/



































































































































































































































































































































































































































































































































































































































































































































































































































































Автор: Ачеркан Н.С. Диментберг Ф.М. Люкшин В.С. Ниберг Н.Я. Обморшев В.Н. Плужников И.С. Серенсен С.В.
Теги: машиностроение
Год: 1955




Текст
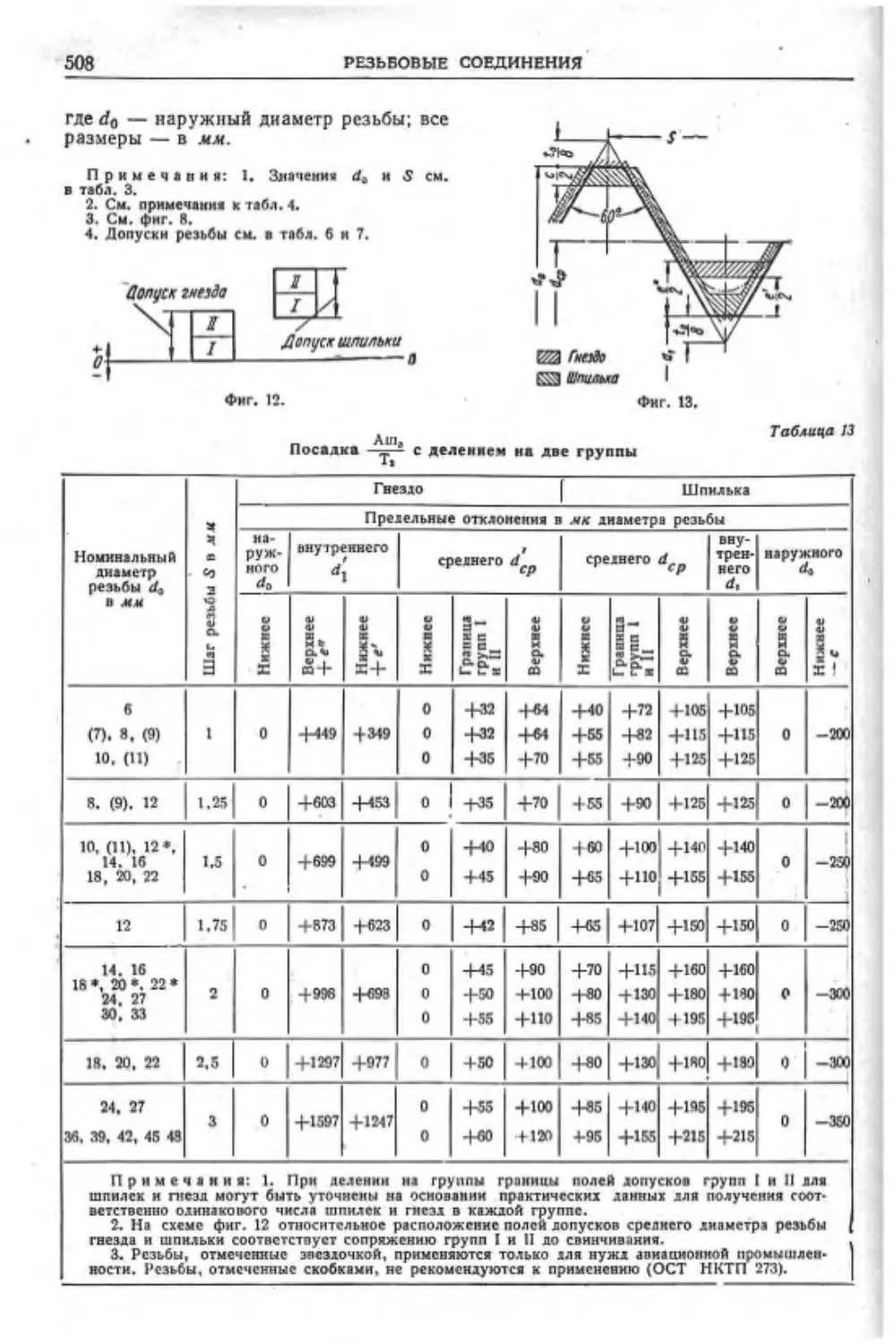
* Yfc
СПРАВОЧНИК
МАШИНОСТРОИТЕЛЯ
В ШЕСТИ ТОМАХ
Том 4
Главный редактор тома
д-р техн, наук проф. И. С. АЧЕРКАН
Издание второе,
исправленное и дополненное
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1955
^Свгрчз *
F-Tmu. Ыэ
Г. н. Б. |*<W*'V'0 ZO^”L
I йи. к». Мда. *7v^"* ' '
—
' , ! АВТОРЫ ТОМА
И. Я. АЛЬШИН канд. техн. наук. С. И. БАБКИН, канд. техн. наук. Б. С. БА-
ЛАКШИН, д-р техн, наук проф., Р.Д. БЕЙЗЕЛЬМАН, ннж., В. Н. БЕЛЯЕВ, канд.
техн, наук, Н. И. БЕРЕЗИНА, ннж., И. А. БИРГЕР, д-р техн, наук, П. Е. БОГУ-
СЛАВСКИЙ. канд техн. наук. Л. С. БОРОВИЧ, канд. техн. наук. Ю. М. ГОНИК-
БЕРГ, ннж.. В. О. ГОРДОН, проф., И. Е. ГОРОДЕЦКИЙ, д-р техн, наук проф.,
М. Б. ГРОМАН, ннж., Я. И. ДИКЕР канд. техн. наук. В. В. ДОСЧАТОВ, ннж.,
А. Г. ИВАНОВ, канд. техн, наук, Р. С. КИНАСОШВИЛИ, д-р техн, наук проф.,
И. П. КРУТИКОВ, канд техн. наук. Е. М. ЛЕВЕНСОН, инж., И. В. МАЗЫРИН,
инж„ А. Д. МАРТЫНОВ, канд. техн, наук, Н. Я. НИБЕРГ, канд техн, наук,
Г. А. НИКОЛАЕВ, д-р техн, наук проф., А. И. ПЕТРУСЕВИЧ, д-р техн, наук,
С. Н. ПОЗДНЯКОВ, доц.. С. Д. ПОНОМАРЕВ, д-р техн, наук проф., Б. А. ПРОНИН,
канд техн, наук, Д. Н. РЕШЕТОВ, д-р техн, наук проф., Э. А. САТЕЛЬ, д-р
техн, наук проф., Ф. Ф. СИМАКОВ, канд техн, наук, М. С. СЛОБОДКИН, инж.,
Н. А. СПИЦЫН, д-р техн, наук проф., Г. Б. СТОЛБИН. канд техн, наук,
Б. А. ГАЙЦ. д-р техн наук, Н. А. ЧЕРНЫШЕВ, канд техн. наук. Р. М. ШНЕЙ-
ДЕРОВИЧ, канд техн наук. В. Я. ЭЙДИНОВ канд техн, наук, Л. Б. ЭРЛИХ,
канд техн, наук
Редактор инж. М. Е. Маркус
Редактор графических работ инж. В. Г. Карганов
Редакция справочной литературы
Зав. редакцией инж. М. Е. Маркус
Алрк редакции: Москва. Третьяковский проезд, д. I, Машгиз
СОДЕРЖАНИЕ
Глава I. ВЗАИМОЗАМЕНЯЕМОСТЬ И ТЕХ-
НИЧЕСКИЕ ИЗМЕРЕНИЯ В МАШИНО-
СТРОЕНИИ .............................. 1
Основные понятия и определения по вза-
имозаменяемости (л-р техн, наук проф.
