/


























































































































































































































































































































































































































































































Автор: Огородников С.К.
Теги: технология минеральных масел технология нефти и аналогичного сырья химия нефть нефтехимия
Год: 1978



Текст
Справочник
нефтехимика
В ДВУХ ТОМАХ
Том 1
Под общей редакцией G. К. ОГОРОДНИКОВА
Ленинград
«ХИМИЯ»
Ленинградское отделение
1978
6П7.43
С74
УДК 665.63 (083)
С74 Справочник нефтехимика. В двух томах, Т. 1/Под
ред. С. К. Огородникова. — Л.: Химия, 1978.-—
496 с., ил.
Книга представляет собой фундаментальный справочник, в кото*
ром систематизированы основные теоретические н экспериментальные
данные, накопленные к настоящему времени в области нефтехимии.
' В первый том включены: производство углеводородного сырья
и первичных нефтехимических продуктов; основные типы производи
ственной аппаратуры; конструкционные материалы н борьба с корро-
зией; процессы разделения и очистки; вопросы охраны окружающей
среды; катализаторы нефтехимического синтеза; физико-химические
н термодинамические свойства продуктов нефтехимического синтеза.
31407-087
^50(01)-7887 78
ЙР-
6П7.43
РЕДАКЦИОННАЯ КОЛЛЕГИЯ?
действ, чл. АН АзССР М. А. Далин, д. х. и. И. В. Калечиц,
д. экон. н. В. Л. Клименко (председатель), д. т. н. А. В. Ко-
жевников, к. т. н. Г. А. Ластовкин, д. т. н. Г. Н. Маслян-
ский, | д. х. н. Б. Л. Молдавский к. х. н. С, К. Огородни-
ков (зам. председателя), чл.-корр. АПН СССР В. А. Проскуряков,
В. М. Соболев, к. экон. н. Е. Б. Цыркин, к. т. н. В. В. Ши-
пикин, В. Л. Киреичева (секретарь).
© Издательство «Химия», 1978
ОГЛАВЛЕНИЕ
Предисловие.................................................... 7
1. Нефтехимическая промышленность как отрасль народ-
ного хозяйства (А. Н. Давыдов, В. Л. Клименко,'М. Л. Ко-
лесов) . ................. . . .............................. 9
1.1. Роль нефтехимической промышленности в народном хозяйстве
СССР............................................ .... 9
1.2. Динамика производства и потребления важнейших.нефте-
химических продуктов в СССР и за рубежом.............. 11
Динамика объемов производства ...................... 11
Динамика структуры производства.............. 24
Динамика структуры потребления............... 30
2. Газоперерабатывающая и нефтеперерабатывающая про-
мышленность как источник основных видов нефтехими-
ческого сырья (£. Б. Цыркин) ................................. 44
2.1. Динамика добычи и переработки нефти и газа в СССР и за
рубежом. Доля потребления углеводородного сырья в неф-
техимической промышленности (Л. Н. Давыдов, Е. Б. Цыр-
кин) ...................... ... . 44
2.2. Производство нефтехимического сырья в газоперерабатыва-
ющей и нефтеперерабатывающей промышленности (М. Г. Ру-
дин) ..................................................... 46
Переработка природного газа. Газовые конденсаты .... 46
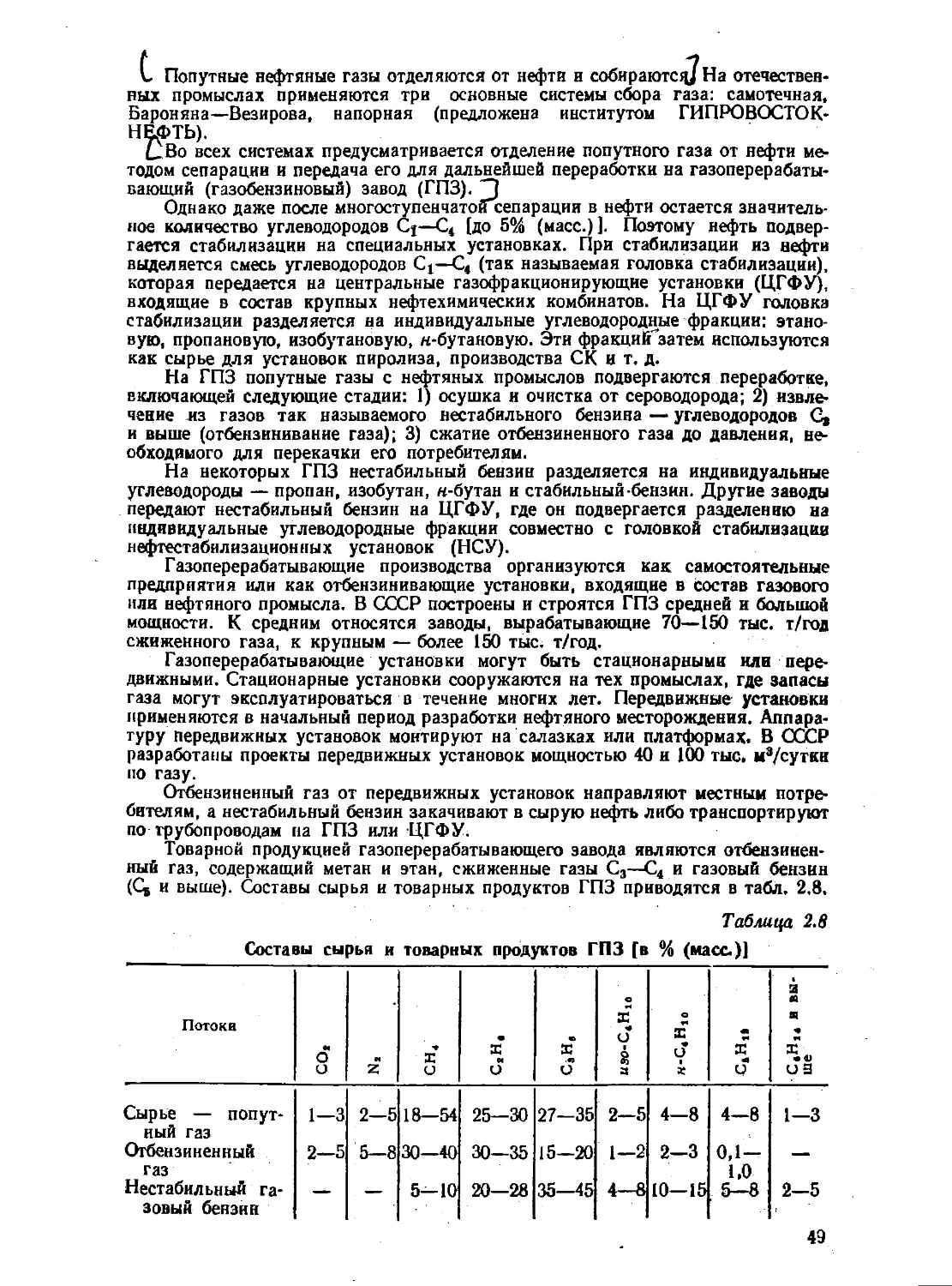
Переработка попутного газа........................, 48
Типовые схемы нефтеперерабатывающих заводов. Харак-
теристики стандартных нефтей . .................... 53
Процессы первичной переработки нефти................ 61
2.3. Некоторые процессы вторичной переработки нефти..... 66
Каталитический крекинг (Л1. Г. Рудин) .............. 66
Гидроочистка (М. Г. Рудин) ........................ 69
Гидрокрекинг (М. Г. Рудин) ........... . . 73
Термический крекинг (М. Г. Рудин) .......... 76
Коксование (М. Г. Рудин)........................ . 78
Производство парафинов (М. Г. Рудин) .............. 81
Газофракционирование (М. Г. Рудин) .......... 86
Получение низших олефинов (пиролиз, газоразделение)
(Т. Н. Мухина, Е. Б. Цыркин, Г. Л. Аврех)........... 90
Переработка жидких продуктов пиролиза (£. Б. Цыркин,
Ю. Г. Данбаров, Н. С. Пригожина)................... 105
Производство водорода {Е. Б. Цыркин, Т. П. Владимир-
ская) ............................................. 114
Производство окиси углерода (Е. Б. Цыркин, Т. П. Влади-
мирская) .......................................... 116
Производство двуокиси углерода (Е. Б. Цыркин, Т. П. Вла-
димирская) 117
1* 3
3. Основные типы производственной аппаратуры. (И. М. Ар-
тюхов, А. Б. Гущевский, Ю. М. Левин, Г. А. Тимо-
феев) . . . ..................... П9
3.1. Реакторы для нефтехимических производств............ 119
3.2. Колонные аппараты для разделения продуктов . . .... 142
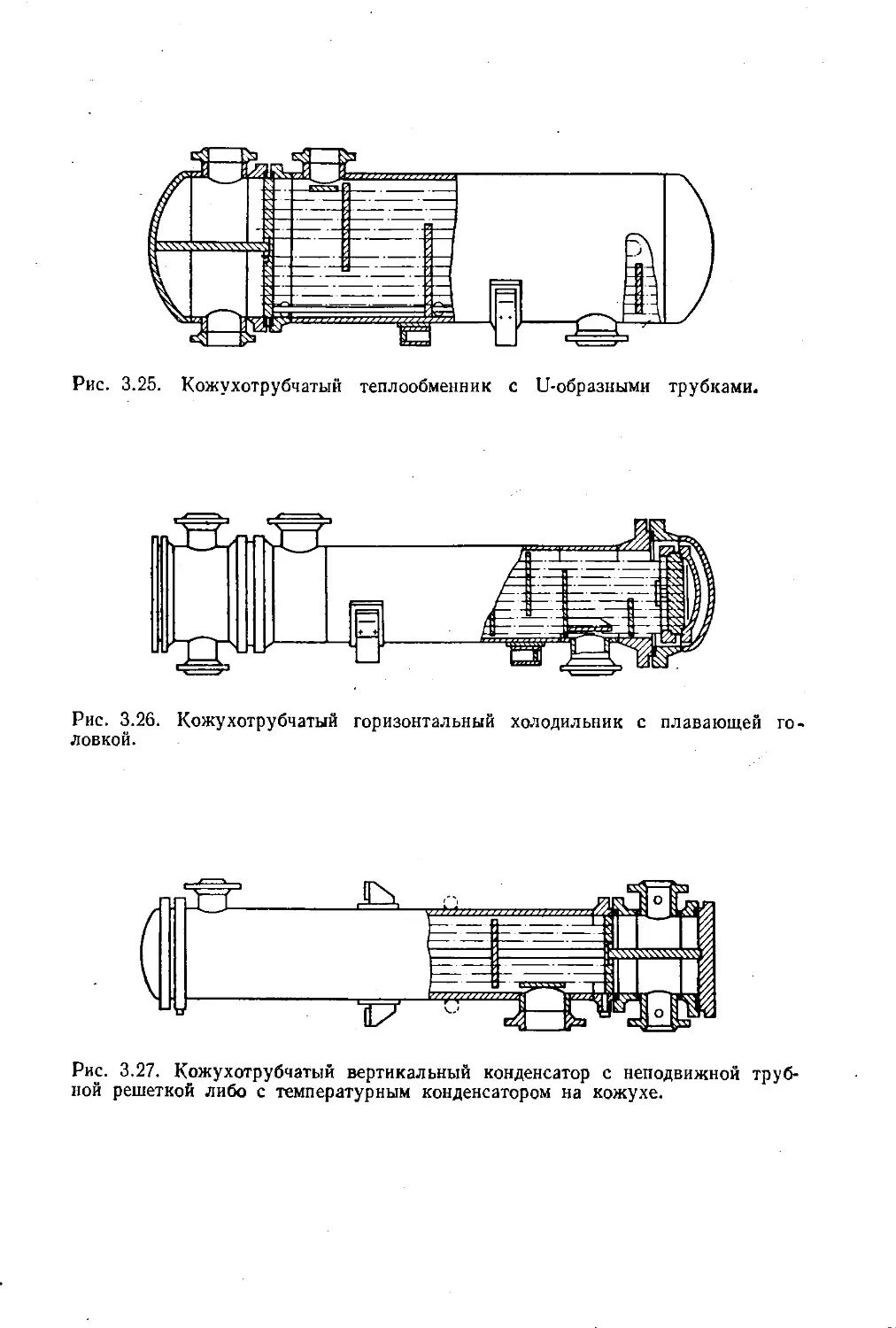
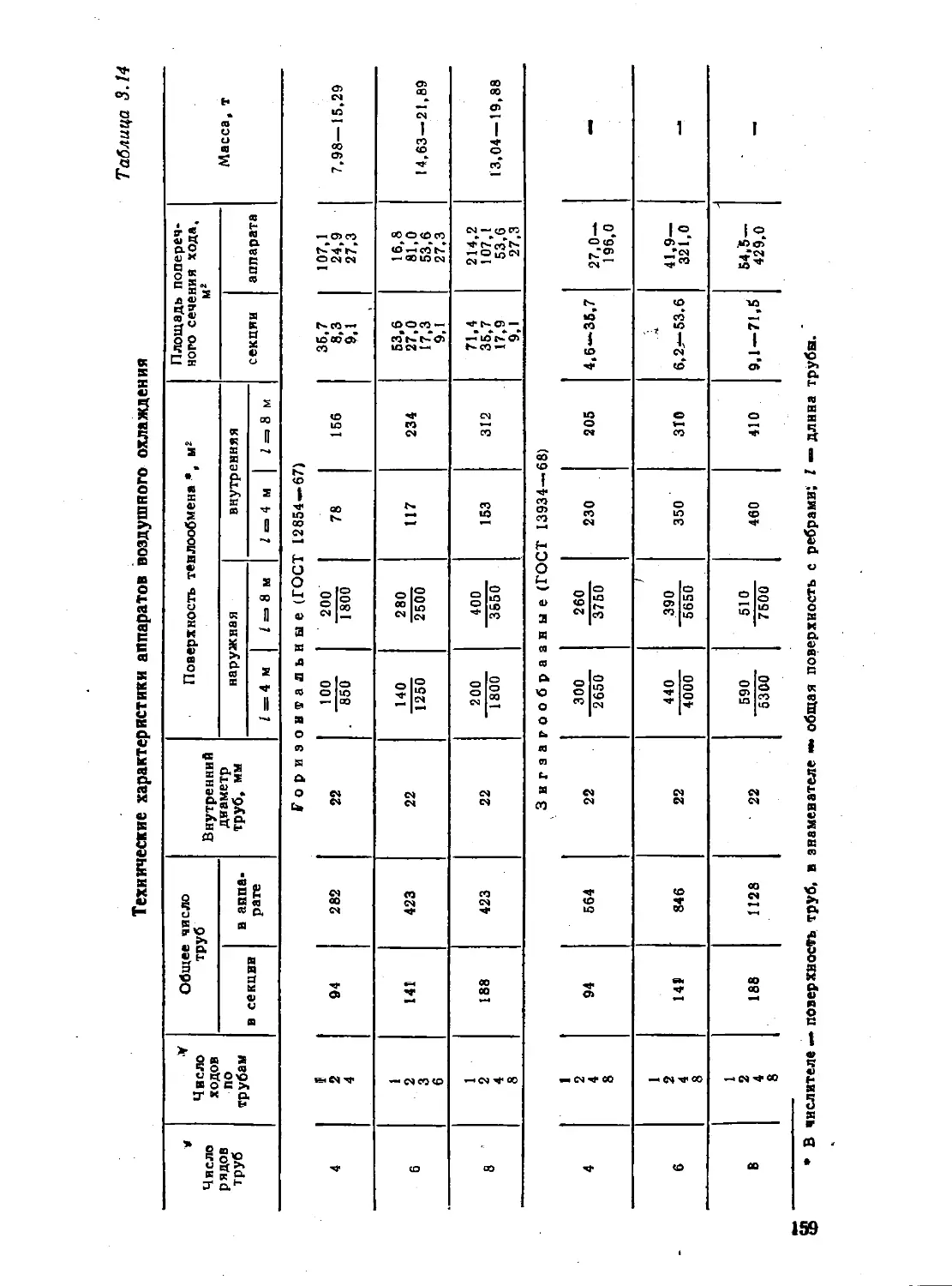
3.3. Теплообменные аппараты ............................ 143
3.4. Насосы .........................-................... 156
3.5. Компрессоры, газодувки и воздуходувки............... 167
3.6. Прочее оборудование для нефтехимических производств . . . 167
4. Конструкционные материалы. Коррозия и борьба с ней
(Ю. И. Арчаков, И. Д. Гребешкова)............................. 174
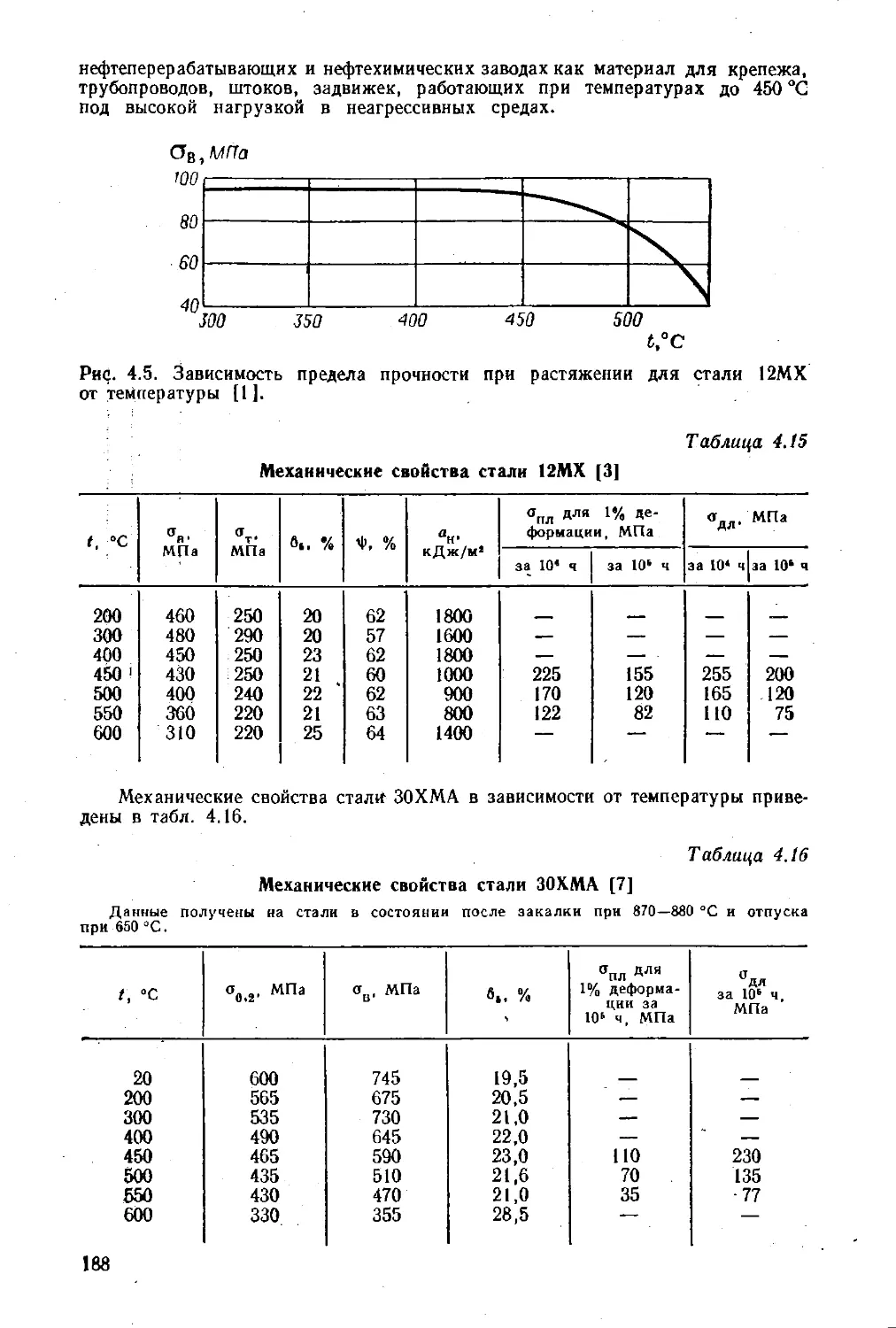
4.1. Стали и сплавы, применяемые для изготовления оборудования
в нефтехимии.......................................... 174
Углеродистая конструкционная сталь обыкновенного ка-
чества ......................................... 175
Углеродистая конструкционная качественная сталь .... 181
Конструкционные низколегированные стали......... 183
Среднелегированные стали............................ 189
Высоколегированные стали............................ 199
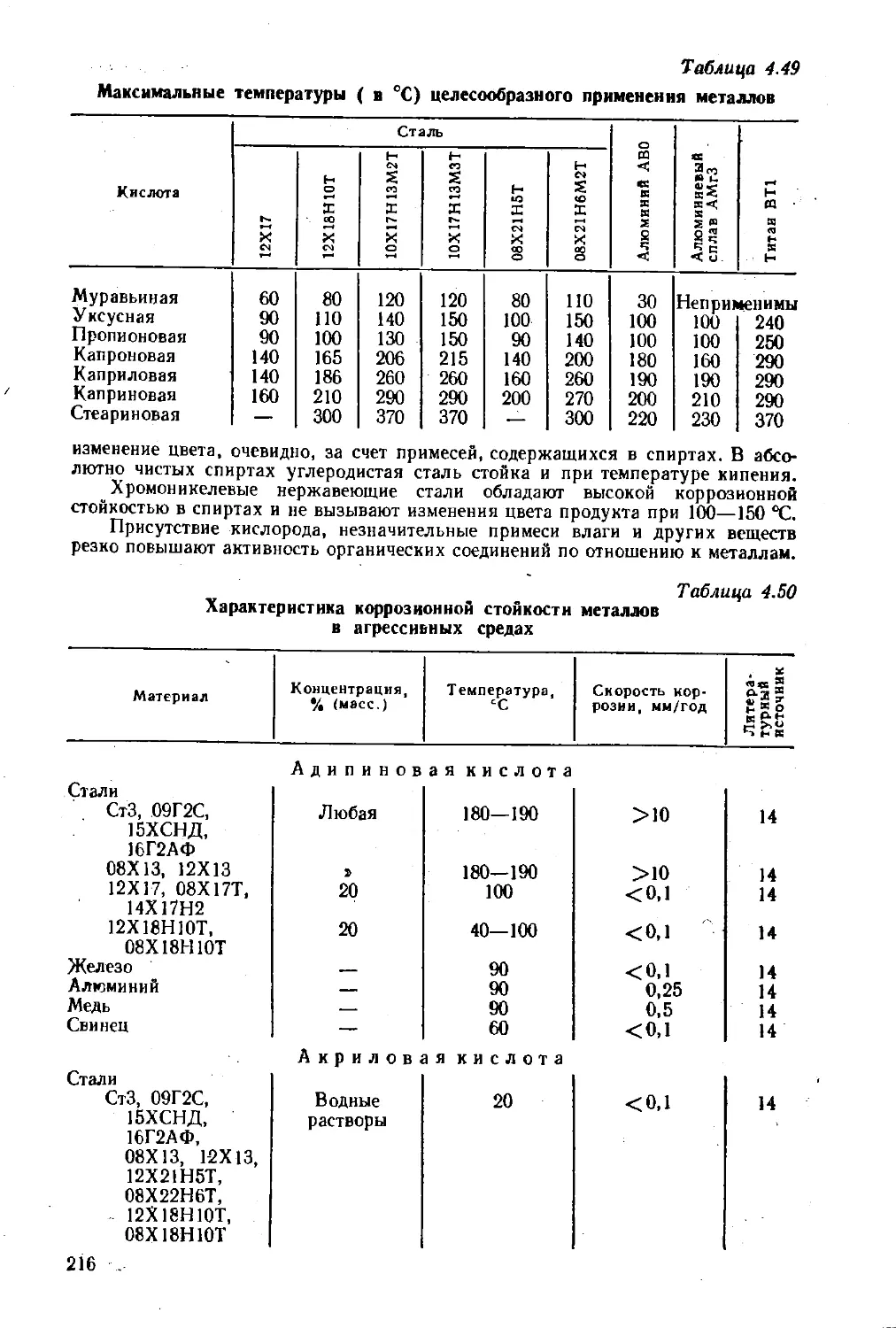
4.2. Коррозионная стойкость металлов и сплавов в органических,
средах................................................. 209
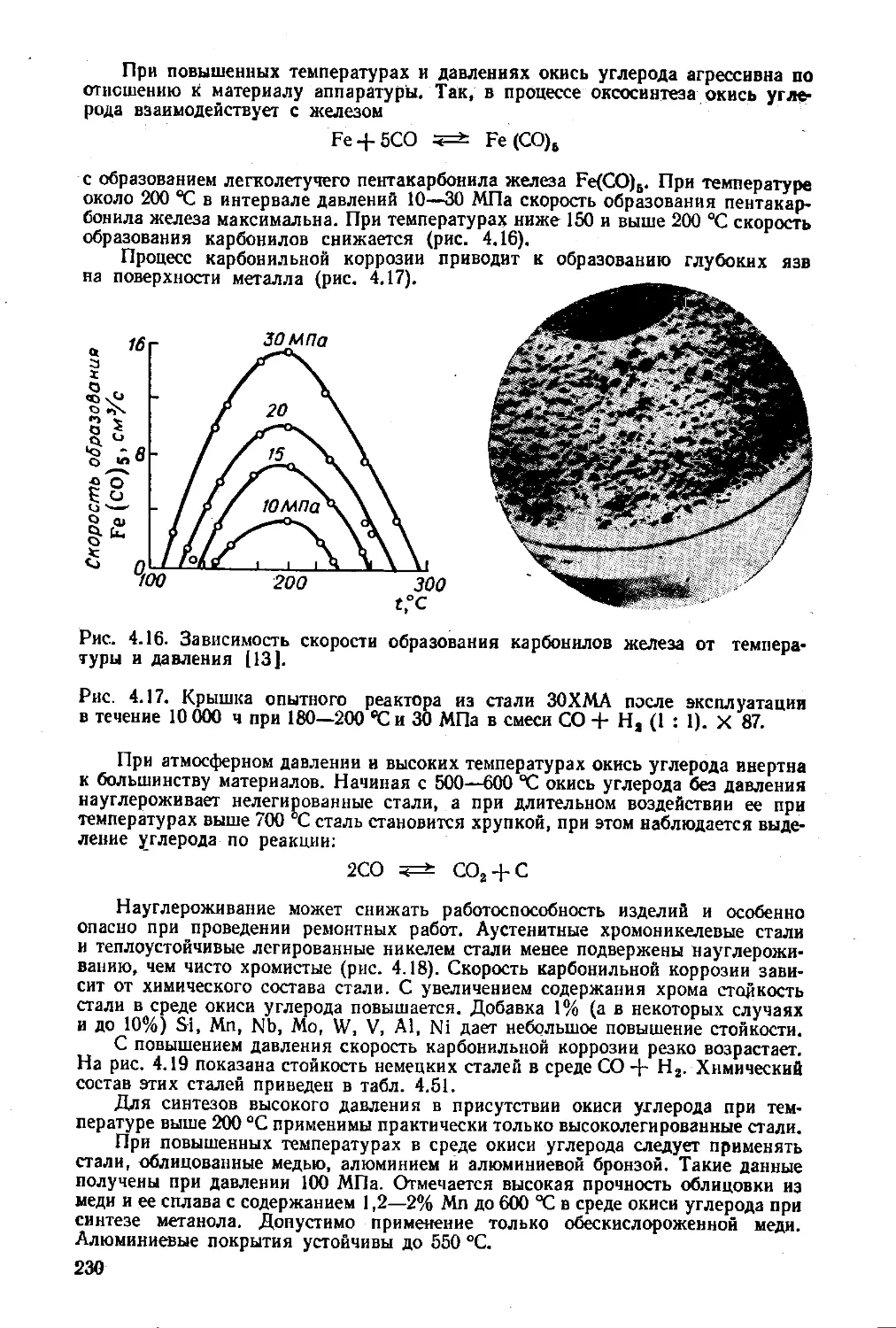
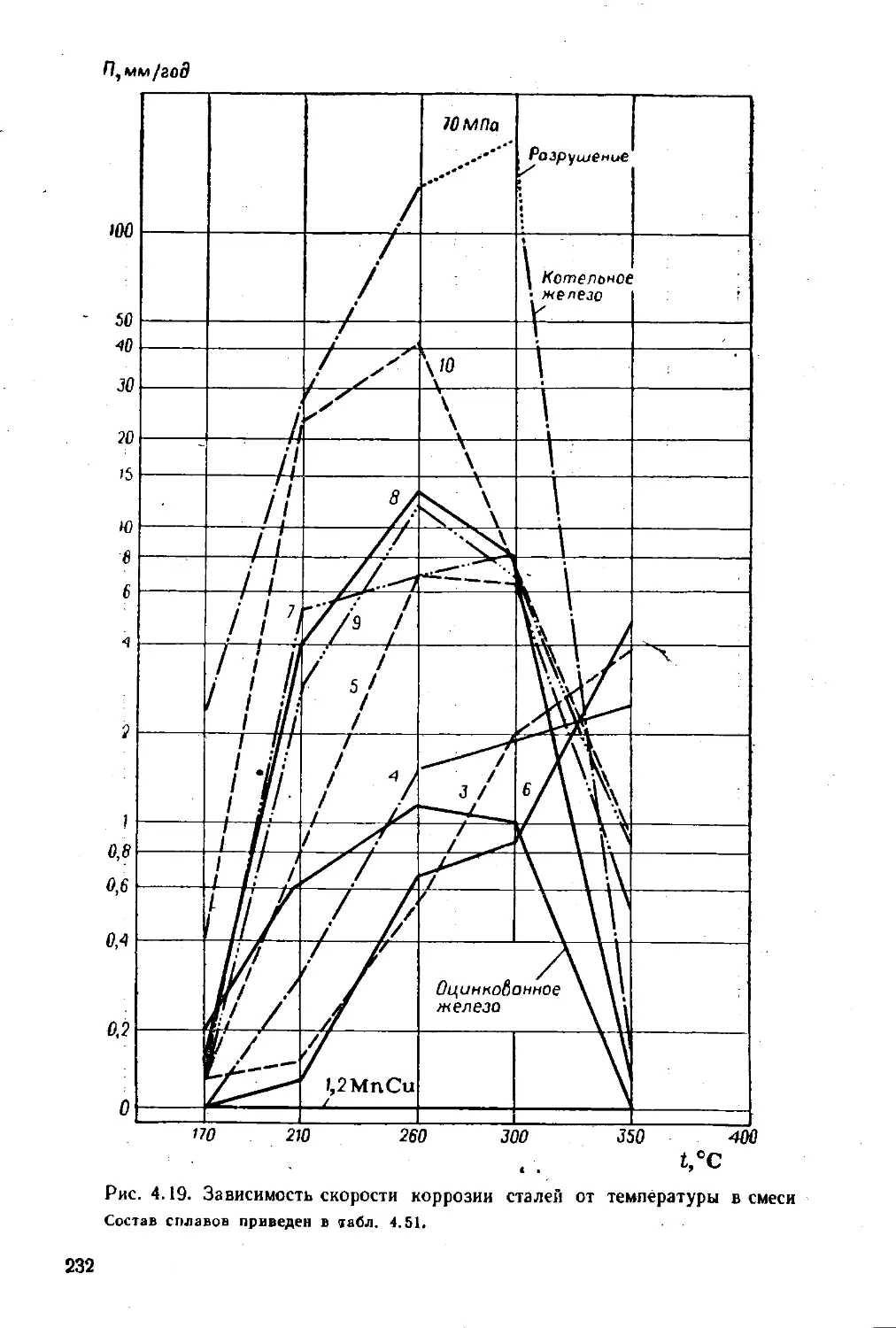
4.3. Коррозионная стойкость металлов и сплавов в окиси углерода
при повышенных температурах и давлениях................ 229
4.4. Коррозионная стойкость металлов и сплавов в водороде при
повышенных температурах и давлениях.................... 236
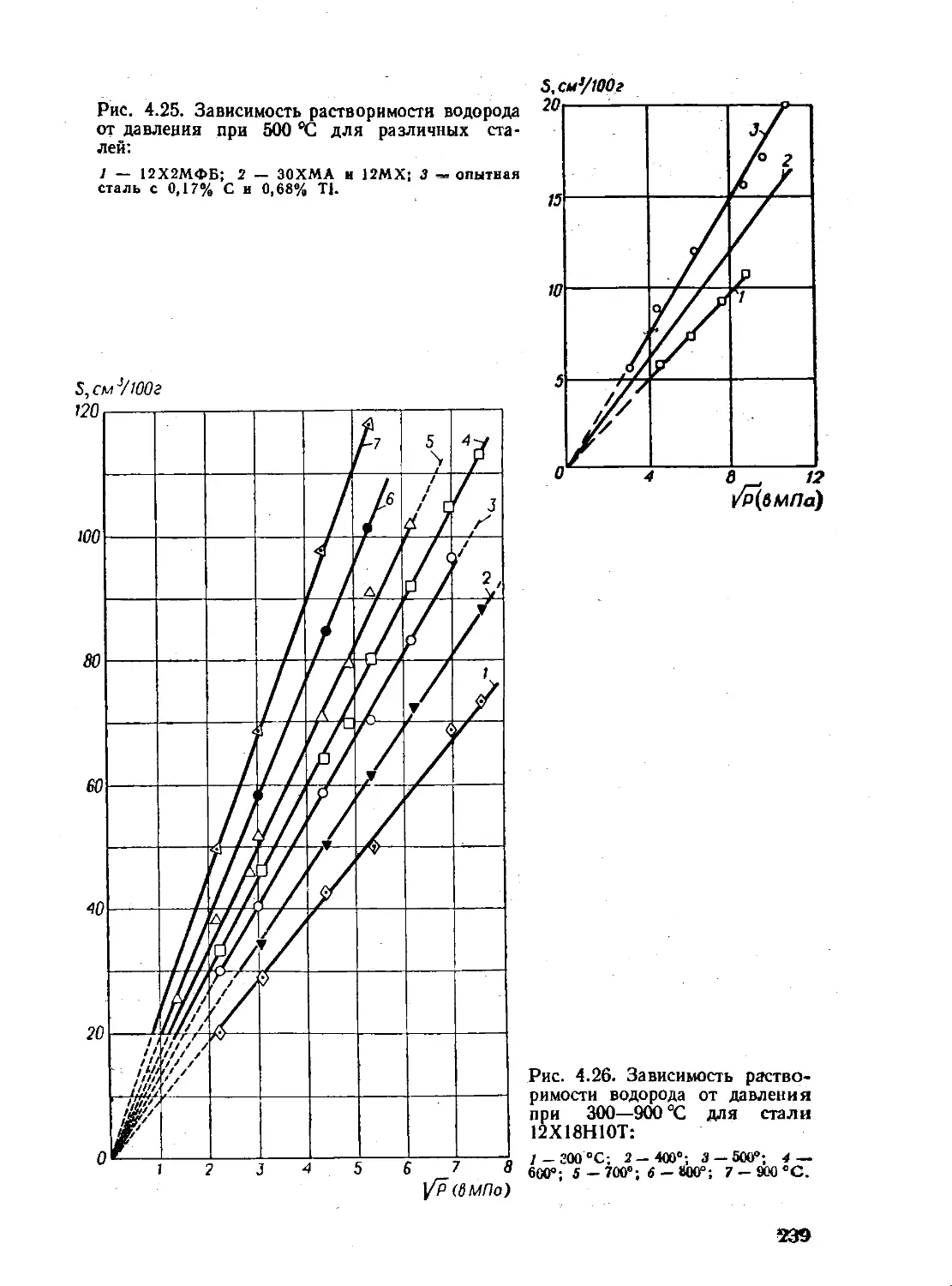
Растворимость водорода в сталях.................... 236
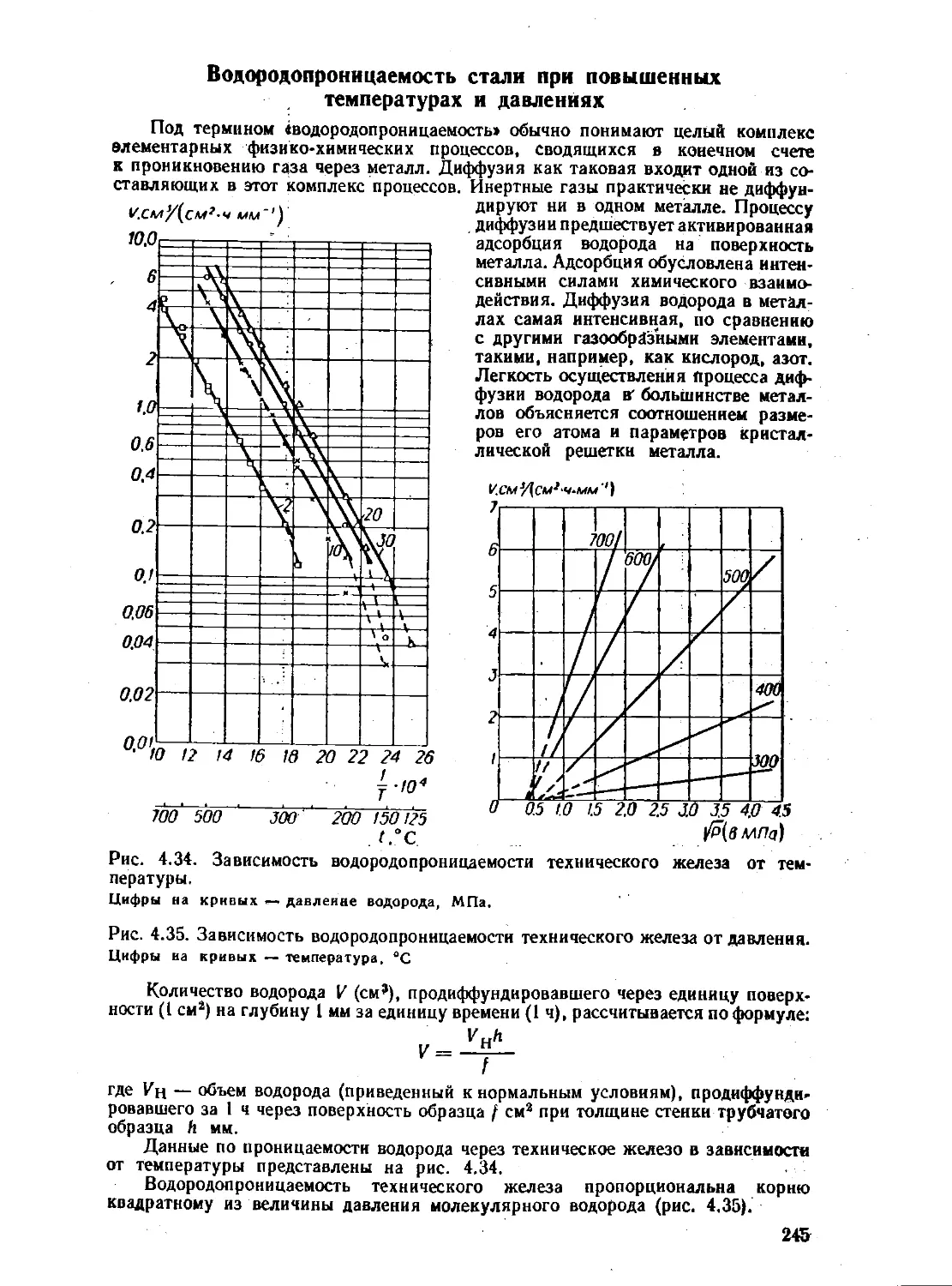
Водопроницаемость стали при повышенных температурах
и давлениях....................................... 245
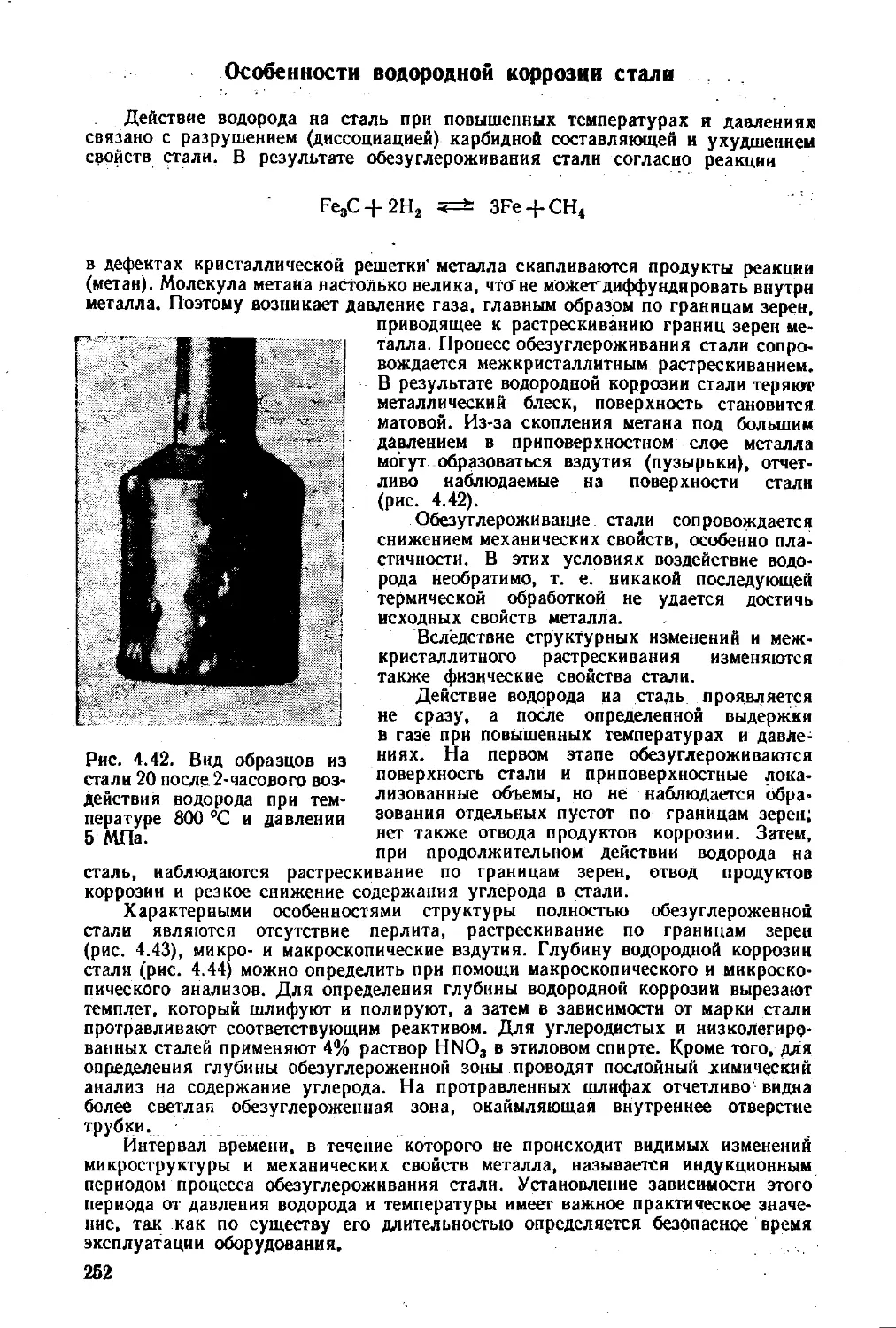
Особенности водородной коррозии стали ... .......... 252
Б. Процессы разделения и очистки (С. К. Огородников) 272
5.1. Ректификация (С. К. Огородников, М. А. Харисов) .... 272
Атмосферная ректификация ........................... 272
Вакуумная ректификация ..... ............... .... 272
Ректификация под давлением......................... 274
Четкая ректификация ................................ 275
Азеотропная ректификация........................... 276
Экстрактивная ректификация......................... 280
Солевая ректификация................................ 285
5.2. Жидкостная экстракция............................... 285
Выделение ароматических углеводородов из бензиновых
фракций (Н. Ф. Грищенко, Л. П. Шапиро, М. Н. Яблоч-
кина) ............................................ 285
Очистка нефтяных масел (Н. Ф. Грищенко, Л. П. Шапиро,
М. Н. Яблочкина) ................... 290
Другие процессы экстракции........................ 294'
5.3. Хемосорбция ................................' . . . 297
5.4. Разделение смесей с помощью твердых сорбентов....... 304
Разделение смесей углеводородов Ci—С3 на активном угле 305
Разделение смесей с помощью синтетических цеолитов (мо-
лекулярных сит).................................. 307
Применение активных природных глин для очистки продук-
тов риформинга от примесей непредельных углеводородов 313
Разделение смесей с помощью карбамида и его производных 314
5.5. Разделение смесей методом кристаллизации............ 319
4
6. Охрана окружающей среды (Л. Г. Немченко, К. А. Га-
лушкина) .................................................... 322
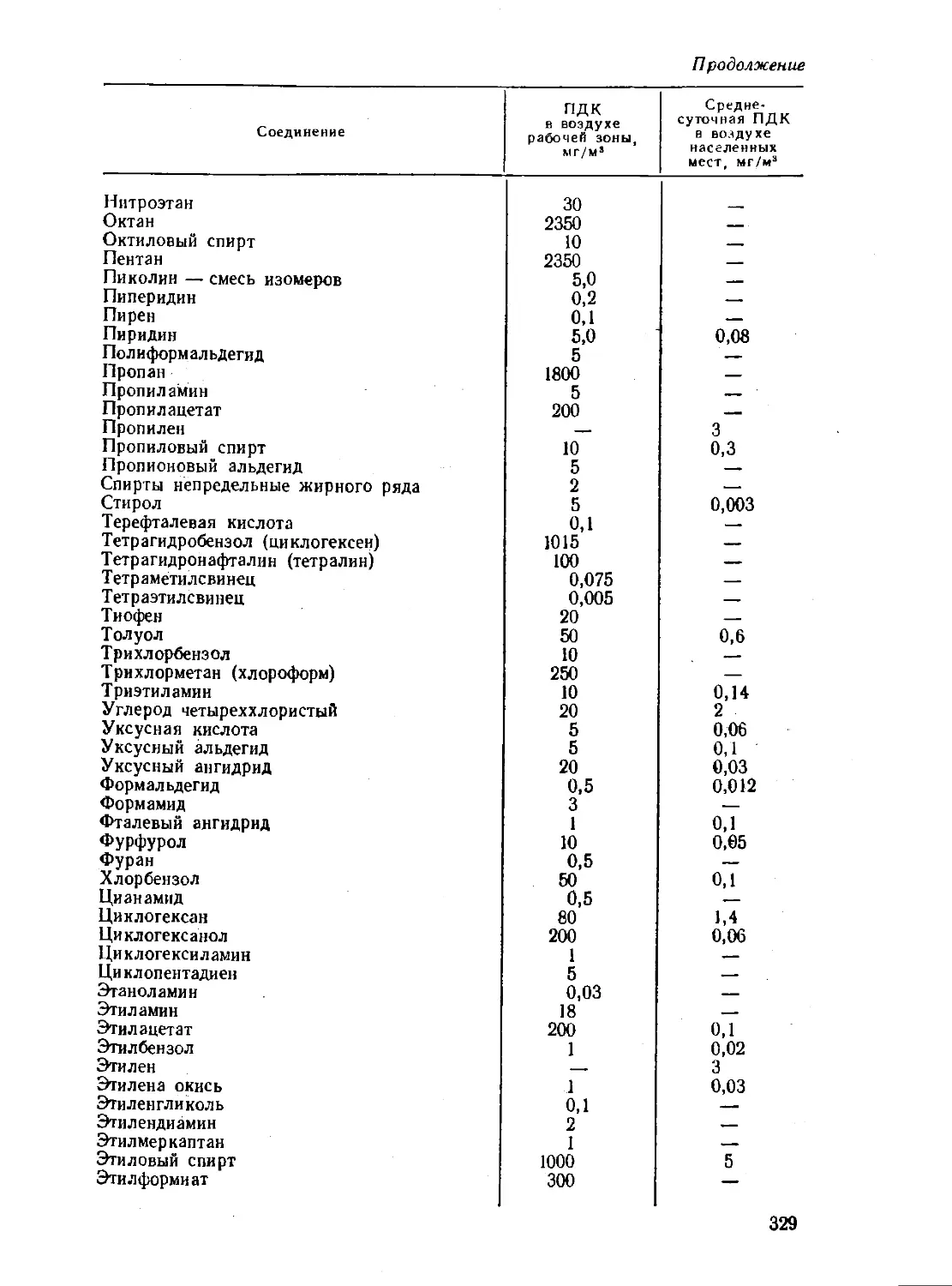
6.1, Предельно допустимые концентрации вредных веществ в вода
водоемов, в воздухе рабочей зоны и в воздухе населенны!
мест................................................. 322
6.2. Состав, количество и свойства сточных вод нефтехимических
производств . . ......................................... 330
6.3. Методы очистки сточных вод нефтехимических производств 335
6.4. Методы обезвреживания твердых, жидких и газообразных
отходов нефтехимических производств....................... 356
7. Катализаторы процессов нефтехимического синтеза
(И. И. Иоффе, В. М. Евграшин) ................................ 360
7.1. Определение и расчет основных технологических ц физико-
химических характеристик катализаторов 360
7.2. Номенклатура катализаторов ....... ....... 383
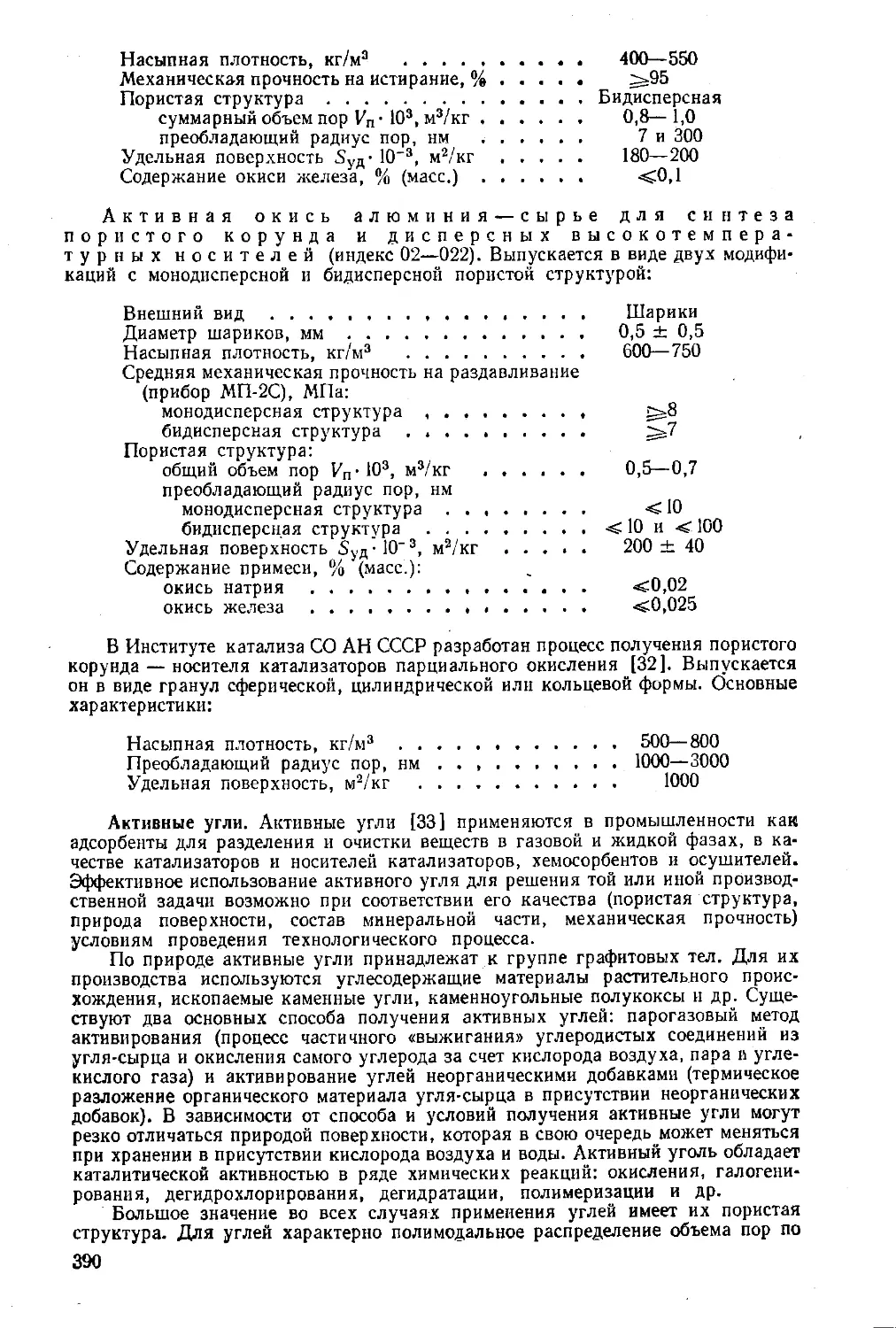
7.3. Носители катализаторов, адсорбенты, химпоглотители . . . 387
7.4. Катализаторы получения водородсодержащих газов . . . 401
7.5. Катализаторы переработки нефтяного и угольного сырья
с целью получения топлив, масел и сырья для нефтехимиче-
ских процессов........................................... 404
7.6. Катализаторы производства мономеров СК........... 409
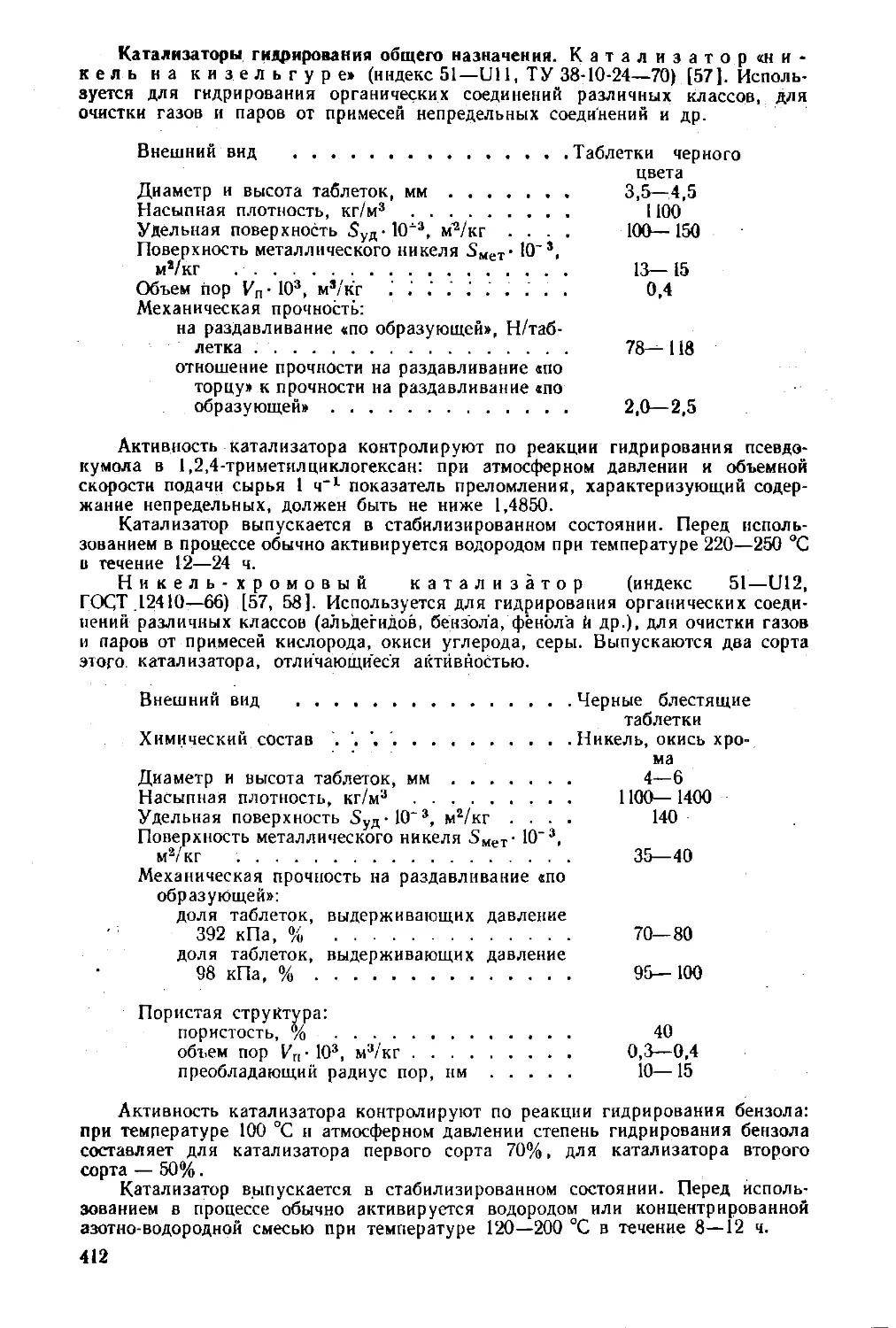
7.7. Катализаторы гидрирования и дегидрирования различных
органических соединений............... ..............• . 411
7.8. Катализаторы окисления............................... 415
7.9. Катализаторы синтеза и превращений органических соедине-
ний .................................................... 417
7.10. Катализаторы очистки газов и жидкостей. . . ... . . 419
7.11. Гомогенные катализаторы нефтехимических производств . . 420
8. Термодинамические свойства важнейших продуктов
нефтехимического синтеза (И. А. Васильев, В. М. Пет-
ров) ..................................................... . 423
8.1. Термодинамические свойства........................... 428
8.2. Теплоты образования некоторых соединений............. 452
8.3. Значения коэффициентов / и т при различных температурах 453
9. Физико-химические свойства важнейших продуктов
нефтехимического синтеза (Л. К. Вагина) . . . . . . , 456
Предметный указатель . . ...................................... 490
КРАТКОЕ СОДЕРЖАНИЕ
2-го ТОМА
1. Гидрирование
2. Дегидрирование
3. Изомеризация
4. Алкилирование и деалкилирование
б Гидрокрекинг и каталитический риформинг
6. Окисление
7. Процессы гидратации, этерификации и гидролиза
8. Синтезы на основе окиси и двуокиси углерода
9. Производство азотсодержащих соединений
10. Конденсационные и полимеризационные процессы
11. Производство основных мономеров для синтетических каучуков
12. Процессы галогенирования и дегалогенирования
13. Некоторые другие процессы нефтехимии
14. Кинетика основных реакций нефтехимического синтеза
15. Техника безопасности •
16. Справочные данные об изобретательском и патентном праве
ПРЕДИСЛОВИЕ
Научно-техническая революция в той или иной мере коснулась всех обла-
стей знаний и практической деятельности человека. Не будет преувеличением
сказать, что одним из наиболее характерных примеров поистине революционных
преобразований в технике является прогресс в области промышленности орга-
нического синтеза. О коренных изменениях в производстве органических про-
дуктов свидетельствуют следующие явления:
1. Колоссальный рост производства. Так, за период с 1960 по 1975 г. объем
производства промышленности органического синтеза в мире увеличился более
чем в 5 раз. Для сравнения можно указать, что объем производства продуктов
питания за это же время увеличился на 30—40%.
2. Увеличение ассортимента продукции, особенно пластических масс я
волокон, синтетических каучуков, включая мономеры для этих продукте®, а
также моющих средств и поверхностно-активных веществ, медицинских и
витаминных препаратов, средств бытовой химии. Общее количество выпу-
скаемых в мире продуктов органического синтеза в настоящее время превышает
100 млн. т в год.
3. Практически полный переход на использование в качестве сырья нефти
и попутного газа. Если в 1950 г. доля продукции органического синтеза, выпускае-
мой на основе нефти и газа, составляла всего 44%, то в 1975 г. этот показатель
превысил 95%.
Перечисленные обстоятельства привели к тому, что за истекшие 20—30 лет
вместо прежних небольших предприятий, производивших синтетические этило-
вый и изопропиловый спирты, выросла мощная и достаточно специфичная от-
расль индустрии, без продукции которой не могли бы существовать авиация и
электроника, ядерная техника и космические исследования, да и современный
быт трудно представить без нее.
В настоящее время насчитывается более 100 нефтехимических процессов,
реализованных в промышленности. Многие интересные разработки ожидают
еще своего технического воплощения. Однако описания большинства действую-
щих установок и процессов разбросаны по многочисленным техническим, науч-
ным и патентным публикациям и практически недоступны широкому кругу спе-
циалистов. Некоторые вопросы отечественной нефтехимии в печати освещены
явно недостаточно. Из сказанного ясно, что уже давно назрела необходимость
обобщения и систематизации знаний и опыта в области нефтехимии в виде спра-
вочного пособия энциклопедического типа. В отечественной литературе такого
справочника до сих пор не было. Зарубежные издания такого рода устарели,
а кроме того, имеют и другие недостатки. В известном труде Азингера (F. Asin-
ger. Die Petrolchemische Industrie. Berlin, Akademie-Verlag, 1971) максимальное
внимание уделяется основному химическому превращению в реакторе, а осталь-
ные вопросы технологии и аппаратуры освещены более чем скупо. Справочник
Ситтига (М. Sittig. Organic Chemicd Process Encyclopedia. Park Ridge, 1967)
содержит лишь составленные на основании описаний патентов принципиальные
технологические схемы, по существу без всяких комментариев. Все зарубежные
издания в недостаточной мере отражают состояние и Перспективы развития нефте-
химии в Советском Союзе.
Основная задача предлагаемого вниманию читателя «Справочника нефте-
химика»— дать в сжатом виде информацию по широкому кругу вопросов, свя-
занных с технологией важнейших современных процессов нефтехимического
синтеза.
7
' Составители поставили перед собой цель сформировать у читателя комплекс-
ное представление о той или иной проблеме нефтехимического синтеза. С этой
целью первый том справочника содержит такие разделы, как технико-экономи-
ческий анализ отрасли в целом, вопросы подбора антикоррозионных материалов,
выбора конструкции аппаратуры. Достаточное место уделено методам разделения
смесей, очистки водных стоков и газовых выбросов, характеристике наиболее
распространенных катализаторов. Приведены физико-химические и термодина-
мические свойства основных продуктов.
Второй том содержит, в основном, характеристику конкретных технологи-
ческих процессов. Для удобства изложения, а также во избежание повторений,
процессы сгруппированы по методам, положенным в их основу. Таковы, напри-
мер, разделы «Окисление», «Дегидрирование», «Изомеризация» и т. д. Исключение
сделано лишь для описания методов получения таких веществ, как мономеры
для СК, а также соединений, содержащих азот и галогены, ввиду специфичности
свойств и направлений использования этих веществ. Поэтому описание некоторых
многостадийных производств разделено между несколькими разделами справоч-
ника. Например, при ознакомлении с процессом синтеза адипиновой кислоты
из бензола о стадии получения циклогексана можно прочитать в разделе «Гидри-
рование», а о последующих превращениях — в разделе «Окисление». Необходи-
мые ссылки в таких случаях имеются в тексте.
Типичные процессы нефтепереработки — первичная и вторичная перегонка
нефти, газофракционирование, крекинг и другие—рассмотрены в справочнике
лишь с точки зрения использования их с целью получения сырья для дальнейшей
химической переработки. Исключение сделано для риформинга, изомеризации
и некоторых других процессов, которые, по мнению составителей, лежат на гра-
нице между нефтепереработкой и нефтехимией.
В отношении терминологии и названий химических веществ во многих слу-
чаях отдавалось предпочтение наиболее употребительному на практике синониму.
Справочник не имеет подробных библиографических указателей. Важнейшие
литературные источники приведены непосредственно в каждом разделе или в конце
глав.
Составители выражают признательность рецензенту В. А. Ходаковской за
ценные советы.
Все критические замечания читателей будут приняты с благодарностью.
Редакционная коллегия
а, НЕФТЕХИМИЧЕСКАЯ ПРОМЫШЛЕННОСТЬ
КАК ОТРАСЛЬ НАРОДНОГО ХОЗЯЙСТВА
1.1. Роль нефтехимической промышленности
в народном хозяйстве СССР-*
Развиваясь ускоренными темпами, нефтехимическая промышленность СССР
за период 1958—1975 гг. превратилась в развитую подотрасль химической про-
мышленности, определяющую темпы и масштабы химизации народного хозяй-
ства, в первую очередь в части производства синтетических материалов, шин и
резинотехнических изделий, агрохимических продуктов (табл. 1.1).
Таблица '1.1
Структура потребления химической продукции
в народном хозяйстве СССР в 1975 г. (в %)
Продукция В производ- стве средств производ- ства В сфере потрёбле-' ВИЯ
Пластмассы 50 50
Синтетические волокна 16 84
Шины и резинотехнические изделия Лаки и краски ' 90 10
55 45
Минеральные удобрения 17 83
Темпы развития химической и нефтехимической промышленности значительно
превосходят темпы развития народного хозяйства и промышленности в целом.
Так, за период 1960—1976 гг. общие темпы роста промышленной продукции со-
ставили 341, а нефтехимических и химических продуктов— 531%.
Повышенные темпы развития нефтехимии обусловлены рядом специфических
особенностей. _______._______
L' 1. Нефтехимическая промышленность обеспечивает сырьем практически^)
всё отрасли химического производства, в ьцгайтывающие синтетические мате-
риалы. Доля нефтехимического сырья,) например в производстве резинотехни-
ческих изделий и синтетических каучуков, приближается к 100%. Достаточно
высок этот показатель и в производстве других синтетических продуктов (дан-
ные по СССР за 1975 г., в %):
Синтетический каучук . . .......... 100.
Резинотехнические изделия............ 90
Пластмассы ........................... 85
Шины ............................ 80
Химические вблокна................... 40
Лаки и краски................. 35
Минеральные удобрения (азотные)...... 85*
В том числе из'природного газа.
9
.. 2. Нефтехимическая промышленность располагает надежной сырьевой ба-
зой.->'В настоящее время в СССР на нужды нефтехимии используется 7—8%
нефти и газа, добываемых в стране (табл. 1.2). В США, где нефтехимическая про-
мышленность наиболее развита, доля нефти и газа, используемых на химические
нужды, не превышает 7%.
Таблица 1.2
Расход нефти на производство нефтехимической продукции
в СССР в 1976 г.
(в % к общей переработке нефти)
Продую Производ- ство продукта Расход нефти на производство
в ваде сырья в виде энер« гетнческих средств
Этилен 0,36 } 2,2 0,71
Пропилен 0,14
Бензол Толуол 0,39 0,24 1 2,15/1,08* 0,4
Ксилолы 0,16 0,59/0,3 * 0,11
Синтетические жирные кислоты 0,1 0,16 0,13
Углеводороды С4 и Cj 0,5 0,5 0,22
Ацетилен 0,05 - 0,23 0,11
Метиловый спирт 0,33 0,24 0,26
Всего 2,27 6,07/4,7 * 1,94
* С учетом возврата рафинатов.
3. Развитие трубопроводного транспорта и расширение районов’добычи еде-
лали нефть и газ сырьем, распространенным в СССР практически повсеместно.
4. Нефтехимические предприятия, являющиеся весьма капиталоемкими и
энергоемкими объектами, вырабатывают широкую номенклатуру товарных про-
дуктов. Сооружение таких предприятий оказывается одним из важнейших
звеньев в создании крупных'региональных промышленных узлов, располагаю-
щих значительными ресурсами сырья, топлива, энергии, а также мощными строи-
тельными организациями.
5. Высокая степень механизации и автоматизации производственных про-
цессов, внедрение технологических линий и агрегатов большой единичной мощ-
ности обусловливают высокий уровень производительности труда в нефтехими-
ческой промышленности по сравнению с другими отраслями химической про-
мышленности:
Производительность труда (в %) в производстве
нефтехимических продуктов..................100
пластмасс...................................82
удобрений .......................... ...... 79
химических волокон.........................55
резинотехнических изделий..................54
6. Нефтехимическая промышленность имеет большие возможности использо-
вания прогрессивных технологических приемов (непрерывность производства,
широкое применение катализаторов, повышенных температур и давлений и др.).
7. Использование нефтехимических продуктов в народном хозяйстве позво-
ляет высвободить значительные количества пищевых продуктов, ранее исполь-
10
зоваишвхся для технических целей. Например, в 1975 г. в результате внедрения
новых нефтехимических синтезов было сэкономлено (в расчете на зерно, тыс. т):
В производстве
этилового спирта............... 2540
бутилового спирта............... 784
ацетона ....................... 630
СЖК и глицерина ........... 500 *
Всего. . . 4454
* В расчете на растительные жиры.
1.2. Динамика производства и потребления
важнейших нефтехимических продуктов
в СССР и за рубежом
Динамика объемов производства
Темпы развития отечественного производства полимерных материалов значи-
тельно выше, чем по промышленности и по народному хозяйству в целом
(табл. 1.3).
Таблица.
Темпы роста производства полимерных материалов в СССР (в %)
Отрасли и производства I960 1965 1970 1975
Народное хозяйство в целом 100 138 196 272
Промышленность в целом 100 151 227 334
Производство пластмасс и синтетиче- ски х смол 100 257 537 900
Производство синтетического каучука 100 177 272 445
Производство синтетического волокна 100 515 1110 2900
Аналогичная картина наблюдается во всех странах-членах СЭВ, а также
в США, Японии, ФРГ, Англии, Франции и Италии.
Как слеДует из данных табл. 1.4—1.8, за период 1960—1975 гг. мировое про-
изводство полимерных материалов возросло более чем в 6,5 раз, в том числе:
Синтетические волокна................................ в 13 раз
Пластмассы и синтетические смолы.................. в 7 раз
Синтетический каучук ................................ в 3,6 раза
Наиболее крупные производители полимерных материалов в настоящее
время США, Япония и ФРГ. На их долю приходится более50% мировой выработки
полимеров. Однако, в этих странах период бурного развития промышленности
пластмасс, синтетических волокон и каучуков практически уже завершен. Прирост
выработки полимерных материалов в этих странах имеет тенденцию к снижению.
Так, если в период 1960—1965 гг. среднегодовой прирост выработки пластмасс
и синтетических волокон в США составил 14,0 и 22,4% соответственно, то в пе-
риод 1970—1975 гг. только 6,2 и 11%. Аналогичная картина имеет место в Япо-
нии и ФРГ.
В Советском Союзе среднегодовые темпы развития производства пластмасс
и синтетических волокон превышают эти показатели в США, ФРГ, Японии (хотя
также имеют тенденцию к снижению), однако цифры абсолютного прироста этой
Продукции остаются высокими.
Высокие темпы роста производства синтетических материалов в 1960—1975 гт.
привели к бурному развитию нефтехимической промышленности во всех
11
технически развитых странах. Особенно быстро развивалась нефтехимическая
промышленность Японии, ФРГ, Италии. Так, в Япоийи производство отдель-
ных нефтехимических продуктов возросло:
Этилен.............................. в 57,5 раз
Пропилен............................ в 30 раз
Дивинил ............................ в 37 раз
Ксилолы (в сумме)................... в 45 раз
В Советском Союзе выработка важнейших нефтехимических продуктов за
период 1960—1975 гг. выросла на 300—700%. По США этот показатель колеблется
от 150 до 600%.
Высокие темпы развития нефтехимической промышленности во всех техни-
чески развитых странах привели к снижению доли США в производстве основных
нефтехимических продуктов. В 1975 г. этот показатель в большинстве случаев
уже не превышал 50%. Доля США в мировой выработке этилена и пропилена со-
кратилась даже до 30%.
Несмотря на это, по абсолютному количеству нефтехимических продуктов
США по-прежнему занимают ведущее положение в мире. В Яйонии и ФРГ выра-
ботка в 1,5—2 раза ниже. Исключение составляют производства ацетальдегида,
этилового спирта, бутилового спирта и акрилонитрила, где объемы выработки
в США и других странах соизмеримы.
С 1973—1974 гг. темпы роста нефтехимической продукции в ведущих капи-
талистических странах существенно снизились. Причиной этому послужили
повышение цен на нефть на мировом рынке и вызванный им коренной пересмотр
основных концепций развития нефтехимической промышленнЪсти капиталисти-
ческих стран, в первую очередь стран Западной Европы и Японии. Поскольку
цены на нефть выросли в 3—3,5 раза, р себестоимости нефтехимических продуктов
значительно возрос удельный вес сырьевой и энергетической составляющей.
Это привело к необходимости детального анализа основных нефтехимических про-
цессов, который был проведен в двух основных направлениях.
1. Сопоставление технико-экономических показателей производства раз-
личных органических продуктов из нефтяного и из другого, менее дефицитного,
сырья (уголь, сланцы, торф). Особенно это касалось продуктов, производимых
из смесей СО и Н2 (метиловый спирт, высшие спирты, этиленгликоль).
2. Изучение технико-экономических показателей разнообразных методов
получения продуктов из нефтяного сырья и оптимизация структуры производства
их путем разработки таких .методов, которые обеспечивали бы максимальную
селективность процесса.
Очевидно, что, несмотря на существенное повышение цен на нефть, сегодня
нельзя ожидать кардинальной переориентации на другие природные виды сырья.
Исключение составляют упомянутые выше синтезы на основе СО и Н2, которые
в ряде стран примерно с 1990 г. могут обеспечить более благоприятные технико-
экономические показатели в производстве метилового спирта, формальдегида
и аммиака при условии производства синтез-газа из недорогих углей и некоторых
других видов твердых топлив.
Что же касается вопросов выбора современной технологии, то расчеты убеж-
дают, что в современных экономических условиях на широкую реализацию могут
претендовать лишь такие процессы производства нефтехимических продуктов
первого сопряжения, где достигается селективность по целевому продукту не
ниже 90%. Это означает, что экономический эффект при получении продуктов
второго сопряжения может быть достигнут лишь в таких процессах, где суммар-
ная селективность не ниже 80% (0,9-0,9).
Подобная тенденция проявляется в изменении структуры методов произ-
водства ряда нефтехимических продуктов с заметным переходом к широкому
применению более селективных процессов. Например, следует отметить тенден-
цию к снижению абсолютных масштабов производства некоторых нефтехимиче-
ских продуктов, в частности ацетальдегида и этилового спирта. Это явление обус-
ловлено внедрением в промышленность новых методов получения бутилового
спирта и 2-этилгексанола, на производство которых ранее расходовался ацет-
альдегид, а также заменой этилового спирта как сырья для получения дивинила
на бутилен и бутан.
12
В табл. 1.4—1.40 представлена динамика объемов производства важнейший
нефтехимических продуктов в СССР, и за рубежом за период 1960—1975 гг. Про-
черк в таблице означает отсутствие производства, н/д — отсутствие данных.
Таблица 1.4
Объем производства пластмасс и синтетических смол (в тыс. т)
Стравы 1950 1955 I960 1965 1970 1975 1980 (прогноз)
Все страны мира 1 600 3 300 6 700 14500 30 000 45 000 66000 -
в том числе
Англия 124 324 559 943 1 450 Л 500 н/д
Италия . 31,8 94 329 844 1 730 3800 н/д
США 1 014 1 415 2 827 5 123 8 820 11 900 15 900
Франция 34 96 347 677 1 515 2 300 н/д
ФРГ ПО 421 981 1 921 4 425 7 770 10 600
Япония 17 101 589 2 036 5 117 8000 13 000
СССР 67 160 312 802 1 673 2 840 5396—5964
Таблица 1.5
Объем производства синтетических волокон (в тыс. т)
Страны 1950 1955 I960 1965 1970 1975 19М (прогноз)
Все страны мира 70 270 700 2050 4900 9100 н/д
в том числе Англия 4,4 н/д 61 148 340 396 600
Италия. 0,6 н/д 34 107, 196 330 .. 500
США 56 н/д 324 806 1630 2690 4800
Франция 1,7 н/д 45 87 175 227 340
ФРГ 1 н/д 53 180 495 767 1100
Япония 15,7 118 380 1040 1160 1300
СССР 1,3 8,9 15 77 166 435 1500
Таблица 1.6 -
Объем производства каучука (в тыс. т)
Страна I960 1965 1970 1975 1980 (лрогвоа)
Мировое производство каучука в том числе н/д 5 431 н/д 10 380- 16000
натурального н/д 2 331 н/д 3490 6 000
синтетического из него 1 923 3 100 4 868 6 890 10 000
Англия 91 175 320 253 270
Италия 67 120 160 200 320
США 1 459 1 842 2 250 2 530 2 600
Франция 18,4 148 310 482 530
ФРГ 82 173 310 278 300
Япония 23 161 680 840 ' 980
СССР (в %) 100 177 272 445 670
13
Таблица 1.7
Объем производств» полиэтилена (в тыс. т)
Страны - 1955 1960 1965 1970 1975 1980 (прогноз)
Англия 29,2 126,1 237 367 570 830
Италия — 35 186 420 н/д н/д
США — 606,5 1382 2664 4128 6750
Франция 29,8 35,8 111 400 900 н/д
ФРГ — 75,3 282 830 1470 н/д
Япония — 56,5 396 1305 2070 2680
СССР (в %) — 100 280 ИЗО 2675 4375
Таблица 1.8
Объем производства полипропилена (в тыс. т)
Страны 1960 1965 , 1970 1975 1980 (прогноз)
Все страны мира 29,0 н/д 1263 3000 6000
в том числе
Англия 0,4 20 66 210 330
Италия 3,0 35 90 235 432
США 18,6 169,7 471 1066 2250
Франция — 6,0 20 н/д н/д
ФРГ 3,2 19 58 280 н/д
Япония —- 57,5 579 792 1366
СССР (в %) — — 100 490 1470
Таблица 1.9
Объем производства этилена (в тыс. т)
Страны 1955 I960 1965 1970 1975 1980 (прогноз)
Все страны мира н/д 3 900 7 500 18 500 30 500 49 500
в том числе -
Англия 115 400 538 981 1 760 2 260
Италия 20 170 338 900 1 973 2 323
США 1 300 2 600 4 341 8 200 10 900 18 100
Франция 16 140 223 934 2 053 3 530
ФРГ 50 230 710 2 020 4 008 4 338
Япония н/д 78 777 3 028 4 600 7000
СССР (в %) н/д 100 270 389 738 1 605
14
Таблица 1.10
Объем производства пропилена (в тыс. т)
Страна 1955 I960 1965 1970 1975 1980 (прогноз)
Все страны мира н/д 2400 4 900 9 300 15 400 23 800
в том числе
Англия 75 300 265 455 566 800
Италия 10 150 230 356,2 1075 1 700
США 848 1 200 1 697 3 600 - ' 4 400 8 200
Франция 10 100 194 567 852 1 100
ФРГ н/д 140 • 307 800 2 000 2 200
Япония н/д 100 628 1600 3 000 4 500
СССР (в %) н/д 100 500 1 000 1875 3 550
Таблица 1.11
Объем производства дивинила (в тыс. т)
Страны I960 1965 1970 1975 1989 (прогноз)
Все страны мира 1100 2300 3000 4100 6500
в том числе 1
Англия 50 111 170 350 н/д
Италия 20 80 78,6 195 310
США 808 1218 1385 1590 2700-
Франция 10,6 31 151 260 н/д
ФРГ н/д 155 ' 260 500 н/д
Япония 16 109 400 600 1000
СССР (в %) 100 179 205 289 415
Таблица 1.12
Объем производства бензола (в тыс. т)
Страны I960 1965 1970 1975 1989 (прогноз)
Англия 491 580 656 . 768 1400
Италия 64 166 503 880 1275
США 1520 2765 3374 5195 7800
Франция 260 198 372 580 940
ФРГ 333 360 1100 1500 1700
Япония 134 385 1245 2000 2927
СССР (в %) 100 160 238 355 - 684
15
Таблица 1.13
Объем производства толуола (в тыс. т)
Страны I960 1966 1970 1975 I960 (прогаоз)
Англия 37,8 42 208 252 880
Италия 4,7 68 380 535 600
США 901,1 1809 2274 3300 7200
Франция 10,3 41 90 160 180
ФРГ 18,1 103 175 215 300
Япония 61,1 189 775 913 1060
СССР (в 100 192 248 468 820
Таблица 1.14
Объем производства суммарных ксилолов (в тыс. т)
Страны I960 1965 . 1970 1975 I960 (прогноз)
Италия 1,7 46 354 531 874
США 923,9 1111 1492 2450 3050
Франция 4,2 105 140 230 380
ФРГ 8,9 112 464 524 540
Япония 31,9 101 760 1430 2280
СССР (в %) 100 275 677 1180 4013
Таблица 1.15
Объем производства о-ксилола (в тыс. т)
Страны 1970 1975 1980 • (прогноз)
Англия 48 155 230
Италия 50 160 250
США 374 510 600
Франция 60 130 195
ФРГ 100 280 400 .
Япония 153 310 450
СССР (в К по отношению к 1960 г.) 300 697 1394
* По расчету авторов.
16
Таблища. 1.К
Объем производства л-ксялола (в тыс. г) -
Страны 1970 1976 1980* <прогво0
Англия Италия США Франция ФРГ СССР (в % по отношению к 1960 г.) * По расчету авторов. Объем производства як 270 130 720 ВО 110 260 613 зилонитрила 400 280 1270 170 260 510 1б₽6 (в тыс. т) G92 420 1650 250 400 700 5000 Таблица 1.17
Страны 1966 1970 1975 1980 (прогноз)
Италия США ФРГ Япония СССР (в %) 26,6 - 350 н/д 153,3 59 470 100 424 100 167 635 300 594 588 345 1496 н/д - 900 1250
Таблица-!.18
Объем производства окиси этилена (в тыс. т)
Страны 1960 1965 1970 1976 1980 (протеоз)
Англия 40,0 98 175 280 я/д
Италия 25,0 52 110 н/д н/д
США 655,0 993 1665 1770 2740
Франция ФРГ 39,5 79,2 50 133 100 300 н/д 660 й
Япония 16,2 76 304 454 699
СССР (в %) — 100 200 700 1225 • У
Таблица 1.19
Объем производства окиси пропилена (в тыс. т)
Страны 1960 1965 1970 1975 1980 (нрегааа)
США 140 274 608 795 1090
ФРГ 140 300 н/д
^прния 2,3 • 44 108 131 170
'Ч.
Таблица 1.20
Объем производства этиленгликоля (в тыс. т)
Страны I960 1965 1970 1975 1980 (прогноз)
Италия 2,4 35,1 62 н/д н/д
США 690,0 815,5 1000 1410 1760
Франция 19,4 31,2 55 н/д н/д
ФРГ — 51,7 н/д н/д н/д
Япония 14,0 64,8 293 430 540
СССР (в %) — — 100 270 460
Таблица 1.21
Объем производства винилхлорида (в тыс. т)
Страны 1960 1965 1970 1975 1980 (прог НО»)
Англия 116 290 352 420 500
Италия 140 510 610 730 н/д
США 470,4 907 1833 1905 1975
Франция 122 300 . 462 н/д н/д
ФРГ 190 430 725 1200 1500
Япония 284 530 1280 1450 2780
СССР (в %) 100 240 320 786 1570
Таблица 1.22
(в тыс. т)
Объем производства уксусной кислоты
Страны 1958 I960 1965 1970 1975 1980 (прогноз)
Англия 60,0 75 НО 165 240
Италия 32,1 38,7 70,9 115 160 220
США 256,9 347,7 618,9 900 1021 1150
Франция 57,0 74,3 н/д 139 200 285
ФРГ 94,1 109,4 149 238 280 326
Япония 44,5 73,1 153,5 401 509 878
СССР (в %) 100 148 290 590 1653 3310
Таблица 1.23
Объем производства ацетальдегида (в тыс. т)
Страны I960 1965 1970 1975 1980 (прогноз)
Италия 47,0 127 н/д 300 340
США 442,0 553 730 635 704
Франция 43,0 120 185 н/д 320
ФРГ 244,2 282 300 410 440
Япония 113,0 269 538 577 620
СССР (в %) 100 273 478 652 980
18
Таблица 1.24
Объем производства.старела (в тыс. т)
Страны I960 I960 1970 1975 1980 (прогноз)
Англия Италия США Франция ФРГ Япония СССР (в %) Объем п 21,5 н/д 794,0 40,0 160,0 33,9 100 юизводств 135 130 1299 77 190 168 300 а циклоге 220 200 1974 180 700 816 390 пеана (в т 300 250 2950 260 1200 1034 728 ыс. т) 400 310. 4000 н/д н/д 2536 1100 Таблица 1.25
Страны I960 1965 1970 1975 1980 (прогноз)
Страны Западной Европы США Япония СССР (в %) Объем н/д 255,7 н/д 100 [фОИЗВОДСТ 600 771 238,9 ПО ва нафтал 1040 835 408,4 750 ина (в ты 1560 804 646 1760 с. т) н/д н/д 975 2600 Таблица 1.26
Страны 1960 1965 1970 1975 мео (прогноз)
Англия Италия США Франция ФРГ Япония СССР (в %) Объем п 75,4 9 235 49 128 48 100 1ОИЗВОДСТ1 86,9 16 368 38 165 74 140 ia этилбен 90 13 326 35 149 132 156 зола (в т1 95 н/д 300 44 126 109 172 IC. т) 100 -н/д 338 55 н/д н/д 187 Таблица 7.27
Страны I960 1965 1970 1975 1980 (прогноз)
Англия Италия США Франция ФРГ Япония СССР (в %) 164 - 21,4 753,4 86,6 111 45 100 194 55,3 1371,1 67 120 130 160 220 172 1940 124 367 415 238 256 294 2600 195 500 667 457 н/д 570 4330 . н/д н/д 876 1100
19
Таблица 1.28
Объем производству фенола (в тыс. т)
Страны I960 1965 1970 1975 1980 • (прогноз)
Англия 50,8 67,9 88 .218 250
Италия 18,3 106,7 190 215 240 .
США 350,5 557,5 776 1135 1170
Франция 68,9 106,7 118 138 160
ФРГ. . 105,1 155,9 230 238 250
Япония 49,8 87,7 219 236 250
СССР (в %) 100 228 317 373 440
* По расчету авторов.
Объем производства ацетона (в тыс. т) Таблица 1.29
Страны I960 1965 . 1970 1975 1980 * (прогноз)
Англия н/д 119,7 109 190 230
Италия 7,3 72,5 148 210 250
США 345,3 509,9 725 953 1235
Франция 48,8 74,6 102 133 170
ФРГ 16,0 65,0 150 208 270
Япония 20,2 59,0 207 226 250
СССР (в %) 100 146 193 220 265
* По расчету авторов.
Таблица 1.30
Объем производства фталевого ангидрида (в тыс. т)
Страны I960 1965 1970 1975 1980 (прогноз)
Англия 34,5 60,3 69 100 н/д
Италия 35,2 66,9 123 147 н/д
США 182,0 276,0 324 455 680
Франция 29,4 56,0 74 120 н/д
ФРГ 62,0 103,5 187 336 510
Япония 52,0 100,0 217 310 460
СССР (в %) 100 217 347 480 1010
20
Таблица 1.31
Объем производства малеинового ангидрида (в тыс. т)
Страны I960 1966 1970 1975 19М (прогноз) /
Англия 3,0 6,8 20 20 н/д
Италия 5.1 7,5 22 28 н/д
США 40,9 58,2 134 200 229
Франция — 0,2 13 44 н/д
ФРГ — 17,5 39 ^70 129
Япония 43 7,9 35 80 120
СССР (в %) — 100 110 117 350
Объем производства формальдегида (в тыс. т)
Таблица 1.33
Страны I960 1966 1970 197® I960 (прогноз)
Англия н/д . 90 200 260 338
Италия 77,0 205 265 280 300
США 849,3 1304 1956 2720 3470
Франция 28,0 105 165 220 280 -
ФРГ 412,7 612 900 н/д н/д
Япония н/д 397 901 н/д н/д
СССР (в %) 100 180 400 668 1000
Таблица 1.33
Объем производства метилового спирта (в тыс. т)
Страны 1950 1965 I960 • 1965 1970 1975 I960 (прогноз)
Англия н/д н/д 112 200 390 560 н/д
Италия 11,5 27,7 58 162 270 367 н/д
США 415,0 617,0 898 1305 2243 2950 5580
франция 14,0 23,8 70 123 230 374 н/д
ФРГ 74,4 162,4 333 603 800 1600 3000
Япония 23,6 63,3 205 470 988 1358 2169
СССР (в н/д и/д 100 200 337 550 830
21
п. Таблица 1.34
Объем производства этилового спирта (в тыс. т)
Страны 1955 I960 1965 1970 1975 1980 » (прогноз)
Англия 97,0 108,9 110,5 162 188 220
Италия 80,5 116,0 67,9 78,7 91 НО
США 734,6 815,8 852,9 853 860 910
Франция н/д н/д 312,4 250 289,4 330
ФРГ 19,7 18,9 90,3 201 242,3 290
Япония 18,9 25,2 47,3 77 96 120
СССР (в %) н/д 100 138 180 210 300
* По расчету авторов.
Таблица 1.35
Объем производства изопропилового спирта (в тыс. т)
Страны 1960 1965 1970 1975 1980 (прогноз)
Англия н/д 146,1 225 н/д н/д
Италия 4,5 10,4 15 25 40
США 535,0 697,6 -780 860 950
Франция 10,1 37,0 100 160 240
ФРГ 12,0 45,0 136 н/д н/д
Япония 5,1 13,4 17 31 45
СССР (в %) 100 174 342 394 440
Таблица 1.36
Объем производства бутиловых спиртов (в тыс. т)
Страны 1955 1960 1965 1970 1975 1980 (прогноз)
Италия 2,3 10,9 24,6 35 70 н/д
США 108,0 164,0 228,5 254 260 270
Франция 4,0 7,4 12,4 17 56 н/д
ФРГ 22,7 75,1 129,7 268 434 440
Япония 10,2 24,4 75,4 162 225 250
СССР (в %) 100 192 275 600 675 1080
Т аблица 1.37
Объем производства этилацетата (в тыс. т)
Страны 1960 1965 1970 1975 1980 • (прогноз)
Италия 12,6 19,5 25,8 33,8 45
США 48,6 51,7 73,5 77,6 83
Франция 7,5 11,5 9,9 14,7 22 .
ФРГ н/д 44,4 62,8 88,2 140
Япония 17,5 35 46,4 н/д н/д
СССР (в %) 100 156 189 253 349
По расчету авторов.
22
Таблица 1.38
Объем производства бутилацетата (в тыс. т)
Стрелы i960 1965 1970 1975 ВИ* (кротвов)
Италия 6,7 6,7 7,5 9,8 12
США 48,6 59,7 58,8 60 60
Франция 2,4 2,8 3,8 4 5
ФРГ н/д 16,7 24,9 37,5 55
Япония , 4,1 11 14,3 18 23
СССР (в К ) 100 150 191 252 332
* По расчету авторов.
Таблица 1.39
Объем производства спиртов С,—Си (в тыс. г)
Стрелы 1965 - 1970 1975 ИЮ (просж>з)
Англия н/д 185 н/д 225
Италия н/д 140 н/д 360
США 304 411 451 н/д
Франция н/д 160 260 350
ФРГ н/д 552 616 н/д
Япония н/д 262 н/д 442
СССР (в К) 100 515 800 4614
Таблица 1.40
Объем производства спиртов Cj0—CM (в тис т)
Страны 1965 1970 1976 I960 («pornos)
Англия н/д 45 85 н/д
Италия н/д 50 50 90
США 167,2 180 220 372
Франция н/д 45 45 н/д
ФРГ н/д 45 56 85
Япония 18 37,8 125 131
СССР (в %) 100 114 2Г5 594 23
Динамика структуры производства
Быстрый рост объема производства важнейших нефтехимических продуктов
в период 1960—1975 гг. сопровождался значительными изменениями в структуре
сырьевой базы и производства отдельных продуктов. К числу основных тенден-
ций этого периода следует отнести снижение доли коксохимического и пищевого
сырья в структуре производства многих химических продуктов.
Так, если в 1960 г. в СССР, Японии и других технически развитых странах
мира удельный вес бензола, толуола и ксилолов, получаемых на базе коксохими-
ческого сырья, был очень высок, то в-1975 г. на долю этого метода в Японии при-
ходилось уже не более 23% общей выработки бензола. В США в 1975 г, лишь 6%
бензола вырабатывалось на базе коксохимического сырья. Основными методами
производства бензола в этих странах наряду с процессом каталитического рифор-
минга стали деалкилирование толуола и переработка смол пиролиза. Основными
источниками получения бензола в СССР в настоящее время являются каталити-
ческий риформинг (56,5%) и коксохимия (38,9%). Толуол и ксилолы во всех
технически развитых странах мира получают в настоящее время практически
полностью методом каталитического риформинга.
Аналогичная ситуация сложилась в производстве фталевого ангидрида, где
коксохимический нафталин, бывший до 1960 г. основным видом сырья для полу-
чения этого продукта, постепенно вытесняется о-ксилолом и нефтяным нафтали-
ном. Доля методов получение фталевого ангидрида, базирующихся на переработке
нефтяного сырья, составила в 1975 г. в США и Японии 70 и 57% соответственно.
Предполагается, что к 1980 г. доля процесса окисления о-ксилола в общей выра-
ботке фталевого ангидрида в СССР превысит 60%.
В 1960 г, значительная часть бутилового спирта и ацетона вырабатывалась
во всех технически развитых странах мира, за исключением США, в процессе
ацетон-бутилового брожения пищевого сырья. Доля этого метода в общем объеме
производства бутилового спирта в СССР, Японии и некоторых странах Западной
Европы превышала 70%. Более 30—40% ацетона, полученного в этих странах,
вырабатывалось также на основе этого процесса.
Широкое развитие методов оксосинтеза и конденсации ацетальдегида с целью
получения бутилового спирта, а также кумольного метода синтеза фенола и аце-
тона способствовало резкому снижению доли процесса ацетон-бутилового броже-
ния и затем полного его вытеснения.
Для развития производства низших олефинов характерен переход на иную
сырьевую базу: жидкое углеводородное сырье (бензин, газойли и т. п.) вместо
природного сжиженного и нефтезаводских газов. В настоящее время только в США
доля газообразных продуктов в общей структуре сырья процесса пиролиза до-
статочно велика и достигает 85%. Предполагается, что к 1980 г. она снизится до
66%. В 1975 г. в СССР уже свыше 70% низших олефинов вырабатывались на базе
жидкого углеводородного сырья.
К числу основных направлений технического прогресса в области произ-
водства важнейших нефтехимических продуктов следует также отнести:
1) в производстве ацетальдегида — постепенное вытеснение методов полу-
чения этого продукта из ацетилена и этилового спирта процессом прямого окис-
ления этилена;
2) в производстве фенола и ацетона — преимущественное развитие кумоль-
ного метода;
3) в производстве бутилового спирта и 2-этилгексанола — вытеснение мето-
дов, базирующихся на переработке ацетальдегида, методом оксосинтеза.
Динамика структуры производства важнейших нефтехимических продуктов
в СССР и за рубежом представлена в табл, 1,41—1.52. Данные всюду приведены
в процентах по отношению к общему объему производства. Прочерк в таблицах
означает отсутствие производства, н/д — отсутствие данных.
24
Таблица 1.41
Структура сырьевой базы для производства низших олефинов (в %)
Сырье 1950 1955 I960 1965 1979 1975 I960 (прогноз)
Сухие газы ссс Нет данных Р 33,7 6,0 5,0
Сжиженные газы > 66,1 57,0 38,0 23,0 5,9
Этановая фракция - - — 2,0 3,0 6,5 10,0
Бензины Нет данных 0,2 36,0 54,0 70,5 85,0
Природный газ 44,0 С Ш1 62,0 А. 53,0 ч 46,0 49, О'" 55,0 42,0
Нефтезаводские газы 42,6 40,0 39,0 42,0 37,0 30,0 24,0
Жидкие нефтепродукты 13,4 8,0 8,0 12,0 14,0 15,0 34,0
Структура производства бензола (в %) Таблица 1.42
Метод провзводства 1960 1965 1970 1975 1980 (прогвоз)
Каталитический риформинг сс GP 4,7 37,5 56,5 24,2
Переработка смол пиролиза —- —• 4,6 17,3
Деалкилирование толуола «к» 20,6
Коксохимия 92,2 91,0 62,5 38,9 37,9
Прочие методы 0,8 4,3 — — —
Каталитический риформинг С1 49,0 ПА 85,0* 63,2 49,8 38,0
Переработка смол пиролиза — 2,6 12,5 24,0
Деалкилирование толуола 23,7 31,7 30,0
Коксохимия 51,6 15,0 10,5 6,0 8,0
л С учетом деалкилирования толуола
Таблица 1.43 Структура производства ацетальдегида (в %)
Метод производства I960 1965 1970 1975 I960 (прогни)
Гидратация ацетилена СС 100,0 СР* 76,0 76,0 76,5 29,0
Из этилового спирта 24,0 7,0 6,0
Окисление этилена — — 17,0 17,5 71,0
Из этилового спирта С1 67,0 U А 37,0 н/д 34,0 25,0
Окисление пропан-бутано* 22,0 28,0 н/д 10,6 " 7,0
вой фракции Окисление этилена 11,0 35,0 н/д 55,4 68,0 -
* По расчету авторов.
25
Таблица 1.4*
Структура производства уксусной кислоты в СССР (в %)
Метод производства I960 1965 1970 1975 1980 (прогноз)
Окисление ацетальдегида 60,0 70,0 65,0 22,7 16,1 .
Окисление бензина __ 6,6 4,4
Окисление бутана — — — 1,0 1,1
Побочный продукт произ- водства ацетатов целлю- лозы и поливинилового спирта 11,0 65,2 71,4
Из лесохимических продук- тов 40,0 30,0 24,0 4,5 7,0
Структура производства фенола (в %) Таблица 1.45
Метод производстве I960 1965 1970 1975 1980 (прогноз)
сс СР
Синтетический фенол 73,8 88,0 91,0 95,0 97,0
Кумольный 42,7 73,0 82,0 85,1 89,0
Хлорбензольный — — — 0,7 1,0
Сульфурационный 29,0 15,0 9,0 9,2 7,0
Парофазный 2,1 — — — —
Природный фенол
Из продуктов коксохимии 26,2 12,0 9,0 5,0 3,0
США
Синтетический фенол 94,6 95,4 н/д 97,0 98,0
Кумольный 22,4 45,6 н/д 82,0 87,0
Хлорбензольный н/д 22,4 н/д 7,0 5,0
Сульфурационный н/д 22,4 н/д 6,5 5,0
Толуольный н/д 3,0 н/д 1,4 1,0
Окисление бензола н/д 2,0 н/д 0,1 —
Природный фенол
Из продуктов коксохимии 5,4 4,6 н/д 3,0 2,0
26
Таблица 1.46
Структура производства ацетона (в %)
Метод производства I960 1965 1970 1975 1980 (прогноз)
СССР
Кумольный 62,0 85,8 84,3- 82,4 86,0
Из изопропилового спирта 17,0 4,9 4,9 2,7 . 2,0
Ферментация и прочие ме- 31,0 9,3 10,8 14,9 12,0
ТОДЫ
США ^•1»
Кумольный н/д 20,5 44,0 48,8 54,0
Из изопропилового спирта н/д 73,0 52,9 48,8 44,0
Прочие методы н/д 6,5 3,1 2,4 2,0
Таблица 1.4(1
Структура производства фталевого ангидрида
(в %)
Метод производства I960 1965 1970 1975 1980 (прогноз)
СССРФ
Окисление коксохими- 100 100 89,4 91,7 35,8
ческого нафталина Окисление о-ксилола — — 10,6 8,3 64,2
США / • \
Окисление коксохимиче- 48,5 38,2
ского нафталина | 46,4 47,5 45,0
Окисление нефтяного 34,7 32,6
нафталина Окисление о-ксилола 16,8 29,2 53,6 52,5 55,0
* По расчету авторов.
Таблиир. 1.48
Структура производства технического этилового спирта (в % )
Метод производства 1955 I960 1965 1970 1975 1988 (прогноз)
СССР
Из пищевого сырья н/д 61,7 54,5 25,1 23,4 25,6
Из нефтехимического сырья н/д 24,2 32,2 } 73,9 76,6 74,4
Гидролизный и сульфатный н/д С1 14,1 Б А 13,2
Из нефтехимического сырья 94,3 94,2 94,5 95,2 96,0 97,0 27
Таблица 1.49
Структура производства бутиловых спиртов (в %)
Метод производства i960 I960 1965 1970 1^75 1980 (прогноз)
Оксосинтез СССР * 40,0 51,7 90,0
Конденсация ацетальдегида __ 20,0 28,0 24,6 10,0
Ферментаци я н/д , 72,0 55,0 24,0 18,7
Побочный продукт произвол- н/д 26,0 25,0 8,0 5,0 —
ства дивинила Прочие методы н/д 2,0 — — —«. —
США
Оксосинтез — 20,0 30,0 50,0 88,0 92,0
Конденсация ацетальдегида 48,0 69,0 58,0 43,0 12,0 8,0
Ферментация 52,0 10,0 10,0 7,0
Прочие методы — 1,0 2,0 — — —
ЯПОНИЯ
Оксосинтез Конденсация ацетальдеги; Ферментация ja } н/д 27,0 н/д 73,0 98,0 2,0 51,0 49,0 56,0 44,0 80,0 20,0
• По расчету авторов. Структура Таблица 1.50 производства спиртов Св—С13 (в %) *
Метод производства Вид спирта 1965 1970 1975 1980 (прогноз)
СССР
Оксосиитез 2-Этилгексанол Спирты С,—С, — 7,3 17,4 48,1 7,2
Итого — 7,3 17,4 55,3
Гидрирование бутило- вых эфиров СЖК Спирты С,—С» 69,0 66,7 60,9 13,5
Конденсаци я ацетальде- гида 2-Этилгексаноя — — — 21,6
Конденсация бутилового спирта 2-Этилгексанол 31,0 26,0 21,7 9,6
Всего 100 100 100 100
По расчету авторов.
28
Продолжение табл. 1.50
Метод производства Вид спирта 1966 1970 1975 1980 (прогвоз)'
Оксосинтез г США 2-Этилгексанол Изооктиловый. Тридециловый Изодециловый Изогексиловый Спирты Cj—С» 24,2 21,6 1,3 19,9 н/д н/д н/д н/д н/д н/д 47,9 16,2 3,4 17,0 0,7 _ 10,1 н/д н/д н/д н/д н/д н/д
Конденсация ацетальде- гида Управляемая полимери- зация этилена Итого 2-Этилгексанол - Спирты С,—С1о 67,0 24,0 9,0 н/д н/д 89,3 5,4 5,3 н/д н/д
Всего 100 100
Таблица 1.51
- Структура производства высших спиртов Cj0—С20 в СССР (в %) *
Метод производства I960 1965 1970 1975 у 1960 (прогноз)
Гидрирование метиловых 34,2 48,0 56,5 70,0
эфиров СЖК Прямое гидрирование СЖК 15,5
Прямое окисление жидких 20,0 10,6 12,9 1.5
парафинов Выделение из неомыляемых 30,0 13,6 15,2 10,0 6,0
11 Гидрирование и омыление 50,0 41,6 23,9 16,5 1.5
животных жиров *• По расчету авторов. Производство от цельных в идов хими ческой пр< Tai >дукции >лица 1.52
иэ нефтехимического сырья (в %)
Продукт I960 1965 1970 1975 1980 (прогноз)
Бензол СС СР* 4,7 61,1 62,1
Фенол 73,8 88,0 91,0 95,0 97;0
Ацетон 69,0 90,7 «9,2 85,1 88,0
Фталевый ангидрид 10,6 8,3 64,2
Этиловый спирт 24,2 32,2 64,9 67,0 68,0
Бутиловый спирт 2,0 20,0 68,0 76,3 100,0
29
Продолжение табл. 1.52
Продукт I960 1965 1970 | 1975 1980 ( прогноз
Бензол СИ 48,4 1 А* 85,0 89,5 94,0 92,0
Фенол 94,6 95,4 96,0 97,0 98,0
Ацетон 92,0 93,5 96,9 97,6 98,0
Фталевый ангидрид 51,5 61,8 68,0 70,0 75,0
Этиловый спирт 94,2 94,5 95,2 96,0 97,0
Бутиловый спирт 89,0 88,0 93,0 100,0 100 J0
ЯПОНИЯ
Бензол 11,0 38,0 77,0 н/д н/д
Толуол 56,0 74,0 93,0 н/д н/д
Ксилолы 82,0 90,0 99,0 н/д 100,0
Ацетон 57,0 . 99,0 100,0 н/д 100,0
Фталевый ангидрид — 48,0 57,0 н/д н/д
Бутиловый спирт 27,0 98,0 100,0 н/д 100,0
Октиловый спирт 17,0 71,0 100,0 н/д 100,0
Акрилонитрил 86,0 100,0 н/д 100,0
Уксусная кислота — 60,0 100,0 н/д 100,0
Аммиак 31,0 56,0 90,0 н/д н/д
Винилхлорид — 17,0 78,0 н/д н/д
* По расчету авторов.
Динамика структуры потребления
Структура потребления важнейших нефтехимических продуктов в любой
стране подчинена ряду общих закономерностей.
1. Потребление каждого нефтехимического продукта во всех технически
развитых странах осуществляется в одних и тех же направлениях. Удельный
вес различных направлений в общей структуре потребления отдельных продуктов
в разных странах может существенно колебаться в зависимости от уровня разви-
тия данной страны и ее специфических особенностей.
2. В структуре потребления большинства нефтехимических продуктов суще-
ствуют три-четыре основных направления, на долю которых приходится более
60% общего потребления данного продукта. Например, в СССР, США и других
технически развитых странах главными потребителями этилена являются произ-
водства полиэтилена, этилового спирта, окиси этилена и стирола. Подавляющая
часть бензола в этих странах расходуется на производство фенола, стирола и
циклогексана.
3. За период 1960—1975 гг. в структуре потребления многих важнейших
нефтехимических продуктов в СССР, США и других странах произошли сущест-
венные изменения, связанные с техническим прогрессом:
а) резко снизилась доля этилена, расходуемого на производство этилового
спирта, и выросло его потребление при производстве полиэтилена,'стирола и
окиси этилена;
б) снизилась доля пропилена, расходуемого на производство изопропилового
спирта и олигомеров пропилена, и выросло его потребление в качестве исходного
сырья для получения бутиловых и высших спиртов методом оксосинтеза;
в) увеличилась доля потребления бензола при производстве стирола и одно-
временно снизился его расход для получения фенола;
г) снизилась доля толуола, используемого в качестве компонента авяа-
и автобензина, но вырос объем переработки его в бензол на установках деметили-
рования;
д) широко используется этиленгликоль в качестве сырья для получения
полиэфирных волокон вместо применения его в качестве антифриза.
30
Одновременно с этим следует заметить, что в СССР и других странах струк-
тура потребления многих нефтехимических продуктов, таких как ацетальдегид
и этиловый спирт, стирол и бутиловый спирт, фталевый и малеиновый ангидрид,
высшие спирты и т. п., за период 1960—1975 гг. не претерпела существенных из-
менений.
Динамика структуры потребления важнейших нефтехимических продуктов
в СССР и за рубежом представлена в табл. 1.53—1.73. Данные всюду приведены
в процентах по отношению к общему объему производства. Прочерк в таблицах
означает отсутствие производства, н/д — отсутствие данных.
Таблица 1.53
Структура потребления этилена (в %)
Потребители I960 1955 1960 1966 1970 - ' 1975 1980 (прогноз)
Производства этилового спирта полиэтилена стирола клористого этила дихлорэтана ацетальдегида окиси этилена Прочие GGG Нет данных > > > > > > > > > > » > > > Р 78,0 3,6 1.8 7,3 9,3 66,0 9,9 5,0 1.8 5,8 11?5 45,3 28,8 3,6 1.4 3,4 5,0 12,5 23,1 29,5 9,5 9,7 28,2 8,8 45,6 7,5 9,3 28,8
США
Производства окиси этилена 29,0 30,0 28,5 22,8 20,8 н/д 16,0
этилового спирта 36,0 24,0 20,7 15,1 8.5 н/д 4,5
ацетальдегида — — — 3,8 • н/д 4,4
полиэтилена 4,0 14,0 26,0 32,6 36,0 в/д 43,1
стирола 12,0 10,0 10,7 8,7 9,5 н/д 9,5
клористого этила 10,0 8,0 4,5 3,3 —
дихлорэтана и ди- 6,0 7,5 7,2 ——•
бромэтана винилхлорида __ __ . 12,4 н/д 12,7
Прочие 9,0 2,1 8,0 10,3 9,0 н/д 9,8
СТРАНЫ ЗАПАДНвЙ ЕВРОПЫ
Производства 4,0 4,0
ацетальдегида ** 3,0 6,0 4,0
этилбензола н/д 10,0 10,0 7,0 7,0 7,0 7,0
винилхлорида — —— 5,0 7,0 15,0 12,0 12,0
этилового спирта н/д 23,0 11,0 6,0 4,0 3,0 3,0
окиси этилена н/д 31,0 22,0 19,0 16,0 13,0 13,0
полиэтилена н/д 27,0 43,0 51,0 51,0 52,0 52,0
Прочие н/д 9,0 6,0 4,0 3,0 9,0 9,0
ЯПОНИЯ
Производства полиэтилена Нет данных 41,0 39,7 39,0
окиси этилена > > 9,1 8,8 8,2
ацетальдегида > > 11,6 9,9 7,0
стирола > » 6,6 6.1 6.0
хлорвинила > > 16,9 17,7 19,6
винилу ксусной ки- > > 2,0 4,4 —
слоты Прочие » » 13,8 13,4 20,2
31
Таблица 1.54
Структура потребления пропилена (в %)
Потребители 1950 1955 1960 1965 1970 1975 1960 (прогноз)
СССР
Производства
изопропилбензола Нет данных 65,0 79,0 49,8 35,6 н/д
изопропилового У 35,0 17,0 16,3 9,9 н/д
спирта 3,0 1
полипропилена —- —— 1.5 7,8 н/д
бутиловых спиртов — — — 1.0 13,2 19,8 н/д
глицерина эпихлоргидрина — — 6,6 2,3 н/д н/д
акрилонитрила —• —— — — 5,6 —> н/д н/д
окиси пропилена —— 4,7
Прочие — — — — — 26,9 н/д
США
Производства 6.5
изопропилбензола — 3.2 3,7 8,8 10,0 10,5
окиси пропилена — 4,1 12,5 10,9 12,2 13,9 16,0
полипропилена — 1,3 8,5 14,0 19,4 22.0
изопропилового 83,3 52,4 44,3 31,6 19,0 14,7 13,3
спирта глицерина 3,3 — 2,6 ——
акрилонитрила — — — 9,6 16,5 15,4 15,9
тримера и тетрамера — 30,4 17,4 16,7 — —
пропилена оксопродуктов — 19,2 14,8 10,5
Прочие 16,7 6,6 20,8 13,6 10,3 11,8 11,8
СТРАНЫ ЗАПАДНОЙ ЕВРОПЫ
Производства
акрилонитрила — * 4,0 18,0 22,0 22,0
изопропилбензола 15,0 11,0 18,0 11,0 10,0 10,0
изопропилового 41,0 39,0 27,0 13,0 9,0 9,0
спирта оксоспиртов 7,0 11,0 12,0 22,0 17,0 18,0
полипропилена 6,0 13,0 18,0 21,0
окиси пропилена 12,0 11,0 12,0 11,0 14,0 15,0
Прочие 25,0 28,0 21,0 12,0 10,0 5,0
Таблица 1.55
Структура потребления бензола (в %)
Потребителя 1965 1970 1975 I960 (прогноз)
СССР
Производства 33,9
фенола 49,5 42,7 27,6
циклогексана 4.3 3,0 1.6 0,9
малеинового ангидрида 3,0 1,0 0,5 1.0
капролактама — 11,0 16,0 14.1
этилбензола 29,9 16,2 38,6 48,3
Прочие 13,3 26,1 9,4 8,1.
32
Продолженае табл. 1.55
Потребители 1965 1970 1975 1980 (прогноз)
США
Производства н/д
стирола 42,7 46,0 48,2
фенола 21,8 н/д 18,8 16,0
циклогексана 13,4 н/д 12,6 12,0
моющих средств 5,9 н/д — —
анилина и нитробензола 2,8 н/д . — —
ДДТ 1.9 н/д — «—
малеинового ангидрида 3,8 н/д 4,4 4,6
Прочие 6,7 н/д 18,2 19,2
Таблица 1.56
Структура потребления толуола в США (в %)
Потребители 196-J 1965 1970 1975 1980 (прогноз)
Производства
автобензина 34,2 26,6 — — —
авиабензина 10,6 6,4 — — —
бензола 17,2 35,8 43,0 45,4 51,5
растворителей 8,6 6,8 24,0 * 24,2 • '21,3*
толуилендиизоцианатов 1,7 2,9 — — . —
моющих средств 1,2 1.0 — — —
тринитротолуола 1.4 1,0 — — —
Прочие 25,1 19,5 33,0 30,4 27,2
* С учетом различных направлений химической переработки.
Таблица 1.57
Структура потребления акрилонитрила в Японии (в %)
Потребители 1970 1975 1980 (прогноз)
Производства
синтетических волокон 64,1 65,6 66,1
синтетических смол 11,0 12,6 12,6
синтетического каучука 2,4 2,2 2,1
Прочие 22,5 19,6 19,2
2 Зак. № 756 33
Таблица 1.58
Структура потребления окиси этилена (в %)
Потребители 1950 1955 1960 1965 1970 1975 1980 (прогноз)
Производства этиленгликоля 70,0 CL 62,2 и А 62,5 59,1 н/д 57,0 54,0
диэтилен гли коля триэтиленгликоля 3,9 1,5 5,7 1.6 6,5 1,7 6,3 1,6 } н/д 8,0 8,0
этаноламина акрилонитрила 5,9 5,4 6,9 5,7 7,3 4,6 8,1 5,1 } н/д 6,0 6,0
гликолевых эфиров 5,4 5,3 4,1 3,9 н/д 7,0 6,0
ПАВ 5,4 9,4 8,7 10,1 н/д н/д 11,0 11,0
гидравлических 2,5 3,2 4,6 5,8 11,0 15,0
жидкостей, краси- телей и пр. Производства этиленгликоля Не Я по т Данн НИЯ ых 64,3 55,6 64,3 65,0
оксиэтилированных » 20,2 14,4 14,1 14,0
продуктов гликолевых эфиров » -3,4 3,7 4,0 4,0
полиэтиленгликоля > » 4,1 2,9 2,7 2,5
этанол аминов > 6,7 5,7 5,8 5,8
Прочие » 1,3 17,7 9,1 8,7
Таблица 1.59
Структура потребления окиси пропилена в Японии (в %)
Потребители I960 1965 1970 1975 I960 (прогноз)
Производства пропиленгликоля 30,2 28,0 29,1 25,0 25,0
полипропил енгли коля 68,6 71,0 67,5 71,5 73,0
Прочие 1,2 1,7 3,4 3,5 2,0
Таблица 1.60
Структура потребления этиленгликоля (в %)
Потребители i960 I960 1965 1970 1975 1980 (прогноз)
В качестве антифриза СШ 1 76,6 к 78,5 79,0 н/д 49,0 42,6
Производства целлофана 4,0 0,9 0,7 н/д —
взрывчатых веществ 6,0 2,1 2,3 н/д — —
полиэфирных волокоа 0,1 5,3 8,8 н/д 36,0 42,6
гликолевых эфиров 3,0 0,8 1.0 н/д н/д — —-
полиэфирных смол 1,1 0,7 0,8 •—
гидравлических жидкостей 5,0 1,7 2,2 н/д —
Прочие 4,0 10,0 5,2 н/д 15,0 14,8
34
Продолжение табл. 1.60
Потребители 1950 1960 1965 1970 1975 1980 (прогноз)
ЯПОНИЯ
В качестве антифриза Нет данных 23,0 13,2 14,2 15,0
Производства
полиэфирных волокон » » 54,3 48,1 60,5 62,0
взрывчатых веществ » — 0,4 0,2 ——
целлофана э 9,3 5,0 3,5 3,0
полиэфирных смол 4,0 3,4 3,7 3,7
гальванических элементов » — 0,8 0,8 . 0,8
алкидных смол и красок в 3,2 2,3 2,7 2,7
Прочие > 6,2 26,8 14,4 12,8
Таблица 1.61
Структура потребления ацетальдегида
(в %)
Потребители I960 1965 1970 1975 1983 (прогноз)
СССР
Производства уксусной кислоты уксусного ангидрида этил ацетата пентаэритрита метилвинилпиридина бутилового спирта 2-этилгексанола Прочие } 33,0 1,0 66,0 52,0 1.0 2,0 17,0 28,0 55,0 4,0 2,0 16,0 23,0 36,7 21,4 11,1 3,3 2,2 19,6 4,3 1,4 28,7 14,6 6,0 4,0 2,9 10,4 17,9 15,5
ЯПОНИЯ
Производства уксусной кислоты этил ацетата бутилового спирта Прочие Нет » » данных » 56,0 14,6 15,7 13,7 58,7 14,5 16,4 10,4 61,0 14,3 17,0 7,7
Таблица 1.62
Структура потребления уксусной кислоты (в %)
Потребители I960 1965 1970 1975 1980 (прогноз)
Производства монохлоруксусной ки- сс н/д СР 1,5 5,2 3,4 4,2
слоты уксусного ангидрида н/д 24,0 25,4 18,6 18,1
2*
35
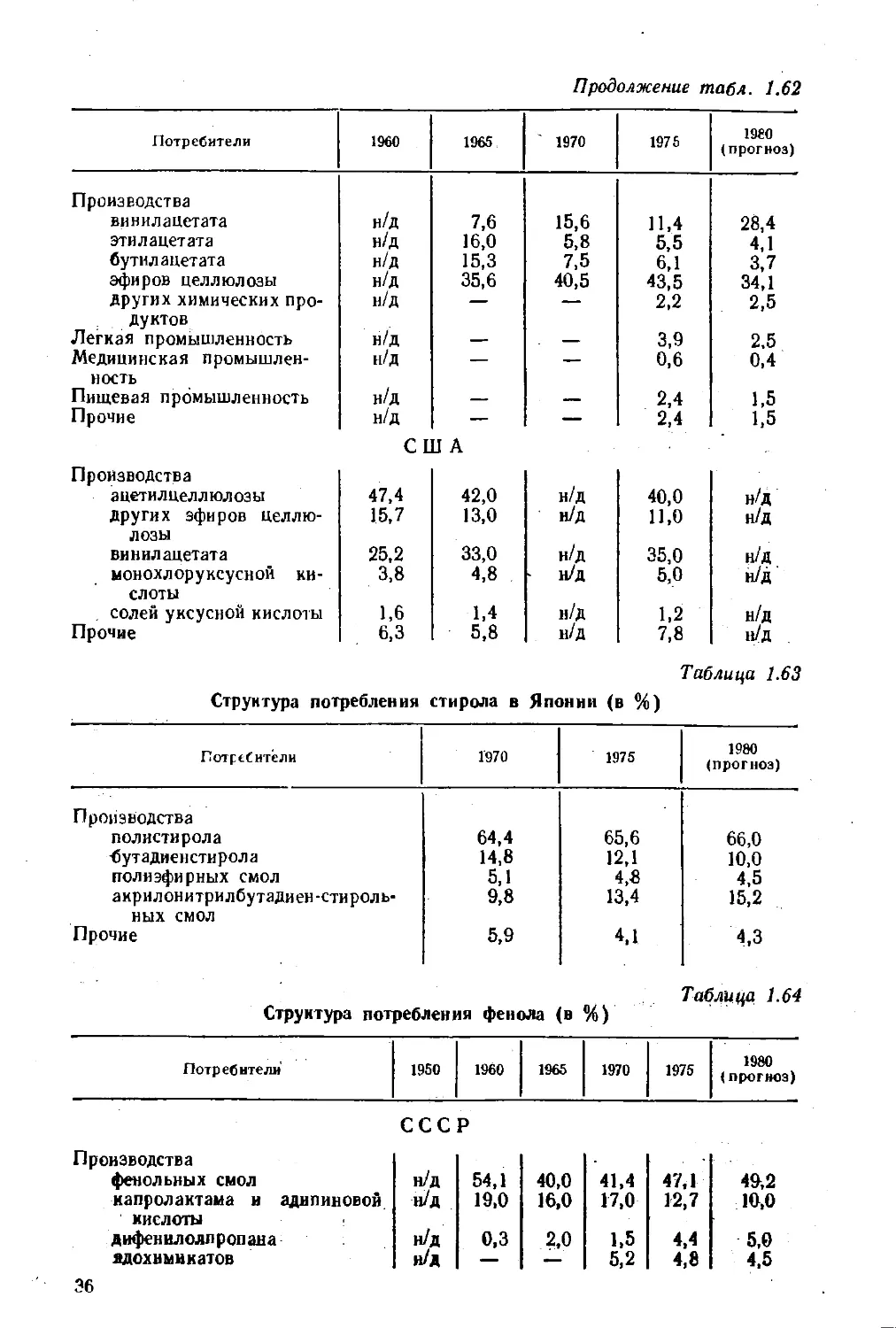
Продолжение табл. 1.62
Потребители I960 1965 1970 1975 1980 (прогноз)
Производства винилацетата н/д 7,6 15,6 11,4 28,4
этилацет ата н/д 16,0 5,8 5,5 4,1
бутилацетата н/д 15,3 7,5 6,1 3,7
эфиров целлюлозы н/д 35,6 40,5 43,5 34,1
других химических про- н/д — — 2,2 2,5
дуктов Легкая промышленность н/д 3,9 2,5
Медицинская промышлен- н/д — — 0,6 0,4
ность Пищевая промышленность н/д 2,4 1,5
Прочие н/д — — 2,4 1,5
Производства ацетилцеллюлозы CL 47,4 U А 42,0 н/д 40,0 н/д
других эфиров целлю- 15,7 13,0 н/д 11,0 н/д
ЛОЗЫ винилацетата 25,2 33,0 н/д 35,0 н/д
монохлоруксусной кн- 3,8 4,8 н/д 5,0 н/д
слоты солей уксусной кислоты 1,6 1,4 н/д 1,2 н/д
Прочие 6,3 5,8 н/д 7,8 н/д
Таблица 1.63
Структура потребления стирола в Японии (в %)
Потребители 1970 1975 1980 (прогноз)
Производства
полистирола 64,4 65,6 66,0
бутадиенстирола 14,8 12,1 10,0
полиэфирных смол 5,1 4,8 4,5
акрилонитрилбутадиен-стироль- 9,8 13,4 15,2
ных смол
Прочие 5,9 4,1 4,3
Таблица 1.64
Структура потребления фенола (в %)
Потребители 1950 1960 1965 1970 1975 1980 (прогноз)
СССР
Производства фенольных смол н/д 54,1 40,0 41,4 47,1 49,2
капролактама и адипиновой н/д 19,0 16,0 17,0 12,7 10,0
кислоты дифенилолпропана н/д 0,3 2,0 1,5 4,4 5,0
ядохимикатов н/д — — 5,2 4,8 4,5
36
Продолжение табл. 1.64
Потребители 1950 1960 1965 1970 1975 1980 (прогноз)
Нефтеперерабатывающая промыш- н/д 10,1 12,0 — 2,4 4,0
ленность
Прочие н/д 16,5 30,0 34,9 27,3 27,3
США
Производства
фенольных смол 62,0 55,0 50,9 •52,5 50,0 50,0
капролактама и адипиновой — — 11,6 1ГГЗ 11,0 9,0
КИСЛОТЫ
дифенилолпропана 17,0 30,0 14,3 8,7 5,0 3,0
ядохимикатов — — — 3,6 3,0 3,0
алкилфенолов 7,0 8,0 4,2 — —
Нефтеперерабатывающая промыш- —' — — 2,6 7,0 9,0
ленность 26,0
Прочие 14,0 7,0 19,0 15,3 24,0
ЯПОНИЯ
Производства 52,4
фенольных смол Нет данных 54,7 50,3
алкилфен олов » 5,5 5,8 6,0
анилина » » 6,8 6,0 5,0
Прочие » > 33.0 35,8 38,7
Таблица 1.65
Структура потребления ацетона (в %)
Потребители I960 1965 1970 1975 1980 (прогноз)
СССР у
Производства дифенилолпропана 10,9 4,0 1.8 2,0
ацетонциангидрина — 4,0 — 10,8 11,0
химических волокон 4,0 5,1 10,0 — —
уксусного ангидрида 16,0 12,9 17,0 7,2 8,2
эфйров" целлюлозы и 18,0 13,2 24,0 —
красителей В качестве растворителя 11,0 40,6 25,0 33,1 40,8
Прочие 51,0 13,3 20,0 . 47,1 38,0
США
Производства метилизобутнлкетона Нет данных 19,0 14,0 12,0
метилметакрилата > -» . 18,0 25,0 27,0
дифенилолпропана » » 4,0 .5,0 6,0
В качестве растворителя > > 31,0 21,0 • 20,0
Прочие 28,0 35,0 35,0
37
Продолжение табл. 1.65
Потребители I960 1965 1970 1975 1980 (прогноз)
ЯПОНИЯ
Производства
ацетилцеллюлозы Нет данных 4,0 2,9 2,1
метакриловых смол » 36,5 43,1 45,0
метилизобутилкетона » 19,0 14,5 12,1
В качестве растворителя » 3,5 2,1 2,0
Прочие 37,0 37,4 38,8
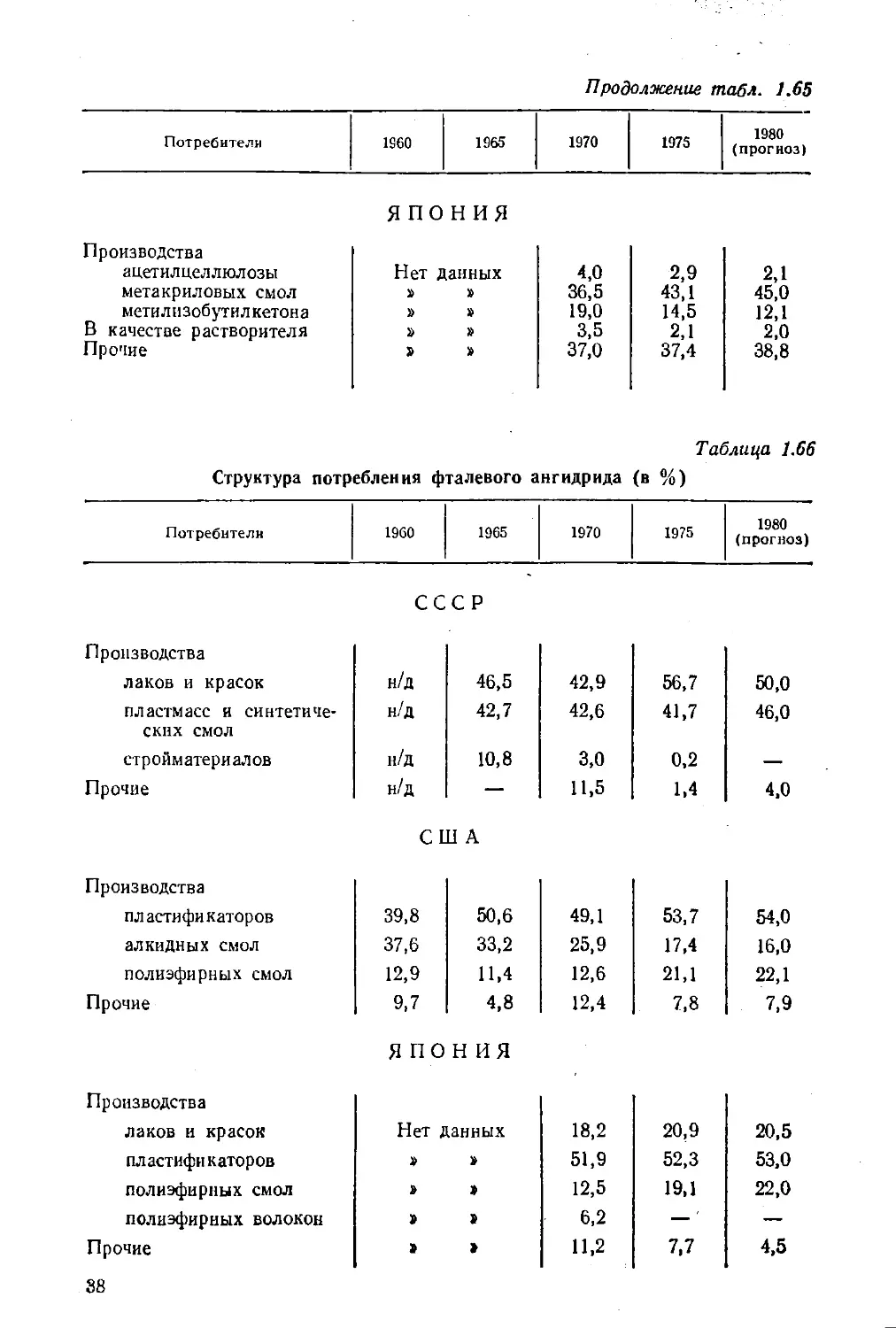
Таблица 1.66
Структура потребления фталевого ангидрида (в %)
Потребители 1960 1965 1970 1975 1980 (прогноз)
Производства сс С Р
лаков и красок н/д 46,5 42,9 56,7 50,0
пластмасс и синтетиче- ских смол н/д 42,7 42,6 41,7 46,0
стройматериалов н/д 10,8 3,0 0,2 —
Прочие н/д — 11,5 1,4 4,0
США
Производства пластификаторов 39,8 50,6 49,1 53,7 54,0
алкидных смол 37,6 33,2 25,9 17,4 16,0
полиэфирных смол 12,9 11,4 12,6 21,1 22,1
Прочие 9,7 4,8 12,4 7,8 7,9
ЯПОНИЯ
Производства лаков и красок Нет данных 18,2 20,9 20,5
пластификаторов 51,9 52,3 53,0
полиэфирных смол 12,5 19,1 22,0
полиэфирных волокон 6,2 — —
Прочие D > 11,2 7,7 4,5
38
Таблица 1.67
Структура потребления малеинового ангидрида (в %)
Потребители 1955 1960 1965 1970 1975 1980 (прогноз)
СССР*
Производства
пластмасс Нет данных 23,0 23,2 30,7
лаков и красой » » 25Д) 30,7 33,7
химических средств защиты » » 6,0 5,9 4,4
растений
присадок к смазочным маслам » » 7,0 7,8 7,6
моющих средств » » 15,5 11,0 7,1
Хлорная промышленность » » — — 2,5
Прочие » » 23,5 21,4 14,0
США
Производства полиэфирных смол 32,8 64,7 55,9 н/д 54,5 54,0
алкидных смол 30,6 15,8 — н/д — —
фумаровой кислоты — — 14,0 н/д 9,1 7,0
химических средств защиты растений 12,2 8,8 11,9 н/д 8,1 6,2
быстросохнущих масел 4,1 1,9 — н/д — —
присадок к смазочным маслам — — 9,7 н/д 6,7 5,3
Прочие 20,3 8,8 8,5 н/д 21,6 27,5
ЯПОНИЯ
Производства
синтетических смол
лаков, красок
стабилизаторов
тетрагидрофурана
фумаровой кислоты
химических средств защиты
растений
клея для бумаги
Пищевая промышленность
Прочие
Нет данных 46,4 56,8 59,8
» > 3,3 3,0 2,7
> > 2,6 2,2 2,0
» » 6,9 10,4 12,0
> » 1,8 2,2 2,3
> » 2,6 1.8 1,8
> » 7.1 6,4 5,5
> » 5,9 4,8 3,5
* > 22,9 12,4 10,4
л По расчету авторов
Таблица 1.68
Структура потребления метилового спирта (в %)
Потребителя 1950 1960 1965 1970 1975 1980 (прогноз!
СССР
Производства формальдегида Нет данных 49,3 45,0 44,6 44,0
изопренового каучука 10,4 14,0 18,4 22,0
диметилтерефталата > 1,0 5,0 5,2 5,5
хлористого метила > > 1,9 1,0 1,0 1.0
поливинилового спирта, ацеталей > 0,8 1,0 —
ядохимикатов > 1,5 2,0 3,8 4,6
Прочие Производства с ЛА 35,1 32,0 27,0 22,9
формальдегида 43,0 44,0 37,0 47,0 49,0 51,0
авиабензина — 4,5 3,0 — —
ди метилтерефтал ата — — — 9,0 11,0 13,0
метиламинов — — — 4,3 3,3 3,0
ингибиторов — — — 3,6 3,8 3,8
метил мета крилата 1,0 6,0 5,0 3,5 3,9 4,0
метиловых эфиров — 1,5 1,5 1,5
В качестве растворителя 8,0 — 6,0 7,0 7,0 7,0
В качестве антифриза 38,0 5,0 2,0 0,4 0,4 0,4
Прочие 10,0 40,5 47,0 24,7 20,2 16,3
СТРАНЫ ЗАПАДНОЙ ЕВРОПЫ
Производства формальдегида Нет данных 57,0 59,0 63,0 65,0
метилированных продуктов > > 20,0 18,0 17,0 16,0
диметилтерефталата * 8,0 10,0 8,0 8,0
В качестве растворителя > > 15,0 13,0 12,0 11,0
ЯПОНИЯ
Производства формальдегида н/д 56,0 58,5 55,0 н/д 52,0
диметилтерефталата н/д 6,0 6,1 10,0 н/д 14,4
метакрилатов н/д 2,0 3,2. } 12,0 н/д 12,0
поливинилового спирта н/д 4,0 2,5
лакокрасочных материалов н/д 7,0 4,3 4,0 н/д 3,8
лекарственных препаратов и ядохимикатов н/д 5,0 5,2 5,0 н/д 4,8
Прочие н/д 20,0 20,2 14,0 н/д 13,0
40
Таблица 1.69
Структура потребления технического этилового спирта в СССР (в %)
Потребители 1975 1980 (прогноз)
Промышленность синтетического каучука 69,2 53,9
Производства
смол и пластмасс 2,4 3,8
лаков и красок 3,9 4,5
химических средств защиты растений 2,9 3,6
етиламинов 0,7 3,2
элементорганических соединении 2,7 4,2
товаров бытовой химии 0,8 1,1
етнл ацетата 5,0 6,5
этилакрилата — 1,1
В качестве химического реактива 0,1 1,6
Медицинская промышленность 0,4 0,7
Микробиологическая промышленность 1,1 2,7
Прочие 10,3 11,1
Таблица 1.70
Структура потребления изопропилового спирта в СССР (в %)*
Потребители I960 1965 1970 1975 1980 (прогноз)
Производства
изопропиламинов — — — 2,37 2,72
пергидроля — 17,8 16,2 11,29 17,59
химических средств защиты ра- — — — 0,81 2,4
стений
ацетона 90,0 24,5 18,9 — —
вторичных алкилсульфатов — — 3,3 0,36 /0,2
абсолютированного спирта — — 22,4 33,17 19,86
Нефтеперерабатывающая промыш- ленность — 17,8 12,0 15,7 26,05
Анилинокрасочная промышленность — — — 9,6 8,81
Медицинская промышленность — 12,5 18,0 20,14 18,07
В качестве химического реактива — 19,8 — . 1,84 1,1
Прочие 10,0 7,6 9,2 4,72 3,21
л По расчету авторов.
41
Таблица 1.71
Структура потребления н-бутнлового спирта (в %)
Потребители I960 1970 1975 1980 (прогноз)
СССР
Производства пластификаторов бутилацетата — 17,2 19,0 11,3 23,5 21,6 22,0
бутилксаитогената — 1,0 4,1 3,3
спиртов С?—Q — Г.7 1.4 3,3
2-этилгексанола 12,2 10,0 ——
химических средств защиты — 3,7 2,9 2,6
растений
В качестве растворителя 25,73 24,6 28,5 25,6
Анилинокрасочная промышлен- 2,8 3,8 2,6
ность Кинофотоп ромышленность 3,73 3,6 7,3
Медицинская промышленность 4,4 1.8 3,3
Прочие 70,54 10,5 9,1 8,4
США
Производства н/д
пластифи каторов 10,0 12,0 14,0
стабилизаторов — н/д 10,0 12,0
бутилацетата 20,0 н/д 14,0 10,0
бутилакрилата 13,0 н/д 7,0 5,0
бутиловых эфиров этиленгли- 8,0 н/д 14,0 15,0
коля
В качестве растворителя 20,0 н/д 21,0 22,0
Прочие 25,0 н/д 23,0 22,0
Таблица 1.72
Структура потребления бутиловых спиртов в Японии (в %)
Потребители 1970 1975 1980 (прогноз)
Производства
лаков и красок 18,6 17,5 16,6
пл астифи катор ов 17,4 13,3 12j0
стабилизаторов 2.5 2,2 2,0
мети л этил кетона 30,8 33,2 35,0
бутилацетата 9,3 9,1 8,9
бутилакрилата 3,0 5,7 8,0
бутиловых эфиров гликолей 4,3 4,7 5,0
Медицинская промышленность 0,8 0,9 1.0
Прочие 13,3 13,4 11,5
42
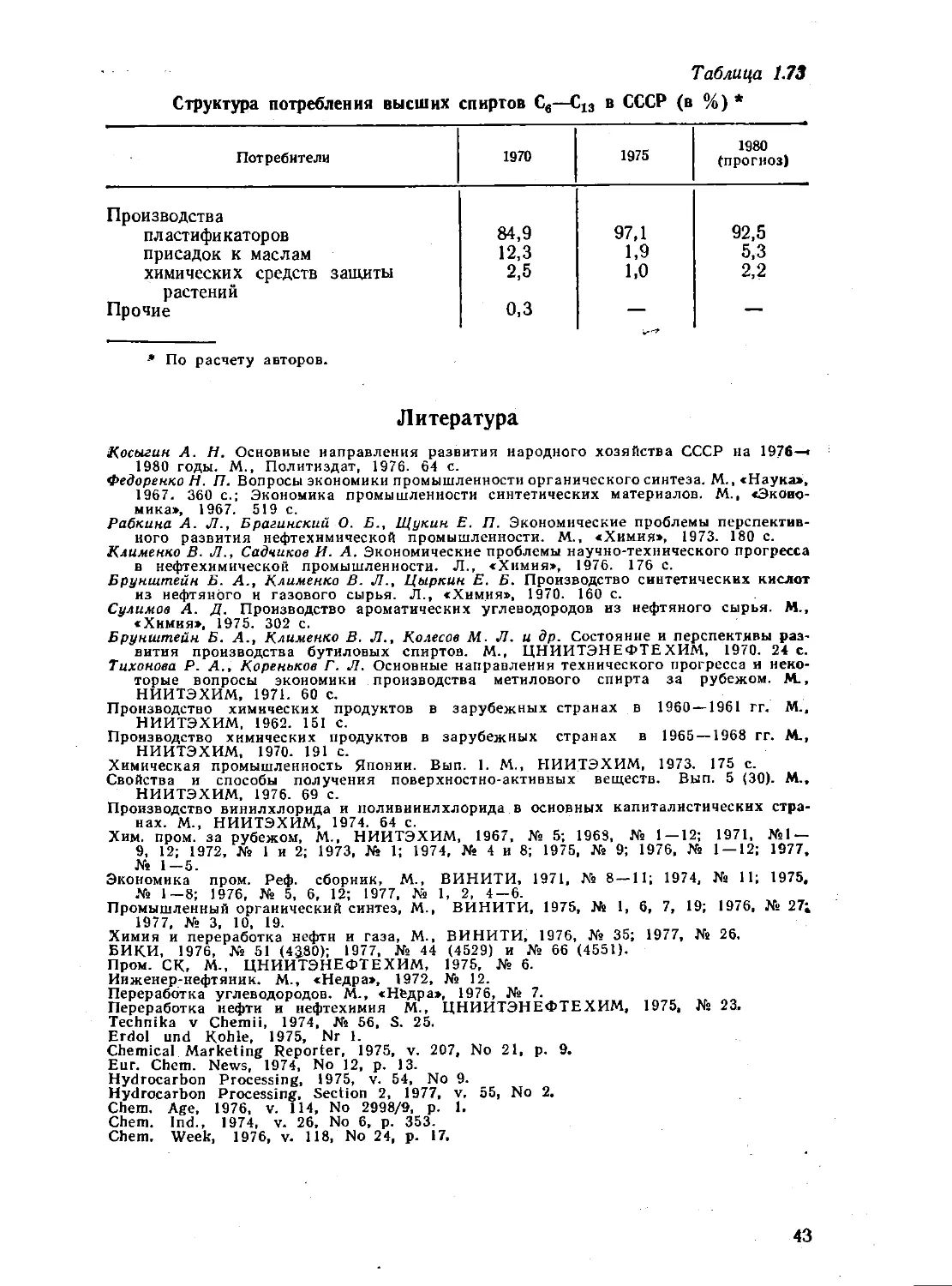
Таблица 1.73
Структура потребления высших спиртов Св—С13 в СССР (в %)*
Потребители 1970 1975 1980 (прогноз)
Производства пластификаторов 84,9 97,1 92,5
присадок к маслам 12,3 1,9 5,3
химических средств защиты 2,5 1,0 2,2
растений Прочие 0,3 — —
* По расчету авторов.
Литература
Косыгин А. Н. Основные направления развития народного хозяйства СССР на 1976—г
1980 годы. М.» Политиздат, 1976. 64 с.
Федоренко Н. П. Вопросы экономики промышленности органического синтеза. М., «Наука»,
1967. 360 с.; Экономика промышленности синтетических материалов. М., «Эконо-
мика», 1967. 519 с.
Рабкина А. Л., Брагинский О. Б., Щукин Е. П. Экономические проблемы перспектив-
ного развития нефтехимической промышленности. М., «Химия», 1973. 180 с.
Клименко В. Л., Садчиков И. А. Экономические проблемы научно-технического прогресса
в нефтехимической промышленности. Л., «Химия», 1976. 176 с.
Брунштейн Б. A.t Клименко В. Л., Цыркин Е. Б. Производство синтетических кислот
из нефтяного н газового сырья. Л., «Химия», 1970. 160 с.
Сулимов А. Д. Производство ароматических углеводородов из нефтяного сырья. М.,
«Химия», 1975. 302 с.
Брунштейн Б. Л., Клименко В. Л., Колесов М. Л. и др. Состояние и перспективы раз-
вития производства бутиловых спиртов. М., ЦНИИТЭНЕФТЕХИМ, 1970. 24 с.
Тихонова Р. Л., Кореньков Г. Л. Основные направления технического прогресса и неко-
торые вопросы экономики производства метилового спирта за рубежом. М.,
НИИТЭХИМ, 1971. 60 с.
Производство химических продуктов в зарубежных странах в 1960 —1961 гг. М.,
НИИТЭХИМ, 1962. 151 с.
Производство химических продуктов в зарубежных странах в 1965 —1968 гг. М.,
НИИТЭХИМ, 1970. 191 с.
Химическая промышленность Японии. Вып. 1. М., НИИТЭХИМ, 1973. 175 с.
Свойства и способы получения поверхностно-активных веществ. Вып. 5 (30). М.,
НИИТЭХИМ, 1976. 69 с.
Производство винилхлорида и поливинилхлорида в основных капиталистических стра-
нах. М., НИИТЭХИМ, 1974. 64 с.
Хим. пром, за рубежом, М.. НИИТЭХИМ, 1967, № 5; 1968, № 1 — 12; 1971, №1 —
9, 12; 1972, № 1 и 2; 1973, № 1; 1974, № 4 и 8; 1975, № 9; 1976, № 1 — 12; 1977,
№ 1—5.
Экономика пром. Реф. сборник, М., ВИНИТИ, 1971, № 8 — 11; 1974, Ns И; 1975,
№ 1—8; 1976, Ns 5, 6, 12; 1977, Ns 1, 2, 4 — 6.
Промышленный органический синтез, М., ВИНИТИ, 1975, Ns 1, 6, 7, 19; 1976, № 27;
1977, № 3, 10, 19.
Химия и переработка нефти и газа, М., ВИНИТИ, 1976, Ns 35; 1977, Ns 26.
БИКИ, 1976, Ns 51 (43.80); 1977, Ns 44 (4529) и Ns 66 (4551).
Пром. СК, М., ЦНИИТЭНЕФТЕХИМ, 1975, Ns 6.
Инженер-нефтяник. М., «Недра», 1972, № 12.
Переработка углеводородов. М., «Недра», 1976, № 7.
Переработка нефти и нефтехимия М., ЦНИИТЭНЕФТЕХИМ, 1975, Ns 23.
Technika v Chemii, 1974, Ns 56, S. 25.
Erdol und Kohle, 1975, Nr 1.
Chemical Marketing Reporter, 1975, v. 207, No 21, p. 9.
Eur. Chem. News, 1974, No 12, p. 13.
Hydrocarbon Processing, 1975, v. 54, No 9.
Hydrocarbon Processing, Section 2, 1977, v, 55, No 2.
Chem. Age, 1976, v. 114, No 2998/9, p. 1.
Chem. Ind., 1974, v. 26, No 6, p. 353.
Chem, Week, 1976, v. 118, No 24, p. 17.
43
2. ГАЗОПЕРЕРАБАТЫВАЮЩАЯ
И НЕФТЕПЕРЕРАБАТЫВАЮЩАЯ ПРОМЫШЛЕННОСТЬ
КАК ИСТОЧНИК ОСНОВНЫХ ВИДОВ
НЕФТЕХИМИЧЕСКОГО СЫРЬЯ
2.1. Динамика добычи и переработки нефти и газа
в СССР и за рубежом.
Доля потребления углеводородного сырья
в нефтехимической промышленности
Последние два десятилетия характеризуются бурным ростом производства
синтетических материалов. Это обусловлено, с одной стороны, высокой эффектив-
ностью применения этих материалов в различных областях народного хозяйства,
а с другой, — эффективностью их получения из углеводородного сырья, основ-
ными источниками которого является продукция нефтеперерабатывающей про-
мышленности (природный и попутные газы, газовый конденсат, газы,стабилиза-
ции нефти, сжиженные газы нефтепереработки, средние дистилляты, сырая
нефть и др.).
Природный газ, в котором содержится до 90—98% (масс.) метана, исполь-
зуется для производства аммиака, ацетилена, мочевины и т. д.
Попутный газ, содержащий кроме метана большое количество этана, про-
пана, бутанов, пентанов и гексанов, служит сырьем для производства ряда важ-
нейших мономеров, таких как этилен, пропилен, бутадиен, изопрен, бензол.
Газы стабилизации нефти состоят в основном из пропана, бутанов и пентанов
и используются главным образом как сырье для производства дивинила и изопрена.
Сжиженные газы нефтепереработки неоднородны по составу. В зависимости
от применяемого процесса их выход колеблется в широких пределах: от 1—2%
на установках первичной перегонки нефти до 20—35% в процессе каталитического
крекинга.
К жидким продуктам нефтепереработки относятся бензины прямой гонки,
жидкие и твердые парафины, керосино-газойлевые и дизельные фракции нефти и
т. п. Эти продукты являются сырьем при получении широчайшей гаммы органи-
ческих веществ, начиная от низших олефинов и ароматических углеводородов и
кончая синтетическими жирными кислотами, высшими спиртами и прочими моно-
мерами.
Данные, характеризующие динамику объемов добычи нефти и газа, а также
объемов нефтепереработки в СССР и за рубежом в период 1960—1975 гг., приве-
дены в табл. 2.1 и 2.2.
Как следует из данных, представленных в табл. 2.1 и 2.2, география добычи •
и переработки нефти существенно различается. Особенно ярко это проявляется
на примере стран Западной Европы и Японии. При незначительных объемах
нефтедобычи в этих странах суммарный объем нефтепереработки измеряется сот-
нями тысяч тонн. При этом основные количества нефти импортируются из стран
Ближнего и Среднего Востока, на долю которых приходится около 30% мировой
добычи нефти.
В настоящее время на долю нефтехимии приходится относительно небольшое
количество мирового потребления нефти и газа. В различных странах эта доля
колеблется в пределах 2—8%. Так, в странах Западной Европы она составляет
7—8%, а в СССР и США равна 4—5%.
По мнению специалистов многих стран, в перспективе потребление нефти,
продуктов ее переработки, попутного и природного газа для нужд нефтехимии
возрастет и составит 12—15%,
44
Таблица 2.1
Динамика объемов добычи нефти (в млн. т) и газа (в млрд, м’)
Страяы Нефть Tas
1960 1965 1970 1975 1960 1965 1970 1975
Вее страны мира 1060 1515 2667 2685 Нет данных 770,0 1050,0 Нет данных
в том числе
Англия — 0,08 0,08 1,1 — 0,19 11,46 В »
Италия 2,0 2,2 1,4 1,0 6,4 7,8 12,5 » »
США 348,0 385,0 474,2 411,0 361,6 ' 454,2 620,8 в »
Франция 2,0: 2,2 2,3 1,1 2,2 5,0 6,8 в . »
ФРГ 5,5 7,9 7.5 5,8 0,45 2,2 11,0 в в
Япония 0,53 0,68 0,75 0,6 0,73 1,73 2,3 2,5
Страны СЭВ 161,13* 258,06 * 369,23 * 508,49 * 60,93 147,55 237,27 339,68
в том числе
Болгария 0,2 0,23 0,33 0,14 — 0,07 0,47 0,18
Венгрия 1,2 1,8 1,9 2,0 0,34 1,1 3,5 5,0
. ГДР — — — — 3,3 3,4 5,0 7,2
Польша 0,19 0,34 0,4 0,6 0,55 1,38 6,2 5,8
Румыния 11,5 12,6 13,4 14,6 10,0 13,0 24,0 31,6
СССР 147,9 242,9 353 491 .45,3 127,7 197,9 289,0
' Чехословакия 0,14 0,19 0,2 0,15 1,44 0,9 1,2 0,9
ел * Включая гааб8йВ кояденсат«
Таблица 2.2
Динамика объемов переработки нефти (в млн. т)
Страны I960 1965 1970 1975
Англия 43,7 66,1 100,0 130,0
Италия 30,7 69,7 117,2 185,0
США 399,2 447,9 535,6 604,0
Франция 33,3 61,9 102,5 156,0
ФРГ 27,8 67,2 106,0 195,0
Япония 27,5 72,0 164,8 250,0
СССР (в %) 100,0 151,5 218,0 303,8
2.2. Производство нефтехимического сырья
в газоперерабатывающей и нефтеперерабатывающей
промышленности
Переработка природного газа. Газовые конденсаты
В зависимости от происхождения нефтяные газы делятся на природные и
искусственные (получаемые при переработке нефти). Месторождения природного
газа подразделяются на три группы:
1) газонефтяные (природный газ растворен в нефти или находится в свободном
состоянии, заполняя повышенную часть залежи — газовую шапку);
2) газоконденсатные (вследствие повышенного давления, доходящего до
25—30 МПа, в газах растворено некоторое количество высококипящих углеводо-
родов);
3) чисто газовые месторождения.
Газы месторождений первой группы называют нефтяными или попутными.
Разведанные мировые запасы природного газа, подготовленные к эксплуа-
тации, превышают 50-1012 м3 *, а прогнозные запасы составляют более 200-1012 м3.
Ежегодно в мире добывается свыше 1,5-1012 м3 природного газа.
По запасам природного газа СССР занимает первое место в мире. Разведан-
ные и пригодные к эксплуатации запасы природного газа в СССР превышают
15-1012 м3, а ежегодная добыча составляет более 0,3-1012 м3.
Месторождения природного газа размещаются в различных районах нашей
страны. Особенно богаты природным газом Западная Сибирь, Украина, Средняя
Азия. Характеристика основных месторождений содержится в табл. 2.3.
Таблица 2.3
Основные месторождения природного газа в СССР
Месторождения Запасы природного газа, млрд, м’ Годовая добыча, млн. к*
Уренгойское 4000 48-50
Медвежье 1500 60—65
Вуктыльское 750 18
Оренбургское 650 45
Газлинское 450 15-20
Шебелинское 390 10—12
Ставропольское 220 5
* Здесь и далее по данным на 1975 г.
46
Химический состав природного газа, полученного из чисто газовых и газо-
конденсатных месторождений, приведен в табл. 2.4.
Таблица 2.4
Химический состав природного газа различных месторождений
[в % (об.)]
Me сторож дени я Редкие газы (Не, Аг и др.) СН4 Сгн, CgH8 С4 и выше СО,
Г а з о в ы е Уренгойское, Медвежье 1,5 97,9 0,2 0,1 0,3
Дашавское 0,6 98,9 0,3 •— 0,2
Саратовское 3,0 94,7 1,8 0,2 0,1 0,2
Ставропольское 1,0 98,3 0,3 0,1 — 0,3
Г азоконденсатные Вуктыльское 4,3 79,8 8,7 3,9 8,2 0,1
Газлинское 1,9 94,4 2,6 0,3 0,6 0,2
Шебелинское 0,8 93,3 3,5 0,9 1,4 0,1
Оренбургское 7,2 87,6 3,5 1,2 0,5 —
Природные газы в основном состоят из метана, а в газах газоконденсатных
месторождений содержатся бензиновые и керосино-газойлевыегфракции. Коли-
чество конденсата составляет от 10 до 500 см3 на 1 м3 газа, извлеченного из пласта.
Характеристики конденсатов некоторых газоконденсатных месторождений даны
в табл. 2.5.
Таблица 2,5
Характеристики газовых конденсатов различных месторождений
Месторождения Выход стабильного конденсата, смэ/м4 Фракционный состав, % (об.) отгона при температуре Групповой углево* дородный состав фракции н. к. —200° С, % (масс.)’
начала кипе- ния (н. к.), СС ЭоООТ 150° С 200° С i g* 02 — X к О S(J £ X о ароматиче- ских нафтеновых парафиновых
Майкопское Оренбургское Коробковское Вуктыльское Пунгинское Шебелинское Карадагское Газлинское Котур* Тепннское 55 70 140 500 12 12 180 20 150 36 33 31 31 54 44 53 54 36 20 58 65 30 30 27 20 36 35 55 83 92 57 70 63 53 83 62 67 89 73 87 80 72 92 81 291 248 173 360 272 289 347 220 360 34 15 2 14 11 26 7 40 25 37 32 37 29 35 26 60 61 54 52 45 58
Добытый из земных недр природный газ подготавливается на промыслах к
транспортировке (из него удаляются механические примеси, водяные пары, тяже-
лые углеводороды). При необходимости газ перед транспортировкой очищается
от сернистых соединений.
Газовый конденсат передается на газо- или нефтеперерабатывающие заводы
для последующего разделения на сжиженный гаа, бензин, дизельное топливо.
4?
Природный газ по системе газопроводов транспортируется к местам его по-
требления. Он широко используется как бытовое и промышленное топливо, слу-
жит сырьем для производства таких химических продуктов, как водород, аммиак,
сажа, ацетилен, формальдегид и др. В нефтяной и химической промышленности
используется около 20% добываемого в нашей стране природного газа.
Переработка попутного газа
При подъеме нефти на земную поверхность вследствие падения давления
происходит выделение растворенного попутного газа. Выделение раза начинается
уже в стволе скважины, а затем происходит в сепарирующих устройствах, трубо-
проводах и т. д. Система сбора нефти и газа организуется таким образом, чтобы
попутные газы были полностью отделены от нефти и использованы.
В тех случаях, когда системы сбора газа на вновь вступающих’ в эксплуа-
тацию промыслах не подготовлены, газ сжигается на факелах. Коэффициент пере-
работки газа (отношение количества газа, поданного на переработку, к количеству
добытого газа) непрерывно возрастает. Так, в период 1959—70 гр. он увеличился
с 0,317 до 0,470, а в 1970—75 гг. с 0,470 до 0,600.
Количество попутных газов (в м3), приходящееся на 1 т добытой нефти, назы-
вается газовым фактором. Газовый фактор зависит от условий формирования и
залегания нефтяных пластов. Средний газовый фактор по нефтяным месторожде-
ниям СССР составляет 95—112 м3/т (табл. 2.6).
Таблица 2.6
Газовые факторы отечественных нефтей
Месторождения Газовый фактор, м>/т Месторождения Газовый фактор, м*/т
Ромашкинское 49,0 Грозненское 328,6
Туймазннское 52,0 Краснокамское 72,6
Арланское 10,0 Жирновское 251,1
Мухановское 60,0 Ставропольское 137,0
Самотлорское 70,0 Качановское 240,0
Усинское 57,0 Гнединцевское 69,0
Речицкое 68,0
Большинство попутных газов содержит значительное количество углеводо-
родов С3 и выше. Характеристики попутных газов нефтей различных месторожде-
ний приводятся в табл. 2.7.
Таблица 2.7
Состав попутных газов нефтей различных месторождений [в % (масс)]
Месторождения ас N, + О, О и X о Ж о с.н. X о о <*> X о i 9ГП -ни и ,тн’э
Ромашкинское 13,0 0,2 25,4 23,4 21,3 3,0 7,2 6,5
Туймазннское 11,0 — 20,2 19,8 24,1 4,4 10,0 10,5
Кулешове кое 0,9 9,9 0,6 15,8 25,8 30,8 4,5 8,2 3,5
Самотлорское 1,9 0,4 57,9 6,9 15,6 3,9 7,6 5,8
Усинское 6,9 1,3 52,2 14,6 14,7 2,6 4,2 3,5
Жетыбайское — 2,7 0,7 36,6 20,8 19,3 4,5 7,4 8,0
Каменноложское 0,1 16,3 1,4 19,2 27,9 23,6 2,7 5,8 3,1
Речицкое — 4,4 — 45,3 25,0 16,4 2,0 3,8 3,1
48
С Попутные нефтяные газы отделяются от нефти и собираются/На отечествен-
ных промыслах применяются три основные системы сбора газа: самотечная,
Бароняна—Везирова, напорная (предложена институтом ГИПРОВОСТОК-
НЫ>ТЬ).
С-Во всех системах предусматривается отделение попутного газа от нефти ме-
тодом сепарации и передача его для дальнейшей переработки на газоперерабаты-
вающий (газобензиновый) завод (ГПЗ).
Однако даже после многоступенчатойсепарации в нефти остается значитель-
ное количество углеводородов Cj—С4 [до 5% (масс.)]. Поэтому нефть подвер-
гается стабилизации на специальных установках. При стабилизации из нефти
выделяется смесь углеводородов Ct—С( (так называемая головка стабилизации),
которая передается на центральные газофракционирующие установки (ЦГФУ),
входящие в состав крупных нефтехимических комбинатов. На ЦГФУ головка
стабилизации разделяется на индивидуальные углеводородные фракции: этано-
вую, пропановую, изобутановую, w-бутановую. Эти фракций”затем используются
как сырье для установок пиролиза, производства СК и т. д.
На ГПЗ попутные газы с нефтяных промыслов подвергаются переработке,
включающей следующие стадии: 1) осушка и очистка от сероводорода; 2) извле-
чение из газов так называемого нестабильного бензина — углеводородов С»
и выше (отбензинивание газа); 3) сжатие отбензиненного газа до давления, не-
обходимого для перекачки его потребителям.
На некоторых ГПЗ нестабильный бензин разделяется на индивидуальные
углеводороды — пропан, изобутан, «-бутан и стабильный-бензин. Другие заводы
передают нестабильный бензин на ЦГФУ, где он подвергается разделению на
индивидуальные углеводородные фракции совместно с головкой стабилизации
нефтестабилизационных установок (НСУ).
Газоперерабатывающие производства организуются как самостоятельные
предприятия или как отбензинивающие установки, входящие в состав газового
или нефтяного промысла. В СССР построены и строятся ГПЗ средней и большой
мощности. К средним относятся заводы, вырабатывающие 70—150 тыс. т/год
сжиженного газа, к крупным — более 150 тыс. т/год.
Газоперерабатывающие установки могут быть стационарными или пере-
движными. Стационарные установки сооружаются на тех промыслах, где запасы
газа могут эксплуатироваться в течение многих лет. Передвижные установки
применяются в начальный период разработки нефтяного месторождения. Аппара-
туру передвижных установок монтируют на салазках или платформах. В СССР
разработаны проекты передвижных установок мощностью 40 и 100 тыс. м8/суткн
по газу.
Отбензиненный газ от передвижных установок направляют местным потре-
бителям, а нестабильный бензин закачивают в сырую нефть либо транспортируют
по трубопроводам на ГПЗ или ЦГФУ.
Товарной продукцией газоперерабатывающего завода являются отбензинен-
ный газ, содержащий метан и этан, сжиженные газы С3—С4 и газовый бензин
(С^ и выше). Составы сырья и товарных продуктов ГПЗ приводятся в табл. 2.8,
Таблица 2.8
Составы сырья и товарных продуктов ГПЗ [в % (масс.)]
Потока О о Z Е О •н’О X о Я о 3 3 Е О i х У 9П1 -ня я *’н’Э
Сырье — попут- ный газ 1—3 2—5 18—54 25—30 27—35 2—5 4—8 4—8 1—3
Отбензиненный газ 2—5 5—8 30—40 30—35 15—20 1—2 2—3 0,1— 1.0 —
Нестабильный га- зовый бензин — — 5—10 20—28 35—45 10—15 5—8 2—5
49
Схема технологической взаимосвязи объектов газоперерабатывающего за-
вода дана на рис. 2.1. Сырой газ с нефтяных промыслов поступает под небольшим
давлением (от 0,15 до 0,5 МПа) на пункт приема и подготовки. Здесь газ очищается
от механических примесей (песка, пыли, продуктов коррозии), отделяется от воды
и газового конденсата. Затем газ очищается от сернистых соединений и двуокиси
углерода. Для очистки применяются сухие и мокрые методы. При сухих методах
в качестве поглотителей используются окись цинка, активный уголь и т. д.,
при мокрых — водные растворы моно- и диэтаноламина, поташ и др.
VII
Рис. 2.1. Схема основных потоков газоперерабатывающего завода:
1 — пункт приема газа; 2 — установка очистки и замера количества газа; 3, 4 — ком-
прессорные станция (первой и второй ступени); 6 — отбензинивающие установки; 6 —
гаэофракцнонирующие установки; 7 — установка осушки газа; в = товарная база;
9 — наливные железнодорожные эстакады;
1 — газ с промыслов; II -- сырой газ после первой ступени сжатия; III — отбензинен-
ный газ низкого давления; IV ~~ отбензиненный газ высокого давления; V — осушенный
газ высокого давления; VI —- нестабильный бензин отбензинивающей установки; VII —
нестабильный бензин со стороны (с промысловых отбензинивающих установок, газокон-
денсатных месторождений, установок стабилизации нефти); VIII — бензиновый конден-
сат; IX — газ ближним потребителям; X — газ дальним потребителям; XI = пропав;
XII —• изобутан; XIII — н-бутан; XIV — стабильный газбензин.
