/






























































































































Текст
Н. М. МАДАТОВ
ПОДВОДНЫЙ
РЕМОНТ
КОРАБЛЕЙ
ИСУД О В
ВОЕННОЕ ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ОБОРОНЫ СССР
МОСКВА • 1965
УДК 629. 12. 004. 67 (204.1)
мадатов н. м.
ПОДВОДНЫЯ РЕМОНТ КОРАБЛЕЙ Н СУДОВ
В процессе эксплуатации кораблей и судов могут выйти нз
строя гребные, рулевые и другие устройства, донная и забортная
арматура; корпус корабля или судна может получить боевые или
навигационные повреждения. Задача настоящего учебно-справочного
пособия — научить и дать практические советы, как устранить неис-
правности жизненно важных устройств и систем, как ликвидировать
течь и заделать пробоины в корпусе корабля или судна на плаву,
не прибегая к помощи дока, слипа или эллинга.
Отдельные неисправности устройств, систем и арматуры, а так-
же повреждения корпуса корабля при подводном судоремонте мож-
но устранить быстрее и ремонт будет стоить дешевле, чем при
доковаиии, так как постановка судна (корабля) в док обходится
дорого. В настоящее время при рассредоточенном базирования ко-
раблей необходимость ремонта в отрыве от ремонтных баз и судо-
подъемных средств возрастает, поэтому внание технологии подвод-
ного судоремонта приобретает большое вначение.
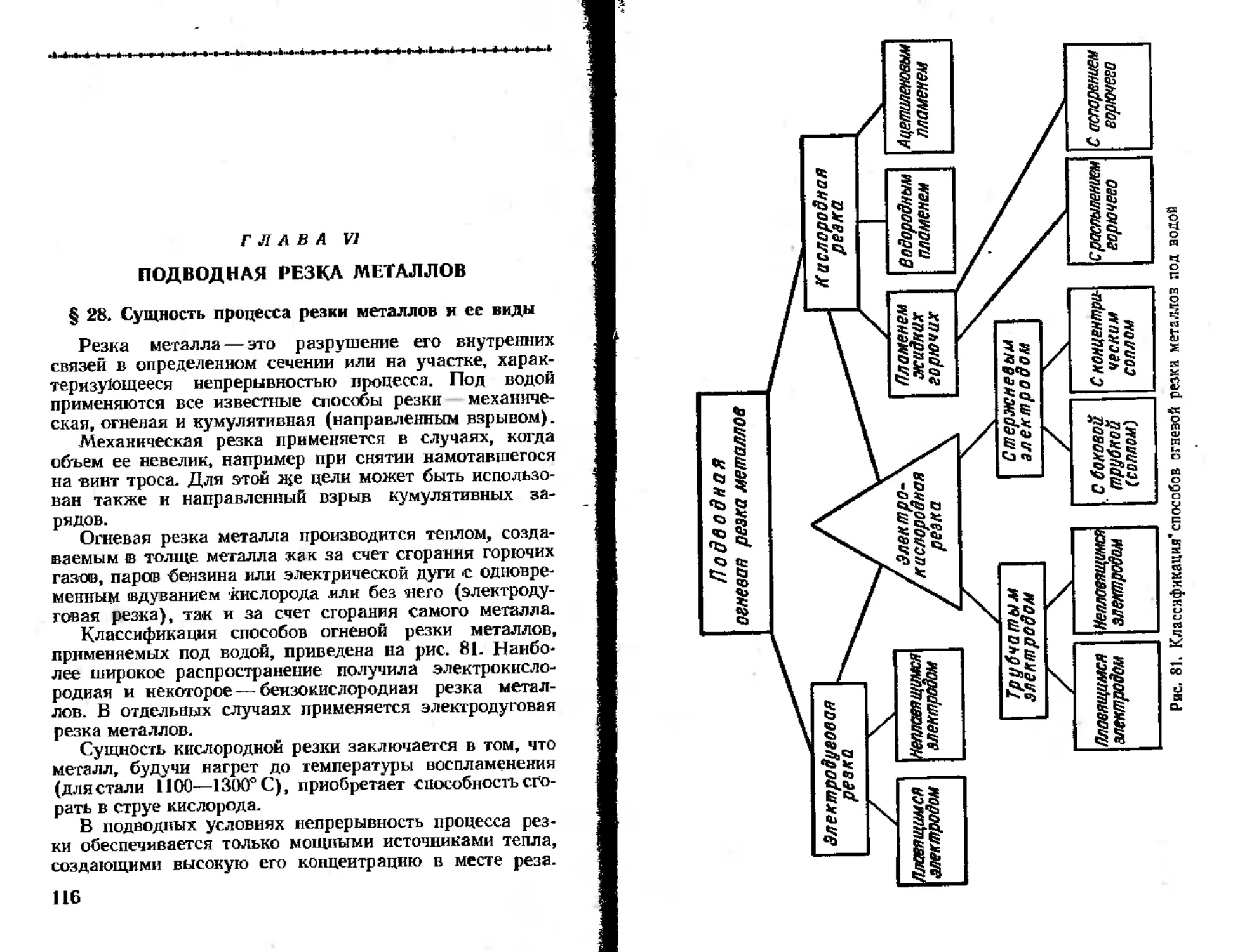
В книге подробно описываются технологические приемы н опе-
рации подводного судоремонта, в том числе с использованием
подводной полуавтоматической свария и резки металлов, подводной
окраски и других работ, технология которых разработана в послед-
ние годы. Рассматривается влияние методов подводяого судоремонта
на расширение производственных возможностей судоремонтных
предприятий по обеспечению ремонта подводной части корпуса и
важных устройств корабля или судна, а также излагается порядок
проведения ремонта кораблей и судов под водой в автономных усло-
виях силами станций подводяого судоремонта и личным составом
кораблей и судов. Освещаются вопросы технического контроля и тех-
ники безопасности при подводном судоремонте. В книге помещены
необходимые справочные материалы.
Учебно-справочное пособие предназначено для инженерно-тех-
нических работников, подолазных специалистов, мастеров и брига-
диров станций подводного судоремонта, для личного состава ко-
раблей и судов военно-морского, транспортного и промыслового
флотов, преподавателей, курсантов и студентов морских учебных
заведений. Оно интересно и для широкого круга читателей, так как
внакомит с перспективным видом ремонта кораблей и судов,
ПРЕДИСЛОВИЕ
Умение устранять боевые и навигационные по-
вреждения корпуса, исправлять или устанавливать но-
вую донную и забортную арматуру и ремонтировать -
гребные, рулевые и иные устройства корабля (судна) на
плаву, без постановки кораблей и судов в док или на
жесткие опоры (слип, эллинг), имеет -важное значение
в борьбе за живучесть и поддержание кораблей (судов)
и флота ® целом в эксплуатационной готовности.
Выполнение разнообразных одиночных работ мето-
дами подводного судоремонта позволяет экономить зна-
чительные средства, так как (внедоковый ремонт при на-
хождении корабля (судна) на плаву дешевле, чем ре-
монт в доке, вследствие исключения расходов по
эксплуатации дока.
Непрерывное совершенствование технических средств
и методов выполнения подводных судоремонтных работ
требует от исполнителей знания технологических про-
цессов, применяемых при подводном судоремонте, и гра-
мотного использования техники водолазами-судоремонт-
никами.
В периодической печати некоторое отражение нашли
только вопросы подводной сварки и резки, а остальные
же вопросы подводного судоремонта освещались в на-
шей литературе крайне мало.
В настоящем пособии сделана попытка систематизи-
ровать наиболее существенные вопросы технологии ре-
монта кораблей и судов под водой. В книге обобщен
богатый опыт работы станций подводного судоремонта
как во время Великой Отечественной войны, так и в
послевоенный период.
Вначале в книге рассматриваются подготовительные,
затем слесарно-монтажные и корпусные работы. Под-
1* 3
водной сварке и резке, как наиболее сложным техноло-
гическим процессам, посвящены специальные главы, а
применение этих процессов приведено в соответствую-
щих местах при описании корпусных и слесарно-мон-
тажных работ. Выделены в отдельную главу такие спе-
цифические работы, как очистка и окраска кораблей
судов под водой. В конце книги приведены справочные
материалы, которые могут оказаться полезными для
практиков подводного судоремолта.
Автор приносит благодарность инженерам Г. Т. Кар-
наухову и А. Ф. Удовенко за ряд ценных указаний и
полезных советов при написании книги, а также инже-
нерам С. Г. Агроскину, М.М. Александрову и Н.А. Стоп-
цову за помощь в подборе материала.
Все замечания и предложения по книге просьба на-
правлять по адресу: Москва, К-160, Воениздат.
Автор
ВВЕДЕНИЕ~
Под подводным судоремонтом понимают совокуп-
ность технологических процессов и методов, применяе-
мых при исправлении повреждений подводной части кор-
пуса и жизненно важных устройств корабля (судна),
расположенных ниже действующей ватерлинии, на пла-
ву, без постановки в док или подъема па берег, с ис-
пользованием труда водолазов-судоремонтников.
Отдельные виды подводных судоремонтных работ на
плаву, например съемка гребных винтов, производились
в России уже давно. Известен случай съемки гребных
винтов водолазами на линкоре «Мария» еще в 1915 г.
Однако широкое распространение и признание под-
водный судоремонт получил в нашей стране в период
Великой Отечественной войны 1941—1945 гг. ,
Потребность в срочном ремонте кораблей и судов
при нехватке судоподъемных средств, развитие техники
подводной сварки и резки металлов в СССР ооздвли
условия для выполнения судокорпусных работ на пла-
ву— под водой.
Первыми организаторами подводного судоремонта
были инженер вице-адмирал И. Я- Стеценко и инженер
М. А. Головастиков. В трудные годы Великой Отече-
ственной войны были разработвны основы технологии
выполнения ремонтных работ под водой, доказана их
жизненность и целесообразность.
Подводный судоремонт можно выполнять как на
акватории судоремонтного предприятия, так и в авто-
номных условиях, когда корабль (судно) находится в
отрыве от базы. При этом он осуществляется в любое
время года, в том числе в зимних условиях и подо
льдом. Возможность перемещения корабля в период на-
хождения его в ремонте особенно важна в условиях
5
военного времени. Для нршиводства работ под водой
не требуется специально оборудованного побережья.
Подводный судоремонт, как правило, осуществляется в
сочетании с работой основных цехов судоремонтного
предприятия.
Подводный судоремонт производится на малых глу-
бинах (до 10—12 im) и в отличие от известных способов
ремонта кораблей на плаву не требует специальной
подготовки судна (кренования, дифферентоваиия, раз-
грузки, перераспределения грузов и т. д. ).
К недостаткам подводного судоремонта следует от-
нести потребность для выполнения судоремонтных ра-
бот под водой в высококвалифицированных кадрах, со-
четающих профессии водолаза и судоремонтника разных
специвльностей (корпусника, слесаря, сварщика и т. д.).
Производительность труда водолазов-судоремонтни-
ков из-за незначительного внедрения механизации ра-
бот и специфики водолазного труда еще относительно
низкая. Несмотря на это, подводный судоремонт эконо-
мически выгоден.
Даже в первые годы развития подводного судоре-
монта была доказана эффективность и целесообраз-
ность его по сравнению 'с выполнением аналогичных
работ в доке (см. таблицу), так как исключаются рас-
ходы по постановке корабля (судна) в док.
Выполнение более крупных работ на плаву тоже це
лесообразно, так как, помимо экономии в прямых за-
тратах на ремонт, одновременно разгружаются доки.
В период Великой Отечественной войны методом
подводного судоремонта выполнялись довольно крупные
работы; например, на корабле, получившем-поврежде-
ние подводной части кормы, под руководством инженера
Головастикова М. А. производилась разрезка металла
обшивки и набора толщиной до 56 мм. Общая длина
резов составила около 31 ж, и работа была выполнена
за 35водолазо-’спуско-часов1при затратах 7000 руб. *. Вы-
полнение этих же работ в доке по сметной калькуляции
составляло 35 тыс. руб. (К = 5).
В связи с заменой главных дизелей на танкере под
руководством инж. Касьянова А. А. на плаву устанав-
ливались два кингстона. Работа была выполнена за
* Здесь и ниже стоимость ремонта указана в старом масштабе
цен,
6
Эффективность подводного судоремонта
(по данным одного из судоремонтных заводов за 1942—1945 гг.)
Объем ре- долазо-спус- ко-часах Стоимость работ в руб. Коэффициент
выполненных ЛОЛВОдвЫМ способом (Л) сметная при выполнении в доке (Б) Экономиче- ский аффект в руб. (В = Б —Л)
Кт)
2 160 2400 . 2240 15,0
2 150 3130 2980 21,0
12 800 2245 1445 2,8
13 850 3370 2520 3,9
24 1620 6000 4380 3,7
24 1720 4500 2780 2,6
— 9555 32895 23340 3.4
Примечание. Водолаэо-спуско-час — это работа станции на
объекте при нахождении одного водолаза-судоремонтника лод водой
в течение одного часа.
21,5 водолазо-спуско-часа и обошлась в 2170 руб. Смет-
пая стоимость выполнения этих работ в доке составляла
5100 руб. (К = 2,3).
На судне технического флота водоизмещением око-
ло 10000 т под руководством инж. Удовенко А. Ф. про-
изводилась съемка винтов, выпрессовка чугунных вту-
лок и выемка валов под водой, причем один вал выни-
мался вместе со втулкой, так как за счет имевшейся
погиби он приварился к втулке на расстоянии 400 'мм.
После отливкн новых бронзовых втулок и расточки
по данным водолазов также под водой производились
запрессовка втулок, заводка валов и установка винтов.
Вес одновременно поднимаемых грузов составлял около
10 т (валы заводились с поставленными на них винта-
ми). Стоимость работ, выполненных водолазами, по
ориентировочным данным составила 26 тыс. руб. Вы-
полнение этой работы в доке определялось в сумме
312 тыс. руб. Пр'иведенные примеры свидетельствуют о
достаточной зрелости и эффективности подводного судо-
ремонта.
Ремонт кораблей и судов под водой выполняется
станциями подводного судоремонта (СПС). Личный со-
7
став СПС комплектуется из начальника, обычно инже-
нера-кораблестроителя (он же производитель работ),
старшины, одной или нескольких бригад водолазов-су-
доремонтников ® вспомогательного состава, обслужива-
ющего плавсредства.
Если по характеру выполняемых работ личного со-
става СПС не достает, то в ее распоряжение выделя-
ются вспомогательные рабочие из личного состава ко-
рабля вли цехов судоремонтного -предприятия для обслу-
живания водолазов наверху.
Станции подводного судоремонта обеспечиваются
оборудованием, инструментом и другими материально-
техническими средствами, в том числе водолазным
компрессором или электро-помпой, тяжелым вентили-
руемым водолазным снаряжением — трехболтовым или
СВ В (не менее двух комплектов), подводной телефон-
ной станцией типа ГВТС или ТСЛВ, фонарями типа
ПФ-1 и ВФ-56 для общего освещения и ПФ-2 и ПФМО
для местного освещения, а также автономным свароч-
ным агрегатом типа ПАС-400. В связи с развитием под-
водного телевидения рекомендуется обеспечивать СПС
также подводной телевизионной установкой типа ПТУ.
Помимо оборудования', СПС обеспечивается набором
съемников, приспособлениями для снятия шаблонов,
слесарно-монтажным инструментом, сварочным инстру-
ментом, ЗИП для нормальной эксплуатации имеющегося
на СПС оборудования, тросами, шлангами, сварочным
кабелем и др. Кроме того, в каждом отдельном случае
готовится необходимая оснастка для выполнения работ
на конкретном объекте, например ящик-кессон, листы
для заплат, шаблон и т. п.
Плавсредством СПС служит обычно рейдовый водо-
лазный бот типа ВРД или самоходный катер, -но обяза-
тельно с транцевой кормой.
Водолазный бот обеспечивается необходимым нави-
гационным оборудованием для прибрежного плавания
в любое время суток. При необходимости СПС выде-
ляются плавучие краны или -иные грузоподъемные сред-
ства. Станции -подводного судоремонта, как правило, яв-
ляются составной частью судоремонтного предприятия и
входят- в его состав на нравах самостоятельного цеха
или-участка. На крупных судоремонтных предприятиях
СПС придаются корпусным цехам.
8
Подводные судоремонтные работы делятся на три
основные группы: слесарно-монтажные, корпусные
('включая сварочные) и .подготовительные (вспомога-
тельные) работы.
К слесарно-монтажным работам относятся: ремонт
подводной части гребного и рулевого устройства; ремонт
и постановка новой забортной и донной арматуры; сме-
на протекторов <и другие слесарные работы.
К корпусным работам относятся: разметка, снятие
ординат и шаблонов наружной обшивки корпуса; задел-
ка пробоин с постановкой заплат и накладных листов;
смена отдельных листов обшивки и элементов набора;
устранение водотечности заклепочных и сварных швов,
устранение вмятин и гофров наружной обшивки; удале-
ние поврежденных конструкций корпуса; заделка про-
боин бетонированием; частичный ремонт корпусов дере-
вянных судов — конопатка пазов, постановка металли-
ческих накладных листов на деревянную обшивку;
подводная очистка и окраска и др.
К подготовительным (вспомогательным) работам от-
носятся: установка беседок и кессонов; остропка демон-
тируемых узлов и деталей; подводные осмотры различ-
ных устройств и обшивки корпуса; замеры зазоров в
дейдвудных и кронштейновых втулках; определение
технического состояния обшивки корпуса с контрольном
сверлением и др.
Удельный вес подводных работ различен и меняется
в зависимости от условий эксплуатации судов, опыта
личного состава СПС и совершенствования технологии.
Во время Великой Отечественной войны, когда корабли
и суда получали боевые повреждения, превалировали
корпусные работы.
В послевоенный период с ростом техники и возмож-
ностей подводного судоремонта, а также с изменением
характера повреждений больше выполняются слесарно-
монтажные и вспомогательные работы. Условно считает-
ся, что слесарно-монтажные работы составляют 45—50%;
корпусные, включая и работы по подводной сварке и
резке, — 20—25% и вспомогательные — 25—30%.
В свете требований сегодняшнего дня в отношении
Мобильност» -и -оперативности выполнения работ под-
водный судоремонт имеет большую перспективу даль-
нейшего развития. В настоящее время все большее зна-
9
чение приобретает плановость подготовки производства
судоремонта по этапам: в период проектирования и по-
стройки «судна, 'Подготовки выполнения работ в пред-
стоящем году, текущей подготовки судоремонтного
предприятия к ремонту кораблей и судов.
Обычно СПС используются на последнем этапе, т. е.
при уточнении объема ремонтных работ, для выполне-
ния аварийных и других работ. Однако целесообразно
уже в период проектирования кораблей (судов) конст-
руктивно предусматривать возможность выполнения ре-
монта подводной части корпуса и жизненных устройств
судна, расположенных ниже действующей ватерлинии,
средствами подводного судоремонта.
Возможности и практика подводного судоремонта
позволяют выполнять ремонтные работы, особенно на
кораблях и судах серийной постройки, по типовым тех-
нологическим процессам с предварительным определе-
нием технико-экономических показателей. Использова-
ние в подводном судоремонте методов современной
организации и подготовки производства снизит непроиз-
водительные затраты и потери, повысит его эффектив-
ность.
Применение методов' подводного судоремонта и
средств СПС на судоремонтном предприятии сокращает
сроки докования кораблей и судов. Проработка пока-
зала, что при текущем ремонте корабля за счет выпол-
нения силами СПС демонтажных работ докового харак-
тера время пребывания корабля в доке сокращается на
25—30%.
Подводный судоремонт является подлинным резер-
вом судоремонтного производства, использование кото-
рого позволяет лучше и быстрее выполнять .задачи, по-
ставленные XXII съездом КПСС перед промышленно-
стью нашей страны по совершенствованию технологии
всех отраслей и видов производства, ^повышению произ-
водительности труда, а также по поддержанию кораблей
и судов <в эксплуатационной готовности.
ГЛАВА I
ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
ПРИ ПОДВОДНОМ СУДОРЕМОНТЕ
Подготовительными считаются все вспомогательные
работы, выполняемые -в порядке подготовки к ремонту
подводной части корпуса и устройств судна на плаву.
Они не имеют самостоятельного значения и выраженной
специализации и должны выполняться всеми водолаза-
ми-судоремонтниками.
К подготовительным работам относятся: установка бе-
седок и других устройств для выполнения работ под во-
дой; остропка демонтируемых и монтируемых узлов и де-
талей; установка пластырей и ящиков-кессонов; водолаз-
ное обследование подводной части корпуса корабля и др*
§ 1. Устройства для выполнения работ под водой
Беседки, Для обеспечения водолазу рабочего места
при подводных судоремонтных работах применяются
деревянные и металлические беседки, которые с палубы
подаются за борт и прижимаются к корпусу судна лод-
кильными (обтягивающими) концами с помощью талей,
лебедок пли других грузоподъемных средств.
Деревянные беседки бывают нескольких раз-
новидностей. Простая водолазная беседка обычно изго-
товляется непосредственно на корабле (судне). Она
представляет собой щнт (платформу), 'сбитый из досок
с брусками, к которым крепится балласт на тросовых
подвесках, соединенных со спусковым шкентелем.
При одновременной работе двух водолазов или вы-
полнении большого объема работ беседвд делается
11
больших размеров (рис. 1). Такая беседка используется
для обследований, замеров, снятия обводов корпуса,
очистки и т. д.
Беседка состоит из двух основных (длиной 6—7 м)
1 и одной вспомогательной (длиной 4—4,5 ли) 2 перекла-
дин. Основные перекладины подвешиваются на лод-
кильных пеньковых концах с борта судна, а вспомога-
Рис. 1. Деревянная беседка:
Перекладины; 2— вспомогательна:
3 — груз; 4 — крестовина
тельная крепится к основной (нижней) перекладине и
служит для уравновешивания беседки и подвески балла-
ста 5, чтобы придать беседке отрицательную плавучесть.
Располагаются перекладины по высоте на расстоя-
нии 1—1,2 м одна от другой, чтобы было удобно рабо-
тать водолазу. Подкильные концы должны быть мягки-
ми (пеньковыми .или из капрона). Чтобы беседка не слиш-
ком прижималась к борту и не создавала водолазу
неудобств .при работе, к оконечностям верхней перекла-
дины 1 прикрепляются крестовины 4 из досок размером
примерно 1000X150x25 мм (рис. 1).
12
Для выполнения небольших работ применяются
подвесные люльки. Люлька крепится к двум подкиль-
яым концам. Снизу к люльке подвешивается груз для
придания ей отрицательной плавучести.
Металлические и композитные беседки
(рис. 2, 3) применяются при выполнении подводных ра-
Рнс. 2. Металлическая беседка с выдвижными
стойкам» для работы под днищем судна:
двнжиая стойка
бот, требующих надежной опоры, например при сверлов-
ке, сварке, рубке и т. д.
Наиболее распространенная конструкция металличе-
ской беседки для работы у борта судна представляет
собой металлическую платформу с трубчатыми стойка-
ми. Чтобы беседка легко опусквлась под воду, настил
ее изготовляется из прутков или перфорированных ли-
13
стов. На беседках делается леерное ограждение, перед-
ний леер откидной.
Для работы под днищем корабля (судна) применя-
ются беседки несколько другой конструкции. К каркасу
платформы по углам привариваются трубы с выдвиж-
ными стойками. Беседка подводится к месту работы на
концах, водолаз выдвигает стойки и, упирая их в днище
корабля (судна), закрепляет штырями или стопорными
винтами (рис. 2).
Рис. 3. Беседка с откидной площадкой для работы под кормовым
подзором (для ремонта вертикального руля);
/ — каркас; 2 — откидная площадка; 3— деревянный пастил; 4 — петли;
Для работы под кормовым подзором при ремонте ру-
ля применяется композитная беседка с откидной пло-
щадкой (рис. 3). Заводится эта беседка так, чтобы перо
руля оказалось в середине платформы беседки. Этим
создаются удобства для работы водолазов.
При работе на грунте, например при поиске затонув-
ших предметов, водолаз имеет ходовой конец (провод-
ник), прикрепляемый к спусковому концу,, обычно око-
ло балласта. Это дает водолазу возможность свободно
перемещаться по грунту', не теряя связи с водолазным
ботом (рис. 4).
Если водолаз работал на значительной глубине (бо-
ле 12,8 л), подъем его осуществляется ступенчато — с
выдержками на различной глубине по специальным таб-
лицам. В этом случае водолаз переходит на декомпрес-
сионную беседку, .которую опускают за борт рядом со
спусковым концом. Спусковой конец обычно изготов-
ляется из манильского
троса окружностью
75 100 мм, к которому
подвязывается балласт
весом 50—75 кг.
При работе с водо-
лазного бота или суд-
на с высоким бортом
для спуска водолаза
применяются водолаз-
ные трапы, ннжние
ступеньки которых на-
ходятся под водой.
В случае выполнения
работ в ночное время
или в загрязненной во-
де применяются фона-
ри общего освещения
типа ПФ-1 или ВФ-56,
а водолаз снабжается
ручным фонарем.
Кессоны. Кессоны
(ящики-кессоны, мик-
рокессоны) применя-
ются при заделке про-
боин, находящихся на
уровне действующей
ватерлинии или под во-
дой на глубине до 1 м.
Ящик-кессон (рис. 5)
изготовляется из чи-
стых обрезных досок с
тремя стенками и дни-
щем. Торцы боковых
стенок и днища выре-
заются в соответствии
с обводами корпуса
судна в месте его по-
становки и обиваются
подушкой из просмо-
14
15
лепной пакли, обернутой парусиной, пропитанной сури-
ком. Пазы ящика тщательно конопатятся. Чтобы при-
дать большую прочность и обеспечить заводку ящику-
кессоку, на его заднюю стенку и днище с наружной сто-
роны набиваются по два бруса, к которым крепятся
проушины.
Рис. 5. Кессон (ящик-ксссон)
_ Для постановки ящика-кессона под корпусом судна
водолаз протаскивает подкильные концы. На палубе
судна концы подвязывают к нижним проушинам кессо-
на. Ящик-кессон на тросах, закрепленных на верхних
проушинах, выводится стрелой, краном или другим гру-
зоподъемным средством за борт и опускается в воду.
Одновременно с противоположного борта выбираются
подкильные концы, после подачи ящика-кессона к ме-
сту установки они обтягиваются втугую, а ящик-кессон
прижимается к борту.
Чтобы ящик-кессон легче опускался под воду, перед
заводкой его загружают балластом. После постановки
ящика-кессона из.него откачивают код у и вынимают бал-
ласт. Ремонтные работы производятся обычным способом.
Пластыри. Различной конструкции пластыри и пла-
стыри-ящики применяются для временной герметизации
пробоин и других отверстий в корпусе судна. Жесткий
16 Зак. 600
пластырь (рис. 6) делается в виде щита из строганых
досок по размеру пробоины и покрывается суриковой за-
мазкой. На щит укладывается просуриченная парусина
с припуском 300—350 лш на сторону; поверх парусины
поперек прибиваются доски, а по краям их (валиком по
периметру укладывается просмолен-
ная -пакля и обшивается приспущен-
ными концами парусины. Мягкой
подушкой пластырь прилегает к не-
ровностям обшивки корпуса судна.
Для крепления пластыря на пробо-
ине или пропускаются крючковые
болты, или снизу к брускам приби-
ваются проушины для крепления
обтягивающих тросов. Болты ста-
вятся на прокладках во избежание
фильтрации воды.
Для герметизации забортных от-
верстий при ремонте кингстонов и
другой забортной арматуры приме-
няется жесткий пластырь-ящик —
пластырь с бортами (рис. 7). Пла-
стырь-ящик устанавливается на об-
тягивающих тросах или на шпиль-
ках. В этом случае снаружи на бор-
та ящика прикрепляется угольник с
отверстиями. По периметру пробои-
ны или забортного отверстия, по раз-
меру пластыря-ящика водолаз при-
2 Зак. 600
Рис. 7. Пластырь-
ящик, установленный
на шпильках:
/ — пластырь-ящик; 2 —
угольник; з — шпильки;
4 — подушка из пакли и
парусины; 5 — обшивка
17
варивает или вгоняет пистолетом ПДП в обшивку судна
шпильки, которыми и крепится пластырь-ящик.
§ 2. Такелажные работы при подводном судоремонте
Такелажные работы при подводном судоремонте про-
изводятся при заводке беседок, постановке пластырей,
ящиков-кессонов/ съемке и подаче винтов, валов, рулей,
различных деталей, инструмента и приспособлений.
Для выполнения такелажных работ используются
различные грузоподъемные средства, принятые в мор-
Рис. 8. Морские узлы:
ой узва; б — штык с двумя шлагами; в- — плоек
а — гачиый узел; d — <удпвка>: е — сааечныП узел
ской практике и судоремонте, начиная от юдношкивных
твлей до плавкрана в зависимости от характера работ
и веса деталей- Для подвески грузов и их остропки ис-
пользуют стальные, .растительные и искусственные тросы,
скобы, хомуты, канифас-блоки и т. д.
В подводном судоремонте применяется стальной гиб-
кий трос в шесть прядей с пеньковым сердечником; для
накладывания бензелей — бензельный трос.
Допускаемые нагрузки на тросы й схемы остропки
приведены в приложениях 1, 2 и 3.
Для связывания тросов, не испытывающих -сильного
18
натяженйй, применяется прямой узел'(рис. 8, а), для Тро-
сов с сильным натяжением и остропки деталей—штык
с двумя шлангами (рис. 8,6). Плоский узел (рис. 8, в)
применяется для свизывання тросов из различного мате-
риала и разных размеров (окружностей). Для крепления
деталей к гаку при сильном натяжении применяется гач-
ный узел (рис. 8,а). Для быстрой остропки деталей ис-
пользуется «удавка» (рис. 8, д), а сваечный узел — для
остропки инструмента, подаваемого водолазу (рис. 8, е).
Чтобы концы рабочих тросов не изнашивались, при-
меняют сменные облегченные стропы. Облегченные стро-
пы — это отрезки тросов, в которых делается по две
петли с коушами (рис. 9, а). Применяются и универ-
Рис. S. Стропы:
сальные стропы (рис. 9,6), концы которых заделывают-
ся сплеснями.
Для остропки гребных винтов используется основной
трос, завязанный штыком за основания лопастей
(рис. 10). Для упрощения и ускорения работ применя-
ются соединительные скобы и хомуты. Скобами соединя-
ются тросы и стропы, а хомуты применяются для остропки
гребных валов, дейдвудных втулок и других деталей
круглого сечения (рис. 11). Чтобы не повредить облицсп-
ки гребного вала, под хомут подкладывается резиноная
прокладка.
Соединительные такелажные скобы делаются раз-
личной грузоподъемности; их конструкции отличаются
креплением штыря (ГОСТ 2476—56). Номер скобы со-
ответствует ее грузоподъемности. Например, № 21 озна-
чает, что грузоподъемность скобы 21 т.
§ 3. Обследование подводной части корпуса судна
Водолазное обследование подводной части корпуса
судна производится с профилактической целью, при на-
личии -повреждений, перед -постановкой судна в док, при
2*
19
подготовке судна к дальнему походу или по возвра-
щении из него.
При обследовании повреждения определяется его
размер, место и характер. При обследовании нарушения
обшивки особое внимание уделяется осмотру швов, ла-
зов, наличию вмятин и трещин. При техническом осмотре
подводной части корпуса проверяется кормовой подзор,
особенно в районе расположения гребных линтов.
В некоторых случаях в местах, поврежденных кор-
розией, делается контрольное сверление, через которое
Рис. 10. Остропка греб-
ного винта
Рис. 11. Остропка гребного вала:
а — при помощи хомута и скобы; б — ос-
новным тросом, завязанным штыком
производится замер толщины обшивки. Приспособление
для замера (рис. 12) состоит из пустотелого цилиндра 3,
имеющего с одной стороны продольную прорезь, а с
другой продольную канавку. Внутри цилиндра переме-
щается шток 2 с загнутым заостренным концом. К ци-
линдру припаян выступ 1. Чтобы шток не вращался, в
него ввинчен шип 5, который ходит в прорези цилиндра
На цилиндр надето кольцо 7 со стопором 6 и выступом-
указателем 4, скользящим по канавке. Вдоль канавки
на поверхности цилиндра нанесена шкала делений я
миллиметрах. Кольцо свободно перемещается по ци-
линдру и фиксируется стопором.
Измерение толщины листа обшивки производится
следующим образом: водолаз производит очистку листа
20
в намеченном месте измерения от обрастаний и ржав-
чины, окалины и старой краски. Водолаз пневмо- или
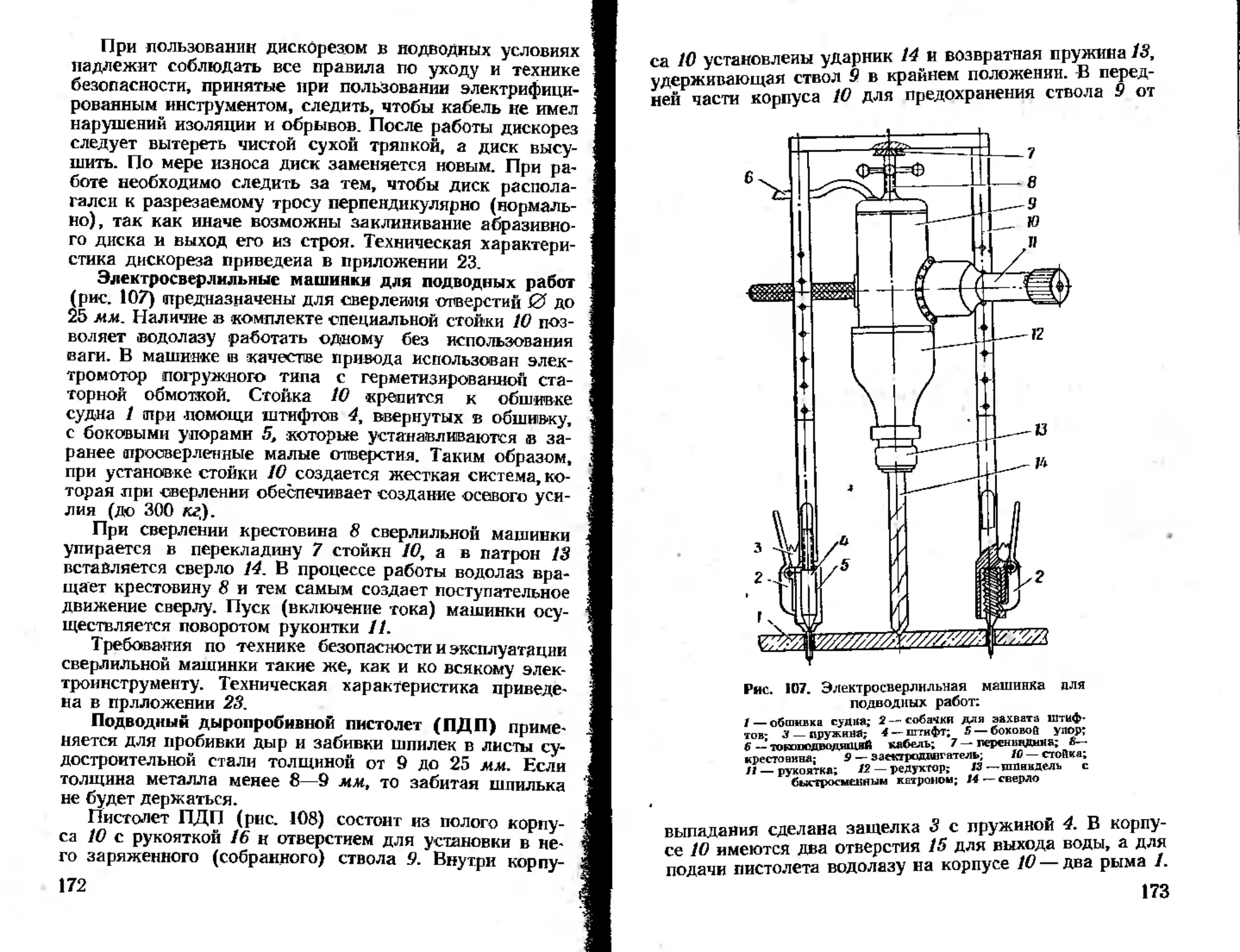
электросверлильной машинкой сверлит контрольное от-
верстие диаметром 10—12 мм, чтобы загнутый конец
штока приспособления входил в пего без помех. Шток
вводится в отверстие до упора выступом 1 в наружную
поверхность листа. Загнутый конец штока прижимается
к внутренней поверхности листа. Стопорное кольцо 7
подводится вплотную к шиг
ром 6. После этого шток 2
поднимается выше и выво-
дится из отверстия.
Водолаз подает приспо-
собление на поверхность, где
шток 2 вновь устанавлива-
ют в положение, при кото-
ром шип 5 упирается в сто-
порное кольцо 7. Расстояние
между заостренными конца-
ми штока 2 и выступом 1 ци-
линдра равно толщине ли-
ста.
Во избежание попадания
большого количества воды
отверстие в обшивке закры-
вается заранее подготовлен-
ной деревянной пробкой (чо-
пом).
После измерения толщи-
ны обшивки контрольное от-
верстие заваривается или
устанавливается фальшза-
клепка. Поступившая вода
откачивается судовыми во-
доотливными средствами.
При осмотре винтов об-
ращается внимание на со-
стояние лопастей, наличие шплинтовки, крепление обте-
кателя (нет ли срезанных головок болтов, гаек и т. д.).
При осмотре гребных и рулевых устройств Проверяется:
зазор между втулкой и гребным валом; состояние пе-
тель и штырей на рудерпосте; положение руля (отсут-
ствие проседания) и т. д.
21
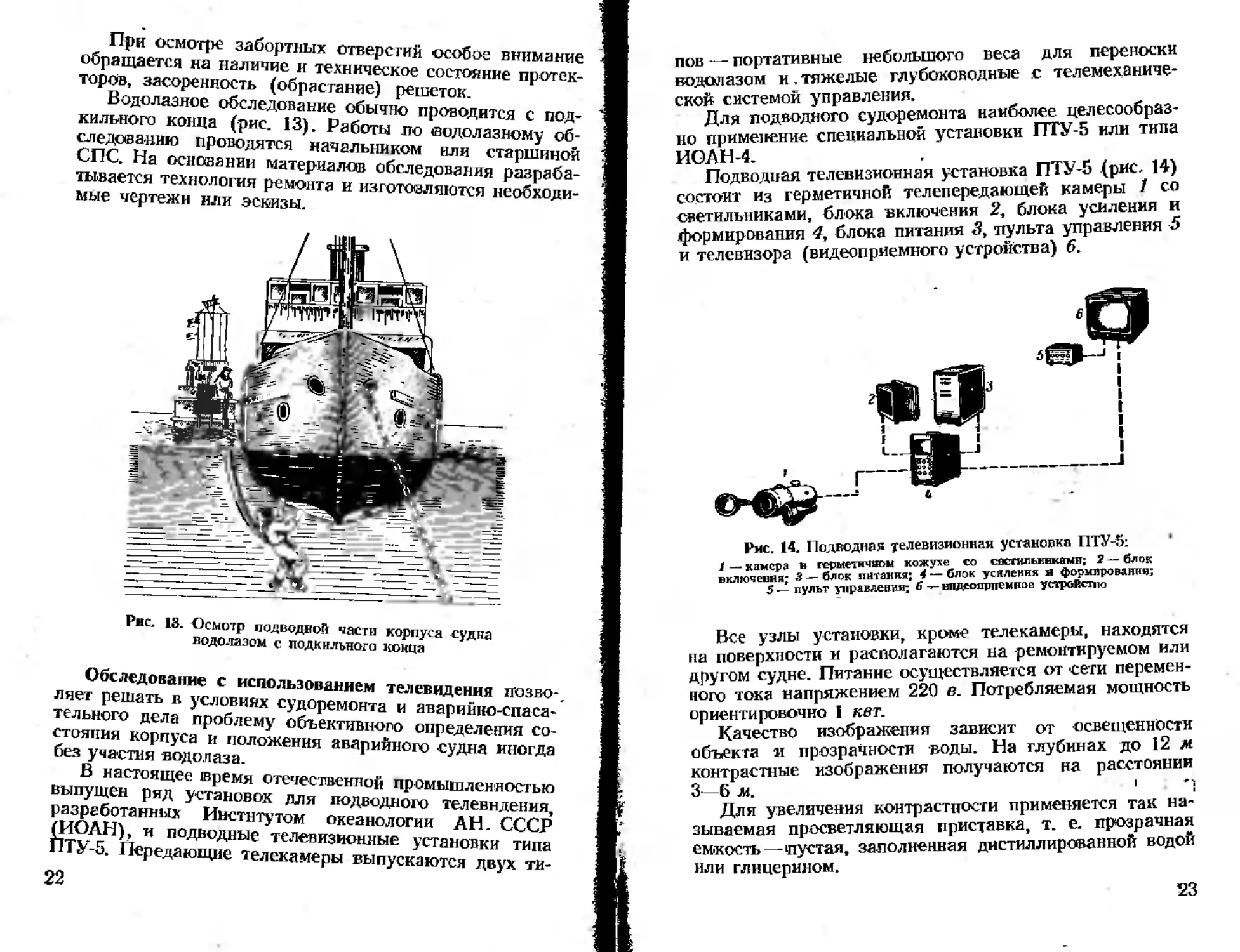
При осмотре забортных отверстий особое внимание
обращается на наличие и техническое состояние протек-
торов, засоренность (обрастание) решеток.
Водолазное обследование обычно проводится с под-
кильного конца (рис. 13). Работы по водолазному об-
следованию проводятся начальником или старшиной
СПС. На основании материале® обследования разраба-
тывается технология ремонта и изготовляются необходи-
мые чертежи или эскизы.
Рис. 13. Осмотр подводной части корпуса судна
водолазом с подкилыюго конца
Обследование с использованием телевидения позво-.
ляет решать в условиях судоремонта и аварийно-спаса-
тельного дела проблему объективного определения со-
стояния корпуса и положения аварийного судна иногда
без участия водолаза.
В настоящее время отечественной промышленностью
выпущен ряд установок для подводного телевидения,
разработанных Институтом океанологии АН. СССР
(ИОАН), и подводные телевизионные установки типа
ПТУ-5. Передающие телекамеры выпускаются двух ти-
22
пов — портативные небольшого веса для переноски
водолазом и. тяжелые глубоководные с телемеханиче-
ской системой управления.
Для подводного судоремонта наиболее целесообраз-
но применение специальной установки ПТУ-5 или типа
ИОАН-4.
Подводная телевизионная установка ПТУ-5 {рис. 14)
состоит из герметичной телепередающей камеры 1 со
светильниками, блока включения 2, блока усиления и
формирования 4, блока питания 3, пульта управления 5
и телевизора (видеоприемного устройства) 6.
Рис. 14. Подводная телевизионная установка ПТУ-5:
I — камера в герметичном кожухе со спегальниканп; 2 — блок
включения; 3 — блок питания; 4 — блок усиления я формировании;
5 — пульт управления; 6 -г- впдеопрпемное устройстпо
Все узлы установки, кроме телекамеры, находятся
па поверхности и располагаются на ремонтируемом или
другом судне. Питание осуществляется от сети перемен-
ного тока напряжением 220 в. Потребляемая мощность
ориентировочно 1 кет.
Качество изображения зависит от освещенности
объекта м прозрачности воды. На глубинах до 12 м
контрастные изображения получаются на расстоянии
3—6 м. 1 ; *]
Для увеличения контрастности применяется так на-
зываемая просветляющая приставка, т. е. прозрачная
емкость—пустая, заполненная дистиллированной водой
или глицерином.
23
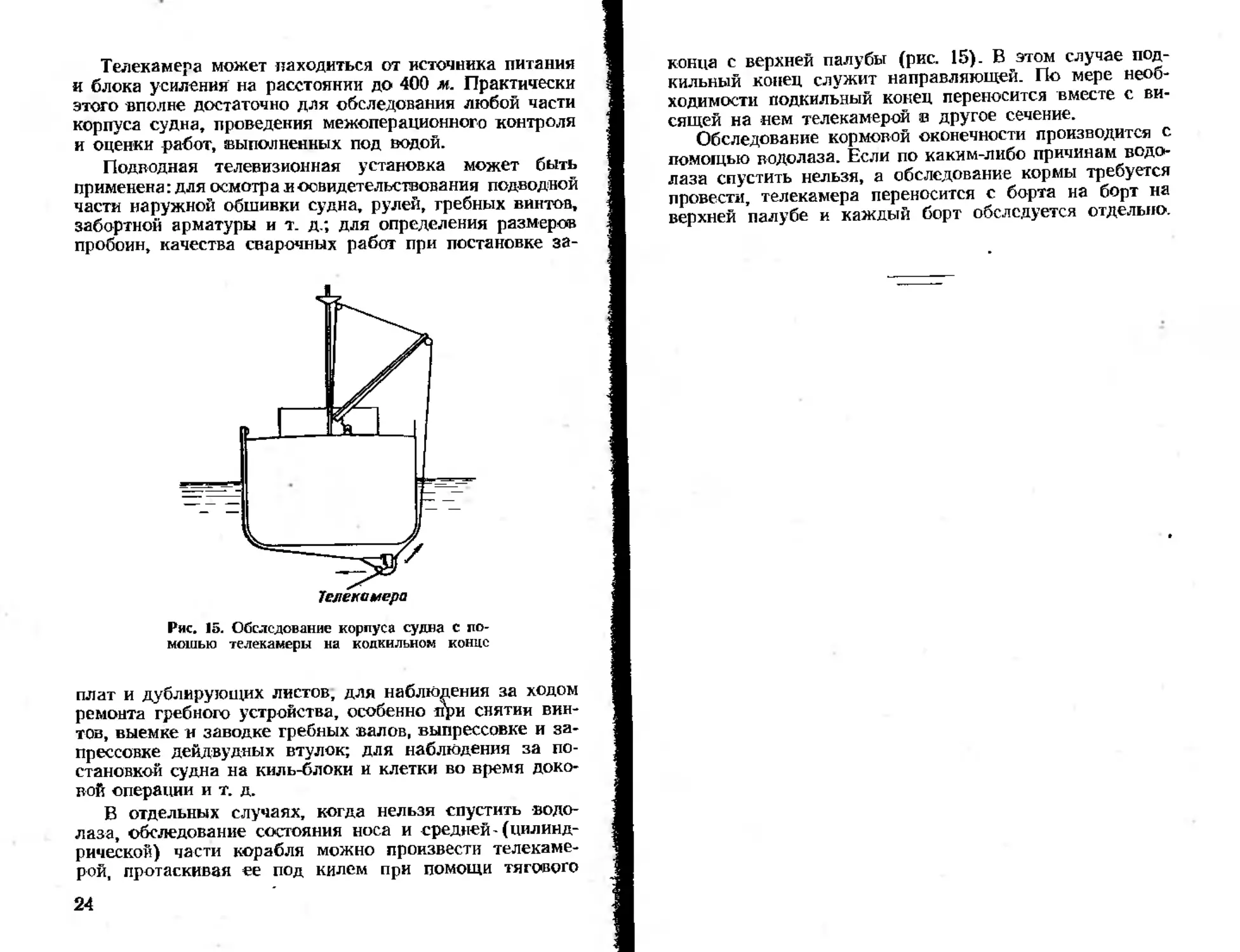
Телекамера может находиться от источника питания
и блока усиления на расстоянии до 400 м. Практически
этого вполне достаточно для обследования любой части
корпуса судна, проведения межоперационного контроля
и оценки работ, выполненных под водой.
Подводная телевизионная установка может быть
применена: для осмотр а и освидетельствования подводной
части наружной обшивки судна, рулей, гребных винтов,
забортной арматуры и т. д.; для определения размеров
пробоин, качества сварочных работ при постановке за-
Рис. 15. Обследование корпуса судна с по-
мощью телекамеры на кодкильном конце
плат и дублирующих листов, для наблюдения за ходом
ремонта гребного устройства, особенно при снятии вин-
тов, выемке и заводке гребных валов, выпрессовке и за-
прессовке дейдвудных втулок; для наблюдения за по-
становкой судна на киль-блоки и клетки во время доко-
вой операции и т. д.
В отдельных случаях, когда нельзя спустить водо-
лаза, обследование состояния носа и средней-(цилинд-
рической) части корабля можно произвести телекаме-
рой, протаскивая ее под килем при помощи тягового
24
конца с верхней палубы (рис. 15). В этом случае под-
кильный конец служит направляющей. По мере необ-
ходимости подкильный конец переносится вместе с ви-
сящей на нем телекамерой в другое сечение.
Обследование кормовой оконечности производится с
помощью водолаза. Если по каким-либо причинам водо-
лаза спустить нельзя, а обследование кормы требуется
провести, телекамера переносится с борта на борт на
верхней палубе и каждый борт обследуется отдельно.
ГЛАВА II
РЕМОНТ ГРЕБНЫХ УСТРОЙСТВ
Ремонт гребного устройства делится на ремонт греб-
ных винтов, включая их съемку и постановку; выемку и
постановку гребных валов; выпрессовку и запрессовку
втулок дейдвуда и кронштейнов; пробивку осевой линии
вала.
§ 4. Ремонт гребных винтов без снятия с конуса вала
К ремонту бронзовых-или стальных гребных винтов
на плаву без снятия с конуса вала относятся следующие
работы: правка лопастей, подрубка и опиловка по-
врежденных кромок, изготовление и постановка наделок
на поврежденные лопасти, смена лопастей (если позво-
ляет конструкция винтов).
Правка лопастей гребною винта при небольших
повреждениях производится водолазом вручную. При
значительной погиби лопастей (по окружности более
250 мм и угле загиба более 20°) виит снимается и ра-
бота ио правке и балансировке его производится
в цехе.
Правка лопастей под водой производится в два эта-
па — черновая и чистовая. Сначала водолаз с беседки
производит правку винта двумя кувалдами. Одну ку-
валду подкладывают под погнутую лопасть, а другой,
ударяя по лопасти, придают ей прежнюю форму. Чисто-
вая правка завершается ручником с подкладкой под
лопасть кувалды. Если винт большой, то при чистовой
правке вместо кувалды лучше подкладывать шаблон,
снятый по запасному вииту, или специальную плиту.