‘ И. Е. Городецкий) ............... . 1
Основы технических измерений в машино-
строении (д-р техн, наук проф. И. Е. Го-
родецкий и какд. техн, наук С. И. Баб-
кин) ............................... 4
Отклонения от правильной геометриче-
ской формы и правильного расположе-
ния поверхностей (канд. техн, наук
В Я. Эйданов)..................... 3<
Производительные и автоматические ме-
тоды измерений (инж. Е. Л1. Левексон
н ннж. Ю. М Гокикберг)............. 31
Мероприятия по обеспечению единства
мер в машиностроении (канд. техн, наук
. А. Г. Иванов).................... 43
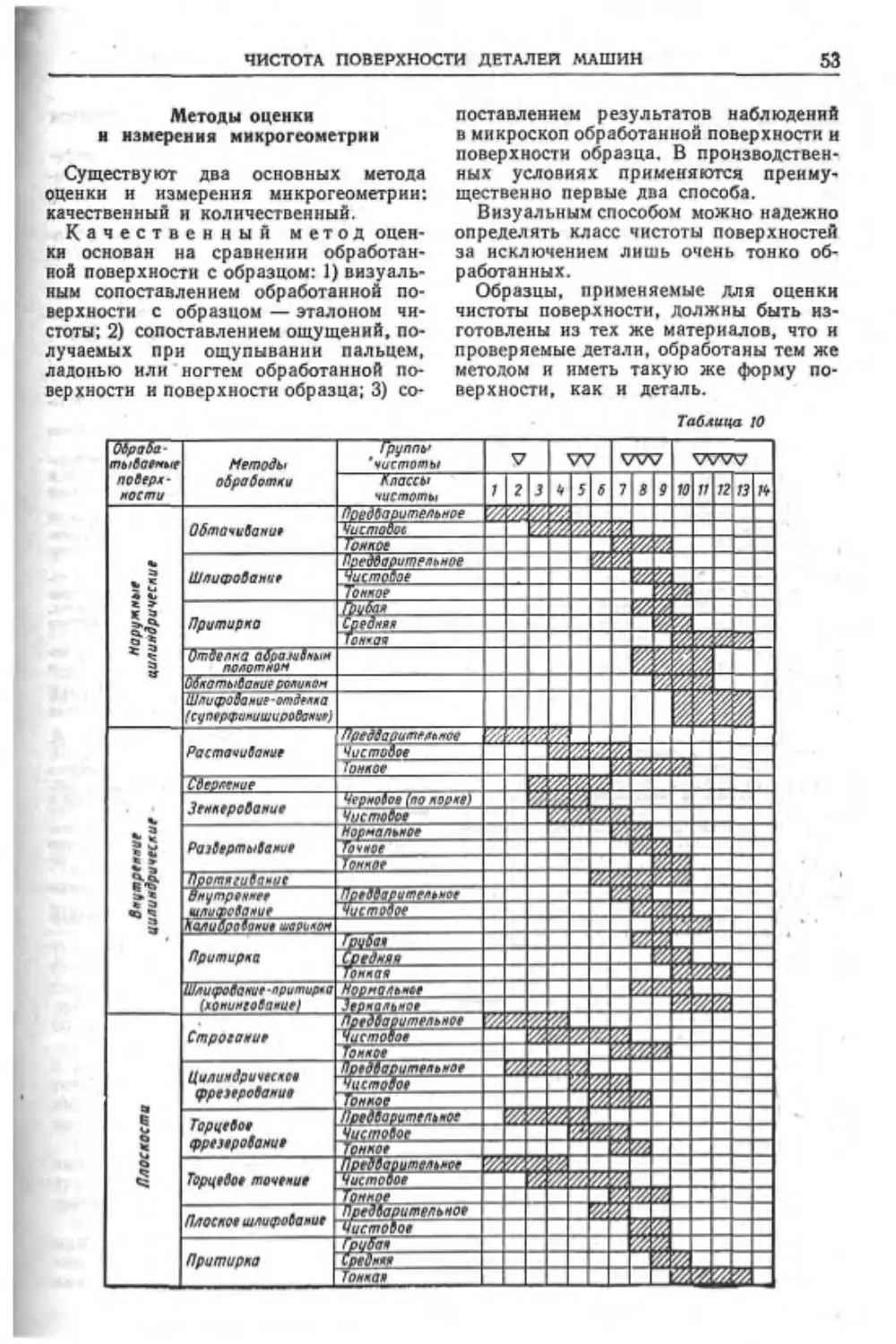
.Чистота поверхности деталей машни (д-р
техн, наук проф. Э. А. Сателв) .... 51
Глава II. РАЗМЕРНЫЕ ЦЕПИ И ИХ ИС-
ПОЛЬЗОВАНИЕ В МАШИНОСТРОЕНИИ
(д-р техн, наук проф. Б. С. Балакшин) . . 55
Введение ................. ....... 55
Основные понятна, определенна и обозна-
чения ........................... бб
Расчетные формулы..................85
Методы решения размерных цепей .... 67
Задачи, решаемые при помощи размер-
ных цепей......................... 74
Два прииципнальных направления в до-
стижении точности машин ........ 74
Постановка задачи и нахождение надле-
жащих размерных цепей ........ 74
Расист размерных цепей ......... 76
Глава III. СОЕДИНЕНИЯ................ 79
Гладкие цилиндрические соединения (д-р
техн, наук проф И. В. Городецкий и
канд. тедн, наук В. В. Досчатов) ... 79
Гладкие конические соединения (канд.
техн, наук В. Я. Эйдинов).........114
Соединения деталей с гарантированным
натягом (Я. Я. Эйдинов)...........124
, ВАЛЫ И ОСИ, ИХ ОПОРЫ
И СОЕДИНЕНИЯ
Глава IV. ВАЛЫ И ОСИ ............129
Прямые валы и .оси (каи техн, наук
Р. М Шнейдеровой и инж М. Б. Гро-
мак)... .................... .129
Коленчатые валы (какд. техн, наук
Ф. Ф. Симаков)........ ... 148
Гибкие проволочные валы (канд. техн,
наук Н. А. Чернышев) ......... >75
Глава V. МУФТЫ (канд. техн, наук
Н. Я. Ниберв) ............ . . 180
Введение ............................
Постоянные соединительные муфты . . .
Управляемые соединительные муфты
(сцепные)............................
Неуправляемые и управляемые муфты
180
180
195
209
213
218
скольжения .........................
Самоуправляемые муфты ... ...
Предохранители от перегрузки (канд.
техн, наук Л. Б. Эрлих) ........
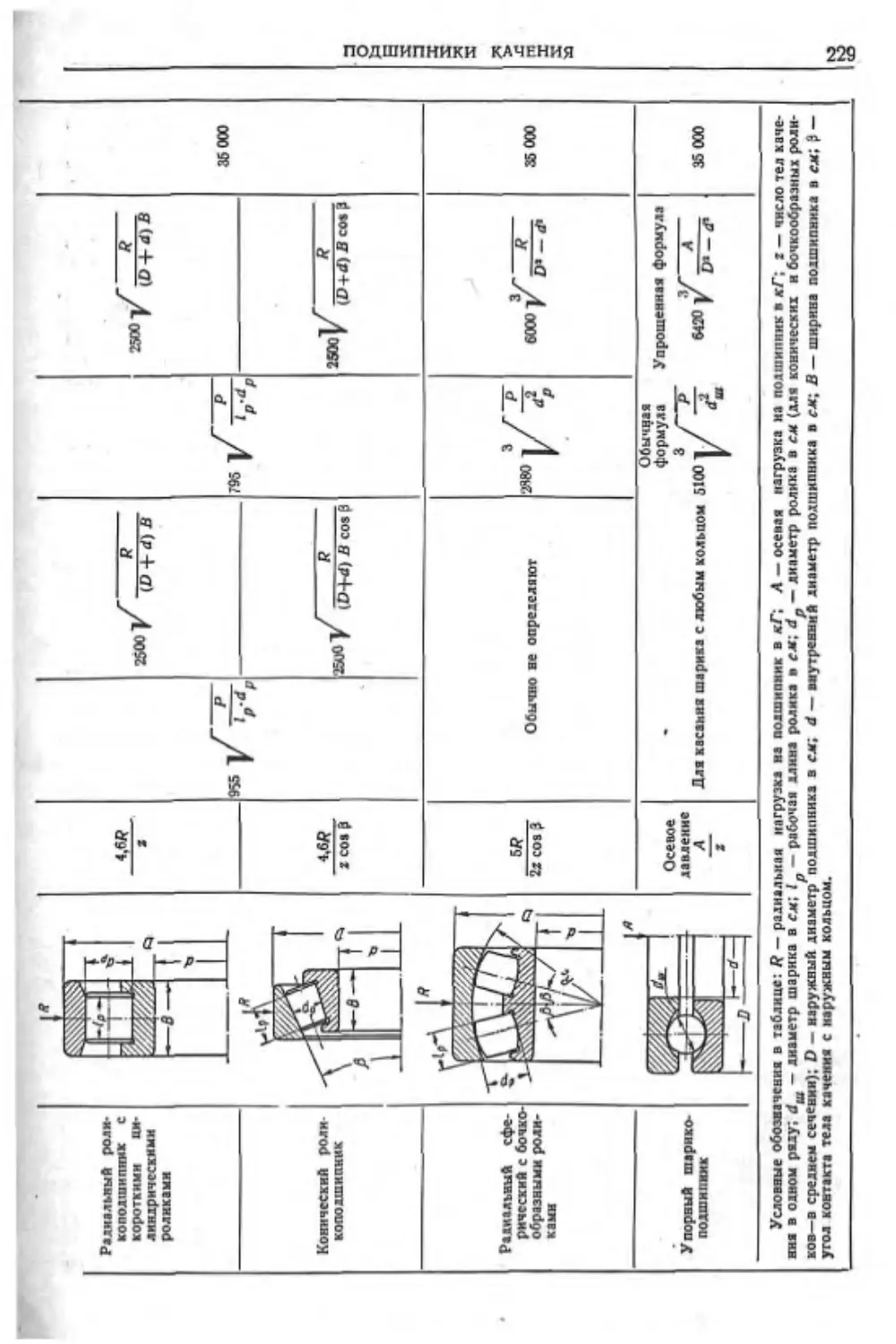
Глава VI. ПОДШИПНИКИ.............
Подшипники качения (д-р техн, наук
проф. Н. А. Спицын и ннж. Р. Д. Бей-
велвман)......................
Подшипники скольжения (какд. техн,
наук И. Я. Лившиц)............
ПЕРЕДАЧИ
§ § § § 8 П S ! 8 g 8
ВВЕДЕНИЕ (д-р техн, наук проф. Д. Н. Ре-
шетов) ........ . .........
Гл^а VII. ЗУБЧАТЫЕ ПЕРЕДАЧИ ....
Общие сведения (д-р техн. наук
£. А. Тайц)..............
Допуски на зубчатые и червячные пере-
дачи (£. А. Тайц) .... .......
Цилиндрические прямозубые, косозубые
и шевронные колеса (л-р техн, наук
А. И. Петрусевич).........
Конические зубчатые колеса (А. И. Пет-
русевим.) . . .............. .
