/
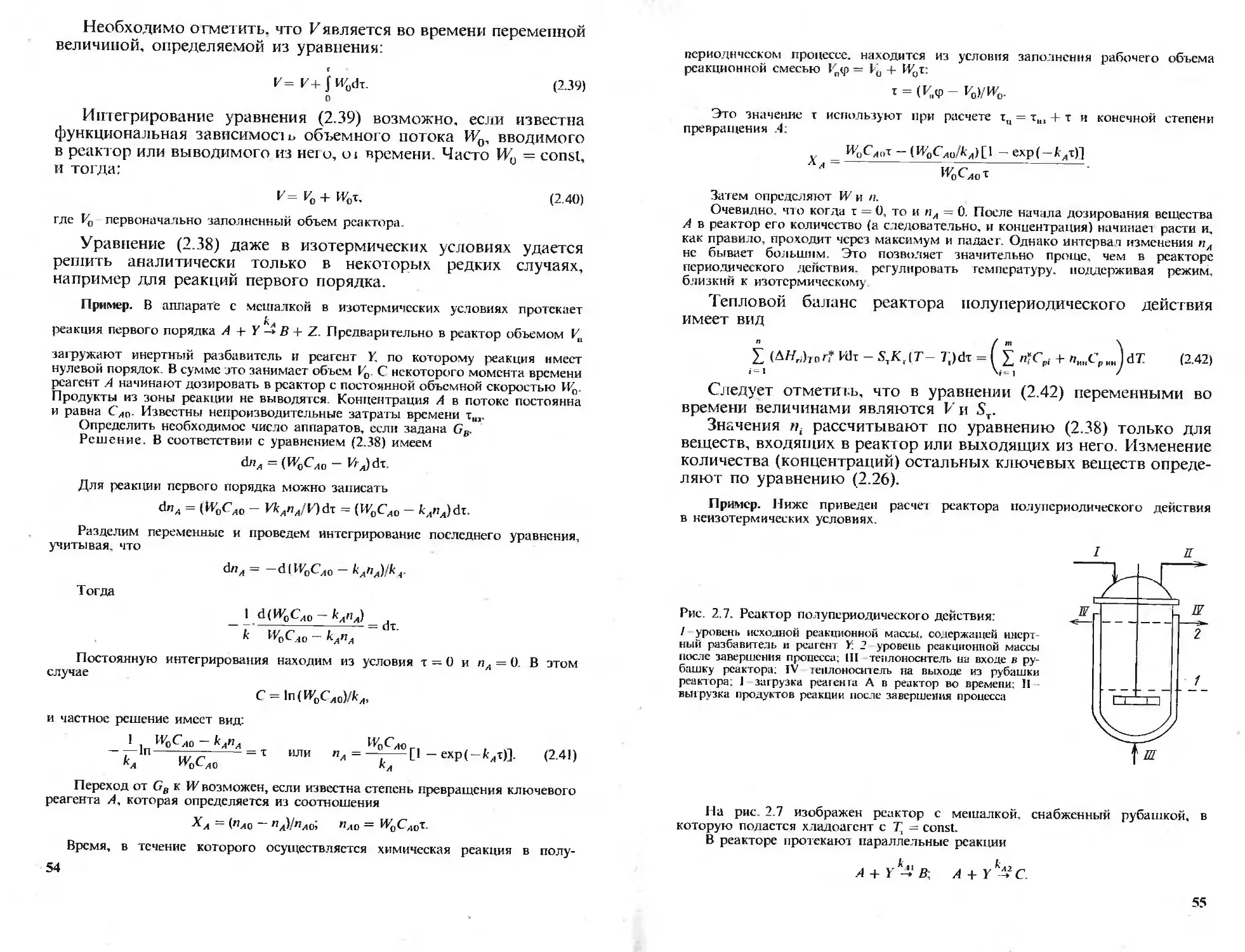
Автор: Лебедев Н.Н.
Теги: технология минеральных масел технология нефти и аналогичного сырья химическая технология химические производства химия
ISBN: 5-7245-0405-7
Год: 1995




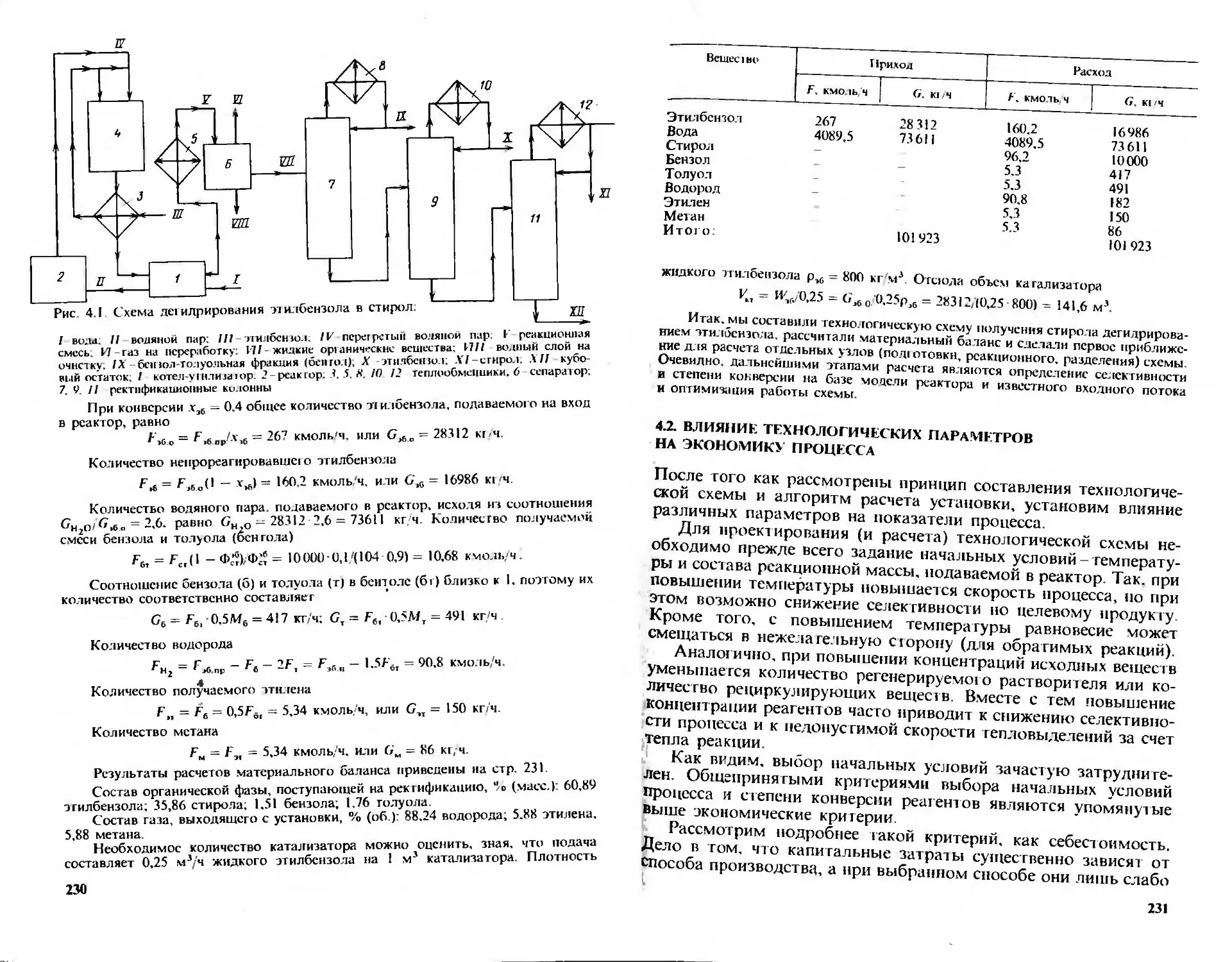
Текст
Проектирование
и расчет
аппаратов
основного
органического
и нефте-
химического
синтеза
VI / для
|ф / высшей
s/школы
Проектирование
и расчет
аппаратов
основного
органического
и нефте-
химического
синтеза
Проектирование
и расчет
аппаратов
основного
органического
и нефте-
химического
синтеза
Под ред. проф. Лебедева Н.Н.
Рекомендовано Комитетом по высшей школе
Миннауки России в качестве учебника для студентов
высших учебных заведений, обучающихся по
направлению “Химическая технология и биотехнология’
и специальности “Химическая технология
органических веществ'
МОСКВА
“ХИМИЯ"
1995
ББК 35.61-02
П79
УДК 1661.7+665.6|.001.2(075.8)
Издание выпущено
в счет дотации, выделенной
Комитетом РФ по печати
Авторы: И.А. Грязнов, Н.Г. Дигуров, В.В. Кафаров,
М.Г. Макаров
Рецензенты кафедра Химии и технологии основного органического
синтеза МИ1ХТ им М В. Ломоносова; докт. техн, наук С М Данов
П79 Проектирование и расчет аппаратов основного орга-
нического и нефтехимического синтеза. Учебник для ву-
зов/И.А. Грязнов, Н.Г. Дигуров, В.В. Кафаров, М.Г. Ма-
каров. -М.: Химия, 1995. - 256 с., ил.
ISBN 5-7245-0405-7
Учебник посвящен проектированию производств основного
органического и нефтехимического синтеза, современным методам
расчета химических реакторов и систем разделения, оптимизации
параметров узла “реактор-разделение". Рассмотрены вопросы применения
системного анализа химико-технологических систем отрасли и САПР,
использования ЭВМ в проектных расчетах.
Для студентов химико-технологических специальностей вузов. Может
быть полезен аспирантам, научным сотрудникам и преподавателям, а
также И1Р промышленности ОО и НХС и смежных отраслей.
2804010000- 088
П 050(0Г)-95
КБ - 12 -
II - 93
ББК 35.61-02
Учебное издание
ГРЯЗНОВ Игорь Александрович. ДИГУРОВ Николай Гаппоевич,
КАФАРОВ Вячеслав Викторович, МАКАРОВ Михаил Глебович
Проектирование и расчет аппаратов основного органического
и нефтехимического синтеза
Редактор Р.Е. Миневич, художественный редактор К К Федоров
Технический редактор ЕН. Крумштейн
Корректоры М. В. Черниховская, Л. В. Лазуткина
ИБ № 2618
Сдано в набор 12 05 93г Подписано в печать 30.12.93Т. Формат 60 х 88 /16 Бумага офс № I.
Гарнитура Таймс Печать офсетная Усл печ. л. 15.68 Усл кр -отт. 15.93. Уч.-изд. л. 16,54
Тираж 1000 акт Заказ N> I960 С 88 ЛР № 010172 от 17.01 92
Ордена “Знак Почета" издательство “Химия" 107076, Москва Стромынка 21, корн. 2.
Набрано на можайском политрафкомбинзте Комитета Российской Федерации по печати
143200, Можайск, ул Мира 93
Отпечатано с готовых тенок в Московской тип № 9
Комитета Российской Федерации по печати 109033. Москва Волочаевская ул . 40
ISBN 5-7245-0405-7 © И.А. Грязнов, Н.Г. Дитуров,
В.В. Кафаров, М.Г. Макаров, 1995
ОГЛАВЛЕНИЕ
Предисловие 5
ГЛАВА 1. Основы технологического проектирования 7
1.1. Предпроектная разработка . . 7
1.2. Выполнение рабочего проекта . 9
1 2 1 Составление химико-технологической схемы 10
1.2.2 Компоновка оборудования 12
1.2.3. Задания смежникам 13
1.2.4. Согласование и утверждение проекта, авторский надзор 14
1.3. Система автоматизированного проектирования .... 15
ГЛАВА 2. Расчет химических реакторов . 16
2.1. Расчет реакторов по данным действующих установок 19
2 1.1 Материальный баланс химического реактора 19
2.1 2 Тепловой баланс химического реактора 25
2 1 3 Определение технологических размеров реакторов 30
2.2. Реакторы для гомогенных гомофазных систем 34
2.2.1 Реакторы периодического действия 35
2.2.1.1. Изотермические реакторы 38
2.2.1.2. Неизотермические реакторы 40
2.2.2. Реакторы полупериодического действия . . 53
2.2.3. Идеальные реакторы непрерывного действия . 57
2.2.3.1. Изотермические реакторы 58
2.2.3.2. Неизотермические реакторы................. 60
2.2.3.3 Реакторы, работающие в автотермическом
режиме 65
2.2 4 Неидеальные реакторы непрерывного действия . 70
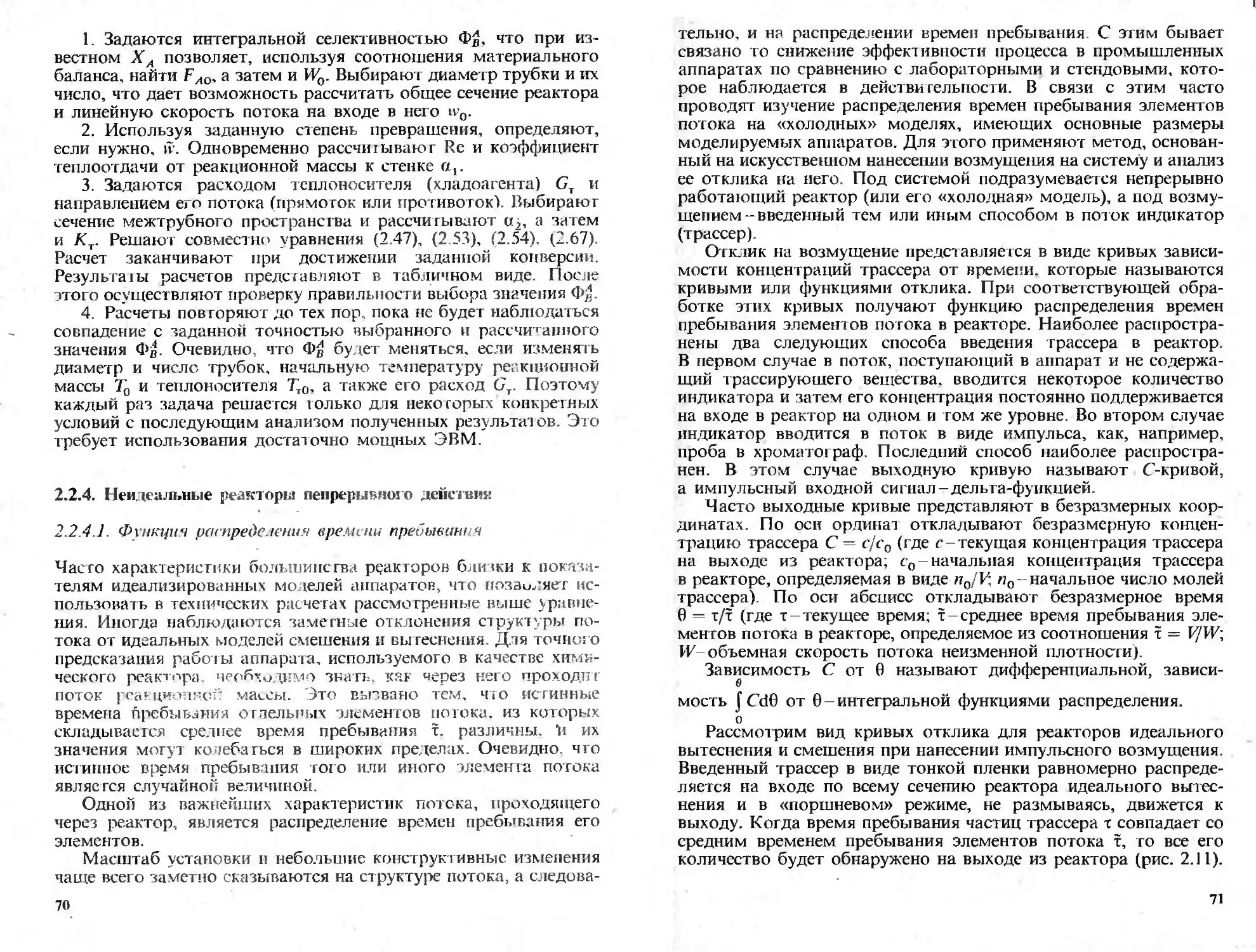
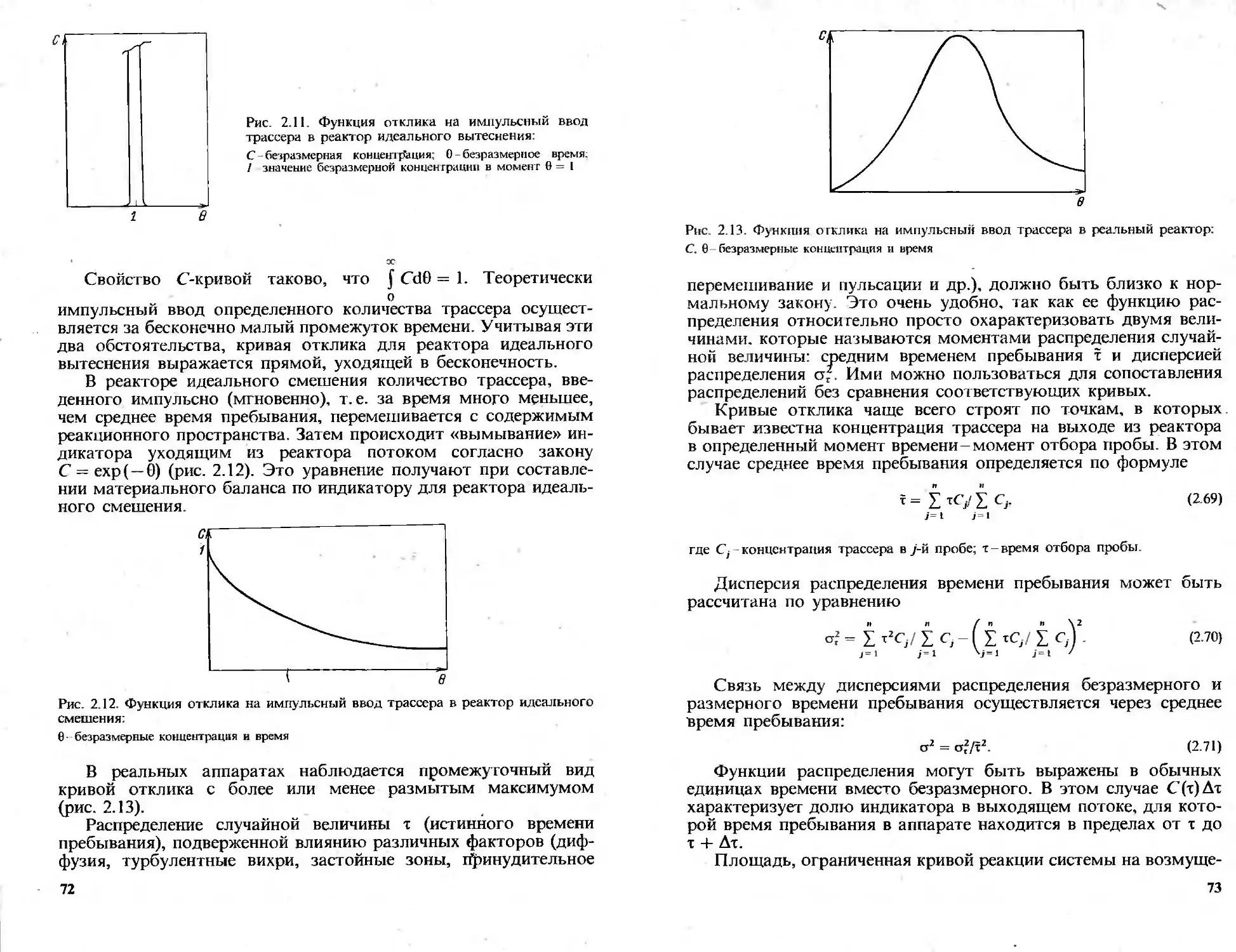
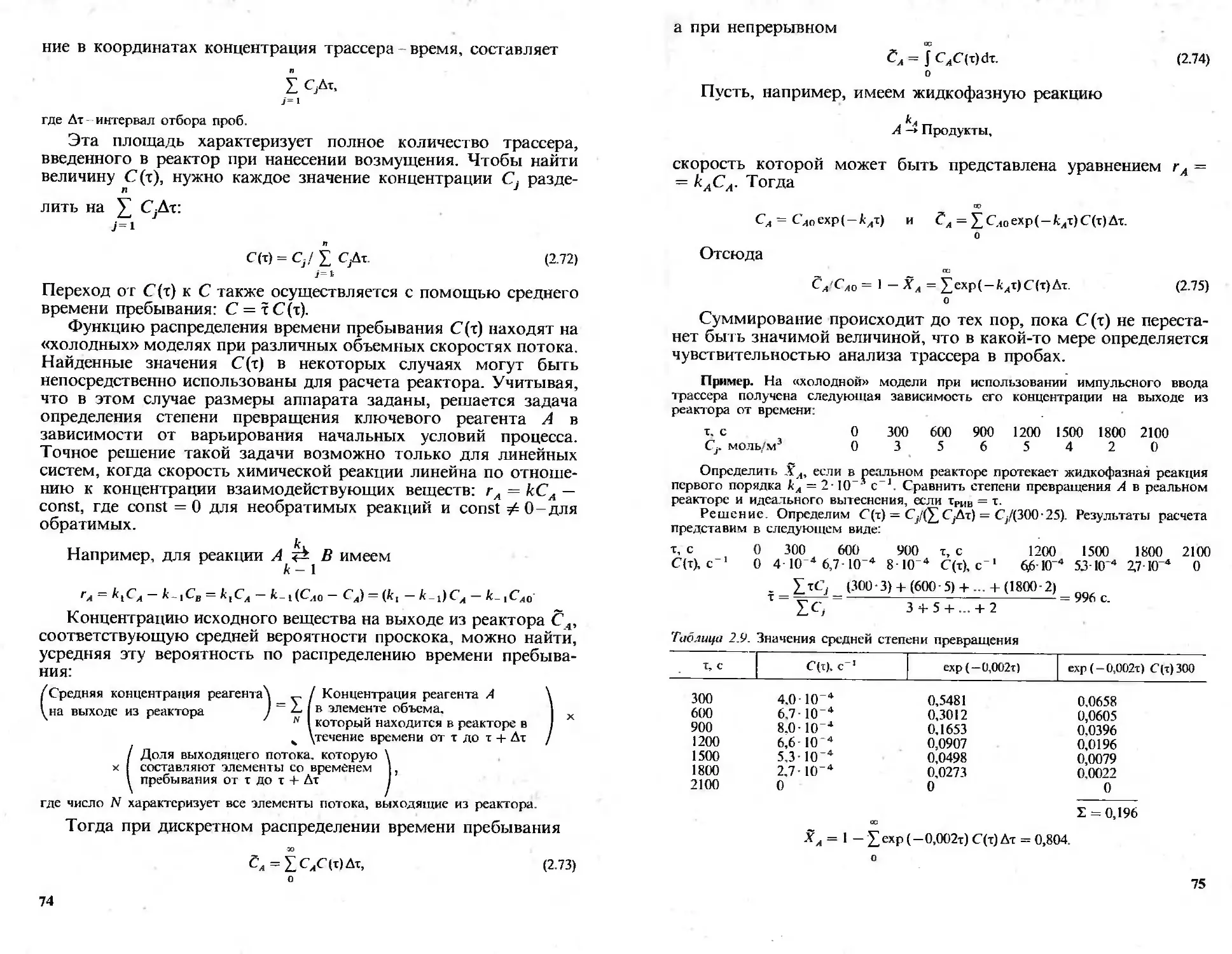
2.2.4. 1. Функция распределения времени пребывания 70
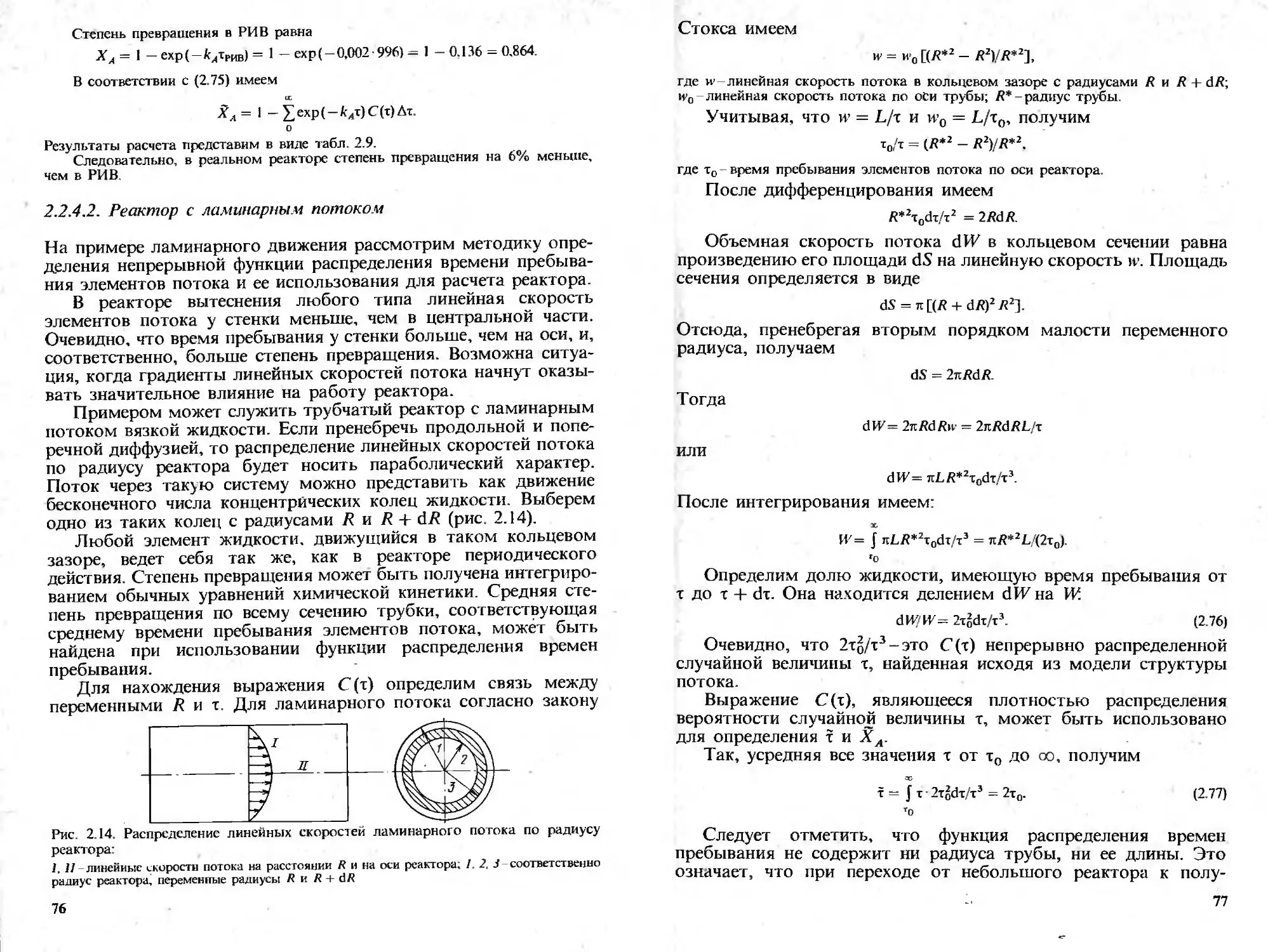
2.2.4 2 Реактор с ламинарным потоком . 76
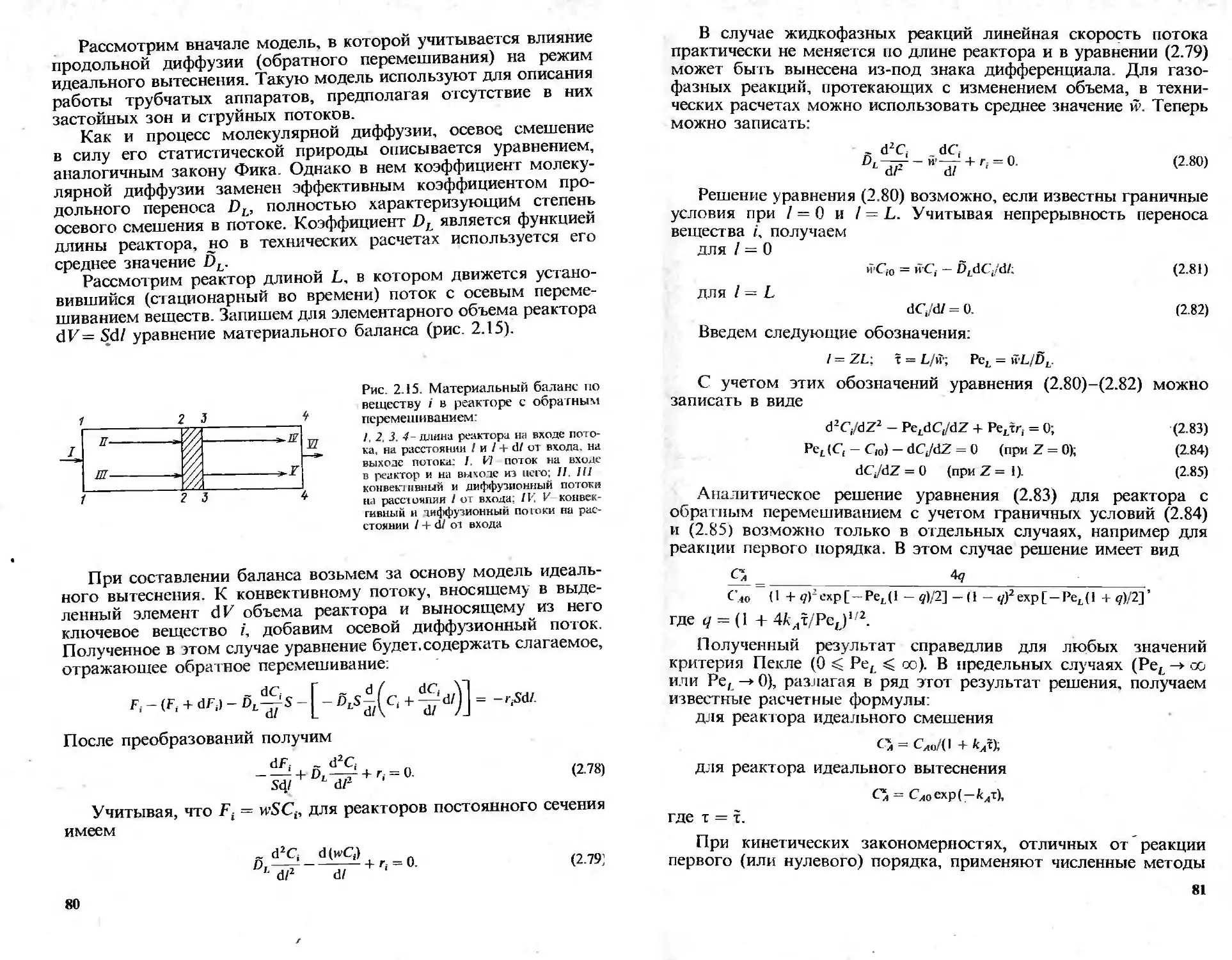
2.2.4 3. Расчет реактора с обратным перемешиванием
по диффузионной модели 79
2.2.4. 4. Тепловой баланс проточного трубчато! о реакто-
ра с обратным перемешиванием....................... 83
2.24.5. Расчет реактора с обратным перемешиванием
по ячеечной модели........................... ... 85
2.2.4.6 . Расчет реакторов по комбинированным моделям 86
2.3. Реакторы для гетерогенных систем . 88
2.3.1 Реакторы со стационарным слоем катализатора ... 89
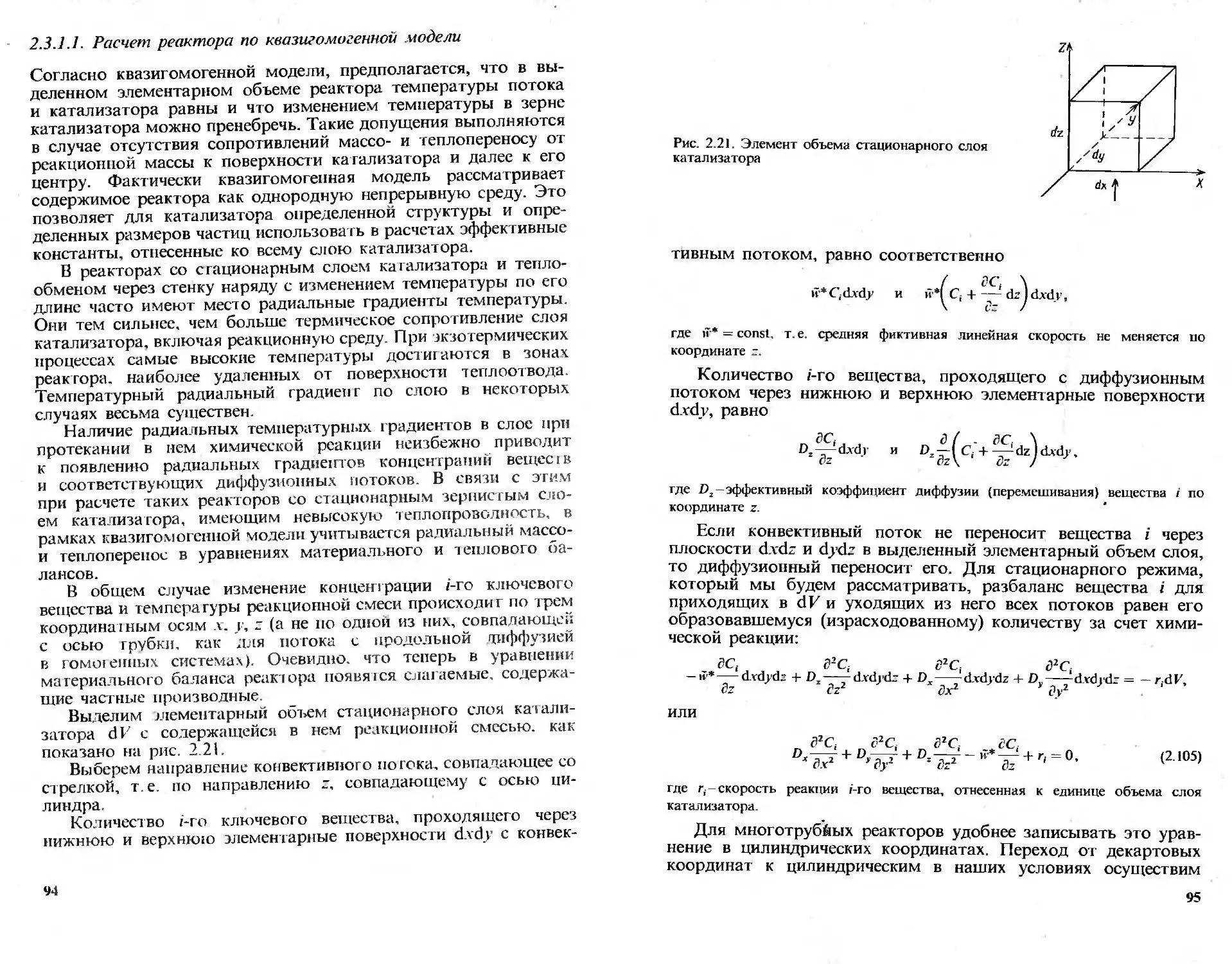
2 3 1.1 Расчет реактора по квазигомогенной модели 94
2.3.1.2. Расчет реактора по двухфазной модели . . . 98
2.3.2. Реакторы с кипящим слоем 102
2.4. Реакторы для гетерофазных систем 110
2.4.1 Основные характеристики реакторов . . 112
2.4.2. Расчет реакторов для двухфазных систем . 114
2.4.3. Реакторы для трехфазных систем 122
3
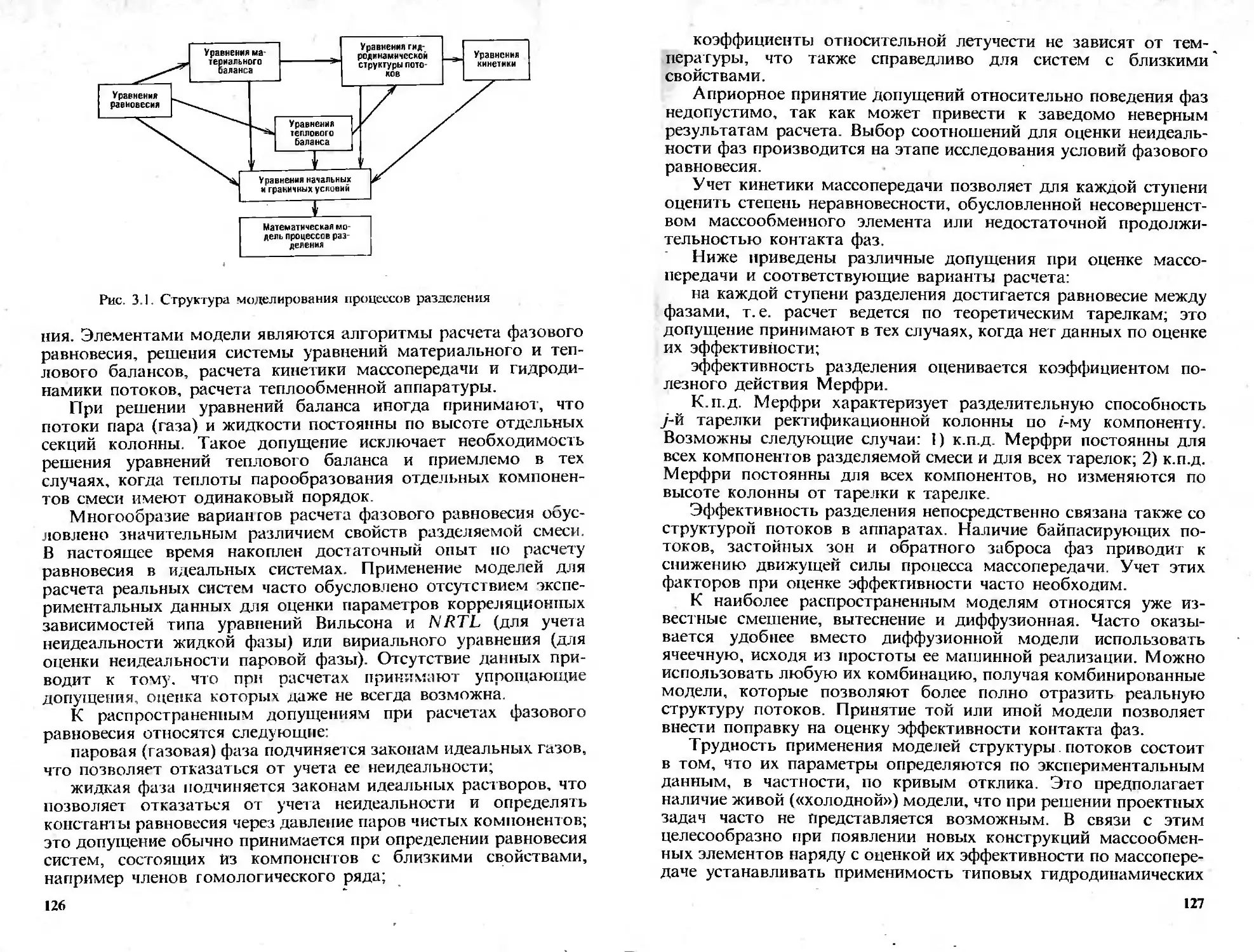
ГЛАВА 3. Расчет аппарата .(ля разделения mhoi «компоненты х систем 123
3.1. Парожидкост пое равновесие 128
3.1 1 Расчет составов фаз при постоянных коэффициентах
относительной летучести..................................... 130
3.1.2. Расчет составов при допущении идеальности паровой и
жидкой фаз ... 131
3.1.3. Расчет состава с учетом пеидеа тыюсти жидкой фазы 133
3.1 4. Расчет составов с учетом пеидеальности паровой и
жидкой фаз ................................................. 137
3.2 Расчет равновесия в mhoi «компонентной системе жидкость
жидкость .... 138
3.3. Аппараты для процессов однократною испарения . 139
3.3.1 Испарители 140
3.3.2 Конденсаторы 143
3.3.3. Дроссели . . 146
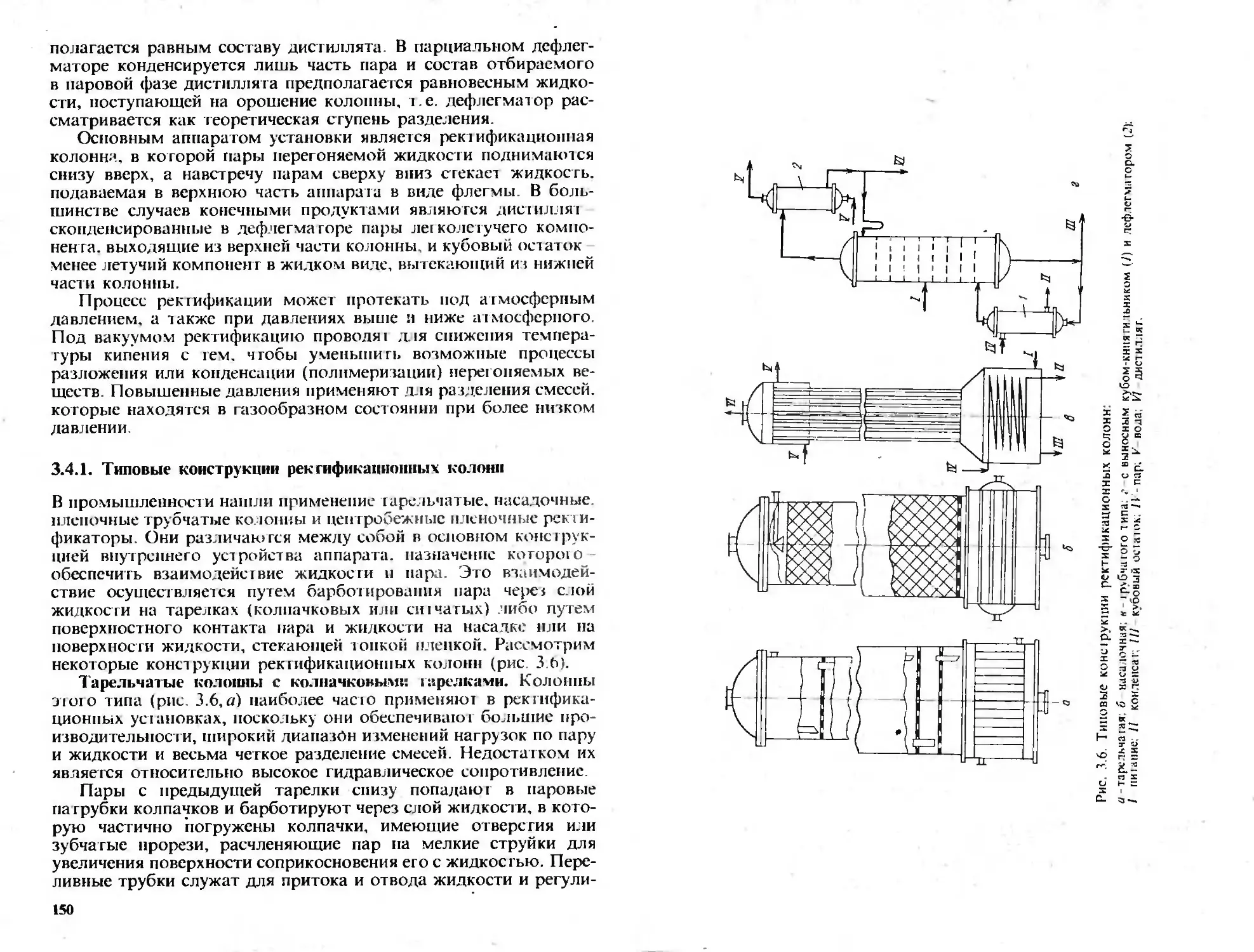
3.4. Аппараты для процесса ректификации . 149
3.4.1. Типовые конструкции ректификационных колонн 150
3 4 2. Расчет колонн многокомпонентной ректификации . 156
3.4.3. Расчет колонн экстрактивной и азеотропной ректифи-
кации ...................................................... 175
3 4.4. Аппараты для совмещенных процессов ректификации с
химической реакцией ... . . 18)
3.5. Аппараты для абсорбции 184
3.6 Аппараты для экстракции 199
3.7. Аппараты для адсорбции . 207
3.8 Синтез систем разделения 215
ГЛАВА 4. Элементы системного анализа в технологии органического н
нефтехимического синтеза......................................22)
4.1. Выбор критериев оптимизации..........................223
4.2. Влияние технологических параметров на экономику процесса 231
4.3. Эксергетичсский анализ химико-технологических систем 246
4.4. Утилизация тепла химических процессов . 253
Библиографический список .
256
ПРЕДИСЛОВИЕ
Курс «Основы проектирования и оборудование произ-
водств органического синтеза», читаемый в течение
более чем десяти лет на кафедре нефтехимического
синтеза Российского химике-технологического универ-
ситета им. Д. И Менделеева и послуживший основой
настоящего учебника, является логическим продолже-
нием двух общеинженерных курсов-«Процессы и ап-
параты химической технологии» и «Общая химическая
технология», а также специального курса-«Теория
химических процессов основного органического и неф-
техимического синтеза». Изучение этих базовых ди-
сциплин даст знания, позволяющие на современном
уровне создавать математические модели аппаратов,
находить оптимальные параметры работы и осуществ-
лять их расчет для реальных процессов технологии
органического синтеза. Как правило, решение таких
задач невозможно в аналитическом виде и осуществ-
ляется численными методами с использованием ЭВМ,
навыки работы с которыми необходимы современ-
ному инженеру-технологу.
При расчете любого аппарата, включая химический
реактор, инженер-технолог должен уметь составлять
материальный и тепловой балансы, определять его
основные размеры, а затем по каталогам подбирать
типовой аппарат конкретной конструкции или некото-
рое число аппаратов, работающих параллельно. Если
в каталоге нет требуемого аппарата, инженер-технолог
в тесном контакте с инженером-механиком должен
разработать аппарат новой конструкции, создать его
эскиз. Собственно чертеж выполняет инженер-конст-
руктор. Поэтому основное внимание в книге уделено
технологическим расчетам аппаратов; рисунки глав-
ным образом лишь поясняют принцип их действия.
При выполнении курсового проекта по специаль-
ности на кафедре нефтехимического синтеза РХТУ им.
Д И. Менделеева студенты должны выбрать тип реак-
тора для конкретного процесса, найти его оптималь-
ные параметры по экономическим критериям и за-
тем выполнить собственно расчет с учетом заданной
производительности по целевому продукту. Таким
образом, каждый студент на практике может закре-
пить полученные знания при решении сложной мно-
говариантной задачи.
5
Терминология и большинство обозначений,
используемых в этом учебнике, взяты из книги
Н. Н. Лебедева, М.Н. Манакова, В. Ф. Швеца «Теория
химических процессов основного органического и
нефтехимического синтеза» (М.: Химия, 1984. 376 с.).
План построения учебника предложен Н.Н. Лебе-
девым и Н. Г. Дигуровым. Глава 1 написана
И. А. Грязновым и Н. Г. Дигуровым, предисловие и
глава 2-Н. Г. Дигуровым, глава З-Вяч. В. Кафаро-
вым, глава 4-М. Г. Макаровым. Авторы выражают
благодарность доценту РХТУ им. Д. И. Менделеева
В. А. Смирнову за помощь в написании главы 4.
Авторы выражают искреннюю признательность
рецензентам профессорам В. С. Тимофееву и С. М. Да-
нову за ценные замечания, которые помогли при окон-
чательной подготовке рукописи к изданию. Авторы
надеются, что учебник будет полезен не только сту-
дентам и аспирантам, но и работникам соответст-
вующих отраслей химической промышленности.
ГЛАВА 1
ОСНОВЫ ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
На стадии проектирования принимаются основные технологи-
ческие и строительно-монтажные решения, определяющие стои-
мость и сроки строительства, эффективность создаваемого
производства. Проект-это совокупность текстовых и графиче-
ских материалов, которые позволяют выполнить строительство,
монтаж оборудования и в итоге пуск производства.
Фактически различаю! новое строительство и реконструкцию
действующего предприятия. Новым строительством называется
сооружение нового завода или последующих его очередей на
отведенном земельном участке. Реконструкция состоит в полном
или частичном переоборудовании производств на базе новой
техники и технологии, но без строительства новых цехов основ-
ного производственного назначения.
Процесс проектирования и строительства выполняется при
участии заказчика, генерального проектировщика, субподрядных
и строительно-монтажных организаций.
Заказчиком проектно-сметной документации является органи-
зация, которой предоставлено право капитальных вложений в со-
здание новых предприятий на земельном участке, отведенном ей
по государственному акту, а также право капитальных вложений
в реконструкцию действующих предприятий. Генеральным про-
ектировщиком, как правило, является отраслевой проектный
институт. Субподрядные организации-это проектные организа-
ции. специализирующиеся на решении отдельных частных вопро-
сов проектирования (сигнализация, вентиляция и др.). Строи-
тельно-монтажные организации выполняют строительство и
монтаж оборудования. Существуют также специальные органи-
зации, участвующие в пуске и наладке оборудования.
1.1. ПРЕДПРОЕКТНАЯ РАЗРАБОТКА
Одним из основных предпроектных документов является техни-
ко-экономическое обоснование (ТЭО) проектируемого объекта.
Если намеченное строительство связано с освоением новых тер-
риторий, то при разработке ТЭО производится выбор площадки.
При ее выборе необходимо, чтобы предприятие было прибли-
жено к источникам сырья и энергии, а также водным ресурсам.
Нужно учитывать, что для подачи сырья и материалов и от-
правки готовой продукции потребителям требуются железно-
дорожные, автомобильные и водные пути. Строящееся пред-
приятие должно обеспечиваться трудовыми ресурсами. Обычно
выполняется сравнение двух и более точек строительства и
выбирается наиболее экономичная.
7
Технико-экономическое обоснование включает следующие
разделы:
1) обоснование потребности в данном продукте, мощности
производства и его экономической целесообразности;
2) определение областей применения продукции и ее номен-
клатуры;
3) характеристики качества продукции;
4) решение выбора места строительства;
5) обеспечение производства сырьем и энергией;
6) генеральный план строительства и транспортных путей;
7) основные технологические решения:
а) сравнительные характеристики промышленных способов
получения целевого продукта;
б) краткое описание выбранной технологической схемы;
в) обоснование выбора типа основных аппаратов;
г) обоснование выбора числа корпусов зданий и их назначе-
ния;
д) таблицы расходных коэффициентов на единицу продукции;
е) характеристики сточных вод, газовых выбросов и твердых
отходов;
ж) решения вопросов экологии и организации техники без-
опасности.
В ТЭО даются рекомендации о стадийности проектирования.
Задание на проектирование выполняет генеральный проекти-
ровщик по указанию заказчика после утверждения ТЭО. Оно
содержит следующие сведения:
а) документы о месте строительства;
б) ссылку на утвержденное ТЭО;
в) мощность производства;
г) основные технико-экономические показатели, которые
должны быть достигнуты в проекте;
д) источники сырья, воды, энергии;
е) сроки строительства по очередям;
ж) требования согласований с надзорными организациями
(санэпидемстанцией, пожаронадзором, природоохраной и др.).
Предпроектная разработка заканчивается формированием
исходных данных на проектирование, которые содержат такие
сведения:
а) ТЭО;
б) задание на проектирование;
в) отчет по выполненной на эту тему научно-исследователь-
ской работе;
г) отчет об изыскательских работах на площадке строи-
тельства;
д) данные о состоянии атмосферы, водоемов и почв в районе
площадки строительства.
8
1.2. ВЫПОЛНЕНИЕ РАБОЧЕГО ПРОЕКТА
Проектирование новых технологически несложных объектов,
когда используются типовые и повторно применяемые проекты,
а также реконструкция действующих предприятий осуществ-
ляются в одну стадию.
Проектирование новых и сложных объектов проводится в две
стадии: I) проект со сводным сметным расчетом стоимости;
2) рабочая документация со сметами.
Проект разрабатывается на основании решений, принятых
в ТЭО, и в соответствии с требованиями, изложенными в задании
на проектирование. Он должен дать ответ на все вопросы,
связанные с организацией нового и реконструкцией действую-
щего производства: что будет производиться, какого качества,
в каких количествах, какие для этого потребуются денежные
затраты, каков расход материальных и энергетических ресурсов
как при создании, так и при эксплуатации производства. Проект
должен показать преимущества выбранной технологии, для чего
могут быть выполнены разработки различных вариантов. В нем
должны быть решены вопросы обеспечения производства
сырьем, энергией, людскими ресурсами, определены сроки и
последовательность строительства.
Технологический процесс должен основываться на малоот-
ходной, ресурсосберегающей технологии, с применением про-
грессивного технологического оборудования.
Как правило, в проект входят следующие разделы:
а) общая пояснительная записка;
б) генеральный план строительства и транспортные средства;
в) решения по технологии производства;
г) научная организация труда и управление;
д) строительные решения;
е) охрана окружающей среды;
ж) сметная документация.
Рабочая документация со сметами должна содержать:
а) технологическую схему с нанесенными на нее всеми аппа-
ратами и их привязкой по высоте, а также средствами автомати-
зации и контроля производства;
б) монтажные планы и разрезы с привязкой оборудования
к строительным осям; подъемно-транспортные средства для
ремонта и обслуживания оборудования;
в) чертежи разводки трубопроводов;
г) спецификацию оборудования и перечни (экспликации)
трубопроводов;
д) документацию на контрольно-измерительные приборы;
е) строительные чертежи;
ж) ведомости объемов строительных и монтажных работ
9
При проектировании в две стадии рабочая документация
разрабатывается после утверждения проекта.
Рассмотрим подробнее содержание некоторых разделов
проекта.
Общая пояснительная записка представляет собой краткое
изложение основных решений по всем частям проекта с оценкой
их прогрессивности и экономичности. Она содержит также
исходные данные на проектирование, сведения о соблюдении
норм, правил, инструкций и ГОСТов. В следующем разделе
дается краткая характеристика района и площадки строительст-
ва, освещается вопрос расположения транспортных путей внутри
и вне площадки, разбираются основные планировочные решения
решения по расположению инженерных сетей и коммуникаций.
Генеральным планом предусматривается организация зон
размещения объектов строительства. Внутри ограды строяще-
гося предприятия располагаются зоны производственных кор-
пусов, общезаводских очистных сооружений, складских помеще-
ний. Вне ее находятся административные и общественные здания,
столовая, бытовые службы, остановки для общественного транс-
порта.
В этом разделе проекта приводятся следующие 1рафические
материалы:
а) ситуационный план размещения производства;
б) генеральный план с указанием проектируемых и, если
требуется, подлежащих сносу старых зданий и сооружений;
в) картограмма земляных работ.
В третьем разделе проекта разрабатываются следующие
вопросы:
а) монтажно-технологические решения;
б) автоматизация и контроль производства,
в) электро- и теплоснабжение,
г) связь и сигнализация.
Монтажно-технологические решения выполняются инжене-
рами-технологами и инженерами-механиками в монтажно-тех-
нологическом отделе (МТО) проектного института. Эти решения
являются важнейшими, и на их основе разрабатываются осталь-
ные разделы проекта.
1.2.1. Составление химико-технологической схемы
Работа над проектом в МТО начинается прежде всего с составле-
ния инженером-технологом химико-технологической схемы
(ХТС). Проектирование выбранного варианта ХТС, как правило,
осуществляется на базе отчета научно-исследовательских работ,
который выполняется в виде технологического регламента (ТР)
по определенной форме. Спроектированная ХТС должна отве-
чать требованиям безопасности, бесперебойности и надежности
ю
в эксплуатации. Предварительно создается ХТС, которая вычер-
чивается карандашом на миллиметровой бумаге. Аппараты на
ней изображают в масштабе 1:100 или 1:50. Такая работа входит
в обязанности технолога-проектировщика любой квалификации.
Если в этой схеме имеются принципиальные ошибки, то после-
дующий труд проектировщиков других специальностей будет
сведен к нулю Поэтому предварительную технологическую
схему с основными решениями по автоматизации процесса об-
суждает научно-технический совет проектной организации с при-
влечением представителей научно-исследовательских институтов,
других проектных организаций и действующих предприятий.
Защищенная технологическая схема утверждается руководством
проектного института и становится основным документом для
всей последующей работы.
На технологической схеме указывают все аппараты и вспомо-
гательное оборудование, необходимое для проведения процесса.
Аппараты на схеме располагают последовательно по ходу мате-
риальных потоков. Их нумеруют слева направо в порядке рас-
положения. Снабжать номера аппаратов буквенными индексами
нежелательно. Трубопроводы, соединяющие аппараты, изобра-
жают в виде четких линий. На них стрелками указывают направ-
ления потоков. К каждому аппарату на схеме показывают подвод
и отвод основных и вспомогательных потоков (пар, вода, азот,
сжатый воздух и др ).
На технологической схеме должно быть отражено, откуда
и как подают сырье и вспомогательные продукты, а также куда
и какими способами направляют готовую продукцию, отходы,
сточные воды. На пей указывают места расположения контроль-
но-измерительных и регулирующих приборов, средств автома-
тизации.
Необходимым приложением к ХТС являются перечни аппа-
ратов, оборудования, трубопроводов. В них содержатся сведения
об основных технических характеристиках аппаратов, номера
ГОСТов и ТУ, а для нестандартного оборудования-основные
размеры и номера чертежей, по которым оно должно быть
изготовлено.
Описание технологической схемы входит в состав проектной
документации и используется в качестве основного материала
для составления регламента будущего производства. Руководст-
вуясь описанием ХТС и данными ТР, инженер-технолог присту-
пает к расчету материальных балансов по стадиям, а затем
выполняет энергетические расчеты. Их методика рассматри-
вается в следующих главах настоящего учебного пособия.
Предварительно бывает полезно вычертить диаграмму мате-
риальных потоков, на которой аппараты изображают прямо-
угольниками, а сами потоки-в виде прямых или изогнутых
замкнутых линий (первые соответствуют входящим и выходя-
11
щим потокам, вторые-рециркулирующим). Номера аппаратов
на ХТС и на диаграмме должны совпадать.
После составления материальных и энергетических балансов
инженер-технолог рассчитывает основные размеры аппаратов
Затем по каталогам и нормалям выбирает стандартное оборудо-
вание и подготавливает совместно с инженером-механиком зада-
ние на разработку нестандартного оборудования.
Стандартное оборудование изготавливают по чертежам,
комплект которых имеется на заводе-изготовителе. Заказанное
и прошедшее испытание стандартное оборудование с копией
чертежей отправляют потребителю в опломбированном виде.
При комплектации нестандартного оборудования заказчик
должен найти и оплатить соответствующие материалы и комп-
лектующие изделия.
1.2.2. Компоновка оборудования
Технологическая схема является основанием для компоновочных
решений, определяющих пространственное расположение обо-
рудования в закрытых помещениях и на открытых площадках.
При этом исходят из принципа минимизации объемов зданий
и протяженности коммуникаций. При компоновке необходимо
обеспечить технологическую последовательность процесса,
удобство эксплуатации оборудования, его монтажа и демонтажа,
а также ремонтных работ. Приступая к компоновке, инже-
нер-механик выделяет оборудование, которое следует устанав-
ливать в отапливаемом помещении, например компрессоры,
фильтры, центрифуги и др. Затем выделяется оборудование,
устанавливаемое под навесами (например, насосы) и на поста-
ментах и этажерках. Это позволяет определить габариты зданий,
навесов, этажерок, постаментов. Габариты зданий определяют
с учетом вспомогательных помещений: вентиляционных камер,
электрощитовых и операторных залов. Категория производ-
ственных и вспомогательных помещений выбирается инжене-
ром-технологом по СНиП и ПУЭ.
Оборудование, устанавливаемое на открытых площадках,
группируется в технологические блоки по функциональному
назначению (например, печи, отстойники, емкости и т. д.), по
высотному и другим признакам.
Компоновка строящегося предприятия должна исключать
образование застойных непроветриваемых зон.
Параллельно с компоновкой оборудования инженеры-мон-
тажники со специалистами отдела внешних сетей прорабатывают
трассировку технологических, электротехнических, вентиля-
ционных и других коммуникаций с общезаводским хозяйством
При компоновке оборудования выявляют конфигурацию зда-
ний, их этажность, нагрузки на междуэтажные перекрытия, число
12
и расположение лсстнпц и др. Определяю! места расположения
электродвигателей, светильников, точек отсоса пыли и вредных
газов, места ввода водопроводных и других сетей, сброса стоков.
Планы расположения оборудования выполняют в масштабе
1:100. а разрезы-1:50. На планы наносят все оборудование,
устанавливаемое в данном помещении. Планы каждого этажа
или площадки вычерчивают по отдельности. Любой аппарат на
плане изображают в виде его наружного контура с привязкой
к стенам здания.
На первом этаже, как правило, устанавливают емкости для
сырья и готовой продукции, аппараты для подготовки сырья
и его растворения. Такое расположение позволяет легко их
связывать коммуникациями со складами. На верхних этажах
устанавливают реакционную аппаратуру. При этом люки аппа-
ратов, краны, вентили должны находиться в таких местах, чтобы
они были доступны для обслуживания
Для транспортировки оборудования в здание, а также для его
демонтажа и ремонта предусматривают монтажные проемы.
В настоящее время компоновку часто выполняют с помощью
макетного способа проектирования. На плане цеха или техноло-
гической установки в масштабах 1:100, 1:50 или 1:25 располагают
макеты зданий, сооружений, оборудования, трубопроводных
эстакад, монтажных и противопожарных проездов. При этом
соблюдают требования действующих норм и правил в части
противопожарных расстояний. Макеты выполняют из дерева,
пластмасс и других материалов. Макетное проектирование
используется для наилучшего расположения оборудования, для
надежной трассировки трубопроводов и сетей с целью исключе-
ния их пересечения, а также в качестве наглядного средства при
производстве монтажных работ в ходе строительства предприя-
тия. На макете можно проверить различные варианты демонтажа
оборудования во время капитального ремонта цеха или уста-
новки
Иногда выполняют макеты генеральных планов предприятий,
которые, как правило, носят демонстрационный характер.
1.2.3. Задания смежникам
Работа большинства специалистов других отделов начинается
после получения ими заданий от инженеров-технологов и инже-
неров-механиков.
Для выполнения разделов проекта, относящихся к строитель-
ному проектированию, МТО выдает задания:
а) строительному отделу для разработки архитектурно-
строительной части производственных, административно-быто-
вых, вспомогательных и других зданий. В задании указывают
характеристику зданий' по пожарной опасности и взрывоопас-
13
ности, нагрузки от аппаратов на перекрытия зданий и фунда-
менты;
б) отделу отопления и вентиляции по организации местных
отсосов, системы кондиционирования воздуха, защиты от тепло-
вых выделений и др.;
в) отделу водопровода и канализации по организации точек
потребления технологической, оборотной, питьевой воды и ду-
шевых; по проектированию систем канализации.
В свою очередь, эти отделы дают задания на проектирование
другим отделам. Например, отдел отопления и вентиляции дает
задание электротехническому отделу для обеспечения электро-
снабжения устанавливаемых вентиляторов, а отделу КИПиА-
для решения вопросов включения аварийной вентиляции при
превышении допустимой концензрации вредных веществ в
производственных помещениях.
Все отделы дают по своим разработкам сведения сметному
отделу, который на основании прейскурантов и расценок выпус-
кает сметную документацию, определяющую стоимость выпол-
нения отдельных видов работ и полные затраты на строи-
тельство объекта.
По заданию генерального проектировщика проектной орга-
низацией, специализирующейся в строительном проектировании,
выполняется ПОС-проект организации строительства. В нем
решаются вопросы последовательности возведения зданий, необ-
ходимых материальных и людских ресурсов и строительных
механизмов, организации труда строительно-монтажных орга-
низаций.
В состав ПОС включают календарный план строительства,
в котором определяют сроки и очередность строительства
основных и вспомогательных зданий и сооружений, пусковых
комплексов с указанием соответствующих капитальных вложе-
ний.
1.2.4. Согласование и утверждение проекта, авторский надзор
Проект, разработанный в соответствии с нормами, правилами,
инструкциями и государственными стандартами (что удостове-
ряется записью главного инженера проекта в общей пояснитель-
ной записке), согласованию с органами государственного над-
зора не подлежит. Имеющиеся в документах обоснованные
отступления от действующих норм и правил подлежат согласо-
ванию с органами государственного надзора и организациями,
утвердившими эти нормы и правила.
Заказчик проекта согласовывает с генеральной подрядной
строительной организацией ПОС, сводный сметный расчет стои-
мости строительства, конструктивные решения зданий и соору-
жений. Проектная организация по поручению заказчика вносит
14
изменения в проектную документацию в соответствии с приня-
тыми замечаниями. Если замечаний не было, проект считают
согласованным.
Проекты проходят экспертизу и утверждаются. На экспертизу
представляют общую пояснительную записку, технико-экономи-
ческую часть, генеральный план строительства и транспортные
средства, решения по технологии производства, строительную
и сметную части проекта. Результаты экспертизы оформляют
в виде специального заключения, в котором излагают основные
положения проекта и замечания к нему. По принятым замеча-
ниям генеральным проектировщиком по заданию заказчика вно-
сятся изменения в проект, после чего он рекомендуется экспер-
тизой к утверждению. Проект утверждается заказчиком.
Авторский надзор выполняют представители генерального
проектировщика в течение всего периода строительства по соот-
ветствующему договору с заказчиком. На основании ПОС раз-
рабатывается график, по которому устанавливают сроки работы
проектировщиков различных специальностей на строящемся
объекте. На ранних этапах планируют выезд проектировщиков
строительных отделов и МТО, а затем-КИПиА и др. Работу
всех групп авторского надзора координирует главный инженер
проекта.
Генеральная проектная организация имеет право давать ука-
зания, обязательные для субподрядных и строительно-монтаж-
ных организаций, о прекращении работ, если они выполняются
с нарушением проекта и нормативных документов.
Все замечания, выявленные при осуществлении авторского
надзора, заносят в специальный журнал, который хранится у
представителей генерального подрядчика. Все ошибки, выявлен-
ные в процессе строительства и монтажа оборудования, должны
быть исправлены.
Пуск производства является конечной проверкой качества
проекта, поэтому инженер-технолог из МТО должен участвовать
в пуске до тех пор, пока производство не будет полностью
освоено.
1.3. СИСТЕМА АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ
Повышение качества проектов при их увеличивающейся слож-
ности возможно при использовании качественно новых подходов.
Таким подходом на современном этапе является применение
ЭВМ на всех стадиях проектирования, т. е. создание системы
автоматизированного проектирования (САПР).
САПР-это организационно-техническая система, состоящая
из комплекса средств автоматизации проектирования, взаимо-
связанного с необходимыми подразделениями проектной орга-
низации или коллективом специалистов-пользователей такой
15
системы. Использование САПР не отменяет существующей тех-
нологии проектирования, а улучшает ее путем объединения
разрозненных задач в единое целое.
Функционирование САПР возможно при наличии следующих
средств обеспечения:
а) математического-совокупности математических методов
и моделей, алгоритмов проектирования;
б) технического-ЭВМ, чертежных автоматов, координато-
ров и др.;
в) программного-машинных программ, заданных в опреде-
ленной форме;
г) информационного-нормативно-справочных документов,
систем документации (ЕСКД, ГОСТ. ТУ);
д) методического - правил эксплуатации средств автоматизи-
рованного проектирования;
е) организационного-документов, определяющих состав
проектной организации и ее подразделений, связь между ними
и их функции.
Эти средства автоматизированного проектирования объеди-
нены в проектирующие подсистемы САПР. Например, подсис-
тема проектирования технологической части проекта позволяет
инженеру-технологу в режиме диалога с ЭВМ создать ХТС,
составить все материальные и энергетические балансы, рассчи-
тать основные размеры аппаратов, выбрать по каталогам необ-
ходимое количество стандартны;, аппаратов и т. д. Аналогично
инженер-механик, используя соответствующую подсистему, про-
водит компоновку оборудования. Имеются соответствующие под-
системы трассировки трубопроводов, проектирования КИПиА,
архитектурно-строительных частей, выпуска сметной докумен-
тации, ПОС и др.
Благодаря САПР по-новому организуется процесс функцио-
нирования всей проектной организации в целом и возможность
управления им.
ГЛАВА 2
РАСЧЕТ ХИМИЧЕСКИХ РЕАКТОРОВ
Химический реактор является основным аппаратом производ-
ства, так как именно в нем происходит превращение исходных
реагентов в продукты реакции. Обычно он непосредственно
связан с некоторыми другими аппаратами (теплообменники,
16
конденсаторы, сепараторы, циркуляционные насосы и др.) и вся
эта система называется реакционным узлом.
Задачи проектирования реакционного узла сводятся к сле-
дующим: 1) нахождению типа и конструкции реактора и других
аппаратов, входящих в реакционный узел; 2) составлению мате-
риального баланса и организации потока веществ; 3) нахожде-
нию способа подвода и отвода тепла и теплового баланса
аппаратов; 4) определению необходимого реакционного объема
и общего объема аппаратов (или их количества при заданном
стандартном размере).
В зависимости от поставленной цели и имеющихся данных
проектирование реакторов проводят в двух вариантах: 1) для
аппарата или процесса в целом, без рассмотрения явлений,
происходящих на микроуровне; 2) с учетом кинетики и макро-
кинетики процессов, протекающих в данной аппаратуре. (В даль-
нейшем изложении вначале рассматриваются задачи первого,
а затем второго варианта расчетов.)
В настоящее время появилась возможность решения боль-
шинства задач расчета реакторного узла не эмпирически, а
достаточно обоснованно с теоретической точки зрения. Наиболее
распространен метод математического моделирования, учиты-
вающий в каждом конкретном случае реально протекающие
в химическом реакторе физические и химические процессы. Фор-
мализованный учет этих процессов осуществляется заданием
системы математических уравнений-алгебраических или диф-
ференциальных, в зависимости от типа реактора.
Возможны следующие варианты изменения основных пере-
менных:
1) если переменные изменяются во времени и не изменяются
в пространстве или же не изменяются во времени и изменяются
в пространстве с размерностью, равной единице, то модель
представляется обыкновенными дифференциальными уравне-
ниями;
2) если переменные не изменяются во времени и изменяются
в пространстве с размерностью, большей чем единица, или же
изменяются во времени и в пространстве, то модель представ-
ляется дифференциальными уравнениями с частными производ-
ными;
3) если переменные не изменяются ни во времени, ни в
пространстве, то модель представляется алгебраическими урав-
нениями.
Очевидно, что математическая модель должна достаточно
точно количественно описывать свойства и поведение изучаемого
объекта, т. е. быть адекватной.
Для облегчения понимания идей и методов расчета химиче-
ских реакторов изложение материала ведется от простого к
сложному. При этом предполагается, что степень конверсии
17
исходного реагента X А, тип реактора и начальные условия
процесса выбраны, исходя из его оптимизации но экономическим
критериям (подробные примеры разбираются в гл. 4) или дру-
гими способами.
Будем классифицировать реакторы не по конструктивным
особенностям, не по типу химических процессов и полученным
продуктам, а по признакам, влияющим на методику расчета
согласно математическим моделям:
1) по состоянию реакционной системы [гомогенные, гетеро-
генные (в том числе гетерогенно-каталитические), гетерофазные
системы];
2) по структуре потока идеального вытеснения, идеального
(полного) смешения, вытеснения с перемешиванием по длине
и радиусу аппарата (диффузионная или ячеечная модели);
3) по способу работы (периодические, непрерывные, полупе-
риодические или полунепрерывные);
4) по тепловому режиму (изотермические, адиабатические,
неизотермические с внешним теплообменом).
На методику расчета реакторов по математическим моделям
влияют и кинетические закономерности протекающих химичес-
ких реакций (простых или сложных).
Система уравнений, описывающих работу химического реак-
тора, решается следующими методами: 1) аналитическим (если
это возможно); 2) графическим (или графо-аналитическим);
3) численным. Численный метод находит все большее примене-
ние в инженерных расчетах при проектировании (в этом случае
основным рабочим инструментом является ЭВМ).
Главным требованием, предъявляемым к реакторному узлу,
является получение целевого продукта заданного качества и
количества за определенный промежуток времени при мини-
мальных экономических издержках, выполнении требований
охраны окружающей среды, техники безопасности и санитарных
условий. Это достигается созданием реактора нужных размеров,
в котором обеспечиваются наилучший гидродинамический ре-
жим и контакт между реагирующими веществами, а также между
ними и катализатором. Должны быть также предусмотрены
устройства, создающие требуемый температурный режим.
Процессы технологии органического синтеза характеризуются
большим разнообразием условий. Так, пиролиз метана прово-
дится при очень высоких температурах (1500-1600 С), а поли-
меризация изобутена-при очень низких (около —100 С). Рабо-
чее давление в реакторах может меняться от 3 -102 Па (поликон-
денсация дигликольтерефталата) до (700—1000) 105 Па (синтезы
на основе оксида углерода).
Большинство производств органического синтеза отличается
повышенной пожаро- и взрывоопасностью, вредностью и ядови-
тостью перерабатываемых и получаемых веществ.
18
Перечисленные факторы накладывают следующие дополни-
тельные требования к химическим реакторам:
1) механическая прочность, стойкость материала к воздейст-
вию реакционной среды и отсутствие обратного воздействия;
2) простота устройства, обслуживания, монтажа и ремонта;
3) невысокая стоимость материалов и изготовления аппарата,
стандартизация и нормализация узлов и деталей;
4) герметичность, надежность и безопасность при эксплуа-
тации;
5) долговечность, стабильное обеспечение требуемых тех-
нологических режимов и легкость их регулирования.
На основании этих требований разработаны типовые конст-
рукции реакторов, используемых в производствах органического
синтеза.
2.1. РАСЧЕТ РЕАКТОРОВ ПО ДАННЫМ ДЕЙСТВУЮЩИХ УСТАНОВОК
2.1.1. Материальный баланс химического реактора
Первым этапом технологического расчета является составление
материального баланса. Он выполним, если известны все незави-
симые реакции и их стехиометрические коэффициенты. Методика
его составления одинакова для любого типа химического реак-
тора.
Материальный баланс представляет собой линейные соот-
ношения между количеством прореагировавших и образовав-
шихся веществ и поэтому полностью определен, если известен его
базис - набор ключевых веществ.
Часто для составления баланса используют данные по составу
реакционной смеси, полученной на какой-либо действующей
установке аналогичной конструкции и близкой производитель-
ности. Как правило, для нее бывают известны начальные кон-
центрации исходных реагентов, целевого и других ключевых
продуктов. Это позволяет для заданной производительности по
целевому продукту GB определить все составляющие материаль-
ного баланса, т е. количества веществ, загружаемых в реактор
и выгружаемых из него. Можно предложить, например, следую-
щую методику. По составу «сырого продукта» (конечной реак-
ционной смеси) рассчитывают безразмерные характеристики
баланса: степень превращения основного реагента А(ХЛ) и вы-
ходы (х-4) или интегральные селективности (Ф-4) ключевых про-
дуктов реакции.
В технологических расчетах количества веществ чаще всего
выражают в единицах массы, поэтому удобно использовать
следующие соотношения:
" v М ” V,- М
G, = G.o + L Ф,Л = GiB + £ бл0 -1. (2.1)
J=llV4jl МЛ J"llV4jl МЛ
19
где Gi0, Gj - массовые потоки веществ соответственно на входе в реактор и на
выходе из него (масса/время); М,-молекулярные массы веществ; v(J-стехиомет-
рический коэффициент 1-го вещества в /-Й реакции; п - число реакций, в которых
участвует вещество i.
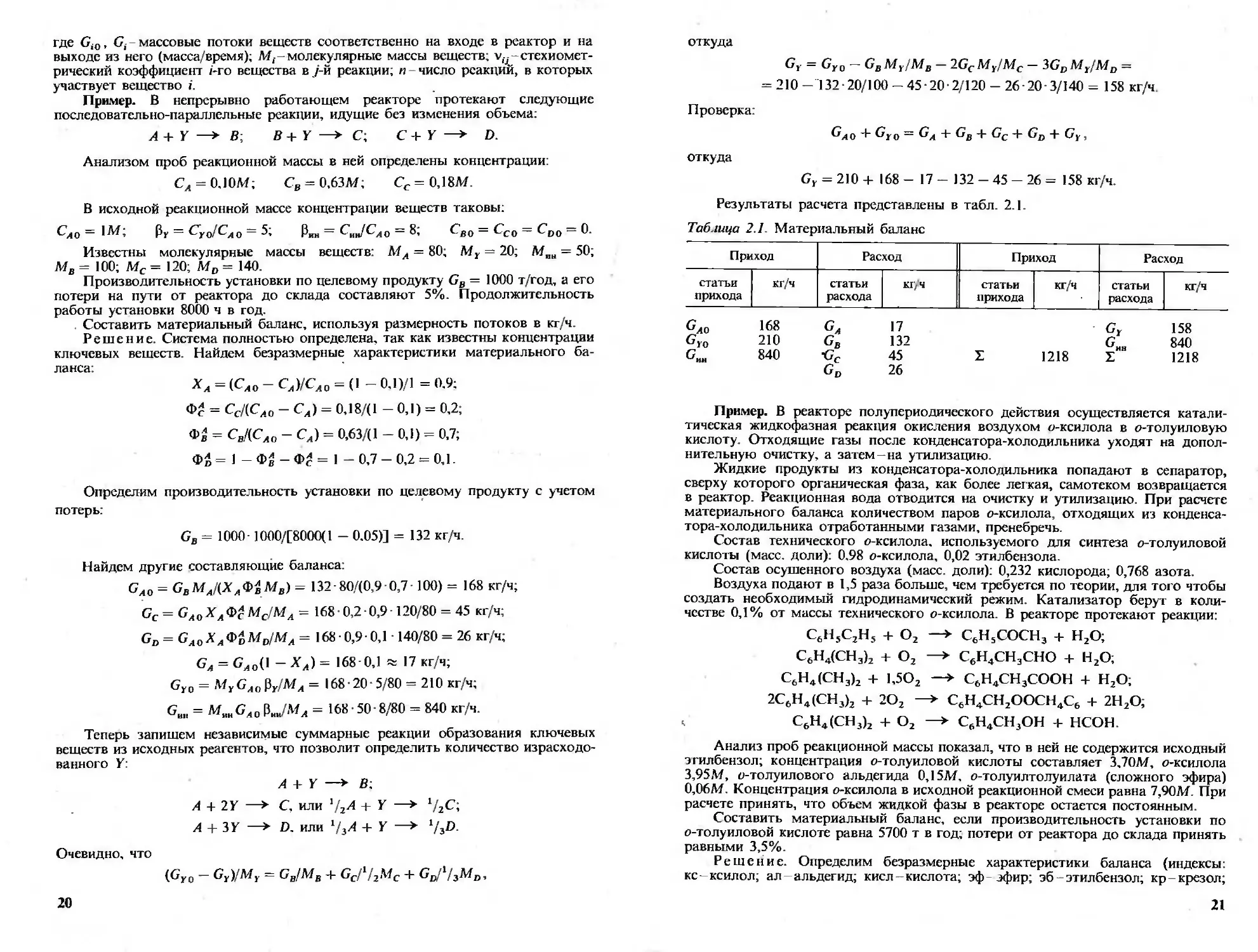
Пример. В непрерывно работающем реакторе протекают следующие
последовательно-параллельные реакции, идущие без изменения объема.
A+Y В; B+Y —> С; С + Y —* D.
Анализом проб реакционной массы в ней определены концентрации:
СЛ = О.)ОМ; Св = 0,63М; Сс=0,18Л7.
В исходной реакционной массе концентрации веществ таковы;
^ло = Рг ~ СГо/САО — 5; Pm = C„JCAa = 8; Сво = Ссо = CD0 = 0.
Известны молекулярные массы веществ: МА = 80; Mt = 20, М„„ = 50;
Мв = 100; Мс = 120; MD = 140.
Производительность установки по целевому продукту GB = 1000 т/год, а его
потери на пути от реактора до склада составляют 5%. Продолжительность
работы установки 8000 ч в год.
