/









































































































































































































































































































































Текст
А.П. ГУЛЯЕВ
ЯИВДНИЕ
Жидкость* ЮЗ;
•феррит
Феррит
Феррит*
tpp -
№00
ЗУ
Аустенит-
1300
tzoo
1100
юоо
ОН
ООО
Цементит * ле Зе бурит
Аустенит*
•цементит
(Вторичный)
Перлит *цементит < ' Рит
Цементит * леОеОурит
| Феррит*
1 * перлит
I 1
Арстенит*цементи- ' *6урит
но:
о
•феррит
800
М
Феррит-------
_ 700
Феррит*
•цементит
(третичный) -
600
Цементит-
* перлит
2 2,10
30
7%С
H%Fc,C
А. П. ГУЛЯЕВ
МЕТАЛЛОВЕДЕНИЕ
5-е переработанное издание
Допущено Министерством высшего п среднего
специального образования СССР
в качестве учебника для студентов
высших технических учебных ззведеннй
Москва «Металлургия» 1977
УДК 669.0(075.8)
Рецензент- кафедра метал юведения
Уральского по штехнического института
АННОТАЦИЯ
Кинга представтяет собой фундаментальный учебник по
курсу «Металлсведение» («Материаловедение») для студентов
металлургических, машиностроительных и политехнических
В) зов, а также по курсам «Металлография» и «Термичес кая
обработка» по специальности «Металловедение, оборудование
н технология термической обработки металлов».
Кроме учебного материала, кннга содержит справочные
сведения практически о всех видах металлических материа-
лов. Поэтому книга является не только учебником, но и мо-
нографией о металлах н их сплавах и предназначается не
только для учащихся, но и для инженеров и техников про-
мышленности.
В 5-е издание внесены изменения в соответствии с разви-
тием теоретического металловедения, а также в связи с раз-
работкой новых металтических материалов и новых техноло-
гических процессов термической обработки.
У14
Днз.\.см< • тровс^Р
Говуниверентет
НАУЧНАЯ
. ЮТЕНА
ф Издательство «Металлургия, 1977
г 31101—125
1 040(01)—77
92—76
Предисловие
ОГЛАВЛЕНИЕ
Стр
Часть первая
теория сплавов
Глава I. Кристаллическое строение металлов ........ П
1. Металлы............ ... 11
2. Классификация металлов.............................. 15
3. Кристаллическое строение металлов . ... 20
к/ 4. Кристаллические решетки металлов........... . . 22
V’ 5. Реальное строение метал тических кристаллов 27
6. Анизотропия саойста кристаллов ... 35
7. Методы изучения строения металлов 36
Список литературы ....................................... 42
Глава II. Кристаллизация . .,........................ 42
1. Три состояния вещества............................... 42
2. Энергетические условия процесса кристаллизации 43
3. Механизм процесса кристаллизации ... 46
4. Форма кристаллических образований 50
5. Строение слитка..................... . . . 5|
6. Превращения в твердом состоянии. Аллотропия 55
7. Магнитные превращения . 58
Сп исок литературы ... .59
Глава 111. Механические свойства. Наклеп и рекристаллизация 60
1. Металлы и неметаллы.................................. 60
2. Упругая и пластическая деформация. Несовершенства ре-
шетки и прочность металлов . 61
3. Разрушение.................. " , gg
4. Методы определения механических свойств . 77
✓ 5г Наклеп............................................. w gj
6. В зияние иагрсаа на строение и свойства дсформироваино-
го металла (рекристаллизационные процессы) 85
Список литературы . . .............. ... 96
Глаза IV. Строение сплавов . . 97
1. Механическая смесь . , . .
2. Химическое соединение.............. . . . . .
3. Твердый раствор на основе одного из компонентов сплава
4. Твердый раствор па базе химического соединения . . .
5 Упорядоченные твердые растворы .
6. Электронные соединения (фазы Юм-Розерп) . .
97
98
106
107
3
Стр.
7. Фазы Лавеса . ........................... 108
8 Фазы внедрения . . ............... 108
Список литературы ........................... 108
Глава V. Диаграмма состояния ... 109
**1. Правило фаз ............................... . . 109
¥2. Общие замечания о построении диаграмм состояния . 112
V3. Экспериментальное построение диаграмм................ 114
у 4. Диаграмма состояния для сплавов, образующих механи-
ческие смеси нз чистых компонентов (I рода) .... 118
\J5. Правило отрезков...................................... 121
j 6. Диаграмма состояния для сплавов с неогранкгченной
растворимостью в твердом состоянии (11 рода) .... 123
V‘7. Диаграмма состояния для сплавов с ограниченной раство-
римостью в твердом состоянии (Ill рода).................. 125
v/8. Диаграмма состояния для сплавов, образующих хнмнчо
ские соединения (IV рода).......................... 130
О 9. Диаграмма состояния для сплавов. испытывающих поли-
морфные превращения........................................ 134
и 10. Кристаллизация сплавов в неравновесных условиях . 136
v|l. Системы с тремя компонентами........................ 144
•'12. Упрощенные методы изучения многокомпонентных систем 153
43. Связь между свойствами сплавов и типом диаграммы
состояния . . ................ 156
Список литературы..................................... 158
Часть вторая
ЖЕЛЕЗОУГЛЕРОДИСТЫЕ СПЛаВМ
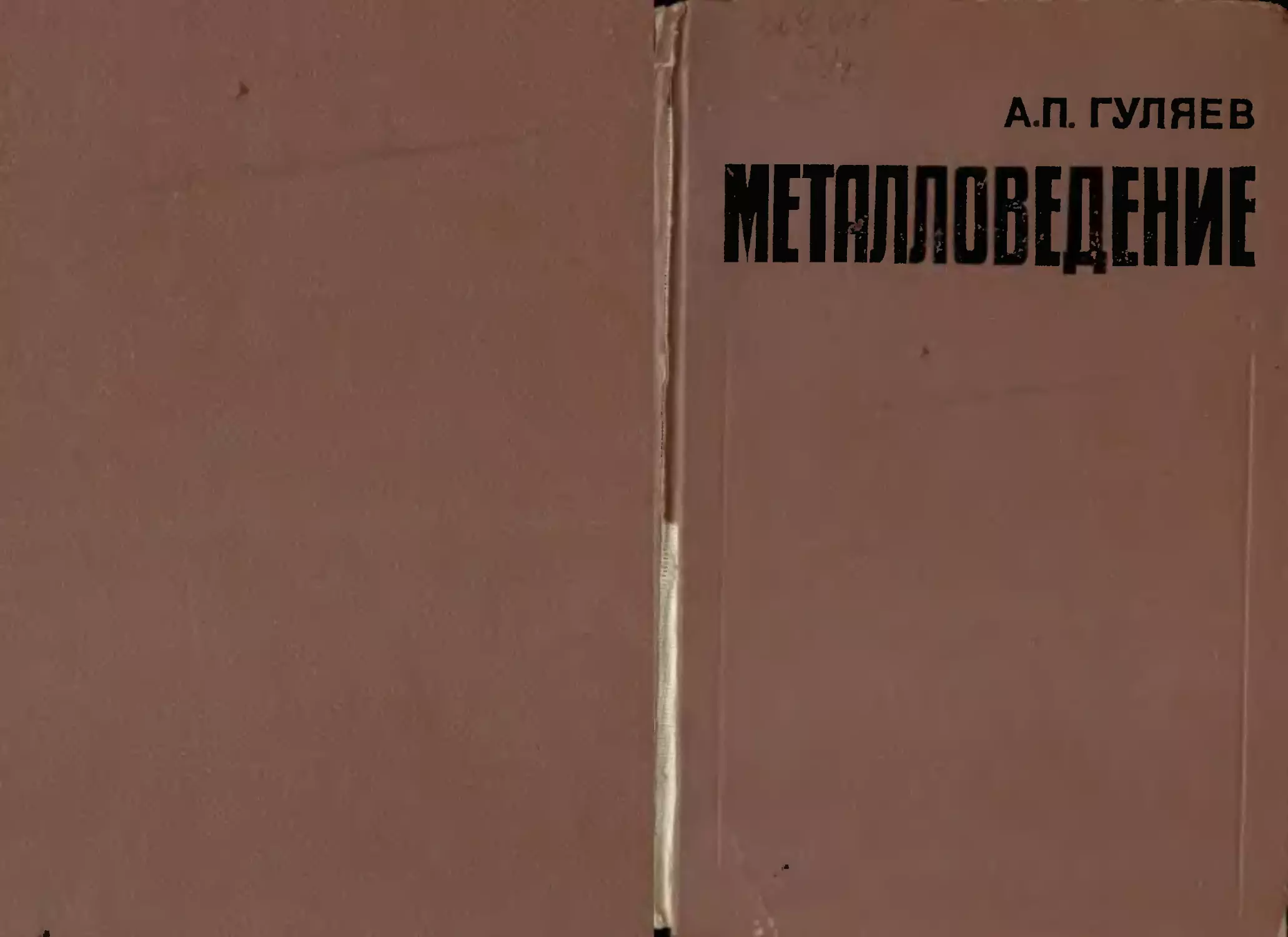
Глава VI. Диаграмма железо — углерод 159
1. Историческая справка 159
2. Железо .... ... 161
3. Цементит......................................... 165
4. Диаграмма состояния 166
Список литературы ... 179
Глава VII. Углеродистые стали 180
I. Влияние углерода..................................... 181
2. Влияние постоянных примесей на свойства стали . . 183
3. Сталь различных способов пронзвотства. Чистая сталь 191
4. Угтеродистая сталь общего назначения .195
5. Нагартоаанпая сталь.................................. 198
6. Лнстоаая сталь для холодной штампоаки ... 199
7. Обрабатываемость резанием. Автоматные стали . . 200
Список литературы ...... 202
Глава VIII. Чугун 203
I. Процесс графитизации............................... 203
2. Структура чугуна. Формы графита . . 209
3. Структура и свойства чугуна ... 212
4. Влияние примесей .... 215
5 Втняние скорости охлаждения .... 216
6 Чарки серых и высокопрочных чугунов . . 216
7. Ковкнй чугун . 219
Список литературы . ........................... 222
4
Стр.
ТЕРМИЧЕСКАЯ ОБРАБОТКА
IX. Общие положения термической обработки . . .
I Температура и время
2 Классификация видов термической обработки . .
3 Термическая обработка и диаграмма состояния
4 . Основные виды термической обработки стали
5 . Четыре основных превращения в стали
Список литературы
X. Теория термической обработки стали
1. Образование аустенита . .
2. Рост аустенитного зерна ,
3. Распад ачстеннта .........
4. Мартенситное превращение
5. Бейнитное превращение . .
6 Превращения при отпуске . .........
7. Влияние термической обработки иа свойства стали
8. Термомехаиическаи обработка
Список литературы .....
XI. Практика термической обработки стали
1. Выбор температуры закалки
2. Время нагрева......................
3. Химическое действие нагревающей среды .
4. Закалочные среды . . .
5. Прокаливаемость . . .
6. Внутренние напряжения
7. Способы закалкн
8. Обработка стали холодом
9. Дефекты, возникающие при
10. Отжиг и нормализация
Список литературы
XII. Поверхностная закалка стали
I. Общие положения . . .
2. Высокочастотная закалка
Список литературы......................
XIII. Хнмико-термическая обработка стали
I. Теория хнмико-термической обработки
2. Цементация стали
3. Азотирование стали .
4 Цианирование стали . . .
5. Диффузионная металлизация
Список литературы ....
закалкв
223
223
224
228
230
232
234
234
235
237
243
258
270
271
275
281
285
285
285
287
289
290
293
300
302
305
306
307
311
312
312
314
317
318
318
323
331
336
338
339
лсгированмыс стали и сплавы
Глава XIV. Влияние легирующих элементов
I. Классификация примесей.............
2. Влияние элементов иа полиморфизм железа
3. Распределение легирующих элементов в стали
4. Влияние легирующих элементов на феррит .
341
341
342
34?
349
5
5. Карбидная фаза в легированных сталях..............
6 Влияние легирующих элементов иа превращения в стали
Список литературы.................. ....................
Глава XV. Классификация и маркировка легированных сталеА . .
I. Классификация легированных сталеА...............
2. Маркировка легированных сталей ....................
Глава XVI. Конструкционные стали . . ...................
I. Механические свойства стали, влияние структуры н ле-
гирующих этементов...................................
2. Термическая обработка конструкционных сталей . . .
3. Цементуемые (ннзкоуглеродистые) стали............
4. Улучшаемые (среднеуглеродистые) стали . ....
5. Высокопрочные стали.........................
6 Свариваемость стали . . . ........ .
7. Строительная сталь...........................
8 Арматурная сталь............................ • •
9. Пружинная сталь............................ . .
J0. Шарикоподшипниковая сталь
11. Дефекты легированных сталей ....
Список литературы.....................................
Г лева XVII. Инструментальные стали
1. Общие положения..................................
2. Инструментальные стали пониженной прокалнааемости
3. Инструментальные стали повышенной прокаливаемосги
(легированные инструментальные стали)
4. Быорорежущие стали ....
5. Штамповые стали................ ...............
6. Твердые сплавы ... .....................
Список литературы ....................................
Гл а ва XVIII. Жаростойкие и жаропрочные стали и сплавы
I . Жаростойкость. Жаростойкие сплавы ...
2 Жаропрочность....................................
3 Оценка жаропрочных свойств..............
л Влияние структуры и состава на жаропрочность . . .
5. Классификация жаропрочных материалов.............
6 Перлитные и мартенситные жаропрочные стали . .
7. Аустенитные жаропрочные стали....................
8. Никелевые н кобальтовые жаропрочные сплавы . .
Синеок литературы . .
Глава XIX. Коррозионностойкие (нержавеющие) стали и сплавы
1. Хромистые нержавеющие стали ....
2. Хромоникелевые нержавеющие стали
3. Кислотостойкие стали и сплавы
4 Криогенные стали и сплавы
Список литературы ...
Глава XX. Износостойкие стали и сплавы
1. Износостойкость ... • ....
2 Графитизированная сталь
3. Высокомарганцовнстая сталь..........
4. Наплавочные материалы ...
Список литерату .....................................
6
Стр.
Глава XXI. Титан и его сплавы................................... 508
1. Свойства титана................................... эиу
2. Легирование титана................................. 509
3. Фазовые превращения в титановых сп.тааах 510
4. Промышленные титановые сплавы ... 516
5. Термическая обработка титановых сплавов 517
6. Принеси в титановых сплавах .................519
7. Коррозионная стойкость титана....................... 2°
Список литературы.......................................521
Глава XXII. Тугоплавкие металлы 521
1 Общие сведения...................................... 521
2. Взаимотействне тугоплавких метал, jb с другими элемен-
тами. Промышленные сплавы.............................. 523
3. Механические свойства и жаропрочность . ... 525
4 Хладноломкость тугоплавких металлов . 530
5. Сопротивление окислению и защита от ом нс .нения . . . 533
6. Коррозионная стойкость . 534
Синеок литературы ..................................... 536
Глава XXIII Сплавы с особыми тепловыми и упругими свойствами 5-1б
I. Закономерности теплового расширения металлов и сила-
воа. Сплавы с заданным значением тептоаого расширения 526
2. Сплавы с постоянным модулем упругости ..... 539
Список литературы................... . . 540
Глава XXIV Магнитные стали и сплавы 540
1. Основные магнитные характеристики металтоа .... 540
2. Стали и сплавы для постоянных магнитов (магиитнотвер-
дые сплавы)....................... . . . . 542
3. Магннтномягкне сплавы ............................. 546
4. Немагнитные стали............... . 552
5. Электротехнические стали и сплавы 553
Список литературы ......................................S56
Глава XXV. Сплавы атомной энергетики . 556
I. Влияние облучения на свойства металлов . 556
2. Конструкционные материалы. Теплоносители 557
3. Ядерное горючее (уран, плутояян, торий)............ 561
Список литературы...................................... 562
Часкь пятая
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Глава XXVI Легкие металлы и их сплавы........................... 564
А люминий и его сплавы
1 Свойства алюминия................................. 565
2. Постоянные примеси алюминия (железо и кремний) . . 567
3. Термическая обработка сплавов А1—Си.................568
4. Влияние состава алюминиевых сплавов иа процессы, про-
исходящие прн термической обработке.....................575
5. Классификация алюминяевых сплавов.................. 580
в. Деформируемые сплавы, пе упрочняемые термической об-
работкой .............................................. 582
7. Дюралюминий и другие деформируемые сплавы, упрочня-
емые термической обработкой............................ 583
7
Стр.
8. Алюминиевые сплавы для поковок я штамповок .... 589
9. Силумины и другие алюминиевые сплавы для фасонного
лигья ................................. - •
10. Жаропрочные алюминиевые сплавы .... оу*
Магний, бериллий и их сплавы
11. Магний ... . . . • • ........
12. Сплавы магния . .
13. Бериллий ................. ......................
14. Сплавы Бериллия . .
Список литературы . .
Глава XXVII. Медь и ее сплавы . ....
I. Медь...............................
2. Сплавы меди с цинком (латуни).............
3. Сплавы меди с оловом (оловяннстые бронзы).........
4. Сплавы меди с алюминием, кремнием, бериллием и дру-
гими элементами............................... ......
Список литературы ...............................
Глава XXVIII. Подшипниковые сплавы и припои
1. Требования к подшипниковым сплавам................
2. Легкоплавкие подшипниковые сплавы (баббнты) . . ,
3. Припои ..................................... ....
4. Легкоплавкие сплавы .....
Список литературы.........................
Глава XXIX. Разные цветные сплааы .
I. Цннк н его сплавы ................................
2. Типографские сплавы ................... . ...
3. Благородные металлы ...............
Список литературы.....................................
Глава XXX. Биметаллы н композиты ...
1. Двухслойные н многослойные металлы
2. Композиционные материалы..........................
3. Аморфный металл (металлическое стекло)
Список литературы........................... . . .
Именной указатель ... ...... ............
Предметный указатель . . . ..............................643
ПРЕДИСЛОВИЕ
Книга «Металловедение» вышла в 1948 г., отдельные гтавы
в ней были написаны М. Е. Блантером, С. М. Винаровым,
Я. Б. Фридманом, Ю. М. Лахтиным, С. 3. Бокштейном и
Е Ф. Трусовой.
Книга представляла собой не учебник, а монографию о ме-
таллах. Тем не менее она отражала опыт преподавания метал-
ловедения в Московском авиационном институте им С. Орджо-
никидзе.
Потребность в учебнике по металловедению заставила авто-
ра переработать эту монографию в учебник, который в 1951 г.
вышел в свет.
Это первое издание учебника имело еще определенные недо-
статки и, в частности, большой объем (40 авт. лист). Автор пы-
тался в следующем (1956 г.) издании сократить объем учебника
до 30 авт. листов, по это тоже оказалось не вполне удачным ре-
шением, так как отдельные разделы были изложены кратко.
Оптимальное решение автор нашел в 3-м издании (1963 г.),
когда текст был набран двумя шрифтами. Основной текст на-
печатан корпусом. Он и составляет обязательный учебный ма-
териал. Петитом набрана вторая половина книги, содержащая
развитие некоторых положений основного текста, а также мате-
риалы справочного характера. Наличие текста, набранного пе-
титом, не нарушает последовательности изложения материала,
набранного корпусом.
В разных вузах страны кхре металловедения различен по объ-
ему и направленности, поэтому дело кафедры каждого вуза ре-
шать, в каком объеме и какие разделы дополнительного текста
должен изучать студент.
Например, студент, специализирующийся по литейному про-
изводству должен изучить главу о чугунах полностью, а для
будущего приборостроителя более чем достаточно изучить лишь
основной текст.
В полном объеме соответствующие части книги могут явить-
ся учебниками по курсу «Металлография» (ч. I, II и V), «Теория
термической обработки» (ч. III), «Легированные стали» (ч IV)
Для студентов машиностроительных, политехнических и метал-
лургических вузов по специальности «Металловедение, оборудо-
вание и технология термической обработки металлов».
Автор убедился, что его книга «Металловедение» использу-
ется на производстве, в проектных и псслсдоватетьских инсти-
тутах.
9
Таким образом, настоящая книга, начиная с 3-го (1963 г.)
издания, является одновременно и учебником, и монографией
Несмотря на как будто большой объем (40 авт. листов),
лишь половина является учебной.
Следующие издания уже сохранили общую направленность
3-го издания (1963 г.), одиако каждое последующее перераба-
тывалось и дополнялось в связи с общим развитием пауки и тех-
ники, и металловедения в частности.
Так, и в настоящее издание введены главы и разделы, от-
сутствующие н предыдущих. Названия глав и разделов в основ-
ном не изменились, но некоторые из них подвергались перера-
ботке.
Учебный материал книги составлен в полном соответствии с
последней программой по материаловедению, утвержденной Ми-
нистерством высшего и среднего образования СССР (1973 г.).
Во многих вузах (металлургических, политехнических и в не-
которых машиностроительных) в соответствии с этой програм-
мой проходят только металлы, т, е, металловедение, во многих
других машиностроительных вузах проходят материаловедение,
где s/io этого курса составляют металлы, а остальные */ю или
меньше — неметаллы. В этом случае данный учебник должен
быть дополнен книгой (брошюрой) о неметаллах.
Во время долгого пути от монографии (1948 г.) до 5-го из-
дания учебника многие выдающиеся металловеды (Л. А. Бочвар,
И. А. Одинг, Я. С. Уманский, С. М. Воронов, И. В Кудрявцев,
Я. Б. Фридман, И. Н. Богачев, IO. М. Лахтин, И. И. Сидорин,
С. В. Грачев) просматривали рукопись, рецензировали, давали
советы автору, которые были приняты автором и использованы.
Им, а также сотрудникам и ученикам, оказавшим помощь
при подготовке этого издания «Металловедение» и предыдущих,
автор выражает свою искреннюю и сердечную признательность.
ЧАСТЬ ПЕРВАЯ
ТЕОРИЯ СПЛАВОВ
Глава I
КРИСТАЛЛИЧЕСКОЕ СТРОЕНИЕ
МЕТАЛЛОВ
1. МЕТАЛЛЫ
Металловедение — наука, изучающая строение и свойства
метаглов и устанавливающая связь между их составом, строени-
ем и свойствами.
Приступая к изучению предмета металловедения, прежде
всего следует ответить иа вопрос: что такое металл?
В химии под металлами понимают определенную группу эле-
ментов, расположенную в левой части Периодической таблицы
Д. И. Менделеева (табл. 1). Элементы этой группы, вступая в
химическую реакцию с элементами, являющимися неметаллами,
отдают им свои внешние, так называемые валентные электроны.
Это является следствием того, что у металлов внешние электро-
ны непрочно связаны с ядром; кроме того, на наружных элек-
тронных оболочках электронов немного (всего 1—2), тогда как
у неметаллов электронов много (5—8) Все элементы, располо-
женные левее галлия, индия и таллия — металлы, а правее
мышьяка, сурьмы и висмута — неметаллы.
Элементы, расположенные в группах 11 IB, IVB и VB, могут
относиться и к металлам (In. Tl, Sn, Pb, Sb, Bi), и к неметаллам
(С, N, Р. As, О, S) и занимать промежуточное положение (Ga,
Si, Ge, Se, Те).
В технике под металлом понимают вещества, обладающие
«металлическим блеском», в той или иной мере присущим всем
металлам, и пластичностью. По этому признаку металлы можно
легко отличить от неметаллов, например дерева, камня, стекла
нли фарфора.
«Металлы суть светлые тела, которые ковать можно». Это
определение металлов, данное М. В. Ломоносовым, ие потеряло
своего научного значения и теперь, через 200 лет. Этими свой-
ствами обладают не только чистые элементы, например алюми-
ний, медь, железо и др., ио и более сложные вещества, в состав
которых может входить несколько элемеитов-металлов, часто с
примесью заметных количеств элементов-неметаллов. Такие ве-
щества называются металлическими сплавами. Следовательно, в
II
Периодическая система
I II III IV V VI VII
1 Н 1 водород 1.00$
2 3 11 литий 6.940 4 Be бериллий 9.013 5 В бор 10.62
3 11 Na натрий 22,997 12 на) ний 24.32 13 А1 алюминий 26.Q7
4 19 К калий 39.046 20 Са К.эльцнЙ 40.01 21 Sc скандий 45.10 22 Ti титан 47,90 23 V ванадий 50.95 24 Сг хром 52.01 25 Мп марганец 54,93 26 железо 35.85
6 37 РЬ рубидий «5,48 38 Sr стронций 87.63 39 Y иттрий 88.92 40 Zr цирконий 91.22 41 Nb ниобий 92.91 42 Мо молибден 95.95 43 Тс технеций 99 44 Ru рутений 101,7
6 55 псзмй 132.91 56 Ва барий 137.36 57 La лантан 138.92 72 Hf гафний 178.6 73 Тв тантал 180.88 74 W вольфрам 183.92 75 Ре рений 186.31 76 Os осмий i90.2
87 Fr франций 223 88 Ра радий 220.05 89 Ас аитиннй 227 104 Ku курчатовий 264
Лантаноиды
58 Се церий 140 13 58 Рг празеодим 140,92 60 Nd неодим 144,27 61 Ртп прометий 147 62 Sm самарий 150,43 63 Ей европий 152.0 64 Gd гадолиний 156.9
Акти
90 Th TGI ИЙ 23 12 91 Ра протактиний 231 92 и уран 238.07 93 Np в erm ний 237 94 Ри плутоний 2«2 95 Ат америций 243 96 Ст кюрий 215
12
элементов Менделеева
Таблица |
фтор
19,00
углерод
12,01
а тот
14,008
Не
гелий
4.003
Ne
неон
20.163
кислород!
16,000
14
S1
кремний
28,06
^oV
16
S
сера
32.066
17
CI
хлор
35,467
18
аргон
39,994
27
кобальт
56,94
28
N1
никель
58,69
29
Си
медь
63,51
30
цинк
65,38
31
Оа
галлий
69,72
32
<3«
германий
72.60
33
As
I мышьяк
74.91
34
Se
селен
78.96
35
Вг
бром
7SJ.916
36
Кг
криптон
83.7
45
Rh
родий
102.91
Pd
палладий
106/?
47
46
Cd
кадмий
112,41
49
In
индий
114,78
60
Sn
олово
118,70
51
Sb
сурьма
121,76
52
Те
теллур
127.61
53
иод
126,92
54
Хе
ксенон
131.3
иридий
193,23
76
PI
платина
195,23
79
Au
золото
197,2
80
Нй
да
81
таллий
204.39
82
РЬ
свинец
207,21
33
BI
висмут
209,00
84
Ро
полоний
210
85
AI
астат
211
86
Rn
радон
Й2
(редкие земли)
65
ТЬ
тербий
159,2
нонды
66
Оу
диспрозий
152,46
Но
гольмий
161.94
68
Er
эрбий
167,2
69
Тт
тулий
169,4
lb
иттербий
173,04
70
лютецнЛ
174.99
Вк
берклий
24U
калифорний
219
89
Es
эйнштейний
263
100
Гт
фермий
101
Md
менделевий
256
102
No
нобелий
255
103
лоурен-
сий
256
13
более широком толковании металлические сплавы также могут
быть названы металлами.
Кроме металлического блеска и пластичности, все металлы
обладают высокой электропроводностью и теплопроводностью.
Из сказанного можно заключить, что имеется нечзторое различие в по-
нятиях метал! как химический элемент и металл как вещество, но и то и
другое опредезения обусловлены особенностями внутреннего строения ато-
мов металлических веществ, которое одинаково у чистых металлов и у нх
сплавов.
Особенность строения металлических вещестя заключается в том. что
онн все построены в основном из таких атомов, у которых внешние электро-
ны слабо связаны с ядром. Это обусловливает н особый характер химиче-
ского взаимодействия атомов металла, и металлические свойства. Электроны
имеют отрицательный заряд, и достаточно создать ничтожную разность по-
тенциалов. чтобы началось пере*мещснис электронов по направлению к по-
ложительно заряженному полюсу, создающее электрический ток. Вот почему
металлы являются хорошими проводниками электрического тока, а неме-
таллы ими не являются.
Характерным электрическим свойством мета ллов является также и то. что
с повышением температуры у всех без исключения металлов электропровод-
ность уменьшается.
При химическом взаимодействии между металлами и неметалла мл внеш-
ние электроны от атомоп металла переходят к атомам неметалла. Атом ме-
талла превращается прн этом в положительный ион. а атом неметалла —
в отрицательный нон.
Итак, мы видим, что слабая связь наружных электронов с ядром обу-
с овливает химические и фязнческне свойства металлов.
В силу указанных выше особенностей металлы и нх сплавы имеют сле-
дующее атомно-крнсталлическос строение. Б определенных местах кристал-
лической решетки располагаются положительно заряженные ионы, а наруж-
ные свободные электроны создают внхтрн металла как бы легкотекучую
жидкость, или электронный газ, который беспорядочно движется во всех на-
правлениях. При определенных условиях, например при создании разности
потенциалов, движение электронов получает определенное направление и
возникает электрический ток.
Теория металлического состояния рассматривает металл как
вещество, состоящее из положительно заряженных ионов, окру-
женных отрицательно заряженными частицами — электронами,
слабо связанными с ядром. Эти электроны непрерывно переме-
щаются внутри металла и принадлежат не одному какому-то ато-
му, а всей совокупности атомов.
Таким образом, характерной особенностью атомно-кристал-
лического строения металлов является наличие электронного га~
ва внутри металла, слабо связанного с положительно заряжен-
ными ионами. Легкое перемещение этих электронов внутри ме-
талла и малая их связь с атомами обусловливают наличие у
металлов определенных металлических свойств (высокая элек-
тро- и теплопроводность, металлический блеск, пластичность
II др ).
14
2. К.ЧАССЦФПКАЦИЯ МЕТАЛЛОВ1
Каждый металл отличается строением и свойствами от дру-
гого, тем ие менее по некоторым признакам их можно объеди-
нить в группы (табл. 2).
Таблица 2
Шел ..>-
№
Натрии
13
К.
30 31 12 ' 33'
Си > Zn Ga Ge j *
: Медь /ГЦиия . 1алдим Усрмлы
Д7 ' 50
4g Cd lii Sn
1 , ' дий Олова-
T9 -‘ M' • ' W4'»
Au ng f Tl гь
Золото j Ртуть {Таллий {Геинец
Sb
Сурьма
4 33
Bi
металлы
Легкие
метимы
УраноОые
металлы
fjveopedHM
металлы
[.•<—Туеемввеие р-’ I Zsar гяОкив
ЬуйхД металлы L... .'•, J металлы
Ре&оямелы1ые
металлы
/Келезкые
металлы
Прежде всего все металлы можно разделить на две большие
группы — черные н цветные металлы.
Черные металлы имеют темно-серый цвет, большую плот-
ность (кроме щелочноземельных), высокую температуру плавле-
ния, относительно высокую твердость и но многих случаях обла-
дают полиморфизмом (о последнем см. гл. II, п. 6.) Наиболее
типичным металлом этой группы является железо.
Цветные металлы чаще всего имеют характерную окраску:
красную, желтую, белую. Обладают большой пластичностью, ма-
лой твердостью, относительно низкой температурой плавления,
для них характерно отсутствие полиморфизма. Наиболее типич-
ным металлом этой группы является медь.
Черные металлы в свою очередь можно подразделить следую-
щим образом:
1. Железные металлы — железо, кобальт, никель (так назы-
ваемые ферромагнетики) и близкий к ним по свойствам марга-
нец. Кобальт, никель и марганец часто применяют как добавки
к сплавам железа, а также в качестве основы для соответствую-
к 1 Предлагаемая классификация не совпадает с общепринятой, согласно
оторон под черными металлами подразумеваются железо в его сплавы, а под
цветными — все остальные металлы.
15
Даты отарыткя и начала
U 1817 Be 1798 1920
Na 1807 Mg 1755 1920 Ai 1827 1895
к 1807 1955 Ca i808 Sc i879 Ti 1789 1945 1930 Fe V 1830 i950 1905 Fe Cr 1797 1920 1900 Fe Mn 1774 1930 1856 Fe Fe HI тыся- челетие до нашей эры
Rb 1861 1955 Sr 1790 Y 1794 Zr 1709 1950 1935 Fe Nb i80i 1950 1940 Fe Mo 1782 i9i0 1910 Fe Tc 1937 Ru 1844 1900
Cs 18G0 Ba 5808 La 1839 HI 1922 1950 Ta 1802 1940 1920 Fe w 1783 1910 1900 Fe Re 1925 1960 Os 1803 1900
щих сплавов, похожих по своим свойствам на высоколегирован-
ные стали.
2. Тугоплавкие металлы, температура плавления которых вы-
ше, чем железа (т. е. выше 1539° С). Применяют как добавки к
легированным сталям, а также в качестве основы для соответ-
ствующих сплавов.
3. Урановые металлы — актиниды, имеющие преимуществен-
ное применение в сплавах для атомной энергетики.
4. Редкоземельные металлы (РЗМ) — лантан, церий, неодим,
празеодим и др., объединяемые под названием лантаноидов, и
сходные с ними по свойствам иттрий и скандий. Эти металлы
обладают весьма близкими химическими свойствами, ио доволь-
но различными физическими (температура плавления и др ). Их
применяют как присадки к сплавам других элементов. В природ-
ных условиях встречаются вместе и вследствие трудностей раз-
деления на отдельные элементы для присадки обычно применя-
ют «смешанный сплав», так называемый мишчетагл, содержа-
щий 40—45% Се и 45—50% всех других редкоземельных эле-
ментов. К таким смешанным сплавам РЗМ относят ферроцерий
(сплав церия и железа с заметными количествами других РЗМ),
дидим (сплав неодима и празеодима преимущественно) и др.
16
Т аблнца 3
применения металлов
Со 1735 1910 1910 Fe Ni I75i 1880 1880 Fe Cu V! тысяче- летие до нашей эры Zn Средние века Ga 1875 Ge 1886 1950 As Средние века
Rh i803 1890 Pd 1803 1880 Ag iV тысяче- летие до нашей эры Cd 1817 1910 in 1863 1940 Sn IV тысяче- летие до нашей эры Sb Средине века
lr i803 1890 Pt 1735 1825 Аи 1 млн. лет до нашей эры г- не Средние века Ti 1861 Pb V тысяче- летие до нашей эры Bi Средние века
5. Щелочноземельные металлы в свободном металлическом
состоянии не применяются, за исключением специальных слу-
чаев
* Цветные металлы подразделяются на:
1. Легкие металлы—бериллий, магний, алюминий, обладаю-
щие малой плотностью.
2. Благородные металлы—серебро, золото, металлы плати
новой группы (платина, палладий, иридий, родий, осмий, руте-
ний). К ним может быть отнесена и «полублагородная» медь.
Обладают высокой устойчивостью против коррозии.
3. Легкоплавкие металлы — цинк, кадмий, ртуть, олово, сви-
нец, висмут, таллий, сурьма и элементы с ослабленными метал-
лическими свойствами —галлий, германий.
Применение металлов определяется их распространенностью в природе,
а в историческом аспекте — развитием техники.
В табл. 3 повторим «металлическую часть» периодической системы; под
символом элемента указывается: дата открытия элемента (выделение метал-
ла в более нлн менее чистом анде из соединения а химической лаборатории)
и дата промышленного применения (иногда две даты: начало применения
в чистом аиде и в виде ферросплава).
1 Например, в качестве теплопоентет
Гуляев А. П.
Мвуни вере итет
НАУЧНАЯ
' ТГ1!Д
17
Применение металлов началось с медн, серебра н золота. Затем начади
применять металлы, которые относительно легко восстанавливаются (олово,
свиней) нлк их достаточно много в природе (железо).
Большинство металлов было открыто в XiX в., хотя тогда оин не все
полъчилн промышленное применение.
В табл. 4 приведены сведения о мировом объеме производства различ-
ных металлов. Действительно, основною долю по изготовлению н примене-
нию имеет железо (в виде его сплава с углеродом—стать), что связано с
Рис. 1. Производство ствли в вашей стране
рядом причин: малой стоимостью, иаилучшнми механическими свойствами,
возможностью массового изготовления и большой рвпростраиеиностью ее
руд в природе.
Стали производят больше, чем всех остальных металлов вместе взятых.
Твк. если в 1970 г. изготовлено приблизительно 600 млн т металла (во
всем мире), то на долю стали приходится свыше 550 млн. т (т. е. более
90%), а на долю всех остатьных металлов менее 50 млн. т (т. е. мень-
ше ЮЧ ).
Об’-см производства стати — важный показатель технической и экономи-
ческой мощи страны. Без обеспечения в необходимом количестве сталью не
может развиваться ни одна отрасль промышленности.
18
Таблица 4
Мировое производство металлов, тыс. т
Металл 1850 г. 1900 г. 1929 г. 1964 р.
Железо . . . . 4000 40 000 120 000 437 000
Марганец . 0 200 3500 юооо
Алюминии . 0 7 1000 6100
Медь . . .... 52 560 2000 5760
Цинк . . . . . 80 550 1450 .3850
Олово . . . 100 850 1800 3050
Никель . 0 2 56 400
Магний . 0 0 2 150
Вольфрам .... . . . 0 0 10 60
Молибден 0 0 2 45
Титан . 0 0 0 30
Сурьма io 20 30 60
Кадмий . . . . 0 0 0
Ванадий 0 0 1 10
Ниобий 0 0 0 4
Тантал 0 0 0 I
Золото 0.4 0.6 0.9 1.2
Таблица 5
Стоимость металлов
Металл Относитель- ная стоимость Металл Относитель- ная стоимость
Железо . i Титан 160
Молибден . . . 170
Свинец ... 2.5 Серебро Ванадий . . . . 290 750
Цинк 3 Тантал . . 800
Алюминий 6 Ниобий 800
Счрьма . 6,5
Медь Магии и 7.5 8 Рубидий . . * . . Палладий 2200 5000
Марганец .... 10
Никель . ..... 17 Золото . . . . . 11000
Олово 22
Хром Кобальт . . ... Висмут . Ртуть Вольфрам 25 35 50 65 75 Ренин . Иридий Осьмий Платина Родни 12000 25000 25000 27000 45000
Примечание. За 1 принята стоимость железа. Цифры в 10 раз боль-
ше стоимости i хг металла в рублях. Данные сугубо ориентировочные (соот-
ношение цен по американским данным), так как ие учитываются нн конъ-
юнктурные обстоятельства, ин вид полуфабриката, ни степень чистоты
металла. Однако перемещение вне групп, очерченных горизонтальными линия-
ми, вряд ян возможно.
2*
19
До октябрьской революции (1913 г.) в России производилось всего лишь
4.2 мли. т стали (рис. 1). тем не менее она занимали пятое место в мире.
Гражданская война и интервенция почти остановили производство стали; в
1920 г. было выплавтено лишь 200 тыс. т стати. Начавшийся затем этап восста-
новления народного хозяйства привел к тому, что в 1928 г. был достигнут
довоенный уровень В годы первых пятилеток построены крупнейшие метал-
лургические комбинаты, как Магнитогорский к К\’знецкий, н перед войной
уже выплавлялось около 18 мли т стали.
Начало войны и временная оккупация таких металлургических районов
страны, как юг Украины и Донбасс, резко снизили выпуск стали. В год окон-
чания войны (194^ г) изготовлялось уже 12 мли т стали, к 5948 г. был
достигнет довоенный уровень, в послевоенные годы производство стали плав-
но и непрерывно нарастало, и в 1976 г. выплавлено 145 мли т стали. Теперь
в СССР практически изготовляется столько же стали, сколько в самой про-
мышленно развитой канита диетической стране (США).
Стоимость металла — фактор возможности н целесообразности его при-
менения. В табл. 5 показана относительная стоимость разных металлов (за
единицу принята стоимость железа, точнее простой углеродистой стали, ко-
торая равна приблизительно 10 коп/кг).
Данные, приведенные в табл. 3—5, резко округлены и приблизительны1,
однако дают все же некоторую ориентировку.
3. КРИСТАЛЛИЧЕСКОЕ СТРОЕНИЕ МЕТАЛЛОВ
Всякое вещество может находиться в трех агрегатных состоя-
ниях — твердом, жидком и газообразном.1 2
Твердое вещество под воздействием сил тяжести сохраняет
форму, а жидкое растекается и принимает форму сосуда. Одна-
ко это определение недостаточно для характеристики состояния
вещества.
Так, например, твердое стекло при нагреве размягчается и
постепенно переходит в жидкое состояние. Обратный переход
будет также совершаться плавно — жидкое стекло по мере сни-
жения температуры густеет и, наконец, загустеет до «твердого»
состояния. У стекла нет определенной температуры перехода из
жидкого в «твердое» состояние, нет и температуры (точки) рез-
кого изменения свойств. Поэтому закономерно рассматривать
«твердое» стекло как сильно загустевшую жидкость.
Следовательно, переход из твердого в жидкое и из жидкого
в твердое состояние (так же как и из газообразного в жидкое)
происходит при определенной температуре и сопровождается
резким изменением свойств.
1 Напрнмср, стоимость того или иного металла зависит от вида полуфаб-
риката.
2 При высоких температурах (десятки тысяч градусов н выше) газооб-
разное вещество переходит в состояние плазмы, характеризующейся разви-
тием процессов ионизации, вплоть до полного разрушения электронной обо-
лочки атомов. Однвко было бы неправильно рассматривать плазму яак чет-
вертое агрегатное состояние вещества, что. кстати, довольно часто делается.
Если бы это было так, то переход вещества в плазменное состояние протекал
бы до конца при постоянных 'равновесных) температуре и давлении согласно
правилу фаз (см. нпже гл. V, п. 1) для одиокомпоиентиых систем, что не на-
блюдается в действительности.
20
В чем же различие между газообразным, жидким и твердым
состояниями?
В газах нет закономерности расположения частиц (атомов,
молекул); частицы хаотически двигаются, отталкиваются одна
от другой и газ стремится занять возможно больший объем.
В твердых телах порядок расположения атомов определен-
ный, закономерный, силы взаимного притяжения и отталкивания
уравновешены, и твердое тело сохраняет свою форму.
Рис. 2. Области твердого, жидкого
и газообразного состояния в зави-
симости от температуры и давле-
ния
ч, Г ГЧ . г Ч _/1 ч Г ч ,
—Г г* 1 h с 7 Ч V -С J к Ч - . t Ч г г
> / V f ) \ Ч ( J к. г" у -
к V Г Г '• У ( ч / 7 Ч Ч С J ч .
ч г J \ J \ 7 к ч / J '
и Ч к Ч 7 Ч 7 Ч 7^
Рис. 3. Элементарная
кристалл ячеек а я
ячейка ^простая ку-
бическая)
В жидкости частицы (атомы, молекулы) сохраняют лишь так
называемый ближний порядок, т. е. в пространстве закономерно
расположено небольшое количество атомов, а не атомы всего
объема, как в твердом теле. Ближний порядок неустойчив: он то
возникает, то исчезает под действием тепловых колебаний.
Таким образом, жидкое состояние — как бы промежуточное
между твердым и газообразным; при соответствующих услови-
ях возможен непосредственный переход из твердого состояния в
'газообразное без расплавления — сублимации (рис. 2).
Правильное, закономерное расположение частиц (атомов,
молекул) в пространстве характеризует кристаллическое состоя-
ние. Поэтому в физике кристаллическое состояние и твердое со-
стояние — синонимы.
Гипотеза о том, что в кристаллах расположение частиц (атомов) зако-
номерное, была выдвинута очень давно (Е. С Федоров, 1860 г) но только
после открытия рентгеновских лучей (Рентген. 1895 г) и применения их и
изччеикю строении кристаллов (М. Лауэ. 1912 г.) это было установлено экс-
периментально. Многочисленные работы, проведенные с того времени физи-
ками многих стран выявили расположение атомов в кристаллах различных
веществ, в том чисте у метатлов и сплавов.
Кристаллическое строение можно представить себе в виде
пространственной решетки, в узлах которой расположены ато-
мы’ (рис. 3).
1 В металлах и тагах кристаллической решетки расположены ие атомы,
а положительно заряженные ноны, а между ними двигаются свободные элек-
троны, но обычно говорят, что в узлах кристаллической решетки находятся
атомы.
21
В л. 4 мы рассмотрим, какое расположение атомов (ионов) в
пространстве характерно дли металлов, т. е. какие кристалличе-
ские решетки встречаются у металлов.
4. КРИСТАЛЛИЧЕСКИЕ РЕШЕТКИ МЕТАЛЛОВ
Как указывалось, кристаллическое состояние прежде всего
характеризуется опреде генным, закономерным расположением
атомов в пространстве.
Это обусловливает то, что в кристалле каждый атом имеет
одно и то же количество ближайших атомов — соседей, располо-
женных иа одинаковом от пего расстоянии.
Стремление атомов (ионов) металла расположиться возмож-
но ближе друг к другу, плотнее *, приводит к тому, что число
встречающихся комбинаций взаимного расположения атомов
металла в кристаллах невелико.
Существует ряд схем и способов описания вариантов взаим-
ного расположения атомов в кристалле. Взаимное расположение
атомов в одной из плоскостей показано па схеме размещения ато-
мов (рис. 3). Воображаемые линии, проведенные через центры
атомов, образуют решетку, в узлах которой располагаются ато-
мы (положительно заряженные ионы); это так называемая Кри-
стал юграфическая плоскость. Многократное повторение кри-
ста тлографическпх плоскостей, расположенных параллельно, вос-
производит пространственную кристаллическую решетку, узлы
которой являются местом расположения атомов (иоивв). Рас-
стояния между центрами соседних атомов измеряются ангстре-
мами (1 А=1-10-8см) или в килоисках— kX(1 kX = 1,00202 А).
Взаимное расположение атомов в пространстве и величину
между атомных расстояний определяют рентгеиоструктурным
анализом.
Расположение атомов в кристалле весьма удобно изображать
в виде пространственных схем, в виде так называемых э гемен-
тарных кристаллических ячеек. Под элементарной кристалличе-
ской ячейкой подразумевается наименьший комплекс атомов, ко-
торый при многократном повторении в пространстве позволяет
воспроизвести пространственную кристаллическую решетку.
Простейшим типом кристаллической ячейки является кубиче-
ская решетка. В простой кубической решетке атомы расположе-
ны (упакованы) недостаточно плотно.
Стремление атомов металла занять места, наиболее близкие
друг к другу, приводит к образованию решеток других типов:
кубической объемноцентрированной (рис. 4, а), кубической гра-
нецентрированной (рис. 4, б) и гексагональной п ютноупакован-
ной (рис. 4,в).
* Поэтому металлы и обладают более высокой плотностью, чем нсые.
таллы.
22
Кружки, изображающие атомы, располагаются в центре куба
и по его вершинам (ку б объемиоцентрироваиный), пли в центрах
граней II по вершинам куба (куб гранецентрированный), или в
виде шестигранника, внутрь которого наполовину вставлен так-
же шестигранник, три атома верхней плоскости которого нахо-
дятся внутри шестигранной призмы (гексагональная решетка).
Рис 4. Элементарные кристаллические ячейки:
а—кубическая объемпоцеитрнрованиая; 6—кубическая
гранецентрированиия; в — гексагональная плотииунако*
ванная
Метод изображения кристаллической решетки, приведенный
на рнс. 4, является условным (как и любой другой). Может быть,
более правильно изображение атомов в кристаллической решет-
ке в виде соприкасающихся шаров (левые схемы на рис. 4).
Однако такое изображение кристаллической решетки не всегда
удобно, чем принятое (правые схемы на рнс. 4),
23
Размеры кристаллической решетки характеризуются пара-
метрами, или периодами решетки. Кубическую решетку опреде-
ляет один параметр — длина ребра куба а (см. рис. 4, а, б). Па-
раметры имеют величины порядка атомных размеров и измеря-
ются в ангстремах.
Так. например, параметр решетки хрома, имеющего структу-
ру объем иоцентрированпого куба, равен 2,878 А, а параметр ре-
шетки алюминия, имеющего структуру гранецентрированного
куба. 4,041 А.
Параметр решетки — чрезвычайно важная характеристика.
Современные методы рентгеновского исследования позволяют
измерить параметр с точностью до четвертого или даже пятого
знака после запятой, т. е. одной десятитысячной—одной стотысяч-
ной доли ангстрема.
Из рассмотрения схем кристаллических решеток (см. рис. 4), если счи-
твть, что атомы являются как бы упругими, касающимися др\г друга ша-
рами, вытекает, что параметр решетки а и атомный диаметр d связаны про-
стыми геометрическими соотношениями.
Для объемиоцентрированпого куба
для гранецеитрированиого куба
Принимая дли атома форму шара, можно подсчитать, что в кубической
объемиоцентрироваииоб решетке атомы занимают 68% объема, а в куби-
ческой гранецентрнрованнон (как н в гексагональной плотноупакованной)
74%, т. с. во втором случае атомы располагаются более плотно, более ком-
пактно.
Для металлов распространена гексагональная решетка (см.
рис. 4,в).
Если слои атомов касаются друг друга, т. е. три атома, изоб-
раженные внутри решетки (см. рис. 4, в), касаются атомов, рас-
положенных па верхней и нижней плоскостях, то имеем так на-
зываемую гексагональную плотноупакованную решетку.
Размеры гексагональной плотноупакованпой решетки харак-
теризуются постоянным значением da= 1,633. При иных зна-
чениях cla получается неплотноупаконанная гексагональная ре
шетка.
Кубическая гранеиептрированная и гексагональная решетки
представляют самый плотный способ укладки шаров одного диа-
метра.
Некоторые металлы имеют тетрагональную решетку (рис. 5);
она характеризуется тем, что ребро с не равно ребру а. Отно-
шение этих параметров характеризует так называемую степень
тетрагональности. При с/а = \ получается кубическая решетка.
В зависимости от пространственного расположения атомов тет-
24
рагопальная решетка (как и кубическая) может быть простой,
объемпоцентрированноп и грапецентрированной.
Существенное значение для свойств данного металла и.ш
сплава имеет число атомов, находящихся во взаимном контакте.
Это определяется числом атомов, равноотстоящих на ближай-
шем расстоянии от любого атома.
Число атомов, находящихся на наибо-
лее близком и равном расстоянии от дан-
ного атома, называется координационным
числом. Так, например, атом в ппостон ку-
бической решетке имеет шесть ближайших
равноотстоящих соседей, т. е. координаци-
онное число этой решетки равно 6.
Центральный атом в объемноцентриро-
ванной решетке имеет восемь ближайших
равноотстоящих соседей, т. е. координаци-
онное число этой решетки равно 8 Коорди-
национное число для гранецеитрнрованной
решетки равно 12. В случае гексагональной
Рис 5. Тетрагональная
решетка
плотноупакованной решетки координационное число равно 12,
а в случае с/а^ 1,633 каждый атом имеет шесть атомов на од-
ном расстоянии и шесть на другом (координационное число 6).
Для краткого обозначения кристаллической решетки с ука-
занием в этом обозначении типа кристаллической решетки и ко-
ординационного числа была принята одна из следующих систем:
Решетка Обозначение Координацион- ное число
Простая кубическая к Кб
К} бнческая объемио-центрирован- н ая О. Ц. К. К8
Ку бическа я гр а нецептрн рова в кая г. и к. К12
Гексагональная плотиоупакованная 1 г. п. у. Г12
Гексагональная2 г Гб
1,633.
• с/а + 1.633.
Каждый металл обладает определенной кристаллической ре-
шеткой ’.
В табл. 6 указаны решетки металлических элементов.
Существенной характеристикой кристаллической структуры является чис-
ло атомов, приходящихся на элементарную ячейку.
В о. ц. к. решетке атомы, находящиеся в вершине, принадлежат восьми
элементарным ячейкам. Следовательно, каждый атом вносит в данную
элементарную ячейку только одну аосьмуЛ часть своего объема. Централь-
ный атом полностью принадлежит дайной элементарной ячейке. Следователь-
но, на одну элементарную ячейку приходится 1/8X84-1=2 атома.
В граиецентрироваииом кубе па одну элементарную ячейку приходите*
четыре атома (1/8X8= 1 атом от числа расположенных в вершинах куба
+ 1/2Х6=3 атома из числа центрирующих грани).
1 Которая у некоторых металлов при изменении внешних условий может
изменяться — это явление называется полиморфизмом — см. ин же.
26
Таблица 6
Кристаллические решетки металлических элементов
3 Li К8 4 Be Г12
Н Гэ К8 12 Mg Г12 13 А1 К12
19 К К.8 20 Са К12 (Г 12) 21 Sc 22 Ti Г12 К8 23 У К8 24 Сг К8 25 Мп 26 Fe К8 К12 27 Со Г12 К12 28 Ni К 12 29 Си К12 30 Zn Г6 3i Ga тетраго- нальная 32 Ge алмаза
37 Rd К8 38 Sr К12 39 Y Г12 40 Zr П2 К8 41 Nb К8 42 Мо К8 43 Тс 44 1?и Г12 45 Rh KI2 46 Pd К12 47 Ag К12 48 Cd П2 49 In тетраго- нальная 50 Sn алмаза, тетраго- нальная
55 Cs К.8 56 Ва К8 57—71 редкозе- мельные эле- менты К12 Г12 72 Hf Г12 73 Та К8 74 W К8 75 Rc Г12 76 Os Г12 77 Ir П2 78 Pt К12 79 Au K12 80 Hg Г6 8i Ti Г i2 K12 82 Ph K12
Примечание Модификации марганца имеют сложные кристалличе-
ские решетки.
Типично металлические элементы, расположенные в левой
части таблицы Д. И. Менделеева, кристаллизуются в плотной
упаковке, т. с. в простые кристаллические ячейки с большим ко-
ординационным числом. Типично металлическими решетками
являются, как указывалось, решетки о. ц. к„ г. ц. к. и г. п. у.
Действительно, почти все металлы, начиная от иинка, кадмия и
ртути п левее, как видно из табл. 6, имеют в большинстве случа-
ев простые решетки.
Для неметаллических элементов, расположенных в правой
части таблицы, характерно малое значение координационного
чиста (К4 и меньше) Неметаллы обладают меньшей плотно-
стью и меньшим удельным весом, чем металлы.
Атомный радиус элемента, определяемый как расстояние
между центрами наиболее близко расположенных атомов, явля-
ется периодическим свойством вещества, что иллюстрируется
табл. 7.
26
Та б л н хм 7
Атомные радиусы металлических, элементов в ангстремах
(по Г. Б. Бокпю)
(для координационного числа 12)
3 4
Li Be
1,57 1.13
И
Na
1.92
12
Mg
1,60
13
Al
1,43
19
К
2,36
20
Ca
1,97
21
Sc
1,65
22 23
Ti V
24 25
1,45 1,35
Cr Mn
1,28 1,31
26
Fe
1,27
27
Co
1.26
29 30
Си Zn
1,28 1,37
31
Ga
1,39
37
Rb
2,53
39
Y
1,81
40 41
Zr Nb
i,60 1.47
42 43
Mo Tc
1,40 1,34
44
Ru
1,32
45
Rh
i ,34
46
Pd
1.37
47 48
Ag Cd
i,44 i ,52
49
In
1,52
55
Cs
2,74
56
Ba
2,25
57-7 i
La
i,88
72
Hi
i,59
73
Ta
1,46
74
W
1,41
75
Re
1,37
76
Os
1,34
77
Ir
1,35
78
Pt
1,38
79
Au
i ,44
80
Hg
1,55
8i
Ti
1,71
5. РЕАЛЬНОЕ СТРОЕНИЕ МЕТАЛЛИЧЕСКИХ КРИСТАЛЛОВ
Кристаллы металлов обычно имеют небольшие размеры. По-
этому металлическое изделие состоит из очень большого числа
кристаллов.
Подобное строение называется полнкристаллическим. По ря-
ду причин, о которых будет сказано (гл. II), в поликристалли-
ческоы агрегате отдельные кристаллы не имеют возможности
принять правильную форму. Кристаллы неправильной формы в
поликристаллическом агрегате называются зернами, или крис-
таллитами.
Различие отдельных зерен состоит в различной пространст-
венной ориентации кристаллической решетки (рнс. 6). В общем
случае ориентация кристаллической решетки в зерне случайна,
с равной степенью вероятности может встретиться любая ориен-
тация ее в пространстве.
Однако это состояние не является единственным. Пластиче-
ская деформация в холодном состоянии (прокатка, волочение и
т. д.) приводит к преимущественной ориентировке зерен (тексту-
ра) , Степень преимущественной орнентацнн может быть различ-
на и изменяется от случайного распределения до такого состоя-
ния, когда все кристаллы ориентированы одинаково
27
При очень медленном отводе тепла при кристаллизации, а
также с помощью других специальных способов может быть по-
лучен кусок металла, представляющий собой один кристалл, так
называемый монокристалл. Монокристаллы больших размеров
(массой в несколько сот граммов) изготавливают для научных
исследовании, а также для неко-
торых специальных отраслей тех-
ники (полупроводники).
Исследования показали, что
внутренняя кристаллическая
структура зерна не явтяется
правильной.
Характер п степень наруше-
ния правильности или совершен-
ства кристаллического строения
определяют в значительной мере
свойства металлов. Поэтому не-
обходимо рассмотреть встречаю-
щиеся несовершенства кристал-
лического строения или, что то
же самое, строение реальных
Рнс О- Схема, иллюстрирующая раз-
личную ориентацию кристаллических
решеток в поликристазлическом теле
кристаллов.
Одним из видов несовершенств кристаллического строения
является наличие незанятых мест в узлах кристаллической ре-
шетки, или иначе — вакансий, или атомных «дырок» (см. рис.
7,а). Такой «точечный» дефект решетки играет важную роль
при протекании диффузионных процессов в металлах (подроб-
нее см. в гл. XIII п. 1).
Число вакансий при комнатной температуре очень мало по
сравнению с обшим числом атомов (примерно 1 вакансия на
1018 атомов), ио сильно увеличивается с повышением температу-
ры, особенно вблизи температуры плавления (1 вакансия на
Ю4 атомов).
Некоторые виды воздействий (облучение радиоактивными частицами,
поверхностное трение и т. д.) могут увеличить число вакансий, т. е. разрых
лить металл. При этом в некоторых экстремальных случаях (показано
Л. М. Рыбаковой) может достигать 1—3 кавансии на 100 атомов.
Другим важнейшим видом несовершенства кристаллического
строения являются так называемые дислокации. Представим се-
бе, что в кристаллической решетке по каким-либо причинам по-
явилась лишняя полуплоскость атомов, так называемая экстра-
плоскость (рис. 8). Край 3—3 такой плоскости образует линей-
ный дефект (несовершенство) решетки, который называется
краевой дислокацией. Краевая дислокация может простираться
в длину на многие тысячи параметров решетки, может быть пря-
мой, но может и выгибаться в ту пли другую сторону. В пределе
опа может закрутиться в спираль, образуя винтовую дислока-
28
цию. Вокруг дислокации возникает зона упругого искажения ре-
шетки. Расстояние от центра дефекта до места решетки без ис-
кажения принимают равным ширине дислокации, она невелика
и равна нескольким атомным расстояниям.
Рис 7. Схема точечных дефектов:
а — вакансии; б — замещенный атом; о — внедренный атом
Рнс. 8. Дислокация
в кристаллической
решетке
Зхапраплосюспю
Рнс. 9. Перемещение дислокации
Вследствие искажения решетки в районе дислокаций (рие.
9. о) последняя легко смещается от нейтрального положения, а
соседняя плоскость, перейдя в промежуточное положение (рис.
9,6), превратится в экстраплоскость (рис. 9,в), образуя дисло-
кацию вдоль краевых атомов. Мы видим, таким образом, что ди-
слокация может перемещаться (вернее, передаваться, как эста-
фета) вдоль некоторой плоскости (плоскости скольжения), рас-
положенной перпендикулярно к экстраплоскости.
Согласно современным представлениям в обычных чистых
металлах плотность дислокаций, т. е. количество дислокаций в
I см3, превышает один миллион. Механические свойства метал-
лов зависят от количества дислокаций и особенно от способности
их к перемещению и размножению, о чем будет сказано дальше.
На рнс. >0 представлены микрофотографии шлифов металла, на которых
специальными методами выявлены дислокации в виде отдельных точек (кон-
цы одиночных дислокаций). В одних случаях они обнаруживаются как еле
ды выхода их на поверхность.
Граница зерна является препятствием для движения дислокаций, поэто-
му у границ зерен плотность дислокаций больше (рис. 10,а). Напряжения,
концентрируясь у различных включении, порождают (генерируют) дислока-
ции (рис. 10,в). Дислокации неравномерно распределены по объему метал-
ла, повтому их распределение образует дислокационную структуру
(рис. 10,д, ж). Часто дислокации образуют сетку, точнее ячеистую структуру
(рис. 10. б).
Структуры, приведенные на рис. 10, с—д. ж могут выявиться обычными
металлографическими приемами и обнаруживаются при сравнительно неболь-
ших увеличениях (~ 1000 раз) на некоторых сплавах. Выявление дислока-
ционных структур в этих сплавах обусловлено тем, что дислокации декори-
руются, невидимые становятся видимыми благодаря выделениям на них раз-
личных частиц (подобно тому, как невидимые провода становятся видимыми,
когда на них усядется стая птичек). Для непосредственного, не декари-
рованного выявления дислокации требуются большие увеличения (порядка
30000 раз) н обнаруживаются они лишь на тонких плен-сах, отделенных от
металла.
Дислокации, выявленные таким образом, приведены на рис. 10, г, е, з.
Таким образом, правильность кристаллического строения на-
рушается двумя видами дефектов — точечными (вакансии) и
линейными (дислокациями).
Вакансии непрерывно перемещаются в решетке, когда сосед-
ствующий с ней атом переходит в «дырку», оставляя пустым
свое старое место. Повышение температуры, тепловой подвиж-
ности атомов увеличивает число таких актов и увеличивает чис-
ло вакансий.
Линейные дефекты не двигаются самопроизвольно и хаоти-
чески, как вакансии. Однако достаточно небольшого напряже-
ния, чтобы дислокация начала двигаться, образуя плоскость, а
в разрезе — линию скольжения С (рис. 11).
Как указывалось, вокруг дислокаций создается поле искажен-
ной кристаллической решетки. Энергия искажения кристалли-
ческой решетки характеризуется так называемым вектором Бюр-
герса.
30
Рис. 1о. Дислокационные структуры
31
Если вокруг дислокации _Е (рис. 12) обвести контур ABCD,
то участок ВС будет состоять из шести отрезков, а участок AD
из пяти. Разница ВС—AD=b, где Ь означает величину вектора
Бюргерса. Если контуром обвести несколько дислокаций (зоны
искажений кристаллической решетки, которые перекрываются
или сливаются), то величина его соответствует сумме векторов
Рнс. 11. Плоскость сдвига (С) как след движения дислокации (Л—Л}; В — экстра-
лтоскость
Бюргерса каждой дислокации. Способность к перемещению дис-
локаций связана с величиной вектора Бюргерса.
Кроме дислокационной структуры (она весьма разнообраз-
на), о чем упомянуто выше (рис 10), важное значение имеет
суммарная характеристика количества дислокаций, именуемая
плотностью дислокаций. Под последней понимают суммарную
длину дислокаций в сантиметрах, приходящихся па 1 см3, т. е.
см
размерность плотности дислокации р=^7 «=см-2. Для металлов
плотность дислокаций
колеблется обычно в пределах 108—
1013 см-2 (т. е. миллион километ.
ров дислокаций в одном кубиче-
ском сантиметре).
Зерно не является монолитным
кристаллом, построенным из стро-
го параллельных атомных слоев.
В действительности оно состоит
как бы из мозаики отдельных бло-
ков размерами 1-10-5—1-10~3см
(1000—100 000 А), кристаллогра.
фические плоскости в которых по-
вернуты друг относительно друга
иа небольшой угол — порядка нес-
кольких минут. Такое строение зер«
Рнс
Тора
12. Схема определения век-
Бюргерса для лннейноП
дислокации
32
на иосит название мозаичной структуры, а составляющие ее
блоки называются блоками мозаики Изменение размеров бло-
ков мозаичной структуры и их взаимной ориентации при различ-
ных процессах обработки металла приводит к изменению его
свойств. Часто блоки объединяются в более крупные агрегаты —
так называемые фрагменты. Каждый фрагмент содержит боль-
шое количество блоков. Фрагменты в свою очередь разориептн-
рованы относительно друг друга на угол в несколько градусов.
Таким образом, зерна металла разориеитнроваиы относитель-
но друг друга на величину в несколько десятков градусов.* 1 Зер-
на могут состоять из фрагментов, разориентированпых лишь на
несколько градусов. Наконец, фрагменты могут состоять из бло-
ков, разориентированпых на очень небольшие углы, — в несколь-
ко минут. Такая трехступенчатая структура не обязательна.
В ряде случаев зерна могут состоять из фрагментов без внут-
ренней блочной структуры или только из блоков. Термический
процесс, вызывающий деление зерна на фрагменты, называется
фрагментацией или полигонизацией.
Блоки мозаики, как правило, очень малы, но различимы под
электронным микроскопом. Обычно размеры блоков и степень
их разориентировки измеряют методами реитгеноструктурного
анализа (cji. п. 7)
Если фрагменты крупные, то они хорошо видны при изучении
под оптическим микроскопом.
На рис. 13 показана микроструктура металла, состоящего из
крупных зерен, которые в свою очередь состоят из фрагментов
и блоков.
Таким образом, реальный металлический кристалл содержит
атомно-кристаллические (вакансии, дислокации) и структурные
(блоки, фрагменты) несовершенства.
Первые, т. е. вакансии и дислокации, распределены неравно-
мерно, и они собираются на границах зерен, фрагментов и бло-
ков.
Как указывалось выше, соседние зерна сильно разорнеитиро-
ваиы (угол разориентировки больше 5°) и между зернами име-
ется пограничный слой с сильно искаженной структурой и с вы-
сокой концентрацией атомно-кристал лических дефектов (рис. 14).
Разориентировка блоков невелика (менее 1 ) Сочленение
блоков друг с другом с сохранением правильной, хотя и иска-
женной, кристаллической структуры происходит посредством
дислокаций.
Плотность дислокаций в этой части кристалла тем больше,
чем больше угол разориентировки между блоками.
* Зерна разделяют так называемые ботьшеугловые границы; а сосед-
ствующие зерна, не сильно отличающиеся ориентацией в пространстве, раз-
деляются малоугловыми границами, в этом случае зерна характеризуются
стремлением к объединению, слиянию.
q
I уляев А. П.
33
Свойства кристаллов данного металла связаны с многими
факторами ею внутреннего строении — содержанием (плотно-
стью) вакансий и дислокаций, с их расположением (дислокаци-
онной структурой), с размерами и разорнентировкой блочной
структуры (тонкой структурой).
РнС. 13. Тонкая структура малоуглеродистоЛ стали (Б. С. Касаткннч)
а — лМша феррита (утолщенные границы) и фрагменты (тонкие границы)
б- 'точная структура зерна феррита (граница фрагментов и блоки) XI
В настоящее время имеются многочисленные эксперименталь-
ные средства, с помощью которых изучают дислокационное и
тонкое строение металлических кристаллов.
Рис 14 Мспечь раэм щпння
атомов в ъпе и нс гра-
не зерне
Следует еще отметить, что атомы иа разветвленной так назы-
ваемой внутренней поверхности (т. е. на границах зерен, фраг-
ментов, блоков) обладают повышенной энергией. Это обстоя-
тельство приводит к тому, что многие происходящие процессы,
о которых речь будет идти ниже, осуществляются лишь на гра-
ницах зерен (фрагментов, блоков) или преимущественно и. как
правило, на них.
6. АНИЗОТРОПИЯ СВОЙСТВ КРИСТАЛЛОВ
Рассматривая различные плоскости, например в о. ц. к. ре-
шетке, можно легко заключить, что они заполнены атомами с
различной плотностью.
Твк, в заштрихованном каадрате (рнс 15, о) о. ц к. решетки центры
атомов располагаются по вершинам. Поскольку каждый из этих атомов
Рис 16. Плоскост в решетке объемноцеитриро-
в.итого куба
Рис 16 Модель, покатываю-
щая изменение предела
прочности кристалла меда н
зависимости от направления
ирнтоженвя натру зкн
принадлежит одновременно четырем квадратам, па долю каждого квадрата
с площадью о2 приходится полностью один атом.
В заштрихованном прямоугольнике той же решетки на площадь а I 2
(рис. 15, б) приходится два атома, а на долю каждого атома — площадь
о-> 2/2, что меньше площади а\ т е. на этой плоскости атомов расположив
но больше.
Свойства отдельно взятого кристалла (монокристалла) по
данному направлению отличаются от свонств в другом направле-
нии (рис. 16) и, естественно, зависят от того, сколько атомов
встречается в этом направлении. Различие свойств в зависимо
стп от направления испытания носит название анизотропии Все
кристаллы анизотропны Анизотропия—особенность любого
кристалла, характерная для кристаллического строения.
Реальный металл состоит из многих кристаллов; размер каж-
дого кристалла измеряется долями миллиметра, и поэтому в 1 смэ
металла содержатся десятки тысяч кристаллов. Произвольность
ориентировки каждого кристалла приводит к тому, что в любом
направлении располагается примерно одинаковое количество
различно ориентированных кристаллов В результате получает
ся, что свойства такого поликристаллического тела одинаковы
во всех направлениях, хотя свойства каждого кристалла, состав
ляющего это тело, зависят от направления. Это явление называ-
ется квазиизотропией (ложная изотропия).
3’
35
7. МЕТОДЫ ИЗУЧЕНИЯ СТРОЕНИЯ МЕТАЛЛОВ
Сушеств\ет много разнообразных способов, при помощи которых изу-
чают кристаллическое строение металлов Они могут быть разделены на два
вида: к первому относятся методы изучения внутреннего строения кристал-
лов, ко второму — методы изучения внешних форм кристаллов.
Внутреннее строение кристаллов, т. е. расположение атомов в кристал-
лической решетке, изучают посредством рентгеноструктурного анализа,
использующего рентгеновские лучи.
Рентгеновские лучи представляют собой электромагнитные волны весьма
малой длины (2—0,005 А)*.
Вследствие малой длины волны рентгеновские лучн не отражаются от
поверхности, а проникают внутрь вещества. Под действием электромагнитно-
го поля этих лучен электроны атомов приводятся в колебательное движение
_____________ Колеблющиеся электроны являются источником электро-
магнитных волн, так называемых рассеянных лучей, рас-
• 4 простраияющнхся во все стороны. Можно считать, что
эти волны исходят из центра атома. Вследствие правиль
- иого расположения атомов в кристалле рассеянные лучи
взаимодействуют между собой; в одних направлениях уси-
ливают друг друга, в других — гасят. Если по направле-
нию потока этих лучей расположить фотопластинку ‘, то
в направлениях усилении лучей возникнут пятна или
кольца.
В 1913 г. Ю. В. Вульф (1863—1925 гг.) а затем не-
1 ш. сколько позже В. Брэгг и В. Брэгг показали, что эту иц
терференциониую картину — рентгенограмму (рис. 17) —
» — можно истолковать как результат интерференции лучен,
отраженных от отдельных параллельных атомных плос-
костей.
На этом основании определяются расстояния между
атомами, а также и характер расположения атомов в про-
странстве (т. е. тип кристаллической решетки и ее пара-
метр) .
— Усовершенствование рентгепоструктурного анализа по-
зволяет изучать и дефекты кристаллического строения. Шн
рииа (размытость) рентгеновских линий свидетечествует
о степени несовершенств кристаллического строения. В част-
ности, суммарная плотность дислокаций пропорциональна
ширине линий:
7/ ----------
Р- I h .
где р — плотность дислокаций;
h—ширина линий.
Рис 17 Рент-
генограмме
меди
* Природа рентгеновских волн аналогична световым,
только последние имеют большую длину волны (4000—
7500 Л). Рентгеновские лучи получаются в специальных
приборах в результате торможения электронов прн нх
столкновении с мишенью, при этом кинетическая энергия
электронов преврашается в разновидность электромагнит
пых колебании—рентгеновские лучи. Получение, свойства,
использование рентгеновских лучей рассматриваются в кур-
се физики.
1 Рентгеновские лучи невидимы, но, как и световые,
они воздействуют иа эмульсию пластинки.
36
Различные приемы рентгеноструктурного анализа позволяют перейти к
определению структурных особенностей (размер блоков, размер зерна, сте-
пень текстуроваиности. иа шчне напряжении н др.)
Размеры, форму и взаимное расположение кристаллов изучают мета 1.ю-
графическими методами
Так как все металлы — вещества непрозрачные (для видимого света),
то форм у *к ристал лов. а также их размер и взаимное расположение нзуча
ют иа специально изготавливаемых микрошлифах В этом (Йучае летают раз-
рез металла в плоскости, интересу ю-
шей исследователя. Затем получен-
ную плоскость шлифуют и полируют
то зеркального состояния. Чтобы вы-
явить структуру, следует создать
рельеф нлн окрасить в разные цвета
структурные составляющие, что до-
стигается обычно химическим трав-
лением. При травлении кислота в
первую очередь воздействует на гра-
ницы зерна, как места, имеющие наи-
более дефектное строение и которые
в травленом шлифе станут углубле-
ниями; сает, падая на них, будет рас-
сеиваться (рис. 18), и в поле зрения
микроскопа они будут казаться темны-
ми, а тело зерна- свет 1ым (рис. 19).
Рис. 18 Схе* i отражения лучей от плос-
кости зерна и от его границ
Рис. 19 Микроструктура металла. Х100
Для рассмотрения микрошлифов при исследовании микроструктуры ме-
таллов применяют спеинальяые микроскопы, в которых луч от источника
света, отражаясь от шлифа, прохочит через объектив и окуляр *, давая
соответствующее увеличение
На рис. 19 приведена структура металла при увеличении в 100 раз, так
называемая микроструктура Иногда требуется рассмотреть более грубые до
тали структуры — конгломераты отдельных более илн меиее однородных
зерен и т. д. В этом случае после глубокого травления шлиф рассматрив»
ют глазом (или при гомощн лупы). Выявленная таким образом структуре
называется чакроструктурой (а шлиф — макрошлифом) (см ниже рнс 34,30).
1 Системы линз, расположенные около шлифа н глаза наблюдателя.
Однако оптический микроскоп не является аппаратом, который может
обиарчжить кристаллик любого малого размера. Как известно из оптики,
разрешающая способность микроскопа* равна
л sin ф '
где d — разрешающее расстояние;
А— длина волны;
л—показатель преломления среды между объективом и предметом;
<f— отверстнын угол объектива
Чем больше апертурное число A(A=ftsin<p), тем меньше разрешающая
способность. В современных микроскопах отверстнын угод объектива близок
к 90°. показатель преломления воздуха равен I. Отсюда
d A,
т. е разрешающая способность оптического микроскопа равняется длине
о
волны света, т. е. 6000 А.
Если между объективом и шлифом поместить среду с большим показа-
телем преломления, чем воздух, например кедровое масло (п=1,5), то раз-
решающая способность увеличится в 1,5 раза и б к. Дет равна 4000 А.
Этот расчет показывает, что в оптическом микроскопе мы не увидим
кристаллик, размер которого меньше 0,4—0,6 мкм, какое бы большое уве-
личение не применяли2. Отсюда практически на оптическом микроскопе изу-
чают и фотографируют структуру при увеличении не более чем в 1000—
1500 раз, при этом самая маленькая частица, которая в нем различима,
имеет на изображении размер 0,4—0,6 мм. Полученное изображение можно
укрупнить и размер видимых частиц станет больше, ио новых деталей
в структуре при этом не выявляется.
Для изучения дисперсных структур, а также тонких детален грубых
структур (границы зерна, блочное строение и т. д.) в металлография при-
меняют электронный микроскоп.
В качестве «освещения* в электронном микроскопе использован элек-
тронный луч. Как аидио из приведенной формулы, разрешающее расстояние
оиредетяется длиной волны.
Длина волны электронных лучей (А) зависит от скорости движения
электронов:
tnv
где й — постоянная Планка;
m — масса электрона;
v — скорость движения электрона, В.
В поле напряженностью 50000 В электронам сообщается скорость
124000 км/с, что соответствует длине полны, равном сотым долям ангстрема
Разрешающая способность современного электронного микроскопа порядка
5—10 А, однако это только в том случае, естн объект непосредственно ис-
следуется под электронным микроскопом. При элсктронномикроскопнчсском
исследовании структуры металлоа такие малые величины не могут быть вы-
явлены. Дело в том, что принцип формирования изображения на электрон-
ном микроскопе таков, что в направлении прохождения электронных лучей
объект помещают в виде пленки разной толщины.
1 Минимальное расстояние, при котором две точки различаются раздель-
но, не сливаясь в одно пятно.
' Можло вместо лучей белого цвета применять ультрафиолетовые, неви-
димые для глаза, лучи с длиной волны 4000 А. В этом случае разрешающая
способность еще увеличится. Микроскопы с ультрафиолетовым освещением
из-за ряда неудобств в работе широкого распространения не получили.
38
В тех местах, гас пленка толще, больше рассеется электронных лучен, и
на флуоресцирующем экране будет темное пятно. Там, где эна тоньше, элек-
троны рассеиваются меньше, н изображение этом части шлифа будет светлее.
Обычно поступают следующим образом. После приготовления микро-
шлифа на его поверхность наносят слой вещества (лак, углерод, кварц
н т. Д.) очень малой толщины. Образуется слепок, с большой точностью вос-
производящий рельеф шлифа (рис. 20). Затем слепок сии лают со шлифа и
помещают в электронным ми-
кроскоп. В тех местах, где сле-
пок толще (вмсстах разницы в
глубине травления), электроны
рассеиваются сильнее н таким
образом выявляется граница
между отз» «ьиымн структур-
ными составляющими сплааа и
границами зерен. Вещество, ко-
торое наносят иа поверхность,
Рис 20- . ia I .НИЯ слепка
с noBcrTHoC’H . • для изу-
чения С1Х» «,ГР)^» РМ при ПОМи-
щн эло тронно! микроскопа
вследствие поверхностного натяжения и ряда других причин все же не впол-
не точно копирует форму мелких деталей рельефа, поэтому разрешающая
способность электронного микроскопа, например при использовании кварце-
вых слепков может быть оценена приблизительно в 100 А.
Обычно полезное увеличение электронного микроскопа составляет вели-
чину порядка 5000—20000 раз, т. с. электронный микроскоп даст полезное
увеличение примерно в 10 раз большее, чем оптический.
В последнее время под электронным микроскопом изучают тонкие плен-
ки нссчедуемого металла, в той или иной степени «прозрачные» для элек-
тронного лчча. В этом случае разрешающая способность электронного микро-
скопа близка к величине межатомных расстояний
Каким бы методом нн нсследовали структуру металлов, следует всегда
помнить, что изучается разрез какого-то объема. Круглые в разрезе кри-
сталлы имеют, следовательно, в действительности шаровидную или цилин-
дрическую форму. Сетка вокруг кристалла, выявпенная « плоскости, есть
в действительности сечение оболочки.
С помощью метода микроскопического анализа с применением оптиче-
ского или электронного микроскопа можно получить много данных о строе-
нии сплааов. Однако он не выявляет, равномерно ли распределяются атомы
веществ, входящих в состав сплава. Так, например, сплав, структура которо-
го показана на рнс. 21, а, представляется совершенно одчородпым.
Однако в постсднсе аремя для изучения строения металлических спла-
вов начали применять метод радиографии. При выплавке в металл вводят
известное количество радиоактивного изотопа того элемента, распределение
которого в металле изучают. На макро- нлн мнкрошлиф 1:3 приготовленного
таким, способом металла накладывают фотопленку. В местах расположения
изучаемого элемента, к которому примешан теперь его радиоактивный изо-
топ. фотопленка окажется «засвеченной» радиоактивным излучением. Фото-
графируя под микроскопом проявленную пленку, можно получить микрора-
Диг. грамму с увеличением до 150 раз.
На рнс. 21,6 приведена мнкрорадиограмма того же металла, что и на
рис. 21, а. Из снимка видно, что углерод (при выплавке был введен радио-
активный углерод) распределился неравномерно, преимуществеиио по грани-
цам зерна.
Кроме двух основных методов изучения строения кристаллов — рентге-
ноструктурного н металлографического, описанных рыше, на помощь ис-
следователю в последнее время пришли другие методы.
39
Конечно, во всех случаях важно у зиять средний состав изучаемого ме-
талла. что спредетяется химическим анализом. Но химическим анализом
можно определить не только средний состав сплава, но и состав отдельных
фаз. Для этого применяют так называемый фазовый химический анализ
(в том числе карбидный анализ). Исследуемый многофазный объект под-
вергают электролизу, при котором питересчющая исследователя фаза ие рас-
творвется (остальные растворяются). Выделенную таким образом фазу изу-
чают различными способами.
Те же задачи, ио на другом» рентгеноспектральном принципе, решает
внедренный в практику металловедческих исследований новый прибор —
Рис 21 Микроструктура сплава. >90:
с — BuHBieiiHc химическим травлением; б — микрорадмограмма
Рнс 22. Хрупкий и «.том (кристаллический) (о)
и (I > ’ книстый) (6). 2
микраз нд, который позволяет определять состав мельчайших участков в
сплаве (до размеров 0.5—2 мкм2 в сечении).
Для оценки механических свойств важно не только сопротивление ме-
талла разрушению, по н характер разрушения, т е. как произошло раз-
рушение.
Это осуществляется изучением поверхп«кт• й, оторые разделяли когда-то
целый кусок металла. Этот метод называется фрактографией (а случае изу-
чения поверхности излома прн больших ъвеличеннях с п мощью электронно-
го микроскопа — жктраннофрактографией). Фрактографическое исс ледова-
40
иие позволяет однозначно определять, было ли разрушение вязким или хруп-
ким. т. е. пластически деформировалась ли поверхность излома или нет.
На рис. 22 показаны два типичных излома — кристаллический (хрупкий)
слева и волокнистый (вязкий) справа. Первый происходит в результате
отрыва одной части кристалла от другой по кристаллографическим плоскО-
Рнс 23 Электронография изломов X 000
а. б—вязкий (чашечный) излом: я. г —хрупкий (речной) излом; а. я —снято п элект-
ронном микроскопе, б. г — снято на растровом микроскопе
стям (поэтому излом блестящий), а второй — в результате образования и
слияния пор, что сопровождаете и большой пластической деформацией по-
верхности (поэтому излом матовый).
Сказанное подтверждается электроннсфрактографитощими исследования-
ми реплик (рис. 23. а, в} или непосредственно с поверхности (рис. 23.6, г).
Первое проводят на одном электронном микроскопе, а второе на сканирую-
щем (растровом) лектронном микроскопе.
41
Хрупкое разр\шенис (рис. 22, в. г) характеризуется так называемым
ручьистым из юном, а вчзксе— чашечным (рис. 23, а, б).
Описанные кратко, а также и многие дрхгие способы нз¥чеиия структу-
ры металлов, здесь не упомянутые, широко применяются в научных иссле-
дованиях, технических испытаниях и т д. На каждом крупном металлурги-
ческом и машиностроительном заводе (не говоря о лабораториях научно ис-
< юдовательскмх институтов н высших учебных заведений) имеются мстал-
..играфические, а нередко н рентгенографические н физические лаборатории,
оснащенные новейшим оборудованием
СПИСОК ЛИТЕРАТУРЫ
Бокштейи С. 3. Строение и свойства металлических сплавов. М., «Метал-
лургия», 1971 496 с. сил.
Фридель 7К- Дислокации Пер. с англ. М, «Мир», 1967. 643 с. с ил.
Физическое металловедение. Пот ред. Р. Кана М., «Мир», 1968. Т. 1—329 с;
т. II — 489 с.; т. III — 484 с. с нл.
Шульце Г. Металлофизика. Пер. с нем М.. «Мир». 1971. 503 с. с нл.
Металлография железа. Т I. II, III. Пер. с англ. Под ред. Ф. Н. Тавадзе
М., «Металлургия», 1972. Т. I — 127 с.; т. II — 104 с.; т. Ill —74 с. с нл-
Глава II
КРИСТАЛЛИЗАЦИЯ
1. ТРИ СОСТОЯНИЯ ВЕЩЕСТВ А
Любое вещество, как известно, может находиться в трех аг-
регатных состояниях: газообразном, жидком и твердом. В чис-
тых металлах при определенных температурах происходит изме-
нение агро атного состояния: твердое состояние сменяется жид-
ким при температуре плавления, жидкое состояние переходит
в газообразное при температуре кипения. Температуры перехода
зависят от давления (см. рнс. 2), но при постоянном давлении
они вполне определенны. Температуры перехода наиболее рас-
пространенных в технике металлов для давления 1 ат приведе-
ны в табл. 8.
Температхра плавления — особенно важная константа свойств металла
Она колеблется для различных металлов в весьма широких пределах — от
минус 38,9° С для ртути — самого легкоплавкого металла, находящегося при
комнатной температуре в жидком состоянии, до 3410° С для самого туго-
плавкого металла — вольфрама.
Низкая прочность (твердость) при комнатной температуре легкоплавких
металлов (олова, евннца и т. д.) является следствием главным образом то
го, чти комнатная температура для этих металлов менее «удалена» от тем-
пературы плавления, чем у тугоплавких металлов.1
1 Чтобы сравнить свойства различных металлов, испытания проводят при
так называемых сходственных температурах составляющих одинаковую долю
от абсолютной температуры плавления (например, 0,5 от абсолютной тем-
пературы плааяения будет для свинца 27°С, для железа 631°С, при зтнх тем-
пературах саойства свинца и железа довольно близки).
42
Таблица 8
Некоторые свойства важнейших металлов
| Элемент | Номер элемента n периодической системе Кристаллическая решетка Атомный радиус, о А Плотность (при 20’ С), г/см Температура КоЯффИЦИ< нт расширения (при 20° G) а 10* Твердость НВ
X S «П СО^ кипения, °C
Вс 4 Г12 1,13 1,82 1284 2970 12,2 140
МД 12 Г12 1,60 1,74 651 1110 25.7 30
Л1 13 К12 1,43 2,70 660 2500 23,1 ‘О
11 22 Г12, К8 1,45 4,50 1660 3260 7,14 80
V 23 К8 1,36 5.96 1700 3000 8,3 2(>0
Ст 24 К8 1,28 7,14 1850 2470 6,2 100
Мп 25 Сложная 1,31 7,46 1244 2150 22,1 200
Fe 26 К8. KI2 1,27 7.86 1539 2880 11,5 70
Со 27 Г12 К12 1,26 8,9 1480 3135 12.5 50
Ni 28 К12 1,24 8,90 1455 3080 13,5 СЮ
Си 29 К12 1,28 8,92 1083 2300 16,5 35
Zn 30 Гб 1,37 7.14 419 907 32,5 35
Zr 40 Г12. К8 1.60 6,52 I860 3580 6,23 100
Nb 41 К8 1 ,47 8,5 2450 3700 7,2 80
Mo 42 К8 1,40 10,2 2625 4800 4.9 150
Ag 47 К12 1,44 10.5 960 1950 18.9 25
Ьп 50 Алмаза К4 1,58 7.29 232 2430 46,6 5
w 74 К8 1,41 19,3 3410 5500 4,3 300
Au 79 KI2 1,44 19,3 1063 2600 14,2 19
Hk 80 Гб 1,55 13,51 —38,9 357 —
I'b 82 К12 1.75 11,3 327 1750 28,1 4
Li 92 Сложная 1,55 19,0 1133 3927 23 240
2. ЭНЕРГЕТИЧЕСКИЕ УСЛОВИЯ ПРОЦЕССА КРИСТАЛЛИЗАЦИИ
При переходе из жидкого состояния в твердое образуется
кристаллическая решетка, возникают кристаллы. Такой процесс
называется кристаллизацией.
Чем объясняется существование при одних температурах
жидкого, а при других температурах твердого состояния и поче-
му превращение происходит при строго определенных темпе-
ратурах3
В природе все самопроизвольно протекающие превращения,
а следовательно, кристаллизация и плавление обусловлены тем,
что новое состояние в новых условиях является энергетически
более устойчивым, обладает меньшим запасом энергии.
Поясним примером.
Тяжелый шарик из положения 1 стремится попасть в более
устойчивое положение 2 (рис. 24), так как потенциальная энер-
гия в положении 2 меньше, чем в положении 1.
43
Энергетическое состояние системы, имеющей огромное число
охваченных теплсвым движением частиц (атомов, молекул), ха-
рактеризуется особой термодинамической функцией F, называе-
мой свободной энергией1 (свободная энергия F = U—TS где
U — внутренняя энергия системы; Г — абсолютная температура;
5 — энтропия).
। Можно сказать, что чем больше
Г") свободная энергия системы, тем си-
стема менее устойчива, и если нме-
2 li ется возможность, то система пере-
’ ходит в состояние, где свободная
пщр энергия меньше («подобно» шари-
ку, который скатывается из поло-
р"с 24- жепия / в почожсиие 2, если на
пути нет препятствия).
С изменением внешних условий, например температуры, сво-
бодная энергия системы изменяется по сложному закону, но
различно для жидкого и кристаллического состоянии. Схемати-
чески характер изменения свободной энергии жидкого и твердо-
го состояний с температурой показан на рис 25.
Выше температуры Т, меньшей свободной энергией обладает
вещество в жидком состоянии, ниже Т. — вещество в твердом
Рис 23. Изменение свободной энергии
жидкого и кристаллического состояния
в зависимости от теылернтуры
Рис 26. Кривые охлаждения при кристалли-
зации
состоянии. Следовательно, выше Tf вещество должно находиться
в жидком состоянии, а ниже Т,— в твердом, кристаллическом.
Очевидно, что при температуре, равной Т„ свободные энер-
гии жидкого и твердого состояний равны, металл в обоих состо-
1 При участии а процессах газообразной фазы приходится ввозить в рас-
четы более сложную не шит—терчо ина . ический потенции i системы Но
процесс кристатлиэацни. в котором газообразная фаза не участвует, вполне
может быть охарактеризован свободной энергией.
44
япиях находится в равновесии. Эта температура Т„ н есть рав-
новесная или теоретическая температура кристаллизации.
Однако при Т, пс может происходить процесс кристаллиза-
ции (плавление), так как при данной температуре
F = F
‘ Ж - 1 кр-
Для начала кристаллизации необходимо, чтобы процесс был
термодинамически выгоден системе и сопровождался уменьше-
нием свободной энергии системы. Из кривых, приведенных на
рис. 25, видно, что это возможно только тогда, когда жидкость
будет охлаждена ниже точки Т,. Температура, при которой
практически начинается кристаллизация, может быть названа
фактической температурой кристаллизации
Охлаждение жидкости ниже равновесной температуры крис-
таллизации называется переохлаждением.
Указанные причины обусловливают и то. что обратное прев-
ращение из кристаллического состояния в жидкое может прои-
зойти только выше температуры Т,; это явление называется пе-
ренагрееанием.
Величиной или степенью переохлаждения называют разность
между теоретической и фактической температурами кристалли-
зации.
Если, например, теоретическая температура кристаллизации
сурьмы равна 631° С, а до начала процесса кристаллизации жид
кая сурьма была переохлаждена до 590° С и при этой температу-
ре закристаллизовалась, то степень переохлаждения п определя-
ется разностью 631—590=4ГС.
Процесс перехода металла из жидкого состояния в кристал-
лическое можно изобразить кривыми в координатах время —
температура (рис 26).
Охлаждение металла в жидком состоянии сопровождается
плавным понижением температуры и может быть названо прос-
тым охлаждением, гак как при этом нет качественного измене-
ния состояния
При достижении температуры кристаллизации на кривой
температура — время появляется горизонтальная площадка, так
как отвод тепла компенсируется выделяющейся при кристалли-
зации скрытой теплотой кристаллизации. По окончании кристал-
лизации, т. е. после полного перехода в твердое состояние, тем-
пература снова начивает снижаться, и твердое кристаллическое
вещество охлаждается. Теоретически процесс кристаллизации
изображается кривой 1. Кривая 2 показывает реальный процесс
кристаллизации. Жидкость непрерывно охлаждается до темпе-
ратуры переохлаждения Ти, лежащей ниже теоретической темпе-
ратуры кристаллизации Т«. При охлаждении ниже температуры
7", создаются энергетические условия, необходимые для протека-
ния процесса кристаллизации
45
У некоторых металлов из-за большого переохлаждения скрытая теплота
плавления выделяется в первый момент кристаллизации настолько бурно,
что температура скачкообразно повышается приближается к теоретической
(кривая 3 иа рис. 26). Так кристаллизуется, например, сурьма. Для боль-
шинства же металлов величина переохлаждения при кристаллизации оказы-
вается весьма незначительной н даже не улавливается в нормальных услови-
ях эксперимента
3. МЕХАНИЗМ ПРОЦЕССА КРИСТАЛЛИЗАЦ1Ш
Еще в 1878 г. Д. К. Чернов, изучая структуру литой стали,
указал, что проносе кристаллизации состоит из двух элементар-
ных процессов. Первый процесс заключается в зарождении мель-
чайших частиц кристаллов, которые Чернов называл <зачатка-
мн», а теперь их называют зародышами, или центрами кристал-
лизации. Второй процесс состоит в росте кристаллов из этих
центров.
Систематическое исследование процесса образования центров кристал-
лизации и нх роста вначале на прозрачных органических веществах, а за-
тем н металлах было проведено Г. Тамманом. Им уставовтеиа в общем ви-
де зависимость между числом центров кристаллизации, скоростью рлста и
степенью переохлаждения. Однако более поздние исследования процессор
крнстадтнзацни, особенно исследования А. А. Бочпара, К. П. Бунина « др.,
показали ограниченное значение схемы Там мана для процесса кристаллиза-
ции реальных жидких металлов. Все же многие закономерности, у таноа-
лениыс Тамманом на основе его опытов, нашли качественное подтверждение
в последующих работах н оказываются полезными прн анализе процессов
кристаллизации.
Процесс образования кристаллов путем зарождения центров
кристаллизации и нх роста можно изучать с помощью рассмот-
рения моделей (схем), что с успехом применялось И. Л. Мирки-
ным. Подобная модель кристаллизации представлена на рис. 27.
ВИЯ
НВ ИВ шзЗ
/с !с J‘
Рнс. 27. Модель процесса кристаллизации (И. Л. Миркин}
46
Предположим, что иа площади, изображенной на рис. 27, за се-
кунду возникает пять зародышей, которые растут с определенно!!
скоростью. К концу первой секунды образовалось пять зароды-
шей, к концу второй секунды они выросли и одновременно с этим
возникло еше пять новых зародышей будущих кристаллов. Так.
в результате возникновения зародышей н их роста происходит
процесс кристаллизации, который, как видно в данном примере
заканчивается па седьмой секунде.
Рнс. 28. Кинетическая кривая кристал-
лизации
Величина переенлаяденил, п ——
Рис. 29. Скорость роста кристаллов (с. к.)
и скорость зарождения центров кристаллиза-
ции (ч. ц.) в зависимости от степени переох-
лаждения
Качественная схема процесса кристаллизации, изображенная
па рис. 27, может быть представлена количественно кинетиче-
ской кривой (рнс. 28).
Рассмотрение подобных схем кристаллизации позволяет объ-
яснить два важных момента:
1. По мере развития процесса кристаллизации в нем участву-
ет все большее н большее число кристаллов Поэтому процесс
вначале ускоряется, пока в какой-то момент1 взаимное столкно-
вение растущих кристаллов не начинает заметно препятствовать
нх росту; рост кристаллов замедляется, тем более что п жидко-
сти, в которой образуются новые кристаллы, становится все
меньше.
2. В процессе кристаллизации, пока кристалл окружен жид-
костью, оп часто имеет правильную форму, но при столкновении
и срастании кристаллов их правильная форма нарушается, внеш-
няя форма кристалла оказывается зависимой от условий сопри-
косновения растущих кристаллов Вот почему кристаллы метал-
ла, зерна (кристаллиты) не имеют правильной формы, о чем
указывалось в гл. I.
Скорость всего процесса кристаллизации количественно оп-
ределяется двумя величинами: скоростью зарождения центров
Обычно, когда закристаллизовалось около 50% жидкости
кристаллизации и скоростью роста кристаллов. Обе эти величи-
ны можно измерить для разных условий кристаллизации
Число зарождающихся в единицу времени кристаллов, кото-
рые в дальнейшем мы будем обозначать буквами ч. ц., имеет
размерность 1/мм3-с (число центров кристаллизации, возник-
ших в 1 мм’ за одну секунду). Скорость роста кристаллов, обо-
значаемая в дальнейшем через с. к., есть скорость увеличения
линейных размеров кристалла, выраженная в миллиметрах в
единицу времени. Размерность этой величины — мм/с; мм/мин.
Исследхя кристаллизацию прозрачных органических веществ
при разных температурах, Г. Тамман установил, что ч. ц. и с. к.
определяются степенью переохлаждения. Графически изменения
величин ч ц и с. к. в зависимости от переохлаждения представ-
лены на рис 29 Зависимость ч. ц. и с. к. от переохлаждения вы
ражается кривой с максимумом. При теоретической температу
ре кристаллизации (п=0) значения с. к. и ч. ц. равны нулю и
процесс кристаллизации идти не может, что находится в полном
соответствии с изложенным выше положением о необходимости
переохлаждения для протекания процесса. С увеличением пере-
охлаждения значения с. к. и ч. ц возрастают, достигают макси-
мума и затем понижаются; при больших величинах переохлаж-
дения практически падают до нуля.
Увеличение с. к. и ч. ц. при малых степенях переохлаждения
обусловлено тем. что вблизи равновесной точки (Л) подвиж-
ность жидкости велика и ускорение кристаллизации с увеличе-
нием степени переохлаждения вызывается увеличением разности
свободных энергий жидкого и кристаллического состояний. Сни-
жение с. к. п ч. ц при больших степенях переохлаждения вызва-
но тем, что при больших переохлаждениях и. следовательно, при
низких температурах подвижность атомов уменьшена, а тем са-
мым уменьшена и способность системы к превращению. При
больших степенях переохлаждения с. к. и ч. ц. становятся рав-
ными нулю, так как подвижность атомов уже недостаточна для
того, чтобы осуществилась перестройка нх из хаотического рас-
положения в жидкости в правильное в кристалле.
Размер образовавшихся кристаллов зависит от соотношения
величин с. к и ч. ц. при температуре кристаллизации, при данной
степени переохлаждения. При большом значении с. к. и малом
значении ч. ц. (например, при малых степенях переохлаж-
дения, рис. 29). образуются немногочисленные крупные кристал-
лы; при малых значениях с. к. и больших ч. ц. (большое переох-
лаждение) образуется большое число мелких кристаллов Нако-
нец, в соответствии с кривыми Таммана, если удается очень
сильно переохладить жидкость без кристаллизации, то с. к. н
ч. ц. становятся равными нулю, жидкость сохраняется непревра-
щенной, незакристаллизовавшейся. Одиако жидкие металлы ма-
ло склонны к переохлаждению и такого состояния достичь не
могут. Соли, силикаты, органические вещества, наоборот, весьма
48
склонны к переохлаждению. Обычное прозрачное «твердое»
стекло представляет собой переохлажденную загустевшую жид-
кость. Такое состояние, как указывалось выше, является аморф-
ным и характеризуется отсутствием определенной температуры
плавления и отсутствием правильного расположения атомов в
виде определенной кристаллической решетки.
Было показано, что не только в жидких расплавах, ио и при
превращении в твердом состоянии новая фаза образуется путем
зарождения и роста кристаллов; скорость этих процессов зави-
сит от переохлаждения. В отличие от кристаллизации из
жидкости процесс превращения в твердом состоянии (перекрис-
таллизация) обычно протекает при сильном переохлаждении, и
таммайовская зависимость с. к. и ч. ц. для этого случая даже
более приемлема, чем для случая первичной кристаллизации
Учитывая изложенное, можно отметить, что переход из одно-
го состояния в другое, например из жидкого в твердое, возмо-
жен тогда, когда твердое состояние более устойчиво, имеет бо-
лее низкое значение свободной энергии Но сам переход из од-
ного состояния в другое требует затраты энергии на образование
поверхности раздела жидкость — кристалл.
Превращение произойдет тогда, когда выигрыш в энергии от
перехода в более устойчивое состояние будет больше потери
энергии, идущей на образование поверхности раздела.
Другими словами, свободная энергия системы ДФ определяется как алге-
браическая сумма двух члеиоа, характеризующих поверхностную So н объ-
емную I'AF энергии:
ДФ 5о — VAF,
где 5 — поверхность;
о — поверхностное натяжение;
V— объем;
AF—разность свободных энергии жидкого и кристаллического состояний,
приходящаяся иа единицу объема
По мере увеличения зародыша (для зародыша сферической формы) по-
верхностный член чвелнчивается пропорционально квадрату радиуса, а объ-
емный— кубу, т. е. если поверхность и объем частицы выразить через ее
радиус, то получим
4
АФ - 4лг2по — лгяп ДГ,
3
где г—радиус частицы ноаой фазы;
п — число частиц
Увеличение размера зарождающегося кристалла вначале приводит к ро-
сту свободной энергии (так как объем V мал. а поверхность 5 относительно
велика) (рис 30). Но при некотором критическом значении увеличение раз-
мера зародыша приведет к уменьшению ДФ*.
* Кривая с максимумом при некотором определенном значении г«=гк дол-
жна получиться п^)и исследоввнии приведенного выше уравнения на максимум
н минимум: г — —7 ,
4 Гуляев А. П.
Процесс кристаллизации может протекать только при усло-
вии уменьшения свободной энергии, поэтому, если образуется за-
родыш размером меньше г„ (рнс. 30), он расти не может, так
как это повело бы к увеличению энергии системы. Если же обра-
зуется зародыш размером гк и более, то его рост возможен, так
как это приведет к уменьшению свободной энергии.
Минимальный размер
Рис. ЗА. И <меиенне свободной энергии
в зависимости от размера зародыша
способного к росту зароды-
ша называется критическим
размером зародыша, а та-
кой зародыш называется
устойчивым.
Каждой температуре
кристаллизации (степени
переохлаждения) отвечает
определенный размер устой-
чивого зародыша; более
мелкие, если они и возник-
нут, тут же растворяют-
ся в жидкости, а более
крупные растут, превра-
щаясь в зерна — кристаллы.
Чем ниже температура
(больше степень переохлаждения), тем меньший размер имеет
устойчивый зародыш, тем больше число центров кристаллиза-
ции образуется в единицу времени, тем быстрее протекает
процесс кристаллизации. Таким образом, с увеличением степе-
ни переохлаждения быстро возрастают величина ч. ц. и общая
скорость кристаллизации.
4. ФОРМА КРИСТАЛЛИЧЕСКИХ ОБРАЗОВАНИИ
Реально протекающий процесс кристаллизации усложняется
действием различных факторов, в столь сильной степени влия-
ющих на процесс, что роль степени переохлаждения может стать
в количественном отношении второстепенной.
При кристаллизации из жидкого состояния для скорости те-
чения процесса и для формы образующихся кристаллов перво-
степенное значение приобретают такие факторы, как скорость п
направление отвода тепла, наличие псрастворнвшнхся частиц1,
наличие конвекционных токов жидкости и т. д.
В направлении отвода тепла кристалл растет быстрее, чем в
другом направлении.
Если на боковой поверхности растущего кристалла возникает
бугорок, то кристалл приобретает способность расти и в боковом
направлении. В результате образуется древовидный кристалл.
1 Которые могут служить готовыми центрами кристаллизация.
Б0
так называемый дендрит, схематическая структура которого,
впервые изображенная Д. К. Черновым, показана па рис. 31.
вия кристаллизации благоприятны, то ииочда
вырастают огромные дендриты. В усадочной
раковине 100-т стального слитка один нз уче-
ников Д К. Чернова иашел дендрит длиной в
39 см Дендрит большего размера найти не
\ далось. Фотография этого деидрнта, который
обычно называется «кристаллом Чернова»,
приведена иа рис. 32.
Дендриты нормального размера, встреча-
ющиеся в литых метал чах, имеют размеры на-
много меньше — в длину несколько милли-
метров.
Следует иметь в виду, что дендриты в
свою очередь состоят из многих тысяч илн
миллиоиоа зереп, подобных тем, которые изо-
бражены иа рис, 19. В объеме одного дендри-
та эти зерна имеют, по-видимому, близкую
ориентировку.
Приведенная на рис. 19 структура носит
название полиэдрической, т. е. состоящем нз
более илн менее равноосных зерен, имеющих
приблизительно одинаковые размеры во всех
направлениях.
Дендритное строение, вообще говоря, явля-
ется типичным для .питого металла. Если усло-
5. СТРОЕНИЕ СЛИТКА
еме. 31. Схема дендрита (Д. К. Чер-
нов>
Рис 32 Кристи |л Чернова. J
Ранее было отмечено, что реаль-
ный процесс кристаллизации оспожня-
ется влиянием побочных факторов
(п. 4). Сочетание влияния этих при-
4
51
внесенных факторов (часто не поддающихся точному учету) с I
общими законами кристаллизации и определяет особенности I
строения стального слитка.
Описание строения стального слитка впервые дано в 1878 г. 1
Д. К. Черновым Основные характерные черты в строении лито- 1
го металла были отмечены тогда Д. К. Черновым, хотя много-
Рнс. 33. Схеме строения стзчъчого слитка
численные последующие исследования вскрыли много новых де-
талей.
Структура литого слитка состоит из трех основных зон
(рис. 33). Первая зона — наружная мелкозернистая корка1, со-
стоящая из дезориентированных мелких кристаллов — дендри-
тов. При первом соприкосновении со стенками изложницы в тон-
ком прилегающем слое жидкого металла возникает резкий гра-
диент темпсрату р и явление переохлаждения, ведх шее к образова-
нию большого количества центров кристаллизации. В результате
корка получает мелкозернистое строение.
Вторая зона слитка — зона стогбчатых кристаллов 2. После
образования самой коркн условия теплоотвода меняются (из-за
теплового сопротивления, из-за повышения температуры стейки
изложницы и других причин), градиент температур в прилега-
ющем слое жидкого металла резко уменьшается и. следователь-
но, уменьшается степень переохлаждения стали. В результате
из небольшого числа центров кристаллизации начинают расти
нормально ориентированные к поверхности корки (т. е. в на-
правлении отвода тепла) столбчатые кристаллы.
52
Третья зона слитка — зона равноосных кристаллов S. В цен1-
ре слитка уже нет определенной направленности отдачи тепла
«Температхра застывающего металла >спевает почти совершен-
но уравниваться в различных точках и жидкость обращается
как бы в кашеобразное состояние, вследствие образования в раз-
личных ее точках зачатков кристаллов. Далее зачатки разрас-
таются осями — ветвями по различным направлениям, встреча-
ясь друг с другом» (Чернов Д К ) В результате этого процесса
образуется равноосная структура. Зародышами кристалла здесь
являются обычно различные мельчайшие включения, присутст-
вующие в жидкой стали, илн случайно в нее попавшие, илн
не растворившиеся в жидком металле (например тугоплавкие
составляющие).
Относительное распределение в объеме слитка зоны столбча-
тых п равноосных кристаллов имеет большое значение
В зоче столбчатых кристаллов металл более птотный, он со-
держит мепыпе раковин и газовых пузырей. Одиако места сты-
ка столбчатых кристаллов обладают малой прочностью.
Кристаллизация, приводящая к стыку зон столбчатых крис-
таллов, носит название транскристаллизации.
Степень развития столбчатых кристаллов будет варьировать-
ся главным образом в зависимости от химического состава ме-
талла, степени его перегрева, от размера слитка, скорости раз-
ливки, формы изложницы и толщины, а также температуры ее
стенок. Эти факторы будут влиять на скорость теплоотвода и
образование больших или меньших градиентов температур внут-
ри объема кристаллизующейся стали и т д. Повышение степени
перегрева и увеличение скорости охлаждения слитка способству-
ет увеличению доли столбчатых кристаллов и может повести к
полной трапскрнсталлизацнн, как это показано на рнс. 34. а при
несколько замедленном охлаждении в центре слитка образуется
зона равноосных кристаллов (рис. 34,6).
Жидкий металл имеет больший объем, чем закристаллизо-
вавшийся. поэтому залитый в форму металл в процессе кристал-
лизации сокращается в объеме, что приводит к образованию
пустот, называемых усадочными раковинами; усадочные ракови-
ны могут быть либо сконцентрированы в одном месте, либо рас-
сеяны по всему объему слитка или по его части. Они могут быть
заполнены газами, растворимыми в жидком металле, но выде-
ляющимися при кристаллизации В хорошо раскисленной так
называемой спокойной стали, отлитой в изложницу с утепленной
надставкой, усадочная раковина образуется в верхней части
слитка, и в объеме всего слитка содержится малое количество
газовых пузырей и раковин (рис. 35. а). Недостаточно раскис-
ленная, так называемая кипящая сталь, содержит раковины и
пузыри во всем объеме (рис. 35.6).
Форма первичных кристаллов (дендритов) после горячей ме-
ханической обработки давлением (ковка прессовка прокатка н
53
т. д ) видоизменяется. Дендриты вытягиваются вдоль панраиле-
ния течения металла и превращаются в волокна. В результате
возникает различно в свойствах вдоль проката (вдоль волокна)
и поперек.1
Put. 35. Распределение усхлочнэМ
раковины и пустот и чюко1.ной (а Л
и кипящей (б) сталях
Рис. 34. Трансьрнст i икания слитка алюминиевой
бри JU
Рис. 3'- MaxpocTpv тура штам-
пованного клапана
На рис. 36 приведена макроструктура штампованного клапа-
на, на котором видно распределение волокон вдоль контура из-
делия. Такое расположение волокон является панду чтим, и сле-
дует стремиться ковкой добиться именно такого распределения,
избегая перерезанных волокон.1 2
1 Анизотропия свойств деформированных изделии в сильной степени за-
висит от наличия неметаллических включений, располагающихся при тефор-
мацнн в строчки, идущие вдоль волокон.
2 Точнее, следует стремиться к тому. ; ,обы расположение волокон сов-
падало с направлением главных усилий в деталях при работе.
54
^превращения в твердом состоянии, аллотропия
Атомы данного элемента могут образовать, если исходить
только пз геометрических соображений, любхю кристаллическую
решетку Однако устойчивым, а следовательно, реально сущест-
вующих! типом является решетка, обладающая наиболее низким
запасом свободной энергии. Так, например, в твердом состоянии
литий, натрий, калий, рубидий, цезий, молибден вольфрам и
другие металлы имеют объемноцеитрироваиную кубическую ре-
шетку, алюминий, кальции, медь, серебро, золото, платина и
др. — гранецентрпрованпую, а бериллий, магний, цирконий, гаф-
ний, осмий и некоторые другие — гексагональную.
Однако в ряде случаев при изменении температуры или дав-
епия может оказаться, что для того же металла более устойчи-
вой будет другая решетка, чем та, которая была при другой тем-
пературе или давлении. Так, например, существует железо с ре
тетками объемиоцентрированиого и гранецеитрнровапного ку-
бов; обнаружен кобальт с грансцеитрнроваиной и с гексагональ-
ной решетками. В различных решетках кристаллизуются
также олово, марганец, титан и некоторые другие ме-
таллы.
Существование одного металла (вещества) в нескольких
криста кзических формах носит название полиморфизма, или
аллотропии. Различные кристаллические формы одного вещест-
ва называются полиморфными, или аллотропическими модифч-
кацичми.
Небольшие изменения давления, которые могут возникать в
практике, обычно не приведут к полиморфным превращениям
Поэтому для практического металловедения важна главным об-
разом температурная аллотропия
В табл. 9 показан интервал температур существования раз-
личных аллотропических форм некоторых, имеющих практиче-
ское значение металлов, у которых обнаружена температурная
аллотропия.
Аллотропические формы обозначаются греческими буквами
« р, у и т. д., которые в виде индексов добавляют к символу,
обозначающему элемент. Аллотропическая форма, существую-
щая при самой низкой температуре, обозначается через а, следу-
ющая — через р.
Превращение одной аллотропической формы в другую при
нагреве чистого металла сопровождается поглощением тепла и
происходит при постоянной температуре. На термической кривой
(в координатах температура—время) превращение отмечается
горизонтальным участком (рнс. 37). При охлаждении происхо-
дит выделение тепла (выделение скрытой теплоты превращения)
теоретически при такой же температуре, что и при нагреве, но
практически при несколько более низкой вследствие переохлаж-
дения.
55
Таблица 9
Аллотропические формы металлов
Металл (элемент) Аллотропи- ческая форма Интервал темпе- ратур устойчиво- го состояния. *С Кристаллическая решетка
Fe а У <911 1392—1539 911—1392 Кубическая объемноцентрированная Кубическая гранецентрироваиная
Со а 3 <450 450—1480 Гексагональная (Г12) Кv бическая гранецентрироваиная (KI2)
Sn а ₽ <18 18—232 Решетка алмаза Тетрагональная объемноцентрнро- ваниая
Мп а р в 700 700—1079 1079—1143 1143—1244 Кубическая сложная многоатомная То же Тетрагональная граиецептрированная Ку бическая объемпоцситри рованна я (К8)
Ti а 0 <882 882—1660 Гексагональная (Г 12) Кубическая объемноцентрированная (К8)
Zr а 0 867 867—1860 Гексагональная (Г12) К% бическая объемноцентрированная (К8)
и а 0 V 668 668—720 720—1132 Орторомбическая Тетрагональная Кубическая объемноцентрированная (К8)
Явление полиморфизма основано на приведенном выше еди-
ном законе об устойчивости состояния с наименьшим запасом
энергии (п. 2).
Запас свободной энергии зависит от температуры. Поэтому
в одном интервале температур более устойчивой является моди-
фикация о, а в другом — модификация р и т. д. Температура,
при которой осуществляется переход нз одной модификации в
другую, носит название температуры полиморфного (аллотропи-
ческого) превращения. Так железо имеет две температуры по-
лиморфного превращения: 911 н 1392”С.
Новые аллотропические формы образуются в результате за-
рождения центров и роста кристаллов аналогично кристаллиза-
56
ции из жидкого состояния. Кривые зависимости с. к. и ч. ц. от
степени переохлаждения для аллотропического превращения име-
ют тот же вид, что и для кристаллизации из жидкого состояния
(рис. 29). Следует отметить большую склонность к переохлаж-
дению при аллотропических превращениях в твердом состоянии
В качестве общей закономерности можно указать, что высо-
котемпературная модификация, как правило, имеет более прос-
тое атомно-кристаллическое строение и более высокую пластич-
ность (Е. М Савицкий)
Рис. 37. Кривые охлаждения я нагрева металла, имеющего
аллотропические превращения
Аллотропические превращения различных металлов имеют свои особен-
ности
Аллотропия олова, Олово существует в двух модификациях. 11и
же +18“ С устойчиво так называемое серое а-олово. При охлаждении а-
олово появляется на обыкновенном белом олове (^-модификация) в виде
отдельных бугорков на поверхности (так называемая «оловянная чума»).
Решетка белого олова с координационным числом 6 в полтора раза ком-
пактнее решетки серого олова, имеющего решетку алмаза с координацион-
ным числом 4. Поэтому превращение белого олова в серое сопровождается
увеличением объема примерно на 25%. Серое олово представляет собой серый
порошок, не обладающий металлическими свойствами. Хотя температура
равновесия Sna равна +18° С, превращение при этой и немного более
низкой температуре происходит с весьма малой скоростью. Максимальное
значение с. к, получается при переохлаждении п=50°С (т. е. при минус
32° С), когда с. к. превращения 0-*-а равняется 0,004 мм в час. Ввиду столь
Малой скорости превращения 0-олово весьма склонно к переохлаждению и
сравнительно длительное время может сохраняться прн температурах ин-
Аллотропия железа. Ниже 91Г С железо существует в форме а;
при 91Г С объемиоцентрироваиная решетка Fe а переходит в грзпенейтриро-
ванную решетку Fey, которая прн 1392° С вновь превращается в объемно*
Центрированную а решетку (рпс. 38). Высс сотемпературиую а-модификацию
•тогда обозначают буквой б.
Такпм образом, едва и та же решетка у железа (кубическая объемно-
Цептрированная) устойчива в двух интервалах температур. Превращение
Т-*а сопровождается уменьшением координационного числа кристаллической
решетки и уменьшением компактности. Если бы это уменьшение ис компен-
сировалось в значительной степени уменьшением атомного радиуса, то же-
лезо должно было бы при превращении у-*-а увеличиваться в объеме па
9%. На самом деле (благодаря уменьшению атомного радиуса) объем же-
Рнс. Ж Кривая охлаждения жеима
лсза увеличивается при этом примерно лишь на 1%. Стедхет отметить, что
структурные напряжения, вызванные даже этим и- -.наштельным увеличенн-
ом объема, имеют большое значение.
При 768° С получается останов! и па кривой охлаждения, связанная не
с перестройкой решетки, а с изменением магнитных свойств. Выше 7G8U С
ct-железо немагнитно (немагнитное а-железо называют иногда 0-жслгзом)1
Ниже 768° С железо ферромагнитно.
7. МАГНИТНЫЕ ПРЕВРАЩЕНИЯ
Некоторые металлы (железо, кобальт, никель) отличаются
специфическими магнитными свойствами, например способно-
стью хорошо намагничиваться Эти свойства называются фер-
ромагнитными. Однако при нагреве ферромагнитные свойства
58
О 200 100 ООО 000 /ООО I200W
Рис 39 Магниевые саоЛства железа, никеля
и кобальта в зависимости от температуры
магнитное превращение не имеет
. Увеличение скорости охлаждения
металла постепенно теряются. Кюри показал, что полная потеря
ферромагнитных свойств получается при определенной темпера-
туре. названной в дальнейшем точкой Кюри.
Как видно из рис. 39, интенсивность намагничивания с повы-
шением температуры постепенно снижается, н точка Кюрн соот-
ветствует окончательной
потере ферромагнетизма.
Магнитное превраще-
ние имеет ряд особен-
ностей, отличающих его
от аллотропического пре-
вращения.
Во-первых, магнитные
свойства постепенно па-
дают по мере приближе-
ния к точке превращения,
и эта точка не отвечает
скачкообразному изме-
нению свойств. Во-вторых,
температурного гистерезиса
не снижает температуры превращения. В третьих, механиче-
ские и некоторые физические свойства при превращении не из-
меняются (изменяются многие электрические, магнитные и теп-
ловые свойства). Наконец, в-четвертых, самое важное: магнит-
ное превращение не сопровождается перекристаллизацией —
образованием новых зерен и изменением решетки.
Эти особенности существенно отличают магнитное превраще-
ние от аллотропического.
Типичными для аллотропического превращения являются из-
менение кристаллической решетки, перекристаллизация и тепло
вой гистерезис превращения.
Магнитное превращение не сопровождается пи одним из эти?,
явлений. Следовательно, магнитное превращение есть особый
вид превращения, принципиально отличный от аллотропичес
кого.
Согласно современным представлениям, прн магнитных прев
ращениях происходит изменение не в кристаллической структу
ре металла, а во взаимодействии внешних и внутренних элек
тронных оболочек атомов.
СПИСОК ЛИТЕРАТУРЫ
Штейнберг С. С. Лекции по металловедению. М, ГНТИ, 1931 180 с
с ил.
Та мм ап Г. Металловедение. Пер с нем М.—Л., ОНТИ. 1935. 433 с с нт
Чернов Д. К. Паука о металлах. Пот ред. Н. Т Гуднова М.— Л., Че
таллгргяздат. 1950. 563 с. с ил.
У м а иск ий Я. С., Б л а л т е р М С., Финкельштейн Б. Н. Физическо.
металловедение. М.. Металлургиэдат, 1955. 724 с. с ил.
59
Бочвар А. А- Металловедение М„ Металлургнздат, 1956. 494 с. с ил.
Штейнберг С. С. Металловедение. Под ред. И. И. Богачева и В. Д Са-
довского. Свердловск. ГНТИ, 1961. 598 с. с ил.
Чалмерс Б Физическое металловедение. Пер. е англ М.. Металлург-
издат. 1963. 455 с с ил.
Лившиц 6 Г. Металлография. М., «Металлургия», 1971 404 с. с ил.
Глава III
МЕХАНИЧЕСКИЕ СВОЙСТВ V
НАКЛЕП И РЕКРИСТАЛЛИЗАЦИЯ
I МЕТАЛЛЫ И НЕМЕТАЛЛЫ
Из бесчисленного количества свойств, которыми могут обла-
дать материалы, механические свойства в большинстве случаев
являются важнейшими, и поэтому нм уделено в этой книге осо-
бое внимание.
Все наиболее ответственные детали и изделия изготавлива-
ют из металлов, а не из стекла, пластмасс или камня, чтобы обе-
спечить им необходимую надежность.
Как было отмечено в гл I (п I), для металлов характерна
металлическая связь, когда в узлах кристаллической решетки
расположены положительно заряженные ноны, окруженные
электронным газом.
Для всех неметаллов характерна ионная или ковалентная
связь. Эти виды связи жесткие, обусловленные электростатиче-
ским притяжением двух разнородно заряженных ионов.
Налично металлической связи придает материалу (металлу)
способность к пластической деформации и к самоупрочнеппю в
результате пластической деформации. Поэтому, если внутри ма-
териала есть дефект или форма детали такова, что имеются кон-
центраторы напряжений, то в этих местах напряжения достига-
ют большой величины и может возникнуть даже трещина Но
так как пластичность металла высока, то в этом месте, в том чис-
ле в устье трещины, металл пластически нродеформнруется. уп-
рочнится и процесс разрушения приостановится.
У неметаллов этого не наблюдается. У ннх не будет пласти-
ческой деформации и самоупрочнения — произойдет разрушс
ние, как только в устье дефекта напряжения превзойдут некого
рую величину.
Этими обстоятельствами и обусловлено то что металлы яв-
ляются надежными конструкционными материалами, которыми
никогда не смогут быть неметаллические материалы в силу своей
природы.
60
2.J ПРУ ГАЯ II ПЛАСТИЧЕСКАЯ ДГФОРМ АЦ11Я,
НЕСОВЕРШЕНСТВА РЕШЕТКИ И ПРОЧНОСТЬ МЕТАЛЛОВ
Приложение к материалу напряжения вызывает деформа-
Рис. 40.
Деформация в зависимости
от напряжения
цию.
Деформация может быть упругой, исчезающей после снятия
нагрузки, и пластической, остающейся после снятия нагрузки.
Сколь бы ни было мало
приложенное напряжение, оно
вызывает деформацию, причем
начальные деформации явля-
ются всегда ynpyi нмн и вели-
чина их находится в прямой
зависимости от напряжения.
На кривой, приведенной иа
диаграмме рнс 40, упругая
деформация характеризуется
лнинен ОА и ее продолжением
(пунктир).
Выше точки А нарушается
пропорциональность между
напряжением н деформацией.
Напряжение вызывает уже нс
только упругую, но и остаточ-
ную. пластическую деформа-
цию.
Выше было дано формаль-
ное определение упругой н
пластической деформаций, но
упругая и пластическая деформации имеют глубокое физиче-
ское различие.
Прн упругом деформировании под действием внешней силы
изменяется расстояние между атомами в кристаллической ре
щетке Снятие нагрузки устраняет причину вызвавшую измене-
ние межатомного расстояния, атомы становятся на прежние ме-
ста и деформация исчезает.
Пластическое деформирование представляет собой совершен-
но другой, значительно более сложный процесс.
Прн пластическом деформировании одна часть кристалла пе
реыещается (сдвигается) по отношению к другой. Если нагруз-
ку снять, то перемещенная часть кристалла не возвратится на
старое место; деформация сохранится. Эти сдвиги обнаружива
ются при микроструктурном исследовании, как это. например,
показано на рис. 41. .
Кроме того, пластическое деформирование сопровождается
Дроблением блоков мозаики внутри зерен, а при значительных
степенях деформации наблюдается также заметное изменение
Формы зерен и их расположения в пространстве, причем между
зернами (иногда и внутри зерен) возникают трещины.
61
Таким образом, видим глубокое различие между упругой и
пластической деформ ациям н.
Представленная на рис. 40 зависимость ОАВ между прило-
женным извне напряжением (о) н вызванной им относительной
деформацией (е) характеризует механические свойства метал-
лов:
наклон прямой ОА показывает жесткость металла, или ха-
рактеристику того, как нагрузка, приложенная извне изменяет
межатомные расстояния, что в первом приближении характе-
Рис. 41 Пгменепне структуры железа прн пластическом деформировании
(РозенгеЙн). Х100:
а — до деформирования: б—после дефор.мн ров» ни и
ризуют силы межатомного притяжения. Тангенс утла наклона
прямой 0.4 пропорционален модулю упругости (Е), который
численно равен частному от деления напряжения иа относи-
тельную упругую деформацию (Е=о/е); напряжение од соот-
ветствует моменту появления пластической деформации. Чем
точнее метод измерения деформации, тем ниже лежит точка А.
В технических измерениях принята характеристика, именуе-
мая предеюм текучести о02 (напряжение, вызывающее оста-
точную деформацию, равную 0,2% от длины — или другого
размера — образца, изделия),
максимальное напряжение oD соответствует максимально-
му напряжению, достигнутому прн растяжении.
Ветчина пластической деформации, предшествующая раз-
рушению н определяемая как относительное изменение длины
(илн поперечного сечения) -так называемое относительное
удлинение 6 (пли относительное сужение ф), характеризует
62
пластичность металла; площадь под кривой ОАВ пропорцио-
нальна работе, которую надо затратить, чтобы разрушить ме-
талл. Этот показатель, определяемый различными способами
(главным образом путем удара по надрезанному образцу),
характеризует вязкость металла.
Кривая деформации (рис. 40) в зависимости от многих фак-
торов (природа испытуемого материала, напряженное состоя-
ние, скорость н температура испытания и др.) имеет разный вид
н, анализируя ее, можно получить много ценной информации.
Некоторые типичные виды кривых деформации (для растяже
иия) представлены на рис. 42.
Для некоторых мягких металлов характерно наличие пло-
щадки (илн зуба) текучести (рис. 42,с). Различают физический
От (когда есть площадка) и условный Оол (когда ее нет) пре-
дел текучести и их по-разному обозначают.
Появление местного сужения при растяжении образца (шей-
ка) приводит к уменьшению условного напряжения — <3—P!F„
(Fq— начальная площадь поперечного сужения) —на рис. 42,6
сплошная линия, но к росту действительного S = P/FX (Fx— по-
перечное сеченне образца в данный момент) — на рис. 42,6
пунктирная линия Максимальная точка па кривой о—е назы-
вается временный сопротивлением или чаще теперь пределом
прочности-, обозначается через св.
63
Всю кривою от 0 до 0' можно разделить на два участка, раз-
деленные точкой Z (рис. 42,в), которая характеризует момент
появления трещины, способной развиваться, что поведет к раз-
рушению (разделению иа две части) образца.
Так как площадь под кривой OZO' пропорциональна рабо-
те разрушения, то площадь OZO" равна работе, которая была
необходима для зарождения трещины (работа зарождения тре-
щины— /1‘), а площадь O"ZO'—работе, необходимой, чтобы
распространить трещину на все сечение (коротко — работа рас-
пространения трещины — Лр). Таким образом, вся работа за-
траченная ЛПОлв=Ла+Лр.
В поведении металла после точки Z возможны два принци-
пиально различных случая. Если после зарождения трещины ее
распространение требует некоторой работы, такое разрушение
называется вязким (вязкое разрушение), характеризуемое опре-
деленным видом излома (см. выше рнс. 23, с) и тем, что Лр5>0
(рнс. 42,г). Если же в точке Z наблюдается срыв кривой, то
Лрй;0, что характеризует хрупкое разрушение (рнс. 42, д н
рис. 23, в). Возможен и промежуточный случай—вначале вяз-
кое, а потом хрупкое разрушение1.
По диаграмме деформации определяют только прочностные характери-
стики: Св и Со.а- На этой диаграмме модуль нормальной упругости (тангенс
наклона кривой ОЛ) значительно меньше действительного, так как диаграм-
мный аппарат фиксирует и упругую деформацию частей машины. Чтобы
определить модуль упругости, иа испытуемый образец навешивают тензо-
метры, позволяющие определить малые величины деформаций, и тем самым
точно построить участок ОА. Деформационные характеристики — б и ф по
тон же причине определяют также не по диаграмме, а измерением образца
до и после испытания.
По ряду причин площадь под кривой О4В (см. рис. 40) количественно
ис точно определяет работу разрушения и при испытаниях иа растяжение ее
не подсчитывают.
Работу разрушения, в том числе и ее составлнющие (работу зарождения
и распространения трещины), определяют испытанием иа изгиб (обычно уда-
ром надрезанных образцов), о чем будет сказано дальше.
Краткое описание методов механических испытаний будет пр нелепо
в отдельном параграфе этой главы.
Рассмотрим теперь, как осуществляется упругая и пластиче-
ская деформация (т. е. механизм упругой и пластической де-
формации).
Упругая деформация — есть изменение расстояния между
атомами под действием внешних сил. Поэтому напряжение —
есть изменение в межатомных расстояниях и может измеряться
* Работа зарождения трещины равна работе пластической деформации
ЛЭпЛ и работе упругой деформации л1упр Ввиду крутого наклона кривой
ОА из-за высоких значений модуля упругости у металлов ЛЭупробычиомало.:
Ввиду трудности определения точки Z при растяжении наши рассужде-
ния имеют принципиальный (а не прикладной) характер.
64
рентгеновскими методами. Очевидно, если исключить причины,
вызывающие смешение атомов, т. е. нагрузку, то они возвратят-
ся на прежние места. Другими словами, упругая деформация не
вызывает никаких последствий в материале. Чем меньшую де-
формацию вызывает напряжение, тем жестче материал. Следо-
вательно, модуль упругости характеризует жесткость материа-
ла. Различают два вида модуля упругости: модуль нормальной
упругости (модуль Гука) и модуль касательной упругости (Юн-
га). В первом случае силы стремятся оторвать атомы друг от
друга, во втором — сдвинуть. Модуль Гука (£) в 2,5—3 раза
больше модуля Юнга (G). В частности, для железа £=2-
10* кге/мм1 2 *, a G=0,8-104 5 кге/мм2.
Значение модулей упругости определяется силами межатом-
ного взаимодействия и являются константами материала. Так,
например, модуль нормальной упругости для алюминия 0,8-
-104кгс/мм2, для железа—2- 104кгс/мм2, молибдена 3-104 кге/мм2.
Наименее жестким материалом является резина £=0,00007-
• 104 кге/мм2, а наиболее жестким — алмаз £=12-104 кге/мм2.
Эта механическая характеристика структурно нечувствительна,
т. е. термическая обработка нлн другие способы изменения струк-
туры металла практически не изменяют модуля упругости *.
Вместе с тем повышение температуры, изменяющее (увели-
чивающее) межатомные расстояния, изменяет (снижает) мо-
дуль упругости.
Все остальные механические характеристики, кроме модуля
упругости, являются структурно чувствительными и изменяют-
ся в зависимости от обработки (структуры) в весьма широких
пределах, о чем подробно будет сказано ниже при рассмотрении
свойств различных металлов.
Выше отмечалось, что пластическое деформирование пред-
ставляет собой процесс сдвига части кристалла по отношению
к другой.
Каков же механизм пластического сдвига?
Естественно предположить, что этот процесс протекает так,
как показано на рис. 43, т. е. что все атомы части кристалла
выше плоскости скольжения АА смещаются одновременно под
действием силы Р и из положения а последовательно переходят
в положения б н в.
Усилие (а13), которое надо приложить, чтобы осуществить
такой сдвиг, можно теоретически подсчитать.
1 Принято делить свойства (характеристики) иа структурно чувстви-
тельные п структурно нечувствительные, т. е. зависящие н пе зависящие от
структуры Такое лечение условно, так как все свойства завя.ят от струк-
туры (в том числе и модуль упругости), вопрос лишь в какой степени
К структурно иечувствит льн м свойствам относят такие, которые практически
,,е зависят от структуры, для их изменения не следует применять термиче-
скую обработку.
5 Гуляев А. П.
65
Такой расчет (в 20 х годах нашего столетия) был сделан
Я И. Френкелем, и выведенная им формула имеет вид
а
°сд —
о
G
2л ’
где G—модуль сдвига (Юнга);
а—межатомное расстояние в направлении скольжения
(ДЛ на рис. 43),
b — межплоскостное расстояние.
Для плотных металлических решеток дробь а/b близка к еди-
нице Отсюда теоретическое усилие (теоретическая прочность)
для осуществления сдвига (пластической деформации) пример-
но в 6 раз меньше модуля сдвига. Для железа теоретический
предел текучести должен быть равен 1300 кгс/ммг, тогда как в
действительности длн мягкого железа составляет примерно
15 кгс/мм2, т. е. почти в 100 раз меньше.
Рнс 4.1- Пластический един г в идеальной кристаллической решетке (схема)
Это различие настолько значительно, что вначале уравнение
Френкеля, как и представление о теоретической прочности, счи-
тались ошибочными Для объяснения этого расхождения была
разработана (Тэйлором и одновременно с ним Орованом н По-
лани) теория дислокаций.
В I главе рассматривались дислокации как реально сущест-
вующие дефекты в реальных кристаллах. В существовании дис-
локаций сейчас никто не сомневается, но в 30—50-х годах этот
вопрос служил темой многочисленных дискуссий.
Итак, дислокации были вначале (20-е годы) придуманы для
объяснения различия между теоретической н фактической проч-
ностью металлов, в 50 е годы в связи с применением электрон-
ного микроскопа дислокации были обнаружены металлографи-
чески; так, например, на рис. 44 представлена, по-вндимому,
первая электронная фотография, где видна экстраплоскость,
край которой является дислокацией.
Чаще, правда, на электронном (и даже оптическом) мнкро- |
скопе обнаруживают не саму дислокацию, а выход ее на по-1
верхность в виде точки (черточки), окруженную (как говорят,!
декорированную) всевозможными дефектами и примесными ато-
66
мами, в результате чего место выхода дислокации на поверх-
ность шлифа растравливается (рис. 45). Таким образом, метал-
лографический метод подтвердил наличие дислокаций.
Теория дислокаций, объяснившая причину низкой прочности
реальных металлов, достигла полного признания, когда удалось
получитьбездислокационныс кристаллы, так называемые «усы»*.
Рис. 44. Лып Лный дефект в кристатличес* ?Й решетке
а- эксперн**еи1«лым* наблюдение на электро! м мнки к •
п<, • схема (Д Ментор)
Оказывается, что прочность таких бездислокацнонны кристал-
лов близка к теоретической.
Рассмотрим теперь другой, дислокационный механизм плас-
тической деформации. Упрошенная схема процесса сдвига с уча-
стием дислокации представлена на рис. 46.
Р"С 45. Вых-* листока
ЦкА н г« кер н< ;ть (яч
Дислокация (обозначаемая значком _L) под действием cll-
'ы Р перемешается направо только вследствие того, что изме-
няется «соседство» атомов по обе стороны от плоскости АЛ
В конце концов дислокация выйдет на поверхность кристалла
Получили свое название нз за того, что безлнелокациоииые кристаллы
ожно получить лишь очень малого диаметра, порядка одного микрона, ыи-
ии в несколько миллиметров, вероятно, правильнее назвать их усиками, iio-
V что они похожи на усики насекомого
67
(границу зерна илн блока мозаики) и исчезает, как это пока-
зано на рис, 46,0, Описанный процесс происходит гораздо лег-
че, т. е, при значительно меньшем напряжении, чем одновремен-
Рис. 46. Дислокационная схема пластического сдвига
ный сдвиг всех атомов (см. рнс. 43) н фактически только так и
осуществляется пластическая деформация.
Рассмотренная схема пластической деформации позволяет
сделать вывод, что процесс сдвига в
Плотность дислокаций и вругин искажений
Рис. 47. Прочность кристалла в зависимости
от искажений решетки (схема по И- А. Одингу
и А. А. Бочвару)
крнсталле будет происхо-
дить тем легче, чем боль-
ше дислокаций будет в
металле. В металле, в ко-
тором нет дислокаций,
сдвиг возможен только за
счет одновременного сме-
щения всей части кристал-
ла _ В случае, если под
действием напряжений
дислокации не зарожда-
ются, то прочность без-
дисяокацнонного металла
должна быть равна тео-
ретической.
Существует и другой
способ упрочнения метал-
лов. Оказывается, что
реальная прочность ме-
таллов падает с увеличе-
нием числа дислокаций
только вначале. Достиг-
нув минимального значе-
ния при некоторой плот-
ности дислокаций, реаль-
чииает возрастать. Такого рол i
альной прочностью и плотностью
ная прочность вновь па-
зависимость между ре-
дислокаций (и других не-
1 Или предварительного зарождении oj действием упругой деформации
дислокаций.
68
совершенств) схематически представлена иа рис. 47. Повышение
реальной прочности с возрастанием плотности дислокации объ-
ясняется тем, что при этом возникают не только параллельные
друг другу дислокации, но и дислокации в разных плоскостях
и направлениях (см. рис. 10). Такие дислокации будут мешать
Друг Другу перемещаться, и реальная прочность металла повы-
сится.
Давно известны способы упрочнения, ведущие к увели-
чению полезной плотности дислокаций; это — механический на-
клеп, измельчение зерна и блоков мозаики, термическая обра-
ботка и т. д. Кроме того, известные методы легирования (т. е.
внедрение в решетку чужеродных атомов), создающие всякого
рода несовершенства и искажения кристаллической решетки,
также являются методами создания препятствий для свобод-
ного перемещения дислокаций (блокирования дислокаций). Сю-
да же относятся способы образования структур с так называе-
мыми упрочняющими фазами, вызывающими дисперсионное
твердение и др. Об этих методах более подробно будет сказано
ниже. Однако при всех этих способах упрочнения прочность не
достигает теоретического значения. Следовательно, в той или
иной степени наличие дислокаций в реальном металлическом
кристалле является причиной более низкой его прочности по
сравнению с теоретической, и одновременно придающей способ-
ность пластически деформироваться.
Можно ли в связи с этим рассматривать способность метал-
ла к пластическому деформированию как его недостаток?
Опыт показывает, что способность реального металла пла-
стически деформироваться является его важнейшим и полезней-
шим свойством. Это свойство используют при различных техно-
логических процессах — при протяжке проволоки, операциях
гибки, высадки, вытяжки, штамповки и т. д. Большое значение
оно имеет и для обеспечения конструктивной прочности или на-
дежности металлических конструкций, деталей машин и других
изделий нз металла. Опыт показывает, что если металл нахо-
дится в хрупком состоянии, т. е. если его способность к пласти-
ческому деформированию низка, то он в изделиях склонен к
внезапным так называемым хрупким разрушениям, которые
часто происходят даже прн пониженных нагрузках на изделие.
3. Р ЗРУШЕПИЕ
Из сказанного в предыдущих разделах этой главы следует,
что от металла, как конструкционного материала., требуется не
только высокое сопротивление деформации (упругой, характе-
ризуемой модулями £ и С; пластической — пределами оол и о„).
10 и высокое сопротивление разрушению.
69
Обычно теперь сопротивление деформации объединяют в об-
щее комплексное понятие прочность, а сопротивление разруше-
нию — надежность
Укажем, что если разрушение происходит не за одни, а за
многие акты нагружении, причем за каждый акт происходит
микроразрушение1. то это характеризует долговечность мате-
риала.
Очевидно, высококачественный конструкционный материал
должен быть одновременно прочным, падежным и долговечным.
Риг 48 Местное суже-
ние при растяжении до
нуля (У - 100-ь)
Как же происходит разрушение’
Напряжение при достижении нм предела текучести вызовет пластиче
скую деформа дню. т е. приведет в движение дислокации. Если препятствий
д.т свободного пс; <. ыспия дислокаций ист и они не возникают в процес-
се деформации, то деформация может быть сколь угодно большой. При рас-
тяжении образец может удлиниться в десятки и сотни раз, превращаясь
в подобие пр волок. В некоторых случаях (при определенных температур-х
н с оростях сф рмации некоторых металлов) это наблюдается и носит
звание с^ерхпластичность. Конечно, так удлиниться на многие сотни, и. Да
же тысячи процентов образец сможет лишь тогда, когда не возникает мс
’ сужение (шейкв). Если возникает шейка, то деформация локализуется
н в таком металле, в конечном итоге, про» йдет разделение образца на
два Куска, но тогда, когда в месте разделения сечение утонилось до нуля
Это не редкий случай (рис. 48).
Значит, сверхпластичность может наблюдаться то1да. кеда в процессе
At формации пластичность металла не уменьшается’ н не образуется локаль-
ной деформации (шейки).
Под сверхпластичиостью следует понимать способность материала рав-
номерно пластически деформироваться без упрочнения Свсрхпластичность
проявляется в следующих случаях-
1 Сюда относятсв таки процессы пинепсиного разрушения, как износ,
усталость, коррозия, нол’учех.ь
Ок j.<ikycr наклеп О в :еве см па с. 8ч—35
70
а) при медленном деформировании мелкозернистых материалов (сплавов)
при высоких температурах (приблизительно 0,7—0.8 от абсолютной темпера,
туры плав тения).
б) при температурах вблизи (несколько ниже) температуры фазовых
превращений, например в стали при 680—720эС (выше 720 С в стали проис-
ходит превращение, см. гл. VI), ио не при температуре самих превращений,
что иногда ошибочно указывается; в момент диффузионных фазовых превра-
щений птастичность резко па тает;
в) в момент сдвиговых (мартенситных) превращений (см. гл. X. § 4).
Используя эффект сверхпластичиостн, можно значительно продеформн-
ровать металл, затрачивая на это мало усилий. Однако сверхпластичиость
проявляется в сравнительно узком интервале температур, поэтрму иа прак-
тике штамповка в режиме свсрхнластичности называется изотермической
штамповкой, когда рабочий инструмент (штамп) и штампуемый материал на-
греты на одну, строго определенную температуру.
Рис. *9 Концентрация пеоряжениЯ в устье дефекта. Концентраторы напряжений:
а — трещина; б. г—острый надрез, « — «мягкий» надрез.
Пунктир — оср
Тем не менее такого рода предельная пластичность типична для очень
мягких, чистых металлов.
Чаще дислокации не так уж подвижны, и в процессе деформации неко
торые из них скапливаются у какнх-то непреодолимых для них препятствий
(включений, границ зерен и т. л.).
При скоплении дислокаций может образоваться несплошиость, т. е. тре-
щина. Эта зародышевая трещина уже является препятствием для движения
Дислокаций, и дальнейшее накопление дислокаций (т. е. Дальнейшая пла-
стическая деформация) приведет к ее росту.
Дефекты строения и иссплошпости являются концеитраторамн напряже
ний. т е. по краям дефекта напряжения могут значительно отличаться от
среднего (о брутто), как показано иа рис. 49
Концентрация напряжения (К) тем больше, чем острее дефект (сравни
Р>| ‘ 49, а—в) и больше его длина (сравни рис. 49,6, г), что выражается ся-
ду юшей формулой:
К 2}'11г.
где I — полудлина дефекта,
г— радиус закругления в вершине дефекта
71
Величина г может быть очень малой, т. е. трещина очень острая, но ома
не может быть меньше 1 А, т. е. меньше, чем диаметр атома, и надо полагать,
что минимальный ради}с трещин составляет примерно 100 А.
Отсюда для такой предельно острой трещины величина К равняется:
К ...» . 60 20 6
/, мм . , . 1 0.1 0,01
Это значит, что если такая предельно острая трещина доросла до 1 мм,
то в ее вершинах напряжение в 6000 раз больше среднего.
Е
Если принять теоретическую прочность на отрыв о„ор =
*=2100 кге/мм2, то при среднем напряжении всего лишь 10 кге/мм2 в устье
трещины (/=0,1 мм) возникает напряжение, равное теоретической проч-
ности, и разрушение произойдет путем отрыва одних слоев атомов от дру-
гих. Начавшийся лавинный процесс разрушения будет протекать до тех пор,
пока трещина не разделит металл иа два куска или более, так как по мер
роста длины трещины, что следует из приведенного выше уравнения, тре-
буется все меньшее и меньшее наприжеиие.
Из описанного механизма разрушения вытекает, что образование тре-
щины и ее рост до критической величины (критическая трешииа характе-
ризуется тем, что в ее устье напряжение достигает значения теоретической
прочности) происходит в ре1ультатс движения дислокаций, тогда как рас-
пространение трещин (Сверх критической длины) происходит без пластиче-
ской Деформации.
Описанный механизм характеризует так называемое хрупкое разруше-
ние. Хрупкому разрушению предшествует пластическая деформация до до-
стижения трещины критического размера и затем хрупкое без дислокацион-
ное разрушение.
Начавшееся хрупкое разрушение является самопроизвольным процес-
сом: накопленная в системе энергия поддерживает процесс лавинообразного
хрупкого разрушения, затрата энергии на образование новых поверхностей
меньше, чем освобождающаяся при этом упругая энергия. Гриффитсом было
установлено, что существует некоторая критическая длина трещины, назовем
ее первой критической и обозначим через /а, рост которой происходит само-
произвольно и сопровождается уменьшением энергии в системе Как было
сказано выше, для того чтобы трещина двигалась, кроме энергетических ус-
ловий (уменьшение энергии в системе), требуется и достижение определен-
ного напряжения в устье трещины, что достигается при втором критическом
ее размере — /е. Ввиду того что в металлах трещина нс предельно остра,
рпредечяет хрупкую прочность вторая критическая длина дефекта, поскольку
/с>/э. для стекла имеет место обратная картина /с=/а или разница между
/с и /» ие тан велика. Это количественная, ио ие принципиальная разница
хрупкого разрушения стекта и металла.
Важным, даже основным моментом описанного выше механизма хруп-
кого разрушения металлов, является достижение в устье трещины напряже-
ния. равного теоретической прочности. Это условие будет выполнено, если
по мере развития трещины последняя будет острой. Если трещина будет
раскрываться и радиус в ее вершине увеличивается, т. е. нс только /. но и г
будет расти, то для ее движения будет требоваться все большее и большее
иаприженне (если дробь Цг будет уменьшаться). В этом случае трещина
так и ие достигнет критического размера, хотя может распространиться на
все сечение. Такое разрушение является аязким.
Каковы основные показатели, которые позволяют отнести разрушение
к хрупкому или вязкому типу.
Для хрупкого разрушения типична острая (рис. 50, а), часто вствящая-
си трещина, большая скорость ее распространения и отсутствие пластической
деформации прн ее распространении. Трещина движется ва счет накопленной
упругой энергии.
72
Для вязкого раэру тения
характерна тупая, раскрываю-
щаяся трещина (рис. 50, б), ма-
лая скорость ее распростране-
ния и значительная пластиче-
ская деформация металла прн
ее продвижении.
Вид разрушения — вязкий
или хрупкий определяют в ре-
зультате изучения изломов
(фрактография).
На рис. 22 были показаны
два вида излома — вязкий «во-
локнистый* и хрупкий «Кри
сталлическвйх Первый вид из-
лома свидетельствует, что для
Рис. 50 Вид хрупкой (а) и низкой (б) трещины
Ь
разрушения требовалась опре-
деленная работа и металл имеет хорошие свойства; второй—что само раз-
рушение произошло почти мгновенно без затраты большой работы и металл
ненадежный.
При электроииомикроскопнческом исследовании вязкое разрушение ха-
рактеризуется чашечным строением излома (рис. 23). Чашечный излом —ре-
зультат пластической деформации, вызванной движением тупой трещины.
Хрупкое разрушение характеризуется ручьистым изломом. Плоские фасетки
указывают иа отрыв одной части кристалла от другой-
Рвньше были рассмотрены ДвЯ крайних случая. В действительности в ме-
таллах ие бывает ни чисто вязкого, ни чисто хрупкого разрушения. В пер-
вом можно найти следы хрупкости (вязкое разрушение происходит путем
образования пор. перемычки между которыми могут разрушаться путем
отрыва, т. е. хрупко, рис. 52), а во втором случае —следы пластической
Рис. 51. Схеме хрупкого разрушения. Се-
чение перпендикулярно поверхности излома
Рис. 52, Схема вязкого разрушения
деформации (перескок с одной на другую плоскость отрыва, рис. 51). Поэто-
му когда говорят о вязком илн хрупком разрушении металла, это значит, что
явно превалирует одни из описанных механизмов
Весьма часты случаи смешанных разрушений; методом фрактографии
можно определить долю того и другого вида (например, если волокна в из-
юме 30 , — обозначается через %/?— это значит 30% сечения разрушилось
вязко, а 70% —хрупко).
Вид разрушения зависит от многих факторов — состава металла, его
структурного состояния, условий нагружения и особенно от температуры.
Для многих металлов, в первую очередь имеющих объемноцентрнрог >н-
ную кубическую или гексагональную решетку, при определенных температу
p»i изменяется механизм разрушения; вязкое разрушение при высокой тем
датуре сменяется хрупким.
Температурный интервал изменения характера разрушения называется
порб. ом хладноломкости.
Как было отмечено, вязкое разрушение характеризуется волокнистым
(чашечным) изюмом и определенной величиной работы распространения
трещины, а хрупкий — кристаллическим (ручьистым) изломом при практи-
чески нулевом значении работы распространения.
Следовательно, порог хладноломкости характеризуется температурным
интервалом, в котором % В или ар смещается от 100% (илн некоторого зиа-
73
пения для ар) до 0 (ар — работа распространения трещины) (рис. 53). Кри-
вая, подобная изображенной иа рис. 53, называется сериальной, потому что
для ее построения требуется проведение серии испытаний при разных тем-
пературах. Порог хладноломкости, очевидно, характеризуется двумя темпе-
I-.п у рами: Тв (выше этой температуры излом — полностью вязкий) и Тв
(ниже этой температуры — излом полностью хрупкий и а₽=0).
Если порог хладноломкости ха-
рактеризуют одной цифрой, те ука-
зывают середину порога Tso (темпе-
ратура. при которой 50% волокла в
изломе или величина ар уменьшились
вполовину).
Положение порога хладноломко-
сти зависит от многих факторов:
1) структуры и размера зерна. В ча-
стности, измельчение зерна понижает
порог хладноломкости; 2) состава ме-
талла. Вредное влияние имеют многие
загрязняющие металл примеси;
3) скорости деформации. Увеличение
скорости деформации повышает пр-
рог хладноломкости, 4) размеров об-
разца (детали). Чем больше сечение,
тем выше порог хладноломкости.
Здесь следует отметить, что над-
рез (концентратор) не влияет на по-
рог хладноломкости. Это обстоятель-
ство. естественно, объясняется тем,
что иа дне надреза возникает вначале
трещина и вне зависимости от исход-
ного концентратора напряженное со-
стояние становится одинаковым (хотя
оио было существенно разным до
возникновения трещины).
Как говорилось выше, надежным
конструкционным материалом являет-
ся такой, в котором работа распро-
странения трещины ис равна нулю.
Поэтому эксплуатировать в сколь-
и и будь ответственных случаих металл
при температуре ниже Тя нельзя. Лучше всего применить материал, у кото-
рого Ти лежит ниже температуры эксплуатации. Разница между температурой
эксплуатации и (поскольку допустимо во многих случаях некоторое ко-
личество хрупкой составляющей в изломе) называют запасом вязкости
Запас вязкости не может быть равным нулю, так как возможны возник-
новения в процессе эксплуатации, ухудшающие вязкость (повышающие по-
рог хладноломкости) обстоятельства, а это приведет к охрупчиванию мате-
риала. В соответствии с этим, положение порога хладноломкости характери-
зует сопротивление хрупкому разрушению. Чем ниже положение порога, тем
более надежен материал, так как охрупчивающие факторы могут еще и не
перевести его в состояние, склонное к хрупкому разрушению.
Выше пороги хладноломкости материал тоже может быть ненадежным,
если малб абсолютное значение ар Поэтому надо стремиться к повышению
этой величины, характеризующей сопротивление вязкому разрушению, В ос-
новном величина ар зависит от уровня прочности—чем выше прочность
(выше ов, Оод), тем ниже ар; хотя имеют значение и другие еще недостаточ-
но точно установленные факторы.
Вот почему создание материалов высокой прочности (высокие значения
о., Оо.г) и одновременно высокой надежности (низкое положение Та и Гм
н большая величина trp) является чрезвычайно сложной задачей.
74
Порог хладноломкости, работа распространения (и зарождения) трещи-
ны определяется посредством ударных испытаний (подробнее см. с 80-81),
однако получаемые при этом цифры (Т„ Г., Ты, ор) и др. не могут быть
использованы в прочностных расчетах (в этом их принципиальное отлнчие
от пределов текучести н прочности). Указанные характеристики надежности
сравнительно просто определимы. Зная их, можно сказать, какой материал
лучше, какой надежнее, при сравнении двух или более материалов, но нель-
зя по ним рассчитать деталь, установить расчетом ее размеры.
Однако, эта задача, т. е. создание характеристик (параметров) нссплош-
пого материала, используя которые можно производить расчеты на прочность,
была в последнее время решена. Изучение процессов разрушения с широким
математическим обобщением привело к созданию определенного научного
направления — механики разрушения.
Истоки этого направления начинают-
ся с работ А. Гриффитса (20-е годы), ко-
торый показал, что разрушение высоко-
прочных материалов обусловлено имею-
щимися в теле трещинами или трещиио-
подобнымн дефектами, развитие которых
и определяет весь процесс разрушения.
Как указывалось выше (стр. 72), кон-
центрация напряжений в устье дефекта
прямо пропорциональна корню квадрат-
ному из отношения его длины к радиусу
закругления. Если напряжение в устье
дефекта достигнет теоретической прочно-
сти, то произойдет хрупкое разрушение
и трещина увеличится по длине. Такое
местное разрушение в устье трещины мо-
жет перейти в самопроизвольное, если
уменьшение упрутой энергии, обуслов-
ленное приростом трещины, будет пре-
вышать работу, необходимую для обра-
зования новых поверхностей, т. е. по-
верхностная энергия должна быть мень-
ше высвобождающейся упругой энергии.
Это возможно по достижении длины
Рис 54 Схема изменения энергии
прн росте трещины (по Гриффитсу).
трещины критического размера (рис. 54).
Сила, необходимая для того, чтобы продвинуть трещину иа 1 см, и обо-
значаемая через G, по своему смыслу н размерности (кг/см или кгем/см2)
аналогична работе распространения трещины (пр, кгс-м/см2).
Расчеты приводят к следующему соотношению:
G = л/о2/£.
где о — среднее напряжен не.
Величина G достигает критического значения fGc), когда критическое
значение получает произведение to2 (длина трещины, умноженная на кяад-
рат напряжения), поскольку отношение л/£ для данного материала — вели-
чина постоянная.
Таким образом, критерий G связывает воедино приложенное напряжение
(о) и длину дефекта (/), от которых зависит надежность материала, его
сопротивление разрушению.
Математической интерпретацией критерия G является параметр К (на-
зываемый коэффициентом интенсивности напряжения), более удобный, чем
G, для экспериментального определения и использования в расчетах на проч-
ность:
G № Е или К | GE и ! nl.
75
Размерность параметра К — кг/ммЗ/2, несколько необычная для оценоч-
ных характеристик материала, показывает, что эта характеристика — лишь
удобная трансформация параметра G, имеющего четкий физический смысл.
Коэффициент интенсивности напряжения К при разрушении путем отрыва
обозначают как и определяют на массивных образцах (рис. 55) при ряде
ограничительных условий.
Во-первых, испытанию могут подвергаться материалы, для которых пре-
дел текучести гладкого образца больше предела прочности образца с трещи-
ной. Это свидетельствует о том, что данное испытание применимо лишь для
материалов, разрушающихся хрупко нли
полу хрупко.
Во-вторых, должна быть обеспече-
на плоская деформация, т. е. поверх-
ность разрушения должна быть перпеи-
Рис 56. Величина разрушающего
дефекта (1т} в зависимости от на-
пряжения и показателя К^с, рав-
ного 200 (/) и Ю0 (2) кге/мм*^’
дикулярна действующей силе (без боковых скосов). Только при этих усло-
виях коэффициент интенсивности получает стабильное для данного мате-
риала значение, достигаемое при определенной вечичние сечения образца.
Практически было показано, что толщина образца (рис 54) должна удов-
летворять следующему соотношению:
b>2,5(KIcja^.
Это тоже накладывает существенные ограничения па применение метода
Действительно, для малопрочпых высокопластичпых материалов К|С“
=500 кге/мм3^2 и <jo.2=5O кгс/мм* исходя из формулы толщина образца В
л лжиа быть равна 250 мм, что практически неосуществимо. Величину К1е
определяют обычно на высокопрочных сталях (<т0.2> 120 кг с/мм2), разрушаю-
щихся хрупко и полухрупко.
Практическое значение параметра Ktc состоит в том, что. зная его, мож-
но определить величину разрушающих напряжений о (рь 56) в зависимости
от формы и размера дефекта (iXjn) и, наоборот, зная рабочее напряжение
в детали, можно предсказать размер трещин, при достижении которого прои-
зойдет разрушение.
На дайной схеме а—рабочее (реальное) среднее напряжение, /—длина
дефекта, т — его характеристика (для дефектов типа трещин т =»от 0,5
До 2).
76
Если точка а на этой схеме показывает механическое состояние материа-
ла. то дефект при таком напряжении не опасен, однако разрушение произой-
дет в момент пересечения с кривыми Kic, если будет расти рабочее напряже-
ние илн увеличиваться в результате усталостных повреждений (например,
длина дефекта). Очевидно, материал с более высоким значением Xif более
надежей, так как при большем напряжении или длине трещин произойдет
разрушение.
4. МЕТОДЫ ОПРЕДЕЛЕНИЯ
МЕХАНИЧЕСКИХ СВОЙСТВ
Как н в случае описания методов определения строения металлов, так
и при описании методов определения механических свойств, укажем лишь
принципиальные особенности тех илн иных приемов, исключив рассмотрение
лабораторного оборудования н текноло1ии эксперимента.
Как правило, с этим студент знакомится непосредственно в лаборатории.
Испытание на растяжение. Обычно цилиндрической формы образец с
\толщеиия.мн по концам (для укрепления в захваты испытательной машины)
растягивается. В современных машинах (Цвнк, Инстрои, MTS) скорость рас-
тяжения может изменяться в широких пределах от 0,003 до 3000 мм/мип.
При больших скоростях деформации такое испытание считается динамиче-
ским (ударным).
Большинство испытательных машин снабжено диаграммным аппаратом,
записывающим нривую деформации (см. рис. 40 и 42), иа которой
можно найти интересующие величины прочности и пластичности (ов, а0.2, 6.
Е), хотя деформационные характеристики (6, ф) илн характеристики, связан-
ные с малыми деформациями (Е, ao.oi н др.), следует определять, измеряя
деформацию непосредственно ив образце (во время испытания или после
его разрушения).
Размеры в форма применяемых образцов стандартизованы (ГОСТ 1497—
73), тем ие менее этот ГОСТ допускает широкий выбор разных видов об-
разцов.
Наиболее распространен в металловедческих исследованиях и в завод-
ской практике так называемый, малый пятикратный образец (Диаметр d»
“54-6 мм; расчетная длина /=254-30 мм).
Прочностные свойства в общем мало зависят от геометрических раэмс
ров гладкого образца, поэтому для определения Под и Он можно использо-
вать и другие образцы.
Пластические свойства (6, ф) в существенной степени зависят от раз-
меров испытуемых образцов. Так, например, относительное удлинение тем
меньше, чем длиннее образец (точнее — больше соотношение //</). Дело в том,
что относительное ] минеи не б состоит из двух составляющих бовщ =6₽ави4-
"ЬбсОГр.
Первая составляющая в относительных единицах (%)—постоянная ве-
тчина, вторая — постоянная в абсо’ютных н вклад ее в общее относительное
У- Мнение тем меньше, чем длиннее образец.
Поясним это положение следующим числовым примером.
Предположим, что образец длиной 50 мм имеет 6= 10 т. е удлинился
при ра рыве иа 5 мм, из них на 3 мм за счет брЙВм и на 2 мм за счет бсоср-
Такой же образец, но длиной п 100 мм удлинится за счет бравп на 6 мм, а
бсоср будет равно тем же 2 мм, и его относительное ] ълинение будет равно
><е 10. а 8%
На кривой растяжения образец до а, растягивается равномерно, а на-
чиная с о«,— преимущественно сосредоточенно На этом принципе основаны
методы разделения бовщ на б|1ааи и бсоср (как и при испытании образцов
разной длины).
Относительное сужение зависит от абсолютных размеров образца (сече-
ния); чем больше сечение, тем меньше относительное сужение.
77
Длиные о механических свонствах металлов, приведенные в книге и
встречающиеся в литературе, полечены прн испытании образцов d=5-^6 мм
при dii—5, прн скорости испытания порядка 0,2 мм/мин. Значительное по-
вышение скорости испытания против указанной затрудняет пластическую де-
формацию, в результате чего о» и в
особенности Оо.з повышаются.
Испытание гладких образцов не
всегда является показательным
Прочность гладкого образца чаще
всего не совпадает с прочностью из-
делия, хотя они и были сделаны из
одного материала; причем это отли-
чие тем больше, чем сложнее форма
изделия. Поэтому результаты испыта-
нии (любых, не только прн растяже-
нии) характеризуют свойства мате-
риала и при том в данных конкрет-
ных условиях, но нс свойства изде-
лия, которые зависят как от свойств
материала, так и от конфигурации
из телня.
Для того чтобы приблизить ре-
зультаты испытаний к реальным ус-
ловиям эксплуатации материала в
конструкции и получить цифры, ха-
рактеризующие конструктивную проч-
ность, довольно широко стали приме-
нять испытание иа растяжение с кон-
центраторами (надрезами) — рис. 49.
i-пн как разрушающее напряжение, де-
Рис. 57 Сопоставление прочности глад-
кого (ов) н надрезанного (ив) об-
разца
Прочность в этом случае (ов) опредс
ленное на сечение нетто (жнвос сечение в месте надреза).
Прн испытании надрезанных образцов получилась такая принципиальная
закономерность (рис. 57).
В случае вязкого разрушения в результате большой местной пластиче-
ской деформации и местного сильного упрочнения прочность образца с кон-
центратором всегда выше, чем гладкого
В случае хрупкого разрушении надрезанный образец имеет значительно
меньшую прочность, крайне непостоянную по величине.
В области прочностей, когда о"=оя, наблюдается полухрупкое разру-
шение. Испытание надрезанных образцов с определением нс вязкости раз-
рушения, а предела прочности не вполне целесообразно, так как при вязком
разрушен ин получают завышенные значения прочности, а прн хрупком —
ненадежные и нестабильные значения. При столь большом значении кон-
центратора на результаты испытания хрупких материалов оказалось, что
в этом случае важное значение имеют многие моменты, не оказывающие
влияния на результаты испытания мягких материалов (состояние поверх-
ности, технология изготовления образцов, соосность захватов машины и др.)
Практически этн моменты не сказываются при испытании материалов с
прочностью до 150 кге/мм3 (и прн фЗ>40%).
Прн испытании высокопрочных материалов (оо>150—250 кге/мм2) тре-
буется тщательность в выполнении испытания, подготовке машины для испы-
тания и .изготовления образцов.
Технология испытана иа растяжение материалов с прочностью выше
250 кге/мм2 отработана еще недостаточно, а к сведениям о таких прочно-
стях следует относиться с большой осторожностью. В этом случае, чаще
вследствие недостаточной пластичности переходят на другие более мягкие
виды испытания—сжатие, изгиб, кручение (первые два проводится на той
же машине, что н растяжение, кручение на специальной машине) Получают
те же характеристики прочности, что и при растяжении (оо.»сж. °всЖ мт. д),
78
ио, разумеется, количественно отличные (вследствие другого напряженного
состояния); при этом получают и другие показатели пластичности Ч напри-
мер стрела прогиба.
Для стали и других конструкционных материалов испытание иа растя-
жение является основным н оио применяется чаще, чем другие виды iiaipy-
жения.
Рис. 58. Схема испытания ня твердость:
а — по Бринеллю; б — по Роквеллу; в — по Виккерсу
Весьма часто для определения прочности пользуются простым, не разру-
шающим изделие (образец), упрощенным методом — измерением твердости.
Под твердостью материала понимается сопротивление проникновению в
него постороннего тела, т. е. по сути дела твердость тоже характеризует
сопротивление деформации. Существует много методов определения твер-
дости. Наиболее распространенным является метод Бринелля (рис. 58, а),
когда в испытуемое тело под действием силы Р внедряется шарик диамет-
ром D Число твердости по Бринеллю НВ есть нагрузка Р, деленная иа сфе-
рическую поверхность отпечатка (с диаметром d). При методе Роквелла
(рис. 58, б) индентором сл\ жит алмазный конус (иногда маленький сталь-
ной шарик), числом твердости называется величина, обратная глубине вдав-
ливания (h). Имеются три шкалы. При испытании алмазным конусом прн
Р=|50 кге получаем твердость HRC. то же при Р=60 кге — HRA и прн
вдавливании стального шарика при Р=100 кге HRB.
При методе Виккерса (рис. 58, в) вдавливается алмазная пирамида и»
измерив диагональ отпечатка (d), судят о твердости (HV).
Метод НВ и HRB применяют для мягких материалов, a HRC — для
твердых, а метод HRA и HV для тонких слоев (листов).
Между различными методами существует корреляции, хотя и ие очень
точная.
По соответствующим таблицам, зная значения твердости, получен-
ное одним способом, можно определить, какому числу тпердостн другого
метода оио соответствует, в том числе и методу Бринелля
Число твердости по Бринеллю примерно в три раза больше, чем предел
прочности. Другими словами, если НВ 300, то прочность этого сплава при-
мерно равна 100 кге/мм2. Этот пересчет веточный (ориентировочный) и не-
1 Стрела прогиба при изгибе, угол закручивания до разрушения прн кру-
чении.
79
применим для хрупких материалов; возможны отклонения, правда, редко
превращающие 10% от действительного значения прочности.
Описанные методы твердости характеризуют среднюю твердость сплава.
Для того чтобы определить твердость отдельных структурных составляющих
сплава, надо резко локализовать деформацию, вдавливать алмазную пира-
миду на определенное место, найденное на шлифе прн увеличении в 100—
400 раз под очень небольшой нагрузкой (от I до 100 гс) с последующим
измерением под микроскопом диагонали отпечатка. Полученная характери-
стика (Н) называется микротвердостью и характеризует твердость опреде-
_______________________________ч лениой структурной составляющей.
*Z. \ Так как при методе Бринелля,
• — значение тверюстн определяют от-
< 7 ношением нагрузки Р (кге) на по-
Рнс 59. Схема копра для испытания на
удар
верхность отпечатка (мм2), то
твердости может быть приписана
размерность (как н прочности)
кге/мм2.
Однако при деформации вдав-
ливанием напряжение крайне не-
равномерно распределялось по по-
верхности во время испытания, по-
этому такое дсленпс (нагрузка на по-
верхность отпечатка) не имеет чет-
кого физического смысла. Поэтому
лучше не давать твердости указанной
размерности, а само измерение твер-
дости считать как технологическую
пробу, косвенно характеризующую
прочность.
Широко применяют мпогочис ich-
иые технологические пробы на пла-
стичность (в том числе технологиче-
скую пластичность, «ковкость»). К и нм
относится испытание на осадку под
молотом, испытание па загиб вокруг оправки, испытание на гиб с перегибом,
выдавливание (по Эриксену) и т. д.
Определение надежности (испытание на удар) Для установления степени
надежности материала необходимо определение сопротивления разрушению:
вязкому (ар), хрупкому (Г,—Тв или Tso) или вязкости разрушения (Kic).
Об определении Ки коротко говорилось ранее, об определении сопротивления
разрушению при ударных испытаниях, получивших а особенности за послед-
ив пр- мя широкое распространение, скажем немного подробнее. Практиче-
ски ока-^лось удобнее разрушать образец ударом при его изгибе н фиксиро-
вать место разрушения надрезом.
Проце onpi гелять ис усилие, затраченное на разрушение образца (хотя
и это вполне возможно), а работу, причем эту работу делить на поперечное
сечения образца. Последнее является напрасным занятием, так как работа,
*• траченная на разрхшение не пропорциональна сечению. Если затраченную
р.|боту разд.лить на поперечное сечение, -оторж у всех стандартных образ-
цов (ГОСТ 9454—-60) одинаковое (0.8 см1), полз чае • удельную работу раз-
рушения или дарчую вяз ость аИ~Лп,Ро—А, 0,8 кгм/см2.
Разрушение образца, рз положенного па двух опорах, осуществляют
\ даром маятника копра (ри< 59).
Испытание пр- водят ч.ндс всего иа одном из приведенных на рис 60
видов образцов (из них первые два — стандартные) прн одинаковом сеченни
(10X10 мм), которые имеют надрез глубиной в 2 мм (поэтому сечеиие нетто
8X10 мм) но ра нон остроты: г=1 мм (рнс 60, о), г=0,25 мы (рис. 60.6)
и г=0,0 мм (рис. 60, в).
В последнем случае надрез глубиной в I мм делается механически н
ватем создается усталостная трещина тоже глубиной в 1 мм.
80
Полученную на разных образцах по ГОСТ 9454—60 ударную вязкость
обозначают:
Образец Обозначение
I °н • °! • “<
IV °|V °0.2S
С трещиной Ор, ату
Работа разрушения образца ан складывается, как указывалось выше, нэ
двух составляющих — работы зарождения трещины (о3) и работы распрост-
ранения трещины (ор). т е. ая=а34-аг При ударных испытаниях лучше
определять не полную работу разрушения, а работу распространения трещи-
ны, так как она характеризует надежность материала.
Рис 60. Образцы для испытания на удар Рис. 61. Определение работы распро
странення трещины методом экстрапо
ляцнп
Под работой зарождения трещины понимают работу, затраченную на
макродеформаиню образца до зарождения на дне надреза трещины. Эта
величина (аэ) для данного материала пропорциональна деформированному
объему металла, а последнее пропорционально остроте надреза.
Отсюда, испытывая образцы с разной остротой надреза н экстраполируя
полученные значения на нуль радиуса надреза (рнс. 61), получим ударную
вязкость образца с надрезом, равным нулю, нлн с трещиной, т. е работу
распространения трещины (ар).
Работу распространения трещины можно полхчнть прямым испытанием
(по Я Б. Фридману и Б. А. Дроздовскому) образцов с заранее нанесенной
трещиной (рнс 60, в). Очевидно, при испытании такого образца получ««мая
ударная вязкость равна работе распространения, так как трещина готова и
дэ=0. Оба метода дают практически одинаковые значения аР. к использова-
ние того нлн иного метода определяется практической целесообразностью.
Прн испытании на удар с определением ар не бходнмо проанализировать
вид излома. Излом должен быть полностью вязким (волокнистым, чашеч-
ным), т. е. испытание должно быть выше порога хладноломкости (выше Гв)
Если испытание проводили прп температурах, ежащих внутри порога хлад-
но 1 падкости (Гв—/я)—см рнс 53, то работа распространения нс имеет поч-
иет значения, так как она была затрачена только на образование участков
с вязким изломом.
В этом случае Ор = Вар (/ показывает температуру испытания), где В —
доля волокна в изломе, а а₽ — полная работа распространения трещины.
6 Г лягв А. П.
81
Вь-ше Та величина В=1 и ар=ар, ниже Тя В = 0 н ар=0. Ударное испыта-
ние ниже Гн не имеет смысла, так как во всех случаях ар = 0.
Для определения сопротивления хрупкому разрушению (напомним, что
ар характеризует сопротивление вязкому разрушению, путаница в том, кто
что характеризует, приводит не так уж редко к всевозможным недоразуме-
ниям) необходимо найти положение порога хладноломкости.
Построение сериальных кривых ударной вязкости во многих случаях не
позволяет определить положение порога (рис. 52), тогда как кривые, харак-
теризующие изменение содержания волокна в изломе (%), позволяют найти
искомые температуры: Гв ('во); Гв (Гю) илн Гяо-
Другими словами» при построении сериальной крпвой важно изменение
вида излома (содержание вязкой составляющей, %).
Рнс. 62. Усталостный налом:
1 — усталостная зона; ?—зона
«Лолома*
Рис Ьо. Кривая усталости
К сожалению, важные характеристики ар н Tso находятся после доста-
точно трудоемких и многочисленных испытаний Поэтому нрн массовых при
емо-сдаточных испытаниях проводят испытание на одном типе образца, при
одной, реже двух температурах. При этом определяют —проходит ли по
коиднцин материа л. Например, норма по техническим условиям а^40
^4 кгс-м/см2. Это значит, что прн ударной вязкости прн —40° С более
4 кгс-м/см2 материал годен, а менее 4 кгс-м/сма —не годен.
Чаще пользуются образном I типа (г=1 мм). Целесообразнее использо-
вать образец IV типа (г=0,25), так как прн более остром надрезе меньше
аэ и Этот образец лучше характеризует работу распространения, чем образец
I типа.
Долговечность материала определяют испытанием на усталость, ползу-
честь, износ, коррозию и другими методами.
При знакопеременной нагрузке разрушение может происходить постепен-
но прн напряжениях меньших, чем предел прочности. Этот процесс постепен-
ного разрушения (усталость) заключается в том, что поверхность, как наибо-
лее нагруженная часть сечения (при изгибе, кручении), претерпевает микро-
деформацию, а затем в наклепанной (упрочненной деформацией) зоне
возникает трещина, которая постепенно развивается. Пораженная трещинами
часть сечення не несет нагрузки, а оставшаяся часть сечення непрерывно
уменьшается, пока не выдержит нагрузки и произойдет мгновенное разру-
шение.
Таким образом, усталостное разрушение характеризуемся особым видом
излома (рнс. 62), состоящим нз двух зон —зоны усталости (/ на рис 62)
к зоны долома {2 на рнс 62).
82
Испытание па усталость чаще всего осуществляют на вращающемся
образце (гладком илн с надрезом) с приложенной постоянной изгибающей
нагрузкой На поверхности образца, а затем и в глубине, по мере развития
трещины, нагрузка (растяжение — сжатие) изменяется по синусоиде или
другому закону. Определив прн данном напряжении времи (число циклов)
до разрушения, наносят точку на график н испытывают при другом напряже-
нии. В результате получают кривую усталости (сплошная лниня) (рис 63)
Па этой кривой мы видим, что существует напряжение, которое нс вызовет
усталостного разрушения, это так называемый «предел выносливости»
(о-i. о«). Прн напряжениях ниже о_[ деталь может работать сколь угодно
долго. По это может быть не всегда необходимо н даже нецелесообразно,
так как стишком маты допустимые напряжения (оР»боч<О-1) н большие
получаются сечения. В этом случае берут напряжения, которые больше O-i,
п заранее известно, что через какое-то время деталь разрешится от усталости
(поэтому до разрушения ее надо заменить). Это характсвизует случай так
называемой ограниченной выносливости. Прн таких напряжениях работают,
например, железнодорожные рельсы. Существенно важно во время снять
рельс с пути, чтобы избежать поломки и крушения поезда.
Усталостное разрушение происходит в три этапа — постепенное накопле-
ние напряжений до возникновения трещины (рис. 63)—зона I, распростра-
нение трешнпы— зона //, долом — зона ill. Важно при работе в зоне ограни-
ченной выносливости (выше о |) не только, чтобы время до зарождения тре-
щин (зона/) было бы возможно больше, но н чтобы зона 11 была бы возможно
шире, чтобы было время обнаружить усталостную трещину и снять деталь
с эксплуатации.
Наличие на поверхности детали напряжений сжатия затрудняет образо-
вание трещин усталости, повышая предел усталости и расширяя время до
разрушения в зоне ограниченной выносливости (повышает так называемую
«живучесть»).
