/































































Текст
1
Ставропольское акционерное общество «Красный металлист»
I f '
СТАНОК рейсмусовый односторонний Моде л у] СР4—2
Руководство по эксплуатации С Р4—2.00.000 РЭ
1
СОДЕРЖАНИЕ
1. Общие сведения о станке
2. Основные технические данные и характеристика
3. Комплектность
4. Указание мер безопасности
5. Состав станка
6. Устройство, работа станка и его составных частей
7. Электрооборудование
8. Система смазки
9. Порядок установки
10. Порядок работы
11. Возможные неисправности и методы их устранения
12. Указания по техническому обслуживанию, эксплуатации и ремонту
13. Свидетельство о приемке
14. Свидетельство о консервации
15. Свидетельство об упаковке
16. Хранение . ,
17. Гарантии изготовителя!
СР4-2.00.000 РЭ Руководство по эксплуатации
Приложение 1. Материалы по быстроизнашиваемым деталям К';
СР4-2.00.000 РЭ Руководство по эксплуатации
Приложение 2. Комплект схем электрооборудования
3
4
6
7
8
8
24
34
36
39
41
43
54
55
56
57
57
59
J
1. ОБЩИЕ СВЕДЕНИЯ
1.1. Станок рейсмусовый односторонний модели СР4-2 предназначен для продольного одностороннего фрезерования в размер по толщине поверхностей плоских заготовок из древесины хвойных и лиственных пород с влажностью не более 15%.
1.2. Станок предназначен для установки в помещениях, соответствующих зоне класса П-11 согласно «Правилам устройства элекро-установок».
1.3. Вид климатического исполнения станка УХ Л 4 по ГОСТ 15150—69.
Эксплуатация станка должна производиться в закрытых отапливаемых или охлаждаемых;и
вентилируемых производственных помещениях.
Нормальная высота над уровнем моря не должна превышать 1000 м. Температура окружающего воздуха в пределах от + 1° до + 35 °C. Относительная влажность воздуха 65 % при 20 °C.
Руководство по эксплуатации к изделию не отражает незначительных конструктивных изменений в станке, внесенных изготовителем после подписания к выпуску в свет данного руководства, а также изменений по комплектующим изделиям и документации, поступающими с ним.
Рис. 1. Станок рейсмусовый односторонний модели СР4-2
3
2. ОСНОВИЫВ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКА
2.1. Техническая характеристика (основные параметры и Время замены инструмента, мин Время переналадки станка с 12-15 •
размеры согласно ГОСТ минимальной толщины об-
-бйвЗ-Ц’е) - 92.} рабатываемой заготовки на
Ширина обрабатываемой заго- максимальную, мин 3
товки, мм Габаритные размеры станка, мм:
Наибольшая, не менее 400 длина 925
Толщина обрабатываемой заго- ширина 925
товки, мм высота 1180
наибольшая, не менее 200 Масса станка, кг 700
наименьшая, не более 5
Наименьшая длина обрабаты- 2.2. Техническая характеристика
ваемой заготовки, мм, не электрооборудования
более 300
Наибольший съем древесины Род тока питающей сети переменный
ножевым валом за один трехфазный
проход, мм, не менее 8 Частота, Гц 50
Диаметр окружности резания, Напряжение, В 380
мм 128 Количество электродвигателей
Частота вращения ножевого ва- на станке 3
ла, об/мин 4500 Электродвигатель привода но-
Скорость подачи (ступенчатая), [ J? жевого вала:
м/мин 8; 16 мощность, кВт 5,5
Скорость механического переме- 0,27 частота вращения, об/мин 3000
щения стола, м/мин Электродвигатель привода по-
Количество воздуха, необходи- дачи:
мое для удаления отходов мощность, ^Вт 0,63/1,0
эксгаустерной системой, частота вращения, об/мин 750/1500
м3/ч, не менее 1900 Электродвигатель привода ме-
Скорость воздуха в присоедини- ханического перемещения
тельном патрубке, м/с, не Нй стола:
менее 23, мощность, кВт 0,37
Диаметр присоединительного \ I частота вращения, об/мин 1500
патрубка эксгаустерной во- Суммарная мощность всех элек-
ронки, мм 170 тродвигателей, кВт 6,87
БЕЗОПАСНОСТИ
электрошкафа возможно только при помощи специального ключа. При открытых дверках электрошкафа блокировочное устройство (микровыключатель) не позволяет включить станок.
4.6.2. Нормальное положение дверок, закрывающих нишу с цепной и клпноременной передачами — закрытое.
При открытых дверках блокировочное устройство (микровыключатель) не позволяет включить станок.
4.6.3. Нормальное положение эксгаустерной воронки и верхней облицовки станка—закрытое при помощи специальных винтов. При снятой воронке или откинутой облицовке блокировочное устройство (микровыключатель) не позволяет включить станок.
4.6.4. Нормальное положение когтсвой защиты— кромки когтей должны быть ниже плоскости резания на 3 мм (см. схему установки на рис. 10). Когтн должны свободно поворачиваться на общей оси один относительно другого.
ВНИМАНИЕ! Работать па станке с поднятой коггевой защитой или с когтевой защитой, установленной не по указанной схеме, запрещается!
4.6.5. Стол в верхнем положении должен упираться в ограничитель хода, при этом зазор между рабочей поверхностью стола и ножевым валом должен быть не менее 4...5 мм.
4.6.6, Перед началом работы убедиться, что заземление станка исправно, дверки электрошкафа, дверки ниши с цепной п клииорсмен-ной передачами и ограждение ножевого вала находятся в закрытом положении.
4.7. Первоначальный пуск станка.
Требования безопасности, которые необходимо соблюдать при первоначальном пуске станка, изложены в подразделах 7.3 и 9.4.
4.8. Работа на станке.
4.8.1. Требования безопасности, которые необходимо соблюдать при работе на станке, изложены в подразделе 10.5.2,
I
4. УКАЗАНИЕ МЕР
4.1. В помещении должен быть цеховой кон-, тур заземления, к которому станок подключается при помощи узла заземления, расположенного в нижней части станка.
4.2. Для предотвращения пуска станка по* сторонними лицами, во время перерывов в работе, связанных с отсутствием станочника на рабочем месте, а также во время ремонта, наладки и регулировки станка, вводной выключатель должен быть заперт специальным устройством. Место расположения и описание работы запирающего устройства см. рис. 3,6 табл. 4 и подраздел 6.4.1.
4.3. Помещение должно быть оборудовано эксгаустерной системой для удаления древесной стружки и пыли, образующейся при работе станка. Для подключения к цеховой эксгаустерной системе в верхней части станка должен быть патрубок диаметром 170 мм.
Для обеспечения в зоне обслуживания станка, в соответствии с санитарными нормами,, предельно допустимой концентрации древесной’ пыли не более 6 мг/м3, эксгаустерная система цеха должна обеспечивать удаление отходов обработки в количестве не менее 380 кг/ч.
Расчетное количество воздуха для этого должно составлять не менее 1900 м3/ч при скорости воздуха в присоединительном патрубке не менее 23 м/м.
При работе на станке необходим контроль за величиной скорости воздуха в выходном патрубке эксгаустерной воронки и уровнем запыленности на рабочем месте.
4.4. При шуме станка на рабочем месте выше санитарных норм (при работе на повышенных режимах резания) следует согласно ГОСТ 12.1.003—83 применять индивидуальные средства защиты (шумопоглощающие наушники и т. п.).
4.5. Требования безопасности при транспортировании, установке и монтаже станка ук^-( заны в подразделах 9.2 и 9.3.
4.6. Подготовка станка к работе.
4.6.1. Нормальное положение дверок электрошкафа— закрытое. Открывание дверок
7
5. СОСТАВ СТАНКА
5.1, Перечень основных составных частей станка указан в табл. 3. Расположение составных частей указано на рис, 3, 4, 5, 6.
Таблица 3
Рис., поз. Обозначение Наименование
Рис. 4, поз. 25 СР4—2.00.010 Станина
Рис. 3, поз. 13 СР4—1.02.000 Стол
Рис. 6, поз. 49 СР4—2.00.030 Редуктор червячный
Рис. 6, поз. 40 СР4—2.03.000 Валец подающий передний
Рис. 4, поз. 15 СР4—1.04.000 Прижимы
Рис. 4, поз. 16 СР4—1.05.000 Вал ножевой
Рис. 6, поз. 41 СР4—1.06.000 Валец подающий задний
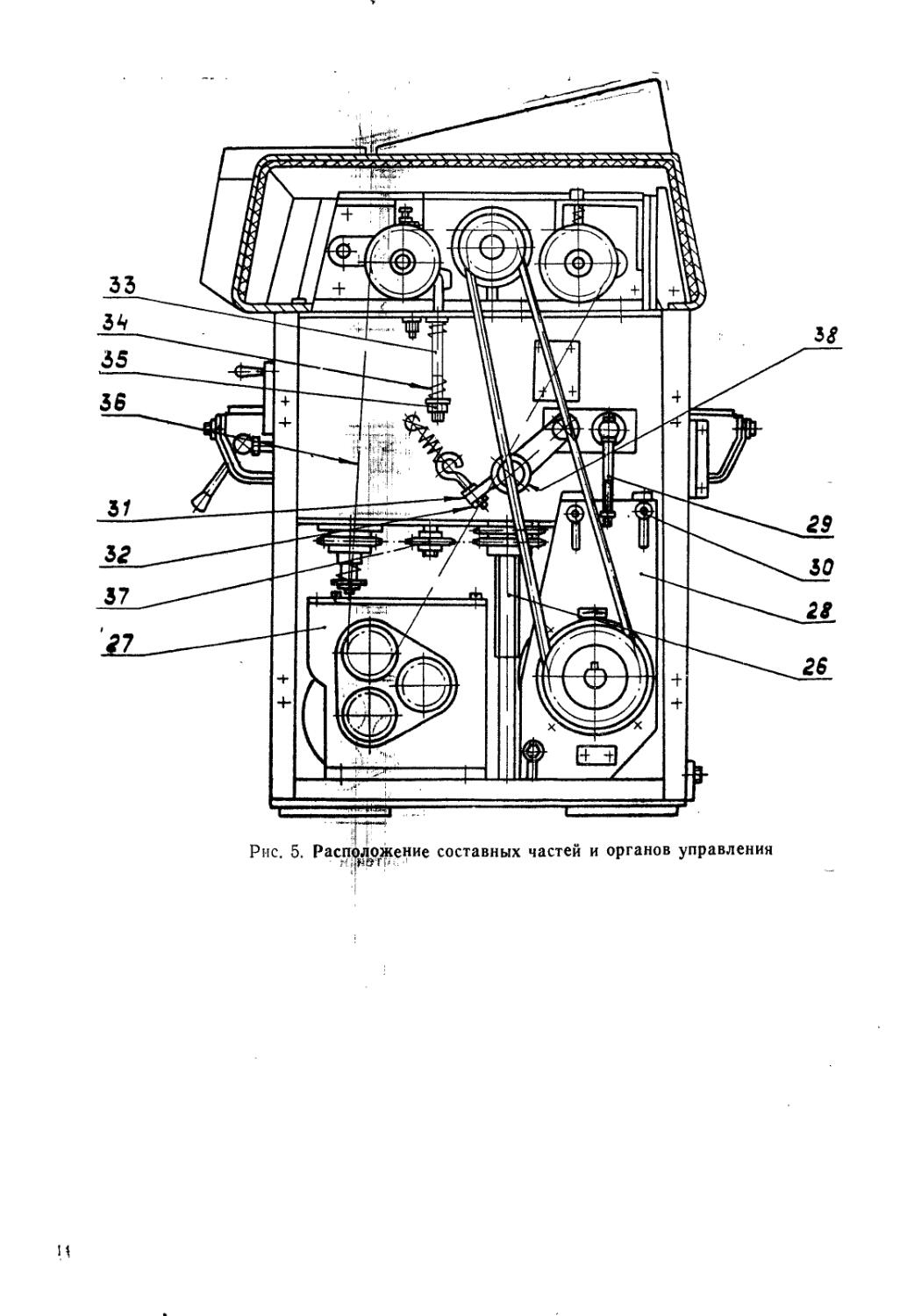
Рис. 5, поз. 27 СР4—2.07.000 Привод подачи
Рис. 3, поз. 14 СР4—2.80.000 Электрооборудование
6. УСТРОЙСТВО, РАБОТА СТАНКА И ЕГО СОСТАВНЫХ ЧАСТЕЙ
6.1. Перечень органов управления указан в табл. 4. Расположенно органов управления станком показано на рис. 3.
Т а б л и ц л f
Поз. см. рис. 3
1.2
3
4
5
6
7
8
9
10
11
12
Органы управления н их обозначения
Кнопка «Стоп» общая
Кнопка «Пуск» ножевого вала
Кнопка «Пуск» привода подачи
Переключатель частоты вращения электродвигателя привода и >• дачи
Светопой указатель наличия напряжения
Кнопка «Вверх» перемещения стола
Кнопка «Вниз» перемещения стола
Вводный автомат
Рукоятка механического зажима стола
Маховичок ручного перемещения стола
Запирающее устройство вводного автомата
6.1.1. Крепление и фиксация облицовки.
При обслуживании узлов и механизмов станка верхняя облицовка должна быть откинута. Для этого необходимо открыть передние боковые крышки станка, отпустить винты поз. 44 рис. 6, крепящие облицовку к станине, и поднять облицовку, поворачивая вокруг осей, расположенных в задней части станка. Облицовка в крайнем поднятом положении фиксируется рычажным механизмом.
ВНИМАНИЕ! Прежде чем опустить облицовку, необходимо фиксирующий рычаг поз. 39 рис. 6 поднять вверх и только после этого опускать. Облицовку, опущенную на станину, закрепить винтами поз. 44 рис. 6.