I ипондные передачи (А. И. Петрусевич)
Приложение I. Указания и справочные
данные по выбору коэффициентов сме-
щения (инж. М. Б. Громам)......
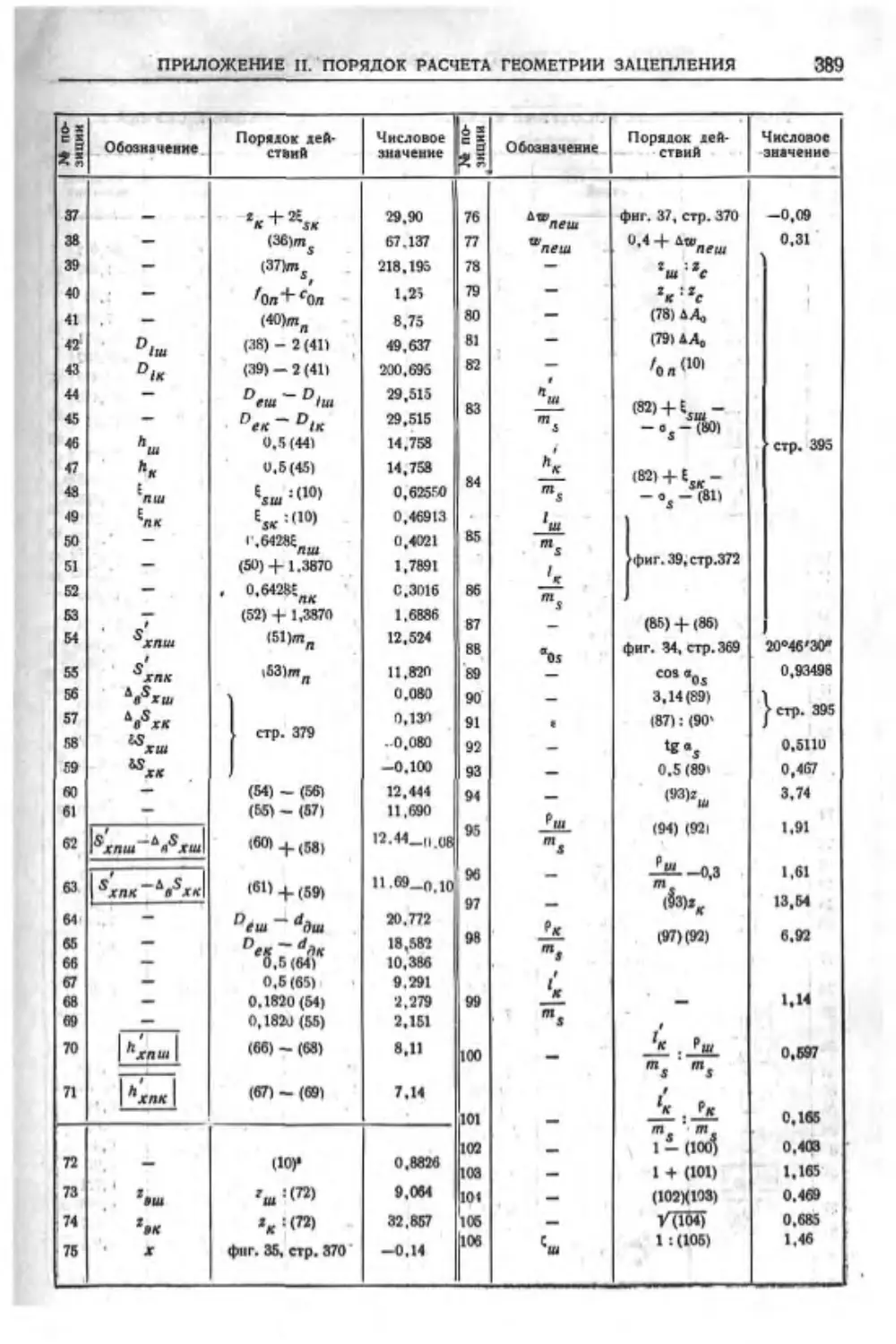
Приложение II. Порядок и примеры
расчета геометрии зацепления зубчатых
и червячных передач (ниж Н. И. Бе-
резина) .................
Приложение III. Ограничение по мо-
дулю в смешении исходного контура
(канд. техн, паук Я И. Дикер)..
Глава VIII. ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
(л-р техн, наук А. И. Петрусевич)....
Основные понятия...............
Геометрический расчет зацепления ....
Элементы, червячного зацепления ....
Нормальные диаметры червяков ..
Рабочие- чертежи червяка и червячного
колка.........................
Расчет рабочих поверхностей зубьев чер-
• вя4иых колес ив долговечность.410
Расчет зубьев червячного колеса по проч-
ности на изгиб............. .412
Коэффициент полезного действия червяч
ной' передачи.............. 412
1*
IV
СОДЕРЖАНИЕ
Расчет червячной передачи на нагрев . . 413
Типовые конструкции червячных новее . . 413
Определение сил, действующих на валы . 413
Смазка червячных передач.............413
Глобоидные червячные передачи........414
Винтовые зубчатые передачи (цилиндри-
ческие) .............................4Г1
Глава IX. ЦЕПНЫЕ ПЕРЕДАЧИ (канд.
техн, наук Г. Б. Столбин)............416
Виды приводных цепей н их конструкции 416
Звездочки для цепей................421
Расчет передач......... 427
Смазка и эксплуатация..............431
Стандартные элементы цепных передач. 432
Глава X. ФРИКЦИОННЫЕ ПЕРЕДАЧИ И
ВАРИАТОРЫ (д-р техн, наук проф.
Д. Н. Решетов).............. 436
Обшие сведения ....................
Материалы фрикционных передач . . . .
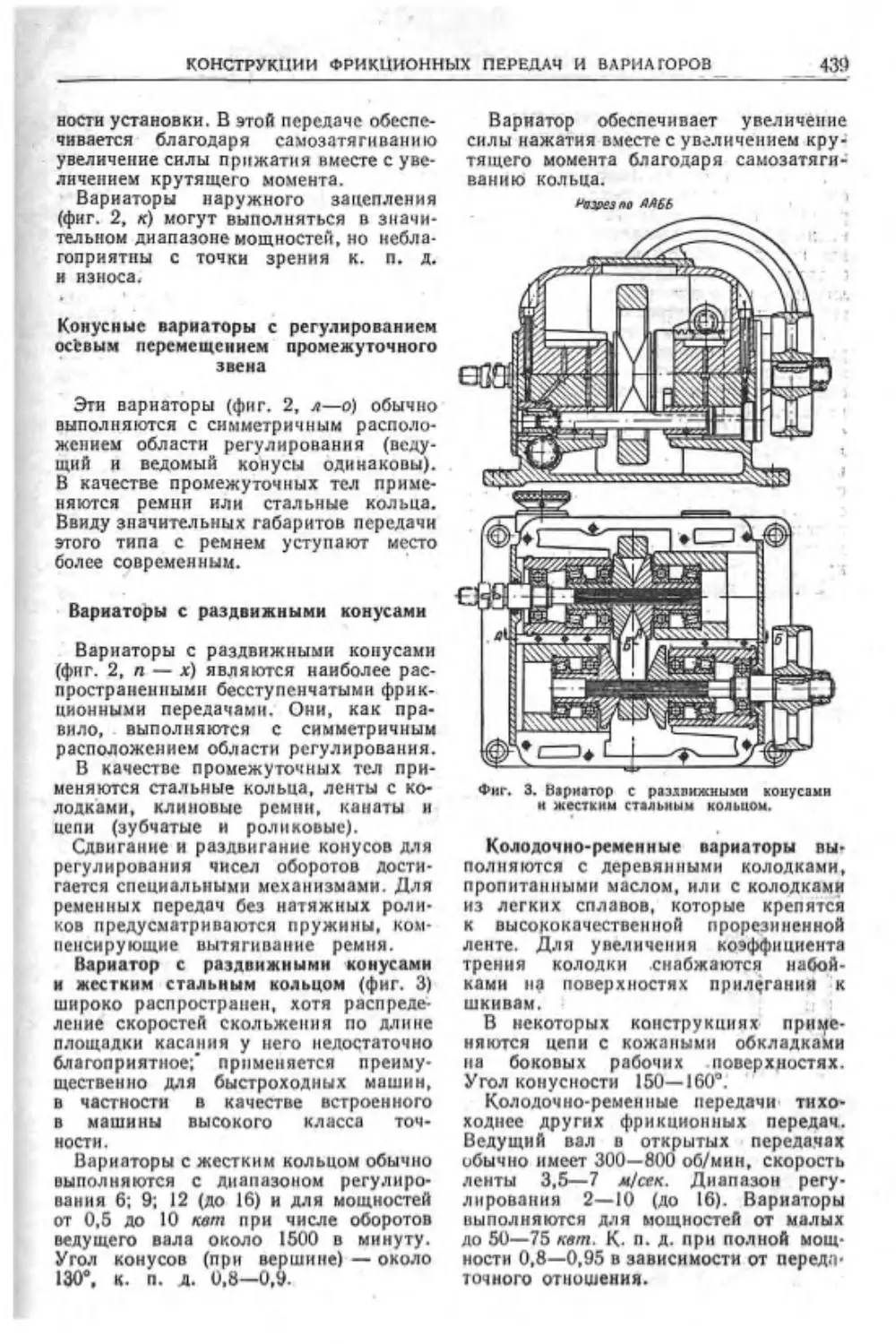
Конструкции фрикционных передач и ва-
риаторов ..........................
Расчет фрикционных передач и парного
дюн................................