Наоборот, концентраторы (в том числе даже шероховатость поверхнос-
ти), создавая напряжения растяжения, понижают предел выносливости н жи-
вучесть.
Разрушение от усталости прн температурах ниже порога хладноломкости
происходит очень быстро после появления трещины; другими словами, в
хрупком состоянии зона II и /// очень малы, хотя зона / может быть доста-
точно значительной, а о i иметь большое значение.
Другой вид постепенного разрушения — это разрушение от износа — яв-
ление столь же частое, как и разрешение от усталости. Износ является
следствием трення двух поверхностей. В процессе трения у менее износостой-
кого материала (обычно, но не всегда, менее твердого) износ больше. Износ
состоит в отрыве отдельных частиц Важное значение при износе имеет хими-
ческое и физическое взаимодействие трущихся пар
В лабораторных условиях обычно износостойкость определяют взвешива-
нием образца до испытания и после и износостойкость характеризуют поте-
рей массы (г-м’/ч, где г — потеря массы в граммах; м2— поверхность изно-
са. ч—время изнашивания) Износостойкость весьма сильно зависит от
условий трепня. В одних случаях материал А может быть лучше материа-
ла В, в других — наоборот
И в этом случае, как и во многих дрхгнх, но прн износе особенно,
лабораторные испытания неадекватны натурным.
5. НАКЛЕП
Вернемся к рассмотрению зависимости между напряжением
и деформацией (рис. 40). Если нагрузка не превысила точки А
(условный предел текучести), то после ее устранения изменений
в металле не произойдет, но если нагрузка превысила предел
текучести и напряжения, например, были равны Oi, то после сня-
тия нагрузки останется деформация, равная а. Если затем опять
6* 83
Рис. 64. Прочность В ЗАВИСИМОСТИ от плотно-
сти дислокаций (высокопрочная сталь)
нагружать металл, то способность его к пластической деформа-
ции уменьшится предел текучести повысится до значения ог,
т. е. чтобы вызвать пластическую деформацию, следует прило-
жить большие напряжения. Это значит, что металл стал проч-
нее. Упрочнение металла
под действием пластиче-
ской деформации называ-
ется наклепом, или на-
гартовкой.
Из сказанного выше
уже известно, что пласти-
ческая деформация осу-
ществляется путем пере-
мещения дислокаций.
Пара движущихся дис-
локаций порождает сот-
ни и сотни новых, в ре
зультате этого плотность
дислокаций повышается,
что и приводит к упроч-
нению (повышению пре-
дела прочности)—рис. 64.
График изменения механических свойств в зависимости от
степени пластической деформации
меди и алюминия показан
Степень дырорна^ии X
Рис ' Изменение мсомичсскнх свойств поди (а) и алюминия (-'| в зави-
симое >н от степени пластической деформации
на рис. 65. По мере уветичеиия степени деформации (уменьше-
ния поперечного сечения) продет прочности (ав) растет, а от-
носительное удлинение (6) падает. Пластическая деформация
вносит существенные изменения в строение металла.
Кристаллическая структура пластически деформированного
металла характеризуется не только искажением кристалличе-
ской решетки, но и определенной ориентировкой зерен, тек-
стурой.
84
Беспорядочно ориентированные кристаллы под действием
деформации поворачиваются осями наибольшей прочности вдоль
направления деформации.
С увеличением деформации степень текстуроваииости воз-
растает и при больших степенях деформации достигает 100%,
т. е. все зерна оказываются одинаково ориентированными.
Не следует думать, что в результате
деформации зерно измельчается. В дей-
ствительности оио только деформирует-
ся, сплющивается и из равноосного пре-
вращается в неравпоосиое (в виде ле-
пешки, блина), сохраняя ту же площадь
поперечного сечения.
Многочисленные сдвиги демонстри-
руют смещение одной части кристалла
относительно другой, протекающие по
описанному выше дислокационному ме-
ханизму. Они хорошо видны на полиро-
ванном (до деформации) металле и часто
именуются линиями Чернова — Людерса
(см. рис. 41).
Такой характер пластического тече-
ния приводит к изменению внутризерен-
ной структуры — дробятся блоки мозаи-
ки с одновременным увеличением степе-
ни их разориеитировки.
Возрастает величина внутренних на-
пряжений, ограниченных (локализован-
ных) малыми объемами.
Все эти изменения приводят к тому,
ста в зависимости от степе-
ни пластической деформа-
ции образца. полвергн)то-
го растяжению
что с увеличением деформации уменьшается плотность метал-
ла. На рис. 66 приведены результаты опытов по определению
пюгности разорванного образца чистого железа. После разры-
ва в месте шейки (участок 9) деформация была максимальной,
а у головки (участок /) почти отсутствовала. По мере при-
ближения к более деформированным участкам плотность умень-
шается.
Уменьшение плотности при большой степени пластической
деформации обусловлено образованием пор внутри и между
зернами (так называемая деструкция).
6. ВЛИЯНИЕ нагрева па строеппе и свопства
ДЕФОРМИРОВАННОГО МЕТАЛЛА (РЕКРИСТАЛЛИЗАЦИОННЫЕ
ПРОЦЕССЫ)
Пластическая деформация приводит металл в структурно
неустойчивое состояние. Самопроизвольно должны происходить
явления, возвращающие металл в более устойчивое структурное
состояния.
85
К самопроизвольным процессам, которые приводят пласти-
чески деформированный металл к более устойчивому состоянию,
относятся снятие искажения кристаллической решетки и другие
внутризеренные процессы и рост зерен. Первое не требует вы-
сокой температуры, так как при этом происходит незначитель-
ное перемещение атомов. Уже небольшой нагрев (для железа
300—400 С) снимает искажения решетки (как результат мно-
гочисленных субмикропроцессов уменьшение плотности дис-
локаций в результате их взаимного уничтожения, так называемая
аннигиляция, слияния бло;
ков, уменьшение внутренних
напряжений, уменьшение
количества вакансий ит. д ).
Липни па рент, спограм мах
деформированного металла,
размытые вследствие иска-
жений решетки и наруше-
ний ее правильности, вновь
становятся четкими. Снятие
искажений решетки в про-
С
Рис. Ь7. Образование дислокационное сет-
ки (полигонизация)
цессе нагрева деформиро-
ванного металла называется возвратом, или отдыхом. В резуль-
тате твердость и прочность несколько понижаются (па 20—30%
по сравнению с исходными), а пластичность возрастает.
Наряду с этим, т. е. с отдыхом (возвратом), может проис-
ходить еще так называемый процесс полигонизации, заключаю-
щийся в том, что беспорядочно расположенные внутри зерна
дислокации собираются, образуя сетку и создавая ячеистую
структуру (рис. 67), которая может быть устойчивой и может
затруднить процессы, развивающиеся при более высокой тем-
пературе. Рекристаллизация, т. е. образование новых зерен, про-
текает при более высоких температурах, чем возврат и полиго-
низация, может начаться с заметной скоростью после нагрева
выше определенной температуры. Сопоставление температур ре-
кристаллизации различных металлов показывает, что между
минимальной температурой рекристаллизации и температурой
плавления существует простая зависимость ТрсК=аТПЛ (Ту,.,,—
абсолютная температура рекристаллизации; ТПЛ—абсолютная
температура плавления; а — коэффициент, зависящий от чисто-
ты металла). Чем выше чистота металла, тем ниже температу-
ра рекристаллизации У металлов обычной технической чистоты
п=0,34-0,4. Температура рекристаллизации сплавов, как пра-
вило, выше температуры рекристаллизации чистых металлов н
в некоторых случаях достигает 0,8ТПл Наоборот, очень чистые
металлы имеют очень низкую температуру рекристаллизации:
0,2Гил и даже 0,17"ИЛ-
После того как рекристаллизация (I стадия) завершена,
строение металла и его свойства становятся прежними, т. е. ко-
86
торые ои имел до деформации. Схема процессов, происходящих
при нагреве наклепанного металла, представлена иа рис. 68
Температура
Рнс. 68. Схема ншенехня строения вагартованиого металла при нагреве
Пользуясь коэффициентом о. легко подсчитать температуру рекристалли-
зации металлов обычной чистоты: для железа она будет около 450° С, для
мели около 270° С, для алюминия около 50° С. Для таких легкоплавких
металлов, как цинк, олово, свинец, температура рекристаллизации ниже
комнатной.
Кроме чистоты металла, минимальная темперагтра рекристаллизации
зависит также и от степени предшествующей деформации. Чем больше степень
деформации, чем более искажена структура, тем менее она устойчива, гем
больше ее стремление принвть более устойчивое состояние. Следовательно,
большая степень деформации облегчает процесс рекристаллизации и снижает
минимальную температуру рекристаллизации.
Температура рекристаллизации имеет важное практическое
значение. Чтобы восстановить структуру и свойства наклепан-
ного металла (например, при необходимости продолжить обра-
ботку давлением путем прокатки, протяжки, волочения и т. п.),
его надо нагреть выше температуры рекристаллизации. Такая
обработка называется рекристал шзационным отжигом (под-
робнее см. гл. AI).
Пластическое деформирование выше температуры рекристал-
лизации, хотя и приводит к упрочнению, по это упрочнение
устраняется протекающим при этих температурах процессом ре-
кристаллизации. Следует отмстить, что рекристаллизация про-
текает ие во время деформации, а сразу после ее окончания и
тем быстрее, чем выше температура. Прн очень высокой темпе-
ратуре, значительно превышающей температуру рекристаллиза-
ции, она завершается в секунды и даже доли секунд.
Следовательно, при пластическом деформировании выше тем-
пературы рекристаллизации упрочнение и наклеп металла, если
и произойдут, то будут немедленно сниматься. Такая обработ-
ка, при которой иет упрочнения (наклепа), называется горячей
обработкой давлением. Обработка давлением (пластическая
деформация) ниже температуры рекристаллизации вызывает
наклеп и называется холодной обработкой.
87
Следовательно, пластическое деформирование железа прн 600° С следует
рассматривать как горячую обработку, а при 400° С — как холодную Для
свинца н олова пластическое деформирование даже прн комнатной темпера-
туре является по существу горячей обработкой, так как температура 20° С
выше температуры рекристаллизации этих металлов. Эти металлы в практике
называют ненаклепываемымн, хотя при деформировании у них образуются
лкинн сдвига (что показывает, например, характерный хруст оловяииой плас-
тинки при ее изгнбаяин).
Прн горячей обработке металла, чтобы увеличить его пластичность,
а также чтобы устранить возможность наклепа, применяют температуры,
вначительио превосходящие минимальную температуру рекристаллизации
Рнс 69. Изменение механических свойств
наклепанного железа в зависимости от
температуры отжига (И. А. Одинг)
Для отжига наклепанно-
го материала в производ-
ственных условиях приме-
няют более высокие темпе
ратуры, чем минимальная
температура рекристалли-
зации, для обеспечения до-
статочной скорости рекри-
сталлизационных процессов.
В табл. 10 приведены тео-
ретические температуры ре-
кристаллизации, темпера-
туры, при которых в произ-
Бедственных условиях осу-
ществляют рекристаллиза-
ционный отжиг, а также
температуры горячей обработки давлением.
В соответствии с описанными выше процессами изменения
строения наклепанного металла при его нагреве следует ожи-
дать и соответствующего изменения свойств. По мере повыше-
ния температуры твердость сначала слегка снижается вслед-
ствие явлений возврата. После отжига при температуре, не-
сколько превышающей температуру рекристаллизации, твер-
дость резко падает и достигает исходного значения (значения
твердости до наклепа) Эта температура и есть минимальная
температура рекристаллизации, или порог рекристаллизации
(рис. 69). Аналогично изменению твердости изменяются и дру-
гие показатели прочности (предел прочности, предел текучести).
На рис 69 показаны также изменения пластичности (б). Низ-
кая температура нагрева и происходящий при ней возврат не-
сколько повышают пластичность, ио лишь рекристаллизация
восстанавливает исходною (до наклепа) пластичность металла.
Изменения микроструктуры при нагреве наклепанного ме-
талла показаны па рис. 70.
Исходная структура нагартованной латуни* показана па
рис. 70,а. Видны вытянутые зерна с большим числом сдвигов.
Невысокий нагрев, вызывающий небольшое снижение твердости
1 Латунь — сплав медн н цинка, подробнее см. а гл. XXVII.
88
Таблица 10
Температуры рекристаллизации и горячей обработки металлов давлением
Температура. 'С
Металл рскр иста лл нэа цнн (теоретическая при о—0.4) рекрметаллнзвцн он ного отжига горячей обработ- ки давлением
Железо ...... 450 450 600—700 600—700 1300-800 I300( 1100)—800
Сталь 270 450-500 800—600
Медь . 250 400-500 750—600
Чатунь ... 50 250—350 460—350
Алюминий .... Молибден 900 1400—1600 1400—2000
Рнс 70 Изменение микро-
структуры наклепанной ла-
туни в зависимости от тем-
пературы па трепа XI00.
Температуры нагрева. "С:
а — без
в -350;
в — 650;
нагрева; б —ЛОО;
е - 450: д - 550;
ж-750 ; 3-800
вследствие возврата, существенно не изменяет микроструктуры
(рис. 70.6). Нагрев до 350°С приводит зерна металла почти к
равноосному состоянию, вследствие рекристаллизации. Эта тем-
80
Рнс. 71. Изменение размера
зерна наклепаиного металла
в зависямостя от темпера-
туры нагрева
пература, очевидно, лежит несколько выше порога рекристал-
лизации (но незначительно), так как размер зерен невелик. Бо-
лее высокая температура (550—800° С) вызывает рост зерна.
Если эти результаты представить
в виде графика температура — размер
зерна, то получится кривая, приве-
денная на рис. 71. Рекристаллизация
начинается с роста зерна: размер зер-
на получается тем больший, чем вы-
ше температура.
Процесс рекристаллизации можно
разделить иа два этапа:
1) первичная рекристаллизация,
или рекристаллизация обработки, ког-
да вытянутые, вследствие пластиче-
ской деформации зерна превращают-
ся в мелкие округлой формы беспо-
рядочно ориентированные зерна;
2) вторичная, или собирательная рекристаллизация, заклю-
чающаяся в росте зерен и протекающая прн более высокой тем-
пературе.
Серия микроструктур, приведенная на рис 72, показывает
типичный процесс роста зерен (собирательная рекристаллиза-
ция). На рис. 72, а представлена структура сплава (твердый
раствор хрома в никеле) после окончания первичной рекристал-
лизации. Видны мелкие равноосные зерна. Повышение темпе
ратуры приводит к росту отдельных зерен за счет мелких; по-
лучается структура, состоящая из отдельных крупных зерен,
окруженных мелкими (рис 72,6). Дальнейшее повышение тем-
пературы еще увеличивает число крупных зерен (рис. 72,о),
пока, наконец, мелкие зерна не окажутся «поглощенными»
крупными, и вся структура тогда будет состоять из крупных зе-
рен (рис. 72,г).
Процессы первичной и вторичной рекристаллизации имеют
ряд особенностей.
Первичная рекристаллизация заключается в образовании но
вых зерен Это обычно мелкие, можно даже сказать очень мел-
кие зерна, возникающие иа поверхностях раздела крупных де
формированных зерен. Хотя в процессе нагрева и происходили
внутризереииые процессы устранения дефектов (возврат, от-
дых), все же они, как правило, полностью не заканчиваются,
с другой стороны, вновь образовавшееся зерно уже свободно от
дефектов.
К концу первой стадии рекристаллизации можно получить
структуру, состоящую только из таких зерен, т. е. очень мелких
зерен, в поперечнике имеющих размер в несколько микрон Но
в этот момент наступает процесс вторичной рекристаллизации,
заключающейся, как говорилось раньше, в росте зерен.
90
Рост кристаллов —процесс самопроизвольным, определяемым
стремлением системы к уменьшению запаса внутренней энергии.
Если принять, что в единице поверхности заключена поверх-
ностная энергия определенной величины, то укрупнение зерна.
Рнс J Пр<иъ*»'с роста зерна
прн рекристаллизации
л. 100
т. е. получение из нескольких мелких зерен меньшего числа
крупных, приводит к уменьшению суммарной поверхности зерна
(«внутренней поверхности») и, следовательно, к уменьшению
запаса свободной энергии в системе.
Важно знать, по какому механизму растет зерно, так как от
размера зерна зависят многие свойства, а зная механизм роста
91
зерна, можно регулировать его размеры термической обра-
боткой
Возможны три с>щественно различных механизма роста
зерна:
Рис ?3. Миграция границ зерна. Стрелками показано движение
границы зерна, которое происходит скачками:
а — оловяпиетая бронза Х225; б — тантал. 100
1) зародышевый — состоящий в том. что после первичной
рекристаллизации вновь возникают зародышевые центры новых
кристаллов, и их рост приводит к образованию новых зерен, но
92
их меньше, чем зерен в исходном состоянии, и поэтому после
завершения процесса зерна в среднем станут крупнее;
2) миграционный — состоящий в перемещении границы зер-
на и в увеличении его размеров (рис. 73). Так как крупное зер-
но термодинамически устойчивее мелкого (отношение S/V у не-
го меньше, где 5 — поверхность, а V — объем), то растут круп-
ные зерна за счет «поедания» мелких зерен;
Рис. 74. Процесс слияния зерен:
а — начальная стадия; б—в — постепенное растворение границ; е—конечная стадия
3) слияние зерен — состоящее в постепенном «растворении»
границ зерен и объединении многих мелких зерен в одно круп-
ное (рис. 74).
Первый «зародышсвыйэ процесс, по-видимому, реализуется весьма редко
(образование новых зерен из рекристаллизованных энергетически маловероят-
но). Миграция границ зерен является диффузионным процессом, скорость
его определяется скоростью самодиффузии, и поэтому этот процесс имеет
преимущественное значение при высокой температуре, значительно выше тем-
пературы рекристаллизации.
Слияние зерен не требует для своего осуществления значительных диф-
фузионных процессов, и, главное, процесс слияния может происходить одно-
временно по всем (или многим) поверхностям межзереииого раздела. Меж-
эерениые границы являются, как об этом уже говорилось, сосредоточением
различных дефектов, дислокаций в первую очередь. Аннигиляция этих
дефектов по сути дела есть уничтожение границ зерен. Следовательно,
процесс роста зерен путем слияния происходит прн более низкой температуре,
чем рост зерен путем миграции и, как показывает практика, приводит к об-
разованию очень крупных зерен.
Для незавершенного процесса слияния характерно наличие
структуры, состоящей из небольшого числа крупных зерен и
большого числа мелких. Такая разнозернистая структура ие об-
ладает стабильными и высокими свойствами.
Из сказанного следует заключить, что процесс слияния вред-
но отражается на структуре и, следовательно, и свойствах, так
как может привести к крупнозернистое™ (при завершении про-
93
незначительна и поэтому
Рис. 75. Размер зерна после
рекристаллизации в зргнси-
мостн от степени пред нсст-
в*» цсП деформации (схема)
цесса) или к разнозерипстости (при незавершении процесса),
и тогда следует принять меры, предупреждающие это.
Какой из шеречпслепиых двух основных механизмов роста
зерна реализуется, зависит от температуры: при более низкой
температуре рост зерна происходит за счет слияния, при более
высокой — за счет миграции границ, а также и от исходного
структурного состояния, в частности от степени, предшествую-
щей пластической деформации.
При малой степени деформации насыщенность дефектами
образование новых, свободных от де-
фектов, рекристаллизованных зерен
ие дает значите зьиого эффекта в
смысле выигрыша в свободной
энергии. Поэтому при малой степе-
ни деформации и первичная рекри-
сталлизация осуществляется с тру-
дом (при высокой температуре), и
роста зерна прн вторичной рекри-
сталлизации почти ие происходит.
При некоторой сравнительно не-
большой степени пластической де-
формации создастся сравнительно
небольшая плотность дислокаций в
основном по границам зерен, обес-
печивающая преимущественное раз-
винти процесса роста зерна по механизму слияния, что при завер-
шенности процесса приводит к очень сильному росту зерна
(рис. 75).
Степень деформации, обусловливающая преимущественное
развитие процесса слияния и приводящая после нагрева к ги-
гантскому росту зерна, называется критической степенью ин-
формации. Она невелика и находится в пределах 3—8% (обыч-
но). Если после деформации осуществляется рекристаллизаци-
онный нагрев, то критической степени деформации следует
избегать.
При сверхкритпческой деформации плотность дефектов та-
кова, что механизм слияния затруднен или неосуществим. Рост
зерна происходит в результате миграции границ, что прн про-
чих равных условиях дает более мелкое зерно, чем то, какое по-
лучается при процессе слияния.
Па рис. 76 представлена структура деформированного алюминия. Дефор-
мацию создавали растяжением, а затем металл рекристаллизовался при 550° С
в течение 30 мил. Прн отсутствии деформации (макроструктура сфотографи-
рована 6e:i увеличения) структура настолько мелк 'зеринста, что отдельные
iepiia неразличимы без увеличения. Наиболее крупное зерно получается при
мииммальн и деформации (остаточное удлинение 3%), которая, очевидно
близка к критической деформации. По мерс увеличения степени деформации
рази™ зерна в рекристаллизованном металле уменьшается Слсдоватсльни
с|!*-д.1ьь| tep зерна после рекристаллизации зависит от температуры р-
94
крист ллнзацни (см. рис. 71) и степени деформации (см. рис. 75). Зависи-
мость размера зерна рекристаллизованною металла от обоих этих факторов
характеризуется так называемыми полными диаграммами рекриста хлизации.
Для никелевого сплава такая диаграмма приведена па рнс 77, а, нз
которого видно, что размер зерна уменьшается по мере увеличения степени
деформации и понижения температуры прн рекристаллизационном отжиге
Рис. 76. Макроструктура алюминия после рекристаллизации в зависимости от степени
деформации (указана у структур, %)
Рост зерна наблюдается при нагреве выше температуры рекристаллизации,
в данном случае выше 950° С.* Малые степени деформации (~5%) приводят
к интенсивному росту зерна, и чем выше температура нагрева, тем больше
рост зерна. Однако такой интенсивный рост зерна в слабодеформнровапном
металле наблюдается лишь при быстром нагреве. Если нагрев проводить
медленно (рис. 77, б), то процесс полпгонизацни успевает произойти н рост
зерна, состоящий в объединении (слиянии) многих зерен а одно крупное,
не происходит Протекав! обычная рекристаллизация, т. е возникновение
центров н рост нз них кристаллов, что нс дает зереп-гигаитов. Медленный
HaipeB может быть заменен ступенчатым, причем выдержка должна быть на
30—*/i°C ниже температуры рекристаллизации
* Температура рекристаллизации данного сплава 960—980° С.
95
Рис. 77. Полная диаграмма рекристаллизации жаропрочного никелевого сплава (данные
автора):
а —скорость нагрева 7* С/м ни; б — температура iiaipesa 1080“ С
СПИСОК ЛИТЕРАТУРЫ
Рид В. Дислокации в кристаллах. Пер. с англ. М., Металлургиздат 1957,
279 с. с ил.
Коттрелл А. Дислокация и пластическое течение в кристаллах М.. Ме-
талл ургиздат, 1958. 267 с. с ил
Штейнберг С. С. Металловедение. Т. I. М., Металлургиздат, 1961.
598 с. с ил.
Атомный механизм разрушения. Пер. с англ. (Материалы конференции).
М.. Металл) ргиздат, 1963. 660 с. с ил.
Чалмерс Б. Физическое металловедение. Пер. с англ. М., Металлургнз-
дат, 1963. 455 с с ил.
Горелик С. С. Рекристаллизация металлов и Сплавов. М, «Металлургия»,
1966; Физическое металловедение. Под ред Р. Кана. Т. Ill М «Мио»
1968. 484 с. с ил. и .
Структура и механические свойства металлов (Материалы конференции).
М-, «Металлургия», 1967. 384 с. с ил.
Гуляев А. П. Ударная вязкость и хладноломкость конструкционной ста-
ли М, «Машиностроение», 1969. 69 с. с ил
М а к л и н т о к Ф. и Аргон А. Деформация и разрушение материалов.
Пер. с англ. М, «Мир», 1970. 443 с. с нл
Екобори Т. Физика и механика разрушения и прочности твердых тел.
Пер. с англ. М, «Металлургия», 1971 264 с. с ил. ’
Хоинкомб Р. Пластическая деформация металлов. Пер. с англ. М
«Мир», 1972. 409 с. с ил.
Вязкость разрушения высокопрочных материален. Пер. с англ. М., «Ме-
таллургия», 1973. 304 с с ил.
Новиков II И Теория термичссной обработки металлов. М., «Металлур-
гия», 1974. 400 с. с ил.
96
Фридман Я- Б Механические свойства металлов. М «Машиностроение»,
1974. Т. I 472 с. т II 368 с. с ил.
Грабский М. В Структурная сверхпластнчность металлов. М„ «Метал-
лургия», 1975. 270 с. с ил.
Зеленова В. Д. Механизм вязкого и хрупкого разрушения и методы
оиенкн сопротивления разрушению металлов в сплавов. М., «Маши-
ностроение», 1975. 40 с с ил.
Раузин Я. Р, Шур Е. А. Конструктивная прочность стали М, «Машино-
строение», 1975 57 с. с ил.
Хеккель К Техническое применение механики разрушения. М, 1974 62 с
с нл.
Разрушение. Под ред. Г. Любовеца. Пер с англ. Т I. М, «Мир», 1973. 613 с.
с пл.; т. II. М„ «Мир», 1975 757 с. с ил.; т. III. М., «Мир», 1976. 776 с
с нл.; т. VI, М.. «Металлургия», 1976. 483 с. с ил.
Глава IV
СТРОЕНИЕ СПЛАВОВ
Под сплавом подразумевается вещество, полученное сплав-
лением двух, или более элементов.
Возможны н другие способы приготовления сплавов — спекание, электро
лнз, возгонка (в этом случае вещества называются псевдо^плавами), ио наи-
более распространенным является производство сплавов путем сплавления
разных веществ.
Сплав, приготовленный преимущественно из металлических
элементов и обладающий металлическими свойствами, называ-
ется металлическим сп швом.
Естественно, что строение металлического сплава (а о таких
сплавах и будет идти речь в дальнейшем) более сложное, чем
чистого металла, и зависит главным образом от того, в какие
взаимодействия вступают компоненты, составляющие сплав.
В твердом состоянии может не быть химического взаимодей-
ствия между компонентами — простыми веществами, образую-
щими сплав. Тогда строение сплава является механической
смесью отдельных частиц, зерен обоих компонентов.
Составляющие сплав вещества могут вступать в химическое
взаимодействие, образуя химические соединения, или взаимно
растворяться друг в друге, образуя растворы Кроме растворов
и химических соединений, возможно образование таких фаз, ко-
торые не могут быть полностью отнесены к перечисленным и
являются как бы промежуточными.
В этой главе рассмотрено взаимодействие компонентов в ме-
таллических сплавах.
1. МЕХАНИЧЕСКАЯ СМЕСЬ
Механическая смесь двух компонентов А и В образуется
тогда, когда они ие способны к взаимному растворению в твер-
до- состоянии и не вступают в химическую реакцию с образе-
7 Гуляев А. П.
97
ганием соединения При этих условиях сплав будет состоять из
«ристаллов /1 и В (рис. 78), отчетливо выявляемых па микро-
Рис 78. Микроструктура
механической смеси (схема)
структуре (если они достаточно круп-
ного размера)
Рентгенограмма сплава покажет
наличие двух решеток компонентов
А и В. Если бы исследовать в таком
сплаве отдельно свойства кристаллов
.4 и кристаллов В, то они были бы
тождественны свойствам чистых ме-
таллов А и В
Механические свойства зависят от
количественного соотношения компо-
нентов. а также от размера и формы
зерен, значения их — промежуточные
между характеристиками свойств чи-
стых компонентов (подробнее см. гл. V, п. 13).
2. ХИМИЧЕСКОЕ СОЕДИНЕНИЕ
При образовании химического соединения: а) соотношение
чисел атомов элементов соответствует стехиометрической про-
порции, что может быть выражено простой формулой (в общем
виде химическое соединение двух элементов можно обозначить
АпВт)\ б) образуется специфическая (отличная от элементов,
составляющих химическое соединение) кристаллическая решет-
ка с упорядоченным расположением в ней атомов компонентов.
Химическое соединение также характеризуется определен-
ной температурой плавления (диссоциации), скачкообразным
изменением свойств при изменении состава (так называемой
сингулярностью свойств, подробнее см. гл. V, п. 13).
Так в кристаллической решетке NaCl. приведенной на рис. 79. а и б,
ионы натрия образуют решетку куба с центрированными гранями. Такую
же решеткл образуют и ионы хлора, но опа сдвинута на половину периода
протип решетки из ионов натрия.
Естественно, что при этом выдерживается стехиометрическое соотношение
Na:Cl=I:l. Таким образом, даже в кристаллической решетке химического
соединения иет молекул1.
Стехиометрия соединения определяется упорядоченным расположением
атомов. Если атом А окружея таким же числом атомов В, как число ато-
мов А, окружающих атом В то стехиометрическое соотношение выражается
как АВ (пример соединения NaCl).
Если строение кристаллической решетки таково, что число атомов Д,
окрчжающнх каждый атом В, вдвое меньше, чем число атомов В, окружаю-
щих атом А, то формула химического соединения будет ABS и т. д.
* Следует все же отметить, что некоторые кристаллические вещества по-
строены из четко различимых в структуре молекул К числу таких молеку-
лярных кристаллов относятся кристаллы многих органических веществ и т. д.
Однако в металлических фазах такие молекулярные кристаллы ие встре-
чаются.
98
Если химическое соединение образуется только металличе-
скими элементами, то в узлах решеток располагаются положи-
тельно заряженные ионы, удерживаемые электронным газом,
т. е. в данном случае так называемая металлическая связь.
Такая связь не является жесткой, и поэтому при определен-
ных условиях количество какого-либо элемента может быть
большим или меньшим, чем это соответствует стехиометриче-
скому соотношению элементов по формуле данного химическо-
го соединения (см. на с 104—105 твердые растворы на базе хи-
мического соединения) По этой же причине образование химн-
QNa *а
Рис. 79. Кристаллическая решетка:
а. б — сое гниение NaCl; в —соединение Cu2MnSn
ческих соединений из металлических атомов не подчиняется
закон} валентности.
На рис. 79, в представлены кристаллическая решетка тройного химиче-
ского соединения CujMnSn. Элементарная ячейка CujMnSn состоит из Я
втомои меди, 4 атомов марганца н 4 атомов олова*.
При образовании химического соединения металла с неме-
таллом возникает ионная связь.
В результате взаимодействия элементов в этом случае атом
металла отдает электроны (валентные) н становится положи-
тельным ионом, а атом металлоида принимает электроны на
свою внешнюю оболочку и становится отрицательным ионом.
В решетке химического соединения такого типа элементы удер-
живаются электростатическим притяжением.
Химический состав вещества при наличии этой связи обуслов-
ливается законом валентности — наличием свободных (валепт-
1 8 угловых втомов меди принадлежат решетке на 1/8; 6 атомов, центри-
рующих грани, — на 1/2; 12, расположенных на середине ребер, — на 1/4 н
I атом в центре принадлежит этой решетке полностью; следовательно, в изо-
браженной на рис 79, в элементарной ячейке 8 атомов меди, 4 атома, мврган
На и 4 атома олова расположены внутри решетки и принадлежат ей полно-
стью Стехиометрическое соотношение атомов в этом соединении может быть
выражено формулой СивМщБщ или CuaMnSn.
7*
99
пых) электронов п достроенностью электронных орбит у всту-
пающих в соединения элементов.
В соединениях такого типа связь жесткая н химический со-
став постоянный н точно соответствующий стехиометрическому
соотношению, т е. не может быть ии избытка, пи недостатка
в атомах какого-либо из элементов, образующих такое химиче-
ское соединение.
Рис. 80. Микроструктура
твердого раствора (схема)
*(в)
3. ТВЕРДЫЙ РАСТВОР НА ОСНОВЕ одного
ИЗ КОМПОНЕНТОВ СИЛ АВА
В жидком состоянии большинство металлических сплавов,
применяемых в технике, представляет собой однородные жидко-
сти, т. е. жидкие растворы. При переходе в твердое состояние
во многих таких сплавах однород-
ность сохраняется, следовательно, со-
храняется и растворимость. Твердая
фаза, образующаяся в результате кри-
сталлизации такого сплава, называет
ся твердым раствором.
Химический или спектральный ана-
лиз показывает в твердых растворах
наличие двух элементов или более,
тогда как по данным металлографи
ческого анализа такой сплав, как и
чистый металл, имеет однородные
зерна (рис. 80). Рентгеновский ана
лиз обнаруживает в твердом раство-
ре, как и у чистого металла, только один тип решетки.
Следовательно, в отличне от механической смеси твердый
раствор является однофазным, состоит из одного вида кристал-
лов, имеет одну кристаллическую решетку, в отличие от хими-
ческого соединения твердый раствор существует не при строго
определенном соотношении компонентов, а в интервале кон-
центраций.
Строение твердых растворов на основе одного из компонен-
тов сплава таково, что в решетку основного металларастворн-
теля входят атомы растворенного вещества. Здесь возможны
два принципиально различных случая
1 Твердые растворы замещения Металл А имеет, например,
решетку, изображенную на рис. 81, а. Растворение компонента
В в металле А происходит путем частичного замещения атомов
4 атомами В в решетке основного металла (рис. 81,6).
2 . Твердые растворы внедрения Атомы растворенного веще-
ства С располагаются между атомами А, как это схематически
показано на рис 81, в.
При образовании растворов внедрения и замещения атомы
растворенного компонента распредечяются в решетке раствори-
теля беспорядочно.
100
Если раствор содержит в среднем х% компонента В. то в каком то
объеме металла может оказаться компонента В больше или меньше х%
(пис. 82) Отклонения состава твердого раствора в отдельных, весьма малых
объемах от среднего состава называются флуктуациями. Общая теория флук-
туаций разработана польским ученым Смолуховским и широко используется
в теоретическом металловедении. Вероятность су шествования участка с ка-
ким-то отклонением концентрации компонента В от средней тем меньше, чем
больше величина этого отклонения.
Однако если мы примем во внимание огромное количество атомов, со-
ставляющих кристалл, то можно ожидать, что в объеме одною кристалла
с\шествует очень много малых по размера участков с весьма значительным
отклонением от среднего содержания.
а б б
Рис. 81. Кристаллическая решетка о. ц к
а — чистый металл; б — твердый раствор замещения; в— твердый рас-
• тиор внедрения
Как впервые указал С. Т Конобеевский. представления о флуктуациях
весьма яажиы для понимания процесса зарождения кристаллов новой фазы,
по концентрации сильно отличающейся от исходной1.
При образовании твердого
раствора сохраняется решет-
ка одного из элементов и этот
элемент называется раствори-
телем. Атомы растворенного
вещества искажают и изменя-
ют средние размеры элемен-
тарной ячейки растворителя
При образовании твердых
растворов замещения периоды
решетки изменяются в зави-
симости от разности атомных
диаметров растворенного эле-
мента и растворителя. Если
атом растворенного элемента
больше атома растворителя,
то элементарная ячейка решетки
то сокращается. В первом приближении это изменение пропор-
Рис. 82. Кривая частоты
увеличивается, если меньше.
ционально концентрации растворенного компонента, выражен
1 Для распределения растворенных атомов, а особенности образующих
растворы внедрения, важное значение имеет дислокационная структура
Обычно вокруг дислокаций скапливаются растворенные атомы (образуя fат-
мосферы. Коттрелла»), что затрудняет перемещение дислокаций, другими елг
вами, повышает прочность
1Л!
ной в атомных процентах; однако отклонения от линейной за-
висимости бывают иногда довольно значительными.
Изменение параметров решетки при образовании твердых
растворов — весьма важный момент, определяющий изменение
свойств. В общем независимо от вида металла относительное
упрочнение при образовании твердого раствора пропорциональ-
но относительному изменению параметра решетки, причем умень-
шение параметра решетки ведет к большему упрочнению, чем
ее расширение.
Рнс. 83. Параметр твердых
различных элементов
растворов (замещения), образующихся при растворении
в алюминии (а), меди (б) и железе (в) (автор)
На рис. 83 показано, как изменяется параметр решетки твер-
дых растворов па основе важнейших технических металлов
(алюминия, меди, железа)
Если рассмотреть, как влияют растворенные в железе эземеиты иа проч
вость (которое след зет ожидать в соответствии с изменением параметра
решетки, рис. 83, в), то никель, хром и марганец упрочняют железо слабо
(возможное изменение структуры пря этом не рассматривается), а вольфрам,
молибден и кремний сильно, причем кремний, сжимающий решетку, упрочия-
е. сильнее вольфрама и молибдена, расширяющих решетку железа.
При образовании твердых растворов внедрения периоды ре-
шетки увеличиваются, так как размеры атомов (вернее, попов)
растворенного элемента больше размеров тех межатомных про-
межутков, в которых они располагаются, так что атомы решет-
ки растворителя несколько раздвигаются.
Твердые растворы замещения могут быть ограниченные и не-
ограниченные. При неограниченной растворимости любое коли-
чество атомов А может быть заменено атомами В Следователь-
но, если увеличивается концентрация атомов В, то все больше
и больше атомов В будет находиться в узлах решетки вместо
атомов А до тех пор, пока все атомы А не будут заменены ато-
мами В и, таким образом, как бы плавно совершится переход от
металла А к металлу В (рис. 84). Это, конечно, возможно при
условии, если оба металла имеют одинаковую кристаллическую
структуру, т. е. оба компонента являются изоморфными.
102
Следовательно, первым условием образования неограничен-
ного ряда твердых растворов является наличие у обоих компо-
нентов одинаковых кристаллических решеток, т. е. условие изо-
морфности компонентов *.
Если у двух металлов с одинаковыми кристаллическими ре-
шетками сильно различаются атомные радиусы, то образование
твердых растворов между этими металлами сильно искажает
кристаллическую решетку, что приводит к накоплению в решет-
ке упругой энергии. Когда это искажение достигает определен-
ной величины, кристаллическая решетка становится неустойчи-
вой и насту пает предел растворимости
О 9 в
Рис. 84. Кристаллические решетки твердого раствора замещения при неограниченной
растворимости компонентов
И. И. Корнилов, систематизируя экспериментальные данные, показал,
что неограниченно растворяться в железе могут только тс элементы, атомные
размеры которых отличаются от атомных размеров железа нс больше чем
на 8%. Другие металлы (например, медь) образует непрерывные ряды
твердых растворов при различии атомных радиусов до 10—11%, а легкоплав-
кие элементы, имеющие малый модуль упругости (например, селеч и теллур),
неограниченно растворяются друг в друге при разнице атомных радиусов
до 17%.
Итак, вторым условием образования неограниченных твер-
дых растворов является достаточно малое различие атомных
размеров компонентов.
Наконец, замечено, что неограниченная растворимость на-
блюдается преимущественно у элементов, близко расположен-
ных друг от друга в периодической таблице Д. И. Менделеева,
т. е. близких друг к другу по строению валентной оболочки ато-
мов, по физической природе.
Если сплавляемые металлы принадлежат к далеко располо-
женным друг от друга группам периодической системы и поэто-
му имеют различную физическую природу, то они часто быва-
ют склонны к образованию химических соединений, а не твер-
дых растворов.
1 Если кристаллические решетки и неодинаковы, ио близки, похожи, на-
пример гранецентрированные кубические и тетрагональные, то возможен плав-
ный переход от одной решетки к другой с образованием и в этом случае не-
ограниченного твердого раствора-
103
Перечисленные условия необходимы для образования неограниченных
рядов твердых растворов, но в некоторых случаях (например, система Au —
Ag), несмотря на соблюдение этих условий, неограниченной растворимости
не наблюдается.
Если два металла не отвечают перечисленным выше услови-
ям, то они могут ограниченно растворяться друг в друге. Заме-
чено, что растворимость тем меньше, чем больше различие в
размерах атомов и в свойствах компонентов, образующих рас-
твор. Ограниченная растворимость в большинстве случаев
уменьшается с понижением температуры.
Условимся в дальнейшем твердые растворы обозначать сим-
волом Л (В), где А — растворитель (металл, решетка которого
сохранилась в твердом растворе), а В — растворимый элемент.
Для неограниченных твердых растворов обозначения А (В) и
В(Л) однозначны, но для ограниченных твердых растворов рас-
твор Л (В) есть раствор В в Л, а раствор В(Л) — раствор Л в В;
у первого раствора решетка Л, а у второго В, т. е. эти растворы
существенно различны. Рассмотрим, при каких условиях обра-
зуются твердые растворы внедрения.
Так как в твердых растворах этого рода атомы В должны
внедряться в решетку Л, то очевидно, что диаметр атома В дол-
жен быть невелик, а внутри решетки металла Л должно иметь-
ся достаточное пространство для атома В. Действительно, ме-
таллы образуют твердые растворы внедрения с элементами I
и II периодов, т. е. с элементами, имеющими малые атомные
размеры (Н, N, С. О, В).
4. ТВЕРДЫЙ РАСТВОР НА БАЗЕ ХИМИЧЕСКОГО СОЕДИНЕНИЯ
Ранее мы рассматривали твердые растворы, которые образу-
ются на базе чистых компонентов, т. е. имеют решетку одного
из компонентов сплава. Однако способность к образованию твер-
дых растворов присуща не только чистым элементам, но и хи-
мическим соединениям.
В этих случаях сохраняется решетка химического соедине-
ния А„Вт, но избыточное количество атомов, например атомов
В, растворяется, заменяя в решетке какое-то количество атомов
Л. Возможно также растворение и третьего элемента С в хими-
ческом соединении. В этом случае атомы С заменяют в узлах
кристаллической решетки атомы Л или В.
На рис. 79 была показана структура химического соединения трех метал-
лов: меди, марганца, олова. Вероятнее всего предположить, что в этом сое-
динении существуют преимущественно металлические связи. Каждый из
перечисленных металлов отдает валентные электроны в общий фонд, и тогда
частичная замена одного .металла другим (например, марганца медью, если
содержание медн в сплаве превосходит стехиометрическое соотношение)
возможна. Таким образом получаются твердые растворы на базе решетки
химического соедниення с избытком одного из компонентов. Пределы рас
творнмостн могут быть очень широкими в зависимости от того, насколько
близка природа элементов, входящих в химическое соединение.
104
Очевидно, что при образовании твердых растворов иа базе
химического соединения формула химического соединения >же
не отвечает действительному соотношению атомов в соединении.
Для химического соединения, которое растворяет в себе по-
сторонние атомы, принята такая система обозначения.
Например, борид железа (Fe4B2) способен растворить хром
и углерод, причем хром заменяет в узлах решетки железо, а уг-
лерод— бор. Отношение (Fe-|-Cr)/(B4-C)=*/2 сохраняется,
и такой раствор на базе химического соединения Fe4B2 обозна-
чается через (Fe, Сг)4(В, С)2.
Иногда допускается упрощение обозначений — буквой Л!
обозначаются металлы, а буквой X — неметаллы Следователь-
но, твердый раствор на основе борида железа обозначается че-
рез Л14Х2.
Образование твердых растворов на базе химических соеди-
нений может сопровождаться не только заменой одних атомов
в узлах кристаллической решетки другими, но и тем, что отдель-
ные узлы в решетке оказываются не занятыми атомами («пу-
стыми»).
Так, например, соединение СоА1 может кристаллизоваться
с избытком кобальта и алюминия но сравнению со стехиометри-
ческим соотношением Со : Al = 1 : 1; в последнем случае избыток
алюминиевых атомов получился потому, что не все места в кри-
сталлической решетке, где должны быть атомы кобальта, ими
заняты. Получаются в кристаллической решетке «дыры», «пу-
стоты».
Твердые растворы на базе химических соединений, образова-
ние которых сопровождается появлением пустых мест в узлах
решетки, называются растворами вычитания.
Несмотря иа сказанное, следует указать, что не всякое соединение мо-
жет растворять избыточное количество элементов, его составляющих, т. е.
существуют соединения, которые не образуют твердых растворов из ком-
понентов, их составтяюших, ио вместе с тем имеются и такие соединения,
которые существуют только в виде твердых растворов и не существуют
как чистое химическое соединение при стехиометрическом соотношении а то-
ков. Так. например, точный состав соединения CuAla соответствует 54,1%
(по массе) Си. В действительности это соединение существует при наличии
от 53,25 до 53,9% Си, т. е. существует лишь прн условии замены части
медных атомов алюминиевыми. Без этой замены решетка СиА12 не может
существовать. Такие химические соединения, существующие лишь как твер-
дые растворы и ие существующие прн точном стехиометрическом соотноше-
нии. называются бертоллидами, в отличие от дальтонидов, существующих
при стехиометрическом отношении компонентов.*
Существование бертоллидов и дальтон вдов было впервые обнаружено
акад. Н. С. Куриаковым, который и дал эти названия в честь знаменитых
ученых химиков начала прошлого века Дальтона и Бсртолле, которые спо-
рили о том, что понимать под химическим соединением. Спор полностью
не разрешен и в настоящее время.
1 Определение, данное здесь дальтонидам и бертоллидам, ие является об-
щепризнанным.
105
5. УПОРЯДОЧЕННЫЕ ТВЕРДЫЕ РАСТВОРЫ
• Си о Ли
Рис С". Кристаллические решетки упоря-
доченных твердых растворов в системе
Си — Аи
Явление упорядочения было впервые обнаружено в 1914 г.
Н. С Курнаковым. Прн изучении электросопротивления сплавов
меди и золота было найдено изменение их свойств без видимого
изменения микроструктуры. Впоследствии применением рентге-
новского анализа было показано, что изменение свойств связано
с перераспределением атомов внутри кристаллической решетки.
Как указывалось ранее,
в обычных твердых раство-
рах атомы раствореииого
элемента распределяются
в решетке растворителя бес-
порядочно. Однако при из-
вестных условиях атомы за-
нимают определенные места
в узлах решетки, т. е. от
неупорядоченного располо
жения переходят в упоря-
доченное. Подобный про-
цесс носит название упоря-
дочения, а растворы с упорядоченным расположением атомов
растворенного элемента—упорядоченными твердыми растворами.
Для примера рассмотрим сплавы меди и золота, имеющие одинаковую
кристаллическую решетку и неограниченно растворяющиеся в твердом со-
стоянии. В обычном твердом растворе меди и золота отсутствует строгая
закономерность в расположении атомов меди и золота в узлах гранецеит-
рированион решетки. Вероятность наличия в данном узле решетин того
или иного атома зависит от концентрации сплава. Однако при определен-
ных условиях (при медленном охлаждении твердых растворов большой
концентрации) атомы меди и золота занимают определенные места в ре-
шетке (рнс. 85).
Например, атомы золота могут занять все утловые положения а гране-
центрнровашюй решетке, а атомы меди — центрирующие грани. Тогда соот-
ношение атомов меди н золота будет равно 3/ь и эту фазу можно выразить
формулой СнзАи. Есчи бы н две боковые грапн были заняты атомами меди, то
тогда на одни атом меди приходился бы один атом золота и соотношение
выразилось бы формулой CuAu.
Процесс упорядочения может быть полным и неполным. В первом слу-
чае все атомы занимают предназначенные им в упорядоченном твердом рас-
творе места. Во втором случае часть атомов занимает определенные места
в решетке, а часть атомов располагается беспорядочно (т. е. существует опре-
деленная «степень упорядочения;»).
Процесс упорядочения является диффузионным процессом
(превращение сопровождается перемещением атомов), поэтому
медленное охлаждение способствует упорядочению
При упорядочении изменяются периоды решетки, но ие изменяется ее
строение, тип решетки остается тот же. Лишь в некоторых случаях проис-
ходит незначительное нскажсиие решетки. Так, например, упорядоченный
твердый раствор CuAu имеет гранецентрнрованную тетрагональную решетку
с отношением периодов 0,935, а неупорядоченный раствор — кубическую
гранецентрнрованную решетку, т. е. с/о=1.
106
Упорядоченные твердые растворы являются промежуточны-
ми фазами между химическими соединениями и твердыми рас-
творами. При полной упорядоченности эти фазы напоминают
химическое соединение, потому что у них: а) имеется определен-
ное число атомов, которое можно выразить соответствующей
формулой; 6) расположение атомов в решетке упорядоченное.
Эти фазы могут быть причислены и к твердым растворам, так
как у них сохранилась решетка металла-растворителя.
6. ЭЛЕКТРОННЫЕ СОЕДИНЕНИЯ (ФАЗЫ ЮМ-РОЗЕРИ)
Этот вид соединений образуется между двумн металлами из следующих
групп: Сп, Ag, Au, Fe, Со, Ni, Pd, Pt с, одной стороны, и Be, Zn, Cd, Al,
Sn, Si — с другой. Соединения эти, как показал английский металлофизык 10м-
Розсри, характеризуются определенным отношением валентных электронов
к числу атомов (3/з; **Лз или 7/<), причем каждому отношению соответствует
определенная кристаллическая решетка. Так, например, прн отношении числа
валентных электронов к числу атомов, равном 3/%, образуется решетка объ-
емноцентрированного куба (так называемая 0-фаза). Все соединения, у ко-
торых отношение валентных электронов к числу атомов равняется ’Via. име-
ют сложную кубическую решетку с 52 атомами на ячейку (так называемая
у-фаза), н, наконец, прн отношении 7/< соединение имеет гексагональную ре-
шетку (Е-фаза).
Электронные соединения встречаются во многих технически важных спла-
вах — медь и цинк, медь н олово, железо и алюминий, медь и кремний и т д.
Обычно в системе наблюдаются все три фазы (0, у н ₽) Так, например,
в системе Си—Zn 0-фазой является соединение Си—Zn (отношение валент-
ных электронов к числу атомов равно */s) *, у-фазой — соединение CusZna (от-
ношение ’Via)** и £ фазой — CuZna (отношение 7/<).
Таблица 11
Электронные соединения
Фаза Отно- шение Решетка Электронные соединения для различных систем
Си —Zn Си - Sn Си-Al Си - SI
р 3'2 Кубическая объемно- цептриропанпая Си — Zn Cu5Sn CUjjAl Cu6Si
Y 21/13 Сложная кубическая Cu5Zn, Cu31Sn, Си,Al. Cu31Sle
с 7 4 Гексагональная CuZns CusSn Cu,AI3 CugSi
V электронных соединений определенное соотношение атомов н новая,
отличная от элементов, кристаллическая решетка — это признаки, характер-
ные для химического соединения. Однако в соединении иет упорядоченного
расположении атомов. Прн высоких температурах атомы обоих элементов
часто не занимают определенных узлов в решетке, т. е. располагаются ста-
тистически. Прн понижении температуры до определенного значения проис-
ходит упорядочение, которое обычно не бывает полным.
* У меди один валентный электрон, у цинка — два. В соединении число
атомов раано 2, число валентных электронов равно 3.
** Число атомов в соединении 5-f-8= 13, число валентных электронов
5+(8X2) =21.
107
Таким образом, и этот вид соединении следует считать промежуточным
межд\ химическим соединением и твердым раствором.
В табл. 11 приведены электронные соединения в технически применяемых
сплавах меди
7. ФАЗЫ ЛАВЕСА
Устойчивые химические соединения с ноиным типом связей образуютси
преимущественно между элементами различной природы н с существенно
различными атомными размерами. Если же атомные размеры различаются
мало, то появляется тенденция к образованию электронных соединение!.
Прн промежуточных значениях разности атомных размеров также воз-
можно образование химических соединений. Типичным представителем по-
добных химических соединении являются так называемые фазы Лавеса (на-
звано в честь английского физика Лавеса). Эти фазы со стехиометрической
форму той АВ2 образуются между элементами, атомные диаметры которых
находятся приблизительно в соотношении 1 ; 1,2. Большинство фаз Лавеса
может быть отнесено к одному из следующих типов: тип MgCu2 (TiCr2, UA12,
ZrMo2 и др.), кристаллизующийся в сложной кубической решетке, тип MgZn2
(FeBea, WFe2, MoFe2 и др.), кристаллизующийся в сложной гексагональной
решетке, и тип MgNi2 (ZrFe2, TiCo2 и др), кристаллизующийся в сложной
гексагональной решетке, но отличной от решетки MgZn2
Фазы Лавеса встречаются как упрочняющие интерметаллидные фазы в
жаропрочных сплавах.
8. ФАЗЫ ВНЕДРЕНИЯ
Фазы внедрения образуют металлы переходных групп с металлоидами,
имеющими малый атомный радиус (водород гн=0,46А; азот rN=0,71A,
о
углерод гс =0,77 А). Фазы внедрепия образуются, если отношение атомного
радиуса металлоида к атомному рагнусу металла равно или меньше 0,59.
В этом случае атомы металла образуют простые решетки (обычно о. ц. к.,
г. ц. к., г. п. у-), а атомы неметалла внедряются в поры такой решетки в опре-
деленные места. В этом состоит особенность строения решеток фаз внедрения.
Эти фазы удовлетворяют условиям, характеризующим химическое соеди-
нение: они имеют соотношение атомов, укладывающееся в простые форму-
лы— Л1Д, МгХ, MX, МХ2 (где Л1 — металл, X — неметалл); и образуют ре-
шетки, отличные от решеток, присущих элементам, входящим в фазы внед-
рения. Следовательно, фазы внедрения могут быть отнесены к химическим
соединениям.
Характерные особенности имеются у твердых растворов на базе фаз
внедрения. Оказывается, что растворы с избытком металлоида в равновесном
состоянии никогда не встречались, но с избытком металлических атомов
встречаются очень часто. Практически в металлических сплавах фазы
внедрения почти никогда не имеют стехиометрического соотношения атомов
и всегда в них в избытке присутствуют атомы металла В этих случаях мы
имеем ис замену металлоида атомами металла (что, учитывай атомные раз-
меры, надо признать невозможным), а недостаток металлоидных атомов
т. е. образование на базе фаз внедрения твердых растворов вычитания, с ко-
торыми мы ознакомились выше.
Многие карбиды и нитриды, встречающиеся в сталях и других сплавах,
явтяются фазами внедрения.
СПИСОК ЛИТЕРАТУРЫ
Ю м - Р о з е р и. Атомная теория для металлургов. Пер. с англ. М., Ме-
та ллургиздат, 1955. 332 с. с ил.
Самсонов Г. В.. Уманский Я. С Твердые соединения тугоплавких
металлов М-, Металлургиздат, 1957. 288 с. с ил.
Юм-Розерн В.. Реймор Г. Структура металлов и сплавов. Пер. с англ.
М„ Металлу ргиздат, 1959. 391 с. с пл.
Коттрелл А X Строение металлов и сплавов. Пер. с англ М., Метал-
лу ртнзлат, 1959 288 с с ил.
Штейнберг С. С. Металловедение. I. I. Свердловск. Металлургиздат.
1961 598 с с ил.
Уманский Я С Финкельштейн Б Н„ Блантер М. Е. Физиче-
ские основы металловедения. М., Металлургиздат. 1961. 591 с. с ил.
Чалмерс Б. Физическое металловедение. Пер. с англ. М., Металлургиздат,
1963. 455 с. с ил.
Бокштейн С. 3. Строение и свойства металлических сплавов. М.. «Ме-
таллургиях, 1971. 495 с. с ил.
Гольдшмидт X. Сплавы внедрения. Пер. с англ. М„ «Мир», 1971,
вып. 1. 424 с. н вып. II. 461 с. с ил.
Шульце Г. Металлофизика. Пер. с нем М-. «Мир», 1971 504 с. с пл.
Глава V
ДИ АГРАММА СОСТОЯНИЯ
I. ПР УВИЛО ФАЗ
Диаграмма состояния представляет собой графическое изоб-
ражение состояния сплава. Если изменяется состав сплава, его
температура, давление, и состояние сплава также изменяется, то
это находит графическое отображение в диаграмме состояния.
Диаграмма состояния показывает устойчивые состояния,
т. е. состояния, которые при данных условиях обладают миниму-
мом свободной энергии. Поэтому диаграмма состояния может
также называться диаграммой равновесия, так как она показы-
вает, какие при данных условиях существуют равновесные фазы.
В соответствии с этим и изменения в состоянии, которые отра-
жены на диаграмме, относятся к равновесным условиям, т. е.
при отсутствии перепагрева илн переохлаждения. Однако, как
мы видели раньше, равновесные превращения, т. е. превраще-
ния в отсутствие переохлаждения или перенагрева, в действи-
тельности не могут совершаться (см. гл. И), поэтому диаграм-
ма состояния представляет собой теоретический случай, а
в практике используется для рассмотрения превращений прн
малых скоростях нагрева пли охлаждения.
Общие закономерности сосуществования устойчивых фаз,
отвечающих теоретическим условиям равновесия, могут быть
выражены в математической форме, именуемой правилом фаз,
или законом Гиббса.
Правило фаз дает количественную зависимость между сте-
пенью свободы системы и количеством фаз и компонентов
Мы уже применяли слова «фаза» и «компонент», но теперь
при изучении правила фаз надо дать этим понятиям опреде-
ление.
109
Фазой называется однородная часть системы, отделенная от
/ других частей системы (фаз) поверхность раздела, при перехо-
де через которую химический состав или структура вещества
изменяется скачком.
Следовательно, однородная жидкость является однофазной
системой, а механическая смесь двух видов кристаллов — двух-
фазной, так как каждый кристалл оттнчается от другого по
составу или по строению и они отделены один от другого по-
верхностью раздела.
Компонентами называются вещества, образующие систему.
Следовательно, чистый металл представляет собой однокомпо-
нентную систему, сплав двух металлов — двухкомпоиептиую
и т. д. Химические соединения можно рассматривать как ком-
поненты лишь в том случае, если они не диссоциируют на со-
ставные части в исследуемых интервалах температур.
Под числом степеней свободы (вариантностью) системы по-
ни чают число внешних и внутренних факторов (температура,
давление и концентрация), которое можно изменять без изме-
нения числа фаз в системе.
Если число степеней свободы равно нулю (нонвариантная
система), то, очевидно, нельзя изменять внешние и внутренние
факторы системы (температуру, давление, концентрацию) без
того, чтобы это не вызывало изменения числа фаз.
Если число степенен свободы равно единице (моновариант-
ная система), то возможно изменение в некоторых пределах од-
ного из перечисленных факторов, и это не вызовет уменьшения
или увеличения числа фаз.
Правило фаз представляет собой математическое выраже-
ние условия равновесия системы, т. е. уравнение правила фаз
показывает количественную зависимость между числом степе-
ней свободы системы с и числом компонентов k и фаз [:
c = k-f + 2.
Уравнение правила фаз выводят на основании следующих соображений.
Предположим, что мы имеем систему из нескольких компонентов, обра-
зующих несколько фаз, и система находится в равновесии.
Для системы, находящейся в равновесии, термодинамический потенциал
{уровень свободной энергии) каждого компонента во всех фазах одинаков f.
Прн наличии двух компонентов в двух фазах термодинамический потен-
циал компонента в первой фазе равен термодинамическому потенциалу этого
же компонента во второй фазе, т. е.
Z’ = Z‘,
н термодинамические потенциалы второго компонента в обеих фазах также
равны:
z\ -zl
1 В противном случае происходило бы превращение фазы с компонентом,
имеющим более высокий термодинамический потенциал.
по
В этих уравнениях Z — термодинамическим потенциал. Верхняя цифра —
иомер компонента, нижняя — номер фазы.
Система нз двух приведенных уравнений является неопределенной, так
как в этих уравнениях имеются четыре переменных. Для двух переменных
можно дать любое значение, и только тогда эта система становится опреде-
ленной. Для нашего случая, когда при двух компонентах имеем две фазы,
система ИхМеет две степени свободы (число степенен свободы равняется раз-
ности между числом переменных и числом уравнении).
Предположим, что система состоит из k компонентов н [ фаз. Если си-
стема находится в равновесии, то термодинамические потенциалы первого,,
второго и т. д. компонентов во всех фазах равны между собой, т. е.:
для первого компонента
z; = z5 = z;=...=z'f;
для второго компонента
— /2___ 7- —...__ т-2.
ZJ — z2 —
для ft-того компонента
z‘=z‘=zj=...=z;.
Чему рааио в этой системе уравнений число степенен свободы? В каж-
дой строчке имеется [—I уравнение, а всех строк k, следовательно. всего име-
ется (/—I)ft уравнений. Переменными в нашей системе являются темпера-
тура, давление и кои пент рации. Предполагая, что в каждую фазу входят
все компоненты, в иен можно изменять концеитрацню k—1 компонентов
(концентрация последнего определится по разности).
Так как асего имеем f фаз, то количество переменных будет:
по концентрации (k 4- I) f
по температуре ... I
по давлению.............. 1
Итого переменных (6 — 0/4-2
Так как число степеней свободы с равняется разности между числом-
переменных и числом уравнений, ю
c = (ft- j)/ 2 — (/ — 1>
или
нлн
= *-/4-2
При выводе уравнения правила фаз исходили из того, что
термодинамический потенциал каждого компонента во всех со-
существующих фазах минимален, поэтому система не стремится
пн к каким изменениям и находится в равновесном состоянии
Правило фаз и все связанные с ним выводы справедливы толь
ко для равновесного состояния.
Независимыми переменными в уравнении правила фаз яв
ляются концентрация, температура и давление. Если принять.
1П
что все превращения в металле происходят при постоянном,
неизменном давлении, то число переменных уменьшится на еди-
ницу (давление постоянно), и уравнение правила фаз примет
следующий вид:
|е/+11.
Это выражение правила фаз будем применять к металли-
ческим системам равновесия, считая давление во всех процес-
сах неизменным
Посмотрим, как изменяется степень свободы однокомпонент-
нон системы (£=)) для случая кристаллизации чистого ме-
талла. Когда металл находится в жидком состоянии, т. е. /=1
(одна фаза — жидкость), число степенен свободы равно 1 (с—
=fe-f+l=l-l + l = |).
Температуру в данном случае можно изменять, не изменяя
агрегатного состояния. В момент кристаллизации j=2 (две
фазы — твердая и жидкая). c=k—f-j-l = l—2-)-1=0. Это зна-
чит, что две фазы находятся в равновесии при строго опреде-
ленной температуре (температуре плавления), и она не может
быть изменена до тех пор, пока одна из фаз не пропадет, т. е.
система не станет моноварнантной (с=1).
2. ОБЩИЕ ЗАМЕЧАНИЯ
О ПОСТРОЕНИИ ДИАГРАММ СОСТОЯНИЯ
Диаграмма состояния показывает изменение состояния в за-
висимости от температуры (давление постоянно для всех рас-
сматриваемых случаев) и концентрации
Если система однокомпонентиа. то диаграмма состояния бу-
дет иметь одно измерение (шкала температур) и соответствую-
щие точки иа прямой покажут равновесную температуру изме-
нения агрегатного состояния (рис. 86).
Если в системе два компонента, то второе измерение пока-
жет концентрацию сплава диаграмму строят в двух измере-
ниях (температура — концентрация) (рис. 87).
По оси ординат откладывают температуру, по оси абсцисс—
концентрацию. Общее содержание обоих компонентов в сплаве
равно 100% и каждая точка на оси абсцисс соответствует
определенному содержанию каждого компонента В точке С
40% В и 60% А; в точке D 60% В и 40% Л и т. Д. По мере уда-
ления от точки Л увеличивается количество компонента Вив
точке В его будет 100%. Следовательно, крайние ординаты на
диаграмме соответствуют чистым компонентам, а ординаты
между ними — двойным сплавам.
Диаграмма состояния сплавов с тремя компонентами имеет
пространственный вид (две оси концентрационные и одна тем
пературная) Четырехкомпонентиую систему и системы с боль-
112
шим числом компонентов также изображают в виде простран-
ственных диаграмм, но с некоторыми упрощениями, так как
они имеют больше трех независимых переменных.
Каждая точка на диаграмме состояния показывает состоя-
ние сплава данной концентрации при данной температуре
Каждая вертикаль соответствует изменению температуры опре
деленного сплава. Изменение фазового состояиня сплава отме-
чается на диаграмме точкой. Линии, соединяющие точки ана-
логичных превращений, разграничивают на диаграмме области
аналогичных фазовых состояний Вид диа-
граммы состояния зависит от того, как реа-
1 тируют оба компонента друг с другом в твер-
1г дом и жидком состояниях, т. е. растворимы
>рдом и жидком состояниях, обра-
1 химические соединения и т. д.
ли они в
зуют лн
t
Р
I
d
Г Т)
—|—I—1—Ь——I—I—I—
О Ю 20 30 40 30 60 70 80 SO W0
В 7.
Рис. 86 Изменение агрегатного со-
стоянии в зависимости от изменения
температуры в однокомпонентной
системе
Рис. 37. Координаты для изображения состояний
двухкомпонентной системы
Существование той или иной фазы определяется ее термодинамическим
потенциалом. Так, например, для однокомпоиентной системы (см. рис. 86)
модификация а имеет минимальное значение термодинамического потенциала
(свободной энергии) инже температуры I,, а выше температуры h 0-моди-
фикация имеет минимум свободной энергии; поэтому прн температуре G
свободная энергии а- и ^-модификаций равны. Температура tg имеет то же
значение и разделяет области равновесного су шествования жидкого (L) и
твердого (Р) состояния
Если нзвестна для данного вещества (металла) зависимость свободной
энергии от температуры (получаемая расчетом), то, очевидно, можно опре-
делить температуру равенства свободных энергий разных состояний и без
прямого эксперимента и определить температуру равновесном кристаллизации
нлн температуру равновесного перехода одной модификации в другую.
Сложнее, но исходя из того же принципа, можно рассчитать но термо-
динамическим функциям температуру перехода н в сплавах
1 Отметим, что точность такого теоретического построения пока еще
меньше, чем точность, получаемая путем прямого эксперимента, поэтому все
реальные диаграммы состояния построены прямыми экспериментальными ме-
тодами
8 Гуляев А. П
113
Согласно правилу фаэ, для двухкомпоиеитпой системы (при постоянном
давлении) при наличии двух фаз число степеней свободы равняется 1 (С—
~k—/4-1=2—24*1 = 1), т. е. при каждой температуре концентрация фаз
определенная.
Если рассматривать свободную энергию двух твердых растворов аир
в зависимости от концентрации, то для данной температуры минимум сво-
бодной энергии каждой фазы будет отвечать определенной концентрации
(рнс. 88). Другими словами, для температуры /| (сплошные линии на
рис. 88, а) это будет Сц и а для G (пунктирные линии на том же рисун-
ке) это будет СцН Для многофазных систем (две фазы и более) по точ-
кам, соответствующим минимальным значениим для данной фазы свободных
энергий, можно провести касательную.
nmtijHC anHgoQOjj
В случае трехфазного равновесия с=0 (c=k—/4-1=2—34*1=0), т. е.
такое равновесие может быть лишь при определенной температуре и соста-
ве фаз. Поскольку под влиянием температуры свободные энергии фаз а, 0,
у изменяются с разной интенсивностью, имеется лишь одна температура, при
которой можно провести одну касательную ко всем трем точкам — миниму-
мам (рнс. 88,6). Это состояние и отвечает условиям нонвариантного равно-
весия (с=0).
3. ЭКСПЕРИМЕНТАЛЬНОЕ построение диаграмм
Обычно для построения диаграмм состояния пользуются ре-
зультатами термического анализа, т. е. строят кривые охлаж-
дения и по остановкам и перегибам на этих кривых, вызванным
тепловым эффектом превращений, определяют температуры пре-
вращения.
Температуру металлов измеряют обычно при помощи термопары. Прин-
цип измерения температуры следующий. Термопара состоит из двух прово-
лок разных металлов, сваренных в одном конце (так называемый «горячий
спай»), два других конца подключены к гальванометру или другому прибо-
ру (например, потенциометру), измеряющему ток очень малой разности по-
тенциалов *.
1 Для большей точности измерения концы холодного спая помещаются в
термостат (на рис. 89 не показано).
14
Если будет нагреваться горичий спай, то в термопаре, присоединенной
к гальванометру, возникает ток, тем больший, чем выше температура горя
чего спая Предварительно проградуировав систему термопара — гальвано-
метр, т. е. зная, какое напряжение в милливольтах какой температуре соот-
ветствует, можно этим прибором определять температуру в печи, в расплав-
ленном металле и т. д.
Температура кристаллизации определяется следующим обра-
зом. В печь / (рис. 89) помещают тигелек 2, в котором рас-
плавляют исследуемый сплав 3. Затем в расплав погружают
горячий спай 4 термопары 5 (защищенной фарфоровым или
Рнс. 89. Схема установки
для изучения процесса кри-
сталлизации термическим
методом (схема):
I — печь: 2 тигель: 3 —
расплавленный металл; 4 —
горячий спай; 5 — термопа-
ра; б — колпачок: 7 — холод-
ный спай; 8 — гальванометр
кварцевым колпачком 6) и выключают печь. Начинается охлаж-
дение и температуру отмечают через определенные промежутки
времени. Появление изменений в агрегатном состоянии в связи
с выделением скрытой теплоты превращения отражается иа крп
вой температура — время.
Имея достаточное количество сплавов и определив в каждом
сплаве температуры превращений, можно построить диаграмму
состояния.
Для более точного построения диаграммы состояния в до-
полнение к термическому методу изучают с помощью микро-
скопа и рентгеновских лучей структуру сплавов разного соста-
ва и по-разиому обработанных термически, измеряют разнооб-
разнейшие физические свойства сплавов и т. д.
Обратимся к реальному примеру. Предположим, что мы име-
ем систему из двух компонентов, взаимно нерастворимых в
твердом состоянии и не образующих друг с другом химических
соединений, но неограниченно растворимых в жидком состоя-
нии. Можно принять с некоторым приближением, что такой си-
стемой является, например, система свинец — сурьма (факти-
чески эти металлы ограниченно растворимы в твердом состоя-
нии). Предположим далее, что имеется серия сплавов этих двух
«•
115
металлов; за процессом кристаллизации этих сплавов наблюда-
ют по кривым охлаждения (рнс. 90)
Кривая (рпс. 90. а) относится к чистому свинцу. При тем-
пературе выше 327°С свинец находится в жидком состоянии.
При 327° С происходит кристаллизация свинца и ниже 327° С
свинец находится в кристаллическом состоянии. Следовательно,
на кривой охлаждения свинца отрезок 0—/ соответствует
охлаждению жидкости, отрезок I—1'—кристаллизации и Г—
2 — охлаждению твердого тела
Кривая рис. 90,6 относится к сплаву с 95% РЬ и 5% Sb
Кристаллизация начинается при температуре ниже 327° С (точ-
ка /) и протекает прн переменной температуре (от точки / до
точки 2), а затем прн 246е С оставшаяся часть жидкости кри
сталлизуется при постоянной температуре (отрезок на кривой
охлаждения 2—2'). На отрезке 1—2, т. е. при переменной тем-
пературе, из жидкости выделяются кристаллы свинца. Это со
гласустся с правилом фаз, так как число степеней в этом слу-
чае равняется единице. В данном случае компонентов два. чис-
ло фаз равняется двум (жидкость и кристаллы свинца) н,
следовательно:
c = k — f+ 1 =2 — 2 1 = 1.
Одновременная кристаллизация сурьмы п свинца должна
протекать прн постоянной температуре (отрезок 2—2'), так как
в данном случае при этой температуре имеются три фазы (жид
кость, кристаллы сурьмы, кристаллы свинца) и число степеней
свободы равно нулю (c—k—/-}-1 =2—3+1=0).
Так как па кривой кристаллизации /—2 из жидкости непре
рывно выделяется свинец, то жидкость по мере кристаллизации
свинца обогащается сурьмой. Если к моменту начала кристал-
лизации свинца (в точке /) жидкость исследуемого сплава со-
116
держала 5% Sb, то в точке 2 к моменту совместной кристалли-
зации сурьмы и свинца жидкость, как показывает опыт, содер-
жит 13% Sb.
Точка /, отвечающая началу кристаллизации, называется
точкой ликвидус, точка 2. отвечающая концу кристаллизации,—
точкой солидус.
У сплава с 10% Sb (см. рис. 90, в) кристаллизация будет
происходить так же, как и у сплава с 5% Sb, только она нач-
нется при более низкой температуре. Отметим, что совместная
кристаллизация свинца и сурьмы у этого сплава начнется при
той же температуре, что н у предыдущего сплава, н жидкость
к моменту совместной кристаллизации свинца и сурьмы будет
иметь такую же концентрацию, как и у предыдущего сплава,
когда совместно кристаллизовались свинец и сурьма, т. е. 13% Sb
и 87% РЬ.
Если взять сплав, соответствующий этому соотношению, т. е.
содержащий 13% Sb и 87% РЬ, то у него из жидкости при од-
ной температуре одновременно выделятся оба вида кристаллов
без предварительного выделения свинца (см. кривую рнс. 90, г).
Наконец, если взять сплав с содержанием сурьмы более 13%,
то предварительно будет выделяться сурьма (см. кривую
рис 90 д), и сплав по мере выделения сурьмы будет обога-
щаться свинцом; когда он в процессе кристаллизации охладит-
ся до 246°С, то жидкость будет содержать 13% Sb и начнется
совместная кристаллизация обоих видов кристаллов при по-
стоянной температуре
У рассмотренных пяти сплавов точки начала (1Г) в конца
(/и) кристаллизации будут находиться при следующих темпера-
турах.
Сплав -с С
100°о РЬ 327 327
95% РЬ + 5% Sb 300 246
90% РЬ + 10% Sb 260 246
87% РЬ + 13% Sb 246 246
75% РЬ + 25% Sb 340 246
Если теперь полученные температуры нанести па диаграмму,
где координатами будут температура и концентрация, и затем
соединить точки ликвидус одной линией, а точки солидус — дру-
гой, то получим диаграмму состояния (рнс. 91).
Геометрическое место точек ликвидус образует линию лик-
видус, а геометрическое место точек солидус — линию солидус.
Очевидно, выше линии ликвидус сплавы находятся в жидком
состоянии, а ниже линии солидус — в твердом. У сплавов, содер-
жащих меньше 13% Sb, из жидкости сначала выделяется сви-
нец. Следовательно, у этих сплавов в области, лежащей меж-
ду линией ликвидус и солидус, имеем жидкую фазу и кристал-
лы свинца. Аналогично у сплавов с содержанием больше
117
13% Sb между линией ликвидус и солидус имеем жидкость
и кристаллы сурьмы. Таким образом, диаграмма, приведенная
па рис. 91, показывает состояние сплава данной системы, т. е.
данной пары компонентов при любом их соотношении и при
любой температуре. Вот почему такие диаграммы называют
диаграммами состояния. По диаграммам состояния изучают
Рнс. 91. Диаграмма состояния сплавов
свинец — сурьма, построенная по кри-
вым охлаждения рис. 90
природу сплавов, поэтому ана-
лизу этих диаграмм уделяют
большое внимание при про-
хождении теоретического ме-
талловедения.
Диаграммы состояния по-
зволяют определить, какую
структуру будут иметь мед-
ленно охлажденные сплавы, а
также решить вопрос о том,
можно ли добиться изменения
микроструктуры в результате
термической обработки спла-
ва. Поскольку технологические
и эксплуатационные свойства
сплавов тесно связаны с их
микроструктурой, для практического металловедения очень
важно иметь диаграммы состояния.
Вид диаграммы определяется характером взаимодействий,
которые возникают между компонентами в жидком и твердом со-
стояниях. Разбор наиболее типичных диаграмм состояния ме-
таллических систем приведен в следующих параграфах. Во всех
случаях предполагают, что в жидком состоянии существует не-
ограниченная растворимость, т. е. однородная фаза (в дальней-
шем будет обозначаться буквой L) существует при любом соот-
ношении компонентов.
Диаграммы с ограниченной растворимостью или с полным
отсутствием растворимости в жидком состоянии рассматривать-
ся ие будут, так как сплавы этих систем мало применяют в тех-
нике.
4. ДИАГРАММА СОСТОЯНИЯ ДЛЯ СПЛАВОВ,
ОБРАЗУЮЩИХ МЕХАНИЧЕСКИЕ СМЕСИ
ИЗ ЧПСТЫХ КОМПОНЕНТОВ (I РОДА)
Оба компонента в жидком состоянии неограниченно раство-
ри иы, а в твердом состоянии нерастворимы и не образуют хими-
ческих соединений
1 Следует отметить, что, по-видимому, нет метатлов, абсолютно нерас-
творимых друг в друге в твердом состоянии, однако для практического поль-
зования диаграммой к для педагогических целей удобнее выделить сплавы,
малорастворимые в твердом состоянии, в отдельную группу и принять рас-
118
Компоненты: вещества А и В (k—2).
фазы: жидкость L, кристаллы А и кристаллы В (максима 16-
ное значение f—3).
Общий вид диаграммы состояния показан иа рис. 92. Линия
АСВ является линией ликвидус, линия DCE — линией солидус.
На линии АС начинают (при охлаждении) выделяться кристал-
лы А, а иа линии СВ — кристаллы В. На липни DCE из жидкое
ти концентрации С одновременно выделяются кристаллы А и В.
Если взять какой-
нибудь сплав, напри-
мер сплав 1, то кри-
вая охлаждения для
пего будет иметь вид,
показанный на рис. 93.
На этой кривой уча-
сток 0—1 соответству-
ет охлаждению жид-
кого сплава, участок
1—2— выделению кри-
сталлов А, участок
2—2' — совместному
выделению кристаллов
А и В и участок 2'—
3 — охлаждению твер-
дого Тела. рмс Q2. Диаграмме состояния к рассмотрению
На рис. 93,6, в СХС- присталгнзации сплавов Г—III на рис. 93
магически дано стро-
ение сплава в разные моменты кристаллизации. Из жидкости
(левый рисунок) выделяются кристаллы А, затем оставшаяся
жидкость кристаллизуется с одновременным выделением кри-
сталлов А и В. Правый крайний рисунок показывает структуру
уже закристаллизовавшегося металла; видны первичные выделе-
ния кристаллов А и механическая смесь кристаллов А-)-В, кото-
рые кристаллизовались одновременно.
Механическая смесь двух (или более) видов кристаллов, од-
новременно кристаллизовавшиеся из жидкости, называется эв-
тектикой. * 1
Кривая охлаждения сплава эвтектической концентрации по-
казана на рис. 93, б. На кривой охлаждения отрезок 0—2 соот-
ветствует охлаждению жидкого сплава, отрезок 2—2' — крис-
таллизации эвтектики и 2'—3—охлаждению закристаллизовав-
шегося сплава.
тооримость равной нулю. Однако нельзя утверждать, что все вещества, хоть
сколько-нибудь мало, но все же растворяются в твердом состояния. Вещест-
ва, образующие молекулы с различной природой связи, вовсе ие образуют
твердых растворов (т. е. кристаллизуются в соответствии с диаграммой I ро.
ла) Примером служит кристаллизация водных соляных растворов.
1 Т. е. легко плавящаяся (ареч.).
119
120
Кривая охлаждения заэвтектического сплава (став I мож-
но назвать доэвтектическим, сплав 11 — эвтектическим и сплав
III _ заэвтектпческим) изображена иа рис. 93, в. На кривой
охлаждения отрезок 0—1 соответствует охлаждению жидкости,
отрезок I—2 — выделению кристаллов В. 2—2' — кристаллиза-
ции эвтектики и 2'—3 — охлаждению закристаллизовавшегося
сплава.
Отдельные моменты охлаждения сплава показаны на схемах
структур на том же рисунке. В отличие от кристаллов А, кото-
рые на рис. 93, а изображались белыми, кристаллы В на рис.
93,в — черные.
На рис. 94 приведены микроструктуры реальных сплавов
системы РЬ—Sb.
На диаграмме состояний (см. рис. 92) показаны области су-
шествования различных фаз. Ниже эвтектической горизонтали
DCE находятся две фазы — кристаллы А и В. Левее эвтектиче-
ской концентрации из жидкости выделяются вначале кристаллы
А. а затем эвтектика. Поэтому структурное состояние доэвтек-
тического сплава можно обозначить через Лф-эвтектика (Дф-fi)
и заэвтектического — Вф-эвтектика (Дф-В), хотя и в том и в
другом случае в сплаве две фазы: Д и В.
5. ПРАВИЛО ОТРЕЗКОВ
В процессе кристаллизации изменяются и концентрация фаз 1
(поэтому состав жидкости изменяется), и количество каждой
фазы (при кристаллизации количество твердой фазы увеличи-
вается. а жидкой уменьшается). В любой точке диаграммы, ког-
да в сплаве одновременно существуют две фазы, можно опреде-
лить количество обеих фаз и их концентрацию. Для этого слу-
жит так называемое правило рычага, или правило отрезков.
В точке а, показывающей состояние сплава К прн темпера-
туре ti (рис. 95). сплав состоит из кристаллов В и жидкости.
Выше точки I сплав находился в однофазном состоянии, и кон-
центрация компонентов в этой фазе (т. е. в жидкости) определя
лась проекцией точки I. При охлаждении из сплава выделяются
кристаллы В и состав жидкости изменяется в сторону увеличе-
ния в ней компонента А. При температуре Л концентрация ком-
понента В в жидкости определяется проекцией точки 6; это мак
снмальное количество компонента В, которое может содержать
жидкость при В- По достижении эвтектической температуры
жидкость принимает эвтектическую концентрацию. Следова-
тельно, при охлаждении сплава К концентрация жидкости ме-
няется по кривой 1С Выделяющиеся кристаллы В имеют посто-
янный состав — это чистый компонент В, концентрация которо-
го лежит на вертикальной оси ВВ.
1 Например, из жидкости выделяются кристаллы одного нз компонентов.
121
Первое положение правила отрезков формулируется следу-
ющим образом. Чтобы определить концентрации компонентов
в фазах, через данную точку, характеризующую состояние спла-
ва, проводят горизонтальную линию до пересечения с линиями,
ограничивающими данную область; проекции точек пересечения
на ось концентрации
показывают составы
фаз.
Следовательно, для
сплава К при темпера-
туре /| составы обеих
фаз определятся про-
екциями точек b и с,
так как эти точки на-
ходятся па пересече-
нии горизонтальной
линии, проходящей че-
рез точку а, с линия-
ми диаграммы.
Количество этих
фаз также можно оп-
ределить. Для опреде-
ления количества каж-
в. %
Рис. 95. Диаграмма состояния (к применению на
ней правила отрезков)
дой фазы (второе положение правила отрезков) предположим,
что сплав К находится при температуре
Сплав Л содержит г% В и (100—г) % А Следовательно, если отрезок АВ
определяет все количество сплава, то отрезок г А — количество В в сплаве,
а отрезок г В — количество компонента А в сплаве.
В точке а сплав состоит из кристаллов В и жидкости концентрации Ь.
Жидкость содержит Ь'% В, или в жидкости количество компонента В опре-
деляется отрезком АЬ'.
При общем весе сплава, равном единице, искомое количество выделив-
шихся кристаллов равно х, а количество жидкости I—х. В этом случае ко-
личество компонента Д, который находится только в жидкости, равно
Ь'В(1 — х) ~Ь‘В — хЬ'В — гВ,
xb’B = Ь'В— гВ>
Ь'В—гВ
Ь'В '
Так как
Ь'В — rB — b’r = Ъа,
Ь'В = Ъс,
го
т. е. если масса сплава равна единице и изображается отрезком Ьс, то мас-
са кристаллов в точке а у сплава К равна отношению аЫЬс.
122
Коли -ство жидкости
ba Ьс — Ьа ас
। Л * tc Ьс Ьс '
т е количество жидкости опретеляетси отношенной aclbc.
Отношение количества твердой и жидкой фаз определяется отношением
х Ьа'Ьс Ьа
1 — х Ьс-ас ас
Если точка а определяет состояние сплава, точка b — состав
жидкой фазы, а точка с — состав твердой фазы, то отрезок Ьс
определяет все количество сплава, отрезок ас — количество
жидкости и отрезок Ьа — количество кристаллов.
Второе положение правила отрезков формулируется так Д тя
того чтобы определить количественное соотношение фаз, через
заданную точку проводят горизонтальную линию. Отрезки этой
линии между заданной точкой и точками, определяющими сос-
тавы фаз. обратно пропорциональны количествам этих фаз.
Правило отрезков в двойных диаграммах состояния можно
применить только в двухфазных областях. В однофазной облас-
ти имеется лишь одна фаза; любая точка внутри области харак-
теризует ее концентрацию.1
6. ДИАГРАММА состояппя для сил хвов
с неограниченной растворимостью
В ТВЕРДОМ СОСТОЯНИИ (11 РОДА)
Оба компонента неограниченно растворимы в жидком и твер-
дом состояниях и не образуют химических соединений
Компоненты: А, В
Фазы: L, а.
Если два компонента неограниченно растворяются в жидком
и твердом состояниях, то возможно существование только двух
фаз — жидкого раствора L и твердого раствора а Следователь-
но, трех фаз быть не может, кристаллизация при постоянной
температуре не наблюдается н горизонтальной линии иа диа-
грамме нет.
Диаграмма, изображенная на рис. 96, состоит из трех облас-
тей- жидкость, жидкость-{-твердый раствор и твердый раствор.
1 При наличия одновременно трех фаз в двойной системе количество их
нельзя определить, так как в процессе кристаллизации количество их непре-
рывно меняется. Так, в диаграмме 1 рода трп фазы могут сосуществовать
при температуре кристаллизации эвтектнки, когда в равновесии находятся три
фазы, концентрационные точки которых расположены на одной горизонтали,
т. е жидкость концентрации С. кристаллы А концентрации О н кристаллы Я
концентрации Е (см рис. 92). В процессе кристал.тиыции количество жидкой
фазы С уменьшается, а колнчестпа твердых фаз увеличиваются, концентра-
ция же фвз не меивется
123
Линия АтВ является линией ликвидус, а линия АпВ — ли-
нией солидус. Процесс кристаллизации изображается кривой
охлаждения сплава (рис. 97).
Точка 1 соответствует началу кристаллизации, точка 2 —
концу. Между точками 1 н 2 (т. е. между линиями ликвидус и
солидус) сплав находится в двухфазном состоянии. При двух
компонентах и двух фазах система моноварнаптиа (с=й—/+
+ 1 = 2—2+1 = 1). т. е если изменяется температура, то изме-
няется и концентрация компонентов в фазах; каждой темпера-
туре соответствуют строго определенные составы фаз. Концен-
трация н количество фаз у сплава, лежащего между линиями
Рис. 96. Диаграмма Состояния (неограничен-
ная растворимость в твердом состоянии)
Рис. 97. Крнввя охлаждения сплава прн об-
разовании твердого раствора н схема структур
солидус и ликвидус, определяются правилом отрезков. Так,
сплав К (см. рис 96) в точке а состоит из жидкой н твердой
фаз. Состав жидкой фазы определится проекцией точки Ь, ле-
жащей на линии ликвидус, а состав твердой фазы — проекцией
точки с, лежащей на линии солидус. Количество жидкой и твер
дон фаз определяется из следующих соотношений: количество
жидкой фазы ас]Ьс, количество твердой фазы Ьа/Ьс.
Обратим внимание, что во всем интервале кристаллизации
(от точки 1 до точки 2) из жидкого сплава, имеющего ис-
ходную концентрацию К. выделяются кристаллы, более бога-
тые тугоплавким компонентом. Состав первых кристаллов опре-
делится проекцией s. Закончиться кристаллизация сплава К
должна в точке 2, когда последняя капля жидкости, имеющая
состав /, затвердеет. Отрезок, показывающий количество твер-
дой фазы, равнялся нулю в точке 1. когда только началась крн-
124
сталлизацня, и количеству всего сплава в точке 2. когда кри-
сталлизация закончилась Состав жидкости изменяется по кри-
вой 1 — 1, а состав кристаллов — по кривой s — 2, и в момент
окончания кристаллизации состав кристаллов такой же, как и
состав исходной жидкости.
7. ДИАГРАММА СОСТОЯНИЯ для сил хвоя
с ограниченной растворимостью
В ТВЕРДОМ СОСТОЯНИИ (III РОДА)
Оба компонента неограниченно растворимы в жидком состоя-
нии. ограниченно в твердом и не образуют химических соеди-
нений
Компоненты: А, В
Фазы: L, а, р.
В сплавах такого рода возможно существование: жидкой фа-
зы, твердого раствора компонента В в А, который мы будем на-
зывать а раствором, и твердого раствора компонента Л в В, ко
торын обозначим через р. В этих сплавах возможно нонварнав-
тпое равновесие при одновременном сосуществовании трех фаз:
L, а. р В зависимости от того, какая реакция протекает в услови-
ях существования трех фаз, могут быть два вида диаграмм:
диаграмма с эвтектикой и диаграмма с перитектикой.
Диаграмма е эвтектикой
В этой системе не образуются фазы, представляющие собой
чистые компоненты Из жидкости могут выделяться только твер-
дые растворы а пли р. Следовательно, около вертикалей Л и В
(рис. 98), соответствующих чистым компонентам, находятся об-
ласти существования твердых растворов а или 0. Предельная
растворимость компонента В в Л определяется линией DF, а
предельная растворимость Л в В —линией СС.
Сплавы, находящиеся между этими двумя линиями, находят-
ся за пределами растворимости и являются двухфазными, со-
стоящими из а+р.
Линия АЕВ является на этой диаграмме линией ликвидус,
линия ADCB — линией солидус. Зная правило фаз и правило от-
резков. можно проследить за процессом кристаллизации любо-
го сплава.
Кристаллизация сплава I. Выше точки 1 сплав на-
ходится в жидком состоянии. В точке 1 начинается процесс кри-
сталлизации. Выделяются кристаллы твердого раствора о, кон-
центрация которого изменяется по кривой а — 2, а состав жид-
кости изменяется по кривой 1 — Ь. В точке 2 кристаллизация
закончится, и полученные кристаллы твердого раствора должны
иметь (для равновесной кристаллизации) концентрацию нсход-
125
ной жидкости. Эти кристаллы не претерпевают изменений до
точки 3, ле> ащей на линнн предельной растворимости. Ниже
этой точки твердый раствор а является пересыщенным и выде-
ляет избыточные кристаллы. Такими кристаллами являются
кристаллы p-твердого раствора, что определяют, применяя пра-
вило рычага для сплава, лежащего внутри двухфазной области
а+р (т. е. для сплава ниже линии DF).
Состав твердого раствора а изменяется по кривой 3—F,
вследствие выделения кристаллов р концентрации С. Количество
кристаллов р при ох-
лаждении увеличива-
ется. Количество кри-
сталлов р, выделив-
шихся из сплава I, ха-
рактеризуется отрез-
ком от вертикали I до
линии 3 — F.
Кривая охлаждения
и схемы структур это
го сплава при различ-
ных температурах по-
казаны на рис. 99.
Кристаллы р, выде-
лившиеся из твердого
раствора, называются
Рис 98 Диаграмма состояния с эвтектикой вторичными КриСТвЛ-
1ами и часто обозна-
чаются символом Рн в
отличие от первичных p-кристаллов (Pi), выделяющихся из
жидкости. Процесс выделения вторичных кристаллов из твер-
дой фазы иосит название вторичной кристаллизации в отличие
от процесса первичной кристаллизации, когда кристаллы (пер-
вичные) образуются в жидкой фазе.
Нужно отмстить, что сплав, концентрация которого лежит
левее точки F, не будет иметь вторичных выделений р-крп-
сталлов.
Так как линия CG в отличие от линии FD нзображепа на
рис. 98 вертикальной, т. е. растворимость компонента Л в В не
зависит от температуры, то вторичных выделений а-кристаллов
нет, но они были бы, если бы линия CG была наклонена впра-
во. т. е. растворимость уменьшалась бы с понижением темпера-
туры.
Точка D для твердого раствора а показывает максимальную
растворимость компонента В в компоненте А при наиболее бла-
гоприятных условиях.
Кристаллизация сплава П. При кристаллизации
этого сплава, в отличие от предыдущего, при достижении' гори-
зонтальной липин DEC наступает нонвариантпая реакция.
126
В равновесии находятся три фазы — жидкость Е, а-кристаллы
состава точки D и p-кристаллы состава точки С. Введем услов-
ную запись: индекс возле символа, обозначающего фазу, пока-
зывает состав фазы. Например, ап означает твердый раствор а
состава точки D По достижении температуры, соответствующей
Crnat I
Рнс. 99. Кривая охлаждения и схема структур;
о —сплава, дающего при кристаллизации твердый раствор с последующим выделением
вторичной фазы; б — доэвтектического сплава
горизонтали DEC, наступает эвтектическая реакция — из жидко-
сти выделяются кристаллы обоих твердых растворов:
Le^d + ₽с-
В более общем виде эвтектическую реакцию можно напи-
сать так:
|1-»а + р|.
Реакция эта ноиварваитиа, так как при двух компонентах
в реакции участвуют три фазы (c=k—f+1 =2—3+1 =0).
127
Все три фазы, участвующие в реакции, имеют определенные
составы (проекции точек Е, D и С) и температура их превраще-
нии постоянна.
В результате кристаллизации сплава II, кроме первичных
(выделившихся при охлаждении от точки I до точки 2) кристал-
лов а, образуется еще эвтектика а+р.
При дальнейшем охлаждении вследствие изменения раство-
римости a-кристаллы выделяют вторичные кристаллы Рп и при
нормальной температуре a-кристаллы (как первичные, так и
входящие в эвтектику) будут иметь состав, отвечающий точ-
ке F.
Кривая охлаждения сплава П и структуры этого сплава пока-
заны на рис. 99, б.
Выделение вторичных кристаллов из эвтектических составля-
ющих обычно не обнаруживается при микроскопическом иссле-
довании, так как вторичные выделения объединяются с такой же
(одноименной) фазой эвтектики.
Несмотря иа многообразие структурных составляющих,*
окончательно охлажденный сплав содержит только две фазы
а и р. и правило фаз, если его применить ниже линии DE,
покажет все количество а- и p-фаз независимо от того, в какой
структурной форме они находятся
Диаграмма с перитектикой
При эвтектическом преврашенин жидкость кристаллизуется
с образованием двух твердых фаз. Возможен и другой тип пон-
варнаитиого превращения (трехфазного равновесия), когда
жидкость реагирует с ранее выпавшими кристаллами и образу-
ет новый вид кристаллов. Реакция подобного типа называется
перитектической.
Диаграмма с перитектическим превращением показана на
рис. 100. На диаграмме показаны три однофазные области:
жидкость L и ограниченные твердые растворы аир.
Линия ACS является линией ликвидус, линия APDB — ли-
нией солидус.
Кристаллизация сплава I. Кристаллизация начина-
ется в точке 1 (рис. 101), когда из жидкости выпадают кристал-
лы 0-раствора состава точки Ь. Затем по мере снижения тем-
пературы жидкость меняет свою концентрацию по линии лик-
видус от точки 1 по точки С, а кристаллы 0 — по линии солидус
от точки Ь до точки D. По достижении перитектической гори-
зонтали CPD состав жидкости будет отвечать точке С, а состав
кристаллов — точке D. Эти обе фазы реагируют и дают третью
1 Первичный а-твердый раствор, вторичные кристалты ^-твердого рас-
твора, эвтектика cx-J-p.
128
фазу а, концентрация которой определяется точкой Р—третьей
точкой иа горизонтали. Перитектическая реакция изображается
следующим образом:
^с^₽о-аР
или в более общем случае
Н + ₽-> а|.
так как точки D и Р показывают предельную концентрацию
твердых растворов 0 и а (для простоты линии предельной раст-
воримости даны вертикальными). Количественное соотношение
фаз при перитектиче-
ской реакции, необхо-
димое для образова-
ния a-фазы,* определя-
ется по правилу от-
резков соотношением
Количество 0 СР
Количество L PD
В рассматриваемом
же сплаве количество
участвующих в пери-
тектической реакции
кристаллов р и жидко-
сти определяется соот-
ношением
Количество Р С2
Количество L 2D
Рнс. 100. Диаграмма состояния с перитектикой
т. е. в данном сплаве имеется избыток p-фазы по сравнению с
тем количеством, которое необходимо для образования а-кри-
сталлов. Поэтому по окончании реакции в избытке остаются
P-кристаллы. Следовательно, в структуре будут продукты пе-
ритектической реакции (т. е. a-кристаллы) и оставшиеся из-
быточные первичные p-кристаллы. Чем ближе точка 2 лежит
к точке Р, тем меньше в реакции остается избыточных р-кри-
сталлов.
Для сплава, отвечающего по концентрации точке Р, соотно-
шение реагирующих при перитектическом превращении жидко-
сти и p-крнсталлов таково, что оно как раз достаточно для об-
разования ct-кристаллов предельной концептрашш.
На рис. 101, а показана кривая охлаждения сплава 1; от-
дельные моменты кристаллизации показаны па схемах структур.
Для перитектической кристаллизации (средняя схема) харак-
терно то, что новая a-фаза появляется на границе реагирующих
т>ляев Л П. 129
жидкости и p-кристаллов. Для сплава 1 перитектической реак-
цией заканчивается процесс кристаллизации.
Кристаллизация сплава II (рис. 101,6). Отличие
кристаллизации этого сплава от кристаллизации сплава I со-
стоит в том, что прн перитектической температуре имеется из-
быток жидкой фазы по сравнению с тем количеством, которое
Рис 101. Кривая охлаждения сплава после окончания перитектической реакции, в кото-
ром в избытке ктаегся:
о — твердый раствор; С — жидкая фаза
необходимо для образования a-кристаллов концентрации Р.
Поэтому перитектическое превращение заканчивается исчерпа-
нием р твердою раствора, н оставшаяся жидкость в интервале
между точками 2’—3 кристаллизуется в а фазу. Прн этом кон-
центрация жидкости изменяется по кривой С—а, а концентра-
ция образующихся а-крнсталлов— по Р —3 (рнс. 100).
8. дпугрумму состояния для сплхвов.
ОБРАЗУЮЩИХ ХИМИЧЕСКИЕ СОЕДИНЕНИЯ (IV РОДУ)
Химическое соединение, как было указано выше (гл. IV.
п. 2). характеризуется определенным соотношением компонен-
тов, а это отражается па диаграмме вертикальной ливней, про
130
ходящей па оси абсцисс через точку, отвечающую данному со-
отношению компонентов в химическом соединении. Если ком-
поненты А н В образуют химическое соединение Д„Вт, то, сле-
довательно, иа п+т его атомов приходится л атомов Дит
атомо В Определенному атомному соотношению соответствует
и определенное соотношение по массе.
Химическое соединение устойчиво, если его можно нагреть
без разложения до расплавления, и неустойчиво, если при на-
греве оно разлагается. В зависимости от этого могут быть два
вида диаграмм. Кроме того, возможно образование нескольких
химических соединений между двумя компонентами, а также
растворимость на базе химического соединения — эти обстоя-
тельства также находят отражение в диаграмме состояния.
Диаграмма с устойчивым химическом соединением
Предположим, что оба компонента образуют одно устойчи-
вое соединение АпВт, причем и это соединение, и чистые ком-
поненты не образуют в твердом состоянии растворов.
Компонентами систе-
мы являются вещества Д
и В, а твердыми фаза-
ми—Д, Д„Вга и В Из
четырех возможных в
этой системе фаз могут
сосуществовать три: L, Д,
ДпВп1 или Е, В, А„Вт.
Это химическое соеди-
нение устойчиво, поэтому
оно может быть нагрето
без разложения до своей
температуры плавления
(точка С). Химическое
соединение плавится прн
постоянной температуре.
Плавление химического
соединения при постоян-
ной температуре вполне
Рис. 102. Диаграмма состояния с устойчивым хи-
мическим соединением
соответствует правилу
фаз. Химическое соединение можно рассматривать как одно-
компонентную систему (один компонент — химическое соедине-
ние1), тогда при плавлении с = А—/4-1 = 1—24-1=0.
На рис. 102 показана диаграмма состояния с устойчивым
химическим соединением Д„Вт* *. Точка С соответствует темне-
1 Рели химическое со, мнение рассматривать кап двуякомпонентиу о си-
стему (Л и В — компоненты системы), то, так как изменение концентрации
У химического соединения невозможно, единица в раит нин правила фаз
Судет занята под концентрацию и с=к—(4-0 = 2— 24-0—0.
• Вертикаль АпВт на диаграмме соответствует простому кратному соот-
131
ратурс плавления этого химического соединения. На диаграмме
имеются две эвтектические точки Et и £2. Эвтектика £i пред-
ставляет собой смесь кристаллов компонента А и химического
соединения, а эвтектика Е2 — кристаллов В и химического
соединения. Соответствующими реакциями образовании эвтек-
тических смесей являются:
Le-+A -t- А, В L--+B + Д В .
п т’ ел пт
На линиях Е}С и СЕ2 выделяются первичные кристаллы хи-
мического соединения. Следовательно, заэвтектическне сплавы
Рис. ЮЗ. Диаграмма состояния
с двумя устойчивыми химиче-
скими соединениями
в отношении эвтектики £. и доэвтектические сплавы в отноше-
нии эвтектики Еа в твердом состоянии состоят из первичных
кристаллов ДлВщ и эвтектики £> или Е2.
Кристаллизация сплавов по этой диаграмме происходит со-
вершенно аналогично кристаллизации сплавов, образующих
механическую смесь кристаллов чистых компонентов. Отличие
состоит только в том, что, кроме выделения кристаллов чистых
компонентов А и В, происходит еще образование кристаллов
химического соединения. Таким образом, диаграмма с химиче-
ским соединением представляет собой как бы приставленные
одна к другой две простые диаграммы. Можно разделить такую
ношению в атомных процентах и в зависимости от атомного соотношения н
атомных весов компонентов — определенному соотношению по массе. Обыч-
но на диаграммах на оси абсцисс откладывают проценты по массе Для пере-
счета процентов по массе а к b на атомные а н 0 пользуются следующими
формулами:
а = —— 100, р = —. 100,
bAi bAt -р- ofii
r te а к b—содержанке компонентов Л и В в процентах по массе;
Л1 н В. — нх атомные вс. ;
аир — искомое атомное соотношение нх в сплаве.
132
диаграмму на две части по вертикали, соответствующей хими-
ческому соединению, и изучать каждую часть диаграммы от-
дельно.
Если компоненты А к В образуют между собой два или больше хими-
ческих соединений, то такая диаграмма представляет собой диаграмм}, со-
ставленную из трех, из четырех н т. д. простых диаграмм сплавов механи-
ческих смесей (рнс. 103).
Если же компоненты в твердом состоянии образуют ограниченные твер-
дые растворы, а также растворы иа базе химического соединения, то на диа-
грамме состояния это отмечается областями существования соответствующих
твердых растворов.
Рис. 104. Диаграмма состояния
с твердым раствором на базе
химического соединения
На рис. КМ изображена такаи диаграмма, где а- и ₽ твердые растворы
на базе частых компонентов, а у-твсрдый раствор на базе химического соедн.
исиня Л „Вт. Нетрудно заметить, что если диаграмма иа рнс. 103 представ-
ляет сдвоенную диаграмму сплавов — смесей из чистых компонентов, то диа-
грамма, приведенная иа рнс. 104. представляет сдвоенную диаграмму спла-
вов-смесей из твердых растворов
Диаграмма с неустойчивым химическим соединением
В отличие от диаграммы с устойчивым химическим соеди-
нением на рис. 105 приведена диаграмма состояний, где два
компонента образуют неустойчивое химическое соединение, ко-
торое прн нагреве до определенной температуры (/J разлага-
ется на жидкость и один из компонентов, т. е. не расплавляет-
ся полностью.
На линии DCF находятся в равновесии три фазы: жидкость
концентрации D, кристаллы компонента В и кристаллы химиче-
ского соединения А„Вт.
При нагреве неустойчивое химическое соединение А„Вт рас-
падается на жидкость концентрации D и кристаллы В. При ох-
лаждении, следовательно, произойдет обратная реакция:
LD +В-*-АпВт.
Реакция эта подобна перитектической; жидкость реагирует
с ранее выпавшими кристаллами, ио образует не новый твер-
133
дый раствор, как в случае перитектической реакции, а хими-
ческое соединение.
Процесс кристаллизации сплава I в равновесных условиях
будет протекать следующим образом. В точке 1 начинается
кристаллизация, выпадают кристаллы В, и концентрация жид-
кости изменяется по кривой /—D. В
температуре образуется неустойчивое
точке 2 прн постоянной
химическое соединение по
уравнению, приведенно-
му выше. По окончании
реакции в избытке оста-
ется жидкость, которая
кристаллизуется с выде-
лением соединения Д„Вт
до тех пор, пока концен-
трация жидкости не до-
стигнет точки Е. Тогда
оставшаяся жидкость
кристаллизуется в эвтек-
тику, состоящую из кри-
сталлов А и химического
соединения. Следователь
но, па кривой будем
иметь две площадки:
верхнюю, соответствую-
щую образованию не-
и нижнюю, соответствую-
Рис. 103- Диаграмма состояния с неустойчивым
химическим соединением
устойчивого химического соединения,
Шую образованию эвтектики Л+Д„Вт*
Я. ДИАГРАММА СОСТОЯНИЯ ДЛЯ СПЛАВОВ,
ИСПЫТЫВАЮЩИХ ПОЛИМОРФНЫЕ ПРЕВРАЩЕНИЯ
В приведенных выше диаграммах (см. рис. 98, 105) рас-
сматривали первичные превращения, связанные с процессом
кристаллизации жидкого сплава.
При вторичной кристаллизации вследствие изменения раст-
воримости с изменением температуры выделяются вторичные
кристаллы Вторичная кристаллизация наблюдается и в том
случае, если хотя бы один из компонентов претерпевает алло-
тропические превращения. Таким образом, превращения в твер-
дом состоянии наблюдаются во всех тех случаях, при которых
• При быстром охлаждении может не завершиться реакция образования
химического соединения и останется часть первичных кристаллов В, не ус-
певших прореагировать с жидкостью. При последующем охлаждении эти кри-
сталлы также останутся иепревращениыми; по достижении эвтектической тем-
пературы сплав будет содержать уже четыре фазы, и величина степени сво-
боды становится отри цатльной (что невозможно) Из этого примера следует,
что для неравновесного состояния правило фаз неприменимо. Если система не
подчиняется правилу фаз (име- гея больше фаз, чем уго<о следовало ожидать),
это в первую очередь указывает на неравиоаеспость состояния.
134
хотя бы один нз компонентов обладает полиморфизмом (т. е.
в диаграммах, где компонентами являются железо, олово, ко-
бальт, марганец, титан, цирконий и некоторые другие элементы).
В рассматриваемых диаграммах с полиморфными превраще-
ниями (рис. 106) верхняя часть диаграммы характеризует пер-
вичную кристаллизацию, нижняя — вторичную.
Рис. 106. Диаграммы сктояпнй с полиморфными превращениями
Вид диаграммы состояния зависит от соединении, образую-
щихся между аллотропическими формами обоих компонентов.
Рассмотрим некоторые наиболее типичные случаи н возмож-
ные виды диаграммы состояния (рис. 106).
Предположим, что компонент А имеет две модификации —
Аа н Ар ; первая модификация (существующая прн низкой
температуре) изоморфна компоненту В и может образовать с
ним неограниченный твердый раствор (рнс. 106,а); СОР — об-
ласть существования двух твердых растворов — аир, концен-
трация которых определяется кривыми CD и СР; DPF — линия
перитектического образования a-твердого раствора.
Если кристаллы компонента В будут изоморфны высокотем-
пературной модификации Л, то диаграмма примет вид, нзобра-
135
женный на рис. 106,6; CDF — область существования в равно-
весии двух твердых растворов.
Если А и В имеют по две модификации, причем Аа и В,,,
так же как и Лр и fip, изоморфны и образуют неограниченный
ряд твердых растворов, то диаграмма примет иной вид (рис.
106, в) Опа бхдет как бы сдвоенной, «двухэтажной» диаграммой
для случая, при котором компоненты неограниченно растворимы
друг в друге в твердом состоянии.
Если низкотемпературные модификации ограниченно раст-
воримы друг в друге, а высокотемпературные — неограниченно,
то получим сочетание диаграмм (рис. 106,г), рассмотренных
выше в п. 6 н 7.
При температуре, соответствующей линии CLD, происходит
распад р-твердо, о раствора с одновременным выделением а'- и
а"-тверды\ растворов:
р а' + а".
Превращение протекает аналогично кристаллизации эвтек-
тики, ио исходным маточным раствором является не жидкость,
а твердый раствор. В отлнчие от кристаллизации эвтектики нз
жидкости подобное превращение называется не эвтектическим,
а эвтектоидным, а смесь полученных кристаллов — эвтектоидом.
10. КРИСТАЛЛИЗАЦИИ СПЛАВОВ В НЕРАВНОВЕСНЫХ УСЛОВИЯХ
В начале этой главы говорилось, что диаграмма состояния
характеризует равновесное состояние сплава, а липин на диаг-
рамме показывают температурно-концентрационные условия
превращения в равновесных условиях, когда свободные энергии
старой и образующихся фаз равны.
Вместе с тем отмечалось (см. также гл. 11), что превраще-
ние при температуре фазового равновесия невозможно, так как
в этом случае нет стимула для превращения нет выигрыша в
запасе свободной энергии. Поэтому равновесную диаграмму
состояния следует рассматривать как тот предельный случай,
когда прн бесконечно малых скоростях нагрева нли охлаждения
достигается бесконечно малая разность уровней свободных энер-
гий сосуществующих фаз и когда, следовательно, превращение
совершается с бесконечно малой скоростью. Реально же обна-
руживаемые температуры превращения при нагреве, который
производится с какой-то конечной скоростью, лежат всегда вы-
ше равновесных, а для случая охлаждения всегда ниже, что и
показано схематически на рис. 107
На этой схеме полиморфному превращению аз^р прн бес-
конечно малой скорости охлаждения (или нагревания) отвеча-
ют теоретические температуры равновесия: Тс— для нопварн-
антных систем (например, полиморфное превращение в чистых
металлах) или Ти и То для систем с одной пли более степеня-
136
ми свободы (например, превращение твердых растворов). В ус-
ловиях же конечных скоростей нагрева или охлаждения превра-
щение начинается и заканчивается выше или ниже равновесных
температур. Кроме того, здесь отражены еще два других суще-
ственных обстоятельства:
1. Перегрев илн переохлаждение системы тем больше, чем
больше скорость нагрева илн скорость охлаждения, причем
склонность к переохлаждению больше, чем к перегреву
Рнс. 107. Влияние скорости нагрева или охлаждения не температуры превращения:
а — для систем с нулевой степенью свободы; б —для систем с одной или более степе-
нями свободы
2. В реальных условиях превращение для всех систем про-
текает в интервале температур Этот интервал тем больше, чем
больше скорость нагрева или охлаждения.
Следует заметить, что вечнчина температурного интервала
превращения может колебаться от десятых долей градуса до
многих градусов, что зависит не только от скоростей нагрева
или охлаждения, но и от природы сплава, типа превращения и
от других причин.
Таким образом, описываемые диаграммой состояния прев-
ращения представляют собой некоторую абстракцию, поскольку
необходимость переохлаждения (перегрева) для протекания
превращения в ней не учитывается. Но эта абстракция необхо-
дима для изучения реальных условий кристаллизации.
Выяснив, как теоретически происходит кристаллизация, пли,
точнее, какие образуются фазы в условиях равновесия (в усло-
виях изменения температур с бесконечно малой скоростью),
можно рассмотреть случай, когда превращения происходят в
неравновесных условиях. Прежде всего следует отметить, что
если скорость изменения температур невелика, т. е. если прев-
ращения проходят в условиях малых переохлаждений (пере-
пагрсв же обычно бывает невелик), то в этих случаях можно
137
пренебречь этой небольшой степенью переохлаждения и рас-
сматривать превращения как совершающиеся прн температурах
и в последовательности, указанной на диаграмме состояния,
В дальнейшем будем широко пользоваться диаграммами со-
стояний прн анализе так называемых равновесных структур и
превращений, совершающихся при медленных охлаждениях
(нагревах).
В условиях же быстрых изменений температур изменяется
не только температура превращения, но и условия превраще-
ния, так как не успевают (для переохлажденных систем) про-
изойти диффузионные процессы, необходимые для осуществле-
ния превращении по типу равновесных. Для этих случаев рав-
новесия диаграмма уже недействительна, хотя она и может
оказаться необходимой в качестве отправного пункта прн ис-
следовании и для понимания тех пли иных структурных осо-
бенностей, появляющихся при неравновесной кристаллизации.
Рассмотрим неравновесный процесс сначала для первичной
кристаллизации, затем для вторичной (перекристаллизации).
Ксрапповеснлл кристаллизация из жидкого раствора
Разбирая процесс кристаллизации твердого раствора по
диаграмме, приведенной на рнс. 96, мы внделп, что состав
твердого раствора и жидкости изменяется непрерывно. Ранее
выделившиеся кристаллы более богаты тугоплавким компонен-
том, чем образовавшиеся позднее при меньшей температуре.
Твердая фаза в процессе равновесной кристаллизации должна
быть все время однородной, поэтому предполагается, что про-
цесс выравнивания состава твердой фазы (путем диффузии) не
будет отставать от процесса кристаллизации Однако обычно
при кристаллизации твердых растворов первые кристаллы име-
ют более высокую концентрацию тугоплавкого компонента, чем
последующие. Вследствие этого ось первого порядка дендрита
содержит больше тугоплавкого компонента, чем ось второго
порядка, н т. д. Междепдрнтные пространства, кристаллизовав-
шиеся последними, содержат наибольшее количество легко-
плавкого компонента, и поэтому онн самые легкоплавкие. Опи-
санное явление носит название дендритной ликвации. Состоя-
ние дендритной лпквацнн является неравновесным, однород-
ный раствор имеет более высокий уровень свободной энергии,
чем однородный. При длительном нагреве сплава дендритная
ликвация может быть в большей или меньшей степени устра-
нена диффузней, которая выравнивает концентрацию во всех
кристаллах.
На рис. 108, а показана микроструктура литого сплава с
дендритной неоднородностью, а на рис. 108,6 — структура того
же сплава с выравненной концентрацией в результате длитель-
ною нагрева прн высоких температурах.
138
Рассмотрим теперь процесс кристаллизации жидкого раство-
ра по диаграмме состоянии (рнс. 109).
В случае равновесной кристаллизации твердого раствора при
каждой температуре выделяются кристаллы твердой фазы оп-
ределенного состава, соответствующего определенной точке, ле-
жащей на линии солндус. Состав кристаллов сплава I (рис. 109)
должен меняться по кривой от точки а до точки с, поэтому пер-
вый кристалл, который появился из жидкости (при /'). имеет
Рис. IOS Структура сплава нейзильбер (тверды 0 раствор цинка и ни-
келя в меди) X10Q. (А А. Бочвар):
а—в литом состоянии; б — после диффузионного отжига
концентрацию а. при t" появляются кристаллы концентрации b
и т д. Средний состав твердой фазы при равновесной кристал-
лизации прн этой температуре также соответствует точке Ь.
Следовательно, при охлаждении от I' до t" не только выделя-
ются кристаллы переменной концентрации а—Ь, но и состав
ранее выпавших кристаллов, более богатых компонентом А, из-
меняется вследствие диффузии, происходит насыщение их ком-
понентом. В. Этот процесс при литье обычно полностью нс про-
исходит, и средний состав кристаллов отклоняется от липни
солидус влево (точка Ь'). При I"’— теоретической температуре
окончания кристаллизации — состав жидкости (в которой диф-
фузия по сравнению с твердым состоянием происходит с намно-
го большей скоростью) определится точкой [, а средний состав
кристаллов — точкой с', и тогда при этой температуре останет-
ся
ся жидкость, количество которой равно отношению c-f .
Следовательно, при этой температуре (/"') в неравновесных
условиях процесс кристаллизации не заканчивается, и из ос-
тавшейся жидкости будут выделяться кристаллы, по концен-
трации соответствующие положению линии се, а средний состав
139
кристаллов определится положением линии с'е'. Если эта линия
(д'е') не пересечет вертикаль 1—/, то процесс закончится при
температуре /Эвт, когда оставшаяся жидкость в количестве
e'd
• имеющая концентрацию с, образует эвтектику. Обра-
зовавшиеся кристаллы неоднородны, имеют переменную кон-
центрацию: первые — со-
става точка а н послед-
ние— состава точки е.
Итак, равновесная
кристаллизация происхо-
дит без переохлаждения,
причем состав кристаллов
(н ранее выпавших, и
образующихся при дан-
ной температуре) одина-
ков. Это значит, что од-
новременно с процессом
выделения кристаллов
протекают диффузионные
процессы выравнивания
состава жидкой фазы и
насыщения ранее выпав-
ших кристаллов до кон-
центраций, определяемых
соответствующими точка-
ми на линиях ликвидус и
солидус.
Прн неравновесной же
Рнс 109. Схема, показывающая изменение срел- крИСТаЛЛИЗЗЦИН Процесс
него состава ьрнсгаллов прн неравновесной крн- ДИффуЗНОННОГО ИЭСЫЩС-
сталлнзацин т т J
ния ранее выпавших крн
сталлов не успевает
пройти, средний состав твердой фазы отличается от состава
кристаллов, выпадающих прн данной температуре, и характе-
ризуется пунктирной линией, положение которой зависит от ря-
да факторов (скорости диффузии, скорости охлаждения и др.).
В результате этого реальная структура сплава может суще-
ственно отличаться от равновесной.
Неравновесная кристаллизация из твердого раствора
Неравновесная кристаллизация из жидкого раствора обычно
происходит без большого переохлаждения и определяющей
чертой нарушения условий равновесия является запаздывание
диффузии в твердой фазе; в жидкой же фазе диффузионные
процессы успевают пройти полностью. Для вторичной нерав
новесной кристаллизации характерны значительные переохлаж-
140
дения и запаздывание диффузионных процессов в исходной и
в образующихся фазах.
Рассмотрим наиболее важный случай распада твердого рас-
твора с ограниченной и переменной по температуре раствори-
мостью.
В соответствии со сказанным, в частности со схемой, изобра-
женной па рис. 107. начало распада твердого раствора реально
будет происходить не при температуре указанной линий FD
(рис. 110), а при более
низкой температуре, на-
пример на лннин F'D.
Для сплава I с увеличе-
нием скорости охлажде-
ния выделение избыточ-
ной фазы -будет начи-
наться при более низкой
температуре, например в
точке /' или /" вместо
равновесной точки /.
В результате этого выде-
ляющиеся кристаллы из-
быточной фазы р будут
более меткими и количе-
ство их будет меньше.
Действительно, если
Рнс ПО. Кристаллизация нз твердого раствора
в условиях переохлаждения
для равновесной кристал-
лизации сплава I относи-
тельное количество вто
рнчпой фазы при 20 С
определится отрезком KF, то для неравновесных условий — от-
резком KF' или KF". При этом состав твердого раствора опре-
делится точкой Г' или F". Эти точки лежат правее F, следова-
тельно. твердый раствор получается пересыщенным.
Если с ускорением охлаждения кривая начала выделения
изобразится как F‘"D, то выделений в сплаве 1 не будет. Если
кривая начала выделения изобразится как F""D, то это озна-
чает, что любой сплав данной системы переохлаждается до
комнатной температуры при данных условиях охлаждения без
распада твердого раствора.
Таким образом, регулируя скорость охлаждения, можно
Добиться разной степени распада — вплоть до полного его
подавления. Такие пересыщенные растворы неустойчивы. Если,
однако, тепловая подвижность атомов 1 ереохлаждеипого рас-
твора недостаточна, то состояние пересыщения может сохра-
няться неопределенно долгое время. В противном случае с те
ченнем времени будет происходить постепенный распад пере-
сыщенного раствора с выделением избыточной фазы. Этот про-
цесс будет ускоряться при повышении «емпсратуры.
HI
Рассмотрим механизм зарождения вторичных кристаллов
для двух крайних случаев: 1) кристаллизация в условиях, близ-
ких к равновесным, и 2) твердый раствор переохлажден без
распада и затем прн нагреве до относительно низких темпера-
тур начинается его распад.
В первом случае распад начинается при температуре вбли-
зи точки 1 (для сплава 1). Кристаллы 0-фазы образуются пре-
имущественно на границах зерен, так как работа образования
центра кристаллизации иа границе зерна меньше, чем внутри
зерна. Критический размер зародыша должен быть относитель-
но большим, так как переохлаждение мало. Дальнейшее охлаж-
дение должно привести к выделению новых кристаллов и к
росту выделившихся. Образующиеся кристаллы p-фазы не
имеют определенной ориентации относительно исходной а-фа-
зы, а внешняя форма нх приближается к сфероиду, так как эта
форма обладает минимумом свободной энергии. Кристаллы
растут постепенно, атомы преодолевают энергетический барьер
и на границе раздела а- н 0 фаз один за другим встраиваются
в решетку выделяющейся фазы.
Несмотря на то, что а- и p-фазы могут сильно отличаться
одна от другой удельными объемами, типами решеток, подоб-
ный распад не вызывает напряжений, так как прн высокой
температуре и большой подвижности атомов напряжения быст-
ро релаксируют (рассасываются).
Во втором случае прн распаде сильно переохлажденного
твердого раствора дело обстоит иначе.
Степень переохлаждения велика, поэтому образование цент-
ров кристаллизации возможно не только на границах, но и
внутри зерен, при этом критический размер зародышей новой
фазы будет малым, а число возникающих центров кристалли-
зации велико. Растущие кристаллики 0-фазы не могут принять
устойчивой сферической формы, так как такие сферические
образования вызывали бы в упругой среде значительные внут-
ренние напряжения. Поэтому кристаллики приспосабливаются,
приобретают пластинчатую форму.1 Действительно, кристаллики
новой формы, выделяющиеся из сильно переохлажденных твер-
дых растворов, имеют очень малые размеры Толщина их со-
ставляет несколько атомных слоев, а протяженность — несколь-
ко десятьов или сотен атомных слоев. Однако такой тонкий
кристаллик самостоятельно существовать не может, он может
существовать лишь «приклеенным» к крупному кристаллу (точ-
нее внутри его).
Поясним сказанное схемой. Кристаллы, выделившиеся при
высокой температуре, ориентационно не связаны с маточной
фазой. Слой атомов, принадлежащий старой фазе, соседствует
1 Образование тонких пластиночек не вызовет больших внутренних на-
пряжений.
142
со слоем атомов, принадлежащим решетке новой фазы, как это
показано на рис. Ill, а.
Для случая выделения прн низкой температуре новая 0-фаза
определенным образом ориентирована относительно исходной,
так что пограничный слой атомов в равной степени принадле-
жит обеим решеткам (рис. 111,6). Подобное сочленение крис-
таллических решеток называется когерентны и. На границе раз-
дела при когерентной связи возникают и сохраняются напря-
жения тем большие, чем больше отличие в строении
(в плоскости раздела) сопряженных решеток.
Рис 111. Схема сочленения кристаллических решеток:
а — несвязанная; б — связанная (когерентнвя)
Если в решетке 0-фазы нет плоскости, которая могла бы
сочленяться с исходной, то превращение протекает ступенями.
На первой ступени образуется промежуточная метастабильпая
0' фаза. Решетки этой промежуточной фазы отличаются тем.
что она уже имеет такую плоскость, по которой может быть
осуществлена когерентная связь 0'-фазы с исходной решеткой
a-фазы. На второй ступени совершается переход 0'-»-0, если
между ними может быть осуществлена когерентная связь; в
противном случае должна образоваться вторая метастабильпая
Фаза и т. д.
Значит, в условиях, приближающихся к равновесным, из
о твердого раствора выделится 0-фаза, по составу соответству-
ющая предельной концентрации области 0 на дпа!рамме А—В
143
(см. рис. ПО). Выделившиеся довольно крупные и округлые
0-крнсталлы имеют решетку, свойственную этой фазе. В усло-
виях же значительного переохлаждения и малой диффузионной
подвижности атомов процесс может протекать через ряд сту-
пеней.1
Так проходит процесс распада пересыщенного твердого
раствора в условиях достаточно низких температур. Этот про-
цесс характеризуется образованием когерентных связей между
фазами. Если температуру сплава повышать, то вследствие
увеличения тепловой подвижности атомов и наличия напряже-
ний на границах раздела когерентных фаз развиваются новые
процессы. Когерентная связь разрывается (явление срыва
когерентности), метастабильные фазы переходят в устойчивую
0-фазу, кристаллики 0-фазы растут, стремясь принять округлую
форму. Когда описанные процессы пройдут полностью, структура
и фазовый состав станут такими же, как н в случае медленного
охлаждения.
Описанный выше процесс фиксирования быстрым охлажде-
нием неустойчивого состояния носнт название закалки, а после-
дующий процесс постепенного приближения к равновесному
состоянию (путем нагрева нлн длительной выдержки) называ-
ется отпуском и старением. Столь разнообразное изменение
структуры, достигаемое разной степенью приближения сплава
к равновесному состоянию, приводит к разнообразному изме-
нению свойств, чем и обусловлено широкое применение терми-
ческой обработки, в основе которой заложены процессы нерав-
новесной кристаллизации, в общих чертах описанные выше.
Существо происходящих процессов, а также н получаемые
прн этом свойства будут более конкретно рассмотрены дальше.
11. СИСТЕМЫ С ТРЕМЯ КОМПОНЕНТАМИ
Современная техника не ограничивается применением чис-
тых металлов и двойных сплавов. В большинстве случаев прак-
тически применяемые сплавы являются сплавами многих ком-
понентов. Поэтому, естественно, возникает необходимость изуче-
ния тройных и более сложных систем.
Как видели раньше, для изображения однокомпонентной
системы достаточно нанести точки на прямую линию (см.
рис. 86), диаграмму состояния двухкомпонентной системы изо-
бражают в виде плоского графика (см. рис. 87). Диаграмма
состояния сплавов с тремя компонентами изображается в про-
1 Между этими двумя крайними случаями — превращение практически
без переохлаждения и превращение при низкой температуре полностью пере-
охлажденного твердого раствора — может существовать бесконечное число
промежуточных случаев. Кроме того, следует отметить, что не во всех слу.
чаят и системах наблюдается описанный случай перехода, хотя он и является
наиболее типичным.
144
странствс; при этом одна ось будет показывать изменение
содержания одного компонента, другая — другого, а третья
ось — температурная (рис. 112). Если содержание двух компо-
нентов задано, то содержание третьего определяется равенством
С=100— А—В.
На вертикальные линии (рис. 112) наносят точки фазовых
превращений сплавов. Изучив достаточное количество сплавов,
точки одинаковых превращений можно объединить в поверх-
ности. Таким образом, пространственная модель диаграммы
Рис 112. Координаты для
трехкомпонситиой системы
Рис. ИЗ. Коицснтрапион-
ный треугольник (прямо-
угольный)
состоит из различных поверхностей, между которыми заключе-
ны объемы одинаковых фазовых состояний. На диаграмме, сле-
довательно, будет пространственная область, соответствующая
жидкому состоянию, которая от области равновесия жидкого
состояния с кристаллическим отделяется поверхностью ликвидус.
Область сосуществования жидкости и кристаллических фаз
отделится от области существования одного только кристалли-
ческого вещества поверхностью солидус.
Изучение тройных систем начнем со способов изображения концентра-
ции Можно воспользоваться прямоугольной системой координат. Вершина
координат соответствует чистому компоненту А. По осям откладывают кон-
центрации В н С (рис. 113) так же, как это делали применительно к двой-
ным системам (см. рис. 87). Крайние точки на обеих осях соответствуют чис-
тым компонентам В н С. Если масштаб на обеих осях одинаков, то точки В
н С одинаково удалены от начала координат.
Двойные сплавы А—С н А—В лежат на осях координат н могут иметь
одинаковый масштаб; двойкой же сплав — В—С должен расположиться на
гипотенузе прямоугольного треугольника.
Недостатком такого метода изображения является различие масштабов
для концентраций отдельных компонентов. Этот метод применяют главным
образом прн изображении не всей диаграммы состояния, а только части ее,
для сплавов, богатых компонентом А.
Для полного изображения всей тройной системы, так чтобы изменение
концентрацнн каждого компонента измерялось в одинаковом масштабе, ис-
пользуются косоугольные координаты с углом 60°. В этом случае вместе пря-
моугольного треугольника основанием пространственной модели будет равио-
10 Гуляев А. П. ]45
сторонний треугольник, на который наносят сетку концентраций и который
называется концентрационным треугольником (рис. 114).
При определении концентраций компонентов тройного сплава следует
предположить, что вершины равностороннего треугольника соответствуют чис-
тым компонентам А, В н С. Линия АВ изображает двойные сплавы Д-J-B.
Аналогично стороны ВС и АС изображают двойные сплавы В4-С и A-j-C.
Внутри треугольника расположены точки, отвечающие тройным сплавам.
В каждом тройном сплаве сумма концентраций трех компонентов являет-
ся постоянном величиной, т. е. %А+%В+%С= 100% (так же, как и для
двойных сплавов Г;.А-(-%£)= 100%), н равна оси концентрации АВ,
В
С,7.
Рис. 114. Концентрационный треугольник (равносторонний)
^^Следовательно, ЗЯ пРин,,Ма,от сторону треугольника АВ=АС—
Если через заданную точку О, лежащую внутри треугольника, провести
линии, параллельные сторонам (рнс. 115), то из элементарного геометриче-
ского построения видно, что расходящиеся нз точки О под углом п 120° от-
резки а, Ь, с в сумме равны стороне треугольника, т с. a-i-b+c~AB^BC~
= СА=100%.
Тая как сторона треугольника показывает нам количество всего сплава,
то сумма a-J-b-j-c также показывает количество всего сплааа, а каждый член
в згой сумме показывает количество (концентрацию в сплаве) одного из ком-
понентов.
В двойной системе по мере приближения концентрационной точки к на-
чалу координат, например, к точке А, лежащей на стороне АВ, содержание
компонента А увеличивается, а В уменьшается. В тройной системе по мере
приближения точки, расположенной внутри треугольника, к вершине А от
резок а увеличивается. а отрезки Ь н с уменьшаются. Когда такая точка ока
жется на стороне АВ, сплав будет бинарным (А+В), отрезок с станет рав-
ным нулю. Когда точка сольется с вершиной треугольника, имеем чистый
146
компонент А, отрезки Ь нс будут равны нулю, а отрезок а будет равен сто-
роне АС, или 100%.
Следовательно, отрезок а показывает содержание (концентрацию) в трой-
ном сплаве компонента А. Соответственно отрезок b показывает содержание
компонента В, в отрезок с — содержание компонента С.
Чтобы определить концентрацию компонентов в тройном сплаве, через
данную точку проводят линии, параллельные сторонам тремюльпика. Длина
отрезка какой-либо линии, доведенной до одной нз сторон треугольника,
определяет концентрацию того компонента, который отвечает вершине тре-
угольника, противолежащей этой стороне Ч
Для удобства на сторонах треугольника (по вращению часовой стрелки
нли против иее) откладывают сотержание компонентов А, В и С Концен-
трационные отрезки а, Ъ и с проектируются на стороны, показывающие из-
менение соответствующего компонента. Отрезки а'. Ь' и с", лежащие на сто-
ронах треугольника, соответственно равны концентрационным отрезкам а, Ъ
н с н показывают состав сплава (отрезок а' — концентрацию компонента Д.
Ь' — компонента В н с' — компонента С).
Во многих случаях удобно откладывать концентрации С н В по торо-
нам, исходящим нз вершины компонента А.
Для сплава 0 концентрация компонента В выражается отрезком Ь',
компонента С—отрезком с', так как очевидно, что отрезок b'—b н с'=с
(рнс. 116).
Концентрацию компонента А определяют по разности %Л = 100% —
-%fi-%C.
Если рассмотрим серию сплавов, лежащих на прямой, паралле i t >и од-
ной из сторон треугольника, например стороне Л С (рнс. 117), то нетрудно
видеть, что во всех этих сплавах концентрационные отрезки, опущенные на
сторону ЛС, т. е. отрезки, показывающие содержание компонента В, равны.
Следовательно, все ептавы, лежащие на тнннн, парал тельной стороне Л С,
имеют постоянное содержание компонента В.
Если взять серию сплавов, лежащих на линии, проходящей череп вер-
шину треугольника, например через вершину В, то нз закона подобия тре-
1 Т. е. по отрезку, доведенному до стороны ВС, определяют содержанке
компонента А н т. д.
10* 147
угольников получим для всех сплавов, лежащих на этой лнинн, постоянное
отношение отрезков:
т. е. для всех сплавов, лежащих на прямой, проходящей через вершину В,
соотношение компонентов А н С будет постоянным.
Итак, анализ концентрационною треугольника показывает, что:
1) вершины треугольника изображают чистые компоненты А, В и С;
2) на сторонах треугольника лежат точки, отвечающие двойным сплавам;
3) точки внутри треугольника изображают тройные сплавы,;
Рис 117. Сечение концентрационного тре- Рнс. {18 Иллюстрация правила отрезков
угольника в тройной системе
4) сплавы, которые изображаются точками, лежащими иа линии, парал-
лельной стороне трехгольннка, имеют постоянную концентрацию того компо-
нента. который соответствует противолежащем вершине треугольника;
5) сплавы, которые находятся на лннин, проходящей через какую-либо
вершину треугольника, характеризуются постоянным отношением концентра-
ций двух компонентов.
Процесс кристаллизации тройных сплавов подчиняется тем же основным
правилам, что и кристаллизация двойных сплавов, т. е. правилу фаз и пра-
вилу отрезков, только применение последнего несколько затрудняется более
сложным изображением системы (в пространстве).
Приведем пример для объяснения правила отрезков (которое а отно-
шении к тройным системам, может быть, удобнее именовать правилом прямой
линии).
Если даны два двойных сплава с 60 и 40% В. то сплавляя нх. получим
третий двойной сплав, для которого концентрация В лежит между 40 и 60% В
(в нем не может быть В меньше 40% и больше 60%), т. е. если имеем дна
сплава С н D (см. рис. 87), ТО концентрация третьего сплава, полученного пу-
тем сплавления этих двух, будет отвечать точке, лежащей между точками
Си/).
Если даны два тройных сплава — D и Е. то точка, изображающая тре-
тий сплав, полученный нх сплавлением, будет лежать на лннин, соединяющей
точки D я Е (рис. 118).
Чем больше взято сплава Е, тем ближе будет лежать точка О, харак-
теризующая состав полученного сплава, к точке Е.
148
Если взять я % сплава Е н т% сплава D, то положение точки О опре-
делится из соотношения:
п OD
т " ОЕ*
Рис-. 119. Кривая охлаждения трой-
ного сплава С образованием двой-
ной эвтектики и тройной эвтектики,
состоящих из чистых компонентов
д, в. С
которое является уже известным иам уравнением правила отрезков (см. п. 5).
Если предположить обратный процесс (например, сплав в точке О распа-
дается на две фазы — D и Е), то концентрационные точки этих сплавов бу-
дят лежать на одной прямой DOE н количество фазы D определится отрез-
ком ОЕ, а фазы Е — отрезком OD. если отрезок ED показывает все количе-
ство сплава.
Естн из жидкости S (рис. 118) выделяются кристаллы чистого компонен-
та В, то состав оставшейся жидкости изменяется по прямой, являющейся
продолжением липни BS Если а какой-то момент кристаллизации концентра-
ция жидкости приняла значение точки Ь, то это значит, что в данный момент
кристаллизации количество выпавших кристаллов В так относится к коли-
честву оставшейся жидкости, как отрезок Sb к отрезку SB [иными словами,
отрезок Sb показывает количество (массу)
Применяя правило фаз к тройным си-
стемам, следует учитывать, чго k=3 (три
компонента). Поэтому максимальное число
одновременно существующих фаз (прн по-
стоянном давлении) в тройных сплавах
равно 4 (нонварнантное равновесие):
—/4- 1 ^3 — 4-| 1=0.
Следовательно, кристаллизация двой-
ной эвтектики (L-^A-j-B) происходит а
тройных сплавах в интервале температур,
но каждой температчре соответствует
определенный состав жидкости (монова-
риантная реакция):
с = А —/+ 1 =3-34- 1 “ 1.
В тройных сплавах возможна также
кристаллизация тройной эвтектики (Е-+-
—44-fi-EQ. происходящая при постоянной
температуре (с = 0). Если представить се-
бе. что систему образуют три компонента
.4, В и С, растворимые в жидком состоя-
нии и нерастворимые в твердом, то кри-
сталлизация в интервале температур нач-
нется с выделения одного компонента (на-
пример, А, рис. 119), затем двух компонен-
тов. т. е. кристаллизуется двойная эвтек-
тика, что тоже происходит прн перемени»
температуре происходит только совместная кристаллизация трех компонен-
тов (в виде тройной эвтектики Л4-Е4-С)
Тройные системы можно классифицировать по тем же принципам, что
и двойные, учитывая растворимость компонентов в твердом и жидком со-
стояниях н склонность нх к образованию химических соединений. Очевидно,
что диаграмм тройных систем различных типов будет гораздо больше, чем
диаграмм двойных систем. В задачу данного курса не входит рассмотрение
разнообразных тройных диаграмм состояний, поэтому ограничимся рассмот-
рением в общих чертах процессов кристаллизации в тройной системе, где эти
три компонента нерастворимы в твердом состоянии и нс i бразуют химиче-
ских соединений
Попарно компоненты Я, В и С образхгот системы с двойной эвтектикой,
а совместно — систему с тройной эвтектикой.
температуре. Прн постоянной
149
150
A+S+C
Рнс. 122 Схема структуры трех-
компонентного сплава с двойной н
тройной эвтектикой нз чистых
компонентов
В развернутом виде такая диаграмма показана иа рнс. 120, а общий
вид диаграммы в пространстве — на рнс. 121.
Очевидно, что отрезок £\Д (рис. 120) является проекцией линии тнк-
вндус двойной системы АВ при выделении из жидкости кристаллов компо-
нента А Отрезок Е3А— проекция линии ликвидус двойной системы АС прн
выделении того же компонента А
Точка Et будет проекцией энтектнческой точки в двойной системе АВ,
линия ЕлЕ показывает изменение положения точки двойной эвтектики Д-J-B
под влиянием третьего компонента. Лнпия ЕЛЕ имеет то же значение в от-
ношении эвтектики Д+С.
Итак, если на линии EiA выделяются кристаллы А в двойной системе
Д—В, а на линии ЕгА — кристаллы А в двойной системе А—С. то в тройных
сплавах кристаллизация начнется выделением кристаллов А у всех сплавов,
концентрационные точки которых лежат *
Следовательно, поверхность EtAEsE
(рнс. 121) является поверхностью лик-
видус первичной кристаллизации кри-
сталлов А. Поверхность BEiEE2 явля-
ется поверхностью ликвидус первич-
ной кристаллинацин В, поверхность
СЕгЕЕъ—первичной кристаллизации С.
Рассмотрим сплав О (см. рис. 120):
нз него прн охлаждении будут выпа-
дать кристаллы Л; в соответствии с
правилом прямой линии состав жидкой
фазы будет меняться по продолжению
прямой А О до тех пор, пока точка, по-
казывающая концентрации жидкой фа-
зы, не попадет в точке Ь, лежащую на
эвтектической линии EiE (линия EtE
является линией кристаллизации двой-
ной эвтектики Д-|-В). Когда кристалли-
зация компонентов в жидкости будет
отвечать точке Ь, начнет кристаллизо-
ваться двойная эвтектика ДД-В. и со-
став жидкости будет изменяться в сто-
рону увеличения в ней компонента С
до тех пор, пока не станет характеризоваться точкой Е. Жидкость соста-
ва Е прн температуре /' (см. рнс 121) кристаллизуется, образуй тройную
эвтектику 4-J-B+C, т. е, прн охлаждении ндст реакция:
Le_* ДД-В + С.
Соединим прямой линией точки Е и А. Концентрационная точка сплава
О будет лежать внутри фигуры ЕАЕ\. Продолжение прямой, соединяющей
вершину Д с точкой любого сплава, лежащего внутри этой фигуры, достиг-
нет (пересечет) линию EtE, т. е. по выделении кристаллов А начнется выде-
ление двойной эвтектики Д-ЬВ и затем тройной эвтектики ДД-ВД-С. Если
концентрационная точка лежит внутри фигуры ЕАЕ3, то после выделения
кристаллов А будет выделяться эвтектика Д-|-С.
Таким образом, можно установить три этапа кристаллизации нашего
сплава: выделение первичных кристаллов (етрезок /—2, см. рнс. 119), выде-
ление двойной эвтектики (отрезок 2—3) и выделение тройной эвтектики (от-
резок 3—3').
Структура тройного сплава (схематически изображенная иа рис. 122) бу-
дет состоять из первичных кристаллов (кристаллы Д), двойной (кристаллы
Д-ЬВ) и тройной (Д-ЬВ+С) эвтектик.
Тронная эвтектика образуется во всех тройных сплавах, кристатлнзхю-
щнхея по типу, изображенному на диаграммах рнс. 120 и 121. Природа
первичных кристаллов н двойной эвтектик» зависит от того, в какой области
анаграммы будет находиться концентрационная точка сплава (табл. 12).
151
Таблица 12
Область иа тройной диаграмме и соответствующая ей структура
Область располо-
жения концентра-
ционной точки
Структура
Область располо-
жения концентра-
ционной точки
Структура
EBEt.......B±(B-A)+(A^B+C)\ECES...........
EBEt.......В4-(В^С)+(Д-В-*-С) EAES........
ЕСЕЯ.......С+(C-t-B)+(Д EAEf..............
C+(C+4)+(/UB | С)
Д+(Д+С)+(Дт B+C)
Д+(Л4~В)+И+В^С)
Конечно, D структуре двойных сплавов (d-|-fi; Д-J-C; В+С) ие бу чет
тройной эвтектики. В сплавах, лежащих на линиях двойных эвтектик (EtE,
Е2Е; ЕзЕ), не будет первичных кристаллов чистых компонентов; в этих спла-
вах кристаллизация начнется выделением сразу двойной эвтектики. Сплавы,
лежащие на линиях, соединяющих точку тройной эвтектики н вершины тре
угольника, также ие будут иметь в структуре двойной эвтектики. Применяя
правило прямой линии, приходим к выводу, что в таких сплавах после вы-
деления чистого компонента жидкость примет концентрацию точки Е и тогда
начнется кристаллизация тройной эвтектики.
Наконец сплав, отвечающий точке Е, состоит только из тройной эвтек-
тики. В данной системе это самый легкоплавкий сплав. Процесс кристалли-
зации начнется прн температуре t' с одновременным выделением кристаллов
всех трех компонентов.
На плоскостном изображении диаграммы (см. рнс. 120) температурной
оси нет. Можно проследить постедоватетьно за процессом кристаллизации,
нс отмечая, при какой температуре, какая фаза начинает кристаллизоваться.
Если на диаграмму нанести линии, соответствующие одинаковым температу-
рам (изотермы), т. е. линии, которые представляют собой пересечения гори-
зонтальных (Изотермических) плоскостей с поверхностями диаграммы, то
можно будет с некоторым приближением судить о температурах превращения.
На рис. 123 приведена диаграмма РЬ—Sn—Bi, аналогичная диаграмме,
показанной на рнс. 120 (ограниченная растворимость компонентов в твердом
состоянии не показана).
Кристаллизация сплава с 50% Sn. 30% РЬ и 20% Bi (см. рнс. 123. точ-
ка £)) начнется выделением олова прн температуре между 150 н 180° С
(ближе к 180°С). Когда точка, изображающая состав жидкости,,достигнет
линии ЕзЕ (в точке Oit которая соответствует температуре около 145° С),
жидкая фаза будет содержать 30% Sn. 42% РЬ н 28% Bi. Здесь начнется
кристаллизация двойной эвтектики Pb-J-Sn, н состав жидкости будет изме-
няться по кривой ESE вплоть до точки Е, лежащей прн 96° С (в жидкости,
отвечающей этой точке, содержится 16% Sn, 32% РЬ н 52% Bi). В этой точ-
ке прн постоянной температуре заканчивается кристаллизация. Сплав указан-
ного состава самый легкоплавкий, температура начала и конца криста члнза-
ции этого става 96° С, тогда как температуры плавления чистых компонен-
тов значительно выше Большое значение для изучения термической обработ-
ки имеет переменная растворимость в твердом состоянии.
В рассмотренной системе (см. рнс. 123) нз жидкости выделяются чистые
компоненты А., В и С. Если бы эти компоненты образовывали ограниченные
твердые растворы с. р н у, то в пространственной модели около вертнкать-
ных ребер, соответствующих чистым компонентам, были бы объемы, в кото-
рых существуют твердые растворы (на рнс. 124 приведен лишь участок диа-
граммы для сплавов, богатых компонентом Д).
Тройная эвтектика в таком сплаве состоит из трех твердых растворов
а, р и у. Соответственно двойные эвтектики состоят из двух твердых рас-
творов а-рр, а-Ьу или Р+у.
’ 268е С для висмута; 232°С для олова; 327° С для свинца.
152
Линия FDG показывает предельное насыщение обоими компонентами В
и С «-твердого раствора. При комнатной температуре растворимость компо-
нента В и С в твердом растворе а меньше — она не превышает концентраций,
указанных линией F'D'G'. Сплавы, концентрационная точка которых лежит
внутри фигуры AFDG, после затвердевания имеют однофазную а структуру,
во при дальнейшем охлаждении у сплавов, концентрационная точка которых
лежит внутри фигуры F'FDGG'D'-, нз « твердого раствора выпадают избыточ-
ные вторичные кристаллы. Природа вторичных фаз указана на рис. 124
Рнс 123. Диаграмма состояния
сплавов
Рис. 124. Угол тройной системы, богатый
компонентом А Все три компонента обра-
зуют ограниченные твердые растворы
(а, р. v) к эвтектики (двойные и тройные)
н определяется составом сплава (на линии D’D избыточные 0- и у-фазы вы-
деляются одновременно, что характеризует процесс эвтектоидного превра-
щения).
Сплавы, лежащие внутри фигуры D'F'AG', являются однофазными
(« твердый раствор) прн всех температурах существования сплава в твердом
состоянии.
12. УПРОЩЕННЫЕ МЕТОДЫ ИЗУЧЕНИЯ
МНОГОКОМПОНЕНТНЫХ СИСТЕМ
Даже в том простейшем случае, когда компоненты сплава
не образуют твердых растворов и химических соединений, диа-
грамма тройной системы уже является довольно сложной.
Диаграммы тронных сплавов, в которых компоненты образуют
ограниченные твердые растворы- или в которых происходят
полиморфные превращения, значительно более сложны для гра-
фического изображения.
Для более простого изображения диаграмм состояний трон-
ных сплавов пользуются горизонтальными и вертикальными
разрезами пространственных моделей. В этом случае рассмат-
ривают не всю систему в целом, а только се часть. Рассматри-
вают или все сплавы при определенной температуре (горизон-
тальные, т. е. изотермические, разрезы) или определенную
153
резы? СПЛаВОВ При разных температурах (вертикальные раз
»„„ПГДПОЛОЖН'<- что м“ Ряссечем диаграмму (см. рнс 121) гопнэонталниой
плоскостью, лежащей выше вершины С и двойной эвтектики £°РИ ниже вер-
Рис. 125 Изотермическое сечение тройной
системы, изображенной па рис. 121 (сече-
ние выше температуры плавлении компо-
нента С в эвтектики Д+£)
Рис 126. Изотермическое сечепне тройной
системы, изображенной на рис. |2| (сече-
пне ниже температуры плавления тройной
эвтектики)
гле выделяются
Хстал" f ™Ре«чет поверхность ликвидуса, тле выделяйте»
кривым. На диаграмме, показывающей такой горнзон-
1Z5), будет область жидкой Лазы м niw nnw^,,.,.,»
кристаллы А и В по
тальиый разрез (рнс.
Z-Л-
(А-в)
В-(В~А> !
। м-о ;
L‘B
. --г— --. --IQKVH 1ирнзин-
будет область жидкой фазы L и две двухфазные
области:* A+L и В-)-£ Изотерми-
ческим сечением устава вливают,
какие фазы существуют при дан-
ной температуре. В двухфазной
области определяют состав фаз,
пользуясь правилом рычага. Так,
например, я точке О имеются две
фазы: жидкость состава b и кри-
сталлы компонента В. Количество
их определится соотношением от-
резков ОВ и ОЬ.
Таким образом, горизонталь-
ное сечснне показывает состояние
всех сплавов данной системы при
данной температуре. Однако это
сечение не показывает, какие из-
менения произойдут в сплаве при
изменении температуры.
Изотермическое сечение прост-
ранственной модели дли темпера,
туры 20°С — важное в системе.
Оно показывает фазы, существую-
щие в равновесных сплавах чан-
ной системы при нормальной тем-
пературе.
Изотермическое сечсине при 20° С тройной системы,
(см. рнс. 120 и 121). приведено на диаграмме рис 126.
Вертикально ми разрезами обычно являются разрезы, параллельные сторо-
В*(В*С)*(А*&С)
Рис 127. Вертикальное сечение (паПя>
льное стороне ДВ) тройной системы £5
Сраженной на рис. 1211 *
рассмотренной выше
не треугольника (постоянное содержание одного из компонентов) илн прохо-
дящие через вершину (постоянное соотношение двух компонентов).
Если взять сечение, параллельное стороне АВ (рис. 127), т. е. группу
сплавов с постоянным содержанием компонента С, то кристаллизация этих
сплавов будет проходить в такой последовательности:
сплавы а'—d'— выделение кристаллов А, затем двойной эвтектики А^С',
сплавы (1‘—с — выделение кристаллов А и двойной эвтектики
сплавы с'—е' — выделение кристаллов В, затем двойной эвтектики
сплавы е'—Ь‘ — выделение кристаллов В, затем двойной эвтектики В-^-С.
Кристаллизация всех этих сплавов заканчивается кристаллизацией трой-
ной эвтектики.
Исключение в описанной последовательности кристаллизации составляют
все сплавы, соответствующие отмеченным точкам: в сплаве с не выделяются
первичные кристаллы чистых компонентов; в сплавах d' и е' отсутствует кри-
сталлизация двойных эвтектик; в сплавах а' н Ъ' отсутствует кристаллизация
тройной эвтектики.
Естн определить у сплавов, лежащих на разрезе е’—Ь' температуры кри-
сталлизации соответствующих фаз, то можно построить вертикальный разрез,
изображенный на рис. 127.
Здесь показаны области существования фаз. Линиями диаграммы обозна-
чены температуры следующих превращений:
Начало иыдслення кристаллов
А................................
В ... .
Эвтектик:
А + С...................... . . .
А+В . .............
В+С..............................
Кристаллизация тройной эвтектики ,
Линин диаграммы
а'—с*
Ь'—с’
d"—d’
d'—c'—e'
e’—b"
аГ-Ь"*
Слс вательно, линия а'—с'—Ь' есть ликвидус разреза, а линия а'"—Ь'"—
солидус разреза.
По вертикальному разрезу тройной диаграммы состояния можно просле-
дить за кристаллизацией сплавов, лежащих в плоскости разреза. Возьмем для
примера сплав 1. В точке / прн кристаллизации начинается выделение кри-
сталлов компонента А. Этот процесс продолжается до точки 2, где начинается
выделение из жидкости кристаллов двух видов: А и В (т. е. кристаллизация
двойной эвтектики Л+В). В точке 3 одновременно нз жидкости выпадаюг
крнсталзы трех видов, т. е. образуется тройная эвтектика.
Однако по этому разрезу нельзя проследить, как изменяется состав фаз,
н определить их количество, так как линия рычага (конода) не лежит в плос-
кости разреза. Поэтому подобная диаграмма хотя и напоминает двойную, тем
не менее двойной не является. По вертикальному разрезу тройной системы
нельзя определить состав и количество фаз. Поэтому вертикальные разрезы
тройных (и более сложных) диаграмм называют псевдобинарными диаграм-
мами. так как они не являются настоящими, полноценными дна|раммамн со
стояний. По этим диаграммам можно судить о процессах кристаллизаций
н превращений определенной серии сплавов (в зависимости or выбранного
направления разреза) без применения к ней правила отрезков.
Как же судить о превращениях в более сложных сплавах, чем тройные?
Представить систему четырех и более компонентов прн всех концентрациях
и температурах одной диаграммой полностью нельзя. Поэтому многокомпо-
нентные системы изучают построением горизонтальных или вертикальных раз-
резов, чаще всего — построением нссвдобинарных диаграмм.
154
155
13. СВЯЗЬ МЕЖДУ СВОЙСТВАМИ сп лавов
П ТИПОМ ДИАГРАММЫ состояния
Как известно, вид диаграммы состояния зависит от того,
какие фазы образуют оба компонента. Свойства сплава также
зависят от того, какие соединения или какие фазы образовали
компоненты сплава. Поэтому очевидно, что между видом дна-
|раммы состояния и свойствами сплава должна существовать
определенная связь. На рнс, 128 приведены четыре основных
Рис ' Свойства сплавов н вид их диаграмм состояния (по Н. С. Курнакову)
типа диаграмм состояний и соответствующие нм закономер-
ности изменения свойств сплава с изменением концентрации1:
1. При образовании смесей (рис. 128, а) свойства сплава
изменяются по линейному закону (аддитивно). Следовательно,
значения свойств сплава находятся в интервале между свой-
ствами чистых компонентов.
2. При образовании твердых растворов (рис. 128, б) свой-
ства сплава изменяются по криволинейной зависимости, при-
чем некоторые свойства, в первую очередь электросопротивле-
1 По ординате на нижних диаграммах откладывают показатели свойств
или обратные им числмпис величины Крайние ординаты на диаграммах по-
казывают свойства чистых компонентов. При значительной разнице в плот-
ности содержание компонента В следует откладывать в объемных процентах,
а не в Массовых, как это обычно дтлается.
156
пне, могут значительно отличаться от свойств компонентов.
Следовательно, при образовании механической смеси электро-
сопротивление повышается незначительно, при образовании
твердого раствора — весьма сильно. Поэтому распад твердого
раствора на две (или более) фазы приводит к повышению
электропроводности (закон Курникова).
3. При образовании ограниченных твердых растворов
(рис. 128, в) свойства в интервале концентраций, отвечающем
однофазным твердым растворам, изменяются по криволиней-
ному, а в двухфазной области диаграммы — по прямолиней-
ному закону, причем крайние точки на прямой являются свой-
ствами чистых фаз, предельно насыщенных твердых растворов,
образующих данную смесь.
4. При образовании химического соединения на диаграмме
концентрация — свойства (рис. 128, г) концентрация химиче-
ского соединения отвечает максимуму (или минимуму) на
кривой (в данном случае перелом прямой). Эта точка перело-
ма, соответствующая химическому соединению, называется
сингулярной, (особой) точкой. По диаграмме состав — свойства
находим стехиометрическое соотношение компонентов данного
химического соединения, определяя, какой концентрации отве-
чает сингулярная точка.1
Точное изучение свойств в зависимости от изменения кон-
центраций (т. е. построение диаграммы состав — свойства) яв-
ляется важным дополнением при изучении и построении
диаграмм состояний.
Метод изучения изменений свойств в зависимости от изме-
нения состава и построения диаграммы состав — свойства был
положен Н. С. Курнаковым в основу разработанного им физико-
химического анализа сплавов. В настоящее время физико-хими-
ческий анализ является одним из основных методов изучения
сплавов и его широко применяют в научных исследованиях:
новых сплавов при изучении структурных превращений и в дру-
гих случаях.
1 Приводимые зависимости свойств сплавов от вида диаграммы состоя-
ния — лишь приближенная схема, не всегда подтверждающаяся опытом, так
как в ней ие учитываются форма и размер кристаллов, их взаимное располо-
жение, температура и другие факторы, сильно влияющие иа свойства сплава.
Особенно сильно влияние этих факторов сказывается и а свойствах сплавов —
смесей; аддитивный закон нарушается и свойства сплава могут быть выше
или ниже прямой линии, соединяющей свойства чистых компонентов. Так. при
дисперсной двухфазной структуре твердость сплава лежит выше аддитивной
прямой Если сплав — смесь состоит из двух фаз — одной твердой, другой очень
мягкой — и последняя залегает по границам зериа, то твердость сплавов, бо-
гатых по концентрации твердой составляющей, ниже аддитивной прямой Егпи
два компонента, образующих смесь, сильно отличаются по температурам плав-
ления или эвтектика является очень легкоплавкой, то аддитивная зависим ^гь
сохраняется лишь в результате измерения твердости при сходственных темпе-
ратурах (например, 0,4 Гт).
157
СПИСОК ЛИТЕРАТУРЫ
Захаров М. В., Румянцев М. В., Туркин В Д. Диаграммы со-
стояния металлических систем. М_, Металл} ргнздат, 1940. 231 с. с ил.
Воловик Б. Е., Захаров М. В. Тройные и четверные системы. М.
Металлургиздат, 1948. 227 с. с ил.
Петров Д* А. Тройные системы. М., Изд-во АН СССР. 1953. 313 с. с ил.
Бунин К- П., М а л и и о ч к а Я. Н. Введение в металлографию. М, Ме-
таллургиздат, 1954. 190 с. с ил.
Бочвар А. А. Металловедение. М, Металлургиздат, 1956 494 с. с ил.
Вил А. Е. Строение и свойства двойиых металлических систем. В 2-х т.
М., Физматгиз. 1959, т. I. 755 с.; т. II. 756—982 с. с ил.
Штейнберг С. С. Металловедение. М, Металлургиздат, 1961. 598 с. сил.
Хаисси М. А и дер ко К. Структура двойных сплавов. Пер. с англ.
В 2-х т. М., Металлургиздат, 1962. т. I. 608 с.; т. II. 608—1488 с. с ил
Лаборатория металлографии. М., «Металлургия», 1965. 439 с. с нл Авт.
Е. В. Панченко, Ю. А. Скаков, Б. И. Кример и др.
с. л л йот Р. Структура двойных сплавов. Пер. с аигл. М., «Металлургия».
1970, т. I, 455 с.; т. II, 456—472 с. с ил.
Лившиц Б. Г. Металлография. М„ «Металлургия», 1971. 405 с. с ил.
Шаик Ф. Структуры двойных сплавов. Пер. с нем. М., «Металлургия»,
1973. 759 с. с и л.
ЧАСТЬ ВТОРАЯ
ЖЕЛЕЗОУГЛЕРОДИСТЫЕ СПЛАВЫ
Глава VI
ДИАГРАММА ЖЕЛЕЗО — УГЛЕРОД
I. ИСТОРИЧЕСКАЯ СПРАВКА
Железоуглеродистые сплавы—стали и чугуны — важнейшие
металлические сплавы современной техники. По объему про-
изводство чугуна н стали намного более чем в 10 раз превосхо-
дит производство всех других металлов, вместе взятых.
По объему производства стали СССР занимает второе
место в мире.
Диаграмма состояний железо — углерод, которая будет
рассмотрена в этой главе, дает основное представление о строе-
нии железоуглеродистых сплавов — сталей и чугунов1
Начало изучению диаграммы железо — уг.терод (а также железоуглеро-
дистых сплавов и процессов термической обработки) было положено работой
Ч. К. Чернова «Критический обзор статей Лаврова и Калакуцкого о стали
и стальных орудиях и собственные исследования Д. К. Чернова по этому же
предмету:», опубликованной в 1868 г. Этот год можно считать годом возник-
новения науки металловеденпя.
В этой работе Чернов впервые указал иа сушествоваиие в стали критиче-
ских точек и на зависимость их положения от содержания углсродв. Другими
словами, Чернов дал первое представление о диаграмме железо — углерод.
Впоследствии свои высказывания о влиянии углерода на положение кри-
тических точек Чериов изобразил графически (рис. 129), воспроизведя при
этом очертания важнейших линии диаграммы железо—углерод.
Работ по изучению железоуглеродистых сплавов п по построению диа-
граммы железо — углерод чрезвычайно много, и усилиям многих исследовате
лей мы обязаны современными знаниями о строении этих сплавов.
Важнейшие работы по построению диаграммы железо — углерод относят-
ся к последней четверти прошлого века.
Д. К. Чернов определял положение критических точек иа глаз, по цветам
каления стали.'Знаменитый французский исследователь Ф. Осмонд, восполь-
зовавшись только что изобретенным Ле-Шателъс пирометром, определил по-
ложение критических точек, опиевл характер микроструктурных изменений
* Обычно сталью, а тем более чугуиом, называют сплавы железа с yr-
еро дом (более 2% С—чугуи. меиее 2% С — сталь). Однако в свеге совре-
нпой техипки известны н в поелодн<г время получили распространение
ставы иа основе железа (с ними мы познакомимся ниже), в которых углеро-
т очень мало и ои является даже вредным чтементпм; те« не менее такие
сп швы та-же называются сталями. Во нзОжвние термине югической пута-
ницы принято считать сплавы, в которых железа более 50 ». талями (чугуна-
•и) н пр и-юиовать их сплавами, а именовать сплавы, держащие железа
меиее 50 ... Научно зто не строго, но технически четко.
159
при переходе через критические точки и дал названия основным структурам
железоуглеродистых сплавов.
Образование твердых растворов при иагреве было установлено Р. Аусте-
ном (Англия) и доказано с помощью прямого металлографического анализа
Ле-Шатетье (Франция), А. А. Байковым и Н. Т. Гудцовым (Россия).
Используя эти данные, а также
разработанную Д. Гиббсом (Канада)
теорию фазовых равновесий, голланд-
ский ученый Г. Роэебум, а также и
Р. Аустси представили первый варн-
внт диаграммы железо — углерод.
Неполнота сведений ие позволила им
построить достаточно полную диа-
грамму. отвечающую действительно-
му фазовому равновесию. Лишь к
концу прошлого века немецкий уче-
ный П. Герене, использовавший опыт
своих предшественников и новые дан-
ные по микроструктурному н терми-
ческому анализу железоуглеродистых
сплавов, привел в своей книге диа-
грамму железо — углерод, достаточно
близкую современному варианту.
Позже в связи с совершенствованием
в методике исследования сплавов бы-
ли внесены хотя и существенные, но
не принципиальные уточнения. Изуче-
ние диаграммы продолжается и сей-
час. Нельзя предположить, что будут
внесены такие изменения, которые
преобразуют вид диаграммы, ио ко-
личественные изменения, связанные
с положением линий равновесия в
связи с применением все более чистых
сплавов и все более точных методов
исследования, происходят непре-
рывно.
Диаграмма железо — углерод, как ясно из названия, долж-
на распространяться от железа до углерода. Железо образует
с углеродом химическое соединение: цементит — Fe3C.
Прн разборе диаграммы с устойчивыми химическими соеди-
нениями указывалось, что каждое устойчивое соединение можно
рассматривать как компонент, и диаграмму можно рассматри-
вать по частям.
Так поступим и сейчас, рассматривая только часть системы
от железа до химического соединения (Fe3C— цементит). Это
не только упрощает нашу задачу знакомства с системой, по
оправдано еще и тем, что на практике применяют металличе-
ские сплавы с содержанием углерода не более 5%
Следовательно, рассматривая диаграмму железо — углерод
в участке от железа до цементита, компонентами системы мож-
но считать железо и цементит В таком случае до рассмотрения
системы стедует ознакомиться со свойствами н строением этих
компонентов.
160
2. ЖЕЛЕЗО
Методы массового производства стали были открыты в середине XIX в.*
К этому времени относятся и первые металлографические исследования же-
леза и его сплавов.
В России в 30-х годах XIX в. П. П. Аносов применил микроскоп для изу-
чения структуры стали и ее измсисиия после ковки и термической обработки.
За границей первые микроскопические исследования были проведены в 60-х
годах XIX в., с помощью которых изучалась структура железных метеоритов *.
Рис. 130. Нарисованная структура
перлита (Сорби 1886)
Рнс. 131. Изменение свободных энергнЛ
у- н а модификация железа прн изме-
нении температуры (схема]
Позднее было доказано, что структура метеоритного железа почти ничем не
отличается от обычного железа (точнее сплава железа с никелем) и опреде-
ляется главным образом сильным иагревом при прохождении метеорита сквозь
атмосферу Земли. Для практики важнее металлографические исследования
строения железа и сплавов па основе железа в зависимости от состава, ре-
жима тепловой обработки и т. д. Эти исследования впервые были начаты в
России 140 лет тому назад П. П. Аносовым, за тридцать лет до исследовании
Сорби н Видманштеттена. Сорби ис ограничивался описанием наблюдаемой
структуры, он зарисовывал то, что видел под микроскопом, достаточно хорошо
воспроизводя структуры. На рис. 130 приведен рисунок структуры перлита,
сделанный Сорби (ср. с рис. 142, где представлена современная фотография
микроструктуры перлита). Вскоре появились книги с фотографиями микро-
структур железоуглеродистых сплавов. Первые и достаточно полные моно-
графии о металлографии сплавов на основе железа появились в начале XX в.
Они созданы А. А. Ржешотарским (Россия), Мартенсом и Гейном (Германия).
Хоу (США). Совремсииый трехтомный металлографический а i тас Металло-
графия железе» (пер. с англ.) коллектива авторов (рсд«.ктор русского Илда*
ния Ф. Н. Тавадзе) издан в 1973 г.
Обычно железо (как и любой другой металл) никогда це бывает абсо-
лютно чистым — оно всегда содержит примеси В настоящие время можно по-
л чнть железо высокой чистоты, минун доменную плавку, так_называем'
железо прямого восстановления (П. В), содержащее в сумме 6к< то 0,01%
• До середины XIX в. железо производилось различными полукустарны-
ми весьма непроизводительными способами.
1 Это не случайно, так как нершв металлографы-иностранцы были астро-
номами (Видманштеттен, Сорбн).
11 Гу л г св А П.
161
(и даже меньше) примесей, ио чаше используют так называемое техническое
железо (его иногда называют железо Армко), производимое сейчас в боль-
ших количествах в мартеновских печах. Техническое железо содержит при-
мерно 99,8—99.9% железа и 0,1—0,2% примесей, состоящих более чем из
десятка элементов. В сотых долях процента присутствуют в нем углерод (око-
ло 0,02%) и медь (около 0,1%), а остальные элементы — в тысячных и де-
сятитысячных долях процента.
Данные, приводимые ниже, относятся к железу технической чистоты1.
Температура плавления железа 1539°С (±5°С).
В твердом состоянии железо может находиться в двух моди-
фикациях— «(о. ц. к.) и у (г. ц. к.).
Кристаллические решетки а- и у-желсза и температуры
равновесных превращений были приведены па рис. 38.
Существенным и принципиально важным фактом является
то обстоятельство, что « железо существует в двух интервалах
температур ниже 911°С и от 1392 до 1539°С. Объяснение это-
му следует искать в определенном изменении величины свобод-
ной энергии в зависимости от температуры (схематически это
изменение показано на рис. 131).
Свободная энергия a-железа (Fe«) меньше свободной энер-
гии у-железа (Fc?) при температурах ниже 911° С н выше
1392° С. В интервале 911—1392° С меньшей свободной энергией
обладает гранецентрированная упаковка атомов железа. Вот
почему прн нагреве при 911°С происходит «-«-у-прсвращение,
а прн 1392° С у-»-а-превращенне1 2. Высокотемпературная моди
фикация а-жслсза (иногда называемая 6-железом) не представ
ляет собой новой аллотропической формы.
Механические свойства железа характеризуются следующи-
ми величинами 3:
Техническое Железо
железо П В.
Предел прочности при растяжении,
кге/мм2 ............................. 25 20
Предел текучести при растяжении,
кгс/мма.............................. 12 10
Удлинение. %.«..... 50 60
Сужение, %....................... 85 90
Твердость НВ ...................... 80 70
Эти показатели могут изменяться в некоторых пределах, так
как на свойства железа влияет ряд факторов (например, увели-
чение размеров зерен понижает твердость).
1 Свойства железа, а также и других металлов высокой чистоты могут су-
щественно отличаться от металла обычной или высокой технической чистоты.
2 Температура агрегатных превращений указана по новейшим исследо-
ваниям, которые определены на особочистых сплавах Вполне допустимо при-
менение и округленных значений 1535, 1400. 910°С вместо 1539. 1392, 91 ГС.
3 Недавно (1974 г.) опубликованы данные (Д. С. Каменепкая и др.) по
свойствам жг :еза исключительно высокой чистоты, полученным многократной
зонной плавкой. Предел прочности оказался равным всего лишь 5 кгс/ммг,
а предел текучести 2,5 кге/мм2.
162
Прн 768° С железо испытывает магнитное превращение; вы-
ше 768° С железо становится немагнитным. Об этом превраще-
нии было сказано раньше (см. гл. 11, п. 7).
Железо со многими элементами образует растворы: с ме-
таллами— растворы замещения, с углеродом, азотом и водоро-
дом — растворы внедрения.
Особо следует рассмотреть образование растворов углерода
в железе. Растворимость углерода в железе существенно зави-
сит от того, в какой кристаллической форме существует железо.
Растворимость углерода в а железе ничтожно мала (менее
0,02%) и в сто раз больше (до 2%) в у-железе. Диаметр атома
углерода (в свободном состоянии) равен 1,54 А.
В о. ц. к. решетке имеется 12 свободных мест в середине ре-
бер. Диаметр такого свободного места, так называемой поры
кристаллической решетки, равен 0,62 А. Такой объем, по-види-
мому, недостаточен для помещения в пего атома (иона) угле-
рода. ’ о
В г. ц. к. у-решетке в центре имеется пора диаметром 1,02 А.
В этой поре атом углерода может поместиться, вызывая неко-
торое увеличение размера решетки у-железа (сам атом тоже
должен уменьшиться в размерах, так как прн растворении угле-
род отдает валентные электроны *.
Таким образом, чисто геометрические соображения подска-
зывают, что a-железо не растворяет, а у-железо растворяет уг-
лерод. Однако ряд косвенных признаков показывает, что в дей-
ствительности ц-железо способно растворять углерод в очень
небольшом количестве2.
Следует предполагать, что растворимость углерода в а-же-
лезе обусловлена тем, что в реальной решетке железа имеются
дефекты, особенно многочисленные по границам зерен.
Твердый раствор углерода н других элементов в а-жслезе
называется ферритом, а в у-железе — аустенитом э.
Кристаллическую структуру аустенита можно себе представить как
т.н.к. решетку, состоящую из атомов железа, в которую внедрены меньшего
размера атомы углерода. Если бы все свободные места (поры) в г. ц.'к. ре-
шетке были заняты углеродом, то это состояние характеризовала бы схема,
изображенная иа рис. 132, о. Но так как атом углерода больше размеров
1 Вероятно также перекрытие электронных орбит углерода и железа.
2 Величины максимальной растворимости углерода в <х-железе, по данным
различных ученых, сильно различаются. Есть указания на то, что раствори-
мость (максимальная) равна 0,01; 0,02; 0,04; 0.1 и даже 0,15%. Ниже всюду
принята величина 0.02%, установленная в последних работах несколькими
исследователями
3 Первое от латинского слова Регтшп (железо), второе от имени англий-
ского ученого Р. Аусгеиа, имя которого упоминалось раньше
Впрочем, определение феррита как твердого раствора углерода в о-желе-
зе оправдано лишь при рассмотрении диаграммы Fe—С. Чистейшее железо,
содержащее слеты углерода, а также различные безуглеротнегые сплавы же-
леза с о. ц. к. решеткой имеют согласно современной терминологии структуру
феррита.
"• 163
поры, то при попадании его в решетку железа последняя искажается и ос-
тальные поры синвятся недопустимыми для других ат »с в углерода. На
рис 132,6 показано строение элементарной ячейки решетки аустенита, в ко-
торой растворен одни атом углерода
Рис 132. Твердый раствор внедрении:
а — кристаллическая решетка при полном заполнении всех пор; б —
кристаллическая решетка аустенита
Расположенный в центре элементарной у-ячейки атом углерода окружен
шестью атомами железа. Эти атомы образуют октаэдр.
Параметр решетки безуглеродистого Fea при комнатной температуре равен
2,86 А, а безуглеродистого Fov 3,56 А Последняя величина условна, так как
безуглеродистое у-железо при комнатной температуре не существует, а вели
чнна эта определяется методом экс
Рис. J33. Пара«₽тп решетки аустенита.
а — влияние j<«vpona; б — влияние
температуры
тр а полиции.
Параметр решетки, как известно
зависит от температуры и от наличия
растворенных атомов. Известен пара-
метр решетки аустенита при комнат-
ной температуре в сталях с содержа-
нием углерода свыше 0.6—0,7%
(рнс. 133, о) и параметр решетки чм
стого у-желсза, но при высоких тем-
пературах* (рис. 133,6). Экстраполя-
ция кривых иа нулевое содержание
углерода (см рис. 133, и) или на ком
ватную температуру (см рис. 133,6)
о
приводит к значению 3.56 А. Такой
параметр имело бы чистое у-железо
при комнатной температуре, если бы
как-нибудь улалось получить его прн
этой температуре.
Состояние углерода в аустс
пнте можно считать установ
ленным, хотя еще недавно об
этом был спор средн металло-
ведов. Углерод в аустените Па-
1 Повышение температуры увеличивает параметр решетки.
164
ходится в виде ионов, дважды ионизированных, тогда как атомы
железа ионизированы однократно‘.Это объясняет явление «элек-
тролиза» аустенита, обнаруженное В И. Просвириным и др., со-
стоящее в том, что под действием постоянного тока углерод в
аустените перемещается по направлению к отрицательному по-
люсу (катоду).
3. ЦЕМЕНТИТ
Цементит — это химическое соединение углерода с железом
(карбид железа) Fe3C. Так как растворимость углерода в a-же-
лезе мала, то при нормальных температурах в большинстве слу-
чаев в структуру стали входят высокоуглеродистые фазы в ви-
де цементита или другого карбида.
Кристаллическая структура цементита очень сложна. Есть
много различных способов се изображения, один из наиболее
удачных показан на рис. 134.
Как видно из этого ри-
сунка, кристалл цементита
состоит из ряда октаэдров,
оси которых расположены
под некоторыми углами
друг к другу (иа рис. 134,
чтобы не затемнять рисунок,
изображены ие все октаэд-
ры) Внутри кяждого окта-
эдра располагается атом уг-
лерода Так как каждый
атом железа шпналлежнт
одновременно двум октаэд-
рам, то прн заполнении уг-
леродом всех октаэдров
формула соединения соот-
ветствует отношению Ге:
:С=3: 1
Характер связи между
атомами железа — чисто
металлический Каков ха-
рактер связи, возникающей
между атомами железа и
углерода, точно не установ-
лено. Вероятно — это связь
особого рода, имеющая чер
т-ы металлической и ионной
связи (и. вероятие, харак-
тер связи аиалогпчен тому.
какой возникает между углеродом и жетеэом в аустените). Во всяком случае,
в решетке н жепезо, и углерод положительно ионизированы, т. е. и металл, и
углерод в соединении ведут себя как металл. Это обстоятельство и преоблада-
ние металлической связи приводит к тому, что цементит имеет металлические
ст «н тва (дтектропроводность, металлический блеск и т. д.)_
1 Т. е. углерод отдал в общий фонд кристалла два электрона, а желе-
зо — один.
165
Температура плавления цементита — около 1250° С. Аллотро-
пических превращений цементит не испытывает, но при низких
температурах он слабо ферромагнитен. Магнитные свойства це-
ментит теряет при 217° С. Цементит имеет высокую твердость
О-//В800, легко царапает стекло), но чрезвычайно низкую,
практически нулевую, пластичность. Этн свойства являются, ве-
роятно, следствием сложного строения кристаллической решет-
ки цементита.
Цементит способен образовывать твердые растворы замеще-
ния. Атомы углерода могут замещаться атомами неметаллов:
азотом, кислородом; атомы железа — металлами: марганцем,
хромом, вольфрамом и др. Такой твердый раствор на базе ре-
шетки цементита называется легированным цементитом Обыч-
ное обозначение легированного цементита М3С, где под буквой
М подразумевают железо н другие металлы, замещающие ато-
мы железа в решетке цементита.
Цементит — соединение неустойчивое и при определенных
условиях распадается с образованием свободного углерода в
виде графита. Этот процесс имеет важное практическое значе-
ние главным образом для высокоуглероднстых сплавов—чугу-
нов и будет рассмотрен в гл. VIII
4. ДИАГРАММА СОСТОЯНИЯ
Диаграмма состояния железо — углерод в интервале кон-
центраций от железа до цементита представлена на рис. 135.
Ось абсцисс (концентрационная) на этом рисунке двойная: со-
держание углерода и содержание цементита.
Укажем попутно иа простое правило — умножение содержания углерода
иа 15 дает содержание цементита в стали и чугуне. % (по массе), а прак-
тически и % (по объему).