Составить материальный баланс, используя размерность потоков в кг/ч.
Решение. Система полностью определена, так как известны концентрации
ключевых веществ. Найдем безразмерные характеристики материального ба-
ХА = (СА0 - СА)/СА0 = (I - 0.1)/1 = 0.9;
Фй = Сс/(СА0 - Сл) = 0,18/(1 - 0,1) = 0,2;
Фв = СВ/(СЛО - СА) = 0,63/(1 - 0,1) = 0,7;
Фй = J -ф£ -ф£ = ] -0,7-0,2 = 0,1.
Определим производительность установки по целевому продукту с учетом
потерь:
GB = 1000 1000/[8000( 1 - 0.05)] = 132 кг/ч.
Найдем другие составляющие баланса;
Gao = СВМА/(ХАФ$МВ) = 132 -80/(0,9 0,7100) = 168 кг/ч;
Gc = Gao Хл Ф£ Мс/Мл = 168 • 0,2 • 0,9 • 120/80 = 45 кг/ч;
Gd = Ga0XАФйMD/MX = 168 0,9 0,1 • 140/80 = 26 кг/ч;
GA = GA0{\ - Хл)= 168 0,1 й 17 кг/ч;
Gi0 = MYGA0Pr/MA = 168-20 5/80 = 210 кг/ч;
G„„ = М„н G.4O Рин/Мл = 168-50 8/80 = 840 кг/ч.
Теперь запишем независимые суммарные реакции образования ключевых
веществ из исходных реагентов, что позволит определить количество израсходо-
ванного Y:
А + У —> В;
А + 2Y —> С, или 1 /2А + У —> lhC\
4 + ЗУ —> D. или 1/}А + У —> 73D.
Очевидно, что
(Gro - GY)/Mr = GB/MB + Gc/l/2Mc + GD!i/3MD,
20
откуда
Gy = Gy0 — GB My/Mв — 2GC My/Mc — 3GB My/MD --
= 210 - 132 - 20/100 - 45 20 • 2/120 - 26 • 20 - 3/140 = 158 кг/ч.
Проверка: GА0 + Gy0 = GA + GB + Gc+Gi> + Gy,
откуда Gy = 210 + 168 - 17 - 132 - 45 - 26 = 158 кг/ч.
Результаты расчета представлены в табл. 2.1.
Таблица 2.1. Материальный баланс
Приход Расход Приход Расход
статьи прихода кг/ч статьи расхода КГ/Ч статьи прихода кг/ч статьи расхода кг/ч
Gao 168 Си 17 Gt 158
G.o 210 GB 132 Guu 840
840 Gc 45 г 1218 Z 1218
GD 26
Пример. В реакторе полупериодического действия осуществляется катали-
тическая жидкофазная реакция окисления воздухом о-ксилола в о-толуиловую
кислоту Отходящие газы после конденсатора-холодильника уходят на допол-
нительную очистку, а затем на утилизацию.
Жидкие продукты из конденсатора-холодильника попадают в сепаратор,
сверху которого органическая фаза, как более легкая, самотеком возвращается
в реактор. Реакционная вода отводится на очистку и утилизацию. При расчете
материального баланса количеством паров о-ксилола, отходящих из конденса-
тора-холодильника отработанными газами, пренебречь.
Состав технического о-ксилола, используемого для синтеза о-толуиловой
кислоты (масс, доли): 0.98 о-ксилола, 0,02 этилбензола.
Состав осушенного воздуха (масс, доли): 0,232 кислорода; 0,768 азота.
Воздуха подают в 1,5 раза больше, чем требуется по теории, для того чтобы
создать необходимый гидродинамический режим Катализатор берут в коли-
честве 0,1% от массы технического о-ксилола В реакторе протекают реакции:
С6Н5С2Н5 + О2 —> С6Н5СОСН3 + Н2О;
С6Н4(СН3)2 + О2 —> С6Н4СН3СНО + Н2О;
С6Н4(СН3)2 + 1,5О2 —* С6Н4СН3СООН + Н2О;
2С6Н4(СН3)2 + 2О2 —> С6Н4СН2ООСН4С6 + 2Н2О;
С6Н4(СН3)2 + О2 —> С6Н4СН,ОН + неон.
Анализ проб реакционной массы показал, что в ней не содержится исходный
этилбензол; концентрация о-толуиловой кислоты составляет 3,70М, о-ксилола
3,95 М, о-толуилового альдегида 0,15М, о-толуилтолуилата (сложного эфира)
0,06М. Концентрация о-ксилола в исходной реакционной смеси равна 7,90М. При
расчете принять, что объем жидкой фазы в реакторе остается постоянным
Составить материальный баланс, если производительность установки по
о-толуиловой кислоте равна 5700 т в год; потери от реактора до склада принять
равными 3,5%.
Решение. Определим безразмерные характеристики баланса (индексы:
кс-ксилол; ал альдегид; кисл - кислота; эф эфир; эб этилбензол; кр крезол;
21
фор формальдегид; ацф ацетофенол):
хас = (7,90 - 3,95)/7,9О = 0 5, гал = 0,15/7,90 = 0 019;
'«„с., = 3,70/7,90 = 0,468; л,ф = 0,06/7,90 = 0,008; х,в = 1;
хкр = 0.5 - 0,468 - 0.019 - 0,008 = 0,005;
= Ф£ф = 1
Производительность установки с учетом потерь:
Саяса = 5700- 1О’/( 1 - 0 035) = 5907 103 кг/год.
Найдем другие составляющие баланса:
Gkc о = G.Hca МкЛ-'кис, Ми,„.) = 5907 103 106/(0.468 136) = 9837 103 кг/год;
о,„и кс о = 9837-103/0.98 = 10038-10’ кг/год;
6,5 о = (10038 - 9837)I03 = 201 • 103 кг/год;
GM = G„. 0 ха„ Ма„ vM/(| v [) = 9837 103 • 0 019 120'106 = 212 • I О3 кг/год;
G,* = о-',ф I v„ I) = 9837 • 103 • 0,008 240/(106 • 2) = 89 Ю3 кг/год;
G,p = Gac о-'кр М.р у,р!(М*с | vac |) =
= 9837 -103 0.005- 108/106 = 50 103 кг/год;
Сф„р = Сас.0хфорМфоруфор/(Мас|ук|) = 9837-103-0,005 30/106 = 14-103 кг,'год;
Саиф = G^0X|v,6|) = 201 103 120/106 = 228- I03 кг/год;
G|j2o = G,6 о Х,6Ф??2о Л7НгО vH2q/(M^ | v„61) +
+ Gac. о vaa A-Zp^o Vp^o/t Mac | vac |) + GIV о л'ани vHiO/(AfBC | vKC |) +
+ GKC.оЛ/„,o vH,o/(M „ | v„ |) = 201 -103 • 18/106 +
+ 9837 103 0,019 18/106+*9837-10’ 0,468 18 106 + 9837 103 0,008 18/106 =
= 34-103 + 32- 103 + 782-103 + 13- IO3 = 861 103 кг/год;
go2o = I-5 [Сэ6лаифЛ7О2 vO2/(M,6 v,s) + G^0x^MOi v02/(MR.v„) +
+ Gac.vaaM02v0a/(MaavKC)+ Gac0v)4,AfO2vO2/(Afacvac) +
+ Gacu.Yt„caMO2vO2/(M,cvac)] = 1,5 [201 103-32/106 +
+ 9837-103-0,019 32/106 + 9837 I03 0,468-32 1,5/106 +
+ 9837 IO3-0,005 32/106 + 9837 IO3 0,008-32 2/(106 2)] =
= 1,5(61 103 + 56- 103 + 2085 103 + 15-103 + 24 103) =
= 1,5 2241 103 = 3361 103 кг/год;
Go, = 3361 • 103 - 2241 103 = 1120-103 кг/год;
Gac = G,c 0(l - X'k(;) = 9837 103 0.5 = 4918 103 кг/год;
G„„M.o = 3361 • 103/0,232 = 14487 103 кг/год;
GNzO = 14487 IO3 - 3361 • 103 = 11 126 -103 кг/год;
G,al = G„„ „ o 0.1/100 = 10038-103 -10 3 = 10038 кг/год.
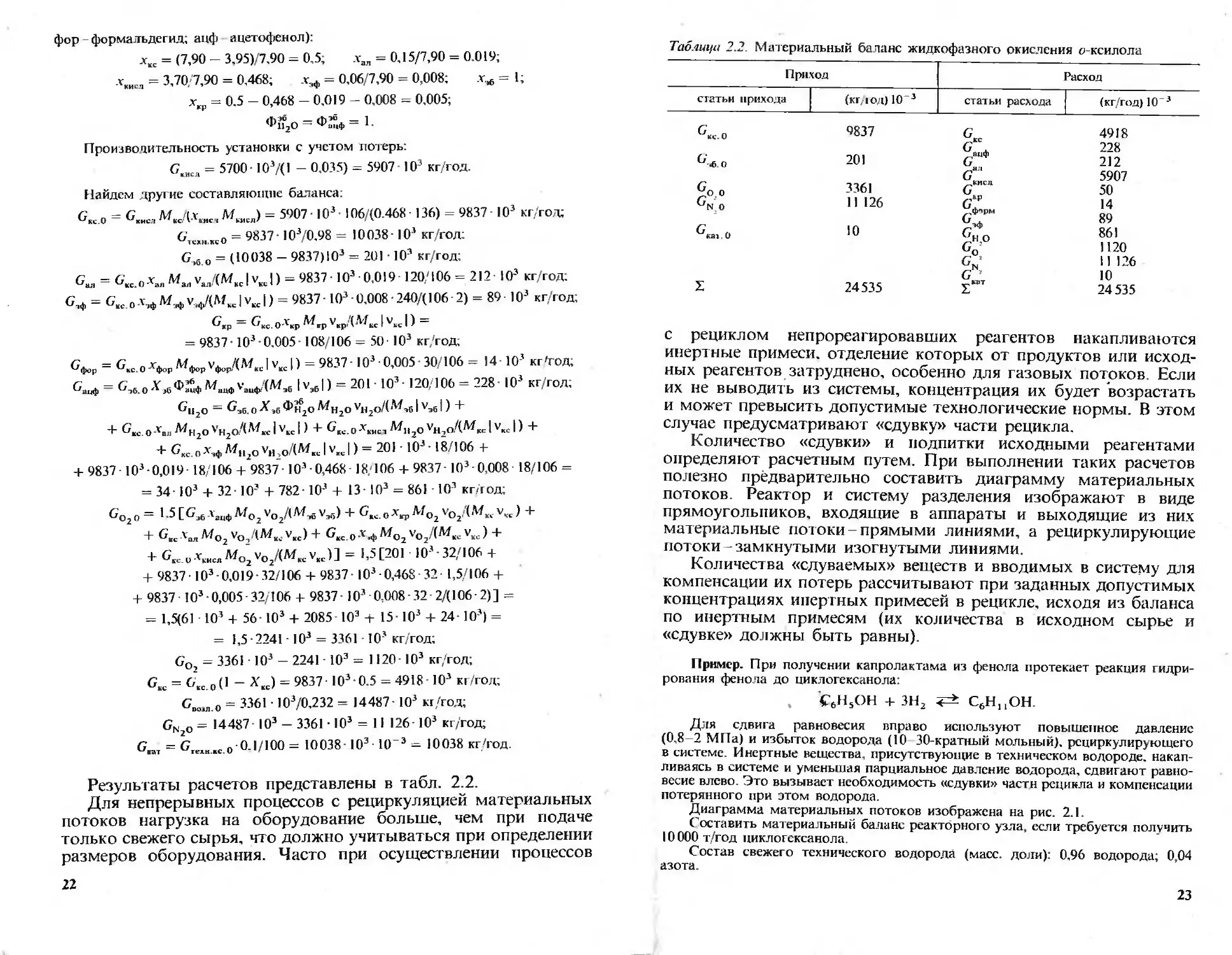
Результаты расчетов представлены в табл. 2.2.
Для непрерывных процессов с рециркуляцией материальных
потоков нагрузка на оборудование больше, чем при подаче
только свежего сырья, что должно учитываться при определении
размеров оборудования. Часто при осуществлении процессов
22
Таблица 2.2 Материальный баланс жидкофазного окисления о-ксилола
Приход Расход
статьи прихода (кг юл) 10 3 статьи расхода (кг/год) 10 3
С-о 9837 g-c 4918 G60 201 G°“* 212 Ga‘ 5907 Go 0 3361 g“7 50 <40 И126 £фрм 14 G- '° g- X G°! II 126 G 10 X 24535 24 535
с рециклом непрореагировавших реагентов накапливаются
инертные примеси, отделение которых от продуктов или исход-
ных реагентов затруднено, особенно для газовых потоков Если
их не выводить из системы, концентрация их будет возрастать
и может превысить допустимые технологические нормы. В этом
случае предусматривают «сдувку» части рецикла.
Количество «сдувки» и подпитки исходными реагентами
определяют расчетным путем. При выполнении таких расчетов
полезно предварительно составить диаграмму материальных
потоков. Реактор и систему разделения изображают в виде
прямоугольников, входящие в аппараты и выходящие из них
материальные потоки-прямыми линиями, а рециркулирующие
потоки - замкнутыми изогнутыми линиями.
Количества «сдуваемых» веществ и вводимых в систему для
компенсации их потерь рассчитывают при заданных допустимых
концентрациях инертных примесей в рецикле, исходя из баланса
по инертным примесям (их количества в исходном сырье и
«сдувке» должны быть равны).
Пример. При получении капролактама из фенола протекает реакция гидри-
рования фенола до циклогексанола:
С6Н5ОН + ЗН2 С6НИОН.
Для сдвига равновесия вправо используют повышенное давление
(0,8-2 МПа) и избыток водорода (10 30-кратный мольный), рециркулирующего
в системе. Инертные вещества, присутствующие в техническом водороде, накап
ливаясь в системе и уменьшая парциальное давление водорода, сдвигают равно-
весие влево. Это вызывает необходимость «сдувки» части рецикла и компенсации
потерянного при этом водорода.
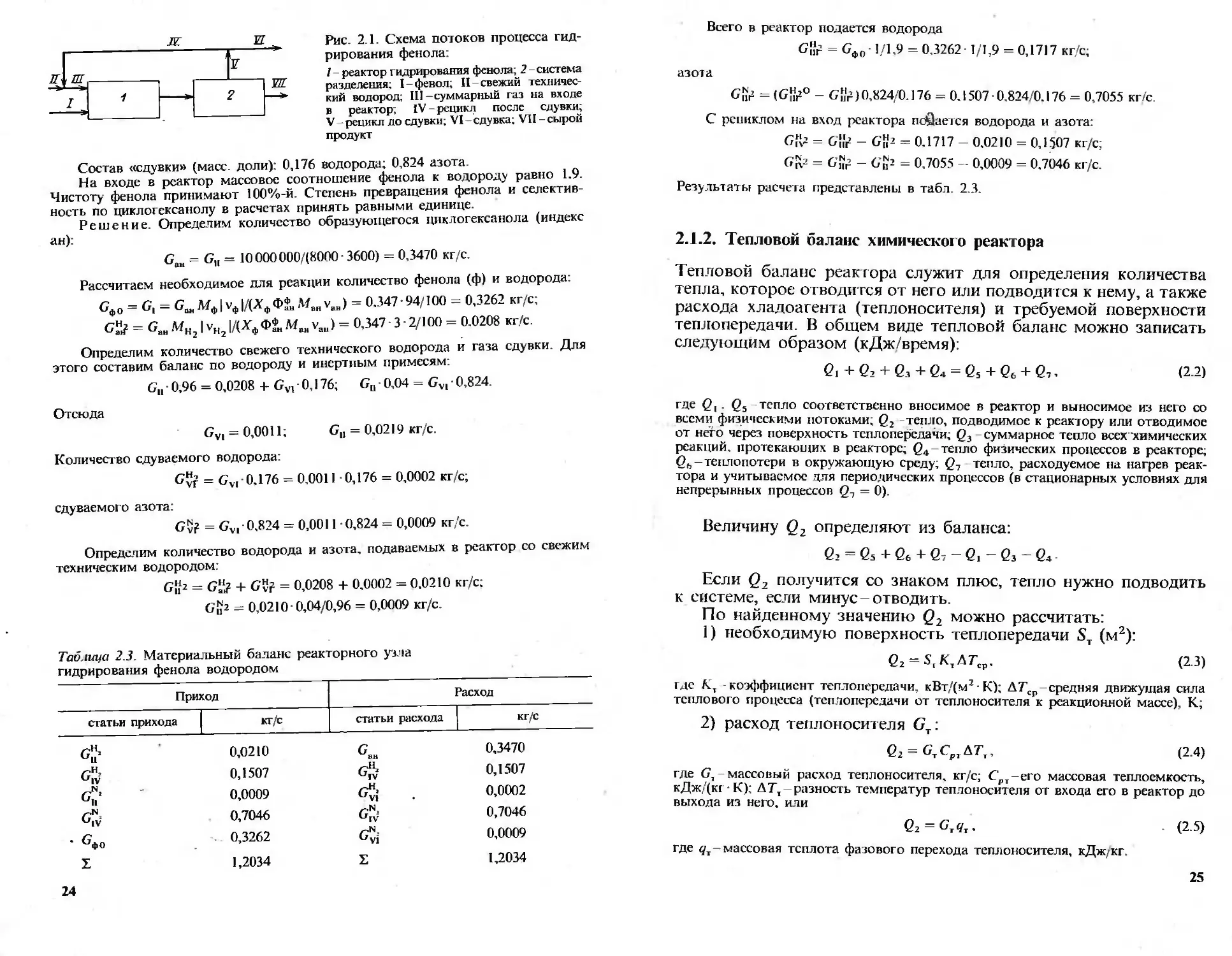
Диаграмма материальных потоков изображена на рис. 2.1.
Составить материальный баланс реакторного узла, если требуется получить
10000 т/год циклогексанона.
Состав свежего технического водорода (масс, доли): 0,96 водорода; 0,04
азота.
23
Рис. 2.1. Схема потоков процесса гид-
рирования фенола:
/-реактор гидрирования фенола; ’-система
разделения; I февол; II - свежий техничес-
кий водород; III-суммарный газ на входе
в реактор; IV - рецикл после сдувки;
V -рецикл до сдувки; VI - сдувка; VII - сырой
продукт
Состав «сдувки» (масс, доли): 0,176 водорода; 0,824 азота.
На входе в реактор массовое соотношение фенола к водороду равно 1.9.
Чистоту фенола принимают 100%-й. Степень превращения фенола и селектив-
ность по циклогексанолу в расчетах принять равными единице.
Решение. Определим количество образующегося циклогексанола (индекс
ан):
Ga„ = G„ = 10000000/(8000 • 3600) = 0,3470 кг/с.
Рассчитаем необходимое для реакции количество фенола (ф) и водорода:
Сф о = G, = G„ Мф | уф |/(Лф Ф* М.„ v,„) = 0,347 • 94/100 = 0,3262 кг/с;
= Ga„ Мн, | vH2 |/(ХфФ*. Ман vall) = 0,347• 3• 2/100 = 0.0208 кг/с.
Определим количество свежего технического водорода и газа сдувки. Для
этого составим баланс по водороду и инертным примесям:
G,, • 0,96 = 0,0208 + GVI • 0,176; Gu • 0.04 = GV1 • 0,824.
Отсюда
GVI = 0,0011; Gu = 0,0219 кг/с.
Количество сдуваемого водорода:
GV? = Gvl 0.176 = 0.0011 0,176 = 0,0002 кг/с;
сдуваемого азота:
Gv? = Gvl- 0,824 = 0,0011 0,824 = 0,0009 кг/с.
Определим количество водорода и азота, подаваемых в реактор со свежим
техническим водородом:
Gfc = Gil? + Gv? = 0,0208 + 0,0002 = 0,0210 кг/с;
G[j2 = 0,0210 0,04/0,96 = 0,0009 кг/с.
Таблица 2.3. Материальный баланс реакторного узла
гидрирования фенола водородом
Приход Расход
статьи прихода кг/с статьи расхода кг/с
Г-И» Gu 0,0210 G ЙН 0,3470
G"’ 0,1507 °rv 0,1507
G,/ 0,0009 GVI 0,0002
0,7046 G,Nv 0,7046
' ^ф0 0,3262 0,0009
1,2034 1,2034
24
Всего в реактор подается водорода
Gfc = Сф0-1/1,9 = 0.3262-1/1,9 = 0,17)7 кг/с;
азота
G'n/ = (G'nP° - Gjjr)0,824/0.176 = 0.1507 0.824/0.176 = 0,7055 кг/с.
С рециклом на вход реактора псЙается водорода и азота:
Gtv2 = G!,V - Gf,'2 = 0.1717 - 0,0210 = 0,1507 кг/с;
GR2 = Gfc - Gjjz = 0,7055 - 0,0009 = 0,7046 кг/с.
Результаты расчета представлены в табл. 2.3.
2.1.2. Тепловой баланс химического реактора
Тепловой баланс реактора служит для определения количества
тепла, которое отводится от него или подводится к нему, а также
расхода хладоагента (теплоносителя) и требуемой поверхности
теплопередачи. В общем виде тепловой баланс можно записать
следующим образом (кДж/время):
Ci + Q? + бз + — Qs + Qt + (2.2)
где С?, . (?5 тепло соответственно вносимое в реактор и выносимое из него со
всеми физическими потоками; Q, тепло, подводимое к реактору или отводимое
от него через поверхность теплопередачи; Q3 -суммарное тепло всех-химических
реакций, протекающих в реакторе, Q4-тепло физических процессов в реакторе;
Оь-теплопотери в окружающую среду; Q-, тепло, расходуемое на нагрев реак-
тора и учитываемое для периодических процессов (в стационарных условиях для
непрерывных процессов Q-, = 0).
Величину Q2 определяют из баланса:
Qi^Qs + Qt+Qi-Qt-Qi-Q*-
Если Q2 получится со знаком плюс, тепло нужно подводить
к системе, если минус-отводить.
По найденному значению Q2 можно рассчитать:
1) необходимую поверхность теплопередачи ST (м2):
С2 = $,КтЛ7-ср. (2.3)
где Кт коэффициент теплопередачи, кВт/(м2-К); Д7’ср-средняя движущая сила
теплового процесса (теплопередачи от теплоносителя к реакционной массе). К;
2) расход теплоносителя GT:
Q2 = GtCptATt, (2.4)
где G, - массовый расход теплоносителя, кг/с; Ср1-его массовая теплоемкость,
кДж/(к1 • К); ДТ, разность температур теплоносителя от входа его в реактор до
выхода из него, или
e2 = Gr9l, (2.5)
где -массовая теплота фазового перехода теплоносителя, кДж/кг.
25
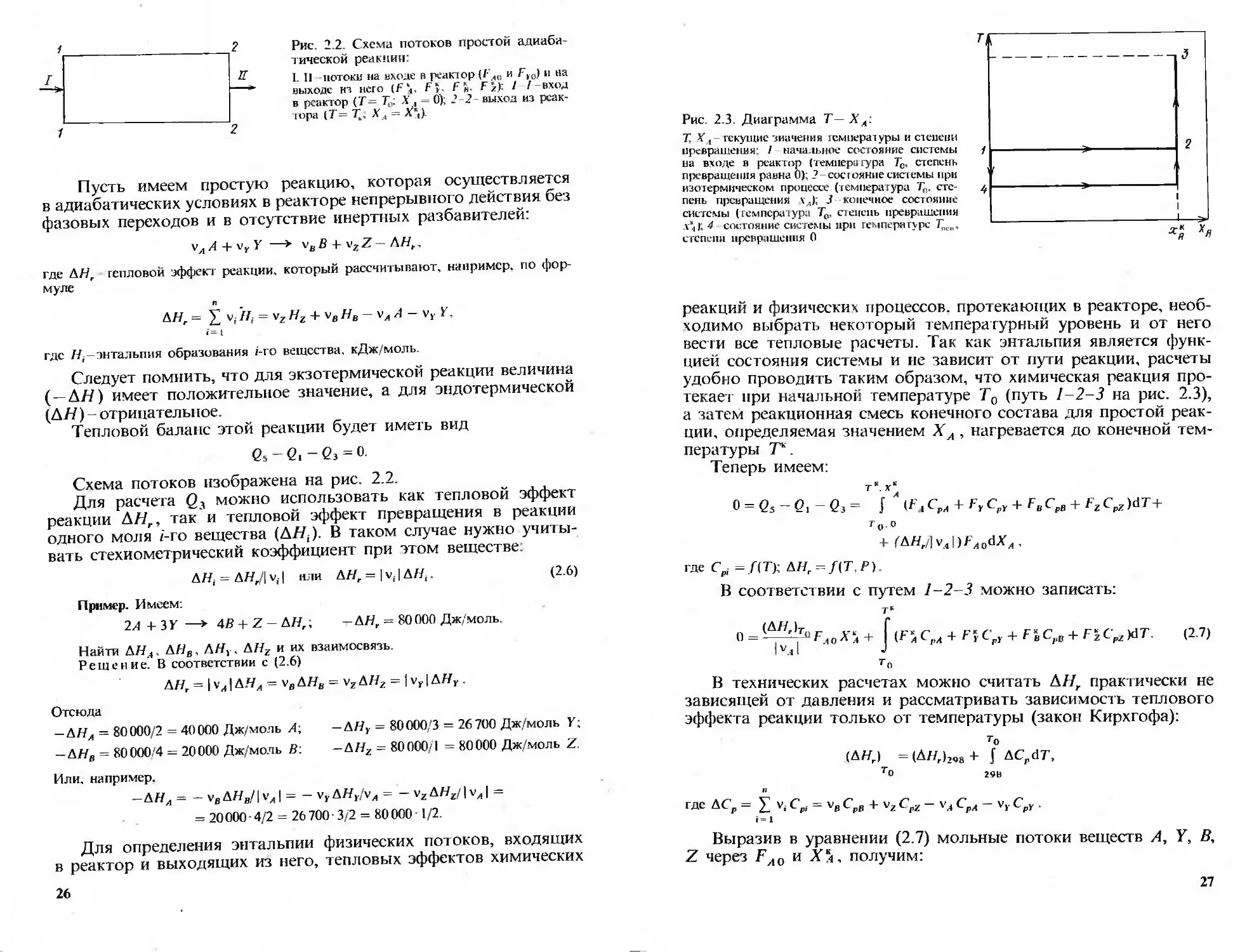
Рис. 2.2. Схема потоков простой адиаба-
тической реакции:
I. П потоки на входе в реактор (Ел0 и Ft0) » на
выходе из него (f\, f{. FB. F I / вход
в реактор (7 = 7/,; X , = 0); 2-2 выход из реак-
юра (7 = Тк. ХА =
Пусть имеем простую реакцию, которая осуществляется
в адиабатических условиях в реакторе непрерывного действия без
фазовых переходов и в отсутствие инертных разбавителей:
А + vr У —> vB В + vz Z — ЛНГ,
где ДНГ тепловой аффект реакции, который рассчитывают, например, по фор-
муле
ДЯГ = £ У; Д, = vz Hz + VB Нв - Уд А - Vj. У.
где Н, энтальпия образования i-ro вещества, кДж/моль.
Следует помнить, что для экзотермической реакции величина
( —А/7) имеет положительное значение, а для эндотермической
(Д/7) - отрицательное.
Тепловой баланс этой реакции будет иметь вид
Q5 - Q, - <2з = 0.
Схема потоков изображена на рис. 2.2.
Для расчета Q3 можно использовать как тепловой эффект
реакции \НГ, так и тепловой эффект превращения в реакции
одного моля i-ro вещества (Д/7Д В таком случае нужно учиты-
вать стехиометрический коэффициент при этом веществе.
А/7, = ДН,/| У; I или Д//г = I vf I AHi.
(2.6)
Пример. Имеем:
2/1+ЗУ —> 4fi + Z-AH,; -АН, = 80000 Дж/моль.
Найти ДНВ, АЯ> , A77z и их взаимосвязь.
Решение. В соответствии с (2.6)
АН, = |Уд|ДЯд = vBAHB = = | VylAHj..
Отсюда
— &НА = 80000/2 = 40000 Дж/моль А; — ЛНГ = 80000/3 = 26 700 Дж/моль У;
-Д77в = 80000/4 = 20000 Дж/моль В: -ЬНг = 80000/1 = 80000 Дж/моль Z.
Или, например.
-ЬНА = - vB Д77в/| Уд | = - vAMiAi\'A = - vzAHz/| vz | =
= 20 000 • 4/2 = 26 700 3/2 = 80 000 1/2.
Для определения энтальпии физических потоков, входящих
в реактор и выходящих из него, тепловых эффектов химических
26
Рис. 2.3. Диаграмма Т— X л:
Т, Хл текущие значения температуры и степени
превращения: I начальное состояние системы
на входе в реактор (температура Го, степень
превращения равна 0); 2 cociояние системы при
изотермическом процессе (температура Г„. сте-
пень превращения v,); J конечное состояние
системы (температура То. степень превращения
состояние системы при температуре Г„си,
степени превращения 0
реакций и физических процессов, протекающих в реакторе, необ-
ходимо выбрать некоторый температурный уровень и от него
вести все тепловые расчеты. Так как энтальпия является функ-
цией состояния системы и не зависит от пути реакции, расчеты
удобно проводить таким образом, что химическая реакция про-
текает при начальной температуре То (путь 1-2-3 на рис. 2.3),
а затем реакционная смесь конечного состава для простой реак-
ции, определяемая значением ХА, нагревается до конечной тем-
пературы Т*.
Теперь имеем:
т*.
о = Qs - О, - Q, = f Л (faCpn + FyC„y + FBCpB + FzCpZ)dT+
' о о
+ ('ДНг/|у<|)ГлодХд,
где Cpi = .f(T); &Hr=f{T,P).
В соответствии с путем 1-2-3 можно записать:
Тк
0 = q^yuF.wA?4+ J(F^Cp4 + FICry + FKBC/,B + FUpz)d7’- (2.7)
Го
В технических расчетах можно считать АНГ практически не
зависящей от давления и рассматривать зависимость теплового
эффекта реакции только от температуры (закон Кирхгофа):
Го
(ДНД = (ДЯД2Ч8 + f ACpdT,
Т0 29В
где ДСр = £ V, Ср1 = vB СрВ + v2 CpZ - v4 СрА - vy СрУ
i=l
Выразив в уравнении (2.7) мольные потоки веществ А, У, В,
Z через Fa0 и Ха, получим:
27
FS = f.40(i
H = MP>--*КЛ
X Ъ /
v« V7
Гк _ r~ D v к . г к _ с z- Vк
В-^АО\ ~.АА* Г2 — Гл0-—-ЛА.
|v„| |vj
Тогда
(АНД,
0 = —
JVw (l-A’“)Cp4 +
то
(Vv \ Vo v7
^-^x“Jc'”+Ri^Xi+i^i^'vddT-
В технических расчетах часто используют среднеинтегралыюе
значение теплоемкости, постоянное (Ср1 = const) в температур-
ном интервале То — Т. В этом случае имеем:
°= <’ - + ( р»7а'9с₽г + |^СгвХ-4 +
(Т*-То)
или
О = (АН ,)Го Х*А +-
+ А С„в X + -z- CpZX‘A (Г - Т„),
|vj |vj J
(2.8)
где ДЯ4 -тепловой эффект превращения 1 кмоль реагента А в продукты реакции,
кДж, кмоль; Ср,-средняя мольная теплоемкость i-ro вещества кДж,'(кмоль град).
Часто в качестве температуры отсчета (Т0С11) выбираю i 298 К,
что позволяет использовать сразу табличные значения тепловых
эффектов. В этом случае уравнение теплового баланса можно
записать в виде
О — (А//1)208 А л +
(I-А-4)Ср4+ (р, )Ср, +
\ v„ /
(2.9)
+ p^CpZ Х\ + р^СрВ Х»л ](Г - 298) - (СрЛ + Р, СпУ)(Т0 - 298).
При использовании массовых потоков вместо мольных ме-
тодика составления теплового баланса не меняется. Необходим
28
лишь пересчет мольных тепловых эффектов и теплоемкостей
в массовые. Например:
А//4 [кДж/кг] = ЛНА [кДж/моль]/Л/ 4,
СрА [кДж (кг град)] = СрА [кДж/(кмоль град)]/М4,
где А/л молекулярная масса вещества А.
Данные таблицы материального баланса используют для
расчета составляющих Qt 6 теплового баланса (2.2).
Пусть Тосн = 298 К. Тогда
т0 т«
е. = Х г с;ис^т = £ J G.cp.dT.
Qi = У (AHp)29sGp; 04 = Z(AH7),9BG, .
где (Д?/;")2Ч8 теплота фазовою перехода 1 кг /-го вещества, определенная при
298 К. кДж/кг.
Если Cpi = const, то
QI = I G,o С" (То - 298); Q, = £ G, С “ (Т* - 298).
Если Тосн = То и Ср[ = const, то
0,=0: 05 = £С1СрДГ-7'о),
Оз = Е(АН₽)тоОр; 04 = 1(ДЯГ)1оС,
Тепловые потери <2(, вычисляют по известным методикам.
Адиабатический процесс осуществляется без теплообмена с
окружающей средой, что приводит к повышению (экзотерми-
ческая реакция) или понижению (эндотермическая реакция) тем-
пературы реакционной смеси с ростом степени превращения.
В этом случае Q2 не рассчитывают. Однако тепловой баланс
позволяет для заданной степени конверсии определить началь-
ную температуру смеси при известной конечной или, наоборот,
конечную - при известной начальной.
Пример. Найти поверхность теплопередачи в реакторе гидрирования
фенола водородом, используя данные табл. 2.3 Известно, что Т* = 423 К,
Гс = 413 К, — (А//.7„);98 = 2010 кДж/кг. Выделяющееся тепло реакции снимается
кипящим конденсатом, температура которого равна 411 К. Средние теплоемкости
реакционной массы на входе в реактор и выходе из него соответственно равны 2,8
и 3,1 кДж/(кг град). Опыт работы действующих реакторов показывает, что
коэффициент теплопередачи может меняться в интервале 120 -180 Вт/(м2 • град).
Потерями тепла в расчетах пренебречь.
Решение. Рассчитаем количество тепла, которое нужно отводить от реак-
ционной массы через всю поверхность теплопередачи в единицу времени:
-Qi = Оз - Qs + О, = Ga„(-AHaH)298 - GCP(T“ - 298) + GQ0(T(, - 298) =
= 0,347-2010 - 1,2034 -3,1(423 - 298) + 1.2034 2.8(413 - 298) = 618 кДж/с.
Движущая сила теплопередачи
АЕ„ = (АТ6 - АТМ)/|П(Д7’./Л7„) = (12 - 2)/1п (12/2) = 5,6 К.
29
Рассчитаем требуемую поверхность теплопередачи для наихудшего вари-
анта [К, = 120 Вт/(м* град) = 0,12 кВт/(м2 - грач)]
S, = - С2/(К, ATtp) = 618 (0,12 -5.6) = 921 м2
2.1.3. Определение технологических размеров реакторов
Ниже изложен способ расчета, основанный па данных работы
опытных, опытно-промышленных или промышленных устано-
вок. Для переноса этих данных на иную мощность оборудования
необходимо соблюдать: 1) геометрическое подобие: 2) гидро-
динамическое подобие; 3) подобие процессов тепло вереноса;
4) подобие процессов массопереноса; 5) химическое подобие.
Выполнить все эти требования одновременно обычно невоз-
можно. Перенос данных с образца на модель носит приближен-
ный характер и осуществляется при небольшом изменении мощ-
ности рассчитываемого объекта.
В технологии основного органического и нефтехимическою
синтеза главным образом используют непрерывные процессы,
значительно реже периодические, причем это, как правило,
жидкофазные гомогенные процессы. Для их проведения, как
отмечалось, чаще всего применяют аппарат с мешалкой. Такой
реактор масштабируется довольно легко. Необходимо бывает
сохранить геометрическое подобие и равенство расхода мощ-
ности па перемешивание в расчете на единицу рабочего объема.
Рассмотрим сначала периодические реакторы, для расчета
которых исходными данными являются объем перерабатывае-
мых материалов в единицу времени и продолжительность цикла
операций. Используя данные материального баланса, переходят
о г массы перерабатываемых материалов к их объему:
й,о = й о = V1T(O.
где И',с объем /-го вещества, перерабатываемого в единицу времени; р,-плот-
ность /-го вещества.
Полный цикл работы реактора периодического действия
И
складывается из ряда последовательных операций: тц = £ Ту (где
ту.-продолжительность одной операции; н-число последова-
тельных операций в цикле).
Периодический процесс организован так, что в течение неко-
торых (если не большинства) операций в реакторе не происходит
собственно образования целевого продукта. Это, например, за-
грузка исходных реагентов, подогрев реакционной массы до
нужной температуры, выгрузка «сырого» продукта, промывка
и просушка реактора, т. е. подготовка его к следующему произ-
водственному циклу. Все это - непроизводительные затраты вре-
мени цикла. Длительность их может быть найдена путем хроно-
метража работы опытного образца аналогичной конструкции.
30
Выбирают некоторый реакционный аппарат, желательно
стандартный, с известным полным объемом Fu . ’’еактор имеет
определенную поверхность теплопередачи. Ее дос i точность
проверяют расчетом для самого геплонапряженного момента
времени, используя данные теплового баланса и значения коэф-
фициента теплопередачи, зависящего от числа Рейнольдса, т. е.
в конечном счете-от мощности мешалки. Тогда необходимое
число параллельно работающих аппаратов
«= H'oVP-
г те У= рабочий объем реактора.
Коэффициент заполнения реактора реакционной смесью
ср-опытная величина, значение которой находится в пределах
0,5-0,7 для вспенивающихся систем и 0,7-0,9-для систем без
вспенивания.
Рассчитанное значение п округляют до ближайшего большего
числа, что дает запас мощност и установки. При необходимости
выбирают реактор другого размера и повторяют расчеты.
Пример. Используем данные таблицы материального баланса процесса
жи ткофазного окисления о-ксилола для определения числа стандартных
реакторов с турбинной мешалкой и полным объемом 5 м3. Данные хроно-
метража работы опытного реактора привезены в табл. 2.3. а.
Решение. В гетерофазных системах расчеты ведутся для сплошной
фазы, которой в данном случае является технический о-ксилол (кс) Тогда объем
перерабатываемых в год жидких веществ составит И'о = (G 0 4- G,10),‘p. Для
технического о-кенлола примем плотность, равную 800 кг/м . Учитывая, что
число рабочих часов в году составляет 8000. имеем:
И'о = 10028- 103/(800-8000) м3/ч.
По опытным данным принимаем коэффициент заполнения реактора, равный
0.6. Тогда Р = 5-0.6 = 3 м3-
Теперь рассчитаем требуемое число реакторов с турбинной мешалкой:
п = 10 028 • 1О3 7/(800 • 8000 3) = 3.64
Принимаем четыре реактора.
При необходимости требуется проверка полученного значения поверхности
теплопередачи
Таблица 2.3. а. Баланс времени цикла реактора окисления
о-ксило.та
Операция Практические данные, ч Данные для расчета, ч
Загрузка реактора 0.5 0.7 0.5
Вывод на режим 0,4 0.6 0.5
Продолжительность собственно окисло- 5,5 6 5,5
НИЯ
Выгрузка «сырого» продукта 0,5 0,5
т„ = 7 ч
31
Для непрерывных систем их суммарный объем может быть
найден с использованием различных опытных данных: продол-
жительности контакта т, объемной скорости и или удельной
производительности д. Для жидкофазных процессов объемный
поток рассчитывают указанным выше способом, для газофазных
его определяют из материального баланса:
H'io = (Z,. JP0) (G^M, )RT0. (2.10)
где Z, коэффициент сжимаемости; То , Ро температура и давление на входе
в реактор.
Суммарный объемный поток вычисляют из уравнения
Ио = 1И%.
Если объем смеси не меняется в ходе реакции, пользуются
истинным временем контакта, рассчитывая суммарный объем
реакторов по выражению
£И= Иг = W/u. (2.11)
При меняющемся объеме смеси пользоваться истинным вре-
менем контакта затруднительно. Вместо него используют услов-
ное время контакта т0, рассчитываемое по начальному объем-
ному потоку. Тогда
Е,z= ,уо го = . (2.11а)
Объемную скорость часто относят к объемному потоку
только одного из реагентов в его состоянии при нормальных
условиях. Например, при дегидрировании этилбензола в стирол
говорят об объемной скорости 0,2 ч-1 жидкого этилбензола,
хотя в реакторе при 873 К он находится в виде пара. В этом
случае общий объем реакторов или гетерогенного катализатора
рассчитывают по уравнению
ЕЕ=^Л0/^0, (2.12)
где объемный поток вещества на входе в реактор, к которому отнесена
объемная скорость ило при нормальных условиях.
Удельная производительность дв задастся по целевому про-
дукту: [кг В/(м’ время)] или [кг В/(кг кат время)]. В этом случае
из данных материального баланса общий объем реакторов или
необходимую массу катализатора рассчитывают по уравнению
или £и= GB/yB. (2.13)
По найденной массе катализатора тк и его насыпной массе рк
рассчитывают объем катализатора = И1к/рк.
Зная суммарный объем реакторов или гетерогенного катали-
затора, можно подобрать стандартный аппарат и подсчитать их
число. В некоторых случаях этого бывает недостаточно, требу-
ется расчет диаметра и высоты (длины) реакторов. Исходной
32
величиной, позволяющей определить сечение реактора, является
линейная скорость потока реакционной смеси ш. Для газофазных
процессов ее определяют при условиях на входе в реактор,
обозначая и0. Тогда
5 = = И'0/и0. (2.14)
Если реактор заполнен пористой насадкой (например, катали-
затором), его полное сечение рассчитывают так:
5=ИГО.М. (2.14а)
где »* условная (фиктивная) линейная скорость потока на входе в реактор.
Фиктивная линейная скорость связана с истинной скоростью
потока в пустотах насадки (между частицами катализатора)
соотношением »г8 = и0£ (где е-доля свободного сечения на-
садки - пустот).
Зная сечение (объем) реактора, находят его высоту (длину):
Г=Г75. (2.15)
Справедливо также соотношение
L= нт = пото. (2.16)
Полная высота аппарата с учетом заполнения реакционной
массой равна:
= L ф.
Для контактно-каталитических процессов со стационарным
слоем катализатора полную высоту реактора рассчитывают так:
La = L+ L*.
где £* выеота встроенных теплообменников, газораспределительных устройств
и т. п.
Число параллельно работающих реакторов непрерывного
действия находят из соотношения
n = S/Sc, (2.17)
где 5С - площадь сечения стандартного (взятого из каталога) реактора.
Для непрерывно действующих аппаратов, как и для периоди-
ческих, необходима проверка требуемой поверхности теплопере-
дачи по тепловому балансу. Особенно это важно для трубчатых
реакторов, где внешняя сторона трубки является поверхностью
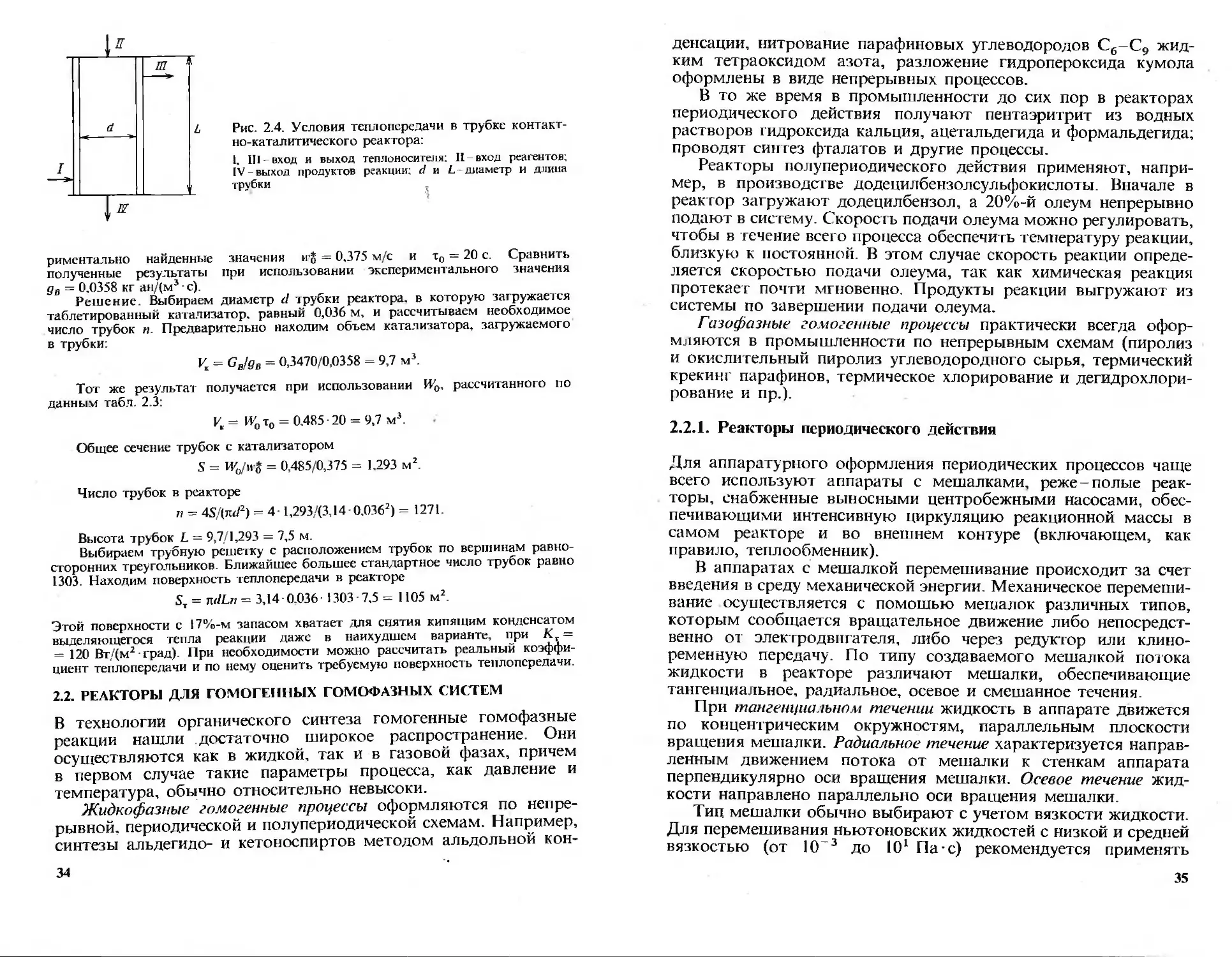
теплопередачи, как показано на рис. 2.4.
В этом случае обязательно выполнение условия
02/(ДТсрКт) = ndLn,
где п стандартное число трубок диаметром 4, закрепленных в грубной решетке.
Очевидно, что поверхность теплопередачи, найденная из теп-
лового баланса, должна быть меньше ее значения, определенного
исходя из геометрических размеров реактора, или равна ему.
Пример. Найти основные технологические размеры реактора гидрирования
фенола водородом, используя данные табл. 2.3. Для расчета использовать экспе-
33
Рис. 2.4. Условия теплопередачи в трубке контакт-
но-каталитического реактора:
1. III вход и выход теплоносителя; II-вход реагентов;
IV - выход продуктов реакции: d и L диаметр и длина
трубки
риментально найденные значения nJ = 0,375 м/с и т0 = 20 с. Сравнить
полученные результаты при использовании экспериментального значения
дв = 0.0358 кг ан/(м3 с).
Решение. Выбираем диаметр d трубки реактора, в которую загружается
таблетированный катализатор, равный 0,036 м, и рассчитываем необходимое
число трубок и Предварительно находим объем катализатора, загружаемого
в трубки:
К = Gb/9b = 0,3470/0,0358 = 9,7 м3.
Тот же результат получается при использовании Wo, рассчитанного по
данным табл. 2.3:
I/ = Wo т0 = 0.485 20 = 9,7 м3.
Общее сечение трубок с катализатором
5 = 1У0/и? = 0,485/0,375 = 1,293 м2.
Число трубок в реакторе
п = 4S/(tu/2) = 4-1,293/(3,14 0.0362) =1271.
Высота трубок L = 9,7/1,293 = 7,5 м.
Выбираем трубную рещетку с расположением трубок по вершинам равно-
сторонних треугольников. Ближайшее большее стандартное число трубок равно
1303. Находим поверхность теплопередачи в реакторе
ST = ndLn = 3,14 0.036 • 1303 7.5 = 1105 м2.
Этой поверхности с 17%-м запасом хватает для снятия кипящим конденсатом
выделяющегося тепла реакции даже в наихудшем варианте, при К =
= 120 Вт/(м2 град). При необходимости можно рассчитать реальный коэффи-
циент теплопередачи и по нему оценить требуемую поверхность теплопередачи.
2.2. РЕАКТОРЫ ДЛЯ ГОМОГЕННЫХ I ОМОФАЗНЫХ СИСТЕМ
В технологии органического синтеза гомогенные гомофазные
реакции нашли достаточно широкое распространение. Они
осуществляются как в жидкой, так и в газовой фазах, причем
в первом случае такие параметры процесса, как давление и
температура, обычно относительно невысоки.
Жидкофазные гомогенные процессы оформляются по непре-
рывной, периодической и полупериодической схемам. Например,
синтезы альдегидо- и кетоноспиртов методом альдольной кон-
34
денсации, нитрование парафиновых углеводородов С6-С9 жид-
ким тетраоксидом азота, разложение гидропероксида кумола
оформлены в виде непрерывных процессов.
В то же время в промышленности до сих пор в реакторах
периодического действия получают пентаэритрит из водных
растворов гидроксида кальция, ацетальдегида и формальдегида;
проводят синтез фталатов и другие процессы.
Реакторы полупериодического действия применяют, напри-
мер, в производстве доденилбензолсульфокислоты. Вначале в
реактор загружают додецилбензол, а 20%-й олеум непрерывно
подают в систему. Скорость подачи олеума можно регулировать,
чтобы в течение всего процесса обеспечить температуру реакции,
близкую к постоянной. В этом случае скорость реакции опреде-
ляется скоростью подачи олеума, так как химическая реакция
протекает почти мгновенно. Продукты реакции выгружают из
системы по завершении подачи олеума.
Газофазные гомогенные процессы практически всегда офор-
мляются в промышленности по непрерывным схемам (пиролиз
и окислительный пиролиз углеводородного сырья, термический
крекинг парафинов, термическое хлорирование и дегидрохлори-
рование и пр.)
2.2.1. Реакторы периодического действия
Для аппаратурного оформления периодических процессов чаще
всего используют аппараты с мешалками, реже-полые реак-
торы, снабженные выносными центробежными насосами, обес-
печивающими интенсивную циркуляцию реакционной массы в
самом реакторе и во внешнем контуре (включающем, как
правило, теплообменник).
В аппаратах с мешалкой перемешивание происходит за счет
введения в среду механической энергии. Механическое перемеши-
вание осуществляется с помощью мешалок различных типов,
которым сообщается вращательное движение либо непосредст-
венно от электродвигателя, либо через редуктор или клино-
ременную передачу. По типу создаваемого мешалкой потока
жидкости в реакторе различают мешалки, обеспечивающие
тангенциальное, радиальное, осевое и смешанное течения.
При тангенциальном течении жидкость в аппарате движется
по концентрическим окружностям, параллельным плоскости
вращения мешалки. Радиальное течение характеризуется направ-
ленным движением потока от мешалки к стенкам аппарата
перпендикулярно оси вращения мешалки. Осевое течение жид-
кости направлено параллельно оси вращения мешалки.
Тип мешалки обычно выбирают с учетом вязкости жидкости.
Для перемешивания ньютоновских жидкостей с низкой и средней
вязкостью (от 10 3 до 101 Па-с) рекомендуется применять
35
турбинные мешалки с прямыми ровными лопатками или про-
пеллерные мешалки. Это так называемые мешалки общего на-
значения, которые можно использовать при разнообразных усло-
виях процесса. Пропеллерные мешалки создаю i преимуществен-
но осевые потоки, а турбинные мешалки радиальные потоки.
Процесс перемешивания механическими мешалками сводится
к внешней задаче гидродинамики. В этой связи во всех критериях
подобия при перемешивании гомогенной ньютоновской жид-
кости в качест ве определяющего линейного ра змера используется
диаметр мешалки.
Потоки, возникающие при вращении рабочего органа мешал-
ки, увлекают движущуюся с меньшей скоростью или неподвиж-
ную жидкость, что приводит к ее однородному перемешиванию
во всем объеме аппарата. При повышении вязкости жидкости
силы вязкостного трения замедляют потоки, и их распростране-
ние ограничивается областью, лежащей непосредственно вблизи
рабочего органа. Вследствие этого возникают застойные зоны,
так что однородное перемешивание не достигается.
Для гомогенной жидкости, когда скорость процесса опреде-
ляется химическими превращениями, а гидродинамические усло-
вия, казалось бы, не являются определяющими, теплопередача
зависит от гидродинамики системы. При наличии застойных зон
это может привести к неравномерному распределению темпера-
тур и концентраций в объеме реактора. Для улучшения переме-
шивания можно увеличивать число оборотов мешалки и диаметр
ее рабочего колеса. Это позволяет расширить зону перемешива-
ния. но увеличивает затраты мощности на перемешивание.
При работе высокоскоростных турбинных и пропеллерных
мешалок в аппарате могут образовываться центральные вихре-
вые воронки. Жидкость вращается в направлении движения
мешалки. С увеличением числа оборотов воронка углубляется до
тех пор, пока не достигнет самой мешалки. Эффективность
перемешивания при образовании центральной вихревой воронки
снижается. Повышение эффективности в этом случае достигается
путем использования в аппаратах отражательных перегородок.
Для большинства процессов рекомендуется использовать
аппарат стандартной конструкции, обеспечивающий интенсивное
перемешивание. Аппарат оборудован турбинной мешалкой с
шестью ровными лопа гками и имеет следующие геометрические
характеристики: диаметр турбины составляет */з диаметра
аппарата; высота расположения турбины над дном аппарата
равна диаметру турбины; ширина лопатки турбины равна 1/4
диаметра турбины; высота слоя жидкости равна диаметру аппа-
рата; число отражательных перегородок равно 4; ширина пере-
городки равна '/10 диаметра аппарата. В реальных условиях
следует обосновывать сколько-нибудь значительные отклонения
конструкции аппарата от стандартной.
36
Реакционные аппараты обязательно должны быть снабжены
крышками, плотно закрывающими сосуд, а вал мешалки должен
иметь сальниковое уплотнение.
Часто реактор снабжен рубашкой, являющейся теплообмен-
ной поверхностью. Однако рубашка имеет ограниченную по-
верхность и не всегда способна обеспечить требуемый тепло-
обмен. В этих случаях прибегают к установке внутренних тепло-
обменных элементов, причем наиболее распространен змеевик,
расположенный вокруг мешалки. Недостаток такого расположе-
ния змеевиков-в сложности их чистки. Этого недостатка лишены
разборные вертикальные пучки i руб, размещенные вдоль стенок
реактора.
Реакционный аппарат с выносным теплообменником проще
в изготовлении и эксплуатации и удобен в тех случаях, когда
необходим интенсивный теплообмен. При этом размеры тепло-
обменной поверхности практически ничем не лимитированы.
В некоторых случаях тепло реакции снимается за счет испаре-
ния части реакционной массы. Образовавшиеся пары попадают
в обратный конденсатор-холодильник, из которого в виде жид-
кости или некоторой ее части вновь попадают в зону реакции.
Такой способ теплосъема удобен тем. что, во-первых, на испаре-
Рис. 2.5. Реакторные узлы для проведения гомогенных периодических процессов:
а реактор с рубашкой: б реактор с внутренними змеевиками; в реактор с впут рении ми
теплообменными трубками: г-реактор с наружным теплообмен ником: <)-реактор с наруж-
ным дефлегматором; <?-реактор с топочным подогревателем: I за<рузка реатеитов; II
вытрузка продуктов реакции; 111 вход теплоносителя (иа гЭ-хлалоагента. на с топочного
таза); IV выход теплоносителя (иа д хладоагента. на е топочного газа): V рецикл (на
<) флегма).
37
ние расходуется большое количество тепла, и, во-вторых, коэф-
фициенты теплопередачи при конденсации паров жидкости бы-
вают очень большими, что обеспечивает относительно малые
размеры выносной поверхности теплообмена.
На рис. 2.5 приведены примеры оформления реакторного узла
для периодических гомогенных процессов.
2.2.1.1. Изотермические реакторы
Методика расчета таких реакторов отличается от рассмотренной
ранее тем, что величины W и т не заданы; их определяют, исходя
из кинетического описания процесса. В остальном обе методики
схожи.
Необходимое число реакторов рассчитывают по уже извест-
ной формуле
я=И,т„/И (2.18)
Величину W определяют из заданной производительности по
целевому продукту GB т/год. Предварительно осуществляют
пересчет от массовой к мольной производительности по компо-
ненту В:
FB = GB- Ю00'(Л7и-8000) кмоль/ч.
а затем по ключевому реагенту А
_ iv<l
^ло = тггт---кмоль/ч
ФвЛл vB
В начальные условия задачи входит начальная концентрация
Сл0 (кмоль/м3) как известная величина. Тогда W = FА0/СА<).
Интегральную селективность Ф£ для периодического процесса
в изотермических условиях находят по известной формуле
Ъ
Фв = ~ГГ~ I Фв^Х^,
Лл J
о
где фв -дифференциальная селективность.
Продолжительность цикла работы периодического реактора
тц включает время непроизводительных затрат тнз и время т,
в течение которого осуществляется собственно химическая реак-
ция превращения исходных реагентов в «сырой продукт». Вели-
чину т рассчитывают, исходя из известного кинетического
описания процесса, например
1
-----— = Г.,
<Jt V 4
где V рабочий объем выбранного периодического реактора.
38
Выше отмечалось, что реакторы периодического действия
используют в технологии основного органического и нефте-
химического синтеза практически всегда для осуществления
жидкофазных реакций, идущих без изменения объема. Тогда
dr dr А '
откуда
сл
Полученные значения W и тц = тн, + т и выбранное значение
V используюз для определения числа реакторов п в соответствии
с уравнением (2.18).
Пример. Для жидкофазной реакции
осуществляемой в реакторе периодического действия, известно кинетическое
описание:
Г] = 0,3 Сл; г2 = 0,1 СА кмоль/(м3 ч).
Производительность установки по целевому продукту GB равна ЮООт/год.
Степень превращения реагента А составляет ОД, а его начальная концентрация
5 кмоль/м . Пренебрегая потерями, определить число реакторов и, если V = 1 м3,
Гиз = 1.5 ч, Мв = 60.
Решение. Определим селективность процесса по целевому продукту В:
л = 'в1Ул! _ 2ri I Ул I = 2<с,Сл = к' = 0,3 = о 75
В глув (rt+r2)vB (klCA + k2CA)2 kt+k2 0,4
В этом случае <₽в = ф-g = 0,75.
Найдем FM:
GB-10001 vj 1000 1000
л0 _ 8000 МвФв ХА vB “ 8000-60 0,75 0,7 0,2 " 1,98 кмоль/ч
Рассчитаем W:
W= Fao/Cao = 1,98/5 = 0,396 м3/ч.
Вычислим время собственно химической реакции, используя кинетическое
описание: •»
--^ = ^1Сх + /с,Си = 0,4Сл или = 0,4(1-Хх),
откуда т = (1/0,4) 1п 0,3 = 3 ч.
Продолжительность цикла
т„ = т„ + т = 3 + 1,5 = 4,5 ч.
39
Число реакторов
п = И т11/1/= 0,396-4.5/1 = 1.78.
Примем к установке два реактора.
2.2.1.2. Неизотермические реакторы
При неизотермических условиях расчет реакторов периоди-
ческого действия сводится также к определению их числа при
выбранном V для заданной производительности GB. Однако
в этом случае непосредственный расчет т из кинетического
уравнения невозможен ввиду того, что г является функцией не
только концентрации веществ, но и температуры. Величина
т может быть найдена при совместном решении уравнений
кинетики и теплового баланса.
В крупных промышленных реакторах практически осущест-
вимая скорость теплопередачи ограничена, поэтому большое
значение приобретает кинетика теплопередачи.
При составлении теплового баланса химического реактора
с учетом кинетического описания процесса нужно знать
следующие основные данные:
зависимость констант скоростей реакций от температуры;
теплоту химической реакции как функцию температуры;
теплофизические характеристики системы (например, теплоту
фазовых переходов и теплоемкости всех веществ);
тепловые потоки или коэффициенты теплопередачи.
Рассмотрим вначале методику расчета реактора периоди-
ческого действия, в котором протекает простая реакция в
условиях адиабатического режима (отсутствует теплообмен с
окружающей средой).
Пусть протекает реакция
vaA + v, У > vBB + vzZ + Л/7Г.
Составим тепловой баланс реактора в дифференциальной
форме, для чего рассмотрим изменение параметров системы за
время di. Используем текущее количество молей ключевого
реагента А и других веществ, а также Д//л = ДЛ/р/|ул|. Отнесем
все расчеты к начальной температуре реагентов То. Будем
считать, что в системе отсутствуют фазовые превращения.
Пренебрегая теплопотерями, получим
(Д/7л)то dnA = 4 СрЛ + п\ СрГ + п‘в СрВ + п? Ср2 + Ср Н11 + Gan С pa,^ dT.
(2.19)
где л* число молей 7-го вещества в «сыром продукте», кмоль; Ср, мольная
теплоемкость i-ro вещества. кДж/(кмоль К); С р ап - массовая теплоемкость
материала аппарата, кДж/(кг- К); масса выбранного реактора периодическо-
го действия, кг; (А Дл)7.0-тепловой эффект превращения в реакции 1 кмоль
реагента А, определенный при То, кДж/кмоль А.
40
При известной зависимости Ср1 от температуры уравнение
(2.19) легко интегрируется. Пусть Cpi — const. Тогда
(ЛНДто ("до — "л) — («л СрЛ + »у Сру + п'в ( рц + «у CpZ I- лин Ср ин +
+ 6\пС”р'ап)(Т-Ти). (2.20)
Используем известные соотношения материального баланса
с тем, чтобы вырази ib все п{ через nM и ХА\
V- / V,
"л = «ю(1 - XJ, П| = Лю + --- п40Х А = лл0 Р, + ---ХА
lvJ v |Vjl
где р, = л(0'л<о.
Тогда
"ио (1 ~ Хд)СрЛ + «ло( Р)
(АЯл)ги "ио А
L \ * А /
'в + Г_В; Хл) СрВ + лло( Pz + .---\Х‘А ) Ср2 +
+ пло Рин С,,,,,, + G.U,C рап (Т— То).
После сокращения на пА0 получим:
(ДНДто хл = (1 - Х«л) срА + (ру - Х‘л) Сру +
+ ( Рв + ,АЛ)СрВ + ( рг + -^7Хи) CpZ + Р„ИС,,„Н + —(Т- То). (2.21)
V Ь'л| ! \ |\'л| ) пА0 J
Обозначим квадратную скобку правой части уравнения (2.21)
через С*, что позволит записать:
Т= Т0 + (ЛЯл)Г0Хл/С,*. (2.22)
Из (2.22), например, для экзотермической реакции легко
определить максимально возможную температуру, до которой
разогреется реакционная смесь при заданной То, если степень
превращения ключевого реагента равна единице. При прочих
равных условиях величина Т зависит от Р£, избытка инертных
разбавителей, массы аппарата.
Теперь т можно найти из кинетического уравнения
C\odXA/dt = гА
при совместном решении его с уравнением (2.22). Решение, как
правило, осуществляется численными методами с использова-
нием ЭВМ.
Пример. В реакторе периодического действия, работающем в адиабатическом
режиме, протекает реакция .4 + У -» В + Z до заданной степени превращения
ключевого реагента ,4.
41
Определить г. если известны Сло; Сго; { —Д//Л)то; С*; Го: ХА и гА =
= к exp (— EjR 7) Сл Сг.
Решение. Запишем кинетическое уравнение в виде
dX, I Е \ ,
Go-— = *оехр - — G„(l - А .) 1ру - Хл).
Отсюда
dX. / £\
, = *осхр - — God - ХЛ)(РГ - Ал), |де Г=/(ХЧ).
Используем уравнение (2.22) для замены Т через Хл. Тогда
dXH ( £ )
---= Апехр<----------------------> Gnd — X .)(В» — Хл)
dx ° *1 Я[Го-(ДНл)гоХл/С*]] А Рг
или ,
• 1 f_____________________dG____________________
1 “ *oGo J О - Л'лХРг - Хл)схр{-£/£[Т0 - (ДНл)тоХл/С*]}
О
Значение г при заданной степени превращения X А может быть найдено
численным решением интеграла.
Составление теплового баланса для сложных реакций требует
учета доли тепла каждой реакции в суммарном тепловом
эффекте. Параметры простой реакции в любой момент времени
удобно характеризовать через степень превращения ключевого
реагента А, например, как было показано ранее для слагаемого,
получаемого за счет выделения тепла химической реакции (Д7/л,
ило, X л). В случае сложных реакций долю тепла каждой реакции
так просто уже не определи гь; нужно дополнительно использо-
вать селективность образования каждого ключевого вещества,
которая, в свою очередь, является функцией не только ХА, но
и температуры. В общем случае при составлении теплового
баланса сложной реакции удобнее бывает использовать пара-
метры соответствующих реакций превращения ключевых ве-
ществ i.
Для сложных реакций следует различать скорость превраще-
ния (образования или расходования) г, вещества i и скорость
изменения количества его в единице объема в единицу времени г„
что наглядно видно на следующем примере.
Пусть протекает последовательная реакция, например,
первого порядка
к, к.
G 4->vBS-»vcC.
Тогда
гв — кАСл — квСв, rB = vBrB = квСв или = kBCB;VB,
где ? в скорость накопления вещества В в данной сложной реакции
42
Для простых реакций, в том числе и обратимых, г, = г(.
Теперь суммарное тепло сложной химической реакции можно
записать следующим образом:
£ ЛУ/.Л;, = £ ДЯ/Jdr = £ — Ivjr* Шт = £ AH„rfFdr, (2.23)
1-1 i- 1 <= I lvil f- 1
где л число ключевых веществ в системе, и,- число молей /-to ключевого
вещества, кмоль: т- текущее время, с; Г рабочий объем системы (реактора), м3;
/* скорость накопления (расходования) /-го вещества в сложной реакции,
кмоль,(м3 с); ЛЯ,. Л//г, тепловые эффекты соответственно превращения /-го
ключевого вещества и скорость его превращения, кДж/к.моль.
Для сложной реакции, протекающей в адиабатическом режи-
ме, тепловой баланс будет иметь вид:
У (ДН„Цоr?R1r = ( £ n“Q, + Л„„СГВИ + б'апСрЕ11)<1Т, (2.24)
4=1 /
1де т число веществ в «сыром продукте» за исключением инертных разбави-
телей; и‘‘ число молей /-го вещества в «сыром продукте».
Разделим левую и правую части уравнения (2.24) на V.
Получим
£ (ДНн)то r.*dT = ( £ G Ср, + Свв С„ И1, + 6„, С “.„/И/dT. (2.25)
»=J Ъ=1 '
где С*- концентрация /-го вещества в «сыром продукте», кмоль/м3.
Уравнение (2.25) может быть решено, если известны кон-
центрации ключевых веществ в реакционной массе в любой
момент времени т и концентрации всех веществ в «сыром
продукте». Первое требование выполнимо при использовании
п кинетических уравнений скоростей реакций:
dQdr = (2.26)
где г, скорость изменения концентрации i-го вещества в системе; С;-концен-
трация /-го вещества в момент времени г.
Второе требование трудно выполнимо, так как концентрации
ключевых, а на их базе и всех остальных веществ в «сыром
продукте» будут известны лишь после решения системы п
уравнений (2.26). В свою очередь, т и С,- (базис для определения
всех веществ) не могут быть определены без использования
уравнения (2.26). Совместное решение уравнений (2.25) и (2.26)
возможно, если задаться значениями С*, рассчитать из мате-
риального баланса концентрации всех веществ и затем после
решения задачи сравни ть правильность выбора С
Если совпадение выбранных и расчетных значений С* неудов-
летворительное, проводят повторный расчет и т. д. В технических
расчетах задачу упрощают, используя некоторые допущения.
В первую очередь, нужно оценить значение ДСр. Если ДСр « О,
то Д/7Г1 = const (не зависит от температуры-см. уравнение
Кирхгофа). Тогда в расчетах можно использовать, во-первых.
43
тепловые эффекты реакций, определенные при стандартных усло-
виях (А//Г1-)298, и, во-вторых, известные концентрации реагентов
в реакционной смеси в момент т = 0.
Уравнение (2.25) будет иметь вид:
f (ДЯ„)298tfdT = ( f С10Ср1- + СтС„„„ + Ga„C 'р"ап/к) dT. (2.27)
где к -число реагентов в исходной смеси; Cf0 - концентрация /-го реагента
в исходной смеси.
Например, тепловой эффект реакции гидратации этилена
С2НД + Н2О < > СН3СН2ОН
при 25 °C равен 45,74 кДж/моль, а при 300 °C равен
45,46 кДж/моль.
Видно, что АСр % 0, и поправка, учитывающая зависимость
теплового эффекта от температуры, очень мала. В технических
расчетах ею можно пренебречь и использовать величину AHri,
взятую из справочников при 25 °C.
Если А Ср ф 0, то и А/7Г1 £ const (заметно зависит от темпера-
туры). В этом случае нужно искать другие упрощения. Например,
часто реакции осуществляют в условиях избытка инертных раз-
бавителей или одного из реагентов. Тогда вклад от СинСрии 4-
+ GanQ'an/E будет определяющим в скобке правой части уравне-
ния (2.25). Это вновь позволяет использовать для расчетов
уравнение (2.27).
Если же реакции осуществляют без инертных разбавителей
или избытка реагента либо при их относительно небольшом
количестве, то рассчитывают концентрации всех веществ в «сы-
ром продукте», используя известную концентрацию СА0 и ин-
тегральную селективность, определенную при некоторой темпе-
ратуре в интервале То — Т:
х--<
ф.' = { Ф.ЛЙХЛ.
о
Пример. В реакторе периодического действия протекают последовательные
реакции первого порядка:
Тепловой режим в реакторе-адиабатический. Производительиость установки
по целевому продукту В составляет GB = 2300 т/год. Кроме того, известны:
V= 2,5 м3; Gan = 4500 кг; Сло = 6 кмоль/м3; Сян = 10 кмоль/м3; ХА = 0,6; т„, =
= 3600 с; Мв = 100; То = 298 К; Ср4 = СрИ = СрГ = CpD = 150 кДж/(кмоль- К);
Срнн ~ 120 кДжДкмоль К); Ср„ = 0.5 кДж/(кг-К); гА = ехр(17,3 — 8660/Т) Сл
кмоль/(м3 с); гв = ехр(14,0 — 7420/Т) Св кмольДм ’ с); гс = ехр{12,1 — 6620/7’) Сс
кмоль/(м3 с); ( - Л//Гл)298 = 45 000 кДж/кмоль; (Д//гВ)29Ь = 47 000 кДж/кмоль;
( —ДТ/гС)298 = 30 000 кДж/кмоль
Требуется определить число реакторов.
44
Решение. В соответствии с (2.27) запишем уравнение теплового баланса:
[45000ехр(17,3 - 8660/Т)СЛ - 47000ехр(14,0 - 7420/Т)Св +
+ 30000ехр(12,1 - 6620; Т) CJ с!т = (6 150 + 10 120 + 4500-0.5/2.51 dT
и три кинетических уравнения:
-dQ/dr = exp(17,3 - 8660/Т)
dCB/dx = exp(17,3 - 8660/7) CA - exp(14,0 - 7420/7') CB;
dCc/dt = exp(14,0 - 7420/7)CB - exp(12,l - 6620/7) Cc.
Эту систему из четырех дифференциальных уравнений решают совместно,
с помощью ЭВМ Начальные условия: г = 0; = С.п = 6 кмоль/м3-
Св = Сс = Св = О, 7 = То = 298 К.
Результаты расчета приведены в табл. 2.4.
Данные табл. 2.4 позволяют рассчитать продолжительность цикла и инте-
гральную селективность процесса при ХА — 0,6;
= т„, + т = 3600 + 22497 = 26097 с;
Фв = СВ/(С4О А'У = 1691/(6000 0,6) = 0,47.
Теперь определим И'= FА01СА0. Величина FА0 находится, исходя из бвФв
и XV Имеем:
F___________GB Ю6_________ 2300 106
ло ~ 8000 3600 Фв Х‘л Мв ~ 8000-3600 0,47-0,6 100 = 2’84 моль/с;
W= = 4,72 10“ м3/с.
Число реакторов
л = 1Тгц/Г = 4,72- 10 “26097/2,5 = 4,94.
Принимаем 5 реакторов.
При составлении теплового баланса для параллельных реак-
ций с одинаковыми реагентами можно предложить методику,
Таблица 2.4. Результаты численного интегрирования уравнения
теплового баланса и кинетических уравнений
т. с Концентрации, моль/м3 Т. К хА
СЛ С„ Q Св
0 6000 0 0 0 298,0 0
5123 5700 284 15 1 302,3 0,05
8798 5400 537 54 9 306,1 0,1
11560 5100 763 НО 27 309,6 0,15
13717 4800 962 178 60 312.9 0.20
15455 4500 1140 254 106 315.9 0,25
16895 4200 1290 340 170 318,7 0,30
18 118 3900 1420 420 260 321,4 0,35
19179 3600 1520 510 370 323,9 0,4
20120 3300 1600 590 510 326,4 0,45
20971 3000 1660 670 670 330,9 0,50
21 757 2700 1680 760 860 333.0 0,55
22497 2400 1691 820 1089 335.1 0,60
23 209 2100 1660 880 1360 336,1 0,65
23910 1800 1610 920 1670 337,1 0,70
45
использующую селективности по ключевым продуктам Пусть
имеются реакции:
хЛ1.4 + vny-»vefi + Д//в (1)
vR« + AHr (/)
Vj„-4 -r vr„y— vzZ + A/7Z (и)
Запишем тепловой баланс в дифференциальном виде:
Е (A/7Zj)ro <pj я jo dA л — У ч‘ Ср1 + ин„Ср „„ + G„,,C ™an JdT
ИЛИ
Е (AHnpProp^tpf'ModXj = ( Е п"Ср> + п««Срт + b’anC7»»)d^ (2.28)
j=l I VJ I -M '
где (ДЛ/,,7), (ДН„р/) тепловые эффекты соответственно расходования А и образо-
вания продукта в /-й реакции, кДж.'кмоль; <pf дифференциальная селективность
образования продукта в j-ii реакции.
Необходимо отметить, что в этом случае является
функцией нс только Х4, но и Т.
Разделим левую и правую части уравнения (2.28) на V.
Получим:
Е (AHnpj)r0'^v;CjDd.¥j = ( V GQ + C„HCpllH + ^“Qjdr (2.29)
Пример. В реакторе периодического дейсюия протекаю г две параллельные
реакции.
А.,
А + У 2В; .4+1 Л 3Z.
Тепловой режим в реакторе адиабатический. Производительность установки по
целевому продукту В составляет Gu — 3300 т год.
Требуется определить число реакторов, если известны: И=Зм3; G.M —
— 4600 кг; Слв — 2 кмоль/м3; С10 = 3 кмоль/м3; Син = 11 кмоль/м3, Х"4 = 0,91;
тм = 3600 с; Мв = 120; То = 343 К; СрЛ = С„у = СрВ = Ср/ = 130 кДж, (кмоль - К);
С,,„и = 146 кДж (кмоль-К); Ср.,п -- 0.5 кДж/(кг^ К); гА- = ехр(11,44 — 7460/7) х
х Сд кмоль м3; г,,, = ехр(14,65 — 9020/7)Сд кмоль/(м3-с): (—AHjJ.qr —
= 35000 кДж-кмоль В; l — — 30000 кДж'кмоль Z.
Решение. В соответствии с (2.29) запишем уравнение теплового баланса:
35000-2<p^d.¥j + 30000 2 3(1 - <pj)dX4 =(2 130 + 3 • 130 + 1 Г 146 +
+ 4600 0.5/3) dT
и кинетическое уравнение расходования ключевого реагента:
CjOdXj/dT = гИ1 + гЛ2 = ехр(11,44 - 7460/Т)СЛО(1 - А',,) + ехр( 14.65
-9020;Т)С^о(1 - Хл)
или
dA\ dr = exp(11.44 - 7460. Г)(1 - Х'л) + exp(14.65 - 9020 Г)
46
В уравнении теплового баланса используется значение дифференциальной
селективности по веществу В
.. гЛ1 ехр(11,44 - 7460/Т)Сли(1 -
Ф« =---------= -----------------—---------------;---------—-----—------------- =
гЛ1 + >л1 ехр(11,44 - 7460Т)СЛО(1 - X.,) + схр(14.65 - 9020 Т)С^0(1 - А/,)2
I 1
- ’ ехр (14,65 — 9020/7”) “ " 1 + 2,1 ~ -^л)ехр(3,21 - 1560/Т)’
1 -4------------------С jfi(1 — А ,)
ехр(11,44 — 7460 Т) л
Одновременно рассчитывают значение интегральной селективности
dX
1 + 2(1 - Л'л) exp (3.21 - 1560/Т)’
Система уравнений теплового баланса, кинетического уравнения и инте-
гральной селективности решается с использованием ЭВМ.
Результаты расчетов приведены в табл. 2.5.
Таблица 2.5. Результаты решения системы трех уравнений
Ал т. с Г. К фя X, т. с т. к Ф-
0 0 343,0 0.72 0 621 8000 373,9 0.70
0,112 2000 348,6 0,71 0.796 10000 372.3 0.72
0.253 4000 355,7 0.67 0,910 12000 387,6 0.74
0.426 6000 364,3 0.68
Продолжительность цикла т„ = 12000 4- 3600 = 15 600 с. Определим FA0 и W:
3300-103
6В 103|\’л| _3
Fi° 8000 3600увф£а'л.Мв 80(Х) - 3600 2 0,74-0,91 120 ~ °’6 * * * 72 10 кмоль/с’
И = 0,72- 10 3/Слс = 0,72-10 3/2 = 0,36 10’3 м3/с.
Требуемое число реакторов
и = 0,36 10 3 15 600/3 = 1.87.
Принимаем два реактора.
Из всех неизотермических условий адиабатические являются
простейшими, так как не учитывается теплообмен между реакци-
онной массой и внешней средой. При этом по мере возрастания
степени превращения ключевого реагента температура непре-
рывно возрастает (экзотермические реакции) или падает (эндо-
термические реакции). Перепад температуры может быть не-
допустимо большим. часто необходимо регулировать темпера-
туру в пределах заданного интервала. Это достигается осущест-
влением соответствующего теплообмена.
В тепловом балансе реактора с внешним теплообменом необ-
ходимо учитывать кроме теплоты химических превращений так-
же тепло, переданное через поверхность теплопередачи, которое
в дифференциальном виде запишем следующим образом: /?ск,
где /^-скорость теплопередачи (Вт. кВт).
47
В случае сложной реакции тепловой баланс теперь будет
иметь вид:
Z (Дяг!)тС г? гат + Л1т = (f с„, + Пин с р т + Gan с ) d т (2. зо)
i=I М=1 '
ИЛИ
Е (ДЯ„)го 'Гйт + у dT = ( £ С Сг, + снн с„»я + % С )АТ. (2.31)
В периодических реакторах с мешалкой осуществляется
непрямое нагревание (охлаждение) реакционной массы, т.е.
теплопередача через стенку. Скорость теплопередачи при этом
зависит от физических свойств перемешиваемой жидкости и
нагревающей (охлаждающей) среды, размеров аппарата, матери-
ала и толщины стенки аппарата и интенсивности перемешивания.