Планетарные фрикционные вариаторы •
436
434
438
444
450
Глава XI. РЕМЕННЫЕ ПЕРЕДАЧИ .... 453
Введение (канд. техн, наук В. Н. Беляев) 453
Плоскореиевиые передачи (В. Н. Беляев) 455
Расчет плоскореыенных передач (В. Н. Бе-
ляев) .......................460
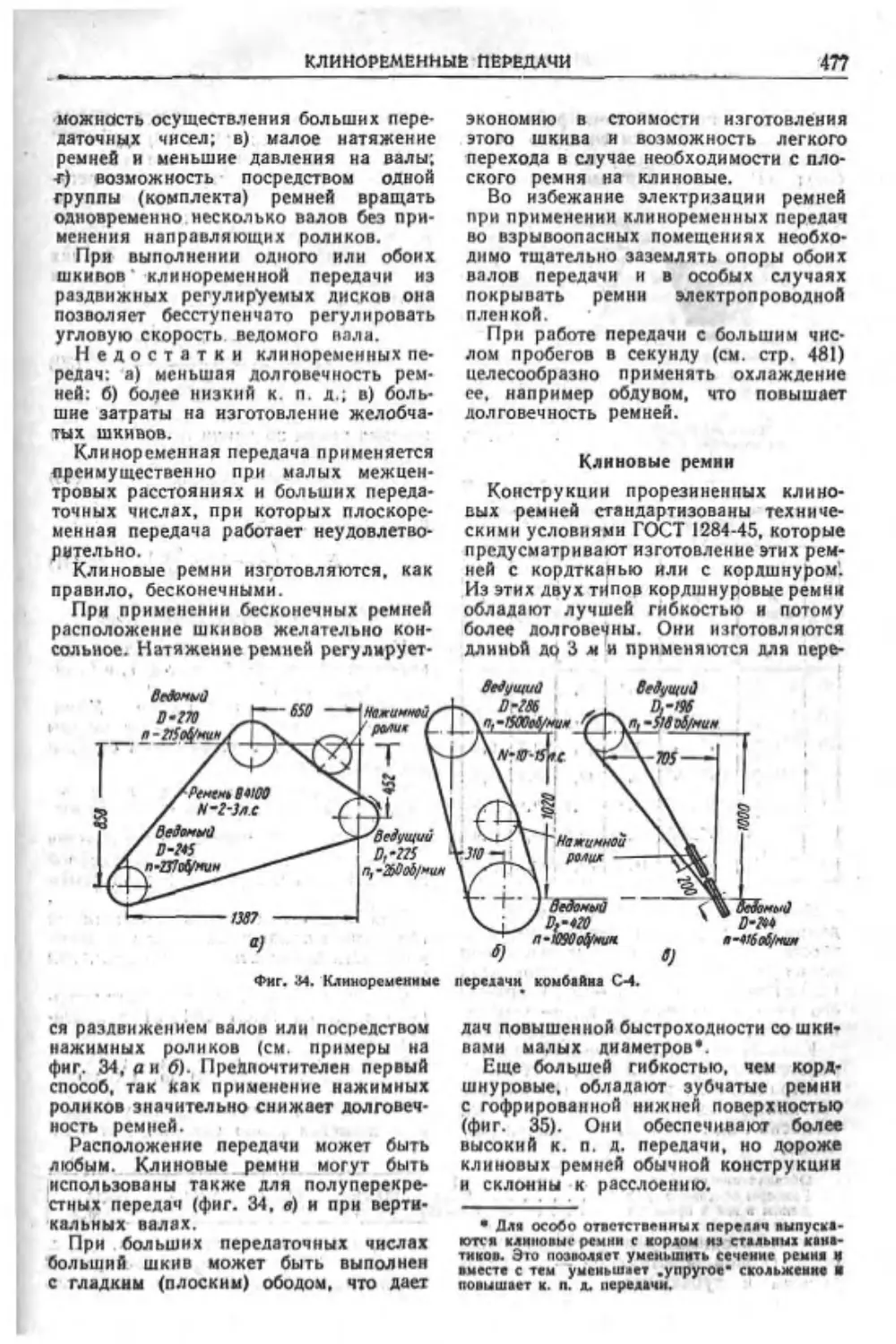
Клихоременпые передачи (канд. техн.
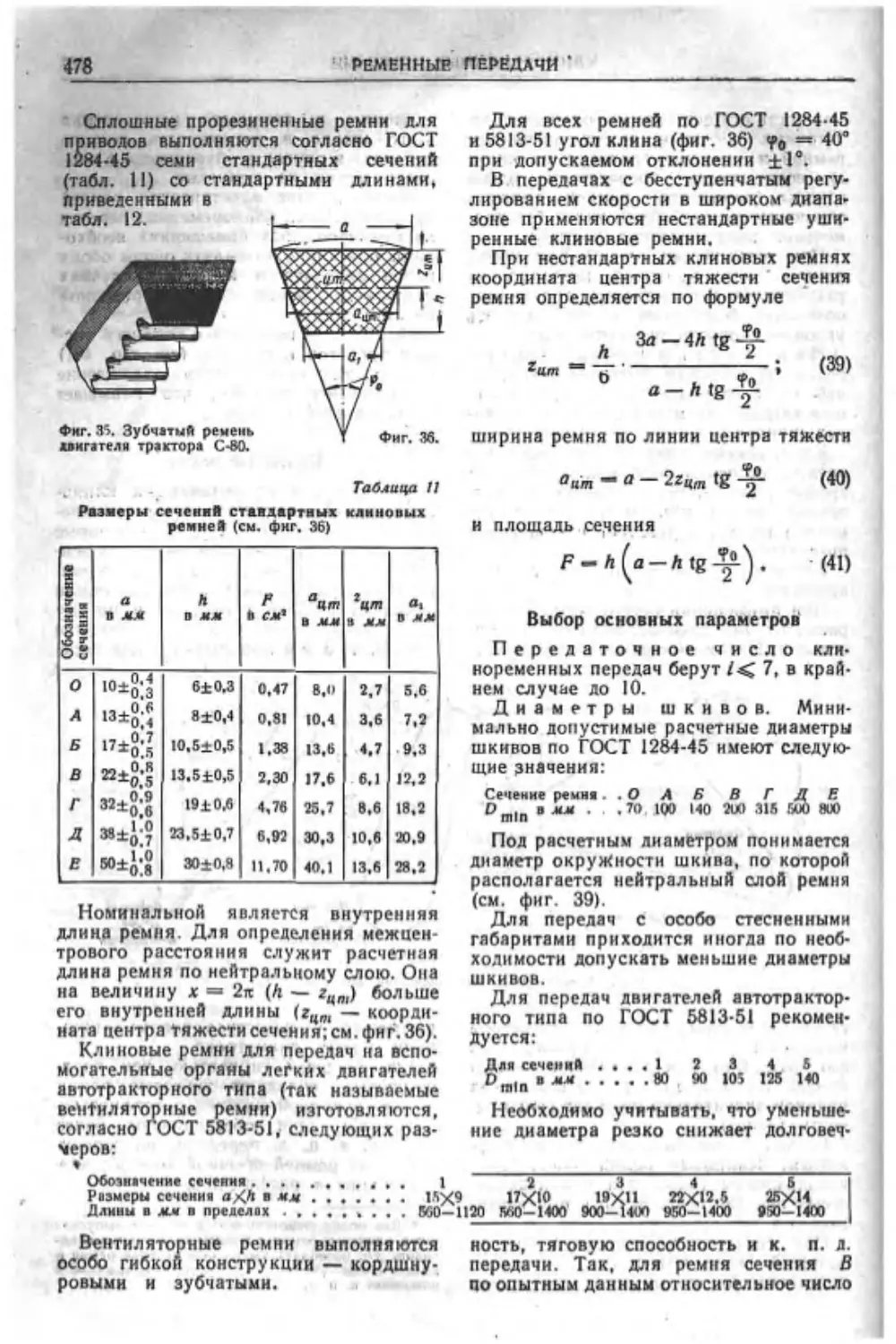
наук Б. А. Прокин) .......... 476
Расчет клиноременпой передачи
(£. А. Пронин).............. 481
Глава XII. КРИВОШИПНО-ШАТУННЫЕ
МЕХАНИЗМЫ (д-р техн, наук проф.
Р. С. Кинасошвили) ........... 488
Нагрузки, действующие в крипошипно-
шатуипом механизме ........... 488
Детали кривошипно-шатунного механизма 489
РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Глава XIII. РЕЗЬБОВЫЕ СОЕДИНЕНИЯ 497
Цилиндрические резьбовые соединения
(л-р техн, наук проф. И. Е. Городецкий
и инж. В. В. Досчатов) ........ 497
Конические резьбовые соединения
(И. Е. Городецкий и В. В. Досчитав) 620
Расчет резьбовых соединений на проч-
ность (л-р техн, наук И. А. Биргер) . . 525
Конструктивные формы резьбовых соеди-
нении (И. А. Биргер). ........ 539
Стандартные элементы резьбовых соеди-
нений . .......... . ...... 544
ШПОНОЧНЫЕ, ШЛИЦЕВЫЕ.
БЕСШПОНОЧНЫЕ И КЛИНОВЫЕ
СОЕДИНЕНИЯ
Глава XIV. ШПОНОЧНЫЕ СОЕДИНЕ-
НИЯ (канд. техн, наук А. Д. Мартынов
и дои. С. Н. Поздняков)............574
Типы шпоиок.....................574
Расчет шпонок па прочность......574
Материал шпоиок и допускаемые напря-
жения ...........................584
Допуски и посадки шпоночных соедине-
ний .............................584
Глава XV. ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
(канд. техн, наук А. Д. Мартынов) . . .
Типы, геометрия и основные параметры
соединений ..... ...............
Расчет на прочность ...........
Допуски и посадки ...............
Глава XVI. БЕСШПОНОЧНЫЕ СОЕДИ-
НЕНИЯ (канд. техн, наук Л. С. Боровик)
Геометрия элементов соединения ...
Основные технологические операции при
изготовлении вала и втулки ... ...
Расчет ва прочность элементов соеди-
нения .... .......
Соединения с квадратным валом ...
Глава XVII. КЛИНОВЫЕ СОЕДИНЕНИЯ
(доц. С. Н. Поздняков) ........
Конструкции клиновых соединений . . . .
Силы в клиновом соединении.....
Расчет на прочность элементов клинового
соединения .....................
Глава XVIII. ПРУЖИНЫ И РЕССОРЫ
(л-р техн, наук проф. С. Д. Пономарев) .
Общая часть . . ......
Материал для пружин и рессор . . . • .
Выбор допускаемых напряжений . . . .
Витые пружины ...«•
Многожильные пинтовые пружины . . . .
Плоские спиральные пружины ......
Фигурные гнутые пружины . ......
Тарельчатые пружины............
Кольцевые (клинчатые) пружины . . . .
Листовые рессоры . . . . . .
Глава XIX. ЭЛЕМЕНТЫ МЕТАЛЛОКОН-
СТРУКЦИЙ В МАШИНОСТРОЕНИИ
Общие сведения (канд. техн, наук
П. Е. Богуславский) . ........
Сварные соединения (д-р техн, наук проф.