Линия ABCD является ликвидусом системы, линия
AHJECF— солидусом.
Так как железо, кроме того, что образует с углеродом хими-
ческое соединение Fe3C, имеет две аллотропические формы а
и у, то в системе существуют следующие фазы:
жидкость (жидкий раствор углерода в железе), существую-
щая выше линии ликвидус, обозначаемая везде буквой L;
цементит Fe3C — линия DFKL, обозначаемая в дальнейшем
химической формулой нлн буквой Ц',
феррит — структурная составляющая, представляющая собой
а-желсзо, которое в незначительном количестве растворяет уг-
лерод; обозначается буквой Ф. а нли Fe а. Область феррита в
системе железо — углерод расположена левее линии GPQ u AHN\
1 На диаграмме, приведенной в начале кннгн (иа форзаце), темпера гуры
п.тазления и наличие растворимости не показаны.
166
аустенит—структура, представляющая собой твердый раст-
вор углерода в у-жслезе. Область аустенита на диаграмме —
NJESG. Обозначается аустенит А, у или Fev (С).
Три горизонтальные линии на диаграмме (HJB, ECF н
При 1499° С (линия Н!В) протекает перитектическая реак-
ция:
Ьв+Фн-+А>.
В результате перитектической реакции образуется аустенит.
Реакция эта наблюдается только у сплавов, содержащих угле-
рода от 0,1 до 0,5%. При 1147°С (горизонталь ЕСЕ) протекает
эвтектическая реакция:
+ Ц.
В результате этой реакции образуется эвтектическая смесь.
Эвтектическая смесь аустенита и цементита называется ледебу-
ритом ’.
Реакция эта происходит у всех сплавов системы, содержа-
щих углерода более 2.14%.
Прн 727°С (горизонталь PSK) протекает эвтектоидная ре-
акция
А^Фр + U.
1 По имени немецкого ученого Ледебу ра.
167
Продуктом превращения является эктектоидная смесь.
Эвтектоидная смесь феррита и цементита называется перлитом,
имеет вид перламутра, почему эта структура и получила такое
название.
У всех сплавов, содержащих свыше 0,02% углерода, т. е.
практически у всех промышленных железоуглеродистых спла-
вов, происходит перлитное (эвтектоидное) превращение.
Ранее отмечали, что внешний вид диаграммы железо — угле-
род (в своей доцементнтной части), т. е. расположение линий
на диаграмме, является вполне определенным и устоявшимся.
Уточнению подвергаются лишь координаты (т. е. температура
н концентрация наиболее характерных точек)
Значения координат точек на диаграмме железо — углерод1,
согласно новейшим экспериментальным данным, приведены в
табл 13.
Таблица 13
Точки диаграммы железо — углерод
К а
X л i-5’ ф «о сх и X X jO
ф г ф
Обозни точки Темпер °C Концеп углеро о 2 ф о. ° & Концен1 углерод
А 1539 0 Е 1147 2.14 р 727 0,02
В 1499 0,5 С 1147 4,3 S 727 0,8
н 1499 0.1 F 1147 6,67 к 727 6,67
J 149J 0,16 D 1210 6,67 Q ~6<Ю 0,01
N 1392 0 G 911 0 L -100 6,67
Диаграмма довольно сложна, поэтому подробно ознакомить-
ся с ней н с процессами превращений в железоуглеродистых
сплавах удобнее, разделив диаграмму на отдельные части. Ука-
жем только, что ничего принципиально нового сказано не будет;
излагаемые дальше объяснения — это применение к диаграмме
железо — углерод сведений, полученных прн разборе двойных
диаграмм в гл. 111.
На рис. 136 показан левый верхний участок диаграммы же-
лезо— углерод (в области перитектического превращения).
Рассмотрим последовательность превращений сплава кон-
центрации /<!, содержащего менее 0,1% С (например 0,05%).
Кристаллизация сплава начнется в точке 1, когда из пего
будут выделяться кристаллы a-твердого раствора В процессе
кристаллизации концентрация жидкости изменяется по лнини
АВ (часть линии ликвидус), а концентрация твердой фазы—по
1 Приводимое в таблице буквепп е обозначение точек диаграммы желе-
зо— углерод является общепринятым в международной практике.
168
линии АН (часть линии солидус) В точке а, лежащей в облас-
ти существования жидкой и твердой фаз, концентрация жидко-
сти определится проекцией точки с, а твердой фазы — проекци-
ей точки 6; количество твердой фазы определится отношением
отрезков ac/bc; количество жидкой фазы — отношением отрез-
ков ba/bc.
В точке 2 количество жидкой фазы становится равным ну-
лю, процесс кристаллизации закапчивается, образуется однород-
ный твердый раствор а. Вновь сплав испытывает превращение
в интервале температур 3—4, когда a-твердый раствор превра-
щается в у-твердый раствор. Концентрация фаз изменяется в
соответствии с положением линий HN и JN.
В точке d концентрация а-фазы определится проекцией точ-
ки е, концентрация у-фазы — проекцией точки f, количество
фаз — отношением отрезков, т. е a/y — df.ied.
В точке 4 сплав полностью приобретает строение у-твердо-
го раствора.
В правой части фигуры (рис. 136) поквзана термическая
кривая охлаждения этого сплава
Охлаждение сплава с содержанием углерода 0,16% проте-
кает сначала так же, как и сплава и начинается с выделе-
ния а-фазы переменной концентрации.
В точке J при 1499' С жидкость принимает концентрацию
В, а а-фазы — концентрацию Н н начинает образовываться
у-фаза концентрации J. Ввиду наличия трех фаз превращение
протекает при постоянной температуре (c=k—/4-1=2—34-1 =
= 0), отрезок 6—6' на кривой охлаждения является горизон-
тальным. В результате реакции
Ав ~ ан ' Vj
169
образуется аустенит (у-фаза) концентрации 0,16%. При содер-
жании углерода меньше или больше 0,16% (т. е. левее пли правее
точки J) после окончания перитектической реакции остается в
избытке a-фаза или жидкость, которая при дальнейшем охлаж-
дении превращается в у фазу. Окончание превращения будет на
линиях NJ и JE (точка Е на рис. 136 нс показана), когда, на-
конец, образуется однофазная структура у-фазы.
Рис. 137. Структура аустенита, выявленная травлением при высоких темпера-
турах. Х500
Таким образом, какой бы сплав мы ни взяли,
при содержании углерода менее 0,5%, несмотря
па предварительные образования и-фазы, око-
нечном итоге образуется у-ф аза (аустенит).
То, что аустенит представляет собой однородный твердый раствор угле-
рода в у-железс, окончательно удалось установить только рснтгеиострукт\р-
иым анализом. До применения рентгеновских лучей, известный русский уче-
ный А. А. Байков использовал специальный метод травления шлифов, пред-
ложенный Ле-Шателье для исследования строении металлов при высоких
температурах. Шлифы для микроисстедовании подвергали травлению при вы-
сокой температуре. При этом выделялась структура, соответствующая высо-
кой температуре- После этого структуру рассматривали прн комиатиой тем-
пературе; изменения, происшедшие в металле при охлаждении до комнатной
температуры, не отражаются на структуре, выделенной при высокой темпе-
ратуре.
А А Байков, применяя этот способ, показал, что аустсиит действительно
является однородным твердым раствором.
На рис. 137 приведена структура аустенита в стали, сотержащсй 1 С,
выявленная по методу, который применял А. А. Байков. Таким образом, аус-
тенит явтяется однородным твердым раствором, что доказывается нс только
рентгенографическими, но и металлографическими исследованиями.
170
Рассмотрим процессы первичной кристаллизации сплавов,
содержащих углерода более 2,14% (рис 138).
Особенность первичной кристаллизации этих сплавов заклю-
чается в том, что в них она заканчивается эвтектическим прев-
ращением при 1147° С, когда жидкость концентрацией 4,3% С
дает две твердые фазы — аустенит (2,14% С) и цементит, т. е.
образуется ледебурит.
Рнс. 138. Часть диаграммы состояния Fe—С Первичная кристаллизация высокоуглсро-
дистых сплавов
В сплаве, точно соответствующем эвтектической концентра-
ции 4,3% С, происходит только эвтектическая кристаллизация,
протекающая при постоянной температуре.
В доэвтектических сплавах, т. е. сплавах, содержащих угле-
рода меньше 4,3% (по больше 2,14), эвтектическому превраще-
нию предшествует выделение первичного аустенита
Таким является сплав кривая охлаждения которого по-
казана на правой части рис. 138. Начало кристаллизации этого
сплава (/(f) определяется точкой 1, лежащей па линии ликви-
дус. При последующем охлаждении происходит выделение кри-
сталлов аустенита переменного состава, концентрация которых
определяется линией солидус, тогда как жидкость имеет кон-
центрацию в соответствии с положением линии ликвидус.
В точке с, лежащей в двухфазной области у+7-, концентра-
ция жидкой фазы определится проекцией точки Ь, а твердой
фазы — проекцией точки с, количество этих фаз — соотношени-
ем отрезков:
Ксличество жидкой фазы са
Количество твердой фазы аЪ
В точке 2 при 1147° С, т. е. при пересечении вертикали К, с
юрпзонталью ECF (1147°С), количество жидкости соответству-
ет отрезку Е—2 н жидкость имеет концентрацию точки С
(4,3% С).
171
При этой температуре кристаллизуется эвтектика по реакции
l-c-ъ + ц.
Кристаллизацией эвтектики заканчивается первичная крис-
таллизация этого сплава. В результате первичной кристаллиза-
ции структура состоит из первичных кристаллов аустенита и
ледебурита.
Для заэвтектического сплава, например сплава К? (рис. 138),
начальная стадия кристаллизации заключается в выделении
первичного цементита, начинающемся на линии ликвидус CD
(точка 4).
Выделение цементита вызывает обеднение жидкости углеро-
дом. В точке 5, лежащей иа линии ECF, состав жидкости при-
мет концентрацию С и начнется процесс эвтектической кристал-
лизации. В результате первичной кристаллизации структура
сплава будет состоять из кристаллов первичного цементита и
ледебурита.
Из рассмотрения первичных процессов кристаллизации мож-
но сделать следующий важный вывод.
У всех сплавов, содержащих менее 2.14% С, в результате
первичной кристаллизации получается структура аустенита; у
всех сплавов, содержащих более 2.14% С, структура состоит из
ледебурита с избыточным аустенитом или цементитом.
Это различие в структуре при высокой температуре и созда-
ет существенное различие в технологических и механических
свойствах сплавов. Наличие эвтектики делает сплав нековким.
Вместе с тем высокоуглеролистый сплав имеет низкую темпера-
туру плавления и его применяют как литейный материал.
Железоуглеродистые сплавы, содержащие менее 2,14% С,
называют сталями, а более 2,14% С—чугунами1.
Рассмотрим превращение в твердом состоянии весьма мало-
углеродистых сплавов.
Левая нижняя часть диаграммы железо — углерод в сильно
увеличенном масштабе приведена на рис. 139.
Сплав концентрации Ki, содержащий углерода меньше
0,01%, при температуре порядка 1000°С имеет структуру аусте-
нита. При нормальной температуре железо существует в форме
а, следовательно, при охлаждении происходит у->-а-превраще-
ние пли превращение вустенпта в феррит. Для чистого, совер-
шенно безуглеродистого сплава это превращение произошло
бы при постоянной температуре в точке G (9П°С) Для сплава
концентрации /(| превращение происходит в интервале темпе-
ратур от точки 1 до точки 2. На кривой охлаждения это превра-
1 Указанная граница (2,14% С) относится только к двойным жслтоугле-
роистчм сплавам г’пн сплавам, содержащим сравнитечыю яеб^пашое число
прм/гк •! юс о границе между сталями и чугунами в вис тол тированных
желеэиуг^гроднетих сплалах, т е. содержащих emo 6птыпее величество тру-
гах элементов, кроме железа и углерота, является спорным
щеиие изобразится изломом кривой. В интервале между точка-
ми 1—2 сплав является двухфазным, состоящим нз отличаю-
щихся друг от друга по концентрации а- и у фаз.
Рис. 139- Часть диаграммы
состояния Ге—С Вторичная
кристаллизация весьма ма-
лоуглеродистых сплавов
Ниже точки 2 сплав состоит нз однородного a-твердого ра
створа феррита, и никаких изменений при дальнейшем охлажде-
нии с ним не происходит. Структура феррита представлена на
рнс. 140.
Превращение сплава, содер-
жащего углерода более 0,01%,
но менее 0 02% (сплав Кг), пока-
зано второй кривой охлаждения.
Этот сплав отличается тем, что
после у-ьо-превращення (интер-
вал 3—4) при дальнейшем ох-
лаждении вертикаль сплава пере-
секает линию PQ в точке 5.
Выше точки 5 сплав не насы-
щен углеродом. Ниже точки 5
сплав Не может сохранять дан-
ную концентрацию углерода в
растворе, происходит выделение
избыточною углерола в виде вы-
сокоуглероднстой фазы — цемен-
тита. Этот процесс продолжается
Рис. 140. Микроструктура технического
желоза. Феррит. Х400
непрерывно при охлаждении н
вызывает обеднение а твердого раствора углеродом до 001%.
Выделяющийся из феррита цементит пазывается третичным це-
ментитом (в отличие от первичного цементита, выделяющегося
из жидкости, и вторичного цементита, выделяющегося из аусте-
нита).
173
Рассмотрим превращение аустенита в сплавах, более бога-
тых углеродом, в первую очередь процесс превращения аусте-
нита в сплавах с концентрацией, соответствующей эвтектоид-
ной (см. рис. 141, сплав с 0,8%С).
При охлаждении аустенита до точки 1 (S) никаких превра-
щений в нем не происходит.
Рнс
141. Часть диаграммы состояния Fe—С
Вторичная кристаллизация сталей
ТочкаХ (727° С) показывает минимальную температуру рав-
новесного существоввния аустенита Прн этой температуре на-
чинается эвтектоидный распад аустенита, образование феррита
и цементита.
Если пренебречь содержанием углерода в феррите в момент
превращения (0,02% С), то реакцию можно написать следую-
щим образом:
Fev (С) Fea + Fe3C или А->-Ф + Ц.
В результате превращения получается перлит. Структура
перлита состоит из чередующихся пластинок феррита и цемен-
тита (рис. 142).
Сплав Ki, содержащий, например, 0,5%С, имеет избыток
железа по сравнению с эвтектоидной концентрацией. Поэтому
превращение аустенита начинается с выделения феррита. Точ-
ка 2, лежащая на лниии GS, соответствует началу этого про-
цесса.
При дальнейшем охлаждении выделение феррита, почти не
содержащего углерода, вызывает обогащение углеродом остаю-
щегося ахстснпта Концентрация аустенита меняется по кри-
вой GS.
174
В точке b имеем феррит + аустенит: феррит концентрации
точки о, аустенит концентрации точки с. Количество этих фаз
определится отношением отрезков:
Количество феррита _ Ьс
Количество аустенита ab
Рис. 142 Структура перлита. Х1000
Рис 143. Структура доэвтектондиой
стали (0.4% С). Феррит + перлит.
Х250
При достижении сплавом точки 3 состав аустенита примет
эвтектоидную концентрацию и прн постоянной температуре бу-
дет происходить превращение аустенита в перлит (горизонталь-
ный участок 3—3' на кривой ох-
лаждения). После окончания
превращения структура стали
будет состоять из феррита и пер-
лита. Она показана на рис. 143.
Количество феррита и перли-
та зависит от содержания углеро-
да в стали. При содержании уг-
лерода менее 0,02% структура со-
стоит из одного феррита, при со-
держании углерода 0,8% — из
одного перлита, при промежуточ-
ном содержании углерода — нз
феррита и перлита. Чем больше
углерода, тем больше в структу ре
стали перлита. Микроструктуры,
приведенные па рис. 144, показы-
вают эту закономерность. Метод
175
Рис. 144. Структура стали с разным содержанием углерода. Х200
определения содержания углерода ло площади, занимаемой в
структуре ферритом и перлитом, широко применяют на практике
и он конкурирует с химическим'.
1 Измсря гея площадь, запятая перлитом или ферритом (для ориентиро-
вочного опре i-тения содержания углерода доля площади, анятаи ферритом
или перлитом, может оцениваться визуально), и тогда содержание углерода
в стали будет
. г О™
100 '
где %П — количество перлита в структуре, %.
Метод применим для отожженных углеродистых сталей, в которых ист
повышенного содержания марганца.
176
Сплав, содержащий углерода больше 0,8%, показан верти-
кальной линией К2 (см. рис. 141). Превращение аустенита на-
чинается в точке 5, когда нз аустенита выдечяется цементит
При выделении цементита аустеинт обедняется углеродом
в соответствии с линией ES, показывающей предельное насы-
щение аустенита углеродом.
В точке 6 начинается образование перлита, которое проис-
ходит при постоянной температуре (горизонтальный участок
Рис. 145 Структура за эвтектоидной стали. Пертит + сетка цементита. X45Q;
в —травление 4 пой азотной кислотой; б —травление пикратом натрии
6—6' на кривой охлаждения). В результате получается струк-
тура, состоящая из цементита, выделяющегося по границам зе-
рен в виде сетки, и перлита (рнс. 145).
Чтобы не спутать цементит с ферритом, прибегают к специальному трави-
телю— пикрату натрия, который окрашивает цементит в черный цвет, фер.
рнт прн этом не окрашивается (рис. 145,6).
Различают три группы сталей: эвтектоидные, содержащие
около 0 8%С, структура которых состоит только из перлита,
доэвтектоидные, содержащие меньше 0,8%С, структура которых
состоит нз феррита н перлита, и заэвтектоидные, содержащие
от 0,8 до 2% С, структура которых состоит нз перлита и цемен-
тита.
Рассмотрим превращения, совершающиеся в высокоуглсро-
дистых сплавах — чугунах (рнс. 146). После окончания первич-
ной кристаллизации структура таких сплавов состоит из леде-
буритной эвтектики и нз первичных образований аустенита или
цементита.
И первичный аустенит, и аустенит, входящий в эвтектику,
к моменту окончания кристаллизации содержат максимальное
12 цллдп 177
количество углерода в растворе (2,14%). При более низких тем-
пературах такое количество углерода ие может содержаться в
растворе, н при охлаждении от 1147°С углерод выделяется из
аустенита в виде вторичного цементита. Концентрация углерода
в аустените изменяется в соответствии с положением линии ES.
Наконец, на линии PSK аустенит, независимо от того, в какой
структурной форме он существует (т. е. является ли он избы-
точным аустенитом или аустенитом эвтектики), претерпевает
перлитное превращение.
Рис. [46. Диаграмма состояния Fe—С. Вторичные превращения в высокоуглеродистых
сплавах (чугунах)
Рассмотрим конкретные сплавы, кривые охлаждения кото-
рых изображены на правой диаграмме рис. 146.
По окончании кристаллизации сплав с 4,3%С имеет чисто
эвтектическую структуру. При охлаждении этого сплава от 1147
до 727°С (от точки 1 до точки 2) из аустенита, входящего в со-
став эвтектики, выделяется цементит, который обычно структур-
но не обнаруживается, так как объединяется с цементитом эвтек-
тического происхождении.
В точке 2, т. е. при 727° С. аустенит эвтектики имеет концен-
трацию, равную 0,8%, и прн этой температуре происходит пер-
литное превращение.
Следовательно, ниже 727° С ледебурит представляет собой
смесь цементита и перлита. Структура ледебурита показана на
рис. 147, а.
В заэвтектических чугунах происходят превращения, рас-
смотренные выше, так как первичный цементит ие имеет превра-
тений.
Структура заэвтектического чугуна, состоящая нз ледебури-
та и цементита (большие продолговатые светлые образования)
показана на рис. 147, б. "
178
Наконец, в доэвтектических чугунах первичные выделения
аустенита изменяют свою концентрацию при охлаждении от
точки 3 до точки 4 (сплав К») от 2,14 до 0,8%С, и в точке 4
происходит перлитное превращение. Структура такого доэвтек-
тического чугуна состоит из перлита, ледебурита и вторичного
цементита. Структура доэвтектического чугуна показана на
рис. 147, в.
Область существования различных структур показана на
диаграмме состояния (см. рис. 135). Несмотря на видимую
Рнс. 147. Микроструктура чугуна:
а — эвтектического. Х450 (ледебурит); б — за эвтектического. ХГОО (ледебурит +первич-
мый цементит); в — доэвтектического. Х450 (ледебурит + перлит)
сложность структурных форм, особенно у высокоуглсродистых
сплавов, следует указать, что все области диаграммы являются
однофазными или двухфазными.
В частности, в области SEFK имеется две фазы аустенит
н цементит, а в области KPLQ— феррит и цементит, образую-
щие различные структурные составляющие, как указано па диа-
грамме.
СПИСОК ЛИТЕРАТУРЫ
Гевелннг Н. В. Авиационное металловедение. Ч. I. Металлические спла-
вы М.. OHT1I 1934. 255 с. с нл.
Бунин К. П Железоуглеродистые сплавы. М.„ Машгиз, 1949 )66 с. с ил.
Хансен М.. Андерко К. Структура двойных сплавов. Пер с англ. В 2-х
т. М„ Металлургиздат, 1962, т. 1. 608 с.; т. И 608—1488 с. с нл.
Болховитинов Н. Ф., Болховитинова Е. Н. Атлас мнкро н ма-
кроструктур металлов н. сплавов. М., Машиностроение. 1964. 104 с. с ил
Тыркел ь Е. История развития диаграммы железо — углерод. Пер с польск.
М, «Машиностроение», 1968. 277 с. с нл.
Хабракеп Л., Броуэр Д. Металлография железа. Пер. с англ. Т I.
М., «Металлур! ия>. 1972. 246 с. с ил.
12*
179
Глава VII
УГЛЕРОДИСТЫЕ СТАЛИ
Основной продукцией черной металлургии является сталь,
причем приблизительно 90% изготавливается углеродистой ста-
ли и 10% легированной *. Таким образом основным металличе-
ским материалом промышленности является углеродистая сталь.
Углеродистая сталь промышленного производства — слож-
ный по химическому составу сплав. Кроме основы — железа
(содержание которого может колебаться в пределах 97,0 —
99,5%), в пей имеется много элементов, наличие которых обу-
словлено технологическими особенностями производства (мар-
ганец, кремний) либо невозможностью полного удаления их из
металла (сера, фосфор, кислород, азот, водород), а также слу-
чайными обстоятельствами (хром, никель, медь и др.).
В зависимости от способа выплавки (мартеновский, бессеме-
ровский и т. д.) стали разных производств различаются главным
образом по содержанию этих примесей. Однако один элемент,
а именно — углерод, вводится в простую углеродистую стать
специально.
Углерод сильно влияет па свойства стали даже при незначи-
тельном изменении его содержания. Поэтому при малом содер-
жании всех прочих возможных примесей основным элементом,
при помощи которого изменяются свойства сплава железа, яв-
ляется углерод. Естественно, что эти сплавы (при С<2%) назы-
ваются углеродистыми сталями.
Структуру и свойства металлических сплавов, как уже из-
вестно, можно изменять в широких пределах с помощью терми-
ческой обработки; особенно эффективна термическая обработка
для стали. Однако не все свойства изменяются при такой обра-
ботке. Одни (структурно чувствительные свойства) зависят от
структуры металла (это большинство свойств), н, следователь-
но. изменяются при термической обработке, другие (структурно
нечувствительные свойства) практически не зависят от стрхкту-
ры. К последним относятся характеристики жесткости (модуль
нормальной упругости Е, модуль сдвига G).
Твердость и прочность стали могут быть увеличены в резуль-
тате термической обработки в три —пять раз (если сравнивать
с отожженным состоянием, медленно охлажденным), а модули
упругости при этом изменяются менее чем на 5%.
В большинстве случаев от изделия требуется жесткость. Для
придания изделию необходимой жесткости конструктор выбира-
ет надлежащую площадь и форму поперечного сечения детали.
При этом обычно оказывается, что действующие в детали на-
пряжения значительно мепыие, чем предел текучести. Естест-
1 О лсгирсвапипЛ с—. in <-ч i.i. XIV—XX.
180
веино, что в этом случае необходимость в упрочняющей терми-
ческой обработке отпадает — прочностные свойства металла в
«сыром», термически нс обработанном виде достаточны.
В тех же случаях, когда прочность стали в сыром состоянии
недостаточна, на машиностроительных заводах применяют тер-
мическую обработку. К стали, подвергаемой термической обра-
ботке, предъявляются некоторые повышенные требования (на-
пример, более узкие пределы по содержанию углерода и др ).
Такая сталь называется сталью повышенного качества.
В этой главе рассмотрены свойства углеродистых сталей
обычного качества, применяемых в большинстве случаев без
термической обработки
Углеродистые стали повышенного качества, высококачест-
венные и инструментальные, подвергаемые термической обра-
ботке, будут рассмотрены совместно с легированными сталями
в гл. XVI и XVII
1. ВЛИЯНИЕ УГЛЕРОДА
С увеличением содержания углерода изменяется структура
стали. Сталь, содержащая 0,8%С, состоит из одного перлита;
в стали, содержащей больше 0,8% С, кроме перлита, имеется вто-
ричный цементит; если содержание углерода меньше 0,8%, то
структура стали состоит нз феррита н перлита (см. с. 176).
Как влияют на свойства стали изменения содержании угле-
рода и соответственно структуры?
Увеличение содержания углерода в стали приводит к повы-
шению прочности и понижению пластичности (рнс. 148). При-
водимые механические свойства относятся к горячекатаным
изделиям без термической обработки, т е при структуре пер-
лит + феррит (или перлит + цементит). Цифры являются сред-
ними н могут колебаться в пределах ±10% в зависимости от
содержания примесей, условий охлаждения после прокатки
и т. д.1 Если сталь применяют в виде отливок то более грубая
литая структура обладает худшими свойствами, чем это сле-
дует нз рнс. 148 (понижаются главным образом показатели
пластичности) Существенно влияние углерода на вязкие свой
ства. Как видно из рнс. 149, увеличение содержания углерода 1 2
1 В последнее время на металлургических, а также машиностроительных
заводах и заводах стройни зустрнн нередко подвергают (для повышения
прочности) термической обработке стали обычного качества. В этом случае
сталь надо селектировать, т. е. отбирать плавки с определенным химическим
составом (например, 05 обычного качества содержит углерода 0,28—0,37%,
а для термической обработки используют плавки с содержанием углерода
0 32—0,37%).
2 Напомним условные обозначения механических свойств, так как в даль-
нейшем опн часто будут использоваться: оп — предел прочности, ог илн
о s — предел текучести; 6 — относительное удлинение; тр — относительное су-
жеяне; оа— ударная вязкость; НВ — твердость по Бринелтю; 7/ЛС — твер-
дость по Роквтаду (шпала С), подробнее см. гл. HI.
181
Рнс. 148 Влияние углерода на меха-
нические свойства стали
Рис [49. Влияние углерода на хладно-
ломкость железа (Райнболт)
Рнс. 150. Влияние углерода на некоторые
физические свойства стали
182
повышает порог хладноломкости и уменьшает ударную вязкость
в вязкой области (т. е при температурах выше порога хладно-
ломкости) .
На рнс. 150 показано влияние углерода на некоторые физические свой
стпа стали.
2. ВЛИЯНИЕ ПОСТОЯННЫХ ПРИМЕСЕП ПА СВОЙСТВ! СТАЛИ
Постоянными примесями сталей считают марганец, кремний,
фосфор, серу, а также газы (водород, азот, кислород), в том
или ином количестве постоянно присутствующие в технических
сортах стали.
Обычно содержание этих элементов ограничивается следую-
щими верхними пределами, % 0,8 Мп; 0.5 Si; 0.05 Р; 0 05 S
Прн большем содержании их сталь следует отнести к сорту
легированных, куда эти элементы введены специально (отсюда
н название легированные пли специальные стали).
Рассмотрим влияние примесей отдельно.
Марганец. Его вводят в любую сталь для раскисления:
ГеО Мп->МпО Fe,
т. с. для устранения вредных примесей закиси железа. Марганец
устраняет также вредные сернистые соединения железа (см. ни
же), растворяется в феррите и цементите.
Марганец заметно влияет на свойства стали, повышая проч-
ность в горячекатаных изделиях, изменяя и некоторые другие
свойства. Но так как во всех сталях содержание марганца при-
мерно одинаково, то его влияние на сталь разного состава ос-
тается примерно постоянным
Кремний. Влияние начальных присадок кремния аналогично
влиянию марганца. Кремний раскисляет сталь по реакции:
2FeO Si->2Fe + SiO2.
Кремний структурно не обнаруживается, так как полностью
растворим в феррите, кроме той части кремния, которая в виде
окиси кремния ие успела всплыть в шлак и осталась в металле
в виде силикатных включений '.
Фосфор. Руды железа, а также топливо и флюсы содержат
какое-то количество фосфора, которое в процессе производства
чугуна остается в нем в той пли иной степени и затем перехо-
дит в сталь.
Прн бессемеровском процессе выплавки стали остается до
0,07—0,12% Р, т. е. то количество, которое имел исходный чугун.
При выплавке стали в основных мартеновских печах из ме-
талла удаляется большая часть фосфора Сталь, выплавленная
в основной мартеновской печи, содержит немного фосфора
1 Диаграммы состояний Fe—Мп, Fe—Si см. на рнс. 275 я 278.
183
(0,02—0,04%), а в электропечи мепес 0,02%. Уменьшить содер-
жание до 0,01 % и меньше металлургическими приемами затруд-
нительно2 и достигается это использованием исходной высоко-
чистой шихты (например, железо ПВ).
Рис 1Б2. Влияние фосфора ла хла | i
ломкость стали (С »% С: 14 Мн)
Диаграмма состояния железо—фосфор приведена па рнс. 151.
Растворимость фосфора в а-жслезе достигает 1,2%. Присут-
ствие фосфора выше этого количества (которое уменьшается
увеличением содержания углерода) приводит к образованию
фосфида железа Fe3P—фазы, наблюдаемой в серых чугунах.
2 Хоти это и целесообразно с точки зрения повышения чиадн<эломпости
181
Растворяясь в феррите, фосфор резко повышает температу-
ру перехода в хрупкое состояние или иначе — вызывает хладно-
ломкость стали (рис. 152).
Следует отметить, что в отдельных случаях фосфор желате-
лен, так, например, он облегчает обрабатываемость стали режу-
щим инструментом, а в присутствии меди повышает сопротивле-
ние коррозии.
Сера. Как н фосфор, сера попадает в металл иэ руд, а также
нз печных газов—продукт гореиня топлива (SOj). Наиболее
высокое содержание серы в бессемеровской стали (до 0,06%).
В основном мартеновском процессе и при выплавке стали в ос-
новной электрической печи сера удаляется из стали.
Обычно содержание серы для высококачественной стали не
должно превышать 0.02—0,03%. Для стали обычного качества
допускают более высокое содержание серы: 0,03—0,04%. Обра-
боткой жидкого металла синтетическими шлаками можно умень-
шить содержание серы до 0,005%.
Сера нерастворима в железе 1 (см. диаграмму железо—сера
иа рис. 153) и любое ее количество образует с железом серни-
стое соединение— сульфид железа FeS, который входит в со-
став эвтектики, образующейся при 988° С.
Наличие легкоплавкой н хрупкой эвтектики, расположенной,
как правило, по границам зерен, делает сталь хрупкой при
1 По некоторым данным сера, хотя и весьма ограниченно, но все же
растворяется и в а-, я в у-железе.
185
800'С н выше, т. е. в районе температур красного каления. Яв-
ление это носит название красноломкости. Вследствие красно-
ломкости сталь с повышенным содержанием серы не поддается
горячей обработке давлением. С этой точки зрения сера явля-
ется вредной примесью в стали.
Рнс. 154. Сернистые включения:
о в виде оторочек по границам зерна. Х100; б —к виде обособленных включе-
ний. XIOU; л —в виде сульфида марганца. Х500
Обычно сернистая эвтектика Fc+FeS, прис)тствующая в не-
большом количестве, коалесцирует, т е феррит эвтектики объе-
диняется с ферритом основной массы металла, а соединение FeS
располагается вокр>г зерен 1 (рис. 154,а).
Такая форма включений серы является особенно вредной,
так как при горячей обработке давлением получаются надрывы
1 Описываемое здесь ятсние коазсспепцин эвтектики является общим для
металлических систем, в которых эвтектическая составляющая присутствует в
малом количестве. Следует также указать, что используемый здесь термин
«коалесценция» ие всегда применяется в таком смысте. Часто укрупнение вто
рой (избыточной) фазы в твертых телах называют коалесценцией, а укруп-
нение BTopofi фазы в жидких средах (эмульсиях) — коагуляцией.
186
и трещины. Последнее связано с тем, что еще в процессе на-
грева стали вокруг оторочек сернистого железа, начиная с тем-
пературы 988°С. происходит оплавление (т. е. образование рас-
плава в соответствии с диаграммой, приведенной па рис 153).
Отдельные обособленные округлые включения сернистого же-
леза уже менее вредны (рнс. 154,6).
Введение марганца в сталь уменьшает вредное влияние се-
ры, так как при введении его в жидкую сталь протекает реак
ция образования сульфида марганца: FeS-|-Mn->-MnS-FFe.
Сугьфид марганца плавится при 1620° С. т. е. при темпера-
турах, значительно более высоких, чем температура юрячей
обработки ’.
При температурах горячей обработки (800 - 1200сС) суль-
фид марганца пластичен п под действием внешних сил вытяги-
вается в продолговатые линзы (рис. 154,в).
Сульфиды пластичны и деформируются при горячей обра-
ботке в отличие от оксидов1 2, которые хрупки, под действием
Рнс 155. Неметаллические включения:
а — сульфиды (пластичные}; б — оксиды (хрупкие)
механических сил крошатся и располагаются в виде цепочек
(рис. 155).
Наличие подобных включений недопустимо для ответствен-
ных деталей. Хотя эти включения и не отражаются на величи-
нах статической прочности детали3, они могут снизить ее уста-
1 Сульфид марганца нерастворим не только в твердом, по н в жнтком
метал ле, поэтому невозможно образование легкоплавкой эвтектики с фазой
сульфид марганца.
2 Соединений металла с кислородом, например FeO. S1O2, А12Оз н др.
’ При испытании вдоль волокна, т. е. при расположении сульфидных
включений параллельно действующим силам; при испытании поперек волокна
неметаллические включения снижают и статические характеристики.
187
лестную и динамическую прочность, так как могут служить ме-
стами концентрации напряжения. При переменной нагрузке эти
включения часто облегчают возникновение трешин усталости.
Рис 156. Влияние серы на вязкие свой-
ства стали
В настоящее время начинает
широко распространяться такой
метод выплавки стали, при кото-
ром шлак приготавливают в от
дельной печи (так называемый
синтетический шлак). В результа-
те обработки металла таким шла-
ком происходит более полное уда-
ление серы, а также улучшаются
свойства главным образом при ис-
пытании поперек волокна.
Своеобразно влияние серы на
вязкие свойства, поскольку сера
присутствует в большинстве марок
стали в виде сульфидов марганца
(рнс. 154), это влияние получило
названпе сульфидный эффект. В
отлячне от других «вредных» эле-
ментов сера не повышает, а даже
понижает порог хладноломкости,
хотя ударную вязкость при визком
из томе повышает (рис. 156). Дру-
гими словами сопротивление вяз
кому разрушению сера повышает,
а хрупкому — понижает.
В общем случае серу все
же следует считать вредной
примесью в стали.
Как и фосфор, сера (см.
ниже п. 6) облегчает обра-
батываемость резанием1.
Газы. Водород, азот и кислород содержатся в стали в не-
больших количествах, зависящих от способа производства.
Содержание этих элементов в стали определяют, расплавляя
в вакууме пробу металла и измеряя количество газов, выделив-
шихся из жидкого металла (табл. 14).
Водород, азот, кислород могут присутствовать в следующих
формах, находиться в различных несплошностях (газообразном
состоянии), находиться в а-твердом растворе; образовывать раз-
личные соединения, так называемые неметаллические включе-
ния (нитриды, оксиды).
Если водорода в металле много, то это может привести к
чрезвычайно опасным внутренним надрывам в металле (флоке-
нам, см с. 409).
Образованные азотом и кислородом хрупкие неметаллические
включения ухудшают свойства металла.
1 Благодаря этому обстоятельству, содержание серы в ствлях, подвер-
гаемых обработкой резанием, не должно быть очень низким (для этой цели
мало пригодны стали, обработанные синтетическими шлаками).
188
Таблица 14
Примерное содержание газов и стали1
Го Сг<-..-к.- не гя г>в. . прн СП- < проц детва стали
» элмтг »печах мартен^вск.' ос- пивной конверторный бсссемероаскнП
Водород , , 0,0004—0,0006 (250) 0,0003—0,0007 (200) 0,0001—0,0003 (150) 0,0004—0,0007 (250)
Азот . . » , 0,007—0,010 (300) 0,004—0,006 (200) 0,002—0,005 (100) 0,010—0,015 (500)
Кистород , 0,002—0.004 (150) 0,005—0,008 (350) 0,005—0,008 (350) 0,01—0,03 (1000)
С}мма . . . (700) (750) (600) (17S0)
Примечание. В скобках среднее значение в ат. ppm.
1 ат.ppm —количество атомов водорода, азота, кислорода н др. при» )Aflni»v я па
I млн. атомов железа
Растворимость водорода, азота, кислорода н углерода в а-же-
лезс невелика, по так как с понижением температуры эта рас-
творимость резко уменьшается (рис. 157), то в условиях обычно-
го (неравновесного) охлаждения стали после прокатки нли ков-
ки образуется пересыщенный твердый раствор этих элементов
в a-железе. Теоретически правильнее эти элементы, а также уг-
лерод называть примесями внедрения, тем более что влияние их
на свойства специфично и похоже.
Пластическая деформация и последующий невысокий нагрев
такого пересыщенного раствора приводят к сильному охрупчива-
189
пню вследствие процессов старения (так называемое «деформа-
ционное старение»). Это проявляется в первую очередь в умень-
шении запаса вязкости и в повышении порога хладноломкости.
Так как содержание указанных примесей невелико (см. табл. 14),
то их влияние на многие другие свойства незаметно. Однако в
отличие почти от всех механических свойств примеси внедрения
сильно влияют на вязкие свойства, уменьшая ударную вязкость
п резко повышая порог хладноломкости (рис 158,а, б).
Водород не образует соединений с железом (гидридов), по-
этому он может выделяться нз металла. После выплавки сталь
Рнс. 15в. Влияние примесей внечрення кислорода (а) и азота (б)
на вязкие свойства железа
содержит некоторое количество водорода, которое с течением
времени постепенно уменьшается Продолжительность этого про-
цесса может быть несколько дней, недель или месяцев (в зави-
симости от толщины изделия). При этом механические свойства
(пластичности) улучшаются.
Из сказанного следует, что наличие водорода, азота н кисло-
рода в металле ухудшает его свойства.
Радикальным средством уменьшения указанных элементов н
неметаллических включений в металле является выплавка или
разливка металла в вакууме. Вакуумированный металл облада-
ет более высокими свойствами вследствие высокой чистоты ио
неметаллическим включениям и отсутствия (практически) рас-
творенных атомов водорода, азога п кислорода
Неметаллические включения, оксиды и сульфиды в процессе
деформации располагаются или в виде разорванных строчек
(оксиды), или в виде продолговатых линз (сульфиды) (рнс. 155),
ориентированных вдоль направления прокатки. Эти включения
служат центрами кристаллизации феррита, в результате образу-
ется полосчатая феррнто-перлптная структура (рис. 154,в).
190
Наличие такой полосчатой структуры вызывает сильную ани-
зотропию свойств, т. е. различие свойств образцов, вырезанных
вдоль и поперек прокатки. В основном снижение так называемых
поперечных свойств проявляется на характеристиках, связанных
с заключительной стадией деформации (ударная вязкость, отно-
сительное сужение), другие механические свойства менее чув-
ствительно реагируют на полосчатость. Анизотропию свойств ха-
^поп
рактеризуют отношением • где л —свойство металла в по-
лпред
перечном и продольном направлениях. Обычно ударная вязкость
в поперечном направлении вдвое меньше, чем в продольном (со-
ответственно коэффициент анизотропии 0,5); путем повышения
чистоты металла по сере н кислороду, используя усовершенство-
ванные методы выплавки или уменьшая строчечиость совершен-
ствованием методов прокатки («поперечная прокатка»), коэф-
фициент анизотропии ударной вязкости повышается до 0,7—0,8.
Указанные обстоятельства учитываются в технических усло-
виях и ГОСТах на металлопродукцию, где оговариваются на-
правления вырезки образцов.
3. СТАЛЬ РАЗЛИЧНЫХ СПОСОБОВ ПРОИЗВОДСТВА.
ЧИСТАЯ СТАЛЬ
В металлургии применяют различные способы производства стали. В за-
висимости от принятого способа изготовления стали, различаются по свойст-
вам. Однако не следует думать, что именно способ производства непосред-
ственно определяет эту разницу. В зависимости от способа производства ста-
ли отличаются но содержанию постоянных примесей (влияние которых мы
рассмотрели раньше), чем и обусловлено различие в их свойствах. Поэтому
если разными способами производства будет получен металл совершенно
одинакового состава, то одинаковыми будут и его свойства.
Как известно, сталь производят (выплавляют) в различных печах.
В соответствии с этим подразделяют сталь иа бессемеровскую, марте-
новскую. кислородно-конверторную и электросталь.
В бессемеровском конверторе жидкий чугун продувают воздухом, кисло-
род воздуха соединяется с примесями в чугуне, в том числе с углеродом, и
чугун превращается в сталь. Этот способ очень производителен, но при нем
сера и фосфор не удаляются в достаточном степени (табл. 15). а металл на-
сыщается гачами, особенно азотом.
Бессемеровский металл вследствие повышенного содержания газов, в пер-
вую очередь азота отличается от мартеновского большей прочностью, но мень-
шей пластичностью, склонностью к старению, большей загрязненностью неме-
таллическими включениями Вследствие тою что качество бессемеровского ме-
талла невысокое, этот процесс отживает и на смену ему приходит так назы-
ваемый кислородно-конверторный способ, отличающийся тем. что вместо воз-
духа используют технически чистый кислород с очень малым загрязнением
азотом (продувка обычно производится сверху под углом к зеркалу расплав-
ленного металла). В результате этого содержание азота в металле будет
низким. Такой металл называется конверторным, и по свойствам он практиче-
ски нс отличается от мартеновского.
Хотя основную массу металла обычного качества изготавливают в мар-
теновских печах, все-таки, исходя из технико-экономических соображений, це-
лесообразно большинство сталей производить конверторным способом и надо
полагать, что он постепенно вытеснит мартеновский способ производства ста-
191
Таблица 15
Сравнение сталей, полученных различными способами
Способ изготовления Содержание серы и <j<c- фора, % (максимум) В процессе птввхи уда- ляются Порядок
S Р S Р С 2 о >. G о 1L
М артеновский (основной) 0,05 0,04 Частично Удаляется 4 3
Кислородио - конвертор- ный (основной) .... 0,05 0,04 То же То же 3 2
Бессемеровский , . . 0,07 0,09 Не удал я- Не удаля- 5 1
ется ется
Мартеновский (кислый) 0,05 0,05 То же То же 2 4
В электропечах . . . 0,03 0,03 У талястся Удаляется 1 5
ли, что фактически и наблюдается, так как па строящихся металлургических
заводах сооружаются конверторные, а не мартеновские сталеплавильные цехи.
Прн мартеновском и конверторном способах производства подбором соот-
ветствующих шлаков н режимов ведения плавки можно удалить в значитель-
ной степени серу и частично фосфор. Шлаки, при помощи которых расплав-
ленный металл считается от примесей, состоят из основных (СаО и MgO)
и кислых (SiO2) окислов. В зависимости от состава шлаков футеровка печи
должна быть илн основнаи (магнезит или хромомагнезит), илн кислая (дннас),
чтобы избежать реакции между футеровкой и шлаком. Если шлак имеет ос-
новную реакцию1, то он удаляет нз металла большую часть фосфора и часть
серы. Значит, при сравнительно не очень чпетой исходной шихте металл в
основной мартеновской печи получается достаточно чистым по сере н фосфо-
ру, хотя и более насыщенным кислородом. При кислом процессе в шлаке име-
ется избыток кремнистой кислоты (SiO2), при налпчин которой сера н фосфор
из металла не удаляются, но насыщение металла кислородом происходит в
меньшей степени. Поэтому для кислого мартеновского процесса требуются чи-
стые по сере и фосфору исходные материалы (т. е. более дорогие), и если это
обеспечено, то металл получается лучшего качества, так как содержит меньше
кислорода.
Мартеновская сталь в большинстве случаев производится основным про-
цессом н лишь для некоторых назначений, когда требуется большая чистота
по исметалтическим включениям (оксидам) и меньшая насыщенность кисло-
родом, нзтотав1ивается более дорогая кислая мартеновская сталь.
Удаление нз металла серы, фосфора н кислорода достигается в наиболь-
шей степени прн плавке в электропечах (дуговых или индукционных). Будучи
более дорогой, электросталь является н более качественной; поэтому этим
способом изготавливают преимущественно легированные н высоколегирован-
ные стали, жаропрочные сплавы, инструментальные стали н т. д
Так как практически полное отсутствие газов и связанное с этим х.тучше-
ние свойств достигаются прн плавке в электрических ннтукционпых печах
в вакууме, то стали и сплавы для наиболее ответственных назначений произ-
водятся этим способом.
Т. е. в избытке имеются основные окис.ты MgO и СаО.
192
Установки для вакуум-плавки сложны. Практически такпс же результата
по содержанию газов и наличию неметаллических включений имеет сталь, вы-
плавленная и обычных условиях, но затем (после заливки в ковш) помещенная
в вакуум. Этот способ (сталь, вакуумированная в ковше) дешевле, чем вы-
плавка в вакууме.
В завнснмости от способа раскисления сталь бывает спокойной (раскис-
ленной марганцем, кремнием и алюминием) н кипящей (раскисленной только
марганцем). Следовательно, по химическому составу кипящая сталь отличает-
ся от спокойной: первая почти ие содержит кремния (Si <0,05 %), вторая со-
держит его нормальное количество (0,12—0,3%). Так как кипящая сталь, как
хуже раскисленная, содержит больше кислорода, то она уступает по качеству
спокойной.
Промежуточное положение по качеству занимает так называемаи полу-
июкойная сталь — раскисленная марганцем н алюминием, которую начинают
применять вместо кипящей и вместо спокойной стали (табл. 16).
Таблица 16
Сравнение сталей, раскисленных разными способами
Сталь Раскисление Выход годного, % Обычное содержание кремния, % Порядок
по ка- честву по стои- мости
Спокойная Мп Al 85—90 0,14—0,30 3 3
Полу спокойная Мп + Al 90—95 0,05—0,10 2 2
Кипящая Мп 95—100 <0,05 1 I
Наконец, следует иметь в виду, что состав слитка неодинаков. В верхней
и в средней части слитка содержится больше примесей — серы, фосфора, уг-
лерода (явление это носит название зональной ликвации). Поэтому метал i из
верхней части слитка будет отличаться от металла из нижней части и оба
они будут отличаться от среднего состава. В отдельных случаях это отклоне-
ние от среднего состава может быть очень значительным. В кипящей стали
зональная ликвация больше, чем в спокойной. Чем крупнее слиток, тем силь-
нее выражена зональная ликвация.
Стали, кроме обычных примесей, могут содержать различные случайные.
Например, в скрап (лом) попадают кусин легированных хромоникелевых ста-
лей. Поэтому выплавленная скрап-пронессом сталь обычно содержит в некото-
ром количестве элементы, которыми обычно легируют сталь (хром, никель
и др.). Некоторые руды содержат трудиоудаляемые примеси. Например, руды
Керченского месторождения содержат мышьяк, и выплавленная на этих рудах
сталь будет содержать этот элемент до 0,1—0,15%. Наоборот, некоторые руды
практически не имеют загрязнений другими элементами, и металл, полученный
из этих руд (Магнитогорский и Кузнецкий комбинаты)? очень чистый.
Таким образом, сталь одной и той же марки может отличаться по приме-
сям, учитываемых, а часто и ие учитываемых ГОСТами и техническими усло-
виями, а зто может сильно повлиять на свойства. Особенно сильно влияют при-
меси внедрения (водород, азот, кислород и углерод), а также типичные при-
меси, загрязняющие металл, —сера и фосфор. Безусловно, вредны многие цве-
ные пр имеем.
Борьбу за чистую и, следовательно, надежную (вязкую) сталь проводят
с помощью разных способов выплавки и обработки жидкой стали, о чем
говорилось выше, и, обобщая сказанное, можно придти к таким выводам.
Вакуумные процессы (в печи, в ковше и т. д.) в основном направлены на
удаление кислорода и их применяют как бы в помощь к обычным приемам
раскисления. Шлаковые процессы (электрошлаковый переплав, обработка син-
тетическими шлаками) глубоко очищают металл от серы.
13 I у.теев А. П.
193
Фосфор, прнмесн цветных металлов удаляются металлургическими прие-
мами лишь частично, и при этом не достигается высокая степень очистки ме-
талла от этих примесей. Высокая чистота металла по этим элементам получает-
ся при использовании высокочистой шихты (иапрнмер. железа прямого вос-
становления).
В будущем возможно изменение традиционной схемы металлургического
производства стали: руда-»-чугун (из доменной печи)—»-сталь (из мартеновской
печи) на следующую: руда-*металлнзованные окатыши (железо прямого вос-
становления)-деталь (электропечь)-* чистая сталь (сталь, рафинированная
путем вторичного переплава нлп вакуумированная в ковше).
Содержание загрязняющих примесей прн выражении их в процентах (по
массе) невелико н поэтому не сигналнзярует об опасности ухудшения прн этом
качества стали. Кроме того, влияние оказывает не содержание элемента в
процентах (по массе) (что опредетяется количеством нейтронов и протонов
в идре), а атомное. Многие загрязняющие металл элементы имеют малый
атомный вес.
Удобно оценивать степень загрязнения стали в так называемых атомных
ppm — показывает число атомов’ примесей, приходящихся на I миллион ато-
мов железа (ppm — начальные буквы слов part per million — часть миллиона).
В табл. 17 приведено типичное содержание примесей в ат. ppm в стали,
полученной массовыми способами производства, а в табл. 18 — нх содержание
в стали с применением современных методов очистки.
Таблица 17
Содержание примесей (типичное) в стали обычных способов
производства, ат. ppm
Способ производства Сере Фосфор Кислород Азот Водород Сумма всех загрязие- ний’
Бессемеровский . . . . ооо 1400 1000 500 250 6000
Кнслородно - конвертор- ный 500 500 350 100 150 2000
Мартеновский . . . . 500 500 350 200 200 2100
Электроста лспл а вил ь- ный . 250 300 150 300 250 1500
1 С добавлением цветных металлов и других примесей, не указанных в таблице.
Таблица 18
Содержание примесей (типичное) в рафинированной стали, ат. ppm
Способ производства Сера Фос- фор Кисло- род Азот Водо- род Сумма всех загряз- нений
Открытый дугов.ой 250 300 150 300 250 1500
Элсктрошлаковый переплав . « , . 100 300 120 250 150 1000
Вакуумно-дуговой переплав . . . . 250 300 90 200 100 1000
Электроннолучевой переплав . . . 200 300 50 200 100 1000
Вакуумно-индукционный переплав 250 300 50 200 100 1000
1 С добавлением цветных я других примесей яе указанных в таблице.
94
Выражение химического состава стали в ат. ppm позволяет суммировать
сотержаиие примеси. Такая цифра показывает общую степень загрязненности
стали, т. е. какое количество атомов всех примесей приходится на 1 миллион
атомов основного металла (железа).
Просуммировав такны образом содержание примесей, видно, что самой
«грязной» является бессемеровская сталь (~6(ХЮ ат. ppm), значительно
(в 3 раза) чище мартеновская и кнслородно-копверторнаи сталь ( — 2000 ат.
ppm) н еще чище электросталь ( — 1500 ат. ppm). Рафинирующие переплавы
приводят к дальнейшему очищению стали (до — 1000 ат. ppm), а если исполь-
зовать при приготовлении стали высокочнстую шихту, то общую чистоту мо-
жно довести примерно до — 500 ат ppm.
Таким образом, свойства стали зааисят от способа ее производства, так
как от последнего зависят содержание разных примесей в металле и их распре-
деление. Это обстоятельство в ряде случаев может иметь важное значение
н должно быть соответствующим образом учтено.
4. УГЛЕРОДИСТАЯ СТАЛЬ ОБЩЕГО НАЗНАЧЕНИЯ
Горячекатаная сталь, поступающая с металлургических за-
водов в виде проката (прутки разного сечения, балки, лист, тру-
бы и т. д),— наиболее применяемый материал для производст-
ва машин, станков, строительных металлоконструкций, предме-
тов широкого потребления и т. д. Сталь в соответствии с ГОСТом
должна отвечать определенным требованиям.
Сталь обычного качества имеет свойства, гарантируемые
ГОСТ 380—71* (мартеновский, конверторный и бессемеровский
металл).
Если сталь используют для изделий, которые не подвергают
горячей обработке (сварке, ковке и т. д.), то структура и свой-
ства, которые сталь получила по выходе из прокатного цеха ме-
таллургического завода, сохраняются и у потребителя. В этом
случае стали поставляют потребителю только по механическим
свойствам. Химический состав гте гарантируется.
Если сталь у потребителя будет подвергаться горячей обра-
ботке (ковке, штамповке и т. д.), то исходные структура и меха-
нические свойства ие сохраняются. В данном случае для потре-
бителя основное значение приобретает состав стали, так как нм
определятся режим горячей обработки н конечные механические
свойства стальных изделий. В этом случае сталь поставляется
потребителю только по химическому составу.
Если у потребителя сталь подвергается сварке, то в зоне теп-
лового влияния сварного шва свойства металла изменяются и
для потребителя важно знать химический состав стали, так как
именно он будет определять свойства стали в этой зоне. Одно-
временно потребителю'необходимо знать и исходные механичес-
кие свойства металла, так как те части изделий, которые не под-
вергали тепловому влиянию сварного шва, сохраняют свои свой-
• 380 —номер ГОСТа, 71—дата его утверждения. До 1071 г сталь
обычного качества поставлялась но ГОСТ 380—60, а еще ранее — по ГОСТ
3857 и 380—41.
13'
195
ства. Металл в этом случае поставляется и по химическому со-
ставу, и по механическим свойствам одновременно.
В соответствии со сказанным ГОСТ 380—71 предусматрива-
ют поставку стали трех групп:
группа Л — с гарантируемыми механическими свойствами
(сталь ие подвергается горячей обработке);
группа Б — с гарантируемым химическим составом (сталь
подвергается горячей обработке);
группа В — с гарантируемыми механическими свойствами и
химическим составом (для сварных конструкций).
Сталь группы А маркируется буквами Ст и номером 1, 2, 3 и
т. д. Чем больше номер, тем выше прочность, по ниже пластич-
ность Если после марочного обозначения стоит «кп»— значит
сталь кипящая; если стоит «пс» — сталь полуспокойпая и если
«сп», то сталь спокойная.
Свойства этих сталей указаны в табл. 19.
Таблица 19
Стали общего назначения группы Л (ГОСТ 380— 71)
Мерка стали °в- кге/мм* °Т’ кге/мм1 (ие менее) е». % j (не менее) Марка стали оп кге мм* О , кге/мм* (не менее) £ % (нс менее)
СтО 32 22 СтЗ 38—47 24 21—27
Ст1 32—40 — 33 Ст4 42—62 26 25
Ст2 34—42 22 31 Ст5 50—62 28 15—21
Стб 60—72 31 11 — 16
• В зависимости от величины о0 для более высокого значения допускается мень-
шая пластичность, но в указанных пределах.
Сталь группы Б маркируется М, К, Б (что показывает способ
производства — мартеновский, конверторный, бессемеровский).
Состав стали общего назначения приведен в табл. 20.
СтО можно применять лишь в самых неответственных слу-
чаях.
Сталь группы В (изготовляется мартеновским или конвертор-
ным способами) маркируется буквой В и цифрой. Сталь ВСт!
имеет механические свойства, как Ст1 (см. табл. 19), а химиче-
ский состав, — как сталь МСт1кп (табл. 20). То же можно ска-
зать и о стали ВСт2, ВСтЗ и т. д.
Болес подробные сведения можно получить при знакомстве
с ГОСТ 380—71 и другими стандартами на отдельные виды ме-
таллургической продукции
В настоящее время в СССР сильно развивается стронтель-
тво в северных районах страны с суровыми климатическими
196
Таблица 20
Состав сталей общего назначения группы Б, % (ГОСТ 380—71)
Марка стали С Мп s р
ие бо лее
МСтО <0,23 0,070 0,060
МСт|, КСт! 0,06—0,12 0,25—0,50 0,045 0,053
МСтЗ. КСт2 0,09-0,15 0,25—0,50 0,045 0,055
МСтЗ. КСтЗ 0,14—0,22 0,30—0.60 0.045 0,055
МСтЗ 0,14—0,22 0,40—0,65 0,045 0,055
МСт4, КСт4 0,18—0,27 0,40—0,70 0.045 0,055
МСт4 0,18—0,27 0,40—0,70 0,045 0,055
МСтЗ 0,28—0,37 0.50—0,80 0,045 0,055
МСтб 0,38—0,49 0,50—0,80 0,045 0,055
МСт7 0,50—0,62 0,50—0,80 0,045 0,055
Примечание. Содержание кремния в кипящей стали не более
0,07%, в полуспокойной 0,05—0,15%, в спокойной 0,12—0,30% (нлн 0,15—
0.35%).
условиями. Во многих северных районах температура зимой ни-
же —40° С. В этих условиях хладноломкость металла, т. е. от-
сутствие склонности к хрупкому разрушению при понижении
температуры, является важнейшим качеством. В табл. 21 приве-
дены данные о температурах перехода в хрупкое состояние наи-
более распространенной стали марки СтЗ (из нее изготавливают
строительные и мостовые фермы, экскаваторы, драги и многие
другие сооружения, эксплуатируемые в северных условиях).
Таблица 21
Температура перехода СтЗ в хрупкое состояние
Сталь Температура перехода. “С
начало конец
Кипящая:
горячекатаная . ... + 100 0 +50
нормализованная ... , . +40 —20 + 10
термически улучшенная . Спокойная: +20 —40 —10
горячекатаная . . . -г 20 —40 — 10
нормализованная ... 0 —60 -30
термически улучшенная ... —20 —80 —50
Примечание. Начало перехода —излом полностью вязкий при тем-
пературе выше указанной; конец перехода — излом полностью хрупкий прн
температуре ниже указанной
• 50% волокна в взломе
197
При температурах выше температуры начала перехода в
хрупкое состояние сталь обладает высокой вязкостью и вполне
надежна в любых условиях эксплуатации, прн температурах ни-
же температуры конца перехода, т. е. когда излом полностью
хрупкий и применять сталь нельзя ни при каких условиях
Данные, приведенные в табл. 21, которые следует рассматри-
вать как приближенные, так как температура перехода в хруп-
кое состояние зависит от многих факторов (чистота стали, раз-
мер зерна и др ), показывают, что спокойная сталь значительно
лучше, чем кипйшая, а термическая обработка 1 резко понижает
порог хладноломкости.
Обычно Т50 показывает минимальную температуру возмож-
ной эксплуатации. Для работы в особо суровых северных усло-
виях (температура воздуха ниже —40“ С) следует применять
спокойную термически улучшенную сталь1 2 Для ответственных
назначений ввиду возможности снижения температуры нижеО°С
кипящую сталь применять не следует.
5. НАГАРТОВАНН ХИ СТАЛЬ
Широкое применение в народном хозяйстве имеют проволока,
а также другие виды изделии тонких сечении (тонкий лист, лен-
та, цельнотянутые трубы и др. профили).
Эти виды изделий изготавливают иа металлургических заво-
дах прокаткой, прессованием, волочением в холодном состоянии.
В результате такой обработки металл получает наклеп (нагар-
товку), который может быть снят последующим рекристаллиза-
ционным отжигом. Указанные изделия могут поставляться ме-
таллургическими заводами в отожженном или нагартованном со-
стояниях.
Для отожженного состояния механические свойства опреде-
ляются главным образом составом стали, п в первую очередь
содержанием углерода.
Для нагартованиого состояния свойства будут сильно зави-
сеть от степени наклепа (степени обжатия), как это видно из
рис. 159. При максимальном наклепе (обжатие 96—97%) высо-
коуглеротистон стали (1,2% С) достигается прочность, превыша-
ющая 400 кге/мм2. Очевидно, что после такой степени обжатия
проволока получается очень тонкой. Действитетьно, рекордные
значения прочности п„=4804-500 кге/мм2 получены были лишь
на проволоке 0.1 мм из высокоуглероднстой стали после значи-
тельных обжатий (98%-).
Нагартопаниую проволоку тонких сечений после значмтель-
1 Так назидаемое термическое улучшение, стр. 280.
2 Термическое улучшение в ряде сдучдев можно заменить бодее простой
операциеи—нормализацией, для эксплуатации до температуры не ниже —40е С.
198
иых степеней обжатия использу-
ют для изготовления канатов и
тросов. Обычно для этой цели
применяют сталь с 0,6—0,8% С,
которая после обжатия 80—90%
получает прочность 180—
300 кгс/мм2
Чтобы получить такую сте-
пень обжатия, материал проволо-
ки должен хорошо деформиро-
ваться. Оказывается, что это до-
стигается лишь при условии, если
исходная структура представляет
собой тонкопластиичатый перлит,
получаемый особой обработкой в
свинцовых (или соляных) рас-
плавленных ваннах. Это так на-
зываемое патентирование, пред-
ставляющее собой разновидность
изотермической закалки (см. ни-
же).
Конкретные технические условия н
стандарты определяют свойства, состав,
допуски на размеры, состояние поверх-
ности к другие требования для проволо-
ки н различных полуфабрикатов (труб,
листов, ленты), получаемых методом хо-
лодной пластической деформации.
Степень обжатия^
Рис. 159. Влияние степени обжатия на
предел прочности проволоки с резным
содержанием углерода
6. ЛИСТОВАЯ СТАЛЬ для холодной ШТАМПОВКИ
Наряду с изделиями нз прочных нагартованных сталей при-
ходится изготавливать изделия из мягкой малоуглеродистой
стали, например проволоку для обвязки, тонкий лист для глубо-
кой штамповки или вытяжки.
Особый интерес представляет лист, предназначенный для
крыльев и кузовов автомобиля Сталь для глубокой вытяжки
должна отличаться большой пластичностью. Поэтому для этих
целей применяют сталь с минимальным содержанием углерода.
Действительно, для особо сложной штамповки содержание уг-
лерода ограничивается 0,08%*. Существенно также ограничение
содержания и других постоянных примесей (марганца, кремния,
серы, фосфора), так как все они в той или иной степени уменьша-
ют пластичность стали. Однако это ограничение (например, по
марганцу) не должно ухудшать качество стали по другим пока-
зателям.
• При 0,2—0,3% С можно производить лишь гибку и незначительную вы-
тяжку, а прн 0,3—0,4% С только гибку с малой кривизной.
199
Для глубокой вытяжки применяют преимущественно ннзкоутлероднстую
кипящую (ннзкокремннстую) сталь марки 08кпв содержащую ^0,08% С;
0,25—6,50% Мп; <0,03% Si; <0.03% S; <0,02% Р.
Чтобы сталь хорошо штамповалась, она должна иметь не только опреде-
ленный состав, но н соответствующую микроструктуру — мелкозернистый
феррит с перлитом, располагающимся в стыках нескольких ферритных зерен
Коалесценция перлита (см. п. 2 этой главы о коалесценции сульфидной эвтек-
тики) приводит к появлению по границам зерен структурно свободного цемен-
тита, что чрезвычайно вредно для штампуемости.
Следует отметить, что листы нз кипящих малоуглеродистых сталей (в том
числе марки 08кп) неоднородны, имеют расслоение (раскатанные пузыри, см.
гл II, п. 5), а таиже сктонны к старению при комнатной температуре (за счет
повышенного содержания кислорода). Поэтому наряду с кипящими сталями
для этих целен применяют и спокойные или полуспокойные (успокоенные алю-
минием — марка 0810), лишенные указанных недостатков, хотя и несколько
более твердые.
7. ОБРАБАТЫВАЕМОСТЬ РЕЗАНИЕМ.
АВТОМАТНЫЕ СТАЛИ
Большинство деталей, за исключением получаемых из листа
топкой проволоки пли калиброванных прутков *, изготавливают
so
40
20
^80
В
60
6g, кге/мм*
&2О
х Легированные стали
"ь конструлциомные стали
о Литые стали
обработкой резанием. На лю-
бом машиностроительном за-
воде механические цехи явля-
ются основными по количеству
рабочих, занимаемой площади,
потребляемой энергии, числу
станков, хотя в настоящее вре-
мя явно намечается тенденция
перехода па другие, более про-
грессивные методы (бесстру-
жечные) изготовления деталей.
Естественно, что улучшение
обрабатываемости стали — ос-
новного машиностроительного
материала — имеет весьма
большое практическое значе-
ние.
Вопрос о связи обрабатыва-
емости со структурой и соста-
вом стали теоретически еше
полностью не изучен.
Сложность вопроса об об-
уй? рабатываемости режущим ин-
струментом заключается преж-
р„с 160. Обрабатываемость (лопустем.в « ВСеГО В Неопределенности
скорость реаания) в зависимости от проч- СвМОГО ПОНЯТИЯ ОбрабаТЫВае-
вости шодача б — ' мости. Обрабатываемость мо-
1 В последнем случае применяют холодную высадку н накатку — так те-
перь изготовляют болты, шуртпы и т. п.
200
жно расценивать с точки зрения допускаемой скорости резания
(важнейший момент, определяющий производительность стан-
ка), усилия резания, чистоты обработанной поверхности. Кроме
того, обрабатываемость одного и того же материала может быть
различной при разных операциях — точение, фрезерование, свер-
ление, шлифование и т. д. — или при грубой пли отделочной об-
работках.
Получить удовлетворительную корреляцию между механиче-
скими свойствами н обрабатываемостью не удалось, но прибли-
женно можно считать, что повышение твердости или прочности
снижает обрабатываемость (определяемую по скорости реза-
ния) и в первом приближении даже мало зависит от состава ста-
ли (рис. 160).
Однако при одинаковом значении твердости различия в
структуре и в составе часто могут обусловить значительные раз-
личия в обрабатываемости.
Большое значение имеет теплопроводность стали. Стали с
аустенитной структурой обладают малой теплопроводностью.
Выделяющееся при резании тепло мало поглощается изделием,
а в основном концентрируется в точках резания и разогревает ре-
жущую кромку инструмента, что снижает его стойкость. Поэто-
му, несмотря на низкую твердость, аустенитные стали обраба-
тываются плохо.
Размер зерна в стали, не влияя заметно на твердость, суще-
ственно влияет на обрабатываемость. Крупнозернистая сталь,
обладая пониженной вязкостью (об этом см. гл. Ill, п. I), лучше
обрабатывается резанием. Пониженная вязкость создает так на-
зываемую «обработочную хрупкость», способствует более легко-
му отделению и получению сыпучей, недлинной стружки.
Строение перлита также влияет па обрабатываемость. Доэв-
тектоидпые стали обладают лучшей обрабатываемостью при
структуре феррнт+пластинчатый перлит. Эвтектоидные и заэв-
тектоидные стали лучше обрабатываются, если их структура со-
стоит из зернистого перлита. Об условиях получения этих струк-
тур см. гл. X, п. 3 и гл. XI, п. 10.
Относительно влияния состава стали следует отметить, чго
увеличение содержания углерода в стали вследствие упрочнения
приводит к снижению обрабатываемости. Тем не менее очень
низкоуглеродистые стали и техническое железо обрабатываются
плохо, вследствие нх большой вязкости и пластичности, кроме
того, при их обработке получается длинная трудпоудаляемая
стружка.
Особое внимание следует обратить на влияние фосфора и се-
ры. Оба эти элемента не только повышают стойкость инструмен-
та, но и способствуют получению обработанной поверхности
лучшего качества. Поэтому для изготовления малоответствеи-
ных деталей применяют так называемые автоматные стали —
ннзкоуглеродистые стали с повышенным содержанием серы и
201
фосфора. К недостаткам серофосфористых сталей относятся не
только пониженная пластичность и вязкость, но и повышенная
склонность к коррозии. Это следует учитывать при назначении
автоматных сталей для изготовления деталей, подвергающихся
механическим воздействиям, работающих в условиях повышен-
ной влажности и т. д.
Имеются н другие элементы, кроме серы, улучшающие обра-
батываемость. К ним относятся химические аналоги серы — се-
лен и теллур, которые в настоящее время используют для повы-
шения обрабатываемости некоторых высоколегированных (нер-
жавеющих) сталей. Было показано также, что обрабатываемость
стали улучшается присадкой небольшого количества свинца
(0,1—0,2%), нерастворимого ни в жидкой, ии в твердой стали
В твердой стали свинец, присутствуя в виде мелких обособлен-
ных включений, делает стружку более ломкой и оказывает сма-
зывающее действие. Механические характеристики от присадки
свинца снижаются мало, но трудность введения свинца в сталь
н особенно трудности, связанные с переплавкой свинцовистых
сталей, ограничили их широкое применение.
Состав автоматных сталей приведен о табл. 22.
Лучше всего обрабатывается серофосфорнстая сталь А12 Из нее резанием
изготавливают неответственные детали массового производства.
Таблица 22
Химический состав автоматных сталей, % (ГОСТ *414—75)
Марка стали С Мп SI S р
А12 0,08—0,16 0,7— 1,0 0,15—0,35 0,08—0,20 0,08-0,15
А20 0,17—0,24 0,7— 1,о 0,15—0,35 0,08—0,15 0,06
АЗО 0,27—0,35 0,7— 1,0 0,15—0,35 0,08—0,15 <0,06
А40Г 0,37—0,45 1,20— 1,55 0,15—0,35 0,18—0,30 0,50
Другие стали, указанные в табл. 22, предназначаются для изготовления
более ответственных деталей, которые затем подвергают термической обра-
ботке.
СПИСОК ЛИТЕРАТУРЫ
Справочник по машиностроительным материалам. Т. I. М., Машгиз, 1959.
907 с. с ил.
Болховитинов Н. Ф Металловедение и термическая обработка. М.,
«Машиностроение». 1965. 503 с. с ил.
Справочник. Материалы машиностроения. Т. 11. М-, «Машиностроение»,
1967. 496 с. с ил.
Гуляев А. П. Чистая сталь. М., «Металлургия», 1975. 184 с. с ил.
Глава VIII
ЧУГУН
Чугун отличается от стали по составу — более высоким со-
держанием углерода, по технологическим свойствам — лучшими
литейными качествами, малой способностью к пластической де-
формации (в обычных условиях не поддается ковке). Чугун де-
шевле стали.
В зависимости от состояния углерода в чугуне различают:
белый чугун, в котором весь углерод находится в связанном
состоянии в виде карбида (структуры такого чугуна были рас-
смотрены в гл VI. п. 4);
серый чугун, в котором углерод в значительной степени или
полностью находится в свободном состоянии в форме пластинча-
того графита,
высокопрочный чугун в котором углерод в значительной сте-
пени пли полностью находится в свободном состоянии в форме
шаровидного графита;
ковкий чугун, получающийся в результате отжига отливок из
белого ч} Гуна. В ковком чугуне весь углерод или значительная
часть его находится в свободном состоянии в форме хлопьевид-
ного графита (углерода отжига).
Таким образом, чугун (кроме белого) отличается от стали
наличием в структуре графитовых включений, а между собой
чугуны различаются формой этих включений.
Естественно, что важнейший вопрос теории чугуна — выясне-
ние условий образования графита, так называемой графитизации.
1. ПРОЦЕСС ГРАФИТИЗАЦИИ
Углерод может существовать в двух аллотропических фор-
мах— алмаз и графит Алмаз — редкая форма существования
углерода и в сплавах ие встречается.
В железоуглеродистых сплавах в свободном виде углерод
находится в форме графита Кристаллическая структура графи-
та слоистая (рис. 161).
Расстояние между атомами зг.зерода, лежащими в одной плоскости, со-
О о
ставтяет 1,42 А, а расстояние между плоскостями равно 3,40 А Из четырех ва-
лентных электронов атома углерода только одни поступает в электронный газ.
что обусловливает некоторые, правда, слабо выраженные, металлические свой-
ства графита (например, его электропроводность).
Прочность и пластичность графита весьма низки
Высокоуглеродистой фазой в железоуглеродистых сплавах
может быть и цементит: его кристаллическое строение н свойст-
ва были рассмотрены в гл. VI, п. 3.
Рассматривая кристаллическую структуру п состав аустени-
та. цементита и графита, следует сделать следующий вывод:
кристаллические структуры цементита и аустенита близки, тог-
203
да как кристаллические структуры аустенита и графита сущест-
венно различны (см. рис. 132,6. 134 и 161). По составу аустенит
и цементит ближе друг к другу, чем аустенит и графит (так,
аустенит содержит до 2,14% С. цементит 6,67% С, а графит
100% С). Поэтому образование цементита из аустенита а также
и из жидкости происходит легче, работа образования зародыша,
как и необходимые диффузионные изменения, меньше и случае
кристаллизации цементита, чем при кристаллизации графита.
Следовательно, кинетически из
твердого раствора (аустенита) и из
жидкости более выгодна кристалли-
зация цементита, а не графита
(точнее, смеси феррит+цементит
или аустенит+цементнт, а нс смеси
фсррит-|-графит или аустеннт+гра-
фнт).
Вместе с тем графит — более ус-
тойчивая фаза, а цементит — менее
устойчивая; это значит, что смесь
ферритЧ-графит или аустеиитЧ-гра-
фит обладает меньшей свободной
энергией, чем смесь фсрритЧ-цемен-
тит или аустенитЧ-Цементнт Следо-
Рис. 161. Крнствчлнческая структу-
ра грифита
вательно, термодинамические факторы способствуют образова-
нию не цементита, а графита.
Эти два обстоятельства необходимо учитывать при изучении
условий образования графита. Если кинетические условия поз-
воляют, то образуются структуры с графитом, если пет, то с це-
ментитом, несмотря на то что более устойчивой является струк-
тура графита; в этом случае образование графита является вто-
ричной реакцией, и графит будет продуктом распада цементита.
Как отмечено в гл. II, переход из одного агрегатного состояния в дру-
гое, например из жидкого состояния в твердое, вызван тем, что при изменив-
шихся условиях новое состояние оказывается более устойчивым, обтадает
меньшим запасом свободной энергии. Ниже температуры Т, (см. рнс. 25) ус-
тойчивым является кристалл и ниже этой температуры протекает процесс кри-
сталлизации, так как это сопровождается уменьшением свободной энергии.
Точка Т. перехода жндностн в смесь аустенит-]-цементит прн 1147° С (ли-
ния FCF на диаграмме железо — углерод, рис. 135). Следовательно, схемати-
чески линии изменения свободной энергии жидкого расплава и смеси avere-
нцт+цементит прн изменении температуры пересекаются при температуре
1147° С (рис. 162). Ниже этой температуры протекает процесс кристаллизации,
выше — плавление.
Ранее было указано, что аустенито-графитная смесь является термодина-
мически ботее устойчивой, чем аустенмто-цементитиая смесь. Это значит, что
если на схеме рнс. 162 провести линию, которая будет характеризовать сво-
бодную энергию смеси аустенит-f-графит, то она должна располагаться прн
в$ех температурах ниже линии, характеризующей свободную энергию смесн
ауствнит+цементит. Следовательно, линия свободной энергии аустенит+
+графит пересечет линию свободной энергии жидкости прн температуре бо-
лее высокой чем 1147° С, т. е. прн 1153° С
204
Исходя из этого, можем сделать следующие выводы
Ниже точки равновесия L^A+Ц (I |47°С) кристаллизация
протекает с образованием цементита, так как кинетически это
легче осуществимо. Графит в металле будет вторичным продук-
том, он может образоваться в результате распада цементита
В интервале 1147—1153° С образование нз жидкости аусте-
нито-цементнтвой смеси принципиально невозможно, и в данных
температурных условиях кристаллизации происходит с образова-
нием аустенито-графитной смеси непосредственно из жидкости.
Совершенно аналогично следует рассматривать возможность
распада аустенита на феррпто-цементптную или феррито-гра-
Рис. 162 Изменение свободной
энергии жидкого сплава *|^ж^
и смеси аустенит + цементит
ц) и аустенит + графит
^А+г) с измененисм темпера-
туры (схема)
фитную смесь. Температура 727° С есть температура фазового
равновесия, а температура фазового равновесия ле-
жит выше (по экспериментальным данным при 738°С), следо-
вательно, в интервале 738—727°С возможен распад аустенита
не на феррито-цементитную смесь (перлит), а на феррито-гра-
фитную смесь. Приведенные термодинамические соображения
должны найти отражение и в диаграмме фазового равновесия.
Диаграмма железо — углерод, приведенная иа рис. 163, со-
ответствует образованию аустените цементитиых или феррито-
цементитных смесей ’. Образование аустеиито-графитиых или
феррито-графитных смесей происходит при более высоких тем-
пературах, а линии фазовых равновесии должны лежать при бо-
лее высоких температурах. Таким образом. Получается диаграм-
ма железо — углерод с двойными линиями (рис. 163). Сплош-
ные линии показывают температуру фазового равновесия аусте-
нит (феррит)—цементит, а пунктирные — аустенит (феррит) —
графит.
На этой диаграмме линия Е'С F' (1153° С) —линия фазового
равновесия Ь^А-\-Г, а линия P'S'К' (738°С)—линия фазово-
го равновесия А^Ф-\-Г.
1 Ее поэтому иногда называют диаграммой железо — цементит нлн мета-
стайилыюй диаграммой, поскольку цементит — фаза неустойчивая.
205
Меньшая способность аустенита и жидкости растворять гра-
фит, чем цементит, приводит к тому, что линии SE' и CD' рас-
полагаются левее соответствующих линий S£ и CD.
Образование графита из жидкости или аустенита происхо-
дит при охлаждении в узком интервале температур между лини-
ями стабильной и метастабильиой диаграмм, т. е. в условиях ма-
лых переохлаждений или, следовательно, при малых скоростях
охлаждения. Отсюда мы заключаем, что образование структур
Рис. IG3. Диаграмма Fe—С. Сплошные линии — цементная система,
пунктирные — графитная
исходит при медленном охлаждении, тогда как образование
структур белого чугуна происходит при более быстром охлажде-
нии, что многократно подтверждается практикой.
Образование графита из жидкости или аустенита — медлен-
но протекающий процесс, так как работа образования зародыша
графита велика и требуется значительная диффузия атомов уг-
лерода для образования кристаллов графита, также необходим
и отвод атомов железа от фронта кристаллизации графита.
В чистых железоуглеродистых сплавах непосредственное об-
разование графита из жидкости было бы редко наблюдаемым
явлением, если бы не одно обстоятельство, способствующее об-
разованию графита.
Дело в том, что жидкость в высокоуглеродистых сплавах
(чугунах) не является практически совершенно чистой. Обычно
чугун после его расплавления «замутнен», т. е. содержит во взве-
шенном состоянии мельчайшие частицы различных включений и
примесей, в том числе и мельчайшие частицы графита. На этих
206
частицах начинается процесс кристаллизации графита, они яв-
ляются стеикий, иа которой оседают атомы углерода, давая кри-
сталл графита. В этом случае работа образования зародыша гра-
фита может быть и не больше работы образования зародыша
цементита, и поэтому даже ниже температуры равновесия
(1147е С) кинетически оказывается возможным образование кри-
сталлов графита.
Перегрев чугуна значительно выше температуры плавления
приводит к растворению этих взвешенных частиц, хотя, возмож-
но, н неполному, что затрудняет непосредственное образование
графита. Введение различных добавок к чугуну может привести
к возникновению дополнительных центров кристаллизации гра-
фита, что способствует в ряде случаев образованию графита.
В зависимости от условий кристаллизации образуется графит
различной формы, что имеет большое значение (об этом будет
сказано дальше).
То, что сказано в отношении кристаллизации графита из жид-
кости, применимо и для кристаллизации графита из аустенита.
Нет ясных экспериментальных доказательств того, что из гомо-
генного аустенита непосредственно выделяется графит, хотя,
согласно приведенным выше термодинамическим положениям
(см. с. 205), это возможно в узком диапазоне температур (в ин-
тервале между линиями стабильной и метастабилыюй систем).
Однако если в процессе нагрева произошла частичная графити-
зация вследствие распада цементита, то возможно отложение
углерода на уже имеющихся графитных включениях (при охлаж-
дении ниже линии P'S'E'), что наблюдалось экспериментально.
Таким образом, кроме превращений, приводящих к образо-
ванию цементита, которые мы рассмотрен! в главе о железоуг-
леродистых сплавах (гл. VI), возможен распад растворов (жид-
кости, аустенита) с образованием графита.
Кроме рассмотренного ранее процесса образования графита
непосредственно при кристаллизации, возможен и другой спо-
соб образования графита. Как уже неоднократно указывалось,
цементит—неустойчивое соединение и при определенных усло-
виях (определенной температуре) распадается с образованием
аустенита и графита или феррита и графита. Для осуществления
этого процесса требуется диффузия углерода к центрам кристал-
лизации графита и самодиффузпя железа от мест, в которых
графит выделяется.
При нормальной комнатной температуре этот процесс прак-
тически не протекает, но с повышением температуры резко уско-
ряется.
При температуре ниже линии P'S'К' устойчивыми фазами
являются феррит и графит, поэтому цементит распадается на
эти две фазы, и реакцию распада цементита можно написать так:
Fe3C-*Fea + С или Ц->-Ф + Г.
207
Выше линии P'S'K' устойчивыми фазами являются аустенит
и графит, и реакция распада цементита сопровождается образо-
ванием таких фаз
Fe3C-*Fev(C) + С или Ц-+А + Г.
Следовательно, в результате графитизации цементита обра-
зуется графит и феррит (ниже линии P'S'K') или аустенит (вы-
ше линии P'S'K’) Выше линии P’S’K' часть углерода находится
в у-твердом растворе, поэтому, хотя процесс при более высокой
температуре протекает быстрее, ио к выделению всего углерода
Рнс. 164 Схема образования
структур прн графитизации
в свободном состоянии (т. е. в виде графита) он привести нс мо-
жет; при температуре ниже линии P'S'K' процесс протекает мед-
леннее, но он может закончиться полной графитизацией, т е. вы-
делением всего углерода в свободном состоянии 1
Для лучшего изучения этого сложного и практически важно-
го процесса рассмотрим явление графитизации, привлекая дру-
гую схему (рис. 164).
Предположим, что охлаждение было достаточно быстрое и
получился белый чугун (псрлит+цементит), — исходное состоя-
ние. В результате нагрева белого чугуна выше линии PSK пер-
лит превращается в аустенит; выдержка при этих температурах
(>738°С) приводит к графитизации избыточного нерастворив-
шегося цементита. Если процесс закончился полностью, то при
высокой температуре структура будет состоять из аустенита 4-
4-графита, а после охлаждения из перлита 4-графита. Прн не-
завершенности процесса первичной графитизации (выше линии
PSK) сохраняется цементит, и структура состоит из аустенита 4-
1 Как указывалось ранее (см. с. 173), в феррите растворяется весьма не-
значительное количество углерода, которым можно пренебречь прн рассмот-
рении процессов графитизации.
208
Ч-графита+иементнта — прн высокой или перлита+графита-)-
+нементита — при низкой температуре.
При переходе через критическую точку (линия PSK) аусте-
нит превращается в перлит и выдержка при температурах, близ-
ких, но ниже критической точки, может привести к распаду це-
ментита перлита (вторая стадия графитизации). При полностью
завершенном процессе весь цементит перлита разложится, обра-
зуется феррито-графитная структура, а прн частичном превра-
щении останется перлит.
Процесс может протекать не только изотермически, как это
показано па схеме, ио и при медленном охлаждении. Если гра-
фит образовался при кристаллизации частично в виде чешуек,
то дальнейшее образование графита будет происходить отложе-
нием углерода иа ранее выпавших частичках. Этим определится
различие во внешней форме графита.
2. СТРУ КТУРА ЧУГУНА. ФОРМЫ ГРАФИТА
Белый чугун. Такое название он получил по виду излома,
который имеет матово белый цвет. Структура белого чугуна (при
нормальной температуре) состоит из цементита н перлита. Сле-
довательно, в белом чугуне весь углерод находится в форме це-
ментита степень графитизации равна нулю. Белый чугун обла-
дает высокой твердостью и хрупкостью, практически не подда
ется обработке режущим инструментом.
Структуры белых чугунов, а также и условия их образования
были подробно рассмотрены ранее (гл. VI, п. 4).
Серый чугун. Такое название чугун получил по виду из-
лома, который имеет серый цвет. В структуре серого чугуна име-
ется графит, количество, формы и размеры которого изменяются
в широких пределах. Таким образом, в сером чугуне имеется
графит, а в белом его нет1.
В микроструктуре чугуна следует различать металлическую
основу и графитные включения.
По строению металлической основы чугун разделяют на:
серый перлитный чугун (рис. 165,с). Структура его состоит
из перлита с включениями графита (иа рис. 165, с графит в ви-
де прожилок). Как известно, перлит содержит 0,8% С, следова
тельно, это количество углерода в сером пертитном чугуне иа
ходится в связанном состоянии (т. е. в виде FesC), остальное ко-
личество находится в свободном виде. т. е. в форме графита;
серый феррито-перлитный чугун (рис. 165,б). Структура это-
го чугуна состоит из феррита+перлит и включения графита.
В этом чугуне количество связанного углерода меньше 0,8% С,
* Если наряду с вторичным цементитом нли цементитом летсбурнта име-
ется графит, то такой чугун называется половинчатым (в машиностроении не
применяется).
14 Гуляев А. П.
209
серый ферритный чугун (рнс 165, в) В этом чугуне металли-
ческой основой является феррит, и весь углерод, имеющийся в
сплаве, присутствует в форме графита
Из рассмотрения структур указанных трех видов чугуна мо-
жно заключить, что их металлическая основа похожа на струк-
туру эвтектоидной стали, доэвтектоидной стали и железа. Сле-
Рнс. 165. Микроструктура серого чугуна
а —перлитный чугун. Х200, б — феррито-перлитный чугун. XI00;
в—ферритный чугун. Х100
Рис. 166. Микроструктура чугуна с различной формой графита.
а — пластинчатая форма графита (обычный серый чугун). Х100; б — шаровидная (высо-
копрочный чугун). Х200; в — хлопьевидный (ковкий чугун}. XI00
довательно, по структуре чугуны отличаются от стали только
тем, что в чугунах имеются графитные включения, предопреде-
ляющие специфические свойства чугунов.
1 При химическом анализе определяется общее количество углерода
(Совщ) н количество углерода, связанного в карбид (Ссмз). В соответствии с
этим можно определить, к какому внту относится серый чугун.
Если Ссвяа~0,8%—это перлитный чугун; если Ссвя»<0.1%—это фер-
ритный чугун; при промежуточном значении — феррито-перлитный чугун
210
Графит в чугунах может быть в трех основных формах
пластинчатый графит. В обычном сером чугуне графит обра-
зуется в виде прожилок, лепестков; такой графит называется
пластинчатым. На рис. 166, с показана структура обычного фер-
ритного чугуна с прожилками графита; пространственный вид
таких графитных включений показан на рис. 167, с (па рнс.
166,0 мы видим пересечение пластинчатых включений плоско-
стью шлифа),
шаровидный графит В современных так называемых высо-
копрочных чугунах, выплавленных с присадкой небольшого ко-
Рнс. 167. Внешний вид графитных включений в чугуне:
а — пластинчатые включения; б — шаровидные
лнчества магния (или церия), графит приобретает форму шара.
На рнс. 166.6 показана микроструктура серого чугуна с шаро-
видным графитом, а иа рис. 167,6 — фотография графитного
включения;
хлопьевидный графит. Если при отливке получить белый чу-
гун, а затем, используя неустойчивость цементита, с помощью
отжпга разложить его, то образующийся графит приобретает
компактную, почти равноосную, но не округлую форму. Такой
графит называется хлопьевидным, пли углеродом отжига. Мик-
роструктура чугуна с хлопьевидным графитом показана иа рис.
166,8. В практике чугун с хлопьевидным графитом называют
ковким чугуном.
Таким образом, чугун с пластинчатым графитом называют
обычным серым чугуном, чугун с шаровидным графитом — вы-
сокопрочным чугуном и чугун с хлопьевидным графитом — ков-
ким чугуном.
На схемах структур (рис. 168) обобщается классификация
чугуна по строению металлической основы и форме графита.
<4*
211
Иемвлло ческа Я основа Форма ерафиспных включений
Пластинчата Х/Мпьевийная (Рарбби мая
Феррит
Феррит* Перлит 1 ) ЗРй)
Перлит 80
Рис 168. Классификация чугуна по структуре металлической основы
н форме графитных включений (схемы структур)
3. СТРУКТУРА и свойства чугуна
Поскольку структура чугуна состоит из металлической осно-
вы и графита, то и свойства чугуна будут зависеть как от свойств
металлической основы, так и от количества и характера графит-
ных включений.
Графит по сравнению со сталью обладает низкими механиче-
скими свойствами, и поэтому графитные включения можно счи-
тать в первом приближении просто пустотами, трещинами. От-
сюда следует, что чугун можно рассматривать как сталь, испе-
щренную большим количеством пустот и трещин.
Естественно, что чем больший объем занимают пустоты, тем
ниже свойства чугуна. При одинаковом объеме пустот (т. е. ко-
личестве графита) свойства чугуна будут зависеть от их формы
и расположения. Следовательно, чем больше в чугуне графита,
тем ниже его механические свойства, чем грубее вкзючения гра-
фита, тем больше они разобщают металлическую основу, тем
хуже свойства чугуна. Самые низкие механические свойства по-
лучаются тогда, когда графитные включения образуют замкну-
тый скелет.
На какие же свойства особенно сильно влияют графитные
включения пластинчатой формы, играющие роль трещин, острых
надрезов внутри металла?
212
При растягивающих нагрузках облегчается образование оча-
гов разрушения по концам графитных включений. По механи-
ческим свойствам чугуи характеризуется низким сопротивлени-
ем развитию трещины (тем ие менее разрушается чугун вязко,
излом чашечный, но ар очень мала) и, следовательно, обнару-
живает низкие механические свойства при испытании, где пре-
валируют нормальные растягивающие напряжения (например,
прн испытании па растяжение).
Если растягивающие напряжения имеют минимальные значе-
ния. как, например, при сжатии, свойства чугуна оказываются до-
статочно высокими и практически очень близкими к свойствам
стали того же состава и структуры, что и металлическая основа
чугуна.
Поэтому предел прочности при сжатии и твердость чугуна за-
висят главным образом от строения металлической основы н
мало отличаются от этих свойств стали.
Такие же свойства чугуна, как сопротивление разрыву, а так-
же изгибу, кручению, в основном обусловливаются количеством,
формой и размерами графитных включений; в данном случае
свойства чугуна сильно отличаются от свойств стали.
Сказанное относится главным образом к серому чугуну с пла-
стинчатыми включениями графита. По мере скругления графит-
ных включений указанное отрицательное влияние графитных
включений уменьшается.
Округлые включения шаровидного графита не создают рез-
кой концентрации напряжений, такие включения ие являются
«трещинами» и чугун с шаровидным графитом имеет значитель-
но более высокую прочность при растяжении и изгибе, чем чугун
с пластинчатым графитом (отсюда и название чугуна с шаровид-
ным графитом — высокопрочный чугун). Ковкий чугун с хлопь-
евидным графитом занимает промежуточное положение по проч-
ности между обычным серым и высокопрочным чугуном.
Таким образом, прочность чугуна (в отношении нормальных
напряжений) определяется строением металлической основы н
формой графитных включений.
Пластичность чугуна с графитом разной формы характеризу-
ется следующими значениями относительного удлинения, %:
Графит Пластинчатый Хлопьевиди й Шаровидный
6, % 0,2—0,6 6—10 10—15
Пластичность мало зависит от строения металлической осно-
вы (нижние значения типичны для перлитных чугунов, верх-
ние— для ферритных). Твердость НВ, определяемая структурой
металлической основы, имеет следующие значения:
Чугун Ферритный Феррито-перлитный Перлитный
Твердость НВ 150 200 250
Твердость мало зависит от формы графита.
213
Кроме феррита и перлита, в результате термической обработ-
ки можно получить и другие структуры чугуна1, обладающие
лучшими прочностными свойствами, чем феррит п перлит. Одна-
ко поскольку свойства (пластичность, прочность) обычного се-
рого чугуна в основном определяются формой графита, а при
термической обработке она у этого чугуна существенно не изме-
няется. то термическая обработка обычного серого чугуна прак-
тически применяется редко, поскольку она ие эффективна
В чугуне с шаровидным графитом нет острых надрезов, так
как нет пластинчатых графитных включений, и изменение струк-
туры металлической основы в результате термической обработ-
ки заметно отражается на его свойствах. Для чугуна с шаровид-
ным графитом принципиально возможны все виды термической
обработки, применяемые для стали, и их начинают использовать
для улучшения свойств этого чугуна.
Мы отметили, что графитные включения — вредное явление.
Однако такое рассмотрение односторонне и не всегда правиль-
но. В некоторых условиях образование графитных включений
может быть полезным.
В ряде случаев именно благодаря наличию графита чугун
имеет преимущества перед сталью: во-первых, наличие графита
облегчает обрабатываемость резанием, делает стружку ломкой,
стружка ломается, когда резец дойдет до графитного включения;
во-вторых, чугун обладает хорошими антифрикционными свой-
ствами1 2 3 благодаря смазывающему действию графита; в-третьих,
наличие графитных выделений быстро гасит вибрации и резо-
нансные колебания; в-четвертых, чугуи почти нечувствителен к
дефектам поверхности, надрезам и т. д.
Действительно, поскольку в чугуне имеется огромное количе-
ство графитных включений, играющих роль надрезов и пустот,
то совершенно очевидно, что дополнительные дефекты иа по-
верхности уже не могут иметь влияния, хоти бы в незначитель-
ной степени напоминающего то большое воздействие, которое
оказывают эти дефекты поверхности на свойства чистой от не-
металлических включений высокопрочной стали.
Следует также указать лучшие литейные свойства по срав-
нению со сталью. Более низкая температура плавления и окон-
чание кристаллизации при постоянной температуре (образова-
ние эвтектики) обеспечивают не только удобство в работе, но и
лучшие жидкотекучесть и заполняемость формы. Описанные
преимущества чугуна делают его ценным конструкционным ма-
териалом, широко применяемым в деталях машин, главным об-
разом тогда, когда они не испытывают значительных растягива-
ющих и ударных нагрузок.
1 С этими структурами мы познакомимся ниже в разделе «Термическая
обработка».
3 Фракция — трение.
211
4. ВЛИЯНИЕ ПРИ.МЕСЕИ
Обычный промышленный чугун — ие двойной жслезоуглеро
дистый сплав — он содержит те же примеси, что и углеродистая
сталь, т. е. марганец, кремний, серу и фосфор, но в большем ко-
личестве, чем сталь. Эти примеси существенно влияют иа усло-
вия графитизации и, следовательно, иа структуру и свойства чу-
гуна.
Кремний особенно сильно влияет на структуру чугуна, уси-
ливая графитизацию. Содержание кремния в чугунах колеблет-
ся в широких пределах: от 0,3—0,5 до 3—5%. Изменяя содержа-
ние кремния, можно получить чугуны, совершенно различные но
свойствам и структуре — от малокремнистого белого до высоко-
кремнистого ферритного (серого с пластинчатым или высоко-
прочного с шаровидным графитом).
Марганец в отличие от кремния препятствует графитизации
или. как говорят, способствует отбеливанию чугуна.
Сера также способствует отбеливанию чугуна, но одновре-
менно ухудшает литейные свойства (в частности, снижает жид-
котекучесть), поэтому содержание серы в чугуне лимитируется:
верхний предел для мелкого литья 0.08%, для более крупного,
когда можно допустить несколько худшую жидкотекучесть, до
0,1—0,12%.
Фосфор практически ие влияет на процесс графитизации. Од-
нако фосфор — полезная примесь в чугуне, так как он улучшает
жидкотекучесть. Это объясняется образованием относительно
легкоплавкой тройной эвтектики, плавящейся при 950° С. В мо-
мент затвердевания эвтектика состоит из аустенита, обогащенно-
го фосфором, цементита п фосфида железа (Fe3P)
Твердые участки фосфидной эвтектики повышают общую
твердость и износоустойчивость чугуна.
Кроме этих постоянных примесей, в чугуи часто вводят и дру-
гие элементы. Такие чугуны называются легированными. Если
примеси содержались в рудах, нз которых в доменной печи вы-
плавлялся nyiyii, то такие чугуны называются природнолегиро-
ванными. Наиболее часто чугун легируют хромом, никелем,
медью, алюминием, титаном. Хром препятствует, а медь и ни-
кель способствуют графитизации чугуна.
В настоящее время еще нет удовлетворительно разработанной теории, объ-
ясняющей влияние легирующих элементов на графитнэацню.
Во всяком случае растворение в цементите таких элементов, как хром,
марганец, вольфрам, молибден, ванаднй. препятствуют графитнэацни Боль-
шинство остальных элементов, встречающихся в чугунах, нерастворимо в це-
ментите и способствует графитизации. Этот вопрос рассматривается во многих
теоретических и экспериментальных работах (М. Г. Окнова, К- П Бунина,
И. II Богачева и др )
Для приближенного определения структуры чугуна в зависи-
мости от содержания примесей пользуются так называемыми
структурными диаграммами, одна из которых приведена на
215
Рис. 169. Структурная диаграм-
ма для чугуна, показывающая,
какая должна получиться струк
тура в отливке (с толщиной
стенки 50 мм) в зависимости
от содержания в чугуне крем-
ния и углерода:
/ — белые чугуны: П — серые
перлитные чугуны; Ш — серые
ферритные чугуны
рис. 169. Из диграммы видно, какой будет структура у отливок
с толщиной стенок 50 мм в зависимости от содержания в чугуне
углерода и кремния (содержание марганца постоянно и равно
0,5%).
5. ВЛИЯНИЕ СКОРОСТИ ОХЛАЖДЕНИЯ
Практикой было отмечено, что в одной отливке чугун может
иметь разную структуру. В тонких частях отливки, у ее поверх-
ности степень графитизации меньше, чем в более массивных ча-
стях п в сердцевине. Другими словами, там, где скорость охлаж-
Рнс. 170. Структурная диаграм-
ма для чугуна, показывающая,
какая должна получиться
структура в отливке в зависи-
мости от суммы содержания
углерода и кремния и толщины
стенки-
/ — бетые чугуны; U — серые
перлитные чугуны; Ш —серые
ферритные чугуны
дения была больше, образуется больше цементита, а там, где
чугун охлаждается медленнее — больше графита. Факторы, оп-
ределяющие степень графитизации в чугуне, — это содержание
углсро а и кремния, а также скорость охлаждения.
Чтобы определить, как зависит структура чугуна от состава
(содержание углерода и кремния) и скорости охлаждения (тол-
щина стенки отливки), можно воспользоваться другой структур-
ной диаграммой (рис. 170).
6. МАРКИ СЕРЫХ П ВЫСОКОПРОЧНЫХ ЧУГУНОВ
Серый, а также и высокопрочный чугун разделяются на мар-
ки в зависимости от значений механических свойств.
216
В табл 23 приведены свойства серых чугунов различных марок
Видно, что серый чугун маркируется буквами СЧ (серый чугун) и двумя
двузначными цифрами. Первые две цифры показывают минимальное значение
предела прочности чугуна на растяжение, вторые—минимальное значение
предела прочности чугуна на нзгнб. Мерой качества чугуна принято считать
показатели его прочности.
Таблица 23
Механические свойства серых чугунов (ГОСТ 1412—70)
Предел проч- ности при растяжении, кгс/мм* Предел проч- ности при из- гибе, кгс/мм* (не менее) Стрела про- гиба при рас- стоянии между опорами, мм Твердость НВ
600 300
счоо.
СЧ12-28 12 28 6 2 143—229
СЧ 15-32 15 32 8 2,5 163—229
СЧ18-36 . 18 36 8 2,5 170—229
СЧ21-40 21 40 9 3 170—241
СЧ24-44 24 44 9 3 170—241
СЧ28 48 28 48 9 3 170—241
СЧ32-52 32 52 9 3 187—255
СЧ35-56 . 35 5G 9 3 197—269
СЧ38-60 38 60 9 3 207—269
Механические свойства СЧ-00 не гарантируются, и его используют дли из-
готовления деталей, подвергнутых незначительным механическим нагрузкам.
Предел прочности чугуна прн изгибе приблизительно в два раза выше пре-
дела прочности чутуиа при растяжении; в свою очередь предел прочности
при сжатии* в три — пять раз выше предела прочности прн растяжении, т. е.
приближенно можно принять, что
4о„ = 2ои - On
вр40Т ИНЗГ CW
Как видно из табл 23, лучшим но свойствам явлистси серый чугун марки
СЧ38-6О (а также СЧ35-56 и СЧ32 52). Такой чугун называется высококачест-
венным, он имеет структуру перлита с мелкими пластинчатыми включениями
графита.
Включения мелкораздробленного графита придают чугуну хорошие меха-
нические свойства: он одновременно имеет повышенную твердость и износо-
устойчивость, обусловленную перлитной структурой металлической основы
Из такою чугуна изготавливают такие ответственные детали, как поршневые
кольца двигателей внутреннего сгорании и многие другие.
Обычно одновременно с изготовлением детали отливают образцы для ис-
пытаний на растяжение и изгиб с тем, чтобы определить, соответствует ли чу-
гун дайной плавки требованиям чертежа (в чертеже указывают марку чу-
гуна).
Следует отметить, что чугун должен удовлетворить не только требованиям
основного классификационного ГОСТа, но и дополнительным специфическим
требованиям, что регламентируется, в зависимости от назначения, отдельными
ГОСТами или техническими условиями (например, на автомобильные и трак-
торные отлнвкн. отлнекн дли сельскохозяйственного машиностроения, комп-
рессорные отливкн, поршневые кольца, гильзы н т. д ).
1 В табл. 23 это не показано.
217
Высокопрочный чугун (ВЧ) также подразделяется на отдельные марки
я зависимости от механических свойств, причем основными показателями яв-
ляются предел прочности при растяжении и относительное удлинение.
Сравнение свойств серых я высокопрочных чугунов показывает, что наи-
менее прочный чугун ВЧ40-10 (табл. 24) все же прочнее наиболее прочного
серого чугуна СЧ38-60 (см. табл. 23) при меныней твердости, что ивлиется
прямым следствием разной фермы графита в этих чугунах.
Тв бл н ца 21
Механические свойства высокопрочных чугунов (ГОСТ 7293—70)
Марка чугуна Предел проч- ности при pa- ct >< жен ни, кге/ми* ювный дел теку, та при тяжении, У мм* lOt-MTt ль- УДЛМНС- . % фная кость, м/см’ Твердость
cii >» tt X
не менее
ВЧ45-0 . 45 36 187—255
ВЧ50-1.5 50 38 1,5 1.5 187—255
ВЧ60-2 . 60 42 2,0 1.5 197—269
ВЧ45-5 . 45 33 5.0 2,0 170—207
ВЧ40-10 40 30 10 3,0 156—197
Высокопрочный чугун ВЧ45-0. для которого пластические свойства (удли-
нение) не гарантируются, применим лишь дли изделий, не испытывающих ди-
намических нагрузок.
ВЧ60-2, ВЧ45-5 и ВЧ40-10— чугуны высокого качества, они различаются
главным образом структурой металлической основы. У чугуна ВЧ60-2 она
перлитная; у ВЧ45-5 — феррнто-перлитная н у ВЧ40-10 — ферритная, что я
обусловило их- разную .прочность.
Сочетание высокой прочности н пластичности этих чугунов позволяет из-
готавливать из них ответственные изделия. Так, коленчатый вал легковой
автомашины «Волга» изготавливают из высокопрочного чугуна, имеющего со-
став: 3.4—3,6% С; 1,8—2,2% Si; 0 96—1,2% Мп; 0,16-0,30% Сг. <0,01% S;
<0,06% Р и 0.01—0,03% Mg. Чугун со столь узкими пределами по элементам
и низким содержанием серы и фосфора выплавляют не в вагранке, а в элект-
рической печн. Это обстоятельство, а также применение термической обработ-
ки1 приводит к получению еще более высоких свойств, чем это указано в
табл. 24О а именно: ав—624-65 кге/мм1; 6=8+12% и твердость НВ 192—240.
Хотя этот чугун по механическим свойствам н уступает стали, конструктивная
прочность коленчатого вала нз такого чугуна может быть выше, что в целом
уменьшит массу машины. Из чугуна, облачающего лучшими, чем у стали, ли-
тейными свойствами, можно литьем (дешевым способом) изготавливать изде-
лии сложной конфигурации (с внутренними полостями и т. п.), обладающие
лучшпм сопротивлением разнообразным механическим воздействиям, чем бо-
лее простые по форме копаные детали. Другими словами, в ряде случаев де-
таль сложной конфигурации из менее прочного материала (чугуна) конструк-
тивно оказывается более прочной, простой по конфигурации детали из более
прочного материала (стали).
1 Нормализация с последующим высоким отпуском, сообщающая основе
чугуна структуру зернистого перлита.
218
7. КОВКИЙ ЧУГУН1
Ковким называется чугун с хлопьевидным графитом, который
получается из белого чугуна в результате специального графи-
тизирующего отжига (томления).
При производстве ковкого чугуна весьма существенно полу-
чить при отливке чисто белый чугун, так как частичная графи-
тизация при литье и, следовательно, образование пластинчатого
графита вызовут при последующей графитизации отложение гра-
фита на этих пластинках. Такой чугун будет иметь пониженные
свойства, близкие к свойствам простого серого чугуна.
Несмотря на стремление получить в отливке белый чугун, не
следует чрезмерно увеличивать содержание элементов, препят-
ствующих графитизации (например, марганца), так как в этом
случае б)дет трудно провести графитизирующий отжиг. Поэто-
му состав ковкого чугуна ограничивается сравнительно узкими
пределами.
Обычный состав кевкого чугуна:
2,4—2,8% С; 0,8—1,4% Si; <1% Мп; ^0,1% S; scO.2% Р.
Из-за низкого содержания углерода получается малое коли-
чество графитных образований и улучшается качество чугуна.
Однако чугун с таким низким содержанием углерода нельзя
приготовить в вагранке, н для расплавления ковкого чугуна поль-
зуются специальными печами, что, естественно, повышает стои-
мость изделия.
Однако основная часть затрат па получение изделия нз ков-
кого чугуна приходится на отжиг, который является продолжи-
тельной и дорогой операцией.
Рассмотрим структурные изменения, совершающиеся при от-
жиге белого чугуна при получении из него ковкого.
Процесс распада цементита ири отжиге ковкого чугуна ил-
люстрирует ранее рассмотренная схема графитизации (см
рис. 164).
Прн нагреве белого чугуна выше линии PSK образуются аус-
тенит и цементит; цементит при этих температурах распадается
с образованием хлопьев графита (I стадия графитизации). Если
затем охладить чугун ниже PSK и дать длительную выдержку
(что равноценно очень медленному охлаждению), то распадает-
ся цементит перлита (II стадия графитизации). При такой обра-
ботке весь углерод выделится в свободном состоянии и структу-
ра чугуна будет состоять из углерода н включений хлопьевидно-
го углерода отжига. Такой ч'угун называется ферритным ков-
ким чугуном.
1 Не следует думать, что ковкий чугун д,й твнтелыю «ковкнй , цто его
можно обычным образом ковать. Кевкйй чуг*ун — старое назван^ которое
характеризует его большую пластичность по сравнению с обычным серым чу-
гуном (ср. табл 23 и 25);
219
Если сломать изделие из ферритного ковкого чугуна, то вслед-
ствие большого числа графитных включений в ферритной основе
получается матовый темный излом *. Из-за такого вида излома
ферритный ковкий чугун называется черносердечным.
Если охлаждение (особенно в районе температур немного ни-
же линии PSK. диаграммы железо — углерод) было недостаточ-
но медленным или выдержка на II стадии графитизации была
недостаточна, то графитизация перлитного цементита может
протекать ие до конца; в этом случае чугун приобретает струк-
туру перлпт+феррит+углерод отжига. Такой чугун называется
феррито-перлитным ковким чугуном.
Если охлаждение ниже критического интервала температур
было ускоренным (например, отливки охлаждали на воздухе),
то процесс графитизации нс охватит цементит перлита; в этом
случае чугун приобретает структуру перлит+углерод отжига.
Такой чугун называется перлитным ковким чугуном.
Имеется также способ (хотя мало применяемый) получения ковкого чу-
гуна с помощью отжига в обезуглероживающей среде (в руде, окалине, от-
Рис. (71- График режима
отжига белого чугуна для
получения ковкого чугуна
жнг в специальных атмосферах). При таком отжиге значительная часть уг-
лерода выгорает, а в поверхностном слое глубиной до 1,5—2.0 мм получается
полное обезуглероживание. Обычно прн таком отжиге выдержку ниже крити-
ческой температуры не дают, н в металлической основе сердцевины получается
много перлита.
Вследствие обезуглероживания излом получас-тси светлым, и чугун назы
ьается светлосердечным. Из-за большого количества перлита в сердцевине
этот чугун также часто называют перлитным ковким чугуном. Следует отме-
тить, что наибольшее примснснпе имеет ферритный ковкнй чугун.
На рис. 171 приведен примерный график отжига для получения ковкого
ферритного чугуна в больших печах.
Как видно из прнаеденпого графика, вначале отливки из белого чугуна
медленно нагревают в течение 20—25 ч до 950—1000°С; при этой температу-
ре происходит графитизация избыточного цементита, что успевает произойти
1 По краям излома ферритного ковкого чугуна получается светлая каем-
ка, так как в поверхностном слое происходит частичное обезуглероживание,
н металлнческаи основа в этом тонком слое перлитная без графита.
220
за 10—15 ч, затем печь выключают и детали в ней охлаждаются до 740° С*.
Затем проводят вторую выдержку, которая продолжается около 30 ч (иногда
изотермическую выдержку заменяют медленным охлаждением от 770 до
700°С в течение примерно 30 ч); в первом случае графитизируется цементит
перлита, во втором с ту чае обеспечивается кристаллизация по стабильной си-
стеме с выдетеннем всего углерода в свободном состоянии.
Структура состоит нз феррита и гнезд хлопьевидного графита. После вы-
держки при 740° С отливки выгружают нз печн и охлаждают на воздухе;
структура уже сформировалась, и способ охлаждения чже не ©тразитси па
получаемой структуре. Общее время всей операции 70—80 ч, нз них лишь 40 ч
занимает собственно процесс графитизации, а остальное время — «подъем» н
«спуск» температуры печн.
Советскими исследователями (С. А. Салтыковым. Г. И. Троицким, А. Д. Ас-
соновым и другими) разработан и применен метод ускоренного отжига ковкого
чугуна, заключающийся в том, что оттнвки нз белого чугуна перед графити-
зирующим отжигом предварительно подвергают закалке. Мелкозернистая
структура отлнвки и внутренние напряжения создают многочисленные центры
кристаллизации графита. Это существенно чскоряст I и II стадии графитиза-
ции. Процесс графитизации сокращается до 10—15 ч.
Характерной особенностью структуры ковкого чугуна после ускоренного
отжига является его мелкозернистость — мелкие зерна феррита и мелкие
включении графита.
Как и другие виды чугуна, ковкий чугун разделяют иа марки, различаю-
щиеся механическими свойствами.
В табт 25 приведены данные о свойствах ковкого чугуна. Ковкий чугун
маркируется следующим образом: КЧ означает ковкий чугун. Затем ставят
число, показывающее ов в кгс/мма. и число, показывающее б в %.
Таблица 25
Механические свойства ковкого чугуна
Мерки чугуне Предел проч- ности (не менее), кге/мм’ Относитель- ное удлине- ние (не ме- нее). % Твердость НВ (Не более)
Черносердечный (ферритный)
КЧЗО-6 КЧЗЗ-8 . КЧ35-10 КЧ37-12 30 33 35 37 6 8 10 12 163 149 149 149
Светлосердечный феррито-пер; читный)
КЧ45 6 . 45 6 241
КЧ5О-4 50 4 241
КЧ56-4 . . . ... 56 4 269
кчео-3 . . . СО 3 269
КЧ63-2 63 2 269
* Ai (линия PSK) в реальных чугунах, содержащих 1 — 1,5% Si, лежит
примерно прн 760—770° С, поэтому выдержка при 740° С — это выдержка ни-
же критической точки.
221
Из таблицы видно, что ферритный чугун обладает более высокой пластич-
ностью, чем перлитный, но более высокая твердость перлитного чугуна обеспе-
чивает лучшую стойкость против износа.
СПИСОК ЛИТЕРАТУРЫ
Окнов М Г Металлография чугуна. Л—М.. ГОНТП, 1938. 194 с с ил.
Троицкий Г. II. Свойства чугуна. М„ Мета зле ргнздат. 1941. 560 с. с нл
Богачев И. Н. Металлография чугуна. Москва — Свердловск, Машгиэ.
1952. 366 с. с ил.
Бунин К. п. Иванцов Г И. Малнночка Я Н. Структура чугуна.
Киев — Москва. Машгиз. 1952. 161 с. с ил.
К р и ш т а л М А.. Т к т е н с к и й Э. Г. Свойства ковкого чугуна. М., «Метал-
лургия»» 1967. 230 с. с ил.
Материалы машиностроении. Справочник. Т. IV. М., «Машиностроение», 1УЬУ.
Бу>?и* СК "п.. Таран Ю Н. Строение чугуна. М, «Металлургия», 1972.
160 с. с пл.
ЧАСТЬ ТРЕТЬЯ
ТЕРМИЧЕСКАЯ ОБРАБОТКА
Глава IX
ОБЩИЕ ПОЛОЖЕНИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Технология метаглов состоит из трех основных видов:
1) металлургии — получение металла заданного состава; ме-
ханической технологии — получение из металла нзделнй задан-
ной внешней формы; термической обработки — получение задан-
ных свойств.
Конечно, и при металлургическом производстве металлургическое изделие
получает определенную внешнюю форму (слиток), ио не это является опре
деляющнм. При обработке резанием, ковке, штамноакс и т д. в какой-то сте-
пени изменяется структура металла (или его поверхностных слоев), но это
следует рассматривать как сопутствующее явление, так же как и изменение
формы прн термической обработке, основная цель которой — изменение струк-
ту ры металла.
Трудно переоценить значение термической обработки в сов-
ременной машинной технике, основанной на использовании ме-
таллов Изменение свойств металлов при термической обработ-
ке очень велико.
1. ТЕМПЕРАТУРА И ВРЕМЯ
Цель любого процесса термической обработки состоит в том,
чтобы нагревом до определенной температуры и последующим
охлаждением1 вызвать желаемое изменение строения металла.
Основные факторы воздействия при термической обработ-
ке— температура н время, поэтому режим любой термической
обработки можно представить графиком в координатах t (тем-
пература)— х (время) (рнс. 172).
Режим термической обработки характеризуют следующие
основные параметры, температура нагрева (mnI, т е. макенмаль
ная температура, до которой был нагрет сплав при термической
обработке, время выдержки сплава при температуре нагрева
Тв, скорость нагрева Онагр и скорость охлаждения пОхл-
Если нагрев (или охлаждение) происходит с постоянной скоростью, то
это в координатах температура — время характеризуется прямой линией с
определенным, постоииным углом наклона.
1 Точнее, изменением температуры, потому что при так называемой об-
работке холодом изменение свойств достигается тем, что вначале произво-
дится охлаждение до отрицательных температур, а затем нагрев до ком-
иа'тной.
223
Прв неравномерной скорости нагрева (нлн охлаждения) истинная ско-
рость должна быть отнесена к данной температуре, вернее, к бесконечно ма-
лому изменению температуры » времени, т. е. является первой производной
от температуры по времени: v»c,T=di!dx.
Графически истинная скорость определяется тангенсом угла наклона ка-
сательной к кривой нагрева (охлаждения) при заданной температуре. На
практике чаще оперируют значением средней скорости охлаждения (нагрева),
распространении ее па весь температурный интервал (в данном случае
^тах Лпах \
t'narp ср= ----- И ООхл.ср= '-----I ИЛИ СГО ЧИСТЬ.
Тн то /
Термическая обработка может быть сложной, состоящей из многочислен-
ных нагревов, прерывистого или ступенчатого нагрева (охлаждения), охлаж-
дения в область отрицательных температур н т. д. Такая термическая обработ-
ка может быть изображена в координатах температур — время. Подобные
диаграммы приведены на рнс. 173, а, б.
Рис 173. Графики (режимы) сложной термической обработки
1 рафиком температура — время может быть охарактеризо-
ван любой процесс термической обработки.
2. КЛАССИФИКАЦИЯ ВИДОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Изменение свойств сплава, которое создается в результате
термической обработки, должно быть остаточным, иначе в тер-
мической обработке не было бы никакого смысла.
224
Для изменения свойств сплава необходимо, чтобы в сплаве
в результате термической обработки произошли остающиеся
изменения, обусловленные фазовыми превращениями. Если ме-
талл находился в структурно неравновесном состоянии (в ре-
зультате предшествующей обработки), то при нагреве, вслед-
ствие увеличения подвижности атомов, возможно приблизить
металл к равновесному состоянию, тогда термическая обработ-
ка возможна, хотя в сплаве не происходит фазовых превращений.
Все виды термической обработки можно разделить на четыре
основные группы (по А. А. Бочвару).
Первая группа. Предшествующая обработка может
привести металл в неустойчивое состояние. Так, холодная плас-
тическая деформация создает наклеп — искажение кристалли-
ческой решетки. Прн затвердевании не успевают протекать диф-
фузионные процессы, и состав металла даже в объеме одного
зерна оказывается неоднородным. Быстрое охлаждение или
неравномерное приложение напряжений делает неравномерным
распределение упругой деформации. Неустойчивое состояние
при комнатной температуре сохраняется долго, так как тепло-
вого движения атомов при комнатной температуре недостаточно
для перехода в устойчивое состояние.
Нагрев (увеличение тепловой подвижности атомов) приво-
дит к тому, что процессы, приводящие металл в устойчивое
состояние (снятие напряжений, уменьшение искажений крис-
таллической решетки, рекристаллизация, диффузия), достигают
заметных скоростей.
Термическая обработка, заключающаяся в нагреве металла,
который в результате какой-то предшествующей обработки по-
лучил неустойчивое состояние, н приводящая его в более устой-
чивое состояние, называется отжигом.
Отжиг пластически деформированных металлов был рас-
смотрен раньше (гл. Ill, п. 6).
Вторая группа. Если в сплавах прн нагреве происходит
фазовое превращение (аллотропическое превращение, растворе-
ние второй фазы и т. д.), то нагрев выше некоторой критичес-
кой температуры вызывает изменение в строении сплава. Прн
последующем охлаждении произойдет обратное превращение.
Если охлаждение достаточно медленное, то превращение будет
полное и фазовый состав будет соответствовать равновесному
состоянию.
Особенность этой обработки — нагрев выше температур фа-
зового превращения и охлаждение с малой скоростью, приво-
дит сплав к структурному равновесию. Такая термическая об-
работка называется также отжигом. В отличие от обработки
первой группы можно назвать ее отжигом второго рода, или
фазовой перекристаллизацией.
Третья группа. Если в сплаве при нагреве происходят
фаговые изменения, то полнота обратного (при охлаждении)
15 Гуляев А. П.
225
превращения зависит от скорости охлаждения. Теоретически
можно себе представить такие условия охлаждения, при кото-
рых обратное превращение вовсе не произойдет, н прн комнат-
ной температуре в результате быстрого охлаждения зафикси-
руется состояние сплава, характерное для высоких температур.
Такая операция нвзывается закалкой. Во многих случаях за-
калка не фиксирует совсем (или фиксирует не полностью) сос-
тояние сплава, устойчивое при высоких температурах. Поэтому
предельный случай закалки, когда состояние сплава, характер-
ное для высоких температур, фиксируется, называется истин-
ной закалкой, в отлнчие от закалкн в более широком смысле,
когда фиксируется не состояние сплава при высокой темпера-
туре, а некоторая его стадия структурного превращения (рас-
пад), при которой в сплаве не достигнуто еще равновесное со-
стояние.
Между обработкой второй и третьей групп есть общее. И в
том, и в другом случае сплав нагревается выше температуры
фазового превращения, и окончательное строение приобретает
в результате превращения прн последующем охлаждении. Одна-
ко между обоими видами имеется и принципиальная разница.
При обработке по второй группе цель охлаждения — приближе-
ние сплава к равновесному состоянию, поэтому охлаждение
проводят медленно. При обработке по третьей группе охлажде-
ние быстрое, чтобы отдалить структурное состояние сплава от
равновесного.
Четвертая группа. Состояние закаленного сплава ха-
рактеризуется неустойчивостью. Даже без всякого температур-
ного воздействия в сплаве могут происходить процессы, приб-
лижающие его к равновесному состоянию Нагрев сплава,
увеличивающий подвижность атомов, способствует этим пре-
вращениям. При повышении температуры закаленный сплав
все больше приближается к равновесному состоянию. Такая
обработка, т. е. нагрев закаленного сплава ниже температуры
равновесных фазовых превращений, называется отпуском. От-
пуск, если ои происходит прн комнатной температуре1 или прн
невысоком нагреве, называют старением. И при отжиге первого
рода, как и прн отпуске, сплав приближается к структурному
равновесию. В обоих случаях начальную стадию характеризует
неустойчивое состояние, только для отжига первого рода оно
было результатом предварительной обработки, прн которой,
однако, не было фазовых превращений, а для отпуска — пред-
шествовавшей закалкой. Таким образом, отпуск — вторичная
операция, осуществляемая всегда после закалки.
Высказанные соображения позволяют дать краткие опреде-
ления основных видов термической обработки.
* Т е. термическая обработка заменена выдержкой при комнатной тем-
пературе.
226
Отжнг (первого рода)—термическая операция, состоя-
щая в нагреве металла, имеющего неустойчивое состояние в
результате предшествовавшей обработки, н приводящая металл
в более устойчивое состояние.
Отжиг (второго рода)—термическая операция, состоя-
щая из нагрева выше температуры превращения с последующим
достаточно медленным охлаждением для получения структурно
устойчивого состояния сплава.
Закалка — термическая операция, состоящая в нагреве
выше температуры превращения с последующим достаточно
быстрым охлаждением для получения структурно неустойчивого
состояния сплава.
Отпуск — термическая операция, состоящая в нагреве за-
каленного сплава ниже температуры превращения для получе-
ния более устойчивого структурного состояния сплава.
Кроме этих основных видов термической обработки, имеются
еще два принципиально отличных способа, представляющих
сочетание термической обработки с металлургией или механи-
ческой технологией
Способность металлов растворять различные элементы поз-
воляет при повышенных температурах атомам вещества, окру-
жающего поверхность металла, диффундировать внутрь его,
создавая поверхностный слой измененного состава. Прн этой
обработке изменяется не только состав, но и структура поверх-
ностных слоев, а также часто н сердцевины. Такая обработка
называется химико-термической обработкой (ХТО).
Обработка по этому виду одновременно принадлежит двум
разделам технологии металлов, так как при хнмнко-термичсс-
кой обработке направленно изменяется и состав металла, и его
структура*.
В последнее время все большее применение получает обра-
ботка, в которой в едином технологическом процессе сочетаются
деформация и структурные превращения Деформация долж
на не только придать изделию внешнюю форму, но и создать
наклеп; термической обработке подвергается именно наклепан-
ный металл. Такая обработка получила название термомехани-
ческой обработки (ТМО) нли термопластической обработки.
Очевидно, в данном случае имеем объединение механической
технологии и термической обработки.
Таким образом, к четырем основным видам термической
обработки (отжнг I рода, етжнг II рода, закалка, отпуск) мо-
гут быть добавтены две сложные обработки.
Химикотермическая обработка — нагрев сплава
в соответствующих химических реагентах для изменения соста-
ва и структуры поверхностных слоев.
1 Укажем, что цементация (насыщение стали углеродом) в середине
прошлою века и ранее была типичным металлургическим процессом, так как
только таким способом наготавливали высокоуглеродистые стали.
15* 227
Термомеханическая (термопластическая) обработ-
ка— деформация и последующая термическая обработка, сох-
раняющая в той пли иной форме результаты наклепа.
3. ТЕРМИЧЕСКАЯ ОБРАБОТКА И ДИАГРАММА СОСТОЯНИЯ
При термической обработке происходит превращение, проте-
кающее во времени, и невозможно установить, какое изменение
вносит время, если неизвестно, каково устойчивое состояние
Диаграмма состояния показывает, каким видам термичес-
кой обработки может быть подвергнут сплав н в каких темпе-
ратурных интервалах следует производить обработку.
Для обработки по второй, третьей и четвертой группам в
сплаве должны происходить фазовые превращения в твердом
состоянии, т. е. при нагреве должны происходить или существен-
ные изменения растворимости, или аллотропические превраще-
ния
Все сплавы, лежащие левее точки F (рис. 174. а) не имеют
превращений в твердом состоянии и для них неосуществима
термическая обработка по второй, третьей или четвертой груп-
пам '. В любом сплаве, лежащем правее точки F, при нагреве
* С точки зрения современных представлении, сказанное нс совсем точно.
Например, в чистом металле или в не имеющем превращения твердом раство-
228
происходит растворение избыточной фазы (в данном случае
фазы В в a-твердом растворе) и закалка может привести к
фиксации пересыщенного твердого раствора (третья группа
термической обработки), а последующий нагрев может вызвать
выделение избыточной фазы (четвертая группа термической
обработки).
Следует отметить, что во всех сплавах, лежащих между
точками F и D, нагрев может вызвать полное растворение из-
быточной В-фазы и получение прн высоких температурах од-
нородного а раствора. В термической обработке у такого сплава
будет участвовать вся структура. Для сплавов, лежащих правее
точки D, часть В-фазы остается нераствореннои и эта часть
структуры не участвует в процессах термической обработки.
Наиболее эффективно термическая обработка повлияет на
сплав, соответствующий по концентрации точке D.
Несмотря на сходство по внешнему виду диаграмм, пред-
ставленных на рнс. 174, а и рис. 174, б, ни один из сплавов
этой диаграммы не может быть подвергнут отжигу второго рода,
закалке илн отпуску. Вертикальная линия DF показывает от-
сутствие изменения растворимости прн изменении температуры,
и поэтому фазовые превращения отсутствуют у всех сплавов.
Все сплавы, кристаллизующиеся по диаграмме состояния,
изображенной на рис. 174, в, могут быть подвергнуты термичес-
кой обработке по второй, третьей или четвертой группам. При
нормальной температуре все сплавы состоят из а+р-фаз. При
4вт а- и p-фазы превращаются в уф азу. Последующее охлаж-
дение определяет внд термической обработки — отжиг (медлен-
ное охлаждение) илн закалку (быстрое охлаждение). Термичес-
кая обработка по второй и третьей группам возможна лишь при
условии нагрева выше температуры фазовой перекристаллиза-
ции /авт н образования у-твердого раствора.
Для ХТО необходимо наличие растворимости диффундиру-
ющего элемента в металле, т. е. необходимо, чтобы насыщенный
компонент В мог образовывать с насыщаемым металлом Л систе-
му сплавов с областью растворимости В в А. Сплавы, имеющие
диаграмму состояния, изображенную па рис 174, а и 174,6, име-
ют область твердого раствора вблизи компонента А, и поэтому
возможна ХТО, состоящая в насыщении металла А компонен-
том В. Для сплавов, имеющих диаграмму состояния, изобра-
женную на рис 174 в, диффузия В в Л возможна, но лишь
ре при изменении температуры изменяются число вакансий и дислокационная
структура Поэтому закалка такого сплава фиксирует при низкой температу-
ре состояние с повышенным количеством вакансий, что характерно дли вы-
сокотемпературного состояния. Это будет закалка, хотя диаграмма состояний
не показывает никаких изменений с повышением температуры. В данном слу-
чае нс будет видимых микроструктурных изменений, поэтому изменение
свойста намного меньше, чем в случае обработки, когда изменяется мнкрс.
структу ра.
229
выше GBT, когда в данной системе существует компонент Д в
высокотемпературной модификации у. Ниже компонент А
находится в форме а, не растворяющей В, н при температурах
ниже Gbt насыщение поверхности в результате диффузии В в
А невозможно.
Термомеханическая обработка, очевидно, возможна, если
сплав обладает необходимой технологической пластичностью.
4. ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Если основой при рассмотрении термической обработки
сплавов является соответствующая диаграмма состояния, то
очевидно, что основой для изучения термической обработки
стали является диаграмма железо— углерод. Поскольку мы рас-
сматриваем термическую обработку стали, то нам интересны
только сплавы с концентрацией до 2% С и соответственно об-
ласть на диаграмме железо— углерод с концентрацией углерода
до 2% (точнее до 2,14% С).
Естественно, что верхней температурной границей при тер-
мической обработке является линия солидуса, поэтому процес-
сы первичной кристаллизации н, следовательно, верхняя часть
диаграммы для нас в данном случае ие имеют ботьшого значе-
ния.
Участок диаграммы железо — углерод, который будем рас-
сматривать, изображен иа рис. 175.
Приведем общепринятые обозначения критических точек.
Критические точки обозначаются буквой А.
Нижняя критическая точка, обозначаемая Ai, лежит на ли-
нии PSK и соответствует превращению аустеиит^перлит. Верх-
230
няя критическая точка А3 лежит иа линии GSE и соответствует
началу выпадения или концу растворения феррита в доэвтекто-
идпых сталях или цементита (вторичного) в заэвтектондных
сталях.
Чтобы отличить критическую точку при нагреве от крити-
ческой точки при охлаждении, рядом с буквой А ставят букву с
в первом случае иг — во втором.
Следовательно, критическая точка превращения аустенита
в перлит обозначается Аг,, а перлита в аустенит Ас,; начало
выделения феррита нз аустенита обозначается Аг3, конец раст-
ворения феррита в аустените Ас3. Начало выделения вторичного
цементита из аустенита обозначается также Аг3, а конец раст-
ворения вторичного цементита в аустените — Ас3 (эту точку
часто обозначают Аст).
Ниже дана характеристика основных видов термической
обработки в соответствии с приведенной классификацией в п. 2.
Отжиг — фа овая перекристаллизация, заключающаяся в
нагреве выше Ас3 с последующим медленным охлаждением.
Прн нагреве выше Ас,, но ниже Ас3 полная перекристаллиза-
ция не произойдет; такая термическая обработка называется
неполным отжигом. При отжиге состояние стали приближает-
ся к структурно равновесному; структура стали после отжига:
перлит+феррит, перлит или перлнт+цементнт.
Если после нагрева выше Лс3 провести охлаждение на воз-
духе, то это будет первым шагом к отклонению от практически
равновесного структурного .состояния. Такая термическая опе-
рация называется нормализацией. Эта обработка (нормализа-
ция) является переходной ступенью от обработки по второй
группе (отжиг) к обработке по третьей группе (закалка).
Закалка — нагрев выше критической точки Ас3 с после-
дующим быстрым охлаждением. При медленном охлаждении
аустенит распадается на феррит+цементит при Art. С увели-
чением скорости охлаждения превращение происходит при
более низких температурах. Феррито-иемеититная смесь по мере
снижения Ari становится все более мелкодисперсной и твердой.
Если же скорость охлаждения была так велика и переохлаж-
дение было так значительно, что выделение цементита и
феррита не произошло, то и распада твердого раствора не
происходит, и аустенит (у-твердый раствор) превращается в
мартенсит (пересыщенный твердый раствор углерода в ct-жс-
лезе). Неполная закалка — термическая операция, при которой
нагрев проводят до температуры, лежащей выше Лс(, но ниже
Ас3, н в структуре стали сохраняется доэвтектоидиый феррит
(заэвтектоидпый цементит).
Отпуск—нагрев закаленной стали ниже Act.
Для стали возможны различные виды химико-термиче-
ской обработки в зависимости от элемента, диффундирую-
щего в сталь.
231
Насыщение стали углеродом называется цементацией, азо-
том— азотированием, алюминием—алитированием, хромом —
хромированием и т. д.
Термо-механическая обработка стали—нагрев
до аустенитного состояния, деформация стали в аустенитном
состоянии (в стабильном состоянии — выше Ас3 пли в неста-
бильном переохлажденном состоянии) и окончательное охлаж-
дение с протекающим при этом превращением наклепанного
аустенита.
5. ЧЕТЫРЕ ОСНОВНЫХ ПРЕВРАЩЕНИЯ В СТАЛИ
При изучении кристаллизации (гл. II) мы видели, что этот
процесс совершается вследствие того, что прн изменившихся
условиях одно состояние, например кристаллическое, более ус-
тойчиво, чем другое, например жидкое.
Фазовые превращения, которые совершаются в стали, так-
же вызваны тем, что вследствие изменившихся условий, напри-
мер температуры, одно состояние оказывается менее устойчи-
вым, чем другое. Этим и вызываются превращения, протекаю-
щие в стали.
Рассматривая структурные превращения в стали, мы преж-
де всего должны указать, что основными являются трн струк-
туры, а переход нх нз одной в другую характеризуют основные
превращения
Укажем эти структуры:
аустенит (А.)—твердый раствор углерода в у-железе Fey(C);
мартенсит (М) — твердый раствор углерода в а-жслсзе
Ге,_(С);
перлит (П)—эвтектоидная смесь нз одновременно обра-
зующихся феррита и карбида Fea+Fe3C (ничтожно малой рав-
новесной растворимостью углерода в феррите пренебрегаем).
Прн термической обработке стали наблюдаются четыре ос-
новных превращения.
I. Превращение перлита в аустенит, протекающее выше
точки А>, выше температуры стабильного равновесия аусте-
нит— перлит; при этих температурах кз трех основных струк-
тур минимальной свободной энергией обладает аустенит (рнс.
176):
Fe„ + Fe3C-»-Fev(C) или П-»А.
II. Превращение аустенита в перлит, протекающее ниже А>:
Fev(C)-»-Fea + Fe3G или А->П.
III. Превращение аустенита в мартенсит:
Fey(C)>Fea(C) илиА-ьМ.
232
Это превращение наблюдается ниже температуры мета-
стабиЛьного равновесия аустенит— мартенсит (Г0).При Гоболее
устойчивой фазой является перлит, однако работа, необходимая
для образования мартенсита из аустенита, меньше, чем для об-
разования перлита, поэтому инже Го образование перлита (фер-
рито-карбидной смеси) из аусте-
нита может произойти только
в результате превращения аусте-
нита в мартенсит, а затем уже
мартенсита в перлит.
Рнс. 176. Изменение свободной энергии аустенита (^д). мартенсита и перлита
(РГр с изменением температуры (а), а также область а-, у н е фаз жечеза в зависимости
от температуры и давления (б)
Таким образом, аустенито-мартенситное превращение в дан-
ном случае является промежуточным в процессе перехода аусте-
нита в перлит.
IV. Превращение мартенсита в перлит, точнее в феррито-
карбпдпую смесь:
Fea(C)->Fea Fe3C илнМ П.
Оно происходит при всех температурах, так как при всех
температурах свободная энергия мартенсита больше свобод-
ной энергии перлита.
Схема изменений свободных энергий основных структур (см. рис. 176)
показывает, что выше Го возможно превращение мартенсита в аустенит. Од-
нако это превращение экспериментально пе было обнаружено, по-видимому,
из-за того, что раньше успевает произойти превращение мартенсит — перлит
(распад мартенсита)
Превращение перлита в мартенсит невозможно, так как прн всех темпе-
p. у рах мартенсит обладает большей свободной энергией, чем перлит.
Выше были рассмотрены фазовые превращения, использу-
емые при термической обработке и обусловленные изменением
температуры. Другой термодинамический фактор — давление.
233
которое используется при термической обработке, одна ко, из-
меняя давление, можно получить структурные превращения,
которые отсутствуют при неизменном (1 атм) давлении.
Диаграмма фазового равновесия при независимых перемен-
ных— температура и давление приведены на рис. 176, б. Прн
высоких давлениях возможно образование железа с гексаго-
нальной плотноупакованной решеткой (так называемое е-же-
лезо). Тронная точка равновесия лежит при /=527° С и Р=
= 130 кбар Выше 527°С при увеличении давления возможен
переход, а ниже прямой — а-^е-переход.
Как было отмечено, всестороннее давление пока еще не
используется для целей структу рообразования в стали из-за
технологических сложностей; недостаточно ясно также, насколь-
ко это эффективно в отношении получения особых свойств.
Некоторые элементы влияют аналогично всестороннему дав
ленню. Так, например, при высоком содержании марганца при
нормальном давлении образуется г фаза
СПИСОК ЛИТЕРАТУРЫ
Б о ч в а р А. А. Основы термической обработки сплавов. М.—Л., Металлург-
нзлат. 1940. 298 с. с ил.
Штейнберг С. С. Термическая обработка стали. Свердловск — Москва.
Металлургиздат, 1945. 154 с. с ил.
Гуляев А. П Термическая обработка стали. М., Машгиз, 1960, 495 с. с ил
Новиков И. И. Теория термической обработки металлоа. М., «Металлур-
гия», 1974 400 с. с нл.
Л ыса к Л И., Н н к о л н н Б. И. Физические основы термической обра-
ботки стали. Киев, «Техника», 1975. 303 с. с нл.
Глава X
ТЕОРИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Изучение процессов термической обработки стали началось с открытия
Д К Черновым критических точек в стали (1868 г.).
Положение Д. К. Чернова о том, что свойства сталей определяются струк-
турой, а последняя зависит от температуры нагрева и скорости охлаждения.
Стало общепризнанным, и в течение последующих десятилетий исследователи
устанавливали связь между структурой и условиями ее образовании (глав-
ным образом температчрой нагрева и скоростью охлаждении).
Однако основные достижения в теории термической обработки были до-
стигнуты в конце 20-х- начвле 30-х го.,ов нашего века.
Постепенно исследователи пришли к убеждению, что характер структуры
(ее строение» свойства и т. д.) определяются температурой ее образования
Чтобы уяснить процессы, происходящие при термической обработке, надо
изучать кинетику превращений при разных температурах и факторы, влияю-
щие на эту кинетику.
Эти положения стали основой разносторонних опытов, поставлен-
ных С. С. Штейнбергом. В результате систематических опытов, направлен
пых к одной цели — исследовать кинетику превращений в стали, С. С. Штейн
234
Сергу (в 1930—1940 гг.) н его ученикам н последователям удалось накопить
обширный экспериментальный материал, который после обобщений составил
основу современных представлений о превращении в стали и совре*енной
теории термической обработки стали.
Отновременно или несколько позднее, по в том же направлении, в каком
работал» школа С. С. Штейнберга, начали проводить работы зарубежные ис-
следователи. В первую очередь следует отметить работы американских уче-
ных Мела и Бэйна, а также немецких ученых Вефера, Эсссра, Ганнемана. ко-
торые в многочисленных н обстоятельных исследованиях изучали кинетику
превращения в различных по составу сталях.
Выяснить природу закаленной стали можно, лишь применяя рентгеновские
лучи и другие методы физического анализа металлов (электронный микроскоп,
внутреннее трение н др ).
Многочисленные работы Г. В. Курдюмова и его учеников, а также зару-
бежных металлофнзнков выявили важные особенности тонкой структуры
стали.
Под теорией термической обработки понимается описание
процессов формирования структур (при превращениях), а
также особенностей структурного состояния сплавов (нерав-
новесные состояния).
В данной главе рассмотрена теория термической обработки
стали на основе общей теории фазовых превращений переох-
лажденных систем, кратко описанных в гл. V, п. 10. Перед из-
учением данной главы рекомендуем повторить материал в гл. V,
п. 10.
1. ОБРАЗОВАНИЕ АУСТЕНИТА
Превращение перлита в аустенит в полном соответствии с
диаграммой состояния Fe—Сможет совершиться лишь при очень
медленном нагреве. Прн обычных условиях нагрева превра-
щение запаздывает и получается переиагрев, т. е превраще-
ние происходит лишь при температх рах, несколько более высо-
ких, чем указано на диаграмме Fe—С.
Рнс [77. Превращения перлита (77) в аустенит (Л) прн постоянно/! температуре
Сталь с 0.86% С (И. Л. Миркин >i М. Е- Блаитер}
235
Перенагретый выше критической точки перлит с различной
скоростью в зависимости от степени перенагрева превращает-
ся в атстенпт.
На рис. 177 приведены данные, показывающие время пре-
вращения перлита в аустенит прн разных температурах (в зави-
симости от степени перенагрева). Расположение кривых показы-
вает, что чем выше температура, тем быстрее (т. е. за меньший
отрезок времени) протекает превращение и что чем быстрее
осуществляется нагрев, тем прн более высокой температуре про-
исходит превращение
Например, при быстром нагреве н выдержке при 780° С
превращение перлит+аустенит завершится за 2 мнн, а прн
740° С — за 8 мнн
Диаграмма, приведенная на рис. 177, дана в координатах,
температс ра — время, поэтому на нее можно нанести кривые
нагрева.1
Луч соответствует нагреву стали с какой-то определенной
скоростью ч2. Он пересекает линии начала и конца превраще-
ния в точках а" н Ь". Следовательно, при непрерывном нагре-
ве со скоростью 1'2 мы зафиксируем превращение, протекаю-
щее в интервале температур от точки а" до точки Ь". Если
нагрев был более медленным, то луч m пересекает кривые
превращения при более низких температурах (точки а' и Ь'),
и превращение произойдет тоже при более низких температу-
рах. 1 2
Кривые начала и конца превращения, асимптотически приб-
лижаясь к горизонтали At, пересекут ее в бесконечности. Наг-
рев с бесконечно малой скоростью пересечет горизонтать Ai
в бесконечности, где сливаются кривые начала и конца прев-
ращения и где превращение перлита в аустенит произойдет
в одной «точке», т. е при постоянной температуре. Это, очевид-
но. и будет случай равновесного превращения — по диаграм-
ме Fe—С. Реальные превращения, в отличие от равновесных,
протекают при температуре выше Ai н не при одной темпера-
туре, а в интервале температур, лежащем тем выше, чем быст-
рее мы нагреваем сталь.
Окончание процесса превращения характеризуется об-
разованием аустенита и исчезновением .перлита (феррит+
1 Быль доказано, что наложение кривых нагрева или охлаждения на ди-
аграмме показывающую превращения прн постоянной температуре, не лает
количественно правильных значений, ио качественные закономерности процес-
сов подтверждаются. Поэтому а дальнейшем будем широко пользоваться этим
методом.
2 Показано, что вне зависимости от скорости нагрева превращение насту-
пает сразу после перехода через равновесную критическую точку Аг. интер-
вал между точками а1 н Ь' или а" и Ъ" при нагреве со скоростью щ или ст
показывает ие физиче кос начало и конец превращения, а интервал темпера-
тур. когда основная масса перлита переходит в аустенит. Технически точку а
начала превращения определяют, когда образовалось 5% (или 1%) новой
фазы, соответственно в точке b осталось 5 (или 1%) старой фазы.
236
цементит). Однако этот вновь образовавшийся аустенит даже
в объеме одного зерна неоднороден В тех местах, в которых
ранее были пластинки (или зерна) перлитного цементита, со-
держание углерода больше, чем в тех местах, где залегали
пластинки феррита Поэтому только что образовавшийся аус-
тенит неоднороден.
Для получения однородного по составу (гомогенного) аус-
тенита при иагреве требуется не только перейти через точку
окончания перлито-аустенитного превращения, но н перегреть
сталь выше этой точки илн дать выдержку для завершения
диффузионных процессов внутри аустенитного зерна
Скорость гомогенизации аустенита в значительной степе-
ни определяется исходной структурой стали — степенью дис-
персности цементита и его формой Чем мельче частицы це-
ментита и, следовательно, больше их суммарная поверхность,
тем быстрее происходят описанные превращения.
2. РОСТ АУСТЕНИТНОГО ЗЕРНА
Начало перлито-аустенитного превращения сопровождается
образованием первых зерен аустенита Первые зерна аустенита
образуются иа границе между ферритом и цементитом — стру к-
турнымн составляющими перлита. Так как эта граница весьма
разветвлена,1 то превращение начинается с образования мно-
жества мелких зерен. Следовательно, по окончании превраще-
ния перлита в аустенит образуется большое количество малых
аустенитных зерен Размер этих зерен характеризует так назы-
ваемую величину начального зерна аустенита.
Дальнейший нагрев (или выдержка) по окончании превра-
щения вызывает рост аустенитных зерен Рост зерна — само-
произвольно протекающий провесе, так как при этом умень-
шается суммарная поверхность зерен (уменьшается поверхност-
ная энергия), высокая температура обеспечивает лишь достаточ-
ку ю его скорость.
Различают два типа сталей: наследственно мелкозернистую
и наследственно крупнозернистую', первая характеризуется ма-
лой склонностью к росту зерна, вторая — повышенной склон-
ностью.
Изменение размеров зерна при нагреве двух принципиально
различных по кинетике роста зерна сталей показано иа рис.
178.
Переход через критическую точку At сопровождается рез-
ким уменьшением зерна. При дальнейшем нагреве зерно аус-
тенита в мелкозернистой стали не растет до 950—1000 С. пос-
1 В I см® перлита площадь границы между ферритом и цементитом со.
ставляет несколько квадратных метров.
237
ле чего устраняются факторы, препятствующие росту, и зерно
начинает быстро расти. У крупнозернистой стали ничто не пре-
пятствует росту зерна, который и начинается вскоре после
перехода через критическую точку.
Под наследственной зернистостью следует подразумевать
склонность аустенитного зерна к росту.
Из рис. 178 видно, чго при температурах немного более вы-
соких, чем критическая точка (Лсу), зерна аустенита у наслед-
ственно крупнозернистой стать
Рис 178. Схема роста зерна в наслетст-
венно крупиоз рннстой (К) к мелкоэерии*
стой (Af) сталях
склонность аустенитных зерен к
больше, чем у наследственно
мелкозернистой, а прн темпе-
ратурах значительно более вы-
соких у наследственно мелко-
зернистой стали зерно может
оказаться крупнее. Поэтому по
размеру зерна в данном куске
металла еще нельзя опреде-
лять наследственную зернис-
тость.
Размер зерна, полученный
в стали в результате той или
иной термической обработ-
ки,— это так называемое дей-
ствительное зерно.
Таким образом, различают:
1) начальное зерно — раз-
мер зерна аустенита в момент
окончания перлито-аустенит-
ного превращения; 2) наслед-
ственное (природное) зерно —
росту; 3) действительное зер-
но— размер зерна аустенита в данных конкретных условиях
Размеры перлитных зерен зависят* от размеров зерен аус-
тенита, из которых они образовались. Чем крупнее зерна аусте-
нита, тем, как правило, большего размера перлитные зерна, об-
разующиеся нз них (рис. 179). Аустенитные зерна растут только
при нагреве (при последующем охлаждении оии ие измельчают-
ся), поэтому максимальная температура нагрева стали в аусте-
нитном состоянии н ее наследственная зернистость определяют
окончательный размер зерна.
На схемах, приведенных на рис. 178 и 179, размер перлитного зерна по-
казан равным исходному аустенитному. Это не совсем точно. Перлит зарож-
дается па границах аустенитных зерен, поэтому очеяндно, чем мельче зерно
аустенита, тем мельче образующиеся перлитные зерна. Из этого, однако, ие
следует, что пз одиого аустенитного зерна обязательно получится одно пер-
литное зерио — этих зерен может образоваться несколько.
Приведенные выше схемы (рис. 178 и 179) являются ианболее типичными,
однако встречаются отступления, о которых следует сказать вкратце.
’ При одинаковой температуре аустенито-тертитиого превращения.
238
Если исходная структура стали — мартенсит или бейнит1 то превраще-
ние Ьтн.ч структур в аустенит нс сопровождается измельчением аустенитной»*
зерно, как это следует из схем, приведенных па рнс. 178 н 179, а зерно аусте-
нита вновь приобретает размеры бывшего до закалки1 2 зерна аустенита,
(рис. 180) В этом нет ничего уднантельпого.
Рис 179. Схема Изменения размера зерна перлита в зависимости от нагрева
в аустенитной области
При превращении аустенита в перлит по диффузионному механизму рост
кристаллов новых фаз сопровождается оттеснением дефектов строении к гра-
ницам зерен, другими словами, дефекты (дислокации, вакансии, примесные
атомы), ранее располагавшиеся по границам аустенитных зерен, лерсраспре
деляютси ла границы ферритных (перлитных).
При мартенситном (бейиитном) превращении подобного перераспределе-
ния дефектов не происходит; онн остаются иа местах прежних аустенитных
Рис. 180. Сохранение наследственной зернистости в закаленной стали. XI50 (В Д. Са-
довский):
а — крупное зерно аустенита, выращенное высокотемпературным нагревом (до 1300 С).
6 —крупное зерно аустенита после вторичного нагрева (до 900’С), который не вызвал,
измельчения зерна
1 Подробнее о мартенситном н бейпитном превращении см. п. 4 и 5
этой главы
2 Т. е. до превращения аустепит-^мартеисит или аустенит-*-бейиит
239
зерен При переходе через критическую точку Л1 образующиеся мелкие слабо-
разориеитировапные аустенитные зерна, ие имеющие на своих границах за-
щитных дефектных слоев, быстро объединяются в одно зерно, форма и раз-
меры которого определяются расположением зернограничных дефектов, т. е.
восстанавливается прежнее аустенитное зерно.
Замечательной н, можно сказать, удивительной особенностью этого аусте-
нитного зерна является его нестабильность. При нагреве до более аысокой
температуры неожиданно зерно измельчает-
ся (рис. 181) Факт этот обнаружен был
В Д. Садовским в 40-х годах и впоследст-
вии подробно нм же с сотрудниками изучен
В Д. Садовский считает что превращение
мартенсита в аустенит происходит по друго-
му механизму, чем перлита в аустенит, и
сопровождается наклепом (так называемым
фазовым наклепом), дальнейший нагрев н
образование новых зерен — естественный
процесс рекристаллизации аустенита.
Во многих случаях необходимо уста но-
A---
рме 181 Схема образования аустенита прн исходной
структуре мартенсит (беПнит)
вить размер бывшего (т е. существовавшего прн высокой температуре) аусте-
нитного зерна при фактически другой структуре стали, так как этот размер
определяет многие свойства стали, особенно в закаленном состоянии
Существует ряд способов опредетения размеров бывшего аустенитного
зерна.
Дл£ фиксирования положения границ аустенитного зерна применяют раз-
ные способы, например: замедленное охлаждение, способствующее выделе-
нию по этим границам избыточных фаз (феррита, цементита и др); длитель-
ный нагрев, вызывающий проникновение кислорода вглубь по границам зе-
рен, н образование сетки нз окнелов; специальные методы травления мартен-
сита; травление в вакууме при высокой температуре, при которой растравли-
ваются лишь границы.
Для определения действительного зерна определяют средний размер зер-
на или сравнивают исследуемую структуру со стандартной шкалой
240
Как уже указывалось, иасаедственная зернистость стали есть способность
зерна аустенита к росту. Поэтому дли определении зернистости необходимо
знать зависимость размера зерна от температуры. Практически, одиако, удоб-
нее наследственную зернистость определять лишь размером зерна (соответст-
вующим номером шкалы, рис. 182, а), причем предварительно сталь должна
быть нагрета до таких температур, при которых у наследственно мелкозерни-
стой стали зерно еще не начнет расти (см. рнс. 178), а у наследственно круп-
нозернистой стали уже вырастает. Для обычных сортоа конструкционной
стали — эта температура 930еС. Стали, у которых при этой температуре но-
мер зерна 1—4, принято считать наследственно крупнозернистыми, а стали с
иомером зерна 5—8 — наследственно мелкозернистыми.
Условный номер зерна в действительности характеризует такие физичес-
кие величины, как средний размер зерна или чисто зерен, приходящихся на
1 мма поверхности шлифа (рис. 182,6). Так, например, при размере зерна .V 6,
средний его размер 45 мкм н в 1 мм1 шлифа помещается 500 зерен
(рис. 182,6).
Зависит ли склонность к росту зерна (наследственная зернистость) от
состава стали? Безусловно, зависит. Заэвтектондиая сталь, как правило, меиее
чувствительна к росту зерна прн повышении температуры, чем эвтектоитная.
Многие легирующие элементы, вводимые в сталь (ванадий, титан, вольфрам,
молибден и др ), уменьшают склонность зерна аустенита к росту. Однако ус-
тановлеио. что даже разные плавки стали одной и той же марки обладают
разной способностью к росту зерна, т. е. имеют разную наследственную зерни-
стость. Здесь имеет значение способ производства стали — метод ее раскис-
ления.
Сталь, раскисленная только ферромарганцем (кипящая сталь) или фер-
ромарганцем н ферросилицием. — наследственно крупнозернистая сталь, а
сталь, дополнительно раскисленная алюминием, — мелкозернистая.
Наиболее достоверное объяснение природы мелкозернистости дает так на-
зываемая теория барьеров. Алюминий, введенный в жидкую сталь незадолго
до ее разливки по изложницам, образует с растворенным в жидкой стали азо-
том и кислородом частицы нитридов н оксидов (AIN, AI2O3). Эти соединении
растворяются в жидкой стали, а после ее кристаллизации и последующего ох-
лаждения выделяются в виде мельчайших субмнкроскопнческих частиц («не-
металлическая пыль»). Последние, располагаясь преимущественно по границам
зерна, препятствуют его росту.
Начиная с определенной температуры, даже у мелкозернистых сталей на-
блюдается интенсивный рост зерна (см. рис. 178) Как показали исследования,
прн достаточно высоких температурах происходит растворение нитридов алю-
миния в поверхностных слоях аустенитного зерна При этом устраняются
барьеры, препятствующие росту зерна аустенита, и зерно начинает расти.
На свойства стали влияет только действительный размер
зерна, наследственный размер зерна влияния не оказывает.
Если у двух сталей одной марки (одна наследственно крупно-
зернистая, другая наследственно мелкозернистая) при различ-
ных температурах термических обработок будет получен одина-
ковый действительный размер зерна, то свойства их будут оди-
наковыми. Если же размер зерна будет различный, то сущест-
венно будут различаться многие свойства стали.
Укрупнение зерна аустенита в стали почти ие отражается
иа статистических характеристиках механических свойств (твер-
дость, сопротивление разрыву, предел текучести, относительное
удлинение), но сильно снижает ударную вязкость, особенно при
высокой твердости (отпуск при низкой температуре). Это явле-
ние сказывается из-за повышения порога хладноломкости с ук-
рупнением зерна.
16 Гуляев Л. П.
241
' 2 7 4
5 6 а 7 В
Рнс. 182 Шкала XIOO (а) и номограмма размеров зерна (б>
WA, ни ’4 С. пь
242
Если на свойства стали влияет действительный размер зер-
на, то технологический процесс горячей обработки определяется
наследственным зерном.
Наследственно мелкозернистая сталь ие склонна к перегре-
ву, т. е. интенсивный рост зерен начинается прн значительно
более высокой температуре, чем у наследственно крупнозернис-
той. Поэтому интервал температур закалки у наследственно
мелкозернистых сталей значительно шире, чем у наследственно
крупнозернистых.
Наследственно мелкозернистую сталь можно прокатывать
(ковать) при более высоких температурах и заканчивать про-
катку (ковку) при более высокой температуре, не опасаясь по-
лучения при этом крупнозернистой структуры. Как правило,
все спокойные марки стали изготавливают наследственно мел-
козернистыми, а кипящие стали— наследственно крупнозер-
нистыми.
3. РАСПАД АУСТЕНИТА
Превращение аустенита в перлит заключается в распаде
аустенита—твердого раствора углерода в у-железе, иа почти
чистое a-железо н цементит:
Fev(C)^Fea + Fe3C.
При температуре равновесия Ai превращение аустенита в
перлит невозможно, так как при этой температуре свободные
энергии исходного аустенита н конечного перлита равны.
Превращение может начаться лишь при некотором переох-
тажденпн, когда свободная энергия феррнто-карбидпой смеси
(перлита) окажется меньшей, чем свободная энергия аустени-
та (см. рнс. 176).
Чем ниже температура превращения, тем больше переох-
лаждение. тем больше разность свободных энергий, тем быст-
рее происходит превращение.
В случае перлитного превращения образуются фазы, резко
отличающиеся по составу от исходной: феррит, почти не содер-
жащий углерода, и цементит, содержащий 6,67% С. Поэтому
превращение аустепит-^перлнт сопровождается диффузией, пе-
рераспределением углерода. Скорость диффузии резко умень-
шается с понижением температуры, следовательно, с этой точки
зрения увеличение переохлаждения должно замедлять прев-
ращения.
Итак, мы приходим к важному выводу, что при увеличении
переохлаждения (снижения температуры превращения) вступа-
ют в борьбу два фактора, прямо противоположно влияющие на
скорость превращения.
Снижение температуры (увеличение переохлаждения), с
одной стороны, увеличивает разность свободных энергий аусте-
16'
243
нита н перлита (AF=F,y — Fp), что ускоряет превращение, а
с другой—вызывает уменьшение скорости диффузии углеро-
да Р, а это замедляет превращение (рис. 183) Суммарное
действие обоих факторов приводит к тому, что вначале с уве-
личением переохлаждения скорость превращения возрастает,
достигает при каком-то значении переохлаждения максимума
Скоромь распада (е) —
Скорость диффузии (В) —-
Ррзыхт рбсМны р/ереий far) —
Рис 183. Скорость распада аустенита
(сплошная линия) в зависимости от сте-
пени переохлаждения (температуры)
и затем убывает (сплошная
кривая на рнс. 183).
Степень переолпамдекряг Т
757 627 527 427 321
Температура преЗращения, V
Рис 184. Скорость роста кристаллов и
скорость зарождения центров кристалли-
зации перлита в зависимости от темпера-
туры (степени переохлаждения) (II. Л.
Миркин)
При 727 С (Л|) и инже 200° С (d) скорость превращения
равна нулю, так как прн 727° С равна нулю разность свободных
энергий, а при 200° С равна нулю (точнее, недостаточна) ско-
рость диффузии углерода.
Процесс образования перлита — это процесс зарождения
центров перлита и роста перлитных кристаллов, как было впер-
вые в 1939 г. показано И. Л. Миркиным н затем (в 1941 г. и
в последующих) развито Р. Мелом.
Следовательно, разная скорость перлитного превращения
при разной степени переохлаждения определяется тем, что
подобным образом зависят от степени переохлаждения ско-
рость роста (с. к.) и число образующихся Центров (ч. ц.) перли-
та (рис. 184). В точке Aj н ниже 200° С оба параметра кристал-
лизации— ч. ц. и с. к. — равны нулю и имеют максимальное
значение прн переохлаждении, равном 150—200° С.
Из сказанного следует, что как только созданы надлежащие
условия’, зарождаются центры кристаллизации и нз них растут
• Аустенит переохлажден инже А, н, следовательно, Fn<F^ta диффу-
зия у глерода не равна нулю,
244
кристаллы. Процесс этот происходит во времени и может быть
изображен в виде так называемой кинетической кривой превра-
щения, показывающей количество образовавшегося перлита
в зависимости от времени, прошедшего с начала превращения
(рис. 185).
Начальный период характеризуется весьма малой скоростью
превращения —это так называемый инкубационный период, или
Рнс. IBS Кинетическая кривая превра-
щения аустенита в перлит
ti br be 60 Ьл bi
Рис 186. Кинетические кривые превраще-
ния аустените в перлит при ратных темпе-
ратурах (6>6>G- ..)
период инертности Точка а на кривой показывает момент, когда
обнаруживается начало превращения (обычно это соответствует
образованию 1% перлита). На кривой степень превращения —
время (рис. 185) видно, что скорость превращения возрастает по
мере того, как развивается превращение. Максимум скорости
превращения соответствует примерно тому времени, когда пре-
вратилось ~50% аустенита. В дальнейшем скорость превраще-
ния уменьшается и, наконец, превращение заканчивается (точ-
ка Ь).
Скорость превращения зависит от степени переохлаждения.
При малых и значительных переохлаждениях превращение про-
исходит медленно, так как малы значения с. к. и ч. ц. (см.
рис. 184); в первом случае — из-за малой разности свободных
энергий, во втором — из-за малой диффузионной способности
атомов При максимальной скорости превращения кинетические
кривые идут круто вверх и превращение заканчивается за ма-
лый отрезок времени.
На рис. 186 показана серия кинетических кривых, подобных
приведенной на рнс. 185. но относящихся к разных, температу-
рам (разным степеням переохлаждения).
При высокой температуре t, (малая степень переохлажде-
ния) превращение развивается медленно и продолжительность
инкубационного периода (отрезок от начала координат до точ-
ки а) и время превращения (отрезок от начала координат до
245
точки b) велики, При снижении температуры превращения, т. е
увеличении степени переохлаждения, скорость превращения воз-
растает, и позтому продолжительность инкубационного периода
и продолжительность всего превращения сокращаются. Макси-
мум скорости превращения соответствует температуре /«, даль-
нейшее снижение температуры приведет уже к уменьшению
скорости превращения.
Если нанести на диаграмму отрезки кривых аустеннто-пер-
лнтного превращения, соответствующие началу превращения
Рис. 187. Диаграмма изотермического превраще-
ния аустенита- Построена по кривым изотермиче-
ского превращения, изображенным на рнс. 188
(время «инкубационно-
го периода») и концу
превращения, т. е. точки
а и b расположить по
вертикали по мере сни-
жения температуры, то
получим диаграмму, при-
веденную на рис. 187.
Кривая начала пре-
вращения в зависимости
от степени переохлажде-
ния покажет время, ког-
да превращение практи-
чески не наблюдается,
т. е. когда имеем пере-
охлажденный аустенит.
Мерой его неустойчиво-
сти может служить отре-
зок от оси ординат до
кривой начала превра-
щения. При 500—600° С
(температура /<) этот от-
резок имеет минималь-
ные размеры, т. е. аусте-
нит начинает превра-
щаться в перлит через наиболее короткий промежуток вре-
мени
Вторая кривая показывает время, необходимое при данном
переохлаждении для полного превращения аустенита в перлит.
При 500—600 С это время также минимально.
Следует указать, что по горизонтали шкала логарифмичес-
кая. Это сделано для удобства изображения, так как слишком
различны скорости образования перлита около критической точ-
ки п у изгиба кривой. В первом случае (для углеродистой стали)
превращение заканчивается через несколько десятков минут
(тысячи секунд), а во втором случае оно происходит за одну —
две секхнды.
Горизонтальная линия М показывает температуру начала
бездиффузнонного мартенситного превращения.
246
Механизм этого превращения отличается от механизма об-
разования перлита н будет рассматриваться ниже.
На рис. 187 показано время превращения аустенита в перлит
в зависимости от степени переохлаждения, т. е. превращение
переохлажденного аустенита при постоянной температуре. По-
этому такие диаграммы обычно называют диаграммами изотер-
мического превращения аустенита. Кривые на диаграмме изо-
термического превращения аустенита имеют вид буквы С, по
этому их часто называют С-образными или просто С-кривымп 1
Рис. 188. Структура эвтектоидной стали в зависимости от температуры распада
аустенита:
и — перлит. распад прн 700е С; б—сорбит, распад при 650’С. >.7500
Свойства и строение продуктов превращения аустенита зави-
сят от температуры, при которой происходил процесс его распа-
да (рнс. 188).
При высоких температурах, т. е. прн малых степенях пере-
охлаждения, получается достаточно грубая (легко дифференци-
руемая под микроскопом) смесь феррита и цементита. Эта смесь
называется перлитом (рнс. 188,с).
При более низких температурах и, следовательно, при боль-
ших степенях переохлаждения дисперсность структур возраста-
ет и твердость продуктов повышается. Такой более тонкого
строения перлит получил название сорбита (рнс. 188,6).
1 Первые диаграммы изотермического распада аустенита построили
Э. Бэйи н Э. Давенпорт в 1930 г., что явилось важным акладом в теорию тер-
мической обработки, так как в этой диаграмме суммируется большое количе-
ство экспериментальных данных. Однако этн диаграммы в первонача тьиом
виде в нижней части, в районе мартенситного превращения, были неправиль-
ны. В первых диаграммах изотермического превращения, имевших вид латин-
ской буквы S н называвшихся S-диаграммами, не учитывались некоторые
дефекты эксперимента прн построении диаграмм и особенности мартенситного
превращения. Правильное изображение диаграммы изотермического распада
аустенита в виде русского С (а не латинского S) было дано автором в
1935 г. Этот вид диаграммы является теперь общепризнанным.
247
При еще более низкой температуре (что соответствует изги-
бу С-крнвон) дисперсность продуктов еще более возрастает, и
дифференцировать под оптическим микроскопом отдельные со-
ставляющие феррнто-цементитной смеси становится почти не-
возможно. но при наблюдении под электронным микроскопом
пластинчатое строение обнаруживается вполне четко (рис. 189).
Такая структура называется троститом.1
Рнс. 189. Структура тростнта (электронный микроскоп). X15000
Таким образом, перлит, сорбит и тростит — структуры с оди-
наковой природой (феррит-j-цементит), отличающиеся сте-
пенью дисперсности феррита и цементита.
Перлитные структуры могут быть двух типов: зернистые (це-
ментит в них находится в форме зернышек) нли пластинчатые
(в форме пластинок).
Однородный (гомогенный) аустенит всегда превращается в
пластинчатый перлит. Следовательно, нагрев до высокой темпе-
ратуры, который создает условия для образования более одно-
родной структуры, способствует появлению пластинчатых струк-
тур. Неоднородный аустенит при всех степенях переохлажде-
ния дает зернистый перлит, следовательно, нагрев до невысокой
температуры (для заэвтектоидпой стали ниже Дс3) приводит при
охлаждении к образованию зернистого перлита Вероятно, остав-
шиеся не растворенными в аустените частицы, являющиеся до-
полнительными центрами кристаллизации, способствуют обра-
зованию зернистого цементита.
1 По имени ученого Труста (Troost). Эту структуру начинают также троос-
титом н трустнтом; последнее написание, очевидно, самое правильное, ио наи-
менее употребляемое.
248
Как показано на рис. 190, при исходном нагреве до 900° С
получился пластинчатый перлит, причем более низкая темпера-
тура превращения дает более дисперсную структуру.
В юн же стали при тех же температурах превращения, но
после невысокого нагрева (780еС), получился зернистый перлит
(рис. 191). Размер зерен цементита мельче при более низкой
температуре превращения.
Рис. 190 ПзиСтинчатый перлит в стали с 1% С. полученный в результате лигрева на
900” С (т. е. выше Ас3) и изотермического превращения при 710е С (а) н Ь70° С (о) ХвОО
Рис. WI. Зернистый перлит в стали с 1,2% С, полученный в результате нагпева на
780* С (т. е. ниже Acs) и изотермического превращения при 710*С (а) и 670*С (о). Х800
Следовательно, размер цементитных частиц зависит от тем-
пературы превращения аустенита, а форма цементита — от тем-
пературы нагрева (температура аустенизации).
Превращения выше и ниже изгиба С-кривой отличаются по
кинетике превращения и по форме продуктов распада.
Выше изгиба С-кривой, т. е. при малых переохлаждениях,
превращение начинается из немногих центров, н кристаллы пер-
лита растут до столкновения. Ниже изгиба С-крнвой возникает
2-19
игольчатая микроструктура, образуются иглы-пластины, рост
которых ограничен, и превращение происходит главным обра-
зом путем появления новых кристаллов.
Образующаяся ниже изгиба С-кривой игольчатая структура
получила название бейнит. Превращение аустенита в бейнит
имеет общие черты с перлитным и мартенситным превращени-
ями, поэтому с беннитным превращением следует познакомить-
ся после изучения превращения аустенита в мартенсит.
Мы видели, что скорость изотермического превращения
аустенита определяется величинами с. к. и ч. ц.
Параметр ч.ц. весьма чувствителен к различным изменениям
структуры стали Металлургическая природа стали, ее раскпс-
лепность, наличие нерастворенных частиц, однородность аусте-
нита, размер зерна аустенита — факторы, весьма сильно влия-
ющие на величину ч.ц. Наличие нерастворенных частиц увели-
чивает значение ч. Ц., так как этн частицы являются дополни-
тельными зародышевыми центрами.
Увеличение размера зерна аустенита уменьшает ч.ц. Заро-
дыши возникают преимущественно по границам зерна, поэтому
у более крупнозернистой стали общая протяженность границ
зерна меньше, чем у мелкозернистой, и, следовательно, условия
для зарождения центров хуже.
Параметр с к. нечувствителен к перечисленным факторам.
Величина с. к. зависит только от состава стали и для данного
химического состава является природной характеристикой ста-
ли, зависящей только от степени переохлаждения.
Пока мы рассмотрели превращение аустенита в перлит, про-
текающее в сталях, по составу близких к эвтектоидному. Если
содержание углерода в стали отлично от эвтектоидного, то, как
следует из диаграммы железо — углерод, превращению аус-
тенита в перлит предшествует выделение феррита или цемен-
тита.
В доэвтектоидных сталях превращение аустенита начинает-
ся с образования феррита и обогащения углеродом оставшегося
р-раствора, заэвтектоидных — с выделения цементита и обедне-
ния углеродом аустенита. В условиях равновесия распад аусте-
нита иа феррит и цементит (т. е. перлитное превращение) насту-
пает тогда, когда содержание углерода в аустените, оставшемся
после выделения избыточных феррита пли цементита, будет со-
ответствовать точке 5 (0.8%).
Рассмотрим превращения в условиях переохлаждения. Ли-
ния SE диаграммы железо — углерод указывает границу пре-
дельного насыщения аустенита цементитом; значит, цементит
может выделяться из аустенита лишь правее линии SE и, оче-
видно, правее продолжения этой линии вниз в области пере-
охлажденного аустенита. Аналогичное значение имеет п про-
должение линии CS как границы предельного насыщения пере-
охлажденного аустенита ферритом.
250
Если это так, то одновременное выделение из аустенита
и феррита, н цементита возможно лишь прн условии пересыще-
ния аустенита обеими составляющими, т. е. левее линии GG'
н правее ЕЕ' — в заштрихованном треугольнике (рис. 192). Это
также означает, что строго определенный состав эвтектоид име-
ет лишь в условиях кристаллизации без переохлаждения (в точ-
ке S), в реальных же ус-
ловиях состав эвтектои-
да (перлит) характеризу-
ется интервалом концен-
трации. ограниченным
линиями E'S и SG'
Эвтектоид, образовав-
шийся нз переохлажден-
ного аустенита и имею-
щий концентрацию, от-
личную от эвтектоидной,
называется квазиэвтек-
тоидом.
Из схемы, приведен-
ной на рис. 192, следует,
что в заэвтектондных
сталях квазиэвтектоид
может содержать угле-
рода больше, а в доэв-
тсктоидных сталях —
меньше чем 0 8% и раз-
ница будет тем больше,
чем ниже температура
превращения. Следова-
тельно, чем ниже темпе-
ратура превращения, тем
меньше должно выде-
литься избыточного фер-
рита (цементита), чтобы
началось перлитное пре-
вращение. При темпера-
туре выступа С-кривой и
ниже распад аустенита
начинается без выделе-
ния избыточных фаз.
Описанное находит
отражение на диаграмме
изотермического распада
аустенита.
На рис. 193 показана
Рис. 192. Состав эвтектоида в зависимости от сте
пени переохлаждения ниже равновесной темпера-
туры А1
Рнс. 193. Дна1раыма и »т<фмичг-Ло.v распада
аустенита для доэвтектоидной стали (0,4% С)
диаграмма изотермиче-
ского распада аустенита
251
для дозвтектоидной стали в полном виде. На ней приведены
кривая начала выделения феррита, кривая начала и кривая
конца превращения аустенита в перлит, а также горизонтали —
Аз, А<, М и Л1К (см. рис. 193).
По этой диаграмме основные сведения об изотермическом
превращении можно получить для данной стали при любой сте-
пени переохлаждения.
Например, при пере
охлаждении до 650° С
превращение начина-
ется через некоторое
время выделением из
раствора феррита.
Феррит выделяется в
течение определенного
времени, после чего
начинается распад
аустенита на перлит,
который закапчивается
иа кривой, характери-
зующей конец превра-
щения. Если быстро
охладить аустенит до
550° С, то превращение
начнется прямо с об
разоваиия перлита
Превращение при
550° С протекает зна-
чительно скорее, чем
при 650° С.
Если взять по доэв-
Рнс 194. Обобщенная диаграмма превращения пере-
охлажденного аустенита в углеродистой стели
тектоидную, а заэвтек-
то^дную сталь, то при малых переохлаждениях распаду аусте-
нита будет предшествовать предварительное выделение це-
ментита.
Связь между характером изотермического превращения
аустенита, содержанием углерода и температурой показывает
обобщенная диаграмма, приведенная на рнс. 194.
В соответствии с этой обобщенной диаграммой распад аусте
нита происходит в интервале температу р, ограниченном горизон-
талями А, и d. Обозначение, а также физический смысл темпе-
ратур, обозначенных линиями end (точки для определенного
содержания углерода), были даны Д. К. Черновым. В современ-
ной интерпретации выше точки е скорость диффузии железа и
легирующих элементов достаточна для реализации соответству-
ющих фазовых превращений, выше точки d достаточна лишь
скорость диффузии углерода. Следовательно, ниже точки d
превращения могут быть только бездпффузнониые (мартеиепт-
252
иые), а между точками е и d превращение происходит при диф-
фузии углерода, но без перемещения металлических атомов.
Между горизонталями At—е превращение происходит с образо-
ванием пластинчатых структур, а между горизонталями е—d —
с образованием игольчатых структур. Наклонная линия М пока-
зывает температуру начала бездиффузиоиного мартенситного
превращения.
Диффузионный перлитный распад без предварительного вы-
деления феррита или цементита происходит в области I; левее
линии SE' ему предшествует выделение феррита, а правее линии
SG' — выделение цементита
Следовательно, в зависимости от содержания углерода и сте-
пени переохлаждения мы имеем такие области превращения
аустенита:
I — превращение аустенит-> перлит;
II — предварительное выделение феррита и затем превращение
аустенитперлит;
III — предварительное выделение цементита и затем превраще-
ние аустенит-»-перлит;
IV — превращение аустенитбейнит;
V — превращение аустенит-»-мартенсит и распад остаточного
аустенита с образованием бейнита;
VI — превращение аустенит-»-мартенсит;
VII — переохлажденный аустенит сохраняется без превраще-
ния.
После рассмотрения процесса превращения аустенита при
постоянной температуре и разных степенях переохлаждения
можно перейти к рассмотрению процесса распада аустенита при
непрерывном охлаждении, когда сталь, нагретая до аустенитно-
го состояния, охлаждается с разной скоростью.
Диаграмма изотермического распада аустенита строится в
координатах температура — время; в этих же координатах изоб-
ражаются и кривые охлаждения.
Наложим на диаграмму изотермического распада аустенита
кривые охлаждения1 (рнс. 195).
Линия t>i, характеризующая медленное охлаждение, пересе-
чет линии диаграммы в точках щ и bi. При этих температурах,
соответствующих положениям точек щ и bi, и произойдет пре-
вращение. Продхктом превращения будет перлит с низкой твер-
достью (крупнопластинчатый).
При более быстром охлаждении кривые Vz и щ пересекают
линии диаграммы при более низких температурах (точки Са и Ь-,
Оз и Ь,). образуя более дисперсные продукты.
Из этого построения видно, что чем больше скорость охлаж-
дения, тем прн более низкой температуре произойдем превраще-
ние, н поэтому тем более дисперсными и твердыми будут про-
дукты превращения.
1 См. сноску иа с. 236.
253
Если же охлаждать аустенит с большой скоростью (Г5),_ то
превращение в верхнем районе температур не успеет произойти,
аустенит переохладится до низких температур и произойдет его
превращение в мартенсит, т е. такое охлаждение приведет к за-
калке.