Очищенный газ подается на отбензинивание. В мировой практике переработки
попутных газов применяются следующие основные способы отбензинивания
(выделения углеводородов С3 и выше): компрессионный, абсорбционный, адсорб-’
ционный, низкотемпературная ректификация и конденсация.
Технологическая схема трехступенчатой установки компрессионного отбен-
зинивания изображена на рис. 2.2. Газ последовательно сжимается до 0,4—0,6;
1,2—1,7; 3,2—5,0 МПа. После каждой ступени сжатия конденсат отделяется от
газа в сепараторах С-5—С-7. Конденсат после первой ступени сжатия содержит
в основном углеводороды Св и выше, после второй — пропан и бутан, после тре-
тьей — пропан и более легкие углеводороды. Смесь конденсатов подается на
газофракцнонирующую установку, а сжатый газ после третьей ступени поступает
потребителям или на установку масляной абсорбции.
Компрессионный способ обычно применяется в сочетании с тремя другими
способами отбензинивания.
Масляная абсорбция является основным методом отбензинивания попутных
газов на отечественных и зарубежных заводах. В США на установках этого типа
50
отбензинивается свыше 80% поступающего на переработку газа, на отечествен-
ных заводах — около 70%.
Технологическая схема маслоабсорбционной установки типового ГПЗ при-
ведена на рис. 2.3. Газ поступает на установку при температуре 45 °C и давле-
нии 4,0 МПа, охлаждается до —23 °C и подается в разделитель С-1, где отде-
ляется от конденсата, а затем в абсорбер К-1. Отбензиненный газ после абсорб-
ции охлаждается в пропановом испарителе Х-2, отдает холод сырому газу в тепло-
обменнике Т-1 и направляется потребителям. Насыщенный абсорбент частично
деметанизируется в нижней части К-1, куда подводится теплота, и, пройдя
Рис. 2.2. Схема установки компрессионного отбензинивания газа:
С-/ — приемник-аккумулятор газа; С-2—С-4 — маслоотделители; С-5—С-7 — сепара-
торы первой—третьей ступеней компрессии; Е-1—Е-5 — сборные емкости; Е-6 — реф-
люксная емкость; ГК-1 — ГК-3 — первая —третья ступени компрессии; Х-1— Х-3 —
холодильники первой—третьей ступеней компрессии; Х-4 — холодильник отпаренного
бензина; К-1 — отпарная колонна; Т-1 — теплообменник;
/ — газ с промыслов; И — газовый бензин; III — загрязненный конденсат на отпарку;
IV — остаток отпарной колонны и масло из] маслоотделителя; V— газбензин на фрак-
ционирование; VI — водяной пар; VII — газ потребителям или на установку масляной
абсорбции; VIII — газы выветривания.
через теплообменник Т-4, поступает на верх отпарной секции абсорбционно-
отпарной колонны (AOK) К-2. Аппараты К-1 и К-2 орошаются предварительно
насыщенным абсорбентом, полученным при смешении тощего абсорбента (керо-
сина) со сбросными газами из АОК. Сбросные газы отделяются от абсорбента
в сепараторе С-3, выводятся с установки и используются как топливо. Насыщен-
ный деэтанизированный абсорбент с низа колонны К-2 поступает в десорбер
К-3. С верха десорбера уходит нестабильный бензин, а с низа — тощий абсор-
бент.
Способ масляной абсорбции применен на Миннибаевском, Туймазинском,
Шкаповском, Коробковском, Долинском и других ГПЗ. Однако в технологических
схемах заводов имеются различия: характер проведения процесса в абсорбере и
АОК (наличие или отсутствие промежуточного отвода теплоты); тип охлаждаю-
щей среды (обычное водяное или искусственное охлаждение); различные пара-
метры (давление колеблется от 1,4 до 4,0 МПа, температура изменяется от —20
до +30—40 °C); способ подвода теплоты в АОК (за счет использования теплоты
тощего абсорбента в теплообменниках или через печь).
51
На ряде зарубежных и некоторых отечественных ГПЗ (Мнннибаевском, От-
радненском и Кулешовском) для отбензинивания газа применяется метод низко-
температурной конденсации. Технологическая схема установки, использующей
этот метод, приведена на рис. 2.4. Сжатый до 4,0 МПа и осушенный газ охлаж-
Рнс. 2.3. Схема маслоабсорбционной установки:
KU — абсорбер; К-2 — абсорбционно-отпарная колонна (AOK); К-3 — десорбер; Т-1^
Т-7, Т-9 — теплообменники; Т-8 — кипятильник AOK; Х-1 — Х-3 — пропановые испа-
рители; Х-4—Х-6 — воздушные холодильники; C-J—C-4 — сепараторы; Е-1, Е-2 —<
еякости; П-1 — трубчатая печь;
1 — сырой газ; II — сухой газ; III — сбросный газ; IV — пропан; V — нестабильный
газбензин.
дается в Т-1 отбензиненным газом и в Х-1 хладагентом (испаряющимся пропа-
ном). Образовавшийся за счет охлаждения конденсат отделяется от газа в сепа-
раторе С-1. Газ выдается потребителям, а конденсат направляется в ректифика-
ционную колонну К-1. Верхний продукт К-1 после охлаждения в пропановом
Рис. 2.4. Схема установки отбензинивания попутного газа методом низкотем-
пературной конденсации:
К-1 — ректификационная колонна; Т-1 — теплообменник; Т-2 — кипятильник; Х-1
пропановый холодильник газа; XK-I — конденсатор-холодильник; С-1 —— сепаратор;
С'2 — рефлюксная емкость; Н-1, Н-2 — насосы;
1 — исходный газ; II — отбензиненный газ; III — нестабильный бензин.
конденсаторе-холодильнике ХК-1 поступает в рефлюксную емкость С-2. Газ из
С-2 направляется потребителям, а жидкая фаза используется в качестве ороше-
ния. Нижний продукт К-1 —деэтанизированный нестабильный газовый бензин —
подается на гаэофракционирование.
И
Адсорбционный метод экономически выгоден при отбензинивании тощих
газов, содержащих не более 50 г/м3 пропана и высших углеводородов, а также
газов, содержащих воздух. При абсорбционном отбензинивании газов, содержа-
щих воздух, происходит окисление абсорбента, что приводит к увеличению его
расхода и образованию шлама. В качестве адсорбента используется активный
уголь. Углеадсорбционные установки для отбензинивания газа работают по
четырехстадийному циклу, адсорбция—десорбция—сушка—охлаждение. Чтобы
процесс отбензинивания протекал непрерывно, установка должна иметь не менее
четырех работающих периодически адсорберов.
В составе отечественных ГПЗ имеются газофракционирующие установки
двух типов. На установках первого типа (стабилизационных) осуществляется
разделение нестабильного бензина в одной колонне-стабилизаторе на стабиль-
ный бензин и сжиженный газ (смесь пропана и бутана). На установках второго
типа получают индивидуальные углеводороды: пропан, изобутан, н-бутан, а
иногда изопентан, н-пентан.
Чуракаев А. М. Газоперерабатывающие заводы. М., «Химия», 1971. 240 с.
Клименко А. П. Сжиженные углеводородные газы. М., «Недра», 1974. 367 с.
Типовые схемы нефтеперерабатывающих заводов.;
Характеристики стандартных нефтей
Схема нефтеперерабатывающего завода (НПЗ) определяется потребностью
в нефтепродуктах того или иного ассортимента, качеством перерабатываемой
нефти, состоянием разработки технологических процессов. Решающим фактором
является потребность в нефтепродуктах того района, где находится предприятие
(так называемая плотность потребления). Кроме того, балансом производства
и потребления нефтепродуктов предусматриваются их постоянные и временные
перевозки из одного района в другой по схеме, обеспечивающей минимум
затрат.
При оценке качества нефти прежде всего принимается во внимание содер-
жание в ней серы. Переработка сернистых [0,5— 2,5% (масс.) серы] и высоко»
сернистых [>2,5% (масс.) серы] нефтей требует включения в состав завода уста-
новок очистки. Из высокосернистых нефтей невозможно выработать по сущест-
вующей в настоящее время технологии нефтяной кокс, отвечающий требованиям
большинства потребителей. Существуют нефти, из которых нельзя получить
авиакеросин, битумы, масла. Характеристики нефтей ряда крупных отечест-
венных месторождений приводятся в табл. 2.9.
Характеристики некоторых отечественных нефтей
Таблица 2.9
Месторождения Плотность ₽1° Вязкость при 50 °C, сСт Температура застывания, °C : Коксуемость, % (масс.) Содержание, % (масс.)
фракции до 200 °C фракций до 350 °C 1 серы 'азота парафина
Ромашкинское 0,862 5,90 0 5,30 24,0 49,0 1,61 0,17 5,10
Туймазннское 0,856 5,10 —29 4,40 26,4 53,4 1,44 0,14 4,10-
Арланское 0,878 6,80 6,70 18,7 42,8 3,04 0,33 3,40
Ярегское 0,945 406,0 —6 8,44 0,4 18,8 1,11 0,37 1,45
Жетыбайское 0,849 15,5 31 2,26 16,4 41,2 0,10 0,11 23,4
Яринское 0,823 2,87 —23 1,96 33,5 59,0 0,69 0,03 6,55,
Усть: Балык- .0,870 9,76 —20 5,01 19,3 42,8 1,53 0,19 2,25.
ское Самотлорское 0,843 3,33 —33 1,94. 30,6 58,2 0.96 0,12 2,30.
53
По профилю НПЗ делятся на топливные и топливно-масляные. Для характе-
ристики заводов используется также показатель глубины переработки нефти
(уровня отбора светлых нефтепродуктов).
Ниже приводится описание трех технологических схем НПЗ, работающих
на сернистом сырье.
Топливная схема с неглубокой переработкой нефти (рис. 2.5). Схема приме-
няется на НПЗ, расположенных в районах, где велика потребность в мазуте,
поскольку отсутствуют другие источники топлива (газ, уголь). К таким
районам относятся Европейская часть Советского Союза, Западная Европа,
Япония.
Нефть обессоливается и обезвоживается на специальных блоках или уста-
новках, а затем на атмосферной трубчатой установке (АТ) перегоняется с выде-
лением бензиновой, керосиновой и дизельной фракций. Бензиновая фракция
на установке (блоке) вторичной перегонки делится на три узкие фракции, первая
из которых направляется на установку изомеризации, вторая поступает на уста-
новку каталитического риформинга, предназначенную для получения бензола и
толуола, а третья (тяжелый бензин) подвергается каталитическому риформиро-
ванию в режиме производства высокооктанового компонента автобензина. Часть
прямогонного бензина, а также бензин-рафинат, полученный в качестве побоч-
ного продукта при выделении ароматических углеводородов, используются как
сырье для пиролизных установок.
Керосиновая и дизельная фракции очищаются от сернистых соединений
на установках гидроочистки. Часть дизельной фракции депарафинизируется,
при этом вырабатываются жидкие парафины С1в—С20 и зимнее дизельное
топливо. Газовые потоки АТ и каталитического риформинга перерабатыва-
ются на газофракционирующей установке с получением товарных сжиженных
газов — пропана, н-бутана и изобутана (иногда, кроме того, н-пентана и изо-
пентана).
Тяжелый остаток атмосферной перегонки—мазут—выпускается в ка-
честве товарного котельного топлива. Часть мазута направляется на блок ва-
куумной перегонки, где делится на вакуумный дистиллят и гудрон. Затем гудрон
окисляется в битум. Сероводород с установок гидроочистки поступает на уста-
новки производства серной кислоты или серы, также включенные в состав
завода.
НПЗ с неглубокой переработкой нефти вырабатывает автобензины марок
А-76 и АИ-93, термостабильное реактивное топливо типа РТ, малосернистые ди-
зельные топлива зимнего и летнего сортов, битум, котельное топливо. Для ис-
пользования в нефтехимических производствах на заводе получают сырье пиро-
лиза, индивидуальные легкие углеводороды (С3, С4, иногда С5), ароматические
углеводороды (бензол, толуол, ксилолы), жидкий парафин нормального строе-
ния, серу и серную кислоту.
Топливная схема с глубокой переработкой нефти (рис. 2.6). Заводы с такой
схемой переработки имеют в своем составе установки для превращения темных
нефтепродуктов (мазута, вакуум-дистиллята, гудрона) в светлые — бензиновую,
керосиновую и дизельную фракции.
Первичная переработка нефти осуществляется на атмосферно-вакуумных
трубчатых установках (АВТ). Наряду с атмосферными дистиллятами на этой
установке получают вакуумный дистиллят — фракцию 350—500 °C и гудрон.
Вторичная переработка светлых дистиллятов производится так же, как и на
заводе с неглубокой переработкой нефти. Вакуумный дистиллят направляется
на установки каталитического крекинга и гидрокрекинга. При каталитическом
крекинге получают газ, бензиновую фракцию, легкий и тяжелый газойль. Газ
направляют на ГФУ, бензиновую фракцию используют как компонент товарного
автобензина, легкий газойль— как дизельное топливо. Тяжелый газойль под-
вергают обработке фенолом или фурфуролом, полученный экстракт используется
как сырье для производства технического углерода (сажи). Гидрокрекингом
вакуумного дистиллята вырабатываются дополнительные количества бензина,
керосина и дизельного топлива. Используя процесс гидрокрекинга, можно за
счет изменения технологического режима варьировать в зависимости от сезонной
потребности выработку бензина и средних дистиллятов.
54
Рнс. 2;5. Схема потоков нефтепе-
рерабатывающего завода по топ-
ливной схеме с неглубокой пере-
работкой нефти.
рис. 2.6. Схема потоков нефтеперерабатывающего завода по топливной схеме с глубокой переработкой нефти:
I — ’егкий.б*нэин; Л— легкий г'ааойль; II! тяжелый бензин; JV „ тяжелый газойль; V — фракция выше 420 °C; VI — легкий
алкИлат; VI1 — тяжелый алкилат.
Из гудрона дополнительное количество светлых получают, применяя процесс
термического крекинга или коксования. При этом вырабатывается гамма про-
дуктов: газ, содержащий непредельные углеводороды и используемый как сырье
ГФУ, бензин, легкий и тяжелый газойли. Бензин облагораживается методами
глубокого гидрирования и каталитического риформирования, легкий газойль —
гидроочисткой.
Газовые потоки установок каталитического крекинга и термических процес-
сов разделяются на пропан-пропиленовую и бутан-бутиленовую фракции. Про-
пан-пропиленовая фракция используется для выработки автобензинов методом
полимеризации и как нефтехимическое сырье для производства фенола и ацетона,
бутиловых спиртов, нитрила акриловой кислоты, полипропилена. Из бутан-
бутиленовой фракции получают легкий компонент высокооктановых бензинов
методом алкилирования. Бутан-бутиленовая фракция является также ценным
нефтехимическим сырьем для производства присадок к маслам (полиизобу-
тилена, ионола), метилэтилкетона, мономеров для СК (бутадиена, изопрена,
бутиленов).
Топливно-масляиая схема (рис. 2.7). По этой схеме на установках АВТ
наряду со светлыми дистиллятами получают несколько вакуумных' погонов и
гудрон. Вакуумные дистилляты — легкий (300—400 °C), средний (400—450 сС)
и тяжелый (450—500 °C) — проходят последовательно: 1) селективную очистку
фенолом или фурфуролом от смолисто-асфальтеновых компонентов; 2) депарафи-
низацию смесью бензола с метнлэтилкетоном или дихлорэтаном; 3) доочистку
адсорбционным (отбеливающими глинами) или гидрогенизационным методами.
Из гудрона с помощью пропана извлекают асфальтовые вещества, деасфаль-
тизат далее обрабатывается по той же схеме, что и дистиллятные фракции (селек-
тивная очистка, депарафинизация, доочистка).
После доочистки дистиллятные и остаточный компоненты направляются на
компаундирование. Изменением соотношения компонентов и введением различ-
ных присадок получают необходимые сорта масел.
Существуют и другие схемы производства масел. Так, из бакинских нефтей
масла вырабатывают методами сернокислотной и щелочной очистки. На ряде
заводов существуют установки по очистке масляных фракций парными раствори-
телями (дуосол-процесс), на которых совмещаются процессы деасфальтизации
и избирательной очистки масел.
Развитие технологии переработки нефти в настоящее время характеризуется
тенденциями роста единичной мощности технологических установок и комбиниро-
вания процессов. На нескольких отечественных НПЗ построены крупные комби-
нированные установки — ГК-3 мощностью 3 млн. т/год и ЛК-бу мощностью
6 млн. т/год по нефти. В состав установки ГК-3 входят секции атмосферной и вто-
ричной перегонки, деструктивной и вакуумной перегонки, каталитического
крекинга, стабилизации бензина и первичного газофракционирования. Уста-
новка ЛК-бу состоит из четырех секций: обессоливания и атмосферной пере-
гонки; каталитического риформинга; гидроочистки дизельного топлива и керо-
сина; газофракционирования.
Отличительной особенностью установки ЛК-бу является то, что получае-
мые на ней продукты (бензин, авиакеросин, дизельное топливо) являются: компо-
нентами товарной продукции, в то время как большинство продуктов, получае-
мых на установке ГК-3, нуждается в дополнительной обработке: бензиновые
фракции следует подвергнуть каталитическому риформированию, дизель-
ные— гидроочистке, газовые головки—разделению на индивидуальные угле-
водороды.
Схема технологической .взаимосвязи секций этих установок приводится на
рис. 2.8, а сводный материальный баланс— в табл. 2.10. Расходные показатели
установок ГК-3 и ЛК-бу даны ниже (в расчете на 1 т перерабатываемой нефти):
гк-3
Пар водяной, ГДж (Гкал) . . .0,114 (0,027)
Вода оборотная, м3.................. 5,4
Электроэнергия, кВт-ч........... 13,1
Топливо, кг . . . ................. 15,3
' ЛК-бу
0,295 (0,070)
4,4
15,1
29,4
57
Рис. 2.7. Схема потоков нефтеперерабатывающего завода с топливно-масляной схемой переработки нефти.
XVII
XVIII
XIX
XXI
и
III
IV
V
VI
VII
VIII
а.
x
xx
5
XVIII
XXIX
XXX
XXXI
хххп
VIII
XXVI
XII
XXIV
XXVII
Рис. 2.8. Схема технологической взаимосвязи секций комбинированных установок ГК-3 (а) и ЛК-6у (б):
у _ нефть: II -головка стабилизации предельная; III - фракция н. к.-62 °C; IV - фракция 62-85 °C; V - фракция 85-120 °C;
VI — фракция 120—140 С; VII — фракция 140—180 °C; VIII — фракция 180—240 °C; IX — фракция 240 —300 °C; X—фракция 300—350 °C;
'г-Ап глпо ’i?”^М-Ше С прямогонная; XIII—газы непредельные; XIV—нестабильный бензин деструктивной перегонки;
v С; XVI ~ нестабильный бензин каталитического крекинга; XVII — головка стабилизации непредельная; XV1I1 —
сухой газ; XIX бензин каталитического крекинга; XX — котельное топливо; XXI — газойли каталитического крекинга идеструк-
~ фракция 162-140 «С; XXIIJ _ фракция 240-350 °C; XXIV - катализат риформинга; XXV - водород-
с°ДеРЖаЩПй газ, XXV/ — авиакероснн гидроочищенный; XXVII — дизельное топливо гидроочищенное; XXVIII — бензины-отгоны;
Лл!л ~ пропан, ллл — нэобутан; XXXI — л-бутам; XXXII — сероводород.
Таблица 2.10
Сводный материальный баланс комбинированных установок
ГК-3 и ЛК-бу*
гк-з ЛК-бу
Поступило
Нефть типа ромашкинской 100,0 100,0
Получено
Топливный газ 1,3 2,1
Сжиженные газы 3,8 2,3
в том числе
пропан — 0,9
изобутан — 0,6
«-бутан — 0,8
головка стабилизации предельная 0,2 —•
головка стабилизации непредельная 3,6 —•
Бензиновые фракции 27,9 11,5
в том числе
н. к. — 62 °C 2,0 2,0
62—85 °C 2,7
85—120 °C 4,6
120—140 °C 3,0
140—180 °C 6,5 —
катализат риформинга с октановым числом 95 — 9,5
бензин каталитического крекинга 9.1 —
Авиакеросин гидроочищенный — 9.8
Дизельное топливо 39,3 17,6
в том числе
180—240 °C 10,0 2,5
240—300 °C 10,1 —
300—350 °C 7,1 —
дизтопливо гидроочищенное — 15,1
легкий газойль каталитического крекинга 8,2 —-
газойль деструктивной перегонки 3,9 —’
Котельное топливо 24,7 52,8
Сероводород — 0,2
Потери 3,0 3,7
••Л Материальный баланс здесь и далее приводится в % (масс.)*
Наиболее важными для нефтехимического синтеза продуктами переработки
нефти являются бензиновые фракции, из которых пиролизом (см. стр. 90) ПоЛу-
чают низшие олефины, ароматические углеводороды и другие ценные полупро-
дукт^. Широко применяются также керосино-газойлевые фракции, легкие пара-
финовые углеводороды, топливный газ. В табл. 2.11 приводятся показатели про-
изводства нефтехимических продуктов на НПЗ в'зависимости от схемы перера-
ботки7 нефти 'й применяемого при пиролизе 'сырья,
60
Таблица 2.11
Показатели производства нефтехимических продуктов
в зависимости от схемы переработки нефти на НПЗ и сырья,
применяемого при пиролизе
Показатели Сырье пиролиза и применяемый для углубления переработки нефти процесс
бензин (без углуб- ления переработки нефти) бензин 4- керосино- газойлевая фракция। (без углубления переработки нефти) бензин + керосино- газойлевая фрак- ; ция-рвакуум-дистил- лят (каталитиче- ский крекинг) I бензин 4 керосино- газойлевая фрак- ция4вакуум-дистил- лят 4 остаток (гид- рокрекинг дистилля- та и остатка)
Выход в расчете на нефть, %:
этилен 8,3 16,1 18,5 26,0
пропилен 4,4 9,3 12,7 14,8
бутадиен 1,6 2,8 3,0 4,4
ароматические угле- водороды 4,7 7,9 14,3 13,7
всего нефтехимиче- ских продуктов 19,0 36,1 48,5 58,9
автобензин 2,3 3,9 8,4 6,4
котельное топливо 69,2 47,4 22,1 12,2
Капиталовложения, % Стоимость переработки 1 т нефти, % 100 132 166 195
100 134 167 .208
Нефти СССР. Справочник. М., «Химия»:
т. I. Нефти северных районов европейской части СССР и Урала. 19.71, 604 с.
т. II. Нефти Среднего и Нижнего Поволжья. 1972, 392 с.
т: 111. Нефти Кавказа и западных районов европейской части СССР- 1972, 616 с.
т. IV. Нефти Средней Азии, Казахстана, Сибири и о. Сахалин. 1974, 792 с.
Смидович Е. В. Технология переработки нефти и газа, ч. II. М.» «Химия», 1968. .376 с,
Эрих В. Н., Расина М. Г., Рудин М. Г. Химия и технология нефти и газа. Л.» «Химия».
1977, 424 с.
Процессы первичной переработки нефти
Электрообессоливание и первичная перегонка. Назначение. Удаление воды и
солей из нефти, разделение нефти на фракции для последующей переработки или
использования в качестве товарной продукции. Установка состоит из 2—3 блоков:
J) обессоливания; 2) атмосферной перегонки; 3) вакуумной перегонки мазута.
Установка, состоящая только из первых двух блоков, носит название атмосферной
трубчатки (АТ), из всех трех блоков — атмосферно-вакуумной трубчатки (АВТ).
Иногда первый и третий блоки выделяются в самостоятельные установки.
Сырье и продукция. Сырье процесса — нефть, содержащая соли (от 40 до
2000 мг/л) и воду (от 0,1 до 2,0%). Продукция:
1) углеводородный газ — выводится в виде газа и головки стабилизации;
используется как бытовое топливо и сырье газофракционирующих установок;
2) бензиновая фракция — выкипает в пределах .30—180 °C. используется
как компонент товарного автобензина, сырье установок каталитического ри-
форминга, вторичной перегонки, пиролизных установок;
. , . 3) керосиновая фракция — выкипает в пределах 120—315 °C. используется
как топливо для реактивных и тракторных карбюраторных двигателей, для осве-
щения, как сырье установок гидроочистки;
, 4) дизельная фракция (атмосферный газойль)— выкипает в пределах 180— Я
350 °C, используется как топливо для дизельных двигателей и сырье установок
гидроочистки;
61
Рис. 2.9. Схема установки первичной переработки нефти (ЭЛОУ-АВТ):
К-1 — отбензинивающая колонна; К-2 — атмосферная колонна; К-3 — отпарные колонны; К-4 — стабилизатор-
куумная колонна; Э-1 — Э-4 — электродегидраторы; П-1, П-2 — печи; ХК-1 — ХК-4 — конденсаторы-холодильники- '
рефлюксные емкости; А-1 — пароэжекторный вакуум-насос;
К-5 — ва-
г-7, Е-2 —
I — нефть; II — головка стабилизации; 111 — стабильный бензин; IV — керосин; V — дизельная фракция- VI — вакуумный
дистиллят; VII — гудрон; VIII— выхлопные газы эжектора; IX— деэмульгатор; X— вода в канализацию; ’XI— водяной пар.
5) мазут (остаток атмосферной перегонки) — выкипает выше 350 °C, исполь-
зуется как котельное топливо или сырье термического кре'юГнга;
6) вакуумный дистиллят (вакуумный газойль) — выкипает в пределах
350—500 °C. используется как сырье каталитического крекинга и гидрокрекинга;
"на НПЗ с масляной схемой переработки получают несколько (2—3) вакуумных
дистиллятов;
7) гудрон (остаток атмосферно-вакуумной перегонки нефти) —выкипает
при температуре выше 500 °C, используется как сырье установок термичес-
кого крекинга, коксования, производства битума и масел.
Технологическая схема (рис. 2.9). Нефть забирается насосом из сырьевого
резервуара и проходит теплообменники, где подогревается за счет теплоты отхо-
дящих продуктов, после чего поступает в электродегидраторы. В электродегидра-
торах под действием электрического поля, повышенной температуры, деэмульга-
торов происходит разрушение водонефтяной эмульсии и отделение воды от нефти.
Вода сбрасывается в канализацию (или подается на упарку с выделением солей),
а нефть проходит вторую группу теплообменников и поступает в отбензиниваю-
щую колонну К-1. В колонне К-1 из нефти выделяется легкая бензиновая фрак-
ция, которая конденсируется в холодильнике-конденсаторе ХК-1 и поступает
в рефлюксную емкость Е-1. Полуотбензиненная нефть с низа К-1 подается через
трубчатую печь П-1 в атмосферную колонну К-2. Часть потока полуотбензинен-
ной нефти возвращается в К-1, сообщая дополнительное количество теплоты,
необходимое для ректификации. В колонне К-2 нефть разделяется на несколько
фракций. Верхний продукт колонны К-2 — тяжелый бензин — конденсируется
в холодильнике-конденсаторе ХК-2 и поступает в рефлюксную емкость Е-2.
Керосиновая и дизельная фракции выводятся из колонны К-2 боковыми по-
гонами и поступают в отпарные колонны К-3. В К-3 из боковых погонов удаляются
(отпариваются) легкие фракции. Затем керосиновая и дизельная фракции через
теплообменники подогрева нефти и концевые холодильники выводятся с уста-
новки. С низа К-2 выходит мазут, который через печь П-2 подается в колонну
вакуумной перегонки К-5.
В вакуумной колонне К-5 мазут разделяется на вакуумный дистиллят,
который отбирается в виде бокового погона, и гудрон. С верха К-5 с помощью
пароэжекторного насоса А-1 отсасываются водяные пары, газы разложения,
воздух и некоторое количество легких нефтепродуктов (дизельная фракция).
Вакуумный дистиллят и гудрон через теплообменники подогрева нефти и конце-
вые холодильники уходят с установки.
Для снижения температуры низа колонн К-2 и К-5 и более полного извле-
чения дистиллятных фракций в них подается водяной пар. Избыточная теплота
в К-2 и К-5 снимается с помощью циркулирующих орошений.
Бензин из рефлюксных емкостей Е-1 и Е-2 после подогрева подается в ста-
билизационную колонну К-4. С верха К-4 уходит головка стабилизации — сжи-
женный газ, а с низа — стабильный бензин. Необходимая для ректификации
теплота подводится в К-4 циркуляцией части стабильного бензина через печь.
Технологический режим. Ниже приводятся показатели технологического
режима установок первичной переработки:
Температура, °C:
нефти, поступающей на обессоливание. 120—140
подогрева нефти в сырьевых теплообменниках . . 210—230
нагрева нефти в атмосферной печи П-1 .... 320—360
» мазута в вакуумной печи П-2 ... 400—420
верх К-1 .................. 120—140
низ К-1 ....................... 240—260
верх К-2 120—130
низ К-2 ................... 340—355
верх К-4 .................. 80—110
низ К-4 ................... 160—220
верх К-5 100—110
низ К-5 ....................... 360—380
63
Избыточное давление, МПа:
верх К-1 .................. 0,4—0,5
» К-2 ..............................0,06—0,1
» К-4 .............................. 0,7—1,2
Остаточное давление в К-5, Па.......... 5000—8000
Содержание воды в нефти, % (масс.):
до обессоливания........................... 1—2
после обессоливания..................... 0,1—0,15
Содержание солей в нефти, мг/л: 4
до обессоливания........................ 40—2000
после обессоливания..................... 3—15
Мощность и материальный баланс. В СССР построены и эксплуатируются
установки АТ и АВТ мощностью до 8 млн. т/год. Крупнейшая в мире установка
первичной переработки фирмы Exon работает в г. Бейтауне (США). Ее мощность —
12,4 млн. т/год.
Выход продукции на установках первичной переработки зависит от свойств
исходной нефти, достигнутого отбора от потенциала светлых нефтепродуктов,
вакуумного дистиллята и т. д. Ниже приводится материальный баланс первичной
переработки нефти типа ромашкинской (I) и самотлорской (II):
I п
Поступило
Нефть................................. 100,1 100,1
в том числе вода и соли . ....... . 0,1 0,1
Получено
Сжиженный углеводородный газ ........... 1,0 1,1
Бензиновая фракция (н. к. — 140 °C).... 12,2 18,5
Керосиновая фракция (140—240 °C)....... 16,3 17,9
Дизельная фракция (240—350 °C)........ .17,0 20,3
Вакуумный дистиллят (350—500 °C)....... 23,4 23,1
Гудрон (выше 500 °C)................... 29,2 18,2
Отходы и потери......................... 1,0 1,0
Технико-экономические показатели (на 1 т ромашкинской нефти):
Пар водяной, ГДж (Гкал) * ... .
Вода оборотная, м3 ...............
Электроэнергия, кВт-ч.............
Топливо, кг.......................
Деэмульгатор неионогенный, кг . .
Ингибитор коррозии, кг ...........
Установка Установка
АТ АВТ
. . 0,08 (0,019) 0,143 (0,034)
. . 1,8 3,3
. . 5,3 6,5
. . 20,0 26,7
. . 0,03 0,03
. . 0,001 0,001
• Потребность в паре полностью компенсируется за счет собствен-
ной выработки в котлах-утилизаторах.
Основные направления развития установок первичной перегонки нефти:
улучшение четкости ректификации за счет внедрения более эффективного обору-
дования, углубление отбора светлых нефтепродуктов.
Багиров И. Т. Современные установки первичной переработки нефти. М., «Химия»,
1974, 240 с.
Коротков П. И., Исаев Б. Н., Тетерук В. Р. Первичная переработка нефти на высоко-
производительных атмосферно-вакуумных установках. М., «Химия», 1975, 120 о.
61
Вторичная перегонка. Назначение. Разделение фракций, полученных при
первичной перегонке, на более узкие погоны. Процесс осуществляется на отдель-
ных установках или блоках, входящих в состав АТ и АВТ.
Сырье и продукция. Сырье— широкая бензиновая фракция н. к.— 180 ®С.
Продукция:
1) фракция н. к.— 62 °C— используется как компонент товарного автомо-
бильного бензина и сырье установок изомеризации;
2) фракция 62—85 °C— является сырьем установок каталитического рифор-
минга, на которых вырабатывается бензол;
3) фракция 85 —105 °C— служит сырьем установок каталитического рифор-
минга, на которых вырабатывается толуол;
Рис. 2.10. Схема установки вторичной перегонки бензина:
К-1—К-4 — ректификационные колонны: П-t, П-2 —> печи; Т-1, Т-2 теплообмен-
ники; Т-3 — кипятильник; ХК-1— ХК-3 — конденсаторы-холодильники; Е-1—Е-3 —•
рефлюксные емкости:
1 — сырье: 11 — фракция 105 — 140 °C; 111 — фракция 85—105 °C; IV «• фракция
н. к. —62 “С: V — фракция 140—180 “С; VI — фракция 62—85 *С.
4) фракция 105 —140 °C—применяется в качестве сырья установок ката-
литического риформинга, на которых вырабатываются ксилолы;
5) фракция 140 —180 °C—используется как компонент товарного авто-
бензина и авиакеросина, сырье установок каталитического риформинга, работаю-
щих в режиме получения высокооктанового бензина и установок гидроочистки
керосина.
Технологическая схема (рис. 2.10). Сырье через теплообменник Т-1 поступает
в колонну К-1, где разделяется на фракции н. к. — 85 °C и 85—180 °C. Фракция
н. к. — 85 °C уходит с верха К-1 в виде паров, конденсируется в ХК-1 и соби-
рается в рефлюксной емкости Е-1. Из Е-1 фракция н. к. — 85 °C подается в ко-
лонну К-2, где разделяется на фракции н. к. — 62 °C и 62—85 °C.
Фракция 85—180 °C с низа К-1 поступает в колонну К-3, верхним продук-
том этой колонны является фракция 85—105 °C, нижним — фракция 140—180 °C.
Фракция 105—140 °C уходит из К-3 в виде бокового погона, который пере-
текает в отпарную колонну К-4, где отгоняются легкие фракции.
Для осуществления процесса ректификации в колонны К-1—К-3 подводится
теплота, сообщаемая в нагревательных змеевиках печей П-1 и П-2 циркулирую-
щему через них продукту колонн. Теплота, необходимая для отгонки легких
фракций в К-4, подводится через кипятильник Т-3, обогреваемый циркулирую-
щей горячей струей, возвращающейся из П-2 в колонну К-3.
3 Зак. № 756 * 65
Технологический режим. Показатели технологического режима установок
вторичной перегонки:
Температура, °C:
сырья, поступающего в К-1 .......... 120
верх К-1 .................. 85—95
низ К-1 ................... 150—160
сырья, поступающего в/(-2 . . +.. 80—90
верх К-2......................... 90—95
низ К-2 ................... 120
сырья, поступающего в К-3 .......... 150—160
верх К-3 100—110
виз К-4 ................... 125—135
Избыточное давление, МПа:
в К-1 .......................... 0,1—0,15
в К-2.............................. 0,2—0,25
в К-3...........................0,02—0,06
Мощность и материальный баланс. Мощность установок и блоков вторич-
ной перегонки бензинов составляет 0,5—1,5 млн. т/год. Выход продукции зависит
от потенциального содержания узких бензиновых фракций в нефти и четкости
выделения бензина на АТ и АВТ. Ниже приводится материальный баланс вто-
ричной перегонки бензиновой фракции, полученной изнефгги типа ромашкинской
(1) и самотлорс'кой (11)1
I II
Поступило
Бензиновая фракция н. к. — 180 °C.. 100,0 100,0
Получено
Фракция н. к. — 62 °C............... 10,6 21,9
» 62—85 °C ................... 14,4 12,9
» 85—105 °C................... 15,6 12,5
» 105—140 °C................... 24,8 23,8
» 140—180 °C................... 33,9 28,2
Потери ........................... 0,7 0,7
Технико-экономические показатели (на 1 т сырья):
Пар водяной, ГДж (Гкал)...................0,4 (0,1)
Вода оборотная,-м3........................ 10,0
Электроэнергия, кВт • ч ..................... 4,8
Топливо, кг.................................. 32
Багиров И. Т. Современные установки первичной переработки нефти. М., «Химии»,
1974, 240 о.
Славинский Д. М., Маркарян Р. А. Опыт работы и аовершенотвованне промышленных
установок четкой ректификации широкой бензиновой фракции. М., ЦНИИТЭНЕФ-
ТЕХИМ, 1973. 64 о.
2.3. Некоторые процессы вторичной переработки нефти
Каталитический крекинг
Назначение. Получение дополнительных количеств светлых нефтепродук-
тов — высокооктанового бензина и дизельного топлива из тяжелых нефтяных
фракций; может использоваться для выработки нефтехимических продуктов —
газообразных олефиновых углеводородов (этилена, пропилена, бутиленов и ами-
ленов), ароматических углеводородов, сырья для производства технического
углерода и нафталина.
Сырье и продукция. В качестве сырья чаще всего используется вакуумный
дистиллят, получаемый при прямой перегонке нефти, а также дизельные фракции,
газойли коксования, термического крекинга н гидрокрекинга.
66
Характеристика вакуумного газойля—сырья каталитического крекинга
и гидрокрекинга — приводится ниже:
Плотность pj°................................. . 0,90—0,925
Фракционный состав:
н. к., °C....................................... 320—325
10% перегоняется при температуре, °C . . . . . 360—365
50% » » s >.......... 415—425
Температура застывания, °C ..................... 27—37
Содержание, % (масс.):
серы............................................ 0,8—1,85
азота ........................................ 0,07—0,11
никеля ........................................ 3-10"6
ванадия ......................................... Ы(Н
Коксуемость, % (масс.).........................." 0,10—0,45
Продукция установки каталитического крекинга:
1) углеводородный газ — содержит 80—90% (масс.) пропан-пропиленовой и
бутан-бутиленовой фракции, направляется для разделения на гаэофракциони-
рующие установки; полученные после разделения фракции используются в Про-
цессах алкилирования, полимеризации, для производства дивинила, изопрена,
этилена, пропилена, полиизобутилена, ионола, метилэтилкетона и других нефте-
химических продуктов;
2) бензиновая фракция (н. к. —195 °C)— применяется как компонент авто-
мобильного и авиационного бензина; характеристика: плотность р|°— 0,72—
0,77; октановое число— 87—93 (по исследовательскому методу); содержание
1в % (масс.)]: ароматических углеводородов— 20—30; непредельных—8—15;
нафтеновых—7—15; парафиновых— 45—50;
3) дизельная фракция (195—280 °C)— применяется как компонент дизель-
ного топлива; характеристика: цетановое число— 40—45; плотность р*° —
0,91—0,93; температура застывания, °C—от—55 до—65; иодное число, г
12/100 г—7—9;
4) фракция 280—420 °C — используется при получении сырья для произ-
водства технического углерода; характеристика: плотность pj° — 0,96—0,99;
температура застывания, °C—от 0 до—5; коксуемость, % (масс.)—ниже 0,1;
иодное число, г 12/100 г—3—5;
5) тяжелый газойль (фракция выше 420 °C) — используется как компонент
котельного топлива; характеристика: плотность р4°— 1,04—1,07; температура
застывания, °C—от—20 до—25; коксуемость, % (масс.)—7—9.
Технологическая схема. Существует три типа установок каталитического
крекинга: 1) с неподвижным слоем таблетированного катализатора и реакторами
периодического действия; 2) с плотным слоем циркулирующего шарикового
катализатора и реактором-регенератором непрерывного действия; 3) с псевдо-
ожиженным слоем циркулирующего микросферического катализатора, реактором
и регенератором непрерывного действия. На рис. 2.11 приведена схема установки
третьего типа.
Сырье нагревается в теплообменниках и-печи П-1, смешивается с циркули-
рующим газойлем и поступает в подъемный стояк катализаторопровода, по ко-
торому поднимается в реактор с псевдоожиженным слоем Р-1. Крекинг сырья
происходит в катализаторопроводе и реакторе.
Катализатор из псевдоожиженного слоя реактора опускается в отпарную
зону, куда подается водяной пар. С помощью пара удаляются адсорбированные
поверхностью катализатора нефтяные пары. Затем катализатор поступает в ката-
лизаторопровод, смешивается с воздухом и поднимается воздушным потоком в ре-
генератор Р-2. В регенераторе происходит выжигание кокса с поверхности ката-
лизатора. Регенерированный катализатор возвращается в реактор, а дымовые
газы переходят в котел дожига окиси углерода.
Пары продуктов реакции с верха реактора поступают в нижнюю часть ректи-
фикационной колонны К-1, где первоначально очищаются от катализаторной
пыли за счет промывки жидким остатком. С верха колонны в конденсатор-холо-
дильник ХК-1 поступают газ, пары бензина и водяной пар. После конденсации'
3* 67
продукты в сепараторе С-1 разделяются: бензин и газ самостоятельными пото-
ками подаются в газовый блок, а вода сбрасывается в канализацию. Газ перед
подачей в газовый блок сжимается компрессором ПК-1.
В колонне К-1 отбираются два боковых погона, которые поступают в отпар-
ную колонну К-2 для удаления легких фракций. Затем боковые погоны (фракции
195— 280 сС и 280—420 °C) через теплообменники и холодильники уходят с уста-
новки. С низа К-1 в реактор возвращается тяжелый газойль-рециркулят.
Рис. 2.11. Схема установки каталитического крекинга с псевдоожиженным слоем
микросферического катализатора:
К-1 — ректификационная колонна; К-2 — отпарная колонна; П-1, П-2 — печи; Р-1 —
реактор; Р-2 — регенератор; ПК-1 — компрессор; ПК-2 — воздуходувка; ХК-1 —
конденсатор-холодильник; Х-1, Х-2 — холодильники; Т-1 — Т-4 — теплообменники;
С-1 — сепаратор; Е-1 — емкость для воды; А-1 — котел-утилизатор; А-2 — электро-
фильтр; А-3 — дозер; Н-1 — П-6.— насосы;
1 — сырье; II — катализатор; III — бензин; IV — жирный газ; V — легкий газойль;
VI —сырье для производства технического углерода; VII — вода; VIII —воздух;
IX — водяной пар; X — дымовые газы; XI — топливный ras; XII ,— циркулирующее
орошение К-1.
Газовый блок установки (на схеме не показан) состоит из секции сероочистки
и компримирования газа, абсорбции и стабилизации бензина. Очистка газа от
сернистых соединений проводится раствором моноэтаноламина, абсорбция —
холодным стабильным бензином.
Технологический режим. Ниже приводятся показатели технологического
режима установок каталитического крекинга с микросферическим цеолитсодер-
жащим (1) и шариковым аморфным (II) катализатором:
I II
Температура, СС:
в реакторе ..... ...................... 490 470—485
в регенераторе ................ 650—670 590—650
низ колонны К-1 ......... 280 250
Кратность циркуляции катализатора 6,8 1,8—2,5
Содержание остаточного кокса в ката-
лизаторе на выходе из регенератора,
% (масс.) ......................... 0,15 0,6—0,8
68
Мощность и материальный баланс. В СССР эксплуатируются установки
каталитического крекинга с плотным слоем шарикового катализатора проект-
ной мощностью 250 тыс. т/год и с псевдоожиженным слоем микросферического
катализатора мощностью 600—1200 тыс. т/год. Ниже приводятся балансы уста-
новок каталитического крекинга с плотным слоем шарикового аморфного ката-
лизатора (I) и с псевдоожиженным слоем цеолитсодержащего катализатора (II):
I И
По с ту пило
Сырье — прямогонный вакуумный газойль . . 100,0 100,0
Получено
Углеводородный газ (Сх—С4) . ........ 17,0 22,4
Бензин (н. к. — 195 °C)............. 28,0 48,2
Легкий газойль (195—280 °C)......'. . 18,0.-" 9,0
Сырье для производства технического угле-
рода (280—420 °C) ............ 15,0 9,5
Тяжелый газойль (выше 420 °C)........ 15,5 3,2
Кокс выжигаемый....................... 5,5 6,7
Потери ............................. 1,0 1,0
Технико-экономические показатели (на 1 т сырья, для установки с микро-
сферическим цеолитсодержащим катализатором):
Пар водяной, ГДж (Гкал) * ...................... 0,5—0,75
(0,12-0,18)
Вода оборотная, мя..................................... 4—5
Электроэнергия, кВт-ч . ........................ 85—100
Топливо, кг........................................ 15—20
Катализатор микросферический цеолитсодержащий,
* Потребность в паре полностью покрывается за счет собственной
выработки; избыток в количестве 0,85—1.7 ГДж/т сырья выдается на сто-
рону.
Основные тенденции в развитии каталитического крекинга: полный переход
на высокоактивные цеолитсодержащие катализаторы, создание новых конструк-
ций реакционных и пылеулавливающих устройств, изменение технологии регене-
рации катализатора с полным превращением всей окиси углерода в СО2 непо-
средственно в регенераторе, внедрение гидроочистки сырья каталитического
крекинга.
Суханов В. П. Каталитические процессы в нефтепереработке. М., «Химия», 1973, 414.с.
Прокопюк С. Г.. Масагутов Р. М. Промышленные установки каталитического крекинга.
М., «Химия», 1974, 176 с.
Гидроочистка
Назначение. Улучшение качества и повышение стабильности топлив и масел,
удаление сернистых, азотистых, кислородсодержащих соединений, гидриро-
вание непредельных углеводородов.
Сырье и продукция. Сырьем являются бензиновые, керосиновые, дизельные
фракции, вакуумный газойль, мазут, смазочные масла, содержащие серу, азот,
непредельные углеводороды. Продукция — очищенные фракции. Сравнительное
качество нефтепродуктов до и после очистки на установках гидроочистки приво-
дится в табл. 2.12.
Технологическая схема установки гидроочистки средних дистиллятов
(рис. 2.12). Сырье', поступающее на установку, смешивается с водородсодержа-
щим газом, после чего проходит теплообменники реакторного блока Т-1, Т-2
и печь П-1, а затем поступает в реакторы Р-1 и- Р-2. В реакторах на алюмо-ко-
бальт-молйбденовом или алюмо-никель-молибденовом катализаторе проходят
69
Характеристики сырья и продукции установок гидроочистки
Таблица 2.12
Показатели Прямогонный бензин 85—180 °C Бензин термического крекинга Дизельная фракция 230— 350 *С Вакуумный дистил- лят 350—500 °C
ДО очистки после очистки ДО очистки после очистки ДО очистки после очистки ДО очистки после очистки
Плотность р4° Содержание, % (масс.): 0,762 0,761 0,745 0,742 0,858 0,840 0,921 0,900
серы 0,078 0,0011 1,1 0,02 1,2 0,2 3,1 0,35
азота 0,001 0,0001 0,004 0,0002 — — 0,17 0,13
Иодное число — — 100 0,7 4,0 1,5 — —
Содержание фактических смол, мг/100 мл — — 4,2 0 — — до 20 10—12
Октановое число (по моторному ме- тоду) 35 35 70 40 — — —
Индукционный период окисления, мин — — 180 ' 1000 — — —
Групповой углеводородный состав, % (масс.):
парафиновые — — 32 61 — — —
нафтеновые . — — И 26 — — — —
ароматические — — 9 12,5 — — —
непредельные — — 48 0,5 — — — —.
Цетановое число — — — • — 50—53 52—54 — —
Коксуемость, % (масс.) — — — — — — До 0,3 0,08
Рис. 2.12. Схема установки гидроочистки дизельного топлива:
Р-1, Р-2 — реакторы; К-1 — стабилизатор; К-2, К-3 — абсорберы; К-4 — десорбер; П-1, П-2 — печи: Т-1— Т-4 — теплообменники;
Т-5 — кипятильник; ВХ-1—ВХ-3 — конденсаторы-холодильники; Х-1 — Х-4 — холодильники; С-1 —С-4 — сепараторы; Е-1 — ем-
кость для щелочной промывки; Е-2 — емкость для водной промывки; Е-З емкость для моноэтаноламина; ПК-1 — компрессор;
H-I—H-5 — насосы; у
I — сырье; II — углеводородный газ; III — свежий водородсодержащий гаа; IV — отдуваемый водородсодержащий газ; V — бен-
зин; VI -г- гидроочищенное дизельное топливо; VII — моноэтаноламий; VI11 щелочь; IX — сероводород; X — вода.
реакции разложения гетероциклических (сернистых, азотистых, кислородсодер-
жащих) соединений и гидрирование непредельных углеводородов.
Продукты реакции и циркулирующий газ отдают теплоту сырью в тепло-
обменниках Т-1, Т-2, доохлаждаются в холодильнике Х-1 и поступают в сепара-
тор высокого давления С-1. В С-1 отделяется неочищенный циркуляционный газ,
который направляется в абсорбер для очистки от сероводорода. Очищенный газ
компрессором ПК-1 возвращается в систему циркуляции. Для поддержания за-
данной концентрации водорода часть насыщенного циркуляционного газа отво-
дится в заводскую сеть сухого газа.
Гидрогенизат из С-1 направляется в сепаратор низкого давления С-2, в ко-
тором выделяется часть растворенного газа. Из С-2 ^идрогенизат поступает в ста-
билизатор К-1, с верха которого уходят пары бензина и газ.
Сконденсировавшийся в конденсаторе-холодильнике ВХ-1 и охладив-
шийся в холодильнике Х-2 бензин-отгон отделяется от газа в сепараторе С-3
и подается на очистку от сероводорода. Очистка проводится методом щелочной
промывки или отдувки углеводородным газом. Очищенный бензин выводится
с установки. Газ стабилизации, выделившийся в С-3, используется как топливо
для собственных печей установки. Стабильный продукт с низа колонны через
теплообменник Т-3 выводится с установки. Очистка водородсодержащего газа,
углеводородного газа из сепаратора С-2 и газа стабилизации осуществляется
раствором моноэтаноламина в абсорберах К-2, К-3.
На установке (блоке) гидроочистки бензина имеется только одна ступень
сепарации гидрогенизата, а на установках гидроочистки вакуум-дистиллята из
стабильного гидрогенизата выделяют фракции н. к.— 180 °C, 180—350 °C и
остаток, выкипающий выше 350 °C.
Технологический режим. Ниже приводятся. показатели технологического
режима установок гидроочистки дизельного топлива (1) и вакуумного дистил-
лята (11):
I и
Среднее давление в реакторах, МПа . . 4,0 5,0
Температура в реакторах, °C. 380—400 380—420
Объемная скорость подачи сырья, ч“1 2,0 1,5—2,0
Кратность циркуляции водородсодержа-
щего газа................ 500—600 500—600
Содержание водорода в циркулирующем
газе, % (об.) ............ 65 75
Мощность и материальный баланс. Гидроочистка прямогонного бензина —
сырья каталитического риформинга — проводится на отдельно стоящей уста-
новке мощностью 300 тыс. т/год и на блоках, входящих в состав установок катали-
тического риформинга. Производительность отечественных установок и блоков
гидроочистки дизельного топлива составляет 900—2000 тыс. т/год.
Материальный баланс гидроочистки вторичных бензинов (1), дизельного
топлива (11) и вакуумного дистиллята (111):
Поступило Сырье Водород (в расчете на 100%-ный) . . I 100,0 1,0 II 100,0 0,4 ш 100,0 1,0
Всего. . . 101,0 100,4 101,0
Получено
Бензин 97,5 2,0 1,4
Фракция 180—350 °C — 95,8 14,9
» выше 350 СС — — 78,9
Углеводородный газ 1,6 0,8 1,7
Сероводород 1,1 0,8 3,1
Потери 0,8 1,0 1,0
Всего. . . 101,0 100,4 101,0
72
Технико-экономические показатели (на 1 т сырья) для установок гидроочистки
дизельного топлива (I), вторичного бензина (II) и вакуум-дистиллята (111)1 .
I 11 in
Пар водяной, ГДж (Гкал) 0,47—0,25 0,96—1,05 3,7
Вода оборотная, ма . . (0,04—0,06) 6—8 (0,23—0,25)- 2,0—2,5 (0,9) 4,2
Электроэнергия, кВт-ч 15—20 24—30 22—24
Топливо, кг 15—22 20—25 15—18
Катализатор алюмо-ко- бальт-молибденовый, кг 0,015—0,02 0,02—0,025 0,04
Основные направления в развитии процессов гидроочистки! разработка вы-
сокоэффективных катализаторов, обеспечивающих увеличение •'глубины очистки
до 90—95% и выше; создание более совершенных методов регенерации катализа-
торов, не приводящих к загрязнению внешней среды.
Аспель Н. Б., Демкина Г. Г. Гидроочистка моторных топлив. Л., «Химия», 1977, 16В о.
Орочко Д. И., Сулимое А. Д., Осипов Л. Н. Гидрогевизационные процессы в нефтепере-
работке. М., «Химия», 1971, 352 с.
Гидрокрекинг
Назначение. Получение дополнительных количеств светлых нефтепродуктов
каталитическим разложением более тяжелого сырья в присутствии водорода.
Существуют многочисленные модификации установок гидрокрекинга. В за-
висимости от сырья и продуктов, которые необходимо получить, используются
одноступенчатые и двухступенчатые процессы с неподвижным слоем катализа-
тора, системы с движущимися и суспендированными катализаторами. Одноступен-
чатый вариант применяется для максимального производства дизельного топ-
лива, двухступенчатый — при получении более легких продуктов.
Сырье и продукция. В качестве сырья установок гидрокрекинга используется
широкая гамма нефтяных фракций — от бензина до тяжелых остатков (мазута и
гудрона) включительно. Наиболее распространенный вид сырья — вакуумный
дистиллят прямой перегонки (см. стр. 67), подвергаемый гидрокрекингу в чи-
стом виде или в смеси с газойлями коксования, термического и каталитического
крекинга. Продукция:
1) углеводородный газ — является сырьем газофракционирующих устано-
вок, содержит значительное количество пропана и бутана, при бензиновом ва-
рианте гидрокрекинга—до 30% (масс.) изобутана;
2) бензиновая фракция—используется как компонент товарного автобен-
зина, может быть разделена на легкую фракцию, имеющую более высокую анти-
детонационную характеристику, и тяжелый бензин, который целесообразно под-
вергнуть каталитическому риформированию; октановое число (по моторному
методу): суммарного бензина—75, легкой фракции (Св — Св)—82, фракции
С7—180 °C—66;
3) керосиновая фракция — получается при реактивно-топливном режиме
процесса, применяется как авиационное топливо; характеристика: плотность
р4°. — 0,820—0,830; температура начала кристаллизации — ниже —60 °Cj вы-
сота нейоптящего пламени — 18—20 мм;
4) дизельная фракция—используется как компонент товарного летнего
дизельного топлива; характеристика: плотность р|° — 0,83—0,84; содержание
серы — ниже 0,02% (масс.); температура застывания — ниже —10° С; цетановое
число — 50.
Технологическая схема установки двухступенчатого гидрокрекинга (рис. 2,13).
Смесь сырья с водородсодержащим газом нагревается в теплообменниках и печи,
а затем проходит через реактор первой ступени Р-1, заполненный алюмо-кобальт-
молибденовым катализатором. В Р-1 происходит удаление из сырья серы и азота,
а также частичный крекинг сырья. Продукты реакции охлаждаются в теплообмен-
никах и холодильниках, а затем поступают в сепаратор высокого давления С-1,
73
где от гидрогенизата отделяется циркулирующий водородсодержащий газ, воз-
вращаемый на смешение с сырьем.
Далее гидрогенизат подвергается стабилизации, которая сначала проводится
последовательным снижением давления, а затем с помощью ректификации в ко-
лонне К-1. При 8,0 МПа от гидрогенизата отделяется сухой газ, при 2,0 и
0,2 МПа— жирный газ. Стабильный гидрогенизат первой ступени направляется
через теплообменник и печь П-2 на вторую ступень гидрокрекинга. Реактор вто-
рой ступени содержит высокоактивный катализатор на алюмосиликатной основе.
Рис. 2.13. Схема установки двухступенчатого гидрокрекинга!
Р-1, Р-2 — реакторы; К-1, К-2 — ректификационные колонны; П-1^П-4 печи; Т-7,
Т-2 теплообменники; Л-Л— Х-4 — холодильники; G-l**>C-8 -== сепараторы;- ПК-1-*
ПК-4 в» компрессоры; Н-1-—Ы-3 насосы;
1 сырье; II свежий водородсодержащнй газ; /// отдуваемый водородсодержа-
щпй газ; IV » сухой газ; V сероводород; VI жирный газ; VII — бензин; VIII
керосиновая фракции; IX ** дизельное топливо; X тяжелый остаток.
Схема реакторного блока и отделения стабилизации гидрогенизата второй
ступени аналогична принятой для первой ступени.
Стабилизированный гидрогенизат второй ступени поступает в блок атмо-
сферно-вакуумной перегонки, где разделяется на отдельные фракции. Коли-
чество и качество фракций зависит от принятого варианта работы установки.
При бензиновом и дизельном вариантах получают легкий бензин С6—С6, тяже-
лую бензиновую фракцию С, — 180 °C, дизельную фракцию 180—350 °C и тя-
желый газойль (фракцию выше 350 °C), а при (керосиновом — бензиновую фрак-
цию С5 — 120 °C, керосиновую фракцию 120—240 °C, дизельную фракцию 240—
350 °C и тяжелый газойль.
В составе установки имеется газовый блок, где проводится очистка газа от
сероводорода раствором моноэтаноламина и выделение фракции С3—С4.
74
Для предотвращения отложений солей и удаления аммиака в систему высо-
кого давления подкачивается конденсат. Раствор аммиака и солей выводится из
сепаратора низкого давления.
Технологический режим. Ниже приводятся показатели технологического
режима установок двухступенчатого (I) и одноступенчатого (II) гидрокрекинга:
I
II
Давление, МПа.......................... 15,0
Объемная скорость в каждой
ступени, ч"1......................... 1
Кратность циркуляции водородсодержа-
щего газа............................ 1000—1700
Температура, °C:
в первой ступени ........................ 425
во второй ступени ............... 400—425
5,0
1
600
400—410
Мощность и материальный баланс. В СССР эксплуатируются установки
одноступенчатого гидрокрекинга мощностью 900 тыс. т/год и двухступенчатого
гидрокрекинга — 1 млн. т/год. За рубежом работают свыше 100 установок гидро-
крекинга дистиллятного и остаточного сырья мощностью до 2 млн. т/год.
Материальный баланс одноступенчатого гидрокрекинга (I) и различных ва-
риантов двухступенчатого гидрокрекинга—бензинового (II), реактивно-топ-
ливного (111) и дизельного (IV):
Поступило Вакуумный газойль .... Водород (в расчете на 100%-ный) ........ I 100,0 0,8 II 100,0 4,1 III 100,0 3,8 IV 100,0 2,4
Всего. . . 100,8 104,1 103,8 102,4
Получено
Сухой газ 2,6 5,5 5,6 4,6
Сжиженный газ С3—С4 . . — 10,6 10,2 4,3
Бензиновая фракция . . . 4,8 51,0 23,2 15,4
в том числе
с5-с6 — 1 17,6 — 2,6
С5—120 °C — ' — 23,2 —
С,-180 °C — 33,4 — 12,8 ’
Керосиновая фракция 120— 240 °C 41,5 __
Дизельные фракции: 180—350 °C ..... 42,8 25,4 __ 66,9
240—350 °C — 10,0 —
Тяжелый газойль (фракция выше 350 °C) 47,7 8,3 10,0 7,9
Сероводород ....... 2,1 2,3 2,3 2,3
Потери 0,8 1,0 1,0 1,0
В с,е г о . . . 100,8 104,1 103,8 102,4
На установках гидрокрекинга используется водородсодержащий газ уста- (
новок каталитического риформинга и водород, полученный на специальных уста-
новках (см. стр. 114).
Технико-экономические показатели (на 1 т сырья) для установки двухсту- '
пенчатого гидрокрекинга (дизельный вариант): ’
Пар водяной, ГДж (Гкал) .......................... 0,34 (0,08)
Вода оборотная, м3 . . ........................... 12—13
Электроэнергия, кВт-ч............................... 120—130
Топливо, кг....................................... 45—50
Катализатор алюмо-кобальт-молибденовый, кг ... . 0,1
75
Тенденции развития процесса гидрокрекинга: внедрение более эффективных
катализаторов; расширение диапазона используемого сырья; применение про-
цесса для производства малосернистых котельных топлив, сырья каталитического
крекинга, высококачественных масел.
Орочко Д. И., Сулимов А. Д., Осипов Л. Н. Гидрогенизационные процессы в нефте-
переработке. М., «Химия», 1971, 352 с. •
Суханов В. П. Каталитические процессы в нефтепереработке. М., «Химия», 1973, 416 с.
Термический крекинг
Назначение. Получение дополнительного количества светлых нефтепродук-
тов термическим разложением остаточных фракций, улучшение качества котель-
ного топлива; используется также для выработки термогазойля — сырья для
производства технического углерода. Газы термического крекинга, содержащие
непредельные углеводороды, могут применяться в качестве нефтехимического
сырья.
Сырье и продукция. Сырьем являются остатки первичной переработки нефти.
Характеристика остатков—мазута (I) й гудрона (II)—приводится ниже:
Плотность р^°............................. . 0,968
Вязкость, °ВУ:
при 80 °C .............................. 18,6
» 100 °C................................ 7,0
Температура застывания, °C .................... 25
Температура вспышки, °C ...................... 228
Коксуемость, % (масс.)......................... —
' П
1,077
40
334
22,4
Продукция: 1) газ—содержит непредельные и предельные углеводороды,
направляется для дальнейшей переработки на газофракционирующие установки;
2) бензин—содержит значительное количество непредельных и аромати-
ческих углеводородов; характеристика: октановое число — 66— 68 (по моторному
методу); содержание серы в бензине из сернистых нефтей составляет 0,5—1,2%
(масс.), его следует подвергать очистке; обладает низкой химической стабиль-
ностью, поэтому при использовании в качестве компонента автомобильных бен-
зинов необходима добавка ингибиторов окисления;
3) керосино-газойлевая фракция (200—350 °C)— является ценным компо-
нентом флотского мазута, после гидроочистки может применяться как компонент
дизельных топлив;
4) крекинг-остаток (фракция выше 350 °C)—используется как котельное
топливо, имеет более высокую теплоту сгорания, более низкую температуру за-
стывания и вязкость, чем прямогонный мазут;
5) термогазойль — сырье для производства технического углерода, полу-
чается при крекировании смеси газойлей каталитического крекинга и экстрак-
тов селективной очистки масел; характеристика: плотность— не ниже 980 кг/м3;
коксуемость— не более 1,5% (масс.); вязкость при 50 °C— не более 25 сСт.
Технологическая схема (рис. 2.14). Сырье подогревается в теплообменнике
Т-1 и делится на два потока. Один из них подается в нижнюю часть ректифи-
кационной колонны К-3, а второй — в верхнюю часть испарителя низкого дав-
ления К-4. Поток, поступивший в К-4, обогащается тяжелыми газойлевыми
фракциями и переходит в К-3. С низа К-3 остаток подается в печь тяжелого сырья
П-1. Колонна К-3 разделена на две части «глухой» тарелкой. Скапливающаяся
на этой тарелке жидкость поступает на глубокий крекинг в печь легкого сырья П-2.
Продукты крекинга из П-1 и П-2 объединяются и идут в выносную реакцион-
ную камеру К-1, а затем в испаритель высокого давления К-2. В К-2 от п^рожид-
костной смеси отделяется крекинг-остаток, самотеком перетекающий в испари-
тель низкого давления К-4. В К-4 из крекинг-остатка выделяются пары газойле-
вой фракции. Колонна К-4 также разделена на две части «глухой» тарелкой.
В верхней части К-4 пары керосино-газойлевой фракции контактируют с движу-
щимся им навстречу жидким сырьем. При этом контакте часть паров керосино-
газойлевой фракции конденсируется.
76
Несконденсировавшиеся пары керосино-газойлевой фракции уходят с верха
К-4, конденсируются в ХК-2 и собираются в Е-2. Из Е-2 уходит товарный про-
дукт — керосино-газойлевая фракция.
Поток паров из верхней части К-2 поступает на разделение в ректификацион-
ную колонну К-3. С верха К-3 уходят пары бензина и газ, с «глухой» тарелки —
сырье в печь легкого сырья П-2, с низа — сырье в печь тяжелого сырья П-1.
Верхний продукт К-2 охлаждается в конденсаторе-холодильнике ХК-1 и в газо-
сепараторе Е-1 разделяется на нестабильный бензин и газ. Газ подается на газо-
фракционирующую установку, а бензин через теплообменник Т-3 поступает
Рис. 2.14. Схема установки термического крекинга:
П-1 — лечь тяжелого сырья; П-2 — лечь легкого сырья; К-1 — выносная реакционная
камера; К-2 — испаритель высокого давления; К-3 — ректификационная колонна;
К-4 — испаритель низкого давления; К-5 — стабилизатор; ХК-1 — ХК-3 — конденса-
торы-холодильники; Т-1— Т-3 — теплообменники; Т-2 — кипятильник; Е-1—Е-3 —
рефлюксные емкости; Н-1 — Н-7 — насосы;
1 — сырье; 11 — газ; 111 — головка стабилизации; IV стабильный бензин; V » ке-
росино-газойлевая фракция; VI — крекинг-остаток.
в стабилизатор К-5. В К-5 из бензина удаляются легкие углеводороды, которые
уходят с верха К-5. Они охлаждаются в ХК-3, после чего в сепараторе Е-8 де-
лятся на жидкую часть — головку стабилизации и несконденсировавшийся газ.
Газ и головка стабилизации поступают на ГФУ^Сниза К-5 уходит стабильный
бензин.
Технологический режим. Основные показатели технологического режима
установки термического крекинга:
Печь тяжелого сырья 77-/;
вход .............................
выход .......................
Печь легкого сырья /7-2;
вход ........................ .
выход ................... . . .
Реакционная камера К-Т.
верх ............................
низ..........................
Температура, Давление,
•С МПа
390—410 5,0—5,6
470—490 2,2—2,7
290—320 5,5—6,5
530—545 2,2—2,8
500 ) п л__о 5
460—470 J ДО ДО
77
Испаритель высокого давления К-2:
верх ...........................
низ........................
Ректификационная колонна К-3:
верх ...........................
низ.........................
Испаритель низкого давления К-4:
верх ...........................
низ...................
455—460 1
430—440 J
210—220 1
390—410 J
120—200 1
400—415 J
0,85—1,25
0,8—1,2
0,15—0,3
Мощность и материальный баланс. В эксплуатации находятся установки
мощностью 400—600 тыс. т/год. Ниже приводится материальный баланс уста-
новки при работе в режиме термического крекинга (I, II) и в режиме получения
термогазойля (III):
I II III
Поступило
Мазут 100,0 — —
Гудрон 75,0 —
Легкий каталитический газойль . . . — 1 — 49,0
Тяжелый каталитический газойль 25,0 28,0
Экстракты фенольной очистки дистил-
лятных масел —- — 23,0
Всего. . . 100,0 100,0 100,0
Получено
Углеводородный газ 3,5 2,5 9,0
Головка стабилизации 3,6 3,4 3,0
Крекинг-бензин 19,7 14,2 25,0
Керосино-газойлевая фракция . . . 5,3 3,9 —
Термогазойль — — 22,0
Крекинг-остаток 66,3 74,4 39,0
Потери 1,6 1,6 2,0
Всего. . . 100,0 100,0 100,0
Технико-экономические показатели (в расчете на 1 т сырья):
Пар водяной, ГДж (Гкал) .................0,46(0,11)
Вода оборотная, м3.......................... 23
Электроэнергия, кВт-ч....................... 9,3
Топливо, кг................................. 57
Смидович Е. В. Технология переработки нефти и газа. Ч. II. М.» «Химия», 1968, 376 о,
Пархоменко В. Е. Технология переработки нефти и газа. М., Гостоптехнздат, 1959,
452 с.
Коксование
Назначение. Получение нефтяного кокса для нужд электродной промышлен-
ности, производства графита и карбидов; применяется также для выработки до-
полнительных количеств светлых нефтепродуктов из тяжелых остатков. Суще-
ствует три модификации процесса: периодическое коксование в кубах; замедлен-
ное коксование в необогреваемых камерах; коксование в псевдоожиженном слое
порошкообразного кокса.
Сырье и продукция. Сырьем являются нефтяные остатки — гудрон первичной
переработки, остаток термического крекинга, тяжелый газойль каталитического
крекинга, асфальты и экстракты масляного производства, смола пиролиза.
Основные требования, предъявляемые к качеству сырья: коксуемость —
10—20% (масс.); содержание серы при получении электродного кокса— не выше
1,5% (масс.); содержание тяжелых металлов (никеля, ванадия, титана)—не
выше 150 о/оо.
78
Продукция: 1) газ — по составу аналогичен газу термического крекинга,
но содержит несколько меньше олефинов;
2) бензин — содержит до 60% (масс.) непредельных углеводородов, недо-
статочно химически стабилен, октановое число 60—66 (по моторному методу);
используется как компонент низкосортных автобензинов и сырье для установок
глубокой гидроочистки вторичных бензинов; благодаря высокому содержанию
непредельных может применяться как сырье нефтехимических производств;
3) керосино-газойлевая фракция— является компонентом дизельных, трак-
торных и газотурбинных топлив, а также сырьем установок гидроочистки и ката-
литического крекинга;
4) нефтяной кокс — используется в производстве анодов для выплавки алю-
миния, графитированных электродов, применяемых при получении электролити-
ческой стали, хлора, магния и т. д., в производствах ферросплавов, кремния,
карбида кальция; кокс, получаемый на установках коксования, не полностью
соответствует требованиям потребителей, нуждается в прокалке, которая про-
водится в специальных печах; характеристики непрокаленных коксов приводятся
в табл. 2.13.
Таблица 2.13
Характеристики непрокаленных нефтяных коксов, получаемых
на установках различного типа [в % (масс.))
Кокс Влага Зола Сера Летучие
Кокс кубовых установок: КНКЭ (нефтяной крекинговый <3,0 <0,6 <0,8 <7.0
электродный) КНПЭ (нефтяной пиролизный <3,0 <0,3 <0,8 <6,5
электродный)
КНПС (нефтяной пиролизный спе- <3,0 <0,3 <0,4 <7,0
цнальный)
КН (нефтяной) <3,0 <0,5 <1,0 <7,0
Коксы малосернистые замедленного коксования: КЗ-25
I сорт <3,0 <0,5 <1,3 <7,0
II сорт <3,0 <0,6 <1,5 <9,0
КЗ-6 <3,0 <0,7 <1,5 <9,5
КЗ-0 <3,0 <0,8 <1,5 <10,0
Технологическая схема установки замедленного коксования (рис. 2.15). Нагре-
тое в печах П-1, П-2 сырье поступает в нижнюю часть ректификационной ко-
лонны К-1 на верхнюю каскадную тарелку. Под нижнюю каскадную тарелку
подаются пары продуктов коксования из коксовых камер. Обогащенное рецир-
кулятом и дополнительно нагретое сырье с низа К-1 поступает в реакционные
змеевики печей, а затем в камеры на коксование. Для предотвращения образо-
вания кокса в змеевиках печей в сырье подается турбулизатор — водяной пар.
На установке имеются четыре камеры, работающие попарно. Сырье из П-2
поступает в коксовую камеру Р-1 или Р-2, а из П-1 — в Р-3 или Р-4.
Пары продуктов из камер, работающих в режиме коксования, направляются
в К-1. В верхней части К-1, над «глухой» тарелкой, происходит разделение про-
дуктов коксования на фракции. С верха К-1 уходят газ и пары бензина, в ка-
честве боковых погонов — фракция 180—350 °C, фракция 350—450 °C, фракция
выше 450 °C.
После конденсации и охлаждения в ХК-1 верхний продукт К-1 поступает
в газосепаратор Е-1. Здесь происходит сепарация воды и отделение газа от бен-
зина. Нестабильный, содержащий легкие углеводороды бензин и газ самостоя-
тельными потоками направляются в газовый блок, где в результате применения
79
процессов абсорбции в стабилизации выделяются сухой газ, содержащий в основ-
ном углеводороды Сх—С2, головка стабилизации, содержащая углеводороды
С3—С4, и стабильный бензин. Боковые погоны К-1 поступают в секции отпарной
колонны К-2, где из них удаляются легкие фракции, а затем через соответствую-
щие теплообменники и холодильники выводятся с установки.
Реакционные камеры установки работают по циклу: реакция — охлажде-
ние кокса — выгрузка кокса — разогрев камеры.
Кокс из камеры удаляется при помощи гидравлической резки — подачей
струи воды под высоким давлением. Удаленный из камеры кокс попадает в дро-
билку, где измельчается на куски размером не более 150 мм. Раздробленный
Рис. 2.15. Схема установки замедленного коксования:
Р-1 —Р-4 — коксовые камеры; П-l, П-2 — печи; К-1 — ректификационная колонна;
К-2 — отпарная колонна; Т-1 —Т-4 — теплообменники; ХК-1 — конденсатор-холодиль"
ник; Е-1 — газосепаратор; Е-2 — емкость для воды;
/ — сырье; II — сухой газ; 111 — головка стабилизации; IV — стабильный бензин;
V — керосино-газойлевая фракция; VI — легкий газойль; VI! — тяжелый газойль;
VIII — водяной пар; IX — вода.
кокс обезвоживается и элеватором подается на двухситовый грохот, с помощью
которого сортируется на три фракции: 150—25; 25—6 и 6—0 мм.
Камеру, из которой выгружен кокс, опрессовывают и прогревают сначала
острым водяным паром, а затем горячими продуктами коксования из работаю-
щей камеры. Переключение камеры на режим реакции проводится, когда тем-
пература в ней повысится до 360 °C.
Продолжительность операции (в ч); подача сырья — 24; переключение
камер, пропаривание камер водяным паром и охлаждение кокса водой—9;
бурение отверстий в коксе, удаление кокса гидрорезаком — 6; испытание и
разогрев камеры — 9.
Технологический режим. Основные показатели технологического режима
установок замедленного коксования:
Температура, °C;
сырья на входе в К-1 .................... 370—375
смеси сырья и рециркулята на выходе из К-1 380—400
сырья на входе в Р-1—Р-4 .......... 480—520
продуктов коксования на выходе из Р-1—Р-4 420—430
Давление, МПа;
в коксовых камерах.......................0,17—0,61
воды, подаваемой на резку кокса.......... 15,0
80
Мощность и материальный баланс. Мощность отечественных установок за-
медленного коксования составляет 300—600 тыс. т/год, строится установка
коксования мощностью 1,5 млн. т/год. В США эксплуатируется установка мощ-
ностью 2,5 млн. т/год. Ниже приводится материальный баланс коксования гуд-
рона (I) и крекинг-осгатка (II):
I П
Поступило
Сырье................................... 100.0 100,0
Получено
Газ ..................................... 5,9 5,0
Головка стабилизации ..................... 2,7 2,2
Бензин н. к. — 180 °C ................. 13,4.» 5,5
Керосино-газойлевая фракция 180—350 °C . . 27,0 24, J
Фракция 350—450 °C . ............. .- 16,4 18,0 -
» выше 450 аС.......................... 8,0 9,0
Кокс ................................... 24,0 33,0
в том числе-
фракция выше 25 мм............... . 10,0 11,8
» ниже 25 мм........................ 14,0 21,2
Потери .................................. 3,0 3,0
Технико-экономические показатели (на 1 т сырья):
Пар водяной, ГДж (Гкал) ....... 2,1—2,5
(0,5—0,6)
Вода, м3.............................. 10—12
Электроэнергия, кВт-ч................ 15—20
Топливо, кг .......................... 45—50
Дальнейшее развитие процесса коксования связано с увеличением мощ-
ности установок, повышением выхода кокса в результате организации специаль-
ной подготовки сырья, усовершенствованием технологии прокаливания суммар-
ного кокса, внедрением процессов удаления серы из сернистого кокса, разработ-
кой и усовершенствованием схем автоматизации и дистанционного переключения
реакторов (коксовых камер), изысканием новых видов сырья для получения
высококачественного кокса игольчатой структуры.
Сюняее 3. И. Производство, облагораживание и применение нефтяного кокса. М., <Хи.
мия>, 1973, 296 о.
Бендеров Д. И., Походенко Н. Т., Б рондо Б. И. Процесс замедленного коксования в не-
обогреваемых камерах. М., «Химия», 1976, 176 о.
Производство парафинов
Назначение. Получение жидких высокочистых нормальных алканов С1в—С1Я
из дизельных фракций и твердых парафинов из масляных'фракций. .
Производство жидких парафинов. Жидкие парафины по-
лучают из дизельных фракций методом карбамидной депарафинизации и адсорб-
ционного извлечения на молекулярных ситах (цеолитах).
Сырье и продукция. Сырьем является гидроочищенная дизельная фракция
200—320 °C со следующими показателями качества:
Плотность pj° ....;............................ 0,825—0,845
Содержание серы, % (масс.) .......................0,05
Иодное число, с 12/100 г..................... 1,6
Содержание ароматики, % (масс.)................ 35
» парафинов, % (масс.)................ 18—21
81
Продукция—жидкие нормальные парафины, содержащие 10—18 атомов
углерода. Качество жидких н-парафинов зависит от метода их получения. Ниже
приводится характеристика н-парафинов, полученных методом карбамидной (1)
и адсорбционного (11) депарафинизации:
I II
Содержание н-парафинов, % (масс.) .... 85—92 98,0—99,0
Содержание ароматических углеводородов,
% (масс.):
до очистки ............................. 5—7 1,0
после очистки............................ 2 0,1
Жидкие н-парафины используются как сырье для производства биологически
разлагаемых поверхностно-активных веществ (сульфонатов, высших жирных
спиртов и др.), пластификаторов, синтетических белков.
Депарафинизированная дизельная фракция (денормализат) имеет темпера-
туру застывания от—35 до—45 °C и используется как компонент летнего или
зимнего дизельного топлива.
Рис. 2.16. Схема установки адсорбционного извлечения парафинов:
К-Г, К-2 — осушители; К-3 —К-5 - адсорберы; П-1 —П-3 — печи; Т-1 — теплооб-
менник;
1 — сырье; II — аммиак; III — водородеодержащий газ; IV = жидкие парафины:
V — денормализат; А = блок очистки.
Технологическая схема установки адсорбционного извлечения н-парафинов
(рис. 2.16). Гидроочищенное сырье подвергается осушке в колоннах К-1 или
К-2, а затем смешивается с водородсодержащим газом и проходит через тепло-
обменник Т-1 и печь П-1. Нагретое и испаренное сырье поступает в реактор-
ный блок, который состоит из трех адсорберов К-3—К-5, работающих по сменно-
циклическому графику. В каждом из адсорберов последовательно протекают
стадии адсорбции, продувки и десорбции. Сырье поступает в тот из адсорберов,
в котором проводится стадия адсорбции (на рис. 2.16 это К-3). Из адсорберов
выходит денормализат, который после очистки выводится о установки.
После окончания стадии адсорбции проводится продувка. В адсорбер по-
дается аммиак, предварительно подогретый в печи П-2. При продувке из свобод-
ного объема адсорбера удаляются компоненты не вступившего в реакцию сырья,
а с внешней поверхности гранул цеолита — неселективно адсорбированные
углеводороды. Продувочный продукт объединяется с денормалиэатом.
Во время стадии десорбции в адсорбер поступает нагретый в печи П-2 ам-
миак. Из адсорбера выходит смесь аммиака и «-парафинов. После очистки н-па-
рафины выводятся с установки.
82
Мощность и материальный баланс. Мощность установок карбамидной
депарафинизации составляет 0,5—1,0 млн. т/год по сырью и 35—70 тыс. т/год
по парафинам, установок адсорбционного извлечения парафинов — 0,7 млн. т/год
по сырью и 100—120 тыс. т/год по парафинам. Материальный баланс карба-
мидной (I) и адсорбционной (II) депарафинизации:
/ I „
Поступило
Сырье................................ 100,0 100,0
Получено
Жидкий парафин......................... 7,0 18,0
Депарафинированное топливо......... 92,7 81,7
Потери ................................ 0,3 0,3
Технико-экономические показатели адсорбционного извлечения жидких
парафинов (на 1 т парафина):
Пар, ГДж (Гкал)..................... . 0,71 (0,17)
Вода оборотная, м3 . . . . ............ 36
Электроэнергия, кВт-ч ................. 88
Основные направления развития производства жидких парафинов: широкое
внедрение процессов адсорбционного выделения парафинов из дизельных фрак-
ций, разработка новых методов очистки жидких парафинов от ароматических
углеводородов, внедрение новых видов оборудования (гидроциклонов вместо
центрифуг и т. д.) при карбамидной депарафинизации.
Производство твердых парафинов. Твердые парафины
вырабатываются обезмасливанием избирательными растворителями гачей, полу-
чаемых при производстве масел или парафиновых дистиллятов из парафинистых
и высокопарафинистых нефтей. Парафин-сырье затем очищается. Ранее также
были распространены методы производства парафина без применения раствори-
телей (фильтр-прессование и потение).
Сырье и продукция. Сырьем для получения твердых парафинов служит гач —
побочный продукт производства смазочных масел, получаемый при депарафини-
зации масляных фракций селективными растворителями. Гач, получаемый при
депарафинизации масляных фракций из восточных нефтей, имеет следующую
характеристику: плотность р|°—0,840—0,860; температура вспышки в закрытом
тигле — 200—220 °C; температура плавления — 48—52 °C; содержание масла —
11—25% (масс.).
Продукцией являются парафин-сырец [со следующими показателями ка-
чества’ содержание масла— 1—2% (масс.); температура плавления—52—
55 °C; температура вспышки в закрытом тигле— 220 °C] и. фильтрат (с темпе-
ратурой плавления около 30 °C). ,
Парафин-сырец затем подвергается доочистке на установках адсорбционной
очистки или гидроочистки. Характеристики товарных (очищенных) парафинов
приводятся в табл. 2.14.
Технологическая схема установки обезмасливания гачей с применением изби-
рательных растворителей (рис. 2.17). Промышленная установка обезмасливания
гачей состоит из отделений охлаждения и фильтрования растворов гача, реге-
нерации растворителя из растворов сырого парафина и фильтрата.
Расплавленный гач забирается насосом Н-1, смешивается с растворителем
(смесь мети лэти л кетона, бензола и толуола) и подается на термическую обра-
ботку в теплообменник’ Т-1. После Т-1 термообработанный гач проходит Водяной
холодильник Х-1, кристаллизаторы Кр-1, Кр-3, Кр-4, Кр-5, где охлаждается
холодным растворителем, и кристаллизатор Кр-7, где охлаждается за счет испа-
рения жидкого аммиака. Перед кристаллизаторами Кр-3 и Кр-4 вводятся допол-
нительные порции растворителя. Из Кр-7 выходит охлажденная смесь, содер-
жащая 78—80% растворителя и 20—22% гача.
83
Рис. 2.17, Схема отделения кристаллизации и фильтрования установки обезмасливания гача:
Кр-1 — Кр-7 кристаллизаторы; Ф-1 — Ф-4 — вакуум-фильтры; Т-1— Т-3 — теплообменники; Х-1 —холодильник; Н-1 — Н-8 — насосы;
/ — сырье; // — растворитель для первоначального разбавления; III — раствор парафина второй ступени, на регенерацию; IV — филь-
трат первой ступени на регенерацию.
Таблица 2.14 -
Характеристики товарных твердых парафинов
Показатели Высокоочищенные
Bt В1 в, в.
Температура плавления, °C Содержание масла, % (масс.) Устойчивость цвета, сутки Глубина'проникновения иглы при на- грузке 100 гс, мм Температура вспышки, °C 50—52 <0,8 7 <18 52—54 <0,5 7 <16 Не опр 54—56 <0,5 7 <14 еделяется 56—58 <0,5 7 <13
Показатели Техни- ческий очищен- ный (Т) Для синтеза (С) Неочи- щенный спичеч- ный (Нс) Неочи- щенный высоко- плавкий (Нв)
Температура плавления, °C Содержание масла, % (масс.) Устойчивость цвета, сутки Глубина проникновения иглы при нагрузке 100 гс, мм Температура вспышки, °C 50 2,3 4 Не Не опре- деляется 45—52 2,2 Не определи 160 42-50 5,0 определи ется Не опре- I делается 57—64 2,3 ется 20 160
Охлаждаемая смесь через промежуточную емкость поступает на вакуум-
фильтры первой ступени фильтрования Ф-1. На фильтровальной ткани бара-
бана фильтра откладывается лепешка парафина, которая промывается охлаж-
денным растворителем, отдувается инертным газом, срезается ножом, а затем
шнеком транспортируется в емкости Е-3, расположенные под вакуум-фильтрами.
Парафин после первой ступени фильтрования содержит около 5—8% (масс.)
масла, и поэтому его вновь разбавляют растворителем и направляют на вторую
ступень фильтрования в вакуум-фильтры Ф-4. Фильтры второй ступени рабо-
тают так же, как и фильтры первой ступени.
Раствор парафина из фильтров второй ступени . собирается в емкости Е-6
и насосом Н-5 подается в отделение регёнерации растворителя. Фильтрат первой
ступени отсасывается из фильтров в емкость Е-2, из которой насосом подается
через теплообменник Т-2 в систему регенерации, растворителя. Фильтрат второй
ступени содержит много парафина и поэтому смешивается в кристаллизаторе
Кр-5 с сырьем.
Для создания мягких условий охлаждения в кристаллизаторах применяется
система циркуляции теплоносителя, в качестве которого используется раство-
ритель, циркулирующий по схеме: емкость Е-8 — насос Н-3 — теплообменник
Т-2—аммиачный кристаллизатор Кр-6—теплообменник Т-3—межтрубное
пространство кристаллизаторов Кр-5, Кр-4, Кр-3, Кр-1 — емкость Е-8.
В отделении регенераций растворителя происходит удаление растворителя
и£ сырого парафина и фильтрата. Р^ецёрироВанный раствор возвращается
в отделение кристаллизации Й’фйльтрацйй', сырой Парафин и фильтрат выводятся
с установки обезмасливанйд. -
Технологический режим. Показатели технологического режима установки
обезмасливания гача следующие:
Температура обработки раствора, °C 70—80
Отношение растворителя к сырью'перед фильтром,
кг/кг ...........4,5—5
Температура фильтрования, °C:
в первой ступени ( От —10 до +5
во второй ступени » 6—10
85
Мощность и материальный баланс. Мощность установок обезмасливания
гача составляет 80—160 тыс. т/год, установок перколяционной и адсорбционной
очистки парафинов— 30 тыс. т/год, гидроочистки парафина— 30—70 тыс. т/год.
Материальный баланс установок обезмасливания гача:
Поступило
Гач.............................................100
Получено
Парафин-сырец ................ 56
Фильтрат (смесь низкоплавких парафинов и масел) 43
Потери........................ 1
Выход очищенного парафина в процессах доочистки составляет 97—99%
в расчете на парафин-сырец.
Технико-экономические показатели установки обезмасливания гача (на 1 т
парафина-сырца):
Пар водяной, ГДж (Гкал)....................11,0 (2,6)
Электроэнергия, кВт-ч ..................... 880
Вода оборотная, м?......................... 430
Аммиак, кг . ................................ 78
Основные тенденции в производстве твердых парафинов: использование
более эффективных растворителей при депарафинизации масел; полная ликви-
дация установок выделения парафинов методами фильтр-прессования и поте-
ния; внедрение процессов фракционирования для получения глубокообезмаслен-
ных парафинов узкого фракционного состава; расширение ассортимента пара-
финов в связи с новыми требованиями потребителей; замена кислотно-щелочной
очистки парафинов гидроочисткой.
Переверзев А. Н., Богданов Н. Ф., Рощин Ю. И. Производство парафинов. М., «Химия»,
1973, 224 с.
Усачев В. В. Карбамидная депарафинизация. , М., «Химия», 1967, 236 с.
Газофракционирование
Назначение. Получение индивидуальных легких углеводородов или угле-
водородных фракций высокой чистоты из нефтезаводских газов. Газсфракцио-
нирующие установки (ГФУ) подразделяются по типу перерабатываемого сырья
на ГФУ предельных и ГФУ непредельных газов. Установки состоят из блоков’.
1) выделения углеводородов Сэ и выше из газообразного сырья конденса-
ционно-компрессионным или абсорбционным методом;
2) деэтанизации сырья;
3) ректификации жидких углеводородов;
4) очистки сырья и готовой продукции.
Сырье и продукция. Сырье поступает на ГФУ в газообразном и жидком (го-
ловки стабилизации) видё. На ГФУ предельных газов подаются газы с уста-
новок первичной пёрегонки, каталитического риформинга, гидрокрекинга, На
ГФУ непредельных"' газов—с установок термического и каталитического кре-
кинга, коксования. Характеристики сырья ГФУ приводятся в табл. 2.15.
На ГФУ предельных газов вырабатываются следующие углеводородные
фракции (чистотой 90—96%):
1) этановая — применяется как сырье пиролиза, в качестве хладагента
на установках депарафинизации маСеЛ, выделения n-ксилола и др.;
2) пропановая — используется как сырье пиролиза, бытовой сжиженный
газ, хладагент для многих технологических установок;
3) изобутеновая — £луяфт сырьем установок алкилирования и производ-
ства синтетического каучука',
86
Таблица 2.15
Характеристика сырья газофракиионнрующих установок
[в % (масс.)]
Компоненты ГФУ предельных газов 1 ФУ непредельных газов
газ пер- вичной перегон- ки головка первич- ной пере- гонки головка катали- тического рифор- минга газ тер- мическо- го кре- кинга газ коксова- ния газ ка- талити- ческого крекинга
сн4+на 1,0 16,0 32,0 11,0
— — 2,5 4,6 6,0
с2н. 4,0 0,6 3,0 16,0 .. 13,8 8.0
СзНв — — — 9,0 6,0 22,0
с3н8 40,0 22,2 55,0 20,6 20,8 12,8
иэо-С4Н8 __ __ 4,5 0,2 6,0
н-СлН8 — —- 9,8 3,9 .13,8
изо-С4Н1п 10,0 12,0 19,7 5,0 3,0 13,0
н-С4Н10 23,0 40,2 20,0 14,0 9,5 4,8 -
С5 и выше 22,0 25,0 2,3 2,6 6,2 2,6
4) н-бутановая — применяется как сырье пиролиза, производства синтети-
ческого каучука, в зимнее время добавляется к товарным автомобильным бен-
зинам для обеспечения требуемого давления паров, в летнее время исполь-
зуется как компонент бытового сжиженного газа;
5) изопентановая— служит сырьем для производства изопренового каучука,
компонентом высокооктановых бензинов;
6) пентановая — применяется в качестве сырья для процессов изомериза-
ции и пиролиза, получения амиловых спиртов.
На ГФУ непредельных газов выделяются следующие фракции:
1) пропан-пропиленовая — применяется в качестве сырья для производ-
ства полимербензина, синтетических моющих средств, бутиловых спиртов, фе-
нола и ацетона (через изопропилбензол), может использоваться как сырье алки-
лирования;
2) бутан-бутиленовая — применяется в качестве сырья установок алкили-
рования, производства метилэтилкетона, полиизобутилена и полибутилена,
синтетического каучука и др.
Технологическая схема. В качестве примера приводится технологическая
схема ГФУ предельных газов, на которой для выделения целевых компонентов
из газового сырья используется конденсационно-компрессионный метод (рис. 2.18).
На установку поступает газ прямой перегонки, который через сепаратор С-1
подается на сжатие компрессором ЦК-1. Сжатый и нагретый при этом газ охлаж-
дается и конденсируется в водяном— ХК-1 — и аммиачном— ХК-2— кон-
денсаторах-холодильниках. После каждой ступени конденсации газожидкостная
смесь разделяется на газ и жидкость в сепараторах С-2 и С-3. Газовые конден-
саты из С-1, С-2 и С-3 смешиваются с головками стабилизации установок пер-
вичной перегонки и каталитического риформинга и подаются на блок ректи-
фикации.
В блоке ректификации из сырья в колонне К-1 удаляются метан и этан.
Верхний продукт колонны — метан и этан с примесью пропана — частично
конденсируется в аммиачном конденсаторе-холодильнике ХК-3, причем жидкая
фаза используется в качестве орошения, а газовая выводится с установки. Ниж-
ний продукт К-1 — деэтанизированная фракция — поступает в депропаниза-
тор К-2, где делится на пропановую фракцию и смесь углеводородов С4 и выше.
Пропановая фракция подвергается очистке от сернистых соединений и выводится
с установки, а нижний продукт К-2 подается на дальнейшую расфракционировку
в дебутанизатор К-3.
87
X
Рис. 2.18. Схема газофракционирующей установки:
С-/ —С-3 — сепараторы; Х.К-1 — ХК-8 •— конденсаторы-холодильники; к-1— К-6 — колонны; E-I — E-6 — емкости; ЦК-1 •— компрессор;
I — газ установок первичной переработки; // — головка стабилизации первичной переработки; III — головка стабилизации каталити»
веского риформинга; IV — пропановая фракция; V — изобутановая фракция: VI —- н-бутановая фракция; VII изопентановая фрак-
ция; VIII >— н-пентановая фракция; IX — фракция Св и выше; X — сухой гав, XI — аммиак.
Ректификатом колонны К-3 является смесь бутана и изобутана, остатком —
дебутанизированный легкий бензин. Смесь изомеров С4 В колонне К-4 делится
на изобутан и н-бутан, которые после очистки выводятся с установок, а остаток
дебутанизатора К-3 подается в депентанизатор К-5. Ректификатом К-5 является
смесь пентанов, остатком— фракция Св и выше. Смесь пентанов в К-6 разде-
ляется на н-пентан и изопентан.
Технологический режим. Основные показатели технологического режима!
Температура, °C:
верх К-1 ............... 27
низ К-1......... .......... 112
верх К-2 ............... 66
низ К-2 .......... . . ... . 150
верх К-3.................... 60
низ К-3 ............ .... >112
верх К-4 . . ....... ....... 68
низ К-4 ............— . . . . 83
верх К-5 ............... . 77
низ К-5..................... 123
верх К-6 ................ 79
низ К-6 .................... 98
Давление, МПа:
на выкиде ЦК-1.......... 1А
верх КЦ ................ 2,6
» К-2 . ................ 1,2
» К-3...................2,1
» К-4................... 1,1
» К-5...................0,3
» К-6................... 0,35
Мощность и материальный баланс. Мощность ГФУ составляет 200—
750 тыс. т/год. Материальный баланс при переработке предельных (1) и непре-
дельных (11) газов:*
I II
Поступило
Газ и головка стабилизации АТ и АВТ . . 72,5 —-
Головка стабилизации каталитического рифор-
минга .................................... 27,5 —
Газ и головка стабилизации термического кре-
кинга .................................. . — 25,5
Газ и головка стабилизации коксования ... — 28,5
Газ и головка стабилизации каталитического
крекинга................................ — 46,0
Всего. . . 100,0 100,0
Получено
Сухой газ ................................ 3,4 27,5
Пропановая фракция .......................24,5 —
Пропан-пропиленовая фракция.......... — 25,5
Изобутановая фракция ........... 14,6 —
Бутановая фракция ........................ 36,8 —
Бутан-бутиленовая фракция.................. — 37,5
С5 и выше................................. 19,3 6,5
Потери .................................. 1,4 3,0
Всего. . . 100,0 100,0
* Приводится баланс без блока разделения пентанов. Условно принято, что
в сырье ГФУ вовлекается до 20% от потенциала пентанов, содержащихся в нефти
и выделяемых в составе фракции н. к. — 62 °C.
89
Технико-экономические показатели ГФУ предельных газов (на 1 т сырья):
Пар водяной, ГДж (Гкал)...............................2,94 (0,7)
Электроэнергия, кВт-ч ......................| . 85
Вода оборотная, м3..................................... 9
Аммиак для холодильной станции, г............... 42
Варанов В. Е. Газофракционирующие установки. М., Гостоптехиздат, 1962, 170 о.
Дронин А П., Пугач И. А. Технология разделения углеводородных газов. М., «Химия*.
1975, 176 с.
Получение низших олефинов (пиролиз, газоразделение)
Пиролиз. Процесс пиролиза углеводородного сырья с целью получения
олефинов (в первую очередь этилена) впервые нашел промышленное применение
в начале 1950 гг. почти одновременно в СССР и в США.
Первые отечественные промышленные печи для пиролиза сырья на олефины
были двухпоточными, с факельными горелками; радиантный змеевик представлял
собой потолочный и частично настенный экран с горизонтальным расположением
труб и односторонним облучением. Недостатком этих печей являлась относи-
тельно низкая интенсивность теплопередачи—средняя теплонапряженность
поверхности труб не превышала 105 тыс. кДж/(м2-ч), т. е. 25 тыс. ккал/(м2-ч),
что обусловливало невысокую производительность печей — не более 3,0—3,5 т/ч
по сырью (около 10 тыс. т/год этилена). В качестве сырья применялись пропан-
бутановые фракции, этан и газы нефтепереработки, основными компонентами
которых были пропан, пропилен и этан.
Позднее в пиролизных печах стали использоваться беспламенные горелки
(в СССР— панельные), позволившие увеличить интенсивность передачи теплоты
радиантному змеевику. Средняя теплонапряженность радиантного змеевика при
этом возросла до 126—134 тыс. кДж/(м2-ч), а производительность пиролизных
печей достигла 6—10 т/ч по сырью (до 20 тыс. т/год по этилену). К числу первых
печей с беспламенными горелками относится градиентная печь конструкции
Гипрокаучука (1958 г.), которая и сейчас еще широко применяется на различ-
ных этиленовых установках. В этих печах большинство труб радиантного змее-
вика подвергается двухстороннему облучению, что повышает равномерность их
нагрева. Однако расположение труб в виде горизонтального двухрядного экрана
не дает возможности увеличить температуру процесса. Жесткость процесса в этих
печах относительно невысока: Т = 770-S-800 °C, время контакта (время пребы-
вания) т = 0,7-5-1,5 с.
Следующий шаг в развитии конструкции пиролизных печей — применение
однорядного экрана двухстороннего облучения, что позволило увеличить тем-
пературу пиролиза до .820—830 °C.
Для проведения процесса в жестких условиях потребовалось существенно
усовершенствовать пиролизные печи и всю технологическую схему. В высоко-
температурных печах применяется вертикальное расположение труб радиантного
змеевика, объединенных в однорядный экран двухстороннего облучения. Трубы
для печей высокотемпературного пиролиза изготавливаются из высоколегирован-
ных сталей методом центробежного литья. Использование таких печей позволяет
вести пиролиз в высокотемпературном режиме: Т = 840-1-860 °C; т = 0,34-0,5 с;
теплонапряженность 250—335 тыс. кДж/(м2-ч).
На установках высокотемпературного пиролиза применяют усовершенство-
ванную схему закалки и охлаждения продуктов, причем закалку осуществляют
в аппаратах типа трубчатого теплообменника с получением пара высокого давле-
ния (до 12 МПа) за счет теплоты охлаждаемого продукта. В качестве сырья на
установках высокотемпературного пиролиза используют в основном жидкие
углеводородные фракции, большей частью бензиновые (прямогонный бензин и
бензин рафинат), на некоторых установках применяют более тяжелые керосино-
газойлевые фракции и даже вакуумный газойль. Производительность первых
печей высокотемпературного пиролиза, сооруженных в середине 1960 гг., состав-
ляла около 25 тыс. т/год этилена.
90
В конце 1960— начале 1970 гг. были сооружены высокотемпературные
печи с переменным диаметром труб по длине радиантного змеевика, конструк-
ция которых позволила уменьшить время контакта до 0,2—0,3 с, повысить тем-
пературу пиролиза дох85О—870 “С, увеличить выход этилена и производитель-
ность печи до 40— 50 тыс. 'т/Тод этилена. В настоящее время производитель-
ность некоторых образцов усовершенствованных высокотемпературных печей
достигает 80—100 тыс. т/год этилена.
\Была разработана также высокотемпературная пиролизная трехкамерная
печь/в которой каждый поток пиролизуемого сырья последовательно проходит
через трубы",'расположенныё"в трёх разделенных кирпичной перегородкой каме-
рах. В результате нагрев может регулироваться обособленно. Такая конструкция
позволяет установить оптимальный температурный профиль реактора и вслед-
ствие этого повысить выход этилена и производительность печйЛ
В последнее время высокотемпературные пиролизные neqin развиваются
в сторону большего ужесточения процесса — повышения температуры процесса
до 900—920 °C и снижения времени контакта до 0,1 с и менее.
Производительность пиролизных установок имеет постоянную тенденцию
к росту. В 1950 гг. и начале 1960 гг. она составляла 30— 60 тыс. т/год (по этилену).
К середине 1960 гг. обычными стали этиленовые установки производительностью
100—-150 тыс. т/год. В настоящее время производительность большинства эти-
леновых установок составляет 200— 300 тыс. т/год, крупных установок —
450 тыс. т/год, некоторых наиболее крупных установок — 550— 600 тыс. т/год.
Динамика максимальных выходов этилена, получаемого из различных видов
сырья, приводится в табл. 2.16.
Таблица 2.16
Динамика максимальных выходов этилена
Сырье Максимальные выходы этиле- на, % Средний рост, %
1957 1967 1980 1957—1967 1967—1980
Этан 81 83 86 5 4,5
Бензин 16—20 24—25 29—36 32 18,5
Г азойль 12—16 18-22 22-26 30 16
Химизм процесса пиролиза. Пиролиз — сложный процесс.'
Химические реакции пиролиза делятся на первичные и вторичные. Первичными
являются реакции расщепления (крекинга) молекул парафиновых и нафтеновых
углеводородов. В результате их получаются молекулы парафинов и олефицов
меньшей, чем у исходного парафина, молекулярной массы, а в случае пиролиза
нафтенов образуется еще и диолефин (например, бутадиен). К продуктам первич-
ных реакций относятся этилен, пропилен, метан, этан,-щцдрро/й
Вторичные реакции — это в основном превращения типа конденсации и
полимеризации (из непредельных углеводородов получаются диолефины, а в даль-
нейшем — ароматические углеводороды все большей сложности и увеличиваю-
щейся молекулярной массы). В результате последовательных процессов конден-
сации, полимеризации и ароматизации на стенках реактора образуются и ча-
стично осаждаются богатые углеродом соединения (пиролизный кокс) с содер-
жанием углерода 99,0—99,7% (масс.). Как в ходе первичных, так и при вторич-
ных превращениях, протекают реакции дегидрирования.
\ Все превращения при пиролизе имеют свободно-радикальный характер и
цепйЪй механизм;»Однако результат указанных превращений упрощенно можно
выразить с помощью стехиометрических уравнений. Ниже в качестве примера
приведены уравнения превращений, протекающих при пиролизе н-гексана и
циклогексана.
91
1. Разложение
В дальнейшем
2. Разложение
н-гексана. Первичные реакции:
С9Н14 = С2Н4 4" с4н10
С9Н44 = С3Н, 4" С3Нв
С,Н14 = свН12 4- Н2
С„Н14 = СН4 4- С6Н10
С„Н14 = С4Н8 + С2Н„
полученные предельные углеводороды тоже разлагаются:
С3На = СН4 4- СаН4
С3Н3 = С3Н„ 4* Н2
с4н10 — с2н4 4- с2н,
с4н1# — с3н, 4" сн4
С4Н10 = С4Н9 4- Н2
с2н„ = с2н4 4- Н2
циклогексана. Первичные реакции:
С9Н12 = С4Н„ 4- С2Н9
с6н12 = с4н6 + с2н44-н2
С„Н12 = с„н9 4- ЗН2
Вторичные реакции (общие для обоих исходных углеводородов):
С2Н4 = С2Н2 4-Н2
2С2Н4 = С4Н„ 4- Н2
С2Н4 4- С4Н9 = С6Н9 4- 2Н2
С2Н4 4- С6Н9 = С9Н5С2Н5
С6Н5С2Н5 4- С2Н4 = СвН4 (С2Н5)2
С8Н4 (С2Н6)2 = С10Н9 4" ЗН2 и т. д.
Состав конечного продукта пиролиза определяется соотношением скоростей
реакций при конкретных условиях проведения процесса. Теплоты реакций пиро-
лиза: 3775 кДж/кг для этана (на прореагировавший); ИЗО кДж/кг для бензина
(на пропущенный).
Суммарные реакции превращения углеводородов при пиролизе имеют первый
кинетический порядок.
Балансы разложения различных видо.в сырья и
индивидуальных углеводородов. Распределение продуктов
пиролиза зависит от ряда факторов и в первую очередь от физико-химических
свойств исходного вещества — углеводородных фракций или индивидуальных
углеводородов.
Жидкие углеводородные фракции, начиная от газового бензина до газойлей,
имеют различный фракционный и химический состав в зависимости от состава
исходной нефти или природного газа, способов и режимов их' переработки.
Ниже приведены краткие сведения о свойствах и составе жидких фракций,
являющихся сырьем для пиролиза.
Газовые бензины состоят, как правило, из углеводородов С4—С, (основную
часть их составляют парафины С6—С6), прямогонные 'бензины— из углеводо-
родов, выкипающих в пределах от 30— 40 до 175—180 °C. Плотность широкой
фракции прямогонного бензина обычно находится в пределах 690—720 кг/м3,
а химический (групповой^состав несколько различается в зависимости от состава
исходной нефти. Например, групповой состав прямогонного бензина, получае-
мого из нефти Ромашкинского месторождения, примерно следующий [в % (масс.)):
н-парафин— 36—38; изопарафины— 36— 38; нафтены— 18—22; ароматика—
5—8.
92
Бензины-рафинаты выкипают в пределах 40—150 °C и имеют в составе
[в % (масс.)]: Изопарафинов— 50— 55 (до 57); н-парафинов — 30—35; нафте-
нов — 4—8. Количество ароматических углеводородов в рафинатах зависит
от степени их извлечения на стадии экстракции и обычно равно 2—4% (масс.).
Базовые- конденсаты выкипают в пределах г_близких к пределам кипения п р я -
могонного бензина, и состоят н.основноМ-ИЗ. н-дарафинов и изопарафинов.) Керо-
синовые фракции характеризуются пределами кипения 170—230 °C, однако
в качестве сырья чаще всего применяют керосино-газойлевую фракцию (примерно
170—350 °C) или атмосферный газойль, выкипающий при 205=—350^°Сг Кроме
того, в настоящее время проводятся иссле-
дования, направленные на использование
вакуумного газойля (340—450 °C) в каче-
стве*сырья для пиролиза.
\при пиролизе жидких углеводород-
ных^'чгмесей различного фракционного
состава выходы основных целевых про-
дуктов — этилена и пропилена — умень-
шаются с увеличением плотности и сред-
ней температуры кипения исходной фрак-
ции (при прочих равных условиях). Зави-
симость выходов основных продуктов
пиролиза от средней температуры кипе-
ния сырья приведена на рис. 2.19_____
Влияние фракционного и химического
состава сырья может быть количественно
охарактеризовано с помощью так назы-
ваемого UOP-К-фактора определяемого
как отношение корня кубического из сред-
ней температуры кипения фракции к ее
относительной плотности. При пиролизе
различных бензиновых и газойлевых фрак-
ций в условиях промышленной установки
найдено, что выход суммы С2Н4 + С3Нв
в определенных узких пределах жесткости
линейно зависит от UOP-К-фактора. Та-
ким образом, применение данного метода
позволяет заранее рассчитать выходы
олефинов при пиролизе различных фрак-
*\ц6дним из существенных факторов
Средняя температура
кипения сырья ,°С
Рис. 2.19. Зависимость выхода
от средней температуры кипения
&рья:
1 — втилец; 2 — пиробензив; 3 — про-
пилен; 4 тяжелое масло; 6 — бута-
диен.
при оценке возможного выхода этилена
и других продуктов пиролиза из какой-либо фракции является содержание в ней
водорода. Увеличение содержания водорода в составе фракции приводит к Воз-
растанию выхода этилена, поскольку водород ускоряет первичные реакции раз-
ложения исходных углеводородов с образованием этиленКи тормозит вторичные
реакции, в ходе которых расходуется этилен, ^ак как Содержание водорода
в нефтяцых фракциях обычно уменьшается с увеличением температуры кипения,|то
из газойля и других выдококипящих’ фракций обычно получают меньше этилена,
чем из легких фракци^ЙСроме того, по мере уменьшения содержания водорода
в тяжелых фракциях' содержание ароматических углеводородов увеличивается,
что приводит к возрастанию выхода тяжелых масел и ускорению закоксовыва-
ния реакционных змеевиков пиролиза и закалочно-испарительных аппаратов.
Установлены следующие закономерности влияния химического строения
углеводородов, входящих в состав жидких фракций, на распределение выходов
основных продуктов пиролиза: выход этилена снижается в ряду «-парафины —
изопарафины с одной боковой метильной группой -2 нафтены — изопарафины
с двумя и тремя боковыми группами — ароматические соединения. Выход про-
пилена уменьшается при переходе от изопарафинов к н-парафинам и от послед-
них — к нафтенам. Максимальное количество бутадиена Йолучается из нафтенов-
* UOP — аббревиатура фирмы Universal Oil Products (США),
93
а метана и водорода — из изопарафинов. С увеличением количества боковых
метильных групп, входящих в состав изопарафинового углеводорода, снижается
выход этан-этиленовой фракции и бутадиена при одновременном увеличении
выхода пропилена, изобутилена, метана и водорода. Результаты пиролиза бинар-
ных и тройных смесей углеводородов С6—С8 показали, что углеводороды различ-
ного строения при совместном пиролизе не оказывают заметного взаимного влия-
ния и возможно применение правила аддитивности для расчета выходов про-
дуктов, образующихся в процессе разложения смеси, на основании данных пиро-
лиза индивидуальных углеводородов, входящих в состав этой смеси (табл. 2.17).
Таблица 2.17
Выходы (в %) компонентов пирогаза и пироконденсатов на пропущенное сырье,
достигаемые при пиролизе углеводородов С8 (Т = 780 “С, т = 1,0 с)
Компоненты Сырье
н-октан 3-метилгеп- тан 2Д4-три- метилпентан ьтилцикло- гексан этилбензол
сн4 16,7 16,71 25,24 11,78 3,62
C2HS 7,39 4,69 2,07 5,49 1,16
С2Н4 39,46 24,60 11,36 21,34 5,13
С3н6 14,42 18,90 16,5 7,95 0,22
н-С4Н8 2,82 1,38 1,40 3,33 0,06
изо-С4Н8 — 9,90 18,85 0,09
С4Н6 3,38 3,16 1,67 6,95 0,05
Бензол 2,16 4,75 5,39 11,8 70,35
Толуол 1,57 1,77 3,80 1,41 4,17
Ксилол 0,88 0,61 1,39 1,62 8,6
Влияние химического состава бензинов на результаты пиролиза (при равной
жесткости режима) иллюстрируется данными табл. 2.18. Применявшиеся прямо-
гонные бензины имели приблизительно равные пределы кипения (40—180 °C),
но отличались по химическому составу.
Таблица 2.18
Влияние химического состава сырья на результаты пиролиза
Характеристики бензина Образцы бензина
1 2 3 4
Плотность, кг/м3 Химический состав, % 720 710 712 727
(масс.):
н-парафины 41 30 29 20
изопарафины 34 31 40,5 31
нафтены 20 36 23,5 33
ароматика 5 3 6,5 16
Выходы продуктов с уче-
том рецикла этана, %:
н2+сн4 14,2 13,7 13,9 13,4
С2Н4 27,6 .. 26,6 26,8 25,4
sc3 17,6 17,0 17,1 16,1
С4н6 4,2 4,6 4,3 4,4
£ С4 (кроме С4Н6) 6,9 7,5 7,1 7,1
пиробензин 25,5 28,1 26,6 27,5
тяжелое масло 4,0 2,5 4,8 6,0
Материальные балансы термического разложения индивидуальных низших
парафинов и жидких углеводородных фракций в условиях высокотемператур-
ного' пиролиза приведены в табл. 2.19. и 2.20.
94
Таблица 2.19
Балансы разложения этана н сжиженных газов (пропана и м-бутана)
в условиях высокотемпературного пиролиза [в % (масс.)]
Продукты Этан Пропан н-Бутан
Г = 850 °C, т = 0,5 с, добавка пара 40% (масс.) Т - 825 -г 4-835 °C, т = 0,7-=- т- 0,8 с, добавка пара 40% (масс.) Т = 830 -=- 840 °C, добавка пара 20—40% (масс.) Т = 810 4- 830 °C, добавка пара 20—40% (масс.)
жесткий режим средний* режим жесткий режим средний режим
н2 3,5 3,4 1,2 1,15 1,2 1,1
со+со2 0,5 0,5 0,5 0,5 0,5 0,4
сн4 5,0 7,1 24,6 20,3 2б,2 17,7
СЛ 47,6 . 45,2 36,2 30,0 34,9- 28,0
С2Нв 37,2 38,2 6,5 3,8 4,7 4,6
С2Н2 0,5 0,35 0,3 0,3 Ц4 03
Сан„ 0,1 0,2 8,1 19,3 0,2 0,3
СзНв 0,9 1,4 14,2 17,8 18,0 19,5
0,1 0,2 0,1 0,1 5,0 16,8
0,3 0,3 0,4 1,5 3,4 4,2
С4Н„ 1,2 1,0 1,3 1,2 1,6 1,3
сб+ 3,1 2,15 6,6 4,05* 9,9 5,8
Всего 100,0 100,0 100,0 100,0 100,0 100,0
* В том числе 0,75% С<Н« и 0,20% С^НдСНэ'.
Таблица 2,20
^Балансы разложения бензиновых и керосино-газойлевых фракций
( в условиях высокотемпературного пиролиза [в % (масс.)]
В скобках приведены пределы кипения.
Продукты Бензин прямогонный Бензин- рафинат (50— 150 °C) Кероси- но-газой- левая фракция (180- 340 °C) Вакуум* ныв газойль (340— 450 CG)
легкий (35— 135 °C) широкая фракция (40— 180 °C) тяжелый (62— 180 °C)
Н2 0,9 /1 0,85 г 0,83 / 1,0 0,82 0,7
сн4 17,7 15,8 14,1 19,1 10,6 7,7
CO+CO2+H2S 0,1 0,1 0,1 0,15 0,2 0,2
с2н2 0,45 0,4 0,35 0,4 0,3 . 0,3
C,H4 30,5 27,5 25,9 24,8 23,0 18,0
СгН, 4,2 4,1 4,0 4,5 3,6 3,4
СзН4 0,35 0,3 0,25 0,05 0,7 0,6
СзНв 14,2 13,0 13,4 15,8 14,5 12,35
СзН8 0,5 0,55 0,5 0,25 0,4 0,3
С4Н„ 4,3 4,2 4,1 3,5 4,1 4,7
с4н„ 3,2 3,1 3,0 4,2 4,7 5,1
С4Н10 0,4 0,4 0,4 0,3 0,2 0,4
с,н, 7,3 6,9 6,5 5,6 5,35 3,3
Пиробензин * 11,85 16,3 19,4 14,00 11,75 16,8
Тяжелое масло 4,0 6,4 7,04 6,20 19,63 25,95
Кокс 0,05 0,1 0,13 0,15 0,15 0,2
Всего 100,0 100,0 100,0 100,0 100,0 100,0
1 Oi С( до Гкнп = 200 “С (за исключением бензола).
95
В связи с трудностями, связанными с поступлением различных рядов сырья
на переработку, и вследствие возможных частых изменений в сырьевой базе
в последнее время развивается тенденция к строительству установок, приспо-
собленных для переработки различных видов сырья (табл. 2.21). Увеличение
капиталовложений для строительства таких установок сравнительно невелико.
Таблица 2.21
Состав фракции углеводородов С4 (в % (масс.)] пиролиза бензинов
на установках различной мощности (различная глубина пиролиза)
Вещества / Установка
ЭП -GC ЭП-300 ЭП-600
Изобутан н-Бутан 8,5 з.о 2,44
1,9 1,05
1-Бутилен 23,6 20,4 17,21
трццс-2-Бутелен 7,8 5,7 3,14
цис-2- Бутилен 5,9 4.5 2,22
Изобутилен 25,1 18,1 22,78
1,3-Бутадиен 28,4 45,22 49,90
1,2-Бут адиен 0,1 0,08 0,1
(^(ацетиленовые углеводороды) 0,6 1,10 1,16
Всего 100,0 100,0 100,0
Технология пиролиза и закалки продуктов. В на-
стоящее время промышленный пиролиз осуществляется почти исключительно
в трубчатых печах. Этот способ имеет ряд существенных преимуществ: он хорошо
изучен, его технология и аппаратурное оформление относительно просты и на-
дежны, процесс легко поддается управлению и регулированию. Основные аппа-
раты пиролизной установки: 1) трубчатая пиролизная печь, состоящая из радиант-
ной и конвекционной камер; 2) закалочно-испарительный аппарат, в котором
продукты пиролиза охлаждаются с большой скоростью^ 3) ряд аппаратов типа
промывных колонн, в которых продукты подвергаются дальнейшему охлаждению,
а тяжелая часть продукта конденсируется и отделяется от газообразной части,
поступающей на компримирование и далее на газора5деление.
Технологическая схема установки пиролиза бензина приведена на рис. 2.20.
Бензин из емкости Е-1 насосами Н-1 через теплообменник Т-1 подается
на пиролиз в трубчатую печь П-1. В теплообменнике Т-1 бензин нагревается
до 80—ПО °C за счет теплоты циркулирующего тяжелого масла (продукт пиро-
лиза). Бензин разделяется перед печью на несколько потоков (на рис. 2.20 —
четыре потока). В каждый из потоков подается пар. Разбавление сырья паром
используется для/уменьшения скорости вторичных реакций и количества тяже-
лых жидких продуктов и кокса, образующихся в результате протекания этих
реакций. Смесь бензина и пара поступает в конвекционную камеру печи, где
нагревается за счет теплоты дымовых газов. Смешение углеводородного сырья
и пара осуществляется перед входом в печь. Однако может быть предусмотрено
предварительное 'раздельное испарение не более 80% сырья и перегрев пара
в конвекционной камере; дальнейший нагрев смеси сырья и пара до 520— 600 °C
проводится в той же конвекционной камере. В некоторых печах в отдельных
змеевиках конвекционной камеры ведется подогрев/питательной воды для зака-
лочно-испарительных аппаратов и перегрев пара выС&кого давления, получаемого
в этих аппаратах.
Нагретая смесь паров бензина и воды поступает в змеевик радиантной части
печи, где происходит ее дополнительный подогрев и при температуре 810—
870 °C проводится пиролиз. Теплота в радиантный змеевик подводится за счет
сжигания газового топлива в горелках беспламенного горения, расположенных
96
вертикально в стенках печи. На выходе из зоны радиации змеевики объединяется
попарно, и пирогаз поступает на охлаждение в закалочно-испарительные аппа-
раты А-1. Теплота пирогаза используется в-аппаратах А-1 для выработки пара
давлением 11—13 МПа. Питательная вода подается в пароводяной сепаратор С-1,
а отсюда самотеком поступает в А-1. Пар высокого давления из барабана сепа-
ратора С-1 направляется в конвекционную секцию печи П-1 или через регули-
рующий клапан непосредственно в линий пара высокого давления.
Продукты пиролиза из аппаратов А-1 поступают в колонну первичного фрак-
ционирования К-1 после дополнительного охлаждения в аппарате дозакалки
Рис. 2.20. Схема установки'пиролиза бензина: '
Е-1 — ёмкость; Н-1 — Н-5 — насосы; Т-1—Т-З — теплообменники; Л-/ — печь; А-1 *
закалочно-испарительный аппарат; А-2 — аппарат дозакалки; А-З — испаритель; А-4 —
отстойник; С-1 — сепаратор; Х-/ — колонна первичного' фракционирования; Х-2—
колонна водной промывки;, Ф-1 — фильтр;
1 — бензин со склада; И — пар-раэбавнтель; III — дымовые газы; IV— питательная
вода; V — пар высокого давлении; V! — пирогаз на компримирование; VII — паровой
конденсат; VIII — вода на охлаждение; 1X — пироконденсате установки; X'«• вода
в канализацию; XI — масло с установки; XII — пар; XIII —» конденсат.
А-2 до температуры 180— 200 °C. В колонне К-1 продукты пиролиза разделяются
на тяжелые жидкие продукты (пиролизное тяжелое масло), выходящие из куба
колонны, и газообразные продукты (пирогаз).
Пиролизное масло насосами Н-2 через фильтры Ф-1 и теплообменники Т-2
подается на охлаждение пирогаза в аппарат дозакалки А -2, часть пиролизного
масла после теплообменников Т-2 направляется на подогрев бензина в теплооб-
менники Т-1, откуда затем поступает на верх кубовой части колонны Kil. Теплота,
отдаваемая циркулирующим пиролизным маслом в теплообменниках Т-2, исполь-
зуется в испарителе А-З для выработки пара^ расходуемого на разбавление;
недостающее количество теплоты подводится паром через теплообменники Т-З.
Избыток пиролизного масла после фильтров Ф-1 поступает в сборник.
Пирогаз с верха колонны К-1 с температурой 95—100 “С направляется
в колонну водной промывки К-2, где охлаждается циркулирующей водой до
30—38 °C. Циркуляционная вода вместе с выпавшим из пирогаза конденсатом
(пиробензин) поступает в отстойник А-4. Вода насосами Н-3 через холодиль-
ник Т-З вновь подается на колонну К-2. ПиробензинИвместе с избытком воды
перетекает в разделительный, отсек отстойника Т?, откуда вода насосамг ff-4
откачивается в канализацию, а пироконденсат насосами Н-5 подается на верх
колонны первичного фракционирования К-1. Избыток-пиробензина, отводится
в емкости.
4 Зак. № 756 97
jflB последние годы в производстве этилена применяются трубчатые печи
новой конструкции, обеспечивающие увеличение выходов ценных непредельных
углеводородов, в первую очередь этилена. ^Для современных пиролизных печей
характерны вертикальное расположение труб в радиантной камере, двухсторов»
нее облучение труб радиантного змеевика беспламенными горелками, повышен-
ная скорость подвода теплоты к реагирующим веществам при малом времени
их пребывания в трубах радиантного змеевика (рис. 2.21).
V Процесс пиролиза с достаточной полнотой характеризуется температурой,
временем пребывания сырья в 'зоне реакции (временем контакта) и парциальным
давлением углеводородов в зоне реакции.
Рис. 2.21. Схема печи:
а ввд спереди} б — вид
сбоку;
1 «м коллекторы} 2 **• ось
симметрии;
1 *** сырье (прямогонный
бензин); 11 пар-разбави*
тель; /// *•* продукты на
низкотемпературное газо«
разделение.
Рис. 2.22. Пример различной
формы температурного профиля
по длине змеевика.
900
Смесь перерабатываемого сырья и водяного пара-разбавителя поступает
в радиантный змеевик печи из конвекционного змеевика с температурой порядка
5&0—600 °C. В радиантном змеевике углеводородное сырье и пар дополнительно
подогреваются и углеводороды подвергаются термическому разложению (пиро-
лизу) в объеме труб змеевика, причем конструкция печи обеспечивает непре-
рывное повышение температуры реагирующей смеси по мере продвижения от
входа в радиантный змеевик к выходу из него. За температуру процесса обычно
принимают температуру в точке на выходе из радиантного змеевика перед по-
ступлением смеси в закалочный аппарат (обычно 820—860 °C).
Для результатов пиролиза существенное значение имеет распределение
температур по длине радиантного змеевика (рис. 2.22). Форма температурной
кривой характеризуется фактором профиля, за который принимают отношение
перепада температуры реагирующего потока на протяжении последней (по ходу
потока) трети змеевика к перепаду температуры в змеевике, содержащем всю
зону реакции. При этом за начало зоны реакции условно принимают точку,
где температура реагирующего потока достигает 650 °C (в среднем начало реак-
ции разложения углеводородов широкой фракции прямогонного бензина). Фактор
профиля при прямолинейной форме температурной кривой равен 0,33; для во-
гнутой кривой он больше 0,33, а для выпуклой меньше 0,33 (приближается к ну-
левой величине в случае изотермического процесса).
Выпуклая форма температурной кривой способствует, при прочих равных
условиях, увеличению выхода этилена и ароматических углеводородов, а вогну*
98
тая форма приводит, как правило, к возрастанию выхода более высокомолеку-
лярных олефинов— пропилена, бутиленов, а также бутадиена.
С помощью регулирования температурного профиля можно в некоторых
пределах варьировать состав продукта пиролиза.
Для печи принятой конструкции время пребывания варьируется изменением
расхода сырья и лара и зависит от давления в реакторе.
Температуру и время пребывания часто объединяют в один параметр, назы-
ваемый жесткостью или степенью жесткости процесса. Жесткость процесса целе-
сообразно измерять степенью превращения сырья. Такое определение корректно
только для пиролиза индивидуальных углеводородов или относительно простых
углеводородньцй-Оиесей.
ДГ'случае жидкого сырья предложено
определять жесткость пиролиза с помощью
так называемой кинетической функции
жесткости (КФЖ), выражаемой как нату-
ральный логарифм отношения концентра-
ций н-пентана в сырье, поступающим
в печь, и в потоке, выходящем из печи.
Для каждой конкретной величины
жесткости температура и время контакта
,находятся в зависимости, близкой к об-
ратно пропорциональной.
Равная степень жесткости процесса
соответствует одинаковой степени превра-
щения при различных сочетаниях темпе-
ратуры и времени пребывания, но состав
получаемых продуктов пиролиза оказы-
вается при этом различным.'
Величины КФЖ для экстремальных
значений выходов некоторых продуктов;
КФЖ
Максимум этилена....4,0—7,0
» пропилена .... 2,1—2,7
» олефинов С4 ... 1,7—2,1
» бутадиена.3,2—4,25
Минимум углеводородов С5 . . 4,0—4,5
Рис. 2.23. Зависимость выхода про-
дуктов от КФЖ (состав сырья,
время пребывания и парциальное
давление углеводорода постоянны):
I — этилен; 2 — пиробенэин; 3 —.ме-
тан; 4 — пропилеи; 5 — бензол; б —
1,3-бутадиен.
Влияние КФЖ на структуру выхо-
дов продуктов, достигаемых в одной из
пиролизных печей высокотемпературного
пиролиза, показано на рис. 2.23.
В результате пиролиза углеводоро-
дов С4 и выше при постоянных величинах
парциального давления и КФЖ выход этилена возрастает с уменьшением вре-
мени пребывания (рис. 2.24). Следует отметить быстрое увеличение выхода при
т < 0,5 с. Эта закономерность используется при конструировании современных
высокопроизводительных пиролизных печей.
Опыт эксплуатации пиролизных печей показывает, что при пиролизе любого
углеводородного сырья с заданными временем пребывания и степенью превра-
щения выходы этилена и других ненасыщенных продуктов увеличиваются по мере
снижения парциального давления в реакционной зоне (рис. 2.25). Парциальное
давление углеводорода зависит от общего давления в реакционном змеевике и
от степени разбавления сырья_Общее давление в .реакционной зоне опреде-
ляется перепадом давления по длине змеевика. При равном расходе перепад
давления зависит от скорости отложения кокса на стенках змеевика. Для умень-
шения парциального давления в зоне реакции к сырью добавляют водяной нар,
который способствует снижению скорости образования~тяжелыл углеоодородощ
(полимеров и кокса). При пиролизе прямогонного бензина к сырью обычно до-,
бавляют 50% пара, при пиролизе газойля— 100%, при пиролизе этана —
10—20%, при пиролизе пропан-бутановых фракций— 30—40% (проценты
4*
99
массовые). Однако отложение кокса на стенках реактора в присутствии водяного
пара все же происходит, что мешает применению тяжелого углеводородного сырья
в пиролизе. Для уменьшения отложения кокса в змеевиках пиролиза к углево-
дородному сырью добавляют в небольшом количестве ингибиторы коксообразо-
вания.
Важной характеристикой процесса пиролиза является его селективность,
величина которой зависит от температуры, времени пребывания и парциального
давления углеводородного сырья в зоне реакции. В первом приближении в ка-
честве показателя селективности при пиролизе жидких углеводородных фракций
можно применять выход суммы газообразных непредельных: этилена, пропи-
лена, бутиленов и бутадиена. Однако более полным показателем селективности
служит массовое соотношение СН4/С2Н4 в составе продуктов пиролиза.
32
Время пребывания при
температуре выше 650 С
Рис. 2.24. Зависимость выхода этилена от времени пребывания при температуре
выше 650 °C (состав сырья, массовое соотношение пар/углеводород, давление
ни выходе из змеевика, жесткость пиролиза постоянны):
значения КФ/К', 1 — 3,5; 2 — 3,0; 3 — 2,5.
Рис,.2.25. Зависимость выхода этилена от парциального давления углеводорода р,
измеренного на выходе из змеевика [состав сырья, время пребывания и же-
сткость пиролиза (КФЖ = 3,0) постоянны].
Возможное снижение парциального давления углеводорода за счет увели-
чения массового соотношения пар/углеводород обычно ограничивается сообра-
жениями экономии пара. Так, при работе печи с избыточным давлением на вы-
ходе из змеевика 0,1 МПа увеличение соотношения пар/углеводород с 0,6 до 0,7
снижает парциальное давление углеводорода примерно на 7%, но требует по-
вышения расхода пара на 17%. В настоящее время проектируются и строятся
пиролизные печи с малым временем пребывания и минимальным парциальным
давлением углеводорода.
Промышленный пиролиз развивается в направлении увеличения жесткости.
Разработана трубчатая печь для работы при Т = 870-ь920 “Сит = 0,01 -ь0,1 с.
Выход этилена при пиролизе прямогонного бензина доходит до 32% вместо
обычно достигаемых 28—29% (на пропущенный бензин). —
Пиролизные установки, обладающие гибкостью в отношении перерабаты-
ваемого сырья, характеризуются рядом технических особенностей: 4) повы-
шенной тепловой мощностью печи; 2) возможностью варьирования объема змее-
виков конвективной зоны; 3) возможностью увеличения разбавления паром;
4) применением закалочно-испарительного аппарата—генератора пара и си-
стемы прямой закалки путем впрыска закалочной жидкости; 5) использованием
циклической системы сероочистки пирогаза с помощью регенерируемых реаген-
тов с последующей доочисткой раствором щелочи.
100
Конструкции печей пиролиза. При выборе конструктивных
решений следует стремиться к компромиссному сочетанию селективности и произ-
водительности пирозмеевика, обеспечивающему гибкость при эксплуатации печи.
Короткие, с малым временем контакта реакционные змеевики обеспечивают высо-
кую селективность пиролиза, но требуют применения труб малого диаметра для
передачи реагирующей смеси необходимого количества теплоты. Они имеют
относительно небольшую производительность. Более высокая производитель-
ность достигается в реакторах с трубами большого диаметра, но селективность
пиролиза при этом уменьшается.
Тенденция к снижению времени пребывания требует применения труб про-
грессивно уменьшающегося диаметра. Такие реакционные змеевики обладают
весьма низкой производительностью, при их использовании возникают трудности
регулирования объемного расхода реагентов и жесткости режима. Образование
даже тонкого слоя кокса в трубах малого диаметра приводит к возрастанию
гидравлического сопротивления и снижению селективности. Поэтому при трубах
малого диаметра продолжительность пробега печи лимитируется селективностью.
При снижении селективности ниже допустимого уровня декоксование труб
необходимо проводить чаще, чем в случае пиролиза в трубах большего
диаметра.
Выбор конструкции пиролизного змеевика определяется также экономиче-
скими факторами. Дефицит сырья и затруднения с использованием побочных
продуктов пиролиза стимулируют применение- высокоседективного процесса
пиролиза. Если потребность в побочных продуктах велика, эффективно приме-
нение более умеренных режимов пиролиза в пирозмеевиках с трубами большого
диаметра.
Для обеспечения достаточной скорости теплопередачи и снижения коксооб-
разования массовая скорость сырьевого потока в трубах пирозмеевика должна
составлять не менее 100—120 кг/(м2-с). Однако во избежание чрезмерного абра-
зивного износа коммуникаций и аппаратуры линейная скорость пирогаза на вы-
ходе из змеевика не может превышать 300 м/с. Перепад давления в пирозмеевике
должен быть небольшим, так как в противном случае возрастает давление в зоне
реакции, что приводит к снижению селективности и усилению отложения кокса.
Перепад давления по длине радиантной части змеевика ограничен 0,1—0,15 МПа,
а давление на выходе из змеевика должно быть не выше 0,2—0,25 МПа.
|/На современных этиленовух установках применяют пиролизные печи,
специально сконструированные для условий жесткого (высокотемпературного)
пиролиза. Они характеризуются вертикальным расположением труб радиантного
змеевика в виде однорядного экрана с двухсторонним облучением. Проход по
трубам радиантного змеевика организован в виде нескольких (обычно от 4 до 12)
параллельных потоков (секций). Каждая секция состоит из 'нескольких труб
(от 3 до 12), соединенных калачами. Вертикальное положение труб змеевика
обеспечивается с помощью направляющих штыре*, приваренных к ’калачам
и укрепленных' во втулках с сальниковым уплотнением, расположенных под
радиантной камерой. ДлинД трубы колеблется от 6 до 16 м, диаметр— от 75
до 150 мм в зависимости от принятой конструкции печи, заданных расходов
сырья, времени пребывания в зоне реакции и других технологических условий.
Схематичное изображение высокотемпературной пиролизной печи (поперечный
разрез), разработанной фирмой Lummus (США), приведено на рис. 2.26.
Горелки конструкции фирмы Lummus предназначены для сжигания газо-
вого топлива при давлении, близком к атмосферному. Топливная смесь посту-
пает на сгорание в 24 радиальных канала керамической части горелки. Диаметр
горелки — 500 мм.
Расход сырья на одну двухкамерную печь фирмы Lummus колеблется в пре-
делах 20—25 т/ч. Скорость теплового потока (теплонапряженность поверхности)
радиантного змеевика составляет 270—335 тыс. кДж/(м2, ч). Максимальная тем-
пература стенки обычно не превышает 1040 °C.
Другой вариант печи высокотемпературного пиролиза (фирма Kellog, США)
предусматривает применение факельных горелок высокоинерционного типа,
факел которых раскаляет стены с помощью настильного пламени. Расположение
трубчатого змеевика внутри радиантной камеры аналогично его расположению,
в печах фирмы Lummus. Горелки, позволяющие работать на жидком топливе,
101
в том числе на мазуте, размещены в поду или своде радиантной камеры; пламя
этих горелок параллельно пиролизным трубам.
Печи рассматриваемого типа имеют несколько (обычно три) радиантных
камеры, разделенных кирпичными стенами. Каждая камера является само-
стоятельно регулируемой зоной подвода теплоты. Все потоки реактора проходят
через трубы, расположенные последовательно в трех камерах. Таким образом,
конструкция печи допускает гибкое регулирование температурного профиля
по длине змеевика, что позволяет варьировать выходы различных продуктов.
В усовершенствованном варианте печи фирмы Kellog трубы радиантной
секции не имеют калачей. Продукты пиролиза проходят параллельно через мно-
жество труб уменьшенного диаметра без каких-либо поворотов (одноходовой
реактор). Благодаря такой конструкции достигается пониженный перепад давле-
ния, уменьшенное время пребывания (менее 0,1 с) и повышенная температура
процесса (до 920 °C), что приводит к относительному повышению выхода этилена
на 10-20%.
На крупных этиленовых установках применяют закалочно-испарительные
аппараты (ЗИЛ), вырабатывающие пар давлением 7—12,5 МПа. Температуры
газового потока на выходе из ЗИА приведены в табл. 2.22.
Массовая скорость [в кг/(м2-с)] продуктов в трубах ЗИА: на этане —
50—55; на прямогонном бензине— 55— 60; на газойле— 65—70.
’ Теплонапряженность труб ЗИА— 1670 тыс. кДж/(м2-ч). Производитель-
ность ЗИА по пару зависит от конструкций аппарата и трубчатой печи, вида
сырья, жесткости процесса и других факторов. В среднем она равна 1,5—
1,7 т/т для газообразного и бензинового сырья и 1,2—1,3 т/т для газойля.
102
Показатели работы ЗИА
Таблица 2.22
Сырье Жесткость процесса Проектная температура, °C
чистая поверхность поверхность, загрязнен- ная отло- жениями
Легкий прямогонный бензин Все случаи 360 450
Прямогонный бензин — широкая Низкая 360 450
фракция То же Высокая 380, 520
Газойль Все случаи 500—550 650
в котором пирогаз движется
Рис. 2.27. Закалочно-испаритель-
ный аппаратфирмы Borsig.
Время пребывания продуктов пиролиза в ЗИА составляет 0,015—0,030 с
и не должно превышать 0,08 с во избежание быстрой забивки аппарата коксом.
Перепад давления пирогаза по длине аппарата — 0,02—0,035 МПа.
Аппарат представляет собой теплообменник,
по трубам (типа «труба в трубе»).
Аппарат фирмы Borsig выполнен
в виде кожухотрубчатого теплообменника,
соединенного циркуляционными трубками
с барабаном-паросборником (рис. 2.27). .
По трубкам движется пирогаз, по меж-
трубному пространству — пароводяная
эмульсия.
Диаметр труб ЗИА обеих рассматри-
ваемых конструкций — 32—38 мм.
Для изготовления труб радиантной
секции пиролизного змеевика используют
-егированные стали с высоким содержа-
нием хрома и никеля. Если температура
стен труб не превышает 1040—1050 °C,
пригодна сталь 40Х25Н20С2. При темпе-
ратуре поверхности труб (>1050 °C следует
применять трубы из стали 40Х25Н20С.
Срок службы труб, изготовленных из
перечисленных материалов, — 1,5 года.
Газоразделение. Для разделения пиро-
газа чаще всего применяют процесс низко-
температурной ректификации под давле-
нием с использованием предварительного
глубокого захолаживания и конденсации.
Масляная закалка и охла-
ждение пирогаза. Пирогаз после
котлов-утилизаторов проходит дозакалку,
смешиваясь с впрыскиваемым закалочным
маслом в трубе, и затем при температуре
190—200 °C направляется в колонну первичного фракционирования, где отде-
ляется от тяжелого и легкого масла. Далее пирогаз охлаждается в скрубберах
при непосредственном контакте с водой в поверхностных холодильниках и
поступает на вход компрессора. Конденсат, полученный при охлаждении,
подается на орошение колонны первичного фракционирования. Часть кубового
продукта колонны используется в качестве дозакалочного масла—Масло пиро-
газа утилизируется в процессах получения’пара-разбавигеля-и-горячей-воды -
Компримирование пирогаза. Пирогаз сжимается в турбо- .
компрессорах до 2,6—4,0 МПа. Число ступеней компримирования определяется
предельными значениями степени сжатия. Между ступенями пирогаз охлаждается,'
103
как правило, водой (на некоторых установках существует пропиленовое охлаж*
деине). Образующийся конденсат отводится из системы компримирования.'
с первой ступени — на орошение колонны первичного фракционирования, с по-
следующих ступеней—в отпарные колонны или колонну фракционирования
С3—С4 (депропанизатор). В качестве привода компрессбров применяются паровые
турбины с противодавлением и отбором пара.
Очистка пирогаза. Газ пиролиза содержит некоторое количество
микрспримесей СО, СО2, H2S, £ S, а также ацетиленовых и диеновых углево-
дородов. Для удаления их применяют процессы регенеративной и щелочной
очистки, метанирования, гидрирования и др. Удаление двуокиси углерода и серу-
содержащих соединений осуществляется путем регенеративной и щелочной
очистки на стадии компримирования. Чаще всего применяют этаноламиновую
регенеративную очистку после третьей ступени компримирования. Для щелочной
очистки используют 5—10%-ный раствор NaOH. Для сернистого сырья реко-
мендуется применять комбинированный метод: регенеративная очистка + до-
очистка щелочью.
Очистку от ацетилена проводят в потоке этан-этиленовой фракции на стадии
газоразделения путем гидрирования до этилена и этана. Селективность процесса
и снижение возможных потерь этилена зависят от применяемого типа катализа-
тора гидрирования.
Гидрирование ацетиленовых и диеновых углеводородов в пропан-пропиле-
новой фракции в настоящее время все чаще заменяется выделением метилаЦети-
лена и пропадиена в качестве ценных побочных продуктов. Ацетилен, который
в процессе газоразделения присутствует в водородной фракции, удаляется на
фильтре-адсорбере с силикагелем.
Окись углерода, содержащаяся в водородной фракции, проходит процесс
метанирования и полностью удаляется.
Осушка пирогаза и фракций. В связи с осуществлением
процесса разделения при низких температурах пирогаз, поступающий в систему
газоразделения, должен быть осушен. Длительность -пробега установки газо-
фракцпонирования зависит от качества осушки, которая должна обеспечивать
точку росы не выше 60 °C. £)сушка пирогаза осуществляется сразу после узла
компримирования при давлении 3,6—4,0МПа и температуре—454--|-18 °C на
цеолитах марки NaA-M или КА-ЗМ. Регенерация насыщенных влагой цеолитов
проводится метановой фракцией при температуре 220—350 °C. Дополнительной
осушке подвергается также этан-этиленовая фракция после гидрирования.
Разделение пирогаза и получение целевых ком-
понентов. Очищенный от примесей сжатый пирогаз поступает на газофрак-
циснирование по методу низкотемпературной ректификации. Сначала пирогаз
проходит узел глубокого захолаживания, где за счет использования холода об-
ратных потоков и холодильных циклов происходит охлаждение газовой смеси
и ее частичная конденсация. —
В процессе предварительного захолаживания с использованием холода
дросселированной метановой фракции производится отбор основного водород-
ного потока, который затем проходит тонкую очистку. Пирогаз после выделения
водорода направляется в деметанизатор, где оставшийся водород и метан от-
деляются от этана, этилена и более тяжелых углеводородов. Кубовой продукт
деметанизатора поступает в деэтанизатор, с верха которого отбирается фрак-
ция С2. К ней добавляется водород, и смесь подается в реактор гидрирования
ацетилена. После этого фракция С2 проходит осушку и направляется в этиле-
новую колонну, с верха которой отбирается этилен, а снизу этан, возвращаемый
на пиролиз.
Нижний продукт деэтанизатора, содержащий углеводороды С3 и более
тяжелые, подается в депропанизатор, с верха которого отбирается фракция С4.
Верхний продукт подается в пропиленовую колонну, из куба которой отводится
пропановая фракция. Последняя может быть направлена на дальнейшее извле-
чение из нее пропадиена и метилацетилена. Нижний продукт депропанизатора
поступает в дебутанизатор, с верха которого отбирается богатая дивинилом и бути-
ленами фракция С4, а снизу пиробензин. Охлаждение потоков осуществляется
за счет дросселирований газа и применения этиленового и пропиленового холо-
дильных циклов.
1С4
Схема достаточно гибка и пригодна к переработке пирогаза широкого со-
става — от легких углеводородов до газойля. '
Значительный интерес представляют схемы газоразделения с деэтанизато-
ром или депропанизатором в качестве головной колонны. Они обладают рядом
преимуществ: гидрирование ацетилена проводится в потоке пирогаза, отсутствует
полимеризация дивинила в деэтанизаторе, снижаются энергозатраты.-
Термодинамический к. п. д. этиленовых установок невелик. На лучших
действующих установках он достигает 8—10%’.
Основные продукты установок пиролиза — этилен и пропилен — произво-
дятся полимеризационной чистоты.. Содержание основного продукта в товарном
этилене— 99,9% (об.), в пропилене— 99,8% (об.). Технические показатели ра-
боты колонн типового узла газоразделения приведены в табл. 2.23.
Таблица 2.23
Режимы работы основных узлов агрегата газоразделения
Аппараты Давление, МПа Темпера- тура куба, °C Темпера- тура верха, °О
Деметанизатор 3,2—3,6 8—12 -95 4- —96
Деэтанизатор 2,5-2,6 75—80 -10 —12
Этиленовая колонна 2,0—2,1 —6 —30
Депропанизатор 1,0—1,2 100 25—30
Пропиленовая колонна 1,6—1,8 46—49 39—40
Дебутанизатор 0,4—0,5 sSlOO 40—42
Депентанизатор 0,2—0,25 В соответствии с соста-
вом фракции
Переработка жидких продуктов пиролиза
Выход жидких продуктов пиролиза зависит от применяемрго'сыръя и усло-
вий пиролиза. При пиролизе газов получают 2—8% (масс.) жидких продуктов,
бензины образуют 20—25% (масс.), а керосино-газойлевые фракции — 35—40%
(масс.) жидких продуктов пиролиза. В них может содержаться 60—90% (масс.)
ароматических и 10—40% (масс.) неароматических углеводородов (преимуще-
ственно диенов, олефинов и циклоолефинов и незначительные количества пара-
финов и нафтенов).
Так как в разные периоды развития пиролиза жидкие его продукты назы-
валисщпо-разному («смола пиролиза газов», «легкое масло пиролиза», «бурое
масло», «зеленое масло» и т. д.), целесообразно ввести единые термины для обо-
значения этих продуктов.
Термином «жидкие продукты пиролиза», очевидно, должна обозначаться
вся сумма углеводородов С6 и выше, которые в обычных условиях находятся
в жидком состоянии. Широко распространенное название «пироконденсат» охва-
тывает ту часть жидких продуктов пиролиза, которые конденсируются при
охлаждении и компримировании. Этим термином обозначают обычно фракцию
жидких продуктов пиролиза, выкипающую в интервале н. к. — 220 °C и вклю-
чающую все углеводороды С5—Сд. Углеводороды С1о и выше конденсируются
при закалке продуктов пиролиза маслом и представляют собой тяжелую часть
жидких продуктов пиролиза. 1
Жидкие продукты пиролиза, независимо от применяемого сырья и условий
пиролиза, имеют примерно одинаковый фракционный и углеводородный состав.
За исключением фракции С5, которая состоит в основном из диеновых углево-
дородов и небольшого количества олефинов, все последующие фракции жидких
углеводородов содержат преимущественно ароматические углеводороды со сравни-
тельно небольшой примесью непредельных [8—20% (масс.)}. Присутствующее
в жидких продуктах диеновые, алкенилароматические и другие химически
105
нестабильные углеводороды легко полимеризуются и забивают теплообменные
аппараты, реакторы, коммуникации и т. д.
Данные, характеризующие изменение выходов и соотношение основных
компонентов жидких продуктов в зависимости от сырья и условий пиролиза,
приведены в табл. 2.24.
Таблица 2.24
Характеристики жидких продуктов пиролиза
Жидчие продукты пиролиза Бензин прямой гонки Керосино«гаэойле- ввя фракция
Т = 750 -г 760 °C, т =± 0,8 ч- 1,0 &, разбавление паром 40—50% (масс.) т = 840 860 °C, 1 = 0,4 -г 0,5 с, разбавление паром 40—50% (масс.) Т = 830 °G, т » 0,4 с, разбав- ление паром 100% (масс.)
II 1 1 ч 1 II
Бензол Толуол Ксилолы+этил- бензол-[-стирол Неароматические С, - 200 °C Сумма 200 °C—к.к. 5,5 4,1 1,7 17,4 2,3 17,6 13,8 5,4 55,8 7,4 7,30 4,13 2,92 6,42 4,51 28,8 ч 16,3 11,5 25,3 18,1 4,0 3,0 1,44 7,63 24.82 10,0 7,6 3,5 ’18,6 60,3
Всего 31,0 100,0 25,28 100,0 40,89 100,0
Примечание. I выход на сырье, %; II концентрация . в жидких,
% (масс.).
Наибольший интерес из компонентов жидких продуктов пиролиза пред-
ставляют диеновые соединения С6 (изопрен, циклопентадиен), бензол и алкил-
бензолы, стирол, нафталин и его алкилзамещенные. В жидких продуктах пиро-
лиза бензиновых фракций в зависимости от состава сырья и условий пиролиза
содержание основных'компонентов может колебаться в следующих пределах
[в % (масс.)]:
Изопрен.................. 2—2,5
Циклопентадпен...........3,5—4,5
Бензол ..................26—33
Толуол .................. 14—18
Ксилолы.................. 6—8
Этилбензол...............1,5—2,0
Стирол ............. 3—4
Нафталин ............... 3—6
Метилнафталины..........1,5—3
Диметилнафталины .... 0,4—0,8
Этилнафталины...........0,3—0,6
Состав фракции С6, получаемой при пиролизе бензинов при различной
степени жесткости, приведен в табл. 2.25.
Большинство крупнотоннажных пиролизных комплексов в качестве сырья
используют бензиновые фракции, при этом основная часть жидких [80—90%
(масс.) ] относится к углеводородам С6—С9. При пиролизе керосино-газойлевых
фракций на долю углеводородов СБ—С9 приходится обычно около 40% (масс.)
жидких продуктов пиролиза. Поэтому важно квалифицированно использовать
именно эту часть продуктов.
Определились следующие основные направления использования жидких
продуктов пиролиза.
Пироконденсат (жидкие продукты пиролиза с пределами кипения от н. к,
до 200—220 °C) используется для выделения ценных компонентов Св (цикло-
пентадиен, изопрен, пиперилены), производства бензола и нефтеполимерных
116
смол. Тяжелая часть жидких продуктов пиролиза с температурой кипения выше
200—220 °C может быть использована для получения полимеров, нафталина
и в.качестве сырья для производства печной сажи.
Таблица 2.25
Состав фракции Cj [в % (масс)]
Компоненты Режим пиролиза
средний жесткий
Пентаны 22,4 15,2
Циклопентан 1,88 0,68
Пентены 19,13 16,04
Циклопентен 2,98 4,1
Изопрен 12,6 17,0
Пиперилены 11,7 13,43
1,2-Пентадиен 0,99 0,84
Циклопентадиен 25,85 29,5
Изопропилацетилен — 0,05
1-Бутин 0,16
З-Метил-1-бутен 0,031
3-Метил-1,2-бутадиен 0,005 0,33
3,3-Ди мети л-1-бутен 0,008
2-Бутин 0,185 0,5
1-Пентин 0,021 0,02
Неидентифицированные 2,06 2,31
Всего 10О 100
Выход фракции Cs на сырье, % 4,6 3,6
Схемы комплексной переработки пироконденсата могут включать следую»
щие варианты:
1) выделение ценных компонентов из фракции С6;
2) получение бензола Тидрогенизационной переработкой фракции пирокон-
денсата с пределами кипения 70—130 °C (БТ-фракции), 70—150 °C (БТК-фрак-
ции) или 70—190 °C;
3) получение бензола гидрогенизационной переработкой тех же фракций
после полимеризации алкенилароматических и диеновых компонентов и отгона
неполимеризовавшихся углеводородов;
4) получение нефтеполимерных смол инициируемой олигомеризацией фрак-
ций 130—160 °C или 130—190 °C либо широкой фракции н. к. — 190 °C (арнено-
вые смолы); нефтеполнмерные смолы получают также термической полимериза-
цией или полимеризацией в присутствии хлористого алюминия, фтористого во-
дорода и т. п.
Переработка тяжелых фракций жидких продуктов пиролиза, выкипающих
выше 190 °C, может быть осуществлена несколькими путями:
1) получение пиропласта — продукта термической полимеризации всей
суммы тяжелых углеводородов с температурой кипения выше 190 °C; термо-
полимеризация ведется при 240—250 °C в течение 5—7 ч; пиропласт исполь-
зуется в качестве мягчителя резины в производстве шин и других резинотехни-
ческих изделий;
2) фракция 190—230 °C отгона незаполимеризовавшихся углеводородов
используется для получения сольвента и нафталина, что включает гидрогени-
зационную очистку и ректификацию;
3) фракция 230 °C — к. к. используется как компонент сырья для произ-
водства технического углерода (сажи).
107
4) тяжелые фракции жидких продуктов пиролиза направляется на про-
изводство кокса, а дистилляты коксования используются для получения сажи.
При организации комплексной схемы переработки жидких продуктов пиро-
лиза бензиновых фракций в составе этиленовой установки ЭП-300 могут быть
получены следующие товарные продукты (в тыс. т/год): бензол — НО—120;
циклопентадиен — 8—10; изопрен — 5—7; полимерные смолы — 15—20; нафта-
лин — 6—8; сырье для производства сажи — 20—25; сольвент — 10—15.
Таким образом, основным продуктом переработки жидких продуктов пиро-
лиза является бензол, выход которого обычно находится на уровне 40—50%
от общей массы пироконденсата. Поэтому в мировой практике наиболее широко
распространен вариант переработки пироконденсата в бензол. На получение
бензола направляются фракции с пределами кипения 70—130 °C (БТ), 70—150 °C
(ВТК) или 70—190 °C. Они содержат не более 20% неароматических компонен-
тов, в основном олефинов и диенов; остальное приходится на долю бензола, алкил-
и алкенилбензолов. В состав этих фракций пироконденсата обычно входит около
0,02% (масс.) связанной серы, включая тиофен. Схема переработки пирокон-
денсата для получения бензола высокого качества, разработанная ВНИИОЛЕ-
ФИН—ИГИ—ВНИИОС—БАШГИПРОНЕФТЕХИМ, состоит из следующих
блоков:
1) предварительной ректификации пироконденсата с выделением фракции
н. к. — 70 °C, бензол-толуол-ксилольной (ВТК) фракции с пределами кипения
70—150 °C и остатка с температурой кипения рыше 150 °C.
2) гидростабилизации БТК-фракции на палладиевом катализаторе;
3) гидроочистки БТК-фракции на алюмо-кобальт-молибденовом (или алюмо-
никель-молибденовом) катализаторе;
4) высокотемпературной термической гидрогенизационной переработки
(ГТП) гидроочищенной БТК-фракции;
5) разделения продуктов ГТП, включающего сепарацию газообразных и
жидких, улавливание из газового потока уносимого' бензола, ректификацию
жидких с выделением концентрата бензола (фракция ароматических углеводо-
родов С6—Са), тяжелых рециркулятов С9—Сп, дифенильной фракции (240—
270 °C) и остатка с температурой кипения выше 270 °C;
6) контактной доочистки концентрата бензола на глине и ректификации
доочищенной фракции с выделением товарного бензола и рециркулята непре-
ьращенных толуола и ксилолов;
7) низкотемпературного концентрирования водорода из газов ГТП.
На установке осуществляются также вспомогательные технологические
операции:
1) приготовление раствора ингибитора полимеризации и ингибирование
пироконденсата и его фракций, выделяемых в узле предварительной ректифи-
кации;
2) приготовление раствора серусодержащего аддитива и дозировка его
в поток перед узлом ГТП для ингибирования коксообразования в аппаратах
и коммуникациях этого узла..
Условия работы реакторов процесса ВНИИОЛЕФИН—ИГИ—ВНИИОС—
БАШГИПРОНЕФТЕХИМ приводятся в табл. 2.26.
На первой ступени гидрогенизационной переработки — гидростабилиза-
ции— осуществляется гидрирование в мягких условиях наиболее нестабиль-
ных непредельных углеводородов (диеновых и алкенилароматических), чтобы
в последующих стадиях процесса они не полимеризовались и не забивали аппа-
ратуры.
На второй ступени гидрогенизационной переработки проводится полное
удаление сернистых соединений, что достигается исчерпывающим гидрогеноли-
зом сероорганических соединений, включая тиофен. В результате образуется серо-
водород и соответствующий парафиновый углеводород. Одновременно гидри-
руются все алифатические и циклические непредельные углеводороды до пара-
финовых и нафтеновых углеводородов.
На третьей ступени гидрогенизационной переработки в условиях высокой
температуры неароматические компоненты сырья полностью гидрокрекируются
с образованием легких газов — метана и небольшого количества этана и т. д.
Толуол и другие алкилбензолы гидррдеалкилируются и дают бензол. Бензольное
108
Таблица 2.26
Условия работы реакторов процесса ВНИИОЛЕФИН—ИГИ—ВНИЙОС—БАШГИПР0НЕФТЕХ1И1
Показатели Реакторы
гидростабилнзацин Р-1 гидрообессерива- ния Р-2 гидротермопереработкн контактной доочистки глиной Р-5
Р-3 Р-4
Катализатор 0,5% (масс.) Pd на А12О3 (в осерненной форме) МоОз -j- СоО (или NiO) + А12О3 ! Бентонитовая глина
Давление, МПа Температура, °C: 3,5—5,0 3,0—4,5 2,5—3,0 2,4—3,0 2,0—2,5
в начале цикла
» на входе 70—90 320—350 450—600 680—700 200
на выходе 80—120 370—380 580—700 710—720 . 200
в конце цикла
на входе 100—120 360—370 450—600 680-700 220
на выходе 110—175 390—400 680—700 710—720 220
Объемная скорость подачи сырья, ч"1 5, 1 0,7 0,2 1
Подача водородсодержащего газа, м3 водорода на 1 м3 жидкогб сырья 200 600—1100 1000—про '1000—1100 —
Продолжительность непрерывного рабо- чего цикла, ч 8000 8000 8000 8000 2200
Допустимое количество полимерных и коксовых отложений, % (масс.) 8-Ю 8—10 —. — . 8—10.
Общая продолжительность работы ката- 8 лизаторов, год >2 ' >2 — , 6,25 -
кольцо в условиях ГТП устойчиво, оно практически не затрагивается. Важным
побочным продуктом является дифенил, который вновь образует бензол при
ьозврате в цикл. Жидкая часть продуктов последней ступени гидрогенизационной
переработки обычно содержит [в % (масс.) ]: бензола — 85—90; толуола — 5—8;
ксилолов и этилбензола — 1—3; дифенила — 3—5; более тяжелых углеводоро-
дов — 3—4; неароматических CG—С8 — не более 0,1.
Из такого концентрата выделяются рециркуляты и бензол высокой чистоты.
Ниже приводится баланс переработки пироконденсата в бензол по схеме
ВНИИОЛ ЕФИН—ИГИ—ВНИИОС—БАШГИПРОНЕФТЕХИМ:
Поступило
Пироконденсат.....................................100
Водородсодержащий газ (в расчете на 100%-ный)...... 2.5
Всего. . . 102,5
Получено
Бензол............................................ 45
Фракция н. к. — 70 °C......................... 15
Остаток с температурой кипения выше 150 °C........ 20
Топливный газ (газы гидротермопереработкр) ....... 20
Тяжелый остаток продуктов ГТП с температурой кипения
выше 270 °C...................................... 2
Потери ........................................... 0,5
Всего. . . 102,5
По проекту процесс характеризуется следующими расходными показателями
в расчете на год при объеме переработки пироконденсата около 240 тыс. т/год:
Катализатор палладиевый, т .............................. 3
» алюмо-кобальт-молибденовый, т.................... 12
Едкий натр (100%-ный), ................................. 104
Цеолиты NaA, т .......................................... 25
Сера техническая, т .................................... 40
Глина гранулированная, т................................. 80
Ионол, т...................................... . . , . 40
Сода кальцинированная, т ................................. 6
Электроэнергия, млн. кВт-ч............................... 25
Пар, ГДж............................................... 22 000
Вода промышленная, тыс. м3 ............................. 5 000
» химоочищенная, тыс. м3............................... 20
Топливный газ, тыс. т.................................... 10
Воздух, тыс. м3 ........................................1 000
Азот, тыс. м3.......................................... 1 800
При невозможности квалифицированной переработки головной фракции она
может гидрироваться для использования в качестве компонента автобензина,
а тяжелый остаток предварительной ректификации добавляться к котельному
топливу. При этом целесообразно в производство бензола вовлекать и углево-
дороды С9, т. е. вместо фракции БТК направлять на получение бензола фрак-
цию 70—190 °C.
За рубежом в промышленность внедрены процессы переработки жидких
продуктов пиролиза с получением компонентов высокооктанового бензина и аро-
матических углеводородов. Наиболее широкое распространение получили про-
цессы фирм Mitsubishi Petrocemical Со (Япония) и Goudry (США).
Процесс МЙС (эм-эйч-си). Первое сообщение об этом процессе появилось
в начале 1967 г., а в январе 1968 г. в Японии уже была пущена в эксплуатацию
лромущленная установка, .мощностью по бензолу 90 тыс. т/год.
Процесс МНС может быть ориентирован на производство как ароматики,
так и компонента высокооктанового бензина.
НО
Вариант I. Производство высокооктанового бензина (рис. 2.28).
Сырье смешивается с водородом, нагревается и направляется в первый
реактор. Полимеризацию диолефинов предотвращают, применяя процесс низко-
Рис. 2.28. Схема гидрирования пиробензина:
1 — колонна (реактор) гидрирования диолефннов; 2 — сепаратор; 3 — отпарная ко-
лонна;
I — пиробензин; II — добавочный водород; 111 — продувочный поток; IV — отходя-
щий газ; V ~ автомобильный бензин.
температурного гидрирования в жидкой фазе при повышенном давлении и тем-
пературе 77—127 °C. Диолефины и стиролы избирательно гидрируются. Про-
дукты из реактора охлаждаются, разделяются в сепараторе, жидкий продукт
стабилизируется.
Рис. 2.29. Схема переработки пиробензина:
1 — реактор гидрирования диолефннов; 2 — реактор гидрирования олефинов в серни-
стых соединений; 3 сепаратор; 4 — стабилизационная колонна;
/ — пиробензин; II — добавочный водород; Ш «-'отходящий газ; IV «—смесь в сек-
цию извлечения ароматических углеводородов.
Вариант II. Получение суммы ароматических углеводородов (рис.2 .29).
Во фракциях Св—С8 пиробензина содержится 70—85% (масс.) ароматиче-
ских углеводородов. Их подвергают двухступенчатому гидрированию с полу-
чением несодержащего олефинов, очищенного от серы сырья для извлечения
ароматики экстракцией или экстрактивной ректификацией с помощью селектив-
ных растворителей.
' 111
Двухступенчатое гидрирование можно комбинировать с гидродеалкилиро-
ванием, при этом возможно одностадийное получение бензола из фракции Се—С8
пиробензина (вариант III). В этом варианте продукты второй ступени гидро-
очистки направляются в секцию термического гидродеалкилирования. Термиче-
ское гидродеалкилирование алкилбензолов осуществляется одновременно с гидро-
крекингом неароматических углеводородов. Селективность процесса по бензолу
составляет около 98%.
Характеристики сырья и продукта процесса МНС приводятся в табл. 2.27,
технико-экономические показатели процесса даны в табл. 2.28.
Таблица 2.27
Характеристики сырья и продукта процесса МНС
Показателе Вариант 1 Вариант II
сырье продукт сырье продукт
Бромное число 68 45 35,1 0,1
Диеновое число 22 0,5 13,5 0
Содержание серы, й/м 150 150 150 1
Содержание смол, мг/100 мл: фактических — <10 <ю <10 0
потенциальных (ускоренный ме- >3000 >10 — —
год) Содержание ароматических углеводо- родов, % (масс.): тензол 24,2 24,3 37,2 37,3
толуол 13,8 13,8 21,2 21.1
этилбензол 1.0 3,9 1.5 6,0
м-п-КСИЛОЛ 2,8 2,8 4,4 4,5
0" КСИЛОЛ 0,8 0,9 1.2 1.2
стирол 3,0 — 4,6 —
Октановое число (по исследовательско- му методу): без ТЭС 98,2 98,2
о 0,8 мл/л ТЭС 99,7 100,1 — —
Таблица 2.28
Техпикс-экономические показатели процесса МНС для установки
мощностью 182 тыс. т/год пиробензина
Показатели Варианты
I II III
Капиталовложения *, млн. долл. Энергозатраты (на 1 и3 пиробен- зина): 0,46 1.14 0,69
электроэнергия, кВт-ч 7,5 18,6 7,35
пар (насыщенный 0,4 МПа), кг 0,13 112 0,08
топливо, кДж 0 270 0
охлаждающая вода (10 °C), м3 11,32 28,4 6,16
Расход водорода, м3/кг 44,5 53,4 53,4
* На технологические установки по ценам 1968 г. Побережья Мексиканского за-
лива, без аерноначальной загрузки катализатора, стоимости проектирования, прибыли
подрядчика.