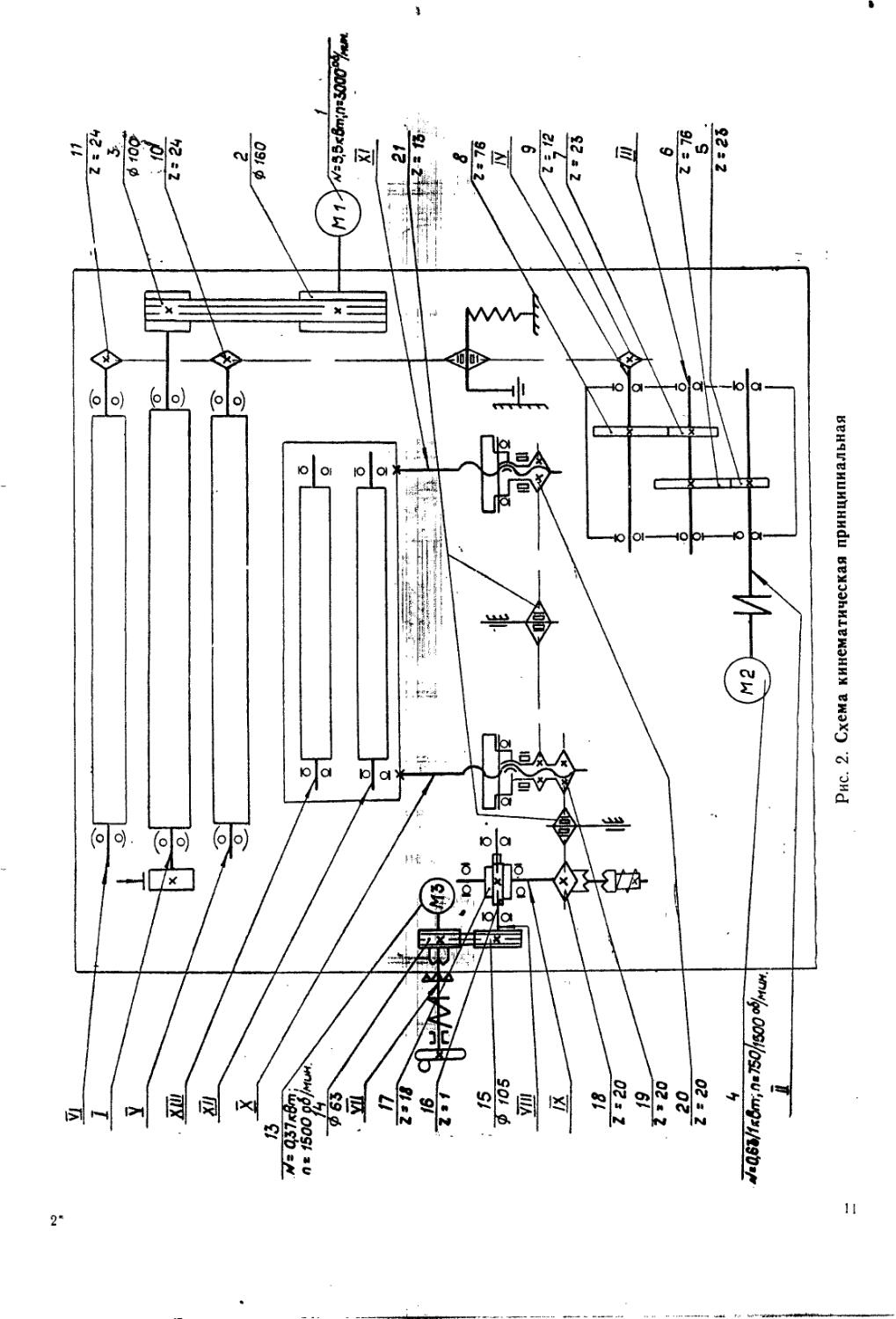
6.3. Схема кинематическая принципиальная (см. рис. 2).
6.3.1. Кинематические цепи станка осуществляют следующие движения:
8
1) вращение ножевого вала,
2) вращение подающих вальцов,
3) механическое и ручное перемещение стола.
Ввиду простоты кинематической схемы ее описание не приводится.
6.4. Описание основных сборочных единиц.
6.4.1. Станина (см. рис. 3, 4, 5, 6).
Станина 25 станка представляет собой жесткую сварную коробку.
Внутри станины, в центральной нише передней части станка, установлен привод подачи 27. В задней части центральной ниши расположен привод ножевого вала.
Двигатель ножевого вала (фланцевого исполнения) крепится на плите 28, перемещающейся по пазам для натяжения ремней.
В левой нише станины размещен электрошкаф станка и механизм перемещения стола.
-:»
6 2 Перечень ерарическиж символ применвнны» на станке * (табл 6) Т i с
I аблиио. о
Наш гченоб а н^е
С и И $0Л
Ножевой
Пода. на.
Перемещение стола маховичком
дажим и оаъжим С тол Q
Отключенное положение аппарата
включенное положение а ппарата
подключена
изменение скорости подачи с .
Э^иеателя
свалки
д а.ли£ масла
ма с л а
2 Заказ 798
9
I
В правой — размещены цепная передача; привода подачи и клиноременная передана^ привода ножевого вала. ih-A г
В верхней части станины крепятся-ножевой вал, вальцы подающие и облицовк^ откидывающаяся на петлях. Сверху облицОВКИ крепится эксгаустерная воронка и пульТ Управления. На станине станка установлено{^апираю-щее устройство вводного автомата (см, рис. 6), состоящее из корпуса 58, винта 60, прокладки 61, планки 59. К запирающему устройству прилагается специальный ключ.
Для запирания вводного автомата необходимо ключом 62 отпустить винт 60, освободить планку 59 и переместить ее вправо, расположив над рукояткой 63 вводного автомата, посте чего зафиксировать планку, затянуй винт.
6.:.2. Стол (см. рис. 7).
Стол 1 чугунный прямоугольной формы с направляющими 2, 3. В столе расположены два поддерживающих гладких вальца. Вальцы 4 смонтированы на подшипниках качёйия, рас-пот'женных в качающихся кронштейнах 5. Вы . 'лв’са вальцов по высоте относительно' pa-ч. поверхности стола производится с: помощью винтов 8 и гаек 9. i I р
Фиксация стола в заданном положении производится эксцентриково-рычажным |механиз-мом 6, поворотом рукоятки 7.
6.4.3. Механизм перемещения стола (см. рис. 6) .
Механизм перемещения стола состоит из электродвигателя 50, клиноременной передачи 42, червячного редуктора 49, цепной передачи 43, винтов перемещения 26 (рис. 5). ,
Ручное перемещение стола осуществляется маховичком 11 (рис. 3), при этом на маховичок необходимо нажать в осевом направлении и только потом вращать, перемещай'стол.
6.4.4. Механизм резания (см. рис^Щ..
Механизм резания станка состоит из ножевого вала и привода ножевого вала. 'Корпус ножевого вала 1 цилиндрической фбрЙы имеет два паза, размещенные параллельности вала, в которых устанавливаются прямыМжЬжи 2. Крепление ножей производится клф^д^и 3 и винтами 4. Выставка ножей осуществляется винтами 5 и гайками 6. “ РфГГ
Корпус ножевого вала монтируется на шарикоподшипниках 7, размещенных в Спорах 8.
Опоры ножевого вала крепятся к станине.
Вращение ножевого вала осуществляется от электродвигателя клиноременной передачей.
Электродвигатель крепится на плите, пере
мещающейся по пазам для регулировки натяжения ремней.
6.4.5. Прижимы (см. рис. 10).
Передний 1 и задний 2 прижимы выполнены в виде цельных чугунных балок с прикрепленными к ним щеками 3, 4.
Передний прижим поворачивается относительно осей, закрепленных в опорах ножевого вала, задний прижим — относительно оси ножевого вала.
6.4.6. Механизм подачи.
Механизм подачи станка — вальцовый.
Верхние подающие вальцы смонтированы на отдельных опорах и состоят из переднего рифленого 40 и заднего гладкого 41 вальцов (см. рис. 6). Нижние вальцы — гладкие и установлены в столе. Валец подающий передний 1 (см. рис. 9)—цельный, рифленый. Он устанавливается на двух шарикоподшипниках 4. размещенных в. качающихся кронштейнах 2. Оси качания кронштейнов закреплены в опорах 3. Прижим вальца к обрабатываемой заготовке осуществляется .пружинами через тяги.
Перед подающим вальцом установлена ког-тевая защита 5. Подъем когтевой защиты производится поворотом оси 6.
Пружина 7 возвращает когтевую защиту в рабочее положение.
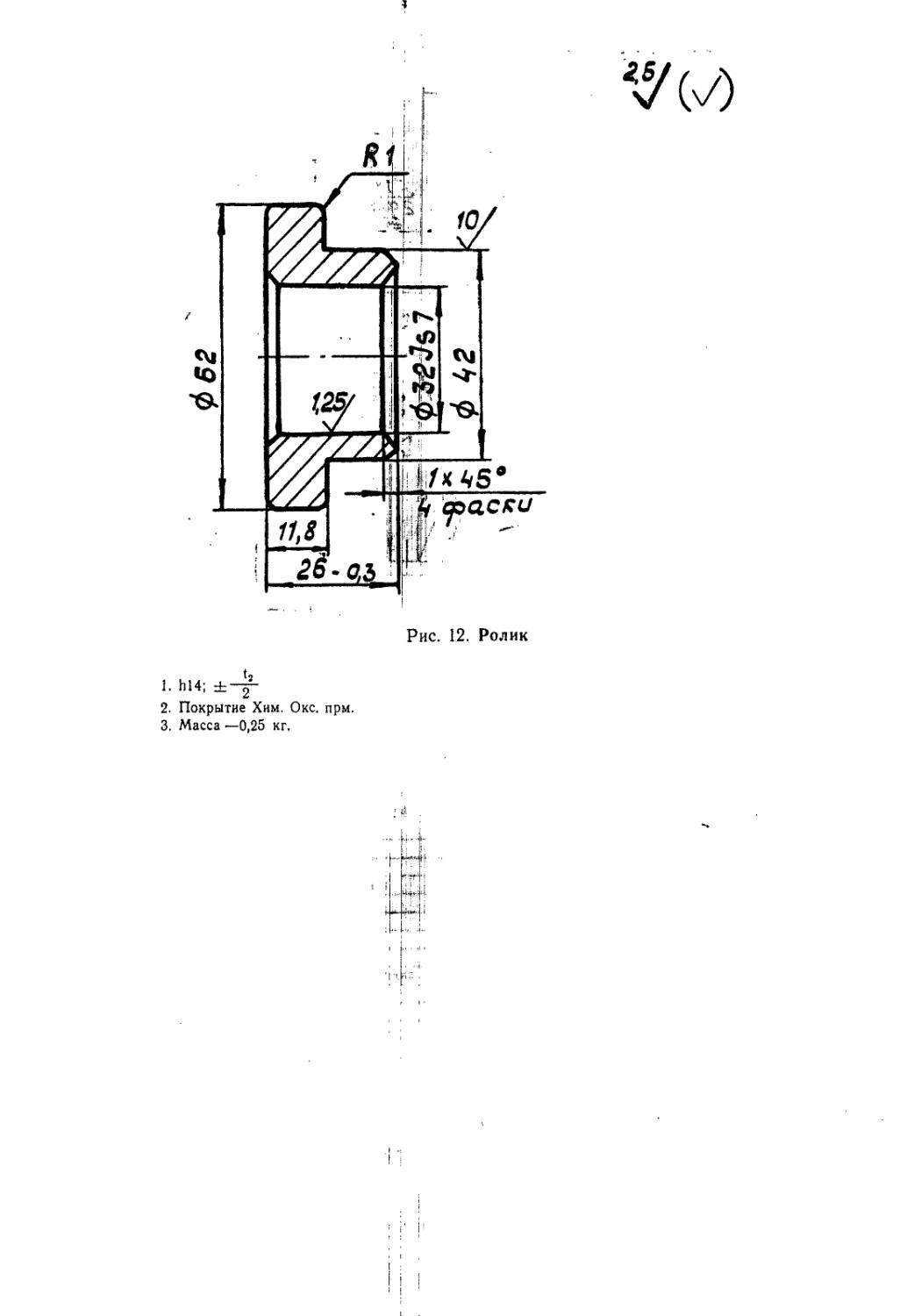
Задний подающий валец 1 (см. рис. 12) выполнен гладким, устанавливается на шарикоподшипниках 2, размещенных в качающихся кронштейнах 3. Прижим вальца к заготовке осуществляется пружинами 4. Регулировку усилия прижатия вальца к заготовке производить винтом 5.
6.4.7. Привод подачи (см. рис. 13).
Привод подачи состоит из двухскоростного двигателя 1, соединительной муфты 2, редуктора 3, смонтированных на одной плите 4.
Установка необходимой скорости подачи производится переключателем 5 (см. рис. 3).
6.4.8. Принадлежности к станку.
6.4.8.1. Приспособление контрольное (см. рис. 14).
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128±0,05 мм.
Приспособление состоит из корпуса 1, индикатора часового типа 2 и головки 3. При уста новке приспособления на корпус ножевого вала происходит контакт головки 3 с лезвием ножа. Разность показаний индикатора в крайних точках ножа не должна превышать 6.05 мм.
Рис. 2. Схема кинематическая принципиальная
Рис. 3. Расположение составных частей и органов управления
13
сл
Рис. 6. Расположение составных частей и органов управления
Рис. 7. Стол
3 Зака! 798
2 4
Рис. 8. Редуктор червячный
С»
Рис. 9. Валец подающий передний
uu
задний
Рис. 10. Прижимы
1
Вал кожевб
>.N3
Рис. 13. Привод подачк
I 4
Рис. 14? Приспособление контрольное
t -1 I и.
* dwh
, \ Н»': 1
23
п ;
7. ЭЛЕКТРООБОРУДОВАНИЕ !
7.1. Общие сведения. I
7.11. Данные цепей питания электрооборудования станка: i
— силовая цепь 3~50 Гц;
— цепь управления ~50 Гц, НОВ;
— цепь сигнализации ~50 Гц, 24 В.
7.1.2. Электрооборудование ставка СР4-2 рнс. 15 содержит;
— асинхронный двигатель с короткозамкнутым ротором — Ml—привод ножевого вала;
— асинхронный двухскоростной {двигатель с короткозамкнутым ротором—М2—'привод подачи; { '
— асинхронный-двигатель с короткозамкнутым ротором —М3—привод перемещения стола; '-уН-ю!