твердости-
t,°c
700
500
500
W0
300-
100
юо - 'р-ЛН
Структура:- НВ
--------------Л,
150
№0
750
а,
"И/,
>П
ton
600
ig-r
Рис. 195. Наложение на диаграмму изотермического рас-
пада аустенита кривых охлаждения, схемы структур
и примерная нх твердость
Следовательно, чтобы закалить сталь, ее следует охлаждать
с такой скоростью, чтобы не успели пройти процессы распада
аустенита в верхнем районе температур
Из рис. 195 видно, что все
Рис 196. Мартенсит и тростит, Х350
скорости, большие, чем t>K
(с'к — кривая охлаждения ка-
сательная к выступу С-кри-
вой), приводят к образованию
мартенсита, а меньшие — к
распаду аустенита в верхнем
районе температур.
Минимальная скорость ох-
лаждения, необходимая для
переохлаждения аустенита до
мартенситного превращения,
называется критической ско-
ростью закалки. Чтобы зака-
лить сталь ее следует охлаж-
двть со скоростью не мень-
шей, чем критическая Чем
254
правее лежит кривая начала превращения, тем меньше вели-
чина 1’к- Другими словами, чем медленнее происходит превра-
щение аустенита в перлит, тем легче переохладить аустенит до
температур мартенситного превращения н тем меньше критиче-
ская скорость закалки.
Если охлаждать со скоростью, немного меньшей критической,
то аустенит в верхнем районе температур превратится лишь
частично1 и структура будет состоять из продуктов превращения
в верхнем районе температур (тростит) и мартенсита (рис. 196).
Если — критическая скорость закалки, то по диаграмме изотермичес-
кого распада аустенита ее можно определить.
Если предположить, что снижение температуры прн закалке прямо про-
порционально логарифму времени, то в координатах t—1g т кривая охлажде-
ния приближается к прямой и
4. —
V. = -------- .
!де А—температура критической точки:
/ы—температура минимальной устойчивости аустенита;
тм—время минимальной устойчивости аустенита.
Однако всегда меньше (приблизительно в 1,5 раза) величины, подсчи-
танной указанным образом.
Ошибка этою построения (прн количественном определении критической
скорости закалки), как показал С. С. Штейнберг, заключается в следующем.
Время охлаждения от Д1 до /м, изображенное в виде прямой, можно пред-
ставить в виде ступенчатого охлаждения с бесконечно большим числом участ-
ков изотермического распада при постепенно понижающейся температуре. По
времени в сумме эти участки равны отрезку Тм. Мы говорили, что в инкуба-
ционном периоде не отсутствуют, а очень медленно протекают процессы пре-
вращения аустенита, причем тем медленнее, чем выше температура. Другими
словами, отрезок времени в инкубационном периоде вблизи точки /11 отнюдь
не эквивалентен такому же отрезку прн температуре минимальной устойчиво-
сти аустенита и, следовательно, сумма (по времени) бесконечно мачых отрез-
ков прн непрерывном охлаждении не эканаалентна отрезку у изгиба кривой
изотермического распада аустенита.
Вводя коэффициент 1.5, мы приближаемся к действительному определе-
нию критической скорости закалки. Определяемая таким образом критическая
скорость закалки будет равна
vK=--------
т.1.5 '
Это рассмотрение показывает, что простое наложение кривых охлажде-
ния ия диаграмму изотермического распада аустенита даст лишь весьма при-
ближенную количественную оценку характера превращения, протекающею
при непрерывном охлаждении.
Для более точной оценки превращений, совершающихся при
непрерывно меняющейся температуре, пользуются так называе-
мыми термокинетическими или анизотермическими диаграмма-
ми превращений аустенита, диаграммами, характеризующими
превращение аустенита прн различных скоростях охлаждения.
1 На рис 195 такому охлаждению соответствует кривая 1'4.
255
Хотя диаграммы изотермического превращения дают много
сведений о .характере превращений, на практике изотермичность
превращения достигается далеко не всегда.
В случае очень быстрого превращения процесс распада ахсте-
нита может и обычно происходит во время достижения заданной
Рнс. 197. Кривые охлаждения
центра цилиндрических образ-
цов в воде. Цифры на кри-
вых — диаметр образца, мы
Рнс. 198. Кривые охлажде-
ния центра цилиндрических
образцов диаметром 23 мм
в различных средах:
1—воздух; 2—масло; 3— вода
температуры. Поэтому диаграммы изотермического превраще-
ния для времени выдержки менее 10 с очень неточны.
для времени выдержки менее 10 с очень неточны.
При обработке более или
менее крупных сечений не до-
стигается важное условие, не-
обходимое для построения диа-
грамм изотермического распа-
да аустенита, — быстрое ох-
лаждение до заданной темпе-
ратуры. Сохраняя большое
познавательное значение, диа-
граммы изотермического пре-
вращения аустенита уступили
ведущее место анизотермиче-
скнм (т. е. не изотермическим)
диаграммам для практических
-----4,
Мартенситное
у* npeSpamemit
Время -------
Рис. 199. Аннзотермнчсская диетрамма
превращения аустенита (схема}
назначений режимов термиче-
ской обработки.
Условия охлаждения в на-
стоящее время хорошо изуче-
ны. Поэтому в лабораторных
условиях можно имитировать охлаждение небольшого образ-
ца, соответствующего охлаждению массивных изделий разного
размера (рис. 197) и в разных средах (рис. 198) В процессе
256
Рнс. 200 Диаграмма изотермического (с} и ан изотермического (б) (термон и-
нетнческого) превращения аустенита стали 45Х (Ф. Вефер). Состав стали:
0,44% С; 0.22% Si; 0.80$ Мп; 1.04% Ст. В кружках цифры твердости продуктов
распада HRC; цифры без кружков — количество структурной составляющей
после окончания превращения
17 Г >ев А. П. 267
•охлаждения определяют по дилатометрическому (по изменению
размеров) или магнитному (аустенит не магнитен, продукты
превращения магнитны) эффекту температуру начала и конца
превращений. Затем па диаграмме температура — время на-
носят экспериментальные кривые охлаждения с точками нача-
ла и конца превращения и интервалы одинаковых превращений
объединяют в одну область (рис. 199).
Раньше мы приводили лишь схемы диаграмм превращения
аустенита Для полной информации о превращении аустенита
той или иной марки стали необходимы обе диаграммы н ряд
дополнительных сведений: марка н состав стали, температура
нагрева, размер зерна аустенита, а также свойства (хотя бы
твердость) продуктов распада и соотношение структурных со-
ставляющих. Это мы видим на рис 200, где приведены диаграм-
мы изотермического и анизотермического превращения аустени-
та стали марки 40Х.
Fuc 201. Кристаллическая
ячейка мартенсита
4. МАРТЕНСПТПОЕ ПРЕВРАЩЕНИЕ
Если аустенит переохладить до таких температур, когда
у решетка. несмотря на наличие растворенного в ней углерода,
пехстойчнва, но скорость диффузии углерода вследствие низких
температур так мала, что с ней можно не считаться, то происхо-
дит перестройка решетки без выделения углерода:
Fev(C)-»Fea(C).
Это превращение по своему механиз-
му и по природе продуктов превращения
отлично от рассмотренного выше эвтек-
тоидного распада аустенита.
В аустенито-перлитном превращении
ведущую роль играет диффузия углеро-
да, н превращение следует назвать диф-
фузионным.
При аустенито-мартенситном превра-
щении происходит только перестройка
решетки без изменения концентрации
реагирующих фаз. Превращение являет-
ся бездиффузионным. Мартенсит в ста-
ли есть пересыщенный твердый раствор углерода в а-железе
с такой же концентрацией, как и у исходного аустенита. Так
как растворимость углерода в a-фазе равна всего лишь 0,01%,
то мартенсит является пересыщенным твердым раствором.
Поскольку превращение является бездиффузионным, то угле-
род из раствора не Выделяется и в процессе превращения проис-
ходит только перестройка атомов железа. Расположенные в
аустените в виде гранецентрпрованного Куба, они перестраива-
ются во время превращения в о. ц. к. решетку.
258
О-Л’ • -£
Для кристаллической структуры мартенсита характерна тет-
ра тональность, т. е. то, что соотношение осей с/а в решетке мар-
тенсита больше 1 (рис. 201). Тетрагональность мартенсита
прямое следствие содержания в растворе углерода.
Как показывает график, приведенный на рис. 202, тетраго-
нальиость решетки мартенсита прямо пропорциональна содер-
жанию углерода.1
Для мартенсита характерна особая микроструктура. Кри-
сталлы мартенсита представляют собой пластины2, расположен*
1 При положении атома углерода на месте, указанном на рис. 201. Пере-
мещение атома углерода в другое место изменяет степень тетра тональности
(Л. И. Лысак). Для высоколегярованиых сталей зависимость с/а от содер-
жания углерода ие соответствует показанной иа рнс. 202.
* В плоскости шлифа они имеют аид иглы, поэтому для описания вида
микроструктуры мартенсита вполне применим термин «нготьчатость»—
«крупиоигольчатый мартеисвт», «мелконгольчатып мартенсит» н т. д.
17*
259
ные пара цельно или пересекающиеся под определенными угла-
ми (60 и 120 град) (рнс. 203).
Оказывается, что ориентировка пластин мартенсита обуслов-
лена тем, что он может образовываться лишь по определенным
кристаллографическим плоскостям и направлениям в аустените.
Подобное ориентированное превращение можно рассматривать
как сдвиг или смещение какого-то объема металла по опреде-
ленной плоскости с одновременным у-<-а-превращением. Превра-
щение сопровождается значительным смещением атомов метал-
ла в пространстве, по без обмена мест и без значительного изме-
нения расстояний между атомами. Подобное ориентированное
Гнс 203. Мартенситные иглы
в очень крупнозернистом аусте-
ните. Х500
смещение атомов при превращении приводит к образованию на
поверхности рельефа (рис. 204).
Таким образом, две характерные особенности отличают мар-
тенситное превращение от других фазовых превращений
1) безднффх знойность [состав фаз — исходной (аустенита)
и конечной (мартенсита), одинаков; при превращении происхо-
дит лишь перестройка решетки];
2) ориентированность (новая фаза — мартенсит закономерно
ориентирована относительно старой — аустенита); сдвиговый
характер превращения приводит к образованию на поверхности
рельефа. Превращение, удовлетворяющее обоим этим условиям,
относится к классу превращений, именуемому мартенситным.
Мартенситное превращение обнаружено у многих металлов
и сплавов, к описанию которых мы вернемся позже. Сейчас
рассмотрим лишь мартенситное превращение в стали.
Мартенситное превращение в стали, обладая указанными
двумя характерными особенностями, в свою очередь имеет спе-
260
пифические черты, которых нет в мартенситном превращении
других сплавов. Мартенситное превращение в сталях необрати-
мо т. е_, протекая в направлении Fcv(C)->-Fea(C), оно не про-
исходит в обратном направлении по той же безднффузионной
кинетике. Кроме того, кристалл мартенсита в стали, независимо
от температуры, образуется за чрезвычайно короткий отрезок
Рис 2Щ Структура мартенсита (а) к микрорельеф на поверхиос и полированного шли-
фа в той > е стали (6). возникающий в результате образования мартенсит XWO
времени (за время порядка Десятнмиллионной доли секунды,
т. е. практически мгновенно).
Исследования показывают, что превращение состоит в прак-
тически мгновенном образовании не одной, а порции мартенсит-
ных пластин (каждая пластина образуется за отрезок времени
около 1 -10—7 с, а вся порция пластин, состоящая нз нескольких
сотен и тысяч кристаллов — за 1 10~3 с), после чего оно останав-
ливается. При дальнейшем охлаждении превращение возобнов-
ляется за счет образования новых порций мартенсита и т. д. Если
1 Исключение составляют некоторые малоуглеродистые высоколегирован-
ные сплавы железа. В этих сплавах мартенситное превращение Существенно
отличается от такового в обычных сталях.
261
сказанное изобразить графически, то полечим юшетцческую
кривою превращения, называемую мартенситной кривой1 Такая
кривая схематически показана на рис 205 По вертикали отло-
жено количество образовавшегося мартенсита (иа основании
Ряс. 205. Мартенситная кривая
магнитных или других
измерений), а по гори-
зонтали — температура.
Согласно этой кривой
при охлаждении превра-
щение начинается в точ-
ке Л1н. Эта температура
определяет температуру
начала превращения ау-
стенита в мартенсит в
данной стали.2
По мере снижения
температуры количество
мартенсита возрастает.
Окончание превращения
соответствует температу-
ре Мк. При этой темпера-
Tjpe остается еще какое-
то количество остаточно-
го аустенита At %. Ох-
лаждение ниже точки Л1к не вызывает дальнейшего превраще-
ния и не уменьшает количества остаточного аустенита.
Состав стали особенно сильно отражается иа температурных
точках мартенситного превращения (Л1в и Л1к). Увеличение со-
держания углерода приводит к снижению всего интервала мар-
тенситного превращения
Общая зависимость влияния того или иного фактора на тем-
пературу мартенситного превращения, так называемые мартен-
ситные диаграммы, а в частности влияния содержания углерода,
показана на рис. 206.
Углерод интенсивно снижает температуру начала и конца
мартенситного превращения. При содержании углерода свыше
0,5% часть мартенситного превращения распространяется на
область отрицательных температур, т. е. при непрерывном
охлаждении мартенситное превращение в сталях с С>0,5% не
заканчивается по достижении комнатной температуры. 1 2
1 Согласно сказанному, кривая должна быть ломаной, где каждый скачок
показывает образование порции мартенсита. Но так как за каждый элемен-
тарный акт образуется очень малое количество мартенсита, то прн недоста-
точной чувствительности прибора, отмечающего количество мартенсита, этн
скачки вс наблюдаются в отдельности, а сливаются в плавную кривую
2 Точка М. лежит прибтизите.|ьио на 200° С ниже То (температура тер
нединамического равновесия аустенит—маргснсит, см. рис. 176).
262
Некоторые легирующие элементы снижают точку мартенсит-
ного превращения, и поэтому в некоторых чегироваиных сталях,
содержащих достаточное количество углерода и легирующих
элементов, точка Мв расположена ниже 0°С и закалкой можно
получить чистую аустенитную структуру (см. гл. XIV, п 6). Из
этого следует, что температура образования мартенсита зависит
в основном от состава стали (состава аустенита).
Рис. 206. Мартенситная
диаграмма (температура на-
чала и конца мартенситного
превращения в зависимости
от содержания углерода).
По данным многих исследо-
вателей
Как влияют другие факторы?
В первую очередь следует выяснить, как влияет скорость
охлаждения на температуру образования мартенсита. Опытами
было показано, что прн непрерывном охлаждении аустенита при
скорости от ик (для углеродистой стали оиа примерно состав-
ляет 150 град/с) до сверхвысоких скоростей охлаждения
(~ 10000 град/с) не удалось снизить температуры начала мар-
тенситного превращения
Следовательно, температура превращения аустенита в мар-
тенсит не зависит от скорости охлаждения.
Однако если скорость охлаждения не влияет на положение
мартенситной точки, то оиа определенным образом влияет иа
протекание мартенситного превращения. Немного ниже точки
Мв более медленное охлаждение вызывает большую степень
превращения. Здесь проявляется способность аустенита изотер-
мически образовывать мартенсит прн температурах немного ни-
же точки Л1„.
Оказывается, если прервать охлаждение и дать изотермиче-
скую выдержку внутри мартенситного интервала (рис 207), то
263
какое-то время происходит образование, правда небольшого ко-
личества, мартенсита. Поэтому различают — атермический мар-
тенсит, мартенсит образовавшийся при охлаждении, н изотерми-
ческий мартенсит, образующийся при постоянной температуре.
Изотермический мартенсит отличается по виду (микростроенпю)
н свойствам (последнее обстоятельство не очень хорошо изуче-
но). Однако в обычных сталях изотермическое образование мар-
тенсита быстро останавливается, дает малое количество мартен-
сита и в основном в реальных сталях мартенсит атермический.
Однако выдержка в районе мартенситного превращения (а так-
же и выше точки Л1в на 100—200° С) приводит к стабилизации
аустенита, заключающейся в том, что превращение аустенита
в мартенсит после окончания выдержки начинается не сразу,
а после некоторого переохлаждения (рис. 208) и сохраняется
после окончательного охлаждения больше остаточного аустени-
та, т. е. меньше образуется мартенсита.
Явление стабилизации объясняется релаксацией напряжений,
так как они, напряжения, необходимы для реализации мартен-
ситного превращения. Поэтому напряжения, приложенные извне,
вызывают мартенситное превращение, а если избежать возник-
новения напряжений (например, измельчив кусок стали на от-
дельные монокристальные порошинки), то мартенситное превра-
щение не происходит.
Типичная стр)кт>ра мартенсита закаленной стали имеет ха-
рактерный игольчатый вид (рис. 209). Аустенит, который су-
ществует при нормальной температуре наряду с мартенситом,
называется остаточным аустенитом. Так как в стали, структура
которой показана на рис. 209,а, аустенита мало, то все поле
зрения заполнено иглами мартенсита. При наличии значитель-
ных количеств остаточного аустенита (практически более 20—
264
30%) он обнаруживается металлографически в виде светлых по-
лей между иглами мартенсита (рис. 209,6).
Количество остаточного ахстенита в стали, фиксируемое за-
калкой, зависит от положения мартенситной точки. Чем ниже
мартенситная точка, тем больше остаточного аустенита. Поэто-
му углерод, снижая мартенситную точку, увеличивает количест-
во остаточного аустенита (рис. 210).
Рис. 209. Типичные структуры мартенсита в высокоуглеролнСтык
сталях. Х500.
в —сталь с 0.8% С; б —сталь с 1,4% С
В закаленных малоуглеродистых сталях почти нет остаточного аустенита
(в сталях с С<0,6% содержание остаточного аустенита равно 2 3%), но
высокоуглсродистыс стали содержат его в большом количестве, зависящем
от режима закалки, скорости охлаждения в мартенситном интервале. Поэтому
количество аустенита а зависимости от содержании углерода изображено в
виде полосы, расширяющейся с увеличением содержания углерода.
Мартенситное превращение, т. е. превращение, характеризуемое двумя осо-
бенностями— бездиффузионностью и ориентированностью (См. выше стр. 260),
обнаружено у миогих (практически у всех полиморфных) металлов и их спла-
вов (титана, циркония, кобальта, натрия, теллура, ртути, лития и их сплавов),
а также в системах Си— Sn, Си—Zn, Си — AI и др., имеющих полиморфные
превращения твердых растворов.
Однако для большинства мартенситных превращений в перечисленных
цветных металлах оио в отличие от стали протекает по изотермической кине-
тике, существенно отличной от атермической1
Атермическое мартенситное превращение, довольно подробно описанное
выше, как указывалось в основном, протекает в сталях, содержащих углерод;
1 В свое время данные об изотермической кинетике мартенситного пре-
вращения стремились распространить иа все виды мартенситного превраще-
ния. Острая полемика и путаиица представлений характеризует этот период
(50-е готы). Кинетика образования и морфология, а вероятно, и свойства
изотермического и атермического мартенсита, различны и их следует рассмат-
ривать раздельно. Теория и основные сведения о кинетике атермического
превращения даны С. С. Штейнбергом (30-е готы) о изотермическом превра-
щении— Г. В. Курдюмовым (конец 40-х и начало 50-х годов).
265
в безуглеродпстых (некоторых, не всех) сплавах на основе железа изотерми-
ческое превращение превалирует, поэтому на этих сплааах удобно изучать
изотермическое мартенситное превращение (Г. В. Курдюмов, О. П. Максимо-
ва и др ), а также условия, когда одни аид мартенситного превращения сме-
няется другим (И. Я. Георгиева).
Хотя обязательным условием любого мартенситного превращения является
переохлаждение исходной (аустенитной) фазы до температур, когда диффу-
зионные перемещения можпо считать подавленными, кинетика изотермического
мартенситного превращения похожа на диффузионный распад, что свидетель-
ствует (или является результатом) о том. что зарождение центров кристалли-
зации изотермического мартенсита есть термически активируемый процесс.
nmutanfo
исиППлочиого дустенитф
Рис. 210. Влияние содержания углерода
на количество остаточного аустенита в за-
каленной стали
Рнс. 21 [. Диаграмма изотермического пре-
вращении аустенита в мартенсит (изотер-
мический). Цифры у кривых показывают
степень превращения. Сталь содержит 23%
Ni. Мп, остальное железо (углерода
практически нет) (М Коэн)
В соответствии с ранее развиваемыми представлениями (Г. В. Курдюмов)
экспериментально было показано, что имеется интервал температур, прн ко-
торых протекает изотермическое мартенситное превращение (рис. 211). Ско-
рость, как и для других протекающих в изотермических условиях превраще-
ниях, т. е. активируемых тепловыми колебаниями атомоа, вначале увеличива-
ется с понижением температуры, достигает максимума (для данного сплава
при —140° С) и затем убывает. Рост мартенситного кристалла для данного
вида мартенситного превращения, зависит от температуры н происходит срав-
нительно медление.
Согласно теории (Г. В. Курдюмов) на границе растущего мартенситного
кристалла и исходной фазы (аустенита) сохраняется когерентность, однако
нарастание напряжения на этом участке раздела фаз приводит к срыву ко-
герентности и приостанавливает превращения. Столь резкое различие в кине-
тике превращения приводит к большому микроструктурному различию обоих
видов мартенсита (рис, 212).
Наклеп исходного аустенита подавляет изотермическое образование мар-
тенсита. Уменьшение размера зерна аустенита приводит к замедлению изо-
термического мартенситною превращения.
В табл. 26 показано, как влияют различные факторы на книетику обоих
видов мартенситного превращения, которая как бы подытоживает сказанное
н указывает еще раз на существенные различия в механизме и кинетике этих
видов мартенситных превращений.
Причина, почему в разных сплавах или даже в одном и том же сплаве
протекают разные аиды мартенситных превращений, ие установлена, и ие вы-
сказаны даже рациональные соображения иа этот счет,
266
Рис. 212. Микроструктура тотсрмнческого (а) п атермического (6) ма|>1енсита
(II Георгиева). Х500
Таблица 26
Влияние разных факторов иа кинетические характеристики атермического
и изотермического мартенситною превращения
Внешние факторы Кинетический фактор Атермическое мар- тенситное превра- щение И »лтер м и ческое м ар- тенситпос превра- щение
Увеличение скоро- сти охлаждения По южение точки Л1н Нс влияет или по- вышает Понижает
Понижение темпе- рату ры Скорость роста мартенситного кристалла Не влияет или ускоряет Понижает
Напряжения Скорость (сте пень) превраще- ния Ускоряет Замел тяет
Увеличение разме- ра зерна Положение точки Л|я Не влияет Понижает
Как говорилось выше, в одном и том же сплаве может реализоваться в
зависимости от условий то или другое мартенситное превращение, что обуслов-
ливается взаимным расположением интервалов превращений по температуре
(рис 213).
Если интервал — Л1"т лежит выше AlJ3* (рнс. 213, а), то прн любой
скорости охлаждения возинкает реакция образования атермического мартен-
сита н только инже Л4„ возможно образование изотермического мартенсита
нз оставшегося ив претерпевшего превращения аустенита. Превращение дает
мало продуктов, так как тормозящее действие оказывает ранее образовавший-
ся мартенсит (атермический). Этот сличай характерен для стали н имеет наи-
большее практическое значение.
• Ввиду зависимости начала изотермического превращения от скорости
охлаждения, понятие Л1И ле вполне определенно.
267
Если интервал изотермического мартенситного превращения лежит выше
атермического (рнс 214,6). то медленным охлаждением или выдержкой ниже
М"* можно вызвать превращение, тогда как быстрым охлаждением изотерми-
ческое превращение подавляется и тогда при более иизкои температуре про-
изойдет атермическое 1
Образование аустенита нз мартенсита, если последний не претерпевает
превращений при нагреве, может происходить двумн способами. Первый осу-
ществляется обычной диффузнойной
кинетикой подобно переходу одного твер-
дого раствора в другой. В этом случае
состав существующих фаз (т. е. мартеи-
сита и аустенита) в интервале превра-
щений различен. Второй способ перехо-
да— бездиффузмеиный, когда в интер-
вале превращения состав фаз постоян-
ный. Такое превращение сопровождает-
ся образованием обратного рельефа
(рис. 214), что характеризует ориентиро-
ванность превращения. Следовательно,
этот переход мартевсит->аустенит имеет
черты мартенситиого превращения и на-
зывается поэтому обратным мартенсит-
ным превращением.
Температурный интервал обратного
мартенситного превращения (Ли—Лк),
зависящий в первую очередь от состава
сплава, располагается выше температу-
ры равновесия Тс (когда свободные энер-
гии аустенита и мартенсита равны) —
рис. 215. Сдвиговое образование аусте-
нита сопровождается его наклепом,
упрочиеиием (фазовый наклеп).
В саое время Г В. Курдюмов и
Л. Г. Хандрос (1949 г.) обнаружили яв-
ление, иазваниое ими «термоупругий
мартенсит», заключающееся в том, что
локальная деформация, возникшая при
Рис. 213 Схема возможных кине-
тических вариантов мартенситных
превращений
прямом превращении, полностью исче-
зает прн обратном, так как процесс перестройки у-*-а точно повторяется при
обратном а~*у-превращеиии.
Этот эффект оказался практически важным, и, используя его, был создан
новый класс сплавов, обладающих так называемым «эффектом памяти формы».
Если сплав продеформировать (согнуть, закрутить) при температуре ниже
точки Л1и, т. е. в мартенситном состоянии, а затем нагреть выше точки Ля
1 Исследования последних лет (.1. II. Лысак, Б. И. Николии) показали,
что, кроме обычного у->а-превращеиия, протекающего по атермической или
изотермической кинетике (ио в обоих случаях приводящих к образованию мар-
тенсита с объемнонентрированной тетрагоиатыюй решеткой), возможно в
сталях образование мартенситных фаз с другими кристаллическими решетка-
ми. а именно: e-мартеисит с гексагональной решеткой; е'-мартеисит с ромбо
эдрической структурой, х'-мартенсит с объемиоцситрироваииой тетрагональной
решеткой, ио отличными от а мартенсита размерами.
Эти фазы образуются в редких по составу высоколегированных сталях,
преимущественно при низких температурах, и могут рассматриваться как
промежуточные фазы, т. е. возможна такая цепь превращений:
у->е'->е->х'~>а.
Все этапы этой цепи ие обизательиы и в пре теле возможно прямое у-нх-пре-
вращеиие, что н является наиболее частым случаем.
268
Рис. 215. Температуры прямого (Мп —Л1К) (о) и обратного мартенситного
(Ли — Лк) (б] превращения в железом нкелевых сплавах
(т. е. вызвать обратное превращение по мартенситномх механизму), то сплав
примет прежнюю до деформации форму.
Можно в принципе представить себе такое использование эффекта памяти
формы». Изготовлена деталь, которая в результате механического воздейст-
вия оказалась продеформированиои (например, смято крыто автомобиля).
Есть детать изготовлена из материала, обладающего «памятью формы», то не
требуется ее выправлять механически, достаточно нагреть выше температуры
обратиого мартсиситного превращения, и форма восстановится.
Этот пример, разумеется, далекая перспектива, а пока «эффект памяти
формы* используется лишь в некоторых специфических случаях. Ближайшая
перспектива использования его — создание установок, в которых тепловая
энергия прямо превращается в механическую. «Памятью формы» обладает
сравнительно ограниченное число сплавов и соединений (CaCd, AfiCd, Fe3Ni и
Др) Наиболее сильно этот эффект обнаруживается у интерметаллнда NiTi.
269
5. БЕПНПТНОЕ ПРЕВРАЩЕНИЕ
Рнс. 216 Структура бейнита. Х500
Бепиитное превращение переохлажденного аустенита про-
исходит в температурном интервале, расположенном ниже пер-
литного, но выше мартенситного интервала, поэтому его часто
называют промежуточным. Превра-
щение имеет черты перлитного и
мартенситного превращения (по-
этому бейнитное превращение не
следует относить к основным ви-
дам)
Определяющей особенностью
бейннтного превращения является
то обстоятельство, что оио протека-
ет в интервале температ)р, когда
практически отсутствует диффузия
(самодиффузия) железа, но интен-
сивно протекает диффузия углеро-
да, т. е. интервал бейннтного пре-
вращения расположен выше точки
d, по ниже точки е Чернова
(см. рис. 194).
Механизм бейннтного превра-
щения более сложный, чем меха-
низм перлитного и мартенситного
превращения
В аустените, переохлажденном
до соответствующих температур
(ниже точки а), происходит диффу-
зионное перераспределение углеро-
да, в результате которого образу-
ются участки аустенита, богатые и
бедные углеродом. Образование
концентрационной неоднородности
приводит к возникновению наиря
жеинй, а так как для бедных по
углероду участков мартенситная
точка лежит выше температуры
изотермической выдержки, то пла-
стическая деформация приведет к у-ьа-прсвращению по мар-
тенситной реакции. Превращение у-ьа при бейнитном превра-
щении по мартенситному типу является его характерной осо-
бенностью и подтверждается тем, что образование бейнита со-
провождается появлением рельефа па полированном шлифе.
Таким образом само у-кх-превращение прн бепнптном пре-
вращении происходит по бездиффузиоиному механизму, но оно
подготавливается диффузионными процессами в аустените, и
этн диффузионные процессы определяют скорость бениитной
реакции.
£70
Участки аустенита, обогащенные углеродом, превращения
не испытывают и при охлаждении от температуры изотермиче-
ской выдержки до комнатной сохраняются аустенитными (или
частично испытывают мартенситную реакцию).
Выделение карбидов, которые наблюдаются в структуре
стали, претерпевшей бейнитное превращение происходит уже
после у-»-а-превращения, а это показывает, что расслоение по
углероду не приводит к полному обеднению отдельных участков,
аустенита.
Если описанный механизм справедлив для всего температур-
ного интервала бейннтного превращения, то изменение темпе-
ратуры внутри бейннтного интервала приводит к сильным ко-
личественным различиям. При высоких температурах вблизи
точки е концентрационное перераспределение более значитель-
ное, чем при низких температурах вблизи точки Л1„.
Поэтому различают верхний бейнит и нижний бейнит, кото-
рые друг от друга отличаются не только по виду микрострук-
туры (рис. 216), но н по свойствам.
6. ПРЕВРАЩЕНИЯ ПРИ ОТПУСКЕ
Изучение микроструктуры, атомно-кристаллической струк-
туры, физических и механических свойств в отпущенном состоя-
нии и изменение этих свойств в процессе отпуска позволили с
необходимой достоверностью устано-
вить последовательность превращения
при нагреве закаленной стали.
Исходной является структура за-
каленной стали, состоящая из тетра-
гонального мартенсита и аустенита.
Мартенсит является структурой, обла-
дающей наибольшим объемом, а ау-
стенит— структурой с минимальным
объемом, поэтому превращения долж-
ны совершаться с объемными измене-
ниями. При превращении мартенсита
объем будет уменьшаться (сжатие об-
разца), а при превращении аустени-
та— увеличиваться (расширение об-
разца).
Дилатометрическая кривая (рис.
217) фиксирует превращения при от-
пуске. 1 Если в дилатометре нагревать
отожженный образец, то при отсутствии
Пре/ращенш
I 100 №0100600 500fW
t*C
Рис. 217. Дилатометрическая
кривая отпуска углеродистой
стали (1.2% С):
/ — закаленная сталь;
2 — отожженная сталь
превращений прибор
1 Дилатометр — прибор, при помощи которого изучают изменения длины
образца при иагреае и охлаждении (применяется для определения критических
точен, коэффициента линейного расширения и т. д ).
27!
будет чертить горизонтальную линию.1 Отклонение кривой / у
закаленной стали от горизонтальной линии 2 свидетельствует
о наличии каких-то превращений. На дилатометрической кри-
вой, приведенной на рнс. 217, видно, что примерно до 80°С ни-
каких превращений не происходит. Начиная от 80° С и вплоть
до 200° С наблюдается сокращение длины. Это будет так назы-
ваемое первое превращение при отпуске. Рентгеновский анализ
показал, что в этом районе температур постепенно уменьшает-
ся параметр с решетки мартенсита. Соотношение параметров
решетки (отношение с/а) стремится к единице.
Получающийся при таком низком отпуске мартенсит, у ко-
торого отношение с/а хотя и не равно, ио близко к единице,
называется отпущенный мартенситом. Следовательно, первое
превращение есть превращение тетрагонального мартенсита в
отпущенный, почти кубический.
Мы видели выше, что тетрагональность мартенсита обуслов-
лена одной причиной — растворением углерода; поэтому умень-
шение тетрагональное™ можно объяснить выделением угле-
рода из раствора.
Высокоуглероднстой фазой, выделяющейся из раствора, яв-
ляются чрезвычайно тонкие (толщиной в несколько атомных
слоев) пластинки карбида, когерентно связанные с твердым
раствором. Рентгенографически и магнитотермическн установ-
лено, что при низких температурах отпуска образуется метаста-
бильный карбид, отличающийся от цементита. В литературе
он обозначен как е-карбид, имеет гексагональную решетку и
формулу, близкую к FeiC. При высоких температурах отпуска
(300—400° С) происходит карбидное превращение е->-ЕезС
(иногда через промежуточный карбид е-л-х—>-1-’е3С)* *.
Итак, в результате первого превращения при отпуске полу-
чается так называемый отпущенный мартенсит, являющийся
гетерогенной смесью пересыщенного а-раствора (неоднородной
концентрации) и еще не обособившихся частиц карбида.
Не следует думать, что ниже 80° С вовсе не происходит распада мартенси-
та. При этих температурах протекают те же превращения, связанные с выде-
лением карбида, ио ве ьма медленно Так. в мартенсите закаленной стали с
1,35% С за 40 мес. выдержки при 20° С содержание углерода уменьшилось до
1,02%. Изучение превращений при низкой температуре (ниже |50°С), про-
веденное Г. В. Курдюмовым и др., показало, что малая скорость диффузии
углерода при этих температурах накладывает своеобразный отпечаток иа этот
процесс.
Выделяющийся в результате отпуска карбид образуется за счет углерода,
только находящегося в блгз лежащ ix объемах, тогда как в более удаленных
1 Дифференциальная схема прибора устраняет расширение, связанное е
изменением температу ры.
• Постедовательность карбидных превращений при отпуске изучалась
Б. А. Апаевым В. Г. Пермяковым и другими исследованиями. Имеется точка
зрения, что промежуточные карбиды (е, и и др.) представляют собой це-
ментит (Fe3C) разной дефектности кристаллического строения.
272
объемах сохраняется исходная концентрация. Состояние твердого раствора
характеризуется фактически наличием двух твердых растворов высокой (ис-
ходной) концентрации и низкой.
Процесс отпуска развивается в направлении образования все новых н но-
вых кристалликов карбидной фазы в местах, в которых твердый раствор име-
ет высокую концентрацию.
Исследования Г. В. Курдюмова показали, что выделившаяся тонкая пла-
стинка карбида прн таких низких температурах отпуска еще полностью пе
обособилась от а-твердого раствора. Решетка мартенсита (а-раствора) со-
пряжена с решеткой карбида по определенной кристаллографической плоско-
сти, т. е. пограничный слой атомов принадлежит и мартеисит\. и карбиду. Это
Рис. 218. Макрорешетка мартенсита
соответствие (когерентность) решеток нарушается прн более высоких темпе-
ратурах отпуска, при которых происходит обособление карбидов от мартенси-
та и коагуляция карбидных частиц.
Наконец, в исследованиих последних лет (Ю. Д. Тяпкии) специальными
электронномикроскопическими методами обнаружено, что до обособления ре-
шеток карбидные включения закономерно распределены внутри а-решеткн,
образуя к"ак бы свою макрорешетку (рис. 218)„ параметры которой измеряют-
ся сотиями ангстрем.
Дальнейший нагрев выше 200° С приведет к иному превра-
щению, вызывающему расширение стали. Это так называемое
второе превращение при отпуске захватывает интервал темпе-
ратур 200—300° С В этом интервале остаточный аустенит пре-
вращается в гетерогенную смесь, состоящую из пересыщенного
а-раствора и карбида. Другими словами, при этом превраще-
нии остаточный аустенит превращается в отпущенный мартен-
сит. Это превращение диффузионное и по своей природе похоже
на бейиитпое превращение первичного аустенита
К концу второго превращения, т. е при 300° С, а-твердый
раствор содержит еще около 0,15—0,20% С, наступающее при
дальнейшем повышении температуры сжатие (см. рнс. 217)
указывает на полное выделение углерода из раствора и снятие
внутренних напряжений, возникающих в результате предыду-
щих превращений, сопровождавшихся объемными изменениями.
Одновременно с этим карбид обособляется и превращается в
]8 Гуляев А. П.
273
цементит (Fe3C). Сумма этих изменений характеризует так
называемое третье превращение при отпуске
Другими словами, в третьем превращении при отпуске про-
исходит ряд изменений, приводящих к снятию внутренних на-
пряжений и карбидный превращения». Прн 400° С третье пре-
вращение заканчивается, и сталь состоит из феррита и цементи-
та Дальнейшее повышение температуры
приводит к коагуляции
частиц феррита и це-
ментита. что легко на-
блюдать по микро-
структуре при больших
увеличениях.
Кривые, приведен-
ные па рис. 219, иллю-
стрируют происходя-
щие прн отпуске пре-
вращения: I — выделе-
ине угтерода из рас-
твора. происходит
главным образом при
низких температурах
(в высокоуглсродистой
стали), ио распростра-
няется иа широкий ин-
тервал температур;
II — распад остаточно-
го аустенита, происхо-
дит в ограниченном
интервале температур,
зависящем от состава
стали; III — снятие
внутренних напряже-
ний, наиболее интен-
сивно развивается в
районе 300—400° С;
частиц начинается прн
, но с наибольшей ннтен-
Рис. 219. Схема, иллюстрирующая процессы, со-
вершающиеся при отпуске
IV — процесс коагуляции карбидных
низких температурах отпуска (150° С)
сивностью протекает выше 400° С.
Указанные температурные интервалы относится к отпуску
углеродистой стали при медленном нагреве. При быстром на-
греве температура этих превращении смещается вверх по темпе-
ратурной шкале
Все описанные процессы превращения происходят внутри
мартенситных пластин, а поэтому игольчатый характер строе-
ния сохраняется до весьма высоких температур отпуска
(рис 220).
При отпуске выше 400° С образуется смесь феррита н цемен-
тита; поэтому образующиеся структуры имеют те же названия.
274
что и структуры, полученные в результате прямого распада
аустенита на феррит и цементит.
Стать, отпущенная прн 350- 500°С, имеет структуру трос-
тита (рис 220, а), при 500— 600 С — сорбита (рис. 220, б).
Эти структуры различаются по твердости и имеют различную
степень дисперсности цементитных частиц.
Рнс. 220. Микроструктура отпущенной стали (0.45% С). Х500:
а — отпуск прн 400° С. тростит: б — отпуск при 550* С. сорбит
Следует указать и на весьма существенное различие ферри-
то-цементптпых смесей, полученных в результате распада аусте-
нита илн мартенсита. В феррито-цементптной смеси (тростит
закалки или сорбит закалки), получающейся при распаде аусте-
нита, цементит имеет пластинчатую форму, а в получающейся
при распаде мартенсита при температуре выше 400° С этой же
смеси цементит имеет зернистую форму. Различная форма це-
ментита в феррито-цементптной смеси предопределяет и раз-
личие в свойствах
7. ВЛИЯНИЕ ТЕРМИЧЕСКОЙ обработки
НА свойства стали
В результате термической обработки существенно изменя-
ются свойства стали. Наибольшее значение имеют механиче-
ские свойства.
18*
275
В отожженном, нормализованном илн отпущенном состоя-
ниях (/отп>400° С) сталь состоит из пластичного феррита и
включений карбидов (цементита). Феррит обладает низкой
прочностью н высокой пластичностью, цементит же прн нуле-
вом значении удлинения и сужения имеет высокую твердость
(около НВ 800). Более высокое значение прочности и меньшая
пластичность сплавов с содержанием углерода выше 0,01%,
очевидно, объясняются упроч-
няющим действием карбидных
включений. Поскольку пла-
стической деформации (при
том или ином виде нагруже-
ния) может подвергаться
только феррит, упрочняющее
действие твердых карбидных
включений можно представить
а 5 6
\\\\\-пммсми скблме^я
®р- частицы
Рис. 221. Схема, иллюстрирующая
влияние твердых частиц на прочность
н пластичность
следующим образом.
При малом количестве це-
ментитных включений (рис.
221, а) пластическая деформа-
ция развивается относительно беспрепятственно, и свойства ма-
териала характеризуются невысокой твердостью
Если таких частиц будет больше, например если при терми-
ческой обработке измельчаются частицы цементита (рнс. 221,6),
то вокруг этих частиц возникает искажение кристаллической
решетки, что препятствует движению дислокаций, и сталь
упрочняется Наоборот, в результате укрупнения частиц
(рис. 221. в) освободятся некоторые объемы феррита для дви-
жения дислокаций, и способность стали к пластической дефор-
мации увеличится.
Таким обратом, твердость (прочность) феррито-цементитной (илн другой
двухфазной) смеси будет складываться из природной твердости основы плюс
приращение твердости за счет объемов металла с искаженной решеткой, кото-
рое в первом приближении пропорционально поверхности раздела фаз, т. е.
Не — о$,
где Нс вНо— чисто твердости сплава в основы соответственно,
5— поверхность раздела фаз;
а— коэффициент
Если твердость ыражать в едиипивх Бринелля, а поверхность раздета
фаз в мм /м! (подсчитывается, исходя из среднего размера частиц и их коли-
чества в 1 км") то дтя стали с зернистыми включениями цементита о = 0.004,
а для стали с пластинчатыми включениями (пластинчатый перлит) о = 0 002
о0 — твердость чистого железа равна HD80
Количество карбидных частиц постоянного размера зависит
от содержания углерода в стали (для углеродистой стали
прямо пропорционально). В углеродистой стали с 0,35% С це-
276
ментит составляет приблизительно 5% (по массе или по объе-
му); в стали с 0,7% С содержится 10% цементита и т. д. По-
этому с увеличением содержания в стали углерода повышаются
значения прочности и понижаются значения пластичности, как
это показано для стали в нормализованном состоянии (см.
рис 148).
При данном же содержании углерода число карбидных
частиц, а следовательно, и площадь поверхности раздела фаз
будут возрастать прн измельчении карбидов. Последнее дости-
гается термической обработкой. Так, нормализованное состоя-
ние по размеру частиц упрочняющей фазы (цементита) может
быть уподоблено состоянию, изображенному на схеме рис.
221, а, а после закалки с последующим отпуском в зависи-
мости от его температуры — состояниям, изображенным на
рис. 221, б илн 221, в; измельчение карбидной составляющей,
происходящее при этом, и объясняет более высокую прочность
закаленной и отпущенной стали по сравнению с нормализо-
ванной.
Повышение температуры отпуска, приводящее к укрупнению
цементитных частиц, снижает прочность. То же наблюдается
и при снижении скорости охлаждения (при закалке), при по-
вышении температуры изотермического распада.
Таким образом, объясняется изменение твердости в отожжен-
ной (нормализованной) или отпущенной стали, имеющей
структуру феррито-цементитной смеси разной дисперсности.
Но объяснить так высокую твердость мартенсита нельзя. Вы-
сокая твердость мартенсита объясняется тем, что элементар-
ные кристаллические ячейки его искажены, вследствие чего
' пластическая деформация затруднена и образование сдвигов в
мартенсите почти невозможно.
Чем больше углерода в стали, тем больше искаженность
тетрагональной решетки мартенсита и больше его твердость.
Твердость мартенсита зависит в первую очередь от содержания
в мартенсите (в стали) углерода. Мартенсит в стали, содер-
жащей 0,1% С, имеет твердость примерно HRC30. При 0,7% С
твердость мартенсита достигает максимального значения
(HRC 64), и при дальнейшем увеличении содержания углерода
она существенно не увеличивается (рнс. 222, кривая 2). Впро-
чем, эта кривая не всегда характеризует твердость закаленной
стали так как сталь, кроме мартенсита, содержит то или иное
количество остаточного аустенита. Если нагрев под закалку был
пооизведен выше точки Ас3 и весь углерод был переведен в
твердый раствор, то твердость закаленной стали прн увеличе-
нии содержания углерода свыше 0,8% снижается из-за резкого
возрастания количества остаточного аустенита (рис. 222, кри-
вая 7, см. также рнс. 210).
Нагрев под закалку до обычных температур, т. е. до Aci~k
-рЗОсС, переводит в раствор у всех заэвтектондных сталей
277
одинаковое количество углерода (в соответствии с линией SE
диаграммы железо — углерод) и поэтому фиксируется одина-
ковое количество остаточного аустенита. Твердость в этом слу-
чае для всех заэвтектоидных сталей получается одинаковая
(рис. 222, кривая 2).
Кроме твердости, большое значение имеет пластичность
(вязкость) стали Чем выше твердость, тем, как правило, ниже
пластичность и вязкость. Однако н при одинаковой твердости
Рнс. 223. Иглы мартенсита в разных по
размеру аустенитных зернах. Х500
показатели пластических и
вязких свойств могут сильно
колебаться в зависимости от
структуры и размеров пла-
стин мартенсита.
Описанный в и. 4 этой гла-
вы механизм мартенситного
превращения — безднффузион-
ность и ориентированность —
обусловливает большую зави-
симость структуры мартенси-
та от исходной структуры
аустенита. Как и сдвиг при
пластической деформации, так
н мартенситная пластийа раз-
внвается внутри зерна аусте-
нита, разрастаясь от края до
края. Значит, чем крупнее
зерно аустенита, тем длиннее
образующиеся мартенситные пластины. Йа рис. 223 показано,
что в крупном зерне аустенита образовались крупные иглы
мартенсита, а в мелких зернах аустенита — мелкие мартенсит-
ные иглы. Поскольку пластические свойства н особенно вяз-
кость мартенсита и продуктов его распада (до тех температур
отпуска, при которых сохраняется игольчатость микрострукту-
ры) с огрублением структуры сильно ухудшаются (твердость
278
практически не зависит от размера нгл мартенсита), описан-
ная зависимость свойств термически обработанной стали от
размера пластин мартенсита имеет большое значение.
Для получения высокого комплекса механических свойств
следует стремиться к тому, чтобы после закалки получалась
мелконгольчатая мартенситная структура, что достигается лишь
при исходной мелкозернистой аустенитной структуре.
Как было отмечено, снижение температуры изотермического
распада аустенита приводит к увеличению дисперсности ферри-
то-цементитных частиц и к
повышению вследствие это-
го твердости. Следователь-
но, перлит, т. е. продукт
превращения аустенита при
650—700° С, имеет меньшую
твердость, чем сорбит, по-
лучающийся в результате
распада аустенита прн
600—650° С, и т. д. Пример-
ная твердость различных
структур, "полученных прн
изотермическом распаде
аустенита, была указана на
рис. 195.
Отпуск — заключитель-
ная операция термической
обработки, придающая
стальному изделию оконча-
тельные свойства, поэтому
Температура етпустрс
Рнс. 224. Зависимость твердости от темпе-
ратуры отпуска. Углеродистые стали с
различным содержанием углерода
свойства отпущенных ста-
лей рассмотрим подробнее. Изменение твердости сталей с раз-
ным содержанием углерода в зависимости от температуры
отпуска показано на рис. 224.
Изменение твердости при отпуске является следствием изме-
нений в строении, происходящих при отпуске. Нагрев до 100° С
сопровождается слабым повышением твердости (на HRC 1—2)
вследствие превращения тетрагонального мартенсита в отпу-
щенный (это слабое повышение твердости наблюдается лишь
в высокоуглеродистых сталях). С дальнейшим повышением тем-
пературы отпуска твердость падает, вследствие укрупнения
карбидных частиц и обеднения углеродом a-твердого раствора.
Прямолинейная зависимость падения твердости от температуры
нарушается в районе 200—250° С, т. е. при превращении оста-
точного аустенита. При этих температурах падение твердости
замедляется, а в высокоуглеродистых сталях наблюдается даже
некоторое повышение вследствие превращения остаточного
аустенита в более твердый отпущенный мартенсит. Общая
тенденция состоит все же в том, что твердость с повышением
279
температуры отпуска падает, так же как и дру> нс показатели
прочности (ов, Оо.г), тогда как показатели пластичности (б. 4)
возрастают (рнс. 225). Однако изменение этих свойств с повы-
шением температуры отпуска не монотонно. На рис. 225 отмет-
ки иа левой шкале отвечают свойствам в закаленном (неотпу-
щенном) состоянии, иа правой — в отожженном состоянии.
Рис. 22В. Механические
свойства стали 40 в .чаанси-
мостн ст температуры от-
пуска
Отпуск прн 300° С приводит к повышению предела проч-
ности и предела упругости. Эти характеристики вследствие
напряженного состояния стали в закаленном состоянии или
при отпуске прн низкой температуре получаются понижен-
ными.
Показатели пластичности (6, 4) увеличиваются с повыше-
нием температуры отпуска Наибольшая пластичность (4) соот-
ветствует отпуску при 600 650* С, когда весь комплекс меха-
нических свойств выше, чем у отожженной стали. Отпуск выше
650° С уже не повышает пластичность (4).
Более высокие механические свойства закаленной н высо-
коотпущеннон стали по сравнению с отожженной илн нормали-
зованной (прн равной прочности у закаленной и высокоотпу-
щениой о0.2, 4- Пн выше) объясняются различным строением
сорбита (перлита) отпуска н сорбита закалки, имеющих как
указывалось выше, в первом случае зернистое, а во втором —
пластинчатое строение. Двойная термическая обработка, со-
стоящая в закалке с последующим высоким отпуском, сущест-
венно улучшающая общий комплекс механических свойств,
является основным видом термической обработки конструкци-
онных сталей н называется улучшением.
280
Ударная вязкость стали в зависимости от температуры от-
пуска изменяется следующим образом. У закаленной углеро-
дистой стали при обычном испытании на ударный изгиб вяз-
кость сохраняется низкой вплоть до температуры отпуска
400°С, после чего начинается интенсивное повышение ударной
вязкости; максимум ее достигается при 600° С. В некоторых
сталях (легированных) отпуск примерно при 300° С снижает
ударную вязкость, которая повышается лишь при отпуске выше
450—500° С. Явление это будет рассмотрено дальше (гл. XVI,
п. 2).
Мы уже рассматривали изменения свойств стали в зависи-
мости от температуры отпуска. Температура отпуска—наиболее
существенный фактор, влияющий на свойства отпущенной ста-
ли. При отпуске протекают диффузионные процессы, поэтому
выдержка на той или иной стадии способствует превращениям,
происходящим при данных температурах.
Продолжительный отпуск можно заменить более коротким,
но при несколько более высокой температуре. Если температуру
и продолжительность отпуска сбалансировать таким образом,
что твердость будет одинаковой (такие отпуски называются
изосклерными), то и остальные механические свойства будут
близкими.
В отличие от некоторых легированных сталей механические
свойства углеродистых (и многих других) сталей не зависят
от скорости охлаждения после нагрева до температуры отпуска.
Свойства стали после отпуска зависят только от температуры
и продолжительности отпуска.
8. ТЕРМОМЕХАИИЧЕСКАЯ ОБРАБОТКА
Как было отмечено, термомехаиическая (термопластическая)
обработка заключается в совмещении двух способов упрочне-
ния — пластической деформации и фазовых изменений.
Применительно к стали термомехаиическая обработка
(ТМО) заключается в наклепе аустенита с последующим его
превращением.
Наиболее распространенными видами ТМО являются
(рис. 226):
высокотемпературная термомехаиическая обработка (ВТМО),
которая состоит из деформирования аустенита выше температу-
ры рекристаллизации рнс. 226) обычно выше критических
точек и быстрого охлаждения);
низкотемпературная термомехаиическая обработка (НТМО),
которая состоит из деформирования аустенита ниже /р, т. е.
переохлажденного ниже критических точек нестабильного
аустенита с последующим охлаждением и фазовым превра-
щением.
281
Предварительная териомеханическая обработка1 (ПТМО)
состоит в наклепе стали до термической обработки, но в резуль-
тате быстрого нагрева, до аустенитного состояния и охлажде-
ния, наклепанное состояние в той или иной мере сохраняется.
Имеется еще много других вариантов ТМО, различающихся
условиями нагрева или охлаждения, характером деформации
и другими деталями, описывать которые здесь не представля-
ется возможным.
Объединяет все варианты ТМО то, что аустенит в резуль-
тате пластической деформации претерпевает изменения, кото-
рые в какой-то степени (может быть даже полностью) переда-
ются мартенситу.
В результате сталь упрочняется, как за счет мартенситной
реакции1 2, но и дополнительное упрочнение вносят дефекты
строения, унаследованные мартенситом от деформированного
аустенита.
Типичным видом ТМО является НТМО3. Переохлажденный
до 500—600° С аустенит деформируется и наклепывается. Чем
больше продеформироваи и, следовательно, упрочнен аустенит,
тем выше прочность мартенсита (рнс. 227). Для получения
1 Предложена М Л. Бернштейном и А. Г. Рахштадтом.
1 Мелкоблочиая двойниковая структура, искажение за счет растворенного
углерода и др.
3 В иностранной литературе на английском языке именгмая аусформниг.
Словосочетание показывает, что деформируется аустенит.
282
максимально!*! прочности стремятся применять большие степени
деформации (80—90%). Так как температура деформации сра-
внительно низкая (значительно ниже обычных температур горя-
чей деформации), то пластичность (точнее сопротивление дефор-
мации) у стали высокая, а необходимость сильно деформировать
сталь создает определенные технологические трудности.
Если принять во внимание, что при НТМО повышение прочности сопро-
вождается понижением пластичности, то не будет удивительным, что НТМО
не иолхчнла широкого распространения
ВТМО не является типичным промером ТМО хотя бы потому, что иаклеп
аустенита ие сохраняется в чистом виде до мартенситного превращения. Как
явствует из определения ВТМО, последнее
осуществляется выше температуры рекристал-
лизации и если немедленно после деформации
не охладить сталь ниже /р, что практически
трудно осуществить, то будут происходить ре-
кристаллизационные процессы.
Практически, и это оказывается ие совсем
плохо, так как имеется пвуза — интервал вре-
мени от конца деформации до начала закалоч-
ного охлаждения, во время которой происхо-
дит рекристаллизация аустенита. Оптимальные
результаты достигаются тогда, когда пауза
достаточна, чтобы полностью протекала пер-
вая стадия рекристаллизации, т. е. наклеп был
бы снят и образовались мелкие рекристалли-
зованные зерна устеиита. Выдержка (пауза)
сверх той, которая необходима для завершения
Рис 227. Влияние степени
деформации (X) прн НТМО
на прочностные свойства
стали (0.3% С; 2.2% Ст;
1.5% NI; 0.3% V; 0.3% Но)
первичной рекристаллизации, приводит к росту
зерна и ухудшению свойств. Очевидно, продол-
жительность паузы зависит от состава стали,
температуры, степени деформации и других
факторов. Поскольку при таком варианте
ВТМО упрочняющего металл наклепа не соз-
дается, то и обычного упрочнения (повышения
Он, Qo.2, твердости) не наблюдается, но в результате изметьчення зерна пони-
жается порог хладноломкости, увеличивается в высокопрочных сталях доля
вязкой составляющей в изломе, что при обычных испытаниях приводит к по-
вышению пластических (ф) и вязких (аи) свойств (рис. 228).
Для достижения этого эффекта не требуется значительная деформация и
при ВТМО она равна приблизительно 30% (от 20 до 40%).
Во всех случаях прн ТЛЮ после деформации следует мар-
тенситное превращение, а затем отпуск на заданную прочность
(пластичность).
В отдельных случаях после деформации сталь подвергают
изотермическому бейнитному распаду (ВТМИзО)* и даже пер-
литному превращению. Последнее, называемое «контролируемой
прокаткойэ, получило сейчас широкое распространение прн
производстве высокопрочных низколегированных сталей и
будет рассмотрено в гл. XVI. п. 7.
Во всех случаях при ТМО превращение происходит после
деформации. Но имеется класс обработок в обратном порядке.
• Предложена Л. И. Тушинским.
283
не наклеп-превращение, а превращение наклеп. Эти обработки
объединяют общим названием механико-терпическая обработка
(МТО).
Если создать высокую прочность (мартенсит) с помощью
закалки, то возможности упрочнения пластической деформации
такого структурного состояния невелики из-за малой пластич-
ности мартенсита. Тем ие менее деформация на 3—5% мар-
тенсита позволит получить дополнительное упрочнение на
Рнс 228. Влияние ВТ МО на механические свойства
10—20%. Такая обработка (закалка на мартенсит-(-малая
пластическая деформация -|-низкнй отпуск) тоже получает при-
менение, ее иногда называют марфориинг (деформации подвер-
гается мартенсит) в отличие от аусформипга, когда деформации
подвергается аустенит (ТМО).
Обработка на тонкопластинчатый перлит (тростит) с по-
следующей деформацией иосит название патентирования, о чем
было сказано раньше. Для получения высоких механических
свойств при патентировании следует применять большие степени
деформации. Необходимо все же указать, что прн патентирова-
нии с последующей большой деформацией (>95%) в высоко-
углсроднстых сталях (1% С) достигается самая высокая проч-
ность— 450 кге/мм2 (почти треть теоретической прочности), ко-
торую удалось получить в промышленных изделиях. Такая высо-
кая прочность получается лишь в тонкой проволоке.
284
СПИСОК ЛИТЕРАТУРЫ
Бочвар А А. Основы термической обработки сплавов. М.—Л., Метал ту рг-
издат. 1940. 298 с. с нл.
Штейнберг С. С. Термическая обработка стали. Свердловск — Москва,
Металлургиздат, 1945. 153 с. с ил.
Курдюмов Г В. Явления закалки и отпуска стали. М., Металлургиздат,
I960. 64 с. с ил.
Гуляев А. П. Термическая обработка стали. М., Машгиз, i960. 495с.сил.
Блантср М. Е. Фазовые превращения прн термической обработке стали.
М, Металлургиздат. 1962. 268 с. с ил.
Садовский В. Д. Структурная наследственность в стали. М.. «Металлур-
гия», 1973 208 с. с ил.
Белоус М. В., Череп и и В. Т.. Васильев М А. Превращения при от-
пуске стали. М.. «Металлургия». 1973. 231 с. с ил.
Новиков И. И. Теория термической обработки металлов. М.» «Металлур-
гия». 1974 399 с. с нл.
Лыса к Л. II.. Николин Б. И. Физические основы термической обработ-
ки стали. Киев, «Техника», 1975. 303 с. с нл.
Глава XI
ПРАКТИКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
1. ВЫБОР ТЕМПЕРАТУРЫ ЗАКАЛКИ
Температура закалки для сталей большинства марок опре-
деляется положением критических точек и А3.
Для углеродистых сталей температуру закалки можно опре-
делить по диаграмме железо—углерод (рнс. 229). Обычно для
доэвтектоидиой стали опа должна быть на 30—50° С выше
Асз, а для заэвтектоидпон стали — на 30—50° С выше Ac}.
Рнс 229 Оптимальный ин-
тернат закаточных темпера-
тур углеродистой стали
2Н5
При закалке доэвтектоидной стачн с температуры выше
Лй, но ниже Ас3 в структуре наряду с мартенситом сохраняется
часть феррита (рис. 230, а), который снижает твердость в
закаленном состоянии и ухудшает механические свойства после
отпуска. Такая закачка называется неполной, и, как правило,
ее не применяют.
Для заэвтсктондных сталей оптимальная температура за-
калки, наоборот, лежит в интервале между Ас> и Ас3 и теорети-
чески является неполной (рис. 230, б).
Рнс. 230. Микроструктура закаленной стали:
а — ло9Втектоидная сталь, неполная закалка (нагрев выше Дс,. но ниже Act}. Мартен-
сит-}-феррит; б — заэвтектондная сталь, правильная закалка (нагрев выше ниже
Лс>). Мартенсит+цементит. ХэОО
Рис. 231. Микроструктура мартенсита, полученного после закалки от нормальных тем-
ператур (а) и крупнозернистого, полученного в результате небольшого (О) и большого
(а) перегрева прн закалка. Сталь 40.X500
286
Наличие в структуре закаленной стали избыточного цемен-
тита полезно во многих отношениях. Например, включения
избыточного цементита повышают износоустойчивость стали.
Нагрев же выше Ас3 опасен и не нужен, так как он не повыша-
ет твердости, наоборот, твердость даже несколько падает
вследствие растворения избыточного цементита и увеличения
остаточного аустеинта (см. выше рнс. 222, кривая /); прн таком
нагреве растет зерно аустенита, увеличивается возможность
возникновения больших закалочных напряжений, интенсивнее
обезуглероживается сталь с поверхности и т.д.
Таким образом, оптимальной является закалка доэвтектонд-
ной стали от температуры на 30—50° С выше Ас3, а для заэв-
тектопдной стали на 30—50° выше Act.
Повышение температуры закалки выше этих температур и
вызванный этим рост зерна аустенита обнаруживаются в пер-
вую очередь в получении более грубой и крупноигольчатой
структуры мартенсита (рис. 231), нлн грубого крупнокристал-
лического излома. Следствием такого строения является низкая
вязкость.
2. ВРЕМЯ НАГРЕВА
Общее время нагрева складывается из времени нагрева до
заданной температуры (тн) и времени выдержки при этой тем-
пературе (тв):
тобщ = ти ”Ь тв* (0
Величина тн зависит от нагревающей способности среды, от
размеров н формы деталей, от их укладки в печи; тв зависит
от скорости фазовых превращений, которая определяется сте-
пенью перенагрева выше критической точки и дисперсностью
исходной структуры.
Практически величина Ti может быть принята равной I мин для угле-
родистых и 2 мин для легированных сталей*. При нагреве крупных деталей
(когда ти значительно больше чем 1—2 мин) величиной т« можно прене-
бречь; в случае мелких деталей (диаметром нля толщиной меиее 1 мм) пре-
небрегают составляющей ти-
Нагрев обычно проводят в газовой среде (воздхх, продукты сгорания топ-
лива), в расплавленных солях и расплавленных металлах. Соотношение вре-
мен тв в этих средах примерно таково: в газовых средах I, расплавленных
солях 0.5 и расплавленных металлах 0,25.
Чем крупнее изделие, тем больше ти. Если сравнивать время нагрева
(тп) шара, цилиндра, параллелепипеда и пластнны при условии, что Диар* —
=</ц.л=Пв«р=бпл (рис. 232), то соотношение времен нагрева будет сле-
дующим: для шара 1, параллелепипеда 2,5, цилиндра 2, пластины 4.
Наконец, если сравнивать продолжительности нагрева тн для одинако-
вых изделий, из которых одно нагревается равномерно со всех сторон, дру-
гое— только с трех сторон (например, параллелепипеда, лежащего на холод-
ном поду печи) и третье — только с одной стороны, то эти продолжительности
будут относиться как I : 1,5 : 4.
1 Так как в последних карбиды медленнее переходят в твердый раствор.
287
Итаи3 время нагрева зависит от многих факторов и на практике колеб-
лется от I—2 мин (нагрев мелких деталей в соли) до многих часов (нагрев
крупных деталей тяжелого машиностроения в печн).
Точно установить время нагрева можно лишь опытным путем для дан-
ной детали в данных конкретных условиях, а приближенно — можно подсчи-
тать. Имеется несколько приближенных способов расчета времени нагрева.
Рис. 232
Рассмотрим одни нз них.
Расчет проводят по формуле (I). Пусть тя равно I илн 2 мни:
T1J = O,1D1K1K1KS, (2)
-- размерная характеристика изделия (мм)—минимальный размер мак-
симального сечения (т. е. в детвли находят максимальное поперечное се-
чение и в нем — минимальный размер; в пластине это бчдет ее толщи-
на б — рис. 232). Это и будет характеристический размер Ьс,
Kt — коэффициент среды (для газа 2, соли I, металла 0.5);
Kt — коэффициент формы (для шара I, цилиндра 2, параллелепипеда 2.5. пла-
стины 4):
Хз — коэффициент равномерности нагрева (всесторонний нагрев 1. односто-
ронний 4).
Пример. Определить время нагрева детали, изображенной на рнс 233.
Нагрев всесторонний, осуществлвется в печн. сталь легированная.
Максимальное поперечное сечение 30X40, следовательно. D1=30. Находим
тя, подставляя значения коэффициентов в формулу (2):
ти = 0,1-30’2’2,5-1 = 15 мим, а т^щ = 15 + 2 = 17 мни.
Рнс. 233
Следует отметить, что
сказанное относится к пв-
греву примерно до 800—
900° С, т. е. до температур,
обычно принятых для на-
грева под закалку, отжиг,
нормализацию большинства
марок сталей.
При необходимости про
водить нагрев в печи до бо-
лее высокой температч ры
(например, нагрев под за-
калку нержавеющих илн
быстрорежущих сталей)
время иагрева сокращается,
так как иитеисивиость иа-
грева лучеиспусканием
быстро возрастает с повы-
шением температуры. На-
оборот, нагрев в печи до
тем пера тч р ниже 800—
900° С, например нагрев под
отпуси, протекает зиачи-
288
телыю медленнее, и тем медленнее, чем ниже температура, так как при низ-
ких температурах нагрев осуществляется главным образом конвекцией, в ие
лучеиспусканием.
Естественно, что все рассмотренные случаи относятся к таким, когда на-
гревающий агрегат (печь, ванна) достаточно мощный и внесенные в него
холодные детали заметным образом ие снижают температуры рабочего прост-
ранства.
3. ХИМИЧЕСКОЕ ДЕЙСТВИЕ НАГРЕВАЮЩЕЙ СРЕДЫ
При высокой температуре происходит химическое взаимо-
действие поверхности металла с окружающей средой, причем
особое значение имеют два процесса:
1) обезуглероживание стали, связанное с выгоранием угле-
рода в поверхностных слоях (С-рОг-*-СО2); 2) окисление стали,
ведущее к образованию на поверхности окалины, окнелов желе-
за (2Fe4-O2->2FeO).
Интенсивность окисления и обезуглероживания стали зави-
сит от температуры, состава стали и состава окружающей газо-
вой среды.
Процессы окисления и обезуглероживания — диффузионные,
и естественно, что с повышением температуры они ускоряются.
В атмосфере печи в зависимости от рода топлива, условий его сжигания
и температуры образуются различные газы, в том числе СО2; СО; Оа; На;
Н2О; N2; СН4.
Эти газовые среды различно влияют па сталь Так, На обезуглероживает,
СО2 окисляет, Оа н НаО окисляют и обезуглероживают, СО и СН4 науглеро-
живают.
Изучив законы равновесия этих газов, т. е. взаимодействия газов между
собой и газов со сталью, можно создвть при заданных температурах терми-
ческой обработки такие условия, при которых реакции окислением*восстанов-
ление и обезуглероживание аг* иауглерожпваиие протекают с одинаковой ско-
ростью в обе стороны, т. е. практически не изменяют состав металла и металл
не реагирует с атмосферой. В этом случае атмосфера нейтральна; она нс воз-
действует на поверхность металла и ие изменяет ее.
Для получения в печи нейтральной атмосферы для данной температуры
и данного сорта стали (содержания в стали углерода) необходимо иметь
определенное соотношение науглероживающих, окисляющих, обезуглерожи-
вающих п восстанавливающих газов, т. е. иметь определенные соотношения:
СОг Н2О СН4
СО ’ ’ Н,
Современные печн для светлого нагрела, так называемые печи с контро-
лируемой атмосферой, имеют специальную установку, в которой получают га-
зовую среду требуемого состава, которую подают в лечь (закалочную, отжи
гательиую). Печи могут быть электрическими или муфельными с наружным
обогревом муфеля.
Кроме газовых нейтральных сред, нагрев без окисления и обезуглерожи-
вания стали осуществляется в расплавленных солях.
Соль составляют так. чтобы онв имела температуру полного расплавле-
ния более низкую, чем заданная температура термической обработки. Требу-
ется также, чтобы прилипшая к поверхности детали корочка соли легко рас-
творялась и смазывалась водой.
Получили применение смеси хлористых, азотнокислых и азотистокислых
солей щелочноземельных металлов и смесн щелочей. Наиболее применяемые
составы солей с указанием области их применения приведены в табл, 27.
19 Гуляев А. П,
289
Таблице 27
Состав солей, применяемых для нагрева металла
Состав соли Температура полного рас- плавления, °C Рабочая тем- пература, °C Область применения
BaClj 900 1000—1300 Нагрев быстрорежущих, нержавеющих и других сталей
78% ВаС12+22% NaCl 50% NaCl+50% KCI 20% KCl+60% NaCI-t- +20% Na2CO, 640 670 700 750—900 750-900 750—900 Нагрев под закалку углеродистых и низколе- гированных сталей
NaNO, 50 NaNO +50% KNO 50% NaNOs+50% K\O2 20% NaOH+80% КОП ЗЮ 220 150 140 400—550 300—400 160-300 160—300 Отпуск и ступенчатая закалка (среда Охлаж- дения)
В последнее время получает распространение нагрев в так
называемом кипящем слое.
Если продувать горячий воздух сквозь слои, состоящий нз
метких частиц (обычно корундовые диаметром 200—500 мкм),
то такой слой «кипит», превращаясь как бы в жидкость. В него
можно погружать изделия, и он будет средой нагрева, если
имеет высокую температуру. Последнее достигается продувани-
ем сквозь него горячего воздуха. Вместо воздуха можно исполь-
зовать и другие среды, в том числе нейтральные. Кипящий
слой — универсальная среда, которая может служить, например,
закалочной средой (естественно, продуваемый воздух в этом
случае холодный). Интенсивность охлаждения кипящего слоя
занимает промежуточное положение между водой и маслом.
Используя вместо воздуха разные активные среды, в нем мож-
но производить разные операции хнмико-термической обработ-
ки — цементацию, азотирование и т. д.
4. ЗАКАЛОЧНЫЕ СРЕДЫ
При закалке для переохлаждения аустенита до температуры
мартенситного превращения требуется быстрое охлаждение, но
не во всем интервале температур (от температуры нагрева до
комнатной температуры), а только в пределах 650—400°С, т е.
в том интервале температур, в котором аустенит менее всего
устойчив, быстрее всего превращается в феррнто-цементитную
смесь. Выше 650е С скорость превращения аустенита мала, и
290
поэтому сталь при закалке можно охлаждать в этом интервале
температур медленно, ио, конечно, ие настолько, чтобы нача-
лось выпадение феррита или превращение аустенита в перлит.
Интервал 650—400' С должен быть пройден быстро. В углеро-
дистой стали ниже 400° С вновь начинается зона относительной
устойчивости аустенита, охлаждение снова может быть медлен-
ным.1 Наконец, в мартенситном интервале, начиная с 200—
300° С, особенно желательно замед-
ленное охлаждение, чтобы к значи-
тельным структурным напряжениям
не прибавились термические напряже-
ния, возникающие в результате бы-
строго охлаждения. Идеальная кри-
вая охлаждения при закалке показа-
на на рис. 234.
Механизм действия закалочных
сред (вода, масло) следующий. В мо-
мент погружения изделия в закалоч-
ную среду вокруг него образуется
пленка перегретого пара, охлаждение
происходит через слой этой паровой
рубаШКН, Т. е. относительно медлен- р„с 2М. Идеальна* крива» ок-
но. Когда температура поверхности лажденаа ори закалке
достигает некоторого значения (опре-
деляемого составом закаливающей жидкости), при котором па-
ровая рубашка разрывается, то жидкость начинает кипеть на
поверхности детали, и охлаждение происходит быстро.
Первый этап относительно медленного охлаждения называ-
ется стадией пленочного кипения, второй этап быстрого охлаж-
дения — стадиен пузырчатого кипения. Когда температура по-
верхности металла ниже температуры кипения жидкости (прн
охлаждении в воде — ниже 100°С), жидкость кипеть уже нс
будет, и охлаждение замедлится. Этот третий этап охлаждения
носит название стадии конвективного теплообмена.
Закалочная жидкость охлаждает тем интенсивнее, чем шире
интервал второго этапа стадии пузырчатого кипения, т. е. чем
выше температура перехода от первой стадии охлаждения ко
второй и чем ниже температура перехода от второй стадии к
третьей.
В табл. 28 приведены температуры (примерные), разграничивающие
различные стадии охлаждения и сравнительная интенсивность действия раз-
ных закалочных сред. Кроме того, интенсивность охлаждения зависит от
температуры жидкости, от ее физических свойств, вязкости, скрытой тепло-
ты парообразования.
‘ В легированных сталях при 400—300° С вновь может начаться ускорен-
ное превращение вустсинта. поэтому пх необходимо в этом интервале темпе
ратур охлаждать достаточно быстро, со скоростью, в некоторых случаях даже
большей, чем прн 400—600° С.
19« 291
Таблица 28
Характеристика различных закалочных сред
Закаливающая среда Температурный интервал пузырчатого кипения. “С Относительная интенсивность охлаждения в середине интервала п узырчатого кипении
Вода: 20° С . 400—100 I
40° С 350—100 0.7
80° С 250—100 0.2
Дистиллированная вода, 20° С 350—100 0,5
Раствор в воде, 20° С: 1% NaCl . . ... 500—100 1,5
10% NaCl . . ... 650—100 3.0
5--30% NaOH 650—100 2,5
50% NaOH . . 650—100 2,0
50%-иый раствор в воде NaOH, 650—100 1»0
96° С Масло минеральное, 20—200° С 500—250 о.з
Рассмотрим выбор закалочной жидкости.
Если стадия быстрого охлаждения жидкости лежит, например, в интер-
вале 400—100° С (вода прн 20° С, см. табл. 28), то это значит, что поверх-
ность изделия начнет быстро охлаждаться, когда достигает этих темпера-
тур. Так как прн этом иа некоторой глубине в Изделии температура будет
выше, чем ва поверхности, то это значит, что в данном случае быстрое
охлаждение происходит в другом, более высоком интервале температур, на-
пример при 500—200° С. Следовательно, чем больше сеченое, тем ниже ста-
дия быстрого охлаждения жидкости для создания в глубине изделия бы-
строго охлаждения в районе температур перлитного распада (650—400° С).
Однако следует иметь в виду, что быстрое охлаждение поверхности в
нижнем районе температур (400—100°С), хотя и способствует получению
глубокой закалки, но одновременно создает опасность возникновения тре-
щин в поверхностных слоях, вследствие быстрого прохождения ими мартен-
ситного интервала.
Масло, благодаря более высокой температуре кипения, имеет и более
высокую температуру перехода от пузырчатого кипения к конвективному
теплообмену, поэтому при охлажденнн в масле опасность образования тре
щии резко уменьшается Однако масло, будучи более вязким и имея более
низкое зиаченне скрытой теплоты парообразования, охлаждает медленнее,
чем вода.
Повышение температуры вода сужает интервал пузырчатого кипения и
одновременно уменьшает скорость охлаждения в нем; аналогичные измене-
ния температуры масла
охлаждает с такой же
150-200° С.
ие оказывают такого влияния. Масло прн 20° С
скоростью, как и масло, имеющее температуру
Отрицательное свойство масла—его огнеопасность1, а также нсобходи-
1 Температура вспышки в зависимости от сорта масла колеблется от 150
до 320 С,
292
мость замены после известного срока службы (масло густеет и теряет зака-
ливающую способность).1 Кроме того, масло пригорает к поверскности детали
и образует налет (пригар).
Добавки к воде сильно изменяют ее закаливающую способность. Нали-
чие в воде небольшого количества растворенных солей существенно изменя-
ет ее закаливающую способность. Так, дистиллированная илн дождевая во-
да, не содержащая солен, охлаждает в два раза медленнее (в районе 550—
650°С), чем водопроводная. Наличие в воде растворенных газов ухудшает
ее закаливающую способность, поэтому кипяченая вода (нлн вода, уже слу-
жившая закалочной средой) закаливает сильнее, чем некипяченая, а вода
из разных источников, содержащая в растворе соли в различном количестве,
обладает различной закаливающей способностью. Специальное растворение
в воде щелочей и солей значительно увеличивает ее зачаливающую способ-
ность, расширяя интервал пузырчатого кипения и ускоряя охлаждение в
этом интервале. Последний способ часто применяют для повышения зака-
ливающей способности воды.
Для ступенчатой (или изотермической) закалки применяют среды, со-
став которых приведен в табл. 27.
5. ПРОКАЛПВАЕМОСТЬ
Под прокаливав чость to подразумевают глубину проникнове-
ния закаленной зоны.1
Несквозпая прокалнвасмость объясняется тем, что при
закалке деталь охлаждается быстрее с поверхности н медлен-
Рнс. 23Б. Схемы, показывающие различную скорость охлаждения по сечению в в связи
с этим несквозную прокалнвасмость
нее — в сердцевине. Прн закалке скорость охлаждения распре-
деляется по сечению так, как это показано на рис. 235
1 Не следует путать с закаливаемостью, которая характеризуется макси-
мальным значением твердости, приобретенной сталью в результвте закалки.
Закаливаемость зависит главным образом от содержания углерода (см.
рис. 222)
293
пунктирной линией; у поверхности скорость охлаждения макси-
мальная, в центре—минимальная. Если критическая скорость
закалки равна величине, показанной на этой схеме горизонталь-
ной пунктирной линией, то деталь не прокаливается насквозь,
и глубина закалки будет равна заштрихованному слою
(рнс. 235, о).
Очевидно, с уменьшением критической скорости закалки
увеличивается и глубина закаленного слоя, и если о„ будет
меньше скорости охлаждения в центре, то это сечение закалит-
ся насквозь. Если же сечеине велико и скорость охлаждения на
Рис. 236 Прокаливаемость прутков различного размера прн закалке в воде и масле.
Заштрихована незакаленная сердцевина
поверхности меньше, то при данном способе закалки сталь не .
закалится даже на поверхности.
Следовательно, чем меньше 0ц, тем глубже прокаливаемость.
Прокалнваемость, как и ок, тесно связана со скоростью пре-
вращения аустенита в перлит и, следовательно, с расположе-
нием кривой начала превращения на С-диаграмме.
Предположим, что имеем цилиндрическую деталь. Кривые
охлаждения центра, поверхности и сечення, расположенного на
половине радиуса от поверхности, наложенные на С-диаграмму,
показаны на рис. 235, б. Для данной стали при данных условн
ях охлаждения на поверхности получится мартенситная струк-
тура, в центре — перлитная, иа расстоянии половины радиуса
получится мартенсит+тростит.
Если С-кривая располагается правее, чем показано на
рис. 235,6, вследствие большей устойчивости переохлажденного
аустенита, то, очевидно прокаливаемость увеличится.
Следовательно, чем медленнее происходит превращение
аустенита в перлит, чем правее расположены линии на диаграм-
ме изотермического распада аустенита, тем глубже прокалнвае-
мость.
Основные факторы, влияющие на скорость перлитной крис-
таллизации:
294
состав аустенита. Все элементы, растворимые в аусте-
ните (за исключением кобальта), замедляют превращение;
нерастворенные частицы (карбиды, оксиды, интер-
металлические соединения). Эти частицы ускоряют превраще-
ние, так как являются дополнительными центрами кристалли-
зации и увеличивают ч. ц. прн превращении аустеиит-*перлнт;
неоднородный аустенит. Он быстрее превращается в
перлит, так как скорость превращения определяется в этом слу
чае менее насыщенной частью твердого раствора;
размер зерна аустенита. Увеличение размера зерна
замедляет превращение, так как центры кристаллизации обра-
зуются преимущественно по границам зерна, а чем крупнее зер-
но, тем, следовательно, меньше суммарная протяженность гра-
ниц, тем меньше значение ч. ц.
Таким образом, все перечисленные факторы, которые сни-
жают скорость аустенито-перлитного превращения, способству-
ют углублению прокалнваемостн.
Для практической оценки прокаливаемое™ пользуются ве-
личиной, которая называется критическим диаметром.
Критический диаметр (£>к) — это максимальнын диаметр
цилиндрического прутка, который прокаливается насквозь в
данном охладителе. Следовательно, для данной стали каждой
закалочной среде соответствует свой критический диаметр. Оче-
видно, чем интенсивнее охлаждает закалочная среда, тем
больше величина критического диаметра.
На рнс. 236 показана глубина закалки (незаштрнхованная
часть сечеиня) закаленных в воде и масле образцов различного
диаметра одной и той же стали. Распределение закаленной н
иезакаленной зон показывает, что для каждого охладителя
есть максимальное сечение, прокаливающееся насквозь (Ок),
причем ОКи<О„в, так как масло охлаждает медленнее, чем
вода.
Чтобы не ставить прокаливаемость в зависимость от спосо-
ба охлаждения, вводят понятие идеальный критический диа-
метр (обозначается £><»). Это—диаметр максимального сече-
ния, прокаливающегося насквозь в «идеальной» жидкости, отни-
мающей тепло с поверхности с бесконечно большой скоростью.
Критический диаметр — важная и удобная величина при на-
значении марки стали на изделие.
Если нужно, чтобы изделие при термической обработке про-
каливалось насквозь, следует выбрать такую сталь, чтобы
Сталь обычно характеризуется критическим диаметром
или РКвнли .
Зная один из критических диаметров, можно по номограмме
(рнс. 237) определить любой другой (т. е. если известно, напри-
мер £)те, можно определить DKo или DKll и т. д ).
295
Предположим, что нам известен идеальный критический диаметр £«>,
который равен, например, 48 мм. Зная можно определить по этой но-
мограмме (рис. 237) реальный критический диаметр Ок дня закалки в воде,
масле и на воздухе. Для этого от точки 48 мм на верхней шкале абсцисс
опускаем перпендикуляр до линии, характеризующей «идеальное» охлажде-
ние (а=оо). и на уровне пересечения с этой линией проводим горизонталь-
ную прямую. Точки пересечения этой горизонтали с наклонными линиями.
характеризующими охлаждение в воде, масле н на воздухе, определят реаль-
ные критические диаметры прн охлаждении н этих средах; они соответствен
но будут равны 38; 26 и 3 мм.
Наиболее удобный и простой метод определения прокалнвае.мости и, сле-
довательно, экспериментального определения «идеального» критического диа-
метра — метод торцовой закалки.
Схема охлаждения образца при определении прокачиваемости методом
торцовой эакалкн показана на рнс. 238. Очевидно, что только прн таком
охлаждении ннжннй торец охлаждается с максимальной скоростью, и ско-
рость охлаждения убывает по мере удаления от торца. Измерив после за-
калки твердость на поверхности по длнпе образца н представив полученные
результаты графически, у 1лубоко прокаливающейся стали получим плавное
снижение твердости (кривая 2 на рнс. 239), а у неглубоко прокаливающей-
ся стали (кривая / на рнс. 239) — резкое уменьшение твердости.
Экспериментально установлено, какая скорость охлаждения получается
в вавнеимости от расстояния от торца. Величина скорости охлаждения по-
казана в верхней части диаграммы (рнс. 239). Из диаграммы андно, что на
расстоянии 6 мм от торца скорость охлаждения 42 град/с, на расстоянии
18 мм — 10 град/с н т. Д.
Кривые, приведенные па рис. 239. — первичные кривые прокалнваемостн.
Согласно этим кривым можно определить, при какой скорости охлаждения
296
прн закалке какая будет получаться твердость. Однако этн первичные кри-
вые прокаливаемое™ позволяют найти идеальный (Dx) н реальный (О„)
критические диаметры.
Снижение твердости прн уменьшении скорости охлаждения ниже крити-
ческой есть результат появления в закаленном изделии пемартеиентных
стрчктур. Однако наличие в структуре 5—10% тростнта практически не
отразится на твердости, поэтому на кривой прокаливаемое™, подобной при-
веденным на рис. 239, трудно найти эту границу перехода от мартенситной
flfl
Вода
Рис. 238 Схема закалки об-
разца при испытании на
прокаляваемость метолом
торцовой эака тки
Рис 239. Твердость по длине образца по-
сле торцовой закалки:
1 — образец из неглубоко прокаливающей-
ся стали: 2 — из глубоко нрокалинающейся
стэчн
структуры к структуре мартенсит + небольшое количество тростита. Одна-
ко при более значительном содержания тростита колебания в его количестве
уже более резко н определенно отражаются на твердости, поэтому за гра-
ницу междх закаленной и незакаленной зонами принимают так называемый
полхмартенситный слой.
Твердость полу мартенситного слоя зависит от содержания углерода
(рис. 240). Кривые, приведенные на рис. 239, относятся к стали с 0,7% С
(полумартенситная твердость раана HRC 50). Следовательно, полумартсн-
слтный слой находится для стали 1 на расстоянии 3 мм. а для стали 2 —
на расстоянии 18 мм. нли твердость HRC 50 получается у стали / прн
охлаждении 105 град/с, а у стали 2— 10 град/с
Чтобы найти критический диаметр, определим значение этих скоростей
па шкало ординат рнс. 237. и па этом уровне проведем горизонтали до пе-
ресечения с наклонными линиями. Точки пересечения покажут идеальный
критический диаметр н реальный критический диаметр для разных способов
охлаждения. В данном случае тля стали 1 равен 25 мм и для стати
2 — 75 мм
Для стали / критические диаметры равны при охлаждении в воде
16 мм, в масле 8,5 мм Это — максимальные сечения, при закалке которых
в поде или в масле полу мартенситная структура получается в центре брхска.
Наличие 50% тростнта снижает свойства закаленной стали, поэтому
значение критического диаметра, определенного по полумартенентной твер-
дости, след\ет рассматривать как переходную ступень дтя определения кри-
тического диаметра, прн котором в центре бр\ска пол\чается полная закал-
ка (95% мартенсита) Для этого находят Di0 (для любою случая охлаж-
дения). как было отмечено раньше и переходят иа Dsi. Ill основании графи-
ка. приведенною на рис 241. приближенно можно принять, что критический
297
диаметр почти полной (95%) прокат на аемостн составляет 3/4 от полумартсн-
ситной.1
Стали одной марки нельзя характеризовать одной линией, как это по-
казано на рнс. 239, н одним значением идеального критического диаметра.
Колебания в марочном составе, разный размер зерна н другие факторы
сильно влняют на прокалнваемость. Чтобы характеризовать прокалнвасмость
стали данной марки, строят так называемые полосы прокаливаемое™, поле-
ченные на основании опытов над большим чнелом плавок стали данной мар-
ки. Имея заранее построенную полосу прокалнааемостн, мы, применяя сталь
Рнс. 240. Твердость полумвртенептной зо-
ны в зависимости от содержания углерода
Рнс 241. График для определения пол-
ной прокалываем ости (по данным для
полу мартенситной прокаливаем ост hi
Соответственно марку стали характеризуют минимальный н максималь-
ный критический диаметры, что зависит от колебаний состава. Плавки в ко-
торых содержание углерода н легирующих элементов находятся на верх-
них пределах, имеют н более глубокую прока тнваеяость.
На рис. 242 приведены полосы прокалнваемостн для стали некоторых
марок.
Переходим к рассмотрению влияния нрокаливаемости на
свойства стали. При сквозной закалке свойства по сечению за-
каленной стали однородны. При песквозной закалке свойства
закаленной стали изменяются от поверхности к центру так же,
как изменялись бы свойства у серии тонких образцов, которые
полу чили бы при закалке разную скорость охлаждения. Пред-
ставляет особый интерес, чем будут отличаться по свойствам
стали с различной прокаливаемостью, если последующим от
пуском выравнить твердость по сечению. Следует вспомнить, в
чем состоит различие свойств продуктов закалки и продуктов
закалки и отпуска, т. е. в чем различие пластинчатых и зерни-
стых структур.
Зернистые структуры при одиаковой твердости обладают бо-
лее высокими значениями о0.2, Ч5- “я (предел текучести, относи-
тельное сужение и ударная вязкость), чем пластинчатые. По-
1 11 соаершснно полная прокалнваемость 99,9% в два раза меньше полу-
мартснсптной
298
Рис. 242. Полосы прокалнвяемости сталей некоторых марок
(И. С. Козловский)
Рис. 243. Схема, показывающая влияние глубины закалки на меха-
нические свойства закаленной и отпущенной стали (заштрихована про-
каленная зона):
а—в — стали различной прокалнваемостн
этому в целом насквозь прокаленное сечение после закалки и
высокого отпуска будет обладать высоким комплексом механи-
ческих свойств. Распределение механических свойств по сечению
299
сталей с различной прокаливаемостью схематически показано
на рис. 243.
У образца (изделия) с несквозной прокаливаемостью (рис
243.0, б) в сердцевине наблюдается снижение о0.2 и он; при
сквозной прокаливаемое™ (рнс. 243, в) свойства будут одина-
ковыми по всему сечению.
Таким образом, для получения оптимальных механических
свойств в закаленном и отпущенном состояниях необходимо
иметь зернистые продукты отпуска по всему сечению, т. е. скво-
зную прокаливаемость.
Чем выше должна быть механическая прочность детали, чем
больше се сечение, тем большее значение имеют прокаливав-
мость и улучшение по всему сечению.
6. ВНУТРЕННИЕ НАПРЯЖЕНИЯ
Различают внутренние напряжения трех родов.
Внутренние напряжения первого рода — это зональные внут-
ренние напряжения, возникающие между отдельными зонами
сечения и между различными частями детали. Чем больше гра-
диент температур по сечепню, возникающий при термической
обработке и между различными частями детали, который зави
сит от скорости и равномерности охлаждения, размера детали
и ряда других причин, тем большего значения достигают внут-
ренние напряжения первого рода.
Внутренние напряжения второго рода возникают внутри зер-
на или между соседними зернами.
Внутренние напряжения второго рода возникают между раз-
личными фазами вследствие того, что у них разные коэффици-
енты линейного расширения, илн из-за образования новых фаз.
имеющих разные объемы. Внутренние напряжения второго ро-
да не зависят от тех факторов, от которых зависят напряжения
первого рода, например скорости охлаждения и других факто-
ров. Поскольку внутренние напряжения второго рода возникают
между отдельными элементами структур, их иногда называют
структурными напряжениями, а внутренние напряжения первого
рода — термическими напряжениями.
Внутренние напряжения первого рода возникают внутри
объема порядка нескольких элементарных ячеек кристалличе-
ской решетки.
Случай, когда инородный атом в твердом растворе создает
вокру г себя спру гие искажения кристаллической решетки, пред-
ставляет собой пример возникновения напряжений третьего
рода.
Какого бы рода ни были напряжения, в конечном итоге они
вызывают одинаковый эффект — упругие деформации и искаже-
ния кристаллической решетки.
300
Основным методом изучения и измерения внутренних напряжений яв-
ляется рентгенографический. Для определения напряжений первого рода
применяют и механический метод.1
Внутренние напряжения впервые начал изучать русский инженер
Н В. Калакуцкий (я 1886—1887 гг.) Г. Закс разработал простой метод ма-
тематического расчета Теперь по внутренним напряжениям в стали и др\гнх
металлах имеются многочисленные исследования н обширная литература
Рис. 244. Влияние температуры и продолжительности
отпуска стати с 0,3% С на ветнчниу остаточных на-
пряжений
Внутренние напряжения первого рода, влияние которых
особенно существенно, так как только они вызывают коробление
детали и трещины, зависят не только от внешних факторов
(скорость охлаждения, размер и форма детали н т. д ), но и от
свойств металла. Если металл обладает малой пластичностью, то
возникающие внутренние напряжения не разряжаются пласти-
ческой деформацией, и если напряжения по величине превзой-
дут значение предела прочности, то возникнут трещины
В процессе нагрева и охлаждения внутренние напряжения
изменяются, например при нагреве поверхностные слои металла
испытывают напряжения сжатия, так как они стремятся расши-
риться, а этому препятствуют более холодные слои металла
сердцевины. Наоборот, при охлаждении поверхности слон,
имеющие более низкую температуру, чем сердцевина, испытыва-
ют напряжения растяжения, а сердцевина — напряжения
сжатия.
Окончание охлаждения соответствует выравниванию темпе-
ратуры во всем сечении. Значит ли это, что установление одина-
ковой температуры по всему объему приводит к устранению
напряжений? Нет. После того как охлаждение и. следовательно,
сокращение объема поверхности закончилось, некоторое время
1 Удаление поверхностных слоев металла н намерение деформаций, вы
зааиных перераспределением напряжений
301
центральные части еще охлаждаются н объем сердцевинных сло-
ев уменьшается, возникают внутренние напряжения, которые к
моменту окончания охлаждения во всем сечении принимают оп-
ределенное значение.
Напряжения, которые сохранились в детали в результате
охлаждения, называются остаточными напряжениями.
Закаленная сталь всегда нахотится в структурно напряжен-
ном состоянии. Отпуск — необходимое и радикальное средство
уменьшения остаточных напряжений.
Нагрев стали прн отпуске увеличивает пластичность; это
позволяет в отдельных объемах упругим деформациям превра-
титься в пластические, что уменьшает напряжения
Чем выше температура отпуска и чем больше его продолжи-
тельность, тем в большей степени снимаются напряжения (рис.
244). Отпуск при 550°С практически полностью устраняет зака-
лочные напряжения (исходные напряжения с 60 кге/мм2 умень-
шились до 5—10 кге/мм2).
7. СПОСОБЫ ЗАКАЛКИ
В зависимости от состава стали, формы и размеров детали
и требуемых в термически обработанной детали свойств следует
выбирать оптимальный способ закалки, наиболее просто осуще-
ствимый и одновременно обеспечивающий нужные свойства.
Рассмотрим существующие способы охлаждения уже нагре-
той под закатку' детали, их преимущества, недостатки и условия
применения.
Чем сложнее форма термически обрабатываемой детали, тем
тщательнее следует выбирать условия охлаждения, потому что
чем сложнее деталь, чем больше различие в сечениях детали,
тем большие внутренние напряжения возникают в пей при ох-
лаждении
Чем больше углерода содержит сталь, тем больше объемные
изменения при превращении тем при более низкой температуре
происходит превращение аустенита в мартенсит, тем больше
опасность возникновения деформаций, трещин, напряжений и
других закалочных пороков, тем тщательнее следует выбирать
условия закалочного охлаждения для такой стали.
Основные способы закалкн
1. Закалка в одном охладителе (рис. 245, кривая
7) — наиболее простой способ Нагретую до определенных тем-
ператур деталь погружают в закалочную жидкость, где она
остается до полного охлаждения. Этот способ применяют прн
закалке несложных деталей из углеродистых и легированных
сталей. При этом для углеродистых сталей диаметром более
2—5 мм закалочной средой служит вода, а для меньших разме-
ров и для многих легированных сталей закалочной средой явля
ется масло. Этот способ применяют и прн механизированной
302
закалке, когда детали из печи автоматически поступают в за-
калочною жидкость. Для более сложных деталей следует при-
менять другие способы закалки.
Для уменьшения внутренних напряжений деталь иногда не
сразу погружают в закалочную жидкость, а некоторое время ох-
лаждают на воздухе, «подстужнвают» Такой способ закалки
называется закалкой с под-
стуживанием.
2. Прерывистая за-
калка в двух средах
(рис. 245, кривая 2). Деталь
охлаждают сначала в быстро
охлаждающей среде, а затем в
медленно охлаждающей.
Обычно первое охлаждение
проводят в воде, а затем де-
таль переносят в масло или
охлаждают на воздухе. В мар-
тенситном интервале сталь
охлаждается медленно, что
способствует уменьшению вну-
тренних напряжений. Этот
способ применяют при закал-
ке инструмента из высокоугле-
ООЛИСТЫХ Ста чей ПонмРНЯП Рис. 245. Кривые охлаждения для раз-
ридицыл Lld.ien. 1 1риМсННЯ личных способов закалки, нанесенные
ЭТОТ способ, ТРУДНО УСТЭИО- нв А»О>Т«>‘«У изотермического распо-
r j л да аустснита
вить и опредетить время пре-
бывания деталей в первой
жидкости, тем более что это время очень мало и исчисляется
секундами. Этот способ требует от термиста достаточной ква-
лификации.
3. Струйчатая закалка заключается в обрызгивании
детали интенсивной струей воды и обычно ее применяют тогда,
когда требуется закалить часть детали. При этом способе не
образуется паровая рубашка, что обеспечивает более глубокую
прокаливаемость, чем простая закалка в воде.
4. Закалка с самоотпуском. При обычном отпуске,
когда вся детать нагревается до одинаковой температуры, она,
пройдя одинаковые условия закалки и отпуска, обладает во
всех точках одинаковыми твердостью и вязкостью. Для ударно-
го инструмента (зубила, кузнечный инструмент и т. д.) такое
распределение твердости нецелесообразно. Инструмент обладает
высокой стойкостью тогда, когда твердость постепенно н равно-
мерно понижается от рабочей (режу шеи) части к центру п к
хвостовой (крепежной) части инструмента. Такое распределение
твердости может быть достигнуто, если опускать инструмент по
Цветам побежалости, хотя в этом случае приходится удовлетво-
ряться менее точным контролем температур отпуска.
303
Появление цветов побежалости при отпуске в интервале
200—ЗОО'С объясняется тем, что при этих температурах на чи-
стой (полированной, шлифованной) металлической поверхно-
сти возникают тонкие слои окислов. Цвет слоя окисла зависит
от его толщины; уже за короткое время пребывания стали при
220°С она покрывается слоем толщиной 0,04 мкм. Этот слой
придает поверхности стали светло-желтый цвет. Данные об из-
менении цвета поверхности в зависимости от толщины слоя и
температуры следующие;
Uwt побежалости
Сочоменно-желтый
Оранжевый
Красно-фнолетовый
Синий . .
Температура, *С Толщина слоя,
мкм
220—240 0,045
240—260 0,050
260—280 0,065
280—300 0,070
Отпуск по цветам побежалости проводят двумя способами. Можно
охладить в воде прн закалке только рабочую часть инструмента н, вынув ее
нз воды, дождаться определенного ее нагрева (определяемого по цвету по-
бежалости) теплом той части инструмента, которая не погружалась в воду.
Это н будет закалка с самоотпуском. Можно поступить несколько иначе:
закалить всю деталь, затем отпустить в соляной нлн свнчцовой ванне прн
высокой температуре только нерабочую часть и, используя теплопроводность,
разогреть и рабочую часть инструмента. Заданная степень разогрева н в
этом случае определится по цвету побежалости. Нагрев прерывают немед-
ленным охлаждением всей детали в воде.
Твердость рабочей части определится прн данном содержании углерода
в стали цветом отпуска. Синий цвет отпуска (побежалости) характеризует
более низкую твердость, чем фнолетоаый; фиолетовый — более низкую, чем
оранжевый, и т. д. Старый способ закалки с самоотпуском находит сейчас
очень широкое применение в механизированном поточном производстве.
В этом случае точно задаются все условия закалки, ‘ что позволяет сохра-
нять внутри изделий определенный запас тепла, необходимый для последую-
щего самоотпуска закаленных слоев.
5. Ступенчатая закалка (рис. 245, кривая 3). Как
уже указывалось, при прерывистой закалке в тот момент, когда
деталь переносят из воды в масло, более тонкие части ее сече-
ния охладились больше, т. е. до более низких температур. Кро-
ме того, трудно отрегулировать процесс и обеспечить постоян-
ное, определенное и притом очень короткое время пребывания
детали в воде
Способ ступенчатой закалки лишен этих недостатков. Де-
таль охлаждается в закалочной среде, имеющей температуру
выше мартенситной точки для данной стали. При охлаждении
и выдержке в этой среде закаливаемая деталь должна приоб-
рести во всех точках сечения температуру закалочной ванны.
Затем следует окончательное, обычно медленное, охлаждение,
во время которого и происходит закалка, т. е. превращение
аустенита в мартенсит Разбивка охлаждения па две ступени
1 Тсмпсратера нагрела изделия, температура закалочной среды, время
погружения и т. и.
304
уменьшает внутренние напряжения первого рода, поэтому
уменьшается и закалочная деформация.
Прн ступенчатой закалке рнхтовку н правку склонных к короблению
изделий осуществляют после извлечения нх из закалочной ванны, т е. тог-
да, когда сталь проходит интервал мартенситного превращения Как было
показано, металлы в момент мартенситного превращения обладают аномаль-
но высокой пластичностью, что н используется в процессах правки после сту-
пенчатой закалки
Однако применение ступенчатой закалкн ограничено предельным раз-
мером сечення детали. Горячие, а следовательно, сравнительно медленно
охлаждающие среды не позволяют достигнуть критической скорости закал-
кн для более нли менее крупных сечений. Поэтому ступенчатая закалка
для углеродистой стали применима лишь для деталей диаметром не более
10—12 мм, а для легированных сталей до 20—30 мм.
В качестве закаливающей среды применяют расплавленные солн (се-
литры, шелочн, см. табл. 27).
В завнснмостн от температуры «ступеньки» по данным, приведенным
а табл. 27, выбирают ту нли иную соль нли смесь солей.
Добавка 3—5% воды в расплав, состоящий нз щелочей нлн селитр,
значительно увеличивает скорость охлаждения прн закалке
6. Изотермическая закалка (рис. 245, кривая 4).
В отличие от ступенчатой при изотермической закалке необ-
ходимо выдерживать сталь в закалочной среде столько време-
ни, чтобы успело закончиться изотермическое превращение
аустенита.
Обычно температура изотермического распада аустенита
лежит в интервале 250—350° С. В результате изотермической
закалки с распадом аустенита в этом районе температур сталь
обладает меньшей твердостью, чем при любых способах закал-
ки, но обычно повышенной вязкостью.
Продолжительность выдержки в закалочной среде опреде-
ляется временем превращения аустенита прн данной темпера-
туре (ее находят по диаграмме изотермического распада аусте-
нита для данной стали)
8. ОБРАБОТКУ СТАЛИ ХОЛОДОМ
В Советском Союзе был разработан и впервые применен
(1937—1939 гг.) новый метод термической обработки стали, за-
ключающийся в охлаждении закаленной стали, в структуре
которой имеется остаточный аустенит, до температур ниже 0' С.
Этот метод, имеющий теперь широкое применение, получил
название обработка холодом.
Сущность этого метода заключается в следующем.
Во многих сортах стали в закаленном состоянии содержит-
ся повышенное количество остаточного аустенита. Если точка
конца мартенситного превращения лежит ниже 0° С (например,
в углеродистой стали прн содержании углерода более 0,5%,
см. рис. 206), то, очевидно, охлаждение ниже 0° С вызовет до-
полнительное образование мартенсита.
20 Гуляев А. П.
305
Увеличение количества мартенсита: а) повышает твердость;
6) увеличивает объем; в) повышает магнитные характеристи-
ки; г) стабилизирует размеры.
Эти изменения тем значительнее, чем больше образуется
мартенсита в результате обработки холодом.
Специфическими прн обработке стали холодом являются два следую-
щих момента.
1. Температурный режим обработки холодом определяется положени-
ем нижней мартенситной точки (Мк). Поскольку превращение происходит
только при охлаждении в области мартенситного интервала, то н охлаж-
дение следует вести до точки для данной стали
Более глубокое охлаждение не вызовет дополнительного превращения,
и поэтому нецелесообразно.
Положение М, зависит от состава стали. Для большинства сталей тем-
пература Л1(, лежит не ниже —80° С.
2. При назначении режима термической обработки, включающей обра-
ботку холодом, необходимо учитывать явление стабилизации аустенита.
Дело в том что во многих промышленных сортах стали, в структуре ко-
торых после закалки имеется остаточный аустенит, выдержка при ком-
натной температуре уменьшает количество остаточного аустенита, превра-
щающегося при обработке холодом. Это и означает, что аустенит стаби-
лизируется. Естественно, что при этом эффект обработки холодом умень-
шается. Поэтому обработку холодом рекомендуется проводить немедленно
после закалки.
Обработку холодом применяют для многих деталей, наготовленных из
стали с высоким содержанием углерода, для получении максимальной
твердости (инструменты, цементированные детали, шарикоподшипники
и т. д.).
Прн обработке холодом объем увеличивается, поэтому этот метод при-
меняют для восстановления размеров некоторых очень точных изделий
(например, калибров). Наличие остаточного аустенита делает размеры за-
каленных детален нестабильными из-за возможного протекания процесса
изотермического распада аустенита. Обработка холодом, уменьшающая ко-
личество остаточного аустенита, стабилизирует размеры закаленных де-
талей.
9. ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ ПРИ ЗАКАЛКЕ
Неправильно проведенная закалка может вызвать различ-
ные дефекты. Наиболее распространенные из них: недостаточ-
ная твердость, мягкие пятна, повышенная хрупкость, обезугле-
роживание н окисление поверхности и, наконец, коробление,
деформации и трещины.
Деформация, коробление и трещины являются следствием внутренних
напряжений, причину возникновения которых мы рассмотрели раньше.
Медленное охлаждение прн закалке в области мартенситного превра-
щения— самый эффективный способ уменьшения напряжений и устранении
дефектов этого вида. Мелкие детали, так же как и простые по форме, без
острых утлов и резких переходов, менее склонны к короблению. Поэтому
при конструировании придание детали технологической формы является
важным способом уменьшения этого вида дефекта. На рнс. 246 приведены
примеры правильного и неправильного конструирования детатон. Более
сложные по форме детали целесообразно изготавливать нз легированных
замаливаемых в масле сталей, чем нз углеродистых, закаливаемых.
Недостаточная твердость закаленной детали обьислястся недогрепом
(низкая температуре в печн, недостаточная выдержка прн правильной тсм-
306
перату ре в печн) нли недостаточно интенсивным охлаждением. В первом
случае мартенсит не обладает достаточной твердостью (не содержит доста-
точно углерода); во втором — не переохлаждается до мартенситного пре-
вращения, и структура полностью или частично состоит из продуктов пер-
литного распада аустенита (тростит, сорбит).
Повышение температуры печн нлн увеличение выдержки в первом
случае устраняет пониженную твердость закаленных деталей. Во ятором
случае следует применять более интенсивное охлаждение, т. е. во время
закалки энергично перемещать деталь в закалочной жидкости или приме
нять вместо простой воды соленую или подкисленную.
Образование мягких пятен также является следствием недостаточного
прогрева или недостаточно интенсивного охлаждения. Методы устранения
такие же, как указаны выше.
Рас. 246. Правильная (с) и неправильная (б) конструкции детали
Иногда мягкие пятна появляются из-за неоднородности исходной струк-
туры, например скоплений феррита. В этих местах прн нагреае до темпе-
ратуры закалки может сохраниться феррит или получиться аустенит с не-
достаточной концентрацией углерода. Естественно, что в этих местах даже
прн правильно проведенной закалке твердость недостаточная. Предвари-
тельная термическая обработка (нормализация), создающая более одно-
родную структуру, устраняет этот дефект.
Повышенная хрупкость — дефект, обычно появляющийся в результате
закалкн от слишком высоких температур (более высоких, чем это требует-
ся), при которых произошел значительный рост зерен аустенита. Дефект
обнаруживается механическими испытаниями по нзломч, или по микро-
структуре. Устраняют дефект повторной закалкой от нормальных темпе-
ратур для данной стали.
Окисление и обезуглероживание поверхности часто происходит при на-
греве в пламенных нлн электрических печах без контролируемой атмосфе-
ры. Поэтому дают припуск на шлифование, что удорожает н усложняет
технологию изготовления термически обрабатываемых деталей. Контроли-
руемая искусственная атмосфера в термических печах является радикаль-
ным способом устранения нлн уменьшения этого дефекта.
Нагрев в солях также способствует уменьшению окисления н обез-
углероживания.
10. ОТЖИГ И НОРМАЛИЗАЦИЯ
Отжиг — термическая обработка, при которой сталь на-
гревается выше Ас3 (или только выше Ас^— неполный отжиг)
с последующим медленным охлаждением. Нагрев выше Асз
обеспечивает полную перекристаллизацию стали. Медленное
охлаждение при отжиге обязательно должно привести к распа-
ду аустенита и превращению его в перлитные структуры. Нор-
20*
307
мализсщия есть разновидность отжига; при нормализации ох-
лаждение проводят на спокойном воздухе, что создает несколь-
ко более быстрое охлаждение, чем при обычном отжиге
(рис. 247). И в случае нормализации превращение должно
произойти в верхнем районе температур с образованием перли-
та, по при несколько большем переохлаждении, что определяет
некоторое различие свойств отожженной и нормализованной
стали.
Температура
время -----—
Рис 247 Кривы? охлаждения для от-
жига. норма ниацин и одинарной тер-
мической обработки, наложенные на
диаграмму изотермического распада
аустенита
Отжиг и нормализация обычно являются первоначальными
операциями термической обработки, цель которых — либо
устранить некоторые дефекты предыдущих операций горячей
обработки (литья, ковки и т. д.), либо подготовить структуру
к последующим технологическим операциям (например, обра-
ботке резанием, закалке). Однако довольно часто отжиг, и осо-
бенно нормализация, являются и окончательной термической
обработкой. Это бывает тогда, когда после отжига или норма-
лизации получаются удовлетворительные с точки зрения
эксплуатации детали своиства и не требуется их дальнейшее
улучшение с помощью закалки и отпуска.
Основные цели отжига перекристаллизация стали и устра-
нение внутренних напряжений
Обе эти задачи выполняются обычным полным отжигом
(рис. 248), заключающимся в нагреве стали выше верхней кри-
тической точки с последующим медленным охлаждением. фер-
рито-перлнтная структура переходит прн нагреве в аустенит-
ную, а затем при охлаждении аустенит превращается обратно
308
в феррит и перлит, те. происходит полная перекристаллизация.
Структура, состоящая из крупных зерен перлита и феррита,
какая часто бывает после литья или ковки1, после такого отжи-
га превращается в структуру из мелких зерен феррита и перли-
та (рис. 249.а, б).
Если нет необходимости изменить расположение ферритной
составляющей, если исходная структура не очень крупнозер-
ниста и не имеет характера видманштеттовой структуры, то
Рис. 249. Структура стали 40. X100:
а —до отжиге («вндманштсттэ); б — после отжига
достаточно провести более низкий нагрев — выше /1С|, ио инже
Ас3. При этом произойдет лишь перекристаллизация перлитной
составляющей, но не ферритной. Это будет так называемый
неполный отжиг (см рнс. 248). Неполный отжнг — более эко-
номичная операция, чем полный, так как нагрев в этом случае
осуществляется до более низких температур.
Если исходная структура хорошая и нет необходимости в пе-
рекристаллизации, а требуется только снизить внутренние на-
пряжения, то нагрев под отжиг ограничивают еще более низки-
ми температурами, ниже критической точки. Это будет низкий
отжиг (см. рис. 249). Очевидно, что эта операция относится к
первой группе видов термической обработки (отжиг первого ро-
1 Иногда ферритные выделения имеют вид пгл — такая структура налы-
вается видманштеттовой
309
да), тогда как потный и не полный отжиг относится ко второй
группе (отжиг второго рода, или фазовая перекристаллизация).
Литая сталь обычно характеризуется неоднородностью со-
става, дендритной и зональной
Рнс. 250. Схема изотермического и
обычного отжига
ликвацией. Нагрев до высоких
температур и выдержка при
них приводят к устранению
или смягчению дендритной не-
однородности. Такая операция
называется гомогенизацией,
или диффузионным отжигом.
В результате высокого нагре-
ва (обычно до 1000—1100°С)
и длительной выдержки на-
блюдается сильный рост зер-
на, и поэтому после такой об-
работки структура получается
крупнозернистой и требуется
дополнительная операция тер-
мической обработки для ис-
правления структуры (обыч-
ный отжиг).
Если диффузионный отжиг был применен к слиткам, которые будет
подвергаться пластической деформации (прокатке, копке), то необходи-
мость в последующем отжиге отпадает, так как крупнозернистая структура
исправится пластической деформацией.
Неполный отжиг заэвтектоидпых сталей называют также
сфероидизацией, так как это — основной способ получения стру-
ктуры зернистого перлита. Выше отмечали, что для получения
зернистого перлита нагрев должен ненамного превосходить
критическую точку Act, в противном случае получается пластин-
чатый перлит. Структурой зернистого перлита должны обла-
дать инструментальные стали, так как это обеспечивает хоро-
шую обрабатываемость режущим инструментом и малую склон-
ность к перегреву при закалке.
При отжиге скорость охлаждения должна быть такова, что-
бы успели произоити превращения аустенита при малой степени
переохлаждения Практически скорость охлаждения не должна
быть больше 50—100° С/ч, что достигается охлаждением н ночи.
В заводской практике с целью экономии времени чаще прово-
дят так называемый изотермический отжиг. Для этого сталь,
нагретая выше верхней (или только нижней) критической точки,
охлаждается быстро (точнее, с любой скоростью) до температу-
ры, лежащей на 50—100°С ниже равновесной точки At и при
этой температуре выдерживается столько, сколько необходимо
для полного распада аустенита (рнс. 250). Поскольку темпера-
туру контролировать легче, чем скорость охлаждения, такой
отжиг дает более стабильные результаты. В настоящее время
изотермический отжиг применяют чаще, чем отжиг с непрерыв-
310
ным охлаждением, особенно для легированных сталей, так как
это сокращает продолжительность операции.
Нормализация, естественно. — более дешевая термическая
операция.чем отжиг, так как печи используют только для нагре-
ва и выдержки при температуре нормализации, охлаждение осу-
ществляют на воздухе, вне печи.
Для низкоуглеродистых нелегпрованных сталей разница в
свойствах между отожженным и нормализованным состояниями
практически отсутствует, и рекомендуется эти стали подвергать
не отжигу, а нормализации. Для средпеуглеродистых сталей
(0,3—0,5% С) различие в свойствах нормализованной и сто-
женной стали более значительно; в этом случае нормализация
не может заменить отжига. Но для этих сталей нормализацией
часто заменяют более дорогую операцию улучшения.1 Норма-
лизация в этом случае придает стали по сравнению с отожжен-
ным состоянием, более высокую прочность, но по сравнению
с улучшенным состоянием нормализованная сталь имеет не-
сколько меньшую пластичность и вязкость. Для неответствен-
ных деталей нормализация дает достаточно удовлетворительные
механические свойства; для ответственных деталей следует все
же применять улучшение.
При нормализации охлаждение проводят на спокойном воз-
духе. Если после нагрева до аустенитной области следует ох-
лаждение в струе воздуха, создающего такую повышенную ско-
рость охлаждения, чтобы превращение произошло все же в рай-
оне изгиба С-крнвой (см. рис. 247), то такая обработка носит
название одинарной термической обработки (термин, предло-
женный Н. А. Мннкевичем). Ее применяют, если нужно избе-
жать закалки и получить твердость, несколько более высокую,
чем при нормализации.
СПИСОК ЛИТЕРАТУРЫ
М н н к е в и ч Н А. Курс термической обработки стали и чугуна М —Л
ОНТИ НКТП, 1935. 655 с. с ил.
Малышев Б В и Ш м ы к о в А. А. Контролируемые атмосферы. М.,
Машгнз. 1953. 371 с. с нл.
ПетрашЛ В. Закалочные среды. М-—Л., Машгнз, 1953. 111 с нл.
Соколов К Н. Технология термической обработки стали М, Машгнз,
1954. 298 с нл
Гуляев А. П. Термическая обработка стали. М.. Машгнз. 1960. 495 с. с нл
Попов А. А.. Попова А. Е. Изотермическая и термокннетнческая диа-
граммы распада переохлажденного аустенита. Свердловск, Манпнз,
1961. 430 с. с нл.
Лахтин Ю. М. Термическая обработка стали. Основы теории и техноло-
гии. М., «Машиностроение», 1973. 69 с. с нл.
1 Как известно, состоящую в двойной обработке: эакалка-ротпуск прн
высокой температуре.
311
Глана XII
ПОВЕРХНОСТИ \Я ЗАКАЛКА СТАЛИ
I. ОБЩИЕ ПОЛОЖЕНИЯ
Для получения большой твердости в поверхностном слое де-
тали с сохранением вязкой сердцевины, что обеспечивает изно-
соустойчивость и одновременно высокую динамическую проч-
ность детали, применяют поверхностную закалку или химико-
термическую обработку.
Поверхностная закалка выгодно отличается от хнмнко-тер-
мическон обработки значительно меньшей продолжительностью
процесса.
Несмотря на большое разнообразие методов поверхностной
закалки, все они заключаются в нагреве только поверхностного
слоя с последующей закалкой детали. Методы нагрева могут
быть различными: а) в расплавленных металлах или солях;
б) пламенем ацетилено-кислородной или газовой горелки
(так называемая пламенная закалка); в) в электролитах;
г) электротоком, индуцируемым в поверхностных слоях детали;
в этом случае ток высокой частоты индуцируется в поверх-
ностных слоях закаливаемой детали (так называемая индукци-
онная, или высокочастотная за-
калка ).
В последнее время применяют
преимущественно последний способ,
который широко используют в ма-
шиностроении.
Сущность любого способа по-
верхностной закалки состоит в том,
что поверхностные слон детали бы-
стро нагреваются выше критичес-
ких точек и создается резкий гради-
Рнс. 251. Распределение темпе-
ратуры от поверхности в глуби-
ну прн поверхностной закалка
ент температур но сеченню (рис.
251). Если нагрев прервать и про-
вести быстрое охлаждение, то слон
металла, нагретый выше Ас3 (/),
получит полную закалку: слон, на-
гретый выше Ас,, но ниже Ас3 (II), — неполную закалку, а серд-
цевина (///) или вовсе не нагреется, нлн нагреется только ниже
Ас, и закалки не получит.
Нагрев поверхностных слоев значительно выше Лс3— явле-
ние обычное при всех способах поверхностной закалкн, однако
это не обязательно приведет к перегреву и ухудшению струк-
туры. Рассматривая превращения перлита в аустенит (гл. X,
п. I), мы видели, что чем больше скорость нагрева, тем при бо-
лее высокой температуре происходят превращении и из-за
312
кратковременности пагрена в меньшей степени произойдет
огрубление микроструктуры (рост зерна аустенита) и ухудше-
ние механических свойств.
Практика показала, что для каждой скорости нагрева име-
ется определенный интервал температур, обеспечивающий по-
лучение мелкозернистой структуры.
На диаграмме, приведенной иа рис. 252. указана область
температур правильного нагрева (1) в зависимости от скорости
нагрева (без выдержки прн температуре нагрева). Как видно
Рнс. 252. Диаграмма для выбора температуры нагрева. Сталь
У10 (автор).
/ — скоростной электронагрев; 11 — медленный печной нагрев
из этой диаграммы, чем больше скорость нагрева, тем выше
температура нагрева для закалки. Более низкие температуры
недостаточны для завершения образования аустенита, более
высокие вызывают перегрев, т. е. интенсивный рост зерен. Из
этой же диаграммы видно, что интервал температур закалки
при медленном печном нагреве (11) лежит значительно ниже,
чем при скоростном нагреве.
Как отмечалось, температура закалки стали назначается
в соответствии с диаграммой состояния железоуглеродистых
сплавов. Однако такое назначение верно только при медлен-
ном, печном нагреве, прн котором превращения протекают без
значительного перенагрева. При скоростном нагреве температу-
ры закалки должны быть более высокими и их следует выби-
рать на основе диаграмм, подобных приведенной на рис. 252.
313
2. ВЫСОКОЧАСТОТНАЯ ЗАКАЛКА
Электрический ток, проходя по детали как по проводнику,
встречает сопротивление, в результате чего деталь нагревается.
Количество тепла Q можно подсчитать по известной формуле:
Q = 0,239/2/?т кал.
Изменяя силу тока /, можно получить любое количество
тепла и, следовательно, любую температуру и любую скорость
нагрева. Сопротивление проводника металла R зависит от рода
металла. Время воздействия тока т для увеличения производи-
тельности процесса берут небольшим.
Характерной особенностью электротермической обработки
является нагрев с очень большой скоростью, в сотни и тысячи
раз превышающей скорость нагрева в печн от внешнего источ-
ника тепла.
Для нагрева электротоком в настоящее время пользуются
преимущественно токами высокой частоты.
При нагреве токами высокой частоты магнитный поток, соз-
даваемый переменным током, проходящим по проводнику (ин-
дуктору), наводит (индуцирует) в металле детали, помещенной
внутри индуктора, вихревые токи, которые нагревают деталь.
Как известно, обычный переменный ток в городской сети
имеет частоту 50 Гц н относится к токам низкой частоты (про-
мышленная частота). Переменный ток с частотой выше 50 Гц
относится к токам высокой частоты.
Ток высокой частоты для индукционного нагрева металла
получают от специального машинного генератора (частота от
500 до 5000 п даже до 15000 Гц) илн от лампового генератора
(частота до 10000000 Гц).
Распределение переменного тока по сечению проводника не-
равномерно. Плотность тока на поверхности больше, чем в
сердцевине. Практически считают, что ток идет по поверхност-
ному слою, глубина которого (6) зависит от частоты;
6 = 5030 1/-5-,
» Р/
где f — частота тока, Гц;
6 — глубина проникновения тока, см;
р—удельное электросопротивление, Ом-см;
р— магнитная проницаемость, Гс/Э.
Из приведенного уравнения видно, что чем больше частота
(f), тем меньше глубина проникновения тока (6) Поэтому для
мелких деталей и при нагреве на небольшую глубину следует
применить ламповые генераторы, а для крупных деталей и при
нагреве иа большую глубину (свыше 2—3 мм) — машинные
генераторы.
314
Переход через точку магнитного превращения (Л2) приво-
дит к резкому уменьшению значения магнитной проницаемости
(ц), поэтому величина 6 возрастает и скорость нагрева умень-
шается (рис. 253). Следовательно, скорость нагрева при темпе-
ратурах ниже и выше точки магнитных превращений различна,
что необходимо учитывать при установлении режима нагрева.
Каждой скорости нагре-
ва соответствует свой опти-
мальный интервал закалоч-
ных температур (см. рис.
252), ио под скоростью на-
грева следует понимать ие
среднюю скорость, а ско-
рость нагрева в районе фа-
зовых превращений (выше
точки Л2).
До точки Д2, т. е. когда
сталь магнитна, нагрев про-
исходит быстро, а выше
точки Д2 магнитная прони-
цаемость (ц) уменьшилась
в тысячи раз, и поэтому глу-
бина б резко возросла,
удельная мощность (на
1 см3 нагреваемого слоя)
уменьшилась, и скорость на-
грева поэтому тоже резко
замедлилась (рис. 253).
Остановка при 768° С
(Д2) во время нагрева обу-
словлена перераспределе-
нием тока по сечению
Основное условие пра-
вильного и по возможности
Рнс. 253. Изменение магнитной проницаемости
(ц) и глубина проникновения тока (Л) во вре-
мя высокочастотного нагрева
равномерного индукционного нагрева — создание для каждой де-
тали индуктора соответствующей формы и очертаний. Индуктор
изготавливают в виде петли или витка из трубок красной меди
(рис. 254,о); внутри индуктора помешают нагреваемую деталь
(рис. 254,6), затем нагретую часть детали перемешают из ин-
дуктора в душирующее устройство (спрейер), где деталь зака-
ливается (рис. 254,в).
Преимущества высокочастотного нагрева: а) высокая про-
изводительность; б) отсутствие выгорания углерода н других
элементов, а также отсутствие заметного окисления н образова-
ния окалины; в) минимальное коробление; г) глубина зака-
ленного слоя может довольно точно регулироваться. Нагляд-
ным примером служит макроструктура (рис. 255) шестерни.
Эти положительные качества и быстрота процесса, большая
315
производительность и возможность автоматизации позволяют
считать метод индукционной высокочастотной закалки одним
из наиболее рациональных
Для поверхностной закалки применяют обычные углеро-
дистые стали с содержанием углерода 0,4% и выше1. Легиро-
ванные стали
де-
Рнс. 254. Закалка цилиндрической
тали с нагревом токами высокой
Стоты:
/ — закаливаемая деталь: 2 — индук-
тор: 3 — спрейер
применять, как правило, не следует, так как глу-
бокая прокаливаемость, кото-
рая достигается легированием,
здесь совершенно не нужна.
Более того, в ряде случаев тре-
буются стали пониженной про-
каливаемое™. Например, из-
вестно, что весьма трудно рав-
номерно нагреть шестерню иа
одинаковую глубину по всему
контуру При нагреве в машин-
ном генераторе будут сильнее
нагреваться впадины, а в лам-
повом генераторе—вершины
зубьев Предложен2 способ
глубокого индукционного на-
грева стали пониженной прокаливаемое™. На рис. 255 показан
макрошлнф шестерни из стали пониженной прока шваемости,
закаленной после глубокого индукционного нагрева. Выше кри-
тической точки был нагрет весь зуб и часть основания, но так как
сталь была пониженной прокаливаемости, то закалилась она
Рнс. 255. Макроструктура
шестерни после высокоча-
стотной закалки
только в поверхностном (светлом) слое Видно, что глубина за-
каленного слоя везде одинаковая. Сталями пониженной прокали-
ваемости являются углеродистые стали с минимальным содержа-
нием постоянных (марганца, кремния) и случайных (хрома, ни-
келя и т.д.) примесей (стали марок 55ПП, 60ПП и т. д.).
1 При меньшем содержанки углерода поверхностный слон не полхчнт не-
обходимой твердости
1 К. 3. Шелсляковсинм.
316
Первоначально метод высокочастотного нагрева применяли
для поверхностной закалки на глубину до 5 мм. В дальнейших
исследованиях было выяснено, что этот метод можно приме-
нять и для сквозного нагрева. Такая возможность открывает
большие перспективы перед высокочастотным нагревом во мно-
гих отраслях промышленности, особенно для сквозного нагрева
под ковку.
Недостаток метода индукционного нагрева состоит в том,
что для отдельных единичных деталей его применять нельзя,
так как стоимость индуктора и подбор режимов в этом случае
слишком удорожает процесс. Второй недостаток — значитель-
ная стоимость всей установки.
Однако в условиях массового и серийного производства,
когда установка загружена полностью, а стоимость индуктора
на одну деталь ничтожна, эти недостатки практически отсут-
ствуют.
В заключение отметим, что данный метод очень удобен, так
как установку можно поместить в любом цехе по ходу потока
производства, что дает дополнительно большую экономию во
времени, в производственных площадях и в транспортных сред-
ствах.
Впервые метод высокочастотной закалкн был применен для
термической обработки автомобильных деталей В. П Вологди-
ным; металловедческие проблемы, связанные с быстрым нагре-
вом стали, изучены Н В. Гевелннгом, И. Н. Кидиным, М. Г. Ло-
зинским и К. 3. Шепеляковским.
СПИСОК ЛИТЕРАТУРЫ
Гевелммг II. В. Поверхностная электротермообработка. М. ОНТИ, 1936.
112 с. с ил
Вологдин В. П. Поверхностная индукционная закалка. М., Оборонгнз,
1947 243 с. с ил.
К и А н н И. Н. Термическая обработка стали при индукционном нагреве. М..
Металлург изд ат. 1950. 316 с. с ил.
Лозинский М. Г. Промышленное применение индукционного нагрева. М,
Изд-во АН СССР, 1958. 470 с. с ил.
Килин И. Н. Физические основы Электротермической обработки металлов
и сплавов. М., «Металлургия», 1969. 375 с. с ил.
Шепеляковский К- 3. Упрочнение деталей машин поверхностной за-
калкой при индукционном нагреве. М.. «Машиностроение», 1972.
287 с. с ил.
Шепеляковский К- 3. Технология термической обработки стали при
индукционном нагреве. М., «Машиностроение», 1973 52 с. с ил.
317
Глава XIII
ХПМПКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
1, ТЕОРИЯ ХИМИКО-ТЕРМИЧЕСКОП ОБРАБОТКИ
Химико-термическая обработка по сравнению с поверхност-
ной закалкой, например высокочастотной, обладает некоторыми
особенностями и преимуществами (уступая поверхностной за-
калке в производительности):
1. Независимость от внешней формы изделия. С одинако-
вым успехом можно обрабатывать и сложные, и простые по
форме изделия, получая по всей поверхности упрочненный слой
одинаковой толщины. При поверхностной же закалке внешняя
форма изделия имеет большое значение, у многих деталей ма-
шин внешняя форма такова, что исключает возможность при-
менения поверхностной закалки.
2. Большее различие между свойствами сердцевины и по-
верхности, чем прн поверхностной закалке. При химико-терми-
ческой обработке разница в свойствах определяется различием
в строении и в составе, а при поверхностной закалке — только
различием в строении.
3 Последствия перегрева поверхности могут быть устране-
ны последующей термической обработкой, тогда как при по-
верхностной закалке перегрев не может быть устранен, так как
она является последней операцией.
Обычно при химико-термической обработке деталь помеща-
ют в среду, богатую элементом, который диффундирует в ме-
талл.
В случае газового окружения (наиболее частный случай)
при химико-термической обработке происходят три элементар-
ных процесса.
Первый процесс — диссоциация Протекает в газовой среде
и состоит в распаде молекул и образовании активных атомов
диффундирующего элемента. Например
2СО->СО2 4- С или \Н,->3 Н + N.
При этом образуются активные атомы углерода и азотв,
способные растворяться в металле. Степень распада молекул
газа (%) называется степенью диссоциации.
Второй процесс — абсорбция. Происходит на границе газ—
металл и состоит в поглощении (растворении) поверхностью
свободных атомов. Этот процесс возможен только в том случае,
если диффундирующий элемент В способен растворяться в ос-
новном металле А.
Проникновение насыщающего элемента вглубь — диффузия.
Она характеризует третий процесс.
318
В результате образуется диффузионный слой, на поверх-
ности которого концентрация диффундирующего элемента наи-
большая; по мере удаления от
дает (рис. 256), глубина про-
никновения (у на рис. 256) бу-
дет представлять собой толщи-
ну слоя. Так обстоит дело, ес-
ли диффундирующий элемент
образует с металлом систему
непрерывных твердых раство-
ров. Если, однако, насыщаю-
щий элемент В образует с ме-
таллом А систему сплавов с
ограниченной растворимостью
и с химическими соединениями
(рис. 257,а), то строение слоя
будет определяться изотерми
ческим разрезом диаграммы
состояния этой системы при
поверхности концентрация па-
Растояние ал поверхности ——
РиС 256. Изменение концентрации
диффундирующего элемента во глу-
бине
температуре диффузионного насыщения.
Предположим, что системе (металл А и диффундирующий
элемент В) соответствует диаграмма состояния, изображенная
иа рис. 257, и что насыщение происходит при температуре /г-
Рис 257. Система сплавов с ограниченной растворимостью и химическими соединениями:
а — диаграмма состояния [заштрихованы однофазные области); б — распределение кон-
центрации диффундирующего элемента и строение диффузионного слоя
Если процессы диссоциации, абсорбции и диффузии проте-
кают достаточно активно и времени достаточно, то на поверх-
ности может образоваться слой твердого раствора В (Л) пере-
менной концентрации (рис. 257,6), под ним будет находиться
319
подслой твердого раствора химического соединения А„Вт тоже
переменной концентрации н, наконец, слой твердого раствора
А (В), убывающего от предела насыщения (при данной темпе-
ратуре) до нуля. На границах раздела слоев концентрация из-
меняется скачкообразно, в соответствии с условиями равновес-
ного сосуществования фаз, как это следует из диаграммы
состояния, приведенной на рнс. 257, а.
Если процесс насыщения протекает менее активно, то кон-
центрация на поверхности не достигнет 100% В.
Различаются два вида диффузионного перемещения атомов
в металлах: а) самодиффизия, когда происходит перемещение
атомов основного металла в собственной кристаллической ре-
шетке; б) гетеродиффузия, когда происходит перемещение ино-
родных (растворенных) атомов в чужой кристаллической ре-
шетке.
В первом случае в результате хаотического теплового дви-
жения отдельные атомы основного металла время от времени
меняют места в своей кристаллической решетке, совершая пере-
скок из одного положения в другое. Этот процесс перемещения
однородных атомов происходит непрерывно н хаотически по
направлению и ие изменяет концентрации.
Во втором случае перемещение инородных атомов происхо-
дит в направлении от мест высокой концентрации к местам
низкой концентрации. Этот процесс совершается самопроиз-
вольно, так как состояние с неравномерной концентрацией об-
ладает большей свободной энергией, чем состояние с равномер-
ным распределением растворенных атомов1.
Как осуществляется диффузионное перемещение атомов?
Как указывалось ранее (гл. 1), в любом веществе происхо-
дит флуктуация тепловых колебаний, в результате которой
отдельные атомы приобретают значительно большую энергию,
чем средний уровень энергии атомов, характеризуемый темпе-
ратурой данного тела. Этн атомы могут покидать равновесные
положения в узлах решетки и перемещаться в междоузлиях,
оставляя места в узлах решетки незанятыми.
Атом, расположенный в междоузлии решетки, называется
дислоцированным атомом (рнс. 258), а узел в кристаллической
решетке, не занятый атомом, называется, как уже говорилось
в гл. 1, вакансией Для атомов вокруг вакансии или дислоциро-
ванного атома нарушается равномерность окружения атомами-
1 Если концентрация раствора выравнялась, то гетсроднффузпя, подобно
самодиффуэнн. становится хаотической по направлению. Известны случаи тан
называемой восходящей диффузии от мест с низкой концентрацией к местам
с высокой концентрацией. В каждой случае имеются особые причины для
такого процесса (обычно неравномерное распределение третьего, медленно
диффундирующего элемента или неравномерное распределение напряжений),
в основе которого также лежит стремление системы к уменьшению свобод-
ной энергии.
820
соседями по сравнению с бездефектными участками решетки
(см. рис. 258). В результате этого вокруг вакансии или вокруг
дислоцированного атома возникает поле упругих искажений
кристаллической решетки.
Гипотетический механизм гетеродиффузии, который анало-
гичен механизму самодиффузии, описан Я- И. Френкелем и
в настоящее время является общепринятым. Если по соседству
с атомом Л (рис. 258) имеется вакансия (дырка), то он может
легко переместиться со своего места
в дырку, па место атома Л встанет
атом В, на место атома В — атом
С и т.д. Одновременно с перемеще-
нием атомов происходит как бы пе-
ремещение «дырки». Процесс гсте-
родпффузии удобнее описывать как
перемещение инородных атомов, а
процесс самодиффузии — как пере-
мещение «дырок».
Для того чтобы атом Л перешел
из своего исходного положения в со-
седнюю «дырку», ои должен пред-
варительно занять промежуточное
положение в междоузлии Работа,
которая требуется для того, чтобы
вырвать атом из регулярного поло-
жения, называется энергий актива-
ции (или теплотой разрыхления) и
является важнейшей характеристикой
Рнс 2SS
способности атомов к пе-
ремещению. Величина эта не зависит от температуры, а опреде-
ляется природой вещества *.
Влияние температуры, значительно ускоряющее диффузи-
онные процессы, обусловлено тем, что с повышением темпера-
туры увеличиваются тепловые колебания и благодаря этому
увеличивается число «дырок» в решетке.
Количественно процесс диффузии характеризуется так на-
зываемым коэффициентом диффузии D. который численно
равен количеству вещества, продиффундировавшего через
площадку в 1 см2 в течение секунды при перепаде копией гра-
ций по обе стороны площадки, равном" единице (0 и 100% ве-
1 Кроме «дырочного» механизма возможны н другие диффузионные про
Нессы: перемещение дислоцированного атома из одного междоузлия в другие
(пока ои ие попадет -в «дырку» н «успокоится») или обмен местами двух со-
седних атомов. «Дырочный механизм осуществим наиболее легко. Расчеты
относительно самодиффузии меди дают следующие значения энергии актива-
ции процессов: для дырочного механизма — 64 ккал/г-атом. перемешеяня дис-
лоцированного атома 230 ккал/г-атом и прн обменном механизме
400 ккал/г-атом. Столь большая разница в энергии активации приводит к то-
му, что диффузия реально протекает лишь путем «дырочного» механизма;
удеты те аначенис других способов перемещения ничтожно мало.
2! П.тяэ» Л П.
321
щества В), и имеет размерность квадратный сантиметр, делен-
ный на секунду (см2/с).
Зависимость D от температуры выражается уравнением
___Q,
D = Ае пт. (1)
где Л—коэффициент, зависящий от кристаллической решетки;
Q — энергия активации;
е — основание натуральных логарифмов;
R—газовая постоянная;
Т — абсолютная температура.
Так как R и Q не зависят от температуры то для данного
вещества коэффициент диффузии очень сильно возрастает с по-
вышением температуры (рис. 259, а), а в координатах Ig В и
Рис. 239. Записи мости коэффициента диф-
фузии от температуры: D — коэффициент
диффузии; Т — абсолютная температура
Рис. 2С0. Глубина диффузионного слоя
в зависимости от продолжительности
процесса
\/Т эта зависимость изобразится прямой линией (рис. 259,6).
Из уравнения (1) следует, что коэффициент диффузии раз-
ных веществ чрезвычайно сильно зависит от уровня энергии
активации; чем больше Q, тем резко меньше D.
В твердых растворах внедрения процесс диффузии облег-
чается тем, что не требуется вывода атома (иона) растворителя
в иррегулярное положение, н поэтому энергия активации мень-
ше, чем при образовании твердых растворов замещения. На-
пример, при диффузии углерода в у-железе Q v 30 ккал/г-атом.
В случае диффузии металлов в у железе (растворы замещения)
QssCO ккал/г-атом. Коэффициенты диффузии в этих двух слу-
чаях различаются а тысячи и десятки тысяч раз. Так, для стали
с 0,2% С при 1100° С коэффициент D=6-10-7 для диффузии
углерода и D=6-10_|1 для диффузии молибдена.
Продолжительность процесса хнмнко-термической обработ-
ки определяется требуемой глубиной диффузионного слоя.
При постоянных параметрах процесса (температура и др )
увеличение глубины слоя (у) во времени (т) подчиняется пара-
болическому закону (рис. 2G0),
322
Чем больше толщина уже имеющегося слоя, тем меньше он
увеличивается за одинаковый отрезок времени.
Некоторые особенности диффузии в металлах объясняются
их кристаллическим строением.
Анизотропия свойств кристаллов проявляется и в отношении
способности к диффузии. Так, диффузия меди в гексагональном
цинке протекает в разных направлениях с различной скоростью:
в плоскости базиса быстрее, в направлении главной оси медлен-
нее. В решетках с большой симметрией (кубические решсгкп)
диффузия зависит от ориентации незначительно.
Границы зерен являются участками, в которых диффузион-
ные процессы облегчены ввиду наличия в этих местах дефектов
кристаллического строения. Если растворимость диффундирую-
щего вещества в металле мала, то часто наблюдается преиму-
щественная диффузия по границам зерен. В случае значитель-
ной растворимости дпффхндирующего элемента в основном ме-
талле роль пограничных слоев повышенной растворимости
уменьшается. В момент фазовых превращений диффузия проте-
кает быстрее.
2. ЦЕМЕНТАЦИЯ СТАЛИ
Процесс цементации известен с давних пор. До середины
прошлого века сталь умели получать только методом сквозной
цементации железа; в последнее время этот старый процесс, ши-
роко применяющийся и в настоящее время для поверхностного
упрочнения, подвергся научной разработке.
При цементации происходит поверхностное насыщение стали
углеродом, в результате чего получается высокоуглеродистый
поверхностный слон Так как для цементации берут ннзкоугле-
родпетую сталь, то сердцевина остается мягкой и вязкой, не-
смотря на то что после цементации сталь подвергается закалке.
Различают два вида цементации: твердую и газовую.
При твердой цементации детали запаковывают в ящик, на-
полненный карбюризатором—науглероживающим веществом.
Карбюризатором является древесный уголь с различными до-
бавками В ящике, в промежутках между кусочками угля, име-
ется воздух, кислород которого при температуре процесса (900—
950° С) соединяется с углеродом, образуя окись углерода СО
(образуется именно СО, а не СОг, из-за недостатка кислорода).
Однако при температурах процесса окись углерода неустой-
чива и прн контакте с железной поверхностью разлагается по
реакции
2 СО СО,+С
с образованием атомарного углерода, который поглощается по-
верхностью.
21*
323
Таким образом, и при твердой цементации процесс протекает
с образованием газовой фазы, т. е. цементация осуществляется
газом, образовавшимся в ящике из карбюризатора.
Добавление к углю углекислых солей ВаСОъ Na2CO3 (сода),
К2СО3 (поташ) активизирует карбюризатор, вследствие образо-
вания углекислого газа при разложении солей и реакции с хглем
(BaCOj->-BaO+COz; СОг+С->-2СО и т. д.). Применяемые иа
производстве карбюризаторы обычно содержат 10—30% углекис-
лых солей.
Процесс твердой цементации — весьма продолжительная опе-
рация и занимает, в зависимости от требуемой глубины цемента-
ции часто не один десяток часов. Даже для образования слоя
малой глубины, например в 1 мм, продолжительность цемента-
ции составляет несколько часов. Такая большая продолжитель-
ность процесса объясняется главным образом малой скоростью
прогрева ящика, наполненного нетеплопроводным карбюриза-
тором.
Увеличение скорости цементации достигается применением
цементации в газовых средах
При газовой цементации герметически закрытая камера печи
наполнена цементирующим газом*. Время па прогрев ящика
и карбюризатора при этом способе цементации не затрачивается,
п скорость цементации (получение заданной глубины слоя) воз-
растет в тем большей относительной степени, чем меньшей глу-
бины слой требуется получить
Сейчас газовая цементация является для массового произ-
водства основным процессом цементации, и только для мелкосе-
рийного или единичного производства экономически целесооб-
разен более простой способ твердой цементации.
Газовая цементация осуществляется в стационарных или ме-
тодических (непрерывно действующих) конвейерных печах Це-
меитиру ющии газ приготавливают отдельно и подают в цемента-
ционную реторту.
Цементирующими газами являются окись углерода и газооб-
разные углеводороды. Разложение этих соединений приводит
к образованию активного атомарного углерода:
2СО->СО, +С; (2)
С„ Нг„-> 2л Н п С; (3)
С„Н2„^-(2п 2)Н+пС. (4)
Наибольшее распространение в качестве газовых карбюриза-
торов получили предельные углеводор ды (СИ чл)—метай,
этан, пропан, бутан и др., а из них — метан в виде естественного
газа (92 96% СН.).
Чаще с ы р< .. иной с тростью через нее проходит газ.
324
Кроме естественного газа, применение получила цементация
бензолом, который в виде капель подают в цементационную ре
торгу, где образуется газ, состоящий главным образом из мета-
на, окиси углерода и свободного водорода.
Как видно из приведенных выше реакции (2), (3), в резуль-
тате распада углеводородных соединений образуется свободный
углерод. Если поверхность стали не поглощает весь выделяю-
щийся углерод (абсорбция отстает от диссоциации), то свобод-
ный углерод, кристаллизуясь из газовой фазы, откладывается
в виде плотной пленки сажи на детали,
затрудняя процесс цементации.
Поэтому для рационального ведения
процесса газовой цементации нужно
иметь газ определенного состава и ре-
гламентировать его расход.
Цементацию ниже критической точки
Act не проводят, так как а жетезо почти
ие растворяет углерод и при цементации
ниже Act образуется лишь поверхностная
корочка цементита очень небольшой тол-
Продолжительность
ie^e-таци^ к
Рис 261. Влияние продол-
щины.
Практически цементацию проводят
при 900—930° С, но имеется тенденция
повысить температуру цементации до
950—970° С и выше.
Повышение температуры цементации,
как следует из общих представлений о
процессе диффузии, резко увеличивает
житсльностн цементации на
глубину цементированного
слоя. Температура цемента-
ции. °C:
I — 1050; 2 — 1000: 3 — 970:
# — 930
глубину слоя.
На рис. 261 показаны кривые, характеризующие изменение
толщины цементированного слоя в зависимое!и от температуры
и продолжительности процесса Как видно из диаграммы, ско-
рость процесса вначале наибольшая, затем постепенно умень-
шается, по сильно возрастает с повышением температуры.
Содержание углерода в поверхностном слое определяется
прн данной температуре пределом растворимости углерода в
аустените (т. е. линией SE диаграммы железо — углерод). Сле-
довательно, чем выше температура цементации, тем больше со-
держание углерода па поверхности (но оно не превосходит
2,0%*).
Таким образом, па поверхности содержание углерода отве-
чает проекции точки, лежащей иа линии SE диаграммы желе-
зо— углерод при данной температуре, и затем постепенно па-
дает с удалением от поверхности в глубину изделия, доходя до
* Экспериментально, однако, обнаруживается в тонком поверхностном
слое более высокое содержание углерода, что объясняется образованием па
поверхности це нтнта в виде тонкой корочкн в результате химической реак
шт между железом и углеродом.
325
исходного содержания углерода в цементуемой стали. Другими
словами, при температуре цементации мы получим в диффузи-
онном слое аустенит переменной концентрации от 1,2—1,3% С
(при температуре процесса 900° С) до 0,1—0,15% С. При охлаж-
дении от температуры цементации до нормальной произойдет
превращение в соответствии с содержанием углерода в данном
слое.
Структура цементированного слоя после медленного охлаж-
дения от температуры цементации показана на рис. 262. Поверх-
ностная зона, в которой углерода больше 0,8—0,9%, имеет
структуру перлитцементит; это так называемая заэвтектоид-
ная зона; затем следует зона с содержанием углерода около
0,8% — это эвтектоидная зона и, наконец, доэвтектондяая зона,
содержащая углерода менее 0,7%, плавно переходящая в струк-
туру сердцевины.
Цементацию рекомендуется проводить так, чтобы содержа-
ние углерода в наружном слое не превышало 1,1—1,2%. Более
высокое содержание углерода приводит к образованию значи-
тельных количеств вторичного цементита, сообщающего слою
повышенную хрупкость.
Для этого не следует доводить концентрацию углерода на поверхности
до предельной, определяемой линией ES диаграммы Fe—С, что можно сде-
лать, уменьшив цементующую активность среды.
Науглероживающую способность цементующей атмосферы характери-
зуют так называемым углеродным потенциалом, т. е. содержанием углеро-
да в поверхностном слое металла, находящегося в равновесии с атмосфе-
рой. Это, например, значит, что если углеродный потенциал атмосферы при
данной температуре 0.8, то эта атмосфера будет науглероживать стали с
меньшим содержанием углерода, но концентрация на поверхности ие пре-
высит 0,8% а длп высокоуглероднстых сталей (%С>0,8) она будет обез-
углероживающей. Поэтому при газовой цементации строго следят за со-
ставом цементующей атмосферы не только чтобы ие было образования са-
жи, по и чтобы избежать пересыщения цементуемой стали углеродом.
Часто используют естественные газы (в основном это метан) и ежнта-
ют прн недостатке воздуха в так называемом эндотермическом генераторе;
получаемый прн этом эндотермический газ имеет состав (примерно):
20%СО, 40% Н2 и 40% N2 (углеродный потенциал 0,9 прн 900°С).
Для более эффективного ведения процесса цементации его вначале
проводят при более высокой температуре, получая более высокую концен-
трацию углерода (1,3—1,4%), а затем, снижая температуру и углеродный
потенциал, добиваются за счет диффузии нз пересыщенных углеродом по-
верхностных слоса нужной концентрации углерода (0,8% С).
Нормальная структура заэвтектоидной зоны — пластинчатый перлит,
окаймленный тонкой сеткой вторичного цементита (рис. 263.а). Однако
иногда встречается и так называемая анормальная структура, в которой
избыточный цементит находится в виде массивных включений (рнс. 263, б)
зачастую окружен свободным ферритом. Эти грубые включения цементи-
та при нагреве с трудом переходят в твердый раствор, который в этих ме-
стах не насыщен углеродом. Мягкие пятна, получающиеся после закалкн
па поверхности цементированных деталей, образуются часто у сталей,
склонных к образованию анормальной структуры.
Задача цементации — получить высокую поверхностную твер-
дость и износоустойчивость при вязкой сердцеаине — не решает-
326
Рис. 2 2 Микростр>кт«па цементированного слоя и • ie
дення с тем|НьраТуры цемент? ,
ся одной цементацией. Цементацией достигаете-,! .. выгод! и е
рвспределенпе углерода по сечению Окончательно >рмнр\ет
свойства цементованной детали последующая закалка, при к >-
торой па поверхности получается аысокочглеродистый марте i-
сит, а в сердцевине сохраняется низкая твердость и высокая
вязкость.
327
Во всех случаях цементированные детали после закалки для
снятия внутренних напряжений подвергают отпуску при низкой
температуре (150—200еС). В результате такой обработки (за-
Рнс. 263. Микроструктура чвэвтектоидного слоя.X300:
а — нормальная структура; б — анормальная
калка-(-низкий отпуск) поверхность должна иметь твердость
HRC 58—62, а сердцевина—значительно меньшую, порядка HRC
25—35 для легированных сталей и еще ниже для угчеродистых
Цемента
v -Зстумийание
ВВрабетка лотаим
Цементация
температура
цементация
/я замаяна
2 я закалка
\ -ц 2-я за
Omni,
Время ---—
Рнс. 254. Режимы термической обработки
иемеитнрованных изделий
Термическая обработка цементо-
ванных деталей имеет специфические
особенности. Две особенности долж-
ны быть учтены при установлении
режима термической обработки, по-
следующей за цементацией. Во-пер-
вых, то, что длительный нагрел яри
цементации может вызвать более или
менее значительный рост зерна. По-
следующая обработка должна испра-
вить этот дефект структуры. Во-вто-
рых, то, что для цементованных де-
талей характерно неравномерное
распредетение угтерода по сечению
Несколько упрощая, мы можем та-
кую деталь считать как бы двухслой-
ной, состоящей из высокоуглероди-
стой (0,8—1,6% С) поверхности н
низкоуглеродистой (0,1—0,2% С)
сердцевины. Устанавливая режим
термической обработки цементован-
ной детали, следует учитывать одно-
временно оба эти обстоитепъства.
В зависимости от назначения детали
применяют одни нз описанных ниже
вариантов термической обработки
(рис. 261).
328
I. Для деталей, от которых требуется только поверхностная твердость, а
остальные механические свойства не имеют большого значения, применяют за-
калку непосредственно с цементационного нагрева, т. е. от 900—950е С
(рнс 264,а). Выросшее в результате цементации зерно аустенита дает
крупнонгольчатый мартенсит иа поверхности и грубо крхпнозернистую
структуру в сердцевине. Однако в последнее время ряд усовершенствований
позволил применить этот способ н для ответственных деталей (например,
зубчатых колес коробки передач автомобиля н др.). Этот способ обладает
н некоторыми иесомнеинымн преимуществами. Другие режимы термиче-
ской обработки, которые мы рассмотрим ниже, предусматривают вторичные
нагревы цементованных деталей до высоких температур. Эти нагревы вы-
зывают дополнительное коробление детали н удорожают процесс термиче-
ской обработки. Закалка с цементационного нагрева дает меньшую де
формацию детали и обходится дешевле — это ес преимущества.
Недостаток этого варианта—крулнозеринстость строения, а также по-
вышенное содержание остаточного аустенита (и, следовательно, понижен-
ная твердость) в цементованном слое вследствие закалки от высоких тем-
ператур.
Недостатки эти в значительной степени устраняются, если исполь-
зовать:
а) наследственно мелкозернистую сталь (следует организовать на ма-
шиностроительном заводе систематический контроль сталей на зерно);
б) газовую цементацию; благодаря мсиьшеи, чем при твердой цемен-
тации, продолжительности процесса, получается меньший рост зерна. Осо-
бенно эффективна цементация при нагреве токами высокой частоты. Высо-
кая температура процесса (до 1100° С) позволяет резко сократить продол-
жительность цементации;
в) подстужнванне прн закалке, т. е. закалку производить не от тем-
ператур цементации, а после подстуживання до 750—800° С; это, правда,
не ведет к измельчению зерна, но снижает внутренние напряжения;
г) обработку холодом, что приводит к превращению остаточного аусте-
нита н к повышению поверхностной твердости.
2. При повышенных требованиях к структуре и свойствам деталей по-
следние посте цементации охлаждают иа воздухе, а затем подвергают за-
калке от 850—900° С в зависимости от марки стали (рис. 264,6).
Такая температура закалки будет лежать выше верхней критической
точки для сердцевины н поверхности.
В сердцевине произойдет полная перекристаллизация и зерно измель-
чится. На поверхности тоже произойдет перекрнстаТанзании. Цементитпая
сетка пследствне нагрева выше линии растворится, хотя для высоко-
углероднетой поверхности такой нагрев сопровождается некоторым пе-
регревом. 1
В этом случае также необходим отпуск и а 150—170° С.
3. Для удовлетворения особо высоких требований, предъявляемых к
механическим свойствам цементованных деталей, применяют двойную за-
калку с последующим низким отпуском (рнс. 264, е).
Первую закалку после цементации проводят при 850—900°С, ее назна-
чение — измельчить структуру сердцевины н устранить сетку цементита на
поверхности (если она образовалась при цементации). Эта закалка еще не
формирует окончательно твердость, поэтому можно не только закаливать
в масле, но даже заменить закалку нормализацией.* 2
После этой обработки, измельчающей зерно в сердцевине, следует вто-
рая закалка от более низких температур, обычно применяемых для вы£о-
коуглеродистой Стали (760—800° С). Мечконгольчатый мартенсит с вкр т-
леппым избыточным цементитом обеспечивает высокую износоустойчивость.
‘ Для высокоуглеродистой стали, как мы знаем, нормальный закалочный
нагрев — это нагрев выше Лс», ио ниже Ас3.
2 Важно точько, чтобы охлаждение было достаточно быстрым, чтобы
предупредить выпадение в цементованном слое цементита в виде сеткн.
329
Для сердцевины такая закалка будет неполной — с нагревом выше
Дг1 и ниже Ас3.
Если цементировали слабо прокаливающуюся углеродистую сталь, то
при нагреве как выше Дез, так и ниже Аз последующее охлаждение не
может быть настолько резким, чтобы предотвратить в такой малоуглеро-
дистой стали перлитное превращение. Структура сердцевины цементуемой
углеродистой стали независимо от режима обработки состоит из перлита и
феррита, отличающихся разным размером зерна (меткозернистая в случае
двойной обработки, более крупнозерниствя — прн одинарной, рис. 265).
Рис. 265. Микроструктура сердцевины цементированной углеродистой ста-
ли. Феррит+перл нт. X250.
а —закалка сразу весле цементации; б — закалка после ре»енерацнн зерна
Рис 266. Микроструктура сердцевины цементированной легированной {хромоникелевой)
стели. Х500:
д —одинарной обработки, малоуглеродистый мартенсит; б —посте двойной обра-
ботки. м.|ртенсит+феррит
330
В сердцевине цементованной детали из легированной стати структура
будет иноИ. Если (для сердцевины) закалка была с нагревом стали выше
Асг, то структура будет мартенситной (рнс. 266.о). Ввиду низкого содер-
жания углерода в мартенсите он не обладает хрупкостью.
Если последняя закалка была выше Лс<, по ниже Ао, то такой нагрев
приводит к образованию структур неполной закалки, т. е. феррит + мар-
тенсит (рис. 266, 6).
Значительный объем в структуре занимает феррнг, что обеспечивает доста-
точную вязкость.
Если твердость в сердцевине цементованной углеродистой стали не из-
меняется прн термической обработке и имеет всегда низкое значение (по-
рядка НВ (50), то в легированных сталях структура сердцевнпы. как мы
видели, изменяется существенно. По мнению некоторых исследователей,
более высокая твердость сердцевины обеспечивает лучшую прочность де-
тали в целом.
Сейчас наблюдается тенденция применять для цементации стали с бо-
лее высоким содержанием углерода (0,25—0,35% вместо 0.10—0.20%). Бо-
лее прочная сердцевина позволяет применять менее глубокую цементацию,
что сокращает продолжительность процесса цементации.
3. АЗОТИРОВАНИЕ СТАЛИ
Азотированием называют процесс насыщения стали азотом.
По сравнению с цементацией, этот процесс применяют сравни-
тельно недавно. Промышленное применение азотирование полу-
чило лишь в 20-х годах нашего столетия.
Так как азотированный слой сам по себе (без какой-либо по-
стелующей термическоп обработки) приобретает высокую твер-
дость, а размеры изделий после азотирования изменяются мало,
то в отличие от процессов цементации азотирование проводят на
готовых изделиях, прошедших окончательную термическую обра-
ботку (закалку с высоким отпуском) и доведенных шлифовкой
до точного размера.
Азотирование обычно проводят при 500 -600° С В желез
ную герметически закрытую реторту (муфель), вставленную в
лечь, помещают детали, подвергаемые азотированию.
В реторту из баллона поступает с определенной скоростью
аммиак, который разлагается в ней (диссоциирует) по реакции:
NH.,->3H + N.
Образующийся атомарный азот диффундирует в металл.
Основанием для правильных представлений о процессах
азотирования служит диаграмма состояния системы Fc—N,
приведенная на рис. 267
В системе Fe — N возможно образование следующих фаз
(па диаграмме однофазные области заштрихованы):
о-азотистый феррит, содержащий в растворе 0,1% N при
591° С н около 0.01% при комнатной температуре,
у-азотистый аустенит, существующий как равновесная фаза
лишь выше эвтектоидной температуры (59ГС);
у'-ннтрид Fe,N. фаза внедрения, имеющая решетку гранецен-
трированного куба;
331
е-нитрид Fe3N, тоже фаза внедрения с весьма широкой об-
ластью гомогенности, имеющая гексагональною решетку
Со многими легирующими элементами азот также образует
химические соединения — нитриды (CrN, Cr2N, MnN, TiN
ит. д).
Нитриды образуют металлы переходных групп (железо,
хром, марганец, ванадий, вольфрам, молибтен, титан). Высо-
кая твердость азотированного слоя
объясняется большой дисперсно-
стью образующихся нитридов, тем
больше, чем больше их термическая
устойчивость, последняя же тем
сильнее, чем меньше электронов в
Рис. 267. Диаграмма состояния Ге—N
Рнс. 26«. Микроструктура азотиро-
ванного слоя железа. Азотирование
при 650* С с медленным охлажде-
нием. X 500
d-полосе металла и прочнее связь между металлом и азотом.
Эта теория, разработанная применительно к карбидам, полно-
стью применима н к нитридным фазам—веществам, весьма по-
хожим иа карбиды. Подробнее об этом будет сказано ниже
(гл. XIV, п. 5).
Возможно, что присутствие алюминия в стали, кроме нит-
ридов перечисленных элементов, вызывает образование нитри-
да A1N, ковалентные связи в котором обусловливают очень вы-
сокую его термическую устойчивость
В азотированном слое присутствуют различные азотистые
фазы в соответствии с диаграммой Fe—N и температурой
процесса.
При температуре азотирования ниже эвтектоидной (59ГС)
азотированный слой состоит из трех фаз: е, у' и а-
Изотермическое сечение диаграммы Fe — N при температуре
выше эвтектоидной (600—650° С) показывает, что при азотиро-
332
вапии при этих температурах возможно образование четырех
фаз: е, у', -у и а При медленном охлаждении с этих температур
у фаза (азотистый аустенит) распадается при 591°С иа эвтек-
тоид а-|-у' (темный слой на рнс. 268)
Распределение азота по глубине слоя имеет скачкообразный
характер вследствие отсутствия переходных двухфазных слоев.
На практике азотированию подвергают легированные стали.
Наличие легирующих элементов, как и углерода, существенно
не изменяет кинетику образования азотированного слоя.
Как и в чистом железе, при нали-
чии легирующих элементов происходит
последовательное образование насы-
щенных азотом слоев а, затем у'+а,
затем е+у'+о; одновременно проис-
ходит образование нитридов специаль-
ных элементов (CrN, MoN, A1N и др.).
Последние также образуются при ох-
Теппература азотирована,9С
Рис. 270 Твердость азотирован-
ного слоя <поверхностная) в за
внснмостн от температуры азо-
тирования:
I — ннтраллой; 2 — конструкци-
онные легированные стали; 3 —
углеродистые стали
''.Uli'JXl ееоя MH
Рис. 269. Влияние продолжительности азотирования
на глубину слоя («) и поверхностную твердость (6)
стали ЗвХМЮА. (Ю. М Лахтин)
нпя до комнатной вследствие уменьшения растворимости их в
основных азотистых фазах.
Глубина н поверхностная твердость азотированного слоя
зависят от ряда факторов, из которых основные: температура
азотирования, продолжительность азотирования н состав азо-
тируемой стали.
Глубина диффузионного слоя подчиняется общей параболи-
ческой зависимости (у=К 1 т), однако ввиду низких темпера-
тур процесса (500—600° С) коэффициент К мал и наращивание
слоя в процессе азотирования происходит очень медленно, при-
близительно в десять раз медленнее, чем прн цементации.
Зависимость глубины слоя от продолжительности азотиро-
вания показана на рис. 269. Видно, что для получения слоя
толщиной, например, 0.6 мм, продолжительность азотирования
должна составлять 40 ч (при 550° С). Скорость наращивания
333
толщины слоя быстро увеличивается с повышением темпера-
туры, по возможность повышения температуры ограничена необ-
ходимостью получить при азотировании высокую твердость.
Согласно современным представлениям, высокая твердость
азотированного слоя обусловлена получением в процессе са-
мого азотирования очень дисперсных нитридов. Чем выше
температура, тем более крупные нитриды будут образовывать-
ся и тем ниже будет твердость (рнс. 270).
Стали, содержащие элементы, образующие термически стой-
кие, т. е. нс склонные к коагуляции нитриды (алюминия, а
также хрома и молибдена), так называемые нитраллои, отли-
чаются наиболее высокой твердостью азотированного слоя.
Обычные конструкционные стали посте азотирования имеют
меньшую твердость, а твердость азотированных углеродистых
сталей совсем невысока, так как в них специальные нитриды ие
образуются, а нитриды железа прн 500° С и выше оказываются
скоагулпрованными.
На рис 269 представлена зависимость глубины слоя от тем-
пературы и продолжительности азотирования стали 38XMIOA
(сталь содержит хром, молибден и алюминий). Менее легиро-
ванные стали азотируются легче, т е. заданная глубина дости-
гается при данной температуре за меньший отрезок времени.
Наоборот, более легированные азотируются хуже, а в таких
высоколегированных сталях как нержавеющие, ие удается по-
лучить глубину слоя более чем 0,20—0,25 мм.
Как было отмечено, азотируемый слой имеет сложную структуру и в
свою очередь состоит из нескольких отличных по природе слоев
В случае азотирования прн температуре ниже эвтектоидной слой со-
стоит нз e-f-y'-J-a. Носителем твердости является нижний u-слой (вслед-
ствие выделения дисперсных нитридов); у'-слой очень тонок, часто даже
нс обнаруживается, а f-слой непрочный н хрупкий.
В случае азотирования прн температуре выше эвтектоидной, например
650е С, слой при этой температуре состоит из следующих фаз: e+V+v+a:
структура же после охлаждения претерпевает изменения, у фаза (азотн
стый аустенит) прн медленном охлаждении распадается на эвтектоид (так
называемый браунит}-.
Fev (N)->Fea (N) + Fe4N,
а прн быстром охлаждении претерпевает мартенситное превращение. В этом
случае максимальной твердости отвечает мартенситный подслой.
Ранее отмечалось, что прн азотировании твердость нс зависит от усло-
вий охлаждения после проведения процесса. Это правильно лишь для азо-
тирования прн температуре ниже эвтектоидной. Следует иметь в виду, что
температура эвтектоидного распада 591°С относится лишь к системе Fe—N-,
большинство легирующих элементов повышает эту температуру.
Азотирование применяют для повышения: I) твердости и
износоустойчивости; 2) усталостной прочности; 3) сопротив ie-
ння коррозии.
В зависимости от назначения каждый из этих процессов
имеет свои особенности.
334
I. Повышение твердости и износоустойчивости — ос-
новное назначение процесса азотирования. Для этой цели азотированию
подвергают специальные стали (нитраллои), содержащие элементы, дающие
нитриды высокой термической устойчивости (CrN, MoN, AIN). Наиболее
распространенном в СССР маркой стали, предназначенной для азотирова-
ния, является сталь 35ХМЮА (0,30—0.38% С; 1,35—1,65% Сг; 0,4-0,6% Мо
н 0,75—1,1% AI).
Наличие углерода приводит к образованию иа поверхности карбонитрнд-
них фаз типа Fes(C, N) илн Fe3(N, С).
Так как в данном случае в задачу азотирования входнт получение вы-
сокой твердости, то обычно температуру азотирования держат на уровне
500—520°С (продолжительность зависит от требуемой глубины).
Кроме того, следует учесть, что чем ниже температура процесса, тем
меньше деформация детали прн азотировании (последнее также имеет
большое значение, так как на азотирование поступают детали, окончатель-
но изготовленные, после шлифования).
Принимая во внимание влияние температуры процесса, можно заклю-
чить, что для получения детали с максимальной твердостью и минимальной
деформацией следует применять ннзкую температуру азотирования (500—
520° С), прн которой глубина будет невелика (до 0,5 мм, обычно 0,2—
0,3 мм). II в этом случае продолжительность процесса измеряется десят-
ками часов.
Если ие обязательно нужна максимальная твердость, то температуру
процесса можно несколько повысить.
Процесс азотирования очень продолжителен, поэтому было сделано
много попыток ускорить его. Из этих попыток реальным оказался только
метод ступенчатых циклов, заключающийся в проведеини процесса не прн
одной, а при нескольких температурах. Наибольшее распространение в про-
мышленности имеет двойной повышающийся цикл, при котором вначале
азотирование проводят при 500—520° С, в затем температуру повышают
до 600—G20° С. При этом ускоряется процесс в 1,5—2 раза н это мало
отражается иа твердости, которая имеет почти такое же высокое значе-
ние. как прн низкой температуре изотермического цикла.
Сравнение двух основных методов хнмнко-термнческой обработки ста-
ли— цементации н азотирования, применяемых для повышения поверх-
ностной твердости и износоустойчивости, позволяет сделать ряд существен-
ных выводов о целесообразности применения каждого из них на практик с.
Длн азотирования характерны исключительно высокая поверхностна и
твердость и неглубокий диффу знойный слой в отличие от цементации, где
при относительно небольшой продолжительности процесса достигается бо-
лее значительная глубина диффузионного слоя при значительно меньшей
его твердости.
Преимущество азотированного слоя — в его более высокой износоустой-
чивости. Но азотированные детали значительно дороже, так как этот про-
цесс более длительный н для азотирования применяют дорогие легирован-
ные ствли. Кроме того, тонкий азотированный слон, в отличне от цемен-
тированного, может выдерживать мсиьшнс удельные нагрузки.
2. Азотирование конструкционных сталей для по-
вышения усталостной прочности (выносливости) применяют в
последнее время в ряде отраслей ответственного машиностроения.
Образование фаз, содержащих азот н поверхностных слоях, происходит
с увеличением объема, поэтому поверхность азотированной детали Испы-
тывает напряжения сжатия.
Напряжения сжатия ва поверхности вызывают повышение предела вынос-
ливости, поскольку усталостные трещины возникают в результате растяги-
вающих напряжений.
Для повышения усталостной прочности азотнрхют не специатьные
предназначенные для этого стали (например, сталь 35ХМЮА), а обычные
легированные, содержащие интридообразующне элементы (такими ста.ли-
мн являются обычно хромоникелевые конструкционные, см. гл. XVI. п. 4).
335
3. Лзотнроваянс я л я повышенна коррозионной
устойчивости (так называемое декоративное азотирование) применя-
ется потому, что азотированный слой прн наличии сплошной поверхностной
корки нз е фазы обладает высоким сопротивлением коррозии в атмосфере,
водопроводной воде и некоторых других средах. Назначение такого азоти-
рования состоит в наиболее простом и дешевом способе получения сплош-
ной е-фазы на поверхности.
Кроме высокой коррозионной устойчивости, других требований к слою
обычно не предъявляют, и поэтому азотированию для повышения корро-
зионной. устойчивости подвергают любые сталн, в том числе и простые угле-
родистые, за сравнительно короткое время (0.5—1 ч) прн 600—700° С.
4. ЦП МИРОВАНИЕ СТАЛИ
Под цианированием понимают процесс одновременного насы-
щения стали углеродом и азотом. Ведение процесса цианирова-
ния в расплавленных солях (жидких ваннах) обеспечивает
большую производительность процесса. Особые свойства стали,
поверхностный слой которой насыщен одновременно азотом и
углеродом, обусловили внедрение этого процесса и промышлен-
ность.
Цианирование можно проводить в твердых, жидких и газо-
образных средах Поэтому различают твердое, жидкое п газо-
вое цианирование (последнее иногда называют нитроцемента-
цией).
Твердое цианирование осуществляют аналогично
твердой цементации, только карбюризатор содержит цианистые
соли1. Процесс по производительности значительно менее эффек-
тивен, чем жидкое и газовое цианирование, и поэтому не может
быть рекомендован для широкого внедрения.
Жидкое цн а н и р о в а н и е — наиболее распространенный
вид цианирования сталн — проводят в расплав тонных цианис-
тых солях.
Химизм образования активных атомов азота и углерода со-
стоит в следующих реакциях — разложение цианистых солей с
образованием свободных атомов углерода и азота и диффузии
их в глубь металла.
Газовое цианирование осуществляют в смеси науг-
лероживающих п азотирующих газов (например, смесь светиль-
ного газа и аммиака).
Результаты цианирования определяются глубиной слоя и
концентрацией углерода и азота в поверхностном слое. На со-
став и свойства цианнрованчого слоя особое влияние оказывает
температура цианирования. Повышение ее увеличивает содер-
жание углерода в слое, снижение—увеличивает содержание
азота (рис. 271).
1 Укажем, например, такой состав карбюризатора: 30—40% К«Ге(СХ)в
(желтая кровяная сочь), 10% N2CO3 (сода), остальное — древесный уголь.
336
Поскольку цианирование — одновременное насыщение стали
углеродом и азотом — как бы комбинированный процесс цемен-
тации и азотирования, то, упрощая представление о процессе,
можно сказать, что при высокой температуре процесс больше
прибтнжается к цементации, а при низкой — к азотированию.
Поэтому цианирование разделяют на высокотемпературное при
800—950° С п низкотемпературное при 500—600° С.
Рис 271. (Задержание углерода и еэо-
та в поверхностном слое в зависимо-
сти от температуры цианирования
Ряс 272. Глубина иианировз иного
слоя в зависимости от температуры и
продолжительности цианирования
Низкотемпературное цианирование применяют
для инструмента из быстрорежущей стали (см. гл XVII п. 4),
а также и для среднеуглеродистых сталей. Последнее получило
название тенифер-ироцесс и состоит в насыщении стали азотом
(и в значительно меньшей степени углеродом) в цианистых со-
лях (40%KCN+60%NaCN), через которую пропускают сухой
воздух. Процесс насыщения протекает прн 570J С в течение
0.5- 3 ч.
В результате такой обработки на поверхности возникает
тонкий (10—15 мкм) карбонитридный слой Fes (N, С), обладаю-
щий хорошим сопротивлением износу и менее хрупкий, чем
чистые карбиды (Fe3C) пли нитриды (Fe3N). Под этим слоем
лежит слон азотистого твердого феррита (па легированных ста-
лях HV 600—1000) толщиной 0.2 -0,5 мм.
Высокотемпературное цианирование (этот про-
цесс также называют жидкостной цементацией), применяют для
средне- и низкоуглеродистых сталей, простых углеродистых и
легированных.
22 г « л п
337
Цианирование проводят в расплавленных солях, представляющих смесь
различных солей примерно следующего состава: 40% NaCH; 40% NaCl;
20% Na2COs или 6% NaCN; 80% ВаС12; 14% NaCl (первая ванна для
820—850°С, вторая для 900—950° С).
Основной компонент состава цнаннстых ваин — группа CN; увеличение
содержания CN способствует повышению содержания углерода н азота в
поверхностном слое (но не увеличению глубины слоя).
Результаты цианирования в ванне данного состава, в первую очередь
глубина слоя, зависят от температуры и продолжительности процесса, как,
например, показано на рис. 272.
В зависимости от температуры н состава ванны получаются различные
структура н степень насыщения углеродом н азотом.
Тонкая поверхностная светлая корочка прн высокой концентрации азо-
та на поверхности состоит нз карбоннтридной фазы типа Л1зС, затем сле-
дует слой азотистого мартенсита (если охлаждение от температуры циани-
рования быстрое). Наличие светлой поверхностной корочки не всегда же*
лательно, так как она придает излишнюю хрупкость цнаиированному слою.
По сравнению с цементированным, планированный слой об-
ладает более высоким сопротивлением износу, большей твер-
достью, лучшим сопротивлением коррозии. Цианирование повы-
шает также усталостную прочность1.
Более низкая температура процесса цианирования и меньшая
его продолжительность не приводят к росту зерна, как это бы-
вает при цементации. Поэтому после цианирования сразу прово-
дят закалку, в результате чего получается высокая твердость
поверхности.
Цианистые соли ядовиты, и это является существенным не-
достатком цианирования. Поэтому цианирование обычно прово-
дят н специально выделенных помещениях, в которых строго
соблюдаются правила техники безопасности. Многолетний опыт
работы показывает, что при тщательном соблюдении правил
техники безопасности цианистые ванны для обслуживающего
персонала совершенно безвредны.
После цианирования детали приобретают матовую красивую
поверхность, поэтому цианистые ванны часто используют для
придания «товарного» вида продукции. Для этого детали доста-
точно нагреть под закалку в цианистых ваннах без выдержки.
Это — также одна из областей применения жидких цианистых
ванн.
5. ДИФФУЗИОННАЯ МЕТАЛЛИЗАЦИЯ
Диффузионная металлизация — процесс диффузионного на-
сыщения поверхностных слоев стали различными металлами.
При насышеннп хромом этот процесс называется хромировани-
ем, алюминием — алитированием, кремнием — силицированием
и т. д. Комбинированные процессы, заключающиеся в одповре-
‘ Как и любое другое поверхностное упрочнение, сопровождающееся воз-
никновением остаточных напряжений сжатия на поверхности
338
мениом насыщении хромом и алюминием, или хромом и вольф-
рамом, называют хромоалнтпроваппем, хромовольфрамирова-
нием п т. д.
Наиболее обстоятельно изучены процессы диффузионного на-
сыщения хромом и алюминием, а также и бором. Процессы на-
сыщения молибденом, бериллием и другими элементами иссле-
дованы в значительно меньшей степени.
Как и при других видах химико-термической обработки, диф-
фузионную металлизацию можно проводить в твердых, жидких
п газообразных средах.
При твердой диффузионной металлизации ме-
таллизатором является ферросплав' с добавлением хлористого
аммония (NH4C1). В результате реакция металлнзатора с НС1
или С12 образуется летучее соединение хлора с металлом (А1С1з;
СгС12; SiCl< и т. д.), которое в результате контакта с металли-
ческой поверхностью диссоциирует с образованием свободных
атомов.
Жидкую диффузионную металлизацию прово-
дят погружением детали в расплавленный металл (например,
алюминий).
Газовую диффузионную металлизацию прово-
дят в газовых средах, являющихся хлоридами различных метал-
лов.
Диффузия хрома, алюминия н других металлов протекает
значительно медленнее, чем углерода и азота, потому что азот и
углерод образ) ют с железом растворы внедрения, а металлы —
растворы замещения. При одинаковых температурных и времен-
ных условиях это приводит к тому, что диффузионные слои при
металлизации получаются в десятки и сотни раз более тонкими,
чем прн цементации.
Такая малая скорость диффузии препятствует широкому
распространению процессов диффузионной металлизации в про-
мышленности, так как процесс является дорогостоящим и его
проводят при высоких температурах (1000- 1200 С) длительное
время. Только особые свойства слоя и возможность экономии
легирующих элементов при использовании процессов диффузи-
онной металлизации обусловили некоторое их применение в
промышленности.
Одним из основных свойств диффузионпо-металлизировапнов
поверхности (хромированной, алитированной илн силицирован-
ной) является высокая жаростойкость. Поэтому жаростойкие де-
тали для рабочих температур до 1000—1100°С изготавливают из
простых углеродистых сталей с последующим алитированием,
хромированием или силицированием.
1 Феррохром, ферросилиций, ферроалюминий — сплавы железа с хромом,
кремнием, алюминием в т. л. с высоким процентным содержанием этих эле-
ментов.
22* 339
Исключительно высокой твердостью (до HV 2000) и высоким
сопротивлением абразивному износу обладают борированные
слои, вследствие образования на поверхности высокотвердых бо-
ридов железа —FcB и Fe2B; однако борированные слои очень
хрупкие.
СПИСОК ЛИТЕРАТУРЫ
Лахтин 10. М. Физические основы процесса азотирования. М. Машгнз,
1948. 143 с. с нл
Попов А. А- Теоретические основы химико-термической обработки сталн.