26
Масса шаблона должна быть больше массы кувалды,
иначе шаблон при ударах будет отходить. Эта работа,
как правило, выполняется двумя водолазами.
При небольших повреждениях (забоины, заусенцы
и т. д.) кромки лопастей винта опиливаются или подру-
баются ручным зубилом с последующей опиловкой.
В случае больших повреждений лопастей винта повре-
жденные части удаляются электродуговой или электро-
кислородной резкой.
Если вйнт стальной, то по шаблону вместо повреж-
денной части в цехе изготовляется наделка, которая за-
тем приваривается к лопасти под водой. Для этого место
резй тщательно зачищается; если толщина металла в
месте приварки большая, то снимаются фаски. После
приварки наделки шов подрубается зубилом заподлицо
с поверхностью, зачищается и шабрится. Если винт
бронзовый или нет возможности изготовить наделку или
заменить винт, то производится обрезка всех лопастей
по разметке в размер с поврежденной лопастью.
Наделка и обрезка лопастей применяются в усло-
виях, когда судно находится в отрыве от базы. Если
конструкцией предусмотрена смена лопасти, то при
значительных повреждениях производится их смена при
наличии запасных лопастей.
Съемные лопасти имеют фланцы и крепятся к сту-
пице вннта шпильками или болтами. Головки шпилек
заливаются цементом или шплинтуются.
Для снятия лопасть застропливают тросом, подан-
ным с палубы, снимают шплинты и стопорные планки
или головки шпилек очищают от цемента, затем водо-
лаз ключом отворачивает шпильки и лопасть подни-
мается на поверхность.
Шпильки часто «прикипают» и ломаются. В этом
случае обломки шпильки извлекаются из гнезда, но при
этом по возможности необходимо сохранить нарезку от-
верстия. Эта работа очень трудоемкая и требует высо-
кой квалификации. Для этого угловой сверлильной ма-
шиной или машинкой пистолетного типа в центре
шпильки высверливается отверстие размером меньше
диаметра шпильки и в него плотно загоняется трехгран-
ный или квадратный стержень. К оконечности стержня
приваривается поперечина (рукоятка) и обломок шпиль-
ки вывертывается из ступицы.
27.
Если обломок шпильки не выворачивается, то в вы-
сверленном отверстии -нарезается метчиком резьба про-
тивоположного направления и ввертывается вспомога-
тельная шпилька. Обычно при помощи вспомогательной
шпильки обломок удается вывернуть, если же и этот
способ не дает удовлетворительных результатов, то об-
ломок высверливается пневматической или электриче-
ской сверлильной машинкой, гнездо вновь нарезается и
изготовляется новая шпилька по диаметру нарезки гнез-
да. При необходимости производится рассверловка
соответствующего отверстия во фланце лопасти.
Новая лопасть на концах подается к ступице винта,
заводится водолазом на место и закрепляется шпилька-
ми. Далее в зависимости от конструкции производится
шплинтовка или устанавливаются стопорные планки.
Головки шпилек заливаются портландцементом мар-
ки 400. В подводных условиях это скорее обмазка
цементом. Раствор цемента приготовляется на поверх-
ности, доводится до густоты крутого теста и подается
водолазу в закрытом ведре. Чтобы цемент не размывало,
обмазка прикрывается парусиной или другой тквиью и
обвязывается. Когда цемент затвердеет, парусина сни-
мается.
§ 5. Съемка гребных винтов с конуса вала
Подготовительные работы перед снятием винта
с конуса вала
Перед снятием випта необходимо уточнить его кон-
струкцию, крепление на конусе вала, наличие кожуха,
прикрывающего шейку вала, обтекателя (или гайки-
обтекателя), размер и количество стопоров и т. д. При
применении взрывного способа замерить углубление вин-
та в воду и расстояние его от обшивки
Обследование и последующие работы по съемке вин-
та производятся с беседки. При этом заранее подбира-
ются необходимый инструмент, тросы и приспособления.
После этого гребной вал разобщается с промежуточным
и стопорится деревянными упорами (рис. 16).
Перед снятием обтекателя (гайки-обтекателя) зуби-
лом или керпом делаются метки на обтекателе (гайке-
обтекателе) (и ступице винта, чтобы при сборке обеспе-
чить правильную установку обтекателя или иатяг гайки-
28
обтекателя. Затем водолаз отворачивает стопорные
болты «ли винты, крепящие обтекатель или гайку-обте-
катель.
У винтов правого вращения гайка-обтекатель имеет
левую резьбу, и наоборот. Для отворачивания гайки-
обтекателя заводится ключ с длинной рукояткой или
ключ-трещотка и застропливается концом, поданным с
Рис. 16. Схема закрепления гребного вала:
1 — гребной вал; 2 — дейдвудная труба; 3 — дом-
крат; 4 — упор; 5 — деревянные упоры
верхней .палубы. По сигналу водолаза при -помощи шпи-
ля, лебедки или вручную конец выбирается и натяги-
вается. Для облегчения сдвига гайки-обтекателя водолаз
одновременно с натягом конца ударяет кувалдой по клю-
чу. В дальнейшем водолаз перекладывает ключ, когда
он достигает крайнего положения, и наблюдает за отво-
рачиванием тайки-обтекателя.
Когда гайка-обтекатель настолько отойдет, что свер-
тывание ее можно призводить от руки, ключ поднимает-
ся наверх, а водолаз, застропив гайку-обтекатель, окон-
чательно ее отворачивает и выводит из-под -кормы для
поднятия наверх. Затем резьба на валу смазывается кон-
систентной смазкой, обертывается ветошью и обвязы-
вается тонким тросом.
Если обтекатель не имеет граней, а крепится к сту-
пице винта стопорами, то водолаз стропит обтекатель
за рым, ввертываемый на место пробки, закрывающей
отверстие для набивки сала. Отданные стопоры, болты
и гайки во избежание потерь собираются в ведро.
При отворачивании или высверловке стопоров для
29
удобства работы по команде водолаза гребной вал
вручную поворачивается на соответствующий угол и
снова стопорится.
На вспомогательных и торговых судах стальной об-
текатель часто приваривается к ступице винта. В этом
случае обтекатель отрезается электрокислородной рез-
кой, несколько отступая от ступицы винта. При поста-
новке такого обтекателя на поверхности к нему прива-
ривается внахлестку промежуточный пояс, который
затем подгоняется к оставшейся неотрезанной части об-
текателя и после прихватки обваривается валиковым
швом. Иногда вместо снятого обтекателя изготовляется
новый. Остатки старого обтекателя срубаются зубилом,
ступица винта зачищается и к ней шодгопяется новый
обтекатель. После посадки винта на конус вала и навер-
тывания нажимной гайки обтекатель приваривается к
ступице.
После снятия обтекателя производится отдача на-
жимной гайки. Сначала вывертываются или высверли-
ваются стопоры, снимается нажимная планка, а затем
производится отвертывание нажимной гайки. Во избе-
жание ошибок перед наложением ключа уточняется на-
правление резьбы гайки. •
Порядок свертывания нажимной гайки такой же, как
и гайки-обтекателя. Если гайка «прикипела» и ее не
удается сдвинуть ключом и ударами кувалды, приме-
няется взрывной способ. В этом случае на рукоятку
ключа надевается дополнительно труба с площадкой,
подкрепленной ребром жесткости на конце. На площад-
ке помещается заряд взрывчатого вещества весом в
30—40 г. Водолаз выходит из воды, и производится
взрыв. Если взрыва оказывается недостаточно, он по-
вторяется зарядом увеличенного веса. После того как
сдвинута нажимная гайка, она отворачивается на не-
сколько витков и оставляется на резьбе до момента
сдвига .винта с конуса вала (при ударном способе съем-
ки винта), а затем стропится, отвертывается полностью
и (Поднимается на поверхность.
При постановке нажимной гайки или гайки-обтека-
теля работы ведутся в обратном: порядке. В случае вы-
сверливания стопоров в гнездах заново нарезается
резьба и делаются новые стопоры, а отверстия в обте-
кателе рассверливаются.
30
Съемка гребных винтов
Съемка гребных винтов производится главным обра-
зом двумя способами — тяговым и ударным. Тяговый
способ делится на механический и гидравлический.
На практике часто применяется комбинированный
способ съемки винтов в сочетании тягового и одновре-
менно ударного, например взрывного. В этом случае
первоначальный натяг создается механическими при-
способлениями, а толчок, обеспечивающий сдвиг вин-
та, — взрывом.
Съемка гребных винтов тяговым способом. Такой спо-
соб наиболее распространен. На каждом судне имеется
штатный съемник, соответствующий весу винта и конст-
рукции его крепления. На малых винтах часто на сту-
пице предусматриваются нарезные отверстия для креп-
ления съемника. /
Сущность тягового способа заключается в том, что
съемник закрепляется на ступице или лопастях винта и
за счет упора в торец гребного вала создается стягива-
ющее усилие, действующее вдоль осн вала. После
преодоления съемником силы сцепления ступицы винта
с конусом вала винт сдвигается. В отличие от ударного
тяговый способ характеризуется статическим приложе-
нием усилия, постепенным его наращивамием.
Тяговый способ имеет несколько разновидностей,
зависящих главным образом от веса и конструкции вин-
та: съемка с помощью планки, хомута, крючьями, ста-
каном; гидравлическим усилием—накачкой жидкости
во внутреннюю полость ступицы или гидравлическим
пакетом и поршневым съемником.
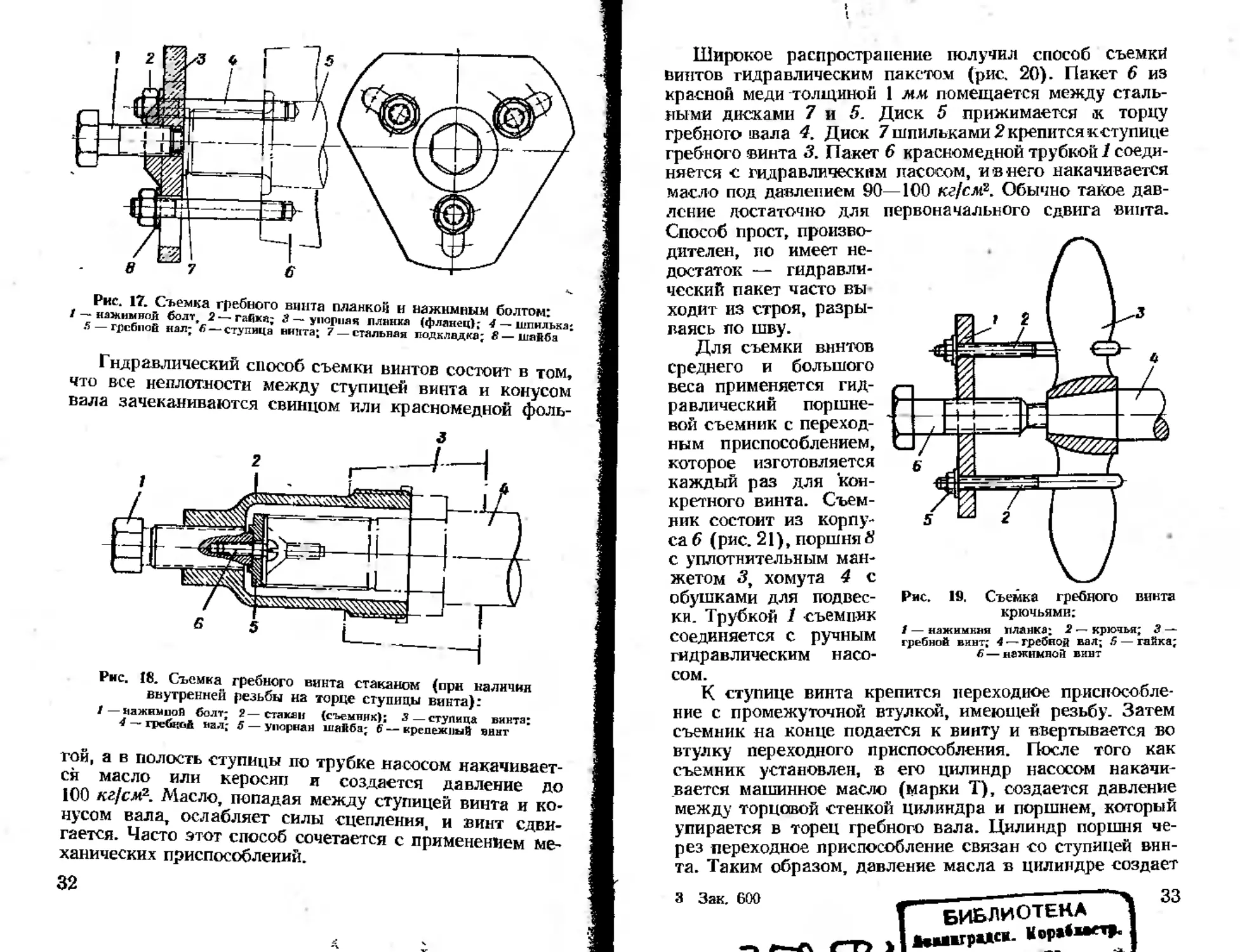
Механические способы съемки малых и средних вин-
тов планкой <и стаканом приведены на рис. 17 и 18.
В зависимости от условий иногда ограничиваются при-
менением только упорной планки, стягивающее усилие
при этом создается равномерной затяжкой гаек.
При съемке винта крючьями (рис. 19) во избежание
перекоса крючья устанавливаются на каждую лопасть.
КрЮчья лучше заводить на ступицу (если позволяет
конструкция винта). Чтобы упорная планка ме дефор-
мировалась, ее необходимо изготовлять массивной из
стали повышенной прочности не ниже Ст-5.
31
Рис. 17. Съемка гребного винта планкой и нажимным болтом:
5 — гребной нал; fi — ступица винта; 7 — стальная подкладка; 8 — шайба
Гидравлический способ съемки винтов состоит в том,
что все неплотности между ступицей винта и конусом
вала зачеканиваются свинцом или красномедной фоль-
Рис. 18. Съемка гребного винта стаканом (при наличия
внутренней резьбы на торце ступицы винта):
4 — гребков пал; 5 — упорная шайба;
3 — ступица винта;
той, а в полость ступицы по трубке насосом накачивает-
ся масло или керосин и создается давление до
100 кг/см2-. Масло, попадая между ступицей винта и ко-
нусом вала, ослабляет силы сцепления, и винт сдви-
гается. Часто этот способ сочетается с применением ме-
ханических приспособлений.
32
Широкое распространение получил способ съемки
Винтов гидравлическим пакетом (рис. 20). Пакет 6 из
красной меди толщиной 1 мм помещается между сталь-
ными дисками 7 и 5. Диск 5 прижимается к торцу
гребного вала 4. Диск 7 шпильками 2 крепится кступице
гребного винта 3. Пакет 6 красномедной трубкой 1 соеди-
няется с гидравлическим насосом, и в него накачивается
масло под давлением 90—100 кг/см2. Обычно такое дав-
ление достаточно для первоначального сдвига винта.
Способ прост, произво-
дителен, но имеет не-
достаток — гидравли-
ческий пакет часто вы
ходит из строя, разры-
ваясь по шву.
Для съемки винтов
среднего и большого
веса применяется гид-
равлический поршне-
вой съемник с переход-
ным приспособлением,
которое изготовляется
каждый раз для кон-
кретного винта. Съем-
ник состоит из корпу-
са 6 (рис. 21), поршня 8
с уплотнительным ман-
жетом 3, хомута 4 с
обушками для подвес-
ки. Трубкой 1 съемник
соединяется с ручным
гидравлическим насо-
сом.
К ступице винта крепится переходное приспособле-
ние с промежуточной втулкой, имеющей резьбу. Затем
съемник на конце подается к винту и ввертывается во
втулку переходного приспособления. После того как
съемник установлен, в его цилиндр насосом накачи-
вается машинное масло (марки Т), создается давление
между торцовой стенкой цилиндра и поршнем, который
упирается в торец гребного вала. Цилиндр поршня че-
рез переходное приспособление связан со ступицей вин-
та. Таким образом, давление масла в цилиндре создает
Г БИБЛИОТЕКА
/-г» J *w«rp**« j
необходимое стягивающее усилие вдоль оси вала, и
сдвигает гребной винт.
Съемник создает значительное усилие и действует
безотказно, так как давление в съемнике можно дово-
дить до 550 кг)см2.
Съемка гребных винтов ударным способом делится
на клиновой, при котором сдвиг винта осуществляется
распорными клиньями, и взрывной, при котором мгно-
венное действие распорного усилия создается за счет
энергии взрыва.
Рис. 20. Съемка гребного винта гидравлическим пакетом.
/ — красиомедигн трубка; 2 — отжимная шпилька; 3 — ступица
винта. 4 — гребной вал; 5 — промежуточный диск; 6 — гидравли-
ческий пакет; 7 — опорный диск
Климовой способ съемки гребного вин-
та (рис. 22) применяется в случаях, если к винту удо-
бен доступ, и заключается в следующем: между ступи-
цей виита и мортирой дейдвуда или кронштейном заво-
дится по два стальных клина 1, которые затем
раздвигаются средними клиньями 2. Виит сдвигается
с конуса вала за счет создающегося распорного усилия.
Клинья 2 забиваются кувалдой или металлической штан-
гой весом 60—70 кг («барсом), которую опускают с
верхней палубы яо направляющей трубе 0 180—200 мм,
устанавливаемой вдоль оси клана. Чтобы вода не глу-
шила удара, в трубе делаются отверстия.
Перед съемкой винта водолаз уточняет величину за-
зора между носовым обрезом ступицы винта и дейдву-
34
Sg
дом или кронштейном. Если зазор мал, то гребной вал
после разобщения с промежуточным подастся в корму
па 80—90 мм и стопорится.
Работа по съемке винта производится в следующем
порядке. На конус вала и ступицу -водолаз наносит ри-
ски, определяющие посадку и взаиморасположение вин
та и гребного вала. С палубы поочередно подаются два
комплекта клиньев, -которые устанавливаются водола-
зом с двух сторон по диаметру вала для создания рав-
Рис. 22. Клиновой способ съемки гребного винта
номерного распора, а удары наносятся попеременно
или, если работа ведется с палубы «барсом», то одно-
временно по обоим клиньям.
После того как винт будет сдвинут, он застрапли-
вается с обоих бортов концами, закрепленными На бал-
ке, специально положенной на верхней палубе поперек
судна и оконечности которой свешиваются по обоим
бортам. Концы выбираются талями соответствующей
грузоподъемности, и -винт снимается с конуса вала. Что-
бы удобнее было вывести винт .из-под кормового подзо-
ра, дополнительно подается конец с берега или с дру-
гого судна, а водолаз одерживает и направляет винт.
36
На некоторых судах, особенно с односальными уста-
новками, расстояние между концевой частью гребного
вала и рудерпостом мало и вывести винт не удается.
В этом случае гребной «ал расстопоривается и по ука-
занию (водолаза аюдается в нос судна. Выводу гребного
винта из-под кормового подзора может помешать перо
руля, в этом случае снимаются ограничители сектора и
перо руля повертывается па 90°.
После того как винт снят с конуса вала и выведен
из-под кормы, перед подъемом па поверхность произво-
дят перестройку с лопастей за ступицу. Это необходимо
сделать, чтобы винт не сорвался. Кроме того, винт за-
строплен за две лопасти с обоих бортов, что затрудняет
его подъем, а поднимать виит, застропленный за одну
лопасть, нельзя. Для перестройки концы с обоих бортов
потрвливаются, гребной винт опускается на беседку7
или на грунт (если работа выполнялась с грунта), и во-
долаз перестрапливает винт. Если винт не может уме-
ститься .на беседке, с верхней палубы подается допол
нительный конец, которым водолаз стропит винт за
ступицу, и после того, как на этот конец передастся вес
винта, концы от бортовых талей отдаются и винт подни-
мается -на поверхность.
Взрывной способ съемки гребного
в и и т а применяется в случаях, когда обычные сред
ства съемки не дали результатов или когда вес винта
превышает 1 т. Сущность способа заключается в сле-
дующем. Заряды (два — четыре) взрывчатого вещества
равномерно размещаются на валу в зазоре между носо-
вым торцом ступицы винта и дейдвудом или кропштеб-
ном и взрываются. Значительное усилие взрыва, направ-
ленное по оси гребного вала, сдвигает его с конуса
вала. Несмотря на кажущуюся простоту, этот способ
требует большого внимания, тщательности подготовки -и
строгого соблюдения правил техники безопасности.
Основное внимание по подготовке гребного винта к
съемке взрывным способом должно быть обращено на
определение величины и количества зарядов. С доста-
точной для практики точностью .величина и число заря-
дов определяются исходя из массы (веса) винта, его
материала, допустимых нагрузок на обшивку корпуса
судна и углубления зарядов в воду.
37
На основании расчетов разработаны таблицы, опре-
деляющие вес потребного количества взрывчатого ве-
щества (ВВ) (приложение 4) и предельный вес одного
заряда (приложение 5). Сначала определяется общее
количество ВВ, а затем уточняются величина и коли-
чество зарядов в зависимости от конкретных условий.
Выбирается меньший вес ВВ и соответственно большее
количество зарядов.
Предельный вес ВВ в открытом заряде (в мягкой
оболочке) допускается до 70 г, а в закрытом (в дере-
вянной колодке) до 210 г. Заряды применяются одного
веса. В качестве ВВ используется тол, тротил или аммо-
нит. Наибольшее распространение получил тол в по-
рошкообразном и прессованном виде. Из прессованного
тола -ножовкой выпиливается параллелепипед, в торце
которого высверливается глухое отверстие, в которое
вставляется электродетонатор. Полученный таким обра-
зом заряд обертывается парафиновой бумагой или шел-
ковистой резиной. Концы электропроводников детонато-
ра зачищаются и сворачиваются.
Порошкообразное ВВ засыпается в мешочек из шел-
ковистой резины тли другого водонепроницаемого мате-
риала, устанавливается электродетонатор, а горловина
мешочка плотно обвязывается шпагатом или суровой
ниткой вокруг проводников электродетонатора.
Применяются электродетонаторы В КМ с капсулями-
детонаторами типа ГРТ № 8, ТАТ № 8 или ТАГ № 8.
Для взрывных работ на глубине до 20 м применяют-
ся влагостойкие электродетонаторы ЭДЧ-16, а при раз-
делке затонувших судов на большой глубине— В КМ-80.
Заряды ВВ закладываются в деревянные колодки
(П-образную рамку) толщиной 30—40 мм или подве-
шиваются на валу открыто. Во избежание повреждений
вал обертывается свинцовым листом; носовой торец сту-
пицы винта и мортира дейдвуда прикрываются сталь-
ными листами, а между ними устанавливаются деревян-
ные распорки (рис. 23).
Чтобы заряды не отставали -от вала, их подвязывают
штертом -и, кроме того, подвешивают удерживающие
свинцовые грузики. Концы проводов от электродетона-
торов (участковые провода) последовательно соединя-
ются с магистральными проводами и через рубильник—
с источником тока.
38
Магистральные провода—это двухжильные провода
марки ПРШМ или ПРШУМ. В качестве источника тока
используются специальные взрывные машинки типа
ПМ-1, ПМ-2 или КПМ-2 или аккумуляторные батареи
напряжением 12 в. Сила тока в электровзрывной цепи
1—5 а обеспечивает взрыв электродетонаторов. Электро-
Рис. 23. Установка на валу открытых заря-
дов ВВ:
провод; 1 — деренмяяые распорки;
is защита: 6 — железный лист;
•И 8 —• заряд; 9 — гребной вал;
ТО — дейдчудиая втулка
Рис. 24. Схема электровзрывной цепи:
амперметр; 2 — вольтметр; 3 — рубильник; 4 — магвет-
1ы<ые провода: S— заряд; б— участковые провода;
7 •— элсктродетонатор; 8 — аккумуляторная батарея
детонаторы между собой соединяются параллельно
(рис. 24). Электровзрывная цепь проверяется на иейрав-
ность изоляции и целость проводников омметром.
Если работы выполняются с водолазного бота, то
после выхода водолаза из воды бот отводится на безо-
39
паевое расстояние. Затем подается предупредительный
сигнал, через 2—3 мин включается рубильник и произ-
водится взрыв. Если взрыва не произошло, то через
20—30 мин магистральные провода отключаются от ру-
бильника, водолазный бот подходит к судну и водолаз
спускается для осмотра. Если взрыв произошел, то водо-
лаз спускается спустя 10—15 мин на случай, если взрыв
был неполный.
Если винт сдвинулся с конуса вала, то водолаз
остропливает его, отворачивает нажимную гайку, ста-
скивает и подает его наверх. Если винт не сходит от ру-
ки или от легких ударов ручника, то для стаскивания
его применяется штатный съемник.
В последнее время широкое распространение полу-
чил способ взрывания зарядов при помощи детонирую-
щего шнура. Детонирующий шнур довольно безопасен,
горит спокойно, его можно резать ножом, к удару и
трению он малочувствителен, может находиться под во-
дой до 12 ч, передаст детонацию со скоростью 6800—
7200 м/сек, при температуре более 30° С становится
взрывоопасным.
Заряд ВВ обертывается детонирующим шнуром, в
три — четыре витка. Конец, шнура выводится на поверх-
ность, м к нему на расстоянии 10—15 см изоляционной
лентой прикрепляется электродетонатор или зажига-
тельная трубка. Чтобы шнур сработал, концы его плот-
но обертываются изоляционной лентой или покрываются
мастикой. Детонирующий шнур менее опасен для водо-
лазов-взрывнпков при установке и особенно при ликви-
дации несработавших зарядов. Он часто применяется
как дублирующее средство электродетонаторов при
съемке винтов взрывным способом.
§ 6. Постановка гребных винтов
Постановка гребных винтов производится в следую-
щем порядке. Гребной вал повертывают шпонкой вверх.
Водолаз осматривает конус вала, счищает с него водо-
росли и другие загрязнения, проверяет наличие на валу
посадочных рисок, защитной обертки на резьбе, очищает
рабочее место и после этого дает команду о подаче ^инта.
Подготовленный ®инт подается на двух концах и
укладывается на беседку. Водолаз перестропливает его
40
за лопасти с расчетом, чтобы шпоночная канавка была
вверху, и дает -команду приподнять ibhht. Затем винт
заводится на конус вала так, чтобы его шпоночная ка-
навка совместилась со шпонкой на валу. Как только
появится нарезная часть жала, водолаз очищает резьбу
от обертки и вручную навертывает нажимную гайку или
га йку-обтекател ь.
Затем водолаз заводит на нажимную гайку ключ с
длинной рукояткой. Навертывание нажимной гайки про-
изводится ключом при помощи конца, опущенного с
верхней палубы, как и при отворачивании гайки. Завер-
тывание гайки производится до тех пор, пока винт не
дойдет до посадочного места, обозначенного риской.
Нажимная гайка стопорится болтами или стопорной
планкой, я концы отдаются.
После этого подготовленный к установке обтекатель
набивается тавотом и подается на конце водолазу. Во-
долаз густо смазывает тавотом или салом нажимную
гайку и торец гребного вала, устанавливает по рискам
обтекатель, завертывает и зачеканивает или шплинтует
стопора. Еёли шейка вала была прикрыта защитными
кожухами, то они также устанавливаются на место; ко-
нец, на котором подавался обтекатель, отдается, рым
вывертывается и на его место устанавливается пробка.
§ 7. Выемка и постановка гребных валов
Выемка гребных (валов производится обычно в связи с
ремонтом дейдвуда при выработке бакаута, при повреж-
дении облицовки вала ив других аналогичных случаях.
Перед выполнением работ уточняется конструкция
и определяется направление выемки вала (наружу или
внутрь судна). В зависимости от этого, а также разме-
ров и веса вала разрабатывается технология выемки и
подготовляется оснастка (приспособления, тросы, тали
и т. д.). Подготавливаются мощные водоотливные сред-
ства для откачки фильтрующей воды и на случай ава-
рии. На все время производства работ у водоотливных
средств вводится круглосуточное дежурство.
Особое внимание обращается на правильность ост-
ропки и вывески вала во избежание повреждения его
облицовки, погиби и потери при выемке и подъеме на
поверхность.
41
Выемка гребных валов обычно производится после
съемки винтов и разобщения их с промежуточными ва-
лами. На судах малого водоизмещения ипогда для
ускорения работ гребной вал вынимается вместе с вин-
том и обтекателем. Винты можно не снимать также при
выемке бортовых валов у судов с двух- или трехвальной
установкой, если конструкция вала позволяет вынуть его
без выпрессовки кронштейповол втулки.
Выемка гребных валов внутрь корпуса судна не от-
личается от обычных работ по выемке вала в доке, но
обеспечивается герметизация мортиры дейдвуда.
Водолаз .наблюдает за продвижением- вала внутрь
корпуса судна и в тот момент, когда хвостовик вала
скроется в мортире дейдвуда и углубится на 200—
300 мм, плотно закрывает дейдвуд специально подготов-
ленной деревянной пробкой (рис. 25).
Деревянные пробки легко всплывают и не очень
удобны для работы под водой, поэтому для заглушки
отверстий диаметром 300 мм и более применяются ком-
позитные пробки, состоящие из деревянной основы и
металлической или цементной заливки (приложение 6).
Если дейдвудная втулка короткая, то по команде
водолаза выемка вала приостанавливается, и водолаз
забивает пробку. Если обнаруживается фильтрация, то
зазор между пробкой и дейдвудной втулкой конопатит-
ся просмоленной паклей.
После выемки гребного вала из дейдвуда на штат-
ных шпильках переборочного сальника устанавливается
металлическая заглушка с резиновой прокладкой.
Выемка гребных валов в воду выполняется двумя
способами: выталкиванием — с помощью фальшвала;
тяговым способом с использованием колпаков. На судах
большого водоизмещения, имеющих длинные гребные
валы, обычно применяются колпаки, а на судах малого
и среднего водоизмещения — фальшвал.
Фальшвал представляет собой трубу (из звеньев на
резьбе) диаметром на один миллиметр меньше гребного
вала, но длиннее его. На концах трубы ввариваются
болванки-пробки, одна из которых служит для соедине-
ния фальшвала с гребным валом, а к другой привари-
ваются обухи или делаются отверстия для установки
рукояток, которыми пользуются для навинчивания и
свинчивания фальшвала.
42
На болванке-пробке, предназначенной для соедине-
ния с гребным валом, нарезается резьба, соответствую-
щая диаметру и резьбе гребного вала. После удаления
промежуточного вала на гребной вал навинчивается
фалыввал звеньями по мере выхода его в воду.
К хвостовику гребного вала крепится скоба (бугель),
а ж ней стропится тяговый трос (рис. 26). Для под-
держки вала по мере выхода его из мортиры дейдвуда
с верхней палубы подаются концы, которые подвеши-
Рис. 26. Бугель-скоба для вытаскивания вала в воду:
/ — скобе; 2 — шайба; 3 —гайка; 4 — гребной вал, S—нажимиая гайка
ваются на талях или стрелах. На малых судах, если
позволяют условия, вал вынимается вместе с винтом.
Если работа производится (в зимнее время, поддержи-
вающие тали располагаются на козлах, устанавливае-
мых на льду (рис. 27). Количество талей и их грузо-
подъемность .подбираются в зависимости от длины и веса
гребного вала (минимально талей должно быть две).
Если нет средств обеспечить выемку вала снаружи,
то тяговое усилие создается талями, установленными
на переборке (рис. 27), или домкратом, который упи-
рается в переборку или в фундамент промежуточного
подшипника и в торец гребного вала. Домкрат обяза-
тельно устанавливается на подушке (подкладке) из
трех-четырехдюймовой доски или бруса.
Когда гребной вал полностью выйдет из дейдвудной
трубы, фалынвал разобщается с гребным валом w по-
следний поднимается на поверхность. Фалынвал исполь-
зуется в качестве заглушки и остается в дейдвудной
трубе на все время ремонта. При фильтрации зазор ме-
жду дейдвудной втулкой и фальшвалом конопатится
просмоленной паклей или концами.
Если после выемки вала предстоит выпрессовка дейд-
44
вудной втулки, то лучше применять тяговый Способ с
колпаком. В этом случае колпак устанавливается на ре-
зиновой прокладке на шпильки переборочного сальника
или на дейдвудную трубу (рис. 28). Колпак изготовляет-
ся таким, чтобы в нем могла разместиться выступаю-
щая из дейдвудной трубы оконечность гребного вала.
При небольших размерах гребного вала колпак делает-
ся глухим. При выемке крупных валов в днище колпа-
ка делается отверстие с сальником, через которое про-
пускается удерживающий трос. Удерживающий трос
после выемки вала оставляется в дейдвуде и при завод-
ке вала используется как тяговый.
В некоторых случаях, когда гребной вал велик и его
не удается сдаинуть с места, через днищевое отверстие
в колпаке заводится нажимная штанга и ввертывается
на резьбе в торец гребного вала. Домкратом и нажим-
ной штангой, а также тяговыми средствами из-за борта
производится сдвиг вала.
45
После того как вал стронется с места, к торцу на-
жимной штанги прикрепляется удерживающий трос.
По выходе вала в воду удерживающий трос отдается,
вал поднимается на поверхность, а в дейдвудную втулку
водолаз забивает пробку.
Рис. 28. Колпак для уплотнения дейдвудного сальника при вы-
емке гребного вала:
! — набивка
— корпус колпака;
сальника; 3 — втулка;
Чтобы вал при выемке не погнулся и для его под-
держивания на судах среднего водоизмещения приме-
няется «лоток» (труба), подвешиваемый с кормы
(рис. 29). Для устойчивости «лоток» имеет упорную,
иногда V-образпую стойку, которой он упирается в кор-
мовой подзор.
При выемке валов на судах большого водоизмеще-
ния применяется специальный монорельс (рис. 30). По
разметке к бортам привариваются обухи, и к ним на
талрепах параллельно осевой линии вала подвеши-
вается монорельс. На монорельсе располагаются три —
четыре тали с талрепами (на катках), на которые и
подвешивается гребной вал по мере выхода его из дейд-
вуда, при этом тали передвигаются по монорельсу.
Для выемки длинных валов применяется тоже тяго-
вый-способ, но до установки колпака изнутри судна при
помощи домкрата вал выдвигается в воду примерно на
800 мм. Затем для дальнейшей выемки гребного вала
в зависимости от его длины и веса используются буксир-
пос судно, шпиль плавкрана, лебедки или дифференци-
альные тали, закрепленные к кнехтам причальной стен-
46
ки. Для этого на рас-
стоянии, выбранном
по расчету, закреп-
ляется канифас-блок
(рис. 31), через не-
го пропускается тя-
говый трос и крепится
к гаку тали. Во избе-
жание погиби вала тя-
говый трос берут дли-
ной приблизительно
100 м. По выходе греб-
ного вала из дейдвуда
он поднимается на по-
верхность плавкраном,
а на мортиру устанав-
ливается заглушка.
Некоторые конст-
рукции бортовых валов
не дают возможности
вынимать их до выпрес-
совки кронштейновых
втулок. В этом случае
снимается обтекатель
и винт, гребной вал
подается в нос настоль-
ко, чтобы нарезная
часть его вышла из
втулки, выпрессовы-
вается кронштейновая
втулка,. а затем произ-
водится выемка вала.
Постановка греб-
ных валов. При поста-
новке вала изнутри
судна он подается к
переборочному сальни
ку, на котором уста-
новлена металлическая
заглушка, и застропли-
вается. Затем водолаз
проверяет герметиза-
цию мортиры дейдву-
29. Выемка гребного вала с использованием «лотках
47
I
4S
да. Если вода просачивается, водолаз подбивает пробку
и уплотняет конопатку зазора.
После этого отдается металлическая заглушка на пе-
реборочном сальнике, гребной вал при помощи талей
затягивается на место, а деревянная пробка выталки-
вается валом. Затем вал стопорится и на него устанав-
ливается гребной виит. После этого производится сбор-
ка линии вала.
Рис. 31. Схемы выемки вала тяговым способом че-
рез капифас-блок с берега:
— гребной вал с нвгкнмной гайкой; 2 — каияфас-блок.
3— дифференциальные тали
Постановка гребных валов из-за борта. Если в дей-
двуде находится фальшвал, гребной вал устанавливает-
ся в следующем иорядке. Вал стропится -и плавкраном
подается в ©оду. Водолаз подводит ©ал к дейдвуду и
совмещает его с фальшвалом, удаляет конопатку зазо-
ров и дает команду вращать фальшвал изнутри корпуса
судна. Фальшвал «при вращении соединяется с гребным
валом. Затем гребной ©ал затягивается талями в дей-
двуд. По мере выхода фальшвала из переборочного
сальника его звенья отвинчиваются, а тали еперестроп-
ливаются. Когда гребной ©ал займет свое место, фальш-
вал отсоединяется, на его место навинчивается соеди-
нительный флапец и производится сборка линии вала.
При постановке гребного вала, когда на перебороч-
ном сальнике установлен колпак или металлическая
заглушка, порядок операций несколько изменяется. По-
сле подачи вала под корму и совмещения его с дейдвуд-
4 Зак 600
49 ’
ной втулкой удаляется пробка, гребной вал заводится
и продвигается до колпака или металлической заглушки
на переборочном сальнике. Затем заводка вала при-
останавливается и водолаз конопатит зазор в дейдвуде.
Колпак или металлическая заглушка с переборочного
сальника удаляется и вал устанавливается на место.
Если снимался переборочный сальник, то и он устанав-
ливается на место.
При постановке гребных валов необходимо особое
внимание обращать на сохранение в целости облицовки
вала и резьбы его хвостовика, для чего хвостовик обма-
тывается ветошью, обёртывается парусиной и обвязы-
вается.
Если вал бортовой, то он заводится через кронштейн,
при этом соблюдается осторожность, так как даже при
незначительном уводе вала в сторону можно сорвать
крепление кронштейна и погнуть вал
§ 8. Выпрессовка и запрессовка дейдвудных
и кронштейновых втулок
При выпрессовке и запрессовке дейдвудных и кронш-
тейновых втулок для обеспечения непотопляемости суд-
на, так же как и при -выемке и постановке гребных
валов, подготавливаются водоотливные средства и уста-
навливается круглосуточное дежурство.
Выпрессовка дейдвудных и кронштейновых втулок
производится в связи с образованием люфтов и выра-
боткой набивки или антифрикционной заливки. Суще-
ствуют два способа выпрессовкк дейдвудных и кронш-
тейновых втулок: специальным съемником и при помощи
гребного вала.
Первый способ дает возможность производить вы-
прессовку как носовых, так кормовых и кронштейновых
втулок. Второй способ применяется только для выпрес-
совки кормовых и кронштейновых втулок при условии,
что конструкция вала допускает выемку его внутрь.
Первый способ. При выпрессовке втулок пер-
вым способом применяются различные приспособления,
которые состоят из стяжного болта, фигурного (оваль-
ного) фланца и опоры—скобы, стакана и т. д. Фланец
крепится к болту на шарнире. Наибольший интерес
представляет универсальное приспособление (рис. 32).
50
Выпрессовка кормо-
вой дейдвудной втулки
производится следую-
щим образом: изнутри
корпуса судна прове-
ряется герметичность
поставленной металли-
ческой заглушки иа пе-
реборочном сальнике
или дейдвудной трубе.
Спускается водолаз, и
ему подается приспо-
собление. Водолаз рис-
ками фиксирует поло-
жение втулки в мортире
дейдвуда, выбивает де-
ревянную пробку и за-
водит штангу 2 с захва-
тами 6 (рис. 32).
При заводке штан-
ги 2 в дейдвудную
втулку 3 захваты 6
утапливаются в стака-
не 5 и пружины нахо-
дятся в сжатом состоя-
нии. После того как
конец штанги 2, (выйдет
из втулки 3, пружины
выталкивают захва-
ты 6. С другой стороны
штанги 2 заводится
сварная опора 1 в виде
колпака, в днище ко-
торого имеется отвер-
стие для штанги. Вто-
рой конец штанги 2
имеет резьбу для заво-
рачивания нажимной
гайки 12.
Если нет возможности изготовить универсальное
приспособление с пружинными захватами, то делается
массивный овальный фланец с продолговатым отвер-
стием для прохода болта. Фланец, •свободно насаженный
51
на болт, занимает наклонное положение и проходит че-
рез втулку и, при обратном движении болта, захваты-
вает торец дейдвудной втулки. Головка болта делается
массивной, и размеры ее 'превосходят диаметр цен-
трального отверстия фланца.
Болт 2 (рис. 32) может крепиться во фланце 5 штиф-
Рис. 33, Приспособление для выпрессовки дейдвудных втулок
с фигурным фланцем на шарнире:
пыя фланец,
В — кормовая
— полутока; 8 — обшивка. 4 — дейдвудная труба; 5 — фигур-
6 — посован дейдвудная втулка; 7 — деревянная иробха;
дейдвудная втулка; 9 — стяжной болт.
10 — нажимная
том (шариирое соединение). Фланец складывается так,
чтобы при проходе через дейдвудную «втулку ©н нахо-
дился под стержнем болта. На болт 9 надевается скоба
(опора) 1, шайба и навинчивается нажимная гдйка Ю.
Под опору подкладывается .деревянная подушка.
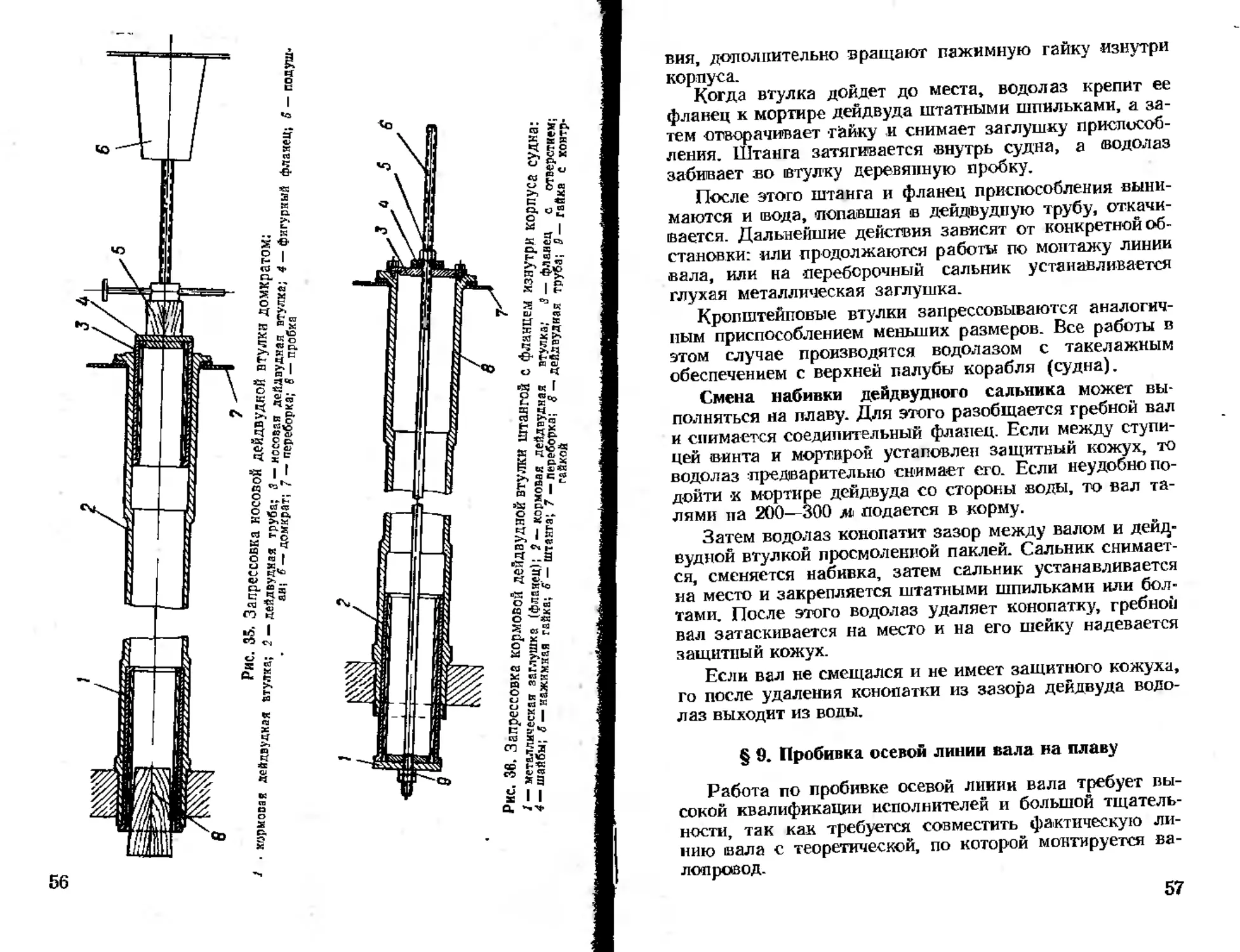
Для выпрессовки втулки заворачивается нажимная
гайка сначала от руки, а затем выпрессовка втулки про-
изводится гаечным -ключом с большой рукояткой при
помощи конца, поданного с палубы. Когда фланец
втулки немного отойдет от дейдвудной трубы, водолаз
стропит ее концом, поданным с верхней палубы. В даль-
нейшем водолаз перекладывает ключ и наблюдает за
выходом втулки из мортиры дейдвуда.
Приспособление для выпрессовки подбирается по
размерам втулки. Болт должен иметь более двух длин
втулки, а скоба или колпак должны иметь такие' разме-
ры, чтобы втулка могла быть выпрессована полностью.
52
Приспособления со скобами обычно применяются
для выпрессовки дейдвудных втулок малых размеров.
Если втулка большая (диаметром 400 мм и более), то
применяется универсальное приспособление с захватами.
Если втулка по длине окажется несколько больше вы-
соты скобы, то при монтаже приспособления под скобу
подкладываются подушки или к обшивке в опорных ме-
стах привариваются обухи.
По выходе из дейдвудной трубы втулка укладывается
на беседку, из нее вынимается приспособление, втулка
перестропливается и поднимается, наверх.
Рис. 34. Выпресссвка кормовой дейдвудной втулки
гребным валом:
I — деревянная пробки: ? — смоляные жгуты иля пакля;
3—фигурный фланец; 4 —гребной вал; S—нососвя дейдвуд-
ная втулка; 6 — дейдпудный сальник; 7 — домкрат.
8— упорный швеллер; S—сальниковая набивка; 10— кор-
мовая дейдвуднвя втулка
Аналогичво выпрессовываегся носовая дейдвудная
втулка.
Второй способ выпрессовки кормовых и кронш-
тейновых втулок при помощи гребного вала (рис. 34)
производится в следующем порядке. После съемки вин-
та гребной вал 4 талями подается внутрь корпуса судна.
Как только он отойдет от мортиры на 200—300 мм, во-
долаз забивает в дейдвудную трубу деревянную проб-
ку 1 и вал вынимается полностью. В дейдвудную трубу
изнутри корпуса заводится разъемный фланец 3 с вы-
точками для упора в торец втулки. В дейдвудную трубу
заводится гребной вал и упирается во фланец.
В ахтерпике поперек судна укладывается швеллер 8,
который упирается своими оконечностями в бортовые
ветви шпангоутов, а между швеллером и соединитель-
ным фланцем гребного вала устанавливается домкрат 7.
Домкратом гребной вал постепенно подается внутрь
53
дейдвудной трубы, и дейдаудная (втулка выпрессовы-
вается.
После выпрессовки кормовой втулки вал несколько
подвигается внутрь судна и водолаз устанавливает де-
ревянную пробку. Гребной вал вынимается, и на дейд-
вудную трубу изнутри корпуса устанавливается метал-
лическая заглушка. Вал может быть также оставлен в
дейдвудной трубе, по это нежелательно, так как вов-
можна фильтрация воды внутрь корпуса судна.
Водолаз во время заводки разъемного фланца и ра-
боты в дейдвудной трубе ведет наблюдение и обеспечи-
вает герметичность заглушки.
В случае выпрессовки и носовой втулки металличе-
ская заглушка на переборочный сальник ставится после
выполнения всего объема работ.
Для выпрессовки кропштейновой втулки гребной
вал подается талями внутрь дейдвуда до тех пор, пока
его хвостовик не выйдет из кронштейновой втулки и бу-
дет достаточно места для установки упорного фланца.
Затем вал подается в корму, упирается своим торцом в
середину установленного фланца, и усилием, создавае-
мым домкратом изнутри корпуса судна, кронштейновая
втулка выпрессовывается.
Если выпрессовываютСя только кронштейнозые втул-
ки, то гребной вал доводится до своего штатного места,
а зазор конопатится просмоленной паклей или распу-
щенными прядями растительного троса.
Запрессовка дейдвудных и кронштейновых втулок
производится двумя способами: при помощи штанги и
фланца (универсальный для всех видов итулок) и дом-
крата (только для носовых втулок).
Постановка носовых дейдвудных втулок производит-
ся в следующем порядке. Водолаз перед началом работ
проверяет герметичность поставленной наружной за-
глушки или пробки. С переборочного сальника снимает-
ся металлическая заглушка и в дейдвудную трубу заво-
дится ориентированная по рискам втулка. На передний
торец втулки (рис. 35) устанавливается фланец с выточ-
кой, а поперек судна укладывается упорный швеллер и
между ними помещается домкрат. Домкратом втулка
запрессовывается в дейдвудную трубу, после чего дом-
крат и швеллер убираются, а на трубу устанавливается
металлическая заглушка на прокладке.
54
Запрессовка кормовых дейдвудных. втулок (рис. 36)
при помощи штанги и фланца производится следующим
образом. На носовой торец дейдвудной трубы устанав-
ливается на резиновой прокладке фланец 3 с централь-
ным отверстием. Через центральное отверстие фланца
заводится штанга б с шайбой 4 и гайкой 5. На одном
конце варезная часть штанги больше длины запрессо-
вываемой втулки, а на другом 100—150 мм. Штанга про-
пускается через дейдвудную трубу до упора в деревян-
ную пробку.
Затем спускается водолаз, ему -подаются на концах
дейдвудная втулка и детали приспособления для за-
прессовки— заглушка, резиновая прокладка, гайки. Во-
долаз подводит втулку к дейдвудной трубе и по его
команде рабочие изнутри корпуса выбивают штангой
пробку и доводят штангу до места.