112
Процесс «Пиротол». Процесс «Пиротол», разработанный фирмой Goudry
(США), ориентирован на получение бензола, обладает рядом преимуществ по
сравнению с процессом МНС и поэтому получил более широкое распространение.
Процесс объединяет стадии гидрирования, гидрокрекинга неароматических,
очистки от серы и гидродеалкилирования алкилбензола с получением 99,9%
(масс.) бензола с температурой кристаллизации 5,5 °C при селективности 98%.
Предварительно выделенную ароматическую фракцию Q—С8 (рис. 2.30) сме-
шивают со свежим и циркулирующим водородсодержащим газом, нагревают
и подают в реактор предварительного гидрирования диолефинбв и стирола.
Рис. 2.30. Схема процесса «Пиротол»:
1 •— ректификационная колонна; 2 — испаритель; 3 — реактор предварительного гидра-
ровання; « — печь; 5 — реактор «Пиротол»; $—> сепаратор; 7 — очистка водорода]
8 — стабилизационная колонна; 9 ~~ очистка глиной;
I — сырье; И — С, и выше; III — С, в легче; IV — добавочный водород; V— цирку-
лирующая ароматика; VI — циркулирующий водород; VII — топливный газ; VIII**
очищенная ароматика.
Затем поток вторично нагревают и подают в реактор «Пиротол», где протекают
гидрокрекинг и деалкилирование с выделением большого количества теплоты.
Одновременно протекают реакции гидрообессеривания. Необходимую темпера-
туру поддерживают, подавая охлаждающий поток в реактор между слоями
катализатора. Продукты охлаждают (теплообмен с сырьем или производство пара)
и конденсируют. После выделения циркулирующего и отходящего газов поток
стабилизируют и разгоняют, получая ароматические углеводороды того же
качества, что и при гидродеалкилировании толуола. Соотношение скоростей
реакций гидрокрекинга неароматических, деалкилирования ароматики Св и деал-
килирования толуола таково, что продукт практически не содержит неаромати-
ческих углеводородов и ароматики С8. Толуол и дифенилы возвращают в реактор
для увеличения выхода бензола.
Выходы продуктов в процессе «Пиротол» (в кг/ч):
Сырье Продует
Бензол................................... 15 818 24 616
Толуол ................................... 7 450 12
Ксилолы, этилбензол . .................... 2 400 —
Стирол................ . ;........... 1 863- —
Неароматические С6—С8 ........... ' 3 925
Топливный газ ..... ................ — 2 966
С2-С4..................................... — 4 121
Водород* .................................... 631 0
Неароматические С9 и выше ........ 513 885
Ароматические С, и выше ...................... 107 107
Всего.-. 32 707 32 707
• Даны значения расхода, кг/ч.
пз
Технико-экономические показатели процесса:
Выработка бензола, т/сутки ........................ 588
Капиталовложения, млн. долл........................ 4,29
Эксплуатационные расходы, долл./т бензола:
топливо (0,83 долл./млн. ккал)................... 0,392
водяной пар (1,1 долл./т).................. • • 1,123
электроэнергия (0,007 долл./кВт-ч) . ............. 0,081
охлаждающая вода (0,005 долл./т) . . .'......... 0,345
катализатор и химикалии .......................... 0,623
водород (1,06 долл./ЮО м3) 3,227
рабочая сила..................................... 0,368
Накладные эксплуатационные расходы (150% от оплаты
труда), долл./т бензола .......................... 0,552
Амортизационные отчисления (15 лет, пропорциональ-
ные), долл./т бензола ............................ 1,508
Содержание и текущий ремонт (3% от суммарных капи-
таловложений), долл./т бензола ................... 0,675
Страхование и налоги (1% от суммарных капиталовло-
жений), долл./т бензола........................... 0,225
Всего ... 9,119'
Поступления от реализации побочных продуктов С3—С4
(8 долл./м3), долл./т бензола..................... 3,667
Чистые эксплуатационные расходы, долл./т бензола . . 5,452
Комбаров Ю. Г., Беленькая Е. Л., Велиев fl. Р. и др. Нефтехимические синтезы. Сборник
трудов ВНИИОЛЕФИН. Вып. 3. Баку, <Элм>, 1976, с. 29—46.
Zdonik S. В., Bassler Е. J.t Hall ее L. Р* Hydrocarb. Process., 1974, v. 53, № 2,
sec. 1, p. 73.
Mol A., Wester brink J. J. Ibid., p. 83.
James J. L., Hopkins E.t Orriss R. Rev. Assoa. (rang. techn. du petrale, 1973, № 217, p. 56.
Fruling J. Maddock M. J. Chem. Econ. a. Eng. Rev., 1973, v. 5, № 11, p. 33^45.
Производство водорода
Водород относится к числу наиболее важных видов химического сырья.
Основные сферы его применения — производство аммиака и нефтеперерабаты-
вающая промышленность.
Годовое производство технического водорода в мире составляет около
500 млрд. м3. В связи с ожидающимся ростом производства азотных удобрений
и развитием гидрогенизационных процессов переработки нефти предполагается,
что потребление водорода в химической и нефтяной промышленности будет удваи-
ваться каждые десять лет. Таким образом, можно ожидать, что потребление
углеводородного сырья для производства водорода будет постоянно увеличи-
ваться.
Одним из основных методов получения водорода является каталитическая
конверсия углеводородного сырья водяным паром. Кроме природных и попутных
нефтяных газов в качестве исходного сырья используются коксовый газ, газы
переработки нефти, а также жидкие углеводородные фракции (нафта, мазут).
Окисление метана при получении водорода осуществляется по следующим
реакциям: «
СН4 4- Н3О = СО + ЗН3
СН4 + СО3 = 2СО + 2Н3
СН4 4- 0,5О3 = СО 4- 2Н3
СО 4- Н3О = СО3 4- Н3
Равновесный состав сухого конвертированного газа, его влажность и сте-
пени превращения СН4 и СО при взаимодействии с водяным паром разных зна-
чений температур, давлений и массовых соотношений СН4/Н20в исходной смеси
приведены в табл. 2.29.
114
Таблица 2.29
Основные параметры процесса конверсии метана водяным паром
Температура, °C Давление, МПа Степень пре- вращения, % Состав сухого конвертированного газа, % (об.) Влажность конвертиро- ванного газа, объем НЯО объем сухого газа
сн4 со со, ср Н, сн4
СН4/Н2О =1:2
527 0,1 40,9 31,5 12,3 3,7 60,7 23,3 0,502'
0,4 22,5 19,8 10,5 1,5 46,6 41,3 0,842
627 0,1 73,4 33,0 9,3 11,4 71,7 7,6 0,264
0,5 42,8 27,7 10,8 5,9 61,0 22,3 0,506
1,0 32,9 23,7 10,7 4,1 55,1 30,1 0,645
3,0 21,4 17,4 9,6 2,3 44,9 43,2 0,887
727 0,1 95,8 24,9 6,1 17,2 75,6 1,1 0,192
0,5 71,1 26,4 7,8 13,2 70,5 8,5 0,302
1,0 56,6 25,7 8,7 10,5 66,1 14,7 0,399
3,0 37,3 22,1 9,4 6,6 57,3 26,7 0,600
927 0,1 3,8 20,3 75,9 0,01 0,203
1,0 4,0 19,8 ' 75,2 1,0 0,216
3,0 4,8 17,7 72,3 -5,2 0,282
4,0 5,1 16,8 70,9 7,2 0,312
1027 0,1 3,1 21,1 75,8 0,002 0,210
1,0 3,2 20,9 75,7 0,20 0,213
3,0 3,5 20,3 74,7 1,5 0,233
4,0 - —- 3,6 19,9 74,1 2,4 0,246
1127 0,1 2,7 21,6 75,7 0,000 0,216
1,0 — 2,7 21,6 75,7 0,045 0,217
3,0 2,8 21,4 75,4 0,4 0,223
4,0 — — 2,8 21,3 75,2 0,7 0,227
СН4/Н2О =1:4
527 0,1 61,5 51,2 15,2 3,2 70,1 11,5 . 0,855
0,5 35,5 32,2 13,4 1,4 58,2 27,0 1,392
1,0 27,4 25,5 12,3 1,1 51,7 34,9 1,667
627 0,1 91,7 57,3 13,5 7,9 76,7 1,9 0,579
0,5 63,1 46,2 13,8 5,0 70,2 11,0 0,866
1,0 50,0 39,2 13,7 3,7 65,4 17,2 1,075
3,0 33,3 28,4 12,4 2,2 56,1 29,3 1,481
827 0,1 99,94 41,7 9,5 13,2 77,3 0,013 0,585
0,5 98,6 41,6 9,5 13,1 77,1 0,3 —
СН4/Н2О =1:6
527 0,1 75,5 65,3 16,7 2,6 74,4 6,3 1,169
0,5 45,9 42,2 15,0 1,4 64,3 19,3 1,833
1,0 36,0 33,8 14,0 1,0 58,5 25,5 2,195
3,0 23,8 22,8 11,9 0,4 48,5 39,2 2,846
827 0,1 99,98 54,2 11,9 10,1 78,0 ft 004 аязо
0,5 99,6 54,2 11,9 ' 10,1 77,9 0,1 0,984
1,0 98,3 53,9 12,0 10,0 77,6 0,4 0,996
3,0 83,8 51,7 12,3 9,0 76,2 2,5 1,236
115
Для конверсии углеводородных газов в промышленных условиях получил
распространение никелевый катализатор на окиси алюминия [5—10% (масс.)],
применяемый в области температур 600—1100 °C. Срок службы типичных ката-
лизаторов конверсии — не менее шести лет.
До 1960 г. каталитическая конверсия углеводородного сырья водяным паром
проводилась в основном под давлением, близким к атмосферному. Однако лучшие
экономические показатели были получены при конверсии под давлением, поэтому
в настоящее время на большинстве установок применяют процесс при 2,0 МПа
и выше.
Традиционный метод производства водорода каталитической конверсией вклю-
чает следующие стадии: 1) сероочистка исходного сырья; 2) каталитическая кон-
версия углеводородов; 3) двухступенчатая конверсия окиси углерода; 4) утили-
зация теплоты и охлаждение газа; 5) отмывка от двуокиси углерода; 6) удаление
остатков окиси и двуокиси углерода; 7) компримирование полученного водорода.
Обычно при давлении около 2,0 МПа принимают мольное соотношение
пар/углерод =6:1, температура процесса — приблизительно 850 °C.
В промышленной практике температуру процесса принимают' на 20—30 °C
выше, чем определенную для условий равновесия конверсии метана "При задан-
ном давлении и избытке водяного пара.
Обычно процесс каталитической конверсии осуществляется в трубчатых печах.
Полученная при каталитической- конверсии углеводородов окись углерода
далее конвертируется водяным паром по следующей реакции: СО + Н2О -»
-* со2 + Н2.
Первую ступень конверсии окиси углерода обычно проводят при 300—
400 °C и соотношении пар/газ = (0,64-0,8) : 1, остаточное содержание СО —
2,0—2,5% (об.).
Исходя из условий химического равновесия, вторую ступень процесса кон-
версии проводят при значительно меньшем соотношении пар/газ. При этом
температура процесса поддерживается на уровне 200—250 °C, что обеспечивает
остаточное содержание окиси углерода 0,2—0,5% (об.).
Известно несколько способов удаления двуокиси углерода из конвертиро-
ванного газа: промывка водой под давлением, использование водных растворов
моноэтаноламина, поташа и др. Имеются сообщения о применении М-метил-
пирролидона и пропиленкарбоната для очистки от двуокиси углерода.
Для сжатия водорода используются компрессоры поршневого типа.
Ниже приведены технико-экономические показатели производства 1 т водо-
рода, сжатого до 6,0 МПа, из сухого газа следующего ссстава [в % (об.)].
Н2 — 18,3; СН4 — 38,2; С2Н0 — 29,2; С3Н6 + С3Н8 — 12,4; С4Н8 + С4Н10 — 1,91
Мощность установки, т/год................................. 40 000
Сырье, ...................................................2,29
Топливо, т............................................... 1,71
Суммарный расход сырья и основных энергетических
средств, т. у. .........................................6,53
Капиталовложения, млн. руб............................ 5,6
Себестоимость водорода, руб./т (в ценах 1967 г.) ..... . 166
Лейбуш А. Г. Производство технологического газа для синтеза аммиака и метанола из
углеводородных газов. М., «Химия», 1971, 284 с.
Черный И. Р. Производство мономеров и сырья для нефтехимического синтеза. М.,
«Химия», 1973, 265 с.
Производство окиси углерода
Окись углерода в виде синтеза-гала с различным объемным соотношением
СО/Н2 широко применяется для производства метанола, альдегидов и спиртов
в процессе оксосинтеза, в различных синтезах кислородсодержащих соединений.
В последние годы появились некоторые процессы карбонилирования и кар-
боксилирования, требующие применения чистой окиси углерода, в частности
процессы, основанные на модифицированных каталитических системах. В этой
связи необходимо было усовершенствовать технологию производства СО.
116
Первым промышленным способом производства окиси углерода был газо-
генераторный процесс на основе угля, при котором газификацию осуществляли
не водяным паром, а СО2. Таким методом получался газ, содержащий после
очистки 95—98% (об.) окиси углерода.
В современной нефтехимической промышленности окись углерода высокой
чистоты получают каталитической конверсией природного или нефтезаводского
газа, а при нёобходимости в качестве сырья применяют сжиженные-газы или
прямогонный бензин.
Наибольшее распространение получила технология, разработанная проектно-
технической компанией Linde (США). По этой схеме сырье смешивается с цир-
кулирующей двуокисью углерода и отходящим газом, проходит стадию'очистки
от серы и нагревается до 450 °C.
После добавления пара смесь подвергается паровой конверсии. Конверти-
рованный газ охлаждают и очищают от двуокиси углерода абсорбционными
методами. и*
Отгон из десорбера смешивают с отходящим газом низкотемпературного узла
установки и возвращают на смешение с сырьем для увеличения выхода окиси
углерода. .
Остаточные количества двуокиси углерода и паров воды удаляют адсорб-
цией на молекулярных ситах. v
Конвертированный газ состоит из водорода, азота, окиси углерода и метана.
Его охлаждают и направляют в колонну выделения водорода. Головной погон
этой колонны представляет собой технический водород. Оба жидкостных потока
дросселируют в сепараторе для выделения растворенных компонентов, после
чего направляют в колонну окиси углерода. С верха колонны отгоняется газооб-
разная целевая окись углерода, а остаток испаряется и вместе с сепараторным
газом возвращается в процесс.
Ниже приводятся основные технико-экономические показатели процесса
(в расчете на 1 м3 СО):
Природный газ, м8 ................................... 1,0
Электроэнергия, кВт-ч............................... 0,35
Охлаждающая вода, л ................................. 270
Обессоленная вода, л .... .................• . . . . 3,5
Избыточный водород, м3.............................. 0,47 *
* С учетом использования водорода в качестве топлива для печи
конверсии.
В качестве сырья используется природный газ, содержащий около 95%
(об.) метана. Чистота получаемой -окиси углерода — 99,8% (об.),
Производство двуокиси углерода
Двуокись углерода уже достаточно давно нашла широкое применение в про-
изводстве карбамида, а также в различных процессах карбонизации. В нефте-
химической промышленности ее роль до последнего времени ограничивалась
лишь применением в качестве окислителя в различных процессах конверсии.
Однако доступность этого вида сырья вызвала многочисленные попытки при-
менить его для синтеза кислородсодержащих органических соединений.
В промышленном масштабе реализованы синтезы алкиленкарбонатов на
основе окисей этилена, пропилена и СО2. Синтез-газ с высоким содержанием СО2
применяют а новейших системах синтеза метанола. Двуокись углерода нашла
также применение при синтезе этиленгликоля через этиленкарбонат. Прово-
димые в настоящее время широкие исследования в области каталитической
фиксации малых молекул позволяют ожидать появления новых синтезов на ос-
нове СО2.
Двуокись углерода в небольших концентрациях [10-г15% (об.)] получа- •
ется при сжигании твердого топлива или при его газификации. Более концен-
трированный углекислый газ [до 40% (об.) СО2] образуется при обжиге
П7
известняка. Наиболее значительные количества концентрированной двуокиси
углерода образуются в качестве побочного продукта при производстве водорода.
В последнем случае протекает реакция:
СО + Н2О со2 + н2
Смещению равновесия вправо способствует понижение температуры. Кон-
станта равновесия этой реакции уменьшается при увеличении температуры.
При получении водорода необходимо сместить равновесие в сторону образования
углекислого газа, который легче выделить из смеси, чем СО; это достигается
введением большого избытка водяного пара.
В процессе используют никелевый катализатор, промотированный окисью
магния или алюминия на инертных носителях (например, каолине).
Источником двуокиси углерода на большинстве заводов являются отброс-
ные газы после регенерации растворов, применяемых для очистки конвертиро-
ванного газа от СО2. Состав этих газов колеблется в довольно широких преде-
лах в зависимости от применяемых методов очистки и регенерации растворов.
Примерный состав отбросного газа после регенерации воды в экспанзере [в %
(об)]: СО2 —78,3; СО — 5,2; Н2 — 14,7; (Na + Аг) — 1,6; СН4 — 0,2. Газы,
выделяющиеся при регенерации раствора моноэтаноламина, содержат [в %
(об.)]: СО2 — 99,4; СО — 0,1; Н2 — 0,5.
Специальное сжигание топлива для производства СО2 на современных
нефтехимических предприятиях встречается крайне редко.
3.: ОСНОВНЫЕ ТИПЫ
ПРОИЗВОДСТВЕННОЙ АППАРАТУРЫ
3.1. Реакторы для нефтехимических производств
В нефтехимических производствах преимущественно используются реакторы
проточного типа (непрерывного действия). Реакторы непроточного типа (перио-
дического действия) находят применение главным образом во вспомогательных
производствах небольшой мощности (например, приготовление катализаторов)
или в сложных по технологии малотоннажных процессах.
Большое распространение гетерогенных процессов обусловило широкое
использование в реакторах специальных приемов и средств для улучшения
массообмена между фазами: высокие линейные скорости газа (в реакторах для
гетерогенно-каталитических процессов), барботажные устройства, различного
рода насадки и тарелки, устройства для механического перемешивания реакцион-
ной среды и т. д.
Проведение многих реакций нефтехимического синтеза требует принятия
специальных мер для интенсификации теплообмена в реакторах. С этой целью
реакторы снабжаются достаточно большой удельной теплообменной поверхностью
(т. е. поверхностью на единицу реакционного объема) и в них создаются условия,
обеспечивающие максимальные значения коэффициентов теплопередачи. Наи-
большие величины удельной поверхности достигаются в трубчатых реакторах
(до 200 м*1) и в реакторах колонного типа с внутренними трубчатыми или змее-
виковыми теплообменниками (50—100 м*1). Наименьшие удельные поверхности
имеют реакторы емкостного типа с рубашкой (5—10 м-1). Для увеличения коэф-
фициентов теплопередачи, которые определяются, как правило, теплоотдачей
со стороны реакционного пространства, используют различные способы турбу-
лизации среды: высокие линейные скорости газа в трубчатых реакторах, барбо-
таж в газожидкостных процессах, механическое перемешивание, псевдоожиже-
ние твердого катализатора или теплоносителя. Интенсификация теплообмена со
стороны хладагента, если она необходима, достигается обычными способами:
турбулизация потока, теплосъем кипящей жидкостью, применение эффектив-
ных теплоносителей.
Многие гетерогенно-каталитические процессы проводятся на катализа-
торах, изменяющих свои свойства в ходе эксплуатации. Для осуществления та-
ких процессов используются реакторы с неподвижным слоем катализатора, при-
способленные для работы в условиях цикличности: период контактирования —
период регенерации, а также реакторы с движущимся катализатором, циркули-
рующим по контуру: зона контактирования — зона регенерации.
Высокая доля стоимости сырья и затрат на выделение продукта из реакцион-
ной смеси в общей себестоимости продукции нефтехимических производств за-
ставляет искать пути максимально полного и селективного превращения ис-
ходных веществ. С этой точки зрения наиболее эффективными являются реакторы,
близкие по гидродинамическим характеристикам к типу идеального вытеснения.
В нефтехимических производствах применяются не Только одиночные,
самостоятельно работающие реакторы, но и их комбинации. Реакторы могут
соединяться параллельно или последовательно. В первом случае можно до-
биться только количественного эффекта увеличения производительности за счет
возрастания суммарного реакционного объема. Во втором случае достигается и
качественный положительный эффект как вследствие особых технологических
свойств цепочки реакторов (по сравнению с одиночным реактором), так и за счет
119
применения специальной технологической обвязки (например, промежуточный
подогрев или охлаждение смеси, распределение сырья или других компонентов
смеси между реакторами и т. п.).
Наиболее распространенными вариантами последовательного соединения
реакторов являются следующие.
1. Последовательность реакторов вытеснения. Положительный эффект
(например, повышение удельной производительности или селективности) по
сравнению с одиночным реактором того же объема достигается только при исполь-
зовании специальной технологической обвязки реакторов.
2. Последовательность реакторов смешения (обычно 2—5 аппаратов). По
сравнению с одиночным реактором такого же объема обеспечивается большая
степень превращения сырья и большая селективность (при наличии вторичных
нежелательных реакций). Величина положительного эффекта асимптотически
возрастает с увеличением числа реакторов в каскаде. Дополнительный эффект
также может быть получен, за счет обвязки.
3. Последовательность, состоящая из реактора смешения и реактора вы-
теснения. Достигаются высокая степень превращения сырья и высокая селектив-
ность, а также хорошая устойчивость технологического режима при проведении
экзотермических процессов.
Разновидностью перечисленных трех соединений реакторов является их
реализация в одном корпусе, т. е. как единого аппарата. Примерами могут слу-
жить полочный реактор, барботажный многосекционный реактор, такой же ре-
актор, но с большой зоной смешения на входе. Разнообразные схемы подобных
аппаратов приведены, например, в [1, 2].
При рассмотрении различных типов нефтехимических реакторов ниже
использована классификация, основанная на двух-признаках: 1) фазовом составе
смеси веществ, находящихся в реакторе, включая активные реагенты, ката-
лизаторы й растворители (твердые теплоносители и всевозможные инертные на-
садки не учитываются); 2) преимущественном характере течения потока реакци-
онной смеси через свободное пространство реактора (т. е. на том, близко ли тече-
чение к режиму полного перемешивания или полного вытеснения). В соответствии
с этим приводятся разнообразные типы реакторов с перемешиванием потока и
с вытеснением, предназначенные для проведения процессов в следующих реак-
ционных средах: газовая фаза; жидкая фаза; газ—твердый катализатор; жид-
кость— твердый катализатор; газ—жидкость; жидкость—жидкость; газ—
жидкость—твердый катализатор.
Не рассматриваются аппараты, характерные для некоторых специфиче-
ских производств: получение нефтяного кокса, технического углерода, синтети-
ческого каучука. Сведения о них имеются в [2, 3].
Следует отметить, что в установках нефтехимических процессов преимуще-
ственно применяются нестандартные реакторы (зачастую изготавливаемые в един-
ственном экземпляре). Исключение составляют реакторы каталитического рифор-
минга и смесительные реакторы с герметическим электромагнитным приводом.
Характеристики этих реакторов приведены на стр. 126, 127.
При разработке аппаратурного оформления реакторного узла любого кон-
кретного процесса, в том числе при расчете его оптимальных характеристик,
используют термодинамические, кинетические и физические данные о процессе,
а также учитывают его технологические и экономические особенности. При этом
широко применяют методы математического моделирования реакторов и методы
оптимизации — см., например [1, 2, 4—6].
Реакторы для проведения процессов в гомогенной газовой фазе. В нефте-
химии не много процессов, протекающих в гомогенной газовой фазе, однако
среди них такие важные, как пиролиз и термокрекинг.
Реакторы смешения. Перемешивание газа в реакторе может
осуществляться как за счет конвекции в объеме, так и путем принудительной
циркуляции с помощью встроенных вентиляторов.
Схема реактора первого типа, используемого для парофазного термического
хлорирования метана, приведена на рис. 3.1. При пуске реактора перед подачей
сырья реакционная камера нагревается за счет сжигания метана в горелках.
Смесь реагентов поступает в реактор нагретой до температуры, обеспечивающей
120
по балансу теплоты требуемую температуру процесса в реакционной камере. Про-
цесс протекает без наружного теплообмена («адиабатический» режим). Стенки
камеры облицованы огнеупорным материалом. Внутренняя насадка, аккумули-
рующая теплоту, служит для увеличения динамической устойчивости техноло-
гического режима. Образующийся в результате реакции кокс скапливается в на-
садке из керамических колец и пе-
риодически выжигается.
Реакторы этого типа имеют ряд
достоинств, существенных для про-
ведения газовых реакций, особенно
при высокой температуре и агрес-
сивности среды: 1) отсутствует те-
плообмен через стенку, что при ма-
лых коэффициентах теплоотдачи
со стороны газа потребовало, бы
большой поверхности; 2) легко
осуществляется тепловая и корро-
зионная защита корпуса со стороны
реакционной камеры; 3) поверхно-
сти стенок и насадки в расчете
на единицу реакционного объема
малы, что благоприятно сказывается
на протекании цепных газовых
реакций, уменьшая скорость обрыва
цепей.
Недрстатки реактора обуслов-
лены- известными свойствами про-
точных реакторов смешения: 1) по-
ниженная селективность при нали-
чии нежелательных последователь-
ных реакций; 2) пониженная ско-
рость превращения исходного
вещества (что, однако, для газовых
реакций обычно несущественно
из-за высоких скоростей, их проте-
кания и достижения практически
полной степени превращения при-
близительно за 1—10 с); 3) область
устойчивой работы тесно связана
с начальным составом, что накла-
дывает существенные ограничения
на регулирование технологического
режима; 4) вследствие неидеаль-
ности перемешивания возможна
неравномерность поля температур
в объеме реактора. (Для устране-
ния этого недостатка можно исполь-
зовать твердый псевдоожиженный
теплоноситель.)
Реакторы с принудительной
циркуляцией газа обеспечивают
возможность наружного теплооб-
мена, равномерность поля темпера-
тур в объеме, более свободное регу-
Рис. 3.1. Адиабатический реактор с кон-
векционным перемешиванием для прове-
дения реакций в гомогенной газовой фазе
(термическое хлорирование метана):
1 — изоляция; 2 — стальной корпус; 3— диа-
базовые плитки; 4 — шамотный кирпич;
5 — кирпичная насадка для аккумулирова-
ния теплоты; 6 = керамические кольца; 7 =
горелки.
лирование технологического ре-
жима, однако обладают недостатками, связанными с наличием движущйхся
деталей и трудностями тепловой и коррозионной защиты. Схемы таких аппа-
ратов приведены в работе [1].
Реакторы вытеснения. Наиболее представительными аппаратами
этого типа являются трубчатые реакторы для пиролиза и термического крекинга
углеводородов — змеевики, ' '
121
Реактор состоит из пучка длинных труб небольшого диаметра, обогреваемых
топочными газами. Трубы располагаются непосредственно в топке печи, причем
большое значение для качества нагрева и удобства эксплуатации имеет конструк-
ция печи и способ расположения в ней труб. Современные пиролизные печи,
рассчитанные на большие производительности, имеют в одном корпусе несколько
топочных камер (4—5), в которые заложено до 16 параллельно работающих змее-
виков. Трубы змеевика делятся на четыре секции: секцию предварительного на-
грева сырья, секцию перегрева пара, высокотемпературную конвекционную и
радиантную секции. Температура смеси постепенно повышается от первой сек-
ции (200 °C) к последней (800—850 °C) [71.
Подробное описание вариантов конструкции и работы пиролизных печей
дано в гл. 2.
Основные достоинства трубчатых реакторов для проведения газофазных ре-
акций (в частности, пиролиза и крекинга): 1) интенсивный теплообмен через стен-
ку, регулируемый наружной температурой и подбором диаметра трубки; 2) обес-
печение оптимального температурного режима процесса (что легко осуществимо
при большой длине трубок и позонном подводе теплоты); 3) отсутствие продоль-
ного перемешивания потока, что способствует глубокому превращению сырья
с высокой селективностью (характерно для процессов пиролиза и крекинга).
К недостаткам таких реакторов, проявляющимся в процессах пиролиза
и крекинга, следует отнести: 1) ограниченность температуры процесса пределом
жаростойкости материала трубок; 2) большое гидравлическое сопротивление тру-
бок; 3) отложение кокса на внутренней поверхности трубок (требуются периоди-
ческие остановки для выжигания кокса, увеличивается гидравлическое сопро-
тивление трубок, ухудшается теплообмен).
Перечисленные недостатки отсутствуют в реакторах с твердым движущимся
теплоносителем, различные схемы которых приведены в работе [7]. Однако эти
реакторы пока не имЛот широкого применения.
К реакторам вытеснения следует отнести также трубчатые аппараты, в ко-
торых отношение длины к диаметру меньше, чем у змеевиков, однако достаточно
велико (порядка 10—100). В реакторах такого типа проводится, например, ни-
трование пропана. Поглощение теплоты реакции происходит в них за счет испа-
рения и эндотермического разложения азотной кислоты. Раствор кислоты впры-
скивается в объем в нескольких точках по высоте реактора, через который про-
пускается пропан.
Реакторы для проведения процессов в гомогенной жидкой фазе. В гомоген-
ной жидкой фазе протекают некоторые конденсационные процессы (например,
получение альдоля из ацетальдегида), процессы гидролиза.
Основная техническая трудность при осуществлении жидкофазных процес-
сов заключается в обеспечении хорошего теплообмена между реакционной средой
и хладагентом.
Реакторы смешения. В аппаратах этого типа используются
механические перемешивающие устройства, с помощью которых достигается
однородность концентраций компонентов в объеме и высокие коэффициенты
теплоотдачи. Конструкции аппаратов такого типа приведены в работах [8—10].
Реакторы с перемешиванием обычно используются либо в каскаде, либо
в комбинации с реактором вытеснения, либо самостоятельно. В последнем случае
для достижения высокой селективности процесс, как правило, проводят с непол-
ным превращением сырья. Нередко для обеспечения хорошего отвода теплоты
реакции применяется циркуляция продукта через наружный теплообменник.
Реакторы вытеснения. Наиболее распространенными являются
трубчатые реакторы. Ввиду того, что жидкофазные процессы проводятся, как
правило, с малыми объемными скоростями, в обычных трубчатых реакторах
вследствие низкой линейной скорости жидкости не достигается хорошая тепло-
отдача от смеси к стенке трубки. С целью интенсификации теплообмена исполь-
зуют реакторы типа «труба в трубе», составленные из нескольких последова-
тельных секций, причем в каждой секции создается многократная циркуляция
жидкости с помощью специального насоса (рис. 3.2). Такой аппарат работает
подобно каскаду реакторов идеального смешения. При наличии нескольких
последовательных секций его эффективность приближается к эффективности
реактора идеального вытеснения.
122
Для быстро протекающих процессов, проводимых с достаточно большой ли-
нейной скоростью потока, могут использоваться реакторы кожухотрубные или
колонные с внутренним теплообменным устройством. В общем случае вопрос
о пригодности того или иного типа реактора вытеснения для проведения конкрет-
ного гомогенного процесса решается с учетом теплового эффекта, скорости ре-
акции и теплофизических свойств среды на основе исследования параметриче-
ской чувствительности реактора по его физической или математической мо-
дели [11].
Реакторы для проведения процессов в системе газ — твердый катализатэр.
Для этого весьма характерного для нефтехимии вида процессов существует ;
большое число разнообразных реакторных устройств, относящихся почти исклю-
чительно к классу реакторов с вытеснением потока.
Рис. 3.2. Реактор трубчатого типа с посекционной циркуляцией реагирующей
смеси (альдолизатор):
2 =- трубы; 2 — центробежные насосы.
Реакторы смешения. Реакторы такого типа могут быть выполнены
либо как аппараты с неподвижным слоем катализатора.и с интенсивной циркуля-
цией газа через слой, либо как аппараты с развитым псевдоожижением катали-
затора. Ни одна из этих конструкций не обеспечивает эффекта полного пере-
мешивания вещества, т. е. постоянства его концентрации в объеме реактора.
В первой конструкции однородность концентрации тем выше, чем меньше ско-
рость реакции и больше кратность циркуляции. Во второй конструкции при
развитом псевдоожижении происходит интенсивное перемешивание газа и частиц,
но лишь в плотной фазе слоя; в то же время часть газа проходит через слой
в виде пузырей и практически не смешивается с остальной массой газа.
Аппараты первого типа целесообразно применять в небольших производ-
ствах, где не требуется значительных затрат энергии на циркуляцию газа. Аппа-
раты с псевдоожиженным слоем широко используются в промышленности,
однако с такими конструктивными особенностями, которые служат для умень-
шения образования пузырей и улучшения однородности слоя. При этом дости-
гается одновременно уменьшение продольного перемешивания газа, и, таким
образом, данный тип аппаратов приближается к реакторам вытеснения.
Реакторы вытеснения. В группе реакторов с неподвижным ката-
лизатором можно выделить: трубчатые, колонные со сплошной загрузкой ката-
лизатора и колонные секционированные (полочные) аппараты.
Трубчатые реакторы используются для проведения процессов сильно экзо-
термических (например, окислительные, гидрогенизационные, синтез углево-
дородов из СО и Н2) или эндотермических (например, дегидрирование этилбен-
зола и изопропилбензола). Трубчатый реактор изображен на рис. 3.3.
123
Конструктивно трубчатые реакторы выполняются подобно трубчатым теп-
лообменникам. Катализатор чаще всего загружается в трубки, а через межтруб-
ное пространство пропускается теплоноситель. Для улучшения теплоотдачи в меж-
трубном пространстве с помощью перегородок создается поперечное по отношению
к трубкам движение теплоносителя. Вещества, используемые в качестве, тепло-
Продукты
♦
водород
носителей при различных рабочих темпе-
ратурах, приведены в табл. 3.1 — см.
также [2, 13].
Количество трубок в реакторах может
достигать нескольких тысяч, высота —
10 м, диаметр трубок обычно находится
в пределах 20—50 мм. Реакторы имеют
приспособления для удерживания катали-
затора в трубках.
Трубчатые реакторы различаются:
по конструкции устройства для рекупера-
ции теплоты (с встроенным или выносным
парогенератором), по конструкции нагре-
вательного устройства (металлический
кожух, кирпичная камера, топка), по спо-
собу интенсификации наружной тепло-
отдачи (перегородки, механическое пере-
мешивание), по способу утилизации те-
плоты реакции (с помощью промежуточ-
ного теплоносителя или путем непосред-
ственного, через стенку трубок, нагрева-
ния потока сырья перед подачей его
на катализатор).
Различные конструкции и технологи-
ческие варианты трубчатых реакторов
описаны в работах [1, 2, 14—16].
Достоинства трубчатых реакторов
при использовании их в гетерогенно-
каталитических процессах: 1) режим тече-
ния потока близок к полному вытеснению,
что обеспечивает глубокое превращение
сырья и высокую селективность во мно-
гих процессах; 2) развитая поверхность
теплообмена — при диаметрах трубок
d= 20-^50 мм удельная поверхность
теплообмена (на единицу объема слоя
катализатора) равна 4/d = 200<-80 м-1,
что практически недостижимо в реак-
торах других конструкций; 3) высокие
(по сравнению с гомогенным газовым пото-
ком) значения коэффициента теплоотдачи
от катализаторного пространства к стен-
кам трубок (до 120—240 Дж/(м'* 3-с К),
т. е. 100—200 ккал/(м2-ч °C)), обуслов-
ленные турбулизацией пограничного слоя
Рис. 3.3. Реактор трубчатого типа (для
гидрирования фенола):
/ — испаритель; II — реактор;
1 — корпус испарителя; 2 — парорегулятор;
3 — гильза для термопары; 4— паровой змее-
вик; 5 — барботер для водорода; 6 — мерное
стекло; 7 — насадка; 8 — корпус реактора;
9 — опорная лапа; катализаторные
трубки.
121
Таблица 3.1
Теплоносители, применяемые в нефтехимических реакторах [12]
Температура, °C
Теплоноситель
100—200
200—315
315—350
385-500
>500
Вода и насыщенный водяной пар'
Ароматизированное нефтяное масло и дитолилметан
Тетраарилсиликат и дифенильная смесь. В диапазоне
до 385 “С — дифенильная смесь
Селитренная смесь
Щелочные металлы и газообразные продукты горения
газа частицами катализатора; 4) однородная работа катализатора во всех труб-
ках, достигаемая в результате предварительной калибровки гидравлического
сопротивления каждой трубки; 5) возможность использования в отдельных
случаях стандартной теплообменной аппаратуры.
Недостатки трубчатых реакторов, ограничивающие область их применения:
1) невысокая доля полезного объема (занятого катализатором) от общего объема
реактора (при внутреннем диаметре трубок 20—50 мм эта величина составляет
40—55%, она несколько выше в реакторах с загрузкой катализатора в межтруб -
ное пространство [161); 2) большой расход металла на трубки; 3) сложность за-
грузки катализатора в реактор и выгрузки; 4) недостаточная в ряде случаев
(как правило, на начальных участках трубок) интенсивность теплообмена, огра-
ниченная реально достижимыми значениями коэффициента теплопередачи (в та-
ких случаях применяют разбавление катализатора инертной насадкой на гоЛЗв-
ных участках трубок или используют на этих участках трубки малого диаметра);
5) ограниченные возможности для создания оптимального температурного про-
филя в трубках.
Указанные недостатки приводят к постепенному вытеснению трубчатых
реакторов в крупнотоннажных процессах более экономичными реакторами со
сплошным неподвижным и с подвижным слоем катализатора.
/"Реакторы со сплошным слоем катализатора, несекционированные (так на-
зываемые адиабатические) широко используются в нефтехимических произвдд-
ствах. В таких аппаратах проводят как реакции в кинетической или переходной
областях (например, гидрокрекинг, риформинг — табл. 3.2, изомеризация пара-
финов, прямая гидратация этилена, дегидрирование этилбензола в стирол
и изопропилбензола в а-метилстирол), так и реакции в диффузионной области
(например, окисление спиртов в альдегиды и кетоны).
Для проведения реакций первого вида, сравнительно медленных, требуются,
высокие слои катализатора, порядка нескольких метров. Для реакций второго
вида достаточны невысокие слои катализатора, порядка нескольких сантимет-
ров, а в ряде случаев — просто сетки из каталитически активного металла (на-
пример, при окислительном аммонолизе метана в производстве синильной ки-
слоты). ' .
Конструктивно адиабатические реакторы выполняются в виде цилиндр иче-
ской шахты большей или меньшей высоты (рис. 3.4 и 3.5). Иногда используют
корпус сферической формы, при которой требуется меньше металла на изготов,-
ление реактора. Катализатор укладывается на решетку и слой инертной насйдки,
препятствующий его просыпанию сквозь решетку.
Важное значение для работы адиабатических реакторов имеет входное р4С;
пределительное устройство, задачей которого является равномерное распреде^
ление газового потока по сечению реактора. Роль распределительного устрдй^
ства возрастает в реакторах большого диаметра, достигающего иногда несколькйй'
метров, и при малой высоте слоя катализатора. Несовершенство этого устройства
приводит к неравномерной работе слоя катализатора как по диаметру, так й
по высоте, и к ухудшению показателей процесса.
Достоинства адиабатических реакторов-. 1) полнота использования объема
реактора; 2) простота конструкции и удобство в эксплуатации; 3) небольшой
удельный расход металла.
125
NO
О
Характеристика реакторов промышленных установок каталитического риформинга бензинов
(по данным ЛЕНГИПРОНЕФТЕХИМА)
Таблица 3.2
Тип установки Произво- дитель- ность по сырью, Т/год Количество реакторов Тип реакторов Размеры реакторов, м Внутренний объем, м8 Конструктивные особенности реакторов, параметры процесса
диаметр высота общий катали- затора
ЛК-35-24 1000 3 Цилиндрические 2,20 8,40 31,9 14,50 Футерован торкрет-бетоном. По-
с аксиальным 3,00 9,75 68,8 36,3 лиметаллический катализатор
потоком 3;60 13,50 138,4 72,0 ТмаКс = 540 °C; Р = 2,2 МПа
Л-35-11/600 600 5 То же 3,15 9,80 77,0 9,8 Футерован торкрет-бетоном
(типовая) 3,15 11,80 93,0 19,4 Т= 380+420 °С*;Р= 4,0 МПа*
3,15 11,50 90,2 19,4 Т = 480 + 520 °C; Р = 4+ 4,7 МПа
3,15 11,50 90,2 19,4
3,15 11,30 88,0 20,0
ЛК-35-11/600 600 4 3,00 4,20 ' 29,8 9,80 Футерован торкрет-бетоном
3,20 11,80 95,0 9,80 Тмакс = 535 °C; Р = 5,3 МПа
3,20 11,50 92,7 19,40
3,20 11,50 92,7 19,40
Л-35-11/300 300 4 » 2,60 7,63 40,6 10,30 Футерован торкрет-бетоном
2,60 4,70 25,0 15,40 Тмакс = 520 °C; Р = 5,0 МПа
2,60 7,70 40,8 10,30
2,60 4,70 25,0 15,40
Л Г-35-11/300-95 300 4 2,60 6,50 34,7 5,10 Футерован торкрет-бетоном
2,60 7,70 40,8 10,30 Тмакс = 530 °C; Р = 5,0 МПа
2,60 8,30 44,3 10,00
2,60 8,30 44,3 10,00 f
Л-35-8/300Б 300 4 а 2,00 7,95 25,0 5,50 Футерован торкрет-бетоном
2,60 3,00 2,20
Л-35 (Б) 300 4 2,40 2,40 2,40 2,40
Л-35-11/1000 1000 4 Цилиндрические с радиальным потоком 2,40 3,20 4,50 4,00
ЛЧ-35-11/1000 1000 4 То же 2,20 3,00 3,60 3,60
ЛК-35-24 1000 4 № 2,20 2,60 3,00 3,00
ЛЧ-35-11/600-73 600 4 Цилиндрические с аксиальным потоком Цилиндрические с радиальным потоком 3,20 2,40 2,80 3,40
Л-35-11/600-95 600 5 S 3,15 3,15 3,15 3,15 3,15
* Эти данвве относятся к реактору гидроочистки установки
9,00 10,00 6,30 48,0 70,2 23,5 11,00 22,20 11,60 Т = 380° С »; Р = 3,0 МПа • Тмакс = 530 °C; Р = 3,0 МПа
5,00 22,7 5,10 Корпус двухслойный
6,00 27,3 10,20 Т'макс = 540 °C; Р = 4,0ч- 5,0 МПа
6,00 27,3 10,20
6,00 27,3 10,20
9,40 30,5 13,0 Футерован торкрет-бетоном
10,70 60,0 38,0 7'мако= 530 °C; Р= 3,44,4 МПа
13,10 207,0 95,0
13,10 118,0 76,0
9,40 35,7 14,5 Корпус двухслойный Т= 3404-400 °C»; Р = 4,1 МПа»
9,70 - 68,4 36,3
13,45 136,5 72,0 Т = 480-е- 530 °C; Р = 1,64-
11,30 114,5 68,0 4-2,0 МПа
8,00 30,4 13,20 Футерован торкрет-бетоном. По-
10,10 53,6 27,5 лиметаллический катализатор
10,60 74,4 40,7 гмаке = 530 °C; Р = 3,2 МПа
10,60 74,7 40,7
9,40 75,7 23,0 Футерован торкрет-бетоном Т = 400 °C •; Р = 4,8 МПа * Тмакс == 530 °C; Р = 4,8 МПа
10,90 46,0 14,0
13,00 80,0 27,0
14,60 132,0 53,0
9,80 77,0 8,6 Футерован торкрет-бетоном
11,80 93,0 19,3 Т = 3504- 400 °C *; Р = 4,0 МПа *
11,50 90,2 20,7 Т= 4804- 530 °C; Р= 3,54- 4,2 МПа
11,50 90,2 20,7
11.30 88,0 20,5
риформинга.
К недостаткам таких реакторов следует отнести: 1) ограниченность приме-
нения только такими процессами, для которых адиабатический перепад темпера-
туры не слишком велик и не выводит процесс в область недопустимо низких или
высоких температур (этот недостаток можно компенсировать в какой-то мере раз-
бавлением смеси или каскадным расположением 2—3 таких реакторов с про-
Сырье
Рис. 3.4. Адиабатический реактор с катализатором в виде сеток (для окисли-
тельного аммонолиза метана):
1 =г корпус; 2 — катализаторные сетки; 3 — футеровка.
Рис. 3.5. Адиабатический реактор со сплошной засыпк<?й катализатора (для
дегидрирования алкилбензолов):
1 — корпус; 2, 7 — решетки; 3, 4, 6 — слои насадки; 5 — катализатор; 8 — распреде-
лительное устройство; 9 — смеситель; 10 — сопла; 11 — трубки. •
межуточным нагреванием или охлаждением); 2) невозможность осуществления
оптимального или близкого к нему температурного профиля по высоте слоя
катализатора (этот недостаток может быть несколько скомпенсирован использо-
ванием каскада реакторов); 3) трудности осуществления равномерного распреде-
ления подачи газа на слой катализатора и однородной работы слоя по сечению,
возрастающие по мере увеличения диаметра аппарата.
Увеличение высоты слоя катализатора приводит к росту гидравлического
сопротивления, в результате чего возникают технические препятствия к исполь-
зованию адиабатических аппаратов с аксиальным потоком для процессов большой
128
единичной мощности. С целью снижения сопротивления слоя катализатора в- по-
следнее время в крупнотоннажных процессах применяют реакторы с радиальным
потоком (рис. 3.6). Преимуществом реакторов С радиальным потоком является
также улучшенное распределение газа по сечению слоя.
Процессы, протекающие с большим адиабатическим изменением температуры
смеси, проводятся в реакторах секционированного типа (полочных). В таких
аппаратах проводятся, например, процессы разложения диметилдиоксана (4,4-
диметил-1,3-диоксана) а получением изопрена (рис. 3.7), гидрирования бутило-
вых эфиров кислот С,—С, (получение высших жирных спиртов), парофазная ги-
дратация ацетилена в ацетальдегид, синтез метанола из СО и Н».
Рис. 3.6. Адиабатический реактор с радиальным потоком (для каталитического
риформинга бензинов):
1 корпус; 2 » тепловая изоляция^ 3 перфорированный втакан;, 4 • внутренняя
перфорированная груба? 5 « катализатор.
Рис. 3.7. Реактор полочного типа (для разложения диметилдиоксана):
1 — корпуа; 2 люк; S *- катализатор; 4 “ парораопределвтелы- 5 — решетка; J —
коллектор.
Конструктивно секционированные реакторы выполняются в виде колонн,
внутри которых на нескольких решетчатых полках, или в специальных корзинах
размещен катализатор. Число секций (обычно не более 10) и распределение ката-
лизатора между ними подбираются исходя из величин адиабатических перепа-
дов температуры на полках н оптимального распределения степени превращения
сырья по полкам. ж
Охлаждение (нагревание) реакционной смеси между полками проводится,
как правило, непосредственным смешением реакционного газа с холодным (го-
рячим) теплоносителем или впрыскиванием испаряющейся жидкости, В качестве
5 Зак. № 756 129
теплоносителей используют инертные вещества или компоненты реакционной
смеси. В колоннах невысокого и среднего давления подачу теплоносителя осуще-
ствляют через боковые вводы (рис. 3.8, а), в колоннах высокого давления (на-
пример, при синтезе метанола из СО и Н2) — через верхнюю крышку аппарата
с дальнейшим распределением газа по секциям (рис. 3.8, б). В последнем слу-
чае катализаторные секции собирают в отдельном тонкостенном стальном ста-
кане, помещаемом в корпус реактора.
Тепловой баланс в реакторе может поддерживаться и с помощью теплооб-
менников— внутренних (рис. 3.8, в) или наружных (рис. 3.8, г). Вследствие
илохой теплоотдачи от газа обычно требуется большая поверхность теплообмена.
Рис. 3.8. Схемы теплообмена секционированных реакторов:
а — о непосредственным смешением о теплоносителем в колонная низкого и ереднего
давления; 6 •— то же в колоннах высокого давления; а — с внутренними теплообменни-
ками; а » с наружными теплообменниками.
Секционированные реакторы имеют следующие достоинства: 1) простота
поддержания оптимального температурного режима, в том числе и при постепен-
ном изменении свойств катализатора; 2) невысокий удельный расход металла
(на единицу реакционного объема), что особенно важно при наличии коррозион-
ной среды; 3) простота конструкции и удобство эксплуатации.
Необходимость большего или меньшего разбавления реакционной смеси
в секционированных аппаратах с подпиткой теплоносителя неблагоприятна
в нескольких отношениях: требуется большее количество катализатора, увеличи-
ваются затраты на разделение продуктов реакции и на циркуляцию теплового
агента. Реакторы с промежуточными теплообменниками не имеют указанных
недостатков, однако они громоздки и расход металла на их изготовление
выше.
Реакторы с неподвижным твердым катализатором плохо приспособлены для
проведения весьма распространенных в нефтехимии циклических процессов, в ко-
торых имеются стадии контактирования и регенерации катализатора. Более при-
годны в этом случае аппараты с подвижным катализатором: с медленно движу-
щимся плотным слоем; с псевдоожиженным (кипящим) слоем; с катализатором,
движущимся в режиме пневмотранспорта.
130
Общая характеристика различных видов контактирования реакционной
системы газ — подвижный твердый катализатор приведена в табл. 3.3.
Реакторы с медленно движущимся плотным слоем применяются в процес-
сах с крупным (3—5 мм) гранулированным катализатором. Установка обычно
состоит из двух аппаратов — реактора и регенератора, через которые осуще-
ствляется циркуляция катализатора.
Движение катализатора в реакторе и регенераторе происходит под дейст-
вием силы тяжести, а транспортирование его между этими аппаратами —с по-
мощью механических или пневматических подъемников, причем последние мо-
гут работать в режиме перемещения разреженного слоя (пневмотранспорт) или
плотного слоя катализатора. В процессах, где циркуляция сравнительно мала,
регенерация катализатора может осуществляться непосредственно в транспорт-
ной линии, по которой катализатор перемещается от выхода из реактора к его
входу.
Вопросы теплообмена в плотном движущемся слое решаются по-разному
в зависимости от степени циркуляции катализатора, которая в свою очередь
определяется скоростью его дезактивации.
При интенсивной циркуляции подвод теплоты в зону реакции (в эндотер-
мических процессах) происходит за счет теплоемкости катализатора, нагретого
в регенераторе при выжигании кокса. (Например, каталитический крекинг си-
стемы «Термофор».) При слабой циркуляции подвод теплоты осуществляется
нагреванием смеси в промежуточных теплообменниках или печах между последо-
вательно расположенными зонами реакции (например, в процессах риформинга
с движущимся слоем катализатора).
Теплообмен через стенку в реакторах с плотным движущимся слоем неэф-
фективен, так как созданию развитой поверхности (узкие трубки) препятствует
высокое сопротивление трения.
Большое значение для работы реакторов с плотным слоем имеет равномерность
движения катализатора и газа по сечению аппарата и во времени. Существует
ряд устройств (вибрационные и перфорированные тарелки, шиберы и др.), обес-
печивающих равномерность движения частиц и газа.
Достоинством аппаратов с плотным движущимся слоем катализатора явля-
ется возможность достижения глубокого превращения сырья.
В реакторах с псевдоожиженным слоем применяется мелкий, иногда пылевид-
ный (0,01—0,1 мм), катализатор. Если в ходе работы он дезактивируется, то в со-
став установки должен входить регенератор, стоящий отдельно или совмещенный
в одном корпусе с реактором. Обычно регенератор также работает в режиме псев-
доожижения.
Важнейшие свойства псевдоожиженного слоя, используемые в реакторах!
1) способность «течь» подобно жидкости, перемещаться по трубопроводам, пе-
реточным трубкам, через отверстия клапанов и т. п.; 2) хорошая теплоотдача
к поверхности, помещенной в слой; 3) возможность работы с мелкими частицами,
в которых отсутствует внутридиффузионное сопротивление протеканию химиче-
ской реакции.
Конструктивно такие реакторы выполняются в виде колонн или труб, внутри
которых обычно размещается система улавливания пыли из отходящего газа
(циклоны, фильтры), устройства для уменьшения продольного перемешивания
твердых частиц (сетки, перфорированные тарелки), отпарные секции, теплообмен-
ники (рис. 3.9 и 3.10).
Подробные сведения о конструкциях реакторов с псевдоожиженным слоем
катализатора имеются в работах [17, 18].
Реакторы с пневмотранспортом катализатора применяются для осуществле-
ния быстро протекающих реакций с интенсивным коксоотложением. Хорошая
теплоотдача к поверхности, помещенной в слой, позволяет проводить в таких
аппаратах сильно экзотермические процессы; высокая скорость циркуляции
частиц облегчает подвод теплоты в эндотермических процессах за счет теплоем-
кости регенерированного катализатора.
На рис. 3.11 приведена схема блока для синтеза углеводородов, состоящего
из реактора, работающего в режиме пневмотранспорта, и регенератора с псевдо-
ожиженным слоем. Регенератор одновременно выполняет роль десорбера.
6* 131
Характеристика контактирующих систем
Характера* стика слоя катализатора Область применения Распределение температуры в слое Хар акте р м стика частиц ✓
Движу- При крупном гра- Неравномерное; Весьма крупные и
ши йен нулированном легко при достаточно боль- одинаковые; макси-
слой деза ктиви р у ющемс я катализаторе на крупномасштабных установках ших циркуляцион- ных потоках частиц может быть сведено к минимуму мальный размер определяется соот- ветствующей ско- ростью газа млн пневмотранспорта в циркуляционной си- стеме, минималь- ный — наибольшей скоростью псевдо- ожижения в реак- торе
Псевдоожи- При мелком гра- Близкое к посто- Широкое распре-
женный нулированном или янному во всем деление по размерам
слой пылевидном не кро- шащемся быстро дез а ктиви р у ющемся объеме; температура регулируется за счет теплообмена либо и наличие мелких фракций; характер- ны эрозия сосудов
катализаторе; на- дежное регулирова- ние температуры по- зволяет вести про- цесс в крупном мас- штабе подачи и удаления материала и трубопроводов, истирание частиц и их унос
Поток в Только для быс- Неравномерное; То же. Максималь-
режиме тро протекающих может быть сведено ный размер опреде-
пневмо* транспорта реакций к минимуму за счет циркуляции твердой фазы ляется минимальной скоростью пневмо- транспорта
* Добавление авторов справочника.
Ввиду постепенного истирания частиц, для поддержания их постоянного
количества и фракционного состава, проводят подпитку свежим катализатором.
Для работы установок с циркулирующим катализатором большое значение
имеет правильное решение вопросов взаимной изоляции газовых сред в реакторе
и регенераторе. На схеме, приведенной на рис. 3.11, прорыву синтез-газа в реге-
нератор препятствует поток водяного пара, служащий одновременно ожижаю-
щим веществом и десорбентом.
Вопросы конструирования и расчета реакторов с пневмотранспортом ката-
лизатора рассмотрены в работе [17].
Реакторы для проведения процессов в системе жидкость — твердый катали-
затор. Каталитические процессы, осуществляемые в такой системе, немного-
численны, В качестве примера можно указать на процессы, протекающие е уча-
стием ионообменных смол [191, Основная технологическая трудность при их
132
Таблица 3.3
газ — твердый подвижный катализатор [17]
Г идравлнческое сопротивление слоя Теплоперенос Степень превращения Примеры применения *
Промежуточное значение между величинами, ха- рактеризующими плотный и псев- доожиженный слои Теплообмен не- интенсивен, но благодаря высо- кой теплоемкости твердых частиц перенос теплоты циркулирующими частицами может быть велик Управляема и близка к степени превращения, дости- гаемой в реакторе полного вытеснения; в противотоке и од-‘ ненаправленном то- ке возможно дости- жение теоретической величины Каталитиче- ский риформинг, каталитический крекинг
При большой высоте слоя со- противление ве- лико, обусловли- вает большие энергетические затраты Характерен ин- тенсивный тепло- обмен и большой перенос теплоты циркулирующими частицами, вслед- ствие чего вопро- сы теплообмена почти никогда не лимитируют мас- штаб установки Обратное переме- шивание частиц и плохое контактиро- вание с газом при- водят к худшим ха- рактеристикам, чем у реакторов Других типов; секциониро- вание позволяет обе- спечить глубокую - конверсию X ' Каталитиче- ский крекинг, де- гидрирование уг- леводородов, оки- сление углеводо- родов, синтез уг- леводородов из СО и Н,, окислитель- ный аммонолиз пропилена с по- лучением акрило- нитрила
При мелких частицах мало, но может быть значительным для крупных Промежуточный между двумя пре- дыдущими случая- ми Движение газа и частиц близко к од- нонаправленному поршневому режи- му; достижимы вы- сокие степени пре- вращения Каталитиче- ский крекинг, син- тез углеводородов из 00 и Н,
реализации заключается, как правило, в .обеспечении хорошего теплоотвода.
Ввиду того, Что объемные скорости по жидкости обычно невелики, улучшение
теплообмена достигается принудительной турбулизацией потока с помощью пе-
ремешивающего устройства или применением большой поверхности теплообмена
(узких трубок).
Реактор ы4 смешения. Используются, главным образом, аппараты
емкостного типа с механическими мешалками [9]. Интенсивность перемешивания
выбирается достаточной для создания суспензии катализатора в жидкости и для
поддержания хорошего теплообмена.
Наиболее употребительными типами мешалок для перемешивания суспен-
зии твердых частиц в жидкости являются турбинные [при содержании частиц
С < 80% (об.)], пропеллерные (при С < 50%) и лопастные (при С = 70-£
*90%) [9].
133
Зачастую охлаждающей рубашки недостаточно для создания устойчивого
теплового режима и необходимо применять дополнительный внутренний тепло-
обменник. Методика расчета проточных аппаратов с перемешиванием на устой-
чивость технологического режима рассматри-
вается, например, в [4].
Для создания суспензии твердых частиц
катализатора в жидкости можно использовать
также барботирующий инертный газ или псевдо-
ожиженный жидкостью слой катализатора.
Реакторы вытеснения. В зави-
симости от величины теплового эффекта и чувст-
вительности процесса к изменению температуры
Рис. 3.9. Реактор с псевдоожиженным катализатором:
1 — фильтры; 2 — теплообменник для подогрева сырья; 3 — основной теплообменник;
4 — слой катализатора;
I — сырье; 11 — продукты; Ill — газ для продувки фильтров; IV — теплоноситель.
Рис. 3.10. Реакторный блок с псевдоожиженным катализатором (для дегидри-
рования бутана в бутены):
1 — штуцер для выхода дымовых газов; 2, 9 — циклоны; 3, 16 — штуцеры для подачи
топливного газа; 4 — регенератор; 5, 12 — распределительные решетки; .6 — штуцер
для подачи воздуха; 7 — стояк; в — штуцер для выхода реакционного газа; 10 — де-
сорбер; 11 — реактор; 13 — транспортная линия; 14 — отпарная секция; 15 — штуцер
для подачи бутановой фракции; 17 — штуцер для подачи сжатого воздуха.
могут применяться аппараты трубчатого типа, колонные с неподвижным слоем
катализатора (адиабатические или секционированные) и колонные с суспендиро-
ванным катализатором. Конструкции и технологические обвязки этих реакторов
такие же, как и в случае аппаратов для системы газ — твердый катализатор.
Реакторы для проведения процессов в системе газ — жидкость. Процессы,
протекающие в системе взаимодействующих газа и жидкости, широко распро-
134
странены в нефтехимической промышленности. К ним относятся: окисление,
гидрогенизация, алкилирование, галогенирование, нитрование, сульфирование,
гидратация, гидроформилирование, оксиэтилирование и др.
Основные условия достижения высоких степеней превращения, селектив-
ности процесса и устойчивости технологического режима заключаются в обе-
спечении хорошего контакта фаз и теплообмена в реакторе.
Рис. 3.11. Реакторный блок для синтеза углеводородов из СО и Н*, работающий
в режиме пневмотранспорта твердого катализатора:
I — подъемная труба для катализатора; 2 — бункер для катализатора; J — стояк; 4 —•
ручное дистанционное управление задвижками; 5 — индикатор и регулятор перепада
давления; 6 — нижний холодильник реактора; 7 — реакционная зона; 8 «• верхний
холодильник реактора; 9 — соединительное колено;
1 — свежий катализатор; 11 — водяной пар; III — синтез-газ; IV •• газ на Скруббер;
V — отработанный катализатор; VI — масло (хладагент).
Контактирование газа и жидкости осуществляется по-разному, в зависи-
мости от скорости химической реакции в жидкости.
При малой и средней скорости газ диспергируют с помощью барботеров.
При быстром протекании реакции используется либо интенсивное механическое
перемешивание фаз, либо диспергирование жидкости в виде пленки в газовой фазе.
Реакторы смешения. Реакторы с механическим перемешиванием
применяются главным образом в процессах небольшой мощности. Для хорошего
перемешивания газа и жидкости пригодны преимущественно турбинные мешалки,
особенно при больших расходах газа [9].
Серьезным препятствием к широкому использованию аппарате» с механи-
ческим перемешиванием еще недавно являлась ненадежная или очень дорогая
136
и сложная герметизация реакционного объема при высоких давлениях. В послед-
нее время промышленность освоила выпуск аппаратов с герметичным бессальни-
ковым приводом и экранированным электродвигателем (рис. 3.12) [8, 10}.
Принцип устройства привода для таких аппаратов заключается в следую-
щем. На вал привода насажен ротор асинхронного двигателя. Ротор помешен
в неподвижную экранирующую гильзу (из немагнитной стали), на которую на-
сажен статор. Последний помещен в масляную ванну, снабженную охлаждающей
водяной рубашкой. Магнитный поток статора проникает сквозь гильзу и приводит
во вращение ротор, расположенный на одном валу с мешалкой.
Реакторы данной конструкции предназначены для проведения химических
процессов в пожароопасных, взрывоопасных и токсичных средах, утечка кото-
рых в окружающее пространство недопустима. До 1977 г. они выпускались в соот-
ветствии с отраслевыми нормалями ОН26-01-09—65 и ОН26-01-125—69. С 1977 г.
введен отраслевой стандарт ОСТ 26-01-1422—75 «Аппараты герметичные с меха-
ническим перемешивающим устройством с экранированным электроприводом.
Общие технические условия». Реакторы изготавливаются Старорусским заводом
«Химмаш». Благодаря интенсивному перемешиванию и наличию внутренней
поверхности теплообмена аппараты с герметичным приводом имеют хорошие мас-
се- и теплообменные характеристики.
Перемешивание в газожидкостных реакторах может осуществляться также
за счет гидродинамических эффектов — газлифтного или инжекционного.
В первом случае используется энергия всплывающих пузырьков газа, во-
влекающих в свое движение жидкость, во втором — энергия струи (или струй)
исходной газожидкостной смеси, поступающей в реактор снизу через сопло
(или систему сопел). Схема реактора, в котором использованы оба эффекта, при-
ведена на рис. 3.13. Смесь в аппаратах с гидродинамическим перемешиванием
циркулирует по контуру, образуемому с помощью Либо наружной опускной трубы
(или системы труб), либо цилиндра (диффузора), расположенного внутри ре-
актора вдоль его оси (рис. 3.13). Кратность циркуляции (отношение массовых
расходов циркулирующего и входного потоков) составляет 5—10, что обычно
достаточно для того, чтобы принимать в практических расчетах наличие полного
перемешивания (по жидкой фазе).
Теплосъем осуществляется через стенки циркуляционных труб или с помо-
щью встроенного в реактор теплообменника (прямоточные трубки, трубки Фи-
льда, змеевики).
Необходимо отметить, что в рассмотренных газожидкостных реакторах имеет
место перемешивание главным образом жидкой фазы. Газ перемешивается хуже
и преимущественно в растворенном виде. В меньшей степени это относится к газу
в аппаратах с интенсивным механическим перемешиванием. . .
Реакторы вытеснения. Для процессов, протекающих в кинети-
ческой или переходной областях, применяют барботажные реакторы колонного
типа с ситчатыми или колпачковыми тарелками, предназначенными для улучше-
ния массообмена и устранения продольного перемешивания (рис. 3.14). Газ
подается в нижнюю часть колонны и барботирует через слой жидкости. Жидкость
может подаваться как прямотоком, так и противотоком к газу. В последнем слу-
чае общая скорость процесса увеличивается.
Конструкции распределительных тарелок и переливных устройств анало-
гичны используемым в массообменных аппаратах.
Насыщенность реакционного объема поверхностью теплообмена опреде-
ляется требованиями устойчивости технологического режима. Величина удельной
поверхности теплообмена, достигаемая в барботажных колонных аппаратах, со-
ставляет обычно 30—50 m_j. Однако в некоторых случаях этого недостаточно
для устойчивости. В настоящее время разрабатываются теплообменные много-
секционные устройства, позволяющие обеспечить удельную поверхность до
100 м'1 и более.
В качестве теплообменников в реакторах обычно используются змеевики и,
при высоком давлении, трубки Фильда. Кроме того, прийеняются выносные
теплообменники (несколько штук по высоте колонны), трубчатые теплообменные
тарелки, выполняющие одновременно роль элементов, улучшающих массообмен
и предотвращающих продольное перемешивание жидкости. Распространенным
способом теплообмена является ввод теплоносителя непосредственно в реактор
136
Рис. 3.12. Реактор высокого давления
с герметичным электромагнитным при* —<!—
ведом; |
1 — ротор; 2 *** экранирующая гильза; 3 * статор; 4 ~ мешалка; 5 ~ направляющий
аппарат; 6 •» диффузор; 7 — теплообменная камера; 8 — вертикальные ребра;
1 - зырье А; II — сырье Б; 111 — продукты; IV — вода; V, VI «— тепловой агент.
Рис. 3.13. Реактор с газлифтно-инжекционным перемешиванием (для проведения .
реакции гидроформилирования пропилена):
1 •» крышка узла охлаждения; 2 трубная плита; в * крышка реактора] 4—корпус;
° футеровка; 6 » решетки для закрепления трубок Фильда; 7 " диффузор; 8
трубки Фильда; S сопла;'
' — сырье; циркуляционный контур; 7//— продукты; 1V — колодная вода;
У нагретая вода; VI * аварийный сброе воды; JK » жидкость.
137
в нескольких точках по высоте. В некоторых случаях возможен отвод теплоты
за счет испарения части жидкости (например, при алкилировании бензола оле-
финами) [3].
Для проведения процессов, протекающих в диффузионное области,
используются аппараты с развитой поверхностью контакта фаз и тонким
слоем жидкости — пленочные и пенные.
Схема пленочного трубчатого аппарата при-
га3а1 ведена на рис. 3.15. Жидкость из камеры через
1 калиброванные ниппели 3 и переливные камеры 4
перетекает в трубчатку 5, где при стекании
жидкости по трубкам тонкой пленкой в токе
----------1 газа и при охлаждении (нагревании) происходит
превращение.
Рис. 3.14. Реактор барботажного типа (для окисления изопропилбензола):
1 ** корпус; 2 *• встроенные теплообменники; 3 —• тарелки; 4 ~ штуцеры для термопар]
5 переливные трубки.
Рис. 3.15. Пленочный трубчатый реактор;
1 — газовыводящне трубы; 2 входная камера; 3 ниппели; 4~ переливная камера;
б трубчатка (рабочие трубы);
I жидкое сырье; II ~ газ; III *- теплоноситель; IV жидкие продукты.
Для улучшения контактирования газа и жидкости, улучшения теплоотдачи
и повышения устойчивости пленки в подобных аппаратах применяются винтовые
завихрители потока [20].
В пленочных реакторах для газожидкостных процессов пленка образуется
при стекании жидкости по насадке в токе газа (рис. 3.16). Основной недостаток
138
Реакционный газ
Рис. 3.16. Схема установки, вклю-
чающей реактор с насадкой для про-
ведения газожидкостных процес-
сов:
1 — реактор: 2 — сборник жидкого
катализатора; 3 <= насос.
таких аппаратов — трудность организации теплообмена. При их исполь-
зовании применяют циркуляцию жидкости через наружный теплообменник
или, если это возможно, проводят процесс в условиях испарения части жидкости.
Близость гидродинамического режима к точке инверсии создает хорошие условия
для массообмена между фазами.
В пенных реакторах (рис. 3.17) создается весьма тонкая пленка жидкости
(оболочки пузырьков газа). Пена возникает при сильном барботаже газа через
жидкость. Известны случаи использования пенных реакторов для окисления
углеводородов и ряда других веществ кислородом воздуха. Широкого распро-
странения в нефтехимии эти реакторы пока не получили. Вопросы расчета и кон-
струирования пенных аппаратов осве-
щены в работе [21].
Реакторы для проведения процессов
в системе жидкость — жидкость. Приме-
рами нефтехимических процессов, проте-
кающих в системе жидкость — жидкость,
могут служить некоторые процессы алки-
лирования ароматических и парафиновых
углеводородов, синтез диметилдиоксана
из формальдегида и изобутилена (первая
стадия получения изопрена).
Особенности конструкций реакторов
определяются задачей обеспечения хоро-
шего контактирования фаз и интенсивного
теплоотвода.
Реакторы смешения. Ис-
пользуются аппараты с механическими
перемешивающими устройствами, пре-
имущественно пропеллерного или тур-
бинного типов. Их конструкции описаны
в [8—10], а также рассмотрены выше
на стр. 136.
Для достижения высоких степеней
превращения и селективности применя-
ются каскады реакторов смешения, при-
чем для организации противоточного дви-
жения фаз в этом случае необходима уста-
новка между реакторами отстойников.
Реакторы вытеснения.
Реакции с небольшим тепловым эффек-
том проводятся в аппаратах типа экстрак-
ционных колонн с внутренними тепло-
обменными элементами.
Для сильно экзотермичных процессов наиболее широко применяются труб-
чатые реакторы. Диаметр трубок выбирается в зависимости от степени экзотер-
мичности и чувствительности процесса к температуре. При небольшом диаметре
для хорошего диспергирования фаз и равномерной подачи эмульсии во все трубки
потоки обеих фаз, вошедшие в нижнюю часть реактора, интенсивно перемешивают
быстроходной мешалкой, а затем пропускают через трубчатку. При большом ди-
аметре трубок и, соответственно, меньшем их числе диспергирование одной
жидкости в другой осуществляют с помощью сопел, подведенных к каждой трубе
(рис. 3.18). В реакторах такого типа можно осуществить противоточное движение
фаз, ускоряющее процесс превращения исходных веществ.
Реакторы для проведения процессов в системе газ — жидкость — твердый
катализатор. Процессы, протекающие в этой тройной системе, весьма распро-
странены в нефтехимии, причем наиболее представительными являются про-
цессы гидрирования.
При выборе или конструировании реактора в данном случае прежде всего
стремятся обеспечить: хороший массообмен между жидкостью и катализатором
и между газом и жидкостью; условия для устойчивой тепловой балансировки
процесса.
139
Реакторы смешения. Эти аппараты применяются преимущест-
венно в небольших производствах. Реакторный узел обычно представляет собою
каскад таких реакторов. При неглубоких превращениях исходного вещества
могут использоваться и самостоятельно работающие реакторы.
Рис. 3.17. Реактор, работающий в пенном режиме:
1 — корпус; 2 — порог; 3 — переливное устройство; 4 — решетки:
J — жидкое сырье; II — жидкие продукты; III — газ.
Рис. 3.18. Трубчатый реактор для проведения процессов в системе жидкость-
жидкость' (синтез диметилдиоксана):
I — штуцеры для присоединения регулятора границы раздела фаз; 2 — люки;
3— верхняя отстойная секция; 4 — распределительные устройства; 5 — трубчатка;
I — формальдегидная смесь; II — изобутилен; III — водный слой продуктов; IV —
углеводородный слой продуктов; V » хладагент.
Для перемешивания фаз применяют как механические перемешивающие
устройства, так и суспендирование катализатора потоками газа и жидкости (трех-
фазный псевдоожиженный слой).
При механическом перемешивании катализатор может находиться либо в ви-
де суспензии (и при этом частично или полностью захватываться потоком, вы-
ходящим из реактора), либо в неподвижном состоянии, В первом случае исполь-
140
зуют турбинные, пропеллерные или лопастные мешалки, в зависимости от кон-
центрации частиц и расходов жидкости и газа, во втором случае — пропеллер-
ные мешалки, создающие циркуляцию газожидкостной смеси по внутреннему
контуру через слой неподвижного катализатора.
Различные конструкции аппаратов с механическим перемешиванием при-
ведены в работах [1, 8—10] — см. также стр. 135, 136.
В промышленном масштабе трехфазное псевдоожижение применяют преи-
мущественно в колонных реакторах с большим отношением высоты к диаметру,
приближающихся по характеристикам к аппаратам с вытеснением потока.
Реакторы вытеснения. Аппараты с неподвижным слоем катали-
затора конструируются в виде колонн со сплошной (адиабатические) или сек-
ционированной (полочные) загрузкой,
аналогичных по устройству и принципам
работы реакторам для системы газ — твер-
дый катализатор. Они могут эксплуатиро-
ваться с затопленным слоем (жидкость и
газ подаются снизу вверх) или с орошае-
мым слоем (жидкость подается сверху
вниз, газ — в любом направлении, но
преимущественно также сверху вниз).
В первом случае газ диспергирован в виде
пузырей в сплошном слое жидкости, омы-
вающей катализатор. Во втором случае
газ является сплошной фазой, в которой
в виде пленки диспергирована жидкость,
стекающая по каталитической насадке.
Ориентировочные границы рабочей обла-
сти реакторов с орошаемой каталитической
насадкой , (применительно к. процессам
гидроочистки) приведены на рис. 3.19.
В настоящее время нет точных дан-
ных о сравнительной эффективности обоих
режимов работы реакторов. В [22] указы-
ваются следующие преимущества работы
в затопленном слое по сравнению с рабо-
той в режиме орошения: 1) более полное
обтекание поверхности частиц жидкостью
Платности потека
ц/иВкости, <г/(м • с)
Рис. 3.19. Ориентировочные гра-
ницы рабочей области реакторов
с орошаемой каталитической насад-
кой [22].
при малых плотностях орошения, что мо-
жет приводить к увеличению общей ско-
рости процесса; 2) лучшее омывание частиц жидкостью, способствующее удале-
нию с их поверхности полимерных или других тяжелых отложений; 3) лучшая
теплоотдача от частиц к жидкости (предположительно).
Тем не менее, орошаемый слой имеет также ряд преимуществ: 1) меньшее гид-
равлическое сопротивление; 2) нисходящий поток сохраняет слой в неподвижном
состоянии (в отличие от восходящего, при котором требуются приспособления
для укрепления слоя) *.
Когда реагенты присутствуют в обеих фазах, орошаемый слой может обнару-
живать ббльшую активность по сравнению с затопленным слоем вследствие
неполной смоченности поверхности катализатора: на обнаженных участках ско-
рость реакции выш£, чем на покрытых жидкостью, так как газообразные реа-
генты диффундируют в поры катализатора интенсивнее жидких.
Большое значение для работы катализатора имеет хорошее распределение
жидкости и газа по слою. Жидкость в орошаемых слоях обнаруживает тенден-
цию мигрировать к периферии (к стенке), поэтому не рекомендуется применять •
очень высокие несекционированные слои или слишком узкие трубы. В настоящее
время на крупных установках. гидроочистки работают реакторы с 1—5 слоями
высотой 3—5 м и диаметром до 3 м Каждый [22]. Примерно такие же размеры мо-
гут иметь реакторы для других крупных процессов.
* Однако катализатор при атом испытывает дополнительную нагрузку, -
что опасно, если он недостаточно прочен.
Ml
Трубчатые реакторы с неподвижным слоем в промышленности применяются
редко из-за трудности равномерного распределения потоков жидкости и газа.
При орошении значительная доля жидкости может стекать по стенкам без кон-
такта с катализатором. Реакторы этого типа используют главным образом как
пилотные.
Реакторы с движущимся суспендированным катализатором конструктивно
выполняются в виде колонн с внутренними теплообменными устройствами (труб-
ки, змеевики) или полых, с боковыми вводами теплоносителя. Несмотря на то,
что они довольно широко применяются в промышленности (сероочистка и гидро-
крекинг нефтяных фракций, гидроформилирование пропилена — кизельгурная
схема, гидрирование различных органических соединений в жидкой фазе), апро-
бированных рекомендаций по их оптимальному конструированию и технологи-
ческому оформлению в литературе нет. Сводка данных поэтому вопросу имеется
в работе [23].
Достоинства этих аппаратов по сравнению с реакторами, в которых ката-
лизатор находится в неподвижном состоянии: 1) хорошая теплоотдача к поверх-
ности, помещенной в слой; 2) интенсивный массообмен между фазами; 3) возмож-
ность непрерывного обновления катализатора. К недостаткам следует отнести
эрозию аппаратуры и значительное продольное перемешивание жидкости.
3.2. Колонные аппараты для разделения продуктов
В настоящей главе справочника к колонным аппаратам отнесены все вер-
тикальные устройства цилиндрического типа, включая аппараты для разделе-
ния, и реакторы. Ниже рассматриваются только колонные аппараты для разде-
ления продуктов. Устройства же иных типов и принципа действия, например
сепараторы, отстойники, а также центрифуги,фильтры и другие аппараты, исполь-
зуемые для разделения продуктов, здесь не приводятся, так как они достаточно
подробно описаны в различных опубликованных источниках.
Аппараты колонного типа являются основными узлами систем разделения
жидких и газообразных продуктов в нефтехимической промышленности. Спо-
соб разделения смеси определяется ее характером. В зависимости от этого вы-
бираются принципы разделения и конструкции внутренних (контактных) эле-
ментов разделительных аппаратов (колонн). По принципу разделения колонны
можно классифицировать на ректификационные, экстракционные, выпарные,
сорбционные и прочие разделительные колонны [24—28]. Последние могут ра-
ботать, сочетая одновременно несколько способов разделения, в том числе осно-
ванных не только на физическом, но и химическом взаимодействии компонентов
смеси, как, например, в процессах клатрации, экстрактивной и азеотропной рек-
тификации и др.
По принципу действия и конструкции контактных элементов разделительные
колонны классифицируются следующим образом: 1) устройства с колпачковыми
тарелками; 2) устройства с ситчатыми и решетчатыми (провальными) тарелками;
3) устройства с клапанными тарелками; 4) устройства с тарелками, снабженными
S-образными колпачками; 5) колонны с чешуйчатыми тарелками; 6) аппараты
трубчатого типа с пленочным испарением; 7) аппараты насадочного типа; 8) ап-
параты роторного типа.
Контактные элементы должны иметь малое гидравлическое сопротивление,
высокие эффективность (число теоретических тарелок) и производительность,
устойчиво работать в широких диапазонах нагрузок по жидкости и пару, а также
обладать конструктивной простотой и пониженной металлоемкостью.
Ниже приводятся данные о наиболее распространенных типах колонн
общего назначения, а также контактных элементах — тарелках, колпачках н
насадках.
Колонны с колпачковыми тарелками. Колонны этого типа являются наиболее
распространенными и, по-видимому, универсальными аппаратами для разделе-
ния большинства нефтехимических продуктов. Общий вид стальной колонны типа
КОСК и тарелки к ней типа ТСК, снабженной капсульными колпачками, см.
[24]. Аналогичная колонна (типа КОЧК) с такими же тарелками (ТЧК), но
из чугуна изображена на рис, 3,20.
142
Технические характеристики сталь-
ных и чугунных колонн с тарелками,
снабженными капсульными колпач-
ками, приведены в табл. 3.4—3.7.
Аппараты типа КОСК-Ш изгота-
вливают фирма «Химмаш» (до давле-
ний 1,6 МПа), Сумский машинострои-
тельный завод им. Фрунзе и Пензен-
ский завод химического машинострое-
ния (до 4 МПа). Этими же заводами
выпускаются колонные-аппараты типа
КОСК-Р. Аппараты типа КОСК-ДР
(на давления до 4 МПа) и КОЧ К изго-
тавливает Сумский машиностроитель-
ный завод им. Фрунзе.
Схема установки капсульного
колпачка на тарелке представлена
на рис. 3.21.
Несмотря на то, что колонны
с тарелками колпачкового типа весьма
распространены, они имеют ряд серьез-
ных недостатков, важнейшими из ко-
торых являются сложность конструк-
ции и, как следствие, высокая их
стоимость, а также значительное гидра-
влическое сопротивление. Этим объяс-
няется определенная ограниченность
применения колонн такого типа в тех
случаях, когда требуется высокая
производительность системы и четкая
ректификация.
Колонны с тарелками неколпачко-
вого типа. После колпачковых наибо-
лее часто используют желобчатые, ре-
шетчатые, ситчатые (провальные) и
S-образные тарелки. Широко приме-
няются также колонны насадочного
типа. В качестве насадок могут исполь-
зоваться кольца Рашига, кольца с пе-
регородкой и спиральные, шарики,
пропеллерные, седлообразные и хордо-
вые элементы.
Общие сведения о тарельчатых
колоннах неколпачкового типа, выпу-
скаемых отечественными машинострои-
тельными предприятиями, приведены
в табл. 3.8 и 3.9.
Колонны типа КОСП-1 и КОСН
изготавливает Сумский машинострои-
тельный завод им. Фрунзе, Пензенский
завод химического машиностроения
(до 4 МПа) и фирма «Химмаш» (до
1,6 МПа), колонны типа КСЧГ — Сум-
ский машиностроительный завод им.
Фрунзе, колонны типа РП—Дзержин-
ский завод химического машинострое-
ния. Сведения о заводах-изготови-
телях и условиях поставки аппара-
тов типа КСЧС можно получить
в ГИПРОХИМЕ (Москва).
Рис. 3.20. Колонный аппарат типа
КОЧК с тарелками ТЧК и колпач-
ками из чугуна.
143
Из данных, представленных в табл. 3.8 и 3.9, следует, что колонные ап-
параты неколпачкового типа применимы для ректификации различных смесей
жидкостей и газов, а также для реализации других методов разделения (дистил-
ляции, концентрирования, экстракции и т. д.)
Рис. 3.21. Схема установки капсульного колпачка на тарелке.
Тарелки, характеристики которых приведены в табл. 3.9, применимы в ап-
паратах, габариты которых указаны в табл. 3.8, и в колоннах более значитель-
ных размеров.
Таблица 3.4
Технические характеристики стальных колонных аппаратов типа
КОСК-111 с тарелками ТСК-111, снабженными капсульными
колпачками
Колонна Тарелке Колпачок (ГОСТ 9634—64)
диаметр, нм площадь попе* речного сече* НИЯ, м1 число колпач* ков, шт. шар колпачков, нм расстояние меж- ду тарелками, мм площадь поле* речного сечения паровых патруб- ков. м* диаметр, мм вмсота проре* эн. мм
1200 1400 1600 1800 1,13 1,54 2,01 2,54 34 56 66 96 140 140 140 140 200-250 300 350 400—600 0,103 0,174 0,206 0,299 100 20—30
144
Таблица 3.5
Технические характеристики стальных колонных аппаратов типа
КОСК-Р с тарелками ТСК-Р, снабженными капсульными колпачками
Колонне Тарелке Колпачок (ГОСТ 9634—64)
К
Я 2 попе- :ече- в* « g о X 9 а . £ Я я 2 S X 4> К . 8SS. и8.в» Я 2 3 а а
а 5 2 а Я Нх -' о в- к О J и о Си 2 я в ч • 8« О ы а ЛЯ лощадь ечнего аровкх убков, а а» Я - а S а L
В Q.B - СУ м a я AU с и-Б » a 2
1000 0,78 43 ПО 300 0,088 80 20—30
1200 1,13 39 140 350 0,125 100 (при всех
1400 1,54 49 140 400—450 0,157 100 указан-
1600 2,01 66 140 500 0,212 100 ных дна-
1800 2,54 86 140 600 0,276 100 метрах
2000 3,14 114 140 700 0,366 100 колпач-
2200 3,81 141 140 800 0,452 100 ка)
2400 4,52 168 140 900 0,540 100
2600 5,31 202 140 900 0,650 100
2800 6,16 238 140 900 0,715 100
3200 8,04 168 190 900 1,165 150
3600 10,18 194 190 900 1,345 150
Таблица 3.6
Технические характеристики стальных колонных аппаратов типа
КОС К-ДР с тарелками ТСК-РЦ и ТСК-Р Б, снабженными капсульными
колпачками
Колонна Тарелка Колпачок (МН 6392-64)
А Й
§ & О 2 щадь попе него сече- . и® ло колпач- , ШФ. О я ОТ а Б Ч О В стояние ме тарелками, щадь попе кого сечен овых патр: я я S я V А & в «• 8
а О 9 5 о а 3>,я О 0" A0D м S*
5 Б Q.S 53 Э Я &4S Б О-В « а
1400 1,54 60 ПО 300 0,123 80 20—30
1600 2,01 52 140 350 0,167 100 (при всех
1800 2,54 80 140 400 0,249 100 указан-
2000 3,14 88 140 500 0,274 100 ных дна-
2200 3,81 124 140 600—700 0,399 100 метрах
2400 4,52 156 140 700—800 0,502 100 колпач-
2600 5,31 176 140 800—900 0,566 100 ка)
2800 6,16 220 140 800—900 0,708 100
3200 8,24 136 190 450 1,026 150
3600 10,18 184 190 500—600 1,388 150
4000 12,57 236 190 700 1,780 150
4400 15,21 300 190 800 2,263 150
5000 19,53 378 190 900 2,851 150
145
Таблица 3.7
Технические характеристики чугунных колонных аппаратов типа
КОЧ К с тарелками ТЧК, снабженными капсульными колпачками
Колонна Тарелка Колпачок
а ЕЕ
я попе :ече- 9 ед С § св S ® 5 2 4) СВ ВС X 4) х , С 4) н gsg“2 2 S 4) О р.
Ё 2 л 521 - о * § О X X Ч X 4> о в з я" 4> 2 в я
О в- к Ч 1) н С Q-X р tr 0.0 со U ЕВ 3 я 2
9 X а 1 acts С Q.C Ь. ЕС
1000 0,79 20 150 250—300 0,046 ПО 20—25
1200 1,13 32 150 250—300 0,074 но (при ука-
1400 1,54 43 150 350 0,099 по занных
1600 2,01 59 150 350 0,136 110 диамет-
1800 2,54 76 150 400 0,175 по рах
2000 3,14 56 200 400 0,340 160 колпач-
2200 3,80 70 200 500—600 0,426 160 ка)
2400 4,52 86 200 500—600 0,523 160
Таблица 3.8
Общие сведения о
колонных аппаратах неколпачкового типа
Тип аппарата Назначение Конструк- ция и тип тарелок Диаметр D и высота Н аппарата, мм Примечание
КОСП-1 Разделение жидкости Проваль- ная, тип ТСБ-1 D = 400-5- 3000 Корпус сварной либо из царг
косн То же Насадоч- ная, типы ТСН-11 и ТСН-Ш D = 400 3000 То же
КСЧС-1 Дистилляция Колпач- ковая D = 3000 Н = 45 700 Чугунная, из царг и тарелок; мас- са 370—410 т
КСЧС-2 Абсорбция D = 2800 Н = 48 000 -5- -5- 50 000 То же; масса 285— 400 т
ксчс-з > Насадочная D = 2800/2000 Н= 19 000 То же; масса 130 т (без насадки)
КСЧС-5 Промывка » D = 3000/2800 /7= 27 000 То же; масса 155 т (без насадки)
КСЧС-8 Дистилляция D = 2800 Н = 38 200 То же; масса 250 т (без насадки)
КСЧГ-1 Ректификация 1 Колпач- £> = 800 -5- 2000 То же; масса 6,6—82,0 т
КСЧГ-6 Дистилляция J ковые Д= 8160 -5- -4- 18 550
РП-160 Дистилляция ] Роторные D = 160-5- 1000 Стальные, масса
РП-1000 Концентри- рование 1 пленоч- ные испа- рители И = 3720 4- -5- 12 750 0,92—12,68 т
146
Таблица 3.9
Общие сведения о тарелках для колонных аппаратов неколпачкового типа *
Тип тарелкя Назначение и принцип действия Конструкционный материал Диаметр, м Расстояние между тарелками, мм Масса, кг Нормаль, ОСТ
TSY-1 Ректификация, однопо- точная Углеродистая сталь 1,0—4,0 450—600 61,8—758,6 Н967—63, ОСТ2 6-02-536—72
TSY-2 Ректификация, двухпо- точная > > 1,6—8,0 450—900 354,3—576,2 То же
TSY-4 Ректификация, четырех- поточная > > 4,0—6,0 600—900 2032,7—3297,3 >
TSH-1 Ректификация, однопо- точная Нержавеющая сталь 1,0—4,0 450—600 61,8—758,6
TSH-2 Двухпоточная > » 1,6—8,0 450—900 354,3—5762 >
TSH-3 Четырехпоточная » > 4,0—5,0 600—900 2032,7—3297,3
10-У Ректифи нация, желоб- чатая Углеродистая сталь 1,0—3,4 450—900 1100,0 Н439—63 ГИПРО- НЕФТЕМАШ
34-У То же > » 1,0—3,4 450—900 1100,0 То же
10-Н Ректификация^ желоб- чатая Нержавеющая сталь 1,0—3,4 450—900 1100,0 >
34-Н То же » > 1,0—3,4 450—900 1100,0 »
ТРУ Ректификация, решет- чатая Углеродистая сталь 1,0—2,4 300—600 120—300 Н964—63 ГИПРО- НЕФТЕМАШ
ТРН 1 То же Легированная сталь 1,0—2,4 300—600 120—300 То же
II III IV V Ректификация, ситча- тая Сталь' ВМСтЗ, 08X13 *» 1,2—4,0 450—900 75,0—600 ь ОН26-02-30—66
* Классификация колони пригодится в ведомственной нормали Миияефтепрома Н819—56 (ГИПРОНЕФТЕМАШ. М.> 1956). Методика
гидравлического расчета тарелок содержится и руководящих технических материалах ГИПРОНЕФТЕМАША (РТМ26-02-2—66 и
*• Изготавливаются в двух вариантах: из углеродистой стали ВМСтЗкп и легированной стали 06X13.
3.3. Теплообменные аппараты [29—41]
Теплообменные аппараты используются при проведении почти любого хи-
мико-технологического процесса. Широкое применение они имеют и в нефтехими-
ческой промышленности.
Номенклатура теплообменных устройств насчитывает большое количество
типов и размеров, что создает определенные трудности в подробной их классифи-
кации и описании. В настоящее время имеется ГОСТ на основные теплообменные
кожухотрубчатые устройства общего назначения. Унифицированы некоторые
типы кожухотрубчатых аппаратов специального назначения. Гостированы также
аппараты воздушного охлаждения (горизонтальные и зигзагообразные).
К теплообменным устройствам и аппаратам относят всевозможные генера-
торы теплоты (котлы), собственно нагреватели одной среды за счет другой (тепло-
обменники), охладители продуктов с применением хладагентов (холодильники),
испарители жидкостей из смеси, конденсаторы паров с получением конденсата
и некоторые другие теплообменные системы, имеющие специфическое энергети-
ческое назначение (экономайзеры, калориферы, воздухонагреватели и т. д.).
Ниже рассматриваются лишь следующие чисто технологические теплообмен-
ные аппараты из стали: теплообменники, холодильники, испарители, конден-
саторы.
По принципу действия различают теплообменные аппараты: кожухотрубча-
тые [29, 30); «труба в трубе»; змеевиковые с рубашкой или погружного типа;
регенеративно-рекуперативные с циркулирующим твердым промежуточным
теплоносителем или неподвижной насадкой; системы пластинчатого, сотового,
кольчатого типов либо с шипами и многие другие системы специального назна-
чения.
В нефтехимической промышленности распространены теплообменные ап-
параты первых трех типов. Остальные теплообменные устройства применяются
редко.
Системы «труба в трубе» и змеевиковые устройства достаточно просты и
вдесь не описываются. Кожухотрубчатые теплообменные аппараты (теплооб-
менники, холодильники, испарители, конденсаторы) разделяются по конструк-
ции. Это чисто конструктивное деление вызвано различием способов компенса-
ции тепловых удлинений двух основных элементов кожухотрубчатых систем —
кожуха и теплообменных труб.
По способам компенсации тепловых удлинений различают теплообменные
аппараты с неподвижными трубными решетками, с компенсатором на кожухе,
с плавающей головкой, с U-образными трубками.
Кроме перечисленных кожухотрубчатых теплообменных устройств, в кото-
рых обычно применяются жидкие и парогазообразные теплообменные среды
(теплоносители и хладагенты), довольно широко в промышленности используются
аппараты воздушного охлаждения.
Кожухотрубчатые теплообменники, холодильники, испарители и конден-
саторы [33—41]. Кожухотрубчатые теплообменники, согласно ГОСТ 15122—69,
изготавливаются с неподвижными трубными решетками и с температурным ком-
пенсатором на кожухе. Общие виды этих аппаратов (с горизонтальным и верти-
кальным расположением) приведены на рис. 3.22 и 3.23, а основные параметры
и размеры — в табл. 3.10. В случае незначительных температурных удлинений
(малая длина или небольшие градиенты температур) аппараты могут быть вы-
полнены без компенсатора.
При значительных градиентах температур используются теплообменники
с плавающей головкой (рис. 3.24) или U-образными трубками (рис. 3.25). Пара-
метры, размеры и конструкционные материалы основных узлов таких аппаратов
приведены в табл. 3.10 и 3.11.
Теплообменники, аналогичные изображенным на рис. 3.22 и 3.23, изготавли-
ваются также и в вариантах с неразъемной распределительной камерой. Их раз-
личие заключается лишь в конструкции крышек.
Примеры кожухотрубчатых холодильников, испарителей и конденсаторов
приведены на рис. 3.26—3.29. Данные об этих аппаратах можно найти также
в табл. 3.10—3.11.
143
Рис. 3.22. Кожухотрубчатый горизонтальный теплообменник с разъемной рас-
пределительной камерой, съемными крышками и неподвижными трубными ре-
шетками либо с температурным компенсатором на кожухе.
Рис. 3.23. Кожухотрубчатый вертикальный теплообменник с разъемной рас*
пределительной камерой, съемными крышками и неподвижной трубной решеткой
либо с температурным компенсатором на кожухе.
Рис. 3.24. Кожухотрубчатый горизонтальный теплообменник с плавающей
головкой.
Рис. 3.25. Кожухотрубчатый теплообменник с U-образными трубками.
Рис. 3.26. Кожухотрубчатый горизонтальный холодильник с плавающей го-
ловкой.
Рис. 3.27. Кожухотрубчатый вертикальный конденсатор с неподвижной труб-
ной решеткой либо с температурным конденсатором на кожухе.
Рис. 3.28. Испаритель с паровым пространством, U-образными трубами и кони-
ческим днищем (диаметр кожуха 800—1600 мм).
Рис. 3.29. Испаритель с паровым пространством, U-образными трубами и эл-
липтическим днищем (диаметр кожуха 2400—2800 мм).
Основные параметры н размеры кожу
Условное обо- значение Номер рисунка Диаметр кожуха, мм Давление, МПа Температура, °C
в кожухе в трубах в кожухе в трубах
тн 3.22 159— 1200 0,6—4,0 0,6—4,0 От —20 От —20
до 4-350 до 4-350
тк 3.23 159— 1200 0,6— 1,6 0,6—2,5 То же То же
тп 3.24 325— 1400 1,6— 6,4 1,6—6,4 > »
ТУ 3.25 325— 1400 1,6—6,4 1.6—6,4 в >
хн 159— 1200 0,6—4,0 0,1—0,6 0—350 От —20
до 4-60
хк — 159— 1200 0,6— 1,6 0,1—0,6 0—350 То же
хп 3.26 325— 1400 1,6—6,4 0,1— 10,0 400 >
КН 3.27 600—1400
0,6—2,5 0,6 0—350' »
кк 3.27 600—1400 •
КП — 600— 1400 1,0-2,5 ^1,0 sc400 >
ин — 600—НОО 0,6—4,0 От —20 От —20
ик — 600—1400 0,6— 1,6 до 4-350 до -|- 350
ип
ИУ 3.28, 800—2800 1,0—2,5 1,6—4,0 От —20 до 4-450 От —20 до 4-450
3.29
530 в 630 —
П р
наружный два
и ы е в а в
в е. Для кожухов 159; 273; 325; 426;
152
Таблица 3.10
хотрубчатых теплообменных аппаратов
Длина, мы Поверх» ность тепло» обмена, м1 Площадь прохода м« Исполнение (см. табл. 3.11) гост
труб всего аппарата по трубам по меж» трубному простран* ству
1000— 9000 1540— 10 380 1,0—964 0,4—39,0 1,0—33,8 Ml, М8, М9, М10, мп 15122—69
1000— 9000 1540— 10 380 1,0—964 0,4—39,0 1,0-33,8 Б2, БЗ, Б6, Б8, Б9, Б10 15122—69
3000— 9000 3690- ГО 960 9,4— 1260 6,0— 250,0 3,5—66,0 Ml, М2, М3, М4, Б1, Б2, БЗ 14246—69
3000— 9000 3800— '11075 11,0— 1361 7—262 3,5—71,0 М1, М2, М4, Б2, БЗ, Б7 14145-69
1000— 9000 1000- 9000 1540- ГО 380 1540- ГО 380 1,0—942 1,0-942 0,4—18,9 1,0-33,8 Ml, М3, Мб, М10, МП, Б2, БЗ 15120-69
3000— 9000 3675- ГО 695 9,4— 1260 6,0—250 3,5—66 Ml, М2, М3, М5, Мб, М7 14244—69
3000- 6000 3890— 7630 49—868 0,9—25,8 — Б2, БЗ, Б4, Б5, Ml, М3, Мб, М10, МН 15121—69
6000 6900— 7755 90—841 8-250 — Ml—М3, М5— М7, Б2—Б5 14247—69
2000— 4000 3080— 5850 40-588 7,9—53,6 10,1— - 45,4 Ml, М8-М11, Б2.Б6—Б10 15119-69
6000 7675— 9170 38,6- 354 13—57 — Ml, М4 14248-69
етр, ДЛЯ прочих ивутреввий.
153
Таблица 3.11
Материалы, применяемые для изготовления основных узлов н
деталей теплообменных аппаратов
Исполне- ние аппарата Кожух Распределительная камера в крышка Трубная решетка Трубы
Ml * СМ1 и СМ2 СМ1 и СМ2, СМ3, СМ4 СМ4 СМЗ.СМ5
М2 ** СМ1, СМ4 То же СпМ12, Сп13 СпП
М3* СМ1 и СМ2 СМ1, СМ2, СМ3, СМ4 СМ44-ЛМ14 ЛМ6
М4 ** СМ1, СМ4, СМ3 CM4-I-CM17 или СМ1+ -f-СМ 17 СМ 16 СМ 16
М5 ** СМ1, СМ4, СМ3 СМ1, СМ4, СМ3 ЛМ15 ЛМ6
Мб* СМ1 и СМ2 СМ1, СМ2 (с освинцева- нием) СМ1, СМ4, СМ3 СМ4-|-ЛМ14 ЛМ7
М7 ** СМ1, СМ4, СМ3 ЛМ15 ЛМ7
М8 3* СМ8 СМ8 __ СМ9
М9 ’• СМ10 СМ10 СМ 10
М10 3* СМ8 СМ1, СМ2, СМ3, СМ4 —— СМ9
МП 3* СМ10 То же —- СМ 10
Б1 ** СМ4-(-СМ17 или CM1-J-CM17 СМ4+СМ17 или СМ1+ +СМ17 СМ 19 СМ 17
Б2 * СМ1-}-СМ8 или СМ44-СМ8 СМ1, СМ2, СМ3, СМ4 СМ8 СМ9
БЗ * СМ1-|-СМ10 или СМ44-СМ10 СМ1, СМ2, СМ3, СМ4 или СМ14-СТ10 з* СМ 10 СМ 10
Б4 ** БМ18 СМ1, СМ2 ЛМ15 ЛМ6
Б5 ** БМ18 СМ1, СМ2 (с освинце- ванием) СМ14-СМ8 или СМ4+ 4-СМ8 ЛМ15 ЛМ7
Б6 з* СМ1, СМ2, СМ3, СМ4 — СМ9
Б7 ** СМ4-|-СМ17 или СМ1+СМ17 СМ4Д-СМ17 или CM1-J- 4-СМ17 СМ 16 СМ 16
Б8 3* СМ1, СМ2, СМ3, СМ4 CM1-I-CM10 или СМ4+ -4-СМ10 — СМ 10
Б9 з* СМ1-|-СМ8 или СМ4+СМ8 СМ 1+СМ 8 или СМ4+ +СМ8 — СМ9
Б10 з* СМ14-СМ10 или CM4-J-CM10 СМ1-[-СМ10 или CM4-J-CM10 — СМ 10
— Исполнение Н, К, П.
— Исполнение П.
— Исполнение Н и К.
Только к аппаратам П,
Из данных табл. 3.10 и 3.11 следует, что теплообменные аппараты указанных
типов имеют довольно широкий диапазон размеров и параметров среды, в кото-
рой они работают, и могут быть изготовлены из различных материалов — угле-
родистых и легированных сталей, латуни, с футеровкой и без нее.
Условные обозначения аппаратов в табл. 3.10: Т — теплообменники; X —
холодильники; К — конденсаторы; И — испарители. Конструктивные особен-
ности обозначены следующим образом (вторые буквы): Н — неподвижная ре-
шетка; К — компенсатор; П — плавающая головка; У — U-образные трубы.
В соответствии с этими обозначениями следует иметь в виду, что теплообмен-
ники (TH, ТК, ТП и ТУ) предназначены для нагрева (охлаждения) различных
жидких, паро- и газообразных продуктов. Холодильники (ХН, ХК и ХП) ис-
пользуются для охлаждения продуктов хладагентом (водой, парами, газами)
кондесаторы (КН, КК и КП) — для охлаждения и конденсации паров или от-
154
дельных их компонентов хладагентом (водой, газами, парами), испарители (ИН,
ПК, ИП, ИУ) — для нагрева и испарения жидких продуктов.
Теплообменные аппараты типа Н и К применяются лишь в тех случаях,
когда не требуется чистка межтрубного пространства. Диапазон температур ра-
боты этих и других аппаратов оговорен в соответствующих ГОСТах.
Теплообменные аппараты могут выполняться горизонтальными и вертикаль-
ными, одно-, двух-, четырех- и шести ходовыми, одинарными и сдвоенными, с диа-
метрами кожухов в широком диапазоне.
Трубы аппаратов размещаются в соответствии с ГОСТ 15118—69,
ГОСТ 13202—67, ГОСТ 13203—67 и крепятся в соответствии с отраслевой нор-
малью ОН26-01-13—66.
Стали, применяемые для теплообменных аппаратов (табл. 3.11), имеют
следующие условные обозначения:
Сталь ВМСтЗсп (либо ВМСтЗпс) ........СДО1
» ВКСтЗсп (либо ВКСтЗпс).............СМ2
» 20 .............................. СМ3
» 16ГС.............................. СМ4
» 10 ...............................СМ5
Латунь ЛОМш70-1-0,06 ..................ЛМ6
» ЛАМш77-2-0,06 ...................ЛМ7
Сталь 12Х18Н10Т....................... СМ8
» 08Х18Н10Т.........................СМ9
» 10Х17Н13М2Т СМ10
Сплав АМг2М............................СпМП
» АМг5.............................. СпМ12
» АМгб............................. СпМ13
Латунь ЛО62-1......................... ЛМ14
» ЛЖМц59-1-1.........................ЛМ15
Сталь 15Х5М и Х8.......................СМ16
» 08X13 ............................СМ17
Биметалл: сталь ВМСтЗсп + монель
НЖМц28-2,5-1,5 . ..................БМ18
Сталь 12X13 ......................... СМ19
» ВСтЗспб ..........................СМ19
» 08Х22Н6Г..........................СМ20
» 09Г2С ............................СМ21
» 10Г2 ............................ СМ22
Биметалл: сталь ВМСтЗспб + монель
НЖМ-28-2,5-1,5.....................БМ23
Сталь 12МХ ..........................СМ24
Из рис. 3.22—3.29 следует, что все представленные на них кожухотрубчатые
теплообменные аппараты по принципу действия тождественны. Имеются лишь
различия конструктивного характера, обусловленные параметрами и физиче-
ческим состоянием среды. Определенные конструктивные различия вызваны
также пропускной способностью, а значит, и размерами аппаратов, что особенно
наглядно можно установить при сопоставлении рис. 3.28 и 3.29.
Кожухотрубчатые теплообменные аппараты специального назначения (уни-
фицированные) [29]. Значительное число типов теплообменных аппаратов, ши-
роко применяемых в промышленности, не охвачено указанными в табл. 3.10
ГОСТами. Однако они унифицированы и классифицированы в соответствии с ме-
тодическим указанием МУ26-2—71 следующим образом:
1) кожухотрубчатые холодильники с плавающей головкой для повышен-
ных давлений, условное обозначение ХП;
2) теплообменники с компенсатором и плавающей головкой для повышенных
температур, условное обозначение ТПК;
3) вакуумные конденсаторы с неподвижной трубной решёткой (КВН) и с ком-
пенсатором (КВК);
4) испарители термосифонные с неподвижной трубной решеткой (ИНТ) и
с компенсатором (И КТ);
155
5) конденсаторы вакуумные вертикальные с неподвижной трубной решеткой
(КВВН) и с компенсатором (КВВК);
6) испарители и конденсаторы низкотемпературных хладагентов (условные
обозначения ИТГ и КТГ, соответственно).
Изображения унифицированных теплообменных аппаратов тождественны
общим видам стандартных теплообменных устройств. Основные параметры и
размеры унифицированных теплообменных аппаратов, а также материалы, при-
меняемые для их изготовления, указаны в табл. 3.12 и 3.13 (условные обозначения
материалов те же, что для стандартных аппаратов).
Аппараты воздушного охлаждения [31, 32]. В ряде случаев, например,
при охлаждении газов и жидкостей, в том числе и сопровождаемом конденсацией,
целесообразно применять холодильники и конденсаторы, в которых в качестве
охлаждающего агента используется воздух.
Движение воздуха — принудительное (осуществляется с помощью лопаст-
ного вентилятора). Ввиду того, что такие аппараты имеют значительные коэф-
фициенты теплоотдачи с внутренней стороны труб, внешняя поверхность тепло-
обмена оребряется. Это позволяет достигнуть компактности всей теплообменной
системы. Аппараты этого типа изготавливаются в соответствии с ГОСТ 12854—67
и ГОСТ 13934—68, технические характеристики их приведены в табл. 3.14.
3.4. Насосы [42—62]
Наиболее широкое применение насосы имеют как устройства, обеспечиваю-
щие транспортирование исходного сырья и промежуточных, а также конечных
продуктов в системе. Значительно реже они используются для циркуляции про-
дуктов в пределах системы или для создания вакуума в отдельных ее элементах.
Известны случаи применения насосов в качестве устройства для перемеши-
вания продуктов, в том числе в реакционном пространстве.
Независимо от назначения насосы могут быть разделены на классы и типы.
По принципу действия рабочих элементов, т. е. тех узлов, которые обеспе-
чивают непосредственное перемещение продуктов и создание перепада давления,
насосы делятся на следующие классы: 1) центробежные насосы, перемещающие
жидкость в пределах вращающегося колеса от центра к периферии с повышением
давления за счет увеличения окружной скорости частиц перемещаемой жидко-
сти; 2) поршневые насосы, перемещающие жидкость за счет ее сжатия поршнем
в цилиндрах; 3) ротационные, шестеренчатые, винтовые, лопастные, диафраг-
менные и прочие насосы.
В зависимости от принципа действия существенно меняется конструкция
насосов. Она обусловлена также характером и свойствами перемещаемых про-
дуктов.
Для каждого из перечисленных классов насосов характерны вполне опре-
деленные возможности. Так, центробежные насосы отличаются от поршневых
высокой производительностью, но создают более низкий напор. Поэтому при про-
чих равных условиях предпочтение отдается центробежным насосам в тех слу-
чаях, когда необходимо обеспечить высокую производительность системы.
Если же решающим требованием является высокий напор, то предпочтение имеют
поршневые насосы.
Следует также иметь в виду, что для перемещения жидкостей, содержащих
твердые примеси (особенно если не требуется слишком высокий напор, но
необходима большая производительность), рекомендуется использовать лопаст-
ные насосы. Насосы прочих классов обычно применяются для специальных
целей.
Наиболее распространенными в нефтехимической промышленности являются
центробежные, поршневые, лопастные и вакуумные насосы.
По принципу действия вакуумные насосы должны быть отнесены к поршне-
вым насосам специального назначения.
Ввиду большого разнообразия типов насосов всех классов ниже рассматри-
ваются лишь наиболее представительные из них. Для остальных типов насосов
приведены лишь краткие сведения и их технические характеристики с указанием
каталогов, в которых содержатся более подробные сведения,
156
Основные параметры и размеры унифицированных теплообменных аппаратов Таблица 3.12
Условное обо* вначенне аппа- рата Дкамедо кожу» ха аппарата *> нм Давление, МПа Температура средн, “G Длина, мм Поверх- ность тепло- обмена, и» Площадь проход- ного сечения Исполнение аппарата (см. табл. 3.13) X иер типового »екта по г 28-2—71 ••
в кожухе В тру- бах в кожуве в трубах труб всего аппарата по трубам SflO’, м» по меж- трубному прост- ранству
X с *
хп 325-1400 4—8 <31,0 <400 <400 3000— 9000 3680— 10 850 9,4— 1260 6—250 3,5—66 Ml, М2, М5, Мб, М7, Б2, БЗ, Б4, Б5 Ни 765
тпк 800—1300 5,0—10,0 5-10 <540 <540 6000— 9000 7650— 11 550 178—1290 118—437 16,1— 64,7 Ml, ХМ-1, БМХ-1, БМХ-2, БМХ-3, БМХ-4.Б11 Ни 766
КВН 600—2000 Вакуум <0,6 0—200 От —20 до+60 2000— 6000 2890— 8100 23—1498 8—221 Ml, М2, Мб, М10, МН, М12, Б2, БЗ Ни 777
квк 600—2000 » <0,6 0—200 То же 3000— 6000 2890— 8100 23—1498 8-221 — То же То же
ИНТ, икт 600—2200 0,6-4 0,6— 1 От —20 до+350 От —20 до +350 2000— 4000 3400— 8200 40—1518 79—1340 10,1—85 Ml, М8, М9, М10, МП, Б2, БЗ, Б6, Б8, Б9, Б10 Ни 780
кввн, кввк 600—2000 Вакуум 0,6 0—120 От—20 До +60 3000— 6000 3890— 8100 34—1443 8-263 Ml, М10— М12, М14, М16, Б2, БЗ Ни 800
итг 400—2000 2,5 1— 2,5 От —70 до + 100 От—70 до+ 100 2000— 6000 2680— 8730 14—1310 14—480 — Ml, М17 Ни 806
ктг 400—2000 2,5 0,6 ' То же То же 2000— 6000 2690— 8220 15—1530 17—560 —- Ml То же
Е * Для кожухов) 3S5 к 42.8 » иаружвмй жвеметр, во веек осталВимх случаях — вяучреияий.'
S3 •* Имеются в виду архивная номера таяоввх прокатов ВНИИНЕФТЕМАЩа.
Таблица 3.13
Материалы, применяемые для изготовления основных узлов и
деталей унифицированных теплообменных аппаратов
Исполнение аппарата Кожух Камеры и крышки Трубы
Ml СМ 19, СМ3, СМ4 СМ 19 СМ3, СМ5
М2 То же > СпМН
М3 В в ЛМ6
М5 СМ19 (с освинцеванием) ЛМ7
Мб » То же В
М7 в В »
М8 СМ8 СМ8 СМ9, СМ8
М9 СМ10 СМ 10 СМ10
М10 СМ8 СМ 19 СМ9, СМ8
МН СМ10 СМ19 СМ10
М12 СМ19, СМ3 СМ19 СМ20
М14 СМ10 СМ19 СМ 10
М16 СМ20 СМ19 СМ20
М17 СМ21 СМ21 СМ22
Б2 СМ44-СМ8 или CM19-J-CM8 СМ19 СМ9
БЗ СМ4+СМ10 или СМ19+СМ10 СМ19 СМ 10
Б4 БМ23 СМ19 ЛМ6
В5 БМ23 СМ19 (с освинцеванием) ЛМ7
Б6 СМ 19, СМ4 СМ194-СМ8 или CM4-J-CM8 СМ9
Б8 СМ19, СМ4 СМ19-1-СМ10 или СМ44-СМ10 СМ 10
Б9 СМ19+СМ8 или СМ4+СМ8 СМ19-|-СМ10 или CM19-J-CM8 или СМ4+СМ8 СМ9
Б10 СМ194-СМ10 или СМ 10
CM4-J-CM10 СМ44-СМ10
БИ СМ4 СМ244-СМ9 z СМ9
ХМ-1 СМ24 СМ24 СМ16
БМХ-1 СМ24 СМ24+СМ17 СМ16
БМХ-2 CM24-J-CM17 CM24-J-CM17 СМ16
БМХ-3 СМ24 СМ24+СМ9 СМ9
БМХ-4 СМ24+СМ9 CM24-J-CM9 СМ9
158
Таблица 3.14
Технические характеристики аппаратов воздушного охлаждения
¥ Число рядов труб ¥ Число ходов по трубам Общее число труб Внутренний диаметр труб» мм Поверхность теплообмена •, м2 Площадь попереч- ного сечения хода. м2 Масса, т
в секции в аппа- рате наружная внутренняя секции аппарата
/ = 4 м / = 8 м 1 = 4 м 1 => 8 м
4 f 2 4 94 282 Fop в з 22 о и т а л ь 100 . 850 ы е (ГОС1 200 1800 Г 12854 — 67 78 ) 156 35,7 8,3 9,1 107,1 24,9 27,3 7,98—15,29
6 1 2 3 6 141 423 22 140 1250 280 2500 117 234 53,6 27,0 17,3 9.1 16,8 81,0 53,6 27,3 14,63 — 21,89
8 1 2 4 8 188 423 22 200 400 153 312 71,4 35,7 17,9 9,1 214,2 107,1 53,6 27,3 13,04—19,88
1800 3550
4 1 2 4 8 94 564 3 и г з а 22 р о о б р а 300 2650 н ы е (ГО 260 3750 СТ 13934— 230 68) 205 4,6—35,7 27,0— 196,0
6 1 2 4 8 141 846 22 440 4000 ) 390 5650 350 310 6,2—53,6 41,9— 321,0
в 8 • в 1 ч -n-фсо р я If 188 поверхнос 1128 ть труб, в 22 знаменателе 590 510 460 ребрами; 410 — длина т 9,1 — 71,5 рубн. 54,5— 429,0 —
5300 общая пов 7500 ерхность с
Технические характеристики насосов общего назначения
Марка насоса Подача Напор, м ст. жидкости Диаметр рабочего колеса, мм
м8/ч л/с
1.5Х-6-1 • 8,0 2,4 11,3—18,0 110—132
1.5Х-4-1 • 8,0 2,4 17,7—30,0 125—156
2Х-9-1 » 20,0 5,5 10,5—18,0 112—135
2Х-6-1 * 20,0 5,5 18,0—31,0 131—163
2Х-4-1 * 20,0 5,5 34,4— 53,0 172—205
ЗХ-12-1 * 45,0 12,5 13,5-21,0 132—148
ЗХ-9-1 » 45,0 12,5 19,8—31,0 151—172
ЗХ-6-1 * 45,0 12,5 32,6— 54,0 182—218
4Х-18-1 * 90,0 25,0 13,0— 19,0 132—150
4Х-12-1 * 90,0 25,0 25,0—33,0 165—182
4Х-9-1 * 90,0 25,0 31,4—49,0 182—214
4Х-6-1 * 90,0 25,0 56,0—85,0 225—260
5X-I2-1 * 160,0 45,0 33,0—49,0 188-218
8Х-12-1 280,0 80,0 21,0—29,0 300—328
8X-9-I 280,0 80,0 29,6— 42,0 351—400
8Х-6-1 280,0 80,0 51,0-72,0 438—506
10Х-12-1 530,0 150,0 - 10,0—25,0 430- 470
10Х-9-1 530,0 150,0 25,0—37,0 470—548
* Исполнение типа За и 36,
Мощность двигателей для насосов (в кВт)$ 3-*4 для 1,5Х; 3** 13 для 2Х; 10**30
Технические характеристики насосов общего назначении
Габариты агрегатов близки к указанным R табл. 3.15.
Марка насоса Подача Напор, М ст. жидкосгя
м’/ч л/с
1.5Х-6 (А, К, Е, И, Л)* 8,0 2,4 11,0—18,0
2Х-9 (А, Д, К, Е, И, Л) * 20,0 5,5 10,5—18,0
2Х-6 (А, К, Е, И, Л) * 20,0 5,5 19,0—31,0
ЗХ-9 (А, Д, К, Е, И, Л) * 45,0 12,5 19,0—31,0
4Х-12 (А, Д, К, Е, И, Л) * 90,0 25,0 25,0—33,0
5Х-18 (К, Е, И, Л) * 160,0 45,0 20,0— 29,0
6Х-9 (Л, Д, К, Е, Л)-1 160,0 45,0 29,0
* Исполнение 5(1).
** Максимальная мощность двигателей (в кВт)) 4 для 1.5Х; 10 « для 2Х; 22 «
160
Таблица 3.15
типа X с мягким сальником и торцевым уплотнением
Кавитационный запас, в ст. жидкости Частота вращения вала, мин*-* Мощность на валу, кВт** Максимальное габариты (длина к ширина К высота), мм
4,0 2900 0,7—1,1 1071X400X 453
4,0 2900 1,0—1,7 1071X400X 453
4,5 2900 1,0—1,6 1406X 520X 651
4,5 2900 1,8-3,1 1406X 520X 651
4,5 2900 3,6—6,0 1406X 520X 651
5,0 2900 2,7—4,1 1486X560X 651
5,0 2900 3,9—5,7 1486X 560X 651
5,0 2900 6,1—10,5 1486X 560X 651
6,0 2900 4,6—6,4 1820X 754X 757
6,0 2900 9,4— 12,0 1820X754X757
6,0 2900 11,0- 17,0 1820X 754X 757
6,0 2900 22,0—32,0 1820X 754X 757
8,0 2900 20,0—30,0 1860X 754X 757
6,0 1450 22,0—30,0 2515X 1030X 1100
6,0 1450 32,0—46,0 - 2515X 1030X 1100
6,0 1450 57,0-85,0 2515Х 1030X1100
5,0 960 35,0—46,0 2544Х 1030X1100
5,0 960 5,4—75,0 2544Х 1030X1100
для ЗХ; 10—75 для 4Х; 40—75 для 5Х; 75—200 для 8Х; 75—160 для 10Х.
типа X с мягким сальником и стояночным уплотнением
Таблица 3.16
Диаметр колес, мм Кавитационный запас, м ст. жидкости Частота вращения вала, мин~*1 Мощность на валу, кВт**
рабочего импеллера
102—124 127—148 • 4,0 2900 0,9—1,4
103—128 125—146 4,5 2900 1,3—2,2
125-165 155-180 4,5 2900 2,5-4,2
145—168' 180—194 5,0 2900 5,5—7,5
160-174 183—208 6,0 2900 9,8-13,0
165—180 130—205 8,0 2900 15,0-19,5
336,5 — 5,0 1450 20,0
ДЛЯ ЗХ; 40 — для 4Х в 5Х; 55 — для 6Х.
6 Зак, №756
1st
Центробежные насосы [50—53]. Количество выпускаемых промышлен-
ностью типов насосов центробежного действия исчисляется сотнями и даже
тысячами. Поэтому ниже рассмотрены лишь наиболее распространенные типы
насосов общего (типы X, АХ и ОХ) и специального назначения (из неметалличе-
ских материалов и титана). Используя данные, приводимые в последующих
таблицах, можно получить вполне достаточное представление о насосах этого
класса, применяемых в нефтехимической промышленности.
Технические характеристики насосов типа X с мягким сальником и торце-
вым, а также стояночным уплотнением приведены в табл. 3.15 и 3.16.
Лабиринтные насосы изготавливаются одного типоразмера с диаметром ра-
бочего колеса 60—120 мм, производительностью 3,2 м3/ч, напором 21—40 м ст.
жидкости, частотой вращения 2900 мин”1 и мощностью на валу 1,5—1,75 кВт.
Рассматриваемые здесь центробежные насосы могут применяться как для
чистых жидкостей, так и для содержащих агрессивные и твердые примеси. За-
воды-изготовители — Целиноградский, Катайский и Свердловский. Более под-
робные сведения об этих насосах содержатся в [50].
Основные узлы насосов типа А изготавливаются из сталей 25Л-П стали 35
и стали 45; типа К — из сталей 10Х18Н9ТЛ и I2X18H10T; типа Е — из сталей
10Х18Н12, МЗТЛ и 10Х17Н13М2Т; типа И — из сталей Х23Н28МЗДЗЛ,
10Х20Н25МЗЖ2ТЛ, 06ХН28МДТ и хастеллоя Д.
Сведения о прочих центробежных насосах приводятся в табл. 3.17, о ло-
пастных насосах — в табл. 3.18.
Насосы АХ являются горизонтальными, консольными, на отдельной стойке
в одном агрегате с электродвигателем. Выполняются они в соответствии с
ГОСТ 10168—68 для химического производства и предназначены для перекачи-
вания химически активных и нейтральных жидкостей. Допустимое содержание
твердых примесей с размером частиц до 1,0 мм составляет <4,0% (масс). Тем-
пература жидкостей — от —40 до -[-80 °C, плотность — не выше 1800 кг/м3.
Заводы-изготовители — Целиноградский и Катайский.
Насосы типа ХО отличаются от насосов типа АХ только наличием системы
обогрева, обеспечивающей перекачивание кристаллизующихся продуктов.
Насосы типов XT, АХТ, ХМТ изготавливаются в соответствии с
ГОСТ 10168—68 из титана.
Насосы указанных типов предназначены для перекачивания жидкостей,
содержащих до 4% (масс.) твердых частиц, а насосы типа НТ — для перекачи-
вания жидкостей, вызывающих абразивное действие.
Насосы из титана выпускаются Свердловским, Щелковским насосными и
Сумским машиностроительным им. Фрунзе заводами.
Насосы из неметаллических материалов, т. е. гуммированные (типа ХР,
ХВР) и защищенные резиной ИПР-1025, а также графитом и фаолитом
АМРТУ6-05-116 (типа АХР, ПХР и ХП) применяются для перекачивания актив-
ных кислот и их смесей. Изготавливаются эти насосы Целиноградским и Катай-
скнм насосными заводами и Дзержинским заводом химического оборудования
«Заря».
Насосы марки ХГ из графита выпускаются Новочерскасским электродным
заводом и предназначены для перекачивания химически активных жидкостей.
Технические характеристики насосов из титана и неметаллических материа-
лов приведены в табл. 3.17.
Поршневые, лопастные и вакуумные насосы [46, 49, 55, 56]. Поршневые
насосы позволяют создавать высокие давления (напоры) и могут успешно перека-
чивать жидкости при высоких температурах. Однако они практически непри-
годны для загрязненных жидкостей. Такие жидкости успешно перекачиваются
лопастными насосами, обладающими к тому же высокой производительностью.
Назначение и область применения вакуумных насосов очевидны из названия.
Технические характеристики рассматриваемых насосов приведены в табл.
3.18—3.20.
Данные табл. 3.15—3.20 позволяют достаточно полно судить о насосах, при-
меняемых на всех наиболее важных стадиях основных нефтехимических произ-
водств. Эти насосы используются в широком диапазоне температур и давления
и обладают производительностью от нескольких литров до нескольких тысяч
кубических метров жидкости в 1 ч.
162
6*
Таблица 3.17
Технические характеристики центробежных насосов специального назначения (не отмеченных в табл. 3.15 и 3.16)
т ип насоса Производитель* ность, м*/ч Напор, м ст. жидкости Число типораз- меров Габариты (длина Ж ширина X высота), мм Масса, кг Мощность двигателя, кВт Каталог
АХ (А, К. Е, И) 8,0—280 9,6—64,0 13 (580 +1190) X (190 -4-525)Жj X (320 ц-755) 59*" 560 3,0—100,0 [51]
хо (А, К. Е, И) 8,0—280 11,6—00 14 (585 4-926)Х(140 -1-440)X X (282 4-695) 140—1226 3,0—76,0 [52]
хт • 8,0—630 11,0 — 85 z 10 (1340 4-2530) X (690 4-800)Х X (493 4-1030) 96.6—290 3,0—17,0 [63]
АХТ • 46,0 35-64 1 (1523 4-1618JX 735Х (681 4-790) 540—632 30,0 [63]
ХМТ * 8.0 30—50 3 (557 4-712)х (370 4-400) X X (208 -с-243) 83—96,0 1,5—3,0 ' [53]
ХР •• 1,33—198 11,6—41,0 5 (1100 4-1753)X (340 4-764JX X (416 4-906) 200—800 7,5—40,0 [54]
АХР ** 45 30 1 1220X730X776 690 17,0 [54]
ПХР •* 30 30 1 930X876X 1060 670 17,0 [54]
ХВР •• 90—280 33,0—4,0 2 . 2180Х306Х 1058 416—1270 22,0—76,0 [541
ХП“ 6,1 — 20.0 21,5—31,0 2 1052X394X466 148—182 4,0—6,6 [54]
ХГ‘» 46 21 — 61 2 1160X430X446 264—264 10,0—13,0 [54]
Е
* Насосы из титана.
•• футерованы рванной ИРП-1025.
•• футерованы, резиной 3063-Н.
** Из пластмассы.
•• Иа графита.
Таблица 3.18
Технические характеристики лопастных насосов [46]
Тип насоса Производи* тельность, м8/ч Напор, м ст. жидкости Число типораз* меров Габариты (длина х ширина X высота), мм Масса, кр Мощность двигателя, кВт Диаметр иолеса, мм
нд 90—1260 22—104 ц 64 ентробежные (778ч-1233) X (640-5-1390) X 184—1050 14—270 230—525
д. сд 380—950 18,5—74,0 13 X (520-5-1012) (1122-5-1177) X (840-5-1155) X 638—1563 40—250 275—525
нд-н 400—1000 18—42 6 X (870-S-905) 1400X 500X 460 735—1150 100 400—525
нд-х 216—720 28—94 9 1250Х 1225X980 875 55—250 360—525
НД-Б 216—360 33—54 3 1200Х 1000Х 700 470 55—75 360—405
ЦВ 5—36 72—205 20 Вихревые 1325X515X515 150—320 17—55 150—200
ЛК 30—45 100—40 3 1750Х 780X 615 620 28—35 200
во, в, ВС 1,0—35,0 12,5—80,0 15 470Х 21QX 440 23—48 1,5—300 100—120
ВКО, вк, ВКС 3,6—18,0 16—24 12 - 406Х 210Х 395 23—36 1,5—10 100—120
КВН ВНК 20—40 440 3* 2 390Х 240Х 290 37 2,8 100—120
вмк ** 1,5—8,0 12,5—50 2 — 28,2 1,7—2,8 100—120
Винтовые (ЭНВ, 1,5—250 35—1000 Рот 20 орные в другие (6154-1600) X (200-?-650) X 22-1150 1,5-50,0 1 —
ЭМН) Шестеренчатые 0,7—16,5 25—160 33 X (200-5-760) (615-5-1065) X (270-5-520) X 55—440 1,0—10,0
(ЭНН, ЭМН, ЭЩФ) Коловратные 0,6—10,0 12—250 6 X (210-6-570) 2000X 915X 740 150—1300 1,1—10
* Для откачивания воздуха из насосов.
** Для перекачивания керосина.
Остаточное давление.
Технические характеристики поршневых насосов [65, 56] Таблица 3.19
Тип насоса, Производитель* Напор, м ст. Число типо- Завод-изготовитель и материал Масса, кг Мощность
агрегата ность, м’/ч. жидко, ти размеров проточной части насосов кВт
п о р ш н евые приводные хими чес кие насосы с нерегулируемой подач е й
т Тг 3—20 5,0 150—1200 200 2 1 Лебедянский машзавод, 12Х18Н10Т 30X13, 20X13, 40X13 2800—750 > 2,0—20
XT 1.&—7.5 Поршневые 200—630 приводны 4 е химич Ст.35 гские насосы с регулиров! 400—1175 < о й подачи 2,8-20
ХТр 0,1—30 200—2200 12 Лебедянский машзавод, 12Х18Н10Т, 12Х21Н5Т 500—2800 4,5—75
ПР 0—50 60,0 1 20X13, ЭИ629 500 2,8
хп 0—5,0 200 1 14Х17Й2, 30X13 635 4,5
РКК 0—1,5 250 1 ЭИ943 565 2,8
РКС ' 0—1,5 250 1 ЭИ461 574 2,8
РКХ 0—1,5 250 1 Парс ЭИ461 )в ы е насосы 574 2,8
хпнп 14—55 20—40 3 Д о з и р о Свесский насосный, чугун С421-40, сталь 40 вечные насосы - -
зхг 0—10* 250 1 Саратовнефтемаш, керамика - 42 0,12
зхн 0—63 • 250 1 Ригахиммаш, сталь 12Х18Н10Т 84 0,4
нд 10—2500 * 190—4000 17 Д о з и р о в То же • о ч и ы е а г ре г а т ы 42—245 : • • / 0,27-3,0
ДА 170-4240 * 40-100 27 Ригахиммаш, сталь 12Х18Н10Т 510-1265 1,7—4,5
Поршне вые нефтяные per у лируемые и дозировочные насосы
р 0-10 250—640 15 Саратовнефтемаш, стали 12Х18Н10Т 10Х17Н13М2Т 600—1457 ' I 3,0—13,0
д * Подача 0-1,6 в л/ч. 250—1600 5 300—436 | 1,5—3,0
Технические характеристики вакуумных насосов [49]
Таблица 3.20
Тип насоса Подача, л/с Остаточное давление, мм рт. ст. Число типоразме- ров Масса агрегата, кг Мощность двигателя, кВт Завод-изготовитель
Плунжерный ВН Пластинчато-роторные: 7,15—500 3,0-10-2—1,0 10 282—4219 1,7—55 Сумский насосный, Казан- ский механический
НВР 0,25—6,0 10-2 13 16,5—75,0 1,5 Казанский механический
ВН 0,21—0,78 5-10-3 2 34—65 0,6 Ливгидромаш
Насос-компрессор ВНК 1—10 10 1 17,0 0,27 Казанский механический
Двухроторные ДВН Водокольцевые: 7—1500 4-10-4 5 830 10 Казанский механический, Мелитопольский компрес- сорный
ВВН 1,5—10 90—99% 8 200—1250 4—22 Целиноградский насосный, Лебедянский машзавод
РМК Высоковакуумные: 3,6—27 90-99% 3 114—1285 10—75 То же
НС, НТ 100—20 000 5-10-7 6 10—650 0,5—6,5 Казанский механический
БН 450—15 000 5-10-4 4 34—1600 3,5—43
ДРН 10—50 2-10-’ 2 3,4—7,5 0,2—0,5 » »
НЭМ 1000 5-10-2 1 450 10 » т>
ТВА 200 5-10-9 1 200 1,7
Примечание. I мм рт. ст. — 133,3 Па.
3.5. Компрессоры, газодувки и воздуходувки
Компрессоры, газодувки, воздуходувки и вакуумные насосы предназначены
для сжатия, транспортирования и отсасывания газообразных продуктов. Обычно
машины, сжимающие газы до 0,3 МПа, принято считать газо- и воздуходувками.
Все прочие машины, т. е. работающие при давлении газа на нагнетательной
стороне >0,3 МПа, относят к компрессорам. Вакуумные Йасосы предназначены
для создания давления ниже атмосферного.
В литературе встречается деление компрессоров по назначению: на нагне-
татели и дожимные (циркуляционные) машины. Под нагнетателями понимают
машины, работающие в системе «на проход», т. е. от давления, близкого к атмос-
ферному, до требуемого (рабочего). В большинстве случаев такие машины много-
ступенчатые, более высокой мощности и со сложной системой промежуточного
охлаждения. Циркуляционные же машины при равной производительности более
компактны, чем нагнетатели, и имеют двигатели меньшей мощности, хотя, как
правило, и обладают высокой производительностью. Особенностью их является
относительно низкая степень сжатия. Такие машины применяют, например, на
установках гидрирования и каталитического риформинга (тип М16, 205ГПД,
М10), а также на промежуточных компрессорных станциях магистральных газо-
проводов.
По принципу действия компрессорные машины делятся на центробежные,
поршневые, аксиальные, ротационные, винтовые, мембранные.
Компрессоры, газодувки, воздуходувки и вакуумные насосы широко при-
меняются в нефтехимической промышленности и подробно рассмотрены в лите-
ратуре [42, 43, 65—75]. Поэтому в табл. 3.21 для них приводятся лишь основные
данные.
3.6. Прочее оборудование для нефтехимических
производств
Помимо рассмотренного выше основного оборудования в нефтехимической
промышленности широко применяются емкости, контрольно-измерительные при-
боры, средства автоматизации и управления процессами,'а также разнообразные
устройства, имеющие отношение к производству катализаторов и коммуникациям.
Это оборудование не является специфическим для нефтехимической промышлен-
ности, поэтому здесь не описывается. Данные о нем читатель может найти в" лите-
ратуре [45, 76—96].
К неосновному оборудованию могут быть отнесены стандартные и нестан-
дартные резервуары (емкости) — пустотелые и с перемешивающими устройст-
вами (последние иногда рассматриваются как реакторные устройства), а
также малогабаритные аппараты и оборудование из неметаллических мате-
риалов.
В список литературы включены лишь некоторые каталоги и нормали, имею-
щие отношение к нефтехимическим устройствам, однако их вполне достаточно,
чтобы получить представление о технических характеристиках, типах, размерах,
мощности и заводах-изготовителях оборудования.
167
Таблица 3.21
Основные данные о компрессорах, газодувках, вакуум-насосах и воздуходувках *
Тип машины Характери тики Мощность двигателя, кВт Габариты, м Масса, т Компрессорный или машинострои- тельный завод-из- готовитель
производи- тельность, мэ/ч давление нагнетания, МПа длина ширина высота
Воздушные поршневые компрессоры
ВУ вп эк, вк, вкц, вш, квд 180—360 600—3000 150,0—600 0,4—0,8 0,8 0,8—6 20-40 75—405 4,5—20,3 1,45—2,0 2,88—3,7 1,2—1,27 1,14—1,33 1,1—3,1 0,56—1,27 1,27 1,1—3,1 1,2—1,3 0,76—1,33 2,15—11,73 0,2—1,5 Ереванский ком- прессорный за- вод (КЗ), Крас- нодарский КЗ Краснодарский КЗ Мелитопольский КЗ, Уральский КЗ, Бессоновский КЗ
Мембр а иные кд и П'р е с с о р ы
мк 3,5—30,0 0,6—20 2,7—11,4 | 1,65—1,75 Ротационные г 0,7—0,9 | 1,5—1,75 аз од у в ки 0,94—2,02 Уральский КЗ
РГН 12,5—1800 0,005—0,04 1-28 Поршне 0,75—2,15 | 0,31—0,81 в ы е вакуум-насо 0,46—1,17 с ы 0,104-1,1 Мелитопольский КЗ
ВНК, ВНР, ,вн 30—7200 8—60 * 2,8—200 0,862—8,27 0,665—3,78 1,73—2,58 [ 0,05—22 Мелитопольский КЗ, Пензенский КЗ
Водокольцевые вакуум-насосы
ВВН-12
РМК-4
4М10
4М16
2М10
2М16
4М25
6М40
БОТ, 50ТГ
I 600—720 3600—6000 40—90 * 60—70 • 28—40 62—63 2,22 , 3,3 1,62 1,65 1,27 1,52 1,38 3,06 Бессоновский КЗ Лебедянский маш- завод
П о р ш н е в ы е комп рессоры С 0 П П О 3 и твой базой
3900—6000 0,8—6 630—1000 4,2—12,31 4,5—6,8 1,7—3 17,8—39,9 Пензенский КЗ
2300—6000 0,2—20 1250—2000 9,6—11,7 5,6-10 2,2—2,3 41,7—68,2 Сумское машино*
строительное ПО им. Фрунзе
1200 32 320 8,3 7,5 1,5 30,2 Пензенский КЗ
2000 5 1000 6,9 5 2 22,2 Сумское ПО
4200—8000 2—20 2000—2500 10,6—13,9 11,4—14,2 2,7 88,2—163 Пензенский КЗ
18600—27000 2—32 4000—5000 20,5—24,5 12,7—15,3 3,1—4,1 216—242 Сумское ПО
7300 15—20 2000 10,7—16,2 10—10,1 2,6 97—128 То же
5Г
3,5Г
1Г
еэт
2ВП
2ГП
2ГПД-7
102ГПД-13
205ВП
20БГП
2ОБГПД,
ЗГП-2О/9
7ГП-11/3-50
ЮЗГП-13/9
7ВП-18/220
ГрВП-20/8
305ГП-20/8
105ГП-20/8
Поршневые горизонтальные компрессоры
1800—3600 32 320—630 7,6—8 4,3—5,3 2,8 33—47,5 Сумское ПО
7 300 3,5 1 250 14 10 3 104
21 000 32 5 400 25 13,5 3,8 358 >
По р ш н е в ы е угловы е крейцкоп фные компрессоры
360—1200 0,2—35 75 2,8—2,9 1—1.4 1.8 2,2— 2,4 Московский КЗ
«Борец»
360—720 0,35—3 75 ' 1,7—2 1,5—2,1 1,8—2,1 3,1—3,8 То же
55,0 10 50 2,1 2 1,8 2,84 »
270,0 1,8 75 1,72 1,93 1,83 3,08 »
720—3600 0,2—22 200 2,3—4 1.7—4,2 2,6—3 6,3—9,8 >
800—5400 0,35—15 200 2,4—3 1,8—2 2,6-2,7 , 6,5-8,6 »
1260 0,9 160 4,75 3,96 2,96 • 6,3 Краснодарский КЗ
5400 0,2 320 6 4,3 3,7 14 То же
900 0,9 120 4,75 3,96 2,96 7 »
1100 22 300 7 2,98 3,75 15,43 >
, 1200 0,8 125 2,6 1,55 2,49 4,5 »
1200 0,8 2,4 1,87 2,6 6,9 . »
1200 0.8 125 2,4 1,76 2,6 7,4 »
G>
Продолжение
Тип машины
Характеристики
производи’
тельность,
м8/ч
давление
нагнетания,
МПа
Мощность
двигателя,
кВт
Габариты, м
длина ширина высота
Масса, т
Компрессорный
или машиностров»
тельный завод-вэ»
готовитель
Модернизированные крейцкопфные угловые компрессоры
202ВП, 7ВП, 202ГП, 7ГП, 302ГП, ЗГП, 305ГП и др. 202ГПД, РГ, PC 180—1600 0,3— 22 75—320 1,7—8 1.4—5,3 1.8—3,5 2—19,33 Московский КЗ «Борец». Н а ба- зах 2П и 5П
ЗГП-З/2-49 180 0,2—5 75 6 2,5 2,4 5,24 Краснодарский КЗ. На базах ЗП и 7П
13ГП-2/24-49 120 2,5—5 Малом 125 онн ы е к 3 о м п р е с с с , 1,8 р ы р а з н 2,2 ы X типов 4,36
21 тип ** 240—4200 0,2—22 75—200 1.6—2,5 1,3—1,8 1,8—2,6 1,9—7.6 Московски й КЗ «Борец»
3 типа * 18—1500 25—150 125—800 3,8—12,8 3,5—8,8 2,5-4,9 6,8—54 Сумское ПО
20 типов4* 50—600 0,4—45 14—125 2,5—4,8 1,8—4 1,8-5,1 2—14,3 Казанский КЗ
• Остаточное давление, мм рт. ст. (J мм рт. ст. » 133,3 Па).
** Для воздуха, водорода, инертного газа.
** Для воздуха и этилена.
*• Для воздуха, кислорода, азота, водорода, углеводородов.
Литература
1. Корсаков-Богатков С. М. Химические реакторы как объекты математического моде*
дарования. М., «Химия», 1967. 223 с.
2. Рейсхфельд В. О., Еркова Я. Н. Оборудование производств ООС н СК- Л., «Химия».
1974. 438 с.
3. Основы технологии нефтехимического синтеза. Под. ред. А. И. Дннцеса и Л. А.'По-
таповского. М., Гостоптехиздат, 1960. 852 с.
4. Иоффе И. И., Письмен Я. М. Инженерная химия гетерогенного катализа. Л.» «Хи-
мия», 1972. 462 с.
5. Бояринов А. И., Кафиров В. В. Методы оптимизации в химической технологии. Изд.
2-е. М., «Химия». 1975. 578 с.
6. Яевеншпиль О. Инженерное оформление химических процессов. Пер., с англ. М.,
«Химия», 1969. 621 с.
7. Черный И. Р. Производство мономеров н. сырья для нефтехимического синтеза.
М., «Химия», 1973. 264 с.
8. Гущевский А. Б., Вишневский И. Е. Безграднентные химические реакторы-с герме-
тичным приводом. М., НИИТЭХИМ, 19/8. 140 с.
9; Стренк Ф. Перемешивание и аппараты с мешалками. Пер. с польск. Л.» «Химия»,
1975. 384 с.
10. Вишневский Е. И., Глуханов И. П., Ковалев И. С. Машины и аппараты с герметич-
ным электроприводом. Изд. 3-е. Л., «Машиностроение», 1977. 256 с.
11. Добычин Д. П., Тодес О. М., Фукс И. С. Хим. пром., 1968, № 3, с. 19—26.
12. Фогель В. О. В кн. Краткая химическая энциклопедия, т. 5, с. 70. М.» «Совет-
ская энциклопедия», 1967. 1 184 с.
13. Головинский Г. П. Хим. пром., 1975, Кз 4, с. 311—314.
14. Михаил Р., Кырлогану К. Реакторы в химической промышленности. Пер. с румынск.
Л., «Химия», 1968. 387 с.
15- Хайлов В. С., Брандт Б. Б. Введение в технологию основного органического син-
теза.' Л., «Химия», 1969. 558 с.
16- Дидушинский Д. Основы проектирования каталитических реакторов. Пер. с польск.
М.» «Химия», 1972. 376 с. '
17- Кунии Д., Яевеншпиль О. Промышленное псевдоожижение. Пер. с англ. М., «Химия»,
1976. 447 с.
18. Гельперин Н. И., Айнштейн В. Г., Кваша В. Б. Основы техники псевдоожижения.
М., «Химия», 1967. 664 с.
19. Полянский Н. Г. Катализ ионитами. М., «Химия», 1973. 214 с.
20. Земенков Д. И. и др. Нефтепереработка и нефтехимия. 1974, № 2, с. 42—44.
21. Тарат Э. Д. и др. Пенный режим и пенные аппараты. Л.» «Химия», 1977. 304 с.
22. Satterfield С. N. Amer. Inst. Chem. Eng. J., 1975, v. 21, № 2, p. 209—Й8.
23. Остергард К. Трехфазное псевдоожижение. В кн.: Псевдоожижение. Под ред.
И. Ф. Дэвидсона и Д. Харрисона. Пер. с англ., с. 657—681. М.; «Химия», 1974.
754 с.
24. Колонные аппараты. Каталог-справочник УкрНИИХИММАШ, М.,
ЦИНТИХИМНЕФТЕМАШ, 1966. 55 с.
25. Роторные пленочные испарители. Каталог УкрНИИХИММАШ, М.» ЦИНТИХИМ-
НЕФТЕМАШ, 1976, 10 с.
26. Тарелки желобчатого типа из углеродистой н легированной сталей для аппаратов
колонного типа. Отраслевая нормаль Н439—63. М., ГИПРОНЕФТЕМАШ, 1963. 63 с.
27. Тарелки ректификационные решетчатые, параметры и основные размеры, техни-
ческие требования. Отраслевая нормаль Н964—63. М, ГИПРОНЕФТЕМАШ, 1963ь
15 с.
28. Тарелкн ректификационные ситчатые с отбойными элементами. Отраслевая нормаль
ОН26-02-30—66. М., ГИПРОНЕФТЕМАШ, 1967. 48 с.
29. Унифицированные кожухотрубчатые теплообменные аппараты специального назна-
чения. Каталог ВНИИНЕФТЕМАШ. М., ЦИНТИХИМНЕФТЕМАШ, 1975. 11 с.
30. Стандартные кожухотрубчатые теплообменные аппараты общего назначения. Каталог
ВНИИНЕФТЕМАШ. М., ЦИНТИХИМНЕФТЕМАШ, 1972. 14 с.
31. Аппараты воздушного охлаждения горизонтальные. ГОСТ 12854—67.
32. Аппараты воздушного охлаждения зигзагообразные. ГОСТ 13934—68.
33. Теплообменники кожухотрубчатые с неподвижными трубными решетками и кожухо-
трубчатые с температурным компенсатором на кожухе. ГОСТ 15122—69 и
ГОСТ 15118—69.
34. Испарители кожухотрубчатые с неподвижными трубными решетками и кожухо-
трубчатые с температурным компенсатором на кожухе, ГОСТ 15119—69.
35. Холодильники кожухотрубчатые с неподвижными трубными решетками в кожухо-
трубчатые с температурным компенсатором на кожухе. ГОСТ 15120—69.
36. Конденсаторы кожухотрубчатые с неподвижными трубными решетками и кожухо-
трубчатые с температурным компенсатором на кожухе. ГОСТ 15121—69.
37. Теплообменники кожухотрубчатые с U-образными трубами. ГОСТ 14245—69 и
ГОСТ 13203—67.
38. Конденсаторы кожухотрубчатые с плавающей головкой. ГОСТ 14247—69 в
ГОСТ 13202 — 67.
39. Холодильники кожухотрубчатые с плавающей головкой. ГОСТ 14244—69.
40. Теплообменники кожухотрубчатые с плавающей головкой. ГОСТ 14246—69.
41. Испарители кожухотрубчатые с паровым пространством. ГОСТ 14248—69
42. Оптовые цены на оборудование холодильное, компрессорное, вакуум-насосы. Прей-
скурант № 23-02, ч. 1. М., «Прейскурантиздат», 1971. 524 с.
43. То же, ч. П. М., «Прейскурантиздат», 1971. 224 г.
44. Оптовые цены на насосы. Прейскурант № 23-01. М., «Прейсхурантиэдат», 1971, 477 с.
171
45. Оптовые цены на оборудование химическое. Прейскурант № 23-03. ч. I н II, М.,
«Прейскурантиздат», 1971. 411 с.
46. НасОсы лопастные и роторные. Каталог-справочник ВНИИГИДРОМАШ. М.,
ЦИНТИХИМНЕФТЕМАШ, 1977. 83 с.
47. Дозировочные насосы и агрегаты. Каталог ВНИИГИДРОМАШ. М., ЦИНТИХИМ-
НЕФТЕМАШ. 1975. 35 с.
48. Консольные насосы типа К. и КМ. Каталог-справочник ВИГМ. М., Машгиз, 1963.
48 с.
49. Вакуумные насосы. Каталог-справочник ЦКБ ЭФП. М., ЦИНТИХИМНЕФТЕМАШ.
1970. 63 с.
50. Центробежные насосы типа X (А, Д, К, Е, И, Л). Каталог-справочник ВНИИ-
ГИДРОМАШ. М., ЦИНТИХИМНЕФТЕМАШ, 1974. 37 с.
51. Центробежные насосы типа АХ (А, К, Е, И), Каталог ВНИИГИДРОМАШ. М.,
ЦИНТИХИМНЕФТЕМАШ, 1976. 16 с.
52. Центробежные насосы типа ХО (А, К, Е, И>. Каталог ВНИИГИДРОМАШ. М.,
ЦИНТИХИМНЕФТЕМАШ, 1977. 20 с.
53. Центробежные химические насосы нз титана. Каталог ВНИИГИДРОМАШ. М.,
ЦИНТИХИМНЕФТЕМАШ, 1975. 19 с.
54. Химические насосы из неметаллических материалов. Каталог ВНИИГИДРОМАШ,
М., ЦИНТИХИМНЕФТЕМАШ, 1975. 24 с.
55. Поршневые химические насосы. Каталог-справочник ВНИИГИДРОМАШ. М.,
ЦИНТИХИМНЕФТЕМАШ, 1968. 42 с.
56. Поршневые нефтяные регулируемые и дозировочные насосы. Каталог ВНИИНЕФТЕ-
МАШ. М., ЦИНТИХИМНЕФТЕМАШ, 1972. 27 с.
57. Центробежные насосы типа ЦНС. Каталог ВНИИАЭН. М., ЦИНТИХИМНЕФТЕ-
МАШ, 1975. 8 с.
58. Гидроприводные прямодействующие насосы и агрегаты типа ГНП. Каталог ВНИИ-
ГИДРОМАШ. М., ЦИНТИХИМНЕФТЕМАШ, 1977. 15 с.
59. Центробежные химические погружные насосы типа ХПА, ХПАО, ПХП. Каталог
ВНИИГИДРОМАШ. М., ЦИНТИХИМНЕФТЕМАШ, 1974. 20 е.
60. Скважинные насосные установки для воды. Каталог СКТБН. М., ЦИНТИХИМНЕФ-
ТЕМАШ, 1977. 46 с.
61. Электропрнводные поршневые насосы общесудовых систем. Каталог ВНИИГИДРО-
МАШ. М., ЦИНТИХИМНЕФТЕМАШ, 1977. Ис.
62. Энергетические насосы. Каталог ВНИИАЭН. М., ЦИНТИХИМНЕФТЕМАШ, _^)74.
51 с.
63. Стальные спиральные теплообменники. Каталог УкрНИИХИММАШ, М., ЦИНТИ-
ХИМНЕФТЕМАШ, 1976. 21 с.
64. Пластинчатые теплообменники. Каталог УкрНИИХИММАШ. М., 1974. 60 с.
65. Холодильные машины и аппараты. Каталог ВНИИХОЛОДМАШ. ч. 1, 2 и 3. М.,
ЦИНТИХИМНЕФТЕМАШ, 1975, 93 с.; 1975, 105 с.; 1976, 78 с.
66. Компрессорные машины. Каталог-справочник ЛЕННИИХИММАШ, ч. 1, 2 и 3.
М,, ЦИНТИХИМНЕФТЕМАШ, 1966, 147 с.; 1966, 173 с.; 1967, 234 с.
67. Компрессоры холодильных установок. Каталог ВНИИХОЛОДМАШ. М., ЦИНТИ-
ХИМНЕФТЕМАШ, 1975. 90 с.
68. Компрессорные машины. Каталог-справочник НИИТЕХМАШ, ч. 5. М., 1970, 100 с.
69. Компрессоры и компрессорные агрегаты для холодильных систем. ГОСТ 6492—68.
70. Компрессорные установки передвижные. ГОСТ 12522—67.
71. Центробежные компрессорные машины. ТУ 26-12-1—68, ТУ 24-2-209 — 70,
ТУ 24-2-199—70, ТУ 26-244 — 70.
72. Компрессоры винтовые. ТУ 26-12-101—69.
73. Компрессоры дожимающие. ТУ 26-12-30—68.
74. Воздуходувки, газодувки, ротационные машины. ТУ 24-12-256 —71, ТУ 26-12-262 — 71,
ТУ 26-06-69—66, ТУ 26-12-269 — 71, ТУ 26-12-268 — 71, ТУ 26-01-25—66,
ТУ 26-01-27 — 66.
75. Нагнетатели. ТУ 24-2-177—70, ТУ 24-2-133—69, ТУ 24-2-155 — 70, ТУ 24-2-184 — 70.
76. Емкости с перемешивающими устройствами. Каталог НИИЭМАЛЬХИММАШ. М.,
ЦИНТИХИМНЕФТЕМАШ, 1974. 35 с.
77. Химическая типовая малогабаритная аппаратура с электрообогревом. Каталог-
справочник Иркутского филиала НИИХИММАШ. М., ЦИНТИХИМНЕФТЕМАШ,
1972. 23 с.
78. Химическое оборудование из керамики. Каталог-справочник НИИЭМАЛЬХИММАШ,
М., ЦИНТИХИМНЕФТЕМАШ, 1972. 42 е.
79. Аппараты из графитовых материалов. Каталог НИИХИММАШ. М., ЦИНТИХИМ-
НЕФТЕМАШ. 1968. 18 с.
80. Кристаллизаторы барабанные типа КБ. Каталог УкрНИИХИММАШ. М., ЦИНТИ-
ХИМНЕФТЕМАШ, 1969. 15 С.
81. Сушильные аппараты и установки. Каталог НИИХИММАШ. М., ЦИНТИХИМНЕФ-
ТЕМАШ, 1975. 63 с.
82. Эмалированная аппаратура. Каталог ЭМАЛЬХИММАШ. М., ЦИНТИХИМНЕФТЕ-
МАШ, 1974. 110 с.
83. Оборудование для смешения сыпучих н пастообразных материалов. Каталог Севе-
родонецкого филиала НИИХИММАШ. М., ЦИНТИХИМНЕФТЕМАШ, 1973. 47 с.
84. Вертикальные аппараты с перемешивающим устройством. Каталог ЛЕННИИХИМ-
МАШ. М., ЦИНТИХИМНЕФТЕМАШ, 1971. 49 с.
85. Фильтры для жидкостей. Каталог-справочник НИИХИММАШ, ч. 1 в 2.М.,
ЦИНТИХИМНЕФТЕМАШ, 1965, 91 с.; 1974, 347 с.
86. Фильтры, сушильные аппараты, кристаллизаторы. Каталог завода «Прогресс».
М., ЦИНТИХИМНЕФТЕМАШ, 1967. 85 с.
87. Промышленные центрифуги. Каталог-справочник НИИХИММАШ М., ЦИНТИХИМ-
НЕФТЕМАШ, 1971. 170 с.
172
88. Промышленная трубопроводная арматура. Каталог-справочник ЦКБН/ч. 1, 2 и 3,
М„ ЦИНТИХИМНЕФТЕМАШ, 1972, 189 о. ; 1977, 121 с., 1970, 127 с.
89. Печи химических производств. Каталог ЛЕННИИХИММАШ. М., ЦИ НТ И ХИМ»
НЕФТЕМАШ, 1976. 23 с.
90. Ультразвуковая химико-технологическая аппаратура. Каталог НИИХИММАЩ.
М., ЦИМТИХИМНЕФТЕМАШ, 1970. 38 с.
61. Машины и оборудование из титана. Каталог НИИХИММАЩ. М., ЦИНТИХИМНЕФ»
ТЕМАШ, 1970. 20 с.
92. Размольное оборудование. Каталог Северодонецкого филиала НИИХИММАЩ.
М„ ЦИНТИХИМНЕФТЕМАШ, 1976, 29 с.
93. Криогенное оборудование. Каталог НПО «Криогёнмаш», ч. 1 и 2. М., ЦИНТИХИМ« *
НЕФТЕМАШ, 1975, 55 с.; 1976, 78 с.
94. Вакуумное оборудование. Каталог ЦИНТИХИМНЕФТЕМАШ М., ЦИНТИХИМ»
НЕФТЕМАШ, 1976.63 с.
95. Гуммированное химическое оборудование. Каталог ВНИИПТХИММАШ. М. .
ЦИНТИХИМНЕФТЕМАШ, 1976. 47 е. . . " :
4, КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ,
КОРРОЗИЯ И БОРЬБА С НЕЙ
4.1. Стали и сплавы, применяемые для изготовления
оборудования в нефтехимии
Оборудование современных процессов нефтепереработки и нефтехимии
должно работать при низких и высоких температурах, значительных механиче-
ских напряжениях, в агрессивных рабочих средах. Поэтому материалы, приме-
няемые в нефтезаводском, нефтехимическом машиностроении, должны непре-
менно обладать рядом свойств:
1) высокой механической прочностью;
2) высокой жаропрочностью, т. е. способностью сохранять необходимую
прочность при работе в условиях высоких температур;
3) сохранением свойств после резких теплосъемов;
4) высокими вязкостью и усталостными свойствами (циклической прочно-
стью) — устойчивостью против знакопеременных или повторных однозначных
нагрузок;
5) малой склонностью к старению, т. е. к неблагоприятному изменению
с течением времени механических свойств, выражающемуся в снижении вязкости
и повышении твердости и прочности;
6) высокой коррозионной стойкостью в агрессивных средах, а также жаро-
стойкостью — устойчивостью против химического разрушения при высоких
температурах.
При выборе материалов, работающих при высоких температурах, необхо-
димо учитывать изменение свойств и структуры, которые они претерпевают.
Снижение пластичности стали в интервале 150—300 °C (синеломкость)
проявляется резко при деформировании сталей в указанном температурном ин-
тервале и сопровождается понижением пластических свойств стали даже при
комнатной температуре. Поэтому при изготовлении оборудования следует из-
бегать деформирования стали (ковки, гибки, отбортовки) в указанном выше
интервале температур.
Некоторые легированные стали при длительном пребывании в интервале
температур 400—500 °C приобретают тепловую хрупкость. Хром, марганец, и
никель способствуют ее возникновению; ванадий, молибден и вольфрам умень-
шают склонность стали к тепловой хрупкости. В углеродистой стали тепло-
вая хрупкость может возникнуть, если в процессе эксплуатации сталь пре-
терпевает пластические деформации. Это особенно проявляется у деталей,
имеющих надрезы, выточки, резкие переходы и т. д.
В результате одновременного воздействия на металлы высоких температур
и напряжений конструкции могут разрушаться вследствие ползучести металла.
Ползучесть — свойство металлов медленно пластически деформироваться
при постоянном напряжении, причем при высоких температурах она наблюдается
при напряжениях гораздо ниже предела текучести. Для нефтезаводской аппара-
туры допускается скорость ползучести 10“7—10"6 мм/(мм-ч). При высоких тем-
пературах может происходить понижение механических свойств материалов
вследствие структурных и фазовых превращений, поэтому для работы аппаратов
при высоких температурах требуются специальные жаропрочные стали с вы-
сокой механической прочностью, с высоким сопротивлением ползучести.
При температурах ниже 0 °C или небольшой положительной температуре
металлы проявляют хладноломкость, которая Характеризуется величиной удар-
174
ной вязкости. Поэтому для аппаратов, работающих при отрицательных темпера*
турах, наряду с другими механическими характеристиками наиболее важной
является ударная вязкость. Необходимо учитывать также и физические свой-
ства: линейное расширение, теплопроводность и др.
Обработку металлов в процессе изготовления аппаратуры следует проводить
с учетом явлений наклепа, который возникает в результате пластических дефор-
маций и влечет за собой изменение механических свойств. Для углеродистых ста-
лей явление наклепа обнаруживается при температурах ниже 650—700 °C,
особенно опасен интервал 200—300 °C. Наклепанный металл обладает понижен-
ными пластическими свойствами и повышенной прочностью, твердостью. С угле-
родистой стали наклеп снимается нагревом при 650—700 ®С. Опасность наклепа
заключается также в том, что в наклепанном металле более активно развиваются
процессы старения, коррозии, коррозионного растрескивания.
Старение — это способность наклепанного металла постепенно изменять
свои свойства и структуру со временем при нормальных температурах. При ра-
боте в интервале температур 200—300 °C процесс старения'стали значительно
ускоряется. При старении повышаются твердость, предел прочности и предел
текучести с одновременным снижением пластических свойств, особенно ударной
вязкости. На развитие старения оказывает влияние химический состав. Наиболее
склонны к старению малоуглеродистые стали, с повышением содержания угле-
рода эта склонность ослабляется. Спокойные, раскисленные большим количе-
ством алюминия (не менее 0,5%) стали устойчивы против старения.
Для изготовления оборудования применяют углеродистые и легированные
стали, серый, модифицированный и легированные чугуны, цветные металлы и
сплавы, а также неметаллические материалы. Условия эксплуатации оборудова-
ния, машин, коммуникаций, применяемое сырье настолько разнообразны, что
необходим тщательный анализ этих факторов при выборе материала.
В настоящей главе приняты следующие обозначения:
<гв — предел прочности при растяжении. МПа;
от *» предел текучести (физический), МПа;
о — предел текучести (условный) при допуске на величину остаточной дефор-
мации 0,2%, МПа;
Одд — предел длительной прочности, МПа; ,
o^ — предел ползучести, МПа;
6,. б1е — относительное удлинение после разрыва на образцах соответственно
пятикратной и десятикратной длины, %;
ф — относительное сужение после разрыва, %;
ан ударная вязкость, кДж/м';
НВ >= число твердости по Бриниелю;
HRC =. число твердости по Роквеллу, шкала С.
Углеродистая конструкционная сталь
обыкновенного качества
Для изготовления металлоконструкций и деталей машин общего назначения
применяется углеродистая сталь обыкновенного качества (ГОСТ 380—71).
В зависимости от назначения сталь подразделяется на три группы:
А — поставляемая по механическим свойствам;
Б — поставляемая по химическому составу;
В — поставляемая по механическим свойствам и химическому составу.
Сталь каждой группы в зависимости от нормируемых показателей нодраз*
деляется на категории:
группы А — 1, 2, 3;
группы Б — 1,2;
группы В — 1, 2, 3, 4, 5, 6. - ' .
Углеродистую сталь обыкновенного качества в зависимости от группы из-
готавливают следующих марок:
группы А—СтО, Ст1, Ст2, СтЗ, Ст4, Ст5, Стб;
группы Б — БСК), БСт1, БСт2, БСтЗ, БСт4, БСт5, БСтб;
группы В — ВСт1, ВСт2, ВСтЗ, ВСт4, ВСтб.
175
Для обозначения степени раскисления к марке стали после номера добавляю?
индексы: кп — кипящая (например, Ст1кп), па — полуспокойная (СтЗпс), сп —
спокойная (ВСтЗсп, БСтЗсп).
При обозначении категории стали к марке добавляют в конце номер кате-
гории — СтЗпс2, БСтЗкп2, ВСт4пс2. Первую категорию не обозначают.
Для обозначения полуспокойной стали с повышенным содержанием мар-
ганца к марке стали после номера ставят букву Г, например СтЗГпс, ВСтЗГпсЗ.
По новому стандарту не указывается способ выплавки стали. Механические свой-
ства стали группы А при растяжении указаны в табл. 4.1,
Механические свойства сталей группы А
(ГОСТ 380—71)
а —толщина образца, мм.