Г. Л. Николаев) ...
Клепаные соединения (Г. А. Николаев)
Конструирование балок (Л. Е. Богуслав-
ский) ..............
Конструирование ферм (Л. £. Богуслав-
ский) ..............
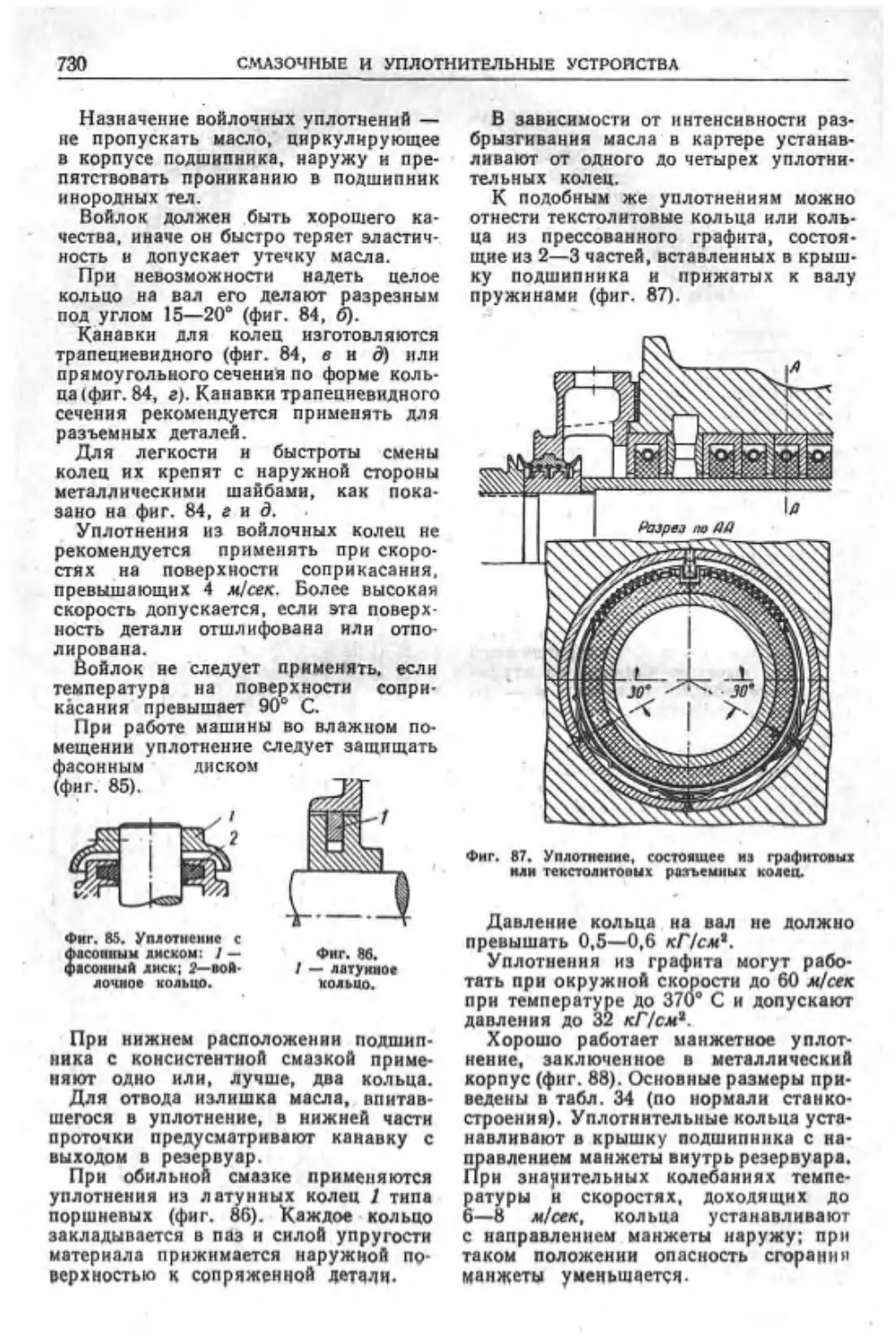
Глава XX. СМАЗОЧНЫЕ И УПЛОТНИ-
ТЕЛЬНЫЕ УСТРОЙСТВА (инж. И. В. Ма-
зырин) ... ...............
Смазочные устройства ........
Уплотнительные устройства .......
Глава XXI. АРМАТУРА И СОЕДИНИ-
ТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
(инж. М. С. Слободкин)............
Общие сведения .............
Материалы ... ...........
Арматура.......................
Соединительные части трубопроводов .
Глава ХХП. СПЕЦИАЛЬНЫЕ ДЕТАЛИ
ГРУЗОПОДЪЕМНЫХ МАШИН (кайл,
техн, наук И- П. Крутиков).......
Цепи и канаты ...... .......
Блоки и барабаны . . ........
Детали для захватывания грузов.
Остановы.......... ..........
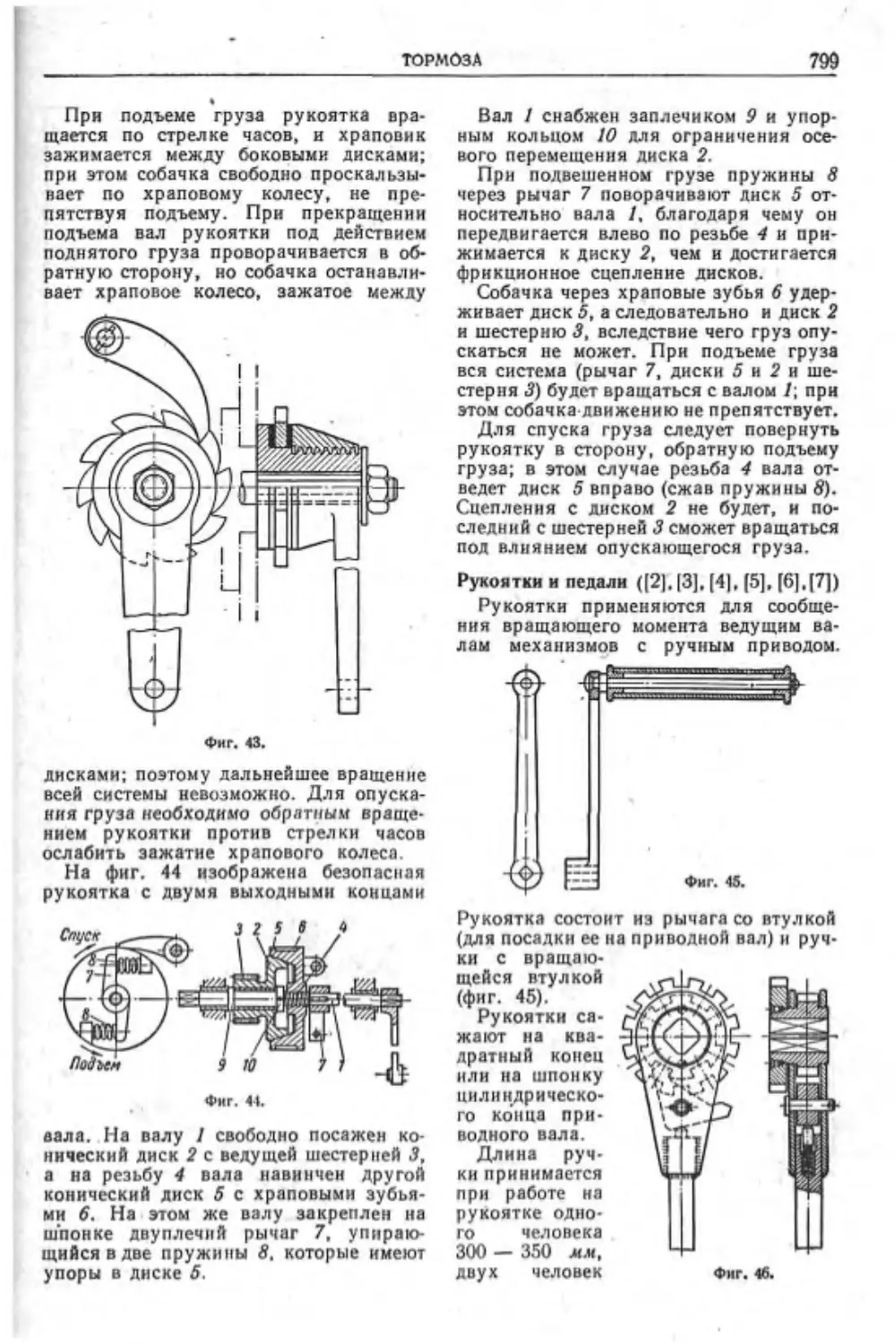
Тормоза.........
Ходовые колеса .............
§ SO Ig § § ss s s Оё ggggg ggggggs
Глава ХХП1. ЧЕРТЕЖИ В МАШИНО-
СТРОЕНИИ (проф. В. 0. Гордон) .808
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗА-
ТЕЛЬ (С. Л. Хасвминский)......821
ГЛАВА I
ВЗАИМОЗАМЕНЯЕМОСТЬ И ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
В МАШИНОСТРОЕНИИ
ОСНОВНЫЕ понятия
И ОПРЕДЕЛЕНИЯ
ПО ВЗАИМОЗАМЕНЯЕМОСТИ ()]
Взаимозаменяемость* деталей (соот-
ветственно узлов) — их свойство: 1) за-
нимать свои места в узле (соответ-
ственно в машине, приборе, сооруже-
нии) без того, чтобы для этого потребо-
валась дополнительная механическая
или ручная обработка их, и 2) после
установки на место выполнять свои
функции с соблюдением предписанных
техническими условиями требований к
работе данного узла (соответственно
машины, прибора, сооружения).
Это определение относится к полной
взаимозаменяемости.
Наряду с полной взаимозаменяе-
мостью в машиностроении часто при-
меняют неполную, или ограниченную,
взаимозаменяемость, характеризующую-
ся частичным или групповым подбо-
ром деталей на сборке, дополнитель-
ной обработкой в процессе сборочных
операций одной из деталей, входящих
в комплект соединения, и примене-
нием конструктивных компенсаторов
(см. ниже стр. 61 и 72—73).
