шоттки) вблизи поверхности сферической поры больше, чем
вблизи поверхности тела (благодаря большому, по сравнению с порой,
размеру поверхность тела можно считать плоской). Разность концентраций
вакансий (по Пинесу) обусловливает диффузионный поток вакансий от
поры к поверхности тела, в результате чего поры должны исчезать. Относи-
тельное изменение концентрации вакансий вблизи плоской поверхности Со по
сравнению с концентрацией вакансий С1 вблизи поры с радиусом р
tfi С1 — Со = уб3
Со Cq pkT
где у — поверхностная энергия; 63 — объем вакансии; k — постоянная
Больцмана; Т — абсолютная температура.
Модель спекания, предложенная Пинесом, была весьма несовершенна^
и следствия, вытекающие из нее, противоречили экспериментальным данным,,
например зависимость скорости спекания от размеров спекаемого тела.
Однако основная идея этой модели — прохождение диффузионных процес-
сов при спекании благодаря зависимости концентрации вакансий от радиуса
кривизны поверхности, где они расположены,— сохранилась во всех по-
следующих диффузионных моделях спекания.
Некоторые исследователи показали [14, 17], что местом поглощения ва-
кансий (стоком вакансий) могут быть не только поверхность тела, но также
и границы между зернами, которые одновременно и являются местом зарож-
дения (источником вакансий). Кроме того, теоретически и эксперименталь-
но было доказано, что скорость диффузии вакансий в слое вблизи границы
зерен (скорость пограничной диффузии) может значительно превышать ско-
рость диффузии в объеме зерен.
Существуют три различных объяснения действия границы как стока
вакансий:
1. Границы зерен действуют как каналы, по которым вакансии переме-
щаются на поверхность.
2. Границы зерен действуют как поглотители вакансий. Вблизи острых
углов зерен вакансии, подходя к границе, содержащей дислокации, погло-
щаются ими, в результате чего дислокации перемещаются вверх. Зерна, при-
легающие к границе, при этом движутся навстречу друг другу, обусловли-
вая, таким образом, усадку образца.
3. Вблизи плоских или тупоугольных границ зерен образуется слой
атомов с пониженной средней плотностью, своего рода «аморфизованный»
слой, отличный от остальной кристаллической,решетки. При скоплении в
этом слое достаточного числа вакансий слой как бы «спрессовывается»,
плотность его увеличивается, а вакансии исчезают.
Усадка всего кристаллического тела, состоящего из большого числа
зерен, является самосогласованным процессом в том смысле, что на границе
зерен не возникают нарушения сплошности, т. е. деформирование данного
зерна зависит от деформирования зерен, которые его окружают. Таким пред-
ставлениям о механизме диффузии и исчезновении вакансий лучше всего
соответствуют большинство опытных данных.
Таким образом, на начальной стадии спекания частиц источниками
вакансий могут быть: поверхность шейки между частицами и дислока-
ции внутри зерен. Стоками вакансий служат границы зерен, поверхность
зерна и дислокации внутри зерна (рис. 4). Усадка при спекании будет
327
происходить только при поглощении вакансий границами зерен, независимо
от их источника. При этом движение вакансий (или, что то же, обратное дви-
жение атомов) происходит следующим образом: пограничной или объемной
диффузией, объемной диффузией, поверхностной диффузией.
Расчет временных зависимостей радиуса шейки, линейной и объемной
усадки, для случая диффузии вакансий с поверхности шейки к границе
между частицами, приведен в работе Кинджери и Берга [18]. По их расчету,
диаметр «шейки» х, при постоянной температуре, увеличивается со временем
Рис. 4. Возможные источники и стоки вакансий при спекании
двух сферических частиц.
t пропорционально Z1/». Сближение центров двух соседних частиц &LILQ
(Lq — начальное расстояние между центрами) пропорционально t2K Объем-
Д1/ о AL
ная усадка чт- = 3 -т—
у0
Позднее Коубл [19], изучая спекание монокристаллических сфер из
А12О3 диаметром 3; 1,5 и 1 мм на монокристаллической сапфировой подлож-
ке, а также спекание тонкодисперсного (0,2 мк) порошка А12О3, нашел,
что усадка пропорциональна е. подчиняется формулам, полученным
Кинджери и Бергом. Однако, по измерениям Коубла, рост диаметра «шей-
ки» происходит быстрее, чем требует модель, описывающая усадку, что
объясняется тем, что часть вакансий диффундирует не на границу зерен,
а на поверхность частиц.
Суммируя сказанное о механизмах, ответственных за начальный период
спекания, можно сделать вывод, что большинство известных результатов
измерения зависимости усадки от времени при постоянной температуре
спекания хорошо описывается уравнениями, рассчитанными для модели диф-
фузии вакансий с поверхности шейки на границу зерен, играющих роль
стока вакансий. В то же время изучение роста шейки между частицами при
изотермическом спекании показывает, что иногда заметный вклад вносит
диффузия атомов по поверхности зерна, а в отдельных случаях за рост шей-
ки, по-видимому, ответственен механизм испарения — конденсации.
Для промежуточного и конечного этапов спекания основные закономер-
ности процесса спекания [20] и сравнение с экспериментом [21] рассчитал
Коубл. В основу расчета он положил диффузионную модель спекания, где
источники вакансий — поры, а стоки вакансий — границы зерен. На проме-
328
жуточном этапе спекания поры имели вид цилиндрических каналов, распо-
ложенных вдоль ребер зерен, причем каждая пора пересекалась параллель-
но своей оси тремя границами зерен. Для определенности форма зерен была
выбрана в виде 14-гранных полиэдров, которые, будучи упакованы по типу
объемноцентрированного куба, плотно заполняли все пространство.
Рассматривались два случая — радиальная диффузия вакансий в объе-
ме вокруг поры и диффузия вакансий вдоль границ зерен — плоскостей трех-
гранного угла, в вершине которого расположена пора. В обоих случаях
расчет предсказывает, что при постоян-
ных размерах зерен пористость должна
линейно уменьшаться со временем t.