Свертловск, МеталлvprH3flaT, 1962. 120 с. с ил.
Корецкий Я- Цементация стали. Л., Судпромгиз, 1962. 232 с. с ил.
Дубинин Г. Н. Диффузионное хромирование сплавов. М., «Машинострое-
ние*. 1964. 451 с. с ил.
Юр гс н сон А. А. Азотирование в энергомашиностроении. М, Машгиз,
1964 120 с. с нл.
Ми нксв н ч А. Н. Химико-термическая обработка металлов и сплавов.
М., Машиностроение*. 19G5. 491 с. с нл.
Л а х т я н IO. М., Леонтьева В. П. Материаловедение. М., Машино-
строение», 1972. 510 с. с ил.
К а л ьп ер В. Д. Цементация и нитроцементация сталн. М.. «Машино-
строение», 1973. 40 с. с нл.
Лахтин Ю. М. Металловедение и термическая обработка металлов. М.,
«Металлургия», 1976. 407 с. с ил.
Лахтин 10 М, Коган Я. Д. Азотирование стали. М., «Машинострое-
ние», 1976 254 с. с ил.
ЧАСТЬ ЧЕТВЕРТАЯ
ЛЕГИРОВАННЫЕ СТАЛИ II СПЛАВЫ1
Глава XIV
ВЛИЯНИЕ ЛЕГИРУЮЩИХ
ЭЛЕМЕНТОВ
1. КЛАССИФИКАЦИЯ ПРПМЕСЕП
Прежде всего необходимо определить, что называется леги-
рованной сталью и легирующим элементом.
В соответствии с классификацией, предложенной Н. Т. Гуд-
цовым, все примеси (химические элементы), содержащиеся в
стали, можно разделить на четыре группы:
1. Постоянные нлн обыкновенные примеси.
К этой группе относятся марганец и кремний, а также и алюми-
ний. который, как кремний и марганец, применяется в качестве
раскислителя, этн элементы присутствуют в любой хорошо рас-
кисленной стати (в кипящей стали содержание кремния и алю-
миния очень невелико), потому что введение их в металл необ-
ходимо при производстве стали; к постоянным (обыкновенным)
примесям следует отнести серу и фосфор, потому что полностью
освободиться от них при массовом производстве стали невозмож-
но. Содержание этих элементов находится обычно в пределах:
0,3-0,7% Мп; 0,2- 0,4% Si; 0,01—0,02% Л1; 0,01—0,05% Р и
0.01—0,04% S.
2 Скрытые примеси. Это кислород, водород и азот,
присутствующие в любой стали в очень малых количествах. Ме-
тоды их химического определения сложны, поэтому содержание
этих элементов в обычных технических условиях не указывается.
3. Случайные примеси. К этой группе относятся при-
меси. попадающие в сталь из шихтовых материалов пли случайно.
Так, уральские руды содержат небольшое количество меди, и она по-
падает п сталь, выплавленную нз этих руд Сталь, выплавленная нз кер-
ченских руд. имеет мышьяк, так как эти руды содержат мышьяк. Пере-
плавка луженого, оцинкованного н другого скрапа приводит к тому, что
в металл попадают олово, цинк, сурьма, свинец и т д.
1 В соответствии с принятой системой статями называют сплавы с содер.
жанием железа не менее 50%, а просто сплавами — сети железа менее 50%.
В этой части книги вместе с легированными сталями рассмотрены сплавы с
высоким (но менее 50%) содержанием железа, а также сплавы никеля, ти-
тана и других металлов, которые были отнесены к черным металлам (табл. 2).
341
Широкое применение во время войны лома хромистых н хрвменкке-
левых сталей для производства углеродистых сталей обусловило присутствие
в них хрома (0,1 —0,3%) и никеля (0,2—0,3%)
4. Легирующие элементы. Элементы, специально вво-
димые в сталь в определенных концентрациях с целью изменения
се строения и свойств, называются легирующими элементами.
В связи с этим стали, в которые для получения требуемых
свойств специально вводят легирующие элементы, называют ле-
гированными сталями (легированные стали иногда называют
специальными).
Поскольку наличие примесей первых трех групп — неизбеж-
ное следствие технологического процесса производства стали в
различных условиях, естественно, что эти примеси в указанных
концентрациях нельзя рассматривать как легирующие элементы,
а стали, содержащие эти примеси, как легированные стали.
Например, сталь, содержащая всего 0.05—0,1% ванадия (V) или 0,1%
титана (Ti), считается легированной в а па дн свой или титановой сталью, по-
скольку эти элементы специально вводили в сталь для получения требуе-
мых свойств При наличии элементов в количестве примерно 0.1% такое
легирование называется микролегированием.
Для получения в стали более 0.7% Мп последний следует вводить в
нее в количествах сверх требуемого по технологии выплавки. Поэтому, на-
пример, сталь с 1,0% Мп является уже легированной .марганцовистой
сталью, а марганец такой концентрации считается легирующим элементом.
2. ВЛПЯППЕ ЭЛЕМЕНТОВ НА ПОЛИМОРФИЗМ ЖЕЛЕЗА
Все элементы, которые растворяются в железе, влияют на
температурный интервал существования его аллотропических
модификаций, т. е. сдвигают точки /13 и Л* по температурной
шкале.
Рис. 273 Схема диаграмм
состояний железо — ле-
гирующий элемент
Большинство элементов или повышают точку А, и снижают
точку Аз, расширяя тем самым область существовании у-моднфп-
кацни (рис. 273,а), илн понижают Л, и повышают Да, с\жая об-
ласть существования у-модификацин (рис. 273,6).
Из схематических диаграмм состоянии железо — легирующий
элемент, приведенных на рис. 273. видно, что свыше определен-
ного содержания марганца, никели нли некоторых других эле-
ментов (рис. 273, а) у-состояиие существует как стабильное от
342
комнатной температуры до температуры плавления. Такие спла-
вы па основе железа называются аустенитными. Прн содержа-
нии ванадия, молибдена, кремния и других элементов свыше оп-
ределенного предела устойчивым при всех температурах являет-
ся a-состояние (рнс. 273,6). Такие сплавы иа основе железа на-
зываются ферритными. В отличие от других сплавов на основе
железа аустенитные и ферритные сплавы не имеют превращений
прн нагреве и охлаждении.
Рассмотрим некоторые реальные диаграммы состояний железо — легирую-
щий элемент
Система железо — никель (рнс. 274)1
Никель имеет гранецентрнрованную решетку с параметром, близким
к Гег, Это обеспечивает образование непрерывного ряда твердых растворов
между Fev н никелем.
1 Эта п следующие диаграммы (рис. 274—278) приводятся на основе
критического анализа многочисленных экспериментальных работ по изучению
бинарных сплавов железа и даются несколько упрощенно.
343
Никель повышает точку Д* и при 1512° С наступает нонварнантиое рав-
новесие £-|-6з*у. Никель понижает точку Д3, и температуры превращения
при нагреве и охлаждении фактически настолько сильно отличаются, что
для практического использования диаграммы целесообразно указывать от-
дельно температурный интервал превращения прн охлаждении (у-нх) и
прн нагреве (а-*-у). Поэтому, если взять, например, сплав с 20% Ni прн
300—400° С, то прн охлаждении он будет иметь практически стабильную
у-фазу, прн нагреве прн тех же температурах — практически стабильную
а фазу. Поскольку никель резко понижает точку Д3, то ,при 10% N1 и бб-
лее температура превращения снижается до 500е С и ниже При этих тем-
пературах днффузня никеля и железа затруднена и у—а превращение про-
исходит по мартенситному (бездиффузнонному) механизму. Прн таких со-
держаниях никеля и обратное а->у-прсвращеиие тоже происходит по
бездиффузнонному механизму (см. рис. 215,я).
В ептапах, богатых никелем, может образоваться упорядоченный твер-
дый раствор с содержанием NiaFe. Температура упорядочения (точка Кур-
накова) для сплава с точным соотношением N^Fe (78% Ni) равна 503° С.
Система железо— марганец (рис. 275)
Марганец имеет четыре аллотропические формы (а, Р, у. б) с интер-
валами стабильного существования’ до 727°С (а); 727—1100° С (Р); 1100—-
1135°С (у) н 1135—1245°С (б). Мпу имеет тетрагональную грансцеитрнро-
Рис. 275 Система Fc—Мп
рованиую решетку, близкую по параметрам к гранецентрнрованной решетке
Fev, Это обстоятелы гво обусловливает возможность образования непре-
рывного твердого раствора между Fcy и Мп? .Если нс рассматривать пре-
вращение в сплавах, богатых марганцем, особенноегн которого обусловлены
наличием четырех аллотропических модификаций марганца, то в остальной
части диаграмма Fe—Мп анатогична диаграмме Fe—Ni
В сплавах с 15—25% Мп ниже 40и’С наблюдается образование гек-
сагональной е фазы, которая является промежуточной между у- и а фаза-
ми (т. е. превращение в этих с., цаих происходит по схеме у-*-е—-а). Обра-
344
зевание е-фазы протекает по мартенситному механизму. Поскольку и при
температурах своего образования мартенситная е-фаза неустойчива, тем-
пературные области се образования на диаграмме ие указаны'.
Система железо — хром (рис. 27G)
Хром имеет одну модификацию, которая кристаллизуется п объемно-
цеитрнровапнон решетке, изоморфной Fea. Хром понижает обе точки алло*
тропического превращения железа, по так как точка А* снижается быстрее.
чем А3, то в конце концов обе точки сливаются, область замыкается при
13% Сг.
Вблизи соотношения Qr:Fe=l:l[% (ат.)] образуется неустойчивое
химическое соединенно FeCr, обозпачаемое обычно как о-фаза. Верхняя
температура существования этого соединения равна 815® С.
Система железо — молибден (рис. 277)
Молибден имеет кубическую объемиоцситрнрованную решетку, однако
атемные размеры молибдена иные, чем у хрома и железа, поэтому молнб-
345
Мо, % (dm)
Рнс. 277. Система Fe—Мо
Рис. 278. Система Гс—SI
346
ден образует с о-железом ие неограниченные (как хром), а ограниченные
твердые растворы.
Растворимость молнбдева в Геа составляет 5% при 20° С; максималь-
ная растворимость 26% (при 1450° С) Молибден повышает точку Л3 н по-
нижает Л», выклинивая полностью эту область прн 3,5% Мо [2% (ат.)].
Все металлические элементы выклинивают у-область примерно прн 2% (ат),
если они одновременно повышают точку Л3 и понижают точку Ат
Система железо — кремний (рис. 278)
Кремний имеет решетку алмазе. Растворимость кремния в железе прн
20” С составляет около 15%. Кремний, повышая Ла, снижает Л< и пол-
ностью выклинивает у-область прн 2% Si. Следовательно, ферритными яв-
ляются все сплавы, содержащие более 2% Si (практически более 2,5%).
Кремний образует с железом ряд соединений — силицидов, условное
обозначение их (греческими буквами) указано на диаграмме (рнс. 278).
3. РАСПРЕДЕЛЕНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ В СТАЛИ
В промышленных легированных сталях, которые являются
многокомпонентными системами, легирующие элементы могут
находиться:
а) в свободном состоянии; б) в форме интерметаллических
соединений с железом или между собой, в) в виде оксидов, суль-
фидов и других неметаллических включений; г) в карбидной
фазе: в виде раствора в цементите нлн в виде самостоятельных
соединений с углеродом —специальных карбидов; д) в форме
раствора в железе.
Рассмотрим перечисленные возможности.
1. Свинец, серебро, медь не образуют соединений с железом;
кроме того, серебро и свинец нерастворимы в твердом железе,
а растворимость меди составляет примерно 1 %. Поэтому при на-
личии в стали даже весьма малых количеств свинца, серебра или
меди (меди выше 1%) они будут находиться в свободном состо-
янии в виде металлических включений. Стали, легированные се-
ребром, а также медью при содержании ее более 1%, прнмене
нпя не имеют1. Следовательно, случай, когда легирующий эле-
мент присутствует в стали в свободном состоянии, встречается
весьма редко и подробного рассмотрения не заслуживает.
2. Образовывать интерметаллические соединения может боль-
шинство применяемых легирующих элементов. Однако эти сое-
динения образуются лишь при таких содержаниях легирующих
элементов, которые практически не встречаются в обычных про
мышленных сталях. Поэтому можно считать, что в обычных мас-
совых сталях интерметаллические соединения легирующих эле-
ментов не встречаются.
В высоколегированных сталях и сплавах образуются интер
металлические соединения, что имеет большое значение для этих
сплавов.
О еввицовистых автоматных сталях см. с. 202.
347
3. Образовывать оксиды и другие неметаллические соедине-
ния могут многие элементы, имеющие большее сродство к кисло-
роду, чем железо. Поэтому в процессе производства стали такие
элементы, введенные в последний момент плавки, раскис чяют
сталь, отнимая кислород у железа: FeO-|-Al-»-Al„Om+Fe.
В этой схематической формуле реакции под М подразумева-
ется любой легирующий элемснт-раскислптель. В результате ре-
акции раскисления образуются окнелы А12Оз, TiO2, V2OS и др.1.
I
1
н
3 4 5
Ll Be В
ш
в?
V
и
и
и
Na
19
К
37
Rd
55
Cs
87
Fr
Ia
12
Mg
20
Ca
38
Sr
55
Ba
88
Ra
Ha
13
Al
21
Sc
39
57 71
Рз.Э
89-102
Ac
Ша
м
Si
22
Ti
40
Zr
72
Hf
23
V
41
Nb
73
Ta
Va
24
Or
42
Mo
74
w
Иа
26
Mn
43
Tc
75
Re
26
Fe
44
Ru
76
Os
27
Op
45
Rh
77
Ir
28
Ni
46
Pd
78
Pt
29
Ou
47
Ag
79
Au
30
Zn
48
Cd
80
Hg
31
Ga
49
In
81
TI
Иа
Ша
Jb
Пв
Шв
He
7 ч p 10
N 0 F He
15 1б 17 18
р s Cl Ar
32 33 34 35 30
бе As Se Br Kr
50 51 52 53 54
Бп Sb Те J Xe
82 83 84 65 66
РЬ Bi Po Rn At
Шв Vb Ив Ив VUIb
я
б
С
Ша
Рис. 279. Периодическая система элементов. Рамкой обведены элементы, образующие
карбиды в стали
Кроме большого сродства к кислороду, некоторые элементы
имеют большее сродство к сере, чем железо, и при введении их
образуются сульфиды.
Количество окислов, сульфидов и других неметаллических
включений в обычных промышленных сталях невелико и зависит
от метода ведения плавки.
Больше всего неметаллических включений в кипящей марте-
новской и особенно бессемеровской стали, меньше в спокойной
стали и еще меньше в электростали. Сталь вакуумной выплавки
(а также сталь электрошлакового переплава) содержит св.мое
небольшое количество неметаллических включений.
4. Растворяться в цементите или образовывать самостоятель-
ные карбидные фазы могут многие элементы, имеющие сродство
к углероду.
1 В последнее время получает применение раскисление углеродом. В том
случае продукты раскисления газоо > >ны (2FcO-!-C -2Fe+COj) и улатяют.
ся из металла практически полностью при вакуумировании
34В
О карбндообразовапии в стали будет сказано дальше. Здесь
отметим, что карбидообразующими элементами являются лишь
элементы, расположенные в периодической системе элементов
левее железа (рис 279).
Указанные элементы, кроме того, что они образуют карбиды,
растворяются и в железе. Следовательно, они в известной про-
порции1 распределяются между этими двумя фазами.
5. Растворяться в железе в значительных количествах может
большинство легирующих элементов, кроме углерода, азота, ки-
слорода и бора и металлоидов, удаленных в периодической си-
стеме от железа. Элементы, расположенные в периодической си-
стеме левее железа, распределяются между железом (основой) и
карбидами; элементы, расположенные правее железа (кобальт,
никель, медь и другие), образуют только растворы с железом и
не входят в карбиды.
Таким образом, подводя итоги, можно констатировать: ле-
гирующие элементы преимущественно раство-
ряются в основных фазах железоуглеродистых
сплавов (феррит, аустенит, цементит) или обра-
зуют специальные карбиды1 2
4. В.ТИЯНПЕ ЛЕГПРМОППГХ ЭЛЕМЕНТОВ НА ФЕРРИТ
Растворение легирующих элементов в Fea происходит в ре-
зультате замещения атомов железа атомами этих элементов. Ато-
мы легирующих элементов, отличаясь от атомов железа разме-
рами и строением, создают в решетке напряжения, которые вы-
зывают изменение ее периода. Как показано на рис. 83, в, все
элементы, растворяющиеся в феррите, изменяют Параметры ре-
шетки феррита в тем большей степени, чем больше различаются
атомные размеры железа и легирующего элемента. Элементы с
атомным радиусом, меньшим, чем у железа, уменьшают пара-
метры решетки, а с большим — увечичивают3 (никель является
исключением).
Естественно, что изменение размеров а-решетки вызывает и
изменение свойств феррита — прочность повышается, а пластич-
ность уменьшается.
На рис. 280 показаны изменения свойств феррита (твердость,
ударная вязкость) прн растворении в нем различных элементов.
Как видно из диаграмм, хром, молибтен, вольфрам упрочняют
феррит меньше, чем никель, кремний и марганец. Молибден,
вольфрам, а также марганец и кремний (при наличии последних
1 I лавпым образом в зависимости от содержания легирующего элемента
и утлероза.
2 Специальными карбидами называются карбиды, образованные с участи-
ем нарбидообразующих элементов и и *ен '.'че отличную от цементита фор-
муле н кристаллическую решетку
3 А.-омвые размеры элементов бызи ук.э шпы в табл. 7
349
более 1%) снижают вязкость феррита. Хром уменьшает вязкость
значительно слабее перечисленных элементов, а никель не сни-
жает вязкости феррита.
Рис 280. Влияние легирующих элементов на свойства феррита (автор):
а — твердость; б — ударная вязкость
Важное значение имеет влияние элементов на порог хладно-
ломкости, что характеризует склонность стали к хрупкому раз-
рушению Наличие хрома в железе способствует некоторому по-
Рис. 281 Влияние легирующих эле-
ментов на порог халд .ломкости
желгэа uur.pl
снижают его вязкость (март
вышению порога хладноломко-
сти, тогда как никель интенсивно
снижает порог хладноломкости,
уменьшая тем самым склонность
железа к хрупким разрушениям
(рис. 281).
Таким образом, из перечне
ленных шести наиболее распро-
страненных легирующих эле-
ментов особенно ценным являет-
ся никель. Достаточно интенсив-
но упрочняя феррит никель не
снижает его вязкость и понижает
порог хладноломкости, тогда
как другие элементы если и не
снижают вязкости, то слабо уп-
рочняют феррит (хром) либо,
сильно упрочняя феррит, резко
иен, кремний1).
1 ПодоСное влияние маргачта н кремния отмечается прн на imu
Мп>|-т-Г,5% и Si>0,5%.
850
Приведенные на рнс. 280 данные относятся к медленно охлажденным
сплавам. Свойства феррита, содержащего в растворе кремний, молибден
или вольфрам, практически нс зависят от того, как охлаждался сплав —
быстро нлн медленно, тогда как твердость феррита, легированного хромом,
марганцем н никелем, после быстрого охлаждения оказывается более вы-
сокой, чем после медленного охлаждения.
Это положение иллюстрируют кривые, приведенные на рис. 282. Сле-
довательно, свойства феррита, легированного этими элементами, изменяют-
ся прн быстром охлаждении.
Рис 282 Влияние легирующих элементов на твердость феррита
(автор):
Пунктирная линия — закаленное состояние; сплошная — отожжен-
ное состояние
Рис. 283. Структура феррита ц сплаве с 4.2% Ст:
а — полилрнческий феррит, медленное • тсние.ХЧОО; б— игольчатый феррит, очень
бистрис охА«ГА*»еннс.Х400
351
Исследование причин упрочнения при быстром охлаждении легирован-
ного феррита в практически безу г лерод истых сплавах (С<0,02%) показа-
ло. что это связано с образованием структуры мартенситного типа.
При медленном охлаждении получается погиэдрический феррит
(рис. 283,о). Прн быстром охлаждении получается структура игольчатого
типа — игольчатый феррит (рис. 283,0), по внешнему виду похожая на
бейннт. Твердость игольчатого феррита на НВ 100—150 выше твердости
полиэдрического феррита.
Почему же в чистом железе, а также в железе, легированном вольфра-
мом, молибденом и другими элементами, не получается структура иголь-
чатого феррита?
В чистом железе не удается получить такое переохлаждение, при ко-
тором диффузионные перемещения атомов подавляются настолько, что для
у-модификации остается только возможность превращенья по мартенситно-
му (сдвиговому) механизму, при котором опа превращается в игольчатый
феррит.1 Но в присутствии элементов, понижающих точку Д3 (хром, мар-
ганец, никель), эта задача облегчается и соответствующее переохлаждение
AOCTHIастся.
Упрочнение при образовании игольчатого феррита обусловлено «фазо-
вым» наклепом: у-нх-превращение сопровождается объемными изменения-
ми, а так как оно (в результате переохлаждения) совершается при пони-
женной температуре, то у- н a-фазы претерпевают наклеп. В итоге пре-
вращения блочное строение сплава сильно измельчается прн наведении
значительных напряжений 11 рода,
5. КАРБИДНАЯ ФАЗА В ЛЕГИРОВАННЫХ СТАЛЯХ
В сталях карбиды образуются только металлами, располо-
женными в периодической системе элементов левее железа (см.
рис. 279). Эти металлы, как и железо, относятся к элементам
переходных групп, но имеют менее достроенную rf-электроиную
полосу. Чем левее расположен в периодической системе карбидо-
образующий элемент, тем менее достроена его d полоса.
Имеется достаточно оснований предполагать, что в процессе
карбидообразования углерод отдает свои валентные электроны
на заполнение d-электронной полосы атома металла, тогда как 1 2
1 При быстром охлаждении, удалось в крупнозернистых образцах чисто-
го железа полу читъ мартенситную структуру.
2 Из курса физики известно, что электроны располагаются вокруг ядра
атома в виде отдельных электронных оболочек. Чем дальше от ядра отстоит
оболочка, тем выше уровень энергии электронов этой оболочки. Каждая обо-
лочка в свою очередь расщепляется на ряд уровней энергии или полос, по-
лучивших обозначения (по направлению от ядра атома) s, р, d, f. На каждой
полосе может располагаться ограниченное число электронов Так, гапример,
на d-полосе может разместиться не более 10 электронов.
Прн последовательном переходе от атома водорода н другим элементам
периодической системы число электронов возрастает в соответствии с их
атомным номером, причем электроны сначала занимают все места с наимень-
шими уровнями энергии, т. е. последовательно все места в первой оболочке,
затем во второй и т. д. Однако у некоторых элементов, получивших наимено-
вание элементов переходных групп, на внешней (валентной) оболочке уже
появляются 1 нлн 2 электрона еще до того, как достроена d-полоса предыду-
щей оболочки. К этим эл» щитам относятся многие металлы, в том числе
тетезо и карбндообразуюшне элементы.
352
у металла валентные электроны образуют металлическую связь,
обусловливающую металлические свойства карбидов.
Многочисленные опыты показывают, что чем левее в перио-
дической системе расположен элемент, т. е. чем менее достроена
у пего d-электронная полоса, тем более устойчив карбид. Эти
обстоятельства позволяют сформулировать положения, харак-
теризующие в общем виде условия карбидообразования в ста-
лях. только металлы с d-электронной полосой, заполненной
меньше, чем у железа, являются карбидообразующими; актив-
ность их как карбидообразователей тем сильнее и устойчивость
образующихся карбидных фаз тем больше, чем менее достроена
d-полоса у металлического атома.1
Это положение позволяет указать условия образования карбидов в,
сталн прн наличии нескольких карбндообразующих элементов, последова-
тельность растворения в аустените различных карбидов и другие факторы,
важные для теории легирования, практики производства и применения ле-
гированных сталей.
В соответствии со сказанным карбиды в сталях будут образовывать
следующие элементы: титан, ванадий, хром, марганец, цирконий, ниобий,
молибден, гафний, тантал, вольфрам.
В природе известны карбиды никеля и кобальта, но в сталях, т. е. в
сплавах на основе железа, эти металлы карбидов не образуют, так как на
d-полосе кобальт имеет 7. а никель 8 электронов, т. е. больше, чем желе-
яо, имеющее иа d-полосе 6 электронов. Поэтому углерод отдает свои элек-
троны железу и карбиды никеля или кобальта не образуются.
Элементы с полностью заполненной d-полосой (медь, цинк, серебро
и т. д.) ни при каких условиях карбидов в сплавах ие образуют.1 2
Вместо с тем в соответствии с высказанным выше положением актив-
ность карбидообразования и устойчивость карбидов в легированных сталях
будет возрастать прн переходе от элементов марганца н хрома к элемен-
там молибден, ванадий, вольфрам и титан и др., имеющим менее достроен-
ные d-полосы, чем у марганца и хрома. Это значит, например, что при на-
личии в сталн одновременно хрома и ванадия следует ожидать в первую
очередь образования карбидов ванадия (в равновесных условиях).
Приняв атомный радиус углерода равным 0,79 А, легко подсчитать, что
у всех карбндообразующих элементов, кроме железа, марганца и хрома,
отношения атомных радиусов углерода к металлу меньше 0,59.
Выше указывалось (гл. IV, п. 8), что если у металла переходной груп-
пы и у металлоида с малым атомным радиусом (углерод, азот, водород)
отношение атомных радиусов меньше 0.59, то возможно образование осо-
бых видов соединений, которые называются «фазами внедрения» (см. с. 108).
У большинства нарбидообразующнх элементов соотношение гс'.гм=
= <0,59, поэтому между ними и углеродом возможно образование фаз
внедрения.
1 Сформулированное выше положение является частным случаем условий
образования карбидов нлн нитридов в сплавах Карбидо- нлн нитридообра-
зчющн.м элементом в сплаве является такой элемент, у которого менее до-
строена d-полоса, чем у основного металла.
2 Иногда, правда очень редко, в металлических сплавах образуются кар-
биды бора, алюминия, кремния и других элементов, по приведенной класси-
фикации относящихся к «некарбндообразующнмэ элементам. Дело в том, что
карбиды В«С, AI3C2 и т. д. совершенно отличны от рассматриваемых карбидов.
Это соединения с ковалентной связью, нс обладающие металлическими свой-
ствами.
23 Гуляев А. П.
353
Установлено, что в сталях могут образовываться следую-
щие карбидные соединения:
FeiC
МПзС
Сг 2С,, Сг7С
FejMojC
Fe.WjC
Мо,С
W2C, u c
карбиды I группы; vc
TiC
NbC
TaC, TaaC
ZiC
карбиды II группы
(фазы внедрения)
Однако в сталях в чистом виде перечисленные карбиды не
существуют. Карбиды всех легирующих элементов содержат в
растворе железо, а при наличии нескольких карбидообразую-
щих элементов — и эти элементы. Так, в хромомарганцовнстой
стали вместо чистого карбида хрома Сг2зС6 образуется карбид
(Сг, Мп, Fe)23C6, содержащий в растворе железо и марганец.
Так как карбиды, имеющие одинаковую химическую форму-
лу, взаимно растворяются, то, например, при наличии в стали
одновременно титана и ниобия будут образовываться нс два
разделенных вида карбидов, а один общий карбид, в который
«на равных основаниях» входят и титан и ниобий. Поэтому
возможных вариантов карбндообразоваиия меньше, чем это ука-
зано выше, н фактически мы встречаемся в сталях лишь с кар-
бидами шести видов:
М,С
М„С.
Л4тС,
М»с
карбиды I группы;
МС
М,С
карбиды II группы,
где под Л1 подразумевается сумма карбидообразующих элемен-
тов (металлических). Соотношения между металлическими эле-
ментами н углеродом (для недефектпой решетки) указываются
формулой.
Карбиды, отнесенные в I группу, имеют сложную кристал-
лическую структуру. Типичным представителем карбидов этого
типа является цементит, кристаллическая структура которого
была показана иа рис. 134.
Особенность строения карбидов II группы как фаз внедре-
ния заключается в том, что они имеют простую кристалличе-
скую решетку и кристаллизуются обычно со значительным
дефицитом по углероду.
Следует отметить, что фазы внедрения трудно растворимы
в аустените. Это значит, что при нагреве (даже очень высоком)
они могут не перейти в твердый раствор В этом нх оттичие от
354
карбидов I группы, которые при нагреве легко растворяются
в аустените. Все карбидные фазы обладают высокой темпера-
турой плавления и высокой твердостью Фазы внедрения в этом
отношении превосходят карбиды I группы.
Порядок растворения карбидов в аустените опредетястся нх отаосн-
те явной устойчивостью, а степень перехода в раствор — чх количеством.1
Так, при наличии в сплаве, например, трех карбидов — MrCs, МеС и МС—
аустенит сначала будет насыщаться карбидом M?CS (например, СгтС>), а
карбиды <МбС (вольфрама) н МС (ванадия) могут остаться в избытке.
6. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
НА ПРЕВРАЩЕНИЯ В СТАЛИ
Влияние легирущпх элементов
па кинетику распада аустенита
Кинетика распада аустенита, как мы видели в гл. X, опре-
деляет повеление стали при термической обработке. Влияние
же легирующих элементов на кинетику превращения аустенита
очень велико.
Элементы, которые только растворяются в феррите илн
цементите, не образуя специальных карбидов, оказывают лишь
количественное влияние иа процессы превращения. Они нли
ускоряют превращение (к таким элементам относится только
кобальт), или замедляют его (большинство элементов, в том
числе марганец, никель, медь и др.).
Карбидообразующие элементы вносят не только количе-
ственные, по н качественные изменения в кинетику изотермиче-
ского превращения. Так, легирующие элементы, образующие
растворимые в аустените карбиды, при разных температурах
по-разпому влияют на скорость распада аустенита- 700—500“ С
(образование перлита)—замедляют превращение; 500—400'С—
весьма значительно замедляют превращение; 400—300° С (об-
разование бейнита) — ускоряет превращение.
Таким образом, в сталях, легированных карбндообразующи-
ми элементами (хром, молибден, вольфрам), наблюдаются два
максимума скорости изотермического распада аустенита, раз-
деленных областью высокой устойчивости переохлажденного
аустенита. Изотермический распад аустенита имеет два
явно выраженных интервала превращений — превращение в
пластинчатые (перлитное превращение) и превращение в
игольчатые (бейнитные превращения) структуры.
Схематическое изображение диаграммы изотермического
превращения (показано лишь начало превращения) приведено
на рис. 284.
1 Так как способность Fev к растворению углерода ограничена.
23*
355
Практически наиболее важной является способность легиру-
ющих элементов замедлять скорость распада аустенита в райо-
не перлитного превращения, что выражается в смешении линии
вправо па диаграмме изотермического распада аустенита.' Это
способствует более глубокой прокаливаемости и переохлажде-
нию аустенита до интервала мартенситного превращения прн
более медленном охлаждении, например прн охлаждении в
масле или на воздухе, что естественно связано с уменьшением
критической скорости закалки.
Рис. 284 Схема диаграмм изотермического распада аустенита:
о — углеродистая сталь (/) и сталь, легированная некарбядообра*
аующими элементами (2); б — углеродистая сталь (/) и сталь, ле-
гироааииая карбидообразующнмн элементами (2)
В отношении оценки относительной степени влияния различ-
ных элементов на прокаливаемость существуют данные, расхо-
дящиеся в количественном выражении. Наиболее силыю увели-
чивают прокаливаемость хром, никель, молибден, марганец,
поэтому они входят в состав большинства конструкционных ле-
гированных сталей.
Прокаливаемость стали может быть особенно увеличена
при совместном легировании несколькими элементами. Таково,
например, совместное действие никеля и хрома.
1 Установлению причины замедляющего действия легирующих элементов
на распад переохлажденного аустенита посвящен ряд обстоятельных нсследо
ваниА (В С Садовский, М. Е. Блантер, Р, И. Энтин, Р. Мел, А Хульттрен
н др.). Замедление распада аустенита следует объяснить рядом факторов, но
главным^ является, по-вндимому, то. что прн перлитном превращения в леги-
рованной стали требуется диффузия легирующих элементов для образования
карбида, тогда как в углеродистой стали для образования цементита (Fe3C)
требуется только диффузия углерода.
Бейнмтное превращение не сопровождается перераспределением легирую-
щих элементов, происходит перераспределение только углерода, поэтому влия-
ние легирующих элементов на скорость бейннтного превращения невелико
(а если и проявляется, то в сторону ускорения превращения, хотя и не
всегдв).
356
Очень эффективно действует молибден при введении его в
хромоникелевую сталь.
Своеобразно влияют на кинетику распада такие сильные
карбидообразователи, как ванадий, титан, ниобий и частично
вольфрам. Так как эти элементы образуют труднорастворимые
карбиды, то при обычных температурах закалки (800—900° С)
они остаются связанными в карбиды и не переходят в аустенит.
В результате этого прокаливаемость стали уменьшается, так
как карбиды действуют как готовые центры кристаллизации
перлита. При высокой температуре нагрева под закалку эти
карбиды уже растворяются; аустенит содержит этн элементы в
растворе, что увеличивает прокаливаемость.
Опыты показали, что малые добавки некоторых элементов
эффективно влияют на прокаливаемость, в то время как более
высокое их содержание такого действия не оказывает. К таким
элементам надо отнести в первую очередь бор (В). Тысячные
доли процента этого элемента способствуют увеличению про-
каливаемое™, так как весь бор, находясь в растворе, концен-
трируется в тонких пограничных слоях зерна аустенита и умень-
шает скорость зарождения центров кристаллизации перлита'.
Оптимальное содержание бора в стали, обеспечивающее на-
ибольшую прокаливаемость, равно всего лишь 0,002—0,006%;
при большом содержании бора концентрация его на границах
зерна аустенита превышает предел насыщения, в результате
чего появляются избыточные бористые фазы (бориды), дейст-
вующие как центры кристаллизации перлита, и прокалива-
емость уменьшается.
Влияние легирующих элементов
на мартенситное превращение
Легирующие элементы не влияют на кинетику мартенситно-
го превращения, которая, по-видимому, похожа во всех сталях.
Их влияние сказывается здесь исключительно на положении
температурного интервала мартенситного превращения, а это
в свою очередь отражается и на количестве остаточного аусте-
нита, которое фиксируется в закаленной сталп. Некоторые эле-
менты повышают мартенситную точку и уменьшают количество
остаточного аустенита (алюминий, кобальт), другие не влияют
на нее (кремний), но большинство снижает мартенситную точку
и увеличивает количество остаточного аустенита (рис. 285). Из
диаграммы видно, что 5% Мп снижает мартенситную точку до
0°С, следовательно, при таком (или большем) содержании это-
го легирующего элемента охлаждением можно зафиксировать
аустенитное состояние.
1 Как мы видстн выше (гл. X. п. 3), эарольшы перлита образуются глав-
ным образом по границам аустенитных зерен.
357
Содержание легирующего гленеюна, %
Рис. 2BS. Влияние легирующих элементов па температуру мартенситного превраще-
нии (u) н количество остаточного аустенита (б) Стали содержат I С (В. Д. Са-
довский )
Влияние легирующих элементов иа рост зерна аустенита
Все легирующие элементы уменьшают склонность аустенит-
ного зерна к росту. Исключение составляют марганец и бор,
которые способствуют росту зерна. Остальные элементы, из-
мельчающие зерно, оказывают различное влияние: ннкель, ко-
бальт, кремний, медь (элементы, нс образующие карбидов) от-
носительно слабо влияют на рост зерна; хром, молибден, воль-
фрам, ванадии, титан сильно измельчают зерно (элементы
перечислены в порядке роста силы нх действия). Это различие
является прямым следствием различной устойчивости карбидов
(и нитридов) этих элементов. Избыточные карбиды, ие раство-
ренные в аустените, препятствуют росту аустенитного зерна
(см. теорию барьеров, гл. X, и 2) Поэтому сталь прн наличии
хотя бы небольшого количества нерастворимых карбидов сохра-
няет мелкозернистое строение до весьма высоких температур
нагрева.
Влияние легирующих элементов иа превращения при отпуске
Легирующие элементы замедляют процесс распада мартен-
сита. Некоторые элементы, такие как никель или марганец, вли-
яют незначительно, тогда как большинство (хром, молибден,
кремний и др.) — весьма заметно.
Это связано с тем, что процессы при отпуске имеют диффу-
зионный характер и большинство легирующих элементов за-
медляют карбидное превращение, в особенности на стадии
коагуляции.
На начальной стадии распада мартенсита в легированных сталях обра-
зуется е карбид, имеющий тог же состав (по легирующим элементам), что
и мартенсит (показано С. 3. Боьштейпом). На этой стадии отпуска влия-
358
ние легирующих элементов на разупрочнение мартенсита невелико. При бо-
лее высокой температуре происходит срыв когерентности и превращение
«карбида в цементит или специальный карбид На этой стадии отихска
наступает разупрочнение. Большинство легирующих элементов смещает
эти процессы вверх по температурной шкале.
Для получения одинаковых результатов сталь, легированную
такими элементами, как хром, молибден, кремний и др.,
нужно нагревать при отпуске до более высокой температуры
или увеличивать продолжительность отпуска по сравнению с
углеродистой сталью.
СПИСОК ЛИТЕРАТУРЫ
Бэйн Э. Слияние легирующих элементов на свойства сталн. Пер. с англ
М„ Металлургиздат 1945. 330 с. с ил.
Гудремон Э. Специальные сталн. Пер. с ием. Т. I, II. М, Металлургиздат,
1959—1960. 1638 с. с нл.
Меськии В. С. Основы легирования сталн М., «Металлургия», 1964.
684 с. с нл.
В о л А. Е. Строение н свойства двойных металлических систем. М, Фнз-
матгнз. Т. I, 1959. 755 с. Т. II, 1962. 982 с. с ил.
Хансен М.. Андсрко К. Структуры двойных сплавов. М-, Металтург-
издат, 1962. т. I. II. 1487 с. с нл.
Эллиот Р. Структуры двойных сплавов. М., «Металлургия», 1970, т. I,
455 с., т. II. 472 с. с нл.
Шан к Ф. Структуры двойных сплавов. М„ «Металлургия», 1973. 760 с. сил.
Гольдшмидт X. Сплавы внедрения. М, «Мир», 1971, т. I. 424 с, т. II.
464 с. с ил.
Глава XV
КЛАССИФИКАЦИЯ И МАРКИРОВКА
ЛЕГИРОВ АННЫХ СТАЛЕЙ
1. КЛАССИФИКАЦИЯ ЛЕГИРОВАННЫХ СТАЛЕЙ
Легированные стали могут быть классифицированы по че-
тырем признакам: по равновесной структуре, по структуре после
охлаждения па воздухе, по составу и по назначению.
Классификация по равновесной структуре
1. Доэвтектоидные стали, имеющие в структуре избыточный
феррит;
2. Эвтектоидные стали, имеющие перлитную структуру;
3. Заэвтсктоидные стали, имеющие в структуре избыточные
(вторичные) карбиды;
359
4. Ледебуритные стали» имеющие в структуре первичные
карбиды, выделившиеся из жидкой стали 1. В литом виде избы-
точные карбиды совместно с аустенитом образуют эвтектику —
ледебурит, который при ковке илн прокатке разбивается иа обо-
собленные карбиды и аустенит.
В соответствии с диаграммой Fe—С доэвтсктоидные углеродистые ста-
ли содержат менее 0.8% углерода, эвтектоидные около 0,8%, эаэвтектонд-
иые 0,8—2,0% н ледебуритные более 2,0%.
Большинство легирующих элементов сдвигает точки £ и Е (на диа-
грамме состояния Fe—С) в сторону меньшего содержания углерода, по-
этому граница между доэвтектоидными и заэвтектонднымн сталями, за-
286. Влияние легирую-
элемектоп на положе-
ние точек $ и Е
эвтектоидными и ледебуритными — в легированных сталях лежит прн мень-
шем содержании углерода, чем в углеродистых. Так, прн 5% Сг сталь с
0.6% С является заэвтектоидиой, а с 1,5% С — ледебуритной. Влияние раз-
личных элементов на положение точек S и Е показано на рнс. 286-
Как было отмечено, прн большой концентрации элемента, сужающего
у-область, превращение отсутствует (ферритные сплавы). Следова-
тельно, класс ферритных сталей получается прн высоком содержании эле-
мента. сужающего у-область, и малом содержании углерода, расширяюще-
го у-область.
Также может быть получен класс аустенитных сталей. При достаточно
высоком содержании элементов, расширяющих у-область, получаются ста-
ли, в которых сохраняется аустенит прн охлаждении до комнатной темпе-
ратуры.
Следовательно, кроме доэвтектоидиого, эвтектоидного, заэвтектоидного
и ледебуритного классов, могут еще быть легированные стали ферритного
н аустенитного классов.1 2
1 По структуре ледебуритные стали должны быть отнесены к чугунам
(белым). Железоуглеродистые сплавы с содержанием более 2.0% углерода,
т. е. чугуны, при наличии ледебурита не куются. В легированных сталях ле-
дебурит образгется прн меньшем содержании углерода. Присутствие леде-
бурита и в легированных сталях затрудняет ковку, но не делает ее невоз-
можной.
2 Возможны еще так называемые промежуточные классы — полуферрит-
иый яли полуаустеинтный, — это такие стали, у которых у^а превращенне
происходит частично.
360
Классификация по структуре после охлаждения на воздухе
Учитывая структуру, получаемую после охлаждения иа спо-
койном воздухе образцов небольшой толщины, можно выделить
три основных класса сталей*. I) перлитный; 2) мартенситный;
3) аустенитный.
Стали перлитного класса характеризуются относительно ма-
лым содержанием легирующих элементов, мартенситного — бо-
лее значительным и, наконец, аустенитного — высоким содержа-
нием легирующих элементов.
Рнс. 287. Диаграмма изотермического распада аустенита для сталей трех
классов (схема):
о —перлитный класс; б — мартенситный класс; в — аустенитный класс
Постараемся связать получение трех классов стати с кинети-
кой распада аустенита.
Получение трех классов стали обусловлено тем, что по мере
увеличения содержания легирующих элементов устойчивость
аустенита в перлитной области возрастает, а температурная об-
ласть мартенситного превращения понижается, что и отражено
на диаграммах изотермического распада аустенита (рис. 287).
Для легированных сталей перлитного класса (как и для уг-
леродистых) кривая скорости охлаждения па воздухе будет пе-
ресекать область перлитного распада и будут получаться струк-
туры — перлит, сорбит, тростит.
У сталей мартенситного класса область перлитного распада
уже значительно сдвинута вправо. Поэтому охлаждение на воз-
духе не приводит к превращению в перлитной области — аусте-
нит здесь переохлаждается без распада до температур мартен-
ситного превращения, где и происходит образование мартенсита.
Дальнейшее увеличение содержания углерода и легирующе-
' Эта классификация была предложена французским ученым Гийе и по-
этому иногда называ лея классификация по Гийе; классификация по структуре
в равновесном состоянии предложена Обергоффером н иногда называется
классификация по Обсргофферу.
361
го элемента не только сдвигает вправо область перлитного рас-
пада, но и снижает мартенситную точку, переводя ее в область
отрицательных температур. В этом случае сталь, охлажденная
иа воздухе до комнатной температуры, сохранит аустенитное со-
стояние
Отмечаем, что рассмотренная классификация условна и отно-
сится к случаю охлаждения на воздухе образцов относительно
небольших размеров. Меняя условия охлаждения, можно полу-
чать и разные структуры. Так, при закалке перлитной стали мо-
жет быть получена мартенситная структура, а при медленном
охлаждении сталь мартенситного класса испытывает превраще-
ние в перлитной области. Охлаждение аустенитной стали ниже
нуля может вызвать в пей мартенситное превращение.
Классификация по составу
В зависимости от состава легированные стали классифициру-
ются как никелевые, хромистые, хромоникелевые, хромоннкель-
молибдеиовые и тому подобные стали. Классификационный при-
знак— наличие в стали тех пли иных легирующих элементов.
Классификация по назначению
В зависимости от назначения стали можпо объединить в сле-
дующие группы.
Конструкционная сталь, идущая на изготовление
деталей машин. Конструкционная (машиноподелочная) сталь,
как правило, у потребителя подвергается термической обработ-
ке. Поэтому конструкционные стали подразделяют на цементу-
емые (подвергаемые цементации) и улучшаемые (подвергаемые
закалке и отпуску, практически не обязательно высокому).
Близкие по составу к конструкционным сталям, но не пред-
назначаемые для термической обработки у потребителя, объе-
диняются в группу так называемых строительных сталей (они в
основном применяются в строительстве). Часто их называют
низколегированны ни.
Инструментальная сталь, идущая на изготовление
режущего, измерительного, штампового и прочего инструмента.
Инструментальные стали условно подразделяют па следующие
четыре категории, углеродистые, легированные, штамповые и
быстрорежущие.
Стали и сплавы сособыми свойствами. К ним
относятся стали, обладающие каким-нибудь резко выраженным
свойством: нержавеющие, жаропрочные и теплоустойчивые, из-
носоустойчивые, с особенностями теплового расширения, с осо-
быми магнитными и электрическими свойствами н т д.
В ряде случаев эти стали содержат такое большое количест-
во легирующих элементов, что нх нужно причислять не к спла-
362
вам железа, т. е. не к сталям, а к сложным многокомпонентным
сплавам. Однако четкой границы между такими сплавами и ста-
лями нет ’, и поэтому их придется рассматривать вместе со ста-
лями. Более того, некоторые из таких сплавов могут вовсе не со-
держать железа, хотя по свойствам и назначению они близки к
сплавам, в которых основной элемент — железо.
2. МАРКИРОВКА ЛЕГИРОВАННЫХ СТ АЛЕН
Для обозначения марок стали разработана система, приня-
тая в ГОСТах. Обозначения состоят из небольшого числа цифр
и букв, указывающих на примерный состав стали.
Каждый легирующий элемент обозначается буквой: Н — ни-
кель; X — хром; К — кобальт; М — молибден, Г — марганец;
П — медь; Р — бор; Б — ниобий; Ц — цирконий, С — кремний;
П — фосфор; Ч — редкоземельные металлы; В — вольфрам;
Т — титан; А — азот; Ф — ванадий; Ю — алюминий.
Первые цифры в обозначении показывают среднее содержа-
ние углерода в сотых долях процента (у высокоуглсродпстых
инструментальных сталях в десятых долях процента). Цифры,
идущие после буквы, указывают иа примерное содержание дан-
ного легирующего элемента (при содержании элемента менее
1% цифра отсутствует; при содержании около 1% —цифра 1 и
около 2% —цифра 2 и т. д).
Следовательно, сталь состава 0,10—0.15% С н 1,3—1,7% Мп
будет обозначаться 12Г2; сталь состава: 0,28—0,35% С; 0,8—
1,1% Сг; 0,9—1,2%Мп; 0,8—1,2% Si —ЗОХГС и т. д.
Для того чтобы показать, что в стали ограничено содержание
серы и фосфора (S<0,03%; Р<0,03%), а также что соблюде-
ны все условия металлургического производства высококачест-
венной стали, в конце обозначения марки ставят букву А.*
Однако в ряде случаев для сокращения числа знаков в обоз-
начении несколько отступают от точного соблюдения системы
ГОСТов (особенно это относится к сложнолегироваиным ста-
лям). Например, в инструментальных сталях, имеющих углеро-
да больше 1%, цифры, обозначающие его содержание, полно-
стью опускают. Так. инструментальная сталь с 1,45—1,70% С;
11,0—12,5% Сг и 0,5—0,8% Мо обозначается XI2M.
Нестандартнее стали обозначают самым различным образом
Так, опытные марки, выплавленные на заводе «Электросталь»,
обозначаются буквой И (исследоватечьские) и П (пробные) и
порядковым номером, например ЭШ79, ЭИ276, ЭП398 и т. д.
Несмотря на то, что для всех сталей невозможно применить
в полном объеме систему маркировки ГОСТов, она все же пап-
1 Принято условно (ГОСТ 5632—72), что если сумма легирующих эле-
ментов превосходит 50%, то такой сотая не называют сталью
3 Буква А в середине марочного обозначения указывает на наличие азо-
та, специально введенного в сталь.
363
более удобна, наглядна и значительно превосходит в этом отно-
шении принятую в других странах (США, Англии, ФРГ и др.)
систему маркировки стали.
Глава XVI
КОНСТРУКЦИОННЫЕ СТАЛИ
1. МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ, ВЛИЯНИЕ СТРУКТУРЫ
И ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
Сталь, применяемая для изготовления деталей машин, стро-
ительных конструкций и других сооружений, должна обладать
высокими механическими свойствами. При этом сталь должна
обладать высоким комплексом мехвиических свойств, а не вы-
соким значением какого-либо одного свойства. Материал, иду-
щий на изготовление деталей, подвергающихся большим нагруз-
кам, должен хорошо сопротивляться таким нагрузкам и наряду
с высокой прочностью обладать вязкостью, чтобы сопротивлять-
ся динамическим и ударным воздействиям Другими словами,
материвл должен обладать прочностью н надежностью.
В деталях, испытывающих знакопеременные нагрузки, ме-
талл должен обладать высоким сопротивлением усталости, а
трущиеся детали — сопротивлением износу. Во многих случаях
требуется хорошее сопротивление коррозии, ползучести и дру-
гим постоянным воздействиям. Это значит, что детали должны
быть долговечными.
Таким образом, детали машин должны быть изготовлены из
прочного, надежного и долговечного материала
Из всех известных в технике материалов лучшее сочетание
прочности, надежности и долговечности имеет сталь, поэтому
сталь является основным материалом для изготовления ответст-
венных изделий, подвергающихся большим нагрузкам.
Механические свойства стали зависят от ее структуры и сос-
тава. Совместное воздействие термической обработки и легиро-
вания является эффективным способом повышения механических
характеристик стали.
Возможными способами улучшения (повышения) механиче-
ских характеристик стали являются: увеличение содержания уг-
лерода; легирование; диспергирование структурных составляю-
щих (путем понижения температуры превращения аустенита в
сочетании с отпуском); измельчение зерна; наклеп.
Однако всякое упрочнение, проведенное указанными спосо
бвми (кроме измельчения зерна и легирования никелем), сни-
жает вязкость (повышает порог хладноломкости и уменьшает
работу распространения трещины).
364
Поэтому при разработке составов конструкционных сталей
н режимов их термической обработки нужно рассматривать та-
кие способы, при которых пластические и вязкие свойства умень-
шаются в минимальной степени.
Простое увеличение углерода прн феррито-перлитной струк-
туре (нормализованное состояние) приводит к повышению проч-
ности и порога хладноломкости. Максимальная прочность при
такой структуре соответствует содержанию углерода примерно
1% Си достигает всего лишь 100 кгс/мм2 (см. выше рис. 148),
тогда как порог хладноломкости лежит ниже 0°С лишь прн со-
держании углерода не более 0,4%.
Таким образом, мы можем заключить, что предельное содер-
жание углерода в термически не упрочненной стали с ферриго-
перлитной структурой составляет 0,4%; при этом сталь будет
иметь ав=60 кгс/мм2, Т50=—20°С и ар=6-г7 кгс-м/см2.*
Если предъявить требования свариваемости, то содержание
углерода должно быть снижено до 0,2% (во избежание образо-
вания трешпн в сварном шве и его охрупчивания); прочность
при этом снизится до ~35 кгс/мм2.
Получение дисперсных структур в результате переохлажде-
ния аустенита ведет к непрерывному повышению твердости и
прочности; максимальную твердость (прочность) имеет мартен-
ситная структура. При 0,4% С мартенситная структура имеет
твердость около HRC 60 (НВ 650), что соответствует прочно-
сти * 1 порядка 220—240 кгс/мм2. Однако вязкость в этом случае
недопустимо низкая, н должна быть повышена отпуском, правда,
за счет снижения прочности.
Двойная обработка, прн которой окончательная структура
формируется не из аустенита, а из мартенсита, т. е. примене-
ние закалки с последующим отпуском позволяет широко изме-
нять прочностные свойства от максимальных, соответствующих
закаленному состоянию, до минимальных, соответствующих
отожженному, и важно, что при этом пластические и вязкие
свойства оказываются более высокие, чем при одинарной обра-
ботке (продукты распада аустенита).
Это наглядно видно из табл. 29. Так, например, если обра-
батывать сталь для получения предела прочности 80 кгс/мм2, то
окажется, что в случае двойной обработки (закалка+отпуск)
* Напомним читателю, что а, — предел прочности — характеризует проч,
иость сталн (аг прн феррито-перлитной структуре 0,5—0,6 от а,),
а Гь«—порог хладноломкости — соответствует температуре, когда в изломе
образца 50% вязкой составляющей, а ор — работа распространения вязкой
трещины, чнсленно равная ударной вязкости образца с трещиной. Первое
(7К) характеризует сопротивление стали хрупкому разрушению, а второе
(аР) — вязкому разрушению. Цифры вязкости соответствуют нормализован-
ной стали 40 обычной чистоты и обычного размера зерна (зерно № 5—8).
1 Испытание на растяжение таких твердоэакалениых сталей (/У(?С>58)
дает меньшее значение прочности, чем здесь указано (из-за преждевременного
хрупкого разрушения).
365
6=26%. 4=65% и aBl=144-17 кгс-м/см2, а в случае одинар-
ной (нормализация) 6 = 14%, ф=22%, ан =34-6 кгс-м/см2.
Это является результатом разного положения порога хлад-
ноломкости и меньшего содержания волокна в изломе (%) (для
закаленной и откушенной стали В = 80%, а для нормализован-
ной В =30%*).
Такое повышение качества стали (отмечаем качества, а не
прочности) в результате двойной термической обработки — за-
калки н высокого отпуска — заставляет считать правильным
название этого вида терми-
ческой операции — улучше-
наем (правильнее, термиче-
ским улучшением).
Рис 289. Влияние легирова-
ния на порог хладноломко-
сти
Рис. 288. Работа распространения трещин
в зависимости от предела прочности. Сталь
типа ХЗМФС. Улучшенное состояние (ав-
тор)
1 — обычная чистота, обычная термическая
обработка; 11 — высокая чистота, измель-
ченное зерно (путем ВТМО); пунктирные
линии прн 20° С; сплошные — при содер-
жании 100% волокна (ЗОСТ3 С)
Тем не менее, возможности термического улучшения также
не безграничны. Как п в случае других видов упрочнения— при
увеличении прочности термически улучшенной стали снижают-
ся вязкие свойства. На рис 288 показана зависимость работы
распространения трещины от предела прочности стали в улуч-
шенном состоянии (типа Х5М2СФ).
Величина ар=2 кгс-м/см2 для детали машин является мини-
мальной. Для стали обычной выплавки и после обычной терми-
ческой обработки (кривые 1) это предельное значение будет при
ов = 180 кгс/мм2 (при полностью вязком изломе)
Однако здесь появляется другой неблагоприятный фактор —
повышение порога хладноломкости до температур выше ком-
натной, в результате чего доля волокна в изломе уменьшается
и соответственно снижается ар (пунктирная линия). По этой
* Приводимые цифры относятся к стали 40 обычной структуры и обыч-
ной чистоты.
366
причине предельное значение прочности (ов), при котором Др.
сохраняет удовлетворительные значения для обеспечения на-
дежности детали, оказывается для такой стали равной всего
лишь 120 кгс/мм2.
Итак, мы видим, что для сохранения достаточной вязкости
после одинарной термической обработки (нормализации) пре-
дельное значение прочности составляет всего лишь 60 кгс/мм2,
а в случае двойной обработки (улучшения) 120 кгс/мм2,
Такне же рассчждення приведут иас к выводам, что при взотермиче-
ской закалке на бейнит удовлетворительная вязкость сохраняется прн проч-
ности нс более 140—160 кгс/мм3.
Какова же роль легирующих элементов, формирующих вме-
сте с термической обработкой ту или иную структуру, в резуль-
тате чего достигается какая-то прочность?
Из сказанного выше явствует, что оптимальные механиче-
ские свойства достигаются в результате улучшения (нли изо-
термической закалки), для чего аустенит должен быть при за-
калке переохлажден до температур образования мартенсита* 1.
В углеродистых сталях (Ст 20—40) при применяемых иа прак-
тике интенсивных закалочных средах (вода) сквозную закалку
удается получить в сечениях до 10—15 мм.
Увеличить прокаливаемость термическими средствами (ин-
тенсификация охлаждения, выращивание зерна) нецелесообраз-
но, так как возникает опасность получения закалочных дефек-
тов и ухудшения вязких свойств.
Практически остается один способ углубления прокачиваемо-
сти — легирование.
Было показано, что введение легирующих элементов приве-
дет вначале к улучшению механических свойств (например, по-
рога хладноломкости Тх, рис. 289), пока при данных условиях
(размер деталей, условия охлаждения) не будет достигнута
сквозная прокаливаемость, что соответствует минимуму па кри-
вых А и Б, после чего дальнейшее увеличение содержания ле-
гирую цего элемента приводит уже к ухудшению свойств 2 (сталь
Б прокаливается глубже, чем сталь А, рис. 289).
По этим соображениям для ответственных деталей, имею-
щих, как правило, диаметр размером более чем 10 мм, применя-
ют легированные стали, и чем больше этот размер термически
обрабатываемой детали, тем более легированную сталь следует
применять (рис. 290)
1 При изотермической закалке до температур образования бейнита.
1 Легирование, как нзаестпо, преследует определенную цель (повы-
шение прокалнваемости увеличение жаропрочности и т. д.>. Оказывается в
бозьшннстве случаев имеется оптимальное содержание данного элементе, ко-
торый вводят в металл для получения заданных свойств, превышение этого
предела приводит к обратным результатам. Указанное положение получило
название теория предельного легирования.
367
Этим роль легирующих элементов можно было бы считать
исчерпанной ', если бы не одно обстоятельство
Как видно из схемы, приведенной на рис. 288, работа рас-
пространения трещины при комнатной температуре (пунктир-
ная линия /) ниже полного значения ар (сплошная линия /),
что является результатом появления хрупкой составляющей в
изломе. Легирующие элементы не понижают, а повышают порог
хладноломкости и тем
самым увеличивают
содержание хрупкой
составляющей в изло-
ме. за исключением ни-
келя. который препят-
ствует хрупкому раз-
рушению, понижает
порог хладноломкости.
Поэтому легированная
конструкционная сталь
ответственного назна-
чения содержит, как
правило, 1—3% Ni, а
новейшие типы конст-
рукционных сталей —
до 9—18% Ni в основ-
ном для понижения по-
рога хрупкости. Поэто-
му, если сталь разру-
шается при комнатной
температуре на 100%
Рнс. 290. Изменение механических свойств по се-
чению различных сталей в улучшенном состоянии
вязко, то «критическое»
значение ар=2 кгс-м/см1 2 будет при прочности 180 кгс/мм2.
Действительно, практика показала, что высоконикелевые ста-
ли, хрупко не разрушающиеся при комнатной температуре, мо-
гут надежно работать при <тв= 1604-180 кгс/мм2.
Имеются ли перспективы дальнейшего повышения прочности
при необходимом уровне надежности (ар=2 кгс-м/см2).
Очищение стати от вредных примесей (использование чистой
шихты в сочетании с современными переплавными процессами)
приводит при данном у ровне прочности к повышению вязкости 2
(кривые II на рис 288). Таким образом, применение стали вы-
сокой чистоты — реальный способ использования повышенной
прочности (ов>-180 кгс/мм2) илн экономии никеля (ов<
< 180 кгс/мм2).
Второй способ использования (повышения) высокой прочно-
сти—измельчение зерна. Измельчение зерна феррита приводит
1 Как н предполагал Бейн. 1940 г.
2 Понижению Т"50 и повышению а..
368
к повышению предела текучести1 (рис. 291) и одновременно к
другому положительному эффекту — снижению порога хладно-
ломкости (повышение сопротивления хрупкому разрушению).
Одновременное использование как очищения стали от вред-
ных примесей, так и измельчения зерна путем ВТМО приводит
к повышению ар и практически создает условия для использова-
ния сталей с ов=2204-240 кгс/мм2 (см. рнс. 288, кривые //).
Сейчас проводят интенсив-
ные работы по получению ста-
ли с ультрамелкнм (сверхмсл-
кнм) зерном № 12—14 (в по-
перечнике несколько микрон).
Это позволит повысить эксплу-
атационно надежный уровень
прочности.
Кроме того, от конструкционной
стали требуется не только высокая
прочность, но н ряд других важ-
ных свойств: жесткость, надежность,
долговечность; вес они в целом опре-
деляют как выбор материала, так и
размеры и сечеине изделия.
Так, жесткость конструкции оп.
ределяется таким свойством материа-
ла как модуль нормальной упруго-
сти (Е), и размеры изделия опреде-
ляются его значением н величиной
Рнс 291 предел текучести в зависимости
от размера зерна
Г—б — разные стали; d — размер зерна
допустимой упругой деформ а ни н.
Чтобы изделие в процессе эксплуатации не претерпело остаточной де-
формации, уровень номинальных напряжении не должен превышать пре-
дел текучести. Таким образом предел текучести (ио 2) также определяет
размеры изделия.
Надежность изделия, т. е. гарантия от случайных поломок, тем выше,
чем больше сопротивление материала разрушению (Т50, аР, Кк).
Долговечность изделия определится сопротивлением его материала вз-
носу. коррозии, ползучести и т. д. и характеризуется временем нормальной
его эксплуатации.
Очень часто все перечисленные параметры не могут быть достаточно
точно определены для изделий данной конфигурации н для данных усло-
вий эксплуатации и размеры, и масса изделия определяются ие очень кон-
кретными «конструктивными соображениями».
2, ТЕРМИЧЕСКАЯ 0БР4Б0ТКА КОНСТРУКЦИОННЫХ СТАЛЕЙ
Из данных, приведенных в табл. 29, видно, что при одина-
ковом уровне прочности более высокие механические свойства
1 Влияние нзметьчевня зерна феррита на предел текучести хврактери-
эуется так называемой формулой Холла — Петча (см. рнс 291) <Уод=<Хз+
+Xd'/s (под- предел текучести; ос — предел текучести очень крупнозернис-
того металла; К — коэффициент; d —размер зерна). Тем не менее, согласно по-
следним данным, эта формула не точна, так как предел текучести зависит не
только от размера зерна, но н внутренней (тонкой) его структуры.
24 Гуляев А. II.
369
получаются после двойной термической обработки. Легирован-
ные стали следует применять исключительно в термически об-
работанном виде. Применение легированной и поэтому дорогой
сталн без термической обработки нерационально *.
Механические свойства стали Таблица 29
Предел Предел Ударвея вязкость
сл, кгс/мм* о о у. кгс/мм* удлинение б. % сужение $, % а „ , кге м/см* Н1
Пос ic закалки и отпуска
160 140 10 45 4—6
140 120 15 50 g 7
120 100 18 50 7—9
100 85 21 55 10—12
90 80 23 60 12—14
80 70 23 65 14-17
70 60 30 70 18—22
Без термической обработки (или одинарной термической обработки)
100 60 6 15 1-2
90 55 10 18 2-3
80 55 14 22 3 g
70 45 18 30 5—10
60 40 22 40 8—12
50 35 30 55 10—15
Режим термической обработки конструкционных сталей оп-
ределяется главным образом содержанием углерода.
Рассмотрим применяемые на практике типичные режимы
термической обработки для низкоуглеродистой (0,10—0,25% С)
и среднеуглеродистой (0,30—0,45%С)сталей.
Конструкционные стали подвергают двойной упрочняющей
термической обработке — закалке+отпуску, причем среднеугле-
родистыс — обычно высокому отпуску (улучшению), низкоугле-
родистые — низкому.
Режим закалки определяется положением критических то-
чек и способностью аустенита к переохлаждению.
Нагрев под закалку проводят, как правило, до температуры,
незначительно превышающей (на 30—50° С) точку Ас>. У боль-
шинства марок конструкционных низкоу глсродистых сталей эта
1 Исключение может быть сделано для некоторых строительных ствлей,
легированных небольшим количеством дешевых элементов — марганцем н
кремнием.
370
температура находится около 900° С и у среднеуглеродистых—
около 850' С.
Низколегированные стали, как и углеродистые, следует зака-
ливать в воде (и лишь прн малых размерах — в масле), так как
малая устойчивость переохлажденного аустенита в районе пер-
литного распада (около 600° С) делает необходимым быстрое
охлаждение при закалке.
Увеличение содержания легирующих элементов приводит,
как мы }же знаем, к увеличению устойчивости переохлажден-
ного аустенита. В конструкционных сталях обычного состава со-
держание легирующих элементов таково, что становится воз-
можной закалка в масле. В некоторых сталях с несколькими
легирующими элементами (например, в хромовольфрамовых или
хромоиикельмолибдсновых сталях) перлитное превращение
аустенита настолько задерживается, что охлаждением деталей
больших размеров на спокойном воздухе достигается переохлаж-
дение аустенита до температур мартенситного превращения.
Рассматривая условия, которые необходимо создать для
охлаждения при закалке легированных конструкционных ста-
лей, мы должны вспомнить еще об одной особенности кинетики
распада аустенита сталей, легированных карбидообразуюшнми
элементами. В этих сталях (ннзкоуглеродистых) скорость бей-
нитиого превращения при 300—400е С оказывается с}щественпо
более высокой, чем скорость перлитного распада (500—000° С)
(см. рнс. 284). Поэтому при закалке слел}ет ускорять охлажде-
ние в нижнем районе температур (прн 300—400° С), чтобы из-
бежать бейиитпого превращения
В виде общего вывода важно заметить, что у легированных
сталей мартенситная структура может быть достигнута более
медленным охлаждением, чем у углеродистых; более медленное
охлаждение создает меньшие внутренние напряжения, что яв
ляется фактором, повышающим конструктивную прочность.
& Закалка сталн иа мартенсит — это первый этап термической
обработки конструкционной стали. Низкая пластичность, значи-
тельные внутренние напряжения не допускают применения кон-
струкционной стали только в закаленном состоянии. Необхо-
дим отпуск, повышающий пластичность и вязкость и уменьша-
ющий внутренние напряжения.
м Отпуск — завершающая операция термической обработки
конструкционной стали, окончательно формирующая ее свой-
ства.
На примере хромоникелевой низко- и средне}глеродистой
стали (наиболее типичной) рассмотрим, как изменяются меха-
нические свойства в зависимости от температуры отпуска
(рис. 292).
1 Положение не яяляется бесспорным. В последнее время появились дан-
ные, которые показывают, что продукты отпуска бейнита обладают более вы-
сокой вязкостью, чем продукты отпуска мартенсита.
2i- 371
В обоих случаях с повышением температуры отпуска (выше
200° С) предел прочности (ов) падает, а пластичность (в дан-
ном случае относительное сужение) возрастает.
3 ннзкоуглеродистой стали после закалки получается доста-
точно пластичный мартенсит. Отпуск при 150° С снимает (ко-
нечно, только частично) внутренние напряжения и несколько
повышает пластичность. В лучших сортах ннзкоуглероднстых
Температура отпуска. ‘С
Рис. 292. Влияние отпуска на механические свойстве хромоникелевой стали:
и — ннзкоуглеродистая сталь; б — среднеуглероднстая сталь
ческих свойств (ов до 1304-140 кгс/мм2 при г):=504-60% и а„
До 12—14 кгс-м/см2). Структура после такой обработки состоит
из отпущенного малоуглеродистого мартенсита.
Для среднеуглеродистых конструкционных сталей, у которых
после закалки получается мартенсит с большим содержанием
углерода, такой отпуск недостаточен, если стремиться получить
высокую вязкость.
При низком отпуске прочность будет повышенной (ав = 1604-
4-170 кгс/мм2), а пластичность и вязкость — низкими. Поэтому
для этих сталей необходим более высокий отпуск, который обыч-
но проводят при 550—600°С. При этой температуре происходит
полный распад мартенсита с образованием зернистой высоко-
дисперсной феррито-карбидной смеси—сорбита. Механические
свойства при этом будут примерно такими же, как и прн низ-
котемпературном отпуске малоуглеродистых сталей, т. е. ов =
= 1204-130 кгс/мм2, ф=504-60% и о„ =124-14 кгс-м/см2.
Итак, можно сделать некоторые выводы.
Типичным режимом термической обработки для получения
лучшего комплекса механических свойств являются: для мало-
372
углеродистых легированных сталей — закалка с 900° С в масле
с отпуском при 150°С (структура отпущенного мартенсита);
для среднеуглеродистых легированных сталей — закалка с 850° С
в масле с отпуском прн 550—650°С (структура сорбита). В обо-
их случаях механические свойства получаются почти одинаковые.
В ряде случаев от этих основных режимов термической об-
работки отступают и применяют несколько иные.
Так, высоколегированные низкоуглеродистые стали иногда
отпускают при высокой температуре. Это делается для получе-
ния большей пластичности и вязкости (за счет некоторого сни-
жения прочности).
Среднеуглеродистые стали, если требуется получить особо
высокую прочность (а„= 1604-180 кгс/мм2), отпускают при
200- 250°С; надо, однако, иметь в виду, что ударная вяз-
кость при этом сравнительно низкая (аН1=44-6 кге-м/см2, а
qp=14-2 кгс-м/см2).
Высокое сочетание прочности и вязкости (<тв =140-4
4-170 кгс/мм2; он1 =64-7 кгс-м/см2) получается в некоторых ста-
лях в результате изотермической закалки с распадом аустенита
в промежуточном интерва-
ле температур (300—
400° С).
Наиболее высокую проч-
ность получают путем ТМО'.
Технологическое осуществ-
ление ТМО, однако, доста-
точно сложно.
Рассмотрим теперь, как
влияют температура отпус-
ка и скорость охлаждения
после отпуска иа ударную
вязкость легированной кон-
струкционной стали (рис.
293).
Для случая медленного
охлаждения после отпуска
кривая ударной вязкости
имеет два минимума — для
отпуска прн 300° С и при
~ 550° С.
, Охрупчивание стали при
Рис. 293. Влияние отпуска на ударную
вязкость легированной стали (схема):
/—быстрое охлаждение; 2 —медленное
охлаждение
некоторых условиях отпус-
ка называется отпускной хрупкостью. Понижение вязкости при
этом вызвано повышением температуры перехода в хладнолом-
кое состояние. Различаются два рода отпускной хрупкости.
1 Си гл X, л. 8.
373
Отпускная хрупкость I рода проявляется при отпуске окаю
300° С у всех сталей, независимо от их состава и скорости охлаж-
дения после отпуска.
Каковы возможные причины отпускной хрупкости I рода?
Существует ряд объяснений. Например, предполагают, что развитие
хрупкости связано с исчезновением вязкой фазы — остаточного аустенита,
превращающегося при этих температурах в отпущенный мартенсит
(2-е превращение при отптске). Этому предположению противоречит тот
факт, что хрупкость 1 рода одинаково наблюдается н в тех случаих, когда
после закалки остаточный аустенит отсутствует.
Предполагается, что хрупкость вызывается главным образом тем, что
выделяющиеся кврбнды имеют пластинчатую форму. Одчако известно, что
карбиды пластинчатой формы возникают при отпуске еще до развития
хрупкости и сохраняются при более высоких температурах, когда вязкость
стали восстанавлнввется.
В последнее время выдвинуто предположение, по которому развитие
отпускном хрчпкости вызывается неравномерностью распада пересыщенно-
го твердого раствора углерода в а железе (в отпущенном мартенсите).
Распад протекает прн этих температурах наиболее полно (почти до конца)
по границам зерен, в результате чего появляется резкое различие между
прочностью пограничных слоев зерна и телом самого зерна. В этом случае
менее прочные приграничные слон начинают играть роль концентратов на-
пряжения, что н приводит к хрупкому разрушению. Прн увеличении про-
должительности отпуска или прн повышении температуры степень распада
а раствора должна выравниваться по зерну, а вязкость стали восстанав-
ливаться.
Отпускная хрупкость II рода обнаруживается после отпуска
выше 500 С. Характерная особенность хрупкости этого вида за-
ключается в том, что она проявляется в результате медленного
охлаждения после отпуска: при быстром охлаждении вязкость
не уменьшается, а монотонно возрастает с повышением темпе-
ратуры отпуска (как показывает верхняя кривая, приведенная
на рис. 293). Однако отпускная хрупкость II рода снова может
быть вызвана новым высоким отпуском с последующим замед-
ленным охлаждением 1
Следует отметить, что остальные характеристики механиче-
ских свойств практически не зависят от скорости охлаждения
после отпуска.
Не все стали склонны к отпускной хрупкости II рода. Опа
ие появляется у углеродистых сталей Склонность к отпускной
хрупкости возникает при легировании стали карбидообразу ю-
щимп элементами (марганца, хрома) при наличии в ней более
0,001% Р. Хром делает сталь особо чувствительной к условиям
охлаждения при отпуске, особенно если, кроме хрома, сталь со-
держит еще никель или в повышенном количестве марганец.
Если марганец п фосфор усиливают эту чувствительность, то
молибден и в меньшей степени вольфрам уменьшают ее.
* Поэтому отпускпгю хрупкость II рода называют иногда обратимой от-
пускной хрупкостью в отличие от отпускной хрупкости 1 рода, именуемой не-
обратимой.
374
Опыты показали, чтоеслн легироваин^юсталь, быстроохлаж-
депную после отпуска при 650° С, вновь подвергнуть продолжи-
тельному нагреву при 500— 520° С, то независимо от скорости
последчющсго охлаждения в стали развивается хрупкость. Сле-
довательно, в стали при температурах ниже 600 С совершают-
ся какпе-то диффузионные процессы, приводящие к охрупчи-
ванию.
Какова природа отпускной хрупкости II рода’
Металлографически показано, что развитие отпускной хрупкости со-
провождается здесь выделением избыточных фаз по границам зерна.
Рнс. 294 Микроструктура хромоинкслеяоЯ стали после отпуска прн 550° C.XS00:
а — медленное охлаждение — хрупкое состояние; б—быстрое охлаждение —
вязкое состояние хЗОО
Оказывается также, что наряду с этим происходит обогащение границ
зерна фосфором, выявляемое травлением пикриновой кислотой (рнс. 294»а).
Такое же травление стали, находящейся в вязком состоянии, не выявляет
границ зерен (рнс 291.6)
Выдвинуто объяснение явления отпускной хрупкости 11 рода
(Л. М. Утсвскнм), которое вкратце сводится к следующему.
Прн высоком отпуске по границам эериа происходит более ускоренное
(в сравнении с объемом зерна) карбидообразовзннс н насыщение карбид-
ной фазы марганцем, хромом, а также образование специальных карбидов
(прн соответствующей легнрованности). Этот процесс приводит к обедне-
нию кдрбндообразхющнмн элементами приграничных слоев зерна. Прн по-
следующем медленном охлаждении (или во время выдержки прн 500—
520° С) происходит обогащение этих приграничных слоев фосфором, так
как прн температурах ниже 600° С фосфор приобретает стремление к диф-
фузионному перераспределению в направлении участков. обедненных кир-
бидообразующимн элементами (нвпенис восходящей диффузии), а диффу-
зионная подвижность атомов фосфора при этих температурах достаточно
велика. В итоге сталь охрупчивается из-за ослабления прочности межзерен-
ных сцеплений.
При новом отпуске с последующим быстрым охлаждением хрупкость
будет снята Произойдет это потому, что выше 600’С неравномерность
Г определении ф1 сфера по зерну уже не может сохраниться, его концентра-
375
ция выравнивается, а при быстром охлаждении в районе температур ниже
600° С фосфор уже ие успевает перераспределиться и вновь обогатить гра-
ницы зерен.
Благоприятное влияние небольших добавок молибдена (до 0,5—
0,6%), тормозящих и даже иногда устраняющих отпускную хрупкость
II рода, объясняется тем, что молибден слабо участвует в образовании ле-
гированного цементита (Fe, Мо)8С и прн таких содержаниях не образует
специальных карбидов. Поэтому обедисиня приграничных участков зерен
молибденом не происходит. Присутствие же молибдена в растворе умень-
шает разницу в диффузионной подвижности атомов по границам н в объе-
ме зерна и тем самым ослабляет возникновение неоднородности по другим
карбидообразующим элементам. Вместе с тем молибден устраняет вредное
влияние фосфора по границам зерен.
Прн более высоком содержании молибдена в стали уже может возни-
кать специальный карбид Это будет приводить к обеднению границ зер-
на молибденом при отпуске н к обогащению их фосфором при замедлен-
ном последующем охлаждении. Следовательно, при более высоких содер-
жаниях молибден будет уже способствовать развитию отпускной хрупко-
сти. Примерно также действует и вольфрам.
Из сказанного следует, что во избежание охрупчивания нуж-
но избегать интервала температур отпускной хрупкости перво-
го рода (300—400°С). Для сталей, склонных к отпускной хруп-
кости второго рода, следует предусматривать быстрое охлажде-
ние после отпуска. Эти сталн не должны в работе нагреваться
до высоких температур (500— 600°С), так как это может так-
же повести к охрупчиванию. В тех случаях, когда после отпуска
нельзя создать быстрое охлаждение (например, для очень круп-
ных деталей), следует применять сталн, легированные молиб-
деном, замедляющим развитие отпускной хрупкости второго
рода
Применение чистых сталей по фосфору в первую очередь,
а также по примесям внедрения (кислорода, азота, водорода)
и цветным металлам (олова и др.) еще более эффективное сред-
ство, чем дополнительное легирование молибденом или вольфра-
мом для устранения склонности к отпускной хрупкости второ-
го рода.
3. ЦЕМЕНТУЕМЫЕ (НИЗКОУГЛЕРОДИСТЫЕ) СТАЛИ
Рассмотрим некоторые наиболее распространенные ннзкоуг-
леродистые сталн, применяемые для изготовления цементуе-
мых деталей. Как уже указывалось, для этой цели применяют
стали с ннзкнм содержанием углерода (0,1—0,25%) с тем, что-
бы после цементации, закалки и низкого отпуска получить твер-
дый поверхностный слой н вязкую сердцевину. Твердость по-
верхности после такой обработки будет около HRC 60, а сердце-
вины— порядка HRC\§—30.
В деталях из углеродистой стали вследствие ее слабой про-
каливаемое™ высокую твердость получает лишь поверхностный
цементованный слой, а сердцевина не упрочняется.
376
В легированных же сталях упрочнение сердцевины при тер-
мической обработке (закалка+низкнн отпуск) 6} дет тем более
значительным, чем больше углерода н легирующих элементов
они содержат.
В соответствии со сказанным цементуемые сталн следует
разделять на три группы: углеродистые стали с неупрочняемой
сердцевиной, низколегированные сталн со слабо упрочняемой
сердцевиной и относительно высоколегированные стали с серд-
цевиной, сильно упрочняемой при термической обработке. Ста-
ли последней группы называют иногда высокопрочными цемен-
туемыми сталями. К ним следует также отнести и стали со срав-
нительно невысоким содержанием легирующих элементов, но с
повышенным содержанием углерода (0,25—0,30%).
Составы наиболее распространенных цементуемых сталей приведены
в табл. 30.
Таблица 30
Составы цементуемых сталей1, % (ГОСТ 4543—71)
№ пп. Сталь С Ст N1 Мп
I 10 0,07—0,13 —
2 20 0,17—0.24 — -— —
3 154 0,12—0,18 0,8—1,0 — —
4 20Х 0,17—0.23 0,7—1,0 — —
5 15ХР 0,12—0,18 0,7—1,0 — —
6 20ХН 0,17—0,23 0.45—0.75 1,0—1,4 —
7 20ХГР 0,18—0,24 0,7—1,1 0.7—1,0
8 20ХНР 0,16-0,23 0,7—1,1 0.8—1,1 —
9 18ХГТ 0.17—0,23 1,о—1.з — 0,8—1,1
10 ЗОХГТ 0,24—0,32 1,0—1,3 0,6—0,9 —
11 18ХНМФЛ 0,16—0,21 0,6—0,9 — 0,8—1,1
12 12ХНЗ 0,09—0,16 0,6—0,9 2,75—3,15 —
13 12Х2Н4 0,09—0,16 1.25—1,65 3,. 25—3.65 —
14 20Х2Н4 0,16—0,22 1,22—1,65 3,25—3,65 —
15 18Х2Н4В» 0,14—0,20 1,35-1,65 4.0—4,4 —
1 Во всех сталях содержится <0.8% Мп (если больше, то указывается), 0.17—
0.37% SI; <0.035% S и Р В так называемых высококачественных сталях (с буквой Л) со-
держание S н Р<0.025%. В сталях с буквой Т в марочном обозначении содержание ти-
тана регламентируется в пределах 0.06—0.12%. без буквы T — титан содержится обыч-
но в количестве 0,01—0.03% и вводится для раскисления. В сталях с буквой Р в ма
речном обозначении гарантируется содержание 0.002—0,003% В, Сталь 18ХНМФА содер-
жит еще 0.08—0,14% V.
• Сталь содержит 0,45—0.65% Мо или 0.8—1,2% W.
Разная степень упрочнения прн термической обработке объясняется по-
лучением разных структур вследствие различий в кинетике распада пе-
реохлажденного аустенита (рис. 295).
377
В делегированных низкоуглероднстых сталях (напрнмер. сталь 10) вы-
ступ С-образной кривой настолько сдвинут влево (рнс. 295, а), что даже
при интенсивном охлаждении в воде в слоях, лежащих под цементованным
слоем, аустенит не удается переохладить до низких температур. Практи-
чески вне зависимости от условии охлаждения аустенит превращается в
феррито-перлитную смесь. Эта сталь почти не упрочняется при термической
обработке.
Диаграммы изотермического распада аустенита в низкоуглеродистых
слаболегнроваиных сталях характеризуются сильно развитой областью про-
межуточного, бейннтного превращения (рис 295,6). При закалке н масле.
I 11,111
Г конец
превращения
400
5 зоо
10 Ю1 10'
время, с
_________О.___
если интенсивность охлаждения
достаточна для получения высо-
кой твердости в поаерхностном це-
ментованном слое, то сердцевина
претерпевает беГ’ннтнос превраще-
ние н заметно упрочняется.
Наконец, в высоколегирован-
ных цементуемых сталях охлажде.
ния в масле и даже на воздухе
достаточно для получения в серд-
цевине структур нижнего бенннгэ
или мартенсита (рнс. 295. о). что
приводят к весьма интенсивному
упрочнению.
Таким образом, деление це-
ментуемых сталей на три группы
соответствует структчре. получае-
мой в сердцеанне (прн охлажде-
нии в масле) феррито-перлитной,
бейиитной нли мартенситной.
й
£ т
"ofl Ю Юг Ю3 Ю* ю w3 /о3 ю* /о*
время, с время, с
б 6
Рнс 295. Диаграмма изотермического распада аустенита цементируемых сталей:
о - 10. б - 20ХГ; в — I2X2H4 (Л. Л Попов)
378
К первой группе. как указывалось, относятся углеродистые стали 10, 15
и 20 (табл. 30). широко применяемые для цементуемых изделий.
Если от детали требуется высокая устойчивость против истирания и не
предъявляются повышенные требования относительно прочности, то их изго-
тавливают нз указанных простых н дешевых углеродистых сталей. Глубину
цементации выбирают в зависимости от условий работы деталей.1 После
цементации проводят закалку в воде и затем отпуск при 150—180° С. При
закалке в воде цементуемые детали довольно сильно деформируются.
В табл. 31 приведены механические свойства углеродистых сталей.
Таблица 31
Механические свойства* углеродистых цементуемых сталей
Ст я ль Ов. кгс/мм1 С_. кгс/мм* в. % <р. %
10 40 25 35 70
15 43 27 32 65
20 47 30 30 60
Примечание. Ударная вязкость не указана. Она в этих сталях пос-
ле цементации может колебаться в очень широких пределах в зависимости
от размера дейстаитетьного зерна, что заянент от режима цементации и по-
следующей термической обработки, регенерирующей зерно.
’ Сообщаются типичные, наиболее часто встречающиеся значения свойств. В ГОСТах
н ТУ (технические условия) обычно указываются несколько более низкие их значении.
Это замечание относится и к следующим таблицам.
Ко второй группе, т. е. к низколегированным и упрочняемым при тер
мическон обработке сталям, можно отнести следующие: 15Х, 15ХР н 20ХН
(см. табл. 30).
В исходном отожженном состоянии свойства этих сталей практически
одинаковы: и« = 50ч-60 кгс/мм2; Оо,2=35—40 кгс/мм2; 6=30%; ф = 60%
твердость НВ 140—180.
После закалки н низкого отпуска прочность низколегированных сталей
заметно повышается при незначительном снижении пластичности
(табл. 32).
Таблица 32
Механические свойства легированных цементуемых сталей
Марка стали Св. кгс/мм* °0.2- кгс/мм* в. % ф. % л . кге-см/ и| /см*
I5X 75 65 15 55 10
20Х 85 70 15 55 12
15ХР 75 65 15 55 12
20ХН 85 70 15 55 12
Примечание. После закалки в масло и отпуска прн 200°С.
1 Чем больше удельное давление, тем толще должен быть слой цемен-
тации.
379
Указанные свойства характерны для малоуглеродистой стали бейннт-
ного тина.
Стали 20ХГР. 20ХНР, 18ХГТ, ЗОХГТ, 12ХНЗ, 12Х2Н4, 18Х2114В долж-
ны быть отнесены к третьей группе —к высокопрочным цементуемым ста-
лям, сильно упрочняемым прн термической обработке, вследствие образо-
вания в сердцевине мартенсита при закалке. Степень упрочнения опреде-
ляется содержанием углерода в стали, а также, хотя и в мсныией степе-
ни, содержанием легирующих элементов и интенсивностью охлаждения при
закалке.
В табл. 33 приведены механические свойства некоторых высокопроч-
ных цементуемых сталей. Следует учитывать, что увеличение содержания
углерода (в пределах марочного состава) н скорости охлаждения при за-
калке приводит не только к повышению прочности, но н к снижению
пластичности и вязкости.
Таблица 33
Механические свойства высокопрочных цементуемых сталей
Марка стали я. кгс'мм1 °0 2* кгс/мм» 0. % 4>. % а., , кге-м/ "I /см’
20ХГР 130 ПО 12 50 8
20ХНР 130 по 14 60 9
18ХГТ 130 по 12 50 8
зохгт 160 140 10 40 7
18ХНМФ 120 100 15 55 16
12ХНЗ 120 100 15 60 10
12Х2Н4 120 но 15 60 10
18Х2Н4В 130 по 14 55 10
Примечание.
После закалкн в масло н отпуска при 200° С.
Белее надежные и устойчивые к динамическим нагрузкам изделия сле-
дует изготавливать нз этих, высокопрочных цементуемых сталей и подвер-
гать нх цементации на небольшую глубину.
В отожженном состоянии (отпущенном прн 650—680° С) механические
свойства этих сталей примерно одинаковы н того же порядка, что н у
менее прочных цементуемых сталей.
В приведенных таблицах указаны механические свойства стали, что
также характеризует механические свойства сердцевины цементованного
изделия. Если определять механические свойства цементованного изделия,
то наличие твердой цементованной корки приводит к резкому снижению
вязкости н повышению прочности в сравнении со свойствами сердцевины.
Степень нзмеисния этих свойств зависит от многих факторов н и первую
очередь от уровня прочности серднепнпы. соотношения в сечен ин площа
дей, занимаемых цементованным слоем и сердцевиной, от степени насыще-
ния углеродом н т. д.
Как уже указывалось, термическая обработка цементованных изделий
ответственного назначения состоит обычно из закалки со специального на-
грева (/а.и=800°С) н отпуска (/ОТп=200° С). Поведение сердцевины и
поверхности, резко отличающихся по содержанию углерода, будет прн тер-
мической обработке различным.
На рнс. 296 приведены кривые изотермического превращения в аусте-
ните стали 20ХНМ для поверхностного слоя (рнс. 296.6) и для сердцеви-
ны (рис. 296, а)- Для сердцевины превращение в перлитной области начи-
нается обильным образованием феррита. Область бейнитноге превращения
380
выдвинуто влево и поэтому при охлаждении в масле, а также н иа воз-
духе в этой стали происходит смешанное бейнитно-мартенситное превра-
щение. 1
При высоком содержании углерода превращение в перлитной области
происходит без образования феррита; скорость бейннгного превращения
значительно снизилась. Охлаждение иа воздухе илн в масле приводит к
чисто мартенситному превращению; ввиду низкого положения мартенсит-
ной точки (150° С) закалкой фиксируется большое количество остаточного
в^стенита.
Для иизкоуглероднстой сердцевины обычпын интервал мартенситного
превращения Л4И—М„ составлист 350—200° С. а для высоко} глероднстой
точна Мя лежит прн 100—200° С и ЛК — ниже 0° С. Обработка холодом не
вызовет в сердцевине закаленной цементованной детали никаких измене-
ний, а в поверхностном слое произойдет превращение части остаточного
аустенита в мартенсит.
Отпуск при 150—200° С также не вызовет структурных изменений в
сердцевине, но приведет к отпуску тетрагонального мартенсита в поверх-
ностном слое.
Выбор марки стали для цементуемых изделий основан на
следующих соображениях.
Для изделий простой конфигурации, не испытывающих зна-
чительных напряжений, следует применять простые углероди-
стые стали; для деталей, испытывающих большие напряжения
и удары, — хромоникелевые высокопрочные стали. Между эти-
ми двумя крайними случаями возможно большое количество
промежуточных.
’ Т. е. чаеть аустенита превращается в бейнит, часть — в мартенсит.
381
Для изделий сложной конфигурации, для которых деформа-
ция при закалке нежелательна (например, шестерни), следует
применять легированные, закаливаемые в масле сталн.
Рассмотрим некоторые примеры.
Для наиболее ответственных цементуемых деталей применяют хромо-
никелевые н хромониксльвольфрамовые стали I2X2H4A и I8X2H4BA. Пос-
ле закалкн н низкого отпуска этн сталн приобретают очень высокие ме-
ханические свойства (предел прочности до 130—140 кгс/мм1), это обусло-
вило их применение (главным образом сталь I8X2H4BA) не тозько в
Рис. 29?. Диаграмма изотермического
распяла аустенита в стали I8XH4BA
(автор]:
7 — начало превращения; 2 — конец
превращения
цементованном виде, но и без цемен-
тации (для детален, от которых тре-
буется высокая прочность без высо-
кой износоустойчивости).
Сталь I8X2H4BA имеет своеоб-
разную диаграмму изотермического
распада аустенита, для которой ха-
рактерно отсутствие зоны перлитного
распада и то, что интервал бейннтно-
го превращении почти совпадает с
интервалом мартенситного превраще-
ния (рнс. 297).
Из диаграммы видно, что крити-
ческая точка* А, лежит прн 700°С п
А3 при 800° С. Перлито-троститный
распад (при 500—700° С) в этой ста-
ли отсутствует, н аустенит может
превратиться нли в бейнит (в районе
450—300° С), нли в мартенсит — прн
быстром непрерывном охлаждении.
Температурный интервал мартенсит-
ного превращения находится прибли-
зительно в следующих пределах: на-
чало (точка Л!и) 370е С. конец (точ-
ка Мк) 250° С. Высокое положение
точки Ми способствует образованию
в этой сталн в закаленном состоя инн
лишь небольшого количества остаточ-
ного аустенита (около 2—4%).
Диаграмма изотермического пре-
вращения в стали I8X2H4BA показы-
вает также, что эту сталь нельзя под-
вергать отжигу, так как аустенит в перлнтообразные структуры ие превраща-
ется. Поэтому единственной смягчающей обработкой этой стали является вы-
сокий отпуск «под критическую точку» (66O±IO°C). Структура стали после
такой обработки (в состоянии поставки) представляет собой сорбит с нерав-
номерным распределением углерода (рис 298,а).
Подобная кинетика распада аустенита этой сталн приведет к тому,
что при любом способе охлаждения (даже очень медленном) и практи-
чески в любом сечении аустенит переохлаждается до температур бейннт-
ногс и мартенситного превращения, поэтому сталь I8X2H4BA прокали-
вается на полную глубину в любом сеченнн и практически может быть
отнесена к сталям мартенситного класса.
По этой причине сталь I8X2H4BA обычно закаливают ие в масле, а
иа воздухе (даже массивные детали).
Следует, однако, отмстить, что частичное превращение в бейнит при-
водит после отпуска к получению худших механических свойств. Поэтому
1 Понижение критических точек по сравнению с углеродистой сталью яв-
ляется следствием высокого содержании никеля в этой сталн.
382
замедление охлаждения в интервале 400—200° С может вредно отразиться
иа окончательно получаемых механических свойствах.
Структура сталн I8X2H4BA после обычной для этой сти.ти юрмнче-
ской обработки, т. е. после закалки и отпуска ппн низкой температуре
(малоуглеродистый мартенсит), приведена на рнс 29с.б.
Вследствие высокого содержания легирующих элементов точка М,< для
насыщенного углеродом цементованного слоя стали I8X2H4BA бу т на-
ходиться ниже 0°С. Следовательно, при обычной закачке и низкоч отпу-
ске в таком слое бхдет сохраняться большое количество остаточно!м аусте-
нита, что часто снижает твердость слоя ниже допустимого предела
Рис ЭТ8. Микроструктура стали I8X1UBA.X5U0-
о-в состоянии поставки; б —после закалкн отпуска при ниткой температуре
(HRC 58—62). Аналогичное явление наблюдается и в хромоникелевых ста-
лях !2Х! 13А. 12Х2Н4Л.
Радикальное средство для устранения излишнего количества остаточного
аустенита в цементованном слое — обработка холодом: детали после за-
калкн охлаждают до отрицательных температур, что вызывает превращение
почти всего аустенита в мартенсит в поверхностном слое и повышение твер-
дости. Снойства сердцевины (содержащей малое количество углерода) при
этом не изменяются, так как количество остаточного аустенита невелико н
не изменяется при охлаждении в области отрицательных температур.
Для повышения предела выносливости в последнее время применяют азо-
тирование этой сгалв (см гл XIII, п. 3).
4. УЛУЧШ АЕМЫЕ (СРЕДПЕУГЛЕРОДИСТЫЕ) СТАЛИ
Улучшаемые сталн содержат 0,3—0,4% С и разное количе-
ство легирующих элементов (хром, никель, молибден, вольфрам.,
марганец, кремнии) в сумме не более 3—5%, н часто около0.1 %
измельчителей зерна (ванадий, титан, ниобий, цирконии).
Обычная термическая обработка таких сталей—закалка в
масле п высокий othjck (550 - 650°С).
Чем боэьше в стали легирующих элементов, тем больше ее
прокаливаемость.
Посколькх механические свойства сталн разных марок пос-
ле указанной термической обработки в елхчае сквозной прока-
383
£
Т а б л я п a 34
Состав улучшаемых конструкционных сталей (по ГОСТ 4543—71)
Груп- па Сталь Содержание элементен, % Критический диаметр, мы Порог хладно- ломкости °C
С Мп SI Сг Ni другие
1 40 0,37—0,44 — — — — — 10 -20
45 0,42—0,49 — — — — — 12 —20
II 40Х 0,36—0,44 — — 0.8-1,1 — — 15 —50
40ХР 0,37—0,45 — — 0.8—1,1 — 0.002—0,005В 20 —30
зохм 0,26—0,34 — — 0,8—1,! — 0,15—0,25 Мо 20 —60
40ХГ 0,36—0.45 0,9—1,2 — 0,9—1,2 — — 25 —20
Ill 40ХГР 0,37—0,45 0.7—1.0 — 0,8—1.1 — 0,002—0,005 В 30 —20
зохгт 0,24—0,32 0,8-1,! — 1.0—1.3 — 0,06—0,12 Ti 20 —20
зохге 0,28—0,35 0,8—1,1 0.9—I»2 0,8—1,1 — — 25 —20
40ХН 0,36—0,44 - 0,17—0,37 0,45—0,75 1,0—1,4 — 25 —60
40ХНР 0,35—0.42 0,6—0.9 0,17—0.37 0.6—0,9 0,4 0.8 0.002—0,005 В 35 —40
IV 40ХГПР 0,35—0.45 0.8—1,1 0,17—0,37 0.8-1,1 0,5-0,8 0.002—0.005 В 40 —20
40ХНМ 0,37—0.44 — 0.17—0,37 0,6—0,9 1,2—1.6 0,15—0.25 Мо 40 —80
42ХМФ 0.40—0,45 0,5—0,8 0,17—0,37 0,8—1,1 — 0,20—0.30 Мо, 0,08—0,14 V 40 —60
V зохнз 30ХН2ВФ 0,27—0.34 0,27—0,34 — — 0,6—1,9 0.6—0.9 2.75—3,15 2,0—2,4 0,5—0,8 W. 0,15—0,30 V 50 100 S 8
38ХНЗМФ 0,30—0,42 — 1.2—1,5 3,0—3.4 0,35—0,45 Мо, 0,1—0,2 V 100 —100
Примечании: 1. При обычном содержании марганца и кремния (0,4— 0,8% А\п и 0,15—0,40% Si) наличие их нс
? * 2. Допустимое содержание случайных примесей (в том числе и применяемых в других сталях как легирующие эле-
МеИТ3?Большииство сталей изготавливают с обычным ('-0,035%) или пониженным (^0,030 илн 0,025%) содержанием
серы и фосфора; в последнем случае ставится буква Д в конце марочного обозначения
4. Критический диаметр указан для полной прокалнваемостн 95% мартенсита прн нижнем содержании углерода н ле-
гирующих элементов и дли охлаждения в масле (для стали I группы в воде).
5. Порог хладноломкости — температура, при которой 50% Алокна в изломе для улучшенного состоян«я £ри
<та= 100 кгс/мм2), определяемый по ударным испытаниям надрезанных (г=1 мм) образцов сечением 10X10 мм (прн
сквозной прокалнваемостн во всех случаях).
6. Ввиду недостаточного количества фактических данных некоторые значения, приведенные для критического диамет-
ра н порога хладноломкости, являются ориентировочными.
7. Стали 40ХНР, 40ХГНР и 42ХМФЛ ГОСТ 4543—71 ие предусмотрены.
ливаемости близки, то не механические свойства, а прокаливае-
мое! ь определяет выбор стали для той или иной детали.
Чем больше сечение детали, тем более легированную сталь
следует выбирать. Во избежание развития отпускной хрупкости,
что особенно опасно для крупных деталей, которые невозможно
быстро охлаждать при отпуске, следует использовать стали, со-
держащие молибден (0,15—0,30%).
Сложные по конфигурации детали, особенно если они под-
вергаются ударным воздействиям, желательно изготавливать
из сталей, содержащих никель.
Составы наиболее распространенных сталей приведены в табл. 34.
Улучшаемые сорта стали условно разбиты на V групп. По мере увеличе-
ния номера группы растут степень легирования и, следовательно, размер се-
чения, в котором достигается сквозная прокалнваемостъ.
I группу составляют простые углеродистые стали. Их обычно применяют
в нормализованном состоянии нли без термической обработки.1 О том, какие
при этом получаются свойства, говорилось выше (см. гл. XVI, п. 1, 2). В не-
которых случаях для деталей диаметром 10—15 мм, в которых может быть
получена более мли менее удовлетворительная прокалнвасмость и относи-
тельно небольшое коробление, может быть применена углеродистая сталь
с улучшающей термической обработкой (закалка+отпуск при 500—550° С).
Нз чиста дешевых легирующих элементов, таких как марганец, кремний,
хром, следует отдать предпочтение последнему. Сталь, легированная 1% Сг
(сравните стали 40 н 40Х), позволяет получить прн охлаждении в масле
сквозную провеливаемость до диаметра 20 мм при некотором снижении по-
рога хладноломкости (вероятнее всего, благодаря измельчению зерна при
присадке хрома); тогда как марганец н кремний в большинстве случаев по-
вышают порог хладноломкости.
Поэтому для машиностроительных деталей небольших сечений высокие
механические свойства получаются у простых легированных i галей типа
40Х. Присадка бора (~ 0,003%) увеличивает предельный диаметр изделия,
но несколько повышает порог хладноломкости, хотя запас вязкости будет не
х\же, чём в углеродистых сталях.
Легирование другими элементами хромистой стали также повышает про-
каливаемость. Для сечений диаметром 20—40 мм, кроме стали 40ХР, можно
применить стали других марок нз III группы. Стали этой группы дополни-
тельно легированы марганцем, молибденом, кремнием, титаном. Все перечис-
ленные элементы углубляют прокаливаемость и все, кроме молибдена, умень-
шают запас вязкости В этой группе выделяется по вязкости сталь 30ХМ.
Хотя прокачиваемость у нес ненамного выше, чем у стали 40Х, но порог
х задноломкости ниже; кроме того, сталь ЗОХМ нечувствительна (как и другие
молибденовые стали) к отпускной хрупкости II рода.
В следующую группу вошли никелевые стали, содержащие около I—1,5%
Ni. Как уже говорилось, никель, в отличие от других элементов, одновремен-
но углубляет прокаливаемость н снижает порог хладноломкости. Для сечений
диаметром до 40—70 мм можно рекомендовать применение сталей, приведен-
ных в группе IV.
Сравнивая стали 40ХН, 40ХНР, 40ХГНР, внднм, как добавка бора н
марганца, углубляя прокалнвасмость, одновременно снижает запас вязкости.
Наилучшей по прокаливаемости н запасу вязкости в этой группе сталей явля-
ется сталь 40ХНМ, что объясняется влиянием комплекса легирования (Сг-Ь
4-Ni + Mo) и более высоким содержанием инкеля по сравнению с другими
сталями этой группы.
1 Окончательную структуру формирует охлаждение на воздухе после
прека+кн.
386
Рис. 299. Влияние температуры отпуска и массы заготовки на механические свойства
сталей разных марок:
а — 40; б — 40Х; в — 40ХИМ
a
25’
387
Для сечений диаметром >70 мм прн необходимости иметь сквозное
улучшение следует применять сталн с 2—3%Ni. Наиболее распространенные
марки сталей такого типа приведены в группе V. Применение достаточно рас-
пространенных ранее чисто хромоникелевых сталей, например ЗОХНЗ, неце-
лесообразно. Этн сталн характеризуются высокой склонностью к отпускной
хрупкости II рода. Поэтому для изделий крупных размеров, подвергающихся
динамическим нагрузкам, целесообразно применять Ст—Ni—Мо или Сг—Ni—
Мо—V сталн. Высокое содержание никеля в этих сталях снижает порог
хладноломкости до более низких температур, чем у других сталей.
Уровень механических свойств изменяется в широких пределах в зави-
симости от режима термической обработки, в основном от температуры от-
пуска. Почти для каждой марки сталн, приведенной в табл» 31, можно, изме-
няя температуру отпуска, получить свойства (при условии сквозной прока-
ливаемое™), указанные в табл. 29.
Смесь мартенситных, бейннтных и перлитных структур, которая реально
получается в сталях ввиду нх разной прокаливаем ости по сечению, может
дать довольно пеструю картину свойств. Но все же для каждой точки сечения
механические свойства (после отпуска) не могут быть существенно выше пли
ниже указанных в табл» 29.
Переходим теперь к описанию механических свойств некоторых наиболее
распространенных улучшаемых марок стали.
На рис. 299, а приведены механические свойства углеродистой сталн 40
Кривые, приведенные на левой стороне графика, показывают свойства стали
в образцах диаметром 3—5 мм в зависимости от температуры отпуска (про-
до тжнтельиость отпуска 1ч) На правой стороне представлены свойства
стали в центре изделия в зависимости от его диаметра (/ОТП=580°С)»
Ход кривых температура отпуска—свойства показывают типичное изме-
нение свойств сталн прн изменении температуры отпуска: прочность с повы-
шением температуры отпуска снижается, а пластичность и вязкость повыша-
ются. Минимум ударной вязкости соответствует отпуску прн 250° С, когда
в этой сталн проивляется отпускная хрупкость I рода
Отпуск в пределах 200—600° С меняет механические свойства в широком
диапазоне:
Готп. °C ... . 200 600
Св, кгс/мм2 . 180 60
ф, % . . . . 30 60
ац^, кгс-м/см2 , 2 16
Г50. °C ... 20 —20
Этн свойства могут быть получены в углеродистой сталн лишь для дета-
лей диаметром до 10—15 мм (см. праяую диаграмму рнс. 299, а).
Посте отпуска при 580°С в сечениях различного диаметра получим следу-
ющие свойства (при О» ~ 70 кгс/мм2):
Диаметр сечения, мм 15 30
кгс-м/см2 14 8
ф, % • • . - 60 45
Оо2. кгс/мм8 50 40
Увеличение размера сечення выше 30 мм уже существенно нс изменяет
свойства (кроме ои)»
Свойства сердцевины1 прутка диаметром 30 мм уже соответствуют свой-
ствам, указанным в табт. 29 (т. е. свойства продуктов прямого распада
аустенита, а не мартенсита).
1 Более низкие свойства в сердцевине связаны еще с тем, что в сердце-
вине содержатся наибольшие количества вредных примесей (сера, фосфор),
снижающих вязкость»
388
Если нужно получить высокую прочность и высокие пластичность н вяз-
кость в изделиях крупных размеров, то потребуется уже легированная, про-
каливающаяся на большую глубину сталь, например сталь 40Х и 40X11Л\ Ме-
ханические свойства этих сталей, в зависнмостн от температуры отпуска и
размера сечения, представлены на рис. 299, б и 299, в.
Характер изменения механических свойств в зависнмостн от температуры
отпуска однпаков у всех трех сталей, прн одинаковом уровне прочности про-
чие свойства у всех сталей очень близки. Однако вследствие развой прокали-
ваемостн ход кривых свойства — размер термически обрабатываемой заго-
товки различен. Высокие механические свойства в стали 40Х получаются прн
термической обработке сечеинй диаметром до 20—25 и 50—60 мм в сталн
40ХНМ (в обоих случаях при закалке в масле), т. е. в значительно больших
сечениях, чем у стали 40.
Рис. ЭОО. Структура Сталн 30ХГСА.Х500:
а — отожженное состояние: б — улучшенное состояние
Интенсивность падения свойств при увеличении диаметра
термически обрабатываемой заготовки тем меньше, чем более
легирована сталь.
Критерии при выборе марки стали кратко могут быть сфор-
мулированы так: а) выбор марки стали (степени легироваппо-
стп) определяется размером термически обрабатываемой заго-
товки; б) уровень прочности определяет температуру отпуска;
в) папичие концентраторов напряжений и динамических нагру-
зок определяет необходимость легирования элементами, снижа-
ющими температуру перехода в хрупкое состояние (никель)
или обусловливает необходимость иметь сталь повышенной и
высокой чистоты.
Легированные конструкционные средиеуглероднстые стали
имеют после отжига приблизительно одинаковую структуру, со-
стоящую из феррита и перлитаВ термически обработалной
стали структура состоит из продуктов распада мартенсита. Эф-
1 Количество перлита тем больше, чем больше углерода н легирующих
этоментов, так как большинство легирующих элементов сдвигают точку S
влево, см. рис. 286.
389
фект улучшения, т. е. повышение механических свойств стали
после двойной обработки, наблюдается лишь при отпуске до
температур, при которых сохраняется ориентация по мартенси-
ту Типичные структуры конструкционной улучшаемой стали по-
казаны па рис 300, а, б.
5. ВЫСОКОПРОЧНЫЕ СТАЛИ
В предыдущих двух параграфах были рассмотрены конструк-
ционные стали, термически обрабатываемые на прочность (ав)
до 120—140 кгс/мм2 и структуру — отпущенный мартенсит (низ-
ко\глероднстая сталь) или сорбит (средиеуглсроднстая сталь).
Прн такой структуре и прочности сталь обладает высокой
пластичностью и вязкостью и ее можно применять дтя деталей
сложной формы, подвергающихся динамическим и усталостным
нагрузкам.
Однако новейшая техника стала предъявлять более высокие
требования к прочности; для ряда назначений требуется мате-
риал с прочностью 180—200 кгс/мм2 н более, причем условия
работы и конфигурация детали позволяют иметь более низкую
пластичность и вязкость по сравнению с обычной улучшаемой
сталью. Высокая прочность достигается подбором стали и спе-
цифической обработкой. Такие стали, обработанные па высокую
прочность (ов>150 кгс/мм2), называются высокопрочными ста-
лями.
При обычной термической обработке (закалка+отпуск)
прочность определяется содержанием углерода и температурой
отпуска. Прочность снижается по мере повышения температуры
отпуска (рис. 299) Из рис. 299 видно, что при отпуске 200°С*
получаем прочность порядка 180 кгс/мм2, т. е. обычные средне-
углеродистые (0,3—0,4% С) стали, обработанные путем закал-
ки н низкого отпуска, имеют прочность в пределах 170—
200 кгс/мм2 (см. рис. 299). Однако упрочнение за счет повыше-
ния содержания углерода имеет свой предел (0,4%), при более
высоком содержании углерода прочность не возрастает, значе-
ние о» становится нестабильным (рис. 301). Это объясняется
тем, что простое увечпчечне углерода приводит к повышению
порога хладноломкости и при ств>200 разрушение становится
почти полностью хрупким.
Поэтому такие высокопрочные стали, т. е. обычные стали
с 0,3—0,4% С и отпущенные при низких температурах применя-
ют сравнительно редко. Их применение возможно, когда усло-
вия работы детали исключают динамические нагрузки, а конфи-
гурация ее не имеет резких концентраторов.
Практически же обычные стали редко обрабатывают обыч-
ными методами на прочность выше 150 кгс/мм2.**
* Отпуск при 200°С соответствует максимуму срочности
•• Конечно, цифра 150 кгс/мм2 является примерной и округленной.
Тем не менее современная техника требует материалы
(сталь) с пв>150 кгс/мм2 н в настоящее время известны спосо-
бы обеспечения относительно удовлетворительной вязкости при
значениях прочности (пв) выше 150 кгс/мм2.
Принципиальные пути получения высокой прочности (точ-
нее, удовлетворительной вязкости при высокой прочности) бы-
ли указаны выше (п. 1 этой главы). Рассмотрим конкретно при-
меняемые способы упрочнения.
Легирующие элементы, и особенно карбидообразующие ле-
гирующие элементы, задерживают процессы разупрочнения прн
Рис. 301. Влнякне углерода на прочность (ов).
рластнчиость (♦) ы работу распространения
трещины: черные точки — обычная термвче*
ская обработка: белые точки — ВТМО. Сталь
типа Х5М2СФ (автор)
Температура отпуска. °C
Рис ЭП2 Твердость в звяненмостн
от температуры отпуска:
J - Э0Х5М2СФ; 2 — 40ХНМ
Рис ЭТЗ- Влияние кобальта На мартен-
ситную точку (/) м количество оста-
точного аустенита (2i в стали Содер-
жится 0,3!Ш С н 9% N1 (автор)
391
390
отпуске Если конструкционная сталь с обычным содержанием
углерода (около 0,3%) содержит повышенное количество кар-
бидообразующнх элементов (хром, молибден, вольфрам, вана-
дий), то твердость ее не снижается до высоких температур от-
пуска (500—550° С, рис. 302). Если вместо отпуска 200° С па
максимальную прочность применить отпуск 500° С, то при этом
в большей мере снимутся закалочные напряжения и можно ожи-
дать большей вязкости.
Можно указать на сталь такого состава: 0.3% С: 5% Сг 1% Мо; 1% S1.
0,5% V (марка 30Х5МСФА) После закалки с (000° С н отпуска 500°С она
приобретает такне механические свойства: о, = 180 кгс/мм2. <v,I=!60 кгс/мм2,
у =45%, ав«=5 кгс-м/сы2, В=40% (цифры относятся к вакуумному ме-
таллу ).
Понижение порога хладноломкости и увеличение содержа-
ния волокна (%) в изломе приводит к повышению механических
свойств. Наиболее простым решением вопроса является введе-
ние в сталь никеля, элемента, понижающего температуру пере-
хода в хладноломкое состояние и поэтому увеличивающего до-
лю волокна в изломе в высокопрочной стали. В связи с этим
улучшаются вязкие свойства, однако в обычных сталях нельзя
увеличить содержание никеля свыше 4%, так как появляется
остаточный аустенит (имеющий пониженную прочность, а про-
дукты его распада пониженную вязкость), понижается точка Act
и нельзя провести высокий отпуск. Решение задачи применения
высоконикелевой стали состояло в одновременном легировании
сталн никелем и кобальтом. Кобальт повышает мартенситную
точку (рис. 303) н уменьшает поэтому количество остаточно-
го аустенита. Одновременно кобальт повышает точку Act н по-
зволяет провести операцию высокого отпуска.
В качестве примера приведем сталь, содержащую 0,3% С. 9% Ni. 4% Со,
обладающую после обычной термической обработки (закалка I отпуск 200° С)
при прочности (ов), равной 160 кгс/мм2. высоким комплексом пластических
н вязких свойств ф = 60%, rSo = —П0"С. а“=2.5 кгс м/см2, что равноценно
стали 18Х2П4ВА. ио прн прочности ее оя=130 кгс/мм2
Тот же путь повышения вязкости, т. е. снижения порога хлад-
ноломкости, достигается не только легированием никелем, но и
использованием мелкого (№ 8—10) и ультрамелкого (№ 11 —
13) зерна. Измельчение зерна, как указывалось выше, приводит
к снижению порога хладноломкости и, следовательно, к увели-
чению доли волокна в изломе стали. Измельчить зерно возмож-
но применяя высокие скорости нагрева или высокотемператур-
ной термомеханнческой обработкой, фиксируя закалкой состоя-
ние окончания стадии рекристаллизации обработки (до начала
собирательной рекристаллизации).
Па рис. 30! бычн приведены данные по влиянию углерода на свойства
сталн типа Х5МСФА обработанной по режимам обычной термической об-
работки (ОТО) и высокотемпературной термомеханнческой обработки
(ВТМО). В первом сзучае получали зерно № 4—5. а во втором № 8. Вид-
392
Таблица 35
Вязкость разрушения высокопрочной сталн
С. % Обработка Температура отпуска. °C Ов, кгс/мм’ G|c, кгс/мм’ Kfc. кгс/мм3^
0.25 ото ВТМО 200 200 137 145 64 64 367 367
0,41 ото ВТМО 100 200 231 216 10 20 148 205
0.48 ОТО ВТМО 200 200 216 232 9 11 124 167
ио. что ВТМО не привело к повышению прочности, ио заметно увеличило
пластичность ф н сопротивлению хрупкому разрушению (Tso).
Используя ВТМО применительно к чистой вакуумированной стали (на-
пример, марки 30Х5М2СФА), можно прн прочности ов. равной 220 кгс/мм*,
получить примерно такой комплекс свойств: ао,2=18О кгс/мм2; ф=40%,
ан—5 кгс-м/см2, В = 50%. ор=6 кгс-м/см8; вр°=3 кгс-м/см2.
Преимущество ВТМО доказано определением свойств вязкости по ме-
тодике линейной механики (К. Мазанец н др., табл. 35), причем характерно,
что это преимущество проявляется при обработке на высокую прочность
выше 150 кгс/мм2, когда, по-видимому, наблюдается разница в характере
разрушения (прн а,<150 кгс/мм2 для случаев ОТО и ВТМО порог хладно-
ломкости лежит ниже комнатной температуры и разрушение в обоих слу-
чаях вязкое, а при <тиЗ>-200 кгс/мм2 разрхшение в обоих случаях полу хруп-
кое, но прн меньшей доле волокна при ОТО)
ВТМО для получения высоких свойств изучена весьма подробно, хотя
из-за технологических трудностей не получила столь широко применения,
какой она заслуживала.
Другие способы измельчения зерна (введение в высокопрочную сталь ни-
тридов, скоростные нагревы и т. д.) находятся еще в стадии изучения.
Существует также способ повышения прочности сталей со
структурой средиеуглеродистого мартенсита — это небольшая
пластическая деформация уже термически обработанной стали,
прн этом, как правило, прочность (аи) ие изменяется, а предел
текучести возрастает, достигая практически значения предела
прочности (при ТМО предел текучести все же значительно усту-
пает пределу прочности, повышение предела текучести, как пра-
вило, важнее, чем предела прочности, так как предел текучести
является обычно расчетной характеристикой).
В рассмотренных ранее случаях упрочнение (высокая плот-
ность дислокаций) достигалось мартенситным превращением.
Образующийся мартенсит в углеродсодержащнх сталях имеет
мелкоблочное строение н большие напряжения второго рода.
Уменьшение содержания углерода уменьшает ширину размытия
линий рентгенограммы мартенсита (уменьшает плотность дис-
локаций в мартенсите) и прн очень малом содержании углеро-
да (например, 0,03% С) прочность мартенсита (игольчатого
феррита) не превосходит 100 120 кгс/мм2. Однако, если такой
393
феррит (мартенсит) содержит элементы, образующие нитерме-
таллидные фазы, то возможен вторичный процесс дисперсион-
ного твердения, связанного с выделением (обособлением) интер-
нета тлидных фаз.
В последнее время разработаны стали интерметаллндного
упрочнения (так называемые мартенситностареющие стали —
американское название Марэджинг), в которых при закалке по-
лучается практически безуглеродистый мартенсит, а затем при
отпуске (примерно при 500°С) происходит выделение нитерме-
таллидных фаз. При этом о„ = 180 кгс/см2, оол=150 кгс/мм2.
6= 12%, ф=40%, аи=6-:-10 кгс-м/см2.
Обычно этн мартенснтно-стареющне стали содержат 18% Ni
и дополнительно легированы титаном и алюминием и часто ко-
бальтом и молибденом. Имеются варианты состава с меньшим
(до 8—10%) н большим (до 25%) содержанием никеля.
Наличие никеля и титана необходимо для образования ин-
терметаллпдных фаз, вызывающих старение, типа NiTi или
NijTi (тнтаи частично может быть заменен алюминием). Содср
жанне углерода должно быть минимальным (<0,03% С), иначе
возможно образование не Этих фаз, а карбидов, что ухудшит
эффект дисперсионного твердения.
Ввиду высокого содержания легирующих элементов и низ-
кого содержания углерода охлаждение при закалке можно осу-
ществлять с любой скоростью без опасения образования немар-
тепентных продуктов превращения аустенита. В наиболее рас-
пространенной по составу стали типа «стареющий мартенсит»
с <0,03% С; 18% Ni; 10% Со; 5% Мо; 0,5% Ti; 0,1% Al мар-
тенситное превращение начинается при 150—200° С и заканчи-
вается практически полностью (<10% остаточного аустенита)
при комнатной температуре. При содержании пнксля более 18%
мартенситное превращение заканчивается в области отрица-
тельных температур, для этих сталей требуется обработка хо-
лодом, но, правда, свойства получаются более высокие (см.
дальше).
Полученный при «закалке» мартенсит обладает невысокой
прочностью н очень высокой пластичностью. В таком «закален-
ном» состоянии сталь можно подвергать деформации, обработ-
ке резанием и другим технологическим операциям.
Окончательные прочностные свойства формируются при по-
следующем отпуске (старении) прн 480—500° С.
Примерные механические свойства стали с 18% Ni: ап =
= 180 кгс/мм2; 6 = 15%; ф=65%. Стали с 25% Ni: ов=
= 220 кгс/мм2, 6 = 12%, ф=55%.
Прн таком высоком содержании пнксля разрушение проис-
ходит прн всех уровнях прочности н температурах вязко, хотя
значение ар уменьшается с увеличением прочности и прн ав=
=240 кгс/мм2 становится равной всего лишь 1 кгс-м/см2.
Состав некоторых мартенситно стареющих сталей приведен в табл 36.
394
Таблица 36
Состав и механические свойства мартеиситно-стареюшнх сталей
Сравнительно недавно разработан еще один класс высоко-
прочных сталей повышенной пластичности, названный трипста-
лямиСочетание высокой прочности и пластичности создается
подбором определенного состава стали, режимом термической
обработки п температурной деформации.
Состав стали должен быть таков, чтобы закалкой (с 1000—
1100сС) фиксировалась при комнатной температуре чистая
аустенитная структура (точки Л1„ и Мо должны лежать ниже
ОС*). После этого следует деформация при температуре, не
превышающей температуру рекристаллизации (ниже 600° С).
После охлаждения до комнатной температуры аустенитное
состояние сохраняется, прн Этом точка Мк лежит еще инже ком-
натной температуры, по точка Л1С вследствие обеднения аусте-
нита углеродом и легирующими элементами переместилась в
зону положительных температур. Деформация во время испыта-
ния при комнатной температуре ведет к образованию мартенси-
та. Таким образом исходное, аустенитное, сравнительно мало-
упрочненное состояние в процессе испытания (пли эксплуата-
ции) в результате пластической деформации превращается в вы-
сокопрочное, мартенситное.
Типичный состав трпп-стали: 0,3% С, 9% Сг, 8% Ni, 4% Мо.
2% Мп, 2% Si нли 0,25% С, 25% Ni, 4% Мо, 1.5% Мп.
Есть и другие составы трип стали, в которые, для того чтобы
обеспечить трип-эффект (точки Л1и и Мо в закаленном состоя-
нии ниже комнатной температуры, а в наклепанном М„ ниже,
а Мо выше комнатной температуры), вводят большое количе-
ство легирующих элементов. Деформация, которая должна быть
значительна (60—80%), производится прн 400—500°С.
1 Сокращение слов Transformation Induced Pla^lisity Встречается в на-
шей литературе и такое наименование этих слов — П1111 — пластичность. на-
веденная превращением
” Md—температура, выше которой деформация не вызывает мартен-
ситного превращения.
395
Механические свойства достигают значений <тог=14О—
170 кге/мм-, а„=180—200 кге/мм2 при 6=20—30%.
Особенно важное свойство этих сталей — высокое сопротив-
ление развитию трещины. Так, например, вязкость разрушения
(интенсивность напряжения в устье трещины Кс) у обычной
хромопикельмолнбденовой
ляет около 175 кгс/мм32,
/?1____1-.—1-----J
/05 НО 175 215
<5^, кге/нн1
стали при <70.2=150 кгс/мм2 состав-
у мартенситно стареющей стали при
той же прочности — около 300 кге/
/мми а у трип-стали — свыше
500 кгс/мм1Л! (рис. 304).
В Настоящий момент трип-ста-
ли, по-видимому, являются мате-
риалом с самым высоким сочета-
нием прочности и вязкости, т. е.
самым надежным конструкцион-
ным материалом.
Исследование механических
свойств сталей показало, что их
пластические н вязкие свойства, а
отсюда и возможность упрочнения
зависят от чистоты стали, содер-
Рис. 304. Вязкость разрешения вы-
сокопрочных сталей:
/ — сталь 30XH3M: 2 — ыяртеа1СНТ-
иостареющая сталь; 3 — трип-сталь
жапия примесей внедрения (азот,
кислород, водород) и неметалли-
ческих включений. Примеси внед-
рения, т. е. элементы, образующие
с железом твердые растворы внед-
рения, создавая местные искажения, затрудняют движение
дислокаций. Пластическая деформация при этом затруднена,
и в местах скопления неподвижных дислокаций облегчается
зарождение микротрещнн.
Неметаллические включения (нитриды, оксиды, сульфиды),
располагаясь вдоль направления прокатки, создают очаги кон-
центраций напряжений, что особенно резко сказывается на так
называемых поперечных свойствах — свойствах образцов, выре-
занных поперек прокатки. Поэтому один из важных способов
повышения прочности (точнее пластичности и вязкости) — при-
менение высокочистых сплавов.
Успехи металлургической техники за последние годы позво-
ляют полхчать металл более чистый и, следовательно, более на-
дежный в эксплуатации.
Обработка мартеновского металла так называемыми син-
тетическими шлаками (шлаками, приготовленными в отдельной
печи) позволяет уменьшить содержание не только кислорода
по н серы и тем самым }менымить число оксидных и сульфид-
ных неметаллических включений, что резко повышает вязкость
поперечных образцов.
Уменьшение содержания газов достигается применением ва-
куумиой выплавки
396
Таблица 37
Сравнение свойств стали 40ХГСНМФ открытой и вакуумной выплавки
О , КГС/ММ* ♦. % О_р кгс/мм* Ов, кгс/мм1 ♦. % кгс/мм*
100 140 30 55 25 40 55,55 76/77 180 200 20'30 15/25 75/88 62/90
Примечание. В числителе — после открытой плазкн; в знаменате-
ле — после вакуу мной плавки.
Приведем некоторые примеры. Сравним сталь типа 40ХГСНМФ двух
плавок очень близкого состава, но выплавленную разными способами. Сталь
открытой плавки содержала 250 О и 50 Н ат. ррт, а сталь вакуумной вы-
плавки 75 О н 20 Н ат. ррт. Большого различия в с, н Ооз обеих плавок
не обнаружено, но по показателям if и п । различие было достаточно за-
метным (табл 37).
Хотя достигнута в отдельных лабораторных опытах прочность стали
с, = 300 кгс/мм2, все же достигнутый уровень прочности составляет лишь
'А часть от теоретической. Возможности создания высокопрочных мате-
риалов (точнее материал+технологнческнй процесс упрочнения) еще до-
статочно широки. По некоторым прогнозам, в будущем промышленность
будет располагать сплавами на основе железа с Od,2=280 кгс/мм2 и о,—
= 320 кгс/мм1,
6. СВАРИВАЕМОСТЬ СТАЛИ
В настоящее время сварку широко применяют в жилищном
и промышленном строительстве, мостостроении, строительстве
газо- и нефтепроводов и во многих отраслях техники. Изделия
из стали, кроме движущихся деталей машин, как правило, сва-
риваются. Поэтому свариваемость стали — одно из главных
свойств. Выше мы рассмотрели конструкционные (цементуемые
и улучшаемые) и высокопрочные стали. Изделия из них обычно
сваркой не изготавливают Но строительные сорта стали почти
обязательно свариваются. Поэтому, прежде чем перейти к стро-
ительным сталям, рассмотрим в общих чертах, что определяет
способность стали к сварке.
При сварке должно получаться плотное и равнопрочное с
остальным изделием соединение. Основной вид сварки — свар-
ка плавлением, при которой наплавляется шов жидкого метал-
ла и под действием его температуры нагревается околошовпая
зона. В сварном шве следует различать три зоны (рис. 305):
I—шов (литая структура); If — околошовная зона, нагретая
в процессе сварки выше критических точек; III— околошовпая
зона, нагретая в процессе сварки ниже критических точек.
Для целостности и, следовательно, для прочности сварного
соединения прежде всего опасны трещины, которые могут обра-
397
зовываться из-за градиента температур и возникших в резуль-
тате этого внутренних напряжений.
Сварочные трещины делятся на две категории — горячие и
холодные. Первые возникают главным образом в самом шве в
когда шов находится в подутвер-
дом состоянии (кристаллы 4-
+ жидкость) и обладает еще
малой прочностью. Чем дольше
будет металл находиться в та-
ком состоянии (кристаллы 4"
жидкость), тем больше опас-
ность возникновения горячих
трещин при прочих равных ус-
ловиях. Элементы, расширяю-
щие интервал между линиями
ликвидус и солидус, повышают
чувствительность к горячим тре-
щинам
Углерод оказывает неблаго-
приятное влияние, так как он
расширяет интервал кристалли-
зации и тем самым способствует
образованию горячих трещин.
Холодные трещины возника-
ют в результате мартенситного
превращения. Поэтому легирую-
щие элементы, способствующие
переохлаждению аустенита до
температуры мартенситного пре-
вращения в зонах, нагретых вы-
ше критической точки, способ-
ствуют образованию холодных
трещин. Углерод увеличивает
объемный эффект мартенситного
момент его кристаллизации,
Рис. 305 Распределение температуры и
механических свойств в эоне сварного
шва'
а — распределение температуры; б—г —
механические свойства (б—ннзкоугле-
родистая нелегированиая сталь: <• —
легированная сталь: г — термически
упрочненная сталь)
превращения и поэтому усиди-
вает склонность стали к образо-
ванию холодных трещин
Исходя из сказанного, содер-
жание углерода обычно лимити-
руют определенным значением
порядка не более 0,22—0,25%. Чем интенсивнее сварка, тем
более резко изменяется температура, тем больше по знаку воз-
никают напряжения, тем меньшее содержание углерода мож-
но допустить в стали.
Отличие сварного шва от основного металла заключается нс
только в том, что в шве структура литая, а в основном металле
обычно деформированная, но и в самом составе металла. При-
меняя различные обмазки электродов и различную по составу
-ЗЭ8
электродную проволоку, можно соответствующим легированием
смягчить или устранить неблагоприятный для прочности фактор,
каким является литая структура шва
Раз есть реальные способы, то можно в общем случае счи-
тать, что шов равнопрочен с основным металлом Принципиаль-
но иное положение околошовной зоны. Состав околошовиой зо-
ны при сварке не изменяется, но меняется и не в лучшую сто-
рону се строение. Реакция основного металла иа термический
цикл сварки и характеризует в первую очередь свариваемость
металла.
При исходном отожженном металле нагрев ниже Ас, не вы-
зовет заметных изменений свойств, т. е. в зоне III (рнс 305) из-
менений не произойдет В зоне II нагрев будет выше критике
ских точек и возможны два крайних случая:
I. Сталь ннзкоуглеродистая нелегированная, зона термиче-
ского влияния широкая (малая энергия сварки), охлаждение
после сварки медленное. И этом случае в зоне II восстановит-
ся исходная перлито-феррнтная структура с некоторым ро-
стом зерна, что несколько снизит пластичность металла
(рис. 305,6).
2. Сталь тегированная (аустенит склонен к переохлажде-
нию), зона термического влияния узкая, скорость охлаждения
после сварки большая. Наблюдается рост зерна аустенита
и укрупнение структуры. В этой зоне прочность металла по-
вышается, но пластичность резко падает, часто до нуля
(рнс. 305,в).
Второй случай, конечно, крайний, его следует избегать, но
при сварке низколегированных сталей в зоне II наблюдается
упрочнение и довольно заметное снижение пластичности.
Если сталь сваривалась в исходном термическом упрочнен-
ном состоянии, то стру ктурные изменения затронут и зону 111
(рис. 305,г). В ней металл будет отпущен почти до отожжен-
ного состояния. Прн этом наблюдается полоска полного отпу-
ска. Глубина разупрочнения определится составом стали (склон-
ностью к разупрочнению при отпуске), а ширина — режимами
сварки.
Подбирая соответствующие составы стали (легированная
элементами, задерживающими разупрочнение кремнием, молиб-
деном, ванадием и др.) и режимы сварки, можно уменьшить
глубину и ширину зоны разупрочнения, но ее образование неиз-
бежно и это следует учитывать при оценке прочности сварных
соединений.
Практически прн сварке простых углеродистых сталей вне
зависимости от исходной прочности в зоне максимального раз-
упрочнения предел прочности падает до 50—60 кгс/мм2, а в ста-
лях, специально легированных элементами, указанными выше,
предел прочности в зоне максимального разупрочнения сохра-
няется на уровне 80—90 кгс/мм2.
399
7. СТРОИТЕЛЬНАЯ СТАЛЬ
Строительная сталь предназначается для изготовления стро-
ительных конструкций — мостов, газо- и нефтепроводов, ферм,
котлов и т. д. Все строительные конструкции, как правило, яв-
ляются сварными, и свариваемость — одно из основных свойств
строительной стали. Поэтому в соответствии со сказанным в
предыдущем параграфе строительная сталь — это низкоуглеро-
дпстая сталь с С<0,22—0,25%. Повышение прочности достига-
ется легированием обычно дешевыми элементами — марганцем
и кремнием В этом случае и при низком содержании углерода
предел текучести возрастает до 40—45 кгс/мм1 2 (предел прочно-
сти до 50—60 кгс/мм2), а при использовании термической обра-
ботки и выше
Простые углеродистые строительные сталн —Ст1, Ст2 и СтЗ. постав
ляемые по ГОСТ 380—71. Наиболее широко прнмсниется сталь марки СтЗ.
которую для сварных конструкций следует поставлять по трсбояаниям
группы В (<0,22% С; с. 24 кгс/мм2), а для несварных конструкций — по
группе А (гарантируется только от, который должен быть не ниже
24 кгс/мм2). Из полученных тремя способами раскисления сталей (спокой-
ная, полу-спокойная и кипящая) более надежна сталь спокойная, имеющая
более низкий порог хладноломкости;
Порог хладно-
Сталь ломкости
Г.„°С
Спокойная .... 0
Пол успокой на я 10
Кипящая 20
Сказанное выше относится к горячекатаной сталн. Нормализация не
отражается иа прочностных свойствах *, но вследствие перекристаллизации
феррито-перлнтная структура измельчается и порог хладноломкости по-
нижается.
Еще в большей степени улучшаются свойства при термическом улуч-
шения (закалка + отпуск 600—650° С). при этом не только несколько по-
вышается предел текучести (от>28-г-30 кгс/мм2). но существенно снижает-
ся порог хладноломкости:
Порог хладно-
СтЗ сл ломкости
Гм. °C
Горячекатаная .... 0
Нормализованная . —20
Улучшенная . . . —40
Таким образом, следует применять для несварнваемых конструкций
(или свариваемых неответственных конструкций) —кипящую сталь, для свар-
ных расчетных конструкций — полуспокойиую нли спокойную сталь. Для
ответственных конструкций, а также для сооружений, работающих в уело
виях низких температур *. следует применять нормализованную нли терми-
чески улучшенную сталь *
1 Поскольку условия охлаждения при нормализации примерно такие же.
как и после окончания прокатки.
2 Так называемое ^северное исполнение», рабочая температур (—40)-*-
Ч- (—60) °C.
’ Приводимые здесь данные надо рассматривать как типичные, так как
порог хладноломкости зависит от размера зерна, степени чистоты н других
факторов.
400
Таблица 38
Состав и механические свойства строительных (низколе!нрованных) сталей
Группа стазп Марка стали Химический состав, % Механические свойства
С St Мл Nb. V N I I о с х j? •Q 10 "С. V кге м/см* 1 i к
Углеродистые горяче- катаные СтЗ СтЗпс 0.2 0.2 0.2 ОД 0.5 0.5 - 45 45 25 25 30 30 1 0.5 0 +10
СтЗкп 0.2 0,05 0.5 — — 4Ь 25 30 0.5 +40
Ннзколегнрова иные: 0.6 1.2 0.5
горячекатаные 17ГС 0,2 — — 55 35 25
нормализованные 17ГС 0.2 0.5 1.2 — —• 55 40 25 1.5 -зо
16Г2АФ 0.18 0.5 1.5 0.1V 0.01 60 46 23 1.0 —20
термически упроч- 17ГС 0.2 0.5 1.2 — — 60 45 25 3 -70
ленные
после кошролнру 17ГСБ оде 0.5 1.2 0,04Nb 0.01 60 45 25 2 -Ю
смой прокатки 03Г2СФБ 0.08 0,4 1.1 b.03V 0,007 Ь5 40 28 4 — 70
Поскольку термической обработкой (закалка+отпуск 600° С) невозмож-
но значительно повысить прочностные свойства СтЗ *, то в тех случаях, когда
необходимо иметь более высокий предел текучести, применяют легированные
стали. Эти стали обычно называют низко гегированными, или строительными
сталями повышенной прочности. В отлнчне от конструкционных легирован
ных сталей, строительные стали повышенной прочности у потребителей нс
подвергаются термической обработке, т. е. структура и стужебиыс харак-
теристики формируются при производстве сталей.
Составы наиболее распространенных сталей этого типа приведены
в табл. 38.
Приведенные стали ие очень различаются по составу: все они нмеюг
низкое содержание углерода (<0.22% С) н в качестве основного легирую-
щего элемента — марганец (I—1,5%), поэтому и свойства их довольно
близки (о««50 кгс/мм2, от~35 кгс/мм2, С<0,22%). Структура всех ста-
лей перлит+феррит.
По надежности н положению порога хладноломкости они близки
к спокойной стали марки Ci3. Стали с повышенным содержанием кремния
в этом отношении уступают сталнм, не упрочненным кремнием.
Термическая обработка способствует снижению порога хладноломкости
и влияет на это свойство низколегированных сталей примерно так же, как
н иа свойства углеродистой стали марки СтЗ.
Кроме перечисленных в табл. 38 сталей, применяют н более прочные
низколегированные стали, имеющие о, >45 кгс/мм2.
Сталь 18Г2АФ имеет феррнто-перлнтную структуру, но с сильно из-
мельченным зерном благодаря присутствию нитридов ванадия *. Измельче-
ние зерна обеспечивает повышение предета текучести примерно на
Сталь Форт и вел л имеет состав: 0,2% С; 0,5% Мо; 0,003% В.
Легирование молибденом и бором, замедляющими распад аустенита, приво-
дит к получению бейнитной структуры при охлаждении иа воздухе. При со
* При отпуске ниже 600—650° С прочность, естественно, будет выше, ио
более ннзкнй отпуск не обеспечит высокой пластичности, и это упрочнение не
сохранится в сварной конструкции.
1 Сталь 18Г2АФ имеет такой же состав, что и 18ГС, но, кроме того, со-
держит 0.1 % V н 0,02% N.
26 Г>ляев А П
401
держании 0,2% С бейнитная структура имеет предел текучести (о02>
45 кгс/мм2 прн хорошей пластичности.
Строительные стали применяют главным образом в виде листов разной
толщины, а также в виде сортового проката.
Наряду с упрочнением строительных материалов (низколегированных ста-
лей) закалкой с отпуском (листов, готовых изделий, например, газопроводных
труб большого диаметра) получило распространение упрочнение путем ре-
гулирования теплового и механического режима прокатки, именуемое обычно
•контролируемая прокатка».
Сущность этого процесса состоит в стедуюшем: низколегированную сталь,
содержащую (оптимальный состав) небольшое количество нитридов ниобия
н ванадия (типичный состав 0.1% С, 1,5% Мп, 0,05% V. 0,05% Nb, 0.01% N),
нагревают под прока псу до высоких температур, прн этом нитриды ванадия
переходят в твердый раствор, а нитриды ниобия ие растворяются и обес-
печивают сохранение мелкого зерна. Прокатку заканчивают при низкой тем-
пературе (800° С), что позволяет получить мелкое зерно. После фазового
превращения по перлитному типу (вблизи температуры 650°С) нз феррита
выделяются нитриды ванадия, упрочняя сталь.
Следовательно, состав стали и технология контролируемой прокатки
обеспечивают получение мелкого зерна и дисперсионного твердения. Комп-
лекс свойств близок к тому, какой получается при термическом улучшении»
одиако контролируемой прокаткой это достигается более простыми сред-
ствами.
8. АРМАТУРНАЯ СТАЛЬ
Для армирования железобетонных конструкций применяют
прутки (гладкие и периодического профиля) и проволоку.
В предварительно напряженной железобетонной конструк-
ции1 металл испытывает значительные напряжения, и поэтому
в таких конструкциях применяют высокопрочные стальные
стержни или высокопрочную проволоку.
В ненапряженных конструкциях применяют стали обыкно-
венного качества, так как сталь не испытывает больших напря-
жений (СтЗ, Ст5), а в предварительно напряженных конструк-
циях— среднеуглеродистые и высокоуглеродпстые стали в го-
рячекатаном состоянии, а также упрочненные термической об-
работкой.
Арматурная сталь делится на классы по прочности. В табл. 39 приве-
дена классификация армат\рных сталей, а в табл. 40 — химический состав
наиболее распространенных арматурных сталей.
Арматурную сталь классов А-1, А-П и А-Ш применяют для ненапря-
женных конструкций, а арматурную сталь более высоких классов — для
предварительно напряженных конструкций.
Свойства, соответствующие классу А-IV', могут быть получены в горя-
чекатаном состоянии в легированных сталях марок 20ХГ2Ц или 80С или
в простой углеродистой стали марки Ст5 посте упрочняющей термической
обработки (закалка в воде, отпуск при 400 С).
Сталь 23Х2Г2Т после горячей прокатки и низкотемпературного отпуска
(300е С), применяемого главным образом для удаления in металла водоро-
да, получает свойства класса А-V. Арматуру более высоких классов (A-V1—
А VII1) изготавливают только с применением упрочняющей термической
обработки.
Прн низком содержании углерода (менее 0.26%) сталь хорошо сварива-
ется контактной сваркой (прн контактной сварке допустимо более высокое
Бетон сжат вложенными в конструкцию стальными стержнями.
402
Таблица 39
Классификация арматурных сталей (ГОСТ 5058—65, ГОСТ 10884—71)
Клнсс стали Свойства (не менее) Марка ствлн
О» КГС/ММ* °т (0.21 кге/ым* «. % в горячекатаниом состоянии в термоупрочнем- цем СОСТОЯНИЯ
А-1 38 24 25 СтЗ
А-П 50 30 19 Ст5; 18Г2С —
А-Ш 60 40 14 "ГС; 25ГС2 —
A-IV 90 60 1« 1-ЗХГ2Ц; 80С СтЗ
А V 105 80 6 23Х2Г2Т Ст5; 35ГС
А VI 120 100 5 — Стб; 35ГС
А VII 140 120 5 — 45С
A VIII 160 140 4 — 45ГС
Таблица 40
Химический состав арматурных статей, % (ГОСТ 5781—75)
Сталь С Мп Si
25Г2С 0,20—0.29 1.2—1.6 0,6—0,9
35ГС 0,30—0,37 0,8—1.2 0,6—0,9
20ХГ2Ц* 0.190,20 1.5—1.9 0,4—0.7
8ЭС 0,74—0,82 0.5—0.8 0.6—1.0
45С 0,40-0,48 0,5—0,8 1,0—1.3
• Содержит D 9—1.2% Сг. 0.07—0.14% Zr.
содержание углерода, чем при дуговой), при 0.3—0,4% С сваривается плохо,
а при-более высоком содержании углерода совсем не сваривается из-за потери
пластичности в околошовкой зоне. Поэтому для стали класса А-IV указыва-
ют две марки — одну свариваемую, другую ие свариваемую.
Для работы при низких температурах лучше применять стали с более
низким содержанием углерода илн стали после термической обработки
Кроме стержней, железобетонные конструкции армируют еще и прово-
локой. Прн этом проволока1 из стали с 0.6—0,8% С обладает высокой проч-
ностью о. (до 180 кгс/мм1), приобретаемой благодаря наклепу илн термичес-
кой обработке.
9. ПРУЖИННАЯ СТАЛЬ
Работа пружин, рессор и тому подобных деталей характе-
ризуется тем, что в них используют только упругие свойства
стали. Большая суммарная величина упругой деформации пру-
1 В виде проволоки диаметром 6—8 мм или в виде прядей и канатов яз
проволоки диаметром 1—2 мм.
26* 403
жпны (рессоры н т. д.) определяется ее конструкцией — числом
и диаметром витков, длиной пружины. Поскольку возникнове-
ние пластической деформации в пружинах не допускается, то
от материала подобных изделий ие требуется высокой ударной
вязкости ~
Тенпераглура шппуст'С
Рис. 306. Изменение механических
свойств в зависимости от темпера-
туры отпуска
и высокой пластичности Главное требование состоит
в том чтобы сталь имела высокий
предел упругости (текучести). Это
достигается закалкой с последую-
щим отпуском при температуре в
районе 300—400°С (рис. 306). При
такой температуре отпуска предел
упругости (текучести) получает
наиболее высокое значение, а то,
что эта температура лежит в ин-
тервале развития отпускной хруп-
кости I рода, в силу отмеченного
выше обстоятельства не имеет
большого значения.
Пружины, рессоры и подобные
им детали изготавливают из кон-
струкционных сталей с повышен-
ным содержанием углерода (но,
как правило, все же более низким,
чем у инструментальных сталей) —
приблизительно в пределах 0,5—
марганца и кремния. Для особо от-
0,7% С, часто с добавками
ветственных пружин применяют сталь 50ХФ, содержащую хром
и ванадий и обладающую наиболее высокими упругими свой-
ствами.
Составы некоторых пружинных сталей приведены в табл. 41.
Термическая обработка пружин и рессор нз легированных сталей заключа-
ется в закалке от 800—850° С (в завнснмостн от марки стали) в масле нли
в воде с последующим отпуском в районе 400—500° С иа твердость HRC
35—45. Это соответствует ов= 130-М60 кгс/мм2.
Рекомендуемые по ГОСТ 1071—67 режимы термической обработки неко-
торых сталей, указанных в табл. 41, приведены в табл. 42.
Иногда такой термической обработке подвергают детали конструкций
большой длины н с тонкими стенками, которые должны обладать высокими
Пружинящими свойствами. В этом случае применяют сталь ЗОХГС; после за-
калки н отпуска прн 250°С она будет иметь прочность (ов) 160 кгс/мм2, ио
вязкость (ои) всего лишь 5 кгс-м/см2, а пластичность (б) 7% и (ф) 40%.
Часто пружины изготавливают нз шлифованной холоднотянутой прово-
локи (так называемой серебрянки). Наклеп (нагартовка) от холодной протяж-
ки создает высокую твердость и упругость. После навивки (или другого спо-
соба изготовления) пружину следует отпустить при 250—350° С для снятия
йнутреиних напряжений, что повысит предел упрхгости. Для изготовления се-
ребрянки применяют обычные углеродистые инструментальные стали У7, У8,
На качество и работоспособность пружины большое влияние оказывает
состояние поверхности. Прн наличии трещин, плен н других поаерхностиых
дефектов пружины оказываются нестойкими в работе и разрушаются, вследст-
вие развития усталостных явлений в местах концентрации напряжений вокруг
этих дефектов.
404
Таблица 41
Состав пружинной стали. % (ГОСТ 14959—69)
Л* пп Марка стали с Мп Si Сг V
I 65 0,62—0.70 0,50—0 80 0,17—0.37
2 70 0,67—0,75 0,50—0,80 0,17—0,37 — —
3 75 0,72—0,80 0,50—0,80 0,17—0,37 — —
4 65Г 0,62—0,70 0,90—1.20 0,17—0,37 — —
5 50С2 0,47—0,55 0,60—0,90 1.50—2,0 —
6 55С2 0,52—0,60 0,60—0,90 1,50—2.00 — —
7 60С2 0,57—0,65 0,60—0,90 1,50—2,00 — —
8 70СЗА 0,66—0 74 0.60—0.90 2,40—2,80 — —
9 55СГ 0,50—0,60 0,80—1,00 1,30—1,80 — —
10 60СГ 0,55—0.65 0,80—1,00 1,30—1,80 — —
11 50ХФЛ 0,46—0,54 0,50—0,80 0,17—0,37 0,80—1,10 0,10—0,20
12 50ХГФА 0,48—0.55 0,80—1,00 0,17—0.37 0,95—1,20 0,15—0,25
13 60С2ХА 0,56—0.64 0,40—0,70 1,40—1,80 0,70—1.00 —
Примечание. Не указано ограничение содержаний вредных и слу-
чайных примесей, которое пе должно превосходить следующих значений:
S< 0,03—0,04%; Р<0.03—0,04%; Ni <0,3—0.4%; Ст <0,3%.
Таблица 42
Режим термической обработки пружин и рессор
Марка стали Закалка Отпуск. °C Твердость НВ
/. <: 1Р₽ди
50С2 870 Масло илн вода 460 365—410
60С2 870 Масло 460 390—480
50ХФА 850 > 520 390—480
00С2ХА 870 » 420 420—475
Значительно улучшить стойкость пружин, рессор, как и других деталей,
испытывающих знакопеременные нагрузки, можно в результате поверхностно-
ю наклепа (что достигается обдувкой дробью). Возникающие при этом в по-
верхностном наклепанном слое напряжения сжатия повышают предел вынос-
ливости (усталости) детали и уменьшают вредное действие возможных де-
фектов поверхности. Подобное упрочнение поверхности в настоншее время
осуществляют не только на пружинах и рессорах, ио и применяют для других
Деталей, испытывающих в работе знакопеременные нагрузки.
405
Кроме обычных пружинных материалов, имеются и специальные, работаю-
щие в специфических условиях (повышенные температуры, агрессивные среды
и т. д ). Подробное исследование пружинных материалов выполнено А. Г. Рах.
штвдтом.
10. ШАРИКОПОДШИПНИКОВАЯ СТАЛЬ
Шарикоподшипниковая сталь прежде всего должна обла-
дать высокой твердостью, поэтому применяют высокоуглероди-
стые стали типа инструментальной (иногда низкоуглеродистые
в цементованном состоянии). Чтобы шарикоподшипниковая
сталь легко принимала закалку (т. е. имела низкую критиче-
скую скорость закалкн) и в качестве закалочной среды для
нее можно было бы применять масло, сталь легируют (обычно
хромом).
Государственный стандарт (ГОСТ 801—60) предусматривает четыре ос-
новиые марки шарикоподшипниковой стали (табл. 43).
Таблица 43
Состав шарикоподшипниковой стали, % (ГОСТ 801—60)
Стали С Ст Мп st
ШХб ШХ9 ШХ 15 ШХ15СГ П р н м е Си <0,25%. 1,05—1,15 1,05—1,10 0,95—1,05 0,95—1,05 а и и е Во все 0,4—0,7 0.9—1.2 1,3—1,65 1,3-1,65 х сталях S<0 0.20—0.40 0,20—0,40 0,20—0,40 0,90—1,20 020%; Р<0,02 0,17—0,37 0,17—0.37 0,17-0,37 0,40—0.65 '%; Ni<0,.3%;
Обозначение марки надо расшифровывать так: шарикоподшиппикоиая
хромистая; цифра показывает примерное содержание хрома в десятых долях
процента Хром, как указывалось, вводят для обеспечения i соб ходи мой про-
каливаемое! н. Следовательно, чем меньше размер закаливаемой детали под-
шипника, тем .меньше может быть содержание хрома в стали.
Рекомендуется шарики и ролики диаметром до 13,5 п 10 мм тготавли-
пать из стали 111X9, шарики диаметром 13,5—22,5 мм и ролики диаметром
10—13 мм — из стали 111X12 н, наконец, шарики диаметром 22,5 мм и ролики
диаметром 15—30 мм — из стали ШХ15. Из этой же стали следует изготавли-
вать кольца всех размеров за исключением очень крупных; ролики диаметром
свыше 30 мм и кольца с толщиной стенки свыше 15 мм — из стали марки
ШХ15СГ, в которую, кроме хрома, вводят легирующие элементы — кремний и
марганец, увеличивающие прокаливаемость.
По своей природе перечисленные хромистые стали близки к углеродистым
сталям примерно с 1%С. Хром растворим в обеих фазах отожженной стали—
в феррите н цементите. Легированный хромом цементит медленнее растворя-
ется в аустените, а аустенит, содержащий хром, медленнее распадается, чем и
объясняется меньшая критическая скорость закалки этих сталей по сравнению
с углеродистыми (табл. 44).
К шарикоподшипниковым сталям предъявляют весьма высокие требова-
ния в отношении чистоты по неметаллическим включениям и карбидной лик-
вации. Дело в том, что нагрузка в шарико! одшнппнке является локальной, и
-406
Таблица 44
Критическая скорость охлаждения шарикоподшипниковых сталей
и критический диаметр шариков (роликов)
Стиле Критическая скорость за- калки, град с Критический диа- метр для закалки и масле (У’о мартенсита.), мм Сталь Критическая скорость за- калки, граде Критический диа- метр для ajкал- ин в масле (95% мартенсита), мм
ШХ6 ШХ9 450—500 175—200 9—10 14—15 ШХ15 ШХ15ГС 35—40 23-25 50-65
если в точках касания шарика (ролика) и кольца в загрязненной или неодно-
родной стали окажется то илн иное включение, то может произойти местное
разрушение (выкрашивание), а вследствие этого долговечность работы под-
шипника резко снизится. Поэтому согласно ГОСТ 801—60 каждая плавка в
любом профиле проката тщательно контролируется на наличие пористости,
неметаллических включений, на карбидную ликвацию, строченность, сетку. Для
всех этих дефектов составлены шкалы (четырех- и пятибалльные системы), по
которым оценивается пригодность стали.
Термическая обработка
деталей шарикоподшипни-
ка (шарики, ролики, коль-
ца) состоит из двух основ-
ных операций — закалки и
отпуска. Закалку проводят
в масле, температура на-
грева 830—840° С с после-
дующим отпуском при
150—160° С в течение I —
2 ч, что обеспечивает полу-
чение твердости не ниже
HRC 62. Структура долж-
на представлять собой от-
пущенный очень мелко- Рис с грхктура стг1И ШХ)5 |1ОСЛе эамл.
игольчатый мартенсит с « отпуск».*soo
равномерно распределенны-
ми избыточными карбидами (рис. 307). Несоблюдение правиль-
ных температурных режимов термической обработки, которые
задаются в узких пределах, ухудшает качество подшипников,
что отражается на их стойкости в работе.
Так, небольшой перегрев прн закалке приводит к огрублению структуры,
укрупнению игл мартенсита. Это охрупчивает сталь н является совершенно
недопустимым. Отпуск при температуре более высокой, чем 150—160° С, сни-
жает твердость и уменьшает сопротивление износу деталей подшипников.
В сталн ШХ15 — наиболее распространенной шарикоподшипниковой стали —
прн закалке часто фиксируется повышенное количество остаточного аустенита
(порядка 10—15%), который при последующей эксплуатации может превра-
титься в мартенсит и вызвать нежелательное изменение объема. Чтобы этого
избежать, прецизионные (особо точного изготовления) подшипники подверга-
ют обработке холодом с охлаждением до (—10) — (—20) °C в соответствии
407
с положением точки Л1„. Кроме перечисленных, для некоторых подшипников
особого назначения применяют стали друтих марок.
Для очень крупных роликовых подшипников диаметром от 0.5 до 2 м (н
для колец, и для роликов) применяют сталь 20Х2Н4А (состав см в табл 30).
Роляки н кольца, изготовленные из этой стали, подвергают цементации на
очень большую глубину' (глубина цементации 5—6 мм. продолжительность
цементации 120—160 ч) н затем сложной термической обработке, в конечном
итоге приводящей к структуре: иа поверхности — мартеиснт+карбнды, в цент-
ре — малоуглеродистый мартенсит.
Для подшипников, работающих в химически агрессивных средах, наи-
большее применение получила сталь Х18 (0.9—1,0% С, 17—19% Сг, остальное
марганец, кремний, сера, фосфор н т. д. в обычных пределах). Высокое содер-
жание хрома необходимо для придания стали высокого сопротивления корро-
зии. Сталь обладает высокой коррозионной стойкостью в пресной и морской
воде, в растворах азотной и уксусной кислот, в различных органических сре-
дах, но имеет плохую стойкость в смеси азотной и серной кислот.
Термическая обработка для получения наивысшей в данной стали твердо-
сти и достаточной стабильности в размерах заключается в закалке с 1050° С
в масле, обработке холодом при —70°С н отпуске прн 150—160°С. Твердость
после такой обработки HRC 60—61-
Подшипники, подвергаемые в процессе эксплуатации значительным нагре-
вом (до 400—500°С), изготавливают нз сталей типа быстрорежущих (см ни-
же). Обычно применяют сталь Р9. ио с пониженным содержанием углерода и
ванадия. Снижение углерода необходимо для ъмеиьшения карбидной ликва-
ции, снижающей долговечность подшипника. Обработку такой стали проводят
по режимам термической обработки инструментов нз быстрорежущих сталей,
о чем будет сказано дальше.
11. ДЕФЕКТЫ ЛЕГИРОВАННЫХ СТАЛЕЙ
Высокие механические свойства легированных сталей обес-
печили нм преимущественное применение по сравнению с угле-
родистыми во многих отраслях специального машиностроения
(авиации, автомобилестроении и т. д.). Вместе с тем в легиро-
ванных сталях чаще появляются различные дефекты, встреча-
ющиеся. по реже в углеродистых сталях. Часто при самом стро-
гом соблюдении правильно установленных технологических ре-
жимов эти дефекты не поддаются полному устранению. Важней-
шие из них: отпускная хрупкость, дендритная ликвация и флоке-
ны (явление отпускной хрупкости см. в п. 2 этой главы).
Дендритная ликвация. Появление дендритной ликвации обу-
словлено неравновесной кристаллизацией сплавов (см. гл. V,
п. 10). Наличие в стали легирующих элементов увеличивает
температурный интервал кристаллизации, затрудняет протека-
ние диффузионных процессов и способствует развитию явлений
дендритной ликвации, так как увеличивает разницу в концент-
рациях между ранее и позднее выпавшими из жидкости кри-
сталлами (по данным И. Н Голикова). Макроструктура денд-
ритной ликвации приведена на рис. 308, а.
После прокатки илн ковкн получаются волокна, вытянутые
вдоль направления деформации (рис. 308,6). Некоторые меха-
нические свойства поперек волокна оказываются ниже, чем
вдоль (о0.2, ф, Он), что обусловлено наличием деформированных
408
вдоль прокатки неметаллических включений (см. рнс. 304). Это
явление носит название анизотропия механических свойств 1
Для уменьшения дснтритной ликвации прибегают к диф-
фузионному отжигу слитков перед прокаткой, который состоит
в длительном нагреве стало при весьма высоких температурах
(1000 1200° С).
Рнс. 306. Дефекты мокро и микроструктуры ь легированпоП стали.X130 (Совер):
а — дендритная ликвация; б — полосчатость
Рнс 309. Флокены в стати (излом]
Флокены. Флокены представляют собой в изломе пятна
(хлопья) (рис. 309). а в поперечном микрошлифе — трещины.
Естественно, что наличие трещин вызывает снижение механиче-*
ских свойств. Трещины — флокены тем более опасны, чем более
высокую прочность имеет сталь. В высококачественных сталях
флокены — очень серьезный дефект. Флокены могут быть во
всех сталях, по наиболее часто они встречаются в сталях, содср-
1 Очищение стали от неметаллических включений в первую очередь суль-
фидного типа металлургическими приемами (обраотка стали синтетическими
шлаками, электрошлаковый переплав) уменьшают анизотропию свойств.
409
жащих хром, т. е. в хромистых, хромоникелевых, хромоникель-
вольфрамовых, хромомаргамцовистых и др.
Флокены могут быть в кованой илн катаной стали, в литой
стали они обнаруживаются редко.
Когда появляются флокены в стали?
Если сталь после ковки (прокатки) быстро охлаждалась в районе 200° С
и ниже, то у флокеночгветантслыюй стали возникнут флокены. Скорость ох-
лаждения при температурах выше 200е С ие приаодит к образованию флоке-
нов. Таким образом, флокены образуются при быстром охтаждении от 200
до 2(ГС.
Ряд данных показывает, что флокены образует растворившийся в жидкой
стали водород, который при температурах ниже 200е С выделяется из рас-
твора и создаст сильные внутренние напряжения, которые н приводят к обра-
зованию трещин (флокенов). Если же сталь охлаждается медленно, то водо-
род успевает продиффундировать нз раствора и совсем удалиться из стали.
В результате сталь становится нечувствительной к флокенообразованию
(С. С. Штейнберг, Э. Гудрсмои).
Таким образом, одной нз главных причин образования флокенов можно
считать растворенный в стали водород, которой нс успевает выделиться прн
температурах пн же 200° С.
Флокены редко образуются в литой стали, так как выделившийся из рас-
твора водород скапливается в многочисленных литейных порах и неплотностях
лптсго металла
Флокены можно устранить последующей ковкой (прокаткой) на меньший
размер, так как при этом трещины (флокены) завариваются. Флокены редко
обнаруживаются в малых есчснпях (диаметром менее 25—30 мм).
СПИСОК ЛИТЕРАТУРЫ
Гудремоп Э. Специальные стали. М., Металлу ргиздат, т, 1, П, 1959—
1960. 1638 с. с ил.
Курдюмов Г. В., Э ит и и Р. II. Отпускная хрупкость конструкционных
сталей. М., «Металлур1изтаг». 1945. 134 с. с ил.
Утсискнй Л. М. Отпускная хрупкость стали. М., Металлу ргиздат, 1961.
191 с. с ил.
Меськин В. С. Основы легирования стали. М., «Металлургия», 1964.
684 с. с нл
Соколовский П. И. Арматурные ста пн. М., «Металлургия», 19G4.
208 с. с ил.
Гуляев А. П, Астафьев А. С., Волкова М. А. и др. Высокопроч-
ные арматурные стали. М., «Металлургия». 19G6. 138 с. с нл.
Высокопрочная сталь. М, «Металлургия», 1965. 256 с. с ил
Материалы в машиностроении. Справочник Т. И, Сталь. М., «Машино-
строение» 1967. 496 с. с нл.
Бернштейн М. Л. Термомеханическая обработка стали. Т. I, И М., «Ме-
таллургия», 1968. 1165 с. с ил
Перкас М. Д., Кардонскнй В. М. Высокопрочные мартеиситнъ-ста-
реющие стали. М.. «Металлургия», 1970. 224 с. с ил.
Рахштадт А. Г. Пружинные стали н сплавы. М., «Металлургия», 1971.
495 с. с нл.
Проблемы хладостойкости конструкционных сталей. Новосибирск, Восточно-
Сибирское издательство, 1971. 458 с. с нл.
Пота к Я- М Высокопрочные стали. М.. «Металлургия», 1972. 208 с. с нл.
Гуляев А. П. Структура и свойства стали после термо.мсхаиической об-
работки. М., «Машиностроение», 1972- 42 с. с ил.
Гольдштейн Я. Е., Заславский А. Я. Конструкционные стали по-
вышенной обрабатываемости М, «Металлургия», 1977, 264 с. с нл.
Глава XVII
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Основным требованием, предъявляемым к стали для режу-
щего инструмента, является сохранение режущей кромки в те-
чение длительного времени. В работе режущее лезвие инстру-
мента тупится, изнашивается. В отличие от изнашивающихся
частей детален машин (валы, кулачки и т. д.) у режущего ин-
струмента работает на износ очень тонкая полоска металла при
значительных ^детьных давлениях на иее. Чтобы эта полоска
металла была устойчивой против истирания, она должна иметь
высокую твердость, как правило, выше HRC 60.
Если обрабатывается мягкий материал (дерево, пластмассы,
цветные металлы) пли при обработке стали и чугуна применя-
ются малые скорости резания и стружка имеет малое сечение,
то в единицу времени на процесс резания затрачивается мало
энергии. Если обработка происходит при больших скоростях
резания, обрабатываются твердые металлы и стружка имеет
большое сечение, то в этих случаях в единицу времени затрачи-
вается много энергии. Механическая энергия в процессе резания
превращается в тепловую, режущая кромка инструмента силь-
но нагревается (до красного каления) при тяжелых условиях
резания. Для такого инструмента главное требование — сохра-
нение твердости при длительном нагреве, т. е. сталь должна об
задать красностойкостью.
Условия работы измерительного инструмента в известной
мере приближаются к условиям работы режущего инструмента
при легких режимах резания, различие составляют лишь значи-
тельно меньшие удельные давления па рабочие поверхности
Сталь в штампах испытывает значительные тепловые и
ударные нагрузки, распределенные по сравнительно большой
поверхности. Здесь большую роль играет вязкость. Наилучшей
сталью является та, у которой при температурах соответствую-
щих условиям работы штампа, имеется иаилучшее сочетание
твердости и вязкости
Для разных видов инструмента применяют стали разного
типа. Инструментальные стали делятся на четыре категории:
1) пониженной прокалнваемостн (преимуществепно углероди-
стые); 2) повышенной прокалнваемостн (легированные);
3) штамповые; 4) быстрорежущие.
В особую группу инструментальных материалов входят так
называемые твердые сплавы, применяемые для инструмента,
работающего на особо высоких скоростях резания.
Углеродистые и легированные стали применяют для режу-
щего инструмента при легких условиях работы и для измери-
411
тельного инструмента. Быстрорежущие сталн используют для
изготовления режущего инструмента, работающего при повы-
шенных режимах.
2. ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ ПОНИЖЕН ПОП ПРОКАЛИВАЕМОЕ!И
В эту группу входят все углеродистые инструментальные
стали, а также сталн с небольшим содержанием легирующих
элементов и поэтому не сильно отличающиеся от углеродистых
по прокаливаемое™. Важнейшее технологическое свойство —
слабая прокаливаемость — объединяет эти стали в одну группу.
Все стали указанной группы должны закаливаться в воде,
и инструмент из этих сталей имеет, как правило, незакалеиную
сердцевину. Это следует учесть при выборе стали на инстру-
мент, при его конструировании, проведении термической обра-
ботки и эксплуатации ’.
Состав инструментальных сталей пониженной прокаливаемое!и указан
в табл. 45
Таблица 45
Состав инструментальных сталей пониженной прокаливаемости
(ГОСТ 1435—74, ГОСТ 5950-73)
Сталь с Мп ° Сталь С Мп Сг
У7 0,65-0.74 0,20—0,40 s.0,15 У13 1,25—1,35 0,15—0,35 <0,15
У8 0,75—0,84 0,15—0,40 <0,15 ХОЗ 1,25—1,40 0,20—0,40 0,4-0,6
У9 0,85-0,94 0,15—0,35 0,15 X0G 1,05-1,14 0,40—0,70 0,4—е.6
У10 0,95—1,04 0,15—0,35 <0,15 65ХФ 0,60—0,70 0,3—0,60 0,45—0,7
УН 1,05—1,14 0.15—0,35 <0,15 85ХФ 0,80—0,90 0,3—0,60 0,45—0,7
У12 1,15—1,24 0,15—0,35 0,15
Примечания: 1. Во всех перечисленных сталях ограничивается со-
держание кремния (^0,30—0,35%). никеля (^0,2%), серы и фосфора
(^0,02%) в высококачественной (группы А) и ^0,03% в качественной
статях.
2. В сталях 65ХФ н 85ХФ содержится 0,15—0,30% V
Как видно, углеродистые мнстр\ ментальные стали подразделяются на
марки У7, У8, У9, Ь 10. УН, У12, У13. Буква У показывает, что это сталь угле-
родистая, цифра — Среднее содержание углерода в десятых долях процента
(значит, сталь У7 содержит около 0.7% С; У 8 — около 0,8% С и т. д).
В правой части таблицы приведены легированные стали, отличающиеся
некоторым повышением содержания марганца и введением около 0,5% Сг
(сталн марок Х06, Х05, 85ХФ)
Как отмечалось, неглубокая прокаливаемость — характерный признак
этих сталей. На рнс 310, а приведены кривые распределения твердости по се-
1 Например, закалка в воде требует, чтобы были приняты меры против
сильного коробления; при конструировании следует избегать острых углов и
резких переходов сечений и т. д.
412
чеиию брусков диаметром 12, 20 и 27 мм, которые ясно показывают, что, не-
смотря на интенсивное охлаждение в воде, сердцевина стали У12 ие получает
мартенситной твердости, т. е. сталь насквозь не прокаливается даже в сечении
диаметром 12 мм.
Опыт показывает, что прокаливаемость сталей этой группы весьма не-
постоянна. Отдельные плавки одной и тон же марки различаются между собой
по прокаливаемости. Можно встретить такие плавки, в которых прутки квад
ратного сечения (20X20 мм) прокаливаются насквозь, и такие (одной и той
же марки), в которых прутки того же
НРС
60
so
4/7
30
20
сечении имеют глубину закалки I—
2 мм. Поэтому углеродистые и леги-
рованные слабо прокаливающиеся ста-
ли контролируют иа прокаливаемость
по пятибалльной шкале (рнс. 310,6).
Образцы с сечением 20X20 м.м зака-
ливают в воде с 800° С н по излому
определяют
оценивая ее
глубину закатеииой зоны,
баллом.
Глубина
закапли,мн
Балл
по прок • luSapMocmu
Рис. 310. Прока-шваемость углеродистой инструментальной стати:
о — сталь У12, закатка в воде с 790“ С; б — шкала прокаливаемости
Не рекомендуется применять сталн I и V балла по прокаливаемости —
первые склонны к образованию мягких пятен на поверхности, а вторые — к
трещинам.
Проведенные исследования и практика термической обработки инструмен-
та показали. что наилучшнс результаты достигаются при твердости незакален-
ной сердцевины HRC 40—45. При более высокой твердости могчт появиться
поверхностные трещины, прн меньшей могут возникать внутренние кольцевые
трещины, располагающиеся в переходной зоне. Так как твердость а сердцевине
зависит не только от прокаливаемости стали данной плавки и среды охлажде-
ния, но и от размеров изделия (рис ЗЮ, о), то необходимо учитывать эти фак-
торы и для данного размера сечения инструмента назначать сталь соответст-
вующего балла по прокаливаемости, обеспечивая получение в сердцевине твер-
дости, равной HRC 40—45
Свойства углеродистых инструментальных сталей, а также режимы их
термической обработки зависят главным образом от содержания в стали угле-
рода.
Сталь марки У7А — доэвтектоидная сталь и закаливается с температуры
выше кинетический точки Лс3. Стали Ь8А н У9А— эвтектоидные стали. В
закаленном состоянии структура сталей У7, У8 и У9 состоит из одного
мартенсита.
Температура закалки за эвтектоидных сталей У10А и У12А лежит в интер-
вале между Ас3 н Ас г, структхра нх в закаленном состоянии состоит из мар-
тенсита н из избыточных (вторичных) карбидов (см. рис. 230,6). Оптимальные
температуры закачкн для сталей перечисленных марок приведены иа рнс. 311.
В закаленной сталн тетрагональность мартенсита и внутренние напряже-
ния создают значительную хрупкость, поэтому после закалки отпуск является
обязательной операцией. Температура отпуска определится величиной рабочей
твердости, которой должен обладать инструмент. Рекомендуемая температура
Отпуска для некоторых видов инстру мента показана в табл 46.
413
Таблица 46
Температура отпуска различного инструмента из углеродистой стали
Виды инструмента Сталь Температура отпу- ска. °C Приемочная твер- дость рабочей части HRC
Метчнкн ..... У1О-У12 180—200 60-62
Развертки У10—У12 160—180 62—64
Зубила . , У7 280—300 56—58
Матрицы для холодной штамповки . . ... У8-У10 200—220 60—62
Плашки . ... У10 220—240 59—61
Наиболее мягкой и вязкой сталью из перечисленных в табл. 46 является
сталь У7А. поэтому ее применяют для инструмента, подвергающегося в рабо-
те толчкам и ударам. Твердость остальных сталей в закаленном состоянии не
зависит от содержания углерода. Однако износоустойчивость с повышением
Рис. 311- Температура закач-
ки углеродистых инструмен-
тальных сталей
содержания углерода возрастает, что объясняется наличием избыточного це-
ментита, вкрапленного в мартенсит.
Примерное назначение углеродистых сталей различных марок следующее.
Сталь У7 — для инструментов, подвергающихся ударам н толчкам и тре-
бующих вязкости при умеренной твердости, иапрнмер для зубил, кузнечных
штампов, кузнечного инструмента, клейм
Сталь У8 — дли инструментов, подвергающихся ударам я требующих хо
рошей вязкости при высокой твердости, например матрицы, пуансоны, ножни-
цы и ножи ио металлу, столярный инструмент, пневматический инструмент.
Сталь У9 и У10 — для инструментов, не подвергающихся сильным ударам
прн максимальной твердости ие режущей грани, например металлорежущий
инструмент — сверла, метчнкн, развертки, резцы, фрезы, монетные штемпели,
бурильный инструмент, медицинский инструмент, ножи для резки бумаги и
кожи и т. д.
Сталь У12 и У13 — для инструментов с максимальной износостойкостью
при наивысшей твердости, например резцы, различный металлорежущий и ме-
рительный инструмент, напильники, зубила для насечки напильников, гравер*
ный инструмент, волочитьные доски и т. д
Сталь 85ХФ, Х06 и Х05 — для тех же назначений, что и стали У9, У11 и
У13. Небольшое содержание в этих сталях хрома (около 0,5%) устраняет
склонность сталей к графитизации, образованию мягких пятен иа поверхности
(вследствие большей прока л и вие.мости). Стали с хромом имеют более мелкое
зерно, так как цементит, содержащий в растворе хром, более устойчив против
растворения, а наличие нераствореппых карбидных частиц сдерживает реет
зерен аустенита. Сталь 85ХФ, содержащая, кроме хрома, ванадий, весьма
414
мелкозернистая и вязкая, прпменяетсн преимущественно для деревообрабаты-
вающего инструмента.
Инструментальную сталь поставляют в виде полуфабриката (прутков,
лент, проволоки, поковки н т. д.) и для хорошей обрабатываемости должна
быть отожжена на зернистый перлит, так как сталь, имеющая структуру пла-
стинчатого перлита, обрабатывается плохо. Прн отжиге следует стремиться
к тому, чтобы зерна цементита были средней величины (диаметром 3 4 мкм)
и равномерно распределялись в стали. Наиболее просто такая структура по-
лучается отжигом прн температуре несколько выше Act.
3. ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ
(ЛЕГИРОВАННЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ)
В эту классификационную группу входят стали, содержащие
легирующие элементы в количестве 1—3% и поэтому обладаю-
щие повышенной прокаливаемостью. Инструмент нз этих сталей
закаливается в масле (при ступенчатой закалке — в соли) и
прокаливается, как правило, насквозь.
Меньшая скорость охлаждения при закалке уменьшает опас-
ность образования трещин, деформации и коробления, к чему
склонны углеродистые инструментальные стали. Это важно для
многих видов инструментов, имеющих сложную конфигурацию.
Применение для легирования разных элементов позволяет также решать
такие задачи, как повышение твердости, износоустойчивости или устойчиво-
сти против отпуска В соответствии с этим легированные инструментальные
стачн подразделяются иа Ill группы (табл. 47).
Таблица 47
Состав инструментальных сталей повышенной прокаливаемое™,
% (ГОСТ 5950—73)
Марка стали С Мп si Сг W V
Группа I
X 9ХС ХГСВФ 0.95—1,1 0,85—0,95 0,95—1,02 <0,4 0.3—0.6 0,7—1,0 <0,35 1.2— 1.G 0,7—1,0 1,3—1.6 0,95—1.25 0.6—1.0 0,8—1.1 0,08—0.15
хг хвг 1.3-1.5 0,9-1,0 0.45—0,7 0,8—1,0 Г руппа 11 <0,35 0,15—0.35 1,3—1.6 0,9—1,2 1.2-1.6
В1 ХВ5 1,05—1,25 1,25—1,50 0,2—0,4 0.3 Г руппа 1/1 <0,35 <0,30 0.10—0,30 0,40—0,70 0,8-1,2 4.5—5.5 0,15—0,30
В 1 группу входят обычные легированные инструментальные стали, в ко-
торых присадка 1.0—1,5% Сг обеспечивает повышение прокалнваемостн. До-
бавка креминя дает некоторое дополнительное увеличение прокалнваемостн.
415
а также повышает устойчивость против отпуска, что обеспечивает лучшую ра-
ботоспособность инструмента.
Иллюстрируем эти положении некоторыми данными.
В табл. 48 приведены значения критических диаметров для закалки в воде
и в масле’ сталей Л 10, X и 9ХС. Цифры в таблице показывают те предельные
диаметры прутков (изделий), при которых твердость в сердцевине после ох-
лаждения от обычных закалочных температур в воде или в масле почти равна
твердости на поверхности, т. е. >HRC 60.
Для получения заданной твердости стали, легированной хромом, а осо-
бенно хромом и кремнием, ее следует отпускать прн более высоких темпера-
турах, чем углеродистую (рнс. 312). Это значит также, что разогрев режу-
щей кромки инструмента в работе менее опасеп для стали 9ХС, чем для ста-
лей X и У10. Сталь марки X по ''одержанию углерода н легирующих элементов
точно совпадает с шарикоподшипниковой сталью ШХ15, но отличается от нее
менее жесткими требованиями в отношении загрязненности неметаллическими
включениями и наличия других дефектов металлургического происхождения.
Во псех случаях вместо стали X можно применять сталь ШХ15 (но не на-
оборот).
Повышенное содержание кремния в сталях этого типа (до 1.6%, как в
стали 9ХС) создает некоторые трудности в производстве. При закалке сталь
9ХС более склонна к обезуглероживанию, так как кремнии повышает крити-
ческие точки, н поэтому кремнистые стали приходится натрепать под закалку
до более высоких температур, прн которых быстрее протекают процессы обез-
углероживания поверхности.
Группа II легированных сталей характеризуется повышенным содержани-
ем марганца (при нормальном содержании кремния). Это приводит прн за-
калке к увеличению количества остаточного аустенита н уменьшению деформа-
ции; поэтому эти стали можно назвать малодсформнрующимнея ннстру мен-
тальными. Конечно, стали I группы (X, 9ХС, ХГСВФ) деформируются при за-
калке значительно меньше, чем углеродистые, так как они закаливаются в
масле, а не в воде, но стали II группы (ХГ, ХВГ) из-за увеличенного содер-
жания остаточного аустенита деформируются еще меньше.