Взаимозаменяемость относится как
к размерным параметрам (основной раз-
* В решении 2-й Леннигриской конференции
во взеимопеыениемости (май 1В50 г.) указано, что
.манмозаменаемость есть комплексное поиатие,
оаватываюшее не только вопросы производствен-
ной собираемости деталей и частей изделия, но и
вопросы проектирования, изготовления и експлуа-
тацин машин и приборов*. Исходя из этого, ре-
шения конференции содержат следующее опреде-
ление взаимозаменяемости:
.Взаимозаменяемость — свойство конструкций
удовлетворять поставленным требованиям, охваты-
вающим все стороны высококачественной работы
машин и приборов и экономического производ-
ственного процесса, построенного на базе незави-
симого изготовления отдельных частей (аеталей,
узлов)*.
мер, форма, чистота и волнистость по-
верхностей, взаимное расположение по-
верхностей), так и к неразмерным, или
негеометрическим, параметрам (твер-
дость, упругие свойства пружинных си-
стем, характеристики оптических узлов
и т. д.).
Взаимозаменяемость непосредственно
связана с тремя основными факторами—
конструктивными требованиями (исход-
ный и доминирующий фактор), техно-
логией производства и техническими
измерениями (контролем).
Основной предпосылкой взаимозаме-
няемости является выполнение сопря-
гаемых размеров деталей в заранее
установленных пределах, определяемых
допусками. Величина допуска и распо-
ложение поля допуска на неточность
изготовления непосредственно связаны
с характером соединения — посадкой,
а также с предельными и средними зна-
чениями зазоров или натягов, которые
определяются конструктивными требо-
ваниями, предъявляемыми к работе
данного узла или механизма.
При сборке двух деталей, входящих
одна в другую, различают охватываю-
щую и охватываемую поверхности. Один
из размеров соприкасающихся поверх-
ностей носит название охватывающего
размера, а другой — охватываемого. Для
круглых цилиндрических н конических
тел охватывающая поверхность носит
название отверстия, а охватываемая—
вала и соответствующие им размеры —
диаметр отверстия и диаметр вала.
Разность охватывающего и охваты-
ваемого размеров определяет характер
соединения или посадку, т. е. ббльшую
или меньшую свободу относительного
перемещения деталей или прочность их
неподвижного соединения.
Когда охватывающий размер больше
охватываемого, их разность называется
2
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
зазором; когда охватываемый размер
больше охватывающего — их разность
называется натягом.
Основной расчетный размер, общий
для охватывающей и охватываемой по-
верхностей, называется номинальным
размером.
размером, другой — наименьшим). Раз-
ность между наибольшим и наименьшим
предельными размерами (фиг. 1 и 2)
называется допуском размера.
Предельные размеры задаются вели-
чинами отклонений от номинального
размера. Разность между наибольшим
Фиг. 2.
Величина зазора или натяга опреде-
ляется величинами отклонений охваты-
вающего и охватываемого размеров от
номинального.
Размер, полученный в результате его
непосредственного измерения (с прене-
брежимо малой в условиях поста-
вленной задачи погрешностью изме-
рения), называют действительным раз-
мером
Размеры, между которыми может ко-
лебаться действительный размер, назы-
вают предельными размерами (один из
них называется наибольшим предельным
предельным размером и номинальным
размером называют верхним отклоне-
нием, разность между наименьшим
предельным размером и номинальным—
нижним отклонением.
Отклонение считается положитель-
ным, если определяемый им размер
больше номинального, и отрицатель-
ным, если определяемый им размер
меньше номинального. Допуск размера
равен разности предельных отклоне-
ний.
Неточность выполнения размеров
охватывающей и охватываемой поверх-
основные ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
3
ностей вызывает колебания заданных
величин зазоров и натягов, которые
определяются величинами допусков раз-
меров сопрягаемых деталей и относи-
тельным расположением полей их до-
пусков.
Наибольшим зазором (фиг. 1) назы-
вается разность наибольшего предель-
ного охватывающего размера и наимень-
шего предельного охватываемого раз-
мера. Наибольший зазор равен разности
верхнего отклонения охватывающего
размера и нижнего отклонения охва-
тываемого размера.
Наименьшим зазором называется раз-
ность наименьшего предельного охва-
тывающего размера и наибольшего пре-
дельного охватываемого размера. Наи-
меньший зазор равен разности нижнего
отклонения охватывающего размера и
верхнего отклонения охватываемого раз-
мера.
Наибольшим натягом (фиг. 2) назы-
вается разность наибольшего предель-
ного охватываемого размера н наимень-
шего предельного охватывающего раз-
мера. Наибольший натяг равен разности
верхнего отклонения охватываемого раз-
мера и нижнего отклонения охватываю-
щего размера.
Наименьшим натягом называется раз-
ность наименьшего предельного охва-
тываемого размера и наибольшего пре-
дельного охватывающего размера. Наи-
меньший натяг равен разности нижнего
отклонения охватываемого размера и
верхнего отклонения охватывающего
размера.
Допуском посадки (соответственно до-
пуском зазора или натяга) называется
разность наибольшего и наименьшего
зазоров или натягов.
Допуск посадки равен сумме допу-
сков охватывающего и охватываемого
размеров.
Посадки разделяются на три группы.
• К 1-й группе относятся свободные или
подвижные посадки (см. фиг. 1), харак-
теризующиеся наличием между сопря-
гаемыми поверхностями гарантирован-
ного (наименьшего) зазора, обеспечи-
вающего возможность относительного
перемещения последних, и скользящие
посадки, при которых наименьший за-
зор равен нулю.
Ко 2-й группе относятся прессовые
посадки (см. фиг. 2). характеризующиеся
наличием между сопрягаемыми поверх-
ностями до сборки гарантированного
(наименьшего) натяга, препятствующего
!•
относительному перемещению деталей
после их сборки.
К 3-й группе относятся переходные
посадки. При посадках этой группы
могут получаться как зазоры, так и
натяги.
При графическом изображении допу-
сков и посадок принято вал располагать
в отверстии так, что нижние образую-
щие совпадают и на чертеже наносятся
только верхние образующие. Линия,
соответствующая на чертеже номиналь-
ному диаметру соединения, называется
нулевой линией (см. фиг. I и 2). Поло-
жительным отклонениям будет соот-
ветствовать расположение линий, изо-
бражающих верхние образующие валов и
отверстий выше нулевой линии, а отри-
цательным отклонениям — расположе-
ние нх ниже нулевой линии. Площадь
между линиями,соответствующими верх-
нему и нижнему отклонениям, назы-
вается полем допуска-, верхнему откло-
нению соответствует на графике верх-
няя граница поля допуска, а нижнему —
нижняя граница поля допуска.
Величины допусков изделий регла-
ментируются классами точности. В ка-
ждом классе точности допуски с увели-
чением номинальных размеров возра-
стают по одной и той же закономерно-
сти, позволяющей выражать величину
допуска в условных единицах допуска.
В соединениях обычно либо охваты-
вающий, либо охватываемый размер
принимается в качестве основного, т. е.
допуск его не изменяется для данного
интервала размеров и класса точности.
Если в качестве основного берется охва-
тывающий размер (система отверстия),
то для образования различных посадок
изменяются величины и расположение
полей допуска только охватываемых
размеров. Нижнее отклонение охваты-
вающего размера в этом случае равно
нулю, и наименьший предельный размер
равен номинальному размеру. Если же
в качестве основного выбирается охва-
тываемый размер (система вала), то,
наоборот, неизменным для данного
интервала и класса точности остается
допуск этого размера, верхнее отклоне-
ние его равно нулю, наибольший пре-
дельный размер равен номинальному
размеру, а для получения различных
посадок изменяют величины и распо-
ложение полей допусков охватывающих
размеров.
Для достижения взаимозаменяемости
наряду с применением принципов
4
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
неполной или ограниченной взаимозаме-
няемости могут применяться следующие
методы назначения допусков, определяю-
щие условия производства и контроля:
а) Устанавливается только суммар-
ная допустимая погрешность для дан-
ного компонента сопряжения. Отдель-
ные элементы этого компонента и их
распределение в поле суммарного до-
пуска ничем не ограничиваются. При-
мерами такого метода назначения до-
пусков могут служить резьбовые изде-
лия, для которых назначаются допуски
среднего диаметра резьбы, включаю-
щие погрешности собственно среднего
диаметра, шага и половины угла про-
филя (см. гл. XIII), причем значение и
распределение составляющих в поле сум-
марного допуска ничем не ограничи-
ваются, и цилиндрические изделия, в
поле допуска которых могут входить
с любым соотношением погрешности
самого диаметра и различные откло-
нения формы (если нет специальных
указаний в рабочих чертежах).
б) Устанавливается суммарная допу-
стимая погрешность для данного компо-
нента, но наряду с этим ограничиваются
значения погрешности отдельных эле-
ментов.
С такими случаями часто приходится
встречаться в гладких цилиндрических
изделиях, когда наряду с суммарным
допуском диаметра задаются численные
значения отдельных отклонений формы.
в) Устанавливаются допустимые по-
грешности только для отдельных эле-
ментов. Значение суммы погрешности
этих элементов не ограничивается и
практически возникает в результате их
накопления с учетом вероятностей.
Примером такой системы может слу-
жить существующая (но подлежащая
пересмотру) система допусков на зубча-
тые цилиндрические сопряжения (см.
гл. VII), поскольку в соответствующем
ГОСТ 1643-46 даны допуски отдельных
элементов, а приведенная погрешность,
выявляемая* при контроле в однопро-
фильном зацеплении, не регламентирует-
ся. В качестве другого примера можно
привести назначение допусков на резь-
бовые калибры и резьбовой инстру-
мент, где устанавливается допустимая
погрешность шага, угла и собственно
среднего диаметра, но без регламента-
ции суммарного допуска среднего диа-
метра.
, । г) Устанавливаются допустимые по-
грешности только для отдельных эле-
ментов, но наряду с этим нормативно
ограничивается сумма погрешностей
этих элементов. С такими случаями
приходится встречаться в специальных
сопряжениях или при изготовлении
резьбовых калибров, например, для
часовых резьб, у которых действитель-
ная сумма погрешностей собственно
Среднего диаметра, шага и половины
угла профиля не должна превышать
50% теоретически возможной суммы.
ОСНОВЫ ТЕХНИЧЕСКИХ
ИЗМЕРЕНИЙ В МАШИНОСТРОЕНИИ
Основные термины и определения
Основными метрологическими пока-
зателями измерительных средств явля-
ются (111:
Цена деления шкалы прибора — зна-
чение измеряемой величины, соответ-
ствующее одному делению шкалы.