Уравнение для скорости изменения
dP
пористости при изотермической вы-
держке имеет вид:
dP _ ND"ta0
di ~ FkT ’
где N — численный коэффициент, при-
мерно равный 10; D — коэффициент
диффузии; у — поверхностная энергия;
а0 — постоянная решетки; I — размер
зерна; k — постоянная Больцмана и
Т — абсолютная температура.
На конечной стадии спекания поры
имеют сферическую форму и распола-
гаются в углах полиэдра. Скорость
Рис. 5. Сравнение измеренных и рас-
считанных по спеканию коэффициен-
тов диффузии в А12О3:
/ — расчет по промежуточному этапу спе-
кания [21]; 2 — диффузия Ар+ в поли-
кристалле А12О3 [44 ]; 3 — расчет по на-
чальному этапу спекания [19J; 4—5 — диф-
фузия кислорода в поликристалле А13О3
[45]; 6 — диффузия кислорода в монокри-
сталле А12О3 [44].
правило, прямые, но наклон их,
этого — сдерживание роста зерен
изменения пористости для этого случая,
согласно расчету Коубла, также не за-
висит от времени при постоянном раз-
мере зерен. Чтобы получить закон зави-
симости усадки от времени, нужно учесть
рост зерен.
Расчет показывает, что в отсутст-
вие мешающих факторов I—tli*. Экспе-
риментальные графики lg I = f (1g t), как
обычно, меньше — от 0,1 до 0,5. Причина
посторонними включениями, порами, примесями, концентрирующимися при
росте на границах, и т. д. Разнообразие и трудность контроля всех этих
факторов объясняет расхождение результатов у разных авторов.
Для получения аналитического выражения зависимости пористости
от времени Коубл [22] предлагает подставить в уравнение (1) эмпириче-
скую зависимость размера зерен от времени. Конечные формулы во всех
случаях предсказывают линейную зависимость пористости от lg t, но с раз-
личными численными коэффициентами.
Для установления характера диффузии при спекании используют со-
поставление коэффициента диффузии, рассчитанного из уравнения типа (1),
с коэффициентами диффузии анионов и катионов, измеренными прямыми
методами.
Вычисленные по спеканию значения коэффициента диффузии для А12О3,
по данным разных авторов, представлены на рис. 5. Там же приведены
22 9-1030
329
результаты непосредственных измерений коэффициента диффузии кислорода
в моно- и поликристаллической окиси алюминия.
Как видно из рисунка, значения коэффициента диффузии, вычисленные
по спеканию, у разных авторов различны, но приведенные данные значитель-
но превосходят величины коэффициентов диффузии кислорода в моно-
и поликристаллической окиси алюминия, а иногда и величину коэффициента
диффузии ионов алюминия. В то же время, перенос вещества при спекании
должен определяться наиболее медленным процессом диффузии, т. е. в
А12О3 диффузией иона А13+.
Коубл и другие авторы объяснили эти экспериментальные данные сле-
дующим образом. Скорость диффузии кислорода резко увеличивается при
уменьшении размера зерен и, по оценке, при размере зерен 20 мк должна
превзойти скорость диффузии ионов алюминия.
Аналогичное явление наблюдается в щелочно-галоидных кристаллах,
причем примерный расчет показывает, что в пограничном слое толщиной
около 200 А скорость диффузии анионов в 106 раз больше, чем в объеме крис-
талла. Диффузия катионов в большинстве ионных кристаллов не зависит
от присутствия дислокаций и границ зерен. На этом основании Коубл делает
вывод, что спекание А12О3 с достаточно малыми размерами зерен контроли-
руется объемной диффузией ионов А13+, в то время как перенос кислорода
происходит в приграничном слое зерен.
Подтверждением такого механизма спекания А12О3 могут служить на-
блюдения Бюрке [23]. Поры, захваченные внутри зерна, могут уменьшаться
в диаметре и исчезать только в том случае, если они пересекаются границей
зерна. У пор, непосредственно не касающихся границы, хотя и близких
к ней, изменения размеров незаметны. Разница в длине путей диффузии
не может объяснить столь различных скоростей усадки пор. Но при описан-
ном выше механизме, если расстояние от поры до границы зерна больше тол-
щины пограничного слоя, где повышена скорость диффузии кислорода,
скорость усадки поры должна контролироваться объемной диффузией кис-
лорода. Так как она в 103 раз меньше, чем коэффициент диффузии А13+,
уменьшение размера поры не поддается измерению.
Механизм переноса вещества при спекании в ВеО, MgO и некоторых
других окислах, как предполагается, подобен описанному механизму диф-
фузии в А12О3, однако детальное обсуждение невозможно из-за отсутствия
данных о диффузии кислорода в этих веществах [24].
Необходимо остановиться на несколько иной трактовке процесса спе-
кания — как процесса диффузионно-вязкого течения (крипа), кристалли-
ческого тела. В отличие от пластического течения, которое требует поро-
гового значения нагрузки, диффузионно-вязкое течение происходит при сколь
угодно малых напряжениях.
Этот процесс обусловлен диффузией вакансий и является существенным
лишь при высоких температурах, когда она происходит достаточно быстро.
Пути диффузии, источники и стоки вакансий при крипе аналогичны тако-
вым при спекании. Единственное различие в подходе к рассмотрению этих
процессов — в том, что в диффузионной модели спекания источником гра-
диента вакансий служит различная кривизна поверхности в области пор и на
границе зерна, а в случае крипа градиент вакансий возникает из-за разли-
чия нормальных составляющих напряжений, приложенных к разным участ-
кам поверхности.
330
С точки зрения механизма диффузионно-вязкого течения спекание —
частный случай крипа под действием капиллярных сил. Однако наблюда-
ющиеся отличия в кинетике спекания и крипа не позволяют полностью
отождествить эти процессы [25].
Основная идея механизма диффузионно-вязкого течения была впервые
высказана в работах Набарро [14] и Херинга [17]. Наиболее полная и по-
следовательная теория явления развита в работах советских авторов
Коэффициенты диффузии, вычисленные из крипа А12О3, ВеО, MgO,
совпадают с непосредственно измеренными коэффициентами диффузии с тем
же разбросом, что и коэффициенты диффузии, вычисленные из спекания.