Таблица 4.1
Марка стала %. МПа %, МПа, нс менее, дли %, ее менее, для
а <20 20 4-40 О о + о Я я о о Л а <20 9 + 8 2 3 О Л
СтО с=-310 __ 23 22 20
Ст1кп 310—400 — »» — 35 34 32
Ст1пс, Ст1сп 320—420 — —— 34 33 31
Ст2кп 330—420 220 210 200 190 33 32 30
Ст2пс, Ст2сп 340—440 230 220 210 200 32 31 29
СтЗкп 370—470 240 230 220 200 27 26 24
СтЗсп 380—490 250 240 230 210 26 25 23
СтЗГпс 380—500 250 240 230 210 26 25 23
Ст4кп 410—520 260 250 240 230 25 24 22
Ст4пс, Ст4сп 420—540 270 260 250 240 24 23 21
Ст5пс, Ст5сп 500—640 290 280 270 260 20 19 17
СтбГпс 460—600 290 280 270 260 20 19 17
Стбпс, Стбсп £5:600 320 310 300 300 15 14 12
Химический состав стали не регламентируется, но указывается поставщиком
в сертификате.
Сталь группы Б должна иметь гарантируемую характеристику — химиче-
ский состав. Для стали марки БСтО нормируется только содержание углерода,
фосфора и серы.
Химический состав стали определяется во время плавки (из ковшевой пробы)
и должен соответствовать нормам, указанным в табл. 4.2 В сталях марок БСтЗ
всех степеней раскисления БСтЗГпс, поставляемых по требованию заказчика
с гарантией свариваемости, плюсовые отклонения по углероду не допускаются.
Сталь группы В должна иметь нормативные показатели по химическому со-
ставу и механическим свойствам. Механические свойства стали должны соответ-
ствовать нормам, указанным для стали группы А в табл. 4.1, а ударная вязкость
стали марок ВСтЗпс, ВСтЗсп, ВСтЗГпс категорий 3, 4, 5 и 6 и стали марок ВСт4пс
категории 3 должна соответствовать нормам, указанным в табл. 4.3.
По химическому составу сталь группы В должна соответствовать нормам,
указанным для стали группы Б в табл. 4.2, за исключением нижнего предела по
содержанию углерода. Отклонение от нижнего предела по содержанию углерода
не является браковочным признаком. Верхний предел содержания марганца
допускается на 0,2% выше указанного в табл. 4.2 для всех марок стали, кроме
марок ВСтЗГпс и ВСт5пс,
176
ш
Таблица 4.2
Химический состав сталей группы Б
(ГОСТ 380—71)
Содержание элементов
Марка стали с Мп S1 Р S Сг N1 Си As
не более
БСтО s=0,23 0,07 0,06 '
БСт1кп 0,06—0,12 0,25—0,50 ===0,05 0,04 0,05 0,30 0,30 0,30 0,08
БСт1пс 0,06—0,12 0,25—0,50 0,05—0,17 0,04 0,05 0,30 0,30 0,30 0,08
БСт1сп 0,06—0,12 0,25—0,50 0,12—0,30 0,04 0,05 0,30 0,30 0,30 0,08
БСт2кп 0,09—0,15 0,25—0,50 =5=0,07 0,04 0,05 , 0,30 0,30 0,30 0,08
БСт2пс 0,09—0,15. 0,25—0,50 0,05—0,17 0,04 0,05 0,30 0,30 0,30 0,08
БСт2сп 0,09—0,15 0,25—0,50 0,12.-0,30 0,04 0,05 0,30 0,3 0 0,30 0,08
БСтЗкп 0,14—0,22 0,30—0,60 ===0,07 0,04 0,05 0,30 0,30 0,30 0,08
БСтЗпс 0,14—0,22 0,40—0,65 0,05—0,17 0,04 0,05 0,30 0,30 0,30 0,08
БСтЗсп 0,14—0,22 0,40—0,65 0,12—0,30 0,04 0,05 0,30 0,30 0,30 0,00
БСтЗГпс 0,14—0,22 0,80—1,10 5^0,15 0,04 0,05 0,30 0,Зв 0,30 0,08
БСт4кп 0,18—0,27 0,40—0,70 s=0,07 0,04 0,05 0,30 0,30 0,30 0,08
БСт4пс 0,18—0,27 0,40—0,70 0,05—0,17 0,04 0,05 0,30 0,30 0,30 0,08
БСт4сП 0,18—0,27 0,40—0,70 0,12—0,30 0,04 0,05 0,30 • 0,30 0,30 0,08
БСт5пс 0,28—0,37 0,50—0,80 0,05—0,17 0,04 0,05 0,30. 0,30 0,30 0,08
БСтБсп 0,28—0,37 0,50—0,80 . 0,15—0,35 0,04 0,05 0,30 0,30 0,30 0,08
БСтбГпс 0,22—0,30 0,80—1,20 «=0,15 . 0,04 0,05 0,30 0,30 0,30 0,08
БСтбпс ' -. . 0,38—0,49 0,50—0,80 0,05—0,17 0,04 0,05 0,30 0,3 0,30 0,08
БСтЗсп ; 0,38—0,49 0,50—0,80 0,15—0,35 . 0,04 0,05 0,30 0,30 0,30 0,08
Таблица 4.3
Нормы ударной вязкости сталей обыкновенного качества группы В
Марка стало Вид проката Располо- жение образца относи» те ль но проката Толщи- на об- разца, мм Ударная вязкость аИ, кДж/м2
при + 20 °C при — 20 °C после механи« ческого старения
ВСтЗпс, Листовая сталь Поперек 5-9 785 342 392
ВСтЗсп 10-25 687 294 294
26—40 490 — —
Широкополосная Вдоль 5-9 981 490 490
сталь 10-25 785 294 294
26—40 687 —
Сортовой и фа- Вдоль 5-9 1079 490 490
сонный прокат 10—25 981 294 294
26—40 883 -— -—
ВСтЗГпс Листовая сталь Поперек 5-9 785 392 392
10—30 687 294 294
31—40 490 — —
Широкополосная Вдоль 5—9 981 490 490
сталь 10—30 785 294 294
31—40 687 — —
Сортовой и фа- Вдоль 5-9 1079 490 490
сонный прокат 10—30 981 294 294
31—40 883 ___
ВСт4пс, Листовая сталь Поперек 5—9 687 —
ВСт4сп 10—25 589
26—40 392 —
Сортовой и фа- Вдоль 5—9 981 — —
сонный прокат 10—25 883 —
26—40 687 — —
В стали марки ВСтЗсп категорий 4, 5 и 6, раскисленной алюминием, остаточ-
ное содержание алюминия должно быть не менее 0,02%. Допускается комплекс-
ное раскисление другими раскислителями и нитридообразующими элементами.
Углеродистые, стали обыкновенного качества по требованию заказчика
могут поставляться в термически обработанном состоянии.
Так как большинство аппаратов изготавливаются сварными, то сталь обык-
новенного качества должна обладать хорошей свариваемостью.
Оборудование нефтехимических заводов часто работает при повышенных
давлениях, подвергаясь воздействию как высоких, так и низких температур.
Последнее в сильной степени оказывает влияние на изменение механических
свойств стали.
На рис. 4.1 приведены кривые изменения механических свойств горячека-
таной углеродистой стали обыкновенного качества группы А в зависимости
от температуры испытания. Предел прочности при повышении температуры зна-
чительно снижается, поэтому для нагруженных деталей, оборудования и аппара-
туры такую сталь применяют с ограничением по температуре. Для руководства
по определению температурных границ применения стали СтЗ по допускаемым
напряжениям можно пользоваться графиком рис. 4.2.
Важной характеристикой для определения хрупкого разрушения является
ударная вязкость. Практическое значение имеет определение ударной вязкости
при отрицательных температурах, так как оно позволяет установить порог хладно-
ломкости — температуру перехода металла от вязкого состояния к хрупкому.
178
а б
Рис. 4.1. Зависимость механических свойств горячекатаной углеродистой стали
обыкновенного качества Ст1—Стб от температуры [1]:
а — предел прочности; 6 предел текучести; в — относительное удлинение; г <— отио-
сительное сужение.
На рис. 4.3 представлено изменение ударной вязкости стали обыкновенного
качества в зависимости от температуры. Листовой и сортовой прокат стали Ст1
и Ст2 применяется для изготовления деталей и изделий, не подверженных значи-
тельным напряжениям растяжения и изгиба, неответственных фланцев, неболь-
ших баков под налив, труб, балок, уголков, для опорных частей горизонтальных
Рис. 4.2. Зависимость предела прочности при растяжении для углеродистой
стали СтЗ от температуры [1 ].
аппаратов и другого фасонного проката, предназначенного для изготовления
сосудов и их элементов, работающих при давлении не более 1,6 МПа и рабочей
температуре .стенки от —15 до 200 °C. Стали СтЗкп и Ст4кп применяются при
рабочей температуре от —30 до 200 °C и давлении до 5 МПа, а СтЗсп и Ст4сп
в интервале от —30 До 400 °C. Из этих сталей изготавливают детали неогневой
Рис. 4.3. Зависимость ударной вязкости углеродистой стали обыкновенного
качества Ст1—Стб от температуры [2].
аппаратуры нефтехимических заводов, реакционные камеры, эвапораторы,
газосёпараторы, корпусы теплообменников и т. д. Сталь Ст4 используется
также для изготовления малонагруженных крепежных деталей и для отдельных
деталей машин нефтехимических заводов (насосов, компрессоров, решеток тепло-
обменников жесткой конструкции и пр.).
Сталь Ст5 применяется для изготовления сосудов, работающих при давле-
нии 'не более 5 МПа и температуре стенки от —30 до 400 °C, для запорных эле-
ментов арматуры, работающей при температуре до 300 °C в некоррозионной
среде’, для крепежных деталей при температуре не выше 350 °C при работе с ма-
лоагрессивной нефтью и ее продуктами.
180
Углеродистая конструкционная качественная сталь
Конструкционная углеродистая качественная сталь выпускается с нормаль-
ным или повышенным содержанием марганца. Эта сталь маркируется цифрами
10, 15, 25, 30 и т. д. в зависимости от содержания углерода. Наличие марганца
в стали обозначается в маркировке буквой Г. Сталь выплавляется спокойной
(сп), полуспокойной (пс) и кипящей (кп).
Химический состав качественной углеродистой конструкционной стали
приведен в табл. 4.4, а в табл. 4.5 — механические свойства.
Таблица 4.4
Химический состав сталей 05, 08, 10, 15 и 20
(ГОСТ 1050—74)
Марка стали Содержание элементов. %
с 81 Мп р Сг
не более
05 кп 08кп 08 Юкп 10 15кп 15 20кп 20 15Г 201' <0,06 0,05—0,11 0,05—0,12 0,07—0,14 0,07—0,14 0,12—0,19 0,12—0,19 0,17—0,24 0,17—0,24 0,12—0,19 0,17—0,24 <0,03 <0,03 0,17—0,37 <0,07 0,17—0,37 <0,07 0,17—0,37 <0,07 0,17—0,37 0,17—0,37 0,17—0,37 <0,40 0,25—0,50 0,35—0,65 0,25-0,50 0,35—0,65 0,25—0,50 0,35—0,65 0,25—0,50 0,35—0,65 0,70— 1,00 0,70—1,00 0,035 0,40 0,035 0,040 0,035 0,040 0,040 0,040 0,040 0,040 0,040 0,10 о, 10 о.ю 0,15 0,15 \ 0,25 0,25 0,25 ’ 0,25, 0,25 0J25
Примечания. 1. Во всех марках допускается содержание серы 'до; 0,В4%
и никеля до 0,25%.
2. Сталь марок 05 — 25 может изготовляться полуспокойной с содержание^ крем-
ния до 0,17% (05пс —25пс). i
Таблица 4.5
Механические свойства сталей 08, 10,. 15 и 20 {4J
Данные получены на стали в состоянии нормализации (900—920 °C).
Марка стали Температу* ра, °C п , МПа Т’ ав, МПа в., % 4>. % ан, кДж/м*
08 200 209 403 16,3 65,2 1430
300 106 385 24,0 67,8 1320
500 83 201 33,3 77,9 930
10 200 225 495 20,0 55,0 1800
300 180 525 23,0 55,0 1450
500 160 260 18,5 62,5 800
15 200 235 530 19,5 53,0 2000 v
300 235 550 18,5 51,0 1400
500 175 310 26,5 66,0 800
20 200 234 413 27,8 66,8 1900
300 170 424 29,4 64,1 1920
500 139 250 40,3 86,2 900
181
Малоуглеродистая сталь 05, 08 и 10 имеет высокие пластические свойства,
поэтому применяется для изготовления изделий холодной штамповкой, высад-
кой и волочением. Кипящая сталь 05, 08, 10 используется для изготовления ли-
стов, ленты, труб и проволоки. Низкоуглеродистая сталь марок 05, 08, 10 для
повышения прочности и улучшения обрабатываемости подвергается нормализа-
ции с температурой 930—950 °C. Эти стали хорошо свариваются. Механические
свойства сталей при повышенных температурах приведены в табл. 4.5, длитель-
ная прочность — в табл. 4.6.
Таблица 4.6
Длительная прочность стали 20 [3]
Данные получены на стали в состоянии нормализации.
t, сс о„„, МПа ДЛ’
за 103 ч за 104 ч за 106 ч
450 160 120 80
475 130 85 60
500 80 60 40
Сталь 20 (содержание углерода 0,19%) в состоянии нормализации оказывает
сопротивление ползучести [3]:
i, °C для 1% деформации
за 10“ ч
400 100
425 75
450 50
475 36
500 25
Стали 15, 20 и 25 имеют большую вязкость и применяются для изготовления
деталей, не подвергающихся высоким напряжениям. Из этой стали изготавливают
реакционные камеры, испарители, ректификационные колонны, газосепараторы,
корпусы теплообменников, приварные фланцы. Механические свойства стали 20
при повышенных температурах приведены в табл. 4.7.
Вместо сталей 15, 20 и 25 для изготовления ответственных деталей можно
применять сталь с повышенным содержанием марганца 15Г и 20Г.
Таблица 4.7
Механические свойства стали 20 [3]
Данные получены на стали с содержанием углерода 0,17% в состоянии нормализа-
ции.
t. °C <JT, МПа (JB, МПа в,. % Ф, % ан, кДж/м!
20 270 480 30 62 1400
100 250 440 27 64 1900
200 230 440 26 63 1700
300 180 450 27 66 1900
400 150 360 26 78 1300
500 130 220 26 76 800
600 90 130 30 80 —
182
Для изготовления деталей и частей паровых котлов и сосудов, работающих
под давлением, применяются стали марок 15К и 20К- Назначение и условия при-
менения этих сталей регламентируются органами надзора.
Химический состав сталей 15К и 20К приведены в табл. 4.8, а механические
свойства — в табл. 4.9. Листовая сталь этих марок применяется для изготовления
элементов котлов с рабочим давлением 6 МПа при температуре стенки не более
450 ’С, а также для сосудов и их элементов, обечаек, цилиндров., днищ, крышек,
трубных решеток, фланцев и т. д., работающих под давлением.
Таблица 4.8
Химический состав сталей 15К и 20К
(ГОСТ 5520—69)
Марка стали Содержание элементов, %
С Мп Si * S Р
15К 0,12—0,20 0,35—0,65 0,15—0,30 <0,045 <0,040
20К 0,16—0,24 0,35—0,65 0,15—0,30 <0,045 <0,040
Таблица 4.9
Механические свойства сталей 15 К и 20К
Данные получены на стали в состоянии поставки.
а — толщина листа, мм.
Марка слала ов, МПа МПа в. 61» ан, кДж/м1, не менее
+ в + О + сч 41 + 60 мм %, не менее + * Я» О 21 + 40 41 + 60 мм
15К 380— 400 230 220 210 27 23 800 750 700
410—420 230 220 210 26 22 — ——
5^430 230 220 210 25 21 700 650 600
20К 410—420 250 240 230 26 22 700 650 600
430—440 250 240 230 25 21 600 550 600
450—470 250 240 230 24 20 600 550 500
>.480 250 240 230 23 19
Изготовлять из этих сталей сосуды, работающие при отрицательных тем-
пературах, разрешается при условии проведения испытаний основного металла
и сварных соединений на ударную вязкость при рабочих температурах. Если
ни один образец не дал результатов ниже 200 кДж/м’, испытания считаются
удовлетворительными.
Конструкционные низколегированные стали
В связи с тем, что. оборудование и детали аппаратуры в нефтехимической
промышленности зачастую работают при температуре выше 475—500 *42, когда
требуется повышенная прочность металла, для их изготовления выгоднее приме-
нять кремнемарганцовистые стали.
Применение низколегированной стали позволяет улучшить технико-эконо-
мические показатели производства и сэкономить металл за счет более высокого
предела текучести этих сталей по сравнению с обычной углеродистой сталью.
183
Низколегированная низкоуглеродистая сталь хорошо сваривается, при
сварке не образует холодных и горячих трещин, и свойства сварного соединения
и участков, прилегающих к нему, близки к свойствам основного металла. Введение
меди и никеля увеличивает коррозионную стойкость стали в атмосферных усло-
виях (10ХСНД, 15ХСНД).
Номенклатура марок низколегированной стали достаточно широка.
В табл. 4.10 приведен химический состав этих сталей, а в табл. 4.11 — механи-
ческие свойства в состоянии поставки.
Таблица 4.10
Химический состав низколегированных сталей
(ГОСТ 5520— 69)
Марка стали Содержание элементовt %
с Si Мп Сг N1 Си
14Г 0,12—0,18 0,17—0,37 0,70—1,00
19Г 0,16—0,22 0,17—0,37 0,80—1,15
09Г2 <0,12 0,17—0,37 1,40—1,80
14Г2 0,12—0,18 0,17—0,37 1,20—1,60
18Г2 0,14—0,20 0,25-0,55 1,20—1,60
12ГС 0,09—0,15 0,50—0,80 0,80— 1,20 <0,30 <0,30 <0,30
16ГС 0,12—0,18 0,40—0,70 0,90— 1,20
17ГС 0,14—0,20 0,40—0,60 1,00—1,40
09Г2С <0,12 0,50—0,80 1,30—1,70
10Г2С1 <0,12 0,90— 1,20 1,30—1,65
15ГФ 0,12—0,18 0,17—0,37 0,90— 1,20
14ХГС 0,11—0,16 0,40—0,70 0,90—1,30 0,50—0,80
15ХСНД 0,12—0,18 0,40—0,70 0,40—0,70 0,60—0,90 0,30—0,60 0,20—0,40
10ХСНД <0,12 0,80—1,10 0,50—0,80 0,60-0,90 0,60-0,80 0,40—0,65
12МХ 0,09—0,16 0,17—0,37 9,40—0,70 0,40—0,70 <0,30 <0,20
Примечания! 1. В стали 12МХ ГОСТ 20072—74 допускает содержание серы
до 0,0?5% и фосфора до 0,03%. В остальных случаях серы до 0,040 и фосфора до 0,035%.
2. В стали 15ГФ допускается содержание ванадия 0,05—0,1%, а в стали 12МХ
содержание молибдена 0,4—0,6%.
Легированные конструкционные стали маркируют цифрами и буквами,
например 16ГС, 09Г2С, 10ХСНД и т. д. Двузначные цифры в начале марки ука-
зывают среднее содержание углерода в сотых долях процента; буквы справа от
цифры обозначают легирующий элемент: А — азот, Б — ниобий, В —г вольфрам,
Г — марганец, Д — медь, Е — селен, К — кобальт, Н — никель, М — молибден,
П — фосфор, Р — бор, С — кремний, Т — титан, Ф — ванадий, X — хром,
Ц — цирконий, Ч — редкоземельный, Ю — алюминий. Цифры после букв
указывают примерное содержание соответствующего легирующего элемента
в целых процентах; отсутствие цифры указывает, что оно не превышает 1,5%.
Стали 09Г2, 14Г2, 16ГС по требованию заказчика должны поставляться
в термически обработанном состоянии (закалка с последующим отпуском), при
этом механические свойства этих сталей должны соответствовать табл. 4.12.
Согласно правилам Госгортехнадзора СССР, сосуды, изготовленные из низко-
легированной стали с применением сварки, штамповки или вальцовки, должны
обязательно термообрабатываться, когда толщина стенок цилиндрической части
или днищ сосуда в месте сварного стыка более 35 мм, а также, если днища аппа-
рата, независимо от толщины стенки, изготовлены холодной штамповкой [1 ].
Термообработка производится после приварки к корпусу всех деталей.
Для изготовления оборудования, работающего с низкотемпературными
средами или в северных и восточных районах СССР, используют стали 09Г2С,
16ГС и 10Г2С.
184
Таблица 4.11
Механические свойства низколегированных сталей if состоянии
поставки
Марка стали Толщина проката, мм ов, МПа ат, МПа % Он, кДж/м1
40 «С - 70 °C
14Г 4—10 460 290 21 | 350
19Г 4—10 480 320 22 —
09Г2 4—20 450 310 1 21 .300 ——
21—32 450 300 / 21 400 —-
14Г2 4—10 470 340 1 21 350 —.
11—32 460 330 / 21 300 —
18Г2 8-10 520 360 21 400 —
12ГС 4—10 470 320 26 — — .
16ГС 4—10 500 330 410 300
11—20 490 320 350* 250
21—32 480- 300 21 350 250
33—60 470 290 350 250
61—150 460 280 350 250
17ГС 4—10 520 350 450 —
11—20 500 340 } 23 350 —
09Г2С 4—10 500 350 400 350
11—20 480 330 350 * 300
21—32 470 310 91 350 300
33—60 460 290 350 300
61—80 450 290 350 300
81—160 440 270 350 300 '
10Г2С1 4—10 520 380 400 300
11—20 510 360 300* 250
21—32 500 350 21 300 250
33—60 480 340 300 250
61—160 460 320 300 250 .
15ГФ 4—10 520 380 400 — . .
11—20 520 360 j 21 300 — .
21—32 480 340 300 — :
14ХГС 4—10 500 350 22 ) 400
15ХСНД 4—32 500 350 21 300 300
10ХСНД 4—10 540 400 500 —
11—15 540 400 19 400 300
16—32 540 400 500 300
33—40 520 400 500 300
* Для сталей 16ГС, 09Г2С и 10Г2С1 при толщине проката от 11 им и выше, тем-
пературе 20 °C он = 600 кДж/м1.
185
Таблица 4.12
Механические свойства низколегированных сталей в термически
обработанном состоянии
Марка стали Толщина проката, мм ов, МПа ат, МПа % ан, кДж/м2, при —40° С *
09Г2 10—20 520 400 19 500
14Г2 10—32 540 400 18 400
16ГС 10—32 520 400 18 400
09Г2С 10-32 500 370 19 500
33—60 460 320 21 ' 500
10Г2С1 10—40 540 400 19 500
15ХСНД 10—32 600 500 17 400
•* При —70 “С ан > 300 кДж/м2.
Длительная прочность стали 09Г2С при 450—500 °C (рис. 4.4, табл. 4.13)
выше, чем у котельных сталей типа 15К и 20К, в среднем на 30%.
Сталь 09Г2С в условиях длительного пребывания под постоянной нагрузкой
при повышенных температурах обладает достаточным ресурсом пластичности.
Для обеспечения гарантируемых ГОСТ 5520—69 значений ударной вязкости
(350 кДж/м2 при —40 и 300 кДж/м2 при —70 °C) сталь 09Г2С, предназначенную
для изготовления оборудования, эксплуатируемого при температуре —40 °C
и ниже, следует подвергать нормализации. Такая же термическая обработка не-
обходима для сварных соединений этой стали.
Таблица 4.13
Длительная прочность низколегированных сталей
Марка стали Одл, МПа, при температуре испытания
450 °C 475 °C 500 °C
за 10* ч за 10* ч за 10* ч за 10* ч за 10* ч за 10s ч
09Г2С 160 122 120 95 92 75
16ГС 145 120 ПО 88 88 70
15 К, 20К 130 95 105 74 78 55
22 К, 25К 142 100 — — 83 60
1Р6
Сталь 16ГС в горячекатаном и нормализованном состоянии имеет высокую
пластичность и прочность; порог хладноломкости ниже —70 °C. В горячекатаном
состоянии порог хладноломкости стали 16ГС отвечает температуре —40 °C.
При расчетах на прочность сосудов и аппаратов, выполненных из сталей 09Г2С
и 16ГС, можно пользоваться значениями пределов прочности по табл. 4.14.
Стали 09Г2С, 16ГС и 10Г2С1 обладают хорошей свариваемостью и поэтому аппа-
ратура может быть изготовлена всеми видами промышленной сварки.
Таблица 4.14
Прочность сталей 09Г2С и 16ГС [5]
(для расчета аппаратуры)
t, °C Сталь 09Г2С Сталь 16ГС
<JB, МПа %,2- МПа ов, МПа %,2' МПа
20 415 280. 482 290
100 410 260 412 247
200 415 221 430 217
250 417 215 428 207
300 416 218 426 206
350 441 203 428 180
400 418 202 417 172
450 371 182 379 170
475 340 177 341 161
500 322 175 .304 158
Все три марки рекомендуются как конструкционный материал для корпусов,
днищ, фланцев и других деталей сварных сосудов и аппаратов установок: ЭЛОУ,
АВТ, газофракционирующих, гидрогенизационного обессеривания нефтепродук-
тов, каталитического риформинга бензина, глубокой депарафинизации масел и
других, работающих при неограниченном давлении среды и температуре стенки
от —40 до 475 °C. При температуре стенки от —41 до —70 °C рекомендуются
марки 09Г2С и 10Г2С1 [5].
Сталь 12МХ применяется для изготовления трубопроводов установок высо-
кого и среднего давления, аппаратуры, работающей при высоких давлениях и тем-
пературах до 540 °C.
На установках каталитического риформинга и гидроочистки сталь 12МХ
используется для изготовления корпусов аппаратов, днищ, штуцеров, фланцев
и других деталей, эксплуатируемых в малоагрессивных средах, когда необходима
повышенная теплоустойчивость [6]. Сталь 12МХ является основным слоем в двух-
слойной стали 12МХ + 08X13, применяемой для изготовления аппаратов,
работающих с агрессивными сернистыми нефтепродуктами.
Для аппаратов с рабочей температурой стенки до 560 °C применяют хромо-
молибденовую сталь 12ХМ (15ХМА).
При использовании сталей 12МХ и 12ХМ (15ХМА) требуется термическая
обработка после сварки, поэтому применение этих сталей для негабаритной аппа-
ратуры ограничено.
Механические свойства стали 12МХ приведены в табл. 4.15, а зависимость
допускаемых напряжений при растяжении от температуры — на рис. 4.5.
Сталь ЗОХМА ГОСТ 4543- 71 (С 0,26 -0,33%; Сг 0,8—1,10%; Мо
0,15—0,25%) не склонна к снижению ударной вязкости в условиях длительного
пребывания при повышенных температурах. Она широко применяется на
187
нефтеперерабатывающих и нефтехимических заводах как материал для крепежа,
трубопроводов, штоков, задвижек, работающих при температурах до 450 °C
под высокой нагрузкой в неагрессивных средах.
СТВ, МПа
Ри<?. 4.5. Зависимость предела прочности при растяжении для стали 12МХ
от температуры (1].
Механические свойства стали 12МХ [3]
Таблица 4.15
t. °C V МПа МПа в., % 4>, % вН' кДж/м1 Стпл для 1% де- формации. МПа ®дл- МПа
за 10* ч за 10* ч за 10* ч за 10* ч
200 460 250 20 62 1800
300 480 290 20 57 1600 — — —
400 450 250 23 62 1800 — — . — —
450 1 430 250 21 60 1000 225 155 255 200
500 400 240 22 62 900 170 120 165 120
550 360 220 21 63 800 122 82 НО 75
600 310 220 25 64 1400 — — — —
Механические свойства стали 30ХМА в зависимости от температуры приве-
дены в табл. 4.16.
Таблица 4.16
Механические свойства стали ЗОХМА [7]
Данные получены на стали в состоянии после закалки при 870—880 °C и отпуска
при 650 °C.
t, °C °о.2. МПа ав, МПа в., % ч стпл *ля 1% деформа- ции за 10* ч, МПа °ДЛ за 10* ч, МПа
20 600 745 19,5
200 565 675 20,5 — —
300 535 730 21,0 — —
400 490 645 22,0 — —
450 465 590 23,0 но 230
500 435 510 21,6 70 135
550 430 470 21,0 35 -77
600 330 355 28,5 — —
188
Среднелегированные стали
В связи с применением в процессах нефтехимии высоких температур широко
используются среднелегированные стали с 2,5—9% хрома.
В последние годы все более широкое распространение в зарубежной и оте-
чественной практике получает сталь 1Х2М1 (С 0,10%; Сг 2,15%;, Мо 1,07%;
S1 0,19%; Мп 0,3%; S 0,015%; Р 0,015%). Рекомендуется [8] применять трубы
из стали 1Х2М1 для изготовления сварных змеевиков печей установок каталити-
ческого риформинга и других технологических установок, перерабатывающих
малбсернистое углеводородосодержащее сырье. Эта сталь отличается достаточно
высокой водородоустойчивостью, удовлетворительной теплоустойчивостью до
600 °C и обладает стойкостью против науглероживания.
Рис. 4.6. Зависимость предела прочности ов и предела текучести о0,э сталей
1Х2М1 и 15Х5М от температуры испытания [8]:
— — _ сталь 1Х2М1;----------15Х6М;
/ — в отожженном состоянии (изотермический отжиг при 850 °C, охлаждение 6 печыо
1,5 ч до 750 °C, выдержка 1 ч, охлаждение 0,5 ч с печью, затем на йоздухе>; 2 — в улуч-
шенном состоянии (нормализация при 960 °C, выдержка 1ч, охлаждение на воздухе,
отпуск при 720 °C в течение 1 ч).
Сталь 15Х5М склонна к науглероживанию [9], что вызывает опасность
хрупкого разрушения изделий и трудности при ремонтных работах.
Сталь 1Х2М1 характеризуется более высокими прочностными свойствами,
чем сталь 15Х5М, причем более высокие механические свойства сталь 1Х2М1
имеет в улучшенном состоянии (рис. 4.6).
Сталь 1Х2М1 при 20°C имеет высокую ударную вязкость (2600—2800 кДж/м2),
порог хладноломкости соответствует интервалу от —30 до —50 °C. ВНИИНЕФ-
ТЕМАШем разработаны электроды ЭГЛ-7 (Св-08ХМ) и ЭГЛ-8 (Св-04Х2МА),
удовлетворяющие требованиям ГОСТ 9466—75, и условия сварки труб йз стали
1Х2М1 [8].
Определена длительная прочность металла труб и сварных соединений при
температурах 550 и 600 °C (рис. 4.7).
Трубы из стали 20ХЗМВФ (ЭИ579) применяют для установок деструктив-
ной гидрогенизации угля и нефтяных остатков, работающих пои температуре
до 500 °C и давлении 70 МПа. Механические свойства стали 20ХЗМВФ при по-
вышенных температурах приведены в табл. 4.17, а длительная прочность —
в табл. 4,18,
489
Рис. 4.7. Зависимость длительной прочности металла труб и сварных соединений
от продолжительности испытаний при различных температурах [8]:
О = металл труб; к * сварные соединения.
Таблица 4.17
Механические свойства стали 20ХЗМВФ (ЭИ579) [7]
Данные получены на стали в состоянии после закалкв в масле при 1050 °G в отпус-
ке при 700 °C.
t. °C а0.2’ МПа %. МПа й, % Ф, % °н- кДж/м* £10-1, Па °пл, МПа, вызы- вающее ползучесть
10— мм ммч io-> _±1_ ММ-Ч
20 761 894 12,8 40,3 380 2,11
200 708 802 12,4 34,5 670 2,04
300 714 796 Ю,1 38,6 910 1,97 ___
400 672 740 9,3 33,4 880 1,90 __
450 629 657 11,6 45,0 980 1,85 —
500 622 643 11,1 44,0 760 1,80 —.
525 — __ __
550 563 576 11,6 44,2 680 1,74 — 90
580 490 501 9,6 27,0 780 — -м. 60
600 484 498 9,7 33,1 630 1,67 85 22
Таблица 4.18
Длительная прочность стали 20ХЗМВФ [3]
1, °C °дл. МПа
за 300 ч за 10а ч за 104 ч за 10" ч за 10* ч за 106 ч
Терми ческая
Термическая обработка на > 750 МПа обработка на а0 2 > 620 МПа
450 (540) 500 (520) 440 400
475 —— —. — — 290 260
500 (460) 420 (440) 370 (350) 340 250 210
525 —. 400 340 300 —
550 (380) 300 (360) 210—240 (240) 210 160—180 200— 240 180
560 — 150—170 210 170
580 — 230 170 130 170 130
600 (240) 180 (200) ПО (130) 70 110 70
Примечание. Цифры в скобках относятся к данным зарубежных испытанно
сталей близкого состава и обработки.
190
Для изготовления нефтехимического оборудования широко применяются
стали, легированные хромом и молибденом или иными присадками, так как эти
стали при удовлетворительных механических и технологических характеристиках
обладают коррозионной стойкостью в горячих сернистых средах.
Наибольшее распространение получили три марки стали этой группы 15X5,
15Х5М и 15Х5ВФ. Сталь Х5ВФ близка по механическим свойствам к стали
15Х5М. Химический состав этих сталей и механические свойства представлены
в табл. 4.19 и 4.20.
С повышением температуры прочность стали 15X5 постепенно снижается,
пластичность 6, ф падает в интервале 100—450 °C, а затем повышается. Порог
хладноломкости ниже —25 °C [5].
Сталь 15Х5М применяют в состоянии отжига и в улучшенном состоянии.
Трубы из стали 15Х5М после отжига обладают высокой пластичностью и вяз-
костью, поэтому их широко используют в теплообменной аппаратуре. Длитель.
ная прочность и ползучесть стали 15Х5М представлены в табл. 4.21.
Нормализация при 950 и отпуск при 720 °C обеспечивают наилучшие соче-
тания прочности и пластичности стали 15Х5М (табл. 4.22). Преимущество в проч-
ности улучшенной стали 15Х5М сохраняется и при повышенных температурах
(выше 475—500 °C). Длительная прочность улучшенной * стали выше, чем отЪ-
жженной (рис. 4,8), но при повышении температуры это различие в прочности
улучшенной и отожженной стали уменьшается.
В производственных условиях, при удалении кокса из труб паровоздуш-
ным способом, возможны перегревы труб до 700—750 °C, что может отрицательно
сказываться на прочности и работоспособности печных змеевиков и их длитель-
ной прочности. В табл. 4.23 приведены данные по длительной прочности стали
15Х5М после старения в течение 600 ч.
Сталь 15Х5ВФ (химический состав приведен в табл. 4.19, а механические
свойства после улучшения * — в табл. 4.24) имеет значительную пластическую
деформацию до разрушения, как и сталь 15Х5М. Преимущество предварительной
нормализации сильно проявляется при температурах испытания ниже 550 °C.
Длительная прочность стали 15Х5ВФ приведена в табл. 4.25.
Снижение длительной прочности стали 15Х5ВФ после старения (табл. 4.25)
меньше, чем для стали 15Х5М.
* Режим улучшения: нормализация 1000 ’С, выдержка 2 ч, отпуск при
700 °C, выдержка 4 ч, охлаждение на воздухе.
‘ 191
Таблица 4.19
Химический состав и рекомендуемые области применения хромистых сталей для нефтезаводского
и нефтехимического оборудования [5]
Марка стали Содержание элементов, % Рабочие условия Назначение
G Мп S1 Cr W V Mo s p (стенки’ °G ’W
не 6 одер
20ХЗМВФ (ЭИ579) 0,16— 0,22 0,25— 0,50 =50,4 2,5— 3,0 0,3— 0,5 0,7— 0,85 0,35— 0,50 0,03 0,03 540; в водо- роде до 500 В водо- роде До 70 Трубы печей и горя- чих коммуникаций, калачи установок ги- дрирования угля и нефтяных остатков, крепежные детали, турбинные роторы
15X5 =50,15 =50,5 =50,5 4,5— 6,0 0,025 0,030 От —40 до 425 Не огра- ' ничено Трубы и калачи пе- чей и горячих ком- муникаций заводов, теплообменников установок АТ, АВТ, термического крекинга
15Х5М =50,15 =50,5 =50,5 4,5— 6,0 — — 0,45— 0,65 0,025 0,030 От —40 др 600 То же Печные и коммуни- кационные трубопро- воды, пучки теплооб- менников установок
15Х5ВФ =50,15 / =50,5 0,3— 0,6 4,5— 6 0,4— 0,7 0,4— 0,6 0,025 0,030 АТ, АВТ, термическо- го крекинга, катали- тического крекинга, установок гидроочист- ки дизельного топлива, блока риформинга установок каталити- ческого риформинга
Зак. № 756 193
Марка стала Содержание элементов, %
6 Мп SI Сг W V Мо
Х8 <0,12 0,3— 0,6 0,17— 0,50 7,5— 9,0 — — —
12Х8ВФ 0,08— 0,15 <0,50 <0,6 7,0— 8,5 0,6- 1,0 0,3— 0,5 3
ХЭМ 0,09— 0,15 <0,5 <0,5 7,5— 9,5 — — 0,9— 1,1
Продол жение
Рабочие условия Назначение
S р *стенки’ С
не б олее
0,030 0,035 От —40 до 475 Не огра- ничено Трубы теплообмен- ников и ри°ойлеров, соприкасающиеся с го- рячими сеРУС0Держа- щими нефтепродукта- ми
S 0,025 sg0,03 От —40 до 600 То же Печные и коммуни- кационные 'П’Убопро- воды установ°к тер- мического кРекинга, гидроочистки дизель-
S 0.025 кого топлива> блоков гидроочистки устано- вок каталитического риформинга
Таблица 4.20
Механические свойства отожженных среднехромистых сталей (7]
t, с6 ав, МПа а0.а. МПа
15Х5М 15Х5ВФ 15X5 15Х5М 15Х5ВФ 15X5
20 100 200 300 400 450 500 600 400 362 349 338 181 537 469 449 443 406 363 300 193 438 385 354 335 330 223 220 165 160 154 90 382 376 339 327 311 306 242 134 204 172 171 170 164 156
t, °C б. % 4>, % о за 10» ч, МПа
15Х5М 15Х5ВФ 15X5 15X5 М 15Х5ВФ 15X5 15X5W 15Х5ВФ
20 100 200 300 400 450 500 600 1 1 1 1 1 1 1 й 21,1 18,1 19,2 17,3 16,5 19,2 20,5 25,5 20,5 26,4 23,8 21,5 24,5 26,5 1 1 1 1 1 1 1 8 77,9 78,9 78,8 77,9 75,7 79,3 80,6 91,8 81,0 80,1 80,7 78,7 76,7 80,2 114 45 87 38
Таблица 4.21
Длительная прочность и ползучесть отожженной стали 15Х5М [5]
’С адл- МПа Одл при 1% деформации, МПа, выаывающее ползучесть
«8 Ю4 Ч за Ю* ч 10“* мм/(мм-ч) 10-* мм/(мы ч)
500 136 105 — —
550 90 69 — —
600 57 42 33 21
650 40 30 — —
700 22 15 — —
194
Таблица 4.22
Механические свойства улучшенной стали 15Х5М [в]
с °с ов. МП. о0 2, МПа «1., % Ф. %
20 655 518 16,3 80,1
200 583 488 12,6 80,0
300 561 480 Н.4 77,9
• 400 554 452 11.1 74,7
500 470 383 15,4 81,0
550 406 270 17,6 85,6
600 332 169 19,8 , 90,2
Таблица 4.23
Длительная прочность стали 15Х5М до и после старения [5]
Химический состав стали: 0,12% С; 0,36% Мп; 0,32% S1; 4,95% Сг; 0,58% Мо.
'испытании' °C а ор ‘старения* «дл. МПа
за 100 ч за 500 ч за 1000 ч
550 До старения 148 121 112
700 136 114 104
750 126 104 94
600 До старения 100 84 78
700 87 69 63
750 80 64 58
650 До старения 63 50 46
700 59 47 у 43
750 52 41 37
Таблица 4.24
Механические свойства улучшенной стали 15Х5ВФ
Г, °C ов, МПа °0i2* МПа «... % Ф. % °ДЛ' МПа
за 10* ч за 106 ч
20 721 608 13,7 76,6 .
200 615 541 11,0 78,6 — —
300 605 537 9,2 77,9 —
400 581 500 8,5 77,0 —
500 495 382 11.7 80,7 238 210
550 417 274 13,4 83,9 ПО 78
600 342 169 20,0 89,6 64 44
7* 195
Таблица 4.25
Длительная прочность стали 15Х5ВФ до и после старения [5]
Продолжительность старения 600 ч.
^испытания» СС t СС старения» «да. МПа
за 100 ч за 500 ч за 1000 ч
550 До старения 125 по 104
700 122 104 98
750 116 98 92
600 До старения 89 76 71
700 85 73 67
750 82 68 62
650 До старения 63 53 48
700 63 53 48
750 59 48 45
Стали 15X5, 15Х5М и 15Х5ВФ склонны к закалке на воздухе при охлаждении
с температур выше Лс3, вследствие чего затруднена их сварка. Из-за хрупкости
и закалочных напряжений могут появиться трещины, опасные для эксплуатации.
Чтобы избежать трещин, эти стали необходимо сваривать одноименными электро-
дами с соответствующим подогревом при 300—350 °C,
" В термообработанном улучшенном состоянии стали обозначают 15Х5МУ,
15Х5ВФУ. Прочность термообработанных сталей 15Х5МУ и 15Х5ВФУ после
улучшения выше на 40%, чем для этих же сталей в отожженном состоянии
(табл. 4.26).
Таблица 4.26
Длительная прочность сталей 15Х5М и 15Х5ВФ
в разных состояниях термообработки
t, €С °дл- МПа
за 104 ч за 10s ч
1БХБМ 15Х5МУ 15Х5ВФ 15Х5ВФУ 15Х5М 15Х5МУ 15Х5ВФ 1БХЙВФУ
500 140 228 111 220 114 190 87 189
550 92 120 73 118 71 88 56 87
600 50 70 59 55 45 53 38 45
650 375 — 315 — 265 — 23 —
В оборудовании нефтехимических заводов широкое применение для горячих
серусодержащих сред нашли стали с 8—10% Сг: Х8, 12Х8ВФ, ХЭМ.
Химический состав этих сталей приведен в табл. 4.19, механические свой-
ства — в табл. 4.27.
Основное назначение этих сталей — трубы и калачи печей и горячих комму-
никаций нефтеперерабатывающих установок, эксплуатирующихся на сернистых
нефтях, трубы теплообменников и кипятильников.
Прочность, пластичность и микроструктура стали Х8 после длительного
нагрева при 300—550 °C не изменяются независимо от режима предварительной
термической обработки. Длительная прочность стали Х8 представлена на рис. 4.9.
На рис. 4.10—4.13 представлена длительная прочность сталей Х8, 12Х8ВФ,
ХЭМ (в отожженном и улучшенном состоянии). Сталь 12Х8ВФ в отожженном
состоянии склонна к тепловой хрупкости. Улучшение стали 12Х8ВФ повышает
196
Таблица 4.TJ
Механические свойства металла и сортамент груб,
листа и поковок сталей с 8—10%’Сг
для нефтехимического оборудо>ання
Сталь ГОСТ или ТУ Сортамент с £ 01 О Я с £ н о <О % 'Ф ан, кДж/м* НВ, не более
не & «енее
Х8 ГОСТ 550—75 Бесшовные тру- бы диаметром 19—219 мм 400 220 22 50 1200 170
12Х8ВФ МРТУ 14-4-27—69 То же 400 220 22 50 1000 170
ХЭМ МРТУ 14-4-27—69 » 480 200 22 50 1000 170
12Х8ВФ ТУ 14-132-104—75 Толщина листа 5—20 мм, ши- рина 1000— 1400 мм, длина 2000—5000 мм 400 220 20 50 1000
ее прочностные свойства и стойкость против тепловой хрупкости (оптимальный
режим улучшения: нормализация 1050 °C, отпуск при 700 °C). Сталь 12Х8ВФ
в улучшенном состоянии является перспективным материалом для труб печных
Рис. 4.9. Зависимость времени до разрушения от напряжения для стали Х8
при 500 °C [51.
змеевиков и трубопроводов, соединение которых производится сваркой [5].
Сталь ХЭМ в отожженном и улучшенном состояниях обладает стабильностью
структуры и ударной вязкости после длительных выдержек при 400—600 °C.
Д|ргтМПа
Рис. 4.10. Зависимость времени до разрушения от напряжения для отожженной
стали 12Х8ВФ [5J.
197
Рис. 4.11. Зависимость времени до разрушения от напряжения для улучшенной
стали 12Х8ВФ [5].
Рис. 4.12. Зависимость времени до разрушения от напряжения для отожжен-
ной стали ХЭМ [5].
Рис. 4.13. Зависимость времени до разрушения от напряжения для улучшенной
стали ХЭМ |5].
Механические свойства улучшенной стали ХЭМ представлены в табл. 4.28,
4.29. Сталь ХЭМ имеет высокую прочность и пластичность, что делает ее перспек-
тивной в качестве материала для труб печных змеевиков и коммуникационных
труб.
Таблица 4.28
Механические свойства улучшенной стали ХЭМ (5]
t, °C Ов. МПа МПа 0*2 % %
20 714 540 16,0 74,4
300 597 472 11,5 73,8
350 572 456 12,9 . 72,5
400 566 446 12,9 71,4
450 555 426 13,7 72,4
500 496 410 13,7 78,0
550 422 352 16,3 85,5
600 342 240 25,2 93,6
650 285 181 27,9 95,1
700 220 106 33,0 95,8
Таблица 4.29
Ударная вязкость улучшенной стали ХЭМ [5]
t, °с ан, кДж/м1 % 45°- кДж/м* t, °C ан. кДж/м* % 45% кДж/м1
20 2000 1840 —40 1170 710
0 1840 1430 -50 1220 580
-10 1690 1210 —60 1150 500
—20 1410 1070 —70 1140 470
-30 1390 830
Высоколегированные стали
Стали с 11—13% хрома. Хромистые нержавеющие стали с 11—13% Сг
устойчивы в горячих серусодержащих нефтяных средах. Они имеют достаточно
высокую теплоустойчивость при повышенных температурах. Термической об-
работкой можно изменять прочность и вязкость сталей этого типа, а это дает
возможность применять их для высоконагруженных ответственных элементов
машин и аппаратов, работающих при повышенных температурах.
Для оборудования нефтехимических заводов наибольшее распространение
получили марки 08X13, 12X13 и 1Х12В2МФ. Химический состав сталей и меха-
нические свойства представлены в табл. 4.30 и 4.31.
Сталь 08X13 применяется в отожженном состоянии или после отпуска при
760 °C; в интервале температур 300—650 °C сталь 08X13 не склонна к тепловой
хрупкости, независимо от исходного состояния. Длительная прочность (табл. 4.32)
относительно невысока по сравнению со сталями 15Х5М, 12Х8ВФ и ХЭМ. При-
меняется сталь 08X13 для внутренней облицовки аппаратов, работающих в горя-
чих (до 540 °C) сернистых средах, для труб и трубных решеток теплообменников,
малонагруженных деталей. Сварку этой стали рекомендуется выполнять хро-
мистыми электродами с подогревом до 150—260 °C и последующим отпуском при
700—760 °C. Возможна сварка без предварительного подогрева и отпуска сварных
стыков — с применением аустенитных электродов.
199
200.
Таблица 4.30
Химический, состав сталей с 11—13% Ст для нефтехимического оборудования
Марка стали k Содержание элементов, %
с SI Мп Мо Сг V W S р
08X13 <0,08 <0,80 <0,80 12,0—14,0 <0,025 <0,030
12X13 0,09—0,15 <0,80 <0,80 — 12,0—14,0 —— —. <0,025 <0,030
1Х12В2МФ 0,10—0,17 <0,50 0,5—0,8 0,6—0,9 11,0—13,0 0,15—0,30 1,7—2,2 <0,025 <0,030
Таблица 4.31
Механические свойства и сортамент труб, листа и поковок из сталей с И—13 % Сг
для нефтехимического оборудования
Марка стали ГОСТ иля ТУ Сортамент <тв, МПа <тт, МПа б. % М>, % НВ, не
не менее более
08X13 ГОСТ 9941—72 Бесшовные катаные трубы диаметром 19—38 мм 350 — 25 — —
12X13 ГОСТ 9941—72 То же 400 — 22 — —
1Х12В2МФ МРТУ 14-4-24—69 Бесшовные катаные трубы диаметром 102 и 219 мм 500 300 22 60 170
1Х12В2МФУ МРТУ 14-4-24—69 То же 700 500 15 50 210—240
Х13М1 ЧМТУ 687—65 ВНИТИ Бесшовные катаные трубы диаметром 102 и 127 мм 400 220 20 50 170
08X13 ГОСТ 7350—66 Лист толщиной 4—50 мм 430 300 23 — —
12X13 ГОСТ 7350—66 Длина и ширина листа по ГОСТ 5681—57 500 350 21 — — •
Сталь 12X13 применяется в основном для крепежа, штоков, задвижек, порш-
невых насосов, трубопроводов, соприкасающихся с горячей сернистой средой.
Эта сталь имеет высокие механические свойства в термообработан ном состоянии,
обладает хорошей релаксационной стойкостью. При нагреве до 550 °C она не
Таблица 4.32
Длительная прочность отожженной стали 08X13 [3]
/, «с °дл' МПа
за 10* ч за 10* ч
500 123 100 '
525 84 64
550 63 46
600 32 23
склонна к тепловой хрупкости. Жаростойкость при длительном сроке службы
до 650 °C. Механические свойства приведены в табл. 4.33. О назначении хроми-
стых сталей см. табл. 4.40, а о примерном соответствии отечественных и зарубеж-
ных марок — табл. 4.42.
Таблица 4.33
Механические свойства стали 12X13 [3]
Данные получены на стали в состоянии после закалки в масле при 1030—1050 СС и
отпуска при 750 °C.
t, ”С °о,2- МПа ав, МПа а, % 4>. % ан, нДж/м1
20 410 610 22 60 1100
200 370 540 16 60 —
400 370 500 16 58 2000
500 280 370 18 64 2400
600 180 230 18 70 2200
Обычно сталь 12X13 применяют в отожженном состоянии (870—900 ‘С) -
или после улучшения. Длительная прочность стали 12X13 приведена в табл. 4,34.
Таблица 4.34
Длительная прочность стали 12X13
Данные получены на стали в состоянии термической об-
работки на о = 600 МПа.
/, “С «дд. МПа
за 10а ч за 10* ч за 10“ ч
470 300 260 220
500 270 220 190
530 230 190 160
201
Таблица 4.35
Механические свойства стали 1Х12В2МФ [3]
Данные получены на стали в состоянии после вакалки при 1050° С и отпуска при
730 °C; НВ = 235.
t. °C °0i2’ МПа ’в. . МПа в, % % кДж/м1 Е.10», Па •
20 530 770 12—20 44—60 500—700 2,1
500 480 590 14—18 64—71 1200 1,8
550 460 730 17—22 71—78 1300
580 410 430 ** 20—23 81 ” 1300 —
600 — —— — — — 1,7
630 290 300 19—23 82—88 1400 —
* Для состояния закалки и отпуска на 680 °C; НВ = 250.
»» ТУ 6292—55 предусматривают ав > 400 МПа; ф > 75% при 600’.
Таблица 4.36
Длительная прочность стали 1Х12В2МФ
Термообра- ботка t, °C .Одл, МПа
за 10* ч за 10s ч
Отжиг 550 147—162 127—142
600 98—105 84—95
650 59—64 50—52
Улучшение 550 260—270 230—250
600 170—180 135—150
650 75—85 53-55
Химический состав и механические свой
Марки стали Содержание элементов, %
С Si Мп Сг Ni прочие
04Х18Н10 <0,04 <0,8 1,0—2,0 17,0—19,0 9,0—11,0
12Х18Н9 <0,12 0,8 1,0—2,0 17,0—19,0 8,0—10,0
12Х18Н9Т <0,12 <0,8 1,0—2,0 17,0—19,0 8,0—9,5 <0,8 Ti
08Х18Н12Б <0,08 <0,8 1,0—2,0 17,0—19,0 11,0—13,0 <1,5 Nb
08Х17Н13М2Т <0,10 <0,8 1,0—2,0 16,0—18,0 12,0—14,0 0,3—0,6 Ti 2,0-3,0 Mo
20Х23Н13 <0,20 <1,0 <2,0 22,0—25,0 12,0—15,0 —-
20Х25Н20С2 <0,20 2,0—3,0 «1,5 24,0—27,0 18,0—21,0 —
Примечания: 1. Для всех марок допускается содержание серы до 0,03%
2. Данные о механических свойствах получены после закалки в воде с температур
1101 —1150 °C для сталей 20Х23Н13 и 1050—1100 °C для стали 20Х25Н20С2. Дли
202
Сталь 1Х12В2МФ применяют в улучшенном и отожженном состоянии.
Наилучший режим термообработки, дающий достаточную пластичность: нор-
мализация 1050 °C, отпуск 750 °C. Химический состав стали приведен в табл. 4.30.
Прочностные свойства стали 1Х12В2МФ выше, чем у других хромистых сталей.
Как все 11—13%-ные хромистые стали, сталь 1Х12В2МФ не склонна к отпускной
хрупкости, но хуже сопротивляется ударным нагрузкам, особенно в отожженном
состоянии. Область применения стали 1Х12В2МФ — печные и коммуникацион-
ные трубы установок, работающих с высокосернистыми продуктами при тем-
пературе до 650 °C.
Механические свойства стали 1Х12В2МФ приведены в табл. 4.35, длитель-
ная прочность — в табл. 4.36.
Сварку труб диаметром 102—127 мм из стали 1Х12В2МФ ЦНИИТМАШ реко-
мендует проводить электродами ЦЛ-32 на проволоке Св-08Х11ВФ. Требуется
обязательный подогрев и термическая обработка сварных стыков.
Хромоникелевые аустенитные стали. Введение никеля в высокохромистые
стали повышает их коррозионную стойкость. Хромоникелевые стали 12Х18Н9,
12Х18Н9Т, 08Х18Н10Т, 08Х17Н13М2Т, 10X17H13M3T, 08Х18Н12Б,
45Х14Н14В2М (ЭИ69) обладают значительно большей теплоустойчивостью,
лучшей свариваемостью и коррозионной стойкостью в агрессивных средах, чем
хромистые нержавеющие стали.
Наибольшее распространение получила сталь с содержанием- 18% хрома
и 8% никеля, с небольшим содержанием углерода. Для получения максималь-
ной коррозионной стойкости стали этого типа закаливают при 1050—1100 °C
с быстрым охлаждением в воду.
Химический состав и механические свойства хромоникелевых сталей при-
ведены в табл. 4.37.
Сортовая сталь (12Х18Н9Т) применяется для изготовления деталей насосов,
арматуры, работающих при температуре до 650 °C, для внутренних элементов
аппаратов, соприкасающихся с горячей сернистой нефтью. Для сварки стыков,
в которых не должно быть межкристаллитной коррозии, применяют проволоку
из сталей 04Х18Н10 и 08Х18Н12Б. Стали 04Х18Н10 и 12Х18Н9 применяют для
прокладок, работающих в агрессивных средах при высоких температурах и
давлениях.
Механические свойства стали 12Х18Н10Т приведены в табл. 4.38.
Следует помнить, что хромоникелевые стали склонны к межкристаллитной
коррозии, которая зависит от состава стали, условий термической обработки,
режимов сварки, характера коррозионной среды и проявляется в температурном
интервале 450—850 °C. Особенно опасно проявление межкристаллитной корро-
Таблица 4.37
ства нержавеющих аустенитных сталей
ав, МПа от, МПа в, % Ф, % ан, кДж/м* НВ
480—520 200 40—35 55 2500 135—170
550—580 200 40—35 55 2500 150—200
550 200 40 55 2500 140—170
500—540 180 40 55 2500 135—200
520—540 220 40 55 1500 135-185
500 300 35 50 2100 —
550—600 300 35 50 2500 145-210
и фосфора до 0,035%.
1050—1080 "С для сталей 04Х18Н10, 12Х18Н9, 12Х18Н9Т, 08Х18Н12Б в 08X17HI3M2T,
пала 04Х18Н10 G_, = 200 МПа и для стали 12Х18Н9 O_i = 230 МПа.
203
Таблица 4.38
Механические свойства стали 12Х18Н10Т (3|
Данные о механических свойствах получены на стали в состоянии аустенязацйи,
о длительной прочности — для состоянии аустенизации + старение.
\ °C % МПа %.а. МПа о.. % 4>, % □н, кДж/м1 Одл. «Па
за 10г ч за 10* ч за 10* ч
. 20 580 240 70 80 2800
550 440 140 37 66 2900 290—240 190—240 140—200
600 380 180 31 62 3000 180—220 130—170 90—130
650 410 130 35 66 2900 110—140 60—100 40—70
700 370 130 20 59 3200 70—120 50—70 30—50
зии при сварке в зоне термического влияния, так как может произойти разруше-
ние сварных соединений при воздействии агрессивных сред. Содержание угле-
рода имеет важное значение для развития межкристаллитной коррозии: при со-
держании в стали углерода менее 0,02% склонность к межкристаллитной кор-
розии отсутствует (рис. 4.14). Таким образом, межкристаллитную коррозию
можно предотвратить: а) снижением содержания углерода в стали до 0,02—0,04%;
б) введением в сталь сильных карбидообразующих элементов (Mo, Ti, Nb), ко-
торые связывают углерод в устойчивые карбиды, предотвращая тем самым об-
разование хромистых карбидов и обеднение областей, близлежащих к границам
зерна, хромом. Целесообразен также стабилизирующий отжиг (двухчасовой
нагрев при 845—870 °C).
Молибден в хромоникелевой стали увеличивает химическую стойкость стали
в агрессивных средах, снижает склонность к межкристаллитной коррозии, но не
устраняет ее полностью. В связи с этим помимо молибдена в сталь вводят титан.
Так как молибден изменяет структуру хромоникелевой стали, являясь фер-
ритообразующим элементом, то для сохранения аустенитной структуры необ-
ходимо большее содержание никеля (на 2—4%) по сравнению со сталью типа 18-8.
Сталь 08Х17Н13М2Т применяется для облицовки, изготовления деталей
и элементов нефтезаводского и нефтехимического оборудования, соприкаса-
ющегося с агрессивной средой.
Стали 20Х23Н13 и 20Х25Н20С2 начинают интенсивно окисляться при 980—
1100 °C, поэтому из них изготовляют ответственные сильно нагруженные детали,
работающие при высоких температурах в условиях газовой коррозии, — трубы
для пиролиза метана и электролизных установок, печные конвейеры, крепежные
детали.
Химический состав и механические свой
Данные получены на стали в состоянии после закалкн в воде с температуры
1000-1050 С.
Марка стали Содержание элементов, %
G Si Мп Сг Ni Tl
08Х22Н6Т (ЭИ53) 12X21Н5Т (ЭИ811) <0,08 <0,80 <0,80 21,0—23,0 5,3—6,3 0,25-0,50
0,09—0,14 <0,80 <0,80 20,0—22,0 4,8—5,8 0,25—0,50
08X21Н6М2Т (ЭП54) <0,08 <0,80 <0,80 20,0—22,0 5,50—6,50 0,20-0,40
08Х18Г8Н2Т (КО-3) <0,08 <0,8 7,9—9,0 17,0—19,0 1,75—2,50 0,20-0,40
08Х21Н6Б (ЗИ7) <0,06 <0,8 <0,8 20,0—22,0 5,5—6,5 —
204
В целях экономии никеля применяют стали аустенито-феррнтного класса
марок 08Х22Н6Т, 12Х21Н5Т, 08Х21Н6М2Т, 08Х18Г8Н2Т. Исследования влия-
ния продолжительности нагрева до 5000 я на ударную вязкость сталей 08Х22Н6Т,
08Х21Н6М2Т, 08Х21Н6Б при 350 и 500 °C показали, что эти стали можно исполь-
зовать при температурах эксплуатации не выше 300 42. При более высокой тем-
пературе значения уда
хрупкости в феррите
Рис. 4.14. Склонность
хромоникелевой стали
типа 18-8 к межкри-
сталлитной коррозии
(МКК) в зависимости
от времени и темпера-
туры выдержки и со-
держания углерода [1]:
• — наличие МКК;
О — отсутствие МКК.
Склонность к охрупчиванию зависит от количества феррита и аустенита
в структуре стали после ее термической обработки. При повышении температуры
закалки количественное соотношение феррита и аустенита в этих сталях изме-
няется, поэтому процесс охрупчивания при отпуске развивается в разной степени.
Введение молибдена в сталь 08Х22Н6Т сдвигает интервал охрупчивания к более
высоким температурам.
Химический состав и механические свойства экономно легированных никелем
сталей приведен в табл. 4.39.
Примерное назначение хромистых и аустенито-ферритных корроэионво-
стойких сталей приведено в табл. 4.40 и 4.41.
Таблица 4.39
ства сталей аустеиито-ферритного класса (10]
%. МПа а0.2’ МПа о, % 4>, % °н- кДж/м* НВ
Мо S р не более
1 - <0,025 <0,035 650 350 20 50 800 170-230
— <0,025 <0,035 700 400 20 60 600 180—230
1,80—3,50 <0,025 <0,035 650 350 20 50 500 170—230
— <0,025 <0,035 650 350 20 50 800 170—230
5—0,9 Nb <0,030 <0,035 600 300 20 45 1000 170—230
205
Таблица 4.40
Примерное назначение хромистых нержавеющих сталей [10]
Марка стали Примерное назначение
08X13, 12X13, 20X13 Аппараты, работающие в горячих средах, содержащих сернистый газ; детали повышенной пластичности, подвер- гающиеся ударным нагрузкам (клапаны гидравлических прессов, турбинные лопатки); арматура крекинг-установок с рабочей температурой до 5СЮ СС; предметы домашнего обихода; изделия, подвергающиеся действию слабо агрес- сивных сред (атмосферные осадки, водные растворы солей органических кислот при комнатной температуре и др.). Наибольшая коррозионная стойкость достигается терми- ческой обработкой (закалка с отпуском и полировкой). Свариваемость удовлетворительная
30X13, 40X13 Режущий, измерительный и хирургический инструмент; пружины, работающие при температуре до 400—450 °C; карбюраторные иглы; предметы домашнего обихода. При- меняются после закалки и низкого отпуска, со шлифован- ной и полированной поверхностью. Обладают повышен- ной твердостью
12Х13H3, 1Х14НЗВФТР Тяжелонагруженные детали, работающие в пресной и морской воде. Рекомендуются для изготовления валов, стяжных болтов, дисков, лопаток газовых турбин и других деталей, работающих при температуре до 550 °C и повы- шенной влажности
11Х11Н2В2МФ, 20Х12ВНМФ Рекомендуются для изготовления валов, дисков, лопаток газовых турбин, пружин сжатия и других нагруженных деталей, работающих при температуре до 600 X я повы- шенной влажности
Х14 Обрабатываемые на автоматах детали, которые должны иметь гладкую поверхность и обладать повышенной стой- костью против истирания (винты, гайки, зубчатки, шестер- ни и другие детали с резьбой). Сталь обладает удовлетво- рительной сопротивляемостью атмосферной коррозии и другим видам слабоагрессивных сред
14Х17Н2 Применяется как высокопрочная сталь с достаточно удовлетворительными технологическими свойствами в хи- мической, авиационной и других отраслях промышлен- ности, а также как теплостойкая сталь с рабочей темпера- турой до 400 ’С. Наибольшей коррозионной стойкостью обладает после закалки с низким или высоким отпуском
20X17Н2 Рекомендуется как высокопрочная сталь для тяжелона- груженных деталей, работающих на истирание и на удар в агрессивных средах. Обладает высокой поверхностной твердостью (около 45 HRC)
206
Таблица 4 41
Примерное назначение аустеннто-ферритных
коррозионностойких сталей [10]
Марка стала Примерное назначение
08Х22Н6Т Рекомендуется как заменитель стали 12Х18Н10Т для изготовления сварной аппаратуры, работающей при темпе- ратурах’до 350 °C. Обладает повышенным сопротивлением межкристаллитной коррозии и коррозии под напряжением и более высокой прочностью, чем сталь 12Х18Н10Т. Сва- ривается всеми видами сварки
12Х21Н5Т Применяется для тех же целей, что и 08Х22Н6Т, но обла- дает более высокой прочностью. Отличается удовлетвори- тельной стойкостью к межкристаллитной коррозии и корро- зии под напряжением
08Х21Н6Б Используется для тех же целей, что и сталь 08Х22Н6Т. Преимущество — в высоком сопротивлении сварных соеди- нений ножевой и межкристаллитной коррозии в условиях кипящей 65%-ной HNO3
08Х18Г8Н2Т Рекомендуется как заменитель стали 12Х18Н10Т для изготовления сварной аппаратуры, работающей в различ- ных средах средней агрессивности. Рабочая температура — не выше 350 °C. Обладает хорошей стойкостью к межкри- сталлитной коррозии
08X21Н6М2Т Рекомендуется как заменитель стали 10X1JH13M2T для изготовления деталей и сварных конструкций, работающих в средах повышенной агрессивности (в фосфорной, муравьи- ной, молочной, уксусной и других кислотах, а также в усло- виях синтеза мочевины). Рабочая температура до 300 °C. Обладает хорошей стойкостью к межкристаллитной корро- зии
09Х15Н8Ю, 09X17Н7 Стали переходного класса с неустойчивым аустенитом. Повышенная прочность достигается применением отпуска при 750 и 580 °C или обработки холодом при —70 °C
25Х17П5Н4АФ2 Дисперсионно твердеющая немагнитная нержавеющая сталь с а012 800 МПа. Рекомендуется для энергомашино- строения 207
Таблица 4.42
Обозначения нержавеющих, жаропрочных и жаростойких сталей по стандартам разных стран [11]
ГОСТ (СССР) 6§N 420 075 (ЧССР) AISI (США) DIN 17 006 (ФРГ) AFNOR (Франция) JISUS (Япония) UNI '(Италия) BS En (Англию
Дефор- мирован- ные литые
15Х12Н2ВМФ 17 022 422 906 420 GX25Crl4 (литая) Z20C13 SCS2 (литая) 23 X15C13 56B
30X13 17 023 422 907 * X 35Сг 13 Z30C13 X32C13 56D
40X13 17 024 — Х40Сг13 Z40C13 __ X40C14 56D
12X13 08X13 17 021 422 905 410, 403 410, 403 Х7Сг13, Х10СНЗ Х7Сг14 Z6C13, Z12C13 Z6C13 21 X10C13, X15C13 56A, 56B
12Х17М2 — — 430F Х8СгМоТП7, X12CrMoS17 — — — —
12Х25Т 17 061 — 446 — Z15C27, B3423C, Z20C25 — — —
15X28 6Х60Сг29 __ ___
08X21Н5Т 08Х21Н6М2Т 17 342 — — Z4CNDU20-80 — — . —
10Х14Г14НЗ — Х12МпСг1810
12Х17Г9АН4 —— 201 Z10CMN18-7 ——
12X18Н9 17 241 422 931 302 GX10CrNil88 (литая) Z12CN18-10 40 X15CN1808 58A
08Х18Н10 304, 305 X5CrNil89 Z6CN18-10 27 X8CN1910 58E
04Х18Н10 —• — 304L — Z02CN19-1.2, Z3CN18-10 28 X3CN1911 58E
12Х18Н9Т 17 246 422 933 321 X8CrNil212 Z10CN12-12 X8CNT1810 58D
12Х18Н10Т — Z8CNT18-10 — X8CNT1810 58C
08Х18Н12Б 20Х23Н13 — 422 937 347, 348 309S X10CrNiNbl89 ZlOCNNb 18-10 43 X8CNNb 18-11 58F, G
08Х17Н13М2Т 17 347 422 941 - X10CrNiMoT1810 Z10CNDT18-12 X10CNDT1808 58:
08Х16Н13М2Б — — 318, 319 XIOCrNiMoNb 1810 Z8CNDNb 18-12 X8CND1712 58H
10X17H13M3T — D319 X5CrNiMol812 - Z10CNDT 18-12 58J
06ХН28МДТ — — — GXNiCrMoCu2520 (литая) — — —
4.2. Коррозионная стойкость металлов и сплавов
в органических средах
Коррозионная стойкость металлов оценивается, в соответствии
с ГОСТ 13819—68, по десятибалльной шкале (табл. 4.43).
Таблица 4.43
Десятибалльная шкала коррозионной стойкости металлов
Группа стойкости Скорость коррозия, мм/год Балл
1 Совершенно стойкие 2 Весьма стойкие 3 Стойкие 4 Пониженно стойкие 5 Малостойкие 6 Нестойкие <0,001 Свыше 0,001—-0,005 » 0,005—0,01 » 0,01—0,05 » 0,05—0,10 > 0,1-0,5 > 0,50—1,0 > 1,0—5,0 » 5,0—10,0 > 10,0 1 2 3 4 5 6 7 8 9 10
Балл
1
2
3
4
5
Под скоростью коррозии металлов следует понимать проникновение корро-
зии в глубину металла, которая рассчитывается из данных потерн массы после
удаления продуктов коррозии.
При наличии в металле межкристаллитной коррозии и коррозионного рас-
трескивания пользоваться десятибалльной шкалой коррозионной стойкости не
разрешается. На практике часто пользуются пятибалльной шкалой:
Скорость коррозии,
мм/год
<0,1
0,1—1
1,0—3
3,0—10
>10
При скорости коррозии 0,5 мм/год и выше коррозионную стойкость металлов
обычно оценивают по группам стойкости, а при скорости коррозии ниже
0,5 мм/год — по баллам.
Расчет скорости коррозии П (в мм/год) производится по формуле:
П = А ю-з
Р
k — потеря массы, г/(м2-год); р — плотность металла, г/см3.
При расчете оборудования на прочность необходимо предусмотреть увели-
чение толщины стенки аппарата для компенсации потерь от коррозии. Например,
исходя из условного срока жизни аппарата и скорости коррозии к расчетной
толщине стенки необходимо сделать прибавку на коррозию Д5кор:
ДДкор = 77т
где т — срок службы аппарата, годы; П — скорость коррозии, мм/год.
Результаты коррозионных испытаний сталей в растворах муравьиной,
уксусной, пропионовой, капроновой, каприловой, каприновой и стеариновой
кислот приведены в табл. 4.44—4.47,
209
Таблица 4.44
Скорость коррозии (в мм/год) металлов и сплавов в муравьиной кислоте [12]
Концентрация НСООН, % Температура, °C Сталь Алюминий AB0 (А95> Алюминиевый сплав АМгЗ Титан ВТ!
12X13 12Х17Т 08Х22Н6Т 12Х18Н10Т 08Х21Н6М2Т 10Х17Н13М2Т 10X17H13M3T 06ХН28МДТ
6 20 2,25 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,05 0,07 <0,001
50 4,20 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,43 1,30 <0,001
70 11,60 0,10 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 2,03 4,44 <0,001
100 22,70 0,30 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 4,70 8,30 <0,001
140 — 2,00 1,40 1,90 0,50 0,27 0,15 <0,001 — — <0,001
25 20 2,50 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,06 0,09 <0,001
50 5,00 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,70 1,29 <0,001
70 17,10 2,30 1,40 1,00 0,15 0,07 <0,001 <0,001 2,84 4,70 <0,001
100 35,70 5,70 3,30 2,30 0,40 0,20 0,10 <0,001 8,10 9,41 <0,001
140 — 19,00 15,50 11,50 1,23 1,18 0,92 0,50 — — 0,06
50 20 2,30 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,04 0,08 <0,001
50 5,90 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,59 1,34 <0,001
70 18,10 1,50 1,20 1,10 0,30 0,10 <0,001 <0,001 1,72 3,90 0,60
100 51,30 6,30 4,40 2,80 0,60 0,30 <0,001 <0,001 5,85 7,55 1,30
140 — 31,80 17,40 10,00 1,72 1,35 0,82 0,60 — — 4,65
86 20 0,67 <0,001 <0,001 <0,001 0,001 <0,001 <0,001 <0,001 0,20 0,76 <0,001
50 3,30 <0,001 <0,001 <0,001 0,001 <0,001 <0,001 <0,001 1,20 2,91 <0,001
70 5,07 2,00 0,80 0,50 0,15 0,10 <0,001 <0,001 3,16 4,80 0,30
100 8,65 5,20 1,80 1,30 0,40 0,40 0,20 0,10 10,0 12,2 0,70
140 — 26,70 14,90 10,80 2,20 1,75 1,25 0,75 — — 6,64
Таблица 4.45
Скорость коррозии (в мм/год) металлов и сплавов в уксусной кислоте [12]
Концентрация CHjCOOH, % Температура, ’G Сталь Алюминий AB0 (А95) Алюминиевый сплав АМгЗ Титан ВТ1
12X13 12Х17Т 08Х22Н6Т 1 12Х18Н10Т 08X21Н6М2Т 10Х17Н13М27 10X17H13M3T 06ХН28МДТ
Б 20 0,20 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,04 0,11 <0,001
60 0,64 <50,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,21 0,30 <0,001
70 <50,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,76 <0,001
100 3,32 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 1,24 1,36 <0,001
140 —— 0,12 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 «мм» <0,001
165 — 0,36 0,16 0,08 <0,001 <0,001 <0,001 <0,001 «ми» <0.001
25 20 0,20 <50,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,03 0,06 <0,001
60 1,20 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,69 0,52 <0,001
70 4,30 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 1.П <0,001
100 —— <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 2,36 3,05 <0,001
140 0,32 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001
165 1,04 0,62 0.42 0,21 0,12 0,03 0,01 МММ• <0,001
60 20 1.0 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,001
60 2,80 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,51 <0,58 0,001
70 4,40 — <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,68 1,46 <0,001
100 1,28 0,24 0,12 <0,001 <0,001 <0,001 <0,00Г; 4,00 <0,001
140 — 3,64 1,68 1,52 0,90 0,80 0,56 0,28 —— 0,06
165 — 3,78 3,46 1,56 1,24 1,02 0,62 : ' ' —— 0,07
Of 20 0,12 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,01 <0,001
60 1.42 <0,001 <0,001 <0,001 <0,001 <0,00| <0,001 <0,001 <0,001 0,01 <0,001
70 — —- <0,001 <0,001 <0,001 <0,001 <0,001 <0,05 0,07 <0,001
100 3,40 0,34 0,26 0,18 <0,001 <0,001 <0,001 <0,001 <0,10 0,18 <0,001
140 5,40 1,86 1,54 1,04 0,20 0,12 0,12 0,04 0,60 0,80 <0,001
165 —* 3,28 3,61 2,22 0,53 0,44 0,25 0,12 — — <0,001
Таблица 4.46
Скорость коррозии fa мм/год) металлов и сплавов в пропионовой кислоте [12]
Квнцентраця)! СйЩСООН, % Температура, °C Сталь Алюминий AB0 (А95> Алюминиевый сплав АМгЗ Титан ВТ1
12X13 12Х17Т 08Х22Н6Т 12Х18НЮТ 08Х21Н6М2Т 10Х17Н13М2Т 10X17H13M3T 06ХН28МДТ
Б 20 0,11 <0,001 <30,001 <30,001 <0,001 <0,001 <0,001 <0,001 0,01 0,02 <0,001
50 0,48 <0,001 <30,001 <30,001 <0,001 <0,001 <0,001 <0,001 0,20 0,26 <0,001
70 <30,001 <30,001 <30,001 <0,001 <0,001 <0,001 <0,001 0,76 1,12 <0,001
100 8,36 <0,001 <30,001 <30,001 <0,001 <0,001 <0,001 <0,001 1,26 — <0,001
140 0,10 <30,001 <30,001 <0,001 <0,001 <0,001 <0,001 — — <0,001
160 0,28 0,1 0,04 <0,001 <0,001 <0,001 <0,001 — <0,001
25 20 0,25 <30,001 <50,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,01 0,03 <0,001
50 1,8 <30,001 <30,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,48 0,66 <0,001
70 3,52 <50,001 <30,001 <0.001 <0,001 <0,001 <0,001 <0,001 0,81 0,99 <0,001
100 19,9 <30,001 <30,001 <0,001 <0,001 <0,001 <0,001 <0,001 1,36 1,92 <0,001
140 — 0,4 0,12 <0,001 <0,001 <0,001 <0,001 <0,001 —- <0,001
160 —— 0,8 0,52 0,34 0,16 О',07 0,04 <0,001 — <0,001
50 20 0,32 <30,001 <30,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,02 0,05 <0,001
50 2,0 <30,001 <30,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,40 0,56 <0,001
70 4,0 0,12 <30,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,90 1,20 <0,001
100 14,4 0,41 <30,001 <0.001 <0,001 <0,001 <0,001 <0,001 2,05 2,48 <0,001
140 —— 1,88 1,05 0,81 0,16 0,08 0,04 0,01 0,01
160 — 2,28 1,64 0,52 0,42 0,24 0,12 0,01
09 20 0,13 <30,001 <30,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001
50 1,0 <30,001 <30,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001
70 —— 0,08 <30,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,01 0,02 <0,001
100 2,45 0,26 0,07 0,05 0,03 <0,001 <0,001 <0,001 0,08 0,09 <0,001
140 4,68 1,69 0,76 0,68 0,17 0,14 0,09 <0,001 3—100 5—100 <0,001
160 — 2,87- 2,28 1,86 0,40 0,31 0,14 0,04 — — <0,001
Таблица 4.47
213
Скорость коррозии (в мм/год) металлов и сплавов в высших жирных кислотах [12]
Кислота Температура, °C Сталь Алюминий АВО (А95) Алюминиевый сплав АМгЗ Титан ВТ1
12X13 12Х17Т 08Х22Н6Т 12Х18Н10Т 08Х21Н6М2Т 10Х17Н13М2Т 10X17H13M3T 06ХН28МДТ Х25М2Т
Каш зоновая 100 0,41 0,11 0,02 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,00 1
cs i11C0OH 160 2,93 1,05 0,61 0,10 <0,001 <0,001 <0,001 <0,001 <0,001 0,06 0,08 <0,001
220 —- 1,90 1,76 1,24 0,45 0,33 0,24 0,16 0,07 0,35 0,39 <0,001
270 — 0,82 0,58 0,45 0,35 0,26 — — 0,02
300 — — — — 1,44 0.96 0,71 0,60 0,56 — — 0,03
Kant зиловая 100 0,13 0,06 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001
-116еоон 160 3,2 0,52 0,22 0,02 <0,001 <0,001 <0,001 <0,001 <0,001 0,02 0,02 <0,001
220 — 2,24 1,25 0,34 0,13 <0,001 <0,001 <0,001 <0,001 0,23 0,32 <0,001
260 1,49 0,44 0,28 0,19 0,14 0,04 0,84 1,38 <0,001
300 — — — — 0,82 0,54 0,38 0,24 0,19 — — 0,02
Kant зиновая 100 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001
с, d1#COOH 160 0,60 0,22 0,03 0,02 <0,001 <0,001 <0,001 <0,001 <0,001 0,02 0,02 <0,001
220 4,89 1,08 0,28 0,25 0,01 <0,001 <0,001 <0,001 <0Д)01 0,27 0,35 <0,001
290 — 2,30 2,0 0,43 0,31 0,22 0,14 0,10 0,82 1,29 0,01
330 — — — — 0,82 0,46 0,35 0,24 0,27 — — 0,04
Стеариновая 100 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001
C,,HallCOOH 160 0,22 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001
220 0,93 0,24 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 0,11 0,18 <0,001
260 1,41 0,58 0,01 <0,001 <0,001 <0,001 <0,001 <0,001 <0,001 <0,38 0,42 <0,001
340 3,54 1,18 0,33 0,21 0,18 0,15 0,12 0,10 0,05 — •— 0,01
Таблица 4.48
Скорость коррозии (в мм/год) металлов в уксусной кислоте с добавкой муравьиной [12]
Среда Темпе- ратура , Сталь или сплав Алюми- ний AB0 Алюми- ниевый сплав АМгЗ Титан ВТ1
12Х18Н10Т 10Х17Н13М2Т 10X17H13M3T 12Х21Н5Т 08Х21Н6М2Т
6%-ная СН.СООН 50 <0,001 <0,001 <0,001 <0,001 <0,001 0,21 0,24 <0,001
100 <0,001 <0,001 <0,001 <0,001 <0,001 0,76 ^м <0,001
140 <0,001 <0,001 <0,001 <0,001 <0,001 •_ ^в <0,001
166 <0,001 <0,001 <0,001 <0,001 <0,001 мв ^в <0,001
То же + 50 <0,001 <0,001 <0,001 <0,001 <0,001 0.34 0,39 <0,001
+ 0,3% нсоон 100 <0,001 <0,001 <0,001 <0,001 <0,001 2,94 2,26 <0,001
140 <0,001 <0,001 <0,001 <0,001 <0,001 __ в. <0,001
165 0,025 0,028 <0,025 0,04 0,017 мв В 0,02
То же + 50 <0,001 <0,001 <0,001 <0,001 <0,001 0,60 1,35 <0,001
+ 60% НСООН 100 вм <0,001 <0,001 <0,001 <0,001 13,4 41,2 <0,001
140 вм 1,09 0,87 1.65 0,5 в- ^в <0,001
165 4,40 1,20 1,19 4,00 1.4 ^в 0,07
60%-иая СН.СООН 50 <0,001 <0,001 <0,001 <0,001 <0,001 в <0,001
100 <0,001 <0,001 <0.001 <0.001 <0,001 1,04 3,08 <0,001
140 0,80 0,58 2,34 0,04 мв МВ <0,001
165 3,46 1,04 1.02 3,78 0,53 вм МВ <0,001
То же + 50 <0,001 <0,001 <0,001 <0,001 <0.001 0,28 0.41 <0,001
+ 0,3% НСООН 100 <0,001 <0,001 <0,001 <0.001 <0,001 1,84 2,08 <0,001
140 2,38 0,91 0,63 3,00 0,29 мм в <0,001
165 4,35 1,18 __ . 0,64 вм в. 0,02
То же + 50 <0,001 <0,001 <0,001 <0,001 <0,001 0,28 0,37 <0,001
+6% нсоон 100 <0,001 <0,001 <0,001 <0,001 <0.001 5,00 10,9 <0,001
140 4,40 1,20 0,76 3,3 в— ^м МВ <0,001
165 1,50 1,08 3,6 0.74 Мв МВ 0,03
98%-иая СН.СООН 50 <0,001 <0,001 <0,001 <0,001 <0,001 0,02 мм <0,001
100 <0,001 <0,001 <0,001 <0,001 <0,001 мм 0,06 <0,001
140 м_ 0,12 <0,001 Вм 0,02 0,08 0,07 <0,001
То же + 165 2,30 0,44 0,25 3,83 0,53 Мв МВ <0,001
50 <0,001 <0.001 <0.001 <0,001 <0,001 мм вм <0,001
+ 0,3% нсоон 100 <0,001 <0.001 <0,001 <0,001 <0.001 0,22 0,20 <0,001
140 2,40 —— 1,70 —— 0,60 0,80 <0,001
165 MB 0.57 0,43 0,67 мм мв 0,01
То же + 50 <0,001 <0,001 <0,001 <0,001 <0.001 мв мв <0,001
+ 6% НСООН 100 0,02 <0.001 <0,001 <0,001 <0,001 0,27 0,24 <0,001
140 2,40 0.12 0,15 4.15 0,46 Мв мв <0,001
166 — 0,40 0,19 4.9 0,60 0,02
Муравьиная кислота, будучи сильным восстановителем, наиболее коррозион-
ноактивная из всех перечисленных кислот. В виде примесей она часто присут-
ствует в других кислотах, особенно в уксусной. Влияние добавок муравьиной
кислоты к уксусной на скорость коррозии металлов видно из табл. 4.48. Титаи
является стойким в рассмотренных растворах жирных кислот и в муравьиной
до концентрации 50%.
Коррозионная активность жирных кислот с увеличением длины цепи сни-
жается, а максимальные температуры применения металлов повышаются
(табл. 4.49).
Рис. 4.15. Зависимость скорости коррозии стали 20 в растворах масляной кис-
лоты от времени испытания при температуре кипения;
/ — водные растворы; 2 — бутанольные растворы;
концентрация масляной кислоты; о — 1% (масс); б — 3%; в — 5%; г — 10%; д — 15%,
«-25%.
На рис. 4.15 показана коррозионная активность водных и бутанольных рас-
творов масляной кислоты по отношению к стали 20. Показано, что с увеличением
концентрации масляной кислоты резко возрастает коррозионная активность
водных растворов масляной кислоты по сравнению с бутанольными растворами
этой кислоты [13].
В табл. 4.50 приводятся сводные данные по оценке коррозионной стойкости
сталей и сплавов в различных органических средах (в основном в кислотах).
Спирты не являются коррозионно-активными средами по отношению к угле-
родистым, хромистым, хромоникелевым сталям и алюминию, меди, латуни.
Поэтому медь и ее сплавы широко применяются в производстве спиртов. В низко-
молекулярных спиртах Cj—С4 углеродистая сталь со временем вызывает
215
Таблица 4-49
Максимальные температуры ( °C) целесообразного применения металлов
Кислота Сталь Алюминий AB0 Алюминиевый сплав АМгЗ Титан ВТ1
12X17 12Х18Н10Т 10Х17Н13М2Т 10X17H13M3T 08Х21Н5Т 08Х21Н6М2Т
Муравьиная 60 80 120 120 80 НО 30 Неприменимы
Уксусная 90 ПО 140 150 100 150 100 100 240
Пропионовая 90 100 130 150 90 140 100 100 250
Капроновая 140 165 206 215 140 200 180 160 290
Каприловая 140 186 260 260 160 260 190 190 290
Каприновая 160 210 290 290 200 270 200 210 290
Стеариновая — 300 370 370 — 300 220 230 370
изменение цвета, очевидно, за счет примесей, содержащихся в спиртах. В абсо-
лютно чистых спиртах углеродистая сталь стойка и при температуре кипения.
Хромоникелевые нержавеющие стали обладают высокой коррозионной
стойкостью в спиртах и не вызывают изменения цвета продукта при 100—150 “С.
Присутствие кислорода, незначительные примеси влаги и других веществ
резко повышают активность органических соединений по отношению к металлам.
Таблица 4.50
Характеристика коррозионной стойкости металлов
в агрессивных средах
Материал Концентрация, % (масс.) Температура, СС Скорость кор- розии, мм/год Литера- турный источник
Стали Адипинов а я кислота
СтЗ, 09Г2С, 15ХСНД, 16Г2АФ Любая 180—190 >10 14
08X13, 12X13 180—190 >10 14
12X17, 08Х17Т, 14Х17Н2 20 100 <0,1 14
12Х18Н10Т, 08Х18Н10Т 20 40—100 <0,1 14
Железо — 90 <0,1 14
Алюминий 90 0,25 14
Медь — 90 0,5 14
Свинец Стали Акрилов 60 а я кислота <0,1 14
СтЗ, 09Г2С, 15ХСНД, 16Г2АФ, 08X13, 1-2X13, 12Х21Н5Т, 08Х22Н6Т, . 12Х18Н10Т, 08Х18Н10Т Водные растворы 20 <0,1 14
216
Продолжение
Материал Концентрацня, % (масс.) Температура. вС Скорость кор- розии, мм/год Литера- турный источник
Стали
СтЗ, 09Г2С, 15ХСНД, 16Г2АФ, 08X13, 12X13 Любая 100 >10 14
12Х18Н10Т, 08Х18Н10Т, 12Х21Н5Т, 08Х22Н6Т Я 100 <0,1 14
СтЗ 0,1 (газовая фаза) 77 8,9 15
0,1 (жидкая фаза) 77 4,9 15
Стали 1—3 Акрил 77 он итри л 15—19 15
12Х18Н10Т, 08Х18Н10Т, 10Х17Н13М2Т, 10X17H13M3T, 12Х21Н5Т, 08Х22Н6Т, 06ХН28МВД, 06ХН28МДТ Стали Бензоин, 20 1Якислота , <0,1 14
08X13, 12X13, 10Х14Г14Н4Т Любая 20 <0,1 10
14X17Н2, 08X17Т, . 12X17, 08Х22Н6Т, 08Х21Н6М2Т, 12Х18Н10Т, 12Х18Н9Т, 12Х18Н11Б, 12Х17Н13М2Т > Кипение <0,1 10
СтЗ, 09Г2С, 15ХСНД, 16Г2АФ От 20 до ки- пения >10 10
Медь Раствор в пи- ридине Любая Неприменима 16
Газовая фаза 250 Незначитель- ная коррозия 16
Латунь То же 250 4,3 16
Титан Стали Насыщенный раствор Винная 20—60 кислота <0,07 16
08X13, 12X13, 10Х14Г14Н4Т 1 20 0,1-1 10
217
Продолжение
Материал Концентрация, % (масс.) Температура. °C Скорость кор- розии, мм/год Литера- турный источник
Стали 14Х17Н2, 08X17Т, 12Х18Н10Т, 08Х18Н10, 12Х18Н11Б 12Х17Н13М2Т 12Х18Н9Т, 12Х18Х10Т, 08Х18Н10 08X13, 12X13, 14Х17Н2 О8Х17Т, 12X17 08X13, 12X13 12Х18Н10Т, 08Х18Н10, 12Х18Н11Б 10Х17Н13МТ2 Стали 08X13, 12X13, 12X17, 14Х17Н2 08Х17Т, 15X25, 15X28, 12Х21Н5Т, 08Х22Н6Т, 08Х21Н6М2Т, 12Х18Н10Т Алюминий Титан 1 1 5—50 10 10 15—20 25 25 40 75 10 Г а л л о в а 5 Насыщенный раствор 1—50 Гликолев - 20 20—40 Кипение > 50—100 20 Кипение 20 Кипение » . я кислота 20 70 Кипение 100 ая кислота 40 <0,1 <0,1 <0,1 >10 От 3 и >10 1—3 1—3 >10 3—10 >10 <0,1 <0,1 <0,1 <0,1 0,003—0,022 <0,13 10 10 10 10 10 10 10 10 10 10 14 14 14 14 16 16
Д Титан Цирконий Стали 08X13, 12X13, 12X17, 14Х17Н2, 15X25, 12X28, 12Х18Н10Т, 10Х17Н13М2Т, 06ХН28МДТ 08X13, 12X13, 12X17, 14Х17Н2, 15X25, 15X28, 12Х18Н10Т ихлоруксу 100 100 (неаэри- рованная) Каприлов 100 (под дав- лением) То же сная кисло 100 Кипение ая кислота 100 Кипение т а <0,13 0,21 <0,1 >10 16 16 14 14
218
Продолжение
Материал Концентрация, % (масс.) Температура, сС Скорость кор- розия, мм/год Литера- турный источник
Стали К а п р и и о а я кис лот<
12Х21Н5Т, 12Х18Н10Т, 08Х21Н6М2Т 100 (под дав- лением) 260 1—3 14
10Х17Н13М2Т, 10X17H13M3T, 06ХН28МДТ Стали То же К а п р о н о 260 а я кислота <0,1 14
12Х21Н5Т, 08Х22Н6Т, 12Х18Н10Т, 08Х18Н10Т 100 (под дав- лением) 220 1-3 14
08X21Н6М2Т, 10Х17Н13М2Т То же 220 0,1-1 14
06ХН28МДТ Стали 1 К а р б о л о 220 i а я кислоте <0,1 14
08X13, 12X13, 10Х14Г14Н4Т, 14Х17Н2, 08X17Т, 12X17, 12Х18Н10Т, 12Х18Н11Б, 10Х17Н13М2Т 5 и концентри- рованная (хи- мически чистая) От 20 до ки- пения 0,1 10
СтЗ, 09Г2С, До 100 20 0,1-1 14
15ХСНД, 16Г2АФ Стали ЛевулиноЕ Кипение ая кислот 10 а 14
СтЗ, 09Г2С, 15ХСНД, 16Г2АФ, 08X13, 12X13 — 20 £>10 14
12X17, 14Х17Н2, 08Х17Т, 15X28, 15X25, 12Х18Н10Т, 08Х18Н10Т, 10Х17Н13М2Т 20 <0,1 14
12X17, 14Х17Н2, 08Х17Т — Кипение 0,1—1 14
15X25, 15X22 Стали Л и м о и и а > я кислота <0,1 14
СтЗ, О9Г2О, 15ХСНД, 16Г2АФ 1 20 1—3 14
219
Продолжение
Материал Концентрация, % (масс.) Температура. сС Скорость кор* розни, мм/год Литера- турный источник
Стали 08X13, 12X17, 1 20 1 14
08X17Т, 14Х17Н2, 15X25, 15X28, 12Х18Н10Т, ЮХ17Н13М2Т 08X13, 12X13 5 20 1—10 10
10Х14Г14Н4Т 5 20 0,1—1 10
08Х22Н6Т, 5 20 <0,1 10
08Х21Н6М2Т, 12Х18Н10Т, 12Х18НПБ 08X13, 12X13, 5 85 3—10 10
08X17Т, 08Х22Н6Т, 12Х18Н10Т 08X13, 12X13 10 20 3—10 10
10Х14Г14Н4Т, 10 20 <0,1 10
08Х22Н6Т, 12Х18Н10Т, 12Х18Н11Б 08X13, 12X13 10 40 3—10 10
14Х17Н2, 10 40 0,1—3 10
08X17Т 08Х22Н6Т, 10 40 <0,1 10
08X21Н6М2Т, 12Х18Н10Т, 08Х18Н10, 12Х18Н11Б 08X13, 12X13 10 Кипение 3—10 10
10Х14Г14Н4Т 10 » 1—3 10
08Х22Н6Т 10 > 0,1-3 10
08Х22Н6М2Т, 10 » <0,1 10
’ 12Х17Н13М2Т Стали СтЗ, 09Г2С, М ал ей н о в 1 а я кислота 20 >10 14
15ХСНД, 16Г2АФ 08X13, 12X13, 1 20 <0,1 14
08X17Т, 12X21Н5Т, 08Х22Н6Т, 12Х18Н10Т, 10Х17Н13М2Т СтЗ, 09Г2С, 50 100 >10 14
15ХСНД, 16Г2АФ, 08X13, 12X13 12Х18Н10Т, 50 100 <0,1 14.
10Х17Н13М2Т, 08Х18Н10Т Титан 50 90 <0,13 16
220
Продолжение
Материал Концентрация, % (масс.) Температура. °C Скорость кор- розии, мм/год Литера- турный источник
Маслина я кислота
Стали
08X13, 12X13, Любая 20 <0,1 14
12X17, 08Х17Т, 15X25, 15X28, 12Х18Н10Т, 08Х18Н10Т, 10Х17Н13М2Т ... -
СтЗ, 09Г2С, От 20 до ки- >10 14
15ХСНД, 16Г2АФ пения
08X13, 12X13 » Кипение 3—10 14
12X17, > 1—3 14
14Х17Н2, 08X17Т, 15X25, 15X28, 12Х18Н10Т,
08Х18Н10Т 12Х21Н5Т, » 0,1—1 14
08Х22Н6Т 08Х21Н6М2Т, » <0,1 14
10Х17Н13М2Т, 10X17H13M3T, 06ХН28МДТ 16
20ХЗВМФБ 15 50 0,4
75 50 1,2 16
98 Кипение 12 (язвенная) 15
Титан 10 20 <0,001 15
15 50 <0,001 15
15 Кипение <0,001 15
50 20 <0,001 15
75 50 <0,001 15
98 20 <0,001 15
98 Кипение <0,001 15
Алюминий 10 20 <0,01 15
15 50 0,03 15
15 Кипение 0,8 15
50 20 0,02 15
75 50 0,2 15
75 Кипение 1 15
Медь Ml 98 20 <0,001 15
10’ 20 <0,01 15
15 50 <0,01 15
15 Кипение 0,5 15
50 20 0,04 15
75 50 <0,1 15
98 Кипение 0,4 15
Бронза Бр. А5 ; 10 20 <0,01 15
15 50 0,02 15
15 Кипение <0,1 15
221
Продолжение
Материал Концентрация, % (масс.) Температура. °C Скорость кор- розии, мм/год Литера- турный источник
Бронза Бр. А5 60 20 0,04 15
75 50 <0,1 15
75 Кипение 0,4 15
98 20 0,03 15
Бронза Бр. А10 Влажная ПО 4,06 15
Латунь Л62 10 20 <0,01 15
50 20 0,07 15
98, остальное 20 0,2 15
НС1 50 0,2 15
Кипение 0,7 15
Метакриловая кислота
Стали 08X13, 12X13, 98 30 <0,1 14
12X17, 14Х17Н2, 08Х17Т, 12Х18Н10Т, 08Х18Н10Т 08X13, 12X13, 98 160,5 1—3 14
12X17, 14Х17Н2, 08X17Т 12X21Н5Т, 98 160,5 <0,1 14
08Х22Н6Т, 12Х18Н10Т, 08Х18Н10Т, 10Х17Н13М2Т, 10X17H13M3T, 06ХН28МДТ Мо нохлорукс усная к и с л о т а
Стали СтЗ, 09Г2С, 20 >10 14
15ХСНД, 16Г2АФ, 08X13, 12X13, 12X17, Х17Н2Т, 15X25, 15X28, 12Х18Н10Т, 08Х18Н10Т, 10Х17Н13М2Т, 10X17H13M3T 08X13, 12X13, От 50 до на- 20 >10 10
14Х17Н2, 08Х17Т, 12X17, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н11Б, 10Х17Н13М2Т О6ХН28МДТ сыщенного раствора Любая 20 <0,1 15
100 120 0,5 , 15
222
Продолжение
Матерная Концентрация, % (масс.) Температура, °C Скорость кор- розии, мм/год Литера- турный источник
Чугун £15 Любая 20 <0,1 15
Чугун Х32 10-50 20 <0,1 15
Алюминий АОО, АО, А1 Любая Любая >3 15
Бронза (А1 4—8%) 100 120 <0,1 15
Бронза (Sn 4,5—7%) 100 20 <0,1 15
Железо 100 Кипени* 7,4 15
Латунь ЛОО Любая » 20 Кипени* <0,1 >3 15 15
Медь Ml, М2, М3, М4 100 100 6,8 15
Хастеллой В Любая > 20 100 Кипени* <0,1 <3 >3 15 15 15
Серебро > > <0,1 15
Титан Стали » Муравьив > а я кислоте <0.1 15
08X13, 12X13, 14Х17Н2, 08Х17Т, 12X17. 12Х18Н10Т, 08Х18Н10, 12Х18Н11Б, 12Х17Н13М2Т 0,5 70 <0,1 10
08X13, 12X13, 1 20 1—3 10
10Х14Г14Н4Т 1 60 3—10 10
14Х17Н2, 08Х17Т, 12X17, 12X18 1 20 0,1-1 10
08Х22Н6Т, 08Х21Н6М2Т, 12Х18Н10Т, 08Х18Н10, 12Х18Н11Б, 12Х17Н13М2Т 1 20 <0,1 10
08Х22Н6Т, 08Х21Н6М2Т, 12Х18Н10Т, 08Х18Н10, 12Х18Н11Б, 12Х17Н13М2Т 1 40-60 <0.1 10
08X13, 12X13, 10Х14Г14Н4Т, 14Х17Н2, 08X17Т 1 Кипение >10 10
08Х22Н6Т, 08Х21Н6М2Т 10Х17Н13М2Т 1 1 <0,1 10
08X13, 12X13, 2 20 1—3 10
10Х14Г14Н4Т 2 60 3-10 10
14Х17Н2, 08Х17Т, 12X17 2 60 0,1—1 ю
223
Продолжение
Материал Концентрация, % (масс.) Температура, °C Скорость кор- розии, мм/год Литера- турный источник
Стали
12Х18Н9Т, 08Х18Н10, 12Х18Н10Т, 12Х18Н11Б, 10Х17Н13М2Т 2 20—60 <0.1 ю
08X13, 12X13, 10Х14Г14Н4Т 2 100 >10 10
14Х17Н2, 08Х17Т, 12X17 2 100 3—10 10
12Х18Н9Т, 08Х18Н10, 12Х18Н10Т 2 100 0,1—1 10
10Х17Н13М2Т 2 100 <0.1 10
08X13, 12X13, 10Х14Г14Н4Т, 14Х17Н2, 08Х17Т, 12X17 10 20 3—10 10
08Х22Н6Т, 08Х21Н6М2Т, 10Х17Н13М2Т 10 20 <0,1 10
12Х18Н9Т, 10 20—40 0,1—1 10
08Х18Н10, 12Х18Н10Т, 12Х18Н11Б 10 60—100 1—3 10
08Х21Н6М2Т, 12Х17Н13М2Т 10 40—100 <0,1 10
08X13, 12X13, 14Х17Н2, 10Х14Г14Н4Т, 08Х17Т, 12X17 10 40—100 >10 10
10Х17Н13М2Т 10 Кипение 0,1—1 10
08X13, 12X13, 10Х14Г14Н4Т, 08Х17Т, 12X17 25 20 3 и более 10 10
08Х22Н6Т, 08X21Н6М2Т, 10Х17Н13М2Т 25 20 <0,1 10
08X13, 12X13, 14Х17Н2, 08Х17Т, 12X17, 10Х14Г14Н4Т 25 00 >10 10
12Х18Н9Т, 08Х18Н10, 12Х18Н10Т 25 90 ©tin >10 10
08Х22Н6Т 25 90 <0,1 10
10Х17Н13Т 25 90 От 0,1 до 1 10
08Х22Н6Т 25 Кипение 3—10 10
10Х17Н13М2Т 25 > 0,1—1 10
08X13, 12X13, 10Х14Г14Н4Т, 14Х17Н2, 08Х17Т, 12X17 80 20 3—10 10
224
Продолжение
Материал Концентрация, % (масс.) Температура, °G Скорость корм розни, мы/год Литера* турный источник
Стали
08Х22Н6Т, 08Х22Н6М2Т, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н11Б, 10Х17Н13М2Т 80 20 <0,1 10
08X13, 12X13 100 20 0,1—3 10
14X17Н2, 08Х17Т, 12X17, 08Х22Н6Т, 08Х21Н6М2Т, 12Х18Н9Т, 12Х18Н10Т, 10Х18Н11Б, 1ОХ17Н13М2Т 100 20 <0,1 10
Алюминий 40 20 0,04 16
Латунь 50 80 0,66 16
Медь Ml — — . Применима 16
Титан 50 Кипение 5,08 16
Стали 10—90 10—90 Нафтенов 100 Кипение ы е к и а л о т ь <0,13 >13 16
08X13, 12X13 — 130—200 250—340 0,1—1 >10 14 14
12Х18Н10Т, —. 130—200 <0,1 14
08Х18Н10Т, 10Х17НЗМ2Т, 10X17H13M3T 250—280 0,1—1 14
08X13, 12X13, 12Х18Н10Т, 08Х18Н10Т — 330—340 >10 14
10Х17Н13М2Т, 10X17H13M3T — 330—340 3—10 14
Титан Стали © л е и н е в а (техничес 330—340 я кислота ки чистая) 0,03
14Х17Н2, 12X18, 08X17Т, 12X17, 08Х22Н6Т, 12Х18Н9Т, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н11Б, 10Х17Н13М2Т 20—100 <0,1 10
8 Зак. Л 756
225
Продолжены
Материал Концентрация, % (масс.) Температура, °G Скорость кор- розни, мм/год Литера- турный | источник
Стали 14Х17Н2, 150 1—3 10
12X18, 08X17Т, 12X17 12Х18Н9Т, 150 <0.1 10
08Х18Н10, 12Х18Н10Т, 10Х17Н13М2Т 08X13, 12X13, 200 >10 10
14Х17Н2, 12X18, 08Х22Н6Т 08Х21Н6М2Т, 200 <0,1 10
10Х17Н13М2Т, 10Х18Н11Б
П к р ив а я киелега
Стали 08X13, 12X13 1 20 — кипение >10 10
08Х17Т, 12X17 1 » i 1-3 10
08Х22Н6Т, 1 > » <0,1 10
08Х22Н6М2Т, 12Х18Н9Т, 08X18Н9, 12Х18Н1ОТ углеродистая Насыщенный ео 10 15
Алюминий раствор 3 0,12 15
Медь Расплав 125 Неприменима 15
Пврогалловия кислота
Стали
08X13, 12X13, 10Х14Г14Н4Т, 12X18, 08X17Т, 12X17, 08Х22Н6Т, 08Х21Н6М2Т, 12Х18Н9Т, 12Х18Н11Б, 10Х17Н13М2Т Любая Фт 20 до ки- пения <0,1 10
СтЗ, 09Г2С, 15ХСНД, 16Г2АФ а Кипение >10 10
226
Продолжения
Материал Концентрация, % (масс.) Температура. °C Скорость кор- розия, мм/год. Литера- турный источник
Все хромистые стали, начиная с 08X13 и кончая хромонике- левыми валицилos 0,5-5 ая кислот 20—85 а <0,1 10
Уксусная кислота
Стали 08X13, 12X13, 1 90 <0,1 10
14Х17Н2, 08Х17Т, 12X17, 08Х22Н6Т, 08Х21Н6М2Т, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н11Б, 10Х17Н13М2Т
08Х22Н6Т, 08Х21Н6М2Т, 12Х18Н11Б, 10Х17Н13М2Т, 12Х18Н9Т, 12Х18Н10Т 1 Кипение <0,1 10
08X13, 12X13 10 20 0,1—1 и 1—3 10
10 75 3,0—10 и >10 10
10 90 >10 10
33 20 1 и >10 10
33 40 — кипение 3—10 и >10 10
08Х22Н6Т, 08X21Н6М2Т, 12Х18Н9Т, 08Х18Н10, 12Х18Н11Б, 10Х17Н13М2Т, 12Х18Н10Т 33 20—80 <0,1 10
08Х22Н6Т, 08X21Н6М2Т, 10Х17Н13М2Т 50 (газовая фаза) Кипение <0,1 10
12Х18Н9Т, 08Х18Н10, 12Х18Н10Т То же > 1—3 и 3—10 10
08X13, 12X13, 08X17Т, 12X17, 14Х17Н2 50 20 0,1—1 в 1—3 10
8* 227,
Продолжение
Материал Концентрация, % (масс.) Температура, °C Скорость кор- розии, мм/год Литера- турный источник
08Х22Н6Т, 50 20 <0,1 10
08Х21Н6М2Т, 12Х18Н9Т, 08Х18Н10, 12Х18Н10Т, 12Х18Н11Б, 10Х17Н13М2Т 08X13, 12X13 70 20 1—3 и 3—10 10
Щавелевая кислота
Стали
08X13, 12X13
14Х17Н2,
08Х17Т,
12X17,
08Х22Н6Т,
08X21Н6М2Т,
12Х18Н9Т,
08Х18Н10,
12Х18Н10Т
08X13, 12X13
08Х22Н6Т,
08Х21Н6М2Т,
10Х17Н13М2Т
12Х18Н9Т,
08Х18Н10,
12X18HJ0T
12Х18Н11Б
10Х17Н13М2Т
08X13, 12X13,
12X17Н2,
08Х17Т,
12X17,
12Х18Н9Т
08Х18Н10,
12Х18Н10Т,
12Х18Н11Б,
10Х17Н13М2Т
08X13, 12X13,
08X17Т,
12X17
08Х22Н6Т,
08X21Н6М2Т,
J0X17H13M2T
0,5 и 2,5
0,5 и 2,5
2,5
2,5
2,5
2,5
2,5
2,5
2,5
5,0
5 и 10
20 20' 0,1—1 <0,1 10 10
60 3—10 10
60 <0,1 10
80 1—3 и >10 10
80 1—3 10
80 0,1—1 И 1—3 10
Кипение >10 10
е 3—10 и >10 10
20 0,1—1 и 1—3 10
20 <0,1 10
228
Продолжение
Материал Концентрация, % (масс.) Температура. °C Скорость кор- розии, мм/год Литера- турный источник
Стали
08X13, 12X13, 14Х17Н2, 08Х17Т, 12X17, 6,0 85 >10 10
12Х18Н9Т, 08Х18Н10
08X21Н6М2Т, 6,0 80 <0,1 10
10X17H13M2T
08X13, 12X13, 10Х17Н13М2Т 10.0 60 3—10 10
14Х17Н2 10,0 50 1-3 10
08Х17Т, 12X17 10,0 50 1—10 и >10 10
08X21Н6М2Т 10,0 50 <0,1 10
10,0 Кипение 1—3 10
12Х18Н9Т, 10,0 » 3—10 и >10 10
08Х18Н10, 12Х18Н10Т
08X13, 12X13, 25,0 85 >10 10
14Х17Н2, 08Х17Т, 12X17, 08Х22Н6Т
12Х18Н9Т, 25,0 85 3—10 и >10 10
08Х18Н10, 12Х18Н10Т
12Х18Н9Т, 80 70 3—10 и >10 10
08Х18Н10,
12Х18Н10Т
12Х18Н11Б 80 70 3—10 10
10X17HI3M2T 80 70 0,1—1; 1—3 10
Алюминий (холодно- 0,4 20 0,057 16
катанный) 2,0 20 0,105 16
Тизан 10,0 70—80 1,49 16
1 35 0,01 16
1 60 0,49 —
0,5—10 (аэри- рованная) 35 <0,13 • —
0,5-10 (неаэрирован- ная) 60 >1,3
4.3. Коррозионная стойкость металлов и сплавов
в окиси углерода
при повышенных температурах и давлениях
Многие современные промышленные процессы переработки нефти и получе-
ния синтетических материалов связаны с использованием окиси углерода либо
проводятся в ее присутствии. К таким производствам относятся процессы получе-
ния альдегидов и спиртов методом оксосинтеза, получения метанола, процессы
окисления.
229
При повышенных температурах и давлениях окись углерода агрессивна по
отношению к материалу аппаратуры. Так, в процессе оксосинтеза окись угле-
рода взаимодействует с железом
Fe + 5CO Fe(CO)s
с образованием легколетучего пентакарбонила железа Fe(CO)5. При температуре
около 200 °C в интервале давлений 10—30 МПа скорость образования пентакар-
бонила железа максимальна. При температурах ниже 150 и выше 200 °C скорость
образования карбонилов снижается (рис. 4.16).
Процесс карбонильной коррозии приводит к образованию глубоких язв
на поверхности металла (рис. 4.17).
Рис. 4.17. Крышка опытного реактора из стали ЗОХМА после эксплуатации
в течение 10 000 ч при 180—200 *С и 30 МПа в смеси СО + Н, (1 : 1). X 87.
Рис. 4.16. Зависимость скорости образования карбонилов железа от темпера-
туры и давления [13].
При атмосферном давлении и высоких температурах окись углерода инертна
к большинству материалов. Начиная с 500—600 окись углерода без давления
науглероживает нелегированные стали, а при длительном воздействии ее при
температурах выше 700 °C сталь становится хрупкой, при этом наблюдается выде-
ление углерода по реакции:
2СО *=£ СО2 + С
Науглероживание может снижать работоспособность изделий и особенно
опасно при проведении ремонтных работ. Аустенитные хромоникелевые стали
и теплоустойчивые легированные никелем стали менее подвержены науглерожи-
ванию, чем чисто хромистые (рис. 4.18). Скорость карбонильной коррозии зави-
сит от химического состава стали. С увеличением содержания хрома стойкость
стали в среде окиси углерода повышается. Добавка 1% (а в некоторых случаях
и до 10%) Si, Мп, Nb, Mo, W, V, Al, Ni дает небольшое повышение стойкости.
С повышением давления скорость карбонильной коррозии резко возрастает.
На рис. 4.19 показана стойкость немецких сталей в среде СО + Н2. Химический
состав этих сталей приведен в табл. 4.51.
Для синтезов высокого давления в присутствии окиси углерода при тем-
пературе выше 200 °C применимы практически только высоколегированные стали.
При повышенных температурах в среде окиси углерода следует применять
стали, облицованные медью, алюминием и алюминиевой бронзой. Такие данные
получены при давлении 100 МПа. Отмечается высокая прочность облицовки из
меди и ее сплава с содержанием 1,2—2% Мп до 600 °C в среде окиси углерода при
синтезе метанола. Допустимо применение только обескислороженной меди.
Алюминиевые покрытия устойчивы до 550 °C.
230
Серебряные покрытия широко применяются в ряде синтезов с высокими
концентрацией и парциальным давлением окиси углерода, например в синтезе
пропионовой кислоты. Следует помнить, однако, что при температуре выше
300 °C серебро стимулирует разложение окиси углерода и при этом разрушается
само покрытие.
Данные по скорости карбонильной коррозии конструкционных сталей в сре-
дах, содержащих окись углерода, представлены на рис. 4.20.
Наиболее стойки в среде окиси углерода стали, содержащие 18 и более про-
центов хрома (12Х18Н10Т, 12Х21Н5Т, 15Х25Т). Достаточно высокую стойкость
в газовых средах, содержащих окись углерода, имеют медь, бронза, латунь.
Содержание никеля, %
Рис. 4.18. Науглероживание стали с 15% Сг в зависимости от содержания ни-
келя при 950 °C в течение 1500 ч в среде 4% Нг+ 21% СО+ 2,5% СН4 [17].
Наиболее опасна температурная зона 150—250 °C. За ее пределами скорость
карбонильной коррозии незначительна, при температурах выше 250 °C окись
углерода начинает разлагаться с образованием двуокиси « чистого углерода,
который осаждается на поверхности в виде сажи.
Примеси сероводорода к окиси углерода усиливают процесс карбонильной
коррозии [20]. На рис. 4.21 представлены данные по влиянию температуры на
скорость коррозии некоторых сталей в смеси окиси углерода и сероводорода.
Таблица 4.51
Химический состав немецких марок сталей (к рис. 4.19)
Кривая на рнс. 4.19 с Si Мп Сг Ni Мо Си Ti
1 0,09 2,4 25,5 20,1
2 0,15 — __ 30,2 — — — —
3 0,09 18,1 8,75 — — 0,59
4 С,10 — 17,5 9,2 2,3
5 0,10 — — 17,9 8,9 — 2,4 —
6 0,39 0,63 17,8 2,9 — — —
7 0,08 16,2 — —
8 0,10 — 13,7 —— 0,34 — —
9 0,17 — 13,9 0,57 0,24 — —
10 0,12 — — 3,3 — 0,30 — —
231
Fl, мм /год
t,cC
Рис. 4.19. Зависимость скорости коррозии сталей от температуры в смеси
Состав сплавов приведен в табл. 4.51.
232
С0 + Н2 (1 : 1) [18].
233
Рис. 4.20. Зависимость скорости карбонильной коррозии сталей и бронзы в среде
ретурного газа от температуры при различных давлениях и концентрациях
окиси углерода [19]:
а — 32 МПа, 75% СО; 6—32 МПа, 35% СО; в — 32 МПа, 15% СО; а — 20 МПа, 75%
СО;
1 — сталь 20; 2 — ЗОХМА; 3 — 15Х5М; 4 — 20ХЗВМФ (ЭИ579); 5 — Х8В; 6 — 20X13;
7 — бронза; 8 — 12Х2С1МФ (НМ1).
Рис. 4.21. Зависимость скорости коррозии сталей от температуры в смеси со-
става 60—65% СО, 0,1—0,2% H2S, остальное водород при давлении 30 МПа [13 ]:
1 — сталь 20; 2 — ЗОХМА; 3 — 15Х5М; 4 — 20ХЗВМФ (ЭИ579); 5 — Х8В; 6 — 08X13;
7— Х17; 8 — 08Х17Т; 9 — Х14Г14НЗТ (ЭИ711).
234
Конструкционные стали, содержащие хром, характеризуются значительно мень-
шей скоростью коррозии, чем углеродистые. Скорость коррозии углеродистой
стали в указанной смеси газов при 200—220 °C в 5—7 раз больше, чем в смеси
газов без добавки сероводорода. Максимальное коррозионное разрушение под
действием окиси углерода с добавкой сероводорода наблюдается в интервале
175—225 °C.
На рис. 4.22 приведены данные по коррозионной стойкости отечественных
сталей в смеси окиси углерода и водорода. Максимальная скорость карбонильной
коррозии наблюдается при 150—200 °C. При более высоких температурах скорость
коррозии резко снижается для всех металлов; высоколегированные стали типа
12X13, 12Х18Н9Т, а также медь и латунь в этих условиях являются корро
Рис. 4.22. Зависимость скорости коррозии сталей, меди и латуни в смеси
СО + Н2 (1:1) от температуры при давлении 25 МПа и времени испы-
таний 1000 ч 113]:
] — сталь 20; 2 — ЗОХМА; 3 — 20ХЗВМФ; 4 — 08X13; 5— 12Х18Н10Т; 6 — медь;
7 — латунь Л62.
зионностойкими. Когда в газе содержится до 30% СО, углеродистые и низколеги-
рованные стали стойки при давлении до 13 МПа и температуре до 150 °C, а при
низких давлениях (0,05 МПа) — до 550 °C. При концентрации окиси углерода
до 17%, давлении 25 МПа и температурах 120—200 °C углеродистые и низколе-
гированные стали нестойки. Стойка в этих условиях сталь 12Х18Н10Т.
В установках синтеза метанола наиболее подвержены карбонильной кор-
розии трубопроводы Ill и IVстепеней компрессии [20] и коллектор после колонны
синтеза (температура 100—145 43, давление 19—38 МПа).
По данным лабораторных испытаний [20], карбонильная коррозия всех
испытанных металлов в газовой среде с 30% СО при 150—275 °C и 38—40 МПа не
превышает 0,8—1,02 г/(м2-ч). С увеличением концентрации окиси углерода до
40% скорость коррозии возрастает, особенно резко для углеродистых сталей
и их сварных соединений. При 60% СО максимальное развитие карбонильной
коррозии сдвигается в область 200—225 °C. Заметна разница между каррозион-
ной стойкостью углеродистых и легированных сталей. Невысокую коррозионную
стойкость показали стали 20ХЗВМФ, ЗОХМА и их сварные соединения. Корро-
зионная стойкость материалов в производственных условиях одинакова для
сварных соединений и основного металла и по значениям близка к лабораторным
данным.
235
В условиях карбонильной коррозии (среда: Ni(CO)4 3—5%; СО 60—80%;
COj 3—4%; Os 0,3—0,5%; температура 25—250 °C; давление 2—30 МПа) не
наблюдается склонности к коррозионному растрескиванию у сталей марок СтЗсп,
25, 35, 15ХМ, 25ХЗНМ, 10ХСНД. Скорости общей коррозии этих сталей, испытан-
ных под напряжением и без напря-
жении, различаются незначительно:
все они находятся в шестой группе
стойкости по десятибалльной шкале
ГОСТ 13819—68.
Данные по применению материа-
лов в газовых смесях, содержащих
окись углерода при повышенных тем-
пературах и давлениях, обобщены на
рис. 4.23, на котором представлены
зоны применимости различных мате-
риалов в зависимости от условий воз-
действия окиси углерода. График раз-
рС0-МПа делен на пять зон по температуре и
парциальному давлению окиси угле-
Рис. 4.23. Зоны применимости различ- рода — это позволяет выбрать марку
ных материалов в смесях СО + Н, [21 ]. стали для конкретных условий эксплу-
атации. Так, стали с содержанием
30% Сг или 25% Сг 4- 20% Ni, марган-
цовистая бронза (5% Мп) обладают высокой коррозионной стойкостью и могут
быть использованы для любой зоны, так же как стали с 13—17% Сг. Стали
низколегированные и типа Х5 удовлетворительны для 1 и 5 зон. Стали типа 18-8
пригодны для 1 и 2 зон, а при низком давлении для зон 3, 4 и 5.
4.4. Коррозионная стойкость металлов и сплавов
в водороде при повышенных температурах и давлениях
Многие процессы нефтехимии проводятся под давлением водорода (рифор-
минг, гидроочистка, гидрирование углеводородов и т. д.); при этом металлы
и сплавы быстро насыщаются водородом и становится возможным взаимодействие
водорода с отдельными составляющими сплава и растрескивание последнего.
Воздействие водорода на сталь при повышенных температурах и давлениях
связано, в основном, с разрушением карбидной составляющей, вызывающим не-
обратимые потери первоначальных свойств материала. Такое физико-химическое
явление принято в технике называть водородной коррозией стали. Ниже приве-
дены справочные данные по растворимости и диффузии водорода в металлах
и сплавах, методам защиты их от воздействия водорода, а также рекомендации
по применению конструкционных сталей для изготовления оборудования, пред-
назначенного для. различных условий эксплуатации.
Растворимость водорода в сталях
Из всех газов водород наиболее быстро растворяется в большинстве метал-
лов. Процессу растворения газа в металле предшествует адсорбция его на поверх-
ности и диссоциация на атомы.
Под термином «растворение» принято понимать распределение газа в объеме
металла. Очень часто в литературе применяются равнозначные термины «абсорб-
ция» и «окклюзия».
Количество водорода, растворенного металлом, может быть выражено в атом-
ных, весовых или объемных процентах, кубических сантиметрах водорода на
100 г металла, миллионных долях (ppm) и т. д.
Для перехода от одних единиц к другим можно пользоваться табл. 4.52.
Для наиболее распространенной системы железо—водород соотношение
различных единиц таково: 1 ppm = 0,0001% (масс.) = 0,000553% (ат.) =
= 0,0873% (об.) =1,11 см’/100 г.
Концентрация растворенного в металле газа зависит от парциального давле-
ния атомарного водорода на границе металл—газ, которое определяется общим
236
Таблица 4.52
Пересчетные коэффициенты зля различных способов выражения концентрации водорода, растворенного в металле [221 О б о а на ч е н я я; а — относительная атомная масса металла; d — его плотность.
Способ выражения концентрации С V Л1 в А
с _. г-ат Н 1 — 1,12-10’ а — 1,008-10’ а — 1,112-10* а 10а с+ 1 я.| а Ь-| в ОО й-| — -да 8 а.|- оо £ - 8 . - Я ? а 9,92-10-’ d 1,112-Ю"1 1 1,112-10'1 а 9,92-10-’ а 8,92-10-’ d 8,99 1 а 8,92-10-’ А
“ г-ат Me У _ объем Н, “ объем Me ,, мг Н ** ЛЛ — ,, 100 г Me в _ см3 Н, »* 1 г Me А = ГГХ Н м •102 % (ат.) ** г-ат Н+ г-атMe ' 10» — А — 1,12-10» а — 1,008-10» а — 1,12-10» а 1
237
Кроме того, можно выражать концентрацию следующим образом:
tv? Масса Н , Объем Н* , л <
IF == ----ту-:---—ГТ- 10> % (масс.)4*; Р =® -ут—=—/---10а % (объемы.)
Масса Н+ масса Me . Объем Н2Ч- объем Me
• у. ю» — концентрация, выраженная в объемных процентах.
• * М-10-8 — концентрация, выраженная в массовых процентах.
* * В* 10”2 — концентрация, выраженная в кубических сантиметрах водорода на 100 г металла.
4* При Я >1% и w >0,001 % целесообразнее пользоваться формулами:
‘ л - 100 . . U7 „ 160
, , 1.008 ( 100 Л ’ , . ° ( 103~\
' + -S—- ’J
с последующим пересчетом по таблице в величины С, затем в другие единицы.
давлением и константой диссоциации, изменяющейся с температурой. При кон*
такте водорода с железом и другими металлами заметная поверхностная диссо-
циация происходит при сравнительно низких температурах (200—300 °C).
На рис. 4.24 приведена зависимость равновесной концентрации водорода
в стали от давления и температуры. Кривые равновесия при давлении 1 и К) МПа
получены расчетным путем.
Отношение объемов водорода и железа
О 0,4 О,в 1,2 1,6 2,0 24
।--------1--------1--------1-------т--------1--------1-----
S, СМ3/1.00 2
Рис. 4.24. Зависимость равновесных концентраций водорода в стали от давле-
ния и температуры.
Растворение водорода в стали — процесс эндотермический, поэтому раство-
римость увеличивается с повышением температуры *.
Зависимость растворимости водорода от давления для ряда конструкционных
сталей имеет следующий вид:
5 = Ks /Р
где S — количество растворенного водорода, см3/100 г; Р — давление водорода,
МПа; Ks — растворимость при Р = 0,1 МПа, см9/100 г.
На рис. 4.25 и 4.26 представлена зависимость растворимости водорода от
давления для ряда конструкционных сталей. Проникновение водорода в сталь
начинается при сравнительно невысоких температурах. На рис. 4.27 приведены
* Поглощение водорода Ti, Zr, V, Nb, Та и некоторыми другими металлами
происходит с выделением тепла.
238
Рис. 4.25. Зависимость растворимости водорода
от давления при 500 °C для различных ста-
лей:
1 — 12Х2МФБ; 2 — ЗОХМА и 12МХ; 3 — опытная
сталь с 0,17% Си 0,68% Т1.
у'р(ЗМПо)
Рис. 4.26. Зависимость раство-
римости водорода от давления
при 300—900 °C для стали
12Х18Н10Т:
7—200 °C; 2 — 400°; 3 — 500°; 4 —
600°; 5 — 700°; 6 — 800°; 7 — SOO °C.
239
a
Рис. 4.27. Влияние времени выдержки на количество водорода, поглощенного
образцами диаметром 10 мм из стали 12Х18Н10Т:
а — при давлении водорода 30 МПа и температурах: 1 — 300 “С, 2 — 400 °C;
6 — при температурах 600 “С и давлении: / — 5 МПа, 2 = 10 МПа, 3 —30 МПа, 4 =
30 МПа, 4 — 40 МПа, 6 — 50 МПа;
в — при давлении* 30 МПа и температурах; / — 700 °C, 2 — 800 °C, 3 — 900 °C.
240
данные по насыщению водородом стали 12Х18Н10Т. Для сталей ферритного, пер-
литного и феррито-мартенситного классов насыщение водородом происходит
в 3—5 раз быстрее. Влияние температуры на абсорбцию водорода твердым алюмн-
Рис. 4.28. Зависимость растворимости
водорода в алюминии от температуры.
Рис. 4.29. Растворимость водорода в а-титане при низких температурах.
нием показано на рис. 4.28. Поглощение водорода титаном также начинается
при сравнительно невысоких температурах (рнс. 4.29 и 4.30).
Ниже приведены значения растворимости водорода в стали 12Х18Н10Т
при давлении " '
/, “С
300
400
500
600
700
800
900
Для других
0,1 МПа:
Ks. см’/ЮО»
3,0
3,6
4,2
4,6
5,3
5,9
6,8
сталей значе-
ния Кз представлены на рис. 4.31.
Температурная зависимость рас-
творимости водорода в стали
при г давлении 0,1 МПа имеет
следующий вид:
Кз=Квехр (-АЯ/2ЯТ)
где А Я — теплота растворения,
Дж/моль; R— универсальная га-
зовая постоянная, Дж/(К-моль).
Влияние легирующих эле-
ментов на растворимость водо-
рода в сталях одного класса
(ферритного или аустенитного)
проявляется сравнительно слабо (рис. 4.31). Влияние хрома на растворимость
водорода в сплавах Fe—Сг представлено на рис. 4.32.
Значения теплот растворения АЯ водорода в конструкционных сталях и
предэкспоненциальных коэффициентов Ко представлены в табл. 4.53.
Стали аустенитного класса абсорбируют водорода примерно в 4 раза больще,
чем углеродистые, и в 6 раз больше, чем стали феррито-мартенситного класса
(типа 20X13, 2X13, 12Х7СМТ, 15Х12ВМФ).
растворимости водорода в стали 12Х18Н10Т
Рис. 4.30. Зависимость водородонасыщения
титана ВТ1-1, относительного изменения мас-
сы образцов Lmtm и толщины окисной плен-
ки б от температуры испытания (давление
водорода 5 МПа, выдержка 24 ч).
241
900 800 700 600 500 400 JOO
t,°C
Рис. 4.31. Зависимость растворимости Ks при давлении 0,1 МПа от температуры
для различных сталей, сплавов и никеля:
1 — 20X13; 2 — 12Х2МФБ; 3 — 12МХ; 4 — ЗОХМА; 5 — XH35B3T; б — Х15Н19ВЗБ;
7 — Х15Н25В2М4Б; 8 — ХН77ТЮР; 9 — Х20Н72М4БЮ; 10 — Х14Н14В2М2; 11 ~
12Х18Н10Т; /2 — никель; 13 — ХН80ТБЮ (ЭИ607А).
Для ряда эндотермических и экзотермических окклюдеров зависимости
содержания водорода от температуры приведены на рис. 4.33 и в табл. 4.54 и 4.55.
Таблица 4.53
Значения Ко и АН для различных сталей и сплавов
Марка стали или сплава дн, Дж/моль 1. °C
ЗОХМА 16,17 40 200 400—600
12Х2МФБ 9,04 36 400 400—700
20X13 11,70 40 200 400—700
12Х18Н10Т 14,30 15 900 500—900
Х14М14В2М2 10,27 14 250 400—900
Х15Н26В2М4Б 13,47 17 200 400—900
Х15Н19ВЗБ (ЭИ726) 14,35 20 200 400—900
XH35B3T (ЭИ612) 32,32 32 200 500—900
Х20Н72М4В2 (ЭП486) 16,35 20 500 300—700
ХН77ТЮР (ЭИ437Б) 7,64 32200 400—900
ХН80ТБЮ (ЭИ607А) 25,04 26 000 400—900
242
Рис. 4.32. Зависимость растворимости водорода в сплавах Fe—Сг от содержа-
ния хрома (давление водорода 30 МПа).
Таблица 4.54
Растворимость водорода в металлах (в см3/100 г)
Давление 0,1 МПа.
«. ас N1 Fe Со Сг Си А1 Ag Мо Pt
200 300 400 1.7 2,35 3,15 0,16 0,35 0,06 0,055 0,165 0,065
500 4,10 0,75 0,16 0,110 0,176
600 5,25 1,20 0,89 0,50 0,30 0,176 0,186 0,075
700 6,50 1,85 1,22 0,49 0,15 0,232 0,21 —
800 7,75 2,45 1,85 1.0 0,72 0,49 0,334 0,25 0,095
900 9,10 3,0 2,52 2,0 1,08 1.48 0,427 0,29 0,135
1000 9,80 (а) 4,7 (V) 5,50 3,21 3,0 1,58 3,0 0,50 0,20
1100 12,15 7,00 4,33 4,2 6,3 (ж.) 0,62 0,35
1200 14,25 8,25 5,44 8.1 0,52
1300 14,7 10,1 10,0 >м. 0,77
1400 16,2 10,5 11,8 1.15
1500 1535 1600 1650 41,6 (ж.) 43,1 (Y) 10,1 0) 14(d) 25 (ж.) 28 31 — — 13,6
243
Рис. 4.33. Зависимость In $ от l/Т для металлов групп А и В.
Таллинн 4.55
Сорбция водорода металлами (в см3/г)
Давление 0,1 МПа.
1, °C Ti V Zr Nb La Се Те Th рл
20 407,4 150 235,5 55,0 223 215 46 148 60
300 — 65 44,4 192 184 33 — 3,3
400 387,7 38 — 36,8 182 176 25 — 2,3
500 366,0 19 —— 22,7 172 168 14 —- 1.9
600 334,7 10 184 9,88 163 160 7 9F- 1,8
700 183,9 6,4 176 5,11 153 152 4,2 88 1,70
800 140,9 4,4 165 3,30 143 145 2,5 81 1,62
900 98,2 3,2 138 2,17 134 138 1.8 77 1,57
1000 66,1 2,5 — 1,63 123 130 1,4 26 1,55
1100 45,9 2,1 47 — 111 113 1,1 19 1,54
1200 — 32 — 41 53 1,0 17,5
244
Водородолроницаемость стали при повышенных
температурах и давлениях
Под термином *водородопроницаемость> обычно понимают целый комплекс
элементарных физико-химических процессов, сводящихся в конечном счете
к проникновению газа через металл. Диффузия как таковая входит одной из со-
ставляющих в этот комплекс процессов.
Инертные газы практически не диффун-
дируют ни в одном металле. Процессу
диффузии предшествует активированная
адсорбция водорода на поверхность
металла. Адсорбция обусловлена интен-
сивными силами химического взаимо-
действия. Диффузия водорода в метал-
лах самая интенсивная, по сравнению
с другими газообразными элементами,
такими, например, как кислород, азот.
Легкость осуществления процесса диф-
фузии водорода в* большинстве метал-
лов объясняется соотношением разме-
ров его атома и параметров кристал-
лической решетки металла.
100 500 300 '‘ 200 150125
t.°C
Рис. 4.34. Зависимость водородопроницаемости технического железа от тем-
пературы.
Цифры на кривых — давление водорода, МПа.
Рис. 4.35. Зависимость водородопроницаемости технического железа от давления.
Цифры на кривых — температура, “С
Количество водорода V (см’), продиффундировавшего через единицу поверх-
ности (I см2) на глубину 1 мм за единицу времени (1 ч), рассчитывается по формуле:
И=-у—
где Кн — объем водорода (приведенный к нормальным условиям), продиффунди-
ровавшего за 1 ч через поверхность образца f см2 при толщине стенки трубчатого
образца h мм.
Данные по проницаемости водорода через техническое железо в зависимости
от температуры представлены на рис. 4.34.
Водородопроницаемость технического железа пропорциональна корню
квадратному из величины давления молекулярного водорода (рис. 4.35).
245
Уравнение водородопроницаемости для технического железа в интервале
температур 200—700 °C имеет следующий вид:
V = 0,757 • 103 ехр (—67 000/RT)
Здесь V выражается в см?/(см2-ч-мм"1); R — универсальная газовая по-
стоянная, Дж/(К-моль).
Влияние величины зерна на водородопроницаемость технического железа
иллюстрирует табл. 4.56. При 400 °C с увеличением размера зерна в 32 раза
Таблица 4.56
Зависимость водородопроницаемости технического железа
при 400 °C от величины зерна
V, — для зерна 2000 мкм*; V, — для зерна 64 000 мкм*.
Давле- ние, МПа Водородопроницаемость, СМ,/(СМ*‘Ч’ММ“1) Давле- ние, МПа Водородопроницаемость, см,/(см,-ч-мм“|)
V, V./V. Vt v, v,/v,
2 0,5 0,4 1,25 10 1.8 1,54 1.17
Б 1.1 0,9 1,22 15 2,2 1,85 1,19
скорость диффузии снижается на ~20%. При более высоких температурах не
наблюдается существенной разницы в водородопроницаемости для сталей с раз-
личной величиной зерна, поэтому для практических целей, начиная с 400 °C,
влиянием этого фактора можно пренебречь.
Изменение водородопроницаемости с увеличением содержания углерода
в металле представлено в табл. 4.57.
Таблица 4.57
Зависимость водородопроницаемости металлов
от содержания углерода
Температура 400“ С, давление 50 МПа.
Металл с, % (масс.) у см’
’ СМ1Ч-ММ“|
Техническое железо 0,04 5,10
Сталь 15 0,15 4,09
Сталь 30 0,27 2,79
Сталь У10А 1,10 2,24
Серый чугун 2,73 1.12
Температурная зависимость водородопроницаемости сталей 20, ЗОХМА,
12МХ, 20X13, 12X13, 12Х18Н10Т представлена на рис. 4.36—4.38.
Рассчитанные параметры водородопроницаемости — кажущаяся энергия
активации Е и предэкспоненциальный множитель — представлены
в табл. 4.58.
246
500 450 400 550 500 275 250 225 200 175 150 125
Рис. 4.36. Зависимость водородопроницаемости стали 20 от температуры.
Цифры на кривых — давление водорода, МПа.
Таблица 4.53
Константы водородопроницаемости в уравнении
V = Va exp (—E/RT) для некоторых сталей
Металл Vo-10». г СМ' сы*-ч-мм 1 Е кДж ’ моль Температур- ный интепвал, °C
Техническое железо Сталь 20 Сталь ЗОХМА Сталь 12МХ Сталь 20X13 Сталь 12Х18Н10Т 0,757 1,39 1,089 0,83 0,62 14,07 67 i 0,84 75,4 ± 0,42 77,2 ± 0,84 70,4 87,2 ± 0,84 145— 1,26 200—700 200—500 200—600 350—475 300—700 400—900
Для сталей ферритного и феррито-мартенситного классов обнаружено
резкое замедление скорости диффузии водорода при сравнительно низких тем-
пературах, которое можно объяснить несовершенством кристаллической решетки
металла («улавливанием» водорода в дефектах решетки). Поэтому экстраполяция
данных но водородопроницаемости, полученных при температурах выше 300 °C,
на область ниже 200—250 °C недопустима.
600 550500450 400 350 300 250 200 175 150
t‘C
Рис. 4.37. Зависимость водородопроницаемости стали ЗОХМА от температуры.
Цифры на кривых — давление водорода, МПА
Большинство сосудов, предназначенных удерживать водород, работает >
в напряженном состоянии, в условиях ускоренной ползучести материала.
Деформирование стали в упругой области увеличивает пронилжаекие- через
сталь электролитически выделяемого водорода, а пластическая деформация за-
тормаживает этот процесс. При высоких температурах возможен иной характер
влияния напряжений и пластической деформации на водородопроницаемость.
Дефекты кристаллической решетки, являющиеся «ловушками» для водорода
при низких температурах, в области высоких температур могут увеличивать во-
дородопроницаемссть.
243
Рис. 4.38. Зависимость водородопроницаемости различных сталей от темпера*
туры и давления водорода.
Давление: ▼ — 5 МПа; • — 10 МПа; О— 20 МПа.
Стали: — 12Х18Н10Т; — ~ 12X13; 12МХ; *-•— 12Х2МФБ.
249
На рис. 4.39 представлены данные по влиянию напряжений на водородо-
проницаемость при повышенных температурах и давлениях для хромоникелевых
сталей 12Х18Н10Т и Х14Н14М2В2. При 700 °C стационарный поток газа уста-
Т. ч
Рис. 4.39. Зависимость водородопрони-
цаемостн стали Х14Н14М2В2 от вре-
мени воздействия.
Температура 700 °C, давление водорода
5 МПа; 1 — оэ = 19 МПа; 2 — аэ =>
- 26 МПа.
иавливается в течение нескольких часов; это время зависит от величины действу-
ющих напряжений. Поскольку оно связано с коэффициентом диффузии D водо-
рода в металлах, то на основании полученных данных можно заключить, что
с повышением уровня напряжения значение D возрастает.
Рис. 4.40. Зависимость водородопроницаемости стали Х14Н14М2В2 от давле-
ния водорода.
Диаметр образцов, мм (dH/dBH): 1 — 13/10; 2 — 15/12; 3 — 17/14; 4 — 6/3; 5 -- 9/6;
6 — 11/8.
Зависимость водородопроницаемости стали Х14Н14М2В2 от давления пред-
ставлена на рис. 4.40. При 700 °C наблюдается линейная зависимость между V
и /Р. При давлении водорода 30 МПа и напряжении выше 140 МПа, а также
при 900 °C, т. е. в условиях ускоренной ползучести металла, линейная зависи-
мость не наблюдается.
250
Изучение температурной зависимости водородопроницаемости при различных
напряжениях показало, что с увеличением приложенных напряжений наблю-
дается тенденция к уменьшению энергии активации процесса диффузии (рис. 4_ -41).
Рис. 4.41. Зависимость водородопроницаемости стали 12Х18Н10Т от темпера-
туры.
Давление водорода 10 МПа; 1 — аэ = 13,5 МПа; 2 — оэ = 81,5 МПа.
Значения постоянных водородопроницаемости для некоторых металлов
и сплавов представлены в табл. 4.59.
Таблица 4~£>9
Значения постоянных водородопроницаемости
(в см3/(сма-ч-мм~1)] для сталей н цветных металлов [13]
Давление 0,1 МПа.
t, °C Сталь 20 Стал 20X13 Сталь 12Х18Н10Т Никель Медь Алюминий
300 5 10*2 6-10-9 4,8-IO*4 4,2 IO'6 2,5-10- в
400 1,8 10-1 2,4-10** 3-10-9 2.7-10-» 3,6-io-$ 1,3-1О-«
500 3,6 1(Г1 5-10-* 1,7-10-9 1,1-10-9 1,8-10-1 2,6->О-Л
600 5-10Г1 1-10-1 6- 1СГа 2,6-10-9 6,1-10-1 2,6-10--*
700 9-10-1 2,7-10-1 1,9-10-1 6,5-10-9 1,7-10-9 —
251
Особенности водородной коррозии стали
Действие водорода на сталь при повышенных температурах и давлениях
связано с разрушением (диссоциацией) карбидной составляющей и ухудшением
свойств стали. В результате обезуглероживания стали согласно реакции
Fe3C + 2H2 «=* 3Fe + CH4
1
Рис. 4.42. Вид
стали 20 после2-часового воз-
действия водорода при тем-
пературе 800 °C и давлении
5 МПа.
в дефектах кристаллической решетки' металла скапливаются продукты реакции
(метан). Молекула метана настолько велика, что не может диффундировать внутри
металла. Поэтому возникает давление газа, главным образом по границам зерен,
приводящее к растрескиванию границ зерен ме-
’ .< талла Процесс обезугяирожийтш свпро-
вождается межкристаллитным растрескиванием
1 результате водородной коррозии стали теряют
металлический блеск поверхность становится
' матовой. Из-за скопления метана под большим
давлением в приповеркностлом металла
могут образоваться вздутия (пузырьки), отчет-
ливо нбл юдаемые на поверхности стали
(рис 4 42)
Обезуглероживание стали сопровождается
„снижением механических свойств особе нно пла-
стичности В этих условиях воздействие водо-
рода ней) ратимз, т. е. никакой последующей
термической обработкой не удается достичь
исходных свойств металла.
Вследствие структурных изменении и меж
кристаллитного растрескивания изменяются
также физические свойства стали
" ‘ еиствие водорода ца сталь проявляется
не сразу , а после определенной выдержки
в газе при повышенных температурах и давле-
ниях. На первом этапе обезуглероживаются
поверхность стали и приповерхностные лока-
лизованные объемы, но не наблюдается обра-
зования отдельных пустот по границам зерен;
нет также отвода продуктов коррозии. Затем,
при продолжительном действии водорода на
сталь, наблюдаются растрескивание по границам зерен, отвод продуктов
образцов из
коррозии и резкое снижение содержания углерода в стали.
Характерными особенностями структуры полностью обезуглероженной
стали являются отсутствие перлита, растрескивание по границам зерен
(рис. 4.43), микро- и макроскопические вздутия. Глубину водородной коррозии
стали (рис. 4.44) можно определить при помощи макроскопического и микроско-
пического анализов. Для определения глубины водородной коррозии вырезают
темплет, который шлифуют и полируют, а затем в зависимости от марки стали
протравливают соответствующим реактивом. Для углеродистых и низколегиро-
ванных сталей применяют 4% раствор HNO3 в этиловом спирте. Кроме того, для
определения глубины обезуглероженной зоны проводят послойный химический
анализ на содержание углерода. На протравленных шлифах отчетливо видна
более светлая обезуглероженная зона, окаймляющая внутреннее отверстие
трубки.
Интервал времени, в течение которого не происходит видимых изменений
микроструктуры и механических свойств металла, называется индукционным
периодом процесса обезуглероживания стали. Установление зависимости этого
периода от давления водорода и температуры имеет важное практическое значе-
ние, так как по существу его длительностью определяется безопасное время
эксплуатации оборудования.
262
Существует следующая зависимость времени до начала обезуглероживания т,
стали 35 от температуры (400—500 °C) и давления (10—50 МПа):
т,= 1,26- 10~6Р~1>5ехр (13 330/Т)
(4,1)
где — индукционный период, ч; Т — температура, К; Р — давление водо-
рода, МПа.
Рис. 4.43. Микроструктура частично обезуглероженной стали 30 X 87.
Слева обезуглероженная зона, справа — необезуглероженная.
Установлены эмпирические зависимости величины индукционного периода т,
от температуры и давления. Для стали 20:
т,= 5,8-10~вР~1,73 ехр (13500/Г) (4-2)
для стали ЗОХМА:
тв = 5,08Р-3'°8ехр (11 800/7) ; (4.3)
Рис. 4.44. Микрошлифы образца из стали 20 после выдержки в водороде при
температуре 525 °C и давлении 12 МПа в течение 208 ч.
253
Рис. 4.45. Время безопасной эксплуатации сталей 20 (о) и ЗОХМА (б) при различных температурах и давлениях
водорода.
Цифры ни кривых — время безопасной эксплуатации, часы.
Время безопасной эксплуатации при различных температурах и давлениях
приведено на рис. 4.45.
Зависимость глубины обезуглероживания от времени имеет следующий вид:
где К —- константа скорости обезуглероживания; — глубина обезуглерожи-
вания слоя, мм; I — толщина стенки трубы, мм; т — время выдержки, ч.
ее
Рис. 4.46. Зависимость скорости обезуглероживания стали 20 от температуры.
Испытывались трубчатые образцы диаметром 30 мм, с толщиной стенки 10 мм. Цифры
на кривых ~ давление водорода, МПа.
Зависимость скорости обезуглероживания труб из стали ЗОХМА от давле-
ния и температуры имеет вид:
£
1g* ------торг- + 0.00034Р + 1,13
Z,dx\ J
где Р — давление водорода, МПа; Т — температура, К; Е = 125 800 Дж/моль —
кажущаяся энергия активации процесса обезуглероживания; R =
= 8,314 Дж/(моль-К)— универсальная газовая постоянная.
На рис. 4.46 приведены данные по влиянию температуры на скорость обез-
углероживания трубчатых образцов из стали 20. При одинаковых давлениях,
температурах и продолжительности воздействия водорода глубина обезуглерожи-
вания увеличивается с толщиной стенки (рис. 4.47). Повышение давления водо-
рода и увеличение напряжений в стенке образцов также увеличивают скорость
водородной коррозии сталей. Уравнение для расчета глубины обезуглероживания
263
Рис. 4.47. Зависимость глубины
обезуглероживания Д/ стали 20 от
толщины стенки I н давления.
Температура 525 °C, выдержка 200 ч.
труб из углеродистой стали 20 с внутренним радиусом 5—30 мм и толщиной
стенки 3—20 мм, имеет следующий вид:
А/ = A exp (-E/RГ)та(10Ря) /“г» (4.4)
где Д/ — глубина обезуглероженного слоя, мм; Т — температура, Ki т— время,
ч; R = 8,314 Дж/(мольК) — универсальная газовая постоянная; Р —давление
газа, МПа; I — толщина стенки труб и корпусов аппаратов, мм; г — внутренний
радиус трубчатых образцов, мм; £ = 30 200 Дж/моль — кажущаяся энергия
активации процесса обезуглероживания для стали 20; А — константа (для стали 20
при выбранной системе единиц А =
= 0,0076); а = 0,5; п = 1,12; m = 0,71;
р = 0,58.
Уравнение (4.4) справедливо при
давлении водорода 5—80 МПа и темпе-
ратурах 350—600 °C. Оно может быть
использовано для ориентировочного рас-
чета глубины обезуглероживания после
индукционного периода. Этот период для
углеродистой стали рассчитывается по
уравнению (4.2).
Расчет напряжений, возникающих
в конструкциях, производится с учетом
глубины обезуглероживания. Рассчитав
напряжения, возникающие в частично
обезуглероженной стенке корпусов, и
зная предел длительной прочности для
этой стали, можно ориентировочно уста-
новить срок службы коммуникаций и
аппаратов в определенных условиях
эксплуатации.
Одним из основных путей повышения
водородоустойчивости сталей является
введение в нее сильных карбидообразу-
ющих элементов. Легирование стали
хромом, молибденом, вольфрамом, ванадием, ниобием, титаном резко повышает
ее сопротивление водородной коррозии. Это происходит благодаря образованию
карбидов более стабильных, чем цементит. На разрезе диаграммы Fe—С—Сг
(рис. 4.48) нанесены результаты испытаний по водородостойкости ряда хроми-
стых сталей. Из сопоставления диаграммы и рис. 4.49 следует, что увеличение
содержания хрома резко повышает водородоустойчивость.
Исследования водородоустойчивости сталей, содержащих 0,05—0,42% С
и 0,85—19,8% Сг, при давлении водорода 80 МПа, температуре 600 °C в течение
2600—4000 ч показали, что в этих условиях достаточно устойчивы только стали,
содержащие не менее 10% Сг (рис. 4.50), в которых карбидная фаза представляет
собой (Сг, FeJjjCc. Все стали, имеющие в своем составе а + (Сг, Fe),C3, пол-
ностью обезуглероживались и разрушались.
Схема понижения водородоустойчивости в зависимости от типа карбидных
фаз хромистой стали имеет следующий вид:
(Сг, Fe)a3Ce —► (Сг, Fe)a3Ce+(Сг, Fe),C3 —►
—► (Сг, Fe),C3 —► (Сг, Fe),C,+ (Fe, Cr)3C —►
—► (Fe, Cr)3C-f-Fe3C
Исследования опытных плавок, содержащих 0,16—0,18% С и —0,5%, ~1%,
~1,5% и 2% легирующего элемента (вольфрама, ванадия, ниобия и титана),
а также промышленных сталей марок 20, 20Х и 20X13 при давлениях водорода
5—80 МПа и температуре 600 42 показали, что наибольшая водородоустойчивость
достигается при введении в сталь сильных карбидообразующих элементов в коли-
честве, достаточном для связывания всего углерода в карбиды типа фазы внедре-
ния МеС,
256
Рис. 4.48. Зависимость водородостойкости хромистых сталей от типа карбидож-
Температура 600 °C, давление водорода 80 МПа, выдержка 1000—4000 и.
Стойкость: Она — стойки [13 и 231; • — поверхностное обезуглероживание (13 Лг
К н А — нестойки [13 н 23].
Рис. 4.49. Водородостойкость хромистых сталей с 0,16% С при давлении водо-
рода 30 МПа.
Заштрихованная область показывает составы сталей, подвергающихся водородной кор-
розии.
9 Ю !2 t4 16 'в ^(9
Содержание хоома.%
Рис. 4.50. Зависимость водородоустойчивости сталей с различным содержанием
углерода от легирования хромом.
Температура 600 “С, давление водорода 80 МПа, выдержка 4000 ч. Содержание угле-
рода; X — 0,05%; 0-0,2%; □ — 0,3%; А — 0,4%; 0 — 0,7%.
Плакирование или футеровка сталей металлами, имеющими более низку!О
водородопроницаемость, может защищать от воздействия водорода, так как при
одностороннем воздействии водорода со стороны плакирующего слоя снижается»
концентрация диффундирующего водорода на границе соединения отдельных,
слоев, а следовательно, и его взаимодействие с карбидной составляющей стали-
На практике широко применяются двухслойные стали с защитным слоем»
выполненным из сталей 08X13 и 12Х18Н10Т. Согласно данным рис. 4.36—4.38»
-водородопроницаемость углеродистых и низколегированных сталей в 5—10 ра»
больше, чем у нержавеющих сталей. Следовательно, плакирующие слои из по-
следних, хотя и не предотвращают полностью проникновение водорода, могут
во много раз снижать его агрессивное действие. Для расчета эффективного
.. 9 Зак.. № 756 %i7
давления водорода на границе соединения двухслойных сталей предложено сле-
дующее уравнение:
а
Т+Р
р'11
где Р-1 — давление водорода со стороны плакирующего слоя, МПа; Ра — эффек-
тивное давление на границе соединения двухслойной стали, МПа; а = УО1/Уоа—
отношение постоянных водородопроницаемости плакирующего У01 и основного
Voa слоев При постоянной температуре; 0 = /х//а— отношение толщин пла-
кирующего (11) и основного (/2) слоев.
Различаются три вида плакирующих слоев для защиты углеродистой стали
от водорода — в зависимости от величины водородопроницаемости и характера
Рис. 4.51. Зависимость давления водорода Ра на границе слоев в биметалле от
внешнего давления Рх при 600 42.
Отношение толщины плакирующего алоя и основного (стали 20) составляет I; 10.
Рис. 4.52. Зависимость давления водорода Ра на границе слоев в двухслойной
стали от температуры в внешнего давления Р, водорода со стороны нержаве-
ющего слоя.
Отношение толщины плакирующего слоя и основного I ( 10;
— — — СтЗ + 12Х18Н10Т.
20К + 08X131
взаимодействия с основным металлом. Первые обладают весьма низкой водородо-
проницаемостью и практически не взаимодействуют с основным металлом (медь,
серебро, золото). Вторые также обладают очень низкой водородопроницаемостью
(алюминий и др.) и образуют твердые растворы с основным металлом в широком
диапазоне концентраций. Третьи имеют более высокую водородопроницаемость
(сталь 08X13, 12Х18Н ЮТ и др.), чем первые два, но взаимодействуют в основ-
ным металлом.
Перечисленные в табл. 4.59 металлы можно расположить в ряд по возраста-
нию водородопроницаемости: алюминий, медь, никель, стали 12Х18Н10Т, 20X13
и 20. Следовательно, наибольший эффект понижения давления водорода на гра-
нице соединения двухслойных металлов достигается футеровкой стали листами
из алюминия, меди (рис. 4.51) или серебра. Например, при давлении водорода
10 МПа и температуре 600 42 плакирующий слой из меди и алюминия толщиной
10% от общей толщины двухслойного металла снижает давление водорода на гра-
нице соединения их со сталью 20 до 0,0017 или 0,0003 МПа соответственно.
На практике применяются двухслойные стали с защитным слоем из сталей
08X13 и 12Х18Н10Т, На рис. 4.52 приведены расчетные значения эффективных
давлений в зависимости от изменения общего давления при различных темпе-
258
ратурах для двухслойных сталей 20К+ 08X13 и СтЗ + 12Х18Н10Т. Плакиру-
ющий слой резко снижает величину эффективного давления. Увеличение тол-
щины плакирующего слоя приводит к понижению эффективного давления на
границе соединения, а увеличение толщины основного металла повышает кон-
центрацию водорода на границе соединения слоев (рис. 4.53).
Зная температуру и давление водорода, при котором работает основной
слой двухслойного металла, можно оценить его водородостойкость по имеющимся
сданным для незащищенных углеродистых и низколегированных сталей.
В результате растворения водорода в стали могут развиться два вида изме-
нений механических свойств — обратимые и необратимые.
10 20 30 40 50 60
Рис. 4.53. Зависимость эффективного давления Р2 на границе соединения слоев:
а) от толщины плакирующего слоя I, (толщина основного слоя 30 мм); б) от
толщины основного слоя /2 (I, = 3 мм).
---- 20К + 0X13;-------СтЗ + 12Х18Н10Т. Цифры на кривых — температура, °C.
Обратимые изменения происходят в водородоустойчивых и в водородоне-
устойчивых сталях до начала водородной коррозии. Они заключаются в неболь-
шом повышении предела текучести при резком снижении пластических свойств.
После нагрева «наводороженных» образцов до 600—700 °C эти свойства восста-
навливаются до исходных значений.
При необратимых изменениях в стали начинается интенсивная водородная
коррозия, приводящая к резкому снижению прочности из-за образования мно-
гочисленных микроскопических трещин по границам зерен. Ухудшаются и пла-
стические свойства, особенно ударная вязкость, причем они не восстанавливаются
даже при нагреве стали выше 700 °C и полном удалении водорода.
Влияние водорода при высоких температурах и давлениях на механические
свойства сталей принято оценивать сравнением свойств «наводороженных» об-
разцов, испытываемых при комнатной температуре, со свойствами стали в исход-,
ном состоянии. Для сталей, склонных к отпускной и тепловой хрупкости, — со
свойствами после длительного теплового воздействия. Обычно, влияние водорода
на механические свойства представляется как отношение свойств наводороженной
стали к исходным и выражается в процентах, например ВнаВОД- 100, —1.Q0
°висх ТИСХ
и. т. д.
При небольших содержаниях (5—8 см?/100 г) водород практически не ока-
зывает влияния на сопротивление металла пластической дефюрмации, но резко
уменьшает предельную пластичность и сопротивление разрыву. Склон-
ность к водородной хрупкости, т. е. относительная интенсивность падения
9*
259
пластичности при одинаковой концентрации водорода, возрастает с увеличением
прочности стали.
Сравнительно мягкие условия высокотемпературного «наводороживания»
не вызывают необратимых изменений механических свойств (табл. 4.60), и при
последующем отпуске или медленном охлаждении насыщенных водородом об-
разцов происходит полное восстановление свойств. В том же случае, когда про-
исходит обезуглероживание стали, даже незначительная концентрация водорода
Таблица 4 60
Влияние водорода на механические свойства стали 20
Условия наводороживания Механические свойства
Р, JAfla t, “С т, ч V2- МПа ав, МПа % м>, % _кДж Н’ м3
В исходном состоянии 280 480 38 60 980
0,5 530 100 230 370 35 71
1,5 400 10 000 250 450 33 59
450 5 000 250 390 34 71 _—
520 5 000 260 410 33 69
3 260 10 000 250 , 420 32 64 1470
280 10 000 250 480 25 65 1210
300 10 000 260 470 35 63 850
350 5 000 300 480 33 64 880
350 10 000 220 280 3,6 5 30
400 5 000 240 330 7 7 230
500 1 000 160 320 28 46 280
500 10 000 140 260 25 17 230
б 200 10 000 210 430 30 61 1000
260 10 000 250 390 13 17 300
300 5 000 240 360 6 9 300
350 1 000 220 41.0 31 61
350 5 000 230 320 8 9 100
400 1 000 220 400 22 38 200
5 400 5 000 210 260 4 2 70
450 4 000 180 300 15 18 160
500 1 000 170 270 13 11 90
20 40 20 000 330 510 30 65 960
300 1 000 270 510 29 64 1100
400 20 240 470 27 52 960
60 290 430 12 20 260
120 270 410 17 14 220
275 250 450 16 — 310
450 20 250 440 18 26 —
60 260 330 9 10 20
120 240 320 И 10 50
275 210 270 1 7 20
550 — 170 0 0 0
в стали приводит к резкому снижению пластичности и ударной вязкости стали
(табл. 4.60). Механические свойства низколегированных сталей после испытаний
в различных условиях даны в табл. 4.61, а для высоколегированных —
в табл. 4.62.
Водородная хрупкость проявляется тем заметнее, чем выше содержание
в сплавах никеля (рис. 4.54—4.56). При содержании никеля менее 50% водород
в количестве до 120 см3/100 г незначительно влияет на механические свойства
сталей. Сплавы на никелевой основе и чистый никель резко охрупчиваются при
содержании водорода около 60 смр/100 г, снижается их прочность и пластичность
(табл. 4.63).
260
Таблица 4.61
Влияние водорода на механические свойства конструкционных сталей [13]
Условия иаводорожнва- НИЯ -— 1 • Механические свойства
Марка Термическая обработка Микроструктура’
стали Р, МПа t, °C т, ч °0.2- МПа МПа в». % if. % кДж Я» м»
16ГС Нормализация с 920 °C; В исходном состоянии 320 510 30 75 • Феррито-перлитная
отпуск при 650‘С 3 350 10 000 300 510 29 58 — Без изменений
5 400 1000 320 510 30 78 » »
10 000 290 470 24 42 — Значительное обезуглероживание и растрескивание по границам зерен Феррите-перлитная
12МХ Нормализация с 920 °C; В исх одном остбянии 280 470 32 72 —
отпуск при 690 °C 5 450 10 000 260 460 26 73 740 Без изменений
1 000 240 460 30 75 —- » »
500 5 000 250 450 36 72 — Незначительное поверхностное
10 000 обезуглероживание
250 440 27 73 —_ То же
5 550 5 000 260 400 26 . 53 700 Обезуглероживание по всему се*
чению на 50%
10 000 210 360 27 57 390 Полное обезуглероживание по
всему сечению
ЗОХМА Закалка с 880 °C, масло: В исходном состоянии 630 750 14 73 1340 Сорбит
отпуск при 650 °C. ма- 5 400 10 000 610 760 17 67 —* Без изменений
ело 500 10 000 510 630 21 77 Незначительное поверхностное
10 000 240 39 обезуглероживание
550 410 80 Сильное обезуглероживание без
300 570 ‘750 растрескивания границ зерна
20 500 730 15 63 Без изменений
12Х1МФ Нормализация с 960 °C; В исходном состоянии 420 510 30 76 890 Феррито-перлитная
отпуск при 750 ®С, 5 500 40 000 410 550. 25 ' 84 1160' » »
воздух 10 000 390 540 26 81 — Поверхностное обезуглерожива- ть име на глубину, 0» 13 мм
5 550 5 000 300 460 36 60 97 Частичное обезуглероживание по
всему сечению образцов
10 000 230 420 34 67 10,7 Полное обезуглероживание стали
' 590 27 без растрескивания границ зе- рен
15Х2МФ Нормализация с 1000 °C; В исходном состоянии 430' 24 ’ 79 Ма
12ХЙЗА > отпуск при 750 *С; воз- дух 50 450 10 000 420 600 21 71 25 Ю,1
Нормализация с 880— В исходном состоянии 530 660 19 60 М
910 °C; отпуск при 5 500- 5 000 510 530 20 70 Без изменений
650 °C, воздух 550 5 900 370 510 31 46 3,6 Значительное обезуглероживание
Таблица 4.62
to
о»
*° Влияние водорода на механические свойства высоколегированных сталей (13]
Условия наводорожмвания: давление 70 МПа. температура 600 °C.
Марка стали Термическая обработка Длительность наводорожн- вания, ч Механические свойства
мИа %- МПа 6,. % М>. % „ кДж “Si-
Х12ВМФ Закалка с 950 °C, масло; В исходном состоянии 770 900 17 63 700
отпуск при 680 °C 4000 690 800 11 25 600
45Г18ЮЗ Холодная прокатка В исходном состоянии 650 890 39 62 1300
250 410 480 7 4 200
1Г18Х8Т Нормализация с 1150 °C; В исходном состоянии , 420 700 41 75 1700
отпуск при 800 °C 250 410 460 5 4 600
35Г12Х8Т Нормализация с 1100 °C В исходном состоянии 420 640 13 8 1300
1000 220 2 0 300
Х18Н10Т Нормализация с 1100 °C В исходном состоянии 320 660 57 77 300
1000 340 610 19 17 —
4Х12Н8Г8МФБ Закалка с 1140 °C; отпуск В исходном состоянии 740 1010 24 35 410
(ЭИ481) при 780 °C 4000 730 930 6 6 370
Рис. 4.54. Влияние содержания водорода на предел прочности при растяжении
ов и относительное удлинение 6 различных материалов:
А — никель; • — Х14Н14М2В2; Д — Х15Н26В2М4Б; X — Х20Н72М4БЮ; О —
Х20Н77Т2ЮР; ——— после насыщения водородом;---— после выдержки в аргоне.
Рис. 4.55. Зависимость механических
аг содержания никеля.
Режим наводороживания; t = 900 °C; х =
2,7 7,7 50,5 10,0 5,2
Содержание йодорода,см7/70Ог
свойств хромоникелевых материалов
24 я; Р == 30 МПа.
Рис. 4.56. Зависимость механических свойств никеля от температуры отжига
после наводороживания.
Режим наводороживания: I = 900 “С; т = 24 ч; Р «= 30 МПа.
Таблица 4.63
Влияние водорода на относительное удлинение б (в %)
хромоникелевых материалов
Марка стали или «.плава Насыщение водородом Выдержка в аргоне
ДО отжига после отжига при 1150 °C ДО отжига после.отжиг*- при 1150 сС
Х14Н14М2В2 42,3 42,7 42,3 43,6
Х15Н26В2М4Б 27,3 26,1 28,0 30,8
Х20Н77Т2ЮР 12,3 38,4 26,4 ЭД,5
Охрупчивание наблюдается только на образцах из сплава на никелевой
основе. После отжига при высокой температуре свойства образцов полностью
восстанавливаются. Необратимых изменений в хромоникелевых сталях и сплавах
не происходит даже при весьма длительном насыщении их водородом при давле-
нии до 80 МПа.