— конечные выключатели, котдалирующие положение боковых дверей, эксгаущ^рной воронки и ручное перемещение стола;"
— пусковую и защитную аппаратуру, расположенную в левой нише станины, г /'
7.1.3. В данном руководстве приводятся:
— схема электрическая принципиальная (см.
рнс. 16); я
— перечень элементов к схеме J электрической принципиальной (см. табл. 6);
— схема электрическая соединений станка (см. рис. 17); ' ч
— таблица соединений станка (см. табл.7);
— схема электрическая соединений панели электрошкафа (см. рнс. 18) ,
— таблица соединений панели ,э^.ектрошка-фа (см. табл. 8).
Пульт управления размещен в верхней части облицовки станка, а электрошкаф в нише станины. i
Для включения станка в элертрющкафе установлен вводной выключатель QT, "привод которого выведен наружу. |
Ввод питающих проводов выполнен внизу на боковой стенке электрошкафа! 1
Ввод должен быть осуществлен проводом марки ПВЗ сечением 1,5 мм2 черного цвета для силовых цепей н зелено-желтого для заземления.
7.1.4. Комплект схем электрооборудования (приложение 2) предназначен для обеспечения нормальной эксплуатации электрооборудования станка, находится в кармане электрошкафа.
7.2. Описание работы электросхемы (см. рнс. 16). н j
Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателя Q1 и предохранителей F1...F2, после чего закрыть дв^рь электрошкафа. 1 { I
Включением вводного выключателя Q1 подается питание на силовые цепи, цепи управления и цепи сигнализации. На пульте управления должна загореться сигнальная лампаН.
24
7.2.1. Включение привода ножевого вала осуществляется кнопкой S6, при этом включается магнитный пускатель КЗ, замыкая свои контакты в цепи питания электродвигателя ножевого вала.
Привод подачи включается кнопкой S8, расположенной на пульте управления, при включенном приводе ножевого вала. При этом включается магнитный пускатель Кб, замыкая свои контакты в цепи питания электродвигателя М2.
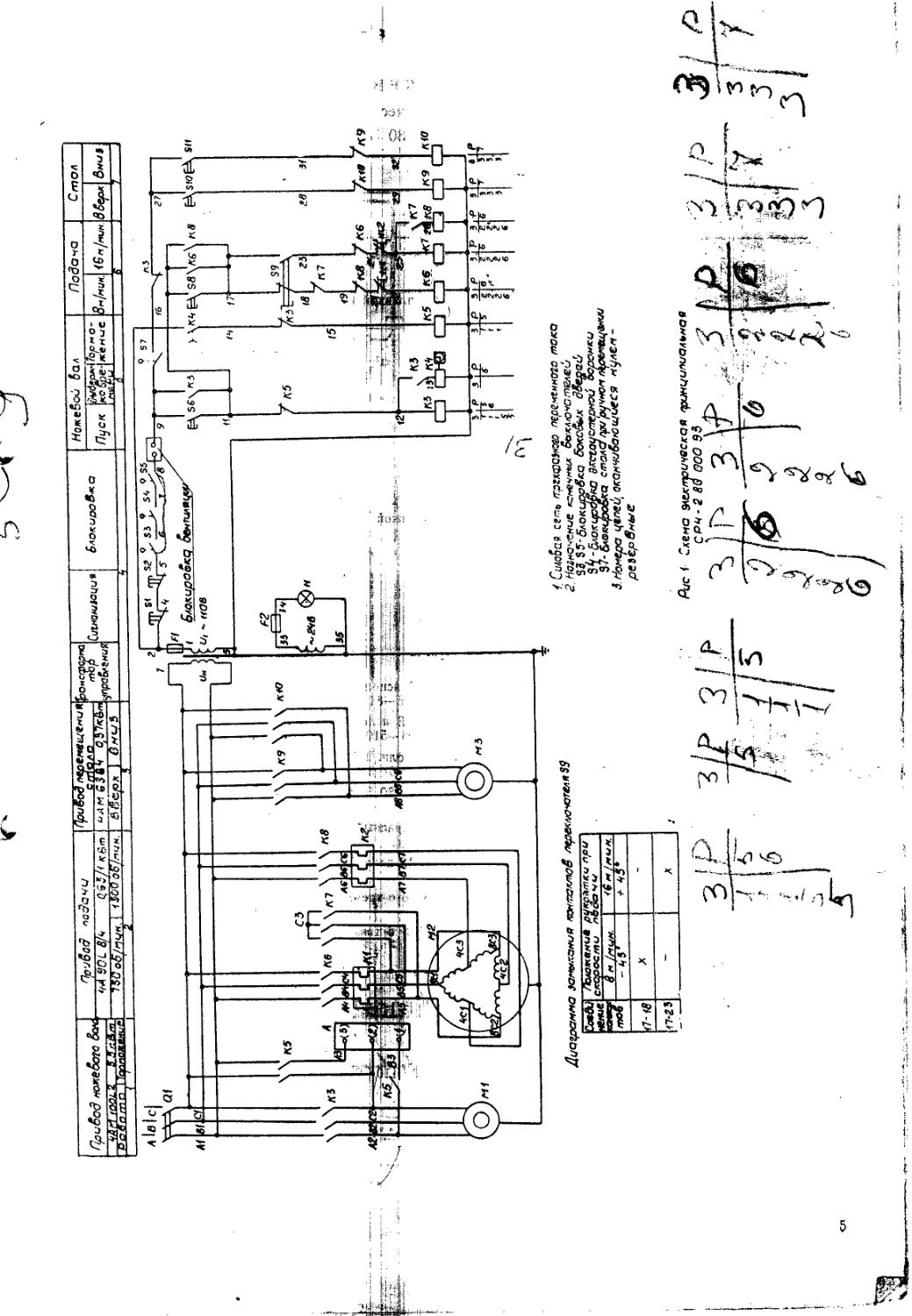
Принципиальной схемой станка предусмотрено 2 скорости подачи.
Выбор величины скорости подачи производится установкой переключателя S9 в соответствующее положение: —45°, что соответствует скорости подачи 8 м/мин, или +45°, что соответствует 16 м/мин.
Отключение электродвигателей Ml и М2 осуществляется нажатием кнопок S1, распол! *н-ной на пульте управления, или S2, расположенной в правой нише задней части станка.
7.2.2. Для остановки привода ножевого вала используется электродинамическое торможение, интенсивность торможения задается регулировочным резистором блока управления, а время торможения не должно превышать t = 6 с (регулируется пневмодросселем пневмоприставки пускателя К.4).
Для регулирования блока электродинамического торможения привода ножевого вала необходимо: , -
1) выдержку времени пневмоприставки пускателя К4 выставить равной 6с;
2) движок переменного резистора переключателя А установить в среднее положение. Для увеличения интенсивности торможения, движок резистора повернуть по часовой стрелке, для уменьшения — против часовой стрелки.
Рассмотрим работу схемы при электродина мическом торможении привода ножевого ла Ml. При отключении привода ножевого вала кнопками S1 или S2 отключается пускатель КЗ и контактом (14, 15) включает пускатель К5. Пускатель К5 замыкает свои контакты в силовой цепи электродинамического торможения, подавая питание на блок торможения А. контакт (2, 14) пневмоприставки пускателя К4 размыкается через t = 6 с, достаточного для полной остановки привода ножевого вала.
Регулировка считается выполненной правильно, если при нажатии на одну из кнопок «Общий стоп» электродвигатель привода ножевого вала вращается 6 сек и сразу же после полной остановки электродвигателя происходит отключение тормозного контактора.
7.2.3. В соответствии с техническими характеристиками электродвигатели серии 4А, установленные на станке, допускают не более 10 циклов включения—отключения в час.
С холодного состояния электродвигатель
«окно включить—отключись с электродинамическим торможением и сразу же дрвторить никл включения—отключения, последующие никлы включения—отключения можно повторять с интервалом ие менее 5-т-6 мир, но не более 10 циклов в час. 1
7.2.4. Привод перемещения стола М3 включается при отключенном приводе ножевого вала в толчковом режиме кнопками S10‘ и S1I, расположенными на пульте управления,-
7.3. Защита и блокировки. । \
На станке предусмотрены следующие блокировки: , Е /
— невозможность включения прйвода подачи при отключенном приводе ножевого вала. Блокировка осуществляется замыкающим блоккоитактом магнитного пускателя'fe**
— невозможность включения станкр вИрабо-ту при открытых боковых дверках (одной или двух) или откинутой эксгаустернбй (|вфонке. Блокировка осуществляется конечными выключателями S3, S4, $5; ' !Ч,
— невозможность включения привода, перемещения стола при включенном приводе ножевого вала. Блокировка осуществляется размыкающим контактом магнитного пускателя КЗ;
— невозможность включения привода механического перемощения стола при ручном перемещении. Блокировка осуществляется конечным выключателем S7.
Защита электродвигателей привода ножевого пала, привода подачи, привода перемещения стола н трансформатора от токов короткого замыкания п перегрузок осуществляется в в< >д и । >1 м а вто м а та 1 чес к 11 м вы кл юч ателрм Q1.
Дополнительная защита от перегрузки^,двух-скоростпого электродвигателя приводг^МЬдачи осуществляется тепловым реле К1 и К2.:'
Цепи управления и сигнализации станка защищены от токов короткого замыканияйредо-храннтслямп Г1, Е2. ''
Нулевая защита обеспечивается магнитными пускателями.
7.4, Подготовка электрооборудования; стайка к первоначальному пуску и первоначальный пуск. , ,
Перед, первоначальным пуском станка необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудования внешним осмотром.
После осмотра в электрошкафе на блоках зажимов отключить провода питания двигателей Ml, М2, М3. Включить вводный выключатель Q1. При ном'. щи кнопок, находящихся ил пульте управления, проверни, четкость срабатывания пускателей. После чего восстановить схему и исходное положение и проверит:, ирапнльпоеть направления вращения электродвигателей, согласно технологическому циклу.
7.5. Указания по мошажу и эксплуатации электрооборудования.
При эксплуатации станка необходимо строго выполнять «Правила технической эксплуатации электроустановок потребителей» п «Правила техники безопасности при эксплуатации электроустановок потребителей».
При монтаже станок должен быть надежно заземлен п подключен к общему заземляющему устройству. Для этой цели на станке имеется винт заземления.
При уходе за электрооборудованием необходимо периодически проверять состояние пусковой п релейной аппаратуры, обращая особое внимание из надежность контактных соединений.
Периодичность осмотров устанавливают в зависимости от производственных условий, но не реже одного раза в два месяца.
Замену смазки подшипников электродвигателей при нормальных условия:; работы необходимо производить через 4000 часов работы.
При ремонте и осмотре электроаппаратуры вводный выключатель 01 необходимо выключить.
ВНИМАНИЕ!
Привод вводного выключателя имеет возможность запирания в отключенном состоянии. Ключ от запирающего устройства должен хра питься у станочника и дежурною электрос.те cap я.
4 Заказ 798
25
to
5^
54
52
5 Г >
Рис 15 Расположение электрооборудования на станке
Диаграмма заммкания кон/па/опов лереклю'ателяЗЭ
то?* nOAOJK^M^fit р^КСЯзПКУ При серости rtffasw
S re freiUH. <6 вв IfH-IH.
-pf + 45'
П-18 -
п-гз - X
1 Силовая сеть гсгкрожео переменного /пака 2 Назначение ктчных ое/клгоча/пглей
S3 55-блокировка боковых д8вмвг 5v-блокировка эксгаисл>ерноб воронка S1-блокировка стала rpu ручном Жмнвцвиии
3.Номера цепей, оканчива/ащиеея нулем -резервные
Рис <6 Схема электрическая принципиальная СРЧ-2.80 ОСО 55
: ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ К СХЕМЕ ЭЛЕКТРИЧЕСКОЙ ПРИНЦИПИАЛЬНОЙ.
НАПРЯЖЕНИЕ 380 В, 50 Гц
Т а б л в и
Поз.
Зона обозна- Наименованье
чение
Примечанье
!•' G.’l,
А Переключатель ПТМ 40-8УЗ ТУ 16-729.069 -77 I
Fl—F2 Предохранитель iHPCj—6УЗ- 11 с плавкой вставкой
ПВД-2УЗ ТУ 1^4522.112- 74 2
Н Лампа КМ 24—90
ТУ 16-88 ИКАВ ^75:250.001 ТУ 1
К1 Реле электротепдЬвоё'РТЛ —100704
ТУ 16-523.54^®^!,]; . I - 1 = 1,81 А
К2 Реле электрот^Пловое РТЛ—100804 ТУ 16—523.549-482 1 1=2,37 А
КЗ Пускатель ПМЛ^1|0104А, НОВ
ТУ 16-644.001—83 ПМЕ 211УЗ
Приставка ПКЛ 2204 ТУ 16—523.554—78 1
К4 Пускатель ПМЛН0104А, НОВ
ТУ 16—644.001—83 с пневмоприставюJi
ПВЛ 2104 ТУ 16—523.554—78 1 PBII72 - 3122
К5 Пускатель ПМЛ2Ю104А, НОВ
ТУ 16—644.001—83 1 ИМИ 2Hi 1
К64-К8 Пускатель ПМЛ110104А, НОВ
ТУ 16—644.001—83 .
Приставка ПКЛ2004 ТУ 16—523.554- 78 3 ПМЕ II 1У4
К9, К10 Пускатель ПМЛ110104А, НОВ
ТУ 16—644.001—83 1 2 ПМЕ II1У4
Ml Двигатель 4АМ1О0Е'2УПУЗ, 380В
исполн. 1M3081J 5,5' сВт, 3000 об/мин
ТУ 16—510.776—^1. 1 1
М2 Двигатель 4AM90L г/4 УПУЗ, 380В, 1
исполн. 1МЮ81уер;6Й/1,0 кВт
750/1500 об/ми1£гГуЧ6—510.451—78 I
М3 Двигатель 4АА$Ц>ЗВ4УЗ, 0S0B,
исполн. 1М1081, Р,37 кВт, 1500 об/мин
ТУ 16—510.770—81 1
Q1 Выключатель АЕ2046М— ЮР—20УЗ—А
380 В, 50, 60‘ Гц; 16 А, 12 1 н
ТУ 16-522.148-7-80 1
Si, S2 Выключатель КЁ201У2 исполн. 5
красный ТУ 16—т-642.015—84 2
S3 Микровыключатель МП2302 ЛУХЛЗ
исполн. 051 Б, ТУ 164-526.322—78 I
S4, S5 Выключатель ЙЦ15Е21А211—54У2.8
с тремя вводами!