Водолаз пропускает штангу через дейдвудную втул-
ку, подготовленную и висящую на концах, надевает на
нарезную часть штанги прокладку, металлическую за-
глушку и навинчивает гайку 9 с контргайкой. Потом он
совмещает втулку с дейдвудной трубой, ориентируя ее
это рискам, и завинчиванием гайки создает натяг.
Затем подает команду о запрессовке 'втулки. В этом
случае втулка запрессовывается рабочими-судоремонт-
никами изнутри корпуса судна путем вращения гайки 5,
а водолаз следит за ходом работ и в случае 'возникно-
вения перекосов втулки исправляет их.
Если же втулку изнутри запрессовать нельзя, то
штанга заводится в дейдвудную трубу концом с длин-
ной нарезкой. Втулку небольших размеров запрессовы-
вает водолаз вращением нажимной гайки ключом от
руки. Если втулка больших размеров, то водолаз после
сборки приспособления и создания натяга заводит на
нажимную гайку ключ с большой рукояткой и запрес-
совка втулки производится .при помощи конца, подан-
ного гв палубы, где личный состав корабля или рабочие
судоремонтного предприятия механическими средства-
ми или вручную вытягивают трос. Водолаз переклады-
вает ключ, когда он доходит до крайнего 'Положения,
следит за ходом работ и правильной центровкой втулки,
а если возникли перекосы, исправляет их. После того
как втулка зайдет в дейдвудную трубу на 2/з своей
длины для ускорения запрессовки, если позволяют усло-
55
вия, дополнительно вращают нажимную гайку изнутри
корпуса.
Когда втулка дойдет до места, водолаз крепит ее
фланец к мортире дейдвуда штатными шпильками, а за-
тем отворачивает тайку и снимает заглушку приспособ-
ления. Штанга затягивается внутрь судна, а водолаз
забивает во втулку деревянную пробку.
После этого штанга и фланец приспособления выни-
маются и «вода, попавшая в дейдвудпую трубу, откачи-
вается. Дальнейшие действия зависят от конкретной об-
становки: или продолжаются работы по монтажу линии
вала, или на переборочный сальник устанавливается
глухая металлическая заглушка.
Кропштейповые втулки запрессовываются аналогич-
ным приспособлением меньших размеров. Все работы в
этом случае производятся водолазом с такелажным
обеспечением с верхней палубы корабля (судна).
Смена набинки дейдвудного сальника может вы-
полняться на плаву. Для этого разобщается гребной вал
и снимается соединительный фланец. Если между ступи-
цей винта и мортирой установлен защитный кожух, то
водолаз предварительно снимает его. Если неудобно по-
дойти к мортире дейдвуда со стороны воды, то вал та-
лями па 200—300 м подается в корму.
Затем водолаз конопатит зазор между валом и дейц-
вудной втулкой просмоленной паклей. Сальник снимает-
ся, сменяется набивка, затем сальник устанавливается
на место и закрепляется штатными шпильками или бол-
тами. После этого водолаз удаляет конопатку, гребной
вал затаскивается на место и на его шейку надевается
защитный кожух.
Если вал не смещался и не имеет защитного кожуха,
го после удаления конопатки из зазора дейдвуда водо-
лаз выходит из воды.
§ 9. Пробивка осевой линии вала на плаву
Работа по пробивке осевой линии вала требует вы-
сокой квалификации исполнителей и большой тщатель-
ности, так как требуется совместить фактическую ли-
нию вала с теоретической, по которой монтируется ва-
лопровод.
57
С точки зрения наименьших отклонений от теорети-
ческой линии вала лучше всего монтировать валопровод
при нахождении корабля (судна) на плаву, когда вес
его распределяется по корпусу равномерно и поддержи-
вается водой.
Исходя из этих соображений рекомендуется пробив-
ку осевой линии вала производить на плаву не только
при ремонте, но и при постройке судна.
Пробивка осевой липни вала на плаву осуществляет-
ся либо протяжкой струны, либо световым лучом.
Пробивка осевой линии протяжкой струны. При вы-
полнении этой работы за базу принимаются посадочные
пояса кронштейна или мортиры дейдвуда, при условии,
что сохранены их геометрические размеры
Пробивка осевой линии ведется от кормы к носу суд-
на. Кормовой точкой для осевой линии принимается
центр кормовой расточки дейдвуда или кронштейна, но-
совой точкой — центр носовой расточки дейдвуда. Про-
бивка осевой линии вала производится после удаления
гребного вала и выпрессовки дейдвудных втулок и при
наличии на месте главного двигателя. Если двигатель
снят, вместо пего в между донное пространство в районе
машинных отсеков принимается балласт (вода) в коли-
честве, приблизительно равном лесу снятого двигателя.
При наличии кронштейна (рис. 37) для пробивки
осевой линии струной устанавливается уплотнительный
кожух, связывающий мортиру дейдвуда с кронштейном.
Уплотнительный кожух состоит из трубы 6, фланца 7
и сальниковой набивки 5. Перед постановкой кожуха
проверяется герметичность металлической заглушки на
дейдвуде внутри судна. Затем водолазу подается па кон-
цах уплотнительный кожух. Водолаз выбивает деревян-
ную пробку и устанавливает сначала фланец, а затем
уплотнительный кожух, который плотно конопатится с
обеих оконечностей сальниковой набивкой 5. Уплотни-
тельный кожух устанавливается после установки цен
трирующего фланца.
Центрирующий фланец 2, в центр которого вставлен
микрометрический винт 3, устанавливается с наружной
стороны кронштейна. Фланец имеет уплотнительный бу-
гель 4 и сальниковую набивку 1. Посадка центри-
рующего фланца на кормовой посадочный -пояс
58
плотная (зазор нс бо-
лее 0,18 мм). Зазор
проверяется щупом с
носовой оконечности
кронштейна.
Центрирующий фла-
нец имеет небольшую
конусность на наруж-
ном поясе для точной
посадки на посадочный
пояс. К микрометриче-
скому винту крепится
струна 8 и протягивает-
ся внутрь корпуса
судна.
Вся работа по про-
бивке осевой линии
производится обычны-
ми методами слеса-
рями - монтажниками
(подробнее см. ниже—
«Пробивка осевой ли-
нии вала световым лу-
чом») .
Пробивка осевой
линии световым лучом.
Для выполнения этой
работы применяется
специальный светиль-
ник (рис. 38). Светиль-
ник состоит из герме-
тичного корпуса /4 с
крышкой 1, внутри ко-
торого располагается
камера /5 с источником
света — ручным акку-
муляторным фонарем
16 (закрепленным ско-
бой 11} или лампоч-
кой 20 на 12 в, питае-
i
8
мой от сети.
Камера 15 жестко связана с шарниром 4, имеющим
отверстие для прохода светового луча. Шарпир 4 за-
59
Рис, 38. Светильник для пробивки осевой линии вала световым лучом:
I — крышка; 2 — регулирующие пинты; S — упорные гоарнки; 4 — шарнир;
5 — сменный фланец, 6 — фланец шарнира, 7 — накидная гайка; 8 — опор-
ное кольцо; У—иллюминатор; 10— пружины; 11— скоба; 42— нрижпмной
фланец- 13 — установочные шпильки; /4 — корпус свспигьннкя; /5 — световая
камера;' 16 — аккумуляторный фонарь, 17 — крышка под электрическую лам-,
почку; 18 — эбонитовая ллннка; 19 розетка; УО—электрическая лампочка;
креплен во фланце 6 прижимным фланцем 12, имеющим
иллюминатор 9 и накидную гайку 7. Двумя взаимно-
перпендикулярными винтами 2, выведенными наружу,
через упорные шарики 3 можно изменять направление
светового луча путем изменения положения камеры 15.
Две пружины 10 обеспечивают камере устойчивое поло-
жение в пространстве.
Корпус 14 шпильками 13 крепится к центрирующему
сменному фланцу 5, который изготовляется по месту в
соответствии с наружным поясом фланца шарнира све-
тильника 6. Посадка между фланцами 5 и 6 должна
быть скользящая по II классу точности с зазором (не бо-
лее 0,23 мм).
При использовании питания электрической лампочки
от сети к корпусу светильника на прокладке устававли-
61
вается фигурная крышка 17 с эбонитовой планкой 18,
розеткой 19 и штуцером 21 с сальниковым отверстием
для электрического кабеля 22.
Применять электрическую лампочку 20, питаемую от
сети, рекомендуется на кораблях, имеющих длинную
дейдвудную трубу. После установки уплотнительного
кожуха и светильника с дейдвудпой трубы снимается
носовая заглушка, откачивается вода, попавшая в дейд-
вуд, и производится пробивка осевой линии вала.
Рис. 39. Схема установки мишеней для пробивки световой линии;
I — дейдвуд, 2 — нулевая мишень; 3 — геометрическая ось дейдвуда; 4 — про-
межуточные мишени. 5—оптическая ось (световой луч); йд &п~ °РДииаты
вуда Св вертикальной плоскости); — длина дейдвуда в ju; — расстояние
между пулевой я промсжутияншй мишенями в ж; 1п — длина струны о.т ну-
левой до последней мишени в м
Для этой цели слесари-монтажники устанавливают
нулевую мишень 2 (рис. 39) в носовом центре мортиры
дейдкуда и совмещают оптическую ось 5 светильника с
центром нулевой мишени 2. Затем последовательно по
направлению с кормы в нос корабля устанавливаются
промежуточные мишени 4 и микрометрическими винтами,
имеющимися на мишенях, совмещаются их центры с оп-
тической осью светильника (со световым лучом) 5.
После этого через мишени протягивается струна, ко-
торая закрепляется в натянутом положении. Далее про-
изводится замер положения фундаментов относительно
струны, составляется эскиз их расположения и устанав-
ливается смещение оси линии вала в горизонтальной и
вертикальной плоскостях относительно геометрической
оси дейдвуда.
На основании сделанных замеров по соответствую-
щим формулам определяются отклонений световой оси
лииии вала от геометрической оси мортиры дейдвуда и
составляется таблица смещений. В соответствии с нолу-
62
ченными данными производится корректировка уста-
новленных (или определяется положение устанавли-
ваемых вновь) фундаментов и опор линии валопровода.
Водолаз должен по указанию слесарей-монтажников
вращать регулирующие випты светильника, и тем са-
мым оптическая ось (световой луч) совмещается с цент-
ром нулевой мишени 2.
По окончании работ по пробивке осевой линии на
мортиру дейдвуда вновь устанавливается носовая ме-
таллическая заглушка, а светильник и уплотнительный
кожух демонтируются. Снаружи на дейдвудную трубу
устанавливается заглушка или забивается деревянная
пробка.
§ 10. Инструмент и приспособления для подводного
ремонта гребного устройства
Инструмент и большинство приспособлений для ре-
монта гребного устройства под водой применяются та-
кие же, как и при ремонте судов в доке.
В условиях подводного судоремонта для облегчения
труда водолазов применяются различные специальные
ключи, например ключ-трещотка (рис. 40) со сменной
головкой для отворачивания нажимной гайки гребного
винта, упорных болтов в механических съемниках, гаек
и болтов в приспособлениях для выпрессовки и запрес- ’
совки дейдвудпых и кронштейновых втулок и т. д.
Сменная головка устанавливается на болтах в храпо-
вике и позволяет использовать один и тот же ключ для
гаек или болтов разных размеров (S = 41 — НО лл).
Заворачивание и отворачивание гаек производятся ка-
чанием рукоятки. Для увеличения длины рукоятки в ней
имеется глухое гнездо, в которое вставляется труба.
Для отвертывания гаек с квадратной головкой и для
нарезки резьбы метчиками применяются аналогичные
ключи-трещотки других размеров. Для круглых гаек и
гаек-обтекателей, не имеющих лысок, а также для гаек
валопровода диаметром 85—220 мм применяются серпо-
видные ключи (рис. 41).
Для этой же цели применяется также двухшиповой
ключ. Для крупных нажимных гаек применяются спе-
циальные тяжелые накидные и открытые ключи.
63
Рис. 40. Ключ-трещотка со сменной
головкой под гайки S-=4l—110 мм:
собачки; 4 — храповик; Я — сменная голов
ка; 6 — собачка; 7 — упор
Для высверливания шпилек и стопоров обтекателей
гребного &инта применяется специальное приспособле-
ние (рис. 42).
Корпус 1 приспособления крепится центрирующими
болтами 8 на обтекателе 2 из расчета, чтобы сверлиль-
ная машинка 3 находилась соосно высверливаемой
шпильке.
Рис. 41. Серповидный ключ для круглых гаек и гаек-
обтекателей
64
Центр машинки упирается в планку 5, которая за-
крепляется нажимными гайками 6 на шпильках 7 на-
правляющих стоек 4.
Таким образом, водолаз избавлен от необходимости
нажимать на машинку при сверловке, а наблюдая за
сверловкой, вращает крестовину машинки и тем обеспе-
чивает нормальную подачу сверла. Приспособление про-
верено па практике и вполне себя оправдало.
5 Зак. 600
ГЛАВА III
РЕМОНТ РУЛЕВЫХ УСТРОЙСТВ
’ Ремонт подводной части рулевого устройства судна
производится при износе баллера в местах прохода его
через гельмпортовую трубу, скручивании и образовании
в нем трещин; при износе втулок, петель и подпятника;
при коррозии штырей и обшивки пера руля. Возможны
также поломки и потеря рулей, расхождение фактиче-
ского положения пера руля с показаниями рулевого
указателя.
§11. Устранение отклонения пера руля
от диаметральной плоскости
Водолаз для проверки. положения пера руля спу-
скается и наблюдает за перекладкой руля на оба борта.
В случае обнаружения расхождения стрелка указателя
немного отдается, руль перекладывается в одно из край-
них положений и стрелка закрепляется. Затем руль пере-
кладывается на другой борт в крайнее положение. При
этом* стрелка должна указывать максимальный угол
перевода.
Если совпадения не произойдет, то перекладка руля
повторяется несколько раз с борта па борт, устанавли-
вается ошибка и по среднеарифметической величине
(отсчитываемой по рулевому указателю наверху) уста-
навливается стрелка. При нахождении пера руля в диа-
метральной плоскости корабля стрелка указателя дол-
жна занимать нулевое положение.
66
§ 12. Ремонт рулей без подъема их на поверхность
Если повреждения невелики, то руль не поднимают
на поверхность и водолаз ремонтирует его на месте.
Трещины -на баллере и пере руля разделываются и за-
вариваются электросваркой. Износившиеся штыри заме-
няют, для чего руль приподнимают на талях (рис. 43),
подвешенных на козлах, до выхода штырей из петель и
закрепляется.
Рис, 43. Вывеска вертикального руля для ремонта мелких повреж-
дений на месте •
Водолаз расшплиптовывает и отдает гайку, брако-
ванный штырь выбивает бородком, а взамен него уста-
навливает новый. Если штырь выбить не удается, то он
отрезается, а новая наделка штыря приваривается элек-
тросваркой, шов зачищается, а усиление шва опили-
вается ® размер.
Для ремонта петель руль выводится из гельмпорто-
вой трубы и укладывается на грунт или беседку, изно-
шенная петля удаляется, например электрокислородной
резкой, и делается разделка. В цехе или на судне изго-
товляется новая петля и устанавливается па место. Цен-
тровка петель производится струной, пропускаемой че-
рез гельмпорт (рис. 44). Вместо центровки струпой
можно применить трубу — кондуктор. Труба aiO размеру
баллера пропускается через оставшиеся петли, новая
петля (надевается на трубу, подводится к месту и прива-
5* 67
риоается, после этого труба удаляется. Применение тру-
бы—кондуктора—исключает возможный перекос петли.
Ремонт обшивки пера руля (если набор не повреж-
ден) производят под водой наложением заплат, изготов-
ленных по шаблону.
Рис. 44. Центровка петель вертвкального
руля -струной
Обшивка пера руля тонкая, поэтому приварка за-
плат производится осторожно, топкими 3—4-мм элек-
тродами при небольшой силе тока.
Заплату следует располагать так, чтобы кромки ее
по возможности совпадали с набором пера руля.
Если судно не загружено и часть пера руля высту-
пает из воды, то заплаты приваривают, не снимая руля
с петель и не подвешивая его на талях.
68
После приварки заплат в обшивке пера руля вверху
и внизу просверливают по одному отверстию диамет-
ром 8—10 мм (верхнее -в части пера, выступающей
из воды).
Затем к верхнему отверстию по шлангу подают сжа-
тый воздух и воду, попавшую в полость пера руля, от-
жимают.
После удаления воды на просверленные отверстия
устанавливают металлические заглушки на резиновых
прокладках: сначала на нижнее, а затем на верхнее.
Заглушку на нижнее отверстие устанавливают, не от-
соединяя шланг, аюд давлением (незначительно превос-
ходящим гидростатическое) сжатого воздуха- Хотя этот
метод трудоемок, но он гарантирует от попадания воды
as полость пера -руля.
§ 13. Подъем рулей на поверхность
Если руль имеет крупные неисправности, то его под-
нимают наверх. В этом случае, если конструкция позво-
ляет, то баллер и перо руля поднимают раздельно.
Подъем неразъемного руля производят в следующем
порядке: отсоединяют штуртрос, удаляют шпонку, скреп-
ляющую румпель или сектор руля с баллером, и рум-
пель (сектор) сдвигают с баллера обычно клиновым
способом. Для облегчения съемки с баллера румпЬль
или сектор руля нагревается газовой горелкой или па-
яльной лампой. Затем разбирается сальник и в торец
баллера ввертывается рым. Баллер застроиливается за
рым талями, подвешенными на козлах, расположенных
па верхней палубе (рис. 45).
После этого спускается водолаз, и, если под килем
глубина большая, устанавливается беседка. С соседнего
судна или с берега, смотря по обстановке, водолазу
подают вспомогательный конец, которым он стропит
руль, затем снимает шплинты, отдает или срубает гайки
и выбивает штыри.
Если конструкция креплепия руля позволяет подни-
мать его без выбивания штырей (например, при навес-
ной системе), то водолаз ограничивается отдачей гаек
и подаст команду о подъеме руля па поверхность.
Подъем руля производится под наблюдением водо-
лаза. Вначале руль поднимается вертикально до выхода
69
пятки из подпятника, затем подъем приостанавливается
и руль оттягивается в сторону при помощи лебедки,
стоящей на берегу или на другом судне. Одновременно
потравливается и основной трос. Оттянутый руль опу-
скается на грунт или на беседку.
Рис. 45. Вывод вертикального руля из-под кормового подзора
Водолаз отдает рым, ввернутый в торец баллера, и
перестропливает руль. Если руль разместить на беседке
нельзя, то с верхней палубы через борт подается допол-
нительный трос, которым водолаз стропит руль в месте
соединения баллера с пером. При потраливании талями
основного троса вес руля передается па дополнительный
трос. После этого основной трос отдается и руль подни-
мается на поверхность.
§ 14. Ремонт втулок петель и подпятника руля
Изношенные втулки выпрессовывают съемником, ре-
монтируют и запрессовывают на место или устанавли-
вают новые. Съемник применяется по конструкции, ана-
логичной описанной ранее, в соответствии с размерами
петель руля.
Для удаления втулки из гнезда подпятника водолаз
забивает во втулку деревянную оправку (рис. 46) и вы-
винчивает стопор втулки. Затем на хомуте устанавли-
вает скобу со сверлкльной машинкой. Сверлом диамет-
ром, равным толщине стенок втулки, засверливаютвтул-
70
ку в двух — трех местах на всю ее длину. Разрезанная
таким образом втулка по нускам извлекается из гнезда
подпятника. Одновременно вынимается деревянная
оправка и чечевица (если она есть).
Рис. 47. Запрессовка
втулки петли вертикаль-
ного руля:
Рис. 46. Высверловка втулки
подпятника вертикального
подпятник:
для стопора;
— отжившая п лайка;
втулка; 7 — деревянная оправка
оправ-
стие Для стопора; 8—крючья
Втулки петли руля или подпятника запрессовывают
специальным нажимным приспособлением (рис. 47).
Водолаз устанавливает втулку 6 в гнездо, собирает на
петле баллера 3 приспособление, состоящее из оправ-
ки 5, крючьев 8, поперечной планки 1 с нарезным отвер-
стием посредине и нажимного болта 2. После запрессов-
ки втулки устанавливается стопор, приспособление раз-
бирается и подается наверх.
§ 15. Постановка рулей на место
Постановка неразъемного руля на место после ре-
монта производится в следующем порядке. Руль с ры-
мом, ввернутым в торец баллера, подают водолазу на
71
конце. Второй конец пропускается с верхней палубы че-
рез гельмпортовую трубу, водолаз стропит его за рым
и отдает первый конец. Кроме того, стропится трос от
вспомогательной лебедки, установленной на берегу.
Работы ведутся так же, как и при выводе руля
из-под кормы (рис. 45), но в этом случае трос от основ-
ных талей на верхней палубе выбирается, а от вспомога-
тельной лебедки потравливается. Водолаз регулирует
заводку и подъем руля, направляя его так, чтобы бал-
лер вошел в гельмпортовую трубу и не повредил ее.
После заводки баллера руль вывешивается верти-
кально и вспомогательный трос отдается. Затем подво-
дится пятка руля к подпятнику и руль опускается. Как
только пятка встанет на место и петли совместятся, за-
водятся штыри, закрепляются гайками и устанавли-
ваются шплинты. Если штыри не выбивались, то они
входят в петли одновременно с посадкой пятки руля
Наверху из торца баллера вывертывается рым, соби-
рается сальник и сектор руля или румпель устанавли-
вается на место.
§ 16. Ремонт горизонтальных рулей
Ремонт горизонтальных рулей на плаву, помимо мел-
ких повреждений, устраняемых аналогично с уже опи-
санными способами, сводится к демонтажу рулей для
подъема на поверхность и последующему монтажу
после ремонта их в цехе. Особенностью конструкции го-
ризонтальных рулей является наличие у баллера двух
конусов с нарезными хвостовиками, поэтому съемка ру-
лей аналогична съемке гребных винтов.
Сначала производится расшплиптовка крепления,
снимаются обтекатели, нажимные гайки, а затем демон-
тируются рули. Конусные шпонки выбиваются выколот-
кой и кувалдой, перо руля снимается клиньями или
механическими съемниками.
При постановке перо горизонтального руля заводит-
ся на конус вала и доводится до места заворачиванием
нажимной гайки.
ГЛАВА ГУ
РЕМОНТ И ПОСТАНОВКА НОВОЙ ЗАБОРТНОЙ
АРМАТУРЫ
В практике подводного судоремонта часто встре-
чаются работы по ремонту и постановке новой заборт-
ной и донной арматуры, а также смена протекторов
§ 17- Смена решеток забортной арматуры
Водолаз перед началом работ уточняет конструкцию
крепления решетки и размеры болтов (или гаек), затем
стропит решетку пеньковым концом, поданным с палубы.
Отворачиваются гайки торцовым или специальным
накидпым гаечным ключом с кривой рукояткой. Обычно
гайки имеют правую резьбу, поэтому их отдают враще-
нием ключа в левую сторону. После снятия решетки
водолаз тщательно очищает обшивку корпуса в местах
прилегания решетки и шахту с наружной стороны. При
постановке решетки для прилегания ее по всему пери-
метру гайки завертываются вразбивку с постепенным
поджатием.
§18. Очистка кингстонов и другой забортной арматуры
Для профилактической очистки кингстона водолаз
после снятия решетки на те же отверстия устанавливает
металлическую заглушку на резиновой прокладке, за-
тем производится вскрытие кингстона изнутри судна.
Если круглая решетка вварена в корпус, то поверх нее
устанавливается заглушка зонтичного типа (рис. 48).
Такие заглушки часто устанавливаются па забортную
арматуру судов при зимнем отстое.
73
Если решетка прямоугольной формы, то вместо за-
глушки заводится на подкильных концах ящик-кессон,
который при вскрытии арматуры за счет разности дав-
лений прижимается к корпусу судна.
Рис. 48. Металлическая зонтичная заглушка для круглых забортных
отверстий:
2 — фигурный болт; 3 — гайка; 4 — шайба; 5 — предохрани-
ка забортного отверстия; 6 — обшивка судна; 7 — резиновая
§ 19. Смена шпилек забортной арматуры
Если шпильки изъедены коррозией или на них сорва-
на резьба, они заменяются. Однако обычно шпильки на-
столько покрываются ржавчиной (прикипают), что их
приходится высверливать. Если шпилька не сломана, то
следует попытаться ее вывернуть.
Для вывертывания шпилек диаметром до 22 мм при-
меняется специальный ключ с эксцентриком (рис. 49,50).
Ключ надевается на шпильку 2 с отведенным в край-
нее положение эксцентриком 3 (см. рис. 50,а). Если
шпилька имеет прануто резьбу, то эксцентрик нужно за-
водить слева направо, т. е. по часовой стрелке, и наобо-
рот. Эксцентрик 3 поворачивается вокруг собственной
оси 4 и плотно прижимает шпильку 2 к внутренним
стенкам корпуса 1 и «заклинивает» ее (см. рис. 50,6).
При вывертывании шпильки 2 ключом эксцентрик 3
за счет трения будет еще сильнее прижимать (заклини-
вать) шпильку 2 к стенкам корпуса 1 и обеспечивать
передачу вращающего момента на шпильку (см.
рис. 50,6) и вывертывать ее из гнезда.
Если специального ключа нет, то водолаз до отказа
навертывает на шпильку две гайки и плотно прижимает
их торцами одна к другой, затем заводит гаечный ключ
на нижнюю (прилегающую к обшивке) гайку и отвора-
чивает шпильку.
74
При постановке новых шпилек также могут быть ис-
пользованы две гайки, но заворачивать нужно за верх-
нюю гайку.
Рис. 50. Схема работы эксцентрикового клюва:
*еине эксцентрика пря заводке ключа на шпильку; б — иоложе-
цеитрнка при отвпрг.чисании шпильки; 1 — корпус илюча;
________ька; 3 — эксцентрик; 4 — ось эксцентрика: стрелками показано
направление вращения шпильки и корпуса ключа и эксцентрика при вывер-
75
кая гильза 3 с нарезкой по размеру шпильки 5 устанав-
ливается в корпус 2 и стопорится болтом 4, затем
шпклька ввертывается в гильзу и зажимается болтом 1.
Верхняя часть корпуса 2 имеет грани под обычный на-
кидной ключ.
Рис. 51. Ключ-патрон со смен-
ной гильзой:
§ 20. Смена протекторов
Цинковые протекторы при длительном пребывании в
морской воде приходят в полную негодность (разъеда-
ются) и поэтому их периодически заменяют. Изношен-,
ный протектор удаляется отверткой или ломиком (свай-
кой), крепежные винты (обычно с потайной головкой)
вывинчиваются отверткой или плоскогубцами. Место
прилегания протектора водолаз тщательно очищает и
устанавливает новый протектор.
§ 21. Постановка новой донной арматуры
На плаву устанавливается новая донная арматура:
кингстоны, эхолоты, механические лаги и т. д. Это бы-
76
вает необходима при замене двигателей и арматуры суд-
на с установкой новых приборов, связанных с забортом.
Постановка кингстона на спокойной воде в техноло-
гической последовательности показана на рис. 52.
Изнутри корпуса судна дыропробивным пистолетом
в наружной обшивке простреливается отверстие точно в
центре места установки кингстона (рис. 52, а) и заби-
вается деревянная заглушка (рис. 52.6). Пользуясь
а е
Рис. 52. Схема установки нового кингстона на спокойной воде
ное кольцо; е — поставлена арматура кингстона
заглушкой как ориентиром, заводят ящик-кессон
(рис. 52,в). Плотность постановки кессона проверяется
кратковременными открываниями заглушенного отвер-
стия.
Затем вырезается отверстие по размеру кингстона
(рис. 52, а) и приваривается опорное кольцо (рис. 52, й).
Для более качественной сварки и избежания деформа-
ций рекомендуется оставлять небольшую фильтрацию
и опорное кольцо приваривать под водой. В этом случае
имеющиеся шпильки в опорном кольце точно совпадут с
отверстиями фланца кингстона.
После этого из ящика-кессона частично откачивают
воду и крепят арматуру кингстона (рис. 52, е). По окон-
77
одним всех работ и закрытии кингстона ящик-кессон
снимается.
Постановка кингстона на течении производится без
ящика-кессона. Последовательность работ приведена на
рис. 53. В шахте в обшивке судна пробивается отвер-
стие (рис. 53,о), которое и закрывается пробкой
(рис. 53,6). Затем водолаз заводит уплотнительное при-
Рис. 53. Схема установки нового кингстона на течении:
л — прострелено отверстие в обшивке; С — поставлена заглушка (поп);
в — момент заводки приспособления, болт пропущен через арматуру
кингстона, клннкет открыт; г — приспособление установлено и вырезано
отверстие в обшивке; д — опорное кольцо приварено; е— кингстон
установлен, момент удалении приспособления, клввкет закрыт, во избе-
жание попадания воды и шихту в кингстон вставлена заглушка
78
способление, состоящее из штанги, заглушки с резино-
вой прокладкой,траверсы я гайки. На штангу надевают
опорное кольцо, фланец и корпус кингстона (рис. 53,в).
Затем создается необходимое уплотнение натягом гай-
ки. После прекращения фильтрации изнутри судна вы-
резается отверстие (рис. 53, г) и-приваривается опорное
кольцо (рис. 53,0). Эту работу выполняют в надводном
положении или под заливом воды, проникшей в шахту
при постановке уплотнительного приспособления.
После крепления кингстона на опорном кольце ла
него сверку устанавливается фланец. Уплотнительное
приспособление снимается, причем в момент выемки
штанги из кингстона в отверстие фланца забивается
деревянная заглушка. Необходимо следить за тем, что-
бы штанга не была выведена полностью из кипгстона до
постановки заглушки (рис. 53, е). После этого кингстон
закрывается клинкетом и заглушка снимается.
Вместо установки уплотнительного приспособления
со штангой и траверсой может быть на шпильках по-
ставлена металлическая заглушка. В этом случае в цен-
тре вместо пробивки отверстии пистолетом забивается
шпилька, которая служит ориентиром для постановки
заглушки. Затем, пользуясь отверстиями в заглушке
как кондукторами, пистолетом забивают остальные
шпильки по ее окружности. После этого заглушку вре-
менно снимают со шпилек, ставят резиновую прокладку
и на нее устанавливают заглушку и завертывают гайки.
Далее постановка кингстона осуществляется по опи-
санной выше технологии. По окончании монтажа кинг-
стона Заглушка снимается, шпильки срезаются и, если
необходимо, завариваются.
Постановка эхолотов и лагов сходна с постановкой
кингстонов.
При ремонте и постановке новой донной арматуры,
как и при выполнении других работ, связанных со
вскрытием забортных отверстий, приводятся в готов-
ность водоотливные средства и устанавливается дежур-
ство.
ГЛАВА V
ПОДВОДНАЯ СВАРКА МЕТАЛЛОВ
Сварка — это процесс получения неразъемных соеди-
нений твердых тел, характеризующихся междуатомной
связью и, как следствие, непрерывностью внутренней
структуры. В подводных условиях применяется только
электродуговая сварка плавящимся электродом по спо-
собу Славяпова Н. Г.
Идея сварки под водой принадлежит известному рус-
скому изобретателю Н. Н. Бенардосу. Однако впервые
электрическая дуга под -водой была применена для це-
лей резки самим Н. Н. Бенардосом совместно с русским
физиком Д. А. Лачиновым >в 1887 г.
Первые опыты подводной сварки металлическим
электродом были осуществлены в сварочной лаборато-
рии МЭМИИТ академиком К. К-Хреновым в 1932 г. В ре-
зультате исследовательских работ были изучены основ-
ные характеристики процесса подводной сварки, разра-
ботаны первые электроды и определена техника выпол-
нения работ.
В литературе описаны примеры использования под-
водной сварки и резки при подъеме парохода «Борис»
на глубине 48 м, при снятии с камней ледокола «Сиби-
ряков», при спасении парохода «Уссури», при заварке
водопроводных дюкеров в Ленинграде и в других слу-
чаях.
Широкое распространение подводная электросварка
и резка получила при аварийно-спасательных, судоре-
монтных, судоподъемных и подводно-технических рабо-
тах во время Великой Отечественной войны.
80
§ 22. Особенности сварочной дуги под водой.
Зажигание и поддержание дуги
Источником тепла при сварке под водой является
электрический дуговой разряд, обычно называемый элек-
трической дугой. Дуга горит между непрерывно оплав-
ляющимся электродом и свариваемым изделием.
Дуга под водой обладает особенностями, существен-
но отличающими ее от дуги, горящей на воздухе, и влия-
ющими на характеристики процесса сварки.
Если на воздухе температура .сварочной дуги, горя-
щей между двумя железными электродами, колеблется
в пределах 5000—6000° К, то под водой температура
сварочной дуги в пределах глубин, не превышающих
10 л, составляет ориентировочно 7000—9000° К.
Под водой дуга заключена в замкнутый парогазовый
пузырь, поддерживаемый за счет испарения и разложе-
ния воды, продуктов сгорания металла изделия, элек-
трода и его минерального покрытия.
При горении дуги в парогазовом пузыре создается
противодавление. Дуга как бы сама создает условия
для своего существовапия. Парогазовый пузырь, по дан-
ным исследований, состоит из водорода, углекислого
газа, окиси углерода и в незначительном количестве
углеводородов и кислорода. Как показали исследования,
с увеличением давления содержание водорода в пузьфе
растет и доходит на глубине 100 м при сварке покры-
тыми электродами до 77,5%.
Повышенное давление газов в парогазовом пузыре,
а также наличие значительного количества водорода,
обладающего высокой теплопроводностью, оказывает
охлаждающее действие на дугу. Стенки пузыря подвиж-
ны, так как часть газов периодически покидает пузырь,
вырываясь на поверхность.
Возбуждение сварочной дуги под водой осуществ-
ляется так же. как и на поверхности, путем соприкосно-
вения электрода с изделием.
В момент соприкосновения электрода с изделием
благодаря контактному сопротивлению на конце элек-
трода выделяется тепло, которое вызывает сначала на-
гревание воды, а затем и парообразование в месте кон-
такта. Таким образом создается парогазовый пузырь,
в Зак. 600 о.
который разрастается в момент отрыва конца электрода
от изделия и образования дуги.
Схема горения дуги под водой представлена на
-рис. "54. Под воздействием тепла дуги металл изделия
расплавляется, образуя сварочную ванну. Размер ее за-
висит от диаметра электрода и силы сварочного тока.
В центре ванны создается углубление, называемое кра-
тером. Между дном кратера и электродом располагает-
ся столб» дуги. Глубина, на которую расплавляетсв ме-
талл изделия под воздействием тепла дуги, называется
глубиной провара.
По глубине провара судят о качестве сварки. При-
нято считать, что, чем больше глубина провара, тем выше
качество сварки. Поэтому рекомендуется сварку вести ко-
роткой дугой, чтобы получить большую глубину прова-
ра. Дуга длиной, равной диаметру электрода, называет-
ся короткой. Обычно длина дуги не превышает 3—5 мм.
В процессе сварки оплавляющийся металл электро-
да перемешиваетсв с расплавленным металлом изделия
и образует сварной шов, поверх которого откладывается
шлак. При сгорании стержня электрода плавится покры-
тие (обмазка), образуя козырек, а продукты сгорания
образуют облачка мути и пузырьки газа. Горение дуги
сопровождается разбрызгиванием жидкого металла,
82
обычно связанным с переходом капель в сварочную
аанну.
В зависимости от состава покрытия электрода .(об-
мазки) при ручной сварке и состава электродного
стержня перенос металла с электрода в шов приобре-
тает различные формы. Наилучшей формой, обеспечи-
вающей высокие механические свойства, является мел-
кокапельный перенос, которым и характеризуется под-
водная <оварка вручную. -Схема переноса металла при
электродуговой -сварке представлена на рис. 55.
а 6 в г
Рис. 55. Схема переноса металла в дуге:
В первый момент горения дуги происходит расплав-
ление торца электрода и металла изделия (рис. 55,а).
Затем под воздействием тепла дуги на торце электрода
образуется капля (рис. 55,6). Под действием силы тя-
жести за счет ослабления сил поверхностного -натяже-
ния, а также под действием электродинамических сил,
направленных вдоль оои столба дуги, капля отрывает-
ся от электрода и переходит на изделие (рис. 55,в). За-
тем дуга (возбуждается вновь и цикл 'повторяется
(рис. 55,г).
Сварка под водой осуществляется на постоянном
токе на прямой (минус на электроде) или обратной по-
лярности (минус на изделии) в зависимости от марки
электродов и вида выполняемой работы. Возможна
сварка под водой и на переменном токе, но применение
его нежелательно, так как на постоянном токе ведение
процесса -сварки и резки легче и горение , дуги более
устойчивое.
Сварочная дуга является проводником электрическо-
го тока, она так же, как всякий электрический провод-
ник, окружена магнитным полем. Магнитное поле дуги
6*
83
при сварке Крупных изделии, например судов, котлов
и т. д,, приходит во взаимодействие с массой изделия и
вызывает отклонение его от оси электрода. Дуга начи-
нает гореть неустойчиво (блуждать), и сварка становит-
ся невозможной. Это явление носит название магнитно-
го дутья дуги. _
Рис. 58. Схема присоединения обрат-
ного провода к изделию с двух
, сторон:
I — элемтюд; 2 — прямой провод; 3 — ге-
нератор; 4 — обратный провод; 5 — раз-
ветвление обратного провода; 6 — свари-
ваемый металл
Блуждание дуги зависит от концентричности и тол-
щины покрытия электродов, ют распределения тока
и других причин. Магнитное дутье проявляется сильнее
при сварке на постоянном токе.
Один из способов борьбы с магнитным дутьем — из-
менение наклона электрода или изменение направления
сварки, например от кромки к середине листа. Хорошие
результаты дает перенесение места присоединения
обратного кабеля к изделию поближе к месту сварки.
Также хорошие результаты дают разветвление обратно-
го провода и присоединение его к изделию с двух сто-
рон (рис. 56).
Заметно уменьшают магнитное дутье тщательная
подгонка свариваемых листов и уменьшение зазоров.
Схема поста при сварке под водой приведена на рис, 57.
84
Рис. 57. Схема поста для сварки под водой:
генератор типа СГП-3-VI; 3—электроде-
§ 23. Электроды для подводной сварки
Электрод для ручной сварки под водой представляет
собой круглый металлический стержень длиной 350—
450 мм диаметром 4—6 мм.
На электрод наносится концентричным равномерным
слоем минеральное покрытие (обмазка). Толщина по-
крытия в зависимости от марки п диаметра электрода
колеблется в пределах 0,5—1,3 мм на сторону. На од-
ном конце электрода остается оголенный участок, кото-
рый служит для подвода сварочного тока и закрепления
электрода is электрододержателе.
При изготовлении электродов для ручной сварки под
водой используется стальная проволока марок Св-08А и
Св-08А согласно ГОСТ 2246—60 (см. приложение 7).
Электродное покрытие обеспечивает стабильный про-
цесс горения дуги и улучшает качество как наплавлен-
ного металла, так и сварного соединения в целом, его
механические свойства: прочность, пластичность и
плотность. Это достигается включением в состав обмаз-
ки компонентов, которые восполняют выгорающие эле-
менты, улучшают ионизацию дугового промежутка и
85
образование газовой и шлаковой защиты шва, т. е. обра-
зуют легкие, всплывающие на поверхность расплавлен-
ного металла вещества, которые, затвердевая, закры-
вают еще горячий металл шлаковой коркой.
Шлаковая корка обеспечивает медленное остывание
металла шва и защищает его от проникновения различ-
ных газов, окружающих дугу под водой, главным обра-
зом водорода.
Обмазка электродов для подводной сварки должна
обладать повышенной прочностью и не должна отвали-
ваться от удара электрода об изделие при возбуждении
дуги, должна быть эластичной и пружинить вместе со
стержнем. Во время сушки и при длительном хранении
обмазка не должна давать трещин, так как в подводных
условиях при проникновении воды, особенно соленой,
она быстро разрушается. Состав шихты (обмазки) элек-
тродных покрытий приведен в приложении 8.
Кроме того, обмазка должна создавать прочную
гидро- и электроизоляпию электродного стержня, не раз-
бухать в воде и образовывать при сварке так называе-
мый «козырек», который способствует стабилизации про-
цесса сварки.
Электроды, предназначенные для сварки под водой,
непригодны для работы на воздухе. И наоборот, элек-
троды, применяемые для сварки на воздухе, за малым
исключением, неприменимы для работы под водой, даже
если на них нанесена гидроизоляция.
При отсутствии специальных электродов для подвод-
ной сварки часто применяются распространенные элек-
троды с руднокислым покрытием марок ОММ-5 и ЦМ-7
(класс Э42, ГОСТ 9467—80) с нанесением на них гидро-
изоляции. Однако это не рекомендуется, так как вслед-
ствие наличия ® покрытии этих электродов газо-
образующих веществ сварной шов получается пори-
стым.
В соответствии с составом покрытия электродам при-
сваиваются марки Наиболее распространены электро-
ды марки ЭПС-5 и в последние годы ЭПС-52. Техниче-
ская-характеристика электродов для подводной сварки
приведена в приложении 9.
Технология изготовления электродов для сварки на
воздухе подробно описана в литературе и приводить ее
нет необходимости. Помимо состава покрытия, элёктро-
86
ды для подводной сварки отличаются от обычных элек-
тродов наличием гидроизоляционного слоя, который
наносится после минерального покрытия, сушки и про-
калки электродов. *
Поскольку в работе СПС часто не бывает условий
для соблюдения режима хранения электродов и они от-
сыревают, то приходится их подсушивать и восстанав-
ливать гидроизоляционное покрытие непосредственно на
СПС.
Простейшим гидроизоляционным покрытием являет-
ся парафин, который наносится на электроды в рас-
плавленном состоянии (электроды укладывают в рас-
плавленный парафин и «кипятят» их несколько минут).
В качестве гидроизоляции могут быть использованы
цапон-лак, бакелитовый лак, целлулоид, разведенный в
ацетоне, и др
В настоящее время для гидроизоляции электродов
для подводной сварки широко применяют перхлорвини-
ловую смолу или сополимер хлорвинила с венилацета-
том, которые разводятся в дихлорэтане (7% раствор).
Гидроизоляция производится 3—4-кратным погруже-
нием обмазанных электродов в раствор и воздушной
сушкой до полного высыхания при комнатной темпера-
туре после каждого погружения.
Чтобы быстро отличить марки электродов друг рт
друга, их торцы с оголенной стороны красятся отличи-
тельной краской, папример электроды марки ЭП-35
(бывшая 27-09) окрашены в белый цвет, ЭПС-52 пе
окрашены. Электроды для подводной сварки не тестиро-
ваны, н цвет отличительной краски у них не регламен-
тирован. Электроды необходимо хранить в сухом и про-
хладном месте. Они упаковываются ® пачки по 3—5 кг,
завертываются в пергаментную или оберточную бу-
магу и окунаются в расплавленный парафин.
На каждую пачку электродов наклеивается этикетка
с обозначением завода-изготовителя, марки электрода и
покрытии, режимов сварки и полярности тока, даты из-
готовления и штампом ОГК-
Пачки с электродами укладываются в деревянные, а
иногда в выстеленные толем железные ящики, которые
обиваются проволокой. В настоящее время принята
укладка в ящики по 27 кг.
87
В каждьгй ящик укладывается упаковочный лист и
сертификат электродов или инструкция по их эксплуата-
ции. При транспортировку ящики с электродами нельзя
бросать.
§ 24. Инструмент и приспособления для подводной
сварки
Электрододержатель для нодводиой сварки является
основным инструментом водолаза-сварщика. Среди раз-
Рис. 58. Электрододержатель для подводной сварки типа ЭПС-2:
I — стопорный винт; 2 — стакан; 3 — контактный накпистани; 4 — текстоля
тооый колпак; S—шпонка; 6 — зажнкная гайка; 7 — стержень с запилен
«ни квадратом; 8 — рукоятка; 9 — латунные кольца; 10 — резиновое уплот-
нительное кольцо; 11 — сальниковая втулка; 72 — сварочный кабель; 13 — внеш-
нообразпых конструкций электрододержателей для (под-
водной сварки хорошо себя зарекомендовал простотой и
надежностью в работе электрододержатель ЭПС-2, по-
лучивший наибольшее распространение на флоте
(рис. 58).
На латуиньщ или бронзовый токоведущий стержень 7
с гнездом для впайки сварочного кабеля /2.на одном
конце и с резьбой иа другом навертывается латунный
88
(бронзовый) стакан 2. В стакане 2 предусмотрено от-
верстие для электрода. Стержень 7 вставлен в текстоли-
товую рукоятку 8, образуя корпус электрододержателя,
а стакан 2—в текстолитовый колпак 4, образуя его го-
ловку. Стержень 7 короче рукоятки 8, поэтому впайка
сварочного кабеля 12 оказывается внутри корпуса.
Герметичность корпуса со стороны кабеля обеспечи-
вается одним резиновым 10 и двумя латунными кольца-
ми 9, зажимаемыми сальниковой втулкой 11. Стержень 7
в рукоятке 8 удерживается при помощи зажимной гай-
ки 6, а во избежание проворачивания в рукоятке 8 на
стержне 7 запилен квадрат, который вставляется в соот-
ветствующее ему квадратное отверстие внутри рукоят-
ки 8. Стакан 2 закреплен в колпаке 4 винтом 1 и шпон-
кой 5.
Электрод вставляется оголенным концом в головку
держателя. Зажим электрода производитсв поворачива-
нием головки по часовой Стрелке до упора, т. е. до того
момента, когда контактный наконечник 3 стержня 7
упрется в боковую поверхность электрода.
Смену электродов производят в обратном порядке:
головка повертывается против часовой стрелки и осво
бождепный электродный огарок (или электрод) выпа-
дает из отверстия. Держатель устроен так, что зажатие
И извлечение электрода производят поворотом головки
в пределах одного оборота. Если огарок электрода при
отдаче головки йе выпадет, то держатель следует по-
трясти или, убедившись, что сварочная цепь разомкнута,
вынуть огарок рукой. Если же огарок электрода
не вынется, то тогда следует слегка постучать по огарку
ручником или покачать его.
Электрододержатель ЭПС-2 рассчитан на примене-
ние электродов 0 4—6 мм и -на максимальную свлу то-
ка 400 а. В держатель впаивается кусок кабеля марки
НРШМ или РШМ сечелием 50 мм2, длиной 1,5 м с ка-
бельным наконечником или с соединительной полу-
муфтой.
При работе с держателем следует обращать внима-
ние па его герметичность (целость корпуса, головки и
соединений) и в процессе эксплуатации периодически
.зачищать контактный наконечник 3-
Вспомогательный инструмент водолаза-сйьрщика со-
стоит из ручника, секача или зубила, торцовой и плоской
89
Проволочных щеток для зачистки мест сварки и швов
(рис. 59). Кроме того, рекомендуется иметь щуп для про-
верки зазоров и правильности подгонки листов или за-
Рис. 59. Комплект инструмента для подводной
сварки и резки в укладочном ящике:
1 — плоская проволочная щетка, 2 — молоток-секач;
— торцовая проволочная щетка; 4 —гаечные ключи;
о—крышка, 6 — подставка под ввслоролиып баллон;
z _ струбцина; 8 элемрододержатель ЭПС-2, «—ре-
дуктор; 10— корпус ящика, //-замок- /2—отде-
ление для расходного материала (ветошь. бензельная
проволока), 13 — штатное место для технической до-
кумеатацнн; 14 — специальный ключ
плат к обшивке (рис. 60). Для очистки швов может быть
также использован пневматический или электрифициро-
ванный инструмент.
Инструмент подается сварщику на конце (шкентеле)
или в ведре с решетчатым дном,
90
Для защиты глаз водолаза-сварщика применяется
темное стекло (светофильтр) типа ЭС, как и при сварке
на поверхности, только более светлое, в специальном
приспособлении откидного типа, которое крепится на
обойме переднего иллюминатора водолазного шлема и.
по желанию водолаза откидывается (рис. 61).
Инструмент для подводной сварки и резки рекомен-
дуется комплектовать в штатном укладочном ящи^е.
Такой комплект (рис. 59) инструмента и небольшого
количества расходных материалов (на первый аварий-
ный случай) необходимо хранить всегда в исправности
и готовности к немедленному использованию.
В комплект должны быть включены: электрододер-
жатели для подводной сварки и резки; двухкамерный
кислородный редуктор; защитное приспособление (све-
тофильтр) к переднему иллюминатору водолазного шле-
ма трехболтового водолазного снаряжения; соедини-
тельные полумуфты, слесарная струбцина для присоеди-
нения обратного кабеля к свариваемому изделию с кус-
ком кабеля сечением 50 ммг марки РШМ длиной
250 мм\ молоток-секач, проволочные щетки (плоская «
торцовая), гаечные ключи, слесарная отвертка; под-
ставка под кислородный баллон и расходный мате-
риал— проволока латунная для бензелей, изоляцион-
ная лента, шелковистая резина и обтирочная ветошь.
91
В комплект в дополнение к укладочному ящику дол-
жны входить две вьюшки кабеля марки РШМ сечением
50 мм9 по 75 jh; кислородный шланг ф 9,5 X 18 мм дли-
ной 60 м (три шланга по 20 м) с ниппелями; шесть
пачек электродов для подводной сварки и электрокис-
лородной резки; инструкция по эксплуатации комплекта,
его технический паспорт и инструкция по сварке и резке
металлов.
Рис. 61. Приспособление с защитным стеклом на пе-
реднем иллюминаторе водолазного шлема:
а—положение защитного стекла при сварке; б — положе-
ние защитного стекла при карерывах в работе
Кабель для подводной сварки должен быть доста-
точно гибким для удобства работы водолаза-сварщика.
Сечение его на участке, непосредственно подаваемом
водолазу-сварщику, не должно превосходить 70 мм*.
Кабель должен иметь усиленную изоляцию, стойкую к
морской воде и к нефтепродуктам (соляру, мазуту
и др-)-
Для подводной сварки применяется кабель марки
РШМ или НРШМ. Сварочная цепь должна иметь пря-
мой и обратный провода. Использовать корпус ремон-
тируемого судна или корабля-спасателя в качестве
обратного провода нельзя, так как электролиз вызы-
вает усиленную коррозию корпуса судна.
92
Гибкий сварочный кабель хранится на судне на
вьюшках по 50 м длины и снабжен па концах кабель-
ными наконечниками или соединительными полумуф-
тами.