Одной из практически важных рекомендаций, связанных с устранением
обратимой водородной хрупкости, является медленное охлаждение стенок аппа-
ратов при быстром сбросе высокого давления водорода, а также предотвращение
Рис. 4.57. Зависимость механических свойств технического титана от количе-
ства растворенного в металле водорода.
ударных нагрузок при повторном пуске оборудования, так как миграция
водорода к местам концентраторов напряжений может привести к образо-
ванию трещин, что особенно часто наблюдается при наличии непроваров
в сварных швах.
Влияние растворенного водорода на механические свойства технического
титана показано на рис. 4.57, а изменение ударной вязкости титановых сплавов
при различной концентрации водорода — на рис. 4.58. Водородная хрупкость
особенно резко проявляется, если содержание водорода превышает определенную
величину. Для технического титана содержание водорода не должно превышать
0,010% (масс.). В а-титановых сплавах можно допускать содержание водорода
до 0,02% (масс.).
Одной из важнейших характеристик, определяющих длительную и надеж-
ную работу оборудования и трубопроводов в различных отраслях промышлен-
ности, является длительная прочность стали.
264
В практике известно много случаев аварий оборудования вследствие замед-
ленного разрушения металла, вызванного воздействием водорода. Вредное
влияние может проявляться как при отрицательных и нормальных, так и при
повышенных температурах. В первом случае замедленное разрушение связано
с адсорбцией-и диффузией водорода, т. е. с механизмом обратимой водородной
Рис. 4.58. Влияние количества растворенного в металле водорода (S) на удар-
ную вязкость технического титана и титановых сплавов.
хрупкости. В этом случае без водорода замедленного разрушения не происходит.
Ниже более подробно будет рассмотрен процесс замедленного разрушения ме-
таллов при повышенных температурах.
Обычно испытания на длительную коррозионную прочность проводятся
на трубчатых образцах, подвергаемых разрыву внутренним давлением водорода.
Рис. 4.59. Зависимость времени до разрушения от напряжения в образцах из
стали СтЗ при 400 °C.
> — цилиндрические образцы на воздухе при одноосном растяжении; 2t 3, 4 **труб«
чатые образцы с толщиной ставки l.S-^1,3 мм при парциальном давлении водорода
5, 9, 15 МПа соответственно.
265
Расчет напряжений для тонкостенных трубчатых образцов производится по
формуле:
а,= 0,06 Р -|±1
где <тэ — эквивалентное напряжение в стенке трубчатого образца, МПа; Р —
внутреннее давление водорода, МПа; р — отношение наружного диаметра об-
Рнс. 4.60. Длительная прочность стали
20 при испытании в азоте (прямые 1) и
водорода (прямые 2):
а — 350 “С; 6 — 400 "С; a — 450 °C; г— 500 °C.
Толщина стенки 2,5 мм.
разца к внутреннему.
Результаты испытаний обраба-
тываются по уравнению:
т = Аа~п
где Лип — постоянные; т — время
до разрушения образцов при напря-
жении.
Углеродистые стали при тем-
пературе выше 200 °C и высоких
давлениях водорода нестойки и под-
вергаются интенсивному обезугле-
роживанию. Это видно из рис. 4.59,
на котором приведены результаты
определения длительной прочности
СтЗ при температуре 400 °C и давле-
ниях 5—15 МПа.
Аналогичные результаты полу-
чены при исследовании длительной
прочности стали 20 (рис. 4.60).
При давлении водорода 14—15 МПа
и температурах 350—500 °C дли-
тельная прочность стали резко сни-
жается по сравнению с длительной
прочностью в азоте. В условиях
интенсивной водородной коррозии
повышение давления при постоян-
ной температуре и толщине стенки
вызывает снижение пределов дли-
тельной прочности стали 20 по
сравнению с длительной проч-
ностью в азоте.
Длительная прочность стали
в водороде зависит также от тол-
щины стенки трубчатых образ-
цов. Так, при постоянном дав-
лении водорода и температуре
увеличение толщины стенки до 5 мм
в условиях обезуглероживания
стали приводит к повышению пре-
делов длительной прочности. Даль-
нейшее увеличение толщины стенки
образцов не оказывает влияния на
длительную прочность стали 20.
Введение в сталь небольших количеств легирующих элементов, стабилизи-
рующих цементит, приводит к заметному повышению длительной прочности в во-
дороде по сравнению с углеродистыми сталями. Однако и в этом случае при по-
вышенных температурах и давлениях водорода наблюдается снижение пределов
длительной прочности (рис. 4.61). С повышением давления водорода пределы дли-
тельной прочности понижаются (рис. 4.62). В табл. 4.64 приведены данные по
влиянию водорода на длительную прочность некоторых сталей. При кратко-
временных выдержках и сравнительно невысоких давлениях водорода и темпе-
ратурах длительная прочность низколегированных сталей мало отличается от
длительной прочности в азоте. С увеличением длительности испытаний и повыше-
2 66
нием температуры и давления водорода эффект снижения пределов длительной
прочности в водороде увеличивается. Это объясняется тем, что в течение короткого
промежутка времени испытания не происходит водородной коррозии стали и
поэтому не снижается время до разрушения по сравнению с испытаниями под
Рис. 4.61. Длительная прочность стали 16ГС при температуре 450 °C и давле-
нии 15 МПа в азоте и водороде (прямые 1 и 2) и стали ЗОХМА при температуре
550 °C и давлении 60 МПа в азоте и водороде (прямые 3 и 4)
давлением азота. Сталь 15Х2МФ при температуре 500 °C и давлениях водорода
15—35 МПа является водородостойкой, т. е. карбидная составляющая не подвер-
гается восстановлению водородом. Соответственно, и длительная прочность при
испытаниях под давлением азота и водорода одинакова. Такая закономерность
прослеживается и при исследованиях дли-
тельной прочности средне- и высоколегиро-
ванных сталей. Так, сталь 20ХЗВМФ при
температуре 600 °C и давлении водорода
60 МПа подвергается водородной коррозии.
Соответственно, длительная прочность ее
в водороде ниже длительной прочности при
испытаниях в азоте (рис. 4.63, прямые 1 и 2).
В случае дополнительного легирования этой
стали ниобием повышается водородостой-
кость и, соответственно, длительная проч-
ность стали марки 20ХЗВМФБ в водороде
практически не отличается (рис. 4.63, пря-
мые 3 и 4) от данных, полученных при испы-
таниях под давлением азота. Аналогичные
закономерности наблюдаются и для других
марок сталей (рис. 4.63, прямые 6 и 7).
Стали, содержащие 12% хрома с добав-
ками вольфрама, молибдена и ванадия, явля-
ются водородостойкими при температуре
600 °C и давлении водорода до 80 МПа.
Поэтому и длительная прочность этой стали
в водороде (рис. 4.63, прямая 5) не отли-
чается от длительной прочности в азоте. После
значительных испытаний в водороде не обна-
ружено также изменений содержания угле-
Рис. 4. 62. Зависимость преде-
лов длительной прочности стали
12МХ от парциального давле-
ния водорода:
1 — 550 °C, 10‘ ч; 2 — 550 °C, 10" ч;
3 — 600 °C, 10‘ ч;4 — 600 °C, 10" ч.
рода в микроструктуре стали.
Влияние давления водорода на длительную прочность трубчатых образцов
из стали 12Х18Н10Т изучалось под давлением водорода и аргона 20 и 40 МПа
при температурах 600 и 800 °C. Повышение давления водороДа (рис. 4.64) не при-
водит к снижению пределов длительной прочности стали 12Х18Н10Т по сравне-
нию с испытаниями под давлением аргона. Все значения пределов длительной
267
Таблица 4.64
Влияние водорода на длительную прочность некоторых сталей
Марка стали Вид поставки. Режим термообработки Условия испы- тания . “дл. МПа
Рн,. МПа /, °C за 10 ч за ЮГч за 10* ч
16ГС Лист, перекованный на пру- 450 210 195 128
ТОК 15 400 200 120 68
15 500 115 63 34
09Г2С Лист, перекованный на пру- —- 450 230 205. 175
ток. Диффузионный отжиг с 15 450 140 115 92
920 °C; нормализация с 920 °C 15 500 150 71 33
ЗОХМА Поковка. Закалка с 880° С, — 500 318 266 224
масло; отпуск 650 °C, масло 23,6—46 500 250 167 112
550 208 150 110
19—40 550 120 73 44
— 600 115 86 63
10,3—31 600 83 54 36
12МХ Поковка в состоянии поставки — 550 149 90 70
5 550 170 105 78
15 550 260 125 50
5 600 180 70 30
15 . 600 145 56- 20
12МХ Поковка в состоянии поставки 15 500 200 160 99
. 15 550 140 ПО 73
15 600 — 94 45
15Х2МФ Лист. Нормализация с 1000 “С; отпуск 750 еС, воздух — 500 340 270 210
15—35 500 340 270 210
прочности не выходят из 95%-ного доверительного интервала предедов длитель-
ной прочности в водороде и аргоне.
Водород, не снижая пределов длительной прочности водородоустойчивой
стали, вызывает заметное снижение предельной деформации трубчатых образцов,
увеличивающееся с повышением давления водорода.
При высоких температурах и давлениях не происходит обезуглероживания
жаропрочных материалов, а давление в макро- и микродефектах кристаллической
решетки, ответственное за охрупчивание материала, не превышает парциального
давления на границе раздела газ—металл. Поэтому при испытаниях различных
хромоникелевых сталей на длительную прочность под действием одинакового
давления водорода следует ожидать примерно одинакового снижения долговеч-
ности. Это подтверждено испытанием (рис. 4.65) трубчатых образцов из жаропроч-
ных сталей и сплавов (12Х18Н10Т, Х15Н26В2М4Б и Х20Н77Т2ЮР) на дли-
тельную прочность под действием внутреннего давления водорода 30 МПа при
температурах 700 и 900 °C.
Сравнение полученных данных с результатами испытаний этих же материа-
лов при одноосном растяжении на воздухе показывает, что на образцах сталей
12X18HI0T и Х15Н26В2М4Б влияние водорода не проявляется. Образцы из
сплава на никелевой основе Х20Н77Т2ЮР при испытаниях в среде водорода при
900 °C оказались менее долговечны, чем испытанные на воздухе. Так, при напря-
жении 100 МПа образцы, испытанные в среде водорода, разрушались через 25 ч
после испытания, а на воздухе — через 50 ч. При напряжении 70 МПа образцы,
испытанные в водороде, разрушались после 55 ч, а на воздухе — лишь через
270 ч.
Таким образом, водородное охрупчивание усиливается с увеличением со-
держания никеля в сплавах. Охрупчивание хромоникелевых материалов под
действием водорода соответствует снижению межкристаллнческой прочности,
что является общим для водородной хрупкости всех материалов.
268
Рйс. 4. 63. Длительная прочность сталей в водороде и азоте при 600 °C:
Номер прямой Марка стали Среда Давление, МПа Номер упрямой Марка стали Среда Давление} МПа
1 20ХЗВМФ N, 60 S 15Х12ВМФ N2; Н2 60
2 20ХЗВМФ Н, 60 6 15Х5М Воздух 15
3 20ХЗВМФБ N, 60 7 15Х5М H,J 15
4 20ХЗВМФБ н, 60
Рис. 4.64. Длительная прочность стали 12Х18Н10Т при 800 °C в атмосфере
аргона (О) и водорода (<).
Стали, обладающие в условиях испытания достаточной водородостойкостыо,
обнаруживают незначительное снижение пластичности и ударной вязкости.
Последующий высокий отпуск полностью восстанавливает механические свой-
ства. Длительная прочность стали не изменяется при испытаниях в водороде.
Рис. 4.G5. Длительная прочность хромоникелевых сталей на воздухе (о, Д)
и в водороде (•, Д) Давление водорода 30 МПа.
1 — Х15Н26В2М4Б (700 °C); 2— 12Х18Н10Т (700 ЭС); 3 — X 15Н26В2И4Б (900 °C).
Стали, не обладающие достаточной в условиях опытов водородостойкостыо,
т. е. подвергающиеся водородной коррозии, обнаруживают снижение механи-
ческих свойств и длительной прочности. При последующем отпуске происходит
лишь частичное восстановление механических свойств.
Рекомендации по применению цветных металлов в водородсодержащих
средах приведены в табл. 4.65.
Таблица 4.65
Ограничения по применению цветных металлов в техническом водороде (13]
Металлы в сплавы
Ограничении
Алюминий и его сплавы
Вольфрам
Магний и его сплавы
Медь и ее сплавы
Молибден в его сплавы
Никель и сплавы Ni—Си
и Ni (51%)—Fe (49%)
Ниобий И его сплавы
Олово и еге сплавы
Свинец и его сплавы
Серебро
Титан и его сплавы
Хром и его сплавы
До 100 МПа без ограничений
То же
>
До 500 “G при 100 МПа и содержании кислорода в
металле до 0,001% (масс.); до 400 °G при 100 МПа
и содержании кислорода в металле до 0,01% (масс).
До 100 МПа без ограничений
До 600 °C при атмосферном давлении и содержании
кислорода в металле до 0,0004% (масс.)
До 250 ‘‘О, и выше 1100 °C при давлении до 10 МПа
и продолжительности до 50 ч
До 100 МПа без ограничений
То же
До 500 “G при 1 МПа и содержании кислорода в ме-
талле до 0,001% (масс.)
До 250 °C при давлении до 10 МПа и продолжитель-
ности 100 ч
Без ограничений
270
Литератур!
1. Шрейбер Г. К., Перлин С. М.» Шибряев Б. Ф. Конструкционные материалы в нефти*
ной. нефтехимической и газовой промышленности. Справочное руководство. М.,
«Машиностроение». 1969. 396 с.
2. Металловедение и термическая обработка стали и чугуна. Справочник. Л., Метал-
лургнадат, 1956. 1204 с.
3. Михайлов-Михеев П. В. Справочник по металлическим материалам турбнно- и мо-
торостроения. М.—Л., Машгиз, 1961. 838 с.
4. Журавлев В. Н., Николаева О. И. Машиностроительные стали. Справочник. М., «Ма-
шиностроение», 1968. 331 с.
5. Дьяков В. Г., Медведев К). С., Абрамова 3. А. и др. Легированные стали для нефте«
химического оборудования. М., «Машиностроение», 1971. 184 с.
6. Средин В. В., Тарасенков П. М. Оборудование и трубопроводы установок каталитн*
ческого риформинга и гидроочистки. Л., «Недра», 1973. 240 с.
7. Бабицкий И. Ф., Вихман Г. Л., Вольфсон С. И. Расчет и конструирование аппара*
туры нефтеперерабатывающих заводов. М., «Недра». 1965. 903 с.
8. Дьяков В. Г., Медведев Ю. С., Мещерякова В. В. и др. Хим. и нефт. машнностр,,
1973, № 8, с. 19—21. -
9. Медведев Ю. С., Мещерякова В. В. В кн.: Борьба с коррозией нефтехимического
оборудования. М.. ЦНИИТЭНЕФТЕХИМ. 1969, с. 19—26.
10. Бабаков А. А., Приданцев М. В. Коррозиовностойкне стали и сплавы. М., «Метал-
лургия», 1971. 318 с.
11. Чигал В. Межкристаллитная коррозия нержавеющих сталей. Л., «Химия», 1969.
232 с.
12. Левин И. А., Кильчевская Т. Е. В кн.: Борьба с коррозией в химической и нефтепе-
рерабатывающей промышленности. Под ред. И. Я- Клинова. М., «Машиностроение»!
1967, с. 182 — 187.
13. Коррозия я защита химической аппаратуры. Справочное руководство под ред.
А. М. Сухотина. Л., «Химия», 1974, т. 9.516 с.
14. Туфанов Д. Г. Коррозионная стойкость нержавеющих сталей и чистых металлов.
Справочник. М., «Металлургия», 1973. 351 с.
15. Сухотин А. М.. Зотиков В. С. Химическое сопротивление материалов. Справочник,
Л., «Химия». 1975. 406 с.
16. Дятлова В. И. Коррозионная стойкость металлов и сплавов. Справочник. М., «Ма-
шиностроение», 1964. 351 с.
17. Werkstoffeinsatz and Korrosionsschutz tn der Chemischen Industrie,, Leipzig, VEB
Deutscher Verlag fur Grundstoffindustrie, 1973. 324 S.
18. Van Rossum O. Chem. Ind.-Techn., 25 (1953), S. 481—487.
19. Савицкая О. П. Хим. и нефт. машиностр., 1965, № 8, с. 23—27.
20. Молчанова В. Д., Золотенин Г. Г., Зубаренков Е. И. В кн.: Эксплуатация, модер-
низация и ремонт оборудования, 1969, № 4, с. 11 — 13.
21. G. Я. Nelson Trans. ASME, febr., 1951.
22. Галактионова H. А. Водород в металлах. М., «Металлургия», 1967. 302 с,
23. Naumann F. К. Stahl und Eisen, 1938, Bd. 58, № 44, S. 1239 — 1250.
5. ПРОЦЕССЫ РАЗДЕЛЕНИЯ И ОЧИСТКИ
5.1. Ректификация
Атмосферная ректификация
Атмосферное давление в ректификационной колонне или некоторое превыше-
ние давления над атмосферным принимаются в том случае, когда пары дистиллята
при данном давлении могут быть сконденсированы при помощи недорогого й до-
ступного хладагента, например воды или воздуха, и разделяемая смесь стойка
к термическому воздействию. Некоторое превышение давления (приблизительно
на 13—40кПа, т. е. 100—300 мм рт. ст.) необходимо в верху колонны для преодо-
ления потерь напора при движении пара через трубопроводы и аппараты, распо-
ложенные после ректификационной колонны. В низу колонны давление возра-
стает на величину, соответствующую гидравлическому сопротивлению тарелок.
Для атмосферных колонн ориентировочно принимается такое давление, при ко-
тором пары дистиллята будут иметь температуру на 15—20 °C выше температуры
охлаждающего агента на выходе из конденсатора.
Вакуумная ректификация
Ректификация связана с термическим воздействием на разделяемые смеси.
Степень термического воздействия характеризуется двумя факторами: темпера-
турой и временем этого воздействия. Термическое воздействие приводит к неже-
лательным побочным процессам, таким как разложение, конденсация и поликон-
денсация, смолообразование и др. Для снижения температуры ректификацию
осуществляют под пониженным давлением. Кроме того, ректификацию под ва-
куумом применяют для разделения азеотропов, увеличения относительной лету-
чести компонентов заданной смеси, снижения скорости коррозии, уменьшения
температуры греющего пара и в ряде других случаев.
Следует отметить, что глубокий вакуум (менее 130 Па) применяется лишь
в процессе молекулярной дистилляции, т. е. при использовании метода разделе-
ния, основанного на увеличении длины свободного пробега молекул с уменьше-
нием остаточного давления.
Возможность снижения давления в ректификационной колонне обычно
ограничивается усложняющимися условиями конденсации образующихся паров.
Практически предельной областью температур этих паров, допускающих приме-
нение в системах конденсации воды в качестве хладагента, является 45—50 °C.
Использование специальных хладагентов (рассол, хладон и др.) требует допол- -
нительных энергетических затрат и ухудшает технико-экономические показатели
процесса.
Понижение давления в колонне сопровождается увеличением объема паровых
потоков, что приводит к возрастанию диаметра колонны и повышению ее стои-
мости. Тем не менее решающим фактором, определяющим остаточное давление
(и, следовательно, температуру), остается термостабильность перерабатываемых
веществ. Остаточное давление в нижней части колонны выше, чем в верхней,
на величину гидравлического сопротивления ДР. В области среднего
272
Таблица 5.1
Разделение смесей некоторых продуктов нефтехимического синтеза методом вакуумной ректификации
Целевой продукт Метод получения продукта Блиэкокипящие примеси Остаточное давле- ние наверху колонны, кПа (мм рт. ст.) Конструкции колонны Отбор от потен- циала Чистота выделенного продукта, % (масс.)
4,4-диметил- 1,3-диоксан Производство изо- прена из изобу- тилена и фор- мальдегида Метилвинилдиоксан, 3-метил-1,3-бутан- диол и его произ- водные 5,3—6,65 (40—50) Колонна с 20 кол- пачковыми тарел- ками 96—98 98,5
Стирол Дегидрирование этилбензола Этилбензол (136,2 °C) * 2,65—6,65 (20—50) Четыре тарельчатых колонны, 200 таре- лок 94 ,99.8
Температура кипения при атмосферном давления.
Таблица 5.2
Характеристики различных методов разделения смесей сжиженных углеводородов
Ct—С3 ректификацией под давлением
Колонна Абсорбционно-ректификационный метод Конденсационно-ректификационный метод
давле- ние, МПа темпе- ратура верха колонны, °C темпе- ратура низа колонны, ®с число тарелок флегмовое число давле- ние, МПа темпе- ратурв( верха* колонны, вС темпе- ратура низа колонны, еС ЧИСЛО тарелок фл®Гмовое 4 “ело
Метановая 0,40 —15 +60 41 ' — 40 —95 + 15 30
Этан-этиле'нрвая 0,30 . —5 + 110 43 2 : 3Q +70 — —
Этиленовая 0,23 , —21 —2 75 , 4,5 23 -41 -2 75 4-5
Пропан-пропиленовая 0,20 +53 + 110 30' 5,5 20 +5з +110 30 5,5
я тонкого вакуума при достаточно большой разделительной способности ректифи-
кационной колонны гидравлическое сопротивление ДР может превышать давление
в верхней части колонны. При этом рабочие температуры в нижней части колонны
(особенно в испарителе) окажутся существенно выше температуры верхней части
колонны, вследствие чего может значительно снизиться эффективность применения
вакуума. Поэтому для проведения вакуумной ректификации необходимы колонны
с малым удельным гидравлическим сопротивлением (приходящимся на единицу
разделительной способности). Для снижения времени термического воздействия
на разделяемые вещества необходимо использовать колонны с минимальным
объемом удерживаемой в них жидкости. Этим требованиям более всего удовле-
творяют колонны с регулярной вакуумной насадкой. Наиболее интенсивное тер-
мическое воздействие может происходить в кубе-испарителе ректификационной
колонны. Здесь проявляется влияние обоих факторов — температуры и продол-
жительности нагревания. Следовательно, для вакуумной ректификации необ-
ходимо применять испарители, обладающие минимальным гидравлическим
сопротивлением. Время пребывания в них обрабатываемых веществ также
должно быть минимальным. Этим требованиям удовлетворяют пленочные испа-
рители.
Вакуумная ректификация используется для разделения высших спиртов,
этаноламинов, гликолей, полиаминов, жирных кислот и др.
Характеристики некоторых промышленных процессов разделения смесей
методом вакуумной ректификации приведены в табл. 5.1.
Ректификация под давлением
Процессы ректификации под давлением осуществляются для разделения
смесей, которые при атмосферном давлении газообразны. С повышением давле-
ния составы равновесных паровой и жидкой фаз сближаются, а температурный
интервал равновесного существования данной парожидкостной системы сдви-
гается в область более высоких температур. Уменьшение разности концентра-
ций компонентов в равновесных фазах приводит к увеличению числа контактных
ступеней, обеспечивающих заданное разделение. С повышением давления в ко-
лонне возможно такое возрастание температуры в кипятильнике, при котором
насыщенный водяной пар применять нельзя. В этом случае используются высо-
Разделение смесей близкокипящих
Целевой про- дукт Метод получения продукта Содер- жание в сырье, % (масс.) Темпе- ратура кипения продукта, Близкокнпящие примеси
Дивинил По С. В. Лебедеву 60—70 —4,5 Ацетальдегид Диметиловый эфир н-Бутены
Изопрен Из изобутилена и формальдегида 98,5 34,1 Циклопентадиен Пиперилен Метиленциклобутан Изоамилены
Этилбензол Фракция Св катали- тического рифор- минга 20 136,2 л-Ксилол о- Ксилол
о-Ксилол То же 20—22 144,4 л-Ксилол м- Ксилол
274
котемпературные органические теплоносители. Выбор давлений в ректификаци-
онных колоннах должен проводиться на основе указанных выше особенностей
с учетом обеспечения легкости эксплуатации установки и высокого экономиче-
ского эффекта.
В некоторых случаях ректификация под давлением применяется для раз-
деления азеотропных систем. В этом случае выбор давления в колонне опреде-
ляется характером влияния давления на азеотропную концентрацию.
Ректификация под давлением широко используется в нефтехимической
промышленности, в частности для разделения газа пиролиза углеводородного
сырья. В этих случаях процесс разделения осуществляется абсорбционно-
ректификационным или конденсационно-ректификационным методами, которые
различаются в основном схемой и режимом работы метановой колонны.
Примерные режимы работы колонны по этим методам приведены в табл. 5.2,
Четкая ректификация
На практике часто возникает необходимость разделения смесей веществ
с близкими температурами кипения. В этом случае применяется метод четкой
ректификации. Характерным для него является использование колонн с большим
числом контактных устройств и достаточно высокой кратностью орошения.
Так, колонны для выделения этилена имеют более 100 тарелок при кратности
орошения 70, а для выделения пропилена — 120—150 тарелок при кратности
орошения 12—25. Для некоторых процессов, например выделения этилбензола
из смеси ксилолов, необходимое число теоретических тарелок равно 150—250,
что невозможно реализовать в одной колонне. В этом случае используют не-
сколько колонн, работающих как одна. Технологическая схема промышленной
установки выделения этилбензола предусматривает применение трех колонн
одинаковой конструкции, оборудованных 130 клапанными тарелками и работа-
ющих как одна ректификационная колонна. На установке извлекается до 90%
(масс.) этилбензола от потенциала, чистота товарного продукта — не менее
99,6% (масс.).
Характеристики некоторых типичных процессов разделения смесей методом
четкой ректификации приведены в табл. 5.3.
Емельянов В. Е., Жуков С. С. Процессы разделения ксилолов. М., «Химия», 1975, 158 а.
Таблица 5.3
веществ методом четкой ректификации
Температура кипения примесей, °C Условия ректификации Отбор от потенциала, % (масс.) Частота в оделенного продукта, % (ма с.)
число колонн ЧИСЛО тарелок флегмовое число давление, МПа
20,8 —29,6 0,9—6 3 150 2—10 0,5—0,6 95 91—95
41,5 42—44 42,2 31-3“ 5 310 3—50 0,17—0,25 98—99 99,7
111,4 13S.4 3 400—451 100 0,1 90 99,6
139,1 13£,4 2 200 — 0,12—0,18 72,4 98,6
275
Азеотропная ректификация
Во многих случаях продукты нефтехимического синтеза образуют азеотроп-
ные смеси. Количество охарактеризованных в настоящее время азеотропов изме-
ряется многими тысячами, причем это число непрерывно возрастает. (Наличие
азеотропов практически исключает возможность четкого разделения соответ-
ствующих смесей с помощью Обычной ректификации. Эффективным методом раз-
деления азеотропных смесей является азеотропная ректификация. В этом случае
разделение достигается путем добавления к исходной смеси специального ве-
щества — так называемого разделяющего агента (уводителя, азеотропного агента,
энтрейнера), образующего с одним из компонентов азеотроп с более низкой
температурой кипения, чем азеотропы
Рис. 5.1. Схема разделения бинар-
ного азеотропа гетероазеотропной
ректификацией:
исходной смеси. Помимо обычных технико-
эконо.мичёских требований к растворите-
лям разделяющий агент должен легко
регенерироваться из нового, специально
создаваемого азеотропа. Наиболее распро-
страненный способ рекуперации разде-
ляющего агента — расслаивание нового
азеотропа (разделяющий агент и отгоняе-
мый с ним компонент должны обладать
минимальной взаимной растворимостью).
При этих условиях схема разделения
сравнительно проста (рис. 5.1).
Исходная смесь (азеотроп веществ А
и В) подается на тарелку питания колонны
азеотропной ректификации К-1. В верхней
части колонйы циркулирует разделяющий
агент в количестве, соответствующем его
азеотропу с компонентом А. В качестве
погона колоний К-1 отбирается гетероазе-
отроп (разделяющий агент — А), который
расслаивается в отстойнике 0-1. Фаза т-е-
К-1 — колонна азеотропной ректифи-
кации; К-2 — колонна рекуперации
разделяющего агента; 0-1— отстойник;
I — сырье; II — компонент В; III —
компонент А.
тероазеотропа, обогащенная разделяющим
агентом (на рисунке — нижняя), возвра-
щается на орошение колонны. Из куба
колонны выводится компонент В. Фаза
гетероазеотропа, содержащая избыток ком-
понента А, направляется в колонну К-2,
в качестве погона которой отбирается небольшое количество азеотропа разделя-
ющего агента, возвращаемого в колонну К-1. Из куба колонны К-2 выводится ком-
понент А. Если разделяющий агент попадает в куб колонны К-1, для выделения
компонента В в чистом виде может потребоваться еще одна колонна. Когда азео-
троп компонента А с разделяющим агентом не расслаивается, для разделения
этих веществ применяют какой-либо другой прием, например отмывку или рек-
тификацию под другим давлением (повышенным или пониженным), при котором
азеотроп перестает существовать или резко меняет состав.
Иногда метод азеотропной ректификации применяется для разделения сме-
сей веществ, хотя и не образующих азеотропы, но обладающих близким к единице
коэффициентом относительной летучести во всем или в ограниченном * диапазоне
концентраций либо недостаточно термически стабильных.
Характерным примером применения метода азеотропной ректификации
является разделение смесей низкомолекулярных карбоновых кислот, образу-
ющихся при окислений легкокипящих газо-бензиновых фракций (см. т. 2, гл. 6),
Состав водно-кислотной фракции, полученной окислением различных бензино-
вых фракций, приведен в табл. 5.4. В смесях кислот С,—С4 друг с другом и с во-
дой образуются бинарные и тройные азеотропы, характеристики которых даны
в табл. 5.5.
* Так называемые зеотропные системы.
276
Таблица'5.4
Состав водно-кислотной фракции, полученной окислением
различных фракций бензинов [в % (масс.)]
Компонент Бакинский газовый бензин Уфимский прямогоннный бензин/ легкая фракция
широкая фракция легкая фракция
Муравьиная кислота 8,2 9,0 11,7
Уксусная кислота 48,0 48,0 50,8 -
Пропионовая кислота 7,1 10,0 9,6
Масляная и высшие кислоты 0,4 0,7 0,9
Вода 34,4 29,8 25,6
Высококипящий остаток 1.9 2,5- ' 1,4
Таблица 5.5
Характеристики азеотропных смесей карбоновых кислот Cj—Cf
и воды при атмосферном давлении
Компоненты Содержание в азеотропе. % (мол.) Температура кипения азеотропа. °C Тип азеотропа
1 2 3 1 2
н,0 Ci — 42,7 57,3 107,65 Отрица- тельный гомоген- ный
Н,0 С, — Неазеотропна 99,2 Положи- тельный гомоген- ный
нао С3 95,45 4,55
н,о С4 — 95,6 4,4 99,4 То же
— С, Cs Зеотропна
— С. с» ,с4 Неазеотропна
— оо >0 » са,с4 с4
Н,0 с. Cj 35,5 49,1 107,05 Положи- тельно- отрицатель- ный гомо- генный
Н,0 С, с, 37,9 57,4 107,2 То же
нао С, С* 38,8 59,3 107,62 »
Как следует из последней таблицы, в пятикомпонентной системе, состоящей
из кислот С(—С4 и воды, образуется шесть бинарных и трехкомпонентных азео-
тропов разных типов плюс зеотропная система муравьиной и уксусной кислот.
Есе это делает разделение смесей путем обычной ректификации невозможным.
На практике, эта задача решается в несколько этапов.
1. Осушка (обезвоживание) исходной смеси путем гетероазеотропной ректи-
фикации. В качестве разделяющих агентов применяется диизопропиловый эфир,
изоамилформиат и другие вещества.
° 2. Отделение от смеси кислот С2—С4 муравьиной кислоты гетероазеотроп-
цой ректификаций с толуолом или другим углеводородом.
277
3. Разделение смеси кислот С2—С4 четкой ректификацией.
Технологическая схема одного из вариантов разделения водно-кислотной
фракции изображена на рис. 5.2. Сырье подается на колонну азеотропной осушки
К-1. В верхней части колонны циркулирует диизопропиловый эфир, количество
которого обеспечивает полную отгонку воды (в виде гетероазеотропа вода —
эфир). Погон расслаивается в отстойнике 0-1, нижний водный слой из которого
направляется на отпарку эфира в колонну К-2, а верхний возвращается в колонну
в виде флегмы. Из куба колонны К-2 выводится вода. Кубовый продукт колонны
К-1 поступает на колонну выделения муравьиной кислоты гетероазеотропной
ректификаций с толуолом. Аналогично блоку К-1—К-3 для доисчерпывания то-
луола служит колонна К-4, из куба которой отбирается муравьиная кислота.
Рис. 5.2. Схема разделения водного раствора карбоновых кислот С4—С4 азео-
тропной ректификацией:
К-/ — колонна азеотропной осушки; К-2 — колонна отпаркн днизопропилового эфира;
К-3 — колонна азеотропной отгонки муравьиной кислоты; К-4 — колонна рекупера-
ции толуола; К-5—колонна выделения фракции кислот С2—С4; 0-1, 0-2—отстойники;
I — сырье; II — вода; III — муравьиная кислота; IV — кислоты С2—Ct; V— остаток.
Фракция кислот С2—С4 отделяется от высококипящего остатка в колонне К-5,
после чего поступает на блок колонн для четкого разделения уксусной, пропионо-
вой и масляной кислот (на рисунке не показан).
Другим типичным примером применения метода азеотропной ректификации
является отделение толуола и воды от бутиловых спиртов в процессе их получе-
ния методом оксосинтеза (см. т. 2, гл. 8). На определенной стадии этого произ-
водства образуется смесь следующего состава (в % (масс.)]: бутиловый спирт —
15,3; изобутиловый спирт — 16,3; толуол — 57,5; вода — 3,4; прочие веще-
ства — 7,5.
Основные компоненты образуют между собой бинарные азеотропы, харак-
теристики которых приведены в табл. 5.6. Несмотря на отсутствие в этой системе
тройных азеотропов, разделение смеси приведенного состава на индивидуальные
компоненты путем обычной ректификации практически невозможно. На прак-
тике разделение осуществляется в результате того, что наиболее низкую темпе-
ратуру кипения в системе имеет гетероазеотроп толуол—вода.
В качестве погона в данном случае отбирается водный азеотроп толуола,
причем верхняя толуольная фаза конденсата выводится из системы полностью,
а водная частично возвращается в колонну. Смесь бутиловых спиртов, практи-
чески не содержащая толуола и воды, отбирается в паровой фазе из пространства
над первой от куба тарелки. Из куба выводится высококипящий остаток.
На рис. 5.3 приведена технологическая схема установки выделения ксилолов
из продуктов каталитического риформинга азеотропной ректификацией с мета-
нолом. Установка состоит из следующих основных блоков:
1) блока подготовки сырья, предназначенного для отделения легкой и тяже-
лой фракций из стабильного катализата риформинга (НО—180 °C);
278
2) блока азеотропной ректификации, служащего для выделения смеси ксило-
лов из узкой ароматизированной фракции (120—145 °C) с помощью разделяющего
агента (метанола);
3) блока регенерации разделяющего агента.
Продукт каталитического риформинга, нагретый в теплообменниках Т-5
до 105 °C, подается в колонну К-1. С верха колонны отбирается головная фрак-
ция, которая направляется на аналогичную установку для извлечения толуола.
Рис. 5.3. Схема установки азеотропной ректификации продукта каталитического
риформинга с целью выделения технического ксилола:
К-1, К-2— ректификационные колонны; К-3 — азеотропные ректификационные колонны
выделения технического ксилола; К-4 — метанольная ректификационная колонна;
Э-1 — экстрактор; 0-1 — отстойник;
1 — продукт каталитического риформинга; II — фракции до 120 °C; III «• метанол;
IV фракции выше 145 °C; V — технический ксилол; VI — вода; VII — продукт.
Кубовый остаток колонны К-1 поступает на 28 тарелку колонны К-2 для
отделения ксилольного концентрата от остаточных фракций. Ксилольный кон-
центрат после смешения с метанолом поступает на 26 тарелки двух параллельно
работающих азеотропных ректификационных колонн К-3. С низа колонн выво-
Таблица 5.6
Характеристики бинарных азеотропных смесей, образованных бутиловыми
спиртами, водой и толуолом при атмосферном давлении
Компонент (система) • Содержание в азео- тропе, % (МОЛ.) Темпе-
X О X •» г X X о § 3 X и н,о НО’Н’Э-" X X и Q X о ратура кипении азео- тропа, °C Твп азеотропа
+ + 24,2 92,7 Положительный ге-
+ + + 32,2 33,0 89,8 105,5 терогенный То же Положительный го-
1 + + 4- + 48,3 80,0** 100,7 84,1 могенный То же Положительный ге-
терогенный
* Тройных азеотропов в системе не обнаружено.
•• В % (масс.).
279
днтся' технический ксйлол, а дистиллят смешивается с кубовым.-остатком ко-
лонны К-4, направляется в экстрактор Э-1, а затем в отстойник 0-1 для отделения
водного раствора метанола от бензина. Раствор метанола (50—60% -ный) подвер?
тают ректификации в колонне К-4, где с верха выводят 98%-ный метанол, воз-
вращаемый обратно в процесс, а с низа — воду, содержащую до 12% метанола.
Кратность орошения в колоннах К-1, К-2, К-3 составляет, соответственно, 2;
З'и 1,5. Колонны имеют по 50 тарелок желобчатого типа. -н.
Коган В. Б. Азеотропная и экстрактивная ректификация. Л., «Химия», 1975, 431 о.
Коган Б., Трофимов А. Н. Получение карбоновых кислот на основе древесины. М.,
«Лесная промышленность», 1977, 150 с.
Огородников С. К. и др. Азеотропные смеси. Л., «Химия», 1971, 874 с.
Экстрактивная ректификация
В некоторых технологических процессах образуются смеси близких по
химической природе компонентов, хотя и относящихся к различным- классам,
но характеризующихся весьма узким диапазоном температур кипения. Типич-
ными примерами таких смесей являются продукты каталитического дегидриро-
вания н-бутана в дивинил или изопентана в изопрен (см. т. 2, гл. 11). Ниже при-
водятся характеристики продуктов дегидрирования изопентан-изоамиленовых
смесей (вторая стадия отечественного промышленного метода):
Компонент
Температура Содержание в
кипения, продуктах реак-
°С ции, % (масс.)
Изопентан .........................
н-Пентан ..........................
З-Метил-1-бутен................ .
2-Метил-1-бутен....................
2-Метил-2-бутен....................
1-Пентен ..........................
quc-2-Пентен ......................
/пранс-2-Пентен................. .
Изопрен ...........................
Чпс-Пиперилен ....................
- » /пранс-Пиперилен ............
Циклопентадиен.....................
Метиленциклобутан .................
Со ................................
27,85
36,07
20,06 )
31,16
38,57 j
29,97 )
36,94 }
36,35 J
34,07
44,07 1
42,03 /
42,5
42,22
3,5
10,6
0,1
45,8
5,5
24,5
Я9
0,2
0,3
0,5
Из этих данных следует, что сколько-нибудь четкое разделение методом
обычной ректификации практически невозможно, тем белее, что в смесях углево-
дородов С6 образуются и некоторые азеотропы, например и-пентан—изопрен.
Для разделения подобных смесей пользуются методом экстрактивной ректифи-
кации. Сущность этого приема, как и метода азеотропной ректификации, заклю-
чается в воздействии на относительную летучесть компонентов исходной смеси
с помощью специально подобранных разделяющих агентов, по-разному взаимо-
действующих с соединениями различных классов (в данном случае с алканами,
алкенами и алкадиенами). Однако в отличие от азеотропной ректификации,
когда содержание разделяющего агента в колонне определяется составом его
азеотропа с выделяемым компонентом, в процессе экстрактивной ректификации
создается большой избыток разделяющего агента [70—80% (мол.)] по всей вы-
соте колонны. Это достигается путем подачи разделяющего агента в верхнюю
часть колонны и вывода его из куба. Рис. 5.4 иллюстрирует характер воздействия
разделяющего агента на относительную летучесть бинарных смесей с различной
степенью отклонения от идеального поведения. Чем выше содержание разделя-
ющего агента в жидкости (хр), тем больше возрастает относительная летучесть
исходной смеси (ар) по сравнению с соответствующей величиной в отсутствие раз-
деляющего агента (а). Максимальное значение ар достигается в том случае, когда
280
с. одним компонентом заданной смеси разделяющий агент Образует полностью
расслаивающуюся, а с другим идеальную систему. Следует отметить, что если
для азеотропной, ректификации образование азеотропа с выделяемым компонен-
том — необходимое условие, то для экстрактивной ректиф’икацци азеотропизм
является скорее нежелательной помехой. С учетом этого обстоятельства, а также
с целью упрощения стадии рекуперации разделяющего агента из кубового про-
дукта колонны экстрактивной ректификации в качестве разделяющих агентов
обычно применяют малолетучие жидкости. Эффективность разделяющего агента
определяется различием во взаимодействии его молекул с разделяемыми компо-
нентами, которое, как правило, имеет весьма сложный характер (водородные
связи, взаимодействие диполей, индукционный и дисперсный эффекты и т, д.).
igctp/a
Др, % (МОЛ.)
Рис. 5.4. Характер кривых 1g ар/а = f (хр) для бинарных систем с различным
типом отклонения от идеального поведения:
J — сочетание идеальной и полностью расслаивающейся систем: 2— сочетание идеаль-
ной в регулярной • (Л = 1,0) систем; 3 — две регулярные системы (И , = 1,0; Аг =
= 0,6); 4 — сочетание идеальной и регулярной систем.
Рис.5.5. Схема установки экстрактивной ректификации:
К-1 — колонна экстрактивной ректификации; К-2 колонна выделения труднрлету-
чего компонента;
1 — исходная смесь; 11 легколетучий компонент; III — труднолетучий компонент.
Для промышленных установок экстрактивной ректификации типична схема,
изображенная на рис. 5.5. Исходная смесь подается на верхнюю тарелку исчер-
пывающей части, а разделяющий агент поступает на верхнюю тарелку укреп-
ляющей части колонны К-1 и стекает вместе с флегмой. Разделяющий агент,
содержащийся в парах легколетучего компонента, улавливается флегмой на
тарелках регенерационной секции колонны К-1. Труднолетучий компонент
и разделяющий агент выводятся с низа колонны К-1 и разделяются в колонне
К-2. Чистый тяжелый компонент выделяется в качестве дистиллята, а разделя-
ющий агент — в виде кубового продукта. Последний возвращается на орошение
колонны К-1.
В табл. 5.7 и 5.8 даны коэффициенты относительной летучести углеводоро-
дов С4 и С6 в присутствии важнейших разделяющих агентов: ацетонитрила (АН),
* Системы, в которых зависимость коэффициентов активности компонен-
тов от состава выражается уравнением у = А (1 — х^2.
281
Таблица 5.7
Коэффициенты относительной летучести углеводородов С4 в присутствии разделяющих агентов
при 50 °C и хр = 70% (масс.)
Углеводороды В отсут- ствие экстр- агента (а) АН ПН мопн ДМФА ДМАА МП дмсо ГМФА ФФ А
Изобутан 1,165 3,38 2,67 3,15 3,35 3,06 3,34 2,87 2,56 2,45 2,63
н-Бутан 0,85 2,42 1,91 2,09 2,40 2,18 2,38 2,08 1,81 1,75 1,87
Изобутен 1,03 1,75 1,54 1,66 1,78 1,67 1,75 1,64 1,52 1,45 1,55
1-Бутен 1,03 1,75 1,54 1,66 1,78 1,67 1,75 1,64 1,52 1,45 1,55
mpawc-2-Бутен 0,83 1,43 1,30 1,40 1,46 1,38 1,46 1,38 1,28 1,18 1,25
quc-2-Бутен 0,764 1,30 1,16 1,23 1,30 1,24 1,30 1,19 1,13 1,07 1.14
1,3-Бутадиен 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00
Метилаллеи 0,625 0,725 0,71 0,715 0,70 0,73 0,70 0,67 0,67 0,68 0,68
2-Бутин 0,578 0,33 0,35 0,324 0,33 0,34 0,35 0,32 0,35 0,34 0,35
1-Бутин 0,67 0,50 0,53 0,54 0,47 0,50 0,49 0,48 0,47 0,56 0,56
Бутенин 0,72 0,42 0,46 0,44 0,31 0,32 0,31 0,35 0,30 0,49 0,47
Аллен 2,72 2,17 2,23 2,11 2,00 2,06 2,05 1,95 2,17 2,22 2,21
Пропин 2,46 1,13 1,30 1,26 1,12 1,16 1,13 1.24 1,28 1,46 1,35
Таблица 5.8
Коэффициенты относительной летучести углеводородов Cj
в присутствии разделяющего агента при 50 °C и хр — 75% (масс.)
Углеводороды в X X X МОПН ДМФА ДМАА Е S ДМСО ГМФА 0 0
Изопентан 1,209 2,92 2,47 2,62 3,02 2,77 3,00 2,72 2,24 2,18
н-Пентан 0,926 2,37 2,05 2,27 2,39 2,20 2,40 2,07 1,67 1,72
Циклопентан 0,610 1,10 1,02 1,40 1,14 1,06 1,08 1,00 0,95 0,91
З-Метил-1-бутен 1,535 2,58 2,32 2,49 2,63 2,53 2,65 2,51 2,23 1,98
2-Метил-1-бутен 1,107 1,71 1.61 1,62 1,73 1,67 1,75. , 1,62 1,51 1,49
2-Метил-2-бутен 0,874 1,38 1,25 1,32 1,39 1,34 1,40 1,29 1,21 1,18
1-Пентен 1,133 1,89 1,71 1,78 1,90 1,82 1,88 1,73 1,65 1,59
трцнс-2-Пентен 0,909 1,56 1,42 1,46 1,55 1,50 1,56 1,45 1,34 1,30
цис-2-Пентен 0,913 1,49 1,37 1,35 1,54 1,47 1,53 1,41 1,32 1,27
Циклопентен 0,719 0,89 0,86 0,88 0,91 0,89 0,90 0,86 0,85 0,82
Изопрен 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00
транс-1,3-Пента- диен 0,783 0,77 0,78 0,77 0,76 0,77 0,78 0,77 0,47 0,78
цис- 1,3-Пентаднен 0,726 0,70 0,71 0,70 0,70 0,72 0,62 0,70 0,72 0,71
Ци к лопентадиен 0,811 0,62 0,66 0,63 0,62 0,63 0,71 0,42 0,67 0,68
2-Пентин 0,484 0,42 0,46 0,43 0,44 0,49 0,62 0,40 0,45 0,44
З-Метил-1-бутин 1,318 1,04 1,10 1,10 0,89 0,93 0,95 0,95 0,93 1,05
1-Пентин 0,841 0,58 0,34 0,64 0,55 0,54 0,54 0,56 0,58 0,66
2-Бутин 1,29 0,96 1,05 0,97 0,90 0,99 0,997 1,08 0,96 1,10
3,3-Диметил-1 -бу- тин 0,942 0,86 0,86 0,91 0,78 0,77 0,83 0,80 0,75 0,82
пропионитрила (ПН), метоксипропионитрила (МОПН), диметилформамида
(ДМФА), диметилацетамида (ДМАА), А-метилпирролидона (МП), диметил-
сульфоксида (ДМСО), гексаметилфосфортриамида (ГМФА), фурфурола (ФФ),
ацетона (А). Как следует из этих данных, экстрактивной ректификацией могут
быть успешно разделены бутан-бутеновые, бутан-бутадиеновые, бутадиен-бути-
новые (бутениновые), пентан-пентеновые и пентен-пентадиеновые смеси.
В настоящее время в мировой практике используются промышленные про-
цессы выделения 1,3-бутадиена и изопрена с шестью разделяющими агентами:
АН, ДМФА, МП, ДМАА, МОПН и ФФ. Первые три растворителя используются
в промышленности как для выделения 1,3-бутадиена, так и для выделения изо-
прена, последние три — только для выделения бутадиена.
Технологическая схема выделения изопрена из изоамилен-изопреновых
смесей (вторая стадия дегидрирования изопентана) путем экстрактивной ректи-
фикации с ДМФА изображена на рис. 5.6.
Основным элементом установки является высокоэффективная система эк-
страктивной ректификации, содержащая более 150 тарелок. Для удобства экс-
плуатации эта система разделена на три части: две ректификационные колонны
К-1 и К-2, имеющие по 75 тарелок, и кубовая часть К-3, представляющая собой
колонну с несколькими тарелками.
Разделяющий агент (ДМФА) подается в верхнюю часть колонны К-1. Этот
поток содержит небольшие количества ингибитора — смесь водного раствора
нитрита натрия и циклогексанона. Потоком ДМФА ингибитор разносится по всей
системе. Углеводородным сырьем служат различные по составу изоамилен-
изопреновые фракции, полученные, соответственно, на первой и второй стадиях
дегидрирования. Фракция с первой стадии, содержащая большее количество
изоамиленов, подается в колонну К-1 несколько выше, чем фракция со второй
стадии. Целью отделения от системы кубовой части К-3 является исключение
контакта больших потоков изопрена с зоной сравнительно высоких (100 °C)
283
температур в кипятильнике и, следовательно, уменьшение вероятности образо-
вания полимеров на тарелках нижней части колонны К-2. С этой же целью из
колонн К-3 и К-4 в низ колонны К-2 подается в виде рецикла некоторое дополни-
тельное количество паров изопрена.
Насыщенный изопреном ДМФА из куба колонны К-3 направляется в ко-
лонну К-4, а отбираемая в качестве погона системы колонн К-1—К-3 изоамиле-
новая фракция возвращается на дегидрирование. ' .
В колонне К-4 изопрен-сырец отгоняется от разделяющего агента.
Поскольку температура в кубе колонны при атмосферном давлении может пре-:
вышать 150 °C, эта колонна также представляет повышенную опасность из-за:
возможности забивки полимерами изопрена. Для уменьшения этого эффекта:
Рис. 5.6. Схема выделения изопрена из изоамилен-изопреновой фракции ме-
тодом экстрактивной ректификации с диметилформамидом (ДМФА):
К-/ — К-3 — колонны экстрактивной ректификации: К-4 — колонна отгонки изопрена-
сырца; К-5 — колонна отгонки легкокипящих примесей от ДМФА; К,-6 — колонна
отгонки ДМФА от высококипящих примесей и смол; А-7 — скруббер;
I — ингибитор; 11 — ДМФА; 111 — изоамилен-изопреновая фракция с первой стадии
дегидрирования; IV — изоамиленовая фракция со второй стадии дегидрирования; V —
изопрен-сырец; VI — циклогексан; VII — легкокипящие примеси к ДМФА; VIII —
вода; /X — высококипящие примеси к ДМФА.
в систему добавляется инертный углеводород с относительно невысокой темпе-
ратурой кипения, снижающий температуру куба, но не попадающий в погон.'
На практике в качестве такой добавки используется циклогексан, отбираемый'
с промежуточной тарелки колонны К-4 с избытком изопрена и через колонну
К-3 возвращаемый на питание. Изопрен-сырец отбирается с верха колонны К-4
и поступает в линию концентрирования и очистки.
ДМФА из куба колонны К-4 перед возвращением в систему проходит узел
очистки, состоящий из колонн К-5 и К-6. В первой из этих колонн путем азео-
тропной ректификации с водой от ДМФА отгоняются так называемые легкие
смолы, представляющие собой в основном углеводороды Св—С7, в том числе
циклогексан, а также перегоняющиеся с водой олигомеры изопрена. Процесс
ведется так, что из куба колонны К-5 выводится практически безводный продукт.
Последний подается в колонну вакуумной ректификации К-6, на которой в ка-
честве погона отбирается ДМФА, а из куба выводятся высококипящие примеси —
образующаяся при разложении разделяющего агента муравьиная кислота, по-
лимеры, смолы, соли и т. д. Часть потока регенерированного ДМФА направ-
ляется в скруббер К-7, где он используется в качестве абсорбента для улавли-
вания углеводородов С5 из отдувок конденсационной системы колонны, К-1.
Абсорбент с растворенными углеводородами соединяется с основным потоком
ДМФА и возвращается в колонну К-1.
284
Солевая ректификация
Изменение относительной летучести компонентов в смеси может быть до-
стигнуто введением в смесь солей минеральных или органических кислот либо
их растворов. При ректификации в присутствии солей (солевой ректификации)
можно достигнуть того же эффекта, что и при экстрактивной — разделять смеси, ,
компоненты которых имеют очень близкие температуры кипения, а также обра-
зуют азеотропы. Например, из данных о влиянии хлорида кальция в спирто-
водной смеси на фазовое равновесие этилового спирта (рис. 5.7) следует, что
введение соли приводит не только к ликвидации азеотропа, но и к отклонению
равновесной кривой от диагонали, что улучшает условия разделения.
Рис. 5.7. Кривые равновесия смесей
ристый кальций (2—4);
2 — 0,5 моль/л СаС12; 3 — 1 моль/л СаС12; 4 — 2 моль/л СаС12.
Рис, 5.8. Схема установки солевой ректификации:
К-1— колонна; А-1 — аппарат с мешалкой;
1 — исходная смесь; // — легколетучий компонент; III — соль; IV — раствор; V
трудиолетучий компонент.
Установка для солевой ректификации (рис. 5.8) отличается от обычной тем,
что флегма, поступающая из дефлегматора, разделяется на два потока: один
направляется на верхнюю тарелку колонны, а второй поступает в аппарат с ме-
шалкой для растворения соли. Раствор подается на третью или четвертую та-
релку, считая от верха колонны, и выводится с кубовой жидкостью. Соль может
быть регенерирована.
К солевой ректификации применимы методы расчета обычной ректификации.
Солевая ректификация используется для обезвоживания этилового, пропи-
лового и изопропилового спиртов, концентрирования водно-формальдегидных
растворов низкой концентрации, концентрирования соляной, азотной, уксусной
кислот. В некоторых случаях в качестве разделяющих агентов' применяются
растворы щелочей.
Ципарис И. П. и др. Солевая ректификация. Л., «Химия», 1969. 154 с.
5.2. Жидкостная экстракция
Выделение ароматических углеводородов
из бензиновых фракций
Экстракция широко применяется для выделения легких ароматических
углеводородов (бензол, толуол, ксилолы) из катализатов риформинга, а также
из других видов нефтяного сырья. В качестве селективных растворителей в про-
285
мышленности используются полигликоли (ди-, три- и тетраэтиленгликоль),
смесь диэтиленгликоля с пропиленгликолем, сульфолан, М-метилпирролидон,
Дигликольамин, диметилсульфоксйд. Характеристики этих растворителей при-
ведены в табл. 5.9. Растворимость в них ароматических углеводородов зна-
чительно выше, чем углеводородов других классов — парафиновых, нафтено-
вых, непредельных. С возрастанием молекулярной массы углеводородов их
растворимость в селективных растворителях уменьшается. Повышение темпе-
ратуры увеличивает растворяющую способность экстрагентов, но ведет к сни-
жению избирательной способности. Добавление воды, как правило, приводит
к повышению избирательной способности, но снижает емкость растворителя.
Характеристики растворителей
Таблица 5.9
Растворитель Плотность при 20 °C, кг/ма Температура, °C Теплоемкость при 25 °C
плавления кипения Дж/(кг-К) и о X со К
Этиленгликоль 1116 —13 197 2440 0,58
Диэтиленгликоль 1118 —8 245 2390 0,57
Т р иэти л ен гл и кол ь 1125 —7 287 2560 0,61
Тетраэтиленгликоль . 1129 —6 328 2180 0,52 *
Дипропиленгликоль 1025 — 232 2340 0,58 *
Сульфолан 1260 27,5 288 1470 0,35
М-Метилпирролидон 1033 —24 204 1680 0,40
Дигликольамин 1060 —9,4 221 2850 0,68*
Диметилсул ьфоксид 1100 18,5 189 2060 0,49
* При 150 °C.
Наиболее широкое распространение получили процессы экстракции поли-
гликолями. Процесс с использованием в качестве экстрагента 90—95%-го
раствора диэтиленгликоля был разработан в начале 1950 гг. фирмами UOP
и DOW Chemical (процесс «Юдекс»),
В настоящее время более широко используются высшие полигликоли —
триэтиленгликоль и тетраэтиленгликоль, обладающие большей емкостью по
сравнению с диэтиленгликолем и практически такой же селективностью. При-
меняемая в некоторых случаях смесь диэтиленгликоля с дипропиленгликолем
по экстракционным свойствам близка к триэтиленгликолю. Схема экстракции
гликолями изображена на рис. 5.9. Экстракция проводится при температуре
140—150 °C и давлении 0,7—1,0 МПа. Исходное сырье вводится в среднюю
часть экстрактора Э-1, представляющего собой колонну с перфорированными
тарелками. Растворитель подается на верх экстрактора. Из нижней части эк-
страктора насыщенный растворитель через камеру однократного испарения И-1
поступает в отпарную колонну К-1, где при давлении, близком к атмосфер-
ному, осуществляется процесс экстрактивной ректификации. Из верхней части
этой колонны отводятся практически все содержащиеся в насыщенном раство-
рителе неароматические углеводороды вместе с некоторой частью ароматиче-
ских углеводородов и воды. Поток, выходящий из верхней части отпарной
колонны, объединяется с потоком, выходящим из камеры однократного испа-
рения, и после охлаждения и отделения от воды в разделительной емкости Е-1
направляется в нижнюю часть экстрактора, образуя орошение. Из средней
части отпарной колонны выводятся чистые ароматические углеводороды
286
(экстракт), которые отделяются от воды в разделительной емкости Е-2. Вода
из разделительных емкостей Е-1 и Е-2 поступает в сборник Е-3, а оттуда
направляется в теплообменник Т-1, где нагревается за счет теплоты насыщен-
ного растворителя. Полученная в теплообменнике пароводяная смесь направ-
ляется в нижнюю часть отпарной колонны К-1 для улучшения процесса выде-
ления углеводорода из растворителя. Освобожденный от углеводородов рас-
творитель подается в верхнюю часть экстрактора Э-1. Деароматизированный
продукт — рафинат, выходящий из верхней части экстрактора, охлаждается
и направляется в нижнюю секцию промывной колонны К-2 для удаления сле-
дов растворителя. В верхней секции этой колонны проводится промывка
П
Рис. 5.9. Схема экстракции ароматических углеводородов гликолями:
Э-1 — экстрактор; Т-1 — теплообменник; И-1 — камера однократного испарения; Е-1,
Е-2 — разделительные емкости; Е-3 — сборник; К-1 — отпарная колонна; К-2 — про-
мывная колонна; К-3 •- атмосферно-вакуумная колонна;
I — исходное сырье; II — рафинат; III — экстракт на очистку глиной и выделение
индивидуальных ароматических углеводородов.
ароматического экстракта, выведенного из средней части отпарной колонны К-1.
Промывная вода поступает на верх колонны К-2 и последовательно проходит
обе ее секции.
Часть растворителя, циркулирующего в системе, непрерывно отводится
на очистку от продуктов разложения и окисления в атмосферно-вакуумную
колонну К-3. Перед поступлением в эту колонну растворитель смешивается
с водой, выходящей из К-2. Избыточная вода удаляется с верха атмосферной
части колонны К-3, а концентрированный растворитель подвергается перегонке
в вакуумной ее части и возвращается в систему.
Ароматический экстракт после промывки направляется на установку очистки
глиной для удаления следов непредельных соединений. Эту операцию можно
исключить, если непредельные соединения удалены из сырья экстракции ме-
тодом селективного гидрирования на специальных катализаторах (алюмо-пла-
тиновых или алюмо-кобальт-молибденовых). Экстракт, не содержащий непре-
дельных соединений, направляется на фракционную перегонку для выделения
индивидуальных компонентов.
В последнее время широкое распространение получил процесс экстракции
ароматических углеводородов сульфоланом, разработанный фирмами Royal Dutch
Shell и UOP._ Сульфолан обладает более высокой селективностью и большей
растворяющей способностью, чем диэтиленгликоль. Это позволяет проводить
процесс при меньших подачах растворителя и при меньшем количестве
287
рециркулирующего потока. Плотность сульфолана выше, чем плотность других
селективных растворителей, что дает возможность повысить нагрузку экстрак-
тора. В связи с высокой температурой кипения сульфолана процесс отгонки
экстракта от растворителя ведут под вакуумом, чтобы избежать разложения.
Выделение сульфолана из рафината и особенно экстракта значительно сложнее,
чем в процессах экстракции гликолями вследствие более низких коэффициентов
распределения между водной и углеводородной фазами. Поэтому на практике
промывке подвергается только рафинат, а ароматические углеводороды .отде-
ли ют от растворителя в ректификационной колонне, работающей с орошением.
Рис. 5.10. Схема экстракции ароматических углеводородов сульфоланом:
Э-1 <— экстрактор; Т-1 — теплообменник; К-1 — колонна экстрактивной ректификации;
К-2 — колонна отгоикн воды; К-3 — отпарная колонна; К-4 — промывная колонна;
К-5 — вакуумная колонна очистки растворителя; Е-1, Е-2 — разделительные емкости
(сепараторы);
I — неходкое сырье; II — рафинат; III — экстракт на очистку и выделение индиви-
дуальных ароматических углеводородов.
Процесс экстракции сульфоланом проводят при температуре 100 °C, В ка-
честве экстрактора обычно используют роторно-дисковый контактор. Схема
экстракции сульфоланом приведена на рис. 5.10.
Исходное сырье подается в среднюю часть экстрактора Э-1. Растворитель,
предварительно охлажденный в теплообменнике Т-1 до 100 °C, вводится в верх-
нюю часть экстрактора. Насыщенный растворитель, выходящий с низа эк-
страктора, нагревается за счет теплоты регенерированного сульфолана в теп-
лообменнике Т-1 и поступает в колонну экстрактивной ректификации К-1.
Пары, выходящие с верха этой колонны, смешиваются с парами, выходящими
с верха колонны отгонки воды К-2, и после конденсации и охлаждения направ-
ляются в емкость-сепаратор Е-1. Верхний слой из Е-1 — практически все
содержавшиеся в насыщенном растворителе неароматические углеводороды
вместе с некоторой частью ароматических углеводородов — подается в нижнюю
часть Э-1 в качестве орошения.
Экстрактный раствор с низа К-1, не содержащий парафиновых углеводо-
родов, поступает в отпарную колонну К-3, работающую при умеренном вакууме.
В этой колонне проводится отгонка ароматических углеводородов от раство-
рителя. Для облегчения процесса отгонки в нижнюю часть К-3 вводится острый
пар. Поток ароматических углеводородов, выходящий из верхней части К-3
после конденсации, охлаждения и отделения от воды в сепараторе Е-2, час-
тично возвращается в верхнюю часть колонны К-3, образуя орошение, а избы-
289
ток направляется на установку очистки глиной и далее на разделение. Вода
из сепаратора Е-2 поступает в верхнюю часть промывной колонны К-4, где
она используется для промывки рафината, поступающего в эту колонну из
верхней части экстрактора Э-1. Выходящая из нижней части К-4 вода смеши-
вается с нижним слоем из сепаратора Е-1 и направляется в колонну отгонки
воды К-2, кипятильник которой обогревается горячим регенерированным суль-
фоланом, выходящим с низа колонны К-3. Из кипятильника колонны К-2 часть
паров поступает в нижнюю часть колонны К-3. В схеме установки предусмо-
трена вакуумная колонна очистки растворителя К-5, в которую непрерывно
подается небольшая часть растворителя, циркулирующего в системе.
Ш
Рис. 5.11. Схема экстракции ароматических углеводородов смесью А-метил-
пирролидона и этиленгликоля:
Э-1 — экстрактор: К-1 — колонна экстрактивной ректификации; К-2 — промывная
колонна; К.-3 — колонна отгонки экстракта; Е-1 — разделительная емкость;
1 — исходное сырье: II — рафинат; 111 — экстракт на разделение.
Процесс экстракции А-метилилпирролидоном разработан фирмой Lurgl
(процесс «Аросольван»), Растворитель нетоксичен и не корродирует аппара-
туру. Чистый А-метилпирролидон обладает большой емкостью, но недостаточ-
ной селективностью. На первых установках «Аросольван» использовался рас-
творитель, содержащий для повышения селективности 10—20% (масс.) воды.
Впоследствии было найдено, что технико-экономические показатели процесса
улучшаются, если в качестве растворителя использовать смесь А-метилпирро-
лидона с этиленгликолем, содержащую 40—50% (масс.) последнего. Процесс
экстракции осуществляется в аппарате, представляющем собой каскад из 20—
30 смесительно-отстойных ступеней, объединенных в вертикальную колонну.
Перемешивание фаз и подача их из одной ступени в другую осуществляется
смесительными насосами, установленными но вертикали рядом с колонной.
Схема экстракции смешанным растворителем А-метилпирролидон — этиленгли-
коль приведена на рис. 5,11.
Экстракция проводится при температуре 30—60 “С и атмосферном давле-
нии. Исходное сырье подается на одну из средних ступеней экстрактора Э-1.
Растворитель поступает на верхнюю ступень. Из нижней ступени выводится
насыщенный растворитель, который направляется в колонну экстрактивной
ректификации К-1. Из верхней части колонны К-1 выводится поток углеводо-
родов, в котором содержится около 70% (масс.) ароматических и 30% (масс.)
неароматических углеводородов. Этот поток после охлаждения и отделения
10 Зак. № 756 289
от вода и небольших количеств растворителя в емкости-сепараторе Е-1 направ-
ляется в качестве флегмы в верхнюю часть колонны К-1, а избыток подается
на нижнюю ступень экстрактора Э-1. Чистый ароматический экстракт выде-
ляется в колонне К-3, работающей под небольшим вакуумом, и далее направ-
ляется на разделение. Промывка экстракта и рафината проводится в промыв-
ной колонне К-2. Вода, выходящая из этой колонны, подается на одну из верх-
них тарелок колонны экстрактивной ректификации К-1.
Основные показатели процессов экстракции ароматических углеводородов
представлены в табл. 5.10.
Таблица 5.10
Основные показатели процессов экстракции ароматических
углеводородов
Показатели Растворители
дйэтилен- гликоль ТрЙЭТИ- ленгли- к ель тетра- этилен- гликоль сульфо- лан N - мстил- вырролидоь в смеси с этилен- гликолем
Содержание воды в рас- творителе, % (масс.) 7—10 5 5 <1,5 —
Массовое соотношение растворитель/сырье 11—15 7—10 4—6 3—6 5—7
Температура экстракции, °C 130—155 130—155 130—155 95—100 30—60
Давление, МПа 0,9-1,1 0,9—1,1 0,9—1,1 0,5—0,6 Атмосфер- ное
Количество орошения в экстракторе, % от мас- сы сырья Степень извлечения, % (масс.): 80 50—80 70—100 50 50
бензол 98,5 99,9 100 99,5 99,9
толуол 95,0 99,8 99,8 98,5 99,0
ксилолы Расходные показатели на 1 т ароматических угле- водородов: 94,0 96,0 96,0 97,0 95,0
пар, т 14,7 13,4 11,5 10,9 «к
электроэнергия, кВт-ч 62 53 45 53 10—15 *
вода оборотная, м3 8,7 8,3 8,0 6,3
растворитель, кг/т сырья * На 1 т сырья экстра 0,6—0,8 кцин. 0,7 0,7 0,3 0,3—0,5
Очистка нефтяных масел
Процессы селективной очистки масел растворителями используются для
удаления полициклических ароматических углеводородов с короткими боко-
выми цепями, имеющих низкий индекс вязкости, а также смолистых веществ
и соединений, содержащих серу, азот, кислород, которые ухудшают эксплуата-
ционные свойства масел. Целевой продукт процесса — рафинат. Экстракт,
который является побочным продуктом, может быть использован при произ-
водстве сажи, трансмиссионных масел, битума и для других целей. Наибольшее
распространение в качестве селективных растворителей в процессах очистки
масел получили фенол и фурфурол. Характеристики этих растворителей при-
ведены в табл. 5.11. Фенол превосходит фурфурол по растворяющей способ-
ности, но уступает по селективности.
290
Таблица 5.11
Характеристики растворителей, применяемых в процессах
очистки нефтяных масел
Показатели Фенол Фурфурол
Относительная плотность р^° Температура плавления, °C Температура кипения при атмосферном давлении, °C Теплоемкость при 20 °C, кДж/(кг-К) Теплота испарения при температуре кипения, кДж/кг Растворимость в воде при 38 °C, % (масс.) Растворимость воды при 38 °C, % (масс.) Температура кипения азеотропной смеси с водой при'атмосферном давлении, °C Содержание растворителя в азеотропной смеси, % (масс.) 1,071 42,0 181,4 2,35 447 9,5 33,0 99,6 9,2 1,1614 —38,7 161,7 1,51 452 9,0 6,5 97,8 35
Технологическая схема установки очистки масляных фракций фенолом
приведена на рис. 5.12. Исходная масляная фракция подается при температуре
115 °C в верхнюю часть абсорбционной колонны К-1- В нижнюю часть этой
колонны поступает водяной пар, содержащий пары фенола. Пары фенола улав-
ливаются маслом. Вода после конденсации направляется в сборник Е-1. Масло
с низа абсорбера подается в среднюю часть экстрактора Э-1. В качестве экстрак-
тора применяются колонны с насадкой или с жалюзийными тарелками.
На верх экстрактора подается расплавленный фенол. Из нижней части
Э-1 выводится экстрактный раствор. Оптимальные результаты дости-
гаются при наличии градиента температур по высоте колонны. Для под-
держания этого градиента часть экстрактного раствора охлаждается и возвра-
щается в нижнюю часть экстрактора. При охлаждении из экстрактного рас-
твора выделяется некоторое количество растворенных углеводородов, которые
образуют орошение в нижней части экстрактора. Количество орошения уве-
личивают путем подачи в нижнюю часть Э-1 фенольной воды. Вода уменьшает
растворимость углеводородов в феноле, вызывая выделение из экстрактного
раствора еще некоторого количества растворенных углеводородов. Рафинатный
раствор с верха Э-1 поступает в отстойную емкость Е-2, откуда подается в ко-
лонну К-2. Отстоявшийся в Е-2 фенол возвращается в верхнюю часть Э-1.
В К-2 отгоняется основное количество фенола, содержащегося в рафинатном
растворе. С низа К-2 рафинатный раствор перетекает в отпарную колонну
К-3, где остатки фенола отгоняются с водяным паром. С низа К-3 рафинат
после охлаждения отводится с установки. Экстрактный раствор с низа Э-1
поступает в конденсатор смешения Кн-1, куда направляются также пары воды
и фенола из отпарных колонн К-3 и К-6. Экстрактный раствор, поглотив в кон-
денсаторе Кн-1 воду и фенол, поступает далее в сушильную колонну К-4, где
от него отгоняется вода в виде азеотропной смеси с фенолом. Основная часть
паров азеотропа конденсируется и направляется в сборник Е-3, а избыток паров,
минуя конденсатор-холодильник, поступает в нижнюю часть К-1. Из К-4 экс-
трактный раствор направляется в колонну К-5, где отгоняется основная масса
сухого фенола. С низа К-5 экстракт с небольшим количеством фенола поступает
в отпарную колонну К-6, где остатки фенола отпариваются с водяным паром.
Пары сухого фенола из К-2 и К-5 после конденсации поступают в сборник
сухого фенола, откуда сухой фенол подается в верхнюю часть Э-1. Фенольная
вода из Е-3 поступает на орошение сушильной колонны К-4, отпарных колонн
К-3 и К-6, а также в нижнюю часть экстрактора Э-1. Острый пар, направ-
ляемый в колонны К-3 и К-6, вырабатывается из конденсата, накапливающегося
в сборнике Е-1. Таким образом, вода на установке циркулирует в замкнутом
цикле.
10* 291
Рис. 5.12. Схема очистки масляных фракций фенолом:
11-1 — абсорбционная колонна; К.-2 — колонна отгонки фенола из рафинатного рас
лонна отгонки фенола из экстрактного раствора; К-6 — отпарная колонна эко
воды; Е-4 — сборник сухого фенола; Э-1— экстрактор; Кн-1 — конденсатор сиеше
1 — исходное сырье; 11 — рафинат; 111 — экстракт.
Технологическая схема очистки масел фурфуролом представлена на рис.5.13.
Недостатком фурфурола является его способность осмоляться под воздействием
высоких температур и кислорода. Поэтому принимаются специальные меры по
устранению контакта растворителя с воздухом. Исходная масляная фракция
подается в деаэратор Д-1, где с помощью Водяного пара освобождается От рас-
Рис. 5.13. Схема очистки масляных фракций фурфуролом:
Д-! —деаэратор; Э-1 — экстрактор; К-1 — колонна отгонки фурфурола из рафн
фурфурола из экстрактного раствора (работают под давлением); К-5, К-6 — ва
отгонки фурфурола из водного раствора; К-8 — сушильная колонна; Е-1 — раэде
1 « исходное сырье; 11 рафинат; 111 экстракт; IV водяной лар.
292
твора; K-J — отпарная колонна рафината; К-4 — сушильная колонна; К- S — ко.»
тракта; Е-t — сборник воды; Е-2 — отстойная емкость; Е-3 — сборник фенольной
ния;
творенного воздуха. Из деаэратора масло направляется в среднюю часть экс-
трактора Э-1. В качестве экстрактора обычно используют роторно-дисковый
контактор. Сверху в экстрактор вводится нагретый фурфурол. Из нижней
части Э-1 выводится экстрактный раствор. Часть экстрактного раствора после
охлаждения возвращается в нижнюю часть Э-1. В результате охлаждения из
ватного раствора; К-2 — отпарная колонна рафината; К-3. К-4 — колонны отгонке
куумные колонны отгонки фурфурола на экстрактного раствора; К-7 — колонна
лительная емкость; Е-2 — сборник сухого фурфурола;
293
экстрактного раствора выделяются углеводороды, образующие орошение в ниж-
ней части экстрактора. В качестве дополнительного орошения в низ Э-1 вво-
дится некоторое количество экстракта, освобожденного от растворителя. Ра-
финатный раствор с верха экстрактора подается в колонну К-1, где от него
отгоняется основная часть фурфурола. Из К-1 рафинатный раствор поступает
в отпарную колонну К-2, где остатки фурфурола отгоняются с водяным паром.
Рафинат с низа К-2 после охлаждения выводится с установки. Экстрактный
раствор с низа Э-1 направляется на регенерацию фурфурола, которая осуще-
ствляется последовательно в четырех колоннах. В двух колоннах (К-3 и К-4)
отгонка фурфурола от экстракта осуществляется под давлением, а в двух
других (К-5 и К-6) — под вакуумом. В К-6 для облегчения процесса удаления
остатков растворителя из экстракта подается водяной пар. Нижний продукт
колонны К-5 — экстракт с незначительным содержанием фурфурола — час-
тично возвращается в низ Э-1. Пары сухого фурфурола из колонн К-1, К-3 —
К-5 конденсируются и поступают в сборник Е-2, откуда фурфурол направляется
в экстрактор Э-1. Пары фурфурола и воды из колонн К-2 и К-6 подаются
в систему разделения воды и фурфурола. Сконденсированные вода и фурфурол
собираются в емкости Е-1, где разделяются на два слоя: верхний—7%-ный
раствор фурфурола в воде, нижний — раствор воды (6%) в фурфуроле. Верх-
ний слой подается в колонну К-8, где отгоняется азеотропная смесь фурфу-
рола и воды. С низа этой колонны сухой фурфурол поступает в Е-2. Пары азеот-
ропной смеси фурфурола с водой с верха колонн К-7 и К-8 после конденса-
ции снова направляются в емкость Е-1.
Основные показатели процессов очистки нефтяных масел фенолом и фур-
фуролом приведены в табл. 5.12.
Таблица 5.12
Основные показатели процессов очистки нефтяных масел
фенолом и фурфуролом
Показатели Фенол Фурфурол
Массовое соотношение раствори- тель/ 'Сырье: 2,2 1,5—3,5
для дистиллятных масел
для остаточных масел Температура в экстракционной колон- не, °C: 3,5—4,5 2,5—5,0
верх 59—88 95—110
низ 36—51 55-75
Температурный градиент экстракции ,°С Выход продуктов, % (масс.): 23—37 35—40
рафинат 63,0—66,7 73,9—75,9
экстракт 36,5—32,8 25,9—23,9
потери 0,5 0,2
Примерные расходные показатели на 1 т рафината:
топливо, т 0,09 0,03
водяной пар, т 0,08 0,06
оборотная вода, м3 39,0 11,5
электроэнергия, кВт-ч 18,3 9,3
растворитель, кг 1,4 —
Другие процессы экстракции
Благодаря простоте и низкой энергоемкости, метод экстракции, широко
применяется на практике для предварительного концентрирования смесей, раз-
личного рода отмывок и т. д. Характеристики некоторых процессов экстракции
приведены в табл. 5.13 и 5,14,
294
Таблица 5.13
Основные параметры разделения смесей некоторых продуктов нефтехимического синтеза методом экстракции
Цель экстракции Процесс Экстрагент Параметры экстракции Конструкция экстрак- тора
темпе- ратура, °с давление, МПа массовое соотношение экстра- гент/сырье
I. Извлечение 4,4-диме- тил- 1,3-диоксана и других продуктов из водной реакционной фазы Синтез изопрена из изобутилена и формальдегида Изобутан-изобу- тиленовая фракция 35 0,21 0,6 Колонна диаметром 2200 мм с 55 сит- чатыми тарелками
II. Извлечение формаль- дегида из органиче- ской фазы синтеза 4,4-диметил- 1,3-ди- оксана То же Подщелоченная вода 35 0,21 0,3 То же
III. Извлечение этриола из водной реакцион- ной жидкости Синтез этриола Этилацетат 60—65 0,11—0,12 2,7 Колонна с насадкой из колец Рашига (25x 25 мм)
ел IV. Выделение диметил- винилкарбинола из водного азеотропа Получение диметил- винилкарбинола Изопрен 15 0,11—0,12 1,8 Система диафрагмен- ный смеситель — отстойник
Таблица 5.14
Содержание компонентов в сырье, экстрагенте, экстракте и
рафинате при разделении смесей некоторых продуктов нефтехимического
синтеза методом экстракции [в % (масс.)]
I—IV —• цель экстракции и процесс (см. табл. 5.13).
Компоненты I II
сырье экстр- агент экс- тракт рафи- нат сырье экстр- агент экс- тра кт рафи- нат
Формальдегид 2,7 3,04 0,51 1,05 0,14
Метанол 0,13 0,01 0,31 0,19 0,09 0,17
4,4-Диметил-1,3-диок- сан 6,0 — 7,69 0,53 42,63 — 6,2 43,23
Изоамиленовые спир- ты 0,04 — 0,04 — 0,23 — 0,03 0,22
Триметилкарбинол 3,78 4,80 0,34 13,58 5,59 12,39
Метил бутан диол 1,64 0,69 1,31 1,3 1,77 0,72
Диоксановые спирты 3,0 1,24 2,36 1,77 2,27 1,02
Высококипящие и др. 1,45 __ 0,29 0,84 2,72 1,09 3,32
Соли 2,01 — 2,27 — 0,44 —
Вода 79,25 — 0,1 89,0 1,57 99,5 81,47 1,63
Изобутилен — 47,7 40,62 — 4,16 — 4,45
Изобутан — 51,2 43,44 — 30,0 —— — 32,10
н-Бутилен — 0,4 0,33 — 0,23 — — 0,25
н-Бутан — 0,5 0,41 — 0,2 — —— 0,2
С3 и Св — 0,2 0,16 — 0,1 — — 0,12
Серная кислота — — — 0,1 — —
Щелочь — — — — — 0,5 — —
Продолжение
Компоненты 111
сырье экстрагент экстракт рафинат
Этриол 20,7 - — 6,4 1,37
Формальдегид 0,79 о,1 0,2 0,62
Формиат натрия 16,6 — — 22,6
Прочие 8,91 0,1 2,6 1,62
Вода 53,0 — 0,3 72,04
Этилацетат — 99,8 90,5 1,75
Продолжение
Компоненты IV
сырье экстрагент экстракт рафинат
Вода 16,98 0,1 0,63 84,5
Диметилвинилкарбинол 62,7 — 23,5 И,1
Побочные продукты 5,9 0.1 1,50 —
Изопрен 10,0 99,8 73,0 —
4,4-Днметил-1,3-диоксан 0,52 — 0,2 —
Изобутенил карбинол 3,90 — 1,17 4,40
296
Трейбал Р. Жидкостная экстракция. Пер. о англ, под ред. С. 3. Когана. М., «Химия».
1966, 724 с.
Эрих В. МРасина М. Т., Рудин М. Г. Химия н технология нефти н газа. Л., «Хи*
мня», 1977, 424 с.
Сулимов А Д. Производство ароматических углеводородов из нефтяного сырья. М.а
«Химия», 1975, 302 с.
5.3. Хемосорбция
Эффективность разделения смесей методом жидкостной экстракции резко
возрастает, когда извлекаемое вещество, в отличие от других компонентов
исходной смеси, проявляет склонность к химическому взаимодействию с экстра-
гентом. В таких случаях весьма высокая четкость разделения на практике
достигается в одну-две ступени, при минимальном соотношении растворитель/
сырье. Однако образующиеся соединения должны быть непрочными* и уже при
весьма слабом воздействии (нагревание, разбавление) количественно разлагаться
на исходные компоненты. На этом принципе основаны процессы разделения
в системе жидкость—жидкость, получившие название хемосорбции. Раствори-
тель, селективно реагирующий с извлекаемым компонентом исходной смеси
с образованием легко разрушающихся комплексов, называется хемосорбевтом.
По аппаратурному и технологическому оформлению процессы хемосорбции
весьма близки к экстракционным процессам.
Элементы хемосорбции входили в один из первых промышленных методов
экстракции — очистку смазочных масел с помощью жидкого SOa (процесс
«Эделеану»), поскольку SOa имеет явную склонность к химическому взаимодей-
ствию с извлекаемыми ароматическими углеводородами. Позднее появились
многочисленные предложения по применению SOa для хемосорбционного вы-
деления диеновых углеводородов С4 и С6 из соответствующих смесей.
Диены образуют с SOa так называемые моносульфоны типа
СН,
I
СН2—СН=СН—CH-SOa
I I
которые при температуре 120—130 °C разлагаются на исходные реагенты.
В промышленности ряда стран большое распространение получил метод
выделения изобутилена из С4-фракций хемосорбцией крепкими водными раство-
рами серной кислоты.
В основе метода лежат следующие химические превращения, изучавшиеся
еще А. М. Бутлеровым:
1) взаимодействие изобутилена с серной кислотой с образованием изобу-
тилсульфата, или так называемой изобутилсерной кислоты
СН3 СН3
I I
CH2=C-CH3+HOSOaOH *=* СН3—С-О5ОаОНф-ДЯ
сн3
. . ДЯ = 1255 кДж/кг
2) параллельно с этой реакцией протекает гидратация изобутилена с об-
разованием щре/п-бутилового спирта (триметилкарбинола, ТМК), катализируе-
мая протонами кислоты
СН3 СНЭ
I н* I- '
СН2=С—СН34-НаО сн3—с—он
I
сн3
• В отличие от обычных химических соединений такие продукты часто
называют комплексами, ассоциатами или аддуктами.
297
Как изобутилсерная кислота, так и ТМК являются сравнительно непроч-
ными соединениями, и при нагревании обе приведенные реакции протекают
справа налево, с выделением изобутилена. Образование ТМК успешно осуще-
ствляется также с помощью ионообменных смол, а дегидратация, кроме того,
и на кислых гетерогенных катализаторах.
Образование ТМК и затем изобутилена происходит также при гидролизе
(разбавлении) изобутилсульфата:
СН3 СН,
I I
СН3-С—OSO2OH4-H2O СН3—С—ОН + H2SO4
<^на сн3
К числу побочных реакций относится олигомеризация изобутилена:
nC4Hg -> (CaHgJn
Другим побочным превращением является алкилирование изобутиленом
алканов С4. Например
озо-С4Не 4- изо-С4Н10 -» йзо-CgHjj
Вклад этих реакций, тепловой эффект которых —1100 кДж/кг, зависит
от условий суммарного превращения и резко возрастает при повышении тем-
пературы и концентрации H2SO4 (выше 50—55%).
Ввиду наличия в молекуле изобутилена активного третичного углеродного
атома скорость взаимодействия изобутилена с серной кислотой и степень прев-
ращения существенно превышают соответствующие показатели для других
родственных олефинов. Так, скорость поглощения изобутилена на два порядка
выше, чем пропилена. В табл. 5.15 даны значения селективности * поглощения
изобутилена серной кислотой различной концентрации [Ch,so4 в % (масс.))
по отношению к а- и Р-бутиленам при 25 °C.
Таблица 5.15
Селективность поглощения изобутилена серной кислотой различной
концентрации по отношению к а- и р-бутиленам при 25 °C
Изобутилен/а-бутилен
Изобутилен/Р-бутилен
Селективность при различных значениях Сц
58,6 70 80 87
28—390 95—135 23—158 26—38
140—185 38—78 9—55 11 — 18
Как следует из табл. 5.15, селективность поглощения изобутилена по
отношению к бутиленам нормального строения достигает 200—400, причем при
повышении концентрации кислоты >60% эта величина падает.
Концентрация применяемой серной кислоты предопределяет и особенности
технологии извлечения изобутилена. Наибольшее распространение получила
технология фирмы Standard Oil Development, разработанная в конце 1930 гг.
и основанная на применении кислоты с концентрацией 60—65% (масс.). Тех-
нологическая схема выделения изобутилена из С4-фракций 60—65%-ной серной
кислотой изображена на рис. 5.14. Извлечение изобутилена осуществляется
в две ступени смеситель—отстойник по противоточной схеме.
Сырье, содержащее от 15 до 50% (масс.) изобутилена, поступает во вса-
сывающее устройство насоса-смесителя Н-1. Сюда же подается частично насы-
щенный хемосорбент (кислота) со второй ступени, а также смесь продуктов
из реактора первой ступени Р-1, В насосе кислая водная и углеводородная
* Вычислены как отношения коэффициентов абсорбция.
29&
фазы интенсивно перемешиваются с образованием эмульсии кислоты в углево-
дородах с предельно развитой поверхностью массообмена. Смесь продуктов про-
ходит теплообменник Т-1, в котором отводится избыточная теплота реакции,
и поступает в колонный реактор Р-1, откуда большая часть возвращается
в насос и т. д. Температура в реакторе Р-1 поддерживается на уровне ~38 °C.
Некоторая часть эмульгированного продукта из верхней части реактора непре-
рывно выводится в емкость-отстойник Е-1, где происходит разделение водной
и органической фаз. Верхняя органическая фаза из отстойника направляется
на доисчерпывание на вторую ступень, аналогичную предыдущей. Здесь в ка-
честве хемосорбента применяется свежая (рекуперированная) 65%-ная кислота.
Температура в реакторе Р-2 равна 13—24 °C. Из отстойника Е-2 нижняя фаза
направляется на первую ступень, а верхняя фаза, пройдя колонну щелочной
отмывки Е-1, поступает на склад (отработанная С4-фракция).
Рис. 5.14. Схема процесса выделения изобутилена 65%-ной серной кислотой:
Н-1, Н-2 — насосы; Н-3 — компрессор; Т-1 —Т-З — теплообменники; Е-1—Е-3— емко-
сти-отстойникн; Р-1, Р-2 — реакторы-поглотнтелн; К-/, К-5, К-6 — отмывные колонны;
К-2 — колонна стабилизации; К-3 — колонна гидролиза; К-4 — колонна-концентратор;
I — сырье; U — отработанная С4-фракция; 111 — NaOH; IV — водный сток; V — вода;
VI — водный раствор ТМК; VII — изобутилен.
Насыщенный хемосорбент (нижняя фаза из Е-1) вначале поступает на ко-
лонну-дегазатор К-2, где выделяются физически растворенные углеводороды С4,
которые возвращаются в процесс. Стабилизированный поток направляется на
колонну-регенератор К-3. В нижнюю часть этой колонны подается острый цар,
играющий одновременно роль теплоносителя и разбавителя. В колонне К-3
происходит гидролиз изобутилсерной кислоты и дегидратация ТМК. Из ниж-
ней части колонны выходит 45— 50%-ная кислота, которая подвергается упарке
под атмосферным давлением или под вакуумом в концентраторе К-4 (содер-
жание кислоты доводится до начального— 60— 65%). Выходящие с верха
колонны пары, содержащие кроме изобутилена воду, ТМК, олигомеры и уне-
сенную кислоту, промываются горячим водным раствором щелочи в скруббере
К-5 и частично конденсируются в теплообменнике Т-З, откуда конденсат по-
ступает в отстойник Е-3. Жидкая фаза из Е-3, представляющая собой водный
раствор ТМК с примесью олигомеров, направляется на колонну выделения
ТМК (на схеме не показана), откуда ТМК возвращается в регенератор К-3.
Пары изобутилена из емкости Е-3 проходят дополнительную водную отмывку
в скруббере и поступают во всасывающий коллектор компрессора Н-3. Сжи-
женный продукт подвергается осушке и ректификации, после чего используется
по назначению. На практике извлечение изобутилена проводится как в две,
так и в три ступени. Вместо насосов-смесителей Н-1 и Н-2 могут применяться
реакторы с мешалками, в том числе типа Вишневского, а также смесители
инжекционного типа. Существенную сложность представляет узел концентри-
рования серной кислоты, аппаратура которого изготавливается из .тантала,
графита, свинца или хастеллоя [в % (масс.): N1 — 85; Ji — 11; Си — 4]. Осталь-
ное оборудование практически полностью изготовляется из обычной углеро-
дистой стали.
299
При глубине извлечения не ниже 85%, изобутилен-ректификат имеет кон-
центрацию до 99,5—99,8% (масс.). Ниже приведены расходные показатели по
химикатам и энергозатратам [на 1 т сырья— 14% (масс.) изобутилена] про-
мышленной установки фирмы Standart Oil Development производительностью
25 тыс. т изобутилена в год:
Моногидрат, кг..............................1,12
Каустическая сода (100%), кг...............0,68
Пропан, кг .................................1,20
Пар (100 °C), кг............................400
Электроэнергия, кВт ч....................... 40
Охлаждающая вода (30 °C), м3............... 27
Конденсат, м3 ..............................1,35
Описанная схема может применяться также для очистки бути лен-ди вини ль-
ных смесей от примесей изобутилена, который в этом случае обычно полностью
превращают в полимеры.
Другой вариант технологии сернокислотного извлечения изобутилена раз-
работан в 1950 гг. фирмами Company Francais de Ralfinage e. Badger. Первая
промышленная установка по этому методу с годовой производительностью
35 тыс. т изобутилена пущена в Шотландии в 1969 г. В этом варианте в ка-
честве хемосорбента используется 50%-ная серная кислота. Основное отличие
этого варианта от описанной технологии с 65%-ной кислотой состоит в том,
что при сниженной концентрации кислоты рекуперация изобутилена с высокой
селективностью происходит и без разбавления насыщенного хемосорбента. Это
позволяет исключить из схемы узел концентрирования кислоты. Положитель-
ной особенностью метода является также то, что получающиеся в качестве
побочного продукта олигомеры (в основном изооктаны) могут быть использо-
ваны в виде высокооктановой добавки к бензинам.
К недостаткам процесса относится более низкая скорость извлечения изо-
бутилена и более высокая коррозионная агрессивность рабочих сред. Большая
часть аппаратуры изготавливается из легированных сталей, а для аппаратуры,
работающей в среде ненасыщенной кислоты, применяют монельметалл и графит.
В целом капитальные затраты на реализацию этого метода на 10—15%
ниже, чем в процессе с 65%-ной кислотой.
Сравнительно недавно появились сведения о том, что фирмой BASF раз-
работана технология извлечения изобутилена с помощью 45%-ной серной кислоты.
Эта технология реализована на установке фирмы Rheinishe-olefinWerke (г. Вес-
селинг, ФРГ). В отличие от описанных методов, поглощение изобутилена 45%-
ной кислотой осуществляется из газовой фазы. Получение изобутилена пол-
ностью ведется через ТМК, который отгоняется от насыщенной кислоты при
ее нагревании под вакуумом и подвергается парофазной дегидратации над
окисью алюминия. Теплота реакции снимается за счет испарения сырья.
Достоинством процесса является высокая избирательность и высокое ка-
чество продукта. Полученный изобутилен имеет концентрацию 99,93% (масс.),
выход диизобутилена составляет около 1%. К недостаткам метода следует от-
нести сравнительно низкую скорость основной реакции и высокую коррозион-
ную активность среды.
Метод хемосорбции серной кислотой применяется также для выделения изо-
амиленов из фракций С5. Фирмой Sinkfair Research Laboratories (США) разрабо-
тана технология извлечения изоамиленов из продуктов каталитического крекинга
бензинов с помощью 65%-ной серной кислоты. Изоамилены обладают значи-
тельно меньшей реакционной способностью при взаимодействии с серной кисло-
той, чем изобутилен. Эго обстоятельство, хотя и влияющее в отрицательном
смысле на производительность аппаратуры, приводит к тому, что образующиеся
изоамилсерные кислоты являются значительно менее прочными соединениями,
чем изобутилсерные, в связи с чем их разложение протекает в существенно
более мягких условиях, в частности путем вытеснения (реэкстракции) угле-
водородным растворителем.
300
Технологическая схема процесса выделения изоамиленов по методу фирмы
Sinklair Research Laboratories приведена на рис 5.15. Сырье—дебутанизи-
рованный бензин каталитического крекинга — поступает в ректификационную
колонну К-1, где фракция С6 отделяется от углеводородов С, и выше. Выде-
ленная фракция Cs поступает в двухступенчатую систему реактор Р-1—от-
стойник Е-1, в которой противотоком к ней движется 65%-ная серная кислота
(на рисунке изображена одна ступень). Извлечение изоамиленов ведется при
температуре 20—30 СС. Отработанная фракция С5 из отстойника Е-1 (верхняя
фаза) после щелочной нейтрализации и водной отмывки используется в ка-
честве компонента бензина. Насыщенная изоамиленами кислота (нижняя фаза
из отстойника Е-1) поступает в двухступенчатый блок реэкстракции Р-2—Е-2,
Рис. 5.15. Схема извлечения изоамиленов изС6-фракций 65%-ной серной кислотой
по методу фирмы Sinklair Research Laboratories:
К-1 — колонна выделения С8-фракцнн; К-2 — колонна выделения изоамнленов; К-3 —•
колонна выделения реэкстрагента (н-гептана); Р-1 — реактор-смеситель для серно-
кислотного извлечения изоамиленов; Р-2 — реактор-смеситель реэкстрак дни; Е-1, Е-2—*
емкости-отстойники; а — узел нейтрализации и отмывки;
/ — сырье; II — углеводороды С<+; III — возвратная С,-фракция; IV — изоамилен;
V — смола. --
аналогичный по конструкции предыдущему. Здесь при 40 °C происходит вытес-
нение изоамиленов н-гептаном либо другой подходящей углеводородной фрак-
цией. Рекуперированная серная кислота из отстойника Е-2 возвращается в реак-
тор Р-1, а смесь изоамиленов с н-гептаном, содержащая небольшое количество
смолоподобных продуктов, после нейтрализации и отмывки направляется. на
ректификацию. На колонне К-2 в качестве погона отбирается фракция изоами-
ленов, а на колонне К-3 — н-гептан, возвращаемый в систему реэкстракции.
Как видно, технология извлечения изоамиленов является наиболее простой
по сравнению со всеми рассмотренными вариантами сернокислотного выде-
ления изобутилена. Процесс эксплуатируется на нескольких заводах в США
и в Голландии. Состав основных углеводородных потоков приведен в табл. 5.16.
Таблица 5.16
Состав основных углеводородных потоков в процессе
фирмы Sinklair Research Laboratories [в % (масс.)]
Углеводороды Сырье Отрабо- танная фракция с» Продукт
с4 0,9 1,1
н-Пентан 7,6 9,2 0,2
Изопентан 25,9 31,2 0,5
1-Пентен 5,1 6,2 0,1
2-Пентен 18,6 22,5 0,3
Изоамилены 41,3 29,1 98,9
0,6 0.7 —
301
Из данных табл. 5.16 следует, что ввиду сравнительно низков селектив-
ности взаимодействия серной кислоты с изоамиленами для обеспечения высокого
качества извлеченного продукта приходится идти на снижение глубины извле-
чения изоамиленов.
Недостатком всех модификаций сернокислотного извлечения является
наличие кислых водных стоков.
Другой характерный пример применения метода хемосорбции — процесс
извлечения дивинила из смеси углеводородов С4 растворами солей некоторых
металлов.
Более 100 лет назад немецкие химики Цейзе, а затем Бирнбаум синтези-
ровали и выделили твердые комплексные соединения олефиновых углеводоро-
дов С3—Св с платиной (соли Цейзе). В последующий период многими иссле-
дователями было установлено, что способностью к образованию твердых и
жидких комплексов с непредельными соединениями обладают также медь,
серебро, железо и ряд других металлов переменной валентности. В основе
комплексообразования лежит взаимодействие л-электронов двойных связей
олефинового компонента (лиганда) с незаполненными орбиталями атома (иона) (
металла. Например, структура соединения (так называемого л-комплекса) ди- j
винила с хлористой платиной состава (PtCI2)2-(C4Hj2 может быть представлена
в виде:
С1 С1 С4Нв
\ / \ S
Pt Pt
Л \ / \
С4Н. С1 С1
где стрелками обозначены акцепторно-донорные связи. Наибольшей реакционной
способностью, как правило, обладают металлы в низшем валентном состоянии.
л-Комплексы могут образовываться как при непосредственном взаимодействии
соли металла с олефином, так и путем замещения олефином другого лиганда,
имеющего л-связи и соединенного с атомом металла (например, СО-группы в мо-
лекуле карбонила железа).
Данные о способности различных переходных металлов давать комплексы
с олефинами приведены на рис. 5.16. Как видно, комплексы могут давать около
двадцати различных элементов. Наиболее эффективными комплексообразующими
агентами являются соли меди, серебра и ртути.
В 1930—1940 гг. в промышленности ряда стран, в том числе Советского
Союза, широкое применение получил процесс извлечения дивинила из фрак-
ций С4 различного происхождения хемосорбцией аммиачными растворами аце-
тата одновалентной меди. Эти растворы содержат довольно большое количество
комплексообразующего агента (до 5 моль/л меди), причем в присутствии аммиака
поглотительный раствор как в чистом виде, так и при насыщении его дивинилом
является достаточно стабильным в широком диапазоне применяемых температур
и не обладает коррозионной активностью. Растворимость дивинила в рассмо-
тренном хемосорбенте в 10—50 раз выше, чем н-бутенов, а алканы в этом рас-
творителе практически не растворяются.
При взаимодействии дивинила с ацетатом меди (аммиачный раствор) проис-
ходит образование близких к стехиометрическим комплексов:
(СН3СОО)2 Cu2 (NH3)4 + С4Н„ «=*
*=* C4H6(NH3)3-Cu2(CH3COO)2 + NH3 + AH
Комплексообразованию способствует понижение температуры. При нагре-
вании насыщенного поглотительного раствора до 80 °C комплекс практически
количественно разлагается на исходные реагенты. Одновременно с дивинилом
поглощается часть н-бутиленов, а также содержащиеся в сырье ацетиленовые
углеводороды. Технологическая схема процесса выделения дивинила медноам-
миачным раствором изображена на рис. 5.17.
Исходная фракция С4 охлаждается рассолом до —8 °C и подается в ниж-
нюю часть тарельчатой колонны К-/, которая орошается поглотительным рас-
302
твором. Колонна работает под давлением 0,2 МПа. Из верхней части колонны
отбирается смесь н-бутиленов и бутанов. Насыщенный поглотительный раствор
направляется в обогатительную колонну К-2 (по конструкции аналогичную
предыдущей), в нижнюю часть которой противотоком к хемосорбенту подается
Рис. 5.16. Способность переходных металлов давать комплексы с олефинами:
1 — комплекс образуется при прямом взаимодействии соли металла с олефином; 2 —•
комплекс образуется путем вытеснения другого лиганда с л-связямн; 3 — оба варианта
комплексообразования.
в паровой фазе некоторое количество дивинила (рецикл) для вытеснения из
раствора частично сорбированных н-бутиленов. Поглотительный раствор из
куба колонны К-2 направляется в сепаратор С-1, в котором испаряется рецикл,
и поступает на окончательное выделение дивинила в десорбер Д-1. В нижней
Рис. 5.17. Схема извлечения дивинила из С4-фракций аммиачным раствором аце-
тата меди:
К-1 — поглотительная колонна; К-2 — обогатительная колонна; К-3 — колонна с мед-
ной стружкой; К-4 — колонна с активным углем; К-5, К-7 — отмывные колонны; К-6 —>
колонна рекуперации аммиака; К-8 — колонна выделения дивинила-ректификата',С-1 —•
сепаратор; Д-1 — десорбер;
I — сырье; II — хемосорбеит; III — возвратная С4-фракция; IV промывная вода;
V дивинил; VI — высококипящие примеси.
части десорбера поддерживается температура ~90 °C (0,25 МПа), при кото-
рой поглощенные ацетиленовые углеводороды превращаются в полимеры,
а в верхней части — около 80 °C. Десорбированный хемосорбент из куба Д-1
пропускается через колонну К-3, набитую медной стружкой, для восстановле-
ния частично окислившейся меди до одновалентной, после чего с целью
303
фильтрования от полимеров проходит колонну К-4, заполненную акти-вным
углем, и возвращается ца поглотительную колонну.
Сырой дивинил с верха десорбера направляется на водную отмывку от
аммиака в промывную колонну К-5. Промывная вода поступает на ректифика-
ционную колонну К-6, где от нее отгоняется аммиак, возвращенный в систему.
Отмытый от аммиака дивинил подвергается дополнительной отмывке от кар-
бонильных соединений на колонне К-7, после чего подвергается ректификации
от высококипящих примесей на колонне К-8.
Концентрации компонентов в поглотительном растворе (в моль/л):
Закисная медь....................... 3,0—3,5
Окисная медь ........................... 0,3
Уксусная кислота ................... 4,0—4,8
Аммиак .............................11,0—12,0
Вода.................................... 31,3
Состав основных углеводородных потоков приведен в табл. 5.17.
Таблица 5.17
Ссстав основных углеводородных потоков
при извлечении дивинила из фракций С4
аммиачным раствором ацетата меди (в % (масс.)]
Углеводороды Сырье Отработанная С4-фракция Продукт
с3 0,2 0,3 0,3
Дивинил 16,7 0,9 98,5
Изобутилен 4,9 5,7 0.2
н-Бутилены 62,8 75,1 1,0
Бутаны 15,3 17,9 —
с6 0,1 0,1 —
Дивинил, содержащий менее 0,005% (масс.) ацетиленовых и менее 0,001%
(масс.) алленовых углеводородов, выделяется с глубиной извлечения более 98%.
Имеется большое количество публикаций и патентов по применению метода
хемосорбции для разделения смеси углеводородов С5, в частности для выделения
изопрена. Наилучшие результаты были получены при использовании водно-
пиридинового раствора Cu2SO4. Однако ко времени завершения этой работы
были созданы также другие, более технологичные и экономичные приемы раз-
деления смесей углеводородов, например разные модификации метода экстрак-
тивной ректификации. Поэтому для разделения смесей углеводородов С5, помимо
рассмотренного выше сернокислотного выделения изоамиленов, метод хемосорб-
ции применения не получил. Экстрактивная ректификация постепенно вытес-
няет хемосорбцию и в процессах выделения дивинила.
Чаплиц Д. Н. и др. Промышленные методы выделения изобутилена. Аналитические и
сопоставительные обзоры. Серия «Промышленность СК». М., ЦНИИТЭНЕФТЕХИМ,
1971, 58 с.
Литвин О. Б. Основы технологии синтеза каучука. М., «Химия», 528 с.
Огородников С. К ., Идлие Г. С. Производство изопрена. Л., «Химия», 1973, с. 240—250.
Чаплиц Д. И., Соболев В. М. В кн.: «Синтетические каучуки». Л., «Химия», 1976, с. 724 —
732.
5.4. Разделение смесей с помощью твердых сорбентов
Разделение смесей с помощью твердых сорбентов (поглотителей) основано
на различной сорбируемости отдельных компонентов исходной смеси твердым
веществом, в результате чего после контакта и разделения жидкой (газообраз-
ной) и твердой фаз происходит изменение состава исходной смеси. В понятие
304
сорбируемость в данном случае входит гамма видов физико-химического взаимо-
действия молекул, начиная от вандерваальсовых сил и водородных связей и
кончая каталитическим действием сорбента или даже его функционированием
в качестве реагента. В зависимости от характера поставленной задачи сорби-
рованный продукт либо полностью рекуперируется в процессе десорбции, либо
тем или иным способом уничтожается. Раньше твердые сорбенты использовались
главным образом для тонкой очистки органических продуктов от примесей.
В дальнейшем благодаря созданию непрерывной технологии и эффективных
сорбентов сорбционная техника все шире стала применяться для разделения
смесей. Классическими сорбентами
являются такие вещества, как актив-
ные угли, силикагели, различные марки
окиси алюминия. Однако эти сорбенты
обладают пока еще недостаточной се-
лективностью и мало пригодны для
решения одной из наиболее важных
задач современной технологии — чет-
кого разделения смесей веществ с близ-
кими свойствами. В последнее время
традиционные сорбенты все в большей
степени вытесняются такими значи-
тельно более селективными и активными
веществами, как синтетические или на-
туральные цеолиты, пористые стекла,
некоторые высокополимерные мате-
риалы и т. д. По ассортименту приме-
нения процессы разделения с помощью
твердых абсорбентов в нефтехимии
находятся на втором месте, уступая,
по-видимому, лишь методу ректифи-
кации.
Разделение смесей
углеводородов —С3
на активном угле
Активные угли различных марок
обладают довольно значительной погло-
тительной способностью по отношению
Рис. 5.18. Схема установки разделения
к различным органическим веществам,
в частности к углеводородам. Селек-
тивность действия сорбентов этого типа
заключается в их способности к пре-
имущественному поглощению соедине-
ний с большим числом углеродных ато-
мов, причем это свойство наиболее
отчетливо проявляется в отношении
простейших углеводородов. Указанная
смесей углеводородов CL—С3 методом
гиперсорбции:
I — адсорбционная колонна; 2, 7
теплообменники; 3 — десорбер; 4 —•
распределительное устройство (колоснико-
вые решетки); 5 —< нижний бункер;
6 верхний бункер.
способность активного угля была положена в основу промышленной технологии
разделения смесей углеводородов С^—С3 на подвижном слое сорбента, разра-
ботанной и реализованной в США в 1950 гг. и получившей название процесса
гиперсорбции.
Процесс разделения легких углеводородов осуществляется в нисходящем
плотном слое сорбента и по аппаратурному оформлению напоминает катали-
тический процесс «Термофор». Схема установки гиперсорбции применительно
к процессу разделения смеси, состоящей из водорода и углеводородов С,—С3,
изображена на рис. 5.18. В адсорбционной колонне / сверху вниз движется
поток активного угля. В верхней части 1 имеется холодильник 2 для охлаж-
дения сорбента (емкость сорбента возрастает при уменьшении температуры),
а в нижней части — нагреватель (десорбер Я). Скорость движения слоя
305
сорбента регулируется с помощью системы колосниковых решеток 4. Из колонны
уголь попадает в нижний бункер 5, из которого пневмотранспортом (потоком воз-
духа) поднимается в верхний бункер 6, а затем под действием силы тяжести
снова возвращается в колонну. Поток сырья (условно разделенный на три
компонента А, В и С, представляющие три целевые фракции — легкую, про-
межуточную и тяжелую) подается в среднюю часть колонны, ближе к ее верху.
Адсорбционная часть колонны разделена на секции с помощью специальных
тарелок, не препятствующих движению сорбента, пространство под которым
служит для подачи или отбора газовых потоков. Число секций соответствует
числу отбираемых фракций плюс поток сырья. Внутри колонны углеводороды
движутся противотоком к слою сорбента. Легкая фракция (водород и метан)
практически не сорбируется углем и.выводится из-под верхней тарелки. Сред-
няя и тяжелая фракции, напротив, поглощаются углем и вместе с ним движутся
вниз. Однако в зоне десорбции 3 практически все поглощенные углеводороды
десорбируются и поднимаются вверх, причем более тяжелые компоненты (С3)
вытесняют более легкие (С2). Точки отбора расположены таким образом, что из
нижней секции отбираются тяжелые фракции, а из-под второй снизу тарелки —
промежуточная фракция с максимальной концентрацией ее компонентов. На
правой части рисунка изображена диаграмма распределения концентраций
всех трех фракций по высоте движущегося слоя в условиях стационарного
режима. Каждому изменению состава сырья должно соответствовать изменение
высоты зон. Для более полного освобождения угля от труднодесорбируемых
примесей на параллельной линии пневмотранспорта установлен дополнитель-
ный теплообменник 7, температура в котором выше, чем в зоне 3.
Колонна работает под давлением около 0,6 МПа. Температура в слое
угля составляет 50—60 °C. В 3 с помощью даутерма поддерживается темпе-
ратура 145 °C. В пространство выше 4 подается- небольшое количество пере-
гретого пара для полноты десорбции и активации угля. Состав потоков про-
мышленной установки гиперсорбции приведен в табл. 5.18.
Таблица 5.18
Состав потоков промышленной установки по разделению смеси водород —
углеводороды С,—С3 методом гиперсорбции [в % (об.)]
Компоненты Сырье Легкая фракция Промежуточ- ная фракция Тяжелая фракция
Водород 11,9 25,4 —
Метан 35,5 73,9 0,5 —
Этилен 13,2 0,4 39,3 1,8
Этан 25,2 0,3 59,8 3,4
Пропилен 4,4 — 0,2 29,4
Пропан 8,3 — 0,1 54,3
*-4+ 1,5 — 0,1 И,1
При повторном разделении этиленовой фракции может быть получен этилен
с концентрацией 98%. Метод гиперсорбции применяется также для выделения
ацетилена, азота и т. д. Недостатком метода является сравнительно быстрая
истираемость активного угля, расход которого, однако, может быть снижен
до 1 кг на 1 т разделяемых продуктов. Известна модификация метода, в ко-
торой активный уголь применяется в виде псевдоожиженного слоя (процесс
«Флюид-Чар»).
Соколов В. А. Новые методы разделения легких углеводородов. М., Гостоптехиздат,
1961, 127 с.
.366
Разделение смесей с помощью синтетических
цеолитов (молекулярных сит)
Разделение жидких и газообразных смесей с помощью синтетических цеоли-
тов основано на особенностях кристаллического строения последних, т. е. на
строго определенном, монодисперсном размере наружных пор макрокристаллов
в сочетании с наличием довольно значительных внутренних полостей, соеди-
ненных каналами с входными порами. При этом размеры пор цеолита соизме-
римы с размером молекул большинства органических веществ (10-4—10-3 мкм).
При соприкосновении смеси веществ с макрокристаллом цеолита молекулы
с размером, меньшим диаметра пор, проходят внутрь полостей и задерживаются
там за счет адсорбционных сил, в то время как молекулы больших размеров
«отсеиваются» (в связи с этим цеолиты и некоторые другие аналогичные адсор-
бенты получили название молекулярных сит). Подавая затем к поверхности
цеолита вместо исходной смеси соответствующий десорбент (элюент), также
проходящий через поры цеолита и способный вытеснить ранее адсорбированные
молекулы, можно с любой необходимой четкостью разделить исходную смесь.
Поскольку цеолиты являются довольно дорогим сорбентом, применение их на
практике рентабельно лишь при нахождении условий, обеспечивающих дли-
тельный срок работы (порядка года).
Сорбционные свойства цеолита могут быть усилены путем введения в его
состав определенных добавок, проявляющих склонность к химической ассо-
циации с извлекаемыми веществами. Так, например, в рецептуру цеолита,
применяемого для выделения олефиновых углеводородов из их смесей с пара-
финами, целесообразно ввести соли металлов, образующих комплексы с оле-
финами — медь, никель, серебро и т. д. Иногда, наоборот, требуется подавить
слишком интенсивное взаимодействие адсорбента и адсорбата, так как это
может привести к необратимому поглощению части адсорбата и, как следствие,
к потере активности цеолита. Примером такого явления может служить поли-
меризация непредельных углеводородов в порах цеолитов кислой природы.
Для устранения этого нежелательного свойства цеолит приготовляют на основе
нейтральных связующих (глин).
На практике синтетические цеолиты применяются в основном в двух слу-
чаях: I) для разделения смесей углеводородов различных классов и 2) для
осушки жидких и газовых потоков.
К первому случаю относятся следующие процессы: 1) выделение «-пара-
финов С10—С18 из керосиновых и газойлевых фракций (процессы «Парекс»,
«Молекс», «Изосив»); 2) выделение н-олефинов С1о—CJ8 из продуктов дегидри-
рования соответствующих парафинов (процесс «Олекс»); 3) выделение /i-ксилола
из смесей ароматических углеводородов С8 (процесс «Парекс» *).
Для выделения н-парафинов применяются цеолиты типа 5А, т. е. с порами
диаметром —5-Ю-4 мкм. Молекулы н-парафинов имеют средний диаметр менее
5-10~4 мкм, в связи с чем они могут свободно проходить во внутренние полости
цеолита. В противоположность этому молекулы нелинейных углеводородов,
таких как изопарафины, нафтены и ароматические, характеризуются моле-
кулярным диаметром, значительно превышающим 5-10"4 мкм, вследствие чего
они не могут проходить через поры и остаются в рафинате. Десорбция погло-
щенных парафинов проводится с помощью специального растворителя. Про-
цесс разделения может осуществляться как в паровой, так и в жидкой фазах.
Технологическая схема процесса выделения н-парафинов по методу «Па-
рекс» (ГДР) приведена на рис. 5.19. Процесс разделения осуществляется в па-
ровой фазе при температуре —400 °C и давлении 0,5—1,0 МПа. Исходное сырье
смешивается с газом-носителем (водород или водородсодержащий газ), испа-
ряется в теплообменнике Т-1 и поступает на адсорбционный блок, состоящий
из трех колонн А-1—А-3, заполняемых цеолитом. Процесс поглощения
* Как видно, коммерческое название «Парекс» обозначает два различных
процесса: выделение парафинов из нефтяных фракций (комбинат Лейна, ГДР)
и выделение л-ксилола (фирма ПОР, США).
307
парафинов протекает вдвое быстрее, чем десорбция, поэтому система из трея
колонн обеспечивает непрерывную работу блока в целом по схеме:
А-2
А-з
Период I
Период II
Период III
Адсорбция
Десорбция
Десорбция
Десорбция
Адсорбция
Десорбция
Десорбция
Десорбция
Адсорбция
Показатели типичных керосино-газойлевых фракций, применявшихся на
практике для получения н-парафинов, сведены в табл. 5.19.
В то время как в А-1 осуществляется поглощение н-парафинов, в А-2
и А-З происходит десорбция. Последняя операция осуществляется с помощью
паров аммиака, нагретых в теплообменнике Т-2.
Рис. 5.19. Схема выделения н-парафинов из керосино-газойлевых фракций по
методу «Парекс» (ГДР):
А-1—А-З — адсорбционные колонны; К-1 —К-3 — адсорбционно-отпарные колонны;
Т-1— Т-4 — теплообменники; С-1, С-2 — сепараторы;
1 — сырье; 11 — водородсодержащий газ; 111 — аммиак; I V парафины; У — депа-
рафинизированной продукт.
Из нижней части А-1 выходит парообразная смесь депарафинизированного
продукта, газа-носителя и небольших количеств аммиака, оставшихся в колонне
от предыдущей операции. Эта смесь охлаждается в теплообменнике Т-З и на-
правляется в промывную колонну—абсорбер К-1. В этой колонне происходит
поглощение аммиака циркулирующей водой. Несконденсировавшийся газ-но-
ситель выходит с верха колонны К-1 и возвращается в процесс, а охлажденный
депарафинизированный продукт направляется на склад. Выходящая из низа
колонн А-2 и А-З смесь паров аммиака и н-парафинов охлаждается в теплообмен-
нике Т-4, после чего подвергается двойному сепарированию с промежуточным
расширением в С-1. Из второго сепаратора (С-2) выводится целевой продукт —
выделенная смесь н-парафинов. Насыщенная аммиаком промывная вода из К-1
поступает на двухступенчатую отпарку аммиака в колоннах К-2 и К-3. Отог-
нанный аммиак возвращается на стадию десорбции. После завершения описан-
ного цикла происходит переключение адсорберов по схеме, приведенной выше,
и т. д. Процесс осуществляется на одной загрузке цеолитов в течение 6000—
8000 ч, после чего адсорбент подвергается окислительной регенерации, в ре-
зультате которой его активность полностью восстанавливается.
Состав полученных продуктов представлен в табл. 5.19. Содержание н-па-
рафинов в выделенном продукте составляет 97,5—99% (масс.). В то же время
концентрация этих веществ в рафинате снижается до 2,3—4,0% (масс.), что
обеспечивает снижение точки застывания продукта до минус 60—70 °C. Это делает
депарафинированный продукт ценным компонентом для реактивного или дизель-
ного топлива.
3d8
Пределы кипения исходной фракции, “С
Таблица 5.19
Характеристики сырья и конечных продуктов на установке по извлечению Я-парафинов по методу «Парекс» (ГДР)
150—230 190-230 168-263 215—340 240—330
Показатели ф со “Я сэ X X Ф X га о.-. га X X ф га gl- н га X X 0) J5 га я а Н га X X ф л га « 3 га X X
а. Е X •& е Q. е- О. X « •е- Св Е = -е-
j , з га г га 3 га 3 га • 3 1 5 га
CJ О. w Cl о г-® о. о. и Л
Плотность при 20 °C, 799 744 811 806 748 815 785 750 800 819 773 834 817 770 828
кг/м3 Точка помутнения, °C —60 —30 <—70 —56 —23 <—70 —53 — 19 <—60 — 16 +4 — — 19 +9 —47
Точка застывания, °C —65 —33 <—70 —58 — 26 <—70 —55 —21 <—60 —22 +3 —60 —22 +8 — 60
Содержание: ароматические углево- 11,6 0,5 13,8 17,0 1,0 20,0 9,6 1,0 12,4 14,6 1,0 18,5 21,0 0,01 25,0
дороды, % (об.) олефины, % (об.) 3,2 0,4 3,8 1,6 0,5 1,8 1,5 0,7 2,1 2,1 0,8 1,8 2,0 0,01 2,3
сера, % (масс.) 0,010 0,003 0,013 0,008 0,004 0,008 0,009 0,005 0,012 0,010 0,006 0,012 0,010 0,004 0,012
н-парафины, % (масс.) 26,9 98,5 2,5 20,4 98,0 2,7 29,0 97,5 2,3 27,4 98,7 2,8 21,3 99,0 4,0
в том числе h-Cs 0,0 0,0 0,4 — 0,0 — — 0,0
н-С0 0,9 — — 0,1 —— — 4,1 — — 0,0 — — 0,0
«•Сю ' 8,3 — — 2,2 — ' — 14,0 — — 0,0 — — 0,0 —
Н-Сц — 51,8 — — 38,9 — — 24,9 '— 0,9 — — 0,0 —
н-С12 — 1 - 33,5 — — 44,7 — — 23,0 — —. 7,3 — 0,9 ——
н-С13 — 3,6 — — П,7 — — 15,8 — 16,2 — —— 5,2 —
н-С14 — 0,4 — — 0,4 — — 8,1 1 ! — — 19,5 — — 18,8 —
н-С1Б —— 0,0 — — 0,0 — 3,9 1^, 20,1 —ч» — 26,3 —к.
н-Cje — 0,0 — — 0,0 — — 2,0 — — 14,6 — — 24,1 —
н-С17 — 0,0 — — 0,0 — — 1,3 — — 10,8 — — 12,4
h-Cjs —— °,0 — — 0,0 — —— 0,0 — — 6,4 — — 9,2 —
«•Сдо — 0,0 — — 0,0 — — о,о — — 2,9 2,1 —
Сведения о расходе вспомогательных материалов и энергии (в расчете
на 1 т н-парафинов) на установке для получения 50 тыс. т н-парафинов в гад
приведены ниже:
Пар (1,2 МПа), т .........................................0,66
Вода свежая, м3 ..........................................0,3
Вода оборотная (15 °C), м3 ................................80
Электроэнергия, кВт-ч.....................................394
Мазут, т.................................................0,008
Цеолит, кг............................................. 0,68
Газ-носитель [>5096 (об.) водорода], м3 ............ . . сЗО
Аммиак (технически чистый), кг ............................ 6
Технология процесса «Изосив» (фирма Union Carbide) в общем сходна с опи-
санной. Основное отличие заключается в том, что в качестве газа-носителя и
десорбента используется н-гексан.
Характерной особенностью всех сорбционных процессов разделения, раз-
работанных фирмой UOP, является применение псевдоожиженного слоя цео-
Рис. 5.20. Схема выделения н-олефинов нз продуктов дегидрирования н-пара-
фипов по методу «Олекс»:
РК — распределительный клапан; K-I — адсорбционно-десорбционная колонна; К-2,
К-3 — ректификационные колонны;
I — сырье A -J- В; 11 — десорбент D\ III — рафинат В + D; IV — выделенный про-
дукт А + D\ V — поток циркулирующей жидкости; VI — продукт А; VII — продукт В;
1 — 12 — секции.
лита, причем разделение и десорбция проводятся в жидкой фазе. На этих прин-
ципах построен и процесс «Молекс». В качестве десорбента в нем используются
углеводороды С7—С8.
Теоретический анализ показывает, что картина, аналогичная изображенной
на правой части рис. 5.18, но с переходом к жидким потокам и с добавлением
растворителя, в принципе, может быть достигнута и при сохранении слоя ад-
310
сорбента неподвижным, если часто изменять состав и направление потоков
жидкости в небольших слоях сорбента по высоте колонны. Таким образом,
при прерывистом, но достаточно частом изменении потоков жидкости процесс
может рассматриваться как псевдонепрерывный по адсорбенту, с сохранением
значительной части преимуществ истинно подвижного слоя.
Технологическая схема процесса выделения н-олефинов С18—С18 из про-
дуктов дегидрирования соответствующих н-парафинов в псевдоподвижном слое
цеолита по методу «Олекс» (фирма UOP) изображена на рис. 5.20. Существен-
ным элементом схемы является многоканальный клапан Р/(, обеспечивающий
псевдоподвижный режим работы стационарного цеолита в колонне К-1- По
высоте К-1 имеется несколько точек, в которых может осуществляться как
подача, так и отвод жидкой фазы. На рис. 5.20 колонна К-1 состоит из две-
надцати секций. Процесс полностью протекает в жидкой фазе с использованием
цеолита марки 5А. В качестве десорбента D применяется легкокипящий пара-
финовый углеводород. Буквой А обозначена суммарная фракция н-олефинов,
буквой В — парафинированный рафинат.
Направление потоков в определенный момент времени показано на схеме
стрелками. Очевидно, что в последующий момент, после поворота клапана РК
в очередное положение, все действующие точки поднимаются вверх по высоте
колонны на одну ступень, и лишь место отвода рафината переместится из 12
в 1. При тщательной синхронизации скорости движения жидкости внутри ко-
лонны и по внешнему контуру можно обеспечить практически непрерывную
подачу стабильных по составу потоков выделенного продукта и рафината на
колонны К-2 и К-3. Из куба колонны К-2 выходит целевая фракция н-олефи-
нов, а из куба колонны К-3 — рафинат, освобожденный от примесей десор-
бента. Состав типичного образца сырья и десорбата, а также некоторые их
физико-химические свойства представлены в табл. 5.20 (данные пилотной уста-
новки).
Таблица 5.20
Характеристики сырья и выделенных я-олефинов Си—С14
в процессе «Олекс»
Показатели Сырье Десорбат
Пределы кипения, °C 208- -240
Бромное число 83,0
Содержание, % (масс.);
н-Парафины н-Парафины н-Олефнны
н-Сю 0,3 —— —-
н-Сц 13,1 0,2 11,5
н-С12 31,4 0,5 28,7
н-Cig 36,0 0,4 35,2
н-С14 17,8 0,1 18,1
Н'С15 0,2 — —
Всего 98,8 1,2 93,5
Выделенная фракция н-олефинов содержит 6,5% (масс.) углеводородов дру-
гих типов, в том числе около 60% ароматических, а также парафины и оле-
фины изостроения, нафтеновые и др. По данным масс-спектрометрии, около
97% от общего количества выделенных н-олефинов представляют собой моно-
олефины.
Процесс выделения n-ксилола из смесей с другими ароматическими угле-
водородами С8 по методу «Парекс», разработанный фирмой ПОР, также основан
на принципе псевдонепрерывной адсорбции с помощью цеолитов. Поэтому
технологические схемы процессов «Парекс» и «Олекс» сходны. Состав основ-
ных потоков приведен в табл. 5.21 (данные пилотной установки).
311
Таблица 5.21
Состав основных потоков в процессе извлечения л-ксилола по
методу «Парехс» |в % (масс.))
Компоненты Сырье Десорбат Рафинат
1 11 1 11 1 11
о-Ксилол м- Ксилол п-Ксилол Этилбензол Неароматические углево- дороды 17,1 43,0 18,9 11,6 9,4 17,8 35,4 14,3 32,5 0,1 0,1 99,6 0,2 0,0 0,1 0,1 99,5 0,3 20,7 52,1 1,8 14,0 11,4 20,7 41,3 0,1 37,9
фракция
углеводородов С,
Примечание. 1 — сырая
. - —г .. - ароматических
каталитического риформинга, II —экстрагированный продукт (фракция Св ароматиче-
ских углеводородов, выделенная экстракцией диэтиленгликолем).
Как следует из табл. 5.21, при использовании концентрированной фрак-
ции ароматических углеводородов С8 в качестве сырья чистота выделенного
л-ксилола превышает 99,5%. Глубина извлечения n-ксилола составляет около
58,4%. В качестве десорбента применяется толуол. Обе стадии—адсорбция
и десорбция—осуществляются в жидкой фазе.
Рис. 5.21. Достигаемая степень осушки газов разными адсорбентами в зависи-
мости от содержания поглощенной воды:
> — силикагель; 2 окись алюминия; 3 = цеолит А.
Рис. 5.22. Изобары адсорбции воды при давлении 1333 Па;
/ цеолит 4А; 2 ^силикагель; 3 окись алюминия.
В последние годы синтетические цеолиты все шире используются для глу-
бокой осушки газов и жидкостей, постепенно вытесняя такие традиционные
поглотители, как активный уголь, силикагель, окись алюминия и т. д. Обладая
весьма высокой динамической емкостью по парам воды (до 20%), цеолиты ха-
рактеризуются также рядом важных технологических особенностей. Так, на-
пример, только с помощью цеолитов может быть достигнута степень осушки
газа, соответствующая точке росы —90 °C (рис. 5.21). Силикагель и окись
алюминия способны довести этот показатель лишь до уровня —60 ^С. Ука-
занное свойство цеолитов позволяет использовать их для осушки' углеводород-
312
ных н воздушных потоков перед разделением с применением низких темпера-
тур. Другое ценное свойство цеолитов — сохранение ими хотя и пониженной,
но все же технически приемлемой сорбционной емкости по парам воды при
повышенной температуре. Как следует из рис. 5.22, силикагель и окись алю-
миния при температуре выше 100 °C практически не сорбируют паров воды.
В то же время цеолит 4А даже при 200—250 °C сохраняет сорбционную емкость
на уровне 3—4%. Проведение осушки газа при высокой температуре особенно
важно в тех случаях, когда этот поток в соответствии с технологией непрерывно
циркулирует через зону нагрева (как правило, реактор). Употребление тра-
диционных адсорбентов при этом требует охлаждения циркулирующего потока
перед стадией осушки, что, естественно, связано с повышенными энергозатра-
тами. Адсорбционные же колонны, заполненные цеолитом, успешно эксплуати-
руются на промышленных установках каталитического риформинга, изомери-
зации алканов С4—С3 и т. п. поддерживая уровень обводненности циркули-
рующего нагретого водородсодержащего газа не выше нескольких промилле..
На отечественных установках изомеризации н-пентана для осушки смеси
свежего и циркулирующего водородсодержащего газа используется цеолит
NaA. В составе промышленной установки имеются две адсорбционные колонны,
действующие попеременно. Одной загрузки цеолита достаточно для работы
в течение более 15 месяцев.
Цеолиты являются также эффективным средством очистки газовых и жид-
ких потоков от соединений серы.
Соколов В. А. и др. Молекулярные сита и их применение. М., «Химиях, 1964. 156 о,
Зубкова Н. А. и др. Хнм. и технол. топлив и масел, 1973, № 8, с. 1—5.
Шестакова В. А. и др. Хнм. и технол. топлив и масел, 1971, № 11, о. 14 — 17.
Broughton D. В. Chem. Eng. Progr., 1968, v. 64, № 8, p. 60; 1970; v. 66, № 9, p. 70;
Hydrocarb. Process, 1969, v. 48, № 6, p. 115; № 10, p. 141; Chim. Ind., Gen.
Chim., 1970, v. 104, № 19, p. 2443.
Применение активных природных глин
для очистки продуктов риформинга от примесей
непредельных углеводородов
Как известно, в продуктах каталитического риформинга, направленного
на получение ароматических углеводородов (см. т. 2, гл. 5), содержится до
0,5—1% (масс.) олефинов. При экстракционном выделении ароматических угле-
водородов олефины попадают в экстракт, ухудшая его качество. Распростра-
ненным приемом освобождения от примесей олефинов является гидрирование
катализатов, однако при этом теряется некоторое количество ароматических
углеводородов и, кроме того, в ряде случаев ухудшается показатель цветности
выделяемого продукта. Эффективный метод очистки продуктов риформинга от
примесей олец иновых углеводородов— активированная адсорбция с исполь-
.ованием различных природных алюмосиликатных глин в качестве сорбентов.
Для повышения поглотительной способности по отношению к олефинам при;
родные образцы предварительно активируются путем прокалки или обработки
5—10%-ной серной кислотой. Физико-химические свойства некоторых наиболее
эффективных отечественных минералов этого типа (так называемых бентони-
тоз) приведены в табл. 5.22. Зарубежными аналогами этих минералов являются
глины аттапугьтис, террена и др. Кислые активные центры глины притягивают
к себе нуклеофильные молекулы олефинов. При высокой температуре на поверх-
ности сорбента происходит полимеризация молекул олефина, в результате чего
сырье может быть полностью освобождено от непредельных соединений.
Советский сорбент А-4 (на основе бентонита Черкасского месторождения)
используется на промышленных установках. Оптимальные параметры его ра-
боты, найденные в процессе эксплуатации пилотной установки: температура —
195—205 °C; давление—2,8—3,2 МПа; объемная скорость подачи сырья -г
0,5—3 ч-J. В этих условиях адсорбционная активность сорбента по сырью,
содержащему 0,5% (масс.) непредельных углеводородов, составляет 700—
1000 кг/кг, а при очистке сырья, содержащего 0,1% (масс.) олефинов, — 1000—
2000 кг/кг. Количество ароматических углеводородов в результате прохода
313
Физико-химические
Бентонит Химический состав. %
SiO, TiO, А 1гОа FeBO# FeO MgO CaO
Черкасский 53,83 0,81 17,10 7,92 1,18 1,53
Саригюхский 50,96 0,42 15,36 6,37 0,05 Следы 4,78
Асканский 52,84 0,38 17,54 4,08 0,22 4,64 2,91
через слой сорбента практически не меняется. Отработанный сорбент подлежит
замене. Производственная система состоит из двух колонн — адсорберов, ра-
ботающих попеременно. К достоинствам метода относится простота техноло-
гии, а также низкая стоимость и доступность сорбента. Недостатком является
необходимость сравнительно частой перегрузки колонны. Аналогичные уста-
новки эксплуатируются на заводах в США, Италии, Румынии, Болгарии.
Получение и разделение продуктов нефтехимического синтеза. Краснодарское книжное
издательство, 1964, с. 93—106, 121 — 141.
Petr. Proc., 1954, v. 9, № 2, р. 233.
Разделение смесей с помощью карбамида
и его производных
Промежуточное положение между процессами хемосорбции и разделением
с помощью чисто адсорбционных сил занимают методы, основанные на обра-
зовании некоторыми веществами непрочных соединений (комплексов, аддуктов),
которые характеризуются строго определенной кристаллической структурой.
Наиболее характерный пример таких методов — выделение парафиновых угле-
водородов нормального строения с числом атомов углерода выше 6—7, а также
их некоторых производных путем образования аддуктов с карбамидом (моче-
виной) СО(\Н2)2.
Впервые комплексы карбамида получил немецкий исследователь Ф. Бен-
ген в 1940 г. Было установлено, что алифатические соединения с достаточно
длинной прямой цепью образуют с карбамидом сравнительно непрочные кри-
сталлические комплексы, в то время как разветвленные и циклические соеди-
нения таких комплексов не образуют. Наиболее четко данное свойство карб-
амида проявляется при действии на нормальные парафиновые углеводороды
С7—С8 и выше, однако образование аддуктов наблюдается и в случае прямо-
цепочечных олефинов, а также кислот, эфиров и т. д. Позднее было обнаружено,
что аналогичным свойством но в отношении соединений изостроения обладает
тиомочевина CS(\H2)2. Склонность к аддуктообразованию проявляют также
селенкарбамид, теллуркарбамид, гидрохинон и многие другие соединения.
Однако наибольшее развитие и широкое промышленное применение имеют
лишь различные варианты использования карбамида для выделения н-пара-
финов из керосино-газойлевых фракций и масел, получившие название кар-
бамидной депарафинизации.
С одной стороны, неразветвленные парафины являются наиболее легко
застывающей частью нефтяных продуктов, в том числе дизельных и реактив-
ных топлив, смазок и т. д. Выделение хотя бы основного количества н-пара-
финов является необходимым условием возможности надежного использования
этих продуктов при низких температурах. С другой стороны, именно н-пара-
фины в последнее время приобретают значение как исключительно ценный
вид сырья для ряда важных технических синтезов: получения синтетических
жирных кислот окислением, синтеза белково-витаминных концентратов, дегид-
рирования в линейные моноолефины и т. д. Вследствие этого установки карб-
314
свойства бентонитов
Таблица 5.22
(масс.) Удельная поверхность, м2/г
Na2O3-KjO SO. н.о прочие по азоту по толуолу
ДО актива- ции после актива- ции ДО актива- ции после актива- ции
0,47 0,38 9,38 7,40 80,0 74,0 230
4,19 0,06 9,89 7,92 95,0 226,0 69,0 182,9
2,46 0,07 8,15 6,71 55,0 363,0 54,0 173,0
амидной депарафинизации успешно эксплуатируются в большинстве разви-
тых стран. При умеренном нагревании комплексы разлагаются на карбамид
и поглощенный углеводород.
На практике выделение н-парафинов может проводиться как в результате
сорбции измельченным твердым карбамидом, обычно применяемым в виде сус-
пензии в растворителе, так и путем смешения нефтепродукта с гомогенным
раствором карбамида, в результате чего из смеси выделяется белый сметано-
образный осадок, после фильтрования и сушки превращающийся в кристалли-
ческое вещество. Кристаллы комплекса обладают гексагональной структурой,
в которой молекулы карбамида располагаются спиралеобразно и связываются
за счет водородных связей между атомами кислорода и азота смежных молекул,
повернутых друг относительно друга на 120° и образующих круглый в сечении
канал. Важнейшая особенность структуры комплексов — строго фиксирован-
ный диаметр этого канала, лежащий в пределах (5ч-6)-10'4 мкм. Внутри ка-
нала легко могут располагаться линейные молекулы парафина [эффективный
диаметр молекулы (3,8ч-4,2)-10'4 мкм] и практически не размещаются мо-
лекулы разветвленных парафинов, ароматических углеводородов (эффектив-
ный диаметр молекулы около 6- 10'4 мкм) и т. д. Этим свойством карбамидный
комплекс напоминает цеолит. По другим признакам аддукт близок к химиче-
ским соединениям. Так, карбамид реагирует с углеводородами в постоянном
для каждого вещества мольном соотношении, медленно возрастающем с уве-
личением длины цепочки, причем для различных гомологических рядов эти
соотношения также несколько отличаются. Величины мольных соотношений,
хотя и представляющие собой дробные числа (табл. 5.23), напоминают стехио-
метрические коэффициенты в уравнении закона действующих масс. С возра-
станием длины цепочки увеличивается и теплота образования аддукта. Эго,
в частности, проявляется в том, что высшие гомологи вытесняют более низкие
1,з -аддукта.
Таблица 5.23
Характеристики комплексов карбамида с различными углеводородами
Углеводороды Мольное соотноше- ние карбамид/углеводо- род в комплексе Теплота образования, кДж/моль
н-Парафины: гептан 6,0 30,6
октан 7,0 33,1
нонан 7,4 49,4
декан 8,3 54,9
ундекан 9,1 , 61,1
додекан 9,5 67,5
гексадекан 11,8 87,8
319
Продолжение
Углеводороды Мольное соотноше- ние карбамнд/углеводо- род в комплексе Теплота образования, кДж/моль
октадекан 14,0 —
тетракозан 17,8 — - •
октакозан 21,6 —
дотриаконтан 23,3 —
Олефины:
1-октен 6,3 30,6
транс-2-октен 6,6 27,6
quc-2-октен 6.5 —
1 -децен 7,8 48,6
1-ундецен 8,8 60
1-додецен 9.3 52,7
1 -тетрадецен 14,0 58.6
1-гексадецен 12,0 98,4
1-октадецен — 99,5
Алкилароматические:
1-фенилоктадекан 16,0 —
Для аппроксимации зависимости между числом углеводородных атомов п
реагирующего парафина и мольным соотношением карбамид/парафин = m
можно использовать уравнение:
Рис. 5.23. Зависимость величины
константы равновесия «-парафи-
нов от относительной молеку-
лярной массы М:
1 -- при 50 °C; 2 — при 40 °C; 3 =
при 25 °C; 4 — при 0 °C.
т = 0,666н 4- 1,34
Как и любая равновесная химическая
реакция, образование аддуктов характери-
зуется величиной константы равновесия Кр.
Для расчета Кр при проведении реакции
в растворе и выпадении комплекса в виде
твердой фазы используется уравнение:
1/Кр = [К1[У1
где |К], [У1— активности карбамида и
реагирующего углеводорода в растворе.
В соответствии с изложенным, вели-
чина Кр существенно зависит от темпера-
туры и длины углеродной цепочки пара-
фина (рис. 5.23).
В качестве растворителя для карбамида
применяют воду или водные растворы низ-
ших спиртов, а для нефтяных фракций
(в частности, для уменьшения их вязкости)—
углеводороды, галогеналкилы, кетоны. Если
по технологии желательно иметь гомогенную:
жидкую смесь, то используют спирты и кетоны',
изостроения (изопропиловый спирт, изобутн-
ловый спирт, метилизобутилкетон и т. д.).
Для увеличения скорости и полноты вы-
деления н-парафинов применяют специальные
активирующие добавки, как правило, пред-
ставляющие собой низшие алифатические
спирты и кетоны (метиловый спирт, этиловый спирт, ацетон и др.). Процесс
депарафинизации нефтяных фракций в зависимости от их состава и выбранной
технологии проводится при температуре от 10 до 50 °C, обычно при интен-
сивном перемешивании реакционной массы.
316
Осадок комплекса выделяют из раствора с помощью фильтрования на
барабанных вакуум-фильтрах, центрифугированием и т. д. Для удаления увле-
ченного маточного раствора кристаллы аддукта промывают легкокипящими
растворителями (петролейный эфир, бензол и т. д.) и подсушивают.
Разложение комплексов осуществляется, как правило, при температурах,
не превышающих 70—100 °C, в присутствии растворителя, эффективно раство-
ряющего либо карбамид, либо выделяющийся парафин (см. выше).
Результаты карбамидной депарафинизации реактивного топлива (конец
кипения 270 °C) с целью снижения его температуры застывания приведены
в табл. 5.24.
Таблица 5.24
Понижение температуры застывания реактивного
топлива при депарафинизации карбамидом .
Количество пода- ваемого карбамида. % (масс.) на сырье Выход депара- финированного топлива. % Температура застывания, °с
0 100 —35
12,5 95,0 —39,5
25 91,3 —45
37,5 86,8 —52
50 81 Д -61
Как следует из данных табл. 5.24, при подаче карбамида в количестве
50% от массы сырья и выходе депарафинированного продукта около 82%
температура застывания снижается на 26 °C и достигает —61 °C, что имеет
исключительное значение при полетах в верхних слоях атмосферы.
В табл. 5.25 помещены результаты определения группового состава «сы-
рых» жидких парафинов, выделенных из нефтей различных отечественных ме-
сторождений. Как показывают данные, приведенные в табл. 5.25, содержание
«-парафинов даже в неочищенном продукте может достигать 90% (масс.).
Таблица 5.25
Состав жидких парафинов, выделенных карбамидной депарафинизацией
из различных нефтей [в % (масс.)]
Углеводороды Ромаш- кинская нефть Туйма- змнская нефть Смесь татарских нефтей
Kg 1 № 2 № 3
н-Парафины 81,9 80,2 90,2 78,7 82,6
Изопарафины 7,8 8,4 7,3
Нафтеновые Отсутству ЮТ , f I'M
Ароматические 10,3 Н,4 2,5 7,0 4,5
В наиболее совершенных модификациях процесса содержание н-парафи-
нов в выделенном продукте достигает 95— 98% (масс.). Однако общим недо-
статком метода, по-видимому, имеющим принципиальный характер, является
сравнительно высокое содержание ароматических углеводородов. Даже путем
применения специальных приемов (повторная промывка комплекса, двухступен-
чатая депарафинизация, ректификация и т. д.) содержание ароматических
углеводородов в выделенном продукте не удается снизить ниже 0,5—1% (масс.).
Поэтому в некоторых случаях при использовании парафинов в качестве сырья
317
для последующих синтезов их подвергают дополнительной очистке другими
методами (адсорбция, озонолиз и т. д.).
Технология промышленных установок карбамидной депарафинизации от-
личается большим разнообразием. На рис. 5.24 изображена технологическая
схема одного из заводов ФРГ по депарафинизации дизельных топлив и ма-
сел. Сырье вместе с растворителем— хлористым метиленом— и водным рас-
твором карбамида поступает в реактор Р-1. Легкокипящий хлористый метилен
одновременно выполняет функции хладагента, который, испаряясь, поглощает
теплоту реакции. Температура реакции поддерживается на уровне 30—45 °C.
Образующийся комплекс представляет собой сферические зерна диаметром 1—
10 мм. Вместо активатора применяется «затравка» из реакционной массы. Про-
дукты реакции направляются на фильтр Ф-1. Забивка трубопроводов кристал-
Рис. 5.24. Схема карбамидной депарафинизации нефтепродуктов:
Р-/ — реактор образования комплекса; Р-2 — реактор разложения комплекса; Т-1,
Т-2 — теплообменники; Ф-1 — фильтр; 0-1 — отстойник; К.-1 — К-3 — ректификацион-
ные колонны;
1 — сырье; // — хлористый метилен; III — водный раствор карбамида; IV — «затравка»;
V — острый пар; VI —депарафинизированный продукт; VII — «-парафин; V1I1 —'
отпарная вода.
лами комплекса была устранена путем применения труб из полиэтилена, об-
ладающего низкой адгезией к кристаллам. Отфильтрованные кристаллы по-
ступают в реактор разложения комплекса Р-2. Сюда же подается острый пар,
играющий роль теплоносителя и растворителя карбамида. Из этого реактора
продукт направляется в отстойник 0-1. Фильтрат из Ф-1 поступает на ректи-
фикационную колонну К-1, где в качестве погона отбирается хлористый мети-
лен, а из куба выводится депарафинизированный продукт. Верхняя органи-
ческая фаза из отстойника 0-1 поступает на колонну К-2, погоном которой
также является хлористый метилен, возвращаемый в реактор Р-1, а кубовый
продукт представляет собой выделенную фракцию н-парафинов. Нижняя водная
фаза из отстойника направляется на колонну К-3, с верха которой выводится
необходимое по балансу количество воды (полученный пар, по-видимому, может
возвращаться в реактор Р-2). Кубовый продукт — водный раствор карбамида —
после охлаждения возвращается на синтез аддукта.
Депарафинизацией веретенного масла при мольном соотношении сырье:
хлористый метилен: водный раствор карбамида, равном 1:1:1, темпера!ура
застывания масла была снижена с 15 до —21 °C. Выход депарафинизирован-
ного продукта составил 75%.
Другие промышленные модификации метода карбамидной депарафиниза-
ции известны под торговыми названиями «Нурекс», «Кристекс», «Эделеану»
и т. д. Учитывая упомянутые особенности метода, его иногда называют методом
экстрактивной кристаллизации.
Усачев В. В. Карбамидная депарафинизация. М., «Химия», 1967, 236 с.
Batgory J. Mag. Kem. Lapia, 1972, v. 27, № 11, p. 595.
Molenda J. Przem. Chem., 1972, t. 41, № 11, s. 695.
318
5.5. Разделение смесей методом кристаллизации
Метод кристаллизации может применяться для разделения смесей веществ,
различающихся по температуре плавления точнее, для выделения из смеси
определенного компонента или группы компонентов, имеющих наивысшую
точку плавления (группу точек) по сравнению с остальными. На практике
метод обычно используется в тех случаях, когда для выделения целевого про-
" этого продукта не слиш-
являются низкая энерго-
близкими температурами
прибегать к распростра-
дукта не требуется глубокого холода, т. е. когда Тпп
ком отличается от обычной. Преимуществами метода
емкость, а также возможность разделения смесей с
кипения Ткип и растворимостями, не позволяющими
ненным методам ректификации и экстракции.
К недостаткам метода следует отнести сравни-
тельно низкую селективность, связанную
с захватом кристаллами выделяющегося ве-
щества заметных количеств маточного раст-
вора, необходимость применения специаль-
ного оборудования (кристаллизаторы, филь-
тры, центрифуги) и, естественно, неунивер-
сальность. Часто метод применяется для
выделения из растворов твердых, в обычном
состоянии высококипящих веществ, разлага-
ющихся при перегонке (даже при употребле-
нии вакуума). Практическими примерами
использования метода могут служить так на-
зываемые процессы низкотемпературной де-
парафинизации нефтепродуктов, выделение
таких веществ, как 1,10-декандикарбоновая
кислота, этриол и т. д. Примером технического
Содержание п-ксилоло,°А(маа:)
Рис. 5.25. Диаграмма плавкости
системы п-ксилол — о-ксилол.
А — эвтектическая смесь.
кислота, этриол и т. д. Примером технического применения метода для четкого
разделения смеси веществ, близких по природе и свойствам, является процесс
выделения n-ксилола из смеси ароматических углеводородов Са.
Наиболее распространенный технический источник ароматических угле-
водородов С8 — соответствующая фракция каталитического риформинга (см.
т. 2, гл. 5). Некоторые физико-химические свойства этих углеводородов, а также
их содержание в С8-фракции приведены в табл. 5.26. Как следует из данных
табл. 5.26, значение Тги} n-ксилола почти на 30 °C превышает ТПл ближайшего
по этой величине компонента — о-ксилола. Содержание n-ксилола в сырье
составляет 18—20% (масс.).
Таблица 5.26
Важнейшие физико-химические свойства ароматических углеводородов С8 и их
содержание в ксилольной фракции каталитического риформинга
Углеводороды гпл. °С 7 . °C кип* Содержание в ксилольной фракции. % (масс.)
о-Ксилол —25,2 144,4 20—23
м,-Ксилол —47,9 139,1 42—46
л-Ксилол 13,26 138,3 18—20
Этиленбензол —95,0 136,2 13-20
Очевидно, чем ниже температура смеси, тем полнее будет происходить про-
цесс кристаллизации п-ксилола.
Из сравнения величин Тпл компонентов в чистом виде кажется, что для
выделения n-ксилола смесь может охлаждаться лишь до значения Гпл о-кси-
лола, т. е. до —25,2 °C. Однако углеводороды С8, как и большинство органа,
ческих веществ, в смесях друг с другом кристаллизуются при температурах,
более низких, чем исходные компоненты в чистом виде, образуя так называе-
мые эвтектики, или эвтектические смеси (рис, 5.25). Характеристики бинарных
319
эвтектик, образующихся между рассматриваемыми углеводородами, приведены
в табл. 5.27.
При еще более низких температурах плавится тройные эвтектики. Наибо-
лее низкой величиной Тпл (—101,07 °C) характеризуется четырехкомпонентная
эвтектика, содержащая, соответственно, 0,9% (масс.) п-ксилола, 5,2% (масс),
о-ксилола и 15,1% (масс.) Л1-ксилола. Это позволяет при выделении п-ксилола
поддерживать температуру смеси на уровне, значительно более низком, чем
Таблица 5.27
Характеристики эвтектических смесей, образующихся
в бинарных смесях ароматических углеводородов С9
Система Т °C 1 ПЛ’ Содержание первого компонента, % (масс.)
п-Ксилол —о- ксилол —34,93 23,9
п-Ксилол—Ц-КСИЛОЛ —52,55 12,2
п-Ксилол—этилбензол —94,80 1,4
м-Ксилол—о-ксилол —61,20 68,1
м-Ксилол —этилбензол —99,44 16,3
о-Ксилол—этилбензол —96,37 6,6
—25 ° С, причем маточный раствор остается жидким. Для получения высоко-
концентрированного продукта n-ксилол-сырец обычно подвергают перекри-
сталлизации.
Технологическая схема двухступенчатого выделения n-ксилола из фракции
ароматических углеводородов С9 изображена на рис. 5.26. Сырой продукт
осушается в секции УО, после чего подвергается предварительному охлажде-
нию в теплообменнике Т-1, в котором в качестве хладагента используется
Рис. 5.26. Схема выделения n-ксилола из фракции ароматических углеводородовС8
методов кристаллизации:
УО — узлы осушки; Т-1, Т-2 — теплообменники; Кг-1, Кп-2 — кристаллизаторы;
КС — холодильная станция; С-1; С-2 — сепараторы; Е-1 — емкость-теплообменник;
I сырье; II — возвратная фракция Св (рафинат); III — п-ксилол
маточный раствор с первой стадии кристаллизации. Охлажденная смесь на-
правляется в кристаллизатор Кр-1, где при температуре от —55 до —65 °C
происходит выделение в виде твердой фазы основной массы n-ксилола. В ка-
честве хладагента обычно применяется какой-либо низкокипящий продукт
(углеводороды С2—С3, хладоны и т. д.), поступающий из ХС. Полученная
суспензия направляется в сепаратор С-1, где происходит отделение твердого
продукта от маточного раствора. Последний выводится из системы и обычно
поступает либо на установку четкой ректификации для получения этилбен-
зола и л-ксилола, либо в реактор каталитической изомеризации с целью по-
лучения дополнительных количеств п-ксилола.
320
Сырой кристаллический продукт, содержащий около 70% (масс) л-ксилола,
расплавляется и поступает на вторую ступень кристаллизации (в Кр-2). На
этой ступени для предотвращения попадания примесей в перекристаллизо-
ванный продукт поддерживается менее , низкая температура (—30-; 40 °C).
Суспензия попадает в сепаратор С-2. Маточный раствор второй стадии возвра-
щается на доизвлечение в первый кристаллизатор. Кристаллы л-ксилола рас-
плавляются в теплообменнике Т-2, из которого жидкий товарный продукт
поступает на склад. Сочетание двух стадий кристаллизации обеспечивает полу-
чение л-ксилола концентрацией 99,3—99,5% (масс.) при глубине извлечения
не менее 96%.
На описанных принципах основаны многочисленные технологические ва-
рианты, известные под названием процессов «Марузен», «Филлипс», «Хамбл-
Ойл», «Амоко», «Крупп» и т. д. Конкретные установки различаются типом при-
меняемого хладагента, аппаратурным оформлением узлов кристаллизации и
сепарации, системой осушки сырья и т. п. Ниже приведены .удельные затраты
на производство 1 т л-ксилола по методу фирмы Krupp (Эссен, ФРГ).
Электроэнергия, кВт-ч . . . ,
Водяной пар, кг.............
Охлаждающая вода (10 °C), м3 .
380—420
250
80—100
Rltzer Н. Erdol u. Kohle. Erdgas, 1973, Bd. 26, № 6, S. 327—331.
11
Зак. № 756
6. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Очистка промышленных газовых выбросов и сточных вод, а также обезвре-
живание прочих отходов с целью сохранения чистоты'воздушного бассейна,
водоемов и подземных вод—непременное требование для всех производств.
В настоящей главе приведены необходимые сведения по вопросам охраны
окружающей среды от загрязнений, выделяемых предприятиями нефтехими-
ческой отрасли.
В главе использованы некоторые обозначения:.
ПДК — предельно допустимая концентрация вреднвге вещества в воздухе рабочей
зоны, атмосферном воздухе (в мг/ма) или в воде (в мг/л);
БОС да биологические очистные сооружения;
БПК —* биохимическая потребность в кислороде, или количество кислорода, исполь-
зованного при биохимических процессах окисления органических веществ
за определенное время (в мг О2/л воды);
ХПК химическая потребность в кислороде, или количество кислорода, эквива-
лентное количеству расходуемого окислителя, необходимого для окисления
всех восстановителей, содержащихся в воде (в мг О2/л воды).
Подробнее сил
Предельно допустимые концентрации вредных веществ в воздухе и воде. Справочное
пособие для выбора и гигиенической оценки методов обезвреживания промышленных
отходов. Изд. 2-е, пер. и доп. Л., «Химия», 1975. 456 с.
Правила охраны поверхностных вод от загрязнений сточными водами. М., 1975. 46 с.
Нормы проектирования производственных водоснабжения и канализации предприятий
нефтеперерабатывающей промышленности. ВН874-73. М., 1974. 44 с.
Когановский А. М., Тульский Л. А., Сотникова Е. В.У Шмарук В^ Д. Очистка промыш-
ленных сточных вод. Киев, «Техника», 1974, 257 с.
Орловский 3. А. Очистка сточных вод за рубежом. М., Стройиздат, 1974. 191 с.
Термические методы обезвреживания отходов. Изд. 2-е, пер. Л., «Химия», 1975. 175 с.
Проскуряков В. A.f Шмидт Л. П. Очистка сточных вод в химической промышленности.
Л., «Химия», 1977. 464 с.
6.1. Предельно допустимые концентрации вредных
веществ в воде водоемов, в воздухе рабочей зоны
и в воздухе населенных мест
При проектировании новых и реконструкции действующих производств
крайне важно знать предельно допустимые концентрации (ПДК) веществ в ат-
мосферном воздухе, в воздушной среде предприятий и в воде водоемов, что
позволяет выбрать наиболее эффективные и экономически оправданные способы
очистки газовых выбросов и сточных вод. В табл. 6.1 и 6.2 приведены ПДК
некоторых вредных веществ в воде водоемов, воздухе рабочей зоны и атмо-
сферном воздухе населенных мест.
ПДК вредного вещества в воздухе или в воде водоемов — это такая кон-
центрация химического соединения, которая при ежедневном воздействии в те-
чение длительного времени на организм человека не вызывает каких-либо
патологических изменений или заболеваний, обнаруживаемых современными
методами исследования, а также не нарушает биологического оптимума чело-
века. Существующий в настоящее время принцип нормирования загрязнений
предусматривает установление двух типов ПДК — максимальных разовых и
среднесуточных. Во многих случаях эти значения ПДК совпадают.
322
Таблица 6.1
Предельно допустимые концентрации некоторых вредных веществ
в воде водоемов
Соединение ПДК в воде водоемов, мг/л Соединение ПДК в воде водоемов, мг/л
Неорганические Органические
соединения соединения
Азотной кислоты соли в 10 Акрилонитрил 2,0
пересчете на азот Амилацетат 0,08
Аммоний азотнокислый в 2 о-Аминофенол 0,01
пересчете на азот Амины (С,—С9) 0,1
Барий азотнокислый 4 Амины (С1о—С1в) 0,04
Барий хлористый в пере- 4 Амины (С17—Cjq) 0,03
счете на Ва2+ Анилин 0,1
Ванадия соединения в пе- 0,1 Ацетон По БПК
ресчете на V (V) Ацетофенон (метилфенил- 0,1
Кадмии хлористый в пе- 0,01 кетон)
ресчете на Cd2+ Бензин 0,1
Калий цианистый 0,1 Бензол 0,5
Кальций фтористый в 1,5 1,4-Бутандиол 5,0
пересчете на F' Бутил ацетат 0,1
Кобальт хлористый в пе- 1 Бутилбензол 0,1
ресчете на Со2+ Винилацетат 0,2
Медь сернокислая в пе- 0,1 Г ексаметиленди амин 0,01
ресчете на Си2+ Г ексахлорбензол 0,05
Молибдена соединения в 0,5 Гексахлорэтан 0,01
пересчете на Mo (VI) Гидрохинон 0,2
Мышьяка окись в пере- 0,05 Дибутилфтал ат 0,2
счете на As3+ Диметиламин 0,1
Натрий фтористый в пе- 1,5 Ди метилди оксан 0,005
ресчете на F- Диметилсульфид 0,01
Никель сернокислый в 0,1 Диметил терефталат 1,5
пересчете на Ni2t Диметилфенилкарбинол 0,05
Никель хлористый в пе- 0,1 Диметилформамид 10,0
ресчете на Ni2+ Динитробензол 0,5
Ртути окись в пересчете 0,005 о-Дихлорбензол 0,002
на Hg2+ Дихлорметан 7,5
Свинца соединения в пе- 0,1 1,2-Дихлорэтан 2,0
ресчете на РЬ2+ Дициклогексиламин нит- 0,001
Сероводородной кислоты Отсутствие рит
соли в пересчете на S2- Диэтаноламин 0,8
Сероуглерод 1,0 Ди этил амин 2,0
Сурьмы соединения в пе- 0,05 Диэтиленгликоль 1,0
ресчете на Sb3+ Диэтиловый эфир 0,3
Титана соединения в пе- 0,1 Диэтиловый эфир малеи- 1,0 .
ресчете на Ti (IV) НОВОЙ кислоты
Фтора соединения в пе- 1,5 Изопрен (2-метилбута- 0,005
ресчете на F" диен-1,3)
Хлор активный Отсутствие Кислоты органические:
Хрома соединения в пере- 0,5 акриловая 0,5
счете на Сг3+ бензойная По БПК
Цинка окись 5 масляная
Цианистоводородной ки- 0,1 муравьиная » »
слоты соли в пересчете нафтеновые 0,3
на HCN сульфаниловая 2,0
И
323
Продолжение
Соединение ПДК в воде водоемов, мг/л Соединение ПДК в воде водоемов, мг/л
Кислоты органические
(прод.):
терефталевая 0,1 Спирты:
уксусная По БПК амиловый 1,3
фталевая 0,5 бутиловый .1,0
jk-Крезол 0,004 гептиловый 0,005
о-Крезол 0,05 изобутиловый 1,0
Ксилол 0,05 метиловый 3,0
Малеиновый ангидрид 1,0 нониловый 0,01
Метилакрилат 0,02 Стирол 0,1
Метилацетат 0,1 Тетраэтилсвинец Отсутствие
Метилди гидропиран 0,4 Тиофен 2,0
Метил метакрил амид 0,1 Толуол 0,5
М-Метил-а-пирролидон 0,5 Триметиламин 0,2
а-Метилстирол 0,1 2,4,6-Трихлорфенол 0,0004
Нафталин 0,05 Триэтиленгликоль По БПК
а-Нафтол 0,1 Углерод четыреххлори- 0,3
fj-Нафтол 0,4 стый
Нефть и нефтепродукты 0,3 Уксусный альдегид 1 0,2
Нитробензол 0,2 Фенилгидразин 0,01
Нитроциклогексан 0,1 Фенол - 0,001
Нитроэтан 1,о Формальдегид 0,05
Пиридин 0,2 Фталевый ангидрид 0,5
Поверхностно-активные Фуран 0,2
вещества: Фурфурол 1,0
алкилбензолсульфо- 0,5 п-Хлорфенол 1,0
наты натрия Циклогексан 0,1
алкилсульфаты 0,5 Циклогексен 0,02
элкилсульфонаты 0,5 Эпихлоргидрин 0,01
ОП-7 0,4 Этаноламин 0,5
ОН-10 1,5 Этилакрилат 0,005
Пропилен 0,5 Этилацетат 0,1
Скипидар 0,2 Этилбензол 0,01
Этилен 0,5
Этиленгликоль 1,0
Таблица 6.2
Предельно допустимые концентрации некоторых вредных веществ
в воздухе рабочей зоны и в атмосферном воздухе населенных мест
Соединение ПДК в воздухе рабочей зоны, мг/м8 Средне- суточная ПДК в воздухе населенных мест, мг/м8
Неорганические соединения
Азота двуокись 9 0,085
Азота окислы в пересчете на NO2 5 —
Азота окись NO 30
Азотная кислота 5 0,4
Алюминий фтористый в пересчете на F" 2,5 0,03
Алюминия окись 2,0 —
Аммиак 20 0,2
Барий сернокислый 6 —
324
Продолжение
Соединение ПДК в воздухе рабочей зоны, мг/м’ Средне- суточная ПДК в воздухе населенных мест, мг/м*
Борная кислота 10
Бром 0.5 — -
Ванадия пяти окись 0.1 0,002
Водород бромистый 10 —
Водород мышьяковистый 0,3 0,06
Водород селенистый 0,2 — •
Водород фтористый 0,5 0,005
Водород хлористый 5 0,015
Водород цианистый 0,3 0,01
Водорода перекись 1.4 —
Вольфрам 6
Вольфрам сернистый 10 ——
Вольфрам углеродистый 6 —
Вольфрама карбонил 2 —
Двухромовокислые соли 0.01 —
Железа окись (III) 10
Иод 1 —
Кадмий сернистый 0,1 —
Кадмия окись 0.1
Кальций мышьяковистый 1
Кальций фтористый в пересчете на F* 2.5 0,03
Кальция окись 3.0 —
Кальция цианамид 15 —
Кобальт 0,5 —
Кобальта окись 0,5 —
Кремний 4 —
Кремний углеродистый 6
Кремний хлористый 1 —
Кремний фтористый 5 0,005
Литий водородистый 0,025 —
Магния окись 15 —
Марганец 0,3 0,01
Медь 1 —
Мышьяка пятиокись 0,3 —
Мышьяка трехокись 0,3 —
Натрий роданистый 50 —
Натрия гидроокись 0,5 —
Никель сернокислый 0,5 —
Никеля растворимые соединения 1 —
Озон о,1 —
Ртуть 0,01 0,0003
Свинец и его неорганические соединения в пе- ресчете на РЬ 0,01 0,0007
Серная кислота 1 о,1
Сероводород 10 0,008
Сероуглерод 10 0,005
Углерод (газовая сажа) 3,5 0,05
Углерода двуокись 30 000 —
Углерода окись 20 . 1,0
Углерода хлорокись (фосген) 0,5 — - •
Фосфор желтый 0,03 —
Фосфор треххлористый 0,2 —
Фосфора пятиокись 1 0,05
325
Продолжение
Соединение ПДК в воздухе рабочей зоны, мг/м3 Средне- суточная ПДК в воздухе населенных мест, мг/м3
Фосфорная кислота 1,0
Фтор 0,15 —
Фтористоводородной кислоты соли в присут- 1 0,01
ствии фтора в пересчете на HF Хлор 1 0,03
Хлора двуокись 0,1 —
Хлористоводородная (соляная) кислота — 0,2 по НС1
Хрома окись СгО3 0,01 0,006 по Н+ 0,0015
Цианистоводородной кислоты соли в пере- 0,3 0,01
счете на HCN Цинк хлористый 1 —
Цинка окись 6 —
Смеси Алюминия окись (глинозем) 6
Алюминия окись с примесью двуокиси крем- 2 —
ния в виде аэрозоля конденсации Асбест 190 части ц/см3
Волокно стеклянное - 3 —
Глина 6,0 —
Кремния двуокись кристаллическая и аморф- 1 —
ная Пыль нетоксичная 0,15
Цемент 6 —
Шамот 2,0 —
Органические соединения Акриламид 0,3 —
Акриловая кислота 5 •—
Акрилонитрил 0,5 —
Акриловый альдегид (акролеин) 0,7 0,03
Аллиловый спирт 2 —
Амилацетат (амиловый эфир уксусной кисло- 100 0,1
Амилметилкетон (2-гептанон) 465 —
Амиловый спирт (1-пентанол) 10 —
п- Аминофенол 1 —
Амины алифатические высшие С18—С19 1 —
Амины алифатические первичные С,—С9 1 —
Анилин 0,1 0,03
Антрахинон 5 —
Ацетон 200 0,35
Ацетонитрил (метил цианистый) 10 —
Ацетопропилацетат (ацетопропиловый эфир 5 —
уксусной кислоты) Ацетофенон 5 0,003
Бензил хлористый 0,5 —
Бензил цианистый 0,8 —
Бензоил хлористый 5 —
Бензоила перекись (дибензоила перекись) 5 —
Бензол 5 0,8
л-Бензохинон 0,05 —
Бромбензол (фенилбромид) з —
326
Продолжение
Соединение ПДК в воздухе рабочей зоны, мг/ма Средне- суточная ПДК в воздухе населенных мест, мг/м3
1,3-Бутадиен (дивинил) 100 1
Бутан —
1,4-Бутандиол 500 —
Бутилакрилат 10 —
Бутиламин 10 ——
Бутилацетат 200 0,1
Бутилен 150 3
Бутилмеркаптан (1-бутантиол) 35 ——
Бутиловый спирт (1-бутанол) 10 —
emop-Бутиловый спирт (2-бутанол) 450 —
mpem-Бутиловый спирт (2-метил-2-пропанол) 300 ——
Бутилэтилкетон (3-гептанон) 230 —
Валериановая кислота 5 0,01
Винил хлористый 30 —
Винилацетат 10 0,15
Винилбутират 50 —..