ТУ 16—526.470^80 а
S7 Выключатель ВП15Е21А221—54У2.8
с тремя вводами
ТУ 1G—526.470^80 1
S6, S8 Кнопка КМЕ 45Г0У2, зеленый
ТУ 16—526.094—78 о At
S9 Переключатель ПЕ 061 УЗ исполн. 2
ТУ 16-526.4084-76 : 1
S10, S11 Кнопка КМЕ 45?10У2, черный
ТУ 16-526.0944-78 2
Т Трансформатор ОСМ1—0, 25УЗ
380/110/24 В
ТУ 16—717.137—83 I
28
to
<o
I X<
М5
Ы2
5*'
nG
А 5 r^5r С5^а C.S CL
2l
*2 2
27 22. ЗХ
7
&8
С8
В5 С5
А7
/7ульл? угтос&ления
Q
fif8
A fi
L£LZ
Ni -л/4
S3
6
9 8 7Т 7L гъ 54 IT
Ы5
Й
S7
<s
М2
Рис. 17. Схема электрическая соединений станка СР4-2.80.000 Э4.
52
1. Провода ПВЗ, 380 В по ГОСТ 6323—79.
2 Номера групп проводов указаны над линиями связи.
3. Группу проводов № 2 жгутовать отдел-:- ) дат обеспечения свободного отключения проводов от клеммника XI при съсме кожуха со станка.
ТАБЛИЦА СОЕДИНЕНИЙ СТАНКА СР4-2.80.000 ТЭЧ
Г 7
Т а и л и и .1 7
Проводник Откуда идет Куда ip?-ступает Данные проводника. . i . Марка, осп ине, и,ио г Примечание
г I1 ' 1
J Группа, проводов № 1 Рр-16
G Х2 S4 ^{53^-0,75 мм2, красный 1 = 0,5 м
7 Х2 84 Же
Группа проводов № 2 Рр -25
2 Х2 S1 ПВЗ— 0,75 мм2, красный 1 1,5
4 Х2 81 То же
9 ?’ ° SG
II \‘> 8G
11 •S(5 88 »
17 Х2 88 »
17 S8 89 »
17 S9 S9 »
18 Х2 89 f *
23 Х2 89 »
27 Х2 810
27 810 811 - « *
28 Х2 8II) У К- г»
31 Х2 811
34 Х2 Х4
34 Х4 II . . Ц:-.|»
35 Х2 Х4 1 i р
35 Х4 11 1 i 1»
± ХЗ 11ане..11> , 1-ПВЗ—0,75 мм2, зелено-жел гый
— пульта
Запасной » | гПВЗ—0,75 мм2, красный 2 провода
1 Группа проводов № 3 I п= 12
Л8 Х2 М3 ’ПВЗ—1,0 мм2, черный 1= 1,2 м
В8 у 2 М3 • То же
С8 Х2 М3
Л ХЗ М3 ПВЗ—1,0 мм2, зелено-жсл । ый
Группа проводов № 4 Рр= 15
4 Х2 82 ПВЗ—0,75 мм2, |." ;сный 1 3 ч
6 ХЗ V То же 4 см Г JпП Нрг.'Вг
д-'В ,Х? 5
1 Группа проводов № 5 Рр= 16
.5 S3 S3 1 ПВЗ—0,75 мм2, красный 1 = 1.3 м
6 » Г То же * С.М Jp'-пп. npOSu
д' 'В ,8? 4
| ! Группа проводов М S
А2 XI Ml i :ПВЗ—1.5 мм2, черный 1=1,2 -ч
В2 XI Ml , с. То же
С.2 XI Ml " i' ш *
— XI Ml I;'ПВЗ—1,5 мм2, зелено-желтый
। ' Труппа проводов № 7 Рр= 16
А5 Х2 М2 , ПВЗ—1,0 мм2, черный 1=1,0 м
В5 Х2 М2 '" v То же
С.5 Х2 М2 4 х>
А7 Х2 М2
В 7 Х2 М2 ‘ 1 »
С7 Х2 М2 1 *
Х2 М2 | 1< ПВЗ—1,0 мм2, зелено-желтый
’ Группа проводов № 8 Рр 16
7 Х2 S3 ПВЗ—0,75 мм", красный 1 ' 1.2 м
8 Х2 S5 ' »
9 Х2 * * СМ. ipylinv np'.'B''
лов № 9
1G XI *
( ’ Группа проводов № 9
9 * S8 ПВЗ—0,75 мм2, красный 1 1,2 м
16 $ S8 То же ( \1 групп} ИУ’НИ
до в № 8
30
СО
Схема заземления стднлз.
эл ектрошкасрег
Рис. 18. Схема электрическая соединений электрошкафа СР4-2.80.010 Э4.
таблица Соединения электрошкафа ‘PtP4-2.80.010 ТЭЧ
Данные ji;kjr.>./i,11.11 а. Марка, сечение, пнет Таблица 8
Проводник | Откуда и.!.*” 1‘ Куда поступает 11рнмеч;.', ।: 1 с
л XI QI 11113 1,5 мм’ черный
Л1 (J I КЗ То ,ке
AJ QI 'Г
Л1 т Кб
,м Кб КЗ
AI 1-« • ко »
AI !<» К |() V>
А 1 КН» • КЗ
л > КЗ XI
Л_’ КЗ ! КЗ
А.'! !•: з Р АС.) »
А 1 ки .Л KI V
АЗ KI i т F’ V
Л 5 К 1 0 К. ,1x7 X-
i \ > К. « К.2 »
Л 7 КЗ 1 .Х2
Л8 К'1 ; Х2
АЗ КЗ К 10
! > .XI QI
В1 QI КЗ
Г>1 QI Кб »
В! К(1 К8 »
Ill КЗ К.9
В 1 К') - ‘ KI0 >
В1 К 10 " К5 ”
В2 11 ! - ПВЗ —1 3 п.ч.ч“рн 1.1.1
ВЗ К 5 - • - I1 ‘All) Тр ж*
В4 К. 4 L Г‘ Kl
Б 5 К!
Б5 К!' " L* р, •л .. . —• - — • —
В5 К2 '
Б 7 КЗ ’': Х2 1
_.. -
BS . КЗ " 1 Х2
ВЗ " КЗ "" •кю —
(• - х! ! ; Q1 -
CI - 01 7 кз ,з>
CI Q1 - • Т- •
CI Т к& • >
С1 Кб 1 ’ К8
с.| К 8 »
CI ]<<> А^10 »
CI К 10 Г'1Й?$5 X-
С2 КЗ а »
С2 КЗ »
С2 К.5 : А(2) »
СЗ К 7 I- К7 X-
СЗ К7
С 4 Кб i KI
32
9. ПОРЯДОК УСТАНОВКИ
9.1. Распаковка. .
9.1.1. Во избежание повреждений,: деталей станка при распаковке, вскрытие ящ&а'рр о изводить в следующем порядке: в Надале снимается верхний щит ящика, а затем -^баковые.
После вскрытия упаковки следует'щроверить наружное состояние узлов и дет^вд^станка, наличие всех принадлежностей и /Цзугкк материалов согласно комплекту поставкй.р ;]
9.2. Транспортирование. ,
9.2. При транспортировании станкЩсогласно схеме транспортирования (см. рис.'Турй^наты (тросы) должны зачаливаться за 'имеющиеся на стайке крюки. Во избежание повреждения окрашенных поверхностей станка, в ме'стах касания каната рекомендуется подкладывать деревянные бруски пли другие мягкие материалы.
Транспортирование станка другими способами, не отвечающими указанной схеме, запрещается. а
Для улучшения внешнего вида, по^ле установки станка, крюки 1 (см. рис. 219) рекомендуется снять. Образовавшиеся отверстия закрыть заглушками СР4-1.00.601, которые имеются в комплекте поставки станка.' ।
9.3. Монтаж. i I1 Е :
9.3.1. Перед установкой необходимо тщательно очистить станок от анти коррозийных покрытий, нанесенных на открытые)[нШкже закрытые завесами, крышками необработанные поверхности. Предварительная очиёйГа станка производится деревянной лопатонкб^га оставшаяся смазка с наружных поверхностей удаляется чистыми салфетками, смоченными бензином-растворителем (уайт-спиритом).
При работе с уайт-спиритом необходимо соблюдать меры безопасности с легковоспламеняющимися веществами. ।
Во избежание коррозии механически обработанные поверхности покрыть тойким слоем масла «Индустриальное И-20А».:
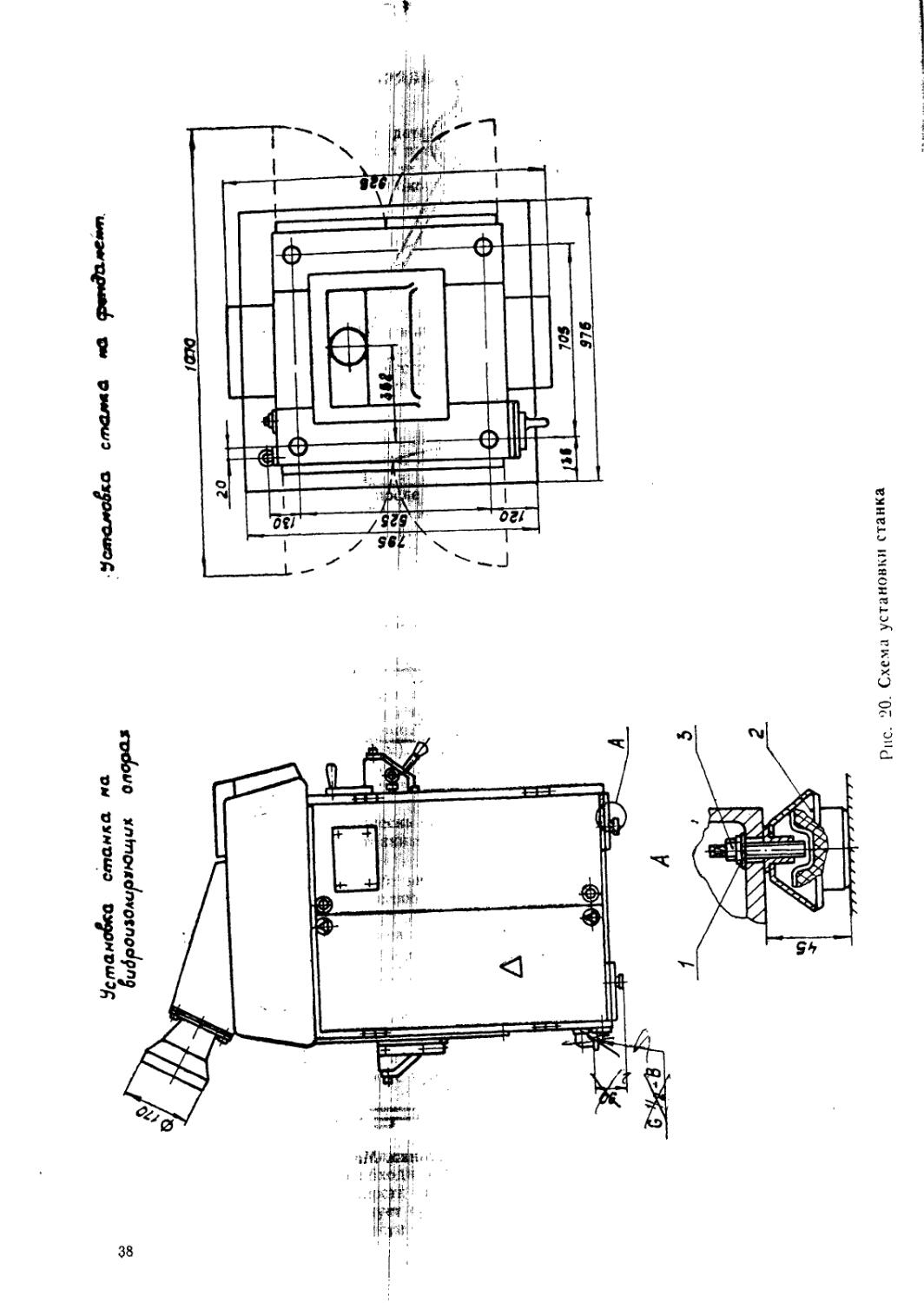
Станок можно устанавливать ! на' виброизолирующих опорах. Эти опоры позволяют осуществлять впбронзоляцпю и бесфурдаментную установку станка непосредственна;,пол чеха.
Для установки станка на вЙроизолирую-щих опорах необходимо (см. рис^2р):
1) отвинтить контргайки 1; | :
2) установить станок на вибр'Дпоры 2, пропустить болты 3 через отверстия?в'станине;
3) произвести выверку станка? цЬ рамному уровню, проворачивая болт 3, по^л'е чего затянуть контргайки 1 (см. рис. 20). ; ।
Погрешность установки станка !не должна быть более 0,1 : 1000 мм.
Спустя 3—4 дня, после установка станка на виброизолирующих опорах, необходимо произвести повторную проверку точности установки станка. При необходимости следует произвести регулировку до указанной точнрруи установки.
ВНИМАНИЕ! Контргайки 1 на виброопорах должны быть надежно затянуты с целью обеспечения длительного сохранения точности установки станка.
Если потребитель устанавливает станок на фундамент, то необходимо пользоваться схемой установки, приведенной на рис. 20.
Станок крепится к фундаменту четырьмя фундаментными болтами. Диаметр болтов 16 мм.
Установку станка следует производить по рамному уровню при помощи клиньев.
Погрешность установки станка не должна быть более 0,1 мм/м. Окончательно выверенный станок подливается бетоном, а после его затвердевания следует затянуть гайки фундаментных болтов, проверяя положение станка по уровню. Затяжку гаек производить равномерно и плавно.
9.4. Подготовка к первоначальному пуску станка.
Перед первоначальным пуском необходимо:
1) заземлить станок подключением к обшей цеховой системе заземления;
2) подключить станок к электросети, проверив соответствие напряжения сети с электрооборудованием станка;
3) выполнить указания, изложенные в подразделах «Система смазки» и «Электрооборудование».