Соединение стандартных кабельных наконечников
осуществляется при помощи болта и гайки. Во избежа-
Рис. 62. Соединительная муфта для сварочного кабеля при подвод-
ной сварке:
/ — штырь; 2 — сварочный кабель; 3 — резиновая изоляция; 4 — гнездо гайка
ние намокания контакта и утечки тока место соединения
тщательно покрывается изоляционной лентой. Однако,
как показывает опыт, такое соединение не обеспечивает
герметичности и при работе в морской воде быстро раз-
рушается.
Более надежны кабельные соединительные муфты.
Существует несколько конструкций соединительных
муфт: с болтом и без болта; с пайкой проводов и без
пайки; с использованием распорного конуса и г. д.
Конструкция муфты (рис. 62) обеспечивает быстро-
действие и полную герметичность. Для соединения ка-
беля достаточно вставить одну полумуфту в другую и
повернуть их относительно друг друга на оборота.
Второй (обратный) провод присоединяется к изделию
струбциной.
§ 25. Источники питания для подводной сварки
Сварочные генераторы постоянного тока служат для
питания сварочной дуги. Особенностью этих генераторов
является падающая вольт-амперная - характеристика.
Под вольт-амперной характеристикой понимается кри-
вая зависимости изменения напряжения на внешних
клеммах генератора от тока нагрузки.
93
По условиям процесса напряжение на клеммах -сва-
рочного генератора должно уменьшаться с увеличением
сварочного тока, а при коротком замыкании, когда на-
пряжение на клеммах равно нулю, ток короткого замы-
кания не должен превышать рабочий ток более чем в
1*/а—2 раза. Источники тока, питающие сварочную дугу
под водой, должны обладать повышенной мощностью
и напряжением холостого хода для обеспечения легко-
го зажигания и устойчивого горения дуги, не выхо-
дить из строя от короткого замыкания и быстро
восстанавливать напряжение после короткого замы-
кания.
Согласно ГОСТ 304—51, 10594—63 сварочные гене-
раторы должны восстанавливать напряжение после ко-
роткого замыкания до 25 в за 0,05 сек. Напряжение хо-
лостого хода должно быть oie ниже 65—70 в, а для глу-
боководных работ — до 85—90 в. Сварочный генератор
должен обеспечивать поминальную силу сварочного то-
ка 350—400 а и регулировку его в широких пределах.
Для подводной сварки в автономных условиях ис-
пользуются сварочные агрегаты постоянного тока с пер-
вичным двигателем. Обычно они устанавливаются на
верхней палубе ремонтируемого судна или на вспомога-
тельном плавсредстве. В связи с этим автономные сва-
рочные агрегаты, кроме того, должны обеспечивать нор-
мальную работу при температуре окружающего воздуха
в пределах от 4-40° С до —25° С; относительной влажно-
сти до 95%; вибрации от 250 до 2000 колебаний в 1 мин
при амплитуде от 4 до 0,3 мм и угле наклона ± 15°.
Сварочный агрегат должен иметь кожух для защиты
от атмосферных осадков и закрываться полностью ме-
таллическими шторами, а также рым для подъема кра-
пом и катки для перемещения по палубе судна. Кон-
струкция сварочного агрегата должна допускать его ре-
монт без снятия с рамы. Изоляция должна быть влаго-
стойкой, а генератор — брызгозащищенного исполнения
с самовентиляцией. Для подводной сварки могут быть
использованы следующие типы сварочных машин.
1. Сварочные агрегаты стационарного
типа — машины для работы в промышленности типа
СМП-3-lV или в морском исполнении—САМ-400,
САМ-400-1 и др.
94
Техническая характеристика сварочных агрегатов
приведена в приложении 10.
Каждый из этих агрегатов состоит из сварочного ю-
нератора и электродвигателя, смонтированных на общей
фундаментной плите и соединенных эластичной муфтой.
Такие агрегаты устанавливаются в машинных отсеках
или в специально отведенных помещениях.
2 Передвижные сварочные агрегаты:
— сварочные преобразователи ПС-500, ПСО-500,
ПСУ-500 на колесах в однокорпуспом исполнении с
электродвигателем фланцевого тица, сидящим ла одном
валу с якорем генератора; техническая характеристика
приведена в приложении 11;
— автономные сварочные агрегаты с двигателями
внутреннего сгорания, установленными на жесткой ме-
таллической раме, типа СПАЗ-За, ПАС-400-VI,
ПАС-400-Vlll, АСД-3-1, АСДП-500 и др.; двигатель кар-
бюраторного типа соединяется с якорем генератора муф-
той сцепления; агрегаты снабжены сварочными генера-
торами типа СМГ, ГС и СГП.
Регулирование силы сварочного тока осуществляется
у этих генераторов реостатом, включенным последова-
тельно в цепь шунтовой обмотки возбуждения. Двига-
тели у агрегатов обеспечены пускорегулирующей аппа^
ратурой, измерительными приборами и автоматом сни-
жения напряжения (АСН-55). Этот автомат предназна-
чен для обеспечения безопасности подводных свароч-
ных работ и экономии горючего 'при перерывах в работе.
При замыкании сварочной цепи АСН-55 воздействует
на карбюратор двигателя, открывая дроссельную за-
слонку, тем самым поднимает его обороты до номиналь-
ных, обеспечивая необходимое напряжение на клеммах
сварочного генератора. Схема АСН-55 и место его уста-
новки на сварочном агрегате ПАС-400-VI приведены па
рис. 63.
Техническая характеристика автономных сварочных
агрегатов приведена в приложении 12. Схему соедине-
ния генератора типа СГП .на сварку см. на рис. 57.
Сварочные аппараты переменного тока типа СТЭ-32,
СТЭ-34, СТН-450, СТН-500 и СТН-700 также могут при-
меняться для подводной сварки.
Сварочные трансформаторы типа СТН выпускаются
в однокорпусном исполнении с встроенным регулятором
95
тока. Первичное (подключаемое) напряжение у них
220/380 ей иногда 5б0 е, вторичное 60 в. Трансформа-
торы типа СТН-450 выпускаются в морском исполнении,
имеют вторичное напряжение 70/90 в. Они обладают
большей мощностью, имеют, крутопадающую характе-
ристику, предназначаются для ручной сварки (резки) и
допускают кратковременную нагрузку до 800 а.
Сварочные аппараты выпускаются передвижными—на
роликах.
Техническая характеристика сварочных аппаратов
приведена в приложении 13.
В настоящее время на судах получает распростране-
ние переменный ток, поэтому большую перспективу для
подводной сварки имеют сварочные выпрямители, обес-
печивающие сварку на постоянном токе.
§ 26. Некоторые вопросы эксплуатации
сварочных машин
Общие вопросы эксплуатации и ухода за сварочны-
ми машинами изложены в соответствующих инструк-
циях, а также описаниях, поставляемых вместе с маши-
нами. Рассмотрим отдельные вопросы эксплуатации
сварочных генераторов, представляющие интерес при
работе в автономных (морских) условиях.
Повышение мощности источника питания производил-
ся в случае, когда мощности сварочного генератора
(агрегата) не хватает; например, для дуговой резки
чугунных или бронзовых винтов под водой, где требует-
ся повышенная сила тока, или в том случае, если для
подводной сварки используются неспециализированные
сварочные агрегаты. Для этой цели производится парал-
лельное соединение двух однотипных агрегатов.
Простейшим способом включения двух агрегатов на
параллельную работу является внешнее соединение вы-
ходных клемм одноименных полюсов у генераторов этих
агрегатов, т. е. плюс соединяется с плюсом, а минус —
с минусом (рис. 64).
Для соединения на параллельную работу сварочных
генераторов с самовозбуждением типа СМГ, СГП, ГС,
имеющих дополнительную щетку С, производится пере-
крестное соединение обмоток возбуждения по схеме,
представленной на рис. 65. При этом дополнительные
7 Зак. 600
97
щетки С разобщаются с обмоткой поперечных полюсов
и соединяются накрест проводом 1,5—2,0 мм2. У вклю-
ченных на параллельную работу агрегатов уравнивают-
ся напряжения холостого хода и токи нагрузки.
При параллельной работе двух агрегатов с двигате-
лями внутреннего сгорания, помимо выравнивания на-
Рис. 64. Простейшее соединение автономных сварочных агрегатов
на параллельную работу
пряжений холостого хода генераторов, необходимо вы-
равнивать числа оборотов двигателей и поддерживать
их в процессе работы.
Использование неспециальных машин для сварки, на-
пример стандартных силовых генераторов с шунтовым
и компаундным 1возбуждением, может производиться в
исключительных или аварийных случаях. На кораблях
и судах наиболее пригодны для этой цели генераторы
типа ПН, имеющие шунтовую и легкую сериесную об-
мотки. В этом случае переключают концы сериесной
обмотки и получается так называемая противокомпаунД-
ная схема.
Избыток напряжении поглощается баластным сопро-
тивлением, последовательно включенным в сварочную
цепь. В качестве балластного сопротивления использу-
ются в морских условиях только металлические реоста-
ты; они прочны, удобны в обращении, обеспечивают по-
98
стоянное сопротивление во время работы и допускают
закрепление.
Для сварки от судовых генераторов постоянного тока
применяют различные конструкции переключающих
Рис. 65. Принципиальная схема соединения на парал-
лельную работу двух генераторов типа СМГ, СГП, ГС
(с дополнительной щеткой):
СО — сериесная обмотка, U1O шунтовая обмотка:
устройств: например, установка типа УСК-58 (рис. 66),
которая может быть рекомендована для использования
па судах в аварийных случаях.
Установка УСК-58 монтируется на судне стационар-
но. Она состоит из щита переключения 3; двух регули-
ровочных реостатов: 2—типа Р-1 и 7—типа РБ-300;
выносного щитка сварочной цепи 6 и коробки с предо-
хранителями 4. УСК-58 обеспечивает переключение на
сварку и резку судовых генераторов 5 постоянного тока
типа ПН вли иных с компаундным возбуждением, мощ-
ностью не ниже 30 кет, если номинальный ток генера-
тора может обеспечить сварочные работы.
99
100
При использовании этой установки обеспечивается
крутопадающая внешняя характеристика, напряжение
холостого хода не ниже 80 в и ток короткого замыка-
ния, не превышающий рабочий ток более чем на 50%.
Номинальная сила тока при ПР —100%—200 а, а при
ПР -65%—300 а. Вес установки УСК-58 (без кабе-
лей) не превосходит 125 кг.
На щите переключения 3 рубильники имеют два
положения: «Сварка* (вверху) и «Судовая сеть» (вни-
зу). Для работы на сварку рубильники на щите перево-
дят из нижнего положения («Судовая сеть») в верхнее
(«Сварка») при номинальных оборотах двигателя, при
этом происходит переброска концов сериесной обмотки
из согласного ва встречное включение и (перевод шунто-
вой обмотки на независимое питание.
Когда схема готова на сварку и подключены сва-
рочные кабели, спускается водолаз-сварщик, который,
подготовившись к работе, подает команду, после этого
включается рубильник на выносном щитке 6.
Щит переключения устанавливается в генераторном
отсеке неподалеку от судового генератора, а выносной щи-
ток с (вольтметром и амперметром для 'наблюдения за
процессом сварки устанавливается на верхней палубе.
Регулировка силы сварочного тока производится рео-
статом РБ-300, также устанавливаемым на верхней па-
лубе.
На судах, где проложена стационарная сварочная
сеть, выносной щиток используется как резервный, а
сварочный ток при помощи перемычки подается непо-
средственно в сварочную сеть.
Переключение генератора со сварочного режима на
нормальную работу производится в обратном порядке.
Переключение судового генератора на сварку может
производиться только при номинальных оборотах двига-
теля. При эксплуатации установки УСК-58 соблюдаются
требования правил эксплуатации электрооборудования.
§ 27. Основные сведения по технологии подводной
сварки
Подготовка металла под сварку в условиях подвод-
ного судоремонта производится главным образом по
наружной обшивке и по набору судна.
101
Так как выполнять сварочные работы в условиях
плохой видимости и ограниченности движений водолазу-
сварщику очень трудно, подготовка под сварку выпол-
няется особенно тщательно.
Места сварки очищаются до металлического блеска
от грязи, краски, ржавчины и масла. Свариваемые эле-
менты по месту наложения шва тщательно пригоняют-
ся друг к другу с сохранением минимальных техноло-
гических зазоров. В случае приварки заплат внакрой
желательно зазоров не иметь или в крайнем случае они
не должны превышать 1—1,5 мм.
Классификация сварных соединений и швов. Под
сварным соединением понимают часть изделия в месте,
где его отдельные элементы сварены между собой.
Сварные соединения бывают стыковые, нахлесточ-
ные, тавровые, угловые, торцовые или боковые, соеди-
нения впрорезь и электрозаклепками (рис. 67).
Для подводного судоремонта часто применяют со-
единения нахлесточные, тавровые и частично соединения
электрозаклепками или впрорезь. Соединения встык
применяются редко.
При стыковом соединении свариваемые элементы
располагаются в одной плоскости и совмещаются сво-
ими боковыми гранями или торцами.
Характер подготовки кромок стыкуемых листов в
подводных условиях отличается от подготовки кромок
на поверхности (рис. 67).
Подготовка кромок зависит от толщины сваривае-
мых листов: при стыковой сварке листов толщиной до
8 мм скоса кромок можно не делать (рис. 67); при тол-
щине от 8 до 14 мм делается V-образная разделка, а
от 14 мм и выше — Х-образная. Так как коробление при
сварке под водой меньше, чем на воздухе, угол рас-
крытия, образованный двумя состыкованными скошен-
ными кромками, делается 80—90°, величина притупле-
ния 4—5 мм, зазор между кромками 0,7—1,5 мм. Скос
кромок производят в подводных условиях вручную сле-
сарным зубилом или пневмоинструментом.
При соединении внахлестку свариваемые листы на-
кладываются друг на друга своими плоскостями. Это
соединение является основным в условиях подводного
судоремонта (рис. 67, б). При подготовке кромок необ-
ходимо обращать внимание не только на чистоту, но и
102
Рис. 67. Типы сварных соединений и швов:
о — соединение встык; б — соединение внахлестку; а — тавровое
соединение; г — угловое соеднненвс. <1 — торцовое соединение;
е — соединение внектроэаклепиами. ж — соединение впрорезь;
1 — стыковой Шов; 2. С — валиковый шов; 3, 4 — угловой шов;
5— электрозаклепка; S, S,—толщина свариваемого металла;
а— катет сварного шва
103
на плотность прилегания листов друг к другу (допу-
стимый зазор не более 1—1,5 мм).
При тавровом соединении или соединении впритык
один из свариваемых листов ставится своей боковой
гранью на боковую поверхность другого листа, в зави-
симости от толщины листа делается односторонний или
двухсторонний скос кромок под углом 55°, а зазоры
устанавливаются, как в нахлесточном соединении.
Угловое соединение является частным случаем тав-
рового соединения и выполняется со скосом или без
скоса кромок в зависимости от толщины свариваемых
листов (рис. 67, г).
Соединение электрозаклепками или впрорезь яв-
ляется частным случаем нахлесточного соединения.
Применяется в случаях, когда нет доступа к кромкам
листов, например при ремонте пера руля, а также для
подкрепления нахлесточного соединения или для предо-
хранения листов от выпучивания.
Диаметр электрозаклепки равен трем толщинам при-
вариваемого листа. Рекомендуется делать раззенковку
отверстий под углом 45°. Сверлится только верхний
лист.
В прорези ширина канавки также равна трем тол-
щинам привариваемого листа (со скосом кромок под
углом 45°), а длина определяется конкретными разме-
рами листа или конструкции.
При торцовом или боковом соединении (рис. 67, д)
свариваемые листы толщиной до 7 мм накладываются
друг на друга, кромки их совмещаются и свариваются,
а на листах толщиной более 7 мм делается скос кромок
под 45° (угол раскрытия 90°).
Сварным швом называется часть сварного соедине-
ния, которая образуется iB процессе сварки.
Конструктивными элементами сварного шва являют-
ся: его высота, равная 0,7 катета; катет, равный толщи-
не более тонкого из свариваемых листов, и его длина,
определяемая конкретными размерами изделия.
Сварные швы по расположению в пространстве
(рис. 68) делятся на нижние (от 0 до 60° к горизонту);
вертикальные (от 80 до 120° к горизонту); горизонталь-
ные (на вертикальной плоскости) и потолочные (от 120
до 180° к горизонту).
104
Различают полупотолочные швы, занимающие про-
межуточное положение между вертикальными и пото-
лочными швами (100—130°). Сварка в полупотолочном
положении встречается в условиях подводяого судоре-
монта, в местах перехода от цилиндрической части бор-
Рис. 68, Классификация сварных швов по их положению
в пространстве
та к оконечностям судна, на скуловых обводах я т, д.
(рис. 69,а).
По форме сечения сварные швы разделяются на уси-
ленные (рис. 70,а), нормальные (рис. 70,6), ослаблен-
ные (рис. 70, в).
По протяженности сварные швы делятся на непре-
рывные (рис. 71,а) н прерывистые (рис. 71,6), послед-
ние делятся на шахматные (рис. 71, в) и цепные
(рис. 71,г).
Дефекты сварных швов бывают внутренние и внеш-
ние, они резко снижают их прочность и пластичность.
К (внутренним дефектам относятся газовые -пузыри,
включения окислов и вредных примесей, трещины, не
выходящие на поверхность и др.
К внешним порокам (рис. 72) относятся подрезы а„
непровары б, прожоги, натеки, незаделаииые кратеры,
наружные видимые трещины и поры. -Для подводной
сварки из-за плохой видимости и неудобства работы в
водолазном снаряжении характерны дефекты: неравно-
105
мерность шва по ширине и по высоте, пропуски (пре-
рывистость) и смещение шва (рис. 73).
Дефекты сварки, видимые невооруженным глазом и
обнаруженные специальными приборами, вырубаются и
завариваются заново. Незначительный увод шва в сто-
Рис. 69. Расположение сварных швов в про-
странстве:
о — нижние; б — вертикальный; в — гориэодталь
ный, г - нолушпияичный, в — потолочный
рону устраняется наложением нескольких (двух — трех)
параллельных валиков.
При заварке дефектных участков начало наложения
нового шва должно быть рядом с дефектным местом,
а при окончании сварки кратер (выводится ib сторону,
чтобы не ослаблялось живое -сечение шва.
Техника наложения сварного шва определяется ха-
рактером соединения, положением его в пространстве
и подготовкой кромок.
106
Рис. 70. Классификация сварных швов по сечению:
о- усиленный; б— нормальный; в — ослабленный; S — толщина сваривае-
мых, листов; h — высота шва; Л—катет шва
При ручной ПОДВОДНОЙ
сварке наличие у электрода
козырька из обмазки позво-
ляет держать короткую ду-
гу. В этом случае электрод
слегка опирают на козырек,
ведут, как карандашом по
бумаге, совершают концом
колебательные движения и
постепенно опускают руку
(рис. 74—77).
Возможность хотя бы
слабого, ио осязаемого кон-
такта помогает водолазу-
сварщику вести непрерыв-
ный процесс сварки, что в
подводных условиях, при
плохой видимости и стеснен-
ности движений, когда рабо-
та ведется почти вслепую,
имеет важное значение, так
как это дает возможность
получить сварной шов более
высокого качества.
Водолаз ведет наблюде-
ние за процессом сварки че-
рез передний иллюминатор
в шлеме.
Манипуляции электро-
дом и углы наклона электро-
да при наплавке валиков и
сварке швов в подводных ус-
Рис. 71. Классификация свар-
ных швов по лх протяженно-
сти:
а — непрерывные, б — прерывистые;
я — шахматные; г — цепные; А —
длина шва (40—200 ля): В — рас
стояние между швами <60-300 жж);
С —шаг шна (100—500 ИМ)
107
6
Рис. 72. .Внешние пороки сварного шва:
и — подрезы; б — вепровар
ловиях в вертикальном положении изображены на рис. 74.
Направление движения конца электрода показано стрел-
ками.
При сплошной наплавке поверхности валики пере-
крываются (рис. 75).
Рис. 73. Увод (смещение) и перерыв шва
при подводной сварке
Сварка стыкового шва с V-образной разделкой вй-
полняется поперечным и 'Продольным движениями кон-
ца электрода (рис. 76).
Колебательные движения при сварке под водой про-
изводят несколько быстрее, чем при сварке на воздухе,
так как медленные движения не дают возможности под-
держивать ванну необходимого размера. Сварку тол-
стых листов ведут в несколько слоев (рис. 77). Первый
валик укладывают в вершину угла, образуемого ско-
108
Шеиными кромками, без колебательных движений —
«в ниточку», электродом меньшего диаметра.
После очистки шва от шлака и брызг накладывает-
ся следующий валик уже с колебательными движения-
Рис. 74. Колебательные движения концом электро-
да при сварке и наплавке на вертикальную плос-
кость:
в — снизу вверх; б — сверху вниз; ваправаекяе движения
конца электроде показано стрелками
стыка. Последний декоративный слой накладывается с
перекрытием верхних кромок стыка.
Листы толщиной 8- 10 мм встык могут свариваться
без скоса кромок—двухсторонним швом. Перед нало-
жением второго шва тщательно удаляется шлак и даже
Ц? ширины валика
Рис. 75. Наложение валиков при сплошной
наплавке поверхности: пунктиром показаны
валики; цифрами обозначен порядок -нало-
жения валиков
109
производится подрубка зубилом корня шва с обратном
стороны. Это рекомендуется при всех Случаях подварки
с обратной Стороны, а в отдельных случаях и при много-
слойной-сварке и наплавке,когда иными средствами шлак
и приставшие брызги металла удалить не удается.
Рис. 76. Движение электрода при сварке стыко-
вого шва с V-образной разделкой:
При стыковой сварке без скоса кромки листов дол-
жны быть обрезаны ровно.
Угол наклона электрода при сварке валиковым швом
нахлесточных соединений составляет 45—65° и зависит
от пространственных положений (рис. 78), в которых
производится сварка.
Чтобы лучше наблюдать за образованием шва и ве-
дением процесса, водолаз-сварщик должен - занимать
ПО
такое положение, чтобы в каждый данный момент ме-
сто сварки находилось выше центра переднего иллюми-
натора водолазного шлема.
Рис. 77, Порядок наложения швов при многослойной сварке встык
(показан цифрами)
Сварка методом опирания, или сварка проникающей
дугой, является одним из средств повышения произво-
дительности труда и качества сварных соединений, вы-
полняемых под водой. Сущность метода состоит в еле-’
дующем: водолаз после возбуждения дуги, опирая элек-
трод козырьком из обмазки на изделие, наклоняет его
Рис. 78. Положение электрода при сварке валико
вым швом, нахлесточных соединений в различных
пространственных положениях:
111
R сторону ведения процесса й производит сварку без ко-
лебательных движений. *
Этот способ упрощает приемы работ, не требует вы-
сокой квалификации исполнителя и может быть осуще-
ствлен в условиях плохой видимости. Сварной шов, за
счет того что дуга как бы проникает в глубь основного
металла, имеет повышенный провар (до 5 мм). Горе-
ние дуги характеризуется большей устойчивостью —
меньшими колебаниями значений тока и напряжения.
Сварка методом опирания под водой имеет свои осо-
бенности. При стыковой сварке больших толщин угол
раскрытия составляет 120°, а притупление 5—7 мм.
Сварка листов толщиной 8 мм производится без скоса
кромок за одни проход при зазоре 0,7—1,2 мм, но не
более 1,5 мм. Сварка на постоянном токе производится
на обратной полярности, а при толщине листов более
8—10 мм допускается прямая полярность.
Вертикальные швы свариваются сверху вниз. Угол
наклона электрода по оси шва от поверхности металла
при стыковой сварке и сварке внахлестку или втавр в
нижнем положении составляет 60—70° в сторону от оси,
при сварке встык — 90°, а при сварке валиковых швов —
45°. В вертикальном положении угол наклона вдоль .оси
шва составляет 40—50°, а в сторону от осн шва при свар-
ке встык 90°, при сварке валиковым швом 45°. Для свар-
ки методом опирания применяются специальные электро-
ды ЭПО-55 (приложение 9).
Для сварки малых толщин методом опирания успеш-
но используются электроды ЭПС-52 0 4 мм. Для этого
применяются повышенные на 10—15% режимы тока и
выбирается необходимый угол наклона в зависимости от
конкретных условий. Во избежание прожогов при свар-
ке тонколистового материала электрод ведется быстрее.
Режимы тока и производительность подводной свар-
ки. Ориентировочный подбор силы тока производится по
диаметру электрода по формуле
/си - Kd,
где К — коэффициент для подводных условий, равный
40—50;
d—диаметр электрода в мм.
При сварке методом опирания электродами ЭПО-55
коэффициент К = 50—80. Более точный подбор силы
112
сварочного тока производится в зависимости от свари-
ваемого металла, его толщины, вида соединений, поло-
жения шва в пространстве, марки н диаметра электро-
да. Рекомендуемые режимы тока по маркам электродов
см. в приложении 9.
Глубина погружения, на которой производятся сва-
рочные работы, имеет большое значение. Исследования
показали, что наиболее целесообразно ведение свароч-
ных работ при силе тока 180—240 а.
При сварке в вертикальном положении сварочный
ток выбирается на 1№/о, а при сварке в потолочном по-
ложении на 15% меньше, чем при сварке в нижнем по-
ложении.
Производительность подводной сварки определяете^
количеством наплавленного металла в единицу време-
ни. Показатель производительности называется коэффи-
циентом наплавки и выражается в граммах на 1 о
в час—ая=е/а-«.
Этот показатель имеет значение также для оценки
качества электродов. В среднем ая для подводной свар-
ки вручную колеблется в пределах 7—9 г}а-ч.
Понятие о структуре металла сварного шва. Если
разрезать сварной шов, отшлифовать поверхность раз-
реза и обработать его соответствующим раствором, то
на нем отчетливо будут видны наплавленный металл,
зона термического влияния и основной металл.
Наплавленный металл имеет столбчатую структуру,’
характерную для литого металла. Если наплавленный
металл термически или механически не обработан, то
он обладает относительно низкими свойствами.
Зона термического влияния или околошовная зона,
примыкающая непосредственно к литому металлу свар-
ного шва, шириной в пределах 3—5 мм характеризует-
ся наличием крупнозернистой структуры. Температура
нагрева ориентировочно составляет 1100—1500° С.
В околошовной зоне часто возникают трещины, вы-
зывающие разрушение сварного соединения. Поэтому
для улучшения структуры околошовной воны целесооб-
разно производить отжиг. Зона термического влияния
неоднородна по своей структуре (рис. 79)—в месте
примыкания ж основному металлу из-за перекристалли-
зации ее во время сварки наблюдается улучшенная мел-
козернистая структура.
8 Зак. 600
ИЗ
Б подводных условиях вследствие повышенных ско-
ростей охлаждения зона термического влияния умень-
шается, но структурные изменения металла в околошов-
ной зоне имеют более резкие переходы. Пластические
характеристики сварных соединений, выполненных под
Рис. 79. Схема структуры металла в зоне сварки и температуры на-
грева по диаграмме состояний сплава «железо — углерод»:
I — наплавленный (литой) металл; 2— крупное зерно (перегрев); з—мелкое
зерно (нормализация); 4 — вероляаи перекристаллизация; 3 — основной ме-
водой, уступают характеристикам сварных соединений
из тех же материалов, выполненных на поверхности.
Понятие о внутренних напряжениях и деформациях
при сварке. При сварке нагреваются только участки
свариваемых листов непосредственно у шва, а осталь-
ной металл остается холодным. Нагреваясь, частицы
металла стремятся расшириться, но ввиду того, что,
например, заплата, будучи приварена к обшивке, не
может свободно расширяться, а при охлаждении сжи-
маться, в ней и в сварном шве возникают внутренние
термические напряжения. Эти напряжения могут дости-
гать значительной величины и часто приводят *к короб-
114
лению (деформации) листов, даже к разрыву швов или
околошовной зоны. Для уменьшения внутренних напря-
жений и коробления применяются: прихватка, жесткое
7
в
Рис. 80. Схемы наложении швов для уменьшения терми
ческих напряжений и коробления:
цам; о — обратлоступенчатый; г — с последовательным нало-
жением слоев при многослойной сварке (сварка блоками); —
- стрелками
закрепление, предварительная обратная деформация,
(•например, при постановке заплат), определенвый поря-
док наложения швов (рис 80).
8*
ГЛАВА VI
ПОДВОДНАЯ РЕЗКА МЕТАЛЛОВ
§ 28. Сущность процесса резки металлов и ее виды
Резка металла — это разрушение его внутренних
связей в определенном сечении или на участке, харак*
теризующееся непрерывностью процесса. Под водой
применяются все известные способы резки механиче-
ская, огневая и кумулятивная (направленным взрывом).
Механическая резка применяется в случаях, когда
объем ее невелик, например при снятии намотавшегося
на винт троса. Для этой же цели может быть использо-
ван также и направленный взрыв кумулятивных за-
рядов.
Огневая резка металла производится теплом, созда-
ваемым в толще металла как за счет сгорания горючих
газов, паров бензина или электрической дуги с одновре-
менным вдуванием 'кислорода или без него (электроду-
говая резка), так и за счет сгорания самого металла.
Классификация способов огневой резки металлов,
применяемых под водой, приведена на рис. 81. Наибо-
лее широкое распространение получила электрокисло-
родиая и некоторое — беизокислородиая резка метал-
лов. В отдельных случаях применяется электродуговая
резка металлов.
Сущность кислородной резки заключается в том, что
металл, будучи нагрет до температуры воспламенения
(длястали 1100—1300° С), приобретает способность сго-
рать в струе кислорода.
В подводных условиях непрерывность процесса рез-
ки обеспечивается только мощными источниками тепла,
создающими высокую его концентрацию в месте реза.
116
Подводная
огневая резка металлов
Рис. 81. Классификация* способов огневой резки металлов под водой
При этом температура воспламенения металла дол-
жна быть ниже температуры его плавления, а окисли
металла (шлаки) легкоплавкими и иметь температуру
плавления ниже температуры плавления основного ме-
талла.
Шлаки должны легко удаляться из плоскости реза
под механическим воздействием струи кислорода. Огне-
вым способом удается резать только малоуглеродистые
и низколегированные стали, а также некоторые сорта
специальных сталей.
Чугун, медь, алюминий, нержавеющие стали кисло-
родной резке не поддаются. Резка, а точнее выплавле-
ние и (выжигание этих металлов -и сплавов, в тюдводных
условиях производится только электродуговым способом.
§ 29. Особенности огневой резки металлов нод водой
Условия резки в воде значительно отличаются от
условий резки на воздухе. Плотность воды в 850 раз
больше плотности воздуха, поэтому вытекающие горю-
чие газы встречают большое сопротивление частиц во-
ды. Кроме того, воздух благодаря наличию в нем кис-
лорода (до 21%) поддерживает горение, а вода гасит
пламя. Теплоемкость воды 'примерно в 4 раза больше
теплоемкости воздуха, а ее теплопроводность превы-
шает теплопроводность воздуха почти в 25 раз.
Эти условия определяют особенности резки под во-
дой — необходимость создания специального защитного
пузыря вокруг ядра пламени и применения повышен-
ных давлений, приводящих к большим расходам газов.
Защитный пузырь создается двояко: специально по-
даваемым сжатым воздухом или кислородом и за счет
продуктов сгорания горючей смеси. При бензокислород-
ной резке применяется второй способ получейия защит-
ного пузыря.
§ 30. Горючие и другие материалы для бензокислородной
резки металлов под водой
При бензокислородной резке применяются бензин и
кислород.
Бензин — это легкая прозрачная и в чистом виде
бесцветная жидкость с характерным запахом. Он легко
118
испаряется и образует с воздухом взрывоопасную смесь.
Бензин представляет собой смесь углеводородов и по-
лучается при перегонке нефти. Для подводной резки
применяется авиационный бензин типа Б-78 или Б-70,
дающий меньше смоляных отложений в каналах реза-
ка, и автобензин (приложение 14).
Для резки под водой применяется неэтмлированный
бензин.
Кислород — газ без запаха, цвета и вкуса, тяжелее
воздуха, не горит, но поддерживает горение. При низких
температурах (минус 183° С) превращается в тяжелую
жидкость синеватого цвета.
Кислород перевозится в жидком виде в кислородных
танках (сосудах Дюара), на близкие расстояния подает-
ся в газообразном состоянии по трубопроводам или
транспортируется в сжатом виде в 40-литровых сталь-
ных баллонах под давлением 150 ат.
Чтобы определить количество кислорода, содержа-
щегося в баллоне, нужно его давление в атмосферах
умножить на емкость баллона в литрах. Таким образом,
в 40-литровом баллоне npif давлении 150 ат содержится
6000 л, или 6 №, кислорода, приведенных к атмосфер-
ному давлению.
Кислородные баллоны окрашиваются в синий цвет и
имеют запорные вентили и предохранительные колпа-
ки. Для установки в вертикальное -положение баллоу
внизу имеет башмак. На боковой поверхности баллона
белой краской наносится надпись «Кислород».
После использования кислорода (остаточное давле-
ние 2—3 ат) па баллоне делается надпись мелом «Пу-
стой». Чистота кислорода влияет на процесс резки ме-
таллов, поэтому для резки применяется кислород чисто-
той не менее 99%.
§ 31. Аппаратура для бензокислородной резян металлов
под водой
В Советском Союзе для бензокислородной резки
разработано несколько установок разной конструкции.
Наиболее распространенной является установка типа
БУПР (рис. 82).
Она состоит из бензорезака 4, батареи баллонов с
кислородом /3, баллона 6 с бензином емкостью 27 л,
119
120
баллона с азотом 9, шлангов 5, соединяющих баллоны
через пульт управления 11с резаком и непосредственно
с баллоном с бензином. Из имеющихся трех шлангов
длиной по 50 м каждый два резинотканевых
0 9,5 X 18 мм служат для подачи подогревающего и
режущего кислорода и один дюритовый ф 6 X 14 мм
для подачи бензина.
На пульте управления 11 смонтированы соответствен-
но три редуктора: два для кислорода — подогревающе-
го 10 и режущего 12, а один для азота 7, который по-
дается в баллон с бензином 6.
Для зажигания -резака в подводных условиях на
внутренней стороне крышки имеется электрозажигал-
ка 3, присоединяемая к клеммам на -пульте управле-
ния 11. Сеть зажигания питается от аккумуляторной ба-
тареи 1 типа ЮНКН-22М или 10НКН-45 напряжением
12 в.
Электрозажигалка присоединяется к отрицательному
полюсу батареи, а положительный подается на резак.
Для контроля за напряжением аккумуляторной батареи
на пульте управления имеется вольтметр 2.
Для присоединения баллонов к пульту управления
имеются змеевики 8, обычно изготовляемые из красно-
медпой трубки; для сборки баллонов в батарею приме-
няются коллекторы 14, а при выполнении больших объ-
емов работ — кислородные рампы.
В установке также имеются бензофильтр, запчасти
и инструмент для сборки и разборки установки.
Бензорезак является основным узлом установки для
подводной резки, определяющим ее эксплуатационные
и технологические характеристики. Бепзорезак установ-
ки БУПР (рис. 83) работает на принципе не испарения,
а распыления бензина. Он состоит из головки /, соеди-
нительных трубок 2 и рукоятке 5. На рукоятке резака
размещены три вентиля — для подогревающего кислоро-
да 8, режущего кислорода 4 и для бензина 3. Этими вен-
тилями производятся регулировка подачи газов при резке
и управление процессом. Для присоединения шлангов
служат штуцера 7 с ниппелями, а головка соединяется с
резаком средниками 9.
Разрез головки резака БУПР приведен на рис. 84.
Головка работает следующим образом: струи бензина
121
Рис. 83. Бензорезак установки БУПР:
и подогревающего кислорода, подаваемые через труб-
ки 2 и 4 и проходящие по каналам распылителя 7, при
выходе из пего, будучи направленными под углом друг
к другу (выходные отверстия 10 и 12), сталкиваются в
камере смешения 11. Струи бензина дробятся на ка-
пельки и, ударяясь о сферическую поверхность камеры
смешения 11, превращаются в мельчайшую пыль.
Приобретая все большую поверхность и находясь в
струе мощного газового потока, эта бензиновая пыль
интенсивно испаряется и, перемешиваясь с кислородом,
образует горючую смесь, состоящую из паров и тумано-
образных жидких частиц бензина и частиц кислорода.
Горючая смесь, выходящая под давлением из централь-
ного отверстия в мундштуке 9, поджигается открытым
пламенем или электрозажигалкой. При этом образуется
мощное пламя с характерным свистящим звуком.
Ядро факела пламени при правильном соотношении
бензина и кислорода должно находиться около наруж-
ной кромки выходного отверстия мундштука 9, тем са-
мым тыльная часть ядра защищена стенками мундшту-
ка 9, и это обеспечивает устойчивость горения пламени
в воде.
Давление в камере создается довольно высокое, и
это в свою очередь требует повышенных давлений для
подачи бензина и кислорода.
Режущий кислород подается через трубку 3 и прохо-
дит по центральному каналу 8 распылителя 7. В отличие
от других конструкций безыспарительных бен&орезаков
122
подача режущего кислорода в установке БУПР проис-
ходит независимо, таким образом, она не влияет на
подачу подогревающего
кислорода.
В результате экс-
плуатации во внутрен-
них каналах резака по-
степенно отлагается
смолистый нагар (про-
дукты полимеризации),
могущий вывести резак
из строя, поэтому он
должен периодически
промываться.
Для промывания
резака рекомендуется
жидкость следующего
состава (в г на I л во-
ды): жидкое стекло —
8,5 г; сода (Na2CO?)—
18,5 г; мыло зеленое—
10 г.
Пульт управления,
резак, электрозажигал-
ка, змеевики и ЗИП
укладываются в чемо-
дан из тонколистовой
Рис. 84. Разрез головки резака БУПР:
трубка режущего кислорода; 4 —трубка
подогревающего кислорода; 5 — сетчатая
шайба;
стали.
Вес установки,
включая аккумуля-
торную батарею, бензи-
новый баллон и шлан-
ги, но без азотного и
кислородного баллонов
составляет 170 кг.
нал; 9 — мундштук; 10 — выходные отвер-
стия для кислорода: 11—камера смеше-
Шланги установки БУПР (ГОСТ 6286—50) покрыты
металлической оплеткой. Это позволяет выполнять ра-
боты на глубине до 30—40 м.
§ 32. Технология подводной бензокислородной резки
и работа с установкой БУПР
Перед тем как собрать установку, необходимо про-
верить исправность ее узлов, а детали головки резака
123
протереть чистой сухой салфеткой. Сборку установки
БУПР производить согласно схеме (рис. 82). После
снятия с баллонов колпаков и заглушек производится
секундная продувка вентилей для удаления пыли и
грязи, попавших в выходное отверстие.
Кислородные баллоны, чтобы они были неподвиж-
ны и имели некоторый наклон, укладывают на под-
ставки или располагают вертикально и закрепляют.
Бензиновый баллон устанавливается только вертикаль-
но и резиновым шлангом соединяется через пульт управ-
ления с азотным баллоном.
Вся система проверяется на герметичность подачей
давления (6—8 от) и смачиванием мыльной водой мест
соединения.
Продувку бензопровода и проверку его на герметич-
ность во избежание взрыва производят только азотом.
Также проверяется на герметичность и собранный бен-
зорезак. Затем резак проверяется на правильное горе-
ние— поджигается горючая смесь и регулируется пла-
мя. Однако держать резак на воздухе более 5 сек нель-
зя, так как головка может расплавиться и бензорезак
выйдет из строя.
При зажигании пламени сначала открывается вен-
тиль подогревающего кислорода, а затем приоткрывает-
ся бензиновый вентиль. На воздухе смесь поджигается
открытым пламенем. Под водой для этого пользуются
зажигалкой, причем включается сеть зажигания и чир-
кающим движением мундштуком (головкой вниз) про-
водят по контактам зажигалки. Возникающие при этом
искры поджигают горючую смесь.
При работе на малой глубине, например у борта
судна, резак подается водолазу в зажженпом состоя-
нии, но при этом соблюдается осторожность, а водолаза
предварительно предупреждают.
Отрегулировав пламя и дав ему небольшой избыток
кислорода, резак ставят мундштуком (или прижима-
ют— в зависимости от пространственного положения
резки) на разрезаемое изделие перпендикулярно к раз-
резаемой поверхности. Рекомендуется резку производить
от кромки листа:
После прогрева металла в течение 3—6 сек, не сме-
щая резак с места подогрева, резким, энергичным пово-
124
рОтОМ маховика вентиля -подается режущий кислород
(открывается левый вентиль).
Начало резки характеризуется выбрасыванием из-
под мундштука раскаленных продуктов сгорания ме-
талла и сильным свечением. После того как металл
прорезан насквозь, на поверхности остается только
свечение, а сноп искр уходит за тыльную сторону раз-
резаемого листа. После того как металл прорезан иа
всю толщину, водолаз начинает перемещать головку
резака скользящим движением вдоль линии реза, следя
за тем, чтобы свечение металла - под мундштуком не
ослабевало.
При прекращении горения металла перекрывают по-
дачу режущего кислорода, резак возвращают к месту,
где закончено было прорезание металла, потом вновь
производят подогревание и процесс резки возобнов-
ляют.
При резке металла большой толщины устанавливает-
ся повышенное давление, а подача режущего кислорода
в процессе первоначального прорезания металла на всю
толщину постепенно увеличивается до получения сквоз-
ного реза.
Особенно внимательно необходимо следить за про-
цессом резки профилей различной толщины, наблюдая
за сквозным прорезанием металла и своевременно регу-
лируя подачу режущего кислорода. Левая рука водо-
лаза-резчика должна все время находиться на маховике
вентиля.
Особенно сложна резка пакетов. При резке пакетов
за один проход давление режущего кислорода необхо-
димо увеличивать на 15—20%. Если расстояние между
элементами пакета велико и тепла, создаваемого при
резке для подогрева участков нижележащего элемента
до температуры воспламенения, недостаточно, то каж-
дый элемент пакета разрезается отдельно согласно схе-
ме (рис. 85).
Для получения прямолинейного и чистого реза реко-
мендуется его подсвечивать с обратной стороны. Размет-
ка линий реза производится мелом, проваренным в сале.
Вдоль реза иногда устанавливаются направляющие
планки или угольники. Место реза должно быть предва-
рительно очищено.
125
Режимы бензокислородной резки при помощи уста-
новки БУПР и технико-экономические данные приве-
дены в приложении 15.
При работе на глубине и резке металла больших
толщин редукторы из-за значительного отбора газов
могут замерзать, поэтому рекомендуется отогревать их
Рис. 85. Схема резки пакета по элемен-
кинятком или применять электроподогреватели закры-
того типа. По окончании процесса резки и при тушении
резака сначала закрывается вентиль режущего кисло-
рода, затем бензиновый вентиль и вентиль подогреваю-
щего кислорода.
При перерывах в работе под ©одой во избежание
засорения отверстий резака песком, илом нельзя резак
класть на грунт. Прочищать отверстия в испарителе и
головке можно только медной проволокой.
После окончания работ по команде водолаза пере-
крывается подача кислорода и бензина, резак подни-
мается наверх и установка разбирается.
□Шланги после работы отсоединяются и свертываются
в бухты. Из бензобаллона бензин сливается. Головка
резака после каждой резки разбирается, и все каналы
и отверстия промываются чистым бензином. Образовав-
шийся смолистый палет (нагар) удаляется. Головка
резака при длительных перерывах в работе хранится в
собранном виде.
126
§ 33. Электродуговая резка металлов под водой
Сущность электродуговой резки заключается в том,
что металл под воздействием мощного концентрирован-
ного тепла выплаилястся и частично сгорает.
В подводных условиях электродуговая резка может
осуществляться на том же оборудовании, что и при
сварке. В случае если мощности источника недостаточ-
но, агрегаты соединяются параллельно. Электродуговая
резка выполняется на переменном или постоянном токе
прямой полярности и может осуществляться как метал-
лическими, так и неметаллическими электродами. Ка-
чество резки электродуговым способом невысокое, а
производительность низкая. В подводных условиях элек-
тродуговая резка применяется только в специальных
случаях, например при резке погнутых лопастей брон-
зового или чугунного винта.
Возможность производить разрезку металла незави-
симо от его свойств и химического состава является
единственным преимуществом электродуговой резки пе-
ред другими способами огневой резки.
Электродуговую резку, так же как и бензорезку, ре-
комендуется начинать от кромки листа, но если это не-
возможно, то сначала прожигается отверстие. Для это-
го после возбуждения дуги электрод ставят перпенди-
кулярно к поверхности изделия и слегка нажимают на
него.- По мере углубления электрода в сварочную ванну
выплавляемый жидкий металл выжимается па поверх-
ность, образуя вокруг отверстия валик (рис. 86). Про-
жигаемое отверстие получается на 2—3 мм больше диа-
метра электрода (с обмазкой).
После того как сделано отверстие, вновь возбуждает-
ся дуга и электрод наклоняется в сторону, обратную
направлению реза (рис. 87, а). Надавливая на элек-
трод, заставляют его скользить вниз по кромке. При
этом металл выплавляется, а образующийся на элек-
троде козырек обмазки помогает удалению жидкого
металла из полости реза. Доведя электрод до нижней
кромки листа, водолаз-резчик, не обрывая дуги, быстро
поднимает электрод к верхней кромке и вновь начинает
процесс выплавления и механического выжимания ме-
талла (рис. 87, б). При резке от края процесс начинает-
127
ся с оплавления нижнего угла и постепенного перехода
к верхней поверхности.
- Режимы тока при электродуговой резке выбираются,
как и для сварки, по фор лгу.те ICB =? K.d, но при
/(— 60—80. В особых случаях, например при резке в
подводных условиях массивных деталей из латуни или
бронзы, сила тока увеличивается, однако при исполь-
зовании электродов 0 5 мм она должна быть не более
500 а.
Состав покрытия электродов для резки под водой
приведен в приложении 8; покрытие более простое, так
как требуется только стабильное горение дуги, однако
качество покрытия должно отвечать тем же требова-
ниям, что и у электродов для подводной сварки.
В качестве стержней для подводной электродуговой
резки используется электросварочная проволока
(ГОСТ 2246—50) (см. приложение 7), а* также мало-
углеродистая проволока любой марки (например, ка-
танка) .
Расход электродов при резке значительно больше,
чем при сварке. Из-за быстрого сгорания электрода
процесс резки часто приходится прерывать, поэтому про-
изводительность процесса довольно низкая. Это являет-
ся одним из недостатков электродуговой резки.
Для электродуговой резки под водой используются
те же инструмент и приспособления, что и прй подвод-
ной сварке. Данные о производительности электродуго-
вой резки стали под водой приведены в приложении 16.
128
-----Направление
резки
Рис. 87. Схема ведения электрода при электроду-
говой резке металла в нижнем положении-
а — аалояхаве электрода; б — схема движения электрода
§ 34. Электрокислородная резка металлов под водой
Процесс электрокнслородной резки состоит в том, что
при возбуждении дуги электродом расплавляются по-
верхностные участки металла, которые выдуваются
струей кислорода, подаваемого в дугу. Таким образом,
кислород приходит в соприкосновение с твердыми ниже-
лежащими участками металла, подогретыми до темпе-
ратуры воспламенения, взаимодействуя с ними, окис-
ляет металл и подогревает нижележащие и приле-
жащие участки.
9 Зак. 600
129
Струя кислорода не только окисляет (сжигает) металл,
но одновременно механически выдувает рбразующиеся
при резке шлаки и жидкий металл из полости реза.
Таким образом, процесс резки становится непрерывным.
Рис. 88. Метал-
лический труб-
чатый элек-
трод для под-
водной элек-
трокислородной
резки:
для подаче кисло-
рода
Резка производится трубчатыми элек-
тродами со специальным покрытием. Мо-
гут быть использованы металлические,
угольные (угольно-графитовые) и кера-
мические (карборундовые) трубки.
Карборундовые и металлокерамиче-
ские электроды обладают повышенной
стойкостью. Длина трубки 250—300 мм,
диаметр карборундовой 15 jwjk, а метал-
локерамической— 8—10 мм. На эти
трубки наносится металлическая рубаш-
ка и поверх нее стабилизирующее мине-
ральное покрытие.
Для подводной электрокислородной
резки применяются электроды ЭПР-1.
Эти электроды длиной 350 мм (рис. 88)
изготовляются из толстостенной цельно-
тянутой трубки наружным диаметром
7 мм и внутренним 2,5 мм (ГОСТ
1050—50, приложение 17). Как и для
сварки, трубчатые электроды имеют спе-
циальное покрытие (приложение 8). Пе-
ред резкой производится разметка и
укладываются направляющие планки.
Электрокислородная резка начинает-
ся с подачи кислорода, а затем возбуж-
дается дуга. Если сначала возбуждать
дугу, а потом подавать кислород, брызги
расплавленного металла и шлаки по-
падают в канал электрода, достигают
уплотнения головки держателя, а это ча-
сто .приводит к загоранию прокладок и
выходу держателя из строя.
Исследования показали, что изменен-
ная схема начала электрокислородной
резки полностью исключает попадание шлаков и брызг
металла в канал электрода и головку держателя и тем
самым резко повышает его стойкость.
130
После включения тока по команде водолаза, он на-
жимает на рычагквслородногоклапана,убеждается®по-
даче кислорода, затем касается электродом -разрезае-
мого металла и возбуждает дугу.
Поддерживая постоянство горения дуги, водолаз по
мере сгорания электрода опускает руку и перемещает
(электрод юдоль линии реза с ‘наклоном® 10—15°от вер-
тикали в сторону, обратную направлению резки.
При резке тонких листов электрод ведется вдоль на-
меченной линии реза по поверхности металла. При резке
толстых листов электрод углубляется в жидкий металл,
как это делается при электродуговой резке.
При резке необходимо следить, чтобы всегда горела
дуга, иначе процесс прекратится. При прекращении рез-
ки сначала следует оборвать дугу, а затем перекрыть
подачу кислорода. Если сделать наоборот, то шлаки и
брызги металла устремятся в канал трубчатого элек-
трода и засорят его, а также могут вызвать загорание
головки (паронитовых прокладок) и выход из строя
электрододержателя.