Теплопередача может осуществляться излучением, теплопровод-
ностью и конвекцией, либо их сочетанием В реакторе с переме-
шивающейся жидкостью теплопередача осуществляется в основ-
ном путем теплопроводности и вынужденной конвекции. В этом
случае скорость теплопередачи представляется известным урав-
нением
R = StKt(Tt - Т),
где Г температура реакционной смеси в некоторый момент времени т;
Т, температура теплоносителя
В аппаратах с мешалкой для определения коэффициентов
теплоотдачи от реакционной массы к поверхности теплопередачи
используют известные критериальные зависимости.
Перепишем уравнение (2.31) с учетом вышеприведенного
выражения для скорости теплопередачи:
V (ЛЯ„)Г0 r*dx + К, (Т, - Г) dx = ( £ G cpi + C11BCp ин + % С dT. (2.32)
Если подвод (отвод) тепла к реакционной массе осущест-
вляется за счет фазового перехода теплоносителя (хладоагента),
то Т, = const Добиться практического постоянства температуры
теплоносителя (хладоагента) в рубашке и змеевике теплообмен-
ного устройства можно, используя его большие расходы. Когда
можно считать Тх постоянной величиной, уравнение (2.32) реша-
ется по той же методике, что и в случае адиабатического режима.
Выбирается реактор с рабочим объемом V и поверхностью
теплопередачи ST. При известном гидродинамическом режиме
перемешивания реакционной смеси и движения теплоносителя
(хладоагента) рассчитывается Кт.
Если подвод (отвод) тепла к реакционной массе осущест-
вляется теплоносителем (хладоагентом), температуру которого
нельзя считать постоянной величиной (Тт const), то для реше-
48
ния (2.32) кроме п кинетических уравнений скоростей превраще-
ния ключевых веществ (2.26) необходимо использовать еще одно
уравнение теплового баланса, составленное для теплоносителя.
Если пространство, в котором движется теплоноситель
(хладоагент) можно рассматривать как зону идеального смеше-
ния (например, рубашка), то тепловой баланс имеет вид:
GTCp,(7r - 7,') = STK,(7- 7г), (2.33)
где Gr массовый расход теплоносителя (хладоагента), кг/с; Срг массовая
теплоемкость теплоносителя (хладоагента), кДж/(кг-К); Т,, Т“ температура
теплоносителя (хладоагента) на выходе из зоны идеального смешения и на входе
Из уравнения (2.33) находится Tt = (5тКтТ + GrC„T°)/
/(GTCpT + KTST) и используется для замены Тт в уравнении (2.32).
Если пространство, в котором движется теплоноситель,
нельзя рассматривать как зону идеального смешения, то тепло-
вой баланс имеет такой вид:
g1cpt(t;-t?) = k7st(T-t,),
где 7, некоторая средняя температура теплоносителя между температурами
входа 7? и выхода 7J:
7Г = (7( + 7?)/2 или 7, = (Г? - 7,°)/1п (7;/7т°).
Если, например, температуру теплоносителя рассчитать как
среднеарифметическую от входа до выхода, то
7, = (2GTCp,7? + K,SI7)-(2G1CPT + К ,5,),
что и используется затем в уравнении (2.32)
Пусть в реакторе периодического действия с внешним тепло-
обменом протекает простая реакция
\’л а + v, У-» хвВ + vzz + А//..
Взяв за основу уравнения (2.23) и (2 30), запишем:
(Д//л)гоплос1Л л — S,A’,(7— 7,)<1т = (плСрЛ + ЛуСр1- + «вС-рв + nzG„z +
+ WmXpun + ”an)dT (2.34)
Учитывая, что di = ило(0Х4/г?1)(1/И), перепишем уравнение
(2.34) в виде:
(ДНл)гос)Ал-(S,/V)kT(7- T,)dXAlrA = C*d7 (2.35)
(де С*-та же величина, чго и в уравнении (2.22).
Это уравнение решается с учетом замечаний, сделанных выше
для системы со сложными реакциями.
Рассмотрим, как меняется температура реакционной смеси во
времени в зависимости от условий теплообмена в реакторе
периодического действия.
Изменение температуры во времени показано на рис. 2.6.
Видно, что в адиабатических условиях происходит повышение
температуры реакционной смеси до тех пор, пока не будет
49
Рис. 2.6. Температурные профили
экзотермической простой необрати-
мой реакции в реакторе периодиче-
ского действия:
1 адиабатический режим: 2 внешний
теплообмен; 3 изотермический режим;
начальная температура системы;
Тл — const темпера?ура теплоносителя
достигнута предельная температура реакции. Это та темпера-
тура, которой достигла бы реакционная смесь в условиях
адиабатического режима в момент равновесия.
Если же имеется внешний теплообмен, то в начальный период
скорость тепловыделения превышает скорость теплоотвода из-за
того, что скорость реакции, зависящая от концентрации реаген-
тов, высока. По мере исчерпывания реагентов скорости тепло-
выделения и теплоотвода вначале выравниваются, а затем уже
последняя превышает первую, и температура реакционной смеси
падает во времени, стремясь к своему пределу, равному Тт.
Очевидно, что на кривой 2 при некоторой степени превращения
ХА будет наблюдаться точка экстремума.
Интервал изменения температуры реакционной смеси для
кривой 2 будет иным, чем для кривой 1. Этот интервал
проверяют расчетом в каждом конкретном случае.
Основными параметрами, влияющими на профиль темпера-
туры реакционной массы в реакторе, являются: поверхность
теплопередачи ST; коэффициент теплопередачи Кч; температура
теплоносителя (хладоагента) Тт; начальная температура исходной
реакционной смеси То; количество инертных разбавителей
«иа и масса реактора (7ап.
Наилучшими условиями, с точки зрения уменьшения интер-
вала температуры реакционной смеси во времени, являются
изотермические, когда Т = const. В этом случае наиболее прост
и расчет реактора. Однако создать их в реальной обстановке
является делом сложным, требующим программируемого под-
вода (отвода) тепла извне.
Очевидно, что для изотермических условий скорость подвода
(отвода) тепла извне равна скорости теплопоглощения (тепло-
выделения) за счет химической реакции в любой момент времени.
Это же количество тепла должно быть передано хладоагенту
(теплоносителю). Запишем эти утверждения в следующем виде:
£ (ДЯг1)Г0г?Щт = КД(Т- TJdt = G.CPT(T‘ - T?)dt;
1=1
£ (ДЯи)гог?р= кд(т- Тг) = АСрЛТ’, - тт°). (2.зб>
50
В зависимости от того, происходит или нет фазовый переход
у теплоносителя (хладоагента), регулирование температуры
реакции при выбранной поверхности теплообмена ST достигается
двумя способами. Если фазовый переход имеет место, то по
определенной программе необходимо регулировать давление
в рубашке (змеевике) и тем самым температуру фазового
перехода. Если фазового перехода нет и происходит лишь
изменение температуры теплоносителя (хладоагента) Т7 по длине
теплообменника, то варьируют во времени его расход GT.
Автоматическое регулирование скорости теплопередачи путем
регулирования расхода теплоносителя (хладоагента) или изме-
нения температуры его фазового перехода осуществляется с
помощью специальных регуляторов. Программа их работы
может быть получена при решении уравнения теплового баланса
и кинетических уравнений:
при фазовом переходе
I (AW„)ror* У
71 = Т- —------------; (2.37)
’ 5, К,
при отсутствии фазового перехода
X (ДЯ„)тог? V
G, = —---------—; dq/dT = г,. (2.37а)
1 сР1(т;-т?)’ ‘ 1
Пример. В реакторе периодического действия осуществляется реакция
А + Y-»B + Z при постоянной температуре 333 К. Кинетическое уравнение
реакции первого порядка имеет вид:
— dCydr = 8- 10-4Сл кмоль/(м3с).
Тепловой эффект эндотермической реакции (AWr)T0 = 160000 кДж/кмоль.
Первоначально в реактор загружают 3 кмоль реагента А, остальное реагент
У и инертный разбавитель. Температура теплоносителя может меняться от 453 до
393 К. Считается, что при этом коэффициент теплопередачи является постоянной
величиной, равной 500 Вт/(м2 • К).
Требуется разработать график подвода тепла во времени за счет конденсации
насыщенного пара с тем, чтобы поддерживать изотермический режим в реакторе
вплоть до конечной степени превращения реагента А, равной 0,7.
Решение. Определим минимально необходимую поверхность теплопередачи
в самый напряженный момент времени т = 0:
s = -&Нг)токлСАО V -№Нг)твклПлв = 160000• I03 10~4 3• 8 = д
Т° -КГ(Т,-Т) -К,(ТХ-Т) 500(453 - 333)
Найдем температуру теплоносителя, когда достигается ХА = 0,7, если при
этом используется найденная поверхность теплопередачи:
(Д//,)токлпло(1 - Х'л) 160000- 103-10-4-3-8(1 -0,7)
71 = т- ---' л ------------ = 333 +-----------------------— = 369 К.
SroKT 500 6,40
Пар таких параметров получить невозможно, поэтому требуются дополни-
тельные конструктивные решения.
51
Вычислим, какова должна быть поверхность теплопередачи для достижения
конечной степени превращения:
с -(ЛЯг)тоМяо(1-«) 160000-10’10 4 3-8(1 -0.7) ,
о.! —--------------------— — j,o4 М .
-Кт(Тт-7') 500(393 - 333)
Оказывается, что достичь заданной степени превращения можно, если
использовать нс всю поверхность теплопередачи, а только ее часть. Очевидно, что
суммарная поверхность, включаемая в первоначальный момент времени, должна
состоять из двух частей, например рубашки и змеевика:
St0 = STi + 5т2 = 2,56 + 3,84 = 6.40 м
Вычислим теперь степень превращения .4. которая достигается в момент
включения части общей поверхности теплопередачи:
х _ ~(Л.Нг)тс,клпло - SlOKT(393 - 333)
— (Л64)то пАВ
160000Ю3-10 4-3 8 — 500(393 — 333)
160000 103 К) 3 8
Определим, какую температуру необходимо иметь в оставшейся поверхности
теплопередачи
(ЛЮтоМлоИ-Хл) 160000 !03 10 4-3 8(1 -0,5)
1-1------------------------- 33.’ 3------------------------= 433 к.
т K,S,2 500 3,84
Теперь найдем программу измерения Г, во времени:
т= —(1/Лл)1п(1 - Х„)= -[1Д8-10 4)]1п(1 -Хл);
160 000 1 03- 104 3 8(1 -Хл)
7; = 333 +---------—---------------- = 333 + 120(1 - ХА)
500-6,40
160000- 103-10 4 3 8(1 - ХЛ
Т, = 333 +------------—л— ------------- = 333 + 200(1 - Хл)
500 3,84
Результаты расчетов представим в виде табл. 2.6.
при ХА < 0,5;
при ХА > 0.5.
Таблица 2.6. Изменение Т, во времени
т, с Г, , К т, С хА Тг. К
5, = 6,40 м2 S, = 6.40 м2
0 0 453 747 0.45 399
64 0,05 447 . 866 0,50 393
132 203 0,10 0 15 441 435 ST = 3,84 м2
279 0,20 429 866 0,50 433
360 0,25 423 998 0.55 423
446 0,30 417 1145 0 60 413
538 0,35 411 1312 0.65 403
639 0.40 405 1505 0,70 393
52
2.2.2. Реакторы полупериодического действия
Постепенную подачу одного из реагентов в реактор периоди-
ческого действия применяют на практике, например в случае
быстрых реакций с высоким тепловым эффектом. Этот прием
используют также тогда, когда необходимо в зоне реакции
поддерживать низкую концентрацию этого реагента. Продукты
реакции часто удаляют из реакторов периодического действия
при проведении в них обратимых реакций с тем, чтобы увеличить
степень превращения.
Следовательно, реактором полупериодического (полунепре-
рывного) действия будет аппарат, в который загружают:
1) все исходные вещества, включая инертные разбавители
и катализатор, за исключением одного, который затем непре-
рывно дозируется в зону реакции;
2) все без исключения исходные вещества и по мере протека-
ния реакции непрерывно выводя! из него продукты реакции (или
один из них).
Реакторами для проведения полупериодических процессов
служат те же аппараты, что и для периодических. В случае, когда
один из исходных реагентов непрерывно подается в зону реакции,
реакторный узел включает в себя дозирующее устройство-
мерник или емкость с насосом. Если же один из продуктов
удаляется из реакционного пространства, то для лучшего
разделения веществ реактор снабжается ректификационным
устройством. При этом реактор работает как куб колонны
периодической ректификации.
Методика расчета числа реакторов выбранного объема Vn при
заданной производительности по целевому продукту не от-
личается от той, которая применялась в случае периодических
процессов. Используется то же уравнение (2.18). Однако опреде-
ление времени проведения собственно химической реакции т,
необходимого для нахождения тц полупериодического процесса,
и расчет W осуществляются несколько иным путем.
Расчетное уравнение реактора полупериодического действия
получается при составлении материального баланса в дифферен-
циальном виде по /-му ключевому веществу:
dn, = F10dr + Vr,dz = (W0CiB + Djdr. (2.38)
В этом уравнении Fi0 означает мольный поток непрерывно
вводимого в реактор (знак плюс) или выводимого из него (знак
минус) вещества i, концентрация которого в нем равна Cl0.
Равенство Fl0 нулю указывает на то, что вещество i не вводится
в реактор и не выводится из него, т.е. оно соответствует
периодическим условиям. Второе слагаемое в уравнении (2.38)
обозначает количество вещества i, которое расходуется (знак
минус) или образуется (знак плюс) в реакторе за счет химических
реакций.
53
Необходимо отметить, что И является во времени переменной
величиной, определяемой из уравнения:
И= Г'4- J %dT. (2.39)
О
Интегрирование уравнения (2.39) возможно, если известна
функциональная зависимость объемного потока Wo, вводимого
в реактор или выводимого из него, о г времени Часто = const,
и тогда:
Р=Ио+Жот, (2.40)
где Iz0 первоначально заполненный объем реактора.
Уравнение (2.38) даже в изотермических условиях удается
решить аналитически только в некоторых редких случаях,
например для реакций первого порядка.
Пример. В аппарате с мешалкой в изотермических условиях протекает
реакция первого порядка А + У -» В + Z. Предварительно в реактор объемом t',
загружают инертный разбавитель и реагент У. по которому реакция имеет
нулевой порядок. В сумме зто занимает объем С некоторого момента времени
реагент А начинают дозировать в реактор с постоянной объемной скоростью И^.
Продукты из зоны реакции не выводятся Концентрация А в потоке постоянна
и равна Сл0. Известны непроизводительные затраты времени т,„.
Определить необходимое число аппаратов, если задана GB.
Решение. В соответствии с уравнением (2.38) имеем
= (И^Сло - H JdT.
Для реакции первого порядка можно записать
= (И'оС’ло - НдПя/Ибт = (%СЛО - kyijdr.
Разделим переменные и проведем интегрирование последнего уравнения,
учитывая, что
d«a = -d(%C40 - клпл)/к4.
Тогда
1 d(Wz0C,,0 - кАпд)
— т ’ :---= dr.
к ttoC-io ~ кАпА
Постоянную интегрирования находим из условия т = 0 и пА = 0. В этом
случае
С = 1п(%Сл0)/кл,
и частное решение имеет вид:
1 , — кАпА
- 771п---ДДД------= т llj™ "л = ----[I - ехр (- клт)]. (2.41)
кл "'оСло К'л
Переход от GB к W возможен, если известна степень превращения ключевого
реагента А, которая определяется из соотношения
^л = (пло ИлУ”ло; пло — Ч4)Слот.
Время, в течение которого осуществляется химическая реакция в полу-
54
периодическом процессе, находится из условия заполнения рабочего объема
реакционной смесью Ц,<р = + W0T:
Т = (К,Ф - К>)/%.
Это значение г используют при расчете тц = т„, + т и конечной степени
превращения .4:
= И-0СЛ1,т - (IVqGoA jCI — ехр(—Алт)]
А~ W0CMt
Затем определяют W и п.
Очевидно, что когда т = 0, то и пА = 0. После начала дозирования вещества
А в реактор его количество (а следовательно, и концентрация) начинает расти и,
как правило, проходит через максимум и падает. Однако интерват изменения
нс бывает большим. Это позволяет значительно проще, чем в реакторе
периодического действия, регулировать температуру, поддерживая режим,
близкий к изотермическому
Тепловой баланс реактора полупериодического действия
имеет вид
п / »и \
£ (Д//г;)10г? Шт - SrK,lT- 7,)<1т = ( J + ли„Срвн IdT (2.42)
i=l \j=1 /
Следует отметить, что в уравнении (2.42) переменными во
времени величинами являются V и 5Т.
Значения рассчитывают по уравнению (2.38) только для
веществ, входящих в реактор или выходящих из него. Изменение
количества (концентраций) остальных ключевых веществ опреде-
ляют по уравнению (2.26).
Пример. Ниже приведсн расчет реактора полупериодического действия
в неизотермических условиях.
Рис. 2.7. Реактор полупериодического действия:
1 уровень исходной реакционной массы, содержащей инерт-
ный разбавитель и реагент У; 2 уровень реакционной массы
после завершения процесса; III теплоноситель на входе в ру-
башку реактора; IV теплоноситель на выходе из рубашки
реактора; 1 загрузка реагента А в реактор во времени; II
выгрузка продуктов реакции после завершения процесса
На рис. 2.7 изображен реактор с мешалкой, снабженный рубашкой, в
которую подается хладоагент с Т, = const.
В реакторе протекают параллельные реакции
к..
А + Y 4* В; А + У А2 С.
55
Кинетические уравнения имеют вид
гв = кЛ1СА = fcoi e*p(~Ei/RT}nA/V;
'с = кА2С2А = *02ехр(-£2//?Т)л2/Р2
Определить X А, если извести: Ко; ГЦ, = const; Хт0; Кт; п„„0, Си110; и10;
СрА = Сру = СрВ = Cpz, Ср„^, Сра„; САо, То, Тт = const; ( —Л//г1)2О8; (—^^2)298; К-
Рсшение. В соответствии с уравнениями (2.42) и (2.38) имеем:
[(-ДНи)„8/Сл1Пл/Р+ (-ДЯг2)2У8/сл2и}/И2] И1т -
— KJSr(T— Tt)dr = [(И^С 10т‘ + и10) СрЛ + («„„о +
+ %CH1!0T')Cplul]d7’;
= [%СЛО - V(kAinA/V + ^2»l'K:)]dT;
т'МКЛ’-Ч))/ до-
определим зависимость ST от времени. Очевидно, что
V= Vo+ Wox = Vo + nd21/4,
где d диаметр цилиндрической части реактора; / переменная высота от уровня
1 до уровня 2.
Связь между / и т имеет вид
/ = 4W/cT/(nd2).
Из рис. 2.7 следует, что 5Т = Sr0 + tull, где St0 - поверхность теплопередачи,
имеющая соприкосновение с массой первоначальной загрузки Окончательно
получим:
S, = StC + nd-4VK0T/(nd2) = Sl0 + 4W0x!d.
Оба уравнения решаются совместно численными методами. Расчет заканчи-
вается при совпадении расчетного времени и найденного из условия постижения
реакционной массой уровня 2. Полученное значение ил используют для опреде-
ления ХА.
Особенно полезно бывает использование реакторов полу-
периодического действия для проведения быстрых реакций с
высоким тепловым эффектом, как, например, в производстве
додецилбензолсульфокислоты. Вначале в реактор загружают
додецилбензол, куда затем непрерывно подают 20%-й олеум.
Скорость подачи олеума можно регулировать так, чтобы обес-
печить температуру реакции, близкую к постоянной в течение
всей операции. В этом случае скорость реакции, а следова 1ельно,
и тепловыделения определяется скоростью подачи олеума (Fл0),
так как химическая реакция протекает почти мгновенно.
Продукты реакции выгружают из реактора по завершении
подачи олеума. В подобных случаях концентрации дозируемого
исходного реагента и промежуточных веществ можно принять
равными нулю. В реакторе будут находиться только конечные
продукты и первоначально загруженный реагент. Скорость
тепловыделения можно принимать равной (&Ha)tqFAq. Очевидно,
(&Ha)T0Fa0 = KPST(T— Тт), что позволяет оценить значение
необходимой поверхности теплопередачи:
^(ЛЯЛ^ло/Пит-т;)].
56
2.2.3. Идеальные реакторы непрерывного действия
Структура потоков реакторов, применяемых в непрерывных
жидкофазных процессах, может быть близка как к моделям
идеального вытеснения (трубчатые, змеевиковые реакторы), так
и к моделям идеального смешения (аппараты с мешалкой или
выносным циркуляционным насосом). Для газофазных процессов
используют реакторы, модель которых близка к идеальному
вытеснению. В этом случае применяют трубчатые, змеевиковые
аппараты и аппараты колонного типа. Для реакций, осуществля-
емых в пламени, требуются специальные реакторы с горелками
К таким реакциям относится, например, окислительный пиролиз
метана в ацетилен.
Конструкционные особенности реакторов непрерывного
действия в наибольшей степени зависят от организации тепло-
обмена. Это касается в первую очередь газофазных реакций.
Относительно низкотемпературные жидкофазные процессы чаще
всего реализуются в аппаратах, имеющих поверхность тепло-
передачи, контактирующую с хладоагентом (теплоносителем).
В реакторах вытеснения обмен теплом осуществляется через
поверхность трубы или пучка труб, внутри которых движется
реакционная смесь, а снаружи хладоагент (теплоноситель).
Жидкофазные аппараты смешения снабжены рубашками,
встроенными или выносными теплообменниками.
При осуществлении газофазных процессов широко распрост-
ранены адиабатический режим и режим с внешним теплообме-
ном. В адиабатических условиях для эндотермических процессов
необходимое количество тепла в зону реакции вводится с водя-
ным паром; с горючими газами; с предварительно нагретым
твердым, мелкозернистым, инертным теплоносителем, который
движется в реакционном пространстве вместе с потоком реаген-
тов. Для экзотермических процессов в зоне реакции применяют,
например, керамическую насадку, аккумулирующую тепло, бла-
годаря чему при подаче холодной реакционной смеси реакция не
затухает.
Чаще всего тепло «сырого продукта» используют для
подогрева исходной реакционной смеси. Реакционную систему,
в которой тепло реакции передается потоку реагентов, называют
автотермической. Такой режим может реализовываться в тепло-
обменнике, через который проходят потоки исходных веществ
и «сырого продукта». Подогретые реагенты направляются в
реактор, а охлажденный «сырой продукт»-на дальнейшую
переработку. Однако возможен теплообмен между этими пото-
ками и в самом реакторе, когда реакционная масса движется
в трубах, а исходные реагенты-в межтрубном пространстве.
Иногда реактор представляет собой последовательность
отдельных адиабатических секций. В промежутках между ними
57
возможна организация теплообмена через поверхность либо
путем введения в реакционную смесь инертных разбавителей или
исходных реагентов. Если в первом случае изменяется только
температура, то во втором также и состав, что должно
учитываться при соответствующих расчётах.
Реакторы с внешним теплообменом для гомогенных газо-
фазных реакций представляют собой цилиндрические или труб-
чатые аппараты, обогреваемые топочными газами (например,
хлораторы) или пламенем (например, печи пиролиза).
Реакторы непрерывного действия в технологии основного
органического и нефтехимического синтеза работают в стацио-
нарных условиях достаточно продолжительное время. Рассмат-
риваемые ниже методики расчетов соответствуют именно таким
условиям. В уравнениях расчета непрерывных процессов, в от-
личие от периодических, независимыми параметрами будут
координаты пространства а не времени.
2.2.3.1. Изотермические реакторы
Расчет рабочего объема реактора непрерывного действия, рабо-
тающего в изотермических условиях, осуществляется по извест-
ным формулам:
реактор идеального вытеснения (РИВ)
ХЛ
f dXA
Р= Fa0 —; (2.43)
J rA
О
реактор идеального смешения (РИС)
V= FA0XA!rA. (2.44)
Мольный поток Faq вычисляется, исходя из заданной
производительности GB, по методике, рассмотренной ранее.
В проектных работах необходимо бывает определить не
только рабочий объем реактора, но и состав «сырого продукта»
на выходе из него. В случае сложных реакций это достигается
совместным решением п уравнений вида
d (wCJ/dl = г, (РИВ), (2.45)
где и’-линейная скорость потока в реакторе; /-текущая длина реактора
ИЛИ
WcC,c -WCt = - Vr, (РИС), (2.46)
где Wo, W- объемная скорость потока на входе в реактор и выходе из него;
/—индекс ключевого вещества (/= 1, 2,..., и).
Можно также использовать уравнения (2.43), (2.44) и инте-
гральные селективности для (п — 1)-го ключевого вещества.
58
Если w = const и Wo = W, имеем
wdCj/dl = r;;
(2.47)
V/W= i = (Сю - Cf)/-r,. (248)
В технических расчетах часто используют среднюю линейную
скорость потока >г, когда реакция протекает с изменением
объема. Тогда
ivdG/d/ = г,.
(2.49)
Пример. В проточном реакторе идеального смешения в жидкой фазе проте-
кают реакции
А,
4 + У-iZ;
к,
Z + уТ В.
Кинетические уравнения имеют вид: гА = кАСл и rB — kzCz.
Известно, что СЛо = 6 кмоль/м3; А2 = 0,6; РУ = 2; Л4В = 100; GB =
= 10000 т/год; кА = 3.60 10 4 с-1; kz = 8,03 10’4 с"1.
Установка работает 8000 ч в году. Потерями при расчетах пренебречь.
Требуется определить V и состав «сырого продукта».
Решение Определим интегральную селективность по целевому продукту:
л 1У,л ^zCz kzCAD Л (1 — Фв)
<Рв = Фв —----=-------------------•
клСА кАСЛ0(\ - Х\)
Отсюда
л к-,Х\ 8,03 10 4-0,6
Фв =----------~---------=---------т---------1---1----= 0,77.
- 2“,) + kzx\ 8,03 10 4-0,6 + 3,60-10 4 0,4
Рассчитаем мольный поток реагента А:
GB 103 10000-!03
Гл0 =----------- —------- =------- --------------= 0,0075 кмоль/с.
8000 3600 МвХгА Ф^ 8000 3600 100 0,6 0,77
Рабочий объем реактора идеального смешения определим по (2.44):
И= FMX‘AlrA =0.0075 0,6/[3,60 10-4 6(1 -0,6)] = 5,2 м3.
Определим состав «сырого продукта», выбрав в качестве ключевых вешеств
А и В. Тогда в соответствии с (2.48) имеем
6.10 — Сло — СА 6 — 6(1— 0,6) Д1А7
гА кАСА 3,60-10~4-6(1 -0.6)
СА = Сло(1 — Ха) = 6(1 — 0,6) = 24 кмоль/м3.
,40
Т =
Кроме того
т = CB.'(kzCz) = CB/[fcz(Qo - Сл - Св)].
Отсюда
Св = (кгтСА0 - kztCA)/(\ + к2т) =
= [8.03-10~4-4167-6 -8,03-10"4-4167-6(1 - 0,6)]/(1 + 8,03-10 4 41671 =
= 2,77 кмоль/м3.
59
Вычислим концентрации Y и Z:
Сг = СА0 — СА — Св = 6 — 2,40 — 2,77 = 0,83 кмоль/м3;
Сг = Суо - Сг - 2СВ = 12 - 0,83 - 2-2,77 = 5.63 кмоль/м3.
2.2.3.2. Неизотермические реакторы
Расчет проточных реакторов с учетом профиля температур
осуществляется практически по той же методике, что и расчет
периодических реакторов.
Одним из условий создания в реакторе режима идеального
смешения является отсутствие градиента температуры в объеме
аппарата. Фактически речь идет об изотермических условиях,
и задача решения теплового баланса в этом случае сводится
к нахождению требуемой поверхности теплообмена для их
поддержания в реакторе.
Для сложных реакций уравнение теплового баланса реактора
идеального смешения имеет вид:
Z (AHri)rer?F- КД(Т- тт) = ( f F‘Cp; + F„„CpB^ (Г- т0) =
= ( Z И<7Ср; + ИГввСрю1)(Т- U (2.50)
где И7-объемный поток реакционной массы, м3/с.
Уравнение (2.50) разрешимо относительно 5Т, если известны
концентрации п ключевых веществ в реакционной массе. Это
достигается решением п алгебраических уравнений (2.46) или
(2.48).
В том случае, когда в реакторе идеального смешения проте-
кает одна простая реакция, тепловой баланс удобно записывать,
используя XА:
&HA)TOFAOXA - КТ(Т- T,)Sr = ( £ F?CP, + FBBCpBB)(T- То). (2.51)
Здесь все F? легко выражаются через Fло и ХА и стехиометри-
ческие коэффициенты:
F, = ₽,FX0 + ViFAOxA/\ vA | = f40(₽, + уДл/| v„ I).
Если температура теплоносителя (хладоагента) изменяется от
входа до выхода теплообменника (рубашки или змеевика),
в расчетах используют ее среднее значение.
Пример. Используя данные предыдущего примера, определить Sr. если
известны Кг = 260 Вт/(м2 • град); То = 298 К; Т= 363 К; Тг = 303 К; СрА — СрГ =
= Cgz = СРв = 78 кДжДкмоль • град), ( - АЯгЛ)298 = 60-103 кДж/кмоль; (- АЯгВ)298 =
= 40-103 кДж/кмоль.
Решение. Рассчитаем объемный поток реакционной массы:
Fло/СА0 = 0,0075/6 = 0,00125 м3/с.
60
Составим тепловой баланс и определим из него необходимую поверхность
теплопередачи
[(-АЯгЛ)29вАлС4 + (-AHrB),4„/czCz] V- К,(Т- Tt)St =
= Ш(С10 + С4,,)СрЛ(Т- То);
(60 • 103 • 3,6 • 10“ 2.4 + 40 • 103 • 8,03 10 “ • 0,83) 5,2 - 0,26 • 60 5, =
= 0,00125 18 78 65.
Отсюда ST = 18 8 м2.
В реакторе идеального вытеснения температура реакционной
смеси меняется по всей длине от входа до выхода. В отличие от
реактора идеального смешения тепловой баланс запишем в
дифференциальном виде для элемента объема реакционной зоны:
X (A//r,)70r*dF— К,(Т- TT)dS, = ( £ F‘CP, + F„CpM1) dT (2.52)
Учитывая, что
dV=Sdl и dS, = nd/,
где 5 сечение реактора идеального вытеснения, м2; / переменная длина, м;
П периметр, м,
получим
“ П ( " П F \
Z (AH„)ro/?d/-yKr(T- TT)d/ = ^ уСрт + -^Сринр7?
Для труб круглого сечения
П/S = 4/J; FJ/S = WCf/S = H’G.
где d - диаметр, м; й-средняя линейная скорость потока, м/с.
Теперь запишем
£ (AHrj)TOr*d/-(4/4)KT(F- TT)d/ = ( f .rC?Cpi + iiCmCp„AdT. (2.53)
< = i m;=i 2
Уравнение (2.53) может быть решено, если известны уравне-
ния, описывающие изменение концентраций п ключевых веществ
по длине реактора. Ими являются (2.47) и (2.49). Предполагается,
также, что температура теплоносителя (хладоагента) постоянна,
т. е. не изменяется по /. Если же она изменяется по длине
реактора, необходимо составить еще одно уравнение теплового
баланса для теплоносителя:
G^C,,, dFT = Кт(Т— Т,) nd/. (2.54)
В этом уравнении возможна любая комбинация знаков, что
определяется экзотермичностью (эндотермичностью) реакции и
направлением потока теплоносителя (хладоаген га) - прямоток
или противоток (рис. 2.8).
При прямотоке начальные условия для уравнений (2.53) и
(2.54) заданы на одной и той же границе (/ = 0), а при противото-
ке-на разных, т. е. в этом случае имеем краевую задачу.
61
Рис. 2.8. Схема потоков реакционной смеси и теплоносителя в реакторе идеально-
го вытеснения с внешним теплообменом:
а-прямоток; <5- противоток: 1,11 потоки реакционной массы на входе в реактор и па выходе
из него; III. IV - потоки теплоносителя на входе в межтрубное пространс1во н па выходе из
него
Если в реакторе идеального вытеснения протекает простая
реакция, тепловой баланс удобно составить, используя ХА.
Пусть, например, имеется реакция
vaA + vry-> vBB 4- vzZ + Л/7Г.
Тогда можно записать
(AHA)TOFAOdXA -г KT(T- TT)dST = Y F'Cpi + FU1,C„„H dT
или
dS
(AWJrodX,, - KT(T- Tt)—^ =
*40
= (1-Х«)С„л + (Рг--^
m P F
У —— C + C
Z. г vp‘ г
t= 1 г AO r AO
cpt+(pb +
dT=
Vz
+ I Pz + 7---7-^i I CpZ + P„„ Cp „„
dr
Для трубки круглого сечения
nd2 4 4
dS =--- -d/= dC
4 d d
Учитывая, что dV/FM = dXA/rA, окончательно запишем
уравнение теплового баланса:
4 dXA
&нА)тоах4 - к-(т- т,)—=
d Га
. (о Х Z
V' VZ 7 ' I
+ ( Pz + т~^~. Х"а ) Cpz + Ср ив Р„и
(1 -ГУСр4 +
(V, \ l V» \
P,. - C,x + ( CpB +
dT
(2.55)
Если химический процесс в реакторе идеального вытеснения
осуществляется без внешнего теплообмена (адиабатический
режим), то в уравнениях (2.53) и (2.55) отсутствует слагаемое
62
Kr(T— TT)dST. отражающее теплопередачу через поверхность,
разделяющую потоки теплоносителя и реакционной массы.
В случае адиабатического режима из (2.55) имеем
(ДНДтоdX4 = (1 - Х\) срА + (р>. - Х'А) СрУ +
+ ( Рв + СрВ + ( pz + -^-Х‘4 ) CpZ +
X IvxI ' X !vл[ /
+ PraCpM1]dT
или, если Cpi = const, то
(ЛНл)тохл = СР(Т- То), (2.56)
где
G = (1 - х\)СрЛ + (ру - —xd срУ +
L X vx /
+ (рв + Xi) СрВ + (pz + Coz + РинСрш, .
Из (2.56) следует:
Т= То + (bHA)T0XA/Cp. (2.57)
Уравнение (2.57) по форме аналогично (2.22). Отличие заклю-
чается только в величинах С* и С1р. Последняя не содержит
слагаемого GanC"Bn/nAo.
Пример. В адиабатическом реакторе непрерывного действия осуществляется
реакция каталитического разложения гидропероксида кумола в фенол и ацетон:
H,SO.
С„Н5С(СН3)2СООН—-—^С6Н5ОН + СН3СОСН3.
Определить высоту реактора-пустотелой трубы диаметром 0,25 м, прини-
мая для расчетов модель идеального вытеснения. Разложение гидропероксида
происходит в растворе реакционной массы, состоящей из эквимолекулярной
смеси фенола и ацетона, которая циркулирует через реактор и выносной холо-
дильник. Мольное соотношение фенола и ацетона к начальному количеству
гидропероксида равно Рфев = рщ„ = 25.
Дано:
гг„ = ехр(30,6 - 10090/71 CrnCH2so4 моль/(м3с); Сфев = 10000 т/год; XJ„ = 0,99;
= 0.98; (-ДНГП)2<>8 = 297 500 Дж/моль; То = 298 К; Сгп0 = 228; Си^о4 =
= 1,06 моль/м3; Срфср = 222 Дж/(моль • град); Срацет = 126 Дж/(моль• град).
Потери продукта составляют 3%.
Решение. Найдем начальный мольный поток гидропероксида (гп):
F =___________£фев 10^________=
гп0 8000 • 3600 0,97
10000 106
=--------------------------= 3,92 моль/с.
8000 3600 0,94 - 0,98 0,99 - 0,97
Согласно (2.57) имеем
Т= То +
297 500Х,„
(Срфс„ + Срш1ст)26
= 298 + 29,8 Х,„.
63
Для режима идеального вытеснения реакционной массы в реакторе имеем
dX,
7Г4?2
dr=— d/=Frn0-----------
4
или
3,14 (0.25) 2228-1,06 exp[30,6- 10090/(289 + 29.8 X,,,)]
Результаты численного интегрирования уравнения (2 58) и соответствующие
значения температуры реакционной массы представлены в табл. 2.7.
Таблица 2.7. Результаты расчета высоты реактора
разложения гидропероксида
Хг1| 7 К /, м 1 *- Т К /, м
0 298,00 0 0.6 315,88 3.03
0,1 300,98 0,77 0,7 318,86 3.34
0 2 303,96 1,39 0,8 321,84 3,68
0,3 306,94 1,91 0,9 324.82 4,10
0,4 309,92 2,33 0.99 325.10 5,13
0,5 312,90 2,70
Следовательно, реактор имеет размеры: d = 0,25 м: L= 5,13 м.
Пример. В проточном реакторе осуществляется ре-акция последовательного
присоединения оксида этилена (У) к жирным спиртам (ROH) фракции С1о С18
при катализе NaOH:
+У + У +У +У
ROH+У-»С-----------»Z---*- ит.д.
Таким образом, получают неионогенное ПАВ. называемое синтанолом
Целевой продукт это смесь спиртов разной степени оксиэтилирования.
Требуется определить длину реактора типа «труба в трубе», если произво-
дительность установки по целевому продукту составляет Gnp = 1000 т/год.
Дано
d = 0,021 м; Су0 = 6575; Сконо = 2168. CNaOH = 16.3 моть/м3 Х[ = 0.99; С£см =
= 3000 Дж/(кг • град); рс„ = 725 кг/м3; То = 423 К; Г" = 422 К; (~ЛНгГ)Т0 =
= 83 800 Дж/моль.
Тепло реакции снимается перегретой водой, подаваемой противотоком
в межтрубное пространство при 1.6 МПа.
Кроме того, известны GT = 0,46 кг/с; СР7 = 4100 Дж/(кг-град); Кт =
= 600 Вт/(м2 град);
гк = 1<уСм„онСу[Croh + Cchl + (Croh о — Croh — моль/(м3 c),
rROH = ^yCyCNaOHCRon мольДм3 -c);
rc = fcyCy^NsOH(Croh — Ccht) моль/(м3с);
fcy = exp(2,085 - 8000/7) м6/(моль2• c); = 2,75; b2 = 4,26.
Решение. Запишем уравнения теплового баланса реакционной массы и
теплоносителя и уравнения изменения концентраций трех ключевых веществ по
длине реактора, принимая модель идеального вытеснения
83 800 ехр (2,085 - 8000/7) Сг 16,3 [CROH + Q-2,75 + (2168 -
10001000 4
- Croh - Сс)4,26] dl - 600(Т- 7))4d//0,021 = —------—73000 67)
" с/ т г/ 8OOO-36OO 3,14(0.021)2
64
.dCy_ Gnp dCy 1000-1000-4 dCy
” dl pCMS d7 8000-3600-725-3,14 (0,021)2 ~dT ~
= exp (2,085 - 8000/7) Q- 16,3[CRO11 + Q-2,75 + (2168 - CROH - Cc)4,26];
1000-1000-4 dCROH lr, 8000^
~ 8000 • 3600 • 725 3.14 (0,02 ij2 dT~ ~ 16,3 CXP V’°85 T J Cy Croh’
1000 1000-4 dCc ( 8000\
8000- 3600 725 - 3,14(0,021 )2 d/ ~ 16,3 exp ^2,085 — J G(CROH - Q '2,75),
0,46 4100dT, = 600-3,14 0,021 (T— TT)d/.
Система из пяти дифференциальных уравнений решается совместно на ЭВМ
при начальных условиях ( = 0; Су = Ct0 = 6575; CRC1H = CROHO = 2168 моль/м2,
Т= То = 423 К; Тт = Т? = 422 К; Сс = Ссо = 0.
Результаты приведены в табл1. 2.8.
Таблица 2.8. Результаты решения системы пяти уравнений
1, м Концентрация, моль/м3 т, к ТТ, К
Сг с ROH Q
0 6575 2168 0 423.0 422,0
2 6380 1994 155 427,9 422,1
4 6113 1807 282 432,3 422,5
6 5753 1613 372 437,2 423,0
8 6261 1412 426 443,4 423,7
10 4563 1202 442 452,6 424,7
12 3503 974 419 467,7 426,1
14 1805 730 355 493 4 428,3
16 481 597 306 492,9 431,2
18 226 575 297 467,0 433,2
20 160 570 294 451,0 434,2
22 128 567 293 443,0 434,7
24 108 565 292 439,2 434,9
26 93 564 292 437,4 435,1
28 80 563 291 436,5 435,2
30 69 562 291 436,1 435,2
Как следует из таблицы, общая длина реактора, при которой достигается
требуемая степень превращения оксида этилена, равна 30 м.
2.2.3.3. Реакторы, работающие в автотермическом режиме
При проведении экзотермической реакции обычно бывает целе-
сообразно использовать тепло реакции, например, для предва-
рительного подогрева сырья. Это особенно выгодно, когда реак-
ция протекает при высокой температуре, в то время как темпера-
тура исходных реагентов гораздо ниже. Реакционную систему,
в которой осуществляется передача тепла реакции к потоку
реагентов, называют работающей автотермически.
Характерны два типа теплообмена между исходными реаген-
тами и продуктами реакции: внешний и внутренний.
65
Рис. 2.9. Изменение температуры реак-
ционной смеси но длине теплообменника
и адиабатического реактора:
1 теплообменник: 2 реактор: 1 исходный
(холодный) поток решен iob на входе в тепло-
обменник; I) подопрелый поток реагентов на
выходе из теплообменника (на входе в реактор);
(II продукты реакции на выходе из реактора
(на входе в теплообменник); IV охлажденные
продукты реакции на выходе из теплообменника
Методику расчета реактора, работающего в автотермическом
режиме, рассмотрим на примере простой экзотермической реак-
ции А + У-> В + Z 4- ( — &НГ). На рис. 2.9 представлена схема
теплообменника и адиабатического реактора, работающих в
автотермическом режиме с внешним теплообменом.
Реакцию возбуждают временным подогревом питания. Затем
реагенты, входя в теплообменник, будут нагреваться от началь-
ной температуры Tq до То. В то же время продукты реакции
будут охлаждаться от температуры Т, с которой они выходят из
адиабатического реактора, до Т\ Разносз ь температур обоих
потоков в любой точке теплообменника будет одной и той же
и равной, например, Т— То.
Для того чтобы решить уравнение теплового баланса реак-
тора, необходимо знать температуру реакционной массы на
входе в него. Эту температуру как функцию начальных условий
находят из уравнения теплового баланса теплообменника.
Считая, что теплоемкость веществ не зависит от температуры,
можно записать
РлО^рА + РуСрГ + РВСрВ + PzCpZ + РииС>11н(7о — Т$) =
= РдоСро(Т- TS) = STKr(T- то). (2.59)
Тепловой баланс адиабатического реактора для экзотерми-
ческой реакции имеет вид
_____________________(-ДНл)тоХА________=
0 (1 - ХУ срл + (ру - ХУ СрГ + (Рв + Х‘л) СрВ + (Pz + ХУ CpZ + ршсрон
= (-ДЯл)тоХи/С^ (2.60)
В уравнении (2.60) Ти То неизвестны. Подставим полученное
значение Т— То в (2.59):
FaoC^T- т?) = 5,к,(-ЛЯуг0Хл/Ср,
66
откуда
„„ (-Д/ОгоХ,
то = т? + (2.61)
г AO С роОр
В уравнении (2.61) Т(} однозначно определено в зависимости
от начальных условий и выбранной степени превращения ключе-
вого реагента для определенной фиксированной поверхности
в теплообменнике.
Теперь определяем функциональную зависимость темпера-
туры реакционной смеси Т в адиабатическом реакторе от ХА,
испо 1ыуя уравнения (2.60) и (2.61):
„ -г, . (-ДНЛ)/ОХ, S,K,C-^HЛ)ГОХЛ
I = I л 1---------F--------------. (2.62)
С’ Е.аоС^
Далее по известной методике находим объем адиабатического
реактора.
Для той же реакции рассмотрим методику расчета много-
трубного реактора идеального вытеснения с внутренним тепло-
обменом между реакционной смесью и исходным сырьем. Дви-
жение потоков в реакторе можно представить схемой, изобра-
женной на рис. 2.10.
Рис 2 1‘? Схема потоков в автотермическом
реакторе внутренним теплообменом:
r sxoi tfrv-дныч iiearewoR в труеки с канализатором:
2-выход пре дум of рсакпии, (-общий ноток исходных
реагентов; II пайщцлый пот* к (i «к III продукты
реакции: IV поток исходных реагентов о, проходящих
межтрубиое пространство
Будем считать, что потоки веществ в трубном и межтрубном
пространствах движутся в режиме идеального вытеснения. Обоз-
начим через Т и Т' переменные температуры соответственно
реакционной смеси и исходных реагентов. Пусть То температура
исходной смеси на входе в реакционную зону; Т* температура
подогретой части исходных реагентов до момента смешения
с холодной частью при / = 0; Тк- конечная температура
реакционной смеси при / = L, т е. на выходе из реактора;
и-мольная доля потока, подогреваемого в межтрубном прост-
ранстве.
Чтобы решить задачу, составим уравнение теплового баланса
в дифференциальном виде для подогреваемой части сырья и всей
67
реакционной смеси, проходящей. по трубам. Эти уравнения
имеют вид:
для сырья с учетом движения противотоком
—+ РуСРу + РвСрВ + PzCpz + РирСрив)FдойТ’1' — Кт (Т— T‘)dST = О
ИЛИ
-aFzeCpodT"- Кт(Т- F)dST = 0, (2.63)
где ST = л/лd поверхность всех трубок; d диаметр трубки; и-число трубок;
dST = 4dV</;
для реакционной смеси
Go [(1 - Х'А) СрА + (Ру - X'z) СрУ + (Рв + Х'А) СрВ +
+ (Pz + XA)CpZ + Р„„СрИН] dT+ (АНА)то FAOdXА + К3(Т— T")dS1 = О
ИЛИ
Fz0CpdT+ (AHA)TOFAOdXA + Кт(Т- F)dST = 0. (2.64)
Систему уравнений (2.63) и (2.64) можно преобразовать:
Кт(Т- Т‘)4
aC_odT,' + —---—2-6^ = 0; (2.65)
rAd
Кт(Т- Т1)4
QdT+ (AHA)TodXA + ---—-d%4 = 0. (2.66)
rAa
Возникает двухточечная краевая задача в связи с тем, что
потоки в трубном и межтрубном пространствах движутся
противотоком.
Начальные условия для переменной Т= То при / = 0 могут
быть определены из теплового баланса узла смешения холодной
и подогретой частей сырья перед входом в реакционную зону:
То = (1 — а) Т10 + ctT“. Затем задаются некоторым значением Т1*,
определяют То и решают совместно уравнения (2.65) и (2.66).
Правильность решения проверяется совпадением расчетной и
заданной температур То при / = L.
В общем случае прохождение газового потока реагентов через
реактор достаточно большой длины может сопровождаться
столь заметными потерями давления, что это скажется на
величине скорости химической реакции.
Методика расчета потери давления в трубчатых пустотелых
реакторах та же, что и в трубопроводах. В расчетах принимают,
что падение давления равно потерям на трение, пренебрегая
остальными составляющими уравнения баланса механической
энергии. Тогда для элементарной длины реактора запишем:
ПИ’2 1
dP = -Х------d/, (2.67)
2 d3
где P-общее давление в реакторе, Па; ^коэффициент трения; р-плотность
реакционной массы, кг/м3; н’-линеййая скорость потока, м/с; d3 - эквивалентный
диаметр канала, по которому движется поток (для трубы круглого сечения
d3 = d), м.
68
Для ламинарного режима X = 64/Re. При турбулентном
движении коэффициент трения находится путем обработки экспе-
риментальных данных с использованием теории подобия и явля-
ется функцией числа Рейнольдса и шероховатостей стенок труб,
например в гладких трубах X = 0,316/Re1'4 при 4000 < Re <
< 100000.
Уравнение (2.67) можно проинтегрировать, если известно,
каким образом будут меняться X, и\ р по длине реактора.
Факторами, влияющими на эти параметры, являются темпера-
тура и состав реакционной смеси Будем считать, что изменение
объема реакционной массы можно рассчитать, используя коэф-
фициент изменения объема е. Тогда
>v = п0(1 + еХД и р = р/(1 + еХа).
Очевидно, что раздельно w и р изменяются при изменении ХА,
но их произведение остается постоянной величиной, равной иоро.
Если считать, что ц не зависит от изменения состава реакционной
смеси и может быть рассчитано для исходного состава, что
вполне справедливо для газовой фазы, то число Рейнольдса,
а также X являются постоянными по длине реактора величинами.
С учетом этих замечаний запишем
н о р (1 + еХ ,)
dP = - X ------—- dl (2.68)
2d,
Вместо 1 + гХл в технических расчетах можно использовать ее среднеариф-
метическое значение. Тогда
dP=_xHgp0(2 + ^“Jd/
44,
ИЛИ
L=_^(2+s^fd/.
J 44, J
Отсюда Р°,
44,
где Ро-давление реакционной массы на входе в реактор.
Следовательно, в общем случае для определения длины
реактора идеального вытеснения с внешним теплообменом (при
выбранном диаметре) при протекании нескольких газофазных
линейно независимых реакций необходимо решить совместно
следующие уравнения: 1) теплового баланса; 2) п уравнений
изменения концентраций ключевых веществ по длине реактора;
3) теплового баланса теплоносителя; 4) падения давления.
Методика расчета необходимого объема реактора идеального
вытеснения при заданной производительности по целевому
продукту GB сводится к следующему.
69
1. Задаются интегральной селективностью Фд, что при из-
вестном ХА позволяет, используя соотношения материального
баланса, найти FA0, а затем и Wo. Выбирают диаметр трубки и их
число, что дает возможность рассчитать общее сечение реактора
и линейную скорость потока на входе в него iv0.
2. Используя заданную степень превращения, определяют,
если нужно, IV. Одновременно рассчитываю г Re и коэффициент
теплоотдачи от реакционной массы к стенке av
3. Задаются расходом теплоносителя (хладоагента) 6Т и
направлением его потока (прямоток или противоток). Выбирают
сечение межтрубного пространства и рассчитывают о.,, а затем
и Кт. Решают совместно уравнения (2.47), (2.53), (2.54), (2.67).
Расчет заканчивают при достижении заданной конверсии.
Результаты расчетов представляют в табличном виде. После
этого осуществляют проверку правильности выбора значения Фд.
4. Расчеты повторяют до тех пор, пока не будет наблюдаться
совпадение с заданной точностью выбранного и рассчитанного
значения Фд. Очевидно, что Ф$ будет меняться, если изменять
диаметр и число трубок, начальную температуру реакционной
массы То и теплоносителя а также его расход <7Т. Поэтому
каждый раз задача решается только для некоторых конкретных
условий с последующим анализом полученных результатов. Это
требует использования достаточно мощных ЭВМ.
2.2.4. Неидеальные реакторы непрерывного действия
2.2.4.1. Функция распределения времени преСыват ч
Часто характеристики большинства реакторов близки к показа-
телям идеализированных моделей аппаратов, что позволяет ис-
пользовать в технических расчетах рассмотренные выше уравне-
ния. Иногда наблюдаются заметные отклонения структуры по-
тока от идеальных моделей смешения и вытеснения. Для точного
предсказания работы аппарата, используемого в качестве хими-
ческого реактора необходимо знать, как через него проходит
поток реакционной .массы. Это вызвано тем, что истинные
времена пребывания отдельных элементов потока, из которых
складывается среднее время пребывания т. различны. "И их
значения могут колебаться в широких пределах. Очевидно, что
истинное время пребыв шия того или иного элемента потока
является случайной величиной.
Одной из важнейших характеристик потока, проходящего
через реактор, является распределение времен пребывания его
элементов.
Масштаб установки и небольшие конструктивные изменения
чаще всего заметно сказываются на структуре потока, а следова-
70
тельно, и на распределении времен пребывания. С этим бывает
связано то снижение эффективности процесса в промышленных
аппаратах по сравнению с лабораторными и стендовыми, кото-
рое наблюдается в действительности. В связи с этим часто
проводят изучение распределения времен пребывания элементов
потока на «холодных» моделях, имеющих основные размеры
моделируемых аппаратов. Для этого применяют метод, основан-
ный на искусствешюм нанесении возмущения иа систему и анализ
ее отклика на него. Под системой подразумевается непрерывно
работающий реактор (или его «холодная» модель), а под возму-
щением - введенный тем или иным способом в поток индикатор
(трассер).
Отклик на возмущение представляется в виде кривых зависи-
мости концентраций трассера от времени, которые называются
кривыми или функциями отклика. При соответствующей обра-
ботке этих кривых получают функцию распределения времен
пребывания элементов потока в реакторе. Наиболее распростра-
нены два следующих способа введения трассера в реактор.
В первом случае в поток, поступающий в аппарат и не содержа-
щий трассирующего вещества, вводится некоторое количество
индикатора и затем его концентрация постоянно поддерживается
на входе в реактор на одном и том же уровне. Во втором случае
индикатор вводится в поток в виде импульса, как, например,
проба в хроматограф. Последний способ наиболее распростра-
нен. В этом случае выходную кривую называют С-кривой,
а импульсный входной сигнал-дельта-функцией.
Часто выходные кривые представляют в безразмерных коор-
динатах. По оси ординал откладывают безразмерную концен-
трацию трассера С = с/с0 (где г- текущая концентрация трассера
на выходе из реактора; с0-начальная концентрация трассера
в реакторе, определяемая в виде n0/V; и0-начальпое число молей
трассера). По оси абсцисс откладывают безразмерное время
О = т/т (где т-текущее время; т-среднее время пребывания эле-
ментов потока в реакторе, определяемое из соотношения т = V/W;
Ж-объемная скорость потока неизменной плотности).
Зависимость С от 0 называют дифференциальной, зависи-
о
мость J Cd6 от 6 - интегральной функциями распределения,
о
Рассмотрим вид кривых отклика для реакторов идеального
вытеснения и смешения при нанесении импульсного возмущения.
Введенный трассер в виде тонкой пленки равномерно распреде-
ляется на входе по всему сечению реактора идеального вытес-
нения и в «поршневом» режиме, не размываясь, движется к
выходу. Когда время пребывания частиц трассера т совпадает со
средним временем пребывания элементов потока т, то все его
количество будет обнаружено на выходе из реактора (рис. 2.11).
71
Рис. 2.11. Функция отклика на импульсный ввод
трассера в реактор идеального вытеснения:
С безразмерная концентрация 0 - безразмерное время;
/ значение безразмерной концентрации в момент 0 = I
Свойство С-кривой таково, что J Cd0 = 1. Теоретически
о
импульсный ввод определенного количества трассера осущест-
вляется за бесконечно малый промежуток времени. Учитывая эти
два обстоятельства, кривая отклика для реактора идеального
вытеснения выражается прямой, уходящей в бесконечность.
В реакторе идеального смешения количество трассера, вве-
денного импульсно (мгновенно), т. е. за время много меньшее,
чем среднее время пребывания, перемешивается с содержимым
реакционного пространства. Затем происходит «вымывание» ин-
дикатора уходящим из реактора потоком согласно закону
С = ехр( —0) (рис. 2.12). Это уравнение получают при составле-
нии материального баланса по индикатору для реактора идеаль-
ного смешения.
Рис. 2.12. Функция отклика на импульсный ввод трассера в реактор идеального
смешения:
6 безразмерные концентрация и время
В реальных аппаратах наблюдается промежуточный вид
кривой отклика с более или менее размытым максимумом
(рис. 2.13).
Распределение случайной величины т (истинного времени
пребывания), подверженной влиянию различных факторов (диф-
фузия, турбулентные вихри, застойные зоны, йринудительное
72
Рис. 2.13. Функция отклика на импульсный ввод трассера в реальный реактор.
С. 6 безразмерные концентрация и время
перемешивание и пульсации и др.), должно быть близко к нор-
мальному закону. Это очень удобно, так как ее функцию рас-
пределения относительно просто охарактеризовать двумя вели-
чинами. которые называются моментами распределения случай-
ной величины: средним временем пребывания т и дисперсией
распределения ст,. Ими можно пользоваться для сопоставления
распределений без сравнения соответствующих кривых.
Кривые отклика чаще всего строят по точкам, в которых
бывает известна концентрация трассера на выходе из реактора
в определенный момент времени - момент отбора пробы. В этом
случае среднее время пребывания определяется по формуле
(2.69)
J= I з= 1
где Cj концентрация трассера в у-й пробе; т-время отбора пробы.
Дисперсия распределения времени пребывания может быть
рассчитана по уравнению
Q-ff тС,./£сУ. (2.70)
J=1 3=1 \i=i 3=1 1
Связь между дисперсиями распределения безразмерного и
размерного времени пребывания осуществляется через среднее
время пребывания:
о2 = ст2/т2 (2.71)
Функции распределения могут быть выражены в обычных
единицах времени вместо безразмерного. В этом случае С(т)Дт
характеризует долю индикатора в выходящем потоке, для кото-
рой время пребывания в аппарате находится в пределах от т до
т + Дт.
Площадь, ограниченная кривой реакции системы на возмуще-
73
ние в координатах концентрация трассера время, составляет
X CjAT,
Э = 1
где Ат- интервал отбора проб
Эта площадь характеризует полное количество трассера,
введенного в реактор при нанесении возмущения. Чтобы найти
величину С(т), нужно каждое значение концентрации Ct разде-
л J
лить на £ CjAt:
7=1
С(т) = С;/ X С/т. (2.72)
Переход от С(т) к С также осуществляется с помощью среднего
времени пребывания’ С = тС(т).
Функцию распределения времени пребывания С(т) находят на
«холодных» моделях при различных объемных скоростях потока.
Найденные значения С(т) в некоторых случаях могут быть
непосредственно использованы для расчета реактора. Учитывая,
что в этом случае размеры аппарата заданы, решается задача
определения степени превращения ключевого реагента А в
зависимости от варьирования начальных условий процесса.
Точное решение такой задачи возможно только для линейных
систем, когда скорость химической реакции линейна по отноше-
нию к концентрации взаимодействующих веществ: гА = кСА —
const, где const = 0 для необратимых реакций и const Ф 0-для
обратимых.
Например, для реакции В имеем
гл = — к ,СВ = к}Сл — к-1(Сл0 — Сл) — (kt -к JCA-k tCAD
Концентрацию исходного вещества на выходе из реактора С4,
соответствующую средней вероятности проскока, можно найти,
усредняя эту вероятность по распределению времени пребыва-
ния:
/Средняя концентрация реагента\ „ / Концентрация реагента А \
\ на выходе из реактора 7 I в элементе объема. | х
4 \ который находится в реакторе в 1
ч \течение времени от т до т + Ат /
(Доля выходящего потока, которую \
составляют элементы со временем |,
пребывания от т до т + Ат I
где число N характеризует все элементы потока, выходящие из реактора.
Тогда при дискретном распределении времени пребывания
Сл = ХСС(т)Ат, (2.73)
О
74
а при непрерывном
да
сА = f CxC(t)dT. (2.74)
О
Пусть, например, имеем жидкофазную реакцию
А Продукты,
скорость которой может быть представлена уравнением гА =
= кАСА. Тогда
СА = Слоехр(-/слт) и Г, = £Слоехр(-/слт)С(т)Дт.
О
Отсюда
СА'СА0 = 1 - ХА = Хехр(—/слт)С(т)Дт. (2.75)
О
Суммирование происходит до тех пор, пока С(т) не переста-
нет быть значимой величиной, что в какой-то мере определяется
чувствительностью анализа трассера в пробах.
Пример. На «холодной» модели при использовании импульсного ввода
трассера получена следующая зависимость его концентрации на выходе из
реактора от времени:
т. с 0 300 600 900 1200 1500 1800 2100
Cj. моль/м3 03565420
Определить А'л, если в реальном реакторе протекает жидкофазная реакция
первого порядка кА — 2-10 3 с-1. Сравнить степени превращения А в реальном
реакторе и идеального вытеснения, если тРИВ = т.
Решение. Определим С(т) = С,/(ХСуДт) = СД300-25). Результаты расчета
представим в следующем виде:
т, с 0 300 600 900 т, с 1200 1500 1800 2100
С(т), с’1 0 4-10"4 6,7-10-4 8 10 * С(т), с 1 6у6 Ю“4 53 10’4 27 -10-4 0
f = LtCj = (300 3)+ (600-5)+ - + (1800-2) = с
Т ХС 3 + 5+ ... + 2 С’
Таблица 2.9. Значения средней степени превращения
т, с С (г), с-1 ехр (—0,002т) ехр (-0,002т) С (т) 300
300 4.0-10“* 0,5481 0,0658
600 6.7 10 4 0,3012 0,0605
900 8.0 10“4 0,1653 0.0396
1200 6,6 10 4 00907 0,0196
1500 5.3-10’4 0,0498 0,0079
1800 2,7- 10“4 0,0273 0,0022
2100 0 0 0
£ = 0,196
-?л=1 1 - X ехр (-0,002т) С(т) Дт О = 0,804.
75
Степень превращения в РИВ равна
ХА = 1 - ехр ( —ЛлтРИВ) = 1 - ехр( —0,002-996) = 1 - 0,136 = 0,864.
В соответствии с (2.75) имеем
Хл = 1 - £ехр(-1слт)С(т)Дт.
о
Результаты расчета представим в виде табл. 2.9.
Следовательно, в реальном реакторе степень превращения на 6% меньше,
чем в РИВ.
2.2.4.2. Реактор с ламинарным потоком
На примере ламинарного движения рассмотрим методику опре-
деления непрерывной функции распределения времени пребыва-
ния элементов потока и ее использования для расчета реактора.
В реакторе вытеснения любого типа линейная скорость
элементов потока у стенки меньше, чем в центральной части.
Очевидно, что время пребывания у стенки больше, чем на оси, и,
соответственно, больше степень превращения. Возможна ситуа-
ция, когда градиенты линейных скоростей потока начнут оказы-
вать значительное влияние на работу реактора.
Примером может служить трубчатый реактор с ламинарным
потоком вязкой жидкости. Если пренебречь продольной и попе-
речной диффузией, то распределение линейных скоростей потока
по радиусу реактора будет носить параболический характер.
Поток через такую систему можно представить как движение
бесконечного числа концентрических колец жидкости. Выберем
одно из таких колец с радиусами R и R + dR (рис. 2.14).
Любой элемент жидкости, движущийся в таком кольцевом
зазоре, ведет себя так же, как в реакторе периодического
действия. Степень превращения может быть получена интегриро-
ванием обычных уравнений химической кинетики. Средняя сте-
пень превращения по всему сечению трубки, соответствующая
среднему времени пребывания элементов потока, может быть
найдена при использовании функции распределения времен
пребывания.
Для нахождения выражения С(т) определим связь между
переменными R и т. Для ламинарного потока согласно закону
Рис. 2.14. Распределение линейных скоростей ламинарного потока по радиусу
реактора:
1. II линейные скорости потока на расстоянии R и на оси реактора; 1. 2. 3 соответственно
радиус реактора, переменные радиусы Л и /? + ЙЛ
76
Стокса имеем
w = и-0[(А*2 — Я2)/Я*2],
где и- линейная скорость потока в кольцевом зазоре с радиусами Я и Я 4- дЯ;
Wo-линейная скорость потока по оси трубы; Я*-радиус трубы.
Учитывая, что w = L/x и н’о = L/r0, получим
т0/т = (Я*2 - Я2)/Я*2.
где т0 время пребывания элементов потока по оси реактора.
После дифференцирования имеем
Я*2тодт/т2 = 2ЯдЯ.
Объемная скорость потока dlR в кольцевом сечении равна
произведению его площади dS на линейную скорость »v. Площадь
сечения определяется в виде
дХ = л[(Я + йЯ)2Я2].
Отсюда, пренебрегая вторым порядком малости переменного
радиуса, получаем
dS = 2лЯдЯ.
Тогда
dlV= 2лЯбЯи- = 2кЯдЯЬ/т
ИЛИ
dlV= лЬЯ*2тодт/т3.
После интегрирования имеем:
Hz= J пЬЯ*2тодт/т3 = яЯ*2£/(2т0).
о
Определим долю жидкости, имеющую время пребывания от
х до х + dr. Она находится делением d W на W.
&W/W= 2т?дт/т3. (2.76)
Очевидно, что 2то/т3-это С(т) непрерывно распределенной
случайной величины т, найденная исходя из модели структуры
потока.
Выражение С(т), являющееся плотностью распределения
вероятности случайной величины т, может быть использовано
для определения т и ХА.
Так, усредняя все значения х от т0 до оо, получим
т = f т 2т^т/т3 = 2т0. (2.77)
т0
Следует отметить, что функция распределения времен
пребывания не содержит ни радиуса трубы, ни ее длины. Это
означает, что при переходе от небольшого реактора к полу-
77
промышленному или промышленному образцу распределение
времен пребывания при ламинарном режиме не изменяется, если
реакторы выбирают с одинаковыми значениями т0 или т.
Среднюю степень превращения ХА в ламинарном потоке
рассчитаем по формуле (2.74):
ОО 00 СО
f Г 2to _ f С, 2то
ел= Су(т)с!т= С\-“с!т или 1-Х^= -±. ®dt.
J J Т J Сло т
о ’о то
В последнем уравнении нужно представить СА как функцию
т и заменить т0 на т/2 = P/(2HZ). После этого устанавливается
однозначная связь между ХА и объемом реактора V.
Например, для реакции второго порядка
А + Y—* Продукты
при эквимолярном соотношении реагентов гА = кАСА или
СА — Сло/(\ + Смклх). Теперь средняя степень превращения
реагента А в ламинарном потоке будет определяться соотноше-
нием
Хл = 1 - [- - -°——dr
J т3(1+СMkAz)
'о
После интегрирования и подстановки т0 = т/2 = 17(2 И7) получаем
CMkAV CAokAV+2W\
—~— ln----;---1 -
W CMkAV )
В предыдущих рассуждениях не учитывалось влияние молеку-
лярных диффузионных потоков. Они искажают характер движе-
ния и изменяют картину распределения времени пребывания.
Наиболее существенное влияние оказывает радиальная диффу-
зия. Наличие радиального градиента концентрации может выз-
вать конвективные потоки и оказывать влияние на числовое
значение коэффициента радиальной диффузии DK, которое в этом
случае будет отличаться от значения чистого коэффициента
молекулярной диффузии. Однако чаще всего в расчетах для
ламинарного потока жидкости используется коэффициент моле-
кулярной диффузии D, особенно если диаметр трубки реактора
больше или равен 0,022 м.
Продольной (осевой) диффузией обычно можно пренебречь,
если длина L химического реактора в 10 раз больше его диаметра
d, а радиальной-при выполнении условия 36 ^/ot. В общем
случае молекулярная диффузия и конвекция выравнивают про-
филь линейных скоростей потока, тем самым приближая модель
к идеальному вытеснению. Для этого могут быть предприняты
и целенаправленные меры, например, применение перегородок
78
или насадки для нарушения параболического профиля скоростей.
Другой мерой является использование реактора вытеснения
спиральной формы, а не в виде прямой трубы.
Для турбулентного режима в отсутствие диффузионных
потоков профиль линейных скоростей значительно более выров-
нен по сечению реактора и приближается к профилю «поршне-
вого» режима движения, т. е. к идеальному вытеснению. Общего
закона распределения линейных скоростей для турбулентного
потока, как было в случае ламинарного движения, не существует.
Имеется эмпирическое уравнение w = и0 [(А* — /?)/Л*]1/га, где
т равно 5, 7 или 8, в зависимости от шероховатости труб
и гидродинамического режима, характеризуемого числом
Рейнольдса.
Используя это уравнение и методику, аналогичную той,
которая применялась для нахождения функции распределения
времени пребывания элементов «ламинарного потока, получим
dlr г-, И +П(2»<+1)
— = С (t)dt --------------г| 1--dt.
W m тт + 2\. т"7
Полученное выражение для С (т) может быть применено при
расчетах т и XА по уже известным формулам.
Так, при т — 7 — 8 (что характерно для движения потока
в гладких трубах, когда число Re > 2320) среднее время
пребывания т = 1,2т0.
При ламинарном режиме основное влияние на функцию
распределения времени пребывания оказывает радиальная диф-
фузия, в то время как при турбулентном движении, принимая во
внимание практически плоский профиль линейных скоростей (как
при идеальном вытеснении), необходим учет главным образом
осевых диффузионных потоков. Влияние турбулентной диффузии
на форму кривой распределения зависит от отношения длины
и диаметра реактора; влияние показателя степени т мало. Если
длина реактора больше его диаметра в 50-60 раз, то в первом
приближении отклонением от режима идеального вытеснения,
вызванным продольной турбулентной диффузией, можно пре-
небречь.
2.2.43. Расчет реактора с обратным перемешиванием по
диффузионной модели
Под диффузией будем понимать перенос части жидкости или газа
под влиянием градиента концентрации, независимо от механизма
этого переноса. Следовательно, в общем случае это могут быть
молекулярная и турбулентная диффузия; перемешивание, выз-
ванное пульсациями потока или насадкой, если таковая имеется;
конвективный перенос под воздействием градиентов температур
и т.д.
79
Рассмотрим вначале модель, в которой учитывается влияние
продольной диффузии (обратного перемешивания) на режим
идеального вытеснения. Такую модель используют для описания
работы трубчатых аппаратов, предполагая отсутствие в них
застойных зон и струйных потоков.
Как и процесс молекулярной диффузии, осевое смешение
в силу его статистической природы описывается уравнением,
аналогичным закону Фика. Однако в нем коэффициент молеку-
лярной диффузии заменен эффективным коэффициентом про-
дольного переноса DL, полностью характеризующим степень
осевого смешения в потоке. Коэффициент D, является функцией
длины реактора, но в технических расчетах используется его
среднее значение DL.
Рассмотрим реактор длиной L, в котором движется устано-
вившийся (стационарный во времени) поток с осевым переме-
шиванием веществ. Запишем для элементарного объема реактора
dV= Sdl уравнение материального баланса (рис. 2.15).
Рис. 2.15. Материальный баланс по
веществу / в реакторе с обратным
перемешиванием:
/, 2, 3. 4- длина реактора на входе пото-
ка, на расстоянии / и 7 4- d7 от входа, на
выходе потока: I. И поток на входе
в реактор и на выходе из пего; /7. Ill
конвективный и диффузионный потоки
на расстоянии / от входа: /И И конвек-
тивный и диффузионный потоки на рас-
стоянии 7 + d/ от входа
При составлении баланса возьмем за основу модель идеаль-
ного вытеснения. К конвективному потоку, вносящему в выде-
ленный элемент dT объема реактора и выносящему из него
ключевое вещество /, добавим осевой диффузионный поток.
Полученное в этом случае уравнение будет, содержать слагаемое,
отражающее обратное перемешивание;
F, - (F, + dF,j - dl—^S -
dl
= -г,Sdl.
После преобразований получим
dF, _ d2C,
+ n = (2.78)
5q7 (1/
Учитывая, что Ft = wSCt, для реакторов постоянного сечения
имеем
d2C, d(*Q
1 d/2 dl
(2.79;
80
В случае жидкофазных реакций линейная скорость потока
практически не меняется по длине реактора и в уравнении (2.79)
может быть вынесена из-под знака дифференциала. Для газо-
фазных реакций, протекающих с изменением объема, в техни-
ческих расчетах можно использовать среднее значение й. Теперь
можно записать:
, d2C, dC,
Dl —/ - и—+ г, = 0. (2.80)
L d/2 dl '
Решение уравнения (2.80) возможно, если известны граничные
условия при / — 0 и / = L. Учитывая непрерывность переноса
вещества /, получаем
для 1 = 0
и'Сю = И-С, - D,dC,/d/; (2.81)
ДЛЯ I = L
dCJdl = 0. (2.82)
Введем следующие обозначения:
/ = ZL; т = L/й1; Ре, = wL/Dl.
С учетом этих обозначений уравнения (2.80)-(2.82) можно
записать в виде
d2C,/dZ2 - Pe,dC,/dZ + Ре,тг, = 0; (2.83)
Ре, (С, - С,-о) - dC,/dZ = 0 (при Z = 0); (2.84)
dCJdZ = 0 (при Z = 1). (2.85)
Аналитическое решение уравнения (2.83) для реактора с
обратным перемешиванием с учетом граничных условий (2.84)
и (2.85) возможно только в отдельных случаях, например для
реакции первого порядка. В этом случае решение имеет вид
Q =_________________________________________________
С’.4О (1 + Схр [ - Ре, (1 - 9)/2] - (1 - г/)2 ехр [ - Ре, (1 + q)/2] ’
где q = (I + 4Алт/Ре1)1/2.
Полученный результат справедлив для любых значений
критерия Пекле (0 Ре, < оо). В предельных случаях (Ре, -> оо
или Ре, -»0), разлагая в ряд этот результат решения, получаем
известные расчетные формулы:
для реактора идеального смешения
Сл = Сли/(1 +
для реактора идеального вытеснения
О = Слоехр(-клт),
где т = т.
При кинетических закономерностях, отличных от реакции
первого (или нулевого) порядка, применяют численные методы
81
Рис. 2.16. Функции отклика на
импульсный ввод трассера в реак-
тор с обратным перемешиванием:
I. II, III, IV функции отклика соответ-
ственно при Ре, -> 0, Ре, > 0, Ре, < да
и Ре, -»да
решения уравнения (2.83). Вообще любое его решение предпола-
гает, что численное значение Ре, известно. Рассмотрим способы
его нахождения. Наиболее распространенным является использо-
вание «холодных» моделей, когда в поток, проходящий через них,
вводится трассер. В случае импульсного ввода трассера получа-
ют семейство С-кривых, вид которых зависит от интенсивности
обратного перемешивания (рис. 2.16).
Найдена однозначная связь между дисперсией распределения
и критерием Ре, в зависимости от условий на границах аппара-
тов. Различают «закрытые», «открытые» и «частично закрытые»
типы аппаратов.-В «закрытых» реакторах ввод трассера осущест-
вляется на входе потока в аппарат, а вывод-на выходе. В
«открытых» реакторах ввод и вывод трассера осуществляется на
участке реакционной трубки, удаленном на некотором расстоя-
нии от входа и выхода аппарата. «Полузакрытые» аппараты
являются комбинацией первых двух.
Для всех рассмотренных типов реакторов справедливо
соотношение
а2 = 2/Pet +/(PeL).
Вид второго слагаемого меняется в зависимости от исполь-
зуемого типа реактора. Однако чаще всего его вклад мал по
сравнению с первым слагаемым, поэтому в технических расчетах
пользуются соотношением
ст2 = 2/Pet.
Значение критерия Пекле может быть найдено по критериаль-
ным зависимостям, которые имеются в специальной литературе.
Следует отметить, что эти зависимости получены при экспери-
ментах на лабораторных установках, и результаты их менее
надежны, чем определение Ре, на «холодных» моделях для
потоков с конкретными физико-химическими свойствами.
82
2.2.4.4. Тепловой баланс проточного трубчатого реактора с
обратным перемешиванием
Уравнение теплового баланса проточного реактора с обратным
перемешиванием можно составить, как это было сделано при
выводе уравнения (2.78), взяв за основу тепловой баланс реактора
идеального вытеснения (2.52) и добавив к нему еще одно слагае-
мое, отражающее перенос тепла по механизму, аналогичному
диффузии. Уравнением, отвечающим такому механизму переноса
тепла, является уравнение Фурье. Учитывая это, тепловой баланс
для реактора с обратным перемешиванием запишем следующим
образом:
X (AWr,jro r*Sd/— Кт(Т- Тт) Fid/ —
<= 1
\ FdT d/ dT VI
- X ncpi + F„„cp„ dT- SX, — - - T+ —d/ = 0.
\i=i / L<J/ d7\ d/ /J
После преобразований получим
” 4 / m p \dT d2T
J(AWr()rorf-Kt(T-TT)--( = 0, (2.86)
i=i d \i=1 5 S / dz ar
где средний эффективный коэффициент теплопроводности реакционной
смеси.
Слагаемое
(т
i= 1
представляет собой изменение теплосодержания реакционной
смеси на элементарной длине 61, отнесенное к площади сечения
реактора S. Оно выражено через мольные потоки веществ F* и их
мольные теплоемкости Cpi. Однако его можно выразить через
суммарную массовую скорость потока G и теплоемкость едини-
цы массы конечной реакционной смеси С™, которая является
функцией ее массового состава:
dr G dT
___ _ __W1K____
dl ~ S ” d/
Проведем дальнейшие преобразования:
Тогда уравнение (2.86) примет вид
и 4 d У d~ У
Z (ДЯ„)гог? - К,(Т— Тт)- - и'рС;«-- + = 0. (2.87)
f=i d al dl
83
Учитывая одинаковый механизм переноса тепла и вещества за
счет диффузии, запишем
= pC-™Dt = риС-Ь/Рс^,
т. е. определение фактически сводится к нахождению критерия
Пекле. Используя безразмерную длину реактора Z, а также
т и PeL, перепишем уравнение (2.87) следующим образом:
d2T dT tPe,
dZ1 PeLdZ + pC^‘
I (AHrj)TOr*
fPe, 4
------К AT- T)-= 0.
pc----d
(2.88)
Граничные условия будут иметь вид
wpC”“T0 = wpC^T- XLd T/dl (l = 0); (2.89)
dT/d/ = 0 (/ = L) (2.90)
или
PeJT- To) - dT/dZ = 0 (Z = 0); (2.91)
dT/dZ = 0 (Z=l). (2.92)
Пример. Применимость уравнений (2.83) и (2.88) для расчета реактора
вытеснения с обратным перемешиванием рассмотрим на примере реакции
Дано: ( —Д/7гЛ); (-ДНгВ); кА = k0l expl — EJRT); кв = к02ехр(-E2/RT);
d трубки; Сл0, То, порядок реакций-первый; р.
На «холодной» модели, например единичной трубке диаметром d, при
разлианых й найдены значения а2 и затем вычислены значения PeL. Определим
длину L трубок реактора, если известна производительность установки по
целевому продукту GB.
Решение. Зададимся некоторым значением Фв. Теперь, исходя из GB и Фв,
определяем Й
М. ,¥
GB-
’ 0 Х,о. X’ _
Выберем некоторое число трубок п и сконструируем многотрубный аппарат
определенной геометрии. Это позволяет рассчитать й = 4П7(ллс/2) и Кт. Очевидно,
что й должно быть таким, чтобы в трубках создавался турбулентный режим. Для
известной линейной скорости и> выберем соответствующее значение Ре,.
Зададимся теперь некоторой длиной реактора L и вычислим t = L/w. Далее
в соответствии с уравнениями (2.83) и (2.88) запишем:
тРеь
per
[( — &Н,А)тъкАСА + ( — ДНгВ)тсЛвбв]
4тРе, d2T dT
- К, (Г- Тт)-- + —Ре,— = 0;
’ ' dpC? dZ2 LdZ
d2C. dC.
------г + Ре,—- + PeLTkACA = 0;
dZ2 L dZ
d2CB dCB
- Pet-^ + PeLi(kACA - kBCB) = 0;
84
к„ = kD, exp( — E,/RT): кв = к01ехр(-£2/RT);
PeL (СЛ — САО) — dC,,/dZ = 0 (Z = 0);
PeLCB - dCJdZ = 0 (Z = 0);
dC^dZ = 0 (Z = 1); dCB/dZ = 0 (Z = 1);
PeL(T-T0)- dT/dZ = 0 (Z = 0);
dTjdZ = 0 (Z=l).
Эту систему уравнений решают на ЭВМ. Решение ведут до тех пор, пока не
добьются совпадения выбранных и расчетных L и Фу). При необходимости
расчеты проводят для реактора с различным числом трубок я.
2.2.4.5. Расчет реактора с обратным перемешиванием по ячеечной
модели
Модель потока с обратным перемешиванием можно представить
также в виде ряда реакторов идеального смешения, соединенных
последовательно. При создании такой модели исходят из того,
что реактор вытеснения с продольным перемешиванием как бы
состоит из к ячеек идеального смешения, имеющих одинаковые
объемы; С-кривые для потока вытеснения с обратным перемеши-
ванием и каскада из к реакторов идеального смешения анало-
гичны. Число к можно найти по уравнению
к = 1/о2 (2.93)
или, учитывая связь о2 и Реь, следующим образом:
к = PeJ2. (2.94)
Полученное таким образом к округляют до ближайшего
меньшего целого числа, которое и принимают для дальнейших
расчетов. Такое округление дает некоторый запас при проектиро-
вании реактора, так как предусматривает более интенсивное
обратное перемешивание потока.