ВНИМАНИЕ- При отсутствии масла в мас-лоуказателе привода подачи 27 (см. рис. 4) включение механизмов стайка недопустимо;
4) ознакомиться с назначением рукояток и кнопок управления (см. рис. 3);
5) проверить от руки работу всех механизмов станка.
В электрической схеме предусмотрена возможность блокировки станка с цеховой экс-гаустерной системой, которая может обеспечить невозможность включения станка при неработающей эксгаустерной системе цеха.
Для подключения блокировки необходимо:
1) снять перемычку 8—9 на клеммном наборе Х2;
2) к клеммам 8—9 подключить провода от цеховой эксгаустерной системы через вводной/ урщц>ни-к станка,
Остальные требования безопасности, которые необходимо выполнить перед первоначальным пуском станка — см. в подразделе 7.4.
9.5. Первоначальный пуск станка.
Для первоначального пуска необходимо:
1) включить вводной выключатель, расположенный сзади станка. При этом на пульте управления станка должна загореться сигнальная лампа белого цвета;
2) включить привод ножевого нала кнопкой 3 (см. рис. 3);
3) установить необходимую скорость подач! переключателем 5;
4) после того, как ножевой вал наберет пол
36
37
Усякклсбиа с/яо/ма яа (ряяЛхяеяя,
Рис. 20. Схема установки станка
ное число оборотов, включить привод подачи кнопкой 4. у"*
ВНИМАНИЕ! Включение привода подачи возможно только при работающем ножевом вале;
5) проверить работу механизма подачц^на всем диапазоне скоростей; J г
б) отключить привод ножевого вала 'KR0
БОТЫ НА СТАНКЕ
10. ПОРЯ ДО,
10.1. Проверить правильность уста верхних подающих вальцов и прижиморНМ-^
10.1.1. Верхние подающие вальцы и прй'жи-мы устанавливаются согласно рис. 10 । I* ]
10.2. Установка поддерживающих вальцов стола.
10.2.1. Поддерживающие вальцы 4 стола (см. рнс. 7) при обработке заготовок из древесины устанавливают выше рабочей поверхностиртр-ла на 0,1—0,4 мм. Меньшее значение соответствует обработке заготовок из твердых«|пр^б!д древесины, большее — для обработки заготовок из мягких пород древесины. 11 >
Установка вальцов по высоте относительно рабочей поверхности стола производится1 рукояткой 7. II"
10.3. Настройка станка на толщину обр^0д-тываемой заготовки. к г • Jt ,
Настройка станка на толщину обрабатывае-' мой заготовки производится следующийроотй'-зэм. Заготовка, поступившая на обработку/ измеряется штангенциркулем. Рукоятку]. 110 (рис. 3) перемещают в крайнее положений; .освобождая стол от механической фиксации в направляющих станины. Нажимая на кнопку 7 или 8 (рис. 3) перемещают стол вверх или вниз до тех пор, пока стрелка не совпадет с нужным делением шкалы отсчета. Рукояткой 10 фиксируют стол в направляющих станций. Затем нажимают кнопку «Пуск» ножевого.вала. После того, как вал наберет полное чйсло оборотов, нажимают кнопку «Пуск» йо^ачи. Далее, пропустив заготовку через станокрйз-меряют штангенциркулем или шаблоном?’^|про- нзводят точную настройку на толщину г Обрабатываемой заготовки маховичком 11,-рот маховичка на одно деление дает i щение стола на 0,05 мм. У»
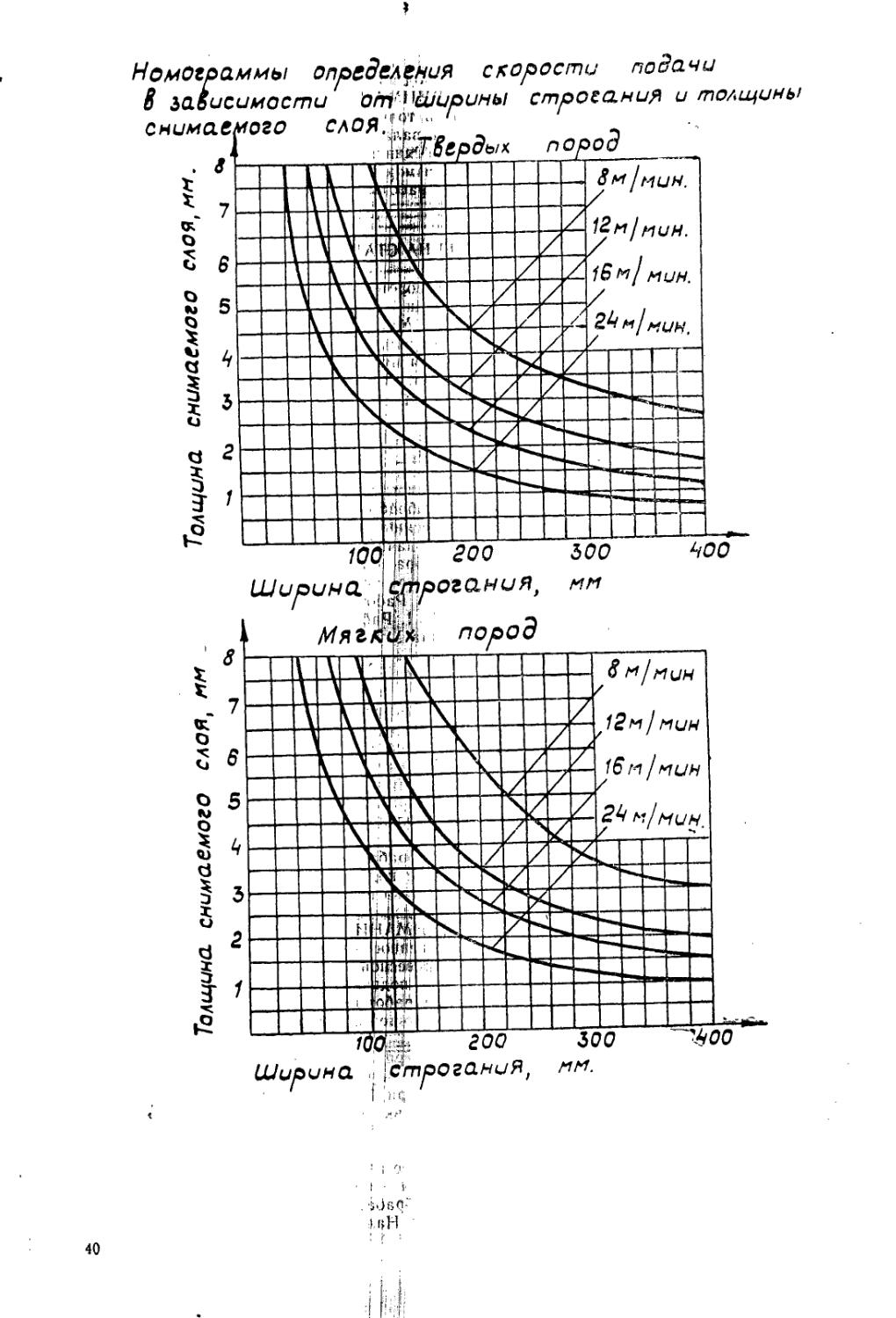
10.4. Выбор скорости подачи. г~-
10.4.1. Скорость подачи в зависимости рины строгания и толщины снимаемрг для разных пород древесины должна-раться по номограммам (см. рис. 21).
Эти номограммы составлены из расчета,-^то на резание расходуется полная мощность установленного электродвигателя (5,5 кВт).
Однако необходимо зиать, что номограммы ориентировочно отражают загрузку по мощности, так как мощность резания зависит от породы древесины, ее качества, влажности, остроты ножей.
Пример выбора скорости подачи.
Ю-еме^
и-и„лоя выби-
й
Перемещение
отключенном
кой 1 или 2, при этом должен привод подачи.
ВНИМАНИЕ! дить только при вого вала.
Убедившись в ханизмов станка, для работы.
отключиться и
стола произво-приводе ноже-
нормальной работе всех ме-приступают к настройке его
Требуется обработать на станке заготовку шириной 220 мм, с припуском на обработку 3 мм. Материал — сосна.
По номограмме определения скорости подачи для мягких пород древесины находим метры: 3 мм —толщина снимаемого
220 мм — ширина строгания. Через эти точки проводим прямые линии до их пересечения. Точка пересечения находится в зоне кривой подачи
пара-слоя,
подачи
линии, соответствующей скорости 12 м/мин.
Аналогично определяется скорость при обработке заготовок из твердых пород древесины по номограмме определения скорости подачи для твердых пород древесины.
Выбранную скорость подачи устанавливают переключателями на пульте управления.
10.5. Работа на станке.
10.5.1. Работа па стайке включает операции: подача заготовок в станок и прием из станка обработанных заготовок.
10.5.2. При подаче заготовок необходимо соблюдать следующие требования безопасности:
заготовки должна
— наименьшая длина быть не менее ЗОЭ мм;
— одна плоскость заготовки должна быть нрофугована с точностью 0,15 мм на длине 1000 мм;
— переключение скоростей подачи производить только при остановленном приводе подаче;
— обрабатываемые заготовки в станок должны подаваться по одной. На лицевой части станка имеется предупреждающая табличка «Подавать по одной заготовке».
ВНИМАНИЕ! При работе станка возможно постепенное обрастание когтей когтевой защиты древесной пылью и смолой, что приводит к !, потере подвижности когтей, поэтому перед началом работы обязательно проверять подвижность когтей и при необходимости проводить их очистку.
При неправильной эксплуатации станка возможен выброс заготовки из зоны ножевого вала. При этом срабатывает когтевая защита и заготовка плотно заклинивается между столом и когтями. Для освобождения заготовки необходимо опустить стол вниз, устранив тем самым ее заклинивание. Заготовку вынуть из станка и произвести настройку станка на толщину обрабатываемой заготовки.
10.5.3. Наладка станка.
39
1
1 . .-а*»*,'•-н.
4 Вт
I г
mH
40
it
Установка и снятие ножей. 1
При установке и снятии ножей на ножевой > валу необходимо соблюдать особую остороя^- , ность, помня, что заточенные ножи имеют острые кромки и при контакте рук рабочего < лезвиями ножей возможны глубокие порезы.-г
При установке ножей на ножевом валу необходимо:
1) выключить вводный выключатель, снять эксгаустерную воронку. Клинья 3 и ножи .2 вставить в пазы ножевого вала и винтами 4 (см. рис. 11) слегка закрепить в ножевом., валу; । <
2) по контрольному приспособлению (с^.« рис. г: резания 128 мм. Разность показаний индикатора в крайних точках ножа не должна быть, лее 0.05 мм. Выставку ножей производить вин^ личины ножи необходимо переточить. В про-тами 5 и гайками 6. После выставки нож"1*'
Поэтому установленный комплект ножей необходимо заменить на вновь заточенный.
Для снятия ножей необходимо отпустить винты 4 (см. рис. 1) и осторожно вынуть ножи.
ВНИМАНИЕ! Во избежание дисбаланса ножевого вала следует соблюдать следующее: диаметрально противоположные ножи должны быть уравновешены.
Разность масс ножей нс должна быть более
10.6. Заточка ножей.
10,6.1. Стойкость ножей без переточки составляет 3—4 часа согласно ГОСТ 6567—75.
________1______j ________________ , Правильно заточенные ножи должны обсс-14) выставить лезвия ножей на диаметр, печивать шероховатость обработанной поверх-
in V-Ч п Ы Cl 1 и 1X1 UU 1 IJC ‘ и VO i CI I 1 1 I <7 ие<ие|/л
i: ности не более Рг= 100 мкм. При превышении
i шероховатости поверхности вышеуказанной вс-
впнты 4 окончательно затянуть; kira
3) установить эксгаустерную воронку; i В* 4) включить вводной выключатель.
Станок полностью готов к работе. . 4
При строгании заготовок на станке через не-которое время (через 180—240 мин по данным ГОСТ 6567—75) происходит затупление режущих кромок ножей. г,
цессе многократных переточек происходит стачивание ножей. Допускается работать ножами шириной не менее 20 мм.
10.6.2. Заточка ножей должна производиться в ииструментально-заточной мастерской или в отдельном помещении, отведенном для заточки инструмента.
И. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
1 Г Г
11.1. В таблице 10 приведен перечень воз-j можных неисправностей и методов их устр'а-
нения механической и электрической частей станка.
14
ф. ю
Таблица 10
Признаки неисправности Возможные причины Методы устранения неисправностей
Неравномерно (с пробуксовкой) подается заготовка задними вальцами.
Трудно подается заготовка под передний подающий валец.
Шероховатость обработанной поверхности не соответствует требованиям, предъявленным к обработанной поверхности (Rz не должна превышать 100 мкм по ГОСТ 7016—82).
В начале обработанной заготовки имеются вырывы.
В конце обраббтайядй^аготовки имеются1 вырывы. -
Неравномерность толщины заготовки обработанной на станке превышает 0,15 мм.
При проверке когтевой защиты не происходит за;.тин;:-ванне выдергиваемой заготовки.
На обработанной поверхности заготовки остаются вмятины от стружки.
Не фиксируется (качается на винтах) стол при обработке заготовки на заданном размере.
Неравномерно (с раскачиванием) перемещается стол.
Ножевой вал издает характерный вибрирующий шум.
Отсутствует торможение привода ножевого вала.
Недостаточно усилие давления заднего вальца или мала величина выставки вальцов стола над рабочей поверхностью.
Велико усилие давления переднего вальца или неправильно выставлен валец относительно плоскости резания.
Затуплены ножи, неправильно выставлены ножи н прижимы.
Недостаточноусилие давления секций переднего при-жима и непа’раллельиость переднего прижима плоско-сти стодаХ-. ; ".у t _ - —
Нёпараллфаьносц^задцего «пр’йжима рабочей поверху? ности стола. ’ ; ~
Непараллельность рабочей поверхности стола цилиндрической поверхности корпуса ножевого вала превышает допустимые нормы.
Ногтевая защита выставлена не по схеме рис. 9 или износились и затупились когти в пр; лессе эксплуатации.
Некачественно работает эксгауетерк.;л система или налипла стружка на гладлие вальцы с гола.
Не отрегулирован механизм фиксации стола.