Производительность электрокислородной резки в
3—4 .раза выше электродуговой при более высоком ка-
честве. Скорость резки ® нижнем ‘положении наимень-
шая, а при вертикальном она увеличивается, что объяс-
няется неодинаковым использованием подаваемого кис-
лорода. Наиболее благоприятные условия использования
кислорода -при резке ® потолочном положении, но не-
удобство работы и затекание юкислов металла в полость
реза снижают скорость. Резка в (вертикальном поло-
жении производится сверху вниз, а в горизонтальном (на
(вертикальной плоскости—обычно справа налево.
Режимы электрокислородной резки приведены в при-
ложении 18.
Оборудование и^инструмент для подводной электро-
кислородной резки металлов. Для электрокислородной
резки используется тот же сварочный пост, что и при
электродуговой сварке, за исключением электрододержа-
геля.
При электрокислородной резке собирается установ-
ка (рис. 89), состоящая из сварочного генератора (агре-
гата) 3, баллона 1 (или батареи баллонов) с кислоро-
дом, специального электрододержателя 4, редуктора 2,
а* 131
кабелей и шлангов соответствующей длины. Сварочные
генераторы используются те же, что и при подводной
сварке. Редукторы, шланги и баллоны применяются та-
кие же, как и при бензокислородной резке.
Рис. 89. Установка для подводной электрокислородной резки ме-
талла:
I — баллон с кислородом; 2 —редактор; 3 — сварочный агрегат; 4 —элсктро-
додержатель; Б — электрод; Б — сварочный кабель; 7 — изделие; 8 — кисло-
родный шланг
Электрододержатель объединяет в себе токоподвод
и подачу кислорода, при помощи которого резчик управ-
ляет процессом резки. Наиболее широкое распростра-
нение получил электрододержатель типа ЭКД-4 (рис. 90).
Он состоит из головки 14, корпуса 1, кислородного кла-
пана 3 с рычагом и рукоятки 4 с обоймой для крепле-
ния сварочного кабеля 6. Головка 14 электрододержа-
132
теля для лучшей гидро- и элекроизоляции помещена в
текстолитовую чашку 12, имеющую отверстия для про-
хода электрода и постановки сварочного кабе-
ля 6.
Электрододержатель должен обеспечивать быструю
смепу электродов во время работы и исключать утечку
кислорода.
Рис. 90. Электрододержатель ЭКД-4:
рукоятка с обоймой; 5 - кислородный i
ель; 7 — предохранительный клапан; 8 -
15 — накидная гайка
Особенностью электрододержателя ЭКД-4 является
наличие в его корпусе / предохранительного клапана 7,
защищающего головку и шланг 5 от так называемого
«обратного удара», т. е. явления, когда расплавленный
металл за счет разности давлений в окружающей среде
и канале электрода устремляется вверх по трубчатому
электроду и проникает в головку электрододержателя.
Как следствие происходит загорание прокладок, а иног-
давсей головки. Чтобы огонь не пошел дальше, в предо-
хранительном клапане 7 поставлен невозвратный кла-
пан 2. При увеличении наружного давления головка
клапана 2 перекрывает канал и не дает пламени пойти
дальше.
Головка 14 прикрепляется к корпусу 1 накидной гай-
кой 15. Сбоку у головки 14 для присоединения к дер-
жателю сварочного кабеля 6 предусмотрен нарезной
контакт 13. Крепление кабеля 6 осуществляется при по-
133
мощи текстолитовой втулки Л и накидной гайки 10, по-
ставленной на резиновой прокладке 9.
Кислородный шланг 5 надевается на ниппель руко-
ятки 4, представляющей собой латунную трубку с при-
паянной к ней обоймой для сварочного (токоведущего)
кабеля 6. Электрод вставляется в глухое отверстие го-
ловки 14 до упора и зажимается винтовым зажимом
(на рис. 90 не виден).
Для управления подачей кислорода в электрододер-
жателе ЭКД-4 предусмотрен кислородный клапан 3 с
рычагом. Рычаг расположен слева, и поэтому легко
управлять пуском кислорода, нажимая большим паль-
цем правой руки, не меняя при этом ее положения.
При > работе с держателем необходимо следить за
гидро- и электроизоляцией контакта 13, плотностью кис-
лородопровода и головки и .соблюдать правильную тех-
нологическую схему зажигания и обрыва дуги.
К неисправностям держателя относятся отсутствие
подачи кислорода, -связанное обычно с засорением ка-
нала электрода или головки держателя, и отсутствие по-
дачи электрического тока при плохом контакте кабеля
с головкой держателя.
Устранение этих неисправностей, так же как смена
уплотнительных прокладок, затруднений не представ-
ляет; если держатель откажет во время работы водолаза
под водой, держатель следует подать наверх, предвари-
тельно доложив о случившемся по телефону. Свароч-
ный ток при этом отключается.
Порядок сборки и разборки установки аналогичен
порядку сборки и разборки установки для бензокисло-
родной рейки. Перед сборкой установки проверяется ис-
правность всех ее узлов. Это необходимо для беспере-
бойной (нормальной) работы водолаза под водой. Сбор-
ка установки начинается с набора батареи кислородных
баллонов (при большом объеме работ), затем произво-
дится снятие колпаков и заглушек с вентилей кислород-
ных баллонов и секундная их (вентилей) продувка.
Баллоны соединяются в батарею. Если объем -рабо-
ты невелик, берется один баллон, на котором закреп-
ляется редуктор. После закрепления редуктора на бал-
лоне также производится секундная продувка редуктора.
Для этой цели вентиль открывается, а регулировочный
винт редуктора завинчивается по часовой стрелке. При
134
этом редуктор открывается и кислород ‘выходит наружу,
унося с собой пыль и грязь, лопавшую в выходной шту-
цер редуктора. Затем надевается кислородный шланг,
который также открытием вентиля баллона и редуктора
подвергается секундной продувке.
После продувки кислородный шланг надевается на
ниппель электрододержателя ЭКД-4. Электрододержа-
тель подвергается продувке и проверяется на укупорку,
т. е. на него дается рабочее давление; при закрытом кла-
пане и вставленном электроде он опускается в ведро с
водой. При этом не должно быть просачивания кисло-
рода. Затем в ведре с -водой рычаг нажимается, но при
этом пальцем зажимается торец трубчатого электрода.
И в этом случае не должно быть боковой утечки кисло-
рода через гнездо в головке держателя. Но если будет
обнаружена утечка кислорода, то в электрододержателе
производится смена прокладок и усиливается затяжка
головки.
После проверки всей кислородной магистрали к
электрододержателю подсоединяется сварочный кабель,
который своим вторым концом присоединяется к минусу
на борновой доске сварочного агрегата. Второй кабель
присоединяется к плюсу и подается непосредственно к
разрезаемому изделию. Перед опусканием второго ка-
беля под воду производится проверка электрической
цепи на поверхности пуском агрегата и зажиганием
.дуги.
Только после проверки всей установки спускают во-
долаза и передают ему электрододержатель и второй
•конец сварочного кабеля, который шрисоединяется водо-
лазом к объекту резки. Обычно их передают после того,
как водолаз уже пришел на место работ и подал соот-
ветствующую команду. При передаче кабеля и элек-
трододержателя сварочная цепь должна быть обесточе-
на (разомкнута).
Во время работы водолаз-резчик должен иметь при
себе запас электродов и вспомогательный инструмент.
ГЛАВА VII
АВТОМАТИЗАЦИЯ ПОДВОДНОЙ СВАРКИ
И РЕЗКИ
§ 35. Полуавтоматическая сварка под водой
В настоящее время проведены работы по автомати-
зации процесса подводной сварки, чтобы увеличить
производительность и исключить индивидуальное -влия-
ние водолаза-сварщика на качество сварного соедине-
ния. Был использован ряд средств, и только появление
способа автоматической сварки в среде углекислого га-
за позволило найти правильный путь автоматизации
процесса сварки под водой.
Поначалу казалось, что введение углекислого газа
даст положительный результат, так как его присутствие
в зоне дуги меняло соотношение составляющих газовой
фазы парогазового пузыря, снижало парциальное дав-
ление водорода и тем самым уменьшало растворимость
его в металле. Известно, что водород снижает пласти-
ческие характеристики металла и делает его хрупким,
поэтому уменьшение его содержания в металле всегда
желательно.
Влияние окислительной среды на расплавленный ме-
талл, создающейся в присутствии углекислого газа,
удалось компенсировать применением проволоки с по-
вышенным содержанием раскислителей — кремния и
марганца.
Однако, как затем выяснилось, применение углекис-
лого газа при полуавтоматической сварке под водой вы-
зывает порообразование в металле шва и создаег-тех-
нологические трудности, вуалируя дугу, мешая наблю-
дению за ведением процесса. В связи с этим был пред-
136
ложен другой способ сварки открытой, не защищенной
дугой тонкой электродной проволокой при высоких
плотностях тока.
Опыт показал, что сварные соединения, выполненные
открытой дугой, превосходят качество соединений с по-
дачей в дугу углекислого газа: нет пористости, более
стабильны (с меньшим разбросом) данные механиче-
ских испытаний, особенно по пластическим характери-
стикам. Стало возможным получение прочноплотных
соединений в потолочном положении.
Полуавтоматическая сварка ведется без колебатель-
ных движений с применением главным образом элек-
тродной проволоки 0 1,2 мм марки Св-08Г2С, по
ГОСТ 2246—60. Сварка в вертикальном положении ве-
дется сверху вниз. Полярность принимается обратная,
т. е. минус подключается на изделие, а плюс на элект-
род. Полуавтоматом можно сваривать сталь толщиной
от 4 мм и выше. Производительность полуавтоматиче-
ской сварки под водой примерно в 7—8 раз больше,
чем при подводной ручной сварке.
Управление включением сварочного тока и подачей
проволоки производится дистанционно .водолазом-свар-
щиком под водой. Данные, характеризующие процесс
полуавтоматической подводной сварки открытой неза-
щищенной дугой, приведены в приложениях 19 и 20.
§ 35. Полуавтоматическая электрокис л сродная резка
под водой
Несмотря па значительные успехи электродуговой и
особенно электрокислородной резки трубчатым электро-
дом вручную, этот процесс остается малопроизводи-
тельным.
Было предложено механизировать процесс резки под
водой, используя для этой цели 'полуавтомат для под-
волной сварки тонкой электродной проволокой и подачу
кислородной струи под некоторым углом к направлению
электрода ® плоскости реза.
Было установлено, что режим резки становится оп-
тимальным. когда точка встречи кислородной струи и
направления электрода совпадает с дном сварочной
ванны. При этом окисляющая способность режушей
струи кислорода используется наиболее полно.
137
Этому условию соответствует при заданных кон-
структивных размерах режущей насадки полуавтомата
технологический угол а=18° Сопло имеет «а выходе
цилиндрический канал длиной от 2 до 3 d выходного от-
верстия при общей длине не менее 5 диаметров выход-
ного отверстия.
Опыты показали, что выбранное на основе приведен-
ных условий сопло с цилиндрическим каналом обеспечи-
вает высокое качество реза под водой. На основе прове-
денных исследований создана конструкция универсаль-
ного полуавтомата для сварки и резки под водой. Про-
цесс «ведется на обратной полярности. При помощи этой
приставки удается производить резку сплошных сече-
ний толщиной до 40 мм, однако надежно полуавтомат
работает в пределах толщин до 25 мм. Резка пакетов
(например, судовой- набор) производится методом по-
следовательного расчленения — по элементам пакета в
отдельности.
Полуавтоматической электрокислородной резке под
водой поддаются все те материалы, которые поддаются
резке кислородом. По данным измерения машинного
времени, производительность полуавтоматической резки
выше ручной в 8—9 раз.'
Рез под водой получается узкий, чистый, без заплы-
вов и перемычек, т. е. напоминает рез, получаемый
вручную керосинорезом на поверхности Предваритель-
ные данные по режимам и производительности полуавто-
матической резки на глубинах до 10 м приведены в при-
ложении 21.
§ 37. Полуавтомат для подводной сварки и резки
Для подводной полуавтоматической сварки с пода-
чей в дугу углекислого газа и без него, а также для
подводной полуавтоматической электрокислородной ре£-
«и применяется «полуавтомат ППСР-300-2 конструкции
ВНИИЭСО (рис. 91).
Устройство полуавтомата для подводной сварки и
резки. Полуавтомат (рис. 92) состоит из следующих
основных узлов: специального источника питания дуги!,
шкафа управлении 2, механизма подачи с запасом элек-
тродной проволоки ф 1,2- 1,6 мм в кассете, заключен-
ного в герметичный цилиндрический корпус (бункер) 13,
138
погружаемый в воду, головки полуавтомата 16. шлангов
для подачи газов 10, И и кабелей 18.
Шкаф управления (рис. 93) устанавливается
стационарно на судне вблизи водолазного (сварочного)
поста (крепится к переборке). Шкаф управлекия может
Рис. 91. Полуавтомат для подводной сварки и резки типа
ППСР-300 2:
/ — головка (горелка) с рычагом для дистанционного включения свароч-
ного тока и подачи электродной проволоки 2 - герметичный бункер
быть подключен к сети постоянного тока напряжением
ПО или 220 в. Промышленностью выпускаются шкафы
управления для работы также на переменном токе на-
пряжением 200 в. Через шкаф управления осуществляет-
ся все управление работой полуавтомата — подача элек-
тродной проволоки, кислорода (при резке) и включение
или отключение сварочного тока. В отличие от анало-
гичных установок для сварки в углекислом газе, напри-
мер АДПГ-500 или ПДПГ-300, управление подачей угле-
кислого газа (или воздуха при резке) не производится,
139
так как в данном случае углекислый газ выполняет до-
полнительную функцию — герметизацию погружных уз-
лов полуавтомата—бункера и головки, а также шлан-
гов. Газ подается «на прямую», причем его пуск начинает-
ся с первого момента погружения полуавтомата в -воду.
Рис. 92. Монтажная схема полуавтомата для подводной сварки
В шкафу управления смонтированы: приводной элек-
тродвигатель (ДП) 15, который приводит во вращение
два генератора — генератор (ГВЦ), питающий током
вспомогательные цепи, обеспечивающие работу схемы
(реле) — включение и выключение сварочного контак-
тора 10 и кислородного клапана (КК) 12, а также дру-
гих мелких деталей — индикаторной лампочки и др., и
140
генератор ГДП—генератор двигателя подачи электрод-
ной проволоки 17. Кроме того, в шкафу установлены
измерительные приборы' 4, 5, регулятор подачи прово-
локи 3, представляющий собой потенциометрический
реостат, включенный в цепь обмотки возбуждения гене-
ратора ГДП 17, кнопочный выключатель сварки КС
(на рис. не виден) и выключатель ВК 2 для подачи пи-
тания на кислородный клапан 12.
Для присоединения сварочного кабеля и проводов
цепей управления погружных узлов полуавтомата в
шкафу управления предусмотрены специальные вы-
воды со штепсельными разъемами 13. Кроме того,
на передней панели шкафа управления 1 установ-
лен тумблер для переключения схемы с работы на свар-
ку на работу на резку. Шкаф управления выполнен в
брызгозащищенном исполнении и приспособлен для
эксплуатации в корабельных условиях. Габариты шкафа
1330 X 498 X 610 мм, вес 120 кг.
Механизм подачи проволоки обеспечивает
принудительную подачу электродной проволоки ф 1,2—
1,6 мм в зону сварки или резки (рис. 94). Он состоит
из специального двигателя постоянного тока ДПМ (на
рис. не виден), редуктора 4, подающего устройства 2,
состоящего из двух роликов, токоподвода, кассеты 20
для голой электродной проволоки и бункера (корпуса) 1,
в котором он размещается Регулировка .прижатия роли-
ков осуществляется винтом со спиральной пружиной.
Подающий механизм установлен на основании 16 с
изолирующей прокладкой. Основание 16 жестко связано
с крышкой корпуса 6 и держится на ней. Чтобы меха-
низм легковходил в корпус, при подготовке механизма
к работе или после очередных вскрытий, связанных, на-
пример, с заменой кассеты с проволокой, у основания 16
предусмотрен полоз 18 с наделкой, обеспечивающей
скольжение.
Подача электродной проволоки в зову сварки (дуги)
осуществляется подающими роликами по направляющей
трубке через гибкий шланг-кабель и токоподводящий
наконечник головки. При заправке электродной прово-
локи прижимной (ведомый) ролик отжимается при по-
мощи маховичка. Скорость подачи проволоки изменяет-
ся плавно при помощи регулятора, выведенного на пе-
реднюю панель шкафа управления, в пределах от 3,5 до
142
5*837
gei •
ВТ"' s»
bit
а*1
Рис. 95. Головка полуавтомата для подводной сварки и резки;
10 Зак. 600
14 м[мин. Крышка к бункеру крепится при
помощи четырех накидных болтов. Герме-
тичность бункера в местах разъема и вво-
дах обеспечивается* сальниковыми уплот-
нениями и резиновой прокладкой 5.
Габариты бункера 473 X 386 X 330 мм,
вес вместе с подающим механизмом, но без
зарядки кассеты проволокой 32 кг. Вес за-
ряжаемой проволоки примерно равен 3 кг
или 300—330 л 0 1,2 мм\ этого запаса хва-
тает ла 2 ч работы. Скорость подачи прово-
локи не зависит от напряжения* па дуге.
Незатопляемость бункера обеспечивает-
ся углекислым газом (или воздухом), по-
даваемым внутрь под давлением, соответ-
ствующим глубине погружения и 'несколько
превышающим его.
Для тонкой регулировки давления и под-
держания его в нужных пределах служит
клапан, установленный на крышке бункера.
Шланг-кабель 8 (рис. 95) служит
для подачи углекислого газа, проволоки и
электрического тока в головку. Он прохо-
дит в рукоятке головки и составляет с ней
одно целое.
Основу шланг-кабеля составляет спи-,
раль для подачи электродной проволоки,
которая изготовляется из нержавеющей
проволоки марки 1Х18Н9 по ГОСТ 5632—
61. Спираль для лучшего обеспечения про-
хода внутри нее электродной проволоки
изготовляется -из проволоки прямоугольно-
го сечения. На нее надевается стальная оп-
летка, а затем для изоляции—резиновый че-
хол (трубка), поверх которого накладыва-
ется сварочный провод, распущенный на
жилы, распределенные равномерно по
окружности (периметру) спирали. Затем
надевается дюритовый шланг. Защитный газ
(или воздух) проходит между резиновым
чехлом и дюритовым шлангом. Как спираль,
так и токоподводящие жилы закреплены ла
передней втулке головки.
145
Сварочный ток к- головке подается через колодку,
укрепленную в подающем механизме. Длина шланг-
кабеля 3 м. Он делается гибким, чтобы не создавать по-
мех водолазу при манипулировании головкой (горел-
кой).
С © арочная головка (горелка) имеет сменные
приставки — для сварки (рис. 95, а) и для резки
(рис. 95, б, в). В режущей приставке под -оптималь-
ным углом а=18° сопряжена подача кислорода и элек-
тродной проволоки.
Головка предназначена для сварки электродной про-
волокой двух диаметров—1,2 и 1,6 мм та токах до 300 а.
Поэтому у нее имеются два токоподводящих наконеч-
ника 1. Токоподвод, выполненный из медной трубки 3,
изогнутой под углом 60° с запрессованной в нее направ-
ляющей стальной трубкой, вставлен в наружную мед-
пую трубку 4, изолированную от трубки 3. Наруж-
ная трубка 4 покрыта резиновой оболочкой.
Трубки сопрягаютсв со втулкой в рукоятке 6, выпол-
ненной из рифленой резины, на которой также крепится
пусковое-устройство 7 — кнопочный контакт для дистан-
ционного управления подачей проволоки и кислорода.
Кислород подается только при резке. Пусковое устрой-
ство снабжено рычагом /5, расположенным под паль-
цами у водолаза. Рычаг давит на кнопку, замыкающую
Цепь управления, приводит в движение механизм подачи
проволоки и включает сварочный контактор, а при рез-
ке—кислородный клапан (КК). Таким образом, водо-
лаз имеет возможность управлять пуском полуавтома-
та и процессом сварки (резки) без специальной коман-
ды наверх, т. е. непосредственно из-под воды, не меняя
положения руки.
При выполнении электрокислородной резки, помимо
смены насадки (приставки), через хомуты 21 на руко-
ятке 6 протаскивается кислородный шланг 14 и соеди-
няется с кислородным соплом 20.
Для удержания головки на постоянном расстоянии
от разрезаемого изделия предусмотрен опорный ко-
стыль 16.
В последнее время разработана режущая приставка
с концентрическим расположением электрода и струи
режущего кислорода (рис. 95, г). Приставка обеспечи-
146
вает возможность резки металла толщиной до 80—
100 мм при непрерывной работе полуавтомата.
Следует, однако, отметить, что при выполнении работ
этой приставкой значительно возрастает расход кисло-
рода. Поэтому работа с этой приставкой при резке ма-
лых толщин нецелесообразна. Вместе с тем струя кисло-
рода при прохождении через сопло охлаждает его и тем
самым повышает его стойкость.
Кроме того, наличие полиэтиленового кольца 29 поз-
воляет устанавливать при резке приставку торцом на
изделие 'наподобие подводного беизорезаха БУПР, для
чего в сопле предусмотрена крестообразная прорезь 27.
Такое устройство приставки позволяет отказаться от
костыля 16.
В комплект полуавтомата входят инструмент, струб-
цина для крепления обратного сварочного кабеля на
объекте сварки или резки и запасные части, в частности
сменные наружные сопла 19, а также ротаметр для за-
мера расхода газа во время работы (на схеме не пока-
зан). Наружные сопла изготовляются из текстолита и
поэтому быстро обгорают.
Работа полуавтомата для подводной сварки и резки.
Сборка установки (полуавтомата) и подключение (со-
единение) кабелей и шлангов производятся в соответ-
ствии с монтажной схемой (рис. 92). Шкаф управления 2
подключается к сети проводами сечением 1,5 мм2. Так как
сварка тонкой проволокой производится на обратной по-
лярности, обратный провод (кабель) сечением 50 мм3
подсоединяется одним концом к минусовому зажиму
сварочного генератора, а вторым — непосредственно к
объекту, по возможности вблизи от места сварки.
Второй прямой провод (кабель) сечением 50 мм3
одним концом присоединяют к плюсовому зажиму сва-
рочного генератора, а второй его конец — к клемме кон-
тактора Ю (рис. 93) в шкафу управления 2 (рис. 92).
Ко второй клемме контактора 10 (рис. 93) подключает-
ся (присоединяется) сварочный кабель того же сечения
от механизма подачи 13 (рис. 92). Сварочная головка 16
вместе со шлангом-кабелем 14 подключается к подаю-
щему механизму через соответствующий ввод.
Для питания полуавтомата углекислым газом на
баллон с углекислотой 8 для исключения замерзания
редуктора во время отбора газа устанавливается редук-
10* " 147
тор Р с электропбдогревателем 3. Одновременно уста-
навливается расходомер газа (ротаметр). Если питание
сварочным током осуществляется от специального источ-
ника питания, то подогреватель газа может быть соеди-
нен с мим -проводом сечением 1,5 мм2; если же работы
ведутся от другого сварочного агрегата, то на подогре-
ватель питание подается от сети напряжением 48 в.
При полуавтоматической подводной резке кислород-
ный шланг, установленный (закрепленный) па головке,
соединяется с ниппелем 7 на крышке бункера 6 (рис. 94),
а последний соединяется кислородным шлангом непо-
средствепно с кислородным клапаном КК /2 (рис. 93).
Кислородный клапан КК соединяется шлангом с кисло-
родным редуктором, установленным -на коллекторе или
рампе кислородных баллонов.
Полуавтомат проверен в работе на глубинах до
50 м как в пресной, так и в морской воде.
При пользовании полуавтоматом необходимо обра-
щать внимание на то, чтобы при подключении свароч-
ной головки с гибким шлангом к механизму подачи на-
конечник шлаиг-кабеля 14 (рис. 92) был установлен
точно против канавки ведущего ролика и отстоял от
него на расстоянии не более 1—2 мм.
Заправка электродной проволоки в шланг-кабель
производится при вывернутом наконечнике, при этом
необходимо обращать внимание на то, чтобы конец
(торец) проволоки был тщательно завален (закруглен),
а сама проволока тщательно очищена от грязи, жира и
ржавчины.
Канал спирали для подачи электродной проволоки
необходимо периодически очищать от накопившейся
грязи и ржавчины. Для этого шланг-кабель надевается
на горизонтально натянутую щюволоку 0 1,6 мм и дли-
ной 5—6 м. Затем шланг-кабель многократно переме-
щают по натянутой проволоке, производя одновременно
вращательные движения, таким образом шланг-кабель
двигается по спирали. После проведенной таким спо-
собом механической очистки шланг-кабель продувается
сжатым воздухом под давлением 3—6 ат.
Если шланг-кабель сильно засорен и проволока про-
тягивается плохо, в него на 10—15 мин заливается 25 г
авиационного бензина или спирта, после чего грязный
148
бензин (спирт) удаляется, а шланг-кабель тщательно
продувается сжатым воздухом.
При навертывании режущей приставки на токоведу-
щую трубку необходимо следить за тем, чтобы наконеч-
ник режущей приставки устанавливался в плоскости
головки, т. е. чтобы проволока и наконечник оказались
в одной плоскости (плоскости реза). Если окажется,
что при этом наконечник будет навернут не до отказа,
то необходимо надеть одну или несколько шайб, чтобы
наконечник был плотно прижат.
Необходимо следить за нормальным поджатием ро-
лика подающего устройства в механизме подачи. При
недостаточном нажатии пружины подающий ролик мо-
жет пробуксовывать и подача проволоки будет неравно-
мерной. При износе ролика (накатки) его следует заме-
нять. Для обеспечения нормальной работы полуавто-
мата следует также:
— периодически проверять (не реже одного раза в
месяц) уровень масла в редукторе механизма подачи
проволоки (он должен быть наполнен на 2/з объема);
для смазки редуктора применяется смазка 1-13 по
ГОСТ 1631—61;
— периодически проверять состояние контактов маг-
нитного пускателя (контактора) и чистить их, а также
поджимать резьбовые соединения и другие электриче-
ские контакты;
— контролировать состояние коллекторов и щеток
у генераторов и при обнаружении нагара зачищать их,
а если щетки раскрошились или износились, то заме-
нять 'ИХ.
При сборке схемы перед спуском водолаза необхо-
димо также проверять техническое состояние всех узлов
установки (полуавтомата), особенно состояние сопла и
наконечника сварочной головки, и при необходимости
(если они очень обгорели или забрызганы металлом)
заменять их.
Перед спуском полуавтомата в воду открывается по-
дача углекислого газа и по ротаметру устанавливается
его расход с таким расчетом, чтобы бункер в течение
всего времени нахождения под водой был заполнен
газом и выход его через наконечник горелкй не преры-
вался.
149
При сварке в потолочном положении, когда работа
выполняется без подачи в дугу углекислого газа, ста-
вится заглушка, а углекислый газ во избежание затоп-
ления бункера, шлангов и головки подается только для
обеспечения подпора. В этом случае водолаз особенно
тщательно должен следить за бесперебойным выходом
газа из наконечника головки (горелки).
Для уменьшения напряжения холостого хода свароч-
ного генератора, а также уменьшения расхода газов и
удобства работы длину кабелей и шлангов берут соот-
ветственно глубине погружения (отсоединяют соответ-
ствующий излишек).
Перед спуском произвести проверку герметичности
всех погружных узлов полуавтомата и шланговых сое-
динений при помощи углекислого газа под давлением
0,5 ат.
Спускать бункер с подающим механизмом только на
специальном тросе, застропливаемом за рукоятку кор-
пуса, и не допускать спуска на сварочном кабеле.
После окончания работ, особенно зимой, влагу (кон-
денсат) из шлангов удалить, для чего все шланговые
соединения разъединить и произвести продувку шлан-
гов. Работы, связанные с ремонтом деталей и узлов по-
луавтомата под напряжением, не производить.
Если полуавтомат длительное время не использует-
ся, то он подлежит консервации пушечной смазкой УНЗ
по ГОСТ 3005—51. Консервация проверяется яе реже
одного раза в полгода.
Водолазами-сварщиками работа с полуавтоматом
осваивается легко, так как поддержание дуги и ведение
процесса значительно облегчены.
- Недостатком конструкции полуавтомата является
быстрый выход из строя сопла сварочной головки и ре-
жущей приставки вследствие значительной концентрации
тепла.
§ 38. Материалы, инструмент и приспособления
для подводной полуавтоматической сварки и резки
При подводной полуавтоматической сварке исполь-
зуется обычный вспомогательный инструмент свар-
щика — проволочные щетки, зубило, * молоток
150
и т. Д- Прз меняется сварочная проволока Св-08Г2С
(ГОСТ 2246—50) с повышенным содержанием марганца
и кремния (см. приложение 7). Для резки может быть
использована любая малоуглеродистая проволока, на-
пример сварочная проволока Св-08.
При сварке с подачей в дугу углекислого газа при-
меняется углекислый газ сжиженный (ГОСТ 8050—64).
При испарении сжиженного углекислого газа происхо-
дит сильное охлаждение, которое может привести к
замерзанию редуктора, поэтому на редуктор или перед
ним устанавливается специальный электроподогрева-
тель, поставляемый в комплекте полуавтомата. При
сварке незащищенной дугой для герметизации головки
и погружаемых в воду узлов Полуавтомата использует-
ся углекислый газ. Для этого он подается в систему при
давлении, уравновешивающем давление столба воды при
погружении.
Для подпора может быть использован и воздух от
судового компрессора, пропускаемый через масловодо-
отделитель, однако во избежание случайного попадания
воздуха в сварочную ванну и возможного азотирования
шва лучше применять углекислый газ.
При резке, как и для аналогичных работ па поверх-
ности, используется технический кислород (ГОСТ 5583—
58). Для измерении расхода газов (кислорода или угле-
кислого газа) устанавливается ротаметр (счетчик рас1
хода газа) типа РС-5.
§ 39. Источники питания для подводной
полуавтоматической сварки и резки
Как показал опыт, для питания дуги при полуавто-
матической сварке под водой сварочный агрегат
ПАС-400-VI может быть 'использован только с переклю-
чением сериесной обмотки на согласное включение, а
шунтовой обмотки на независимое питание и с подклю-
чением приставки ПМ-1.
В промышленности осваивается производство спе-
циальных источников питания, обеспечивающих полу-
автоматическую и ручную сварку под водой.
Магнитная приставка ПМ-I обеспечивает формиро-
вание у сварочного генератора жестких внешних харак-
теристик с повышенным напряжением холостого хода.
151
Приставка ПМ-1 представляет собой небольшой прибор
(вес 12 кг), состоящий из магнитного усилителя (МУ),
стабилизатора напряжения (СН) и селенового выпрями-
нсния генератора СГП-3-VI (агрегата ПАС-400-VI) с
приставкой ПМ-1:
COj — серистиая обмотка (2 витка): ОДП — обмотка допол-
нительных полюсов; ШР — шунтовой регулятор; ШО — шун-
товая обмотки- МУ—магнитный vi-и питгл>,- СН— стябилм-
мотка переменного тока приставки, W, — обмотка обраткой
связи ио току нагрузки усилителя; W, — обмотка обраткой
связи ИО току сварки, V—вольтметр; А — амперметр
теля (ВС). Работа ее основана на уменьшении индук-
тивного сопротивления в цепи переменного тока при
подмагничивании железа постоянным магнитным полем.
152
Принципиальная электрическая схема соединения
генератора СГП-3-VI (агрегат ПАС-400-VI) с приставкой
ПМ-1 приведена на рис. 96.
Для работы с приставкой ПМ-1 при подводной полу-
автоматической сварке требуется посторонний источник
переменного тока напряжением 220 в, мощностью не
менее 0,5 кет. Это обеспечивается или от сети судоре-
монтного предприятия, или от корабельного источника
переменного тока.
ГЛАВА VIII
СВЕРЛОВКА, РУБКА И ДРУГИЕ МЕЛКИЕ
РАБОТЫ ПОД ВОДОЙ
§ 40. Сверловка и прорезание отверстий под водой
В подводных условиях при выполнении корпусных
работ производится сверловка новых отверстий, рас-
сверловка старых, раззенковка и развертка отверстий,
высверловка заклепок.
Сверловка отверстий под водой —одна из трудоем-
ких операций, для этого требуется прочная опора. Если
работа производится с беседки, то сверловка осущест-
вляется с использованием ваги-коромысла.
В этом случае к обшивке корпуса приваривается
шпилька с серьгой, на которую навешивается доска-
вага. При ее помощи нажимают на крестовину свер-
лильной машинки.
При работе у борта нажатие осуществляется с верх-
ней палубы по команде водолаза, роль которого сво-
дится к удерживанию машинки в нужном положении и
наблюдению за ходом сверла (рис. 97). На большой
глубине у затонувшего объекта работа -по сверл овке вы-
полняется двумя водолазами, из которых один удержи-
вает и направляет машинку, а другой нажимает на
•®агу.
Если работы ведутся с грунта и толщина обшивки
судна более 8 мм, то при сверловке используется упор-
ный кронштейн, привариваемый к борту (рис. 9.8). Свер-
ловка производится пневматическими сверлильными
машинками поршневого или роторного типа или элек-
154
трическими сверлильными машинками. Перед сверлов-
кой производится разметка и керном набиваются цент-
ры будущих отверстий.
Сверло закрепляют в патрове, и сверлильную машин-
ку подают водолазу на конце. Водолаз устанавливает
сверло острием да разме-
ченный центр, перпенди-
кулярно к плоскости свер-
ления, -после чего пус-
кает машинку в ход. Так
же, как и на поверхности
при сверловке крупных
отверстий, сначала вы-
сверливается малое от-
верстие 6—8 мм, а затем
уже производится свер-
ловка отверстия в размер.
Если сверло застрянет
в металле, то следует
сначала прекратить пода-
чу воздуха, а затем вы-
нуть машинку. Вынимать
машинку нужно так, что-
бы сохранить перпенди-
кулярное ее положение
относительно поверхно-
сти сверления.
Перед выходом сверла
из толщи металла число
оборотов сверла снижает-
ся, чтобы от резкого
толчка машника не выр- рис 97, Сверловка отверстий в
валась из рук водолаза. корпусе судна пневматической ма-
При сверловке возника- шзвкой с использованием ваги
ют дефекты”: увод сверла
в сторону (перекос), образование «восьмерок» (несовпа-
дение отверстий у сопрягаемых листов или элементов на-
бора), смещение отверстия за счет неточной сверловки
или разметки и др. В этих случаях отверстия завари-
ваются, после чего сверлятся новые. Если брак неве-
лик, то он ликвидируется разверткой или дополнитель-
ной рассверловкой отверстий. Работы по развертке и
раззенковке производятся также сверлильными машин-
155
ками. Кроме того, сверлильные машинки исполь-
зуются для очистки и обдирки сварных швов кор-
пуса судна. Для этого в патрон машинки вставляется
хвостовик с проволочной щеткой или шлифовальным
кругом.
При ремонте корпуса иногда необходимо высверлить
старые заклепки. Эта работа принципиально ничем от
Рис. 98. Упорный кронштейн для сверловки отверстий под
водой:
S — стопорвыя болт; 4 — сверлильная'
наружная обшивка судна
'— стойка;
обычной сверловки не отличается, однако она требует
от исполнителя большой точности и внимательности.
Прорезание отверстий является работой, характер-
ной при судоподъеме, и производится огневым способом
(бензокислородной, электрокислородной или электроду-
говой резкой). Обычно это отверстия крупных размеров,
например отверстия для установки комингсов, шлюзо-
вых шахт и др.
При выполнении этих работ соблюдается осторож-
ность, так как обычно не бывает данных о среде, нахо-
дящейся за прорезаемой поверхностью. Поэтому до при-
менения огневой резки сверлится отверстие пневматиче-
ским инструментом или электроинструментом. Если име-
ются горючие газы или жидкости (что должно быть
156
установлено анализом пробы), то необходимо произве-
сти их откачку и отсек заполнить водой.
Вырезка отверстий начинается с «прокола», а потом
резка производится так, как это описано выше (см.
гл. VI).
§ 41. Рубка металла под водой
В подводном судоремонте рубка металла приме-
няется главным образом при разделке кромок листов
под сварку и при их зачистке, расчленении листов не-
большой протяженности, когда нельзя применить огне-
вую резку, при удалении головок заклепок, перерубании
тросов, цепей и т. д. Рубка металла различается по поло-
жению в пространстве, по углу обрубаемой кромки и
по чистоте обработки.
По положению в пространстве рубка бывает сверху
(в нижнем положении), сбоку (в вертикальном поло-
жении) и снизу (в потолочном положении). В подвод-
ном судоремонте применяется главным образом рубка
сбоку и снизу, т. е. в вертикальном и потолочном поло-
жении.
По углу обрубаемой кромки различается рубка при
снятии фасок под углом 30—60° и при зачистке кромок,
так называемая нормальная—под углом 90°. По чистоте
обработки бывает черновая и чистовая рубка. Черно-
твая — это обрубка неровностей кромки, снятие усиле-
ния сварного шва (например, при сварке встык с на-
кладками) и т. д., а чистовая — это рубка по размеру,
по риске.
Работы по рубке выполняются рубильными молотка-
ми или при малых объемах работ и небольших толщи-
нах листа — рубильно-чеканочными молотками. Водолаз
держит пневматический молоток обеими руками: левой
направляет зубило по предварительно сделанной размет-
ке (риске или линии, очерченной мелом, проваренным в
сале), а травой нажимает на молоток, шомогая корпусом.
Рубка ведется от одной из оконечностей кромки
вдоль нее, справа налево. Если поверхность загрязнена
или обросла ракушками и водорослями, то вначале про-
изводится очистка участка кромки листа. Толщина
стружки берется в зависимости от толщины листа и кон-
кретных условий выполняемой работы.
157
Если металл имеет значительную толщину и снятия
одной стружки недостаточно, то процесс повторяется.
Обрубленные кромки не должны иметь задиров и зау-
сенцев. При вырубке отверстия в середине листа сна-
чала крейцмейселем нырубается канавка, затем она
углубляется зубилом до полного вырубания отверстия.
Срубание головок у заклепок, требующих замены,
производится в следующем порядке: сначала по диамет-
ру головки прорубается канавка (рис. 99, с), а затем
срубаются половинки головки (рис. 99, б), стержень за-
клепки выбивается бородком или высверливается. За-
клепки часто выжигаются элек-
трической дугой.
При работе рубильным мо-
лотком соблюдаются опреде-
ленные правила. Перед пуском
воздуха в рубильный молоток
зубило плотно прижимают к
срубаемой кромке. Если этого
не сделать, то при подаче воз-
духа боек молотка может раз-
бить упорное кольцо или моло-
ток может выскочить из рук
водолаза.
При подготовке листов под сварку кромки должны
обрабатываться особенно тщательно, так как неточность
в величине зазора вызывает брак. Правильность углов
раскрытия и величина зазоров проверяются шаблонами.
При рубке могут быть следующие дефекты: нарушение
размеров, заусенцы, кривизна кромок.
Рис. В9. Срубание заклепоч-
ной головки:
а — канавка прорублена; б
срубание остатков головки
§ 42. Рубка и резка троса и якорь-цепен под водой
Рубка стального троса производится зубилом и ку-
валдой. Перерубать трос в натянутом положении не
рекомендуется. Если ослабить натяжение троса невоз-
можно, то для того чтобы концы троса в момент окон-
чания рубки не «прыгнули» и не поранили водолаза,
перед рубкой место реза следует с двук сторон оклет-
ненать и шкентелем подвизать к борту судна.
Трос можно перерезать при помощи ручных ножниц.
Для этого свайкой по частям отделяют пряди и переку-
сывают специальными ножницами (рис. 100) или обык-
158
новеиными ножницами
по металлу.
Стальные тросы ф до
65 мм в подводных усло-
виях могут разрезаться
при помощи дискореза с
электроприводом как
свободно висящие, так и
намотанные на вият или
гребной вал. Трос перере-
зается за 15—20 мин. Ес-
ли трос намотан на винт
и заклинен между ступи-
цей винта и мортирой, что
бывает довольно часто,
то, если позволяют усло-
вия, гребной вал разоб-
щается и немного подает-
ся в корму. Если намо-
танный трос перепутан,
заклинен и не поддается
размотке, то его перере-
зают шлаг за шлагом ме-
ханическими средствами
или огневой резкой. Ра-
стительные тросы перере-
заются водолазным но-
жом.
Огневая резка троса,
намотавшегося на винт,
осуществляется электро-
дуговым или электрокис-
лородным способом. Трос
перерезается постепенно,
начиная с верхнего шла-
га. При резке последнего
шлага необходимо соблю-
дать осторожность, что-
бы не повредить гребной
вал или ступицу вията.
Если трос заклниен в за-
зоре между ступицей вин-
та и мортирой, электрод
Рис. 100. Ножницы для резки стального троса:
159
необходимо держать по касательной к окружности
троса.
Рекомендуется последний шлаг троса отрезать элек-
тродуговым способом путем последовательного зажига-
ния дуги. В этом случае в месте возбуждения дуги сталь-
ные нитки троса быстро сгорают, исключается опасность
повреждения ступицы винта, мортиры или гребного ва-
ла. Если это возможно, под последний шлаг троса под-
кладывается металлическая «ли деревянная 'подкладка.
Сила тока выбирается в соответствии с диаметром тро-
са, но на 15—20% меньше, чем при резке сплошного се-
чения той же толщины.
Когда необходимо освободить судно от удерживаю-
щих его связей, но нет возможности выбрать якорь, про-
изводят резку якорь-цепи. Резка цепей осуществляется
в основном огневым способом. Режимы выбираются та-
кие же, как и при резке круглых сечений. Резка звеньев
цепи производится рядом с распоркой. Положение водо-
лаза при этом должно быть таким, чтобы обрезанные
концы якорь-цепи при падении не могли задеть водолаза.
§ 43. Чеканка заклепочных и сварных швов под водой
В подводном судоремонте чеканка пневматическими
рубильно-чеканочными молотками применяется для
уплотнения заклепочных и частично сварных соедине-
ний. От конструкции соединения (встык или внахлестку,
строганые кромки или нет и т. д.) зависит метод чекан-
ки кромок.
Если листы обшивки строганы под прямым углом
или совсем не строганы, то перед чеканкой необходимо
сиить фаску. При чеканке нестроганых кромок чекан
устанавливается под углом 35—40°, острым углом вверх
(рис. 101, а). Край листа осаживается на высоте, при-
мерно равной 2/з его толщины. Образовавшаяся в кром-
ке канавка (рис. 101,6) подрубается сверху зубилом и
получается фаска. Затем кривым чеканом производят
уплотнение кромки (рис. 101, в), и она плотно прилегает
к соседнему листу. Для более плотного прилегания ли-
стов друг к другу производится повторное уплотнение
кромки чеканом с более узким бойком.
При чеканке строганых кромок производятся те же
операции, но первоначальная канавка делается чеканом
160
с закругленным бойком (рис. 102, а). Следует учитывать,
что от сильной и продолжительной чеканки кромка ли-
ста начинает выгибаться, между кромкой и заклепкой
образуется просвет и вместо уплотнения соединения и
Рис. 101. Чеканка пестрел аных кромок. Уплотнение дефектной за-
клепки с полукруглой (нормальной) головкой;
1 чекан для осадки наклепок; 2 — чекан с острым углом для чеканки яро
для уплотнения кромок
прекращения водотечности шва фильтрация может уве-
личиться, особенно при работе в подводных условиях,
где корпус судна находится под воздействием гидроста-
тического давления забортной воды (рис. 102,6). При
чеканке кромок во избежание
повреждения нижнего листа
(рис. 102, в) нельзя чекан уста-
-навливать острой кромкой вниз.
При помощи чеканки укрепля-
ются ослабленные головки за-
клепок. Для этой цели чекан с
вогнутым бойком устанавливают
под некоторым углом и проходят
им по всей окружности головки.
Рис. 102. Дефекты при чеканке кромок.
Уплотнение дефектных заклепок;
• дефект-
11 Зак. 600
161
при этом чекан следует держать нормально к поверхно-
сти головки заклепки (рис. 101, с). После этого фигурным
чеканом (рис. 101, в) производят уплотнение кромок уда-
рами чеканочного молотка. Если обнаружена водотеч-
ность заклепочного шва, то сначала производится уплот-
нение головок отдельных заклепок, а после этого зачека-
ниваются кромки листа.
Если заклепка значительно ослабла, то ее уплотняют
сильной осадкой головки сверху (рис. 102, б, в) и после-
дующей чеканкой кромок или подваркой головок. При
толщине листов менее 5 мм уплотнять заклепочные швы
чеканкой нельзя, так как листы -выпучиваются. В этом
случае водотечпость устраняется подваркой кромок ли-
стов и обваркой головок заклепок.
§ 44. Инструмент для подводных корпусных работ
Для выполнения судосборочных и корпусных работ
под водой применяется такой же инструмент, как и при
работах на поверхности. Применяются пневматические
сверлильные машинки типа СМ-22Э, СМ-32Э, РС-22,
РС-32, СПУ я др., электрооверлильные, !пнбвматические
рубильно-чеканочные молотки РБ-54, РБ-58Э, РБ-63,
ЭРК-9, молоткй типа РК, пневматические гайковерты,
дискорезы, ножницы-кусачки и т. д.
Электрифицированный инструмент имеет перед пнев-
матическим то преимущество, что работа его не зависит
от глубины погружения, в то время как пневматическим
инструментом можно работать только в пределах глу-
бин, определяемых прочностью шлангов, подающих сжа-
тый воздух.
Кроме того, электриф ицированный инструмент почти
не создает барботажа (выход отработанного воздуха
в воду), что очень мешает работе, и в борьбе с ним при-
ходится применять отводные шланги с поплавком. Об-
служивание электрифицированного инструмента проще.
Пневматический инструмент общего пользования по-
дробно описан в литературе, поэтому здесь дается крат-
кое описание специализированного инструмента, при
годного для применения в подводных условиях.
Подводный пневматический инструмент в выхлоп-
ном патрубке имеет специальный штуцер, нд который
надевается воздухоотводный шланг длиной 1,5—2 м с
162
пробковым или иным поплавком, усиленную набивку
сальников и общее уплотнение.
Опыт показал, что герметизация пневматических ма-
шинок общего назначения вполне достаточна для ис-
пользования их в условиях подв одного судоремонта яри
выполнении дополнительных требований, указанных
выше.
При работе на большой глубине применяется только
специальный ('подводный) пневматический инструмент,
способный выдержать большое гидростатическое дав-
ление. В этом случае рекомендуется воздухоотводный
шланг во избежание потерь мощности выводить на по-
верхность. Для подводных работ применяется следую-
щий специализированный инструмент.
Сверлильные пневматические угловые машинки СПУ
(рис. 103) используются для сверления отверстий 0 до
23 мм в углах и других труднодоступных местах, а так-
же для раззенковки, развертки отверстий и -нарезания
резьбы. Сверлильная пневматическая угловая машинка
состоит из четырех основных узлов — сверлильной го-
ловки, -роторного двигателя с центробежным регулято-
ром, планетарного редуктора и пусковой рукоятки.
В сверлильной головке смонтирован шпиндель 39, в
конусное гнездо которого вставляется сменный рабочий
инструмент—сверла, зенкеры и т. д. Вращение шпин-
деля 39 осуществляется от роторного двигателя через
планетарный одноступенчатый редуктор, центральная
шестерня 33 которого крепится на резьбе к ротору 3/.
и пару конических шестерен 4 и 40.
Ротор 31 двигателя имеет шесть пазов со свободно
перемещающимися в них текстолитовыми лопатками 12
и расположен эксцентрично по отношению к статору 11-
В стенках статора 11 высверлены отверстия для по-
дачи сжатого воздуха на лопатки 12 и выфрезеро-
ваны пазы для выпуска из машинки отработанного воз-
духа.
В целях уменьшения износа лопаток 12, а также для
увеличения КПД пневматического двигателя в нем
предусмотрена автоматическая смазка. Веретенное мас-
ло, залитое в специально предусмотренную камеру 27 в
головке корпуса 13, распыляется потоком сжатого воз-
духа в рабочей полости статора И.
11*
163
п а 6 Qi
164
Ротйр вращается в двух шарикоподшипниках, вмон-
тированных в крышки двигателя 28 и 32. Двигатель
снабжен центробежным шариковым регулятором, при
помощи которого автоматически осуществляется регу-
лирование числа оборотов ротора 31. Центробежный
регулятор отрегулирован на 4500 об}мин при холостом
ходе машинки. Регулировка осуществляется при помо-
щи пружины и специальной гайки 30.
При увеличении числа оборотов роторного двигателя
осевая составляющая центробежной силы шариков, дей-
ствующая на грибок 26, превзойдет усилие пружины 16
и сдвинет грибок 26, а вместе с ним н золотник 14 в зо-
лотниковой втулке 15, вследствие чего уменьшится про-
ходное сечение окон последней, а значит, и поступление
в двигатель сжатого воздуха. Число оборотов двига-
теля упадет, и грибок 26 под действием пружины 16
встанет на свое место, а проходное сечение охон золот-
никовой втулки 15 восстановится.
Пуск машинки производится пусковой рукояткой —
поворотом муфты 23 на ’/< - */г оборота. При этом воз-
духоводные каналы перепускного пальца 24 совмещают-
ся с выточкой конусной втулки 18 (как показано на
рис. 103) и воздух из шланга проходит через рукоятку.
Пружина 22 прижимает втулку 18 к конусу перепускно-
го пальца 24 и тем самым удерживает их в рабочем
(совмещенном) положении. Остановка машинки произ-
водится обратным поворотом муфты.
Из пусковой рукоятки сжатый воздух поступает че-
рез окна втулки золотника 15 и изогнутый канал голов-
ки корпуса 13 к статору 11. Отсюда воздух через два
продольных канала и ряд косопросверлеиных отверстий
в статоре 11 попадает в рабочую полость двигателя
(статора) и, оказывая давление на лопатки 12, застав-
ляет вращаться ротор 31.
Для подачи машинки при сверлении и выжимании
рабочего инструмента из гнезда шпинделя 39 служит
солдатик 2, приводимый во вращение при помощи клю-
ча-трещотки 3.