В группу III входят высокотвердые стали, легированные вольфрамом, нз
которых сталь ХВ5 называется алмазной. Из-за худшей прокаливаемое™ по
сравнению со сталями групп I н II эти стали можно отнести н к категории
сталей пониженной прокалнваемостн, рассмотренных в предыдущем пара-
графе.
' Легирование вольфрамом значительно измельчает избыточную карбидную
фазу и, следовательно, повышает твердость этих статей. Стали этой группы
можно закаливать и в воде, н в масле (в последнем случае — до определен-
ного сечения). Закалка в воде дает более высокую твердость. Так, у стали BI
твердость после закалки в воде (и отпуска прн 100—120е С) может достигать
значений порядка HRC 67—68, а у стали ХВ5 — до HRC 69—70 При закалке
же в масле (и таком же отпуске) получается твердость не выше HRC 64—65.
Такое различие объясняется тем, что в первом случае пату чается меньше оста-
точного аустенита, а образовавшийся в самом начале мартенсит нс успевает
отпуститься при ускоренном охлаждении в интервале мартенситного превра-
щения 1 2
< Высокую твердость этих сталей используют прн обработке очень твердых
материалов, напрнмер камней, или в тех случаях, когда требуется сохранить
длительное время очень острую режущую кромку (но при резании с малыми
скоростями).
1 Этими данными можно руководствоваться при выборе закалочной сре-
ды и предельного диаметра для некоторых видов инструмента, когда требу-
ется повышенная прокаливаемость.
2 Точка Мя у этих сталей находится около 250® С, поэтому прн замед-
ленном охлаждении (как охлаждение в масле) первые порцнн мартенсита,
образовавшиеся в начале мартенситного интервала, успевают распасться.
416
Основные параметры режима термической обработки сталей, перечислен-
ных в таб-i. 47, приведены в табл. 49; там же указаны н значения твердости
после термической обработки.
Таблица 48
Прокаливаемость инструментальных сталей
Марка стали Критический диаметр, мм. при охлаждении
в воде в масле
У 10 6—10 2—3
X 30—40 15—20
9ХС 40—50 20—25
4^1-----1-----1------1-----
100 200 300 400
Геппера/пуоа отпрска, ЛС
Рис 312. Влияние температуры отпуска
на твердость сталеП У|0. X и 9ХС
Таблица 49
Режимы термической обработки инструментальных легированных сталей
Марка стали Отжиг Зака тка Отпуск
темпера- тура, "С твердость ВВ темпера- тура, "С среда охлаж- дении твердость HRC (не менее) темпера- тура. °C твердость I1RC
X 770—790 225-207 830-860 Масло 62 1Б0—200 64—61
9ХС 790—810 255-207 820—860 > 62 140—160 65—62
160—180 63—61
хгсвф 790-810 228—196 820—850 » — 140-160 63—61
840—860 62 160—180 61—59
хг 780—800 241—197 800—830 > 61 150-200 64—61
хвг 770—790 255-207 800—830 » 62 140—160 65—62
170—200 62—60
В! 780—600 229—187 800—850 Вода 62 150—200 64—62
ХВ5 730—750 321—255 800—820 * 65 100—120 66—64
120—160 65-61
Примечание. Твердость после закалки — гарантируемая по ГОСТу,
твердость после отпуска — в обычных пределах колебания
Более высокие температуры закалки этих сталей по сравнению с углеро-
дистыми являются результатом повышения критических точек при легирова-
нии хромом, вольфрамом, кремнием, а также следствием более медленного
растворения карбидов. В этих сталях карбидной фазой является карбяд М3С
(цементит, легированный хромом, вольфрамом, марганцем). В стали ХВ5 рас-
творимой карбидной фазой является карбид Af$C, а избыточной — Л16С.
Отпуск инструмента проводят в зависимости от требуемой твердости и
вязкости Если желательно сохранить макенмалыпю твердость, то температу-
ра отпуска не должна превышать 150—160° С (в этом случае твердость будет
не ниже 1IRC 62); если отпуском стремятся придать большую вязкость, то
температуру отпуска повышают иногда до 300° С, по прн этом надо считаться
с том, что твердость снизится до HRC 55—60 (в зависимости от марки, см.
рис. 312).
Примерное назначение инструментальных сталей приведено в табл 50.
27 Гуляев А. п. 417
Т а б 1 и ц a 50
4. БЫСТРОРЕЖУЩИЕ СТАЛИ
Под быстрорежущими понимаются стали, предназначаемые
для изготовления режущего инструмента, работающего при
высоких скоростях резания. Быстрорежущая сталь должна в
первую очередь обладать высокой горячей твердостью н красно-
стойкостью.
Прежде чем изучать свойства и термическую обработку бы-
строрежущих сталей, ознакомимся с условиями работы этой
стали как материала, нз которого сделан инструмент. Возьмем
418
наиболее простой инструмент—резец1. На отделение стружки
от обрабатываемой детали затрачивается определенная механи-
ческая работа, которая в процессе резания превращается в теп-
ло. Это тепло нагревает обрабатываемый предмет, стружку, ре-
зец и частично рассеивается в атмосфере.
При обработке резанием тело обрабатываемого изделия ис-
тирает заднюю поверхность резца, а стружка— переднюю, сбе-
гая по ней (рис. 313). Истирание задней поверхности при обра-
ботке стали незначительно, иа передней поверхности стружка
интенсивно вырабатывает лунку. В определенный момент пере-
мычка между задней и передней
поверхностями резца не выдержи-
вает давления стружки — происхо-
дит разрушение режущей кромки
и его мгновенная посадка.
Продолжительность работы рез-
ца зависит от того, насколько бы-
стро вырабатывается лунка, а это
зависит от износостойкости быстро-
режущей стали в нагретом состоя-
нии и от степени нагрева.
Температура разогрева инстру-
мента зависит от условий резания.
Чем производительнее работает
инструмент, тем больше стружки
он снимает в единицу времени; чем
Рис 313 Образование лунки
на резце вследствие истирания
от стр у ж кн •
7 — обрабатываемый материал:
2— стружка: 3 — лунка; 4 — ре-
зец; 5 — передняя поверхность
резца; 6 — задняя поверхность
резца
выше сопротивление материала отделению стружки, тем силь-
нее разогревается его режущая часть. В наиболее нагретой
части резца температура достигает 600—700° С. Если под дей-
ствием этой температуры сталь инструмента ие размягчается,
инструмент долгое время сохраняет износостойкость н режущие
свойства.
В первом приближении можно принять, что износостойкость
резца характеризуется твердостью в нагретом состоянии. Сле-
довательно сталь для режущего инструмента должна иметь вы-
сокую твердость при повышенных температурах
На рис. 314 приведены кривые, показывающие твердость
трех различных сплавов при разных температурах. Твердость
углеродистой стали после нагрева до 200° С начинает быстро
падать. Следовательно, для этой стали недопустим режим ре-
жим резання, прн котором инструмент нагрелся бы выше 200° С.
У быстрорежущей стали высокая твердость сохраняется прн на-
греве до 500—600° С. Таким образом, инструмент из быстроре-
жущей стали более производителен, чем инструмент из углеро-
дистой стали. Еще более производительным будет инструмент
1 Хотя наши рассуждения в общих чертах справедливы и для других ви-
дов режущих инструментов.
27- 419
из твердого сплава, так как нагрев до 800 С мало влияет на
его твердость.
Следует отметить, что твердость в холодном состоянии не оп-
ределяет режущей способности стали. Как видно из рнс. 314,
твердость хглероднстой сталн при нормальной температуре да-
же выше, чем быстрорежущей, но ее режущие свойства намного
ниже. Высокая твердость инструментальной сталн необходима
во всех случаях, но для быстрорежущего инструмента требуется
о по пт зх vjo
Рве. 314. Твердость различных нпстру-
ментальных материалов в нагретом
состоянии:
/ — твердый сплав: 2—быстрорежущая
стать; 3 — углеродистая сталь
Тепперат^С
высокая твердость не только
В ХОЛОДНОМ СОСТОЯНИИ, ПО и
при повышенных температу-
рах. От хорошей быстрорежу-
щей сталн требуется не толь-
ко высокая твердость в горя-
чем состоянии, но и сохране-
ние ее прн длительных нагре-
вах. Иначе говоря, быстроре-
жущая сталь должна устой-
чиво сохранять твердость в
нагретом состоянии, это на-
зывается красностойкостью.
Рассмотрим некоторые за-
кономерности, связывающие
между собой температуру,
твердость и структурные из-
менения в быстрорежущей
стали (теория красностой-
кости).
Нагрев всегда вызывает
снижение твердости, но если
при этом не происходит
структурных изменений, то это снижение твердости обратимо,
т. е. при возвращении изделия к исходной температуре вос-
становится и прежняя твердость (на рис. 315, кривая /).
Если же прн нагреве происходят структурные изменения, со-
провождающиеся уменьшением твердости (вертикаль со стрел-
кой на рис. 315, а или кривая на рис. 315,6), то после возвраще-
ния к исходной температуре твердость будет ниже исходной.
Сопротивление этим необратимым структурным изменениям и
характеризует красностойкость.
Какие особенности строения определяют высокую красно-
стойкость закаленных сталей?
Высокая твердость мартенсита объясняется растворением уг-
лерода в Fea. Известно, при отпуске из мартенсита в углероди-
стой стали выделяются мельчайшие частицы карбида. Пока вы-
делившиеся карбиды еще находятся в мельчайшем дисперсном
рассеянии (т. е. па первой стадии выделения при отпуске до
200°С), твердость заметно не снижается. Но если температуру
420
отпуска поднять выше 200° С, происходит рост карбндиых выде-
лений, и твердость быстро падает.
Чтобы сталь устойчиво сохрани та твердость прн нагреве,
нужно ее легировать такими элементами, которые затрудняли
бы этот процесс коагуляции карбидов.
Если ввести в сталь какой-нибудь карбнюобразующий эле-
мент в таком количестве, что он образует специальный карбид,
то красностойкость скачкообразно возрастает. Дело в том, что
специатьиыи карбид выделяется из мартенсита н коагулирует
Рис. 3|5. Изменение твердости прн нагреве быстрорежущей
сталн (схема)
при более высоких температурах, чем карбид железа, так как
для этого требуется не только диффузия углерода, но и дуффу-
зия легирующих элементов. Практически заметная коагуляция
специальных карбидов хрома, вольфрама, молибдена нлн дру-
гих элементов происходит при температурах выше 500° С.
Таким образом, красностойкость создается легированием ста-
ли карбидообразующими элементами (вольфрамом, молибде-
ном, хромом, ванадием) в таком количестве, при котором они
связывают почти весь углерод в специальные карбиды.
Наиболее распространенной быстрорежущей сталью являет-
ся сталь Р18 (0,7% С; 18% W; 4% Сг и 1% V), а также сталь
Р6М5 (0.9% С; 6% W; 5% Мо; 4% Сг; 2% V).
В табл 51 прпвсдсиы составы быстрорежущих сталей, вошедших в ГОСТ
19265—73.
Все быстрорежущие сталн обозначают буквой Р (рапид —
скорость), цифры после этой буквы показывают содержание ос-
новного легирующего элемента — вольфрама, а для вольфрамо-
молибдеиовых сталей и содержание молибдена. При высоком
содержании ванадия среднее содержание его также отмечается
в марочном обозначении цифрой после буквы Ф, а содержание
кобальта буквой К и соответствующими цифрами Хрома во
всех сталях содержится около 4%, а углерода — в соответствии
421
Таблица 51
Состав быстрорежущих сталей, Ь (ГОСТ 19265—73)
Марка стачи С Сг W V Мо Со
Р18 0.7—0,8 3,8—4,4 17,0—18,5 1.0-1,4 1.0
Р12 0,8—0,9 3,1—3,6 12,0—13,0 1,5—1,9 0,5
Р9 0,85—0,95 3.5—4.4 8,5—Ю.О 2,0—2,6 1.0 —
Р6МЗ 0,85—0,95 3,0—3,6 5.5—6,5 2,0—2,5 3.0—3,6
Р6М5 0.80—0,88 3.8—4,4 5,5—6.5 1,7—2,1 5.0—5.5
Р18Ф2 0,85—0,95 3,8—4,4 17,5—19.0 1,8-2.4 1.0 —
Р14Ф4 1.2—1,3 4,0—4,6 13,0—14,5 3,4—4.1 1.0
Р9Ф5 1.4—1.5 3,8—4,4 9,0-10,5 4,3—5,1 1.0 —
Р18К5Ф2 0,85—0,95 3.8—4,4 17,5—19,0 1.8-2,4 1.0 5.0—6.0
Р10К5Ф5 1.45—1,55 4,0—4.6 10,0-11,5 4.3—5,1 1.0 5,0—6,0
Р9К10 0.9—1.0 3.8—4,4 9,0—10,5 2.0—2,6 1.0 9,5—10,5
Р9М4К8 1,0—1.1 3,0—3,6 8.5—9.5 2.1—2.5 3,8—4,3 7,5—8.5
Примечание. Содержание постоянных н случайных примесей ограни-
чено в этих сталях сгедующнмн пределами, %: 0,4Мп; 0,5Si; 0,4Ni; 0.03S;
О.О35Р
с содержанием ванадия (чем больше ванадия, тем больше угле-
рода).
Сталь Р18 — наиболее распространенная, универсальная
марка быстрорежущей стали. Аналогична по назначению и близ-
ка по режущим сюнствам сталь Р9. Сталь Р9 труднее подвер-
гается тсрмическои обработке, так как требует более точного
соблюдения режима закалки, н плохо шлифуется, сталь Р18 до-
роже и обладает хорошими механическими свойствами.
Ю. А. Геллер предложил сталь PI2 (с 12% VV), не имеющую
этих недостатков. Стали, содержащие кобальт, являются высо-
копроизводительными быстрорежущими сталями и применяются
при обработке труднообрабатываемых сплавов илн в случаях,
когда их более высокая стоимость окупается более высокими ре-
жущими свойствами. Следует также добавить, что стали с по-
вышенным содержанием ванадия имеют преимущество перед
Р18 главным образом вследствие более высокой износоустойчи-
вости, а стали с кобальтом вследствие более высокой красностой-
кости; высокованадиевые стали хуже шлифуются (что часто за-
трудняет изготовление инструментов), а стали с кобальтом име-
ют пониженные механические свойства.
В связи с дефицитом вотьфрама в последнее время получили
распространение вольфрамомолнбденовые стали, которые даже
вытеснили «классическую» сталь Р18. Из этих сталей преимуще-
ственное применение имеет сталь Р6М5.
В отожж ином виде стать состоит нз карбидов и твердого
раствора а. В быстрореж щнх сталях наблюдаются три вида
422
Таблица 52
Состав карбидов в быстрорежущих сталях, %
Карбид С W V Сг Fe
М„С 2 65 3 3 27
Л4С 12 42 43 2 I
Л4ИС, 5 10 3 47 35
Таблица 51
Карбидная фаза в быстрорежущих сталях
Марка
стали
Р18
Р12
Р9
Р6МЗ
Р6М5
Коли- чество, % Состав ! Марка стали Коли- чество. % Состав Марка стали
29 м„с Р18Ф2 29 Л1.С м Р9К5
24 Л1,С+Л1С Р14Ф4 22 М С+Л1С Р9КЮ
18 Л1.С+Л1С Р9Ф5 21 Л1„с лк; Р6М5К5
19 М.С+Л1С' Р18К5Ф2 29 Л4ОС+Л4С Р9М4К8
21 м,е+л1С РЮК5Ф5 24 Л1.С+Л1С —
Коли-
чество
18
18
21
22
Примечание- После отжнга.
Состав
Л4МС+Л4С
Л4вС-1-МС
Л4вС+Л/С
МеС Л1С
карбида — Л1бС, МС и ЛТгзСе; состав этих карбидов одинаков во
всех стал их (табл. 52), но их общее (суммарное) количество
и соотношение в разных сталях различны (табл. 53)1
В стали PI8 содержится карбид ЛК,С, а в остальных сталях — Л!6С и
AfC, причем чем больше в сталн ванадия, тем больше карбида Л1С и меньше
Л4вС (например, в сталн Р9 карбида Л(С около 15% и 85% карбида М«С, тог-
да как в стали Р9Ф5 карбида МС уже около 40%). Вероятно, во всех сталях
содержится еще 2—3% карбида Л?23Св (в табл. 52 это ие указано).
Природа всех быстрорежущих сталей одинакова; они различаются лишь
по скорости процессов превращений и по температурной устойчивости, поэто-
му вполне возможно разобраться в природе этих сталей, взяв за пример обыч-
ную сталь Р18.
В стали Р18 (обозначается иногда 18—4—1) цифры показы-
вают содержание вольфрама, хрома, ванадия) присутствует один
карбид — Л1бС н поэтому процессы превращений в ней можно
рассмотреть по псевдобннарному разрезу Fe—Л16С, схематиче-
1 Некоторыми исследователями в отдельных марках сталей, в определен-
ных условиях обнаружены в быстрорежущих сталях и другие карбиды: '.1аС,
А4ззСв1 ЛЬСз; эти результаты не могут считаться достоверными, так как коли-
чество этих карбидов, как указывают сами исследователи, невелико н их на-
личие не вносит каких-либо существенных изменений в происходящие про-
цессы.
423
скн представленному на рис. 316. Прн кристаллизации расплава
и охлаждении должны последовательно выделяться карбиды при
разных температурах в процессе охтаждеиия. Первичные кар-
Рис. 316. Схематическая псевдоби парна и ди-
аграмма состояния Fc—Л(«С
биды входят в состав эвтек-
тики (ее называют обычно
ледебуритом). В вольфра-
мовых быстрорежущих ста-
лях эвтектика имеет «скеле-
тообразный> вид, где пла-
стинки карбидов чередуют-
ся с аустенитом (рнс. 317, а).
После затвердевания при
дальнейшем охлаждении из
аустенита выделяются вто-
ричные карбиды вследствие
изменения растворимости
карбидов в аустените при
понижении температуры
(тнння E'S' на рис. 316) и,
наконец, при температуре At
(800° С) наступает перлит-
ное превращение, т. е. рас-
пад аустенита на легированный феррит и мелкие (эвтектоид-
ные) карбиды.
Рнс. 317. Микроструктура быстрорежущей сталм.ХЮОО:
с —литая (ледебуритная эвтектика); <5 — кованая и отожженная
Если охлаждение было недостаточно медленным (обычный случай), то
перитектическое превращение не успевает произойти н прн комнатной
температуре сохраняется твк называемый 6-фсррнт. Это темные, округлой
формы кристаллы, которые видны на фотографии мнкрострсктуры литой бы-
строрежущей стали (рнс. 317,о),
424
Ковка изменяет строение быстрорежущей стали, так как раз-
бивает эвтектику на отдельные обособленные карбиды В кова-
ной и отожженной стали можно наблюдать трн вида карбидов:
крупные обособленные первичные карбиды, более мелкие вто-
ричные и очень мелкие эвтектоидные карбиды, входящие в ос-
новной сорбитовый фон (феррит в смеси с эвтектоидным карби-
дом дает сорбитовый фон) (рнс. 317,6).
Нагрев быстрорежущей стали до критической точки .4с>
(800°С) не сопровождается структурными изменениями. При пе-
реходе через критическую точку
тоида в аустенит. В ре-
зультате дальнейшего
нагрева вторичные кар-
биды растворяются в ау-
стените н происходит на-
сыщение его углеродом
и легирующими элемен-
тами.
На рис. 318 даны
кривые, показывающие
насыщение легирующими
элементами аустенита
быстрорежущей стали
марки Р18 по мерс »
происходит превращение эвтек-
Рнс 318. Изменение состава аустенита (мар-
тенсита) в стали Р18 в зависимости от тем
псратуры (автор)
вышения температуры.
Из этой диаграммы
видно, что закалка с от-
носительно низкой тем-
псратуры, например 1100° С, дает малую степень насыщения
аустенита вольфрамом (ниже 3%).
Аустенит при закалке превращается в мартенсит с тем же
содержанием легирующих элементов. Следовательно, мартенсит,
полученный нз высоколегированного аустенита, также будет вы-
соколегирован н в работе окажется более устойчивым, так как
будет обладать более высокой красностойкостью. Эти данные
показывают также, что для получения высоколегированного п
устойчивого мартенсита быстрорежущую сталь следует закали-
вать от возможно более высокой температуры (при закалке е
1200° С в растворе будет 7% W).
Следует отметить, что и при максимально высокой темпера-
туре закалки первичные карбиды нс растворяются в аустените.
Сталь PI8 отличается от Р9 только более высоким содержани-
ем избыточных первичных карбидов; при одинаковой температу-
ре закалки насыщенность аустенита и, следовательно, красно-
стойкость мартенсита будут одинаковыми. Вот почему, несмотря
па такое большое различие в составе, режущие свойства стали
Р9 н PI8 практически одинаковы, так как мартенсит у них полу-
чается одного состава.
425
Таблица 54
Режущие свойства 1 и красностойкость быстрорежущих сталей
Если сталь содержит кобатьт, то последний, частично заме-
щая атомы железа в карбиде Л16С, осложняет его состав, за-
трудняет процесс коагуляции и поэтому повышает красностой-
кость и режущие свойства.
Относительные режущие свойства (за единицу приняты
режущие свойства стати Р18) и красностойкость (под
которой подразумевается температура отпуска продолжитель-
ностью 4 ч, снижающая твердость стали до HRC 58) приведены
в табл. 54 для некоторых марок.
Итак, высокая красностойкость и высокие режущие свойства
создаются растворением главным образом вторичных карбидов
и легированием твердого раствора элементами, входящими в со-
став этих карбидов. Однако, если в отожженной стали PI8 со-
держится 25% карбидной фазы, то в раствор переходят только
10%, а 15% остаются в виде включений.
Нельзя, однако, сказать, что избыточные карбиды не нужны.
Положительная роль избыточных пцрвнчпых карбидов сказыва-
ется в том, что они препятствуют росту аустенитного зерна.
Без первичных карбидов при высоких температурах закалки
(1200° С и выше) получилось бы крупное зерно аустенита и по-
вышенная хрупкость, тогда как известно, что у большинства
быстрорежущих сталей зерно получается мелкое, а излом фар-
форовиднын, матовый. Сталь Р18, как содержащая большее ко-
личество карбидов, менее чувствительна к п регреву, и в этом
се преимущество перед сталью Р9.
Металлографические исследования быстрорежущей стали хо-
рошо показывают тс изменения в строении, которые происходят
в сталн прн нагреве.
На рис. 319. а приведена микроструктура сталн Р18 после
закалки с 1240° С. Зерно аустенита меткое с большим количе-
ством карбидов. На рнс. 319,6 приведена микроструктура топ
же сталн после закалки с 1280° С. Эта температура является
426
оптимальной. Зерно аустенита несколько укрупнилось, ио зато
количество карбидов значительно уменьшилось, что свидетель-
ствует о получении более легированного аустенита. Более высо-
кий, чем оптимальный нагрев приводит к значительному росту
зерна, к образованию сетки карбидов, а иногда даже н к оп-
лавлению н появлению эвтектической структурной составляю-
щей (рис. 319, в).
С повышением температуры закалки в аустените увеличива-
ется содержание углерода и легирующих элементов, активно
рис. 319. Микроструктура стали Р18.Х500. Температура закалки:
а— 1210еС (недогрсв); б— 1280’С (нормальный нагрев); в—1310° С (перегрев)
снижающих мартенситную точку. В результате увеличивается
количество остаточного аустенита (до 30—35%). что иллюстри-
руется рис. 320. Как видим, при температурах закалки выше
1000° С температура конца мартенситного превращения нахо-
дится ниже 0°С, охлаждение до отрицательных температур вы-
зывает более полное превращение остаточного аустенита в мар-
тенсит1.
Отпуск стали после закалки необходим главным образом дли
того, чтобы полностью разложить остаточный аустенит, снижа-
ющий режущие свойства инструмента.
Прн нагреве закаленной быстрорежущей сталн до 500—
550° С никаких существенных изменений не происходит; нагрев
же до более высокой температуры (560—600° С) вызывает вы-
деление нз него карбидов, и прн последу ющем охлаждении про-
исходит превращение его в мартенсит. Правда, это превращение
идет нс до конца, по если операцию отпуска при 560—580° С
повторить несколько раз, то может быть достигнуто полное или
* Что часто используется при термической обработке инструмента нз
быстрорежущей стали.
427
почти полное превращение остаточного аустенита в мартенсит
(рнс 321).
Описанное явление носит название вторичной зака ки или
вторичной твердости, так как мы знаем, существенный момент,
характернзующии закалку в стали — образование мартенсита.
Если температура отпуска не превышает 600° С, то повторение
операции отпуска нс снижает твердости, наоборот, твердость но
сравнению с закаленным состоянием даже несколько увеличи-
вается (рнс. 321). Прн отпуске выше 600° С твердость снизилась
бы вследствие распада мартенсита н коагуляции карбидов.
Ю00 НПО ПВО МО
Температура за на яки,°C
Рис. 320. Температура начала и конца
мартенситного превращения и количество
остаточного аустенита до (верхней цифры!
и после (нижние цифры) охлаждения в
жидком кислороде в зависимости от тем-
пературы закалки (автор)
ычгум отпуск отпуск
Рис. 321. Твердость 11RC (/) и количество
остаточного аустенита (2) в сталн PI8 в
зависимости от числа отпусков. Темпера-
тура закалки 1300“ С. температура отптскэ
560° С (автор)
Микроструктура закаленной и отпущенной сталн должна со-
стоять нз мелконгольчатого мартенсита и карбидов (рис. 322, а).
Если сталь недостаточно хорошо отпущена, то, кроме игл мар-
тенсита, в структуре обнаруживается остаточный аустенит
(рнс. 322.6).
Рассмотрев превращения, которые происходят в быстроре-
жущей сталн. ознакомимся теперь с ее термической обработкой
(рис. 323).
Температура закалкн должна быть возможно выше, однако
ие выше температуры начала интенсивного роста зерна или оп-
лавления. Для сталн Р18 оптимальная температура закалки
1260—1280'С, для стали Р9 1220—1240° С, для других сталей
эти температуры указаны в табл. 55. Из-за малой теплопровод-
ности стали нельзя помещать инструмент сразу в печь для окон-
чательного нагрева во Избежание появления трещин Рекомен-
дуется применять специальный подогрев. Наиболее распростра-
428
Рнс 322. Микроструктура быстрорежущей стали посте отпуо э.
а —хорошо отпущенной стали, ма ртенсит+карбиды. X1000, б — не * тпущснноЛ быстро
режущеЛ стали; мартенсит + аустеннт+карбиды.ХьиО
ТберЗосян, ЯРС
Рпс 323. Схемы режимов термической обработки инструментов
из быстрорежущей стали:
а —- без обработки холодом; б — с обработкой холодом
429
Таблица 55
Температурные режимы термической обработки инструментов
из быстрорежущих сталей
Мтрка стали Закалка Отпуск
температура. "С твердость ннс количе- ство аусте- нита. % темпера- тура. ®С число отпусков твердость HRC
PI8 1270—1290 62—64 25 560 3 6.3—65
Р12 1240—1260 62—64 25 560 3 63—65
Р9 1220—1240 62—64 30 560 3 63-65
Р6МЗ 1210—1230 62—64 25 550 2—3 63—65
Р6М5 1210—1230 62—64 25 550 2—3 63—65
Р9Ф5 1230—1250 62—64 40 570 3 64—66
Р14Ф4 1240—1260 62,5—64,5 35 570 3 64—66
Р18Ф2 1270—1290 62—64 35 570 3 64—66
P9KI0 1220—1240 62,5—64,5 30 570 2—3 64—66
Р10К5Ф5 1230—1250 62,5—64,5 35 570 3 64—67
Р18К5Ф2 1270—1290 62,5—64.5 30 570 3 64—66
Р9М4К8 1220—1240 63—65 35 550 2—3 65—68
нен двойной подогрев: первый прн 500—600° С, второй прн
830—860= С.
Выдержка прн температуре закалкн, способствуя переводу
карбидов в раствор, действует аналогично повышению темпера-
туры закалкн.
Охлаждение при закалке быстрорежущей сталн следует про-
водить в масле. В результате медленного охлаждения с высоких
температур (например, на воздухе) могут выделиться карбиды,
что ухудшит режущие свойства
Весьма хорошие результаты (в смысле уменьшения закалоч-
ной деформации) дает ступенчатое охлаждение.
Отпуск стали можно проводить по двум различным режимам.
Первый режим (рис. 323, а) состоит в том, что инструмент под-
вергают трехкратному отпуску прч 560°С с выдержкой при тем-
пературе отпуска каждый раз 1 ч После первого отпуска оста-
ется около 15% остаточного аустенита, после второго 3—5% и
после третьего 1—2%. Твердость после такой обработки подни-
мается до HRC 64—65. Образование мартенсита прн отпуске
происходит, как указывалось выше, при охлаждении от 150 до
20° С (на рис. 289 температуры образования мартенсита указа-
ны волнистыми линиями).
Другой режим (рис. 323, б) состоит в тем, что после закалки
инструмент обрабатывается холодом при —80° С. При охлаж-
дении от комнатной температуры до — 80° С образуется допол-
нительно около 15—20% мартенсита (от общего объема стали)
и после обработки холодом сохраняется 10—15% остаточного
430
аустенита. Этот аустенит превращается в мартенсит после од-
нократного отпуска при 560° С.
Температурные режимы термической обработки быстрорежу-
щих сталей разных марок представлены в табл. 55.
Для инструментов некото-
рых видов применяют низко-
температурное цианирование,
которое улучшает их режущие
свойства.
Рис. 324. НафталиновыЛ нз- Рис. 325. Карбидная лмкпацня в быстрорежу
лом в быстрорежущей стали щеЛ стали, х 100
В этом случае термически обработанный (закаленный и отпхщенный) ин-
струмент дополнительно обрабатывают в жидких цианистых солях при 520—
580°С в течение непродолжительного временя.
В результате такого низкотемпературного цианирования на поверхности
инструмента образуется слой, насыщенный азотом и углеродом. Несмотря
на небольшую толщину этого слоя (всего несколько микрон), он значительно
повышает износоустойчивость инструмента.
Для повышения коррозионной стойкости н некоторого улучшения режу-
щих свойств проводят так называемую обработку паром, состоящую в нагре
ве готового инструмента в атмосфере пара (температура та же. что н прн
отпуске). При этом на поверхности образуется тонкая пленка магнитной окисн
железа (2—3,5 мкм), которая предотвращает прилипание стружки к инстру-
менту и повышает коррозионную стойкость стали-
Перед термической обработкой быстрорежущая сталь должна быть хоро-
шо отожжена.
Обычно проводят изотермический отжиг, так как это ускоряет процесс.
В этом случае сталь нагревают до 860—900° С в после выдержки охчаждают
до 700—750° С. В этом интервале температур сталь выдерживают до оконча-
ния превращения аустенита, которое заканчивается за 1,5 2 ч.
Твердость посзе такой обработки должна составлять НВ 207—255. Струк-
тура состоит нз сорбита с включениями первичных н вторичных карбидов (см.
рис. 3)7,6).
В плохо отожженной быстрорежущей стали после закалки наблюдается
особый вид брака: при нормальной твердости и нормальном количестве оста-
точного аустенита сталь оказывается очень хрупкой, а ее излом — грубозер-
нистый, чешуйчатый, напоминает нафталин (рис. 324). Этот вид брака быст-
рорежущей сталн обычно называется нафталиновым изломом.
Качество быстрорежущей стали в значительной степени определяется так-
же степенью се прокованностн. При недостаточной проковке наблюдается так
нааываемая карбидная ликвация (рнс. 325). представляющая собой остатки
участков ледебуритной эвтектики, не разбитых ковкой. Чем резче выражена
карбидная ликвация, тем ниже качество быстрорежущей стали (понижается
стойкость инструмента в работе, увеличивается его хрупкость н т. д.).
431
5. ШТАМПОВЫЕ СТАЛИ
Для обработки металлов давлением применяют инструмен-
ты-штампы, пуансоны, ролики, валики и т. д., деформирую-
щие металл. Стали, применяемые для изготовления инструмен-
та такого рода, называют штамповыми сталями (по виду наи-
более распространенного инструмента).
Штамповые стали делятся на две группы: деформирующие
металл в холодном состоянии и деформирующие металл в горя-
чем состоянии. Условия работы стали при различных видах
штамповки сильно различаются между собой.
При штамповке в горячем состоянии штампуемый металл
под действием сближающихся половинок штампа деформирует-
ся и заполняет внутреннюю полость штампа. В работе внутрен-
няя полость штампа («фигура»), которая деформирует металл,
соприкасается с нагретым металлом, поэтому штамповая сталь
для горячей штамповки должна обладать не только определен-
ными механическими свойствами в холодном состоянии, но и
достаточно высокими механическими свойствами в нагретом со-
стоянии. Особенно желательно иметь высокий предел текучести
(упругости), чтобы при высоких давлениях штамп не деформп
ровался. Для кузнечных штампов большое значение имеет и
вязкость, чтобы штамп не разрушился во время работы при уда
рах по деформируемому металлу. Устойчивость против износа
во всех случаях очень важна, так как она обеспечивает сохране-
ние размеров «фигуры»—долговечность работы штампа.
Для прессового инструмента, работающего без удароп, боль-
шое значение имеет износостойкость в горячем состоянии и от-
носительно меньшее — вязкость. Поэтому для молотовых штам-
пов и для прессового инструмента применяют стали различных
марок.
Для штамповки в холодном состоянии сталь, из которой из-
готавливают штампы, обычно должна обладать высокой твер-
достью, обеспечивающей устойчивость стали против истирания,
хотя и вязкость, особенно для пуансонов, имеет также первосте-
пенное значение.
Сталь для «горячих штампов» должна иметь как можно
меньшею чувствительность к местным нагревам. В недостаточно
вязкой (пластичной) стали, например в плохо отпущенной, ме-
стный нагрев может привести к образованию трещин.
Еще в более тяжелых условиях работы находится сталь в
штампах (прессформах) для литья под давлением. Нагрев ра-
бочей поверхности формы расплавленным металлом и охлажде-
ние водой внутренних частей формы вызывают значительные
тепловые напряжения. Сталь, применяемая для прессформ, дол-
жна быть также достаточно износостойкой, иметь высокие меха-
нические свойства в нагретом состоянии н хорошо сопротивлять-
ся разъеданию поверхности формы расплавленным металлом.
482
Кроме перечисленных свойств, от стали, из которой изготав-
ливают штампы больших размеров, требуется повышенная про
каливаемость. Сталь, применяемая для штампов и пуансонов
сложных конфигураций, должна мало деформироваться прн за-
калке.
Ввиду многочисленных и разнообразных требований, предъ-
являемых к штампам в зависимости от их назначения, применя-
ют стали различных марок, начиная от простых углеродистых
и кончая сложнолегнрованнымн.
Рассмотрим отдельно стали для холодных и для горячих штампов.
Инструмент для деформирования металла в холодном состоянии должен
иметь высокую твердость (практически не ниже HRC 58). В ряде случаев вы
сокая твердость (выше HRC 62) обеспечивает и более высокую стойкость в
работе. Поэтому для такого рода инструменте применяют стали с содержани-
ем углерода не менее 1 % в состоянии ннзкоотпушенного мартенсита, т. е. после
закалки и низкого отпуска. Для таких инструментов применяют такие статн.
с которыми мы познакомились в п. 1 н 2 этой главы.
Из углеродистой стали марок У10, У11, У12 изготавливают штампы не-
больших размеров и простой конфигурации; ввиду неглубокой прокалпвае.мо-
сти их следует применять для относительно легких условий работы (малая
степень деформация, невысокая твердость штампуемого материала).
Для более сложных конфигураций штампов и более тяжелых условий ра-
боты применяют легированные закаливаемые в масле (глубоко прокаливаю-
щиеся) стали — чаще всего сталь X (ШХ15).
Валки станов холодной прокатки, которые тоже можно считать инстру-
ментом. деформирующим металл в холодном состоянии, изготавливают из хро-
мистых сталей с I или 2% Сг (9Х: 0,95—1,10% С, 1.4—1,7% Сг; 9X2: 0.85—
0.95% С, 1,7— 2.1 % Сг). Ввиду большого сечения валкн закаливают в воле и
затем подвергают низкому отпуску при 100—120° С. Это делают для того.,
чтобы поверхность валка (па глубине до 10—15 мм) имела максимально вы-
сокую твердость [HRC 64—66), так как это наряду с другими условиями (от-
сутствием перегрева, равномерностью распределения карбидов н т. д.) обеспе-
чивает высокую стойкость в работе.
Наоборот, для инструмента некоторых видов, деформирующего металл
в холодном состоянии, но с ударом (например, клейма, инструмент для пневма-
тических молотков, зубила и т. д.), твердость должна быть ограничена неко-
торым верхним пределом порядка HRC 52—58 (в зависимости от вида инст-
румента и условий работы).
При относительно легких условиях работы (легкие удары, малая дефор-
мация металла, например ручные клейма, ручные зубила) применяют углеро-
дистую сталь У7, У8. У9. Необходимая твердость (HRC 58) получается путем
закалки и отпуска при 250—350° С. Хорошие результаты в смысле стойкости
получаются при так называемой «градиентной закалке», или закалке с само-
отпуском (см. с. 303). Степень разогрева при самоотпуске контролируется или
строго регламентированными по времени условиями охлаждения, или по цве-
там побежалости. При этих способах термической обработки получается не-
равномерная твердость — высокая в рабочей части н постепенно снижающаяся
к нерабочей; это обстоятельство и обеспечивает большую стойкость в работе
такого инструмента При необходимости иметь еще большую вязкость, чем прн
градиентной закалке стали с рабочей твердостью <HRC58, применяют стали
с меньшим содержанием углерода н обрабатывают нх на твердость ~HRC
52. Эту сталь применяют для пневматического и другого ударного инструмен-
та. Состав штамповых сталей наиболее распространенных марок приведен в
табл. 56.
В этой же таблице указаны основные параметры термической обработки
(температура закалки н отпуска) и твердость в закаленном состоянии. Есте-
ственно, что закалку этих легированных сталей проводят в масле. Стали, лс-
28 Гуляев А. П.
433
Т а б .1 и ц a 56
Состав, свойства и термическая обработка сталей
для инструментов ударного деформирования в холодном состоянии
(ГОСТ 5950—73)
Содержание элементов. •; Закал к.1 Отпуск
Марка стали С SI Сг W температуре. "С твердость HRC (не менее) | температура, “С твердость HRC
4ХС 0.35- 0.45 1.2-1,6 1.3—1,6 880—890 47 240—270 51-52
ьхе 0, co- о.70 0,6-1,0 1.0—1,3 — 840-860 56 240—270 52—53
4ХВ2С 0,35— 0,44 0,6—0.9 1.0—1,3 2.0-2,5 860—900 53 240—270 50—52
5ХВ2С 0,45— 0.54 0,5—0,8 1,0—1,3 2 0—2,5 860-900 55 240—270 420—440 51—53 45—47
6ХВ2С 0.55— 0,65 0.5—0,8 1.0—1.3 2,0—2,5 860—900 57 240—270 420- 440 53—55 46—4В
Примечания: 1. Во всех сталях 0.2—0.4% Мп; <0,3% Ni; >0,03% S н Р.
2 Твердость после закалки — гарантируемая по ГОСТу; твердость после
отпуска — в пределах обычных колебании.
тированные только кремнием, обладают меньшей прокаливаемостью, чем сталн,
содержащие вольфрам; вольфрам нзметьчает зерно и придает стали большую
вязкость.
Увеличение содержания углерода делает стати более твердыми н износо-
устойчивыми, но менее вязкими. Учитывая это обстоятельство, можно получать
хромокремннстые и хромовольфрамокремннстые сталн с разным содержанием
углерода.
Широкое применение для холодных штампов н других инструментов, де-
формирующих металл в холодном или относительно невысоко нагретом состоя-
нии (накатанные плашки н ролнкн, фнльеры длн волочения и др.), получили
высокохромистые стали (12% Сг прн 1—1,5% С), обладающие высокой изно
соустончнвостью, повышенной теплостойкостью, малой деформируемостью прн
термической обработке и некоторыми другими особыми свойствами.
Состав 12%-иых хромистых инструментальных сталей приведен в табл.57.
Вес высокохромистые штамповые стали содержат п среднем 12% Сг (о ста-
ли Х6ВФ со средним содержанием 6% Сг будет сказано ниже) н высокий
процент угдерода. Это приводит к образованию большого количества хроми-
стых карбидов (Сг7С»), Так. в отожженной сталн Х12Ф1 присутствует 15—
17% карбидной фазы Л17Сз, а в стали Х12 этой фазы 25—30% (так как в
этой сталн почти в два раза больше тглерода).
Именно большое количество избыточной карбидной фазы (прн всех ре-
жимах термической обработки) н делает сталь высоконзносоустойчнвон. Спо-
собность этих карбидов частично переходить в раствор в в тем большей сте-
434
Таблица 57
Состав сталей для штампов холодного формирования, %
(ГОСТ 5950—73)
Марка стали С Сг Мо
Х12 2,0—2,3 11,5—13,0 —
Х12ВМ 2.0-2.2 11,0—12,5 0.6-0.Э 0,5—0.8 0,15—0.3
XI2M 1.45-1,7 И—12,5 0.4-0,6 — 0.15—0,3
Х12Ф1 1.2—1,45 11,0—12,5 — — 0,7-0,9
Х6ВФ 1.05-1,14 5.5—7,0 — 1.1—1.5 0.5—0,7
6Х6ВЗМФС 0,5—0,6 5,5—6,5 0,6—0,9 2,5—3,2 0,5—0.8
(55Х6ВЗСМФ)
80Х4ВЗМЗФ2 0,75—0,85 3,5-4,5 2,5—3,0 2,5—3,2 1,9—2.5
7ХГ2ВМ 0,68—0,76 1,5—1,8 0,5—0,8 0,5—0.9 0,1—0,25
Примечание. Во всех сталях: <0,4%S; <0,35%Мп; <0.35% Ni;
<0.03%Р и S.
Рнс. 326. Влияние температуры закалки на твердость стали Х12Ф1.
количество остаточного аустенита и изменение длины (Л/) (автор)
пени, чем выше нагрев под закалку, позволяет, изменяя температуру закалки,
изменять свойства сталн и ее поведение при термической обработке.
По своей природе сталн типа Х12 похожи иа быстрорежущие, так как
в них совершаются те же превращения, что и у быстрорежущих сталей
Высок ох ромистые стали являются сталями ледебуритного класса, так как
в титом виде первичные карбиды, выделяющиеся во время затвердевания ста-
ли, образуют эвтектику — ледебурит. Однако при ковке эвтектика разби-
вается, ив отожженном после ковкн состоянии структура должна состоять
пз сорбитообразного перлита с включениями избыточных карбитов.
На рис 326 дана диаграмма, показывающая твердость (ИКС} и количе-
ство аустенита (Л%) в стати Х12Ф1 в зависимости от температуры закалки.
Сначала с повышением температуры закалкн твердость возрастает. Это объ-
ясняется тем, что хромистые карбиды плохо растворяются п аустеинте, и при
закалке 850—900° С получается недостаточно легированный мартенсит. Нан-
28-
435
Таблица 58
Режимы термической обработки стали Х12Ф1 (XI2M)
Режим I Среда охлаж- дения ТШ рДОСТЬ HRC (после 3d К. 1 л КН ) 1 Количество |устенита, % Температура отпуска. °C 1 1 Число отпус- ков Твердость HRC (посте I отпуска)
1 1070*10 Масло (селит- ра) То же 62—64 20—25 160 1 62—64
11 1070* 10 62—64 20—25 200 1 58—60
III 1170*10 Масло (селит- ра) + обра- ботка холодом при —70° С 151—153 30—35 520 2—3 60—62
1\ 1120*10 Масло (селит- ра) 57—59 35—45 Термическая доводка 57—59
Примечание. I — обычный режим; 1 — применяют. если обработка
по режиму 1 не обеспечивает необходимой вязкости; III —для режущих ин-
стру ментов, когда требуется износостойкость; IV — используют тогда, когда требуется иеизмеииость размеров.
большая твердость в стали Х12Ф1 получается при закалке с 1075° С Даль-
нейшее повышение температуры приводит к снижению твердости вследствие
ешс большего растворения хромистых карбидов и увеличения количества оста-
точного аустенита.
Необходимую высокую твердость стали типа XI2 можно получить, зака-
ливая ес от высоких температур (1150°С) в масле и получая, стедоватетьио,
большое количество остаточного аустенита, а затем путем обработки холодом
и отпуска добиваться разложения остаточиого аустенита и получать высокую
твердость (>HRC 60). Такой метод обработки иа так называемую вторичную
твердость, применяемый для быстрорежущей стали, принят и прн обработке
высокохром истых сталей. Но чаще сталь типа XI2 закаливают с температур,
дающих наибольшую твердость посте закалки (от 1050—1075° С) и последу-
ющего низкого отпуска (прн 150—180°С). Твердость в обоих случаях одина-
ковая (HRC 61—63), но п первом случае сталь обладает более высокой крас-
ностойкостью, а во втором — большей прочностью.
Применяемые режимы термической обработки для сталей Х12Ф1 — Х12М
(обе эти стали практически равноценны), получаемые при этом свойства и не-
которые даиные о строении (количество аустенита) приведены в табл. 58.
Так как в стали типа Х12 количество остаточиого аустенита нзмсияется
в широких пределах (почти от 0 до 100%), то естественно, что и нзмеиеиие
объема, которое наблюдается при закалке, также сильно изменяется. При за-
калке иа мартенсит сталь приобретает объем больший, чем исходный, а при
закалке на аустенит — мсньшнй (см. кривхю Д/ на рис. 326). При некоторой
температуре соотношение получающегося аустенита и мартенсита таково, что
объем закаленной стали точно равен исходному. Как педлет из графика, при-
веденного на рис. 326, это бчдет происходить при закалке с 1120° С, когда
фиксируется около 40% остаточного аустенита при твердости около HRC 58
(в этом случае AZ=O) Однако возможные колебания в температчре закалки,
условиях охлаждения и других деталях термического режима, как правило,
приводят к тому, что размеры штампа не окажутся точно равными исходным.
436
Если размеры штампа уменьшились1, то дается отпуск прн 520° С. В ре-
зультате такого отпуска остаточный аустенит превратится частично в мартен-
сит и размеры штампа увеличатся. Если размеры штампа при закатке увели-
чились (штамп «вырос»), то проводят отпуск при 350°С. Аустенит при этих
те пературах отпуска остается, а тетрагональный мартенсит превращается
в отпущенный и размеры штампа уменьшаются.
Эта операция носит название термической доводки. В результате терми-
ческой доводки можно довести размеры крупных штампов до требуемого зна-
чения с точностью ±0,1 мм.
Стали Х12Ф1, Х12М и им подобные мало деформируются при закатке а
при применении термической доводки деформацию можно свести практически
к нулю. Поэтому эти стали следует рекомендовать для инструмента ложной
формы, для которого деформация при закалке недопустима.
Рис. 327. Микроструктура стали Х100:
о — Х12; б — Х6ВФ
Су шественным недостатком стали Х12 является пониженная механическая
прочность, обусловленная наличием в этой стали большого количества карбид-
ной фазы. А так как этой фазы будет тем больше, чем больше углерота в ста-
ли то в силу этой причины сталь Х12 (с 2,0—2.3% С) применяют лишь для
неответственных назначений и для простого по конструкции инструмента.
Для быстрорежущих сталей и для сталей типа Х12 большое значение
имеет распределение карбидной фазы. Строчечное распределение карбидов,
скопление карбидов, т. е. все то, что называется «карбидной ликвацией», силь-
но ххудшает прочность сталн. Чем больше уков, а следовательно, чем меньше
сечение металла (заготовки, прутка), тем сильнее раздробляются скопления
карбидов, тем лучше качество стали (рис. 327, а, б). Поэтому основательную
проковку следует рекомендовать в тех случаях, когда штамп имеет крупные
размеры. У ковка в этом случае достигается попеременной осадкой и вытяж-
кой. Однако и в этом случае не всегда удается устранить в необходимой сте-
пени «карбидную ликвацию».
Сталь рассматриваемого класса, но с меньшим содержанием углерода и
хрома я менее склонная к карбидной ликвации, представлена в табл. 58 мар-
кой Х6ВФ. Сталь Х6ВФ содержит меньше карбидов, чем сталь типа Х12
(12—14% карбида ЛЬСэ в отожженной ствли Х6ВФ против 15—17% в стали
Х12Ф] и 25—30% в стали Х12), и при прочих равных условиях карбидная
ликвация у нес меньше (рнс. 327О б).
Проведение стали Х6ВФ при термической обработке такое же, как и у
сталей типа XI2, однако повышение температуры закалки не приводит к тако-
му резкому растворению карбидной фазы, как v сталей типа XI2 (рис. 328).
Поэтому эта сталь обычно закаливается с 1000° С±10 (для получения макси-
1 Как юворят, штамп «сел».
437
калькой твердости). Прн этом около 8% карбидов из 12% перейдет в рас-
твор. и мартенсит будет содержать около 5% Сг в растворе.
Такой мартенсит достаточно устойчив против отпуска (рис. 328,6). От-
пуск при 200° С снижает твердость до HRC 58, а дальнейшее повышение тем-
пературы (до 500—525° С) снижает твердость в незначительной степени — с
58 до HRC 55—56. Так как прочность и вязкость также мало измениются в
этом же интервале температур описка (такое изменение свойств характерно
и для сталей типа XI2), то сталь Х6ВФ отпускают или при 150°С (для сохра-
нения высокой твердости), или при 200°С (для некоторого повышении вяз-
кости).
Количеств кар5идоЛ К, 2
Рис. 328. 8 зияние термический обработки на строение и свойства стали ХбВФ (автор)-
а —влияние температуры закалки; б — влияние температуры отпуска
Из изложенного следует, что области применении и режимы термической
обработки сталей Х6ВФ и Х12Ф1 в общем похожи, только сталь Х6ВФ отли-
чается более высокой прочностью, по меньшей износоустойчивостью. Послед-
нее является следствием мсиьшего количества в ней карбидной фазы.
Переходим теперь к рассмотрению сталей, применяемых для
изготовления горячих штампов, деформирующих металл в горя-
чем состоянии. Металл, применяемый для горячих штампов, дол
жен иметь определенный комплекс свойств. Рассмотрим их.
Жаропрочность. Металл горячих штампов должен обладать
высоким пределом текучести и высоким сопротивлением износу
при высоких температурах, чтобы замедлить процессы истира-
ния и деформирования элементов фигуры штампа, разогреваю-
щихся от соприкосновения с горячим металлом.
Красностойкость. Высокие жаропрочные свойства не должны
снижаться под длительным воздействием температуры, металл
горячих штампов должен устойчиво сопротивляться отпуску.
Термостойкость. Циклический нагрев н охлаждение поверх-
ности штампа во время работы и, следовательно, чередующееся
расширение и сжатие поверхностных слоев приводят к появле-
нию так называемых разгарпых трещин. Материал штампа дол-
жен обладать высокой разгаростойкостью илн, как чаще назы-
вают, термостойкостью или высоким сопротивлением термиче-
ской усталости.
Вязкость. Деформирование металла при штамповке сопро-
вождается ударными воздействиями этого металла на штампы,
438
поэтому металл штампов должен обладать известной вязко-
стью— особенно при штамповке па молотах, когда приходится
достигать нужного повышения вязкости даже за счет некоторо-
го снижения жаропрочности.
Прокаливаемость. Многие штампы имеют весьма большие
размеры (например, кубики ковочных штампов имеют размеры
500X500X1000 мм и т. п.). Для получения хороших свойств по
всему сечению, в частности достаточной вязкости, сталь штам-
пов должна глубоко прокаливаться.
Отпускная хрупкость. Так как быстрым охлаждением штам-
пов кр}пиых размеров нельзя устранить отпускную хрупкость,
то сталь должна быть минимально чувствительной к этому по-
року.
Слипаемость. При значительном давлении горячий металл
может как бы прилипать к металлу штампа (явление адгезии),
и когда штампуемое изделие отдирается от штампа, то оно
всякий раз частично разрушает его поверхность. Это явление
разрушения будет тем сильнее выражено, чем сильнее адгези-
онное взаимодействие штампуемого металла и металла штампа.
Поэтому подобное взаимодействие штамповой стали с металлом
изделия должно быть минимальным.
Для штампов, работающих в легких условиях* 1, применяют
углеродистые стали с содержанием углерода от 0,6 до 1,0%,
т е. стали марок У7, У8 и У9. Наибольшее применение при из-
готовлении штампов имеет сталь У7.
Следует, однако, отмстить, что в современных условиях уг-
леродистая сталь мало применима для штампов, так как штам-
повку проводят с большой интенсивностью, и штампы нз угле-
родистой стали не будут обладать достаточной стойкостью в
работе.
Для более тяжелых условий работы применяют легирован-
ные стали 2.
Состав легированных сталей для молотовых штампов при-
веден в табл. 59.
Типичной наиболее распространенной и. пожалуй, нанлучшен из указан-
ных в табл. 59 являетсн столь 5ХНМ. Остальные представляют собой стали-
замепителн, в которых никель (нли молибден) заменен другими элементами,
что несколько ухудшает качество.
Свойства стали 5ХНМ иллюстрируются графиком, приведенным иа рис. 329,
где видно влияние температуры отпуска на свойства этой стали, а также тем-
пературы испытания для стали, закаленной и отпущенной при 550° С (приме-
нен нормальный режим термической обработки штампов нэ этой стали, под-
" К легким условиям работы следует отнести штамповку с малыми удель.
иыми давлениями на поверхность штампа, например штамповку при малых
степенях деформации, штамповку деталей из мягких я пластичных сплавов
1 К тяжелым условиям работы штампа следует отнести штамповку с
большой производительностью, штамповку изделий больших размеров, а так-
же те случаи, когда выемка в штвмпе, образующая фигуру, глубока и имеет
сложную конфигурацию.
439
Таблица 59
Состав стали для молотых штампов, % (ГОСТ 5950—73)
Марка стали С Мп Si Сг NI Мо. W, Ti
5ХНМ 0,5-0,6 0,5—0.8 0.15—0,35 0,5—0,8 1,4—1 .8 0,15—0.30 Мо
5ХГМ 0,5-0,6 1,2—1,6 0.25—0.65 0,6—0,9 — 0,15—0,30 Vlo
5ХНСВ 0.5—0.6 0.3—0.6 0,6—0,9 1,3—1 6 0 8—1 ,2 0.4—0,6\\
5ХНТ 0,5—0.6 0,5—0.8 0.15—0.35 0 9—1 25 1,4—1 ,8 0,08—0.15Ti
ровнее см. ниже). Из приведенного графика стедует что прочность снижается
с повышением температуры отпуска, а пластичность и вязкость возрастают;
повышение температуры испытания влияет в том же направлении.
Рис 336 Свойств* стали 5XJ4M в зависимости от температуры отпуска
й температуры испытания (М. В Прндаицео)
Механические свойства штамповых статей при комнатной температуре
“PT/J..6ыть ценены следующими цифрами (посте закатки и отпуска при
550 С): 120-Ь 130 кгс/мма. 6=10+13% ф=40+45%, ав , «4+5 кгсХ
Хм/см*. Такими свойствами обладают все стали, указанные в табл 59 Исклю-
чение составляют стали ВХГМ и 5ХНТ
Сталь 5ХГМ имеет пониженную пластичность (ф —30%) и вязкость
(оИ|»3+4 кгс-м/см1) — естественное следствие замены никеля марганцем.
Сталь 5ХНТ, но содержащая элементов, задерживающих процесс отпуска
(молибден, вольфрам), быстрее разупрочняетси и при отпуске 550°С имеет
более низкую прочность, ио более высокую пластичность.
Механические свойства молотовых сталей при 600° С приведены в табл 60.
Более высоким комплексом механических свойств при 600° С обладает
сталь 5ХНМ. Стали 5ХГМ и 5X11СВ превосходят сталь 5X11М по горячей
прочности, но уступают ей по вязкости (в этом сказалось влияние марганца и
кремния). Сталь 5ХНТ ие содержит молибдена нли вольфрама (задержива-
ющих процессы распада мартенсита) и имеет при 600° С пониженную проч-
кость
440
Как видно из данных, приведенных в табл 6J. отпускная хрупкость раз-
вивается в стали 5ХНТ и не развивается в сталях 5ХНМ и 5ХНСВ (последние
содержат молибден или вольфрам).
Таблица 62
Таблица 60
Механические свойства штамповых сталей
при 600 С
Марка стали °,- КГС/ММ1 °0.2’ кгс/мм* % •* кгс-м/см*
5ХНМ 35 25 65 8
5ХГМ 43 40 85 4
5ХНСВ 40 30 40 5
5ХНТ 25 20 90 8
Критические точки сталей
дли молотовых штампов
и принятые температуры
нагрева под закалку
Таблица 61
Марка cta.W Критические точки, “С Темпера- тура
Дс, Zc, закалку,, °C
5ХНМ 720 820 210 820—860
5ХГМ 700 800 220 820—840
5ХНСВ 760 800 235 860—880
бхнт 710 795 240 830—850
Ударная вязкость штамповых сталей
после отпуска прн 500 С, кгс-м/см2
Марка стали Охлаждение после отпуска Степень охрупчива- ния’
быстрое медленное
5ХНМ 7 6,2 5-8
5X1ICB 5 4,7 0,3
5ХНТ 7 5,0 2
1 Разиина в ударной вяткости после отпуска
с быстрым и медленным охлаждением
Рис. 330 «Кубики» (моло-
товые штампы]
По прокалнвасмости рассматриваемые стали располагаются в следующем
нисходящем порядке: 5ХНСВ, 5ХНМ, 5ХНТ.
Молибден и вольфрам повышают термостойкость (по-видимому, везедст-
вие измельчения зерна).
Из сталей этих марок изготавливают так называемые кубики (рис. 330),
т. е. поковки большого размера врнэматич&кой формы (иа одной нз плоско-
стей которых вырезается фигура)
После ковки кубики отжигают по изотермическому режиму1.
После правильно проведенного отжигй твердость должна составлять 3,9—
4,3 мм отпечатка Бринелля.
Закалка и отпуск штампа — весьма ответственные н сложные операции,
особенно если принять во внимание больЦюн размер изделия.
Нагрев для закалки проводят иа ^0^-40° С выше точки Асз, что видно
из табл. 62.
Кубики следует загружать в закалочную печь, нагретую до температуры
ие выше 650° С. После выдержки в течение 1—2 ч, температура в печи после
нескольких часов поднимаете» до заданной, затем вновь следует выдержка
1 Аустеннтнзацни 850—880° С, охлаждение до 600—650° С, выдержка до
окончания распада аустенита.
441
продолжительностью несколько часов1. Скорость подъема температуры и вре-
мя выдержки зависят от размера штампа, его конфигурации, количества
штампов в печи и конструкции печи (электрическая или газовая печь). На-
пример, штамп размером 250X400X500 мм должен нагреваться с печью от
650 до 850° С в течение 7—8 ч н прн 850° С необходимая выдержка 1,5—2 ч.
Если штамп имеет длину вдвое больше (500X800X1000), то время подъема
температуры возрастает до 20 ч, а время выдержки до 4—5 ч.
Прн таких значительных выдержках при высоких температурах должны
быть приняты спепиальные меры, предохраняющие поверхность штампа от
окислении н обезуглероживания (применяют специальные засыпки и обмазки).
Штампы охлаждают в масле. Лучшие результаты дает ступеячатаи закалка.
Очевидно, для термической
обработки штампов цех должен
быть оборудован соответствую-
щими печами, большими закалоч-
ными баками, подъемными и
Таблица 63
Температура отпуска и твердость
молотовых штампов из стали 5ХНМ
транспортными средствами.
Сразу же посте закалки, как
только штамп охладился до
100—150° С. его переносят а
печь для отпуска.
Режим отпуска и соответ-
ствующую рабочую твердость
выбирают па основании практи-
ческих данных о стойкости штам-
пов, отпущенных при разных
температурах. Как правило, чем
Размер {высота) штампа, мм Темпера- тура отп^ка. Продол- житель- ность отпуска, я Твердость НВ
250—300 480—510 9—11 387—444
300—400 520—540 11—15 363—387
400—600 550-580 15—22 302—341
меньше размер штампа, тем вы-
годнее иметь более высокую твердость. Можно ориентироваться на темпера-
туры отпуска и значения твердости, приведенные в табл 66.
Продолжительность выдержки при отпуске, естественно, тем больше, чем
больше размер штампа (чтобы прогреть насквозь штампы). Кроме общего от-
пуска, хвостовик штампа дополнительно отпускают при более высокой (выше
примерно на 100JC) температуре, чтобы его твердость была ниже, чем твер-
дость рабочей части, иа НВ 60—90.
Прессовый инструмент, а также штампы для горизонтально-ковочных ма-
шин изготавливают из других, более легированных сталей, так как ввиду бо-
лее спокойной работы здесь можно несколько поступиться вязкостью за счет
более высокой жаропрочности.
Составы сталей для штампов горизонта л ьио-ковочных машин и прессов
указаны в табл. 64.
Для указанного назначения в принципе можно было бы применить и бы-
строрежущие стали, но они все же недостаточно пластичны.
Приведенные в табл. 64 стали похожи иа быстрорежущие (например,
ЗХ2В8 похожа на Р9), ио имеют пониженное содержание углерода, что делает
нх более вяэ1 ими.
Наиболее распространенной является сталь ЗХ2В8. Сталь 4ХЗВФ2М2 по-
казала в испытаниях повышенную стойкость в работе, а 4Х5В2ФС — равную
стали ЗХ2В8.
В отожженной стали ЗХ2В8 имеется около 12% карбида МеС. Потиое
растворение этого карбида наступает при 1200° С. Закалку проводят с 1100° С,
прн этом около 7% карбидов переходит в раствор, а 5% остается в избытке.
В этом случае в твердом растворе будет около 6% W, 2%Сг, 0,2% V и
0,15% С. После закалки с 1100° С сталь приобретает структуру мартенсита
с небольшим количеством аустенита и избыточных карбидов при твердости
HRC 49—51 и прочности 0,-160 кгс/мм*.
1 Для кубиков высотой меиее 400 мм возможна посадка их прямо в печь,
разогрету ю до температуры закалки.
442
Таблица 64
Состав сталн для штампов !орнзоитальио-ковочиых машин и прессов, %
(ГОСТ 5950—73)
Марка сталн с Мп SI Сг W Мо V
ЗХ2В8 о;3-о,4 0,15-0,4 0,15-0,40 2,2-2,7 7,5-9,0 0,2-0,5
4Х5В2Ф (ЭИ958) 4Х2В5ФЧ (ЭИ959) 0,35-0,45 0,15-0,5 0,8-1,2 4.5-5,5 2,6-2,4 — 0,8-1,2
0,35-0,45 0.15-0,4 0,15-0.35 2,0-3,0 4,5-5,5 0,6-1,0 0,6-1,0
4ХЗВФ2М2 (ЭП1) 0,35-0,45 0,3-0,5 0,15-0,35 •— 3,0-3,7 2,0-2,7 2,0-2,5 1,5-2,0
Температура отпрсаа1 °C
а
Рис 431
Влияние отпуска и температуры
испытания иа свойства стали ЗХ2В8 (автор)
Прочность, как н твердость стали ЗХ2В8 и других сталей этого типа, мало
нзмеияетси до температуры отпуска 600—650° С (как и у быстрорежущих ста-
лей). Это указывает на высокую красностойкость сталей (рис. 331. с), обу-
словленную легированием вольфрамом и молибденом, образующими карбиды
А/вС, которые коагулируют лишь при температурах выше 600°С. Поэтому
сталь обладает высокой прочностью и твердостью при повышенных (до 600—
650°С) температурах (рис. 350,6).
Механические свойства некоторых сталей для прессового инструмента при
повышенных температурах характеризуются данными, приведенными в табл. 65.
Не следует думать, что для всех деталей прессового инструмента приме-
няют только стали, прнаетениые в табл. 65. и им подобные.
Матрицы, прошивные и формующие пуаисоиы небольшой длины и боль-
шою диаметра, мсиьше нагревающиеся d работе и воспринимающие меньшие
давления, чем другие части прессового инструмента, изготавливают нз уже
знакомой сталн 5ХНМ илн из конструкционной стали ЗОХГС.
Для пуансонов и матриц, работающих при больших удельных давлениях
к высоких температурах, следует применять сталь ЗХ2В8 и ей подобные. Когда
по условиям работы возникают удары, то вместо стали ЗХ2В8 стедует приме
пять сталь типа 5ХНМ или 4Х5В2ФС, обладающую большей вязкостью, чем
ЗХ2В8, и большей красностойкостью, чем 5ХНМ.
Следовательно, для прессового инструмента следует применять*
1) сталь ЗХ2В8 (см. табл 64) для частей, наиболее нагруженных в тепло-
вом отношении;
2) сталн типа 5X1IM (табл. 59) для деталей, подвергающихся ударным
воздействиям при относительно умереииой тепловой нагрузке!
443
Таблица 65
Механические свойства сталей для прессового инструмента при 600° С
Марка стали Термическая обра- ботка, °C кгс/мм’ % кге м/см’ ТПОЛОСТЬ
закалка отпуск
2Х2В8 1100 600 по 50 4,5 300
4ХЗВ2ФС 1050 550 115 45 5,0 345
4Х2В5ФМ 1050 550 120 40 3,0 360
4ХЗВ2Ф2М2 1100 600 но 35 4.0 300
Примечание. Более высокая прочность стали 4Х5В2ФС н 4Х2В5ФМ
обусловлена низкой температурой отпуска.
3) сталь 4Х5В2ФС для деталей, подвергающихся сравнительно высоким
рабочим температурам и дниамическсш нагрузке;
4) конструкционные стали типа ЗОХГС, 40ХН — для частей штампа, ис-
пытывающих только значительные механические нагрузки при слабом разогре-
ве (то 300° С).
Термическая обработка деталей штампов горизоитальио-ковочиых машин
и прессов (матрицы, пуансоны и т. д.), изготовленных из стали ЗХ2В8 в др.,
состоит в закалке (в масле) н отпуске.
Основные параметры режима термической обработки этих сталей приве-
дены в табл. 66.
Таблица 66
Режимы термической обработки сталей для прессового инструмента
Марка сталн Отжиг Закалка Отпуск
темпера- тура. °C твердость НВ температу- ра. °C твердость HRC темпера- тура. ®С твердость HRC
ЗХ2В8 750—780 187—220 1050-1100 48—50 600—620 38—44
4Х5В2ФС 840—880 207—229 1020—1060 — 580—620 44—50
4Х2В5ФМ 840—880 207—229 1050—1100 000—650 44-50
4ХЗВ2М2Ф 860—890 207—229 1050—1100 51—53 600—620 38—42
Кроме перечисленных, применяют еще сталь 7X3 (0,6—0,75% С 3.2—
3,8% Сг. остальные элементы в обычных пределах), обладающую более высо-
кой износоустойчивостью благодаря более высокому содержанию углерода,
чем в остальных сталях, по значительно уступающую сталям типа ЗХ2В8 и
5ХНМ по вязкости и красностойкости. Применяется сталь 7X3 для штампов,
работающих в условиях невысокого нагрева (400—500°С).
Температурные режимы работы деталей прессформ для литья под давле-
нием и горячих штампов похожи. Поэтому для прессформ применяют те же
стали: ЗХ2В8 для наиболее нагруженных деталей и для менее нагруженных
в тепловом отношении деталей — более простые стали (7X3, ЗОХГС и даже
углеродистые стали 40 и У7), а также нержавеющие стали типа 3X13, с ко-
торыми познакомимся ниже.
444
6. ТВЕРДЫЕ СПЛАВЫ
Как видно из диаграммы, приведенной на рис. 314, рабочая
температура резания инструмента из твердых сплавов может
быть увеличена до 800—1000° С, тогда как для инструмента из
быстрорежущей стали разогрев режущей кромки выше 700е С
недопустим.
Значит, имея инструмент из твердых сплавов, можно рабо-
тать на более высоких скоростях резания, чем с инструментом
из быстрорежущей сталн.
В настоящее время для скоростного резания металлов при-
меняют инструмент, оснащенный твердыми сплавами.
Твердый сплав является металлокерамическим. Для изготовления твердых
сплавов порошки карбидов вольфрама и титана смешивают со связующим ве-
ществом1, прессуют в формах и тем самым придают изделию соответствующую
виешиюю форму, затем прессовки подвергают спеканию при высокой темпера-
туре (1500-—2000°С). В результате получается изделие, состоящее из карбид-
ных частиц, связанных кобальтом. Такая технология не обеспечивает полчче*
иня совершенно плотного изделия, в ием имеются поры, занимающие объем
до 5%.
Твердость металлокерамических твердых сплавов очень вы-
сокая, так как эти сплавы состоят из 90—95% карбидов (ос-
тальное — кобальтовая связка) — веществ, обладающих исклю-
чительно высокой твердостью, поэтому спеченные детали из
твердых сплавов нельзя подвергать никакой другой механиче-
ской обработке, кроме шлифования. Инструмент не изготавлива-
ют целиком из твердого сплава — из него изготавливают лишь
режущую часть; пластинку из твердого сплава прикрепляют к
державке из обычной конструкционной или инструментальной
стали.
Подобным образом сейчас изготавливают резцы и многие
другие металлорежущие инструменты высокой производитель-
ности (фрезы, сверла н т. д.).
При высокой твердости твердый сплав обладает повышенной
хрупкостью и малой прочностью в отношении растягивающих на-
пряжений. Придавая соответствующую форму инструментам,
подбирая режимы резания, этот недостаток твердого сплава
хотя и устраняется, но не полностью. Прн работе с ударами и
толчками твердый сплав выкрашивается и в таких условиях не
обладает высокой стойкостью.
В табл. 67 приведены составы и некоторые свойства стандартных твердых
сплавов.
По структуре и природе карбидных фаз современные твердые сплавы мо-
гут быть разделены иа три группы.
К первой группе относятся отнокарбидиые твердые сплавы, состоящие из
карбида вольфрама (так называемая группа ВК). Внутри группы сплавы под-
разделяются на марки (ВКЗ, ВК6, ВК8, ВКЮ), различающиеся содержанием
кобальта (в сплаве ВК8, 3% Со, в сплаве ВК6 6% и т. д). Чем больше в спла-
1 Обычно таким связующим веществом является кобальт.
445
Таблица 67
Свойства некоторых твердых сплавов (гарантируемые)
Группа силепа Марка сплава Состав, % Сопротив- ление из- гибу. мм2 Плотность, г/см3 Твердость НЯА
WC Т1С Со
ВК ВК2 98 2 1000 15,0-15,4 90
ВКЗ 97 — 3 1000 14,9—15,3 89
ВК6 94 — 6 1200 14,6—15,0 88
ВК8 92 — 8 1300 14.4—14.8 87,5
ВТК T5KI0 85 5 10 1150 12,3—13,2 88,5
TI4K8 78 14 8 1150 11.2—12,0 89,5
Т15К6 79 15 6 1100 11,0—11.7 90
ТК Т30К6 66 30 4 900 9,5—9,8 92
Т60К6 36 60 6 750 6,5—7,0 90
1 По исходной шихте (соотношение количества порошков перед спеканием), но это
не характеризует соотношения фаз в спеченном сплаве
ве кобальте, тем он менее тверд и размягчается при более низкой температу
ре1, но и менее хрупок.
Сплав следует выбирать с учетом этих особенностей, а также условий
работы.
Рис. 332 Микроструктура твердых сплавов.Х100.
а — ВКЗ; б —Т15К6; 0 — Т30К4
Структура одиокарбидиого сплава группы ВК приведена иа рис 332, а.
Светлые угловатые зерна и являются кристаллами карбида WC. Кобальто-
1 Следовательно, может применяться лишь при меиьших скоростях ре-
зании.
446
аая прослойка располагается по границам зерна и иа оптических микрофото-
графиях протравленных шлифов четко не выявляется Темные участки на шли-
фе — преимущественно поры.
Карбид вольфрама (WC) почти не растворяет титана, тогда как карбид
титана (TiC) ведет себя по отношению к вольфрам} совсем иначе. Согласно
исследованию Я. С. Уманского и др., в карбиде титана может раствориться
до 70% W, а прн высокой температуре — до 90%.
Примерный вид диаграммы состояния карбидной системы 1 показан иа
рис 333.
Ко второй группе твердых сплавов относят двухкарбидиые сплавы —
группа ВТК- Наиболее типичным представителем этой группы сплавов явля-
ется сплав Т15К6. Хотя перед спеканием порошок состоит из 15% карбида ти-
тана и 79% карбида вольфрама, но при спекании вследствие процессов диф-
фузии п растворения вольфрама и углерода в карбиде титана структура со-
стоит более чем из 50% карбида титана (Ti. W)C (темные крупные карбидные
частицы см. рис 332,6) Из диаграммы состоянии видно, что вертикаль, соот-
ветствующая сплаву Т15К6, как и сплаву Т5К10 (т. е., когда исходная шихта
сплава состоит нз 15 или 5% карбида титана), находятся в двухфазиой об-
ласти.
К третьей группе относятся однокарбидные сплавы, состоящие из карбида
(Ti, W)C группа ТК. Это сплавы T30R1 и Т60К6. При таком количестве кар-
бида титана в шихте (т. е. 30 и 60%) в нем полностью растворен весь воль-
фрам. Вертикали, соответствующие этим сплавам, находятся в однофазной
<»t 1астн твердого раствора на базе карбида титана (рис. 333). Структура та-
кого сплава состоит из округлых зерен карбида (Ti, W)C (рис. 332.«г).
Карбид титана отличается от карбида вольфрама не только более высокой
твердостью, ио н повышенном хрупкостью. Практика показала, что для обра-
ботки стали лучше применять сплавы группы ВТК. для обработки хрупких ма-
териалов — сплавы группы ВК. Сплавы группы ТК имеют применение при
обработке горных пород, бурении нефтяных скважин.
1 Точнее, это псевдобннариый разрез тройной системы W—Ti—С от хи-
мического соединения WC до химического соединении TiC.
417
СПИСОК ЛИТЕРАТУРЫ
Гуляев А. П. Свойства и термическая обработка быстрорежущей стали.
М., Машгнз, 1939. 153 с. с ил.
Мникевнч Н. А.. Иванов А. Г., Иванов О. С. Новые малолегнро-
ваииые быстрореж} щие стали. М.—Л., Металлургиэдат, 1940. 205 с. с ил.
Кооп С. Г. Термическая обработка быстрорежущей стали. Пер. с англ. М..
Металлургиэдат, 1956. 120 с. с ил.
Самсонов Г. В., У ы а и с к н й Я- С. Твердые соединения тугоплавких
металлов. М., Металлургиэдат, 1957. 388 с. с ил.
Гудремои Э. Специальные стали. Пер. с ием. М, Металлургиэдат. Т. 1,
1959, 952 с. с мл. Т И, 1960. 1638 с. с ил.
Гуляев А. П., Малинина К. А., С а в е р и и а С. М. Инструментальные
стали. Справочник. М., «Машиностроение», 1975. 270 с. с ил.
Геллер Ю А. Инструментальные стали. М., «Металлургия», 1975.
583 с. с ил.
Чап оро ва 1-1. Н., Чернявский К. С. Структура спеченых твердых спла-
вов. М., «Металлургия», 1975. 247 с. с ил.
Глава XVIII
ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ
СТАЛИ И СПЛАВЫ
Под жаростойкими (окалииостойкими) сталями и сплавами
понимают стали и сплавы, обладающие стойкостью против хи-
мического разрушения поверхности в газовых средах прн тем-
пературах выше 550' С и работающие в пенагруженном или
слабонагружениом состоянии.
Под жаропрочными сталями и сплавами понимают стали н
сплавы, обладающие повышенными механическими свойствами
при высоких температурах.
В последние годы в технике широко применяют повышенные
температуры, высокие давления и напряжения.
Так в 20-х голах нашего века в котельных установках при температуре
пара 350 С и давлении 17,5 ат для получения 1 кВг-ч электроэнергии прихо-
дилось сжигать 0.7 кг угля. В 40-х годах температура пара в котельных уста-
новках была повышена до 400° С. а давление до 80—100 ат. и для получения
того же количества энергии потребовалось сжигать 0,5 кг угли. Наконец,
в современных котлах, производящих пар так называемых высоких парамет-
ров, температура пара достигает 580° С, давление 300 ат, а расход угля для
производства I кВт-ч снизился до 0.3 кг
Установлено, что при высоких температурах металл ведет
себя во многих отношениях иначе, чем при нормальных, илн
даже при 300—350е С.
Естественно поэтому, что в металловедении особое внимание
начали уделять жаростойким и жаропрочным сталям и специ-
альным сплавам, предназначенным именно для работы при
высоких температурах.
448
1. ЖАРОСТОПКОСТЬ
жаростойкие сплавы
Жаростойкость (окалиностойкость) характеризуется сопро-
тивлением металла окислению при высоких температурах.
Как происходит окисление? Начальная стадия окисления
стали — чисто химический процесс. Но дальнейшее течение
окисления — уже сложный процесс, заключающийся не только
в химическом соединении кислорода и металла, но и в диффу-
зии атомов кислорода и металла через многофазный окислен-
Рис. S34. Диаграмма состояния Fe— Oj
ный слой. При плотной окисной пленке скорость нарастания
окалины определяется скоростью диффузии атомов сквозь тол-
щину окалины, что в свою очередь зависит от температуры и
строения окисной пленки.
Железо с кислородом образует ряд химических соединений:
FeO (вюстит), Fe3O4 (магиетит) и Fe2O3 (гематит) Как указы-
валось, строение диффузионного слоя соответствует изотерми-
ческим разрезам соответствующей диаграммы состояния
(рис 334) при температуре диффузии
При температурах ниже эвтектоидной (570° С) окисленный
слой состоит из двух зон окислов: Fe2O3 и Fe3O4. Кристалличе-
ская структура этих окислов сложна, и скорость диффузии в
них мала.
При температурах выше 570° С структура окалины состоит
из трех окислов: Fe2O3, Fe3O4 и FeO, причем основным слоем
окалины является окись FeO. Скорость окисления возрастает
при переходе через эвтектоидную температуру (570°С), что яв-
ляется следствием более ускоренной диффузии атомов (рис. 335)
сквозь простую кристаллическую решетку вюстита, кристалли-
зующегося, как и фазы внедрения, с дефицитом в неметал-
лических атомах (кислорода).
24 Гуляев А П.
449
Составы и применение некоторых аустенитных жаростойких сталей
Марка ста л в Окалино- СТОЙко- сть,' еС Содержание злементов, %
с 1 S. I Мл Сг Ni
не более
12X17 900 0,12 0,8 0,8 16,0—18,0 .
15Х25Т 1050 0,15 1,0 0,8 24,0—27,0 —
12X18Н9 850 0,!2 0,8 2,0 17,0—19,0 8,0—10,0
10Х23И18 1050 0,10 1,о 2.0 22,0—25,0 17,0—20,0
12Х25Н16Г7АР 1100 0,12 1.0 7,0 23,0—26,0 15,0—18,0
ХН32Т 1100 0,05 0,7 0,7 19,0—22,00 30,0—34,0
ХН45Ю 1400 0,10 1,о 1,0 15.0—17,0 44,0—46,0
ХН78Т 1150 0,12 0,8 0,7 19,0—22,0 Основа (6,0% Fe)
15Х25ТЛ 1050 о,1—0,2 0 5—1,2 0.5—0,8 28,0—27,0 —
30Х24Н12СЛ 1050 0.4 0,5—1,5 0,3—0,8 22,0—26,0 11,0—13,0
15Х2ЕН19С2Л 1150 0,2 2,0—3,0 0,5—1,5 23,0—27.0 18,0—20,0
Примечание. Основа всех сплавов — железо, кроме сплава ХН78Т,
(<6.0%Fe).
1 Начало интенсивного окисления.
Рнс 335. Скорость окисления железа
в зависимости от температуры
(В. И. Архаров)
Рис 336. Влияние хрома на окалнностоЙ-
кость стали.
/ — ферритные стали; 3 — аустенитные
Для повышения окалиностойкости сталь легируют элемента-
ми, которые благоприятным образом изменяют состав и стро-
ение окалины. Так, в результате введения в сталь соответст-
450
1 а б л н ц а оо (ГОСТ 5632—72)
Примечание
прочие
Ti5*C—0,90 0.30—0.45N; 0,010В 0.25—0,60Tj; 0.5AI 2,9—3.9А1 0,15—0.35Т1; 0.I5AI 0,40—0,80Ti Лист, пруток Лист, пруток, трубы То же Лист, пруток То же Лист, пруток, трубы То же Лист, пруток Литые детали Го же » »
осиова котового — никель
вующих количеств хрома, алюми-
ния или кремния, обладающих
большим сродством к кислороду,
чем железо, в процессе окисления
на поверхности образуются плот-
ные окислы СггОз, А12Оз или SiO2.
диффузия сквозь которые происхо-
дит с трудом. Образовавшаяся
тонкая пленка нз этих окислов за-
трудняет процесс дальнейшего
окисления.
Чем выше содержание хрома,
алюминия нли кремния в стали,
тем выше окалпностойкость стали
и тем выше может быть рабочая
температура. Минимальное содер-
жание хрома, обеспечивающее ока-
линостойкость прн разных темпера-
турах, можно определить из рис.
336. При рабочей температуре
900° С для достаточной окалино-
стойкости сплав (сталь) должен
содержать ие менее 10% Сг, а при
рабочей температуре 1100° С — ие
меиее 20—25% Сг.
Важно, что окалииостойкость, столь существенно зависящая
от состава стали нли сплава, ие зависит от его структуры, т. е. это
свойство структурно нечувствительное. Так, окалииостойкость
ферритных (чисто хромистых) и аустенитных (хромоникелевых)
сплавов, как видно из рнс. 336, практически одинакова.
В табл. 68 приведены составы сталей и сплавов, применяемых как жаро-
Стойкие. Предельная температура эксплуатации указана в таблице и показы*
вает температуру, выше которой сплав не должен нагреваться при работе во
избежание быстрого окисления. Поскольку повышение предельной температу-
ры эксплуатации создастся за счет дорогого легирования, то следует точно
определять температурные условия работы металла и выбирать в соответствии
с этой таблицей и другими справочными данными жаростойкий сплав.
2. ЖАРОПРОЧНОСТЬ
Жаропрочность — это способность материала противостоять
механическим нагрузкам при высоких температурах.
Напряжение, которое вызывает разрушение металла прн по-
вышенных температурах, сильно зависит от продолжительности
приложения нагрузки. Ойо может быть велико при кратковре-
менном приложении нагрузки и мало, если нагрузка действует
длительное время.
Вместе с тем чем выше температура металла, тем ниже и
разрушающие напряжения при данной продолжительности воз-
действия нагрузки. Следовательно, в общем случае при повы-
29*
45L
шейных температ}рах прочность металла определяется двумя
факторами—температурой и временем.
На рнс. 337 приведена зависимость прочности от продол-
жительности приложения нагрузки при разных температурах.
Такого вида диаграммы справедливы для многих металлов и
сплавов, так что представленную зависимость следует рассмат-
ривать в принципе как общую для металлов. Как видно из
диаграммы, прн пониженной температуре прочность метал-
лов мало зависит от продолжительности воздействия нагрузки.
Так, при напряжении не-
сколько ниже о,, (иа диа-
грамме обозначено X)
разрушение произойдет
лишь через несколько
десятков лет (>10“ с).
При более высоких тем-
пературах зависимость
прочности от времени
воздействия нагрузки
становится сильнее (что
видно по возрастанию
угла наклона прямых).
Наконец, выше некото-
рых температур проч-
ность так быстро снижа-
ется с увеличением про-
должительности испыта-
Рис. 337. За писи мость прочности от продол-
жительности испытания (Н. С. Журков)
ния, что указание одного значения прочности без одновремен-
ного указания продолжительности воздействия нагрузки уже
лишено технического смысла. Действительно, если при tt (рис.
337) напряжение о, вызовет разрушение через 10е с, то напря-
жение О] вызовет разр)шение уже через 102 с, т. е. в 10 000 раз
быстрее.
Из изложенного следует, что при низких температурах влия-
нием фактора времени можно пренебречь ’, а при высоких — он
имеет решающее значение.
Следовательно, если учитывать фактор времени то проч-
ность металла есть характеристика, называемая длительной
прочностью. Длительная прочность — это предо! прочности
(временное сопротивление) при дайной длительности испытания
или напряжение, вызывающее разрушение при данной продол-
жительности воздействия нагрузки. Длительная прочность обо-
значается греческой буквой а (сигма) с индексом показываю-
* Для определенных металлов, например для сталей, такой температх рой
является комнатнаи температура.
1 Разумеется, в данном случае ие подразумеваются очень быстрые. хпар-
ные приложения нагрузки (время разрушения менее секунды), когда запаз-
дывает пластическая деформация.
452
ЛГ
Рнс. 338. Предел прочности железа в за-
висимости от температуры испытания За-
штрихованы напряжения. вызывающие
ползучесть
щиы продолжительность воздействия напряжений в часах (на-
пример, о|Ю — напряжение, вызывающее разру шение металла
за 100 ч).
При высоких температурах о|>а|а>О1<ю>аз()0 и т. д., тогда
как при низких температурах практически ol=oio=Oioo=
= <7цюо= —= Ов-
На рис. 338 приведена температурная зависимость прочно-
сти для железа.
Для железа и его сплавов прочность при 200—300° С выше
прочности при комнатной температуре (а пластичность и вяз-
кость ниже, на рисунке 338
ие показаны). Явление это но-
сит название синеломкости1,
так как одновременно с по-
вышением прочности при этих
температурах наблюдается и
снижение вязкости.
Нижняя кривая, которая
начинается от 350° С, показы-
вает прочность железа при
чрезвычайно малой скорости
испытания (примем ее для
дальнейших рассуждений бес-
конечно малой); верхняя кри-
вая приведена для скоростей,
обычных при испытании на
разрыв металлических образ-
цов (т. е. для кратковремен-
ных испытаний). Следовательно, температура 350°С для желе-
за является температурой, выше которой металл приобретает
заметную чувствительность к скорости испытания.
Если нагрузка может превзойти величины, указанные верх-
ней кривой, то разрушение произойдет в процессе возрастания
нагрузки.
Если величина напряжения будет меньше величины указан-
ной нижней кривой, то разрушение при данном напряжении ие
произойдет. Наконец, если напряжения лежат внутри заштрихо-
ванной области, то разрушение произойдет через промежуток
времени тем меньший, чем ближе значение напряжения нахо-
дится к верхней кривой.
Напряжение, величина которого находится в заштрихован-
ном интервале, деформирует металл во времени. Это явтеине,
т. е. деформация образца во времени под действием напряже-
ния, постоянного по величине, называется ползучестью.
Процесс ползучести исследуют иа специальных установках,
1 Температура возникновения синсюмкости соответствует появлению на
поверхности синих цветов побежалости. Удовлетворительного объяснения яв-
ление синеломкости ие имеет.
453
на которых автоматически записывается так называемая кри-
вая ползучести, характеризующая деформацию образца во вре-
мени под действием постоянного напряжения. Типичная кривая
ползучести представлена на рис. 339. На кривой ползучести от-
мстим несколько участков.
Участок ОА — упругая и пластическая деформации, возник-
шие в момент приложения нагрузки.
Участок АВ — так называемый неустановившийся участок
на кривой ползучести. Металл деформируется с неравномерной
(замедляющейся) скоростью.
Участок ВС — так называемый участок установившегося ре-
жима ползучести. Металл деформируется с постоянной скоро-
стыо. Тангенс угла наклона пря-
мой характеризует скорость пол-
зучести.
Участок CD — последний этап
ползучести, которая происходит
при непрерывном ускорении про-
цесса и заканчивается разруше-
нием в точке D.
Таким образом, можем за-
ключить, что при приложении
напряжения, величина которого
выше определенного предела и
Рнс. 339. Типичная кривая ползу-
чести
температура также превышает некоторое значение, происходит
процесс непрерывной деформации металла под действием по-
стоянной нагрузки, заканчивающийся обычно разрушением.
Ниже предельных значений температур и напряжений это яв-
ление не наблюдается.1
Явления, происходящие в металле и связанные с процессами
ползучести, можно кратко описать так.
Пластическая деформация (наклеп) вызывает упрочнение
металла. При высокой температуре, когда подвижность атомов
достаточно велика, происходит снятие упрочнения (наклепа),
вызванного пластической деформацией. Таким образом, в про-
цессе ползучести происходят два конкурирующих процесса: уп-
рочнение металла пластической деформацией и снятие упроч-
нения под воздействием повышенной температуры.
Ниже температуры, при которой с заметной скоростью про-
текает процесс разупрочнения (для железа 350°С), явление
ползучести практически ие наблюдается. Следовательно, тем-
пература разупрочнения определяет температурную границу,
выше которой металл «ползет».
1 Это не совсем точно. Исследовании показывают, что явление ползуче-
сти наблюдаетси при любых температуре н напряжении, но практически при
низких температурах и напряжениях ниже определенного предела этот про-
цесс протекает с такой малой скоростью, что им можно пренебречь
(см. рис. 337).
454
Если при данной температуре (может быть, н лежащей вы-
ше температуры рекристаллизации) значение напряжения ниже
предела упругости металла при данной температуре, то очевид-
но, что напряжение вызовет только упругие деформации. Если
нет пластической деформации, то иет упрочнения, разупрочне-
ния и ползучести.
Следовательно, явление ползучести будет обнаруживаться в
следующих случаях: а) при температурах выше температуры
рекристаллизации1; б) при напряжениях выше предела упру-
гости.
Из этого следует, что скорость ползучести будет тем больше,
чем быстрее разупрочняется металл под действием рекристал-
лизационных процессов (определяемых силой межатомных свя-
зей) и чем ннж/ прочность прн кратковременных испытаниях.
Чтобы полностью устранить явления ползучести, необходимо
температуру рекристаллизации металла поднять выше рабочей
температуры илн увеличить предел упругости выше рабочего
напряжения при данной температуре.
Однако осуществить эти условия не всегда возможно, и ча-
сто в конструкциях не удается полностью устранить ползучесть,
а только замедляют ее. Поскольку скорость ползучести зависит
от состава и строения металла, стремятся уменьшить ее соот-
ветствующим легированием или термической обработкой. При
этом уменьшается скорость процессов разупрочнения при задан-
ных температурах, что достигается тогда, когда возрастают
атомные связи в металле; уменьшается величина пластической
деформации, вызванной данным напряжением, т. е. повышается
прочность сплава прн данной температуре.
Ранее уже отмечали, что чем выше температура плавления
металла, тем выше и температура его рекристаллизации. По-
этому для изготовления жаропрочных деталей применяют ме-
таллы с высокой температурой плавления. Так как даже крат-
ковременная прочность быстро падает при приближении к
температуре плавления, то практически максимальная абсо-
лютная рабочая температура не может превосходить значений,
равных 0,7—0,8 от абсолютной температуры плавления. В связи
с этим жаропрочные алюминиевые сплавы предназначаются
для рабочих температур ие выше 250° С (для алюминия
7пл=657с’С), сплава на основе железа — ие выше 700°С (для
железа Гпл=1530°С), а сплавы на основе молибдена (для мо-
либдена 7^-1=2600°С)—не выше 1200—1400°С.
На рис. 340 приведены жаропрочные свойства сплавов, ос-
новой которых являются различные металлы. Наиболее жаро-
прочными являются сплавы молибдена, что обусловлено в пер-
вую очередь высокой температурой плавления основного метал-
1 Точнее, выше температуры, прн которой наблюдаются процессы разу-
прочнения наклепанного металла.
455
ла этих сплавов (молибдена), наименее жаропрочными —
сплавы алюминия, имеющие низкую температуру плавления.
Однако температура плавления не дает точного указания иа
предельную рабочею температуру. Для одних сплавов эта тем-
пература составляет 0,7—0,8 от абсолютной температуры плав-
ления, для других оиа меньше 0,5. Так, сплавы меди оказы-
ваются ие более жаропрочными, чем сплавы алюминия,
Рнс. 340. Зависимость длительной прочности (1000 ч) сплавов различных
металлов от температуры:
/ — сплавы молибдена: 2— сплавы никеля; 3—сплавы кобальта; 4 —сплавы
Fe—Сг—М—Со; 5 — аустенитные стали; в — теплоустойчивые сталн; 7 — сплавы
титана; 3 — сплавы алюминия
несмотря па то, что температуры плавления у них сильно разли-
чаются (у сплавов алюминия Гт яг 600° С, у сплавов меди
ТП1 яг 900° С).
Жаропрочность сплавов каждой группы можно варьировать
в известных пределах, что характеризуется полосами разброса,
определяемыми легированием сплава и его структурным со-
стоянием (рис. 340)
Итак, жаропрочные свойства в первую очередь определяют-
ся природой основного компонента сплава, затем его легирова-
нием и, наконец, режимами предшествовавшей термической об-
работки, приводящей сплав в то нли иное структурное состояние.
Как видно из рнс. 340, полосы жаропрочности сужаются с по-
456
вышением температуры; это значит, что влияние легирования и
термической обработки (структурного состояния) уменьшается
с повышением температуры.
Рассматривая в историческом аспекте развитие жаропрочных сплавов,
можно прийти к заключению, что для каждой группы сплавов уже достигнут
предел и. тем не менее, все же есть пути совершенствования жаропрочных
сплавов.
1. Металлургия ввела в промышленное применение ряд новых процессов,
обеспечивающих получение металла не только повышенной чистоты в отиоше
нин вредных примесей, но и повышенной плотности путем формирования иа
правлеиного фронта кристаллизации.
2. Появились и осваиваются новые процессы деформирования; и некото-
рые сплавы весьма высокой степени легирования и жаропрочности, считав
шиеся ранее непригодными для применения в деформированном состоянии,
теперь могут использоваться.
3. Элементы, которые ранее считались «экзотическими» н недопустимыми
для применения, теперь могут, разумеется, в ограниченном масштабе, исполь-
зоваться и как легирующие компоненты, и как основа сплавов (тантал, рений,
гафний, ниобий и др.)
4 Появились принципиально новые ичей создания изделий из жаропроч
иых сплавов (из композиционных материалов, монокристальиых материа-
лов и др.).
5. Значительно расширились и углубились представления о природе ме-
таллических материалоп, о природе прочности н жаропрочности; совершен-
ствуется методика испытаний
Не следует думать, что одно только изменение технологии само по себе
приведет к повышению жаропрочности. Применение новых технологических
процессов производства и обработки сплавов даст повышение жаропрочности
лишь прн одновременном изменении химического состава.
Так, например, при одинаковом составе по основным легирующим компо-
нентам жаропрочность более чистого, вакуумного металла ие повышается,
а даже несколько понижается, ио большая пластичность более чистого метзт-
ла позволяет увеличить объем упрочняющей дисперсной фазы и тем самым
достичь большей жаропрочности Надо полагать, что это обстоятельство обу-
словлено более высокой растворимостью упрочняющей фазы в чистом метал те
и образованием большого объема дисперсных включений, повышающих жаро-
прочность.
3. ОЦЕНКА Ж КРОПРОЧПЫХ СВОЙСТВ
Жаропрочные свойства материала нельзя характеризовать
каким-либо одним параметром, так как требования, которые
предъявляются к жаропрочным материалам, разнообразны.
Так, стационарная турбина работает несколько лет; естест-
венно, что жаропрочность материала должна быть такова, что
за это время деформация под действием ползучести не прев-
зойдет определенной расчетной величины, например 1% за де-
сять лет.
Авиационная газовая турбина работает сравнительно корот-
кое время Продолжительность службы может ограничиться
300—3000 ч. Рабочие напряжения в этом случае могут быть
значительно больше, чем в случае применения стационарной
турбины. Продолжительность полета межконтинентальной раке-
457
ты составляет несколько десятков минут, а продолжительность
действия i-й или 2-й ступени ракеты, выводящей спутник на
орбиту, — несколько секунд. В данном случае требуется ма-
териал с минутной или секундной «длительной» прочностью.
В настоящее время приняты следующие характеристики жа-
ропрочности.
Предел ползучести (оПл) — напряжение, вызывающее задан-
ную скорость деформации при данной температуре. Например,
предел ползучести может характеризоваться напряжением, вы-
зывающим суммарную деформацию в 1% за 300 ч (на участке
'JAВ, см. рис. 339).
Для деталей, работающих длительный срок (годами), предел ползучести
счедует характеризовать малой деформацией, возникающей при весьма про-
должите льном приложении нагрузки. В этих случаях принимают во внимание
накопление деформации только нв участке установившейся скорости ползуче-
сти (на участке ВС, см. рис. 339). Для этого участка также задают предел
допустимой деформации — например 1% за 10000 ч, или 0,1% за 100 000 ч
и т. п.
Очевидно, что в рассматриваемом случае напряжения, соответствующие
пределу ползучести, будут значительно меньше, чем, например, при 1% де-
формации за 300 ч. Чем выше температура и меньше допускаемая деформа-
ция, тем меиьшее значение имеет предел ползучести.
Длительная прочность (од) — напряжение, вызывающее раз-
рушение при определенной температуре за данный отрезок
времени.
Если принять это время равным 100 ч, то напряжение, вы-
зывающее разрыв за указанный промежуток времени, и есть
ЮО-ч длительная прочность. Напряжение, вызывающее разру-
шение за 300 ч, очевидно, будет меньше напряжения, вызываю-
щего разрушение за 100 ч.
Более полно, чем какой-нибудь одни показатель, например оПл илн од.
жаропрочность материала характеризуют сводные графики. На рис. 341 при-
веден график для сплава, из которого изготавливают турбинные лопатки. Диа-
граммы в логарифмических координатах (Igo—1gт) характеризуют жаро-
прочные свойства при какой-то определенной температуре для разной про-
должительности испытания.
Верхняя кривая указывает величину напряжения, при котором происходит
разрушение образца, а остальные кривые связыаают величины напряжений
и степени деформации зв данный промежуток времени.
Например, напряжение порядка 35 кгс/мм2 вызовет разрушение через
1000 ч (т. е. при данной температуре оюоо=35 кгс/мм2), а напряжение, рав-
ное 20 кгс/мм2, за это же время вызовет деформацию, равную только 0,1 %
(т. е. при данной температуре Oo.i/jooo=20 кге/мч2). Как видно, в логарифми-
ческих координатах зависимость напряжение—время имеет вид наклонных
прямых. Но экспериментальные линии заканчиваются 1000 ч испытанием,
а дальше прямые линии (сплошные) продолжены экстраполяцией. Одиако за-
кономерность экстраполяции прямой за 1000 ч не доказана, поэтому надеж-
ные выводы о поведении материала при высокой температуре и большой про-
должительности могут быть сделаны лишь иа основе испытаний, длительность
которых примерно равна рассчитываемому сроку службы детали (что практи-
чески не всегда возможно).
458
Рнс 341. Сводные диаграммы жаропрочных свойств сплава нимоник
(0,03% С: 19.7% Сг; 74,9% NI; 2.6% TI; 0.9% All прн температуре испы-
тания 700* С. Цифры на кривых — степень деформации, %
Рис. 342. Длительная прочность сталн XI4HI4B2M при различных темпе-
ратурах
Рис. 343. Полосы длительной прочности сталн XIBH9T
450
Приведенный па рис. 341 сводный график достаточно полно характеризует
свойстве сплава при данной температуре (в нашем с ту чае при 700° С).
Жаропрочность при разных температурах чаще всего оценивают по дли-
тельной прочности в виде сводного графика, где каждая линия соответствует
длительной прочности прн определенной температуре (рнс. 342).
Линии иа этой диаграмме, как и на диаграмме рнс. 341, характеризуют
свойства стати определенной плавки. Разные плавки сплава одной марки име-
ют некоторые различия в составе в соответствии с допускаемыми ’ колебания-
ми в содержании элементов, что вызывает и колебания в свойствах жаропроч-
ности. Поэтому марочной характеристикой жаропрочности является нс опреде-
ленная линия (в координатах 1g о—1g т), а полоса, как это изображено на
рнс. 343
4. ВЛППНИЕ СТРУКТУРЫ И СОСТАВ4 Н4 ЖАРОПРОЧНОСТЬ
Как было отмечено, жаропрочность тем выше, чем выше си-
лы межатомных связей и прочность (кратковременная) при
данной температуре.
В соответствии с этим очевидно, что чем выше температура
плавления сплава (которая в первую очередь определяет силы
межатомных связей), тем больше должна быть жаропрочность
сплава.
Из данных диаграммы, приведенной на рис. 340, можно за-
ключить также, что чем выше температура плавления, тем вы-
ше жаропрочность металла2. Температура плавления определя-
ет, как указывалось ранее, температуру рекристаллизации, а
процессы рекристаллизации и происходящие прн этом разупроч-
нения определяют скорость ползучести и жаропрочность.
Температуры плавления и рекристаллизации функционально
связаны у равнением: %
= ^пл.
где а — коэффициент, зависящий от состава н структуры спла
ва. Для очень чистых металлов а~0,2, для металлов обычной
чистоты а» 0,4, а для концентрированных твердых растворов
g=0,7—0,8.
Отсюда следует, что в качестве жаропрочных сплавов
следует применять твердые растворы, в первую очередь
с элементами, которые повышают температуру рекристалли-
зации.
Подобное легирование сплава в пределах образования твер-
дого раствора повышает общий уровень прочности при всех
* ГОСТами или техническими условиями.
1 Это положение справедливо в случае значительной разницы в темпе-
ратурах плавления. Прн близких значениях температур плавления несколько
более легкоплавкий металл может оказаться более жаропрочным ввиду каких-
либо дополнительных факторов.
460
температурах и это, как правило, повышает жаропрочность*
(рис. 344).
Однако этим роль легирования не исчерпывается. Сущест-
венное значение имеет не только получение высококонцентриро-
ванного твердого раствора элементов, повышающих Гря(р, но и
Рис. 344. Влияние растворенных эле-
ментов на длительную прочность же-
леза
Рнс. 315
получение пересыщенного раствора, способного к дополнитель-
ному упрочнению за счет дисперсионного твердения.
Поясним это схемой, приведенной на рис. 345. Для сплава
С) закалкой с температуры /авк получаем раствор с пересыще-
нием, равным ДВ, при комнатной и ДВз при рабочей температу-
рах. В результате пересыщения произойдет дисперсионное твер-
дение, эффект которого в смысле упрочнения может быть весьма
различен в зависимости от типа сплава и степени развития про-
цесса распада 1 2.
Естественно, упрочнение сплава вследствие дисперсионного
твердения повышает прочность; в то же время «перестаривание»
сплава, т. е. его разупрочнение вследствие коагуляции избыточ-
ной фазы снижает жаропрочность.
Отсюда можно сделать выводы 1) если сплав предназначен
для сравнительно краткосрочной службы, желательно иметь
1 Если при этом ие происходит заметного снижения температуры плав-
ления.
2 Как известно, иа начальных стадиях распада эффект упрочнения велик,
а затем при коагуляции выделяющихся частиц снижается.
461
ние) при температуре, близкой
Рис. 346
в нем высокодисперсное распределение второй фазы, получае-
мое обычной термической обработкой: закалка и отпуск (старе-
к /рае, рис. 345. Для этой цели
подходящим будет сплав С,
в системе Л—В. В данном
случае важное значение при-
обретает скорость коагуляции
второй фазы, приводящей к
разупрочнению': чем быстрее
протекает этот процесс, тем
короче срок службы сплава и
тем ниже его рабочая темпе-
ратура. Более сложный состав
сплава и особенно выделяю-
щейся фазы обеспечивает вы-
сока значение жаропрочно-
сти, 2) если сплав предназна-
чен для длительной службы,
то большую роль получает
так называемая структурная
стабильность. Известно, что в
процессе фазовых и структур-
ных изменений прочность
сплава снижается, поэтому
протекающий процесс коагуляции будет отрицательно влиять иа
жаропрочные свойства сплава.
Для длительной службы следует выбрать сплав, не склон-
ный к дисперсионному твердению; в системе Л—В это будет
сплав с концентрацией С2 (рис. 345).
Можно взять сплав с большой концентрацией компонента В,
но находящегося в устойчивом структурном состоянии, т. е.
после того, как в нем прошли процессы коагуляции второп
фазы. Опыт показывает, однако, что наличие второй скоагули-
рованной фазы, как правило, на жаропрочность не влияет.
Следовательно, избыточное легирование2 не является целесоб-
разным. Исключение составляет применение литых сплавов.
Здесь, возможно, высокая степень легирования с образованием
даже эвтектической составляющей — эвтектики (в виде хруп-
кого скелета), которая -как бы армирует сплав, повышая его
прочность, хотя снижая при этом пластичность.
Мы рассмотрели легирование элементами, обладающими
значительной растворимостью в основном металле В случае
внесения в сплав элементов, малорастворимых в основном ме-
талле, упрочнения, обусловленного легированием твердого рас-
1 Обратная величина применительно к быстрорежущим сталям называ-
лась красностойкостью.
1 Сверх концентрации Са для сплавов, работающих длительный срок, и
сверх концентрации Ci для сплавов, работающих кратковременно.
462
твора и процессами дисперсионного твердения, не наблюдается.
Здесь исключительное значение приобретает температура плав-
ления эвтектик и выделяющихся фаз. Так, на рис. 346 оба ком-
понента (В и С) мало растворяются в металле А, но сплав с
компонентом В образует эвтектику с температурой плавления,
значительно превышающей рабочую температуру, тогда как
сплав с компонентом С образует эвтектику, плавящуюся вбли-
зи рабочей температуры. Следовательно, наличие компонента
С отрицательно влияет на жаропрочность сплава, и этот компо-
нент следует рассматривать как вредную примесь.
Поэтому очистка сплава (соответствующими металлургиче-
скими приемами, а также использованием чистой шихты) от
вредных примесей, образующих легкоплавкие фазы и эвтекти-
ки, — важное средство повышения жаропрочности сплава. Та-
кими вредными примесями являются примеси легкоплавких
металлов, например олово, свинец сурьма, а также сера и
примеси других элементов, образующих легкоплавкие эвтекти-
ки или соединения, которые располагаются по границам зерен
и резко снижают жаропрочность. Некоторые элементы устра-
няют влияние вредных примесей, вступая с ними в химическое
соединение и образуя более тугоплавкие соединения. Таково,
например, действие церия в никелевых сплавах.
Если основа жаропрочного сплава имеет несколько аллотро-
пических модификаций, то существенное значение приобретает
получение основы модификации с более высокой температурой
рекристаллизации Известно, что сплав с гранецентрироваииой
кубической решеткой (KI2) обладает более высокой температу-
рой рекристаллизации, чем сплав, близкий по составу с объем-
ноцентрированной кубической решеткой (К8), т. е. аустенитная
структура обладает большей жаропрочностью, чем ферритная.
По-видимому, это связано с большой плотностью гранецентрпро-
ванной решетки. В соответствии с этим сплавы на основе Tia
(решетка Г12) являются более жаропрочными, чем сплавы на
основе Tip (решетка К8).
Наконец, жаропрочность зависит от размера зерна. Более
крупное зерно повышает жаропрочность (А. М. Борздыка), хотя
при этом часто пластичность снижается.
5. КЛАССИФИКАЦИЯ ЖАРОПРОЧНЫХ МАТЕРИАЛОВ
Следует помнить, что механические свойства разных сплавов
при данной температуре могут не сохраняться в том же соотно-
шении при других температурах. Конструктор, выбирая мате-
риал, должен знать, что данный сплав является оптимальным по
прочностным свойствам в рабочем интервале температур.
На рис. 347 приведена кратковременная механическая проч-
ность (предел прочности) сплавов нескольких групп при раз-
личных температурах.
463
Ниже 300 С наибольшую прочность имеют простые конст-
рукционные стали I, обработанные на высокую прочность.
Явления ползучести при температурах ниже 350—300° С не на-
блюдается, так что при рабочих температурах ниже 300° С нет
необходимости в применении каких-либо специальных жаро-
прочных сталей и сплавов
Для работ в интервале 350—500° С оптимальными по свой-
ствам являются сравнительно слаболегированные стали перлит-
Рис. 347. Предел прочности (кратко-
временный] различных сплавов в зави-
симости от температуры испытания
(суммировано по даннгм различных
источников к схематизировано):
/ — хромоникелевая конструкционная
сталь: 2— ферритная жаропрочная
(теплоустойчивая) сталь, л— аустенит-
ная жаропрочная сталь: 4—никелевый
жаропрочный сплав
иого и ферритного классов 2.
С повышением температуры до
500—650° С прочность сталей
этого типа резко падает, усту-
пая сталям аустенитного клас-
са а при 650—900° С стали
аустенитного класса уступают
первое место высоколегирован
пым кобальтовым и никелевым
сплавам 4. При температурах
выше 900° С па первом месте
сплавы тугоплавких металлов
(молибдена, хрома н т. д.).
Указанные пределы явля-
ются ориентировочными. Сни-
жая рабочее напряжение, мо-
жно расширить области приме-
нения сплавов, обычно исполь-
зуемых при более низких тем-
пературах, до более высоких
температур, что иногда выгод-
но по технологическим и эко-
номическим соображениям1.
Дальше будут рассмотрены
сплавы для котлостроения (обычные рабочие температуры: 350—
550°С, реже до 600—650°С), турбостроения и других отраслей
техники (рабочие температуры преимущественно 500—650°С),
газовых турбин, ракетной техники (температура выше 650° С).
Рассмотрим перлитные и аустенитные стали, сплавы на основе
никеля и кобальта и тугоплавких металлов2.
6. ПЕРЛИТНЫЕ П МАРТЕНСИТНЫЕ ЖАРОПРОЧНЫЕ СТАЛИ
Рассмотрим стали, применяемые главным образом в котло-
строении для изготовления паропроводов, пароперегревателей,
крепежных и других деталей, подвергаемых длительным ме- 1 2
1 Например, применение прн 1000е С никелевых сплавов вместо хотя и
>лее жаропрочных, но технологически трудных и юрогих сплавов тугоплап-
1х металлов
2 О тугоплавких металлах см гл XXI1
464
ханическим воздействиям при умеренно высоких температурах—
не выше 500—600° С. Это стали перлитного, а также мартенсит-
ного (бейнитного) и ферритного классов. Общим для всех ста-
лей является то, что их основой является твердый раствор а,
а избыточной фазой — карбиды разной структуры и происхож-
дения.
Поскольку детали котельных установок работают длитель-
ное время без смены (десятки тысяч часов) н не должны за это
время заметно подвергаться деформации, то предел ползучести
с деформацией 1% за 10 000 ч или даже за 100000—200 000 ч
является для ннх основной характеристикой.
Состав наиболее распространенных сталей рассматриваемого типа приве-
ден в табл. 69.
Таблица G9
Состав (%) котельных жаропрочных статей
Тип стали Ст. %) Марка С Сг Мо Nb V
Перлитный
1 12МХ 0,09—0,16 0,4—0,6 0,4—0,6 — —.
12ХМФ 0,08—0,15 0,4—0,6 0,25—0,35 — 0,15—0,30
12ХМ 0,09—0,16 0.8-1,! 6,4—0,6 — —
12Х1МФ 0,08—0,15 0,9—1,2 0.25—0.35 — 0,15—0,30
Мартенситный
2 12Х2.ЧФСР 0.08-0,15 1,6—1,9 0,5—0,7 — 0,20-0,35
12Х2МФБ 0.08—0,12 2.1-2,6 0,5-0.7 — 0,20—0.35
5 Х5ВФ 0,15 4.0—6,0 — 0.4—0.7 0.4—0.6
Мартенсито-ферритн ый
12 15X11 МФ 0,12—0,19 10—11.5 0,6—0,8 — 0,25—0,40
1Х12ВНЛ1Ф 0,12—0,18 11—13 0,5—0,7 0,7—1,1 0,15—0.30
1Х12В2МФ 0,10—0,17 11—13 0,6—0,9 1.7—2,2 0,15—0,35
Примечание. Во всех сталях: <0,04% S; <0,04% Р; 0.4—0.7% Мп;
0,17—0,37%Si (кроме марки 12Х2МФСР, содержащей 0.4—0.7%Si и 0.002—
0.005%В); <0,3%Ni (кроме сталей с 12%Сг, содержащих 0,4—0.8%Ni).
Сталь 12Х2МФБ содержит 0.5—0,8%Nb, а сталь 1Х12ВПМФ 0.5—0,8%Ni.
Все стали, приведенные в табл. 69, содержат менее 0,15—0,18% С, так
как нз иих изготавливают преимущественно трубы, подвергаемые стыковой
сварке *.
В сталях перлитного класса введение молибдена в небольшом количестве
увеличивает температуру рекристаллизации феррита и тем самым повышает
жаропрочность. Аналогично, но слабее, действует хром (см. рис. 344).
Стали перлитного класса являются сравнительно малолегнрованиымн
сталями, которые при 0 12% С содержат 0,5 или 1% Сг и 0.3 или 0,5% Мо.
* Увеличение содержания углерода, как известно, ухудшает сваривае-
мость
30 Гуляев А. П.
465
Присадка ванадия измельчает зерно, а также повышает жаропрочность. После
охлаждения изделий па воздухе получается перлитная структура с карбидом
А13С. после закалки в масле—мартенсит + бейиит. Обычный режим термиче-
ской обработки — закалка в масле нлн нормализация с последующим отпус-
ком (в обоих случаях) прн 720—750° С (ЛС| = 760°С). Стали перлитного
ктасса, как ие содержащие большого количества хрома, естествеиио, ие обла-
дают высокой жаростойкостью, и их нельзя применять при температурах вы-
ше 550—580° С.
Увеличение содержания хрома повышает жаростойкость и переводит ста-
ли в мартенситный класс. Для сталей этого класса возможна закалка иа воз-
духе или в масле в равной степени. После закалки необходим высокий отпуск
при температуре, превышающей рабочую.
Благодаря высокому содержанию хрома в стали повышается не только
окалиностойкость, но и жаропрочность, вследствие повышения температуры
рекристалтизации и образования специальных карбидов (Af^Cd, медленнее
коагулирующих, чем цементит (Af3C).
Присадка вольфрама, молибдена, ванадия в стали с 12% Сг повышает
жаропрочность, ио до известного предела так как при более высоком содер-
жании этих элементов сталь становится полуферритиой, в которой превраще-
ние будет протекать не полностью *, а это может отрицательно повлиять
на свойства.
Основные показатели жаропрочных свойств рассматриваемых сталей при-
ведены в табл. 70, 71.
Таблица 70
Жаропрочные свойства перлитных, мартенситных и аустенитных сталей
Содержание элементов Длительная прочность О„„ппг,пп , , /V100 000 . кгс/мм*. прн температуре, *С
400 | 450 | 500 | 550 I 600 | 650 | 700
Перлитный 5
1 % Сг; 0.5% Мо 16 | 10 | 15 1 7
12% Сг; 1 % Мо. V. W Мартенситный -; - i 20 1 15 1 °| — | —
10% Сг: 13% Ni: 0.5% Nb Аустенитный -1-1 — 116 11 111 81 4
Самыми низкими жаропрочными свойствами обладает перлитная углеро-
дистая нелегированная сталь (см. табл. 70). Легирование 1% Сг и 0,5% Мо
заметно повышает жаропрочность при 500° С. Более высокой жаропрочностью,
чем перлитная сталь, обладает сталь мартенситного класса (с 12% Сг), ио
прн 600° С и выше она уступает аустенитной сталн
Более подробнее сведения о жаропрочных свойствах котельной сталн оч-
ной из марок (12ХМФ) можно получить из данных, приведенных иа рис. 348
Хотв после закалки и отпуска все ствлн приобретают строение близкое
к равновесному (феррит 4-карбиды), тем не менее продолжительный нагрев
1 Вспомним, что хром, вольфрам, молибден, ванадий — ферритообразую-
щие элементы, вык ишнвающие у-область.
466
Скорость ползучести, %/ч
Рис. 348. Жаропрочные свойства сталн 12ХМФ (о. б) {К. А. Ланская) и стали ХП35ВТЮ
(в) (М. В. Прнданцев]
зо’
467
Таблица 71
Жаропрочные свойства (кгс/мм2) перлитных и мартенситных сталей
Марка сталн 560°С 600°С
с за 10 000 ч °гш 1 % за 10 000 Ч Од > % за 10000 ч °пл « % за 10 000 ч о 1 % м 10000 ч °пл > % за 10 000 q
12МХ 18 12 __
12ХМФ 19 10 — — — —
(12М.ХФ) 15ХМ 18—20
12ХНМФ -— — 13 9 8,5 •—
(12ХМФ) 12Х2МФСР П.5 7,5 9,5 7
15Х12ВМФ — — 15—19 — 14—16 —
(ЭИ802) 12Х12В2МФ — 17 15 —
(Э11756) 1X13 22 9.5 — — — —
может привести к нежелательным дополнительным изменениям, ухудшающим
жаропрочность и пластичность. Сюда относятся процессы сфероидизации
карбидов и графитизация их (что снижает жаропрочность), а также выделе-
ние избыточных фаз по границам зерна (приводящее к развитию так называе-
мой тепловой хрупкости). Эти явления можно устранить правильным подбо-
ром термической обработки (в том числе и после некоторого срока службы
для восстановления свойств).
Рис. 349. Зависимость длительной прочности (100000 ч)
котельных сталей от температуры (К. А. Ланская)
468
Кроме сложных. применяют н простые 12%-ные хромистые стали, разли-
чающиеся только содержанием углерода Их применяют чаше всего как не-
ржавеющие ио в отдельных случаях — и как жаропрочные (для турбинных
лопаток), поэтому жаропрочные свойства этих сталей приведены в табл. 71.
Видно, что простая 12%-иая хромистая сталь уступает по жаропрочности бо-
лее сложным по составу сталям того же типа.
На рис. 349 приведена длительная прочность (100 000 ч) различных жаро-
прочных сталей, предназначенных для продолжительной работы.
Стали, приведенные в табл. 70, в основном являются котельными, и глав-
ным образом их применяют в виде труб. Если к свариваемости не предъявля-
ют особых требований, то можно применять высокочромистые стали с высо-
ким содержанием кремния, так называемые сильхромы.
Составы сильхромов приведены в табл. 72.
Таблица 72
Состав сильхромов, % (ГОСТ 5632—72)
Марке С Сг Si Мо N1
Х6С 0,15 5.0—6,5 1,5—2,0 0.6
Х9С2 0.35—0,50 8.0—9,0 2,0-3,0 — <.0.6
Х6СМ < 0,15 5,0—6,5 1,5—2.0 0,45—0,60 <0.6
Х7МС 0,15 6,5—8,0 1,5—2,0 0,45—0,60 0.6
Х10С2М 0.35—0,45 9,0—10,5 1.9—2,6 0,70—0,90 •<0,6
Х13Н7С2 0.25—0,37 11,0—14,5 2,0—3,0 6,0—7,5
Примечание. Мп <0,7%; S и Р<0,03%.
Сильхромы — это стали, применяемые для клапанов выпуска тракторных,
мотоциклетных и автомобильных двигателей. Сопротивление окислению у
сильхромов обеспечено высоким содержанием хрома и кремния. Температура
начала интенсивного онислсиия у этих сталей различна:
Сталь ... Х6С Х6СМ, Х7СМ Х9С2 XI0C2M Х13Н7С2
/, °C . . . . 750 800 850 900 1000
Жаропрочные свойстаа сильхромов растут с увеличением степеин легиро-
ваниости (в табл. 72 марки сильхромов расположены в порядке возрастания
жаропрочных свойств).
Кратковременная прочность некоторых сильхромов приведена в табл. 73.
Таблица 73
Предел прочности некоторых сильхромов
Марка кгс/мма, при различных температурах. ”С
20 сОО 600 700 800 900 1000
Х10С2М 95 60 40 16 6 3 2
Х13Н7С2 120 80 40 30 20 15 6
1 Более подробно о инх будет изложено дальше, в раздезе о нержавею-
щих сталях.
469
Термическая обработка сильхромоа заключается в закалке к отпуске Так
как хром и кремний сильно повышают критические точки, то закалку и от-
пуск проводят при более высоких температурах, чем для обычных конструк-
ционных сталей: закалка с 1000—1050“ С, отпуск 750—780° С.
7. АУСТЕНИТНЫЕ ЖАРОПРОЧНЫЕ СТАЛИ
Аустенитные жаропрочные стати применяют для изготов-
ления клапанов двигателей, лопаток газовых турбин, и других
«горячих» деталей реактивных двигателей — в основном для
работы при 600—700° С.
Все аустенитные жаропрочные стали содержат большое
количество хрома и никеля, а также добавки других элемен-
тов.
Аустенитные жаропрочные стали обладают рядом общих
свойств — высокой жаропрочностью и окалнностойкостью. боль-
шой пластичностью, хорошей свариваемостью, большим коэффи-
циентом линейного расширения. Тем не менее по сравнению с
перлитными и мартенситными сталями они менее технологичны:
обработка давлением и резанием этих сплавов затруднена:
сварной шов обладает повышенной хрупкостью; полученное
вследствие перегрева крупнозернистое строение не может быть
неправлено термической обработкой, так как в этих сталях
отсутствуют фазовая перекристаллизация. В интервале 550—
600° С эти стали часто охрупчиваются из-за выделения по
границам зерна различных фаз.
Аустенитные стали могут быть разделены на две гру ппы:
1) ие упрочняемые термической обработкой, т. е. не склон-
ные к дисперсионному твердению (условно назовем их гомо-
генными, хотя на самом деле они содержат вторые фазы, но в
количествах, не вызывающих сильного эффекта старения);
2) упрочняемые термической обработкой и применяемые
после закалки+отпуск. Упрочнение создается благодаря вы-
делению карбидных, карбоиитридпых или интерметаллидных
фаз. Способность к старению обусловлена наличием некоторых
элементов (кроме хрома и никеля) в количествах, превосхо-
дящих предел растворимости.
Хром и никель — основные легирующие компоненты этих
сталей. Первый определяет окалииостойкость, а никель — ус-
тойчивость аустенита. При недостатке никеля возможно час-
тичное образование a-фазы, что ухудшает жаропрочность.
Состав наиболее важных аустенитных жаропрочных сталей приведен
в табл. 74. Стали первой (гомогенной) группы применяют как жаропрочные
и как нержавеюшне. поэтому более подробно о них будет изложено в главе
«Коррозиоииостонкие ствли», здесь же мы огрвиичимся данными об их ока-
лииостойкостн и жаропрочности (см. табт. 75).
Типовая термическая обработка заключается в нагреве до 1050—1100° С
с последующим охлаждением в воле или ив воздухе, после чего следует так
называемая стабилизация (отпуск) прн 750°С, приводящая к коагуляции
имеющихся в этих сталях небольших количеств второй фазы (главным об-
разом карбидов хрома типа ййэСе) и стабилизации структуры.
470
Таблица 74
Состав аустенитных жаропрочных ствлей (ГОСТ 6632—72), %
Марка С Сг NI Дополнительное пегиронанне
Гомогенные
1Х14Н16Б(ЭИ6941 0,07—0,12 13—15 14—17 0.9—1.3 Nb
1Х14Н18В2Б 0,07—0,12 13—15 18-20 2,0—2,7 W 0,9—1,3 Nb
XI8H10T 0.12 17—19 9—11 0,5—0,7 TI
Х18Н12Т 0,12 17—19 11—13 0.5—0,7 Ti
ОХ18П12Б 0,08 17—19 11—13 8C—1.2 Nb
1X23HI8 0,20 22—25 17—20 ——
Х25Н16Г7АР(ЭИ835) 0,12 23—25 15—18 0,3—0,45 N
Х25Н20С2(ЭИ283) 0.20 24—27 18—21 —
Дисперсионно твердеющие
4Х12Н8Г8МФБ(ЭИ481) 0,34—0,40 11.0—13,5 7—9 1,1-1,4 Nb
X12H20T3T (ЭИ695) 0,10 10—12,5 18—21 0,25—0,45 Nb 1,2—1,5 V 2,6—3,2 Ti
4Х14Н14В2М(ЭИ69) 0,4—0.5 11—13 13—15 2,0—2,7 W
0Х14Н28ВЗТЗЮР 0,08 13—15 26—29 0,2—0,4 Mo 2,8—3,5 W
(ЭИ786) Примечание. Ci ал и содерж ат I—2%Мг (кроме 2,4—3,2 Ti 0,5—1,2 Al 4Х12П8Г8МФБ
и Х25М16Г7АР, у которых 7,5—9,5 % Мл н 5—7%Мп); до 0,08%Si (кроме ста-
лн Х25Н20С2, в которой 2—3%Si); менее 0,02%S и 0,035% Р. Стали с буквой
Р в марочном обозначении содержат около 0,002%В.
Продолжительная выдержка при рабочих температурах (500—700° С)
охрупчивает сталь из-за аыделеиия избыточных фаз по границам зерен и об-
разования так называемой о фазы (сигматизация), представляющей собой
иитерметаллид типа FeCr. Эти превращения протекают весьма медленно.
Стали второй группы. в отличие от первой, нестабильны и склонны к упроч-
нению вследствие распада твердого раствора (вязкость при этом снижается).
Термическая обработка этих сталей заключается в закалке прн 1050—
1100®С в воде и отпуске — старении прн 600—750° С. Этот отпуск—старе-
ние вызывает повышение твердости вследствие дисперсионного твердения;
избыточные фазы при старении выделяются преимущественно по границам зе-
рен (рис. 350).
Конечно, цель такой термической обработки — повышение жаропрочно-
сти; аустенитные сталн второй группы обладают жаропрочностью более вы-
сокой, чем гомогенные аустенитные сталн, что объясняется тонким распреде-
лением второй фазы, одиако это является преимуществом только при крат-
ковременных сроках службы; при длительных сроках службы (г> 100 ч) из-
быточная упрочняющая фаза скоагулирует, и тогда гомогенные сплавы пре-
восходят по жаропрочности дисперсионно твердеющие.
Это видно из сопоставления данных, приведенных в табл. 75 и 76.
471
Рнс 350. Микроструктура аустенитной жаропрочной стали. Х500:
с —после закалки; б—после старения при 650е С
Таблица 75
Свойства некоторых аустенитных сталей (гомогенных)
Марка стали У Кратковременная прочность Ов . кгс/мм1 Длительная прочность. кгс/мм1
1 Окали но 5 X
60О°С 700 °C RO0°C о, „0
Ы0“С | 700°C секте \ 700'С
IXI8HI0T 800 35 30 25 25 12 20 10
Х18Н12Б 800 38 аз 28 28 15 22 12
1Х14Ш8В2БР 750 45 42 — 35 24 28 17
1Х14Н18В2Б 750 45 38 — 35 24 30 18
1 Температура начала интенсивного окисления
Таблица 76
Жаропрочные свойства некоторых дисперсионно твердеющих
аустенитных сталей
Марка стали Кратковременная прочность. кгс/мм: Длмтельн-тя проч- ность. иге мм
600°С 700°С мо°с 600®С 700°С
4Х14Н14В2М(ЭИ69) 50 35 23 23 13
4Х12Н8Г8МФБ(ЭИ481) 60 50 — 45 30
Х12Н20ТЗР(ЭИ696) 85 70 40 55 40
472
Кроме этих сталей более или меиее широкого назначения, имеются аусте-
нитные жаропрочные стали более узкого применения: для литых деталей вы-
сокой окалиностойкости (летали печей, например реторты), листовой обши-
вочный материал, подвергаемый нагреву и т. д
Составы некоторых из этих специальных жаропрочных н окалниостойких
сплавов с указанием нх окалиностойкости был приведен в табл. 68.
8. НИКЕЛЕВЫЕ И КОБАЛЬТОВЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
В современных турбинах и реактивных двигателях важней-
шей деталью является лопатка турбины. Мощность реактивно-
го двигателя в большой степени зависит от максимальной тем-
пературы рабочего тела (газа), при которой длительное'вре-
мя могут работать лопатки. В современных реактивных двига-
телях лопатки турбин разогреваются до 700—900е С, н имеется
тенденция повышения этой температуры.
Для лопаток турбин применяют аустенитные стали и спла
вы на основе никеля и кобальта.
Преимущественное применение имеют сплавы никеля, содер
жащие. как правило, хром (в количестве около 15—20%) п
другие довольно многочисленные присадки, правда, уже в зна-
чительно меньших количествах (алюминий, титан, вольфрам,
молибден, ванадий и др.).
Как и аустенитные стали, сплавы на основе никеля могут
быть разделены на гомогенные (так называемые нихромы и
инконели) и стареющие (так называемые нимоники).
Первые, т. е. нихромы, представляют собой сплавы никеля
и хрома или никеля, хрома и железа с минимальным содер-
жанием углерода и других элементов, которые могли бы обра-
зовывать вторые фазы. Структура этих сплавов представляет
собой твердый раствор этих элементов в никеле (граненентрн-
рованная кубическая решетка). Гомогенный твердый раствор
не обладает высокой прочностью и жаростойкостью Сплавы
этого типа, как правило, нс используют для ненагруженных де-
талей, т. е. не применяют как жаропрочный материал, а исполь-
зуют как материал высокой жаростойкости, а также как ма-
териал для электрических нагревательных элементов сопротив-
ления, о чем будет сказано в гл. XXIV, где приведены составы
нихромов и некоторые их свойства.
Практически как высокожаропрочные сплавы применяют
стареющие никелевые сплавы — нимоники. Появление их бы-
ло вызвано развитием реактивной авиации, требовавшей жа-
ропрочные сплавы для лопаток. Известные до того времени
жаропрочные сплавы, в основном аустенитные стали, не удов-
летворяли новым, возросшим требованиям в отношении жаро-
прочности.
Нимоник основного, «классического состава представляет
собой четверной сплав Ni—Сг—Ti—Al (приблизительно 20% Сг,
1 %А1 и 2% Ti, остальное никель). Закалка с 1050—1150еС
473
приводит к образованию твердого у-раствора с гранецеитри-
рованиой кубической решеткой (а=3,57 А),
Нагрев такого закаленного (пересыщенного) твердого раство-
ра приводит к его распаду, происходящему в несколько стадий.
Прежде всего внутри твердого раствора происходит пере-
распределение атомов алюминия и титана, приводящее к ло-
кальным обогащениям этими примесями. Этот процесс иаблю-
Рис 35]. Твердость сплава
нимоник в зависимости от
температуры старения
дается не только при низких температурах отпуска, но даже в
процессе закалочного охлаждения.1
Следующая стадия заключается в появлении в местах, где
повысилась концентрация атомов алюминия и титана, как бы
второй фазы На какой то стадии старения можно уже рент-
генографически определить наличие двух фаз с одинаковой
кристаллической решеткой (К12), но несколько отличающихся
друг от друга параметрами (3,58 и 3,60 А). Принято называть
фазу, обедненную алюминием и титаном, у-фазой, а обогащен-
ную (выделившуюся)—у'-фазой.
Если первый процесс, т. е. перераспределение алюминия и
титана внутри решетки твердого раствора, наблюдается в про-
цессе закалочного охлаждения и в процессе отпуска при 500—
600° С то при 600—850° С наблюдается появление у'-фазы, раз-
мер частиц и состав которой зависят от температуры и про-
должительности отпуска (старения). Так, при старении в те-
чение нескольких часов при 700° С у'-фаза составляет около
20% объема сплава (и более), размер частиц у-фазы— по-
рядка 200—400 А. Близость решеток у- и у'-фаз приводит к то-
му, что они до высоких температур отпуска сохраняют коге-
рентную связь. При еще более высокой температуре старения
возможно превращение у'-фазы в стабильную при данных тем-
пературах трфазу NisTi. Указанные изменения отражаются на
микроструктуре и на свойствах (рис. 351).
1 Подавление этого процесса очень быстрым охлаждением прн закалке
нежелательно.
474
Рис. 352. Коагуляция частиц NI»(Ti. Л1) в сплаве нимоник после закалки и старения
прв 850е С в течение различного времени. Х15 000;
я — 10 ч; 6—100. в — 1000
475
Высокая жаропрочность сплавов нимоник обеспечивается
нх высокой прочностью и малой скоростью разупрочнения. В
данном случае у состаренного нимоника высокая прочность
связана с образованием большого количества (до 20%,'а в
некоторых современных высокожаропрочных сплавах до 40%
второй фазы), когерентно связанной с маточным твердым
раствором. Эта когерентная связь в свою очередь вызвала дроб-
О
ление блоков у-твердого раствора до размера в 1500—2000 А.
Малая же скорость разупрочнения связана с малой диффузион-
ной подвижностью атомов алюминия и титана при высоких тем-
пературах вследствие высоких значений сил межатомных связей
в решетках у- и у'-фаз.
При температурах 700—800 С скорость роста частиц вто-
рой фазы мала, но при 850—900° С уже значительна
(см рнс. 352), что и определяет температурный и временной
предел применения этих сплавов.
Термическая обработка сплава нимоник, приводящая его в
структурное состояние с максимальной жаропрочностью, за-
ключается в воздушной закалке с 1100—1200° С и отпуске
(старении) прн 700—750° С в течение 10—16 ч. Максимальная
жаропрочность соответствует однородной крупнозернистой
структуре и однородным, равномерно распределенным диспер-
сным образованиям у'-фазы.
Разнозеренность (т. е. наличие крупных и мелких зерен),
преимущественное выделение фаз по границам зерен, сохра-
нение наклепа (например, наклепанного слоя, полученного при
обработке резанием) приводят к снижению жаропрочности.
Составы наиболее распространенных марок никелевых дисперсионно твер-
деющнх сплавов приведены в табл. 77.
Жаропрочные свойства сплава типа ХН77ТЮ (0,2% деформации за раз-
ное время) показаны на рнс. 353.
Таблица 77
Состав дисперсионно твердеющих никелевых жаропрочных сплавов
(нимоник), % (ГОСТ 5632—72)
Марки Сг Ti А) Fe С Прочие
XH77TIO (ЭИ437А) 19—22 2,3—2,7 0,55—0,95 4,0 0,06 <0.01 Се
ХН77ТЮР (ЭИ437Б) 19—22 2,3—2.7 0,55—0,95 4,0 0,06 <0,01 Се
ХН70ВМТЮ (ЭИ617) 13-16 1,8—2,3 1,7—2,3 5,0 0,12 5—7W, 2—4Мо, 0,1—0,5V. <0,02В, <0,02 Се
Нимоник 90 18—21 2,0—2,8 0,8—1.2 1,0 0,10 15—21 Со
Ннмоннк 100 10—12 1—2 4-6 2,0 0,3 18—22 Со; 4,5—5,5 510
476
Основные жаропрочные свойства некоторых никелевых жаропрочных
сплавов приведены также в табл. 78 н рнс. 354.
Первый, «старый» сплав ХН77ТЮР (так называемый ннмоннк 80) обла-
дает наиболее низкой жаропрочностью в данной серии сплавов (табл. 78).
Рис. 3S4. Длительная прочность различных нике-
левых сплавов при 700° С:
/ — ХН70ВМТЮ: ХН77ТЮР; 3 — ХН77ТЮ
Время до разрушения, и
Рнс. 353. Жаропрочные свойства сплава нимоник
(типа ХН77ТЮР)
Т а б т и ц а ”8
Жаропрочные свойства некоторых никелевых жаропрочных сплавов
Марка сплава Кратковременная прочность <гв, кгс/мм* Длительная прочность, кгс/мм2
Ох„ о|О-
600°С 700°С 800°С 600°С 7О0°С Й00°С 600°С 700°С Я00°С
ХП77ТЮ 88 68 55 58 36 14 28 10
ХН77ТЮР 95 85 56 68 42 20 35 12
ЭИ617 99 90 75 — 50 29 38
Нимоник 90 100 80 63 — 43 21 — 34 14
Нимоник 100 115 105 75 — 50 29 — 42 20
Улучшение этого сплава в первую очередь достигается добавлением в малых
количествах бора н церия (сплавы ХН77ТЮ и ХН77ТЮР, см. также рис. 334),
что приводит к «очищению» границ зерен. Главная функция этих добавок —
связать вредные примеси в тугоплавкие соединения.
Дальнейшее повышение жаропрочности достигается введением элемен-
тов, упрочняющих твердый раствор, — кобальта, молибдена, вольфрама (спла-
вы нимоник 90 н 100)
Приведенные в табл. 77 сплавы являются основными для «горячих» де-
талей газовых турбин (лопатки, диски н т. д.).
Наряду с никелевыми дисперсионно твердеющими сплавами, некоторое
применение имеют же тезоникелевые ‘ и кобальтовые сплавы.
Составы некоторых нз этих сплавов приведены в табл. 79.
По жаропрочным свойствам железой нкетсвые сплавы и кобальтовые при-
мерно равноценны сплавам на осповс никеля (нимоникам). Однако железо-
ннкелевые сплавы малопластнчны, склонны к образованию трещин и других
дефектов; сплавы же на основе кобальта очень дорогие, а превосходство их
’ По своей iipupi те бл1 зки г к павам типа ннмоннк, в которых никель
примерно наполовину заменен жетезом.
477
Таблица 79
Составы железоннкелеаых и кобальтовых жаропрочных сплавов, %
Марка сплава с Сг NI Мо Al W TI
Жетезонмкел тсвые (основа железо)
ХН35ВТ (ЭП612) 0.12 14—16 34—38 — — 2.8—3.5 1.1—1.5
ХН35ВТЮ (ЭИ787) 0.08 14—16 Ko6aj 33—37 штовые <2%Ге 0,7—1,4 ) 2,8—3.5 2,4—3.2
ЭИ416 0,35— 0.45 18—21 18—22 3,5— 5,8 — 3,8—5,8 —
Виталлиум (Л КУ) 0,20— 0.35 25—30 1.5— 3,5 4,5— 6,5 — — —
по сравнению с лучшими сортами никелевых сплавов в отношении жаропроч-
ных свойств не так уж велико.
Практически «потолок» для применения никелевых сплавов — 950—1000° С,
для работы при более высоких температурах следует применять сплавы на
Таблица 80
Развитие жаропрочных ептавов
Год 0—35 кгс/мм’ (для дисков) Ц-20 кгс/мм’ (для лопаток) Н-20 кгс/мм* (для лопаток)
марка сплава рабочая темпера- тура. °C марка сплава рабочая темпера- туря. °C марка сплава рабочая темпера- рура. °C
л еформиру емые Лить не
1946 охнзм 510 ЭИ69 650
1947 ЭИ415 590 ЭИ388 710 ЖСЗ 850
1948 — — —
1949 ЭН395 650 ЭИ437 750 —— ——
1950 ЭИ434 650 — -— — ——
1951 ЭИ481 660 — — — —
1952 ЭИ481Б 660 ХН77ТЮ 780 —-
1953 ХН77 730 ХН77ТЮР 790 — —
1954 —. —— ЭИ617 850 АНВ 900
1955 __ — .— —— —
1956 ЭИ826 880 ЖС6 970
1958 — — ЭИ867 920 —- ——
1960 ЭИ698 750 ЭИ929 920 — —
1962 —- ЭП109 940 ——
1063 ЭИ 766 780 ЭП220 950 .— ——
1966 — — — — ЖС6К(НК) 990
478
другой основе. Данные о развитии жаропрочных сплавов н повышении в свя-
зн с этим рабочих температур основных деталей турбореактивных двигате-
лей приведены в табл. 80 (составлена по данным Г В. Эсту л ина и С. Б. Мас-
ленкова).
СПИСОК ЛИТЕРАТУРЫ
С а л л н А. Ползучесть металлов и жаропрочных сплавов. М., Оборонгнз.
1953. 290 с. с ил.
Беттерндж Ц Жаропрочные сплавы типа нимоник. Пер. с англ. М..
Металл у ргиздат, 1961. 381 с. с нл.
Кубашевскнй О., Гопкннс Б. Окисление металлов и сплавов. Пер
с англ. М., «Металлургия», 1965. 428 с. с ил.
Ланская К- А. Жаропрочные сталн. М„ «Металлургия», 1969. 245 с.сил.
Окисление металлов. М., «Металлургия», т. I. 1968. 498 с. с нл.; т. II. 1969.
447 с. С ил.
Хнмушнн Ф. Ф. Жаропрочные сталн и сплавы. М., «Металлургия», 1969.
748 с с нл.
Прнданцев М. В. Жаропрочные стареющие сплавы. М.. «Металлургия»,
1973. 183 с. с ил.
Симс Ч., Ха гель В. Жаропрочные сплавы. Пер. с англ. М., «Металлур-
гии», 1976. 566 с. с нл.
Глава XIX
КОРРОЗИОНПОСТОЙКИЕ (НЕРЖ \ ВЕЮЩИЕ)
СТАЛИ И СПЛАВЫ
Поверхностное разрушение металла под воздействием
внешней среды называется коррозией Чистое железо и низко-
легированные стали неустойчивы против коррозии в атмосфе-
ре, в воде и во многих других средах, так как образующаяся
пленка окнелов недостаточно плотна и не изолирует металл от
химического воздействия среды. Некоторые элементы повы-
шают устойчивость стали
против коррозии, и таким
образом можно создать
сталь (сплав), практически
не подвергающуюся корро-
зии в данной среде.
При введении таких эле-
ментов в сталь (сплав) про-
исходит не постепенное, а
скачкообразное повышение
коррозионной стойкости. Не
вдаваясь в подробности яв-
лений, связанных с процес-
0.2
р
I
0 2 4 6 8 Ш !2 Л <6 !8 20 22 »
Сг;/.
Рнс 355. Потенциал железохромистых
сплавов
сами коррозии и коррозионным разрушением, укажем, что
введение в сталь >12% Сг делает ее коррознопностойкой в
атмосфере и во многих других промышленных средах. Сплавы,
содержащие меньше 12% Сг, практически в столь же большой
степени подвержены коррозии, как и железо. Сплавы, содер-
479
жащие более 12—14% Сг, ведут себя как благородные метал-
лы: обладая положительным потенциалом (рис. 355), они не
ржавеют и не окисляются на воздухе, в воде, в ряде кислот
солеи и щелочей.
1. ХРОМИСТЫЕ НЕРЖАВЕЮЩИЕ СТАЛИ
Хромистые нержавеющие стали применяют трех типов: с
13, 17 и 27% Сг, причем стали с 12% Сг в зависимости от
требований имеют различное содержание углерода (от 0,1 до
0,4%).
Стали с 17—18 и 25—28% Сг имеют иногда небольшие до-
бавки титана и никеля. Титан и никель вводят для измельче-
ния зерна, а никель для улучшения механических свойств.
Состав хромистых нержавеющих сталей, применяемых промышленностью,
приведен в табл. 81.
Таблица 81
Состав хромистых нержавеющих сталей, % (ГОСТ 5632—72)
Класс Тип стали (Сг, %) Марка сталн с Сг Т| Мп Si
Ф 0X13 0,08 11 — 13 <0,6 <0,6
М-Ф 1X13 0,09—0,15 12-14 <0,8 <0,8
At 2X13 0,16—0,25 12—14 — <0,8 <0,8
М 13 3X13 0,26—0,35 12—14 — <0,8 <0,8
М 4X13 0,36—0,45 12—14 — <0.8 <0,8
Ф Х14 <0,15 13—15 — <0,6 <0,6
Ф 12X17 <0,12 16—18 — <0,8 <0,8
Ф 17 08X17Т <0,08 16—18 5С—0,8 <0,8 <0,8
м I4X17H2* 0,11—0,17 16—18 — <0,8 <0,8
ф 15Х25Т <0,15 24—27 БС—0,9 <0,8 <1,0
ф 25—28 15X28 <0,15 27—30 — <0,8 <1.0
Примечание. Во всех сталях S<0,025% и Р<0,030%. Содержание
титана от не менее чем пятикратного содержания углерода до не более чем
0о8—0,9%. М — мартенситный, Ф — ферритный классы стали.
• Содержит 1.5—2,5% М
Для классификации хромистых нержавеющих сталей по равновесной
структуре воспользуемся диаграммой тройной системы железо — углерод —
хром (рис, 356). Прямоугольники показывают положение той или иной марки
в этой системе.
Как видим, в зависимости от содержания углерода хромистые сталн с
12—14% Сг могут относиться к разным структурным классам, что и отражено
в табл. 81. Сталь 0X13 может относиться к чисто ферритному ктассу (прн со-
держании углерода <0,09% и хрома >13%) н в полу ферритный (при сред-
нем содержании хрома и углерода). В первом случае эта сталь не будет испы-
480
тывать у^а-преврашсння полностью, во втором случае будет происходить
неполное у^а-преврашенне. Эта жв сталь при минимальном содержании
хрома (12%) и максимальном содержании углерода (0,15%) будет испыты-
вать протекающее полностью у-*-а-превращение. а при охлаждении нз обла-
сти у на воздухе будет закаливаться на мартенсит.
Это обстоятельство делает сталь дайной марки нестабильной по свойст-
вен. н небольшие отклонения в составе (в пределе марочного состава) резко
изменяют структуру сталн от ферритной до мартенситной. В известной мере
подобное наблюдается в сталн марки 1Х13*1 н XI4*2.
Рис. 356. Система Fc—С—Сг
ы по южеине в нсЛ промыш-
ленных хромистых нержаве
ющих сталеЛ
Стали 2X13, 3X13 н 4X13—сталн мартенситного класса. Сталн Х17
н Х25—Х28 — ферритные стали (рнс. 357).
В соответствии со сказанным, стали имеют после закалки (нлн охлажде-
ния на воздухе) от высоких температур (900—1100°С) следующую структуру:
сталь 0X13 н 1X13 —феррит и мартенсит (в разных соотношениях структура
перекристаллизованного феррита преобладает, как правило, в сталн 0X13 и его
мало в стали 1X13); сталь 2X13, 3X13, 4X13 — мартенсит; сталь 12X17,
15Х25Т, 15X28 — феррит.
Наличие и полнота уч^а-преврящения определяют способность сталн к
термической обработке (рнс. 358). Сталь с 0.01% С прн 13% Сг не упрочняется
• В зависимости от фактического содержания углерода и хрома она мо-
жет быть полуферритной нли мартенситной.
• * Феррнтнан сталь, но при содержании углерода на верхнем пределе-
полу ферритная.
31 Гуляев А П.
481
при закалке, так как в ней отсутствует у** а-превращение; сталь с 0,35% С
сильно упрочняется при закалке температур выше 800°С (для этой стали
Лс1==800“С) в связи с образованием мартенсита; стали с промежуточным со-
держанием углерода упрочняются прн закалке в меньшей степени — как из-за
неполноты а^у-превращеиня, так и потому, что мартенсит содержит меньше
углерода. Поэтому чем больше в сталн Х13 углерода, тем более высокой дол-
жна быть температура закалкн, чтобы растворимость карбидов была возмож-
но более полной, а твердость высокой.
Режимы термической обработки (обычно применяемые) хромистых не-
ржавеющих сталей н получаемые прн этом механические свойства приведены
в табл 82.
Таблица 82
Режимы термической обработки и механические свойства
хромистых нержавеющих сталей
Маркл стали Темнеет ура. Механические свойства
sa кал- ин отпус- ка твер сть HRC кге/им2 °0.2’ КГС/ММ* б. % Ф. % сн' кге/ом*
12X13 1000 700 60 40 20 60 90
2X13 1050 7(0 — 85 05 10 50 ПО
3X13 1050 250 40 160 130 — —— —
4X13 1050 200 50 —— — — — —
12X17 0ЯХ17Т 1050 750 — 45 30 15—25 40-50 2—5
14X17112 1050 300 — ПО 90 10 35 5
15Х25Т, 15X28 1050 750 — 45 30 20 45
Сталн типа Х13 — распространенные и наиболее дешевые нержавеющие
сталн; их применяют для бытовых назначения н в технике (лопасти гидротур-
бин, лопатки паровых турбин). Стали этн хорошо свариваются. Стали с низ-
ким содержанием углерода (1X13, 2X13) пластичны, нз них хорошо штампу-
ются различные детали; сталн 2X13 н 4X13 обладают высокой твердостью и
повышенной прочностью, нз них наготавливают детали повышенной прочности
н износоустойчивости при высокой коррозионной стойкости*.
Сталн с 1,7% Сг обладают более высокой коррозионной стойкостью. Ввиду
высокого содержания хрома сталн типа XI7 можно применять н как жаро-
стойкие (окалнностойкне) прн рабочих температурах нс выше 900’С.
Присадки никеля к сталям с 17% Сг н повышение в них содержания угле-
рода приводят к появлению \«*а-превращений. Однако подобное превращение
в этой стали протекает нс до конца, что тем не менее дает заметное упрочнение.
В группе сталей с 17% Сг сталь Х17Н2 является высокопрочной (табл 82)
н применяется там, где требуется повышенная прочность прн коррозионных
свойствах, присущих сталям с 17% Сг.
Стали с 25—28% Сг применяют для деталей печей (муфели, чехлы термо-
пар, реторты) прн температурах 1050—1150° С.
Большим недостатком этих сталей ферритного класса является то, что
возникающая при перегреве (например, при саарке) крупнозерннстость не мо-
жет быть устранена термической обработкой, так как в этих сталях нет фа-
зовых превращений. Крупнозерннстость же создает повышенную хрупкость
1 Различный инструмент, в том числе хирургический, подшипники, пружи-
ны и другие детали, работающие в активной коррозионной среде.
482
стали (порог хладноломкости повышается н переходит в область положитель-
ных температур). Рост зерна в этих сталях несколько сдерживается при до-
бавках титана н азота (а также п ванадия) вследствие образования карбидов
н нитридов титана (ванадня). что положительно отражается на механических
свойствах.
Явление охрупчивания наблюдается в этих сталях и прн мелкозернистой
структуре как результат выдержек в области 450—550° С из-за процессов упо-
Ркс. 367. Типичная структура феррит-
ной нержавеющей сталн (Х25Т). х-100
Рнс. 356. Влияние температуры закал-
ки на твердость хромистых сталей
(13% Сг) с разным содержанием угле-
рода
рядочения (для этого трсбуетсн лишь незначительная выдержка вблизи 450—
550° С) нлн из-за выделения карбидов по границам зерен (происходит обычно
при более высоких температурах порядка 600—700° С) В сталях Х17 н в осо-
бенности Х28 наблюдается образование хрупкой о-фазы при продолжительных
выдержках в области 700° С.
Достижения металлургической технологии позволили изготовлять хроми-
стые стали (с 17 н более % Сг) с содержанием углерода менее 0,005%. Этн
стали не имеют указанных выше недостатков, т е. не охрупчиваются н могут
применяться и для свариваемых изделий.
2. ХРОМОНИКЕЛЕВЫЕ НЕРЖАВЕЮЩИЕ СТАЛН
Введение достаточного количества никеля в 18%-ную хро-
мистую сталь переводит ее в аустенитное состояние во всем
диапазоне температур, что обеспечивает лучшие механические
свойства, меньшую склонность к росту зерна, а также делаег
сталь бопсе коррозионностойкой и не хладноломкой.
Нержавеющие стали с 18% Сг и 10% Ni получили наибо-
лее широкое распространение в машиностроении, в изделиях
широкого потребления, а также в архитектуре и скульптуре1.
1 Например, облицовка колонн на станции метро «Маяковская», скульп-
тура В. Мухиной рабочего и колхозницы на ВДНХ.
31’ 483
Представление об условии образования фаз в нержавеющих хромонике-
левых сплавах дает система Fe — Сг — Ni.
На рис. 359 приведен горизонтальный разрез при 650° С системы Fe—Сг-
Ni (сплошные линии). Однофазные у- н ot-областн разделены двухфазной
у+а. Прн содержании хрома более 20% появляется о-фаза (химическое сое-
динение FeCr). Положение двухфазной областв у+а зависит от температуры
С понижением температуры ниже
Ni,
Рис. 359. Железный угол системы Fe—Сг—
Ni. Сплошные лннин — изотермический
разрез при 650“С
650° С область у+а уходит впра-
во и ее крайнее положение прн
20° С показано пунктирными ли-
ниями. закончившимися в точках
с и а при повышении темпера-
туры область уходит влево и ес
крайнее положение прн 1100° С
показывают пунктирные линии, за-
канчивающиеся в точках a, d.
Отсюда следует, что сплавы,
лежащие ниже линии abc, имеют
полку ю у^а-нерекрнсталлизацню
со структурой феррита прн ком-
натной температуре. Между лини-
ями abc и defg заключены полу*
феррнтные (нли полу аустенитные)
сплавы с частичным у^^'превра
щен нем Сплавы, лежащие левее
лннин de — ферритные (с ними мы
познакомились в предыдущем па-
раграфе). а правее fg— аустенит-
ные. которые будем рассматривать.
Сплав 18—9 изображен на
этой системе точкой. Нетрудно ви-
деть. что для получения при 18%
Сг аустенитной структуры обяза-
тельно должно быть 9% Ni; с
уменьшением содержания никеля
сплав становится двухфазным во
всем интервале температур, в том
чнете н прн комнатной температу-
ре Увеличение хрома (сверх 18%
при 9% Ni) приведет к тем же последствиям. При содержании хрома менее
14—15% в структуре появляется a-фаза. прн температурах ниже 650°С обра-
зование а-фазы протекает по мартенситному механизму1.
В нержавеющих хромоникелевых сталях наряду с основной
аустенитной у-фазой может встречаться a-фаза в следующих
модификациях; a-фаза, образующаяся в результате выделения
из жидкости или из аустенита при высоких (выше 600—700° С)
температурах и а'-фаза, образующаяся из аустенита при низких
(ниже 600° С) температурах по мартенситному механизму.
Аустенитное состояние сплавов 18% Сг и 8—15% Ni в зависи-
мости от колебания состава может быть устойчивым и неустой-
чивым. В последнем случае охлаждения сплава до низких
температур (ниже 0°С) может привести к образованию мар-
тенсита («')> которое можно вызвать также пластической де-
1 Тогда как при высоких температурах образование а-фазы идет обыч-
ным диффузионным путем.
484
формацией (а")- Пластическое деформирование при низкой тем-
пературе может вызвать в некоторых случаях образование
так называемого гексагонального е мартенсита (промежуточ-
ное состояние), который затем может перейти в обычный а-мар-
тенсит.
Практически аустенит с 18% Сг и 8—10% Ni неустойчив,
охлаждение его в области отрицательных температур нли пла-
стическая деформация при комнатной температуре вызовут
образование мартенсита. В сплаве с 18% Сг и 10—12% Ni об-
Рис 360 Типичная микроструктура нержавеющей стали-
а — аустенитного класса (аустенит). Х200; б — переходного класса (аустенит + мар-
тенсит). Х500
разевание мартенсита можно вызвать лишь деформацией при
температурах ниже 0° С, сплавы же с 18% Сг и более 14%
Ni обладают стабильным аустенитом; ни охлаждение, пи де-
формация при низких температурах не вызовут образования
а фазы. Типичная структура нержавеющей стали (аустенита)
приведена на рис. 360
Промышленные хромоникелевые стали, естественно, не
являются чистыми Fe—Сг—Ni сплавами, а содержат примеси.
Эти примеси, растворяясь в основных фазах (у и а), влияют
на условия равновесия и на кинетику у^о-превращеиия. Если
же прнмеси образуют новые фазы, например карбиды, нитри-
ды, интерметаллнды и др., то они могут существенно изменить
свойства стали, хотя их влияние на уз=ьа превращение в этом
случае менее значительно
Элементы, растворенные в у и a-фазах, можно разделить
па две категории: способствующие у->-а-превращению (ферри-
тообразующие) и препятствующие этому превращению (аусте-
иитообразующие).
485
К аустенитообразующнм элементам, т. е. действующим ана-
логично никелю, относятся углерод, азот и марганец, к ферри-
тообразующим. влияющим подобно увеличению хрома. — молиб-
ден, вольфрам, титан, ниобий, тантал, кремний. Решить, к ка-
кой группе по структуре отнести промышленные сложные по
составу хромоникелевые сталн, содержащие углерод, азот, мар-
ганец, кремний, титан и другие элементы, довольно трудно;
тройная система Fe—Сг—Ni (см. рис. 359) уже не дает на
это ответа.
Для этих целей можно воспользоваться схематической диа-
граммой, показывающей структурное состояние сплава при
комнатной температуре в зависимости от содержания феррито-
образующих и аустенитообразующих элементов (рис. 361).
Влияние каждого элемента приведено к влиянию хрома и ни-
келя соответствующим коэффициентом. Так, углерод как
аустенптообразующий элемент влияет в 30 раз сильнее никеля,
а ниобий — в два раза слабее хрома.
В соответствии с этой диаграммой (рис. 36!) сплав, содержащий 0.1 % С,
2% Мп, 18% Сг, 12% Ni, 2% Мо, является аустенитным (эквивалент никеля
16%, эквивалент хрома 20%). В сталн с 22 % Сг н таким же содержанием
остальных элементов эквивалент хрома повысится до 24%, н сталь будет со-
держать примерно 5% феррита. Прн снижении эквивалента никеля до 8%,
а эквивалента хрома до 20% сплав будет состоять нз аустенита и двух фер-
ритных фаз: а+а'; первая образовалась прн высокой температуре, вторая при
низкой, т. е. при низкой температуре структурное состояние может быть опи-
сано у+<х4-а', а прн высокой у+а.
В соответствии со сказанным об образовании структур в
хромоникелевых сталях последние могут быть разделены па
три класса:
4 «6
Аустенитные стали — с устойчивым аустенитом.
Аустенито-мартенситные стали (или стали так называемо-
го переходного класса). В этих сталях при охлаждении на воз-
духе обычно образуется некоторое количество мартенсита
(рис. 360,6). К этому же классу относятся и те стали, аусте-
нит которых при охлаждении до комнатной температуры, хотя
и не дает признаков у->-а-преврашення, но все же неустойчив,
так как при обработке холодом или под действием пластической
деформации он превращается в мартенсит.
Аустенито-ферритные стали, имеющие структуру а-|-у.
Аустенит в этих сталях может быть устойчивым и неустойчи-
вым.
Области существования сталей всех этих трех классов пред-
ставлены иа рнс. 361.
Составы промышленных хромоникелевых нержавеющих сталей приведены
в табл 83.
В таблицу вкз 1чеиы не только хромоникелевые стали, в том числе н с до-
полнительным легированием, но н такие, а которых марганец и азот частично
и даже полностью заменяют никель (в последнем случае они, разумеется,
ие являются хромоникелевыми сталями).
В хромоникелевых нержавеющих сталях из-за наличия уг-
лерода могут образовываться специальные карбиды, преиму-
щественно типа М23С6.
Количество этих карбидов, ес-
тественно, зависит от содержания
углерода При комнатной темпе-
ратуре и выше вплоть до пример-
но 700° С растворимость углерода
(карбидов) всего лишь 0,05%
(рис. 362), но выше 800°С рас-
творимость резко увеличивается
и при температуре 1050° С можно
перевести в раствор 0,05% С, а
при 1150°С — все карбиды, даже
если сталь содержит 0,15% С
(при содержании 9% Ni; никель
уменьшает растворимость углеро-
да в аустените при высокой тем-
пературе). Естественно, что при
такой разнице в растворимости
Рнс 362. Растворимость углерода
(карбидов) в аустеинтв (автор)
карбидов в аустените нагрев до
высокой температуры и быстрое
охлаждение (закалка) позволит получать пересыщенный твер-
дый раствор, а повторный нагрев (при 500—700° С) вызовет
выделение карбидов.
Выделение карбидов происходит по границам зерен, что
при определенных условиях приводит и к охрупчиванию ста-
лн, и к появлению особого вида коррозионного разрушения по
487
Состав хромоникелевых нержавеющих
| ш Ж | .Марка Класс Тип С
1 2 3 12Х18Н8(ЭЯ1) 17Х18Ц9(ЭЯ2) 12Х18Н9Т(ЭЯ1Т) Аустенитный 18—9 0,12 0,13—0.21 0,12
4 5 6 7 8 04Х18Н10(ЭИ842) 08Х18Н10(ЭЯО) 12Х18Н10Е(ЭП47) 08Х18Н10Т(ЭИ914) 12Х|8ПЮТ(ЭЯ1Т) 18—10 0,04 0,08 0,12 0,08 0.12
9 10 Н 12 06X181111(311684) 08Х18Н12Т 12Х18Н12Т 08Х18Н12Б(ЗИ402) 18—12 0,06 0,08 0,12 0,08
14 15 16 10Х14Г14Н4Т(ЭИ711) 12Х17Г9А114(ЭИ878) 15Х17АГ14 (ЭП213) Сг—Ni—Мл 0,10 0,12 0,15
17 18 19 ЮХ17Н13М2Т(ЭИ448) 10Х17Н13МЗТ(ЭИ432) 09Х16НИМЗБ(Э11847) Сг—Ni—Мо 0,10 0,10 0,09
20 06Х23Н28МЗДЗТ(ЭИ943) Сг—Ni— Мо -Си 0,06
21 22 09Х15Н8Ю(ЭИ904) 09Х17Н7Ю(ЭИ973) А у стен нто- мзрте нс итный — 0,09 0.09
23 24 25 08Х22Н6Т(ЭП53) 12Х22Н5Т(ЭИ811) 08Х21П6М2Т(ЭПэ4) Ачстсннто- ферритный 21-5 0,08 0,09—0,14 0,08
26 08Х18Г8Н2Т(КОЗ) Сг—Ni—Мп 0,08
границам зерен — очень опасного, называемого межкристал-
литной (иптеркристал.читпой) коррозией (МКК).
Лист из нержавеющей стали, пораженный интеркристаллит-
ной коррозией, при постукивании ие издает металлического
звука, при небольшом усилии легко разрушается и может
быть превращен в порошок.
Явление иитеркристаллнтной коррозии связано с понижением коррозион-
ной стойкости границ зерен, вследствие того что в образовании карбидной
фазы (МиСв) на границах зерен участвует практически весь углерод (успе-
488
сталей, % (ГОСТ 5632—72)
Таблица 83
Мп Сг NI Ti Мо Nb Прочие
1—2 17-19 8—10
1—2 17-19 8—10 — —
1-2 17—19 8-9.5 5-С—0,08 — —
1-2 17—19 9-11 — —
1-2 17—19 9-11 —
1-2 17—19 9-11 —— — 0,18—0,35Se
1—2 17—19 9—11 5-С—0.7 ——
1-2 17—19 9-11 5-С—0,08 ~~ —
1—2 17—19 10—12
1—2 17—19 10—13 5-С—0.6
1—2 17—19 10—13 5-С—0,07
1-2 17—19 10—13 — — 8С—1,2 —
13-15 13-15 2.8—4,5 (С—0,02)- •5—0,6 — — —
8—10,5 16—18 3.5-4.5 — — — 0.15—0.25N
13,5— 15,5 16-18 0,6 — — — 0,25—0.37N
1—2 16—18 12—14 5-С—0,7 2,0—3.0
1-2 16—18 12—14 5-С—0.7 3—4
0.8 15-17 14—16 — 2,5—3.0 0,6—0,9 —
0.8 22—25 26—29 0,5—0,9 2,5—3,0 - 2.5—3,5Сц
0 8 14—16 8-10,0 0.7—1.3Л1
0.8 16—17,5 7,0—8,0 — — г- 0,5—0.8Л1
0,8 21—23 5,3—6.3 5-С—0,65
0.8 20-22 4,8—5,8 0,25—0,5 —
0,8 20-22 5,5—6,5 0.2—0,4 1,8—2.5 — —
7—9 17—19 1.6—2,5 0,2—0.5 — — —
вающий проднффунднровать сюда из глубины зерна), а хром, входящий в со-
став специального карбида МгзСб. появляется только нз приграничных слоев
.«ерей. так как из-за малой скорости диффузии он не успевает поступать из
глубины зерен. В результате этого содержание хрома в твердом растворе на
границах зерен оказывается менее 12%, т. е. ниже того предела, который обе-
спечивает коррозионную стойкость. Именно поэтому коррозионное разрушение
распространяется вглубь только по границам зерен, обедненных хромом1
(рис. 363).
• Сказанное относится к коррозия в слабоокислнтельпых средах В снль-
ноокнслительных МКК развивается по карбидным включениям, так как они
не стойки в этой среде.
489
Металлографическое исследование показало, что межкристаллитная кор-
розия настчпает тогда, когда выделившиеся по границам зерен карбиды обра-
зуют сплошную сетку. Выделившиеся, но не образовавшиеся еще сплошной
сетки карбиды нля коагулированные крупные карбиды по границам зерен не
вызывают межкристаллитной коррозии.
Процесс ннтеркристаллнтиой коррозии возникает лишь в результате нагре-
ва закаленной аустенитной стали в определенной области температур (500—
700” С). Такой нагрев вызывает выделение карбидов по границам зерен.
Рис. 363. Микроструктура вустеяитноЛ нержавеющей стали, пораженной ннтеркристаллит-
ной коррозией
а— хЗОО; б—Х500
Ясно, что нагрев до 500—700° С вызывает выделение кар-
бидов лишь у пересыщенного аустенита, т. е. у закаленных
аустенитных сталей (прн содержании в них углерода более
0,005%). Склонность к иитеркрнсталлитпой коррозии аустенит-
ных нержавеющих сталей можно устранить не только умень-
шением содержания углерода, но и введением так называе-
мых элементов-стабилизаторов: титана или ниобия, явля-
ющихся сильными карбидообразователями. При введении в
сталь титана или ниобия образуются соответственно карбиды
типа МС. Эти карбиды (фазы внедрения) маю растворимы в
аустените.
Титан и ниобий, соединяясь с углеродом, препятствуют тем
самым образованию хромистых карбидов и проявлению интер-
кристаллитной коррозии. Разумеется, что титан и ниобий сле-
дует вводить в достаточных количествах (чтобы они могли свя-
зать весь углерод).
Впрочем, более надежно устраняет процессы, приводящие
к развитию интеркрнсталлнтной коррозии, снижение углерода,
тогда как так называемые элементы-стабилизаторы (т. е. титан
пли ниобий) лишь уменьшают ее.
Высокая стойкость против межкристаллитной коррозии достигается в
сталях этого типа применением стабилизирующего отжига (температура ста-
билизирующего отжига обычно около 850°С). прн котором карбиды полно-
стью выделяются нэ раствора н присутствуют в скоагтлировапном виде, а
490
хром равномерно распределяется по объему зерна. К сожалению, эта терми-
ческая операция дает эффект не для всех сталей’ и ее необходимо проводить
поело сварки, что часто затруднено большими размерами сваренных изделий
Характеристику устойчивости стали к интсркристаллитпой
коррозии можно выразить своего рода С-образнымн диаграм-
мами (рис. 364). На них показано, при какой продолжитель-
ности так называемый провоцирующий отжнг в опасном интер-
вале температур вызывает появление этой склонности (вы-
является специальным травлением).
Из диаграмм, приведенных на рис. 364, видно, что в стати 18-9 без титана
н ннобня выдержка в течение !0 мнн при Ь50—700° С приводит металл в со-
стояние склонности к нптеркриста гяитной коррозии (рис. 364, а). Сталь 18 10
с титаном н ниобием значительно более устойчива (рнс. 364, б, в).
0,5 / ю юо то oj j ю too 10000.5t ю юо то
Продолжительность отnyc/tау
Рис. 3G4. Продолжительность провоцирующего нагрева, вызывающего внтеркристая-
литную коррозию стали Х1ВН10:
41—без стабилизаторов; б —сталь с 0.5% TI; е —сталь с 0,7% Nb. Светлые точки —
нет МКК; черные точки —есть МКК
При оценке результатов испытаний па МКК принимается,
что если сталь не склонна к интеркристаллитиой коррозии пос-
ле закалки и отпуска в течение часа при 650° С, то такую
сталь можно применять в закаленном виде в сварных изделиях,
причем после сварки термическая обработка не требуется.
Если сталь оказалась устойчивой к пнтсркристаллитной
коррозии в закаленном состоянии и неустойчивой после прово-
цирующего отпуска (650°С, 1 ч), то из нее можно изготавли-
вать либо иесварные изделия, либо, если сварка неизбежна,
следует применять термическую обработку (закалку) сварных
изделий, иначе сварной шов не будет коррозионностойкнм.
На следующей серин С образных кривых (рнс. 365) показано влияние уг-
лерода и никеля иа склонность к межкристаллитной коррозии аустенитных
хромоникелевых сталей. Эти два элемента нз основных наиболее сильно вли-
яют на склонность к межкристаллитной коррозии аустенитных нержавеющих
сталей — углерод очень сильно ускоряет процесс выделения карбидов, приво-
дящей к приобретению склонности к межкристаллитной коррозии. Поэтому в
современных нержавеющих сталях содержание углерода снижено до <0,03%,
Не эффективна для сталей с азотом.
491
fi иногда до <0,02% и даже до 0,015%. При таких содержаниях углерода1
межкристаллитная коррозия проявзяется лишь после очень продолжительной
выдержки (0,03% С) нлн не наблюдается совсем (0,005% С).
Никель хотя и уменьшает растворимость углерода в аустените (рнс. 362)
и делает аустенит после закалкн менее псресышенным, тем не менее усиливает
склонность стали к межкристаллитной коррозии (рнс 365), что объясняется
тем, что никель ускоряет диффузию углерода н поэтому быстрее выделяется
по границам зерна карбидная фаза
Чисто аустенитные стали склонны также еще к одному ви-
ду коррозионного разрушения, к так называемому корро-
зионному растрескиванию или к коррозии под напряжением.
Рнс. 355. Склонность к межкристаллитной коррозии аустенитных хромоникелевых сталей
с разным содержанием углерода и никеля (автор):
в — 9% NI; 6—19% NI Светлые точки —не склонны к МКК; черные точки — склонны
к МКК; наполовину зачерненные — мало склонные
Это явление заключается в том, что на поверхности образца
(изделия), находящегося под нагрузкой или имеющего внут-
ренние остаточные напряжения (например, после наклепа) и
погруженного в относительно слабую коррозионную среду, об-
разуются тонкие трещины, проходящие главным образом по
телу зерна.
Такому разрушению подвержены (но несколько слабее) и ферритные не-
ржавеющие стали. Двухфазные сталн (аустеннтоферрнтные) обладают
наименьшей склонностью к коррозионному растрескиванию.
Можно предположить, что трещина, возникающая в аустените, останав-
ливается, дойдя до второй фазы (феррите) Образование мартенсита под дей-
* Получить такое содержание представляет большие трудности для ме-
таллургов.
492
ствнем напряжений усиливает коррозионное растрескивание Этим объясняет-
ся менывая стойкость против коррозионного растрескивания сталей с неустой-
чивым аустенитом. Нечувствительны стали к коррозионному растрескиванию
с 30—40% Ni.
Аустенитные нержавеющие стали применяют очень широко
не только из-за высоких антикоррозионных свойств, но и бла-
годаря высоким технологическим и механическим свойствам.
Этн стали хорошо прокатываются в горячем и холодном сос-
тояниях, в холодном состоя-
нии выдерживают глубокую
вытяжку и профилирование,
допускают применение элек-
тросварки, без охрупчива-
ния околошовпых зон.
Термическая обработка
нержавеющих сталей аусте-
нитного класса сравнитель-
но проста н заключается в
аакалке в воде с 1050—
1100° С. Нагрев до этих тем-
ператур вызывает растворе-
ние карбидов хрома (М2зСб),
Концентрация HzSOtj°/o
Рис. 366. Скорость коррозия различных
металлов в кипящей серной кислоте
а быстрое охлаждение фи-
ксирует состояние пересы-
щенного твердого раствора.
Медленное охлаждение не-
допустимо, так как прн
этом, как и при отпуске,
возможно выделение карбидов, приводящее к ухудшению пла-
стичности и коррозионной стойкости. Кроме того, прн закалке
происходят рекристаллизационные процессы, устраняющие
последствия пластической деформации, которой часто подвер-
гаются нержавеющие аустенитные сталн. В результате закал-
ки твердость этих сталей не повышается, а снижается, по-
этому для аустенитных нержавеющих сталей закалка являет-
ся смягчающей термической операцией.
Механические свойства аустенитных нержавеющих сталей
в закаленном (смягченном) состоянии характеризуются низ-
ким значением предела текучести, невысокой прочностью н
очень высокой пластичностью.
Механические свойства некоторых аустенитных нержавеющих сталей при-
ведены в табл. 84.
Сталь 00Х18Н10, естественно, обладает наиболее высокой пластичностью
и наименьшей прочностью, так как почти ле содержит углерода н легирующих
элементов выше 18% Сг и 10% Ni, указанное количество которых необходимо
для создания коррозионной устойчивости (хром) н аустенитной структуры
(никель).
В результате легирования этой сталп повышается прочность (\глерод н
азот влияют сильнее, чем остальные элементы — металлы). Наиболее прочные
аустенитные стали, содержащие азот н углерод, обладают пределом текучести.
493
Таблица 84
Механические свойства аустенитных сталей в закаленном состоя инн
MdpKa стали КГС/ММ* °о.г' КГС/ММ2 Л. % ♦. % Марка сталн О кгс/мм" °0.2' кгс/мм* б. % ♦.%
04М8Н10 45 18 40 60 10Х14Г14НЗТ 60 25 35 50
08Х18Н10 48 20 40 55 12Х17ГМН4 65 30 35 50
12X18HI0 50 20 40 55 15X17\Г14 80 40 30 45
17X18HS 58 22 40 50
равным 25—40 кгс/мм1, и пределом прочности 60—80 кгс/мм2 Однако зтн
сталн склонны к межкристаплитной коррозии н охрупчиванию прн высокой
температуре.
Радикальный способ упрочнения аустенитных сталей — холодный наклеп;
при деформации порядка 80—90% предел текучести достигает 100—
120 кгс/мм2, а предел прочности 120—140 кгс/мм2 при сохранении достаточно
высокой пластичности.
Очевидно, что этот способ упрочнения применим лишь для таких видов
изделий, как топкий лист или лента, проволока и т. п.
Если термическая обработка в сталях аустенитного класса существенно
ие изменяет механические свойства н достаточно проста, то в сталн переход-
ного, аустенито-мартенситного класса прочность сильно зависит от режимов
термической обработки, так как прн этом существенно изменяется структу рное
состояние Режимы термической обработки сталей переходного класса отли-
чаются большой сложностью.
Нержавеющие сталн этого класса получили применение главным образом
как высокопрочные. Наиболее упрочненное состояние получается при струк-
туре аустеннт-hмартенсит отпуска.
Подобное структурное состояние получается в результате следующей тер-
мической обработки: закалка на аустенит 4-обработка холодом 4-отпуск (ста-
рение). Обработка холодом приводит к превращению приблизительно 40%
аустенита в мартенсит (точка Л1и должна быть около 0°С); отпуск прн 450—
500° С повышает прочность за счет дисперсионного твердения, происходящего
главным образом в а-фазе
Проследим за изменением механических свойств сталн XI5119IO с измене-
нием структурного состояния по этапам термической обработки.
После закалкн с 1000° С структура состоит нз 100% аустенита. Механиче-
ские свойства при этом следующие*: ов=90 кгс/мм2; Oo,i=25 кгс/мм2;
=30%; ф = 65%; «и i =30 кгс-м/см2.
В результате обработки холодом при —70° С (после закалки с 1000° С)
структура состоит из 40% мартенсита, 60% аустенита. Механические свойства
прн этом следующие: ои= 110 кгс/мм2; авл=90 кгс/мм2; 6=25%; ф=60%;
«н, =15 кгс-м/см2. Отпуск прн 500°С (после закалкн и обработки холодом)
создает структуру, состоящую нз 40% мартенсита (мартенсит состаренный,
однако выдечяющаяся фаза не обнаруживается) и 60% аустенита. Механиче-
ские свойства при этом следующие: ов=130 кгс/мм2; Oo,i=I10 кгс/мм2; 6 =
= 20%; ф=50%; ап । =10 кгс-м/см2.
В этой стали можно вызвать мартенситное превращение, кроме обработки
холодом, пластической деформацией пли закалкой с 800° С. В последнем слу-
чае мартенситная точка повышается от 0° до -j-SO’C (по сравнению с закал-
1 Свойства, типичные для аустенитного состояния; предел прочности по-
вышен из-за частичного протекания превращения у-кх," во время растяжения
образца прн испытании.
494
кой от 1000е С) и при охлаждении до комнатной температуры образуется око-
ло 30% мартенсята. Последующий отпуск — старение здесь также необходим.
Механические свойства прн такой обработке заметно ниже, чем прн нспользо-
вании обработки холодом.