Ослаблена натяжка цепи перемещения стола, нарушено крепление звездоче:-, па линтах перемещения стола.
Неправильная натяжка ремней. отсутствие смазки в подшипниках ножевого нала, выход из сгроя подшипников.
Не включается пускатель КЗ.
Вышел из строя переключатель ПТМ.
Не включается пускатель К4.
Увеличить давление пружины заднего вальца и увеличить выставку вальцев стола относительно рабочей поверхности.
Уменьшить усилие давления вальца и произвести выставку согласно схеме рис. 10.
Заточить ножи, выставить ножи по приспособлению согласно рис. 11. Выставить прижимы согласно рис. 10.
Определить неработоспособные пружины и заменить их. -Произвести выставку переднего прижима парал-лельн^рабоней,поверхности стола.
Выёй®гт^Задний Ттрцжим-параллельно рабочейшю-лёрйЩадйбЗй~--. -hr p.hl -
Поворотомтаек поз. 13 рис. 7 добиться параллельности 0,15 мм. на длине 1000 мм.
Выставить профиль когтей согласно прилагаемому чертежу когтя, выставить согласно схеме рис. 10.
Проверить работоспособность зксгаустерной системы и при необходимости устранить неполадки. Очистить вальцы от стружки, смолы и т. п.
Устранить зазор между упорными винтами и эксцентриками.
Отрегулировать натяжение цепи, устранить возможные нарушения крепления звездочек.
Проверить пригодность подшипников и при необходимости заменить, произвести смазку, отрегулировать натяжение ремней.
Проверить цепь питания пускателя КЗ
Заменить переключатель ПТМ.
Проверить цепь питания пускателя К4.
г
12. УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ, ЭКСПЛУАТАЦИИ И РЕМОНТУ
12.1. Техническое обслуживание и ремонт станка должны производиться в соответртрри с руководящим материалом Минстанкопрома «Система технического обслуживания и ремонта деревообрабатывающего оборудования»Москва, НИИМАШ. 1984 г. В соответствии с ^тим документом предусмотрены с начала эксплуатации до капитального ремонта проведение 12 плановых осмотров, 4 текущих ремонта и один средний ремонт. Срок службы станка до первого капитального ремонта в соответствии с техническими условиями—8,5 лет.
Категории сложности ремонта станка: механической части—5,5, !
электрической части—5. i
12.2. Основное содержание работ по техническому обслуживанию механической части оборудования. г
12.2.1. Плановый осмотр. . J
Очистка и смазка направляющих перемещения стола. Выявление дефектов, подлежащих устранению при очередном плановом релонте с их фиксацией в предварительной ведомости дефектов. Замена на доступных без разборки крепежных элементов. Проверка н регулирование зазоров в направляющих перемещения стола. Зачистка царапин, забоин, задиров на доступных рабочих поверхностях деталей.
12.2.2. Ежесменный осмотр.
При ежесменном осмотре проверяется со
стояние узлов и механизмов станка, указанных в «Карте планового технического обслуживания» см. табл. 11.
12.2.3. Смазка и замена смазки. '
Смазка и замена смазки выполняются ^соответствии с подразделом 8.1.1. и табл. 10.
12.2.4. Регулировка. i ;
В процессе эксплуатации станка возникает необходимость в регулировке отдельных узлов и элементов с целью восстановления их! нормальной работы. J и* \
1) Регулирование положения переднего падающего вальца (см. рис. 6). )
Регулирование положения переднего подающего вальца относительно плоскости резания производить винтом 47, предварительно ослабив гайку 48. '
2) Регулирование положений прижимных элементов.
Установку переднего и заднего прижимов относительно плоскости резания производить винтами и гайками поз. 51, 52 рис. 6 и поз. 23,
14 рис. 4 соответственно. После установки гайки затянуть.
3) Регулирование положения заднего подающего вальца (см. рис. 12).
Регулирование положения заднего подающего вальца относительно плоскости резания производить винтом 8, предварительно ослабив гайку 9.
4) Регулирование усилия прижима подающих вальцов.
При появлении пробуксовки заготовок требуется произвести регулирование усилия прижима подающих вальцов.
Регулирование усилия прижима переднего вальца производить сжатием пружин 34 гайками 35 (см. рис. 5).
Регулирование усилия прижима заднего вальца производить сжатием пружин 4, винтом 5, предварительно ослабив контргайки (рис. 12).
5) Регулирование стола (см. рис. 4).
Если неравномерность толщины заготовки, обработанной на станке, превышает 0,15 мм, требуется произвести регулирование рабочей поверхности стола относительно цилиндрической поверхности корпуса ножевого вала. Регулирование производить поворотом винтов 18 относительно гаек 19, предварительно ослабив винты 20. После регулировки винты 20 затянуть. Нспараллелыюсть рабочей поверхности стола относительно цилиндрической поверхности корпуса ножевого вала не должна быть более 0.15/1000 мм.
6) Регулирование натяжения клиновых ремней привода ножевого вала производится перемещением подмоторноп плиты 28 по пазам с помощью тяги 29. При этом гайки 30, крепящие плиту, отпускаются.
После регулировки натяжения ремней гайки затянуть. ••
7) Регулирование натяжения цепи привода подачи (см. рис. 5).
Регулирование натяжения цепи привода подачи производить гайкой 32, предварительно ослабив гайку 31. После регулировки гайку затянуть.
12.2.5. Проверка геометрической точности станка.
Геометрическая точность станка проверяется в соответствии с картой технического обслуживания см. табл. 12.
43
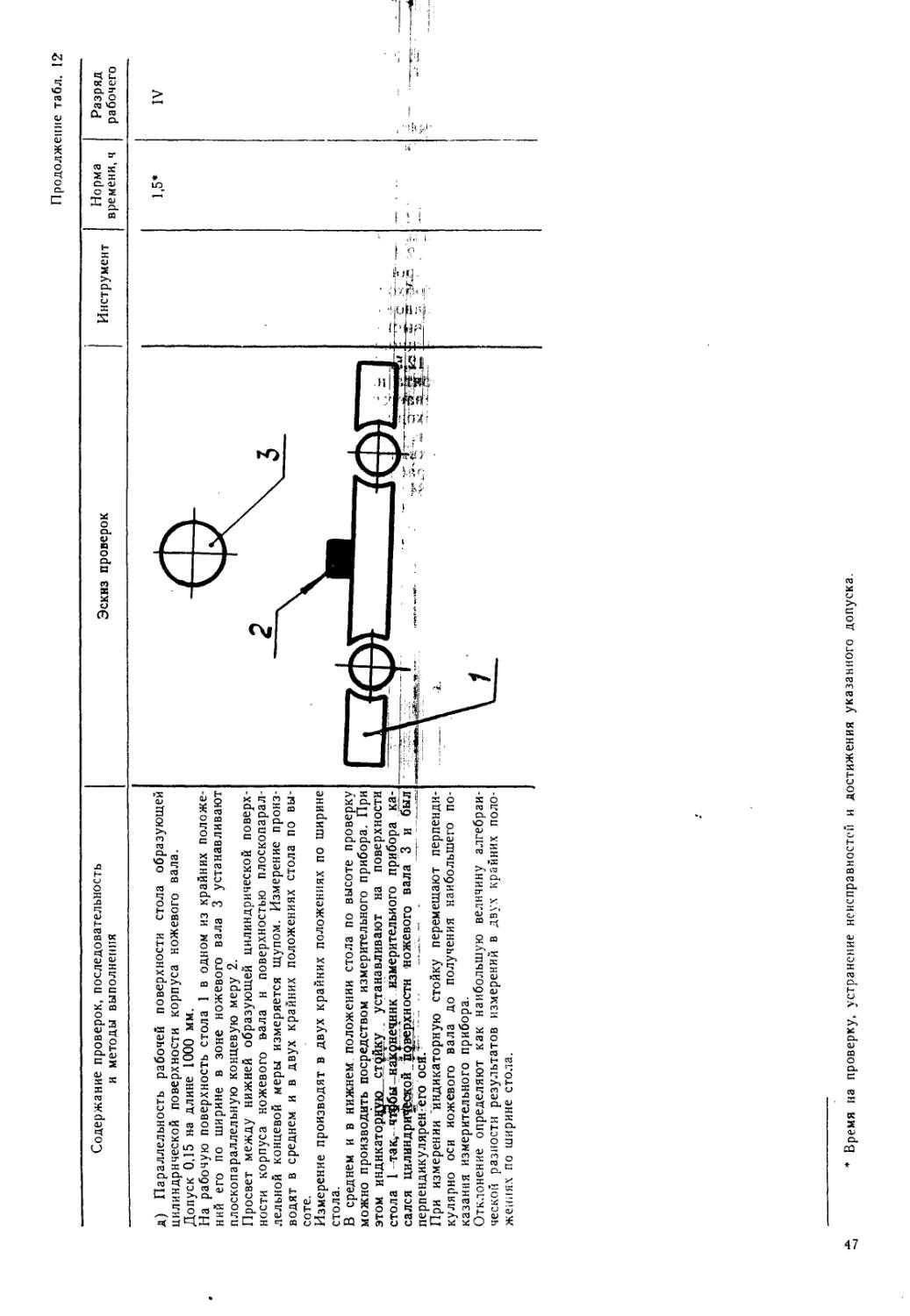
05
Содержание проверок, последовательность и методы выполнения
в) Параллельность образующей цилиндрической поверхности нижиих поддерживающих валиков рабочей поверхности стола. Допуск 0,15 иа длине 1000 мм.
На рабочую поверхность стола 1 устанавливают индикаторную стойку 2 так, чтобы измерительный наконечник измерительного прибора последовательно касался цилиндрической поверхности каждого из валиков 3 и был перпендикулярен их осям.
При измерении индикаторную стойку перемещают перпендикулярно оси валика до получения наибольшего показания измерительного прибора.
Измерения производят в двух крайних сечениях по длине каждого валика. -Параллельность следует определять как величину алгебраическойразности-результатов измерений. — —---»i _
_ _ dflggtt/ « S3 ’ • ? -ГИ C '
г) Радиальное биение цилиндрической поверхности корпуса ножевого вала.
Допуск 0,03^мм.
На рабочую поверхность стола 1 устанавливается индикаторная стойка 2 так, чтобы измерительный наконечник измерительного прибора касался цилиндрической поверхности корпуса ножевого вала 3 н был направлен перпендикулярно его оси.
Ножевой вал приводят во вращение.
Измерение следует производить в двух крайних сечениях по длине ножевого вала. t
Биение следует определять как наибольшую величину алгебраической разности результатов измерений.
Продолжение табл. 12
Таблица 12
КАРТА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
Содержание проверок, последовательность и методы выполнения Эскиз проверок Инструмент Норма времени, ч Разряд рабочего
IV
а) Плоскостность рабочей поверхности стола.
Допуск 0,15 на длине 1000 мм (выпуклость не допускается). На каждой из рабочих поверхностей стола 1 в двух поперечных и диагональных направлениях последовательно устанавливают на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты поверочную линейку 3.
Просвет между рабочей поверхностью линейки и проверяемой поверхностью измеряют щупом и блоком плоскопараллельных концевых мер. Отклонение следует определять как наибольшую величину результатов измерений.
Линейка
ШД-1-1600 ГОСТ 8026—75 Щуп набор № 2 кл. 2
ТУ 2.034.225—87
Концевые меры длины. Набор № 2
ГОСТ 9038—90
б) Радиальное биение цилиндрической поверхности нижних поддерживающих валиков.
Допуск 0,05 мм.
На рабочую поверхность стола 1 устанавливают индикаторную стойку 2 так, чтобы измерительный наконечник показывающего измерительного прибора последовательно касался цилиндрической поверхности каждого из валиков 3 и был на-1 правлен перпендикулярно его оси. I
Валик приводят во вращение. Измерение производят в двух крайних сечениях по длине каждого валика.
Биение следует определять как наибольшую величину алгебраической разности результатов измерений.
Индикатор
И402 кл. 1
ГОСТ 577—68
Продолжение табл. 12
Содержание проверок, последовательность и методы выполнения Эскиз проверок | Инструмент Норма времени, ч Разряд рабочего
д) Параллельность рабочей поверхности стола образующей цилиндрической поверхности корпуса ножевого вала.
Допуск 0,15 на длине 1000 мм.
На рабочую поверхность стола 1 в одном из крайних положений его по ширине в зоне ножевого вала 3 устанавливают плоскопараллельную концевую меру 2.
Просвет между нижней образующей цилиндрической поверхности корпуса ножевого вала н поверхностью плоскопараллельной концевой меры измеряется щупом. Измерение производят в среднем и в двух крайних положениях стола по высоте.
Измерение производят в двух крайних положениях по ширине стола.
В среднем и в нижнем положении стола по высоте проверку можно производить посредством измерительного прибора. При этом инднкаторщао__ст5Йку устанавливают на поверхности стола 1 так, чт5бьг-нак2нечннк измерительного прибора ка-сался цилиндрической поверхности ножевого вала 3 и был перпендикулярен~ёго оси.' — - — ““
При измерении ’индикаторную стойку перемещают перпендикулярно оси ножевого вала до получения наибольшего показания измерительного прибора.
Отклонение определяют как наибольшую ческой разности результатов измерений в жеииях по ширине стола.
величину алгебраи-двух крайних поло-
Время на проверку, устранение неисправностей и достижения указанного допуска.
ничрскую
12.3. Содержание типовых работ по ©смотру и ремонту электрической части оборудования.
12.3.1. Осмотр. | | •]'
Осмотр производится в сроки устанавливаемые ответственным за электроте: " часть. , .
Обнаружение и ликвидация видимый повреждений электроаппаратуры и электропроводки. Проверка и восстановление крепления аппаратов, деталей, электропроводки. 'Проверка качества уплотнений, герметичности. Про-
верка наличия и исправности элементов заземления и их восстановление. Проверка наличия п правильности подбора плавких вставок предохранителей, тепловых реле и при необходимости их установка или замена. Плавкие вставки должны быть калиброванными. Чистка и обдувка аппаратов и проводки без их разборки.