Составим материальный баланс для объема V единичного
реактора идеального смешения по ключевому веществу i;
V/W = (Cl0 - G.V-r,,;
V/W= (Са - С(2)/-г12;
................................ (2.95)
и/йк= (Cilt ,-Сл)/-гл.
Неизвестными в этой системе могут быть Си к — 1 концентраций
вещества i или, если задан объем реактора Vp = Vk (а следова-
тельно, и V), то к концентраций вещества /.
Поверхность теплопередачи на каждом участке реактора,
соответствующем одной ячейке идеального смешения, будет
равна S* = ST/k (где ST-общая поверхность теплопередачи
реактора).
85
В случае цилиндрической трубки
$Г = 4р;/с/ = 4Vk/d или S * = 4Vid.
Составим теперь тепловой баланс для каскада из к ячеек
идеального смешения:
Z (АЯ„)™ И-Я - К^*(ТХ - Тт) = ( f WQCpi + Й€ИНСР11„)(Г1 - То);
i=l М=1 '
t (ДНг.)тоИЯ - K,S?(T2 - Тт) = ( f WQCpi + йсн„срив) (Т2 - Т,1 (2.96)
£ (A/Uro - K,S?(T4 - Тт) = ( f iVQQ + WCUHCpulA(Tk -
i=i 'i=i 2
где rj и Tt соответственно скорость реакции i-ro ключевого вещества и
температура реакционной смеси в к-п ячейке идеального смешения.
Определение геометрических размеров аппарата при заданной
производит ельности установки по целевому продукту В сводится
к_ следующему. Задаемся Ф«. Затем, исходя из GB, определяем
W и все возможные значения С*. Решаем совместно уравнения
материального (2.95) и теплового (2.96) балансов реактора и
находим V. Рабочий объем проектируемого аппарата равен Vk.
Выбираем такое число трубок (заданного диаметра d), чтобы
в них поддерживался тот же гидродинамический режим, что
и при определении Ре£, а следовательно, и к. Теперь находим
длину реактора L = 4И7(лг/2н). Проверяем правильность выбора
Фв
Часто при расчетах ячеечная модель более удобна, чем диф-
фузионная, так как вместо дифференциальных используется
система алгебраических уравнений.
2.2.4.6. Расчет реакторов по комбинированным моделям
Не все реальные процессы удается описать при помощи рассмот-
ренных выше моделей. В тех случаях, когда в реальном аппарате
возникают струйные и циркуляционные потоки, а также застой-
ные зоны, приходится использовать более сложные модели-
комбинированные (смешанные). Такие гидродинамические усло-
вия можно встретить, например, при работе проточного ап-
парата с мешалкой.
При создании комбинированной модели полагают, что объем
реактора является суммой объемов его отдельных зон, соединен-
ных параллельно или последовательно. В каждой такой зоне
может наблюдаться поток различной структуры, т.е. один из
потоков, рассмотренных ранее. Кроме того, для описания рабо-
ты реального аппарата дополнительно используют такие виды
потоков, как циркуляционный, байпасный, струйный и др
86
Байпасный поток характеризует ту часть общего потока,
которая движется параллельно всем зонам реактора или некото-
рым из них. Струйный поток-это та часть общего потока,
которая мгновенно переносит вещества из одной зоны в другую.
При изучении процесса в застойных зонах полагают, что в
первом приближении их содержимое неподвижно и практически
не обменивается массой с другими потоками.
Одной из важнейших задач при создании комбинированной
модели является определение расположения и объема зон.
Проверка адекватности осуществляется путем сравнения
кривых функций отклика, например на импульсное возмущение,
предсказанных на основании созданной математической комби-
нированной и физической «холодной» модели реактора.
Следует иметь в виду, что с увеличением числа параметров,
характеризующих модель, можно описать процесс любой слож-
ности, но при этом резко возрастает и сложность математи-
ческого аппарата. Кроме того, многопараметрическая модель
может достаточно точно соответствовать частным эксперимен-
тальным данным, но не быть адекватной при варьировании
в широком диапазоне условий процесса.
Всегда необходимо сначала стремиться к реализации прос-
тейшей модели, учитывающей реальную физическую обстановку
в аппарате. Параметры такой модели будут иметь конкретный
физический смысл.
В качестве примера рассмотрим методику построения комби-
нированной модели для описания работы проточного аппарата
с мешалкой при различных условиях перемешивания. Вначале
проводят сопоставление экспериментальных кривых отклика,
полученных на «холодной» модели, с теоретическими кривыми
функций распределения времени пребывания для различных
комбинированных моделей. Оказывается, что удовлетворитель-
ное совпадение наблюдается для модели идеального смешения
с застойной зоной и байпасным потоком, что физически объяс-
нимо для аппарата с малым числом оборотов мешалки.
Варьируя долей объема (nJ зоны идеального смешения (ис)
и долей потока (а2), проходящего через эту зону, осуществляют
коррекцию модели и проверку ее адекватности.
Схематично модель изображена на рис. 2.17.
С увеличением числа оборотов мешалки значения СЦ = VKC/V
и а2 = W„c/W стремятся к единице. Считая, что рассматриваемая
комбинированная модель адекватно описывает работу аппарата
с мешалкой, значения dj и d2, найденные при коррекции модели,
используют для определения т = Vnc/W„c = а1С/(н2И/).
Составим теперь материальный баланс для реагента А. Будем
считать, что концентрация СА в выходящем из реактора потоке
является результатом объединения байпасного потока (индекс б)
с концентрацией СЛ0 и потока из зоны идеального смешения
87
Рис. 2.17. Схема потоков в реакторе с застой-
ной зоной и с байпасом:
Р'|С - зона идеального смешения: Va - застойная зона:
I суммарный поток на входе в реактор (И*); II
байпасный поток (И<); III поток на выходе из зоны
идеального смешения (И„с); IV суммарный поток
на выходе из реактора (И'); И= 1'нс 4- Vt; W= +
+ И-,с
(индекс ис) с концентрацией СА. Тогда
И'СЛ = W„CM + WMCA = (И/- WKC) Сло + WMCA. (2.97)
Неизвестными являются и Сл, т.е. нужно иметь еще одно
независимое уравнение, чтобы однозначно решить уравнение
(2.97). Таким ураБиением4 будет
т = (Оо ~ СА)/гл или СА = Сл0 - "л-
С учетом этого имеем
Сл = Сло - «2?<-л = Сло - Л. и-л/и: (2.98)
В уравнении (2.98) представлена связь между Сл (или X и V.
2.3. РЕАКТОРЫ ДЛЯ ГЕТЕРОГЕННЫХ СИСТЕМ
Из всех гетерогенных реакций в технологии основного органи-
ческого и нефтехимического синтеза наибольший интерес пред-
ставляют гетерогенно-каталитические. Они реализуются при
крекинге и риформинге нефтяного сырья, гидрировании и
дегидрировании, окислении, окислительном аммонолизе, кон-
версии метана, синтезах на основе СО и водорода и во многих
других процессах.
Чаще всего это реакции газообразных веществ на поверхности
твердых катализаторов, которые могут находиться в неподвиж-
ном (стационарный слой), движущемся или псевдоожиженном
состоянии. Выбор реактора со стационарным или движущимся
(псевдоожиженным) слоем определяется главным образом кине-
тикой процесса, тепловым эффектом реакции и условиями тепло-
обмена, продолжительностью работы катализатора без заметной
потери активности. Основными преимуществами псевдоожижен-
88
ного слоя (по сравнению со стационарным) являются изотер-
мичность, хороший контакт между газом и твердыми частицами
(т. е. отсутствие внешне- и внутридиффузионных сопротивлений),
возможность непрерывной регенерации катализатора. К не-
достаткам можно отнести невысокую удельную производитель-
ность. истирание катализатора и загрязнение катализа торной
пылью (шламом) «сырого» продукта, громоздкость реакторного
блока и сложность поддержания необходимой циркуляции ката-
лизатора.
2.3.1. Реакторы со стационарным слоем катализатора
Конструктивно зги аппараты можно разделить на следующие
группы:
I. Реакторы без теплообмена с внешней средой (адиаба-
тические). Они выполняются в виде шахтных (или емкостных)
аппаратов.
2. Реакторы с делением слоя по высоте на отдельные зоны.
Реакционная смесь проходит последовательно через все зоны.
Между ними осуществляется нагрев или охлаждение смеси во
встроенных и выносных теплообменниках и печах, а также путем
ее смешения с газообразными веществами, чаще всего с ис-
ходными реагентами. Конструктивно выполняются в виде по-
лочных аппаратов.
3. Реакторы с делением слоя катализатора по сечению. Это
трубчатые аппараты с расположением катализатора в трубном
или межтрубном пространстве, а также в виде ретортных печей.
4. Комбинированные реакторы, представляющие собой со-
четание в общем корпусе аппаратов предыдущих групп.
Схемы реакторов представлены на рис. 2.18-2.20.
Реакторы первой группы по конструкции наиболее просты
и представляют собой полый цилиндрический или шарообразный
аппарат, имеющий решетку
(перфорированную пластину),
на которую насыпан слой
катализатора. Реагенты посту-
пают в аппарат сверху, а
продукты выводятся снизу. Та-
кая организация потоков на-
правлена на предупреждение ис-
тирания частиц катализатора и
уноса образующейся пыли с
Рис. 2.18. Адиабатические контактные
аппараты:
и- шахтного типа; б-с центральной перфо-
рированной грубой; / реагенты; //-реак-
ционный газ
89
Рис. 2.19. Многослойные адиабатические реакторы с промежуточным теплообме-
ном:
д-с разбавлением байпасным газом: б -с внутренним теплообменником; вс внешним
теплообменником; г многокорпусный аппарат с промежуточным подогревом в печи:
/-байпасный поток; II реагенты; ///-реакционный газ
отходящими реакционными газами. В верхней части реактора
имеется распределитель газового потока по сечению слоя катали-
затора. Этой цели может служить, например, слой колец Рашига
или иных инертных частиц, насыпаемых поверх слоя катализато-
ра. Реакторы снабжены люками для загрузки и выгрузки катали-
затора или специальными приспособлениями, например вакуум-
ным отсосом. По радиусу и высоте слоя расположены карманы
с термопарами для контроля и регулирования процесса.
Некоторые реакторы снабжены перфорированной трубой,
проходящей сверху вниз в центре слоя. Между стенкой аппарата
и слоем катализатора имеется кольцевой зазор. Исходные
реагенты вводятся либо в этот зазор, либо в перфорированную
центральную трубу. В первом случае продукты, пройдя слой
катализатора от периферии к центру, выводятся через трубу. Во
Рис. 2.20. Теплообмен в реакторах с неподвижным слоем:
а аппарат с кольцевыми охлаждающими зонами; б -аппарат с катализатором в трубках;
в- аппарат с катализатором в межтрубном пространстве; г-аппарат с двойными тепло-
обменными трубками; /-реагенты; II реакционный газ
90
втором случае, наоборот, они проходят от центра к периферии,
спускаются вниз и выводятся через специальный штуцер.
Реакторы этой группы работают в адиабатическом режиме.
Их использование предполагает, что при рабочем перепаде
температуры реакционной смеси от ее входа до выхода ин-
тегральная селективность процесса меняется относительно мало.
Такие аппараты применяют при небольшом тепловом эф-
фекте реакции или невысоких концентрациях реагентов, что
достигается путем их разбавления инертными веществами,
в качестве которых часто применяют водяной пар. Например,
в случае эндотермических равновесных реакций, идущих с
увеличением объема, роль водяного пара сводится к уменьшению
процессов отложения кокса на поверхности катализатора, ис-
пользованию его как теплоносителя и инертного разбавителя,
сдвигающего равновесие вправо. Преимущественно таким обра-
зом осуществлен провесе дегидрирования этил- и изопропилбен-
золов в стирол и метилстирол.
В случае, если перепад температур по высоте слоя так велик,
что сказывается на работе катализатора (падение его удельной
производительности в случае эндотермических или спекание,
разрушение-в случае экзотермических процессов) и на селектив-
ности могут быть попользованы реакторы второй группы.
Например, при эндотермическом процессе риформинга прямо-
* с. кого бензина используют три адиабатических каталитических
реактора. В трубчатой печи осуществляется подогрев исходной
реакционной смеси, попадающей в первый реактор, и промежу-
точных смесей, выходящих из первого и второго реакторов.
При in фировании насыщенных альдегидов используют ко-
лонные полочные аппараты. В промежутках между слоями
(корзинами) катализатора, расположенными на полках, вводят
холодный водород, который и воспринимает избыточное тепло,
выделяемое в результате реакции в каждой адиабатической
секции. Несмотря на >о что отдельные секции реактора работают
в адиабатическом режиме, в целом деление слоя на секции
позволяет проводить реакцию в заданном интервале температур.
Реакчоры третьей группы чаще всего представляют собой
многотрубный аппарат с размещением катализатора в трубках
или межтрубном пространстве. Поверхность трубок служит
поверхностью теплопередачи. В зависимости от характера про-
цесса реакторы третьей группы допускают применение разно-
образных теплоносителей (хладоагенгов); воды, кипящего вод-
ного конденсата, рассола, ВОТ (высокотемпературных органи-
ческих теплоносителей), топочных газов, расплавов солей и др.
Созданы агрегаты большой единичной мощности с числом тру-
бок, дошивающим нескольких тысяч (до 10000). Исключитель-
ную важность приобретают равномерное распределение потока
реагентов по сечению всех трубок и создание одинаковых
91
условий их теплообмена с теплоносителем (хладоагентом), что
позволяет поддерживать небольшой перепад температур по
высоте слоя. В реакторах используют трубки диаметром
2,5-5 см и высотой 4-9 м.
Конструктивно реакторы этой группы значительно сложнее
и более металлоемки, чем двух предыдущих групп. Примерами
использования таких реакторов могут служить процессы гидри-
рования фенола в циклогексанол, окисления этилена в оксид,
нафталина и о-ксилола во фталевый ангидрид и др.
В аппаратах четвертой группы слой катализатора разделен
теплообменными поверхностями и в вертикальном, и в гори-
зонтальном сечениях. Например, в реакторе для получения
углеводородов из синтез-газа слой катализатора пронизывают
горизонтальные металлические трубки, в которых движется
хладоагент. В свою очередь, они пропущены через вертикальные
металлические пластины прямоугольного сечения, к которым они
привариваются. Пластины и трубы служат для отвода тепла,
выделяющегося в результате реакции.
Во всех типах реакторов, как правило, используются частицы
катализатора в виде таблеток диаметром 1,5- 6 мм. Уменьшение
диаметра приводит к большому перепаду давления по высоте
слоя, увеличение-к появлению диффузионных эффектов.
Расчет реакторов со стационарным слоем катализатора, когда
диффузионными и тепловыми сопротивлениями можно прене-
бречь, осуществляется по тем же уравнениям, что и для го-
могенных процессов. Однако в этом случае скорость реакции, как
правило, относят не к единице объема слоя, а к его массе
[моль/(кг-с)], и при расчете получают не объем, а массу ка-
талитического слоя. Соответствующий пересчет выполняют
с использованием коэффициента, называемого насыпной массой:
К = ги./р„ (2.99)
где т,-масса слоя катализатора; Г, его объем; р,-насыпная масса.
В реакторах со слоем мелких частиц катализатора перепад
давления намного больше, чем в пустотелых аппаратах. Этот
перепад давления будет сказываться на скорости процесса, так
как концентрации веществ, находящихся в паровой или газовой
фазах, связаны с общим давлением в системе:
P,^C:ZRT и £/’,= /’. (2.100)
Потерю давления в слое катализатора определяют по урав-
нению, аналогичному (2.67), которое использовалось для пусто-
телых аппаратов:
-dP/d/=X.cp/(2^J, (2.101)
где и-действительная линейная скорость потока в каналах стационарного слоя
катализатора; с/эи- эквивалентный диаметр этих каналов.
92
Эквивалентный диаметр является функцией порозности слоя
е и удельной поверхности частиц катализатора о (м2/м3):
<м = 4е/°-
В свою очередь.
СТ = 6(1 - £)/(Ф<),
где Ф фактор формы частицы; d4 диаметр шара, равновеликого частице по
объему.
Чаще всего произведение Фг/Ч рассматривают как единый
параметр, определяемый экспериментально в каждом конкрет-
ном случае. Надежный расчет величины е затруднителен, и ее, как
правило, также определяют экспериментально. Для оценочных
расчетов перепада давления стационарного слоя зернистого
материала при свободной укладке величину е можно принять
равной 0,45.
В уравнении (2.101) для расчетов используют не и>, а фиктив-
ную линейную скорость ш*. Их связь осуществляется через
порозность слоя: и» = и’*/е.
С учетом полученных соотношений уравнение (2.101) запи-
шется в виде
АР
AI
3 1 1-е
= - X-------р>г*2
4 Ф< е3
(2.102)
Коэффициент сопротивления X зависит от режима движения
потока. По результатам обработки большого массива экспе-
риментальных данных, полученных для стационарного слоя
зернистого материала при свободной укладке, было предложено
следующее критериальное уравнение:
133
X =-----+ 2,33;
Re
»vp4 2 Ф w*d4p
Re = -----=--------------
ц 3 I — е ц
С учетом этого уравнение (2.102) будет иметь вид
dP (1 — е)2 inv* 1—е ри’*2
----= 150----------+ 1,75—--—-
dl е3 (Ф</„)2 е3 <Dd4
(2.103)
При протекании химических реакций линейная скорость
и плотность потока могут меняться, поэтому для технологиче-
ских расчетов можно использовать их средние значения (р, й'*).
В этом случае уравнение (2.103) легко интегрируется:
ДР = Ро - Р =
(1-е)2
е3
НИ’* 1—Е РИ*Л
-------+ 1,75---------------— L,
(Фс/,)2 Е3 Ф</ч J
(2.104)
где Ро, Р давление соответственно на входе в реактор и выходе из него; L - длина
(высота) стационарного слоя катализатора.
93
2.3.J.J. Расчет реактора no квазигомогенной модели
Согласно квазигомогенной модели, предполагается, что в вы-
деленном элементарном объеме реактора температуры потока
и катализатора равны и что изменением температуры в зерне
катализатора можно пренебречь. Такие допущения выполняются
в случае отсутствия сопротивлений массо- и теплопереносу от
реакционной массы к поверхности катализатора и далее к его
центру. Фактически квазигомогепная модель рассматривает
содержимое реактора как однородную непрерывную среду. Это
позволяет для катализатора определенной структуры и опре-
деленных размеров частиц использовать в расчетах эффективные
константы, отнесенные ко всему слою катализатора.
В реакторах со стационарным слоем катализатора и тепло-
обменом через стенку наряду с изменением температуры по его
длине часто имеют место радиальные градиенты температуры.
Они тем сильнее, чем больше термическое сопротивление слоя
катализатора, включая реакционную среду. При экзотермических
процессах самые высокие температуры достигаются в зонах
реактора, наиболее удаленных от поверхности теплоотвода.
Температурный радиальный градиент по слою в некоторых
случаях весьма существен.
Наличие радиальных температурных градиентов в слое при
протекании в нем химической реакции неизбежно приводит
к появлению радиальных градиентов концентраций вещее i в
и соответствующих диффузионных потоков. В связи с этим
при расчете таких реакторов со стационарным зернистым сло-
ем катализатора, имеющим невысокую теплопроводность, в
рамках квазигомогенной модели учитывается радиальный массо-
и теплоперепос в уравнениях материального и теплового ба-
лансов.
В общем случае изменение концентрации /-го ключевого
вещества и температуры реакционной смеси происходит по трем
координат ним осям л. г, г (а не по одной из них, совпадающей
с осью трубки, как для потока с продольной диффузией
в гомогенных системах). Очевидно, что теперь в уравнении
материального баланса реактора появятся слагаемые, содержа-
щие частные производные.
Выделим элементарный объем стационарного слоя катали-
затора dP’ с содержащейся в нем реакционной смесью, как
показано на рис. 2.21.
Выберем направление конвективного потока, совпадающее со
стрелкой, т е. по направлению г, совпадающему с осью ци-
линдра.
Количество /-го ключевого вещества, проходящего через
нижнюю и верхнюю элементарные поверхности dxd v с конвек-
94
Рис. 2.21. Элемент объема стационарного слоя
катализатора
тивным потоком, равно соответственно
( sc> А
»r*C,dxdy и й’*1 Cj + dz Idxdy,
где гг* = const, т.е. средняя фиктивная линейная скорость не меняется по
координате z.
Количество t-го вещества, проходящего с диффузионным
потоком через нижнюю и верхнюю элементарные поверхности
dxdv, равно
sCj л , д( . ас, X
D, —- d.vd г и D — I С, + —- dz dxdу,
Sz ' Sz\ BzJ
где D2 - эффективный коэффициент диффузии (перемешивания) вещества i по
координате z.
Если конвективный поток не переносит вещества i через
плоскости d.vdz и dj'dz в выделенный элементарный объем слоя,
то диффузионный переносит его. Для стационарного режима,
который мы будем рассматривать, разбаланс вещества i для
приходящих в dF и уходящих из него всех потоков равен его
образовавшемуся (израсходованному) количеству за счет хими-
ческой реакции:
дС В2С В2С д2С
— ir*—-d.vdydz + D, -d.rdi'dz + D,--dxdvdz + D„--dxdrdr = — r.dF,
Sz Sz2 Sx2 ’ Sy2
или
d2C, c2C, c2C, sc,
+ + - ** +" =0 <2105)
где г,-скорость реакции /-го вещества, отнесенная к единице объема слоя
катализатора.
Для многотрубйых реакторов удобнее записывать это урав-
нение в цилиндрических координатах. Переход от декартовых
координат к цилиндрическим в наших условиях осуществим
95
согласно соотношению
В2 В2 д2 1 с1 / В \
Их2 + а/ + в? ~ R BR\Br)
В2 I В В2 В2
BP~^Tr + BR2 + BI2' (2- 06)
где R переменный радиус реакционной трубки; z = /-переменная длина ее.
С учетом (2.106) уравнение (2.105) имеет вид
а2с; /1 ВС; г2с,Л
d,bi2 + Dr\r~br + B2R2)
- н*—5 + г, = 0.
81
(2 107)
Составим теперь уравнение теплового баланса:
В2Т (1 ВТ В2т\ ВТ °
+ МI - й’*рС™+ I (ДЯн)то'-.* = 0. (2.108)
Г/ \К СК С К J с/ f=1
где Х£, эффективные коэффициенты теплопроводности по длине и радиусу
слоя.
Запишем граничные условия для уравнений (2.107) и (2.108).
1. На входе в слой катализатора для потока веществе! I и тепла
выполняются те же соотношения, которые использовались при
решении однопараметрической диффузионной модели реакто-
ра,-(2.81), (2.89):
и*С10 = м-’С - D^Cf/d/;
M’pQ'To = н*рс;к Т- ).;dT;dl (/ = 0).
2. На выходе из слоя
BQ/81 = 0; ВТ: 81 = 0 (/ = L).
3. На поверхности слоя катализатора, имеющего контакт
с теплообменной трубкой, выполняются условия
ВТ
8C;/8R = 0; -Хя — = Кт(Т- Гт) (R = /?*),
где R* расстояние от оси слоя катализатора до с гонки трубки, т. е. ее радиус.
Если температура теплоносителя (хладоагента) Тт меняется по
длине реактора /, то для него составляют свое уравнение тепло-
вого баланса. Принимая режим движения теплоносителя, близ-
кий к идеальному вытеснению, имеем:
Кт(Т- TT)nd/= GrCpldTr,
где П - периметр трубки, через поверхность которой осуществляется теплообмен.
4. На оси слоя катализатора выполняются условия симмет-
рии:
3C;/BR = 0;
BT/BR = 0 (Л = 0).
96
Система уравнений (2.107). (2.108) материального и теплового
балансов совместно с граничными условиями, а также с урав-
нением (2.103), учитывающим при необходимости перепад дав-
ления по длине (высоте) слоя, является наиболее обшей ма-
тематической квазигомогенной моделью, описывающей работу
реактора со стационарным слоем катализатора.
Чаще всего в промышленных многотрубных реакторах с
внешним теплообменом высота слоя L значительно больше
диаметра частиц катализатора d4. Используют трубки высотой
4-9 м и диаметром </ = 0,025-0,5 м, а также частицы катали-
затора диаметром d4 = 0,0015-0,0065 м. Считается, что если
L/d4 100, то продольной диффузией (и переносом тепла) можно
пренебречь и в уравнениях (2.107). (2.108) учитывать только
соответствующие радиальные составляющие:
/1 сС а2с,Д сС,
+ "*7i + r=0- <2J09)
, /1 сТ В2Т\ сТ "
+ ~ PCTTl+ Е <AWhW.* = 0. (2.110)
Для решения этих уравнений используют граничные условия
2. 3 и 4. Если выбран такой диаметр трубки, что обеспечивается
незначительная степень радиальной неравномерности, то при
высоких слоях катализатора расчет можно проводить по модели
идеального вытеснения:
-H*dC,/d/ + r,. = 0: (2.111)
У (Д//„)70г? - КГ(Т- Т,)4'</- J*p£*'d77d/ = 0. (2.112)
Максимальный перепад температур между центром цилинд-
рической трубки, заполненной зернистым катализатором, и
периферией может быть определен из соотношения
дт=
Я*2/(4Хк).
(2.113)
£ (AWrilror?
В адиабатических низких слоях (L/d4 < 100) обратное пе-
ремешивание может быть заметным; тогда расчет проводя! по
уравнениям
d2C, dC;
+ (2.114)
ar al
, d2T dT "
М-7-f - П'*Р + £ (ДЯг()гиг* = 0 (2.115)
с использованием граничных условий 1 и 2.
97
В литературе имеются различные эмпирические уравнения,
позволяющие оценить значения £),, X,, DR и Однако следует
отметить, что надежны их значения, полученные прямым экспе-
риментом на конкретных физико-химических системах.
В то же время выполненные исследования показывают, что
для большого числа различных катализаторов интервал изме-
нения теплопроводности зернистого слоя относительно невелик
и лежит в пределах 0,13-0,24 Вт/(мК), за исключением таблеток
серебра [~ 0,75 Вт/(м-К)].
2.3.1.2. Расчет реактора по двухфазной модели.
При проведении газовых реакций на твердых катализаторах
возможна ситуация, когда концентрации реагирующих веществ
у поверхности катализатора отличаются от концентраций в
газовом объеме, и скорости переноса вещества и, соответственно,
тепла начинают существенно сказываться на скорости суммар-
ного потока.
Перепад концентраций и температур между окружающим
потоком газа и поверхностью частиц катализатора существенен
лишь при невысоких линейных скоростях газа. Процессы обмена
между газовым потоком и внешней поверхностью частиц ка-
тализатора обусловлены гидродинамической обстановкой в
реакторе.
Кроме того, при использовании пористых зерен катализатора
с развитой внутренней поверхностью бывает необходимо учи-
тывать перенос вещества и тепла внугри зерен катализатора.
Перенос вещества в порах осуществляется только путем мо-
лекулярной диффузии. При расчетах химических процессов
зависимостью коэффициентов диффузии от состава газовой
смеси чаще всего можно пренебречь. Также несущественна
в обычных условиях и зависимость коэффициента от темпе-
ратуры.
Поры реальной частицы катализатора неодинаковы по раз-
меру и, пересекаясь друг с другом, образуют запутанную сеть.
В связи с этим пористое зерно рассматривают как квазиго-
могенпую частицу, характеризуя скорость диффузии реагентов
эффективным коэффициентом диффузии D?. Истинный коэф-
фициент молекулярной диффузии D больше, чем эффективный
Ог* В общем случае связь между значениями коэффициентов
может быть представлена в виде D* = aD (где а-коэффициент
пропорциональности, зависящий от структуры зерна и опре-
деляемый экспериментально).
В пористом катализаторе перенос тепла осуществляется как
с помощью молекулярного теплопереноса в порах, так и за счет
теплопроводности самого катализатора. Наиболее надежные
98
значения эффективного коэффициента теплопроводности Хч, учи-
тывающего оба механизма переноса тепла в пористой частице,
получаются при его экспериментальном определении.
Помимо процессов диффузии и теплопередачи внутри по-
ристой частицы, существенное влияние на макроскопическую
скорость каталитической реакции может оказывать массо- и
теплообмен между внешней поверхностью частицы и смываю-
щим ее потоком. У твердой поверхности линейная скорость
потока обращается в нуль, поэтому перенос вещества будет
определяться молекулярной диффузией реагентов согласно за-
кону Фика:
г с. = (D/8) (С - Сп) = К, (С - CJ. (2 116)
где гс скорость массопередачи, определяющая количество вещества, диффун-
дирующего через единицу поверхности в единицу времени; D- коэффициент
молекулярной диффузии; б толщина неподвижного слоя потока у поверхности
частицы катализатора; С, бп концентрации переносимого вещества соответст-
венно в ядре потока и на поверхности частицы катализатора.
При обтекании тел сложной геометрической формы коэффи-
циент массопередачи Kr = D/6 может быть определен только
экспериментально. Опыты по измерению Кг проводят в усло-
виях, когда гетерогенная реакция протекает практически мгно-
венно, и макроскопическая скорость лимитируется исключитель-
но переносом вещества к активной поверхности.
Экспериментальные данные представляют в виде функцио-
нальной зависимости критерия Нуссельта Nu (иногда называе-
мого критерием Шервуда Sh) от критерия Рейнольдса Re и диф-
фузионного критерия Прандтля Рг (иногда называемого крите-
рием Шмидта Sc):
Nu =J(Rc. Рг): Nu = Ktdm/D; Re = и <7Mep/ji; Pr = v,/D.
При исследовании теплообмена между потоком реагентов
и наружной поверхностью катализатора используют уравнение,
по виду аналогичное тому, которое применялось выше для
расчета диффузионного потока
г,=ат(Т-Т.), (2.117)
где гт скорость теплопередачи, определяющая количество тепла, передаваемого
через единицу поверхности в единицу времени; ат-коэффициент теплопередачи от
потока к поверхности катализатора; Т Тк температура соответственно ядра
и потока реагентов к поверхности частицы катализатора.
При определении ат, как и Кг, используют критериальные
соотношения
NuT = /(Re, Рг,); Nu, = a,c/MB/X.r; Рг, = Сртуг/Хг,
где С теплоемкость единицы объема реакционной смеси; 1, теплопроводность
реакционной смеси.
4
99
Двухфазная модель стационарного слоя катализаюра может
быть различной сложное!и. Для газового потока в общем случае
используют модель вытеснения с перемешиванием по длине
и радиусу слоя двухпараметрическую диффузионную модель.
Затем учитывают градиенты концетраций и температур на
границе раздела фаз и по радиусу частицы катализатора.
Очевидно, что такая модель будет крайне сложна и трудоемка
в плане последующих вычислений. Чаще всего ее в зависимости
от конкретных условий упрощают. Зак. для газовою потока
в высоких слоях катализатора и трубках небольшого диаметра
политропических реакторов (или любого диаметра адиабати-
ческих реакторов) принимают модель идеального вытеснения.
Бывает возможным не учитывать, например, градиент коп-
нет раций и температур на границе фаз или по радиусу частицы.
Все определяйся значениями линейной скорости газового потока
и теплопроводности частицы катализатора.
Например, двухфазная модель реактора с зернистым слоем
при движении газового потока в режиме идеального вьпеснения
описывается следующей системой щфференпиальных уравнений
для простой экзотермической реакции:
сСл
-.1* - = K,(G-CI|1)SH;
(i
гт
»*("'/f>~ + K,S,(T- Г,) = u,(Tc - 7)S„;
(2.118)
lie Й*, C"‘. p средняя фпктявная линейная скорость, массовая теплоемкость
и плотность тазового потока; С4, С, . С* концентрация ключевого peaiema
А соответственно в газовом потоке, на поверхности катализатора и внутри пор; 7;
Г,. Тк. 7* температура соответственно газового потока, теплоносителя, па
поверхности катализатора и внутри нор: К, котффициент теплопередачи ог слоя
к теп доносителю (х.та (патенту); а, коэффициент теплоотдачи ог тазового потока
к поверхности катализатора, D*. к* ко тффициенты соответственно тиффузии
вещества А внутри катализатора и теплопроводности частицы катализатора;
скорость химической реакции. отнесенная к единице поверхности пор ка-
тализатора; г радиус (координата) сферической частицы катализатора. — АН.,
тепловой эффект реакции; 8, удельная (отнесенная к единице объема слоя)
поверхность теплопередачи от реакционной смеси к хладоагенту (теплоноси-
телю); S, и 5 и соответственно наружная и внутренняя поверхность катали-
затора. отнесенная к единице объема зерна катализатора; К, коэффициент
массоотдачи от газа к внешней поверхности катализатора.
В системе (2.118) уравнения массо- и теплопереноса внутри
сферической частицы катализатора записаны с использованием
ню
сферических координат, которые в нашем случае могут быть
представлены в виде
Для решения системы дифференциальных уравнений (2.118)
нужно знать граничные условия.
С', = С4О (/ = 0); <'С*/7г = 0, гт*/л=о (г = 0);
<4• г г*
— D* = К,(С, - CJ. -л» - = а(Т,-П (»• = /„,„),
< г I г
где гжоя конечный радиус частицы катализатора
Д1Я решения сис1емы уравнений, описывающих работу
реактора со стационарным слоем катализатора, используют
достаточно мощные ЭВМ. Уравнения в частых производных
записываю! в конечных разностях и использую! явные или
неявные (например, метод прогонки) схемы решений.
Активность практически всех катализаторов в той или иной
мере изменяетоя во времени, что отражается на показателях
процесса. Обычно работу катализатора условно деляг на три
периода: разработку, шационарпый период и падение актив-
ности. Желательно, чтобы продолжительность стационарного
режима paooibi катализатора была максимальной. Для этого
периода и проводят все расчет!.
Возможны случаи, когда катализатор практически не имеет
стационарного периода рабо!ы, и активность его постоянно
меняется При неизменном сост аве исходной смеси и парамет ров
процесса меняется состав «сырого продукта». В некоторый
момент времени, когда производительность реактора или се-
лективность падают ниже некоторых допустимых норм, опре-
деляемых экономичностью процесса, осуществляю! регенерацию
катализатора или его замену.
В таких случаях приходится проводить расчеты для неста-
ционарного режима работы катализатора. Уравнения теперь
будут содержать производные не только по координатам слоя
и части катализатора, по и но времени, прошедшему с момента
начата процесса. Решение таких уравнений, описывающих работу
реактора в нестационарных условиях, возможно, если имеются
зависимости констант скоростей реакций от времени.
Регенерация катализатора, проводимая обычно путем про-
дувки кислородсодержащими газами, является также нестацио-
нарным процессом. Он протекает в кинетическом или диффу-
зионном режимах, причем первый характерен для температур
450 500 С, второй-для температур 550-700 ‘С. Выбор темпе-
ратуры чаще всего обусловлен природой отложений, отравляю-
щих катализатор.
101
2.3.2. Реакторы с кипящим слоем
Кипящий (псевдоожиженный) слой является разновидностью
взвешенного слоя. Последний образуется в двухфазных системах
газ-твердое, газ-жидкость, жиДкость-твердое тело, когда лег-
кая фаза пропускается снизу вверх через слой плотной фазы.
Рассмотрим подробнее свойства зернистого слоя, через который
пропускается газ. При небольших линейных скоростях газового
потока зернистый слой лежит на решетке. По мере возрастания
скорости увеличивается сила трения газа о твердые частицы,
и давление зерен на решетку уменьшается. При некоторой
линейной скорости потока твердые частицы становятся легко-
подвижными друг относительно друга, образуя нечто вроде
суспензии. Слой становится взвешенным, когда его сопротивле-
ние становится равным его весу. Такой слой называют слоем
в состоянии минимального псевдоожижения, а линейную ско-
рость потока, при которой это происходит,-критической нкр.
При дальнейшем увеличении скорости газового потока
w* > силы трения со стороны потока превышают вес частицы
и поднимают ее. Это вызывает увеличение порозности слоя.
Линейная скорость в свободном сечении слоя уменьшится
(и1 = и’*/е), что приведет к снижению сил трения до величин,
равных весу частиц. Таким образом, восстанавливаются условия,
при которых существует взвешенный слой, но при большем
значении его порозности £. Так происходит до тех пор, пока
скорость потока не станет равной скорости витания частицы (ив).
Если и* > м а, то частицы в режиме пневмотранспорта выносятся
из аппарата, в котором создавался взвешенный слой, и последний
прекратит свое существование. Уносимые потоком частицы
могут быть возвращены обратно в слой после их отделения
в различных сепараторах (циклонах, электрофильтрах и др.).
Если w* становится больше икр, то в слое наблюдаются
неоднородности в виде газовых пузырей. Одновременно проис-
ходит интенсивное движение твердых частиц по всему объему
аппарата. Такой взвешенный слой зернистого материала на-
зывают. кипящим, или псевдоожиженным. Он приобретает
свойства, аналогичные свойствам жидкости: обладает теку-
честью, вязкостью, способностью к отстаиванию крупных
твердых частиц.
Интенсивное движение частиц по всему объему аппарата,
вызванное газовыми пузырями, приводит к тому, что резко (по
сравнению со стационарным слоем и слоем в состоянии мини-
мального псевдоожижения) возрастают теплопроводность кипя-
щего (псевдоожиженного) слоя и теплообмен между ним и по-
верхностью теплопередач. Это приводит к тому, что даже в ки-
пящих слоях больших размеров практически не наблюдается
градиента температур, и их можно считать изотермическими.
102
С другой стороны, прохождение газа в виде крупных пузырей
без достаточного контакта с основной массой зернистого слоя
является одним из основных недостатков кипящего слоя, сни-
жающих его удельную производительность. Разработаны раз-
личные типы насадок, введение которых в кипящий слой спо-
собствует дроблению пузырей на более мелкие, а также умень-
шает перемешивание элементов слоя. В этом случае, в отличие от
свободного, его называют организованным.
Для уменьшения размеров пузырей используют и другие
приемы. Например, устанавливают в слое вибрирующие по-
верхности или применяют закрученные потоки различного типа,
в том числе вихревые.
В зернистом слое в соответствии с уравнением (2.103)
происходит рост перепада давления при увеличении линейной
скорости потока и*. Так происходит до момента и * = w„p, после
чего перепад давления в слое остается постоянным, несмотря на
увеличение и>*. Именно в точке iv* = и’кр перепад давления в слое
оказывается равным его весу. На этом основано определение
величины в’ир. Приравняв вес слоя к потере напора1 ДР, опре-
деленной по уравнению (2.104), получают зависимость
ReMp = Аг/[150( I -е)/е3+ У1,75Аг/е3], (2.119)
где ReMp = к,<7чрг/цг; Аг = {к£(р„ - р,)рг/р,2
При беспорядочной засыпке частиц на решетку среднее
значение в можно принять равным 0,4. Тогда уравнение (2.119)
примеч вид
Re,p = Аг/(1400 + 5.22^/Аг). (2.120)
Определить скорость витания частиц и’в можно по уравнению
ReB = Аг/(18 + 0,61ч/Аг). (2.121)
Порозность взвешенного слоя при выбранном гидродина-
мическом режиме рассчитывают по уравнению
Е = [(18Re + 0,36Re2)/Ar]° 21. (2.122)
Гидродинамическая обстановка кипящего (псевдоожиженно-
го) слоя часто характеризуется числом псевдоожижения N, кото-
рое равно отношению и* к и\р, т.е. N = и*/икр.
Очевидно, что свободный кипящий слой может существовать
ПрИ УСЛОВИИ И’цр < IV* < и’в
В промышленных условиях кипящий слой обычно состоит из
частиц различного размера. Это влияет на порозность слоя,
режим псевдоожижения и др. При псевдоожижении полидисперс-
ного слоя скорость может оказаться недостаточной для взвешива-
ния крупных частиц, тогда как для мелких частиц наблюдается
103
унос в режиме пневмотранспорта. Все это необходимо учитывать
при конструировании реакционных аппаратов.
Даже частицы крупных размеров могут быть вынесены из
аппарата за счет «взрывов» пузырей на верхней границе слоя,
если не предусмотреть сепарационного надслоевого пространст-
ва, высоту которого определяют по эмпирически найденным
зависимостям.
Ввиду сложное ги гидродинамической обстановки в реакторах с
псевдоожиженным слоем для их математического моделирования
используют модели различной сложности. Однако практически
всегда исходят из того, что система двухфазна: дискретная (разре-
женная) фаза газовые пузыри; непрерывная (плотная) фаза - газ,
фильтрующийся между взвешенными твердыми частицами.
Считают, что весь избыток газа сверх соответствующего
скорости и кр проходит через слой в виде пузырей.
Каждая фаза как бы представляет собой однофазный реактор,
моделирование которого возможно с использованием режимов
идеального смешения и вытеснения, а также вытеснения с обрат-
ным перемешиванием (диффузионная модель или ячеечная модель).
Принимают что в собственно пузырях химическая реакция не
протекает, а состав реакционной смеси в обеих фазах изменяется
за счет т азового обмена между ними. В тгадслоевом пространстве
реактора газовые потоки обеих фаз объединяются, и общий
поток среднего состава покидает реактор.
Для дискретной фазы чаще всего принимают режим идеаль-
ного вытеснения. В свободном кипящем слое для непрерывной
фазы принимают режимы идеального смешения или вытеснения
с обратным перемешиванием.
Модель идеального смешения удовлетворительно работает
при </ч 0.5 мм; м кр 0,1 м/с; и* — мкр 0,2 м/с.
При и’кр < 0,1 м/с и d4 <0,5 мм лучше использовать диффу-
зионную модель. Для организованного слоя используют модель
идеального вытеснения
Правильнее всего на «холодных» моделях с помощью метода
трассера определить коэффициенты обратного перемешивания
(Dj) и газового обмена фаз (К'г) и использовать их в расчетах.
Запишем уравнения материального баланса для /-го вещества
в предположении идеального вытеснения для дискретной фазы
и идеального смешения-для непрерывной:
-HjdCia/d/=Kr(Cia-CiM); - (2.123)
s »№ - CJ = -SL (1 - £)Г.И + К, (С,.д - CjSL. (2.124)
%с.д + 1^п = »-*С. (2.125)
где и*. и\ = ir* — . irH = и’ соответственно фикт ивная линейная скорость
потока и линейные скорости дискретной и непрерывной фаз; Ci0, Cia, С/н,
С’ концентрация f-ro вещества соответственно в потоке на входе в реактор,
в дискретной и непрерывной фазах, в потоке на выходе из реактора; /,
104
L -соответственно текущая и конечная высота кипящего слоя; S сечение
реактора; £ порозность кипящего слоя; Кг - коэффициент массообмена между
дискретной и непрерывной фазами, отнесенный к единице объема кипящего слоя;
г - скорость реакции z-го вещества, отнесенная к объему непрерывной фазы.
Уравнения (2.123) и (2.124) решаются совместно для неко-
торой выбранной конечной высоты кипящего слоя L. Правиль-
ность выбора L проверяют по уравнению (2.125), в котором С,
является известной величиной.
При использовании для непрерывной фазы диффузионной
модели уравнения материального баланса будут иметь вид
идг1С(д/<1/+Кг(С(д-С1,1) = 0;
»’дС1л + И«С.-В = И*О
z5Ld2C;„/d/’ - .v„d<" ,,/d/ + (1 - с)г,н - KT(Cin - CiK) = 0; (2.126)
с граничными условиями
и'Ло - “A + DLdCjdl = 0(1= 0);
dCjH/d/ = 0 (l=L),
где Dl-коэффициент обратного перемешивания элементов газового потока
в непрерывной фазе.
Для свободного кипящего слоя большой высоты степень
превращения ключевого реагента в непрерывной фазе близка
к 100%. При этом фактором, определяющим концентрации
веществ на выходе из реактора, становится скорость межфазного
газового обмена; коэффициенты Кг в свободном кипящем слое
достигают 0,5-1 с-1. Дальнейшее их повышение возможно при
использовании в слое насадок или поперечных перегородок. При
этом Кг увеличивается до ~3 с-1.
В рассмотренной методике расчета реактора с кипящим слоем
использовалась величина Кг, которая определяезся эксперимен-
тальным путем без рассмотрения какого-либо механизма газо-
вого обмена между дискретной и непрерывной фазами. Разберем
подробнее, каким образом осуществляется обмен между подни-
мающимся вверх /пузырем и остальным газовым потоком,
фильтрующимся между частицами катализатора.
Оказывается, что в нижней части пузыря давление несколько
меньше, чем в окружающей его непрерывной фазе. Поэтому газ
из непрерывной фазы всасывается внутрь пузыря, что ведет
к возникновению позади него турбулентного перемешивания.
Оно обусловливает восходящее-движение твердых частиц за
пузырями в виде так называемого «шлейфа». Для достаточно
крупных пузырей (средним диаметром Д,), наличие которых
в слое определяется выполнением условия
н'*-и;р + 0>711У^п>.1,р, (212’7)
105
газовый поток, покидающий пузырь у свода, не уходит далее
в непрерывную фазу, а огибает его и вновь поступает в его
нижнюю часть. Зона вокруг пузыря, пронизываемая циркули-
рующим газовым потоком, называется облаком.
При подъеме пузырей происходит интенсивное перемеши-'
вание твердых частиц. Это вызвано тем, что частица, нахо-
дящаяся в «шлейфе» пузыря, следует за ним до верхнего уровня
слоя. У верхней границы пузырь лопается, твердые частицы
возвращаются в непрерывную фазу, опускаются вниз к газо-
распределительной решетке, где вновь захватываются подни-
мающимися вверх пузырями (рис. 2.22).
Рис. 2.22. Движение пузыря в кипящем слое:
/ непрерывная фаза; 2 шлейф; 3 дискретная
фаза (пузырь)
Выше отмечалось, что выходящий из реактора поток скла-
дывается из потоков дисперсной и непрерывной газовых фаз, т. е.
и1* = и’д + ivH. Учет вклада и’н необходим, когда числа псевдо-
ожижения N невелики (меньше 3). Однако уже при N > 3 вкладом
непрерывной фазы в общий поток можно пренебречь При
существующем уровне знаний такой подход достаточно прием-
лем, и нет необходимости усложнять методику расчета. Сделан-
ные выводы еще более убедительны, когда N 6. Следует
отметить, что такая ситуация наиболее распространена при
проведении промышленных каталитических процессов в реакто-
рах с кипящим слоем.
Составим материальный баланс для z-го вещества, считая,
что:
1) дискретная фаза движется в режиме идеального вытесне-
ния;
2) обмен веществом между дискретной и непрерывной фазами
осуществляется за счет циркуляционных потоков вокруг пузырей
и молекулярной диффузии;
3) обмен происходит между пузырями, облаком (включая
«шлейф») и газом непрерывной фазы;
4) при N > 3 вкладом vvH в поток и1* на выходе можно
пренебречь;
106
5) конверсия ключевого реагента в непрерывной фазе дости-
гает 100% (достаточно высокий слой).
Тогда
«„dC^/d/ = г, = уЛ - К ш(С;л - CJ; (2.128)
- Кш Н(С1Ш - CJ; (2.129)
-Кш.,(Сйл-Сы) = уягй,, (2.130)
где г,—общая скорость реакции ;-го вещества в кипящем слое, являющаяся
функцией общего коэффициента, отражающего все отмеченные выше механизмы,
и концентраций ключевых веществ; С1Д, С1АЛ Сй1-концентрация z-го вещества
в дискретной фазе, облаке и «шлейфе», непрерывной фазе; гд. riul, riB-скорость
реакции /-го вещества в дискретной фазе, облаке и «шлейфе», непрерывной фазе;
уд. уш, у„ - объемная доля твердых частиц в дискретной фазе, облаке и «шлейфе»,
непрерывной фазе; Ки , Кша- коэффициенты массоотдачи между дискретной
фазой (пузырем) и «шлейфом», а также между «шлейфом» и непрерывной фазой;
«’„-линейная скорость «всплытия» пузыря относительно стенок реактора.
Решение системы уравнения (2.128)-(2.130) возможно, если
известны коэффициенты массоотдачи и объемные доли у твердых
частиц. Для суммы всех у справедливо равенство
8(уд + уш + ун) = (1+£j(l-6). (2.131)
где 6 объемная доля дискретной фазы (пузырей) в слое; еж -порозность слоя
в состоянии минимального псевдоожижения.
Величину 5 определяют расчетным путем из достаточно
точного для технических расчетов соотношения
.5 = (и * - в',)./(и’* - w, + 0,711 Jgdj. (2.132)
Анализ экспериментальных данных показал, что уд = 0,001-
0,1, поэтому ею чаще всего пренебрегают в расчетах. Значение уш
может быть найдено по уравнению
Уш = (1 - ------=-------+ “ • • (2.133)
где «-постоянная, определяемая по специальным графикам (а к 0,35-0,5).
Теперь из уравнения (2.131) можно определить ун:
у„ = (I + е,)(1 - S)/S - (уд + уш).
Коэффициенты Кд.ш и Кш.в определяются исходя из физиче-
ской модели поведения газа вблизи пузырей. Рассмотрим сначала
обмен между пузырем и облаком (совместно со «шлейфом»).
Данный процесс включает конвективный перенос газа через
границу пузыря и обмен между содержимым пузыря и облаком
совместно со «шлейфом»:
Кдш = + 5,85D°V 2S/<”, (2.134)
где D-коэффициент молекулярной диффузии /-го вещества в газовой смеси.
107
Для расчета коэффициента массоотдачи от облака и «шлей-
фа» к непрерывной фазе, осуществляемой за счет диффузионного
переноса, можно использовать следующее соотношение:
ки1В = 6-8ч/£Ч(*'*- ^ + 0,71isO 5<-5)/< (2.135)
Рассмотрим применимость изложенной методики на примере
реакции первого порядка, протекающей без изменения объема.
Из уравнения (2.128) имеем
-н^СЛд/д/=К*СЛя.
где К* играет роль общего коэффициента, отражающего механизмы изменения
реагейта А в дискретной фазе (пузырях)
После интегрирования этого выражения при начальном
условии для I — 0, Сдд = Сло ДО значения / = L получаем
>п(С.4т/Сло) = Н1 - *“,) = -LK*/>v„.
Отсюда
L = — 1п(1 — Хл)
где н’„ = и* - и; + 0,71 Iff05^’5.
Решая совместно уравнения (2.128)-(2.130), получим
где кл константа скорости химической реакции первого порядка, отнесенной
к единице объема частиц катализатора
Окончательно высоту кипящего слоя можно найти, подставив
это выражение для К%.
Диаметр газовых пузырей лучше всего определять экспе-
риментально, например, с использованием датчиков, регистри-
рующих частоту прохождения пузырей через данное сечение слоя.
С помощью датчиков, установленных на разной высоте, легко
контролируются процессы роста и коалесценции пузырей, что
позволяет найти их средний диаметр (с/п), используемый в рас-
четах.
Одним из замечательных свойств кипящего слоя является его
изотермичноеть, которая достигается использованием встроен-
ных в него различных теплообменных устройств (теплообменных
труб, трубок Фильда и др.). Последние могут формировать
размеры газового пузыря. Например, для вертикальных тепло-
обменных труб, расположенных в шахматном порядке, средний
диаметр пузыря может быть найден по уравнению
= 2Л/^3 - </. (2.136)
где А-расстояние между центрами труб (шаг); d диаметр труб
108
Вертикальное расположение труб является предпочтитель-
ным, так как катализатор не налипает на их поверхности, все
время скатываясь вниз.
Коэффициент теплоотдачи от кипящего слоя к поверхности
теплопередачи находится из эмпирических критериальных за-
висимостей, например
Nu = ат</\ = 0,85Аг° 19 + 0,006Ат°'5Рг0-33; Pr = CprvrAr. (2.137)
Уравнение (2.137) справедливо, когда
v* ( Аг* \
Ar = 102 - 109; и* > — I----------------- ).
18 + 5.22,/Аг*,
Значение vr определяют при температуре кипящего слоя /сл,
а V* и Аг*-при Z* = 0,5(/сл 4- /ст), где /сл, температура соот-
ветственно кипящего слоя и поверхности теплопередачи.
Пример. Определить коэффициент теплоотдачи аг от кипящего слоя к по-
верхности теплообмена, если
v* - 79,4-10“6 м2/с: G, =0,5 кг/с; 1, = 4,91 10"2 Вт/(м-К);
vr = 55,5-10 6 м2/с; рг = 0,566 кг/м3; с1ч = Г 10“3 м; р, = 1200 кг/м3;
Срт = 6-103 Дж/(м3 К); dp = 1 м.
Решение. Определим iv* в аппарате:
и+= Gr-4/(p, лф = (0,5/0,566)4/(3,14 12) = 1,13 м/с.
Рассчитаем критерий Архимеда:
gd* рч-рг 9,81(1-10 3)3 1200-0,566
Аг* =------------- = —---------------------= 4095.
v2 Р, (79,4 10 6)2 0,566
Вычислим
v* Аг* 79,4 10"6 4095
—---------—= =----------—---------------= = 0,92 м/с.
< 18 + 5,22^/Аг* 1 'О 18 + 5,22^4095
Следовательно, выполнено условие
v* Аг*
и* > —-----------=.
< 18 + 5,22 Аг*
Теперь определим а/
ат = (ХгАч)(0,85Аг°-19 + 0,006 Аг05 Рг0 33) =
4.9110 рч-рЛ019____________________М Рч-рЛ°-5/Ч.
— U,o j 1 | 4- U,UUo I II II —
I 10 3 L \ V2 Рг / ' V2 рг / \ 1г / J
4,91 10 2 Г /9,81(1-10"3)3 1200 — О,566\019
= - ------- 0,85-----------------------+
I 10 3 L \ (55,5 10 6)2 0,566 /
/9,81(1 • 10 3)3 1200 - О,566\0'5 /6 10 3 55,5 10"6\°-3q
+ 0,006 ------------------------------------------- = 244 Вт/(м2 К).
\ (55,5-10 6)2 0,566 / \ 4,91 10 2 / J
109
Методика расчета реактора с кипящим слоем катализатора
сводится к следующему:
1) задаются значением средней фиктивной линейной скорости
и’*;
2) по заданной производительности GB с учетом селектив-
ности процесса Фв определяют объемную скорость потока й-;
3) задаются некоторой геометрией теплообменного устройст-
ва и диаметром труб теплообменника;
4) рассчитывают диаметр реактора, а затем число труб
теплообменника;
5) выбрав соответствующую математическую модель, опре-
деляют высоту кипящего слоя L; находят соответствующую
высоту стационарного слоя катализатора L* = L(1 — е)/(1 — е*);
6) по тепловому балансу проверяют достаточность теплооб-
менной поверхности.
В тех случаях, когда катализатор заметно дезактивируется во
времени, используют установки с кипящим слоем, в которых
возможна замена части отработанного катализатора на свежий.
Такая система носит название реактор-регенератор с цирку-
ляцией частиц. В регенераторе катализатор чаще всего реге-
нерируют путем выжигания с его поверхности смолистых ве-
ществ, образующихся в результате химических реакций, про-
текающих в реакторе.
Конструктивно оба аппарата часто устанавливают верти-
кально один над другим. Из верхнего аппарата в нижний
катализатор поступает по специальному трубопроводу (стояку).
Для большей текучести зерйистого материала и создания га-
зового (парового) затвора, предотвращающего попадание среды
из одного аппарата в другой, обычно предусматривается подача
в стояк инертного газа или водяного пара.
Реакторы с движущимся в режиме пневмотранспорта зер-
нистым катализатором (как в соединительном стояке в системе
реактор - регенератор) редко используют в технологии основного
органического и нефтехимического синтеза. Примером может
служить только процесс каталитического крёкинга.
2.4. РЕАКТОРЫ ДЛЯ ГЕТЕРОФАЗНЫХ СИСТЕМ
Реакционные процессы технологии основного органического
синтеза реализуются в гетерофазных системах так же широко,
как и в гомогенных и гетерогенных. К ним относятся системы
«жидкость-жидкость» и «жидкость-газ». Последняя имеет пре-
имущественное распространение, например используется при
гидратации этилена и ацетилена, окисления парафинов и аро-
матических углеводородов, алкилирования бензола олефинами,
хлорирования парафиновых и ароматических соединений, суль-
фоокисления и сульфохлорирования парафинов и др.
110
Особенностью гетерофазных процессов является то, что
реагенты находятся в разных фазах, поэтому химическая реакция,
протекающая, как правило, в объеме одной из них, сопро-
вождается обменом веществом и энергией между фазами.
Материальный баланс по ключевым веществам составляют
для обеих фаз-сплошной (как правило, жидкой) и дисперсной
(как правило, газовой). Для гетерофазных процессов, исполь-
зуемых в технологии органического синтеза, характерно практи-
чески всегда осуществление химической реакции в объеме сплош-
ной фазы.
Важнейшими характеристиками газожидкостных систем яв-
ляются порозность (известная еще как газонасыщение) £ = VJV
(где Vt, К-соответственно объем газовой фазы и суммарный
объем газовой и жидкой фаз, т. е. объем газожидкостного слоя)
и удельная межфазная поверхность ст = 4е/(/п (где (/„-средний
диаметр газовых , пузырей, определяемый экспериментально
путем фотографирования барботажного слоя) Этот же метод
может быть использован и для определения е. Более просто
газонасыщение находится путем замера высоты слоя при подаче
газа и без него, после чего рассчитывается из соотношения:
£ = (L — Ьж)/Б (где L-высота соответственно слоя жидкости
и газожидкостного слоя в реакторе).
Исходя из способа создания межфазной поверхности, гете-
рофазные реакторы можно подразделить на следующие основ-
ные группы:
1-барботажные реакторы, в которых поверхность контакта
фаз образуется при введении газа через барботеры в слой
жидкости;
2 реакторы с механическим диспергированием газа, в ко- •
торых вводимый в аппарат газ диспергируется в жидкости
различными перемешивающими устройствами.
Первая группа реакторов отличается прежде всего простотой
конструктивного исполнения и, следовательно, высокой эксплуа-
тационной надежностью. Они применяются как при периоди-
ческом, так и при непрерывном процессах обработки жидкости.
Каждая из фаз может иметь свою структуру потока, а сама
двухфазная система характеризуется их различными комби-
нациями.
К этой группе относятся: барботажные полые колонны
и с затопленной насадкой, колонные аппараты с тарелками,
барботажный газлифтный аппарат, змеевиковый барботажный
реактор.
В реакторах второй группы при механическом перемешива-
нии жидкости вследствие развитой турбулентности достигается
большая удельная поверхность контакта фаз, чем первой. В то же
время наличие движущихся частей предъявляет особые требо-
вания к системе герметизации и уплотнения (сальниковых и
111
торцовых устройств), делая эти реакторы менее надежными
в эксплуатации.
Наиболее типичными представителями этой группы являются
реакторы с мешалкой в свободном объеме и с мешалкой в цир-
куляционном контуре.
2.4.1. Основные характеристики реакторов
Барботажная колонна может быть пустотелой или секциони-
рованной горизонтальными перегородками, служащими про-
межуточными газораспределителями. В последнем случае имеем
вертикальный каскад реакторов.
Пропускная способность колонн по газу лимитируется его
фиктивной (приведенной) скоростью тт*, не превышающей
0,15 м/с. При более высоких линейных скоростях значительно
возрастает порозность (газонасыщение), что при заданном
количестве обрабатываемой жидкости приводит к неоправдан-
ному увеличению рабочего объема реактора и, следовательно,
к снижению удельной производительности. Кроме того, при
высоких линейных скоростях газа могут возникать пульсации
давления и вибрации аппарата.
В барботажных аппаратах при невысоких слоях заметное
влияние на величину е и а оказывает также конструкция
газораспределительного устройства.
Пропускная способность по жидкости определяется при
заданной производительности по целевому продукту GB необхо-
димым временем пребывания.
В первом приближении барботажные колонны можно рас-
сматривать как аппараты идеального смешения по жидкости
и идеального вытеснения по газу или вытеснения с обратным
(осевым) перемешиванием по жидкости и газу. Коэффициенты
обратного перемешивания могут быть определены известными
методами с применением трассеров.
Для снятия тепла внутрь колонн встраиваются теплообмен-
ные устройства. Снаружи аппараты часто имеют «рубашку»,
в которую подается теплоноситель. Все это усложняет кон-
струкцию барботажных реакторов. Весьма распространенным
является способ отвода тепла за счет испарения части жидкости
и се конденсации в выносных конденсаторах-холодильниках.
В пустотелых барботажных колоннах перепад давления
определяется сопротивлением газожидкостного слоя:
Р0-^ = А^ = »РжЬж,
где рж- плотность жидкой фазы.
Как правило, он невелик и в расчетах рабочего объема
реактора не учитывается.
В колонном аппарате с затопленной насадкой в первом
112
приближении принимают режимы идеального вытеснения по
обеим фазам, которые могут двигаться прямотоком или про-
тивотоком. Очевидно, что роль инертной насадки в этом случае
сводится к уменьшению обратного перемешивания, главным
образом по жидкой фазе. Кроме того, насадка способствует при
прочих равных условиях увеличению межфазной поверхности.
Перепад давления здесь более заметен, чем в пустотелых
аппаратах. Расчетные формулы для его определения те же, что
и для аппарата с сухой насадкой, однако коэффициент сопротив-
ления X определяется по критериальным уравнениям, учитыва-
ющим наличие в аппарате жидкой фазы.
Конструктивное исполнение барботажных газлифтных реак-
торов может быть различным, но, независимо от конструкции,
в основу их работы положен принцип циркуляционного контура,
состоящего из восходящего газожидкостного и нисходящего
потока жидкости с небольшим количеством захваченных ею
газовых пузырей. Максимальная приведенная скорость газа
в барботажных трубах, определяющая нагрузку аппарата по газу,
составляет до 2 м/с, что в пересчете на сечение всего реактора
дает скорость до 1 м/с. Скорость циркулирующей жидкости
также достигает 1 -2 м/с. Интенсивная циркуляция способствует
лучшему теплообмену между реакционной массой и встроен-
ными теплообменниками, что позволяет осуществлять в этих
аппаратах реакции с большим тепловым эффектом.
При моделировании отдельную барботажную трубу можно
рассматривать как аппарат идеального 'Вытеснения по жидкости
и газу, но в целом весь реактор по жидкости рассматривается как
реактор идеального смешения.
В барботажных газлифтных реакторах результаты исследо-
ваний процесса, полученные на физической модели, имеющей
одну барботажную трубу, можно распространить на пучок
параллельно работающих груб таких же размеров, если в них
сохранена гидродинамическая обстановка эксперимента.
В барботажных змеевиковых реакторах устойчивые гидро-
динамические режимы наблюдаются при приведенных линейных
скоростях газа 9,3-10 м/с и жидкости 0,4-2 м/с. Эти реакторы
целесообразно использовать для проведения достаточно быст-
рых реакций. В противном случае их длина и сопротивление
становятся слишком большими. Особенно перспективно при-
менение змеевиковых реакторов при повышенных давлениях, так
как при малых диаметрах труб толщина стенок будет небольшой,
что способствует лучшей передаче тепла через нее.
С позиции математического моделирования этот тип реак-
тора близок к аппаратам идеального вытеснения. Для него
применим и метод физического моделирования, если результаты
получены на модели, состоящей из двух труб с восходящим
и нисходящим движением газожидкостной смеси.
113
Наиболее эффективными устройствами для диспергирования
газа в жидкости являются турбинные открытые мешалки с
прямыми и изогнутыми лопастями. Пропускная способность по
газу реакторов с мешалкой в свободном объеме ограничена
режимом захлебывания, когда избыточное количество газа не
диспергируется в жидкости, а, обтекая мешалку, поднимается
вверх вдоль вала. Этот режим наступает при приведенной
линейной скорости газа 0,05-0,1 м/с.
В реакторе с мешалкой в циркуляционном контуре может
быть достигнута наибольшая удельная межфазная поверхность.
Пропускная способность аппарата по газу определяется пре-
дельным значением газосодержания, когда происходит срыв
работы, как правило, винтовой мешалки. Это наступает при
приведенной скорости газа в центральном стакане 0,2-0,5 м/с.
Эти реакторы наиболее эффективны, но и наиболее конструк-
тивно сложны.
Реакторы с мешалкой можно рассматривать как аппараты
идеального смешения по жидкости и газу.
2.4.2. Расчет реакторов для двухфазных систем
Рассмотрим методику составления материального баланса для
выделенного элементарного объема dV газожидкостного слоя,
когда наблюдается обратное (осевое) перемешивание по газу
и жидкости, существует сопротивление массо- и теплопереносу из
фазы в фазу. Теплообмен осуществляется через рубашку. Будем
считать, что уносимые с отходящими газами пары жидкости
конденсируются в выносном конденсаторе и возвращаются
в зону реакции при Т= Tq.
Химическая реакция протекает в жидкой фазе. Реагент
i находится в газовой фазе, а реагент у-в жидкой. Продукты
реакции остаются в жидкой фазе. Фазы подаются прямотоком.
Система подчиняется законам Рауля и Дальтона. Будем считать,
что значения коэффициентов газонасыщения, массо- и тепло-
передачи между фазами, а также обратного перемешивания
в жидкой и газовых фазах постоянны по высоте реактора, т. е.
в расчетах используются их некоторые усредненные значения.
Используя диффузионную модель, получим для жидкой фазы
dF* d2C™ (р. \
---L + --Г- - (1 + e)vfrS + к; ст .SI — - С“ = 0;
d/ d/z \Н, ' /
dFf d2CT /Р. \ dF* d2C“
---L+OrS—-------------C“ 1 = 0; — + D S--S(l -e)v,r = 0;
d/ d/2 \H; ) dl dl2 2
dT d2T
+ Z C - Wro -
О/ О/
114
" / ЯД 4
- Y. ctSI Cf - — I - К^ТЖ - rT)-S - a, oS(Tx - Tr) = 0;
,= 1 \ d
dT d2T
— G, Cm + \S--------+ aoS(Tx - Тт) = 0;
' p d/ d/2
Учитывая, что Ff = WXC? = iv*SCr, F[ = ЖГС[ = w?SC[,
G„ = и;рж = И’*5рж и Gr = iyrpr = B’*Spr, имеем:
dC* d2C™ /Р, \
-ir*^-!- + D -----(1 -s)v,r + K'a — -C* = 0; (2.138)
“ d/ “ d/2 ' ' J
dCT d2CT fPt \
-w*—- + D,-------Kia — -C“ 1 = 0; (2.139)
r d/ d/2 \H, /
dC“ d2C“
— ir*—- + £>.„--- — (1 — e) v,r = 0; (2.140)
‘ dl dl2 J
dT d2T
-P«C7h * — + + Z (1 - £)г;(АЯ .)ro -
г л p d / л d t * * J 1'
7=1
- Z - K,(TX - TJ-- а,сг(7ж - Tr) = 0; (2.141)
i=1 V d
dT d2T
— pr C”'riv*— + >.r—7 + aTu{T„ - Tr) = 0, (2.142)
p r dl dl2
где и* - фиктивная (отнесенная ко всему сечению аппарата) линейная скорость
жидкости (принята постоянной по длине реактора); п* средняя фиктивная
линейная скорость газа; Сж, С-концентрация веществ в жидкой и газовой фазах;
V,-, ,v -стехиометрические коэффициенты; г, г*-инвариантные скорости хими-
ческой реакции и превращения /-го вещества в жидкой фазе; АЛЛ-тепловой
эффект химической реакции; К]. К?-коэффициенты массопередачи абсорбции /-го
и десорбции (испарения) /-го веществ, отнесенные к единице поверхности контакта
фаз; а-удельная поверхность контакта фаз, т.е. поверхность контакта фаз,
отнесенная к единице объема газожидкостной смеси; P-t, Pt-парциальное давление
компонентов в газовой фазе; РЦ, Я,- константы Генри; Dx, D -коэффициенты
обратного перемешивания в фазах; Хж, Х.г эффективные коэффициенты тепло-
проводности в фазах; Тж, Т,, 7Т - температура жидкости, газа и теплоносителя; а,,
Кт-коэффициенты теплопередачи между фазами и реакционной смеси с тепло-
носителем; - мольна^ теплота испарения /-го компонента жидкости; т/ диаметр
реактора; Cmai, С"' - массовые теплоемкости жидкой и парогазовой фаз.
Парциальные давления могут быть определены из соотношения.
Р. = P“”'C,»/ZC7,
где Р"ас-парциальное давление насыщенных паров /-го компонента жидкости при
температуре газового потока в реакторе;
Pt = СГЯТГ,
где Я-газовая постоянная.
Граничные условия задаются при I = 0, за что принимается
точка ввода дисперсной (газовой) среды в реактор. При проти-
вотоке фаз у слагаемого, отвечающего за конвективный поток
жидкой фазы (w*dC*'/d/), знак меняется на противоположный.
115
Сформулированная таким образом задача слишком сложна
и не имеет практического значения. В таком виде она полезна
тем, что показывает, каковы особенности гетерофазной системы
по сравнению с вышерассмотренными.
Систему уравнений (2.138)- (2.142) приходится упрощать, тем
более что ошибки в определении коэффициентов модели обычно
превосходят неточности в упрощении модели. Как правило,
считают, что скорость теплообмена между фазами бесконечно
велика. По возможности принимаются модели идеальных струк-
тур потоков (идеальное вытеснение или смешение), постоянство
их объема. Если можно, пренебрегают уносом газом компо-
нентов жидкой фазы, сопротивлением массопереносу между
фазами.
Пусть, например, имеем реактор непрерывного действия
с интенсивно работающей мешалкой, что позволяет принять
модель идеального смешения по обеим фазам и считать область
протекания реакции кинетической.
Для реакции второго порядка
+ vyYr--> увДж + vzZK
рабочий объем, т. е. объем газожидкостной смеси (К) в реакторе
может быть найден из соотношения
Wi(C:0-C^=r(l-E)rx; r4 = /c4QQ- (2.143)
Будем считать, что устанавливается равновесие между от-
ходящим из реактора газовым потоком и жидкой фазой. Тогда
С“ = PYIHY,
где Ру парциальное давление вещества У в отходящем газовом потоке; HY конс-
танта Генри. В свою очередь,
Pr = Pyr = PFl/Y F„ (2.144)
i=l
где Р общее давление в отходящем газовом потоке; PY мольный поток Y на
выходе из реактора; Ff-мольный поток i-ro вещества в отходящем газовом
потоке.
В общем случае в отходящем газовом потоке могут содер-
жаться инертные вещества (/„„), пары компонентов жидкой фазы
и непрореагировавшее вещество Y(Fy):
^Fi = Fm+FY + ZF,.
Количество вещества У в отходящем потоке определим,
учитывая соотношение 4
Fr = Fro — (vy / v 4) Г л0 Хл.
где Хл-степень превращения реагента А в реакторе.
116
Для определения мольных потоков испаряющихся компо-
нентов используем так назы аемую формулу уноса, вывод
которой дан в гл. 3:
F. = Fr р./(р - хр.),
(2-145)
где Р;-парциальное давление паров /-го компонента жидкости.
В свою очередь, Pt = Р,ас л(, где Р"ас-давление насыщенных
паров l-го компонента жидкости при температуре отходящего из
реактора газового потока, л(-его мольная доля в жидкой фазе.
При необходимости уравнение (2.145) легко записать для
массовых потоков.
Зная мольные потоки всех компонентов в отходящей из
реактора парогазовой смеси, легко определить PY, CY и затем гА.
Значения FA0 и затем 14^ определяют по заданному GB.
Общее количество газа на входе в реактор
(определяющее, в свою очередь, величину FY0)
выбирают таким образом, чтобы обеспечивался
в зоне реакции нужный гидродинамический ре-
жим. Известно, что в аппаратах с мешалками
величины в и сг зависят от расхода газа и от числа
оборотов мешалки.
Пусть теперь имеем ту же реакцию, для
Рйс. 2.23. Схема движения противотоком жидкой и газовой
фаз в колонном аппарате:
I, II. III потоки газовой фазы на входе в реактор (/ = 0). на расстоя-
нии / и на выходе из реактора (/ = L); IV, V, VI потоки жидкости на
расстояниях / = L, I = I и 1 = 0
которой rA = kACACY, но осуществляемую в реакторе идеаль-
ного вытеснения по обеим фазам. Предположим, что фазы
движутся противотоком (рис. 2.23).
Считая, что сопротивлением массопереносу можно прене-
бречь, запишем:
-и^С: = <C“odX,4 = (1 - £)rxd/ = (1 - Е)кл С»о(1 - XJCJd/ =
= (1 -еИЛС;0(1 -XA)PYdl/HY
или iv*dX„ = (1 - с)кА(1 - XA)PYdl/HY, (2.146)
где PY -парциальное давление реагента У в газовом потоке для сечения 2.
Если, например, газовая фаза состоит из реагента У и инерт-
ных разбавителей, т. е. парциальным давлением паров компо-
нентов жидкой фазы можно пренебречь, то
Рг = PFr/(Fm + Fr).
117
В дифференциальном виде материальный баланс для реаген-
тов У и А имеет вид
Учитывая противоток, для сечения 2 в интетральном виде по-
лучаем соотношение
/7r = Fro-(Vr/vJF40(X* -X..,).
Теперь легко представить PY как функцию ХА:
^-(уУ/у^ло(х-^ (2147)
С учетом (2.147) уравнение (2.146) может быть проинтегри-
ровано и получено значение высоты (длины) L газожидкостного
слоя в колонном аппарате.
Методика расчета сводится к тому, что, исходя из GB,
определяют Wx, задаются некоторым диаметром колонного
аппарата и рассчитываю! mJ. По уравнению (2.146) находят
L и затем отношение L/d, по которому можно оценить пра-
вильность выбора идеальных моделей структур потоков обеих
фаз.
Выбор величины Fyo определяет общий расход таза, а
с учетом уже известного значения^ диаметра колонного аппарата
и гидродинамическую обстановку в нем, а также £ и о.
Если в реакторе жидкость движется в режиме идеального
смешения, а газ-идеального вытеснения, то рабочий объем
реактора может быть найден из уравнения
*UQo - = (1 - е) Игл = (I - е) = (1 - Е) VkAC‘ P,fH, =
= (\-^VkAC“C\RT! HY. k4 = |v^|fc. (2.148)
В уравнении (2.148) используется среднее но высоте колонною
аппарата значение концентрации У в газовом потоке. Его нахо-
дят следующим образом. Учитывая режим идеального вытесне-
ния по газу, имеем
-ir’dc;/<!/ = (! -е)гу = (1 -t}kYC‘C\RTiHY: (2.149)
kY =|vr|fc.
Решая (2.149), получим
С" = Сгг схр [ - ку С* RT( 1 - £) /.' (//г й;*)].
Теперь можно найти среднее значение концентрации У;
G = (Go - G")/In(c;o/C7). (2.150)
Методика расчета далее практически не отличается о г пре-
дыдущего случая.
118
Часто реакции в системе жидкость-газ осущеш вляются по
полупериодической схеме, когда жидкость загружается в реактор
и через нее непрерывно проходит поток газа. При этом считается,
чю жидкость идеально перемешивается как в барботажном
реакторе, так и в аппарате с мешалкой. Газовая фаза движется,
соответственно, в режиме идеального вытеснения и идеального
смешения. В этом случае размеры реактора определяются по
количешву жидкое™, перерабатываемой за один цикл. Время
цикла находится аналогично тому, как это делалось для го-
могенных реакторов периодического действия. Вновь обратимся
к реакции
Vj + V) х — УВДЖ + vzZ„,
для которой
'x = *4<':Q = *IvxIC«c;.
Пусть газ движется в режиме идеального вытеснения. Для
но Iока однокомнонентного газа (т е. не содержащего инертных
компонентов и состоящего только из У) вполне справедливо
соотношение
с * = Ру!Ну = const,
где считается не зависящей от состава жидкой фазы. Тогда
-dC«/dT = k,C‘Pt/Ht = Л>фС'“. (2.151)
Решение (2.151) очевидно, учитывая, что при т = О
с* = Qo = »ло/[(1 -ЧП = Ил0/Рж.
Вновь выбирают реактор с такой геометрией, чтобы в нем
создавался требуемый гидродинамический режим и выдержива-
лось условие идеального вытеснения по газу.
Если же газовый поток содержит инертные примеси, так что
концетрация Y будет .меняться но высоте реактора, то, как
и в предыдущем случае, находится се среднее значение с исполь-
зованием уравнений (2.149), (2.150).
Полученное значение позволяет найти т решением уравне-
ния
-ас*л/а1 = клс^С\кт/нг. (2.152)
Пусть зеперь газ движется в режиме идеального смешения,
например в реакторе с мешалкой. Концентрацию Y в газовом
потоке на выходе из аппарата находят из coot ношения
%Crro ~ wc'y = Ml - £И= kYC“CrrRT(\ - s) И///, (2.153)
Выбрав Wo и зная количество реагирующего вещества А, из
материального баланса находят W. После этого уравнение (2.153)
однозначно определено относительно Су, что позволяет исноль-
119
зовать найденное значение концентрации Ув уравнении (2.152), из
которого вычисляют т.
Очевидно, что для расчета реакторов, в которых осуществля-
ется гетерофазный процесс, кроме кинетического описания необ-
ходимо знать значения следующих параметров: I) газосодержа-
ния е, 2) коэффициентов массоперсдачи К' ст; "О коэффициентов
обратного перемешивания £)ж и D, в обеих фазах; 4) коэффициен-
тов теплопередачи ат и Кт.
Пример. Жидкофазное каталитическое окисление п-нитроэтнлбензола (л-
ПЭЬ) в д-нитроацетофенон (и-НАФ) воздухом
NO2C„H.,C2HS + О2 —> Н.О + \1О,С6Н4СОСН,
провозится в полой барботажной колонне периодическою (но жидкой фазе)
действия. Производительность опытно-промышленной установки составляет
30000 кт в гол целевого продукта (w-НАФ) Число операций в год равно 200.
Процесс осуществляется при 413 К и атмосферном давлении (0.1 МПа). По
соображениям взрывобезопасное™ концепт рация кислорода на выходе из
реактора нс должна превышать 7% (об) Степень превращения исходного
реагента равна 0,3; селективность по n-НАФ равна 0.85: потери составляют 2%.
Скорость расходования л-ПЭБ описывается уравнением
ГЛ-НЭБ = *п-НЭБ(/-НЭБ \/(-О, = 1>S’ *0 5(-«-H+KV МОЛЬ/(М3с),
если фиктивная линейная скорость таза на входе в реактор будет нс менее
0.12 М/с. При этом коэффициент i азонасыщения равен 0,2. Начальная концентра-
ция л-НЭЬ равна 7000 моль м3. сто плотность 1120 кг/м3. Пепловой эффект
реакции ( — = 503 кДж/моль.
Барботажный реактор имеет рубашку, в которую подается вода с начальной
температурой 293 К. а выходит с температурой 299 К По опытным данным,
коэффициент теплопередачи может составлять 100 140 Вт/(м К).
Рассчитать основные тсомстричсскис размеры барботажною реактора окис-
ления, работающего во взрывобезопасных условиях.
Решение Определим количество n-НЭБ, затружаемото в реактор для
проведения одной операции:
с = _____ С„-нафЧ,.нэв_________=______ 30000-151 _ =
"НЭБ° М„.НАфЛи41ЭБФ;;;^-200(1-0,02) 165-0,3-0.85-0.98-200 '
Объем затружешюго в реактор n-ПЭБ равен
Г, = 549.3, 1120 = 0.49 м3
По ГОСТ 9617 76 принимаем внутренний тиа метр аппарата </ 0.4 м.
Реактор будет иметь эллиптическое отбортованное днище (но ГОСТ 6533 78)
объемом Ул — 0.0115 м’. Высота цилиндрической части реактора, заполненной
жидкостью:
= (1; - I'J/S = (0.49 0,0115)/(0.785 0.42) = 3.8 м.
Аппарат должен быть снабжен рубашкой внутренним диаметром, равным
0,45 м (по ОСТ 26-01-984 74).