Винилциклогексан 10 —
Гексаметилен ди амин 1 0,001
Гексан 180 —
Гексахлорнафталин 0,2 —
Гексахлорэтан 10 —
Гексиловый спирт (1-гексанол) 10
Гептан 2000
Гидрохинон 2 —
Декалин 100 —
Дециловый спирт 10 —
Дибутилфосфат 5 —
Дибутилфталат 0,5 —
Диизопропилбензол (смесь м- и п-изомеров) 50 —
Диметиламин 1 0,005
N,N-Диметил анилин 0,2 0,0055
Диметилацетамид 35 —
Диметилсульфид 50 ——
Диметилтерефталат 0,1 —
2,6-Диметилфенол (2-окси-лг-ксилол) 5 —
Диметилформамид 10 0,03
Диметилэтаноламин 5 —-
п-Динитробензол 4 —
Динитротолуол 1,0
1,4-Диоксан 10
Дипропил амин 2
Дитолилметан 1 —
Дифенил 1 —
Дифениламин 10 —
Дифенилпропан 5 —
Ди хлорбензол 20 —
Диэтил амин 30 ——
Диэтилбензол 10 —
Диэтиленгли коль 0,2 —
Диэтиловый эфир 300
Диэтилхлортиофосфат 1 —
Диэтилэтаноламин 5 —
Додецилбензол 50-50
/лрет-Додеци лмер каптан 5 —
327
Продолженш
Соединение ПДК в воздухе рабочей зоны, мг/м8 Средне- суточная ПДК в воздухе населенных мест, мг/м8
Изоамилацетат 525
Изоамиловый спирт (З-метил-1-бутанол) 360 —
Изобутилен 100 —
Изовалериановая кислота 0,1 —
Изомасляный альдегид (2-метилпропаналь) 5 —
Изооктан 100 —
Изооктиловый спирт (2-этиленгексанол) 50 —
Изопропиламин 12 —
Изопропилацетат 950 —
Изопропилбензол (кумол) 50 0,014
Изопропилбензола гидроперекись (гндропе- 1,0 0,007
рекись кумола)
Изопропилнитрат 5 —
Изопропиловый спирт (2-пропанол) 980
Камфанон-2 (камфора) 3 —
Капроновая кислота 5 0,005
Крезолы (все изомеры) 22 —
Кротоновый альдегид (Р-метилакролеин) 0,5 —
2,6-Ксиленол 5 —
Ксилолы - 50 0,2
Малеиновый ангидрид 1 0,05
Масляная кислота 10 0,01
Масляный альдегид 5 —
Масляный ангидрид 1 —
Метакриловая кислота 10 —
Метил бромистый 1,0 —
Метил хлористый 5 —
Метиламин 12 —
Метилакрилат 20 0,01
Метилацетат 100 0,07
2-Метилбутадиен-1,3 (изопрен) 40 —
Метилбутират 5 —
Мети лвинил кетон 0,1
Метилизоцианат 0,05 —
Метиловый спирт 5 0,5
Л'-Метилпиперазин 5 —
М-Метил-а-пирролидон 100
Метилпропионат (метиловый эфир пропио- Ю
новой кислоты)
а-Мети лети рол 5 0,04
Метилтиофен 20 —
Метил формиат 250 —
Метилциклогексан 50 —
Метилциклогексанол 470 —
о-Метилциклогексанон 460 —
Метилэтил кетон (2-бутанон) 200 —
Муравьиная кислота 0 ——
Нафталин 20 0,003
Нитробензол 5 0.008
Нитроксилолы 5 —
Нитрометан 30 —
1-Нитропропан 30
Нитрофен (содержание алкилфенолов 72,5— 1 ——
67,5%)
328
Продолжение
Соединение ПДК в воздухе рабочей зоны, мг/м8 Средне- суточная ПДК в воздухе населенных мест, мг/м3
Нитроэтан 30
Октан 2350 —
Октиловый спирт 10 —
Пентан 2350 —
Пиколин — смесь изомеров 5,0 —
Пиперидин 0,2 —.
Пирен 0,1 —
Пиридин 5,0 0,08
Полиформальдегид 5 —-
Пропан 1800 —
Пропиламин 5 ——
Пропил ацетат 200 —
Пропилен — 3
Пропиловый спирт 10 0,3
Пропионовый альдегид 5 —
Спирты непредельные жирного ряда 2 —
Стирол 5 0,003
Терефталевая кислота 0,1 —
Тетрагидробензол (циклогексен) 1015 —
Тетрагидронафталин (тетралин) 100 —
Тетраметилсвинец 0,075 —
Тетраэтилсвинец 0,005 —
Тиофен 20 —
Толуол 50 0,6
Трихлорбензол 10 —
Трихлорметан (хлороформ) 250 —
Триэтиламин 10 0,14
Углерод четыреххлористый 20 2
Уксусная кислота 5 0,06
Уксусный альдегид 5 0,1
Уксусный ангидрид 20 0,03
Формальдегид 0,5 0,012
Формамид 3 —
Фталевый ангидрид 1 0,1
Фурфурол 10 0,05
Фуран 0,5 —
Хлорбензол 50 0,1
Цианамид 0,5 —
Циклогексан 80 1,4
Циклогексанол 200 0,06
Циклогексил амин 1 —
Циклопентадиен 5 —
Этаноламин 0,03 —
Этиламин 18 ——
Этилацетат 200 0,1
Этилбензол 1 0,02
Этилен —. 3
Этилена окись 1 0,03
Этиленгликоль 0,1 —
Этилендиамин 2 —
Этилмеркаптан 1 ——
Этиловый спирт 1000 5
Этилформи ат 300 —
329
Вещества, для которых не установлены ПДК, запрещается сбрасывать
в водоемы и атмосферный воздух.
Водоемы и воздушная среда считаются загрязненными, если показатели
состава и свойств их изменились под прямым или косвенным влиянием произ-
водственной деятельности и бытового использования.
6.2. Состав, количество и свойства сточных вод
нефтехимических производств
Промышленными сточными водами называются жидкие отходы, которые
образуются при переработке органического и неорганического сы, ья в про-
мышленную продукцию.
В отличие от городских (бытовых и ливневых) сточных вод количество
и содержание сточных вод нефтехимических производств различно и зависит
от вида производства, а часто также от технологического процесса. Их выпуск
может быть равномерным и неравномерным, непрерывным или залповым и
даже сезонным. Это разнообразие в образовании, количестве и составе сточных
вод нефтехимии вызывает необходимость применения различных способов очистки,
переработки и мероприятий по предупреждению загрязнения водоемов.
Примеси в сточных водах могут быть твердыми и жидкими веществами
и находиться в растворенном, нерастворенном и коллоидном состоянии.
Нередко в стоках присутствуют сложные высокомолекулярные органи-
ческие вещества, не поддающиеся или слабо поддающиеся биохимической де-
струкции. Под влиянием температуры, кислорода, а также реагентов они мо-
гут подвергаться чисто химическим или физико-химическим изменениям —
окислению, восстановлению, нейтрализации, сбраживанию, коагуляции, осаж-
дению и т. п.
Производственные сточные воды делятся на условно чистые, грязные и
промливневые стоки.
Условно чистыми, как правило, являются воды от охлаждения техноло-
гических аппаратов, компрессоров и т. д. Химический состав этих вод зависит
от качества используемой для систем водооборота воды и от организации тех-
нологического процесса. Использованные условно чистые воды обычно охлаж-
даются в прудах или на градирнях, очищаются от механических примесей
и масел и возвращаются в производство при небольшой подпитке свежей
водой.
Промливневые стоки образуются в результате выпадения атмосферных
осадков. На предприятиях нефтехимического профиля эти воды загрязнены
вредными веществами и должны подвергаться очистке.
Производственные сточные воды нефтехимических производств по своему
составу различны не только для разных производств, но даже для цехов и от-
дельных установок на одном и том же предприятии. По этой причине дать
типовую характеристику их не представляется возможным.
Ниже приведены характеристика производственных сточных вод некото-
рых нефтехимических производств (табл. 6.3), а также сравнительная оценка
различных способов их обезвреживания (табл. 6.4).
330
Таблица 6.3
Характеристика стоков некоторых нефтехимических производств
Производство
Сточные воды и компоненты,
загрязняющие их
Алкилбензолсульфонатов сульфирова-
нием углеводородов
Алкилсульфонатов сульфохлорирова-
нием парафиновых углеводородов
Алкилсульфатов сульфированием жир-
ных спиртов
Альдегидов и спиртов окислением угле-
водородов
Альдегидов и спиртов методом оксо-
синтеза
Аммиака из азота и водорода
Ароматических углеводородов алкили-
рованием олефинами
Ароматических углеводородов катали-
тическим риформингом
Ацетальдегида гидратацией ацетилена
Ацетальдегида из этилена
Ацетилена пиролизом углеводородов
Бензилового спирта из хлористого
бензила
Бутанола из ацетальдегида
Бутилена и дивинила дегидрирова-
нием бутана и бутиленов
Диаллилизофталата
Дивинила по методу С. В. Лебедева
Диметилвинилкарбинола изомериза-
цией изобутенилкарбинола
2,5-Диметилгександиола щелочной
конденсацией ацетона с ацетиленом
Суммарный сток содержит сульфат
кальция, нейтрализованный черный
контакт, алкилбензолсульфонаты
Суммарный сток содержит углеводо-
роды, сульфонилхлориды, хлористый
натрий и др.
Реакционная вода содержит жирные
спирты, продукты сульфирования и
сульфат-ион
Сточные воды загрязнены органиче-
скими кислотами, формальдегидом, аце-
тоном, метанолом, высшими спиртами
Фузельные воды с растворенными
углеводородами и альдегидами
Сточные воды от промывки газов за-
грязнены взвешенными веществами,
сульфатами, кислыми солями угольной
кислоты, сероводородом и фенолами
Сточные воды содержат каустиче-
скую соду, углеводороды, фосфорную
кислоту, хлористый алюминий и Др.
Конденсаты содержат катализатор,
сероводород, аммиак и др.
Суммарный сток содержит спирты,
ацетальдегид, соли меди и другие
загрязнения
Кубовый остаток от ректификации
содержит уксусную кислоту, альде-
гиды, продукты поликонденсации и др.
Конденсаты содержат сажу, углево-
дороды и синильную кислоту
Сточные воды содержат хлористый
натрий, бензиловый спирт, взвешен-
ные вещества
Суммарный сток загрязнен промежу-
точными продуктами синтеза, альдо-
лем, кротоновым альдегидом, солями
Суммарный сток загрязнен углево-
дородами
Суммарный сток содержит до 60 г/л
органических соединений и до 48 г/л
солей
Сточные воды второй стадии синтеза
содержат этиловый спирт, ацетальде-
гид, дивинил и др.
Сточные воды стадии изомеризации
содержат до 400 г/л органических
соединений и до 1,5 г/л солей
Сточные воды стадии конденсации
содержат ацетон, хлорбензол, гексан-
диол, едкое кали и ацетат калия
331
Продолжение
Производство
Стачные воды и компоненты,
загрязняющие их
Изопрена из изобутилена и формаль-
дегида
Метана и этилена хлорированием
Мононитрохлорбензола нитрованием
хлорбензола
Нитрила акриловой кислоты из аце-
тилена и цианистого водорода
Нитрила олеиновой кислоты из оле-
иновой кислоты и аммиака
Окиси пропилена омылением пропилен-
хлоргидрина
Окиси этилена, этиленгликоля и про-
пиленгликоля из этилена и пропи-
лена
Первичных высших спиртов гидриро-
ванием СЖК С1в—С1в
Полигликолей из диэтиленгликоля и
окиси этилена
а-Раз ветвлен ных кислот методом окис-
ления
Резорцина и гидрохинона окислением
диизопропилбензола
Спиртов и олефинов сульфированием
и гидролизом
Синтетического глицерина из пропи-
лена
Синтетических жирных кислот окисле-
нием парафинов
Синтетического этилового спирта гид-
ратацией этилена
332
Водный слой реакционной жидкости
содержит серную кислоту, диметил-
диоксан, формальдегид и побочные
продукты синтеза диметилдиоксана.
Сточные воды процесса разложения
диметилдиоксана содержат формальде-
гид, изопрен, непредельные спирты,
диметилдиоксан и многие другие про-
дукты
Фузельная вода содержит хлорпро-
изводные углеводородов, известковый
шлам и соли
Промывные воды содержат монони-
трохлорбензол, нитрофенол, азотную
и серную кислоты, а также нитрат
натрия
Фузельная вода содержит уксусный
альдегид и органические нитрилы
Реакционная вода содержит до
200 г/л аммиака, олеиновую кислоту,
ее нитрил и цианиды
В сточных водах содержится извест-
ковый шлам, хлористый кальций, хлор-
производные пропилена, пропиленгли-
коль
Фузельная вода содержит известко-
вый шлам, хлористый кальций, дву-
хлористый этилен или пропилен, гли-
коли
Сточные воды загрязнены спиртами,
кислотами, едким кали, алюминатами
натрия и калия
Суммарный сток имеет ХПК 4—
5 г/л, pH = 6,6
Смешанный сток имеет ХПК 23,5 г/л,
содержит до 30 г/л солей, из них до
22 г/л сульфата натрия
Суммарный сток содержит ацетон,
бензол, изопропилбензол, метадиизо-
пропилбензол, фталевую кислоту, нат-
риевую соль дигидроперекиси л-диизо-
пропилбензола
Фузельные воды содержат алифати-
ческие спирты, полимеры и сульфат
натрия
Сточная вода содержит полимеры,
глицерин, хлористый натрий и др.
Сточная вода содержит до 300 г/л
органических кислот, до 150 г/л суль-
фата натрия и до 25 г/л прочих органи-
ческих веществ
Сбрасываемые воды содержат этило-
вый спирт до 0,5 г/л и сложные эфиры
фосфорной кислоты
Продолжение
Производство Сточные воды и компоненты, загрязняющие их
Сукцинимидных присадок Тетрагидрофурана каталитическим гид- рированием фурана Цианистого водорода из метана и ам- миака Формальдегида из метанола Этилбутиратов оксосинтезом 2-Этилгексанола конденсацией масля- ного альдегида Этилена и пропилена термическим кре- кингом углеводородов Сточные воды содержат полиамины, малеиновый ангидрид, нефтепродукты, аммиак и соли Общий сток содержит фурфурол, со- ли и др. Фузельная вода содержит углеводо- роды и синильную кислоту Сточные воды загрязнены метанолом, формальдегидом и муравьиной кисло- той Смешанный сток имеет ХПК до 30 г/л, pH = 6,4, плотный остаток 30 г/л Сточные воды стадии конденсации имеют ХПК до 400 г/л, pH 12 и содержат до 125 г/л солей Конденсаты содержат углеводороды и щелочь
Таблица 6.4
Сравнительная оценка различных способов обезвреживания
загрязнений, содержащихся в сточных водах
Обезвреживаемый продукт Способ очистки Концентрация, мг/л Степень очистки, %
начальная конечная
Алифатические и аро- матические амины Извлечение катиони- том КУ-2в Н-форме 10 000 — . —
Алкилароматические углеводороды Отпарка в кислой среде — — —
Алкилбензолсульфо- Окисление озоном 99,98 0,83 90—99
наты Адсорбция активным 550 14 97—98
Алкилсульфаты и ал- килсульфонаты Адсорбция шлаком котелен — — 78—80
Жидкофазное окисле- ние — — 99—100
Биохимическое окис- ление 200 — 50—70
Ароматические угле- водороды Адсорбция на уголь- ных фильтрах — — 80—95
Ацетон Биохимическое окис- ление 1 000 Не об- наружен 100
Бензиловый спирт Экстракция хлоро- формом 10 000— 12 000 — 80
Взвешенные вещества Отстаивание 128—628 2,5—8 98—98,8
Гексаметилендиамин Сжигание в циклон- ной печи — Не об- наружен 100
Трубодисперсные примеси Отстаивание Более 500 150—250 50—70
333
Продолжение
Обезвреживаемый продукт Способ очистки Концентрация, мг/л Степень очистки, %
начальная конечная
Железа гидроокись Фильтрование через слой вспомогатель- ных материалов Более 1 000 11 — 19 98— 99,9
Железа соли Хлорирование Более 25 0,1—0,3 99,9
Электродиализ 3 000— 10 000 500— 1 000 83,5— 90,0
Железо (окалина) Отстаивание в гидро- циклоне 270—400 30—55 86—89
Масла Отстаивание в гори- зонтальных отстой- никах 180—200 10—70 65—96
Минеральные соли (NaCl, K?SO4 и др.) Обратный осмос 1 000— 30 000 — 99,9
Сорбция на аниони- тах 3 000— 4 000 1-15 99,5— 99,9
Вымораживание 35 000 2 800— 4 500 87—92
Дистилляция 20 000— . 35 000 20—50 99,9
Мононитрохлорбен- зол Адсорбция активным углем — — 90—99
Нефть Фильтрование через песок 20—200 10—25 50— 87,5
Улавливание в нефте- ловушках 26 000— 800 000 57— 100 99,9
То же 9 240— 20 120 860— 1950 90,5
Улавливание на фильтрах 34—70 19—34 47—51
Флотация 50—60 10—15 —
Биохимическое окис- ление в аэротенке 17,6 8,2 53,4
Низкомолекулярные карбоновые кисло- ты Высаливание сульфа- тами натрия и маг- ния 250 000— 300 000 — 55
Нитробензол Сорбция на угле КАД иодном 9 270 20 99,4
Пиридин Биохимическое окис- ление в аэротенке 3 000 Не об- наружен 100
Сераорганические со- единения Сжигание в циклон- ной печи с раство- ром соды Не об- нару- жены 100
Сероводород Отдувка воздухом из воды 30—50 8—10 73,5— 80,0
То же 609—812 34—39 94—95
Отдувка углеводород- ными газами 8 280 0,002 99,9
Сульфат кобальта Обратный осмос 2,2 0,042 98
Фенол Экстракция бутилаце- татом 6 000 90—250 —
Озонирование 200—300 0,1—0,2
Биохимическое окис- ление в аэротенке 240 0,8—1
334
Продолжение
Обезвреживаемый продукт Способ очистки Концентрация, мг/л Степень очистки, %
начальная конечная
Формальдегид Биохимическое окис- 200—1150 Не об- 100
Фосфорорганические ление в аэротенке Сжигание в циклон- наружен Не об- 100
соединения Хлорбензол ной печи с раство- ром соды Хлорирование нару- жены 70
Хлорорганические Сжигание в печах — Не об- 100
соединения с раствором соды Экстракция для воз- 100 000 наружен 30 000 70
Цианистоводородной врата в производ- ство Окисление С1аО 22,4—25 0,03— 80—99,9
кислоты соли Хлорирование Более 50 5,25 Не об- 100
Озонирование нару- жены 100
Коагуляция 1 752— 7,6— 95—
FeSO4-7H2O 2 190 100 99,5
6.3. Методы очистки сточных вод
нефтехимических производств
Перспективный путь защиты водоемов от загрязнения сточными водами
нефтехимических производств — сочетание водооборота с локальными методами
очистки сбрасываемых вод.
Для очистки сточных вод от летучих веществ (например, ацетилена, циа-
нистого водорода, низших углеводородов) во многих случаях с успехом при-
меняется продувка избытком воздуха в специальных продувочных колоннах.
Воды, очищенные от летучих веществ, могут вновь направляться в технологи-
ческий процесс, например в качестве промывных вод. Если сточные воды за-
грязнены каким-нибудь одним веществом, например бензолом, то для регене-
рации последнего могут быть рекомендованы такие методы, как продувка сточ-
ных вод циркулирующим в системе азотом, фильтрование через слой активного
угля или дистилляция. Сточные воды, которые наряду с уксусным альдегидом
загрязнены менее летучими кротоновым альдегидом и альдолями, могут быть
подвергнуты дистилляции в ректификационных колоннах, выполненных из
специальной коррозионностойкой стали. Бутиловые спирты, бутилацетат и
уксусная кислота могут быть удалены из сточных вод или регенерированы
путем фильтрования сточных вод через слой активного угля, глинозема, золы
и ионообменной смолы.
Остатки, не поддающиеся полезному использованию, сжигают, желательно—
с утилизацией тепла.
Ниже приводится краткая характеристика важнейших методов очистки
сточных вод, которые используются для обезвреживания сбросов нефтехими-
ческих производств.
Осветление сточных вод. В сточных водах многих производств нефтехими-
ческих предприятий почти всегда наряду с растворенными в них загрязняю-
щими веществами содержатся нерастворенные взвешенные вещества, представ-
ляющие собой осмелившиеся твердые взвеси, жидкие эмульсии и другие
335
механические примеси в виде песка, асбеста, дерева и нефтепродуктов. Удаление
взвешенных веществ называется осветлением.
Для удаления взвешенных веществ из сточных вод применяются сле-
дующие методы: процеживание, отстаивание в поле силы тяжести и в поле
центробежных сил, фильтрование, коагуляция и флотация. В случае крупных
.загрязнений воду процеживают через решетки и сита. Для выделения веществ,
находящихся в воде в виде грубодисперсных взвесей, используют простое отстаи-
вание в отстойниках различной конструкции. Твердые и жидкие вещества
с малой плотностью, находящиеся в неэмульгированном состоянии, отделяются
в ловушках. Ловушки позволяют регенерировать и возвращать в производство
нефть, нефтепродукты, жиры и др.
Центрифугирование и фильтрование через ткани применяются в основном
для обезвоживания осадков сточных вод, фильтрование через слой зернистого
материала — для окончательной тонкой очистки сточных вод, предварительно
очищенных другими способами.
Тонкодисперсные нерастворенные загрязнения отстаивают с предвари-
тельной коагуляцией при помощи химических реагентов (коагулянтов, флоку-
лянтов), образующих в воде хлопья. Последние захватывают при осаждении
или сорбируют нерастворенные тонкодисперсные загрязнения и выделяются
вместе с ними в осадок. Введение в сточную воду коагулянтов требует после-
дующего доведения pH до величины, обеспечивающей полноту гидролиза соли
и выпадения гидроокиси. Для алюминиевого коагулянта н сульфата трех-
валентного железа pH = 6ч-7, для сульфата двухвалентного железа pH ==
= 8,5ч-9. Хлопья гидроокисей обладают развитой поверхностью и при осаж-
дении захватывают взвешенные вещества воды. Скорость осаждения агрегатов
хлопьев значительно выше скорости осаждения отдельных частиц и растет
с глубиной осаждения. При использовании коагулянтов скорость осаждения
высокодисперсных взвесей достигает 0,35—0,70 мм/с. Интенсификация осажде-
ния взвесей, особенно при концентрации их в несколько десятков граммов
в кубическом метре, в большинстве случаев достигается введением в воду фло-
кулянтов — водорастворимых полимеров с полярными группами. В СССР
наибольшее распространение получил как флокулянт полиакриламид. Дей-
ствие флокулянтов основано на том, что концы их цепеобразных полимерных
макромолекул захватываются взвешенными частицами, при этом образуются
рыхлые крупные сетчатые трехмерные агрегаты, осаждающиеся со значительно
большей скоростью, чем отдельные частицы взвеси. Применение флокулянтов
в дозе 1—5 мг/л одновременно с коагулянтами повышает скорость осаждения
взвеси на 20—30%.
Для выделения тонкодисперсных нерастворенных загрязнений с плот-
ностью меньше плотности воды может быть использован метод флотации. Сточ-
ная вода насыщается пузырьками мелкодиспергированного воздуха. К пузырь-
кам прилипают частицы эмульгированных примесей, содержащихся в сточ-
ной воде, затем они всплывают на поверхность, образуя пену, которую удаляют
вместе с флотируемыми веществами.
Существуют различные способы диспергирования воздуха при флотации
сточных вод: механическое диспергирование турбиной насосного типа, продувка
воздуха через мелкопористые материалы, пневматическое диспергирование при
впуске воздуха в флотационную камеру через специальные сопла со скоростью
100—200 м/с, насыщение воды мелкими пузырьками воздуха при резком изме-
нении давления (напорная флотация).
Наиболее экономичным признан метод напорной флотации. Для растворе-
ния воздуха в сточной воде под давлением смешивают его с водой при помощи
эжектора, который устанавливают на рециркуляционном трубопроводе, между
напорной и всасывающей линиями насоса. Производительность эжектора вы-
бирают таким образом, чтобы объем засасываемого воздуха составлял 3—5%
от объема флотируемой воды. Камера растворения, или напорная камера фло-
татора, представляет собой цилиндрическую закрытую емкость, рассчитанную
на пребывание в ней воды в течение 2—3 мин под давлением 0,3—0,4 МПа.
Для больших объемов сточных вод— до 900 м3/ч— используются радиальные
флотаторы, для сточных вод объемом до 50 м3/ч разработаны конструкции пря-
моугольных многокамерных флотаторов.
336
Нейтрализация сточных вод. Нейтрализационные установки широко распро-
странены при обезвреживании стоков, содержащих свободные кислоты. Однако
опыт их эксплуатации показывает, что технологический процесс нейтрализа-
ции часто осложняется побочными явлениями — неполным использованием
реагентов, отложением солей на стенках трубопроводов и арматуры, образо-
ванием устойчивых пересыщенных растворов, цементированием выпавшего
• осадка, препятствующим его удалению из отстойников. Всего этого можно из-
бежать при, правильном выборе режима нейтрализации.
Основным реагентом для нейтрализации сточных вод является гашеная
известь («известковое молоко») с содержанием активной извести Са(0Н)4 5—
10%. Щелочь,' сода и аммиачная вода для нейтрализации кислот в сточных
водах используются только в том случае, если они являются отходами произ-
водства. В зависимости от местных условий для нейтрализации может быть
также использован мел, молотый известняк, доломит и магнезит.
Для смешения сточных вод с известковым молоком могут применяться гидра-
влические смесители любого типа—дырчатые, перегородочные, вихревые,
а также смесители с механическими мешалками или барботированием сжатого
воздуха. Время пребывания сточной воды в смесителе должно быть не менее
10 мин.
Ряд преимуществ имеет фильтрационный метод нейтрализации — простота
обслуживания, отсутствие аппаратуры для дозирования реагентов. При содержа-
нии серной кислоты в сточной воде 5 г/л можно использовать в качестве фильтра-
ционного материала доломит или магнезит. Различные типы известняка для этих
целей можно использовать только при содержании серной кислоты не более 2 г/л.
Фильтры-нейтрализаторы могут быть как вертикальными, так и горизон-
тальными. Для вертикальных фильтров применяют куски известняка или доло-
мита размером 3—8 см; высота фильтрующего слоя сохраняется в пределах 1,2—
0,85 м при скорости фильтрования сточных вод не более 5 м/ч. При использовании
горизонтальных фильтров скорость течения воды составляет 1—3 см/d.
Очистка сточных вод методом экстракции. При относительно высоком содер-
жании в сточных водах растворенных органических веществ, особенно продуктов,
представляющих техническую ценность, эффективным методом очистки сточных
вод во многих случаях является экстракция органическими растворителями. При
контакте сточной воды и экстрагента по истечении достаточного времени наступает
динамическое равновесие между концентрациями экстрагируемого вещества в вод-
ной фазе Сп и органической фазе (экстрагент) Сэ. Зависимость между равновес-
ными концентрациями Св и С3 для данного вещества и растворителя при постоян-
ной температуре называется изотермой экстракции. В общем случае изотермы
экстракции различных веществ являются нелинейными. Однако в некоторых слу
чаях, например для фенола и бутилацетата, можно считать, что отношение равно-
весных концентраций является величиной постоянной, зависящей от температуры,
т. е.:
Кз = —у.— == const
Св
о Экстракцию целесообразно проводить при температуре, не превышающей
Технология экстракционной очистки сточных вод включает три основных
операции:
1) смешение сточной воды с органическим растворителем в условиях макси-
мального развития поверхности соприкосновения этих жидкостей (поверхности
раздела фаз);
2) возможно более быстрое и полное разделение жидкостей после экстракции;
3) удаление и регенерация растворителя из водной и органической фаз.
Необходимость извлечения экстрагента из очищенной сточной воды обусло-
влена тем, что совершенно нерастворимых в воде жидкостей нет. Даже небольшие
количества экстрагентов, перешедшие в водный раствор, не только увеличивают
потери производства, но н сами оказываются загрязнителями сточных вод, пре-
пятствующими их выпуску в водоем или в систему биологических очистных со-
оружений.
337
Методы экстрагирования органических веществ по схемам контакта экстра-
гента со сточной водой можно разделить на перекрестноточные, ступенчато-проти-
воточные и непрерывно-противоточные.
При многоступенчатой перекрестной схеме сточная вода на каждой ступени
контактирует со свежим экстрагентом, что приводит к повышенному расходу
экстрагента. При ступенчато-противоточной схеме каждая ступень включает
перемешивающее устройство для смешения фаз и сепаратор (отстойник) для их
гравитационного разделения или центробежный сепаратор, обладающий более
высокой разделительной способностью. При непрерывно-противоточной много-
ступенчатой экстракции вода и экстрагент движутся навстречу друг другу в одном
аппарате, обеспечивающем диспергирование экстрагента в воде, а разделение
Рис. 6.1. Схема установки для экстракционного обесфеноливания сточных вод:
/ — холодильник; 2 — оросительная колонна; 3 —• противоточный экстрактор; 4 —
сепаратор; 5, 2 — конденсатор; 6 — теплообменник; 7 — колонна для отгонки раство-
рителя; 3 — дистилляционная колонна; 10 — сборник растворителя;
I — сточная вода; //-газы; /// — очищенная вода; IV— сырые фенолы.
фаз осуществляется на входе и выходе из аппарата. Легкая фракция подается
снизу, тяжелая — сверху. Очищенная вода отводится из нижней части колонны,
экстрагент с удаляемым веществом — из верхней.
Диспергирование экстрагента в воде осуществляется с помощью насадок,
тарелок, разбрызгиванием или механическим перемешиванием.
Принципиальная схема установки экстракции фенола растворителем из сточ-
ных вод приведена на рис. 6.1. Предварительно очищенная от смол, масел и взве-
шенных веществ вода поступает через холодильник 1 в оросительную колонну 2,
где поглощается экстрагент, отогнанный вместе с газами и парами в дистилля-
ционной колонне 7. В колонне 2 фенольная вода нагревается до температуры 30—
35 °C и подается в верхнюю часть противоточного экстрактора 3, в который снизу
из сборника 10 подается растворитель. Обесфеноленная вода направляется в верх-
нюю часть колонны 7 для отгонки растворителя. Выходящий из экстрактора 3
обогащенный фенолами растворитель регенерируется с применением вакуума.
Фенолы остаются в кубовом остатке и периодически удаляются из колонны 8.
Отдувка летучих компонентов из сточных вод. Удаление летучих веществ
из сточных вод чаще всего производится методом отдувки дегазации воздухом
,или другими газами. Стоки нефтехимических производств часто содержат различ-
ные летучие вещества, особенно сероводород, сернистый газ, сероуглерод, угле-
кислый газ, меркаптаны, дисульфиды, метан и др. Количество летучих веществ
338
в стоках в большинстве случаев не превышает 0,5—1,0 г/л. Вместе с тем, оги
из них даже в небольшой концентрации токсичны и должны быть удалены г» е <эе
поступлением воды на биологические очистные сооружения.
Для дегазации отдельных категорий сточных вод применяются аппа ат!
с хордовой насадкой, насадкой из колец Рашига и полые распиливающие д<^сор
беры. Наиболее эффективны аппараты с насадкой, позволяющие удалять лет'^у'чи
вещества на 90—95%. Однако следует помнить, что присутствие в сточной ^ьод.
взвешенных веществ затрудняет эксплуатацию этих аппаратов и ограничьте ас
область их применения. В этих случаях целесообразно использовать польг«э де
сорберы с распыливающим устройством или аппараты с барботажным <z:_n oei
жидкости. Следует отметить, что при барботаже воздуха кроме отдувки токси иы
веществ происходят окислительные процессы и снижается БПК стока.
Рис. 6.2. Схема установки для отдувки летучих компонентов из сточных во,
/ — скруббер; 2 — колонна с активным углем; 3 — холодильник; 4 — сборник л е-г
чих компонентов;
/ сточная вода; II — топочные газы; III — очищенная вода; IV — пар: V — хэ.«од;
Целесообразно применение вакуумных дегазаторов, которые обеспечж ак
высокую степень десорбции летучих веществ. Для этой цели применяются т~ кж
полые десорберы с разбрызгивающими устройствами.
Эффект очистки воды от легколетучих веществ в аппаратах этого типа за>=в ы ci
от степени диспергирования жидкости и других условий. Для разбрызгив. ин
жидкости применяются различного типа сопла и вращающиеся лопасти.
На рис. 6.2 показана схема установки для отдувки летучего компохае-ш
из сточных вод продуктами сжигания природного газа. Топочные газы, пасг-ж: тт x.ei
ные в скруббере / парами летучего вещества, проходят через колонну 2с акти в ни
углем, где летучий компонент задерживается. Активный уголь, насыщенны: м л
тучим компонентом, периодически регенерируется паром. Парй воды и лет-учс;
компонента конденсируются в холодильнике 3 и направляются в сбориж-=ж
откуда летучий компонент подается на утилизацию.
Азеотропная отгонка органических веществ из сточных вод. Этот сгтжосс
применяется в тех случаях, когда подлежащие выделению органические Beut-^s-czrTE
образуют азеотропную смесь. Целесообразность его использования определ сггс
прежде всего температурой кипения азеотропной смеси и ее составом, долей «э >лл> г
нического компонента в азеотропе.
Многие азеотропные смеси при конденсации расслаиваются. При этом с рс
органический компонент может быть легко отделен от водного насыщенного а
твора. В этих случаях азеотропная отгонка загрязняющего компонента из
ных вод наиболее экономична. Если взаимная растворимость воды и органичес^г ко:
компонента азеотропной смеси настолько велика, что погон не расслаивав.
азеотропная .отгонка для очистки сточных вод, как правило, целесообразна —*iu
тогда, когда конденсат утилизируется непосредственно в виде водного расе жзор
Возможны случаи, когда конденсат, более обогащенный органическим к<щщ»тчлхгт
нентом, чем исходная вода, может дальше подвергаться экстракции для полу*ые:н1
нужного продукта.
3
Принципиальная технологическая схема азеотропной очистки'промыШлённых
сточных вод представлена на рис. 6.3. Сточные воды поступают в емкость 1, куда
из отстойника-сепаратора 2 также подается насыщенный водный раствор отго-
няемого органического вещества. Смесь насосом 8 через теплообменники 4 и 5
подается в отгонную колонну 6 с насадкой. В теплообменниках 4 и 5 сточная
вода нагревается очищенной водой и отводимой из колонны 6 смесью паров.
В нижнюю часть колонны 6 подается острый пар. Смесь паров воды и отгоняемого
вещества из верхней части колонны 6 поступает последовательно в теплообменники-
Рис. 6.3. Схема установки для азеотропной отгонки летучих органических
веществ из сточных вод:
1 — сборник; 2 — отстойник-сепаратор; 3, 4, 5 — теплообменники; б — отгонная ко-
лонна; 7, 8 — насосы;
1 сточная вода; JJ — отгоняемое вещество; J11 — очищенная вода.
конденсаторы 4 и 3. Конденсат направляется в отстойник-сепаратор 2. Верхний
продукт — конденсат органического вещества из отстойника-сепаратора посту-
пает на утилизацию. Очищенная вода из колонны 6 направляется в канализацию
или на дальнейшую очистку.
Пароциркуляционный метод очистки сточных вод (отгонка с водяным паром).
В тех случаях, когда относительное содержание отгоняемого вещества в азеотроп-
ной смеси невысоко и для его отгона требуется значительное количество пара,
целесообразно применять циркуляцию пара с его регенерацией, т. е. с удалением
из пара отгоняемого вещества.
Пароциркуляционный метод применяют в основном для отгонки из сточных
вод органических веществ, являющихся слабыми электролитами, степень диссо-
циации которых, как известно, существенно зависит от pH раствора. Эти вещества
отгоняют из сточных вод при таких значениях pH, когда диссоциация отгоняемого
органического вещества практически подавлена, поскольку оно отгоняется только
в молекулярной форме.
Из пара отгоняемое вещество извлекают нагретым до температуры цирку-
лирующего пара раствором щелочи, если отгоняемое вещество является слабой
340
кислотой, или раствором минеральной кислоты, если отгоняемое вещество —
слабое основание. При использовании для регенерации пара раствора минераль-
ной кислоты предъявляются высокие требования к стойкости материала отгонной
колонны и трубопроводов, в то время как агрессивность раствора щелочи в этих же
условиях значительно ниже.
Чаще всего пароциркуляционный метод применяют для очистки промышлен-
ных сточных вод от загрязнений кислого характера — фенолов и карбоновых
кислот.
Рис. 6.4. Схема обесфеноливания сточных вод пароциркуляционным методом:
/ — сборник; 2, 7, 10 — насосы; 3 — вентилятор; 4 — нижняя часть колонны с метал-
лической спиральной насадкой; 5 — верхняя часть колонны; 6 — деревянная хордовая
насадка; 3, 9 — подогреватели; II — сборник раствора фенолов; 12 — сборник раствора
щелочи;
/ сточная вода; 11 — пар; III — очищенная вода.
Схема пароциркуляционной установки для обесфеноливания сточных вод
представлена на рис. 6.4. Сточная вода поступает в сборник 1, откуда насосом 2
перекачивается в верхнюю часть обесфеноливающей колонны 5. Обесфеноливаю-
щая'колонна разделена на две камеры, соединенные между собой трубой, через
которую при помощи вентилятора 3 осуществляется рециркуляция пара. Верх-
няя камера заполнена деревянной хордовой насадкой 6, нижняя—металлической
спиральной насадкой 4. Нагретая до кипения фенольная сточная вода, стекая
по деревянной насадке верхней камеры колонны, контактирует с водяным паром.
При этом последний насыщается парами фенола. Фенолсодержащий пар из верх-
ней части обесфеноливающей колонны отсасывается вентилятором 3 и нагнетается
в нижнюю камеру колонны, где насадка образует несколько ярусов. На верхний
ярус насосом 10 из сборника 12 периодически подается нагретый в подогревателей
до температуры 102—103 °C раствор щелочи концентрации 8—14%. Нижние ярусы
металлической насадки при помощи насосов 7 орошаются циркулирующими рас-
творами фенолятов. Концентрированный раствор фенолятов из поддона колонны
периодически направляется в сборник 11, откуда перекачивается на склад.
Адсорбционный метод очистки сточных вод. Органические и минеральные
соединения из сточных вод могут быть удалены при помощи адсорбентов. Эффек-
тивность адсорбции веществ из водных растворов зависит от химической природы
341
поверхности адсорбента, площади этой поверхности и от строения молекул извле-
каемых из воды веществ. Для адсорбции органических веществ из водных раство-
ров применяют прежде всего углеродистые пористые материалы (различные типы
активных углей), либо органические синтетические сорбенты. Однако если в вод-
ном растворе молекулы или ионы образуют крупные ассоциаты (как, например,
ионы и молекулы синтетических поверхностно-активных веществ* обладающие
свойствами коллоидных электролитов), то для их удаления можно использовать
гидроокиси алюминия или железа.
Активные угли, предназначенные для очистки промышленных сточных вод,
должны обладать многими свойствами, не обязательными в том случае, когда они
используются для адсорбции газа или паров растворителей. Угли должны быть
относительно крупнопористыми, чтобы их поверхность была доступна для сложных
молекул веществ; они должны обладать небольшой удерживающей способностью
при регенерации и возможно большей способностью противостоять истиранию,
а также хорошей смачиваемостью водой. В зависимости от способа применения
активные угли должны иметь определенный гранулометрический состав.
Количество вещества, адсорбированного единицей массы адсорбента или еди-
ницей поверхности, называется удельной адсорбцией. Практический интерес пред-
ставляет определение избыточной концентрации вещества на поверхности адсор-
бента (или в его микропорах) по сравнению с равновесной остаточной концентра-
цией вещества в растворе:
О = . Со-Ср или G = Со-Ср
т mSa
где G — удельная избыточная адсорбция вещества из раствора; ср — концентра-
ция вещества в растворе до адсорбции; со — остаточная концентрация вещества
в растворе после наступления адсорбционного равновесия; т— масса адсорбента
в пересчете на единицу объема раствора; Sa — удельная поверхность единицы
массы адсорбента (в м2/г).
Зависимость удельной адсорбции от равновесной концентрации раствора
описывается рядом уравнений, из которых для адсорбции из водных растворов
в большинстве случаев наиболее пригодно выражение:
где Gmax — максимальная удельная адсорбция при заполнении всей поверхности
адсорбента адсорбированными молекулами растворенного вещества; fJ — кон-
станта.
Это уравнение было теоретически обосновано Лэнгмюром для адсорбции газов
однородной поверхностью при условии, что адсорбированные молекулы образуют
в результате насыщения сплошной мономолекулярный слой и в адсорбированном
состоянии не взаимодействуют друг с другом. Данное выражение может быть
представлено в виде уравнения прямой:
tp/VJ — RG--------г ~G-----
Pumax Umax
Применимость уравнения типа изотермы Лэнгмюра к адсорбции из растворов
была обоснована теоретически, причем было показано, что в этом случае
К3 Sa
"V 5р
где Ка — константа равновесного распределения вещества между адсорбционным
слоем и раствором; v — число молей растворителя в 1 кг его массы; Sa, Sp —
342
площади, занимаемые на поверхности адсорбента молекулами вещества, адсорби-
рованного из раствора, и молекулами растворителя.
Между энергией адсорбции и константой Кл существует термодинамическая
связь:
bF\p = RT 1пКа
Наиболее простой метод адсорбционной очистки сточных вод— фильтрова-
ние воды через колонну, заполненную слоем адсорбента. Условием применения
этого метода является практически полное отсутствие взвесей в сточных водах.
Установка с движущимся слоем адсорбента представляет собой колонну с вы-
тянутым под углом 30—45° днищем для свободного сползания угля. Сточные воды
подаются в колонну снизу вверх.
Рис. 6.5. Схема адсорбционной установки для очистки сточных вод:
/ — усреднитель; 2, 8 » насосы; 3 фильтр; 4, 5, б — адсорбционные колонны; 7 л
емкость;
1 — сточная вода; II *=• пар; III & регенерат; IV — очищенная вода.
При относительно высоком содержании в сточной воде тонкодисперсных
взвесей рационально осуществлять адсорбцию из потока жидкости псевдоожижен-
ным слоем адсорбента.
Принципиальная технологическая схема простейшей адсорбционной уста-
новки приведена на рис. 6.5. Сточная вода поступает в усреднитель 1, откуда
насосом 2 через кварцевый фильтр 3 вода подается в три последовательно рабо-
тающие адсорбционные колонны (4, 5, 6). Очищенная вода собирается в емкости 7,
насосом 8 возвращается в производство или сбрасывается в водоем.
Озонирование сточных вод. Метод озонирования позволяет уничтожать
в сточных водах цианистые соединения, фенолы, поверхностно-активные веще-
ства, в том числе и алкилбензолсульфонаты, роданиды, нефтепродукты и сопут-
ствующие им меркаптаны, сероводород и различные продукты основного органи-
ческого синтеза. Сточные воды, прошедшие очистку при помощи озона, прозрачны,
бесцветны, не имеют запаха и привкуса. Сбрасываемые воды ряда нефтехимиче-
ских производств невозможно обезвредить обычными методами химической и
биохимической очистки, и только озон позволяет разрушить сложные, не поддаю-
щиеся биологическому распаду вещества.
На процесс взаимодействия озона с веществами, содержащимися в сточных
водах, имеют влияние такие факторы, как pH, температура, время взаимодействия,
способ контакта воды с озоно-воздушной смесью, степень дисперсности озоно-
воздушной смеси и др. Наиболее эффективно процесс озонирования протекает при
значениях pH = 9-е-10 и температуре 40—50 °C. В зависимости от структуры и
характера окисляемых соединений время озонирования составляет 5— 90 мин.
Жидкофазное окисление сточных вод. Сущность метода жидкофазного окис-
ления (ЖФО) заключается в окислении органических веществ растворенным в воде
кислородом воздуха.
Методом жидкофазного окисления можно осуществить обезвреживание про-
изводственных и бытовых сточных вод, а также осадков БОС.
343
Существует два варианта процесса обезвреживания сточных вод методом
ЖФО — при постоянном давлении и постоянном объеме. Первый вариант полу-
чил название процесса Циммермана. Циммерманом предложено несколько схем
осуществления процесса ЖФО сточных вод:
раздельная подача в реактор воздуха и сточных вод, подвергаемых очистке;
совместная подача в реактор воздуха и сточных вод.
Рабочие параметры процесса зависят от характера окисляемых веществ,
количества сточных вод и других факторов. Обычно давление составляет 5—
МПа, а температура 160—350 °C. Установки, работающие при давлении больше
8 МПа и температуре выше 250 °C, снижают содержание в сточных водах органи-
Рис. 6.6. Схема установки для жидкофазного окисления сточных вод:
1 — емкость; 2 — погружной насос; 3 — фильтр; 4 — насос-дозатор высокого давления;
5 — компрессор; 6 — реакторы; 7 — нагреватель; й — теплообменник; 9 — конден*
сатор; 10 — сепараторы; 11 — емкости для очищенной воды;
I — сточная вода; II — воздух; III — газ; IV — очищенная вода.
ческих веществ по ХПК на 70— 90%. Установки, работающие при давлении ниже
5 МПа и температуре ниже 160—180 °C, дают степень снижения загрязнений по
ХПК на 20—40%.
В СССР метод ЖФО впервые применен в 1957 г. Проведены широкие иссле-
дования по использованию этого метода для очистки сточных вод, которые под-
твердили целесообразность широкого применения его в промышленной практике.
На рис. 6.6 приведена схема установки для обезвреживания сточных вод, содер-
жащих различные органические соединения при постоянном давлении. Резуль-
таты окисления сточных вод некоторых производств даны в табл. 6.5.
При обезвреживании сточных вод методом ЖФО важное значение имеет
энергетическая сторона процесса, определяющая его экономичность. Энергетика
процесса зависит от теплотворной способности сточных вод, которая в свою очередь
определяется видом органических веществ и их концентраций (табл. 6.6),
Достигнутые к настоящему времени результаты в практическом применении
метода ЖФО для обезвреживания сточных вод и уничтожения осадков биологи-
ческих очистных сооружений позволяют предположить дальнейшее развитие
этого метода. Метод ЖФО может быть применен к обезвреживанию органических
веществ различного состава и строения, а также использован при очистке сточных
вод, для которых до сих пор еще нет эффективных методов.
Метод ЖФО по сравнению с огневыми и другими способами обезвреживания
осадков и сточных вод имеет много преимуществ:
обезвреживаются любые органические вещества;
продукты окисления стерильны и не содержат вредных органических ве-
ществ;
работа установок легко контролируется;
344
Таблица 6.5
Результаты ЖФО сточных вод разных производств
Сточные воды Давление, МПа Температура, °C Время, я Характеристика стока
исходного обезврежен- ного
pH ХПК, мг/л pH ХПК, мг/л
Нефтеперерабатывающих заводов 6,0 300 5 14 16 550 3,1 360
Содержащие ацетон, фе- нол, бутанол, анилин Содержащие формальде- гид 5 300 0,25 7,2 20 000 5,5 200
7 210 2 6 1 310 5 10
Содержащие амины 10,0 225 3 13 196 000 7,9 1 400
Содержащие хлор, фтор, серу, углеводороды, ор- ганические кислоты 18,0 290 3 14 21 000 7,2 250
Содержащие цианиды 1.0 180 1 10 — Полная очистка
После крекинга нефти 15,1 305 0,5 10,8 35 300 7,9 7 540
чистота рабочего места, экономия площади и пространства;
никакого загрязнения воздуха;
легкость комбинирования с другими установками;
безопасность в работе;
универсальность.
Однако этому методу присущи и недостатки:
неполное окисление некоторых химических веществ;
значительная стоимость оборудования в связи с высокими параметрами про-
цесса;
высокая коррозия оборудования в кислых средах.
Обезвреживание сточных вод методом сжигания. Для термического обезвре-
живания сточных вод используют печи различной конструкции. Многозольные
и малокалорийные стоки сжигают в камерных и шахтных печах. Сжигание вы-
сокоминерализованных стоков происходит при подаче топлива (угольной пыли
Таблица 6.6
Варианты энергетического баланса установок обезвреживания
сточных вод методом ЖФО в зависимости от теплотворной
способности сточных вод
Удельная теплота его* рання сточ- ных вод, кДж/кг Концентрация органических веществ в сточ- ных водах, % Самообеспечение энергией Отдача энергия на сторону
тепловой механической
840 3 Нет Нет Нет
840—1680 3—6 Обеспечена Частично »
1680 6 » Обеспечена
1680 6 > 9 Осуществима
345
пли жидкого топлива). При обезвреживании сточных вод, содержащих легколету-
чие органические соединения, печи должны быть дооборудованы специальными
камерами дожигания для уносимых органических соединений. Возможно исполь-
зование циклонных печей, в которых воздух приобретает вращательное движение
И перемещается вдоль оси цилиндра печи по спирали. Открытым торцом цилиндр
связан с топкой парового котла, на другом его торце помещается форсунка, через
которую под давлением около 0,7 МПа поступает в печь распыляемая сточная
вода. По выходе из форсунки распыленный сток смешивается с потоком воздуха.
Капли стока высыхают и воспламеняются. Несгоревшие частицы центробежной
силой отбрасываются к стенкам печи, где наибольшая концентрация кислорода,
и там догорают. Вводимый в печь воздух предварительно не подогревается,
вследствие чего температура у стенок ниже температуры пламени. Зола, отбра-
Рис. 6.7. Схема циклонной топоч-
ной камеры:
1 — горелка; 2 — отверстие для вы-
хода охлаждающей воды; 3 = огне*
упорная замазка.
сываемая к стенке, выгружается из печи
раз в смену. Объем печи производитель-
ностью 6,3 м1 * 3/ч составляет 4,16 м3.
В циклонной печи за счет сжигания
газа создается температура 1000—1300 °C,
при которой зола плавится, а органиче-
ские вещества полностью сгорают.
В настоящее время циклонные печи
широко применяются на ряде предприя-
тий. Степень обезвреживания при 970—
1000 °C и коэффициенте избытка воздуха
1,2 равна 99,9% (рис. 6.7).
Циклонные топки по сравнению
с шахтными и камерными обладают целым
рядом преимуществ, связанных в первую
очередь с лучшим смешением воздуха
с топливом, что позволяет резко увели-
чить теплонапряжение топочного объема
без уменьшения полноты сгорания. В ци-
клонных топках существенно возрастает
продолжительность процесса сжигания и
сравнительно просто решается вопрос
о выгрузке плава.
Недостатком циклонных печей явля-
ются частичный унос солевой массы газом
и загрязнение поверхностей котлов-ути-
лизаторов.
В последние годы для сжигания промышленных сточных вод начинают ус-
пешно применять печи с псевдоожиженным слоем. Вначале печи с псевдоожижен-
ным слоем были использованы для сжигания органических веществ, находящихся
в отходах.
Конструкция печей для сжигания стоков в псевдоожиженном слое разработана
фирмой Dorr-Oliver (США). Окупаемость установки 5—7 лет.
На рис. 6.8 дана принципиальная технологическая схема процесса сжигания
промышленных сточных вод на установке с циклонной печью. Сточные воды по
трубопроводу или автотранспортом подаются в емкость 2, откуда насосом 3
через фильтр 4 подаются в циклонную печь 5 на сжигание. Предварительно печь
разжигают на керосине или мазуте. Подача керосина в печь осуществляется воз-
духом. Продукты сгорания охлаждаются в скруббере 8 и выбрасываются в атмо-
сферу.
Очистка сточных вод методом обратного осмоса. Очистка воды от высоко-
концентрированных органических и особенно минеральных загрязнений, находя-
щихся в растворенном состоянии, встречает значительные трудности.
Для очистки от растворенных примесей начинают применять метод обратного
осмоса, или гиперфильтрации. Метод основан на отфильтровывании воды из рас-
твора через полупроницаемые мембраны под давлением, превышающим осмоти-
ческое. Для этого метода используются ацетатцеллюлозные мембраны различной
производительности по воде и селективности по растворенным веществам. Процесс
осуществляется при температуре окружающей среды, без фазовых превращений.
346
Энергию, расходуемую в процессе, теоретически можно определить по формуле
Ат = Лс+ Лпр, где Ас— работа на сжатие жидкости. (она настолько мала,
что ею можно пренебречь), Апр— работа на продавливание молекулы раствори-
теля через мембрану. Лпр = РУ, где Р — перепад давления на мембране, V —
объем продавливаемого раствора. Так, например, теоретические расчеты пока-
зали, что энергия, расходуемая на продавливание 1 м3 воды при рабочем давле-
нии 5 МПа, составляет 4,896 МДж, в то время как при дистилляции того же
раствора на испарение 1 м3 воды расходуется 2268 МДж. Преимущество мембран-
рых процессов состоит также в том, что они дают возможность разделять растворы
термически нестойких веществ, для которых такие методы, как дистилляция,
непригодны.
Метод обратного осмоса может быть применен для обессоливания сточных
вод и удаления из них биологически «жестких» органических соединений — детер-
гентов, пестицидов, многоатомных спиртов, спиртов изостроения, полиглико-
лей и др.
Рис. 6.8. Схема установки для сжигания сточных вод в циклонной печи:
1 — цистеРна; 2 — емкость; 3,9 — насосы; 4 — фильтр; 5 — циклонная печь; 6 — ком-
пРессоР; 7 — бачок с керосином; 8 — скруббер; 10 •— емкость;
1 г- сточная вода; 11 — воздух; Ill — дымовые газы.
Аппараты с селективными мембранами могут быть использованы в качестве
локальных установок цехов и, например, обессоливающих станций общего стека
предприятия, предназначенных подготавливать воду для пополнения оборотных
систем.
Гиперфильтрационные установки позволяют извлекать ценные вещества из
сточных вод и утилизировать эти вещества.
Очистка сточных вод ионитами. Ионообменные процессы могут успешно
использоваться при очистке промышленных сточных вод от органических и не-
органических соединений. Из сточных вод с помощью ионитов извлекают соли
цветных металлов. При этом наблюдается наибольшая полнота очистки сточных
вод от этих компонентов и обеспечивается возможность возвращения выделенных
веществ в производство.
Ионообменной очистке от органических электролитов поддаются преимуще-
ственно маломинерализованные сточные воды. При извлечении органических ос-
нований или их солей (алифатических или ароматических аминов, азотистых
гетероциклов и т. п.), образующих одновалентные катионы, важно, чтобы мине-
ральный состав сточных вод определялся солями щелочных металлов, поскольку
двухвалентные катионы кальция, магния и тем более трехвалентные катионы,
например железа, поглощаются катионитами настолько сильнее органических
катионов, что вытесняют последние в раствор в широком интервале соотношения
концентраций.
347
При поглощении органических кислот присутствие многовалентных анионов
также резко снижает используемую емкость анионитов. Выбирая оптимальные
условия поглощения органических слабых электролитов, таких как ароматиче-
ские амины, следует иметь в виду, что значение pH растворов, из которых извле-
каются органические вещества ионитом, выше pH, соответствующего полной дис-
социации их на ионы. Это объясняется тем, что при подкислении растворов
органических оснований (или при подщелачивании растворов слабых кислот)
одновременно быстро растет концентрация конкурирующих ионов (Н*-ионов
в случае сорбции оснований и ОН' — при сорбции кислот).
Рис. 6.9. Схема ионообменной очистки сточных вод от аминов:
1 — сборник; 2, 3 — мерники соляной кислоты; 4 — фильтр; 5 — бак; 6, 7, 8 — колонны
с катионитом; 9 — дозатор известкового молока; 10 — мерник аммиачно-метанольного
раствора; 11 — ректификационная колонна; 12 — отстойник разделитель фаз; 13, 16,
17, 18 — насосы; 14, 15 — приемники регенерационных растворов;
I — сточная вода; 11 — очищенная вода; III — сырые амины.
В настоящее время для ионообменной очистки промышленных сточных
вод применяются только синтетические ионообменные смолы. Очень важное зна;
чение имеет выбор наиболее рациональной схемы регенерации ионитов.
Принципиальная технологическая схема ионообменной очистки сточных
вод от аминов представлена на рис. 6.9. Сточная вода принимается в сборник 1,
куда дозируется из мерников 2 соляная кислота для понижения pH до 4—4,5.
Подкисленная вода насосом 18 подается на фильтр 4, где отделяется от выпавших
при подкислении взвесей. Фильтрат принимается в бак 5 и со скоростью около
2 м3/(м2-ч) поступает в блок последовательно включенных колонн с катионитом
6, 7, 8. Для регенерации колонн из мерника 10 аммиачно-метанольный раствор
насосом 16 подается в регенерируемые колонны снизу вверх. Из колонны регене-
рационный раствор выпускается в приемник 14, откуда насосом 13 подается в рек-
тификационную колонну 11 для отгонки метанола и аммиака. Из кубового остатка
этой колонны выделяют сырые амины, которые направляются на регенерацию.
После регенерации катионита аммиачно-метанольным раствором его переводят
в водородную форму 10%-ным раствором соляной кислоты, поступающим из
мерника 3. Общий объем водных растворов, необходимых для регенерации, соста-
вляет 28—30% от объема очищенной воды.
Биохимическая очистка промышленных сточных вод. Главным действующим
началом при биохимической очистке являются микроорганизмы, использующие
348
в качёстве питательных веществ и источников энергий растворенные в сточных
водах органические и минеральные соединения. Органические примеси сточных
вод при аэробной биохимической очистке окисляются активным илом или Лио-
пленкой. Активный ил, используемый для очистки сточных вод, представляет
собой буровато-желтоватые, быстро оседающие комочки и хлопья размером 3!—
150 мкм. Микроскопия показывает, что он состоит из живых организмов и твердого
Субстрата. Живые организмы активного ила — это скопление бактерий, образую-
щее слизистые капсулы, так называемые зооглеи, одиночные бактериальные клетки,
простейшие, черви, а также в малом количестве грибы, главным образом плесне-
вые, актиномицеты, дрожжи и изредка водоросли. Простейшие представлены
различными инфузориями, черви — коловратками нескольких видов, немато-
дами, встречаются также личинки насекомых, рачки и другие животные. Все
Рис. 6.10. Схемы аппаратов биохимической очистки:
А — биофильтр; Б — коридорный аэротенк;
/ — сточная вода; И — очищенная вода; /// — воздух.
названные виды организмов имеют многочисленные разновидности. Твердая
часть ила — отмершая часть, служащая для прикрепления организмов активного
ила, остатки водорослей, различных водных организмов, органический детрит
и др.
Причина возникновения хлопьев активного ила до сих пор неизвестна.
Из выдвинутых предположений представляется наиболее вероятной гипотеза
Мак-Киннея. Он объясняет создание хлопьев в аэрируемой сточной жидкости
изменением заряда поверхности бактериальной клетки и отсутствием необходи-
мой энергии для уравновешивания взаимного притяжения клеток.
Биопленка образуется на наполнителе биофильтра и внешне имеет вид сли-
зистых обрастаний толщиной 1—2 мм; окраска ее меняется в зависимости от со-
става сточных вод от серовато-желтой до темно-коричневой. Биопленка, как и ак-
тивный ил, состоит из бактерий, грибов, дрожжей и других организмов. В ней
встречаются более разнообразные представители простейших, коловраток, чер-
вей, чем в активном иле.
Активный ил разрушает органические соединения в специальных сооруже-
ниях — аэротенках в условиях аэрации Сточной жидкости и ила, находящегося
под влиянием барботажа во взвешенном состоянии. Биопленка прикреплена
к наполнителю биофильтров и постоянно соприкасается с воздухом и подаваемой
сточной водой.
На рис. 6.10 приведены принципиальные схемы биофильтра и аэротенка.
В процессе очистки сточных вод микроорганизмы активного ила и биопленки,
контактируя с органическими веществами, разрушают их при помощи большого
количества ферментов, состав которых еще недостаточно изучен. Для создания
протоплазмы клетке нужны биогенные элементы — углерод, водород, кислород,
азот, фосфор, калий, железо, сера, магний и различные микроэлементы. Многие
из этих элементов бактериальная клетка может почерпнуть из загрязнений сточ-
ных вод. Недостающие элементы — чаще всего азот, фосфор, калий — приходится
добавлять в очищаемую жидкость.
Биохимическая очистка часто применяется для доочистки промышленных
сточных вод после обработки их физико-химическими методами, при помощи
Которых из вод удаляются неподдающиеся биологическому разрушению вредные
вещества, снижается концентрация загрязнений. Следует подчеркнуть, что ряд
349
органических соединений не подвергается биохимическому разрушению вследствие
токсического действия на микроорганизмы. Для облегчения и упрощения очистки
промышленных стоков рекомендуется совместная очистка бытовых и производ-
ственных вод, так как в бытовых водах содержится много растворенных органи-
ческих веществ, свободно расщепляемых микроорганизмами (рис. 6.11).
///
Рис. 6.11. Схема биохимической очистки сточных вод:
1,3 — усреднители; 2, 4 — первичные отстойники; 5 — смеситель; 6 — аппарат био-
химической очистки; 7 — вторичный отстойник; 8 — хлоратор;
/ — бытовая сточная вода; II — промышленная сточная вода; III — воздух; IV — оса-
док; V — хлор (озон); VI — очищенная вода.
Если скорость биохимического процесса определяется условиями подвода
кислорода и площадью поверхности микробных тел, то для очистки сточных вод
применяют аэротенки — смесители с пневматической или механической аэрацией.
Если скорость биохимического процесса зависит только от кинетических факто-
ров и практически не зависит от наличия кислорода и числа микробных тел, то
применяют биофильтры, окислительные пруды и водоемы. Для очистки сточных
вод, содержащих органические ве-
щества и имеющих ВПК 5—10 г/л,
применяется анаэробный биохими-
ческий процесс в метантенках
(рис. 6.12). При анаэробном броже-
нии органические вещества сточных
вод разрушаются анаэробными бак-
териями. Окислительно-восстанови-
тельные реакции анаэробных бакте-
рий протекают с высвобождением
энергии за счет энзиматического
расщепления сложных органиче-
ских веществ. Подобные процессы
называются бродильными. Для очи-
стки сточных вод используются
анаэробные процессы, где преобла-
дает метановое брожение.
для обработки осадков из первичных
очистных сооружений. В результате
в образуются метан, углекислый газ,
Рис. 6.12. Схема метантенка с механиче-
ским перемешиванием.
Очень часто метантенки используют
и вторичных отстойников биологических
анаэробного распада органических вещее
водород, азот и сероводород, которые сжигаются с использованием тепла отхо-
дящих газов для обогрева метантенков. Процесс наиболее полно протекает при
45—50 °C без доступа воздуха.
Биохимическая очистка промышленных вод осуществляется совместно с бы-
товыми стоками. Для установления возможности подачи промышленных сточные
вод на биологические очистные сооружения необходимо знать максимальные
концентрации токсичных продуктов, находящихся в воде и не влияющих на про-
цесс биохимического окисления. В табл. 6.7 приведены максимальные концентра-
ции характерных для нефтехимии вредных веществ, допустимые в воде, поступаю-
щей на биологическую очистку.
350
Таблица 6.7
Максимальные концентрации некоторых вредных веществ,
допустимые в воде, поступающей на биологические
очистные сооружения
Неорганические вещества
Соединение Максимальная концентрация, мг/л
Алюминий хлористый 50
Аммоний азотнокислый 2
Аммоний роданистый 50
Аммоний сернистый 0,2
Аммоний хлористый 10
Барий хлористый 10
Бор 0,05
Ванадий 0,1
Железо хлорное 5
Кадмий хлористый в пересчете на Cd2+ 0,1
Калия соединения в пересчете на К* 100—200
Медь сернокислая 0,2
Молибдена соединения в пересчете на Mo (VI) 5
Мышьяка окись в пересчете на As3* 10
Натрий сернистокислый <16,0
Натрий серноватистокислый 2
Натрий сернокислый <3000
Натрий углекислый <20
Натрий углекислый кислый 100
Натрий хлористый 1000
Натрия соединения в пересчете на Na* 500
Никель сернокислый 1
Никель хлористый в пересчете на Ni2* 0,1
Ртуть хлористая в пересчете на Hg2+ 0,01
Свинец азотнокислый в пересчете на РЬ2+ 0,8
Сероводородной кислоты соли в пересчете на S2- 1,0
Сероуглерод 5
Тетраэтилсвинец 0,001
Титана соединения в пересчете на Ti (IV) 0,1
Углерода двуокись <50
Углерода окись 0,1
Хлор активный 0,3
Хлорамин 0,07
Хрома соединения в пересчете на Сг (VI) 0,1
Цинка соединения в пересчете на Zn2+ 10
Органические вещества
Соединение Максималь- ная концен- трация, мг/л Возможность биологического разрушения
Азотсодержащие соединения:
акриламид — Поддается распаду
акрилонитрил 5 Поддается распаду при длитель-
ной адаптации
амины (С,—Cje) 0,5 То же
амины С20) 0,05 S
351
Продолжение
Соединение Максималь- ная концен- трация, мг/л Возможность биологического разрушения
анилин ацетамид ацетонитрил бензонитрил бутиламин гексаметилендиамин днметиламин диметиланилин диметилформамид диэтаноламин диэтиламин изопропиламин моноэтаноламин мочевина' нитробензол ^/-нитрофенол о-нитрофенол «-нитрофенол нитроэтан пиридин тетранитрометан триэтиламин триэтаноламин формамид этаноламин этилендиамин Альдегиды: акролеин ацетальдегид бензойный изомасляный кротоновый метакролеин пропионовый формальдегид фурфурол Гтлогеноргапические соедине- ния: гексахлоран гексахлорбензол дихлорбензол дихлоргидрин пентаэритри- та дихлорметан дихлоруксусная кислота дихлорэтан тетрахлорпентан хлороформ четыреххлористый углерод 0,5 5 1 0,7 0,5 10 I 10 6 5 По БПК 10 3 0,6 0,4 5 0,5 2 10 5 5 0,01 1 5 1 2,5 0.2 0,2 500 75 200 2 50 10 ' Поддается распаду » » Поддается распаду при длитель- ной адаптации То же » Поддается распаду » » » » • Практически не разрушается Поддается распаду » » Практически не разрушается Поддается распаду » » Практически не разрушается Поддается распаду » » » » > » Поддается распаду при адапта- . ции Поддается распаду Практически не разрушается » > » > » » Поддается распаду при адапта- ции Поддается распаду Поддается распаду при дли- тельной адаптации Поддается распаду Поддается распаду при дли- тельной адаптации Поддается распаду » » Поддается распаду при дли- тельной адаптации Поддается распаду » » Поддается распаду при дли- тельной адаптации Практически не разрушается > > » » » » > > > » > » Поддается распаду Практически не разрушается » » > » » » 11»
352
Продолжение
Соединенне Максималь- ная концен- трация, мг/л Возможность биологического разрушения
эпихлоргидрин Кетоны: ацетон ацетофенон ди эти л кетон метил-н- амил кетон метилвинилкетон метилэтнлкетон 1,4-нафтохинон тетрагидрофуран хинон циклогексанон Металлорганические соединения: диэтилртуть тетраэтилсвинец Органические кислоты и их соли: адипиновой кислоты натрие- вая соль акриловая кислота бензойная кислота бензойной кислоты натрие- вая соль валериановая кислота винная кислота гликолевая кислота дихлоруксусная кислота жирные кислоты (R от Cg до Сго) изовалериановой кислоты натриевая соль малеиновая кислота масляная кислота молочная кислота муравьиная кислота уксусная кислота фталевая кислота щавелевая кислота Поверхностно-активные веще- ства: амилбензолсульфонат нат- рия брнзолсульфонат натрия ОП-7 ОП-10 контакт Петрова Спирты и их производные: амиловый бутиловый гексиловый глицерин 12 Зак. К» И6 5 По БПК 0,1 50 2,5 0,5 1 50 0,005 0,001 1,0 0,5 10 5 60 10 10 5 10 0.5 0,1 40 40 20 5 Практически не разрушается Поддается распаду Поддается распаду при адап- тации То же Поддается распаду при дли- тельной адаптации Практически не разрушается Поддается распаду Практически не распадается Поддается распаду Практически не разрушается » » > Поддается распаду » > » » > » » > » » * » Практически не разрушается Поддается распаду > » » » » > > » > » » » » > Практически не разрушается Поддается распаду при адапта- ции Практически не разрушается » » » Поддается распаду при адапта- ции Поддается распаду » » > * » * 353
Продолжение _
Соединение Максималь- ная концен- трация, мг/л Возможность биологического разрушения
диэтил енгли коль 200 Практически не разрушается
изоамиловый — Поддается распаду
изопропиловый — » »
3-мети л-1,3-бутандиол 2,3 » »
метиловый 20 » »
метилфенил карбинол — » V
нониловый 0,1 » »
октиловый — Поддается распаду при адапта-
ции
пентаэритрит 500 Практически не разрушается
тетраэтиленгликоль — » » >
триэтиленгликоль 10 » » »
циклогексанол 1 » > »
этиловый — Поддается распаду
этиленгликоль 1 » »
Серусодержашие соединения:
ди метилсульфид 0,3 —
тиофен 40 Практически не разрушается
Углеводороды:
бензин 3 —.
бензол 25 Поддается распаду при длитель-
ной адаптации
бутилбензол 10 То же
дифеннлпропан 0,5 Практически не разрушается
изопрен 27 Поддается распаду при длитель-
ной адаптации
ксилол 1.0 То же
нафталин 0,05 —
пропилбензол 10 Практически не разрушается
скипидар 20 Поддается распаду
стирол 10 » »
толуол 25 Поддается распаду при адапта-
ции
циклогексан 100 Практически не разрушается
этилбензол 10 Поддается распаду при адапта-
ЦИИ
этилен 10 Практически не разрушается
Фенольные соединения:
гидрохинон 0,5 Поддается распаду при малых
концентрациях
ксиленолы — Поддаются распаду
крезолы 0,1 » »
а-нафтол 1
пирогаллол (1,2,3-триокси- — Практически не разрушается
бензол)
фенол 0,3 Поддается распаду
хлорфен олы — Поддаются распаду при дли-
тельной адаптации и концен-
трации не выше 1 мг/л
Эфиры простые и сложные:
амилацетат — Практически не разрушается
ацетоуксусный эфир — Поддается распаду
бутилацетат 0,1 —
винилацетат 3 Поддается распаду
354
Продолжение
Соединение Максималь- ная концен- трация, мг/л Возможность биологического разрушения
дибутилфталат 0,2
дибутилмалеат — Поддается распаду при дли-
4,4-диметилдиоксан-1,3 11,5 тельной адаптации
То же
1,4-ди оксан — Практически не разрушается
диэтиловый эфир 5 » » »
изоамиловый эфир — —
изобутилацетат — Поддается распаду
этилацетат 10 » »
этилформиат — » '»
6.4. Методы обезвреживания твердых,
жидких и газообразных отходов
нефтехимических производств
Своевременное удаление и обезвреживание твердых, жидких и газообразных
отходов нефтехимических производств имеет большое народнохозяйственное
значение, способствуя уменьшению потерь производства, улучшению состояния
водоемов и воздушного бассейна.
В зависимости от количества отходов и физико-химических свойств применя-
ются различные методы обезвреживания и утилизации: механические, сорбцион-
ные, химические, термические, а также комбинированные.
Для правильной организации обезвреживания и утилизации твердых, жидких
и газообразных отходов нефтехимических производств необходимо знать состав,
количество и свойства отходов, а также факторы, влияющие на их изменения.
Твердые отходы нефтехимических предприятий включают в свой состав раз-
нообразные вещества органического и неорганического происхождения, и по
этой причине изучение их свойств и состава связано с большими трудностями.
К твердым отходам предприятий нефтехимического синтеза относятся: ветошь,
пропитанная органическими веществами, активный уголь, иониты и другие ад-
сорбенты, смолы, тяжелые металлы, их соли и окислы, сульфиды, сульфаты,
твердая часть нефтяных шламов, избыточный активный ил биологических очист-
ных сооружений и осадки сточных вод.
При механической очистке производственных сточных вод образуются
шламы или илообразные осадки, которые необходимо обрабатывать с целью ути-
лизации или ликвидации. Осадки обычно накапливают в так называемых шламо-
накопителях, организуемых специально. В последние годы получили распро-
странение такие методы обработки осадков, как механическое обезвоживание на
вакуум-фильтрах, фильтрпрессах и на центрифугальных сепараторах. Обезво-
женные шламы и осадки в зависимости от их состава используются в промышлен-
ности, вывозятся в отвал или в случае содержания в осадках токсичных веществ
их подвергают термическому обезвреживанию или захоронению.
В табл. 6.8 указаны методы, применяемые для обезвреживания некоторых
твердых отходов нефтехимических производств.
Жидкими отходами кроме сточных вод являются кубовые остатки и различные
некондиционные жидкие продукты. Кубовыми остатками называются жидкие
продукты, образующиеся в технологических процессах (при выпаривании,
экстракции, ректификации, фильтрации и т. д.). Использование их на современ-
ном уровне техники невозможно; из-за высокого содержания токсичных органи-
ческих и минеральных веществ они должны быть обезврежены. Некондиционные
продукты — это жидкости, не соответствующие ТУ и ГОСТам; использование и
переработка их экономически нецелесообразны.
12* 355
Таблица 6.8
Методы обезвреживания промышленных твердых отходов
Отходы Метод обезвреживания
Строительный мусор Древесина, земля, песок, загрязненные нефте- продуктами Полимерные материалы Осадки минеральных солей, шлаки Промышленные твердые отходы химических производств (органические вещества с тем- пературой плавления выше 30—40 °C) Осадки сточных вод Отработанный активный уголь Отработанные иониты Нефтяной шлам • Сжигание углеродистых продуктов должно Организованная свалка > » Отвал Сжигание * Обезвоживание, использование, отвал, жидкофазное окисле- ние, сжигание Сжигание » > производиться с утилизацией тепла.
Кубовые остатки и некондиционные продукты по количеству и составу чрез-
вычайно разнообразны. Для правильного выбора способа обезвреживания необ-
ходимо классифицировать эти продукты:
по составу — содержащие только органические вещества, содержащие только
неорганические вещества, содержащие как органические, так и неорганические
вещества;
по физическим свойствам — органические вещества, обладающие высоким
давлением паров и температурой кипения ниже 120 °C, органические вещества
с температурой кипения 120—250 °C, органические вещества с температурой кипе-
ния выше 250 °C; неорганические вещества, характеризующиеся низкой темпе-
ратурой плавления или разложения, причем значение ее ниже температуры сго-
рания органических продуктов; неорганические вещества с высокой температурой
плавления или разложения, причем значение ее выше температуры сгорания
органических продуктов.
Обезвреживание кубовых остатков производится с учетом следующих фак-
торов: количества кубовых остатков и неконденсированных продуктов; экономич-
ности процесса обезвреживания; возможности дальнейшего использования.
Названные отходы из-за сложного состава и разнообразия химических ве-
ществ, относящихся к различным классам соединений, не удается обезвредить
полностью механическими или химическими методами. Наиболее распространены
как в нашей стране, так и за рубежом термические методы обезвреживания. Ме-
тод термического обезвреживания выбирается в зависимости от наличия у пред-
приятия необходимых энергоресурсов (пара, топлива, сжатого воздуха, электро-
энергии) и катализаторов. Один из этих методов — сжигание в печах различной
конструкции. В результате сжигания все органические вещества, входящие в со-
став отходов, полностью окисляются кислородом воздуха при высокой темпера-
туре до нетоксичных соединений.
Промышленными газообразными отходами называются технологические газо-
вые выбросы и выбросы вентиляционных систем. Примерный состав.продуктов,
находящихся в промышленных отходах некоторых производств, дан в табл. 6.9.
Все промышленные газообразные отходы можно разделить на две основные
группы: 1) содержащие токсичные компоненты в. виде твердых включений и пыли
и 2) содержащие токсичные компоненты в виде паров или газов.
В свою очередь первая группа состоит из двух подгрупп: отходы, содержащие
пылевидные вещества минерального происхождения (соли минеральных кислот,
асбест), и отходы, содержащие пылевидные вещества органического происхождения.
356
Таблица 6.9
Характеристика некоторых промышленных газообразных отходов
Производство Вредные вещества, содержащиеся в газообразных отходах
Переработка нефти Меркаптаны, сероводород, аммиак, уг- леводороды, органические соедине- ния азота, окись углерода
Переработка природного газа Производство кислот и щелочей Сероводород, меркаптаны Окислы азота, кислородные соедине-
Производство минеральных и органи- ческих удобрений ния серы Аммиак, соединения серы, фтористый водород, меркапталы, триметиламин
Производство жиров, масел, спиртов, синтетических жирных кислот и др. Формальдегид, амины, амиды, раство- рители, соединения серы, ацетилен.
Производство фталевого ангидрида фенол и др. Фталевый ангидрид, малеиновый ан- гидрид
Вторая группа может быть разделена на три подгруппы: отходы, содержащие
токсичные вещества неорганического происхождения в газо- или парообразном
состоянии (например, HF, НС1 и др.); отходы, находящиеся в газо- или паро-
образном состоянии, содержащие токсичные вещества органического происхо-
ждения, в состав которых не входят галогены, фосфор, сера, азот; отходы, нахо-
дящиеся в газо- или парообразном состоянии, содержащие токсичные вещества
органического происхождения, в состав которых входят галогены, азот, фосфор,
сера.
Промышленные газообразные отходы, технологические газовые выбросы
вентиляционных систем подлежат очистке от токсичных продуктов.
Газообразные отходы могут содержать токсичные компоненты в виде взве-
шенных частиц пыли и тумана, а также паров и газов. Очистка технологических
и вентиляционных выбросов от взвешенных частиц (пыли и тумана) на практике
осуществляется в аппаратах различных конструкций, которые подразделяются
на четыре основные группы:
1. Механические пылеуловители (пылеотстойные или пылеосадительные
камеры, Инерционные пыле- и брызгоуловители, циклоны и мультциклоны).
Аппараты этой группы применяются обычно для предварительной очистки газа.
Пылеосадительные камеры улавливают частицы размером более 40—50 мкм,
их эффективность не превышает 40—50%. Инерционные пылеуловители исполь-
зуют для улавливания пыли с размером частиц более 25—30 мкм. Циклоны
позволяют улавливать пыль с размером частиц 10—100 мкм.
2. Мокрые пылеуловители (полые, насадочные или барботажные скрубберы,
пенные аппараты, трубы Вентури и др.). Они более эффективны, чем сухие меха-
нические аппараты. Полый скруббер при гидравлическом сопротивлении 20—
25 мм вод. ст. улавливает частицы пыли диаметром более 10 мкм, а с помощью
трубок Вентури при сопротивлении 1000 мм вод. ст. можно уловить частицы пыли
диаметром менее 1 мкм.
3. Фильтры (волокнистые, кассетные, с насыпными слоями зернового мате-
риала, масляные и др.). Они улавливают частицы диаметром от 0,5 мкм. Наи-
более распространены рукавные фильтры, которые могут обеспечить эффектив-
ность очистки до 99% и более.
4. Электрофильтры — аппараты тонкой очистки газов. Они улавливают ча-
стицы размером от 0,01 мкм. Степень очистки зависит от числа электрических
полей и может достигать 99,9% и более.
Необходимая степень очистки газов иногда может быть достигнута лишь
на комбинированной установке, включающей аппараты одного или разных типов.
357
Токсичные примеси, содержащиеся в отходящих газах, могут быть удалены
различными способами, из которых наиболее распространены адсорбционный,
абсорбционный, электрический, конденсации, сжигания и др.
Абсорбционный метод основан на поглощении жидкими реагентами токсич-
ных газов и паров из их смесей с воздухом. Одной из установок такого рода явля-
ется скруббер (рис. 6.13). Загрязненный воздух поступает в нижнюю часть уста-
новки, проходит через смоченную поглотительным раствором насадку 1 и выбра-
сывается в атмосферу. Поглотительный раствор из емкости 2 подается в верхнюю
часть скруббера и стекает вниз, орошая насадку. В зависимости от вида погло-
щаемого вещества и поглотительного раствора
эффективность данного метода колеблется
в широких пределах и может достигать зна-
чительной величины.
Адсорбционный метод основан на погло-
щении вредных газов и паров с помощью
Рис. 6.13. Схема установки для
абсорбционной очистки газов
в насадочном скруббере:
1 — насадка; 2 — емкость с погло-
тительным раствором; 3 — центро-
бежный насос; 4 — скруббер.
Рис. 6.14. Схема установки для каталитиче-
ской очистки газов:
1 — реактор; 2 — циклон; 3 — теплообменник;
4 — подогреватель; 5 — вентилятор;
1 — загрязненный воздух; И — очищенный воз-
ДУХ.
твердых сорбентов (активных углей, силикагелей, цеолитов и др.). Наиболее
часто указанный метод применяется для улавливания и возвращения в про-
изводство паров органических растворителей — для рекуперации.
Конденсационный метод основан на выделении паров из воздуха в специаль-
ных аппаратах (конденсаторах). Метод требует значительного расхода энергии
и используется в настоящее время крайне редко.
Метод сжигания органических примесей применяется в тех случаях, когда
возвращение примесей в производство невозможно или нецелесообразно. В по-
следнее время получило развитие каталитическое сжигание. Если термическое
сжигание применяется главным образом при высокой концентрации примесей
и значительном содержании в газах кислорода при температуре 800—1100 °C,
то при каталитическом методе окисления температура не превышает 250—300 °C.
Каталитическая очистка в 2—3 раза дешевле высокотемпературного сжигания
при высокой эффективности процесса. На рис. 6.14 изображена схема установки
каталитического сжигания газов. Перед подачей в реактор 1 газы очищаются
от пыли в циклоне 2, проходят через теплообменник 3 и подогреватель 4. Благо-
даря наличию теплообменников удается использовать тепло очищенных газов из
контактного аппарата для подогрева поступающих газов, что снижает расход
энергии и обеспечивает непрерывность процесса.
В табл. 6.10 приведена сравнительная оценка некоторых способов обезвре-
живания газообразных отходов.
358
Таблица 6.10
Сравнительная оценка различных способов обезвреживания
газообразных отходов
Обезвреживаемый продукт Способ очистки Концентрация, мг/м* Степень очистки, %
начальная конеч- ная
Ацетон Каталитическое окисление на медно-хромовом ката- лизаторе — — 78—100
Бензол Каталитическое окисление —— — 85—100
Водород иодистый Абсорбция водой 400 20 95
Масляный альде- гид Каталитическое окисление на медно-хромовом ката- лизаторе — 73—100
Метиловый спирт Каталитическое окисление — 100
Сероводород Абсорбция 1600 10 93,8—95
Адсорбция на угле 2000— 4000 2200 20—40 99
Адсорбция на цеолитах 0,2 99,9
Хемосорбция — 99,9
Сероуглерод Адсорбция на поглотителе ГИАП-10 1000 1—10 99—99,9
Серы двуокись Адсорбция 5000 1000 80
Тиофен Адсорбция на поглотителе ГИАП-10 1000 1—10 99—99,9
Углерода дву- Абсорбция водой — — 93,7—98,7
ОКИСЬ Абсорбция раствором моно- этанол амина — — 71,9—95,6
Углерода окись Абсорбция медно-аммиачно- ацетокарбонатным раство- 35—584 0,465 98,5—99,9
Фенол Каталитическое окисление 100
Этилмеркаптан » » — — 100
Адсорбция на поглотителе ГИАП-10 1000 1-10 99—99,9
Галогенор ганиче- ские соедине- ния, амины, пи- ридины и др. Каталитическое сжигание или сжигание в печах с по- следующей адсорбционной очисткой — — 100
Органические кис- лоты, альдеги- ды, кетоны, СО, Абсорбционная очистка с по- следующей десорбцией и сжиганием паров — 100
углеводороды, спирты, фуран, и др. Каталитическое дожигание в печах — —
Формальдегид Абсорбция водой в наса- дочном скруббере — —- —
Хлоропрен Адсорбция активным уг- лем — — —
Фталевый и ма- леиновый ан- гидрид Абсорбция раствором ще- лочи, сжигание, катали- тическое окисление
Анализ приведенных данных показывает, что применение одного метода
очистки, как правило, не обеспечивает очистку газовых выбросов до санитарных
требований. Только комбинация различных методов позволяет решить эту задачу.
35»
7. КАТАЛИЗАТОРЫ ПРОЦЕССОВ
НЕФТЕХИМИЧЕСКОГО СИНТЕЗА
В главе описаны наиболее распространенные методы определения основных
физико-химических и технологических характеристик катализаторов нефтехими-
ческих процессов. Рассмотрены отечественные гетерогенные катализаторы, ши-
роко применяемые в промышленности, и гомогенные катализаторы специфиче-
ских нефтехимических производств.
Приведены также сведения о ряде катализаторов нефтеперерабатывающих
и химических производств, представляющих интерес для нефтехимиков.
Данные, включенные в настоящую главу, в значительной мере базируются
на материалах Института катализа СО АН СССР.
7.1. Определение и расчет основных технологических
и физико-химических характеристик катализаторов
Основными технологическими характеристиками катализаторов являются
активность и селективность (избирательность) по отношению к данной реакции,
стабильность и регенерируемость, а также гранулометрический состав, плотность,
механическая прочность на раздавливание и истирание.
Наиболее важные физико-химические характеристики промышленных ката-
лизаторов — пористая структура (величина поверхности и распределение объема
нор по радиусам), кислотность (основность), фазовый состав, дифференциальная
поверхность (поверхность отдельных компонентов) и эффективные коэффициенты
диффузии и теплопроводности.
Активность и селективность. Под активностью катализатора следует пони-
мать скорость реакции образования целевого продукта (или продуктов) при ката-
литической реакции, отнесенную к единице количества катализатора (кг, м3).
Так как скорость реакции является функцией не только химической активности
катализатора, но и режимных параметров процесса (температуры Т, концентрации
компонентов реакционной смеси С и общего давления Р), активность катализа-
тора — понятие конкретное, связанное с условиями проведения реакции и со
степенью ее завершенности.
Понятия активности катализатора для простых и сложных реакций различны.
Для простых реакций, протекающих в одну стадию с единственным целевым про-
дуктом, активность адекватна скорости превращения исходного вещества на дан-
ном катализаторе. Для сложных многомаршрутных реакций с промежуточными
и побочными продуктами понятие скорости образования целевого продукта из
исходного вещества в общем виде теряет смысл. Тогда характеристикой катали-
затора становятся три величины — активность катализатора по превращению
исходного вещества (суммарная активность), активность катализатора по целе-
вому продукту и селективность. Через скорости составляющих реакций эти вели-
чины можно представить следующим образом:
суммарная активность
И = (7-1)
активность по целевому продукту
= ri- 2'*) (7-2> -
360
селективность
где | — пересчетный коэффициент; г — скорость реакции; /, k — индексы, отно-
сящиеся к реакциям образования и превращения целевого продукта, соответ-
ственно; i — индекс, относящийся к реакциям превращения исходного вещества.
Формула (7.2) показывает, что для сложных реакций, к которым относятся
практически все реакции процессов нефтепереработки и нефтехимии, активность
катализатора по целевому продукту пропорциональна скорости его накопления.
Очевидно также, что А/ = AS. Поэтому в нефтехимической практике обычно
используют величины А и S как более удобные для экспериментального опреде-
ления.
Таким образом, в практических целях удобно принять следующие опреде-
ления.
Активностью катализатора называется количество превращенного исходного
вещества (сырья) в единицу времени на единицу массы (объема) катализатора.
Селективность катализатора — это мольное (или массовое) отношение коли-
чества полученного в каталитической реакции целевого продукта к превращенному
в реакции количеству исходного вещества (сырья).
Для гетерогенных катализаторов правильнее было бы относить активность
к единице активной поверхности катализатора, что часто неудобно, поскольку
величина активной поверхности может зависеть от метода определения. Однако
ее следует учитывать при сравнительной оценке активности различных, но одно-
типных катализаторов.
Существенно, в каких целях проводится оценка активности и селективности
катализатора. При создании новых катализаторов полная информация получается
в виде зависимости активности и селективности от режимных параметров в опре-
деленном интервале степеней превращения. Выявление таких зависимостей при-
ближается к исследованию формальной кинетики каталитической реакции.
Естественно, что, располагая данными о кинетике, можно рассчитать активность
и селективность катализатора при различных режимах и величинах зерна ката-
лизатора. Размеры зерна катализатора могут влиять на активность и селектив-
ность, так как связаны с процессами внутреннего массопереноса.
Для практических целей оценки активности и селективности катализатора
в реальном процессе с заданными режимными параметрами допустимо определе-
ние активности А, средней по объему слоя катализатора, и общей селективности
превращения сырья в слое.
Соотношение между средней и истинной активностью катализатора (ско-
ростью превращения исходного вещества г) определяется уравнением:
ткон
А = —— [ г (т) dx = С°-Ск°.±- (7.4)
^КОН J ^кон
о
где т, ткон — текущее и конечное время контакта; Со, Скон — начальная и ко-
нечная концентрация исходного вещества.
Для катализаторов с быстро меняющейся активностью технологическими
характеристиками являются также изменения активности и селективности во
времени, выражаемые в виде формул или экспериментальных кривых.
Методика определения активности и селективности связана с целью постановки
исследования;
Для установления истинной активности при данных режимных условиях
наиболее правильно применять реакторы одного из апробированных на практике
видов: дифференциальные — проточно-циркуляционные, проточные с внутренней
циркуляцией или с виброкипящим слоем [1], интегральные — проточные труб-
чатые с промежуточным отбором проб или статические с внутренней циркуля-
цией [2].
В целях определения средней активности и общей селективности катализа-
торов для .неподвижного слоя достаточно пользоваться проточными, трубчатыми
361
реакторами с зернами промышленного размера при условии соблюдения
изотермического режима по длине и радиусу трубки и отношения длины слоя
катализатора к диаметру зерна порядка 30—100. Отношение диаметра трубки
к диаметру зерна катализатора должно быть примерно 4—8. Определение этих
параметров для катализаторов псевдоожиженного слоя лучше всего проводить
в аппаратах виброкипящего слоя конструкции Корнейчука или Баглая—Тимо-
шенко [3].
Для определения рассматриваемых параметров при высоком давлении
используются реакторы, конструкции которых описаны в работе [4]. Оценку
активности катализаторов для жидкофазных реакций можно проводить в аппара-
тах (автоклавах) с внутренним контуром циркуляции типа автоклава Вишнев-
ского [5] либо в микроавтоклавах с возвратно-поступательной мешалкой [2].
При этом для газожидкостных или жидкостных систем следует учитывать влияние
фазовых равновесий и межфазовой диффузии [6].
Проточно-циркуляционные установки и статические установки с внутренней
циркуляцией состоят из реактора (цилиндрической емкости) и циркуляционного
насоса (обычно поршневого, бессальникового, с внешним магнитным приводом
соленоидного типа). Реактор и насос объединены циркуляционным парогазовым
контуром, в который могут быть включены подогревательные, охлаждающие и
пробоотборные устройства. Разница между проточными и статическими установ-
ками заключается в следующем. В проточно-циркуляционных установках реа-
генты подаются дозирующими устройствами непрерывно, а продукты отводятся
также непрерывно и поступают на анализ. В статических установках с внутренней
циркуляцией ввод сырья осуществляется единовременно и в ходе опыта из си-
стемы периодически отбираются пробы на анализ (в количествах менее 1% от
общей массы веществ в установке).
Скорость одиночной реакции в установках дифференциального типа рассчи-
тывается по формуле:
где Г/— скорость реакции по i-му компоненту; V— объемный расход подавае-
мой в реактор смеси; С01-— концентрация i-го компонента до реактора; С/ —
концентрация i-ro компонента после реактора; Укат — объем катализатора
в реакторе.
Определение скорости одиночной реакции в статических установках с вну-
тренней циркуляцией проводится с помощью графического или численного диф-
ференцирования кинетических кривых, полученных по данным анализов отбирае-
мых проб.
Интегральные проточные реакторы атмосферного и высокого давления пред-
ставляют собой емкости или трубки, через которые дозирующими устройствами
непрерывно пропускается реакционная смесь. При использовании реакторов без
промежуточных отборов проб средняя активность катализатора непосредственно
рассчитывается по уравнению (7.4). В этом уравнении ткон — условное время
контакта, рассчитываемое по формуле:
__ Ккат
ТКОН-----у
Для проточных реакторов с промежуточным отбором проб скорость реакции
определяется так же, как для статических установок с внутренней циркуляцией.
Реакторы с виброкипящим слоем чаще всего представляют собой трубки или
емкости, при необходимости подвижно соединенные с другими частями установки.
Катализатор (или реактор с катализатором) приводится в пульсирующее состоя-
ние электромагнитным или механическим вибратором, работающим с частотою
порядка 50 Гц. Газ через реактор пропускается непрерывно. Вследствие адсорб-
ционно-десорбционного и механического перемешивания концентрация реаги-
рующих компонентов одинакова во всей реакционной зоне, и такие реакторы
могут рассматриваться как безградиентные. Скорости реакций для них рассчи-
тываются по формуле (7.5).
262
Автоклавы Вишневского и микроавтоклавы представляют собою жидкостные
бессальниковые реакторы высокого давления с внешним магнитным приводом.
В первых из них создается вращающее магнитное поле, приводящее в движение
установленный внутри автоклава винтовой циркуляционный насос, во-вторых
устанавливается дисковая возвратно-поступательная мешалка, приводимая в дви-
жение внешним соленоидом. Расчет активности катализатора при работе с такими
аппаратами проводится аналогично расчету для статических циркуляционных
установок.
Определение активности и селективности быстро дезактивирующихся ката-
лизаторов целесообразно проводить в проточных реакторах. Особенно удобно
использовать для этой цели проточные реакторы с промежуточным отбором проб.
Стабильность. Под стабильностью катализатора понимается его способность
сохранять активность и селективность во времени в условиях промышленной
эксплуатации. По установившимся в практике промышленности нормам нижний
предел стабильности катализаторов для большинства процессов составляет 700—
750 ч.
В настоящее время не существует общих и научно обоснованных методов
оценки стабильности катализаторов. Для сравнительно короткоживущих ката-
лизаторов применяют метод прямого определения. Он заключается в долговре-
менном испытании катализатора на лабораторной установке в условиях, близких
к режиму промышленной эксплуатации, в течение всего периода до дезактивации
либо в течение значительней части его (40—60%) с последующей графической или
численной экстраполяцией.
Для долгоживущих катализаторов такой способ неприемлем. В этом случае
можно использовать метод относительной оценки стабильности в условиях работы
в наиболее жестком режиме эксплуатации. За стандартный принимают катализатор
(или отдельные его партии), длительно проверенный в условиях промышленной
эксплуатации. Испытания проводят при повышенных температурах, нагрузках,
концентрациях и считают, что отношения времен падения активности исследуе-
мого и стандартного катализаторов в испытуемых и промышленных условиях
одинаковы. Параметры стандартного катализатора используются в расчете как
константы. Такой принцип заложен в применяемые в настоящее время методики
испытания катализаторов риформинга на стабильность.
Кроме стабильности катализатора, характеризующей продолжительность его
эксплуатации до падения активности ниже экономически целесообразного предела
(в так называемом большом цикле), важным параметром, определяющим эксплуа-
тационные качества катализатора, является продолжительность его работы между
регенерациями (в так называемом малом цикле). Длительность малого цикла
контактирования связана, как правило, со скоростью отложения на катализаторе
углерода или высокоуглеродистых высокомолекулярных соединений (называемых
условно коксом). Скорость процесса закоксовывания катализатора определяется
как его свойствами, так и условиями эксплуатации. Имеется ряд работ по кине-
тике процессов закоксовывания, например [7, 8]. Среднее количество кокса в зерне
катализатора Ск:
т
GK = L J <Р (С, Т) йт (7.6)
о
где L — пересчетный коэффициент; <р (С, Т) — функция, описывающая зависи-
мость скорости реакции на катализаторе от концентрации компонентов реакцион-
ной смеси С и температуры Т; т— время.
В простейшем случае формула (7.6) приводит к прямой пропорциональности
количества отложившегося на катализаторе кокса от количества переработанного
на катализаторе сырья. Однако иногда компоненты реакционной смеси могут ока-
зывать тормозящее влияние на скорость коксообразования. Такую роль, напри-
мер, играет водород в реакции гидрокрекинга или вода в реакции разложения
4,4-диметил-1,3-диоксана в изопрен.
Экспериментально степень и скорость закоксовывания можно определить
как средние величины для всего слоя катализатора (неподвижного) либо в виде
зависимости, представляющей уравнение (7.6) в явном виде.. Нахождение средних
363
величин целесообразно при испытании серийных партий катализатора в завод-
ских условиях. Опыты при этом можно проводить в трубчатых проточных лабора-
торных или пилотных реакторах в режиме, близком к эксплуатационному, и
определять степень и скорость закоксовывания по количеству углекислого газа,
образующегося при выжигании кокса.
Явный вид уравнения (7.6) необходим для построения математической модели
процесса закоксовывания при проектировании реакторов с неподвижным слоем
и особенно при проектировании и управлении аппаратами с движущимся слое»1
катализатора. В этом случае экспериментальное исследование закоксовывания
катализатора следует проводить в безградиентных реакторах с последующим
выжиганием кокса либо непосредственно определять скорость отложения кокса
с помощью кварцевых пружинных или автоматических электронных весов.
При использовании весов серии измерений проводятся на небольших количествах
катализатора (порядка 0,05—0,5 г) в интервалах эксплуатационных значений тем-
ператур и концентраций реагентов.
Регенерируемость. Под регенерируемостью катализатора понимается как
способность его восстанавливать активность после соответствующей обработки,
так и количественные характеристики процесса регенерации, прежде всего его
скорость.
Регенерация кислородом (воздухом или смесью воздуха с водяным паром,
протекает обычно при температурах 400—500 °C. Верхняя температурная гра-
ница регенерации обусловлена термической стабильностью катализатора и, как
правило, не превышает 700— 750 °C. В зависимости от состава углеродистых отло-
жений и структуры катализатора скорость регенерации может определяться
скоростью реакции окисления (кинетическая область) и скоростью подвода кис-
лорода внутрь зерна (внутренняя диффузионная область).
В кинетической области скорость выгорания кокса чаще всего описывается
уравнением
-^- = feCKpO! (7.7)
что соответствует реакции, имеющей первый порядок по коксу и кислороду.
В диффузионной области происходит послойное выгорание кокса в зерне,
начиная с наружных слоев. В этом случае
VG^=VtiL — a.VrDTpOt (7.8)
В уравнениях (7.7) и (7.8) Ск— концентрация кокса; т— время; k—кон-
станта скорости реакции; ро —парциальное давление кислорода; GK. Ок—
количество кокса в зерне катализатора в текущий и начальный моменты регене-
рации, соответственно; а—коэффициент пропорциональности; D — коэффициент
диффузии кислорода в пористом зерне.
Экспериментально определение параметров регенерируемости катализаторов
следует проводить в безградиентных реакторах по анализу отходящих газов либо
весовым методом по изменению массы зерен катализатора.
Регенерировать зауглероженный катализатор можно также водяным паром.
При этом протекает реакция
С + Н2О СО4-Нг
Однако поскольку равновесие этой реакции заметно смещено вправо только
в области температур >700 °C, регенерация одним водяным паром осуществляется
редко.
Кроме регенерации воздухом, паровоздушной смесью, паром имеются спе-
циальные методы регенерации катализаторов, когда их дезактивация не связана
с отложениями кокса. Так, для металлических катализаторов платиновойтруппы
применяется регенерация с помощью галогенсодержащих веществ. Известны также
примеры регенерации катализаторов чистым кислородом или воздухом, обога-
щенным кислородом.
364
Тепло- и массоперенос. Теллоперенос в гранулах (зернах) катализатора
характеризуется эффективным коэффициентом теплопроводности Хэ. Эта величина
в настоящее время не нормируется и не входит в технические условия, но часто
необходима при проведении тепловых расчетов реакторов. Для ориентировочной
оценки эффективных коэффициентов теплопроводности катализаторов могут слу-
жить следующие данные:
Ха, Вт/(мК)
Активный уголь марки БАУ..................... 0,0021
Алюмосиликатный катализатор крекинга .... 0,0028
Катализатор риформинга (1% Pt на активной окиси
алюминия) * 0,0017
Серебряный катализатор (прессованная чернь) 0,71
* Здесь и ниже концентрации отдельных компонентов мвтализато«
ров выражены в массовых процентах.
Перенос вещества внутри зерна катализатора осуществляется диффузией
в порах. Если диаметр пор существенно превышает длину свободного пробега
молекул, то диффузия в порах протекает так же, как в объеме неподвижного газа
или жидкости, и скорость переноса вещества вдоль поры определяется законом
Фика:
где q — плотность диффузионного потока; £>м—коэффициент молекулярной
диффузии; dC/dx — производная концентрации С вещества по длине х поры
катализатора.
Для газов в идеальном состоянии DM можно вычислить по формуле!
2 / кТ кТ
~ 3 V пМ ) яуР
где к — постоянная Больцмана; Т — температура, К; М — молекулярная масса;
Зэ—эффективный диаметр молекулы; Р—давление газа.
Когда диаметр пор намного меньше длины свободного пробега, скорость
диффузии определяется частотой столкновения молекул со стенками поры. Такая
диффузия называется кнудсеновской. Коэффициент кнудсеновской диффузии Окн
для зерен катализатора с цилиндрическими порами может быть вычислен по фор-
муле:
п 8 е / 2кГ у/.
|*н- 3 TS \ пМ )
где е — доля свободного объема частицы катализатора (пористость зерна); S —
площадь поверхности пор, отнесенная к объему зерна.
Для единичной поры коэффициент кнудсеновской диффузии определяется
по формуле:
где dn — диаметр поры.
В переходной области, где на скорость диффузии влияют столкновения между
молекулами и молекул со стенками, коэффициент диффузии (Ды) определяется
по формуле сложения сопротивлений:
Du Du Dkh
365
Ввиду того, что поры в зерне расположены беспорядочно, эффективный ко-
эффициент диффузии D* всегда меньше расчетного. Для цилиндрических пор
в пределе получается:
D* — eD/2
где D — одна из величин: DK, DKn или Dm-
Поскольку реальная пористая структура зерна отличается от цилиндрической,
то в общем случае D* — aD (а — коэффициент, зависящий от структуры зерна
и определяемый опытным путем).
Экспериментально эффективный коэффициент диффузии в зернах катализато-
ров определяется двумя методами — методом диафрагм [9] и хроматографиче-
ским методом [10].
Принцип метода диафрагм заключается в том, что катализатор, изготовленный
в форме плоской пластинки, помещается в реакционный сосуд в качестве диа-
фрагмы, разделяющей его на две части. Диафрагмы можно изготовить выпили-
ванием из куска или таблетки катализатора, а также специальным прессованием
или влажным формованием порошка. Каждая из частей сосуда представляет
собой самостоятельную камеру, в которую может поступать и выводиться на-
ружу газ того или иного состава. Давление в обеих камерах поддерживается
одинаковым, и, следовательно, обмен веществ между камерами может проис-
ходить только за счет диффузии газов через диафрагму.
Определение эффективных коэффициентов диффузии проводится следующим
образом. По одну сторону диафрагмы подается газообразный реагент, скорость
диффузии которого нужно измерить. Можно также использовать смесь этого
реагента с инертным газом. По другую сторону диафрагмы подается чистый
инертный газ. Давление газов по обе стороны диафрагмы должно быть полностью
уравнено. Реагент, продиффундировавший из право'й части сосуда в левую, захва-
тывается током газа, и концентрация реагента в выходящем из камеры потоке
определяется аналитически. Одновременно для контроля измеряется количество
реагента, выходящего из правой части сосуда. В отсутствие химической реакции
скорость диффузии реагента в установившихся условиях, очевидно, равна коли-
честву реагента, вымываемому из левой части сосуда в единицу времени. В соот-
ветствии с этим эффективный коэффициент диффузии может быть вычислен по
формуле:
=________________
(Со — С) 5Пл
где Со, С — концентрация реагента в газовом потоке в правой и левой частях
сосуда, соответственно; т — количество вещества, продиффундировавшего в еди-
ницу времени; с1л— толщина диафрагмы; 5ПЛ— площадь поперечного сечения
пластинки катализатора.
Если температуру катализатора поддерживать на уровне реакционной, то
в описанном приборе можно непосредственно исследовать соотношение скоростей
реакции и диффузии в ходе процесса.
Хроматографическим методом эффективный коэффициент диффузии опреде-
ляется по следующей методике.
В колонку хроматографа загружается катализатор. На вход колонки подается
прямоугольный импульс газа. Находится зависимость высоты теоретической та-
релки И от линейной скорости v газа-носителя:
Н = А + (В/н) + Cv (7.9)
где А, В, С — коэффициенты, определяемые по экспериментальной зависимости.
Значение Н рассчитывается по формуле:
Н = Za2/z2
где о — ширина основания пика; т — время выхода пика; I — длина хромато-
графической колонки.
366
Величина D* связана с коэффициентом С уравнения (7.9) следующим образом!
для неадсорбирующегося газа
С - Г д. 18и?г 1 Г1 -к и 1
2(1—х)2Ои Яа(1—Х)бО* J [ (1—х)8 J
для газа, адсорбирующегося на внутренней поверхности катализатора
Збггх №
где х — порозность зернистого слоя катализатора; гг — гидравлический радиус
зерна, равный отношению объема зерна к наружной поверхности; Ь — адсорб-
ционный коэффициент.
Коэффициент С определяется как тангенс угла наклона экспериментальной
зависимости Н от v при достаточно больших значениях линейной скорости газа.
Гранулометрический состав катализатора. Гранулометрическим составом
катализатора называется распределение его частиц (зерен) по размерам. В зави-
симости от крупности частиц исследуемого катализатора для определения его
гранулометрического состава пользуются ситовым или дисперсионным методом
[И, 12].
При ситовом анализе пробы катализатора просеивают через систему сит
с последовательно уменьшающимся размером отверстий и определяют массу ка-
тализатора, оставшегося на каждом сите. Полученные фракции катализатора
обозначают цифрами, соответствующими размерам отверстий сита или его номеру.
Например, фракцию, прошедшую через сито№ 1 и оставшуюся на сите № 05,
можно обозначить «фракция 1,04-0,5 мм» или фракция «0,5 d <: 1,0s (где
d — размер частиц). Для гранулированных катализаторов наиболее часто опре-
деляют процентное содержание отдельных фракций с заданными граничными раз-
мерами частиц. По принятой в СССР системе, номер сита определяется линейным
размером отверстий в свету; среди иностранных стандартов наиболее часто встре-
чаются американские (шкала США и шкала Тейлора) и германский (табл. 7.1
и 7.2).
Таблица 7.1
Системы сит (11]
Сита отечественной Сита американской системы Сит а германской системы
системы
В.З
а 8? g-Q S3 о а & а св о а> °
Я и и s Р.О 2 О я OU сп Ъ ® 2 Ь О Я 9 2 S D. и ® 2 aS = § «в
QJ ач О а. _ * о
О) 2 3 к вс £ 2 -о ск
2 и я 2 Я (j £ в 2 У Я
о S н о а я о н S Н 4 я ЭЛ О л О и
У 'J а. Ж
2,5 2,500 11,2 4 4,760 4 4 4 1,500 16
2 2,000 16 6 3,360 6 6 5 1,200 25
1,6 1,600 23,8 7 2,830 7 7 6 1,020 36
1,25 1,250 34,6 8 2,380 8 8 8 0,750 64
1 1,000 54,9 12 1,680 12 10 10 0,600 100
07 0,700 98 16 1,190 16 14 12 0,490 144
05 0,500 193 30 0,590 30 28 14 0,430 196
04 0,400 331 35 0,500 35 32 16 0,385 256
0355 0,355 400 40 0,420 40 35 20 0,300 400
02 0,200 918 50 0,297 50 48 24 0,250 576
016 0,016 1 480 60 0,250 60 60 30 0,200 900
01 0,100 3 460 140 0,105 140 150 40 0,150 1 600
0071 0,071 6 400 200 0,074 200 200 60 0,102 3600
005 0,050 13 900 270 0,053 270 270 80 0,075 6 400
004 0,040 20 450 325 0,044 325 325 100 0,060 10 000
367
Таблица 7.2
Градация частиц по размерам согласно шкале Тейлора [13]
Класс крупности, меш Средний размер ча- стиц dt мкм ^макс/^мин Класс крупности, меш Средний размер ча- стиц 4, мкм ^ыакс/^мин
30—40 590—420 1.4 80—100 177—149 1.2
40—50 420—297 1,4 100—120 149—125 1,2
50—60 297—250 1,2 120—140 125—105 1.2
60—70 250—210 1,2 140—170 105—88 1.2
70—80 210—177 1,2 170—200 88—74 1.2
По шкале США номер сита соответствует числу отверстий, приходящихся на
один линейный дюйм сетки; размер стороны отверстий соседних в наборе сит
отличается в 1,19 раза, а площадь— в 1,41 раза. Шкала Тейлора (меши) также
указывает на число отверстий, приходящихся на один линейный дюйм сетки.
В германской системе номер сита равен корню квадратному из числа отверстий,
приходящихся на 1 сма, при условии, что суммарная площадь отверстий в свету
для всех сит является величиной постоянной и равной приблизительно 36% всей
площади. Сведения о системах сит можно найти также в справочнике (14].
С помощью ситового анализа можно выделить только фракции частиц с раз-
мерами более 40—60 мкм. Для определения гранулометрического состава порош-
ков с более мелкими частицами (до 0,5—1 мкм) наиболее часто используются
различные варианты седиментационного анализа-, основанного на. зависимости
между размерами частиц и скоростью их осаждения из какой-либо суспензии
(формула Стокса):
j 18г)Оос
^КВ (Ртв-Р)й
где dXB — эквивалентный диаметр частицы; t], р — вязкость и плотность среды,
в которой происходит осаждение, соответственно; цос — скорость осаждения;
Ртв— кажущаяся плотность твердой частицы; g— ускорение свободного падения.
Содержание отдельных фракций в анализируемом порошкообразном мате-
риале определяется по седиментационной кривой, представляющей зависимость
массы осадка от продолжительности осаждения. На основании данных седимен-
тационного анализа можно построить гистограммы, где число частиц, диаметры
которых лежат в указанных интервалах, приводится против среднего значения
диаметра в интервале.
При производстве катализаторов используются различные технологические
приемы диспергирования материалов: осаждение, размалывание и др.
Для частиц катализаторов, получаемых в результате процесса осаждения,
наиболее характерно гауссово распределение числа частиц по размерам:
1
о = —--------ехр
1^2яоп
(d-d)*
Ч
Здесь у — функция распределения; d — диаметр данной частицы; d — сред-
нее арифметическое диаметров всех частиц в образце; <зп — стандартное отклоне-
ние, определяемое как
оп= ./ (d<_ d)*(nt/N)
г I
где ni/N — доля частиц, диаметры которых заключены в выбранном: интервале.
Для дисперсных систем, получаемых размалыванием, крошением, дроблением,
часто кривые распределения несимметричны и хорошо описываются логарифми-
ческим нормальным распределением.
368
Для гранулометрического исследования порошков используются такие
приборы, позволяющие проводить счет частиц, взвешенных в какой-либо электро-
проводящей среде. Принцип их работы основан на регистрации изменения элек-
тропроводности электролита, содержащего взвешенные анализируемые частиць* 9
при прохождении каждой частицей калибровочного микроотверстия. Диаметрж^л
исследуемых частиц — от нескольких десятых микрона до сотен микрон.
Плотность катализатора. Среди характеристик, применяемых на практике
для учета особенностей пористой структуры и формы частиц катализатора, широко
используются такие, как насыпная, кажущаяся и истинная плотности.
Насыпная плотность рнас — масса вещества пористого тела в единице объем .а
его слоя, состоящего из частиц, гранул, таблеток:
Рнаа = т/ ^кат
где т, VKaT — масса и объем слоя катализатора, соответственно.
При этом подразумевается, что объем слоя катализатора включает в себя
объем материала (Ум), из которого состоит катализатор, объем пор в частица_к
катализатора (Уп) и свободный объем между частицами в слое (1/с).
Для характеристики состояния слоя катализатора используется также поиск. -
тие порозности слоя х, представляющей собой отношение величины свободного
объема между частицами к объему слоя.
Кажущаяся плотность ркаж — масса вещества пористого тела в единиц-е
его объема. В этом случае свободный объем между частицами в слое не учить*—
вается:
Ркаж ’ m/(Va -f-
Кажущаяся плотность характеризует пористость частиц катализатора е. „
которую можно представить как отношение объема пор частиц (Кп) к объему части ж
(Кп + V«).
Истинная плотность (иногда ее называют скелетной или химической плот-
ностью) рист — масса вещества, из которого состоит пористое тело, в едииище
объема плотного вещества:
Рис» = т/
Между насыпной, кажущейся и истинной плотностями существуют следукэ—
щйе зависимости:
Рнас = Ркаж О—•*)
Рнас = Рист О — и) (1 — е)
Экспериментальное определение насыпной плотности не вызывает каких-
либо методических трудностей и сводится к определению массы единицы объема
слоя катализатора. Необходимо особенно обращать внимание на влажность иссле-
дуемого образца и для порошковых катализаторов — на их состояние: взрыхлен-
ное, свободноосажденное, уплотненное или сжатое [11J.
Наиболее широко распространенные методы определения кажущейся плот-
ности основаны на измерении объема жидкости, вытесненной при погружении
катализатора. Рабочими жидкостями могут служить ртуть (несмачивающая)
и вода (смачивающая). Менее распространены методы, в которых применяют раз-
личные органические вещества: бензол, циклогексан, толуол и др. В качество
экспериментальной аппаратуры используют стандартные пикнометры или спе-
циально приспособленные установки.
Значения истинной плотности, как правило, находят по справочникам. Пр к
необходимости экспериментального измерения рист пользуются пикнометриче-
ским методом, применяя в качестве рабочего тела воду, легкие углеводороде»*
или инертные газы.
Пористая структура :катализаторов. Для характеристики пористой струк-
туры катализатора желательно знать общий объем пор и распределение пор по
величине, их поверхность, а также характер связи пор между собой.
В основу классификации пор положены признаки, связанные с их однород*
ностью и величиной, а также с геометрическим строением пористого материала
[15, 16].
По однородности пористой структуры можно выделить монодисперсные по-
ристые тела, характеризующиеся одним максимумом на дифференциальной кри-
вой распределения объема пор по эффективным радиусам *, бидисперсные, три-
дисперсные и т. д., имеющие два, три и т. д. максимума на дифференциальных
кривых распределения, и полидисперсные материалы, отличающиеся размытым
максимумом.
По размерам различают: микропоры (эквивалентные, или эффективные,
радиусы менее 1,5 нм); мезопоры (величины эквивалентных радиусов находятся
в интервале 1,5—100 нм), макропоры (радиусы 100— 5800 нм) и супермакро-
поры (величины эквивалентных радиусов более 5800 нм).
По геометрическому строению пористые материалы можно разделить на ряд
классов, основными из которых являются: 1) корпускулярные пористые тела,
образованные сросшимися или контактирующими частицами (первичные эле-
менты — частицы; форма пор зависит от формы частиц и их взаимного располо-
жения, а размеры пор обусловлены размерами частиц и плотностью их упаковки);
2) губчатые пористые тела, в которых поры представляют собой каналы, полости
или пустоты в сплошном твердом теле (первичные элементы—поры); 3) сме-
шанные структуры, комбинирующие оба предыдущих вида.
Для описания структуры реальных пористых материалов рекомендуются
модели, перечисленные в табл. 7.3.
Таблица 7.3
Основные модели реальных пористых тел
Модели Описываемые моделью материалы
Глобулярная модель Сажи (вторичная пористость), аэросилы, аэро- гели, различные ксерогели с аморфными частицами, песок, грунты, кирпич и др. Каолинит, диккит, тальк, пирофиллит, слюда, монтмориллонит (вторичная пористость), вермику- лит (вторичная пористость), сажи (первичная по- ристость), гидроокись магния, окись магния (вто- ричная пористость), модификация окиси железа, графит, окись графита, различные порошки из пла- стинчатых кристаллов
Модель пор между круг-
лыми дисками
Модель пор между много- Активный уголь (первичная пористость), окись
гранниками железа (первичная пористость), окись магния (пер- вичная пористость), байерит, т]-А12О3 (вторичная пористость), пористые кристаллы, металлические напыленные пленки
Модель щелевидных пор Монтмориллонит (первичная пористость), верми- кулит (первичная пористость), т)-А12Оа (первич- ная пористость), первичные поры в разных кристал- лах слоистого строения
* Вычисление распределения объема пор по размерам на основании опытов
по капиллярной конденсации пара и вдавливанию ртути требует допущения
о геометрической форме пор. В связи с этим результаты вычислений отвечают
не реальному сорбенту (катализатору), а эквивалентному модельному сорбенту
с принятой формой пор, для которого десорбционная ветвь изотермы капилляр-
ной конденсации пара или ртутнопорометрическая кривая совпадают с соответ-
ствующими кривыми для реального сорбента. Обычно в качестве модельных
принимаются сорбенты с цилиндрическими порами, и вычисленные таким об-
разом радиусы являются эффективными величинами [16].
370
Продолжение
Модели
Описываемые моделью материалы
Модель пор между круг-
лыми стержнями
Модель цилиндрических
капилляров
Модель бутылкообразных
пор
Гели пятиокиси ванадия, бемит, у-А12О3, моди-
фикация окиси железа (вторичная пористость), гели
окиси вольфрама, двуокись циркония, палыгорскит
и сепиолит (вторичная пористость), хризолитовый
асбест (вторичная пористость), энделлит и галлузит
(вторичная пористость), бумага, фильтры, пряжа
Энделлит, галлузит (первичная пористость), па-
лыгорскит и сепиолит (первичная пористость), анод-
ные окисно-алюминиевые пленки, хризолитовый
асбест (первичная пористость), некоторые пористые
стекла
Активный уголь (мезо- и макропоры), пористые
стекла, восстановленная окись железа, скелетные
катализаторы
Объем пор. Институтом катализа СО АН СССР рекомендуется следую-
щая методика определения объема пор.
Общий (суммарный) объем микро-, мезо- и макропор Уп рассчитывается по
формуле:
Ркаж Рист
При использовании для нахожденияркаж ртутной порометрической установки
рассчитанная величина Уп определяет объем пор с радиусом менее 5800 нм.
Для более точного определения рист следует применить пикнометрические веще-
ства с разными критическими диаметрами молекул.
Объем микропор Уми (в м3/кг) определяется по изотерме адсорбции и капил-
лярной конденсации на данном образце:
Уми = Л0У — >$ме^о
где А 0 — количество вещества, адсорбированного при характеристическом отно-
сительном давлении й0, моль/кг; V — мольный объем жидкого адсорбата при тем-
пературе опыта, м3/моль; SMe — удельная поверхность мезопор, м2/кг; t0— тол-
щина адсорбционного слоя при давлении ha (определяется из опыта с непори-
стым адсорбентом той же химической природы и вычисляется делением величины
Ао непУ на удельную поверхность S„en), м; /г0 — характеристическое относитель-
ное давление, соответствующее по уравнению Кельвина заполнению пор с радиу-
сом 1,5 нм (равно для азота и аргона 0,5 при 77 К, для бензола 0,25 при 293 К).
Объем мезопор Уме (в м3/кг) рассчитывается на основе изотермы адсорбции:
Уме = ^юоУ—Уми
где Л1о(| — количество вещества, адсорбированного при относительном давлении,
отвечающем заполнению пор с эквивалентным радиусом 100 нм, моль/кг.
Величина Уме определяется также по интегральной кривой распределения
объема пор по радиусам (рассчитанной по методу капиллярной конденсации) как
ордината точки этой кривой, соответствующая радиусу пор 100 нм.
Объем макропор Ума (в м3/кг) определяется с помощью ртутной порометрии
как объем ртути, вдавливаемой в поры при повышении давления от 127 до 7350 кПа.
Удобной методикой определения величины объема пор для различных интер-
валов значений эквивалентных радиусов является сочетание измерений на ртут-
ной порометрической установке с пикнометрическими данными [17].
371
Метод ртутной порометрии основан на измерении объема ртути, вдавливае-
мой в поры катализатора при разных давлениях. Зависимость эквивалентного
радиуса пор гэкв, в которые входит ртуть, от давления Р, описывается уравнением
Уошберна:
'экв = — 2о cos 0/Р/
Для большинства адсорбентов, встречающихся на практике, рекомендуется
использовать значение поверхностного натяжения о в этой формуле, равное
0,47 Н/м и краевого угла 6= 140°.
Размер пор. Средние размеры пор могут быть вычислены из упрощен-
ных уравнений, связывающих величины удельной поверхности катализатора Зуд
и общего объема пор Vn.
Для моделей цилиндрических и щелевидных пор средний радиус г или ши-
рина Ь пор равны:
Г — Ь = 2ТП/Зуд
Для глобулярной модели средний радиус входов в поры
г = 1,4Уп/5Уд
Определять средние размеры пор целесообразно лишь в случае монодисперс-
ных пористых тел.
Теоретические и экспериментальные вопросы исследования пористой струк-
туры твердых тел достаточно полно отражены в работах [16, 18, 19].
Удельная поверхность катализаторов. Существует множество методов опре-
деления величины удельной поверхности, т. е. поверхности, отнесенной к еди-
нице массы твердого тела. Наиболее распространенным является адсорбционный
метод. При этом чаще всего исходят из определения объема адсорбированного
газа Vm (в моль/кг), образующего на измеряемом теле мономолекулярный слой.
Если это количество известно, удельная поверхность Зуд может быть вычислена
по формуле:
Зуд = VmN^Sm
где N& — число Авогадро; Sm — площадь, занимаемая молекулой адсорбата
в плотном монослое.
Величину Sm находят исходя из плотности адсорбата в жидком или твердом
состоянии либо по адсорбционным данным.
Наиболее широко применяются адсорбаты аргон, азот и для определения
малых величин удельной поверхности — криптон. Значения Sm не являются,
строго говоря, константами, поскольку они зависят также от адсорбента, на ко-
тором ведутся измерения. Однако для большинства технических измерений зна-
чения Sm для азота и аргона можно принять за постоянные, равные, соответ-
ственно, 0,162 и 0,154 нм2.
В настоящее время для расчетов удельной поверхности по изотерме адсорбции
общепринято уравнение БЭТ (Брунауэра—Эммета—Теллера):
Р 1 , С—1 Р
V{PS-P) ~ VmC + VmC Ps
где V — объем адсорбированного пара, приведенный к нормальным условиям;
Ут — значение V, отвечающее образованию мономолекулярного слоя; Р — давле-
ние пара, находящегося в равновесии с адсорбированным слоем; Ps — давление
насыщенного пара при температуре, к которой относится изотерма; С — посто-
янная.
Уравнение БЭТ позволяет по опытным данным вычислить величину Vm,
пропорциональную удельной поверхности адсорбента. Оно применимо в интер-
вале относительных давлений PIPS от 0,05 до 0,35.
Поскольку уравнение БЭТ линейно относительно P/Ps, то отрезок, отсекае-
мый на оси ординат, равен l/(VmC), а тангенс угла наклона прямой составляет
(С - 1)/(У„,С).
Таким образом, из экспериментальных данных могут быть получены обе
величины С и Vm, а используя последнюю, можно вычислить Зуд. Для подобной
372
процедуры необходимо снять как минимум 3—4 точки изотермы. Если же вели-
чина С известна, расчет Зуд может быть сделан по одной точке изотермы. П >и
этом используется уравнение БЭТ, преобразованное Темкиным к виду:
к—У('-Т7)[н
(Ps/P) - 1
с
Для большого числа систем адсорбат—адсорбент величины С известны (18,
19]. При практических расчетах в случае использования в качестве адсорбата
аргона при 77 К для большинства катализаторов можно принять среднее значение
константы С, равное 60 [20].
Для измерения удельной поверхности адсорбционным методом в газовой,
фазе используют как статические вакуумные установки весового или объемного
типов, так и хроматографические [18, 19]. Описание удобной в практическом
отношении методики приведено в [20].
Помимо различных вариантов адсорбционного метода на практике получили
распространение такие методы определения удельной поверхности твердых тел,
как ртутная порометрия, электронная микроскопия, рентгеновский метод, метод
газовой проницаемости в различных режимах течения газа и др. Каждый из пере-
численных методов обладает своими достоинствами и недостатками. Следует
только отметить одну из отличительных особенностей метода газовой проницае-
мости, имеющую иногда большое значение на практике, — возможность опреде-
лять внешнюю геометрическую поверхность дисперсных тел [21].
Поверхность активных компонентов катализатора. Для характеристики
катализатора определение поверхности активного компонента, например металла
в катализаторе типа «металл на носителе», иногда более важно, чем определение'
его удельной поверхности. Для этой цели наиболее широко используют хемосорб-
ционный, электронно-микроскопический и рентгеновский методы.
Раздельное определение поверхности активных компонентов хемосорбцион-
ным методом базируется на селективной сорбции этими компонентами тех или
иных веществ. В настоящее время нет универсального метода для выбора адсор-
батов, однако накоплен значительный экспериментальный материал, позволяю-
щий ограничить круг поиска селективных адсорбатов, главным образом в отно-
шении металлов (табл. 7.4).
Таблица 7.4
Скорость хемосорбции на пленках металлов [22]
Газ Металлы, на которых происходит Металлы, на которых хемосорбция отсут- ствует до 0 ®С
неактивированная хемосорбция активированная хемосорбция
н2 W, Та, Mo, Ti, Zr, Fe, Ni, Pd, Rh, Pt, Ba (Са) Си, Ag, Аи, К. Zn, Cd, Al, In, Sn, Pb
со Как для H2, а также Си, Au, Al — Zn, Cd, In, Sn, Pd, Ag. К
Как для Н2, а также Си, Аи (А1) Как для CO
с2н2 Как для Н2, а также Си, Аи, К (А1) Как для СО, кроме К
О2 Все металлы, кроме Аи Ag Аи
n2 W, Та, Mo, Ti, Zr, Ba Fe, (Са) Как для Н2, а также Ni. Pd, Rh, Pt
NH, — W, Ni, Fe —
СН4 — Ni, Rh; W, Pt, Pd —
Примечание. В скобках указаны металлы, данные для которых нуждаются
в уточнении. .
373
Условием надежного определения поверхности (и дисперсности) какого-
либо компонента катализатора является такой выбор параметров опыта (природа
адсорбата, температура, давление и т. п.), чтобы адсорбция на исследуемом ком-
поненте была достаточно большой при минимальной сорбции на других компо-
нентах [23]. Если адсорбция на этих компонентах превышает экспериментальные
ошибки измерений, вводится поправка, т. е. из величины общей адсорбции катали-
затора вычитается данная величина. Полученная разность будет характеризо-
вать адсорбцию на интересующем нас компоненте.
Существуют два способа обработки полученных адсорбционных данных для
вычисления поверхности (и дисперсности). По первому, основанному на допуще-
ниях о величине монослоя адсорбированного газа, механизме хемосорбции и оди-
наковой вероятности экспозиции различных кристаллографических плоскостей
активного металла (в катализаторах «металл на носителе»), удельная поверхность
исследуемого компонента SMeT вычисляется по формуле:
*^мет — ат^^А
где ат — число грамм-атомов или грамм-молекул, хемосорбированных в моно-
слое на единицу массы компонента; w — площадь, приходящаяся на каждый
поверхностный атом; Nд — число Авогадро.
Величины w для металлов VIII группы представлены в табл. 7,5.
Таблица 7.5
Константы для металлов VIII группы
р— плотность металла; п — число атомов на 1 м2
Металл p-10-3, кг/м3 tti-102, нм1 n-10-1’
Fe 7,86 9,35 1,07
Ni 8,96 6,67 1,50
Ru 12,06 7,35 1,36
Rh 12,4 7,90 1,27
Pd 12,0 8,32 1,20
Pt 21,45 8,90 1,12
Второй, сравнительный, способ основан только на одном допущении: удель-
ная адсорбция (т. е. количество адсорбированного вещества, рассчитанное на
единицу поверхности) одинакова для индивидуального вещества и этого же
вещества (компонента) в составе катализатора. Тогда SMeT (в м2/кг) вычисляется
по формуле:
•^мет A/Ot
где А — величина адсорбции на 1 кг исследуемого компонента; а — величина
адсорбции на 1 м2 чистого вещества, определенная специальными измерениями.
При обосновании обоих методов сделан ряд допущений. Методы не обладают
серьезными преимуществами друг перед другом и могут быть рекомендованы лишь
для относительных измерений поверхностей активных компонентов.
Примеры использования хемосорбции для оценки величины активной по-
верхности в различных каталитических системах приведены в табл. 7.6.
Для характеристики состояния металлической фазы в катализаторах типа
«металл на носителе» на практике часто используют понятие дисперсности актив-
ного компонента. При этом за характеристику дисперсности часто принимают
отношение числа хемосорбированных атомов адсорбата к общему числу атомов
металла, нанесенного на подложку. Чем выше это отношение, тем более диспер-
сен исследуемый компонент. Однако такой подход не дает однозначной инфор-
мации, так как величина отношения может существенно зависеть от механизма
хемосорбции, на который в свою очередь влияют условия приготовления и иссле-
374
Таблица 7.6
Примеры использования хемосорбции для изучения активной поверхности [24]
Адсорбат Температура, °C Активная поверхность Другие компоненты Авторы
н2 200—250 Pt A12O3 Спенадел и Будар, Адлер и Кивни
На 0—400 Pt SiO2 Боресков, Карнаухов
Н2 —18—0 Pt SiO2 Адамс и др.
о2 25 Pt A12O3 Буянов и др.
со, 02 25 Ni NiO Тейшнер и др.
со —195 Ni A12O3 Хилл и Селвуд
со —195 Co Диатомитовая земля, MgO—ThO2 Андерсон и др.
СО, QH, —781 0 Ni SiO2 Свейт и Ван-Рейен
со Pd A12O3, SiO2 A12O3 Шолтен и др.
О2 —195 Cr2O3 Бриджес и др.
О2 200 Ag Ba(OH)2, SiO2 Холявенко и др.
дования образца. Так, количество хемосорбированных атомов водорода на один
атом платины (H/Pt) может меняться от 1 до 2 в зависимости от механизма хемо-
сорбции, а для хемосорбированного на платине кислорода разные авторы полу-
чили отношение O/Pt в интервале 0,5—1,66. Поэтому более строгой характери-
стикой дисперсности нанесенного металла является отношение числа его поверх-
ностных атомов к общему числу атомов в единице массы или объема, равное,
например, для кислорода:
мх О/м
м О/м*
где О/м— число хемосорбированных атомов кислорода, приходящихся на каж-
дый атом металла; О/мх — стехиометрия хемосорбции при этих же условиях.
Из величины дисперсности мх/м можно вычислить удельную поверхность
нанесенного металла Змет, а затем, зная его плотность р, — средний размер ребра
кристаллов d:
о _ Л'а м:
мет-~Л““П
ЗметР
Определение величины d подобным образом основано на допущении о куби-
ческой форме кристаллов металла и доступности для адсорбции пяти граней куба.
Помимо хемосорбцнонного для измерения размеров частиц какого-либо
компонента используются рентгеновский и электронно-микроскопический ме-
тоды. Применяя рентгеновский метод в его обычном варианте, можно по уширению
линий на дебаеграммах определить размеры кристаллов интересующего нас ком-
понента. Методика основана на упрощенном уравнении Шеррера:
- °’94Х
к₽ — (W* — lV'2)‘/s cos 0
где 1кр — размер кристаллов; 1 — длина рентгеновской волны, определяемая
в тех же единицах, что и /кр; — наблюдаемая ширина линий на половине
высоты пика, рад; 1Г — приборная поправка к ширине, рад; 9 — брэгговский
угол.
375
По рассеянию рентгеновских лучей под малыми углами можно получить
информацию о распределении кристаллов по размерам. Для модели сферических
частиц:
/ 4л2ф2/?2 \
/^exp^^-J
где / — интенсивность рассеяния излучения; С — константа пропорциональ-
ности, кратная числу рассеивающих центров; <р — угол рассеяния; А — длина
рентгеновской волны; R — радиус рассеивающих «частиц» (определяется в тех же
единицах, что и длина волны).
Значение R можно определить по наклону прямой на графике зависимости
1g 1 ОТ ф2.
Минимальные размеры частиц, определяемые рентгеновским методом: 4—
5 нм — по уширению рентгеновских линий при обычной процедуре съемки и об-
работки экспериментальных данных; до 2,0 нм — при специальной процедуре
(метод радиального рассеяния атомов); до 1,0—1,2 нм — при малоугловом рас-
сеянии.
Электронная микроскопия позволяет получать информацию о распределении
частиц по размерам при минимально определяемом на практике диаметре частиц
до 1 нм. Метод трудоемок в части подготовки объекта для съемки и обработки
его результатов. Для получения надежных данных обычно на электронной микро-
фотографии определяют размеры приблизительно тысячи случайно выбранных
частиц.
Сравнение данных, полученных хемосорбционным, рентгеновским и элек-
тронно-микроскопическим методами для катализаторов «металл на носителе»,
приведено в табл. 7.7. Наиболее удовлетворительная сходимость результатов
измерений этими тремя методами наблюдается для частиц 10—30 нм.
Механическая прочность катализаторов. Механические испытания резко
различаются для катализаторов, применяемых в неподвижном, псевдоожиженном
и движущемся слоях. В первом случае основным, а часто и единственным показа-
телем является прочность гранул на раздавливание. Для псевдоожиженного
Сравнение результатов определения дисперсности
нанесенных металлов различными методами (23]
Таблица 7.7
Система Авторы Размер частиц металла, нм
хемосорб- ционный метод электронно- микроско- пический метод рентгенов- ский метод
Pt—S1O2 Адамс, Бенези, Куртис, 3,0 3,0 4,0
Мейзенхенмер
Pt—-A12O3 Спенадел, Будар 21,0 — 25,5
25,5 — 25,5
Адлер, Кивни 29,0 — 25,0—30,0
17,5 — . 20,0—25,0
21,5 8,0—12,0
25,0 13,0—15,0
3,8 9,0—13,0
18,0 10,0—15,0
14,5 — 8,0—12,0
Карнаухов, Кефели 11,0 27,0 —
Ратнер, Цикаева 5,0 8,0 —
Шолтен, Монтфург 0,84 1,4 —
3,3 4,7 ——
376
слоя ввиду малого размера частиц и характерных условий работы катализатора
прочность на раздавливание не имеет значения и механические свойства целиком
определяются устойчивостью зерен по отношению к истиранию. Для катализа-
торов в движущемся слое важно и то, и другое.
Существует ряд методик определения прочности гранул катализатора на
раздавливание. Выбор методики осуществляется с учетом данных о форме гранул,
воспроизводимости результатов, а главное — исходя из необходимости получить
минимальное значение усилий, разрушающих гранулу [25]. Для шариков и
кусочков неправильной формы рекомендуется раздавливание между жесткими
опорами, для гранул цилиндрической формы, «червяков», колец — раздавливание
перпендикулярно к оси, т. е. «по образующей», для «червяков» и «вермишели»
следует проводить также испытания на изгиб.
По простейшей из методик, на раздавливание, таблетку (гранулу) катализа-
тора помещают на стол небольшого гидравлического пресса и измеряют усилие,
разрушающее гранулу. Так как края гранул недостаточно ровные, то раздавли-
вающее усилие не распределяется равномерно и удельное давление разрушения
таким способом определить невозможно. Поэтому проводят измерения для ряда
гранул и вычисляют среднюю величину давления, вызывающего разрушение
гранул; эта величина носит условный характер, и разброс ее около среднего
значения велик. Применяют и другой способ. В цилиндр с поршнем засыпают
определенный объем гранул и сжимают на прессе до начала разрушения, которое
отмечается по скачку давления. Этот метод не очень удобен, и его результаты
сильно зависят от условий засыпки.
Более надежен метод определения прочности цилиндрических гранул ката-
лизаторов на раздавливание, основанный на раскалывании катализатора. По-
скольку при этом разрушающее усилие сосредоточено на очень узком участке,
влияние неровности поверхности оснований цилиндра незначительно и разброс
получаемых результатов невелик.
Значения прочности ряда катализаторов приведены в табл. 7.8. Условия
испытаний: образцы цилиндрической формы; раздавливание между жесткими опо-
рами без прокладок и смазки; разрушающее усилие вдоль оси цилиндра, отнесен-
ное к площади его сечения л#2 (ft — радиус цилиндра), обозначено через Р#;
усилие при раздавливании «по образующей», отнесенное к площади 2RH
(И — длина цилиндра), обозначено Rh', часть образцов испытывалась после
подшлифования торнов наждачной бумагой Как следует из данных табл. 7.8,
при раздавливании «по образующей» разрушающие усилия значительно ниже, чем
при раздавливании в «вертикальном» положении. Рекомендуется измерять значе-
ния разрушающих усилий в обоих положениях, так как величина Рн важна для
контроля прочности различных образцов данного катализатора, значения же Рц
позволяют сравнивать его по прочности с другими материалами.
При испытании прочностных свойств катализаторов в статических усло-
виях наиболее широкими возможностями обладают универсальные приборы
типа МП-2С, позволяющие помимо испытаний на раздавливание между плоскими
поверхностями проводить и другие измерения (на изгиб, срез и т. д.).
Для испытаний механической прочности катализаторов на истирание исполь-
зуют различные виды мельниц: шаровые, вибрационные, струйные или центро-
бежные. При этом необходимая степень измельчения обеспечивается приме-
нением мелющих тел либо высокими скоростями, сообщаемыми частицам ката-
лизатора. Для исключения дробления катализатора в шаровых и вибрационных
мельницах рекомендуется применять их без мелющих тел, однако это резко сни-
жает эффективность измельчения гранул, и эти мельницы могут использоваться
лишь для исследования относительно непрочных материалов.
Интенсивное истирание гранул достигается в струйных аппаратах, в ко-
торых частицы катализатора, подхватываемые газовым потоком, могут двигаться
с высокими скоростями. Однако следует избегать больших скоростей газо-
вого потока, так как это может привести к дроблению катализатора. Метод при-
годен для испытания истираемости частиц с размерами от нескольких десятых
миллиметра до 5—7 мм. Прочность катализатора оценивается по количеству
образующейся мелкой фракции в единицу времени. При этом следует нормиро-
вать общую длительность испытания. Полученные результаты пригодны только
для относительной оценки.
377
Таблица 7.8
Прочность промышленных и опытных катализаторов и сорбентов в статических условиях [25]
Материалы Форма и размеры гранул, мм Прочность, МПа рк!рн
рл РН
Цеолиты:
СаА со связующим Формованные цилиндрики (плоские) 4X5 2,8 1,5 1,9
NaA » » То же 4,1 1,7 2,4
NaA без связующего Катализаторы: 14,0 7,8 1,8
ГИАП-5 Кольца 7/14Х 12 15,0 1.2 12,5
КНФ Прессованные таблетки (плоские) 4X4 9,8 1,8 5,5
активная окись алюминия «Червячки» (шлифованные) 5х 15 8,0 2,2 3,6
р-1 То же 6Х 18 7.5 2,5 3,0
К-482 » 9X35 7,4 2,8 2,7
ККФ Прессованные таблетки (плоские) 5X5 18,0 3,6 5,0
К-5 «Червячки» (шлифованные) 6Х 12 11,6 3,7 3,1
фосфорная кислота на силикагеле То же 4Х 16 4,9 3,8 1,3
АПК-2 Формованные цилиндрики (шлифованные) 13Х 14 12,2 4,2 2,9
АП-56 «Червячки» (шлифованные) 3X8 8,6 4,3 2,0
окись меди — окись висмута на си- ликагеле То же 4Х 12 н.о 5,0 2,2
медно-никелевый восстановленный » 4Х12 9,2 5,2 1,8
медно-цинковый Прессованные таблетки (выпуклые) 6X6 11,0 7,6 1,4
Прессованные таблетки (шлифованные) 6X6 24,0 7,6 3,1
Примечание. В скобках указано состояние торцов. В случае «червячки» для испытаний «по торцу» использовались образцы с высо»
той, приблизительно равной диаметру. Первая цифра размеров гранул — диаметр (для колец оба диаметра), вторая — высота.
Практически наиболее удобным методом оценки прочности порошкообраз-
ных катализаторов на истирание является испытание их на центробежным
мельницах. Метод предназначен для оценки прочности сравниваемых образцов
катализаторов применительно к требованиям процессов, осуществляемых в псев-
доожиженном слое катализатора. Он позволяет дифференцировать прочность
порошкообразных катализаторов по достаточно широкой шкале и отличается
повышенной чувствительностью. Износ порошков при оценке их прочности
данным методом происходит преимущественно вследствие трения и соударений
частиц друг о друга, вызванных вихревым потоком воздуха при одновременном
действии центробежных сил, прижимающих частицы к стенкам корпуса мельницы.
При оценке прочности используются все фракции порошка, имеющие размер
частиц более 40 мкм. Метод пригоден для определения прочности порошкообраз-
ных катализаторов (с размером частиц не более 200—300 мкм), не набухающих
при контакте с водой.
Для получения всесторонней информации о прочностных., свойствах ката-
лизаторов помимо испытаний в статических условиях и на истирание рекомен-
дуется оценивать их сопротивляемость к удару, раздроблению. Наиболее прием-
лемым для этого методом является разбивание гранул на наковальне при задан-
ной энергии падающего бойка. В табл. 7.9 приведены результаты определения
энергии разрушения гранул, являющейся характеристикой их сопротивляемости
к динамическим нагрузкам. При этом 1ГТ — энергия разрушения цилиндрических
гранул с плоскопараллельными основаниями (удар «по торцу»), 1ГОб — крити-
ческая величина энергии разрушения горизонтально расположенных образцов
(удар «по образующей»).
Фазовый состав катализаторов. Для общего фазового анализа катализато-
ров используются в основном два метода — рентгенография и дифракция
электронов (электронография), хотя для некоторых специальных задач могут
применяться и другие физические методы — магнитной восприимчивости, термо-
графия, ЭПР, различные виды спектроскопии. Практически наиболее широко
применяется рентгенография, основанная на дифракции характеристического
рентгеновского излучения на поликристаллических образцах. Каждая фаза имеет
свою кристаллическую решетку и, следовательно, дает вполне определенную диф-
ракционную картину. На дебаеграмме каждой фазе соответствует определенная
серия линий. Расположение линий на дебаеграмме определяется межплоскостными
расстояниями кристалла, а их относительная интенсивность аависит от располо-
жения атомов в элементарной ячейке. Межплоскостные расстояния d вычисляются
по уравнению Брэгга—Вульфа:
2d sin 0 = пК
где 0 — угол скольжения пучка лучей по отношению к отражающей плоскости;
X — длина волны характеристического излучения; п — целое число, называе-
мое порядком отражения.
Длина волны определяется материалом анода трубки; чем короче длина
волны, тем больше линий получается на рентгенограмме и тем гуще они распо-
ложены. Поэтому для получения более полной картины структуры какой-либо
фазы, выгоднее брать более жесткое излучение. Изучая многофазную систему
со сложной дифракционной картиной, лучше пользоваться более мягким излу-
чением.
Сравнивая получаемый набор отношений din и интенсивность линий с лите»
ратурными данными или с полученными в качестве эталонов дебаеграммами
исходных фаз, обычно можно однозначно определить фазовый состав катализа-
тора в пределах чувствительности метода.
Уменьшение количества определяемой фазы в составе катализатора сопро-
вождается ослаблением всех ее линий на рентгенограмме и исчезновением наименее
интенсивных из них, так что о присутствии данной фазы приходится судить по
наличию не всех ее линий, а только наиболее интенсивных, характерных. Наи-
меньшее количество фазы в составе катализатора, заметное на рентгенограмме,
зависит от многих факторов: отражательной способности атомных плоскостей
данной фазы, ее состояния (дисперсности, напряженности и т. п.), соотношения
«оэффициентов поглощения определяемой фазы и всей смеси, условий съемки
379-
Таблица 7.9
Результаты динамических испытаний прочности некоторых катализаторов и сорбентов [25]
Материалы Форма в размеры гранул, мм* WT, Дж/м2 ^об, Дж/м1 ^т/^об •
Цеолит А со связующим Формованные цилиндрики (плоские) 4X5 170 — —
Катализаторы: никель-хромовый
партия А Прессованные таблетки (плоские) 5X5 300 140 2,1
» Б То же 280 200 1,4
активная окись алюминия «Червячки» (шлифованные) 5Х 15 90—200 — —
фосфорная кислота на силикагеле То же 4Х 16 280 240 1,1
окись меди — окись висмута на | силикагеле 1 » 4Х12 340 250 1,3
медно-никелевый > 320 250 1,2
медно-цинковый Прессованные таблетки (шлифован- ные) 6X6 830—1740 390 2,1—4,5
алюмосиликатный
:партия А Сферические 2X6 — 3800 —
. » Б » 3X5 — 160 —
• См. примечание к табл. 7.8.
рентгенограмм. Как правило, чувствительность рентгеновского метода составляет
3—5%, в некоторых же очень редких случаях 0,1—0,2%.
Отношение интенсивностей двух линий, принадлежащих двум фазам, про-
порционально процентному содержанию этих фаз. На этом свойстве рентгеновских
лучей основан количественный фазовый анализ. Интенсивность линий измеряют
путем фотометрирования или используя ионизационные методы регистрации
рентгеновских лучей. Построив экспериментально градуировочную кривую за-
висимости процентного отношения интенсивностей фаз от их процентного содер-
жания, можно с большей или меньшей точностью определить количественный
состав катализатора. Ошибка анализа колеблется в пределах 1—30% от содержа-
ния фазы в зависимости от исследуемых образцов и методики. Подробно различ-
ные методики анализа фазового состава изложены в [26].
Образование твердого раствора одного вещества в другом сопровождается
изменением параметров решетки, а следовательно, и смещением линий на рентге-
нограмме, особенно линий с большими углами отражения. Проводя прецизионные
измерения параметров решетки, можно определить границу растворимости.
Рентгеновская дифракционная картина отражает состояние решетки в объеме
образца, так как глубина проникновения рентгеновских лучей колеблется в га-
висимости от природы образца и излучения от сотых до десятых долей миллиметра,
а размеры элементарной ячейки, как правило, порядка нескольких ангстрем или
десятков ангстрем (1 А = 1СГ10 м). Поэтому дифракционная картина поверх-
ностного слоя практически полностью затемняется картиной от объема.
Для изучения фазового состава поверхностного слоя катализаторов поль-
зуются методом электронографии [27], так как глубина проникновения электрон-
ных лучей гораздо меньше рентгеновских и составляет величину порядка десят-
ков и сотен ангстрем. Этот метод является также полезным при исследовании
процесса образования новых фаз, когда количество новой фазы незначительно
и кристаллы имеют малые размеры. В этом случае интенсивность рентгеновских
рефлексов ничтожно мала и они теряются на фоне рентгенограммы, в то время
как электронограмма дает отчетливую картину. Определение фазового состава
поликристаллических веществ методом дифракции электронов обычно проводится
по их межплоскостным расстояниям, рассчитываемым в свою очередь по формуле
Брэгга—Вульфа. Точность определения межплоскостных расстояний по электро-
нограммам значительно меньше, чем рентгеновским методом.
Кислотно-основные свойства катализаторов. Сведения о кислотности часто
необходимы при оценке свойств катализаторов. Активность и селективность
катализаторов в реакциях крекинга органических соединений, изомеризации,
полимеризации, дегидратации и других находятся в непосредственной связи
с их кислотными свойствами. В настоящее время общепризнанным является
принцип родственности механизмов гомогенного и гетерогенного кислотного
катализа. Поэтому, по аналогии с гомогенным катализом, в гетерогенном катализе
используются такие понятия, как «кислота Бренстеда», «кислота Льюиса» и,
соответственно, бренстедовские и льюисовские кислотные центры. Однако во-
просы структуры кислотных точек на поверхности катализаторов, возможность
перехода одного типа кислотных центров в другой, а также их влияние на пове-
дение катализатора в процессе все еще остаются дискуссионными.
Кислотно-основные свойства различных твердых тел зависят не только от
их химической природы, но и от чистоты образцов, методов приготовления и об-
работки. Ниже приведены вещества, являющиеся твердыми кислотами и осно-
ваниями [28].
Твердые кислоты
1. Природные глины: каолинит, бентонит, аттапульгит, монтмориллонит,
кларит, фуллерова земля, цеолиты.
2. Нанесенные кислоты: H2SO4, Н3РО4, НВО3, СН2(СООН)2 на силикагеле,
кварцевом песке, окиси алюминия, диатомите.
3. Катионообменные смолы.
4. Смешанные окислы: SiO2-Al2O3, В2О3-А12О3, Сг2О3-А12О3, МоО3-А12Оа,
ZrO, • SiO2, Ga2O3 • SiO2, BeO2 SiO2, MgO • SiO2, CaO • SiO2, SrO • SiO2, Y 2O3 • SiO^
-a2Os SiO2, SnO SiOj, PbO SiO2, MoO3-Fe2O(McO4)3, MgO B2O3, TiO2-ZnO.
381
5. Неорганические соединения: ZnO, А12О3, TiO2> СеО2, As2O,, V.OS, SiO.,
Cr2O,, MoO3, ZnS, CaS, CaSO4, MnSO4, NiSO4, CuSO4> CoSO4, CdSO4, SrS04,
ZnSO4, MgSO4, FeSO4, BaSO4, KHSO4> K2SO4, (NH4)2SO4, A12(SO4)3, Fe2(SO4)3,
Cr2(SO4)3, Ca(NO3)2, Bi(NO3)2, Zn(NO3)2> Fe(NO3)2> CaCO3, BPO4, FePO4, CrPO4,
Ti3(PO4)4, Zr3(PO4)4, Cu3(PO4)2, Ni3(PO4)2, A1PO4, Zn3(PO4)2, Mg(PO4)a, A1C13>
TiCl3, CaCla, AgCl, CuCl, SnCl2> CaFa, BaFa> AgC104> Mg2(C104)2.
6. Уголь, прокаленный при 300 °C.
Твердыеоснования
1. Нанесенные основания: NaOH, КОН на силикагеле или окиси алюминия;
щелочные или щелочноземельные металлы, напыленные на силикагель, окись
алюминия, К2СО3 либо диспергированные в масле; NR3, NH3, KNH2 на окиси
алюминия; Li2CO3 на силикагеле.
2. Анионообменные смолы.
3. Смешанные окислы: SiO2-Al2O3, SiO2-MgO, SiO2-CaO, SiO2-SrO,
SiO2-BaO.
4. Неорганические соединения: BeO, MgO, CaO, SrO, BaO, SiO2, A12O3,
ZnO, Na2CO3, K2CO3, KHCO3, (NH4)2CO3, CaCO3, SrCO3, BaCO3, KNaCO,,
Na2WO4-2H2O, KCN.
5. Уголь, прокаленный при 900 °C или активированный N2O, NH, либо
ZnCl2—NH4C1—CO2.
Существует много способов исследования кислотных (основных) свойств
гетерогенных катализаторов [28 ]. В общем виде их можно классифицировать
следующим образом: сопоставление с активностью катализаторов в модельных
реакциях, титрование взвесей катализаторов растворами слабых оснований
(или кислот) в присутствии индикаторов, ионный обмен, адсорбция оснований
(кислот) из газовой фазы или из неполярных растворителей, термометрическое
титрование, определение гидроксильных групп химическими или изотопными
методами либо с помощью ЯМР. Каждая из перечисленных групп имеет свои мо-
дификации, достоинства и недостатки, а также области применения. Однако
универсальный метод, позволяющий решать все вопросы, связанные с исследо-
ванием кислотных свойств катализаторов, в настоящее время отсутствует.
Для полной характеристики кислотно-основных свойств поверхности твер-
дого тела необходимо знать силу кислотных (основных) центров, их концентрацию
и тип (бренстедовская или льюисовская кислотность, основность).
Силу кислотных центров можно охарактеризовать различным образом,
в частности способностью поверхности переводить адсорбированные молекулы
индикатора-основания из нейтральной в сопряженную кислотную форму. При
этом функция кислотности поверхности (Яо) будет равна значению рКа индика-
тора или меньше его. Чем ниже значение рКа индикатора, меняющего свой цвет
при адсорбции, тем больше кислотная сила поверхности.
Аналогичным образом, по изменению окраски адсорбированного кислотного
индикатора при его переходе в сопряженную основную форму можно судить
о силе основных центров поверхности твердого тела. Последняя тем выше, чем
больше рКа индикатора.
Другим распространенным методом определения силы кислотных центров
является измерение адсорбции (десорбции) газообразных оснований. Метод
основан на том, что молекулы основания, адсорбированные на более сильных
кислотных центрах, более стабильны и труднее удаляются с них. Измеряя коли-
чество адсорбированного основания при разных температурах, можно судить
о силе ее кислотных центров. Характеристикой последних может служить и
теплота адсорбции различных оснований. В качестве адсорбатов используются
аммиак, пиридин, хинолин, н-бутиламин, триметиламин и др. О силе основных
центров судят по адсорбции веществ, обладающих кислотными свойствами (на-
пример, фенола, СО2, BF3).
Концентрацию кислотных (основных) центров на поверхности твердых тел
обычно выражают числом кислотных (основных) центров, отнесенных к единице
массы или поверхности. Часто эту величину характеризуют также количеством
адсорбированного вещества или же вещества, пошедшего на титрование
(в ммоль/м2, мг-экв/м2). Иногда ее называют кислотностью (основностью). Кроме
382
упомянутых выше методов титрования в присутствии адсорбционных индикато-
ров и адсорбции оснований или кислот для нахождения данной характеристики
используют другие разновидности титрования — потенциометрическое, калори-
метрическое, а также ионный обмен. Все эти методы не позволяют разграничивать
бренстедовские и льюисовские типы кислотности. Для решения данной задачи
наиболее корректны физические методы — спектроскопия в инфракрасной, ви-
димой и ультрафиолетовой областях, ЯМР и ЭПР.
7.2. Номенклатура катализаторов
Номенклатура, рекомендованная Институтом катализа СО АН СССР, осно-
вана на классификации катализаторов по процессам и конечным продуктам.
Все катализаторы разделены на восемь групп. Отдельную группу составляют
носители катализаторов и сорбенты.
В основу символики катализаторов положены следующие принципы.
1. Каждый катализатор обозначается буквенно-цифровым символом, состоя-
щим из пяти знаков, разделенных тире на две части, например 23—Х14.
2. Первые две цифры обозначают группу и подгруппу катализаторов, клас-
сифицированных по принципу назначения (отнесения либо к процессу, либо
к ряду родственных конечных продуктов).
3. Буква латинского алфавита, стоящая после тире, обозначает страну,
производящую данный катализатор, например:
В — Болгария; Р — Польша
С — Чехословакия; R — Румыния
D — ГДР; U — СССР
4. Первая цифра, следующая за буквой, относится к типу катализатора,
вторая — к конкретному катализатору.
В ряде случаев, когда подгруппа включает небольшое число катализаторов,
разделение подгруппы на типы не проведено. В этом случае катализаторы целе-
сообразно отнести к одному общему типу, обозначенному цифрой 1. Так, напри-
мер, все катализаторы метанирования (подгруппа 17—Х00) следует отнести
к типу 17—ХЮ. В дальнейшем по мере роста ассортимента катализаторов в под-
группе может быть выделено несколько типов.
00—Х00 — носители катализаторов и сорбенты.
01—Х00 — носители и адсорбенты на основе окиси кремния, синтетические.
01—ХЮ — мелкопористые силикагели.
01—Х20 — среднепористые силикагели.
01—ХЗО — крупнопористые силикагели.
01—Х40 — бидисперсные силикагели.
01—Х50 — прочие носители.
02—Х00 — носители и адсорбенты на основе окиси алюминия, синтетические.
02—ХЮ — окись алюминия — носитель алюмо-платиновых катализаторов
риформинга и изомеризации.
02—Х20 — окись алюминия — носитель для прочих катализаторов.
02—ХЗО — корунд — носитель для катализаторов, работающих в стацио-
нарном слое.
02—Х40 — корунд — носитель для катализаторов, работающих в псевдо-
ожиженном слое.
02—Х50 — окись алюминия — адсорбент и поглотитель.
03—Х00 — носители и адсорбенты алюмосиликатные, аморфные, синтети-
ческие.
03—ХЮ — носители алюмосиликатные, шариковые.
04—Х00 — носители и адсорбенты природные.
04—X10 — диатомиты.
04—Х20 — трепелы.
04—ХЗО — опоки.
звз
05—ХОО — цеолиты синтетические.
05—ХЮ — цеолиты типа А.
05—Х20 — цеолиты типа X.
05—ХЗО — цеолиты типа Y.
05—Х40 — цеолиты типа морденита.
06—Х00 — прочие окисные носители.
06—X10 — носители на основе двуокиси титана.
06—Х20 — носители шпинельного типа.
07—Х00 — активные угли.
07—ХЮ — угли активные из каменноугольного сырья.
07—Х20 — угли активные из торфяного сырья.
07—ХЗО — угли древесные.
08—Х00 — прочие носители.
08—ХЮ — карборунд.
09—Х00 — поглотители химические.
09—ХЮ — поглотители сероводорода.
10—Х00 — катализаторы синтеза аммиака, получения
водородсодержащих синтезных газов и за*
щитных атмосфер.
11—Х00 — катализаторы синтеза аммиака.
11—ХЮ — катализаторы синтеза аммиака железные плавленые средне*
температурные.
11—Х20 — катализаторы синтеза аммиака железные плавленые высоко-
температурные.
11—ХЗО — прочие катализаторы синтеза аммиака.
12—Х00 — катализаторы конверсии окиси углерода высоко- и среднетем-
пературные.
12—ХЮ — катализаторы конверсии окиси углерода высокотемпературные.
12—Х20 — катализаторы конверсии окиси углерода высокотемпературные,
не содержащие серу.
12—ХЗО — катализаторы конверсии окиси углерода среднетемпературные.
13—Х00 — катализаторы конверсии окиси углерода низкотемпературные.
13—ХЮ — катализаторы конверсии СО низкотемпературные медио-хром-
цинковые.
14—Х00 — катализаторы конверсии углеводородных газов с паром и дру-
гими кислородсодержащими газами.
14—ХЮ — катализаторы неполной конверсии углеводородных газов.
14—Х20 — катализаторы полной конверсии углеводородных газов.
15—ХОО — катализаторы получения бытового газа.
16—ХОО — катализаторы сероочистки синтезных и природных газов.
16—ХЮ — катализаторы сероочистки природных газов.
16—Х20 — катализаторы сероочистки конвертированных газов.
17—Х00 — катализаторы метанирования.
18—Х00 — катализаторы получения защитных атмосфер.
20—ХОО—катализаторы переработки нефтяного и
угольного сырья с целью получения топлив,
масел и сырья для нефтехимических про-
цессов.
21 — ХОО — катализаторы крекинга аморфные.
21—ХЮ — катализаторы крекинга аморфные микросферические.
21—Х20 — катализаторы крекинга аморфные шариковые.
21—ХЗО — прочие катализаторы крекинга аморфные.
22—Х00 — катализаторы крекинга цеолитсодержащие.
22—ХЮ — катализаторы крекинга цеолитсодержащие.
22—Х20 — катализаторы крекинга цеолитсодержащие с редкоземельным
элементом.
23—Х00 — катализаторы гидрокрекинга и гидроочистки.
23—ХЮ — катализаторы гидроочистки.
384
23—Х20 — катализаторы одноступенчатого гидрокрекинга, гидрокрекинга
первой ступени.
23—ХЗО — катализаторы гидрокрекинга второй ступени.
24—Х00 — катализаторы риформинга бензиновых фракций.
24—ХЮ — катализаторы ри<{юрминга платиновые.
24—Х20 — катализаторы риформинга биметаллические и полиметалли-
ческие.
24;—ХЗО — катализаторы риформинга окисные.
25—Х00 — катализаторы изомеризации бензиновых фракций.
25—ХЮ — катализаторы изомеризации платиновые.
25—Х20 — катализаторы изомеризации окисные.
26—ХОО — катализаторы гидродеалкилирования и диспропорционирования
ароматических yi леводородов.
27—ХОО — катализаторы гидрирования непредельных в процессе каталити-
ческого риформинга и различных видов ароматизированного
нефтяного сырья.
27—ХЮ — катализаторы селективного гидрирования непредельных в про-
цессе каталитического риформинга.