Изложенный выше механизм спекания дает правильную качественную
картину процесса, однако, количественная теория спекания ее далека от
совершенства из-за сложности явления и влияния на него различных факто-
ров. Целесообразно рассмотреть, как влияют на процесс спекания некоторые
наиболее важные факторы: энергетические характеристики вещества и строе-
ние его кристаллической решетки, кристаллическое состояние порошка до
спекания, зависящее от способа его получения и предварительной терми-
ческой обработки; размер и строение зерен порошка; присутствие различных
примесей; газовая среда.
Процесс спекания связан с генерацией и движением дефектов кристал-
лической решетки: чем выше энергия кристалла, чем прочнее в ней связаны
атомы, тем больше энергии необходимо затратить на образование в нем струк-
турных дефектов, тем при более высокой температуре происходит спе-
кание такого вещества.
Для сравнения способности к спеканию окислов с различными темпе-
ратурами плавления вводят, обычно, относительную температуру спекания
0 = -^2-,
Гпл
где Та, и ТПл — соответственно температуры спекания и плавления, °К.
Температуру спекания можно определить как точку перегиба на кривой
зависимости относительной пористости от температуры обжига [28]. Между
относительной температурой спекания и энергией кристаллической решетки
установлена линейная зависимость [29] (рис. 6). Четкая корреляция сущест-
вует также между микротвердостью и относительной температурой спекания.
Структура кристаллической решетки оказывает влияние на спекание
вследствие того, что относительное расположение анионов и катионов и фор-
мы пустот в кристаллической решетке определяют затраты энергии на диф-
фузию [30] и скорость роста у кристаллов с простыми формами обычно боль-
ше. Относительная температура спекания для сложных кристаллических
решеток выше, чем для высокосимметричных [31].
Состояние материала до спекания, зависящее от метода получения ис-
ходного порошка, оказывает большое влияние на процесс спекания. Актив-
ное состояние наблюдается у порошков окислов, полученных прокаливанием
некоторых разлагающихся солей при температурах, незначительно превы-
шающих температуру разложения.
Температура спекания «активных» порошков окислов значительно ниже
температуры спекания обычных порошков. Например, порошок окиси магния
обладает наибольшей активностью, если он получен при разложении основ-
ного карбоната и гидрата окиси магния при температурах 800—1000° С
22*
331
[32]. Предварительный обжиг снижает активность и ухудшает спекаемость
тем в большей степени, чем выше температура предварительного обжига
(рис. 7).
Порошки окиси магния, полученные разложением водной хлористой
или азотнокислой соли или сжиганием металлического магния, спекаются
плохо, даже если температура, при которой они получены, низкая; например,
окись магния из водного хлористого магния получается при его разложении
при температуре 600—800° С [32 ]. Аналогичная закономерность наблюдается
для окиси бериллия [33], окиси алюминия [34] и других высокоогнеупорных
окислов.
Причины, вызывающие повышенную способность к спеканию у активных
порошков высокоогнеупорных окислов, недостаточно ясны в настоящее вре-
мя и привлекают к себе большое внимание специалистов [351.
Рис. 7. Влияние температуры предварительного обжига на изменение относительной порис-
тости образцов из окиси магния, спеченных в одинаковых условиях (°C):
I — 800—1000; 2 — 1200; 3 — 1400; 4 — 1600; 5 — 1800.
Рис. 6. Зависимость относительной температуры спекания от энергии кристаллической ре-
шетки.
Наиболее вероятное истолкование этого процесса можно дать на осно-
вании обобщения теории Набарро — Херинга.
Как упоминалось выше, вычисленные из спекания или крипа коэффи-
циенты диффузии, часто оказываются больше коэффициента диффузии даже
самых подвижных ионов в кристалле. При этом расчетная величина ко-
эффициента диффузии тем больше, чем крупнее зерна в поликристалле,
размер которых входит в формулу для вычисления. Такая зависимость объяс-
няется тем, что размер зерна при расчете предполагается равным характерис-
тической длине диффузии, т. е. расстоянию между стоками и источниками
вакансий.
Это также показывает, что расстояние между действительными источ-
никами и стоками намного меньше размеров зерна и следует предположить
наличие источников и стоков, связанных с нарушением структуры самого
зерна, например, блоков, субзерен, дислокаций и т. д. Такое предположение
естественно, так как нельзя ожидать, что даже весьма мелкие частицы, по-
лученные при низкотемпературном разложении соли, представляют собой
совершенные монокристаллы.
Согласно теоретическим представлениям, источники и стоки возможны
на границах блоков кристалла, если угол разориентирования блоков пре-
вышает некоторое минимальное значение порядка 1°.
332
Источниками и стоками вакансий могут быть также краевые дислока-
ции, плоскость скольжения которых параллельна или перпендикулярна
границе зерна [36]. Расстояние I между источниками и стоками в этом слу-
чае обратно пропорционально корню квадратному из плотности дислокаций
N : I ~~ 1/|/ N, а кажущийся коэффициент диффузии, в соответствии с фор-
мулой (1), пропорционален
Плотность дислокаций при сильном искажении кристаллической решет-
ки может быть повышена на 3—4 порядка по сравнению с обычной, причем,
вследствие малой подвижности дислокаций в ионных кристаллах по срав-
нению с металлами, избыточная концентрация дислокаций сохраняется и
при повышенной температуре. Отсюда видно увеличение на два — три по-
рядка скорости спекания активных порошков и роль предварительного
обжига, снижающего активность.
Следует отметить, что использовать хорошую спекаемость активных
порошков окислов для практических целей не всегда представляется возмож-
ным из-за плохой формуемости изделий из таких порошков и большой усад-
ки, что часто приводит к короблению и искривлению изделий.
При рассмотрении влияния размера зерен порошка на спекание нужно
учитывать, что зерна порошка спекаемого окисла могут быть либо обломка-
ми монокристаллов, либо же иметь сложное строение, являться сростками
(друзами) мелких и мельчайших элементарных кристалликов [32].