Проверка исправнрсти и ремонт пусковых кнопок, переключателей и других органов управления. Подтяжка и ликвидаций перекосов контактных соединений, проверка Н качества присоединения проводов, регулирова!нке натяжения контактов. Проверка четкостЫвключе-ния и отключения электроаппаратуры ^исполнительных устройств. Измерение сопротивления изоляции проводов. Проверка и ремонт устройств техники безопасности. •'
12.3.2. Текущий ремонт.
Текущий ремонт производится для обеспечения работоспособности электрооборудования и аппаратов до следующего планового ремонта.
При текущем ремонте электрооборудования производятся все операции осмотра и замена быстроизнашиваемых узлов и деталей с устранением дефектов, возникших в процессе эксплуатации.
12.4. Основное содержание работ по текущему ремонту механической части стайка.
12.4.1. Текущий ремонт включает:
проверку технического состояния и, в случае необходимости, мелкий ремонт ножевого вала, привода подачи, механизмов фиксации стола и выставка вальцов стола, когтевой защиты, секционного вала.
12.5. Содержание среднего капитального ремонта настоящим руководством не предусматривается. Объем работ, их трудоемкость, необходимое количество ремонтных материалов и т. п. определяются требованиями «Системы технического обслуживания и ремонта деревообрабатывающего оборудования», Москва, 1984 г.
12.6. Схемы транспортирования отдельных частей станка при ремонте показаны на рисунках 22, 23, 24, 25, 26.
Ставропольское.акционерное общество «Красный Металлист»
НИШ
I >: к
СТАНОК РЕЙСМУСОВЫЙ ОДНОСТОРОННИЙ
Модель СР4—2
Руководству.по эксплуатации
ПРИЛОЖЕНИЕ 1
Материалы по быстроизнашиваемым деталям СР4—2.00.000 РЭ
J!
§
РиЦ 1,- Схема расположения подшипников ।
К
62
Таблица 1
Надмевование Куда ijx )ДЙ Поз. см рис. 1 Кол.
Подшипники ь
ГОСТ 4060—78
943/20 Механизм натя^ иен, цепей 22 1
943/25 Редуктор прнво ta ’подачи 4, 5, И 3
943/50 Винты перемещения стода 21, 23 2
Подшипник 1205 Передний и задний подающие
ГОСТ 5720—75 вальцы 12, 13, 14, 15 4
Подшипник 8112 Винты перемещения стола 20, 24 2
ГОСТ 7872—89
Подшнпннки • Л
ГОСТ 7242—81 '.й Г
60204 Вальцы стола* 25, 26, 27, 28 4
6—60209 Вал ножевой 1, 2 2
Подшипники 1р ,
ГОСТ 8338—75
204К Редуктор припр да додачи 3, 6, 8 3
302 Червячный ред} ктрр 16, 17, 18, 19 4
305 Редуктор приво да подачи 4, 5, 7 3
Таблица 2
Обозначение Наименование Куда входцт 'i'!> 4 Поз. см. кинематическую схему Рис. К«>л. Материал Примечание
I-
СР4—2.00.163 Колесо червячное Червячн«Й~ ! редуктор 17 2 1 Бронза Бр05Ц5С5 ГОСТ 813—79
СР4—2.00.164 Червяк То же ; 141. 16 3 . 1 Сталь 45
4- > н । ГОСТ 1050—88
СР4—2.00.206 Звездочка Муфта пррдо- 18 4 1 Сталь 45
храиителт ГОСТ 1050—88
СР4-2.00.271 Звездочка Станина j I1 i 19 14 1 Сталь 45
ГОСТ 1050-88
СР4—2.07.007 Шестерня 1 • Редуктор привода подачи 5,7 5 2 Сталь ГОСТ 45 1050—88
СР4—1.00.152 Гайка Станниа Рис. 4, поз. 19 6 2 АЧС-4 ГОСТ 1585-85
СР4—1.00.154 Звездочка То же 20 7 2 Сталь 45
ГОСТ 1050-88
СР4—1.00.159 Винт » X, XI 8 2 Сталь 45
ГОСТ 1050—88
СР4—1.00.188 Звездочка » 21 9 2 Сталь 45
ГОСТ 1050—88
СР4-1.03.004 Звездочка Вальца 10, И 10 2 Сталь 45
подающие j ГОСТ 1050—88
СР4—1.07.013 Колесо Редуктор при- 6, 8 11 8 Сталь 45
зубчатое вода подачи^ ГОСТ 1050—88
СР6—9.10.127 Ролик Редуктор привода подачи Рис. 5 поз. 38 12 1 Сталь ГОСТ 45 1050—88
СР6—9.22.001 Коготь Валец подаю- Рис. 9 поз. 5 13 20 Сталь 35 Л—1
щий передний ГОСТ 977—88
64
W)
3
Рис. 2. Колесо червячное I I; ‘•-г
Модуль m 2
Число зубьев ’iM t z2 18
Направление линии зуба ' 1 )( up — правое
Коэффициент смещении червика Th - X 0
Исходный производящий червяк tp < '!••• ГОСТ 19036—81
Степень точности по ГОСТ 3675—81 — Ст. 8—В
Межосевое расстоииие •b Qw 30±0,071
Делительный диаметр червячного колеса d2 36
Вид сопряженного червяка ZA
Число витков соприжеиного червяка f t Z1 1
Обозначение чертежа сопряженного ЧервйКа СР4—2.00.164
1. * Требования к заготовке. J ,4л
2. ** Размер обеспечивается инструментами
$28h6
Модуль m 2
Число витков • Z, 1
Вид червяка ’ ’ ' ZA
Делительный угол подъема- г г 5“43'
Направление линии витка j . — правое
Исходный червяк " 'Л ТОСТ 19036’—81
Степень точности по ГОСТ. 367^5—81 Ст. 8—В
Делительная толщина по хорде витка Sa! —0.19 3'046_0,29
Делительная высота до хорды витка hat 2,091
Делительный диаметр червяка di 24
Ход витка Pz, 6,28
Обозначение чертежа сопряженного колеса СР4-2.00.163
1. Зубья ТВЧ h > 1.8 мм; 46,5...51,5 HRCa.
2. * Размер для справок.
3. ** Размер обеспечивается инструментом.
4. 1114; hl4; ± ‘ j'
5. Допуск непостоянства диаметров В и Г в поперечном и продольном сечениях 0.006 мм. i :
66
Число зубьев Z 20
Сопрягаемая цепь Шаг t 12,7
Диаметр ролика -*- ds 8,51
Профиль зуба по ГОСТ 591—69 — без смещения
Группа по ГОСТ 591—69 — С
Диаметр окружности впадии ; •Г— “Г"' Di 72,53 -o,4
Допуск иа разность шагов | I i St 0,16
Радиальное биение окружное^ ВЦ (дин Eo 0,5
Торцовое биение зубчатого вещ Д8 1 — 0,5
Диаметр делительной окружности . 6д 81,18
Сопрягаемая цепь Ширина внутренней пластины h 11,8
Расстояние между внутренними пластинами B3 5,40
1. Зубья звездочки и кулачков ТВЧ h> 1,5 мм; 41,5...46,5 HRCa.
2. * Размер для справок.
12
3. Н14; Ы4; ± у-
4. Покрытие Хим. Оке. прм.
67
$50.
Рис. 5. Шестерня
Модуль m 2
Число зубьев 1|'‘ ’РГ Z 23
Нормальный исходный копту Г — ГОСТ 13755—81
Коэффициент смещения - - X 0
Степень точности ...... •— ГОСТ -1643—81
Длина общей нормали W - 0,11 15'4 -ЗоТб
Делительный диаметр d 46
1. * Требование к заготовке, j
2. Зубья 41,5...46,5 HRCb. ' | <
3. ** Размер обеспечивается' инструментом.
4. Н14; hl4; ± -у- . ьь
5. *** Размеры даны для обработки на станках с ЧПУ. -Mr-
НЙ'р’п.
i- К
63
Рис. 6. Гайка
9> ЧЗ,Б
1. * Размер обеспечивается инструментом.
2. Н14; Ы4; ± у
3. Допуск непостоянства диаметра В в поперечном и продольном сечениях 0,008 mmj k, j
4. Покрытие Хим. Оке. прм. р; ’
5. Масса —1 кг. u >
Af
Класс точности по ГОСТ 591—69, | с
Диаметр окружности впадин | Di- 1 72,53-0.4
Допуск на разность шагов 1 st 0,16
Радиальное биение окружности впаднн 1 Ео 0,5
Торцовое биение зубчатого веица 1 — 0,5
Диаметр делительной окружности бд 81,18
Сопрягаемая Ширина внутренней пластины h 11,8
цепь Расстояние между внутренними пластинами Вз 5,40
1. Зубья ТВЧ h^2,5 мм;
41,5...46,5 HRCs.
2. * Размер для справок.
3. ** Размер обеспечивается инстру ментом.
1з
4. Н14; Ы4; ± у
5. Покрытие Хим. Оке. прм,
6. Масса—0,31 кг.
70
Tr-i0*6-8e Л
Фго ha
J
Рис. 8. Винт
1. 248 . . . 285 НВ ! ;..
2. Толщина начала первой нитки должна быть не менее 1 мм.
3. Накопленная погрешность шага резьбы в пределах длины 265 мм не должна превышать 0,04 мм. .
tj
4. hl4; ± —
5. Масса —1,28 кг.
71
Рис. 9. Звездочка
Число зубьев Z 13
Сопрягаемая цепь Шаг t 12.7
Диаметр ролика <1з 8.51
Профиль зуба по ГОСТ 591—69 — без смещения
Группа по ГОСТ 591—69 — С
Наибольшая хорда Lx 44,04 -0.39
Допуск на разность шагов 1 2 3 4 5 6 Р | St 0,16
Радиальное биение окружности,впадин 1 Ей 0,5
дат Торцовое биение зубчатого венца1> — 0,5
Диаметр делительной окружйоСпГ di 53,07
Сопрягаемая цепь Ширина внутренней пластины .'U h 11,08
Расстояние между внутренними пластинами Вз 5,4
1. Зубья ТВЧ h>l,5 мм, 41>5...46,5 HRCs.
2. * Размер для справок.
3. Ы4; ±^- '
4. Допуск непостоянства диаметра поверхностей А в поперечном и продольном сечениях 0,01 мм.
5. Покрытие Хим. Оке. прм.
6. Мдсса—0,17 кг.
72
-> --
Число зубьев — 1 Z 24
Сопрягаемая цепь Шаг ? ' ‘ 1 •1 t 19,05
Диаметр ролика d3 11,91
Профиль зуба по ГОСТ 59!—69 < — без смещения
Группа по ГОСТ 591—69 — С
Диаметр окружности впадин Di 133,88-0,4
Допуск иа разность шагов . St 0,16
Радиальное биение окружности впадин..' Eo 0,5
Торцовое биение зубчатого венца — 0,5
Диаметр делительной окружности d.x 145,95
Сопрягаемая цепь Ширина внутренней, пластины ; ; h 18,2
Расстояние между внутренними пластинами ; Вз 12,70
!. Зубья ТВЧ h>2,5 мм, 41,5...46,5 F 2. * Размер для справок 3. ** Размеры обеспечиваются инет 4. Н14; Ы4; ± — 4F :Cs ме нтом.
5. Покрытие Хим. Оке. прм.
6. Масса—1,48 кг.
73
Модуль m 2
Число зубьев ; L 1 • 1 J t z 76
Нормальный исходный контур j — ГОСТ 13755—81
Коэффициент смещения X 0
Степень точности —— 8—В ГОСТ 1643—81
Длина общей нормали ' г53 w 52,32 ~0’16 —0,26
Делительный диаметр _ ! d 152
1. * Требования к заготовке. ,- 2. Зубья 41,5...46,5 НЯСэ. J 3. ** Размер обеспечивается инрт 4. Ы4; ±~у ф- 5. Масса —2,6 кг. sKi J 4.- 1 ментом.
74
39 ф
Рис. 12. Ролик
W)
*2
1. h!4; ±-у-
2. Покрытие Хим. Оке. прм.
3. Масса —0,25 кг.
Рис. 13. Коготь
ФЗОН11
1. Точность отливки 6—5—6—5 т ГОСТ 26645—85.
2. Зубья 36,5...46,5 HRCs.
3. * Размер для справок
4. Неуказанные литейные
5. Ы4; ±~Y~
I i. i
радиусы 3 мм.
6. Покрытие Хим. Оке. прм. ' :
7. На поверхности зубьев допускается следы работки шероховатости 5. i
8. Масса —0,345 кг.
об-
Ф 86,2
Рис. 14. Звездочка
Число зубьев 1 Z 20
Сопрягаемая Шаг 1 t 12,7
цепь Диаметр ролика1 2 3 4 5 6 I d, 4,45
Профиль зуба по ГОСТ 591—69 1 — без смещения
Группа по ГОСТ 591—69 ' — С
Диаметр окружности впадин 1 1 Di 72,53 -о.з
Допуск на разность шагов ii 1 st 0,16
Радиальное биение окружности впадин 1 1 Ео 0,5
Торцовое биение зубчатого венца • ' 'H I - 0,5
Диаметр делительной окружности ; ! 1 d д 81,18
Ширина внутренней пласта-
Сопрягаемая ны 1 h 11,8
Цепь Расстояние между внутрен-
ними пластинами Вз 5,4
1. Зубья ТВЧ h^l,6 мм,
41.5...46.5 НИСэ.
2. * Размеры для справок.
3. ** Размер обеспечивается инструментом.
4. Н14; Ы4; ±-^
5. Покрытие Хим. Оке. прм.
6, Масса —0,62 кг,
77
1ИСМУС0ВЫИ
Ш 'Т * ! — _ . . . . . -W.
СТАНОК
Комплект
00.000 РЭ
к
V-
>.
Руководство' по эксплуатации ПРИЛОЖЕНИЕ 2
с
оисте]ф' электрооборудования
СР4
рг> t
<
г
•г??;
ОДНОСТОРОННИЙ
Модель СР4-2
5
ПЕРЕЧЕНЬ
J 1 * ।
элементов к схеме электрической принципиальной
Напрйхение 380 В, 50 Гц
\ г Таблица!