27—Х20 — катализаторы гидрирования ароматических углеводородов и
различного ароматизированного нефтяного сырья.
30—ХОО — катализаторы для производства мономе-
ров СК.
31—ХОО—катализаторы дегидрирования парафинов — первая стадия.
32—ХОО — катализаторы дегидрирования олефинов — вторая стадия.
33—ХОО — катализаторы одностадийного дегидрирования бутана в бутадиен.
34—ХОО — катализаторы дегидрирования алкилароматических углеводородов.
35—ХОО — прочие катализаторы производства мономеров СК.
40—ХОО — катализаторы полимеризации и конденсации.
41—ХОО — катализаторы полимеризации этилена.
41—ХЮ — катализаторы полимеризации этилена окисно-хромовые.
42—ХОО — катализаторы ди- и тримеризации (низкомолекулярной полиме-
ризации) олефинов.
50—ХОО — катализаторы гидрирования и дегидриро-
вания различных органических соединений
(за исключением катализаторов, включен-
ных в разделы 20 и 30).
51—Х00 — катализаторы гидрирования общего назначения.
52—Х00 — катализаторы селективного гидрирования функциональных групп
и смесей непредельных соединений.
52—ХЮ — катализаторы селективного гидрирования функциональных
групп.
52—Х20 — катализаторы селективного гидрирования смесей непредельных
соединений.
53—Х00 — катализаторы гидрирования ароматических углеводородов.
54—Х00 — катализаторы гидрирования жирных кислот, эфиров жирных
кислот, альдегидов и кетонов до спиртов.
54—ХЮ — катализаторы прямого гидрирования жирных кислот.
54—Х20 — катализаторы гидрирования эфиров жирных кислот.
54—ХЗО — катализаторы гидрирования альдегидов и кетонов.
55—Х00 — катализаторы гидрирования жиров.
55—ХЮ — катализаторы гидрирования жиров суспендированные.
55—Х20 — катализаторы гидрирования жиров . стационарные.
56—Х00 — катализаторы дегидрирования спиртов.
60—Х00 — катализаторы окисления.
61—Х00 — катализаторы окисления сернистого ангидрида.
61—ХЮ — катализаторы окисления сернистого ангидрида высокотемпе-
ратурные.
13 Зак. № 756 385
61—Х20 — катализаторы окисления сернистого ангидрида низкотемпера-
турные.
62—ХОО — катализаторы окисления сероводорода.
63—ХОО — катализаторы окисления аммиака.
63—ХЮ — катализаторы окисления аммиака платиновые.
63—Х20 — катализаторы окисления аммиака неплатиновые.
64—ХОО — катализаторы окисления спиртов.
64—ХЮ — катализаторы окисления спиртов серебряные.
64—Х20 — катализаторы окисления спиртов окисные.
65—ХОО — катализаторы окисления ароматических углеводородов.
65—ХЮ — катализаторы окисления нафталина.
65—Х20 — катализаторы окисления о-ксилола.
65—ХЗО — катализаторы окисления бензола.
65—Х40 — катализаторы окисления антрацена.
65—Х50 — прочие катализаторы окисления ароматических углеводородов.
66—ХОО — катализаторы окисления и окислительного аммонолиза непре-
дельных алифатических соединений.
66—ХЮ—катализаторы окисления пропилена до акролеина.
66—Х20 — катализаторы окисления пропилена и акролеина до акриловой
кислоты.
66—ХЗО — катализаторы окислительного аммонолиза пропилена до акро-
нитрила.
66—Х40 — катализаторы окисления этилена.
70—ХОО — катализаторы синтеза и превращений орга-
нических соединений, не.включенные в раз-
делы 20—50.
71—ХОО — катализаторы синтеза спиртов и других углеводородов на основе
водорода и окиси углерода.
71—ХЮ — катализаторы синтеза метанола.
71—Х20 — катализаторы синтеза бутиловых спиртов (методом оксосинтеза).
71—ХЗО — катализаторы синтеза различных углеводородов из окиси угле-
рода и водорода.
72—ХОО — катализаторы аминирования и введения азота в органические
соединения.
72—ХЮ — катализаторы аминирования спиртов.
72—Х20 — катализаторы аминирования высших жирных кислот.
72—ХЗО — прочие катализаторы введения азота в органические соединения.
73—ХОО — катализаторы для получения галоген- и серусодержащих органи-
ческих соединений.
73—ХЮ — катализаторы для получения винилхлорида.
73—Х20 — катализаторы для получения хлорметанов.
73—ХЗО — катализаторы для окислительного хлорирования бензола.
73—Х40 — прочие катализаторы для получения галогенных производных.
73—Х50 — катализаторы для получения серусодержащих соединений.
74—ХОО — катализаторы алкилирования и деалкилирования.
74—X10 — катализаторы для получения монометиланилина.
75—ХОО — катализаторы гидратации и дегидратации, гидролиза.
75—ХЮ — катализаторы гидратации ацетилена.
75—Х20 — катализаторы гидратации этилена.
76—ХОО — катализаторы синтеза на основе ацетилена и других непредельных
алифатических соединений.
76—ХЮ — катализаторы для получения винилацетата;
76—Х20 — катализаторы для получения бутиндиола.
77—ХОО — прочие катализаторы синтеза и превращений органических со-
единений.
77—ХЮ — катализаторы получения дифениламина из анилина.
77—Х20 — катализаторы получения фурана декарбонилированием фур-
фурола.
366
80—ХОО — катализаторы очистки газов и жидкостей.
81—ХОО — катализаторы очистки газов от кислорода.
81—ХЮ — катализаторы очистки водородсодержащих и инертных газов
от кислорода.
82—ХОО — катализаторы очистки газов от окислов азота.
82—ХЮ — катализаторы очистки конвертированного и коксового газов
от окиси азота.
82—Х20 — катализаторы очистки хвостовых газов от окислов азота.
83—ХОО — катализаторы очистки газов от ацетиленовых соединений.
83—ХЮ — катализаторы очистки коксового газа от ацетилена.
84—ХОО — катализаторы очистки воздуха и промышленных атмосфер от
вредных органических примесей.
85—ХОО — катализаторы очистки выхлопных газов двигателей внутреннего
сгорания.
85—ХЮ — катализаторы очистки выхлопных газов на основе платины
и палладия.
85—Х20 — катализаторы очистки выхлопных газов окисные.
86—ХОО — прочие катализаторы очистки газов.
87—ХОО — катализаторы очистки жидкостей.
7.3. Носители катализаторов, адсорбенты, химпоглотители
Силикагели. Силикагель (ксерогель кремниевой кислоты с хорошо развитой
пористой структурой) используется для осушки воздуха и промышленных газов,
осушки различных жидкостей, рекуперации паров органических веществ, очистки
масел, удаления из нефти смолистых веществ. Применяется в хроматографии,
а также как носитель и катализатор для реакций полимеризации, конденсации,
окисления и восстановления органических веществ, для разделения радиоактив-
ных изотопов, очистки промышленных сточных вод от ионов различных металлов
[29]. Производится промышленностью в виде зерен и шариков; в зависимости
от пористой структуры может быть двух сортов; мелкопористый и крупнопо-
ристый. В свою очередь каждый сорт по размерам зерен имеет несколько марок:
1) мелкопористый — КСМ (крупнозернистый силикагель мелкопористый),
ШСМ (шихта силикагель мелкопористый) и МСМ (мелкозернистый силикагель
мелкопористый);
2) крупнопористый — КСК (крупнозернистый силикагель крупнопористый)
и МСК (мелкозернистый силикагель крупнопористый).
Кроме этих силикагелей имеются еще две промышленные марки активиро-
ванных силикагелей с размером зерен 0,25—0,5 мм — АСК (активированный
силикагель крупнопористый) и АСМ (активированный силикагель мелкопорис-
тый). Характеристики указанных марок силикагелей представлены в табл. 7.10.
Гранулированные силикагели также делятся на две марки — мелкопористые
(КСМ и ШСМ) и крупнопористые (КСК и ШСК).
Помимо названных выше выпускаются также силикагели специального
назначения (силикагель индикатор влажности — СИ, силикагели для хромато-
графии, силикагель для бытовых холодильников) и ряд новых марок силикагеля
в полупромышленном масштабе. Характеристики некоторых из них приведены
в таблице 7.11.
Активная окись алюминия. Активная окись алюминия используется для
производства катализаторов процессов риформинга, изомеризации, гидроочистки,
гидрокрекинга и др. Широкое применение находит она также в процессах адсорб-
ции (для осушки газов, очистки масел, очистки газов и жидкостей от фторсодер-
жащих соединений). В промышленных масштабах ее получают переосаждением
гидрата глинозема путем его растворения в кислотах (серной, азотной) или
в щелочи (едком натре) с последующими гидролизом, формовкой, сушкой и про-
каливанием. Свойства синтезированной окиси зависят от структуры и морфологии
исходной гидроокиси, а также от условий термообработки. Существует большое
число модификаций окиси алюминия. Их классификация, обозначения,
условия получения даны в [30, 31 ]. В промышленности активная окись алюминия
13* 387
Таблица 7.10
Характеристики промышленных силикагелей [29]
Показатели Марки силикагелей
кем шем мем АСМ кек 1ПСК мск АСК
Размер зерен, мм Предельное содержание зе- рен, %: 2,8—7 1,5-8,5 0,25—2 0,2—0,5 2,8—7 1,5—3,5 0,25—2 0,2—0,5
более мелких, чем ниж- ний предел 5 5 3 3 10 5 3,5 3,5
более крупных, чем верх- ний предел 10 5 5 5 3,5 3,5 3,5 2,0
Насыпная плотность в пере- счете на сухое вещество, не менее, кг/м3 Статическая активность (в %) по парам воды при 20 °C и относительной влажности, не менее: 670 670 670 670 400—500 400— 500 400—500 400—500
0,2 9 9 8 8 — — — ——
0,4 18 18 18 18 — — — —
0,6 24 24 24 24 — — — —
1,0 Содержание: 28 28 28 28 70 70 70 70
двуокиси кремния в пере- счете на сухое вещест- во, не менее, % (масс.) соляной кислоты 99,2 99,2 След 99,2 Е>1 98 98 98 98 98
Потери от прокаливания при 600—700 "С, не более, % (масс.) 18 18 18 18 8 8 8 8
Таблица 7.11
Характеристики силикагелей специального назначении [29]
Марки силикагелей
Показатели Ю С о
СМ см со <О со
б * 6 6 б S
и и О О О и и
X * * X х;
Насыпная плотность с ут- 890 460 500 580 660 870 870
ряской, кг/м3 Кажущаяся плотность, кг/м3 610 700 730 830 890 1350 1210
Удельная поверхность 333 376 522 650 715 527 624
Зуд-10'3, м2/кг Объем пор V'n • 10s, м3/кг 1,19 0,97 0,92 0,76 0,57 0,29 0,36
Средний радиус пор, нм 7,0 5,16 3,54 2,34 1,61 1,12 1,16
Пористость, % Влагоемкость [в % (масс.)] 72,7 67,4 67,4 62,8 56,4 40,0 44,1
при относительной влаж- ности воздуха:
0,2 2,5 2,2 2,6 2,4 4,4 5,7 11,3
0,4 4,6 4,6 5,7 7,4 15,5 15,2 20,5
0,6 7,8 8,7 13,5 20,1 34,9 24,7 33,1
1.0 119 97,7 87,1 70,4 56,8 26,9 34,8
в зависимости от назначения выпускается в основном в виде трех сортов, каждый
из которых в свою очередь включает ряд марок.
Активная окись алюминия — носитель катализа-
торов АП-64, АП-56, АП-15, ПК-3 и др. (индекс 02—011, ТУ 38-1-02-16—71).
Содержание нормируемых примесей: окись железа <0,02% (масс.), окись натрия
<0,03% (масс.). Содержание галогена зависит от типа катализатора.
Внешний вид .........................Экструдаты белого и слег-
ка розового цвета
Диаметр гранул, мм ................... 2,8 ± 0,2; 1,8 ± 0,2
Плотность, кг/м3:
истинная............................. 3600
кажущаяся ...................... 1000 ± 100
насыпная ......................... 610 ± 50
Механическая прочность (коэффициент
прочности при раскалывании ножом),
Н/мм:
средняя ............................. 9,8
минимальная ............... 4,4
Пористая структура:
суммарный объем пор Уп- Ю3, м3/кг 0,64—0,75
объем макропор IZMa- 103 с радиусом
выше 10 нм, м3/кг....................... 0,05
Удельная поверхность Зуд- 10“3, м2/кг 180—250
Активная окись алюминия — осушитель (марка А-1,
индекс 02—021, ГОСТ 8136—56). Используется также в качестве носителя в про-
изводствах ряда малотоннажных катализаторов.
Внешний вид .............................
Экструдаты бе-
лого цвета
4—6
4—25
Размер гранул, мм:
диаметр ........................................
длина ......................................
389
Насыпная плотность, кг/м3 ...................
Механическая прочность на истирание, %.......
Пористая структура...........................
суммарный объем пор Уп • 103, м3/кг.......
преобладающий радиус пор, нм .............
Удельная поверхность 5'уд- 10'3, м2/кг ......
Содержание окиси железа, % (масс.)...........
400—550
is95
Бидисперсная
0,8— 1,0
7 и 300
180—200
<0,1
Активная окись алюминия — сырье для синтеза
пористого корунда и дисперсных высокотемпера-
турных носителей (индекс 02—022). Выпускается в виде двух модифи-
каций с монодисперсной и бидисперсной пористой структурой:
Внешний вид ..................................
Диаметр шариков, мм...........................
Насыпная плотность, кг/м3 ....................
Средняя механическая прочность на раздавливание
(прибор МП-2С), МПа:
монодисперсная структура .................
бидисперсная структура ...................
Пористая структура:
общий объем пор Vn • Ю3, м3/кг ...........
преобладающий радиус пор, нм
монодисперсная структура ...............
бидисперсная структура .................
Удельная поверхность 5уд-10“3, м2/кг .........
Содержание примеси, % (масс.):
окись натрия .............................
окись железа .............................
Шарики
0,5 ± 0,5
600—750
Ё&8
2=7
0,5—0,7
<10
<10 и <100
200 ± 40
<0,02
<0,025
В Институте катализа СО АН СССР разработан процесс получения пористого
корунда — носителя катализаторов парциального окисления [32]. Выпускается
он в виде гранул сферической, цилиндрической или кольцевой формы. Основные
характеристики:
Насыпная плотность, кг/м3 ........................ 500—800
Преобладающий радиус пор, нм......................1000—3000
Удельная поверхность, м2/кг ...................... 1000
Активные угли. Активные угли [33] применяются в промышленности как
адсорбенты для разделения и очистки веществ в газовой и жидкой фазах, в ка-
честве катализаторов и носителей катализаторов, хемосорбентов и осушителей.
Эффективное использование активного угля для решения той или иной производ-
ственной задачи возможно при соответствии его качества (пористая структура,
природа поверхности, состав минеральной части, механическая прочность)
условиям проведения технологического процесса.
По природе активные угли принадлежат к группе графитовых тел. Для их
производства используются углесодержащие материалы растительного проис-
хождения, ископаемые каменные угли, каменноугольные полукоксы и др. Суще-
ствуют два основных способа получения активных углей: парогазовый метод
активирования (процесс частичного «выжигания» углеродистых соединений из
угля-сырца и окисления самого углерода за счет кислорода воздуха, пара и угле-
кислого газа) и активирование углей неорганическими добавками (термическое
разложение органического материала угля-сырца в присутствии неорганических
добавок). В зависимости от способа и условий получения активные угли могут
резко отличаться природой поверхности, которая в свою очередь может меняться
при хранении в присутствии кислорода воздуха и воды. Активный уголь обладает
каталитической активностью в ряде химических реакций: окисления, галогени-
рования, дегидрохлорирования, дегидратации, полимеризации и др.
Большое значение во всех случаях применения углей имеет их пористая
структура. Для углей характерно полимодальное распределение объема пор по
390
размерам, наличие нескольких узких максимумов на кривой распределения
объема пор по их эффективным радиусам.
При адсорбции веществ с малыми размерами молекул определяющую роль
играет микропористая структура, по характеру которой все активные угли де-
лятся на две группы: с узким и широким распределением микропор. Угли первой
группы характеризуются одной разновидностью микропор, угли второй группы —
двумя и более.
Параметры микропористой структуры для активных углей определяют по
экспериментальной изотерме адсорбции стандартного пара (бензола), которая
для углей с узким распределением микропор описывается уравнением
(7.Ю)
а для углей с широким распределением, в частности с двумя разновидностями
микропор, уравнением
—кг [ - в‘т' (1г т)’] + -КГ [ - в'т’ ('«т-)’]
Здесь а — равновесное количество адсорбированного вещества (равновесная
величина адсорбции) при давлении Р, моль/кг; — предельные объемы
адсорбционного пространства для первого и второго вида микропор, соответ-
ственно, м3/кг; Ум — мольный объем бензола (0,088 см3/ммоль при 293 К);
Sa — структурные константы, характеризующие размеры микропор первого
и второго вида, соответственно; Т — температура опыта, К; Ps — давление на-
сыщенного пара; Р — равновесное давление пара бензола.
Для нахождения констант и В в случае углей с узким распределением
микропор уравнение (7.10) представляют в линейной форме и строят по экспери-
ментальным данным график зависимости 1g а — (lg —jr'j • Аналогичная задача
для углей с широким распределением микропор решена только для частного
случая двух разновидностей микропор. Методика описана в [16, 33 [.
При адсорбции на углях веществ с крупными молекулами, а также частиц
с коллоидной степенью дисперсности, для которых микропоры являются практи-
чески недоступными, основное значение приобретают мезопоры. Макропоры
во всех случаях играют роль транспортных каналов. Параметры мезо- и макропор
активных углей (удельную поверхность, объем и распределение объема пор по
размерам) определяют обычными для катализаторов и сорбентов методами —
адсорбционным, по вдавливанию ртути, пикнометрическим.
По назначению активные угли, выпускаемые промышленностью, делятся
на три основные группы.
1. Осветляющие угли, предназначенные для адсорбции из растворов окраши-
вающих примесей с крупными молекулами или частицами с коллоидной степенью z
дисперсности, — марки углей А, Б, АГС-4, ОС, МД. Помимо пористой структуры
(табл. 7.12) для этой группы углей большое значение часто имеет содержание
растворимых минеральных примесей и pH водной вытяжки.
Таблица 7.12
Параметры пористой структуры осветляющих активных углей
Марка угля Объемы пер V • 103, м3/кг Удельная поверхность меаопор S ме * М2/КР Структурные константы
VMH ‘'и U701.10*. м3/кг в.-ю»
А 0,26 0,27 138 0,27 0,59
Б 0,26 0,27 138 0,27 0,59
МД 0,22 0,18 90 0,23 0,65
391
2. Рекуперационные угли, используемые для адсорбции из газовой фазы
паров органических веществ. Отличаются высокой механической прочностью,
малым сопротивлением слоя газовому потоку, низкой удерживаемой способностью.
Выпускаются следующие марки рекуперационных углей: АР-3, APT, АРТ-2,
СКТ-3 (табл. 7.13 и 7.15).
Параметры пористой структуры''
Марка угля Насыпная плотность, кг/мэ * * * * Объемы пор V-108, мя/кг
% VMH ^мв
АР СКТ-3 550 470 0,70 0,80 0,33 0,46 0,07 0,09 0,30 0,25
Параметры пористой структуры
Марка угля Насыпная плотность, кг/м3 Объемы пор V.10", м’/кг
% ^ми vMe
АГ-2 600 0,60 0,30 0,05 0,25
СКГ 420 0,98 0,51 - 0,20 0,27
СКТ-1А 470 0,83 0,48 0,09 0,24
СКТ-2Б 490 0,75 0,45 0,09 0,21
СКТ-4Б 500 0,73 0,46 0,11 0,16
СКТ-5А 430 0,96 0,48 0,23 0,25
СКТ-6А 380 1Л 0,60 0,28 0,23
КАД-иодный 380 1,00 0,34 0,15 0,51
КАД-молотый __ 0,12 0,11
БА У 260 1,50 0,23 0,08 1,19
Пыль активная — 0,18 0,14 —
древесно-
угольная
3. Активные угли газового типа, применяемые для тонкой очистки и разде-
ления газов, адсорбции из растворов веществ с относительно малой величиной
молекул и при небольших концентрациях, как катализаторы и носители катали-
заюров (табл. 7.14 и 7.15).
Цеолиты. Цеолиты представляют собой пористые кристаллические алюмо-
силикаты со строго регулярной кристаллической структурой. Они используются
в промышленности для глубокой осушки и очистки газов и жидкостей, разделе-
ния смесей различных органических веществ, в качестве компонентов катализа-
торов )34 J.
Общая формула цеолитов: MjmO-AljOa-nSiOj’АНаО. Здесь М — катион,
имеющий валентность ш; п — коэффициент, характеризующий тип цеолита,
иногда называемый силикатным модулем; k — количество молекул воды.
Существуют различные классификации цеолитов. Классификация цеолитов
Баррера по молекулярно-ситовому действию, показывающая, какие молекулы
оо своим размерам могут адсорбироваться цеолитами того или иного типа, иллю-
стрируется данными табл. 7.16. Классификация по структурному принципу была
предложена Смитом, а позднее Мейером (табл. 7.17).
392
На практике для обозначения структурного типа цеолита обычно исполь-
зуют буквы латинского алфавита А, X, Y, S, Т, L и т. д., перед которыми ста-
вится символ катиона, содержащегося в цеолите в преобладающем количестве.
Так, символы СаА или СаХ являются обозначением цеолитов типа А и X в каль-
циевой форме.
рекулерационных активных углей
Таблица 7.13
Удельная по- верхность мезо- пор SHe*10“8, м2/кг Структурные константы
UZej*104, ма/кг М7<1-10«, м"/кг Bt • 10* В,-10*
48 0,19 0,18 0,74 3,42 .
— 0,48 — 0,73 —
активных углей газового типа
Таблица 7.14
Удельная по- верхность мезо- пор SMe10~8, м2/кг Структурные константы
UPoi’lO3, мэ/кг 10е, м3/кг В,-IO’ Bs-lO*
33 0,20 0,13 0,67 2,50
108 0,50 0,83
0,48 0,71 —
60 0,46 0,65 —.
— 0,44 __ 0,76 —
137 0,48 0,84 —
178 0,59 1,05 —
НО 0,23 0,13 0,70 3,10
64 0,12 —— 1,08 —
57 0,22 0,55 —
77 0,19 — 0,61
Цеолиты разных структурных типов характеризуются различным относи-
тельным содержанием окисей кремния и алюминия (коэффициент л):
п
1,8—2,0
2,3—3,0
3,0—6,0
4,0—5,0
6,0—7,0
8,3— 10,7
10—35,0
Тип цеолита
Цеолит А
Цеолит X
Цеолит Y
Шабазит (цеолиты D, R, S)
Эрионит (цеолит Т)
Морденит
Цеолит L
За рубежом для обозначения цеолита перед буквой, соответствующей его
типу, ставят еще цифру, отвечающую максимальному диаметру молекул (в А),
поглощаемых данным цеолитом.
393
Таблица 7.15
Свойства некоторых марок промышленных активных углей
Марка Размер верен, мм Насыпная | плотность. кг/ма Зольность, Прочность, % остатка пос- ле истирания (ГОСТ 16188—70) Динамиче- ская актив- ность, мин Основные области применения
бен- зол хлор* этил
АР-3 2,75—5,5 350 16 75 — — Рекуперация лету- чих растворите- лей, отбензинива- ние природных газов
КАД-иод 1,0-5,0 380 11 61 35 30 Извлечение иода из буровых мине- рализованных вод
АГ-2 1,5—3,5 600 12 83 62 48 Очистка воздуха, основа катализа- торов и химпо- глотителей
СКТ 1,0—3,5 420 15 65 63 65 Улавливание паров органических растворителей, очистка воды и воздуха от вред- ных примесей
СКТ-2 1,0—2,7 420 10 85 65 80 Очистка воздуха от сероуглерода
БА У 1,0—3,5 260 3 86 18 20 Водоочистка, аце- тиленовая, спир- то-водочная про- мышленность
Ниже приводятся размеры полостей и окон для некоторых синтетических
цеолитов:
Цеолит Диаметр большой Размер онвн,
полости, нм (А) нм (А)
LiA ................................. 1,2(12) 0,44(4,4)
NaA...............................1,1—1,2(11—12) 0,40(4,0)
КА................................... 1,1(11) 0,33(3,3)
СаА................................... 1.1(H) 0,50(5,0)
NaX(NaY)..........................1,1—1,3(11—13) 0,90(9,0)
СаХ (CaY).........................1,1—1,3(11—13) 0,80(8,0)
Са-морденит ......................... 0,7 (7) 0,40 (4,0)
Н-морденит ...................... 0,7 (7) 0,66 (6,6)
Цеолиты довольно распространены в природе: встречаются в вулканических
туфах, базальтах, пегматитовых жилах и т. д. В промышленности, как правило,
используются цеолиты, полученные синтетическим путем — гидротермальной
кристаллизацией щелочных алюмосиликагелей. В процессе кристаллизации
гидрогель превращается в мелкодисперсный порошок цеолита, который после
промывки гранулируется с добавлением связующего — глины. Характеристики
некоторых промышленных образцов цеолитов, гранулированных со связующим,
представлены в табл. 7.18.
394
Таблица 7.16
Классификация некоторых молекулярных сит [35]
Размеры молекул возрастают ->
Не, Ne, Аг, СО, Н2, О2, n2, nh3, Н3О Граница разме- ров для Са- и Ва- морденитов и ле- винита (~0,38 нм, т. е. 3,8 А) Кг, Хе СН4 с3нв сн3он CH3CN ch3nh2 CH3CI СН3Вг со2 с2н2 С3н„ н-С4Н10 н-С,Н16 н-С17Н30 С2Н5С1 С,Н'5Вг С2Н5ОН c3h5nh2 С2Н2<Д2 СН2С13 cf4 c2f e CF2C13 CF3C1 CHFC12 SF„ изо-С4Н10 изо-С6Н12 пзо-С3Н13 CHC13 СНВг3 CHI3 (CH3)2CHOH (СН3)2СНС1 h-C3F3 (CH3)3N (C3H6)3N C(CH3)4 C(CH3)3C1 С(СН3)3Вг С(СН3)3ОН СС14 СВг4 C2F2CI4 СвН5 с„н6сн3 С6Н4(СН3)2 Цикло- гексан Цикло- гексен Тиофен Фуран Пиридин Нафталин Хинолин 6-Децил- 1,2,3,4-тетра- гидро- нафталин 2-Бутил-1- гексил- индан Триэтил- бензол Декагид- рокризен
Граница размеров для Na-морденита и цеолита NaA (~0,4 нм, т. е. 4А) Тип 4 СН2Вг CHF2C1 CHF3 (СН3)2 NH СН31 в2нв h-C4F 1о h-C7F13 в5н9 Диоксан Вц)Н14
Граница размеров для Са-шабазита, цеолита NaA, Ва-цеолита и гмелинита (—0,49 нм, т. е. 4,9 А)
Тип Я
Граница размеров для цеолита СаХ (~0,8 нм, т. е. 8 А) Тип 2
395
Граница размеров для цеолита NaX (~1 нм, т. е. 10 А)
Тип 1 —____________________________________________________
Таблица 7.17
Классификация цеолитов по Мейеру и некоторые
их структурные характеристики [35]
Структурные группы я цеолиты Количе- ство Si4-Al на 1 нм3 (т. е. на 1000 А’) Тип кана- лов • Направ- ление главных каналов Число тетраэд- ров, обра- зующих окна каналов Размеры окон, нм
Группа анальцима:
айальцим ** 18,6 III — — —
Группа натролита:
натролит 17.8 1 0,26—0,39
томсонит 17,7 II IIС 8 0,26—0,39
эдингтонит 3* 16,7 J 0,35—0,39
Группа шабазита:
шабазит 14,6 III 8 0,37—0,42
гмелинит 14,6 I Це 12 0,69
эрионит 15,7 III 8 0,36—0.48
левинит 15,6 III 8 0,35—0,51
гидроканкри- 16,7 I IIС 12 0,62
нит
гидросодалит 17,2 III (111) 6 0,26
Группа филлипси-
та:
филлипсит ( ' II а 8 0,42—0,44
15,8 III II ь 1 || с 8 0,28—0,48
8 0,33
15,3 III ( II а 1 1|С 8 0,28—0,49
жисмондит 8 0,31—0,44
цеолит PI4 * 16,0 III на 8 0,35
Группа гейландита:
рюстерит 17,5 II ( IIа 1 IIе 8 8 0,23—0,50 0,27—0,41
гейландит 17,0 II 1 IIа 1 IIе 8 10 0,24—0,61 6,32—0,78
стильбит5* 16,9 II / II а 1 II с 10 8 0,41—0,62 0,27—0,57
Группа морденита: 17,2 12 0,67—0,70
( Це 1 II ь
морденит II 8 0,29—0,57
дакиардит 17,3 II ( II ь 1 IIС 10 8 0,37—0,67 0,36—0,48
эпистильбит 18,0 II / На 1 II с 10 8 0,53 0,44
ферриерит 17,7 II / lie 1 II ь 10 8 0,43—0,35 0,34—0,48
бикитаит 20,2 I II ь 8 0,32—0,49
Группа фожазита:
фожазит 12,7 III 11(110) 12 0,74
цеолит А 12,9 ] 0,41
цеолит ZK-5 14,7 III II а 8 0,39
полингит 15,5 J 0,39
* Римские цифры 1, II, III указывают, соответственно, на то, что каналы в ре-
шетке цеолитов расположены в одном, двух или трех кристаллографических направле-
ниях (а, b или с).
** Кроме того вейракит, лейцит, паллуцит, визеит, кехонт.
** Кроме того мазоит, сколецит, гоннардит.
4* Кроме того гармотом.
*• Кроме того клиноптилолит.
396
Таблица 7.18
Характеристики промышленных цеолитов NaA и NaX [36]
Показатели Тип цеолита
NaA NaX
Насыпная плотность, кг/м3 Истинная плотность, кг/м3 Плотность таблеток (кажущаяся), кг/м3 Суммарный объем пор Vn 10s, м3/кг Пористость, % Предельный адсорбционный объем пор Va • 103, м3/кг Объем макропор (по разности суммарного и адсорбционного объемов пор) VMa- 103, м3/кг Адсорбционная емкость а -103 по парам воды при 20 °C и P/Ps = 0,1, м3/кг Прочность гранул на раздавливание, МПа Динамическая активность по парам воды до точки росы —70 °C, кг/м3 Динамическая активность по парам бензола до точки росы —70 °C, кг/м3 680—730 2700—2830 1030—1200 0,46—0,62 55,6—64,4 0,25 0,21—0,37 0,20 5,5 100 590—620 2700—2830 910—960 0,67—0,75 64,5—67,9 •0,25 0,42—0,50 0,21 4,5 . 100 60
Введение связующего приводит к изменению ряда физико-химических свойств
цеолитов: каталитической активности, адсорбционной емкости, механической
прочности и др. Поэтому промышленностью освоен выпуск гранулированных
цеолитов, не содержащих связующих веществ, кристаллизацией предварительно
сформованного алюмосиликата [36]. Характеристики некоторых из них пред-
ставлены в табл. 7.19.
Таблица 7.19
Характеристики гранулированных цеолитов, не содержащих
связующих веществ
Тип цеолита Мольное соотно- шение SiO2/AljO3 в готовом цеолите Адсорбат а-103 (адсорбцион- ная емкость при 20° С), м’/кг Насыпная плот- ность, кг/м3 Прочность на раздавливание, МПа Динамическая активность по парам воды до точки росы —70 *С, кг/м3
о’ II <л о. ц? 1Л о* II «Л о.
NaA 1,9 Вода 0,24 0,25 670 10—12 120
NaX 2,9 Гептан 0,30 0,31 550 8—10 100
NaY 3,7 0,29 0,31 700 10—12 100
Цеолит типа СаХ. Химический состав [в % (масс.)]: А12ОЭ—33,0;
SiO2 — 49,7; Na2O — 8,95; CaO — 8,3. Силикатный модуль — 2,57.
Внешний вид ..................................Белый кристал-
лический порошок
Плотность, кг/м3:
истинная .................................... 3000
кажущаяся . ............................. 610
насыпная................................. 420
Статическая адсорбционная емкость, % (масс.):
по парам воды при P/Ps = 0,1 ...... 29,4
по парам бензола при PlPs =0,4 27,5
.397
Ионообменные смолы. Ионообменные смолы, или иониты, представляют собой
высокомолекулярные органические вещества, практически нерастворимые, спо-
собные к обратимому обмену своих ионов на эквивалентное количество других
ионов, находящихся в растворе [37]. Смолы, обменивающие положительные
ионы, называют катионообменивающими (катионитами), обменивающие отрица-
тельно заряженные ионы — анионообменивающими (анионитами). По химиче-
ской природе иониты представляют собой высокомолекулярные соединения
(полимеры типа фенолформальдегидных смол или w-полимеры стирола и дивинил-
бензола), имеющие функциональные группы-носители ионообменных и каталити-
ческих свойств. Вводя в структуру полимера группы —РО(ОН)2, —SO3H,
—СООН, —SH или —AsO(OH)2, получают катионообменивающие смолы.
Группы —NH2, =NH, =N, =N'+ придают полимерам свойства анионитов.
Иониты могут использоваться в качестве катализаторов органических реак-
ций различных типов: алкилирования, этерификации, конденсации, цианэтили-
рования, гидролиза и др.
При использовании ионитов в качестве катализаторов главными их свой-
ствами (помимо характера ионогенных групп) являются следующие: обменная
емкость — число мг-экв активных групп на 1 г ионита; относительная набухае-
мос[ъ — процентное приращение объема ионита при набухании, отнесенное к пер-
воначальному объему; коэффициент влагоемкости — характеризуется количе-
ством воды в граммах, которое может связать 1 г первоначально сухого ионита
при предельном набухании (для неводных сред — коэффициент сольватации);
суммарная пористость и распределение пор по размерам; термостойкость. Термо-
стойкость катионитов не превышает 150 °C, анионитов — 120 °C.
Важнейшие отечественные иониты, применяемые в катализе, приведены
в табл. 7.20.
Диатомиты, трепелы и опоки. Диатомиты, трепелы и опоки [38, 39] исполь-
зуются в промышленности в качестве адсорбентов различных жидкостей, как
катализаторы и носители катализаторов. По природе они являются осадочными
горными по^оДЗми.
Диатомит (называемый также горная мука, полировальный сланец, кизель-
гур, инфузорная земля) сложен преимущественно из кремневых, полых внутри
панцирей одноклеточных диатомитовых водорослей. Химический состав [в %
(масс.)]: кремнезем — 55,0—95,0, глинозем — 0,1—10,5, окись железа—0,2—
10,0, окиси кальция и магния — 0,2—4,0, фосфора и натрия — следы. Плотность
диатомита — 2000-^2600 кг/м3; суммарный объем пор в среднем равен 1 10“3 м3/кг,
хотя в отдельных случаях может достигать 2,8'10“ 3 м3/кг; удельная поверх-
ность — 50-103 м2/кг.
Трепел состоит из микроскопических зерен опалового кремнезема, а также
из частиц кварца, слюды, полевого шпата, глины. Его плотность равна 2000—
3000 кг/м3; химический состав [в % (масс.)]: кремнезем — 65—91, глинозем —
3,0—1?,0, окись железа — 0,8—6,0, окись кальция —0,9—3,5, окись магния —
0,5—2,5; объем пор—0,8-10“3 м3/кг; удельная поверхность — (100-?150)Х
X 10? м2/кг.
Опоки более твердые и темные, чем диатомиты и трепелы. Они состоят из
микрозернистого аморфного кремнезема с примесью глины, песка, глауконита
и др. Объем их пор достигает 0,6-10“ 3 м3/кг, удельная поверхность равна (100-?-
-?150)-103 м2/кг.
При производстве катализаторов для процессов гидрирования, окисления,
алкилирования и других диатомиты, трепелы и опоки часто активируют предва-
рительными прокалкой или обработкой кислотой либо щелочью. При этом про-
исходит удаление органических примесей, снижается содержание полуторных
окислов, изменяется пористая структура.
398
Таблица '.29
Важнейшие отечественные иониты, применяемые
в катализе [37]
Марка Исходные вещества Активные группы Тип ионита Обменная емкость, мг-экв/г Макси- мальная рабочая темпера- тура, °C
КУ-2 Стирол, дивинилбен- Катион ать —SO3H I 4,8— 5,1 150
СДВ ЗОЛ То же —SO3H 1 4,2 150
СБС Стирол, бутадиен —SO3H I 2,8—3,0 100
КУ-1 п-Фенолсульфокис- —SO3H, —он I 4,5—5,1 90
МСФ-3 лота, формальде- гид п-Хлорбензолсуль- -SO3H, —он I 4,3 90
Сульфо- фоновая кислота, формальдегид Каменный уголь —SO3H, —ОН, I 2,5—3,6 60
уголь КФ-1 Стирол, дивинилбен- -СООН -РО3Н, II 5,0 150
КФ-2 зол То же -РО3Н2 II 7,0 150
РФ Моно- и дирезорцин- —РО3Н2, II 5,0 Нет
ВФ фосфат Поливиниловый —он -РОаН2 II 4,5 данных То же
КБ-4 спирт Метиловый эфир мет- —СООН III 8,5—9,5 $
АБ-17 акриловой кисло- ты, дивинилбензол Стирол, дивинилбен- Аниониты -N(CH3)3 IV 4,8 50
АВ-18 зол Стирол, дивинилбен- IV 3,0 Нет
АВ-27 зол, пиридин Стирол, дивинилбен- —ГФ-СН2СН2ОН IV 4,0 данных То же
ЭДЭ-10П зол, диметиламин, оксиэтилен Полиэтиленполиами- Н3ССН3 =NH, =N, V 9,0—9,5 50
АВ-16 ны, эпихлоргид- рин Полиэтиленполи; ми- -N(R)S V 9,8—10,5 Нет
АН-20 ны, пиридин, эпи- хлоргидрин Полиэтиленполиами- \ II ZZ « III III XI zz II II VI 9,0—10,5 данных 40
АН-9 ны, фенол Фенол, формальде- =NH, =N VI 4,5 Нет
При гид, аммонийные соли м е ч а н и я. 1. Приня ты следующие обо значени Я ТИПОВ ИОНВ1 данных гов. Катно*
ниты: снльнокислый — I; с кислотными группами средней силы — 11, слабокнслые —•
111. Аниониты: снльноосновные — 1V, полифункциональные с небольшим содержа*
инем сильноосновных активных групп V; слабоосиовные — VI.
2. Обменная емкость катионита КУ-1 по ’ сульфогруппам составляет 1,9-*
2,1 мг-экв/г.
399
Поглотители химические. Для тонкой очистки газов от сернистых соедине-
ний применяются поглотители ГИАП-10, ГИАП-10-2 и КС-4 (40—42].
Поглотитель ГИАП-10 (индекс 09—U11, МРТУ 6-03-231—69). Харак-
теристика!
Внешний вид ...................................Таблетки серо-
сталыюго цвета
Химический состав, % (масс.):
ZtiO ......................................... ~90
Размер таблеток, мм:
диаметр........................................ 5,0—6,0
высота .................................... 3,5—5,0
Удельная поверхность 5уд-10~3, ма/кг .............. 25
Насыпная плотность, кг/м3 ................... 1500—1600
Механическая прочность на раздавливание «по
торцу», МПа ..................................... 9,8
Сероемкость при 400 °C, % (масс.).................. 28
Перед использованием поглотитель не нуждается в специальной активации.
Условия пронедения процесса очистки: температура — 380—400 °C; давление —
до 4,9 МПа; объемная скорость подачи газа — 700—1500 ч“1. Остаточное содер-
жание серы в газе в зависимости от характера сернистых соединений составляег
<1 мг/м3. Возможна регенерация отработанного поглотителя инертным газом
(содержание кислорода <0,5% (об.) ] при температуре 550 °C.
Поглотитель ГИАП-10-2 (индекс 09—U12, МРТУ 6-03-230—59).
Характеристика:
Внешний вид ............................• • • .Таблетки серо-
зеленоватого цвета
Химический состав ................................ ZnO, CuO
Размер таблеток, мм:
диаметр......................................... 5—6
высота .................................... 3,5—5,0
Насыпная плотность, кг/м3 ..................... 1600—1700
Удельная поверхность 5уд-10"3, м2/кг ................ 20
Механическая прочность на раздавливание «по
торцу», МПа ...................................... 8,3
Сероемкость при 300 °C, % (масс.).................... 18
Перед использованием поглотитель должен быть восстановлен смесью водо-
рода с инертным газом при постепенном подъеме температуры до 275 “С. Условия
проведения процесса очистки газа: температура — 280—300 °C; давление —
4,9 МПа; объемная скорость подачи 700—1500 ч“1. Остаточное содержание
серы — до 1 мг/м3.
Поглотитель КС-4 (индекс 09—U13). Характеристика:
Внешний вид ..............................Таблетки цилиндриче-
ской формы, светло-зе-
леного цвета
Размер таблеток, мм:
диаметр........................................... 5,6
высота ..................................... 5,4
Плотность, кг/м3:
кажущаяся .............................. 2500
насыпная........................... 1200— 1500
Удельная поверхность 5уд-10*3, ма/кг ................ 60
Механическая прочность на раздавливание (прибор
МП-2С), МПа:
«по торцу» ........................................39—59
«по образующей» .................................7,8—9,3
Общая пористость, % .................................... 60
Сероемкость при 300 9С, % (масс.) .................... &:19
400
Поглотитель перед использованием в процессе сероочистки восстанавливается
при 200—240 °C окисью углерода и водородом, разбавленными азотом или водя-
ным паром. Параметры процесса сероочистки: температура — 250—300 “С; давле-
ние — до 4,9 МПа; объемная скорость подачи — 1000—2000 я-*. Степень очистки
от сернистых соединений —98—100%.
Для тонкой очистки бензола и других углеводородов от сернистых соедине-
ний может также применяться медно-магниевый катализатор.
Медно-магниевый катализатор (индекс 09—U14) [40, 43].
Внешний вид ................................ .Таблетки чер-
ного цвета
Химический состав ................................ CuO, MgO
Размер таблеток (диаметр X высота), мм .... 5X5
Насыпная плотность, кг/м3 ..................... 1300—1500
Механическая прочность на раздавливание <по
торцу», МПа ................................... 2,4
Катализатор перед использованием в процессе восстанавливается при мед
ленном нагревании до 200 “С в азотно-водород ной смеси с постепенно повыша-
ющейся концентрацией водорода. Параметры процесса очистки бензола: тем-
пература — 150—200 °C; давление — атмосферное или повышенное; объемная
скорость по жидкому бензолу — 1—2 ч'1. Сероемкость по тиофеновой сере —
0,7—1,2% от массы катализатора, по сероуглеродной и сероводородной — 5—6%.
Остаточное содержание серы—10' (масс.). Отработанный катализатор не
регенерируется.
7.4. Катализаторы получения водородсодержащих газов
Катализаторы конверсии окиси углерода с водяным паром. Реакция взаимо-
действия окиси углерода с водяным паром является основой метода получения
водорода из синтез-газа — продукта конверсии природного газа. В промышлен-
ности используются две группы катализаторов: средне- и низкотемпературные
[40. 44 ].
Железо-хромовые катализаторы (индекс 12—U11,
МРТУ 6-03-224—68). Относятся к среднетемпературным катализаторам. Могут
быть использованы также для очистки газов от сероводорода. Выпускаются двух
сортов — в таблетированном и формованном видах.
Внешний вид Экструдаты крас- но-бурого цвета
Химический состав Размер гранул (невосста- новленный катализа- тор), мм: Окись железа
диаметр 5 ± 0,5; 8,0 ± 1,0
высота Плотность, кг/м3; 5—20
истинная • • • • . 5200
кажущаяся . . , . 2100 ± 200
насыпная 1150 ± 100
Удельная поверхность /
SyA-10*3, м2/кг . . . Средняя механическая прочность, МПа: на раздавливание «по образующей» на гидравлическом 20—25
прессе на раскалывание но* —
жом ....... 0,98— 1,47
Таблетки красно-
бурого цвета
Окись хрома
9,0 ± 0,3
9,0 ± 1,0
5200
2600 ± 200
1600 ± 150
20-25
3,9—4,9
401
Пористая структура Бидисперсная
пористость, % 55—60
общий объем пор
Vn-Ю3, м3/кг 0,28-0,32
преобладающий ра-
диус пор, нм 25; 250
Монодисперсная
40—45
0,18-0,19
15-20
Перед использованием катализатор восстанавливают непосредственно в кон-
верторе смесью водорода и окиси углерода при 350—450 °C. Параметры процесса
конверсии: температура — 350—550 гС; давление — 98—2900 кПа; объемная
скорость по сухому газу — 450—3000 ч*1; мольное соотношение Н2О/СО = 24-4.
Степень превращения СО составляет 90—95%. Ядами для катализатора являются
ацетилен, бутадиен, толуол, углеводороды С3—Се, сероводород при концентра-
циях >20 мг/м3. Срок службы — 2—4 года. Катализатор не регенерируется.
Низкотемпературный катализатор конверсии
окиси углерода НТК-4 (индекс 13—U11, ТУ 6-03-236—69). Может быть
использован также для очистки газов от сернистых соединений, для селективного
окисления СО.
Внешний вид
Химический состав
Таблетки цилиндриче-
ской формы, черного
цвета
Окись хрома, окись ме-
ди, окись цинка, окись
алюминия
Размер таблеток, мм:
диаметр....................................... 5; 6
высота .................................. 5; 4
Плотность, кг/м3:
кажущаяся .................................. 2650
насыпная................................ 1600—1700
Удельная поверхность $уд-10"3, ма/кг 60
Механическая прочность, МПа:
при раздавливании «по торцу» .... 24—39.
» » «по образующей» 29—54
Пористая структура........................ Бидисперсная
пористость, % .................... 50
эффективные радиусы пор, нм .... 2—3; 15—50
Перед использованием катализатор восстанавливают при 180—220 °C смесью
окиси углерода и водорода, разбавленной азотом или водяным паром. Недопустим
перегрев катализатора выше 230 °C. Катализатор применяют во второй ступени
процесса конверсии СО. Параметры процесса! температура — 200—240 °Q
давление — 2,9 МПа. Ядами для катализатора являются соединения серы,
хлора, непредельные, аммиак, масло, соли, содержащиеся в паре и конденсате.
Срок службы — 1—2 года. Катализатор регенерируют окислением паром или
смесью пара и воздуха с последующим восстановлением.
Катализаторы конверсии углеводородных газов паром и другими кислород-
содержащими газами. Для осуществления процессов конверсии природного
газа и газов нефтепереработки водяным паром, кислородом и двуокисью углерода
применяются катализаторы ГИАП-3 и ГИАП-3-6Н. Назначение процессов —
получение технического водорода, различных смесей его с азотом и окисью
углерода, а также защитных атмосфер [41, 42, 44, 45].
Катализатор ГИАП-3 (индекс 14—U21). Применяется для кон-
версии углеводородов водяным паром, двуокисью углерода и воздухом при
нормальном и повышенном давлениях и температуре 400—850 °C, а также для
конверсии смесью водяного пара и кислорода или водяного пара, кислорода и
воздуха при температурах 850—1200 °C и нормальном давлении. Примерный
химический состав: никель, нанесенный на корунд. Выпускается в виде цилинд-
рических гранул (марки Ц-8, Ц-12) и в виде колец (марки К-11, К-15, К-20) —
табл. 7.21.
4 02
Таблица 7.21
Характеристика разновидностей катализатора ГИАП-3
Показатели Марки катализатора
К-11 К-15 К-20 Ц-8 Ц-12
Внешний вид Размеры гранул, мм: Кольца Цилиндры
наружный диаметр 10—11 14—16 19—20 8—9 11—12
внутренний диаметр 3-3,5 4—5 6—7 — —
высота 10—11 14—16 19—20 8—10 11—13
Насыпная плотность, кг/м3 1400— 1300— 1200— 1500— 1500—
1600 1500 1400 1800 1700
Механическая прочность на раздавливание «по торцу», МПа Термическая стабильность— числотеплосмен «воздух— 1200 °C — воздух», при ко- тором остается без разру- шения: >59 >49 >39 >59 >59
100% гранул 15 10 7 19 19
80% » 20 20 15 20 20
Перед использованием катализатор восстанавливается в реакционном аппа-
рате водородом, азотно-водородной смесью или конвертированным газом при
температуре >400 °C. Ядами для катализатора являются соединения серы,
фосфора, мышьяка и хлора.
Катализатор ГИАП-3-6Н (индекс 14—U22). Применяется для паро-
кислородной конверсии углеводородных газов при повышенных давлениях
(до 2—3 МПа). Примерный химический состав: никель, нанесенный на корунд.
Как и катализатор ГИАП-3, выпускается в виде цилиндрических гранул (Ц-8,
Ц-12) и в виде колец (К-П, К-15, К-20). Предварительно восстанавливается.
Катализаторы сероочистки синтезных и природных газов. В зависимости
от вида сырья, природы сернистых соединений, глубины очистки могут исполь-
зоваться следующие катализаторы [46].
1. Окись железа — применяется для сероочистки инертного газа и газа
коксовых печей. Помимо сероводорода удаляются HCN и NO.
2. Окиси металлов, нанесенные на активный уголь, — используются для
очистки углеводородных газов, идущих на конверсию с водяным паром. Эффек-
тивно удаляют алкилмеркаптаны, дисульфиды, тиоэфиры, тиофены. Частично
удаляют водород и практически не удаляют тиофосген. Рабочие температуры
15—50 °C, давление 0,1—4 МПа, остаточное содержание серы <:10"6% (об.).
Один объем катализатора обеспечивает сероочистку 50—200 тыс. объемов газа.
3. Окись цинка, окись цинка на носителе — применяются для очистки
газов от сероводорода, алкилмеркаптанов, дисульфида, тиофенов и СО. Процесс
проводится при температурах 300—400 °C, давлении до 7,3 МПа, объемной ско-
рости подачи сухого газа 500—2000 ч~1.
4. Для сероочистки газов могут также использоваться алюмо-кобальт-
молибденовый и алюмо-никель-молибденовый катализаторы (см. катализаторы
гидроочистки), а также гидрирующие никелевые контакты.
Катализаторы метанирования. Реакции восстановления окиси углерода
и двуокиси углерода водородом в метан (метанирование) положены в основу
одного из способов очистки конвертированного газа. В промышленности эти
реакции осуществляются с помощью следующих катализаторов [40, 42, 45].
403
Катализатор метанирования (индекс 17—U11, ТУ 6-03-318—72).
Выпускаются две марки — 1 и II. Применяется для очистки азотно-водородной
смеси и водорода от кислорода и окислов углерода. Примерный химический
состав: закись никеля, окись алюминия.
Марка I Марка II
Внешний вид ...........................Таблетки от темно-серого
до черного цвета
Диаметр и высота таблеток, мм ... . 5 ± 1
Насыпная плотность, кг/м3 ............ 900—1350
Удельная поверхность 5УД-Ю“3, м2/кг 150
Механическая прочность, МПа:
при раздавливании «по торцу»
средняя ......................... 29 19,6
минимальная..................... 24 14,7
при раздавливании «по образующей»
средняя ......................... 19,6 14,7
минимальная..................... 14,7 98
Пористость, %......................... 50
Перед использованием катализатор восстанавливается азотно-водородней
смесью при давлении 1,5 МПа, объемной скорости 4000 ч~* с постепенным подъемом
температуры до 400 °C и выдержке при этой температуре в течение 24 ч. Параметры
процесса очистки от окислов углерода: температура — 220—450 °C; давление —
2—30 МПа; объемная скорость — 3000—20 000 ч . Содержание СО и СО2 в очи-
щенном газе не превышает (54-10) • 10“'* % (об.).
Катализатор гидрирования «ТО» (индекс 17—V12). Применяется для тон-
кой очистки водорода и водородсодержащих газов от примесей кислорода, окиси
углерода, двуокиси углерода и окиси азота. Используется также для гидрирова-
ния различных органических соединений.
Внешний вид ..............................Цилиндрические
гранулы черного
цвета
Диаметр и высота гранул, мм .............. 4—6
Плотность, кг/м3:
истинная ................................ 3500—4000
кажущаяся ............................ 1800— 2200
насыпная ........................ 1100—1300
Удельная поверхность 5уд-10“3, м2/кг .... 150—200
Механическая прочность на раздавливание «по
образующей» (прибор МП-2С), МПа .... /2s0,5
Перед использованием в процессе катализатор восстанавливается водородом
или синтез-газом (катализатор в окисной форме — при 400 °C, пассивированный
катализатор — при 180—250 °C). Условия процесса очистки: температура —
250—350 °C; давление — 0,1—3 МПа; объемная скорость подачи — 5000—
10 000 ч-1. Глубина очистки — практически 100%. Ядами для катализатора яв-
ляются соединения двухвалентной серы.
7.5. Катализаторы переработки нефтяного и угольного
сырья с целью получения топлив, масел и сырья
для нефтехимических процессов
Катализаторы крекинга. В процессе каталитического крекинга используются,
как правило, алюмосиликатные катализаторы с различным соотношением глино-
зема и кремнезема. Помимо алюмосиликатов могут также применяться цирконий-
силикатные, магнийсиликатные и алюмосиликатмагниевые катализаторы [47].
404
Алюмосиликатные катализаторы приготавливаются из природных газов или
синтетическим путем. Синтетические алюмосиликатные катализаторы по своей
структуре делятся на аморфные и кристаллические (цеолитсодержащие). Цеолиты
имеют ряд преимуществ по сравнению с аморфными алюмосиликатами: более
активны, селективны, устойчивы при высоких температурах (табл. 7.22). Они
отличаются также способностью к легкому обмену катионов, что позволяет
без особых сложностей получать их в виде наиболее активных форм (кальциевая,
магниевая, редкоземельная и др.). Однако на практике цеолиты в чистом виде
как катализаторы крекинга не используются. Цеолитсодержащие катализаторы
представляют собой аморфные (природные или синтетические) алюмосиликаты,
в которые введено 10—25% цеолита.
" Таблица 7.22
Относительная активность чистых цеолитов
при крекинге н-гексана
Катализаторы Содержание, % (масс.) Темпе- ратура *, °C Относи- тельная актив- ность
SIO, А1,О, Na Са Re
Аморфный 90 10 540 1
Са-фожазит 47,8 31,5 7,7 12,3 — 530 1,1
МН4-фожазит 75,7 23,1 0,4 — — - 350 6 400
Re-фожазит — — 0,39 2 28,8 <270 >10 000
СаА 42,5 37,4 7,1 13,0 — 580 0,6
Са-морденит 77 — 1,01 — — 520 1,8
Н-морденит 80,1 13,4 0,3 1,54 — 300 2 500
МН4-морденит — — 0,1 — • — <270 >10 000
* Температура, при которой достигается степень превращения 5—10%.
В отечественной промышленности алюмосиликатные катализаторы крекинга
производятся двух типов — шариковый и микросфер и чески й, соответственно,
для установок с движущимся и псевдоожиженным слоем катализатора. Физико-
химические и технологические характеристики некоторых марок катализаторов
представлены в табл. 7.23. Следует иметь в виду, что во время эксплуатации
катализатора качество его ухудшается, однако вследствие постоянного вывода
отработанного и добавления свежего катализатора, устанавливается равновесный
состав циркулирующего в установке катализатора с некоторыми средними свой-
ствами.
Катализаторы гидрокрекинга и гидроочистки. Процесс гидроочистки приме-
няется для улучшения качества нефтяных дистиллятов путем их обработки водо-
родом в присутствии катализатора. При этом они освобождаются от соединений
серы, азота и кислорода, происходит гидрогенизация олефинов, диолефиновых
и ароматических углеводородов. Гидроочистке подвергаются бензин, лигроин,
топливо для реактивных двигателей, керосин, мазут, дизельное топливо, сма-
зочные масла, сланцевые масла, угольные смолы, продукты, полученные из горю-
чих сланцев и т. д. [46]. Используются алюмо-кобальт-молибденовый, алюмо-
никель-молибденовый или алюмо-никель-вольфрамовый катализаторы. Перед
применением в процессе катализаторы обычно насыщают серой. Процесс гидро-
очистки проводят при температуре 300—400 °C, давлении 3—4 МПа, объемной
скорости подачи сырья 1—5 ч - и циркуляции водорода до 10 моль на 1 моль
углеводорода. Во избежание повышенного коксоотложения на катализаторе
сырье, поступающее на гидроочистку, необходимо предохранять от окисления.
Катализаторы очень устойчивы к отравлению. Потерявший активность катализа-
тор содержит сульфиды металлов и углистые отложения. Регенерацию проводят
при температуре 300—400 °C паровоздушной смесью с начальной концентрацией
кислорода 0,5—1% (об.).
405
Таблица 7.23
Характеристика катализаторов крекинга [47]
Показатели Цеолитсодержащие катализаторы Аморфные катализаторы
микро- сфериче- ский шариковый микро- сфериче- ский шарико« вый
Марка катализатора РСГ-2Ц вгнц-з Цео- РСГ-2 Стан-
Количество введенного цео- кар-2 * дартный
18 18 16 — —
лита, % к общей массе Индекс активности
47,8 48,5 — 32,1 32,3
Индекс стабильности 51,9 51,5 — 24,9 25,6
Насыпная плотность, кг/м3 790 703 690 885 795
Удельная поверхность 5уд-10~3, м2/кг Общий объем пор Vn- 103, 199 242 263 149 187
0,396 0,506 0,500 0,302 0,375
м3/кг
Средний радиус пор, нм Химический состав, % 3,98 4,18 3,83 3,78 4,01
(масс.):
А12О3 12,98 10,80 10,0 15,48 10,36
SiO2 84,20 87,01 83,5 83,26 87,15
F е2^3 0,21 0,45 — 0,49 0,63
СаО 1,72 0,78 — 0,56 1,54
Na2O 0,89 0,96 0,31 0,21 0,32
Содержание, % (масс.):
никеля 0,001 0,002 — 0,032 0,039
ванадия 0,000 0,000 — 0,013 0,011
• Содержит 2,3%
(масс.) редкоземельных элементов.
Характеристика алюмо-кобальт-молибденового катализатора (индекс
16—UH, ВТУ 541—57) [48]:
Внешний вид .....................................Экструдаты го-
лубого цвета
Размер гранул, мм:
диаметр...................................... , 4,5—5,0
высота ..................................... 4—5
Насыпная плотность, кг/м3 ...................... 640— 740
Механическая прочность на раздавливание, МПа is 880
Процесс гидрокрекинга отличается высокой гибкостью как в отношении
используемого сырья — от легких бензиновых фракций до тяжелых нефтяных
остатков, так и по характеру получаемых продуктов — от сжиженных газов
до гидроочищенного котельного топлива и высокосортных масел. В зависимости
от свойств сырья и характера получаемых продуктов процесс проводят в интер-
валах температур 350—450 °C и давлений 7—20 МПа. Процесс может быть реа-
лизован в одну или две стадии. В двухступенчатом процессе первая стадия яв-
ляется, по существу, процессом гидроочистки. Ее основное назначение — уда-
ление соединений серы и азота, отравляющих, соответственно, гидрирующий
и крекирующий компоненты катализатора (условия и катализаторы такие же,
как при гидроочистке). Вторая стадия — гидрокрекинг очищенного и облегчен-
ного сырья на катализаторах, обладающих крекирующей и гидрирующей функ-
циями. Основные гидрирующие компоненты катализатора: Pd, NiSx или NiS.t—
IPSy. Основные крекирующие компоненты: кислотная форма цеолитов типа Y,
аморфные алюмосиликаты или магнийсиликаты [46].
466
Катализаторы риформинга и изомеризации бензиновых фракций. Сведения
о процессах риформинга и изомеризации, а также о катализаторах, исполь-
зуемых для их осуществления, излагаются в соответствующих разделах справоч-
ника. Ниже приводятся физико-химические характеристики некоторых катали-
заторов для этих процессов.
Алюмо-платиновый катализатор АП-56 (индекс 24—U11,
ТУ 38-1-251—69) [31, 49]. Используется для риформинга бензиновых фракций.
Внешний вид ............................Экструдаты светло-ко-
ричневого цвета
Химический состав .....................Платина на активной
окиси алюминия, про-
мотированной галоге-
нами
Диаметр гранул, мм..................... -3
Плотность, кг/м3:
истинная .......................... 3600
кажущаяся ............................. 1000 ± 100
насыпная .......................... 630 ± 50
Удельная поверхность 5уд-10~3, м2/кг 180— 200
Механическая прочность при раскалывании
ножом (нагрузка к диаметру гранулы),
Н/мм:
средняя................................... ^9,5
минимальная .............................. ^4,8
Преобладающий радиус, пор нм ......... 8—10
Перед использованием в процессе катализатор восстанавливается водородом
под давлением 1—2 МПа при постепенном повышении температуры до 480 °C.
Параметры процесса риформинга: температура — 480—520 °C; давление — 2—
3,5 МПа; объемная скорость подачи сырья — 1,5 ч"1. Производительность ката-
лизатора — 1000 кг бензина на 1 м3 катализатора в 1 ч. Ядами для катализатора
являются окись углерода, аммиак, сернистые соединения, тяжелые металлы.
Алюмо-платиновый катализатор АП-64 (индекс 24—U12,
ТУ 38-1-252—69 [48—50]. Применяется в процессе каталитического риформинга.
1000 ± 100
630 ± 50
180—250
Внешний вид ..........................Экструдаты светло-ко-
ричневого цвета
Химический состав ....................Платина на активной
окиси алюминия, про-
мотированной галоге-
нами
Диаметр гранул, мм....................2,8 ± 0,2; 1,8 ± 0,2
Плотность, кг/м3:
истинная ..............................
кажущаяся .........................
насыпная ..........................
Удельная поверхность £УД-Ю’3, м2/кг
Механическая прочность при раскалывании
ножом (нагрузка к диаметру гранулы),
Н/мм:
средняя ..............................
минимальная .......................
Преобладающий радиус пор, нм .........
£>9,5
g>4,8
8—10
Перед использованием в процессе катализатор восстанавливается водородом
под давлением 1 МПа при постепенном повышении температуры до 480 °C. Яды
для катализатора: вода, окись углерода, аммиак, сернистые соединения, тяжелые
металлы.
407
Катализаторы КР-102 и КР-104 [50]. Используются в процессе
каталитического риформинга бензиновых фракций с целью получения высоко-
октанового бензина и ароматических углеводородов. Примерный химический
состав! платина, металлические промоторы и галоген, нанесенные на окись алю-
миния.
Перед началом работы катализаторы восстанавливаются водородом при
давлении 1—2 МПа и постепенном повышении температуры до 480 °C. Условия
проведения процесса: температура — 470—530 °C; давление 1,5—3,5 МПа;
объемная скорость подачи сырья — 1,5—2 ч-1.
Ядами для катализаторов являются окись углерода, аммиак и его производ-
ные, сероводород и другие соединения серы, вода, тяжелые металлы.
Алюмо-платиновый катализатор ИП-62 (индекс 24—U11,
ТУ 38-1-01—73-10) [41, 51]. Применяется в процессе изомеризации н-пентана
в изопентан и др.
Внешний вид ............................Экструдаты коричне-
вого цвета
Химический состав ......................Платина на активной
окиси алюминия, про-
мотированной галоге-
нами
Диаметр гранул, мм..................... 1,8 ± 0,2
Плотность, кг/м3:
истинная ................................. 3600
кажущаяся .............................. 1000 ± 100
насыпная ......................... 650 ± 50
Удельная поверхность 5уд-10'3, ма/кг . . . 180— 200
Механическая прочность при раскалывании
ножом, Н/мм:
средняя.......................... ^9,5
минимальная ....................... 5=3,4
Преобладающий радиус пор, нм ......... 8— 10
Перед использованием в процессе катализатор активируется путем прокалки
в токе сухого азота при температуре 200—500 °C и давлении 1 МПа с последующим
восстановлением водородсодержащим газом при температуре 400 °C и давлении
3,5 МПа. Ядами для катализатора являются вода, окись и двуокись углерода,
аммиак, сернистые соединения, тяжелые металлы. Срок службы катализатора —
6 месяцев. Катализатор подвергается окислительной регенерации.
Катализаторы селективного гидрирования различных видов нефтяною
сырья. Ниже приведены данные для алюмо-платинового катализатора АП-15
(индекс 27—U11, ТУ 38-1-250—69) [31, 40], который применяется для гидриро-
вания непредельных соединений в продуктах каталитического риформинга,
а также в других процессах гидрирования.
Внешний вид ............................Эструдаты светло-ко-
ричневого цвета
Химический состав ......................Платина на активной
окиси алюминия
Диаметр гранул, мм..................... 3
Плотность, кг/м?;
истинная .............................. 3600
кажущаяся ............................. 1000 ± 100
насыпная .......................... 610 ± 50
Удельная поверхность 5уД-Ю“3, м2/кг 180— 220
Механическая прочность при раскалывании
ножом, Н/мм:
средняя................................... 5=9>5
минимальная ............................. ^4,8
Преобладающий радиус пор, нм .......... 8— 10
408
Перед использованием в процессе катализатор восстанавливается водородом
при постепенном подъеме температуры до 300 °C с последующим выдерживанием
при этой температуре в течение 6 ч. Параметры процесса гидрирования: темпера-
тура — 160—300 °C; давление — 2—3,5 МПа; объемная скорость подачи сырья —
5 ч"1. Остаточное содержание непредельных <0,1% (масс.). Ядами для катализа-
тора являются окись и двуокись углерода, тяжелые металлы.
7.6, Катализаторы производства мономеров СК
Производство мономеров для получения синтетического каучука (бута-
диена, изопрена, стирола) в значительной мере базируется на процессах каталити-
ческого дегидрирования различных углеводородов. Выбор катализатора зависит
от типа применяемого сырья [46, 52]. Наиболее распространенными для дегидри-
рования алканов в алкены являются алюмо-хромовые катализаторы. Для де-
гидрирования олефинов в диеновые углеводороды кроме алюмо-хромовых при-
меняют железосодержащие и кальций-никель-фосфатные катализаторы, стабили-
зированные окисью хрома. В процессах дегидрирования алкилароматических
углеводородов применяют железо-хромо-калиевые катализаторы.
Катализатор К-5 (индекс 31—U11, ТУ 38-00-364—71) [41, 52].
Используется в процессах дегидрирования н-бутана, изобутана, изопентана
в соответствующие олефиновые углеводороды. Процесс идет во взвешенном слое
циркулирующего катализатора.
Внешний вид ................................Порошок серо-зе-
леного цвета
Гранулометрический состав, %: '
содержание частиц крупнее 1600 мкм 0
содержание частиц мельче 7 1 мкм .... <30
Плотность, кг/м3:
истинная ................................. 3200—3300
насыпная ............................. 1000—1400
Удельная поверхность 5уд-10~3, ма/кг .... -- 30—50
Механическая прочность при виброистирании
, в проточной системе, % ............... ^72
Пористая структура ....................... Бидислерсная
Преобладающий радиус пор, нм................... 14; 1120
Перед использованием в процессе катализатор активируется при темпера-
туре 650 "С во взвешенном слое. Параметры процесса: температура — 560—600 Cj
давление — 0,1 МПа; объемная скорость подачи сырья — 120—1200 ч"1. В за-
висимости от вида сырья степень превращения — 45—55%, селективность —
75—86%.
Ядами для катализатора являются вода, сернистые соединения, хлорид
кальция. Регенерацию проводят при температуре 630—650 °C и объемной скорости
подачи воздуха 3000 ч~1.
Катализатор КНФ (индекс 32—U11, ТУ 38-3-1-306—69) [53]. При-
меняется в процессах дегидрирования бутиленов и изоамиленов в бутадиен и изо-
прен в присутствии водяного пара.
Внешний вид .................................Таблетки голубова-
то-зеленого цвета
Размер таблетки, мм:
диаметр ........................................... 5
высота.................................. 4,0—4,5
Плотность, кг/м3:
истинная ................................... 2000—2200
насыпная ............................... 700—800
Удельная поверхность 5уд-10"3, м2/кг:
до активационной разработки................. 100— 170
после активационной разработки .... 8—10
409
Механическая прочность на раздавливание,
Н/таблетка ............................. 235— 390
Преобладающий радиус пор, нм:
до активационной разработки............... 6— 10
после активационной разработки .... 100—200
Перед использованием в процессе катализатор активируется с последующей
разработкой при постепенном подъеме температуры до 630 °C. Параметры про-
цесса дегидрирования: температура — 580—600 °C с постепенным подъемом до
640—660 °C; давление—0,1 МПа, объемная скорость подачи углеводородного
сырья — 120—200 ч"1. Мольное соотношение сырье/водяной пар = 1 i 20. В за-
висимости от вида сырья степень превращения равна 40—48%, селективность —
83—88%. Срок службы катализатора — не менее года. Ядами для катализатора
являются металлические никель и медь, окислы железа.
Катализатор К-16 (индекс 32—U12, МРВТУ 6-04—64) [41, 54].
Используется для дегидрирования бутиленов в бутадиен в присутствии водяного
пара.
Внешний вид ................................Экструдаты темно-
коричневого цвета
Диаметр гранул, мм .............................. 3—4
Насыпная плотность, кг/м3.................. 1300— 1500
Удельная поверхность 5уд-10" 3, м2/кг:
свежеприготовленного катализатора . . . 20—27
после активационной разработки .... 10—15
Механическая прочность на истирание, % . . ^80
Преобладающий радиус пор, нм:
до активационной разработки ....'.. 6— 10
после активационной разработки .... 50—60
Перед использованием в процессе катализатор обрабатывается водяным
паром при температуре 630—650 °C в течение 2 ч, после чего проводится разра-
ботка катализатора. Параметры процесса дегидрирования: температура — 570—
630 °C, давление <69 кПа; перепад давления по слою катализатора <49 кПа;
объемная скорость подачи сырья — 500—800 я*1. Степень превращения бутилена
в этих условиях составляет 24%, селективность — 80%. Ядами для катализатора
являются ацетон и соли меди. Регенерация катализатора осуществляется при
температуре 620 °C в течение 1—1,5 ч. Срок службы катализатора равен 3000—
3500 ч.
Катализатор индекс '34—U11. Применяется в процессах дегидри-
рования алкилароматических углеводородов, в частности этилбензола в стирол
и олефинов в диолефины [43, 53].
Внешний вид ...............................Экструдаты кирпич-
но-красного цвета
Химический состав..........................Окислы железа,
хрома, калия и др.
Диаметр гранул, мм ............................. 4 ± 1
Плотность, кг/м3;
истинная.................................... 3400
кажущаяся .................................. 2400
насыпная ................................... 1300
Удельная поверхность 5уя-10"3, м2/кг .... 2,4
Перед использованием в процессе катализатор активируется воздухом
при 550 °C в течение 2 ч. Скорость нагрева катализатора — 100 °С/ч (в зависимости
от типа реактора). Параметры процесса дегидрирования; температура — 600—
630 °C; объемная скорость подачи этилбензола — 0,36—0,42 ч"х. Массовое соот-
ношение этилбензол/водяной пар = 1,64-3. Степень превращения этилбензола
равна 40—50%, селективность — 89—90%. Ядами для катализатора являются
хлор, сера, хлорорганические соединения, аммиак и аминосодержащие соедине-
ния, мышьяк. Срок службы катализатора составляет 9000—13 000 ч.
410
Катализатор индекс 34—U12. Используется в процессах дегидри-
рования алкилароматических углеводородов, в частности изопропилбензола
в а-метилстирол и олефинов в диолефины [43, 53].
Внешний вид , ,
Химический состав
Экструдаты кирпич-
но-красного цвета
Окислы железа, ка-
Диаметр гранул, мм .......................
Плотность, кг/м3:
истинная......................
кажущаяся ...............
насыпная ......................... .
лия, хрома, магния
4 ± 1
3200
2200
1300
Перед использованием в процессе катализатор активируют" в присутствии
кислорода воздуха при 550 °C в течение 2 ч. Параметры процесса дегидрирова-
ния: температура верхнего слоя катализатора — 570 °C; объемная скорость по-
дачи изопропилбензола — 0,5 ч-1; массовое соотношение этилбензол/водяной
пар =1:3. При этих условиях выход а-метилстирола составляет 53 и 93%
на пропущенный и разложенный изопропилбензол, соответственно. Ядами для
катализатора являются хлор, хлорорганические соединения, сера, аммиак и
аминосоединения, мышьяк. Регенерация катализатора проводится паровоздуш-
ной смесью.
Катализатор К-22 (индекс 34—U13, ТУ 38-10-360—70) [41, 53].
Используется в процессах дегидрирования этилбензола, изопропилбензола,
бутиленов.
Внешний вид ................... . . . .Экструдаты красно-
коричневого цвета
Диаметр гранул, мм ->««*«(**•» 5
Насыпная плотность, м3/кг , . . . > 7 . i 8 000—12 000
Механическая прочность на истирание, % г^ЭО
Пористая структура:
общий объем пор Vn-103, м3/кг , , ? , . 0,15
преобладающий радиус пор, нм ( ; i < 70
Катализатор предварительно активируется нагреванием в токе азота до
200—250 °C с последующей заменой азота на водяной пар и подъемом темпера-
туры до 610 °C. Параметры процесса дегидрирования этилбензола: температура —»
560—620 °C; объемная скорость подачи сырья — 0,35—0,5 ч-1.
Массовое соотношение этилбензол/водяной пар = 3:4. Степень превращения
этилбензола составляет 55—65%, селективность — 88—90%. Ядами для ката-
лизатора являются ионы хлора.
7.7. Катализаторы гидрирования и дегидрирования
различных органических соединений
Промышленные катализаторы гидрирования представляют собой высоко-
дисперсные металлы, обычно нанесенные на пористые носители. Высокой гидри-
рующей активностью отличаются металлы VIII и I групп периодической системы
элементов (никель, кобальт, платина, палладий, родий, медь и др.). В качестве
носителей этих металлов наиболее часто используются окиси алюминия, крем-
ния, цинка, хрома, активный уголь, диатомиты. Находят применение в промыш-
ленности и сплавные катализаторы [46, 55]. Готовят катализаторы пропиткой
носителя растворами легкоразлагающихся соединений активного металла или же
методом их совместного осаждения с носителем [56]. Как правило, перед исполь-
зованием в процессе катализаторы предварительно восстанавливают.
411
Катализаторы гидрирования общего назначения. Катализатор«ни-
кель на кизельгуре» (индекс 51—U11, ТУ 38-10-24—ТО) [57]. Исполь-
зуется для гидрирования органических соединений различных классов, для
очистки газов и паров от примесей непредельных соединений и др.
Внешний вид ...................................Таблетки черного
цвета
Диаметр и высота таблеток, мм................. 3,5—4,5
Насыпная плотность, кг/м3 .................... 1100
Удельная поверхность $уд • 1011, м3/кг .... 100—150
Поверхность металлического никеля SMPT- 10' 3
м3/кг ................................. 13-15
Объем пор Уп- 103, м’/к'г .' .' .' .' .... 0,4
Механическая прочность:
на раздавливание «по образующей», Н/таб-
летка ......................................... 78— 118
отношение прочности на раздавливание «по
торцу» к прочности на раздавливание «по
образующей».............................. 2,0—2,5
Активность катализатора контролируют по реакции гидрирования псевдо-
кумола в 1,2,4-триметилциклогексан: при атмосферном давлении и объемной
скорости подачи сырья 1 ч"1 показатель преломления, характеризующий содер-
жание непредельных, должен быть не ниже 1,4850.
Катализатор выпускается в стабилизированном состоянии. Перед исполь-
зованием в процессе обычно активируется водородом при температуре 220—250 °C
в течение 12—24 ч.
Никель-хромовый катализатор (индекс 51—U12,
ГОСТ .12410—66) [57, 58]. Используется для гидрирования органических соеди-
нений различных классов (альдегидов, бензола, фенола й др.), для очистки газов
и паров от примесей кислорода, окиси углерода, серы. Выпускаются два сорта
этого катализатора, отличающиеся активностью.
Внешний вид ................................Черные блестящие
таблетки
Химический состав . ..................Никель, окись хро-
ма
Диаметр и высота таблеток, мм..................... 4—6
Насыпная плотность, кг/м3 ................. 1100— 1400
Удельная поверхность 5уд-Ю'3, м2/кг .... 140
Поверхность металлического никеля SMeT- 10" 3,
м2/кг ..................................... 35—40
Механическая прочность на раздавливание «по
образующей»:
доля таблеток, выдерживающих давление
392 кПа, % ........................ 70—80
доля таблеток, выдерживающих давление
98 кПа, %................................. 95—100
Пористая структура:
пористость, % ........................ 40
объем пор Уп-103, м3/кг................ 0,3—0,4
преобладающий радиус пор, нм........... 10— 15
Активность катализатора контролируют по реакции гидрирования бензола:
при температуре 100 °C и атмосферном давлении степень гидрирования бензола
составляет для катализатора первого сорта 70%, для катализатора второго
сорта — 50%.
Катализатор выпускается в стабилизированном состоянии. Перед исполь-
зованием в процессе обычно активируется водородом или концентрированной
азотно-водородной смесью при температуре 120—200 °C в течение 8—12 ч.
412
Катализатор «никель скелетный» (индекс 51—U13) [5<].
Используется для гидрирования различных органических соединений, в частности
в процессах гидрирования сахаров, фурфурола, хинона и др.
Внешний вид . ..............................Черный порошок
или гранулы не-
правильной формы
с металлическим
блеском
Химический состав........................ .Никель, алюминий
и др.
Насыпная плотность, кг/м3 .................... 1800—2000
Удельная поверхность 5уд-10~8, м3/кг . . .. 80—100
Катализаторы селективного гидрирования функциональных групп и см.сей
непредельных соединений. Ниже приводятся данные для промышленного отече-
ственного катализатора этой группы — катализатора ЕИПХ-109 (индекс 52—U12),
применяемого для гидрирования ароматических нитросоединений и др. [60, 61 ].
Внешний вид ................................Гранулы цилиндри-
ческой формы, се-
ровато-черного цве-
та
Химический состав...........................Платина на актив-
ном угле
Размер гранул, мм........................... 2,7—5,5
Насыпная плотность, кг/м3......................... 580
Механическая прочность на истирание, % Т>=95
Катализатор не нуждается в специальной активации. Параметры процесса
восстановления 3,4-дихлорнитробензола (ДХНБ): температура — 60—80
давление— 19,6 МПа; объемная скорость подачи водорода — 30 000 ч-1; кон-
тактная нагрузка — 0,45 кг ДХНБ/(кг катализатора-ч). Срок службы превы-
шает 500 ч. Ядами являются сернистые соединения. Катализатор не регенери-
руется.
Катализаторы гидрирования ароматических углеводородов. К этой группе
относится катализатор (индекс 53—LJ11), используемый в одностадийном процессе
гидрирования фенола в циклогексанон [62]. Его характеристика;
Внешний вид .............................. Серые гранулы
Химический состав....................... . Палладий, нанесен-
ный на окись алю-
миния
Размер гранул, мм .............................. 3—5
Насыпная плотность, кг/м3................... 500
Параметры процесса: температура — 120—140 °C; давление — 100—•
200 кПа; контактная нагрузка— 1,0—1,2 кг/(кг катализатора-ч). Срок службы
катализатора — 1 год.
Катализаторы гидрирования жирных кислот, эфиров жирных кислот, альде-
гидов и кетонов до спиртов. Катализатор м ед но - х р о м о в ы й
ВНИИНЕФТЕХИМ-103 (индекс 54—U11) [63]. Используется в процессе прямого
гидрирования синтетических высших жирных кислот С10—С1в в соответствующие
спирты.
Внешний вид .................................Таблетки черного
цвета
Химический состав . ...........................Окислы меди и хро-
ма
Диаметр и высота таблеток, мм.................... 4,5 ± 0,5
Насыпная плотность, кг/м3 ................... 1400—1800
Механическая прочность на раздавливание,
Н/таблетка.................................. 2135
413
Перед использованием в процессе катализатор восстанавливают азотно-
водородной смесью с постепенной заменой азота на водород при температуре
180 °C и давлении 29,4 МПа. Параметры процесса гидрирования кислот’в спирты:
температура — 240—280 °C; давление — 29,4 МПа; объемная скорость подачи
кислот — 0,13—0,15 ч-1. Степень превращения кислот равна 95—98%, селектив-
ность— 95—98%. Яды — соединения серы. Срок службы— 1500—1800 ч.
Катализатор не регенерируется.
Катализатор ГИПХ-105 (индекс 54—U21) [41, 60]. Применяется
для восстановления бутиловых, амиловых, гексиловых эфиров жирных кислот
С;—С9 в спирты, а также в других процессах гидрирования.
Внешний вид . . ............................Таблетки цилиндри-
ческой формы, ко-
ричневато-черного
цвета
Химический состав...........................Хромит меди, про-
котированный ба-
рием
Диаметр и высота таблеток, мм............... 4,5—5
Насыпная плотность, кг/м3 .................. 1400—1650
Удельная поверхность, Зуд-10“3, м2/кг . . . 50—60
Механическая прочность при раздавливании
«по торцу», Н/таблетка...................... 245
Перед использованием в процессе катализатор восстанавливают азотно-
водородной смесью при атмосферном давлении и температуре 200 °C с последу-
ющей заменой азота на водород и подъемом температуры до 250 °C. Параметры
процесса: температура — 230—280 °C; давление — 19,6—29,4 МПа; объемная
скорость подачи эфиров — 0,3—0,4 ч”1; объемная скорость подачи водорода —
25 000 ч“х. Степень превращения эфиров — не менее 97%, выход спиртов — не
менее 93%. Яды: соединения серы, ртути, галогенов. Катализатор не регенери-
руется.
Катализатор «медь на диатомите» (индекс 54—U31) [43].
Используется для гидрирования кротонового альдегида в бутиловый спирт.
Внешний вид ........................... . .Таблетки темно-
коричневого цвета
Химический состав............................Окислы меди и
. кремния
Размеры, мм:
диаметр ................................... 7— 10
высота............................... 5—6
Насыпная плотность, кг/м3 .................. 800— 1000
Удельная поверхность Зуд- 10“3, м2/кг .... 50—60
Механическая прочность, Н/таблетка .... 59—78
Перед использованием в процессе катализатор активируют воздухом при
температуре 60—120 °C и восстанавливают водородом при 150—155 °C в течение
30—40 ч.
Катализатор а л ю м о - ци н к - х ромовый (индекс 54—U31)
[64]. Используется для гидрирования органических кислородсодержащих соеди-
нений до спиртов.
Внешний вид ............................. Гранулы
Химический состав . ......................Окислы цинка, хро-
ма, алюминия
Средний размер гранул, мм ....................... 5
Насыпная плотность, кг/м3 ..................... 1300
Коэффициент прочности при раздавливании но-
жом, Н/мм.................................... Е>9,8
414
7.8. Катализаторы окисления
Катализаторы окисления спиртов. Основным требованием, предъявляемым
к катализаторам окисления спиртов в альдегиды и кетоны, является высокая
селективность. Из всех катализаторов, имеющих промышленное значение, наи-
большей эффективностью отличаются серебро (крупнокристаллическое и нанесен-
ное) и окисный железо-молибденовый катализатор [46, 65]. Серебряные катали-
заторы применяются для окисления метанола в формальдегид, этанола в ацет-
альдегид, изопропилового спирта в ацетон, аллилового спирта в акролеин,
циклогексанола в циклогексанон и др. Катализаторы готовят либо в виде сеток
из серебряной проволоки, либо нанесением на инертный носитель (пемза, корунд,
карборунд и др.). Окисные железо-молибденовые катализаторы используются
при окислении метанола и этанола, особенно эффективны для получения фор-
малина с низкой кислотностью.
Катализатор «серебро на пемзе» (индекс 64—U11,
ВТУ 1-43—67) [66]. Используется в процессах получения формальдегида, ацет-
альдегида, метилэтилкетона.
Внешний вид ..............................Серые блестящие
зерна неправильной
формы
Размер зерен, мм ......................... 2—5
Фракционный состав, % (масс.):
просев через сито 5X5 мм ................. <2,0
остаток на сите 5X5 мм ............... ^5,0
Удельная поверхность, 5уд • 10“3, м*/кр . . . 0,5— 1,0
Катализатор активируют спирто-воздушной смесью при 80—700 °C. Пара-
метры процесса окисления метанола: температура — 600—750 °C; давление
98 кПа; объемная скорость подачи спирта — 30—32 ч"1. Сырьем является мета-
ноло-воздушная смесь с содержанием [в % (об.)]: метанола — 30—33; воды — 15)
кислорода — 8—12. Степень превращения метанола равна 85—86%, селектив-
ность — 74,5—75,5%. Ядами для катализатора являются соединения железа,
высшие спирты, кетоны, эфиры. Катализатор не регенерируется.
Катализатор железо-молибденовый (индекс 62—U21,
ТУ 6-05-1560—72) [67]. Используется для окисления метанола в формальдегид
в производстве безметанольного формалина.
Внешний вид ..............................Гранулы желто-зе-
леного цвета
Химический состав .......................Смесь молибдата
железа и трехокиси
молибдена
Диаметр и высота гранул, мм .............. 3—3,5
Плотность, кг/ма:
истинная.............................. 3600—3800
кажущаяся ................................... 1350
насыпная .............................. 950—1300
Удельная поверхность 5уд-10'3, м2/кг .... 6—9
Пористая структура:
объем пор Vn- 103, м3/кг..................... 0,3
преобладающий радиус пор, нм..... 140—220
Механическая прочность на раздавливание (при-
бор МП-2М), МПа:
средняя ................................. 1,5
минимальная............................ 0,6
Параметры процесса окисления метанола: температура — 160—360 °С|
объемная скорость подачи метанола — 1,0—1,1 ч"1. Сырьем служит спирте-
аоздушная смесь с содержанием метанола 6—8% (об.). Степень превращения
1етанола равна 98,6—99,2%, селективность — 91—92%.
415
Катализаторы окисления ароматических углеводородов. Среди гетерогенных
процессов окисления ароматических углеводородов в кислородсодержащие про-
дукты наибольшее распространение получили парофазные процессы синтеза
малеинового ангидрида из бензола и фталевого ангидрида из нафталина и о-кси-
лэла. В качестве основного компонента катализаторов служат соединения вана-
дия [46).
Катализатор получения фталевого ангидрида
окислением нафталина в реакторах с псевдоожи-
женным слоем (индекс 65—U11) [68]. Характеристика:
Внешний вид
Химический состав
Порошок голубова-
то-серого, зеленого
или желтого цвета
Сульфат ванадия,
нанесенный на си-
ликагель
Размер гранул, мкм.........................
Насыпная плотность, кг/м3..................
Удельная поверхность 5уд-10'3, м!/кг . . . .
Механическая прочность на истирание (остаток
на сите с отверстиями 150 мкм при истирании
в шаровой мельнице в течение 30 мин при ча-
стоте вращения барабана 46—48об/мин),% . ,
Средний радиус пор, нм...................•
<300
700—950
100—130
>=53
4,5-5
Параметры процесса окисления нафталина: температура — 320—380 °C;
массовое отношение нафталин/воздух — 164-20. Ядами для катализатора яв-
ляются азотистые и сернистые соединения.
Существует также катализатор получения фталевого ангидрида окислением
нафталина в реакторах со стационарным слоем (индекс 65—U13) [53].
Катализатор окисления о-ксилол а во фталевый
ангидрид в стационарном слое (индекс 65—U21) [53 , 69].
Характеристика:
Внешний вид ................................Цилиндрические
гранулы светло-се-
рого цвета
Химический состав............................Пятиокись ванадия
на носителе
Диаметр гранул, мм ......................... 6—8
Насыпная плотность, кг/м3 ................... 1500—1600
Удельная поверхность 5уд-10'3, м2/кг .... 1,0—2,0
Механическая прочность на раздавливание,
Н/гранула................................... >=147
Параметры процесса: температура — 380 °C; концентрация о-ксилола в ис-
ходной ксилоло-воздушной смеси — 0,04 кг/м3. Степень превращения ксилола
равна 98—100%, селективность — 60—65%.
Катализаторы окисления и окислительного аммонолиза олефинов. Катали-
заторы процессов окисления и окислительного аммонолиза пропилена и изобу-
тилена представляют собой многокомпонентные смеси окислов элементов пере-
менной валентности: Bi, Mo, V, Sb, Fe, W и др. [46, 70, 71 ]. Наиболее эффективны
молибдаты и фосформолибдаты висмута, композиции олово—сурьма, железо—
сурьма и др.
416
Катализатор индекс 66—U21 применяется для окисления пропилена в акри-
ловую кислоту и акролеин [43, 71J. Его характеристика:
Внешний вид ........................... .Таблетки серовато-
сиреневого цвета
Химический состав...........................Окислы металлов
переменной валент-
ности
Диаметр таблеток, мм ...................... 2—4
Насыпная плотность, кг/м*.......................... 1000
Удельная поверхность 5уд- 10* 9, м’/кг .... 5,2
Механическая прочность на раздавливание,
МПа.............................................. 7
Параметры процесса окисления пропилена: температура^-360—440 С}
. давление — 0,1 МПа; объемная скорость подачи сырья—I860 ч*к. Степень
. превращения равна 90%, избирательность по акриловой кислоте — 43%.
7.9. Катализаторы синтеза и превращений
органических соединений
Катализаторы синтеза спиртов. Катализатор синтеза мета-
нола (индекс 71—U11, МРТУ 6-03-246—69) [60, 71, 72[. Используется в про-
цессе синтеза метанола из окиси углерода н водорода, а также в других процес-
сах гидрирования и дегидрирования.
Размер таблеток, мм:
диаметр . . . .............................
высота ...............................
Плотность, кг/м9:
истинная ..................................
кажущаяся .............................
насыпная .......................... <
Удельная поверхность 5уд-10*9, м9/кг:
до восстановления .
после восстановления....................
Механическая прочность на раздавливание <по
образующей», МПа.................... ... .
Пористая структура .........................
Пористость, % :
до восстановления . . л................
после восстановления.............. . . .
Преобладающий радиус пор, нм
до восстановления ...... ..................
после восстановления ...................
в'
Внешний вид ..............................Таблетки зеленова-
то-желтого цвета
Химический состав.........................Окись цинка, окись
хрома
9'
8
3750
3300
2000
2—4
160-130
'2
Бидисперсная
16
45—50»-
20-100
1,5—2,5; 20-100
осстанавливают синтез-
газом под давлением 9,8—15,6 МПа при объемной скорости 40 000 ч*1 и осторож-
ном. повышении температуры до 220 “G. Продолжительность восстановления —
6—8 суток.
Параметры процесса синтеза метанола: температура — 320—390 °C; давле-
ние— 24,5—39 МПа; объемная скорость подави сырья — 40 000 ч*1. Степень
превращения исходной газовой смеси в метанол — 75—85%. Сернистые соедине-
ния вызывают обратимое отравление катализатора. Катализатор не регенери-
руется.
14 Зек. № 756 417
Катализатор синтеза метанола (индекс 71—U12,
ВТУ 03-32-1—71) [60, 71, 73]. Используется в процессе'синтеза метанола из окиси
углерода, а также в других процессах гидрирования и дегидрирования.
Внешний вид .............................. Цилиндрические
таблетки зеленова-
то-серого цвета
Химический состав...........................Окись цинка, окись
хрома
Размер таблеток (диаметрX высота), мм ... . 9X8; 5X5
Плотность, кг/м3;
истинная ............................ . , . 6000
кажущаяся ............................. 2900
насыпная .............................. 2000
Удельная поверхность Syfl-10*3, м2/кг .... 150— 200
Механическая прочность на раздавливание «по
образующей», МПа .......................... >;2
Пористая структура ........................Бидисперсная
Общая пористость, % ........... 50—55
преобладающий радиус пор, нм........... 1—2; 30—70
объем тонких пор VT-103, м3/кг......... 0,08—0,09
объем широких пор Кш-103, м3/кг .... 0,09—0,1
Катализатор выпускается в восстановленной форме. При пуске загруженного
катализатором реактора нагрев до рабочей температуры проводится со скоростью
10—15 °С/ч. Параметры процесса синтеза метанола: температура — 320—390 °C}
давление — 24,5—39 МПа; объемная скорость подачи сырья — 20 000—
40 000 ч’1. Степень превращения окиси углерода за'один проход равна 15—30%.
Ядами являются сернистые соединения, вызывающие обратимое отравление
катализатора. Катализатор не регенерируется.
Катализатор «кобальт на пемзе» (индекс 71—021) [74, 75].
Используется для получения бутиловых спиртов методом оксосинтеза.
Внешний вид ................................Гранулы непра-
вильной формы,
черного цвета
Размер гранул (диаметрХ высота), мм .... 8X8; 15X15
Насыпная плотность, кг/м3 ................. 400—450
Катализатор не нуждается в активации. Параметры процесса оксосинтеза:
температура — 100—180 °C; давление — 30 МПа. Ядами для катализатора яв-
ляются сернистые соединения.
Катализатор кобальт-магниевый (индекс 71—U31) [74,
75]. Применяется для получения парафиновых углеводородов из окиси углерода
и водорода. Может также использоваться в процессах гидрирования непредель-
ных углеводородов.
Внешний вид ..........................Цилиндрические
гранулы черного
цвета
Химический состав.....................Кобальт, окись маг-
ния на кизельгуре
Фракционный состав, % (масс.):
гранулы 3—5 мм.................... <35
» 1—3 мм......................... <64
» 1 мм ....................... <1
Насыпная плотность, кг/м3 ............... 380—470
Перед использованием в процессе катализатор восстанавливают. Восста-
новленный катализатор пирофорен. Параметры процесса получения парафинов:
температура— 140—200 °C; давление — <0,1 МПа; объемная скорость подачи
сырья — 3000 ч-1
418
7.10. Катализаторы очистки газов и жидкостей
Вопросы каталитической очистки газов и жидкостей от нежелательных
примесей, находящихся в небольших концентрациях, достаточно полно изло-
жены в [40, 46, 77]. Ниже приведены характеристики двух отечественных про-
мышленных катализаторов.
Р утен и е в о - п ал л ади е в ы й катализатор (индекс 82—U12,
МРТУ 6-02-407—67) [78, 79]. Используется в процессах очистки конвертирован-
ного газа от ацетилена и окиси азота, очистки двуокиси углерода от горючих
примесей, а также очистки водородсодержащих газов от кислорода.
Внешний вид ...............................Цилиндрические
гранулы серовато-
черного цвета
Химический состав.......................... Палладий, рутений
на активной окиси
алюминия
Размер гранул, мм:
диаметр ................................... 4—6
длина ................................. 4—5
Насыпная плотность, кг/м3 ................. 400—550
Удельная поверхность Sys- 10"3, м2/кг .... 180— 200
Механическая прочность на истирание в шаровой
мельнице в течение 5 мин, %................ g>80
Катализатор не нуждается в специальной активации. Параметры очистки
конвертированного газа от ацетилена и окиси азота: температура — 20—220 °C;
давление — 0,1—3,0 МПа; объемная скорость подачи сырья — 2500—10 000 ч~К
Ядами для катализатора являются органические сернистые соединения при кон-
центрации >30 мг/м3. Отдувку от сернистых соединений осуществляют азотом
или воздухом при 120—130 °C.
Катализатор ПК-3 (индекс 83—U11, ТУ 6-02-606—70) [79]. Исполь-
зуется в процессах очистки коксового газа от ацетилена и водородсодержащих
газов от кислорода.
Внешний вид .................................Цилиндрические ,
гранулы светлова-
то-серого цвета
Химический состав......................... Палладий на ак-
тивной окиси алю-
миния
Размер гранул, мм:
диаметр ..................................... 2,7—3,0
высота................................... 3,0—7,0
Насыпная плотность, кг/м3 ............... 500—700
Удельная поверхность 5УД-10*3, м2/кг .... 100
Механическая прочность на истирание в шаровой
мельнице в течение 5 мин, %................... &82
Общая пористость, % .................... . 70
Катализатор не требует специальной активации. Параметры процесса:
температура — 80—230 °C; давление — 1—3 МПа; объемная скорость подачи
сырья — 5000—10 000 ч*3. Концентрация ацетилена в очищенном газе — менее
0,2-10*3 м3/мэ. Ядами являются сероорганические соединения. Регенерация
катализатора от продуктов полимеризации и сернистых веществ осуществляется
продувкой его азотно-воздушной смесью при температуре 500—550 °C и объемной
скорости подачи 800—1000 ч"1.
14* 419
7.11. Гомогенные катализаторы нефтехимических
производств
В настоящее время в нефтехимической промышленности гомогенные ката-
лизаторы применяются для процессов гидроформилирования олефинов, окисле-
ния парафинов в смесь кислот и оксикислот, окисления этилена в ацетальдегид
[80, 81].
Гидроформилирование олефинов. В промышленных масштабах осуще-
ствляются процессы гидроформилирования этилена, пропилена, олефинов Св—С,
и олефинов с числом углеродных атомов более 10. Во всех этих процессах актив-
ным катализатором является, видимо, тригидрокарбонил кобальта НСо(СО)3,
однако он образуется только в ходе самой реакции из тетрагидрокарбонила
кобальта НСо(СО)4, в виде которого кобальтовый комплекс вводится в реакцион-
ную зону.
Гидрокарбонил кобальта представляет собою желтоватые кристаллы с 7ПЛ =
= 26 °C и Ткйп = 18 °C. Устойчив только при температуре ниже температуры
плавления. Выше нее разлагается по уравнению:
2НСо(СО)4 Н2 + Со2 (СО)8
В условиях повышенных температур и высоких (порядка 30 МПа) давлений
синтез-газа (СО+Н2) гидрокарбонил кобальта находится в устойчивом со-
стоянии.
Гидрокарбонил кобальта получают обработкой металлического кобальта
или его соединений синтез-газом непосредственно в аппаратуре процесса синтеза
альдегидов.
Окисление парафинов. Для окисления жидких и твердых парафиновых угле-
водородов с числом атомов углерода 10 и более наряду с перманганатом калия
в качестве катализаторов могут применяться марганцевые соли растворимых
в углеводородах органических кислот (такие, как нафтенаты или стеараты мар-
ганца) или просто смеси солей неопределенного состава, получающиеся нагре-
ванием карбоната марганца с кислыми оксидатами окисления парафинов. Нафте-
наты и стеараты марганца получают аналогичным образом из карбонатов мар-
ганца и соответствующих кислот.
Окисление этилена в ацетальдегид. Катализатором в этом процессе служит
водный раствор двухлористого палладия и двухлористой меди с массовым соот-
ношением PdCl2/CuCl2 = 1 : 2. В ходе процесса исходный раствор претерпевает
изменение, и его стационарный состав, включающий в себя PdCI2, CuCl2, CuCl,
палладий-этиленовые комплексы и, возможно, взвесь металлического палладия,
определяется технологической схемой и режимными параметрами процесса.
Литература
1. Киперман С. Л. Введение в кинетику гетерогенных каталитических реакций. М.,
«Наука», 1964. 607 с.
2. Иоффе И. И., Письмен Л. М. Инженерная химия гетерогенного катализа. Изд. 2-е.
Л., «Химия», 1972, с. 399 — 422.
3. Тимошенко В. И., Буянов Р. А., Прошин О. И. «Кинетика и катализ», 1969, т. 10,
с. 681 — 685.
4. Степанов Н. Ф. Методы и аппаратура исследования кинетики нефтехимическнэ
процессов. М., ЦНИИТЭНЕФТЕХИМ, 1975, 69 с.
5. Вишневский Н. Е., Глуханов Н. П., Ковалев И. С. Аппаратура высокого давления
с герметическим приводом. М.-Л., Машгиз, 1960, 248 с.
6. Железняк А. С., Иоффе И. И. Методы расчета многофазных жидкостных реакторов.
Л., «Химии», 1972, 320 с.
7. Буянов Р. А. Закоксовывание и регенерация катализаторов при получении моно
меров СК. Новосибирск, «Наука», 1968, 70 с.
8. Добычин Д. П. Автореф. докт. дисс. Л., ВНИИНЕФТЕХИМ, 1965.
9. Ройтер В. А., Корнейчук Р. П. ЖФХ, 1950, № 4, с. 459 — 463.
10. Рогинский С. 3., Яновский М. Я., Берман Л. Д. Основы применения хроматографии
в катализе, М., «Наука», 1972, с. 81, с. 153.
И. Галимов Ж. Ф., Дубинина Г. Г., Масагутов Р. М. Методы анализа катализаторов
нефтепереработки. М., «Химия», 1975, с. 12, 38.
12. Фигуровский Н. А. Седиментометрический анализ. М.-Л., Изд-во АН СССР, 1948,
332 с.
420
13. Нагаре С. Д., Джувет Р. С. Газо-жидкостная хроматография. Л., «Недра», 1966,
с. 160.
14. Справочник кимнка. Т. V. Л., «Химия»,*1966, с. 436—437.
15. Карнаухов-А. П., Фенелонов В. Б. В кн.: Моделирование пористых материалов.
Инстйтут катализа СО АН СССР, Новосибирск, 1976, с. 5—59.
16. Дубинин М. М. В кн.: Методы исследования катализаторов и каталитических реак-
ций. Вып. 4. Новосибирск, «Наука», 1971, с. 37 — 55.
17. Плаченов Т. Г, Ртутная порометрнческая установка П-Зм. Л., ЛТИ им. Ленсовета,
1968, 21 с.
18. Грег С., Синг К. Адсорбция, удельная поверхность, пористость. М., «Мир», 1970.
407 с.
19. Экспериментальные методы в адсорбция и молекулярной хроматографии. Под
ред. Киселева А. В. и Дренинга В. П. М., Изд-во МГУ, 1973, 447 с.
20. Буянова Н. Ё., Карнаухов А. 77. Определение удельной поверхности твердых тел
хроматографическим методом тепловой десорбции аргона. Новосибирск, «Наука».
1965, 42 с.
21. Расширенные тезисы докладов на четвертой конференция по теоретическим вопросам
адсорбции. Вып. I. М., 1973, с. 13, 102.
22. Трепнел Б. Хемосорбция. М., ИЛ, 1958, с. 83. •
23. Карнаухов А. П. В кн.-. Методы исследования катализаторов и каталитических реак-
ций. Новосибирск, «Наука», 1971, с. 96—119.
24. Андерсон Р. (ред.). Экспериментальные методы исследования катализа. М., «Мир»,
с. 87.
25, Щукин Е. Д., Бессонов, А. И., Паранский С. А. Механические испытании катали-
заторов и сорбентов. М., «Наука», 1971, 65 с.
26. Ковба Л. М., Трунов В. К. Рентгенофазовый анализ. М., Изд-во МГУ, 1976, 239 с.
27. Пинскер Э. Г. Дифракция электронов. М.-Л., 1949, 404 с.
28. Танабе К. Твердые кислоты н основания. М., «Мир», 1973, 183 с.
29. Неймарк И. Е., Штейнфайн Р. Ю. Силикагель, его получение; свойства и приме-
нение. Киев, «Наукова думка», 1973, 200 с.
30. Линеен Б. Г. (ред.). Строение и свойства адсорбентов и катализаторов. М., «Мир».
1973, 653 с.
31. Поезд Д. Ф., Радченко Е. Д., Панченков Г. М. и др. Производство активной окиси
алюминия — носителя для алюмоплатиновых катализаторов риформинга. М.,
ЦНИИТЭНЕФТЕХИМ, 1973, 77 с.
32. Некоторые катализаторы и каталитические процессы Института катализа СО АН СССР,
Новосибирск, 1975, 27 с.
33. Колыюкин Д. А., Михайлова К. К- Активные угли (справочник). Л., «Химия»,U972,
56 с. '
34. М иначе в X. М., Исаков Я- И. Приготовление, активация и регенерация цеолнтиыж
катализаторов. М., ЦНИИТЭНЕФТЕХИМ, 1971, 69 с.
35. Жданов С. П., Егорова Е. Н. Химия цеолитов. Л., «Наука», 1968, с. И.
36. Тр. ГрозНИИ, 1974, вып. 27, с. 7.
37. Полянский Н. Г. Катализ ионитами. М., «Химия», 1973, 212 с.
38. Кольеерт Р. Диатомиты. Л.-М., «Стандартизация и рационализация», 1933, 307 о.
39. Риттер Л. Г. В кн.: Научные основы подбора катализаторов. Новосибирск, «Наука»*
1964, с. 469. , \
40. Семенова Т. А., Лейтес И. Л., Аксельрод Ю. В. и др. Очистка технологических га-
зов. М., «Химия», 1969, с. 223 — 341.
41. Радченко Е. Д., Поезд Д. Ф., Колесников И. М. Промышленные катализаторы для
нефтепереработки и нефтехимии. М., ЦНИИТЭНЕФТЕХИМ, 1976, с. 32—56.
42. В кн.: Каталитическая конверсия углеводородов. Вып. 2. Институт газа АН УССР,
Киев, «Наукова думка», 1975, с. 85 —140.
43. В кн.; Научные основы приготовления катализаторов, Новосибирск, 1964, с. 469—
390.
44. Черный И. Р., Черный Ю. И. Современное состояние и тенденция развития про-
изводств водорода. М., ЦНИИТЭНЕФТЕХИМ, 1976, с. 16—26. »
45. Тр. ГИАП, 1974, вып. 25, с. 64—74; вып. 29, с. 49 — 62; 1975, вып, 35, с. 27—39.
46. Томас Ч. Промышленные процессы и эффективные катализаторы. М.» «Мкр», 1973,
385 с. ,
47. Мас агу то в Р. М. Алюмосиликатные катализаторы и изменение нх свойств при кре-
кинге нефтепродуктов. М.', «Химия», 1975, 271 с.
48. Курганов В. М., Васейко А. И., Финелонов В. П. и др. Гидроочистка нефтепродуктов
на алюмоникельмолнбденовом катализаторе. М., ЦНИИТЭНЕФТЕХИМ, 1975,
с. 5, 48.
49. Козлов Н. С., Сеньков Г. М., Поликарпов В. А. и др. Катализаторы риформинга.
Минск, «Наука н техника», 1976, 198 с.
50. Маслянский Г. Н., Жарков Б. Б., Федоров А. П. и др. Хнм. и технол. топлив к
масел. 1977, № 1, с. 16 — 19.
51. Сб. «Каталитические превращения парафиновых углеводородов». ВНИИНЕФТЕХИМ
Л., 1976, с. 8—106.
52. Котельников Г. Р., Максименко A. M.t Минакова В. Б. и др. Катализаторы де-
гидрирования низших парафиновых н олефиновых углеводородов. Обзор. М.,
ЦНИИТЭНЕФТЕХИМ, 1969, 59 с.
S3. Каталитические свойства веществ. Справочник. Под ред. Я* Б. Гороховатского.
Т. 4. Киев, «Наукова думка», 1977, 283 с. '
54. Литвин О. Б., Соловьев К- С., Яковлев К. А. Современный промышленный синтеэ
изопрена. М., ЦНИИТЭНЕФТЕХИМ, 1968, 97 с.
55. Сокольский Д. В. Гидрирование в растворах. Алма-Ата, АН Каз. ССР* 1962, 484 с.
56. Технология катализаторов. Под ред. И. П. Мухленова. Л., «Химия», 1974, 325 с.
421
57. В кн.: Каталитическая конверсия углеводородов. Вып. I. Институт газа АН УССР.
Киев, «Наукова думка», 1974, с. 109.
58. Телипко В. A.t Скороход Г. А., Власенко В. М. и др. «Кинетика н катализ», 1970,
т. 11, № 3, с. 759 — 764.
59. Фасман А. Б., Сокольский Д. В. Структура и физико-химические свойства*скелетныя
катализаторов. Алма-Ата, «Наука», 1968, 174 с.
60. Тр. ГИПХ, 1973, вып. 68, с. 5 — 34.
61. Тр. ГИПХ, 1969, вып. 62, с. 37—110.
62. Любарский Г. Д., Стрелец М. М. Хим. пром., 1967, № 7, с. 481 — 486.
63. Мушенко Д. В. и др. Нефтеперераб. и иефтехим., 1975, № 4, с. 45 — 47.
64. Алексеева К. А. и др. В кн.: Гидроформилирование. Л., «Химия», 1972, с. 119—137.
65. Круглов Б. И., Сонова 3. В., Кушнаренко Т. И. Вести, техн, и эконом, информ..
НИИТЭХИМ, 1963, № 2, с. 21.
66. Уокер Дж. Ф. Формальдегид. М., Госхимиздат, 1957, с. 32 — 33.
67. Боресков Г. К. и др. «Кинетика и катализ», 1966, т. 7, № 1, с. 144—151; 1965,
т. 6, № 6, с. 1052—1056.
68. Иоффе И. И. и др. Авт. свид. СССР 207877; Б. И., 1967, № 3.
69. Остроушко В. И., Кернос Ю. Д., Молдавский Б. Л. Нефтеперераб. н нефтехим..
1974, № 1, с. 37 — 38.
70. Далин М. A., Mexmuee С. И., Рассулбексва Т. И. ДАН СССР, 1964, т, 154, с. 854-*
856.
71. Марголис Л. Я. Гетерогенное каталитическое окисление углеводородов. Л., «Химия»,
1967, 363 с.
72. Тр. ГИАП, 1970, вып. 3, С. 5 — 38; 1972, вып. 16, с. 110—118.
73. Рудницкий Л. А., Максимова Н. П., Алексеева А. М. «Кинетика и катализ», 1973,
№ 6, с. 1505—1513.
74. Фальбе Ю. Синтезы на основе окиси углерода. Л., «Химия», 1971, с. 27, 29, 70.
75. Сб. «Карбонилирование ненасыщенных углеводородов». Л., «Химии», 1968, с. 161.
76. Тр. В НИИНЕФТЕХИМ. Вып. 2. Л., Гостоптехиздат, 1960, 209 с.
77. Сокольский Д. В., Попова Н. М. Каталитическая очистка выхлопных газов. Алма-Ата,
1970, 188 с.
78. Ивановская Ф. П., Семенова Т. А., Маркина М. И. и др. Химия и технология
азотных удобрений. Очистка газа. ОНТИ ГИАП, 1965, вып. 16, .с. 5, 24.
79. Семенова Т. А. и др. Хим. пром., 1966, № 9, с. 681 — 684; 1968, № 5, с. 352 — 353.
80. Lefebre G-, Sajus L., Teyssle Ph. Catalyse par complexes de coordination. Paris,
1972, 148 p.
81. Корнеев И. И., Попов А. Ф., КРенцелъ Б. А. Комплексные металлоорганические ка«
тализаторы. Л., «Химия», 1969. 208 с.
8, ТЕРМОДИНАМИЧЕСКИЕ СВОЙСТВА
ВАЖНЕЙШИХ ПРОДУКТОВ
НЕФТЕХИМИЧЕСКОГО СИНТЕЗА
Основные термодинамические свойства веществ (теплоты испарения, теплоты
образования, энтропии и теплоемкости) приведены в табл. 8.1. В табл. 8.2 даны
теплоты образования некоторых веществ, не включенных в табл. 8.1. Табл. 8.3 —
вспомогательная. ''
Теплота испарения (Д/7ИСП (298)) в большинстве случаев соответствует изме-
нению энтальпии 1 моль вещества в процессе превращения чистой жидкости
в идеальный газ при температуре 298,15 К и давлении 101 325 Па (1 атм). Индек-
сом <р> обозначено изменение энтальпии вещества в процессе превращения чи-
стой жидкости в ее насыщенный пар при температуре 298,15 К (реальный газ),
индексом «к> — изменение энтальпии вещества в процессе превращения чистой
жидкости в ее насыщенный пар при давлении 101 325 Па (1 атм) и соответству-
ющей температуре (т. е. в нормальной точке кипения), индексом <о — теплота
сублимации твердого вещества при температуре 298,15 К-
Теплота образования при 298,15 К (ДЯобр (298)) соответствует изменению
энтальпии в гипотетическом процессе синтеза .1 моль соединения из простых
веществ, находящихся в стандартном состоянии.
Мольная энтропия (S298) приведена при температуре 298,15 К без учета вклада
изотопного смешения и ядерных спинов.
Мольная теплоемкость (Ср) представлена коэффициентами уравнения ее
зависимости от температуры;
с’=^ + ЧтУ + Чж) + Аа (тбоо) + А-а (тж) (81)
Для большинства веществ термодинамические свойства (кроме теплоты
испарения) относятся к газообразному состоянию (г.). В тех случаях, когда
данные приведены для конденсированных фаз, состояние (ж. — жидкость, тв. —
твердое тело) указано после названия соединения.
Верхний индекс «°» означает, что указанная величина относится к стан-
дартному состоянию. Для газов в качестве стандартного принято состояние иде-
ального газа при давлении 101 325 Па (1 атм), а для конденсированных фаз—-
состояние чистого вещества при давлении 101 325 Па (1 атм). В частности, при
температуре 298,15 К стандартным состоянием простых веществ являются: для
углерода — С (графит), для водорода — Н2 (г.), для хлора — С1а (г.), для
фтора — Fa (г.), для кислорода — Оа (г.), для азота — Na (г.), для серы —
S (ромб.).
Вещества в таблицах расположены по брутто-формулам в порядке возраста-
ния числа атомов углерода, водорода, хлора, фтора, азота, кислорода, серы.
В качестве исключения формулы NH3, N2H4, SOa, SO3, H2SO4 приведены в обще-
принятом виде.
С помощью данных, представленных в табл. 8.1—8.3, можно рассчитать:
1) теплоемкость вещества при любой температуре в интервале 298,15—1000 К
(для H2SO4 при 298,15—700 К); 2) теплоту образования соединения в конден-
сированном состоянии; 3) низшую и высшую теплоты сгорания вещества; 4) из-
менение энтальпии соединения при его нагревании или охлаждении; 5) термо-
динамические параметры химической реакции при любой температуре от 298,15
до 1000 К (тепловой эффект, изменение энтропии, изменение энергии Гиббса,
термодинамическую константу равновесия, степени превращения компонентов).
423
Для расчета теплоемкости используется уравнение (8.1).
Пример 8.It Рассчитать теплоемкость изопентана (2-метилбутана) при температуре
Т = 500 К. ’
Решение. По табл. 8.1 находим: Л 0 = --49,7; A j = 651,2; А а = -*455, 1;
Ая = 133,5; Л«2 = 1,00. Для 500 К величина 7/1000 = 0,5. Используя уравнение (8.1),
получаем;
Ср = — 49,7 4- 651,2 . 0,5 — 455,1 . 0,52 4- 133,5 . 0,534- 1,00 • 0.5—2 =
= — 49,7 4-325,60 — 113,78 4- 16,69 4-4.00= 182,8 Дж • К — 1 • моль—1
Теплота образования в конденсированном состоянии (Д/70бр ом) (ж- или тв.)]
вычисляется но уравнению:
ДА'обр (298) <«• или ТВ.)= ДНо6р (298) <₽->— д^исп (298) (8.2)
Пример 8.2. Вычислить теплоту образования Н2О (ж.).
Решение. По табл. 8.1 для Н2О находим: Д(298)(р«)= —241,8 кДж* моль'1J
Д/7 _ in = 44,0 кДж* моль”1. Подставляя эти значения в уравнение (8.2), имеем?
НСП 1298)
днобр (298) (ж.) = — 241,8 — 44,0 = — 285,8 к Дж • моль—1
Низшую (QH) и высшую (QB) теплоты сгорания вещества, имеющего брутто-
формулу CdIl,-,O, N^, можно определить по уравнениям:
QH =—393,5а — 120,96 — ДЯ^ (29В) (8.3)
<?в = — 393,5а 142,96 — Д^обр (298) (8.4)
Пример 8.3. Определить низшую и высшую теплоты сгорания пропана (С,На).
Решение. По табл. 8.1 для С3На находим: Д770бр (298) = — 103,8 кДж-моль-1.
Для пропана a = 3, b = 8. Отсюда по уравнениям (8.3) и (8.4);
QH = — 393,5 • 3— 120,9 • 8 — (— 103,8) =— 1180,5 — 967,2 4- 103,8 =
= —. 2043,9 кДж моль-»
QB = —393,5 3— 142,9 • 8— (—103,8) = — 2219,9 нДж • моль-1
Изменение энтальпии вещества (Нт2—Нт,) при его нагревании (охлажде-
нии) в интервале температур Т= Т\+1\ рассчитывается по данным табл. 8.1
и 8.3 с помощью уравнения:
^Тг = ^0 (Z0 (T’J — *0 (74)) + 01 (Г3) — М (Г,)) +
4“ ^2 (^2 (7а) ~ ^2 (Т,) ) “Ь ^3 (^3 (7’j) — /3(Т,)) +
+ Л-2(/-2(2’.) — (8-5)
Пример 8.4. Вычислить изменение энтальпии газообразного метана (СН4) при
нагревании от Ti = 410 К до Т2 = 560 К.
Решение. По табл. 8.1 находим: А о s 0; Я] = 105,8; Л я = «38,6; Д4 ® 4,9;
Л-2 = 0,66. Используя табл. 8.3, имеем;
Г, = 410 К Тл = 560 К
/ф ...... . 0.1118 0,2618
1,.......... 0,03960 0,11235
............ 0,01414 0,04970
/,............. 0,0051 0,0226
...... 0.91 1,57
Подставляя эти данные в уравнение (8.5), получаем?
Н6в0 — Н41я => 0 (0,2618 — 0,1118) 4- 105,8 ( 0.11235 — 0,03960) —
38,6 ( 0,04970 — 0,01414) + 4,9 (0,0226 — 0,0051) +
4- 0.66 (1.57 — 0,91) =0 4- 7,697— 1,373 + 0,086 4-
+ 0,436 =6:85 кДж • моль*4
Термодинамические параметры химической реакции вычисляются следующим
образом.
424
Напишем уравнение реакции в общем виде:
+ . . . = /jF] + f2F2 + . . •
где 6j, b2, fi, f2, ... —стехиометрические коэффициенты; Bj, В2> ... — исход-
ные вещества; F1( F2, ... — продукты реакции.
Тогда при стандартной температуре 298,15 К тепловой эффект (Qp( 298) в кДж),
изменение энтропии (Д3298 в Дж-К"*), изменение энергии Гиббса (Д6298 в кДж)
и термодинамическую константу равновесия реакции (lg/Ср (298)) можно рассчи-
тать по уравнениям:
<2р (298) = дн298 = КЬНабр (298,F,) + /«днобр (298,Fs) +
+ • • •— 41д//обр (298,В,) — ^днобр (298,В,) — • • <8-8)
as298= ^i^298,F, + ^«5298,р, + ••—• 613298,В, 6sS298,Bt~* • • I8-7)
ДО,,, = ЛН„, — 0.29815Л5,,, ‘ (8.8)
1g <2981 = — &Пг,‘ + AS“* (8.9)
р (298) 5,70792 + 19,14447
При других температурах значения теплового эффекта (Qp <Г) в кДж).и кон-
станты равновесия (1g Кр <7'1) нетрудно вычислить с помощью величин, приве-
денных в табл. 8.3, по уравнениям: -
Qp <Г) = ДЯр = ДД298 + /цД^и + li&Ai + (2ДЛ2 + ^эД-^з 4* С2ДЛ_а (8.10)
R In Кр (Г) = 19,14447 1g Лр = - А/7г9|,' 100°. +
ф- ДД298 -j- /л9ДЛ9 ф- ГП1&А1 ф- т2Д Л2 ф- /п8Д Л8 ф- Щ-2ДЛ_2 (8.11)
где
ДЛ( = fiAi (Fj) + /2Л1 (F,) ф- . ._biAi (Bi) — biAi (B,) — . . . (8.12)
В термодинамической системе обозначений знак «минус» перед численным
значением теплового эффекта ставится, если реакция идет с выделением теп-
лоты (процесс экзотермический), а знак «плюс», —если процесс эндотерми-
ческий.
Пример 8.5. Рассчитать термодинамические параметры реакции
С,Н, (г.) + Н, (г.) = С,Н, (г.)
при Т = 298,15 К и 1000 К.
Решение. Из уравнения реакции: В, = С,Н, (г.); В, = Н, (г.); Fi = С,Н, (г.);
Ь, = 1; 0, = 1; /, = 1. По табл. 8. 1 находим:
С,Н, (г.) Н, (г.) С,Н, (г.)
б^обр (298), «Дж-моль-’. . 52,5 0 —84,7
«298, Дж' К-!-моль-1 219.5 130,6 229,5
Лв ’.....................—10,7 32.8 —17,1
Л< ..................... 207,5 —10,4 250,2
Л, . . —146,5 10,1 —149,8
Л, ...................... 43,8 —2,2 38,8
Л_,........................ 0,38 —0,15 0,66
Применим уравнении (8.6)—(8.9):
Qp (298) ~ д 77 298 = —-84,7 — 52,5 — 0 = — 137,2 нДж
Д32,а = 229,5 — 219,3 — 130,6 = — 120,4 Дж • К"»
Аб„, = —137,2 — (— 120,4 0,29815) = — 137,2 + 35,9 = — 101,3 иДм
>8 Кп <2981 =— ~ 137,2 + ~~120,4 = 24,04 — 6,29 =
8 др (298) 5,70792 19,14447
= 17,75; Кр(29в) =5,6- 10»
425
Для вычисления Qp Ново) и ^0 <iooo> °пРеДеляем значения ЛА( по уравнению
(8.12)
ДД„ = _ 17,1 _ (—10,7)— 32,8 = — 39,2
ДД, = 250,2 — 207,5 — (— 10 4) = 53,1
Д At - — 149,8 — (— 146,5) — 10,1 = — 13,4
ДД, = 38,8 — 43,8— (—2,2) = — 2,8
ДД_5 = 0,66 — 0,38— (—0,15) — 0,43
и по табл. 8.3 находим)
1г = 0,7018; га, = 0,6083
71 = 0,45555; т, = 0,24630
1г = 0,32450; т, = 0,13105
7, = 0,2480; т„ — 0,0765
l-t = 2,35; т_2 = 2,77
По уравнениям (8.10) и (8.11) получаем!
Qp (1000) = ^^1000 = — 137,2 4-0,7018 (— 39,2) 4- 0,45555 - 53,1 4*
4- 0,32450 (— 13,4 ) 4- 0,2480 (— 2,8 ) 4- 2,35 . 0,43 =— 137,2 — 27,51 4-
4- 24,19 — 4,35 — 0,69 4- 1,01 = — 144,6 кДж
19,14447 1g Кр (1000) =- --1371’2р.:-1— + (- 120,4) 4-
4- 0,5083 (— 39,2 ) 4- 0,24630 • 53,1 4- 0,13105 (— 13,4 ) 4- 0,0765 (— 2,8 ) 4-
4- 2,77 • 0,43= 137,2— 120,4— 19,93 4- 13,08— 1,76— 0,21 4- 1,19 = 9,2
Таким образом
(юоо) = i.j.hVz-“0,48: Кр (1оод = 3,0
Термодинамические параметры различных реакций могут отличаться весьма
значительно. Так, тепловые эффекты многих реакций лежат в пределах 30—
60 кДж. Наряду с этим возможны малые тепловые эффекты, не превышающие
10 кДж (например, для реакций изомеризации углеводородной цепи, миграции
двойной связи и т. п.). Известны также и значительные тепловые эффекты: для
таких реакций, как гидрирование и дегидрирование (80—150 кДж на 1 моль Н2),
окисление (300—500- кДж на 1 моль О2) и т. д.
На многие порядки и даже десятки порядков могут отличаться константы
равновесия реакций. По величине константы равновесия можно судить, в какую
сторону смещено равновесие реакции. Так, если Кр£> 106, то реакция практи-
чески полностью смещена вправо (идет до конца). Если Кр<3 10"то реакция
практически полностью смещена влево (не идет). В тех случаях, когда значение Кр
близко к единице или отличается от нее на один-два порядка, в равновесной смеси
в существенных количествах могут находиться как исходные вещества, так
и продукты реакции. В этом случае целесообразно выполнить расчет максималь-
ной термодинамически возможной степени превращения.
Пример 8.6, Оценить термодинамическую вероятность реакции гидрирования эти-
лена в этан при Т = 298,15 К и 1000 К.
Решение. В примере 8.5 для данной реакции было вычислено Кр =
= 5,6-10”. Вывод! реакция полностью смещена вправо.
Кроме того, при Г = 1000 К в примере 8.5 получено Кр (]00())= 3,0. Рассчитаем
равновесную степень превращения этилена. Пусть исходная смесь состоит из 1 моль
С2Н4 и 1 моль Hi, а к моменту достижения равновесия образовалось z моль С2 Н,. Тогда
о равновесной емеси содержится по 1—z моль С2Н4 и Hs, а общее число молей смеси
составляет 2—z. Парциальные давления; этилена и водорода по Р, этана — * *Р,
где Р — общее давление.
Тогда
=Кр (1000) =3.0
Отсюда, например, при Р = 11
х (2^ X) =3 (1 — X)’; -= 8х 4-3 = 0
Корин этого уравнения: xt = 1,5, хл в 0,5; xt —» не удовлетворяет физическому
смыслу задачи, так как 0 < х <1. Вывод: ожидаемая степень превращения равна 0,5,
426
В тех случаях, когда необходимо учитывать влияние давления на изменение
термодинамических свойств, следует пользоваться уравнениями:
(дН/дР) T=V=T (dV/dT)p
(dS/dP)T=~ tfV/dT)p
(дСр/дР)т =— T (д*У/дТ*)р
где V — мольный объем газа. '
Проинтегрировав их в заданном интервале давлений, можно получить при-
ращения энтальпии Н, энтропии 3 и теплоемкости Ср, вызванные изменением
давления.
Значения частных производных (dV/dT)p и (d-VldT-)p могут быть найдены
из уравнения состояния, которое должно быть известно. Для идеального газа
(дН!дР)т = 0, (дСр/др)т = 0, (dS/dPjr = —RIP, откуда следует, что энталь-
пия и теплоемкость от давления не зависят, a Sp, — Spt = R In (P1/P2).
Для реальных газов при умеренных давлениях часто применяют приближен-
ное уравнение состояния Бертло. Поправки на неидеальносТь газа нетрудно
рассчитать по уравнениям:
ре ид 12g \ тг
S ~ S 27
° ре ^ид —
*ГКР р
г г — 81 КТ*Р
СР (ре) — сР(ид) — 32 РКрГ®
где Яре, Зре, Ср (ре) — свойства реального газа при температуре Т и давле-
нии Р; Н„Д, Зид, Ср (Ид) — свойства идеального газа при температуре Т и давле-
нии 101 325 Па (1 атм); Ткр, Ркр — критические температура и давление.
Введенский А. А. Термодинамические расчеты нефтехимических процессов. Л., Гостоп-
техиздат, 1960. 576 с.
Карапетьянц М. X. Химическая термодинамика. Изд. 3-е, М., «Химия», 1975. 584 с.
Киреев В. А, Методы практических расчетов в термодинамике химических реакций.
Изд. 2-е. М., «Химия», 1975. 536 с.
Сталл Д., Вестрам 3., Зинке Г. Химическая термодинамика органических соединений.
Пер. с англ. М.» «Мир», 1971. 808 с.
Термодинамические свойства
Таблица 8.1
Формула Название днисп (298)- кДж моль"1 АН® обр (298)* КДЖ'МОЛЬ"1 s298 До А, As А. А-г
Й О S 7 й ЕХ Дж-К”1 -моль”1 Дж-К"*’1 моль"1 7 ч о 2 7 й ЕХ 7 ё • о 2 т й К Дж - К’МОЛЬ"1
н2 Водород 0,9!2к 0 130,6 32,8 — 10,4 10,1 —2,2 —0,15
о2 Кислород 6,8К 0 205,0 20,5 26,7 — 15,6 3,1 0,20
о3 Озон 15,2К 142,3 238,8 15,6 102,0 —95,2- 32,1 0,07
n2 Азот 5,6К 0 191,5 31,0 — 12,4 24,7 — 10,5 0,00
с Углерод (графит) — 0 5,7 —6,7 62,3 —45,8 11,6 0,05
S Сера (ромб.) • 13,0е 0 31,9 — — — — — •
S2 Сера — 129,0 228,1 29,0 21,8 —21,2 7,4 —0,12
F2 Фтор 6,5К 0 202,7 23,9 33,9 —31,4 10,7 —0,02
Cl2 Хлор 1 20,4К 0 223,0 33,3 11,2 — 10,6 3,7 —0,17
н,о Вода 44,0 —241,8 188,7 30,2 6,7 6,5 —2,3 0,08
н;о2 Перекись водорода 51,6 — 136,1 232,9 17,8 112,3 — 104,3 37,1 0,01
NH3 Аммиак 23,Зк —46,2 192,6 17,0 60,0 —27,7 6,8 0,27
N2H. Г идразин 44,8 95,3 238,5 45,1 68,0 — 17,4 — 1,4 — 1,00
NO Окись азота 13,8К 90,2 210,6 25,7 5,8 7,7 -5,4 0,17
no2 Двуокись азота — 33,5 240,2 17,1 72,4 —49,1 12,2 0,21
HNO3 Азотная кислота 39,2 — 134,0 266,4 13,8 174,6 — 137,4 41,0 —0,10
H2S Сероводород 18.7К —20,2 205,8 30,5 6,4 18,2 -9,2 0,04
so2 Двуокись серы 24,9К —296,9 248,1 18,6 84,4 —70,3 21,6 0,16
so3 Трехокись серы 43,1₽ —395,3 256,0 6,8 183,4 — 162,5 54,8 0,19
H2SO4 Серная кислота (ж.) 70,3 -813,6 156,9 83,3 345,3 —492,7 263,2 —0,95
HF Фтористый водород 7,5“ —271,1 173,7 30,4 —4,0 3.7 0,1 —0,03
НС1 Хлористый водород 16,2К —92,3 186,8 32,2 — 14,0 20,8 —7,4 —0,05
CC1, Четыреххлористый углерод 32,4 — 102,9 309,9 71,1 97,8 —94,8 33,4 —0,80
co Окись углерода 6,0к — 110,5 197,5 28,1 —3,3 16,1 —7,8 0,07
co2 Двуокись углерода 5,3Р —393,5 213,7 23,6 59,9 —39,4 10,2 —0,10
cs2 Сероуглерод 27,4Р 117,1 237,8 36,9 48,1 —35,7 9,7 —0,25
CHC13 Хлороформ 31,4Р — 101,3 295,9 38,5 138,1 — 120,9 40,3 —0,38
CHN Цианистый водород (синильная кислота) 25,2р 134,7 201,7 31,9 . 25,2 —5,8 —0,06 —0,26
CH2C12 Дихлорметан 28,9р —96,0 270,1 , 1,2 179,5 — 137,6 41,8 0,30
CH2O Формальдегид (муравьиный альдегид) 23,Зк — 108,6 218,7 5,8 89,8 —40,1 5,7 0,55
CH2O2 Муравьиная кислота 46,5 —379,0 248,7 12,0 . 134,6 —82,7 19,6 —0,01
CHSC1 Хлорметан (хлористый метил) 19,8Р —86,2 234,4 —0,12 151,0 —100,9 28,6 0,36
CHSNO Формамид 71,5е — 188,3 249,4 — — — — '
ch3no2 Нитрометан 38,2 — 74,7 275,0 — 10,5 260,4 — 185,8 53,2 0,47
CH4 Метан ... 8,2К -74,8 186,3 0,0 105,8 —38,6 4,9 0,66
CH4O Метанол 37,4р —202,0 239,7 — 10,5 182,0 — 111,6 28,8 0,83
CH4S Метантиол 23,8 —23,0 . 255,1 8,9 154,1 —95,1 25,8 0,28
CH6N Метиламин 24,3 —21,3 242,3 —49,5 395,3 —391,3 158,8 1,71
CaCl4 Тетрахлорэтилен 39,7 —9,7 341,0 70,8 138,1 — 121,4 38,9 —0,65
c2ci, Гексахлорэтан 64,9 е — 142,3 396,6 111,3 188,0 — 173,8 60,0 — 1,32
С,НС18 Трихлорэтилен 34,3 —5,4 325,1 48,8 160,9 — 134,2 42,8 —0,51
C2HC1S Пентахлорэтан 47,3 — 142,3 380,5 58,3 287,1 —273,7 95,6 —0,39
C2H2 Ацетилен 6,6Р 226,0 200,8 38,3 49,2 —30,2 10,0 —0,59
CgHgClg 1,1-Дихлорэтилен 26,5” ' ' ’2,2 288,1 32,8 168,5 — 132,3 '41,6' —0,47
C2H2C12 цис- 1,2-Дихлорэтилен 31,1 6,4 289,5 24,1 192,0 — 156,0 50,0 —0,33
CgHgClg транс- 1,2-Дихлорэтилен 29,0 6,4 290,0 23,5 191,1 — 154,0 • 48,8 —0,14
C2H2O4 Щавелевая кислота (тв.) 99;2е —821,3 120,1 —. — —
C2H,C1 Хлорэтилен (винилхлорид) 20,9р 22,6 264,0 6,3 200,7 — 152,2 47,2 —0,10
QHjCl, 1,1,2-Трихлорэтан 40,0 — 138,5 337,1 30,9 266,2 —218,9 70,4 —0,33
C,H8N ' Ацетонитрил 33,2 87,9 243,5 9,8 156,9 —91,1 2,24 0,28
„ CjH4 ..... Этилен 13,4К 52,5 219,3_ 10,7 _207Д_. -=146,5 . . 4&8_ _ 0J§.
CsHiCI2 1,1-Дихлорэтан 31,0₽ — Г2ВЛ ••304,6 - 11,4 “273,4“ —209,8 65,1 0,03
«0 CjH^Clj 1,2-Дихлорэтан 35,4Р — 130,1 309,2 23,1 227,5 — 159,0 , 46,5 0,08
8__________________________________________
Формула Название 00 1 J3 21е: о Е 5 5 * A 17° обр (298) • кДж-моль”1
c2h4f2 1,1 -Дифторэтан 18,8р —490,8
CsH4O Ацетальдегид (уксусный аль- дегид) 25,5Р — 166,0
C2H4O Окись этилена 24,9Р —77,7
C2H4O2 Уксусная кислота 52,3 —431,8
C2H4O2 Метилформиат 28,4Р —349,8
C2H6C1 Хлорэтан 24,1р — 107,5
QHBNO2 Нитроэтан 40,6 — 101,3
c2H„ Этан 4,9Р —84,7
C2HeO Этанол 42,3 —234,6
С2Н6О Диметиловый эфир 21,5К — 184,1
Этиленгликоль 65,6 —389,3
C2H6S Этантиол 27,3Р —46,5
C2H6S Диметилсульфид 27,6Р —37,9
c2Hes2 1,2-Этандитиол 44,7 —9,1
C2HeS2 Д и метилдисульфид 38,4 —24,4
c2h7n Диметиламин 25,7Р — 18,2
c2h7n Этиламин 27,6” —46,9
c2h,no 2-Аминоэтанол 50,2 —274,5
CsHsN Акрилонитрил 34,7 184,9
C9H4 Пропадиен (аллен) 17,0р 192,1
CsH4 Пропин (метилацетилен) 19,1р 185,4
Продолжение
с ° 298 Л л, >1, Л.,
7 7 7 А
о о
2 S S S S
wt м
ij
Й Й й й й й
ч ч ч ч ч ч
282,3 — 1,1 278,9 — 199,5 57,7 0,18
263,8 —6,1 222,5 — 141,8 37,5 0,59
153,8 —31,6 306,7 —230,3 69,5 0,63
282,4 — 11,2 310,8 —244,7 78,4 0,42
301,2 —23,4 352,5 —293,9 97,9 0,75
276,1 —9,0 283,1 —203,2 60,5 0,33
315,4 —23,2 406,3 —306,8 93,4 0,44
229,5 — 17,1 250,2 — 149,8 38,8 0,66
282,4 —20,9 327,1 —236,8 71,5 0,71
266,5 — 11,0 270,5 — 156,8 37,8 0,81
323,5 1,8 384,1 —343,5 123,4 0,72
296,1 3,1 270,1 — 173,4 48,0 0,29
285,8 8,7 244,9 — 143,3 36,4 0,36
__ — —— — —
336,8 15,9 297,5 — 194,4 53,4 0,50
273,0 —32,3 382,0 —272,2 81,4 0,84
284,6 — Н,7 328,5 —223,5 65,0 0,41
— — ——
273,9 11,3 218,6 — 154,0 45,0 —0,02
243,9 6,6 216,8 — 150,4 44,2 —0,02
248,1 16,6 179,5 — 108,9 28,8 0,05
CsH4O2 Акриловая кислота 47,7 —336,2 315,0 — 12,3 —368,0 —296,0 95,1 0,36
едо. Этиленкарбонат 76,7е —504,9 294,4 —30,2 455,3 —351,9 106,8 0,39
CsHbN Пропионитрил 1 36,1 50,6 286,6 3,5 266,1 — 161,7 41,1 0,31
санв Циклопропан 17,0” 53,3 237,4 —56,6 449,6 —365,7 120,1 0,69
с3н. Пропен (пропилен) 14,1р 20,4 266,9 — 18,2 307,4 —201,0 55,4 0,61
С8Н6О Аллиловый спирт (2-пропен-1- 54,4 — 132,0 307,6 —6,5 333,6 —226,8 63,1 0,14
CsH.0 Ацетон 30,8Р —217,6 294,9 -21,6 351,5 —229,3 62,3 0,93
СзН„0 Окись пропилена 27,9 —92,8 286,7 —30,6 402,8 —294,0 87,7 0,59
с8нво Пропанал (пропионовый аль- дегид) 29,8Р — 191,7 305,1 — 11,2 330,2 —214,2 58,0 0,63
GgHeO2 Пропионовая кислота 55,0 —455,8 — — — — — —
'-зНдОз Метилацетат 31,8 —409,6 — — ___
CjHjOj Этилформиат 28,0 —371,3 — —
c8h,no А/,А/-Диметилформамид 47,4 — 192,0 — — —
QH-NO, 1-Нитропропан 43,5 — 124,7 355,6 —30,6 521,6 —383,2 113,4 0,73
C8H,NO2 2-Нитропропан 41,0 — 140,2 347,7 —30,8 534,0 —402,9 122,0 0,50
С,Ня ,Проп?н , 14,9р — 103,8 —257,5 269,9 324,8 ‘ —29,8 —26,5 396,1 425,5 —270,8 —291,3 78,9 83,5 0,64 0,92
CjHsO 1-Пропанол 47,5
C8H8O 2-Пропанол 45,3 —272,6 309,9 —34,3 489,1 —382,8 123,3 0,70
C8H8O Мети лэти левый эфир — —216,4 310,6 — 17,9 383,3 —229,3 56,1 1,10
СзНвОд Диметоксиметан (метилаль) 28,9р —348,2 335,7 — —
CgHfiOg Глицерин (ж.) — —668,6 204,5 — —
CjHsS 1-Пропантиол 32,0 —67,9 336,4 — 1,7 366,5 —216,7 56,5 0,44
QHsS 2-Пропантиол 1,3-Пропандитиол 291,6 —76,2 324,3 —9,8 419,7 —298,6 88,8 0,43
CgHgSg 49,7 —29,2 — — —- — — —
CsHBN Пропиламин 31,6р —69,9 325,9 —45,2 520,0 —374,0 110,2 1,24
C8H8N Триметиламин 23,8р —24,7 288,7 —52,0 550,8, -412,0 125,5 1.14
QH. C4H' 1,3-Бутадиин 22,6р 472,8 250,0 67,8 72,7' —37,6 9,5 — 1,14
1-Бутен-З-ин (винилацетилен) 23,5р 304,6 279,4 20,4 236,0 — 167,2 50,0 —0,36
C4H4O Фуран 27,7 —34,7 267,2 —45,4 466,6 —388,3 125,3 0,26
C4H4S Тиофен 1,2-Бутадиен 34,7 115,7 278,9 —23,9 423,3 —344,6 110,9 —0,16 _
C4He 23,4 162,2 293,0 — 1,8 320,8 —210,1 58,3 0,30
C4He 1,3-Бутадиен 23,0 110,2 278.7 —5,8 376,6 —297,0 96,1 —0,28
QH„ 1-Бутин 23,8 165,2 290,8 7,7 298,6 — 193,4 53,7 0,04
£2 QH. 2-Бутин 26,4 146,3 283,3 —6,7 310,1 —186,7 47,0 0,67
Продолжение
Формула Название ОС 1 Ci дэ С 2 * 5 1=1 А Н° обр (298)’ к Дж моль-1 S298 Ао и. Дд Л, А_.
1 Дж- К”1 моль-1 7 дэ Ч о ЗЕ 7 * к о ЗЕ 7 ixj К 1 дэ R О 2 t=l J л R О 2 * * Е* Дж-К-МОЛЬ-1
С4Н8 Циклобутен 22,5 129,7 263,5 —46,7 456,8 —346,8 105,8 0,50
с4н6о3 Пропиленкарбонат 62,2 —551,2 334,8 —29,8 548,8 —406,0 118,9 0,61
C4H6O3 Уксусный ангидрид 48,3 —575,7 389,9 —50,4 607,2 —486,2 155,0 0,70
С4НеО4 Янтарная кислота (тв.) — —940,9 175,7 — — — — —
.c4h7n Пропилцианид (бутиронитрил) 39,9 34,1 325,4 —5,5 393,2 —253,8 67,4 0,54
c4h7n Изопропилцианид 37,6 •25,4 313,3 —5,7 405,6 —273,6 75,9 0,31
C4Hs 1-Бутен 20,2₽ ' —ОД 305,6 — 21,6 419,6 —282,4 80,0 0,46
С4Н8 цис-2-Бутен 22, !₽ —7,0 300,8 —43,6 456,8 — 306,2 85,1 1,00
с4н8 транс-2-Бутен 21,4Р — 11,2 296,5 —21,1 403,6 —257,7 69,3 0,86
с4н8 2-Метилпропен (изобутилен) 20,5Р — 16,9 293,6 -8,2 . 376,8 —235,2 62,3 0,38
С4Н8 Циклобутан 23,6 _ 26,7 265,4 —74,0 569,8 —423,9 127,9 0,94
с4н8о Бутанал (масляный альдегид) 33,8 —208,3 344,0 — 18,4 447,4 —296,2 81,4 0,79
С4Н8О 2-Бутанон (метилэтил кетон) 34,9 —238,4 338,1 —20,4 452,5 —302,5 84,1 1,16
С4Н8О 2-Метилпропанал (изомасляный альдегид) 31,6 —218,6 — — —
с4н8о Тетрагидрофуран 32,0 —184,2 — — — — —
с4н8о2 Бутановая (масляная) кислота 63,6 —470,3 — — — —
С4Н8О2 1-Метилпропановая (изомасля- ная) кислота 56,1 —485,6 — —
С4Н8О2 1,3-Диоксан 35,6 —349,8 — а* —
с4н8о2 1,4-Диоксан 38,5 —315,1 299,8 —136,7 870,2 —725,3 232,1 2,63
с4н8о2 Этилацетат 36,1 —442,9 362,8 —98,7 761,4 —634,0 202,6 3,23
C4H8S Тиациклопентан 38,7 —33,8 309,4 —47,5 565,4 —425,6 129,7 0,37
C4HeN Пирролидин 37,6 —3,6 309,5 —98,6 697,6 —525,6 159,0 1,26
C4HeNO N.N- Диметилацетамид 49,2 —229,2 356,8 —31,8 530,9 —338,7 88,9 1,66
^.4rrBNOg C4HBNO2 Д4Н10 C4H,0 СДДоО 1-Нитробутан 2-Нитробутан Бутан 2-Метилпропан (изобутан) ЬБутанол
C4HI0O 2-Бутанол
C4H10O 2-Метил- 1-пропанол
C4H10O 2-Метил-2-п ропанол
C4H10O Метилпропиловый эфир
C4H10O Метилизопропиловый эфир
C4H10O Диэтиловый эфир
C4H10S 1-Бутантиол
С4НЦ)Ь2 Ди этилдисульфид
C4HhN 1-Аминобутан
c4hun 2-Аминобутан
C4HiiN Диэтилами н
QH11N C5H4O 2-Метил-2-аминопропан 2-Фуральдегид (фурфурол) (ж.)
Пиридин
C6He Циклопентадиен
C6HBS 2-Метилтиофен
C8H8S 3-Метилтиофен
CBH8 Циклопентен
C6H8 2-Метил-1,3-бутадиен (изопрен)
CsHe З-Метил-1,2-бутадиен
C8H8 З-Метил- 1-бутин
C6Hg 1,2-Пентадиен
C8H8 цис- 1,3-Пентадиен
C„H8 транс- 1,3-Пентадиен
C6H8 1,4-Пентадиен
CSH8 2,3-Пентадиен
C6H8 1-Пентин
C6H8 2-Пентин
C8H. Спиропентан
C8HbN Бутилцианид
C8H1O Циклопентаи 1
Й c8H10 2-Метил- 1-бутен
48,5 43,8 '21,5 19,2 52,3 -143,9 — 163,6 —126,1 —134,5 —274,4 394,5 383,3 310,1 294,6 363,2 —38,5 —43,1 —37,2 —37,4 —33,7 641,9 661,4 511,4 523,8 542,7 —469,3 —491,0 —347,2 —367,0 —373,3 138,7 147,9 99,0 107,5 107,0 0,90 0,81 0,92 0,69 1.09.
I'"49,7 —292,3 359,U —31,8 ' O£>9,5 —404,3 1210 0,98
50,8 —282,8 — — — ——
46,9 —325,8 326,3 —25,8 555,6 —404,3 121,4 0,55
—237,7 349,4 -25,9 503,5 —315,4 81,3 1,26
—252,0 338,3 —30,5 523,1 —337,1 90,6 1,17
27,3 —252,2 342,7 —25,9 503,5 —315,4 81,3 1,26
36,6 —88,1 375,2 —5,2 463,0 —260,0 65,0 0,60
45,4 —74,6 414,5 —4,3 577,4 —424,9 127,2 0,70
35,7 —90,5 364,9 —53,3 639,9 —459,4 135,1 1,43
33,4 —104,2 351,0 6,9 429,0 — 191,4 17,4 —0,10
31,3 —72,4 352,2 —44,1 604,8 —418,7 120,0 1,20
30,5 — 119,9 337,9 —43,9 651,2 —492,9 151,7 0,84
— — 195,0 218,0 — — —
40,2 140,2 282,8 —61,0 566,8 —447,7 138,8 0,55
28,9 133,1 274,5 — —
38,9 83,7 320,6 —33,1 525,6 —400,4 122,1 0,36
39,5 82,8 321,3 —25,4 506,1 —386,9 117,9. 0,06
28,7 32,9 289,7 —98,4 654,9 —483,8 143,1 1,55
26,4 75,7 315,6 11,7 420,1 —300,1 90,4 —0,70
— 129,7 319,7 9,2 384,0 —233,7 '59,7 0,08
136,4 318,9 6,5 401,4 —255,4 66,8 —0,05
28,3₽ 145,6 333,5 19,4 365,1 —216,9 53,8 -0,45
28,2₽ 78,2 324,3 —32,9 532,0 —409,9 129,0 0,15
27,6P 77,8 319,7 —4,3 454,4 —326,7 96,9 -0,10
25,2P 105,4 333,5 4,6 420,6 —289,5 85,0 —0,13
29,2P 138,5 324,7 1,4 385,7 ' —223,3 53,5 0,29
28,0₽ 144,3 329,8 —20,6 489,9 —365,6 113,8 0,96
— 128,9 331,8 —8,7 407,9 —247,8 63,2 0,54
27,5P 185,2 282,2 —62,8 613,6 —475,2 147,8 0,55
43,6 — 362,8 —48,3 638,3 —490,8 153,9 1,51
28,7₽ —77,2 292,9 — 113,0 752,4 —556,2 165,8 1,49
25,9₽ —36,3 33$,5 -34,1 553,4 —379,6 108,1 0,88
Формула Название 4Нисп (298)- кДж -МОЛЬ”1
с5н10 2-Метил-2-бутен 27,1р
сБн10 З-Метил-1-бутен 23,8Р
с5н10 Метил циклобутан 28,0
CsHjo 1-Пентен 25,5
С6Н1О Чис-2-Пентен 27,4
С5Н10 транс-2-Пеитен 26,7
сБн10о З-Метил-2-бутанон 36,9
С6Н10О 2-Пентанон 41,4
СбН10О 3-Пентанон 38,6
СБНк>О Тетрагидропиран 34,9
С6н10о Пентанал (валериановый аль- дегид) 37,7
QH10Os Изопропилацетат 37,2
СбНщО,, З-Метилбутановая (изовалериа- новая) кислота 61,5
^БН10^2 2-Метилбутановая кислота 60,1
4-Метил- 1,3-диоксан 39,2
CsHjoOj Пентановая (валериановая) кислота 67,4
QHieo3 2,2-Диметилпропановая (пива- левая) кислота 59,4
C6HnN Пиперидин 39,3
QHuNO Пентанамид (валерамид) 89,3е
CSH1S 2,2- Диметилпропа н 22,4
C»Hlt 2-Метилбутан 25,2
Продолжение
Л.н'" Обр (298)г кДж-моль 1 С° 298 Л, А, А, А-,
Дж К'1 моль-1 Дж- К“1 -моль-1 1 7 л о S т й fcl Дж-К-9-моль“’ 7 ч о S т * Дж-К моль-*1
—42,6 338,6 — 29,9 514,4 —328,1 87,8 0,74
— 29,0 333,5 25,3 391,2 —213,8 48,2 —0,50
—20,9 — — —— — — —.
—20,9 345,8 —28,5 532,3 —355,0 98,2 0,74
—28,1 346,3 —56,0 608,4 — 438,7 131,3 1,05
—31,8 340,4 —30,6 530,9 — 354,6 99,5 0,86
— 289,0 — — — — — —•
—258,7 376,2 3,2 472,8 —272,8 63,0 —0,06
—258,7 370,0 — — — — ——
—223,8 — __ —
—233,7 збз.о —25,6 564,5 —378,2 104,9 0,95
—481,6 — • —..
—504,5 — — — — — —
—508,0 — — —_
—378,4 — — — — —
—492,8 439,8 — — — — —
—516,7 — — — — — —
—49,0 — — — — — —
—290,2 — — —
—166,0 306,4 —60,1 715,6 —537,4 164,6 1,04
— 154.5 343,6 —49,7 651,2 —455,1 133,5 1,00
-о* х12 Пентан 26,8 —146,4 348,9 —45,2 631,6 —433,3 124,2 1,09
сБн12о 2-Метил- 1-бутанол 54,1 —302,5 — — —-• — —
С6Н12О 2-Метил-2-бутанол 49,2 —329,1 366,9 —103,1 892,8 —735,1 241,4 2,45
С5Н12О З-Метил- 1-бутанол 54,3 —302,1 — — — — —
СБН12О З-Метил-2-бутанол 51,7 —314,9 — — —— —
с2нХ2о 1-Пентанол 56,9 —302,4 402,5 —40,9 659,9 —455,3 130,5 1,25
С6Н12О 2-Пентанол 53,0 —314,1 — — — —- —
с5н}2о З-Пентанол 52,9 —317,4 — — — —, —— —
С6Н12О трет-Ьутилметиловый эфир — —292,9 353,0 —97,5 862,4 —689,4 221,5 2,66
С6Н12О4 Пентаэритрит (тв.) — —919.2 198,1 — — — — —
CBH12S 1-Пентантиол 41,1 —108,4 415,4 — 12,9 582,6 —345,5 90,1 0,77
C5H1SN Амиламин 40,1 -111,1 403,8 —59,2 753,4 — 537,8 157,4 1,55
CeH„ Бензол 33,8 82,9 269,2 —60,9 583,6 —450,9 137,7 0,45
сен„о Фенол 68,7е —96,4 315,6 —36,0 598,4 —483,3 153,1 0,00
CeH,N Анилин 55,8 86,9 319,2 —37,3 627,0 —499,6 157,7 —0,09
C,H,N 2-Метилпиридин (2-пиколин) 42,5 99,0 325,0 —65,4 659,9 —495,4 148,5 0,78
CeH,N З-Метилпиридин (3-пиколин) 44,4 106,1 325,0 —67,3 665,0 —501,1 150,5 0,81
C„H,N 4-Метилпиридин (4-пиколин) 45,4 102,2 — — — — — —
C,H10 Циклогексен 33,4 —5,4 310,7 —89,0 783,7 —601,0 184,3 0,79
C„H10 1-Гексин 31,7 123,6 368,7 —6,7 530,4 —350,8 96,8 0,48
CeH10 1-Метилциклопентен 32,4 —5,4 326,4 —104,5 772,8 —569,7 168,5 1,88
CeH10 З-Метил цикл опентен 32,4 8,7 330,5 —117,8 833,3 —652,0 204,3 1,95
CjjHlQ 4-Метилциклопентен 32,4 14,8 328,9 —96,4 755,2 —553,8 163,1 1,44
CeH„O Циклогексанон 42,3 —230,1 322,2 —106,3 794,1 —492,7 108,6 1,79
CeHuN Амилцианид 47,9 — 402,2 —57,4 763,0 —583,3 182,2 1,71
C,H1XNO Капролактам 83,3е —246,0 — — — — — —
ceH12 Циклогексан 33,1 —123,1 298,2 —145,8 935,4 —654,4 179,6 2,36
CeH12 2,3-Диметил-1-бутен 39,9 —55,7 365,6 31,2 471,5 —259,4 59,5 —0,61
свн12 3,3-Диметил-1-бутен 45,2 —43,1 343,8 —100,6 894,8 —731,2 239,5 2,40
CeH12 2,3-Диметил-2-бутен 43,2 —59,2 364,6 —61,3 670,0 —426,7 113,9 1,78
ceH12 2-Этил-1-бутен 35,6 —51,5 376,6 —25,0 643,4 —453,0 135,2 0,30
ceH12 1-Гексен 30,7 —41,7 384,6 —36,5 652,5' —441,0 123,4 0,90
c,h12 Чис-2-Гексен 31,5 —52,3 386,5 —68,0 741,0 —538,9 162,4 1,45
CeH12 транс-2-Гексен 31,6 —53,9 380,6 —48,5 684,0 —479,2 140,2 1,40
CeH12 Чис-З-Гексен 31,3 —47,6 379,6 —80,1 791,7 —604,1 189,0 1,45
CeH12 транс-З-Гексен 31,6 —54,4 374,8 —36,2 665,6 —474,0 142,6 0,80
Метил циклопентан 31,7 —106,7 339,9 —112,7 857,1 —632,5 189,6 1,62
C.H12 2-Мётил-1 -пентен 37,7' —52,3 382,2 —14,6 589,7 —370,6 95,5 0,43
ft
Формула Название СЬ £ S4J Ч О е з J * 9 4//обр (298»’ кДж-моль“*
свнй 3-Метил-1-пентен 35,1 —45,0
ceH12 4-Метил-1-пентен 35,9 —44,1
С6Н12 2-Метил-2-пентен 38,8 —59,7
цис-З-Метил-2-пентен 36,7 —57,7
CgHi2 /пранс-З-Метил-2-пентен 35,9 —58,7
цыс-4-Метил-2-пентен 36,7 —50,3
ceH12 /пранс-4-Метил-2-пентен 37,2 —54,4
СвН12О Циклогексанол 53,6 —294,6
свн12о Гексанал (капроновый альде- -— —254,2
гид)
QHJ2O 2-Гексанон — —
СбН12О2 Бутилацетат 43,6 —484,0
CeHi2O2 4,4-Диметил-1,3-диоксан 42,7 —404,6
^6^12^2 Этилбутират 42,0 —472,6
^-*6^12^2 Этилизобутират 39,8 —497,8
^eHi2O2 Гексановая (капроновая) кис- 72,4 —513,3
лота
СвН12О3 Пропилпропионат — —533,0
СвНц 2,2-Диметилбутан 27,8 — 185,6
с„н14 2,3-Диметил бутан 29,2 — 177,8
Сйн1а 1-Гексан 31,6 —167,2
свн14 2-Метилпентан 29,9 — 174,3
с.н14 З-Метилпентан 30,3 — 171,6
свн14о 1-Гексанол 61,6 —319,6
свн14о Диизопропиловый эфир 32,6 —318,8
П родолженче
S298 Л„ л, Лг .4, 4_г
w - - -
л X
ч 1
о О
z S Z 2
— — •1 S
tk
Й Й Й Й Й й
EC ЕС 5 ЕС ЕС ЕС
376,8 17,8 517,6 —309,1 76,6 —0,39
367,7 —44,4 669,3 —464,4 134,5 0,81
378,4 —47,3 684,0 —483,2 143,3 0,81
378,4 —47,3 684,0 —483,2 143,3 0,81
381,8 —47,3 684,0 —483,2 143,3 0,81
373,3 —90,5 849,4 —690,0 228,2 2,32
368,3 16,6 501,2 —283,5 66,2 —0,11
327,7 — 121,6 936,6 —658,9 181,3 2,08
421,9 —32,7 681,7 —460,3 128,4 1,11
416,9 —4,4 591,8 —357,7 87,8 0,11
— — — — — —
— — — — — —
— — — — — —
— — — — — —
— — — — — —
358,2 — 116,3 989,3 —805,4 263,5 2,49
365,8 —56,5 766,1 —529,9 150,3 1,05
388,4 —54,2 756,3 —525,8 152,6 1,29
. 380,5 —61,4 801,4 —590,0 180,1 1,27
379,8 —57,0 765,7 —537,0 157,0 1,36
441,5 —48,1 777,0 —537,4 154,0 1,41
390,2 —39,4 735,2- —477,0 127,6 1,55
—erlj4O CeH16N CeH1§N C,H6N C,HeO
с,нео2
С7Н8
С,Н8О
С,Н8О
с,н8о
С7Н8О
С7Н12
C;H1SN
С,Н14
С,Н14
с,н14
С?н14
С7Нц
С’й14
С7Н14
С,Ни
С7Н14
С,Н14
с7ни
с,н14
С7Н14
С?Н14
СА
С,Н14
С,Н14
с&о
С,Н14О
с?н14о2
C7Hle
S3 С7Н1в
Дипр.опил.овый эфир
Гексиламин
Триэтиламин
Бензонитрил
Бензальдегид (ж.)
Бензойная кислота
Толуол
Бензиловый спирт (ж.)