Режимы термической обработки и свойства сталей аустеннто-мартенсит-
и ого класса приведены в табл. 85.
Таблица 85
Механические свойства нержавеющих сталей аустенито-мартенснтиого кчасса
Марка стали Режим термической обработки. °C °ь- кгс/мм* °о.г' кгс/мм1 С. % ♦. % ““Г кге-м/см1
закал- ка обработка холодом отпуск- старение
08Х15Н8Ю 975 90 25 30 65 30
975 —70 — ПО 90 25 60 15
975 —70 500 130 110 20 50 10
09X17 Н7Ю 1050 — 750 4-550 90 70 10 40 5
Сравнение данных, приведенных в табл. 84 и 85, показывает, что аустенито-
мартенситные дисперсионно твердеющие сталн обладают существенно более
высокими свойстаамн, чем чисто аустенитные стали, н применение нх пред-
почтительней, разумеется, если нет дополнительных требований в отношении
магнитных свойств1.
Меньшее применение по сравнению с только что рассмотренными двумя
классами стали — аустенитным н аустенитно-мартенситным — имеют стали
аустсннто-ферритного класса (их еще иногда называют двухфазными). При
чина заключается а том, что этн сталн отличаются нестабильностью свойств-
пебольшне колебания в составе (внутри марочного содержания элементов)
приводят к существенному изменению количественного соотношения у- н а-фаэ
н, следовательно, к различию в свойствах.
Кроме того, этн сталн обладают склонностью к охрупчиванию (при 400—
600°С). По прочности онн превосходят чисто аустенитную сталь, но для мно-
гих назначений это не является преимуществом.
Из изложенного выше можно заключить, что в нержавею-
щих сталях может быть три основных вида коррозионного
разрушения:
а) общая коррозия, заключающаяся в равномерном по
всей поверхности распространении коррозии в глубь металла;
б) межкристаллитная коррозия;
в) коррозионное растрескивание.
Скорость общей коррозия измеряется в линейных единицах (мм/год) и
делится на пять баллов:
Баллы I П Hi iv V
Скорость кор-
розии, мм/год 0,1 0,1 — 1 1—3 3—10 >10
1 Все аустенитные стали немагнитны, а аустеимто-мартепснтные стали
магнитны.
495
Если скорость коррозии <0.1 мм/год (балл I), то уменьшение толщины
нержавеющего листа будет меньше I мм за 10 лет. Такой металл можно счн-
твть устойчивым в данной среде, так как практически оборудование может
работать в течение нескольких лет без смены деталей. Прн стойкости, равной
II баллу, металл можно считать ограниченно стойким, и срок эксплуатации
ограничивается обычно одним годом. Металл, характеризуемый стойкостью
III—V баллов, следует, как правило, считать неустойчив -м непригодным дли
эксплуатации в данной среде.
Скорость этих трех видов коррозионных разрушений зави-
сит от состава стали и структурного состояния.
Главным фактором, определяющим стойкость против об-
щей коррозии, является содержание хрома. Большинство не-
ржавеющих аустенитных сталей содержит около 18% Сг и об-
ладает приблизительно одинаковой стойкостью; им уступают
стали с 14% Сг, но их превосходят двухфазные стали, содержа-
щие 21% Сг.
Межкристаллитная коррозия зависит от содержания угле-
рода, а также от наличия элементов-стабилизаторов. Весьма
стойки к межкристаллитной коррозии стали с пониженным со-
держанием углерода (<0,03% С) и стали с титаном или нио-
бием. В этих сталях межкристаллитная коррозия может быть
вызвана отпуском при 600—700° С с выдержкой более часа.
В сталях, ие содержащих этих элементов или содержащих бо-
лее 0,03% С, после отпуска продолжительностью менее часа
примерно при 600° С появляется склонность к межкристаллит-
ной коррозии.
Как отмечалось, процесс межкристаллитной коррозии за-
ключается в выделении карбидной сетки по границам зерен,
поэтому даже если металл не работает в среде высокой агрес-
сивности, то все равно выдетенпе карбидов по границам зерен
отрицательно влияет на пластичность металла.
Коррозионное растрескивание ускоряется при недостаточной
стабильности аустенита в отношении у->-а'-превращснпя. Поэто-
му увеличение устойчивости аустенита относительно мартен-
ситного превращения достигается увеличением содержания
аустеиитообразующих элементов, что приводит к повышению
сопротивления коррозионному растрескиванию.
На основе перечисленных соображений выбирают нержаве-
ющую сталь для изделия.
Наиболее распространенные марки стали были приведены в табл. 84.
Стойкость сталей (в отношении равномерного коррозионного разрушения)
I—12 н 15—19 примерно одинакова, пониженной стойкостью обладают стали
13, 14. 21 и 22, а повышенной 20 и 23—25 Высокую стойкость к межкрнствт-
лнтной коррозии имеют стали 4. 8. 10—12, 14. Остальные стали не обладают
высокой стойкостью к межкристаллитной коррозии н малой склонностью к
охрупчиванию.
Высоким сопротивлением коррозионному растрескиванию обладают стали
типа 18-12, остальные стали, особенно типа 18-9. в этом отношении ус-
тупают нм.
496
Молибден и медь вводят в нержавеющие стали для повышения сопротив-
ления коррозии в кислотах, поэтому стали типа Сг —Ni — Мо и Сг — Ni —
Си—Мо будут рассмотрены в параграфе о кислотостойких сталях.
Селен или теллур вводит в нержавеющие стали дли улучшения обрабаты-
ваемости резанием. Сталь 6 (XI8III0E) — автоматная нержавеющая сталь.
з. кислотостойкие стали и сплавы
Для производства синтетических неметаллических материа-
лов (пластмассы, стеклопластики, стекловолокно и т.я.), удоб-
рений, а также других химических продуктов аппаратуры, ус-
тановки и машины работают в агрессивных кислотных средах,
чаще в серной, соляной, азотной или фосфорной кислотах и
их смесях разной концентрации и при разных температурах.
Рассмотренные в предыдущем параграфе нержавеющие ста-
ли оказываются недостаточно стойкими в перечисленных сре-
дах и других средах высокой агрессивности.
Для эксплуатации в этих средах следует применять другие,
так называемые кислотостойкие стали и сплавы.
Увеличение стойкости в кислотах (общая коррозия) дает
присадка в аустенитные стали молибдена и особенно молибдена
с медью прн одновременном увеличении содержания никеля
(стали типа Сг—Ni—Мо и Сг—Ni—Мо—Си, см. табл. 83).
При необходимости иметь и высокую кислотостойкость (иа
уровне стали ЭИ943), и высокие механические свойства (он>
> 100 кгс/мм2) рекомендуется к применению сплав Сг—Ni—Мо—
Си—Ti—Al. Последние два элемента вызывают интермсталлид-
иое упрочнение [выделение дисперсных фаз типа Nia(Ti, Al)].
Более высокую коррозионную стойкость имеют никелевые
сплавы, так называемый хастеллой типа 80% NiH~20% Мо (их
еще иногда называют сплавами НИМО) с дополнительным че-
гмрованнем.
Наиболс высокой стойкостью в кислотах обладают тугоплав-
кие металлы (молибден, ниобии, тантал).
Рассмотрим различную коррозионную стойкость разных сплавов.
Сериаи кислота. Прн комнатной температуре высокой стойкостью
в этой кислоте обладают все аустенитные нержавеющие стали (хромистые
типа XI7 нестойки) Примерно при 70еС аустенитные хромопнкетепые стали
нестойки даже в кислотах слабой концентрации, но примерно до 5% H2SO4
могут работать аустенитные стали с добавлением молибдена и меди (стали
ЭИ943, см. табл 83). В кипящей серной кислоте до концентрации примерно
30% все стали, в том чнете и стать ЭН943, нестойки. В этих с ту чаях следует
применить ставы типа хастетлой, а при концентрации от 30% до 60—80%
в кипящей серной кислоте могут работать лишь тугоплавкие металлы
(рис. 366).
Фосфорная кислота. Прн комнатной температуре любой концент-
рации аустенитные стали устойчивы, хромистые нет.
В горячей (70°С) фосфорной кислоте устойчивы лишь сталь ЭИ943 (то
концентрации 25%), в кипящей — лишь хастелтой (до концентрации 20—
50%), а при более высокой устойчивы лишь тугоплавкие металлы.
Соляная кислота При комнатной температуре устойчива только
сталь ЭИ943, ио лишь в разбавленной кислоте (5%)
32 Гуляев А. П.
497
Состав некоторых сплавов типа хастеллой приведен в табл. 86.
В кипящей кислоте концентра иней до 20% может работать сплав хастел-
лой и до любой концентрации — тугоплавкие металлы.
Таблица 8G
Химический состав сплавов типа хастелчок, %
Сплав Si | Мп Мо Сг W V Со Fe
ие Ooifrc
Хастеллой В 0,05 1.0 1,о 26—30 1.0 — 0.35 2.5 4—6
ЭП496 (Н70МФ) 0,05 0,2 0.5 25—29 <0.3 — 1,4—1,7 — <4.0
Хастеллой С 0,08 1.0 1,0 15—17 14,5— 16,5 3-4 0,35 2.5 4-7
ЭП567 (ХН65МВ) 0.03 0,15 1,0 15—17 14,5— 16,5 3.0—4,5 — — <1.0
Примечание. Основа — никель.
Все сплавы хастеллой содержат 15—30% Мо н 60—80% NI, дополнитель-
но легированы кобальтом, иногда и другими элементами. Эти сплавы должны
иметь минимальное содержание углерода, так как ои вызывает межкристал-
литную коррозию и в этих сплавах, причем друтнх средств борьбы с коррози-
ей в этих сплавах, кроме снижения в них содержания углерода, нет.
Кроме высоких коррозионных свойств, сплавы хастеллой облачают н вы-
сокими механическими свойствами (ов>90 кгс/мм2, o©,i>40 кгс/мм2) при вы-
сокой пластичности, что делает нх ценным конструкционным материалом. Еще
более высокие механические свойства (о, «120 кгс/мм2) можно получить тер-
мической обработкой, аналогично той, которую применяют дли никелевых жа-
ропрочных сплавов: закалка+ствренне при 800° С. Однако максимальное
упрочнение соответствует минимуму коррозионной стойкости, поэтому упроч-
няющая термическая обработка рекомендуется не всегда.
О применении тугоплавких металлов как кислотостойких см. гл. XXII.
4. КРИОГЕННЫЕ СТАЛН И СПЛАВЫ
Под криогенными сталями и сплавами подразумевают метал-
лические материалы для машин и оборудования, предназначен-
ные для получения, перевозки и храпения сжиженных газов н,
следовательно, эксплуатируемых до температур кипения: кисло-
рода (—183° С), азота (—196° С), неона (—247е С), водорода
(—253° С) и гелия (—269°С), а также сжиженных углеводоро-
дов (метила, бутана и др.), температура кипения которых лежит
в интервале от —80 до —180° С.
Таким образом, стали и сплавы, предназначаемые для рабо
ты при низких температурах, делят на металлические материа-
лы* для работы при низких климатических температурах (до
—60° С), так называемые сталн северного исполнения, и эксплуа-
тируемые при температурах от комнатной до температуры ниже
—80° С почти вплоть до абсолютного пуля (4,2 К — температура
498
кипения жидкого гелня) —так называемые криогенные стали и
сплавы, которые чаще всего являются одновременно и нержаве-
ющими (аустенитными).
Как и для других конструкционных материалов, основное
требование к криогенным материалам — механическая проч-
ность. Однако специфичностью условий работы является широ-
кий интервал температур от комнатной до жидкого гелня, в ко-
тором существенно меняются свойства.
В общем можно отметить, что нри понижении температуры
прочность повышается, а пластичность и вязкость снижаются.
Отсюда прочность должна гарантироваться при комнатной тем-
пературе (поскольку при низкой температуре она будет заведо-
мо выше), а пластичность и вязкость — при низшей температуре
эксплуатации.
Понижение температуры само по себе приводит к повышению
прочности (<тп и O0.2), однако на изменение прочности при пони-
жении температуры немаловажное влияние оказывают и допол-
нительные моменты, связанные с фазовыми превращениями или
изменением характера разрешения.
На рис. 367 показано влияние температуры на прочностные свойства
аустенитных сталей (аустенитные сталн, наиболее распространенные криоген-
ные стали). Предстввлена сталь XI8H20 (рис. 367.6) со стабильным аустени-
том, который не претерпевает превращений прн низких температурах в про-
цессе деформации н разрушается вязко. В этом случае кривые, показывающие
значения <ТП н о0 2 , идут эквидистантно, прн всех температурах отношение
°0.2^°в "=0,5.
В стали XI8HI0, как было сказано выше (см. с. 485), деформация вызы-
вает мартенситное (у-*-а") превращение, которое наступает в результате пла-
стической деформации, т. е. в области напряжений, превосходнщих Оод. По-
этому Оо,2 в этой стали изменяется, как и в стали со стабильным аустенитом,
а разрушение (о.) происходит ие в аустеинтиом, а аустенито-мартенситном
состоянии. Поэтому чем больше образовалось мартенсита, тем выше о«.
Поэтому, когда образуется прн испытании мартенсит, кривые oD и Ом
расходятси (рис 367,о), и соотношение Оо.г/о» уменьшается. Сталь Х18АГ19
не содержит никеля, и, несмотря иа аустенитную структуру в пен при темпера-
турах ниже (—80)—(—100)° С поивлиется в изломе хрупкая составляющая.
В этом стучве пластичность снижается, предет текучести при еннжепни тем-
пературы быстро повышается, кривые оо.а/Ов сближаются (рис 367, в) н отно-
шение Оп/ос.а становится больше 0,5. достигая 1.
В табл. 87 привечены свойства трех марок аустеяптиых статей, нз кото-
рой видно, что свойства прочности (о, и Сод) при +20 н —253° С сильно
различаются и расчет криогенных конструкций иа прочность надо вести на
свойства при комнатной температуре, когда они минимальны.
Хромоникелевые аустенитные стали имеют высокую ударную вязкость
(«I >20 кге-м/см2) прн комнатной температуре, н, так как при всех темпера-
турах вплоть до температуры кипения жидкого водорода (—253° С) у инк ».о-
храияетсн вязкий излом, ударная вязкость монотонно снижается, очевидно, за
счет монотонного повышении прочности, ио сохраняет прн —253° С высокие
значения, выше 10 кгс-м/см2 (рис. 368). Вот почему для работы при таких
низких температурах (ниже —196°С) применяют преимущественно аустенит-
ные стали, тогда как для температур выше —196° С [т. е. для интервала тем-
ператур (—80) —(—160°С)] возможно применение и менее дорогих сталей
32*
499
Рнс. 367. Предел прочности и текучести аустенитных сталей (образцы с надрезом) при
разных температурах испытания.
X18HI0; С - Х1ВН20; в-Х)8АГ19 (автор)
Таблица 87
Механические свойства аустенитных криогенных сталей
Мерка стали Температуря испытания. ®С о о '• 1 0.2 °0,2/о.
КГС/ММ*
Х18Н10 20 —253 70 190 25 45 0,35 0,24
Х18Н20 1 55 125 2" 60 0.55 0.52
Х13АП9 20 —253 80 130 38 95 0,48 0.72
500
Как было показано, никель эффективно понижает порог хладноломкости
железа н, следовательно, используя это влпиние, можно получать железони-
кечевые стали (иизкоуглерод истые) с разным значением порога хладноломко-
сти (табл. 88).
Таблица 88
Влияние никеля на механические свойства и порог хладноломкое тн железа
(0,05%С)
Содержание никеля Порог хладно- ломкости, °C Механи чес кие свойства Содержание никеля Порог хладно- ломкости, °C Механические свойства
Г- гм °.,' кгс/мма при 4-20°С “"Г кгем/см* при —196° С ти ав, кгс/мм* При 4-20* С кгс-м/см1 при —i,J6°C
0 0 —40 42 0,5 6 — 100 — 180 60 8,0
1 —20 —60 45 1,0 — 180 — 196 57 12
2 —40 —90 50 1,5 7 — 120 — 196 60 12
3 -50 —120 50 2,3 9 — 130 — 196 65 12
4 —70 —140 52 3,1 — 180 — 196 62 24
5 —90 — 150 55 3,8
В этой таблице порог хладноломкости указан по появлению хрупких
участков в изломе (90% В), т. е. указываем верхнее значение порога хладно-
ломкости для стали в нормализованном состоянии.
Следует иметь в виду, что при этой температуре ударная вязкость всех
сталей прнмерно одинаковая (ан j =274-30 кгс-м/см2)
Из таблицы вндио, что с увеличением содержания никеля повышаются
прочностные свойства (ои), понижается порог хладноломкости (Tso) и поэтому
увеличивается ударная вяз-
кость прн —196° С.
Для сталей с 6 и 9% NI,
имеющих практическое при-
менение (обозначение ОН6
и ОН9), иижнян строка по.
называет более высокие
свойства, которые отиосятси
к особому режиму термиче-
ской обработки — двойной
нормализации (первая от
900° С, вторая от 790° С) и
отпуску при 560° С.
В связи с дефицитно-
стью никеля необходимо бе-
режно выбирать стали, ле-
Рис. 368. Ударная вязкость аустенитных стал сП:
/-Х18Н20; 2 — Х18Н10
гировапные этим элементом.
Критерием ивляется порог хладноломкости, который для деталей, ие испы-
тывающих удврных нагрузок, устанавливается по Гм (допустимо 50% в изломе
хрупкой составляющей) и Ги для динамически нагруженных сталей (практиче-
ски содержание хрупкой составляющей в изломе недопустимо).
Отсюда сталь ОН6 (6% Ni) можно применять до —100° С прн динамиче-
ских условиях нагружении и до —180°С (практически до —196°С, т. е. до
«кислородных» температур) при отсутствии динамических нагрузок, а сталь
ОН9 (9% Ni) соответственно до —130 и —196° С. «Водородная» (—253° С) и
«гелиевая» (—269° С) температуры, по-внднмому, для стали с 9% Ni (-и безус-
ловно для стали с 6% Ni) слишком низкие.
501
Кроме того, эти стали не являются корроэиоииостойкими.
В случае требований высокой коррозионной стойкости* следует применять
хромоникелевые аустенитные стали, описанные в п. 2 этой главы, обладающие
к тому же более высокой хладостойкостью, чем Стали с ферритной структурой
(в том числе н 0116 н 0Н9).
Относительно невысокан прочность (оо,*«25 кгс/мм’) аустенитных не»
ржавеющих сталей привела к разработке высокопрочных криогенных сталей
(например, сталь Э11222 с 00.2=40 кгс/мм2 или ЭП699 с о®.1=80 кгс/мм2).
Однако высокое содержание в них никели (окою 10%) привело к разработке
малоннкслевых сталей, которые оказались пригодными до относительно ие
очень низких температур. Свойства некоторых пз наиболее распространенных
криогенных сталей приведены в табл. 89.
Таблица 89
Состав и свойства некоторых криогенных сталей
Марка стали Структура Порог хладноломкости Мехами ческнс свойства
7». <JB 4-20” С, кгс/мм* -1%° С. кгс-м/см1
0Н6 Феррит — 100 — 180 55 8
0119 — 130 ^ — 196 65 12
10Х14ГНН4Т Аустеннт — 196 - —196 65 20
IOX18HIOT » — I9G — I9G 55 20
07Х21Г7АН5 (ЭП222) » — 196 <—196 70 20
03Х13АГ19 » 50 — 196 70 17
03Х20Н16АГ6 —269 <—269 70 20
03Х19Г10Н7АМ2 (ЭП731) 03Х13Н9Д2ТМ (ЭП699) > —196 <—196 80 10
Аустенит । -г мартенсит —196 <—196 НО 6
СПИСОК ЛИТЕРАТУРЫ
Колом бье Л., Гох май И. Нержавеющие и жаропрочные сталн Пер.
с франц. М , Металлургиздат. 1958. 479 с. с ил.
Химушин Ф. Ф Нержавеющие стали. М., «Металлургии», 1967. 798 с. с ил.
Приданцев М- В.. Та лов Н. П., Левин Ф. Л. Высокопрочные аусте-
нитные сталн. М., «Металлургии», 1969. 248 с. с нл.
Читал В. Межкристаллитная коррозии нержавеющих сталей. Пер. с чешек.
Л., «Химия», 1969. 232 с. с ил.
Бабаков А. А., Приданцев М. В. Коррозионностойкне сталн и спла-
вы. М., «Металлургии», 1971 320 с. с ил.
Гуляев А. П., Жадан Т. А. Новые низколегированные нержавеющие
стали. М, «Машиностроение», 1972. 104 с. с нл.
Гуляев А. П. Чистая сталь. М., «Металлургия». 1975. 104 с. с ил.
Старцев В. И., Ильичев В. А.. Пустовалов В. В. Пластичность
н прочность металлов и сплавов при низких температурах. М, «Ме-
тал тургия». 1975. 328 с. с нл.
1 Указанные выше сжиженные газы не являются агрессивными в корро-
зионном отношении средами.
502
Глава XX
износостойкие стали и спл\вы
1. ИЗНОСОСТОЙКОСТЬ
Возможность продолжительной эксплуатации деталей машин
и других изделий, их долговечность во многих случаях связаны
с износостойкостью материала, из которых они изготовлены.
Износ деталей машин и аппаратов может быть вызван тре-
нием металлических деталей друг о друга и воздействием рабо-
чей среды — потоком жидкости или газа,
царапанием твердых частиц о поверх-
ность деталей и другими поверхностными
процессами.
Механизм износа различен и зависит
от условий износа, но в основном он со-
стоит в том, что с поверхности металла
вырываются мелкие частицы. В случае
обычного трения поверхность металла
наклепывается и сопротивляемость исти-
ранию возрастает. Следовательно, в дан-
ном случае способность металла к накле-
пу в существенной степени определяет
его износостойкость. В случае абразивно-
го износа, когда твердые частицы абрази-
ва (например, песка) вырывают мельчай-
шие кусочки металла, стойкость против
износа будет определяться сопротивлени-
Рис. 369. Износ в зависимо-
сти от твердости материала
ем металла хрупкому разрушению и его твердостью. При нали-
чии агрессивных сред сопротивление износу зависит и от корро-
зионной стойкости материала. Поэтому износостойкость сплава
(стали) определяется его физико-химическими свойствами и ус-
ловиями износа, причем в зависимости от условий износа опти-
мальная структура и свойства металла могут быть различными.
Стойкость против абразивного износа возрастает с увеличе-
нием твердости изнашиваемого материала, но для различных
материалов в разной степени (рис. 369), поэтому эффективным
повышением нзиосостойкости является поверхностная закалка
или другие методы повышения поверхностной твердости (цемен-
тация, азотирование и т. д.). При одинаковой поверхностной
твердости стали со структурой мартенент+карбиды обладают
большей износостойкостью, чем стали с такой же твердостью, но
не имеющие избыточных карбидов (рис. 369).
При одинаковой твердости сталь, имеющая крупнокристал-
лическую структуру, имеет меньшую износостойкость, чем сталь
с мелкокристаллической структурой так как у первой сопротив-
ление хрупкому разрушению меньше.
503
Однако включения графита, ухудшающие механические свой-
ства стали, повышают износостойкость при трении, так как в
процессе изнашивания графитные включения выходят иа поверх-
ность трения, разрушаются по плоскостям спайности, образуя
тончайшие пластинки и заполняют неровности трущихся поверх-
ностей, тем самым предотвращая сухое трение металл о металл
и схватывание. Другими словами, графитные включения выпол-
няют роль смазки.
Для повышения износостойкости применяют также пористые
металлокерамические материалы, которые пропитывают маслом.
2. ГРАФИТИЗИРОВАННАЯ СТАЛЬ
Графитизированная сталь обладает высокой стойкостью про-
тив износа. Графит в структуре получается за счет частичного
разложения цементита, поэтому графитизирующиеся стали долж-
ны иметь высокое содержание углерода и кремния (в качестве
легирующей примеси), который повышает способность стали к
графитизации.
Состав некоторых графитизированных сталей, применяемых в СССР, при-
веден в табл. 90.
Таблица 90
Состав графитизируемых сталей, %
Марка стали С SI Мп Другие элементы
311203 311336 ЭИ366 1,50—1.75 1,50—1,70 1,30—1,45 0,75—0,95 0.70—1,00 1,60—1,25 0,20-0,40 0,15-0,40 0,40—0,50 0.4—0,7Си 0.2—0,4Ti
Примечание. Ограничено содержание следующих элементов: Ni<0,2;
Cr<0,08; S< 0,025, Р<0,03
В литом горячекатаном состоянии этн стали имеют структуру пластин-
чатого перлита с избыточными (часто в виде сетки) карбидами. Для получе-
нии необходимого количества графита проводит графитизир\ ющпй отжнг При
этом пластинчатый перлит переводят в зернистый для улучшении обрабаты-
ваемости. Режим обработки в общем аналогичен режиму графитизирующего
отжига ковкого чугуна1 и заключается в нагреве до 820—840° С с выдержкой
около 5 ч, охлаждении до 700—720° С, выдержке 5—15 ч прн этой темпера-
туре для частичной графитизации избыточного цементита. Дальнейшее охлаж-
дение до 600° С — с печью, а от 600° С — на возду хе.
После такой обработки структура сталн состоит из зернистого перлита
с некоторым количеством мелких округлых (точечных) графитных включений
(рис. 370).
Детали из графитизируемой сталн можно применять в отожженном состо-
янии и после закалки с отпуском.
1 Поскольку графитизируемые стали по составу похожи иа ковкий чугун,
отличаясь лишь меньшим содержанием углерода-
504
Отожженная графитизированная сталь превосходит по прочности высо-
копрочный чугун н обычную конструкционную углеродистую сталь (в норма-
лизованном состоянии), уступая посте дней по пластичности:
кгс/*шж
Графитизированная сталь................. 85 6
Сталь 50......................... . 60 20
Высокопрочный чугун .................... 40 10
Термически обработанную
графитизированную сталь приме-
няют для холодных штампов, ка-
либров. траков и других деталей,
подвергающихся в работе боль-
шим давлениям и износу В отож-
женном состояния графитизиро-
ванною сталь применяют как за-
менитель цветных металлов —
латуни и бронзы
Из графитизированной сттлн
изготавливают литые коленчатые
валы Наличие графита повыша-
ет склонность сталн к затуха-
нию колебаний, а ее нетоста-
точная прочность может быть
компенсирована конструктивно —
более выгодной формой отливок,
чем поковки
Рнс. 370. Структура графитизированной сталн
(зернистый перлит + округлые включения
графита). Х500
3. ВЫСОКОМАРГАПЦОВПСТАЯ СТАЛЬ
Как отмечалось, устойчивость против износа достигается
обычно получением высокой поверхностной твердости. Однако
существует аустенитная сталь, которая в условиях обычного
трения, сопровождаемого большим удельным давлением (и ког-
да отсутствует чисто абразивным износ), при низкой твердости
(всего лишь НВ 200—250) обладает высокой износоустойчиво-
стью. Это так называемая сталь Гадфильда' (ПЗ). содержа-
щая 1,2% С и 13% Мп.
Сталь применяют в литом и реже — в горячедеформнрован
ном виде.
Термическая обработка литых и кованых деталей (механиче-
ской обработке сталь подвергается с большим трудом) заключа-
ется в закалке в воде с 1050—1100° С. При быстром охлаждении
в воде полностью задерживается выделение карбидов и образу-
ется чисто аустенитная структура (рис. 371) (что обеспечивает-
ся при соотношении Мп:С>10%).
Сталь обладает типичными для аустенитных сталей высоки
мп вязкостью и пластичностью при достаточно хорошей прочно-
1 Первая найденная Гаяфильдом легированная сталь, которую качали
пр ; • пять в промышленности примерно с 1882 г.
505
сги. Примерные механические свойства этой литой и закаленной
на аустенит стали следующие: ав=80-7-100 кгс/мм2; Oo.s=264-
4-40 кгс/мм2; 6=40-^50%; 1}> = 404-50%; твердость НВ
180—220.
Пластические характеристики
стали ухудшаются при отпуске вы-
ше 200—300° С вследствие выделе-
ния карбидов.
При низкой твердости сталь Гад-
фильда обладает необычно высокой
износоустойчивостью при трении с
давлением и ударами. Это объясня-
ется повышенной способностью к
наклепу (рис. 372), значительно
большей, чем у обычных сталей с
такой же твердостью.
Аустенитная сталь Г13, не содержащая
никель в литом, а также кованом эстоя-
Рнс. 371. Микроструктура стали
Г13 (аустенит) после закалки с
1100° Г Х250. Следы пластической
деформации
ниях, имеет явно выраженный порог хлад-
ноломкости (рнс 373) (Гм), который повышается с увеличением содержа-
ния фосфора.
Раньше считалось, что сплавы с г. ц. к. решеткой ие имеют порога хладно-
ломкости, н в стали Г13 допускалось высокое содержание фосфора (до 0,12%).
Новейшие данные (см. рнс. 373) по-
казывают, что стали с г. ц. к. решет-
кой, ие содержащие никель, так же
как с решеткой о. ц. к., склонны к
Рис 373. Ударная вязкость и доля волок-
нистой составляющей в изломе стали Г13.
содержащей разное количество фосфора
(автор)
Рис 372. Влияние наклеив на твер-
дость уI леродистой стали 40 (/) н ста-
ли Г13 (2)
хладноломкости. Поэтому и в стали Г13, используемой для ответственных
отливок, следует жестко регламентировать содержание фосфора (не более
0 02%).
Полагали, что такое высокое упрочнение прн пластической деформации
свизано с образованием мартенсита деформации Однако тщательные измере-
ния показали, что при самых больших деформацннх, в том числе при низких
506
температурах, ие образуется больше чем 0.5—1.5% мартенсита, а такое его
количество не может существенно повысить твердость стали
Высокая упрочняемость стали Гадфильда есть результат наклепа1. При
равной степени деформации блоки мозаики в стали Гадфильда дробятся в
большей степени, чем в других, в том числе и аустенитных сталях. Чем обу-
словлены такие специфические свойства марганцовистого аустенита, точно ие
установлено. Высокан вязкость аустенита наряду с достаточной прочностью и
износоустойчивостью делает сталь Гадфильда незаменимым материалом для
деталей, работающих па износ и удар одновременно.
Из стали Г13 изготавливают черпаки экскаваторов, траки гусениц трак-
торов, трамвайные крестовины, детали камнедробилок и другие детали. В этих
деталях трение сопровождается ударами и большими давлениями; при абра-
зивном износе, когда давление и, следовательно, наклеп отсутствуют, сталь
Гадфильда не имеет существенных преимуществ в отношении износоустойчи-
вости перед другими сталями такой же твердости.
Имеются также стали с высокой кавитационной стойкостью.1 2
Обычно это стали с высоким содержанием хрома (для сопротнв
ления коррозии) и структурно неустойчивым аустенитом. Обра-
зование мартенсита при ударе водных струн, как показали опы-
ты И. Н. Богачева, весьма положительно влияет на кавитацион-
ную стойкость. Примером кавитационной стали может служить
сталь марки 30Х10Г10 (0,3% С; 10% Сг; 10% Мп).
1 ПЛ11.1 ХВОЧНЫЕ МАТЕРИ ХЛЫ
В целях резкого повышения износостойкости, а также вос-
становления размеров изношенных деталей проводят наплавку
на те поверхности детали, которые подвергают сплошному изно-
су. В этом случае наплавляются заранее заготовленные в виде
прутков (трубок) наплавочные сплавы, расплавляются кислород-
но-ацетиленовым пламенем или вольтовой дугой и в жидком
(полужидком) состоянии наносят на поверхность детали.
Обычно в качестве наплавок применяют весьма твердые н
поэтому очень износоустойчивые сплавы, ио не обладающие вы-
сокой механической прочностью из-за их хрупкости.
Применяют различные виды наплавочных материалов, например порошко-
вую смесь карбидов WjC+WC в эвтектической пропорции3. Этой смесью за-
полняют железную трубку. Наплавление проводят с помощью расплавления
железной трубки. Наплавленный слон состоит нз железа с включениями кар-
бидов вольфрама. Прн высокой твердости и износостойкости, превышающей
остальные наплавочные материалы, этот наплавочный материал обладает весь
ма высокой хрупкостью. Предел прочности при изгибе составляет всего лишь
30—50 кгс/мм1 (при растиженнн — близок к нулю).
Эти наплавочные материалы (трубки) выпускают под общим названием
релит, и разные марки его отчнчаются днсперснонностью карбидного порошка
(от 20 до 80 мсш).
Кроме того, промышленность изготовляет также прутки из железохромо-
иикелевого сплава, который применяют в качестве нашавочного материала
(так называемый ссормайт»). Примерный состав сплава: 30% С; 30% Сг;
5% Ni; 3% SI —сормайт I; или 1,7% С; 15% Сг; 2% Ni; 2% Si; остальное
1 Искажения кристаллической решетки, дроблеипе блоков мозанки.
2 Сопротивление износу от действия потока жидкости или газа.
а 4,57а С, остальное вольфрам, с Тнл =2525°С.
507
железо — сормайт 2 Первый сплав обладает большей твердостью, но и боль-
шей хрупкостью (HRC 50 и 40 соответственно), что н определяет выбор
сплава для наплавки.
Для наплавки используют механическую смесь раздробленных феррохро-
ма, ферромарганца, чугуна и угля. После нх расплавления и нанесении на по-
верхность изделия образуется сплав (названный сталинит) состава (пример-
но): 10% С; 20% Сг; 15% Мп; 3% Si; остальное железо. Его структура состоит
из аустенита-(-большого количества карбидов н обладает высокой твердостью
(ЯЯС>65).
Широко применяют электродуговую наплавку, прн которой электрод, из-
готовленный нз железа или сталн. обмазывают разными компонентами, кото-
рые наплав 1яют на деталь. Прч этом образуются сплавы, разные по составу и
структуре.
СПИСОК ЛИТЕРАТУРЫ
Марганцовистая сталь. Пер. с англ. М., Металлургиздат, 1959. 91 с. с нл.
Бунин К. П., Баранов А. А., Погребной Э. Н. Графитизация стали.
Киев, Изд-во АН УССР, 1961. 84 с. с нл.
Тенен ба ум М. М. Износостойкость конструкционных материалов и те-
талей машин. М, «Машиностроение», 1966. 375 с. с нл.
Л и в ш н ц Л. С., Т р и б е р г Н. А., К у р к у м е л л и Э. Г. Основы легирова-
нии наплавленного металла. М., Машиностроение», [969. 186 с. с нл.
Хрущев М. М., Б а б н ч е в М. А. Абразивное изнашивание. М., «Наука»,
[970. 252 с. с ил.
Методы повышения долговечности деталей машин. М., «Машиностроение»,
1971. 271 с. с ил. Авт.: В. Н Ткачев, Б. М. Фнштейн, В. Д Власен-
ко, В. А. Уланов.
Тодоров Р. П.. Николов М. В. Структура и свойства отливок нз гра-
фитизированной стали. М., «Металлургия», 1976. 167 с. с ид.
Глава XXI
ТИТАН П ЕГО СПЛАВЫ
Необычайно высокие темпы роста производства н потребления титана обу-
словлены его весьма ценными свойствами: небольшой плотностью, высокой
прочностью, высокой коррозионной стойкостью.
Приведен объем мирового производства титана (без СССР):
Год 1948 1953 1966
Произвотстпо
титапа, т 2 2100 22 000
Преимущественное применение титан получил в авиации, ра-
кетостроении и других отраслях техники, где удельная прочность
имеет важное значение. Для интервала температур 300—600° С
сплавы титана имеют самое высокое значение удельной прочно-
сти (ив/у). уступая при температурах ниже 300°С алюминиевым
сплавам, а выше 600°С — сплавам иа основе железа и никеля.
Немаловажное значение, обеспечивающее широкое рвепространекие спла-
вов титана в будущем, явлнетсн сравнительно большое его содержание в зем-
ной коре (0,6%). По распространенности в земной коре титан уступает только
трем элементам — алюминию, железу и магнию.
508
Высокая стоимость титана 1 препятствует его широкому распространению,
однако совершенствование технологии его получения, несомненно, приведет
к его удешевлению и более широкому применению,,
I. свойства титана
Титан — серебристо-белый металл с малой плотностью
(4,5 г/см3) и высокой температурой плавления (1672°С).
Свойства титана существенно зависят от его чистоты. Так,
например, чистоте титаиа (% Ti) 99,99; 99,8; 99,6; 99,5; 99,4 со-
ответствует твердость (НВ) 100; 145; 165; 195; 225.
Титан имеет две аллотропические модификации:
а-низкотемпературную с плотноупакованной гексагонатьиой
решеткой (о=2,9 А и с=4,67 А при 20° С) и р-высокотемпера-
турную с кубической объемпоцептрировапиой решеткой (о =
=3.31 А при 900°С).
Температура перехода равна 882° С.
Металлургические заводы (цветной металлургии) изготавливают так назы-
ваемую титановую губку, которую на машиностроительных заводах переплав-
ляют, получай технический тнтан. илн
легируют разными элементами, полу-
чая тот илн иной титановый сплав
Титановую губку маркируют 6vk.
вами ТГ, затем следует цифра, пока-
зывающая твердость выплавленных
из нее эталонных образцов (ТП00,
ТГ110 и т. д.). Очевидно, более высо-
кая цифра показывает на меньшую
чистоту металла.
Технический тнтаи. т. е. титан,
переплавленный из губкн и отходов,
содержит довольно много примесей
(см. табл. 91), а поэтому прочность
технического титана после ожига со-
ставляет около 60 кгс/мм’, что в два
раза выше прочности чистейшего
иодндного титана. В результате на-
Таблица 91
Химическнй состав технического
титана примеси, % (не более)
Марка
титане
Ее SI
BTI-0 0,18 0,10 0.07 0,12
ВТ 1-00 0.12
0.08 0,05 0.10
о.ою
0,008
Примечание В сплаве BTI-0
содержится остальных элементов не
более 0.3% и 0.04 % N.
клепа повышастси прочность1 2.
Температура рекристаллизации титана при различной деформации сле-
дующей:
С
О
н
/рекр, °C ......
Степень деформации, %
700 550 500
10 25 60
Технический титан — технологичный материал. Из него изготавливают
разнообразные полуфабрикаты. Технический тнтан хорошо штампуетси, сва-
ривается.
2. ЛЕГИРОВАНИЕ ТИТАНА
Как и в случае легирования железа, так и в данном случае
основное значение имеет способность к растворению легирую-
1 Порядка 2—3 руб/кг (см. табл. 5).
2 Деформация, равная 40%, приводит к повышению ов технического
титана до 80 кгс/мм2.
509
Рнс 374 Диаграмма состояния титановых сплавов. Классифи-
кационная схема
Рнс. 375. Диаграмма состояния титановых сплавов:
а — II—Та: 6 —Tl-Fe; в - TI—О
510
щего элемента в титане и влияние его на положение критической
точки (температура а=р-преврашения).
В соответствии с этим все элементы разделим иа группы А и
Б. К группе А отнесем элементы, неограниченно (или значитель-
но) растворимые в титане, а к группе Б — ограниченно раство-
римые в титане, которые при сравнительно небольшом их коли-
честве образуют химические соединения с титаном (титаниды).
Кроме того, легирующие элементы повышают температуру
перехода <г₽*р (I) или понижают ее (II).
Для общей оценки влияния легирующих элементов иа титан важно уста-
ковить, как они влияют на полиморфные превращении титана и какие хими-
ческие соединения они с ними образуют (т. е. относятсн ли онн к группе IA,
1Б, НА или ПБ). Ответ на эти вопросы дают двойные диаграммы состояния
тнтан — легирующий элемент, представленные на рис 374 в виде классифика-
ционной схемы.
На рис. 375 приведены реальные диаграммы состояния систем Ti—Та,
Т1 —Ге и Ti— О. относящиеся соответственно к грхппам ПА, ЦБ и IA.
Элементы, атомные радихсы которых не отличается от томного ради-
дса титана более чем иа 12— 15%, как правило, образуют нетряшнченные твер-
дые растворы (группа А) В противном случае значительной растворимости
быть ие может, и образуются ограниченные твердые растворы н промежуточ-
ные химические соединения титана TiY — тнтаннды (группа Б).
Если элемент изоморфен а-тнтану, т. е. имеет гексагональную
кристаллическую решетку, то он расширяет а-область (1 класс);
если элемент изоморфен р-титаиу, т. е. имеет кубическую объем-
ноцентрированную решетку, то он расширяет р-область
II класс). Элементы I класса называют a-стабилизаторами, эле-
менты второго класса ^-стабилизаторами (распределение эле-
ментов по классам показано иа рис. 374).*
3. ФАЗОВЫЕ ПРЕВРАЩЕНИЯ В ТИТАНОВЫХ СПЛАВАХ
Наличие у сплавов титана высокотемпературной модифика-
ции твердого раствора (р), способной к значительному переох-
лаждению, обусловливает получение разнообразных структур в
зависимости от режимов термической обработки (рис. 376).
Полиморфное и-превращение может иметь два различ-
ных механизма.
При высоких температурах, т. е. при небольшом переохлаж-
дении относительно равновесной температуры а-перехода,
превращение происходит обычным диффузионным путем, а при
значительном переохлаждении и, следовательно, при низкой
температуре, когда подвижность атомов мала, — по бездиффузи-
• Элементы, изоморфные а-титану (магний, цинк, кадмий, бериллий), не
гплавлиются с жидким титаном, поэтому диаграммы этих систем не построе-
ны. Условно к группе IA отнесены сплавы Ti—О н Ti—N; a-область этих спла-
вов имеет широкую гомогенность и плавятси они без распада. Внешний вид
этих систем (Ti—О; Ti—N) подобен диаграмме, изображенной на
рнс. 374 (IA).
511
Рис J76. Структуры титановых сплавов Х400:
а—тверди* pacrtop а (сплав ВТ)}; б-*-Фд38 а’ (мартенсит. пс-.-чм’нг.ы: пос-
ла заквлки сплавов ВТ1 С 1(Г51 С); вftejRtUe растворы а+£ (сплав ОТ4)
512
онному мартенситному механизму. В первом случае образуется
полиэдрическая структура а твердого раствора, во втором —
игольчатая (пластинчатая) мартенситная структура, обознача-
емая обычно кака' (рис. 376. с. б).
Легирующие элементы, снижающие температуру рз^а-прсв-
ращения, естественно, способствуют получению мартенсита.
Рис. 377. Влияние легирую-
щих элементов на темпера-
туру начала мартенситного
превращения в титане
легировании для этого требуется
тогда как при малом
интенсивное охлаждение. При очень высоком содержании р-ста-
билнзаторов температура а-^р-прсвращения снижается до нуля
и p-твердый раствор охлаждается до комнатной температуры
без превращения.
Как и во всех других случаях, существует температура, прн
которой начинается образование мартенсита при охлаждении
(точка М„). Все p-стабилизаторы понижают точку Л1н. как по-
казано на рис. 377.
Рис 378. Образование структур в титановых сплавах в зависимости от скорости
охлаждения н содержания легирующего элемента
33 Гулиев А. П. 513
Диаграмма равновесия (рнс. 378) с наложенной на ней линией начала
мартенситного превращении1 показывает образование структур при быстром
(пунктирные тнпия) и медленном (сплошные линии) охлаждении из 0-области.
Система с диаграммой равновесия ио типу ПА
(р и с. 378. а)
При медленном охлаждении:
а) превращение происходит полностью при малом содержанин элементов;
б) превращен и с 0-нх происходит ие полностью прн некотором среднем
содержании элементов и сплав содержит равновесную «остаточную» 0-фазу
(рнс. 376,6 нлн в);
в) прн содержании легирующего элемента больше некоторого количества
(точка 1 на рнс. 378, а) p-фаза охлаждается до /м>мв без превращения.
При быстром охлаждении:
а) в сплавах в области концентрации до точки 2 р-нх-прсвращсние про-
исходит по мартенситному типу (образуется a-фаза с остаточной 0 фазой ме-
жду точками 2 и 3\
б) в сплавах в области концентрации между точками 2 н / после закалки
образуется 0-структура, которая, однако, неустойчива и может претерпевать
превращение прн нагреве;
в) в сплавах, концентрация которых находится Зв точкой /, разницы в
структурах прн быстром н медленном охлаждении ист, в обоих случаях об-
разуется стабильная 0-фаза.
Система с диаграммой равновесия по типу ПБ
(р и с. 378, б)
При медленном охлаждении у всех сплавов, кроме находящихся в обла-
сти концентрации до точки 3, p-фаза распадается по эвтектоидной реакции
P-Ki-j-TiX с предварительным выделением избыточной a-фазы или тнтанида
(TiA).
Прн быстром охлаждении сплавы с концентрацией легирующего компонен-
та менее чем соответствующей точке 2 образуется мартенсит по реакции
Р~>а' (с остаточной 0-фазой у сплавов, концентрация которых лежит между
точками 2 и 3).
Таким образом, p-фаза в титановых сплавах может нчн превращаться в
a-фазу (0-* *а), или распадаться на эвтектоиды (р—►a-J-TiX), нли при значи-
тельных переохлаждениях превращаться в a'-фазу по мартенситной реакции
(Р-кх'); наконец, при большом содержании 0-стабнлнзаторов P-фаза может
переохлаждаться до комнатной температуры без превращения.
В отличие от сплавов системы Fe— С эвтектоидная смесь в титановых
сплавах обладает повышенной твердостью и хрупкостью, тогда как титановый
мартенсит (а') невысокой твердостью и пластичностью и мало отличается по
свойствам от неходкой 0-фазы.
Кристаллическая структура а н а' практически одинакова (гексагональ-
ная плотноупакованная решетка), однако превращение прн низкой температу-
ре приводит к искажениям в a-решетке и уменьшению ее пластичности (иног-
да такой мартенсит в титановых сплавах обозначают через а").
Поскольку превращение p-фазы определиетсн степенью переохлаждения,
то характер превращении можно описать дпаграммамн изотермического рас-
пада Р-фазы.
В качестве примера приведем две диаграммы изотермического распада
p-фазы* дли сплавов Ti — Мо с 2 и 8% Мо (рис. 379). Система Ti — Мо от-
1 На рис. 378 приведена температура начала мартенситного превращения
(Мв), а ие температура фазового равновесия а- и 0-твердых растворов рав-
ной концентрации (Го).
• a’-фазы прн отпуске.
514
носится к типу ПА. Прн малом содержании Мо (2%) мартенситный интервал
превращения находится в области темпервтур от 780 (Мн) до 650° С (М»)
(косая штриховка на диаграмме). Выше точки AfB превращение р-нх проге,
кает по обычной реакции, в в интервале 780—650° С — по мартенситной Ниже
650° С кривая характеризует уже процесс отпуска мартенсита (а'-хх) с сохра-
нением остаточной р-фазы.
время, ним
Ю Ю1 /О3 10* 10s
юоо ' 1 р 1" 1 1
р ft -а.р '//
/////// У/////Л •21 *199 HV
700 z/////// • 193
а ♦ 204 •213 •24 5
501) •297
J00
1000
SOO
ю Юг Ю3 Ю* 10s юв ю1
Время, с
Рис 379. Диаграмма изотермического распада p-фазы тита-
новых сплавов с различным содержанием молибдена, %;
а — 2; С — «
Дли сплава с 8% Мо мартенситное превращение происходит при 350—
200° С. Выше этой температуры имеются две области различных превращении:
нормальное р-кх-превращенне в интервале 800—500* С (с сохранением для
данного сплава достаточно большого количества остаточной p-фазы) и об-
разование a-фазы через промежуточную co-фазу (реакцию можно записать
33*
515
так: ₽->-<iw-a) в интервале SOO—350° С Следует указать, что гексагональная
ы-фаэа крупка я появление ее ухудшает механические свойства спльч^.
Превращение а'-фазы при отпуске состоит в превращении игольчатой
а -фазы в полиэдрическую tz-фазу (см. рис. 379), причем в некоторых сплавах
возможно превращение остаточной, неустойчивой Рфазы в ш-фазу прн 300—
500'С, что ухудшает механические свойства.
4. ПРОМЫШЛЕННЫЕ ТИТАНОВЫЕ СПЛАВЫ
Подобно классификации легированных сталей, по Гийэ (см.
выше с. 361). титановые сплавы классифицируют по структуре,
которую они получают после охлаждения иа воздухе (нормали-
зация) и соответственно с этим сплав разделяют иа а-сплавы;
оф-f-сплавы н f-сплавы
Современные промышленные а-сплавы сравнительно мало-
пластичны, не охрупчиваются при термической обработке. К спла-
вам этого класса относится чистый титан и сплавы титана с алю-
минием;
f-сплавы наиболее пластичны, но наименее прочны: при на-
греве не испытывают фазовых превращений.1
Сплавы a-|-f более прочны, чем однофазные, хорошо куют-
ся и штампуются, поддаются термической обработке, охрупчи-
ваются лишь при известных условиях термической обработки
(появление ы-фазы).
Таблица 92
Химический состав промышленных титановых сплавов, %
Марка стали At Мп V Мо Сг SI Другие
ВТ5 4,3—6,2 а-сплав
BT5-I 4,5—6,0 — — — — — 2—3% Sn
OT4-I 1.0-2,5 0,7—2 — — — — —
ОТ4 3,5—5,0 0,8—2 — —- —-
ВТ4 4 5—6,0 0,8-2 — — —• 0,18 0.5—1,5Mb
ВТ 18 7,2—8,2 — — 0,2—1,0 — 0.5 10—12Zr
a-l-f сплав
ВТ6 ВТ8 ВТ14 5.5—7.0 6.0—7,3 4,5—6.3 — 4,2—6,0 0,9—1,9 2,8—3.8 2,5—3,8 — 0,2—0,4 —
ВТЗ 1 5.5—7.0 Р-сплав 2,0—3.0 1.0—2,5 0.15—0,4 0,2—0 7Fe
ВТ22 4,0—5,7 — 4-5,5 4—5.5 0,2—2 0,5— 1’SFe
ВТ15 2.3—3,6 — — 6.8—8,0 9,5—11,0 —
Р фаза сохраняется при всех температурах.
516
а+р-структура получается при определенном содержании
° -т бил«заторов •; а+р-сплавы наиболее пригодны для практи-
ческого применения. К этому классу сплавов и принадлежит
большинство промышленных сплавов.
Составы промышленных сплавов и гарантируемые механические свой-
ства в прутках без специальной термической обработки приведены в табл.
©2 и 93.
Таблица 93
Механические свойства промышленных титановых сплавов
Марка сплава Ов. кгс/мм* °0.2’ кгс/мм1 в. % ♦. % “Т кгс-м/см1
ВТ4 80-90 а-сплав 70—80 I 15—22 20-30
Г4 70-85 55—65 15—40 25-55 3,5—6,5
ВТ6 90—100 а+ф-сплав 80—90 1 8—13 30—45 4—8
ВТ8 105—118 95—110 9—15 30-55 3—6
.Модуль нормальной упругости титановых сплавов 115000 кгс/мм2, ко-
эффициент Пуассона 0,3; плотность 4,5±0,1 г/см3; удельное электросопро-
тивление 1,0—1,6 Ом-мм2/м; коэффициент линейного расширения 8,0-10~в—
8,6-10-6 мм/(мм-град); теплопроводность 0,02 кал/(см-с-град)
11э приведенных в габл. 92 составов промышленных сплавов видно, что
все они содержат около 5% А1. Без дополнительного легирования третьим
эзементом такой сплав был бы «сплавом (таким являсгся сплав ВТ5).
Дополнительное легирование титанового сплава ^-стабилизаторами2 с 5%
Al приподнт к получению двухфазной структуры а+Р Несмотря на различия
в легнроваиин, механические свойства всех а+р-сплавов с 5% AI достаточно
близки: ОвЯ»100 кгс/мм2: ossl5%; ф~30%, йИ| =5 кге-м/мм2. Более высо-
кую пластичность, но меньшую прочность имеет сплав с меньшим содержа-
нием алюминии (ОТ4). а также а-сплав (ВТ5 и BTI).
5. ТЕРМИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
Рекристаллизационный отжиг титана и его сплавов проводят
при 700—800° С, что значительно превосходит температуру ре-
кристаллизации (500°С). Эта температура достаточна для быст-
рого устранения наклепа. Фазовые превращения, рассмотрен-
ные ранее, позволяют проводить различные операции закалки и
отпуска (старения). Хотя прн этом значительного изменения
свойств не происходит как прн термической обработки сталн,
тем ие менее определенные изменения наблюдаются, и в послед-
нее время при работе сплавов предусматривается возможность ис-
• Ванадия, молибдена, ниобия, олова, железа, хрома, марганца.
2 Мо 1ибденом, кремнием, марганцем, ниобием, цирконием
33а Гуляев А П
517
пользования термической обработки и она в той илн иной степе-
ни применяется на практике.
Наиболее важна термическая обработка, в результате кото-
рой измельчаются зерна при фазовой перекристаллизации и по-
вышаются пластические свойства.
Однако возможность широкого изменения структуры, на что,
в частности, указывают диаграммы изотермического превраще-
ния p-фазы (см. рис. 379), приводит к значительным изменениям
в свойствах.
Механические свойства закаленного сплава определяются соотношением
Р а' и а"-фаз, причем упрочнение достигается главным образом за счет
а"-фазы (искаженная а'-фаза тоже мартенситного происхождении). Коли-
чество а"-фазы зависит от температуры нагрева под закалку, скорости ох-
лаждения и количества легирующих элементов 0-стабилнзаторов. Однако
упрочнение закаленных сплавов, по сравнению с отожженными, невелико.
Основной прирост прочности создается за счет отпуска (старения) зака-
ленного сплава или изотермической обработки
На рис. 380 показано изменение свойств (твердости) титанового сплава,
имеющего при нагреве до высоких температур р нли a + p-структуру *.
Закалка (получение а+Р+а'4-a''-структур) обеспечивает твердость
несколько меньшую, чем НВ 250 Более низкая твердость получается, если
Вренн —— —— Скорость охлаждения
Рнс. 380. Влияние температуры изотермического распада или скорости охлаж-
дения на твердость и структуру титановых сплавов (схематизировано)
провести изотермическое превращенпе в верхней области субкритнческих
температур (Л), вызвав лишь р—-а-, а ие р“”а или р — а -превращение.
Превращение при Тг вызовет образование ы-фазы (Р—*ю). вс1едствие
чего твердость повысится, последующее превращение со-фазы (со—'а) при-
ведет сплав в равновесное состояние (Р+а)
В соответствии с этим изменяются свойства в зависимости от скоросчМ
охлаждения (рис. 380). Резкая закалка, фиксирующая P-состояние, не
1 р-основная.
518
приводит к упрочнению. как п медленное охлаждение (отжиг), приводящее
к а-состояиню, тогда как охлаждение со средней скоростью, приводящее
к образованию ы-фазы. увеличит прочность
Следует отметить, что получение высокопрочных фаз (а" н в особен-
ности со) в резхльтате термической обработки существенно снижает плас-
тичность и вязкость и поэтому является малоэффективным средством по-
вышения конструктивной прочности деталей из титановых сплавов
Титановые сплавы обладают очень низкими антифрикционными свойст-
вами я не пригодны для изготовления трущихся деталей Для повышения
износостойкости титановые сплавы следует подвергать химико-термической
обработке—цементации пли л\чше азотированию. Аэотиропанне провозят
при 850—950° С в течение 15—25 ч в диссоциированном аммиаке или сухом,
очищенном от кислорода азоте В результате азотирования получается тон-
кий (около 0 1 мм) слой, насыщенный азотом с HV 1000—1200
6. ПРИ МЕСИ В ТИТ АЛОВЫХ СПЛАВАХ
Титан химически активный элемент. Его трудно получить вы-
сокой чистоты, а получив, трудно предохранить от вредных воз-
действии окружающей среды. Поэтому важно не только иметь
Рнс. 381. Влияние различных элементов на механические свойства титана Сплошная ли-
ния — предел прочности; пунктирная — относительное удлинение
исходный чистый титан, но и предохранить его от насыщения
разными элементами при технологических переделах.
При нагреве титан поглощает кислород, азот, водород и уг-
лерод, которые образуют с Tia и Пр твердые растворы внедре-
ния разной предельной концентрации, в отличие от нормальных
легирующих элементов (ванадия, алюминия, олова и др.), обра-
зующих твердые растворы замещения.
33а*
519
В результате образованна твердых растворов внедрения, ов
повышается более резко, чем прн образовании твердых раство-
ров замещения1 и значительно снижается пластичность (рнс.
381). Примеси внедрения примерно в 10 раз сильнее влияют на
свойства, чем примеси замещения.
Легируя сплав элементами, которые образуют твердые раст-
воры замещения, можно получить лучшее сочетание свойств вяз-
кости и пластичности, чем в металле, содержащем примеси внед-
рения. Поэтому элементы внедрения следует считать вредными
примесями, и содержание нх ограничивают в технических спла-
вах.
В титановой губке разной по чистоте устанавливают разные допус-
тимые максимальные содержания этих элементов (0.04—0,10%О; 0,02^-
0,06% N; 0,03—0,06% С). Особенно сильно на свойства вязкости влияет
водород. При его содержании 0,02—0,05% ударная вязкость падает до ну-
ля, поэтому максимально допустимое содержание водорода в титановых
сплавах 0,01% (точнее от 0,005 до 0,015% в зависимости от марки сплава).
Кремний и железо также являются в большинстве сплавов примесями,
однако влияние их (т. е железа и кремния) значительно менее резкое, чем
примесей, внедрения, так как они образуют раствор замешення. В соответ-
ствии с этим содержание указанных элементов в сплавах допускается бо-
лее высокое (жетезо от 0,07 до 0,3% н кремния от 0,04 до 0,10% в зависи-
мости от марки сплава)
7. КОРРОЗИОННАЯ СТОЙКОСТЬ ТИТАНА
Кроме высокой удельной прочности (отношения прочности к
плотности), благодаря чему титановые сплавы получили широ-
кое применение в технике, особенно в тех областях, где важное
значение имеет масса (например, авиация, ракетостроение и др.)
Ри 382 Окисление титана при разных
температурах (И И. Сидорин)
титан обладает высокой
коррозионной стойкостью в
большем количестве агрес-
сивных сред, превосходя в
этом отношении нержавею-
щую сталь.
Высокая коррозионная стой-
кость титана обусловлена образо-
ванием иа поверхности плотной
защитной пленки (ТЮз). Если
эта пленка ис растворяется в окру-
жающей среде, то можно считать,
что титан в ией абсолютно стоек.
Например, морская вода за
4000 лет растворит слой титана
толщиной, равной листу бумаги.
Если же окисная пленка иа тита-
не растворима в данной среде, то
применение в ней титана недопу-
стимо.
1 Что связано с большими искажениями кристаллической решетки в пер-
вом случае.
520
Легче перечислить среды, в которых титан не стоек: из неорганических
сред — это плавиковая, соляная, серная и ортофосфорная кислоты; из ор-
ганических— щавелевая и уксусная кислоты (подробнее см. соответствую-
щие справочники).
Титан при нагреве поглощает из атмосферы газы (кислород, азот во-
дород) и чем выше температура, тем поглощение интенсивнее (см рнс 382).
Поэтому при технических (и эксплуатационных) нагревах титан следует
защищать от насыщения его газами, кислородом в первую очередь, что
достигается использованием контролируемых нагревательных атмосфер
или применением больших техно тогическнх припусков.
СПИСОК ЛИТЕРАТУРЫ
Абковнц С., Бурке Д., Хилц Р. Титан в промышленности М., Оборои-
гиз, 1957. 145 с. с нл.
Молчанова Е. К- Атлас диаграмм состояния титановых сплавов. М.,
«Машиностроение , 1964. 392 с. с ил»
М а к к в и л л з н М. К. Фазовые превращения в титане и его сплавах. М,
«Металлургия», 1967. 75 с. с нл.
Носова Г» И. Фазовые превращения в сплавах титана. М., «Металлур-
гия», 1968» 180 с. с ил.
Титановые сплавы для новой техники. М., «Наука», 1968. 279 с. с нл.
Вульф Б. К- Термическая обработка титановых сплавов. М, «Металлур-
гия», 1969. 375 с. с ил.
Окисзеиие титана н его сплавов. М., «Металлургии», 1970. 317 с. С ил.
Глазунов С. Г., Моисеев В. Н Конструкционные титановые сплавы.
М., «Металлургия», 1974, 366 с. с ил.
Глава XXTI
ТУГОПЛАВКИЕ МЕТАЛЛЫ
1. ОБЩИЕ СВЕДЕНИЯ
К тугоплавким относят металлы, температура плавления ко-
торых выше температуры плавления железа (1539°С), кроме
металлов платиновой и урановой групп и некоторых редкозе-
мельных.
Следовательно, к тугоплавким должны быть отнесены следу-
ющие металлы: ванадий (/Пд =1900°С), вольфрам (3410°С),
гафний (1975°С), молибден (2610°С), ниобий (2415° С), рений
(3180°С), тантал (2996°С), технеций (2700°С), титан (1672°С),
хром (1875°С), цирконий (1855°С). Все эти элементы располо-
жены в одном месте периодической системы элементов и отно-
сятся к металлам переходных групп (см. табл. 2).
Кратко рассмотрим свойства я особенности строения туго-
плавких металлов, за исключением титана1 и технеция.2
Интерес к тугоплавким металлам в настоящее время повы-
сился. Дело в том, что в ракетах, в сверхскоростных самолетах и
космических кораблях в отдельных деталях и узлах температу-
ры достигают 1500—2000 С, т. е. близки нли даже выше, чем
’ Он существенно отличается по свойствам и поведению от остальных ту-
гоплавких металлов.
г Он пока еще получен в весьма малых количествах, недостаточных даже
для подробного лабораторного изучения его свойств
521
температуры плавления железа, кобальта или никеля — метал-
лов, являющихся основой всех обычных жаропрочных сплавов.
Для этих назначений могут быть использованы только тугоплав-
кие металлы.
Хотя чистые т>гоплавкие металлы и обладают, по сравнению
с другими, более высокой жаропрочностью, их дальнейшее леги-
рование повышает жаропрочные свойства. Поэтому на практике
применяют не чистые тугоплавкие металлы (молибден, воль-
фрам, тантал, ниобий), а сплавы на их основе.
Следует также указать на исключительно высокую стойкость
в кислотах (см. рис. 366), что указывает на перспективность
их применения в химическом машиностроении. Основные физиче-
ские свойства тугоплавких металлов приведены в табл. 94.
Таблица 94
Физические свойства тугоплавких металлов
Металл Температура, ®С Кристал- лическая структура Плот- ность, г/см’ Теплопровод- ность, кал Коэффициент линейного рас- ширения (при 20“ С), 10 град
рекрн сталли зания плав- ления кипе- ния
(см град с “С)
Вольфрам 1500 3410 6700 К8 19,3 0.48 4.5
Рений 1800 3170 5630 Г12 21,0 0,17 6,7
Тантал 1000 2996 6100 К8 16,6 0,13 6,6
Молибден 1000 2625 4800 К8 10,2 0,35 5,4
Ниобий 1100 2415 3300 К8 8,56 0,12 7,1
Гафний «— 1975 5400 Г12иК8 13,36 0,053 6,0
Ванадий 1900 3350 К8 6,11 0,074 9,7
Хром 800 1890 2469 К8 7,2 0,16 6,2
Цирконий — 1855 3577 Г12иК8 6,0 0,04 5,8
Эти металлы, кроме высокой температуры кипения, плавле-
ния и соответственно высокой температуры рекристаллизации
(указывается ориентировочно для металлов промышленной чис-
тоты), имеют одинаковую кристаллическую решетку — объемно-
центрированный куб (кроме рения н гафния), не имеют поли-
морфизма,1 обладают высокой (выше, чем у железа) плотностью
(кроме ванадия и хрома) и малым коэффициентом теплового
расширения (кроме ванадия).
Высокая температура плавления этих металлов есть резуль-
тат высоких сил межатомной связи. Перечисленные металлы —
сравнительно редкие и поэтому дорогие.
Тугоплавкие металлы в виде компактной массы получаются илн мето-
дом порошковой металлургии,1 2 илн методом дуговой плавкия
1 Кроме гафния с аллотропическим ач^рпревращением при 1310° С и
циркония с аллотропическим а ч*р-прев ращен нем при 862° С.
2 Т. е. получается порошок металла, который спекается и прессуется или
прокатывается в необходимый профиль
1 В вакууме, где одним нз электродов является расплавляемый металл.
522
Как указывалось, большинство тугоплавких металлов имеет
(как и a-железо) объсмноцеитрированпую кубическую решетку,
а для металлов, имеющих такое кристаллическое строение, ха-
рактерно охрупчивание прн определенных температурах. Темпе-
ратура этого перехода зависит от природы металла и его чис-
тоты.
Из рнс. 383 видно, что пластичный металл (большое попереч-
ное сужение) ниже определенной температуры становится хруп-
Рнс. 383. Сериальные кривые
относительного сужения ту-
готинкнх металлов в ре-
кристаллизованном состоя-
нии
ким. Эта температура для вольфрама и хрома лежит выше ком-
натной, для молибдена — в районе комнатной, а для ниобия, как
и для железа — ниже комнатной.
Наибольшее применение из тугоплавких металлов имеют ни-
обий, тантал, молибден и вольфрам, часто именуемые «большой
четверкой».
2. ВЗАПМОДЕПСТВПЕ ТУГ0П.1АВКПХ МЕТАЛЛОВ
С ДРУГИМИ ЭЛЕМЕНТАМИ.
ПРОМЫШЛЕННЫЕ СПЛАВЫ
С другими тугоплавкими металлами и между собой металлы
большой четверки образуют илн неограниченные твердые раст-
воры, или твердые растворы широкой гомогенности.
Металлические элементы, расположенные в периодической
системе далеко от тугоплавких металлов, растворяются в туго-
плавких металлах незначительно и проявляется склонность к
образованию ннтерметаллидов (вольфрамидов, молнбдеиндов и
т. д.).
Особо сильное влияние оказывают элементы — неметаллы с
малым атомным радиусом и образующие с молибденом, воль-
фрамом, ниобием, танталом и др. твердые растворы внедрения,
имеющие к тому же существенно изменяющуюся растворимость
по температуре. Это приводит к выделению соответствующих
523
фаз (окислов, карбидов и т. д.) в дисперсной форме приблизи-
тельно в интервале температур 1800—1200°С и резкому охруп-
чиванию сплава. Чтобы не вызвать охрупчивания, следует ме-
талл очистить от этих элементов, которых должно быть меньше
минимальней растворимости. Ее можно принять равной раство-
римости при 1200е С (табл. 95).
Таблица 95
Растворимость элементов внедрения прн 1200 С
в тугоплавких металлах (приблизительно), % (по массе)
Группа металла Водород Углерод Азот Кислород
VA (Сг, Мо. W) 10-4—10-» 10—®—10—« 10’—10 ® 10-8—10 ’
VIA (V, Nb Та) 10-1—10-8 10-1—10-2 1 — 10-1 1—10 1
Из этой таблицы видно, что растворимость примесей внедре-
ния в мета злах группы VIA на два—три порядка меньше, чем в
металлах группы VA.
Поскольку действие этих элементов на свойства сплава оди-
наково (ухудшается пластичность за счет подъема порога хлад-
ноломкости), то для получения пластичного металла необходи-
мо, чтобы в хроме, молибдене, вольфраме сумма C4-N4-0 со-
ставляла ие более 10-3% или не более 0,001% *, что представля-
ет собой труднейшую, практически не решенную еще задачу.
В ванадии, ниобии и тантале сумма C-f-N+О может быть по-
рядка 0,1% (вероятно 0,05%), что практически достижимо. По-
этому промышленные хром, молибден, вольфрам (и их сплавы)
хрупки, порог хладноломкости лежит выше комнатной темпера-
туры, а ванадий, ниобий, тантал пластичны, порог хладнолом-
кости этих металлов лежит ниже комнатной температуры (см.
рис. 383).
Ранее отмечали, что преимущественное применение имеют ие чистые
тугоплавкие металлы, а сплавы на нх основе
В результате рассмотрения взаимодействия разных элементов с туго-
плавкими металлами и прямые исследования по изучению влияния разных
эле ентов (Е. М Савицкий, Н. Н. Моргунова) позволяют сформулировать
некоторые положения: 1) легировать тутоплавкие металлы в количестве до
нескольких процентов можно лишь тугоплавкими, причем для металлов VA
группы (ванадий, ниобий, таитал) возможно более глубокое легирование,
чем для металлов VIA группы (хрома, молибдена, вольфрама); 2) кислород
является более вредным элементом, чем углерод, поэтому последний вво-
дят в небольшом количестве (до 0,05—0,1%), для раскисления и «жест-
кого» легирования.
В табл. 96 приведены составы некоторых, наиболее распростран иных
сплавов иа основе тугоплавких металлов, применяемых в СССР и США.
* Суммирование весовых процентов возможно ввиду близких атомных
весов углерода, азота н кислорода.
524
которые применяют наравне с технически чистыми металлами (например,
в СССР применяется только технически чистый тантал н не имеют приме-
нения сплавы на его основ*').
Таблица 96
Составы наиболее распространенных сплавов
на основе тугоплавких металлов
Основа Марка Сплав. % Место произ- водства
Nb FS-80 Д-31 В-66 Д-43 F-48 ио-юз iZr ЮМо; iTi; 0.1 С 5Mo. 5V. IZr 10W; IZr; O.lC I5W; 5Mo; IZr; O.lC 10НГ; ITi; 0.7C СПИ
B1I-2 ВН-2А ВН-4 4XMo; <0.05C 4Mo; 0.7Zr; <0,08C lOMo; l,5Zr; 0.3C СССР
Мо тм TZM TZC WZM 0.5Ti; 0.02—0.05C 0,5Ti; 0.08Zr; 0.0 LCC l.25Ti; 0,3Zr; 0.15C 25W. 0.1 Zr; 0.03C CU1A
ЦМ-2Л ЦМ-6 цм-з BM-I ВМ-2 вм-з 0.1Zr; O.ITi; <0,004C O.lfZr—0.СЮ2В 0 37 0.02C 0 5Zr; до 0.4Ti; <0,01C 0,3'Zr; до 0,2Ti; <00 >C 0.45Zr: ITi; 1.4Nb; 0.35C СССР
Та F-60 Nb6—7,5V 10\V 30Nb—7.5V США
W — 1— 2П1О2 15Mo США
3. МЕХАНИЧЕСКИЕ СВОЙСТВА П ЖАРОПРОЧНОСТЬ
Наибольший практический интерес представляют свойства
тугоплавких металлов при высоких температурах. Однако для
характеристики этих металлов как конструкционных материалов
имеет значение изменение механических свойств в широком диа-
пазоне температур. Характерные температурные зависимости
предела прочности при растяжении и пластических характерн
стнк различных тугоплавких металлов в рекристаллизованном
состоянии приведены иа рис. 384. Как и следовало ожидать, проч-
525
ность металла при повышенных температурах тем больше, чем
выше его температура плавления.
Доказательством того, что прочность является функцией тем-
пературы плавления, является сопоставление прочности различ-
ных металлов при гомологических температурах (Гяоп/Тш). За-
висимость предела прочности при растяжении молибдена и нио-
бия (никеля для сравнения) от гомологической температуры по-
казывает, что существуют три интервала, в которых изменение
температуры по-разному
Рис. 385. Зависимость прочности от гомо-
логической температуры (Г/Г^) молибде-
на. ниобия, никеля
влияет на прочность метал-
лов рис 385.
В области температур
выше 0,6 Тпл предел прочно-
сти при растяжении опреде-
ляется характером и величи-
ной энергии межатомной
связи металлов и при рав-
ном удалении от температу-
ры плавления прочность ме-
таллов одинаковая.
Прочность металлов в
интервале температур 0,2—
0,6 ГПп определяется глав-
ным образом структурой
(размером зерна, наличием
дисперсной второй фазы, на-
клепом и т. д.), и у разных
металлов она довольно раз-
лична. В этом интервале температур свойства мало зависят от
температуры.
В низкотемпературном интервале (менее 0,2—0,3 Гпл) проч-
ность резко зависит от температуры. Наиболее существенным
в поведении металлов в этой области температур является ин-
тенсивное снижение пластичности, обусловленное переходом че-
526
рез порог хладноломкости. Хладноломкость тугоплавких метал-
лов будет рассмотрена отдельно в следующем разделе. Здесь
уделим внимание механическим свойствам в среднем интервале
температур от 0,2 до 0,6 Тпл. поскольку, с одной стороны, это ра-
бочие температуры а с другой стороны механические свойства
являются структурно чувствительными свойствами.
Примеси внедрения повышают прочностные характеристики
в районе 0,2—0,6 Тпл. Это отмечается главным образом для
ниобия и тантала, что связано с большой растворимостью кис-
лорода, азота п углерода в этих металлах.
Рис 386. Микроструктура молибдена
в деформированном состоянии
Рнс 387. Микроструктура молибдена
в рекристаллизованном состоянии
Влияние указанных примесей, находящихся в твердом рас-
творе, на прочностные характеристики молибдена н вольфрама
мало заметно, вследствие нх малой растворимости.
Деформация и рекристаллизации. Полуфабрикаты нз туго-
плавких металлов обычно имеют деформированную волокни-
стую структуру (рис. 386). Это связано с тем, что деформ нро
ванне тугоплавких металлов и сплавов иа последних этапах
изготовления листа, прутков, леиты и т. п. обычно проводят
нли при комнатной температуре, или с подогревом, но прн тем-
пературах ниже температуры рекристаллизации. В рекристал-
лизованном состоянии все тугоплавкие металлы имеют обычную
полиэдрическую структуру (рис. 387). Волокна располагаются
вдоль прокатки. Если сравнивать пластичный ниобий (или тан
тал) в деформированном и рекристаллизованном состояниях,
то подтверждается известная зависимость: для деформирован-
ного (наклепанного) металла выше прочность и ниже пластич
иость (табл. 97).
Порог хладноломкости у деформированного молибдена
(вольфрама) лежит ниже, чем у рекристаллизованного (под-
527
Таблица 97
Механические свойства деформированного н рекристаллизованного ниобия
и молибдена
Металл Состояние О , кгс/мм* Ор 2’ кгс/мм* б. % Ф. %
Ниобий Деформированное 75 60 20 30
Рекристаллизованное 52 47 27 37
Молибден Деформированное 75 67 30 40
Ре кр неталл изова иное 55 55 1 2
робнее см. ниже), поэтому пластичность деформированного мо-
либдена выше, чем рекристаллизованного (см. табл. 97).
Если испытывать все тугоплавкие металлы, в том числе молибден н
ниобий, ио выше порога хладноломкости, то они чрезвычайно пластичны —
100% (см. рис. 48).
Механические характеристики тугоплавких, как и других метаплов и
сплавов, зависят от степени холодной пластической деформации»
Рнс 388. Температурная зависимость пре
дела прочности сплава Мо—0.12% Zr в
деформированном (/} и рекристаллизован-
ном (2) состояниях
Рис 389. Температурные зависимости
100 ч длительной прочности пяти туго-
плавких металлов
Действие наклепа иа механические характеристики уменьшается при
увеличении температуры испытания. Например, для молибденового сплава
ЦМ-2Л (рнс. 388) прочность п пластичность деформирована1 го и рекри-
сталлизованного мета а становится одинаковой прн 1800—2000° С.
Легирующие элементы вводят в тугоплавкие металлы для
повышения жаропрочности.
На рис. 389 приведена температурная зависимость 100 ч дли-
тельной прочности чистых металлов V и VI групп.
Как видно, жаропрочность чистых металлов сравнительно
невелика. В качестве конструкционных жаропрочных материа-
528
лов применяют обычно не чистые тугоплавкие металлы, а спла-
вы иа их основе.
Для тугоплавких металлов применимы общие закономерно-
сти легирования, по которым упрочнение достигается образова-
нием мелкодисперсных выделений с расстоянием между части-
О
нами порядка 100 А, а также элементами, находящимися в твер-
дом растворе.
Возможность упрочнения с помощью легирования твердого
раствора для ниобиевых и танталовых сплавов значительна,
тогда как растворимость большинства элементов в молибдене
и вольфраме невелика и существенно повысить жаропрочность
этим способом нельзя. Для указанных металлов используют
дисперсионное упрочнение.
Ниобий и тантал обычно Легируют в больших количествах
молибденом, титаном, вольфрамом и другими преимущественно
тугоплавкими металлами. Молибден легируют вольфрамом и в
небольших количествах титаном и цирконием, которые являют-
ся более сильными карбпдообразователями, чем молибден
(вольфрам), и образуют вторичную карбидную фазу с малым
количеством вводимого углерода (сотые доли процента). Эта
фаза при выделении сильно упрочняет сплав.
Жаропрочные свойства некоторых сплавов иа основе тугоплавких ме-
таллов представлены иа табл. 98—100.
Таблица 98
Жаропрочные свойства сплавов на основе ниобия и молибдена
Марка сплава Состав, % он, кге мм* О,... кгс/мм*
и о о О S 1300* с Э «ООП О S Э оООЕТ | 1315е С
Сплавы на основе ниобия
Ниобий Технически чистый 7,5 6,5 4,2 3,2 2,8
ВН-2 4,5Мо; <0,05С 31-35 18-20 — 14 —> — —
ВН-4 10 Мо; |,5Zr; 0,ЗС 70 55 — 28 — 10 —
ВН-2А 4Мо; 0.7Zr; С0.08С 45 30 — 13 — — —
Сплавы молибдена
Молибден Технически чистый 19 8
ЦМ-2А (ВМ- 0.1 Zr; 0.1 Ti; 0.004С 38 34 — 23 8 — —
ВМ-2 0,35Zr; 0,2Ti; 0п02С 48 45 26 15 —.
ВМ-3 0.45Zr; 1 Ti; l,4Nb; 0.35C — — 50-57 —— —— -—. 25
цм-з 0,3Zr; 0.02C 55 50 40 — 18 — —
529
Таблица 99
Жаропрочные свойства сплавов иа основе вольфрама
Марка сплава Состав. % Ов, кгсуым1 О|(«. кгс/мм*
1Ь50° С 1927° С 2204“ С 1650° С
Вольфрам W—Мо Технически чи- стый 15Мо 17,5 25,3 П.4 7,9 4,4 3,9 3,2 5,1
Таблица 100
Жаропрочные свойства сп авов иа основе тантала
Марка сплава Состав, % ов, кгс/мчг 0,0.. кгс/мм*
1315°С 1650° С 1927е С 1315° С 1 1630° с
Тантал Технически чи- стый 6,0 2,5 — 1,8 —
ES-60 I0W 27,8 13,5 6,0 16,2 6,0
WS-222 10W; 2.4НГ; 0.01С 37,8 16,8 10,0 19,7 3,4
Поскольку жаропрочность различных сплавов в определен-
ной области температур может быть почти одинаковой, прн вы-
боре того илн другого сплава для работы прн высоких темпе-
ратурах часто руководствуются другими характеристиками.
Наиболее хрупким, трудным в технологическом отношении яв-
ляется вольфрам, поэтому сплавы на его основе применяют
обычно при рабочих температурах, превышающих 2000° С в
условиях сильного эрозионного износа. Сплавы на основе тан-
тала являются наиболее дорогими, и поэтому в интервале тем-
ператур 1000—1500°С используют преимущественно сплавы на
основе ниобия и молибдена. Наиболее жаропрочны сплавы мо-
либдена. Их применяют при температурах выше 1200°С и иног-
да до 2000° С. Выбор молибденового или ниобиевого сплава
определяется требованиями пластичности, свариваемости, кор-
розионной стойкости и т. д.*.
4. ХЛАДНОЛОМКОСТЬ ТУГОПЛАВКИХ МЕТАЛЛОВ
Несмотря па то что тугоплавкие металлы и их сплавы пред-
назначаются для работы при высоких температурах, их хлад-
ноломкость, т. е. наличия у них температуры перехода в хруп-
кое состояние имеет важное технологическое и эксплуатацион-
ное значение.
1 Ниобиевые сплавы технологичнее, однако уступают молибденовым в
жаропрочности н стойкости в специальных средах.
530
При ударных испытаниях выше порога хладноломкости образец не раз-
рушается, а изгибается между опорами копра. Появление хрупкости при
понижении температуры заключается в том, что для рекристаллизованного
состояния отсутствие разрушения сменяется иа хрупкое разрушение, ра-
Рнс. 390. Сернэльяье кривые
уд арпоЛ вязкости молиб-
дена:
а — рекристаллизованное со-
стояние: б — деформирован-
ное состояние
бота удара падает до нуля (рис. 390) и появляется излом, который следует
характеризовать хрупким 1 (рис. 391).
Для деформированного образца переход в хрупкое состояние происхо-
дит в интервале температур, в котором часть образца надрывается (хруп-
Рис. 39|. Стереоскопическая фрактография излома молибдена:
а — межкрнсталлнческиЙ излом. ХЗО; б — транскристаллитныЙ излом. Х140
ко), после чего ои изгибается без разрушения. Чем инже температура, тем
на большую часть сечення распространяется разрушение и лишь прн пол-
ностью хрупком разрушении образец разбивается на две половинкн.
1 Интересно, что молибден нельзя разрушать вязко. Выше порога он толь-
ко «гнется н ие ломается», а при растяжении сужается (рис. 48) до точки,
не оставляя поверхности излома. Ес1и образуются поверхности излома, то
только в результате хрупкого разрушении.
531
Важно отметить, что порог хладноломкости деформирован-
ного молибдена лежит значительно ниже рекристаллизованного.
При комнатной температуре деформированный молибден еще не
полностью охрупчен. В связи с этим молибден используют пре-
имущественно в иагартованном состоянии.
Легирование оказывает существенное влияние на порог
хладноломкости. Наличие примесей внедрения резко смешает
порог хладноломкости в области более высоких температур.
При равной степени чистоты металлы с о. ц. к. решеткой
значительно различаются между собой (см. рис. 383). Порог
хладноломкости для металлов, относящихся к VI группе перио-
дической системы, располагается заметно выше, чем у метал-
лов V группы.1
Причина подобного различия двух групп металлов (V и VI) заключает-
ся в разной растворимости водорода, углерода, азота и кислорода в этих
мета злах (см. табл. 95).
В ниобии и тантале технической чистоты примеси внедрения при обыч-
ном их содержании находятся в растворе, а в молибдене и вольфраме
(вследствие малой растворимости — в виде дисперсных включений —
карбидов, нитридов, оксидов, располагающихся по границам зерен или в
приграничных объемах. Это способствует хрупкому разрушению, и порог
хрупкости у молибдена и вольфрама резко сдвигается в область более вы-
соких температур.
Очистка металла от примесей внедрения снижает порог хладнолом-
кости и является одним из возможных путей повышения пластичности ту-
гоплавких металлов. Глубокая очистка от примесей внедрения является
еще сложной технологической задачей.
Растворение металлических элементов замещения в молибдене или дру-
гих металлах в общем случае ухудшает пластичность н повышает порог
хладноломкости. Небольшие добавки элементов замещения, играя роль
раскислителей, могут снижать температуры перехода из пластичного состоя-
ния в хрупкое. Такими элементами являются, в частности, алюминий, це-
рий, титан. Цирконий, добавка которых в количестве 0,1—-0,5% снижает
температурный порог хрупкости. Значительное легирование примесями за-
мещение всегда повышает порог хладноломкости. Исключение составляет
рений (так называемый «рениевый эффект»), который снижает порог хлад-
ноломкости молибдена, вольфрама и хрома (рис. 392). Чтобы получить ощу-
тимое положительное влияние рения на свойства металла VI группы, необ-
ходимо вводить этот элемент в больших количествах (30—50%).
Поэтому способ улучшения хромовых, молибденовых н вольфрамовых
сплавов из-за высокой стоимости рения в большинстве случаев не приме-
няют (стоимость рения в 1,5 раза выше стоимости золота/.
Природа <рениевого эффекта» является еще предметом научных иссле-
дований и споров.
Значительное влияние иа порог хладноломкости оказывают структура
металла, а следовательно, и режимы деформации и термической обработки
Поскольку хрупкое разрушение связано прежде всего с наличием при-
месей внедрении иа границах зерен, то большое значение имеет протяжен-
ность границ зерен, т. е. величина зерна. На рис. 393 приведены данные, по-
казывающие, что с уменьшением величины зерна порог хладноломкости нио-
бия, молибдена, вольфрама снижается.
1 У тантала резкого снижения пластичности не наблюдается вплоть до
— 196е С.
532
Порог хладноломкости тугоплавких металлов в рекристаллизованном
состоянии, как правило, значительно выше, чем в деформированном. Труд
ностн при сварке молибдена и вольфрама связаны именно с этим обстоя-
тельством: образующаяся при сварке зона литого и рекристаллизованного
металла охрупчивается в результате то-
го, что порог хладноломкости ме-
талла в сварном соединении лежят вы-
ше ’, чем в основном, деформированном
металле. Следовательно, проблема созда-
Ркс. 392. Изменение тястично-
стн молибдена при понижении
температуры при разном содер-
жании рения
Рнс. 393. Влияние размера зер-
на на температуру перехода
тугоплавких металлов из плас-
тичного состояния в хрупкое
имя свариваемых тугоплавких сплавов на основе молибдена и вольфрама—это
проблема получения сплавов, у которых в литом и рекристаллизованном со-
стоянии порог хладноломкости располагался бы ниже комнатной температуры.
5. СОПРОТПВ.1ЕНПЕ ОКИСЛЕНИЮ И ЗАШИТА ОТ ОКИСЛЕНИЯ
Основным недостатком большинства тугоплавких металлов
является низкая сопротивляемость окислению. Исключение со-
ставляет хром, хотя и его жаростойкость ниже, чем иикельхро-
мовых сплавов.
Исследованиями окалниостойкости молибдена, вольфрама, ниобия, танта-
ла, хрома установлено, что молибден окисляется в шесть раз интенсивнее, чем
вольфрам, а вольфрам в три раза быстрее, чем ниобий н тантал (рис. 394).
Столь высокие скорости окисления молибдена и вольфрама объясняются низ-
кой температурой плавления окислов МоОэ и WO3 (795° для МоО3). Окнслы
Nb^Os и Та2О5 устойчивы до 1370° С. Однако в результате большой рас-
творимости кислорода в ниобии и тантале происходит значительное насыще-
ние поверхностных слоев кислородом и вследствие этого существенное измене-
ние свойств металла.
Проведено большое количество исследований для изыскания жаростойких
сплавов ня основе молибдена или ниобия Однако эти попытки следует счи-
тать малоудачными, так как для более или менее заметного эффекта по умень-
шению окисляемости следует вводить значительное количество легирующих
элементов, что значительно ухудшает технологическую пластичность и, как
правило, снижает температуру плавления, а следовательно, и жаростойкость.
Кроме того, иесмотри иа то, что дли молибдена, например, удаетси уменьшить
1 Выше комнатной температуры.
34 Гул ней А П
533
скорость окисления в 100 раз, абсолютные значения жаростойкости остаются
вес же намного ниже, чем у ептавов системы Fe—Ni.
Сравнение скоростей окисления рассматриваемых материалов показывает.
что если сплавы иа основе ниобия еше
иять в окислительной среде, то сплавы
Рис. 394. Срав1 ителыше кривые окис-
ления на воздухе прн 1039° С разных
тугоплавких металтов (Е. М. Савнц
кий)
можно в ограниченной степени при ме-
на основе молибдена совершенно иера-
ботоспособны
В течение продол жите тьного вре-
мени проводятся изыскания поверх-
ностных защитных покрытий для ту-
гоплавких металчов. Разработан ряд
металлических, интерметаллических
и керамических покрытий для зашиты
от окисления
Для молибдена н вольфрама луч-
шими считаются термодиффузионные
енлицидиые покрытия (MoSi2. WSi2).
Используются и покрытия инхромом
Для вольфрама лучшим также
является силицидное покрытие, ко-
торое обеспечивает защиту от окис-
ления в течение 10 ч при 1820г С.
Поверхностные покрытия приме-
няют ограниченно главным образом
для деталей с малым сроком службы
(н, как правило, одноразового дей-
ствия). Циклы нагрева и охлаждения
нт-за различий коэффициента линей-
ного расширения основного метал та
и покрытия приводят к отслаиванию
покрытия, развитию поверхностных
трещин н потере защитных свойств
покрытия.
Тугоплавкие металлы широко применяют для работы при
высоких температурах, ио ие в окислительной среде, а в ваку-
уме, водороде, в инертных газах.
6. КОРРОЗИОННАЯ стойкость
Несмотря иа малую стоикость против окисления (газовой
коррозии) при высоких температурах все тугоплавкие металлы
являются чрезвычайно кислотостойкими.
В кипящей серной кислоте — одной из наиболее агрессивных сред — кис-
лотостойкая хромоникельмолибденомедистаи сталь может работать при кон-
центрации Н2О4 до 5%, сплав хастеллой (80% Ni, 20% Мо) — прн концент-
рации до 20%, а тантал ие подвергается коррозии в кипящей серной кислоте
при концентрации до 80% (см. рнс 366).
Из тугоплввкич материалов тантал является наиболее кис-
лотостойким. Ниобий по кпслотостойкости превосходит сплавы
на основах железа и никеля, однако уступает танталу.
Использование ниобия вместо тантала представляет интерес из-за более
низкой (по сравнению с танталом) его стоимости. Легирование ниобия позво-
ляет изыскать технологические сплавы, по коррозионной стойкости прибли
жаюшиеся к танталу.
534
Добавка к ниобию молибдена и тантала улучшает коррозионную стой-
кость. Так как при высоком содержании молибдена* 1 технологическая пластич-
ность падает, то перспективным является легирование ниобия танталом. Вве-
дение тантала в ниобий резко повышает стойкость сплава в соляной, фосфор
ной н в кипящей серной кислотах (рис. 395). Сплав Nb4-25% Та по коррозион-
ной стойкости значительно превосходит чистый ниобий и приближается к тан-
талу.
Поскольку тнтан при содержании
стойкости ниобия, то рекомендуется
4-25% Та 4-10 % Ti.
По коррозионным свойствам мо-
либден и вольфрам в условиях экс-
плуатации в кипящих неорганических
кислотах значительно превосходят
ниобий н мало уступают танталу.
Прн их стоимости, существенно мень-
шей по сравнению с танталом, оин
ивилнсь бы весьма перспективными
материалами для химического маши-
ностроения. Однако технологические
трудности изготовления химической
аппаратуры ограничивают применение
молибдена и вольфрама. Возможно
изготовление аппаратуры не нз ли-
стов чистого молибдена, а нз биме-
талла: сталь 4г молибден (молиб-
ден— покрытие). Такой биметалличе-
ский лист ие только в два-три раза
дешевле молибденового листа, но и
обладает высокой пластичностью.
Следует иметь в виду, что корро-
зионная стойкость в крепких кисло-
тах определяется в основном химиче-
ским составом сплава и мало зависит
от структуры и способа производ-
ства.
его до 10% не ухудшает коррозионной
применять тройной сплав2: 65% Nb4-
Со держание легирующего злемекпиг.
% (ат.)
Рис. 395- Влияние легирующих элемен-
тов на коррозионную стойкость ниобия
в кипящей 40%-ной серной кислоте
(автор)
Тугоплавкие сплавы, в первую очередь тантал, сплав нио-
бия с танталом и в отдельных случаях молибден, являются са-
мыми кислотостойкими металлическими материалами. Их при-
менение особенно целесообразно в средах, в которых другие
материалы не обладают коррозионной стойкостью. К таким сре-
дам относятся неорганические крепкие кислоты при повышен-
ных температурах, а также некоторые промышленные среды.
Несмотря иа высокую стоимость тугоплавких материалов по
сравнению с такими коррозионностойки мн материалами, как
высоколегированная нержавеющая сталь или сплав хастеллой,
применение сплавов Та—Nb, экономически оправданно, так как
вследствие высокой коррозионной стойкости можно эксплуати-
ровать химическую аппаратуру весь срок без замены облицовки.
1 А дли существенного повышения коррозионной стойкости ниобия необ-
ходимо вводить значительные количества молибдена.
1 Титан вводят для уменьшения стоимости, снижения плотности и улуч-
шения технологичности.
31*
535
СПИСОК ЛИТЕРАТУРЫ
Молибден Пер с англ. М, ИЛ., 1959. 304 с. с ил.
Прокошкнн Д. А.. Васильева Б. В. Сплавы ниобия. М, «Наука»,
1964. 330 с. с ил.
Тугоплавкие металлические материалы для космической техники. Пер. с англ.
М., «Мир», 1966. 420 с. с нл
Савицкий Е. М.. Бурханов Г. С. Металловедение тугоплавких ме-
таллов и сплавов. М. «Наука», 1967. 320 с. с ил.
Киффер Р. и Браун X. Ванадий, ниобий, тантал. Пер. с англ. М., «Ме-
таллургия», 1968. 311 с. с ил.
Титц Г., Уилсон Д. Тугоплавкие металлы и сплавы. Пер. с англ. М.,
«Металлургия», 1969. 352 с. с нл.
Котельников Р Б., Башлыков С. Н., Галиакбаров 3. Г., Ка-
штанов А. И. Особо тугоплавкие элементы и нх соединения. Спра-
вочник. М., «Металлургия», 1969. 372 с. с ил.
Ефимов Ю. В., Барон В. В., Савицкий Е. М Ванадий и его спла-
вы. М., «Наука». 1969. 253 с. с ил.
Сплавы молибдена. М., «Металлургия», 1975. 392 с. с нл. Авт.: Н. Н. Мор-
гунов, Б. А. К л ы п и и, В. А. Бояршинов н др.
Глава XXIII
СПЛАВЫ С ОСОБЫМИ ТЕПЛОВЫМИ
II УПРУГИМИ СВОЙСТВАМИ
I. ЗАКОНОМЕРНОСТИ ТЕПЛОВОГО
РАСШИРЕНИЯ МЕТАЛЛОВ И CU.iABOB
СПЛАВЫ С ЗАДАННЫМ ЗНАЧЕНИЕМ ТЕПЛОВОГО РАСШИРЕНИЯ
В приборостроении в ряде случаев требуются сплавы с са-
мыми разнообразными свойствами, например сплавы с коэф-
фициентом линейного расширения, равным коэффициенту ли-
нейного расширения стекла, или с коэффициентом, равным
нулю, а также с весьма большим коэффициентом и т. д. Что-
бы удовлетворить этим требованиям, для каждого конкретно-
го случая применения изготавливают сплавы строго опреде-
ленного состава. Их, как и магнитные и электротехнические
сплавы, называют часто прецизионными сплавами.
Такое название обусловлено тем, что состав этих сплавов должен быть
точным; разбег в колебании содержания легирующих элементов весьма не-
большой, так как этим обеспечивается получение оптимальных свойств. Изго-
тавливают прецкзиовиые сплавы (кроме трансформаторного металла) а весь-
ма малых количествах, способами, похожими на изготовление сплава лабора-
торными методами.
Зависимость расширения металла от температуры иагрева
носит криволинейный характер (рис. 396).
Коэффициент линейного расширения а возрастает с повышением темпе-
ратуры: at <atесли 6 <6.
Значения коэффициентов линейного расширения для некоторых металлов
при разных температурах приведены в табл. 101.
536
Таблица 101
Коэффициент линейною расширения некоторых металлов
Металл а -10* при температуре. °C
0 100 200 600 800
Железо . . 11.3 12,2 12,7 14.5 14,8
Медь . . . 16,7 17.0 17.4 18,8 19,6
Алюминий . 22,8 23,7 24,5 27,9 —
Никсть . . 13,4 13.6 14,0 15,6 16,1
кобальт 12.0 12.5 13.0 — —
Платина . . 8.9 9.1 9,2 9,7 9,9
Введение в металл второго компонента вызывает изменение коэффициента
линейного расширения, при этом: а) если оба компонента образуют механиче-
скую смесь, то коэффициент линейного расширения изменяется аддитивно;
б) если компоненты образуют твердый раствор, то коэффициент линейного
а -к/л
Рнс 396. Кривая расширения сплавов
при повышении температуры
Рнс 397. Коэффициент лилейного расши-
рения сплавов Fe—Ni |Шевснар)
расширения изменяется по криволинейной зависимости, но виутрн пределов, ог-
раниченных значениями коэффициентов линейного расширения чистых компо-
нентов.
Существуют, однако, две анормальные системы: Fe — Ni и Fe — Pt, в ко-
торых изменение коэффициента линейного расширения сплавов не подчиняется
общим правилам. У железоянкелевых сплавов коэффициент линейного рас-
ширения прн добавлении никеля изменяется по сложной зависимости1
(рис. 397). Из этой диаграммы мы видим, что у железа а=11,6-10~е. Сплав
с 25% Ni имеет почти в два раза больший коэффициент линейного расширения
(а=20-10~в). Сплав с 36% Ni имеет в восемь раз меньший коэффициент ли-
нейного расширения (а*=1,5-10-в).
1 Разрыв кривой иа рис. 397 соответствует переходу от a-твердого рас-
твора к у-твердому раствору.
537
Сплав с 36% Ni называется инваром (неизменный), и его
можно считать практически нерасширяющимся. Этот сплав
применяют во многих приборах для деталей, размеры которых
не должны изменяться с изменением температуры. Следует
иметь в виду, что малый коэффициент линейного расширения
инвара сохраняется лишь в интервале от —80 до +100° С;
выше и ниже этого интервала коэффициент расширения ннвара
Рнс. 398 Коэффициент линейно-
го расширении сплавов Fe—N1
при разных температурах. Со-
держание никеля. %:
J —50: 2 — 42; 3—36
резко возрастает.
Сплав с 42% Ni отличается тем,
что имеет постоянный коэффициент
линейного расширения (около 7,5Х
XI О-6) в интервале от 20 До 200° С;
вне этого интервала температур его
коэффициент возрастает, т е. сплав
расширяется более интенсивно (рнс.
398). Другими словами, для сплавов
системы Fe—Ni существует интервал
температур, в пределах которого ко-
эффициент линейного расширения
остается постоянным. Верхняя темпе-
ратура этого интервала* тем выше,
чем больше в сплаве содержание ни-
келя (рис. 398).
В табл. 102 для различных инварных сплавов приведен химический со-
став и коэффициенты теплового расширения, регламентируемые техническими
условиями
Таблица 102
Состав и тепловые свойства инварных сплавов
Названье сплавов Марка сплава Содержание эле- ментов’ (при- мерное), % Тепловые свойства
N! Со коэффициент линейного расширения а 10* температур- ный интервал измерений.
Инвар Н36 36 1,5 20—100
Суперннвар Н31К6 30—34 4—6 1.0 20-60
Платинит Н48 43 — 9,0 20—300
’ Остальное — железо.
Из приведенных в табл 101 сплавов наибольшее применение получил
сплав Н36
Для инвара характерна некоторая нестабильность размеров ао времени:
вначале, после изготовления детали, ее размеры уменьшаются, а потом рас.
‘Температура, прн которой коэффициент линейного расширения сплава
Fe—Ni резко возрастает, совпадает с точкой Кюри этого сплава.
538
тут>. Стабилизация размеров изделий достигается термической обработкой,
снимающей остаточные напряжения, так как указанная размерная нестабиль-
ность есть результат релаксации этих напряжений, полученных при предыду-
щих обработках.
В результате замены части никеля кобальтом получается сплав, так назы-
ваемой суперинвар, с еще меньшим коэффициентом теплового расширения,
чем простой инвар.
В результате замены никеля кобальтом получается сплав, называемый
коваром2, содержащий 29% Ni, 18% Со. У такого сплава коэффициент ли-
нейного расширения а=5-10"в.
Он предназначен для спайки с молибденовыми стеклами, имеющими такой
же коэффициент линейного расширении.
Сплав с 48% Ni имеет коэффициент линейного расширения, равный
9-Ю-6, т. е. такой же, как у стекла и платины (см. табл. 101). Этот сплав по-
лучил название платинита, н его применяют для пайки металла со стеклом.
2. СПЛАВЫ С ПОСТОЯННЫМ МОДУЛЕМ УПРУГОСТИ
В ряде случаев требуется металл с постоянными, ие изме-
няющимися с температурой модулями упругости (Е, G), при-
меняемый для пружин различных точных приборов, для ка-
мертонов и т. д. В этом случае применяют сплавы, называе-
мые элинварами (постоянная упругость), содержащие около
36% Ni и 8% Сг, остальное — железо.
Температурный коэффициент модуля нормальной упругости этих сплавов
колеблется а пределах 18—23-10~в/°С. У этих сплавов коэффициент примерно
в десять раз меньше, чем для углеродистой стали, и в 20 раз меньше, чем
для аустенитной сталн.
Состав конкретных марок элинваров и других промышленных сплавов
с низким температурным коэффициентом модуля упругости приведен в
табл. 103.
Таблица 103
Состав сплавов (%) с низким температурным коэффициентом
модуля упругости
Название Ма рка силане С Сг NI W Остальные Мп
Элинвар Элинвар Ниспеи-С ЭП25 ЭИ574 Н35ХМВ 0.4 0,7—0,8 1,14—1,26 <0,06 7,3—8,3 7,0—0,9 8,5—9,5 5.1-5,7 36,5—38,5 33—35 34,3—35,7 41-43 2-4 2—4 1,8—2,2Мо 2—2,611; 0,4—0,8 А1 0,3—0,8 2,0-3,0 0,8—0,9 03—0,6
Температурный коэффициент модуля нормальной упругости сплава
Н35Х.МВ настолько мал, что, например, обеспечивает температурную погреш-
ность хода часов порядка 0,5 с в сутки иа ГС *.
1 Конечно, эти изменения по абсолютной величине очень малы, но для
изделий из ннвара, размеры которых совершенно ие должны изменяться, это
может иметь существенное значение.
* Изменчивый, коварный.
• Т. е. часы прн изменении температуры на ГС будут спешить нли от-
ставать в сутки не более чем на 0,5 с.
539
Остальные свойства этих сплавов примерно следующие:
Элинвары
Модуль нормальной упругости,
кгс/мм* .......................... 16000—17 000
Коэффициент расширения.
мм/(мм-град) .................. 7—8-10*4
Электросопротивление. Ом-мм*/м . 0.9
Предель прочности, кгс/мм* , . . 70—90
Относительное удлинение, % . . 15—20
Инспен-С
18000
7-8-10 8
0.9
70—140
40-70
Сплав элинвар применяют преимущественно в иагартован-
иом состоянии, а сплав инспеи-С— после закалки с отпуском
или закалки с последующей пластической деформацией.
СПИСОК ЛИТЕРАТУРЫ
Рахштадт А. Г. Пружинные сталн и сплавы. М., «Металлургия». 1971.
495 с. с нл.
Прецизионные сплавы с особыми свойствами теплового расширения н уп-
ругости. Справочник. М., «Стандарты», 1972. 151 с. с нл.
Прецизионные сплавы. Справочник под редакцией Б. В. Мологилова. М,
«Металлургия», 1974. 446 с. с нл.
Глава XXIV
МАГНИТНЫЕ СТАЛИ И СПЛАВЫ
1. ОСНОВНЫЕ МАГНИТНЫЕ ХАРАКТЕРИСТИКИ МЕТАЛЛОВ
Из всех металлов только грп (железо, кобальт, никель) обладают ферро-
магнетизмом1, т. е способностью значительно епщать магнитные силовые ли-
нии, что характеризуется магиитной проницаемостью. Относительная магнит-
ная проницаемость ферромагнитных металлов достигает десятков и сотси ты-
сяч единиц; для остальных она близка к единице.
Как известно, вещество, относительная магнитная проницаемость которо-
го несколько больше единицы, называется паромагнитным, меньше единицы —
диамагнитным.
Основные сведения о магнитных свойствах дают кривые намагничивания,
приведенные на рнс. 399. Кривая 2 является начальной кривой намагничива-
ния. кривая 1 показывает изменение магнитной индукции в зависимости от на-
пряженности поля при последующем намагничивания и размагничивания. Пло-
щадь, ограниченная этой кривой (которая называется гистерезисной петлей),
представляет собой так называемые потери на гистерезис, т. е. энергию, кото-
рая затрачена на намагничивание. Важнейшими являются следующие магнит-
ные характеристики, определяемые по кривой намагничивания.
Остаточная индукция -Вг. Это магнитная индукция, остающаяся в образце
после его намагничивания и снятия магнитного поля (измеряется в Гаус-
сах. Гс).
1 А также редкоземельный, гадолиний, облачающий ферромагнетизмом
прн температурах ниже 0° С.
540
Коэрцитивная п/l Н —напражснньдть поля, которая должна быть пря-
лок,она к образцу , ля того, чтобы <. размагнитить (измеряется в эрсте-
дах. Э).
Как видно из хода первоначальной кривой намагничивания, интенсивность
намагничивания изменяется с изменением напряженности поля. Интенсивность
намагничивания пропорциональна тангенсу угла наклона касательной к кри-
вой начального намагничивания и численно равна отношению В/11.
Интенсивность намагничивания называется магнитной проницаемостью-,
магнитная проницаемость в весьма слабых полях называется начальной маг-
нитной проницаемостью; размерность магнитной проницаемости Гс/Э.
Магнитные сплавы подразде-
ляют на две группы, резко отли-
чающиеся формой гистерезисной
кривой и значениями основных
магнитных характеристик. К пер-
вой группе относятся магнитно-
твердые сплавы (рис. 400,а). Они
характеризуются главным обра-
зом большим значением Нс н
применяются для постоянных
магнитов.
Ко второй группе относятся
магнитномягкне сплавы (рис.
400,6). Для ннх характерно ма-
лое значение Нс н малые потери
на гистерезис. Их применяют как
сплавы, подвергаемые переменно-
му намагничиванию (например,
сердечники трансформаторов).
Особую группу составляют
сплавы с высокой начальной маг-
Рмс 399. Кривея намагничивания:
f — гистерезисная кривая; 2 — пер-
вичная кривая
иитиой проницаемостью, которые
должны интенсивно намагничиваться в слабых полях.1
Легирование металла вызывает повышение магнитной твер-
дости
Рис. 400. Гистерезисная кри-
вая для магнитнотвердого
(а) и магнитпомягкого (6)
сплавов
1 Как видно из начальных кривых намагничивания на рмс. 400, сплавы
этой группы должны быть магннтномягкими.
541
Если образуется только твердый раствор (в железе илн в
другом ферромагнитном металле), то магнитная твердость
(т. е. коэрцитивная сила), повышается незначительно; образо-
вание же второй фазы при легировании в количестве выше
предела растворимости активно повышает коэрцитивную силу.
Чем выше дисперсность второй фазы в сплаве, тем выше его
коэрцитивная сила.
Напряжения в решетке, вызванные наклепом или фазовы
ми превращениями, измельчение зерна и другие отклонения
от равновесного состояния вызывают повышение коэрцитивной
силы. Это значит, что изменения в строении, вызывающие по-
вышение механической твердости, повышают и магнитную твер-
дость (коэрцитивную силу). Этим оправдывается применение
терминов: магнитная твердость или мягкость.
2. СТАЛИ И СПЛАВЫ ДЛЯ ПОСТОЯННЫХ МАГНИТОВ
(МАГНИТПОТВЕГДЫЕ СПЛАВЫ)
От материалов для постоянных магнитов требуется высо-
кое значение коэрцитивной силы и остаточной индукции, а так-
же их постоянство во времени. Остальные магнитные характе-
ристики для этой группы сплавов практического значения ие
имеют. Рассмотрим высококоэрцитивиые сплавы, используемые
для постоянных магнитов.
Углеродистая сталь приме
няется для изготовления не-
больших по размеру магнитов
Обычно для этой цели исполь-
зуется сталь У10—У12, кото-
рая после закалки имеет Н =
= 60—65 Э и Вг=8000=
4-8500 Гс.
Хромистая сталь (1% С и
1,5 или 3% Сг) имеет прибли-
зительно такие же магнитные
Альнико Ко5алым>6ые Хромистые Углеродистые
стали
Рис 401. Размер магнитов нз различных
магнитных материалов, имеющих одина-
ковую магнитную мощность
свойства, что и углеродистая
Эти стали обладают большой прокаливаемостью, и поэтому из
них можно изготавливать магниты больших размеров.
Кобальтовые стаги (содержащие наряду с хромом 5 илн
15% Со) обладают наиболее высокими магнитными свойства-
ми (Нс от 100 до 170 Э и Вг от 8000 до 85 Гс) по сравнению
с другими сталями.
Однако дефицитность кобальта и то обстоятельство, что
более высокие магнитные свойства достигаются в сплавах
Fe—Ni—Al (менее дефицитных), крайне ограничили примеие
ние кобальтовых сталей.
Сплавы Fe—Ni—Al (11—14% Al; 22—34% Ni; остальное —
железо так называемого сплава «А 1ьнико» или ЮНДК), в них
542
можно получить коэрцитивную силу 400—500 Э при остаточ-
ной индукции 6000—7000 Гс. Столь высокое значение магнит-
ных свойств позволяет изготавливать мощные магниты весьма
малых габаритов и массы, что имеет большое значение для
приборостроения (рис. 401).
Рассмотрим подробнее конкретные марки магнитных сталей н сплавов,
применяемых промышленностью для изготовления магнитов, и режимы тер-
мической обработки, обеспечивающие стру ктурное состояние, обладающее наи-
лучшнми магнитными характеристиками1.
Таблица 104
Состав стали для постоянных магнитов, % (ГОСТ 6862—71)
Марка стали С Сг Остальные
ЕХ ЕХЗ Е7В6 ЕХ5К5 ЕХ9К15М 0,95—1,10 0,90—1,10 0.68—0,78 0,90—1,05 0.90—1,05 1,3-1,6 2,8—3.6 0.3—0,5 5,5—6,5 8,0—10.0 5,2—6,2 W 5,5—6.5Со 1,2— 1.7Мо 13,5— 16,5Со
Примечание. Содержание случайных (постоянных) примесей ограни-
чивается следующими верхними пределами. 0,4% Мл и Si, 0,03%S и Р;
0,3Ni (в последних двух марках 0.6%).
Вначале рассмотрим стали (табл. 104).
Дтя получения высоких магнитных свойств стали подвергают сложной тер-
мической обработке, состоящей нз предварительной нормализации (воздушной
закалки), закалки с обычной температуры в воде илн масле н низкого отпус-
ка (желательно с предварительной обработкой холодом).
Режимы термической обработки и rapainHpveMbie магнитные свойства
приведены в табл. 105.
Таблица 105
Термическая обработка и магнитные свойства магнитных сталей
(ГОСТ 6862—71)
Марка стали Термическая обработка’, °C Магнитные свойства (не менее)
воздушная эакалка (норма- лизация) 1-я закалка* 2-я остаточная индукция вг, Гс коэрцитивная сила Нс. Э
ЕХЗ 1050 840—860 9500 60
Е7В6 1200—1250 820—860 10000 60
ЕХ5К5 1150—1200 930-950 8500 90
ЕХ9К15.Ч 1200—1230 1030—1050 8000 150
• Обработка холодом при —70е С.
• Отпуск после закалки при 100е С.
1 В данном случае с наиболее высокой коэрцитивной силой.
543
Первая, высокая воздушная закалка (или нормализация) необходима для
растворения крупных включений карбидных фаз, которые могли образоваться
прн предшествующем отжиге и которые прн нормальном нагреве под закалку
(указывается в третьем столбце табл. 104) могут ие раствориться, в аусте-
ните, что не обеспечит получения высоких магнитных свойств.
Обработка холодом устраняет парамагнитный остаточный аустенит и тем
самым повышает магнитные свойства; отпуск прн 100° С хотя немного н сни-
жает коэрцитивную силу» но стабилизирует ее величину во времени.
Стальные магниты изготавливают таким же образом, как и другие сталь-
ные детали, т. е. ковкой с последующим отжигом и механической обработкой.
Как уже отмечалось, более высокие магнитные свойства можно получить
в сплавах Fe—Ni—AI, однако этн сплавы нс поддаются механической обра-
ботке, и поэтому нх следует изготавливать или отливкой, нлн металлокерами-
ческим способом, с последующим шлифованием.
Экспериментально было показано, что коэрцитивная сила для сплавов
Fe—Ni—А! с разным содержанием имеет максимум примерно прн 13% А1.
причем чем выше содержание никеля в сплаве, тем выше абсолютное значение
коэрцитивной силы; у сплавов с 30% Ni оно достигает 650 Э.
Остаточная индукпия с увеличением содержания иккеля уменьшается, хо-
тя максимальная магнитная энергия (произведение НХВ) наибольшая при
28% Ni. Поэтому практически применяют сплавы Fe—Ni—Al с 12—13% Al
и с различным (в зависимости от требуемых значений магнитных свойств) со-
держанием никели1. Составы промышленных сплавов приведены в табл. 106.
Таблица 106
Состав и свойства литых магнитных сплавов Fe—Ni—Al
Содержание элементов . % Магнитные свойства (нс менее)
Название Марка Ni Al Со Си SI остаточная индукция, Гс коэрцитивная сила, Э максимальная магнитная энергии. Гс
Алии 1 Алин 2 Алии 3 Алинси Алннко Алкико 15 Алннко 18 Магнико ЮН! ЮН2 ЮНЗ ЮНС 1ОНДЮ2 ЮНДК15 ЮНДК18 ЮНДК24 22 24,5 23,5 33 18 20 19 13,5 11 13,0 15,5 13,5 10 9 10 9 12 15 18 24 3,5 4 6 4 3 3 0,15 0,15 0,15 1,0 0,15 0,15 0,15 0,15 7000 6000 6000 4000 6800 7500 0000 12 300 250 430 500 750 500 600 650 500 0,7 0,35 0,9 1,0 1,4 1,5 1,7 1.9
1 Остальное — железо
Исключительно высокую коэрцитивную силу сплавов Fe—Ni—А| н их не-
обычное поведение при термической обработке изучали неоднократно. В ряде
1 Более высокие магнитные свойства, чем указанные в табл. 104, можно
получить в стали с 30% Со (/7с=250 Э) и на без углеродистых дисперсионно
твердеющих сплавах системы Fe—Мо, Fe—V—Со или Fc—Мо—Со. Высокое
содержание дефицитных элементов (кобальта и молибдена порядка 30—40%)
сделало экономически нецелесообразным применение этих сплавов, особенно
после открытия Мишнмом высококоэрцнтивных сплавов Fe— Ni—Al.
544
случаев сплавы достигают максимальной коэрцитивной силы уже в лптом со-
стоянии нлн после нагрева между 1000° С и точкой плавления н последующе-
го охлаждения с регламентированной скоростью (иапрнмер, 10—20° С в се-
кунлу) (рис. 402.а). В то же время в результате резкой закалки получается
пониженная коэрцитивная сила, которую не удается повысить отпуском до
значений, получаемых при закалке со средней скоростью охлаждения
(рис. 402,6). Скорость охлаждения, обеспечивающая полтченве максимальной
коэрцитивной силы, называется критической скоростью охлаждения
Согласно современным представлениям, получение высокой коэрцитивной
силы при закалке следует саязывать с процессом распада однофазного твер-
дого раствора, существующего у сплавов Fe—Ni—Al при высоких темпера-
турах (после нагрева под закалку).
Скорость охлаждения, epadfc
Температура отпуска,°C
Рис
402. Коэрцитивная сита става
Гс-Ni-Ai (27,4% Ni: 14,7% Ai):
а —в зависимости от скорости охлаждения прн закалке с 1250° С; б — в зависимости
от температуры отпуска (Б. Г. Лившиц)
Исходный однофазный сплав (0-фаза) с решеткой объемноцептрировэнно-
го куба в процессе охлаждения с высокой температуры полностью распада-
ется с образованием высокоднсперсных ферромагнитных фаз pi и 0а, также
имеющих объемноцентрнроваииые кристаллические решетки По химическому
составу фазы существенно различны: ₽гфаза близка к железу, pa-фаза пред-
ставляет собой твердый раствор на основе химического соединения NiAl Обе
фазы имеют упорядоченную кристаллическую структуру.
Так как решетки обеих фаз однотипны, а параметры нх близки друг к
другу, то между ними сохраняется прочная когерентная саязь и свойствен-
ное такому роду связи напряженное состояние по поверхностям раздела фаз.
Подобного типа гетерогенная структура, состоящая нз 0j- н рг-фаз с не-
нарушенной когерентной связью, обладает наиболее высокой коэрцитивной
силой.
Итак, получение высококоэрцнтнвного состояния сводится к разделению
исходной p-фазы па когерентные высокодиспсрсные pi- и рг-фазы, что приве-
тит к возникновению больших напряжений и к искажению кристаллических
решеток фаз, к дроблению блоков мозаичной структуры Для наиболее ус-
пешного проведения этого процесса необходим ступенчатый распад р фазы.
Б. Г. Лившиц указывает, что существуют два температурных интервала этого
ступенчатого распада В верхнем интервале (900—800° С) происходит подго-
товительный процесс, а в нижнем (700—600° С) с достаточной полнотой за-
канчивается процесс дисперсионного распада.
Такое состояние сплава не может быть достигнуто резкой закалкой и
отпуском, так как закалка полностью фиксирует состояние p-фазы н не лает
протекать подготовительным процессам; следовательно, прн последующем от-
пуске (700—600°С) может наблюдаться лишь вторая ступень распада, н ко-
эрцитивная сила не достигает максимального значения.
Магнитные свойства сплавов Ni—Al в сильной степени зависят от массы
магнита н его химического состава. Чем массивнее магнит, тем при данном
химическом составе медленнее приходится его охлаждать, чтобы яс получи-
545
лись трещины Но прн атом скорость охлаждения может оказаться меньше
«критической» н магнитные свойства не достигнут своего максимального зна
чении.
Наивысшие магнитные свойства достигаются при 27—32% N1 н 12—14%
AI (остальное железо). Никель увеличивает критическую скорость охлажде-
ния. а алюминий ее уменьшает.
Применяют также сплавы Ni—Al с добавками кремния (1—2%). Такне
ептапы обладают очень высокой коэрцитивной силой (до 640 Э) при умерен-
ной индукции (400—500 Гс) и пониженной критической скоростью охлажде-
ния. что очень существенно прн изготовлении массивных магнитов Добавка
меди к сплавам Fe—Ni—Al позволяет частично заменить дорогой никель и
хлучшмть свойства сплава. Введение в сплав с 22% Ni то 6% Си повышает
?7< без снижения Вг. Наиболее высокие магнитные свойства достигаются прн
одновременном введении меди и кобальта. Последний повышает коэрцитивную
силу и остаточную индукцию. Особое внимание следует уделить высококобаль-
товым сплавам (15—24% Со), которые подвергаются так называемой закалке
в магнитном поле. Сущность этой закалки заключается в том, что нагретый
до температуры закалки (около 1300° С) магнит быстро помещают между по-
люсами электромагнита (напряженность поля должна быть не менее
120 000 А/м) и так охлаждают до температуры ниже 500° С. Дальнейшее
охлаждение проводят обычно на воздухе. После такой обработки магинт об-
ладает резкой анизотропией магнитных свойств. Магнитные свойства очень
высоки только в том направлении, в котором действовало внешнее магнитное
поле в процессе закалкн.
Рассмотрим явления, происходящие прн термической обработке в магнит-
ном поле Как известно, процесс перехода сплава нз парамагнитного состояния
в ферромагнитное (в точке Кюрн) заключается в возникновении в нем облас-
тей спонтанного намагничивания. Если в это время на сплав подействовать
сильным магнитным полем, то в мнкрообъемах сплава произойдет пластиче-
ское деформировакне, вызванное поворотом этих обтастей, стремящихся ори-
ентироваться вдоль ситовых лнннй внешнего магнитного поля.
Поворот областей спонтанного намагничивания (т. е. пла-
стическая деформация) может произойти тем легче, чем выше
в это время температура сплава, т. е. чем выше его точка Кю-
ри. Присадка кобальта силыю повышает эту температуру.
Поэтому термомагиитная обработка сплавов Ni—Al с боль-
шими добавками кобальта дает значительный эффект.
В последнее время начинают применять различные магнит-
ные деформируемые текстурованные сплавы. Эти сплавы срав-
нительно легко обрабатываются резанием, и их выпускают глав-
ным образом в виде полос, лент и т. д. В качестве такого спла-
ва можно указать, например, иа викаллой. Один из типов
викаллоя (52% Со, 14% V, Fe — остальное) дает остаточную
индукцию около 10000 Э при коэрцитивной силе около 400 Гс.
Получили также применение высококоэрцитивные сплавы
на основе соединений редкоземельных металлов.
3. МАГННТНОМЯГКИЕ СПЛАВЫ
В отличие от магнитнотвердых материалов — сплавов для
постоянных магнитов, где требуется высокая коэрцитивная си-
ла, большую группу магнитных сплавов представляют так на-
зываемые магнитномягкие сплавы, которые в первую очередь
должны иметь низкую коэрцитивную силу.
646
Если высокая магнитная твердость достигалась получением
неравновесной, высокодисперсной структуры, то для получения
магнитной мягкости необходимо максимальное приближение к
равновесному состоянию, а также необходимо получить крупное
зерно, устранить источники, вызывающие искажения решетки и
дробление блоков.
Кроме низкой коэрцитивной силы, магнитномягкие материа-
лы должны иметь еще и высокую магнитную проницаемость в
слабых, средних или сильных полях, низкие потери иа перемаг-
ничивание и т. д.
Естественно, что наиболее подходящим магнитномягким ма-
териалом являются чистые металлы, в первую очередь чистое
(технически чистое) железо. В отдельных ограниченных слу-
чаях применяют сплавы на основе не только железа, ио и дру-
гих металлов — никеля и кобальта.
Рассмотрим отдельные виды магнитномягких материалов.
Техническое железо — практически почти чистое же-
лезо, в котором все примеси, особенно углерод, являются вред-
ными и поэтому их содержание строго ограничивается.
Промышленность изготав-
ливает две марки технического
железа (по химическому соста-
ву), каждая из которых в спою
очередь разделяется на сорта
по магнитным характеристикам
(табл. 107, 108).
Магнитные свойства желе-
за (кроме его чистоты) зави-
сят еще от структурного со-
стояния. Наклеп резко ухуд-
шает магнитные свойства,
укрупнение зерна — улучшает.
В обычных промышленных сор-
тах железа коэрцитивная сила
получается порядка 1 Э кли не-
много ниже, тогда как мини-
мальное значение коэрцитивной
силы 0,01 Э получено иа очень
крупнозернистом чистом же-
лезе.
Для получения крупного
зерна н устранения наклепа
металл подвергают отжигу при
высокой температуре. Техниче-
ски чистое железо применяют
для изготовления сердечников,
реле и электромагнитов посто-
янного тока, магнитных экра-
нов. полюсов электрических ма-
шин и других деталей.
Электротехническая
сталь представляет собой
ферритный сплав железа
с кремнием (3% Si, см.
Таблица 107
Химический состав технического железа, %
Таблица 108
Магнитные свойства технического
железа
Марка железа Магнитные свойства
коэрцитивная енла Нс, Э максимальная магнитная проницаемость. Гс/Э
э 1,2 3500
ЭА 1.0 4000
ЭАА 0.8 4500
Примечание. Для всех марок
технического железа Bw—lodO3 Гс;
Bis=16,2-103 Гс
547
рис. 278). Железокремпистый твердый раствор вследствие иска-
жений в решетке, вызванных наличием в пей инородных атомов
кремния, имеет более высокую коэрцитивную силу, чем чистое
железо, однако в этом сплаве при нагреве можно получить круп-
ное зерно, которое при охлаждения не измельчается, так как пет
у-х-а-превращения, и это на практике приводит к тому, что зна-
чение коэрцитивной силы получается в таком материале не боль-
ше, чем в обычном железе. Более высокое электросопротивление
легированного кремнием феррита уменьшает потерн на токи
Фуко.
Электротехническую сталь изготавливают в виде тонких ли-
стов, которые используют для изготовления сердечников транс-
форматоров, магнитопроводов электрических машин и аппара-
тов переменного и постоянного тока.
Как отмечалось, электротехническая листовая сталь представляет собой
сплав железа с креминем при строго ограниченном содержании других при-
месей
Листовая электротехническая сталь подразделяется по сортаменту (глав-
ным образам по толщине), способу производства (холоднокатаный и горяче-
катаный лист), степени анизотропии, а также основным магнитным характе-
ристикам (магнитная индукция и удетьные потери) н степени легирования
кремнием.
Для листовых электротехнических сталей принята иная система марки-
ровки, чем для обычных сталей. Этн стали маркируют следующим образом:
после первой буквы Э следуют две нли больше цифр. Первая цифра за бук-
вой Э показывает содержание кремния1 (сотержание кремния в пределах:
0.8—1,8%, 1,8—2,8%, 2.8—3,8%, 3,8—4,8% обозначается соответственно циф-
рами: 1, 2, 3. 4) Вторая цифра характеризует уровень электротехнических
свойств (чем цифра выше, те.и выше этн свойства). После первых двух цифр
иногда ставят один или два нуля. Один нуль показывает, что сталь холодно-
катаная текстурованная (смотри ниже), два нуля — холоднокатаная малотск-
стуроваиная.
Таким образом марка Э12 означает электротехническую горячекатаную
сталь с 1 % Si и второго уровня по электротехническим свойствам, а марка
Э1200—такую же сталь» ио холоднокатаную слаботскстурованиую.
Из изложенного следует, что лишь сплавы ЭЗ п Э4 являются ферритными.
Магнитные характеристики у ннх получаются выше, но они более хрупки.
Сплавы группы ЭЗ н Э4 называются трансформаторным железом, а Э1 и
Э2 — динамной сталью. В соответствии с этим трансформаторное железо (ос-
новное применение — сердечники трансформаторов), обладающее более вы
сокимн магнитными свойствами, имеет более низкие механические свойства,
чем дннампая сталь (главное применение — детали динамомашнн).
Кристаллы а-желсза отличаются резко выраженной анизотропией магнит-
ных свойств. Ребро куба является осью наиболее легкого намагничивания, по-
этому получение текстуры ребра куба 3 повысило бы магнитную проницаемость
в одном направлении, но уменьшило бы ее в другом (перпендикулярном к
первому) направлении.
Итак, высокие магнктныо свойства могут быть получены на сплавах
Fe—Si высокой чистоты (особенно по углероду), при крупном зерне н тексту-
рованной структуре. Технология производства должна обеспечить получение
такого состояния. 1 2
1 При содержании кремния более 4.8% сплав настолько хрупок (порог
хладноломкости переходит комнатную температуру, креминй повышает порог
хладноломкости), что изготовить из него гонкий лист становится трудно.
2 Т. е. структуры с одинаковой ориентировкой всех кристаллов.
548
Современная технология пронзводстпа высшкх сортов электротехнической
стали заключается в следующем: выплавка 1 стати с заданным содержанием
кремния и минимальным углерода (практически содержание углерода полу-
чается около 0.05%), затем прокатка в горячем состоянии па так называемый
«подкат» толщиной 2,5 мм и последующая холодная прокатка па толщину
0.5—0.35 мм. Перед холодной прокаткой проводят отжиг при 800° С При этом
содержание углерода уменьшается до <0,02% С. Заключительный отжнг
проводят для снятия наклепа и укрупнения зерна при 1100—1200° С в атмо-
сфере водорода. Если предшествовавшая холодная деформация была значи-
тельной (45—60%). то получается тскстурованнаи структура (степень тек-
сту роваиности порядка 90%); если деформация была меньше 7—10%, то
получается так называемая малотекстурованная структура. Наконец, если про-
катку проводить только в горячем состоянии, то текстуры не будет, магнит-
ные свойства вдоль и поперек прокатки становятся одинаковыми.
Следует еще добавить, что удельные потерн на перемагничивание тем
меньше, чем тоньше лист, поэтому электротехническую сталь язготавтивают
только в виде тонких листов толщиной 0.35 и 0,50 мм.
Если в процессе изготовления деталей трансформатора сталь была под-
вергнута даже незначительной пластической деформации (например, рубке
листов, загибу), то магнитные свойства ухудшаются.
Для восстановления магнитных свойств рекомендуется проводить отжнг
для снятия напряжений (устранения искажений в решетке) при 750—800° С с
медленным (<50° С/ч) охлаждением.
В заключение в табл. 109 приведены данные о свойствах электротехни-
ческих листовых сталей (ГОСТ 214273—75).
Таблица 109
Электромагнитные свойства листовой электротехнической стали
Марка стали Магнитная нндукиня’ В,», Гс Удельные потерн Р|0/30 Марка стали Магнитная индукция Ва*. Гс Удельные потерн ₽10'S0
Горя ЭИ чекатаная сталь 15 300 (Ь=050 мм) з.з Хо годнокатанач ма ютекстурезанная сталь (Ъ—0^0)
Э12 15 000 3,2 Э1100 Э1200 15 300 15 300 3,3 2,8
Э13 15 000 2,8 Э1300 15500 2,5
Э21 14 800 2.5 Э3100 15 000 1,7
Э22 14 800 2,2 Э3200 14 800 1,5
Э31 14 600 2,0 Холоднокатаная текстурованная сталь (б=0.50)0,35))
Э32 14 600 1.8 эзю 17 500/17 500 1.1/0.8
Э42 14 500 1.4 ЭС20 18 000/18 000 0,95/0,7
Э43 14 400 1,25 эззо 18 500/18 500 0,80/0,6
• При персмагннчнванни до нндукпчи 10 000 Гс.
1 Прн напряженности магнитного поля 25 А/см.
1 В электрических печах.
549
Железоникелевые сплавы (пермаллои) — в определенных,
узких пределах содержания никеля (около 78,5%) имеют
исключительно высокую начальную магнитную проницаемость1
(рнс. 403), тогда как у обычного технического железа она при-
близительно в десять раз меньше, что очень важно для прибо-
ров, работающих в слабых полях (радио, телефон, телеграф).
Рнс. 403. Начальная магнит-
ная проницаем ость сплавов
Ге—Ni
Свойства пермаллоя классического состава
(78.5% Ni) существенно зависят от термической
обработки. Наиболее высокую начальную магнит-
ную проницаемость сплав получает при высоко-
температурном нагреве в атмосфере водорода
(для укрупнения зерна, удаления примеси углеро-
да н устранения остаточных напряжений). Охлаж-
дение в магнитном поле повышает магнитные ха-
рактеристики. Эффективность магнитной обработ-
ки тем больше, чем выше лежит точка Кюри
сплава. Поэтому магнитная обработка наиболее
заметно улучшает свойства сплава с 77% Ni. у
которого точка Кюри имеет наиболее высокую
температуру, повышая начальную магнитную про-
ницаемость до 20 000 Гс/Э.
Применяются также сплавы с 45—50% Ni
(гайперники) Без сложной обработки они
превосходят пермаллои в магнитных свойствах,
но уступают нм. если такую сложную обработку
провести. Кроме двойных железоннкелсвых спла-
вов, примекяют и более сложные по составу с
допо тннтельным легированием кремнием, молиб-
деном, марганцем, медью. Эти элементы повыша-
ют электросопротивление, что позволяет приме-
нять их на повышенных и высоких частотах.
Таблица ПО
Магнитные свойства сплавов типа гайперннк и пермаллой
Марка сплава Толщина. мм Магнитная проницаемость, Гс/Э Коэрцитивная сила Нс, Э Марка сплава Толщина, мм Магнитная проницаемость, Гс/Э Коэрцитивная сила Нс, $
11 m х
45Н 0,35-2,50 0,20-0,34 0,10-0,19 0,05-0,09 2500 2200 1800 1700 2300 2000 18000 10000 0,20 0,15 0,30 0,30 79НМ 0,1-0,19 0.05-0,09 0,02-0,04 18 000 16 000 14000 ЮОООО 80 000 60 000 0,04 0,05 0,06
50НХС 0.35-1,00 0,20-0,34 0,10-0,19 0,05-0,09 3200 3000 2500 2000 30 000 28 000 25 000 20 000 0,12 0,15 0,15 0,20 79НМА 0,80-1,00 0,50-0,70 0,35-0,49 0,20-0,34 50001 40 000 40 000 32 000 300000 300 000 250000 150 000 0,01 0,01 0,01 0,02
791IM 0,35-2,50 0,2-0,34 22 000 20 000 120000 100 000 0,02 0,03 0,10-0,19 0,05-0,09 0,02-0,04 30000 25 000 18000 120 000 ЮОООО 80000 0,03 0,05 0,06
* Достигающую 10000 Гс/Э.
550
уменьшают чувствительность к наклепу (таково втнянне молибдена), повы-
шают стабильность свойств (влияние меди).
Состав пермаллоев техническими условиями точно ие оговаривается, мар-
ка указывает лишь примерный состав сплава, но магнитная характеристика
должна быть обеспечена. Некоторые пермаллойные сплавы и нх как б »ее
важные магнитные характеристики, зависящие от толщины листа и гаранти-
руемые техническими условиями (ЧМТУ 5010—55), указаны в табл. 110.
Первые две цифры в обозначении марки показывают содержание никеля
в процентах; буква, следующая после буквы Н — дополнительное легирова-
ние (X — хромом, С — кремнием, М — молибденом). В зависимости от фак-
тических магнитных свойств сплав может быть высшего качества (с бук-
вой А) или обычного качества (без буквы А).
Прочие магнитномягкие сплавы
Альсифер. В системе Al—Si—Fe сплав, содержащий 5,4% А!. 9.6% Si и
85% Fe, обладает высокой магнитной проницаемостью (ро=35 000 Гс/Э,
Ртах= 120000 Гс/Э). Его можно применять для тех же назначений, что и
значительно более дорогой высоконнкелевын сплав пермаллой. Однако сплав
альсифер хрупок и из него нельзя изготавливать листы, поэтому его применя-
ют в виде порошка (для изготовления магнитодиэлектриков1).
Перминвар. Это сплавы с постоянной магнитной проницаемостью, измене-
ние поля от 0 до 80—160 А/м не изменяет у этих сплавов магнитной прони-
цаемости, что иногда существенно. В качестве примера укажем иа некоторые
сплавы: 45% Ni и 25% Со, остальное железо (45 НК); или 45%Ni, 25% Со»
7,5% Мо, остальное железо (45 НКМ); нли 70% Ni, 7% Со, остальное желе-
зо (70 НК). Начальная магнитная проницаемость этих сплавов 365, 850 и
550 Гс/Э, а максимальная 1 800, 4 000 и 3 800 Гс/Э (см. табл 109).
Пермендюр — сплав (50% Со, 1,8% V, остальное железо) с
высокой индукцией насыщения. Применяют для изготовления
приборов прн необходимости сконцентрировать в небольшом
пространстве мощный поток силовых линий. Железо имеет маг-
нитное насыщение 21500 Гс, а сплав пермендюр 23800 Гс.
Термаллой— сплав, индукция которого весьма резко изме-
няется в интервале температур от —60 до +50°С. Применяют
для автоматической корректировки погрешностей магнитоэлек-
трических приборов. Такое сильное изменение магнитных
свойств обусловлено тем, что точка Кюри сплава находится
вблизи (немного выше) указанного интервала. Практическое
применение получили сплавы с 30% Ni, остальное железо (тер-
маллой) с 30% Си, остальное железо (кальмаллой).
Поскольку индукция насыщения и точка Кюри — структур-
но нечувствительные свойства, важнейшие рабочие свойства
сплавои пермендюр и термаллой не зависят от обработки и оп-
ределяются составом сплава.
1 В последнее время широкое применение получили высокопроницаемыс
магнитные материалы — оксифсры (ферриты), представляющие собой окнелы
металлов типа /Й3О» Очнако ферриты хже не обладают металлическими свой-
ствамн, они полупроводники н здесь не рассмотрены.
551
Ь. НЕМАГНИТНЫЕ СТАЛИ
В электромашиностроении от материала требуются немаг-
itiiTiiocTb (р< 1,05) н механическая прочность.
Вместо цветных металлов для этой цели применяют более
дешевые немагнитные аустенитные стали. Аустенитные нержа-
веющие (см. гл. XIX) или износоустойчивые (см. гл. XX) стали
пригодны как немагнитные, если по прочностным свойствам
они удовлетворяют поставленным требованиям. Однако сталь
Г13 часто нс проходит по прочностным и технологическим свой-
ствам, а аустенитные нержавеющие стали слишком дороги в ка-
честве материала для деталей большой массы (например, для
немагнитных бандажных колец в турбогенераторах). В этом
случае применяют стали, легированные марганцем, хромом,
алюминием прн сравнительно повышенном содержании углеро-
да (около 0,4%) и ограниченном содержании никеля.
Аустенитная структура получается в результате закалкн, а
упрочнение — при холодном наклепе (если в закаленном со-
стоянии прочность недостаточна). Сталь должна обладать
устойчивым аустенитом, т. е. точка Aid должна лежать ниже
<)°С, чтобы деформация при комнатной температуре не вызы-
вала образования мартенсита.
Состав некоторых промышленных немагнитных сталей приведен в
табл. 111.
Таблица 111
Состав немагнитных сталей, %
Марка стали с Мп Сг Ni Остальные
ЭП2С9 55Г9Н9ХЗ 45Г17ЮЗ 0,50—0,60 0,58—0,68 0,40—0,50 4,0—5.5 7,5—9,5 16,0—18,0 0,25 3.0—4,0 0,50 18,5—21,5 7,5-9,5 0,50 0,5—I.0W 2,5—3.2А1
Раньше в качестве немагнитных применяли стали с высоким содержани-
ем никели (Э11269). В настоящее время найдены составы с меньшим содер-
жанием дефицитного никеля (55Г9Н9ХЗ) или даже совершенно без никстя
(45Г17ЮЗ), где в качестве аустеиитообразователи выступает марганец. Мар-
ганец как аустепнтообразователь действует в два раза слабее никеля, поэто-
му для получения устойчивого аустенита увеличивают содержание углерода.
Если полностью отказаться от присадки никеля, то аустенитная структура и
немагиитиость могут быть получены в стали состава: 0,4% С и 17% Мп.
Это — сталь типа стали Гадфильда с присущей ей склонностью сильно упроч-
няться при деформировании н, следовательно, плохо подвергаться обработке
давлением, резанием и т. д., что в данном случае является недостатком. При-
садка алюминия в марганцовистые аустенитные стали ситьно умет шьет нх
склонность к упрочнению прн деформации.
Такая особенность легирования марганцовистого аустенита алюминием
использована в наиболее экономичной к достаточно технологичной немагнит-
ной стали 45Г17ЮЗ Механические свойства этой стали в закаленном состоя-
нии следующие: ов=70 кгс/мм2, о0.2=35 кгс/мм2, 6 = 35%, aHf = 10 кгс-м/см2.
552
Предел прочности может быть повышен наклепом до 150—180 кгс/мм2 прн
одновременном снижении пластичности. Все перечисленные аустенитные стали
ие являются коррознонно устойчивыми; стойкость против коррозии у них вы-
ше, чем у обычной углеродистой стали. Прн одновременном требовании не-
магннтностн и высокой коррозионной устойчивости следует применять не-
ржавеющие стали (типа Х18Н12) или цветные металлы (латуни).
5. ЭЛЕКТРОТЕХНИЧЕСКИЕ СТАЛИ И СПЛАВЫ
Магнитные н электрические свойства тесно связаны друг с
другом, так как обусловлены одинаковыми физическими явле-
ниями. Поэтому электротехнические стали и сплавы рассматри-
ваются в главе о магнитных сплавах. Электротехнические стали
и сплавы делят на проводниковые, у которых сопротивление про-
хождению электрического тока должно быть минимальным, н
сплавы электросопротивления с повышенным электросопротив-
лением. Первые применяют для передачи электроэнергии на
расстоянии, вторые — для преобразования электроэнергии в
тепло.
В качестве проводниковых материалов применяют чистые
металлы: медь, алюминий, реже — серебро, железо, так как ле-
гирование (и наклеп) создает искажения в решетке и повыша-
ет электросопротивление.1
Для элементов электросопротивления требуется низкая элек-
тропроводность, поэтому в данном случае применяют не чистые
металлы, а сплавы. Применяются эти сплавы для изготовления
реостатов (так называемые реостатные сплавы) и для нагрева-
тельных элементов различных электрических приборов и элек-
трических печей (сплавы высокого электросопротивления).
Если два компонента образуют механическую смесь, то элек-
тросопротивление изменяется с изменением концентрации по
аддитивному закону (см. рис. 128,о). Прн образовании твер-
дых растворов электросопротивление меняется по криволиней-
ному закону. При этом электросопротивление сплава обычно
значительно выше электросопротивления чистых компонентов
(см. рис. 128,б). Отсюда следует, что для элементов высокого
электросопротивления следует применять сплавы из металлов,
образующих твердые растворы; обычно эти сплавы являются
твердыми растворами высокой концентрации.
К сплавам высокого электросопротивления предъявляются следующие
требования:
1. Сплав должен обладать большим удельным электросопротивлением.
2. Сплав должен обладать возможно малым температурным коэффици-
ентом электросопротивления (т. е. чтобы электросопротивление мало изменя-
лось при изменении температуры) Электросопротивление у металлов, напри-
мер у железа, растет с повышением температуры (рнс. 404). Очевидно, точ-
ное регулирование силы тока реостатом возможно, если электросопротивление
’ О железе говорилось раньше, а о меди, алюминии н серебре см. в пятой
части.
35 Гуляев А П.
553
сплава мало изменяется с изменением температур (как у сплава нихром).
3. Сплав должен обладать высокой ока л нностой костью. Для реостатного
сплава, проволока из которого ие нагревается выше 300—500° С, это свой-
ство не имеет существенного значения. Для нагревательных элементов печей и
приборов, рабочая температура которых значительно выше, окалииостойкость
сплава определяет срок службы нагревательного элемента.
Для реостатных сплавов применяют медные сплавы — никелин, констан-
тан, манганин, являющиеся сплавами меди с ипкелем, цинком н марганцем.
Медь и никель неограниченно растворимы в твердом состоянии. Медио-
никслсвые сплавы с 40—50% Ni обладают максимальным для этих сплавов
электросопротивлением почти при нулевом значении температурного коэффи-
циента электросопротивления (т. е. электросопротивление у этих сплавов
практически нс изменяется с температурой, рнс. 405). Действительно, наиболее
распространенные реостатные сплавы — константан (40% Ni) и никелнн
(45%Ni)— являются сплавами медн и никеля, когда электросопротивление
принимает максимальное значение, а температурный коэффициент — мини-
мальное.
Таблица 112
Состав (%) и свойства реостатных сплавов
Марке сплава Ni Мл Сумма примесей Свойства
элехтризопро- тивление прн 20° С, ОмХ Хмм’/к температур- ный коэффи- циент электро- сопротивления максимальная рабочая тем- пература, ®С
МНМцЗ-12 (ман- ганин) 2,5—3,5 11,5—13,5 <0,9 0,43 0,00003 200
М11Мц40-1,5 (кон- стантан) .... 39—41 1—2 <0,9 0,48 0.00002 500
МНМц43 0,5 (ко- пель) 42,5—44,0 0,1—1,0 <0,6 0,50 0,00014 500
Примечание. Кроме указанных элементов, сплавы содержат медь
(остальное).
Состав (%) и свойства сплавов высокого
Марка стали Название С Si Мп Сг Ni Al
Х13Ю4 Фехраль 0,15 0,1 0,7 12—15 0,6 3,5—5,5
1Х17Ю5 Сплав № 1 0,12 0,2 0,7 16—19 0.6 4,6—6,0
1Х25Ю5 Сплгв № 2 0,12 1.2 0.7 23—27 0.6 4,5—b,5
Х20Н80 Нихром 0,15 0,4—1,3 0,7 20—23 75—78 0,2
Х15Н60 Нихром 0,15 0,4-1.3 1,5 15—18 55—61 0,2
554
Состав (по ГОСТ 492—73) и некоторые технические свойства реостатных
сплавом приведены в табл. 112.
Примесями (загрязнениями) в этих сплавах являются железо, кремний,
свиней, сера, углерод, фосфор, мышьяк, предельное содержание которых стро-
го ограничивается ГОСТом.
Рнс. 404. Изменение электросопротивления
железа (/) и нихрома (2) прн повышении
температуры
Рнс. 405. Электрические свойства сплавов
Си-Ni:
/ _ температурный коэффициент; 2 — со-
противление
Для сравнения укажем электросопротивление и температурный коэффи-
циент железа— 0,1 Ом-ммх/мм и 0,006 соответственно, т. е. первое в четыре—
пять раз меньше, а второе в сотни раз больше.
В качестве сплавов высокого электросопротивления применяют сплавы на
основах железа и никеля. Первые называются нихромами.
Состав еллавоа высокого электросопротивления с указанием удельного
электросопротивления н максимальной рабочей темнсрат>ры (т. е темпера-
туры, выше которой начинается уже недопустимое по интенсивности окисле-
ние сплава) приведен в табл. 113.
Сплавы, содержащие невысокий процент хрома н алюминия и обладаю-
щие жаростойкостью примерно до 1100° С, изготавливают в виде проволоки
Таблица 113
алскт росопротнвлення
1,26
1,30
1,40
1,11
1,10
5
1
1
1.7
1000
1000
1150
1100
1050
сплавы с высоким содержанием хрома н
алюминия (мзгапир, сплав № 2, сплав № 3)
с жаростойкостью до 1250—1350е С непла-
стнчны, нз ннх изготавливают литые эле-
менты сопротивлении.
1 Хотя сплавы, не содержащие пккеля,
и обладают более высокой жаростойкостью,
чем нихромы, тем не менее пнхромы часто
в эксплуатации показывают лучшую стой-
кость. Объясняется это тем, что указанные
сплавы более пластичны н изготовленная из
них проволока не содержит различных де-
фектов (трещины, рванины, закаты и т д.).
Наличие таких дефектов вызывает местное
повышение электросопротивления; местный
перегрев и приводит к меньшей стойкости
нагревательного элемента в целом.
35*
555
СПИСОК ЛИТЕРАТУРЫ
Меськнн В. С. Ферромагнитные сплавы. М.—Л., ОНТИ, 1937.650с.с ил.
3 а й .м о в с к н й А. С Чудновскан А. А. Магнитные материалы VI,
Госэиергонздат. 1957. 224 с. с ил.
Усов В. В, 3 а й м о в с к и й А. С. Проводниковые, реостатные и кон-
тактные материалы. М, Госэнергоиздат, 1957. 184 с. с нл.
Преображенский А. А. Магнитные материалы. М„ «Высшая школа»,
1965. 350 с. с нл.
Довгалевский Я. М. Легирование н термическая обработка магнитно-
твердых сплавов. М,, Металлургиэдат, 1971. 176 с. с ил
Хек К Магнитные материалы н их техническое применение. Пер. с нем.
Под ред Л Ш. Казарновского М, «Энергия», 1973 304 с. с ил.
Прецизионные сплавы. Справочник. Под ред Б. В. Мо.чотнлова. М, «Ме-
таллургия», 1974. 446 с. С ил.
Глава XXV'
СПЛАВЫ АТОМНОЙ ЭНЕРГЕТИКИ
1. ВЛИЯНИЕ ОБЛУЧЕНИЯ IIV СВОЙСТВА МЕТАЛЛОВ
Металлы, из которых изготовлены реакторы, подвергаются
облучению различными элементарными частицами, образующи-
мися прн работе реактора. Этн частицы, особенно быстрые ней-
троны, глубоко проникают внутрь металла н вызывают остаточ-
ное изменение его свойств.
Изменение свойств обусловлено тем, что внедряющиеся в
кристаллическую решетку элементарные частицы, особенно ней-
троны не имеющие электрического заряда и поэтому электри-
чески не взаимодействующие с электронами и протонами, вы-
бивают нз регулярных мест в решетке атомы, которые в свою
очередь могут выбивать попадающиеся иа пути другие атомы.
Теория показывает, что один нейтрон может вывести из равно-
весного состояния при помощи выбитых атомов до 300 атомов
в алюминии. Такие сильные нарушения в кристаллической ре-
шетке создают в ней дефектные места.
Кроме того, дефекты возникают в результате образования
термических пиков. Дело в том что часть энергии нейтронов за-
трачивается на возбуждение упругих колебаний отдельных
групп атомов. Это соответствует как бы резкому возрастанию
температуры в небольшом объеме Вслед за локальным увели-
чением температуры происходит быстрое рассеяние тепла (по-
средством теплопроводности) и металл в этом месте получает
закалку, сопровождающуюся сильными остаточными искаже-
ниями решетки.
Образование таких дефектов затрудняет перемещение дис-
локаций и упрочняет металл В общем по влиянию на свойства
металла ядерное облучение похоже на иаклеп.
556
Так, ядерное облучение, увеличивая прочность простых ста-
лей в 1,5—2 раза, примерно в такой же степени уменьшает пла-
стичность и вязкость. Эффект ядерного упрочнения металла,
подвергнутого предварительно обычным методам упрочнения
(наклепу, закалке), меньше, чем в случае неупрочиениого,
отожженного металла. С повышением температуры эффект
ядериого облучения уменьшается и при температурах выше по-
рога рекристаллизации он практически отсутствует.
Необходимо иметь в виду, что при облучении могут появить-
ся атомы новых элементов в результате деления нли захвата
нейтрона ядром атома основного металла. При длительном об
лучении чистый металл может превратиться в сплав вследствие
превращения некоторого числа его атомов в другие элементы.
Наконец, в результате нейтронного облучения металл стано-
вится радиоактивным и опасным для здоровья человека.
2. КОНСТРУКЦИОННЫЕ МХТЕРПА.1Ы
ТЕПЛОНОСИТЕЛИ
Строительство атомных электростанций, атомных кораблей
требует самых разнообразных материалов: конструкционных
сталей, нержавеющих и жаропрочных сталей и сплавов, цвет-
ных металлов и других металлических материалов. Но атомная
техника предъявила к материалам, используемым для изготов-
ления некоторых деталей, особые требования, не встречающие-
ся в других отраслях техники. В данном случае речь идет в пер-
вую очередь о такой важнейшей характеристике, как способ-
ность ядра атома поглощать тепловые нейтроны (нейтроны с
низкой энергией). Для атомной техники требуются материалы
и с высокой способностью к поглощению нейтронов,1 и с ма-
лой г. Способность разных металлов поглощать нейтроны колеб-
лется в очень широких пределах (табл. 114).
Таблица 114
Эффективное сечение захвата тепловых нейтронов
и температура плавления некоторых металлов
Свойства Be Mq Zr Al Fc NI Hl В Cd
Эффективное сечение за- хвата тепловых нейтро- нов» барны* 0,01 0.063 0,18 0,23 2,4 4,5 115 720 2400
Температ^ ра плавления, °C - - - 1280 651 1845 660 1539 1455 2130 2000 321
• I барн — ID см1.
1 Например, для биологической защиты, для регълнровання реакций рас-
пада о котле.
1 Например, оболочки топливных элементов в атомных реакторах
537
Защита от нейтронного облучения будет осуществляться
наиболее эффективно экранами, изготовленными с применени-
ем элементов, расположенных в правой стороне табл. 114. Ме-
таллы. расположенные в левой части таблицы, можно исполь-
зовать как конструкционные материалы для реакторов.
Для последней пели магний и алюминий из-за низкой тем-
пературы плавления иногда оказываются неподходящими, и в
этом случае для атомной энергетики используют бериллии и
цирконий.
Бери глий. Поскольку такое свойство атомов, квк поперечное сечение за-
хвата, не зависит от состояния, в каком находится элемент, то бериллий в
ядериой промышленности применяют в металлическом виде и в виде соедине-
ний с кислородом. углеродом и водородом (оксиды, карбиды и гидриды бе-
рп.члня).
Технический бериллий представляет собой хрупкий металл с прочностью
около 30 кгс/мм2 и удлинением 1—2%. Его низкая пластичность может быть
обусловлена недостаточной чистотой, так как этот металл особенно чувствите-
лен к загрязнениям. Коррозионная стойкость бериллии высокая. О бериллии
как конструкционном материале будет сказано дальше.
Ввиду малой величины эффективного захвата тепловых нейтронов, высо-
кой температуры плавления и высокой коррозионной стойкости бериллий мож-
но применять для плакировки стержней ядерного горючего, однако чрезвы-
чайно высокая стоимость бериллия ограничивает его использование. Для этой
цели в настоящее время успешно применяют более дешевый металл — цир-
коний.1
Цирконий Благодаря малому сечению захвата, высокой температуре
плавления, пластичности и высокой коррозионной стойкости цирконии получил
преимущественное применение для покрытия тепловыделяющих элементов и
труб (малое эффективное сечение захвата нейтронов в реакторе). Цирконий
имеет две аллотропические модификации: а — с решеткой г. п. у. и £ — с ре-
шеткой о. ц, к. Температура перехода равна 862° С. Механические свой-
ства циркония колеблются в зависимости от чистоты, структурного состояния
и других факторов в следующих пределах: сг»=2О-г-4О кгс/мм2; а0.а=5-«-
-г-20 игс/мм2; 20—40%; твердость НВ 30-=-60. Отсюда видно, что это весьма
мягкий и непрочный металл. Легирование цирконии значительно упрочняет его.
Известны сплавы на основе цяркоикя с прочностью ав=80-М00 кгс/мм2 (при
этом пластичность снижается до б=Зч-5%). В качестве одного нз высоко-
прочных сплавов циркония можно указать на сплав циркаллой, содержащий
0,5—1% Sn. 0,2% Fe и 0,3% Ni.
Коррозионная стойкость циркония значительно зависит от его чистоты.
Сотые доли процента углерода н азота снижают его коррозионную стойкость.
Однако некоторые добавки нейтрализуют вредное влияние загрязнений (так.
ниобий нейтрализует действие углерода, а олово — в юта). Наличие фазового
превращения позволяет воздействовать иа свойства циркониевых сплавов
термической обработкой. Диаграммы состояния циркония со многими эле-
ментами построены, однако данных о термической обработке и совершающих-
ся при этом структурных преяращеинях мало.
Технический цирконии содержит в некотором количестве (обычно около
2%) примесь гафния, металла — соседа в периодической системе н близкого
ему по свойствам. Однако гафний резко отличается по ядериым свойствам от
циркония (см. табл. 114)—эффективное сечение захвата гафния почти в
1000 раз больше; поэтому для основного назначения цирконий должен быть
очищен от гафния, что является весьма сложной задачей и сильно увелнчнва-
1 Кроме того, бериллий применяют как источник нейтронов, возникающих
при его бомбардировке а-частицами, для «окон» рентгеновских трубок (берил-
лий прозрачен для рентгеновских лучей) н в других случаях.
558
ет стоимость металла. Для других применений (т. е. не для ядсриой техники)
этого делать, разумеется, не следует, так как наличие гафння не оказывает
заметного влияния на механические и химические свойства циркония
Цирконии иаходпт также применение, как поглотитель газов (геттер),
в \нрургин 1 и в металлургии (легирующая присадка, раскис титеть).
Теплоносители. Для активного теплообмена в ядерных реак-
торах применяют металлические теплоносители, имеющие более
высокую теплопроводность, чем вода или газы. В качестве теп-
лоносителей следует применять металлы с низкой температурой
плавления. В зависимости от принципа действия реактора в ка-
честве теплоносителя можно применять висмут (и его сплавы)
или натрин.
В реакторах одних типов теплоноситель должен содержать в растворен-
ном состоянии ядериое топливо — уран, поэтому следует выбирать металл с
низкой температурой плавления2, способный растворять уран.
Данные, приведенные в табл. 115, показывают, что из всех легкоплавких
металлов для этого больше всего подходит висмут.
Таблица 115
Физические свойства цветных металлов
Свойства Zn Оа 1 п TJ Sn РЬ sb Bl
Температура плавления, °C ........ 419 30 I5G 303 232 327 630 27!
Растворимость урана при 900’С, % (ат.) . . 0.32* *i 0,90*= 0,51 0,13 0,2 0,52 1,5 12,3
Эффективное сечение захвата тепловых ней- тронов, барны* . . , 1,06 2,7 190 3,3 0.G5 0.17 6,40 0,03
При боос С.
•• При 700° С.
Кроме того (что немаловажно), висмут имеет небольшую способность к
поглощению тепловых нейтронов.
Применение вместо чистого висмута эвтектики РЬ—Bi состава 43,5% РЬ
в 56,5% Bi с температурой плавлении 125° С (рис. 406, а) вполне возможно,
так как добавка свинца удешевляет расплав, делает его более жидкоподвнж-
ным вследствие снижения температуры плавления, а уменьшение раствори-
мости урана и увеличение способности к поглощению нейтронов хотя и про-
исходят (см. табл. Н4), но находятся в допустимых пределах.
Очень важно взаимодействие расплавленного висмута (нлн сплава Bi—РЬ)
со стенками труб теплообменника, которые должны быть изготовлены из ме-
таллического материала. Устойчивость разных металлов в такой среде весьма
различна н зависит от температуры среды.
Платина, марганец, никель полностью неустойчивы, а медь и алюминий
не намного лучше их. Простое нелегнрованное железо и углеродистая сталь
сохраняют устойчивость до более высоких температур (750° С), чем нержа-
1 Цирконий, кай и тантал, в отличие от таких материалов, как серебро,
шелк, не взаимодействует с живыми тканями.
* Практически не выше 500° С.
559
веющие стали. Бериллий и молибден устойчивы до 1000° С. Таким образом,
обычные представления о коррозионной стойкости металлов и данном случае
совершенно неприемлемы.
Интенсивный отвод тепла, выделяющегося в реакторе при
ядер ном расщеплении, может быть осуществлен эффективно с
помощью легких металлов: они по своим тепловым свойствам
значительно превосходят воду, так как имеют более высокую
скрытую теплоту испарения (на что, следовательно, больше бу-
дет затрачиваться тепла), более низкую упругость пара (сле-
довательно, система может работать при более низких давле-
ниях и иметь более тонкие стенки), более высокий коэффициент
теплопроводности и т. д.
Из числа приведенных в табл. 116 легких металлов не находит пока при-
менения рубидий. По-внднмому, потому, что он редко встречается. Применяют
в основном, натрий, а также калий, похожий по свойствам на натрий. Дан-
ных об использовании лития мало.
Таблица 116
Физические свойства щелочноземельных металлов
Вещество Физические свойства
Т °C ПЛ' ‘С теплота испарения, ккаЛ/кг упругость пара1, мы. рт. ст. коэффициент теплопровод- ности*, ккал/(м-ч-град) плотность, г/см1, прн 20“С
Литий 179 1317 4680 400 35 0,53
Натрий 98 883 1005 400 75 0,97
Калий 64 760 496 400 40 0,86
Р\6идий 39 688 212 400 30 i,53
Вода 0 100 539 760 0,58 l.o
1 При температурах порядка 600—800’ С (кроме лития).
1 При температурах порядка 100—200° С.
Натрин прн комнатной температуре очень мягкий (деформируется паль-
цами), легко режется ножом.
В реакторах применяют чистый натрий и его сплав с каляем (44% К)
(рис. 406,6). Такой сплав при комнатной температуре находится в жидком со-
стоянии, что представляет некоторые технические удобства. Коэффициент
теплопроводности этого сплава несколько ниже, чем у чистого натрия.
Стойкость различных метвллов против коррозионно-эрозионного воздей-
ствия жидкого натрия различна. Высокой стойкостью в натрии обладают ни-
кель, хром, молибден, железо, цирконий; ограниченно устойчивы титан и не-
ржавеющая сталь, а углеродистан сталь, алюминий, платина неустойчивы.
В наибольшей степени требованиям современной техники удовлетворяют аус-
тенитная нержавеющая сталь и цирконий, обладающие оптимальным сочета-
нием требуемых свойств.
Стойкость различных металлов, особенно сплавов железа, резко умень-
шается при наличии растворенного в натрии кислорода, даже в небольших
количествах. Поэтому применяемый жидкий натрий, кек и сплав Na—К, дол-
жен быть тщательно очищен от кислорода.
560
состояния:
Рис. 406. Диаграмма
a — BI РЬ; б —Na—К
3. ЯДЕРНОЕ ГОРЮЧЕЕ (УРАН, ПЛУТОНИЯ, ТОРИЙ)
Редкие металлы —уран (U), торий (Th) и плутоний1 (Ри)
имеют теперь важное значение в качестве ядерного горючего
при производстве атомной энергии.
Урак в том виде, в каком он существует в природе, является смесью по
крайней мере двух изотопов — 99,3% U1” к 0,7% U235.
Распад ядра атома урана — его изотопа Uz3S ведет к освобождению гро-
мадного количества энергии. В отличие от изотопа L235 изотоп U238 при ней-
тронной бомбардировке не расщепляется. Нейтроны захватываются U238 и
при этом ои превращается в изотоп U23®, который прк потере 0-частнцы пре-
вращается в нептуний (Np) — атомным иомером 93, а последний прн потере
еще одной 0-частицы образует элемент плутоний с атомным номером 94
Плутоний при нейтронной бомбардировке расщепляется с выделением экер
гии; таким образом, плутоний является заменителем изотопа U233.
Уран представляет собой металл с серебристым блеском, его
плотность около 19,0 г/см3, т. е. уран является одним из самых
тяжелых металлов.
При комнатной температуре уран на воздухе не окисляется,
ио при нагреве сгорает уже при 170° С.
Температура плавления урана 1132°С
Уран имеет три аллотропические модификации L)a —с орторомбической
кристаллической решеткой, устойчив ниже 668° С; Up — с тетрагональной кри-
сталлической решеткой интервал устойчивости 668 720 С; Uv —скубиче-
ской объемноиеитрнрованиой решеткой, устойчив выше 720°С
Таким образом температуры агрегатных превращений у урана следую-
щие 668°С (а₽Р); 720“С (Р«у); 1132°С (у₽7.) Ua почти не растворяет
элементы, которые присутствуют в виде различных соединений, тогда как
1 Плутоний — искусственный элемент: в земной коре его нет, он полу-
чается в результате нейтронной бомбардировки урана.
561
и Uv растворяют их в заметных количествах; поэтому возможна термическая
обработка урановых сплавов в результате нагрева до состояния 0 нли у,
растворения в этих модификациях урана избыточных фаз и быстрого охлаж-
дения. Прн этом возможно фиксирование устойчивого при высоких темпера-
турах состояния и промежуточных состояний, например получение дисперсной
смеси Ua 4-вторая фаза или получение пересыщенного раствора Ua по мар-
тенситной реакции.
Монокристаллы Ua отличаются ярко выраженной анизотропией свойств,
особенно резко это проявляется в отношении термического расширения. Так,
коэффициент линейного расширения кристаллов в одном направлении равен
22-10 с, а в другом — 1,5-10—® (т. е. в одном направлении кристалл LJa при на-
греве расшпрястся, а в другом сокращается)
Прн прокатке, особенно холодной*, проявляется текстура деформации.
Кристаллы преимущественно ориентируются в одном направлении и свойства
существенно зависят от направления испытания. Закалка с нагревом выше
температуры а-*0-прев ращен ня приводит к раз ориентировке кристаллов и к
устранению (уменьшению) анизотропии свойств.
Уран обладает сравнительно низкими механическими свойствами: твер-
дость около НВ 220, о «36 кгс/мм2; оп«23 кгс/мм2. Обращает на себя вни-
мание очень низкий предел пропорциональности урана— всего лишь 2 кгс/мм1.
Различно в ориентации зерен, размер зерна, чистота и другие факторы могут
оказать существенное влияние на механические и другие саойства урана
Весьма сильно на механические свойства Урана влияет излучение. Так,
ураневые образцы, потерявшие излучением 0,035% (ат.), показали снижение
прочности на '/< от начального значения, а относительное удлинение умень-
шилось от 17 до 0,36%, тогда как твердость возросла с НВ 220 до 300.
Плутоний. Плутоний, несмотря на низкую температуру плавления
(640* С), имеет шесть аллотропических модификаций, устойчнаых в следую-
щих температ\рных интервалах: ниже 119°С (a); Н9—218°С (0); 218—
3iO°C (у); 310—450° С (б); 450—472°С (ц); 472—640° С (е).
Плутоний — единственный металл, который имеет так много аллотропиче-
ских модификаций.
Почти все элементы (в том числе марганец, железо, никель, бериллий,
свинец, ванадий, хром) нерастворимы во всех модификациях плутония, и по-
этому примеси этих элементов не влияют на температуру его полиморфных
превращений.
Как известно, все металлы при нагреве расширяются; б и 1] модифика-
ции плутония, наоборот, при нагреве сжимаются.
Высокая радиоактивность плутония осложняет его изучение, так как
при этом необходимо применить спениатьные меры защиты от излучений
(в так называемых «горячих» камерах прн помощи приборов с дистанцион-
ным управлением).
Торий. Металлический торий естественного происхождения ие явтяется
делящимся материалом, но под воздействием нейтронного облучения превра-
щается в ядерное горючее U*38.
У тория имеются две аллотропические модификации: Tha с решеткой
г. ц.к. н Thp с решеткой о. ц. к. Температура перехода равна 1400° С,
температура плавления торня 1775°С; плотность 11,7 г/сма.
Анизотропия свойств кристаллов тория выражена не так рез-
ко. как у урана, и поэтому при циклическом нагреве он ие скло-
нен к такому сильному изменению размеров, как уран.
* Температура рекриствллизаиви урана около 450°С, поэтому прокатка
ниже этой температуры может считаться холодной деформацией.
562
СПИСОК ЛИТЕРАТУРЫ
У л ы б н п С. А. Теплоносители энергетических ядерпых установок. М.—Л.,
«Энергия», 1966. 271 с.
Коиобеевскнй С. Т. Действие облучения и а материалы. Введение в
радиационное материаловедение. М., Атомиздат, 1967. 401 с.
Реакторное материаловедение. М.» Атомиздат, 1968. 386 с. с пл. Авт.:
Д. М. Скороа, JO. Ф. Бычков, А. И. Дошковскнй, В. В Чепкунов.
Субботни В. И., Ивановский М. Н., Арнольдов М. Н Физико-
химические основы применения жидкометаллических теплоносителей.
М.» Ато.мизтат, 1970. 295 с. с ил.
С о к у р с к и й Ю Н„ С т е р л и п Я. М., Федоренко В. А. Уран и его
сплавы. М., Атомиздат, 1971. 444 с. с ил.
Конструкционные материалы ядериых реакторов. Ч. 1. М., Атомиздат, 1972.
239 с. с ил. Авт.: Н. М. Бескоровайный, JO. С. Беломытцев, М. Д. Аб-
рамов, В. К- Иванов.
Герасимов В. В., Монахов А. С. Материалы ядерной техники. М.,
Атомиздат, 1973. 334 с. с нл.
ЧАСТЬ ПЯТАЯ
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Глава XXVI
ЛЕГКИЕ МЕТАЛЛЫ
И ИХ СПЛАВЫ
К легким относят металлы с малой плотностью, менее3 г/см3,
и если исключить щелочно земельные металлы, тоже обладаю-
щие низкой плотностью, то тогда к легким металлам (см. табл. 2),
которые будут рассмотрены в этой главе, должны быть отнесе-
ны только три: алюминий, магний и бериллий.
Основные физические свойства этих металлов приведены в табл. 117.
Таблица 117
Основные физические свойства легких металлов
Свойства А1 Мя Be
Атомный номер ... 13 12 4
Атомная масса (вес) Плотность (удельный вес) при 20э, 27,0 24,3 9,0
г/см8 2,7 1.7 1,8
Температура плавления, °C ... . 660 651 1284
Температура кипения, сС 2327 1107 2450
Атомный диаметр, А 3,2 2,8 2,3
Скрытая теплота плавления, кал/град Удельная теплопроводность при 20°, 94 46,5 275
кал/(сч-с-град) Коэффициент линейного расшире- 0,54 0,38 0,45
ния при 2о“С Удельное электросопротивление при 24.3-10-« 26,0.10-е 11•10 е
20*С,Ом-см Моду ть нормальной упругости Е. 2,7. i0-e 4,5- Ю-в 3,6-10”
кгс/мм2 7,100 4,570 30,000
АЛЮМИНИИ И ЕГО СПЛАВЫ
Из трех легких металлов алюминий имеет наибольшее значе-
ние, что хотя бы характеризуется объемом производства (второе
место после железа) и невысокой стоимостью (порядка 1 руб/кг).
564
О существовании металла, который входит в состав глины, предположи-
тельно в 1808 г. высказался английский ученый Дэвн Он и дал ему назва-
ние алюминий* *.
В 1825 г. датчанин Эрстед получит первые крупицы азюмниня.
Ааторамн современного способа производства алюминия (электролиз рас-
плав тенных солей) были американец Ч. Холл н француз П. Эру.2
До 1890 г. всего во всем мире было изготовлено 200 г алюминия (и он
по цепе мало уступал тогда золоту). Но в последующее десятилетие алюминия
было произведено 28000 т и за одни год. в 1930 г. — 27000 т. Современный
мировой объем произаодства алюминия (без СССР) около 10 млн. т. в год.
До 1906 г. алюминий применяли в чистом виде, по в этом году А. Вильм
почти случайно нашел способ упрочнения сплава А1—Си в результате закалки
н старения, а предложенный им сплав (4% Си, 0,5% Mg, 0,5% Мп) яаляется
н сейчас самым распространенным алюминиевым сплавом (дюралюминий)
Сейчас широкое применение как конструкционный материал имеет не чистый
алюминий, а сплавы алюминия, в первую очередь дюралюминий ввиду его
высокой прочности (ои=30+60 кгс/мч:) н малой плотности (2,6—3 г/см3).
1. СВОЙСТВА АЛЮМИНИЯ
Наиболее характерные свойства чистого алюминия — неболь-
шая плотность (у—2,7) и низкая температура плавления
(660°С). По сравнению с железом, у которого у=7,8, а Тпя =
= 1535° С, алюминий имеет почти в три раза более низкую плот-
ность, вследствие чего алюминий и его сплавы широко применя-
ют там, где малая плотность и большая удельная прочность
(ов/у) имеют важное значение. Благодаря более низкой темпе-
ратуре плавления алюминия по сравнению с железом техноло-
гия обработки алюминия и его сплавов резко отличается от тех-
нологии обработки стали.
Характерные свойства алюминия — высокая пластичность и
малая прочность. Прокатанный и отожженнын алюминии высо-
кой чистоты имеет ов=6 кгс/мм2; Оог=2 кгс/мм2; твердость НВ
25; Ф=85%; 6=40%.’
Алюминий кристаллизуется в граиенентрнроваииой решетке.
Параметр решетки при 20е С равен 4,04 А, атомный радиус
1,43 А. Алюминий не имеет аллотропических модификаций, об-
ладает высокой теплопроводностью, электропроводностью и
очень высокон скрытой теплотой плавления.
Несмотря иа большое сродство к кислороду, алюминий под-
вергается коррозии на воздухе и в некоторых других средах
весьма слабо, что объясняется образованием плотной пленки
АЬОз, защищающей металл от коррозии. Чем чище алюминий и
чем ои более свободен от различных примесей, тем выше его
коррозионная устойчивость.
1 В России а XIX а ои назывался глннием.
2 Оба независимо др\т от друга в 1886 г., когда каждому исполнилось
23 г., взяли патент на промышленный метод получения алюминия.
* Т. е. по свойствам близок к свойству чистейшего железа (см. прнмеча
ние иа с. 162), Вообще можно сказать, что различные металлы высокой
чистоты мало отличаются по механическим свойствам.
565
Наиболее чистый алюминий (алюминий особой чистоты, табл. 118) содер-
жит 99,999% А1, а сумма всех примесей составляет не более 0,001%. Его при-
меняют преимущественно для лабораторных опытов. В промышленности в за-
висимости от требований применяют алюминий высокой чистоты (99,99.5—
99,15% А1) и технической чистоты (99,85—99.0% А1). Маркировка алюминия
разной чистоты приведена в табл. 118
Основные (постоянные) прнмеси, загрязняющие алюминий, это железо
и кремний. О их влиянии см. иа с. 567.
Таблица 118
Марки первичного алюминия (по ГОСТ 11069—74)
Мяркя ЭЛЮ МИ НИЯ А1. % (ле менее) Химический состав прнмеси, % (нс более) Мария алюминия AI. % (не менее) Химический состав прнмеси. % (ие более)
Fe S1 всего Fe Si всего
Особой чистоты Технической чистоты
Л999 99,999 0,001 А85 99,85 0,03 0.06 0,15
А8 99,8 0,12 0.10 0,20
Высокс й чисто ты А7 99,7 0,16 0,16 0,30
А995 99,995 0,0015 0,0015 0,005 АО 99,6 0,25 0,20 0,40
А99 А97 99,99 99,97 0,003 0,015 0,003 0,015 0,010 0,030 А5 99,5 0,30 0,30 0,50
А95 99,95 0.030 0,030 0,050 АО 99,0 0,50 0.50 1,0
Применять алюминий как конструкционный материал нз-за
низкой прочности совершенно нецелесообразно, однако некото-
рые его свойства — высокая пластичность, коррозионная стой-
кость и электропроводность — позволяют весьма эффективно его
использовать 1 Таким образом имеются три направления приме-
нения технического алюминия:
I) высокая пластичность позволяет производить из алюми-
ния глубокую штамповку, прокатку до топкой толщины (напри-
мер, алюминиевая фольга для обертки конфет и др.);
2) высокая электропроводность (65% от меди) позволяет
применять алюминии для электротехнических целей (проводни-
ковый металл). Провод из алюминия равной электропроводности
легче, чем из меди;
3) высокая коррозионная стойкость позволяет широко при-
менять алюминий. Алюминий — химически активный металл,
однако начальное окисление приводит к образованию окисной
О
пленки (приблизительно толщиной 100 А), изолирующий металл
от окружающей среды. Эго обстоятельство и позволяет считать
1 Особенно если принять во внимание его низкую стоимость, отнесенную
к единице массы, а тем более к единице объема.
566
алюминий коррознонностойким металлом. Алюминий практиче-
ски весьма устойчив в органических кислотах (отсюда и широ-
кое применение алюминия в быту, для транспортировки и хране-
ния продуктов питания).
В неорганических кислотах алюминий устойчив лишь при н\
низкой концентрации.
2. ПОСТОЯННЫЕ ПРПМБСП АЛЮМИНИЯ (ЖЕЛЕЗО И КРЕМНИИ)
На рис 407 приведена часть диаграммы Al —Fe длн сплавоа, богатых
алюминием. Железо можно считать практически нерастворимым в алюмнинп’.
поэтому даже при очень низком содержании железа образуется эвтектика
Al+Al»Fe. Оиа содержит только 1,7% Fe (нли 7% AUFe). Из-за малого содер-
жания железа в эвтектике при мнкроисследованни типичная структура эвтек-
тики не наблюдается — она коалесцирует. Структура сплавов А! — Fe состо-
ит из алюминия и темных включений AI3Fe (рис. 408).
Рис. 407. Часть диаграммы состояния
сплавов Л1—Fe
Рис. 408. ЛктоП технический алюминий.
Темные включения Al>Fe. Х200
Кремний ие образует химических соединений с алюмпинем. Диаграмма
состояния А! — Si приведена на рис. 409. Растворимость алюминия в кремнии
очень мала, поэтому можно считать, что в системе А1 — Si присутствует чи-
стый кремний. Растворимость кремния в алюминии при эвтектической темпе-
ратуре достнгвет 1,65% и при комнатной температуре почтп равна нулю
(0,09% прн 300° С). Эвтектика содержит 11,7% Si и состоит из чередующихся
включений обеих фаз (см рнс. 428).
При одновременном присутствии кремния и железа появляются новые фа-
зы, отсутствующие в двойных сплавах, обозначаемые а(А1 — Fe — Si) и
Р(А1—Fe—Si)—это тройные химические соединения железа, кремния и алю-
миния2.
1 Растворимость железа в алюминии прн эвтектической температуре
(655е С) по современным данным около 0,03%.
а Это обозначение соединений принято в литературе, так как стехиомет-
рическое соотношение указанных соединений ие установлено.
567
От количества кремния н железа в сплаве н их соотношений возможно
образование той илн иной фазы; А13Ге, а (Ге — Ai —Si). 0(А1—Ге—Si) и
кремния.
Присутствие этих соединений, особенно при нх размещении по гранниам
зерен, уменьшает пластичность алюминия.
3. ТЕРМИЧЕСКАЯ ОБРАБОТКА СПЛАВОВ Al-Си*
Упрочняющая термическая обработка алюминиевых сплавов
основана на изменении растворимости соединений в основном
алюминиевом растворе, а конкретно для сп завов AI—Си на из-
менении растворимости соединения СиА|2 в алюминии.
Как видно из рис. 410, медь растворяется при комнатной
температуре в количестве около 0,2%, а максимальная раство-
римость при эвтектической температуре 548° С равна 5,7%. Лю-
бой сплав, содержащий до 5,7% Си, можно перевести в одно-
фазное состояние1 соответствующим нагревом. Это состояние
можно зафиксировать быстрым охлаждением.