Примем расход воздуха на входе в реактор = 0.0125 м3/с или
F,„JO 0 = 0,558 моль/с. 1 огда
= »%»MoT/(ToS) = 0,0125-413/(273-0.785-0.42) = 0.15 м/с.
Определим концентрацию кислорода в газовой фазе на выходе из реактора
в начальный и конечный моменты времени, т.с. для А = 0 и А = 0,3.
1 л-п >ь л-п ль
120
Принимаем режимы идеального вытеснения по (азу и идеального пере-
мешивания по жидкости. Тогда для '3'пН^ь = 0 1,0 (2.149) имеем:
с Л
Г <1С п, с ,
— 0.15 ’=1.810 5-7 103 3,8, где Со>0 = 21% (об ) = 6.2 моль О,/м3.
<J х/<2о.
Решая, получим:
VQ>, = ч 6.2 - 1,8 10 5 7 10’ 3,8/(2 0,15) = 0,9 или
(о, = 0.81 моль О2/м3 = 2.75%(об.).
Для А'„ нэ[. = 0.3 по (2.149) получим:
* <>»
-0.15 —^=1.8 10 5 7 103 0,7 3,8 ити . Q '= 1.40.
Л v Со2
Тогда (’о, 1,96 моль О, м3 = 6.6%(об.)
Следов;1 гельно. принятая высота слоя жидкости 3.8 м достаточна, чтобы
реактор работал во взрывобезопасных условиях.
Наиболее теплонапряженным моментом будет начальный, для которого
проверим достаточность поверхности теплопередачи. Определим в начальный
момеш времени скорость химической реакции, предварительно найдя среднюю
по высоте реактора концовiрацию кислорода в газовом потоке:
< 0,0 — С&2
1п(бо2о/Со,)
6,20 - 0,81
ln(t>.20/U.8l)
= 2.65 моль О2/м3.
Тогда
С-нэв = 1-8 Ю ’ • 7 -Ю’^/ 2,65 = 0,205 моль/(м3 с)
Количество тепла, выделяемое за счет химической реакции:
Qs = ( -A//r)298rn.„3bi; = 503 103 0.205 0,49 - 50500 Дж/с.
Тепло расходуется на испарение реакционной воды и части исходною и-НЭБ.
Количество реакционной волы
/•и "о = '„ н и, 1« - °-205 °-49 = °-1005 МОЛЬ'С или = 1.81 10 3 кг'с.
Количество тепла, затрачиваемое на ее испарение
2i'2° = Gff.'bCb = 1-8-10 3 2260 103 = 4090 Дж/с.
Расход тазов на выходе из реактора
F = 7 .„,д0 - Fo, = 0.558 - 0.1005 = 0.4575 моль/с.
Количество испаряющеюся л-НЭБ определим по формуле (2.145):
^‘Гоь = г,рл.нэь Лни, - Аьо) = 0,4575-3.03-10 3/Г100 10 3 -
- 3,03- 10“ 3 - 100 10 3-0.1005 /(0,4575 + 0.1005 +
Отсюда
F"c" = 0.01743 моль/с или GH‘" = 2.63 -10 3 кг/с.
/I-rljD M-rl in
Тогда
е„.нэБ = G-эбСнэб = 2 63 10 3 303-6 Ю3 = 800 Дж/с.
121
Пренебрегая потерями тепла, определим количество охлаждающей воды
GT = Qi/lCpATl ~ 7?)] = 50500 - 4090 - 800/[4190(299 - 293)] = 1,81 кг,с.
Требуемая поверхность теплопередачи равна
ST = C2/(KTATcp) = 50 500 - 4090 - 800/(100-117) = 3,90 м2.
Истинная поверхность теплопередачи равна
S, = ndL = TtdLJ(\ - е) = 3.14-0,4 3.8/0.8 = 5,97 м2.
Поверхность теплопередачи имеет более чем 50%-й запас даже для наихуд-
шего варианта, когда коэффициент теплопередачи минимален.
2.4.3. Реакторы для трехфазпых систем
Характерным примером применения трехфазных систем в техно-
логии основного органического и нефтехимического синтеза
может служить жидкофазное гидрирование карбоновых кислот
и их эфиров, динитрилов, динитросоединений. Процесс осущест-
вляется путем барботирования водорода через жидкую реак-
ционную массу, содержащую частицы твердого катализатора.
Последний применяют в суспендированном состоянии или в виде
стационарного слоя. Различают непрерывные и полупериоди-
ческий процессы. Во втором случае через реактор, в котором
находится суспензия катализатора в исходном жидком реагенте,
пропускают поток газа. Его подают снизу через распредели-
тельное устройство в таком количестве, чтобы в реакторе
колонного типа (барботажном аппарате) создать достаточную
удельную поверхность контакта фаз о.
В трехфазных системах генлосъем осуществляется за счет
испарения части жидкости во внутренних или выносных тепло-
обменниках при использовании катализатора в виде суспензии.
В случае стационарного слоя катализатора теплоотвод заметно
затруднен, и чаще всего ведут ступенчатое охлаждение реак-
ционной массы. Слой катализатора по высоте разбивают на
секции, работающие в адиабатическом режиме. Тепло отводят
в пространстве между ними, помещая туда теплообменники или
вводя поток холодного газового реагента. Возможен как пря-
моток, так и противоток жидкой и газовой фаз.
Допустим, что на поверхности катализатора протекает реак-
ция А + Y —> В. Реагент А находится в газе, а У- в жидкости.
Очевидно, 411 молекулы А из газовой фазы через поверхность
раздела фаз до. . ki ы прежде всего перейти в жидкую. Затем они
будут сорбирова i вся на внешней поверхности и, продиффунди-
ровав по капиллярам, на внутренней поверхности частиц ка-
тализатора. Реагент также должен достигнуть поверхности
катализатора и сорбироваться на ней. Образовавшееся в ре-
зультате реакции между сорбированными А и У вещество
В должно десорбироваться с внешней и внутренней поверхности
122
частиц катализатора. В последнем случае, пройдя по капиллярам,
попасть в объем жидкости, а затем, может быть, и газа. В общем
случае скорость процесса будет лимитироваться любой из
рассмотренных стадий. Наиболее сложной математическая мо-
дель будет тогда, когда скорости отдельных стадий соизмеримы.
Такая модель не используется в практических инженерных
расчетах и требует определенных упрощений.
Чаще всего сплошную фазу с катализатором рассматривают
как квазигомогенную. Ост альные допущения - такие же, как и для
рассмотренной выше системы жидкость-газ.
Рассмотрим, например, реактор со стационарным слоем
катализатора, через который жидкость и газ движутся прямото-
ком в режиме идеального вытеснения. Внешнего теплообмена
нет, т. е. осуществляется адиабатический режим. Тогда для
реакции Av -I- Уж —♦ Продукты* можно записать
n*dC» d/ + rA + К'Ас(Рл/Нл - Сф = 0; (2.154)
nf dC, 'dl-К‘Аи(Рл/Нл - Q) = 0; (2.155)
dC*/d/ = dC;/d/; (2.156)
-(ргС? й* + p,^;»»^)d T/dl + №НгА)тогл = 0, (2.157)
где l текущая высота слоя катализатора; гл скорость реакции, отнесенная
к единице объема слоя катализатора.
Для реакторов с суспендированным катализатором скорость
химической реакции относится к объему активной фазы, т.е.
к суммарному объему жидкой и твердой фаз. Расчетные фор-
мулы будут те же, что и для системы жидкость-газ.
ГЛАВА 3
РАСЧЕТ АППАРАТОВ ДЛЯ РАЗДЕЛЕНИЯ
МНОГОКОМПОНЕНТНЫХ СИСТЕМ
Известно, что сырье перед подачей в химический реактор
подвергают очистке, концентрированию и другим технологи-
ческим операциям Получаемую после реакционного узла смесь
продуктов-сырой продукт - необходимо разделить, а целевой
продукт очистить от примесей и довести до требуемой кондиции
путем концентрирования.
Задача проектирования системы разделения сводится к на-
хождению: 1) оптимальных схемы и типа оборудования (т.е.
123
материального баланса и организации потоков вещества, опти-
мального способа подвода и отвода тепла, теплового баланса
аппаратов); 2) оптимальной конструкции аппарата разделения
(рекшфикационной колонны, адсорбера, абсорбера н т.п.) и
других аппаратов, входящих в узел разделения (испари геля,
конденсатора, дефлегматора и т. и ).
В технологии основного органического и нефтехимического
синтеза особенно широко применяют такие методы разделения,
как испарение, ректификация, конденсация, экстракция, абсорб-
ция, адсорбция, хемосорбция. Основой всех этих методов являет-
ся процесс массопередачи. При расчете и анализе процессов
массопередачи требуется рассмотреть следующие три группы
условий.
I. Необходимые и достаточные условия для существования
данного числа фаз и законы распределения компонентов в них,
определяемые правилом фаз и законами равновесия.
2 Необходимые и достаточные условия для проведения
процессов-так называемые рабочие условия, определяемые
заданием начальных и конечных концентраций перерабатывае-
мых продуктов и их количеств. Связь между заданными ко-
личествами и концентрациями устанавливают путем составления
ма термальных балансов
3. Необходимые и достаточные условия, определяющие
удельную скорость перехода вещества из одной фазы в другую
и зависящие от разности равновесной и рабочей концентраций
(движущей силы процесса), физических свойств систем и тидро-
динамической обстановки процесса. Связь между этими факто-
рами устанавливают с помощью уравнений диффузионной
кинетики.
Одновременный учет указанных условий массопередачи по-
зволяет выбрать рациональную конструкцию аппарата и опре-
делить его размеры. Гидродинамическая обстановка при про-
ведении диффузионно! о процесса, в свою очередь, зависит о г
конструктивных особенностей аппарата. Поэтому если равно-
весные соотношения и заданные условия проведения процесса
могут быть рассмотрены вне связи с конструктивными особен-
ностями диффузионного аппарата, го кинетика должна быть
непосредственно увязана с ними.
При анализе процессов разделения всю совокупность проте-
кающих в аппаратах явлений можно условно разделить на два
уровня: микроуровень (микрокинетика процесса) и макроуровень
(макрокииегика процесса). К микрокинетическим факторам от-
носятся физико-химические эффекты, определяющие скорость
протекания физических явлений на .молекулярном (атомарном)
уровне и в локальном объеме аппарата. Макрокипетика процесса
изучает поведение физико-химических систем в масштабе аппа-
рата в целом. Здесь на эффекты микроуровня накладываются
124
гидродинамические, тепловые, диффузионные явления крупно-
масштабного характера, структура которых определяется кон-
структивными особенностями промыт тенного аппарата, харак-
тером подвода к нему внешней энергии, 1ипом перемешивающих
устройств и т.д.
Анализ процессов массопередачи позволяет изучить влияние
различных условий проведения процесса на характеристики
концентрацию и температуру конечных продуктов разделения.
Кроме юго. он позволяет изучить некоторые внутренние харак-
теристики процесса - профиль изменения температуры и концент-
раций по высоте колонны, местоположение контрольной точки
с максимальным значением температуры или других измеряемых
параметров при отклонениях в режиме эксплуатации, оптималь-
ное место ввода питания, отбора фракций и т.п. Это в свою
очередь позволяет решить задачу управления процессом. Реше-
ние указанных задач может быть выполнено на основе метода
математического моделирования, который открывает возмож-
ности прогнозирования. Результаты npoiнозирования могут
быть использованы как на стадии проектирования, так и при
эксплуатации действующих установок.
Общие принципы составления математических моделей про-
цессов разделения многокомпонентных систем заключаются
в разработке алгоритмов расчета аппаратов со сложным взаимо-
действием потоков, комплексов аппаратов с замкнутыми ма-
териальными и тепловыми потоками, представлении процесса
как совокупности явлений (парожидкостного равновесия, гид-
родинамики, тепломассопередачи и т.д.) со всей сложностью
взаимосвязей между ними (бинарная система рассматривается
лишь как частный случай многокомпонентной и в расчетах
используется всякий раз, когда имеется возможность выбора
определяющих ключевых пар компонентов для получения ка-
чественных характеристик процесса).
Закономерности и соотношения, используемые для количест-
венной и качественной характеристик этих явлений, дополненные
балансовыми уравнениями для описания физико-химических
свойств разделяемой смеси, составляют математическое опи-
сание процесса разделения. В зависимости о г постановки задачи
моделирования, степени изученности процесса каждое из этих
явлений может иметь различные по точности и детализации
описания. При создании системы моделирования эти описания
могут оформляться в виде отдельных подсистем.
Структура системы моделирования процесса разделения
приведена на рис. 3.1.
Часто при формулировании задачи расчета принимают ряд
допущений. Они входят в математическое описание отдельных
составляющих процесса. Рассмотрим состав математической
модели установки разделения и принимаемые обычно допуще-
125
Рис. 3 I. Структура моделирования процессов разделения
ния. Элементами модели являются алгоритмы расчета фазового
равновесия, решения системы уравнений материального и теп-
лового балансов, расчета кинетики массопередачи и гидроди-
намики потоков, расчета теплообменной аппаратуры.
При решении уравнений баланса иногда принимают, что
потоки пара (газа) и жидкости постоянны по высоте отдельных
секций колонны. Такое допущение исключает необходимость
решения уравнений теплового баланса и приемлемо в тех
случаях, когда теплоты парообразования отдельных компонен-
тов смеси имеют одинаковый порядок.
Многообразие вариантов расчета фазового равновесия обус-
ловлено значительным различием свойств разделяемой смеси.
В настоящее время накоплен достаточный опыт по расчету
равновесия в идеальных системах. Применение моделей для
расчета реальных систем часто обусловлено отсутствием экспе-
риментальных данных для оценки параметров корреляционных
зависимостей типа уравнений Вильсона и NRTL (для учета
неидеальности жидкой фазы) или вириального уравнения (для
оценки неидеальности паровой фазы). Отсутствие данных при-
водит к тому, что при расчетах принимают упрощающие
допущения, оценка которых даже не всегда возможна.
К распространенным допущениям при расчетах фазового
равновесия относятся следующие:
паровая (газовая) фаза подчиняется законам идеальных газов,
что позволяет отказаться от учета ее неидеальности;
жидкая фаза подчиняется законам идеальных растворов, что
позволяет отказаться от учета неидеальности и определять
константы равновесия через давление паров чистых компонентов;
это допущение обычно принимается при определении равновесия
систем, состоящих Из компонентов с близкими свойствами,
например членов гомологического ряда;
126
коэффициенты относительной летучести не зависят от тем-
пературы, что также справедливо для систем с близкими
свойствами.
Априорное принятие допущений относительно поведения фаз
недопустимо, так как может привести к заведомо неверным
результатам расчета. Выбор соотношений для оценки неидеаль-
ности фаз производится на этапе исследования условий фазового
равновесия.
Учет кинетики массопередачи позволяет для каждой ступени
оценить степень неравновесности, обусловленной несовершенст-
вом массообменного элемента или недостаточной продолжи-
тельностью контакта фаз.
Ниже приведены различные допущения при оценке массо-
передачи и соответствующие варианты расчета:
на каждой ступени разделения достигается равновесие между
фазами, т.е. расчет ведется по теоретическим тарелкам; это
допущение принимают в тех случаях, когда нет данных по оценке
их эффективности;
эффективность разделения оценивается коэффициентом по-
лезного действия Мерфри.
К.п.д. Мерфри характеризует разделительную способность
у-й тарелки ректификационной колонны по z-му компоненту.
Возможны следующие случаи: 1) к.п.д. Мерфри постоянны для
всех компонентов разделяемой смеси и для всех тарелок; 2) к.п.д.
Мерфри постоянны для всех компонентов, но изменяются по
высоте колонны от тарелки к тарелке.
Эффективность разделения непосредственно связана также со
структурой потоков в аппаратах. Наличие байпасирующих по-
токов, застойных зон и обратного заброса фаз приводит к
сиижению движущей силы процесса массопередачи. Учет этих
факторов при оценке эффективности часто необходим.
К наиболее распространенным моделям относятся уже из-
вестные смешение, вытеснение и диффузионная. Часто оказы-
вается удобнее вместо диффузионной модели использовать
ячеечную, исходя из простоты ее машинной реализации. Можно
использовать любую их комбинацию, получая комбинированные
модели, которые позволяют более полно отразить реальную
структуру потоков. Принятие той или иной модели позволяет
внести поправку на оценку эффективности контакта фаз.
Трудность применения моделей структуры потоков состоит
в том, что их параметры определяются по экспериментальным
данным, в частности, по кривым отклика. Это предполагает
наличие живой («холодной») модели, что при решении проектных
задач часто не Представляется возможным. В связи с этим
целесообразно при появлении новых конструкций массообмен-
ных элементов наряду с оценкой их эффективности по массопере-
даче устанавливать применимость типовых гидродинамических
127
моделей в зависимости от нагрузок по фазам. Отсутствие таких
данных затрудняет выдачу точных результатов по гидродина-
мике, поэтому подчас невозможно получить оценки применения
различных моделей. Трудно получить и количественные оценки
погрешностей от применения тех или иных моделей. Распростра-
ненным способом оценки гидродинамических моделей является
расчет по предельным идеальным моделям.
Рассмотрим основу расчета материального и теплового
баланса парожидкост ное равновесие.
3.1. ПАРОЖИДКОСТНОЕ РАВНОВЕСИЕ
Расчет парожидкостного равновесия является одной из основных
задач разделения многокомпонентных смесей путем ректифика-
ции, экст ракции, абсорбции и др. В зависимости о г того, какие
параметры заданы и какие определяю 1ся, возможны два типа
задач:
1) заданы Д\,.л2. .. . \,...., ля наиги Ti, i2. .. т„
2) заданы /’.г,,)',,.. . ц, . i„ найти T.Vj.Aj,..., л,-,. .
где Р. Т давление и температура в системе; г,, л’;-мольные доли /-го компонента
в паровой и жидкой фазах соответственно; п число компонентов в фазе.
Отношение Kt = j-’j/.v, называют константой фазового рав-
новесия нар жидкость для i-io компонента в многокомпонент-
ной смеси.
Каждая задача имеет п неизвестных: Р или Ти п — 1 значений
концентраций (мольных долей) /до компонента в одной из фаз.
Концентрацию л-го компонента можно найти из соотношения
я я п 1
Е V, = Е >•; = 1. например, л, = 1 - Е V (3 U
1-11=1 • 1= i
Термодинамическим условием фазового равновесия /-го компо-
нента многокомпонентной смеси является равенство его фуги-
тивностей в жидкой и паровой фазах /" =/*.
Фугитивность паровой фазы связана с общим давлением
в системе следующим соотношением:
/“ = Ф.Л = Ф,.».^- (3.2)
где Р, парциальное давление но компонента; <р, котффициент фут итивности.
являющийся мерой отклонения реального газа от идеального; у, мольная доля
/-го компонента в паровой фазе; Р общее давление в системе.
Фугитивность жидкой фазы через другие термодинамические
параметры смеси выражается соотношением
/Г = т(-</?ж. (33)
где л, - мольная доля /-го компонента в жидкой фазе; фугитивность /-го
компонента в стандартном состоянии; у, коэффициент активности, характе-
ризующий степень отклонения реального раствора от идеального.
12Я
Объединяя (3.2) и (3.3) для/7 = можно записать
Ч>,У,Р = у, и-™ >'т = ¥,*«/?'“/Ф.^- (3 4)
Если стандартное состояние относится к состоянию чистого
компонента, го /*,ж равна давлению его паров при заданных
условиях (Уф). Тогда соотношение (3.4) можно переписать для
паровой и жидкой фаз соответственно в следующем виде:
ул.Р0 ф.г.Р
~ (35 a); v, =-------.
Ф.Г у.Р"
Зависимость Р° от температуры обычно выражается анали-
тически в виде уравнения
=ехрМ,. + A2i/T+ A3iT+ Л4|1п Т).
(3.56)
.3.6)
тле Т температура. К; константы, предварительно определяемые по
экспериментальным Р Т зависимостям
или в виде уравнения
lgP°= А,-В,/(С\ +в. 3 7)
где Л,, В, С, коэффициенты, определяемые по справочникам или экспери-
ментальным данным; f температура. "С.
Если в уравнении (3.5 а) коэффициенты и <р, равны едингце,
то имеют дело с идеальной жидкой и паровой фазами.
В этом случае уравнение (3.5 а) запишется в виде
г, = p°Xi/p = К,л,, р.8)
где Kt = Р°/Р константа фазового равновесия z-го компонента в случае идеаль-
ных паровой п жидкой фаз.
Зная зависимость давления насыщенных паров чистого т-го
вещества от температуры, Ложно рассчитывать К, при различной
температуре. Это позволяет легко определить состав одной фазы
при известной другой.
Пример 3.1. Трсхкомпонеитный раствор спиртов можно считать идеальным
(спиргы-гомологи) Наименее летучего компонента пропанола в жидкой фазе
50 мол.%, этанола и метанола по 25 мол.%. Давления насыщенных паров
Р° соответственно равны: для пропанола 499 ГПа. для этанола 999 ГПа. для
метанола 1999 ГПа. Общее давление н системе Р = 999 ГПа.
Найти состав пара.
Решение. Для идеальных растворов в соответствии с уравнением (3.8)
у, = Р°х, / Р, л„ = 0,5; л, = 0,25, хм = 0,25.
То1да содержание пропанола в паровой фазе
= Р° ха/Р = 499 0,5/999 = 0,25 мол. %;
этанола
у3 = P°XJP = 999 0,25/999 = 0,25 мол.%,
129
метано, la
•м = р0„х»р = 1999 0.25, 999 = 0.50 мол.%.
Проверка:
3
I Л = + Ум = О-25 + 0.25 + 0,50 = 1.
I-1
В зависимости от исходных данных о физико-химических
свойствах компонентов, а также данных по парожидкостному
равновесию бинарных и многокомпонентных смесей возможно
несколько вариантов расчета равновесия: 1) при допущении
постоянства коэффициентов относительной летучести компонен-
тов; 2) с учетом температурной зависимости констант фазового
равновесия при допущении идеальности паровой и жидкой фаз;
3) с учетом неидеальности жидкой фазы по уравнениям Маргу-
лиса, Ван-Лаара, Редлиха-Кистера, Вильсона, NRTL; 4) с учетом
неидеальности паровой фазы через вириальнос уравнение состоя-
ния.
3.1.1. Расчет составив фаз при постоянных
коэффициентах относительной летучести
Расчет производится по заданным коэффициентам относитель-
ной летучести и составу одной из фаз. По определению, коэф-
фициент относительной летучести есть
И. = = б',/ ';)/б'ь/-Ч), i = 1, •, П. (3.9)
rie индекс b означает компонент, относительно которого определяется летучесть
г го компонента.
Применение этого способа целесообразно, когда все at не
зависят от температуры, что предполагает одинаковую тем-
пературную зависимость kt и kh. Это выполняется, например,
довольно часто для многокомпонентных смесей, состоящих из
веществ, принадлежащих к одному гомологическому ряду.
Расчетные формулы получаются следующим образом. Для
любого компонента смеси справедливо соотношение, полученное
из (3.9)
»=!.. ,П.
откуда следует, что
yi/kh = aiX,. (3.10)
После суммирования правой и левой частей уравнения (3.10) по
всем компонентам смеси с учетом (3.9) можно записать:
Т. = а-Ц); (З.Н)
130
-Г. = (_Ft/<x.)/(S >./“.) (3.12)
<—1
Пример 3.2. Найти состав жидкой смеси спиртов, если пар содержит 60%
метанола. 24% этанола. 12% пропанола. 4% бутанола н известны их отно-
сительные летучести а, (относительно бутанола), равные соответственно 5;
4; 1.5; 1.
Решение. В соответствии с (3.12)
= Е СГ./«Л (3.13)
< = 1
Находим содержание метанола в жидкости:
хм = (0,6/5) (0.6/5 + 0.24-4 + 0,12/1.5 + 0,04/1) = 0,400 (3.14)
Аналогично находим мольные доли остальных компонентов:
х» = 0,200; х„ = 0,133; х6 = 0.266.
Проверка:
£ х, = 0 400 + 0.200 + 0,133 + 0.266 ar 1 (3.15)
а - 1
Для определения температуры, при которой жидкость на-
и— 1
ходи гея в равновесии с паром, вначале вычисляют = 1 — У yit
а так как хь задано, то рассчитывают kb = yb/xh. Зная зависимость
кь от Т, находят такое ее значение, которое соответствует рас-
считанному, и тем самым определяют температуру, при которой
достигается данное фазовое равновесие.
3.1.2. Расчет составов при допущении
идеальности паровой и жидкой фаз
В этом случае (у = 1, ср = 1) расчет производится по составу
одной из фаз и зависимости давления паров /-го компонента (Р?)
от температуры. Температуру фазового равновесия и равно-
весный состав другой фазы определяют путем решения урав-
нений
/(0 = I = [Р°(/)х, /Р]- I = 0
1=1
(3.16)
или
/(0 = 1 X Py,/P°(t) -1=0, (3.17)
i-1
полученных объединением уравнений (3.1) и (3.8) при условии
У, = 1, ср, = 1 (справедливом при идеальности паровой и жидкой
фаз).
131
Рис. 3.2. Блок-схема расчета 1смпературы кипения смеси и состава паровой фазы
Блок-схема решения уравнения (3.16) приведена на рис. 3.2.
Рассмотрим этог алгоритм подробнее, так как его часто исполь-
зуют при расчете на ЭВМ.
При известных коэффициентах Alh Л4, зависимости (3.6)
и составе жидкой фазы (л;) расчет температуры Т и состава
паровой фазы у, осуществляется по формуле Ньютона
= 7, - / (7})'/’(7j) (У номер итерации),
которая при вычислении производной f’(T) через разности
запишется в виде
7],, = >-'[/'('G-. (3 18)
где / (7^) вычисляют по формуле (3.16) при температуре 7).
Расчет проводят следующим образом. Вводят в ЭВМ исход-
ные данные: начальное приближение по температуре Т, т очность
расчета £, число компонентов и. состав жидкости х, и коэф-
фициенты уравнения (3.6)-Л,„ Л21, Л31, A4i. Формулой (3.18)
можно воспользоваться, лишь имея значения температуры
и функции f(T) в двух предшествующих точках 7] и 7}_t. Для
того чтобы найти эти значения, вводят фиктивную переменную
М, значение которой принимают равным единице. Эту пере-
менную используют как счетчик. Далее в цикле по индексу
/ вычисляют значения концентраций компонентов по формуле
г( = л,ехр(Лп + Л21 7+Л317Т Л411ч7) Р (3.19)
и сумму концентраций в соответствии с формулой (3.16) пе-
ременная SUM. После этого значение М уменьшается на единицу
132
и проверяв гея условие окончания расчета, т. е. если температура
Т равна температуре кипения, то сумма концентраций будет
равна единице или близкой к ней с точностью с. В этом случае
расчет температуры закончен и производится вывод результатов.
В противном случае необходимо уточнить значение темпера-
туры.
Уточнение температуры производился следующим образом.
Прежде чем значение переменной М станет меньше нуля,
вычисляется ее значение при начальной температуре и вместе
с температурой запоминается (переменные ТР и SUP). Темпе-
ратура для второй точки задается как предыдущее значение,
увеличенное на 10 К. После вычисления суммы концентраций у,
(переменная SUM) во второй точке значение М станет меньше
нуля, и последующее уточнение температуры будет произво-
диться в соответствии с формулой (3.18).
3.1.3. Расчет состава с учетом
неидеальности жидкой фазы
В этом случае для расчета составов, а также Тили Р необходимо
иметь состав одной из фаз, зависимость давления пара чистых
компонентов от юмпературы, параметры соответствующего
уравнения для описания неидеальности жидкой фазы (т. е. урав-
нения для расчета у,). По аналогии с (3.16) расчет состава
паровой фазы и температуры кипения смеси ведется по формуле
/(/) = X У,(х,г)Р°(1)х,/Р= 0. (3.20)
i- 1
Для расчета состава жидкой фазы и температуры смеси
используется формула, аналогичная (3.17).
В формулах (3.20) и (3.21) уД.г,/)-коэффициенты активности,
зависящие о г состава и температ уры. Решение уравнений
(3.20)-(3.21) аналогично ранее рассмотренным (3.16)-(3.17) с тем
отличием, что коэффициенты активности уточняются последо-
вательно при фиксированной температуре методом простой
итерации.
Более эффективным методом расчета парожидкостного рав-
новесия является использование вместо уравнения (3.20), его
логарифмической формы:
Л') = 1п(Х Y,(A,Z)/’I°(/)x1)-lnP = 0. (3.22)
133
В этом случае уравнение (3.22) практически линейно о г тем-
пературы и его решение может быть получено за гораздо
меньшее количество измерений.
Для расчета коэффициентов активности у, применяются раз-
личные корреляционные соотношения.
Современное состояние теории растворов позволяет пред-
сказывать свойства только некоторых типов растворов. В основ-
ном же изучение свойств растворов идет по пути эксперимен-
тальною исследования для получения эмпирических зависимо-
стей по минимуму экспериментальных данных. Определение
указанных зависимостей выполняется в форме корреляций коэф-
фициентов активности от физических свойств системы. При
определении зависимости коэффициентов активности от свойств
системы при постоянных давлении и температуре используется
уравнение Гиббса Дюгема:
£л/1пу( = 0. (3 23)
» —1
Используя понятие избыточной свободной энергии Гиббса
(разность изменения свободной энергии при смешении чистых
компонентов и изменения свободной энергии идеального раство-
ра), отдельные коэффициенты активности могут быть выражены
уравнением:
/<AGF\
ЯТ1пу, = 1---Lt,' (324)
X дх, J ’ ' '
Выразив избыточную свободную энергию AG£ как функцию
состава жидкой фазы, получаем уравнение
AG£
+ Е + ... (3 25)
2.303ЯТ£^л, м м* ‘М
I
где </j, qr q, эффекшвные молярные объемы компонентов i.j, к в жидкой фазе, м*;
безразмерные константы, определяемые по экспериментальным
данным бинарных, тройных и четверных систем соответственно; zh zJt эффек-
тивные объемные доли компонентов », j, к.
Эффективные объемные доли компонентов определяются по
выражению
(3.26)
и так же, как и мольные доли, связаны соотношением £ z,• = 1.
В выражении (3.25) константы Ац, Aijk, Aijkl отражают
взаимодействие различных групп молекул ij, ijk, ijkl в мно-
гокомпонентной смеси. Чем больше число членов в этом урав-
134
нении, гем оно точнее будет представлять поведение данной
системы. Однако это повлечет за собой значительное увеличение
экспериментальных данных, необходимых для определения соот-
ветствующих констант.
Из уравнения (3.25) дифференцированием можно получить
следующие уравнения:
а) уравнение Маргулиса, принимая допущение о равенстве
эффективных молярных объемов компонентов;
б) уравнение Ван-Лаара при замене = Ац/Ал;
в) уравнение Скетчарда-Хаммера заменой эффективных
молярных объемов qt молярными объемами чистых компонен-
тов
Для расчета равновесия по этим уравнениям необходимы
опытные данные но равновесию тройных и более систем, полу-
чение которых сопряжено со значительными трудностями. Ис-
ключением в этом отношении является модель Вильсона, кото-
рая требуез для описания состояния равновесия многокомпо-
нентных систем только задания экспериментальных данных по
бинарным системам, входящим в данную многокомпонентную
систему, и физико-химических свойств чистых компонентов.
В основу модели Вильсона положено также выражение свобод-
ной избыточной энергии Гиббса как функции состава жидкой
фазы.
Уравнение Вильсона имеет вид
(327)
ли = -тсхр - ~ >-,,)/ «Л,
где R газовая постоянная; Т температура, при которой изучается равновесие
пар жидкость. К; v\ г* мольные объемы компонентов / и i в виде чистых
жидкостей; (X.fJ — - параметр, характеризующий различие энергии сцепления
молекулярных nap f — i и i —j, кДж/кмоль (этот параметр считают не зависящим
ог температуры); безразмерный параметр; при практических расчетах часто
пользуются справочными значениями A(J для температуры, при которой изучают
равновесие пар жидкость; при этом А., принимают равными I (при отсутствии
справочных данных необходимы экспериментальные данные только по бинарным
системам).
Пример 3.3. Рассчитать коэффициенты активности у, для неидеальной жилкой
фазы по уравнению Вильсона, если известны мольные концентрации компонентов
в жидкой фазе ацетона (х, = 0,20), хлороформа (х2 = 0,3), метанола (х3 = 0,5);
з
£ xf = 0,2 + 0,3 + 0,5 = I; А1( = Л2, = Л33 = I;
1= ।
Л|2 = 1.17; Л13 = 0,674; Л23 = 1.27;
Л21 = 1,58; Л31 = 0,846; Л32 = 1,03.
135
Решение. В соответствии с уравнением (3.27) имеем
Л ИЯ
Iny, = I - In £ хД, - X xkA.J £ XjAki.
/-1 4-1 j-1
Вычисляем у, ,ия / = 1 (ацетона).
з
Е \Л12 = Л'1Л11 + Л2Л12 + Х3Л13 =
= 0,2 • 1 + 6.3 1,17 + 0,5 0,674 = 0,2 + 0,351 + 0,337 = 0,888.
Для к — 1;
з
Е -Ъли = -*1л11 + х2Л12 + х3Л|3 = 0,888;
>-1
3
х.Л,, =0,2; х.Л,,/ У х,Л. - = 0,2/0,888 = 0,225.
। 11 ’ - 1 11/ *—• j 1 j 1
Для к = 2:
з
I ХТА22 = Х1Л21 + Х2А22 + Х3Л23 =
>=1
= 0,21,58+ 0,3-1 + 0,5-1,27 = 0,316+ 0,3 + 0,635 = 1,251;
з
х2Л21 = 0,474; х2Л21/ £ х2Д2> = 0,474/1,251 = 0,379.
3=1
Для к = 3;
з
Е Ълз/ = Л1лз1 + л2Л32 + х3Л33 =
= 0,2 0,846 + 0.3 1,03 + 0,5 1 = 0,169 + 0,309 + 0,5 = 0,978;
3
х3Л31 = 0,423; х3Л31/ Е Х,Л3, = 0.423/0,978 = 0,432.
j-1
3 3
Е -Чли/ Е ЛА/ = °.225 <- °>379 + °>432 = иозб;
2=1 J-I
In у, = 1 - In 0,888 - 1.036 = - 0.036 - In 0.888.
Отсюда
у, = ехр(— 0,036 — In 0.888) = 0,857.
Аналогичный расчет проводят для определения у2 = 0,776 (хлороформ)
и у3 = 1,056 (мстаноч).
Уравнение Вильсона дает хорошие результаты при расчете
равновесия многокомпонентных взаимнорастворимых систем.
Если же в многокомпонентных системах появляются взаимно
нерастворимые и частично растворимые компоненты смеси,
136
вместо уравнения Вильсона целесообразнее применять уравнение
N RTL:
1ПТ( =--------+
ЕЛ»-Л»
к
причем т,, = (Х„ - Х,(), RT, Л.,, = схр(-а7,т71).
где ajj-экспериментально определяемая безразмерная константа, характеризую-
щая расслаивание системы.
Как видно из примера 3.3, расчеЛя по уравнению Вильсона,
как, впрочем, и по уравнению N RTL, достаточно просты;
единственная трудность-выполнение большого количества
арифметических операций, однако применение ЭВМ позволяет
легко преодолеть эту проблему.
3.1.4. Расчет составов с учетом неидеальности паровой
и жидкой фаз
В этом случае расчет проводят по уравнению
” Vi(MF?(Qjr,-
Ч>.(у.1.Р)Р
ИЛИ
" ^(у.1.Р)Ру, _ ( _ 0
Величина (p,(j’,/,P) определяется выражением
2 "
1п<р, = - £ — InZ,
1 >-1
л и
1де Z = I + £ £ .г, В,,/в коэффициент сжимаемости; i’ мольный объем пара
< - । j = 1
при данных условиях; вторые вириальныс коэффициенты, определяемые
экспериментально.
Однако при практических расчетах парожилкос гного равно-
весия коэффициент <р, обычно принимают равным единице, по-
скольку даже при высоких давлениях и ассоциации молекул
паровой фазы ф, незначительно отличается от единицы. Кроме
того, следует отметить, что точное определение вторых вириаль-
ных коэффициентов достаточно сложно.
137
3.2. РАСЧЕТ РАВНОВЕСИЯ В МНОГОКОМПОНЕНТНОЙ
СИСТЕМЕ ЖИДКОСТЬ ЖИДКОСТЬ
Термодинамическим условием фазового равновесия /-го компо-
нента многокомпонентной смеси в системе жидкость-жидкость
является равенство его фугитивностей в обеих жидких фазах, т. е.
= (3.28)
где у*11 и у*2’ коэффициенты активности /-го компонента в фазах I и 2.
Константу фазового равновесия для системы жидкость - жид-
кость определяют как
А, = xf’/x’” (3.29)
или-с учетом (3.28)-как
fc. = y< >///>. (З.ЗО)
Отличие расчета многокомпонентного равновесия жидкость-
жидкость от такого же в системе жидкость-пар состоит в том,
что задача решается при заданной температуре, а коэффициенты
фазового равновесия существенно зависят от концентраций всех
компонентов в обеих фазах. При расчете равновесия жидкость-
пар константы фазового равновесия, как правило, сильно зависят
от состава только одной жидкой фазы, и если этот состав задан,
то итерации осуществляю/ся только по температуре, что значи-
тельно облегчает решение задачи расчета равновесия.
Попытка распространить теоретические представления, ис-
пользуемые при описании равновесия в многокомпонентных
системах жидкость пар, на системы жидкость - жидкость пред-
приняты в системах расчета NRTL (Ренона и Праузница), а также
Вильсона. Общим для этих моделей является то, что они берут
начало из описания равновесных бинарных смесей и распростра-
няются затем на многокомпонентные системы. Система NRTL
строится с учетом энтальпии и энтропии растворения и исходит
из концепции «регулярных растворов», которая более всего
подходит к неполярным жидкостям.
Для «регулярных раст воров» энтропия смешения равна энтро-
пии смешения идеальных растворов. Жидкие углеводороды или
другие неполярные соединения часто образуют растворы, кото-
рые приближенно можно считать «регулярными». Поскольку
коэффициенты активности в действительности являются неявно
выраженными нелинейными функциями состава фаз, то прихо-
дится использовать оптимизационные процедуры для поиска
константг входящих в уравнения связи. Система этих уравнений
может быть решена только итерационным путем на ЭВМ.
Основная трудность состоит в разработке методов решения,
обеспечивающих надежную сходимость итераций к истинному
решению при произвольном задании начальных условий.
138
Пример 3.4 (алгоритм расчета составов двух жидких фаз).
Определить состав двух равновесных жидких фаз, при заданной температуре
по известному суммарному составу смеси.
Если заданы температура смеси Т (по существу она определяет область
расслаивания системы), общее количество смеси F (моль/с) и мольная доля /-го
компонента в этой смеси -,(' = I, 2, .. ).
Описание задачи состоит из следующих уравнений
1) и уравнений материального баланса
F’, = Fu ’х}11 + F*2’x!2’ (/ = 1, 2, ..., и), (3.31)
где Г*1’ и F12’ мольные потоки 1-й и 2-й фазы, моль/с; .х}”,х{2’-мольные доли /-го
компонента в 1-й и 2-й фазах;
2) и уравнений фазового равновесия (3.28)
yjOjfVI = y|2’xj2’,
где у)” и у!21 коэффициенты активности /-го компонента в 1-й и 2-й фазах;
3) соотношений
£х!2’=1.
I=t i=l
Выразим через 0 = Р’’/F относительную долю первой фазы. Разделим
уравнение (3.31) на F:
z, = F<"x!1’/F + F'2'x!2,/F.
С другой стороны, F = F" + F12’. Тогда
с, = Ол}1’ + (1 - 0)х<2'.
Из (3.29) и (3.30)
к,-= у!"/у}2’= х<2,/х’”,
где kt- константа равновесия /-го компонента между фазами. Тогда
х}21 = k.x111; z, = Ох)1’ + (I - 0)к.х*1»,
Г
откуда
х!*> = с,/[0 + (1 -0)к,]; (3.32)
У х}1’ = У------—-----или У --------1 — 1=0. (3.33)
f“i А10 + (1-0)к, А] 0 + (I — 0)k,
Задаемся локальным значением к,, например к, = 1.
Решая уравнение (3.33) по методу, изложенному выше, определяем 0 Затем
находим составы фаз х}1’ и х}2’ по уравнениям (3.32); рассчитываем у!” и у!2’ по
уравнению Вильсона или NRTL, определяем к, = у!’'/у;2’ и сравниваем найденное
значение с выбранным значением к(. Цикл расчетов повторяем до выполнения
условия |к^+1’ — кр’| sgE.
3.3. АППАРАТЫ ДЛЯ ПРОЦЕССОВ ОДНОКРАТНОГО ИСПАРЕНИЯ
При разделении смесей, компоненты которых сильно различают-
ся по температурам кипения (так называемые ширококипящие
смеси), отпадает необходимость флегмирования и обеспечения
многократных контактов потоков пара и жидкости. В этом
случае требуемое качество продуктов разделения можно обеспе-
чить в аппарате однократного испарения (простой дистилляции),
139
Рис. 3.3. Схема аппарата однократного испарения:
I исходная смесь (F, zit РЛ
//-паровой ноток (Fn, yit Т, Р),
///-жидкостной поток (F“, v,, Т. Р);
IV- тепло Q, подводимое к аппарату; F. F", Г“ потоки соответ-
ственно исходной смеси, пара и жидкости; х,- концентрации
Fro компонента соответственно в исходной смеси, паре и жидкости;
Т и Pf, Р температуры и давления соответственно исходной
смеси и в аппарате
обычно представляющего собой (рис. 3.3) обогреваемую емкость
с непрерывной подачец заданного количества питания F заданно-
го состава zfl при температуре TF и с отбором паровой F"
и жидкой F* фаз состава соответственно у, и л,- (i = 1, 2, ... ).
Принимая для паровой фазы модель вытеснения, а для
жидкой -смешения, можно представить математическое описа-
ние такого аппарата следующим образом:
уравнение общего материального баланса
F = F* + Г"; (3.34)
уравнение покомпонентного баланса
Fz, = F*v, + F"y,-, (3.35)
уравнение теплового баланса
FHr- - F"ir + Q = 0. (3.36)
где HF. H*, H"-энтальпия питания, жидкою и парового потоков.
Система уравнений (3.34) (3.36), дополненная уравнениями
(3.5), (3.8), составляет математическое описание аппарата.
Заметим, что при заданных характеристиках питания имеется
2л + 5 переменных и 2л + 3 уравнений математического описа-
ния. Следовательно, имеется две степени свободы в выборе
переменных для полного определения задачи. Обычно число
степеней свободы закрепляют (фиксируют) заданием двух пере-
менных из набора \Т, Р. Fn, Q}. Различный выбор независимых
переменных определяет и постановку задач расчета.
3.3.1. Испарители
Математическое описание аппарата однократного испарения
представляет собой систему нелинейных алгебраических уравне-
ний, решение которой в общем виде может быть получено,
например, по методу Ньютона-Рафсона. В част ных случаях
(зависящих от выбора независимых переменных) задача расчета
140
может быть существенно упрощена и сведена к типовой задаче
расчета парожидкостного равновесия.
Пусть в качестве независимых переменных выбраны F" и Р и
требуется определить температуру, которую необходимо поддер-
живать в аппарате, и составы х, и у, равновесных фаз. Тогда
исходя из уравнений баланса (3.34) и (3.35), соотношения (3.8)
можно записать формулу, аналогичную (3.33):
/(О = i------ vt -l=0. (3.37)
,_,v + (i - v)A,
где v = F"/F.
Поскольку k, =/(/) и выражается в общем случае через пара-
метры равновесных фаз в виде
к, =--------.
<P,O’,T.F)F
то путем решения уравнения (3.4) находят равновесную темпера-
туру. Соответственно составы фаз будут определены по уравне-
ниям материального баланса:
л, = (Fz, - F"yt)/F-. (3.39)
Для оценки неидеальности фаз в выражении для к, (3.37)
можно воспользоваться любой из приведенных выше корреля-
ций.
Рассмотрим подробнее конструкцию аппаратов простой ди-
стилляции.
Метод однократной простой дистилляции, протекающей обыч-
но в непрерывном режиме, реализуется на установке (рис 3.4, а),
состоящей из нагревательной камеры, сепарационного сосуда
и конденсатора. Потоку исходной смеси сообщается в нагрева-
тельной камере (обогрев паром или горячими газами) определен-
ное количество тепла, за счет которого часть ее испаряется.
Образовавшаяся парожидкостная смесь поступает в сепарацион-
ный сосуд, откуда отделившийся пар отводится через конденса-
тор в сборник дистиллята, а неиспарившаяся жидкость в сбор-
ник кубового остатка.
Метод постепенной простой дистилляции состоит в непрерыв-
ном испарении жидкой смеси и удалении паров в момент их
образования Процесс можно осуществлять как в периодическом,
так и в непрерывном режимах (рис. 3.4.6, в, г). В данном случае
эти аппараты называют дистилляционными кубами. При перио-
дическом режиме можно получить несколько дистиллятов с раз-
личными концентрациями низкокипящих компонентов. Дисгил-
141
Рис. 3.4. Схемы аппаратов для простой дистилляции жидких смесей:
а-аппарат для непрерывной однократной дистилляции; 6. в. г-аппараты для постепенной
дистилляции (6 - с нагревательными змеевиками и рубашкой; в с внутренним нагревом; г с
выносным кипятильником);
/-нагревательная камера; 2-сепарационный сосуд; 3-конденсатор; / -вход исходной смеси;
//-выход дистиллята; ///-выход кубового остатка
ляционные кубы непрерывного действия работают с непрерыв-
ным питанием исходной жидкой смесью и непрерывным отводом
образующихся паров и кубового остатка; при этом получается
лишь дистиллят одного среднего состава. Как будет показано
ниже, дистилляционные кубы, схематически изображенные на
рис. 3.4, являются непременной составной частью ректифика-
ционных установок.
Пример 3.5. Исходная четырехкомпонентная смесь углеводородов, содержа-
щая по 0,25 мол. долей каждого компонента (zt — 0,25; i = I ... 4), подвергается
однократному испарению. Известно содержание первого и второго компонентов
в жидкой фазе х, =0; х2 = 0,125; третьего и четвертого в паровой у3 = 0,125;
у4 = 0. Неизвестны у,, у2, х3. х4.
Найти расходы паровой и жидкой фаз в долях от расхода исходной смеси, их
полные составы.
Решение. Уравнение материального баланса (3.35) перепишем в виде
z, - f^yJF - F‘xJF, i = 1....4.
Запишем уравнения для / = 1 и / = 2 и просуммируем их:
2 гп 2 рж 2
1= 1 • f= 1 * i- I
2 2 4
£ z, = 0,5; X у,- = 1 - £ у, = 1 - 0.125 = 0,825; (3.40)
<=1 t=I i=3
2
£ xt = 0,125.
i= 1
Так как F*/F = 1 — F"/F, то из (3.40) можно найти
2 2
F" 1 0.5-0,125
— = Ц2-----=-----------------= о,5,
F Д Д 0,875-0,125
2>. - X Ъ
। --1 i=i
т. е. половина питания перешла в паровую фазу. Очевидно, F*/F = 0,5.
142
Найдем неизвестные у,, у2, х3. л4. Вновь запишем уравнение покомпонент-
ного материального баланса
z, - FyJF - F‘xt/F = 0;
Zi-F-xJF 0,25 — 0,5 0 nc
J1 F"/F 0,5
Из условия Xj'i = * следует
y2 = 1 - (0,5 + 0,125) = 0,375.
Для i - 3
z3 - F“y3/F - F‘x3,'F = 0;
z3-FnJ’3/F 0,25 — 0,5 0,125
x, = ------=--------------------= 0,375.
3 F‘/F 0.5
Из условия £x, = 1 имеем
л4 = 1 - (0,375 + 0,125) = 0.5.
3.3.2. Конденсаторы
В процессах, где в качестве сырого продукта реакции получается
парогазовая смесь, первым этапом ее разделения на отдельные
компоненты является конденсация. Таким путем выделяют глав-
ную массу способных конденсироваться в данных условиях ве-
ществ. Состав конденсата и газа определяется константами
фазового равновесия компонентов обеих фаз-/:,.
Практически конденсация из парогазовой смеси проводится
в проточных конденса горах. Используются два основных спосо-
ба ее осуществления: при прямотоке и противотоке остаточного
газа и конденсата. В конденсаторах прямоточного тина будет
содержаться максимальное количество легколетучих компонен-
тов по сравнению со всеми другими способами конденсации.
Уравнения общего материального, покомпонентного и тепло-
вого баланса аналогичны уравнениям (3.34)-(3.36). Для конден-
саторов широко используют следующие понятия:
степень конденсации - отношение количества z-го компонента
в жидкости после процесса к исходному количеству:
q. = F'x.AF’J; (3.41)
степень разделения - отношение количества пара z-го компо-
нента к его количеству в жидкости после конденсации:
S, = FW”*.); (3-42)
степень испарения - отношение количества пара z-го компо-
нента после конденсации к его исходному количеству:
Y.- = Г"ЛД^(). (3.43)
143
Расчет прямоточного конденсатора не отличается от расчета
испарителя.
Пример 3.6. В прямоточном конденсаторе проводится конденсация газа,
содержащего 20 мол.% водорода, 40 мол.% метана, 20 мол.% этилена. 20 мол.%
этана. Конденсация ведется при температуре 233 К и давлении 3,2 МПа. Общее
количество газа 50 кмоль
Найти количество и состав конденсата (в мольн. процентах).
Решение. По справочным данным находим констант ы фазового равновесия
для всех компонентов при Т = 233 К и Р = 3,2 МПа: для водорода к, = со; для
метана км = 3,3; для этилена fc, = 0,49; для этана kat = 0,29.
'Запишем уравнение (3.39):
х, = (Fz, - F-yJ/F*.
С другой стороны г, = kixi.
Домножим обе части уравнения (3.39) на F":
F"\, — Fzt — F°kixi. Но F" = F — F*. Тогда
F“v, + (F — F*)A1x1 = Fz,.
Отсюда
x, = Fz,/[F* + fc,(F - F’)]. (3.39a)
Рассчитаем состав конденсата по формуле (3.39а), задавшись F* = 6 кмоль:
х„ = 50 0,4/(6 + 3.3-44) = 0,132;
х3 = 50 0,2/(6 + 0,49 44) = 0,363;
хзт = 50 0,2/(6 + 0.29 44) = 0,533.
Тогда
э
£ х( = 0,132 + 0,363 + 0,533 = 1,028.
Следовательно, значение F“ необходимо увеличить. Задаемся F“ = 8 и по
формуле (3.39а) вновь рассчитаем состав конденсата:
хм = 50 0.4/(8 + 3,3 -42) = 0,136;
х, = 50 0.2/(8 + 0,49 42) = 0,349
хзг = 50 О.2/(8 + 0,29-42) = 0,495.
Получим
з
X X; = 0,136 + 0,349 + 0,495 = 0,980.
50 0.2
Следовательно, истинное значение F* находится между 6 и 8. Примем
F* = 7 кмоль. По формуле (3.39а) находим
50 6,2 _____
х =------------= 0.133; х =----------—-----= 0,355;
м (7+3.3-43) ’ (7 + 0.49 43)
50-0.2 Д
X =----------- = 0,512; У х, = 0,133 + 0.355 + 0.512 = 1.
” (7 + 0,29 43) ‘
Таким образом, получили количество конденсата (7 кмоль) и его мольный
состав (в %): 13,3% метана. 35,5% этилена, 51,2% этана.
144
Для противоточной конденсации многокомпонентной смеси •
нет точной методики расчета. Приближенный метод требует
применения специальных функций-степеней извлечения сип. При
этом задается степень извлечения одного компонента (ключево-
го), а для остальных компонентов степени извлечения опреде-
ляют по формуле
^И1В1 ^КЛЮЧ^ И1В. жлюч/^-,'-
Рассчитав степени извлечения всех компонентов, определяют
состав газа и конденсата (методика расчета дана в примере 3.7).
Таким образом, основная задача состоит в определении степени
извлечения ключевого компонента.
В расчетах противоточной конденсации константы фазового
равновесия следует брать при среднеарифметической или средне-
логарифмической температуре верха и низа аппарата.
Пример 3.7. Пирогаз состава (в мол. %): 55 СН4, 15С2Н4, 12 С2ПЙ,
II С'3Н6, 7 фракция С4 при Р— 1,35 МПа и начальной температуре 273 К
подвергается противоточной конденсации. Количество исходной смеси (То) равно
100 моль ч. Конечная температура остаточного газа 223 К. Определить количе-
ства и составы конденсата н остаточного газа.
Константы фазового равновесия при Т — (273 + 223)/2 = 248 К и Р =
= 1,35 МПа равны: fcCH = 7.000; кс н = 1,400, fcc н = 0.900; кс „ = 0,250; кс -
= 0.045. 2 4 2 6
Решение. Принимаем за ключевой компонент пропилен Задаемся его
степенью извлечения и определяем степени извлечения остальных компонентов.
Если си,в пропилена выбрана верно, го при проверке температура остаточного
газа будет равна 223 К Принимаем <и„с3н6 = 0,75.
Тогда
си1Всн4 = си>»с5н6^с3н6/^сн4 = 0,75 0,25/7 = 0,0267;
с... с,н4 = 0.75 0,25/1.40 = 0,134;
<"„>вс2и(, — 0.208; сН1«с3н6 = 0.75;
<и,.с4 = 0.75 0.25/0.045 > I. Принимаем 1.
Рассчитаем теперь количества компонентов в конденсате и в остаточном гаге.
Результаты расчета приведены ниже:
Ком- понен- ты Конденсат Остаточный газ остат. газа
сн4 55 0,0267 = 1,47 55 - 1,47 = 53,53 53,53/78,77 = 0,679
с2в4 15 0.1340 = 2,01 15- 2.01 = 12,99 12,99/78,77 = 0,165
C2Ht 12 0,2080 = 2,50 12 - 2,50 = 9,50 9,50/78,77 = 0,12
С3Н6 II 0,75 = 8,25 11 - 8.25 = 2,75 2,75/78.77 = 0.035
Хр, = 1,00
С4 17 = 7.00 0
Тж = 21.23 F° = 78,77 F0 = F» + F" = 21,23 +
+ 78,77 = 100
Температуру остаточного газа проверяют при конечной его температуре, от
которой зависит константа фазового равновесия
145
По справочным данным найдем константы фазового равновесия компонен-
тов при Т= 223 К и Р = 1.35 МПа: ксн* = 4 8, *с,Пд = 0,73; fcc,Hfc = 0 49 *.Cjh6 =
= 0.09 (напомним, что остаточный газ не содержи! фракции t4)
Проверим температуру ос га точного газа по условию \ — Е
।
£ v,/k, = 0.679/4,8 + 0,165,0,73 + 0.121/0,49 + 0.035/0,09 =
i= 1
= 0,141 + 0,226 + 0,247 + 0,388 = 1,00.
4
Равенство £ y,/ki = I доказывает правя 1ьность решения задачи
1
п п
Если бы £ л; = £ T,/fc, # I, то нам бы то бы необходимо изменить величину
c„„c,h. и повторять все расчеты до iex пор, пока это условие не было бы
выполнено с заданной точностью.
В случае конденсации неидеальной парогазовой смеси расчет
проводят по той же методике, но дополнительно привлекают
справочные данные по бинарному равновесию всех компоненюв
смеси, необходимые для расчета коэффициентов ак!ивпости у,
и затем к,.
3.3.3. Дроссели
Если процесс в химическом реакторе осуществляется при избы-
точном давлении, часто сырой продукт предварительно подвер-
гают дросселированию. Сразу за дросселем устанавливают пу-
стотелый аппарат (сепара тор), в котором парожидкост пая смесь
разделяется на два потока: паровой, уходящий сверху эвапорато-
ра. и жидкостной, уходящий снизу его Паровой и жидкостной
потоки затем раздельно подвергаются да новейшему разделению
на фракции или компоненты. При расчете дросселей необходимо
бывает рассчитать потоки пара и жидкости, выходящие из
сепаратора, их составы и температуру. Заданными являются
давление потока до и после дросселя, его температура до дроссе-
ля, состав и расход, как показано на рис. 3.5. Расчет возможен
с использованием теплового и покомпонентного материального
балансов:
F- = F".r, + F'.v,; (3 45)
F £ :,Н, = Р‘ £ г, Я? + F* £ х,НГ . (3.46)
>i •=! i-i
г те Н,, Н", Н‘ энтальпии потока на входе в дроссель, парового и жидкое итого
ьотоков на выходе из сепаратора.
Пример 3.8. Дана двухкомпопенгпая смесь Я и В. Ее состав на входе
> дроссель (мольные доли! с4 и св. Общий мольный поток смеси F (моль,с).
Давление до дроссе !я Ро, температура 70. Давление после дросселя Р..
Определиib F". F“. х,. ve, т4. гя, Tt.
146
Рис. 3.5. Схема дросселирования.
а распре юление параметров к системе (/ дроссель, 2-сепаратор); v изменение давления
в дросселе: 70 и Tt давление и темпера сура соо тветственно на входе и на выходе
дросселя, F. Р‘\ / “ ио соки соогвегсчвешю на входе в дроссель, пара и жидкости после
сепаратора; г,, г,. кондеи с радия i-ro компонента соответственно на входе в дроссель,
в паровом н жил косе пом потоках после сепаратора.
Решение. Составим покомпонентные уравнения материального баланса до
и после дросселя
f-Л = F"yA + F‘xA.
Учитывая, чю F = F” + F“. + чв = I. = кА.хА. гй = кв.хв, получим
Fz.4.= FnM, + (f(3.47)
F.-B = F”kB( 1 - л J + (F - F")(l - x„). (3.48)
Зададимся некоторой температурой 7, в эвапораторе (та же. что и в потоке
после дросселя). Зная Ё,. найдем значения констант фазового равновесия кА и кв.
Это позволяет решить систему двух уравнений (3.47) (3.48) с двумя неизвестны-
ми F" и с.,.
Теперь нужно проверить правильность выбора температуры Т,. Это осуще-
ствляется с исиоль топанием уравнения тепловою баланса:
Р'АН4 + к-вИв = - vA)Wg +
+ (F - F"}.xAirA + (F - F")(l - лй)Н5
В этом уравнении энтальпии веществ Л и Я в паровом и жидкостном потоках
определяются при температуре Т,. Гели это уравнение выполняется, то темпера-
тура Г, выбрана был:', правильно. Если нет. то необходим повторный расчет при
другой выбранной температуре.
Барботажные аппараты. Рассмотрим однокомпонен гпую жид-
кость, через которую барбот ирует газ. Для идеальной системы
Л = ЕЛ г, Р„ = Ру„,
где Р,, /*„. Р давление соответственно газа, пара и общее
Очевидно, что PJP„ = уг/гп-
В свою очередь.
GJM, G„/M,
’г “ GJM, + GJMa' >п “ GJM, + G„/Mn ’
где М, и Мп молекулярные массы соответственно газа и пара.
147
Тогда
PJP„ = GtMn/(M.Gn).
откуда
Учитывая, что Pr = Р — Рп, имеем:
В общем случае давление пара Рп = хжР™с
Для однокомпонентной жидкости лж = 1. Тогда Рп = Р"ас, и
МР“1С
G„ = G,--——.
W, (Р - Р““)
Для z-го компонента жидкости (всего их и) имеем
ЕЛ.,)
1
гле Ли =
Считается, что достигается равновесие между газом и парами
жидкости. Зная общее давление в аппарате Р, расход газа Gr и t,
можно определить Р™с и унос паров жидкости.
Часто бывают заданы потоки газа и паров в нем, а требуется
определить температуру в испарителе. Испаритель работает
следующим образом; через объем жидкости, состоящей из не-
скольких компонентов, барботирует газ в требуемом количестве.
Нужно при заданном давлении поддерживать в системе такую
температуру, чтобы газ уносил заданное количество паров каж-
дого компонента жидкости. Например, при получении формаль-
дегида через водноспиртовую смесь барботирует воздух. Парога-
зовая смесь, состоящая из воздуха, паров воды и метанола, после
выхода из испарителя подогревается и загсм подается в контакт-
но-каталитический реактор. Имеем GBOW, бН;гО и Gcn, известно Р.
Требуется найти температуру в испарителе.
Определяем значения у:
G /М G о
СП' сп _ Н 2*^ гI jO
>a,~£GJMt' >н2°- T.GJM,
Зная усп и общее давление в испарителе, определим давление
паров спирта Рсп = Русп и воды Рно=^>’н,о- Очевидно, что
Реп = -^сп/’сп0 J Рн2о = х\\2оРн2о-
148
Для рассматриваемого случая двухкомпонентой жидкости
хсп = 1 - хн2о Тогда
Л„ = ('-Л,2о/^Г2о)^с
Это уравнение при искомой температуре i обращается в тож-
дество и решается методом последовательных приближений.
Задаются температурой в испарителе и по справочным данным
находят Р'н£6 и Г™'; проверяют правильность выбора температу-
ры. В случае однокомпонентной жидкости температура испари-
теля определяется еще проще. Например, при гидрировании
фенола в циклогексанол водород барботируют через расплавлен-
ный фенол. Нужно найти температуру t в испарителе. Аналогич-
но предыдущему находим значение
в^мф + с„2/м,12'
а затем-давление паров фенола: Рф = Руф.
Для однокомпонентной жидкости Рф = Рфас. Зная зависимость
давления насыщенных паров фенола от температуры, находят по
известному значению Рфас ее требуемое значение.
3.4. АППАРАТЫ ДЛЯ ПРОЦЕССА РЕКТИФИКАЦИИ
В процессе ректификации из смеси жидкостей с различными
точками кипения выделяют одну (или несколько) в более или
менее чистом виде. Достигается это нагреванием и испарением
такой смеси с последующим многократным тепло- и массообме-
ном между жидкой и паровой фазами, в результате чего часть
легколетучего компонента переходит из жидкой фазы в паровую,
а менее летучего компонента из паровой фазы в жидкую.
Процесс ректификации осуществляется в ректификационной
установке, состоящей из следующих аппаратов: ректификацион-
ной колонны, дефлегматора или холодильника-конденсатора,
подогревателя исходной смеси, кипятильника и куба колонны,
сборников дистиллята и кубового остатка. Дефлегматор, холо-
дильник-конденсатор и подогреватель представляют собой
обычно теплообменники, конструкции и расчет которых осущест-
вляются по известным методикам.
Кипятильники колонны бывают двух типов: парциальные
испарители, где испаряется лишь часть поступающей кубовой
жидкости, разделительная способность их равна разделительной
способности теоретической ступени, или полные испарители, где
вся поступающая жидкость переводится в паровую фазу и состав
пара предполагается равным составу жидкости. Аналогично
в полном конденсаторе весь поступающий пар конденсируется
и состав жидкости, поступающий в колонну на орошение, пред-
149
полагается равным составу дистиллята. В парциальном дефлег-
маторе конденсируется лишь часть пара и состав отбираемого
в паровой фазе дистиллята предполагается равновесным жидко-
сти, поступающей на орошение колонны, т е дефлегматор рас-
сматривается как теоретическая ступень разделения.
Основным аппаратом установки является ректификационная
колонна, в которой пары перегоняемой жидкости поднимаются
снизу вверх, а навстречу парам сверху вниз стекает жидкость,
подаваемая в верхнюю часть аппарата в виде флегмы. В боль-
шинстве случаев конечными продуктами являются дистиллят
сконденсированные в дефлегматоре пары лег колетучего компо-
нента. выходящие из верхней части колонны, и кубовый остаток
менее летучий компонент в жидком виде, вытекающий из нижней
части колонны.
Процесс ректификации может протекать под атмосферным
давлением, а также при давлениях выше и ниже атмосферного.
Под вакуумом ректификацию проводя! для снижения темпера-
туры кипения с гем. чтобы уменьшить возможные процессы
разложения или конденсации (полимеризации) nepei опяемых ве-
ществ Повышенные давления применяют д 1я разделения смесей,
которые находятся в газообразном состоянии при более низком
давлении
3.4.1. Типовые конструкции ректификационных колони
В промышленности нашли применение тарельчатые, насадочные,
пленочные трубчатые ко юнны и центробежные пленочные ректи-
фикаторы. Они различаются между собой в основном конструк-
цией внутреннего устройства аппарата, назначение которого
обеспечить взаимодействие жидкости п парт. Это взаимодей-
ствие осуществляется путем барботирования пара через слой
жидкости на тарелках (колпачковых или сшчагых) либо путем
поверхностного контакта пара и жидкости на насадке или на
поверхности жидкости, стекающей топкой пленкой. Рассмотрим
некоторые конструкции ректификационных колонн (рис 3.6).
"Тарельчатые колонны с колпачковыми тарелками. Колонны
□того типа (рис. 3.6,а) наиболее часто применяют в рекнтфика-
ционпых установках, поскольку они обеспечивают большие про-
изводительности, широкий диапазон изменений нагрузок по пару
и жидкости и весьма четкое разделение смесей. Недоста тком их
является относительно высокое гидравлическое сопротивление.
Пары с предыдущей тарелки снизу попадаю! в паровые
патрубки колпачков и барботируют через слой жидкости, в кото-
рую частично погружены колпачки, имеющие отверстия или
зубчатые прорези, расчленяющие пар па мелкие струйки для
увеличения поверхности соприкосновения его с жидкостью. Пере-
ливные трубки служат для притока и отвода жидкости и регули-
150
-тарельчатая; б насадочная; « трубчатого типа; г-с выносным кубом-кнттятитьником (У) и дефлегматором (2):
питание, 11 конденсат; Ill кубовый остаток; В -пар, И вода 17 дистиллят.
Рис. 3.7. Контактные устройства массообменных аппаратов:
а противоточные (решетчатая тарелка): б с перекрестным гоком фаз (колпачковая тарел-
ка); в прямоточные (каскадная тарелка); г-перекрестно-прямоточные (многопоточная та-
релка); д-перекрестно-прямоточные (струйная тарелка); е вихревые (струйно-кольцевая
таретка): 1 4. 13. 16 основания тарелки; 2-щели, 3. 6, 7, К) 12. 15. М-переливы, 5-колпач-
ки; 8. 14 направляющие элементы; 9 узел диспергирования жидкости (щель); 17 арочные
отверстия; 79 - радиальные каналы
рования ее уровня на тарелке. Основной областью массообмена
и теплообмена между парами и жидкостью, как показали иссле-
дования, является слой пены и брызг над тарелкой, создаваемый
в результате барботажа пара и зависящий от размеров колпач-
ков. их погружения, скорости пара, слоя жидкости на тарелке,
физических свойств жидкости и др.
Тарельчатые колонны с ситчатыми тарелками. Эти колонны
применяют главным образом в случае, когда допустимые нагруз-
ки по жидкости и пару для них относительно невелики и регу-
лирование режима их работы затруднительно. Массо- и тепло-
обмен между паром и жидкостью в основном происходил на
некотором расстоянии от дна тарелки в слое пены и брызг.
Давление и скорость пара, проходящего в отверстия сетки,
должны быть достаточными для преодоления давления слоя
жидкости на тарелке и должны препятствовать ее стеканию через
отверстия. Ситчатые тарелки необходимо устанавливать строго
горизонтально для обеспечения прохождения паров через все
отверстия тарелки и во избежание проскакивания жидкости через
них. Обычно диаметры отверстий ситчатой тарелки принимают
в пределах 0,8-3 мм.
Эти колонны имеют те же достоинства, что и тарельчатые
колпачковые, однако к недостаткам кроме значи тельного гидрав-
лического сопротивления, относится значительное снижение эф-
фективности разделения при высоких нагрузках по жидкости
и пару.
Типы контактных устройств. Ниже описаны основные л ипы
контактных устройств, применяемых в аппаратах разделения.
Противоточные контактные устройства (рис. 3.7,а), или про-
вальные (решетчатые) тарелки, имеют перекрывающее все сече-
152
нис аппарата основание 7, например в виде листа с выштампо-
ванными в нем щелями 2. Тарелки не имеют специальных
переливных устройств для стока жидкости. При нормальной
работе на всей плоскости тарелки образуется устойчивый барбо-
тажный слой, при этом места стока жидкости распределяются
равномерно по всему сечению колонны.
Контактные устройства с перекрестным током фаз (рис. 3.7, п)
па основании 4 имеют направляющие элементы для газа в виде
колпачков 5 (или клапанов, или других устройств) и специальные
переливы для поступающей 3 и уходящей 6 жидкости. Поступаю-
щая через переливное устройство 3 жидкость распределяется
равномерно по всей плоскости основания тарелки 4 и сливается
затем в другое переливное устройство 6. Газ проходит через
колпачки 5, клапаны для отверстия в основании тарелки и барбо-
тирует через жидкость, образуя вспененный слой.
Один из характерных примеров конструктивного выполнения
контактных прямоточных устройств показан на рис. 3.7.в Они
имеют узел диспергирования жидкости 9, направляющие элемен-
ты 8 для движения газожидкостного потока и специальные
переливные устройства для жидкости 7 и 10. Жидкость, посту-
пающая с верхнего контактного устройства через перелив 10,
подается в щель 9 (в газовый поток), распыляется, эжектируется
газом и транспортируется и.м вдоль элемент а 8. В конце элемента
8 жидкость выделяется из потока газа и поступает в сливное
устройство 7. Следовательно, контакт газа и жидкости происхо-
дит при прямо точном движении фаз в разреженном дисперсном
слое газ-жидкость между верхним и нижним элементами 8.
Перекрестно-противоточные контактные устройства (рис.
3.7, г) имеют основание в виде сигчатой или решетчатой тарелки
и несколько переливов 11 для жидкости, расположенных равно-
мерно по сечению колонны. Переливы не снабжены специальны-
ми устройствами для iидравлического затвора и не доходят до
основания нижележащей тарелки. В остальном конструкция их
практически мало отличается о г конструкции контактных уст-
ройств противоточного и перекрестноточного типов.
Перекрестно-прямоточные контактные устройства (рис. 3.7, t))
имеют в основании 13 направляющие элементы 14 для прохода
газа, обеспечивающие однонаправленное движение газа и жидко-
сти вдоль контактного устройства, и переливы 12 и 75 такой же
конструкции, как и на тарелках с перекрестным током фаз.
В качестве простейшего вихревого контактного устройства
рассмотрим конструкцию струйно-кольцевой тарелки. Основание
16 тарелки (рис. 3.7, е) выполняется в виде листа с тангенциально
расположенными на нем арочными отверстиями 17. Отверстия
придают газу, поступающему в жидкость, тангенциальное на-
правление. что и обеспечивает вращательное движение газожид-
костного потока по тарелке. Жидкость подается к центру тарел-
153
ки; затем поступает на контактное устройство и в визе дисперс-
ной газожидкостной системы, состоящей из пены, брызг и капель,
движется по спиралеобразным траекториям к кольцевому
переливу 18 на периферии тарелки, из перелива сливается в ра-
диальные каналы 79 и поступает в центр нижележащей гарелки.
Насадочные колонны. Широкое распространение в промыш-
ленности получили насадочные колонны (см. рис. 3.6,6). Мень-
шее, чем в тарельчатых колоннах, гидравлическое сопротивление
особенно важно при ректификации под вакуумом.
Недостаток этих колонн состоит в том, что равномерное
распределение жидкости по насадке в колоннах большого диа-
метра затруднено. Поэтому диаметр промышленных насадочных
ректификационных колонн обычно не превышает 0,8 I м. Они
представляют собой цилиндрические аппараты, заполненные
инертными материалами в виде кусков определенного размера
или насадочными телами, имеющими форму колец, полых ци-
линдров и др., для создания большей поверхности фазового
контакта и интенсивного перемешивания жидкой и паровой фаз.
Массо- и теплообмен в колоннах с насадкой характеризуются
не только явлениями молекулярной диффузии, зависящей от
физических свойств фаз, но и гидродинамическими условиями
работы колонны, которые определяют турбулентность потоков.
В зависимости от скорости потока в колонне возможны три
гидродинамических режима-ламинарный, промежуточный и
турбулентный при которых поток пара является сплошным,
непрерывным и заполняет свободный объем насадки, не занят ый
жидкостью, в то время как жидкость стекает лишь по поверхно-
сти насадки. Дальнейшее развитие турбулентного движения мо-
жет привести к преодолению сил поверхностного натяжения
и нарушению граничной поверхности между жидкостью и паро-
вым потоком. При этом газовые вихри проникаю! в поток
жидкости, происходит эмульгирование жидкости паром и массо-
обмеп между фазами сильно возрастает. В случае эмульгирова-
ния жидкость распределяется не по насадке, а заполняет весь
свободный объем ее, не занятый паром, и становится сплошной
фазой, а газ дисперсной фазой, распределенной в жидкости, т. е.
происходит инверсия фаз.
Исследования показали, что переход от турбулентного режи-
ма к режиму эмульгирования (точка инверсии, или точка начала
эмульгирования) соответствует оптимальным условиям рабо1ы
колонны и оптимальной скорости пара, при которой на насадке
задерживается максимальное количество жидкости, брыз! и ие-
ны, достигаются интенсивный массообмен, максимальная произ-
водительность и минимальная высота насадки. Расчет насадоч-
ной колонны слсдуе! проводить, исходя из оптимальной скоро-
сти. При превышении оптимальной скороеiи начинается обра-
щенное движение жидкости снизу вверх, происходит так назы-
154
ваемое «захлебывание» колонны и нарушение режима ее работы.
Основным недостатком существующих ректификационных
колонн с тарелками или насадкой являются их значительные
размеры (высота до 30 м, диаметр до 6 м).
Трубчатые колонны. Такие колонны состоят из пучка верти-
кальных труб, по внутренней поверхности которых тонкой плен-
кой стекает жидкость, взаимодействующая с поднимающимся по
трубам паром (см. рис. 3.6. в).
Пар поступает из куба 1 в трубки 2. Флегма образуется
в дефлегматоре 3 непосредственно на внутренней поверхности
трубок, охлаждаемых водой в верхней их части Диаметр приме-
няемых трубок 5-20 мм. Эффект работы пленочною аппарата
повышается с уменьшением диаметра трубок.
Трубчатые колонны характеризуются простотой изготовле-
ния, высокими коэффициентами массоперсдачи и весьма малыми
гидравлическими сопро явлениями движению пара. Многотруб-
ные колонны с искусственным орошением и длиннотрубные
имени значительно меньшие габариты и массу, чем тарельчатые.
Их достоинством является также малое время пребывания жид-
кости в колонне, что важно при разделении недостаточно устой-
чивых при повышенной температуре веществ. Недостатками
колонн являются значительная металлоемкость и повышенные
эксплуатационные затрат ы.
Роторно-центробежные колонны. В этом аппарате (рис. 3.8)
вращающиеся тарелки 7. укрепленные на вертикальном вращаю-
щемся валу, чередуются с неподвижными тарелками 2, которые
крепятся к корпусу колонны. Тарелки / снабжены вертикальными
ребрами 3, а тарелки 2 коаксиальными ребрами. При таком
устройстве между вращающимися и неподвижными тарелками
образуются кольцевые каналы. Жидкость поступает в централь-
ную часть колонны и под действием центробежной силы раз-
брызгивайся кромкой вращающегося ребра. Капли пролетают
пространство, заполненное газом, и ударяются о стенку соответ-
ствующего ребра неподвижной тарелки. Таким образом, при
движении жидкости от центра к периферии тарелки происходит
многократное контактирование фаз.
Рис. 3.8. ' Роторно-центробежная ко-
лонна:
/ вращающиеся тарелки; 2 неподвижные
тарелки; 3 кольцевые ребра
155
Достоинством таких колонн являются их компактность н эф-
фективность. Однако они значительно сложнее но устройству
и требуют больших затрат энергии на осуществление процесса.
В большинстве случаев в системах газ жидкость (нар
жидкость) достаточно использовать эпер! ию потока газа (пара),
взаимодействующего с жидкостью, и нет необходимости в под-
воде внешней энергии для этой цели.
3.4.2. Расчет колонн многокомпонентной ректификации
Как и в расчетах разделения двухкомпонентных сишем, основны-
ми параметрами, определяющими шагику процесса разделения
многокомпонентных систем, являются минимальное число тео-
ретических тарелок (при бесконечной флегме), минимальное
флегмовое число, необходимое число теоретических тарелок.
Наличие более двух компонентов вносит следующие особен-
ное! и в расчет разделения многокомпонентных систем.
Правило фаз приводит к необходимости фиксации стольких
параметров, сколько компонентов в системе. Для двухкомпонен-
тной системы достаточно помимо давления, при котором ведется
процесс, задать содержание летучего компонента в одной из фаз.
чтобы состояние равновесной системы определялось однозначно.
В системе, состоящей из к компонентов, помимо постоянного
внешнего давления необходимо зафиксировать (к-1) других
параметров. Поэтому в многокомпонентной системе соотноше-
ние между составами данного компонента в жидкой и паровой
фазах помимо давления зависит от относительного содержания
других компонентов системы в жидкости и паре, определяемых
каждый раз по равновесным данным.
В отличие от разделения бинарной смеси, при разделении
многокомпонентной смеси не все компоненты, находящиеся в ис-
ходной смеси, присутствуют в верхнем и нижнем продуктах
В общем случае наиболее легкие компоненты концентрируются
в дистилляте, наиболее тяжелые-в кубовом остатке, и только
компоненты промежуточной летучести в определенных соотно-
шениях распределяются между ними обоими. Вместе с тем на
питающей тарелке присутствуют все компоненты исходной сме-
си. Возникает необходимость в увязке расчета распределения
концентрации веществ в верхней и нижней частях колонны
с положением питающей тарелки путем добавления соответст-
вующих компонентов на тарелки чуть выше и чуть ниже тарелки
питания.
В ректификации многокомпонентных систем вводится услов-
ное понятие ключевых компонентов, определяющих ход процесса
разделения. Ключевыми компонентами называют такие, которые
определяют границу разделения смеси па две части: считается,
что все компоненты исходной смеси, более летучие, чем легкий
156
ключевой компонент, попадают то ibko в дистиллят, а все компо-
ненты, менее летучие, чем тяжелый ключевой, попадают только
в кубовую жидкость. Таким образом, самым тяжелым из компо-
нентов дистиллята будет тяжелый ключевой, а самым легким из
компонентов кубовой жидкости -легкий ключевой компонент.
Легкий и тяжелый ключевые компоненты нс обяза гелию должны
быть смежными, непосредственно примыкающими друг к другу
компонентами на шкале летучести. Между ними могул располо-
житься и компоненты промежуточной летучести, различным
образом распределяющиеся между дистиллятом и кубом. Напри-
мер, при разделении многокомпонентной смеси углеводородов
(от метана до геп тана включительно) и выборе в качестве легкого
ключевого компонента пропана, а тяжелого ключевого-//-бута-
на, в смеси может оказаться изобутап, летучесть которого лежит
между летучестью ключевых компонентов. Этот компонент
обычно объединяют с близлежащим к нему ключевым компонен-
том (в приведенном примере с //-бутаном).
Расчету параметров разделения многокомпонентных систем
посвящено большое число работ.
Аналитические методы расчета
Здесь дадим лишь основные принципы расчета важнейших
параметров разделения многокомпонентных систем, необходи-
мые для практического использования. Принципы расчета проил-
люстрируем примерами.
Предварительный расчет. Как было отмечено выше, в много-
компонентных системах необходимо учесть взаимное влияние
присутствующих компонентов на равновесные соотношения.
Обычно бывают заданы: I) состав исходной смеси; 2) состав
дистиллята и кубовой жидкости (или степень извлечения);
3) давление в колонне; 4) условия питания, возврата флегмы.
Приведем последовательность расчета.
1 По заданным условиям определяем составы дистиллята
и кубовой жидкости, разбив смесь на ключевые компоненты.
Пример 3.9. Дана тройная смесь: метанол -этанол пропанол состава (в
мол. долях): метанол хм = 0.22; этанол х, = 0.18; пропанол х„ - 0.60.
Питание жидкостное (при температуре кипения), давление Р= 103) мм pi.