о-Крезол
м-Крезол
л-Крезол
1-Гептин
Гексил цианид
Циклогептан
1,1 -Диметил циклопентан
цис-1,2-Диметилциклопентан
транс-1,2-Диметилциклопентан
цис-1,3-Диметилцик лопентан
транс-1,3-Диметилциклопентан
2,4-Диметил-1-пентен
2,4-Диметил-2-пентен
4,4-Диметил-1-пентен
цис-4,4-Диметил -2-пентен
транс-4,4-Диметил-2-пентен
Этилциклопентан
1-Гептен
Метил циклогексан
З-Метил-2-этил- 1-бутен
цис-З-Метил-З-гексен
транс-З-Метил-З-гексен
5-Метил-1 -гексен
2,3,3-Т риметил-1 -бутен
Гептанал (энантовый альдегид)
2-Гептанон
Гептановая (энантовая) кислота
2,2-Диметилпентан
2,3-Диметилпентаи
2,4-Диметилпентан
36,0 —292,9 422,5 —39,4 735,2 —477,0 127,6 1,55
45,1 —131,8 442,8 —59,0 842,2 —580,7 162,6 1,54
34,7 —99,7 405,4 —87,4 941,7 —705,2 216,2 2,18
55,5 218,8 321,0 —28,2 580,4 —451,9 138,5 0,06
— —77,4 — — — — — —
95,0е —290,2 369,0 —135,0 909,1 —759,0 243,2 2,52
38,0 , 50,0 320,7 —77,3 722,0 —545,9 165,4 0,88
— -161,0 216,7 — — — —- -—
42,7К —128,6 357,6 —69,2 821,2 —732,1 266,9 1,13
60,9 —132,3 356,8 —82,1 853,2 —759,1 273,5 1,10
43,2К —125,4 347,6 —77,7 833,9 —735,0 263,9 1,06
36,0 103,0 407,7 —14,5 650,0 —436,6 122,2 0,65
— ' — 441,6 —61,8 870,0 —652,3 200,2 1,80
37,3 —119,3 342,3 —152,7 1055,0 —752,6 214,1 2,00
33,8 —138,3 359,3 —141,0 1057,9 —806,4 246,5 2,15
35,8 —129,5 366,1 —136,2 1045,8 —799,1 245,5 2,06
34,6 —136,7 366,8 —141,2 1066,0 —828,2 258,7 2,21
34,4 —135,9 366,8 —141,2 1066,0 -828,2 258,7 /2,21
34,6 —133,6 366,8 —141,2 1066,0 —828,2 258,7 2,21
33,1 —84,8 — — —. —
34,3 —89,7 — — — — —
31,2 —80,3 __ — __ — —
32,6 —73,6 __ — — —
32,8 —89,8 —— —
36,4 —127,1 378,3 50,0 402,6 —37,1 —56,4 —2,97
35,6 —62,3 423,6 —46,2 779,9 —537,4 153,7 1,12
35,4 • —154,8 343,3 —133,2 1023,2 —722,6 202,2 1,96
34,4 -80,5 — — — — —•
36,5 —80,4 — — — ——
35,8 —77,8 — — Г —
32,6 —69,5 — — — —
32,1 —86,5 __ — — —— ——
47,7 —274,7 460,9 —39,9 798,9 -542,3 151,9 1,27
— 455,8 —11,8 709,8 —440,9 111,9 0,27
76,6 —534,9 — _— — —
32,5 —206,1 392,9 —57,9 860,6 —591,1 4168,7 1,36
34,3 —199,2 414,0 —57,9 860,6 —591,1 168,7 1,36
33,0 —202,0 396,6 —57,9 860,6 —591,1 168,7 1,36
Формула Название АНисп (298) • кДж-ыоль"1 СО 7 Oi л од =; о О. S хо • о О £ 5 <5 *
с7н18 3,3-Диметилпентан 33,1 —201,5
с,н1в З-Этилпентан 35,3 —189,7
с7н16 Гептан 36,6 — 187,8
с7н1в 2-Метил гексан 34,9 — 194,9
С,н1в З-Метилгексан 35,1 — 192,3
С7н1в 2,2,3-Триметилбутан 32,1 —204,8
С7Н16О Изопропил-трет-бутиловый 35,2 —358,2
эфир
с,н1йо 1-Гептанол 66,3 —334,8
C7H1,N Гептиламин 50,0 —152,3
С8Н4ОЭ Фталевый ангидрид (тв.) — —460,7
Фталевая кислота (тв.) — —782,2
сХ Стирол (винилбензол) 43,5 147,4
С8Н8О Метилфенилкетон (ацетофенон) 55,6 —86,9
Этилбензол 42,3 ' 29,8
о-Ксилол 43,4 19,0
С8Н10 м- Ксилол 42,6 ’ 17,2
С8Н10 п- Ксилол 42,4 17,9
С8Н14 1-Октин — 82,4
С8Н14О 2-Этил-2-гексенал 52,8 —208,5
c8h15n Гептилцианид — —
с8н16 Циклооктан 43,3 —125,8
1,1 -Диметилниклогексан 37,9 — 181,0
СвН1в цис-1,2-Диметилциклогексан 39,7 — 172,2
Продолжение
s° 6298 Ло At а2 Л» Л-2
- » т- -
J
ц Ч 1
о о о О А
s 2 2 S Ч
»> л •
if X
Й й й й й
Ч ч ч ч ч ч
399,7 —57,9 860,6 —591,1 168,7 1,36
411,5 —57,9 860,6 —591Д 168,7 1,36
427,9 —57,9 860,6 —591,1 168,7 1,36
420,0 —57,9 860,6 —591,1 168,7 1,36
424,1 —57,9 860,6 —591,1 168,7 1,36
383,3 —97,0 1017,5 —775,0 239,0 1,85
417,9 —55,2 882,2 —596,7 167,5 1,98
480,4 —55,2 894,2 —619,4 177,4 1,57
481,7 —75,0 993,6 —709,9 208,0 1,90
179,5 — — —— —
207,9 — — — —
345,1 —51,3 715,8 —547,7 167,0 0,37
372,9 — .— — — —
360,5 —73,2 812,8 —612,2 184,8 0,79
352,8 —55,7 735,7 —517,4 147,5 1,04
357,7 —74,6 789,0 —572,0 167,1 1,19
352,4 —77,9 789,0 —566,5 163,7 1,38
446,6 —20,5 762,6 —511,8 142,3 0,79
— — —— ——
480,5 —68,8 986,6 —734,2 223,6 1,95
366,8 —159,3 1173,6 —850,1 248,4 1,62
365,0 — 170,0 1217,0 —858,3 236,1 2,81
374,5 —158,7 1198,8 —863,8 245,6 2,50
-8* в транс-1,2-Диметилциклогексан 38,4 —180,0 370,9 —143,6 1170,1 —844,7 241,8 2,00
СД, ц ис-1,3-Диметилцикл огексан 38,2 —184,8 370,5 —171,9 1240,9 —909,8 264,6 2,95
транс-1,3-Диметилциклогексан 39,2 —176,6 376,2 —166,9 1229,7 —910,7 268,1 2,80
С8Н1в Ч«с-1,4-Диметилциклогексан 39,0 —176,6 370,5 —166,9 1229,7 —910,7 268,1 2,80
С8Н1в транс-1,4-Диметил циклогексан 37,9 —184,6 364,8 —156,9 1206,7 —878,9 253,3 2,35
С8Н1в Чис-2,2-Диметил-3-гексен 37,1 —91,1 — — __
С8Н1в транс-2,2-Диметил-З- гексен 37,2 —109,5 __
С8Н1в Этилциклогексан 40,5 —171,8 382,6 —131,0 1113,8 —772,2 211,4 1,85
С8Н1в 3-Этил-2-метил-1-пентен 37,5 —102,1 ' __
С.Н1в 1 -Октен 40,6 —82,9 462,5 —51,1 888,4 —607,8 171,9 1,22
СаН1в Пропилциклопентан 41,1 —148,1 417,3 41,7 524,4 —125,8 —29,7 —2,79
С8НИ 2,4,4-Триметил-1 -пентен 35,7 —111,6 — __ __
£в}11в 2,4,4-Т риметил-2-пентен 37,4 —106,7 — — __ — __
СдН1вО Октанал (каприловый альдегид) 45,2 —295,2 499,8 —47,1 916,1 —624,3 175,4 1,43
2-Октанон 39,8 —345,1 494,8 —20,2 832,0 —529,8 138,5 0,46
С8Н1вО2 Октановая (каприловая) кис- 80,3 —557,0 — — — — —
лота
CeHf8 2,2-Диметилгексан 37,3 —224,7 431,2 —69,8 996,6 —699,4 204,6 1,63
свн18 2,3-Диметилгексан 38,8 —213,9 444,0 —69,8 996,6 —699,4 204,6 1,63
С8Н18 2,4-Диметилгексан 37,8 —219,4 445,6 —69,8 996,6 —699,4 204,6 1,63
£вЛ1в 2,5-Диметил гексан 37,9 —222,6 439,0 —69,8 996,6 —699,4 204,6 1,63
С8Н18 3,3-Диметилгексан 37,5 —220,1 438,1 —69,8 996,6 —699,4 204,6 1,63
с8н18 3,4-Диметилгексан 39,0 —213,0 448,3 —69,8 996,6 —699,4 204,6 1,63
9®!118 З-Этилгексан 39,7 —210,9 458,2 —69,8 996,6 —699,4 204,6 1,63
с8н18 З-Этил-2-метил пентан 38,5 —211,2 441,1 —69,8 996,6 —699,4 204,6 1,63
С8Ни З-Этил-З-метилпентан 38,0 —215,0 433,0 —69,8 996,6 —699,4 204,6 1,63
2-Метил гептан 39,7 —215,5 455,3 —69,8 996,6 —699,4 204,6 1,63
с8н1в З-Метилгептан 39,8 —212,6 461,6 —69,8 996,6 —699,4 204,6 1,63
£в5*8 4-Метилгептан 39,7 —212,1 453,3 —69,8 996,6 —699,4 204,6 1,63
QHis Октан 41,5 —208,4 466,7 —69,8 996,6 —699,4 204,6 1,63
&Й18 2,2,3-Тримет илпентан 36,9 —220,1 425,2 —69,8 996,6 -699,4 204,6 1,63
2,2,4-Триметилпентан 35,2 —224,1 423,2 —69,8 996,6 ' —699,4 204,6 1,63
£®Н18 2,3,3-Триметилпентан 37,2 —216,4 431,5 —69,8 996,6 —699,4 204,6 1,63
qh18 2,3,4-Три метил пентан 37,7 —217,4 428,1 —69,8 996,6 —699,4 204,6 1,63
с8н18 2,2,3,3-Тетраметилбутан 31,4К —225,9 389,4 —98,1 1166,7 —902,6 278,7 1,39
свн18о Дибутиловый эфир 43,9 —333,9 500,4 —56,1 . 979,4 —655,4 181,5 1,92
С8Н18О Дн-втор-бутиловый эфир 41,0 —360,7 462,6 —56,1 979,4 —655,4 181,5 1,92
С,Н18О Ди-трет-бутиловый эфир 37,7 —364,8 427,3 —56,1 979,4 —655,4 181,5 1,92
о
Формула Название д//исп <298). кДЖ’МОЛЬ-* Л^обр (298)' кДж-МОЛЬ-1
CgHjgO 2-Этил-1 -гексанол 63,9 —369,0
1 -Октанол 71,0 —357,1
^sHisO2 Перекись mpem-бутила 40,2 —341,0
CgHj gN Октил амин 55,0 — 173,0
OgHjo а-Метилстирол — 113,0
C9H10 о -Метилстирол 39,6К 118,4
QH,,, ^/-Метилстирол 38,8К 115,5
C9H10 «-Метилстирол 39,0к 114,6
C-eHjo цис-Пропенилбензол ф-метил- — 121,3
стирол)
C9Hi0 трпнс-Пропенилбензол ф-ме- — 117,2
тилстирол)
CsHj2 Кумол 45,2 3,9
СэН12 о-Этилтолуол 47,7 1,2
C»Hla л-Этилтолуол 46,9 — 1,9
C9H1S я-Этилтолуол 46,6 -3,3
Мезитилен 47,4 —16,1
CgHi3 Пропил бензол 46,2 7,8
C9H12 1,2,3-Триметилбензол 49,0 —9,6.
C9H12 1,2,4-Т риметилбензол 47,9 — 13,9
1 -Нонин — 61,8
C„H17N Октилцианид
C8Hl8 Бутилциклопентан 46,0 —168,3
C»H16 1-Нонен 44,5 —103,5
Продолжение
s298 А„ Л, А, А,_
- - а.
!» А —
=: 1
о о о
? 2 S S 2
т л S
X Ьй
к х Й Й й й
ч ч и ч ч ч
519,4 —62,4 1011,4 —701,4 200,9 1,73
—— —— —
520,7 —81,0 1107,1 —787,9 230,0 2,02
383,7 —58,7 813,7 —602,3 180,4 0,90
383,7 —58,7 813,7 —602,3 180,4 0,90
389,5 —58,7 813,7 —602,3 180,4 0,90
383,7 —58,7 813,7 —602,3 180,4 0,90
383,7 —58,7 813,7 —602,3’ 180,4 0,90
380,3 —56,8 819,6 —612,6 183,8 0,71
388,6 —74,2 914,4 —672,5 197,0 0,70
399,2 —61,8 862,3 —615,6 177,6 1,12
404,2 -82,5 924,0 —684,0 204,5 1,30
398,9 -80,8 908,3 —660,7 194,3 v 1,34
385,3 —84,4 890,7 —625,6 177,7 1,78
400,7 —80,1 925,5 —684,7 203,0 1,07
384,8 —66,5 828,7 —555,9 151,4 1,69
395,8 —76,1 864,6 —596,9 166,8 1,86
485,6 —33,2 901,2 —624,1 180,1 1,06
519,5 —76,4 1105,9 —819,3 248,6 2,12
456,2 33,2 . 646,8 —215,5 -2,5 —2,60
501,5 —57,2 1000,9 —683,0 191,9 1,36
Нропилииклогексан 45,1 —193,3 419,5 —148,0 1283,8 —933,3 269,7 2,24
CgH-jg цис-l,3,5-Триметилциклогексан — —215,4 390,4 —210,6 1458,7 -1097,1 327,1 3,94
CSH18 транс-1,3,5-Триметилниклогек- сан — —206,6 400,0 —200,6 1436,3 —1098,8 334,1 3,64
CeH18O 2-Нонанон — — 533,8 —27,6 950,0 —613,0 162,6 0,62
CeH18O Нонанал (пеларгоновый альде- гид) Нонановая (пеларгоновая) кис- лота — —315,8 538,8 —54,3 1033,2 —706,4 198,9 1,59
CoHiS02 84,9 —577,0 — — — — — —
CgHjo 3,3-Диэтилпентан 43,6 —232,0 461,5 — 129,1 1340,6 —1062,1 339,8 1,67
CgHao 2,2-Диметилгептан 42,3 —246,9 473,1 — 105,9 1262,6 —976,2 308,1 2,28
CgHae 2,3-Диметилгептан 43,6 —235,6 488,6 —76,8 1125,0 —794,7 230,7 1,45
CgHjo 2,4-Диметилгептан 42,9 —240,5 488,6 —82,3 1141,9 —809,3 234,3 1,21
CgHjo 2,5-Диметилгептан 43,3 —240,5 488,6 —82,3 1141,9 —809,3 234,3 1,21
CeHjo 2,6-Диметилгептан 43,3 —243,4 477,1 —74,6 1115,9 —780,7 223,8 1,41
CgH2fl 3,3-Диметилгептан 42,6 —241,6 482,2 — 113,6 1288,6 — 1004,8 318,7 2,08
Q>Ha0 3,4-Диметилгептан 43,6 —232,8 491,5 —84,5 1151,0 —823,3 241,2 1,24
C^Hjo 3,5-Диметилгептан 43,3 —237,6 485,8 —90,0 1167,9 —838,0 244,9 1,00
C()H3o 4,4-Диметил гептан 42,2 —241,6 476,4 — 113,6 1288,6 —1004,8 318,7 2,08
C8H20 З-Этнлгептан 44,5 —230,5 495,9 —97,1 1192,1 —874,8 263,4 1,82
C8Han 4-Этилгептан 44,1 —230,5 495,9 —97,1 1192,1 —874,8 263,4 1,82
C9H20 3-Этил-2,2-диметилпентан 41,7 —238,3 460,1 —98,2 1234,0 —934,9 288,2 1,13
CjHjo 3-Этил-2,3-диметилпентан 42,7 —233,6 469,2 —108,8 1273,5 —982,0 307,0 1,30
cgHgo . 3-Этил-2,4-диметилпентан 42,3 —235,1 , 469,9 —71,9 1109,9 —771,9 219,1 0,66
CeH2o З-Этил-2-метил гексан 4342 42Д —232,8 488,6 —84,5 1151,0 —823,3 241,2 1,24
cgHgo З-Этил-З-метилгексан —236,3 482,2 —121,4 1314,6 —1033,4 329,2 1,88
C9H20 З-Этил-4-метилгексан 43,6 —229,9 488,6 —92,2 1177,0 —851,9 252,8 1,04
CgH2o 4-Этил-2-метилгексан 42,9 —237,6 482,9 —90,0 1167,9 —838,0 244,9 1,00
CgHjo 2-Метилоктан 44,9 —236,2 495,9 —81,6 1140,1 —817,5 242,3 2,23
СдНго З-Метил окт ан 44,8 —233,3 501,7 —89,4 1166,1 —846,1 252,8 2,02
С»Нго 4-Метилоктан 44,5 —233,3 501,7 —89,4 1166,1 —846,1 252,8 2,02
СдНдо Нонан 46,4 —229,0 505,7 —75,4 1107,6’ —773,3 224,4 1,75
CgHjg 2,2,3-Триметилгексан 41,7 —241,2 465,8 —101,1 1247,5 —953,4 296,5 1,50
СдНдд 2,2,4-Триметилгексан 40,7 —243,2 465,8 —106,6 1264,4 —968,0 300,2 , 1,26
СдНдд 2,2,5-Триметилгексан 40,7 —254,0 460,1 —98,9 1238,4 —939,4 289,6 1,46
СдНао 2,3,3-Т риметилгексан 42,0 —238,8- 469,2 —101,1 1247,5 —953,4 296,5 1,50
СдНао 2,3,4-Триметилгексан 42,7 —235,1 478,5 —71,9 1109,9 —771,9 219,1 0,66
СдНдд 2,3,5-Тримети лгексан 41,4 —242,8 469,9 —69,7 1100,8 —757,9 212,2 0,63
СдНдд 2,4,4-Триметилгексан 41,0 —240,8 469,2 —106,6 1264,4 —968,0 300,2 1,26
Формула Название
СдН20 CgH20 ^9^20 СдН80 CgH2o CgH20O CeH21N С1ОНВ ад Qo^lB 3,3,4-Триметил гексан 2,2,3,3-Тетраметилпентан 2,2,3,4-Тетраметилпентан 2,2,4,4-Тетраметилпентан 2,3,3,4-Тетраметилпентан 1-Нонанол Нониламин Азулен Нафталин Тетралин (1,2,3,4-тетрагидро- нафталин)
CioHlu QoHii СщНц С1оНц С1сНм Ci0HM СщНн Бутилбензол о-Цимол л-Цимол п-Цимол о-Диэтил бензол .и-Диэтилбензол п-Диэтилбензол 1,2,3,4-Тетраметилбензол (пре-
Clodia 1,2,3,5-Тетраметил бензол (изодурол)
CjoHij 1,2,4,5-Тетраметилбензол (ду-
Clevis рол) цис-Декагидронафт алии
П родолжение
5298 л0 л. А, А,
н -
Ч Л ч к £
О о о о о А
аз А S S S S S О
’—'О «« ю ча S
к а © л P.S 54 * 54 54 !4 54
к Я о О Я
5; е( S; ч й й й й й й
< и < к ч Ч ч ч ч ч
42,4 —235,9 475,0 — 108,8 1273,5 —982,0 307,0 1,30
41,2 —237,2 446,4 —114,8 1330,5 —1064,9 343,5 1,39
40,8 —237,0 452,8 —85,2 1194,2 —886,0 267,5 0,84
38,2 —242,0 431,5 —123,2 1361,0 —1098,0 355,5 1,52
41,8 —236,2 450,4 —85,2 1194,2 —886,0 267,5 0,84
75,7 —386,9 558,4 —69,6 1128,6 —783,5 224,4 1,89
60,0 —193,6 559,6 —89,7 1229,5 —876,7 256,5 2,22
55,5К 279,9 337,9 —95,7 925,5 —724,4 221,4 0,60
72,9е 151,0 335,6 —85,9 898,4 —697,5 212,3 0,62
53,6 27,6 373,2 — — — — —
50,1 —13,8 439,5 —88,1 1045,8 —770,8 228,2 1,23
50,6 —25,5 — —
49,8 —28,4 — __ ___ ——
49,4 —28,9 — — —
51,9 —19,0 434,3 —64,6 979,0 —704,4 205,1 1.12
51,1 —21,8 439,3 —83,4 1032,3 —759,0 224,7 1,26
50,8 —22,3 434,0 —86,7 1032,2 —753,5 221,4 1,45
54,4 —41,9 416,5 —40,9 893,7 —606,2 168,5 1,19
53,7 —44,8 422,5 —55,4 919,2 —624,8 173,7 1,60
53,4 —45,3 418,5 —61,0 921,7 —620,3 170,6 2,07
50,5 —168,9 377,7 —219,3 1490,5 —1118,8 334,0 2,86
a и* CioHje C10H„N CjoHjo Сю^ао C10Ha0 CioHjgO Cjo H20O C^lft транс-Декагидронафталин 1-Децин Нонилнианид Бутилциклогексан 1-Циклопентилпентан 1 -Децен Деканал (каприновый альдегид) 2-Деканон Декановая (каприновая) кисло- та
С10Н22 C10H22 С1оНаг CjoH22 C10Ha2 C10H22 C10H22 CjoHjj СюНгг CioHaa CioHaa C10H22 C10H22 C10H22 CjoH22 C10H22 CioHaa Сц)Н22 Ст.оНаа CioHaa C10H22 C10H22 CioH2a CioH22 CioH2a С]0Наа C10H22 g Ск>Н2^ Декан 2,2-Димет илоктан 2,3-Диметилоктан 2,4-Димет илоктан 2,5-Диметилоктан 2,6-Диметилоктан 2,7-Димет илоктан 3,3-Диметилоктан 3,4-Диметилоктан 3,5-Диметилоктан 3,6-Диметилоктан 4,4-Диметил октан 4,5-Диметилоктан 3,3-Диэтил гексан 3,4-Диэтилгексан 3,3-Диэтил-2-метилпентан 3-Этил-2,2-диметил гексан З-Этил-2,3-диметилгексан З-Этил-2,4-диметил гексан З-Этил-2,5-диметил гексан З-Этил-3,4-диметил гексан 4-Этил-2,2-диметилгексан 4-Этил-2,3-диметил гексан 4-Этил-2,4-диметилгексан 4-Этил-3,3-диметилгексан З-Этил-2-метилгептан З-Этил-З-метилгептан З-Этил-4-метилгептан
48,4 —182,3 374,6 —201,8 1409,9 —1000,1 278,4 2,72
41,2 524,5 —37,0 1006,5 —691,0 197,0 1,14
558,4 —84,0 1224,9 —904,2 273,5 2,28
50,0 —213,2 458,5 —147,3 1366,8 —965,6 269,7 2,27
—188,9 495,2 23,7 773,1 —309,9 26,6 —2,39
50,5 —124,1 540,4 —69,8 1139,6 —795,5 299,8 1,64
—336,3 577,7 —61,5 1150,4 —788,4 222,4 1,76
— — 572,7 —34,8 1067,9 —696,6 186,9 0,78
118,8е —595,4 — — — — — —
51,4 •' —249,7 544,6 —81,4 1220,1 —848,5 244,4 1,88
47,4 —267,5 511,7 —114,4 1386,5 —1068,8 336,7 2,64
47,8 —256,3 527,2 —90,8 1265,8 —902,0 262,9 1,56
48,6 —261,1 527,2 —85,2 1248,8 —887,3 259,3 1,80
47,9 —261,1 527,2 —90,8 1265,8 —902,0 262,9 1,56
48,4 —261,1 527,2 —90,8 1265,8 —902,0 262,9 1,56
48,4 —264,0 515,7 —83,0 1239,8 —873,4 252,4 1,77
47,6 —262,2 520,8 —122,1 1412,5 —1097,4 347,3 2,44
48,4 —253,4 530,1 —92,9 1274,9 —916,0 261,8 1,60
47,9 —258,2 530,1 —98,5 1291,8 —930,6 273,5 1,36
48,3 —258,2 524,3 —98,5 1291,8 —930,6 273,5 1,36
47,0 —262,2 520,8 —122,1 1412,5 —1097,4 347,3 2,44
48,2 —253,4 524,3 —92,9 1274,9 —916,0 261,8 1,60
47,9 —251,7 511,7 —137,5 1464,5 —1154,7 368,3 2,03
48,1 —247,6 515,7 —108,3 1326,9 —973,2 290,9 1,20
47,8 —248,9 498,6 —124,9 1423,4 —1103,2 346,2 1,45
46,2 —258,9 504,4 —117,2 1397,4 —1074,6 335,6 1,66
47,1 —254,2 513,5 —117,2 1397,4 —1074,6 335,6 1,66
47,2 —252,8 517,1 —88,0 1259,8 —893,1 258,2 0,82
46,5 —260,5 514,2 —85,9 1250,7 —879,2 251-.3 0,78
46,9 —251,3 513,5 —124,8 1423,4 \ —1103,2 346,2 1,46
45,4 —261,0 498,6 —120,6 1406,0 —1077,7 333,9 1,37
47,3 —252,8 514,2 —88,0 1259,8 —893,1 258,2 0,82
46,9 —256,2 507,8 —120,6 1406,0 —1077,7 333,9 1,37
47,0 —253,7 507,8 —124,9 1423,4 —1103,2 346,2 1,45
48,0 —253,4 527,2 —92,9 1274,9 —916,0 261,8 1,60
47,7 —256,9 520,8 —129,8 1438,5 —1126,1 357,8 2,23
48,1 —250,5 527,2 —100,6 1300,9 —944,6 280,4 1,40
Продолжение
$298 л, Л, А, л_3
7 7 7
Формула Название ч о Л ч О R О R О
о i 04 Ч — О & А 04 О Z Z 2 X Z ч о S
е ж ir i; I;
= * 5: r=f о ф S 5 Е( й й й й Й й
< х < X ч ч ч ч ч ч
З-Этил-5-метилгептан 47,9 —255,4 527,2 —106,2 1317,8 —959,2 284,0 1,16
Cl 4-Этил-2-мети лгептан 47,3 —258,2 527,2 —98,5 1291,8 —930,6 273,5 1,36
Сп пН?9 4-Этил-З-метилгептан 48,0 —250,5 530,1 —100„6 1300,9 —944,6 280,4 1,40
Ст пНея 4-Этил-4-метилгептан 47,2 —256,9 520,8 —129,8 1438,5 —1126,1 357,8 2,23
Ci пН;>9 5-Этил-2-метилгептан 47,9 —258,2 521,5 —98,5 1291,8 —930,6 273,5 1,36
Ст пН?? З-Этилоктан 49,4 —251,1 534,5 —105,5 1316,0 —967,4 292,0 2,18
Ст oHp? 4-Этилоктан 48,8 —251,1 540,2 —105,5 1316,0 —967,4 292,0 2,18
С10Н22 2,4-Диметил-З-изопропилпен- 46,0 —258,0 486,3 —104,6 1356,3 —1023,2 313,5 1,08
тан
С10Н22 3-Этил-2,2,3-триметилпентан 46,4 —252,6 490,7 —130,9 1480,3 —1186,2 382,6 1,54
С10Н22 З-Этил-2,2,4-триметилпентан 45,4 —253,3 485,0 — 104,6 1356,3 —1023,2 313,5 1,08
С10Н22 З-Эти л -2,3,4-триметилпентан 47,0 —251,4 494,8 — 104,6 1356,3 —1023,2 313,5 1,08
С10Н22 4-Изопропилгептан 47,6 —251,1 521,5 —92,9 1274,9 —916,0 261,8 1,60
Q10^22 З-Изопропил-2-метилгексан 46,8 —255,7 508,4 —80,3 1233,8 —864,5 247,6 1,02
СтпНее 2-Метилнонан 49,0 —256,8 534,5 —90,1 1264,0 —910,2 270,9 2,58
Ст З-Метилнонан 49,9 —254,0 540,2 —97,8 1290,0 —938,8 281,4 2,38
Ст 4-Метилнонан 49,4 —254,0 540,2 —97,8 1290,0 —938,8 281,4 2,38
Ст 0Н99 5-Метилнонан — —254,0 534,5 —97,8 1290,0 —938,8 281,4 2,38
Ст оНзэ 2,2,3,3,4-Пентаметилпентан 45,6 —247,2 472,0 —89,5 1334,1 —1012,0 312,3 0,83
Ст 0^92 2,2,3,4,4-Пентаметилпентан 44,0 —247,0 462,8 —121,2 1452,8 —1153,2 368,8 1,34
С10Н22 4-Пропилгептан 48,4 —251,1 525,3 —105,5 1316,0 —967,4 292,0 2,18
С10Н22 2,2,3,3-Тетраметилгексан 45,8 —257,9 485,0 —123,2 1454,3 —1157,6 372,1 1,74
£*10^22 2,2,3,4-Тетраметилгексан 45,8 —253,3 494,3 —104,6 1356,3 —1023,2 313,5 1,08
С10Н22 2 2,3 Д-Тетраметил гексан 45,2 —269,0 491,4 —102,5 1347,2 —1009,2 306,6 1,04
CiQrbm 2,2,4 ,4-ТетраметилЕексан 43,6 —257,3 485,0 —139,3 1510,8 —1219,3 394,6 1,67
_ ,Z, 4,5-Тетрамети лгексан 2;2,5,5иТетраметилгексан 44;6 —266,1 491,4 —102,5 1347,2 —1009,2 306,6 1,04
*-10^22 43,4 —285,3 470,1 —131,6 1484,8 —1190,7 384,1 1,88
СщНгг 2,3,3,4-Тетраметилгексан '46,7 —253,8 500,5 — 104,6 1356,3 —1023,2 313,5 1,08
С10Н22 2,3,3,5-Тетраметилгексан 45,4 —258,7 494,8 —102,5 1347,2 — 1009,2 306,6 1,04
210^22 2,3,4,4-Тетраметилгексан 46,2 —251,0 500,5 — 104,6 1356,3 — 1023,2 313,5 1,08
C-I0H22 2,3,4,5-Тетраметилгексан 46,5 —258,0 498,3 —67,7 1192,6 —813,0 225,5 0,45
СщНгг 3,3,4,4-Тетраметилгексан 46,6 —252,6 488,3 —130,9 1480,3 — 1186,2 382,6 1,54
G10H22 2,2,3-Триметилгептан 46,6 —261,8 504,4 —109,5 1371,4 - —1046,0 325,1 1,86
Q10H22 2,2,4-Триметилгептан 45,4 —263,8 504,4 —115,0 1388,3 —1060,6 328,8 1,62
Q10H22 2,2,5-Триметилгептан 45,9 —271,8 504,4 —115,0 1388,3 —1060,6 328,8 1,62
СуоНгг 2,2,6-Триметилгептан 45,9 —274,6 498,6 —107,3 1362,3 —1032,0 318,0 1,82
CioH» 2,3,3-Триметилгептан 46,9 —259,4 507,8 —109,5 1371,4 —1046,0 325,1 1,86
CioH22 2,3,4-Тр иметилгептан 47,4 —255,7 517,1 —80,3 1233,8 —864,5 247,6 1,02
CjoHm 2,3,5-Триметилгептан 47,1 —260,5 517,1 —85,9 1250,7 —879,2 251,3 0,78
С10Н22 2,3,6-Триметилгептан 47,1 —263,4 514,2 —78,2 1224,7 —850,5 240,8 0,99
Cl 0^22 2,4,4-Триметйлгептан 45,5 —261,5 507,8 —115,0 1388,3 — 1060,6 328,8 1,62
C10H22 2,4,5-Триметилгептан 46,9 —260,5 517,1 —85,9 1250,7 —879,2 251,3 0,78
C10H22 2,4,6-Триметилгептан 46,3 —253,2 508,4 —83,7 1241,6 —865,2 244,4 1,75
CioH22 2,5,5-Триметилгептан 46,1 —269,4 507,8 —115,0 1388,3 —1060,6 328,8 1,62
CioH2a 3,3,4-Триметилгептан 47,0 —256,67 513,5 —117,2 1397,4 — 1074,6 335,6 1,66
C10H22 3,3,5- Тр имети л гептан 46,1 —258,6 513,5 —120,6 1406,0 —1077,7 333,9 1,37
CioHa2 3,4,4-Триметилгептан 46,9 —256,6 513,5 —117,2 1397,4 —1074,6 335,6 1,66
CioHjj 3 Л ,5-Триметилгегттан 47,6 —252,8 517,1 —88,0 1259,8 —893,1 258,2 0,82
C10H22O 1 -Деканол 80,4 —403,3 597,3 —76,8 1245,8 —865,5 247,9 2,05
CioHjsN Дециламин 65,0 —214,2 598,6 —96,7 1346,0 —958,2 279,7 2,37
CnH1B 1-Метилнафталин 60,7 116,9 377,4 —84,1 1002,2 —770,2 233,2 0,63
СцН10 2-Метилнафталин 59,4 116,1 380,0 —76,2 964,4 —724,1 215,5 0,63
СцН1в Пентаметил бензол 60,8е —74,5 443,9 —23,6 957,6 —639,4 174,9 0,60
СцН1в Амилбензол — —34,4 478,9 —97,2 1170,4 —863,3 256,6 1,43
СцНао 1-Ундецин — 20,6 563,5 —41,8 1114,7 —760,8 214,8 1,24
СцН21Ы Децилцианид — 597Л —92,1 1345,4 .. —990,8 299,1 2,46
СцН» 1 -Циклопентилгексан —- —209,5 534,1 18,1 884,1 • —383,8 46,3 —2,27
СцНаа Амилциклогексан — —233,8 497,4 —168,5 1542,6 —1131,1 332,1 2,69
СцНаа 1-Ундецен — —144,8 579-4 —73,6 1244,9 —862,2 246,7 1,71
СцНиО Ундеканал — —356,9 616.7 -68,7 1267,6 —870,4 245,9 1,92
СцНиО 2-Ундеканон — — 611,6 —40,2 1178,9 —771,6 207,6 0,88
СцН^О» Ундекановая (ундециловая) кислота 121,3е —615,1 V . — — — — —
fe
Формула Название днисп (298) • кДж-моль-1 со 7 о л CM EJ о as °-? * < Я!
^11^24 Ундекан 56,3 —270,3
C11H24O 1-Ундеканол 85,1 —422,2
cuH25N Ундеодламин — —234,8
С12Н10 Дифенил 45,6К 182,1
С12Н12 1,2-Диметилнафталин — 83,6
С12Н12 1,3-Диметилнафталин — 81,8
С12^'12 1,4-Диметилнафталин — 82,5
^12^12 1,5-Диметилнафталин — 81,8
С12Н12 1,6-Диметилнафталин — 82,5
^12^12 1,7-Диметилнафталин — 81,8
012^12 2,3-Диметилнафталин — 83,6
^12^12 2,6-Диметилнафталин — 82,5
Ci2Hi2 2,7-Диметилнафталин — 82,5
^12^12 1-Этил нафталин — 96,7
C12H12 2-Этилнафталин — 95,9
t-loHiH Гексаметилбензол — —105,7
С12Н18 Гексилбензол — —55,0
^12^18 1 ,2,3-Триэтилбензол — —68,0
^12^18 1 >2,4-Триэтилбензол — —71,1
^-12^18 1,3,5-Триэтилбензол — —74,7
012^18 транс, транс, транс-1,5,9- 74,7 101-3
Циклододекатриен
С12Н1в транс, транс, цис-1,5,9-Цикло- 67,2 97-1
додекатриен
£12^22 1-Додецил о.о
Продолжение
s298 A‘ A, A, Л-8
-
4 p
о о о
s s s S S
•» N л s
X
Й Й X Й Й
Ц 4 Et ti
583,6 —94,0 1358,8 —960,8 282,3 2,16
636,3 —84,0 1362,9 —947,5 271,4 2,22
637,5 — 104,1 1464,8 — 1042,9 304,7 2,53
392,7 — 106,9 1127,6 —899,2 279,7 0,48
406,8 —89,8 1126,1 —864,8 262,2 0,79
409,4 —81,9 1088,3 —818,7 244,5 0,78
401,1 —89,8 1126,1 —864,8 262,2 0,79
401,1 —89,8 1126,1 —864,8 262,2 0,79
409,4 —81,9 1088,3 —818,7 244,5 0,78
4,09,4 —81,9 1088,3 —818,7 244,5 0,78
411,0 —73,2 1030,4 —742,1 213,9 1,07
408,7 —59,1 1003,0 —720,0 207,3 0,49
408,7 —60,4 1006,6 —723,8 208,7 0,54
418,1 —85,8 1116,5 —857,3 260,4 0,57
420,7 —77,8 1078,7 —811,3 242,7 0,56
452,4 —4,23 1031,3 —696,5 194,6 0,19
517,9 — 107,0 1298,1 —960,1 287,1 1,65
507,2 —79,8 1193,6 —836,4 237,9 1,81
518,1 —89,4 1229,6 —877,4 253,3 1,98
507,7 —97,6 1255,6 —906,1 264,2 1,89
— — — — — —
— — — — — —
602,4 —53,9 1251,0 —869,7 251,1 1,51
Cj2Hs8N
CisHm
CjaH24
CijH24O
CisH24O
C12H24O2
Cj2H24
CiaH2eO
c12h27n
CisHu
CiSH14
C13H14
CjsH14
CisHj4
CisH2o
CisH24
CisH26N
CigH2e
CisH2e
CisH26
CisH26O
CisH26O
CjsHj^Oa
CisHas
CisH28O
CisH29N
СцНщ
'“14n22
C14H2a
СмН22
СцН22
Cj4H20
Ci4Hs,N
Ундецилцианид 1 -Циклогексилгексан — —254,4 636,3 536,4 —99,9 —175,5 1465,1 1659,6 —1076,3 —1213,8 324,2 356,1 2,63 2,84
1 -Ци клопенти лгептан —_ —230,1 573,0 14,3 989,4 —450,6 63,2 -2,20
1-Додецен — —165,4 618,3 —78,5 1353,1 —932,1 264,5 1,81
Додеканал (лауриновый аль- дегид) — —377,4 655,6 —75,9 1384,8 —952,5 269,4 2,08
2-Додеканон — — 650,6 —48,2 1299,4 —858,2 233,3 1,06
Додекановая (лауриновая) кис- лота 132,6е —642,6 — — — — — —
Додекан 61,3 —290,9 622,5 —97,3 1461,5 —1024,2 297,6 2,22
1 -Додеканол 89,8 —442,8 675,2 —91,2 1480,1 —1029,6 294,9 2,38
Додециламин — —255,4 676,5 —112,5 1586,2 —1130,3 330,4 2,72
2-Этил-З-метилнафталин — 65,8 457,4 —74,3 1139,2 —817,8 234,3 1,03
2-Этил-6-метилнафталин — 61,3 455,2 —72,8 1159,1 —858,1 255,3 0,75
2-Этил-7-метилнафталин — 61,3 455,2 —72,8 1159,1 —858,1 255,3 0,75
1 -Пропилнафталин 62,8 74,7 458,4 —93,4 1232,3 —933,6 280,2 0,86
2-Пропилнафталин — 73,8 461,0 —81,4 1180,6 —870,1 254,8 0,73
1-Фенилгептан —— —75,6 556,8 — 112,6 1409,1 —1033,9 306,8 1,77
1-Тридецин — —20,6 641,4 —61,3 1368,3 —950,9 273,6 1,69
Додецилцианид — 675,3 —106,5 1580,5 —1156,4 346,9 2,77
1 - Ци клогексилгептан 78,6 —275,0 575,3 —175,9 1754,3 —1268,7 368,5 2,81
1 -Циклопентилоктан — —250,7 612,0 2,4 1125,3 —559,0 99,1 —1,94
1-Тридецен — —186,0 657,3 —83,4 1461,7 —1002,5 282,6 1,92
Тридеканал — —397,9 694,6 —83,1 1501,9 —1034,5 292,8 2,24
2-Тридеканон — — 689,5 —56,4 1420,2 —945,0 258,8 1,24
Тридекановая (тридециловая) кислота 138,9° —668,5 — — — — — —
Тридекан 66,2 —311,5 661,4 —102,1 1570,3 —1095,4 316,2 2,32
1-Тридеканол — —463,5 712,8 —103,5 1619,4 —1145,0 334,9 2,62
Тридециламин — —276,0 715,4 —119,1 1702,1 —1211,7 354,0 2,85
1 -Бутилнафталин — 53,1 497,2 —108,3 1375,8 —1048,2 317,2 1,22
2-Бутилнафталин — 52,3' 499,8 —91,2 1302,6 —953,3 276,8 1,00
1-Фенилоктан —— —96,2 595,8 —119,2 1524,1 —1112,6 328,5 1,92
1,2,3,4-Тетраэтилбензол — —123,3 579,7 —58,6 1380,2 —980,2 283,8 , 1,34
1,2,3,5-Тетраэтил бензол — —122,8 585,7 —73,1 1405,8 —998,8 289,0 1,75
1,2,4,5-Тетраэтил бензол — —123,3 581,7 —78,7 1408,2 —994,3 285,9 2,22
1-Тетрадецин — —41,3 680,3 —66,0 1476,9 —1022,2 292,5 1,77
Тридецилцианид — — 714,3 —114,5 1700,9 — 1243,1 372,6 ,2,95
00
Формула Название днисп (298) к Дж. МОЛЬ'1 1 1 ° ДНобр (298) 1 кДж-моль”1
^14^28 1-Циклогексилоктан —295,6
^-14^28 1-Циклопентилнован — —271,3
Ci4H2g 1-Тетрадецен — —206,5
с14н280 Тетрадеканал (миристиновый — —418,5
альдегид)
С14Н2вО 2-Тетрадеканон —
^14^28^2 Тетрадекановая (миристиновая) 154,0е —680,2
кислота
С14нзо Тетрадекан 71,1 —332,1
'-м^зо1-) 1-Тетрадеканол — —484,1
*“14^3114 Тетрадециламин — —296,6
CisHla 1-Амил нафталин 78,7 32,4
CisHjg 2-Амилнафталин- — 31,7
^15^24 1-Фенилнонан — —116,9
^-15^28 1-Пентадецин — —61,8
O15H29N Тетрадецилцианид —
Ci5H30 1-Циклогексилнонан — —316,2
CisHgo 1-Циклопентилдекан 74,2 —292,0
Qls^so 1-Пентадецен — —227,2
C15H30O Пентадеканал —439,0
2-Пе)»тадеканон — —
Oigblso*-^ Пентадекановая (пентадецило- 156,5° —706,1
вая) кислота
^15^82 Пентадекан 76,2 —352,8
CisHgjO 1-Пентадеканол — -504,7
Продолжение
s298 Л„ >4. Ла Д-2
i. s к о 7 ч Q 7 ч ф "i ч о 7
z 2 2 £ Z ч
м * Z
ii йй
й й й й й й
4 Ч Ч Ч ч ч
614,3 —175,3 1837,3 — 1301,0 368,5 2,84
650,9 —2,6 1233,9 —629,4 117,3 — 1,83
696,2 —97,1 1604,3 — 1119,6 322,4 2,23
733,5 —90,3 1619,1 — 1116,6 316,3- 2,40
728,5 —64,4 1540,6 — 1031,6 284,5 1,42
— — — — — —
700,4 —114,8 1708,5 — 1206,4 353,3 2,60
751,8 —110,1 1734,4 —1223,6 356,5 2,76
754,4 —125,5 1816,6 — 1290,6 376,3 2,99
536,6 —112,8 1487,6 —1127,6 341,2 1,26
539,3 —89,8 1394,9 — 1011,0 —292,9 0,88
634,8 —131,2 1660,3 — 1221,4 364,7 2,18
719,3 —78,0 1612,9 — 1130,5 328,4 2,04
753,2 —121,5 1817,5 —1324,5 395,9 3,11
653,2 —195,3 2001,5 —1443,8 418,5 3,31
689,9 —9,2 1348,8 —708,0 138,9 — 1,68
735,2 —102,7 1715,3 —1193,5 342,2 2,35
772,5 —97,4 1736,3 —1198,6 339,8 2,56
767,4 —71,4 1657,2 -1113,1 307,7 1,58
—— — — — — —
739,4 — 121,4 1823,5 —1285,1 374,9 2,75 '
79Q,7 —115,1 1842,9 —1294,0 374,7 2,87
С1Б^зз^ CieH2e _ C4gH23 Пентадециламин Пентаэтилбензол 1-Фенилдекан 78,3 —317,2 —175,2 —137,5 793,3 647,9 673,7 —127,5 —45,7 —134,4 1919,5 1565,8 1763,1 —1358,5 —1106,9 —1284,9 395,0 319,0 380,0 2,92 0,79 2,24
01 с1вн30 1-Гексадецин — —82,5 758,2 —82,9 1721,2 — 1200,4 346,2 2,14
u C16H31N Пентадецилцианид — — 792,2 —130,1 1940,5 —1414,6 423,0 3,29
S с16н32 1 -Циклогексилдекан 81,7 —336,9 692,2 —209,4 2149,6 — 1570,9 462,8 3,57
с16н32 1-Циклопентилундекан — —312,5 728,9 —21,8 1487,5 —820,3 176,8 —1,40
С1вН32 1-Гексадецен 75,8 —247,8 774,1 —107,5 1823,6 —1263,4 360,0 2,45
ig С16Н32О Гексадеканал (пальмитиновый — —459,6 811,4 —104,6 1853,4 —1280,6 363,3 2,72
альдегид)
CisH32O 2-Гексадеканон — — 806,4 —79,0 1776,3 —1197,9 332,6 1,74
С1вН32О2 Гексадекановая (пальмитино- 171,5е —720,9 — — — — — —
вая) кислота
С1вН34 Гексадекан 81,1 —373,3 778,3 — 126,3 1932,0 —1355,5 393,1 2,86
С1вН34О 1-Гексадеканол — —525,3 829,7 —127,6 1981,4 —1405,8 412,2 3,15
CleH36N Гексадециламин — —337,9 832,2 —140,0 2052,0 —1456,8 424,4 3,30
Q 7Н28 1-Фенилундекан — —158,1 712,6 —139,9 1873,8 —1358,2 399,4 2,36
С17Н32 1-Гептадецин — —103,1 797,2 —88,4 1832,2 —1274,3 366,0 2,26
c17h33n Г ексадецил ци анид — — 831,1 —137,3 2057,7 —1496,7 446,5 3,46
С17Н34 1-Циклопентилдодекан — —335,9 767,8 —26,7 1595,8 —890,2 194,6 —1,30
С17Н34 1-Циклогексилундекан — —357,4 731,1 —202,8 2213,1 —1581,5 454,9 3,43
Cj7H34 1-Гептадецен — —268,4 813,1 —119,5 1959,6 —1371,7 395,9 2,72
С17Н34О Гептадеканал (маргариновый — —480,1 850,4 —111,8 1970,6 —1362,6 386,8 2,88
альдегид)
CitH^O 2-Гептадеканон — — 845,3 —86,4 1894,2 —1281,1 356,7 1,91
Ci,H34O2 Гейтадекановая (маргарино- 174,1е —751,3 — — — — — —
вая) кислота
С77П33 Гептадекан 85,9 —393,9 817,3 — 138,9 2070,4 — 1476,3 430,6 3,13
С17Н36О 1-Гептадеканол — —545,9 868,6 —132,5 ' 2089,6 — 1475,7 430,0 3,25
c17h37n Гептадециламин — —358,4 871,2 —148,9 2175,7 — 1547,6 451,8 3,50
«1 о ГЦл Гексаэтилбензол — —224,3 697,1 —30,8 1761,1 \ —1257,5 367,6 0,42
Ю OV CjgHgQ 1-Фенилдодекан — —178,7 751,6 —152,5 2012,5 —1470,5 437,3 2,64
CigH^ 1-Октадецин —123,7 836,1 —102,1 1974,8 —1391,4 405,8 2,57
c18h35n Ге пта децил цианид — 870,1 —144,6 2175,5 —1580,2 470,9 3,61
CjgHgg 1-Циклогексилдодекан 94,6 —378,1 770,1 —210,3 2335,4 —1674,9 485,4 3,67
CjgHjjg 1 -Циклопентилтридекан —— —353,8 807,1 —31,6 1704,1 —960,1 212,4 —1,19
Cis^se <fe 1 -Октадецен — —289,0 852,0 —125,0 2070,6 —1445,5 415,7 2,84
СЛ
о
Формула
Название
дл/исп (298)'
кДж •моль-'1
С18н36о 1-0ктадеканал (стеариновый альдегид) —
ClgHggO 2-Октадеканон —
С1зЩбО2 Октадекановая (стеариновая) 189,1
кислота
С18^38 Октадекан 94,0
С18н:18о I-Октадеканол —
Октадециламин —
СПНЯ2 1-Фенплтридекан —
Cl<jH3Q 1-Нонадецин —
c19h37n Октадецилцианид —
С191 Igg 1-Циклогексилтридекан —
Qi) ^38 1-Циклопентилтетрадекан —
С1эН38 1-Нонадецен —
CigHggO Нонадеканал —
C^O 2-Нонадеканон —
Продолжение
c° 298 At As 4, Л—з
7 A A 7 A 7 A
-—s’" e; R
Ch л г s S S s g
"" о N n •»
14 X X 14 14
Й Й X Й T-
Et Ct Et f=t
—500,7 889,4 —119,0 2087,8 —1444,7 410,3 3,04
— 884,3 —94,8 2016,4 — 1370,0 383,3 2,09
—759,8 — — — — — —
—414,6 856,2 — 143,7 2178,7 — 1537,1 448,4 3,24
—566,5 907,6 — 138,0 2200,6 — 1549,5 449,8 3,37
—379,1 910,1 — 154,7 2287,9 — 1623,6 472,9 3,62
— 199,3 790,5 -158,6 2125,0 —1545,7 475,3 2,77
—144,3 875,1 — 107,1 2083,4 — 1461,8 423,9 2,68
— 909,0 —152,0 2293,5 —1663,5 495,0 3,78
—398,7 809,0 —223,3 2471,9 — 1779,3 517,3 3,88
—374,4 845,7 —44,2 1842,7 —1072,4 250,3 —0,91
—309,6 891,0 — 131,6 2185,5 —1524,2 437,3 , 2,98
—521,2 928,3 — 126,2 2205,0 — 1526,7 433,8 3,21
— 923,2 — 102,2 2134,4 — 1453,3 407,4 2,26
Нонадекановая (нонадецило- вая) кислота 191,6е
•J Cj^H^ Нонадекан 95,8
CibH4oO 1-Нонадеканол —
C19H4lN Нонадециламин —
C20H34 1-Фен ил тетрадекан —
C20H38 1-Эй козин —
CsoHg^N Нонадецилцианид —
Си>Н4в 1-Циклогексилтетрадекан —
C20H40 1-Циклопентилпентадекан —
C20H40 1-ЭЙКОЗСН; \...
Смн40о Эйкозанал (арахиновый аль- —
дегид)
СдеН^оО 2-Эйкозанон —
C20H40O2 Эйкозановая (драхиновая) кис- 206,7е
лота
CjjHjj Эйкозан 100,7
C20H42O 1-Эйкозанол —
C20H43N Эйкозиламин —
QiHse 1 -Фенилпента декан —
C21II41N Эйкозилцианид —
C21H42 1-Циклогексилпентадекан —
Cjil I42 1 -Циклопентилгексадекан —
C22H38 1 -Фенил гексадекан —
Q2H44 1-Циклогексилгексадекан —
&
895,2 — 149,3 2289,7 —1611,0 468,2 3,36
946,5 — 151,2 2340,8 —1663,2 488,0 3,66
949,1 —163,6 2411,6 —1714,4 500,3 3,83
829,5 —163,5 2233,6 — 1616,1 475,5 2,88
914,0 —111,9 2191,6 —1531,6 441,7 2,78
948,0 —159,6 2412,6 —1748,3 519,8 3,94
848,0 —236,2 2608,4 —1883,6 549,2 4,19
884,7 —50,8 1957,7 —1151,0 272,0 . —0,77
929,9 —143,7 2321,8 —1633,0 473,6 3,25
967,3 —133,4 2322,1 — 1608,8 457,3 3,37
962,2 — 109,4 2252,3 —1536,8 431,7 2,41
— — — — — —
934,1 —162,4 2429,9 —1724,6 506,3 3,65
985,5 — 164,3 2481,0 —1776,8 526,1 3,96
988,1 — 170,8 2528,8 —1796,5 523,8 3,99
868,4 —176,0 2372,0 —1727,9 513,0 3,16
986,9 —167,6 2533,1 —1835,0 545,4 4,12
886,9 —243,8 2730,7 —1977,0 579,7 4,33
923,6 —55,8 2066,3 * —1221,4 290,1 —0,66
907,4 —181,5 2482,7 —1801,2 532,4 3,27
925,9 —237,2 2794,2 —1987,6 571,8 4,19
Таблица 8.2
Теплоты образования некоторых соединений
Формула Название Л^обр (298) ’ кДж моль-1
СН2О Параформ (тв.) — 168,2
c2h5no Ацетамид (тв.) —316,7
С3Н4О4 Малоновая кислота (тв.) —891,1
С3Н5С1О Эпихлоргидрин (ж.) — 149,0
C3H,NO Пропиоамид (тв.) —339,3
CgHgOa 1,2-Пропандиол (ж.) —499,2
С4Н2О3 Малеиновый ангидрид (тв.) —470,4
С4Н6О2 Бутиролактон (ж.) —415,1
С4Н бО2 Метакриловая кислота (ж.) —434,7
С4Н8О2 Метилпропионат (ж.) —473,0
C4H9NO Бутирамид (тв.) —364,8
С4Н10О2 1,2-Бутандиол (ж.) —522,6
С4Н10О2 1,3-Бутандиол (ж.) —514,2
С4Н10О2 2,3-Бутандиол (ж.) —540,6
С4Н10О2 Гидроперекись трем-бутила (ж.) —293,2
С4Н10О3 Диэтиленгликоль (ж.) —626,3
С5Н8О4 Глутаровая кислота (тв.) —960,1
C5H9NO Л'-Метилпирролидон (ж.) —262,3
С5Н10О2 Этилпропионат (ж.) —477,5
СэН]()О2 Метилбутират (ж.) —497,9
С&Н10О2 Метилизобутират (ж.) —490,8
CftH12O3 1,1,1-Три(гидроксиметил)этан (метриол) (тв.) —743,1
Ceh'i0O4 Адипиновая кислота (тв.) —989,5
С„Н14О3 1,1,1 -Три(гидроксиметил)пропан (этриол) —743,9
(тв.)
С6Н14О4 Триэтиленгликоль (ж.) —800,8
C:HeN Бензиламин (ж.) 8,4
С-Н12О2 Гептандиовая (пимелиновая) кислота (тв.) -1015,9
С3Н6О4 Изофталевая кислота (тв.) —803,2
СвН6О4 Терефталевая кислота (тв.) -816,3
с8н14 Винил циклогексан —88,8
с8н14о4 Октандиовая (пробковая) кислота (тв.) —1031,8
С8Н16О 2-Этилгексанал (ж.) —348,6
СвН18О5 Тетраэтиленгликоль (ж.) —977,4
СЙН]0О4 Нонандиовая (азелаиновая) кислота (тв.) —1048,1
Декандиовая (себацииовая) кислота (тв.) —1075,7
С42Н24 Циклододекан (тв.) —307,4
c14h15n Дибензиламин (тв.) 107,5
С22Н44О2 Докозановая кислота (тв.) —1063,2
452
Значения коэффициентов I и т при различных температурах
Таблица 8.3
7\ К 11 /5 т0 /И 2 тЛ
273,15 —0,0250 —0,00714 —0,00204 —0,0006 —0,31 0,0039 0,00114 0,00033 0,0001 0,05
298,15 0,0000 0,00000 0,00000 0,0000 0,00 0,0000 0,00000 0,00000 0,0000 0,00
300 0,0018 0,00055 0,00017 0,0000 0,02 0,0000 0,00001 0,00000 0,0000 0,00
310 0,0118 0,00350 0,00110 0,0003 0,13 0,0007 0,00023 0,00007 0,0000 0,01
320 0,0218 0,00675 0,00209 0,0006 0,23 0,0024 0,00075 0,00023 0,0001 0,03
330 0,0318 0,01000 0,00314 0,0010 0,32 0,0050 0,00154 0,00047 0,0001 0,05
340 0,0418 0,01335 0,00427 0,0014 0,41 0,0083 0,00258 0,00080 0,0003 0,09
350 0,0518 0,01680 0,00546 0,0018 0,50 0,0122 0,00384 0,00121 0,0004 0,12
.360... 0,02035 . _ 0,00672_. 0,0022 0.58 0.0167 0.00531 0,00169 0.0005 0.17
' 370 0,0718 0,02400 0,00805 0,0027 0,65 0,0217 0,00698 0,00225 0,0007 0,21
380 0,0818 0,02775 0,00946 0,0032 0,72 0,0272 0,00882 0,00287 0,0009 0,26
390 0,0918 0,03160 0,01094 0,0038 0,79 0,0330 0,01082 0,00356 0,0012 0,31
400 0,1018 0,03555 0,01250 0,0044 0,85 0,0392 0,01297 0,00431 0,0014 0,36
410 0,1118 0,03960 0,01414 0,0051 0,91 0,0458 0,01526 0,00512 0,0017 0,42
420 0,1218 0,04375 0,01586 0,0058 0,97 0,0525 0,01768 0,00599 0,0020 0,47
430 0,1318 0,04800 0,01767 0,0066 1,03 0,0596 0,02021 0,00692 0,0024 0,53
440 0,1418 0,05235 0,01956 0,0074 1,08 0,0668 0,02287 0,00790 0,0028 0,58
450 0,1518 0,05680 0,02154 0,0083 1,13 0,0742 0,02562 0,00894 0,0031 0,64
460 0,1618 0,06135 0,02361 0,0092 1,18 0,0818 0,02847 0,01003 0,0036 0,70
470 0,1718 0,06600 0,02577 0,0102 1,23 0,0895 0,03142 0,01117 0,0040 0,75
480 0,1818 0,07075 0,02803 0,0113 1,27 0,0973 0,03445 0,01236 0,0045 0,81 .
490 0,1918 0,07560 0,03038 0,0124 1,31 0,1053 0,03756 0,01360 0,0050 0,86
500 0,2018 0,08055 0,03283 0,0136 1,35 0,1133 0,04074 0,01489 0,0055 0,92
510 0,2118 0,08560 0,03538 0,0149 1,39 0,1214 0,04400 0,01623 0,0061 0,97
520 0,2218 0,09075 0,03803 0,0163 1,43 0,1296 0,04732 0,01761 0,0067 1,02
Продолжение
т. к 1, 1, 1-, ЛИ, ГИЭ
530 0,2318 0,09600 0,04079 0,0178 1,47 0,1378 0,05071 0,01904 0,0073 1,08
540 0,2418 0,10135 0,04365 0,0193 1,50 0,1461 0,05416 0,02051 0,0079 1,13
550 0,2518 0,10680 0,04662 0,0209 1,54 0,1544 0,05766 0,02203 0,0086 1,18
560 0,2618 0,11235 0,04970 0,0226 1,57 0,1626 0,06122 0,02360 0,0094 1,23
570 0,2718 0,11800 0,05290 0,0244 1,60 0,1711 0,06483 0,02520 0,0101 1,28
580 0,?818 0,12375 0,05620 0,0263 1,63 0,1795 0,06848 0,02685 0,0108 1,33
590 0,2918 0,12960 0,05963 0,0283 1,66 0,1879 0,07218 0,02854 0,0116 1,38
600 0,3018 0,13555 0,06317 0,0304 1,69 0,1962 0,07593 0,03028 0,0125 1,42
610 0,3118 0,14160 0,06683 0,0326 1,71 0,2046 0,07971 0,03205 0,0133 1,47
620 0,3218 0,14775 0,07061 0,0350 1,74 0,2130 0,08354 0,03387 0,0142 1,52
630 0,3318 0,15400 0,07451 0,0374 1,77 0,2214 0,08740 0,03573 0,0151 1,56
640 0,3418 0,16035 0,07855 0,0400 1,79 0,2297 0,09130 0,03762 0,0161 1,60
650 0,3518 0,16680 0,08271 0,0427 1,82 0,2381 0,09523 0,03956 0,0171 1,65
660 0,3618 0,17335 0,08700 0,0455 1,84' 0,2464 0,09919 0,04154. 0,0181 1,69
670 0,3718 0,18000 0,09142 0,0484 1,86 0,2547 0,10319 0,04356 0,0192 1,73
680 0,3818 0,18675 0,09598 0,0515 1,88 0,2630 0,10721 0,04561 0,0203 1,77
690 0,3918 0,19360 0,10067 0,0547 1,90 0,2712 0,11127 0,04771 0,0214 1,81
700 0,4018 0,20055 0,10550 0,0580 1,93 0,2794 0,11535 0,04984 0,0226 1,85
710 0,4118 0,20760 0,11047 0,0616 1,95 0,2876 0,11945 0,05201 0,0238 1,89
720 0,4218 0,21475 0,11558 0,0652 1,97 0,2958 0,12358 0,05422 0,0250 1,93
730 0,4318 0,22200 0,12084 0,0690 1,98 0,3039 0,12774 0,05647 0,0263 1,97
740 0,4418 0,22935 0,12624 0,0730 2,00 0,3120 0,13191 0,05876 0,0276 2,01
750 0,4518 0,23680 0,13179 0,0771 2,02 0,3200 0,13611 0,06108 0,0290 2,04
760 0,4618 0,24435 0,13749 0,0814 2,04 0,3280 0,14033 0,06344 0,0303 2,08
Продолжение
7, К 11 к G 1-2 «1 /JJg m8
770 0,4718 0,25200 0,14334 0,0859 2,06 0,3360 0,14457 0,06584 0,0318 2,11
780 0,4818 0,25975 0,14935 0,0906 2,07 0,3439 0,14883 0,06828 0,0332 2,15
79р 0,4918 0,26760 0,15551 0,0954 2,09 0,3518 • 0,15311 0,07075 0,0348 2,18
800 0,5018 0,27555 0,16183 0,1004 2,10 0 3597 0,15741 0,07326 0,0363 2,21
810 0,5118 0,28360 0,16831 0,1056 2,12 0,3675 0,16172 0,07581 0,0379 2,25
820 0,5218 0,29175 0,17495 0,1111 2,13 0,3753 0,16605 0,07839 0,0395 2,28
830 0,5318 0,30000 0,18176 0,1167 2,15 0,3830 0,17040 0,08101 0,0412 2,31
840 0,5418 0,30835 0,18873 0,1225 2,16 0,3907 0,17476 0,08367 0,0429 2,34
850 0,5518 0,31680 0,19587 0,1285 2,18 0,3984 . 0,17914 0,08636 0,0447 2,37
860 0,5618 0,32535 0,20318 0,1348 2,19 0,4060 0,18353 0,08909 0,0465 2,40
870 0,5718 0,33400 0,21067 0,1412 2,20 0,4136 0,18794 0,09186 0,0483 2,43
880 0,5818 0,34275 0,21832 0,1479 2,22 0,4211 0,19236 0,09466 0,0502 2,46
890 0,5918 0,35160 0,22616 0,1549 2,23 0,4286 0,19679 0,09750 0,0521 2,49
900 0,6018 0,36055 0,23417 0,1620 2,24 0,4361 0,20124 0,10037 0,0541 2,52
910 0,6118 0,36960 0,24236 0,1695 2,26 0,4435 0,20569 0,10328 0,0561 2,54
920 0,6218 0,37875 0,25073 0,1771 2,27 0,4509 0,21016 0,10622 0,0582 2,57
930 . 0,6318 0,38800 0,25928 0,1850 2,28 0,45g2 0,21464 0,10920 0,0603 2,60
940 0,6418 0,39735 0,26803 0,1932 2,29 0,4655 0,21913 0,11222 0,0625 2,62
• 950 0,6518 0,40680 0,27696 0,2017 2,30 0,4727 0,22364 0,11527 0,0647 '2,65
960 0,6618 0,41635 0,28608 0,2104 2,31 0 4799 0,22815 0,11836 0,0670 2,67
970 0,6718 0,42600 0,29539 0,2193 2,32 ' 0,4871 0,23267 0,12148 0,0693 2,70
980 0,6818 0,43575 0,30490 0,2286 . 2,33 0,4942 0,23720 0,12463 0,0716 2,72
990 0,6918 0,44560 0,31460 0,2382 2,34 0,5013 0,24175 0,12783 0,0740 2,75
ft 1000 0,7018 0,45555 0,32450 0,2480 2,35 0,5083 0,24630 0,13105 0,0765 • 2,77
9. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ВАЖНЕЙ
Соединения расположены по брутто-формулам в порядке возрастания числа
атомов углерода, водорода, брома, хлора, фтора, азота, кислорода, серы. При оди-
наковых брутто-формулах вначале помещены соединения нормального, а затем
изо- и циклического строения.
Плотность жидкостей и твердых тел выражается в кг/м3. Верхний индекс
указывает температуру в °C; при отсутствии специальных указаний имеется
в виду температура 20 °C. Плотность газов отнесена к нормальному атмосфер-
ному давлению и температуре 0 °C.
Показатель преломления приводится для D-линии натрия при температуре
(в °C), указанной верхним индексом; при отсутствии специальных указаний
имеется в виду температура 20 °C.
Динамическая вязкость выражается в мПа-с. Верхний индекс указывает
температуру в °C; при отсутствии специальных указаний имеется в виду тем-
пература 20 °C.
Температуры плавления и кипения приводятся в °C для нормального атмо-
сферного давления. Если данные относятся к другому давлению, оно указывается
верхним индексом в мм рт. ст. (1 мм рт. ст. — 133,322 Па).
Критическая температура и критическое давление приводятся соответ-
ственно в °C и в МПа.
Растворимость выражается в процентах. Верхний индекс указывает тем-
пературу в °C; при отсутствии специальных указаний имеется в виду температура
20 °C.
Формула Название Плотность, кг/м3 Показатель преломления Температура плавлеЕ1ия, °C
На Водород 0,0899 -259,1
н2о2 Перекись водорода 1450 1,406725 —0,4
d2o Окись дейтерия U0425 1,3280 3,8
НВг Бромистый водород 3,644 — —87
НС1 Хлористый водород 1,639 — — 114,2
HF Фтористый водород 98813 — —83,4
N2 Азот 1,251 — —210
NH3 Аммиак 681 ~33’3 — —77,7
Qa Кислород 1,429 -— —218,7
гаТ? Дифтордихлорметан I486-30 — -158
СС12О (фреон-12, хладон-12) Фосген 1420° 1,4320° —118
CC13F Фтортри хлорметан 1487 1.386518-5 -111,1
СС14 (фреон-11, хладон-11) Четыреххлористый углерод 1595 1,4603 —23
co Окись углерода 1,25 — —205
со2 Двуокись углерода 1,98 — -56,6
CHC1F2 Дифторхлорметан (фреон-22, 1491-89 — —160
СНС13 хладон-22) Хлороформ 1488 1,4455 —63,6
CHN Цианистый водород (синиль- 688 1,2614 —13,4
с СН2С12 ная кислота) Дихлор метан 1336 1,4242 —96,7
4В6
ШИХ ПРОДУКТОВ НЕФТЕХИМИЧЕСКОГО СИНТЕЗА
Справочник химика. Под ред. Б. П. Никольского. Изд. 2-е. Т. I, П. Л., «Химия»,
1971.
Краткая химическая энциклопедия. Под ред. И. Л. Кнунянца. М., «Сов. энцикло-
педия». Т. I, 1961 — т. V. 1967.
Фнэико-химическке свойства индивидуальных углеводородов. Под ред. В. М. Та-
тевского. М., Гостоптехнэдат, 1960. 412 с.
Рабинович В. А., Хавин 3. Я. Краткий химический справочник. Л., «Химия,
1977. 376 с.
Handbook of Chemistry and Physics. Weast R. (Ed.). 52 ed. Cleveland, Ohio,
1971-1972.
В таблице приняты следующие сокращения:
ац. — ацетон
бв. — безводный
бз. бензол
возг. — возгоняется
гл. — глицерин
гор. — горячий
лед. укс. — ледяная уксусная кислота
лигр, — лигроин
м.р. — малорастворимо
н.р. — нерастворимо
петр. — петрол ейный эфир
пир. — пиридин
разл. — разлагается
р. — растворимо
расч. — расчетный
СП. — этиловый спирт
угл. — углеводороды
укс. — уксусная кислота
ум.р. — умеренно растворимо
хлф. — хлороформ
х.р. — хорошо растворимо
э. — ди эти ловый эфир
со — растворяется во всех отноше-
ниях
Температура кипения, °C Вязкость, мПа-с Темпера- тура критиче- ская, °C Давление критиче- ское, МПа Растворимость
в воде, % (масс.) в прочих растворителях
—252,8 0,009 —240,2 1,34 0,19» сп., Fe, Ni, Pd, Pt
50,I1» 1,24 — — ОО СП., э.
101,4 ' 0,973° 370,9 21,86 — СП.
—66,8 0,017° 89,9 8,62 68,8° СП.
—85,1 0,014 51,5 8,43 45,1° Э., бз., СП.
19,5 0,53° 188 6,71 ОО —
-195,8 0,017 —146,9 3,44 2,8° угл.
—33,4 0,01 132,4 11,46 34,2 сп., э., ац., бз., хлф.
—183 0,02 —118,5 5,12 сп., ац., бз., Ti, Pt
— 111,5 4,13 0,04lff сп:; э.
8,2 — 182,1 5,79 м. р. э., бз., хлф.
24,1 — 196 4,45 и. р. СП., э.
76,7 0,97 283,2 4,56 0,08 сп., э., бз., хлф., ац. сп., бз.
—191,6 0,017 —140,2 3,50 н. р.
—78,5 возг. 0,014 31 7,39 0,17 сп., ац., хлф., СС14, бз.
—40,8 — 96,1 4,99 — э., ац., хлф.
61,2 0,57 263 5,53 0,8 сп., э., бз., ац., лигр.
25,7 0,20 183,5 5,34 ОО СП., э.
40,5 0,44 236,2 6,12 1,325 СП., э., бз.
457
Формула Название Плотность, кг/ма Показатель преломления Температура плавления, °C
сн2о Формальдегид (муравьиный альдегид) 815-20 — —92
СНА Муравьиная кислота 1220 1,3714 8,4
СН3С1 Хлорметан (хлористый ме- тил) 991-26 1,3389 —97,7
CH.NO Формамид 1133 1,4473 2,5
ch3no2 Нитрометан 1138 1,3819 —29
сн4 Метан 436-170 — -182,5
СН4О Метанол 792 1,3286 -97,8
ch5n Метиламин 699~10'8 — -93,5
C2C1F5 Хлорпептафторэтан (фреон-115, хладон-115) 1691 1,2678- 42 -106
C2C12F4 1,1-Дихлор-1,2,2,2-тетра- фторэтан (фреон-114, хла- дон-114) 1455го 1,3092° -94
C2C13F3 1,2,2-Тр ифтор-1,1,2-трихлор- этан (фреон-113, хла- дон-1 13) 1576 1,3557 —36,4
С2С14 Тетрахлорэтилен 1623 1,5053 —22,3
С2С10 Гексахлорэтан 2091 — 186,8 возг.
c2f4 Тетрафторэтилен 1519-г. кип. — — 142,5
С2НС13О Хлораль (трихлоруксусный альдегид) 1512 1,4557 —57,5
CgHFjOg Трифторуксусная кислота 1489 1,2850 -15,3
С2Н2 Ацетилен 621-83 1,0005° —84,1
С2Н2С12 1,1-Дихлорэтилен 1212 1,4271 -122,5
С2Н2О Кетен — — -134,6
С2112О3 Виниленкарбонат 135426 1,419020 20
С2Н2О4 Щавелевая кислота — — 189,5 бв.
С2Н3С1 Хлорэтплен (винилхлорид) 911 1,3700 -153,8
468
Продолжений,
Темпратура Вязкость. мПа-С Темпера- тура критиче- ская, °C Давление критиче- ское. МПа Растворимость
кипения. °C в воде, % (масс.) в прочих растворителях
. -21 — — — X. р. сп., э., ац., хлф.
* 100,7 —24,2 1,78 0,18 143,1 • 6,75 оо X. р. сп., э., ац., 61. сп., э., хлф., ац., бз.
210,6 разя. 3,66 — — оо сп1.'
101,2 0,66 314,8 6,28 9,6 сп., э., ац.
-161,6 0,01 —82,3 4,71 0,03 сп., э., СС14
64,7 0,58 ' 249,4 8,02 ОО сп., 9., ац., бз.
-6,3 0,24° 156,9 7,56 42,540 сп., 9., ац., бз.
-38,5 — 80 3,14 н. р. СП., э.
- 3,8 — 145,5 3,41 н. р. СП., 9., бз., хлф.
47,7 — 214,1 3,43 н. р. СП., 9., бз.
121,1 0,88 — — 0,02 СП., 9., бз.
185 — — — 0,05м СП., 9., CS2
—76,3 — 33,3 3,94 н. р. —
97,7 — — — Р- СП., 9., хлф.
72,4 0,88 — — ОО сп., э., бз., ац.
—83,8 0,01 35,5 6,25 X. р. э., бз., хлф., сп., ац.
31,7 0,36 250 5,07 Н. р. сп., э., ац., хлф.
-41 162 — — — разд. э., ац.
— — — 9,1 сп., хлф.
—13,6 0,25“10 — 5,57' м. р. 9. хлф., угл.
459
Формула Название Плотность, кг/м3 Показатель преломления Температура плавления, °C
С2Н3С1О Хлористый ацетил 1105 1,3897 -112
С2Н3СЮ3 Хлорэтиленкарбонат 150825 1,453025
С2Н3С13 1,1,1-Трихлорэтан 1339 1,4379 —30,4
c2h3n Ацетонитрил 783 1,3442 —44,9
С2Н4 Этилен 570—103,8 1,36-103.8 — 169,1
С2Н4С12 1,2-Дихлорэтан 1253 1,4459 —35,9
С2Н4О Ацетальдегид (уксусный аль- 783 1,3316 —124
дегид)
С2Н4О Окись этилена 88410 1,3597’ -111,7
С2Н4О2 Уксусная кислота 1049 1,3720 16,7
С2Н4О2 Метилформиат 975 1,3433 —99
С2Н4О3 Гидроперекись ацетила(над- 122615 1,3974 0,1
уксусная кислота)
С2Н5Вг Бромэтан 1456 1,4248 —118,6
С2Н5С1 Хлорэтан 898 1,3790 — 138,7
С2Н5С1О Метилхлорметиловый эфир 1060 1,3974 — 103,5
С2Н5С1О 1-Окси-2-хлорэтаи (этилен- 1201 1,4420 -69
хлоргидрин)
C,H6NO Ацетамид 1159 - 1,4278’8 82,3
c2h5no2 Нитроэтаи 1051 1,3919 —89,6
c2H6 Этан 561-юо 1,0377° —183,3
С2Н6О Этанол 789 1,3611 —114,6
С2Н6О Диметиловый эфир 2,091 — , -138,5
C2H6OS Диметилсульфоксид 1101 1,4770 18,5
с2н6о2 Этиленгликоль 1113 1,4319 — .л
Ди метилсульфат 1332 1,3874 —31,8
C2H0S Диметилсульфид 846 1,4355 —83,2
c2h,n Диметиламин 680° 1,35017 —92,2
c2h,n Этиламин 683 1,3663 —80,6
c2h,no Этаноламин 1018 1,4539 10,5
C2H 8N2 Этилендиамин 899 1,4568 8,6
C3H3N Акрилонитрил 806 1,3911 —83
C3H4 Пропадиен (аллен) 670“40 1,4214"40 —146
c3H4 Пропин (метила цетилен) 69(7* 40 1,3863* 40 —102,7
C3H4O Пропенал (акролеин) 841 1,402219’3 —87,7
C3H4O2 Акриловая кислота 1051 1,4224 13
CgHjOg Этиленкарбонат 132239 1,4290 40 36,4
c3H4o4 Малоновая кислота 163115 — 135,6 разл.
C3H5C1 Хлораллил 938 1,4154 -136,4
C3H5C1O Эпихлоргидрин 1181 1,4380 —25,6
c3h5n Пропионитрил 783 1.368315 —91,9
csh,no2 1-Нитропропен 1065 1,4539 —
CaH5NO2 2-Нитропропен 1066 1,4292 —
c3h5n3o9 Нитроглицерин 1600'5 1,4732 13,5
c3h„ Пропен (пропилен) 599* 40 1,3567* 40 —185,3
C3H6O Аллиловый спирт (2-пропен- 853 1,4133 —129
1-ол)
C3H6O Пропанал (пропионовый аль- 807 1,3636 —81
c3H„o дегид) Ацетон 791 1,3558 —95,35
c3Heo Окись пропилена 859 1,3667 —112,1
460
Продолжение
Температура кипения, °C Вязкость, мПа-с Темпера- ратура критиче- ская, °C Давление критиче- ское, МПа Растворимость
в воде, % (масс.) в прочих растворителях
51,8 0,90 — — разл. э., бз., ац., хлф.
212 — — — —
74,1 0,84 — — н р. СП., э., хлф.
81,6 0,36 274,7 4,83 оо сп., э., бз., ац., СС14
—103,8 0,18'110 9,5 5,11 р- Э-, СП*
83,5 0,84 288 5,37 0,81 сп., э., ац., бз.
20,8 0,22 187,8 6,40 ОО сп., э., бз.
10,7 0,32° 195,8 7,19 оо оо ок* э., ац., бз., хлф.,
118,1 0,90 321,6 5,79 сп., э., ац., бз., CS2
31,5 0,34 214 6,01 30 СП., э.
2521 — — — х. р. СП., э.
38,4 0,40 230,8 6,23 1,0 СП., э., хлф.
12,3 0,27 188,1' 5,42 0,6 СП., э.
59,5 — — — разл. сп., э., ац., бз.
128,8 3,9115 — — оо СП.
221,2 1,31105 X. р. СП.
114,1 0,6625 388,6 — 4,5 сп., э., хлф., ац. ’
—88,6. . 0,18 100 32,2 4,89 м. р. ац., бз.
78,4 1,22 243,7 6,38 оо э., ац., хлф., укс.
-23,7 0,01 126,9 5,32 X. р. сп., э., ац., хлф.
189 2,47 — оо сп., э., ац., бз.
197,8 21 374 7,71 оо сп., э., хлф.
~w~ 1,6025 — 2,816 сп., э., бз.
36 — 228 5,54 н. р. СП., э.
6,9 — 164,6 5,31 х. р. СП., э.
16,6 — 183,2 5,62 ОО СП., э.
172,2 24,1 — ОО СП., хлф.
117 1,5426 — X. р. сп., э., ац., бз.
78,5 — — 7,3 сп., э., ац., бз.
—34,3 — 120,7 4,83 н. р. э., бз., петр.
-23,3 — 129,2 5,82 м. р. сп., э., бз.
52,5 — — 28,6 сп., э.» ац.
141,2 — — ОО сп., э., ац., бз. .
248. 1,586“ 497 6,18 р. укс., хлф., бз.
— — — — 42,4 СП., э.
45,1 0,34 240,3 4,71 0,35 сп., э., бз., ац.
116,5 1,0325 н. р. СП., э.
97,1 — 291 4,18 10,640 СП., э.
37ю э.
5990 э.
260 взрыв. 36 — - 0,1426 э., ац., бз., хлф
—47,7 О,38“100 91,8 4,62 х. р. сп., э., бз., укс.
96,9 1,37 271,9 5,6 ОО сп., э., бз.
48,8 0,41 — — 16,7 СП., э,
56,2 0,32 235,6 4,75 ОО СП., э., бз., хлф.
35 — 209 4,93 45 СП., э.
461
Формула Название Плотность кг/м1 Показатель преломления Температура плавления, °C
CgHeO2 2,3-Эпок си-1 -пропанол 111423 1,4287
C3HeO2 Пропионовая кислота 992 1,3874 —22,4
Метил ацетат 92725 1,3593 —98,1
C3HeO3 1,3,5-Триоксан 117065 > 64
C3H,NO Диметилформамид 946 1,426926 —61
C3H,NO2 1-Нитропропан 1001 1,4016 — 104
c3h7no2 2-Нитропропан 988 1,3944 —91,3
С3НЙ Пропан 579-40 1,3378-40' —187,6
с3н8о 1-Пропанол 804 1,3854 —127
С3НВО 2-Пропанол 785 1,3776 —89,5
С3нйо2 1,2-Пропандиол 1036 1,4325 -50
CgHgO2 1,3-Пропандиол 1055 1,4392 -32
с3н8о2 2-Метоксиэтанол (метилцел- лозольв) 966 1,4017 -85,1
Диметоксиметан (метилаль'» 859 1,3513 —104,8
с3н803 Глицерин 1260 1,4744 ' 17,9.
C3HeN Пропиламин 717 1,3870 -83
C3HeN Триметиламин 671°- 1,3631» — 124
С4н2 1,3-Бутадиин 736» 1,4386 —36,4
С4Н2О2 1,4-Бутиндиол 1120 1,4804 58
С4Н2О3 Малеиновый ангидрид 1314»» — 60
С4Н4 1-Бутен-З-ин (винилацетилен) 709» 1.41611 —138
С4Н4О Фуран 937 1,4214 —85,7
С4Н4О2 Дикетен (р-капролактон) 1090 — -6,5
C4H4O3 Янтарный ангидрид 1234 — 119,6
С4Н4О4 Малеиновая кислота 1590 — 130,5
C4H4S Тиофен 1064 1,5287 -38,3
С4Н5С1 Хлоропрен 953 1,4583 —
C4H5NO З-Цианпропионовый альде- гид 1050 1.427923 ' —
с4н8 1,3-Бутадиен 650" 0 1,422-» —108,9
С4Нв 1-Бутин 678» 1,3962 —125,7
С4Нв 2-Бутин 691 1,3918 —32,3
С4н8 Циклобутен 732» — —
С4Н8О транс-2-Бутенал (кротоно- вый альдегид) 848 1,4366 -69
С4Н6О2 Кротоновая кислота 9648» 1,4228s» 71,5
С4Н8О2 Метакриловая кислота 1015 1,4314 16
с4нбо2 Винилацетат 935 1,3958 —84
С4НвО2 Метилакрилат 956 1,4040 >—75
С4Н6О2 Бутиролактон ИЗО 1,4360 -42
С4НвО3 Пропиленкарбонат 1206 1,4209 —49,2
С4Н6О3 Уксусный ангидрид 1082 1,3904 —73,1
С4н6о4 Янтарная кислота 1563 — 185
c4h7n Бутиронитрил 796 1,3842 —112,6
c4h7no 2-Метоксипропионитрил 893 1,382 —
c4h7no З-Метоксипропионитрил 93725 1,4043
c4h7no 2-Пирролидон 1120 1,48063» 24,6
c4h7no2 Диацетамид — — 78
c4H8 1-Бутен 619» 1,3792“25,3 —185,3
C4H8 цнс-2-Бутен 645» 1,3946“25,5 —138,9
462
Продолжение
Температура кипения. °C Вязкость, мПа*с Темпера- тура критиче- ская, °C Давление критиче- ское, МПа Растворимость
в воде, % (масс.) в прочих растворителях
162 разл. сп., э., ац., бз. сп., э., хлф.
141,1 1,10 388,5 5,36
57,1 0,38 233,7 4,69 24 сп., э., бз., ац., хлф.
115 ‘ —• — — 16,725 сп., э., хлф., бз.,
СС14
153,2 — — ОО сп., э., ац.
131,2 0,8025 402 — 1,4 СП., хлф.
120,3 0,7526 344,7 1,7 СП., э., хлф
—42,1 0,20—40 96,8 4,27 Р- СП., Э-, бз., хлф.
97,2 2,20 263,7 5,10 ОО сп., э., ац., бз.
82,4 2,39 235,6 5,38 оо сп., э., ац., бз.
188,5 45,67 351 6,68 оо СП., э.
214,2 — — сю СП., э.
124,6 — — -— оо сп., э:, бз.
42,3 — X. р. СП., э.
290 разл. 148 — — оо сп., ац.
48,7 0,36 223,8 4,74 р- сп., э., бз., ац., хлф.
3,5 О.ЗЗ-33’5 16Q.1 4,07 X. р. СП., э.
10,3 — — — сп., э., ац., хлф.
238 — — —. X. р. сп., ац.
199,9 1,5370 — — разл. ац., хлф, бз.
5,5 —- — — н. р. бз.
31,7 —— 213,8 5,32 0,9925 сп., э., ац., бз.
127,4 — —- н. р. сп., э., бз.
261 — — — м. р. сп., хлф., э.
160 разл. — — X. р. сп., э., ац.
84,1 0,65 312 — Н. р. сп., э., бз., ац., СС14
59,4 — — м. р. СП., э.
98,15 6,52 — — • — СП., э.
—4,7 0,24 м 4,33 0,1316 сп., э., бз., ац.
8,1 — 190,5 н. р. СП., э.
27 — 215,5 — н. р. СП. э.
2 , ац., бз.
102,2 — . — — 15,3 сп., э., бз., ац.
184,7 ' — 7,1 ац., бз.
160,5 — — х. р. СП., э.
73 0,43 — 2 СП., э.
80,1 разл. — — — 5 сп., э., ац., бз.
204 — — ОО сп., э., ац., бз.
241,7 2,85 497 5,16 бз., хлф., укс.
139,9 >235 возг. 0,9018 296 4,68 12 разл. 6,4 э., бз., хлф. - ац.
118 — 309,1 ' 3,79 м. р. сп., э., бз.
1 18729 СП.
165,5™3 СП., 9.
250,8 —- — : X. р. СП., э., хлф., бз.
223,5 — — — р- СП., э., лигр.
—6,3 0,78’ио 146,2 4,02 н. р. СП., э., бз.
3,7 — — н. р. СП., э.
463
Форму-па Название Плотность, кг/м* Показатель преломления Температура плавления, °C
С4Н8 транс-2-Бутен 627° 1,3862 -105,6
С4Н8 2-Метилпропен (изобутилен) 594 1,3811-20 -140,3
С4Н8О Бутанал (масляный альдегид) 816 1,3791 —97,1
С4Н8О 2-Метилпропанал (изомасля- ный альдегид) 794 1,3730 -65,9
С4Н8О 2-Бутанон (метилэтилкетон) 805 1,3789 -86,4
С4Н8О Тетрагидрофуран 888 1,4050 -65
С4Н8О2 З-Гидроксибутанал (альдоль) 1103 1,4238 —
С4Н8О2 Бутановая (масляная) кис- лота 959 1,3980 -4,3
С4Н8О2 2-Метилпропановая (изомас- ляная) кислота 950 1,3930 -46,1
с4н 8и2 Этилацетат 901 1,3723 -83,6
С4Н8О2 1,4-Диоксан 1034 1,4224 11,8
C4H8O2S Сульфолан 126130 1,4848 27,4
С4Н9С1 2-Хлор-2-метилпропан (хло- ристый трет-бутил) 842 1,3857 -28,5
c4h9n Пирролидин 858 1,4428 —
c4h9no М,М-Диметилацетамид 943 1,4371 -20
c4h9no Морфолин 1001 1,4540 -4,8
c4h9no2 1-Нитробутан 973 1,4102 —81,3
C4H9NO2 2-Нитробутан 965 1,4041 —132
C4H10 Бутан 579 1,3326 —138,3
C4H10 2-Метилпропан (изобутан) 557 1,3514-25 —159,6
C4H10O 1-Бутанол 810 1,3993 -89,8
C4H10O 2-Бутанол 806 1,3949 -114,7
C4H10O 2-Метил-1-пропанол "ТО 1,3878 -108
C4H10O 2-Метил-2-пропанол 789 1,3954 25,5
C4H10O Диэтиловый эфир 713 1,3527 —116,3
C4H10O2 1,3-Бутандиол 1005 1,4401 -50
C4H10(J2 1,4-Бутандиол 1017 1,4467 19,5
C4H10O2 Гидроперекись mpem-бутила 896 1,4015 —6
C«H10O2 Гидроперекись изобутила 909 1,4152 —
C4H10O2 1,2-Диметоксиэтан (димети- ловый эфир этиленгликоля) 863 1,3796 —58
^4Н10и3 Диэтиленгликоль 1118 1,4472 -8
c4H10s Диэтилсульфид 837 1,4430 —103,9
C4HuN Бутиламин 740 1,4031 -50,5
C4HuN Диэтиламин 706 1,3864 -50
CjHnNO, Диэтаноламин 1097 1,4776 27,8
C5H4O2 2-Фуральдегид (фурфурол) 1159 1,5262 -36,5
c5H5N Пиридин 982 1,5100 -42
c»He 1,3-Циклопентадиен 802 1,4440 —-
c5H6o 2-Метилфуран (сильван) 916 1,4342 —
CsH6O2 Фурфуриловый спирт изо 1,4868 —
C5H6O2 Метилметакрилат 943 1,4142 -48
CsH8 цис-1,3-Пентадиен (пипери- лен) 691 1,4363 —140,8
C5H8 транс-1,3-Пентадиен 676 1,4301 -87,5
C5H8 2-Метил-1,3-бутадиен (изо- прен) 681 1,4219 —146
C5H8 1 -Пентин 694 1,3848 -106,1
c5h8 2-Пентин 710 1,4034 -109,3
464
Продолжение
Температура Вязкость, мПа-с Темпера- тура критиче- ская, °C Давление критиче- ское, МПа Растворимость
кипения. °C в воде, % (масс.) в прочих растворителях
0,9 156 4,19 н. р. СП., э.
—7 — 144,7 4,07 н. р. СП., Э-, бз.
74,8 0,43 248 — 7,1 сп., э., ац., бз.
64 — 248 — 8,1 сп., э., ац., бз.
79,6 0,43 262,5 4,15 26,8 сп., э., ац., бз.
65,6 — — — ОО сп.4 э.
8320 — — — оо сп., э., ац.
163,5 1,56 355 5,27 5,6-1 СП., э.
154,6 1,31 336 4,05 16,7 СП., э.
77,1 0,46 250,2 3,84 7,115 сп., э., хлф., ац.
101,4 1,31 313,4 5,17 ОО сп., э., ац., бз.
288 10,330 150 — оо бз.
51 — — — м. р. СП., э.
87,5 — — — оо сп., э., хлф.
165,5 129 — — — X. р. сп., э., ац., бз., хлф.
— — оо сп., э., ац., бз.
152,8 — — — м. р. СП., э.
139,5 — — м. р. сп.,э.
—0,5 0,25~20 152,3 3,80 8,11а СП., э., бз., хлф.
—11,7 0,28~20 135 3,65 6,817 СП., э., бз.
117,5 2,95 288,6 4,68 7,8 сп., э., бз., ац.
99,5 4,2115 264 4,53 11,1 сп., э., бз., ац.
108,4 — 271 4,58 р. СП. э.
82,9 — 235 4,96 X. р. СП., э.
35,6 0,24 193,4 3,61 6,6 СП., хлф., бз.
207,5 — — X. р. СП.
235 — — оо СП.
3517 41,5ч 4,45 — — 12 сп ,э., хлф.
83 — — — Р- сп., э., бз., ац.
244,8 — 407 4,66 оо СП., э.
92,1 0,45 283,8 3,96 0,31 СП., э.
77,8 — — оо СП., э.
55,9 0,37 223,5 3,71 оо СП., э.
270 3803° 223,3 3,71 оо СП., хлф.
161,7 1,4926 423 — 7,7 СП., э., бз., хлф.
115,6 0,95 346,8 — ОО СП., э., бз., хлф.
41 — — — н. р. сп., э., бз., ац.
65 — — — н. р. сп., э.
171 — — ОО СП., э.
101 0,63 . — — м. р. сп., э., бз., ац.
44,1 — — — — сп., э., бз.
42 — — сп., э., бз.
34,1 0,22 400 5,63 — сп., э., ац., бз.
40,2 н. р. А СП., э.
56,1 — — — н. р. _сп., э.
16 Зак. № 756
465
Формула Название Плотность, кг/ма Показатель преломления Температура плавления, °C
сД З-Метил-1-бутин (изопропи- лацетилен) 673 1,3756 —
С^8 Циклопентен 772 1,4225 —135,1
C5H8O 2-Метил-3-бутин-2-ол (диме- тила цетиленил карбинол) 862 1,4207 3
CaH8O2 4-Пентанон-1-ал (ацетопро- пионовый, левулиновый альдегид) 1018 1,4257 —21
С5Н8О2 2,4-Пентандион (ацетилаце- тон) 976 1,4494 —23,2
С5Н8О2 2-Метил-2-бутеновая (тигли- новая) кислота 872 1.432947 64,5
СзНзОа Этилакрилат 924 1,4068 —71,2
С6Н8О2 6-Валеролактон 1079 1,4503 —12,5
С5Н8О3 у-Метилбутиролактон 1072 — —31
С6Н8О3 Ацетопропионовая (левули- новая) кислота 1140 1,4396 37,2
С5Н8О4 Глутаровая кислота 119210в 1,418810в 97,5
c5H9N Пентаннитрил (валерони- трил) М-Метилпирролидон 801 1,3971 -96
C5HeNO 10286’5 1,4684 -16
1-Нентен 641 1,3715 —165,2
c5H10 Чис-2-Пентен 656 1,3828 —151,4
С5Н10 транс-2-Пентен 648 1,3793 —140,2
С5Н1О 2-Метил-1-бутен 650 1,3378 —137,6
С5Н10 2-Метил-2-бутен 662 1,3878 —133,8
С5Н10 З-Метил-1-бутен 637 1,3643 — 168,5
С5Н10 Циклопентан 745 1,4065 —93,8
CgHjoClaOa 2,2-Бис (хлорметил)-1,3-про- ландиол (дихлоргидрин пентаэритрита) — — 95
С5Н10О 2-Метил-3-бутен-2-ол (диме- тилвинилкарбинол) 824 1,417 —
С5Н10О З-Метил-З-бутен-1-ол (изо- пропенилэтиловый спирт) 858 1,434 —
С5Н10О З-Метил-2-бутен-Гол (диме- тилаллиловый спирт) 868 1,444 —
С5н10о Пентанал (валериановый аль- дегид) 810 1,3944 —91,5
С6н10о З-Метилбутанал (изовалериа- новый альдегид) 798 1,3902 -51
С5н10о 3-Пентанон (диэтилкетон) 816 1,3926 —42,0
С6Н10О2 Пентановая (валериановая) кислота 942 1,4085 —34,5
CsHxoOi З-Метилбутановая (изовале- риановая) кислота 930 1,4033 —37,6
Пропилацетат 887 1,3842 —92,5
С5Н10О2 Изопропилацетат 874 1,3773 —73,4 •
Cj н 10U2 Этилпропионат 892 1,3847 —73,9
С5НЦС1 ГХлорпентан 883 1,4127 —99
C6HUN Пиперидин 862 1,4530 —13
466
Продолжение
Температура кипения, °C Вязкость, мПа с Темпера- тура критиче- ская, °C Давление критиче- ское, МПа Растворимость
в воде, % (масс.) в прочих растворителях
29 — — — н. р. СП., э.
44,2 0,4313,5 232,9 4,78 н. р. СП., э. *
104 — — — р. СП.
187 разл. — — — р- СП., э.
140 — — — 16,6 сп-, э., ац., хлф., бз.
198,5 — — — м. р. СП., э.
99,8 219 — — — м. р. СП., э.
206,5 — р. СП.
246 разл. — — — м. р. СП., э.
303 разл. 39 СП., э., бз., хлф. э., ац., бз.
141 — — — —
202 ац., бз.
30 0,24° 201,8 4,06 н. р. сп., э., бз.
36,9 1 202,4 Н. р. сп., э., бз.
36,4 / - | 4,09 н. р. сп., э., бз.
31,2 — ' н. р. сп., э., бз.
38,6 0,21 197 3,45 н. р. СП., э., бз.
20,1 — 181,5 3,37 н. р. СП., э., бз.
49,3 0,44 238,6 4,52 н. р. сп., э., бз., ац., петр., СС14
16012 — — — р- бз.
97,3 — — — 19,8 сп., э.
129,9 — — — 7,726 СП., э., хлф.
140,5 — — — Р- СП., э., хлф.
103,4 — — — м. р. СП., э.
92,5 — — — м. р. СП., э.
102,7 0,4916 287,8 3,74 н. р. сп., э., ац.
186,3 2,3618 378 3,80 3,71в СП., э., хлф.
176,5 2,7316 361 — 4,2 сп., э., хлф-
101,6 0,58 276,1 3,33 1,9 СП., э.
90,8 — 281,2 3,48 2,9 сп., э., ац.
99,1 0,54 272,9 3,36 2,4 сп., э., ац., бз., хлф.
108,2 — —. р. сп., э., хлф.
106,3 — 320,8 4,47 ОО сп., э., ац., бз., хлф.
16*
467
Формула Название Плотность, кг/ма Показатель преломления Температура плавления, °C
c5huno2 1-Нитропентан 953 1,4175
(-5Н12 Пентан 626 1,3575 —129,7
C5Hj2 2-Метилбутан (изопентан) 620 1,3537 —159,9
<-SH12 2,2-Диметилпропан (неопен- 591 1,3513° —16,6
CsH12O 1-Пентанол 814 1,4099 —78,8
С5Н12О 2-Пентанол 813 1,4178
с6н12о З-Пентанол 821 1,404 —75
С6н12о З-Метил-1-бутанол (изоами- 812 1,4058 —117,2
ловый спирт)
С6н12о 2-Метил-2-бутанол 809 1,4058 —9,1
С6н12о З-Метил-2-бутанол {втор- 819 1,4089 —
изоамиловый спирт)
'-sHiaOj З-Метил-1,3-бутандиол 989 1,444 —
^бЧ12*^2 2,2-Диметил-1,3-пропандиол 865 128
(неопентилгликоль)
<-5H12U3 1,1,1 -Тр и (гидроксиметил) - — — 200
этан (метриол)
СбН12О4 • 2,2-Диметилол-1,3-пропан- 139730 1,548 260,5
диол (пентаэритрит)
(“5^13^ Пентиламин 761 1,4118 -55
СбС16 Гексахлорбензол 156923в 231
СЙН4С12 1,2-Дихлорбензол 1305 1,5486 —17,5
СбН4С12 1,3-Дихлорбензол 1288 1,5459 —24,8
СдН4С12 1,4-Дихлорбензол 1248 1,5285 53,2
С6Н5С1 Хлорбензол 1107 1,5241 -45,6
СдН^СЮ 2-Хлорфенол 1235м 1,5524 8,7
СвН5С1О З-Хлорфенол 1268м 1.556540 32,8
С6Н6С1О 4-Хлорфенол 1265 40 1,5579*° 42,9
CfiH5NO2 Нитробензол 1205 1,5526 5,8
С6н6 Бензол 879 1,5011 5,5
С6Н6О Фенол 105841 1.5426*1 41
СдН6О2 1,2-Диоксибензол (пирока- 137115 1,604 105
техин)
СдНдО2 1,3-Диоксибензол (резорцин) 1272 110,8
СдНвО2 1,4-Диоксибензол (гидрохи- 1358 — 170,3
нон)
СбНдО3 1,2,3-Триоксибензол (пиро- 1453 4 1,561134 133,5
галлол)
СдНдОзЬ Бензол сульфокислота — — 66
CeH,N Анилин 1022 1,5863 —6,2
C6H,N 2-Метилпиридин (2-пиколин) 944 1,5010 —66,5
C6H,N З-Метилпиридин (3-пиколин) 957 1,5040 —18,3
c6h7n 4-Метилпиридин (4-пиколин) 955 1,5037 3,6
c6h8n Фенил гидразин 1098 1,6081 19,6
c6h9no 1-Винилпирролидон 1046 1,5117
6fH10 1,5-Гексадиен 691 1,4039 —140,7
Ce^io Циклогексен 811 1,4465 —103,7
CgH10 1 -Метилцикло- Гпентен 780 1,4330 —127,0
CeHioO 2-Метил-2-пентен-4-он (окись 855 1,4475 —52,8
мезитила)
сбн10о Циклогексанон 950 1,4502 —31,2
468
Продолжение
Температура Вязкость, Темпера- Давление критиче- Растворимость
мПас критиче- с кое,
ская, “С МПа % (масс.) в прочих растворителях
172,5 - СП., э.
36,1 0,24 196,9 3,35 0,0416 сп., э., бз., хлф., ац.
27,9 0,22 187,8 3,33 И. р. СП., э.
9,5 0,33° 159,8 3,27 Н. р. СП., э.
137,8 2,99 315 4,05 2,622 сп., э., ац.
119,9 — — — 530 фь, э., ац.
116,1 «к м. р. сп., э., ац.
131,9 — — — 2,6 сп., э., бз., ац.
102,3 3,6726 12,330 сп., э., хлф., ац , бз.
112,9 — — — м. р. сп., э., бз., гл., хлф.,
ац.
203 241,7 — — оо сп., ац.
203 — •— — X. р. сп., э.» ац.
197»» — — — х. р. СП.
возг. — — — 5,316 —
104,4 — СП., э.
322 возг, — — — н. р. э., хлф., бз.
180,5 — 424,1 4,10 0,01 сп., э., бз., ац.
172 — 410,8 3,88 0,01 сп., э., бз., ац.
174,5 — 411 3,90 0,01 сп., э., бз., хлф.
131,7 0,80 359,2 4,52 0,05 сп., э., СС14
174,9 4,1126 —_ 2,8 сп., э., бз.
214 11,5526 — 2,5 сп., э'., бз., лигр.
219,7 4,9960 —_ 2,6 СП., э., бз.
210,8 2,03 459 0,19 сп., э., бз., ац.
80,1 0,65 289,4 4,93 0,18 сп.', э., угл., ац., хлф.
181,8 11,62 419 6,13 8,2 сп., э., ац., хлф.
245,9 — — — 31,2 сп., э., ац., хлф.
280,8 — , 83,7 сп., э., СС14
286 1 — — 6,7 сп., э., ац., СС14
309 — — — 38,526 сп., э.
135 разл. — — х. р. СП. f
184,4 4,38 425,5 5,31 з,з сп., э., бз., ац., СС14
129,4 — — — х. р. сп-, э., ац.
144,1 — 372,1 4,56 сп., э., ац.
144,9 — •— — сп., э., ац.
243, разл. 722,5 — . р. СП., хлф., 'бз. сп., э., бз., ац., хлф.
59,5 — 234,4 3,30
83,0 75,8 0,66 286,1 4,36 н. р. сп., э., бз., СС14, ац.
130 — — — 2,8 СП., э.
155,7 2,33 — — 6,6 сп., э., ац., бз., хлф.
469
Формула Название Плотность, кг/мэ Показатель преломления Температура плавления, °C
2,5Тександион (ацетонилаце- тон) 974 1,4421 —9
С6Н16О4 Гександиовая (адипиновая) кислота 1366 — 150
C6HUN Гексаннитрил (капронитрил) 809 1,4068 —79,4
CeHnNO 1-Этилпирролидон — 1,4658 —
C6H1XNO е-Капролактам 1023’° 1,4768 70
ceHno2 Нитроциклогексан 1061 1,46121э -34
C6H12 1-Гексен 673 1,3878 —139,8
C6H12 цис-2-Гексен 687 1,3976 —141,2
с6н12 транс-2 -Гексен 678 1,3936 —133,0
CeH12 ци.с-3-Гексен 680 1,3948 — 137,8
CsH12 транс-З-Гексен 677 1,3943 —113,4
C6H12 цис-З-Метил-2-пентен 698 1,4045 -138,4
CeH12 транс-З-Метил-2-пентен 693 1,4016 —134,8
C6H] 2 цис-4-Метил-2-пентен 669 1,3879 —134,4
CeH12 транс-4-Метил-2-пентен 669 1,3888 —140,8
C6H12 2-Этил-1-бутен 690 1,3967 —131,5
с6н12 2,2-Диметил-З-бутен 653. 1,3762 —115,2
С6Н12 2,3-Диметил-2-бутен 708 1,4123 —74,3
c6H12 Циклогексан 778 1,4262 6,6
“бН12 Метилциклопентан 749 1,4097 -142,5
c6h12n4 Гексаметилентетрамин (уро- тропин) Циклогексанол — — 263 разл.
С6Н12О 960 1.464825 24,7
С6н12о Гексанал (капроновый аль- дегид) 835 1,4039 —56
^6^12^ 2,2-Диметил-З-бутанон (пи- наколин) 811 0,3944 —49,8
С6Н12О 4-Метил-2-пентанон (метил- изобутилкетон) 801 1,3962 —84,7
^6^12^2 Гексановая (капроновая) ки- слота 922 1,4170 —3,9
С,Н12О2 Бутилацетат 881 1,3941 —76,3
С6Н12О2 Изобутил ацетат 875 1,3901 —98,9
СбН12О2 Этилбутират 879 1,4000 —93,3
С6Н12О2 Перекись ди-трет-бутила 800 — -37
^6^12^2 4-Этил-1,3-диоксан 956 1,4242 —
^6^12^2 4,4-Диметил-1,3-диоксан 964 1,4231 —88,5
С6н12о2 цнс-4,5-Диметил-1,3-диоксан 960 1,4280 —
СбН12О2 /яра«с-4,5-Диметил-1,3-ди- оксан 951 1,4208 —
С6Н12О3 2,4,6-Триметил-1,3,5-три- оксан (паральдегид) 994 1,4049 12,6
^6H]3IN Циклогексил амин 819 1,4372 — 17,7
СвН14 Гексан 659 1,3749 —95,3
С6н14 2-Метилпентан 653 1,3714 —153,7
С6н14 З-Метилпентан 664 1,3765
С6Н14 2,2-Диметилбутан 649 1,3688 —99,8
С6Н14 2,3-Диметилбутан 662 1,3749 —128,4
свн14о ГГексанол 820 1.415826 —51,6
С6н14о 2-Метил-2-пентанол 8022s 1.408925 -103
470
Продолжение
Температура Вязкость, мПа- с Темпера- тура критиче- ская, °C Давление критиче- ское, МПа Растворимость
кипения, вС в воде, % (масс.) в прочих растворителях
193 — — — оо сп., э., ац., бз.
265 возг. — — — 1,5” СП., э.
163 — 348,8 3,25 м. р. СП., э.
219 — — — СП., э., хлф., бз.
262,5 9,128<> — — X. р. СП;.,, э., бз., хлф.
205,5 разл. 3,63 — н. р. СП.
63,5 0,27 230,5 3,12 н. р. сп., э., бз.
68,9 67,9 0,32 } 238 } 3,14 н. р. н. р. СП., э., бз. СП., э., бз.
66,4 0,34 — и. р. СП., э., бз.
67,1 — — — н. р. сп., э., бз.
70,4 — — —. н. р. СП., э., бз.
67,7 — — н. р. СП., э., бз.
56,4 — —. н. р. СП., э., бз.
58,6 — — — н. р. сп., э., бз.
64,7 0,30 — — н. р. сп., э., бз.
41,2 — — н. р. сп., э., бз.
73,2 0,37 — н. р. СП., э., бз.
80,9 0,98 280,4 4,06 0,01 сп., э., бз., ац., лигр, сп., э., бз.
71,8 0,50 259,6 3,79 н. р.
— — — — х. р. хлф., лигр., ац.
161,1 68 352 3,75 3,6 сп., э., бз., CSa
131 — — — н. р. сп., э., ац., бз.
106,3 — — — 2 сп., э., ац.
117 — — — 2 сп., э., ац., бз., хлф.
205,3 3,23 — — 0,9 СП., э.
126,1 0,78 304 3,08 0,9 СП., э.
118 0,71 288 3,16 0,7 СП., э.
121,6 0,63” 293 3,04 0,7” СП., э.
110 — —. — >0,9 —
140 — — —. р. сп., э., ац.
133,4 1,36 — — 17,9 сп., э., ац.
136,4 — — — 12,5 сп., э.» ац.
134,7 — — Р- сп., э., ац.
124,4 — — — 9,318 СП., э., хлф.
134,5 — — м. р. сп., э., бз., ац.
68,7 0,31 234,5 3,03 0,01 сп., э., хлф.
60,3 0,29 224,7 3,03 н. р. сп., э., петр.
63,3 0,30 231,5 3,12 н. р. бз., петр.
49,7 — 216,2 3,11 н. р. сп., э., бз., петр., \ СС14
58 0,34 227 3,14 н. р. сп., э., бз., петр. сп., э., ац., хлф., бз.
157,8 — — —. 0,6
131,8 — — — м. р. СП., э.
471
Формула Название Плотность, кг/ма Показатель преломления Температура плавления. °C
с8н14о 2-Этил- 1-бутанол 83026 1.420526 <-15
Свн14о Диизопропиловый эфир 728 1,3685 --85,9
СвН14О2 1,6-Гександиол (адиполь) 98216 1,45316,3 —
С6Н14О2 2,3-Диметил-2,3-бутандиол 96715 1,4430 42
(пинакон)
СвН14О2 1,1-Диэтоксиэтан (ацеталь) 825 1,3834 —
С8Н14О3 Дипропиленгликоль 1025 — —
С6н14о3 1,1,1 -ТриДидроксимети л)- 568 — 58
пропан (этриол)
С8Н14О3 Диметиловый эфир диэтилен- 951 1,4097 —
гликоля (диглим)
^6^14^3 Этиловый эфир диэтиленгли- 990 — —
коля (этилкарбитол)
'-в н цО4 Т р иэтилен гл икол ь 112716 1,4531 —7
СвН16А1 Триэтилалюминий 837 / 1,4806,5 —52,5
CSH16N Триэтиламин - 728 1,4004 —114,7
CeH15NO3 Триэтаноламин 1124 1,4852 —21,2
CgHigN2 Гексаметилендиамин 825 — 42
С,Н6ОС1 Бензоилхлорид 121'2 1,5537 —1
c,h5n Бензонитрил 1005 1,5289 —13,8
c7h5no Фенилизоцианат 1095 1,5362 -31,3
c7h5n3o, 2,4,6-Тринитротолуол 164126 — 80,8
c7h8o Бензальдегид 1043 1,5450 —26
Бензойная кислота 126615 1,504132 122,4
C7H7C1 Бензилхлорид (а-хлорто- 1026 1,5390 —40
луол)
C7H,C1 п-Хлортолуол 1070 1,5150 7,5
C7H7NO2 о-Нитротолуол 1163 1,5450 —
C7H8 Толуол 867 1,4969 —95,0
c7Heo о-Крезол 1046 1,5453 30,8
C7H8O м- Крезол 1034 1,5438 12,0
C,H8O п-Крезол 1035 1,5359 34,7
C7H8O Бензиловый спирт 1045 1,5396 —15,3
C7H80 Метилфениловый эфир (мет- 955 1,5170 —37,4
оксибензол, анизол)
C7H8O2 о-Метоксифенол (гваякол) 1129 1,538321-4 28,3
c7h8n Бензиламин 983 1,5441
c7h9n п-Толуидин 962 1,5636 43,7
c7h12 1-Гептин 732 1,4088 —80,9
1 -Метилциклогексен 810 1,4501 —121,0
C7H12O2 Бутилакрилат 911 1,4190
C7H12O4 Гептандиовая(пимелиновая) 132916 — 105,5
кислота
C,H13N Гептаннитрил 813 1.410430 —62,6
C7H14 1-Гептен 697 1,3998 —119,0
C7H14 2-Метнл-1-гексен 703 1,4035 —102,8
C7H14 2-Метил-2-гексен 708 1,4103 —130,3
C7H14 4,4-Диметил-1-пентен 683 1,3918 -136,5
C7H14 2,3-Диметил-2-пептен 728 1,4206 —118,3
C7H14 транс-4,4-Диметил-2-пентен — 1,3983 —115,2
472
Продолжение
Температура кипения. °C Вязкость, мПас Темпера- тура критиче- ская, °C Давление критиче- ское, МПа Растворимость
в воде, % (масс.) в прочих растворителях
146,3 . М. р. СП., Э.
68,4 — 226,9 2,83 0,2 СП., Э.
250 0,9 СП.
174,4 — — — х. р. СП., э.
103,6 0,4325 5,6 сп., э., ац., хлф.
232 — — — х. р. СП., э.
295 — — — х. р. СП^* э.
161 — — СП.
201,9 — — оо СП., э.
285,5 — 437 3,35 оо СП.
195 9,56 — — СП.
89,5 0,372В 260,1 . 3,04 — сп., э., хлф., ац., бз. сп., ац., хлф.
360 795 —_, оо
204,5 1,21е0 — 9030 сп., ац., хлф., э., бз. э., бз., CS2
197,2 — — — разл.
191,1 1,242В 426,2 4,21 м. р. сп., э., ац., бз.
165,6 — — — разл. э., бз., хлф., ац. бз., ац., хлф. ,
разл. >150 — — — 0,021в
179,1 1,392й 352 2,18 0,3 сп., э., хлф., ац.
249 . О.З18 сп., э., ац., бз., СС14
* 179,1 — — — н. р. tn., хлф., э.
162,0 — __ н. р. СП., 9., хлф,, бз.
221,8 2,36 — — н. р. сп., э., хлф., бз., петр.
110,6 0,58 320,4 4,23 0,05 сп., э., ац.
190,8 9,56 423,2 5,01 м. р. СП., Э., ац., бЗ;, СС14
202,2 16,92 432 4,56 2,4 СП., э., бз.
201,8 18,86 428,7 5,15 м. р. сп., э., ац., б£.
205,8 5,8 — . 4 сп., хлф., э., ап , бз.
155 1,32 368,5 4,18 н. р. сп., э., бз., ац.
205 1,71в СП., э., укс.
184,5 1,592В — ' х. р. сп., э., ац.
200,6 1,8О6о — — 0,7 сп., э., ац., Л
99,8 — — — н р. сп., э., ац., бз.
110,3 — — — й. р. сп., э., ац., бз.
147,4 — СП., э.
272Ю0 — — — —2,5 СП., э.
186 — L —
93,6 0,35 263 2,82 н. р. сп., э., бз., петр., СС14
91,8 — — — — —
95,4 — — — — —
72,1 — — — — •—-
97,4 — — н. р. СП., э.
76,7 -гг — — —
473
Формула Название Плотность, кг/мв Показатель преломления Температура плавления, °C
с7н14 1,1 - Диметилциклопентан 754 1,4136 —69,7
С,н„ 4ис-1,2-Диметил циклопентан 773 1,4222 —53,8
с7н14 транс-1,2-Диметилцикло- пентан 751 1,4120 —117,6
с7н14 цис-1,3-Диметил циклопен- тан 745 1,4089 —133,7
с,н14 трансЛ ,3-Диметилцикло- пентан 749 1,4107 —133,9
с7н14 Метилциклогексан 769 1,4231 —126,6
С7Н14 Этилциклопентан 767 1,4198 — 138,4
С7Н14О Гептанал (энантовый альде- гид) 852 1,4125 -45
С7Н14О2 Гептановая (энантовая) ки- слота 918 1,4170 —10,5
С7Н14О2 Амилацетат 876 1,4023 —75,0
С7Н14О2 Изоамилацетат 872 1,4053 —78,5
С7Н14О3 4-Метил-4-гидроксиэтил-1,3- диоксан 1099 1,4634 —
С,Н16 Гептан 684 1,3876 —90,6
С,Н1в 2-Метилгексан 679 1,3848 —118,3
С7Н1в З-Метилгексан 687 1,3886
С7Н19 2,3-Диметилпентан 695 1,3919 —
С7Н16 2,4-Диметилпентан 673 1,3815 —119,2
С7Н16 2,2,3-Триметилбутан 690 1,3894 —24,9
С,н16о 1-Гептанол 822 1.423322 —34,4
C’H17N Гептиламин 76326 1,4251 —19
c8h4n2 Динитрил фталевой кислоты — — 141
C8H4N2 Динитрил изофталевой кис- лоты — — 162
c8h4n2 Динитрил терефталевой кис- лоты — — 222
С8Н4О3 Фталевый ангидрид 1527 — 131,6
C8H6O Окись стирола 1052 1,5342 —
CgHgOi 1,2-Бензолдикарбоновая (о-фталевая) кислота 1593 — 206 разл.
Терефталевая кислота 1510 — 300 возг.
C8H8 Стирол (винилбензол) 906 1,5469 —30,6
c8H8 1,3,5,7-Циклооктатетраен 921 1,5380 —
caH8o Метилфенилкетон (ацетофе- 1026 1,5342 20,5
CgHgOa Фенилуксусная кислота 109177 — 77
CgHio Этилбензол 867 1,4960 —94,9
CqH10 о-Ксилол 880 1,5054 —25,2
С8Нц) м-Ксилол 864 1,4972 —47,9
C8H10 п-Ксилол 861 1,4958 —13,3
СаНюО 1-Фенилэтанол (метилфенил- карбинол) 1013 . 1,5260 21
^8^10^ 2-Фенилэтанол (фенилэтило- вый спирт) 102326 1,533717 -27
(-'8^10^ 2,3-Диметилфенол (2,3-кси- ленол) — — 75
CgHioO 2,4-Ксиленол 1036 1,54201* 27,5
Ce^ioO 2,5-Ксиленол 116916 — 74,5
474
П родолжение
Температура кипения, °C Вязкость, мПа-с Темпера- тура критиче- ская, °C Давление критиче- ское, МПа Растворимость
в воде, % (масс.) в прочих растворителях
87,8 __ 277 3,55
99,5 — 292 3,45 — ——
91,9 — 282 3,45 — —
90,8 0,51 282 3,45 — —
91,7 — 282 3,55 — —
100,9 0,73 299,1 3,48
103,5 0 56 296,3 3,39 — сп., э., ац., СС14
155 — — — м. р. СП., э.
223 4,34 — — 0,216 сп., э., ац.
149,2 — 0,2 сп., э., ац., бз.
142,1 0,87 326,1 2,83 226 сп., э., ац., бз.
12210 14,17 — — х. р сп., э., бз.
98,4 0,42 267 2,73 0,005 э., петр., хлф., бз.
90,1 0,38 257,9 2,77 н. р. э., петр., хлф., бз.
91,8 0,37 262,2 2,82 н. р. э., петр., хлф., бз.
89,8 — 264,6 2,96 н. р. э., ац., бз., хлф.
80,5 0,36 247,5 2,79 н. р. э., ац., бз., хлф.
80,9 2,59 258,3 3,01 н. р. э., ац., бз., хлф.
176,5 6,6 365,3 2,98 0,091а СП., э.
132,7 — — — м. р. СП., э.
— — — — ум. р. э., ац., хлф., бз.
— — — — — э., бз., хлф.
— — — — н. р. бз.
284,5 возг. — — — 0,625 СП.
194,1 — — — —
— — — — 0,6 СП.
— — — м. р. гор. СП., пир.
145,8 0,74 374,4 4,05 0,0540 сп., э., ац., бз., петр.
142,5 — —- п. р. э., бз.
202,3 1,83 424 3,81 0,5 сп., э., хлф., бз., ац.
266,5 — 1,6 сп., э., ац., хлф.
136,2 0,67 345,6 3,75 0,0115 СП., э.
144,4 0,81 358,4 3,65 >0,015 сп., э., ац., бз., хлф.
139,1 0,61 346 3,55 >0,015 сп., э., ац., бз., хлф.
138,3 0,64 344 3,44 н р. сп., э., ац., бз., хлф.
205 8,42 — — н. р. СП., э.
220 — — — 1,6 СП., э.
218 — — — Р- СП.
211,0 — ' * — м, р. СП., э.
211,2 возг. — 433,7 3,87 расч. р- СП., э.
475
Формула Название Плотность, кг/ма Показатель преломления Температура плавления, °C
c8H10o 2,6-Ксиленол 107617 49
CgHjoO 3,4-Ксиленол 102317 — 62,5
СвНщО 3,5-Ксиленол 968 — 68
CeH10O Фенилэтиловый эфир (фене- тол) 967 1,50841’ —30,2
C8H1GO2 Гидроперекись этилбензола — 1,5250 —
C8HnN 2,4-Диметиланилин (2,4-кси- лидин) 978 1,5607 16
C8HnN 2,6-Ксилидин 980 1.5612 11,2
C8HuN М.ЛГ-Диметиланилин 955 1,5582 2,5
C8H12 1,3-Циклооктадиен — — -55
CgHjs 1-Винилциклогексен 831 1,452 —
C8H12N2 п-Ксилилендиамин — — 63
Г8Н]2\2О2 1,6-Гександиизоцианат 1046 — —67
CgH14 2,4-Диметил-1,5-гексадиен (диизобутенил) 742 1,4287 —74,8
C8H14 1 - Октин 746 1,4159 —79,5
c8H14 Этиленциклогексан 848 1,4626 —
C8H14 Винил циклогексан 799 l,455i9 —
c8H14o 2-Этилгексенал 848' 1,4525 —
^8^14^ Метилциклогексилкетон 924 — —
^bHuOj Октандиовая (пробковая) ки- слота — . — 144
c8h16n Октаннитрил 818 — —45,6
ГОктен 715 1,4087 —101,7
C8H18 2-Метил-Ггептен 720 1,4119 —
C8Hle 2-Метил-2-гептен 724 1,4172 —
ceH16 2,4-Диметил-2-гексен 721 1,4118 —
C8H16 чис-2,2-Диметил-3-гексен 719 ' 1,4099 —137,3
C8Hie 1,1-Диметилциклогексан 781 1,4290 —33,5
C8H16O 1-Циклогексилэтанол 922
C8Hi6O Октанал (каприловый альде- гид) 821 1,4217 —
C8HlcO 2-Этилгексанал 854 1,4142 <—100
CgHieOz Октановая (каприловая) кис- лота 909 1,4280 16,6
C8H18 Октан 703 1,3974 —56,8
2-Метилгептан 698 1,3949 —109,0
C8H18 З-Этилгексан 714 1,4016 —
C8Hi8 2,2-Диметилгексан 695 1,3935 —121,5
C8H18 3,3-Диметил гек са н 710 1,4001 —126,1
^8^18 3,4-Диметилгексан 719 1,4041 —
C8H18 2,2,4-Триметилпентан 692 1,3915 —107,4
^8^18 2,3,4-Триметилпентан 719 1,4042 —109,2
C8H18O 1-Октанол 827 1,4304 -16,3
476
Продолжение
Температура кипения, °C Вязкость, мПа-с Темпера- тура критиче- ская, °C - Давление критиче- ское» МПа Растворимость
в воде, % (масс.) в прочих растворителях
203 . СП., э.
225 — — — р- СП., э.
219,5 возг. — — м. р. СП.
172 — 374 3,42 н. р. СП., э.
480’01 .
216’28 — — — м. р. сп., э., бз., ац., хлф.
214’зв — — — н. р. сп., э., ац., хлф., бз.
193 1,28 414,7 3,63 1,2 сп., э., ац., хлф., бз.
4825 . — — — и. р. сп., э., бз.
126 — н. р. сп., э , бз.
125е — — — —
255 — — — —— —
114,5 — — — н. р. —
126,2 . н. р.
137 1,0 333 н. р. —
130 0,75 320 н. р. —
175,5 — — — СП., э.
180,4 1,5 383 СП.
279100 — — 0,2 СП.
133100 348,8 3,25
121,3 0,47 298 5 2,59 н. р. —
119,2 — — — и. р. сп., э., хлф., петр.,
ац.
122,6 — —. — н. р. сп., э., хлф., петр.,
ац.
110,6 0,45 — — н. р. сп., э., хлф., петр..
ац.
105,8 — — — н. р. сп., э., хлф., петр.,
ац.
119,5 — — — н. р. сп., э., хлф., петр.,
ац.
187 19,86 410,6 3,02
170 — — — м. р. сп., э., хлф.
163 — и. р. СП., Э7
239,3 — — — 0,25ю0 сп., э., хлф., бз., лед.
укс.
125,7 0,55 296,2 2,50 0,00118 сп., э., хлф., петр.,
ац.
117,6 0,50 271 2,51 н. р. э.
118,5 0,45 294 2,67 и. р. э., хлф., петр., ац.,
бз.
106,8 0,52 272 2,49 н. р. э., хлф., бз.
112,0 0,50 291 2,76 н. р. э., хлф-, бз.
117,7 0,49 298 2,78 н. р. э., хлф., бз.
99,2 0,51 271,1 2,58 н. р. э., ац., $з., хлф.
113,5 0,55 295 2,80 н. р. э., ац., бз., хлф.
195,2 10,641Б 385,5 2,68 н. р. сп., э., хлф.
477
Формула Название Плотность, кг/ма Показатель преломления Температура плавления, 0С
С8Н18О 2-Этилгексанол 833 1,4325 —76
С8Н18О Дибутиловый эфир 769 1,3992 95,3
С8Н18О Бутилизобутиловый эфир 763 1,4077 —
Перекись mpem-бутила 794 1,3890 -60
СвН18О8 1,1,1 -Три(гидроксиметил)- пентан 986 — 60
CgHi8O5 Тетраэтиленгликоль 112916 1,4577 8,0
Дибутилсульфид 838 1,4503 -76,7
c8h19n Октиламин — 1,0
CbH19N Диизобутиламин 745 — —70
CsHaoPb Тетраэтилсвинец 1652 1,5195 — 136
CgHgNaOa Толуилендиизоцианат 1228 — 21,3
CgHeO6 1,2,3-Бензолтрикарбоновая (гемимеллитовая) кислота — — 194
^эН6Об 1,2,4-Бензолтрикарбоновая (тримеллитовая) кислота — — 224,5
1,3,5-Бензолтрикарбоновая (тримезиновая) кислота — — 377
C9H9 Инден 996 . 1,5756 —2,6
C9H8O З-Фенилпропенал (коричный альдегид) Коричная (р-фенилакрило- вая) кислота 1050 1,6195 -7,5
CgHeOg 1247 4 — 133
C9H10 n-Метилвинилбензол (винил- тол уол) 901 1,5430 —57,0
П9Н10 а-Метилстирол 909 — —23
CgH10O 3-Фенил-2-пропен-1-ол (ко- ричный спирт) 1044 1,5819 33
^9^10^ n-Метилтолилкетон (метил- ацетофенон) 1005 1,5335 28
C9HnO 2,4,6-Триметилфенол (мези- тол) — — 72
C9H12 Пропилбензол 862 — —99,5
C9H12 Изопропилбензол (кумол) 862 1,4913 —96,0
C9H12 Метилэтилбензол (п-этилто- луол) 861 1,4959 —62,3
C9H12 1,2,3-Триметилбензол (ге- меллитол) 894 1,5139 —25,4
C9H12 1,2,4-Триметилбензол (псев- докумол) 876 1,5048 —43,8
C9Hi2 1,3,5-Триметилбензол (мези- тилен) 845 1,4491 —44,7
CgHjgOg Гидроперекись кумола 1055 1,5250 —
CeH16O4 Нонандиовая (азелаиновая) кислота 1029 — 106,5
CgH]7N Нонилнитрил (пеларгонони- трил) 82116 1,4255 —34,2
*-9^18 1-Нонен 729 — —81,4
CgH18O Нонал (пеларгоновый альде- гид) 5-Нонанон (дибутилкетон) 827 1,4274 —
c9h180 822 1,4195 —4,8
478
Продолжение
Температура кипения, аС Вязкость, мПа-с Темпера- тура критиче- ская, °C Давление критиче- ское, МПа Растворимость
в воде, % (масс.) в прочих растворителях
183,5 9,67 0,1 СП., э., хлф.
142,4 0,69 293 2,39 0,05 сп., э., ац.
131,5 — — — н. р. сп., э., ац.
111 — — н. р. ац.
180е — — — — сп., э., ац.
325 457 2,43 X. р. СП., э.
188,9 — 369 2,55 Н. р. спц э-
179,6 — — — м. р. —
139,5 — — — м. р. СП., э.
195 разл. 0,87 — — н. р. СП., э.
12518 — — — — —
— — — — — —
— — — — — —
— — — — — —
182,4 — н. р. сп., э., пир., СС14, ац.
252 разл. — — — м. р. сп., э., хлф.
300 — — — 0,126 сп., э., бз., лед. укс.
50,5е 0,93 — — 0,02 бз., хлф., э.
161 — н. р. СП., э.
257,5 — — — м. р. СП., э.
227 — — — н. р. ац.
219 — — — м. р. СП., э.
159,2 364,3 3,21 н. р. —
152,4 0 742Б 359,8 3,21 н. р. сп., э., ац., бз., хлф. ац., бз., СС14
162 — 363 3,14 н. р.
176,1 — 391,3 3,21 н. р. сп., э., ац., бз.
169,3 — 380,1 3,29 н. р. сп., э., ац., бз.
164,7 — 370,5 3,27 0,01 сп., э., ац., бз., хлф.
60°’2 70 разл. 20,7 — 1,5 СП., угл.
287100 — — — — СП.,Э.
224,4 — — — н. р. СП., э.
146,9 — — н. р. СП., э.
192 — — — н. р. СП., э., хлф.
188,4 — — — н. р. СП., э., хлф.
479
Формула Название Плотность, кг/м’ Показатель преломления Температура плавления. °C
Нонановая (пеларгоновая) кислота 906 1,43431» 12,5
^9^20 Нонан 718 1,4054 —53,5
С9Н20 2-Метилоктан 713 1,4031 —80,4
С9Н20 З-Метилоктан 721 1,4065 —107,9
CgH2o 2,6-Диметилгептан 709 1,4007 —102,9
С9Н20 2,2,4-Триметилгексан 716 1,4033 —120,0
С9Н20 2,2,5-Триметилгексан 707 1,3997 —105,8
С9Н2о 2,3,5-Триметил гексан 729 1,4060 —127,9
CgH2o 2,4,4-Триметилгексан 724 1,4074 —113,4
С9Н20 3,3-Диэтилпентан 753 1,4205 —33,1
С9Н2о 2,2,3,3-Тетраметилпентан 757 1,4236 —9,9
С9Н20 2,2,3,4-Тетраметилпентан 739 1,4147 —121,1
С9Н29 2,2,4,4-Тетраметилпентан 719 1,4069 —66,5
^9^20^ 1-Нонанол 830 1,4310 —5,0
С9н21р Тр ипроп илфосфин 80725 — —
С10Н2Ос Пиромеллитовый диангидрид — — 286
СюН60а 1,2,3,4-Бензолтетракарбоно- вая (меллофановая) кис- лота — — 238 разл.
С10НвОа 1,2,3,5-Бензолтетракарбоно- вая (пренитовая) кислота — — 253
1,2,4,5-Бензолтетракарбоно- вая (пиромеллитовая) кис- лота — — 273
С10Н8 Нафталин 962Ю0 1,5823»» 80,3
C10HsCl4 1,2,3,4-Тетрахлорнафталин — — 182,5
с10н8о 1-Нафтол 109539 1,6224»» 96,1
с10н8о 2-Нафтол 1280 — 123
c10H9N 1-Нафтиламин 112325 1,6703»! 50
CjqHjo 1,4-Диэтенилбензол (диви- нилбензол) 91340 1,528010 31
ОцНц/Л Диметилтерефталат 1630 — 1.41
С19Н12 Дициклопентадиен 97635 — 32,9
C10H12 1,3-Диметил-2-этенилбензол 909 1,5314 —
CioHi2 1,3-Диметил-4-этенил бензол (винилксилол) 90221,5 1,5405 —
^10H12 1,3-Диметил-5-этенилбензол 89726 1,5382 —
С10Н12 1-Метил-4-(2-пропенил)-бен- зол 880 1,5091 —44,7
^10^12 1,2,3,4-Тетрагидрон афталин (тетралин) 970 1,5414 —35,8
*-\oHi2U 1,4-Изопропилбензальдегид (кумоловый альдегид) 978 — —
<-10Hj4 Бутилбензол 860 1,4898 —88,0
CiqHi4 1-Метил-2-изопропилбензол (о-цимол) 877 1,5005 —71,5
^10Н14 1-Метил-З-изопропилбензол 861 1,4930 —63,7
Ci9H14 1-Метил-4-изопропилбензол 857 1,4905 —67,9
CioHii 480 1,4-Диэтилбензол 862 — —46,8
Продолжение
Температура кипения, °C [Вязкость, мПа-с Темпера- тура критиче- ская, °C Давление критиче- ское, МПа Растворимость
в воде, % (масс.) в прочих растворителях
253,5 — — — — —
150,8 0,71 321 2,30 н. р. сп?7 э., ац., бз., хл< ь
143,3 — 315 2,39 н. р. сп., э., ац., бз., хл< ).
144,2 — 318 2,40 н. р. сп., э., ац., бз., хл< ).
135,2 — 306 ' 2,40 н. р. сп., э., ац., бз., хл< ).
126,5 — — — н. р. сп., э., ац., бз., хл< ).
124,1 — — — н. р. спг/э., ац., бз., хл< ).
131,4 — — — н. р. сп., э., ац., бз., хл< ).
130,6 — — — н. р. сп., э., ац., бз., хл< ).
146,2 — — — н. р. сп., э., ац., бз., хл< ).
140,3 — — — н. р. сп., э., ац., бз., хл< ).
133,0 — — — н. р. сп., э., ац., бз., хл< э.
122,3 — — — н. р. сп., э., ац., бз., хл< э.
213 — — — н. р. сп., э., хлф.
187,5 — — — —
— — — — X. р., разл. ац.
— — — — X. р. ац.
— — — — X. р. v э.
— — — — — СП.
218 0,9780 476,6 4,11 0,003 э., хлф., бз., СС14
— — — — н. р. —
282 — — м. р. сп., э., бз., ац., хлф.
286 — — — 0,0725 СП., э., хлф.
301 — — — 0,17 СП., э.
8516 — —. — — —
300 возг. — — — — тор. СП., э.
170 разл. — — — 2,5 СП., э.
192,0 — — — — —
202 — — — — —
205,0 —
182,9 — — — — —
207,6 2,21 446 3,51 н. р. СП., э.
235 — — — н. р. СП., э.
183,3 1,02 386,1 2,83 н. р. СП., э.
178,3 — — — н. р. сп., э., хлф., ац., бз., СС14
175,2 — — — н. р. сп., э., хлф., ап.-, бз., СС14
177,3 — — — н. р. сп., э., хлф., ац., бз., СС14
183,7 — 387,3 2,87 н. р. сп., э., хлф., ац., бз.
481
Формула Название Плотность, кг/ма Показатель преломления Температура плавления, °C
1,3-Диметил-2-этилбензол 890 1,5107 — 16,3
(“10H14 1,3-Диметил-4-этилбензол 876 1,5038 —63,0
Сюни 1,3-Диметил-5-этилбензол 865 1,4981 —84,3
СюН14 1,2,3,4-Тетраметилбензол 901 1,5203 —6,3
С10Н14 (пренитол) 1,2,3,5-Тетраметилбензол 890 1,5130 —23,7
CioHu (изодурол) 1,2,4,5-Тетраметилбензол 83881 79,2
Сц)Н14О (дурол) 4-Бутилфенол — 92
CioH140 4-втор-Бутилфенол 96925 1,5150 62
GioHi40 4-трет-Бутилфенол 908114 1.516522 100
GioHieO d-Камфора (d-2-камфанон) 990 25 1,546225 178,4
QioHib04 Декандиовая (себациновая) 120726 1.422130 134
c10h19n кислота Деканнитрил (капринитрил) 82916 —17,9
(“10*“*20 1-Де цен 741 1,4215 —66,3
C10H20O Деканал (каприновый аль- 82816 1,4298 -5
C10H20O дегид) 2-Деканон (метилоктилке- тон) Декановая (каприновая) ки- 82330 1,4255 14
C10H20O2 88640 1.428540 31,5
C10H22 слота Декан 730 1,4119 —29,7
^10^22 2-Метилнонан 726 1,4100 —74,6
C10H22 4-Этилоктан 738 1,4151 —
CioH22 2,3-Диметилоктан 738 1,4149 —
(“10*~*22 2,7 - Диметилоктан 724 1,4086 —52,5
(“10 *“*22 2,2,3,3-Тетраметилгексан 764 1,4281 —54,0
(“10 *“*22 2,2,4,5-Тетраметилгексан 735 1,4132 —
(“10*422 2,2,5,5-Тетраметилгексан 719 1,4055 — 12,6
(“10*422 3,3,4,4-Тетраметил гексан 782 1,4368 —
^10^22 2,2,3,3,4-Пентаметилпентан 780 1,4361 —36,5
C10H22 2,2,3,4,4-Пентаметилпёнтан 767 1,4307 —38,8
C10H22O 1-Деканол 829 1,4372 7
G10H22O Диамиловый эфир 774 — -69,3
C10H22O2 1,10-Декандиол — — 71,5
C10H23N Дециламин 794 1,4369 17
CnH6O2 1-Нафтойная кислота — — 160,5
CnHeO2 2-Нафтойная кислота 1077100 — 184,5
СцН10 1 -Метилнафталин 1020 1,6175 -30,5
СцН10 2-Метилнафталин 99010 1.601940 34,6
СцН14 1-Этенил-4-изопропилбензол 885 1,5289 —44,6
(“iiHio (п-изопропилстирол) Амилбензол 86022 —78,2
СцН1в Пентаметилбензол 88726 — 54,3
СцН2о 1-Ундецин 86726 — -33
СцН2о02 Ундециленовая кислота 90726 — 24,5
ChH21N Ундеканонитрил 82516 — —5,1
СцНга 1-Ундецен 750 1,4261 —49,2
СцНаа 2-Метил-1-децен 754 1,4285 —51,5
СцНагО Ундеканал 830 1.432223 —4
482
Продолжение
Температура кипения, °C Вязкость, мПа-с Темпера- тура критиче- ская, °C Давление критиче- ское, МПа Растворимость
в воде, % (масс.) в прочих растворителях
190,0 н. р. сп., э., хлф., ац., бз.
188,4 — — — н. р. сп., э., хлф., ац., бз.
183,7 — — — н. р. сп., э., хлф., ац., бз.
205,0 — 426,9 3,27 н. р. СП., э.
198,1 — 413,6 3,21 н. р. СП., э.
196,8 — 411,4 3,20 н. р. сп.-,<э., бз.
248 — — — — СП.
— — — СП.
237 — — — р. СП., э.
209,1 возг. — — — 0,1 сп., э., бз., ац., укс.
294.5100 — — 0,117 СП., э.
243,7' н. р. э.
170,6 0,81 342 2,26 н. р. СП., э.
208 — — — н. р. сп., э., ац.
211 — — — н. р. СП., э.
270 — — — 0,01 сп., э., ац., бз., хлф., петр.
174,1 0,92 345,2 2,13 н. р. СП., э.
167,0 0,87 — н. р. СП., э.
163,6 — — н. р. СП., э.
164,3 — — н. р. СП., э.
159,9 0,82 322 2,24 н, р. СП., э.
160,3 — — — н. р. СП., э.
147,9 — н. р. СП., э.
137,5 — н. р. СП., э.
170,0 — — н. р. СП., э.
166,0 — — — н. р. СП., э.
159,3 — — — н. р. СП., э.
231 — — — н. р. сп., э., ац., бз., хлф.
190 — — н. р. сп., э., ац.
17911 — м. р. СП.
220,5 — — — м, р. сп., э., ац., бз. сп., э., хлф.
300,0 — — — м. р. гор.
308,5 — — — 0,0125 сп., э., хлф.
244,7 — 498,8 3,25 н. р. СП., э.
241,1 — — н. р. СП., э.
204,1 — — — —
202,1 — 405,9 2,65 н. р. СП., э.
232,0 — 447 2,88 н. р. СП.
209 — — — н. р. СП., э.
275,0 — — — н. р. СП., э., хлф. бз., хлф.
260,8 — — — н. р.
192,7 — .— — н. р. бз., хлф.
122,9100 — — — н. р. бз., хлф.
117е — — — н. р. СП., э.
483
Формула Название Плотность, кг/м3 Показатель преломления Температура плавления, °C
CnH22O 2-Ундеканон (метилнонилке- тон) Ундекановая (ундециловая) кислота 826 — 15
С1ХН22О2 891 — 29,5
ОцНц Ундекан 740 1,4172 —25,6
C11H24O 1-Ундеканол 833м 1,4392м 19
ChH25N Ундециламин — — 16,5
Ci2H10 Аценафтен — — 95
C12H10 Дифенил 99273 1,5882” 69,8
C12H10O Дифенилоксид (дифениловый эфир) 1O6630 1,5809 27
Ci2H12 1,6-Диметилн афтал ин 1002 1,6072 —16,9
C12H12 1,7-Диметилнафталин 1002 1,6076 —13,9
C12H12 1-Этилнафталин 1008 1,6062 — 13,8
C12H12 2-Этилнафталин 992 1,5995 —7
c12h12n 1,1-Дифен илгидразин — — 44
Ci2H16 1-Изопропил-4-изопропенил- бензол 894 1,5238 —30,6
^12^18 1,2-Диизопропилбензол 871 1,4860 -56,5
С12Н18 1,3-Динзопропилбензол 856- 1,4888 —63,0
C12H18 1,4-Диизопропилбензол 857 1,4898 —17,0
Ci2H18 Гексаметилбензол — — 166
Ci2Hla транс, транс, цш?-1,5,9-Ци- клододекатр иен 895 1,5075 —
^laHigO 2,4-Диметил-6-трет-бутил- фенол — 1,5183 22,3
CiaHigO 2,6-Диметил-4- трет-бут л- фенол 95926,7 — 82,4
Ci2H20 1,5-Циклододекадиен 886 — —
C12H22 Циклододецен 882 — —
C12H22(J Циклододеканон 90660 1,45716в 59
Ci2H22O4 Додекандиовая кислота — — 128
C12H23N Додек ан нитрил 837 — 5
C12H24 1-Додецен 758 1,4300 35,2
C12H24 Циклододекан 880 — 61,5
C12H24O Додеканал (лауриновый аль- дегид) Додекановая (лауриновая) кислота 83515 1,433 44,5
C12H24O2 86850 1,419180 48
^12^28 Додекан 749 1,4215 —9,6
^12^26^ 1-Додек ано л 83124 — 24
C12H27AI Триизобутилалюминий 786 — —4,3
c12h27n Додециламин — — 28,3
Ci2H27N Трнизобутиламин 77117 — —21,8
C12H27P Т рибутилфосфин 818 — —70
C13H10O Дифенилкетон (бензофенон) 110823 — 48 (26)
C13H12 Дифенилметан 1006 1,5776 25,4
С-13Н14 1 - Пр опилнафталин 990 1,5923 —9
C13H14 2-Пропилнафталин 977 1,5872 —3
C13H14 1-Изопропилнафталин 996 1,5952 —15,6
C13H14 2-Изопропилн афталин 976 1,5861 —
^13^20 1-Метил-3,5-диизопропил- бензол 857 1,4910 —60,8
484
Продолжение
Температура кипения. °C Вязкость, мПа-с Темпера- 1 тура 1 критиче- ская, °C Давление критиче- ское, МПа Растворимость
в воде, % (масс.) в прочих растворителях
226 — — — н. р. | СП., э.
290 — — — н. р. Э.
195,9 1,18 367 1,94 н. р. —
124е — — — н. р. СП., э.
241,6 — — — м. р. СП.
277,5 — — — н. р. —
255,5 1,49’0 526,7 4,18 н. р. err.',' бз., СС14, CS2
259,3 — 494 3,57 м. р. э., бз., лед. укс.
265,6 —. — н. р. —
262,8 — — — н. р. —
258,7 — — — н. р. ' —
257,9 —- — — н. р. —
322,2 — — — — —
221,5 — — — н. р.. бз.
203,8 — н. р. бз.
203,2 — — н. р. бз.
210,4 — — — и. р. бз.
265 — 487 2,54 н. р. w бз.
103,5Ю,з 4,90 — — н. р. э., у гл., бз.
249 — — — н. р. —
248 — — — н. р. —
231 — — — н. р. э., угл., бз.
101,48,2 4,90 — - — — У гл.
12812 — — — — —
24510 ,— — —
214 — — — н. р. СП., э., хлф., бз.
213,4 — — н. р. СП., э.
106,69.8 2,0’“ — — н. р. 3.J бз.
257 — — — н. р. СП., э.
299 5,8750 — — н. р. СП., э., бз.
216,3 1,52 386 1,82 н. р. СП., э.
259 • — — — н. р. СП., э.
8610 — — —
248 — — — н. р. СП., э.
184,6 — — — н. р. СП., э.
149,550 — — —
305,5 4,79 — — н. р. СП., э., хлф.
264,3 — 497 2,86 н. р. СП., э., хлф.
272,5 — — — н. р. э.
273,5 — — — н. р. —
267,5 — — н. р. —
268,2 — .—. — н. р. —
217,5 — — — 11. р. —
485
Формула Название Плотность, кг/ма Показатель преломления Температура плавления, °C
С13Н20О 4-(2,6,6-Триметил-(-цикло- гексен ил)-З-бутан-2-он (Р- ионон) 943 — —
'-'13^26 1-Тридецен 765 1,4334 —23,1
СхзНгвО 2-Тридеканон 82328 1,4318 28
(“13^26^2 Тридекановая (тридецило- вая) кислота — — 51
Тридекан 756 1,4256 —5,4
^13^28^ 1-Тридеканол 82231 — 30,6
С14Н10 Антрацен 125027 — 216,6
Сх4Н10 Фенантрен 1180 — 99,1
^14Н10О3 Бензойный ангидрид 119916 — 42
CuH10O4 Перекись бензоила — 1,545 104
CjiHjj транс-1,2-Дифенилэтилен (стильбен) Бензоин (бензоилфен илкар- бинол) 970X25 — 124
c14h12o2 1310 — 137
C14H14 Фенил-(2-метилфен ил)-метан 1002 1,5763 6,6
C44H14 Фенил-(3-метилфенил)-метан 991 1,5712 —27,8
c14h14 Ф ен и л - (4 - мети лфен и л) -метан 987' 1,5692 4,6
C14HJ6 1-Бутилнафталин 977 1,5819 —19,7
C14H19 2-Бутилнафталин 966 1,5776 —5
<^i4Ha2(-* 4-Ди изобутилфенол — — 84
C14H26 2-Тетрадецин 80015 — 6,5
С14Н2ЙО4 Диэти лсебацин ат 965 — 1,3
С14Н2в 1-Тетрадецен 772 1,4363 —12,8
CJ4H28O2 Тетрадекановая (миристи- новая) кислота 862s4 — 58
^14Нзо Тетрадекан 763 1,4289 5,9
C14H31N Тетрадециламин — — 37
C16H13 1 -Пентилнафт алии 966 1,5726 —24,4
C-15H1S 2-Пентилнафталин 956 1,5694 —
C45H24O 2-Метил-4,6-ди-трст-бутил- фенол 94026,7 — 51
(--1бН24О 4-Метил-2,6-ди-тре/п-бутил- фенол 1048 — 70
^--isHao 1-Пентадецен 776 1,4388 —3,7
Cl5H30O2 Пентадекановая (пентадеци- ловая) кислота 84 28» — 53
'-•хбНзг Пентадекан 768 1,4319 9,9
C15H33N Пентадециламин — — 36,5
C16H22O4 Дибутилфталат 104521 — —
'--18^30 1-Гексадецин 797 — 15
CieH31N Гексадеканнитрил 82231 — 31
^18^32 1-Гексадецен 781 1,4412 4
^18*^32 Тетраизобутилен 794 — —
^16^32^2 Гексадекановая (пальмити- новая) кислота 84970 — 64
^18^34 Гексадекан 773 1,4345 18,2
^-ieH34O 1-Гексадеканол (цетиловый спирт) 8185° — 49,3
'-'1вНз4О Диоктиловый эфир 820 — —
486
Продолжение
Температура кипения, °C Вяз'ОСТЬ, мПа-с Темпера- тура критиче- ская, °C Давление критиче- ское, МПа Растворимость
в воде, % (масс.) в прочих растворителях
13412 — — — м. р. СП., э.
232,8 — н. р. СП., э.
263 — — — н. р. СП., э.
236100 — — — н. р. СП., э.
235,4 1,88 404 1,72 н. р. сП;, э.
15516 — — — н. р. СП., э.
342,3 — — — н. р. хлф.
340 — — — н. р. бз., хлф.
360 — — — м. р. —
113 взрыв. — — — м. р. СП., э.
307 — — — н. р. бз.
344 — — — 0,0326 СП., пир,
280,5 — н. р. —
279,2 — — — н. р. —
282 — — — н. р. —
289,3 — — — н. р. —
292 — — — н. р. —
279 — — —
13415 — — — н. р. СП., э.
308 — — — н. р. сп.,э.
251,1 — — — н. р. СП., э.
250,5100 — — — н. р. СП., э., хлф.
253,5 2,32 422 1,62 м. р. СП., э.
291,2 — — — м. р. СП., э.
305,1 — — — н. р. —
310 — — — н. р. —
269 — — — — —
265 — — — — —
268,4 — н. р. —
257W0 — — — 0,001 э., бз., хлф.
270,6 2,84 437 1,52 н. р. СП., э.
307,6 — — — н. р. СП., э.
340 20,7 — . 0,0426 сп., э., ац.
1551Б — — .—. н. р. —
251,516 — — — н. р. СП., э.
284,9 — — — н. р. СП., э.
НО116 — — — н. р. СП., э.
340 разл. — — — н. р. СП., э.
286,8 3,45 452 1,42 н. р. СП., э.
344 13,3560 — — н. р. _ СП., э.
291,8 — — — м. р. СП., э.
487
Формула Название Плотность, кг/м3 Показатель преломления Температура плавления, °C
CieHgjN Гексадециламин — — 46
017^34 1-Гептадецен 786 1,4436 10,7
С17Н34О2 Гептадекановая (маргарино- вая) кислота 85860 — 58,5
C17H35N Гептадекаинитрил 144525 — 35
С1?Н3б Гептадекан 778 1,4366 22
C18H15O3P Трифенилфосфит — — 25
<“*18^22^2 Перекись дикумила 1020 — 40
С18 н30о 2,4,6-Три-трет-бутилфенол 86426,7 — 131
^18^32^2 9,12-Октадекадиеновая (ли- нолевая) кислота 903 — —11
^18^34 1-Октадецин 870° — 26
С*18 Н34О2 9-цис-Октадеценовая (олеи- новая) кислота 891 — 16
CieHajOj 9-транс-Октадеценовая (элаидиновая) кислота 85179 — 51,5
C18H35N Октадеканнитрил 818й — 43
^18^36 1-Октадецен 789 1,4449 18
CjgHgeO Октадеканал (стеариновый альдегид) —' — 63,5
^18^36^2 Октадекановая (стеариновая) кислота 84780 — 71,5
CjgHgg Октадекан 77528 1.434930 28,2
CigHagO 1-Октадеканол 81259 — 59
CigH38S 1-Октадекантиол — — 25
QiaHggN Октадецил амин — — —
C19H1B Трифенилметан (тритан) 1014" — 92,1
^19^40 Нонадекан 772 40 1,4330*“ 31,8
C20H42 Эйкозан 77640 1,4345*“ 36,4
Продолжение
Температура кипения, °C Вязкость, мПас Темпера- тура критиче- ская, °C Давление критиче- ское, МПа Растворимость
в воде, % (масс.) в прочих растворителях
330 — — н. р. СП., Э.
1151,0 — — — н. р. СП., Э.
227100 — — — н. р. СП., э.
20810 — н. р. СП.» э.
302,7 4,20 462 1,32 н. р. —
1560 1 — — — н. р.
— — — — н. р. —
278 — — — н. р. —
2301в — — — н. р. СП.
1801* — — — н. р. э.
286100 36,19 — — н. р. СП.,Э.
288100 — — — н. р. СП., э., бз.
214й — — н. р. э.
162,87 — — — н. р. э.
261W0 — — — н. р. СП., э.
291юо б.ЗО100 — — 0,0325 э., хлф., бз.
317,4 3,06« 477 1,31 н. р. э.
210,513 — — —— н. р. э.
1701 — — — н. р. СП., э.
23232 — — — н. р. СП., э.
259,2 — — — н. р. э., бз., хлф.
331 502 1,12 н. р. э.
345 4,081° 502 1,12 н. р. э.
Предметный указатель
Адипиновая кислота 452
коррозионное действие 216
Акриловая кислота 431, 460
коррозионное действие 216
Акрилонитрил 30, 460
коррозионное действие 217
объем производства 17
структура потребления 33
Активная окись алюминия 387
Активные природные глины 313
Активные угли 390, 394
Альдолизатор 123
Алюминиевый сплав АМгЗ
коррозионная стойкость 210—214
Алюминий АВО
водородопроницаемость 251
коррозионная стойкость 210—214
растворимость водорода 241, 251
Аниониты 399
Аппараты закалочно-испарительные
102, 103
Ацетальдегид 430, 460
объем производства 18
структура потребления 35
структура производства 24, 25
Ацетилен 10, 429 , 458
Ацетон 29, 30, 431, 460
объем производства 20
структура потребления 37
структура проиэдодства 24, 27
Бензин (ы) 76, 79
высокооктановый, производство
111
пиролиз 94
прямой гонки 106
рафинаты 93, 95
Бензиновая фракция 67, 73
выделение ароматических углево-
дородов 285
катализаторы изомеризации 407
пиролиз 95
Бензойная кислота 437, 472
коррозионное действие 217
Бензол 10, 29, 30, 445, 468
объем производства 15
получение 107, 113
структура потребления 32
Бензол
структура производства 24, 25
экстракция из бензиновых фрак-
ций 285
Бентониты 313, 314
н-Бутан 433, 464
пиролиз 95
Бутан-бутиленовая фракция 87
w-Бутановая фракция 87
Бутилацетат 436, 470
объем производства 23
Бутиловые спирты 29, 30
объем производства 22
структура потребления 42
структура производства 24, 28
н-Бутиловый спирт 42, 433, 464
Винилхлорид 30, 429, 458
объем производства 18
Винная кислота, коррозионное дей-
ствие 217
Воздуходувки 167, 168
Водород 428, 458
коррозионное действие 236
производство 114
растворимость в металлах 236,
243—245
Газовые конденсаты 46, 47
Газодувки 167, 168
Газойль вакуумный 67
пиролиз 95
Газоперерабатывающий завод
состав сырья 49
схема основных потоков 50
товарные продукты 49
Газоразделение 103
Газофракционирование 86
Галловая кислота, коррозионное дей-
ствие 218
Гач 83
Гидрирование, катализаторы 404, 408,
411
Гидрокрекинг 73
катализаторы 405
Гидроочистка 69
катализаторы 405
Гиперсорбция 305
490
Гликолевая кислота, коррозионное дей-
ствие 218
Гудрон 76
Двуокись углерода 429, 458
производство 117
Дегидрирование, катализаторы 411
Диатомиты 398
Дивинил 12, 431, 462
объем производства 15
получение 302—304
ректификация 274
Дизельная реакция 67, 73, 81
4,4-Диметил-1,3-диоксан 436, 470
ректификация 273
Дихлоруксусная кислота, коррозион-
ное действие 218
Железо техническое, водородопрони-
цаемость 245
Жирные кислоты 10
Изоамилены, получение 301
Изобутановая фракция 86
Изобутилен 432, 464
поглощение серной кислотой 298
получение 299
Изопентановая фракция 87
Изопрен 433, 464
ректификация 274, 284
Изопропиловый спирт 433, 464
объем производства 22
структура потребления 41
Ионообменные смолы 398
Иониты 398
Испарители 148, 151
Каприловая кислота 439, 476
коррозионное действие 218
Каприновая кислота 443, 482
коррозионное действие 219
Капроновая кислота 436, 470
коррозионное действие 219
Карбамид 314
Карболовая кислота см. Фенол
Катиониты 399
Катализаторы
активность 360
гидрирования 404, 408
гидрокрекинга 405
гидроочистки 405
гидроформилирования олефинов
420
гомогенные 420
гранулометрический состав 367,
379
дегидрирования 411
Катализаторы
изомеризации бензиновых фрак-
ций 407
кислотно-основные свойства 381
конверсии окиси углерода с водя-
ным паром 401
конверсии углеводородных газов
402
крекинга 404
метаниравания 403
механическая прочность 376, 378,
380
номенклатура 383
носители 387
окисления 415,420
очистки газов и жидкостей 419
плотность 369
поверхность активных компонен-
тов 373
пористая структура 369
производства мономеров СК 409
регенерируемость 364
риформинга 407
селективность 360
сероочистки газов 403
синтеза спиртов 417
стабильность 363
тепло- и массопер енос 365
фазовый состав 379
Каучуки, объем производства 13
Керосиновая фракция 73
Керосино-газойлевая фракция 76, 79,
106
выделение «-парафинов 307, 308
пиролиз 95
Кислоты высшие жирные, коррозион-
ное действие 213
Кислоты карбоновые Ct — С4
азеотропные смеси 277
ректификация 278
Кокс нефтяной 79, 80
получение 108
Коксование 78
Колонные аппараты 142
с колпачковыми тарелками 142
с тарелками неколпачкового типа
143, 146
Компрессоры 167, 168
Конденсаторы 148, 150
о-Ксилол 438, 474
объем производства 16
ректификация 274
п- Ксилол 438, 474
выделение из фракции ароматиче-
ских углеводородов С8 320
объем производства 17
Ксилолы 10, 12, 29, 30
объем производства 16
ректификация 279
экстракция из бензиновых фрак-
ций 285
491
Крекинг
каталитический 67
термический 76
Крекинг-остаток 76
Кристаллизация 319
Лаки и краски 9
Левулиновая кислота, коррозионное
действие 219
Лимонная кислота, коррозионное дей-
ствие 219
Мазут 76
Малеиновая кислота, коррозионное дей-
ствие 220
Малеиновый ангидрид
объем производства 21
структура потребления 39
Масла нефтяные, очистка 290
Масляная кислота 432, 464 '•*
коррозионное действие- 215, 221
Масляная фракция, очистка 290
Метакриловая кислота 452, 462
коррозионное действие 222
Метан 429, 458
конверсия водяным паром, пара-
метры 115
Метанирование, катализаторы 403
Метанол 10, 429, 458
катализаторы синтеза 417, 418
объем производства 21
структура потребления 40
Минеральные удобрения 9
Молекулярные сита 307, 395
Монохлоруксусная кислота, коррози-
онное действие 222
Муравьиная кислота 429, 458
коррозионное действие 210, 223
Насосы 156
вакуумные 162, 166
лопастные 162, 164
общего назначения 160
поршневые 162, 165
центробежные 162, 163
Нафталин 442, 480
объем производства 19
получение 107
Нафтеновые кислоты, коррозионное
действие 225
Нефтеперерабатывающий завод, типо-
вые схемы 53
Нефть 53
газовые факторы 48
гидрофракционирование 86
гидрокрекинг 73
гидроочистка 69
динамика добычи 45
Нефть
динамика переработки 46
каталитический крекинг 66
коксование 78
перегонка вторичная 65
перегонка первичная 61
переработка вторичная 66
переработка первичная 61
попутные газы 48
термический крекинг 76
электрообессоливание 61
Окисление, катализаторы 415, 420
Окись пропилена
объем производства 17
структура потребления 34
Окись углерода 429, 458
катализаторы конверсии с водя-
ным паром 401
коррозионное действие 229
производство 116
Окись этилена
объем производства 17
структура потребления 34
Олеиновая кислота 488
коррозионное действие 225
Олефины низшие
выделение из продуктов дегидри-
рования н-парафинов 310
катализаторы окисления 420
структура сырьевой базы 25
Опоки 398
Отходы нефтехимических производств
355
обезвреживание 356, 358, 359
Парафины
выделение из керосино-газойлевых
фракций 308, 315
жидкие, производство 81, 317
твердые 83, 85
Пентановая фракция 87
Печи пиролизные 90, 101
Пикриновая кислота, коррозионное
действие 226
Пиробензин, переработка 111
Пирогаз, газоразделение 103
Пирогалловая кислота, коррозионное
действие 226
Пироконденсат 106
переработка 108
Пиролиз 90, 105
жидких продуктов 105, 106
Пиропласт 107
Пластмассы
объем производства 13
структура потребления 9
Поглотители химические 400
Пилипропилен, объем производства 14
Полиэтилен, объем производства 14
492
Попутные газы
переработка 48
состав 48
способы отбензинивания 50
Предельно допустимые концентрации
вредных веществ
в воде водоемов 323
в воздухе 324
Природный газ
динамика добычи 45
динамика переработки 46
месторождения 46
химический состав 47
Пропан 433, 464
пиролиз 95
Пропановая фракция 86
Пропан-пропиленовая фракция 87
Прщтилен 10, 12, 93, 431, 460
объем производства 15
структура потребления 32
Пропионовая кислота 431, 462
коррозионное действие 212
Реактор (ы)
адиабатический
с катализатором в виде сеток
128
с радиальным потоком 129
со сплошной засыпкой ката-
лизатора 125, 128
барботажного типа 138
высокого давления с герметичным
электромагнитным приводом 137
гидрирования фенола 124
гидроформилирования пропилена
137
дегидрирования алкилбензола 128
дегидрирования бутана 134
для процессов
в гомогенной газовой фазе 120
в гомогенной жидкой фазе 122
в системе газ—жидкость—
твердый катализатор 139
в системе газ—твердый ката-
лизатор 123, 132
в системе жидкость—жидкость
139, 140
в системе жидкост»—твердый
катализатор 132
каталитического риформинга бен-
зинов 126, 129
окисления изопропилбензола 138
окислительного аммонолиза ме-
тана 128
пенного режима 140
пленочный трубчатый 138
полочного типа 129
разложения дйметилдиоксана 129
с газлифтно-инжекционным пере-
мешиванием 137
Реактор(ы) .
синтеза диметилдиоксана 140
с пневмоожиженным слоем ката-
лизатора 131, 134
с пневмотранспортом катализато-
ра 131, 135
теплоносители 125
теплообмен 130
термического хлорирования мета-
на 120, 121
трубчатого типа 123, 124, 140
Резинотехнические изделия 9
Ректификация
азеотропная 276
атмосферная 272
вакуумная 272
под давлением 274
четкая 275
экстрактивная 280
Риформинг, катализаторы 407
Салициловая кислота, коррозионное
действие 226
Силикагели 387
Ситовой анализ 367, 368
Сита, системы 367
Сольвент 107
Спирты Св—С13
объем производства 23
структура потребления 43
структура производства 28
Спирты С10—С20
объем производства 23
структура производства 29
Сплавы, коррозионная стойкость 209
Сталь(и)
аустенито-ферритного класса 204,
205
применение 207
растворимость водорода 241
водородная коррозия 252
водородопроницаемость при повы-
шенных температурах и давле-
ниях 245
высоколегированные 199
механические свойства 200,
203, 262
обозначение по стандартам
разных стран 208
применение 201, 206
сортамент 200
химический состав 200
карбонильная коррозия 229 сл.
конструкционные низколегирован-
ные 183
маркировка 184—188
механические свойства 185,
260, 261
применение 187
химический состав 184
493
Сталь(и)
коррозионная стойкость 209,
216 сл.
ползучесть 174
растворимость водорода 236
среднелегированные 189
механические свойства 189—
191, 194—199, 260
применение 189, 191, 192, 196
химический состав 192
старение 175
углеродистая конструкционная ка-
чественная 181
маркировка 181
механические свойства 181 —
183, 260, 261
применение 182, 183
химический состав 181, 183
углеродистая конструкционная
обыкновенного качества 175
группа А, механические
свойства 176, 179, 180
группа Б, химический состав
177
группа В, ударная вязкость
178, 180
маркировка 175
применение 180
хромоникелевые аустенитные
механические свойства 202—
205, 264
химический состав 202, 203
Стирол 438, 474
объем производства 19
ректификация 273
структура потребления 36
Сточные воды 330
азеотропная отгонка органических
веществ 339, 340
жидкофазное окисление 343
нейтрализация 337
обесфеноливание пароциркуляци-
онным методом 341
озонирование 343
осветление 335
отдувка летучих компонентов 338
очистка
десорбционным методом 342
биохимическая 348
ионитами 347
методом обратного осмоса 346
экстракцией 337
Теплообменные аппараты
воздушного охлаждения 156
кожухотрубные 148, 155
материалы для изготовления 154,
158
основные параметры 152, 157, 159
унифицированные 155, 157
Термогазойль 76
Титан
коррозионная стойкость 210—214.
264, 265
механические свойства 264, 265
растворимость водорода 241
Толуол 10, 437, 472
объем производства 16
структура потребления 33
структура производства 24
экстракция из бензиновых фрак-
ций 285
Трипелы 398
Углеводородный газ 73
катализатор конверсии 402
Углеводороды Сх—С3
разделение ректификацией 273
разделение на активном угле 305
Углерод технический 67, 107, 428
Уксусная кислота 30, 430, 460
коррозионное действие 211, 227
объем производства 18
структура потребления 35
структура производства 26
Установка (схема)
адсорбционного извлечения пара-
финов 82
адсорбционной очистки сточных
вод 343
азеотропной ректификации ксило-
ла 279
биохимической очистки сточных
вод 350
вторичной перегонки бензина 65
выделения
изобутилена 299
изопрена из изоамилен-изопре-
новой фракции 284
/г-ксилола из фракции арома-
тических углеводородов 320
газофракционирующие 86
гидрокрекинга 73
гидроочистки 69
дизельных топлив 71
прямогонного бензина 72
жидкофазного окисления сточных
вод 344
карбамидной депарафинизации
нефтепродуктов 318
каталитического крекинга 67
коксования 79
компрессионного отбензинивания
газа 51
маслоабсорбционная 52
обезмасливания гача 83
обесфеноливания сточных вод 338,
341
отбензинивания газа 52
494
Установка (схема)
отдувки летучих компонентов из
сточных вод 339
очистки
газов 358
сточных вод ионитами 348
первичной перегонки нефти 62
пиролиза бензина 97
разделения смесей углеводородов
Cj—С3 305
солевой ректификации 285
термического крекинга 77
экстрактивной ректификации 281
Фенол 29, 30, 445, 468
коррозионное действие 219
объем производства 20
структура потребления 36
структура производства 24, 26
Формальдегид 429, 458
объем производства 21
Фталевый ангидрид 29, 30, 438, 474
объем производства 20
структура потребления 38
структура производства 24, 27
Хемосорбция 297
на пленках металлов 373
применение для изучения активной
поверхности 375
Холодильники 148
Цеолиты 307, 392, 396, 397, 405
Циклогексан ,445, 470
объем производства 19
Шины 9
Щавелевая кислота 429, 458
коррозионное действие 228
Экстрактивная кристаллизация 318
Экстракция жидкостная 285
ароматических углеводородов
287—289, 290
растворители 286,
Этан 430, 460
пиролиз 95
Этановая фракция 86
Этилацетат 432, 464
объем производства 22
Этилбензол 438, 474
объем производства 19
ректификация 274
2-Этилгексанол 440, 478
структура производства 24, 28
Этилен 10, 12, 90, 429,
катализаторы окисления 420'
объем производства 14
структура потребления 31
Этиленгликоль 430, 460
объем производства 18
структура потребления 34
Этиловый спирт 29, 30, 430, 460
объем производства 22
структура потребления 41
структура производства 27
СПРАВОЧНИК НЕФТЕХИМИКА
1 том
Редакторы: В. А. Коц, Ю. К- Кузнецов, Ю. М. Левин,
Н. Р. Либерман, С. Л. Томарченко, Г. А. Фишбейн
Техн, редактор 3. Е. Маркова
Переплет художника И. М. Сенского
Корректоры; М. 3. Басина, Г. А. Лебедева
ИБ № 13
Сдано в наб. 23.01.78 Подп. в печ. 17.08.78 М-31516.
Формат бумаги бОХЭО’/и* Бум. тип. № 2. Гарнитура-
литературная. Печать высокая. Усл. печ. л. 31,0.
Уч.-изд. л. 41,55. Тираж 15 000 экз. Зак. 756.
Изд. № 630. Цена 2 р. 40 к.
Издательство «Химия», Ленинградское отделение
191186, Ленинград, Д-186, Невский пр., 28.
Ленинградская типография № 6 СоюзЛолиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144, ул. Моисеенко, 10