При спекании изделий из окислов, сформованных из порошков, обра-
зованных осколками монокристаллов (например, порошков, полученных
размолом электроплавленной или обожженной при высокой температуре
окиси), интенсивность спекания обратно пропорциональна диаметру зерен
порошка, т. е. материал спекается тем лучше, чем меньше средний диаметр
частиц.
Если же образцы сформованы из порошков, частицы которых со-
стоят из сростков кристаллов или имеют вид дендритов, наблюдаемые зако-
номерности значительно сложнее. Обычно из таких порошков формовать изде-
лия трудно из-за низкого насыпного веса.
Как было показано [28 ], при разрушении сростков кристаллов окиси маг-
ния размолом в вибрационной мельнице в течение 30 мин наблюдается срав-
нительно небольшое увеличение удельной поверхности одновременно со зна-
чительным (до трех раз) возрастанием насыпного веса и повышением на
20—30% объемного веса спрессованных образцов.
В результате частичного разрушения сростков, их «комкования» и
уплотнения температура спекания значительно снижается [31 ].
Зависимость начальной и конечной плотности, при прочих равных ус-
ловиях спекания, имеет строго линейный характер, если в процессе формо-
вания изделий не образуются трещины, неоднородности и другие дефекты.
Поэтому применять для изготовления изделий порошки, частицы которых
имеют форму друз или дендритов, нежелательно. Частичное улучшение
свойств этих порошков может быть достигнуто кратковременным размо-
лом в вибромельнице.
Введение добавок в высокоогнеупорные окислы позволяет понизить
температуру обжига изделий, изменить их микроструктуру, проч-
ность, прозрачность, электрические и другие свойства, в связи с чем
влияние различных добавок на спекание и свойства окислов интенсивно
изучаются.
333
По характеру взаимодействия примесей с основным материалом их сле-
дует разделить на два типа: добавки, образующие при температурах обжига
жидкие фазы и не образующие их.
Не рассматривая подробно действие добавок, образующих при обжиге
жидкую фазу, отметим только, что процессы спекания в присутствии жид-
кой фазы проходят тем интенсивнее, чем меньше угол смачивания основного
вещества жидкой фазой.
Примеси, не образующие при спекании жидкой фазы, по их действию
на процесс спекания можно разделить на три основные группы [1 ]:
1. Ускоряющие процесс спекания (уплотнения) и понижающие тем-
пературу спекания с одновременным ускорением процесса собирательной ре-
кристаллизации (добавки ТЮ2 к А12О3, Li2O к MgO, СаО к ThO2 и др.).
2. Ускоряющие уплотнение при спекании и одновременно замедля-
ющие процесс собирательной рекристаллизации (добавки MgO или ВеО
к А12О3).
3. Тормозящие уплотнение вещества при спекании и замедляющие
рост кристаллов.
Механизм действия примесей первой группы, по-видимому, заключа-
ется в том, что они образуют с основным веществом твердые растворы заме-
щения с образованием такого типа дефектов, которые ускоряют процесс диф-
фузии наиболее медленных ионов в данном веществе. Например, А12О3
образует с ТЮ2 следующий тип твердого раствора [37]:
6TiO2 3[Ti : (А1)]2О34-А18О3 + 2А1'о,
где Ti: (Al) — ион Ti4+ на месте иона А13+, А1а — вакансия.
Как рассматривалось выше, процессом, лимитирующим скорость спека-
ния в А12О3, является объемная диффузия ионов А13+. Увеличение коли-
чества катионных дефектов ускоряет диффузию А13+> процесс спекания и рост
кристаллов.
Механизм действия примесей второй группы несколько более сложен.
Наиболее интересный и исследованный пример такого типа спекание А12О3
с добавкой около 0,3% MgO, что позволяет получить беспористый мелкокрис-
таллический материал. Тем не менее единого мнения относительно механиз-
ма действия примеси MgO на спекание А12О3 не существует.
Большинство авторов [38 ] считает, что основа действия примеси MgO—
торможение флуктуационного роста кристаллов вследствие скопления на их
границах зерен зародышей шпинельной фазы. Однако Коубл [241, подробно
исследовавший этот случай, объясняет действие легирования увеличением
скорости спекания в присутствии MgO и конечным временем формирования
зародышей флуктуационного роста, составляющим, как и в чистом А12О3,
величину, близкую к 103 мин. Из-за большой скорости спекания А12О3 +
+ 0,3% MgO достигает теоретической плотности раньше, чем сформируют-
ся зародыши и начнется флуктуационный рост зерен. В этом объяснении ос-
тается неясным, почему в легированной окиси алюминия, согласно данным
автора, не наблюдается вторичная рекристаллизация при отжиге вплоть до
104 мин.
Действие примесей третьей группы, тормозящих спекание и рекристал-
лизацию, может быть объяснено различными причинами. Во-первых, такое
действие можно наблюдать при образовании дефектных растворов замеще-
ния, уменьшающих скорость диффузии. Например, ионы Са2+, Со2+, Cd2+»
334
замещающие ионы А13+, должны создавать в кристалле анионные вакансии,
что по закону действующих масс приводит к уменьшению концентрации
катионных вакансий и уменьшению скорости диффузии. Во-вторых, подоб-
ным механизмом действия должны обладать примеси, концентрирующиеся
на границах раздела зерен и затрудняющие приграничную диффузию.
Возможны и другие механизмы торможения спекания примесями.
Такие добавки не представляют практического интереса, поэтому их дей-
ствие изучено мало.
Газовая среда оказывает существенное влияние на спекание и рекрис-
таллизацию многих окислов. Рассматривая различные экспериментальные
данные, можно назвать несколько достаточно изученных к настоящему вре-
мени причин подобной зависимости.
Известно, что взаимодействие окисла с окружающей средой при вы-
сокой температуре приводит к возникновению в окисле нестехиометрических
дефектов, тип и концентрация которых зависят от свойств окисла и состава
газовой среды [39]. Изменяя состав газовой среды, можно изменять концен-
трацию дефектов, ответственных за скорость спекания и, следовательно регу-
лировать процесс спекания. Этот механизм является общим для всех окислов,
и то, в какой мере он проявляется, зависит только от достижимой в условиях
спекания концентрации нестехиометрических дефектов.