При работе с машинкой необходимо следить за ис-
правностью механизма, своевременно смазывать и дер-
жать в чистом состоянии, не допускать попадания вла-
ги, так как лопатки роторного двигателя под воздейст-
вием воды могут разбухнуть и заклинить. При поста-
165
новке сверла необходимо доводить его до места. Плохо
установленный инструмент при вращении может выско-
чить из патрона и поранить исполнителя. При- любых
заеданиях инструмента его надлежит остановить и по-
дать на поверхность, разбирать его рекомендуется толь-
ко после того, как снято давление. Техническая харак-
теристика приведена в приложении 22.
Пневматические гайковерты (промышленность вы-
пускает несколько типоразмеров) применяются для за-
винчивания болтов и гаек 0 до 85 мм. Они имеют удоб-
ную пистолетную форму, малые габариты и веса
(рис. 104). Передняя часть гайковерта служит обоймой
для кулачкового ударного механизма б. Выходящая на-
ружу ведомая муфта 3 заканчивается квадратным хво-
стовиком, на который (надеваются сменные торцовые
гаечные ключи /. Ключи удерживаются в хвостовике
фиксатором 19 с пружиной 2. Корпус (цилиндр) удар-
ного механизма 6 имеет па торце кулачки, связанные с
ведомой муфтой 3.
Соединение роторного двигателя 10 с ударным ме-
ханизмом 6 осуществляется через планетарный редук-
тор 8. Роторный двигатель 10 имеет реверс и может ме-
нять направление вращения. Для этой цели служит
переключатель 9, расположенный на тыльной части кор-
пуса гайковерта.
Заворачивание гайки или головки болта осущест-
вляется за счет передачи крутящего момента от двига-
теля «а ключ
Когда же гайка или болт доходит до упора с изде-
лием, то происходит затяжка, которая осуществляется
следующим образом.
В момент упора гайки (болта) в деталь ведомая
муфта 3 затормаживается или останавливается. Одно-
временно останавливается и цилиндр ударного меха-
низма 6, который находится с ней в зацеплении. Под
действием вращающегося шпинделя 18 цилиндр удар-
ного механизма 6 получает осевое перемещение, при
котором происходит сжатие имеющейся в нем пружины
и расцепление торцовых кулачков с кулачками муф-
ты 3. Как только кулачки выходят из зацепления, кор-
пус ударного механизма 6 под воздействием сжатой
пружины наносит удар по кулачкам ведомой муфты 3,
а следовательно, и по головке заворачиваемого болта
166
(гайки), так как ключ 1 жестко с ней связан. Та-
ким образом, происходит несколько последовательных,
направленных по касательной ударов и болт или гайка
затягивается.
Пуск гайковерта осуществляется нажатием кноп-
ки 17 курка 16. При этом пружина /2 сжимается и вы-
точка, имеющаяся в журке 16, совмещается с воздухово-
дом, просверленным в рукоятке корпуса 7 Во время
работы гайковерта следует держать кнопку курка в
нажатом положении, а при остановке отпустить ее, и
курок цод воздействием пружины 12 встанет на место.
Требования во уходу и эксплуатации те же, что и
при работе с пневматической сверлильной машинкой
(см. выше). Техническая характеристика приведена в
приложении 22.
Пневматические ножницы-кусачки предназначены
для прямолинейной и фигурной резки листового метал-
ла толщиной до 3 мм (рис. 105). Ножницами-кусачка-
ми можно производить наружную обрезку листа и раз-
делку фигурных отверстий диаметром более 22 мм.
Раскрой и вырезка листов производятся по шаблону.
Ножницы-кусачкн состоят из впускного устройства,
пневматического двигателя роторного типа, планетар-
ного редуктора, режущей головки с ползуном 35, мат-
рицей 28, пуансоном 29 и с другими мелкими деталями.
В нижней части корпуса головки 2 с помощью на-
кидной гайки 30 крепятся матрица 28 и пуансон 29. По-
следний винтом 27 закреплен в ползуне" 35. Режущая
головка надевается на выступающую часть корпуса
редуктора 23 и входит в зацепление с шатуном 32, по-
саженным на палец кривошипа 24. Таким образом, вра-
щение ротора 10 через планетарный редуктор и криво-
шипно-шатунный механизм преобразуется в возвратно-
поступательное движение ползуна 35.
Пуск ножниц-кусачек осуществляется при помощи
вентиля 12, расположенного в крышке корпуса двига-
теля 14, простым нажатием на головку 13. При этом
Вентиль 12 переместится в свое крайнее положение, воз-
духопроводные отверстия вентиля 12 и крышки корпуса
двигателя 14 совместятся и воздух поступит в рабочую
полость роторного двигателя. Вентиль 12 удерживается
в своем крайнем положении при помощи фиксатора 17.
При выключении ножниц-кусачек нажимают на ннж-
168
21 U
Idi=i
V g g«^“g.
S |?ssSr?
8
life
= hKi §•
8Ehis»i
Jbll:
•IsSh’g
ag-E'1 “
• hr,
1'Й
нюю головку вентиля 12, который (встает ib свое преж-
нее положение и -перекрывает додачу воздуха. При этом
фиксатор 17 входит в паз вентиля 12 и удерживает его
в этом положении.
Работа роторного двигателя аналогична работе та-
кого же двигателя у сверлильной машинки. Резка ли-
ста производится от кромки или, как уже говорилось
выше, при разделке отверстий, допускающих просовы-
вание в них матрицы 28 головки кусачек.
Матрица 28 заводится на кромку листа и произво-
дится резка. При этом пуансон 29 двигается вверх и
вниз. При каждом ходе пуансона 29 его винтовым зу-
бом от листа откусывается стружка в виде запятой. При
перемещении последовательно инструмента производят
резку листа металла. При определенных навыках рез
получается чистым и ровным.
Для удобства работы ножницами-кусачками под во-
дой необходимо к выхлопному кольцу приварить шту-
цер и па него надеть воздухоотводный шланг длиной
1,5 м с поплавком. Техническая характеристика 1ножн-мц-
кусачек приведена в приложении 22.
Электрифицированный дискорез (рис. 106) имеет
электродвигатель 9 погружного типа, позволяющий ра-
ботать и воде за счет герметизированной специальным
составом статорной обмотки, редуктор 4 с -парой кони-<
ческих шестерен, муфту максимального момента 3, пре-
дохраняющую двигатель 9 от перегрузок, абразивный
диск 11 и стойки 10. Для управления и перемещения
дискореза во время работы по направляющим кор-
пус электродвигателя 9 имеет рукоятку 5 и проуши-
ны 6.
Режущий диск 11 ф 175 мм, толщиной 2—2,5 мм
изготовляют из абразивов и упрочняют бумагой. Ди-
скорезом можно производить резку троса, который не
только намотался на виит или гребной вал, но и свобод-
но висит. На рис. 106, а показан момент резки троса 16,
намотавшегося па гребной вал 15. Для этого стойки 10
диокореза своим основанием 2 -поджимаются к разрезае-
мому тросу 16 при помощи линя 14, охватывающего
вал 15. Линь 14 крепится к основанию стоек 2 при по-
мощи карабина 1 и натягивается ручной лебедкой 13.
В основании стоек 2 имеется прорезь, через -которую
проходит абразивный диск 11. Резка трос» производит-
170
ся 'последовательным вырезанием отдельных его прядей.
При этом рез получается широкий я исключает закли-
нивание диска и его преждевременный износ.
На рис. 106,6 показана резка свободно висящего
троса. В этом случае разрезаемый трос 16 прижимается
к основанию 2 тисками 17 со специальными губками
Трос диаметром 35 мм перерезается за 10—15 мин, дюй-
мовая труба — за 3 мин. Пуск дискореза осуществляет-
ся поворотом рукоятки 5, включающей электрический
контакт.
171
При пользовании дискорезом в подводных условиях
надлежит соблюдать все правила по уходу и технике
безопасности, принятые при пользовании электрифици-
рованным инструментом, следить, чтобы кабель не имел
нарушений изоляции и обрывов. После работы дискорез
следует вытереть чистой сухой тряпкой, а диск высу-
шить. По мере износа диск заменяется новым. При ра-
боте необходимо следить за тем, чтобы диск распола-
гался к разрезаемому тросу перпендикулярно (нормаль-
но), так как иначе возможны заклинивание абразивно-
го диска и выход его из строя. Техническая характери-
стика дискореза приведена в приложении 23.
Электросверлмльные машинки для подводных работ
(рис. 107) предназначены для сверления отверстий 0 до
25 мм. Наличие в ко>мплекте специальной стойки 10 поз-
воляет водолазу работать одному без использования
ваги. В машинке в качестве привода использован элек-
тромотор погружного типа с герметизированной ста-
торной обмоткой. Стойка 10 крепится к обшивке
судна 1 при .помощи штифтов 4, ввернутых в обшивку,
с боковыми упорами 5, которые устанавливаются в за-
ранее просверленные малые отверстия. Таким образом,
при установке стойки 10 создается жесткая система, ко-
торая при сверлении обеспечивает создание осевого уси-
лия (до 300 кг,).
При сверлении крестовина 8 сверлильной машинки
упирается в перекладину 7 стойки 10, а в патрон 13
вставляется сверло 14. В процессе работы водолаз вра-
щает крестовину 8 и тем самым создает поступательное
движение сверлу. Пуск (включение тока) машинки осу-
ществляется поворотом рукоятки 11.
Требования по технике безопасности и эксплуатации
сверлильной машинки такие же, как и ко всякому элек-
троинструменту. Техническая характеристика приведе-
на в приложении 23.
Подводный дыропробивной пистолет (ПДП) приме-
няется для пробивки дыр и забивки шпилек в листы су-
достроительной стали толщиной от 9 до 25 мм. Если
толщина металла менее 8—9 мм, то забитая шпилька
не будет держаться.
Пистолет ПДП (рис. 108) состоит из полого корпу-
са 10 с рукояткой 16 н отверстием для установки в не-
го заряженного (собранного) ствола 9. Внутри корпу-
172
са 10 установлены ударник 14 н возвратная пружина 13,
удерживающая ствол 9 в крайнем положении. В перед-
ней части корпуса 10 для предохранения ствола 9 от
Ряс. 107. Электросверлмльная машинка для
подводных работ;
1 — обшивка судка; 2 — собачки для захвата штиф-
тов; Л — пружина; 4 —штифт; 5 — боковой упор;
6 — тоншодводящяА кабель; 7 — персивидима; 8—
товина; 9 — заектродавгатель; 70 — стой
рукоятка; /2 — редуктор; 73—шпиндель
выпадания сделана защелка 3 с пружиной 4. В корпу-
се 10 имеются два отверстия 15 для выхода воды, а для
подачи пистолета водолазу на корпусе 10 — два рыма 1.
173
Для забивания шпильки или пробивки отверстия за-
рядка пистолета производится в следующем порядке.
В надульник вставляются дистанционная втулка 8 и две
фибровые прокладки 5. Затем надульник 7 ключом до
отказа навинчивается на дуло ствола 9. В ствол 9 со
стороны казенной части вставляется патрон с зарядом 11
со шпилькой (пробойником), соответственно подобран-
ной по толщине пробиваемой стали. Далее вверты-
вается казенник (пробка-затвор) 12 также ключом до
отказа.
Собранный ствол 9 вставляется в корпус 10 писто-
лета до щелчка, свидетельствующего, что ствол 9 встал
на место. (На рис. 108 показан заряд со шпилькой.) На
Рис. 108. Подводный дыропробивной пистолет (ПДП);
1 — рымы; 2 — Предохранитель; 3 — яащслкв; 4 — пружина; 5 — проклад-
ка; 6 — треножник; 7—надульник; 8— дистанционная втулка; 9 — ствол;
10 - седоус; 11 — патрон с зарядом < стальной шпилькой кай пробойни-
ком; 12 — казенней; 13 — пружина ударника; 14 — ударник; IS — отверстие;
конец надульника 7 надевается треножник 6, обеспечи-
вающий перпендикулярное положение шпильки и ис-
ключающий ее перекос. Ствол 9 плотно прижимается к
пробиваемому листу, после чего водолаз пальцем левой
руки нажимает на предохранитель 2 и резким нажимом
правой руки на рукоятку 16 резко подает корпус 10 пи-
столета вперед, при этом ударник 14 накалывает пистон
заряда и происходит выстрел.
Шпилька отрывается от патрона и, пройдя <по кана-
лу ствола 9, заостренной частью пробивает лист и за-
стревает (в нем.
Аналогично производится выстрел при пробивке от-
верстия в листе металла. Стволы заряжаются на поверх-
174
ности и подаются водолазу в подготовленном виде. Во-
долаз вставляет заряженный ствол 9 в корпус 10 писто-
лета и производит выстрел.
Ручной инструмент корпусника весьма разнообразен.
Это ручник, киянка, зубило, щуп для проверки зазоров,
различные .ключи .и др. В нем нет ничего специфического,
и поэтому описание его не приводится.
ГЛАВА IX
РЕМОНТ И УСТРАНЕНИЕ ВОДОТЕЧНОСТИ
НАРУЖНОЙ ОБШИВКИ КОРПУСА СУДНА
ПОД ВОДОЙ
В практике подводного ремонта судов довольно ча-
сто требуется устранять водотечность наружной обшив-
ки кор,нуса, «появляющуюся вследствие образования тре-
щин, ‘раковин, нарушения заклепочных и сварных швов,
и других повреждений.
§ 45. Заварка раковин и трещин
В связи с длительной эксплуатацией судов на обшив-
ке и наборе корпуса судна появляются изъязвления и
раковины. Глубина раковин колеблется обычно в пре-
делах 1—5 мм. При толщине обшивки и стенок профилей
набора более 4—5 мм наплавка на поврежденные кор-
розией места и заварка раковин выполняются беспре-
пятственно. Если толщина обшивки менее 4 мм. на по-
раженные места накладываются заплаты или дубли-
рующие листы.
Раковины перед заваркой зачищаются проволочной
щеткой и подрубаются зубилом до чистого металла. За-
варка раковин выполняется теми же приемами, что и
наплавка металла. Наложение валиков производится
концентрически в несколько слоев.
Заварка ведется по схеме (рис. 109). Каждый после-
дующий валик наплавляют после тщательной очистки
предыдущего, постепенно заполняя полость разделанной
раковины. Заварка ведется до заполнения всего объема
раковины.
176
Частым дефектом обшивки корпуса является также
образование трещин. На сварных корпусах иногда появ’
ляется выпучивание листов в районе сварных швов, что
часто приводит ж образованию трещин в сварных швах.
Если трещины выходят наружу и невелики по про-
тяженности, они зачеканиваются чеканом с закруглен-
ным боком. Если же выпу- -----------г-т--------
чивание листов значитесь- \\
ное и швы порвало, то тог- (/ ,
да листы сначала выправ-
ляются, ликвидируется . а
вмятина, вырубаются де-
, неправильно
Рис. 109. Заварка раковин: Рис. НО. Схема заварки закри-
а — дефект; б — разделка; тых дефектов (глухих трещин):
фектные швы, а затем они завариваются вновь. Заварка
трещины отроизиодится с предварительной очисткой ее
от краски, грязи и обрастаний. В зависимости от тол-
щины металла 'производится ее раскрытие, т. е. сни-
маются фаски под углом 30—35°, как яри сварке с У-об-
разной разделкой (рис. НО).
Если трещина сквозная, то и разделка должна быть
сквозная. Заварка такой трещины производится анвло-
гично сварке стыкового шва. Чтобы трещина не пошла
дальше, концы трещины засверливаются или прожи-
12 Зак. 600
177
гаются дугой отверстия (где это можно осуществить).
Затем производится ее разделка и заварка по схеме
(рис. 111). После заваркн по возможности производится
подварка трещины с обратной стороны.
о
с — разделка;
Рис. til. Схема разделки и заварки сквозной
трещины:
арабскими цифрами и
§ 46. Обварка заклепок
Устранение водотечности заклепочных швов сваркой
под водой выполняется более успешно, чем на воздухе,
так как усиленный отвод тепла водой не вызывает на*
грева соседних участков и не расстраивает плотности ря-
дом лежащих участков заклепочного шва.
Вначале поврежденное место очищается от ржавчи-
ны, окалниы и грязи, а затем заклепки и кромки листа
в поврежденном участке обвариваются узким валиковым
швом при небольшой силе тока электродом 0 4 мм.
Обварка заклепок (рис. 112) производится в два про-
178
хода — по полупериметру за каждый проход. Начало й
конец сварки выносятся в сторону от заклепки не. менее
чем на б мм.
Рис. 112. Схема обварки заклепки
§ 47. Устранение водотечности при потере заклепок
При потере одиночной заклепки без смещения листов
обшивки работы выполняются в следующем порядке: во-
долаз, отыскав снаружи (из-за борта) пустое заклепоч-
ное отверстие, очищает его от ржавчины, грязи, обраста-
ния и вставляет в него деревянную пробку (чоп). По
пробке как ориентиру изнутри корпуса находят отвер-
стие и в него вставляют нормальную заклепку, а водо-
лаз обваривает выступающую часть ее стержня. При
этом, 4тобы обеспечить качественную обварку, заклепка
изнутри прижимается к борту. Такая заклепка называет-
ся фальшзаклепкой, так как у нее нет второй головкй.
’ Постановка фальшзаклепок производится в случаях,
если диаметр отверстия более 8—10 мм. При меньших
отверстиях ставятся новые заклепкн и расклепываются
клепальными молотками «в холодную». Для этого после
установки деревинной пробки водолазу опускают на кон-
це державку и заклепки и он, заменив пробку заклепкой,
поддерживает ее во время расклепывания изнутри кор-
пуса. Если (водолазу не удается обеспечить поддержа-
ние заклепки вручную, то он использует вагу.
В случае отсутствия заклепок (заклепочных загото-
вок) в заклепочное отверстие вставляется шпилька
(болт), которая обваривается так же, как и заклепка.
После выполнения сварочных работ снаружи и откач-
ки воды из отсека или разгерметизации места сварки
стержень болта обваривается изнутри корпуса судна на
малой силе тока, чтобы не расстроить других участков
заклепочного шва.
12*
179
Рис. 113. Постановка кони-
ческой фальшзаклепки
Выступающая часть болта срубается зубилом нйи от-
резается резаком.
При потере нескольких заклепок и смещении отвер-
стий сначала производится совмещение заклепочных от-
верстий, а затем уже устанавливаются фалылзаклепки.
При незначительном смещении отверстий вместо
стандартной заклепки с цилиндрическим стержнем
вставляется специальная коническая заклепка (рис. 113),
которая обеспечивает совмеще-
ние отверстий. Такая заклепка
изнутри корпуса судна заго-
няется в отверстие ручвиком
или кувалдой. После того как
заклепка поставлена на место,
опа снаружи обваривается.
При отставании наружной
обшивки от набора и расхож-
дении закленочных отверстий
водолаз очищает отверстия и
щели между листами от грязи,
ржавчины, обрастаний и заводит специальный болт с
коническим стержнем и нарезной цилиндрической частью
на конце.
Конический болт забивается кувалдой и отверстия
совмещаются, а затем навертыванием гайки на нарезную
часть болта листы поджимают один к другому (или к
шпангоуту). Эта работа выполняется двумя водолазами
(или Одним водолазом и рабочим-корпусником, дейст-
вующим изнутри корпуса судна).
Если отверстия отошли одно от Другого значительно,
то применяется специальная оправка или ломик с ко-
нусом на одном конце.
Водолаз снаружи заводит ломик <в одно из заклепоч-
ных отверстий, «достает» коническим концом ломика или
оправки до нужного отверстия во втором листе или ,
шпангоуте и, действуя им как рычагом, обеспечивает
сближение отверстий.
Когда отверстия несколько совместятся, конический
болт изнутри заводится или загоняется в соседнее отвер-
стие, при помощи которого совмещаются заклепочные
отверстия и поджимаются листы. Затем заводятся за-
клепки, которые расклепываются или обвариваются.
После того как все заклепки будут поставлены на ме-
180
сто, болт вынимается и на его место ставится фалыпза-
клепка.
При значительных расстройствах закленочных и свар-
ных швов, когда не представляется возможным совме-
стить отверстия и поджать листы, часть ослабленных за-
клепок, прилегающих к дефектному участку, заменяется
фальшзаклепками, а на дефектный участок устанавли-
вается накладной лист.
§ 48. Заделка мелких отверстий в корпусе судна
При незначительных повреждениях корпуса, напри-
мер при пулевых пробоинах и др., для временной за-
делки используются деревянные пробки. При большом
количестве мелких пробоин и когда нет возможности
произвести постановку накладного листа с применением
электросварки водолаз берет с собой под воду набор
деревянных пробок, которыми и забивает пробоины.
Эта заделка — временная. По возвращении корабля
на базу, деревянные заглушки удаляются, а отверстия
заделываются заваркой, постановкой фалыизаклепок,
наложением заплат или накладных листов. Выбор спо-
соба ремонта зависит от конкретных размеров отверстий
и условий работы.
§ 49. Исправление вмятин наружной обшивки
под водой
Вмятины на корпусе судна могут быть различных
размеров si часто выходят за 'Пределы шпации. Если
вмятина распространяется на несколько шпаций подряд
и не имеет рванин, ставится дублирующий лист. Если
же вмятина не выходит за пределы 1—2 шпаций, то она
исправляется изнутри корпуса судна домкратами или
из-за борта с применением специальных скоб и болтов.
Исправление вмятин из-за борта производится сле-
дующим образом. Изнутри судна в деформированном
листе наружной обшивки сверлится отверстие и в него
вставляется болт. Снаружи на болт водолаз надевает
скобу, которая своими лапами упирается в соседние
шпангоуты, и навинчивает гайку. Под болт изнутри во
избежание водотечности ставятся уплотнительная свин-
181
новая шайба и стальной распределительный диск толщи-
ной не менее толщины обшивки, который при затягива-
нии гайки снаружи передает усилие на большую пло-
щадь. Постановка распределительного диска обязатель-
на, иначе при затяжке гайки болт вырвется из листа и
образуется рваное отверстие. По мере натяжения гайки
вмятина выравнивается до полного устранения. Затем
гайка отдается и приспособление разбирается.
На место вынутого болта вставляется заклепка и об-
варивается. Если нет заклепки, болта или иного стержня
с головкой, то перед тем, как выбить болт, подготовляет-
ся небольшая заплата, которая устанавливается и зава-
ривается так, как это описано ниже.
§ 50. Заделка пробоин наружной обшивки корпуса
ПОД водой
Заделка пробоин — это наиболее сложная и трудо-
емкая работа, требующая специальной подготовки водо-
лазов-судоремонтников.
Подготовка к заделке пробоин
Подготовка к заделке пробоины зависит от ее раз-
меров и месторасположения. По получении данных во-
долазного обследования разрабатывается технология
производства работ.
Вначале производится разметка под резку для удале-
ния поврежденных листов и элементов набора. Она ве-
дется по неповрежденным участкам обшивки и набора с
тем, чтобы удалить не только разорванные участки, но
и покоробленные и вспученные элементы и гофры, прав-
ка которых в подводных условиях затруднительна.
В каждом случае это определяется исходя из конкретных
условий и характера повреждений.
После разметки удаляются поврежденные части при
помощи электрокислородной, бензокислородной или
электродуговой резки (рис. 114). Если нет этих средств
или обшивка не очень толстая, работа выполняется зу-
билом.
Затем поверхность, подлежащая перекрытию заплатой
или дублирующим (накладным) листом, очищается от
обрастания, грязи и ржавчины, кромки пробоины зачи-
182
щаются или обрубаются зубилом, снимаются заусенцы и
наплывы. Пробоине по возможности придается вид
прямоугольного отверстия для облегчения дальнейшей
работы по снятию шаблона.
Рис. 114. Огневая резка поврежденных участков
обшивки по разметке для герметизации корпуса
судна перед подъемом
Снятие шаблона
В принципе работы по снятвю шаблонов с обводов
корпуса судна под водой не отличаются от аналогичных
работ на поверхности, однако осуществляются они в бо-
лее трудных условиях. Работы рекомендуется выполнять
с беседки двумя водолазами.
Снятие шаблонов осуществляется тремя способами.
Если пробоина небольшая — в пределах 1—2 шпаций, то
снятие шаблона производится при помощи накладного
свинцового листа и киянки. Лист накладывается на про-
боину и выколачивается ло ее контурам. Пр.и эуом свин-
цовый лист приобретает погибь корпуса в поврежденном
месте.
183
сти ею намеченным а
заются и по ним
Рис. 115. Снятие шабло-
на при помощи деревян-
ной доски
Если нет свинцового листа, шаблон снимается при
помощи деревянных досок и чертилки. Доски последо
вательно по периметру прижимаются к краям пробоины,
и чертилкой на них наносятся очертания обводов, корпу-
са (рис. 115). Для снятия обводов таким образом тре-
буется не менее четырех досок. Затем на поверхно-
;ривым -погиби корпуса доски обре-
изготовляется шаблон (каркас).
Если пробоина более 1 ж2, для
снятия обводов применяется спе-
циальное приспособление — «гре-
бенка», состоящее из дубового
бруса или металлической полосы
с винтами. В деревянный брус се-
чением 40X60 мм, длиной 1,5—
2 м вставляются гайки, а в метал-
лической полосе просверливаются
и нарезаются отверстия ф 9—
12 мм. В эти отверстия или гайки
ввертываются винты. На оконеч-
ностях’ бруса или полосы крепят-
ся рымы для подвески на концах.
Определив сечение, с которого
необходимо снять шаблон, обоз-
начают его специальным мелом
на обшивке. «Гребенка» опускает-
ся на концах, водолаз устанавли-
вает ее поочередно перпендикулярно к обшивке (пока-
зано пункткром) (рис. 116) и завинчивает винты до
соприкосновения их с обшивкой корпуса. В таком поло-
жении «гребенка» поднимается наверх. Расположение
винтов точками переносится на доску, прикладываемую
ребром к брусу. По перенесенным точкам строится кри-
вая погиби обшивки в данном сечении. Затем «гребенка»
подается водолазу вновь, и он повторяет операцию в
другом сечении. По кривым изготовляется шаблон.
Вместо «гребенки» для снятия погиби корпуса можно
применять «борону» (рис. 117), с помощью которой по-
гибь определяется сразу по всей поврежденной поверх-
ности борта, а не одного сечения. Принцип устройства
«бороны» тдкой же, как. и «гребенки». По полученным
размерам делается деревянный каркас (рис. 118). Для
надежности и качественного выполнения работ- каркас
184
Рис. 11в. Снятие погиби обводов корпуса судна с по-
мощью «гребенки». Цифрами показан порядок святил по-
1пби обводов
Рис. 117. Приспособление «борона» для снятия погиби обводов кор-
пуса судна:
I — каркас; 2 — обух; 3 — брус; 4 — втулки; 5 — мерительный болт
Рис. 118. Каркас (шаблон) для изготовления заплаты
надлежит изготавливать во всех случаях снятия шабло-
нов. Изготовленная по шаблону заплата или накладной
лист проверяется и подгоняется по месту.
В случае если подход к поврежденному борту для
водолаза невозможен, то снятие шаблона производится
Рис. 119. Постановка «вставышей» — фальшшпангоутов
по соответствующему месту згеповреждепного противопо-
ложного борта. Шаблон снимается и для изготовления так
называемых «вставышей» взамен удаленных элементов
набора. Такие «вставыши», если это касается шпангоу-
тов, часто называют фальшшпангоутами (рис. 119).
186
Постановка заплат и дублирующих листов
Рис. 120. Установка заплаты с помощью'
скоб п дубовых клиньев;
I — обшивка сулив; 2 — заплата: 3 — скобы;
4 — дубовые. клинья
В зависимости от характера повреждения постановка
заплат производится без восстановления и с восстанов-
лением набора. Дублирующие (накладные) листы уста-
навливаются поверх листов наружной обшивки.
Постановка заплат небольшого размера (до 200X
Х300 jmai) не представляет трудностей. Заплата (без
шаблона) подго-
няется по месту, и ей
дается небольшая
выбойка (а если за-
плата мала, то вы-
бойки не делается).
Заплата должна пе-
рекрывать края про-
боины на величину,
равную пятикратной
толщине листа, но не
более 150 мм. Водо-
лаз сначала ставит
заплату на прихват-
ки, а затем обвари-
вает ее обратносту-
пенчатым швом или
вразброс.
Заплаты разме-
ром ориентировочно
400X500 мм устанав-
ливаются с поджи-
мом к обшивке корпуса с помощью приварных скоб и ду-
бовых клиньев (рис. 120). В отстающих местах заплата
подгоняется легкими ударами кувалды.
Всякого рода заварки сквозных отверстий в наруж-
ной обшивке судна, приварка заплат, устанавливаемых
на пробоины, производятся при уравновешенном давле-
нии, т. е. чтобы давление воды как снаружи, так и из-
нутри корпуса было одинаковым. Если отверстия не-
большие, герметизация' производится постановкой пла-
стыря изнутри корпуса, а в случае крупных пробоин ра-
боты ведутся при затопленном отсеке, вода из которого
откачивается только после окончания сварочных работ.
Постановка заплат с восстановлением набора выпол-
187
няется двумя водолазами — корпусником и сварщиком
Изготовленные в цехе «вставыши» и заплата проверяют-
ся по месту и тщательно подгоняются. Для облегчения
работы «вставыши» и заплата во время подгонки и за-
крепления поддерживаются на концах с верхней палубы
за приваренные для этой цели монтажные рымы.
«Вставышц» закрепляются струбцинами к набору
корпуса судна, а затем прихватываются и приваривают-
ся. После установки и прихватки «вставышей» устанав-
ливается заплата. Если позволяют условия, «вставыши»
под водой только прихватываются, а привариваются
изнутри корпуса после установки и приварки заплаты
или дублирующего листа и откачки воды из отсека.
Заплаты изготовляются из малоуглеродистой стали
толщиной не более 5 мм. Такую заплату легко подогнать
по месту, и ей легко придать погибь корпуса судна. За-
плата подается водолазу на концах, навешивается на
приваренную или поставленную дыропробивным писто-
летом шпильку и поджимается гайкой. Затем также
дыропробивным пистолетом устанавливаются остальные
шпильки по периметру и числу просверленных в заплате
отверстий. Отверстия в заплате служат как бы кондук-
торами для постановки шпилек.
На поставленные шпильки навинчиваются гайки, и
заплата поджимается к обшивке. После этого заплата
прихватывается сначала в одном — двух местах и подго-
’ няется так, чтобы по всей кромке зазор не превышал
2 мм. Далее заплата прихватывается участками по
10—50 мм через каждые 300—400 мм и приваривается
обратноступеичатым швом (рис. 121).
Чтобы избежать наложения вертикальных, и особен-
но потолочных, швов заплаты делаются треугольными,
ромбическими, трапециевидными или прямоугольной
формы, и располагаются на обшивке так, чтобы не было
потолочной сварки. Размеры заплат приведены в прило-
жении 24. Углы заплат рекомендуется закруглить во
избежание концентрации напряжений.
Существует способ замены потолочной сварки гори-
зонтальной. Суть его в том, что предварительно по месту
прилегания к обшивке нижней кромки заплаты или на-
кладного листа приваривается пруток (ф 10 мм и бо-
лее) круглого или прямоугольного сечения (рис. 122).
Затем -на этот пруток, как на полку, устанавливается
188
заплата, прихватывается и ПриварйваеТся, однако при-
варка нижней кромки уже производится в горизонталь-
ном (нижнем или полувертикальном) положении, а не
Рис. 121. Порядок прихватки и приварки прямоугольной заплаты к
корпусу судна:
а — иорядок прихватки; б — порядок и' направление приварки; 1—Ю—поря-
док прихватки; I—X—порядок лриваркн; стрелками показано направление
приварки
в потолочном. После приварки заплаты гайки отвинчи-
ваются, а выступающие части шпилек срубаются запод-
лицо с заплатой и обвариваются.
Рнс, 122. Приварка заплаты со вспомогательным ирутком:
ноП пруток; 5 — обшивка судив
189
Если на судне tier возможности Произвести элёктро-
сварку, то временная заплата ставится на шпильках с
резиновой прокладкой. При этом гайки зажимаются по
периметру равномерно, чтобы не было фильтрации воды.
Постановка заплаты на шпильках возможна только при
условии, если наружная обшивка имеет толщину не ме-
нее 8 мм.
Большие заплаты и дублирующие листы обычно
устанавливаются с обжатием специальными планками.
После установки н .прихватки «вставышей» по пери-
Рис. 123. Постановка большой заплаты
с помощью нажимных планок
метру заплаты или листа (несколько отступя от лее)
к обшивке привариваются болты -или забиваются дыро-
пробивным (пистолетом шпильки. На болты навешивают-
ся короткие планки и они слегка поджимаются гайками.
Заплата подается на концах, заводится между бол-
тами и устанавливается на пробоину. Для удобства ра-
боты к заплате привариваются рымы. Первоначальное
поджатие заплаты к корпусу судна производится одним
или двумя подкильными концами. После этого планки
заводятся на заплату (рис. 123) и гайки обжимаются с
соблюдением равномерного зазора.
Подгонять заплату кувалдой нельзя. При необходи-
мости под одну или две соседние гайки подкладываются
дополнительные шайбы и затягиваются до получения
нужного зазора. После подгонки и поджатия заплата
190
прихватывается, а затем обваривается. По окончании
сварки планки снимаются, а шпильки и монтажные ры-
мы срубаются.
Дублкрующие листы ставят и на крупную пробоину
и когда .'необходимо подкрепить корпус, например при
подготовке судна для плавания в северных широтах в
ледовых условиях.
После окончания работ из затопленного отсека отка-
чивается вода и производится приварка элементов на-
бора. Беседка и другие приспособления убираются толь-
ко после проверки отсека на водотечность и устранения
всех обнаруженных дефектов.
Металлические пластыри устанавливаются на рези-
новой прокладке. Технология и последовательность опе-
раций та же, что и при постановке временных заплат.
Существуют и другие способы постановки заплат и дуб-
лирующих листов, но они являются разновидностями
описанных.
Приспособления
Приспособления для выполнения корпусных работ
под водой применяются те же, что и на поверхности.
В подводном судоремонте применяется универсальное
приспособление «рыбий хвост» и прижимное приспособ-
ление для крупных заплат и накладных листов.
Приспособление «рыбий хвост» используется для.
скрепления, прижатия и правки листов обшивки корпу-
са. При необходимости упорная часть приспособления
прихватывается электросваркой к обшивке корпуса или
используется как струбцина без приварки опорной части
к листу обшивки (рис. 124).
При постановке крупных заплат размером 1500Х
Х2000 х.м или накладных листов на ровных участках
корпуса судна используется специальный прижим
(рис. 125). Прижим состоит из двух Направляющих
угольников 1, прихватываемых к обшивке параллельно
друг к другу по обеим сторонам пробоины, и подвижной
планки 5 с ползунами 2 и прижимными болтами 4 с про-
кладками 3.
После подачи накладного листа 6 н первоначального
поджатия его подкильными концами между листом и
направляющими угольниками / заводится подвижная
191
3
Рис. 124. Использование приспособления «рыбий
хвост» для прижатия элементов набора к обшивке
без приварки опоры:
1— опор»; 2 —корпус приспособления; J —гайка; 4 —
пинт; 5—упор; 6 — направляющая калина; 7 —хомутик;
планка 5. Определив место подвижной планки и распо-
ложив ползуны по краям заплаты или накладного листа
соответственно их размерам, водолаз производит поджа-
тие болтов 4.
В зависимости от размеров заплаты для равномерно-
го ее прижатия к обшивке корпуса заводят две — три
подвижные планки. После обжатия производят прихват-
ку и последующую обварку заплаты.
§ 51. Соединение набора с обшивкой и сварка
листов большой длины
При подводном ремонте судов часто приходится при-
варивать листы наружной обливки к элементам набора
корпуса судна. Приварка обшивки к массивным элемен-
там набора (штевни, кили) представляет определенную
трудность, так как обшивка относительно тонкая.
Работы по замене поврежденного листа наружной об-
шивки начинаются с его удаления. Затем набор очищает-
ся от грязи и окалины. По чертежу или шаблону, сня-
тому с противоположного борта, изготовляется новый
лист. Поджатие и установка листа осуществляются
одним из принятых способов в зависимости от местопо-
ложения и размеров листа. Новый лист прихватывается
и приваривается.
Сварка ведется с равномерным проплавлением ме-«
талла набора и листа обшивки. Для этого электрод за-
держивается на наборе больше, чем на обшивке. Сто-
рона валикового шва, приходящаяся на обшивку, долж-
на быть меньше, чем приходящаяся на штевень или
киль.
Для лучшего прилегания обшивки к брусковому килю
или штевню рекомендуется ставить электрозаклепки
(рис. 125).
Сварка листов длиной более 700 мм производится
двумя водолазами. Диеты необходимо устанавливать с
учетом последующей усадки. Во избежание набегания
листов друг на друга производится развал листов. Свар-
ка ведется участками с соблюдением определенного по-
рядка наложения швов.
При сварке днищ (а у затопленного объекта —пе-
реборок и палуб при их герметизации) и обшивки кор-
пуса судна наложение швов производится вразброс или^
13 Зак. 600 193
обратноступенчатым порядком (в зависимости от кон-
кретных условий работы).
Сварные стыки располагаются так, чтобы они нахо-
дились от шпангоутов на расстоянии, равном одной тре-
ти длины шпации.
Рис. 126. Приварка обшивки:
а — к брусковому килю; б — к штевню; 1 — электроза
При смене нескольких листов наружной обшивки в
смежных поясьях или при постановке накладных (дуб-
лирующих) листов сначала производится сборка и при-
Рнс. 127. Порядок наложения швов при смехе нескольких листов
наружной обшивки: буквы а, б, в, г, д обозначают порядок сборки
поясьев; римские цифры I—IX указывают очередность сварки сты
ков и пазов; арабские цифры 1—7 обозначают порядок наложения
швов в стыках или пазах
194
хватка, только после этого заварка стыков в шахматном
порядке и затем сварка листов каждого пояса между со-
бой (пазов). Общее направление сварки—от миделя к
оконечностям судна или от диаметральной плоскости
(ДП) к бортам. На рис. 127 показан порядок наложения
швов в случае замены нескольких листов обшивки в
смежных поясьях, буквами а, б, в, г, д обозначен порядок
сборки поясьев, римскими цифрами — порядок сварки,
стыков и пазов, арабскими цифрами — порядок наложе-
ния швов в стыках и пазах. Начало сварки продольных
швов обязательно производится отступя от стыка.
§ 52. Подводное бетонирование
Бетонирование производится только в случаях, когда
на судне нет других средств заделки пробоины и оно на-
ходится в автономных условиях. Существуют два спосо-
ба герметизации корпуса судна бетонированием. Бетони-
рование в осушенных отсеках, т. е. после герметизации
пробоины пластырем-ящиком, производится так же, как
и на поверхности. В этом случае водолаз устанавливает
пластырь-ящик; из отсека откачивается вода; на пробои-
ну устанавливается опалубка и дренажная труба для
откачки поступающей воды, чтобы не размывался бетон.
Способ подводного бетонирования, называемый БНТ
(вертикально перемещающихся труб), разработан проф
В. И. Дмитриевским. Сущность способа состоит в том,
чтобы бетон до места укладки оставался изолированным
от воды и не размывался. Для этой цели применяются
труба с приемником наверху, конические ведра с откры-
вающимся дном или бетононасос.
Место укладки бетона очищается от грязи, ржавчины
и жиров; пробоина закладывается мешками с песком
или железными (прутьями вразрядку, поверх которых
укладываются неплотная ткань (рядно) или мешки с пе-
ском, или деревянный пластырь-ящик, а затем устанав-
ливается деревянная опалубка. После этого опускается
труба, через которую подается готовый бетон. Труба пе-
ремещается параллельно себе и слой бетона распреде-
ляется по аварийному участку обшивки. Конец трубы
заглубляется в бетон, чтобы в случае перерыва в подаче
бетона в нее не попадала вода (рис. 128).
13* 195
Рис. 128. Бетонирование под
водой:
/ - труба для подачи бетона; 2 —
слой бетона: S—слой песка; 4—
По мере укладки бетона труба приподнимается. Бе-
тон укладывают сразу на всю намеченную высоту, по-
крывая пробоину и неповрежденные участки обшивки.
Бетон ’тщательно разравнивают, при этом необходимо
следить, чтобы пе было пустот. При подводном бетони-
ровании применяется глиноземистый или быстросхва-
тывающийся портланд-цемент марки 400 или 500; ино-
гда в него прибавляется
хлористый кальций (2—
10%) или жидкое сгекло.
Состав бетона: 1 часть це-
мента, 1 часть гравия и I—
2 части песка. Сухая смесь
разводится преспой водой
до густоты крутого теста. Па
10 ведер цемента — 6 ведер
•пресной воды.
После того как бетон за-
твердеет, из отсека откачи-
вается вода. К преимущест-
вам подводного бетонирова-
ния следует отнести просто-
’ ту выполнения работы. Бе-
тонирование может быть
осуществлено подручными
средствами в автономных
условиях и не требует при-
менения энергетики. Недо-
статком бетонирования яв-
ляется медленное \5—7 су-
ток) затвердевание, большой вес и хрупкость цементной
заделки. При работе двигателя и других механизмов
судна корпус испытывает непрерывную вибрацию, что
приводит к отставанию и выкрашиванию бетона.
§ 53. Ремонт деревянного корпуса на плаву
Деревянный корпус под водой ремонтируют редко, а
при обнаружении водотечности ограничиваются времен-
ной постановкой металлических накладных листов.
После осмотра и очистки пазов обшивки водолаз
производит осадку старой конопатки и плотно конопатит
дефектные пазы распущенными прядями просмоленного
196
троса. Подготоаленные валики из троса подаются во-
долазу в мешке или в ведре с грузом. Киянка привязы-
вается к беседке или к водолазу, а на рукоятке делается
металлическая оправка.
Водотечность корпуса иногда определяется снаружи,
для этого водолазу подается мешок с опилками, которые
он высыпает в непосредственной близости от отремонти-
рованного места. Если водотечность сохранилась, то
опилки будут затягиваться в пазы обшивки. Этим прие-
мом пользуются при водолазном обследовании деревян-
ного корпуса судна на водотечность. Если фильтрация
паза невелика, то опилки забивают неплотности в пазах,
набухают и способствуют прекращению водотечносги.
Если фильтрация велика, то устанавливаются наклад-
ные топкие металлические листы (1,5—3 мм). Лист обре-
зается © соответствии с предварительно святыми разме-
рами и подгоняется выколоткой по месту. По перимет-
ру листа высверливаются или выбиваются отверстия.
Затем подогнанный лист окрашивается или шпак-
люется суриковой замазкой и окрашивается с наруж-
ной стороны. После этого берется по размеру листа
плотная ткань, пропитывается суриком, просушивается
на воздухе и приклеивается к накладному листу.
Лист с тканевой прокладкой подается водолазу и
прибивается на дефектный участок обшивки деревянно-
го корпуса. Гвозди забиваются по периметру накладного
листа в шахматном порядке с шагом не менее 40 мм
Необходимо следить за тем, чтобы гвозди забивались в
здоровые участки обшивки и держались в ней плотно.
Проверка на водотечность производится обычным спо-
собом.
ГЛАВА X
ОТДЕЛЬНЫЕ РАБОТЫ, ВЫПОЛНЯЕМЫЕ
НА КОРПУСЕ СУДНА ПОД ВОДОЙ
§ 54. Приварка судоподъемных проушин
ПОД водой
В практике судоподъема применяются судоподъем-
ные проушины грузоподъемностью 80 и 200 т; они слу-
жат для крепления к ним.стропов.
Проушина (рис. 129) состоит из основного листа или
подошвы трапециевидной формы с отверстиями для
электрозаклепок, двух кииц, ребер жесткости, в которые
вставляется штырь для крепления троса и направляю-
щего ролика.
Место для приварки проушины на корпусе судпа вы-
бирается п<Г конструктивному расчету с учетом прочно-
сти набора. Оно не должно иметь вмятин, разрывов и
заклепочных швов. Место постановки проушины тща-
тельно зачищается, а подошве проушины придается
погибь тю образующей корпуса (по шаблону). Перед
устанозкой проушины в месте расположения нижнего
края подошвы приваривается пруток, как это делается
для приварки заплат.
Проушина навешивается на шпильки или болты, за-
ранее установленные или приваренные к корпусу суд-
на, н затем прижимается к нему болтами и струбцина-
ми. После этого проушина прихватывается участками по
30—40 мм и затем приваривается обратноступенчатым
швом по периметру подошвы (-рис. 129).
198
Приварка проушипы грузоподъемностью 80 т про-
изводится двойным швом с зачисткой от шлака и брызг,
а 200 т—тройным. Первый шов накладывается электро-
дами 04 мм, а последующие — электродами 05 мм.-
'• I, '»
Рис. 129. Судоводъемная проу-
шина:
розаклепоа
олрядок приварки
Чтобы увеличить .периметр сварного шва и подошве
проушины имеется 8 отверстий для постановки электро-
заклепок, которые завариваются только в нижней поло-
вине (рис. 129, заштриховано). Потолочные и полупо-
толочные швы только технологические и в расчет проч-
ности не входят.
199
§ 55. Постановка комингсов под водой
При выполнении судоподъемных работ иногда необ-
ходимо к корпусу судна приварить комингсы, служащие
основанием шахт, кофердамов и т. д. Для постановки
комингсов, оснований шахт и других деталей ib корпусе
судна прорезается отверстие. По снятому шаблону тор-
цу комингса придаются очертания погиби корпуса судна
в месте его установки с небольшим припуском в 50—
100 лои. Затем комингс подается водолазу так, чтобы
верхний фланец его был горизонтален. Комингс опу-
скают на корпус судна, и водолаз подгоняет его па
месту и рейсмусом па нем очерчивает погиби корпуса-
По разметке водолаза на поверхности комингс под-
резается, подвешивается на конце и устанавливается1
водолазом на место. Желательно, чтобы эта работа (вы-
полнялась двумя водолазами — корпусником, который
подгоняет по месту и устанавливает комингс, и сварщи-
ком, который производит прихватку и сварку его проч-
ноплотным швом.
Во избежание короблений приварка комингса произ-
водится вразбивку, секторами, обратноступенчатым
швом. По наружному периметру накладываются два ва-
ликовых шва, а по внутреннему—один. Если снаружи
сварка велась справа налево, то по внутреннему пери-
метру сварка ведется в обратном направлении.
§ 56. Отделение поврежденных конструкций
в подводных условиях
Отделение поврежденных конструкций производится
при ликвидации водитечности, постановке пластырей, за-
плат на пробоину в наружной обшивке корпуса и др.
По намеченной линии реза шроиз(водится очистка уча-
стка наружной обшивки от обрастаний и краски шири-
ной 20—30 мм. Затем к борту судна вдоль предполагав-1
мой линии реза подгоняется и приваривается
направляющая планка или шаблон и производится от-
резка поврежденных конструкций.
Если имеются крупные повреждения, вызвавшие за-
валы й обрушения- систем (например, в результате
взрыва), то производится постепенная отрезка и удале-
ние отдельных кусков поврежденных конструкций с
200
предварительной застропкой. При этом за работой водо-
лаза ведется непрерывный контроль.
Если застропить отрезаемый элемент нельзя, то в
нем прорезаются два отверстия, через которые пропу-
скается трос, закрепленный на поверхности. Сначала
удаляются наружные куски, а затем постепенно дохо-
дят и до конструкций, расположенных внутри (в глуби-
ле) отсека.
§ 57. Разделка затонувших судов иа металл
Разделка затонувших судов па металл является наи-
более сложной из числа подобных работ под водой-
Судовые конструкции состоят из различных, в том числе
фасонных, профилей и разнообразных сечений (листы,
швеллеры, уголки, зеты, полособульбы, пакеты и т. д.).
Если объект велик, то первоначально производится
разделка его на секции взрывами кумулятивного дей-
ствия. Иногда применяется комбинированная разделка—
сочетание огневой резки со взрывами. В этом случае
взрывами перебиваются продольные и поперечные свя-
зи и другие элементы набора (бимсы, шпангоуты, штев-
нй и т. д.), а электрокислородной или бензокислородной
резкой разделяются пастилы, палубы, обшивка борта
и т. д.
В первую очередь производится резка в труднодо-
ступных местах. Размечаются линии реза так, чтобы дли-
на и количество резов при отделении элемента были
минимальными. Для протаскивания шлангов и прохода
водолаза на затонувший объект предварительно произ-
водится вырезка отверстий.
Последовательность резки выбирается такой, чтобы
отделяемые части можно было легко поднять на поверх-
ность и ©ни не обрушивались бы па водолаза-резчика,
не заваливвли его шланг и сигнальный конец.
Так как при электрокислородной резке выдслвется
большое количество газов (водорода, кислорода, метана
и др.), образующих взрывоопасную смесь, при работах
в закрытых отсеках необходима вентиляция. Для этой
цели в верхних горизонтах отсека прорезается отверстие
и подается по шлангу воздух или устанавливается газо-
отводный шланг, связанный с поверхностью.
201
Если конструкция отсека требует выполнения резки
во всех пространственных положениях, то в первую оче-
редь производится резка в нижнем, затем в .вертикаль-
ном, а уже потом в потолочном положении. При таком
порядке разделанные и ослабленные связи всегда будут
находиться ниже водолаза.
Режимы резки выбирают по наибольшему сечению
разрезаемого элемента. При резке круглых сечений (на-
пример, гребного или промежуточного вала, шлюпба-
лок и т. д.) головка резака или электрода устанавли-
вается под углом 20—30° к разрезаемой поверхности и
«при возможноси деталь поворачивается. При много-
ярусной разделке судов общее 1направление выбирается
сверху вниз, а внутри отсеков обязательно снизу вверх.
§ 56. Снятие ординат обводов корпуса
судна на плаву
В случве отсутствия докового или теоретического
чертежа корпуса для набора клеток приходится восста-
навливать чертеж доковой операции путем снятия орди-
нат обводов его корпуса в местах предполагающегося
расположения клеток яри нахождении судна на плаву.
Сущность способа состоит я том, что, заводя под киль
в намеченном сечении корпуса судна брус и приняв его
за базу, производят замеры отстояния от него точек об-
шивки (ординат) в заранее намеченных сечепиях кор-
пуса. Замеры ординат в под водной части корпуса судна
производятся •водолазом.
Приспособления для снятия ординат обводов корпу-
са. Для снятия ординат подводной части корпуса иа
плаву применяются: подкильный брус, деревянные рейки,
промерные футштоки, мерительные линейки разной дли-
ны, балласт и стальной трос 0 8 мм для заводки
бруса.