Зона I По3' об°3’ 1 иачение Наименование Кол. Примечание
А Переключатель ПТМ40—8УЗ ТУ 16—729.069—77 1
Fl—F2 Предохранитель ПРС—6УЗ—П с плавкой вставкой
ПВД—2УЗ ТУ 16—522.112—74 2
Н Лампа КМ24—90
ТУ 16—88 ИКАВ 675.2501001 ТУ 1
К1 Реле электротепловое РТЛ—100704
ТУ 16—523.549—82 7 , , 1 1=1,81А
К2 Реле электротепловое РИ бЗПХ>804
ТУ 16—523.549—82 ISO'1 1 1=2,37 А
КЗ Пускатель ПМЛ210104а[' дОПВ" ПМЕ 211УЗ
ТУ 16-644.001—83 L i
Приставка ПКЛ 2204 ff if! ||
ТУ 16—523.554—78 , i 1
К4 Пускатель ПМЛ 110104А, 110 В РВП72—3122
ТУ 16—644.001—83 с пнеьмоприставкой
ПВЛ 2104 ТУ 16—523.554—78 1
К5 Пускатель ПМЛ 210104А, 110 В ПМЕ 2 ПУЗ
ТУ 16—644.001—83 1
К54-К8 Пускатель ПМЛ 110104А, 110 В
ТУ 16—644.001—83
Приставка ПКЛ 2004
ТУ 16—523.554—78 3
К9, КЮ Пускатель ПМЛ 110104А,—НО -В
ТУ 16—644.001—83 2
Ml Двигатель 4AM100L 2УПУЗ, 380 В исполн. 1М3081,
5,5 кВт, 3000 об/мин ТУ 16—510.776—81 1
М2 Двигатель 4AM90L 8/4 УЙУЗ, 380 В исполн. 1М1081,
0,63/1,0 кВт 750/1500 об/мин ТУ 16—510.451—78 1
М3 Двигатель 4ААМ63В4УЗ^ 380 В исполн. 1М1081,
0,37 кВт, 1500 об/мнн ЛУЙВ^510.770—81 1
Q1 Выключатель АЕ2046М-, ДрЬ20УЗ-А 380 В, 50, 60 Гц,
16А, 121н ТУ 16—522,148—80 1
SI, S2 Выключатель КЕ 201У2' исполн. 5 красный
ТУ 16.642.015—84 J Ы 2
S3 Микровыключатель МП23324ЛУХЛЗ исполн. 051Б,
ТУ 16—526.322—78 1
S4, S5 Выключатель ВП15Е21А211—54У2.8 с тремя вводами
ТУ 16—526.470—80 ! 2
S7 Выключатель ВП15Е21А221—54У2.8 с тремя вводами
ТУ 16—526.470—80 Н 1
S6, S8 Кнопка КМЕ 4510У2, зелёный
ТУ 16—526.094—78 2
S9 Переключатель ПЕ-061УЗвисполн. 2
ТУЮ—526.408—76 1# 1
S10.S11 Кнопка КМЕ 4510У2, черный
ТУ 16-526.094-78 ' : 2
т Трансформатор ОСМ1— 0;25УЗ 380 | НО | 24В
ТУ 16—717.137—83 ] : . 1
5
нг
Х2
N3
Nt>
£1
til
ci
Я
А5.
Ж г о о
Л5 вб С5 Д7
XI * вс*
|И
Х5
Лшып управления
83
82
Н5
м2
мз
М»*!
n8
86
о
S7
/. Прохода ПВЗ, 3806 по ГОСТ5323-7$
2 Номера worm прс8одо5 мааонь! над линиями сбязи
3 Гриппа прободоБ Н2 жытовать отдельно для доеспеуения свободного отключения проходов от
клеммника М при
сьеме я’слгуло со станка.
Рис 2 Схема станка
электрическая соединений СРч-2 80 00094
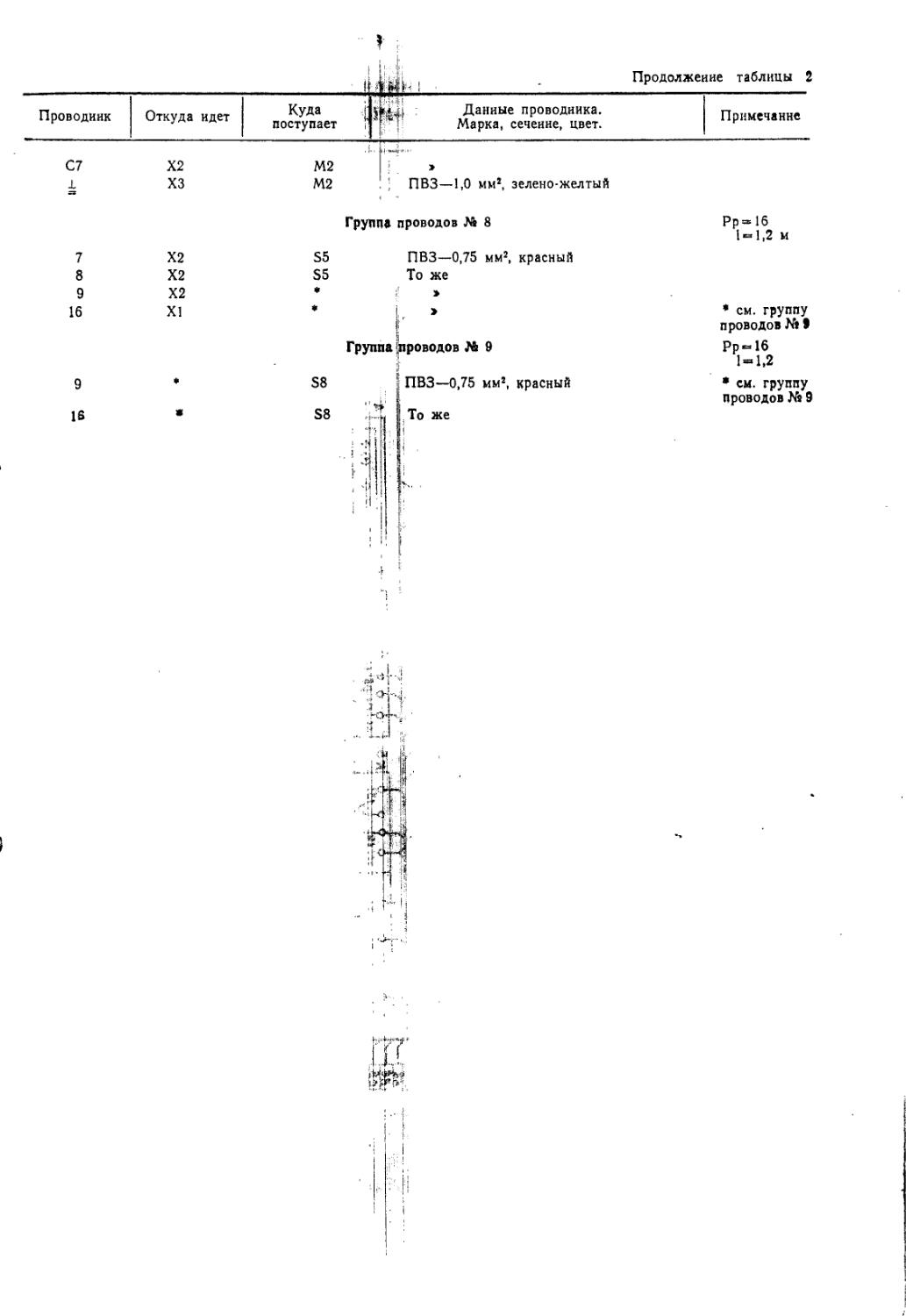
- 1 1 • - ! ? ( Продолжение таблицы 2
Проводник Откуда идет пп^упярт 1 * iXUv Л У ХХСХ^ л 1 Данные проводника. Примечание Марка, сечение, цвет. г
С7 Х2 М2 1 ХЗ М2 Груш 7 Х2 S5 8 Х2 S5 9 Х2 * 16 XI * Груш 9 * S8 16 » S8 2 ,н И: Wij 16 ia > ПВЗ—1,0 мм2, зелено-желтый проводов № 8 Рр=16 1 = 1,2 м ПВЗ—0,75 мм2, красный То же > » • см. группу проводов №1 проводов № 9 Рр = 16 1=1,2 ПВЗ—0,75 мм2, красный * см. группу проводов № 9 То же I1
ТАБЛИЦА СОЕДИНЕНИЙ СТАНКА
СР4—2.80.000 ТЭЧ
: Таблица 2
Проводник Откуда идет Куда поступает j ,1" 1 Данные проводника. I^J । Марка, сечение, цвет Примечание
Труп л.. 6 Х2 S4 7 Х2 S4 | fpyi 2 Х2 S1 4 Х2 S1 9 Х2 S6 11 Х2 S6 И-j । йд проводов № 1 Рр=16 1 1 = 0,5 м ПВЗ—0,75 мм2, красный > 1 То же hW ina1 проводов № 2 Рр = 25_ ПВЗ—0,75 мм2, красный То же >
11
17
17
17
18
23
27
27
28
31
34
34
35
35
X
S6 Х2
S8
S9 Х2
Х2
Х2
S10
Х2 Х2
Х2
Х4 Х2
Х4
хз
Запасной
S8 S8
S9 S9
S9 S9
S10 S11
S10 S11 Х4 Н Х4 Н
Панель i пульта
ПВЗ—0,75 мм2, зелено-желтый
ПВЗ—0,75 мм2, красный
Тп=12
Группа проводов № 3
А8 Х2 М3 ПВЗ—1,0 мм2, черный
В8 Х2 М3 i То же
С8 Х2 М3 ! 1 X#: »
X ХЗ М3 ' ПВЗ—1,0 мм2, зелено-желтый И
: f X
Группд проводов № 4
1=1,2
4 Х2 S2 i'} J ПВЗ—0,75 мм2, красный
6 Х2 • .f , ”"1 Тоже '
1 й -Т'
Гг У ппа проводов № 5
5 S2 S3 ' J ПВЗ—0,75 мм2, красный
6 * S3 1 То же
11 Гру ппа проводов № 6
А2 XI Ml ПВЗ—1,5 мм2, черный
В2 XI Ml То же
С2 XI Ml »
X XI Ml а ПВЗ—1,5 мм2, зелено-желтый
Группа’проводов № 7
Рр-16 1=3 м
* см. группу проводов X: 5
Рр= 16
1=1,3 м
* см. группу проводов № 4
Рр=16 1=1,2 м
Рр= 16
1=1,0 м
А5 Х2 М2 ЙЕ ЕЖПВЗ—1,0 мм2, черный
В5 Х2 М2 X1 ПВЗ—1,0 мм2, черный
С5 Х2 М2 ... i4. То же
А7 Х2 М2 >
В7 Х2 М2 »
8
ТАБЛИЦА COEJ ' CF [ИМЕНИЙ ЭЛЕКТРОШКАФА ₽2.80.010 ТЭ4 Таблица 3
Проводник Откуда идет поступает*4 ' Ь+- •’' Даииые проводника. Примечание Марка, сечение, цвет Ibl1# ....
А XI Q1 Al Q1 КЗ Al QI Т Al Т Кб А1 Кб К8 А1 К8 К9 А1 К9 КЮ Al КЮ Кб А2 КЗ Х4 А2 КЗ Кб АЗ Кб А(3) А4 Кб К1 А5 KI Х2 А5 KI Х7 А6 К8 К2 А7 К2 Х2 А8 К9 Х2 А8 К9 К16 В XI h1 Bl Q1 КЗ Bl QI Кб Bl Кб K8 Bl K8 K9 Bl К9 К16 Bl кю Кб В2 КЗ Х4 ВЗ Кб А(1) В4 К4 К1 В5 KI Х2 В5 KI К7 В6 К2 К2 В7 К2 Х2 В8 К9 Х2 В8 К9 К16 С XI Qt Cl QI - КЗ Cl QI T Cl т кб Cl Кб К8 Cl К8 К9 ' Cl К9 К1б; С1 КЮ Кб С2 КЗ Х4 С2 КЗ Кб С2 Кб А (2) СЗ К7 К7 СЗ К7 К7 С4 Кб К1 С5 KI Х2 С5 KI К7 С6 К8 К2 С8 К9 Х2 С8 К9 КЮ 1 Т F1 ; 2 Fl XI 2 XI К4 3 Т(±) Т • I ПВЗ—0,75 ми’, черный i То же I > » > > > > » > » » » » 1 1 » > ЙУ- 1'": » ' - fc .» . ПВЗ—1,5 мм’, черный То же > » ПВЗ—1,5 мм*, чёрный То же > » » > > > » $ ‘ . > * > > > » » > » » » » » > » ПВЗ—1,5 мм, черный То же ПВЗ—0,75 мм2, красный Т° • * t ПВЗ—0,75 мм’, зелеце-желтый | 111 Я
Рис. 3. Схема электрическая соединений
мектрошкафа СР4—2.80.010 34
<4 4
Р j Продолжение табл.
Проводник 1 Откуда идет Куда поступает Данные проводника. Марка, сечение, цвет Примечание
3 Т Кб 3 Кб К8 3 К8 К7 3 К7 К9 3 К9 КЮ 3 КЮ КЗ 3 КЗ Кб 3 Кб К4 9 КЗ Х2 11 Кб КЗ | 11 КЗ Кб 1 11 Кб Х2 11 Кб К8 1 12 КЗ КЗ 12 КЗ Кб 13 КЗ К4 14 К4 КЗ 15 КЗ К5 16 Х4 КЗ 17 Х2 Кб 17 Х6 К8 18 К7 Х2 19 К7 К8 21 К8 К1 ' 22 К1 Кб 23 Кб Х2 24 Кб К2 25 К7 К7 25 К7 К2 26 К7 К8 27 КЗ Х2 28 КЮ Х2 29 К9 КЮ । 31 К9 Х2 ’ 32 К9 КЮ 33 Т F2 34 F2 XI 35 Т XI X Х4 ХЗ(М6) X ХЗ(М6) ниша “ ЭЛ. шкафа Т(Х Х4 ? } i й ПВЗ— 0,75 мм2, красный То же » Г !ГГ РЖ » ь » f ® » f » :u |1 ЙЙ » $ » к » к » " 1г » * '* » р » » Е ПВЗ—0,75 ммг, красный ’ То же -St:. » •ж ... * » " » ’Х|| » 1 ' 1 » Л. \ > 41» й : » W » » * » . . !< > ' ПВЗ—0,75 м2, аелено-желтый То же > >
3
г
1 !
IJ-Ц