А12О3 весьма незначительно изменяет стехиометрический состав во всех
достижимых условиях спекания (вследствие стабильного валентного состоя-
ния иона А13+ и низкой упругости диссоциации— 1,7 • 10~18 атм при
1750° С) [40]. Поэтому спекаемость чистой окиси алюминия также как окислов
многих лантанидов [41 ], Sc2O3, ВеО и других не зависит от парциального
давления кислорода в окружающей среде.
Окислы многих переходных металлов (Fe2O3, TiO2, SnO2, CuO, Co2O3,
Ni2O3), имеющие легко достижимые давления диссоциации при спекании
в атмосфере водорода или инертного газа, диссоциируют до низших окислов,
что сопровождается уменьшением молярного объема. Впоследствии на воздухе
при нагреве или при комнатной температуре происходит их окисление,
сопровождающееся разрушением изделия. Поэтому обжиг каждого из таких
окислов возможен только в строго определенном диапазоне парциальных
давлений кислорода [42].
Такие окислы, как Cr2O3, MgO, СаО и другие, занимают промежуточ-
ное положение между перечисленными двумя типами. Достижимая концен-
трация дефектов в них достаточно велика, чтобы регулировать процесс спе-
кания, но восстановления окислов не происходит. Например, истинная по-
ристость образцов Сг2О3, спекавшихся в течение 3 ч при температуре 1750° С
в среде воздуха, составляла 43,6%, а после спекания в тех же условиях в ар-
гоне — 13,6% [42]. При обжиге образцов MgO при 1500° С в среде воздуха
истинная пористость составляла 40,1 %, а во влажном водороде (Ро2 = 1,1 X
X 10~12 атм) — только 10,2%. Аналогично ведет себя А12О3 с примесью
TiO2. Активирующее действие ТЮ2 полностью снимается в среде водоро-
да [29].
Другим механизмом воздействия среды на спекание высокоогнеупорных
окислов является образование поверхностных соединений. Если энергети-
ческий выигрыш, получаемый при образовании данных соединений, превы-
шает таковой, достигаемый за счет уменьшения площади границ при спека-
нии, процесс спекания резко тормозится [43]. Например, при спекании ВеО
335
при температуре 1600° С в присутствии паров воды достигается плотность
2,6 г!см3, в то время как в вакууме — 2,9 г!см3. В присутствии паров воды
образуется гидрат окиси бериллия по реакции
ВеОтв + Н2О(Г) = Be (ОН)2 (г).
Как показали экспериментальные данные, поверхностные комплексы
Ве(ОН)2устойчивы и при испарении разрушают решетку ВеО. Поэтому
кинетика спекания окиси бериллия в парах воды определяется термодина-
мическим соотношением: AZ образования поверхностной квазифазы
Ве(ОН)2 > AZ спекания ВеО. Аналогично автор [43] объясняет торможе-
ние спекания Сг2О3 в атмосфере кислорода, а также спекание и кристалли-
зацию SiO2 в различных средах.
ЛИТЕРАТУРА
1. Тресвятскйй С. Г., Черепанов А. М. Высокоогнеупорные материалы
и изделия из окислов, второе изд. Металлургия, М., 1964.
2. Огнеупорное производство, справочник под редакцией Д. И. Гавриша, том I. Метал-
лургия, М., 1965, гл. 12. В. И. К у ш а к о в с к и й. Высокоогнеупорные изделия из
химически чистых окислов и карбида кремния.
3, Беляев Р. А. Окись бериллия. Госатомиздат, М., 1962.
4. Павлушкин Н. М. Спеченный корунд. Госстройиздат, М., 1962.
5. Полубояринов Д. Н., Балкевич В. Л., Попильский Р. Я. Высо-
коглиноземистые керамические и огнеупорные материалы. Госстройиздат, М., 1960.
6. А б р а м с о н И. Д. Керамика для авиационных изделий. Оборонгиз, М., 1963.
7. Арте К., Клерманн Р., Хеймел Э. Минералокерамические режущие
материалы (пер. с немецкого). Машгиз, М., 1962.
8. Ryshkewitch Е.— Oxide Ceramics, 1960, 4. London.
9. Б а л ь ш и н М. Ю. Порошковое металловедение. Металл у ргиздат, М., 1948.
10. Федорченко И. М., Андриевский Р. А. Основы порошковой металлур-
гии. Изд-во АН УССР, 1961.
11. К и н г е р и У. Д. Введение в керамику. ИЛ, М., 1965.
12. J. White — Science of Ceramics, Acad. Press, 1962, L.-4.
13. Френкель Я. И.— ЖЭТФ, 1946, 16, 1, 29.
14. F. R. N a b а г г о.— Report of Conference on the Strength of Solids, Phys. Soc., 1948,
London, 75.
15. К и н д ж e p и В. Д. Процессы керамического производства. ИЛ, М., 1960
16. П и н е с Б. Я.— ЖТФ, 1946, 16, 737.
17. Herring С.— J. Appl. Phys.. 1950, 21, 437.
18. С о b 1 е R. L.— J. Amer. Ceram. Soc., 1955, 26, 1205.
19. С о b 1 е R. L.— J. Amer. Ceram. Soc., 1958, 41, 55.
20. С о b 1 e R. L.— J. Appl. Phys., 1961, 32, 787.
21. С о b 1 e R. L.— J. Appl. Phys., 1963, 6, 1679.
22. С о b 1 e R. L.— J. Appl. Phys., 1961, 32, 793.
23. Burke J. E.— J. Amer. Cer. Soc., 1957, 40, 80.
24. Paladino A. E., Colbe R. L.— J. Amer. Ceram. Soc., 1963, 46, 3, 133.
25. Пи нес Б. Я., Сирен ко А. Ф.—ФММ, 1965, 20, 1, 84.
26. Лифшиц И. М., Гегузин Я. Б.— ФТТ, 1959, 4, 5, 1328.
27. Лифшиц И. М.— ЖЭТФ, 1963, 44, 4, 1349.
28. Тресвятскйй С. Г.— Огнеупоры, 1960, 5, 232.