ст. (0.1374 МПа), дистиллят содержит 99,5% (масс.) метанола Процент (мае.)
извлечения метанола в дистиллят 99,9. Полная конденсация в дефлегматоре,
флегма поступает в колонну при температуре кипения. Так как лавление невысо-
кое, то паровую фазу можно считать идеальной, вещества гомологи, т.е.
жидкую фазу также можно считать идеальной.
Решение. Определяем составы дистиллята и кубовой жидкости, выбирая
в качестве базиса 1 кмоль питания F. Обозначим количество дистиллята на кмоль
питания через F, количество кубовой жидкости через F*. В качестве легкого
ключевого компонента (л. к ) выбираем метанол, в качест вс тяжелого ключево! о
компонента (т. к.) этанол.
Зная мольную долю и молекулярную массу компонентов Мм = 32. Mt = 46
и Ми = 60 смеси, определяем количество каждого компонента в питании:
6„ = х„Мн = 0,22 0,32 = 7,04 кг
157
Ga = x,M, = 0,18 46 = 8.28 кг.
G„ = хаМа = 0.6 60 = 36.00 кг
Общее количество питания
С, = GM 4- G, + G„ - 7.04 I- 8,28 + 36.00 = 51.32 кг
Зная степень извлечения метанола в дистиллят, определяем количество
метанола в дистилляте:
G'1 = 7.04 0.999 = 7.03 Ki.
м
Зная процент метанола и ею количество в дистилляте. по ту чаем общее
количес 1 во диез илля i а:
G" = 100 7.03 99.5 = 7.07 кг.
Находим количество этанола в дистилляте:
G;' - (1 - 0.995)-7.07 = 0.04 кт .
Зная количество питания и дистиллята, определяем количеезво кубовою
продукза:
G* = G — GJ = 51.32 — 7.07 = 44.25 кг
С другой сзороны, количество метанола в кубовом продукте
G*m = 7,04( 1 - 0.999) =-. 0.01 кг.
количество этанола
G* = G - G'. или G‘ = 8.280 - 0.04 = 8.24 кг.
количество пропанола
G' = 0.60 60 - 36.00 кг.
и
Проверка: суммарное количество кубового продукта
G* = G‘u 4- G‘ a- G“ = 0,01 + 8,24 + 36.00 = 44.25 кт
Теперь, зная суммарное количество дистиллята и кубовою продукта, а также
количество каждого т-то компонента в кубе и в дистилляте, нетрудно рассчитать
их массовый и мольный проценты в кубе и дистилляте:
Л = G' 100 EG“ % (масс.); тв = G? 100,EG? % (масс.)
G-'M, GB' М,
Г = —!------100% (мол.); i° =----------100% (мол.)
EG'/M, EG'1 М,
и определить мольную долю каждого компонента смеси в кубе и дистилляте
Результаты расчета сведены в таблицу 3.1.
Число молей дистиллята на моль питания
G'/M^ 7.068
,и = —------=-----------------------=
GF/Mr (0.995 • 32 + 0.003 46), I
7,068 7.068
=--------------=--------= 0,2206 моль/моль.
31,904 4- 0.138 32.042
Число молей кубовой жидкости на моль питания
G'/.W, 44.252
пт* --------- ------------------------------— —
Gr!Mr (0,0003 32 4- 0.2297 46 4- 0,77 60)/]
158
44,252 44.252
--------------------------= ---------= 0.7794 мо.-п/моль.
0.0096 + 10,5662 + 46.2000 56.7758
Про верка:
Gr = G* + G“ = 0.7794 + 0,2206 = 1 моль
Результаты расчета сведены в таблицу 3.1.
Тад ища 3.1 Состав дистиллята и кубовой жидкости
Компонент % (мол.) % (масс.) кг
Питание ‘7,
Метанол 22.0 13.72 7.04
Этанол 18.0 16,13 8,28
Пропанол 60.0 70,15 36.00
100.0 100.0 51,32
Дистиллят
Метанол 99,7 99.5 7,03
Этанол 0.3 0.5 0,04
Пропанол -
100.0 100.0 7.07
Кубовый остаток лК1.
Метанол Этанол 0.03 22.97 0.02 18.61 0.01 8.24
Пропанол 77.00 81.37 36.00
100.0 100,0 44,25
2. Используя уравнения равновесия (3.8) у( = и \ -
= ytPiPi при заданном давлении, определяем нулем подбора
температуры конденсации паров выше верхней тарелки, темпера-
туру кипения питающей жидкости, температуру кипения кубовой
жидкости в кипятильнике.
На основании предыдущих расчетов (табл. 3.1? подбираем температуру
конденсации паров в щс1И;ьтятс. исходя из необходимости соблюдения равенства
• - I t I
Для дистиллята i— 1.2 (/= I метанол; i= 2- этанол). Результат ы расчетов
приведены ниже:
Компоиеп 1 ‘о. PD при 73 с. MMpl ст. Pt” У pip
Метанол 0.997 1035 1029 0 994
Этанол 0.003 600 3 0.005
1032 0.999 ' 1
температурой конденсации па-
Следовательно. гемперагура 73 С является
ров. уходящих с верхней тарелки колонны.
159
Температуру кипения кубовой жидкости подбираем исходя из необходимости
соблюдения равенства (3.16):
3 3
Z Л. =' = Z
Результаты этих расчетов приведены ниже:
Компонеи г х" Р‘ X' НЧ 1
Метанол Этанол Пропанол 3 Тогда ЕГх-Р= И Г= 1 Следовательно, те жидкости. Результаты расчет 0,0003 0.2297 0.7700 )35.8/1031 = 1.002. мпература 100 С яе а температуры кип 2700 1690 840 (ляется темпера тур< сния питающей сме 0,8 388.0 647.0 1035,8 тй кипения кубовой си:
Компонент р,. РЛ.хк.
Метанол 0,22 2000 440
Этанол 0,18 1255 221
Пропанол 0,60 Отсюда /\, <Л1/Р= 1021'1031 = 0.992. 600 360 1021
Это значение можно принять близким к единице и проводить дополнитель-
ные уточнения температуры кипения питающей смеси.
Следовательно, температура 91,5 °C является температурой кипения питаю-
щей смеси.
Результаты предварительного расчета для наглядности пред-
ставим на схеме колонны (рис. 3.9) и перейдем к основному
расчету.
Рис. 3.9. К расчету разделе-
ния трехкомпонентной смеси:
/ исходная смесь (?г = 91,54.’:
х£ = 0,22, тГ = 0,18, = 0,60):
II дистиллят (/ =73"С, vl =
= 0,997, х? = 0,003, xj - 0,000),
Ш-кубовой продукт (/“ 100’С,
л; = 0,0003. хГ = 0.2297. х” =
= 0,7700); / температура, "С;
х„. х,, х, концентрации со-
ответственно метанота, этанола,
пропанола
160
Определение минимального числа
теоретических тарелок
Аналитический метод расчета от тарелки к тарелке. Метод
заключается в совместном решении уравнения равновесия и урав-
нения рабочей линии (так же как при разделении двухкомпонент-
ной системы). Этот метод позволяет, используя попеременно
условия нарожидкостного равновесия и соотношения материаль-
ного баланса, пройти всю колонну от первой до последней
тарелки, фиксируя на каждой тарелке температуру и составы
равновесных фаз. При этом допускается постоянство молярных
тепло г потоков флегмы и паров по всей высоте колонны. В отли-
чие от метода расчета разделения бинарной системы, где доста-
точно было одного уравнения рабочей линии для каждой секции
колонны, при расчете разделения многокомпонентной смеси
необходимо столько же уравнений, сколько компонентов в смеси.
В соответствии с изложенным принимают равенство мольных
потоков:
, = G*, (3.49)
I де j номер тарелки (нумерация сверху впит).
Уравнение материального баланса /-го компонента (уравне-
ние рабочей линии)
=лчС«. (3.50)
где y1Jtl, Л.у мольные доли /-го компонента в потоках соответственно пара,
уходящего cj + 1-й тарелки, и жидкости, стекающей с j-й тарелки.
На основании (3.49) и (3.50) имеем:
(3 51)
Уравнение равновесия
Лт = (3 52)
где ytj н ф„ коэффициенты активности и фугитивности /-го компонента на у-й
тарелке.
Ниже дана последовательность расчета.
1. Зная температуру на первой тарелке (сверху) и состав пара
над ней, вычисляем состав жидкости (по каждому компоненту),
покидающей эту тарелку
\т = У/1>Др/(Ф.1Л1)
Примем для иллюстрации расчетов коэффициенты активно-
сти и фугитивности всех компонентов равными единице (у, = 1,
<Р, = О
2. Из уравнений (3.52) определяют количества жидкости,
стекающей с первой тарелки, и пара, поднимающегося со второй,
и составы пара и жидкости: G^ = G*, yi2 = ,
161
3. Рассчитывают температуру для второй тарелки из условия
Еъ1 = 1=Еу12/’/р,.
1-1 1=1
4. Используя соотношение (3.51), вычисляют
-'.3 =Х,2-
5. Рассчитывают температуру для третьей тарелки из условия
i>i2=i =
/-1 1=1
6. Расчет продолжают еще для двух или трех тарелок и для
того, чтобы увязать концентрации с составом куба, добавляют
немного компонента более тяжелого, чем тяжелый ключевой (в
рассматриваемом примере - пропанол) в количестве от 0,001 до
0,005 мол. доли.
7. Расчет продолжают для ряда тарелок низа колонны.
8. Начиная с состава, отвечающего кипятильнику способом,
аналогичным описанному выше, ведут расчет тарелок вверх но
колонне.
9. Сопоставляют полученные на тарелках составы при расче-
тах сверху вниз и снизу вверх. При таком сопоставлении двух
расчетов одна из тарелок в обоих расчетах даст приблизительно
равные составы. Если такая тарелка не найдена, расчеты повто-
ряют, изменяя добавку по п. 6.
10. Подсчитывают тарелки вниз и вверх от найденной тарел-
ки, включая ее. Вычтя одну тарелку (кипятильник), получают
минимальное число тарелок в колонне.
Аналитический упрощенный метод определения минимальною
числа теоретических тарелок (метод Фенске). Расчет минимально-
го числа теоретических тарелок в этом случае производится
аналогично расчету минимального числа тарелок для разделения
бинарной смеси по уравнению Фенске, принимающему вид
1еКтз„/х,|[)д(хт>/хя,),]
(3 53)
зде nmin - минимальное число теоретических тарелок; 1 мольная доля тяжело-
го ключевого компонента; индексы дик относятся соответственно к дистилляту
и кубовой жидкости; и, , относительная летучесть легкого ключевого компо-
нента (по отношению к тяжелому ключевому компоненту).
Относительная летучесть компонентов определяется отноше-
нием давления пара чистого легколетучего компонента (л.к.)
к давлению пара чистого труднолетучего компонента (т. к),
взятых при одной и той же температуре:
а = Р IP .
пм.ц к. л.к.- т.н.
162
Например, для системы компонентов А, В, С, D, расположен-
ных в порядке возрастающих температур кипения, относительная
летучесть компонентов выражается соответственно как
= >!^D' aBD = Pd aCD = Рс/Ро
В колонне
=[(«...)»]' 2- (3.54)
где индексы в к и относятся к летучестям при тсмгсратурс верха и низа колонны.
При полной конденсации с учетом кипятильника минималь-
ное число тарелок равно »min - 1; при частичной конденсации
с учетом кипятильника nmin — 2.
Определяем минимальное число теоретических тарелок для рассчитанной
выше системы метанол этанол пропанол:
(с.,„ ь). = 1035/600 = 0,138/0,08 = 1.73;
(а,., г Jh = 2000/1255 = 0.266/0,167 = 1.60.
По уравнению (3.54)
“л = <>’73 1,6)' 2 = 1.66.
По уравнению (3 53)
,;m.n = 1g (0.997/0.003) (0.2297 '0.0003)/lg 1,66 = 24,6.
Для полной конденсации минимальное число теоретических тарелок с учетом
кипятильника
”п,,п - I = 24.6 - 1 = 23,6 а: 24.
Определение минимальной флегмы
Как известно, минимальная флегма в колоннах разделения
двухкомпонешной системы соответствует минимальной движу-
щей силе процесса или, соответственно, минимальному измене-
нию концепт раций. Зона минимального изменения концентраций
(зона условно постоянных концентраций) располагае тся в окрест-
ности питающей тарелки. Для двухкомпонентной системы суще-
ствует одна такая зона. При разделении многокомпонентных
систем (более трех компонентов) зон постоянных концентраций
уже две.
Небольшое число 1 арелок выше тарелки питания резко умень-
шает концентрацию iex компонентов, летучесть которых меньше
летучести тяжелого ключевого компонента, а выше располагает-
ся верхняя зона постоянной ко нцентрации. Небольшое число
тарелок ниже тарелки питания резко уменьшает концентрацию
тех компонентов, летучесть которых больше летучести легкого
ключевого компонента, а ниже располагается вторая зона посто-
янной концентрации (рис. 3.10). Таким образом, для многоком-
понентной системы при минимальной флегме колонна делится на
пя'1ь зон, описанных ниже.
163
Рис. 3.10. К расчету дистилляции многоком-
понентных смесей:
/ 5 зоны (/ кубовая; 2 и 4-постоянной концент-
рации; 3 промежуточная; 5 дистиллята);
I исходная смесь; И -дистиллят; III кубовой
продукт; /К Г потоки соответственно пара н жид-
кости в колонне
1. Зона, прилегающая к кубу, где находится тяжелый ключе-
вой компонент, концентрация которого в кубовой жидкости
задана, и все компоненты с меньшей летучестью. Отношение
концентрации хлк к концентрации х, к и других труднолетучих
компонентов увеличивается снизу вверх.
2. Зона постоянной концентрации хл к и менее летучих компо-
нентов.
3. Промежуточная зона, где поступает питание и где концент-
рации компонентов менее летучих, чем хт ж , уменьшаются до
незначительной величины, а концентрации компонентов более
летучих, чем х..,.,., увеличиваются.
4. Выше третьей зоны расположена вторая зона постоянной
концентрации, где концентрации хтк и более летучих постоянны.
5. Верхняя зона, где отношение концентрации хт к к концент-
рации более летучих компонентов снизу вверх уменьшается до
достижения заданного состава дистиллята.
Если в смеси, подлежащей разделению, отсутствуют компо-
ненты, летучесть которых больше летучести хл к , то все компо-
нент ы смеси будут представлены в кубовой жидкости, и нижняя
зона постоянной концентрации (зона 2) окажется смежной, при-
мыкающей к тарелке питания.
Аналогично, если отсутствуют компоненты, более тяжелые,
чем х1К , то все компоненты будут представлены в дистилляте,
а верхняя зона постоянной концепт рации (зона 4) непосредствен-
но примыкает к тарелке питания.
Очевидно, что разделение бинарной смеси при минимальной
флегме является предельным случаем: обе зоны постоянной
концентрации непосредственно примыкают к тарелке питания
Наличие зон постоянных концентраций облегчает определе-
ние величины минимальной флегмы. На этом основан ряд
164
методов расчета; некоторые из них приведены ниже.
Аналитический метод определения минимальной флегмы от
тарелки к тарелке. Метод основан па последовательном совмест-
ном решении уравнений материальною баланса и равновесия,
установлении состава и числа потоков.
Порядок расчета приведен ниже.
1. Определяют температуру и давление выше верхней тарел-
ки.
2. Принимают некоторое значение флегмового числа.
3. Рассчитывают отношение жидкостного потока к паровому
и принимают его постоянным по высоте секции.
4. По равновесным соотношениям вычисляют состав G* для
зоны 1.
5. По материальному балансу (и энтальпийному балансу,
если флегма взята не при темпера гуре ее кипения) вычисляют
состав и количество пара G".
6. Принимают температуру тарелки 2 и вычисляют темпера-
гуру конденсации, по которой определяют давление пара потока
G5, чтобы оно совпало с общим давлением.
7. По равновесным соотношениям рассчитывают состав G
для зоны 2. *
8, Расчет повторяют до тех пор, пока составы жидкости
и движущегося противотоком пара не стануг равными или
достигнут состава кубового продукта. Если составы становятся
постоянными и равными, достигается зона постоянной концент-
рации; в противном случае флегмовое число берут меньше
принятого по пункту 2 и расчет повторяют до тех пор, пока не
будут достигнуты требуемые условия существования зоны посто-
янной концентрации.
Обычно при этом расчете задаются достаточно большим
флегмовым числом R. но которому определяют число теоретиче-
ских тарелок. Расчет тарелок повторяют, уменьшая значение R.
Строят график зависимости числа теоретических тарелок от R.
Значение R, при котором число тарелок стремится к бесконечно
большому, принимают в качестве минимального для последую-
щих расчетов по пунктам, указанным выше.
Расчет от тарелки к тарелке чрезвычайно кропотлив и требует
значительных затрат времени. К нему следует прибегать в край-
них случаях, когда требуется особая точность. Часто целесооб-
разно воспользоваться упрощенными аналитическими методами.
Аналитический упрощенный метод определения минимальной
флегмы (метод Андервуда). Этот метод определения минималь-
ной флегмы получил наиболее широкое распрост ранение. Андер-
вудом получены следующие уравнения:
, „ 1°Л). (а.т.)д (апх„)„ " а.х. (a,x,)z
I 4- Л- —---+ 4- ... 4--— V -----,..---4-
о. “в а -О ,а.-0 а-О
165
(3.55)
а„ - 6
а„ - О
(“n'nh . " «Л/ .
-= I -4= 1 ------= 1 -О
где 1 — г/ = О для питания жидкостью при температуре кипения; 1—0=1 для
питания паром при температуре насыщения; q мольная доля питания в жидкой
фазе, индексы i и /относятся к дистилляту и питанию.
Значение 0 лежит в пределах значений а для ключевых
компоненюв; его находят подбором по уравнениям (3.55). Значе-
ния относительных летучестей компонентов и. берут при средней
температуре в колонне.
Определим минимальное флегмовое число по методу Ан тервуда для трех-
компонептной системы метанол ттанол пропанол.
Средняя температура в колотите
/ср = (/. + /„1'2 = (73 + 100) 2 86.5 С.
Для температуры 86.5 С находим значения относительных летучестей компо-
нентов;
ам „ = = 1700 480 = 0.2266'0.064 = 3,540;
а, „ = 1\ Р„ = 1000/480 = 0.133'0.064 = 2.085,
а„ п = рп/рп = 480/480 = 0.064 0.064 = 1,000
Задаемся значением 0 в интервале между значениями а для ключевых
компонентов, г.с. между и = 3.540 и а = 2.085. Принимаем 0 = 2,723. Получим:
Компонент Л/ а «г а — 0 ах, '(а 0)
Метанол 0,22 3,540 0.778 0.817 + 0,952
Этанол 0.18 2.085 0,375 -0 638 — 0,558
Пропанол 0.60 1.000 0.600 -1.723 — 0.348
+ 0.046
Так как
1а v,/(a - 0) = 1 - q = 0.046.
т.е. близка к ну лк». то можно принять 0 = 2.723.
Результаты расчетов сводим в таблицу:
Компонент а a.vu а —6 пч„+п - 0)
Метанол 0,997 3.540 3,5300 0.817 4.32
Этанол 0,003 2.085 0,0063 -0.638 -0.01
Пропанол 0.000 1.000 0.0000 -1,723 0.00
4,31
Теперь на основании уравнения (3.55) определяем
число
минимальное флегмовое
+ 1 = Гаг /(а - 0) = 4,31; Л = 3,31
В выборе рабочего флегмового числа за последнее время
наметилась тенденция к неуклонному снижению его и все боль-
шему приближению к минимальному, так как доминирующей
166
статьей расхода па ведение процесса ректификации являются
эксплуатационные расходы, большая часть которых приходится
на организацию парового потока, подогрев и охлаждение целе-
вых и промежуточных потоков. Обычно принимают R = 1,2 /?min,
т.е. /?= 1,2 Rm n.
Реальное число теоретических тарелок может быть рассчита-
но по методу Фенске - Джиллиленда, основанному на предвари-
тельном вычислении минимального числа 1арелок с последую-
щим переходом к реальному числу тарелок.
Минимальное число тарелок nmin определяют по формуле
Фенске (3.53), минимальное флегмовое число /?min-no соот ноше-
нию Андервуда (3.55), затем определяют величину R.
Далее но найденному «т-|п и /?т1п и R находят по графику
Джиллиленда реальное число теоретических тарелок (рис. 3.11).
Рис. 3-11. Г рафик Джиллиленда:
п число теоретических тарелок; мини-
мальное число теоретических тарелок,
Я-флегмовое число, Ят1П - минимальное
флегмовое число
Зная (й — nmin)/(n + 1), находят « реальное число теоретиче-
ских тарелок в колонне.
Метод дает ~ 10% ошибки и применяется для ориентировоч-
ных расчетов.
Для определения тарелки питания используют уравнение
Керкбрайда в совокупности с методом Джиллиленда.
Уравнение Керкбрайда
и, У"]0-206
п2 .<,/ J
где и, и п2 число теоретических ступеней укрепляющей и исчерпывающей частей
колонны »
Зная сумму «j + п2 = п (где п определяют по методу Джилли-
ленда) и отношение njn2, находят номер тарелки питания.
Методы расчета на ЭВМ. Как видно из изложенного, аналити-
ческие методы расчета достаточно трудоемки даже для трехком-
понентной системы. Поэтому рассмотрим примеры расчета рек-
тификационных колонн на ЭВМ. В дальнейшем, при записи
материальных балансов колонн и тарелок, необходимо учиты-
вать схему потоков на тарелке. На рис. 3.12 представлена схема
167
Рис. 3.12. Схема потоков на j-ii
тарелке колонны (нумерация снизу
вверх)
G поток питания (G, # 0, если / номер
тарелки питания: в противном случае
Gy = 0); G* и G*.,-потоки жидкости,
стекающей с j-й и / т 1-й тарелок; G" и
G" , потоки пара, потпи.маюшегося с
у-й и j - 1-й таре, ток, G‘ и лб" во тмож-
ныс боковые отборы соответственно
жидкости и пара. G потери тепла па /-Й
гареткс
ио юков на /-й тарелке колонны, ио которой нумерация тарелок
ведеюя снизу (oi куба) вверх.
Для облегчения восприятия рассмотрим сначала бинарную
ректификацию.
Пример 3.10. Исходные данные: число тарелок в колонне N, номер тарелки,
на которую подается питание /; количество питания G, состав питания л/7
количество отбираемого дистиллята (/’ = G". количество по гаваемой на ороше-
ние фгегмы G* = Ф = G“ R Вс гичины потоков задаются в килограммах, соста-
вы в массовых долях
Определить составы продуктов разделения г, и л.. а также составы жидкости
и пара и температуру для всех тарелок колонны
Решение. Примем следующие допущения: I) исходная бинарная смесь
подается в колонну при температуре кипения; 2) жидкость на тарелках колонны
находится при температуре кипения пар при температуре точки росы (насыщен-
ный) 3) потоки пара и жидкости по высоте секций колонны постоянны. 4) давле-
ние по высоте колонны постоянно 5) флегма на орошение ко тонны подается при
температуре кипения; 6) колонна снабжается дефлегматором с полной конденса-
цией; 7) кипятильник работает как парциальный испаритель; Я) в зоне массооб-
мсна на тарелке колонны осуществляются идеальное перемешивание жидкости
и идеальное вытеснение пара.
Уравнение расчета состава пара уходящего с /-й тарелки, имеет вит
т> = У}_ , + [1 - exp [кОу.}] (у* - г, ,). Ji = I •. -V, (3.56)
где /г0>; обьемный коэффициент массопередачи на у-й тарелке; г* концентрация
пара, равновесного жидкости на тарелке.
Значение у* определяется заданным аналитическим выражением (подробнее
см пример 3.2)
г* = Ф(хД (3.57)
Уравнение для расчета объемного коэффициента массопередачи А. при
частных коэффициентах массоотдачн ку и кК имеет вид
= >/(4/^ + ГС, kJ.
где mj-тангенс угла наклона касательной к равновесной кривой <р в точке л = xj:
(d<p/d.r), = T .
Уравнения покомпонентного баланса для отпарной секции колонны
(G* -I- G).rJ +, - G^v, - G‘x' =0. у = 1... ./- 1 (3 58)
Уравнения покомпонентного баланса для укрепляющей секции колонны
G*x; - G’y, - G-xk + Gxf = 0, j = f... . N . (3.59)
168
Уравнение для дефлегматора с полной конденсацией:
S = . । = А = -1'д-
Уравнение покомпонентного баланса для куба колонны
(G* + G).v, + Gnr, - G4, = 0. (3.60)
Уравнение общего покомпонентного баланса колонны:
Gxf - G*x, - G"y3 = 0.
Количество пара в колонне рассчитывают по уравнению
G" = G“ + G3 = G"(R + 1).
Систему уравнений решают потарслочным расчетом в направлении от куба
колонны к дефлегматору в указанной ниже последовательности:
I) задаются начальным значением концентрации компонента в кубе колонны
л\, например, равным составу питания .у,;
2) рассчитывают по уравнению (3.57) cociae пара г*, уходящего из куба
колонны;
3) определяю! по уравнению (3.60) состав жидкости на первой тарелке
отпарной секции колонны;
4) определяют по уравнению (3.56) состав пара, уходящего с тарелки;
5) по уравнениям (3.58) или (3.59) определяют для отпарной секции или для
укрепляющей состав жидкости на расположенной выше тарелке;
6) определяют состав дистиллята уп. для чею повторяют расчеты пп. 4) и 5)
для всех тарелок колонны;
7) проверяют выполнение общего покомпонентного баланса колонны для
принятого значения .т, и рассчитанного гя:
П = Gxf - Gay3 - G‘x,.
Если |П| > £ (тле е заданная точность выполнения общего покомпонентного
баланса), изменяют принятое значение концентраций летучего компонента в кубе
колонны .V, и расчет повторяют, начиная е п. 2). Если |П| < е, расчет заканчивают.
В результате решения системы уравнений определяют составы продуктов
разделения г, и v„. а также составы жидкости и пара для всех тарелок колонны.
Включив в систем) уравнений математического описания соотношение
Т = Дх). (3.61)
определяющее температуру кипения житкости как функцию состава, можно
рассчитать температуры для всех тарелок колонны.
Метод может быть использован для исследования различных
режимов разделения, а также для расчета статических характери-
стик колонны, например: «количество питания-состав продуктов
разделения», «состав питания состав продуктов разделения»,
«величина орошения-состав продуктов разделения» и т.д.
В примере 3.10 мы в явном виде не учитывали конструктив-
ные параметры колонны и физико-химические свойства компо-
ненюв при расчете процесса разделения. В предлагаемом ниже
примере показано влияние таких параметров, как высота сливной
перегородки, объемная скорость пара в свободном сечении ко-
лонны. объемная скорость потока жидкости, высота слоя жидко-
сти, среднее время пребывания на тарелке и многих других
величин, необходимых при расчете ректификационных колонн.
Пример 3.11. Исходные данные: число тарелок в колонне N; номер тарелки
питания /; количество питания G; количество паровой фазы в питании GJ; состав
169
питания rr; состав паровой фазы питания rF, общая энтальпия питания hF;
температура флегмы Тк„+1 (или энтальпия флот мы /iVt|) количество тепла,
подводимого к кубу колонны. QK ; величина орошения GJn . теплоемкое! и О’*,
С”р1 и теплоты испарения ч1 компонентов; конструктивные параметры колонны
и физические свойства компонентов
Определить: составы продуктов разделения у;1. С. сосланы у,у, г,, и темпера-
туры но всем тарелкам колонны, а также величины потоков С" и G* жидкости
н пара на тарелках.
Решение. Примем следующие допущения.
I) жидкость на тарелках находится при темпсра!урс кипения, а пар при
температуре точки росы;
2) неидсалыюсть смешения жидкости на тарелке учитывается ячеечной мо-
делью;
3) движение парового потока в массообменном пространстве тарелки описы-
вается моделью идеального вытеснения;
4) в межтарельчагом пространстве пар идеально перемешивается;
5) кипятильник колонны работает как полный или парика |ьный испаритель:
6) флегма для орошения колонны образуйся или в полном конденсаторе или
в парциальном гефлег маторе,
7) тарелка работает в адиабатических условиях, т. е. потери тепла отсутст-
вуют;
8) энтальпию паровой и жидкой фаз рассчитывают по правилу аддитивности
через энтальпию чистых компонентов.
С учетом перечисленных допущений получены следующие уравнения.
I. Уравнение для расчета состава пара, уходящею с тарелки:
(?л
У, — ’ D'j-1 + — Уг iH + (3.62)
О I
Здесь
Пу-поправка на изменение парового потока, равная
( У* «G “ с7- i)/c7 • G'i >G" I •
' ~ I Л*- 1 (G" - G" ,}/G^. G” < G"_
л число ячеек в ячеечной модели потока жидкости;
к п д. ячейки смешения
Пу = 1 - ехр(— А'О1.,); (3.63)
у* концентрация пара, равновесная жидкости:
* _ (a + bxj Xj
I + (c + dx y) ,v у
где константы a. b c. d находят по справочным данным,
концентрация жидкости, равновесная пару, поступающему на тарелку;
общее число единиц переноса:
(3.64)
Now = I
1 G" I
----1- m,— -
Л’м-'GT A,
(365)
NrJ число единиц переноса по пару-
шу = (DHP,j/Pw)0'5 (0,776 + 4.57Awy - 0.24 И™ v р~ + 0.029usy'/,), (3 66)
170
Nxj число единиц переноса жидкости
Л ч = 5,15 I04 (Р„)° 5 (0,2/3 Kjу/рУ, + 0,15) тс., (3.67)
/
среднее время пребывания жи ткости на тарелке, ч
хс.= Ь.гчЦЩ. (3.68)
hit высота слоя жидкости на iпредке, м:
/i,j = 0 042 + 0,19Л„; - 0.5M'7j vAT + O.O135L*//,; (3.69)
hWJ высота сливной nejxiоро тки. м: И" объемная скорость пара в свободном
сечении колонны. м3'(м‘ ч); р|; плотность пара; И7* объемная скорость потока
жидкости, м ч. / средняя ширина потока жидкости на тарелке, м; 1‘ -длина
пути жидкости шт тарелке, м (величины и/* задаются тсомстрнсй и размером
тарелок); D;J и коэффициенты молекулярной диффузии соответственно в па-
рс и в жидкости, м . ч; р‘‘ вязкость пара
2 Уравнения покомпонентного баланса для отпарной секции ко тонны;
,х,.: - C"fi - G’ v, = 0. / = 1./ - 1. (3.70)
3. Уравнения покомпонентного баланса для укрепляющей секции колонны:
GfT 1 - .6? I, - G‘x, + Gxf = 0. i = f. N. (3 71)
4. Уравнение для конденсатора
хр = i.v+i = vm + т т — >.v). (3.72)
где £о эффективность дефлегматора
Для полною конденсатора £а — 0. и для парциального дефлет матора Е3 = 1.
Для парциальною дефлегматора состав жидкости, подаваемой на орошение,
равновесен составу дистиллята гу ,
5. Уравнение покомпонентного баланса для куба колонны-
- Go [v, + Е, (yf - л,)] - G'a, = 0, (3.73)
где Е, = 0 для полного испарителя, Еж - I для парциального испарителя.
6. Уравнение общею материального баланса для отпарной секции колонны
G* G* = 0. /=1______/-1. (3.74)
7 Уравнение общего материального баланса для укрепляющей секции ко-
лонны
G^,- G;-G* + G = 0, J=f........ N. (3.75)
8 Уравнение тепловою баланса тля отпарной секции колонны.
С“д1я;д1 -G;/7;-G“//f+ е, =0. 7=1. ,/-1 (3.76)
9. Уравнение тепловою баланса для укрепляющей секции колонны:
6Т + Q, + GHf = 0 j=f....,N. (3.77)
10. Соотношения для расчета энтальпии жидкости
«7 = [Qi s + Q2 (> - *;)] Тх, (3.78)
и энтальпии пара
W? = [QiJj + CJ2(1 — у2)] Tyl + 7,7-, + g2(l — jj), (3.79)
где c“j, cBPj теплоемкости жидкости и пара; с/, теплота испарения для т-го
компонента
171
11 Уравнение для расчета юмпературы конденсации пара можно использо-
вать в виде
it
(3.80)
р- о
где ар константа аппроксимирующего полинома; к шепснь полинома (опре-
деляются по справочным данным).
12. Уравнение общего материального баланса колонны:
G-G’-Ga = 0. (3.81)
13. Уравнение общего теплового баланса колонны (исключая конденсатор):
+ GHf + Q, - - G,f^ = 0, (3.82)
где QK количество тепла, подводимого к кубу колонны; R* . । энтальпия флег-
мы, подаваемой на орошение; Hf энтальпия питания
Так как энтальпия флегмы может отличаться от ее энтальпии при темпера-
туре кипения, то температура орошения обычно задается. Энтальпия питания
определяется с учетом его фазовеч о состояния. Питание подается в виде жидкости
при температуре кипения (или ниже), или в виде пара, или в виде парожидкост-
ной смеси В последних двух случаях при расчете состава пара, уходящею
с тарелки питания, значение уу корректируют с учетом уравнения (3.62) по
следующему соотношению:
У, =[(6? - О’?)» + G?.rr]G7, (3.83)
где Gy - количество паровой фазы, поступающей под тарелку, расположенную
выше тарелки питания, Gy количество паровой фазы в питании; уу состав
паровой фазы питания.
Решение системы уравнений производят итерационным методом, который
состоит в последовательном уточнении концентраций и величин потоков по
тарелкам колонны. Ниже приведена последовательность расчета.
1. Задается начальное распределение составов в паре и жидкости по тарелкам
колонны; например, составы жидкости и пара ио тарелкам принимают равными
составу питания.
2. Определяют совместным решением уравнений (3.81) и (3.82) величины
G" и G,, после чего с использованием балансовых соотношений (3.74)-(3.77)
рассчитывают потоки G“ и Gy для всех тарелок колонны
3. Рассчитывают составы пара и жидкости по тарелкам колонны (последова-
тельность расчета составов аналогична рассмотренной для примера 3.9).
Расчеты по пн. 2 и 3 повторяют до совпадения значений концентраций
и потоков в двух последовательных итерациях. В результате решения системы
уравнений (3.62) (3.82) определяют составы продуктов разделения, составы
и температуры но всем тарелкам колонны, а также величины потоков жидкости
и пара на тарелках.
Описанный метод может быть использован для исследования
различных режимов разделения, а также для расчета различных
статических характеристик ректификационных колонн, разделяю-
щих бинарные смеси компонентов с резко различающимися
температурами кипения.
Ниже приведен метод, наиболее широко используемый в
практике проектных расчетов многокомпонентной ректифика-
ции, основанный на понятии теоретической ступени разделения.
172
Главное допущение, используемое в эюм методе, состоит в том,
что пар, уходящий со ступени разделения, находится в равно-
весии с жидкостью, покидающей згу ступень. Таким образом,
исключается необходимость в рассмотрении процесса массопе-
редачи в многокомпонентных смесях. Описание процесса ректи-
фикации многокомпонентной смеси включает следующие урав-
нения.
1. Уравнения для расчета состава пара, равновесного жид-
кости:
Г* I’j- <iy. Х2>,.... лл>). (3.84)
где 1=1.. п. у номер тарелки, у = 1, .... N.
Используя понятия коэффициентов активности (и фугитив-
ности), можно написать
•'.* = <1'ф0)у„/,°(7;)х0 = (3 85)
где P°(Tj) давление паров чистого компонента, являющееся функцией тем-
пературы.
Коэффициенты активности ум и фугитивности ф0 в общем
случае зависят от концентрации всех компонентов, а также от
температуры и давления, что учитывается задаваемыми для них
соответствующими соотношениями:
У') = УМТ>' pj- хч-хи-x-j)- (3 86)
<Pij = Ф./С7}. Pj. у1Р y2J,.... y„j)- (3.87)
2. Уравнения покомпонентных материальных балансов сту-
пеней разделения:
G’fixftj 3" + ^7+ I I + Ч I Уч I - ХЧ - - G* хч — G"ytj = О,
/-номер тарелки питания (в данном примере /# j):
f=\______п: j = 0.....N + 1, (3.88)
где Gfj количество жидкого питания, подаваемого на у-ю ступень; G" коли-
чество парового питания, подаваемого на у-ю ступень; GJ) количество отби-
раемой на у-й ступени жидкой фракции; GJ, количество отбираемой на у-й
ступени паровой фракции При у члены с индексом / равны нулю
При наличии парового питания состав пара, уходящего с у-й
ступени, определяется выражением
Уч = [(<g - Q,) >’5 + Ж" (3 89)
3. Уравнения общего материального баланса ступеней:
Gfj + G"fj + G/. i + G'j , — — G{j — G“ — GJ = 0, j = 0, ., N + I. (3.90)
173
4. Уравнения общего теплового баланса ступеней:
ч, + + G?., /77+, + с; . Я?-, -
- g;7/у; - g:,//1; - G;/r; - g; я? = о. (391)
тле qt количество тепла, подводимого на j-ю ступень извне.
Температура на у-й ступени определяется по уравнению
• M7J= X к,,(7,)т0- 1 = 0- (3.92)
г 1
Для решения системы уравнений (3.84)-(3.92) используют
итерационный метод поочередного уточнения концентраций и ве-
личин потоков пара и жидкое!и. На каждой итерации темпера-
турный профиль по ступеням разделения предполагают неизмен-
ным. зависящим от концентрации компонентов, рассчитанной на
предыдущей итерации. При таком предположении система урав-
нений оказывается линейной.
Пример 3.12. Рассмотрим нестационарный режим (динамику) тарельчатых
колонн многокомпонентной ректификации блпзкокипящих смесей Отличитель-
ной особенностью такой ректификации является то, что для четкого разделения
компонентов требуются колонны с большим числом тарелок. Поэтому инер-
ционность таких колонн, как правило, весьма велика, что затрудняет экспери-
ментальное исследование их динамических характеристик, необходимых для
выбора и расчета систем автоматического pci улирования
Исходные данные: начальные значения концентраций в парс и жидкости,
соответствующие невозмушенному состоянию (возникающие возмущения
обусловлены изменениями количества питания, его состава, величины орошения
или парового потока). Возможно нанесение возмущений сразу по нескольким
каналам одновременно или в определенной последовательности
Определить: составы продуктов разделения, составы жидкости и пара и тем-
пературу для всех тарелок (для динамического режима).
Решение. Примем следующие допущения:
I) инерционные свойства колонны определяются удерживающей способ-
ностью колонны по жидкости, поэтому влиянием находящегося в колонне пара на
динамические характеристики колонны можно пренебречь,
2) временем установления гидродинамических режимов в колонне можно
пренебречь (по сравнению с временем установления концентраций);
3) равновесные составы для многокомпонентной смеси определяются как
у, = а( Kj/EOj-V,,
где а, относительные летучести компонентов, которые предполагаются неза-
висимыми от температуры;
4) колонна с полным конденсатором, инерционность которого определяется
количеством жидкости, находящейся во флегмовой емкости;
5) эффективность тарелок Е постоянна по высоте колонны и одинакова для
всех компонентов;
6) потоки пара и жидкости постоянны по секциям колонны.
Система уравнений математического описания нестационарных режимов
колонны включает следующие уравнения:
для тарелок укрепляющей секции колонны
«•“г-Ту/Л = (с* + (3-93)
174
для тарелок отпарной (исчерпывающей) секции колонны
1'7 = G*(\y, i - v0) + G“(r„-i - «'.,)• <=l, ...n; j=f+\...N; (194)
для тарелки питания
ifTlru/ct = G*x0J.I-(G* + G).r1Z + G"O1J , ->'./) 4- Gx,{, 1=1,..., n; (3.95)
для куба колонны
|:“ст4,/ст = (G“ + G)x1( — G.v,* — G4xa, 1 = I, .... я; (3.96)
для дефлегматора колонны
1'"схш/ет = G")* - (G* + GJ vlx], 1=1,..., я. (3.97)
где i>*. t)J, r“ удерживающие способности по жидкости на тарелках, в кубе
и флегмовой емкости;
уравнение для расчета состава пара, уходящего с тарелки, в нестационарном
режиме:
Ли = Уч -1 + П 0'5 - )’ч-1) (3.98)
Начальные концентрации для исходного певозмущенного режима опреде-
ляются с помощью стационарной и нестационарной моделей. Для этого систему
уравнений интегрируют при произвольных начальных условиях с режимными
параметрами, соответствующими искомому стационарному режиму. Для ин-
тегрирования системы уравнений (3.93) (3.98) используют метод Эйлера с по-
стоянным шагом. Величину шага определяют из условия
Дг = (0,01 = 0,1)тт|„,
где Tmifl наименьшая постоянная времени среди постоянных времени тц урав-
нений. рассчитываемых по формуле
= 1*/(<Ъ + '"oGJ),
в которой
ш0- = су,*/йхч.
Рассмотренный в примере 3.12 метод расчета динамики
тарельчатых колонн можно использовать для расчета пусковых
режимов колонн и исследования переходных процессов на режи-
мах эксплуатации, включая перевод колонны с одного режима
работы на другой, что имеет важное практическое значение,
позволяя прогнозировать аварийные ситуации и способы их
устранения.
3.4.3. Расчет колони экстрактивной
и азеотропной ректификации
Разделение смесей близкокипящих компонентов, характери-
зующихся очень низкой относительной летучестью (а 1,05),
методом обычной ректификации сопряжено со значительным
усложнением и удорожанием промышленных установок. В этих
случаях кривая фазового равновесия подходит очень близко
к диагонали на х-у диаграмме, и требуемое число ректифи-
кационных тарелок сильно возрастает даже при больших коэффи-
175
циентах избытка флегмы. Процесс разделения может быть, одна-
ко, упрощен путем добавления к исходной бинарной смеси
растворимого в ней третьего компонента - разделяющего агента,
способного резко повысить относительную летучесть основных
компонентов. Например, при добавлении фурфурола к смеси
бутана (Гжип = — 0,5°С) и бутена-2 (ткип = 0,9 С) коэффициент
разделения (относительной летучести) возрастает с 1,012 до 1,7.
Рис. 3.13 Схема экстрактивной ректифи-
кации:
/. 2 ректификационные колонны, 3 насос по-
дачи регенерированного разделяющего агента;
4 конденсаторы; I вход исходной смеси: II
вход разделяющею агента; III зегкокиняший
компонент. IV тяжелокиняншй компонент
Ректификация жидких смесей с использованием разделяющего
агента, получившая название экстрактивной ректификации,
осуществляется по схеме, приведенной на рис. 3.13. Установка
состоит из двух обычных ректификационных колонн, в первую из
которых на одну из верхних тарелок укрепляющей части вводит-
ся поток разделяющего агента. Последний растворяется в сте-
кающем потоке флегмы, повышает относительную летучесть и,
следовательно, интенсивность отгонки низкокинящего компо-
нента, увлекая вниз, как бы экстрагируя из паровой фазы,
высококипящий компонент. Кубовая жидкость первой колонны,
представляющая собой смесь разделяющего агента и высоко-
кипящего компонента исходной смеси, разделяется во второй
колонне, откуда дистиллят (высококипящий комнонеп г исходной
смеси) отводится по назначению, а кубовый остаток (peienepupo-
ванный разделяющий агент) возвращается на повторное исполь-
зование в первую колонну.
Эффективность разделяющих агентов применительно к кон-
кретным жидким смесям определяется опытным путем и надеж-
ному расчету не поддается. Установлен, однако, ряд качествен-
ных положений, облегчающих выбор разделяющего агента среди
множества существующих химических соединений. Так, относи-
тельная летучесть возрастает по мере увеличения разности темпе-
ратур кипения эквимолярных смесей, образуемых разделяющим
агентом с каждым из компонентов разделяемой смеси. Разде-
176
ляющий агент увеличивает относительную летучесть компонен-
та, обладающего наименьшей взаимной растворимостью с ним.
При этом полезно учесть, что взаимная растворимость жид-
костей уменьшается по мере удаления друг от друга членов ряда:
вода низшие жирные кислоты -гликоли - амиды - низшие кето-
ны - низшие альдегиды ни гропроизводные углеводородов - эфи-
ры - галогензамещенные углеводороды-углеводороды. Заме-
тим также, что относи тельная летучесть возрастает с увеличе-
нием концентрации разделяющего агента, но зависит от состава
и свойств разделяемой смеси (в том числе от полярности,
водородных связей и др ).
Кроме повышения относительной летучести компонентов раз-
деляемой смеси к разделяющим агентам предъявляют ряд других
требований: низкое давление паров (малая летучесть), легкость
регенерации, безопасность применения, доступность, низкая
стоимость, термостойкость, химическая инертность по отноше-
нию к компонентам разделяемой смеси и конструкционным
материалам. Разделяющие агенты не должны образовывать азео-
тропных смесей с компонентами разделяемых смесей.
В практике встречаются многочисленные бинарные смеси,
кривые равновесия которых при определенных условиях пере-
секают диаюналь х- у-диаграммы. В точке пересечения, носящей
название азеотропной, составы жидкой смеси и образующегося
из нее пара одинаковы (у = х). Такая жидкая смесь отличается
наибольшим отклонением от закона Рауля. Она называется
азеотропной, или нераздельно кипящей, и характеризуется по-
стоянством температуры выкипания. Очевидно, что равенство
составов жидкости и пара исключает возможность разделения
азеотропных смесей на практически чистые компоненты обыч-
ными методами ректификации. Из исходной смеси, состав кото-
рой отличается от азеотропного, можно предельно извлечь лишь
фракцию, обогащенную одним из компонентов; остаток будет
азеотропной смесью.
Разделяющий агент выбирают опытным путем. При азео-
тропной ректификации, в отличие от экстрактивной, он отводит-
ся из ректификационной колонны в виде дистиллята, а не
с кубовым остатком.
В качестве примера промышленного применения азеотропной
ректификации с разделяющим агентом рассмотрим процесс раз-
деления азеотропной смеси этанол-вода на чистые компоненты
(абсолютирование спирта). Разделяющий агент (бензол) практи-
чески нерастворим в воде, но смешивается во всех отношениях
с этанолом, образуя тройную гетероазеотроп ну ю смесь бензол-
этанол - вода. Она имеет более низкую температуру кипения
(64,85 °C), чем бинарная азеотропная смесь этанол-вода
(78,15 С).
177
Рис. 3.14 Схема установки для азеотропной ректификации смеси этанол вода.
/ колонна азеотропной ректификации. 2 отгонная колонна; 3 укрепляющая колонна;
4 отстойник; 5 теплообменники. I исходная азеотропная смесь; II этанол; Ill вода
Установка состоит из трех колонн: азеотропной, отгонной
и укрепляющей (рис. 3.14). Из азеотропной колонны, куда посту-
пают исходная смесь и бензол, отводятся в виде дистиллята
тройной азеотроп (состава, % масс.: 7,4 Н2О; 18,5 С2Н5ОН; 74,1
С6Н0), уносящий практически всю воду, и безводный спирт (в
виде кубового остатка). Выходящий из конденсатора дистиллят,
охлажденный до 20°C, образует в отстойнике два равновесных
жидких слоя. Верхний слой, содержащий 1% Н2О, 14,5% С2Н5ОН
и 84,5% С6Н6, образует флегму азеотропной колонны. Нижний
слой (36% Н2О, 53% С2Н5ОН и 11% С6Н6) направляется
в отгонную колонну, дистиллят которой (67,6% С6Н6 и 32,4%
С2Н5ОН) присоединяется к дистилляту азеотропной колонны,
а кубовой остаток (слабый раствор С2Н5ОН) поступает на
тарелку питания укрепляющей колонны. Кубовый остаток этой
колонны представляет собой практически воду, а дистиллят,
близкий по составу к гомоазеотропу (95,6% С2Н5ОН 4- 4.4%
Н2О), добавляется к исходной смеси.
Заметим, что не всегда разделяющий агент образует с ком-
понентами исходной смеси тройной расслаивающийся (гетеро-
фазный) азеотроп. Для извлечения разделяющего агента из
гомогенной смеси прибегают к другим методам, в частности,
к экстракции.
Многокомпонентная экстрактивно-азеотропная ректификация
имеет более сложное математическое описание, чем двухфазная
ректификация. Этим в основном и объясняется эксперименталь-
ный подход к исследованию таких установок в практике рабо-
ты проектных организаций. Неучет особенностей азеотропно-
экстрактивной ректификации на стадии проектирования приво-
178
дит к принятию заведомо неверных технологических решений.
К особенностям процесса, усложняющим расчет, можно от-
нести следующие:
значительное изменение расходов пара и жидкости по высоте
аппарата вследствие различных теплот испарения и большой
теплоты смешения компонентов;
высокие концентрации разделяющих агентов (70 90%);
значительное отличие температур кипения разделяющих аген-
тов и компонентов смеси;
более существенная, чем при простой ректификации, зависи-
мость эффективности процесса от температуры и давления в свя-
зи с тем, что разделяющий агент может частично смешиваться
с остальными компонентами;
возможность расслаивания жидкой фазы на тарелках ко-
лонны
Алгоритмы решения равновесных и балансовых соотношений
для азеотропно-экстрактивной ректификации значительно слож-
нее, чем для двухфазной.
Рассмотрим описание азеотропно-экстрактивной ректифика-
ции, при котором: учитывается возможность расслаивания жид-
кой фазы по высоте колонны; допускается организация рециклов
по любой из фаз как внутри отдельной колонны, так н в комплек-
се взаимосвязанных колонн с промежуточными и конечным
декантаторами (рис. 3.15); расчет может вестись как при допуще-
ние. 3.15. Возможные схемы соединения декантатора с колонной
179
нии равновесия между фазами на тарелках, так и с учетом
кинетики массопередачи; расчеты обычной ректификации и экст-
ракции являются частными случаями предла! аемого описания.
Математическое описание колонны включает уравнения ба-
лансов, фазового равновесия, записанные с учетом наличия двух
жидких фаз-<7ж<1) и 6Ж(2), а также парового и рециркулирующих
потоков (см. рис. 3.15):
G"-1 + + G“J2* + Gt - G" - R, - sG° — G* = О, I < у sg N (3.99)
Уравнение покомпонентного материального баланса тарелки:
Gj- ij'ij- i + GJ+1i,x!j'+ i + G*!211xIj+1 + GjXFij + RjXiK — (G“ + .vG") v,, — G“.V;j = 0,
l=gy<N (3.100)
Уравнение теплового баланса тарелки:
GJ 1 «7- 1 + Gf?,*^1,' + G;)2,1^? + GtHF1 + R,Hk- H"(G" + sG") —
-g;w; = o, (З.101)
где [в (3 99) (3.101)] Rj массовый поток рецикла; Gj-питание, подаваемое на
тарелку; G]“-суммарное количество жидкости на у-й тарелке; sG" отбираемый
паровой поток с у-й тарелки; .vFiJ мольная доля /-го компонента в питании,
подаваемом на у-ю тарелку; тК1 мольная доля /-го компонента в рецикле;
HFj и Нк энтальпии питания и рецикла.
Соотношение для расчета состава пара, покидающего у-ю
тарелку:
У.) = У../ 1 + fyb’S - y,.j 1). (3.102)
где Eij к. п. д. у-й тарелки по /-му компоненту.
Аналогично записываются уравнения фазового равновесия.
Расслаивание жидкой фазы учитывается с помощью фактора
расслаивания т], равного мольной доле одной из жидких фаз
в смеси
При г) = 1 или г) = 0 на тарелке присутствует только одна
фаза. Потоки жидких фаз Сж(,) и 6Ж(2) связаны с общим потоком
жидкости, стекающей с /-й тарелки, и боковыми отборами
следующими соотношениями.
G’ = G’<“ + G*'2' + 5G7"» + sG*<2); (3.103)
g;**’ + jg;"' = q^G?, (3.104)
а брутто-состав жидкости, стекающей с /-й тарелки, равен:
x<j = [(G*“> + sg;“')j4J’ + (Gf *2’ + sg;(2,)x£’ ]/g; . (з. ios)
Составы жидких фаз связаны выражением
Хц = Т1г<“ + ( - (3.106)
180
Энтальпии потоков для уравнения теплового баланса могут
быть определены обычным образом, а для орут го-составов-с^
использованием фактора расслаивания г), i.e.
к
= (3.107) Н'= ПЯЖ'1' + (1 - п)Йж<2’ (3.108)
J
Алгоритм решения системы уравнений (3.99)-(3.108) основан
на методе Ньютона-Рафсопа. Ввиду сложности задачи метод
расчета требует большого количества времени, а сама программа
занимает большой объем памяти ЭВМ.
3.4.4. Аппараты для совмещенных процессов
ректификации с химической реакцией
Моделирование и оптимизация технологического производства
в целом, а также наличие достоверных моделей отдельных
процессов позволяют ставить задачу совмещения отдельных
стадий в одном аппарате или группе аппаратов, рассматривая их
общее математическое описание. Основной целью такого рас-
смотрения является оценка эффективности совмещения по неко-
торому критерию (например, по энергозатратам) и определение
условий непротиворечивости совмещения Эффективность совме-
щенных процессов следует оценивать в двух аспектах снижение
капитальных затрат за счет уменьшения числа единиц оборудо-
вания и снижение эксплуатациош1ых расходов за счет уменьше-
ния и энергетического объединения материальных потоков. Нега-
тивная сторона такого совмещения заключается в необходимости
более жестких условий эксплуатации и, соответственно, более
четкого ведения процесса.
Под совмещенными процессами понимают такие, когда два
или более процессов протекают одновременно, причем эффек-
тивность совмещенного процесса примерно равна или выше, чем
раздельных процессов. В этом случае нет необходимости подав-
лять какой-либо из них. Наоборот, предпринимаются усилия
в поиске условий их положительного взаимовлияния. Совместное
протекание нескольких процессов (например, ректификации и хи-
мической реакции, абсорбции и химической реакции) в промыш-
ленных условиях встречается нередко. Но, как правило, один
процесс превалирует по скорости, интенсивности и прочим пока-
зателям над другим, как бы протекает на фоне другого. Если
нежелательное влияние побочного процесса становится сущест-
венным, принимают меры по его подавлению, например, путем
снижения температуры или добавления стабилизаторов в случае
химических реакций. Так, при выделении стирола из реакционной
смеси используют ректификацию под вакуумом и добавки инги-
биторов, что уменьшает долю процессов полимеризации и сни-
жает выход кубовых остатков.
181
Целенаправленное сочетание ректификации и химической
реакции возможно в тех случаях, когда реакция протекает с высо-
кой скоростью и большим тепловым эффектом, и совместное
протекание этих процессов непротиворечиво. Основная цель
совмещения состоит в эффективном использовании тепла хими-
ческой реакции непосредственно в аппарате, например, на обра-
зование парового потока, что снижает энергетические затраты на
ведение процесса. В отличие от обычно применяемой рекупера-
ции тепла реакции в случае совмещения должна уменьшиться
инерционность объекта и, соответственно, возрасти область
устойчивых режимов рабо1Ы
Особенноегь расчета совмещенных процессов состоит в том.
что помимо фазового равновесия необходимо рассматривать
и химическое равновесие. Это означает, что необходимо исследо-
вать кинетику возможных химических реакций в условиях ректи-
фикации. Следует отметить, что при медленных химических
реакциях и низких тепловых эффектах процесс практически не
отличается от обычной ректификации. Отличие будет проявлять-
ся лишь при большом времени пребывания реагентов и заклю-
чается в накоплении продуктов побочных реакций в продуктах
разделения. При больших тепловых эффектах и больших ско-
ростях реакций -могут быть совершенно неожиданные резуль-
таты. Так, при экзотермической реакции с большим тепловым
эффектом возможно полное испарение потока жидкости в зоне
реакции, и наоборот, при эндотермической реакции-переохлаж-
дение жидкости и конденсация парового потока. Поэтому при
совмещении ректификации с химической реакцией очень важно
обеспечить условия нормальною функционирования процесса,
т. е. его устойчивости и управляемости. Отсюда следует, что
хеморектификация протекает в более жестких границах измене-
ния основных технологических параметров, чем обычная ректи-
фикация. Выход за допустимые границы, например по теплоотво-
ду, может привести к взрыву в случае сильно экзотермической
реакции и останову процесса массообмена между потоками пара
и жидкости-в случае эндотермической.
Для эффективного исследования совмещенного процесса рек-
тификации и химической реакции, очевидно, необходимо распо-
лагать математической моделью, позволяющей воспроизводить
его особенности, причем не только в статике, но и в динамике.
Последнее обусловлено тем, что необходимо иметь полную
информацию о стратегии пуска и останова производства.
Рассмотрим методику составления материальных и тепловых
балансов для тарельчатой колонны.
В нестационарных условиях количества компонентов, посту-
пающих на тарелку и покидающих ее, не равны между собой,
и эта разница прибавляется к количеству жидкости, находящейся
на тарелке (или вычитается из него). Помимо этого за счет
182
протекания химической реакции появляются компоненты или
уменьшается число реагентов исходной смеси. Таким образом,
для нестационарных условий ректификации с одной химической
реакцией уравнения покомпонентного материального баланса
тарелки запишутся в виде (см. рис. 3.12):
d я
(uj.Xij + = G*. 1-Vj, 1 + G“. 1>’о I - -M67 + v<,7) - (GJ + sG^yu +
OT
+ Gjtf-.j + IvjHjrj, (3.109)
где rJ скорость химической реакции v, стехиомщрические коэффициенты i-го
вещества
Удерживающая способность тарелки по пару G” пренебре-
жимо мала по сравнению с удерживающей способностью по
жидкости, и ее можно без потери точности не рассматривать.
Тогда, при допущении, что удерживающая способность по жид-
кости постоянна и состав жидкости, покидающей тарелку,
равен составу жидкости, удерживаемой на ней, уравнение (3.109)
можно записать в виде
dx„ 1
— =-[G> iTij-1 - (G“ + tG7)x17 - (GJ + 5&7)у0 + GTt|X,J+1 +Gj.rfl; +
ат ut
+ v.UjTj]. (3.110)
Соответственно уравнение теплового баланса тарелки с уче-
том химической реакции запишется:
g;+ , hj+1 - (g; + sG") /ij - (g; + sG” ) + g;+ , л;+ > + G,hfl +
+ иЛ*(дя,д, (Зли)
где (Л//Г?)г тепловой эффект реакции.
Алгоритм расчета совмещенного реакторно-рекгификацион-
ного процесса состоит в следующем.
1. Задают начальные профили концентраций компонеп гов по
жидкости и величины потоков.
2. По известным потокам и составам и по кинетическим
уравнениям определяют скорости химической реакции и коэф-
фициенты матрицы системы уравнений материального баланса
(3.110); независимые переменные-концентрации компонентов по
высоте колонны.
3. Решением системы уравнений (3.110) —(3.111) вычисляют
профиль концентраций компонента по высоте колонны.
Пункты 2-3 повторяют для всех компонентов исходной
смеси.
4. Полученные концентрации компонентов корректируют,
после чего определяют профили концентраций пара и темпера-
туры по высоте колонны.
183
5. Рассчитывают потоки пара (по уравнению теплового ба-
ланса) и жидкости (по уравнению материального баланса).
6. Если решение не достигнуто, то начиная с п. 2 расчеты
повторяют при новом значении независимой переменной.
Систему уравнений материального и теплового баланса для
насадочной колонны составляют и решают аналогично, только
вместо понятия тарелок разделения используют понятие теоре-
тической ступени разделения.
3.5. АППАРАТЫ ДЛЯ АБСОРБЦИИ
Абсорбция тазов объемное поглощение газа или пара жид-
костью (абсорбентом), приводящее к образованию раствора.
Обратный процесс называют десорбцией и используют для выде-
ления из раствора поглощенного газа и регенерации абсорбента.
Каждый абсорбент (например, вода, метанол, водные раство-
пы этаноламинов, карбонатов металлов, щелочей и кислот)
пособен поглощать в заметных.количествах лишь определенные
вещества. В связи с этим в технологии органических веществ
абсорбцию используют для выделения ценных летучих компо-
нентов газовых смесей (ацетилена из газов крекинга или пиро-
лиза метанола, этиленоксида из реакционных т азов и др ); для
удаления вредных примесей (СО2, H2S и др.) из газовых смесей,
для охраны окружающей среды путем очистки выбросов, соче-
тающейся часто с улавливанием ценных веществ (например,
фенола при переработке фенолоформальдегидных смол, диме-
тилформамида на заводах синтетических волокон и др.), а также
для ряда других процессов.
Различают физическую абсорбцию, когда абсорбент является
инертной средой по отношению к газу, и химическую (хемо-
сорбцию) абсорбцию, при которой поглощаемый компонент
химически взаимодействует с абсорбентом.
Абсорбенты характеризуется абсорбционной емкостью (ко-
личеством вещества, которое может быть поглощено единицей
объема абсорбента) и селективностью (отношением одного по-
глощенного вещества к сумме всех). Давление насыщенных паров
абсорбента в абсорбере должно быть невелико. В качестве
ориентировочного критерия может служить температура кипения
раствора (поглотителя и т.п.). Абсорбенты должны обладать
также высокой термической стойкостью, низкой коррозионной
активностью и быть недорогими.
В технологии органических веществ абсорбция чаше всего
реализуется как часть абсорбционно-десорбционного цикла, од-
нако стадия десорбции может отсутствовать, если в результате
абсорбции получают готовый продукт или если регенерация
поглотителя экономически невыгодна. Десорбцию осуществля-
ет
Рис. 3.16. Основные типы абсорберов:
а поверхностного типа; б с орошением; в насадочный, г - тарельчатый, б распиливаю-
щий; е механический; I газ; II жидкость
ют, нагревая абсорбент и (или) снижая давление над ним, что
приводит к уменьшению растворимости газов и выделению его
избыточного количества, либо путем массообмсна между реге-
нерируемым раствором и инертным газом, не содержащим де-
сорбируемого компонента. Заметим, что десорбция часто про-
водится также с помощью ректификации.
При абсорбции малых количеств хорошо растворимых газов
применяют абсорберы поверхностного типа (рис. 3.16,а). При
необходимости отвода выделяющегося тепла устанавливают аб-
сорберы с орошаемыми стенками (рис. 3.16,6).
Широко распространены насадочные абсорберы (рис. 3.16, в),
применяемые при высоких плотностях орошения. В качестве
насадки используют керамические кольца, кокс, деревянные ре-
шетки, металлические сетки и т.д. При выборе насадки следует
учитывать ее механические свойства, удельную поверхность (ст,
м2/м3), свободный объем (ьн, м3/м3), плотность, химическую
стойкость и т.д. Основные характеристики насадок различного
типа приводятся в литературе. При выделении значительного
количества тепла насадку располагают несколькими слоями,
между которыми устанавливают холодильники
185
Рис. 3.17. Схема абсорбционной установки с рециркуляцией жидкости и десорб-
цией:
1 абсорбер; 2 холодильники; 3 геплообмсииик; 4 десорбционная колонна; 5, 8. 10
сборники; 6. 7. 9 насосы; I- газ; II десорбированный газ; III-пар; IV-конденсат
Абсорберы часто выполняют в виде тарельчатых колонн
с противотоком жидкости и газа (рис. 3.16,г), работающих по
тому же принципу, что и тарельчатые ректификационные ко-
лонны. При выделении значительного количества тепла на тарел-
ках абсорбера устанавливают холодильники, которые нередко
делают выносными. Тарельчатые абсорберы отличаются значи-
тельной потерей напора.
Наконец, к последней группе абсорберов относятся распыли-
вающие (рис. 3.16, д) и механические (рис. 3.16, е) абсорберы.
В первых жидкость распыливается внутри башен форсунками, во
вторых-за счет вращения отдельных деталей (дисков). Выбор
типа абсорбера определяется технологическими условиями про-
цесса (чистота продукта, требуемая производительность, агрес-
сивность сред, теплота реакции и т. д.).
На рис. 3.17 приведена типовая схема установки с абсор-
бером, десорбером, холодильниками, нагревателями и кипятиль-
никами и рециркуляцией жидкости.
Графические методы расчета
При расчете абсорбера с нелетучим жидким поглотителем
массовые (или мольные) расходы поглотителя G* и инертного, не
растворяющегося в жидкости газа Gr будут постоянны по высоте
абсорбера. Выражая концентрации поглощаемого компонента
в газе и жидкости в относительных мольных (массовых) единицах
186
Рис. 3.18. Материальные потоки в абсорбере:
/ - входной hoick 1аза G'«, rllt;
// выходной поток jaaa GL, гЖ1;
HI входной поток жидкости G’h, аж;
IV выходной поток жидкости G*, л„; (7 поток газа;
6е-поток жидкости; л’, концентрации но компонента в 1 азе и
жидкости соответственно
получим уравнение покомпонентного материального баланса
(рис. 3.18)
G,6™-y«.) = G*U»--4.); GJ = GJ = G«; GJ, = G[ = G’, (3.112)
где GJ, GJ массовый (мольный) расход по/лотитсля соответственно на входе
и выходе абсорбера; G„, G, массовый (мольный) расход газа на входе и выходе
из абсорбера, ун( мольные (массовые) доли /-го компонента в газовой фазе па
входе и выходе абсорбера; хш, х„-мольная (массовая) доля /-го компонента
в жидкой фазе на входе и выходе абсорбера (схема потоков приведена на
рис. 3.18).
Уравнение (3.112) уравнение прямой, проходящей через две
точки с координатами (уш, хп) и (*ш. Ум):
G“/Gr = (у., - У«/ )/(*.. - х„,). (3.113)
На рис. 3.19 приведены прямая, описываемая уравнением
(3.113),-так называемая рабочая линия процесса-и кривая рав-
новесия, проходящая ниже рабочей линии (так как в процессе
абсорбции содержание распределяемого компонента в газе боль-
ше, чем в жидкости).
Тангенс угла наклона рабочей линии /-го компонента пред-
ставляет собой отношение 6'Ж/(7Г, называемое в технике абсорб-
ции удельным расходом абсорбента. Чем больше удельный
расход абсорбента, тем дальше рабочая линия (пунктир) отойдет
Рис. 3.19. Рабочая и равновесная линии процесса абсорбции /'-го компонента:
Уч- Уч- хч- х„-начальная и конечная концентрация /-го компонента соответственно в газе
н жидкости
187
от его линии равновесия, тем больше будет разница в концент-
рациях Ау, = у,,, — у*, г. е. тем больше будет движущая сила
процесса. Одновременно будет увеличиваться и разность кон-
центраций в жидкой фазе Ах, = х* — хН1, т.е. где jf и х*- равно-
весные концентрации /-го компонента в газовой и жидкой фазах.
Увеличивается движущая сила процесса по жидкой фазе. Одно-
временное изменение концентрации /-го вещества до ее равно-
весного значения в газовой и жидкой фазах представляем собой
так называемую теоретическую ступень контакта, или теоре-
тическую тарелку.
Число таких контактов, или число теоретических тарелок,
можем быть определено непосредственно графическим построе-
нием в пределах заданных концентраций или найдено аналити-
чески совместным решением уравнений рабочей линии и линии
равновесия.
Графическое определение числа теоретических контактов дает
наиболее наглядное представление о процессе (см. рис. 3.19).
Начиная от заданной концентрации yHi, опускаем перпен-
дикуляр на линию равновесия. Из полученной точки 1, отве-
чающей х„. проводим горизонталь до пересечения с рабочей
линией процесса. Из этой точки опускаем перпендикуляр на
линию равновесия, получая точку пересечения 2, отвечающую
второму теоретическому контакту. Такое построение продол-
жаем, пока не достигнем заданных значений уМ| и xHj. Таким
образом число точек пересечения с линией равновесия дает число
теоретических контактов для абсорбций /-го компонента. В дан-
ном случае число теоретических контактов будет около 4.
С увеличением удельного расхода абсорбента, при котором
рабочая линия будет отклоняться от равновесной, так как 1g угла
наклона увеличиваем, движущая сила процесса (Аг, Ах) воз-
растет, а необходимое число теоретических тарелок уменьшится
(пунктирная линия-два контакта).
При изменении теплового режима системы и, следовательно,
изменении давления насыщенных паров Р\' компонентов возни-
кает кривизна рабочих линий. В этом случае помимо материаль-
ного баланса необходимо составить также и тепловой баланс.
Рассмотрим более общий случай определения числа теорети-
ческих тарелок для разделения многокомпонентных систем при
наличии кривизны рабочей линии.
В соответствии с рис. 3.19 количество /-го абсорбированного
компонента
С, = С'г1ИФ„ (3.114)
где Ф, доля абсорбированного (десорбированного) /-го компонента.
Общее количество абсорбированного вещества
G = = GJ, (1’м1Фа + ТънФ/, + >'™ФС + Гл, Фл + -•)• (3.115)
188
Количество z-го компонента, покидающего абсорбер с отхо-
дящим газом
G!. = <71 r„ = G' г,„ (1 - Ф,). (3.116)
Количество z-го компонента, покидающего абсорбер с oi хо-
дящей жидкостью, рассчитывают по уравнению
G* л„ = о; х1Я + 6(,>1ИФ, (3.117)
Из уравнений (3.114) и (3.115) находим количества газа GJ
и жидкости (?*, покидающих абсорбер:
С. = G'u - G = G'„ [ 1 - + ГьнФь + т.„Фг (З.Н 8)
G? — G“ + G — G* + g;,[1 ~ 0«иФо + ТьнФь + (3.119)
Из уравнений (3.116) —(3.119) находим
G'« б';ь.(1-Ф.) У,„(1-Ф.) (3.120)
G^ GH — G 1 — (то„Ф„ + ТьиФь + г™Фс) ’
G“. с;х,и + с:»1КФ, (3.121)
GT G’ + G
Решение уравнений (3.114)-(3.121) выполняют методом по-
следовательных приближений по следующему алгоритму.
Этап 1. Задают значения долей абсорбированных (десор-
бированных) компонентов Ф,. имея значения начальных кон-
центраций каждого компонента во входящем тазе г,н и учитывая
различие в константах фазового равновесия каждого компонента.
В качестве первого приближения можно взять
Ф,:Фь:Фд... = I'V 1/^:1/^:...;
ф. ф,..ф;- .. = к,-кь.к(.. ,
о < ф, (ф;) < 1,
где ki константа фазового равновесия (коэффициент распределения) z-ro ком-
понента
Этап 2. Подставляют соответствующие значения Ф, в урав-
нения (3.114) - (3.121) и вычисляют уож, jfcl(, .ла,, xbl, х„.
Этап 3. Наносят на диаграмму х-у конечные точки рабочих
линий. Наклон рабочих линий в конечных точках равен соот-
ветственно G*/ G[ и G*/G'u. Рабочие линии получаются искрив-
ленными, их наносят начиная с (xjH, у|1() с наклоном G„/G[
и кончая (хи, _yjH) с наклоном G*/Gr„ (рис. 3.20). Наклон кривых
изменяется равномерно между двумя конечными наклонами.
Этап 4. Определяют число теоретических тарелок для каж-
дого компонента графическим способом. Если первые принятые
значения абсорбированных (десорбированных) долей выбраны
189
Рис. 3.20. Построение равновесных и рабочих линий:
кривая равновесия;------------- рабочая линия;
1 этап; 2-пропан; 3- w-бугаи; ун. vH. л, начальная
и конечная концентрация компонента соответственно в газе
и жидкости
правильно, то число действительных лд тарелок, полученное для
каждого компонента, будет одним и 1ем же:
"л = Vn- = пь/Ль = "./nt.
(3.122)
где По- Чл- Ч< эффективность (или КПД) тарелок ио компонентам а. b и с.
Если па = Т]6 = qc, го
па = "« = пЬ = "г- (3.123)
Этап 5. Если уравнение (3.122) или (3.123) не удовлетворяется,
принимают новые значения Ф, и расчет повторяют.
Рассмотрим применение изложенного алгоритма на конкрет-
ном примере.
Пример 3.13. Газовая смесь состава (% мол.): 80 СН4; 10 С2Н6; 5 С3НВ;
5 СДН1О абсорбируется при t = 24 С нелетучей смесью G“ yi леводородов (масло).
Общее давление Р = 2 ат (0,203 МПа), отношение количества жидкости
(300 моль) к количеству 1аза (100 моль) составляет G*/Gr = 3. Необходимо
извлечь 60% С3Н8 = Ф3.
Определить число теоретических тарелок и состав газа, выходящею из
абсорбера. Эффективность тарелки для каждого компонента принимается одина-
ковой. Изменением температуры в абсорбере пренебречь.
Решение. Значения коэффициентов распределения к, найдем, зная давление
паров чистых компонентов Гф, по закону Рауля. Растворимостью метана можно
пренебречь Обозначив через у,н мольную долю i-ro компонента в исходной
газовой смеси, получим (по справочным данным):
Компонент Р", 24'С 1Л и - 1Л Лн
сн„ 0,80
с2н6 41,50 20,80 0,10
С3н8 8,84 5,20 0,05
СгН10 3,23 1,67 0,05
Этап 1. В качестве первого приближения принимаем
1 1 1
Фс : Фр : Фс —------:--:----,
2 3 ‘ 20,80 5,20 1,67
190
ФС2 = 0,15 и ФСд = 0,99 (так как расчетное значение Ф<д = 1).
Этап 2. Подставляем соответствующие значения Ф, в уравнения (3.114)
(3.121):
G2 = Ф<. .vu2G,r, = 0,15 0,1 100 = 1,5;
G3 = Фс,.г„зС^ = 0,6 0,05 100 = 3,0;
G4 = Фс унДС; = 0,99 0,05 100 = 4,95;
G*,y,2 = GLyI12(l -Ф2) = 100 0,1 0.85 = 8,5;
Gr,»Mj = G'y„j(l -Ф,) = 100 0,05 0.4 = 2.0;
G'Lr,4 = GLjh4(1 -Ф4)= 100 0.05 0.01 = 0,05;
GTv,2 = g;.v2„ + 6->н2Ф2 = 100 0.1 0.15 = 1.5;
Gr.Vj = GJ.Vj, + С'уи3Фл = 100 0.05 0,6 = 3,0;
Gfc* = G;x4h + С'г114Ф4 = 100 0.05 0.99 = 4.95;
G; = GJ, - £G, = 100 - (1.5 + 3,0 + 4.95) = 90,55;
G* = GJ + ^G, = 300 + 9,45 = 309,45;
>« = GJi/Gl.
V,i = 8,5 90,55 = 0,094; y,2 = 2,0/90,55 = 0,0221;
г,., = 0,05/90,55 = 0,00055; x„ = GJ/G.
jr,2 = 1,5/309.45 = 0,00485, v„, = 3,0,309,45 = 0,0097; x,4 = 4.95/309.45 = 0,016.
Далее выполняют этапы 3- 4.
Результаты расчетов после первого приближения представлены ниже:
Ком- понент ф. С, GX G*V < с; G* X И
С,н6 0.15 0,15 8.5 1.5 — 0,094 0,00485 3.4
С,н„ 0.60 3.0 2,0 3.0 90.55 309.45 0.0221 0,0097 2,7
С4Н10 0,99 4,95 0,05 4.95 - 0,00055 0,016 3,15
Как следует из таблицы, число теоретических тарелок п для различных
компонентов не одно и то же, поэтому необходимо второе приближение.
В качестве второго приближения примем Ф( =0,10 и Фс =0.95 (так как п2
и л4 > пл, нужно уменьшить Ф( и Фс ).
Результаты расчета после второго приближения представлены ниже:
Ком- понент ф; G; Ст к «• '« G; G* ж ¥ п
С?Н„ 0.10 1.00 9.00 1.00 — 0,098 0,0026 0.6
с3н8 0.60 3,00 2,00 3,00 91,55 308,45 0,0219 0,0097 2.7
С4н1о 0.95 4,45 0,55 4,45 0,006 0,0144 2,9
j
Z G, = 8.45
Отсюда следует, что число тарелок для этана меньше, чем для пропана или
бутана Следовательно, доля абсорбируемого этана очень низка и надо увеличить
Фс,
191
В качестве гретьею приближения берем Фс =0,145 и Фс = 0,95.
Результаты расчета после третьего приближения представлены ниже:
Ком- понент ф, G, g; g; -1 .V Л
с.н6 0.145 1.45 8.55 1.45 - 0,0938 0,0047 2.5
C„HS 0,600 3.00 2.00 3.00 91.0 308,9 0,022 0,0097 2,7
С4Н,0 0.950 4,45 0.55 4,45 0,00604 0.0144 2,7
Z G, = 8,90
1=1 -
Отсюда следует, что число теоретических тарелок для различных компо-
нентов практически одинаково, поэтому расчет можно считать законченным.
Если процесс абсорбции нельзя считать изотермическим
в случае значительных теплот растворения компонентов, то
общее количество тепла в абсорбере
Q = + ^ьЧь + = У G,q,.
1дс q: теплота растворения
Тепло, уносимое при испарении части растворителя,
Оиса '
где Е, доля испарившегося растворителя; г/ис11 теплота испарения растворителя,
кДж/моль
Тепло, расходуемое на нагревание жидкости,
<2н„ = Q- Сисп = Е
i- 1
Для нелетучего растворителя ()исп = 0; = Q Пренебрегая
изменением температуры газового потока, получим температуру
выходящего жидкого потока. Она равна
где Ср удельная теплоемкость. кДж/(1 рал моль)
Аналитические методы расчета
Снова воспользуемся понятием теоретической ступени разде-
ления Представим противоточную колонну (рис. 3.21) в виде
набора георет ических ступеней. Составим систему уравнений для
противоточной абсорбционной колонны. Примем следующее
допущение; считаем, что никаких химических превращений в аб-
сорбере не происходит.
192
Рис. 3.21. Набор теоретических ступеней, опи-
сывающих абсорбцию i-ro вещества:
/ -входной поток 1аза (гн1 - >„ r , Н„ ,G; = G'.
//-выходной поток нПа (г„ — 1,6',. //.);
Ill входной ноток жидкости (лм = хО1Л0, GJI:
/ V- выходной но । ок жидкоеги (v„ = л„,Ли, G* = GJ);
у-концентрация таза, л концентрация жидкости.
G' поток таза; G* поток жидкости. »т число теоре-
тических ступеней
Ул
Пусп» GJ,+, = Сгг„-мольный расход газа на входе, y„+i.; = Ун/~
мольные доли /-го вещества в газовой смеси на входе в абсорбер.
Соответственно на выходе Gj = GjyK = y„-.
Для жидкости имеем Go = G?; G* = G*; .vOj = .vHI; Л'П1 = xHj
(где тИ1 = л01- мольные доли /-го вещества на входе в абсорбер,
xni = лу, - па выходе).
Запишем покомпонентный материальный баланс колонны.
Количество /-го компонента, поступающего в колонну в газовой
фазе. GJ, к |уя+tl, в жидкой фазе-Go.vO1; количество /-го ком-
понента, покидающего колонну в газовой фазе, G|yI4, в жидкой
фазе - G* vni. Тогда
G'„. т г„ т, + GS т0, - <?)>„ - 6“ х„, = О
Тепловой баланс колонны
G' <>’ tro - G\ fr, - GJ ff, - Q„ = 0,
где /Г. //* энтальпии iазовой и жилкой фаз соответственно» Q„ -тепловые
потери в колонне.
Общий материальный баланс колонны
G',- j т + Go — G\ — GJ = 0.
где G'11 и G* общее количество паровой и жилкой фаз, поступающих в колонну;
G\ и G“ то же, покидающих колонну.
Запишем теперь балансовые соотношения для /-го вещества
на у-й ступени;
G'. i т>к i., + g; i xj i.< - g; - g; v;, = o.
где G'j. j y,i,! , количество /-го компонента, поступающего на j-ю ступень
су+ 1-й ступени в тзовоп фазе; G“ ,Xj. и(-количество i-ro компонента, посту-
пающего на /-ю ступень cj+ 1-й тарелки в жидкой фазе, G^Xj, и GJjj, количество
i-го компонента, покидающего J-ю ступень в жидкой и паровой фазах соот-
ветственно.
Общий материальный баланс для у-й ступени запишется
в виде
G)tl +GJ-I -g;-G“ = o.
193
где Gjt । и G“ i соот ветственно количества газа и жидкости, поступающих на у-ю
ступень; GJ, G“ соотвегс!венно количества газа и жидкости, покидающих у-ю
ступень.