Интервал деления шкалы, или деле-
ние шкалы, — расстояние между осями
(центрами) рядом лежащих штрихов.
Точность отсчета — точность, дости-
гаемая при производстве отсчета на
данном приборе.
Пределы измерений по шкале при-
бора и пределы измерений прибора
в целом (например, по габаритам стой-
ки)— пределы, внутри которых показа-
ния подчиняются установленным нормам.
Порог чувствительности - наимень-
шее изменение значения измеряемой
величины, способное вызвать малейшее
заметное глазу изменение показаний
прибора.
Измерительное усилие — усилие, воз-
никающее в процессе измерения при
контакте измерительных поверхностей
прибора или инструмента с контроли-
руемым объектом.
Погрешность показаний — разность
между показаниями прибора .и действи-
тельным значением измеряемой вели-
чины.
Вариация или нестабильность по-
казаний — наибольшая разность отсче-
тов по шкале прибора при многократ-
ных измерениях одной и той же вели-
чины в неизменных внешних условиях.
Передаточное отношение, равно-
значное чувствительности (по термино-
логии ГОСТ 3951-47), — отношение ли-
нейного или углового перемещения ука-
зателя (или шкалы при неподвижном
указателе) к изменению измеряемой ве-
личины, вызвавшему это перемещение.
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ В МАШИНОСТРОЕНИИ
5
Передаточное отношение К, пена де-
ления i и интервал деления с связаны
зависимостью
к-|.
Наилучшее расстояние между сосед-
ними штрихами шкалы, позволяющее
с достаточной точностью оценивать на
глаз доли интервала, лежит в пределах
1—2,5 мм.
Различают погрешность собственно
измерительного средства и погрешность
метода измерения, осуществляемого с
помощью этого средства.
Погрешность метода измерения опре-
деляется совокупностью влияний ряда
факторов, из которых наиболее суще-
ственными являются: погрешность пока-
заний прибора; погрешность концевых
мер (или образцов), по которым устана-
вливается прибор; погрешность, свя-
занная с отклонением от нормальной
температуры; погрешность, связанная
с измерительным усилием прибора.
Погрешность, связанная с отклоне-
нием от нормальной температуры, вы-
зывается: а) незавершенным выравни-
ванием температур контролируемого
объекта и измерительного средства;
б) разностью коэффициентов линейного
расширения материалов контролируе-
мого объекта и измерительного сред-
ства. Эта погрешность может быть вы-
ражена формулой
Д/ — / («jA/l — агД<з),
где Д/ — ошибка измерения; I — номи-
нальное значение измеряемой величины;
«(—коэффициент линейного расширения
материала измеряемого объекта; а«—
Коэффициент линейного расширения ма-
териала измерительного средства; Д/( =
=20 — tt — разность температур нор-
мальной (20° С) и измеряемого объек-
та; Д/т = 20 — — разность темпе-
ратур нормальной и измерительного
средства.
Разность температур измеряемого из-
делия и измерительных средств можно
сделать сколь угодно малой, выдержав
в течение соответствующего времени
изделие в помещении проверочного
пункта. Время для выравнивания тем-
ператур может быть значительно умень-
шено путем погружения изделия в
эмульсию или укладывания на чугун-
ную плиту.
Разность коэффициентов Линейного
расширения практически достигает
±2-10—' при измерении калибров по
кониеным мерам (материалы практиче-
ски одинаковы) и ±4-10-в — при изме-
рении стальных изделий (материалы
изделия и средства измерений не одина-
ковы). При измерении изделий из дру-
гих металлов погрешность определяют
по разности средних коэффициентов ли-
нейного расширения стали (11,5-10_«) и
материала изделия.
Погрешность, связанная с измери-
тельным усилием прибора, вызывается
сминанием неровностей поверхности,
упругими деформациями стоек или скоб,
в которых закреплены измерительные
головки, сжатием измеряемого объекта,
сопровождающимся деформациями в ме-
сте контакта с измерительным нако-
нечником. Степень снижения измери-
тельного усилия приборов ограничи-
вается надежностью контакта наконеч-
ника прибора с контролируемым объек-
том, устранением мертвого хода в кине-
матической цепи прибора, уменьшением
влияния вибраций на результаты изме-
рения и пр. Величины измерительных
усилий приборов см. ниже в табл. 6.
Наиболее существенные погрешности
от измерительного усилия, связанные
с упругими деформациями стоек и скоб,
компенсируются тождественными усло-
виями установки и эксплуатации при-
бора. Так. деформация дуги микрометра,
связанная с измерительным усилием
трещотки, не вызывает непосредственно
погрешности измерения изделия, так как
происходит и при установке микрометра
на ноль При проверке изделий дефор-
мации сказываются на результатах изме-
рения только в зависимости от коле-
бания измерительного усилия Этим
объясняется стремление стабилизиро-
вать измерительное усилие на всем
диапазоне измерении данного прибора.
При определении суммарной погреш-
ности метода измерения по отдельным
составляющим пользуются правилами
суммирования случайных погрешностей
Если составляющие суммарной погреш-
ности являются независимыми и случай-
ными погрешностями и их рассеивание
характеризуется величинами дисперсий
£>(xi), D(xj)... D(xn), то средняя
квадратическая погрешность метода
измерения oCVM определится из формулы
асул " V D (хехм)‘
где
о + D (*») 4*- - + П (-Г,)-
б ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
Если принять для суммы распределе-
ние по нормальному закону (см. т. 1,
стр. 323), предельная погрешность ме-
тода измерения
д11ш сум ”
При распределении погрешностей от-
дельных составляющих по нормаль-
ному закону (что практически отвечает
условиям в измерительной технике) пре-
дельная погрешность измерения опре-
деляется по формуле
Д11шГул “ |/ДНт, + ДНП», + -•+ Д?1тя •
где Дню,, Дит,.. Дитя — предельные
погрешности составляющих.
Методы измерений, производимых
с помощью инструментов и приборов
различных категорий и типов, в произ-
водственной практике разделяют на
абсолютный и относительный. При
абсолютном методе измерения произ-
водится отсчет всей измеряемой вели-
чины (например, с помощью штанген-
циркуля), а при относительном, или
сравнительном, методе производится
отсчет отклонений измеряемой ве-
личины от образцового изделия или
исходной меры (например, измерение
с помощью индикатора часового типа,
предварительно установленного по кон-
цевым мерам) *.
Различают, кроме того, прямой и
косвенный методы измерений. При пря-
мом методе искомую величину или откло-
нения от нее определяют непосред-
ственно по показанию прибора, при
косвенном методе — по результатам
прямых измерений другой величины,
связанной с искомой определенной за-
висимостью (например, измерение угла
с помощью синусной линейки).
Существуют контактные методы из-
мерений и бесконтактные.
При контактных методах измерений
различают поверхностный контакт (про-
верка скобы jio плиткам, цилиндриче-
ского отверстия по пробке и др.), ли-
нейный контакт (проверка вала скобой,
проверка цилиндрической детали на при-
боре с плоским наконечником и др.) и
точечный контакт (измерение отверстия
нутромером, проверка цилиндрической
детали на приборе со сферическим на-
конечником и др.).
К бесконтактным методам относятся
проекционные (с помощью микроскопов
и проекторов) и пневматические ме-
тоды.
Особое значение при выборе методов
измерений имеет (в зависимости от на-
значения контролируемого объекта) их
разделение на комплексные и дифферен-
цированные, или влементные, методы.
При комплексном методе измерений
ограничиваются предельные контуры
проверяемых объектов, чем соблюдается
суммарный допуск, включающий погре-
шности всех составляющих элементов.
Дифференцированный метод измерений
заключается в независимой проверке
каждого элемента в отдельности.
Типы и нормы точности измерительных
средств общего назначения
Плоскопараллельные концевые меры
длины (плитки). Плитки являются
основным средством сохранения един-
ства мер в машиностроении и служат
для передачи размера от эталона длины
(основной световой волны)* до изделий.
Они представляют собой стальные
бруски прямоугольного сечения с двумя
плоскопараллельными измерительными
поверхностями (фиг. 3).
Плитки применяются для воспроиз-
ведения единиц длины, для проверки н
градуировки измерительных приборов и
инструментов, для проверки контрка-
лнбров, калибров и т. п.
Размеры измерительных поверхно-
стей плиток с рабочим размером до
10 мм составляют 30X9 мм, свыше
10 мм — 35X 9 мм.
Способность плиток сцепляться из-
мерительными поверхностями (прнти-
раемость) позволяет составлять блоки
из нескольких плиток, причем размеры
блоков практически можно принять рав-
ными сумме размеров входящих в них
плиток.
Размер плитки определяется расстоя-
нием между ее свободной измеритель-
• Приведенные понятна .абсолютного* н
.относительного* методов намерения соответ-
ствуют установившейса практической термино-
логии. но ве имеют ничего общего с чисто физи-
ческими и метрологическими представлениями
об абсолютных измерениях, свазашмх с снеге-
WlMH ымиц измерений.
• Основной световой волной по ОСТ 7762
авлветса волях красного излучених, производи-
мого парами кахмиа в условихх распространении
ее в сухом воздухе при нормальном атмосфер-
ном давленый (760 мм рт. ст.). Длина волны при
етнх условии равна 0.61385033 мк (прнфдидееиир
0,611 л«). '
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИИ В МАШИНОСТРОЕНИИ
7
ной поверхностью и плоскостью вспо-
могательного тела (например, стеклян-
ной пластины), к которому притерта вто-
рая измерительная поверхность плитки.
При несовершенной плоскопараллель-
ности измерительных поверхностей за
размер плитки принимается срединная
длина (фиг. 4), т. е. длина перпен-
дикуляра, опушенного нз середины сво-
бодной измерительной поверхности на
плоскость вспомогательного тела, к ко-
торому притерта плитка. Под отклоне-
нием от плоскопа-
Фиг. 3.
Фиг. 4.
бой точке свободной измерительной по-
верхности понимается разность длины
плитки в данной точке и ее срединной
длины.
Номинальные размеры и градации
размеров плиток (по ОСТ 85000-39) со-
ставляют:
Интервал Интервал
Размеры гралацин Размеры градации
в ЛЫ( в маг в мм в мм
1-1,01 0,001 100-300 25
1—1,5 0,01 50—300 50
0,3-2 0,1 100-1000 100
0,5-10 0,5 0,99—1 0,001 •
| 10—100 10 0,9-1 0,01 •
Плитки указанных размеров комплек-
туются в наборы с таким расчетом,
чтобы нэ небольшого количества плиток
можно было составлять блоки с малыми
градациями (с интервалами 0,01 и даже
0,001 мм). Наиболее распространенными
являются наборы плиток из 38 и
83 шт.