29. Брон В. А.— В кн.: Труды Восточного института огнеупоров, 1966, 6,155.
30. L. A z а г о w.— J. Appl. Phys., 1961, 32, 1658.
31. Тресвятскйй С. Г.— Огнеупоры, 1960, 10, 467.
32. Будников П. П., Тресвятскйй С. Г., Володин П. Л.— В кн.: Сборник
по химии и технологии силикатов. Промстройиздат, М., 1956, 248.
33. Б у д н и к о в П. П., Б е л я е в Р. А.— ЖПХ, 1960,33,9, 1921.
34. К у к о л е в Г. В.— В кн.: Труды Харьковского политехнического института, 1958,
17, 191.
35. G. С. Kuczynski.— Modern Development in Powder Metallurgy 1, N. Y. 1966
336
36. Инденбом В. Л., Орлов А. Н.— УФН, 1962, 76, 3, 557.
37. X а у ф ф е К. Реакция в твердых телах и на их поверхности, т. I. ИЛ, 1962.
38. Kroeger F. A. The Chemistry of imperfect crystals. Amsterdam, 1964, 819.
39. Ч e б о т и н В. H. Автореферат дисс. Уральский политехнический институт, Сверд-
ловск, 1965.
40. Л е о н о в А. И.— Изд-во АН СССР, ОХН, 1958, 41, 7, 273.
41. Ploets G. Z. and oth.— J. Am. Ceram. Soc., 1958, 41, 551.
42. Келлер Э. К.» Леонов А. И.— Ви11. Soc. Tran. Cer., 1961, 50.
43. Леонов А. И.— Неорганические материалы, 1966, 2, 12, 1268.
44. P a 1 a d i n о A. E., Kinger у W. D.— J. Chem. Phys., 1962, 37, 957.
45. О i s h i J., К i n g e г у W. D.— J. Chem. Phys., 1960, 33, 480.
СОДЕРЖАНИЕ
Федорченко И. М. Роль порошковой металлургии в технике и перспективы ее
развития................................................................. 5
ИЗГОТОВЛЕНИЕ ПОРОШКОВ
Скороход В. В. Методы изготовления порошков и их свойства................... 13
Радом ы сельский И. Д, Технологические процессы производства железных
и легированных порошков, применяющихся в СССР........................... 21
Меерсон Г. А. Методы получения порошков тугоплавких металлов................ 38
ОСНОВНЫЕ ПРИНЦИПЫ ФОРМОВАНИЯ
Роман О. В. Теория и практика прессования металлических порошков............ 54
Виноградов Г. А. Теория и практика прокатки металлических порошков ... 61
ТЕОРИЯ И ПРАКТИКА СПЕКАНИЯ
Р и с т и ч М. Спекание полидисперсных кристаллических порошков............. 73
Скороход В. В. Теория твердофазного спекания металлокерамических изделий 81
Тресвятский С. Г. Высокоогнеупорные системы с окислами редкоземельных
элементов и актинидов................................................... 91
Еременко В. Н. Поверхностные явления и их роль в процессах жидкофазного
спекания и пропитки пористых тел жидкими металлами......................101
Радованович Д. Термохимические аспекты некоторых процессов обжига
керамики................................................................122
Малич Д., Афган Н. Термодинамика необратимых процессов и явлений в ме-
таллах и керамике.......................................................127
ПРОБЛЕМЫ СОВРЕМЕННЫХ МАТЕРИАЛОВ
Михайлович А. Значение микроструктурных исследований в развитии совре-
менных металлокерамических материалов...................................135
Федорченко И. М. Антифрикционные и фрикционные металлокерамические
материалы...............................................................141
Федорченко И. М. Пористые металлокерамические материалы............152
Радом ы сельский И. Д. Металлокерамические конструкционные детали 162
Францевич И. Н. Металлокерамические материалы в электротехнике .... 190
Делич Д. Физико-химические основы получения керамики на основе титанатов 206
К и ш Ш. Физико-химические принципы получения ферритной керамики и ее свойства 215
338
Слепцов В. М.» Косолапова Т. Я. Технология получения и свойства туго-
плавких материалов для техники высоких температур...................224
Меерсон Г. А. Металлокерамическая технология изготовления компактных
заготовок из порошков тугоплавких металлов........................ 242
Францевич И. Н. Новые тенденции в разработке сверхпрочных и жаропрочных
материалов .........................................................253
Тресвятский С. Г. Структура и прочность хрупких поликристаллических
неорганических материалов...........................................269
Анастасиевич П. Термодинамика ядерного топлива на основе окислов . . . 287
Колар Д. Влияние среды на спекание двуокиси урана .....................294
Жиеанович Б., Микиель В., Ристич М. Технология получения ке-
рамического ядерного горючего на основе окислов урана и современные тенден-
ции ее развития ....................................................300
Тресвятский С. Г. Высокоогнеупорные материалы и изделия из окислов ... 312
Печатается по постановлению ученого совета Института проблем материаловедения Академии наук
Украинской ССР
Редактор М. Н. Котко. Оформление художника Р. К. Пахолюка. Художественный редактор
И. В. Козий. Технический редактор Б. М. Кричевская» Корректоры Е. А. М и х а л е ц,
3. Г. Г е ж у н.
Сдано в набор 20. XI. 1969 г. Подписано к печати И. V. 1970 г. БФ 08278. Зак. № 1112. Изд. № 23.
Тираж 2450. Бумага № 1, 70 X ЮО1/^. Печ. физ. листов 21,5. Условн. печ. листов 27,95. Учетно-изд.
листов 29,3. Цена 3 руб. 15 коп.
«Наукова думка». Киев, Репина, 3.
Отпечатано с матриц Киевского полиграфического комбината на книжной ф-ке «Октябрь» Комитета
по печати при Совете Министров УССР, Киев, Артема, 23-а.
УДК 621.762
Роль порошковой металлургии в технике и перспективы ее развития. Федорчен-
ко И. М. «Современные проблемы порошковой металлургии», 1970 г.