Для теоретической ступени справедливо
yJt = k„xJt.
где кч константа фазового равновесия (коэффициента распределения) для /-го
компонента на у-й ступени.
Рассмотрим теперь многокомпонентную абсорбцию при до-
пущении о постоянных расходах фаз и коэффициентах распреде-
ления:
G'j = ... = G' = const; G“ = ... = G“ = const;
kj,= ... = kj = const.
Эти допущения справедливы при следующих условиях:
1. Процесс изотермический t, = I*.
2. Потоки взаимно балансируются, т. е. количество вещества,
переходящего из жидкой фазы в газовую, приблизительно равно
количеству вещества, переходящего из газовой фазы в жидкую.
Это бывает сравнительно редко. Это же справедливо в случае,
когда потоки, переходящие из одной фазы в другую, малы
(случай, более распространенный в технологии основного орга-
нического и нефтехимического синтеза, например, в процессах
очистки газов).
Теперь получаем
G'б’уп.) = >.о).
С учетом уравнений фазового равновесия имеем
i.i — >>) = G“ — бу. — >j-1.. )•
Перегруппировав члены, имеем
= = 1.1)’ (3124)
G к,
где Л, = G“/(G'A.j) так называемый фактор абсорбции i = 1,2, .... л;у = 1, 2,.... N.
Из уравнения (3.124) можно исключить все промежуточные
концентрации и оставить концентрации компонентов па входе
в абсорбер и выходе из него.
Запишем уравнение (3.124) для каждой ступени:
j = । 0'2. - Ун) = Аб и - то.);
у = 2 (уз/ - у2.) = 4 Он - >’ 1.);
у = N О'* ♦ I. ~ .) = 4, (у А1- — Ун - ।, i).
194
Перемножим эти уравнения и сократим подобные члены:
6'21 — >!i )(.* 3. — *2. I - - - Х 0к + 1. i — У.Ч1) — — Hoi )б'21 — УТ.)• бм — Ут I. .)
Теперь имеем
1.1 — Ум = Л? б!.' — Ко. )
С учетом допущений можно записать
у„ - k,x,i = A? (у„ — к,хш), (3.125)
Л' = 1п|^=—М/'п^.
Ly„ - к, v„,J
(3.126)
Этим уравнением нельзя пользоваться, когда А1, = 1. Если же
Aj= 1, система уравнений запишется в виде
j = lO ’i - Ун) = От. - Уо.); 7 = 2 Q j, - у3,) = Сгг. - Уз. )• (3.126а)
т. е. перепад концентраций одинаков на всех ступенях. Тогда,
сложив левые и правые части уравнений (3.126а), получаем:
3 N. 1.. - УI. = /V (.1-1, - г01) - у или N 0«. - к,х,и )
Теперь для Л, = 1 число теоретических тарелок равно
/V = ~ >м = . (3 127)
Ум kfXui У Ni
Таким образом, в зависимости от значения А, расчет числа
ступени абсорбции осуществляется по уравнениям (3.126) или
(3.127). При расчете процесса абсорбции широко используется
понятие степени извлечения S,, т.е. доли вещества, которая
извлекается в процессе абсорбции из газовой фазы:
\ = 6*Уш — G«y,i/(GLyBi),
где G^yhi количество i-io вещества, поступающего в абсорбер в газовой фазе;
G[y,| количество i-ro вещества, покидающего абсорбер в газовой фазе.
Часто использую! другую форму записи степени извлечения
S; = 1 — y\JyH,. Это справедливо, если G{ ~ GJ,.
Другое широко используемое понятие-минимальный удель-
ный расход поглотителя для i-ro компонента:
где у„,, у„- - начальные и конечные концентрации i-ro компонента в газовой фазе,
X,,-начальная концентрация i-ro компонента в жидкости; x,imax-концентрация
i-ro компонента в жидкости, равновесная с начальной концентрацией i-ro компо-
нента в газовой фазе. т. с. х„т„ = .
Рассмотрим расчет процесса многокомпонентной абсорбции
на конкретном примере.
195
Пример 3.14. Газовая смесь, содержащая 97% N,. 2% паров бензола. 1%
паров толуола, очищается от ароматических углеводородов с помощью абсор-
бента. содержащего в своем составе высшие ароматические углеводороды
Абсорбция протекает в изотермических условиях при 25 С и нормальном
давлении. Давление насыщенного пара абсорбента при 25 С равно 7,6 ммрт. ст.
(0,001 МПа). Начальное содержание бензола в абсорбенте 0, а толуола 0,1% мол
Растворением азота в абсорбенте пренебречь. Растворы бензола и толуола
в абсорбенте и газовую фазу считать идеальными
Требуется найти: I) максимально возможную степень извлечения толуола; 2)
минимальный удельный расход поглотителя, необходимый для извлечения 90%
бензола; 3) степень извлечения и конечную концентрацию в газе бензола при
расходе абсорбента в 4 раза большем минимального в абсорбере, эквивалентном
одной теоретической ступени; 4) долю поглотителя (абсорбента), которая будет
теряться за счет его испарения.
Решение. Составим следующую таблицу:
Компонент У V к. Л,
Азот 0,97 0
Бензол 0,02 — 0.1241 3,96
Толуол 0.01 0,001 0.0374 13,15
Поглотитель — 0,999 0,01 49.2
Константы фазового равновесия бензола и толуола определяются по спра-
вочным данным при давлении Р=Гат и температуре г = 25 С; /<, = 0.03742;
к6 = 0,1241 Для поглотителя воспользуемся соотношением
к. = Р°/Р = 1.6 ммрт ст./760 ммрт.ст. = 1013.08/101308 = 0,01.
Для азота можно считать при данных условиях = оо.
1. Минимальная концентрация толуола в выходящих газах
У.Зт.п = /<зЛнз = 0,0374-0,001 = 3,74- 10 5 мол доли
Максимальная степень извлечения толуола
S3™, = I -у«з„,.„/у„з = 1 - 3.74-105/0.01 = 0.99626. т е.
96,24% от количества толуола, которое есть в газе.
2. Максимальная концентрация бензола на выходе в жидкой фазе
л.’ „»> = УигДг — 0,02/0,1241 =0.161 мол. доли.
Концентрация бензола в газовой фазе на выходе
i ,2 = Уя2 (1 - S2) = 0,02 (I — 0.9) = 0,002 мол. доли.
Минимальный удельный расход поглотителя
(G‘\ У.2-У.2 0,02 -0.002 •»
|----I =-----------=----------= 0.123 кмоль ж'кмоль i
\gU ч2тах-лнг 0.161-0.0
3. Согласно условию задачи, удельный расход пог.то)итсля
G“/G’ = 4(G‘*/G')m,„ = 0,123 -4 = 0,492 кмольж/кмольг.
Число теоретических ступеней N = I.
Необходимо решить систему уравнений (3.125):
Уш - <9 Ч. = -4." (у„ - k,xKi).
196
Запишем уравнение материального баланса:
О"0н1-Г..) = С7»(.т,1->„1)
Выразим из него к(л„:
G'k,
k,xti = + — Ьш - У,о)- где G'к, G" = 1/4,.
G
и подставим в уравнение (3.125):
I .
Уш - к, хт - — (_1„, - г„ ) = А. {у„ + А,.хв().
.4,
Умножим обе части на .4,:
А,0- М», )- Ош - v,i) = Л' + ‘(_>'«. +
Приведем подобные:
»ш(^ - 1) + ^хн,(.4’’1 - Л() = г„(.4*‘1 - 1)
и зате.м запишем
У., = Е»ДЛ, - 1) + ^лв1ЛДЛГ - 1)]/(ЛГ 1 - 1).
учитывая, чго .4, = G“ikiGI — 0,492/к,, для бензола имеем:
А 2 = 0,492/0,1241= 3,96; А, = 0,492/0,03742 = 13.15; Ал = 49,2;
0,02(3,96 — I) + 0
У«2 =---з т । 2 ,—" = 0,00403 мол. доли,
S2 = 1 — (у,2/у,2) = 1 — (0.00403/0,02) = 0,79, т.с 79% бензола
будет извлекаться при этих условиях в одноступенчатом аппарате.
Если бы число ступеней равнялось 2, то степень извлечения бензола S2
увеличилась бы то 95,2%.
4. Определим теперь долю noi лотителя (абсорбента), теряемую за счет
испарения: у.,, = 0,00979 мол. доли поглотителя в уходящем газе Потери соста-
вят
G“ v „ 0.492 0,999
Н4
около 2% поглотителя теряется с уходящими газами.
Расчет абсорбции, сопровождаемой химической
реакцией (хемосорбция)
С целью более полного извлечения вещества, превращения его
в другую химическую форму и ускорения процессов абсорбции
в химической технологии используют абсорбенты в виде раство-
ров различных веществ, вступающих в быструю химическую
рейкцию с абсорбируемыми газообразными компонентами.
При протекании химической реакции типа А (газ) 4- увВ
(жидкость) —> продукт реакции для любого сечения хемосор-
бера справедливо соотношение
(Gr/P)(P4 - РЛА = (G«/vbP.)(cBb - св), (3.128)
107
Рис. 3.22. Схема потоков в хемосорберс:
G* жидкость, С газ: х„ г„ ,г„ г, начальные и конечные
концентрации соответственно жидкое । и и газа
где каждый моль А взаимодействует с vs моль В:
G' поток газа, кмоль/ч; G* поток жидкости,
кмоль/ч; Р общее давление в хемосорбере, МПа;
Рл парциальное давление компонента А, МПа;
Рл, парциальное давление компонент А на выходе
из хемосорбера, МПа; св концентрация компонен-
та В, кмоль/м’; св„ начальная концентрация ком-
понента В, кмоль/м’.
высоты хемосорбера необходимо прежде
Для определения
всего выяснить, какой из пограничных слоев (газовый или жид-
костной) создает основное диффузионное сопротивление. С этой
целью сравнивают произведение коэффициента массообмена
компонента А в газе Р‘л [кмоль Я/(м3-ч-МПа)] на его парциаль-
ное давление Рл с произведением коэффициента массоотдачи
компонента А в жидкости Р* [ч~ ’] на концентрацию св компо-
нента В в верхней и нижней частях хемосорбера (рис. 3.22). Если
р;св>р^^. (3.129)
то массоогдача со стороны газовой пленки меньше, и опреде-
ляющим становится сопротивление газового пограничного слоя.
В этом случае химическая реакция протекает на поверхности
жидкости, концентрация вещества в приповерхностном слое рав-
на нулю, а движущая сила абсорбции равна Рл — 0 = РА, т. е.
изменяется от РЛн до РЛк с нижнего до верхнего сечения абсор-
бера. В таком случае высота абсорбера равна
G' Рл.
h. - — In—,
Ррл Рл.
(3.130)
где Рл„ парциальное давление компонента А на входе в хемосорбер, МПа.
Если
Рл Рл > Р“ св •
(3.131)
то процесс лимитируется массопередачей в жидком пограничном
слое, и реакция протекает в газовой фазе, а высота хемосорбера
определяется по формуле
G
Л2 = «
f (!/₽!.) +(Ял/р5)
J НАсв + Р„
(3.132)
Рл.
где Нл - константа Генри, МПа м’/кмоль.
Если в одной из частей колонны реакция протекает в жидкой,
а в другой-в газовой фазе, находят значение Рл, при котором
198
неравенства (3.129) и (3.131) переходят в равенство. Полученное
значение Рл подставляют в уравнение (3.130) вместо Рл„ и вычис-
ляю! Л,: надставляя в уравнение (3.132) вместо РЛ1(, вычисляют
h2 Высота колонны Л = Л, + h2.
Пример 3.15. В противоточном насадочном абсорбере из газового потока
концентрированным раствором щелочи с начальной концентрацией <в„ =
= 1 моль/м3 извлекаются ядовитые вещества кислотного характера. Их пар-
циальные давления на входе РЛи = 5-10 4 МПа, на выходе Рл, = 5 10-6 МПа.
Для выбрагной насадки известны коэффициенты массоотдачи (V, =
= 345 кмоль-МПа/(ч м3) и |}“ =0,2 ч '. Мольные расходы жидкости и газа (при
/> = 0.1 МПа) (i* = 23 кмоль/ч, Gr = 10 кмоль/ч. Плотность жидкости рж =
= 50 кмоль/м'. Скорость реакции велика по сравнению со скоростью массо-
обмена. Реакция протекает в соответствии со стехиомет рией по схеме: А (газ) + В
(жидкость) —> Продукт (жидкость). Стехиометрический коэффициент vB =. 1
Найти высоту хсмосорбционной колонны.
Решение. По уравнению (3.128)
Рл ~ Рл. = [G“/’/(Grvp, )](сВн - св).
Отсюда
Ра=5 10 ” + (1 - с„)23 0,1/(10-50) = 0.0046 - 0,004бсв.
Для низа колонны доля непрореагировавшего компонента В равна
с„, = (0,0046 - Рл„)/0,0046 = (0,0046 - 0,0005)/0,0046 = 0,891 кмоль/м3.
Для дальнейшего расчета необходимо выяснить, какой из пограничных слоев
создает основное диффузионное сопротивление. С этой целью сравним произве-
дения [УАРЛ и Р“гв:
для верха колонны
Р'лР4. = 345,0-5-10 6 = 1.725-10 3; PJrB. = 0,2- 1 = 0,2;
для низа колонны
РлЛ. = 345.0-5-10 4 = 0,172; Р5св, = 0,2 0,891 = 0.178.
И для верха, и для низа колонны $'АРЛ < Р5<в, т.е. массопередача со стороны
газовой пленки меньше, и определяющим станет сопротивление газовою погра-
ничного слоя.
Высоту колонны определим по формуле (3.130):
G РА„ 10 5 10 4
Л = — — In — = -----In------т= 1,33 м
РРл Рл, 0.1 345,0 5 10 6
При медленной но сравнению с массопередачей химической
реакции или при соизмеримых их скоростях расчет хемосорбера
фактически превращается в расчет химического реактора для
гетерофазной системы «газ - жидкость», о чем говорилось ранее.
3.6. АППАРАТЫ ДЛЯ ЭКСТРАКЦИИ
В технологии основного органического и нефтехимического син-
теза широко применяют жидкостную экстракцию. Ее используют
для разделения углеводородов легких нефтяных фракций, выде-
ления ароматических углеводородов из продуктов риформинга.
199
очистки ацетилена, извлечения уксусной кислоты из разбавлен-
ных водных растворов, извлечения муравьиной кислоты из азео-
тропной смеси с водой, очистки капролактама, обезвреживания
промышленных стоков и т.д.
Многокомпонентный раствор можно разделить на индиви-
дуальные компоненты в многоступенчатых аппаратах при помо-
щи ряда экстрагентов, обладающих селективным извлечением по
отношению к какому-либо одному компоненту. Тот же раствор
можно разделить, распределяя его компоненты между двумя
несмешивающимися экстрагентами. Как и при ректификации,
число экстракторов непрерывного действия всегда должно быть
на единицу меньше числа компонентов исходной смеси.
Теоретический расчет процессов экстракции в случае много-
компонентных смесей чрезвычайно затруднен из-за сложного
взаимного влияния компонентов системы на их равновесное
распределение между фазами. Кроме юго, при числе компонен-
тов системы больше четырех изображение равновесных данных
в диаграмме, удобной для инженерных расчетов, оказывается
невозможным. В связи с этим проектирование экстракционных
установок для многокомпонентных систем производится пока на
основе результатов лабораторных экспериментов. Поэтому ана-
литический метод расчета применим лишь к простейшим слу-
чаям, изложенным ниже.
Одноступенчатая экстракция. Допустим, что из раствора,
содержащего Gp (кг) растворителя и два растворенных целевых
компонента В и С, последние экстрагируются одинаковыми
количествами GAl = GA2 = G (кг) двух экстрагентов Л1 и И,.не
смешивающихся между собой и с растворителем. При этом
распределение каждого компонента не зависит от концентрации
другого, а коэффициенты их распределения в экстрагентах
постоянны: кв = ув/хв = const.
Если кв> кс и экстрагент А, селективно экстрагирует В,
а экстрагент А2 селективно экстрагирует С, то селективность
данной пары экстрагентов Рвг = (кв/кс) > I.
При заданных условиях (независимое распределение компо-
нентов, кв = const и кс = const) каждый целевой компонент
экстрагируется независимо от другого. Если начальные кон-
центрации компонентов В и С в исходной смеси равны анВ и л„с,
то после одноступенчатой экстракции их концентрации в ра-
финате будут составлять
'«в = х„в,'(1 + fcBG/Gp) = Лнв/(1 + ев);
Чс = .v„c/(l + kcG/Gp) = хиГ (1 + ес);
Здесь ев = kBG/Gp-, ес = kcG!Gp-факторы экстракции компо-
нентов В и С. Степени извлечения этих компонентов равны
Пв = Ср(х„в - x«b)/(GpxhS) = ея/(1 + ея);
200
Чс = Gp(xu< - A.c),'(Gp r11c) = Er/(1 + ec);
Доли компонентов В и С, оставшихся в рафинате, равны
Фв = 1 - Чв = 1/(1 + Ев): Фс = 1 ~ Чг = 1/(1 + Сс).
Из написанных выражений следует
Чв Чс = (I + ) ес) (1 + 1 Ев) = (I + <Ур/Лс-О/( 1 + G’p/kBG).
Отсюда находим удельный расход каждого экстрагента, обес-
печивающий достижение заданного отношения г|в/т]с:
G = (1'<ч Чв'ПДв) <Пв/П< - О
Перекрестная экстракция с одним экстрагентом. При пере-
крестной экст ракции фаза растворителя проходит последователь-
но ряд ступеней, в каждую из которых выгодно подавать одина-
ковое количество экстрагента G. Допустим, что в исходном
растворе, содержащем Gp кг растворителя, концентрации раство-
ренных целевых компонентов А. В. С......i равны соответственно
лЛн. *в„, л1Н. причем коэффициенты распределения кл, кв,
кс, .... А, независимы и постоянны. Степень извлечения любого
целевого компонента / в /г-ступенчатом аппарате можно, следова-
тельно, определить по формуле
ц, = 1 - (k,G/Gp -г 1) "[(I + £,Г - 11/(1 + sj",
где £, = k,G/Gp фактор экстракции компонента
Доля каждого компонента (от первоначального его коли-
чества), уносимая рафинатом после я-й ступени:
Ф, = 1 — П; = И(1 + Е, )”.
Степень разделения любых двух компонентов (например,
А и В) в обедненном экстракте после и-й ступени выразится так:
- Ечв = Фл« - Фв» = 1/( 1 + ел Г - 1/1 1 + ев У = Ад.
1 1
Приравняв пулю производную dArj/dn, находим число сту-
пеней, при котором достигается максимальная степень разделе-
ния компонентов А и В при заданном удельном расходе экстра-
гента G,'Gp:
П„„, = In [1П(£Л + 1)/1п (£в + 1)]/1п [(£л + 1)/(Ев + I)].
Заметим, что оптимальные значения п, соответствующие мак-
симальным степеням разделения компонентов А и В, А и С,
В и С и т. д., могут не совпадать, поскольку они зависят от
коэффициентов распределения кл, кв, кс и т.д.
Принимая d(Ar])/d(G/Gp) = 0, найдем удельный расход экстра-
гента G/Gp, соответствующий наибольшей степени разделения
201
компонентов А и В (и других пар) в л-ступеичатом аппарате:
с Л = кл(> = Р I о(ЕЛ. в" — I) (Pl.fi- P'i fi1' Р I К — ^fi
Многоступенчатая противоточная экстракция одним экстраген-
том. В случае независимого распределения целевых компонентов,
когда на равновесные концентрации отдельных компонентов
в растворителе и экстрагенте не влияе! присутствие других
растворенных компонентов, процесс экстракции можно рассчи-
тать методом, аналогичным применяемому для расчета двухком-
понентпого раствора. На практике, однако, большей частью
встречаю 1ся системы с взаимозависимым распределением целе-
вых компонентов; тогда необходимо располагать данными о
равновесии. Так. например, если раствор содержи! два целевых
компонента А и В. то их коэффициенты распределения выразятся
зависимостью вида: fc = /(.vzl. лв). г. с. значения к для каждого
компонента изобразятся семейством кривых. При абсолютной
взаимной нерастворимости экстрагента и растворителя требуют-
ся диаграммы г х отдельно для компонента А и компонента В
Такие диаграммы равновесия строят на основании эксперимен-
тальных данных.
Допустим, что в исходном растворе, содержащем Crp ki
растворителя, массовые концентрации компонентов А и В равны
xzlH и Лвн- а в потоке исходного экстрагента (G ki ) массовые
концентрации тех же компонентов составляют уЛн и гВн. Мате-
риальные балансы для участка экстрактора, отрапичепного сту-
пенями 1 и hi. и для всего экстрактора но каждому целевому
компоненту можно выразить уравнениями
6р G ( г, - 1 ) (А „ - л„, _ I ) = (г, - I „ ) (v„ - V,,).
Это уравнение описывает рабочую прямую, которую легко
построшь по заданным концентрациям х411, л1п и гашепсу угла
наклона Для определения требуемого числа ступеней рав-
новесия используют уже известный графический метод, учитывая
при построении ломаной линии, что концентрациям гл,, г4.„- ।.
г4„ соответствуют равновесные концентрации лВ| и xzf „ ,, хв „ ,
и хИп, лви и Т Д- Д-|,я пос!роения рабочей линии на диаграмме
приходи1ся произвольно выбирать значение vBh, после чего
аналогично предыдущему можно графически определи 1ь число
ступеней равновесия Если после достижения точек (х4н. гЯ1)
и (хВ1|. iB|) в обеих диаграммах получено одинаковое число
ступеней равновесия, io концентрация \Вп выбрана правильно.
В противном случае задаются новыми значениями, и построение
повторяют до получения одинакового числа ступеней на обеих
диаграммах.
Расчет экстракторов. Все аппараты непрерывного действия
для экстрагирования жидкостей (экстракторы) имеют штуцера
ввода и вывода потоков жидкости и зону смешения Poia-
202
Рис. 3.23. С хемы «тракторов:
о - ротационный, о насадочный колонный: в колонный п> |ьсирующий: г колонный инжек-
торный. <> коюпкый смеете 1ыю отстойный; / растворитель;// исходная смесь; /// ра-
финат; IV экстракт: И-пар
ционный аппарат (рис. 3.23, а) имеет ротор, состоящий из ряда
перфорированных концентрических барабанов, вращающихся
вокруг горизонт альной оси Тяжелая жидкость С поступает через
полую ось к центру, а легкая А + В-в отделения на периферии
ротора. При вращении под действием центробежной силы легкая
жидкост ь располагается ближе к оси, тяжелая-ближе к перифе-
рии. Создается противоточное движение жидкостей, соприка-
сающихся дру/ с другом. Этому способствует наличие отверстий
в концентрических барабанах ротора, живое сечение которых
должно составлять не более 2% боковой поверхности барабана.
Насадочный колонный экстрактор (рис. 3.23,6) работает ана-
логично абсорберу. Здесь также осуществляется противоточное
движение двух жидкостей, которые распыляются с помощью
насадок. В колонном экстракторе, показанном на рис. 3.23, в,
процесс ишенсифицируегся за счет пульсаций жидкости при
помощи поршневого насоса, приводящего в колебательное дви-
203
жепие диафрагму. Ее колебания передаются массе жидкости
в колонне, что повышает эффективность процесса массопередачи.
В колонном экстракторе, приведенном на рис. 3.23.г. процесс
интенсифицируется за счет высокой турбулентности, создаваемой
с помощью инжектора. В аппарате, показанном на рис. 3.23,д,
смешение веществ осущест вляется мешалками, а расслаивание-в
зонах, заполненных для успокаивания насадкой.
Движение потоков сплошной и дисперсной фаз в экстракцион-
ном аппарате можно представить следующим образом. Из ис-
ходной смеси А + С (фаза А) извлекается компонент С при
воздействии растворителя В (фаза В). При этом получаются два
раст вора: обедненный А + С (рафинат) и обогащенный В + С"
(экстракт), причем С = С + С. При этом содержание раствори-
мого компонента в фазе А уменьшается oi концен трации С| до
С'2 (кг/м3), а в фазе В увеличивается от концентрации Ci' до
С'г (кг/м3).
Определим сначала скорость «захлебывания» экстрактора.
При расчете необходимо выразить количества взаимодейст-
вующих фаз А и В через их объемные скорости И'4 и WB [в
м3/(м2-ч)]. Составим уравнение ма1ериального баланса для из-
влекаемого вещества в процессе экстракции:
идс, -г,)=
Найдем отношение скоростей движения фаз А и В:
и; и; = (<';),(<•, -<,).
Зная отношение скоростей движения фаз А н В. можно
определить величину W'A, при коюрой происходит «захлебы-
вание» экстрактора, т.е. вынос дисперсной фазы В сплошной
фазой А. Для насадочных экстракторов справедливо уравнение
где д ускорение свободного падения, м/с2; р4 и рп плотности сплошной и
дисперсной фаз, кг м3: <т поверхностное натяжение на поверхности раздела
сплошной и дисперсной фаз. кг/м; щ и рв вязкость сплошной и дисперсной фаз.
кг с м2; </,„ эквивалентный диамс1р насадки, м
Это уравнение графически представлено па рис 3.24. После
Рис. 3.24. Зависимость Z ог И'4/И'в при «за-
хлебывании» в паса ночном экстракторе
Z вспомо! тельная функция; И'л. обьемные
скорое if! сплошной п дисперсной фаз cool вето -
ВС НПО
определения по графику величины z получим
И’;
. (Рл Рв\ (Мл MtA
!/<'«. I ---------) I -----I
\ Ря / \ п, 7
(3.133)
Действительную расчетную скорость сплошной фазы NAp
принимаю! па 20% меньше скорости W'A. i.e.
Ил,, = О.КГГл- (3.134)
Зная величину W'A и производительность эксгракгора по
массовому потоку G, (кт,'ч), можно определить диаметр ап-
парата:
</ = ч '4С^(3600прлИ^). (3.135)
Высоту насадки экстрактора определяю! по уравнению
H = hn: Л = 1.15(Рг')2’(/„„(И;,'!^)1'3, (3.136)
где /; высота единицы переноса, п число единиц переноса.
В этом уравнении Рг'-диффузионный критерий Прандтля,
который выражается соотношением
Рг = ЗбОО^.Р,. (3.137)
где ц, кинематическая вязкость сплошной фазы, м2 с; Рж коэффициент диф-
фузии растворимою вещее та в дисперсной фазе С, м2/ч.
Коэффициент диффузии в жидкой фазе 1)ж вычисляю! по
формуле
Ож = »2о[1 +Л(г-20У].
где Р2С коэффициент диффузии в жидкости (м2,ч) при температуре жидкости
I = 20 С. определяемый по формуле
Ото
0.00278 / 1 1
4'Я\ ^(Т V + »•'Д'3 )2 V мл + м„'
(3.138)
вязкость жидкости. сП; .4' и Д' поправочные коэффициеи1Ы. определяемые
по справочным данным (для иеассоциированных веществ равны 1); коэффициент
b — 0.2ч р„.\ рж: 1и и 1я молекулярные объемы компонентов, опре юлясмыс по
справочным данным: рж н.ю1ность жидкости (кг м’) при г = 20 С.
Число единиц переноса определяют из уравнения
п = (с'4-c'D Лср, (3 139)
среднюю движущую силу-из уравнения
А,р = (А, - Л,) L2.31g(A, А, )] (3 140)
Движущие силы в начале А! (кг/м1) и в конце А, (кг/м1)
насадки экстрактора равны
Ai = Сг, -
д, =
(3.141)
205
С2х ~
где <1х, с2х равновесные концентрации диффундирующего вещества в сплошной
и дисперсной фатах, кг м3 (значение их определяют по кривым равновесия
растворов).
Пример 3.16. Определить размеры экстрактора для извлечения ацетона из
50%-го водного раствора с помощью хлорбензола при т = 20 С. После экстрак-
ции рафинат толжсп содержать 2% ацетона, а экстракт 30% ацетона. Произво-
дительность экстрактора по раствору должна быть I т/ч
Плотности сп тошной и дисперсной фаз р4 = 0.9 К)3 кт м3. ря —
= 1.13 10' кг,м3; вязкости сплошной и дисперсной фаз — 1.0 сП, рв = 0.9 сП,
поверхностное натяжение о = 35-10 4 кг/м; удельная поверхность 1 = 200 м2/.м3;
удельный свободный объем насадки 1/, = 0.74 м3/м3.
При решении этой задачи используют данные о фазовом равновесии системы
вола ацетон .хлорбензол, приведенные в табл. 3.2.
Таблица 3.2. Равновесные составы фаз системы
вола ацетон хлорбензол, % (масс.)
Водный слой С той хлорбензола
вола аисгон хлорбензол вода ацетон хлорбен юл
99.89 0 0.11 0.18 0 99.82
89.79 10 0.21 0.49 10.79 88.72
79,69 20 0.31 0.79 22,23 76.98
69,42 30 0,58 1.72 37.48 60.80
58.64 40 1.36 3.05 49.44 47.51
46.28 50 3,72 7.24 59,19 33.57
27.41 60 12.59 22.85 61.07 15.08
25.66 60.58 13.76 25.66 60.58 13.76
Для расчета диаметра аппарата определим сначала соотношение скоростей
потоков:
И'л 41в = (<’’ - ) (< - с2 ) = (30 - 0) 450 - 2) = 0.625.
По графику (рис. 3.24) находим г =0.2. Эквивалентный диаметр насадки
d = 4И /F = 4 0.74,200 = 1.48- 10 2 м.
хи св
Скорость захлебывания экстрактора по уравнению (3 133) равна
" а = - //„.(АР, Рл )"'5 (ДР п т >" 2 =
/0,23 Ю3\0 5 /0.1 10 4\0 2
= 0,2-9.81 1.48 10 ~ (---- х ------------- =0.6 10 2 м/с.
к 0,9 Ю3 / \3,5 10 */
Рабочая скорость сплошной фазы А по уравнению (3.134) составит
W = 0.8 И'/, = 0,8 0,6 10 2 = 0,48- (0 2 м/с.
Диаметр экстрактора рассчитаем по уравнению (3.135):
Г 4G Г 4 1000
d = /-----------= /-------—-------------------= 0.905 м.
V 3600ли;рр, V 3600 3,14 4,8 10 3 0.9-103
Можно принять d - 0.9 м.
206
Для определения высоты ж ст рак гора найдем спача та коэффициент диффч
зии ацетона в хлорбензоле при следующих данных: молекулярные массы ацетона
и хлорбензола соответственно V/, =58. \1Н = 112.6: коэффициент ассоциатив-
ности жидкостей Н = 1.15; молярные объемы компонентов Г\ = 76. Гя = 116.9.
По формуле (3.138) находим коэффициент щффузии 021):
/1 М„+ \ М, ч 158+1.112.6
П,„ =------—---------------------------- ------------------=
ev )iB(I А3 + k£') 1.15ч 0.9(76' ’+ 116.9* ')
= 4.5 10 5 м: ч
Критерий Прапдт.тя но уравнению (3.137) при рл = Г 10 6 м’.с равен
Рг = 3600 10 * (4.5 10 ') = 80.
Высоту с шпицы переноса находим из уравнения (3 136)
1.15(Рг)-’ 1.15 8<)2 ’ 1.48-1.0 2
Л =----- —77^ =--------------гд-----= 0,8 м.
(», И,1Н (0.6251* 3
И т табл. 3 2 находим начальную с1А и конечную концентрации ацетона:
< I , = (,/М, + С, ) = 50 (46.28 + 50) = 51.90%. или 519 кт м3;
< 2. = G. + G ) = 2/(97.86 -) 2) = 2.05%. или 20.5 кт м3.
Движущая сила в начале и в конце насадки:
Л, = ст, - с, = 519 - 500 = 19 кг/м3;
Д, - с2л — «'2 = 20.5 — 20 = 0.5 кг/м3.
Срсднслогарифмическую движущую силу рассчитаем по уравнению (3 140):
Л,г = (А, — А2) [2.31g (Л,,А,)] = (19 - 0.5) [2.31g(19 0.5)1 = 5.08 кт м3
Число единиц переноса находим но уравнению (3.139):
н = /с\ - <•” ) Дср = (5()() 20) 5j)8 = 95
Общая высота насадки И = nh = \ 95 0.8 = 76 м
С учетом запаса тто потребует установки четырех колонн высотой около 20 м
каждая в соответствии с ГОСТом иа оборудование).
3.7. АППАРАТЫ ДЛЯ АДСОРБЦИИ
Адсорбция отличается о г других массообменных процессов тем,
что конечная концентрация вещества на выходе из адсорбера
может быть практически равна нулю. Поэтому ее целесообразно
использовать для разделения тазовых смесей, в которых концент-
рация извлекаемого компонента невысока.
Для разделения концентрированных смесей адсорбцию при-
менять нецелесообразно, гак как адсорбент быстро насыщается,
и необходима частая его регенерация. В таких случаях целесооб-
разно сочетать адсорбцию с другими способами разделения,
вначале каким-либо способом выделяют основную массу извле-
каемого компонента, а (оулавливанне осуществляют адсорбцией.
2<»7
Рис. 3.25. Схемы адсорберов периодическою действия.
а вертикальный; о 1 оризонгальный; «. г кожухотрубчатые: / корпус; 2 слой адсорбента:
3 опорная pewei ка; 4 вход исходно! о газа: 5 выход паровой смеси. 6 - вход ген доносите «я:
7 выход теплоносителя
Наибольшее применение в промышленности получили ад-
сорбционные установки периодического действия, состоящие из
нескольких параллельно или последовательно включенных аппа-
ратов. Последние соединяют таким образом, что каждый из них
можно отключать на регенерацию адсорбента и снова включать
в работу. Рабочий цикл каждого аппарата предполагает сле-
дующие три стадии: насыщение адсорбента поглощаемым ве-
ществом; десорбцию поглощенного вещества; охлаждение адсор-
бента. При десорбции перегретым водяным паром стадии охлаж-
дения предшествует осушка адсорбента потоком нагретого газа.
Адсорберы периодического действия в простейшем виде пред-
ставляю! собой вертикальные (рис. 3.25, о) или горизонтальные
(рис. 3.25,6) цилиндры, снабженные опорно-распределительными
решетками, покрытыми густой сеткой или пористыми керами-
ческими плитами. Разделяемая, осушаемая или очищаемая паро-
газовая смесь проходит через слой адсорбента, лежащий на
208
решетке, снизу вверх (3.25,«) или сверху вниз (3.25.6). В аппара-
тах предусмотрены штуцеры для входа и выхода десорбирующе-
го (осушающего) потока. В случаях, когда десорбция произво-
дится перегретым водяным паром, для входа последнего и выхо-
да его смеси с адсорбатом (извлекаемым веществом) предусмот-
рены отдельные штуцеры. Для адсорбции веществ из разбав-
ленных смесей применяют кольцевые адсорберы (рис. 3.25. в),
в которых газовый поток проходит в радиальном направлении
(ог периферии к центру) через кольцевой слой адсорбента, распо-
ложенный между двумя соосными сетчатыми цилиндрами.
Для ускорения процессов теплообмена при адсорбции и де-
сорбции. а также для получения высококонцентрированного ад-
сорбата применяют кожухо трубные адсорберы (рис. 3.25. г),
в которых адсорбент находится внутри труб, а теплоносители
для его нагревания и охлаждения циркулируют в межтрубном
пространстве
К основным недостаткам адсорберов периодического дейст-
вия относятся неполное использование адсорбционной емкости
адсорбентов (этот недостаток устраняется при использовании
батареи пос гедовагельно отключаемых аппаратов) и низкая
степень использования самих адсорберов из-за совмещения в од-
ном рабочем объеме стадий адсорбции и регенерации Указанных
недостатков лишены адсорберы непрерывного действия, в кото-
рых адсорбент непрерывно движется в замкнутом цикле, проходя
последовательно через аппараты для адсорбции, патревания,
десорбции и охлаждения адсорбента.
На рис. 3 26 показана схема адсорбционной установки непре-
рывною действия с движущимся слоем адсорбента. Последний
непрерывно перемешается в адсорбере вниз навстречу потоку
разделяемой смеси, проходит через десорбер, снабженный по-
верхностью нагрева, подается пневмотранспортом в бункер,
а оттуда через холодильник возвращается в адсорбер. В ряде
случаев пневмотранспорт заменяют ковшовым элеватором или
винтовым подъемником. Адсорбер представляет собой верти-
кальную ци гиг) грическую колонну, иногда снабженную несколь-
кими провальными колосниковыми решегками с целью упорядо-
чения встречных потоков газовой и твердой фаз. Находят также
применение мног осекцпошгые аппараты с псевдоожиженными
слоями адсорбента, конетруктивпо аналогичные ректификацион-
ным колоннам с ситчатыми тарелками и переточпыми каналами.
Помимо указанных достоинств адсорбционные установки непре-
рывного действия с псевдоожиженным слоем характеризуются
высокой интенсивностью теплообмена при нагревании адсор-
бентов в процессе десорбции и последующем их охлаждении. При
этом, однако, повышаются требования к механической проч-
ности адсорбентов, склонных к дроблению в процессе транспорта
и к истиранию в псевдоожиженном состоянии
2(19
Рис. 3.26. Адсорбционная установка непрерывного дей-
ствия:
/-адсорбер; 2 выход очищенном смеси; .? десорбер; 4 7-
вход-выход гсплоносителя, 5 - поверхносп» Bai рева. 6 8 вход
десорбирующею потока и выход паров; У вход исходной
смеси; 10. 14- вход-выход охлаждающею агента; II бункер;
12-выход гранепортною гача: /.? холодильник адсорбеша.
15 - вход I ра депорт hoi о газа
Поясним изложенное на конкретном
примере из технологии основного органи-
ческого и нефтехимического синтеза - выде-
лении н-парафинов с помощью цеолитов.
Это новый прогрессивный способ, находя-
щий все более широкое применение. Он
обеспечивает высокую степень извлечения
н-парафипов (80-98%), получаемых в очень
чистом виде (98.0-99,2%). Процесс состоит
из двух стадий (адсорбции и-парафипов и
десорбции), которые можно осуществлять
в газовой или жидкой фазе при температуре
до 300-350°С и разном давлении.
Десорбцию парафинов можно проводить снижением давле-
ния, повышением температуры, вытеснением другими вещест-
вами (н-пентаном, аммиаком) или комбинацией этих методов.
Одна из схем этого процесса (Парекс-метод) изображена на
рис. 3.27. Исходную нефтяную фракцию (сырье) смешивают
с газом-носителем (азотом) и в его токе подогреваю! и испаряют
в подогревателе 1. Полученная парогазовая смесь поступает
в один из грех адсорбционных аппаратов 2, заполненных цеоли-
том, где происходит адсорбция н-парафинов. Выходящую из
адсорбера смесь охлаждают в холодильнике 3, а в сепараторе
4 отделяют депарафинированный конденсат от газа-носителя;
последний возвращают на смешение с исходной фракцией. Когда
адсорбен т полностью насыщается парафином, смесь газа-носите-
ля с исходной фракцией направляю! во второй адсорбер, в кото-
ром уже проведена сталия десорбции. В первый адсорбер подают
газ-десорбент (аммиак), предвари тельно нагретый в подогрева-
теле 5. После десорбции смесь десорбента с парафином охлаж-
дают в холодильнике 6 и разделяю! в сепараторе 7, направляя
аммиак вновь на десорбцию. Из трех адсорбционных аппаратов
один работает па стадии адсорбции и два - на стадии десорбции,
причем переключение потоков автоматизировано
Парекс-пропесс адсорбции цеолитами применяют также для
выделения ряда других органических веществ из смесей, в част-
ности для выделения н-ксилола из ксилольной фракции.
Перспективным является использование молекулярно-ситово-
го эффекта, основанного па различной способности молекул
210
Рис. 3.27. Технологическая схема Парекс-метода выделения н-парафинов:
I, 3- подогреватели; 2 адсорберы-десорберы; 4. 9 газод>вки; 5. 8 сепараторы: 6. 7-
холодильнмки; / сырье, //-«-парафины
разного размера проникать в поры сорбента (например, по-
ристых стекол). Молекулы, имеющие в растворе или в газовой
фазе большой размер, либо совсем не проникают, либо прони-
кают только в часть нор сорбента и вымываются раньше, чем
мелкие молекулы В результате обеспечивается разделение моле-
кул по размеру. Однако широкого применения в промышлен-
ности лог метод пока не нашел, он используется в основном
в хроматографии.
Рассмотрим теперь задачу расчета адсорбционных аппаратов
(для удобства восприятия на примере одпокомпонентной ад-
сорбции). При расчете адсорбционных аппаратов необходимо
вычислить их основные размеры, расход адсорбента и время
работы слоя поглотителя. Практически можно вычислить либо
время работы слоя, задаваясь его высотой, либо высоту слоя,
задаваясь временем.
Количество адсорбированного вещества зависит от его
парциального дав 1ення РА и температуры процесса Т:
(>л = / (РдТ),,; если Т= const, то6'и=/(Ря).
Кривые, выражающие эту зависимость, называют изотер-
мами адсорбции, обычно их определяют экспериментально. Изо-
термы адсорбции являются важнейшими и необходимыми дан-
ными для расчета адсорберов. При отсутствии эксперименталь-
ных изотерм адсорбции расчет адсорбционной активности для
любого вещества при температуре Т2 проводят, основываясь на
211
Рис. 3.28. Изотерма адсорбции бензола,
активность адсорбента. Р давление
известной изотерме другого, стандартного вещества (обычно
бензола), при земпературе Г,:
а2 ~ а\ 1 "
где а, активность адсорбента, моль или кг адсорбируемого вещества на единицу
массы адсорбента, моль'кг или кг/кт; а, то же, для стандартного вещества.
моль/ki или кт кг; 1'2 и И, молярные объемы соответственно адсорбируемого
и стандартного веществ в жидком состоянии, м’.
Кроме того,
lg Рг = 1g р; - Р„(Т, 'Т2)\&(Р;Р,), (3.142)
где Р2 парциальное давление извлекаемого вещее 1ва; Pt то же, для стан-
дартного вещества; Р" и Р' давления насыщенных паров извлекаемою и стан-
дартного веществ при температурах Т2 и Т,’. К; Р„ коэффициент аффинности,
зависящий от характера применяемого адсорбента.
Значения 0а берут в справочниках. При отсутствии данных
можно использовать для паров формулу
где Ги 1' молярные объемы извлекаемого и стандартного веществ в жидком
состоянии при одинаковой температуре.
Для газов справедливо соотношение
Р. = А'Л>.
где Р и Р0-парахоры извлекаемого и стандартною веществ.
Пример 3.17. Построение изотермы адсорбции. Построить изотерму ад-
сорбции паров С,Н5ОН активированным углем при 20 С, пользуясь изотермой
адсорбции бензола углем (рис 3.28)
1. Находим по справочнику давление насыщенных паров при I = 20 С:
бензола Р, = 75 ммрт. ст., спирта Р/ = 44 ммрт.ст.
2. = 0,61 (по справочнику для С,Н5ОН).
3. Определяем молярные объемы бензола (б) и спирта) (с):
I', = М6/р6 = 78/0.879 = 89 см3/моль; V2 = Мс/рс = 46/0,789 = 58 см3;моль.
где плотности бензола и спирта рс и рс взяты при одинаковой температуре (4 С).
Чтобы построить зависимость и, =/(Р2). задаемся рядом значений а1 и опреде-
ляем по изотерме адсорбции бензола ряд значений Р1 . Например, для а, =
= 0.225 кг/кг = 225/78 моль/кг по графику определяем Р, = 3.4 ммрт.сг.
По уравнению (3 142),
Т, Р'„ 293 75
lg Р2 = lg Р" - рц у lg р = 1g 44 - 0.61 — lg — = 0,8227. т. е. Р, = 6.6 мм рг.ст.
212
Теперь вычисляем а2;
а, = (0.225 78)(89 58) = 0.0075 кмоль.кг = 0.0075 46 - 0.345 кь'кг.
Лна.ни ичко вычисляю! координаты всех остальных точек, необходимых ,ыя
построения искомой изотермы. Зная насыпную плотность адсорбента, опреде-
ляют величину статической активности а (кг/м’).
Материальный баланс адсорбера. Количество поглощенного
вещества G (кг) рассчитывают по формуле
(i=aSh. (3.143)
где а статическая активность, кт м’; 5 площадь поперечною сечения, м2;
h высота слоя адсорбента, м
Это же количество вещества, отданное газом, выражается
в виде
(1 = votS[cn - с,), <„ = 0. (3.144)
где т>0 линейная скорость гача в сечении адсорбера, м/с; t время, в течение
которою сохраняется заданная степень поглощения; сп - начальное содержание
вещества в газовом потоке, ком’.
Решая совместно уравнения (3.143) и (3.144), получаем
/ = оЛ/(госо).
Эта формула применима для расчета периодического ад-
сорбера (при этом высотой слоя задаются). На основании прак-
тических данных, г0 меняется в пределах от 5 до 15 м/мин.
Практически адсорбция проходит не мгновенно, поэтому
лобовой (начальный) слой адсорбента не успевает насытиться
полностью, и происходит проскок адсорбируемого вещества.
Поэтому в действительности время насыщения защитного слоя
I меньше на величину /0, определяемую экспериментально.
Расчет адсорбера с движущимся гранулированным слоем (ги-
персорбера). В аппаратах непрерывного действия с адсорбентом,
движущимся сверху вниз навстречу потоку газа, рассчитывают
высоту работающего слоя и скорость движения адсорбента. Эта
скорость должна быть равна скорости движения фронта равных
концентраций. Если адсорбент движется быстрее, чем переме-
щается фронт равных концентраций, то его адсорбционная спо-
собность не используется полност ью. Если он движется медлен-
нее, то часть вещества может проскакивать слой адсорбента.
Скорость движения адсорбента определяют по формуле
X = ‘о Vn/tfik, к,), (3.145)
где к = 0,95-0.98 коэффицисн! скорости насыщения; к, = 0.95-коэффициент ад-
сорбции смеси (для индивидуальных веществ к2= 1).
Высота движущегося слоя адсорбента в гиперсорбере долж-
на равняться высоте работающего слоя или несколько превосхо-
дить ее.
213
К числу аналитических oi носи гея метод, основанный на
определении высоты слоя из уравнения массопередачи:
/i = G(SMc). (3.1461
где G количество поглощенного вещества, кг'ч; S площадь поперечною сечения
адсорбера, ,м2; к коэффициент массопередачи для данной системы ч *; Де
средняя движущая сила процесса, кг'м’.
Значение Де рассчитывают по формуле
Д< = (т( (3.147)
где с0 и г, начальная и конечная концентрации нтвлекаемою вещества в газе,
кт/м3; с( может равняться нулю; с текущая концентрация того же вещества
в газе, кг/м3: с* концентрация извлекаемого вещества в газе, равновесная
с веществом, поглощенным адсорбентом, кг/м3.
Пример 3.18. Определить скорость движения утля и высоту слоя в адсорб-
ционной секции гинерсорбера диаметром 0,2 м. в который поступает 47 м3/ч
газовой смеси плотностью р = 1 кг м3 Начальная концентрация извлекаемого
компонента г,, =0.06 кг'м3. Содержание злою компонента в отходящем газе не
должно превышать с, = 0.004 кг'м3.
Адсорбция ведется активированным углем, поступающим в адсорбер, с со-
держанием извлекаемого вещества в угле 4 кг'м3.
Уголь, выходящий из гнперсорбера. насыщается веществом на 80% своей
статической активности Изотерма адсорбции известна (рис. 3.29). Общее давле-
ние в адсорбере 1 аг Коэффициент массопередачи к = 4.0 (с *).
Рис. 3.29. Изотерма (!) и рабочая линия (2
адсорбции:
и активность адсорбента < концентрация извлекаемо-
то вещества в газе
Решение По изотерме адсорбции, зная общее давление в адсорбере
и насыпную плотность активированного угля, можно определить статическую
активность при с0 = 0,06 кг/.м’. Для пою нужно знать также общую концентра-
цию всех компонентов газовою потока и их молекулярные массы, что позволяет
найти парциальное давление извлекаемого компонента в исходной смеси Исполь-
зуя изогерму адсорбции, находим а0 = 62,5 кг/м3 (см. рис. 3.29)
Поскольку уголь насыщается на 80%, то
а = 62.5 80/100 = 50 кг'м3.
Скорость движения газа
Ио 47
ип = — =---------------- = 25 м. мин.
° 5 60 0.785 (0.2)2
Здесь Ио объемная скорость подачи газовой смеси, м’/ч.
214
По уравнению (3.145) найдем скорость движения угля:
‘о «о
ик
0,06 25
----------= 0.03 м мин.
50 0.95 1
Высоту работающею слоя определим по уравнению (3.146):
h = G/(SfAc). । де Де = ср — с17 f ——
с г - г*
Для нахождения Л нужно рассчитать величину niireipana. Вначале строим
в координатах «й г» рядом с изотермой адсорбции рабочую линию по точкам
(рис. >27)
с0 = 0.06 кг/м3; сь = 0,004 кг/м3;
а = 50 кг'м’; аь = 4 кг/м’ (рассчитывается аналогично а. но при сь = 0.004).
С помощью рис. 3.29 составляем следующую таблицу:
№ б с — с* 1/(г, — г*)
0 0,06 0,06 - 0,046 = 0,014 71
1 0.05 0,05 - 0,037 = 0.013 77
2 0.04 0.012 83
3 0.03 0,010 100
4 0.02 0,008 125
5 0.01 0,006 167
6 0,004 0,003 333
f de
Давиде таблицы используем для определения интеграла J------ Определив
с с — с*
интеграл численно (на ЭВМ) получаем
47 165
И-'оРf dc/(c - с*)
h =---——---------—------- =-----------—----------------= (2 м.
3600 0.185k (0,2)2 (с0 — с,) 3600 0.785 0,04 4 (0.06 - 0.004)
3.8. СИНТЕЗ СИСТЕМ РАЗДЕЛЕНИЯ
Задачу синтеза системы разделения можно сформулироват ь сле-
дующим образом. При известных свойствах исходной смеси
(количество, состав, температура, давление) и целевых продуктов
(количество и концентрация) найти структуру (топологию) техно-
логической схемы и совокупность способов разделения (ректифи-
кация, абсорбция, экстракция, адсорбция и т.п.), при которых
оптимален критерий эффективности функционирования системы
разделения.
Самым распространенным критерием эффективности фуик-
циопирсвания системы разделения является минимум приведен-
ных затрат (подробнее о нем сказано в гл. 4). Часто этот
критерии записывают в виде суммы затрат на отдельные аппа-
раты или стадии разделения. Однако это применимо лишь
к системам без рециркулирующих потоков массы и энергии.
215
Кроме того, в общем случае неоп гнмальност ь отдельной стадии
может не быть причиной неоптимальности схемы в целом.
Дру> им критерием, все чаще применяемым в последнее время,
служи! минимум энергетических затрат, основанный па деталь-
ном эперготехнолотическом анализе процессов разделения с
использованием понятия эксергетического КПД системы. Воз-
можны и другие критерии, например максимальная степень
извлечения отдельных компонентов, и т.п.
Основная проблема при синтезе схемы разделения много-
компонентной смеси заключается в том. что с ростом числа
продуктов и способов их получения число возможных вариантов
технологических схем увеличивается экспоненциально. Поэтому
поиск оптимальной технологической схемы перебором раз.лич-
ных вариантов очень трудоемок даже при использовании совре-
менных ЭВМ.
Так. при использовании для разделения многокомпонентной
смеси только простых ректификационных колотит (те. без рас-
смотрения других способов разделения) размерность задачи
очень высокая (см. табл. 3.3).
Таблица 3.3. Число возможных техно.кн ическнх
схем разделения многокомпонентной смеси
Число компонентов Л Число потоков Л'(АЧ 1) э Число возможных КОЛОПП (5* - 4- 11 6 Число возможных схем 2‘\ - h! \'!(А - I)!
1 з * 1
6 4 2
4 10 10
5 15 20 14
3 21 35 42
8 36 84 429
J0 55 165 4862
Таким образом, основное требование, предьявляемое к ме-
тодам синтеза технологических схем,- значительное снижение
числа рассматриваемых вариантов схем разделения при условии
сохранения оптимального варианта схемы, т е. исключении воз-
можности потери его в процессе синтеза.
Существуют различные подходы к решению задачи синтеза
технологических систем разделения многокомпонентных смесей,
в основе которых лежат формальные методы уменьшения числа
вариантов рассматриваемых схем. Это использование гак назы-
ваемых эвристических правил (метод будет подробно рассмотрен
ниже); применение методов динамического прот рам.мирования
для целенаправленного поиска оптимального варианта на основе
выбранного критерия оптимальности; использование методов,
базирующихся на применении математической теории графов (в
том числе метод ветвей и границ, позволяющий установить
216
допустимые [раницы критерия оптимальности и отыскивать
оптимальные схемы в этой области). Каждый .метод имеет
достоинства и недостатки. Широко применяют различные соче-
тания всех этих методов.
Сшпез технологической схемы на основе метола динами
ческого программирования заключается в следующем. Схем)
разделения многокомпонентной смеси рассматривают как мно-
гостадийный процесс без обратных потоков массы и энергии.
Сначала рассматривают колонны для разделения бинарных сме-
сей, затем тропных (и г.д.) смесей исходной системы. Среди
колонн для разделения бинарных смесей отыскивают оптималь-
ную в смысле принятого критерия. Затем аналогично анализи-
руют колонны для ра деления тройных систем с учетом получен-
ною критерия оптимальности для бипарной смеси и выбирают
оптимальную для разделения трехкомпонентной смеси. После-
довательно переходят к анализу четьгрехкомпонентных смесей
и г.д. и выявляют окончательный оптимальный вариант. Глав-
ное достоинство метода уменьшение числа рассматриваемых
вариантов схем до числа всех возможных колонн разделения
многокомпонентной смеси (см. табл. 3.3). Недостаток метода
состоит в том, что рециркулирующие потоки существенно услож-
няю! расчет, а тепловое объединение потоков внутри схемы
является одним из основных путей повышения энергетической
эффективности производства. Эт а проблема еще более повышает
размерность задачи синтеза технологических схем разделения.
Так, при разделении пятико.мпонентной смеси имеется 14 различ-
ных вариантов схем и 20 типов колонн (см. табл. 3.3), а при учете
теплового объединения необходимо рассматривать 63 пары ко-
лонн, которые могут объединяться двумя способами, так что
число возможных схем становится равным 350. Однако в связи
с актуальностью задачи повышения энергетической эффектив-
ности производства применяют различные математические ме-
тоды синтеза систем разделения с учетом рециркуляции тепла
и массы и анализа тепловых взаимодействий потоков, в основ-
ном базирующиеся на матричных представлениях.
Метод ветвей и границ, базирующийся на использовании
математической теории графов, основан на том, что всю сово-
купность возможных решений подразделяют на ряд ветвей и для
каждого из них устанавливают граничные значения выбранного
критерия оптимизации. Если в процессе расчетов вариантов схем
данной ветви решение выходит за принятые границы, его исклю-
чают из дальнейшего рассмотрения. На основании последова-
тельных расчетов границы уточняются, стягиваясь к значениям,
соответствующим оптимальному решению. Недостаток метода
состоит в сложности разбиения (декомпозиции) исходной систе-
мы на ряд подсистем (решений).
217
На практике наиболее чае го используют эвристические мето-
ды синтеза схем разделения Идея их состоит в том. что в резуль-
тате предварительного анализа технологической схемы форми-
руется набор правил, учитывающих накопленный опыт работы
с аналогичными производствами и общие закономерности проте-
кания процесса Обычно используемые эвристические правила
относятся к разделению идеальных (близких к идеальным) мно-
т окомнопент пых смесей Для сильно пеидеальных смесей синтез
схем следует проводить па основе глубокого изучения условий
фазового равновесия.
При разработке эвристического метода синтеза схем разде-
ления основная задача состоит в установлении последователь-
ности применения эвристик с соответствующими весовыми коэф-
фициентами. Например, эвристические правила, определяемые
физико-химическими свойствами компонентов разделяемой сме-
си (при этом токсичные, коррозионные, склонные к полимери-
зации. термически нестойкие компоненты желательно выделять
в начале техно.логической схемы), однозначно определяют выбор
схемы разделения, в то время как друтие (предпочтительности
прямой схемы и разделения компонентов в эквимолярном соот-
ношении) неоднозначны и связаны со свойствами разделяемой
смеси. Таким образом, эвристики это нс веет да универсальные
правила, а иногда рекомендации, справедливые лишь в опреде-
ленных условиях
В зависимос т и от назначения и специфики возникновения
эвристики можно подразделить на следующие группы:
определяющие выоор метода разделения: при заданных свой-
ствах исходной смеси и требованиях к продуктам разделения
выделяют предпочти тельные методы разделения;
определяющие структуру проектируемой схемы разделения
определяют последовательность соединения аппаратов, эксплуа-
тационные характеристики схемы (прямая схема; минимальное
число продуктовых потоков и т.п );
отражающие специфические свойства коипоиешпов разде.те-
мой с меси-связаны с физико-химическими свойствами компо-
нентов смеси (термическая нестойкость, коррозионность, наличие
азеотропов, возможность химического взаимодействия, различие
по температурам кипения);
отражающие н т.чние состава питания и продуктов разделе-
ны ч на зффективткть проектируемой технологической схемы -
обобщают опыт работы систем разделения и на ею основе
формируют правила, нредтто ыгаютцис получение более эффек-
тивных техно логических схем (эквимолярное гь деления исходной
смеси, разделение близкокипящей смеси в отсутствие неключевых
компонентов и т.п.).
Очевидно, возможны и другие совокупности эвристических
правил, отражающие требования минимума энергетических за-
218
трат или побочных продуктов, максимальной рекуперации вто-
ричных энергетических источников и г. и.
Как уже отмечалось, эффективность эвристических методов
синтеза зависит пе только oi числа и тина эвристических правил,
но и от последовательноеги их применения, которая, в свою
очередь, определяется эвристическими правилами. Необходимо
отметить, что по мере углубления знании об отдельных про-
цессах большинство эвристических правил получает надежную
теоретическую основу.
Ниже дан алгоритм применения эвристик.
Этап /. Выбор метода разделения.
1.1. Для разделения смеси при одинаковых показателях раз-
личных методов разделения предпочтительнее обычная ректифи-
кация. Если отношение коэффициентов относительной летучести
ключевых компонентов находится в пределах 1.05-1,10. то ре-
комендуется применение разделяющего агента (азеотропно-
экстрактивная ректификация), увеличивающего отношение коэф-
фициентов относительной летучести разделяемой пары.
1.2. Если используют разделяющий агент, его необходимо
вывести непосредственно после точки ввода.
1.3. Использование повышенного давления предпочтитель-
нее применения вакуума; альтернатива ректификации под ва-
куумом-жидкостная экстракция различными растворителями,
при пониженных температурах для разделения компонентов
с низкими температурами кипения альтернатива ректификации-
абсорбция.
Этан 2. Установление запретных разветвлений схем (исходя
из требований на продукты разделения).
2.1. Предпочтительнее схема с минимальным числом про-
дуктовых потоков т е. необходимо исключить из рассмотрения
схемы, в которых разделяются компоненты, составляющие один
продукт (например, при отборе в качестве продуктов отдельных
фракций).
Этап 5. Выбор начальных разветвлений схемы (состав про-
дуктов первых колони).
3.1. Если в питании имеются токсичные или коррозионные
вещества, их необходимо вывести из схемы в первую очередь.
Этан 4. Выбор концевых продуктовых потоков
Разделение компонентов с относительными летучестями,
близкими к единице или различающимися незначительно, жела-
тельно проводить в отсутствие неключевых компонентов, т.е.
деление б.тизкокипящих бинарных смесей проводится в послед-
нюю очередь.
Этап 5. Окончательный синтез схемы разделения.
5.1. Компонент, присутствующий в питании в наибольшем
количестве, выделяется в первую очередь при соответствующей
разности температур кипения и относительной летучести.
219
5.2. Исходная смесь делится между дистиллятом и кубом
в отношении, близком к эквимолярному (нри соответствующих
значениях коэффициентов относительной летучести).
Если трудно выделить компонент исходной смеси, деление но
которому максимально приближается к эквимолярному, деление
можно провести по максимальному значению «коэффициента
легкости разделения», определяемому как
Аэ.р=/Л.
где f отношение мольных потоков дистиллята и кубовою продукта или наобо-
рот (в зависимости от гою, какое отношение меньше или равно единице);
А разность температур кипения между разделяемыми компонентами А =
= (а — !) 100, где а коэффипи нт относительной легучесги.
Рассмотрим последовательность применения эвристик при-
веденного алгоритма на примере синтеза системы разделения
иятикомпонентной смеси легких углеводородов на чистые компо-
ненты простой ректификацией (заметим сразу, что если предла-
гаемая эвристика неприменима или несущественна, применяют
следующую).
Пример 3.19. Пятикомпонентная смесь легких углеводородов поступает для
разделения на чистые компоненты методом простой ректификации. Состав
и свойства смеси приведены ниже:
Компонент Мольная доля Температура кипения, С Коэффициент относи- тельной летучести ау
Пропан 0.05 231.06 2,00 (а12)
Бутен 0.15 261,33 1.33 (а23)
Бутан 0,25 272.68 2,40 (а34)
Пентен 0,20 301,04 —
Пентан 0,35 309.20 1.25 (а43)
Требуется найти технолоз ичсскую схему разделения. Воспользуемся алго-
ритмом. изложенным выше.
Этапы 1.1 и 1.3. Для разделения выбрана обычная ректификация при
высоком давлении (необходимость применения этапа 1.2 отсутствует).
Этапы 2 и 3 неприменимы.
Этап 4 Бинарная смесь пентен пентан (,v4/.v5) имеет наименьший коэф-
фициент относительной летучести а45 = 1,25. Следовательно, эта смесь должна
делиться в отсутствие компонентов .v(.v2.v3.
Этап 5.1. Хотя пентан (х5) присутствует в питании в наибольшем количестве,
его выделение в первую очередь запрещено в соответствии с предыдущим этапом.
Этап 5.2. Исходная смесь в первую очередь делится в отношении х1лг2х3/
/х4х3. поскольку этому делению соответствует наибольший «коэффициент лез-
кости разделения» к,р = 114.50. Теперь необходимо сравнить значения к.1р при
делении смеси х,. х2 . х3:
1) в отношении х,/х2х3, /слр=/А; /= 0,05/0,40 = 0,125; А = (а — I) х
х 100 = (2 - 1) 100= 100; к'. . = 0,125- 100= 12.5;
2) в отношении х, х2/х3 ; f = 0,20 10.25 = 0,8; А = (а — !)• 100 = (1,33 — 1) х
х 100 = 33; &".р = 33 0.8 = 26,4; к"р>к',.р. В результате выбираем деление
в отношении х1х2,'х3.
220
ГЛАВА 4
ЭЛЕМЕНТЫ СИСТЕМНОГО АНАЛИЗА В ТЕХНОЛОГИИ
ОРГАНИЧЕСКОГО И НЕФТЕХИМИЧЕСКОГО СИНТЕЗА
Химическая промышленность как совокупность произволе! в для
синтеза необходимых народному хозяйству вещее i в характери-
зуется вертикальными (типа крупное мелкое) и горизонтальны-
ми (типа производство производство) связями.
Управление химической промышленностью осуществляется
по схеме отрасль-комбинат (производственное объединение) -
производство-установка. На каждом уровне планирование на-
правлено на решение своих, присущих данному уровню управле-
ния задач Задача планирования на уровне отрасли-сбалансиро-
вать производство требующихся народному хозяйству веществ
и необходимые для этого сырье, энергию, вспомогательные
материалы. Задача планирования на уровне производственно-
го объединения (комбината)-составить оптимальную с точки
зрения прибыли структуру производств, учитывая доступность
сырья, энергии, связи с потребителями, возможности роста ком-
бината и т.д. Производственное объединение (комбинат) состоит
из ряда производств (заводов); задача планирования на этом
уровне состоит, как правило, в проектировании производства
нужного продукта по выбранной технологии, увязывании его
технологической схемы со схемами всех производств. Следую-
щим уровнем иерархии является собственно установка, где, как
правило, получаюз один целевой продукт.
Химико-технологическая система (ХТС)-это некоторая сово-
купность элементов, предназначенных для выполнения опреде-
ленной химической задачи (получения вещества, его выделения,
очистки и т.д) Понятие ХТС применимо ко всем указанным
выше уровням, но их масштабы и методы расчета различны.
Если расчет ХТС на уровне отрасли сводится к составлению
материальных балансов, то на других уровнях необходима боль-
шая детализация.
Иерархический способ расчета ХТС часто достаточен лишь
для данного уровня, и нет необходимости в его детализации.
Поэтому расчеты значительно упрощаются. Действительно, для
выполнения балансовых расчетов на уровне отрасли достаточно
знать, например, что бензола можно производить не более
определенного требуемого количества или что потребность в
циклогексане не должна превышать заданной величины. Анало-
гично, рассматривая схему получения какого-либо вещества,
в нервом приближении достаточно знать степени конверсии
и селективности (например, по опытным данным), чтобы надеж-
но определить экономические показатели процесса.
221
Показатели работы ХТС нижнего уровня иерархии влияю! на
показа гели более высокого уровня Например, если данная уста-
новка нерентабельна, это отражается на показателях работы
всего комбината тем больше, чем больше вклад этой установки
в общий баланс
Как уже говорилось, к наиболее часто встречающимся зада-
чам относятся: I) расчет отраслевого баланса производства
и потребления; 2) выбор способа производства и места ею
строительства; 3) составление ХТС производства, установки, ес
расчет и оптимизация.
Задачи второго и третьего типа требуют формирования кри-
териев оптимизации, на которые могут накладыва п>ся различные
ограничения. Поэтому выбор способа получения целевого про-
дукта-сложная и не всегда однозначно решаемая задача. При ее
решении необходимо учитывать много факторов, один из кото-
рых не зависит от места строительства, а другие-завися!. Оче-
видно. выбор способа производства существенно зависит от
выбранного места строительства установки.
Рассмотрим в качестве примера два способа получения ацет-
альдегида из ацетилена и из этилена. По первому способу
апетальдоид получаю! по реакции
Hg-
с.н, + н,о — • си ,с но
H,SO«
причем конверсия достигает 50 60%. а селективность превы-
шает 95%. Обычно процесс проводят при 70 С под давлением
0,25 МПа.
Второй способ получения ацетальдегида заключается в пря-
мом окислении этилена воздухом (или кислородом) в присутст-
вии солей палладия и меди. Процесс идет при температуре
80 90 С и давлении 0.2-5 МПа. Степень конверсии составляет
20 50%, селективность достигает 95%. Для того чтобы нс
образовывалась взрывоопасная смесь, концепт рация кислорода
не должна превышать 8%.
Сопоставление двух способов дано в табл. 4 I.
Анализ приведенных данных показывает, что капиталовложе-
ния ниже для первого способа. В то же время для второго
способа характерны более низкий расход электроэнергии, пара
и волы. Окончательный выбор в пользу того или другого способа
можно сделать, лишь привязывая установку к месту строитель-
ства. Так. если предполагается строить установку на заводе,
имеющем этилен, но не имеющем ацетилена, приходится выби-
рать второй способ.
Заметим, что в общем случае для корректного выбора спосо-
ба производства может потребоваться рассмотрение различных
вариантов строительства производства сырья, необходимого для
данной установки, причем способ производства сырья будет
222
Таб.шца 4.1. ConociaH.ieHHc двух способов
1 ю л у чс11 ия а нс । а. т ьдег ила
Показа с.1И Гилра гания a ne tи лена Окисдепие 31 it iena
Капитальные вложения в пределах таво.ы. 10” руб. 100 по
Потребление па 1 г ацетальдегида:
ацетилена, i 0.62
пилена, 1 0.675
кнелоро.ха. хг 280
пара, г 7 1.2
электроэнергии. кВ1 ч 350 100
оборотной воды, м1 250 200
конденсата, м’ 1 6
химически очищенной эоды. м’ 2
катализа гора и друшх вспомогательных ве- 120 40
ШССТВ. руб.
100%-го хлористого во.юрола. КТ 10
серпом кисло 1Ы. ki 5
Примечание. Расчш tan для ускшовки мощностью 100 гысл аист альдегида в год.
влиять „а способ производства нужного продукта. Так, выбор
способа получения анетальде! ида существенно зависит от метода
получения 31 плена и ацетилена, а также от пен на нефть и газ
4.1. ВЫБОР КРИТЕРИЕВ ОПТИМИЗАЦИИ
Основным критерием правильное!и выбора некоторого техноло-
гическою решения шляется критерий приведенных затрат При-
веденные затраты (П) есть сумма себестоимости производства
данного вещества (С) и количества капиталовложений на единицу
получаемого целевою продукта (Ку1):
П = С + ЕК„. (4.1)
глс F. = 0.15 норма I явный коэффициент
Заметим все же. что приведенные затраты не всегда Moryi
служить кртерием выбора способа производства продукта. На-
пример, если по одному способу в качестве отходов образуется
мною с (оков или выбросов, а по другому, имеющему даже
худшие показатели селективности и конверсии, этого нет, то
может окатшься целесообразным принятие второго варианта.
Именно поэтому при окончательном решении о выборе способа
и места строительства необходимо учитывать не только эконо-
мический аспект, но и экологический, и социальный.
В общем случае можно сказать, чго оптимизируемая функция
имеет как качественные, гак и количественные ограничения. Они
связаны е экологическими проблемами (наличие выбросов и сто-
ков), с требованиями техники безопасности, возможностями
создания требуемой аппаратуры и тд Полому получаемая
223
функция может не быть унимодальной, т. е. может иметь не-
сколько наборов параметров для одного и того же ее значения.
Расчет ХТС начинают с ее составления; при этом приходится
учитывать большое число различных факторов, порой весьма
противоречивых, и окончательное суждение может быть принято
лишь после ее расчета. Поэтому синтез и расчет ХТС носят
итеративный характер, те. проводятся по схеме задание-ра-
счет -корректировка- расчет и т.д. Поскольку выбор метода
производства включает составление и расчет ХТС. он тоже
итеративен. В общем случае сходимость итерационного процесса
вряд ли может быть доказана, однако чаще всего интуиция
и опыт инженера позволяют достаточно быстро найти решение,
не слишком удаленное от оптимального. Все же отметим, что нет
нужды искать единственное решение (это может обойтись слиш-
ком дорого), так что химико-технологические схемы различных
авторов могут заметно отличаться.
При построении ХТС следует придерживаться ряда эвристи-
ческих правил, помогающих ее оптимизации. Например, жела-
тельно проектировать непрерывные схемы, которые проще
управляются. Схема должна быть компактной, давать мини-
мальное количество отходов, стоков и выбросов, обеспечивать
минимальные затраты энергии.
Последовательность расчетов ХТС выглядит так. Зная после-
довательность операций, выбирают аппараты, связанные друг
с другом материальными и тепловыми потоками. Расчет каждого
аппарата схемы сводится к расчету выходного потока при усло-
вии известных входного потока и размеров аппарата. Схему
полагают рассчитанной, если рассчитаны все выходные потоки.
Далее вычисляют критерий оптимальности. Подобная процедура
достаточно подробно изложена в литературе и легко алгоритми-
зуется, что позволяет проводить расчеты на ЭВМ.
Как уже было отмечено, обычно в качестве критерия опти-
мальности берут экономические: приведенные затраты, себесто-
имость, прибыль. Определение приведенных затрат дано выше.
Когда способ и схема производства определены или нужно
усовершенствовать уже существующую технологию, используют
критерий себестоимости целевого продукта, показывающий, во
что обходится производство единицы целевого продукта (В).
Минимум себестоимости-один из экономических критериев
оптимальности производства. Себестоимость (руб/кмоль В или
руб/кг В) складывается из четырех видов затрат. Для большинст-
ва производств основного органического и нефтехимического
синтеза доля затрат в себестоимости продуктов (в %) такова:
Сырье, основные и вспомогательные материалы 40 70
Энергетические ресурсы.............. 10 40
Амортизационные отчисления . . 5 15
Заработная плата и другие денежные расходы . 10-15
224
Как видим, главная статья себестоимости материальные зат-
раты; основной причиной их изменения является селективность,
зависящая от работы реакционного узла. Меныпую роль играют
потери сырья на стадии подготовки и потери сырья и продуктов
реакции на стадии их разделения. На снижение материальных
затрат существенно влияют рециркуляция непревращенных реа-
гентов. промежуточных и побочных веществ, образующихся по
обратимым реакциям, а также утилизация побочных продуктов.
Переход на синтез с использованием более дешевого сырья также
снижает эту статью затрат.
Энергетические затраты представляют собой вторую по зна-
чимости статью в себестоимости продукции Она складывается
главным образом из расходов тепловой и глектричсской энергии
(на работу насосов и компрессоров, нагревание и охлаждение
потоков, испарение жидких веществ, ректификацию и др.). В
отличие от материальных энергетические затраты преобладают
на стадиях подготовки сырья и разделения продуктов. Основным
способом экономии энергетических затрат является рациональ-
ная система утилизации энергии.
Амортизационные отчисления, входящие в себестоимость,
служат источником для воспроизводства сооружений и оборудо-
вания (их ремонта, частичной или полной замены деталей и узлов).
Норма этих отчислений для зданий и оборудования составляет
соответственно около 3% и 10-20% в год от данного вида
основных фондов. Норма и абсолютная величина амортизацион-
ных отчислений сущест венно зависят от сложности конструкции,
давления, стоимости материалов аппаратуры, их коррозионной
стойкости и т.д.
Заработная плата и другие денежные расходы зависят от
степени механизации и автоматизации производства, применения
автоматизированных систем управления и т.д. Не всегда повы-
шение затрат на эти средства ведет к снижению общих расходов
и себестоимости продукции, поэтому необходимую степень их
использования также следует оценивать с учетом экономических
факторов.
Перечисленные затраты складываются из расходов на всех
стадиях процесса и во всех узлах производства. Поскольку все
они связаны в единую технологическую схему, принят ие решения
по одной из стадий (узлов) немедленно сказывается на других.
При комплексной оптимизации необходимо учитывать эти взаи-
мозависимости, решая сложную и еще мало разработанную
задачу со множеством переменных. Можно, однако, ограничить-
ся приближенной задачей оптимизации отдельных стадий, и
прежде всего, процесса в реакционном узле. При этом учитывают
только переменные расходы по реакционному узлу и смежным
стадиям, на которые непосредственно влияет варьирование усло-
вий в реакторе. Затраты же по другим стадиям производства
225
принимают условно постоянными Тогда
Св — scBDOC + zcBnep,
где Св себестоимость единицы продукта В. ECBlllH, SCB суммы постоянных
и переменных затрат на производство единицы продукта В.
Очевидно, минимум себестоимости достигается при снижении
суммы переменных затрат. Чтобы связать их с условиями про-
ведения процесса в реакционном узле и на смежных стадиях,
составим экономический баланс в единицу времени:
FBLCB„ep = LMllcp + ЕЭ„ер + ЕАпер + £Зпср,
где Мпер, Эпер, А11гр, 3„ср переменные затраты в единицу времени соответственно
на исходные материалы, энергию, амортизацию оборудования и заработную
плату.
Первое слагаемое без учета потерь равно
£Mnep = ZFi0x1U, + £Fno6Uno6. (4.2)
где F,o, .т,, Ц, соответственно мольный поток поступающих в реакционный узел
исходных вспомогательных материалов, степень их конверсии и оптовая цена
(при отсутствии рецикла или при полной регенерации вещества i значение т(
принимают равным единице); Fno6, Цпо6 поток и оптовая цена побочных продук-
тов, получаемых в реакторе и утилизируемых.
Энергетические затраты выразить количественно можно толь-
ко для данной конкретной схемы. Так, работа сжатия газа
пропорциональна величине 1g (/’//’0)л; затраты на отгонку исход-
ного реагента при его рецикле Эрц примерно составляют
Эрц = F10(l - v,)(/? + 1)Цп7./<д1ар, (4.3)
где R флегмовое число, Ц„ оптовая цена пара, руб'кмоль; qt и <711ар теплоты
испарения реагента и водяного пара, кДж/кмоль (при использовании тепла на
получение вторичного пара, отводимого на сторону, его стоимость вычитают из
суммы энергетических затрат).
Амортизационные отчисления являются произведением их
нормы в год (я = 0,1—0,2) или в час [я = (0,1-0,2)/8000] на
стоимость оборудования реакционного узла и смежных с ним
стадий. Эту стоимость можно связать с объемом данного вида
оборудования двумя приближенными способами:
1) принимают, что часть стоимости не зависит оз объема
аппарата, а другая пропорциональна ему:
EA,ltp = Гп/ц; + 1'Ц,). (4 4)
где а, норма амортизационных отчислений /-го аппарата; Ц* стоимость у-ю
аппарата, не зависящая от его объема, руб.; I' объем /-го аппарата, м3;
Ц. стоимость единицы объема аппарата, руб'м3;
2) принимают, что стоимость пропорциональна объему аппа-
рата в дробной степени, т. е,
ЕА.„Р = ЬТ;ЦЛ'Г
226
Используя эти формулы, можно рассчитать ZAnep, зная раз-
меры и тип аппаратов схемы.
Расходы на заработную плату можно выразить количественно
лишь для конкретного случая. Обычно они пропорциональны
мощности но целевому продукту в дробной степени (z), г.е.
= 3F‘B, 0 < z < 1,
где 3 - заработная плата па единицу мощности по целевому продукту, руб/кмоль В
Учитывая изложенное и то, что без учета потерь
Fe = (vB/|vJ)F_l0*/’’e.
получим следующее уравнение для суммы переменных затрат
в себестоимости продукции:
ЕСВ11.Р = ГТ-TF--+ E(u;lVJ)J + згр 1.
VAM AOVa'*'B
(4.5)
В этом уравнении фигурируют такие показатели производст-
ва, как степень конверсии, селективность, объем реактора. Под-
ставив их значения в (4.5), можно найти минимум суммы пере-
менных затрат и минимум себестоимости продукта.
Важным экономическим критерием оптимальности является
максимум дохода (прибыли предприятия) Д от производства
данного продукта в единицу времени:
Д = FB(UB — = FB(UB — сВпос — СВ11ср), (4.6)
где Цв оптовая цена единицы продукта В, руб/кмоль.
Очевидно, в случае FB — const максимум дохода достигается
при минимуме себестоимости. Однако при возможности измене-
ний FB доход зависит и от мощности установки.
Как видно из приведенных соотношений, основную долю
затрат при производстве продуктов составляют затраты на сырье
и вспомогательные материалы, причем сырья на единицу готовой
продукции гратится тем больше, чем ниже селективность процес-
са. Кроме того, любая рециркуляция ненрореагировавшего веще-
ства уменьшает его потери и, таким образом, снижает количество
требуемого сырья па единицу целевого продукта.
Ниже приведена последовательность расчета установки для
получения заданного целевого продукта.
1. Проводят анализ литературных данных и выбирают ряд
(один или несколько) способов производства данного вещества.
Для каждого способа составляют принципиальную технологиче-
скую схему, включающую узлы подготовки сырья, реакционный
и разделения. При составлении схемы необходимо учитывать
температуру реакции, давление, фазовое состояние веществ, по-
скольку это решающим образом влияет на способы разделения,
конструкцию узлов и т.д.
227
2. Для данного способа производства и выбранной схемы
составляют материальный баланс по укрупненным показате лям
установки. Для этого, как правило, используют данные лабора-
торных исследований (такие как некоторая рабочая конверсия
исходных реагентов, их соотношение, селективность) но всем
продуктам реакции. Отметим, чго поскольку решается проектная
задача, т. е. требуется получить заданное количество целевого
продукта, баланс составляют для расчета входных потоков по
информации о выходном потоке.