Подкильный брус (рис. 130) представлиет со-
бой сборную крестообразную жесткую конструкцию из
четырех «сосновых или еловых брусьев сечением
90x100 мм, связанных между собой гвоздями или на-
гелями. Длина бруса ъыбкрается в зависимости от ши-
рины цилиндрической части корпуса судна. При ширине
корпуса до 10 м брус делается короче ширины судна
на 1 м, а при ширине более 10 м — на 2 м. На торцах
202
в брус ввертываются рымы. Верхняя грань бруса фу-
гуется, и брус покрывается светлой водонепроницаемой
краской, а посередине черной краской наносится отмет-
ка, соответствующая диаметральной плоскости (ДП)
судна. Чтобы брус имел отрицательную плавучесть, к
нему подвязывается балласт, равномерно распределен-
ный по длине бруса.
Рис. 130. ПодкильныЙ брус для снятия ординат
обводов корпуса:
I — рейки; 2 — брус
Рейки размером 250Х40Х15 мм изготовляются из
сосновых досок, фугуются, покрываются светлой водоне-
проницаемой краской и прибиваются в соответствии «с
разметкой на подкильный брус симметрично по обеим
сторонам от отметки ДП. Верхняя грапь реек должна
находиться вровень с верхней гранью бруса. Рейки слу-
жат направляющими при наложении мерной линейки
во время производства замера и фиксируют ее место.
Для каждого конкретного случая расположение реек
вдоль бруса различно и определяется размерениями
судна.
Мерные линейки изготовляются из дуба сече-
нием- 40X20 мм длиной 1, 2 и 3 м. Ими пользуются при
замере ординат. Окрашиваются линейки белой эмалью
или светлой водонепроницаемой краской и на них на-
носятся деления черной краской достаточно ясно для
того, чтобы водолаз мог хорошо различать их подводой.
Цена деления 1 см.
Футштоки обычного промерного типа служат для
определения осадки судна. На футштоках наносятся де-
203
лепил через каждый дециметр Последний метр имеет
цену деления 1 см. Применяются футштоки из четырех
составных алюминиевых труб общей длиной до 8 м.
Каждое звено соединяется с другим пружинным замком,
а нижнее имеет упорный башмак.
Швеллеры используются для определения про-
дольного изгиба (стрелы .прогиба) корпуса судна.
Замеры ординат обводов корпуса. В порядке подго-
товки к производству замеров составляется эскиз рас-
положения клеток по длине и ширине судна. Затем в
соответствии с эскизом разметка переносится на наруж-
ные борта судна. Рулеткой производятся замеры рас-
стояния между носовым и кормовым песками и местами
расположения клеток, а также между осями клеток. За-
тем размечаются границы клеток (рис. 131).
Расположение клеток вдоль корпуса судна выби-
рается с расчетом, чтобы они приходились на водоне-
проницаемые переборки или рамные шпангоуты. На вы-
бор расположения клеток влияют обводы судна. Грани-
цы клеток следует выбирать так, чтобы их лекальные
части не были слишком высокими. Разметка на бортах
производится черной краской ® двух местах: у действую-
щей ватерлинии, на фальшборте или на ширстречном
поясе.
В местах замеров водолаз очищает борта и днище
от обрастаний и ракушек. Затем на концах опускается.
подвешенный за рымы подкильный брус с набитыми
на нем рейками. Водолаз совмещает отметку ДП на
подкилЬпом брусе с ДП судна и приводит его в гори-
зонтальное положение. Если у судна плоский киль, то
ДП находится делением его ширины пополам.
Горизонтальное положение подкильного бруса прове-
ряется замером мерной линейкой отстояния бруса от на-
ружной обшивки на равном расстоянии от ДП. Сложив
полученные данные и разделив их пополам, водолаз
дает команду потравить или выбрать трос по правому
или левому борту.
После того как брус займет горизонтальное положе-
ние, поддерживающие концы закрепляются и водолаз
замеряет ординаты. Мерная линейка прикладывается со
стороны борта. Если производится замер ординат по
правому борту, то линейку прикладывают к ’рейке с пра-
204
Рис. 131. Разметка бортов для замеров ординат:
вой стороны, а при замере ординат левого борта соот-
ветственно с левой стороны (рис. 132).
Последовательно прикладывая линейку к рейкам и
упирая ее в обшивку, водолаз производит отсчеты в сан-
Рис. J32. Замеры ординат:
X — расстояние от ДП до первой ординаты; х’ —
расстояние до второй ординаты, равное х+500
205
тиметрах и сообщает результаты по телефону произво-
дителю работ, который заносит эти данные в таблицу.
Рис, 133. Расположе-
ние пера руля ниже
основной
кормы в нос осадка
ров по каждому борту. После снятия ординат в данном
сечении подкильный брус, переносится к следующему
месту производства замеров и весь цикл повторяется.
Так последовательным передвижением вдоль корпуса
судна производится снятие ординат
во всех намеченных местах набора
клеток.
Чтобы избежать повторения опе-
рации выверки и приведения под-
кильного бруса в горизонтальное по-
ложение, в каждом сечении, на тро-
сах, на уровне обделочного угольни-
ка верхней палубы, наносятся или
прикрепляются марки. Если по мере
продвижения подкильного бруса из
(углубление) судна будет меняться,
то наличие марок значительно упрощает приведение бру-
са в горизонтальное положение, так как в этом случае о
положении бруса можно судить по разности в высоте
расположения марок на тросах.
В случае если гребные винты или перо руля распо-
ложены ниже основной (рис. 133), то это учитывается
при замерах. Механическое прибавление углубления h
к замерам ординат допускается только в случае, если
судно стоит «а ровном кило. Поэтому сначала опреде-
ляется дифферент судна, затем осадка на миделе и под
пером руля или гребными винтами и только после этого
206 '
(вычисляется истинное углубление с учетом поправки на
дифферент.
Работа эта выполняется следующим образом. Под-
кильный брус (длиной на 1 м больше ширины судна)
подводится под миделем и приводится в горизонтальное
положение. Затем футштоком производится замер
осадки судна на миделе, т. е. измеряется расстояние от
верхней кромки подкильного бруса до действующей ва-
терлинии. Замер осадки производится с обоих бортов,
результаты складываются и делятся пополам.
Далее подкильный брус заводится под перо руля, ни-
велируется футштоком, производятся измерения и опре-
деляется осадка. Из полученных данных вычитается
величина осадки па миделе, затем из этого результата
вычитается (при условии дифферента на корму) или
прибавляется (в случае дифферента на нос) величина
дифферента. Дифферент определяется по формуле
а—С sin а,
где а—величина дифферента в линейных мерах;
С—расстояние от миделя до кормового (или носо-
вого) веска;
а — угол по показаниям дифферентометра.
Таким образом, окончательный результат и будет со-
ставлять величину углубления судна й, которую надле-
жит прибавить к снятым на плаву ординатам при со-
ставлении докового чертежа.
Замер стрелы прогиба корпуса судна. В случае если
киль судна имеет подъем над основной линией, т. е. не
совпадает с ней и имеет прогиб (перегиб), то к снятым
ординатам должны быть сделаны соответствующие по-
правки. Для .замера стрелы прогиба к носовой и кор-
мовой оконечностям судна по ДП привариваются швел-
леры. Длина швеллера должна быть выбрана из рас-
чета углубления его ниже основной не менее чем на
400 мм.
Определив осадку судна у миделя, на швеллеры
наносят риски, соответствующие ватерлинии я основной;
затем в заранее просверленные отверстия диаметром
6—8 мм (ниже основной примерно на 300 лил) между
швеллерами протягивается струна—трос 00,5 мм.
Один конец троса закрепляется на швеллере, а другой
207
пропускается через отверстие второго швеллера; и к не-
му для создания натяга подвешивается груз.
На струну наносятся марки, соответствующие грани-
цам клеток, после чего мерной линейкой производится
замер ординат, т. е. расстояний между струной и килем
судна. Данные замеров сообщаются водолазом по теле-
фону' производителю работ и также фиксируются в таб-
6
Рнс. 134. Определение стрелы прогиба (перегиба) корпуса
судна (снятие ^продольных ординат):
а—.марки для снятия ординат; б—замер прояис£нни троса; Б —
нарки иа crpyuc. Д—Л - в т Д. — величины вроиисання струны
лице. Замеры производятся только в местах, замаркиро-
ванных на струпе, и в местах, где были сняты попереч-
ные ординаты (рис. 134,а).
После этого струна снимается и выбирается наверх.
Для дальнейшей работы выбирается ровная и жела-
тельно отнивелировапная площадка. На этой площадке
забиваются в грунт два столбика на расстоянии, равном
расстоянию между швеллерами. Затем в соответствии с
марками на струне между столбиками забиваются стой-
ки. На столбики и стойки наносится по ватерпасу основ-
ная линия. После этого протягивается струна анало-
гично тому, как это было сделано под водой
(рис. 134,6). Подвешенная струна даст естественное
провисание, которое замеряется, относительно отметок
основной линии на стойках.
Таким образом определяется поправка па провиса-
ние струны к снятым водолазом продольным ординатам.
208-
Истинная величина подъема киля судна относительно ос-
новной определяется вычитанием значений ординат про-
висания струны из соответствующих значений продоль-
ных ординат.
Точность снятия ординат колеблется в пределах
20—30 мм от истинных размеров, а этого вполне доста-
точно для набора клеток и постановки судна в док. Це-
лесообразно, чтобы при постановке судна в док доковую
операцию обеспечивали водолазы, которые снимали ор-
динаты обводов его корпуса на плаву.
§ 56. Обеспечение доковых операций
Постановка судов в док — весьма ответственная опе-
рация. Помимо выравнивания крепа и дифферента и
установки судна точно по вескам, большое значение
имеет момент посадки его на кильблоки и клетки. Не-
точность в высоте или ошибка в кривизне лекальной
поверхности набранной клетки может привести к по-
вреждению корпуса судна.
Поэтому операции по доковым постановкам обеспе-
чиваются водолазами. Они следят, чтобы при заводке
судна выступающими частями забортной арматуры или
висящими тросами не был разрушен доковый набор, а
также за посадкой судна па кильблоки и клетки и за
совпадением осевой линии килевой дорожки дока сДП»
судна. При обнаружении смещения киля судна относи-
тельно средней линии кильблоков, крена или дифферен-
та, разрушения отдельных клеток, срыва брусьев (по-
душек) на кильблоках и других неисправностей водолаз
немедленно сообщает по телефону на поверхность (док-
мейстеру).
Докмейстер приостанавливает откачку дока (или пре-
кращает всплытие плавучего дока), и принимаются меры
для устранения выявленных недочетов. В случае если
лекальная часть клеток в отдельных местах не доходит
до обшивки (в пределах 20—40 мм), водолаз вставляет
деревянные подушки, клинья или стесывает топором
лишние выступающие части брусьев. При необходимо-
сти судно выводят из дока и доковый набор восстанав-
ливают.
Как только судно 'Встанет на кильблоки и клетки и
водолаз убедится, что ничто не мешает его постановке,
14 Зак, 600
209
он выходит на поверхность, не дожидаясь осушения ста-
пель-палубы дока. При групповой постановке судов в
док водолазы следят за посадкой каждого судна на
клетки и устраняют обнаруженные неисправности, до-
кладывая о них на поверхность.
При выводе судна из дока водолаз, обеспечивая до-
ковую операцию, следит за тем, чтобы на корпусе суд-
на не застряли брусья (подушки) клеток или кильбло-
ков и не разрушился доковый набор. В случае обнару-
жения застрявших брусьев на корпусе или других
неполадок доковая операция приостанавливается и во-
долаз освобождает судно от посторонних предметов.
Водолаз выходит на поверхность только по выводе суд-
на из дока.
ГЛАВА XI
ПОДВОДНАЯ ОЧИСТКА И ОКРАСКА
§ 60. Очистка поверхностей под водой
Качество подводной окраски в значительной степени
зависит от подготовки поверхности, в первую очередь от
очистки. Поэтому вопросам очистки следует уделять
большое внимание. Очистка поверхности — удаление об-
растаний, грязи, ржавчины, масла, старой отстающей
краски — под водой производится так же, как и в доке.
При этом следует учитывать высокую трудоемкость
этих работ, затрудненность технического контроля и
плохую видимость под водой из-за подымающейся в
процессе очистки и плавающей вокруг места работы
мути.
Способы очистки под водой довольно разнообразны;
— очистка при помощи механических средств;
— ручная очистка при помощи скребков, шкрябок,
щеток из стальной проволоки (плоских и торцовых); для
очистки деревянного корпуса применяются щетки из
морской травы или рисового корня;
— ©чистка старой краски и ржавчины при помощи
тупых молотков или тупых зубил;
— отжигание старой краски и ржавчины на метал-
лических корпусах судов при помощи пламени газовых
(при малом заглублении объекта очистки) и бензокис-
лородных горелок; обычно отжигание сопровождается
последующей механической очисткой поверхности от
окалины и сгорехшей краски.
Огневая очистка корпуса применяется в случаях, ко-
гда механическая очистка оказывается недостаточной.
14*
211
Для огневой очистки при заглублении объекта до 3 м
применяют многопламенные горелки, так называемые
«гребенки». При -использсйанин бензорезаков для отжи-
га старой краски необходимо отключать подачу режу-
щего кислорода или застопорить на головке резака вен-
тиль режущего кислорода.
При огневой обработке поверхности горелку нельзя
задерживать долго на одном месте во избежание про-
жога. Также не рекомендуется держать головку резака
слишком близко к поверхности. Водолаз должен сле-
дить за тем, чтобы сгорала — краснела — только окали-
на и старая краска.
Очистка металлических поверхностей производится по
возможности до металлического блеска; не допускается
остатков грязи, жира, окалины и рыхлой краски, а при
очистке деревянных поверхностей — остатков водорослей
и ракушек.
Очистка под водой, несмотря на общую повышенную
трудоемкость, осуществляется легче, так как ракушки и
ржавчина или краска, будучи сырыми, лучше, чем на
поверхности, отделяются от корпуса. Очистку надлежит
производить только на чистой акватории, не загрязнен-
ной нефтепродуктами.
Между окончанием очистки и началом окраски объ;
екта не должно быть слишком большого разрыва во
времени, так как поверхность снова начинает ржаветь.
Наиболее распространена в подводных условиях ме-
ханическая очистка проволочными щетками, механиче-
скими ударно-центробежными устройствами специаль-
ной конструкции и пневматическими молотками. При-
менение других видов механической очистки корпуса
судна — пескоструйного и дробеметного—в подводных
условиях нецелесообразно.
Строенный пневматический, молоток предназначен
для удаления ржавчины, окалины и старой краски
(рис. 135). Наличие трех бойков значительно увели-
чивает его производительность. В целом по сравнению
с ручной очисткой поверхности обработка ее строенным
пневматическим молотком увеличивает производитель-
ность <в 5—8 раз и значительно облегчает труд исполни-
теля. Техническая характеристика молотка приведена в
приложении 25.
212
Строенный пневматический молоток состоит из кор-
пуса 2 и трех бойков /, трубки 4, перепускной муф-
ты (рукоятки) 7, служащей и для управления иодачей
в молоток сжатого воздуха.
Корпус 2 .имеет три канала, по которым подается
сжатый воздух в полости, в которых ходят бойки. Бой-
ки 1 имеют радиальные каналы а и б и продольный
центральный канал в, служащие для перепуска сжа-
того воздуха.
Для обеспечения равномерного износа рабочей по-
верхности во время работы бойки t получают неболь-
шое вращателыюе движение, что обеспечивается смеще-
нием радиальных каналов а и б.
Пуск молотка осуществляется при помощи перепуск-
ной муфты 7 (пусковой рукоятки), которую поворачи-
вают на %—’/* оборота. При этом выточки s муфте 7
совмещаются с каналами перепускного пальца 6 и воз-
дух поступает по трубке 4 в корпус 2 головки.
Сжатый воздух по трем каналам е в корпусе 2 по-
ступает в' кольцевые камеры в, образуемые за счет
кольцевых выточек в корпусе 2 и телом бойков I. Под
воздействием сжатого воздуха, давящего на кольцевые
уступы, бойки 1 поднимаются вверх, вытесняя воздух
из камеры д через центральный канал г, связанный с
окружающей атмосферой (средой) радиальными кана-
лами а и б.
Подъем бойков 1 вверх будет происходить до тех пор,
пока радиальные каналы а и б -ле утопятся в корпусе,
при этом они совместятся с каналами е, т. е. достигнут
камеры в. Дальше воздух будет по центральному кана-
лу г поступать в камеру д, создавая давление и вызы-
вая движение бойка вниз, опять-таки до момента сооб-
щения радиальных каналов а и б с окружающей атмос-
ферой. Таким образом, благодаря наличию перепускных
каналов бойки 1 выполняюу роль своеобразных золот-
ников.
Бойки 1 будут двигаться впиз по инерции до тех пор,
пока яе будет израсходована их живая сила, при этом
они производят удар по поверхности, подлежащей
очистке.
Как только давление в камере д уравновесится с
окружающим давлением, цикл повторяется, т. е. опять
начинает сжатый воздух в кольцевой камере в давить
214 -
на выступы бойков и двигает их вверх и т. д. Таким
образом, бойки в процессе работы совершают возврат-
но-поступательное движение.
Конструкция довольно проста, и обычно никаких осо-
бых неисправностей в работе не возникает. Необходимо
только тщательно ухаживать за молотком и смазывать
его не реже двух раз в неделю, так как иначе могут
возникнуть заедания. По мере износа бойки должны за-
меняться.
При работе строенным молотком следует иметь в
виду'что для малых толщин он неприменим, так как
есть опасность повреждения обшйвки.
Пучковый пневматический молоток. Для неровных
поверхностей, для работы в труднодоступных и неудоб-
ных местах применяют пучковый молоток (рис. 136). Он
применяется для отбивания старой краски, ржавчины,
окалины и т. д.
Пучковый молоток состоит из корпуса 1, бойка 2,
конусной втулки 5, вкладыша 3. Головка (корпус 1 и
боек 2) снабжена пучком стержней 6, вставленных в ре-
шетку 4, и рукояткой, состоящей из перепускной муф-
ты 11 с вставленным в нее перепускным пальцем 10.
Корпус I снабжен резьбовой крышкой 7, предохраняе-
мой от самоотвинчивания кольцевым пружинным сто-
пором, закрепляемым штифтом 8.
Для придания направления стержневому пучку слу-
жит втулка 5, а решетка 4 предохраняет стержни 6 от
выпадания. Боек 2 аналогично бойкам строенного мо-
лотка имеет центральный и радиальные каналы для
перепуска сжатого воздуха.
При необходимости удлинить рукоятку к приварному
штуцеру на корпусе 1 на резьбе ставится удлинитель-
ная трубка и таким образом может быть получен ва-
риант лучкового молотка, аналогичный строенному
(см. рис. 135). В этом случае молоток становится удоб-
ным для работы в узкостях и других труднодоступных
местах.
Пуск молотка производится поворотом перепускной
муфты 11, при этом выточки муфты совмещаются с ка-
налами перепускного пальца 10, а пружина 12 удержи-
вает муфту в заданном положении.
Сжатый воздух поступает в корпус 1 в камеру б, об-
разованную цилиндром корпуса и телом бойка 2. Ока-
215
тый воздух давит на кольцевой выступ бойка 2 и застав-
ляет двигаться боек 2 вверх. Воздух, находящийся в
верхней камере а, вытесняется из нее и, пройдя по цен-
тральному каналу в и радиальным каналам г и е.
Рис. 136. Пучковый пневматический молоток:
- кольцевая камера; в. г, е — капали;
— выхлопные отверстия; I - корпус;
4 — решетка; 5 — втулка; 6 — пучок
рсоускпой палец; // — перепускная муфта: /2 —’пружина;
13 — гайка; Н — футорка
через нижнюю камеру ж и выхлопные отверстия д сооб-
щается с окружающей атмосферой (в нашем случае с
окружающей средой) Движение бойка 2 возвратно-по-
ступательное и совершается под действием сжатоговоз-
духа, который перепускается из камеры б в камеру о, по
каналам в, г, е так же, как в строенном молотке. В кон-
це движения вниз боек 2 наносит удар через вкладыш3
216 _
по пучку ^стержней 6, которые в свою очередь наносят
удар по рбрабатываемрй поверхности.
Техническая характеристика пучкового молотка при-
ведена® приложении 25. Правила ухода в процессе экс-
плуатации те же, что и при работе строенным молотком.
К недостаткам пучкового молотка следует отнести
небольшую производительность. Во избежание заедания
хода бойка молоток следует часто смазывать, а также
необходимо после работы под водой каждый раз отда-
вать втулку 5 и насухо протирать стержни и ее внутрен-
нюю полость чистой тряпкой.
Ударно-центробежная машинка для очистки. Кроме
пневматического инструмента, для очистки корпусов ко-
раблей от старой краски и ржавчины применяются дру-
гие устройства. Довольно широкое распространение по-
лучили ударно-центробежные машинки, приводимые в
движение от электродвигателя. Вариант подобной ма-
шинки с проволочными щетками вместо бойков пред-
ставлен на рнс. 137.
Преимуществом этих машинок является то, что по
очищаемой поверхности наносится скользящий удар, и
тем самым уменьшается опасность повреждения обра-
батываемой поверхности при очистке. Вместе с тем для
сильно затвердевшей краски применение подобных ма-
шинок бывает недостаточно эффективно и приходится
прибегать к пневматическим молоткам.
Ударно-центробежная машинка работает от электро-
двигателя, который располагается на поверхности.
Электродвигатель вращает гибкий вал /, а тот в свою
очередь — шпиндель 9, на котором размещена «обойма с
бойками или, как в данном случае, — с проволочными
щетками 11, свободно висящими на рабочих осях 10.
При вращении шпинделя 9 проволочные щетки И от-
клоняются наружу и при соприкосновении с поверхно-
стью наносят по ней косой, скользящий удар. Отклоне-
ние щеток 11 происходит за счет центробежных сил,
возникающих при вращении шпинделя 9.
При работе ударно-центробежными машинками необ-
ходимо тщательно изолировать гибкий вал 1 от попа-
дания влаги. Для этой цели его помещают в резиновый
шланг. После работу под водой машинку надлежит тща-
тельно протирать досуха, предварительно промыв в
пресной чистой воде. Для лучшей герметизации рекомен-
217
дуется во всех местах соприкосновения воды с подшип-
никами ставить сальники. Кожух 6, крайне необходимый
при работе в доке, может быть снят, если во время ра-
боты он будет создавать большое сопротивление, однако
этот вопрос должен решаться самим исполнителем в
каждом конкретном случае.
К недостаткам этих устройств следует отнести отно-
сительно быстрое сминание щеток и скручивание гиб-
кого вала, что не позволяет производить работы на
большом удалении от приводного двигателя.
Кроме описанного инструмента,, можно для очистки
применять также окрасочную машинку и другие, на ко-
торые ©место рабочего диска надевается торцовая про-
волочная щетка диаметром 190 мм Описание окрасоч-
ной машинки см. ниже.
§ 61. Окраска поверхностей под водой
Среди различных средств борьбы с коррозией метал-
лов окраске принадлежит основная роль. Краска на по-
верхности создает плотную и прочную пленку, которая
прекращает доступ влаги и предохраняет изделия от
коррозии. Порядок, сроки, применяемые красители и
схемы окраски судов определены специальными поло-
жениями. Окраска наружной обшивки судов (включая
и подводный борт) производится при очередных доко,-
ваниях судна. На отдельных участках обшивки подвод-
ной части корпуса судна иногда требуется восстанавли-
вать пленку краски, не ожидая очередного докования,
так как оно производится не чаще одного раза в год.
Наиболее сильно выступает коррозия корпуса судна
в районе переменной ватерлинии, носового буруна и на
кормовом подзоре, в местах переменного воздействия на
обшивку воздуха и влаги, кроме того, имеет место чи-
сто механическое стирание пленки покрытия при непре-
рывном омывании водой этих участков.
Если не считать неудобного и обременительного для
личного состава судна окраски района переменной ва-
терлинии с кренованием, а кормового подзора и фор-
штевня с дифферентованием, по существу, в практике
судоремонта не было способа, позволяющего восстанав-
ливать пленку краски на подводвой части корпуса без
ввода судна в док.
219
Все известные способы окраски поверхностей на воз-
духе для подводных условий или для окраски по мокрой
поверхности непригодны. Большинство исследователей
предлагали решать проблему подводной окраски созда-
нием специальных красок и использованием существую-
щих способов их нанесения. Однако из-за дороговизны и
отсутствия достаточных условий для изготовления этих
красок они еще не доведены до производственного при-
менения.
Можно также решать эту проблему путем изыскания
или создания способов нанесения в подводных условиях
красок, выпускаемых промышленностью. Основной труд-
ностью является оттеснение с. поверхности микропленки
илаги. Разработанный центробежный способ окраски
обеспечивает нанесение на подготовленную (очищен-
ную) металлическую поверхность прочной и плотной
пленки в подводных условиях или на мокрую поверх-
ность в доке.
Центробежный способ окраски под водой, предло-
женный автором, как показал опыт, может быть при-
менен для окраски мокрых поверхностей, под морося-
щим дождем и в условиях отпотевания.
Сущность способа центробежной окраски заклю-
чается в рааномерном распределении и растирании .
краски по поверхности губчатым рабочим диском, вра- '
щающимся от пневматического двигателя. Краска по-
дается под давлением через центральное отверстие в
диске. За счет действия центробежных сил при враще-
нии рабочего диска краска распределяется по его
поверхности и переносится (растирается) на окрашивае-
мую поверхность. Краска наносится с механическим
усилием, что способствует лучшему вытеснению влаги, а
следовательно, лучшему ее сцеплению с поверх-
ностью.
По исследованиям академика П. А. Ребиндера^
окраска мокрой твердой поверхности основана на явле-
нии избирательного смачивания. Некоторые жидкости
легко растекаются по поверхности твердого' тела или по .
поверхности не смешивающейся с ней жидкости и обра- *
зуют тонкую пленку, другие, наоборот, скатываются, «н
храняя форму капли, и не смачивают поверхность.
Способность жидкости смачивать или не смачивать
поверхность зависит от энергетических соотношении на
'220
границах раздела трех фаз—твердое тело — вода —
краска (при окраске под водой) или твердое тело —
воздух—краска (при окраске на поверхности) и от со-
отношения между силами сцепления с окрашиваемой по-
верхностью (адгезией) и поверхностным натяжением
жидкости (когезией).
Чем больше адгезия и меньше когезия, тем лучше
жидкость смачивает твердое тело. Поэтому жидкость с
низким поверхностным натяжением растекается по по-
верхности жидкостей, имеющих высокое поверхностное
натяжение, вытесняя их с поверхности твердого тела, и
хорошо смачивает последние.
Применяемые для окраски под водой каменноуголь-
ный лак и этинолевые краски имеют поверхностное на-
тяжение в пределах 17- 25 эрг[см2, <в то время как у
воды при температуре 20° С поверхностное натяжение
равно 72—75 эрг/см2. Вода хуже смачивает твердые
тела, чем углеводороды, а это создает основу для уда-
ления микропленки воды с окрашиваемой поверхности.
Окраска в пресной воде или по мокрой поверхности
выполнима без всяких ограничений, но окраска .в соле-
ной морской воде возможна только при условии, если
соленость воды не превосходит 2%. С увеличением
солености воды -краска перестает смачивать поверх-
ность.
Помимо соблюдения условий смачивания, необходимо
для обеспечения качества окраски растушевать краску
по поверхности изделия, а это при помощи кисти вруч-
ную в подводных условиях сделать ие удается. Таким
образом, для обеспечения удовлетворительного качества
окраски поверхностей под водой необходимо иметь ме-
ханический привод, создающий вращение рабочего ди-
ска со скоростью примерно 250 об!мин.
Центробежный способ окраски под водой имеет ряд
положительных характеристик; как показала практика,
по прочности и пластичности пленки не уступают плен-
кам, полученным кистевым способом по сухой поверх-
ности. Вязкость применяемых красок выше, следователь-
но, толщина наносимого слоя больше, что позволяет
получить регламентированную толщину покрытия за
меньшее количество слоев (например, вместо четырех
три слоя).
Расход материалов при центробежном способе окра-
221
ски примерно соответствует расходам кистевого способа
нанесения покрытий. Расход губки для рабочих дисков
зависит от состояния окрашиваемой поверхности. Так,
в частности, при окраске этинолевым лаком по мокрой
поверхности одним резиновым губчатым диском окраши-
вали 150—160 л2 металлической поверхности.
При окраске каменноугольным лаком производитель-
ность центробежного способа, по предварительным дан-
ным, составляет 27 мг/ч, а этинолевыми красками:— 16—
20 jhz/«. По мере совершенствования аппаратуры и при-
обретения- навыков производительность подводной
окраски будет расти.
Центробежный способ окраски может быть рекомен-
дован при выборочной окраске под водой — окраске от-
ремонтированных повреждений судна, отдельных мест
поврежденной плепки краски, деталей заменяемой дон-
ной арматуры, заплат и т. д.
§ 62. Установка для центробежной окраски
под водой
Существующие окрасочные машинки и механические
кисти аю своим конструктивным характеристикам оказа-
лись негодными для окраски под водой. Разработанная
установка для центробежной окраски под водой еще да-
лека от совершенства, но обеспечивает нанесение добро-
качественного покрытия в подводных условиях при ма-
лом объеме работ.
Установка для центробежной окраски (рис. 138,139)
состоит мз следующих узлов: окрасочной машинки /,
красконагнетательного бачка 2, водомаслоотделителя 3;
в случае работы ев доке при окраске по мокрой поверх-
ности дополнительно используется балансир для поддер-
жания и уравновешивания окрасочной машцйкн
(рис. 140).
Для упаривания лака до вязкости, нужной при нане-
сении центробежным способом, применяется электропо-
догреватель, работающий по принципу водяной или пес-
чаной бани.
Техническая характеристика установки для центро-
бежной окраски приведена в приложении 26. Кроме того,
в состав установки" входят шланги для крарки и воздуха.
222
ВидС
1
слесарно-монтажный инструмент, в том числе специаль-
ные ключи к окрасочной машинке, вискозиметр (ворон-
ка ВЗ-4) для определения вязкости лака перед заливкой
в бачок. Окраска производится на акватории, чистой от
нефтепродуктов.
Рис 140. Балансир для поддержания окрасочной машинки:
втулка; Л—упор; 4—храповик; 5—пружина; 6—обойма;
— прышка; 9 — тросик; 10 — корпус; II — барабвв; 12 — втулка;
13 — ось; 14 — шайба; 15 — винт; 16 — пробка
Для окраски под водой в бачок заливается краска
нужной вязкости и подключается сжатый воздух от ком-
прессорной установки, в водомаслоотделитель засыпает-
ся прокаленный гранулированный кокс размером
20X20X30 мм. После опробования работы установки
наверху окрасочная машинка подается на конце водо-
лазу.
Рабочим элементом в машинке является губчатый ре-
зиновый диск 3 (рис. 139), который приклеивается к ме-
таллическому диску 4, конструктивно связанному с план-
Зак. 600 225
шайбой 5 салазками. Это позволяет легко заменять из-
ношенные губчатые диски.
Водолаз открывает крап подачи в машинку сжатого
воздуха 42 и приводит ее во вращение, затем открывает
кран 12, подающий краску. Подача краски и вращение
планшайбы регулируются так, чтобы краска равномер-
но покрывала губчатый диск без разбрызгивания. После
этого машинка прижимается губчатым диском 3 к по-
верхности и по мере нанесения и растушевки краски
перемещается по окрашиваемой поверхности так, чтобы
не было перерывов пленки. Особенно тщательно закра-
шиваются заклепочные и сварные швы, раковины и дру-
гие неровности. По окончании окраски перекрывается
подача краски, а затем подача воздуха и машинка оста-
навливаются.
Чтобы отработанный воздух не создавал барботажа
в непосредственной близости у окрашиваемой поверхно-
сти, на выпускном ниппеле 43 закрепляется кусок шлан-
га длиной 1,5—2 м, желательно с поплавком. После
окончания работы машинка поднимается наверх, пере-
крываются вентили на напорном бачке.
После подъема на поверхность машинка отсоединяет-
ся от шлангов, губчатый диск снимается, а машинка
тщательно промывается керосином или бензином и на-
сухо протирается. Съемный губчатый диск только выти-
рается насухо. Керосин или бензин не должен попадать
па губчатую поверхность, так как он разъедает резину.
Шланги, особенно окрасочные, тщательно продуваются
воздухом, и только .после этого установка разбирается.
При длительном хранении ходовые части окрасочной
машинки обильно смазываются веретенным маслом, а
снаружи — техническим вазелином; машинка заверты-
вается в водонепроницаемую бумагу и укладывается в
штатную упаковку.
Применяемая окрасочная машинка тяжела, а это
приводит к быстрому утомлению рабочего. Имеются
более легкие роторные машинки для окраски на поверх-
ности, которые следует приспособить для центробежной
окраски под водой. Целесообразно вместо резинового
губчатого диска использовать паралон или иную губ-
чатую пластмассу, стойкую к нефтепродуктам, с упру-
гостью не ниже упругости губчатой резины.
§ 63. Краски, пригодные для подводного
нанесения
Из регламентированных красок только этинолевые
краски и каменноугольный лак пригодны для нанесения
под водой или на мокрую поверхность. Клеевые и ла-
тексные краски для подводного нанесения непригодны.
Краски, затертые на олифе, эмали, а также краски ти-
па ПХВ оказались нестойкими, хотя наносятся в под-
водных условиях легко.
Каменноугольный лак —жидкость черного цвета, яв-
ляется побочным продуктом при коксовании угля и со-
стоит из асфальта (40%), пека (25%), тяжелых ма-
сел (30%) и прочих примесей (5%).
Выпускается каменноугольный лак по ГОСТ 1709—60
с исходной вязкостью 2 мин — 2 мин 30 сек (при 20°С).
Для центробежной окраски пригоден лак только сор-
та А, причем его вязкость доводится до 8—14 мин (при
t = 20°С). Время высыхания лака под водой колеблется
в пределах 24—32 ч.
Этинолевые краски. В настоящее время разработано
много новых красок па основе этинолевого лака. Это
краски пластифицированные хлор.парафином марки ДП,
этинолевые краски марок ЭКЖС и ЭКСС (бывшие крас-
ки ЭТСОЛ), модифицированные этинолевые краски
марок ЭККЛ (сочетания этинолевого и каменноуголь-
ного лака) и ЭЛМ, битуминизированные краски мар-
ки ЭКБТ, эпоксидно-этинолевые лаки марки ЭЭ и эти-
нолево-перхлорвиниловые краски марки ЭПК.
Из всего этого многообразия этинолевых красок прак-
тическую проверку прошли пока только краски марки
ЭКЖС и ЭКСС, а также ЭККЛ, однако есть основания
предполагать, что и другие модифицированные краски
на этинолевой основе покажут хорошие результаты, в
первую очередь краски марки ЭЭ и ЭКБТ.
Менее надежны для подводного нанесения краски
марки ЭЛМ и пластифицированные краски марки ДП,
главным образом вследствие медленного высыхания.
Техническая характеристика и составы этннолевых кра-
сок, рекомендуемые для нанесения под водой и по мок-
рой поверхности, приведены в приложениях 27 и 28.
Этинолевый, или дивинилацетнленовый, лак является
побочным продуктом производства синтетического кау-
4t 15*
227
Рис. 141. Вискозиметр —
воронка ГИПИ-4 (ВЗ-4)
чука и представляет собой 40—50% раствор нелетучих
полимеров ацетилена в ксилоле. Этинолевый лак летуч
и непостоянен, поэтому в него вводится в качестве ста-
билизатора автоантиокислитель
типа АО или аптшюлимеризатор
АП.
Этинолевый лак 1выпускается
по ТУ 1267—57 с исходной вязко-
стью 13 сек. Для применения в
подводных условиях этилолевый
лак подвергается упариванию (от-
гонке летучих веществ) в электро-
подогревателе до вязкости 2 мин
15 сек — 2 мин 45 сек. В упарен-
ный лак добавляется наполни-
тель, например железный или
свинцовый сурик.
Этинолевый лак при испыта-
нии показал стойкость и проч-
ность пленки, одинаковую с плен-
кой, нанесенной в доке на сухую
поверхность. Этинолевые краски
под водой в зависимости от усло-
вий высыхают за 18—24 ч. Вяз-
кость лака или краски опреде-
ляется по вискозиметру ВЗ-4. Для
этого отбирается проба из общего
количества лака примерно 300 сж3 и держится на возду-
хе 20—30 мин, чтобы лак приобрел температуру окружа-
ющего воздуха.
Профильтровав через сетку с 150 отв1смг и удалив
посторонние примеси и пленки, лак заливают ® воронку
вискозиметра (рис. 141), при этом, чтобы лак не выли-
вался, сопло воронки зажимают пальцем. Наполнив <во-.
ронку до краев -и подготовив стаканчик и секундомер,
палец 'От сопла отнимают и одновременно включают се-
кундомер. Время истечения содержимого полной ворон-
ки (внутренний объем -которой составляет 100 см3)
является мерой вязкости жидкости. Определение вязко-
сти лака повторяется не менее двух раз с точностью до
5—10 сек.
При окраске корпуса судна обычно наносятся три—
228 '
четыре слоя краски, причем последующий слой нано-
сится после-полного высыхания предыдущих*. Время
высыхания зависит от температуры воды, времени года
и района, в котором находится судно.
Чтобы различить слои при покраске кораблей посхе-
мам (обычно трех- четырехслойное покрытие) в краску
добавляется пигмент, -например сажа. Таким образом,
слои покрытия наносятся вперемежку—один слой с пиг-
ментом, а другой без пигмента и т. д. Нельзя добавлять
в краску цемент, так как, схватываясь, он оседает на
стенках трубопроводов и шлангов и быстро выводит ап-
паратуру из строя.
‘15 Зак. 600
ГЛАВА XII
ТЕХНИЧЕСКИЙ КОНТРОЛЬ ПРИ подводных
I СУДОРЕМОНТНЫХ РАБОТАХ
Технический контроль за подводными судоремонт-
I ными работами осуществляется в общей системе орга-
низации технического контроля <на судоремонтном пред-
приятии.
Особое значение в условиях подводного судоремонта
приобретает промежуточный контроль путем приемки
выполненных работ одним водолазом у другого, .напри-
мер подгонку и прихватку заплаты у водолаза-корпус-
| ника принимает перед сваркой водолаз-сварщик.
Окончательный контроль заключается в определении
качества и замере произведенных работ перед предъ-
I явлением их к сдаче заказчику. Окончательно проверяет
выполненные работы начальник СПС или старшина
станции.
। § 64. Технический контроль при подводной
сварке и резке
Контроль подводной свпрки. При подготовке кон-
струкций к подводной сварке производится проверка
снятых фасок (угла скоса кромок), а также зазоров
между листами и правильности установки прихваток.
После сварки производится внешний осмотр швов и
проверка их размеров. Для замеров служит универсаль-
I ный шаблон-измеритель (рис. 142). Обнаруженные де-
фекты (подрезы, прожоги, наплывы, увод шва, непро-
вары и т. д.) вырубаются и завариваются вновь.
I 230
Ответственные швы проверяются просвечиванием при
помощи радиоактивных веществ непосредственно в под-
водных условиях. Этот способ контроля позволяет уста-
навливать внутренние пороки сварных швов (трещины,
непровары, шлаковые и газовые -включения я т. д.) без
их разрушения.
Рис. 142. Универсальный шаблон-измеритель для проверки сварных
швов:
।—проверка подготовки кромок при стыковой сварке; б— i
Сущность способа заключается в том, что гамма-лу-
чи радиоактивного вещества, проходя через сварной
шов, воздействуют на фотопленку и по полученному та-
ким образом фотоснимку устанавливается наличие
внутренних пороков в сварном шве.
В качестве излучателя применяется радиоактивный
кобальт и др. Вода рассеивает гамма-лучи, и поэтому
четкость изображения на снимке, выполненном в воде,
уступает изображению, полученному на воздухе. Всвя
зи с этим рекомендуется при подводном гаммаграфиро-
вании применять так называемые «мягкие» излучатели,
которые дают более контрастные снимки.
На рис. 143, 144 представлены схемы просвечивания
сварных швов ампулой радиоактивного вещества. При
помощи гамма-лучей просвечиваются изделия из метал-
ла толщиной до 300 мм, при этом обнаруживаются по-
роки величиной 4—5% толщины изделия. Для металла
1S*
231
Рис. 143. Схема просвечивания стыковых швов:
/ — штатив с лостояваыми магнитами; 2 — вертикальная ввлра»
лякнцвя; 3 — горизонтальная ваправаяющва; 4 — пенал с аилу.
ЛОЙ радиоактивно!» вещества; 5 — сварной шов; 6 — кассета с
пленкой
Рис. 144. Схема гаммапросвечи-
вання валиковых швов (сварных
швов обшивки) :
I — ампула с радиоактивным вещест-
вом; 2— выраиинвающий клик;
толщиной менее 20 лл чувствительность меньше всего—
8—9% толщины.
При двухсторонних нахлесточных соединениях ялот-
•иость сварных швов можно проверить сжатым возду-
хом. Для этого шов заеверливается и подключается
сжатый воздух, при этом появление пузырей свидетель-
ствует о неплотностях сварного шва.
Плотность сварных швов проверяют откачкой воды
из затопленного отсека. Наличие фильтрации свидетель-
ствует о .неплотности швов. Дефектные' участки выру-
бают и заваривают вновь при уравновешенном давле-
нии, т. е. с предварительным заполнением отсека водой
до уровня забортной воды.
К косвенным видам контроля сварки относится про-
верка качества электродов по сертификату, изготовле-
нием контрольных образцов, а также испытания водола-
зов-сварщиков для допуска к сварке ответственных из-
делий с выдачей дипломов. При отсутствии или
просрочке диплома водолаз-сварщик к ответственным
работам не допускается.
При контроле подводной резки особое внимание об-
ращается на обеспечение непрерывного сквозного реза.
Для этой цели делается подсветка с обратной стороны
и 'водолазным ножом или электродом проводится вдоль
всего реза. Обнаруженные наплывы, перемычки и за-
усенцы срубаются зубилом. *
§ 65. Технический контроль при слесарно-монтажных
работах
При контроле слесарно-монтажных работ произво-
дится проверка установочных размеров и посадочных
отметок, а также действие механизмов. Например, про-
верка посадки винта на конусе вала, соблюдение зазора
между ступицей винта и дейдвудной втулкой, проверка
действия руля перекладкой его с борта на борте одно
временным наблюдением за стрелкой -рулевого указа-
теля и т. д., т. е. требования к качеству слесарно-мон-
тажных работ предъявляются те же, что и при
выполнении этих работ в доке.
Также соблюдаются требования и нормативы, уста-
новленные для докового ремонта на посадку, шплин-
товку, подгонку, шабровку и т. д.
233
§ 66. Технический контроль при работах
на корпусе судна
Контроль корпусных работ заключается в проверке
соответствия подготовленных элементов (заплат, дубли-
рующих листов, элементов набора) габаритам восста-
навливаемых участков корпуса судна и его обводам, а
также <в проверке -плотности соединений наружной об-
шивки.
В отличие от ремонта в доке проверка плотности
наружной обшивки производится откачкой воды из за-
топленного отсека. Если отсек полностью затоплен не
был, то изнутри осматривается лишь восстановленный
участок обшивки корпуса.
Контроль работ по снятию ординат обводов корпуса
судна на плаву. Тщательно выверяется правильность
установки (подвески) подкильного бруса и мерных реек.
Контроль бетонных работ производится поопераци-
онио: сначала проверяется очистка бетонируемой по-
верхности от грязи, ржавчины и масел, затем правиль-
ность установки арматуры и опалубки и т. д. На
поверхности проверяется качество и состав бетона.
После бетонирования основное внимание уделяется
схватыванию бетова и нарастанию его прочности.
Контроль подводной очистки корпуса судна произ-
водится непосредственно перед окраской и состоит в про-
верке удаления обрастаний, окалины, ржавчины, отстаю-
щей краски, вздутий и т. д. Особое внимание при этом
•обращается на очистку местных углублений сварных и
заклепочных швов. Поверхность считается подготовлен-
ной под окраску, если при протирке ее ветошью на ней
не остается ржавчины.
Между окончанием очистки и началом окраски раз-
рыв во времени должен быть ле более 12 ч, так как по
верхность может вновь заржаветь. Перед окраской по-
верхность надводной части корпуса должна быть вновь
протерта ветошью.
Контроль качества опраски производится непосред-
ственным осмотром каждого слоя окрашенной поверх-
ности При этом проверяется, чтобы последующий слой
наносился только после высыхания предыдущего. Не до-
пускается плохая растушевка краски, наличие сетки,
трещин и просветов металла (неокрашенных мест).
234
Рис. 145. При-
способление
дли определе-
ния высыхания
лакокрасочп ых
покрытий:
J—резивовая ва-
делка; 2 — марла;
3— ваконечнва;
4 — рукоятка
Одновременно с окраской корпуса судна произво-
дится окраска контрольной пластины, которая подвеши-
вается к объекту (месту) окраски. Краска высыхает на
контрольной пластине и на объекте одновременно и в
одинаковых условиях. Высыхание пленки
нанесения проверяется как по контроль-
ной пластине, так и непосредственно на
объекте методами отпечатка и решетча-
того надрева.
Приспособление (рис. 145) с резино-
вой наделкой через марлю прижимается
к окрашенной поиерхности. Если поверх-
ность не дает отлипа и не оставляет отпе-
чатка прибора на пленке, то краска счи-
тается -высохшей. Метод решетчатого над-
реза применяется для определения сцеп-
ления краски с металлом.
На контрольной пластине ножом, по-
ставленным наклонно к поверхности, де-
лается 4—5 параллельных надрезов крас-
ки до металла на расстоянии 3—4 мм
один от другого и такие же надрезы де-
лаются перпендикулярно первым. Если
сцепление покрытия с металлом хорошее,
решетка получается равномерной, без от-
ставания пленки. При плохом сцеплении
решетка нарушается, края надрезов ‘по-
лучаются рваные и пленка отстает от ме-
талла.
В этом случае пленка удаляется и де-
фектный участок окрашивается вновь.
Если проверка качества сцепления про-
изводится непосредственно на корпусе судна, то решет-
чатый надрез делается ® нескольких местах. После про-
верки решетка закрашивается.
Толщина слоя покрытия проверяется по контрольной
пластине измерением микрометром высохшей пленки.
Для различных видов покрытий толщина пленки раз-
лична. Для пленки покрытия из кузбасского лака тол-
щина слоя должна быть не менее 60 мк, а общая тол-
щина при трехслойном покрытии не менее 180 мк.
У этинолевых красок общая толшина покрытия должна
быть не менее 130 мк.
и качество ее
235
§ 67. Технический контроль при такелажных работах
При выполнении такелажных работ проверяют пра-
вильность выбора и исправность грузоподъемных
средств, особенно их тормозных устройств. Провернётся
состояние тросов, соответствие их размеров, качество,
а также прочность завязываемых узлов и правильность
остропки.
Требования технического контроля к такелажным ра-
ботам не отличаются от общепринятых. При выполне-
нии подводных судоремонтных работ должна быть уве-
ренность в том, что водолаз умеет правильно произво-
дить остропку предметов различной конфигурации, за-
вязывать узлы и обращаться с подъемными механизма-
ми и устройствами.
ГЛАВА XIII
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПОДВОДНЫХ
СУДОРЕМОНТНЫХ РАБОТАХ
Независимо от видов работ при подводном ремонте
судов должны строго выполняться правила водолазной
службы, особенно требования по технике безопасности
при водолазных спусках. Требования по физиологии
водолазного труда общеизвестны, поэтому далее изла-
гаются только требования техники безопасности, выте-
кающие из специфики отдельных видов подводных су-
доремонтных работ.
§ 68. Техника безопасности при подводной сварке .
Поскольку сварка под водой выполняется при помо-
щи электрического тока, то особое внимание следует
уделить соблюдению требований техники безопасности,
предъявляемых к работам с применением электрическо-
го тока.
Степень поражения электрическим током зависит от
ряда факторов — силы тока, его напряжения, продолжи-
тельности действия, сопротивляемости организма чело-
века и особенно от состояния его кожи и нервной си-
стемы.
Чем выше напряжение тока и меньше сопротивление
организма человека и его одежды, тем больший ток мо-
жет пройти через тело человека и сильнее поразить его.
Электрический ток силой более 0,1 а смертельно опа-
сен. Также опасным считается напряжение свыше 12 в
в сырых помещениях и свыше 36 в ® сухих помещениях.
237
Переменный ток более опасен для человека, чем по-
стоянным.
При работе под водой водолаз-сварщик должен быть
изолирован от электрического тока и от проникновения
влаги извне.
Подводная сварка -выполняется в исправном водо-
лазном зимнем снаряжении с рукавицами, с исправным
электрододержателем, имеющим .падежную изоляцию.
Соединения сварочного кабеля должны быть также тща-
тельно изолированы.
Поражение электрическим током в подводных усло-
виях возможно через металлические части водолазного
снаряжения или при неумелом обращении с электродо-
держателем. Брать рукой электрод, находящийся под
током, категорически запрещается. Нельзя класть дер-
жатель с электродом, находящимся под током, на объ-
ект работы или на беседку (грунт). Также нельзя под-
носить электрод, находящийся под током, к водолазному
шлему, так как возможно сквозное прожигание его.
С водолазом должна быть обеспечепа надежная по-
стоянная телефонная связь. Если телефон вышел из
строя, то сварочные работы под водой прекращается.
В сварочной цели должен быть предусмотрен ру-
бильник, который включают и 'выключают только по
команде водолаза, обязательно оповещая его об этом по
телефону.
При работе на постоянном токе в подводных усло-
виях за счет электролиза наблюдается разрушение мед-
ных частей водолазного снаряжения, и в первую очередь
водолазного шлема. Во избежание этого явления реко-
мендуется закреплять на водолазном скафандре и шле-
ме цинковые пластинчатые протекторы, обтягивать ре-
зиной или окрашивать водолазный шлем и -все медные
детали водолазного снаряжения каменноугольным, эти-
нолевым или целлулоидным лаком. При работе на пере-
менном токе разрушения металлических частей снаря-
жения не наблюдается.