Обзор материалов, изготовляемых методами порошковой металлургии, их характерис-
тики и области промышленного применения. Даны перспективы дальнейшего развития по-
рошковой металлургии. Библиографий 9.
УДК 621.762.2.001 + 621.775.7
Методы изготовления порошков и их свойства. Скороход В. В. «Современные
проблемы порошковой металлургии», 1970 г.
Приведены различные методы получения порошков чистых металлов и некоторых спла-
вов. Даны важнейшие физико-химические свойства порошков и методы их определения.
Таблиц 7. Библиографий 13.
УДК 621.762.2.001 + 621.775.7
Технологические процессы производства железных и легированных порошков, приме-
няющихся в СССР. Радомысельский И. Д. «Современные проблемы порошковой
металлургии», 1970 г.
Подробно рассмотрены процессы получения порошка железа путем восстановления
окислов, приведены характеристики получающихся порошков. Описаны процессы произ-
водства порошков легированных сталей и сплавов. Рисунков 6. Таблиц 3. Библиографий 17.
Схем 6.
УДК 621.762.2.001 + 621.775.7
Методы получения порошков тугоплавких металлов. Меерсон Г. А. «Современ-
ные проблемы порошковой металлургии», 1970 г.
Описаны различные методы получения порошков вольфрама, молибдена, циркония,
ванадия, гафния, ниобия, тантала и титана. Рисунков 3. Библиографий 26.
УДК 621.762.4.001
Теория и практика прессования металлических порошков. Роман О. В. «Совре-
менные проблемы порошковой металлургии», 1970 г.
Приводятся теоретические выражения для усилия прессования с учетом и без учета
сил трения. Рассмотрены различные схемы прессования. Рисунков 5. Библиографий 33.
УДК 621.762.4.001
Теория и практика прокатки металлических порошков. Виноградов Г. А.
«Современные проблемы порошковой металлургии», 1970 г.
Изложены теоретические основы процесса прокатки, описаны оборудование и техноло-
гические схемы производства проката из порошков. Рисунков 5. Таблиц 1. Библиографий 1.
УДК 621.762.5.001 + 536.421.5
Спекание полидисперсных кристаллических порошков. Р и с т и ч М. «Современные
проблемы порошковой металлургии», 1970 г.
Рассмотрено изменение параметра уплотнения при спекании, феноменологическое урав-
нение спекания, общее уравнение кинетики спекания. Рисунков 9. Таблиц 2. Библио-
графий 25.
УДК 621.762.5.001
Теория твердофазного спекания металлокерамических изделий. Скороход В. В.
«Современные проблемы порошковой металлургии», 1970 г.
Дано феноменологическое описание процесса спекания, рассмотрены различные меха-
низмы твердофазного спекания и активирования при спекании. Библиографий 52.
340
УДК 666.884 + 621.762.5.001
Высокоогнеупорные системы с окислами редкоземельных элементов и актинидов.
Тресвятский С. Г. «Современные проблемы порошковой металлургии», 1970 г.
Обзор физико-химических свойств высокоогнеупорных окислов и технологических
процессов получения изделий из них. Описаны процессы, происходящие при спекании туго-
плавких окислов, основные этапы спекания. Рисунков 5. Библиографий 12.
УДК 621.762.5.001 + 532.6
Поверхностные явления и их роль в процессах жидкофазного спекания и пропитки
пористых тел жидкими металлами. Еременко В. Н. «Современные проблемы порош-
ковой металлургии», 1970 г.
Рассмотрены процессы, происходящие при спекании в присутствии жидкой фазы.
Изучены закономерности изменения капиллярных усилий для частиц различной формы.
Ддно теоретическое рассмотрение условий самопроизвольной пропитки твердого тела жид-
костью, кинетики данного процесса, а также решение на основании полученных законо-
мерностей ряда технологических задач. Рисунков 14. Таблиц 3. Библиографий 36.
УДК 666.3/7 + 536.666
Термохимические аспекты некоторых процессов обжига керамики. Радовано-
в и ч Д. «Современные проблемы порошковой металлургии», 1970 г.
Описан термодинамический метод расчета количества тепла, необходимого для проте-
кания технологического процесса. Рисунок 1. Таблиц 5.
УДК 536.7
Термодинамика необратимых процессов и явлений в металлах и керамике. М а л и ч Д.,
Афган Н. «Современные проблемы порошковой металлургии», 1970 г.
Описаны основы теории термодинамики необратимых процессов и на примере диффузии
в твердом теле под воздействием градиента температуры дано применение данной теории
к явлениям в металлах и керамике. Библиографий 8.
УДК 621.762.011
Значение микроструктурных исследований в развитии современных металлокерами-
ческих материалов. Михайлович А. «Современные проблемы порошковой металлур-
гии», 1970 г.
Описаны различные методики качественной и количественной металлографии в приме-
нении к пористым телам. Библиографий 4.
УДК 621.762 + 621.893
Антифрикционные и фрикционные металлокерамические материалы. Федорчен-
ко И. М. «Современные проблемы порошковой металлургии», 1970 г.
Дан обзор существующих металлокерамических антифрикционных и фрикционных
материалов для работы с различными нагрузками и в различных средах. Рисунков 6. Биб-
лиографий 33.
УДК 621.762
Пористые металлокерамические материалы. Федорченко И. М. «Современные
проблемы порошковой металлургии», 1970 г.
Рассмотрены различные типы металлокерамических фильтров, состав материалов, ме-
тоды изготовления, рабочие характеристики и области применения. Приведены данные
о применении пористой металлокерамики в топливных элементах, в качестве облицовки ка-
мер сгорания и т. д. Рисунков 9. Таблиц 2. Библиографий 16.
УДК 621.762
Металлокерамические конструкционные материалы. Радомысельский И. Д
«Современные проблемы порошковой металлургии», 1970 г.
Дан обзор металлокерамических конструкционных материалов общего назначения на
железной основе и металлокерамических износоустойчивых материалов. Изложены техно-
логия изготовления и свойства материалов. Рисунков 13. Таблиц 11. Библиографий 37.
Схем 3.
341
УДК 621.762
Металлокерамические материалы в электротехнике. Францевич И. Н. «Совре-
менные проблемы порошковой металлургии», 1970 г.