В результате расчета определяют требуемые количества
сырья и вспомогательных материалов; па основании полученных
данных можно оцепить экономичность процесса - примерную
себестоимость продукта и приведенные затраты. Подчеркнем,
что указанные величины носят оценочный характер, поскольку на
этом этапе не производится полный расчет л ехнологнческой
схемы. Тем не менее подобные расчеты ввиду их простоты очень
полезны и позволяют оценить необходимые экономические кри-
терии. Часто уже на этом этапе может выявиться нецелесообраз-
ность выбранного способа производства - например, из-за труд-
ностей разделения реакционной смеси, отсутствия подходящего
материала реактора, больлллоло количества отходов лт т.д.
3. Для заданного способа производства и выбранной лехллоло-
л ической схемы проводят полный расчет. Этот этап - наиболее тру-
доемкий, требуюллщй наибольлпего количества временлт Эффек-
тивным способом снижения трудоемкости расчетов является
разбиение схемы (ее декомпозиция) на составляющие элементы-
основные узлы (ллодлоговклт сырья, реакционный, разделения)
и расчет каждого узла в отдельности Методы расчетов узлов
приведены в гл. 2-3. Здесь достаточно лишь напомнить, чго
полный расчет какого-либо элемента схемы подразумевает опре-
деление всех ллотоков (как малериальллых, лак и тепловых),
входящих в этот элемеллт и выходящих из него, его структуры
и геометрических размеров. Под структурой элемента понимаю л
математическую модель, достаточную для его описания.
Декомпозилщонный метод расчета позволяет сводить одну
сложную многоразмерную задачу к ряду задач существенно
меньшей размерности и ллоэло.му более простых. Кроме того,
метод позволясл автоматизировать расчеты.
Расчел установки достаточно сложен, лт лишь в редких случаях
может быть вылло.шен без современных средств вычислительной
техники. В лласлоящее время созданы программы, позволяющие
достаточно быстро рассчитывать материальные и тепловые ба-
лансы (МТБ) техполол ических схем с использованием ЭВМ.
Поскольку различные технологические схемы состоят из огра-
ниченного числа элементов, возможно создание ллрактичеСклт
универсальных программ, содержащих модули (б.чоки) расчета
элементов схемы (узлов ректификации. отстойников, экс л рак л о-
228
ров, реакторов различных типов и т.д.), а 1акже банки данных
физико-химических свойств веществ, стандарты на оборудование
и т. п. (подробнее об этом сказано в гл. 1, в разделе, посвященном
САПР-снечеме автоматизированного проектирования). Отме-
тим, что для аффективного использования этих программ даже
при расчете сравнтельно несложных схем необходимы достаточ-
но мощные ЭВМ, с большим объемом оперативной и большой
емкостью внешней памяти.
Ниже показана последовательность составления технологиче-
ской схемы и расчета материального баланса на примере уста-
новки дегидрирования эт илбензола.
Пример 4.1. Спроектировать установку получения стирола мощностью 10 т/ч
целевою продукта.
Анализ литературных данных позволяет установить. что основной способ
получения ептрола дегидрирование этилбензола на железохромкалисвом ката-
лизаторе при температуре 570 620 С. При лом конверсия этилбензола в зависи-
мости от числа реакторов колеблется в пределах 0.4 0,7, селективность стирола
по этилбензолу достигает 90%. побочными продуктами являются бензол и то-
луол. Для увеличения равновесной степени превращения этилбензола, регенера-
ции катализатора и уменьшения перепала температур в реакторе этилбензол
разбавляют водяным паром Исходя из условий реакции и состава продуктов
компонуем технологическую схему.
Па входе в реактор нужно иметь смесь паров этилбензола и волы при
температуре 600 610 С. Простейшим вариантом может быть нагрев водяного
пара в печи до 700 С. испарение и перегрев паров этилбензола и затем смешение
паров этилбензола н воды
Дегидрирование является эндотермической реакцией, наиболее простая кон-
струкция реактора это реактор адиабатического типа, в котором отсутствует
теплообмен с окружающей средой. Поэтому температура на выходе из реактора
ниже, чем на входе в него.
На выходе ит реактора имеется смесь паров воды, этилбензола и продуктов
реакции, а также газы во юрод, метан и этилен.
Таким образом, можно предложить следующую схему дальнейшей перера-
ботки реакционной смеси. Вначале тепло горячей парогазовой смеси используют
в теплообменнике для испарения и перегрева паров этилбензола и в котлс-у тили-
заторс для по тучения водяного пара, необходимого для процесса дегидрирова-
ния. Далее смесь охлаждают, при этом конденсируются вода и органические
вещества, после чего отделяют таз от конденсата и воду от органических
веществ Смесь последних. состоящая из бензола, толуола, этилбензола и стиро-
ла. поступает на ректификацию под вакуумом в присутствии ингибиторов
полимеризации. В первой колонне отгоняют смесь бензола и толуола (беттгол). во
второй этилбензол (ЭБ), в третьей стирол (СТ); в кубе остается только кипя-
щий остаток Принципиальная технологическая схема процесса изображена на
рис 4.1.
(оставив техно тот ическую схему, рассчитаем материальный баланс по укруп-
ненным показателям. В реакторе идут следующие основные реакции:
СДЦС.Н, CftH5CH=CH, + Н.,
С„Н,СН=СП2 + Hj - C6He + СН2=СН2;
С6П,СН=СН, + 2Н2 - С6Н5С1Ц + СП...
При селективности Ф’Ч = 0.9 количество прореатировавтнето этилбензола
Г,6„р = <%,/(МС1Ф”) = 10000/(104 0.9) = 106.80 кмоль/ч. или Gj6np = 11325 кг/ч.
229
Д'
Рис 4.1 Схема дегидрирования эт илбензола в стирол.
I вода; II водяной пар: III этилбензол. /Р перегретый водяной пар: F реакционная
смесь: И-газ на переработку: 17/-жидкие органические вещества; ПН водный слой на
очистку. 7А -бстол-толуольная фракция (бенгод). X этилбензол: А'/ стирол. XII кубо-
вый остаток; I котел-угн.тизаюр. 2-реактор; 3. 5. Я. 10 12 теплообменники. 6 сепаратор:
7. У. II ректификационные колонны
При конверсии = 0.4 общее количество эт идбензола, подаваемого на вход
в реактор, равно
F\6o = Р,б»р/Л'.б = 267 кмоль'ч. или G,6<1 = 28312 кыч.
Количество непрореагировавшего этилбензола
Frf = Fj6o(l — хл) = 160.2 кмоль/ч. или G>6 = 16986 кг'ч.
Количество водяного пара, подаваемого в реактор, исходя из соотношения
СН2о/<7Ло = 2,6. равно GH>O = 28312 • 2.6 = 73611 кг/ч. Количество получаемой
смеси бензола и толуола (бен гола)
F6, = Fc,(l - Ф&Ф* = 10 000 0,1/(104 0,9) = 10,68 кмоль/ч.
Соотношение бензола (б) и толуола (г) в бейт оде (61) близко к 1, поэтому их
количество соответственно составляет
G6 = F61 - 0.5.М6 = 417 кг/ч; G, = F6, 0,5Мт = 491 кг/ч .
Количество водорода
fh2 = Гл.п„ ~Ft~ 2F. = F*.« - l-5Fei = 90.8 кмоль/ч.
Количество получаемого этилена
F„ = F6 = 0,5F61 = 5,34 кмоль/ч, или G„ = 150 кг/ч.
Количество метана
FM = FM = 5,34 кмоль/ч. или GM = 86 кг/ч.
Результаты расчетов материального баланса приведены на стр. 231.
Состав органической фазы, поступающей на ректификацию, “о (масс.): 60,89
этилбензола; 35,86 стирола; 1.51 бензола; 1,76 толуола.
Состав газа, выходящего с установки, % (об ): 88,24 водорода; 5.88 этилена.
5,88 метана.
Необходимое количество катализатора можно оценить, зная, что подача
составляет 0,25 м3/ч жидкого этилбензола на 1 м’ катализатора. Плотность
230
Вещее । во Приход Расход
F, KMo.it>,'ч G. кг/ч F. кмоль, ч <7. ki/ч
Этилбензол 267 28 312 160.2 16986
Вода 4089,5 73611 4089.5 73 611
Стирол — 96.2 10000
Бензол — 5.3 417
Толуол - 5.3 491
Водород — 90.8 182
Этилен 5.3 150
Метан 5.3 86
Итого: 101923 101 923
жидкого этилбензола р,6 = 800 кг м3. Отсюда объем катализатора
К, = И<,6/0,25 = Gj6o.'0,25pj6 = 28312/(0,25-800) = 141,6 м’.
Итак, мы составили технологическую схему получения стирола дегидрирова-
нием этилбензола, рассчитали материальный баланс и сделали первое приближе-
ние для расчета отдельных узлов (по.Д1 отовкн, реакционного, разделения) схемы.
Очевидно, дальнейшими этапами расчета являются определение селективности
и степени конверсии на базе модели реактора и известного входного потока
и оптимизация работы схемы.
4.2. ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
НА ЭКОНОМИКУ ПРОЦЕССА
После того как рассмотрены принцип составления технологиче-
ской схемы и алгоритм расчета установки, установим влияние
различных параметров на показатели процесса.
Для проектирования (и расчета) технологической схемы не-
обходимо прежде всего задание начальных условий-температу-
ры и состава реакционной массы, подаваемой в реактор. Так. при
повышении температуры повышается скорость процесса, по при
этом возможно снижение селективности но целевому продукту.
Кроме того, с повышением температуры равновесие может
смещаться в нежелательную сiорону (для обратимых реакций).
Аналогично, при повышении концентраций исходных веществ
уменьшается количество регенерируемою растворителя или ко-
личество рециркулирующих веществ. Вместе с тем повышение
концентрации реагентов часто приводит к снижению селективно-
сти процесса и к недопустимой скорости тепловыделений за счет
тепла реакции.
Как видим, выбор начальных условий зачастую затрудните-
лен. Общепринятыми критериями выбора начальных условий
процесса и степени конверсии реагентов являются упомянутые
выше экономические критерии.
Рассмотрим подробнее такой критерий, как себестоимость.
Дело в том, что капитальные затраты существенно зависят от
способа производства, а при выбранном способе они лишь слабо
231
зависят от параметров технологического процесса. Поэтому
приведенные затраты зависят oi параметров процесса практиче-
ски лишь через себестоимость, входящую в них отдельным
cjiaiaeMbiM.
Итак, затраты па производство некоторого продукта состоят
из затрат на сырье и вспомогательные материалы, на энергию
(электроniepi шо, топливо, пар), на амортизацию оборудования
и на зарплату. Загршы на сырье и вспомогательные материалы
зависят как от начальных концентраций вещее i в, гак и от cichchh
их регенерации из реакционной массы.
Так. если вещество .4 не регенерируется ноете реактора, то
затраты его на единицу продукции В сосгавя!
Мп| в ~ лгДi к ~ 14,IvbII
т е. они тем ниже, чем выше степень конверсии.
Если же непрореагировавшая часть вещества .4 вновь воз-
вращается в реактор, го
М„..^в = F, = Ц^/К'в/бдКФЛ.
т е. затраты изменяются обратно пропорционально селектив-
ное! и.
Для катализатора, поступающего в реактор вместе с реак-
ционной массой и не регенерируемого из нее после реакции
(например, кислот и щелочей, теряемых на стадии отмывки из
них продуктов реакции), затраты имеют вид
пк _ к । । _ ли * к
В В АЧ 40 б’в/1 V 4 I ) Х ,|Фи
т е. они тем больше, чем выше концентрация катализатора
и чем ниже конверсия и селективность.
Для (етерогенного катализатора со сроком службы т (ч)
затраты равны
MnK.F,= (tF„)=U,.(t«/bE
тле .</(,= FB/l удельная производительность реактора.
Объем катализатора связал с потоком Гв расчетным
уравнением, зависящим от типа реактора.
Затраты на катализатор гем ниже, чем больше срок его
службы и производительность, т. е. количество целевого продук-
та. полученного с единицы объема катализатора в единицу
времени.
Пример. Рассчитать затраты этилбензола па производство 1 т стирола по
данным примера 4.1. если потери по стадиям составляют 3%. а стоимость
этилбензола 350 руб/т.
Количество этилбензола, расходуемого на I г стирола, равно
(G,c„ - Gj6)/(0,97Gcr) = (28312 - 16981 )/(0,97 10000) = 1.168 т
Затраты этилбензола равны 1,168-350 = 408.8 руб-т стирола.
232
Следующим ио важности компонентом себестоимости явля-
ются затраты на энергию (пар, электроэнергию, холод, воду
и т.п.), существенно зависящие от структуры технологической
схемы. Чем сложнее схема разделения продуктов реакции, тем
больше удельный вес узла разделения в энергетике и, следова-
тельно, гем меньше энергетические затраты зависят от парамет-
ров работы реакционного узла. Рассмотрим отдельные виды
энергетических затрат.
При ректификации расход пара на испарение смеси
С„ = Сд(Л +
где </д соответствен но расход дистиллята и теплота сто испарения, R флег-
мовое число; qlt теплота парообразования.
Поскольку отношение количества дистиллята к питанию (Gf)
есть величина постоянная GJGf = а, то очевидно, что количество
пара пропорционально количеству подаваемой на разделение
смеси:
G„ = uGfijJR + 1)/<уп.
При этом затраты составят
Э„ = UuG„ = aGf<ia(R + 1),Ч9пЦ„)
ИЛИ
Эа = Цп6’119о = аС^д(Я + 1Щ„.
причем первую формулу применяют тогда, когда стоимость пара
выражена в руб/т, вторую-когда стоимость пара выражена
в руб/ГДж, что сейчас встречается чаще.
Стоимость хладоагента, используемого для конденсации па-
ров дистиллята, выражается аналогичной формулой:
Э, = U,G. = Ц,6А(Л + l)/(cp,A/J,
где G,, <рд и Л/х соответственно массовый расход, теплоемкость и перепал
температур хладоагента в конденсаторе; Цж цена единицы массы хладоагента.
Обычно Цк« Цп, поэтому при ректификации основные энер-
гетические заз раты - это затраты пара на испарение. Заметим,
что стоимость пара на единицу целевого продукта
Э„, FB = tu/a(R + l)/<7„(Gf , FB)ll„
пропорциональна флегмовому числу и соотношению Gf./FB, ко-
торое. в свою очередь, пропорционально содержанию целевого
продукта в реакционной массе. Отсюда следует: I) энергозатраты
тем выше, чем выше флегмовое число (меньше разница в темпе-
ратурах кипения компонентов разделяемой смеси); 2) энергозат-
раты тем ниже, чем выше содержание целевого продукта в реак-
ционной массе, т. е. чем выше Сл0 и .хлФ^.
233
Таким образом, энергетические затраты на ректификацию
зависят в определенной степени от технологических параметров
процесса (начальных условий, конверсии и т.п ).
В случае газофазных реакций энергия iразится на комприми-
рование и перекачивание газа. Мощность насоса равна
т Л IV, Г/Д.У’" ” ” 1
” т - 1 1000 \Р,/ J
где Р,, Р2 давление на входе и выходе насоса; И, объемный ноток на входе
в насос; m показатель политропы.
Затраты на единицу целевого продукта составят
Э, ______Р. l-.v„ I Г/рЛ<" 1
рв «-1 юоо ллфй QoLxp,/ J
где Ц,„ цена I кВтч электроэнергии.
Заметим, что расходы на перемещение жидкости или газа
значительно ниже, чем расходы, например. . । игонку или
ректификацию.
Обобщая изложенное, можно отметить, что энергетические
затраты, их структура существенно зависят от выбранной техно-
логической схемы, способов выделения целевого продукта; они
снижаются с ростом концентрации продукта в реакционной
массе.
Амортизационные отчисления пропорциональны стоимости
установленных аппаратов. Они составляют, как сказано выше,
5-15% общей стоимосги. В общем виде они могут быть выраже-
ны формулой А = (где а нормативный коэффициент; Це-
нена j-ro аппарата схемы).
Обычно для серии аппаратов одного типа цена аппарата
пропорциональна его размеру. Например, для теплообменной
аппаратуры Цт = bST, т. е. стоимость теплообменника пропор-
циональна его поверхности, а в коэффициент пропорционально-
сти входит соотношение поверхности теплообмена к массе аппа-
рата, которое, в свою очередь, зависит от диаметра и числа
трубок, толщины стенок и особенностей конструкции аппарата.
Стоимость ректификационной колонны зависит от ее диаметра,
числа и конструкции тарелок, толщины стенок и т.д.
Часто реактор представляет собой теплообменник, поэтому
его стоимость также пропорциональна поверхности теплопереда-
чи. В общем случае цена реактора пропорциональна количеству
металла, которое, в свою очередь, зависит от объема, поэтому
1^ = 0! T-ajV;.
Поскольку
A'FB = (и, + a2K)/FB = «Л + a2V»iPn = + «г/Ув
234
(где «/„-удельная производительносгь реактора), то амортиза-
ционные отчисления тем меньше, чем выше удельная производи-
тельность реактора.
Известно, что удельная производительность, как правило,
падает с ростом степени конверсии, поэтому рост последней
существенно повышает затраты на амортизацию реактора. На-
пример. для простой реакции первого порядка в проточном
реакторе полного смешения
(1в = гл = Ir/JI - г,). откуда
= + а2/А2Сл0(1 хл),
т. е. затраты растут с ростом лл. Требование максимального
содержания целевого продукта в реакционной смеси, с которым
связано уменьшение затрат на энергию, противоречит росту
затрат на амортизационные отчисления реактора. Именно поэто-
му даже при осуществлении простой реакции суммарные затраты
имеют минимум, зависящий от условий процесса. Следователь-
но, имеется оптимальная степень конверсии, выше или ниже
которой затраты на производство данного продукта превышают
минимальные.
Обобщая сказанное о себестоимости и ее составляющих,
отмстим следующее: 1) всегда выгодно иметь на выходе реактора
возможно более концентрированный раствор целевого продукта;
2) повышение конверсии (или, в общем случае, повышение
выхода целевого продукта) снижает энергетические затраты и,
как правило, затраты на сырье; 3) амортизационные отчисления
от стоимости реактора растут с ростом конверсии (все сказанное
об амортизационных отчислениях может быть применено к удель-
ным капитальным вложениям).
Критерий максимума дохода применяют обычно для уже
построенной установки. Поскольку доход есть произведение
количества целевого продукта на разность цены и себестоимости,
то в этом случае оптимум по конверсии, как правило, ниже, чем
в случае себестоимости, поскольку производительность реактора
растет со снижением конверсии.
Рассмотрим примеры определения оптимальных параметров
процесса. Замелим прежде всего, что предлагаемая методика-
приближенная, что мы получаем лишь некоторые оценки пара-
метров, которые могут быть ориентиром для последующего
точного расчета схемы. В то же время данная методика наглядно
показывает влияние основных параметров на экономику процес-
са и достаточно проста, так что расчеты могут быть проведены
с минимальным использованием ЭВМ.
Пример 4.2. Определить оптимальное соотношение оксида этилена и воды
в производстве этиленгликоля
1. Составим уравнение себестоимости производства этиленгликоля.
235
Затраты на сырье равны
m„/f„ =
Стоимостью воды пренебрегаем Считаем, что оксид этилена расходуется
полностью (с целью обеспечения взрывобезопасных условий эксплуатации уста-
новки).
Считаем, что затраты на амортизацию и зарплату не зависят от исходного
мольного отношения оксид этилена вода. Затраты на энергию равны
3n/Fw = Сц,о(9п/^)Ц.. !F„
Учитываем только затраты энергии на выпаривание воды из водногликоле-
вого раствора, поскольку остальные затраты энерт ии практически постоянны.
Заметим, что потоки веществ мольные, поэтому цена оксида этилена выражает-
ся в руб/кмоль; теплота испарения воды в кДж/кмоль; Ц„ в руб/кмоль.
Теперь уравнение себестоимости производства этиленгликоля выглядит так:
С,г = Mn/F„ + 3„/F„ + c„OCT = тО10цо;тЛ1 + + с,1ОС1.
Изменение мольного соотношения оксида этилена и воды (Р) влияет на
соотношения Fol0IF„ и FH o/F,, и, следовательно, на уравнение себестоимости.
Рассмотрим это подробнее.
Из определения селективности следует
= F„/Fm Ox^ = FJF^0 (x„ ~ 1).
Отсюда F„, o/F„ = 1/Ф”.
Из определения
Р — FО3.о/^н,о.о и ^н2о — (^11,0.0 — ^н2о) ^н,о.о
следует
Fн,о/F>г = (' — ^н2о) ^н2о.о .г = (• - -^н2о)^оэ.о/Р^1г = (1 — ^н2о)/(РФ^1 )•
Таким образом, уравнение себестоимости перепишется в виде
с„ = ц.„ ф:; + (1 - х„2о)ц../рф;э + сПОС1.
Так как гидратация оксида этилена есть типичная последовательно-парал-
лельная реакция (последовательная по воде и параллельная по оксиду этилена),
то чем выше отношение р. тем выше степень конверсии Х|1гО и ниже селектив-
ность по получаемому этиленгликолю. Поэтому с ростом р первый член уравне-
ния должен увеличиваться, а второй уменьшаться Таким образом, имеем сумму
двух кривых убывающей и возрастающей, что должно дать минимум (единст-
венный). который и требуется найти. Для решения задачи необходимо знать
зависимости Ф°“ =/р и Vllo =/(Р) Состав продуктов реакции оксида этилена
с водой достаточно хорошо описывается уравнением
ГЛ'н2о.о = Р‘е-р//!.
где i номер последовательно образующихся продуктов оксиэтилирования
Таким образом, для этиленгликоля (/= 1)
/ч/Гтьо.о = Р₽ ₽ или F„/FOJO = Ф°и’= е ₽
Для воды (/ = 0)
^"11,0/^11,0.0 — । — *н2о = е Р-
Подставим полученные соотношения в уравнение себестоимости:
С„ = Ц.„/е-₽ + LVP + С„асг = Ц.„е-Р + Ц„/р + С„м,.
236
Это уравнение можно решить двумя способами. По первому способу мини-
мум себестоимости и оптимальное значение р находим из условия
<JCM,dp = 0 = LV₽-U„/P2.
откуда Р2ер = ЦП'Ц„3. Как видим, оптимальное значение р зависит от соотноше-
ния стоимостей пара и оксида этилена. При этом Р гем больше, чем выше
стоимость пара и ниже исходного оксида пилена. По заводским данным.
Но, = 317 руб/т = 14 руб/кмоль; Цп = 6 руб/т = 0,108 руб/кмоль.
Тогда Р2<"*’ = 0,00771 Преобразуем это выражение к виду Р, * , = (0.00771е ^)|/2
и методом итераций найдем корень уравнения. Результаты расчетов приведены
ниже:
₽,
Р.
0
0,1
0.08355
0.08355
0.08424
2
0,08424
0,08421
3
0.08421
0.08421
Таким образом за 3 итерации находим решение уравнения: 0 =0.08421.
Тогда С,г = Спос, + 16,51. Селективность в точке оптимума составит Ф” = 0,5)192;
конверсия воды X'hjQ = 0,0808. Массовое содержание оксида этилена в исходной
шихте, подаваемой в рсактор-гидрататор. равно
100 0,08421 44/(1 • 18 + 0,08421 -44) = 17,07% (масс.)
В промышленности содержание оксида этилена составляет 14 15% (масс.),
что близко к найденному. При этом в данном приближении решения задачи
оптимальный режим не зависит от производительности установки.
Выше оптимальное значение р было найдено решением трансцендентного
уравнения. К сожалению, не всегда возможно (или удобно) получить аналитиче-
ское выражение для уравнения себестоимости н, следовательно, нельзя его
продифференцировать.
Покажем второй возможный путь решения. Он заключается в вычислении
значений функции Сэг в пространстве параметров с некоторым интервалом. При
этом обычно вначале берут большой интервал изменения параметров, а затем, ио
мерс приближения к оптимуму, его уменьшают. Метод легко реализуется на
ЭВМ. поэтому его широко используют в расчетах. Результаты их представлены
ниже:
Номер шага Р Ц еР Ок Ц..,Р С -С «I пост
1 0,05000 14,720 2,16 16,880
2 0,15000 16,266 0,72 16.985
3 0.10000 15.472 1,08 16,550
4 0.07500 15.090 1.44 16.530
5 0.08750 15.280 1.23 16.514
6 0.08125 15,180 1,33 16,514
7 0.08440 15,230 1.28 16,512
Как видно из расчетов, получено практически то же значение оптимального
соотношения Р = 0.0844 Следует отметить, что значение функции С„ — СП11ь1
с изменением р меняется очень мало. Поэтому при вычислениях необходимо
фиксировать такое количество значащих цифр (не менее 5 6), чтобы не пропу-
стить оптимума.
2. Определим оптимальное соотношение оксида этилена и воды при условии,
что побочно образующийся диэтиленгликоль можно продавать. В этом случае из
уравнения себестоимости вычитается член, дающий прибыль от продажи диэти-
ленгликоля:
C,r = + 3„/F„ - Ля>1Ца„/Р,г + С„ос,.
2.37
Поскольку содержание ди этилен) ликоля в продуктах реакции описывается
формулой Fjn/f'ibo.o = ₽2е ^'2, то соотношение F3n/Fyi = (1/2. и результирую-
щее уравнение имеет вид
С„ = + IUP - IW/2 + С„ост.
Дифференцируя, получим
dC„/dp = 0 = Ц,,е₽ - Ц„, р- - Цд1г/2.
Преобразуя к виду, удобному для решения, имеем
Р, < , = lnfUu,I/(2U„,| + Ц„/(Р‘Ц„Л .
Решая методом итераций (Цд„ = 54,2 руб'кмоль), находим корень уравнения:
/012
Р, 1 0.6644 0,6695
Р.4, 0,6644 0,6695 0,6693
В полученном результирующем уравнении себестоимости одна ит трех
переменных составляющих (Цп/Р), отражающая затраты энергии на отделение
воды, практически незначима по сравнению с двумя остальными. Поэтому
минимум определяется соотношением иен на исходный оксид этилена и полу-
чаемый побочный продукт диэтилен) -школь:
Р„,^1пГЦ^/(2Ц,„)].
причем значение р тем больше, чем выше цена па продаваемый ди этиленгликоль
и ниже на оксид этилена.
Как видим, найденное оптимальное значение р^, = 0.6693 намного выше
значения, полученного без учета сбыта побочного продукта (Р„„, = 0,08421).
Значение целевой функции (Сэ1 = С„„с, + 9.363) также ниже, чем без учета
сбыта диэтиленгликоля. В то же время селективность этилен) ликоля по оксиду
этилена в точке оптимума составляе) лишь Ф°‘ = 0.5121. конверсия воды XlljO =
= 0.4879. Содержание полиэтилен) тиколей в реакционной массе равно
I - fH2t>/F|ljO0 - (F„ + F„rVFII10,o = । - е ₽(1 + P + Р2/2) = 0,0305.
Доля оксида этилена, расходуемого на высшие полиэтиленгликоли, равна
1 - ехр(-Рм1)(1 + РОП1) = 0,146.
Соотношение этиленгликоля и диэтилеигликоля Fn/Fuu = 2/РО111 — 2.99 Та-
ким образом, при возможности сбыта диэгиленгликоля по достаточно высокой
цене существенно повышается соотношение оксид этилена вода, и содержание
его в шихте достигает 62.1% (масс ). Если учесть, что гидратация оксида этилена
обычно идет при температуре 180 200 С. то при столь высоком содержании
оксида для поддержания ею в жилкой фазе требуется высокое давление в реакто-
ре Кроме того, ввиду высоких кош теш раций оксида 14 моль/кг) и экзотср-
мичности процесса появляются трудности с отводом тепла реакции. Именно
поэтому полученное значение р. по-видимому. лежит за пределами реальности.
Подчеркнем, чго большое значение Р обусловлено высокой ценой на диэтилен-
гликоль и неучетом стоимости реактора, которая существенно возрастет при
повышении давления в системе.
3. Теперь поставим задачу несколько по-иному. Определим оптимальное
соотношение оксида этилена и воды, при котором минимальна себестоимость
производства суммы этилен- и диэтиленгликоля.
Составим уравнение себестоимости, аналогичное приведенному для первого
случая:
С„ . д.г = (М„ + 3„)/(F„ + F„,) + Спост =
= Fol0Uo,/(F,I + FJ + FlljOH„/(Fjr + F„) + C„„ci
2.38
Принимаем, что затраты на разделение смеси этиленгликоля и диэтилепгли-
коля лини, очень слабо зависят от их соотношения, что. по-виднмому. вполне
МОЖНО допустить.
Зная зависимость состава от соотношения р, окончательно получим
ц„р__ _____и„<'2_ с
Р<’“₽ + Р2е Р/2 + Ре р + р2е <’/2 + “°"
= А/+_н!!_ + с
1+Р/2 Р(1 + Р/2)
Дифференцируя по Р и приравнивая нулю, имеем
dC„^,„ = Цозе“(1 + Р/2 - 72) Ц„(1 + Р/2 + р/2)
dp (1 + Р'2)2 р2(1+р/2)2
Поскольку р > 0. то Щ/’О + Р)/2 - Ц„ (I + Р), Р2 = 0.
Отсюда р2<-Р = 2ЦП, Ц,,. Преобразуя
Р,. , = [2ЦП/(ЦЭТ< -Р.)]’ 2 = (О.О153е ₽<)•'*.
вновь решаем методом итераций и получаем следующие результаты:
/012
р, 0,1 0.1182 0,1171
Pi,! 0,1182 0.1171 0,1171
Таким образом, за две итерации находим решение уравнения ро„, =0.1171.
Функция себестоимости равна С.„ . д„ = 15,74 + CuotI. Доля оксида этилена,
пошедшая на образование побочных продуктов, равна 1 — Р-—(1 + роп1) =
= 0,0063; конверсия воды Хн„ = 0.1Ю5. Массовое содержание оксида этилена
в шихте теперь составляет 22?2% (масс.).
4. Представляется интересным определить для той же задачи оптимальное
соотношение оксида этилена и воды, если в качестве критерия оптимальности
взять доход, подучаемый предприятием за счет продажи двух продуктов этилен-
и диэтиленгликоля. Примем следующие допущения: 1) поток воды на входе на
установку не зависит от мольного отношения реагентов; 2) постоянная состав-
ляющая себестоимости равна одной трети цены на продукт. Учитывая, что цену
определяют, исходя из себестоимости, это предположение допустимо.
Составим функцию дохода:
д = г., - сд) + г(Ц„г - Сдэг) =
М Шэ! ^-посг, эг) ^Д>| (Цд-»Г ^--пост.дэг) ^O3,0^O>
- FiboUn = Чо.оСР*’ “Utr + Р2е-Рц*.г,2 - рцо, - е "ЦД.
де Ц* , Ц»„ соответственно (Ц„ - С,1МТ Jr) и (Цд.„ - С„ос,.д„)
Дифференцируя по р и приравнивая нулю, получим
ёД'бр = 0 = е РЦ* (1 - Р) + Ц*„Р( 1 - р/2) + Ц„ - Ц„,
«ЛИ
fu?. + н„ ц?.. - и:,
\ цпз + р и
Цена этиленгликоля Ц„ =25 руб,кмоль; отсюда Ц* = 17 руб/кмоль. Для
.и этиленгликоля Ц*,г = 36 руб/кмоль.
239
Найдем ошимальное соотношение для двух случаев. Первый случай - koi да
можно продавать только этиленгликоль. Тогда Ц1Э1 = 0, и и герационное уравне-
ние имеет вид 1п (1,222 — 1,274р.) = ,. Отсюда находим следующие значения:
i 0 1
Р, 0,1 0,09586
Р. „, 0,09586 0,09586
В этом случае Ропг = 0.09586. селективность Ф“,’ = 0.9086, конверсия воды
Хн о = 0,0914, массовое содержание оксида этилена в шихте 18,3 % (масс.).
В случае, если можно продавать и этилен-, и диэтиленгликоль, ситуация
меняется Итерационное уравнение примет вид
1п( 1.222 + 1.357 р. - 1,286р.2) = Р. „ ,.
Решая его, получаем
i 0
р, 0,1000
р, 4 , 0,2963
I 2
0,2963 0.4129
0,4129 0,4466
3 4
0.4466 0.4521
0.4521 0.4528
5
0.4528
0.4528
Оптимальное значение Р„„, = 0,4528. Доля оксида, пошедшая на образование
побочных продуктов, равна 1 — + Ропт) = 0,0762; конверсия воды A',ijO =
= 0,364; массовое содержание оксида этилена в шихте равно 52.5% (масс.)
Расчет оптимального мольного отношения оксида этилена к воде при
различных ценах на получаемый диэтиленгликоль показывает, что чем выше цепа
на него, тем выше оптимальное значение Рпп,.
Сопоставляя все разобранные в примере варианты, можно
вывести следующие закономерности. Оптимальное значение от-
ношения оксида этилена к воде существенно зависит оз того,
какие из получаемых продуктов можно продать. Минимальная
себестоимость совместного производства этилен- и диэтиленгли-
коля достигается при большем мольном отношении оксида
к воде, чем в случае, когда целевым продуктом является только
этиленгликоль. Это, в свою очередь, приводит к более высоким
концентрациям продуктов в реакционной массе и уменьшению
нагрузки на систему разделения. При повышении цены на про-
даваемый диэтиленгликоль заметно повышается оптимальное
мольное соотношение оксида этилена и воды.
Как видим из расчетов, при использовании в качестве крите-
рия оптимизации себестоимости суммы продуктов результат
существенно отличается от полученного при использовании кри-
терия себестоимости одного продукта с учетом сбыта побочного
продукта. Более того, завышенные цены на побочный продукт
приводят к тому, что рассчитываемая доля этого вещества
в производстве растет. Именно поэтому можно рекомендовать
лишь очень осторожно использовать критерий себестоимости
целевого продукта с учетом сбыта побочных веществ.
Применение в качестве целевой функции дохода приводит
к тому, что оптимальное значение Р растет по сравнению
с оптимумом по себестоимости без учета сбыта побочных ве-
ществ. А то же время при учезе сбыта диэтиленгликоля в функции
дохода оптимальное значение р повышается в меньшей степени,
чем при использовании в качестве критерия себестоимости.
240
Подчеркнем, что полученные оптимальные значения мольно-
го отношения оксида этилена к воде для различных выбранных
критериев практически не завися! or производительности уста-
новки.
Пример 4.3. Определить оптимальное отношение пара к этилбензолу и опти-
мальную степень конверсии в процессе дегидрирования этилбензола в стирол.
Схема установки предложена ранее (см. рис. 4.1).
Рассмотрим составные части уравнения себестоимости Затраты на сырье
и вспомогательные материалы складываются из затрат на исходный этилбензол,
водяной пар (с учетом его нагрева до 700 С и выше) и катализатор. Этилбензол
выделяется из реакционной массы на стадии ректификации. Количество этилбен-
зола, расходуемое на образование I кмо 1ь стирола равно отношению прореаги-
ровавшего этилбензола к образовавшемуся стиролу:
= 1 Фо
Отсюда затраты на исходный этилбензол равны 1Д,б'Фс’$’ (где Ц16 цена
I кмоль этилбензола).
Затраты на пар равны количеству пара на единицу получаемого стирола,
умноженному на его стоимость. Стоимость пара высокой температуры пропор-
циональна этой температуре. Действительно, температура nepeipcToro пара
достигается нагревом его в печи; затрачиваемое при этом количество топлива
определяется из теплового баланса печи:
Ол.п = FBcтп„),
где Сг и массовый расход горючего (топлива) в печи и теплота сгорания
единицы массы топлива; г] к. п.д. печи; сри теплоемкость пара; Т„, Г® темпера-
тура пара на выходе нз печи и на входе в нес.
Таким образом, удельный расход топлива составляет
Gr/Fn = с,л(Тп - Т®)/^);
стоимость пара равна
ц„ = Цй + HtGr//'o = ц;: + цгсРО(Т„ - Т2)/(?ГП),
где Ц“ цена пара низких параметров; Ц, цена топлива, используемого в печи.
Итак, затраты на пар составят
f-U- = РГ*.оЦ, = Р Г , IU„(T,,-T°1
F„ F„ X^L " <7,4 J’
где p = FniF^_0
Затраты на катализатор, очевидно, равны
KU./(Tfcr),
где т срок службы катализатора; Иж, Ц, объем катализатора и цена его единицы
объема; Fej мольный поток стирола, кмоль/ч.
Срок службы катализатора тем больше, чем выше отношение пара к этилбен-
золу. Можно предложить следующую функциональную зависимость;
t = «1P2/(a2 + Р2)-
где at = 13089, а2 = 206.
Дегидрирование этилбензола обычно проводят в адиабатическом реакторе,
близком по модели к реактору идеального вытеснения. Поэтому уравнение,
241
связывающее объем катализатора в реакторе с конверсией этилбензола. имеет
вил
К = * 16 0 f dX Л'Г^.
о
Заметим, что в адиабатическом реакторе степень конверсии д тя рассматри-
ваемого случая связана с перепадом температур но слою в соо1ветсгвии с уравне-
нием (2.22):
7 = То +
Поскольку реакция дети трирования эндо термичка. то чем больше степень
конверсии. 1ем ниже конечная температура реакционной смеси. При одной и той
же степени конверсии перепал температур тем меньше, чем выше мольное
отношение пара к этилбензолу на входе в реактор. При постоянной температуре
пара па выходе из печи температура на входе в реактор после смешения с парами
этилбензола будет расти с ростом [J. как видно из соотношения
Л, 3- Тр (< + РСр(1).
Считается, что с и ср16 не зависят от температуры
Все сказанное свидетельствует о сложном влиянии степени конверсии и со-
отношения пара к этилбензолу на требуемый обьем катализатора Повышение
конверсии существенно повысит в то же время повышение (1 при
постоянной Х\6 должно уменьшить объем катализатора.
Запишем уравнения скорости реакции дегидрирования и зависимости выхода
бензола и толуола от конверсии этилбензола. Для катализатора КС-6 уравнения
таковы:
= А/’,б.о(1 — А л — 7’тб.о-^л/^р) И + F/\j0X';
к = схр(24.02 — 16471'7") кмоль,'(ч МПа м’кат.);
Л = ехр(-КОО+II043/T) МПа 1; К„ = ехр(15.1 - 16400 Г) МПа:
dX6 _ *6(1 — -¥>6) + к6Рэо.оАТб
I — X* — Р.j o X Кр
dx, М(1 - x^ + k;p,&vx^
d X,6 I — .¥э6 — Р,б.о-¥ ;6
*6 = 7.27110 J; *' = ехр(0.1756 - 3028 Г);
*ё = ехр( —5,56 + 5033, Т) МПа"1; к~, = схр(-4,094 + 4717/7") МПа ‘.
Энергетические затраты частично учтены нами при расчете стоимости пе-
регретого пара Наряду с затратами топлива на перст рев водяною пара еще пар
затрачивается на выделение непрорсатировавшего этилбензола из реакционной
массы. Количество пара, необходимое для отгонки I кмоль этилбензола, состав-
ляет
F„ = (</>ь'/„)(Я + I),
где Г„. г/„ мольный расход пара и его энтальпия: </,с мольный поток
непрорсатировавшего этилбензола и теплота сто испарения
Тогда удельные затраты на выделение этилбензола из «сырого продукта»
составляют
Э„л, = Fc, = F^MR + DUS F„ = [(1 - + hU!-
При составлении уравнения себестоимости считаем амортизационные отчис-
ления постоянными
242
Процесс де! парирования этилбензола в стирол сопровождается побочным
образованием бензо’а и толуола. Эти вещества отделяю! в виде так называемого
«бентола» н продаю! по цепе 100 руб'т. «Бентольная» фракция имеет переменный
состав, зависящий or степени конверсии этилбензола и температуры. Количество
получаемой фракциТ (т ч) составляет
G61 = Се + G, = (f6M6 + F,M,) 1000.
где Fb. F, мольные потоки бензола и толуола, кмоль/ч.
В расчете на I тхюль стирола получаем
G6,. Fc, = (/ А16 + f.M.) (FCI- Ю00) = (Ф?’М6 + Ф”М,), (Ф* 1000),
где Ф<? + Ф*. + Ф',' = 1
Из уравнения себестоимости вычитаем прибыль от реализации «бентольной»
фракции:
(.„Щ;F, = (Ф/6М6 + Ф/М.Щ,, (Ф~ 1000).
где Uf, цена I г «бентольной» фракции.
Все слагаемые уравнения себестоимости зависят как от соотношения пар
этилбензол, так и от степени конверсии этилбензола. Поскольку селективность
падает с ростом конгерсии, можно ожидать роста затрат на этилбензол с ростом
конверсии; остальные члены, видимо, будут уменьшаться. В то же время следует,
естественно, ограничить область определения параметров Х.,6 и р. Действительно,
при X'rf, > 0.5 шанов!тся заметной обратимость реакции, что приводит к быстро-
му росту обьема катализатора. При мольном отношении р > 20 велико количест-
во воды, которую необходимо отделять в сепараторе. При этом одновременно
уменьшается эксергетическин к. п д. установки При р < 6 срок службы катализа-
тора до pci енерацир мал. и его необходимо часто заменять, что сокращает
полезное время работы реактора.
Оптимизацию работы установки будем проводить методом просчета по
сетке в пространстве параметров 0.1 < < 0,5; 6 < Р < 20. Зафиксируем ряд
величин. Температура этилбензола перед смешением с паром 7^ = 470 РС,
температура пара на выходе из печи Т„ = 650 С, на входе в печь Т° = 200°C.
Топливо, подаваемое в печь, имеет </, = 28000 кДж/кг. его цена 0,018 руб/кг.
к.п.д. печи г; =0,85. Цена пара низких параметров Ц" = 0,108 руб'кмоль, цена
этилбензола Ц>6 = 235 руб т = 24,91 руб кмоль.
Теплоемкость этилбензола близка к теплоемкости продуктов реакции, для
интервала температур 600 + 50 °C ее можно считать постоянной, равной 265 кДж/
/(кмоль К). Теплоемкость водяного пара при тех же температурах равна 40 кДж/
/кмоль. Тепловой эффект превращения этилбензола в реакции (Д//Л)29н = 106700
кДж'кмоль. Стоимость катализатора 1100 руб/м3. Флегмовое число при раз-
гонке этилбензола от стирола составляет R = 5; теплота испарения q,6 = 39000
кДж/кмоль; теплота испарения воды //„ = 40000 кДж/кмоль. Стоимость «бен-
тольной» фракции Ц,„ = 100 руб/т.
Для удобства запишем следующие соотношения:
затраты на этилбензол
З.л = 24,91/Ф* руб/кмоль;
затраты на пар
3„ = РДХ^Ф*) = 0.123 руб/кмоль;
затраты на катализатор
К 1 0,08404(206 + р2)
3« = р-----------------R-----“ руб/кмоль;
Г А.О Л м^сг Р
243
затраты на выделение этилбензола
Зй = (I - X J0.632.(Хэ6Фс^) руб/кмоль:
стоимость реализации бснтола
.С6, = (Ф6Л -78 + Ф* 92)0,1/Ф^ рубкмоль.
зависимость температуры реакции от степени конверсии в реакторе
Т= То - 106 700X^/(265 + Р 40) = То - 2667,5X^(6.625 + р);
зависимость температуры на входе в реактор от мольною отношения вода:
этилбензол
То = 650-1192,5/(6,625 + Р).
Таким образом, температура в реакторе (Т, °C) изменяется в пределах,
указанных ниже
р х* То Т Р х* То Т
6 0.1 555,5 534.4 20 0,1 605.2 595.2
6 0,5 555,5 449.9 20 0.5 605.2 555.1
Как уже отмечалось, дегидрирование этилбензола равновесная реакция,
причем при понижении температуры равновесие сдвигается в сторону исходных
веществ. При понижении мольного отношения пар : ггилбензол повышается
парциальное давление этилбензола и одновременно увеличивается перепад темпе-
ратур при одной и той же степени конверсии. Рассчитаем равновесные степени
конверсии этилбензола для различных мольных отношений р. учитывая падение
температуры по мере повышения степени конверсии
Результаты расчетов приведены ниже:
Р х* Т Кр. МПа
6 0.2973 492,7 0,001804
8 0,3647 501,9 0.002327
10 0.4264 509.9 0.002883
13 0.5089 520.1 0,003776
16 0.5807 528.8 0,004732
18 0.6228 534,1 0.005411
20 0.6605 539.0 0.006120
Таким образом, отсюда следует, что для р < 10 нельзя достичь более
высокой степени конверсии, чем 0,5.
Пространство параметров разбиваем на пять точек по степени конверсии н на
семь по мольному отношению р. Результаты расчета зависимости вычисленной
себесюимости стирола от Р и Х>6 представлены в табл. 4.2.
Рассмотрим отдельные компоненты себестоимости. Затраты на этилбензол
составляют основную часть себесюимости и тишь слабо зависят от степени
конверсии и мольного отношения пар этилбензол.
Затраты на пар очень сильно уменьшаются с уменьшением Р и рослом Х1б.
Например, для Р = 20 при увеличении X * от 0.1 до 0.5 затраты на получение пара
высоких параметров снижаются с 25.748 до 5,172 руб кмоль, а вклад их в себе-
стоимость от 80 до 20%.
Затраты на оэ гонку непрореагировавшего этилбензола также уменьшаются
с ростом степени конверсии и практически нс зависят от мольного отношения
пар этилбензол Их абсолютная величина в 5 раз меньше, чем затраты на пар
высоких параметров.
244
Затраты на катализатор связаны с размерами реактора и растут с его ростом
(отметим сразу, что учет стоимости самого реактора лишь повысит коэффициент
пропорциональности в величине 3,). В свою очередь, удельная производитель-
ность реакюра падает с ростом конверсии и уменьшением мольного отношения
р. Следствием этого является рост затрат на катализатор. По абсолютной
величине они малы и не превышают 10% общих расходов; в подавляющем
большинстве случаев не более 0.1%. Поэтому при Р > 10 эта величина практи-
чески не влияет на общие затраты. Однако по мере приближения к равновесной
степени конверсии 3, резко растут. Например, при р = 6 изменение конверсии
этилбензола от 0,1 до 0,25 повышает расходы на катализатор в 7 раз.
Заметим, что это единственная составляющая затрат, растущая с ростом X*
и падением Р Доход от реализации побочной продукции («бентольной» фракции)
очень слабо растет с ростом степени конверсии этилбензола и практически нс
зависит от мольного отношения пар этилбензол
Суммарное изменение себестоимости получаемого стирола в пространстве
переменных 0.1 < А')6 < 0.5 и 20 > Р > 6 представлено в табл. 4 2. Как следует из
анализа составляющих, себестоимость стирола при постоянном значении Р па-
дает с ростом Х\6. Правда, на этой зависимости имеется минимум в области .Yrf„
близкой к равновесной, когда резко растут затраты на катализатор. Например,
при р = 6 Сст(Х'э6 = 0.2) < С„(Х л = 0.25).
При постоянной степени конверсии с уменьшением р уменьшается себестои-
мость стирола, чю связано в основном с уменьшением затрат на пар высоких
параметров, подаваемый в реактор.
Минимальное значение себестоимости в изучаемом пространстве приходится
на точку Р = 18. = 0.5. Значение функции в этой точке СС1 = 32.036 руб/кмоль.
Доли затрат по статьям расходов I, II, III и IV равны соответственно 81.8%,
14,5%. 2.0% и 3,0%. Прибыль от реализации побочных продуктов (V) составляет
1,5% от себестоимости стирола. Удельная производительность реактора при этих
условиях
Ч„ = Fc,iK = F= 0,4750/3,3483 = 0,1419 кмоль/(м3 ч).
Подводя итог приведенным расчетам, следует отметить, что найдено лишь
первое приближение. Более того, уравнение себестоимости упрошено по сравне-
нию с реальностью. Так. необходимо учитывать стоимость пара, получаемою
в котле-утилизаторе и используемого на нужды установки и всего завода.
Возможно использование и других ВЭР (что будет рассмотрено ниже). Кроме
того, стоимость амортизации оборудования, возможно, растет пропорционально
объему реактора в степени, большей единицы. Дополнительным осложнением
является повышение сопротивления слоя катализатора при увеличении его вы-
соты Все эти факторы, видимо, являются причиной того, что на действующих
производствах предпочитают держа гь мольное отношение Р = 18 и степень
конверсии Хл = 0.4. При этом удельная производизсльность катализатора
Чс,= 0.251 кмоль/(м’ ч). и объем реактора сокращается в 2 раза.
Таблица 4.2. Зависимость себестоимости стирола от р и X
0
0.1 0.15 0.2 0.25 0J 0.35 0,4 0.5
20 57.451 41.358 36.069 33.547 32,282
18 54,861 40.077 35,246 33,000 32,036
16 52.279 38.811 34,452 32,529 32.088
13 48.43 36.962 33.396 32,258 36,632
10 44.662 • 35.314 32,965 33,184 35,898
8 42.293 34.654 33.872 34.791 42,156
6 40,372 36.514 36.021 39,783 —
245
Если рассматривать только те затраты, которые вошли в уравнение, то
последний режим (С„ = 33,00 руб/ч) менее выточен, чем абсолютный минимум
(Сс1 = 32,036 рубч). и при эксплуатации установки производительностью 100
кмоль ч по стиролу мы будем терять 100(33,00 — 32.036) — 96,4 рубч, или
0,77 млн руб юл при 8000 ч работы установки.
Уже из приведенною анализа видно, что на установках большой елнничной
мощности малая экономия может давать очень большие эффекты.
Из примера следует, что в общем случае при рассмотрении упрошенной
схемы получаем лишь первое приближение для дальнейших расчетов Именно на
этом этапе очень много зависти от опыта и интуиции человека, проектирующею
технологическую схему.
Итак, на двух примерах установок получения продуктов
органического синтеза было показано, как можно выбрать по
экономическим критериям режим работы реактора и его началь-
ные условия. Одновременно мы показали зависимость получае-
мых оптимальных величин от вида критерия, налагаемых ограни-
чений и степени допущений.
4.3. ЭКСЕРГЕТИЧЕСКИЙ АНАЛИЗ
ХИМИКО-ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
Возрастающее влияние проблем экономии juepi орссурсов на
развитие химической промышленности обуславливает постоян-
ный интерес инженеров-технологов к вопросам термодинамиче-
ского анализа химико-технологических систем. Оценки энергети-
ческого совершенства ХТС, получаемые из анализа их па базе
первого закона термодинамики (закона сохранения энергии),
имеют давнюю традицию, достаточно хорошо известны и уже
использовались нами.
Анализ работы ХТС с позиций второго закона термодинами-
ки-эксергетический анализ-имеет сравнительно короткую исто-
рию. Эксергией называют гу максимально полезную работу,
которую система может совершить при обрат имом переходе ее
из заданного состояния в равновесное (химическое, механическое,
тепловое и др.) с окружающей средой. Эксергетический анализ
позволяет сопоставить удельные затраты различных видов энер-
гии и, как правило, сводится к расчету эксергетического к. п.д.
системы. Последний, таким образом, служит количественной
оценкой степени обратимости процессов, протекающих в ХТС.
Для идеального полностью обратимого процесса эксергетиче-
ский к. п. д. (т)ех) равен единице В реальных условиях эксергетиче-
ский к. п.д. всегда меньше единицы.
В технологических аппаратах, где не используется и не про-
изводится механическая работа, эксергетический к. п. д. представ-
ляет собой отношение эксергии продуктов £’пр к эксергии исход-
ных веществ Ем:
= £„₽/£„. (4.7)
246
Заметим, что не следует пользоваться выражением (4.7) фор-
мально. Иногда через аппарат, для которого вычисляют эксерге-
тический к п. д., проходят «фанзитом» существенные материаль-
ные потоки, обладающие большими запасами эксергии В таких
ситуациях Не* мало отличается oi единицы, даже если в аппарате
протекают типично необратимые процессы.
Объективное представление об истинном значении эксергети-
ческого к. п.д. можно получить, исключив из расчета «транзит-
ные» эксергии, т. е. эксергии тех компонентов, которые не участ-
вуют в химических превращениях. Такой способ расчета коррек-
тен при условии, что все процессы в реакторе изобарно-изотер-
мические. Поскольку «транзитные» потоки компонентов в реак-
торе претерпевают температурные изменения, го для них следует
учитывать ту эксергию теплоты, которую они отдают либо
поглощают вследствие изменения температуры.
С учетом этого эксергетический к. п.д. принимает вид
п„ = (а;,р + а/;г)'^. (о)
где £„ и £п(, поток экссрюи, соотвеютвенно вносимы» в систему реагентами
и выносимый из нее продук.ами реакции, кВт; Д£,р изменение эксергии «тран-
зитных» потоков. кВ г
Если обозначить эксергию единичной массы через е, в ней
можно выделить несколько слагаемых:
е = е° + е, + <'г + е, + еп, (4.9)
где е° соответственно химическая, е, термическая. ер барическая, еж = ид/2
кинетическая. <?„ = gL потенциальная эксергии единичной массы. L высота над
плоскостью отсчета окружающей среды (ниже при анализе ХТС слагаемые е, и е„
учитываться не будут).
В химическую эксерг ию можно было бы включать и ядерную.
Однако поскольку мы не будем рассматривать ядерные превра-
щения в реакторах, эти виды эксергий, оставаясь «транзитными»,
нигде не отражаются в численных расчетах эксергетических
к.п.д. Таким образом, в эксергии будем учитывать только три
первых слагаемых. Тогда можно записать:
Г Г (.п Р | _ г
<• = еи + f c?dT- Т" f ^dT+ f--- dT + T” f dT, (4 10)
j-n j-н I pi» p po p
где e° нулевая химическая эксергия; 7°, 7>l> темпера гура и давление окружаю-
щей среды; и ко.ффпннент термическою расширения; р плотность.
Для идеальных газов а= \/Т. Тогда
г / R Р
е = г+ И(1--JdT+T-^ln^. (411.
Из уравнений (410) и (4.11) следует, чго эксергия системы
зависит от параметров окружающей среды Т0, Т°.
247
За стандартные условия для окружающей среды иногда при-
нимают Р° = 0,1 МПа, Т° = 293 К. Ниже в качестве стандартных
параметров приняты Р° = 0,1 МПа, Т° = 298 К, так как в лите-
ратуре чаще всего для этих условий приводятся энтальпии
образования веществ и энтропии.
Эксергия 1 кмоль смеси
£ = 4 ^у.ср.(т- Т° - -
" I 'иТ°+ I - аТ
- Т°Л£1Дп- + М[----------dP, (4.12)
р° Р
где химическая эксергия /-го компонента при стандартных условиях, кДж/
'кмоль; с средняя мольная изобарная теплоемкость для интервала температур
Г° — Т. к Дж,'(кмоль- К); г, мольная доля /-го компонента смеси; /и общее число
компонентов в системе R - универсальная газовая постоянная, равная 8.31 кДж
/(кмоль-К); М молекулярная масса смеси, кг/кмоль; а коэффициент термиче-
ского расширения смеси. Т р плотность смеси, кг/м’.
Для идеальной газовой смеси при Р = Р° последнее слагаемое
уравнения (4.12) становится равным нулю. f
Поток эксергии многокомпонентной идеальной смеси опре-
делен выражением
m
E = T.Ft
- Т° - Т°1п Дг)
(4.43)
Второе слагаемое в правой части уравнения (4.13) учитывает
поправку эксергии на смешение компонентов.
Если часть компонентов проходит через реактор транзитом,
не вступая в реакцию, но претерпевая температурные изменения
от 7\ до Т2, тем самым в систему вносится приращение (или
убыль) эксергии. Поэтому
АЕтр = "е "г,1РСр.. ( тг - 7] - Т° In J ). (4.14)
Ниже приведены примеры расчетов. Исходные данные для их
выполнения представлены в табл. 4.3.
Таблица 4.3. Энтальпии образования Д7/° й, изобарные теплоемкости
Т° = 298,15 К)
Вещество Химическая формула мДж ЛН°. КМОЛЬ мДж £°. КМОЛЬ
Эт илбеизол с8н10 18 (г) 4594
Стирол с8н8 130 (г) 4350
Толуол С7Н„ 50 (г) 3940
Метан СН4 -74,9 (г) 830
Диоксид углерода СО, -393.5(г) 20
Водяной пар Н2О -241,8 (г) 8,
Водород н2 0 235
248
Пример 4.4. Определить эксергетический к. и. д. адиабатического реактора,
работающего в две ступени, в котором осуществляется процесс дегидрирования
этилбензола в стирот.
В реактор при температуре Тп = 883 К полаеюя смесь водяного пара,
этилбензола и стирола в количестве (кмоль/ч): Flb() 0 = 6855; F^o = 304; F„.o = 7.
Из реактора при 7 817 К выходит следующая смесь (в кмоль/ч): Fn о =
= 6811, F,6 = 104, F., = 179 F6, = 28. FM = 5. FCO1 = 22, FH - 234 (Fo„ FM-M2o.n>.-
ные потоки бензола и метана)
Решение Транзишыми будут потоки F^ ,р = 104 кмоль/ч. FCI ,р = 7 кмоль/ч.
На образование I мо и. СО, расходуется 2 моль 11,0. Тогда 6 ц о ТР = 6855 —
- ’Fro = 6855 - 2 22 = МП кмоль/ч. ’ 2
Количество эксср|ии. вносимое в реактор реагентами без учета транзитных
потоков
6 И,0.0 = I'll,0.0 ~ 11,0.ip И ^.О = F ,6.0 — F
составит
= ZF,- ZF, 0R 298Z(F1,0/ZF1-0|ln(ZF10/F1 0) =
— 7н,о.о6ц,о«х. > + 7 Тб.о6?б|«вл — (6ц,о.о + F,60 + Ftr0) х
«298
бц-чт. ^-Т,о б'&о SFin
— - In----------h — In —
FHjO0 ^,6.o
‘ C1.0
^.o
ZF,
FC1 о
где
= 44-18 + 206 4653 - 7166- 0,0083 • 298 [(6855П166) x
x In(7166 6855) + (304/7166)In(7166/304) + (7/7166) x
x In(7166/7)] = 927,7 ГДж/ч = 257,7 МВт,
ййюшкз, = F?,.o.c, + с„.н2о[Т- T„ - Г°1гЦТ'Т„)] =
= 8.6 + 36.8 [883 - 298 - 298 In (883/298)] 10 1 = 18 МДж'кмоль,
Ь'кьв н =- 4594 + 227.8 [883 - 298 - 298 In(883/298)] 10' = 4653 мДж/кмоль.
Для вычпетения >ксер|ии продуктов, выходящих из реактора, воспользуемся
средними изобарными icn.ii емкостями в интервале температур 298 817 К Тогда
эксергии компонентов на выходе из реактора при температуре 817 К будут равны
(в МДж'кмоль):
= 4350 t- 0.200 217 = 4393; М5 ,о = 8,6 + 0.0364 217 = 16,5;
f%, = 3940 + 918.5-217 = 3980, F* = 830 + 0,051 217 = 843,
£%, = 20 + 0,046-217 = 31; £Ц, = 235 + 0,0288 217 = 242.
и химические эксергии F2gs при стандартных условиях (Г° = 0,101325 МПа,
а h НО1 </ 10* а" Ь°
-34.6 0.661 -0.410 0,097 156 0,158
-25.5 0,603 -0.387 0,093 150 0,134
-.33,9 0,537 -0,342 0.080 125 0.136
-17,5 0,060 0,001 - 17,5 0,06
32,2 0.022 -0,004 35 0,016
32,3 0.002 0.011 -0,004 28,9 0,012
28,8 — — 28,8 —
249
Эксергия продуктов реакции (здесь F* = F„ — FCI п) равна
£пр = + F6lb6T + АМЙ, + 1-соМо, + GiA =
7383 0.0083 298
6811 7383 104 7383 179 7383
----In-------+-----In ------ т---In------
7383 6811 7383 104 7383 179
28 7383 5 7385 22 7383 234 7383
3------In-----1------In------3------In----3-------In-----
7383 28 7383 5 7383 22 7383 234.
= 172- 4393 3- 28 3980 + 5 843 + 22 31 3- 234 -242 -7383 0,0083 x
x 298 0,383 = 928.3 IO3 - 7,08- IO3 = 921,2 гДж/ч = 256 МВт.
Изменение эксергии транзитного потока, охлаждающегося от 883 К до 817 К.
составит
Д£тр = IFiTpc„ [8l7 - 883 - 298 In (817/883)] =
= (6811 40,1 + 104-299 4- 7 27ОД-43) = -13,2 гДж/ч = -3,7 МВт,
гтс 40.1, 299 и 270 средние теплоемкости соотвсгствснно водяною пара, этил-
бензола и стирола для интервала температур 817 883 К; знак минус указывает на
уменьшение эксергии транзитного потока.
Таким образом, эксергетичсский к. п. д. реакции дегидрирования этилбензола
в адиабатных условиях
П„ = (£ир + Д£Тр)/£„ = (256 - 3,7)/257.7 = 0,978 = 97,8%.
Заметим, что рассчитанный к. п. д. характеризует только необ-
ратимость явлений в реакционной зоне реактора.
Если учесть, что реагенты входят в реактор несмешанными
и при разных температурах, то к.п.д. получится несколько
меньше найденного по предложенной методике.
В реальных аппаратах следует учитывать также потери эксер-
гии, обусловленные гидро- и аэродинамическими сопротивления-
ми и потерями теплоты через изоляцию аппарата.
При термодинамическом анализе работы адиабатического
реактора дегидрирования этилбензола было принято допущение,
что потери теплоты в окружающую среду отсутствуют, и все же
эксергия смеси на выходе оказалась существенно меньше, чем на
входе. Потери теплоты через изоляцию, конечно, уменьшают
эксергию реакционной смеси, но и в адиабатических условиях
потери эксергии часто неизбежны Они обусловлены следующими
причинами:
1) переходом химической энергии во внутреннюю энергию
при горении;
2) неравновесным теплообменом (теплообменом с конечным
температурным напором);
3) аэродинамическим, газодинамическим и гидродинамиче-
ским трением;
4) смешением потоков.
В примерах, приведенных ниже, показаны способы расчета
потерь эксергии при горении и неравновесном теплообмене.
250
Пример 4.5. Рассмотрим основной узел технологической схемы - печь nepet ре-
ва водяного паРа- Определим основные технологические режимные параметры
работы печи, экссргетпческий к.п.д. горения и потери эксергии, обусловленные
неравновесным теплообменом между дымовыми газами и водяным паром.
Расход пара 6’,, = 120000 кг/ч; на входе в печь температура То = 443 К (170 °C),
давление Ро = 0.5 МПа, Но = 2788 кДж/кг; на выходе из печи Tt = 980 К (707 С),
давление Pt =0,16 МПа. Нх = .3948 кДж/кг Состав топливною газа; ум = 0,355,
., = 0 645. Расход топлива (кмоль/ч):/„ = 418, Ац = 230 (всего F, = Fu + FH =
=w , э
Теплота сгорания I м топлива
б'н = = 0.355 10830 + 0.645 • 35820 = 26920 кДж/м3.
На 1 м3 топлива н печи производится G* перегретого пара (8 ki пара/м3
топлива).
Примем в качестве известных величин потери от химического недожога
топлива 9з = 0,01 (1%). noiepH в окружающую среду с/5 = 0,07 (7%); тепловой
к.п.д. печи Пп = 1 - ?з - ‘Is = 0,92
Коэффициент избытка воздуха на входе в печь пвх = 1,05, на выходе из печи
с,н, = 1,10 (с учетом подсосов).
Решение. Теоретическое количество воздуха для полного сжигания 1 м3
топлива
И? = .1 н. 2,38 + jM 9,52 = 0,355 2,38 + 0,645 • 9,52 = 6,986 м3/м3.
Действительное количество воздуха
К = = 1.05 6,986 = 7,35 м3/м3.
Количество дымовых 1азов в зоне горения (при а,, = 1,05)
Кг- = Ко, + Чт2О + Кохд,
где Ко2 = = 0,645 м’/.м3:
Ki,o = Гн2 + 2,гм = 0,355 + 2 0,645 = 1,645 м3/м3;
К2 +(а„- 1)^;
+ 7,52ум = 1,88 0,355 + 7,52 0645 = 5,52 м’/м3,
(а„ - 1) = (1,05 - 1)6,986 = 0,35 м3/м3.
В дальнейших расчетах заменим азот и воздух равным по объему количест-
вом воздуха:
К = К2 + - 1И.° = 5,52 + 0,35 = 5,87 м3/м3.
Следовательно,
К, = 0,645 + 1,645 + 5.87 = 8,16 м3'м3.
Температуру в зоне горения определим из баланса энергии
биГ1п = Ко.^ККор + Тн2о^ рн2<>7^ор + T'.Cp.TJop. (4.15)
Подставив несколько значений (Т = 1800°С, 1900 С), получаем решение
уравнения (4 15) при Тгор = 1840 С (2113 К).
Запишем баланс энергии всей печи с учетом подсосов воздуха и нагреваемого
водяного пара.
= Ко2Осо2т;, + т'н.оСрн.оТ;, + [К + (п,мж -а„)к°]с;.т„ + б,*(я, - н0).
Методом итераций определим температуру дымовых газов на выходе из печи
(Т„ = 1469 "С = 1442 К).
251
Определим эксергетический к.п.д. горения в печи
Лех гор ^д.г *
где
Г = и с 17
1'Л I Гя-Гк рд-г \ 'юр
Т° - Т" In —£
7%
^£со .. + -,?2р£н ос, - Т° ~ZI<ln—=
22,4 2 22,4 2 22.4 Ц
I 2J13X
= 8.16 1,341 2113 - 298 - 298 )п --- +
X 298 J
8.16
0.645 In-----+
0,645
(0,645 1,645 X ,
+----- 20 +--------8.6 I О3
X 22,4 22.4 /
8.16 8,1б\
+ 1,645111----+ 5.871ц-----I = 13,5 + 1,2 — 0,7 = 14 мДж/м3;
1,645 5,877
CPJ, средняя объемная изобарная теплоемкость дымовых газов в интервале
температур Т° — Т,„р.
Эксергию топлива определим для атмосферного давления и стандартной
температуры 25 С:
Е, =-----С‘н £н + Зы£м) = (।/22.4)(0,355-235 + 0,645 830) = 27.6 МДж/м3.
77 Л 2 2
То|да П,хгор= 14 27.6 = 0,501 = 50,1%.
Заметим, что к. п.д. горения существенно меньше единицы. Следовательно,
все лехполО!ические процессы, где используется горение, протекают с низким
экссргетичсским к.п.д.
Определим эксергетический кпд. теплообменника наропсрег рева тельной
печи. По определению
ПсХПП А.6„л| р/Дб , f .
|дс Д£на,р повышение эксергии нагреваемых сред в печи (пара и подсоса
воздуха); Д£лг понижение эксер!ии дымовых газов в печи
Запишем
АЕ.з,р = СИСЬ 7] - То - Т°1п( I' ) + И.п,сС,.[Тп - Тп - Т"1п(Тп/7 °)] =
X'o/J
= 8 2.16 [980 - 443 - 298 In (980'443)] +
+ 0,35- 1.43 [1442 -’298 - 298 In (1442/298)] = 5527 кДж/м,3,
где Июле = (ц.ы. - «„) И’ = (1,1 - 1,05) 6,986 = 0,35 м3/м3
Найдем Дблдг = К.С/л.г [Тгер — Т„ — Т° InfTiop/?;,)] =
= 8,16 l,80[2l 13 - 1442 - 298In(2113/1442)] = 8190 кДж/м.3.
Тогда Псл..п = 5527/8190 = 0.674 = 67.4%.
Столь низкий к. п.д. обус.ювлен высоким средним температурным напором
в теплообменном аппарате (naponepei ревателс).
252
4.4. УТИЛИЗАЦИЯ ТЕПЛА ХИМИЧЕСКИХ ПРОЦЕССОВ
Выше при составлении технологической схемы дегидрирования
этилбензола в стирол было использовано высокопозенциальное
тепло «сырою продукта», выходящего из реактора. Эксергетиче-
ский к. п.д. реактора высок, и практически нет возможностей для
его дальнейшего повышения.
Несмотря на невысокий эксергетический к. п.д. печи, пока не
найдены технологические приемы ею совершенствования
В то же время мы до сих пор не рассматривали возможность
использования низкопотенциального типа процесса дегидриро-
вания. Источниками такого типа являются пары «сырого продук-
та», выходящие из котла-утилизатора, а также пары веществ,
уходящих с верха колонн ректификации, например бентолыюй
фракции. Кроме того, можно использовать тепло отходящих из
печи дымовых газов.
Рассмотрим один из приемов получения высокопсп епциаль-
ного тепла за сче< трансформации пизконотенциальпого тепла
в тепловом насосе. Такой прием уже находит распространение
в технологии основного органического и нефтехимического син-
теза. Так, на пиролизных установках ЭП-300 при разделении
пирогаза используют тепловые насосы, в которых пары (напри-
мер, этилена), уходящие с верха этап-этиленовой колонны, адиа-
батически сжимаются, что приводит к повышению их темпера-
туры. После этого их используют для подогрева низа колонны.
Выгодно бывает использовать тепловой насос и для полу-
чения пара достаточно высоких параметров на выпарных уста-
новках. Например, соковый нар, получаемый па выпарных уста-
новках при отгонке воды из «сырого продукта» гидратации
оксида этилена, может быть компримирован и затем исполь-
зован в качестве теплоносителя при ректификации смеси этилен-
гликолей
Пример 4.6. Рассмотрим процессы термотрансформации низкопотеициаль-
ного тепла с помощью теплового компрессионного насоса при дегидрировании
этилбензола в стирол
В отделении ректификации ipn колонны разделения имеют значительные
низкотемпературные тепловые ресурсы продуктов, выходящих из колонн со-
ответственно при 42, 50 и 55 С. В то же время в этих колоннах приходится
покрывать существенные noi рсбпости в высокопотенциальном (120 133 С) тепла
для питания кипягитьников кубовых жидкостей. В классических схемах тепловых
насосов теплоту конденсации паров, обычно отводимую из дефлегматоров
охлаждающей водой, рекомендуется как было отмечено выше, использовать для
подогрева кубовых кипятильников, предварительно повысив давление этих паров
до соответствующего значения.
В схеме производства стирола наиболее подходящим аппаратом, в котором
можно было бы применить тепловой насос, является колонна разделения стирола
и кубовых остатков ректификации стирола (коре). В традиционной схеме в верх-
ней части колонны пары стирола конденсируются в дефлегматоре при темпера-
туре 42 С и давлении 0.004 МПа. кипятильник кубовой жидкости обуревается
насыщенным водяным паром давлением 0,3 МПа. Т— 1.33 С.
253
В варианте с тепловым насосом пары стирола перед подачей в кубовый
кипятильник следует сначала компримировать до давления /’ = 0,35 МПа. при
котором температура конденсации их нс ниже 133 С, а затем подавать в куб.
Заметим, что в схеме с тепловым насосом коэффициент теплопередачи в кипя-
тильнике существенно ниже, чем в схеме с пароводяным обогревом. Однако
в первом допущении примем, что и в теплонасосном варианте греющая поверх-
ность кипятильника достаточна для обеспечения необходимой производитель-
ности.
Определим энерт оза траты теплонасоспого варианта и сравним их с затра-
тами теплоты традиционной схемы.
Решение. Для повышения давления паров стирола используем трехступсн-
чатый турбокомпрессор с адиабатическим сжатием в каждой ступени, относи-
тельным внутренним к.п.д. Г) = 0.55, электромеханическим к.п.д. Т),м = 0,92.
В этом случае затраты механической работы па компримирование составят
3 1,3
0,3
= 9590 кДж кмоль.
8,31 315
где к показатель адиабаты
Действительная затраченная работа
L = /.1д/т] т),м = 9590/(0,55 0,92) = 19 000 кДж/кмоль = 19 МДж/кмоль.
Учитывая полную конденсацию паров стирола в кипятильнике, получим
теплоту конденсации 1 кмоль стирола, равную 33,7 МДж/кмоть Для сравнения
затрат энергии в стоимостном выражении примем цену электроэнергии 0,0144
руб/(кВ-ч) =4,00 руб/ГДж; цену теплоты 8,17 рубТкал = 1.95 руб/ГДж.
Таким образом, затраты па элсктроэнертито составят 0,019-4 = 76-10 3
руб/кмоль. Затраты на эквивалентное количество теплоты 0,0373- 1,95 = 72 10 3
руб/кмоль.
Заметим, что сравнение проведено только по энергозатратам, без учета
капитальных вложений, которые в теплонасосном'варианте выше. Кроме того, не
рассматривалась возможность протекания процессов полимеризации практически
чистых паров стирола при их адиабатическом компримировании и. соответствен-
но на! реве. Этот вариант использования иизкопотенциального тепла при дегид-
рировании этилбензола в стирол нс представляет интереса.
Вторым наиболее значительным источником тепловых ВЭРов
низкого потенциала является парогазовая смесь продуктов дегид-
рирования этилбензола. В существующих схемах производства
стирола парогазовая смесь, выходящая из котла-утилизатора при
102 °C и 0,1 МПа, поступает в воздушные или водяные конденса-
торы; при этом теплота фазового перехода теряется. Сжимая
предварительно парогазовую смесь до давления около 0,4 МПа.
можно конденсацию основной массы водяного пара этой смеси
затем осуществить при температуре 140-110 С в кубовых кипя-
тильниках ректификационных колонн.
Эффективность работы теплового насоса при трансформации
теплоты парогазовой смеси может быть обоснована более под-
робным термоэкономическим анализом.
При решении термоэкономических задач оптимизации обыч-
но из приведенных затрат (4.1) выделяют переменную часть
254
годовых затрш П, включающую энергетические затраты, затра-
ты на эксплуатацию установки и отчисления па капшаловло-
жения
П, =Ц,1Д+ЕКул,
(4.16)
где В расход всех видов эксергии; Ц„ стоимость эксергии
Следует помнить, что капи1альпые затраты Куа также можно
выразить через эксергию, затраченную на получение материалов,
строительство и монтаж установки.
Тогда оптимальное значение какого-либо анализируемого
параметра v, например движущей силы теплового процесса АТср,
определяют из условия
dnr dB dRy„ d2n,
-7~= E , прн 2
dx dv dx dv
Пример 4,7. Рассмотрим оптимизацию теплообменного аппарата (см. рис. 4.1)
ПОДО1 ревателя паров этилбензола (ЭБ). Пары этилбензола (расход 6’^, теплоем-
кость Q) подо!реваются контактным газом, температура которого 7].
Ввиду относительно малого расхода ЭБ (по сравнению с потоком контактно-
го газа) примем температуру Г, постоянной. Этилбензол нагревается от Т2 до Т2.
Определим оптимальный те.мпера1урный напор в подогревателе ДТ™’ из
условия минимума приведенных годовых затрат (4 16) при постоянной темпера-
туре 7, Средний температурный напор будет
7] - Т? - (т( - Т‘2)
ДТ -
ср 1п[(Т, - Т5)/(Т, - Т5)]
Т5 - 75 6Т2
In [(Т, - Т‘2 + Т'2 - Т5)/(Т, - 75)] ln( 1 + 6Т2/ДТ')’
где ЬТ = Т2 — Т2 повышение температуры ЭБ в подогревателе; ДТ* = 7] — Т2
минимальный температурный напор на выходе из теплообменного аппарата.
Поверхность теплообмена S, при известном коэффициенте теплопередачи
К, [кДж/(м2 ч К)] выразим через переменные величины темпера!урного напора:
G*CPT2 G^C? ( ЪТ2\
6, =----—— =------ Ini I + )
' k,atp к, \ дт‘/
Переменная сумма годовых затрат П, = и1Це„О^т/ + C,S,.
где иг число часов работы в году, ч/год; Ц„ цена эксергии теплоты, руб/кДж;
G,6 расход, кг/ч: d потери эксергии в теплообменном аппарате на единицу
расхода ЭБ, кДж'кг ЭБ; Сх = Eb (Е нормативный коэффициент, l/юд; b стои-
мость единицы поверхности нагрева аппарата, руб м2
Потери эксергии определим из формулы
</ = T°ES = Т°С7(1/Т2 - l/Tj кДж/кг,
где Т2 средняя температура нагреваемою ЭБ: Т2 = (Т2 — Т2)/!п(Т5/Т2).
С учетом того, что 7, = Т2 + 0,5675 + ДТ’, получим
П„лгК,Т°6Т2(ДТ" + 0,58 72) + C.TJJnf 1 + И
П, = —
КГТ,Т2
Продифференцировав последнее уравнение по ДР и приравняв нулю, полу-
чим выражение для вычисления оптимального значения ДТ“ (следовательно,
и ДТ™1): Ц„л,К,Тп(ДТ“)2 + Ц,хпгК,Т°ЬТ2ДТ‘ - С,Т,Т2 = 0.
255
При Ц,л = 4 10 6 руб кДж, Сж = 1 руб/(м2-год), л = 5000 ч/год, Г, = 900 К.
К, = 80 кДж/(ч м2 • К), Т, = 750 К, ЬТ2 = 100 К. Т° = 300 К получим Д7™' = I12 К.
С уменьшением К, до К, = 20 кДж/(ч-м2К) при всех прочих неизмененных
параметрах получим AT"01" = 140 К.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
А' главе 1
Рудин М.Г.. Смирнов Г.Ф. Проектирование нефтеперерабатывающих и неф-
техимических заводов. Л.; Химия. 1984. 256 с.
Беркман БЕ. Основы технолог ичсскою проектирования прои зводств орга-
нического синтеза. М.: Химия. 1970 366 с
К главе 2
Лебедев Н Н Манаков М.Н.. Швец В Ф. Теория химических процессов
основного органическою и нефтехимического синтеза. М.: Химия. 1984. 376 с.
Левеншпи 1Ь О Инженерное оформление химических процессов М.: Химия.
1969. 621 с.
Рсйхсфельд В О , Еркова Л. И. Оборудование производств основного opi ани-
чсского синтеза и синтетических каучуков. Л.: Химия. 1974 438 с.
Крайере Л'., Becmeprnepn К. Химические реакторы. Расчет н управ 1ение ими.
М.. Химия. 1967. 264 с
Рамм В.М. Абсорбция газов. М.: Химия, 1976. 455 с.
Иоффе И. И.. Письмен Л. М. Инженерная химия гетерогенного катачиза Л.
Химия, 1972 462 с.
Расчеты аппаратов кипящего слоя/Под рсд И. II. Мухлепова, Б.С. Сажина.
В. Ф. Фролова Л.: Химия, 1986. 351 с.
Кунии Д.. Левеишпиль О. Промышленное псевчоожижсннс. М.: Химия. 1978.
Смирнов Н Н Волжинскин А И Химические реакторы в примерах и зада-
чах. Л.: Химия, 1986. 224 с.
К главе 3
Кафаров В. В Основы массопередачи М.: Высшая школа, 1979. 439 с.
Кафаров В В. Ветохин В Н Основы построения операционных систем
в химической технологии М.; Наука. 1980. 430 с.
Праузниц Дж., Эккарт К. А.. Орай Р.П. и др. Машинный расчет парожид-
костного равновесия многокомпонентных смесей. М.: Химия, 1971. 215 с.
Кафаров В В Ветохин В.Н. Основы автоматизированного проектирования
химических производств. М.: Наука. 1987. 520 с.
Касаткин 4.1'. Основные процессы и аппараты химической технологии. М.:
Химия, 1973. 752 с.
Гельперин Н И. Основные процессы и аппараты химической технологии М.
Химия, 1981. 812 с.
Машины и аппараты химических производств/Под ред. И И. Чернобыль-
скою. Киев. Машгиз, 1961 493 с.
Коган В. Б. Азеотропная и жеграктивиая ректификация. Л.; Химия, 1971.
Трейбал Р. Жидкостная экстракция. М.: Химия, 1966 725 с.
Александров И. А. Массопередача при ректификации и абсорбции много-
компонентных смесей. М. Химия. 1975. 320 с
К главе 4
Бэр Г.Д. Техническая термодинамика. М.: Мир, 1977. 518 с.
Лейтес И. С., Сосна М.Х., Семенов В. П. Теория и практика химической
энерготехнологии. М.: Химия, 1988. 280 с.
Чечеткин А В.. Занемонец Н А. Теплотехника. М.: Высшая школа, 1986.
Лебедев Н. И. Химия и технология основного органического и нефтехими-
ческого синтеза. М.: Химия, 1988. 590 с
256