• Процессы термической обработки стали были рассмотрены на основе
сплаво! Ге С Для алюминиевых сплавов медь — основной второй элемент,
и поэтому структурные превращения прн термической обработке рассмотре-
ны на примере сплава АГ—Си. Это тем более целесообразно, что введение
других легирующих элементов, кроме нлн вместо медн, не вносит принци-
пиальных изменений.
1 Т. е. вторичные кристаллы соединения CuAl, могут быть переведены в
а-твердый раствор.
568
Необходимая скорость охлаждения при закалке определяется
скоростью выпадения избыточных фаз из переохлажденного и
пересыщенного твердого раствора. Для этой цели строят диа-
граммы изотермического превращения переохлажденного твер-
дого раствора (С-образные диаграммы), пример которой приве-
ден на рис. 411. Согласно этой диаграмме максимальная скорость
превращения наблюдается вблизи 300° С.
Полученный таким образом твердый раствор при содержа-
нии в нем меди более 0,2% является пересыщенным. В таком
Рис 4Ю. Диаграмма состояния Al—Си
И1О-
пере-
Рнс. 411.
Диаграмма
термического распада
охлажденного твердого рас-
твора в алюминиевых спла-
вах (указано начало распа-
да)
/ - А! + 4% Си 4- i.5% Mg;
2 — Al + 4% Zn + 2% Mr
пересыщенном н неустойчивом твердом растворе происходят из-
менения, в конечном итоге приводящие к выделению соединения
СиА12 и сохранению в растворе лишь соответствующего равно-
весной системе количества меди (0,2%). Этот процесс называет-
ся старением1. Если этот процесс происходит прн комнатной
температуре, то он называется естественным старением, а если
при искусственном повышении температуры — то искусственным
старением Таким образом, видно, что термическая обработка
алюминиевых сплавов состоит из двух циклов — закалки и ста-
рения.
Теоретические вопросы, связанные с закалкой алюминиевых
сплавов, относительно просты: в процессе закалки фиксирует-
ся пересыщенный твердый раствор. Важно, чтобы охлаждение
было достаточно быстрым.
Микроструктура хорошо иллюстрирует и объясняет фазовые
изменения, вызванные закалкой.
1 Старение охватывает все процессы, происходящие в Пересы шейном
твердом растворе. — процессы, подготавливающие выдеченне, и непосредст
венно процессы выделения» Превращение, при котором происходят точько
процессы выделения называется дисперсионным твердением (без сложных
подготовительных процессов, о которых речь идет дальше).
36 Гуляев А. П
5G9
На рис. 412 представлена структура отожженного сплава
А17 4% Си. На фоне алюминиевого твердого раствора (почти
чистого алюминия видны включения СиА1г. На рис. 413 приве-
дена микроструктура того же сплава после закалки. Структура
состоит из гомогенного твердого раствора. Нагрев до темпера-
туры закалки привел к полному растворению включении СиА1«,
Рмс. 413. Структура закален-
ного сплава Al + 44 Си.
Х100
Рве 412. Структура отожженного сплава Л1 + 4% Си:
а— Х900; б — Х100
а охлаждение при закалке зафиксировало (насколько можно
судить по микроструктуре) пересыщенный твердый раствор.
Познакомимся вначале с тем, как изменяются свойства спла-
ва А1—Си при старении
В отожженном состоянии сплав А1-)-4% Си имеет предел
прочности ов=20 кгс/мм2. В свежезакаленном состоянии (т е.
Рнс. 414. Изменение прочно-
сти прн естественном старе-
нии алюминиевого сплгвв:
1 — закаленное состояние;
2—отожженное состояние
при испытании сразу после закалки) предел прочности несколь-
ко выше и составляет примерно 25 кгс/мм2. После старения пре-
дел прочности значительно возрастает и достигает 40 кгс/мм2.
При естественном старении (20° С) прочность становится
максимальной через четверо-пятеро суток после закалки, причем
скорость упрочнения в первые часы значительно меньше, чем в
последующие, но затем интенсивность упрочнения убывает
570
Типичный ход кривой упрочнения при естественном старении
показан на рис. 414.
Начальный период, характеризующийся отсутствием пли
весьма слабым повышением прочности, называется инкубацион-
ным Инкубационный период имеет важное технологическое зна-
чение, так как в этот момент сплав обладает большой способно-
стью к пластической деформации и закаленные детали можно
подвергать разнообразным технологическим операциям, связан-
ным с деформацией (расклепке заклепок, гибке, отбортовке и
т. д.) Через 2—3 ч способность пластически деформироваться
Рис. «15. Кривые старения дюралюминия при различных температурах
начинает резко уменьшаться, и эти операции становятся неосу-
ществимыми. 1
Скорость старения сильно зависит от температуры (рис.415):
повышение температуры ускоряет процесс. Одиако получаемая
максимальная прочность тем ниже, чем выше температура ста-
рения. 1 2 Кроме того, в результате старения при температур вы-
ше 150° С явно отмечается разупрочнение сплава при выдержке
более той, которая вызывает максимальное упрочнение, и тем
скорее, чем выше температура.
При температурах ниже комнатной старение замедляется и
при —50°С можно считать, что закаленное состояние практиче-
ски устойчиво и старение не происходит.
Естественно состаренное состояние сплава является неустой-
чивым. Если недолго выдержать подвертит тын естественному
старению алюминиевый сплав при 200—250е С. то он разупроч-
няется и получает свойства, характерные для свежезакаленного
состояния, так как сплав вновь приобретает способность к есте-
1 Продолжительность инкубационного периода у разных по составу алю
миниевых сплавов различна; кроме того, продолжительность инкубационною
периода зависит от температуры помещения.
2 Не для всех алюминиевых сплавов.
36»
571
ствеиному старению (рис. 416). Это явление (т. е. возвращение
к свежезакалениому состоянию после кратковременного нагре-
ва) называется возвратом.
Мы ознакомились с изменением свойств при старении (см
гл. V, п. 10). Каковы же процессы, обусловливающие эти изме-
нения?
Рис. 416. Кривые старения
после возврата к свеже^а-
каленному состоянию (крит-
ковреыепиыА нагрев при
230е С)
Рассмотрим процессы старения сплава А1—Си.
Закалка фиксирует пересыщенный твердый раствор, поэтому
вероятнее всего предположить, что в процессе старения выделя-
ется избыточная фаза (CuAi2) и что выделение ее в мелкодис-
персном состоянии и вызывает изменение свойств.
Рис. 417. Структура сплава А1 + 4%
Си закаленного и искусственно соста-
ренного прн 250е С. Х900
Однако имеющийся экспери-
ментальный материал не под-
тверждает эту теорию. По микро-
структуре нельзя обнаружить
различий между закаленным и
состаренным алюминиевым спла-
вом, т. е. под микроскопом вто-
рая фаза не обнаруживается.
Вторая фаза (т. е. выделение
из твердого раствора) отчетливо
обнаруживается после искус-
ственного старения при темпера-
туре выше 200° С (рис. 417). Од-
нако когда металлографически
обнаруживается вторая фаза,
сплав не имеет максимальной
прочности, так как продолжи-
тельность старения (отпуска) была значительно больше той, при
которой (при данной температуре старения) получаются макси-
мальные свойства.
Таким образом, металлографический анализ опровергает
простую теорию выделения избыточной фазы. Однако, может
быть, выделяющиеся частицы настолько мелки, что ие могут
572
быть обнаружены под микроскопом? Рентгеноструктурный ана-
лиз показывает также, что при старении, когда сплав достигает
максимальной прочности, избыточная фаза отсутствует.1
Приведенные данные показывают, что при естественном ста-
рении не происходит выделений в обычном смысле, и упрочне-
ние ие связано с распадом твердого раствора.
Пря искусственном старении лишь при температурах выше
200° С и при таких выдержках, которые не обеспечивают полу-
чения максимальной прочности, выделения действительно на-
блюдаются, что и отмечается многочисленными методами физи-
ко-химического анализа.
Современные представления о механизме старения, подтвер-
ждаемые особым методом рентгеноструктурного анализа, тако-
вы: в процессе естественного старения происходят подготови-
тельные процессы к выделению, само же выделение может про-
изойти тишь при высоких температурах, обеспечивающих
достаточную скорость атомным перемещением (диффузии).
Начальный период старения (назовем его первой стадией
старения) заключается в том, что в пересыщенном твердом ра-
створе атомы второго компонента (в данном случае атомы ме-
ди), расположенные в свежезакалеином сплаве в случайных
местах, собираются в определенных местах кристаллической ре-
шетки. В результате этого процесса внутри кристалла образу-
ются зоны повышенной концентрации растворенного компонен-
та, так называемые зоны Гинье — Престона г (зоны Г. П )
Атомы меди на этой стадии старения из раствора не выдели-
лись, поэтом} среднее значение параметра решетки не измени-
лось. Однако в местах повышенной концентрации второго ком-
понента параметр должен быть иной, чем в обедненных местах,
это создает большие напряжения в кристалле и дробит блоки
мозаики, что и приводит к повышению твердости.
Зоны Г. П представляют собой тонкие пластинчатые, диско-
образные образования толщиной в несколько атомных слоев н
протяженностью в несколько десятков атомных слоев1 * 3.
Содержание меди в зонах повышенное, по еще не отвечает
формуле CuA12.
Дальнейшее развитие процесса старения заключается в уве-
личении зон (толщина их достигает 10—40 А и диаметр 200—
1 Медь, находящаяся в алюминиевом таердом растворе, уменьшает па-
раметры решетки, так как атомный радиус алюминия 1,43 А, а меди 1,28 А.
Выделение нз твердого раствора меди должно сопровождаться увеличе-
нием параметра, тогда как старение и вызванное нм упрочнение не изменяют
параметра решетки. Только выше 200° С наблюдается увеличение параметров,
что связано с выделением нз раствора второй фазы, п это обнаруживается
также п другими методами (например, металлографическими)
3 По имени французского (Гннье) н английского (Престон) ученых, одно-
аременно (1938 г.) обнаруживших эти процессы прн старении дюралюминия,
используя новейшие достижения рентгеностректурного анализа.
в Указываются такие размеры: толщина — 5—10 А, диаметр 40—100 А.
573
300 А) и повышении содержания в них меди до стехиометриче-
ского соотношения. Принято первые маленькие зоны называть
зонами Г. П.-l, а вторые большие, зонами Г. П.-2, принципи-
альной разницы между которыми нет. Процесс, связанный с об-
разованием 1 зон Г. П., называют также зонным старением
(И Н. Фридляндер), отмечая тем самым отличие от следующей
стадии старения, которое по этой терминологии именуется фа-
зовым старением.
После образования зон Г. П.-2 повышение температуры или
увеличение выдержки при повышенных температурах, например
100° С, приводит к преобразованию зон Г. П.-2 в фазу, обозна-
чаемую через 6'. Это уже выделения, т. е. новая фаза, которая
имеет отличную решетку от твердого раствора и от стабильной
6-фазы (СиА12), но когерентно связанная с маточным твердым
раствором. При дальнейшем повышении температуры В'-фаза
превращается в стабильную 6-фазу и происходит ее коагуляция.
В простых сплавах А1—Си с 3—5% Си (или в таких же спла-
вах, нос небольшим количеством магния — дюралюминии) про-
цесс зонного старения протекает при комнатных температурах и
приводит к максимальному упрочнению (рис. 415); при темпера-
турах 100—150°С зонное старение переходит в фазовое, а оно
не приводит к получению максимальной прочности. При еще бо-
лее высоких температурах (200° С) происходит перерождение
В'-фазы в 6-фазу (или прямое образование 6-фазы нз твердого
раствора), что дает еще меньшее упрочнение (см. рис. 415).
При каждой температуре старения образуются зоны разного
размера, поэтому образовавшиеся при комнатной температуре
зоны Г. П. малого размера оказываются прн более высокой тем-
пературе (например, при 200°С) неустойчивыми и «рассасыва-
ются» («растворяются»), так как при этой температуре устойчи-
выми являются образования большего размера. Следовательно,
если нагреть естественно состаренный сплав до 150—200° С, то
ранее образовавшиеся участки небольшого размера «растворят-
ся», и сплав возвратится в исходное свежезакаленное состояние.
Этим объясняется явление возврата.
В заключение описания процессов старения следует отметить
следующее. Во-первых, ие всегда состояние старения с образова-
нием зон Г. П. соответствует максимуму прочности, вл многих
сплавах максимум прочности наблюдается при образовании ме-
тастабилыюн фазы 6'.
Во-вторых, необязательно, чтобы процесс охватывал все три
стадии Г. П.->-6'-»-6; он может начаться с непосредственного вы-
деления б'-фазы и даже 6-фазы.
В-третьих, деление старения на естественное, протекающее
при 20°С, и искусственное, протекающее при подогреве (100—
1 Термин выделения в данном случае неприменим, часто употребтяют
термин предвыделение.
574
150°С), есть деление технологическое, а ие физическое. Физиче-
ская классификация основана иа процессах, происходящих при
старении, и с этой точки зрения старение следует делить на зон-
ное и фазовое. Для дюралюминия (4% Си; 0,5% Mg) естествен-
ное старение и зонное, как и искусственное и фазовое, одно и то
же; но для других сплавов уже при комнатной температуре воз-
можно образование фаз, а для других при комнатной температу-
ре вообще старение (упрочнение) не происходит.
4. ВЛИЯНИЕ СОСТАВА
АЛЮМИНИЕВЫХ СПЛАВОВ НА ПРОЦЕССЫ,
ПРОИСХОДЯЩИЕ ПРИ ТЕРМИЧЕСКОЙ обработке
Рассмотрим влияние содержания меди и третьих элементов
па свойства двойных сплавов А1—Си и иа термическую обработ-
ку этих сплавов.
Кривые, приведенные на рис. 418, показывают, как изменяет-
ся твердость сплавов А1—Си в зависимости от содержания ме-
ди. Эффект старения, т. е.
разница в твердости между
свежезакаленным и соста-
ренным состояниями (верх-
няя кривая на диаграмме),
постепенно возрастает с уве-
личением содержания меди;
сплав с 2% Си и менее
практически не стареет, так
как пересыщение еще недо-
статочно, чтобы вызвать при
старении существенное из-
менение свойств.
Максимальное упрочне-
ние при старении отмечается
прн содержании 6% Си, что
соответствует (примерно)
пределу растворимости ме-
ди в алюминии при высокой
температуре (см. рис. 410).
Загрязнение сплава же-
лезом уменьшает эффект
старения. Такое влияние же-
леза является следствием
Рис. 418. Влияние содержания меди на твер-
дость влюмииисвомеднсго сплава в трех со-
стояниях:
отожженном (/>. Сразу после закалки (2) я
после старения па максимальную прочность
(?). Кривая 4 показывает эффект упрочнения
прн старении, т. е. разницу между состарен-
ным состоянием и свежеэяквлсиным. Опытные
сплавы содержали 0.2—0.3% Ге и 0,03—0.09%
S! (Хонда)
образования почти нерастворимого в алюминии тройного соеди-
нения Cu2FeAl (так называемая фаза А).
Чем больше в сплаве железа, тем больше медн идет иа образование трой-
ного соединения и тем меньше образуется растворимого соединения CuAi2, от
которого зависит упрочнение прн термической обработке. На рис. 419 приве-
дены структуры закаленных сплавов с 4,5% Си и разным содержанием железа.
575
Рис. 419. Структура сплава
С 4.5% Си в закаленном состоянии. Х400. Содержанке желе-
за. %:
а — 0.1; 6 — 0,63: в — 1.06
Чем больше в сплаве железа, тем больше нерастворимых железистых соеди-
нений (черные включения на рис 419). Таким образом, в термически обраба-
тываемых сплавах AI — Си железо является вредной примесью*.
Не только в системе А1—Си, по и при сплавлении со многи-
ми другими элементами алюминий образует раствор переменной
растворимости, что делает и эти сплавы способными к упрочне-
нию путем за кал кн и старения. Такими элементами являются
кремний, магний, цинк и не-
которые другие (рис. 420).
Поэтому, кроме меди, —
кремний, магний, цинк, ли-
тий также являются легиру-
ющими элементами в совре-
менных термически упроч-
няемых сплавах.
Рнс 420. Кривые растворимости (в твер-
дом состоянии) некоторых элементов
в алюминии
1 В присутствии магния вредное действие
Рнс. 421 Система Al—MgjSi
железа уменьшается.
576
В двойных сплавах А1—Си, Al—Si, Al—Mg, Al—Zn эффект
от термической обработки менее значителен, чем в тройных и
более сложных сплавах, поэтому преимущественное применение
получили не двойные, а более сложнолегированные алюминие-
вые сплавы.
Среди подобных сплавов на основе тройных и четверных систем ивиболь-
шее применение полечили сплавы следующих систем:
1. Сплавы системы AI — Mg — Si твк называемые сплавы авиалъ. В этих
сплавах фазой, которая прн нагреве под заиалку растворяется, а при старе-
нии выделяется и вызывает упрочнение, является соединение Mg2Si (рис. 421).
Рис. 422. Алюминиевый угол диаграммы состояния AI—Си—Mr
(Г. Г. Уразов, Д. А. Петров)
В указанных сплавах [прн соотношении Mg:Si=i .2% (ат.)] для получения
максимального увеличения прочности прн термической обработке суммарное
количество Si+Mg должно составлять около 2%.
2. Сплавы системы Л1—Си — Mg так называемые дура иомины. В спла-
вах этой системы в зависимости от содержания меди и соотношения концен-
траций меди н магния могут образовываться или двойные соединения CuAlj
либо AIaMg2 (при малом содержании одного нз элементов — магния нли ме-
ди), или тройные соединения CuMgAi2 (так называемая фаза S) и CuMgjAls
(фаза Т). Эти соединения имеют переменную растворимость в алюминии. На
рис. 422 приведен алюминиевый угол тройной системы AI — Си — Mg. Линия
а — b показывает предельную растворимость меди н магния при комнатной
температуре, а линия aj — б]—при высокой. Следовательно, сплавы, которые
по концентрации меди и магния находятся между этими линиями, образуют
577
при нагреве гомогенный твердый раствор н упрочняются термической обра-
боткой. На диаграмме указано, какие фазы образуются в этих сплавах в отож-
женном состоянии и, следовательно, за счет растворения каких фаз обуслов-
лено упрочнение при термической обработке.
Исследования Д. А. Петрова и др. показывают, что растворение фазы S
при последующем старении дает наибольшее упрочнение по сравнению с тем,
какое дают другие фазы этой системы. Поэтому в тройной системе AI—Си—
Mg наиболее способными к упрочнению при термической обработке явля-
ются сплавы, находящиеся вблизи линии щ— Ъг (между точками х и у). Такие
сплавы называются высокопрочными дуралюминамн.
Рис 423 Алюминиевый угол системы AI—Си—LI (а) и системы
Ai—Zn—Mr (6)
3. Сплавы системы Al—Си—Li и Al—Mg—Li.
Щелочноземельный легкий металл литий лишь недавно стали применять
для легирования алюминиевых сплавов. При изучении системы А1 — LI
(рис. 420) была отмечена большая растворимость соединения LiAl в алюминии
н сильная ее зависимость от температуры, что предопределяет возможность
применения упрочняющей термической обработки. Двойные сплавы AI — Li
оказались неэффективными (сравнительно небольшой эффект упрочнения при
термической обработке, большая склонность к окислению при нагреве), однако
тройные сплавы А! — Си — Li и AI — Mg — Li оказались ценными для прак-
тики.
Система AI—Си—L1 приведена иа рис 423, а, из которого видно, что уп-
рочнение тройных сплавов может достигаться за счет одной из следующих фаз
7В (AlisCuaLia), Л (AI2CuLi) и Т2 (Al6CuLi3).
По своей природе фаза Л аналогична фазе S (AI2CuMg) в системе
AI—Си—Mg, и эффект упрочнения прн растворении этой фазы наибольший,
который увеличивается при наличии небольшого количества кадмия (0,1—
0,2%)*.
* Кадмий, ие влияя иа прочность в отожженном и закаленном состоя-
ниях, увеличивает ее в состаренном. Примечательно, что кадмий — инертный
легирующий элемент в классической системе Al—Си—Mg— не влияет на
свойства сплавов этой системы. Это показывает, что ие всегда влияние ле-
гирующего элемента в одних сплавах или в одних условиях так же прояв-
ляется в других сплавах илн других условиях.
578
Сплавы системы Al — Mg — L1 являются самыми легкими алюминиевыми
сплавами, так как оба легирующих элемента (магний и литий) уменьшают
плотность алюминиевого сплава и старепие создается за счет выделения (точ-
нее предвыделення) тройных фаз, содержащих литий.
4. Сплавы системы А| — Zn — Mg. Как и магний, цпик обладает большой
растворимостью при высокой температуре (400° С) н незначительной прн низ-
кой температуре (ниже 200DC).Jo же, ио в еще более резкой форме, характер-
но для соединения, именуемого фазой Т (Ai2Mg3Zn3), рис. 423,6. которая изо-
морфна фазе Т системы AI—Си—Mg.
Сплавы этой системы позволяют проводить глубокое легирование и полу-
чать большие пересыщения при закалке и наилучшнс свойства после старе-
ния.
В табл. 119 указаны системы сплввов, фазы, растворимые прн нагреве,
т. е. вызывающие старение и фазы (зоны), образование которых вызывает
максимальный упрочняющий эффект старения.
Таблице 119
Фазы н зоны в алюминиевых сплавах
Система сплава Фазы, вызываю- щие аффект термической обработки Мстастабиль- ные зоны и фа- зы. возникаю- щие в процессе термической об- работки Гол открытия упрочняюще- го эффекта Авторы
Al—Си—Mg 6(CuAlt) S(AI.CuMg) ГЛ.1.; ГЛ.11.; 6’ 1906—1911 В ильм
Al—Mg—Si ₽(Mg,Si) Г. П.; ₽ 1915—1921 Гейлер
AI—Zn—Mg tlfMgZn,) T(Al3.MgsZn,) Зоны; г]' 1923—1924 Заидер, Мейснер
Al—Zn—Mg—Си n(MnZns) Z,(AlaMggZn 3) Зоны; т)' 1932 Вебер
Al—Си—Mn (l(CuAl,) Г(А1иМп,Си) Г.П.; в*; 6' 1938 1950 Петри Фрагмеи
A1—Си—LI 0(CuAI,) Т(А1,лСи.и) T,(AlsCuLI) О'; Л 1956 Харди, Силком
Al—U—Mg S(Al,LlMg) 6(AlLi) 6'(AI,Li) I9G8—1965 Фридляндср и др.
579
5. КЛАССИФИКАЦИЯ АЛЮМИНИЕВЫХ СПЛАВОВ
Технические алюминиевые сплавы подразделяют на дв*
группы: применяемые в деформированном виде (прессованном,
катаном, кованом) и в литом. Гра-
ницу между сплавами этих двух
групп определяет предел насыще-
ния твердого раствора при эвтекти-
ческой температуре (см. рис. 425).
Изменение технологических
свойств в сопоставлении с диаграм-
мой состояния (рис. 424) показыва-
ет, что сплавы с содержанием ком-
Рис. 424. Технологические свойства
сплевов системы двух компонен-
тов с ограниченной растворимостью
(Л. А. Бочка р):
/ — пластичность: 2 — прочность:
/ — рассеянные поры; II — скон-
центрированные
понента меньше предела раствори-
мости при высокой температуре об-
ладают наибольшей пластичностью
и наименьшей прочностью при высо-
кой температуре, следовательно, хо-
рошо подвергаются горячей обра-
ботке давлением.
Наличие эвтектической структу-
ры резко уменьшает пластичность,
способность прессоваться, прокаты-
ваться, коваться и прн некотором
содержании эвтектики (обычно не-
большом) такая обработка стано-
вится уже неосуществимой.
Наилучшую жидкотекучесть име-
ют металлы, кристаллизующиеся
при постоянной температуре (чи-
стые металлы, эвтектические спла-
вы). При переходе за предел рас-
творимости при высокой температу-
ре жидкотекучесть резко повыша-
ется.
Общий объем литейных пор
плавно изменяется, но их размеры
и распределение зависят от темпе-
ратурного интервала кристаллиза-
ции. При большом интервале литей-
ные поры, как правило, мелки и
распределены по всему сечению от-
ливки Плотность отливки будет ма-
ла, по по этой же причине неболь-
шой будет к литейная усадка. При
температурном интервале кристал-
лизации, равном нулю (чистые компоненты, эвтектика), образу-
ется концентрированная усадочная раковина и соответствующим
580
изготовлением литников ее можно вывести в прибыль и таким
образом получить отливку высокой плотности.
Концентрация компонентов в литейных сплавах должна пре-
вышать предельную растворимость прн высокой температуре по
двум причинам: во-первых, для создания прочности, достаточной
для того, чтобы внутренние напряжения (естественные н неиз-
бежные) у литой (неотожжепнои) детали, не вызывали бы обра-
зования трещин, во-вторых, для повышения жидкотекучести.
Таким образом, алюминиевые сплавы можно классифициро-
вать на литейные и деформируемые на основе диаграммы состоя-
Рис. 425. Классификация алюминиевых сплавов по диаграмме состояния:
а—двойная система; б— тройная система: f —сплавы, не упрочняемые термической об
работкой; 3— сплавы, упрочняемые термической обработкой
ния (рнс. 425). Вместе с тем литейные сплавы не должны содер-
жать много эвтектики (более 15—20% по объему) из-за ухудше-
ния механических и некоторых технологических свойств. Все
литейные сплавы могут упрочняться в результате термической
обработки, но степень упрочнения тем меньше, чем больше ли-
тейный сплав легирован, т. е. чем больше в структуре эвтектики
Деформируемые сплавы подразделяют на упрочняемые и не
упрочняемые термической обработкой. Теоретически границей
между этими сплавами должен быть предел насыщения твердо-
го раствора при комнатной температуре, но практически сплавы,
содержащие легирующие элементы в количестве немного боль-
ше этого предела, не упрочняются при термической обработке
из-за малого количества упрочняющей фазы
Деление реальных сплавов на литейные и деформируемые
по диаграмме равновесия все же несколько условно, так как в
литом состоянии эти сплавы ие достигают равновесия и нх струк-
туры будут отличаться от равновесных (см гл V, п. 10).
581
6. ДЕФОРМИРУЕМЫЕ СИЛ \ВЫ, НЕ У ПРОДЛЯЕМЫЕ
ТЕРМИЧЕСКОЙ обработкой
Эти сплавы характеризуются сравнительно невысокой проч-
ностью высокой пластичностью и коррозионной стойкостью. Их
применяют в тех случаях, когда требуется высокая пластич-
ность— для изделий, получаемых глубокой штамповкой.
К рассматриваемой группе сплавов относятся сплавы систем
AI—Мп (так называемые сплавы АМц) и А|—Mg (сплавы
АМг). Эти сплавы не упрочняются термической обработкой.
Хотя система AI — Мп (см. рис. 420) показывает переменную раствори-
мость соединения AleMn в алюминии, однако в присутствии железа (неизбеж-
ное загрязнение) образуется тройное соединение AI6(Mn, Fe), а оио нераство-
римо в алюминии.
Марганец, в отличие от остальных элементов, не только не
ухудшает коррозионной стойкости алюминиевого сплава, но не-
сколько улучшает ее. Поэтому сплавы А)—Мп превосходят чи-
стый алюминий более высокой прочностью и коррозионной стон
костью.
Сплавы AI—Mg при содержании до 1.4% Mg не упрочняются при терми-
ческой обработке (что следует нз кривой растворимости в системе AI—Mg,
см рис. 420). При большем содержании (Mg>3%) упрочнение возможно, ио
эффект упрочнения невелик.
Магний является полезным легирующим элементом. Не счи-
тая повышения коррозионного сопротивления2, магний умень-
шает плотность алюминиевого сплава (так как он легче алюми-
ния), повышает прочность, не снижая его пластичность Поэто-
му сплавы AI—Mg получили распространение как несколько
более прочные и легкие, чем чистый алюминий.
Составы сплавов АМг и АМц, применяемые в советском авиастроении,
приведены в табл. 120.
Таблица 120
Средний состав деформируемых сплавов, ие упрочняемых термической
обработкой, % (ГОСТ 4784—74)
Марка сплава Мп Мл Марка сплава Мп Мд
АМц АМг2 АМгЗ 1,0—1,6 0,2—0,6 0,3—0.G <0,05 1.8—2,8 3.2—3,8 АМг5 АМг7 0,3—0.6 0,5—0,8 4.8—5.5 5,8—0,8
Примечание. Для большинства этих сплавов: Si<0,4—0,6%; Fe<
<0,5—0,7%; Со <0,2—0,5%.
1 Ненамного превышающей прочность алюминия.
3 Если магния не более 3%.
5«2
Эти сплавы в виде листов, а также прокатанного или прессованного ма-
териала поставляются в отожженном (мягком) состоянии (в марочном обо-
значении тогда добавляется буква М), после небольшой степени наклепа, т. е.
полуиагартованиые (обозначаются буквой П) и после сильного наклепа, т. е.
иагартованиые (обозначаются буквой Н).
Приведем значения предела прочностп и относительного удлинения для
сплава АМц в различном состоянии:
Состояние ... М П Н
оя, кгс/мм2 . . . 13 16 22
fi, %.................. 23 10 5
Марганец вводят в дюралюминий (до 1%), как и в другие
алюминиевые сплавы, главным образом для повышения корро-
зионной стойкости.
7. ДЮРАЛЮМИНИЙ И ДРУГИЕ ДЕФОРМИР» ЕМЫЕ (ПЛАВЫ,
УПРОЧНЯЕМЫЕ ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ
Дюралюминий1 — наиболее распространенный представи-
тель группы алюминиевых сплавов, применяемых в деформиро-
ванном виде и упрочняемый термической обработкой.
Ои содержит2 около 4% Си и 0,5% Mg, а также марганец
п железо.
Дюралюминий — сплав, по крайней мере, шести компонен-
тов: алюминия, меди, магния, марганца, кремния и железа, хо-
тя основными добавками являются медь н магний. Поэтому ука-
занный сплав можно причислить к сплавам системы А|—Си—
Mg. Кремний и железо являются постоянными примесями, по-
падающими в сплав вследствие применения недостаточно чисто-
го алюминия. 1 2
1 Дюралюминий — первый промышленный сплав иа основе алюминия.
Название «дюралюминий» можно расшифроввть как твердый алюминий (по
французски Dur — твердый).
Изобретателем дюралюминия является А. Внльм. Им же при работе над
сплавом было случайно открыто явление естественного старения. Его первая
работа была опубликована в 1906 г.
Важные работы по изучению термической обработки алюмипиевых спла-
вов были проведены в 20-х и начале 30-х годов нвшего столетия П. Мернка
и М. Гейлер.
В СССР дюралюминий начали производить с 1924 г. иа Кольчугииском
заводе (кроме основных компонентов, он содержал еще 0,5% Ni и назывался
ко гьчуга иоминием).
Природа сплавов типа дюралюминий, влияние элементов, термическая об-
работка подробно были исследованы многими учеными (А А. Бочваром,
С. М Вороновым, Ю. Г Музалевскнм, Д. А. Петровым, А. Гииьс, Ж- Престо-
ном, И Н. Фридляндером, В. А. Ливановым и др.).
2 Подробнее о марках дюралюминии см. на с. 585.
583
Перечисленные компоненты образуют ряд растворимых сое-
динений (следовательно, вызывающих старение), таких как
CuAI2. фаза 5, Mg2Si, и нерастворимых соединений, таких как
железистые и марганцовистые соединения.
Рве. 426. Микроструктура дюралюминия:
а — отожженное состояние. Х200; б — закаленное состояние. Х100; в—перегретое
прн закалке состояние. Х200
Структура дюралюминия в отожженном состоянии (рис.
426, о) состоит из твердого раствора н вторичных включений
различных интерметаллических соединений.
После закалки с опти-
мальных температур (500°С)
основное количество соеди-
нений СиА12 н Mg2Si раство-
ряется в алюминии, но сое-
динения железа не раство-
ряются. Поэтому в закален-
ном состоянии структура со-
стоит из алюминиевого твер-
дого раствора и нераствори-
мых включений соединений
железа (на микроструктуре
рис. 426,6 включения черно-
го цвета).
При нагреве выше 500—
520° С происходит оплавле-
ние зерен по границам, и
при охлаждении участки
жидкой фазы превращаются
в эвтектику (рис. 426, в).
Рис. 427. Механические свойства дюралю-
миния в закаленном и состаренном состо-
янии в зависимости от температуры за-
калкн
Механические свойства после окончательной термической об-
работки (после закалки и старения) сильно зависят от темпера-
туры закалкн (рис. 427) В результате повышения температуры
564
аакалки происходит растворение интерметаллических соедине-
ний, а после закалки получается более пересыщенный твердый
раствор, а после старения — более высокая прочность. Нагрев
же выше определенной температуры вызывает перегрев (рост
зерна, окисление и оплавление границ зерна), что приводит к
катастрофическому падению прочности и пластичности. Поэтому
ясно, что при термической обработке дюралюминия важно точ-
но соблюдать температурный режим закалки. При термической
обработке дюралюминия колебания температур закалки не дол-
жны превышать ±3—4°С. Температура закалки для дюралюми-
ния разных марок будет указана дальше.
Кривые старения дюралюминия были приведены на рис. 415.
Дюралюминий принадлежит к алюминиевым сплавам, естествен,
но стареющим, и наиболее высокие механические свойства у нор-
мального дюралюминия получаются после старения при комнат-
ной температуре в течение пяти — семи суток.
Термическая обработка этих сплавов заключается в закалке
примерно с 500” С в воде с последующим естественным (зонным)
старением, т е. детали из этих сплавов могут быть «готовы»
лишь через пять — семь дней после закалкн.
Так как коррозионная стойкость дюралюминия незначитель-
на, то изыскивали различные способы для зашиты его от корро-
зии. Наиболее распространенный способ защиты его от корро-
зии— плакирование чистым алюминием'. Плакированный дюр-
алюминий обладает такой же коррозионной устойчивостью, как
чистый алюминий.
По техническим условиям толщина плакированного слоя со-
ставляет 4—8% от толщины листа (или диаметра проволоки или
прутка). Естественно, что наличие на дюралюминии менее проч-
ного слоя из чистого алюминия ухудшает прочностные свойства
полуфабриката в целом, т. е. плакированный дюралюминий не-
сколько менее прочен, чем неплакированный.
В настоящее время производят дюралюминий нескольких ма-
рок. Состав наиболее распространенных марок приведен в
табл 12)
Таблица 121
Состав дюралюминия, % (ГОСТ 4784—74)
Марка Си Мп Mg SI Fe
Д1 Д16 3,8—4,8 3,8—4,5 0,4—0,8 0,3—0,9 0,4—0,8 1,2—1,8 0,7 0,5 "0,7 <0,5
1 Плакированный дуралюмии - типичный биметалл (дюралюмнннй+алю-
миппй).
37 Гуляев А. П.
585
Сплав Д1—так называемый нормальный дюралюминий ос-
новной, упрочняющей фазой в этом сплаве является соединение
CuAl* . Сплав Д16, так называемый супердуралюмин, содер-
жит, по сравнению с нормальным дюралюминием, повышенное
количество магния. В соответствии с этим основной упрочняю-
щей фазой является фаза S, что и обеспечивает более высокую
прочность сплава Д16 по сравнению с Д1.
В табл. 122 приведены типичные механические свойства
этих сплавов в разных состояниях.
Таблица 122
Механические свойства дюралюминии
Марка Состояние, полуфабрикат % кгс/мм* °о.,- иге'мм1 «. %
Д1 Отжиг . . Закалка + старение: 21 II 18
прутки 49 32 14
лист . .... 41 24 20
Д16 Отжиг Закалка + старение: 22 II 18
прутки 54 40 11
лист 44 33 18
Режимы термической обработки этих сплавов: закалка с 495—505° С для
сплава Д1 н с 490—500° С в воде для сплава Д16, старение прн 20° С, в тече-
ние четырех суток. Смягчающий отжиг проводят при 340—370° С.
Физические свойства этих сплавов в термически упрочненном состоянии
практически одинаковы (различие в пределах точности измерения):
Коэффициент линейного расширения . . . . 23-10
Коэффициент теплопроводности:
после отжига..................................... 0,28
после закалки и старения ..... ..................... 0,41
Удельная электропроводность, % от меди-
после отжига ........................................ 50
после закалки и старения ............................. ^30
Модуль упругости, кгс/мм2 . . 7000
Коэффициент Пуассояа . . . . : 0,31
Плотность, г/см1............................. . 2,8
Из табл. 122 видно, что прессованные профили обладают более высокой
прочностью, чем листы (при практически одинаковой термической обработке).
Это объясняется так называемым пресс-эффектом, сохранением наклепа, полу-
ченного прн прессовании и ие устраненного при нагреве под закалку. Очевнд-
• Наличие и количество соединения MgjSi определяется степенью загряз-
нения сплава кремнием.
586
Таблица 123
Механические свойства (типичные) высокопрочных алюминиевых сплавов
системы А1—Zn—Mg—Со
Сплав Полуфабрикат Режим старения после закалкн прн 4Ь5°С Механические свойства
°в, кгс/мм’ О0>3. кгс/мм* в. %
В95 Листы Профили 120‘С, 2 ч 140"С, 6 ч 52 60 44 55 12 8
В96 Профили 140"С, 6 ч 68 64 7
по, что упрочнение в результате пресс-эффекта есть ие что иное, как упрочне-
ние в результате механико-термической обработки (наклев — закалка —ста-
рение)
Несмотря иа сравнительно невысокую прочность (ом=40-=-50 кгс/мм2), вяз-
кость разрушения (Л’|С) алюминиевых сплавов значительно уступает стали
(оиа равна 120—140 кгс/мм */ж, тогда как у стали при той же прочности Л’и«
ss 500 кгс/ммА а К]е = 150—200 кгс/мм'^* характерно для высокопрочной
стали с ов>200 кгс/мм2). Это показывает, что алюминиевые сплавы имеют
существенно (в пять раз) меньшую конструктивную прочность, чем сталн.
Следует также указать, что пайка и сварка алюминиевых сплавов ие соз-
дают шва равной прочности с основным металлом. Надежным соединением
является соединение иа заклепках, которые тоже должны быть изготовлены
из дюралюминия. При расклепывании заклепки металл толжеи обладать высо-
кой пластичностью. Такне свойства имеет дюралюминий, но лишь в свежеза-
каленном состоянии (до старения).
Звклепки нз сплавов Д1, Д16 ставят не позднее, чем через 2 ч (Д1) или
20 мин (Д16) после закалки, когда сплав ие начал еще заметно упрочняться
в процессе старения; позднее ставить заклепки нельзя, так как в результате
старения и снижения вследствие этого пластичности при расклепывании обра-
зуются трещины.
Разумеется, такая жесткая регламентация по времени создает технологи-
ческие затруднения. Поэтому имеется сплав (Д18), специально предназначен-
ный для заклепок, который можно расклепывать в состаренном состоянии.
Этот сплав содержит пониженное количество упрочняющих элементов (меди,
магиня) и после закалкн н старения имеет существенно более низкую проч-
ность, ио более высокую пластичность, чем, например, дюралюминий Д|
Состав и механические свойства сплава Д18 следующие: 2,2—3% Си;
0,2—0.5% Mg. После закалкн с 495—505° С в воде и естественного старения
<тв=30 кгс/мм2, 6 = 24%, ф—50%; сопротивление срезу1 Тср=19 кгс/мм2.
Из табл 122 видно, что предел прочности нормального листового дюралю-
миния достигает 41 кгс/мм2, а высокопрочного 44 кгс/мм2.
Значительно более высокую прочность можно получить у алюминиевых
сплавов, содержащих в качестве основных присадок, кроме меди и магния,
сше и цинк, г. е. у сплавов системы AI—Mg—Си—Zn ♦.
1 Для заклепок наиболее важная расчетная характеристика.
* Этот сплав не является дюралюминием, к последнему относятся лишь
сплавы системы AI—Си—Mg.
37’ 587
В сплаве А1-Ь10% Zn+2% Mg можно получить предел прочности до
60 кгс/мм3. Однако в условиях не очень активной коррозионной среды, даже
такой как дистиллированная вода, прочность резко падает. Недостаток этот
устраняется добавкой ~2% Со. Так же влияет и малая присадка хрома или
циркония Таким образом применение получили сплавы нс тройной AI — 7п—
Mg, а четверной системы А1—Zn—Mg— Си. Наиболее типичным пред-
ставителем этой системы является сплав В95 (5—7% Zn; 1,8—2,8% Mg;
1.4-2% Си; 0,1—0,25% Сг).
Основное упрочнение создается за счет растворения Г-фазы (AI2Mg3Zn3).
Высокое легирование снижает температуры начала плавления, поэтому
применяют более низкую температуру закалки по сравнению с такой для дюр-
алюминия (460—470° С) Меньшая скорость распада пересыщенного твердою
раствора сплава В95 (см рис. 41В приводит к следующим изменениям в тех-
нологии термической обработки:
а —скорость охлаждения при закалке может быть уменьшена, что целесо-
образно, так как при этом уменьшаются внутренние напряжения, наличие ко-
торых увеличивает склонность к коррозионному растрескиванию (снижает
прочность при испытании в коррозиоииоактивных средах). Это являетс'я глав-
ным недостатком наиболее высокопрочных алюминиевых сплавов. Поэтому при
закалке сплава В95 применяют не холодную, а подогретую до 80—100е С воду.
Весьма хорошие результаты даст закалка этих сплавов в жидком азоте1,
при котором охлаждение происходит медленнее, чем в холодной воде (в связи
с меньшей теплотой парообразования жидкого азота), ио более равномерно,
чем в горячей воде;
б — естественное старение не дает максимальной прочности, даже прн
очень большой выдержке, как искусственное. Максимальная прочность дости-
гается в результате старения при 120—140° С в течение 16—24 ч.
Если стремиться к максимальной прочности, то следует еще больше леги-
ровать сплав цинком, магнием и медью, чем сплав В95.
Наиболее прочный алюминиевый сплав В96, содержащий 8—9% Zn; 2.3—
3% Mg; 2—2,6% Си; 0,1—0.2% Zr. Прочность этого сплава достигает
68 кгс/мм2 Механические свойства сплавов системы AI — Zn — Mg — Си при-
ведены в табл. 123.
Следует все же отметить, что «гнаться» за высокой прочностью ие всег-
да целесообразно из-за снижения при этом вязкости (например, А’|С), корро-
зии под напряжением, в общем снижения конструктивной прочности, что мы
определяли понятием надежности материала. Поэтому появилась тенденция
не повышать прочность с помощью увеличения содержания цинка и магния,
а наоборот, ограничиваться умеренной прочностью (как н у дюралюминия по-
рядка 40 кгс/мм3). ио зато иметь высокотехнологичный и надежный сплав,
что достигается снижением содержания цинка и магния в сумме не более 6—
6,5%. Таким сплавом является сплав 1915, содержащий 3.7% Zn, 1,5% Мп,
0,18% Zr (указано среднее содержание легирующих элементов).
В качестве представитетя алюминиевого сплава, содержащего литий, по
знакомимся со сплавами ВЛД23 (1,2% Li, 5,3% Си и 0,15% Cd) и 01420
(5,5% Mg, 2,i% Li, 0,12% Zr).
Упрочняющая термическая обработка заключается в закалке с 515—
525° С сплава ВАД23 и 495—505° С сплава 01420 в холодной воде и старении
при 170° С, 10—12 ч, что обеспечивает максимальную прочность (ов—55 +
+ 60 кгс/мм2), но недостаточную пластичность (6=4+5%) н конструктивную
прочность (надежность).
Недостариваиие (старение при 160° С) или перестаривание (старение при
200° С) ие приводит к получению наибольшей прочности, но при этом достига-
ется лучшая пластнчность.
Сплав 01420 является самым легким влюмннневым сплавом, его плотное ы»
2,5 г/смэ. что меньше плотности чистого алюминия (2 7 г/см®) и тем более
высоколегированного сплава В95 (2,9 г/сма), что для авиационных материалов
весьма существенно.
1 Не следует путать с обработкой холодом.
588
8. АЛЮМИНИЕВЫЕ СПЛАВЫ ДЛЯ ПОКОВОК И ШТАМПОВОК
Ряд деталей из алюминиевых сплавов изготавливают ковкой
(например, лопасти винта). Кроме высоких механических
свойств, от сплава требуется и хорошая пластичность в горячем
состоянии. В таких случаях применяют или дюралюминий обыч-
ного состава или другие сплавы, по составу близкие к дюра-
люминию (АК6, АК8).
Состав этих сплавов я типичные для ппх механические свойства приведе-
ны в табл 124, 125.
Таблица 124
Состав сплавов АК, %
Марка сплава Си Mg Мп SI Fe
АК1 А КС АК8 АК4* 3,8—4,8 1,8—2,С 3,9-4,8 1,9—2,5 0.4—0,8 0,4—0,8 0.4—1,0 1.4—1,8 0.4—0,8 0,4—0,8 0,4—1,0 0,15—0,35 0,7 0,7—1,2 0.6—1.2 0.5—1,2 ^0,7 0.6 <1.0 1.1—1,6
* Содержит 1.0—1.5% Ni
Таблица 125
Механические свойства сплавов А К
Марка сплава Термическая обработка ств> КГС/ММ* в. %
АК1 Закалка + естественное старепне 38 10
АК6 Закалка + искусственное старение 36 7
АК8 То же 46 10
Несколько худшие свойства этих сплавов, чем у дюралюминия1 2, являются
следствием более мелкозернистой структуры дюралюминия в листах, в трубах
профилях и тому подобных полуфабрикатах, чем в поковках. При термичес-
кой обработке поведение этих сплавов почти как у дюралюминия, о чем отме-
чалось раньше.
Более грубая структуре второй фазы у сплавов АК требует больших вы-
держек при температурах закалки. Лучшие свойства у этих сплавов получа-
ются обычно после искусственного старения.
9. СИЛУМИНЫ Я ДРУГИЕ АЛЮМИНИЕВЫЕ СПЛАВЫ
ДЛЯ ФАСОННОГО ЛИТЬЯ
Под группой алюминиевых сплавов, называемых силумина-
ми, подразумевают сплавы с большим содержанием кремния.
1 При применении дюралюминия в кованом ялн штампованном виде он
обозначается через AKI
2 Это видно, если сравнить свойства аналогичных по составу сплавов Д1
н AKI, см. табл. 122 и 124
589
Силумины — наиболее распространенные литейные алюминиевые
сплавы, широко применяемые только в литом виде (например,
в авто- и авиастроении). Реже, кроме силуминов, в качестве
литейных алюминиевых сплавов применяют сплавы алюминия
с медью, магнием и цинком.
Для получения плотной отливки применяют сплавы с узким
интервалом кристаллизации (см. рис. 424) и, естественно, для
этого подходят сплавы эвтектической концентрации.
Однако у большинства сплавов систем (А1—Си, AI—Mg и
др.) механические свойства с эвтектической концентрацией се
вершеипо неудовлетворительны, и о применении таких сплавов
ие может быть и речи. Исключение составляет система AJ—Si.
Эвтектика в этой системе имеет сравнительно низкое содержа-
ние кремния \ и механические свойства эвтектических сплавов
(особенно после модифицирования) оказываются достаточно
высокими. Силумин нашел широкое применение ввиду такого
сочетания высоких литейных и механических свойств.
Успеху в области применения литейных алюминиевых сплавов способст-
вовал ряд обстоятельств. Техника отливки за последние годы сделала большой
шаг вперед. Сейчас технически осуществима отливка деталей, весьма сложной
по конфигурации и большой по размерам. Отливку проводят с большой точ
костью, часто без припусков на механическую обработку2. Плотность литого
металла приближается к плотности деформированного, что достигается при-
менением кристаллизации под давлением и рядом других усовершенствований.
Термическая обработка литых деталей из алюминиевых сплавов сущест-
венно улучшает механические свойства этих сплавов. Предел прочности и от-
носительное удлинение литейных алюминиевых сплавов после термической
обработки (закалка с последующим искусственным стареияем) увеличиваются
в два раза.
Термическая обработка алюминиевых литых сплавов, по сравнению с де-
формированными, имеет ряд особенностей, что объясняется различием в хи-,
мнческом составе, а также тем, что у литых сплавов структура более грубая
и крупнозернистая, чем у деформированных.
Температура иагрева под закалку у литых сплавов обычно несколько вы-
ше, чем у деформированных, н выдерживать отливки при этой температуре
следует более продолжительно. Это обусловлено необходимостью растворить
грубые интерметаллические соединения, расположенные часто по границам
зерна, и выравнять концентрацию по всему объему зерна.
Литые сплавы почти ие подвержены естественному старению, и максималь-
ную прочность получают после искусственного старения в течение 10—20 ч
прн 150-180° С* *.
Упрочнение литых алюминиевых сплавов, так же как и деформированных,
объясняется растворением интерметаллических соединений CuA12. Mg2Si фазы
S, AlsMg2 и т. д. с получением в закаленном состоянии пересыщенного твердого
раствора. Одновременное повышение после термической обработки прочности
н вязкостп объясняется растворением указанных нитерметвллнческих соедине-
ний, присутствующих до термической обработки в литом состоянии по граии-
* 11,7% Si, тогда как эвтектика в системе А1—Си пмеет 33% Си, в в си-
стеме А1—Mr пмеет 34,5% Mg.
2 Прецизионное литье, литье в постоянные формы, литье в скорлупча-
тые формы, литье под давлением.
• Или при более высокой температуре, но тогда продолжительность ста-
рения меньше.
5§0
цам зерна. Поэтому в ряде случаев уже только одна закалка без старении
улучшает механические свойстаа. Обычно старение еще больше повышает
прочность, ио пластичность прн этом часто снижается.
Двойные алюминиевокремнистые и вообще высококремиис-
тые сплавы слабо упрочняются в результате закалки и старе-
ния но механические свойства этих сплавов можно сущест-
Рис. 428. Микроструктура литейных сплавов алюминия. Х200;
а — мемодифицирооанный силумин; б — модифицированный силумин; е — типичная струк-
тура алюминиевого сплава (А| + 12% Си) для литья
венно повысить при помощи особой обработки в жидком состо-
янии. Обычный силумин содержит 12—13% Si и по структуре
является заэвтектическим сплавом. Структура такого сплава
состоит из игольчатой
грубой эвтектики А1 +
-f-Si и включений пер-
вичного кремния (рис.
428,а). Но если перед
самой отливкой внести
в сплав незначитель-
ное количество натрия
или некоторых других
веществ (например,
2/3NaF+'/aNaCI), то
структура резко изме-
нится. Сплав стано-
вится доэвтектическим,
структура его состоит
Рнс 429 Схема гшняиия модифицирован ня
на кристаллизацию в системе Л[—S1:
/ — вез модифицирования; 2 — после модифициро-
вания
нз светлых первичных
выделений алюминия
и мелкозернистой эв-
1 Изложенное выше ие всегда отиоситси к литейным сплавам алюминия
более сложного состава.
591
тактики (см. рис. 428,6). Этот процесс называется модифициро-
ванием.
Введение модификатора 1 затрудняет кристаллизацию крем
иия. В результате температура выделения кремния и кристал-
лизации эвтектики понижается (рис. 429). Кристаллизация
эвтектики происходит при более низких температурах и, следо-
вательно, продукты кристаллизации становятся более мелкозер-
нистыми. Заэвтектический сплав с 12—13% Si, как показано на
рис. 429, в результате смещения линии начала кристаллизации
кремния и кристаллизации эвтектики к более низкой температу-
ре становится доэвтектическим.
Измельчение структуры и отсутствие первичных выделений
хрупкого кремния улучшают механические свойства Так, немо-
дифицированный сплав с 13% Si имеем а„=14 кгс/мм2 при б=
=3%. После модифицирования свойства этого сплава следую-
щие: ов=18 кгс/мм2, 6=8%.
Двойные алюмнниевокремниевые сплавы, несмотря на их превосходные
технологические (литейные) свойства, не могут удовлетворить требованиям
во всех случаях, предъявляемым к литейным сплавам п отношении мсхаииче
скнх свойств. Алюмнниевокремниевые сплавы с 10—|3% Si (сплав А Л 2) при-
меняют для отливок сложной формы, от которых не требуются высокие меха-
нические свойства. При более высоких требованиях к прочностным свойствам
применяют специальные силумины — доэвтектические силумины с 4-10% Si
и добавкой меди, магния и марганца (сплавы АЛЗ, АЛ4, АЛ5, АЛ6, АЛ9).
Механические свойства специальных силуминов в результате термической
обработки следующие: ож==204-25 кгс/мм2, 6—14-6% и существенно ниже ме-
ханических свойств деформированных сплавов. Это является следствием бо-
лее грубой структуры, не раздробленной пластической деформацией
(рис. 428,а).
Среди литейных сплавов наиболее высокими механическими и антикорро-
зионными свойствами обладает сплав алюминия с магнием (АЛ8), содержа-
щий 9,5—11,5% Mg. После закалки прочность его достигает 30 кгс/мм2 прн уд-
линении 12%. Однако этот сплав обладает худшими литейными свойствами,
чем другие алюминиевые сплавы.
Применение литых сплавов для нагруженных деталей целе-
сообразно лишь в том случае, когда сложная форма литой де-
тали дает преимущество в массе по сравнению с простой по
форме кованой деталью или когда ковкой не удается получить
заданную форму детали; в других случаях более целесообразно
применение кованых, механических более прочных сплавоз.
Состав основных марок литейных сплавов приведен в табл. 126.
Маркировка сплава АЛ: А — означает, что сплав алюминиевый, Л — ли-
тейный; цифра — порядковый номер в ГОСТе.
Как уже отмечалось, АЛ2 — нормальный силумин, сплавы АЛ4 и АЛ9 —
силумины с пониженным содержанием кремния н с небольшими добавками
магния и марганца, что улучшает их механические свойства.
Сплавы АЛЗ, АЛ5 и АЛ6 — иизкокремнистые силумины, дополнительно
легироввииые медью (а также в небольших количествах магнием и маргап-
1 Т. е указанных выше веществ в количестве до 1% от массы жидкого
сплава.
Б92
Таблица 126
Химический состав (%) литейных алюминиевых сплавов
Марка сплава Основные компоненты Примеси1 [не более)
Мд SI Мп Си Fe Г прим
АЛ2 10—13 0.8—1,5 2.2—2,8
АЛ4 0,17—0.30 8,0-10.5 0,25-0.50 — 0,6—1,2 1,1—1.7
АЛ9 0,2—0.4 6,0-8 0 — 0,3—1,0 1,0—1.9
АЛЗ 0.2-0,8 4.0—6.0 0,2—0,8 1,5—3,5 1.0-1,5 1,3-1.8
UI5 0,35—0,G0 4,5—5,5 — 1.0—1.5 0,6—1,5 1.0—1,7
АЛЬ ,— 4,5—6,0 — 2.0-3,0 1.1 —1,4 1.8—2,0
АЛИ* 0.1—0.3 6.0-8,0 — 0,8—1,2 1,8—2,0
АЛТ —— — — 4—5 <1.0 2,2
АЛ 12 — — 9-11 1,0-1,2 2,8—3,0
АЛ8 9,2—11,5 — — — 0.3 1.1
1 Предельное содержание загрязнений зависит от способа литья При литье пол
давлением допускается большее содержание железа, чем в отливках в земляные формы.
• Содержит 10—14% 7.п
исм), обладают худшими литейными, по лучшими механическими своГктвами,
чем нормальный силумин Сплав АЛ 11 — цннковнстый силумин; присадка цин-
ка в таком большом количестве улучшает литейные свойства. Этот сплав при-
меняют для изготовления особо сложных отливок.
Остальные сплавы, не содержащие кремния как легирующей добавки, уже
ие могут быть причислены к силуминам.
Алюминиевомсдиы? сплавы АЛ 12 и АЛ7 — существенно различаются
Сплав с 4—5% Си. по составу близкий к дюралюминию, обладает высокими
механическими, ио плохими литейными свойствами. Из этого сплава следует
изготавливать небольшие отливки, подвергаемые значительным механическим
воздействиям Сплав АЛ 12. наоборот, имеет высокие литейные и низкие меха-
нические свойства, однако по этим показателям он уступает нормальному си-
лумину и его применение неоправдан© (в серии алюминиевых литейных спла-
вов первым стали применять АЛ 12).
Таблица 127
Механические свойства алюминиевых литейных сплавов
Марка сплава Вид литья Термическая обработка °И- кге ым* о.,.. КГС MMS б.% Твер- дость НВ Плот- ность, г/см1
АЛ2 В землю 18 8 7 50 2,66
В иокнль —— 22 9 5 55
А 44 В землю Закалка + старение 26 20 4 60 2.65
АЛ9 В землю Закалка 4- старение 20 11 6 75 2,68
АЛ6 То же То же 24 14 4 80 2,76
АЛТ » » 28 21 2 95 2,81
АЛ12 > » » » 20 12 1 — 2,91
АЛ8 В землю Зака1ка 30 17 12 75 2,58
В кокиль > 33 18 15 80
593
Наконец, став системы AI — Mg. так называемый магналий, представлен
марком А-18. Сплав имеет высокую механическую прочность, но наименьшую
по сравнению с другими алюминиевыми литейными сплавами, хорошей плотно-
стью, высокими антикоррозионными свойствами, но в отношении технологиче-
ских качеств (литейных свойств) он уступает другим сплавам (это видно, если
учесть положение этого сплава в системе А1 — Mg. рис. 420).
В табл. 127 приведены типичные механические свойства некоторых литей-
ных сплавов для отдельно отлитых образцов1.
Имеющаяся номенклатура сплавов позволяет выбрать для каждого кон-
кретного назначения оптимальную марку. При этом выборе следует оценить
положительные и отрицательные показатели сплава — его технологические,
механические, эксплуатационные и другие свойства.
10. ЖАРОПРОЧНЫЕ АЛЮМИПНЕВЫЕ СПЛАВЫ
Есть детали, изготавливаемые отливкой илн штамповкой нз
алюминиевых сплавов, которые работают при температурах по-
рядка 200—300° С и даже 350° С (например, поршень, головка
цилиндра и т. п.).
Применяемые для этих целей алюминиевые сплавы легиру-
ют такими элементами, как медь, магний, никель, железо, титан.
Для получения необходимых свойств эти сплавы подвергают
закалке (перевод избыточных фаз в твердый раствор) и затем
искусственному старению (стабилизация структурного состоя-
ния).
Чем сложнее состав сплава и состав выделяющихся фаз,
тем медленнее происходит разупрочнение сплава при высоких
температурах. Поэтому жаропрочные сплавы обычно имеют
сложный химический состав и содержат специально вводимые
присадки железа и никеля2 в отлнчне от остальных алюминие-
вых сплавов.
Состав деформируемых алюминиевых жаропрочных сплавов, применяемых
в отечественном авиамоторостроепни, приведен в табл. 128.
Таблица 128
Состав жаропрочных алюминиевых сплавов, %
Марка сплава Си Me Мп NI Fe S1
АК2 АК4* 3,5—4,5 1,9—2,5 0.4—0,7 1.4—1,8 <0,2 <0,2 1.8—2,3 1,0-1,5 0,5—1,0 1,1—1,6 <.0,8 <0,8
Примечание. Все сплавы содержат 0.05—0.12% Ti.
• Содержит 0.05—0.12% TL
1 Образцы, вырезанные из детали, будут иметь, как правило, более низ-
кие свойства.
8 Назначение железа и никеля, по-видимому, — замедлить диффузионные
процессы, вызывающие разупрочнение сплава при высокой температуре.
594
На рис. 430 представлена эааясямость между уровнем прочности этих
сплавов (АК2, АК4) и температурой испытания, а иа рис. 431— твердость
дюралю.мниив н жаропрочного сплава АК4 при повышенных температурах. Из
последней диаграммы видно, что жаропрочный сплав АК4 имеет прси.м\щест-
во перед более простым по составу сплавом Д1. Однако это преимущество
наиболее резко выражено в интервале 150—300° С. При температурах выше
350—400° С существенных различий в свойствах у разных сплавов фактически
ие наблюдается.
Термическая обработка жаропрочных кованых сплавов (АК2, АК4) за-
ключается р закалке с 510—520°С с последующим искусственным старением
в течение 15—20 ч при 100—180° С.
Рис. 430. Свойства сплавов АК2 </>
•! АК4 (2) при повышенных температурах
Рнс. 431. Твердость сплавов Д1 </)
и АК4 (21 прн повышенных температурах
Для поршневых сплавов важно иметь максимальную теплопроводность,
минимальные коэффициент трения и плотность. Сплавы АК2 и АК4 имеют
плотность 2,80 г/см9, коэффициент линейного расширения прн 20—400° С равен
22. Теплопроводность сплавов АК2 и АК4 1,55 и 1,68 Дж/(см-с-®С) соответст-
венно.
Литейным алюминиевым жаропрочным сплавом является сплав АЛ! сле-
дующего состава: 3 75—4.50% Си; 1,25—1,75% Mg; 1,75—2.25% Ni; <0.8% Fe;
<0.7% Si; <0,3% Zn.
Жаропрочность этого сплава обусловлена образованием при кристалли-
зации жесткого каркаса из соединений Mg2Si и AlxCuv(Fe, Ni)M.
Приведем механические свойства литого и кованых жаропрочных ставов
при разных температурах (табл. 129),
Как видно, литой сплав АЛ2 по сравнению с кованым сплавом АК2 обла-
дает повышенной прочностью при высоких температурах, но пониженной пла-
стичностью, а сплав АК4 превосходит по свойствам оба эти сплава.
1 Стабилизирующий отпуск поршней из этих сплавов следует проводить
при более высоких температурах, чем температурные условия, при которых
работает материал поршня; чтобы устранить протекание дополнитетьиых
процессов стабилизации структуры и связанных с этим объемных изменений
н разупрочнения. Естественно, что при расчете поршня иа прочность необхо-
димо учитывать эту более низкую (против максимально возможной) проч-
ность, получаемую в результате стабилизации при более высоких температурах.
595
Таблица 129
Механические свойства алюминиевых жаропрочных сплавоа
при повышенных температурах
Мерка сплава ов. кгс/мм* при температу- ре, °C в. при температуре, °C
20 150 260 315 20 150 260 315
АЛ2 28 26 10 6 0 1 10 30
АК2 44 34 8 5 17 10 32 50
АК4 43 36 31 15 18 20 15 20
МАГНИЙ. БЕРИЛЛИИ И ИХ СПЛАВЫ
11. МАГН1Ш
Магний, как и алюминий, был открыт Дэви, в 1808 г. Ме-
таллургические проблемы получения чистого магния были ре-
шены в 30-х годах нашего столетия и в 1937 г. его изготовили
20 т, затем производство магния увеличивалось и в 1943 г. его
было изготовлено уже 250000 т (без СССР).
Среди промышленных металлов магнии обладает наимень-
шей плотностью (1,7 г/см3), что и обусловило применение маг-
ния и его сплавов в различных отраслях техники и главным об-
разом в авиации. Магний кристаллизуется в гексагональной ре-
шетке (а =3,2 А, с=5,2 А), аллотропических превращений не
имеет Температура плавления магния невысокая и составляет
65ГС (подробнее о физических свойствах магния см. в табл.
117).
Магний и его сплавы неустойчивы против коррозии. Магний
относительно устойчив против коррозии лишь в сухой атмосфе
ре. При повышении температуры он интенсивно окисляется и
даже самовоспламеняется. Поэтому при использовании магния
И его сплавов, особенно прн разливке, следует принять меры
против его окисления и воспламенения.
Окисная пленка магния (MgO) не обладает защитными
свойствами (как пленка А1гО3 на алюминии), так как ее плот
ность 3,2 г/см3 — значительно выше плотности магния, поэтому
опа растрескивается. С повышением температуры скорость окис-
ления магния быстро возрастает п выше 500°С магний горит
ослепительно ярким светом.
Магний обладает малой прочностью и пластичностью. Низ-
кая пластичность—результат малого числа преимущественных
плоскостей скольжения в гексагональной решетке. Примерные
свойства прокатанного и отожженного магния следующие: оп=
= 18 кгс/мм2; оо2=Ю кгс/мм2; 6=15%, твердость НВ 30.
596
Такие низкие свойства исключают возможность применения
чистого магния как конструкционного материала. Технический
магний применим для пиротехнических целей, в химическом
производстве, как раскислитель и модификатор), однако легиро-
ванием в термической обработкой может быть достигнут предел
прочности, равный 30—35 кгс/мм2. Применение сплавов магния с
такой прочностью целесообразно, если учесть их низкую плот-
ность (около 1,8 г/см3).
12. СПЛАВЫ МАГНИЯ1
В качестве легирующих добавок в магниевых сплавах исполь-
зуют алюминий, цинк и марганец, растворяющиеся в магнии
(рис. 432). Растворимость падает с уменьшением температуры,
что позволяет применять
для этих сплавов термичес-
кую обработку, заключаю-
щуюся в закалке с последу-
ющим старением.
Следует отметить, что
термическая обработка не
имеет для магниевых спла-
вов такого большого значе-
ния, как для алюминиевых,
так как у магниевых спла-
вов не наблюдается при
этом столь существенного
изменения свойств.
Кроме алюминия, цинка
и марганца, являющихся,
как правило, постоянными
компонентами промышлен-
ных сплавов магния2, в
сплав магния вводят и дру-
гие элементы, обычно в со-
Рис. 432- Область твердых растворов и си-
стемах Mr—Мп, Mg—А|„ Mg—Zn
тых долях процента 3.
Как и алюминиевые сплавы, сплавы магния также подраз-
деляют на деформируемые и литейные (первые маркируются
буквами МА, вторые МЛ).
В табл. 130 приведены составы наиболее распространенных деформиру-
емых магниевых сплавов, а в табл. 131 их механические свойства»
Наличие марганца улучшает коррозионные свойства и механические, хотя
они у этого сплава низки. Легирование алюминием повышает прочностные 1 2
1 Сплав магния раньше назывался электроном. В древности электроном
называли сплав золота и серебра
2 Из них алюминий н цинк вводят главным образом для упрочнения, а
марганец — для повышения коррозионной стойкости и измельчения зерна.
® Например, цирконий и РЗМ— для измельчения зерна; бериллий — для
уменьшения склонности к воспламенению при разливке и др.
597
Таблица 130
Состав (%) деформируемых магниевых сплавов (ГОСТ 14957—69)
Сплав Система Al Zn Mn Прочие
МА1 МА2 MAS МАЮ МАИ Mg—Мп Mg—Al—Zn Mg—Al—Zn Mg—Al—Cd—Ag Mg—Nd—Mn 7,8^9,2 7,8—8,8 0,2—0,8 0.2—0,8 1.3—2,5 0,15-0,50 0,15—0.5 0,2—0.6 1,5-2,5 7-8 Cd:2—2,5Ag 2.5—4.0 Nd 0.1—0,25 NI
Таблица 131
Механические свойства (типичные) деформируемых магниевых сплввов
Сплав Состояние св, кгс/мм* 0..1, кгс/мм* «. % Сплав Состояние да, кгс/мм» | оИ1, кгс/мм* <©
MAI Отожженное 21 12 8 МА5 > » 32 22 14
MA2 To же 28 18 10 МАЮ Закалка 4-ста- рение 43 30 б
Примечание. Исследовали механические свойства на прессованных
прутках.
свойства, за счет образования твердого раствора сильнее, чем легирование
марганцем, поэтому при введении в сплав 3—4% Л1 прочность приближается
к 30 кгс/мм2. Естественно, что сплав с 3—4% А1 еще не способен к заметному
упрочнению при термической обработке. То же можно сказать о сплаве МА1,
тогда как сплавы МА5 и МАЮ, содержащие 8—9% AI, имеют прочность после
закалки (около 400° С) и старения (175° С) порядка 40 кгс/мм2.
Следует отметить, что в магниевых сплавах эффект старения невелик
(До. = 3^4 кгс/мм2; До^.8=5ч-8 кгс/мм2), и поэтому часто ограничиваются
одной закалкой, прн которой за счет гомогенизации и растворения погранич-
ных выделений заметно повышаются пластические свойстаа при одновремен-
ном и некотором повышении прочностных. Сплав МАЮ, по-внднмому, является
наиболее прочным магниевым сплавом (ов>43 кгс/мм2) и, вероятно, пред-
ставляет собой сплав с наиболее высокой удельной прочностью.
Приведем значения удельной прочности сплавов и а основе
разных металлов, из сопоставления которых видна «жестокая»
конкуренция разных сплавов ввиду относительно близких зна-
чений удельной прочности. В качестве примера взяты наиболее
прочные сплавы каждой группы:
Сплав . .
Ов/V . . .
Магния Алюминия
МАЮ В95
Титана Железа
ВТ6 Н18К9МА
43 Л
Т8=2-4
60
----= 2,1
2,9
100
—- = 2,2
4.5
180
77 = 2-3
598
Таблица 132*
Состав (%) литейных магниевых сплавов (ГОСТ 2856—68)
Сплав Система A| Zn Mn
МЛ2 Mg—Мп 1—2
МЛЗ Mg—Al—Zn 2,5—3,5 0,5-1,5 0,15—0,50
МЛ4 Mg—Al—Zn 5-7 2-3 0,15—0,50
МЛЗ Mg—Al—Zn 7,5—9,0 0.2—0,8 0.15-0,5
МЛ6 Mg—Al—Zn 9—10,2 0,6—1.2 0,1—0,5
МЛ10*> Mg—Nd—Zr — 0,1-0,7 —
МЛ12« Mg—Zn—Zr — 4—5 —
•* Содержит 0.4—1% Zr и 2.2—2.8 % Nd.
•* Содержит 0,6—1,1% Zr.
Очевидно, чтобы получить преимущественное применение,
необходимо повысить прочность (значительно снизить плотность
ие представляется возможным) без потери пластичности и вяз-
кости (надежности): у сплавов магния до 50, у сплавов алюми-
ния до 75, титана до 130 и железа до 220 кгс/мм2. Это, вероят-
но, будет достигнуто (в смысле широкого использования на
практике) ’.
Состав н механические свойства литейных сплавов магнии приведены в
табл. 132 н 133.
Химический состав литейных магниевых сплавов близок к деформируемым,
мо но свойствам они заметно нм уступают, особенно по пластичности Это евн-
зано с грубой литейной структурой (рис. 433). Термическая обработка (гомо-
генизация при нагреве под закалку) приводит к растворению избыточных фаз,
сконцентрированных по границам зерен, что повышает пластичность и проч-
ность.
Таблица 133
Механические свойства (типичные) литейных магниевых сплавов
Сплав Состояние °в- кгс/мм* О,.„ кгс/мм* 6. %
МЛ2 Без термической обработки 12 3,5 4
МЛЗ То же 18 5,5 8
МЛ4 18 9,5 5
Закаленный и состаренный 25 12 4
МЛ5 Без термической обработки 16 11 1,5
Закаленный и состаренный 26 15 2
М.Ч10 То же 22 12,5 5
МЛ12 » > 27 18 6
1 Интересно, что цифра, получаемая от деления прочности (оп) на плот-
ность (у), есть одновременно и разрушающая длина в км; т. е. проволока из
стали Н18К9МА разрушится под действием собственного веса прн длине
2,3 км, поэтому часто удельную прочность измеряют в км.
599
Как видно, достигнутый уровень прочности равен 25—27 кгс/мм2 при ма-
лой пластичности (б=2-»-4%).
Улучшение свойств магниевых сплавов достигается применением чистой
шнхты, ие содержащей вредных примесей (например, железа), введением мо-
дификаторов. образующих нерастворимые в жидком расплаве фазы, которые
являются центрами кристаллизации при затвердевании и измельчающие зерна.
Рис. 433. Микроструктура сплава МЛ5. Х250:
о —в литом виде (а-рвствор + включения Mg,Ali): б —в закаленном виде (пересы-
щенный а раствор)
Магниевые сплааы, как литые, так и деформированные, можно применять
как жаропрочные* 1. Целесообразно применение для этой цели сплава МА 11
(нз числа деформируемых) и МЛ 12 (из числа литейных).
13. БЕРИЛЛИИ
О бериллии было сказано в гл. XXV, поскольку бериллий применяют в
атомной технике. Однако бериллий — легкий металл, и его применяют для
тех же целей, что и другие легкие металлы (алюминий, магнии)
Бериллий, как химический элемент был открыт даже раньше алюминия
и магиня (в 1797 г. Воке леном), и вскоре были получены первые образцы ме
таллнческого бериллия (1827 г.).
Высокая стоимость бериллия, которая сохранится, вероятно, н в будущем
в связи с малым содержанием его в земной коре (0,0005% против 5,1% Fe;
7,5% Al), позволяет считать, что бериллий и его сплавы будут попользовать
в исключительных случаях, тогда когда бериллий по свойствам окажется един-
ственно возможным материалом для данного назначения, а высокая его стои-
мость ие окажет эффективного торможения для его применения, разумеется,
в малых количествах.
Бериллий и особенно его сплав облачают прн малой плотности (1,8 г/см3)
высокими модулем упругости и прочностью, размерной стабильностью, хоро-
шей коррозионной стойкостью в ряде сред 2
Следует отметить, что бериллий токсичен 3, в также малопластичеи. По-
1 До 400° С при кратковременной и до 250—300° С при длительной работе.
1 Почти для всех промышленных сплавов удельный модуль упругости
£-у=2»7—2,9-10’, тогда как для бериллия он 16.5-103. т. е. в 6 раз больше
Если бы в расчет входила только упругая константа (модуль упругости), то
применение бериллия позволило бы сократить массу изделия во много раз
Это было бы возможно, если бы бериллий не был так дорог.
* Работы с бериллием, особенно с его пылью, окнетами, вредны для здо-
ровья людей, с ними соприкасающихся, поэтому надо быть особенно осторож-
ным и соблючать все предписания техники безопасности.
С00
следиее обстоятельство обусловлено тем, что он имеет гексагональную кри-
сталлическую решетку (а = 2.3 А; с=3,6А).
Некоторые физические свойства бериллия указаны в табл. 117.
Механические свойства бериллия примерно таковы: о, = 25 кгс/мм3. б =
= 1%. Однако экстрюдироваиие (выдавливание) создает текстурованность н
вдоль направтения деформации прочность (о«) повышается до 70 кгс/мм2, а
пластичность (С) —до 10%.
Это указывает иа весьма высокую анизотропию свойств, которая при ком-
натной температуре для прочности равна 2. а для пластичности 10
Рис. 434. Механические свойства
бериллия вдоль (/) и поперек (2)
направления прокатки
Рнс. 435. Влияние кислорода
на механические свойства бе-
риллия
О механических свойствах бериллия (свойства вдоль и поперек оси де-
формации. свойства при разных температурах) дают представление кривые,
приведенные на рис. 434.
Бериллий изготавливают металлокерамическим способом (см. гл. XVII,
п. 6) с последующей горячей пластической деформацией после спекания Раз-
мер частиц порошка также влияет на свойства бериллия, чем они мельче, тем
прочность выше (при размере частиц в порошке 10 мкм оп = 40 кгс/мм2, при
5 мкм —50 кгс/ммь). Для получения хороших механических свойств мелкое
зерно должно сохраниться и в готовом изделии.
Для снятия внутренних напряжений бериллий отжигают при 600еС, а ре-
кристалчизациоиный отжиг проводит при 800“ С (для бериллия необычно вы-
^рекр ос.
сокое отношение —----• =0,6).
• пл
Наличие у бериллия полиморфного превращения, обнаруженного недавно
(Вер имеет кубическую решетку, температура аз^р-превращения 1250° С) по-
зволяет надеяться па возможность использования термической обработки (фа-
зовой перекристаллизации) для улучшения свойств. Высокотемпературная
P-фаза пластична, но переохладить ее до комнатной температуры не удастся
ни легированием, ин быстрым охлажденном.
14. СПЛАВЫ БЕРИЛЛИЯ
Бериллий — элемент с малыми атомными размерами Образование твер-
дых растворов создает сильные искажения кристаллической решеткя, посколь-
ку остальные элементы имеют гораздо большие атомные размеры, чем берил-
лий, а это снижает пластические свойства, и без того низкие. Поэтому улуч-
шение свойств бериллия создается не за счет легирования, а за счет чисУоты.
Достаточно иметь в бериллии 0,001 % Si, как он становится совершенно хруп-
ким.
30 Гуляев А. П.
601
Наличие кислорода улучшает свойства бериллия (рис. 435), 8 дли всех
других металлов кислород—вреднейшая примесь.
Тем не меиее пытаются создавать сплавы на основе бериллия.
Перспективным является сплав Ве+4—5% Си. Введение меди уменьшает
анизотропию, резко выраженную у бериллия, и в этом ее положительное дей-
ствие. Возможно, получат применение двухфазные (Ве+эвтектика Ве-ЬА1)
сплавы Ве+20—35% AI, имеющие хотя и большую плотность (около 2 г/см1),
ио большую пластичность1, чем чистый бериллий.
Кроме использования бериллия как легирующего элемента (например, бе-
риллиевые бронзы, с.м. с. 616) млн в атомной технике (см. с. 558) применение
бериллия и его сплавов в авиации и в приборостроении имеет еще в основ*
ном опытный характер.
СПИСОК ЛИТЕРАТУРЫ
Петров Д. А. Вопросы теории алюминиевых сплавов. М„ Металлургиздат,
1951. 256 с. с пл.
Портной К. И., Лебедев А. А. Магниевые сплавы. М., Металлургиз-
дат. 1952. 736 с. с ил
Уайт Д. В., Б е р к с Д. Э. Металлический бериллий. Пер. с англ. М.. ИЛ.
1960. 235 с. с нл.
Дарвин Дж., Бад дерн Дж. Бериллий. Пер. с англ. М., ИЛ, 1962.246 с.
Д р и ц М. Е. Магниевые сплавы для работы при повышенных температу-
рах. М„ «Наука», 1964. 180 с. с нл.
Лужников Л. П. Деформируемые алюминиевые сплавы для работы при
повышенных температурах. М., «Металлургия», 1965, 245 с. с ил.
П а к и р о в И. И.. Т и х в.и и с к и й Г. Ф. Физическое металловедение берил-
лия. М„ Атомиздат, 1968. 240 с. с ил.
Металловедение алюминия и его сплавов. Справочное руководство под ред.
И. Н. Фрндляидера. М„ «Металлургия», 1971. 353 с. с нл.
Колячев В. А, Литвинов В А., Елагин В. И. Металловетенне и тер-
мическая обработка цветных металлов и сплавов. М., «Металлургия».
1972. 480 с. с нл.
Промышленные деформируемые, спеченные и литейные сплавы. Справочное
руководство. М.. «Металлургия», 1972. 551 с. с ил.
Глава XXVII
МЕДЬ И ЕЕ СПЛАВЫ
1. МЕДЬ
Медь, как золото и серебро, встречается в самородном виде и поэтому в
древности человек, который еще не знал металлургии (восстановления металла
из руд), уже мог применять медь. В те времена железо (метеоритное) цени-
лось па много выше меди и золота, так как железо по его свойствам, очевнд
но, более подходило для изготовления оружия, чем медь1 2.
В настоящее время медь производят металлургическим способом, отделе,
нясм ее от кислорода н серы.
1 Очевидно, за счет алюминия в эвтектике
2 Во время Троянской войны (X в. до нашей эры) только цари имели же-
лезные мечи.
602
Несмотря на то что содержание меди в земной коре невелико (0,01%).
она ие рассеянный металл и концентрируется в медных рудах, где содержание
ее порндка 5%.
Объем производства меди возрастает, н в настоящее время ее производит-
ся примерно столько же, сколько алюминия *.
По свойствам медь близка к серебру и золоту (табл. 134). Последние иа
воздухе не окисляются и поэтому называются благородными металлами (под-
робнее см. гл. XXX); медь окисляется слабо, поэтому ее называют полублаго-
родным металлом.
Чпстан медь пмеет ряд ценных технических свойств Высокая пластич-
ность, высокая электро- и теплопроводность, малая окнсляемость — все это
обусловило широкое применение мели. Кроме того, медь является основой
важнейших сплавов — латуней и бронз.
Таблица 134
Основные физические свойства благородных (полубтаюродиых) металлов
СвсПство Си Аг Аи
Атомный номер . . 29 47 79
Атомная масса 63,5 107,9 197,0
Плотность при 20е, г/см’ 8.9 10,5 19.3
Температура плавления. °C 1083 961 1064
> кипения, °C . 2595 2530 2212
Кристаллическая решетка г.ц.к. г.ц.к. г.ц к
Параметр кристаллической решетки при 20°, А . . . 3.61 4,08 4,07
Коэффициент линейного расширения а -10е . . 16,5 14.2 9,7
Удельное электросопротивление, Ом-см-Ю-в 1.7 1,5 2.1
Модуль нормальной упругости, кгс/мм2 12000 7500 8000
* Объем производства медн без СССР составлял 2,7 млн. т в 1953 г.;
3,8 млн. т в I960 г. и 6 млн. т в 1966 г.
38*
603
Высокая электропроводность меди обусловливает ее преиму-
щественное применение в электротехнике как проводникового
металла. После серебра медь стоит иа втором месте по элект-
ропроводности. Приведем значения электросопротивления для не-
которых металлов: серебра 1,5-10-6 Ом-см; меди 1.7-10-®; алю-
миния 2,7-10-®; железа 9,8-10-6.
Все примеси уменьшают электропроводность медн, как это видно нз
рнс. 436. Наклеп также понижает электропроводность медн (рис. 437).
Поэтому, если провода не должны быть особо прочными, то применяют отож-
женную медь. Для подвесных же проводов (где требуется прочность) приме-
няют нагартованную медь нлн медь с небольшими добавками активных уп-
рочпителен (например, с добавкой 1 % Cd)
Механические свойства чистой медн приведены в табл. 135.
Таблица 135
Механические свойства чистой медн
Состояние
Литая.................
Прокатанная н отож-
женная ...............
Нагартованиая
15—20 15—25
25—27 40—50
40—43 1—2
Рис. 438. Дивграммы состояния:
а — Си—В»; б—Си—РЬ
604
Путем электролиза у даете н получить медь весьма высоком чистоты Для
научных целей можно приготовить медь 99,999%-ной чистоты, по техническая
медь обычной чистоты содержит 0,1—0,5% примесей (табл. 136).
Таблица 136
Состав (%) технической медн (ГОСТ 859—66)
Марка Си Примеси (не более) Марка Си Примеси (не более)
BI РЬ 2npi.M Bi РЬ у. прим
мооо 99,99 0,0005 0,001 0,01 М2 99,7 0,002 0,01 О.з
MI 99,9 0,001 0,005 0,1 М3 99,5 0.003 0,05 0,5
Риг. 439. Диагрвммы состояния:
а — Си—Oj; б —Си—S
Вреднейшими примесями ме-
ди являются висмут и свинец.
Эти элементы почти нераствори-
мы в меди и образуют легко-
плавкие эвтектики; эвтектика в
системе Сн—Bi содержит 99,8 Bi
(рнс 438, а), а эьтеьтмка в систе-
ме Си — РЬ —99.94% РЬ (рис.
438, б).
Кристаллизация ставов меди
с висмутом и свинцом фактиче-
ски заканчивается прн темпера-
турах плавлении этих металлов
(соответственно при 270 и 327°С),
а структура сплава состоит пз
ранее выделившихен кристаллов
медн, вокруг которых расположе-
ны в виде оболочек висмут или
свинец. Вследствие этого нагрев
сплава выше темпервтур плавле-
ния этих металлов сопровождает-
Рнс. 440. Включения Си>О в прокатанной
меди
ся нарушением связи межч\ пер-
вичными кристаллами меди (красноломкость). Прокатка такого сплава не-
возможна из-за его красно тонкости. Уже тысячные доли процента висмута
вызывают красноломкость медн; свинец вызывает красноломкость при нали-
чии его а сотых долях процента.
605
Сера н кислород также нерастворимы в меди, но медь образует с сульфи-
дом и оксидом эвтектики, богатые медью, содержащие 0,39% Oj (рис 439. а)
и 0 77% S (рис. 439,6) и плавящиеся соответственно при 1065 и 1067° С, т. е.
выше температур горячей обработки медн. Поэтому ни кислород, ки сера ие
вызывают красноломкости.
В литой меди эвтектика Си+Сп^О располагается по границам зерен и
имеет точечное строение. После обработки давлением эвтектика разрушается,
и в деформированной меди кислород присутствует уже в виде обособленных
включений закнен медн (рис. 440).
Медь, содержащая кислород, подвержена прн иагреве так называемой
^водородной болезни». Если нагревать медь в среде, содержащей водород (на-
пример, в продуктах неполного сгорания жидкого топлива), то происходит
диффузия водорода в меди и протекает реакция восстановления закнен меди
Cu2O4-H2=2Cu+H2O. А так как пары воды при этом создают высокое дав-
ление, то внутри несплошностей металла возможно образование разрывов,
трещин.
2. СПЛАВЫ МЕДП С ЦИНКОМ (ЛАТУНИ)
Практическое применение имеют медные сплавы с содержа-
нием цинка до 45%, которые называются латунями.
Диаграмма состояния Си—Zn показана иа рис. 441. Сложная,
на первый взгляд, диаграмма фактически составлена из пяти
простых перитектических диаграмм.
У сплавов медн и цинка в твердом состоянии возможно образование шести
фаз. Рассмотрим их.
« твердый раствор цинка в меди: растворимость цинка в медн прн ком-
натной температуре равна 39%, она не изменяется практически до 454°С н
убывает до 32% при 902°С;
0-твердый раствор иа базе соединения CuZn с электронным типом связи
(число электронов \ 3
----------------| = ~ имеет простую кубическую объемно центрирован-
число втомов /2
ную решетку. Упорядоченное расположение атомов сохраняется лишь прн
температурах не выше 454—468* С. При более высокой температуре атомы
медн и цинка в объемно центрированной решетке располагаются статистиче-
ски. Упорядоченный 0-твердый раствор обозначается через 0';
/ 21 \
у-твердый раствор па базе соединения Cu5Zn8 электронного типа J
имеет сложную кубическую решетку. Температура упорядочения этой фазы
равна 270° С;
е-твердый раствор на базе соединения CuZn3 электронного типа С
<ексагональной плотноу пакованной решеткой.
Таким образом, 0-, у- и е-фазы в медношпжовых сплавах соответствуют
по структуре 0-, у- н е-фазам соединений с электронным типом связи (см.
п. 6, гл. IV);
d-твердый раствор; природа химического соединения, лежащего в основе
этого твердого раствора, не установлена.
Ч-твердый раствор медн в иннке.
При комнатной температуре практически применяемые лату-
ни либо состоят из одних a-кристаллов (рис. 442, а), либо явля-
ются смесью а- и 0-крнсталлов (рис. 442, б).
Механические свойства сплавов С» — Zn в зависимости от
содержания цинка показаны на рис. 443. Цинк повышает проч-
606
Рис. 441. Диаграмма состояния Си—Zn
Рис. 442. Микроструктура латуни. Х200;
а — а-латунь; б — а + 0-латунь
607
ность и пластичность сплава. Максимальной пластичностью об-
ладает сплав с 30%Zn.
Переход через границу однофазной области (39% Zn) резко
снижает пластичность; р-латунь обладает максимальной проч-
ностью (о„=42 кгс/мм2) при относительно низкой для латуней
пластичности (6=7%); у-латуиь является весьма хрупкой. В си-
лу отмеченных обстоятельств (малая пластичность) не только
у- и у+₽-, но и р-латупи не
Рис. 443. Механические свойства спла-
вов Си—Zn
поэтому из латуней изготавлг
сты. ленты, профили и т. д.).
имеют практического применения.
Применяются латуни, имею-
щие структуру а или а+р.
Литейные свойства латуней
определяются взаимным рас-
положением линий ликвидус и
солидус. Так как линии ликви-
дус и солидус для кристалли-
зации а- и p-фаз лежат близ-
ко одна от другой, то литейные
свойства латуней характеризу-
ются малой склонностью к
ликвации, хорошей жидко-
текучестью, склонностью к об-
разованию концентрированной
усадочной раковины.
Латунь легко поддается
пластической деформации, и
)т катаный полуфабрикат (лн-
Поведение различных латуней при горячей обработке своеобразно. Пла-
стичные при комнатной температуре а-латунн оказываются в интервале 500—
700° С менее пластичными, чем р-латуни. Хотя прочность а-латунн прн ком-
натной температуре ниже, чем р-латунн; при температурах выше 500° С
0-латуни оказываются менее прочными и более пластичными По этой причине
для прокатки в горячем состоянии наиболее пригодны латуни с таким содер-
жанием пинка (более 32—39%), чтобы при высокой температуре структура
состояла бы из а+0- или 0-крнсталлов (см. рис. 441). Наоборот, для произ-
водства тонких листов н проволоки (т. е. для деформации в холодном состоя-
нии) целесообразно применение латунной, обладающих максимальной пластич-
ностью прн комнатной температуре (т. е. однофазные а-латунн с содержанием
цинка около 30%).
Вредное влняино на способность к деформации в горячем состоянии ока
эывают загрязнения латуни висмутом и сап и пом. Причину следует искать в
образовании легкоплавких включений этих металлов по границам зерен. Од-
нако вредное влияние свинец оказывает только на а-латунь, не испытывающую
фазовых превращений (Zn<32%). При содержании цинка более 32% евннец,
располагающийся по границам зерен, в результате перекристаллизации а-*р
оказывается внутри зерен и не мешает обработке давлением. Поэтому в лату-
нях с содержанием 32—38% Zn загрязнение свинцом можно доп\стать в зна-
чительно больших пределах, а при содержании больше 38—40% Zn свинец
вводят умышленно до 1—2%, так как такие латуни обрабатываются давле-
нием в однофазном 0-состоянии и свинец не препятствует латуни пластически
деформироваться. Одновременно обособленные включения свинца повышают
обрабатываемость режущим инструментом, так как облегчают стружколома-
ине.
608
Таблица 137
Состав и свойства двойных а-латуней (ГОСТ 17711—72)
Марка латуни Содержание элементов . Механические свойства Содержа! ие элементов,’ « Механические с нойства
Си при- меси Ов кге'мм1 б. % татунн Си при- меси °. кгс/мм' б, %
J196 95—97 0,2 24 52 Л70 69—72 0,2 32 55
J190 88—91 0,2 26 44 Л 68 67—70 0.3 33 56
185 84—8G 0.3 28 43 Л62 60,5—63,5 0,5 36 49
Л 80 79-81 о.з 31 52
Остальное — цинк.
Латуни маркируют буквой Л. за которой следует цифра, по-
казывающая среднее содержание меди в сплаве. Так как цинк
дешевле меди, то чем больше в латуни цинка, тем она дешевле.
Практически применяемые латуни в зависимости от струк-
туры при комнатной температуре разделяются на две категории:
ц-латуни и a-f-p-латуни; а-латуни содержат меди не менее 61%.
Марки этих латуней Л62, Л68 и др. Их изготавливают в виде
тонких листов, лент и других полуфабрикатов, из которых штам-
пуют различные детали. а-Латуни с более высоким содержанием
меди (Л80) имеют цвет золота, и нх применяют для ювелирных
и декоративных изделий. Такне латуни, содержащие высокий
процент меди, называют томпаком.
Латуни а+р содержат 55—61% Си; наиболее распространен-
ная марка Л59; из латуни этой марки изготавливают прутки,
а из них с помощью обработки резанием — различные детали.
Механическая прочность латуней невысока. Для а-латуией
характерны следующие значения механических свойств: о8=
= 30 кгс/мм2, 6 = 40%, а+р-латуни имеют несколько большую
прочность (ов=35 кгс/мм2), но меньшую пластичность (6 =
=20%).
Кроме простых латуней—сплавов только меди и цинка, при-
меняют специальные латуни в которых для придания тех или
иных свойств дополиитетьно вводят различные элементы: сви-
нец для улучшения обрабатываемости (латунь марки ЛС59 со-
держит около 40% Zn и 1—2% РЬ, так называемая автоматная
латунь), олово для повышения сопротивления коррозии в мор-
ской воде (так называемая морская латунь), алюминий и никель
для повышения механических свойств и т. д.
В табл. 137 приведены состав н механические свойства простых латуней
(двойных а-латунен), а в табл 138 — состав н механические свойства неко-
торых сложных — специальных латуней.
609
Таблица 138
Состав и свойстве сложных латуней (ГОСТ 17711—72)
Марка латуни Структура Содержание элементов1, % Механические свойства
Си легирующие компоненты °,- кгс/мм1 6. %
ЛС74-3 а 72—75 2,4—З.ОРЬ 35 50
ЛС64-2 а 63—66 1,5—2.0РЬ 33 55
ЛС63-3 а-1 В 62—65 2,4—З.ОРЬ 35 50
лсбо-1 а+Р 59—61 0.6—1,0РЬ 35 50
ЛС59-1 а+Р 57—60 0,8—1,9РЬ 40 45
Л090-1 а 88—91 0,25—0,75Sri 28 50
ЛО70-1 а 69—71 1.0— l,5Sn 35 GO
Л 062-1 а I Р 61—63 0,7—l.lSn 40 40
ЛО60-1 а+Р 59—61 1.0— l,5Sn 38 40
ЛА77-2 а 76—79 1,75—2,5A1 40 55
ЛН65-5 а 64—67 5,0—6,5\i 40 65
ЛМи58-2 а+Р 57—60 1,0—2,0Mn 44 40
ЛК80-3 а+Р 79-81 2.5—4.0S1 30 58
ЛАЖ60-1-1 а+Р 58—61 1 0,75—1.5Fe t 0,75—1.5A1 45 45
ЛАН59-3-2 а+Р 57—60 f 2,0—3,0Nj 1 2,5—3,5A1 45 45
ЛЖМц59-1-1 а+Р 57—60 f 0,6—l,2Fe ( 0,5—0,8Mn 45 50
ЛМП-А57-3-1 а+Р 55—58,5 f 2,5—3,5Mn I 0.5—1.5A1 55 30
1 Остальное — цинк.
Длн ориентации указано, к какому структурному классу относится латунь
той нлн иной марки (для сложных латуней это нельзя определить по диаграм-
ме Си — Zn, так как легирующие элементы изменяют границы фазовых об-
ластей).
В частности, присадка всех элементов (кроме никеля) равносильна увели-
чению содержания цинка. Другими словами, 0 фаза при наличия третьих эле-
ментов появляется при меньшем содержании цннка Для того чтобы оценить
влияние того или иного элемента Л. Гнйе установит иоэффнциеиты (Sl=10;
Al=5; Sn и Mg=2, Cd, Pb п Fe=l; Мп=0.5; Ni=—1,5). Поэтому, напри-
мер, если латунь, кроме 38% Zn, содержит 2% Sn, т. е а первом приближении
можно рассматривать как латунь с 42% Zn (это не сс-латунь, а а+Р).
3. СПЛАВЫ МЕДИ С ОЛОВОМ (ОЛОВЯНИСТЫЕ БРОНЗЫ)
При изучении строения меднооловянистых сплавов (оловя-
нистых бронз) следует в первую очередь обратиться к системе
Си — Sn (рис. 444).
610
Диаграмма1 Си—Sn, как и Си—Zn, представляет собой
н комбинацию нескольких перитектических диаграмм.
В системе Си — Sn а твердом состоянии возможно образование следую-
щих фаз:
a-твердый раствор олова в мсдя; Sn — почти чистое олово. Раствори-
мость меди в олове, вероятно, меньше 0,01% и иа диаграмме не указана; ₽-
твердым раствор на базе Р-электронного соединения CusSn. Пувктирнвя линия
показывает процесс упорядочении;
й-электроиное соединение Cu31Sna; у-тлердый раствор на базе химическо-
го соединения меди и олова. Кристаллическая стрлктура его подобна й; 8 —
электронное соединение CuaSn; >) — химическое соединение CueSns.
1 Диаграмму состояния Си — Sn изучали многочисленные исследователя,
ио из-за значительной сложности (особенно в районе концентрации 20—50%
Sn). а также трудностей достижения равновесного состояния (ввиду малой
скорости диффузии олова в меди) вопрос о действительном расположении
линии равновесия н природе образующихся фаз еще не разрешен. Укажем,
например, что в работе С. Т. Конобсевского растворимость олова в меди
устанавливается значительно меньше, чем это указано на рис. 444. Таких
результатов авторы добились, применяя диффузионным отжиг чрезвычайно
большой длительности. Для анализа структур (реальных) бронз удобнее
пользоваться диаграммой, приведенной па рнс. 444.
611
Структура литых меднооловянных сплавов значительно от-
клоняется от равновесного состояния *, поэтому уже в сплавах,
содержащих 5% Sn и более, в литом состоянии обнаруживается
б-фаза в виде эвтектоидной составляющей (эвтектоид образу-
ется при 520сС и имеет концентрацию 26,8% Sn).
Отожженная бронза с содержанием до 14% Sn должна
состоять по структуре из однородного а твердого раствора
Рис. 445. Структура литой бронзы с 6% Sn. Х200:
о—после отжига; б — до отжига
(рис. 445,а). В литом же виде структура бронзы, содержа-
щей до 5—6% Sn, состоит из неоднородного твердого рас-
твора а. имеющего, как у литого металла, дендритное строение
(рис. 445,6).
При содержании олова более 6% наряду с неоднородным
раствором а внутри участков этого раствора, богатого оловом
(светлых участков), располагается эвтектоид а+б (рис. 446).
Наличие хрупкой б-фазы исключает возможность прокатки,
поэтому, за исключением бронз, содержащих небольшое коли-
чество олова (применяемых редко), бронза, обычно содержа-
щая более 5—6% Sn, не прокатывается и ие куется и ее приме-
няют в литом виде.
Высокие литейные свойства бронз определяются исключи-
тельно малой усадкой, которую имеют бронзы. Усадка оловяпи-
стой бронзы меньше 1%, тогда как усадка латуней и чугуна —
1 Причину отклонения от равновесного состояния у литых сплавов см
в гл. V, н. 10.
612
около 1.5%, а сталей — более 2%. Наиболее сложные по кон-
фигурации отливки (в том числе художественное литье) обычно
изготавливают из бронзы.
Жидкотекучесть бронзы невелика из-за большой разницы
в температурах между линиями ликвидус н солидус. По этой
же причине бронза не дает концентрированной усадочной рако-
вины и для отливки из бронз высокой плотности (рассеянные
усадочные поры по всему объему отливки понижают ее герме
тичиость, в то же время это обстоитетьство определяет ее пони-
женную плотность и малую усадку)
Рнс. 446. Структура читой бронзы с 10% Sn. Х200
Рнс 447 Механические
свойства сплавов Си—Sn
Влияние олова на механические свойства меди аналогично
влиянию цинка, но проявляется более резко (рис. 447). Уже при
5% Sn пластичность начинает падать. Прочность начинает па
дать при 20% Sn, когда в структуре слишком много 6-фазы
и сплав становится хрупким.
В литой бронзе наличие включений твердого эвтектоида
обеспечивает высокую стойкость против истирания, поэтому
бронза с 10% Sn является лучшим антифрикционным материа-
лом и ее широко применяют как подшипниковый сплав.
Благодаря высокой химической стойкости бронз из них изго-
тавливают арматуру (паровую, водяихю и пр ). Таким образом
основное применение бронз — сложные отливки, вкладыши под-
шипников, арматура
Для удешевления в большинство промышленных бронз до-
бавляют 5—10% Zn. Циик в этих количествах растворяется
в меди и не оказывает существенного влияния па структуру.
Для лучшей обрабатываемости в бронзу вводят то 3—5% РЬ,
который присутствует в виде обособленных свинцовых включе-
ний, облегчающих стружколомапие.
613
Фосфор вводят в бронзу как раскислитель и он устраняет
хрупкие включения окиси олова (SnO). При наличии около 1%
Р такую бронзу часто называют фосфористой.
Бронзу маркируют начальными буквами Бр, затем следуют
буквы, показывающие, какие легирующие элементы содержит
бронза, а потом цифры, показывающие количество этих эле-
ментов в целых процентах.
В табл. 139 приведены составы наиболее применяемых в промышленности
олив инистых бронз н примерные механические свойства этих бронз для литых
в землю образцов.
Таблица 139
Состав и свойства некоторых оловянистых бронз
Содержание элементов. %
Механические
свойства
Марка
бронзы
Основное
назначение
Sn Zn
Pb NI
I рОЮ 9—11
EpOIO-I 9—1)
IpOUCH 2,5-4
3-7-5-1
IpOUC 6-6-5
Бр 1
БрОФ 4-0,25
ГфОЦ 4-3
23
25
20
17
35
32
5
5
10
Сложное литье,
подшипники, ше-
стерив
То же
Водяная и паре
пая арматура, те
стерни
То же
Художественное
литье
Лист, лента, про-
волока (обрвба
тыкается давле-
нием)
То же
4. СП.ТХВЫ МЕДИ С АЛЮМИНИЕМ. КРЕМНИЕМ,
БЕРИЛЛИЕМ И ДРУГИМИ ЭЛЕМЕНТАМИ
Сплавы меди с алюминием, кремнием, бериллием и другими
элементами также называются бронзами; в отличие от оловя-
нистых их называют соответственно алюминиевыми, кремнисты-
ми и т. д. Малой величиной усадки оловянистая бронза превосхо-
дит эти бронзы, ио они в свою очередь превосходят оловяпистую
в других отношениях: по механическим свойствам (алюминиевая,
кремнистая бронза), по химической стойкости (алюминиевая
бронза), по жидкотекучести (кремиецииковистая бронза). Оло-
во— дефицитный элемент, поэтому эти бронзы, кроме, разуме-
ется, бериллиевой, дешевле оловяпистой.
Бериллиевая бронза отличается от остальных высокими
твердостью и упругостью.
614
Таблица 140
Состав и свойства алюминиевых бронз (ГОСТ 18175—72)
Марка бронзы Содержанке элементов. % Механические свой- ства (в отожженном состоянии)
AI Мп Fe Ni ов. КГ<_, нм* б. %
БрА7 6—8 42 70
БрАМц9-2 8—10 1.5—2,5 —- — 50 55
БрАЖН 10-4-4 9,5—11 — 3.5-5.5 3,5-5,5 65 40
Рнс. 448. Диаграмма состояния Си—AI
Ценными механическими и
технологическими свойствами об-
ладают алюминиевые бронзы, со-
держащие 5—10% А1. Эти брон-
зы кристаллизуются п узком ин-
тервале температур (рнс. 448).
поэтому обладают высокой жид-
котекучестью и дают концентри-
рованную усадочную раковину.
Наряду с простыми алюми-
ниевыми бронзами применяют
сложные алюминиевые брои <ы.
Состав п свойства некоторых
алюминиевых бронз приведены в
табл. 140.
J в 1530 601202-^^-
&ремя,мин
Рис 449. Диаграмма изотермичес-
кого распада р фазы в алюмннне
вой бронзе (Ржезннков)
Бронзы, содержвщне 10% А1 н более, имеют в структуре эвтсктоит а+у,
полученный в результате распада 0 фазы.
Прн быстром охлаждении 0-фаза переохлаждается и распад ее сопровожда-
ется образованием более дисперсных частиц а+у (т. е эвтектоитиая смесь по
мере увеличения скорости охлаждения становится более дисперсной и твер-
дой). Скорость распада твердого раствора 0 зависит от температуры и может
быть представлена С-образной кривой (рис. 449). Сходство термической об-
работки влюминневых броиз с термической обработкой стали дополияетсн
тем, что при охлаждении с критической скоростью 0-фаза превращается в
игольчатую структуру. Превращение происходит по мартенситному типу.
615
На рис. 450 приведены типичные микроструктуры алюминиевых бронз.
Структура на рис. 450, а соответствует медленному охлаждению с температу-
ры выше критической. Структура получается доэвтектоидной и состоит из кри-
сталлов а (светлые) и эвтектоида а+у (темные). Мартенситная структура
алюминиевой бронзы (рис. 450,6) получена в результате закалки в воде с
900° С.
Алюминиевые бронзы применяют для изготовления различных втулок, иа-
прввляющнх седел, фланцев, шестерен и многих других, преимущественно
метких, ио ответственных деталей.
Рнс 450. Микроструктура алюминиевой бронзы с JO.5% Al. xlOO:
в—посте медленного охлаждения с 900*С (а + чвтектонд); б — после быстрого ох-
лаждения (мартенсит)
Кремнистые бронзы, например бронза БрКЦ4-4 (4% Si. 4% Zn), назнача-
ются как заменители оловяинстых бронз, например БрОЦС5-5-5. Уступая оло-
вянистой бронзе по величине усадки, кремнистая бронза превосходит ее в от-
ношении коррозионной стойкости, механических свойств и плотности отливки.
Особый интерес представляет бериллиевая бронза (БрБ2 с
2% Be) Сплав с 2% Be, как видно из диаграммы (рис. 451),
дисперсионно твердеющий. Растворимость бериллия в меди при
комнатной температуре не превышает 0 2%, но закалка с 800° С
фиксирует пересыщенный раствор а. Если закаленный сплав
подвергнуть затем искусственному старению при 300—350°С,
твердость повысится до НВ 350—400.
Высокая прочность и упругость при одновременной высокой
химической стойкости, хорошей свариваемости, обрабатываемо-
сти резанием делают бериллиевую бронзу подходящим матерпа-
616
лом для ответственных пружин, мембран, пружинящих контак-
тов и т д.
Рнс. 452. Микроструктура свинцовистой бронзы БрСЭО.
У100
1 Кроме того, бериллиевую бронзу можно применять как безыскровый ин-
стрхмент. Прн ударе бериллиевой бронзы о металл илн камень не полх чаются
искры, как у стали Поэтому инструмент из бериллиевом бронзы применяется
при взрывоопасных горных работах.
39 Гуляев А П.
617
Высококачественным антифрикционным материалом, широ-
ко применяемым в машиностроении, является свинцовистая брон-
за, содержащая 30% РЬ (Бр. СЗО).
Структура такого сплава состоит из отдельных зерен меди и
свинца (рнс 452). Равномерное вкрапление свинца в медь обес-
печивает высокие антифрикционные свойства сплава.
Однако получить надлежащую структуру свинцовистой бронзы трудно,
так как большой температурный интервал кристаллизации (954—326е С) (см.
диаграмму состояния Си—РЬ, рнс. 438,6) при различии в плотности меди и
свинца благоприятствует усиленной ликвации по плотности. Это явление мо-
жно предупредить ускорением охлаждении расплава в процессе кристаллиза-
ции.
СПИСОК ЛИТЕРАТУРЫ
С м и р я г и и А. П Промышленные цветные металлы. Изд. 2-е М. Метал-
лургиэдат, 1956. 559 с. с ил.
Сучков Д И. Медь н ее сплавы. М., «Металлургия», 1967. 248 с. е ил.
Свойства меди и ее сплавов. Алма-Ата, «Наука». 1969. 143 с. с ил.
Мальцев М. В. Металлография промышленных цветных металлов М.,
«Металлургия». 1971. 488 с. с нл.
К о л а ч е в Б. А., Ливанов В. А.. Елагин В. И. Металловедение и тер-
мическая обработка цветных металлов и сплавов. М., «Металлургия»,
1972 480 с. с ил.
Металловедение медных деформируемых сплавов. (Науч. гр. ии-та «Гииро-
цветчетобработка». Вып. 39). М, «Металлургия», 1973. 144 с. с ил.
Глава XXVIII
ПОДШИПНИКОВЫЕ СПЛАВЫ II ПРИПОИ
1. ТРЕБОВАНИЯ К ПОДШИПНИКОВЫМ СПЛАВАМ
Подшипниковыми сплавами называются сплавы, из которых
изготавливают вкладыши подшипников.
Для этой цели применяют чугун, бронзу и легкоплавкие спла-
вы па основе свинца, олова, цинка или алюминия, так называе-
мые баббиты
Несмотря иа все большее применение в машинах подшипни-
ков качения (шариковых пли роликовых подшипников), подшип-
ники скольжения также применяют достаточно широко.
Металл вкладыша должен обладать следующими свойст-
вами:
1) коэффициент трения со стальной поверхностью должен
быть небольшим; 2) обе трущиеся поверхности должны мало
изнашиваться; 3) этот материал должен выдерживать доста-
точные удельные давления.
Первое и второе требования удовлетворяются тогда, когда
поверхность вала и вкладыша разделена пленкой смазки. Если
структура вкладыша неоднородна и состоит из твердых вкпоче-
€18
ний и мягкой основы, то после непродолжительной работы («при-
работки») иа поверхности вкладыша образуется микрорельеф —
выступают твердые включения и между валом и вкладышем об-
разуется пространство, в котором удерживается смазка (так на-
зываемый ^принцип Шарпит).
Подобной структурой обладают сплавы олова и сплавы свин-
ца. Однако эти сплавы нз-за своей низкой прочности не могут
выдерживать больших давлений, а вследствие низкой темпера-
туры плавления — сравнительно небольшого нагрева.
В современном машиностроении, как уже указывалось, для
вкладышей подшипников применяют чугуны, бронзы и баббиты.
Чугунные вкладыши изготавливают из серого перлитного чу-
гуна (марки АЧЦ-1 и АЧЦ-2); это самый дешевый материал для
вкладышей: он может выдерживать значительные удельные дав-
ления, но из-за более высокого коэффициента трения (у пары
сталь — чугун по сравнению с парой бронза—сталь или баб-
бит— сталь) чугунные вкладыши не следует применять в бы-
строходных двигателях.
Бронзовые вкладыши изготавливают из оловянистой и свин-
цовистой бронз, с некоторыми мы познакомились в предыдущей
главе. Благодаря неоднородной структуре бронзы (у оловяни-
стой бронзы « твердый раствор является мягкой основой, а эв-
тектоид а 4-6— твердыми включением) смазка хорошо удержи-
вается па поверхности вкладыша. Бронзы обладают высокой
прочностью. Сказанное позволяет применять бронзовые вклады-
ши для ответственных подшипников, работающих в тяжелых ус-
ловиях (большие удельные давления, большие числа оборотов).
При применении очень мягких легкоплавких подшипниковых
сплавов обеспечивается меньший износ шейки вала. Баббиты,
кроме того, имеют и минимальный коэффициент трения со
сталью и хорошо удерживают смазку. Поэтому наряду с чугун-
ными и бронзовыми вкладышами в машиностроении для вкла-
дышей подшипников широко применяют легкоплавкие сплавы
на основе олова, свинца, а также цинка и алюминия.
2. ЛЕГКОПЛАВКИЕ ПОДШИПНИКОВЫЕ СП.ТХВЫ (БХББ1ГГЫ) 1
Для легкоплавких подшипниковых сплавов применяют спла-
вы системы РЬ—Sb, Sn—Sb и Pb—Sn—Sb, а также цинковые
баббнты на основе цинка (с добавками меди и алюминия) и
алюминиевые баббиты на основе алюминия (с добавками меди,
никеля, сурьмы).
Система РЬ—Sb приведена в действительном виде (с учетом рас-
творимости сурьмы в свинце и свинца в сурьме) на рис. 453.
Свинец имеет твердость около НВ 3, сурьма около НВ 30.
1 По имени английского ипжекерп Баббита, который в середине прошлого
века изобрел эти сплавы.
39* 619
Эвтектика состоит из 13% Sb и 87% РЬ, твердость около НВ 7—
8. Очевидно, доэвтектические сплавы, т. е. имеющие структуру
эвтектика+свииец, слишком мягки, и лучшими являются заэв-
тектические сплавы, содержащие 16—18% Sb. Мягкой основой
является эвтектика, а твердыми включениями — кристаллы сурь-
Химическнй состав
Марка баббита Содержание основных элементов. %
Sn Sb Си РЬ прочие Сумма Примесей (не более)
Б83 Основа 10—12 5,5—6,5 0.55
Б89 э 7,25—8,25 2,5-3,5 0,55
Б6 БТ 5—6 9—11 14—16 14—16 2,5—3,0 0,7—1,1 Основа 1,75—2,25Cd 0,05—0,20Те 0.4 0.6
БН 9— II 13—15 1,5—2,0 То же 0,5—0,9As 0,75— I.25N1 1,25—1,75Cd 0,35
Б16 15—17 15—17 1,5—2.0 » э — 0,6
БС — 16—18 1,0—1,5 Основа — 0,5
БК — — — То же 0,85—I,I5Ca 0,6—0,9Na 0.7
1 Растворимость * олове, свинце в химических соединениях не указана, фактически
620
Рис. 454 Диаграмма состояния Sn—Sb
Рис 455. Микроструктура баббита
Б83. >100
Таблица 142
баббитов и структура
Структура Свойства
мягкая основа твердые включения плотность. г/см1 'пл- “С "в- кгс/мм1 д, % коэффи- циент трения (со смазкой) а-10"
Sn SnSb, CugSn 7,4 380 9 6 0.005 21
Sn CdgSn 7,3 342 9 9 — —
Pb SnSb, Cu3Sn 9,6 460 7 0.5 0,005 21
Pb SnSb — — 8 2 0,009 23
Pb SnSb, SnAst 9,5 400 7 I 0,006
Pb SnSb, CusSn 9,3 410 8 0,5 0,006 24
Эвтектика Pb+Sb Sb Ю,1 410 4 0,5 0,007 26
Pb Pb3Ca, Pb3Na 10,5 470 10 2,5 0,004 26
эти фазы являются твердыми растворами
на основе химического соединения.
621
мы, количество которых составляет около 5% общего объема
сплава.
В системе Sn—Sb (рис. 454) олово имеет низкую твер-
дость— около НВ 5. Оптимальной композицией будет сплав, со-
стоящий из 13% Sb и 87% Sn, имеющий двухфазную структуру
а-Ьр'. где «-твердый раствор на базе олова (мягкая основа),
р'-твердый раствор на базе интерметаллпдного соединения SnSb
(твердые включения).
Оловянносвинцовосурьмянистый подшипниковый сплав в ка-
честве мягкой основы имеет твердый раствор на базе свинца, а
твердыми включениями служат соединения SnSb. Перечислен-
ные сплавы содержат, как правило, добавку меди, которая, с од-
ной стороны, уменьшает ликвацию по плотности, а с другой —
образует соединение Снз5п, выполняющее роль твердых вклю-
чении.
Типичная структура оловянносурьмяномедного баббита Б83
(состав см. в табл. 142) приведена на рнс. 455. На темном фоне
твердого раствора а видны кубические включения соединения
SnSb и более мелкие включения соединения Cu3Sn. В случае
перегрева образуются более крупные включения, и качество баб-
бита ухудшается.
Приведенные в табл. 142 составы баббитов можпо разделить иа три груп-
пы К первой относятся оловянное}рьмяные (Б83 и Б89), ко второй — свинцо-
вооловяиносу рьмяные (Б6, БТ, БН, Б16), к третьей — свинцовые баббиты, не
содержащие олова. Баббиты второй труппы Бб, БН, БТ, кроме олова, сурьмы
и меди, содержат еще добавки других компонентов. Назначение этих приса-
док различное — мышьяк увеличивает жидкотекучесть (обличается заливка
вкладыша), никель повышает твердость, что уменьшает износ, аналогично вли-
яет и кадмий. Роль теллура и мышьяка — образовывать мелкне твердые вклю-
чения (ТеРЬ и AsPb), повышающие износоустойчивость баббита.
Оловяиносу рьмяные баббнты (Б83 и Б89) являются нанлучшнмн. Оловян-
ная основа вязкая и пластичная и менее склонна к усталостному разрушению.
На втором месте стоит оловяиносвннцовосурьмннын баббит (1516), в котором
мягкая основа — свинец. Оловянносвницовосурьмяные баббнты значительно
дешевле оловяиносвинцовых, а по качеству уступают нм ненамного Хуже
свинцовое} рьмнный баббит (БС), основой которого является недостаточно
пластичная эвтектика.
Баббит БК, применяемый в железнодорожном транспорте, как и баббит
БС, является относительно дешевым сплавом, его структура: основа — свинец,
твердые включения — химические соединения свинца с кальцием и натрием.
Дефицитность олова, а также свинца заставляет изыскивать и применять
сплавы па другой, менее дефицитной основе (цинка, алюминия).
В качестве цинковых подшипниковых применяют сплавы марки ЦАМ10-5
и ЦАМ5-10. Их состав приведен в табл. 143 (там же указаны структура и
некоторые свойства).
Цинковые сплавы ЦАМ10-5 и ЦАМ5-10 уступают баббитам на оловянной
основе по пластичности, коэффициенту трения и коэффициенту линейного рас-
ширении и примерно равноценны свинцовистым баббитам.
Имеется также серия алюминиевых сплавов, применяемых как подшипни-
ковые. Это двухфазные высоколегированные сплавы, в которых твердый рас-
твор на базе алюминия является мягкой основой, а химические соединения —
твердыми включениями. Состав и некоторые свойства алюминиевых подшип-
никовых сплавов приведены в табл. 144.
622
Таблица J43
Состав и некоторые свойства цинковых баббитов
Марка баббита Содержание элементов, % Свойства
плотность, г/см' 'пл- “С б. % коэффи- циент трения а Г'
AI Си
НАМ-10-5 10 5 6.3 395 0,5 I 0,009 27
НАМ-5-10 S 10 7,1 500 — 28
Примечания: 1. Мягкая основа указанных баббитов — эвтектика
Zti-f-Al+CuZn3; твердые включения — CuZn3.
2. Предел прочности указанных баббитов 30 кгс/мм2.
Алюминиевые подшипниковые сплавы обладают высокими свойствами
(низким коэффициентом трения и высокой износостойкостью). Но по техно-
логичности они уступают обычным баббитам. Их более высокая твердость яв-
ляется скорее недостатком, чем преимуществом сплава, так как требует обра-
ботки цапф и вкладыша повышенной чистоты, а шейка вала должна быть
твердой. Несоблюдение этих условий вызовет ускоренный износ Высокий
коэффициент линейного расширения алюминиевых баббитов требует более
тщательной сборки с большими зазорами.
Алюминиевые баббиты применяют вместо оловянных и свинцовых бабби-
тов, а также свинцовистой бронзы.
Кроме алюминиевых сплавов, указанных в табл 144. начинают применять
такого же назначения алюминпевооловянные сплавы, содержащие 6—7% Sn
и разные добавки в количестве 1—2% (никеля, меди, кремния).
3. ПРИПОИ
Различают припои двух видов:
Мягкие припои с низкой температурой плавления, обеспечи-
вающие лишь герметичность спая; механические свойства спая,
как правило, очень низки (ов=5~-7 кгс/мм2), и спаянную де-
таль поэтому не следует подвергать механическим нагрузкам.
Твердые припои имеют высокую температуру плавления; пай-
ка этими припоями затруднительна, но спай обладает высокими
механическими свойствами. Например, спай сплавов на основе
меди имеет свойства не хуже, чем основной металл.
В качестве мягких припоев применяют сплавы легкоплавких
металлов: свинца, олова, висмута, кадмия, чаще всего сплавы
свинца и олова. Наиболее легкоплавким сплавом в системе
РЬ—Sn является эвтектический, содержащий 62% Sn п 38% РЬ
(рис. 456) (приблизительно 2/3 Sn и 1/3 РЬ). В производстве
его часто называют третником. Температура плавления сплава
183° С. Стандартное обозначение сплава ПОС-61 (припой оло-
вянносвинцовын, 61% Sn). Припои ПОС-40 и ПОС-ЗО содержат,
следовательно, 40 и 30% Sn и имеют, как это можно определить
по диаграмме, приведенной на рис. 456, более высокую темпе-
ратуру плавления.
623
Состав и некоторые свойстве
Марка баб- бита Содержание элементов. %
Sb РЬ мя NI Си SI
АСС6-5 5-6 4-5 0,5-0,7
АСМ 3,5-5 — 0,5—0.7 —— — ——
АН2.5 Алькусин D — — — 2,7—3,4 7.5-9,5 1,5—2,5
Примечание. Мягкая основа указанных баббитов — алюминий.
Твердые припои имеют температуру плавления в интервале
800—900° С и являются сплавами меди и цинка (латуни) и меди,
цинка н серебра (так называемые серебряные припои). Послед-
ние применяют при пайке электроприборов, когда электропро-
водность спая не должна уменьшаться по сравнению с электро-
проводностью основного металла.
Таблица 145
Олово для пайки и лужения
Марка олова Sn (не менее) Назначение
01 99,90 0,10 Лужение консервной жести
02 99,56 0,44 Лужение кухонной утва- ри
Таблица 146
Составы и некоторые свойства легких припоев
Марка припоя Содержание элемен- тов’. % Свойства
температур- ный интервал затвердева- ния. °C жидкоте- кучесть, см электро- провод- ность. мДом-мм1) бв. КГС/ММ*
Sn Sb металла шва
ПОС 90 89-90 <0.15 185—220 135 4
ПОС-61 56—61 . 0,8 183—185 135 6,9 5 4-8
ПОС-50 49—50 <.0.8 183—210 115 6.4 4 5—9
ПОС-40 39—40 1,5—2.0 183—235 91 5,7 4 4—11
ПОС-ЗО 29—30 1,5—2.0 183—256 63 5,5 3 3-9
ПОС-18 17—18 2.0—2.5 183—277 60 4,5 3 4—8
1 Остальное — свинец.
624
Таблица 141
алюминиевых баббитов
AlSb
AlSb
AisXi
CuAls
3,1
2,8
2,85
2,85
750 8
750 9
650 14
G32 IG
I
i
14 24
29 24
23 25,5
I 15.7
Рис 456. Диаграмма состояния Pb—Sn
В табл 145 и 146 приведе-
ны составы сплапов, применяе-
мых для панки (и лужения),
согласно действующим стандар-
там.
Кроме того, олово 01 и 02. а
также более низких сортов (03—
98.35% Sn и 04—96.25% Sn) при-
меняют для панки и для изго-
товления баббитов и припоев
Прочность олова при комнатной
температуре составляет около
2.5 кгс/мм2, а прочность паяного
шва, вследствие образования
твердых растворов, с основным
металлом и достигает 4—9 кгс/мм2
и выше1.
Кроме перечисленных в та б
Рнс 457 Диаграмма состояния Sn—Zn
лице, находят применение мягкие
припои и других марок, например
малооловяннстые припои ПОС-10, ПОС 5 и некоторые другие, содержащие
всего 5—10%Sn и поэтому менее дефинитные, чем припои составов, приве-
денных в табл. 146. Однако по физическим и технологическим свойствам они
уступают первым — у матооловяпнетых припоев выше температурный интер-
вал затвердевания (265—299°С у сплава П0С-Ю и 300—314° С у сплава
ПОС 5), меньше прочность и жидкотекучесть.
Кроме оловяииосвинцовых припоев, применяют в оловяциооципковые. со-
держащие 90, 70. 60 и 40% Sn. остальное ипик (марки припоев ПОЦ-90,
ГЮЦ-70, ПОЦ-60 н ПОЦ-40)
Наилучшим нз этой серии сплавов является припой ПОЦ 90. по составу
отвечающий эвтектике (рис 457). т. е. имеющий сам\ю низкую температуру
начала кристаллизации (ио диаграмме состояния 198°С). Фактически же в
связи с колебаниями в химическом составе несколько выше, ио не выше
202°С. Сплавы ПОЦ 70. ПОЦ-60 и ПОЦ-40 имеют темлератхры начала крис-
таллизации соответственно 325. 345 и 365°С (температура конца кристалли-
зации всех сплавов 198° С). Отовяниоиипковые припои, по сравнению с оло-
* В 31ВИСИМОСТИ от того । • • к.< ч уществляется. и от фор-
мы шва — внахлест! о* тык и т
625
Таблица 147
Составы и свойства свимцовоссребряных припоев
Мерка припоя Содержание элементов. % Свойства
As Sn Zn£?“ > (не более) температурный интервал чатвер- девання. СС электропро- водность. м/ (Ом-мы1) °.’ кге' /мм»
ПСр- 1,5 1,3—1,7 0,75—1,25 0,5 309—309 —
ПСр-2,5 2.3—2,7 — 0.5 304-304 5.2 3.3
ПСр-3 2,7—3,3 — 0,5 300—305 5,0 3,1
Примечания: 1. Основа указанных припоев — свинец.
2. Для указанных припоев 2прим=0,5.
еинносвиицовыми. имеют более высокую прочность, мсиыпую пластичность.
Имеются точные указания, в каких случаях* и какую марку припоя следует
применять.
В табл. 147 приведены составы и свойства свинцовоссребряных припоев.
Свинцовосеребряные припои применяют при пайке меди и ее сплавов
При пайке меди припоем, содержащим олово, может образоваться соединение
CugSn. что приводит к охрупчиванию шва, в первом случае это явление не
должно наблюдаться.
В качестве примера твердых припоев в табл. 148 приведены некоторые со-
ставы серебряных припоев (ГОСТ 8190—56) и их свойства.
Другими твердыми припоями, как уже говорилось, являются латуни, бо-
лее дешевые, чем серебряные припои. Составы латуней были приведены
раньше.
Таблица 148
Составы серебряных припоев (ГОСТ 8190—56) и ик свойства
Марк? припоя Содержание элементов, % Свойства
Си Zn Е|1рим (не более) температурный интервал затвер- девания. СС электросопро- тивление, Оммм’/м
ПСр-72 27,3—28,5 0,25 779—779 0,022
ПСр-50 49,3—50.5 — 0,25 779- 850 0,025
ПСр 45 29,5-30,5 24—26,5 0,50 660—725 0,097
ПСр 25 39—41 33.5—37 0,50 745—775 0,069
ПСр-10 52—54 35,5—39 0,50 815—850 0,065
Примечание. Основа указанных припоев — серебро Среднее его со-
держание показывает марочное обозначение.
4. ЛЕГКОПЛАВКИЕ СПЛАВЫ
К таким сплавам относят обычно сплавы с температурой
плавления ниже 230° С (т. е. ниже температуры плавления оло-
ва). Компонентами этих сплавов являются металлы, имеющие
низкую температуру плавления (свинец, олово, висмут, индий,
ртуть). Легкоплавкие компоненты подбирают, как правило, в со-
четаниях, обеспечивающих образование многофазной многоком-
понентной эвтектики, состоящей из двух, трех и более фаз.
1 Род паяемого металла, способ пайки и т. д.
626
Таблица 149
Химический cociae легкоплавких сплавов, %
Марка
сплава
Sn
РЬ
Cd
Zn. In
Марка
сплава
Sn
РЬ
В1
Zn. In
Л199
Л183
Л141
Л145
Л130
91,1
61,9
50,0
49,8
52,0
38,1
30,0
32,0
30,0
20,0
18,2 —
13,0 5,0
8.9 Zn
Л96
Л68
Л58
Л47
18,75
12,5
12,0
8,3
31,25
25,0
18,0
22,6
12,5
5,3
50,0
50,0
50,0
44,7
21.0 In
19.1 In
Ш
Легкоплавкие сплавы
применяют, например,
для различных предохра-
нительных пробок и вста-
вок, в качестве особо лег-
коплавких припоев, а так-
же в качестве материала
для анатомических слеп-
ков и т. д.
Маркируются легко-
плавкие металлы буквой
Л и цифрой, показываю-
щей температуру плавле-
ния сплава (она постоян-
на, поскольку легкоплав-
кие сплавы являются
сплавами эвтектического Рис 458. д„лГр0«„а СОСТОЯНИЯ 11g—TI
типа).
Основные марки лег-
коплавких сплавов указаны в табл. 149. К ним следует отнести
и оловянносвинцовые припои (ПОС-90 и ПОС-61) (см. табл.
146). Сплав системы Sn—РЬ—Cd—Bi, образующий четверную
эвтектику, т. е. наиболее легкоплавкий сплав в этой системе, ши-
роко известен под названием сплава Вуда (по имени Р. Вуда,
американского археолога и изобретателя XVII в.). (Температура
его плавления 68° С.)
В пятерной системе Sn—Pb—Cd—Bi—In эвтектический сплав
J147 имеет температуру плавления 47° С.
Наконец, сплавы с добавкой ртути (называются амальгама-
ми) имеют температуру плавления ниже 100°С (сплавы систе-
мы Sn—РЬ—Bi—Hg). Чистая ртуть н сплавы системы Т1—Hg
имеют температуру плавления ниже 0°С Наиболее легкоплав-
кий металлический сплав из известных в природе (сплав с 8,5%
Т1. 91.5% Hg) плавится при —59° С (рис. 458)
627
СПИСОК ЛИТЕРАТУРЫ
С м и р я г и и л. П-. Шпагин А. И. Оловяиистые бронзы, баббиты, прппон
и их заменители М„ Металлургизлат, |949. 116 с. с ил.
Шпагни А И. Антифрикционные сплавы. М, Металлургиэдат, 1956.
320 с. с нл.
Г п а и а XXIX
РАЗНЫЕ ЦВЕТНЫЕ СПЛАВЫ
I. ЦИНК И ЕГО СПЛАВЫ
Цинк— металл с низкой температурой плавления (419° С) и
очень низкой температурой кипения (906 С), высокой плотно-
стью (7.1 г/см3). Прочность цинка низка (ов=15 кгс/мм2) при
высокой пластичности (Л =50%). Кристаллическая решетка гек-
сагональная. Аллотропических превращений не имеет.
Цинк применяют: для горячего и гальванического оцинкова-
ния стальных листов, в полиграфической промышленности, для
изготовления гальванических элементов и для других назначе-
ний. Его используют как добавку в разные сплавы, в первую оче-
редь в сплавы меди (латуни и т. д.), и как основу для цинковых
сплавов а также как типографский металл.
В записи мости от чисто-
ты цинк детится и а марки.
ЦВ (99.99% Zn); ЦО (99.9G);
Ц1 (99.94); Ц2 (99,9); ЦЗ
(98.7); Ц4 (97.5). Примеси в
техническом цинке — свинец
(основное загрязнение), желе-
зо, кадмии, некоторые другие
Обычный легирующий
компонент в цинковых спла-
вах—алюминий (до 5—10%).
В системе Al—Zn (рис. 459)
возможно образование двух
твердых растворов: ₽-твердой
раствор (почти чистый цинк)
и а-тверчый раствор на осно-
ве алюминия, но растворяю-
щий до 83% Zn (такой твер-
дый раствор па основе алю-
миния может содержать 83%
Zn и только 17% А1). В опрс-
1 С некоторыми мы уже
познакомились рапыис. напри-
мер легкоплавкие припои на
основе цинка, цинковые баб-
биты.
628
деленном интервале температур и концентраций твердый раствор распада-
ется на два твердых раствора той же кристаллической структуры, богатой
(а2) и бедной (di) цинком.
В соответствии с диаграммой состояния Al—Zn (рнс. 459) твердый а-рас-
твор при 275° С претерпевает монотэктоидиый распад aj-HXi+p, Причем рас-
творимость цинка в алюминии резко снижается по мере снижения температуры
менее 275° С. Таким образом, структура сплавов цинка с 5—10% А1 представ-
ляет собой доэвтектоидиый сплав р+эвтектоид (а+р). Прн быстром охлаж-
дении реакция эвтектоидного рвспада может не произойти; а2-фаза пере-
охлаждается до низких температур. Структура неустойчивая, и происходящие
структурные изменения (распад переохлажденной <х2-фазы) вызывают изме-
нения в размерах изделий, что особенно нежелательно для высокоточных от-
ливок (отливок под давлением) Добавка магния (около 0,1%) уменьшает
скорость распада переохлажденного а2-твердого раствора и поэтому стабили-
зирует размеры.
Сплавы цинка с медью не склонны к старению, но по механическим свой-
ствам они хуже сплавов с алюминием
Наиболее прочными сплавами на основе цинка являются тройные сплавы
Zib—AI—Си. Структура этих сплавов весьма разнообразна (зависит главным
образом от соотношения и количества алюминия и меди) и состоит из первич-
ных выделений Р (чистый цинк), а (раствор иа базе алюминия, богатый цин-
ком) или е (химические соединения CuZns). двойных эвтектик 04-a, e-J-a
или р+е и тройной эвтектики а+р+е. Например, литой сплав с 5% А1 и
10% Си имеет структуру: первичные кристаллы в, двойная эвтектика е+р и
тройная e-J-p+a. Состав некоторых промышленных цинковых сплавов приве-
ден в табл. 150.
Таблица 150
Состав и свойства промышленных цинковых сплавов
Марка сплава Содержание элементов. % Свойства
А! Си Мп «в КГС/ММ* в. % твердость НВ
ЦА4" 3.5—4,5 0,03—0,08 25—30 3 д 70—90
ЦАМ4-1* 3,5— 4,5 0,75—1,25 0,03—0.08 27—33 2—5 80—100
ЦАМ4-3* 3,5—4,5 2,5—3,5 0.02—0,10 32—38 2—3 80—120
ЦМ1 0,8—1,2 „„ 20—30 30—40 45—75
ЦАМО 2-4 3.5—4,5 0,20—0,15 — 30—36 20—30 75-90
ЦАМ4-1 3,7—4.3 0,6—1,0 0,02—0,05 37—44 8—12 90—105
ЦАМ10-1 9—11 0.6—1.0 0,02—0,05 40—46 8—12 90—110
ЦАМ15 14—16 — 0,02—0,04 25—40 10-40 40—110
Примечание: Звездочкой отмечены марки ставов, предназначенные
для литья под давлением.
Остальное — для изготовления листов и профилей методом прокатки
и прессования.
2. Т1ЛЮГРАФСЕПЕ СПЛАВЫ
Сплавы для отливки шрифтов ручного и машинного набора
должны иметь по возможности низкую температуру плавления,
достаточно высокую твердость и давать возможно меньший угар
629
Состав, %, и некоторые свойства
Млркй стлли As Sn Al Си Mg
МШ1 13,5—15 3,5-4,5
М1112 14—16 2,7-3,3 — — — —
мшз 14—16 1,5—2,5 — — —
МЛ1 9,5—10,5 1,0-1.5 — — —
ЛН1 11—12 — 4,2— 4,8 —— -—
min — — — 3,5—4,5 0,06 0,02—0,06
№ 3 — 2.2—3,0 0,10 1.2—1,8
№ 7 — — — 4,5—5,5 3,5—4.5 1.5—2.0
при переплавах. Для Этих целей были разработаны сплавы па
основах олова, свинца и цинка. Ввиду высокой стоимости олова
оловянные сплавы в настоящее время не применяют. Чаще все-
го применяют сплавы на основе свинца. Менее дефицитны спла-
вы па основе цинка, но у них выше температура плавления и
больше угар при псреплавках.
Составы наиболее распространенных типографских металлов н наиболее
важные нх свойства (температура полного расплавления, твердость) приве-
дены в табл. 151.
В полиграфической промышленности получил применение и цинк с не-
большими добавками магния (0,05%) и апомниня (0,1 %) н имеющий мелко-
зернистую структуру н повышенную по сравнению с другими сплавами твер-
дость (НВ 55—70). Этот сплав называется микроцинком.
3. БЛАГОРОДНЫЕ МЕТАЛЛЫ
К этим металлам относятся золото, серебро, металлы плати-
новой группы, а также нх сплавы. Свое название они получили
из-за высокой коррозионной стойкости — практически они совер-
шенно не склонны к коррозии в обычной атмосфере, воде и мно-
гих других средах. Все эти металлы (кроме золота и серебра)
имеют высокую температуру плавления, высокую плотность, не
имеют аллотропических превращений (кроме родня), очень пла-
стичны (кроме родня и осмия). Все эти металлы отличаются вы-
сокой стоимостью.
Некоторые свойства этих металлов приведены в табл. 152.
Благородные металлы, в первую очередь золото и серебро, применяют в
ювелирном п зубоврачебном деле. Чистое золото из-за его мягкости не при-
меняют Легирование золота серебром мало целесообразно, так как твердость
повышается иезиачитетьио (твердость сплавов Ап—Ag не выше НВ 30>. Ле-
гирование золота медью повышает твердость (прн 20% Си твердость сплава
становится выше НВ 100). Коррозионная стойкость прп легировании медью
снижается Практически применение имеют тронные сплавы Au—Ag—Си*.
В ювелирном н зубопротезном деле.
Таблица 151
типографских сплавов
РЬ Zn *пл’ СС Твер- дость в литом состоянии НВ
Основа 325 25—30
— — 315 23-28
Основа — 320 23—30
> — 250 —
> — 245 22-23
— Основа 390 —
— > 400 —
— > 460 —
Наиболее распространенными являются
сплавы 375, 583. 750 и 916-й проб — это-
значит, что в этих сптаввх на 1000 г спла-
ва приходится 375, 583, 750 и 916 г золо-
та. а остальное—медь и серебро. В метал-
ле каждой из указанных проб соотноше
иие серебра и меди может быть различным
Сплавы 916-й пробы наиболее мягкие,
ио и наиболее коррозноииостойкие. С
уменьшением индекса пробы коррозионная
стойкость снижается. Наибольшей твер-
достью (и, следовательно, наибольшей из-
носоустойчивостью) обладают сплавы 583-й
пробы при соотношении Си : Ag около 1:1.
Сплавы указанных проб имеют цвет золота.
Структуры сплавов представляют со-
бой однородные твердые растворы (спла-
вы высоких проб) или механические смесп
двух-трех твердых растворов.
Отжиг этих сплавов (например, для
рекристаллизации) может привести к ох-
рупчиванию, вследствие процессов упорядочения (образование упорядочен-
ных твердых растворов типа AuCu и AuCua).
Таблица 152
Свойства благородных металлов
Металл Кристалли- ческая решетка Плот- ность. Г/СМ’ 'пл- "С Т вердость НВ Окисляется на воздухе при температуре, “С
К И Г12 12,5 2310 200 100
Rh KI2 12,4 1960 55 600
Pd К12 12,2 1550 30 600—800
Ar К12 10,0 960,5 20 Не окисляется
Os Г12 22,5 3050 350 18-20
1г KJ2 22,6 2443 160 600—700
Pt К12 21,6 1769 30 Не окисляется
Ач К12 19,6 1063 18 То же
Если для ювелирных и зубопротезных целей применяют сплавы золота
и серебра, а металлы платановой группы применения нс имеют, то для про-
мышленных целен, наоборот, чаще применяют сплавы металлов платиновой
группы, а золото и его сплавы не имеют широкого применения.
Сплав 90% Р1 и 10% Rh применяют как сплав для термогар (один элек-
трод нз этого сплава, другой — нз чистой платины) из-за большой электро-
двнжхшен силы н высокой окалииостойкости. Такая термопара может рабо
тать до 1700° С.
Дтя прецизионных измерительных и автоматических управляемых прибо-
ров применяют потенциометры с обмоткой из благородных сплавов (например,
проволока из сплава Pt+25% 1г или сплава Pt4-30—40% Ag и т. д ).
Для электрических контактов различных ответственных аппаратов приме-
няют сплавы благородных металлов из-за их большой стойкости против ис-
парения и окисления (сплавы Pt-f-lr; Pt-J-W; Pd+Ag и т. д).
Высокой твердостью и износоустойчивостью в сочетании с
очень высокой коррозионной стойкостью обладает сплав Os+In.
631
Из него делают опорные точки различных измерительных инстру-
ментов иглы компасов, наконечники перьев автоматических ру-
чек.
СПИСОК ЛИТЕРАТУРЫ
Бойцов А. В.. Бойцова Г. Ф. Авдонина Н. А. Благородные метал-
лы. М., Металлургнздат, 1946. 380 с. с ил.
Семнонов А. А.. Коган В А. Полиграфическое металловедение. М,
«Книга», 1968. 294 с. с ил
Металловедение платиновых металлов. М., «Металлургия», 1975 422 с. с ил.
Авт.: Е. М. Савицкий В П. Полякова, Н Б. Горниа. Н Р Решай
Малышев В М.. Румянцев Д. В. Серебро. М-, «Металлургия», 1976.
311 с. с нл.
Глава
БИМЕТАЛЛЫ II КОМПОЗИТЫ
1. двухслойные и многослойные МЕТАЛЛЫ1
Многие свойства, в первую очередь механические, определя-
ются всем сечением металла, поскольку, например, при растяже-
нии одинаковую нагрузку несут поверхностные, а также внутрен-
ние слои металла. Но весьма часто работоспособность металли-
ческого изделия определяется сопротивлением тем или иным
воздействиям лишь поверхностных слоев Для повышения сопро-
тивления усталости, износу, коррозии и другим видам постепен-
ного разрушения широко используется поверхностная обработ-
ка 2, при которой изменяется строение и состав поверхностных
слоев металла, до этой обработки однородные по всему сечению.
В отличие от этих видов поверхностного упрочнения двух- и
многослойные металлы, часто называемые биметаллами уже в
Рис. 460. Монометалл (cz|.
двухслойный (б) и трехслоП-
ный (в) биметаллы
исходном состоянии, т. е. в виде металлургического пол>фабри-
ката (листа, ленты, прутка, профиля) являются неоднородными,
состоящими из двух или трех слоев различных металлов
(рис. 460). На рис. 460, а показан моиомсталл. а на рис. 460,6
и в — биметалл, основа которого защищена с одной (б) или
двух (е) сторон.
1 Совместно с С. И Булатом.
’ Поверхностная закалка — гл. ХИ и хнчнко-термнческая обработка —
гл. XIII, а также наплавка — гл. XX
632
В биметалле плакирующий (защищающий) слой прочно сое-
динен по всей поверхности соприкосновения, и биметалл пред-
ставляет собой монолитное целое.
Биметаллы получают или заливкой, или сборкой в пакет, а потом совмест-
ной пластической деформацией, при которой поверхностный слой приварива-
ется к основе.
Примером биметалла является плакированный дюралюминий (гл. XXVI),
где для повышения сопротивления коррозии плакирующий слой является чис-
тым алюминием, а основа — дюралюминием
Однако широкое применение получили биметаллы из существенно различ-
ных материалов. Так, например, чаще всего основой ивляется углеродистая
или низколегированная сталь, а плакирующим слоем — нержавеющая сталь
(Х18Н10Т. Х17Н13М2Т, Х23Н28МЗДЗТ и т. д ), никель, моиель-металл (мар-
ки НМЖМц-28-2,5-1,5)—это так называемый коррозионностойкий биметалл
или твердая инструментальная сталь (ХбФ1) это износостойкий биметалл.
Изготавливают также биметаллическою стальную проволоку с медным или
алюминиевым покрытием.
Рнс 46|. Микроструктура биметалла:
а — СтЗ + Х6Ф1. б — СтЗ + Х18Н10Т
Главное преимущество бнметатла — это его меньшая стоимость по срав-
нению с таким же монометаллическим изделием, сделанным только из одного
плакирующего слоя, поскольку плакирующий слой является обычно дорогой
нержавеющей сталью или дорогим цветным металлом, а основа — дешевой
простой сталью1
Таким образом, важное значение имеет соотношение слоев. Обычно тол-
щина плакирующего стоя составляет 10—20% от общей толщины, ио ие менее
1 В некоторых, более редких случаях, биметалл обладает специфическими
свойствами, которых нельзя получить иа монометалле (например, «самозатачи-
ваемость») .
40 Гуляев А П. 633
Расстояний от линии соединения. мм
Рис. 462. Перераспределение углерода и
твердости между плакирующим слоем и
основоА в результате технологических на-
гревов
1,5— 2 мм. Отсюда следует, что для листов с толщиной менее 5—10 мм при-
менение биметаллических листов менее целесообразно, поскольку экономия в
расходе дорогого материала не компенсирует затрат на более сложную
технологию.
При горячей прокатке биметалла плакирующий слой приваривают по всей
поверхности к основе (рнс. 461. о), взаимно заполняя неровности поверхности
(рнс 461,6), что особенно хорошо достигается, если плакирующий слой «при-
клеивается» к основе перед горячен прокаткой взрывом.
Качество сцепления плакиру-
ющего стоя с основой определя-
ется испытанием иа срез; сопро-
тивление иа срез вдоль поверх-
иосхи раздела слон — основа дол-
жен быть не ниже сопротивле-
ния срезу более «слабого» слоя.
Для производства и эксплуа-
тации (высокотемпературной) би-
металлов важен факт перерас-
пределения элементов между сло-
ем и основой, так как их хими-
ческий состав, как правило, весь-
ма различен.
На рнс. 462 видно насыщение
углеродом плакирующего слоя из
основного металла (СтЗ+
+Х18Н10Т) в месте их контакта.
В ряде случаев возможно обра-
зование хрупких фаз или струк-
тур между основой и стосм илн
ухудшение других свойств, на-
пример коррозионных.
Во избежание этих явлений применяют промежуточные прослойки, пре-
пятствующие диффузии и, следовательно, перераспределению элементов. На-
пример, используют прокладку из никеля, который не пропускает углерод.
Поквзаио также (С. А. Головапенко), что если подобрать гак слои, что-
бы термодинамическая активность углерода (и других элементов) была бы
одинаковой в основе н в слое, то диффузионного перераспределения элементов
между слоями не наблюдается.
Применение биметаллов в химическом машиностроении, сельскохозяйст-
венном машиностроении и других страстях техники эффективный способ не
только экономии дорогих материалов, по и повышения долговечности отдель-
ных деталей. В результате производства и применения биметаллов возникло
ряд специфических металловедческих вопросов, которые коротко можно оха-
рактеризовать как совместимость разных материалов.
2. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ'
Под композиционны и материалом следует понимать сочета-
ние двух или более химически разнородных материалов с четкой
границей раздела между ними. Композиционный материал дол-
жен обладать свойствами, которыми не может обладать ни один
из компонентов в отдельности. Лишь только при этом условии
есть смысл их применения.
Проекты новых космических кораблей, самолетов, ракет, глу-
боководных аппаратов, сосудов давления, новых видов водного
1 Совместно с Б. А К-тыпиным.
634
и наземного транспорта и многих других изделий выдвигают та-
кие требования, которым в наилучшей степени удовлетворяют
композиционные материалы, а часто — только эти материалы.
Композиционные материалы чрезвычайно разнообразны.
Обычно их подразделяют на три основные группы (рис. 463).
1. Волокнистые материалы, т. е. материалы, состоящие из во-,
локон одного компонента, распределенных в другом компоненте
(матрице) —рис. 463, а.
Рнс 462 Схемы композиционных ыатериатов
2. Дисперсные материалы, состоящие нз частиц одного или
более компонентов, распределенных в матрице ее и образующие
механическую смесь — 463, б.
3. Слоистые материалы, состоящие из двух или более слоев
различных компонентов — 463, в. К последним можно отнести и
биметаллы, рассмотренные ранее
Внутри каждой из перечисленных групп композиционные материалы .мож-
но классифицировать различными способами: по виду материала компоиентоп,
их размерам, форме, ориентировке, а также по назначению нли методу полу-
чения. Например, волокнистые материалы ио виду матрицы детят иа метал-
лические, полимерные и керамические; по виду волокон — на материалы,
армированные проволокой, стеклянными, борными, углеродными, керамически-
ми и другими волокнами или нитевидными кристаллами; по размерам воло-
кон— иа материалы с непрерывными или короткими (дискретными) волок-
нами; по ориентировке волокон — иа материалы с однонаправленными иля
ориентированными в двух и более направлениях волокнами.
Металлические композиционные материалы включают два основных клас-
са: дксперсиоунрочиенные материалы (рис. 463, б) и металлы, армированные
волокнами (рнс. 463,а).
Дисперсноупрочнеиныс материалы — это металлы и сплавы, которые
сотержат равномерно распределенные частицы окислов или других соедине-
ний (нитридов, карбидов, боридов и т- д ), сохраняющих достаточную устой-
чивость при температурах, близких к температуре плавления матрицы При
нагружении таких материалов матрица несет основною нагрузку, а дисперсные
частицы действуют как препятствия, задерживающие движение дислокаций.
От обычных стареющих сплавов днснерсиоупрочпенпые материалы отличаются
природой упрочнения и методом изготовления.
Степень дисперсного упрочнения зависит от размера, формы и модуля
сдвига частиц, расстояния между ними и характера связи между частицами
и матрицей. Оптимальные свойства обычно поту чают при содержании частиц
в пределах 2—15% (объемн ), размере частиц 0.01—0,1 мкм и расстоянии
между частицами 0,1—1 мкм. Такие материалы получают в основном мето-
дами порошковой металлургии, включающими изготовление тонких порошков
или порошковых смесей и их последующее прессование, спекание и обработку
давлением.
На рнс. 464 приведены зависимости длительной прочности от темпера-
туры для днсперсноупрочиенного никеля и высокопрочного никеленого сплава.
Основным преимуществом диспсрсноу прочие иных материалов являются зна-
чительно более высокие рабочие температуры по сравнению с обычными спла-
вами иа той же основе. Эти материалы характеризуются структурной ста-
бильностью и высокой жаропрочностью при температурах до 0,9 Г,1Л (Tin—
температура плавлении матрицы). Однако они, как правпло, уступают обыч-
ным сплавам по прочности в интервале низких и средних температур (До
0,7 Гп.т), пластичности, деформируемости и свариваемости, а также зиачи
тельно дороже последних. Эти недостатки ограничивают возможности при-
менения диспсрсноу лрочиеппых материалов В настоящее время в промыш-
ленных масштабах производят дисперс-
ноупрочтенные материалы иа основе
елюМииия, никеля и вольфрама.
Рис 461 Жаропрочные свой-
ства сплаве ВДУ'2 (/) и
высокопрочного литою ни-
келевого сплава (Л
а — в зависимости от про-
должительности испытания
сплава прн ПВО” С; 6-е за-
висимости от температуры
Рис 4G5 Температурные зависимости пре-
дела прочности для САП и иысокопрочно
го алюминиевою сплава
Г —САП-1; 5 —САП-4; 3 — Д16; 4 — D95
А иоминий, упрочненный частицами окиси алюминия (САП). Дисперсно-
упрочиеииый алюминий, содержащий 6—23% AljO3 или С АП (спеченная алю-
миниевая пудра), значительно превосходит деформируемые н литейные алю-
миниевые сплавы по прочности при температурах выше 300° С (рнс 465).
Б табл. 153 приведены составы и механические свойства отечественных ма
рок САП. По плотности и коррозионной стойкости САП практически не от-
личается от алюминия.
САП — перспективный материал для авиации, судостроения, химического
машиностроения я ндерной техники. Его можно использовать вместо нержа-
веющих сталей и титановых сплавов в ряде конструкций, работающих при
250-500DС, что позволяет значительно уменьшить массу конструкции.
Дисперсноупрочненный никель. Для повышения рабочих температур ни-
келевых сплавов до 1100—1200° С разработай ряд диспсрсноу прочиенпых ма-
териалов па основе никеля. Наибольшей жаропрочностью обладает никель,
содержащий 2—3% двуокиси тория (сплав ВДУ-1). Никель, упрочненный час-
636
Таблица 153
Механические свойства прутков САП
Марка сплава САП АЬО, %(объ«мн.) f . “С нсп’ ** °,- кгс/мм* кгс/мм* в. % Длительная проч- ность, КГС ММ*
О1ММ
САП-1 6—9 20 28 22 10
300 17 13 5 8.5 7
500 6 5,5 4 4 3
САП-2 9—13 20 34 23 7
300 17,5 15,5 5 — —
500 8,5 8 2.5 — —
САП-3 13—18 20 42 34 4.5
300 20 15 5.5 9,5 8
500 11 9 3 5 4
САП-4 18—23 20 44
300 27 — — — —-
500 15 — - — —
типами двуокиси гафния (сплав ВДУ-2). несколько меиее жаропрочен, ио не
токснчеи. Ё табл. 154 приведены механические свойства сплава ВДУ-2.
По сравнению с жаропрочными сплавами для этих материалов характер-
це значительно меньшее разупрочнение с увеличением продолжительности п
температуры испытании в интервале 1000—1300°С.
Вогьфрам, упрочненный частицами окиси тория. Вольфрам, содержащий
1—2% (объеми.) ThO2, используют в качестве материала с высокими эмис-
сионными свойствами для электровакуумных приборов. Прн температурах до
1650°С торнрованный вольфрам уступает по прочности некоторым сплавам
на основе вольфрама и молибдена, однако при температурах выше 2200° С он
является единственным материалом, превосходящим по прочности иелегяро-
ванный вольфрам. Механические свойства торироваиного вольфрама приведе-
ны в табл. 155
Армирование металлов высокопрочными волокнами позволяет получать
материалы с чрезвычайно высокой прочностью и жесткостью. В таких ма-
териалах волокно является главным компонентом» несущим нагрузку. Матрица
передает внешнюю нагрузку волокнам, связывает нолокиа вместе, защищает
нх от повреждения и воздействия внешней среды и придает материалу дру-
гие требуемые физико-химические свойства, например сопротивление окисле-
нию или коррозии, электро- и теплопроводность и т. д.
Прочность волокнистого композиционного материала зависит от следую-
щих основных факторов: механических свойств волокна и матрицы; объем-
ной доли волокна; размеров; ориентировки н распределения волоков; проч-
ности связи иа границе раздела волокно — матрица и термической устойчи-
вости волокон в матрице.
Значительное влияние на свойства композиций при повышенных темпера-
турах может оказывать физико-химическое взаимодействие между волокнами
н матрицей, приводящее к растворению илн разупрочнению волокон и обра-
зованию прослоек хрупких фаз иа границе раздела.
В настоящее время проводят интенсивные исследования и опробование
в опытных конструкциях многих металлов и сплавов, армированных волокна-
637
Таблица 134
Механические свойства сплава ВДУ-2
Вид Температура, °в “о...
полуфабриката кгс мм1 %
Лист Пруток 20 50—55 45—50 40—45 30-35 12—15 20—24 70—75
Лист Пруток 500 26—30 22—25 20-22 18—20 5-9 21- 24 40—50
Лист Пруток 800 20—23 14—16 18,5-21 12—14 3—5 12—18 25—35
Лист Пруток 1000 14—16 9,5—10 13-14 8-8.5 8—Ю 20-25
Лист Пруток 1100 10—11 9,5—10 8,5-9,5 8—8,5 7—10 8—10 20—25
Лист Пру ток 1200 7,5—8,5 8—8,5 6,5—7,5 7.5—7,8 5-8 7—9 15—20
Рис. 466 Макро- (а) я микро- (б) структура нихрома, упрочненного вольфрамовыми
волокнамн
Таблица 155
Механические свойства торироваиного вольфрама
ThO,. % (объем н.) %. кгс мм2, прн температуре. °C Дзнтельная прочность Оша. ьгс'мм1. при температуре. °C
1650 1930 2200 1370 !•? -0
0 17,5 П.4 4,4 7 3,2
1 26,0 19,6 9,8
2 20,7 18,6 12,3 )6,2 , .4
638
Таблица 156
Свойства волокон, используемых для армировании
Материал и тип волокна 'пл- "с Плотность, г/см’ кгс мм* Е. кгс/мм1 Типичный диаметр ВВЛОКНО, МММ
Стеклянное ..... 700—900 2.50—2,66 350—.510 73—101 10
SiO2 1660 2,19 595 73,5 35
А1гО, 2040 3,15 210 175
ZrOs 2650 4,84 210 350 —
Углерод (графит) . . . 3650 1,50 245 210 5
Бор ... 2300 2,63 280 385 102
SiC . . 2690 4,09 210 490 76
Вольфрам ..... 3410 19,4 406 413 13
Молибден ... 2620 10,2 224 364 25
Сталь (проволока) . 1400 7,74 420 203 13
Бериллий 1280 1,83 129 245 27
Усы: 2040 3,96 2100 434 3-10
SiC . • 2690 3,18 2100 490 1-3
SigNit • 1900 3,18 1400 385 —
Графита 3650 1,66 1990 714 —
Таблица 157
Прочность некоторых металлов, армированных однонаправленными
непрерывными волокнами
КОМПОЗИЦИЯ В t , °C нстГ ас, кгс мм1 0C/V, КМ
мэтртю- волокно
Алюминий SiOa A1ZO3 Сталь Бор Бор 0,47 0,47 0,35 0,25 0,12 0,53 20 500 20 20 20 20 91,0 30 112,7 121,1 36,5 79 37,5 12,4 35,5 30,2 13,4 29,2
Медь Вольфрам 0,77 20 178,5 10
Титан (Ti—GA1— 4V) Молибден 0,40 760 59 >1.5
Никель (ЖС6-К) Вольфрам 0,45—0,50 1100 1200 53,8 38,5 4 2.9
Примечание. В — объемная доля волокна; <У0 — средний прочность}
у — плотность.
639
мн. Наибольшее внимание привлекают алюминиевые сплавы, армированные
волокнами нз бора, углерода, нержавеющей стали и бериллия; титановые
сплавы, армированные волокнами молибдена и бериллия, и никелевые спла-
вы, армированные волокнами вольфрама, молибдена н их сплавов. Данные о
прочности некоторых волокон и армированных материалов приведены в
табл. 156 и 157. Такие материалы наиболее перспективны для деталей, рабо-
тающих в условиях, близких к одноосному растяжению, например лопаток
турбин и компрессоров Максимальные рабочие температуры этих материалов
близки к температуре плавлении матрицы. На рис 465 в качестве примера
показаны температурные эавпсимостн прочности для алюминии, врмнроваи-
иого стеклянными и кварцевыми волокнами. Для сравнении иа графике при-
ведены свойства дцсперсноупрочиеиного алюминия и алюминиевого сплава
На рнс 466 показана макро- н микроструктура прутка из сплава нихром, ар-
мированного волокнами вольфрама (50%).
Для промышленного применения металлов, армированных волокнами, не.
обходимо преодолеть значительные трудности, связанные с разработкой тех-
нологии нх получения, а также соответствующих методов конструирования н
расчета деталей. Однако с учетом высокого уровня прочности (особенно
удельной) н возможности достижения требуемого комплекса свойств путем
выбора материалов матрицы и волокон, изменении объемной доли волокон, их
ориентировки н т. д. широкое применение таких материалов в ближайшем
будущем не вызывает сомнений.
3. АМОРФНЫЙ МЕТАЛЛ (МЕТАЛЛИЧЕСКОЕ СТЕКЛО) 1
Общая теория кристаллизации жидкостей допускает воз-
можность такого сильного переохлаждения расплавов, при кото-
ром число центров и скорость роста кристаллов становятся
равными пулю (см. рис. 29) и жидкость, загустевая, превраща-
ется в стекло, не претерпевая кристаллизации. Долгое время
достичь такого состояния в металлах не удавалось, п многими
высказывались сомнения относительно получения такого состоя-
ния. Однако затвердевание металлов и их сплавов подчиняется
общим закономерностям теории кристаллизации, и это указы-
вает на то, что в принципе такое состояние получить возможно и,
что наконец, в последние годы удалось получить аморфные
металлы
Этому в первую очередь способствовало развитие техники
быстрого охлаждения. Был применен способ, при котором летя-
щая вниз капля жидкого металла расплющивается между дву-
мя холодными медными плитами. Наилучшие результаты полу-
чают, выстреливая каплю вдоль радиуса быстро вращающегося
диска-холодильника, на котором капля «размазывается» в виде
тонкой пленки. Скорость охлаждения при этом достигает
105—10е град/с.
Первые успешные опыты были проведены на сплавах систе-
мы благородный металл (Au Pd) +17—25% (ат.) элемента по-
лупроводника (Si Ge). Рентгенограммы и электронограммы
аморфных металлов такие же, как и у жидких расплавов (от-
сутствуют дифракционные пятиа и кольца). Электросопротив-
1 Совместно с А А. Жуковым.
640
ление близко к электросопротивлению расплавов. Доказатель-
ством аморфного состояния служит также бурное выделение
тепла (что следует рассматривать как выделение тепла кри-
сталлизации) при нагреве до определенной температуры, обыч-
но лежащей вблизи 300° С. При этой температуре происходит
кристаллизация—переход из аморфного в кристаллическое со-
стояние, она происходит во времени в полном соответствии с
законами кристаллизации. Ее можно прервать охлаждением, и
тогда структура металла будет состоять из мелких кристалли-
ков, окруженных стекловидной фазой.
Тройная фосфидная эвтектика была первой структурной со-
ставляющей, полученной в промышленном металле. Она обра-
зуется при температуре около 950“ С В 1974 г. в аморфном
состоянии был получен бесфосфористый чугун, содержащий
3.8% С.
До сих пор, однако, не удалось получить в аморфном со-
стоянии чистые металлы или сплавы нескольких металлов. Для
получения быстрым охлаждением аморфного состояния сплав
должен (пока) содержать некоторое количество металлоида
или полупроводника.
СПИСОК ЛИТЕРАТУРЫ
Голова ней ко С. А.. Меандров Л, В. Производство биметаллов. М.,
«Металлургия», 1966. 304 с. с нл.
Волокнистые композиционные материалы. Пер. с аигл. М. «Мнр», 1967.
283 с. с ил.
Современные композиционные материалы М.. «Мир», 1970. 672 с. с ил.
Биметаллические соединения М.. «Металлургия», 1970 278 с. с ил
Авт.: К. Е. Чарухина, С. А. Голооанеико, В. А. Мастеров, Н В. Казаков.
Композиционные металлические материалы. ОНТИ, 1972. 238 с. с ил.
Промышленные деформируемые, спеченные и литейные алюминиевые сплавы.
№.. «Металлургия», 1972. 552 с. с ил.
ИМЕННОЙ УКАЗАТЕЛЬ
Аносов П. П. 161
Ассонов А. Д. 221
А} стен Р. 160, 163
Байков А. А. 160
Бейн Э. 235, 247, 368
Бернштейн М. Л. 282
Бертолле К. 105
Блантер М Е. 235, 296. 356
Богачев И Н. 215, 507
Бокий Б. Г. 27
Бокштейн С. 3. 358
Борздыка А. М. 463
Бочвар А. А. 46, 68, 225, 583
Брэгг В. 36
Бунин К 11 46, 215
Вефер Ф 257
Видманштейдтен А. 161
Вильм А, 565, 583
Вологдин В. П. 317
Воронов С. М. 583
Вуд Р. 627
Вульф Ю. В. 36
Ганиеман Г. 235
Гевелинг Н В. 317
Геблер М. 583
Гейн Е- 161
Геллер Ю А. 422
Георгиева И. Я. 266
Герене П 160
I ибс Д. 109, 160
Гнйэ Л- 361. 610
Гннье А. 573, 583
Голиков И. Н. 408
Голованенко С. А. 634
Гриффитс А. 72, 75
Гудрсмон Э. 410
Гудцов Н Т. 160
Давенпорт Э 247
Дальтон Д. 105
Дроздовский Б. Л. 81
Закс Г. 301
Калакуцкий Н. В. 159
Каменецкая Д. С. 162
Кидин И. Н 317
Конобеевский С. Т. 101, 611
Корнилов И.М 103
Коэн М. 266
Курдюмов Г. В. 235, 265, 266, 268,
272
Курнаков Н- С. 105, 106
Лавров А. С. 159
Лауэ М. 21
Лахтин Ю М. 333
Л е-Ш ателье Г. 159
Ливанов В. А. 583
Лозннский М Г. 317
Ломоносов М. В. 11
Лисак Л. И. 259, 268
Мазанец К. 393
Максимова О. П. 266
Мартенс А. 161
Масленков С. Б. 479
Мел Р 235, 244, 356
Менделеев Д. И. 11, 26
Мернка П 583
Минкевич Н. А. 311
Миркин И. Л. 46, 235, 244
А\оргуновв Н. Н, 524
Музалевский Ю. Г. 583
Николин Б. И. 268
Обергоффер П. 361
Одниг И. А. 68, 88
Окнов М. Г 215
Орован Е. 66
Осмонд Ф. 159
Петров Д. А. 578, 583
Полани А. 66
Престон Ж- 573, 583
Рахштадт А. Г, 282, 406
Рентген К. 21
Ржешотарскнй А. А. 161
Розенбум Г. 160
Рыбакова Л. М. 28
Савнцкий Е. М 57, 524
Садовский В. Д. 239, 240, 356, 358
Салтыков С. А. 221
Смолуховскнй Р. 101
Сорби Г. 161
Тавадзе Ф. Н. 161
Таммаи Г. 46, 48
Троицкий Г. И. 221
Тру ст П. 248
Тушинский Л. И. 283
Тейлор Дж. 66
Тяпкнн Ю. Д. 273
Федоров Е. С. 21
Френкель Я- И. 65, 321
Фридлиндер И. Н. 574, 583
Фридман Я. Б. 81
Хандрос Л. Г. 268
Холл Ч. 565
Хоу Г 161
Хультгрен А. 356
Уманский Я. С. 447
УтсвскиЙ Л. М. 375
Чернов Д. К- 46, 51. 52, 159, 234, 252
Шепелнковскпй К- 3. 317
Штейнберг С. С. 234, 235, 255, 265.
410
Энтин Р И 356
Эрстед Г. 565
3nv П. 565
Эстулин Г. В. 479
Эссер Г. 235
642
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Абсорбация 318
Авиаль 577
Агрегатное состояние 42
Адгезии 439
Азотирование 331
Алитирование 338
Аллотропии 55
Альнико 542
Альсифер 551
Альфа-стабилнзатор 511
Алюминиевая пудра спеченная
(САП) 636
Амальгамы 627
Анализ:
карбидный 40
рситгепоструктурный 40
фазовый 40
химический 36
Ангстерм 22
Анизотропия 35
Аннигаляция 86
Аусформииг 284
Аустенит 167, 264
— диаграмма превращения аннзотер-
мического 255
-------изотермического 247
-------термокннетического 255
— остаточный 264
— стабилизация 264
Б
Баббит 618
Барьеров теория 241
Бейнит 250
— верхний 271
— нижний 271
Бертоллид 105
Биметаллы:
износостойкие 633
коррозионностойкие 633
Ближний порядок 21
Блоки 33
Браунит 334
Бронза:
алюминиевая 616
бериллиевая 616
кремнистая 616
оловниистая 610
свинцовистая 618
фосфористая 614
Бета-стабилнзатор 511
Бюргерса вектор 30
В
Вакансии 28
Внутренние напряжения:
1 рода 300
11 рода 300
111 рода 300
остаточные 302
структурные 300
термические 300
Внутренняя поверхность 34
Водородная болезнь меди 666
Возврат:
механический 86
термический 572
Волокна 54
Волокнистые материалы 635
Временное сопротивление (о,) 63
Выносливости предел (a-i) 83
Выносливость ограниченная 83
Вязкость 63
Г
Гайперпнк 550
Гетеро диффузия 320
Гиббса закон 109
Гинье — Престона зона 573
Графит:
пластинчатый 211
шаровидный 211
хлопьевидный 211
Д
Дальтоиид 105
Дендрит 51
Деструкция 85
Деформация:
пластическая 61
упругая 61
Диаграмма:
состояния 109
равновесная 109
Дндпм 16
Дилатометр 271
Дислокация 28
— винтовая 28
— краевая 28
Дисперсионное твердение 569
Дисперсные материалы 635
Диссоциация 318
— степень 318
Диффузия 318
Долговечность 7в
Д^ралюмин 577
Ж
Жаропрочность 451
Жаростойкость 449
Железо трансформаторное 548
G43
3
Закаливаемость 293
Закалка 226
— вторичная 428
— истинная 226
— критическая скорость 254
— неполная 226
— с самоотпуском 433
Запас вязкости 74
Зародыш 46
— критического размера 50
Зернистость наследственпап 238
Зерно 27
— действительное 238
• — крупнозернистое 237
— мелкозернистое 237
— наследственное 237
— начальное 237
Зона столбчатых кристаллов 52
— равноосных 53
И
Излом:
волокнистый 42
вязкий 42
кристаллический 42
нафталиновый 431
ручьистый 42
хрупкий 42
чашечный 42
Износ 83
Инвар 538
Индукция остаточная 540
Иикоиель 473
11оииая связь 99
К
Кальмаллой 551
Карбиды специальные 349
Карбюризатор 323
Квазинзотропия 35
Квазиэвтектоид 251
Кипение:
пленочное 291
пузырчатое 291
Ковар 539
Кольчугалюминий 583
Композиционные материалы 634
Компонент ПО
Конвективный теплообмен 291
Константан 554
Концентратор 78
Координационное число 25
Коррозионное растрескивание 492
Коррозия: 479
«нтеркрнсталлнтиая 488
межкристаллитная 488
под напряжением 492
Коттрстла атмосфера 101
Коэрцитивная сила 541
Красностойкость 420
Кристаллизация:
вторичная 126
первичная 126
скрытая теплота 45
центры 46
— скорость зарождении 47
Кристаллиты 27
Кристаллическое состояние 21
Кристаллографическая плоскость 22
Кристаллы:
вторичные 126
первичные 126
скорость роста (с. р.) 48
Критическая скорость закалкн 254
Критический диаметр 295
---идеальный 295
Кюри точка 59
Л
Лавеса фазы 108
Латунь 606
— автоматная 609
— морская 609
Легирующие элементы 342
Ликвация дендритная 408
— карбидная 431
Лвквидус (линия, точка) 117
М
Магналий 594
Магнитная проницаемость 540
— — начальная 541
Макрорешетка 273
Макроструктура 37
Манганин 554
Марформннг 284
Мартенсит 231, 258
- атермический 264
— изотермический 264
— отпущенный 272
— термоупругий 268
Мартенситная кривая 262
— диаграмма 262
Мартепситиое превращение обратное
268
Металл И
Металлический сплав 11
Металлографические методы 37
Металлы благородные 17, 630
— железные 15
— легкие 17
— легкоплавкие 17
— редкоземельные 16
— тугоплавкие 16
— урановые 16
— цветные 15
— черные 15
— щелочноземельные 17
644
Мехаиико-термическая обработка
(МТО) 284
Микрозонд 40
Микроскоп растровый 41
Микроскоп электронный 38
— сканирующий 41
Микроструктура 37
Мнкроцннк 630
Мишметалл 16
Модифицирование 592
Модуль нормальной упругости 63
Монокристалл 28
Мэгапнр 555
Н
Нагартовка 84
Надежность 69
Наклеп 84
— фазовый 240
Ннкелии 554
Нимоник 473
Нитраллой 334
Нитроцементация 336
Ннхром 473, 555
Нормализация 231
О
Обдувка дробью 405
Обезуглероживание 289
Обработка давлением-
горячан 87
холодная 87
— паром 431
Ока ли ностоп кость 449
Окисление 289
Отдых 86
Отжиг: 225
изотермический 310
неполный 231
рекристаллизационный 87
Отпуск 226
— изосклерный 281
Отпускная хрупкость: 373
I рода 374
II рола 374
обратимая 374
необратимая 374
П
Парамагнетизм 540
Патентирование 284
Переиагревание 45
Переохлаждение 45
Переохлаждения степень 45
Период:
инкубационный 245, 571
инертности 245
Перитектика 128
Пермаллои 550
Пермендюр 551
Перминвар 551
Петля гистерезиса 540
Птатниит 539
Ползучести кривая 454
Ползучесть 453
Полигонизация 33, 86
Полиморфизм 55
Порог рекрнстатнзации 88
Правило фаз 109
Превращение при отпуске1
первое 272
второе 273
третье 274
Предвыделеннс 574
Предет:
текучести 63
ползучести 458
прочности 63
Пресс-эффект 586
Припои:
мягкие 623
твердые 623
Прокаливаемость 293
Прокатка контролируемая 402
Прочность: 69
длительная 452, 458
конструктивная 78
теоретическая 66
Псевдосплав 97
Р
Работа зарождения трещины (а3) 64
— распространения трещины (ар) 64
Радиография 39
Разиозериистость 93
Разрушающая длина 599
Разрушение:
вязкое 64
хрупкое 64
Раствор:
твердый 100
вычитания 105
упорядоченный 106
Раствор твердый ограниченный 102
----неограниченный 102
Рекристаллизация 86
— диаграмма 95
Резит 507
Рениевый эффект 532
Рентгеновские лучи 36
Решетка кристаллическая простран-
ственная 22
----гексагональная плотиоупаковаи-
ная 22, 24
----кубическая гранецентрироваи-
ная 22
----кубическая объемно центриро-
ванная 24
----тетрагональная 24
----элементарная 22
645
— nep hoi 24
— параметр 24
С
Самодиффузин 320
С верх пластичность 70
Свободная энергия 44
Серебрянка 404
Сериальная кривая 74
Сигматизацня 471
Силицирование 338
Силумин 589
Си л ьх ром 469
Сингулярная точка 157
Сингулярность свойств 98
Синеломкость 453
Слоистые материалы 635
Смесь механическая 97
Совместимость материалов 634
Соединенно химическое 97
Солидус 117
Сопротивление разрушению!
вязкому 74
хрупкому 74
Сормант 507
Сплавы:
Вуда 627
подшипниковые 618
высокого электросопротивления 553
кислотостойкие 497
крногеииые 499
металлические 97
прецизионные 536
Ствлиинт 508
Сталь:
аустенитная 343, 487
аустенито-мартенситная 487
быстрорежущая 362
высокопрочная 390
Гадфильда 505
динамиая 548
доэвтектоидная 359
жаропрочная 362, 448
жаростойкая 448
заэвтектондиая 359
износостойкая 362. 401
инструментальная 362
кнпяшая 53, 193
кислотостойкая 497
конструкционная 362
криогенная 499
легированная 342
ледебуритная 360
мартенситно стареющая 390
машииоподелочная 362
нержавеющая 362
низколегированная 362
переходного класса 487
спокойная 53, 193
строительная 362, 401
теплоустойчивая 362
трип 385
углеродистая 362
ферритная 343
фортнветл 401
штамповая 362
эвтектоидная 359
Старение: 226, 569
естественное 569
зонное 574
искусственное 569
фазовое 574
Степень деформации критическая 94
Степень свободы 110
Структура:
аномальная 326
видмаиштедтова, 309
дислокационная 34
мозаичная 33
полиэдрическая 51
тонкая 34
Сублимация 21
Супсрдуралюмни 586
С упер инвар 539
Т
Твердость: 79
вторнчиая 428
по Бринеллю 79
по Роквеллу 79
по Впккерсу 79
микро 80
Текстура 27, 84
Текучести зуб 63
— предел условный 63
— физический 63
Температура крнсталчнзацин 45
Теиндер-процесс 337
Тсплдвая хрупкость 468
Теплота разрыхления 321
Термал.той 551
Термкческая доводка 437
Тер.момсхвинческая обработка (ТМО)
228
— низкотемпературная (НТМО) об-
работка 281
— высокотемпературная (ВТМО) об-
работка 281
Термопластическая обработка 227
Термостойкость 438
Т нтаяид 511
Томпак 609
Транскристаллизацин 53
Третник 623
Трещина длина критическая 72
У
Углеродный потенциал 326
Удлинение (относительное) 62
Упорядочение 106
646
Усадочная раковннв 53
Jeu 67
Ф
Фаза 110
— внедрения 108
Фазовая перекристаллизация 225
Ферри г игольчатый 352
Феррит полиэдрический 352
Ферромагнетизм 58
Ферроцерий 16
Флокены 408
Флуктуации 101
Фрагментация 33
Фрагменты 33
Фрактография 40
X
Хастеллой 197
Химико-термическая обработка
(ХТО) 227
Холодная обработка 305
Хромирование 338
U
Цементация газовая 324
— жидкостная 337
— твердая 323
Ч
Чугун:
белый 203, 209
высокопрочный 203
ковкий 203, 2l 1
легированный 215
отбеленный 215
перлитный 209
природнолегированный 215
светлосердечный 220
серый 203, 209, 211
ферритный 210
черносердечный 220
Ш
Шарпи принцип 619
Шейка 63
Э
Эвтектика 119
Экстрап, юскость 28
Электронные соединения 107
Электрофрактография 40
Элинвар 539
Эндотермический газ 326
Энергии активации 321
Эффект памяти теории 268
ИБ № 2
Ачексвилр Павлович ГУЛЯЕВ
МЕТАЛЛОВЕДЕНИЕ
Редактор издательства Э. М Щербинина
Художественный редактор Г. А. Жсгии
Технические редакторы Э. А. Кулакова. И. В. Михайлова
Корректоры Н И. Шефтель, Ю. Н. Королева
Сдано в набор 28,IX 1976 г. Подписано в печать I3/V 1977 г.
Т-10017. Формат бумаги бО^оО'/ю. Бумага типографская № 2.
Печ. л. 40.5. Уч-изд л яо.66. Тираж 155 000 (2-й завод
20001—60 000). Заказ 741 Изд. ЛА 2790. Цена I р 90 к.
Издательство «Металлургия». 119034. Москва. Г-34.
2 й Обыденский пер., д. 14
Владимирская типография Союзполиграфпрома
прн Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
600000. г. Владимир. Октябрьский проспект, д. 7