Обзор существующих металлокерамических материалов электротехнического назна-
чения. Рисунков 2. Таблиц 4. Библиографий 9.
УДК 549.64 + 666.3/7
Физико-химические основы получения керамики на основе титанатов. Делич Д.
«Современные проблемы порошковой металлургии», 1970 г.
Приведены данные о структуре титаната бария, рассмотрены твердофазные реакции для
получения сегнето-электриков и свойства сегнетоэлектрической керамики. Рисунков 13.
Таблиц 2. Библиографий 16.
УДК 549.73 + 621.762.
Физико-химические принципы получения ферритной керамики и ее свойства. Киш Ш.
«Современные проблемы порошковой металлургии», 1970 г.
Приведены кристаллографические характеристики ферритов, их электромагнитные
свойства. Рассмотрены некоторые физико-химические аспекты получения ферритов. Рисун-
ков 5. Библиографий 20.
УДК 621.762.001 + 669.018.4
Технология получения и свойства тугоплавких материалов для техники высоких
температур. Слепцов В. М., Косолапова Т. Я. «Современные проблемы по-
рошковой металлургии», 1970 г.
Предложено феноменологическое представление о строении материалов, основанное на
идее разделения валентных электронов на локализованную и нелокализованную части.
Описаны методы получения высокотемпературных тугоплавких соединений и технология из-
готовления изделий из них. Рисунков 5. Таблиц 1. Библиографий 17.
УДК 621.762 + 546.77 + 546.78 + 546.88
Металлокерамическая технология изготовления компактных заготовок из порошков
тугоплавких металлов. Меерсон Г. А. «Современные проблемы порошковой металлур-
гии», 1970 г.
Описана технология прессования и спекания изделий из порошков вольфрама, молиб-
дена, тантала, ниобия, циркония и титана. Рисунков 3. Библиографий 21.
УДК 621.762 + 669.0185
Новые тенденции в разработке сверхпрочных и жаропрочных материалов. Фран-
цевич И. Н. «Современные проблемы порошковой металлургии», 1970 г.
Обзор жаропрочных материалов. Природа жаропрочности и методы получения жаро-
прочных материалов. Рисунков 5. Таблиц 14. Библиографий 14.
УДК 539.4.01
Структура и прочность хрупких поликристаллических неорганических материалов.
Тресвятский С. Г. «Современные проблемы порошковой металлургии», 1970 г.
Рассмотрена модель двухфазного поликристаллического материала и на основании
прочностных соотношений отдельных фаз и прочности их связи предложены три группы не-
равенств, определяющие основные прочностные свойства хрупких поликристаллических не-
органических материалов данной модели. Рисунков 17. Библиографий 32.
УДК 536.7+ 621.039.54
Термодинамика ядерного топлива на основе окислов. Анастасиевич П. «Современ-
ные проблемы порошковой металлургии», 1970 г.
Приведены термодинамика и некоторые свойства нестехиометричной двуокиси урана,
двуокиси тория и плутония. Таблиц 5. Библиографий 8.
342
УДК 621.762
Влияние среды на спекание двуокиси урана. Колар Д. «Современные проблемы по-
рошковой металлургии», 1970 г.
Рассмотрено физическое влияние среды на спекание с точки зрения скорости диффу-
зии газа в закрытых порах и химическое ее влияние, связанное с переносом в газовой фазе,
растворением и абсорбцией газов в поверхностных слоях. Рисунков 5. Библиографий 23.
УДК 621.039.54
Технология получения керамического ядерного горючего на основе окислов урана и
современные тенденции ее развития. Живанович Б., Микиель В. и Р и с -
тич М. «Современные проблемы порошковой металлургии», 1970 г.
Рассмотрены основные виды ядерного горючего для энергетических реакторов, его
свойства и особенности применения. Подробно описана технология получения горючего на
основе двуокиси урана, дан анализ основных направлений ее развития. Рисунков 11. Биб-
лиографий 22.
УДК 666.3/7
Высокоогнеупорные материалы и изделия из окислов. Тресвятскйй С. Г. «Современные
проблемы порошковой металлургии», 1970 г.
Рассмотрены системы окислов редкоземельных элементов и актинидов с огнеупорны-
ми окислами II, III, IV групп периодической системы и окисью хрома. Дан ряд обобщений
по двойным диаграммам состояния. Рисунков 7. Библиографий 8.
В ИЗДАТЕЛЬСТВЕ «НАУКОВА ДУМКА»
В 1970 ГОДУ ВЫХОДЯТ В СВЕТ КНИГИ:
Н е д и н В. В. и др. Взрывоопасность металличес-
ких порошков. Ответственный редактор кандидат
технических наук О. С. Ничипоренко. Язык русский.
11 л. 1 руб. 15 коп.
В книге рассмотрены вопросы воспламенения и горения метал-
лических порошков, распыленных в воздушной среде, распростра-
нение горения, условия, при которых возможен переход горения
в детонацию. Описаны природа металлических порошков, образо-
вание газодисперсных систем и методы исследования пирофорности
порошков и их взрывчатых свойств. Приведены основные характе-
ристики взрываемости. Определены концентрационные пределы
взрываемости газодисперсных систем.
Новое литье под низким давлением. Ответственный
редактор кандидат технических наук Г. П. Борисов.
Язык русский. 15 л. 1 руб. 70 коп.
Рассмотрены гидродинамические и теплофизические особенности
процесса формирования отливок при литье под низким давле-
нием.
Приведены данные о влиянии низкого давления на литейные и фи-
зико-механические свойства литейных сплавов. Описан опыт отра-
ботки технологии, рассмотрены особенности конструкции литейной
оснастки и установок для литья под низким давлением черных и
цветных металлов, включая новый тип установок для литья под
электромагнитными воздействиями.
Предварительные заказы на эти книги принимают
все книжные магазины книготоргов, потребитель-
ской кооперации, а также магазин издательства
«Наукова думка» (Киев — 1, ул. Кирова, 4). После
выхода книг из печати магазин вышлет их в Ваш
адрес наложенным платежом.
3 руб. 15 коп
4