При -выполнении сварочных работ под -водой в не-
удобных местах в готовности должен находиться в сна-
ряжений, но без шлема и грузов второй водолаз. Сва-
рочные работы под днищем судна должны выполняться
только с беседки,
238
§ 69. Техника безопасности при подводной
электродуговой и электрокислорбдной резке
При подводной электродуговой и злектрокислород-
ной резке необходимо выполнять все требования техники
безопасности, установленные для подводной электро-
сварки. Кроме того, при электрокислородной резке дол-
жны выполняться требования техники безопасности но
обращению с кислородным оборудованием и сжатыми
газами.
Кислородные баллоны должий храниться в специ-
альном вентилируемом помещении, в котором темпера-
тура не должна повышаться выше- +35° С. Запрещается
вместе с кислородом хранить сжатые горючие газы,
бензин, керосин и т. д.
Горюче-смазочные материалы рекомендуется хранить
только на расстоянии не менее 10 м от места хранения
баллонов с кислородом. В помещениях для хранения
кислорода допускается только электрическое осве-
щение, при этом выключатели и предохранители
должны быть выведены наружу. В этих помещениях
запрещается курить и вносить или разводить открытый
огонь.
При перевозке баллонов с кислородом на штуцера
должны быть установлены заглушки, а на горловины
навернуты колпаки. Каждый баллон должны переносить
только два человека сна носилках, можно перевозить в
специальных тележках.
Перед использованием баллонов проверяется их ис-
правность и наличие контрольного клейма Котлонадзо-
ра При секундной продувке баллона рабочий должен
стоять в стороне от штуцера. Редуктор и шланги
должны быть исправными. Редукторы с изношен-
ной резьбой на накидной гайке к эксплуатации не допус-
каются.
Особое внимание должно уделяться тому, чтобы на
кислородную аппаратуру я коммуникации не попадали
жнр, грязь, нефть и т. д. Поврежденные участки шлан-
гов необходимо вырезать, а оставшиеся куски соединять
при помощи двухсторонних ниппелей с последующим
креплением шлангов бензелями или специальными хому-
тиками.
239
§ 70. Техника безопасности при подводной
бензокислородной резке
В дополнение к правилам техники безопасности по
электрокислородной резке при работе с установкой для
подводной бензокислородной резки должны выполнять-
ся следующие условия:
— баллон с бензином должен находиться от кисло-
родных баллонов не менее чем в 5 л;
— -производить заправку баллона бензином в спе-
циально отведенном месте и следить за тем, чтобы бен-
зин не попал на одежду; при заправке на открытом
воздухе не становиться лицом против ветра;
— неплотности в соединениях шлангов и аппаратуры
определять только мыльной водой или на слух; во избе-
жание взрыва установки пламя для проверки приме-
нять воспрещается;
— для сальниковой набивки применять только ас-
бестовый шнур, пропитанный парафином, а уплотни-
тельные прокладки — из фибры или свинца;
— при зажигании резака на поверхности подавать
его так, чтобы пламя было направлено! в сторону от
водолаза;
— зажигая резак на поверхности, держать его го-
ловкой вниз и стоять по ветру;
— при разрыве или срыве кислородных и бензо-
шлангов перегибать аварийный шланг петлей выше ме-
ста разрыва или перекрывать запорный вентиль;
— при обратном ударе пламени немедленно пере-
крывать подачу бензина, а затем режущего и подогре-
вающего кислорода;
— 1не допускать скопления избытков бензина на по-
верхности.
§ 71. Техника безопасности при подводных
взрывных работах
При выполнении взрывных работ под водой надле-
жит руководствоваться правилами безопасности, уста-
новленными Горным Надзором СССР. К взрывным ра-
ботам допускаются только водолазы-взрывники, прошед-
шие специальное обучение и получившие «Единую книж-
ку взрывника».
240
Основные требования техники безопасности сводятся
к осторожному обращению со взрывчатыми вещества-
ми (ВВ) и к своевременному оповещению как личного
состава судна, на котором ведутся взрывные работы, так
и судов, стоящих на рейде (в пределах до 1 мили).Осо>-
бенно важно, чтобы в момент взрыва яе было под во-
дой водолазов и купающихся. Поэтому перед взрывом
на берегу’ и по акватории определяют границы опасных
зон.
Все участники -работ должны быть хорошо проин-
структированы, знать материальную часть и уметь обра-
щаться с ВВ. Взрывные работы разрешается произво-
дить только ic исправной морской шлюпки, а в зимнее
время с прочного льда. Проводить взрывные работы с
самоходных средств запрещается.
В шлюпке должны быть только взрывник и греб-
цы. Взрывник должен производить подрыв зарядов, на-
ходясь на корме. На корме же укладываются и заряды.
Допустимое количество зарядов — не более 10, общим
весом до 40 кг. Однако рекомендуется в шлюпку брать
только необходимое количество зарядов.
При буксировке к месту работ водолазным ботом
шлюпка должна находиться от бота на расстоянии 6 м.
Заряды водолазу передает взрывник («а это время
шлюпке разрешается подойти к водолазному боту).
Водолаз должен лести заряды в руках и следить, •
чтобы проводами, идущими от зарядов, не зацепить за
какой-либо предмет, шланги или сигнальный конец.
Одновременно взрывник должен травить провода так,
чтобы они не перепутались с водолазным шлангом или
сигнальным концом.
Если з'аряды небольшого веса, водолазу подается
несколько зарядов в корзине со специальными гнездами.
Установив заряды, водолаз подвязывает провода на не-
котором расстоянии, например за кронштейн, и выходит
из (воды. При этом он должен следить за тем, чтобы не
стронуть заряды или не зацепить провода. В шлюпке
запрещается переделывать или изготовлять заряды,
проверять электродетопаторы, исправлять изоляцию за-
рядов, разводить огонь и курить.
Соединять магистральные провода с взрывной ма-
шинкой можно только после того, как заряды будут
241
установлены и водолаз выйдет из воды. Невзорвавшиеся
заряды следует поднимать осторожно, как при установ-
ке, и выносить только на руках. Невзорвавшиеся заряды
уничтожаются подрывом или утапливаются на большой
глубине. Взрывные работы производятся в дневное
время и при тихой погоде (волна не более двух баллов,
ветер не свыше четырех баллов).
§ 72. Техника безопасности при подводной окраске
При работе с каменноугольным лаком или этиноле-
выми красками .необходимо соблюдать осторожность,
так как содержащиеся в них вещества вредны для здо-
ровья, легко воспламеняются, а этиполевый лак к тому
же взрывоопасен.
Готовить аппаратуру и краски рабочие должны в
плотной защитной одежде, очках и брезентовых рука-
вицах. Запрещается курить, разводить огонь и пользо-
ваться спичками в местах хранения лаков, а также и в
процессе подготовки красок к нанесению. На поверхно-
сти должны быть подготовлены средства пожаротушения
(песок, огнетушитель).
Тару из-под кузбасслака и этинолевых красок сле-
дует всегда держать в чистоте, пропаривать ее и мыть
горячей водой. Перевозить лаки разрешается только' в
закрытой таре. Подготовку красок веста непосредствен-
но у объекта в количествах, пе превышающих одноднев-
ной потребности. Избыток краски, особенно этинолевой,
должен уничтожаться — закапываться на пустыре или
выливаться на глубоком месте.
На месте работы должна быть аптечка, содержащая
скипидар, .питьевую соду, марлю и т. д. Во избежание
отравления нельзя принимать пищу в местах окраски,
в -спецодежде, с немытыми руками. При поражений
краской слизистой оболочки глаз их надо тотчас про-
мыть 2% раствором питьевой соды, взитым на чистую
ватку. Если краска лопала на кожу рук или лица, не-
обходимо немедленно снять ее марлей, смоченной ски-
пидаром, а затем вымыть теплой водой с мылом. От-
гонку летучих веществ из этинолевого и каменноуголь-
ного лака производить только в электроподогревателе.
242
§ 73. Техника безопасности при подиодной
гаммаграфии
При подводной гаммаграфии необходимо соблюдать
правила техники безопасности и охраны труда, приня-
тые для промышленного радиографирования. Учитывая
специфику работы под водой, дополнительно необходи-
мо соблюдать следующие требования.
Перекладывать ампулу из контейнера и заряжать
штатив только в изолированном помещении, непосред-
ственно перед установкой его на просвечивание; при
этом исполнителю необходимо Обеспечить свинновую
защиту.
Заряженный штатив передавать водолазу только
после установки кассеты яа просвечиваемый участок.
При зарядке штатива с ампулой и подаче его водолазу
окружающие должны быть удалены па расстояние не
менее 3 м от источника гамма-лучей. Брать пенал с ам-
пулой руками запрещается. В случае необходимости
применять щипцы длиной не менее 25 см. При установке
ампулы па просвечиваемый участок водолаз должен
удерживать штатив за основание.
В перерывах между просвечиваниями под водой ам-
пулу хранить только в специальном свинцовом контей-
нере. Периодически (не реже 1 раза в месяц) произво-
дить контрольное вскрытие пенала и удалять отложение
солей па его внутренней поверхности. В случае разруше-
ния стенок под действием гамма-лучей пенал заме-
нить.
Водолазы, связаашые с гаммаграфированием под во-
дой, должны ежеквартально проходить медицинское
освидетельствование и иметь установленное разрешение
на обращение с радиоактивными веществами и произ-
водство работ.
§ 74. Техника безопасности при прочих
подводных судоремонтных работах
При выполнении такелажных работ применяемые
тросы должны быть маркированы (иметь бирки или
марки) и содержаться в исправном состоянии. Исполь-
зовать поврежденные тросы, линии, а также неисправ-
ные различные приспособления запрещается. Тали, дом-
243
краты, лебедки и т. д. должны иметь таблицы грузо-
подъемности и быть в исправном состоянии. , .
Во избежание смещения ил» обрыва грузов подни-
мать и ©пускать их следует плавно, без рывков и только
по команде водолаза. Нельзя стоять под перемещаемым
грузом.
В случае внезапно обнаруженной неисправности при
выполнении такелажных работ первый заметивший не-
исправность обязан подать команду «Стоп», которая
исполняется -немедленно.
При выполнении.корпусных работ под водой соблю-
даются общие требования правил водолазной службы,
а также правила работы^ механизированным инструмен-
том. В частности, при перерывах в работе рабочий ин-
струмент необходимо вынимать .из патрона пневматиче-
ского молотка, сверлильной машинки и т. д. во избежа-
ние несчастных случаев при внезапном включении
инструмента.
Требования техники безопасности при выполнении
подводных слесарно-монтажных, подготовительных и
прочих работ ничем не отличаются от общих требований
при выполнении таких же работ на поверхности. По-
этому при выполнении этих .работ надо руководствовать-
ся общими требованиями техники безопасности и пра-
вилами водолазной службы.
При работах, связанных с разгерметизацией корпуса
судна, например при ремонте гребного устройства, дон-
ной арматуры и т. д., следует устанавливать круглосу-
точное дежурство у водоотливных средств с готовностью
их немедленного применения в аварийных и прочих слу-
чаях, определяемых в зависимости от конкретных усло-
вий (например, при избыточной фильтрации воды
И т д.).
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
ДОПУСКАЕМЫЕ НАГРУЗКИ ТРОСОВ
Дпоиетр троса. мм Груз, кг Допускаемая иагрувка.
20 400 127,4
30 1000 141,5
40 1500 119,4
50 2500 127,4
60 3600 127,4
70 5000 129,9
80 6500 129,3
90 9000 141,5
100 12000 152,8
Примечание. Стальные тросы с органическим сердечником
типа ТК регламентированы различными ГОСТ, наиболее часто в
подводном судоремонте применяются тросы по ГОСТ 3071—55
и ГОСТ 3072—55.
245
246
ПРИЛОЖЕНИЕ 3
ОПРЕДЕЛЕНИЕ ДОПУСКАЕМЫХ НАГРУЗОК НА ТРОС
ПО ЕГО ОКРУЖНОСТИ
(по данным АСС ВМФ)
Вид троса Разрывная нагрузка Рабочая вагруака
Стальной жесткий, Р = 4.8 С2 Р = 0,8 С2
» полужесткий Р - 4,8 С2 Р = О,в С2
» гибким . , . Р = 4,0 С2 Р = 0,65 С2
» толстый гиб- кий , Р = 3,3 С2 Р = 0,5 С2
Примечание. Р — усилие, кг; С — окружность троса, мм.
247
ПРИЛОЖЕНИЕ 4
ВЕС ВЗРЫВЧАТОГО ВЕЩЕСТВА (ВВ) ДЛЯ СЪЕМКИ
ГРЕБНЫХ ВИНТОВ
Вес гребного винт. кг Общий вес ВВ два сдвига винтя, г Количество
стального бронзового чугунного зарядов
300 20 24 28 2
400 24 28 32 2
500 28 34 38 2
600 32 40 46 2
700 38 46 52 2
800 44 52 60 2
900 48 60 68 2
1000 54 66 76 2
1100 60 74 84 2
1200 66 80 90 у
1300 70 85 98 2
1400 76 92 108 2
1500 80 100 116 2
1300 85 103 124 2
1700 90 110 132 2
1800 95 116 140 2
1900 100 120 146 2
2000 105 126 153 3
2200 114 135 165
2400 120 ' 146 176
2600 126 153 183 3
2800 3000 141 150 171 180 201 213 3
3500 170 200 240 3
4000 190 230 | 260 3—4
4500 210 250 296 3—4
5000 230 I 280 320 3—4
5500 248 J 300 340 3—4
6000 250 310 360 3—4
6500 280 330 370 3-4
7000 294 350 400 3—4
7500 310 370 410 4
8000 320 390 420 4
8500 340 410 460 4
9000 350 430 480 4
9500 350 450 500 4
10000 380 470 520 4
Примечав*я: I. Вес одного заряда определяется как отношение веса
ВВ к числу зарядов.
2. Чертой отмечены границы предельных (безопасных? весов ВВ в
248
" i я I й I-
2 § I s
ПРЕДЕЛЬНЫЙ ВЕС ВВ В ЗАРЯДЕ В г ДЛЯ СЪЕМКИ ГРЕБНЫХ ВИНТОВ
1О О © © tn © © Ь- —• io со сч о> —• СЧ СЧ СЧ ОЭ -С- -Ф
S 8 2 9 8 8 8 чч -ч СЧ СЧ СО- СО «•
« © О © © © щ О СО '-1 щ о ср со ~ч — СЧ сч сч со ш
В В § 8 g 8 g _
© © © о © о © •-> — сч сч со « ?г
й 8 £ 2 S 8 8 — — — СЧ СЧ СО СО
3 8 8 2 9 8 8 § —• — сч сч со со •«•
О О tn tn to to G ч* ь- о сч ь- СО OS — -ч —. СЧ СЧ СО со
to © tn О О © © сч ю г* © tn © ю — — сч сч со со
- 2 8 S 8 2 Й 8
°- • ш © о tn © е © — ГГ tn СО СО см
е; о © © © ю tn © *-ч СО Ш © ©
-• g tn tip tg tn © о
2 О © tn © © to © © ЧЧ СЧ 'M* CD —’ Ю -ч —. «ч ^ч СЧ СМ
16 Зак. 600
249
ПРИЛОЖЕНИЕ 6
ПРОБКИ ДЕРЕВЯННЫЕ (СОСНОВЫЕ) ДЛЯ УПЛОТНЕНИЯ
ЗАБОРТНЫХ jOTBEPCTHH
250
ПРИЛОЖЕНИЕ 7
ХИМИЧЕСКИЙ СОСТАВ электродной ПРОВОЛОКИ,
ПРИМЕНЯЕМОЙ ПРИ СВАРКЕ ПОД ВОДОЙ
(ГОСТ 2246 -60)
Марка проволоки и назначение Содержание элементов. •/,
марганец кремний й 1 I i it
не бо лСе
Св-08, для швов повышенной плотности и вязкости (ручная сварка) 0,35-0,6 Не более 0,03 0,1 0,15 0,3 (',01 0,04
Св-08А, для швов ответствен- ных конструкций (руч- ная сварка) 0,35-0,6 Не более 0,03 0,1 0,1 0,25 0,0 0,03
СВ-12ГС, для швов ответствен- ных конструкций (по- луавтоматическая свар- ка) 0.8-1,! 0,6-0,0 0,14 0,2 о,3 0,0л 0,03
СВ-О8Г2С, для швов ответствен- ных конструкций (по- луавтоматическая сварка) 1.8—2,1 0,7-0,95 0,11 0.2 0,25 0,03 0,03
251
ПРИЛОЖЕНИЕ 8
СОСТАВ ШИХТЫ ЭЛЕКТРОДНЫХ ПОКРЫТИИ (ОБМАЗКИ)
ДЛЯ СВАРКИ И РЕЗКИ ПОД ВОДОЙ
(к процентах на весу)
Компоненты Марка элентрода
ЭПС-5 ЭПС-52 ЭПО-55 ЭПР-1
Двуокись титана 35 3 25
Полевой шпат ..... 10 29 — 18
Мрамор 10 — 20 12
Железная руда . . . — 28 — —
Цирконовая руда 5 — — —
Ферромарганец 5 30 8 —
Ферротитан 12 5 12 —
Ферросилиций 3 — 5 17
Порошковое железо . . . — — 30
Крахмал ..... — 5 — —
Древесная мука — — 17
Жидкое стекло к весу су-
хой шихты 20 20—25 20 -26 36
Примечания: 1. Электроды ЭПР-1 предназначены для
электрокислородной резки.
2. Электроды ЭПО-55 изготовляются на Каляевой жидком
стекле.
3. У электродов ЭПС-5 и ЭПР-1 жидкое стекло входит в про-
центное содержание смеси.
4. Гидроизоляция электродов — раствор сополимера хлорвини-
ла с винилацетатом в дихлорэтане.
5. Электроды ЭПС-52 в настоящее время выпускаются без
органической составляющей.
252
ПРИЛОЖЕНИЕ 9
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЭЛЕКТРОДОВ ДЛЯ ПОДВОДНОЙ СВАРКИ И РЕЗКИ
* Ток выбирается в зависимости от толщины разрезаемого металла.
?53
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАЦИОНАР
Нвименававхе СМП-3-IV САМ-250 И САМ-250-1 САМ-4М
Тип генератора СМП-3-IV СМГ-2М-ГУ СГП-3-Vl
CMT-2M-V1
Сила тока, а
при ПР — 100«/. .... 500 250 400
при ПР = 65’/« .... 700 300 500
Пределы регулирования то- 120—800 70—340 120-600
Напряжение холостого хода. 68 76 90
Номинальное напряжение, в 40 30 40
Мощность в продолжительном режиме.квт 20 7,5 16
Число оборотов в минуту . . Количество постов ..... 1500 1 1560 1 1460 1
Тип электродвигателя .... АПН ПН-100 МАФ-82-73/4
Мощность электродвигателя, кет - - 46.4 14,25 32
Габариты агрегата, мм: длина ......... 1610 1770
ширина 550 650
-высота .... 915 935 920
Вес агрегата, кг. 1500 850 825 1450 •
Примечание. ПР — повторно-кратковременный режим patjM
яод нагрузкой; например, ПР=э65«/» в 5-минутном цикле озй
а 2 мин работает вхолостую).
254
ПРИЛОЖЕНИЕ Ю НЫХ СВАРОЧНЫХ АГРЕГАТОВ ПОСТОЯННОГО ТОКА
САМ-400-1 смг-з СМГ-Зг-И CMM6-IV ПСМ-1000
СГП-3-VI смг-з СМГ-Зг-П СМГ-46-IV СГ-1000
400 500 500 500 1000
500 - — — —
120-600 — — - -
90 60 60 60 60
40 60 60 60 60
16 30 30 30 60
1500 1430 1430 1430 1470
1 4 4 9 9
ПН-290 МА-2, МКА 22/40 Трехфазный МН-501/4 ВДЭ-75-4, АВ-91/4
32 37 36 75 75
1980 2050 2050 2363 1470
650 765 765 985 865
940 690 690 816 910-
1600 1600 1600 2000 1700
ты генератора (т. е, какой процент времени генератор находится
чает, что в каждые 5 мин генератор работает под нагрузкой 3 мин.
:255
ПРИЛОЖЕНИЕ 12
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА АВТОНОМНЫХ СВАРОЧНЫХ АГРЕГАТОВ
Наименование । Тип агрегата _
СПА 3-3 з 1 ПАСМОР | ПАС-400-VI | ПАС-400-УП1 | АСД-3-! | АСДП-МО _
Тип .......
Мощность, кет............
Напряжение холостого хода, в
Номинальное напряжение, в
Номинальный ток, й'.
при ПР = 100о/о • • • •
при ПР = 65°/о ....
Пределы регулирования, а , .
Число оборотов в минуту . .
Количество пдстов . .
Марка ....
Мощность, л. с...........
Вид горючего...............
Емкость бака, л............
Число оборотов в минуту .
Общие габариты агрегата, .U.K.-
д.тин а ...................
ширина ................
кэ высота..............
Вес агрегата, кг...........
Генератор
СГП-3-1 сгп-з-п СГП-3-Vl I
16 16 16
90 90 105
40 40 40
400 400 400
500 500 500
120—G00 120-600 120 -600
1700 1 1700 1 1600 1
Двигатель
ЗИЛ-5 ЗИЛ-5М ЗИЛ-120
60 90 90
Автобензин Автобензин Автобензин
А’-бб А-66 А-66
•35 • 35 50 •
2400 2400 1600
2810 2810 2870
880 880 880
1920 1920 1.920
1900 Около 2000 1960
СГП-3-VIII сгп-з-vni СГП-3-VllI
16 16 16
90 90 90
40 40 40
400 400 400
500 500 500
120-600 120-600 120-500
1600 1 1600 1 1600 1
ЗИЛ-120 ЯАЗ-2О4Г ЯАЗ-204Г
90 60 60
Автобензин Дизтопливо Дизтопливо
А-66
50 240 240
1600 1500 1500
2870 2820 2820
880 1100 1100
1920 2100 2100
1960 2500 2500
ПРИЛОЖЕНИЕ 13
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СВАРОЧНЫХ АППАРАТОВ
ПЕРЕМЕННОГО ТОКА, ПРИГОДНЫХ ДЛЯ ПОДВОДНОЙ
СВАРКИ (РЕЗКИ)
Таны аппаратов
СТЭ-32 СТЭ-34 СТН-450 СТН-500 СТН-700
Мощность, ква 29 34 40 32 43,5
ПР, % Сила тока при 65 65 65 65 65
данном ПР, а Первичное капря- 450 500 450 500 700
женне, в ... 220 или 220 иля 220 или 220 или 220 или
380 или 380 380 380 380
500
Вторичное напря-
жение, в . . . 65 60 90/70 60 60
Номинальное на-
пряжение, в. . cos ? при данном 30 30 30 30 35
режиме .... 0,60 0,52 0,52 0,54 0,54
К. п. д„ <•/<,... Пределы регули- 83 81 85 85 35
рования тока,» Габариты транс- 150-500 150-700 150-800 150-700 200-900
форматора, мм:
высота . . . 677 550 850 840 840
ширина . . . 377 360 420 379 429
длина .... 668 600 840 772 796
Габариты регуля-
тора тока, мм:
высота . . . 623 669 — — ,
ширина . . . 317 320 — — .—
длина .... 545 545 — —
Вес трансформа-
тора, кг . . . . Вес регулятора. 210 200 350 260 380
кг , 120 120 — — •—
Примечания: 1. Сварочные аппараты с
обмотками СТН-500-ц и СТН-700-П для морских условий непрн-
годны.
2. Аппараты типа СТН выпускаются в однокорпусном нспол-
нении с встроенным регулятором тока, поэтому габариты и вес •
даны общие в строке трансформвторов.
258
ПРИЛОЖЕНИЕ 14
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА БЕНЗИНА,
ПРИМЕНЯЕМОГО ПРИ ПОДВОДНОЙ РЕЗКЕ
Примеча-
Авиабензин В-78
(бакинский) . . 0.746
Авиабензин Б-70 0,755
Авиабензин КБ-70 0,730
Автобензин, лег-
кий 1-го сорта
(грозненский) 0,737
78
70
70
40-75
35
гост
1012—54
Автомобильный,
крекняг-беизин
(грозненский)
0,747
10910 52
10840 46
ГОСТ
2084—56
259
g
ПРИЛОЖЕНИЕ 15
РЕЖИМЫ И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ БЕНЗОКИСЛОРОДНОЯ1 РЕЗКИ
____________________ПОД ВОДОЙ УСТАНОВКОЙ БУПР
Расход бензина и ислородз
— за 1 (средние данные) иа 1 пт. м реза (средние данные)
металла, мм бензин подогре- вающий кислород режущий кислород бензин, а подогре- вающий кислород. режущий кислород. бензин, г подогре- вающий кислород, режущий кислород, л
10 20 40 50 7 7 7 7 7 7 8 8 7 7 8 9 До 22 До 16 До 14 До 12 3200 3800 5050 6800 12,6 14,0 16,3 17,7 9 „5 10,1 П.4 , 12Д 170 230 380 600 630 030 1250 1600 475 670 875 1100
90 100 8 8 9 9 12 12 До 9 До 8 До 6,5 7200 7500 7800 18,4 18,5 18,8 14,7 17,5 17,5 900 1050 130-9 2300 2600 3100 1800 2500 2900
Пакеты
50 67 95 8 8 8 в 9 10 10 12 До 10 До 9,0 До 5,5 6900 6900 7800 18,0" 18,0 19,0 13,4 13,4 • 17.5 760 820 1500 2000 2200 3800 1500 Ю~5 3500
Р рг Я1 11 Та'5лица составлена из расчета глубины резки до 10 м в длине шлангов 40 м
на 1 ат. увеличеияем глубины резки на каждые 10 м рабочее давление газов и бензина увеличивается
мевдви длины _шлангов* на каждые 30 * зление го«<~ « бвнзина увеличивается на 0,75ет.
ПРИЛОЖЕНИЕ 16
ПРОИЗВОДИТЕЛЬНОСТЬ ЭЛЕКТРОДУГОВОЙ и ЭЛЕКТРОКИСЛОРОДИОЙ РЕЗКИ
СТАЛИ ПОД ВОДОЙ __________
Наименование реакн Показатели Толщина металла, мм
5-10 10—13 15—20 20-30 30—40 40—50 50—60 60—80 80-100
Электродуго- вая Время резки, мин 45-78 78- ЮЗ 108— 156 156— 210 210— 270 270— 350 350— 420
Расход электро- дов, шт ... . 3-7 7—15 15-40 50—80 80— 120 120- 150 150— 200 - -
Электр окисло- родная Время резки, мин 10-23 23-33 33—45 45-60 60—90 90— 105 ЮЗ- 120 1 го- 145 145— 180
Расход кислоро- да, л 350- 400 400— 500 500— 600 600- 700 700— 1080 1 OSO- 1485 1485- 1620 1620- 2100 2100— 2840
Расход электро- дов, шт ... , 4—5 5-6 6-8 8-10 10-12 12-15 15-18 18—24 24-30
2 Примечание. Таблица составлена из расчета, резки
1 пог. м при глубине до 10 л
ПРИЛОЖЕНИЕ 17
ХИМИЧЕСКИЙ состав материала трубки
ДЛЯ ЭЛЕКТРОКИСЛОРОДНОЙ резки под водой
(ГОСТ 1050 60)
Марка трубки, ее размеры, жх Содержание элементов, •/, фосфор
^од марга- нец крон никель сера
НИЙ ые более
Сталь 10, 07X2,5 0,7— 0.14 0,35— 0,65 0,17— 0,37 0,151 0,25 । 0,04 10,035 ПРИЛОЖЕНИЕ 18
РЕЖИМЫ ПОДВОДНОЙ ЭЛЕКТРОКИСЛОРОДНОЙ РЕЗКИ ;
НА ГЛУБИНЕ ДО 10 м
Толщина металла, мм Сила тока, а Рабочее давление кислорода, кг}сл&
5—10 200 1,5—2,0
10—15 220 2,0—3,0
15—20 250 3,0-4,5
20—30 275 4,5—5,5
30—40 300 5,5—6,0
40—50 320 6,0-6,5
50-60 350 6,5—7,0
60—80 350 7,0—9,0
80—100 350 9,0—11,0
Свыше 100 400 11,0—14,0
Примечания: 1. С увеличением глубины на каждые 10 ag
давление кислорода увеличивается на I ат. f
2. С увеличением длнвы шлангов на каждые 30 м давление
кислорода увеличивается на 0,75 ат.
262
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ПОДВОДНОЙ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ НЕЗАЩИЩЕННОЙ
ДУГОЙ, ЭЛЕКТРОДНОЙ ПРОВОЛОКОЙ 01,2 мм
263
ПРИЛОЖЕНИЕ 20
МЕХАНИЧЕСКИЕ СВОЙСТВА СОЕДИНЕНИИ, СВАРЕННЫХ
полуавтоматической сваркой открытой дугой
под водой
Глубина пог >уменяя,.«
10 20 40 60
Предел прочности, кг(мм^ Угол загиба, zpod 37,5—42,5 40,8 30—50 41,2—43,7 42,6 60—95 37,0—38,6 38,2 37,3—42,5 ~40
Ударная вязкость, кгм/см" 46 4,3-6,7 5,7 83 7,2—9,7 8,4
Примечание, лей; знаменатель — с Числитель еднее знач — пределы ение показа колебаний телей. юказате-
ПРИЛОЖЕНИЕ 21
ПРЕДВАРИТЕЛЬНЫЕ ДАННЫЕ ПО РЕЖИМАМ
И ПРОИЗВОДИТЕЛЬНОСТИ подводной
ПОЛУАВТОМАТИЧЕСКОЙ ЭЛЕКТРОКИСЛОРОДНОЙ РЕЗКИ*
Сила тока, а Скорость подачи Скорость резки, м)ч
металла, мн 'пых единицах шкалы** кислорода.
10 190—280 26—27 7—10 10—12
15 210-280 26 27 7-10 7,3-11,5
‘ 25 250—300 26—27 8—10 2,5
40 300—320 39-40 12-14 1.5
* Таблица составлена из расчета работы электродом ф
1,2 мм, а = 18°, на глубине до 10 м.
** Условные единицы шкалы указаны для полуавтомата
-ППСР-300-2.
264
ПРИЛОЖЕНИЕ 22
ХАРАКТЕРИСТИКА СПЕЦИАЛИЗИРОВАННОГО
ПНЕВМАТИЧЕСКОГО ИНСТРУМЕНТА
Наименование Гайковерт (ГОСТ 10210-62, Угловая свер- лильнаа на- шивка (ГОСТ 10212—62) Но» иицы. кусачки
Назначение Заверты- вание и от- вертывание болтов и Сверление, развертка и зенкование отверстий в металле Прямоли- нейная и фигурная резка ли- стового ,ме-.
Тип двигателя .... Рабочее давление ежа- Пневма- тический роторный Пневма- тический роторный Пневма- тический роторный
того воздуха, ат . . Мощность пневмодви- 5-6 5 5
гателя, л. с..... . Передаточное число ре- 0,6 1,75 0.5
дуктора ...... Число оборотов шпин- деля в минуту; 7,26 6,5 6
на холостом ходу. У65 300
на рабочем ходу . Число ударов в минуту Максимальный диаметр завинчиваемых бол- тов и гаек, мм.... Наибольший диаметр сверления, мм.... Наибольший диаметр развертываний, мм . Наибольшая толщина разрезаемого метал- 1600 32 265 23 20
ла (Ст. 3), мм .... Наибольшая скорость — — 3
резания, м]мин . . . Число двойных ходов ползуна, ми,н .... Расход воздуха при давлении 5—6 кг]см\ 0,5-0,6 1600
мЦч 1,3 1,4 0,8
Вес на поверхности, кг Габариты, мм 6 7,0 2,8 288Х152Х Х78
п Зак. 600
265
Продолжение
Гяйкоперт
(ГОСТ
10210-62)
Угловая «вер-
шника (ГОСТ
10212-62)
Ножвицы-
кусачки
Длина машинки, мм. .
Высота Головки (без
сверла), мм..........
478
130
Примечание. Рабочее давление сжатого воздуха с
увеличением погружения сверх 10 м должно быть увеличено
соответственно из расчета на 10 ж — 1 ат.
приложение 23
ХАРАКТЕРИСТИКА ПОДВОДНОГО ЭЛЕКТРОИНСТРУМЕНТА
Днспорез Электросверлиль- аая машинки иен электро сверлильная машинка
Диаметр разрезаемого
троса, мм ......
Тип электродвигателя Трехф зиый, 200 ги, п одводный.
короткозамкнутый
Полевная мощность, вт 1800 1000 100
Напряжение, в .... Скорость вращения ро- 127 127 127
тора. об/мин .... Скорость вращения J1200 11600
шпинделя, об/мин . . Диаметр абразивного 2000 340 1200
круга, мм 175 — —
Толщина, мм . ... 2-2,5 — —
Наибольшая глубина резания, мм Наибольший диаметр 58 - -
сверления, мм .... — 25 G
Габариты, мм 480X400X90 295X515X220 30X70X130
Вес на поверхности, кг Допустимая глубина 9 9,5 2
погружения, м . . . Предельная для водолазг в мягком
снаряжении
17*
267
ПРИЛОЖЕНИЕ 24
РЕКОМЕНДУЕМЫЕ ФОРМЫ И РАЗМЕРЫ ЗАПЛАТ
(накладных листов)
Ориентировочные 0, А
размеры треугольных * размеры трапецеи- OJ
заплат, м к
- g с '£ ssS iit е ё
300 260 900 120 500 216 1250 116
400 346 1200 180 600 260 1500 160
500 432 1500 240 700 302 1750 202
600 520 1800 300 800 346 2000 246
700 605 2100 360 900 388 2250 288
800 690 2400 410- 1000 432 2500 322
900 780 2700 470 1100 475 2750 375
1000 865 3000 530 1200 520 3000 420
1100 950 3-300 590 1300 563 3250 463
1200 1040 3600 650 1400 605 3500 505
1300 ИЗО 3900 700 1500 650 3750 550
1400 1210 4200 760 1500 690 4000 590
Примечания 1. В случаях когда пробоина имеет удли-
ненную форму, следует использовать заплаты (накладные листы)
трапецеидальной или другой формы (например, прямоугольной)
применительно к размерам пробоины.
2. В случаях когда размеры пробоины превышают размеры
имеющихся в наличии листов стали, заделка пробоины произво-
дится составной заплатой с перекроем.
3. Углы заплат рекомендуется закруглять.
268
ПРИЛОЖЕНИЕ 25
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СРЕДСТВ МЕХАНИЧЕСКОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ ПЕРЕД
ОКРАСКОЙ ПОД ВОДОЙ
Вес на поверхности, кг
269
ПРИЛОЖЕНИЕ 26
270
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА УСТАНОВКИ ДЛЯ ЦЕНТРОБЕЖНОЙ ОКРАСКИ ПОД ВОДОЙ
И ПО МОКРОЙ ПОВЕРХНОСТИ
Наименование Окрасочная иашинка Балансир Краекоиагкета- телькыА бачок Подогреватель Водоиаслоот- делитель
Назначение Распределе- ние и растира- ние краска по скрашиваемой поверхности Поддержа- ние окрасоч- ной машинки при окраске бортов судна и вертикальных поверхностей Пружинный Обеспечение Отгон лету- Подо- И Мас-
подачи краски на рабочий диск окрасоч- ной машинки чих раствори- телей из исход- ного лака (кра- ски) доочистка сжа- того воздуха, поступающего в окрасочную машинку
Тип или марка .... Тип двигателя .... Пневмати- ческий ротор- ный Цилиндриче- ский Электриче- ский (цилин- дрический) Двухцилин- дровый
Число оборотов в ми- нуту. без нагрузки . . . с нагрузкой.... 600 350-475 - - -
Мощность, л. с.1 кет . . 0,75 - т
Напряжение, в . . . . Давление' воздуха, . .... 5 Г 220 5
Продолжение
Наименование Окрасочная Балансир Красконагнета- тельный бачок Подогреватель Водоиаслоот- делитель
Расход воздуха (про- изводительность), mV мин 1,5 3,0
Диаметр рабочего диска, мм Грузоподъемность, кг . 80 5-40 —
Диапазон высоты подъема, м 2 — —
Емкость, л —W — 18 17 (бачка) 12 —
Время нагревания лака (краски) в водяной бане до 95°С, ч . . . (междуруба- щечного прост- ранств а) 0J
Габариты, мм . ... 295X255X220 200X150X80 650X250 420X380 (без 437X162X320
Вес (без загрузки) на поверхности, кг . . . 6 3 17 бачка) 525X380 (с бачком) 18,5 7,5
ПРИЛОЖЕНИЕ 27
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЭТИНОЛЕВЫХ КРАСОК, ПРИГОДНЫХ ДЛЯ НАНЕСЕНИЯ
ПОД ВОДОЙ
272
ПРИЛОЖЕНИЕ 28
СОСТАВ ЭТИНОЛЕВЫХ КРАСОК, ПРИГОДНЫХ ДЛЯ
НАНЕСЕНИЯ ПОД ВОДОЙ (в процентах)
Лак этинолевый _ .
Сурик железный су-
хой .............
Сурин свинцовый .
Лак эпоксидный
ЭД6..............
Лак 411..........
Каменноугольный
лак..............
Эфир гарпиуса . . .
Хлорированные жир-
ные кислоты пара-
фина ............
Скипидар ........
Примечания: 1. Процентное содержание красок дано
исходя из требований нанесения па воздухе па сухую поверх-
ность.
2. При использовании под водой этинолевые краски упари-
ваются в соответствия с условиями нанесения.
3. Этннолевый лак (дивнинлаиетилен) изготовляется по
В ТУ—1267—54, каменноугольный лак —по ГОСТ 1709—60.
4. Данные взяты из книги Е. В. Искра „Этинолевые краски".
Судпромгиз, I960.
ЛИТЕРАТУРА
Бельчук Г. А. н Мацкевич В. Д. Сварка в судострое-
нии. Судпромгиз» Л-, 1961.
Васильев К. В. Подводная резка к сварка металла. Изд.
«Морской транспорт», М., 1955.
Вершинский Н. В. Подводное телевидение. Госэвергоиз-
дат. М.-Л.. 1960.
Дмитриев В. П. и Конан А. А. Оснастка и приспособ-
лении для судокорпусных работ. Судпромгиз. 1960.
«Единые правила безопасности при ведении взрывных работ».
Металлургиздат. М., 1957.
Искра Е. В. Этинолевые краски. Судпромгиз, 1960.
Зубков Ю. С. Приставка для подводвой резки к полуав-
томату ППСР-300-2. «Сварочное производство», 1964, № 10.
Кочаневский Н. Я. Современное сварочное оборудование
и направление развития его производства. Изд. ЦБТИ НИИЭП,
М., 1959.
Кузнецов И. И. Водолазное снаряжение и оборудование. f
Изд. «Речной траясиорт», М., 1962.
Мадатов Н. М. Статьи о подводном судоремонте в журналах
«Судостроение», 1960. № 10; 1961, № 11; 1963, № 10; 1964, № II;
«Сварочное производство», 1961, № 4 и 8; 1962, № 3 и 8; «Автомати-
ческая сварка», 1962, № 9.
Правила техники безопасности на водолазных работах Мини-
стерства речного флота СССР. Изд. «Речной транспорт», М., 1956.
«Подводный судоремонт», сборник. Военнздат, М., 1945.
С тукан Л. В. Руководство для судового электросварщика.
Судпромгиз, Л, 1941.
Федотов В. Ф. Инструменты и приспособления для меха*
нвзации судоремонтных работ. Речиздат, М„ 1948.
Хаимов О. С. Газопламенная обработка меткалов сжижен-
ными и природными газами. Госиздат, Уз. ССР, Т_, 1961.
ХвиюзовВ. Ф. Подводный судоремонт. Изд. «Морской транс-
порт», М., 1961.
Хренов К. К Подводная электрическая сварка и резка
таллов. Военнздат. М., 1946.
274
Хренов К. К и Лившиц М. Л. Электрическая дуговая
сварка иод водой. «Труды МЭМПИИТ». выл. 3. Трансжелдорнздат.
М., 1934.
Шелученко В. М. Судостроительные материалы и судо-
ремонт. Изд. «Морской трансворт». Л., 1961.
Шля мин А. И. К вопросу об увеличении стойкости электро-
додержателей для подводной электрокислородной резки ЭКД-4.
«Сварочное производство:», 1959. № 2.
Шлямин А. И. Полуавтоматическая подводная резка. «Сва-
рочное производство». 1962, № 10.
Шлямвн А. И. и Дубова Т. Н. Полуавтоматическая под-
водная сварка. «Сварочное производство», 1961, № 7.
содержание 1
Стр.
Предисловие . . . .......... Я,
Введение............................................... 5J
Глава L Подготовительные работы при подводном су- 1
доремонте ........................................... 11?
§ 1. Устройства для выполнения работ под водой . . — '
§ 2. Такелажные работы при подводном судоремонте 18:
§ 3. Обследование подводной части корпуса судна . . ПК
Глава П. Ремонт гребных устройств...................... 26
§ 4. Ремонт гребных винтов без снятия с конуса вала —j
§ 5. Съемка гребных винтов с конуса вала.......• 28'
§ 6. Постаноика гребных винтов.................. 40t
§ 7. Выемка и постановка гребных валов.......... 41’
§ 8. Выпрессовка и запрессовка дейдвудных и крон-
штейновых втулок.................................. 50;
§ 9. Пробивка осевой линии вала на плаву....... 67
§ 10. Инструмент и приспособления для подводного
ремонта гребного устройства........................ 63
Глава III. Ремонт рулевых устройств................... 66;
§ 11. Устранение отклонения лева руля от диаметраль- J
ной плоскости................................... —
§ 12. Ремонт рулей без подъема их на поверхность. . 67,
§ 13. Подъем рулей на поверхность................ 63J
§ 14. Ремонт втулок петель и подпятника руля .... jj
§ 15. Постановка рулен на место.................... ЧВ
§ 16. Ремонт горизонтальных рулей................. 7Xf
Глава IV. Ремонт и постановка новой забортной арма- -J
туры.................................................. 73'
§ 17. Смена решеток забортной арматуры......... —*
§ 18. Очистка кингстонов и другой забортной армату- ;•?
- РЫ..........................................
§ 19. Смена шпйлек забортной арматуры............. Ди
§ 20. Смена протекторов.........................
§ 21. Постановка новой донной арматуры Д
276
Стр.
Глава V. Подводная сварка металлов ..................... 80
§ 22. Особенности сварочной дуги под водой. Зажига-
ние и поддержание дуги.............................. 81
§ 23. Электроды для подводной сварки................ 85
§ 24. Инструмент и приспособления для подводной
сварки.............................................. 88
§ 25. Источники питания для подводной сварки .... 93
§ 26. Некоторые вопросы эксплуатации сварочных ма-
шин ................................................ 97
§ 27. Основные сведения по технологии подводной
сварки........................................ 101
Глава VI. Подводная резка металлов_.......... 116
§ 28. Сущность процесса резки металлов и ее виды . . —
§ 29. Особенности огневой резки металлов под водой 118
§ 30. Горючие и другие материалы для бензокислород-
ной резки металлов под водой...................... —
§ 31. Аппаратура для бензокислоролной резки метал-
лов под водой...................................... 119
§ 32. Технология подводной бензокислородной резки и
работа с установкой БУПР....................... 123
§ 33. Электродуговая резка металлов под водой . . . 127
§ 34. Электрокислородная резка металлов под водой 129
Глава УП. Автоматизация подводной сварки и резки . . 136
§ 35. Полуавтоматическая сварка под водой........ —
§ 36. Полуавтоматическая электрокислородная резка
под водой........................................ 137
§ 37. Полуавтомат для подводной сварки и резки . . 138
§ 38. Материалы, инструмент и приспособления для
подводной полуавтоматической сварки и резки 150
§ 39, Источники питания для подводной полуавтомати- 4 *
ческой сварки и резки............................ 151
Глава VIII. Сверловка, рубка и другие мелкие работы
под водой.............................................. 154
§ 40. Сверловка и прорезание отверстий под водой . . —•
§ 41. Рубка металла под водой..................... 157
§ 42. Рубка и ревка троса и якорь-цепей под водой 158
§ 43. Чеканка заклепочных и сварных швов под водой 160
§ 44. Инструмент для подводных корпусных работ . . 162
Глава IX Ремонт и устранение водотечности наружной
обшивки корпусе судна Под водой........................ 176
§ 45, Заварка раковин и трещин..................... —
§ 46. Обварка заклепок ........................... 176
§ 47. Устранение водотечности при потере заклепок . . 179
§ 48. Заделка мелких отверстий в корнусе судза . . . 181
§ 49. Исправление вмятин наружной обшивки под во-
дой ................................................. —
§ 50. Заделка пробоин наружной обшивки корпусе под
водой ........................................ 182
277
§ 51. Соединение набора с обшивкой и сварка листов
большой длины....................................
§ 52. Подводное бетонирование...................
§ 53. Ремонт деревиниого корпуса на плаву......
Глава X. Отдельные работы, выполняемые на корпусе
судна под водой......................................
§ 54. Приварка судоподъемных проушин под водой . .
§ 55. Постановка комингсов под водой...........
§ 56. Отделение поврежденных конструкции в подвод-
ных условиях ....................................
§ 57. Разделка затонувших судов на металл.......
§ 58. Снятие ординат обводов корпуса судна на плаву
§ 59. Обеспечение доковых операций ............
Глава XI. Подводная очистка и окраска................
§ 60. Очистка поверхностей под водой...........
§ 61. Окраска поверхностей под водой...........
§ 62. Установка для центробежной окраскй под водой
§ 63. Краски, пригодные для подводного нанесения
Глава XII. Технический контроль при подводных суде
ремонтных работах ...................................
§ 64. Технический контроль при подводной сварке и
резке...............................................
§ 65. Технический контроль при слесарно-монтажных
работах..........................................
§ 66. Технический контроль при работах на корпусе
судна ...........................................
§ 67. Технический контроль при такелажных работах
Глава XIII. Техника безопасности при подводных судо-
ремонтных работах .... ..............................
§ 68. Техника безопасности при подводной сварке . . .
§ 69. Техника безопасности при поднодной электроду-
говой и электрокислородной резке.................
§ 70. Техника безопасности при подводной бензокисло-
родной резке.....................................
§ 71. Техника безопасности при подводных взрывных
работах...............................
§ 72. Техника безопасности при подводной окраске . .
§ 73. Техника безопасности при подводной гаммагра-
фии .............................................
§ 74. Техника бевопасности при прочих подводных су-
доремонтных работах . .
Приложения:
1. Допускаемые нагрузки '"тросов...............
2. Выбор диаметров тросов и схемы остропки для
поднятия грузов.................................
3. Определение допускаемых нагрузок на трос по его
окружности .....................................
4. Вес взрывчатого вещества (ВВ) для съемки греб-
ных винтов .....................................
278
Стр.
5. Предельный вес ВВ в заряде в г &ля съемки греб-
ных винтов........................................ 249
6. Пробки деревянные (сосновые) для уплотнения за-
бортных отверстий................................. 250
7. Химический состав электродной проволоки, приме-
няемой при сварке под водой....................... 251
8. Состав шихты электродных покрытий (обмазки) для
сварки и резки под водой . _ . ................... 252
9. Техническая характеристика электродов для под-
водной сварки и резки............................. 253
10. Техническая характеристика стационарных свароч-
ных агрегатов постоянного тока .................... 254
11. Техническая характеристика передвижных свароч-
ных преобразователей............................... 256
12. Техническая характеристика автономных сварочных
агрегатов.......................................... 257
13. Техническая характеристика сварочных аппаратов
переменного тока, пригодных для подводной свар-
ки (резки) ........................................ 258
14. Техническая характеристика бензииа, применяемого
при подводной резке................................ 259
15. Режимы и технико-эковомичсские показатели бензо-
кислородной резки под водой установкой БУПР 260
16. Производительность электродуговой и электрокис-
лородной резки стали под водой .................... 261
17. Химический состав материала трубки для электро-
кислородной резки под водой........................ 262
18. Режимы подводной электрокислородной резки на ,
глубине до 10 м ... ................................. —
19. Рекомендуемые режимы подводной полуавтомати-
ческой сварки незащищенной дугой, электродной
проволокой ф 1,2 мм................................. 263
20. Механические свойства соединений, сваренных по-
луавтоматической сваркой открытой дугой под во-
дой ............................................... 264
21. Предварительные данные по режимам и производи-
тельности подводной полуавтоматической электро-
кислородной резки.................................. —
22. Характеристика снедиализированного пневматичес-
кого инструмента . ............................... 265
23. Характеристика подводного электроинструмента . . 267
24. Рекомендуемые формы я размеры заплат (наклад-
ных листов)........................................ 268
25. Техническая характеристика средств механической
очистки поверхностей перед окраской под водой 269
279
Стр.
26. Техническая характеристика установки для центро-
бежной окраски иод водой и по мокрой поверхно-
сти ................................................. 270
27. Техническая характеристика этаналевых красок, при-
годных для нанесения под водой....................... 272
28. Состав этинолевых красок, пригодных для нанесе-
ния под водой (в процентах) . . . . 273
Литература........................................... 274
Норайр Мадатович Мадатов
ПОДВОДНЫЙ РЕМОНТ КОРАБЛЕЙ И СУДОВ
М.. Воеииздат, 1965 г. 280 с.
Технический редактор Мяснакпва Т. Ф.
Корректор Пономарева И. И.
Сдано в набор 9.12.64 г.
Подписано к печати 20.2.65 Г.-
Формат бумага 84X108‘/s.—8% оеч. л. 14,35 усл. печ. и. 13,566 уч.-язд. я.
Тираж 4500 ТП 65 г. № 160 Г-23083
ИЗД. № 9/4010 Зак. 600
1 я типография
Военного издательства Министерства обороны СССР
Москва, К-S, проезд Скворцова-Степанова, дои 3
Цена 68 коп.
ЛИСТ ОПЕЧАТОК
I
3-я сверху
6-я сверху
17-я снизу
15-я‘ снизу
20-я сверху
шлангами
Болт 2 (рис 32)
200—300 м
потраливании
электроснерлил ьн ые
7 я сверху боком
3-я снизу ! кило
2-я снизу I ли пип |
• 2-я марка | ЭПО-55 Постоянный.)
i снизу ’ прямая п обратная
I i
Болт 9 (рис. 33)
200—300 мм
иотравлявгнии
э.тектросверлильаые
машинки,
бойком
киле
ляни
ЭПО 55. Постоянный,
прямая и обратная,
переменный