Для установки приборов на размеры
менее 0,5 мм инструментальная про-
мышленность выпускает специальный
набор концевых мер размерами от 0,1
до ,4 мм. Эти наборы имеют градации,
позволяющие не прибегать к составле-
нию блоков.
Номинальные размеры, габариты и
* Дополпитвльаыв градвцин.
градации размеров таких концевых
мер имеют градации через 0.01 мм. Га-
баритные размеры приняты 9X3,5 мм.
Предельные отклонения срединной дли-
ны составляют ±0и5 мк для 2-го класса
и ±0,1 мк для 3-го класса.
В зависимости от наибольших до-
пустамых отклонений от номинальной
срединной длины н от плоскопараллель-
иости плитки разделяются на пять
классов точности — 0-й, 1-й, 2-й, 3-й
и 4-й.
Сложность изготовления плиток выс-
ших классов точности, а также сравни-
тельно быстрый износ их определили
особую систему применения плиток
с учетом их погрешностей по атте-
стату. В этом случае на точность изме-
рений, производимых с помощью пли-
ток, оказывают влияние уже не вели-
чины допусков па их изготовление, а
величины погрешностей методов атте-
стации плиток.
Практически учету поддается лишь
погрешность срединного размера; по-
грешности плоскопараллельное™ не мо-
гут быть учтены при работе с плит-
ками.
В соответствии с этим в ОСТ 85000-39
предусмотрено понятие разрядности
концевых мер, которая определяется
предельной погрешностью методов
аттестация срединного размера и ве-
личинами* наибольших допустимых
отклонений от плоскопараллельно-
сти.
Всего установлено по точности атте-
стации шесть разрядов мер—с 1-го
по 6-й.
В табл. 1 приведены формулы пре-
дельных погрешностей аттестации сре-
динной длины н наибольших допусти-
мых отклонений от плоскопараллель-
ное™, методы измерений мер н темпе-
ратурный режим измерений.
Плитки, находящиеся в эксплуатации,
допускаются к обращению в качестве
мер 5-го и 6-го разрядов, если плоско-
параллельное™ их сохраняется в пре-
делах норм, установленных для этих
разрядов (см. табл. 1), а погрешности
срединного размера не превышают
а
±5 (0,45'К/.-|- 0,001£) мк, где L — но
минальный размер плитки в мм.
Область применения плиток значи-
тельно расширяется при использовании
специальных принадлежностей, важней-
шими из которых являются (фиг. 5)
державки и боковики с чертнльными (а)
8
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
и центровыми (6) остриями и полукруг-
лые (в). Плитки длиной более 100 мм
имеют,у обоих концов отверстия, слу-
Фиг. 5,
жащие для соединения в блок посред-
ством струбцин.
Штриховые меры используются в ма-
шиностроении в качестве шкал измери-
тельных приборов, предназначенных для
абсолютных и относительных методов
измерений.
При относительных методах измере-
ний длины совместно используются кон-
цевые и штриховые меры (шкала при-
бора). Случаи непосредственного при-
менения штриховых мер для контроля
машиностроительных деталей сравни-
тельно редки (например, измерение
больших диаметров «опоясыванием» при
помощи рулеток).
Для штриховых мер основным эта-
лоном длины является платино-иридие-
вый метр № 28, измеренный в дли-
нах основной световой волны.
Сличение (компарирование) штрихо-
вых мер осуществляется при помощи
так называемых штриховых компарато-
ров, которые могут быть сконструиро-
ваны применительно к параллельно-
му или последовательному расположе-
нию сличаемых мер. Схема последова-
тельного расположения сличаемых
мер является наилучшей и используется
Таблица I
Предельные погрешности, температурные условия и методы аттестации плоскопараллельных
концевых мер
Разряд концевой меры Предельная погреш- ность аттестации (номинальный размер £ — в мм, результат — в лиг) ± Наибольшие допусти- мые отклонения от плоскопараллель- ностн (приближенно) Допусти- мые откло- нения тем- пературы в °C от нормальной (20° С) в зависимо- сти от вели- чины £ (от 1000 до 0,5 мм) ± Метод измерения Для мер размером в мм 10
1-й 2-й 3-й 4-й 5-й 6-й 0,(И + 0Л-10_8£ ojm +1 - ю~ Ч 0,1 -f-2-IO-,£ 0,2 + 3,5-l0“’£ 0,5 4- 5-10“Ч 1 4-ГОЮ-8! 0.1 4-0,2-IO'8! 0.1 4-0,2-10-я£ 0,2 4-0,4-Ю-®£ 0,2 -f- 0,4-10“8£ 0.4 4- 0,8-10“8£ 0,4 4-0,8-10“ s£ 0,1-2 0,1 -2 0,5 — 3 1-4 2-5 3-5 Абсолютный интерфе- ренционный (в длинах световых волн) Сравнительный интер- ференционный по ме- рам 1-го разряда Технический интерфе- ренционный по мерам 2-го разряда То же по мерам 3-го разряда Сравнительный иа опти- метре по мерам 4-го разряда То же по мерам 5-го разряда 1000 1000 100 100 250 250
* - Примечания: 1. Допуски ня неточность изготовления срединной длины плиток 0-го, 1-го, 2-го, 3-го клоссое ориентировочно равны предельной погрешности измерения мер соот- ветственно 3-го, 4-го, 5-го и 6-го разрядов. 2. Допуски иа неточность изготовления плиток 4-го класса — по 4-му квалитету ISA. 3. Допустимые отклонения от плоскопараллельности 0-го класса точности и 1-го и 2-го разрядов, для 1-го и 2-го классов точности и 3-го и 4-го разрядов, для 3-го и 4-го классоп точно- сти и 5-го и 6-го разрядов численно соответственно равны. 4. Аттестация мер 3-го и 4-го разрядов свыше 10.3 мм. а также 5-го н 6-го разрядов свыше 250 мм производится иа измерительной машине.
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ В МАШИНОСТРОЕНИИ
9
в ряде конструкций измерительных
средств (микрометр, длиномеры и др.).
Перекос, непрямолинейиость салазок и
другие первичные погрешности при по-
следовательном расположении мер вы-
зывают ошибки второго порядка, кото-
рыми практически можно пренебречь,
тогда как при параллельном располо-
жении мер перекос и непрямолинейиость
салазок вызывают уже значительные по-
грешности.
К образцовым штриховым мерам дли-
ны, применяемым в машиностроении,
относятся: метр штриховой 1-го раз-
ряда, метры-компараторы 1-го и 2-го
разрядов, стальные рулетки 1-го, 2-го
и 3-го разрядов, образцовые шкалы
1-го и 2-го разрядов. К рабочим штри-
ховым мерам относятся линейные шкалы
измерительных приборов, рулетки, ме-
таллические измерительные линейки,
складные метры, усадочные метры.
Для проверки каждой из перечислен-
ных мер существуют правила Комитета
по делам мер и измерительных приборов
при Совете Министров СССР. В этих
правилах установлены точность, сроки
и условия пользования, а также общие
метрологические требования, предъяв-
ляемые к образцовым мерам длины.
В табл. 2 приведены характеристики
образцовых штриховых мер длины.
Таблица 2
Точностные характеристики образцовых мер длины и измерительных линеек
Разряд Образцовая мера Допустимая погрешность изготовления п мм Меры, по которым производится аттеста- ция Предельная погреш- ность атте- стации в мм
1-й Метр штриховой На общую ллнну ±0,05 На отдельные дециметры и сан- тиметры ±0,02 На отдельные миллиметры и под- разделения 0.2 мм ±0.01 Рабочий зталои метра ±0Л1
1-й Метр-компаратор На общую длину ±0,08 На отдельные дециметры ±0(05 На отдельные сантиметры и мил- лиметры ±0,03 Концевые меры 3-го разряда ±0,02
2-й Метр-компаратор На общую длину ±0,2 На отдельные дециметры ±0,1 На отдельные сантиметры и мил- лиметры ±0,05 Штриховой метр 1-го разряда ±0.05
1-й Стальная рулетка Но общую длину 20 м ±2,0 На отдельные метры ±0,5, деци- метры ±0.2, сантиметры ±0,1, миллиметры ±0.05 Рабочий эталон метра ±0.01 (каждого метрового интервала)
2-й Стальная рулетка На длину 50 м ± 7,5: 30 м ± 4; 20 м ± 3; 10 м ± 2; 1 м ± 1; 0,1 м ± 0,5; 0,01 м к 0,3; 0.П01 м к 0,2 Метр штриховой 1-го разряда ±0.05
Стальная рулетка 1-го разряда ±0,1
3-Й Стальная рулетка На длину 50 м ± 8,5; 30 м ± 5; 20 м к 4; 10 м ± 3; 1 м к 1 Метр штриховой 1-го разряда , ±0.1
Стальная рулетка 2-го разряда ±0.2
1-й Шкаля На общую длину до 25 мм ± 0,000 .50; 100; 200 мм ± 0,005 Рабочий эталон метра ±0,0006
2-й Шкала ~((а отдельные сантиметры н мил- лиметры ± 0,002 Шкала 1-го разряда ±0,001
— Металлические изме- рительные лннейкн (жесткие н упругие) На общую длину 150 мм ± 0,1; 2Г» и 300 мм t 0,12; 500 мм ± 0,15; 1000 мм ± 0,2 На отдельные сантиметры ±0,1; миллиметры ±0,05 Штриховой метр 1-го разряда ±0,06
10
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
Инструменты с линейным нониусом
(штаигенииструмент). Основными вида-
ми инструмента с линейным нониусом
являются штангенциркуль (ТУ по ГОСТ
166-51). штангенглубнномер (ТУ по
ГОСТ 162-41) и штангенрейсмус (ТУ по
ГОСТ 164-52).
Важнейшими деталями перечисленных
инструментов (фиг. 6, а, бив) являются
штанга /, на которой нанесена основ-
ная шкала, и нониус 2, служащий для
повышения точности отсчета по шкале.
Нониус представляет собой небольшую
линейку с делениями, жестко связанную
с подвижной частью 3 инструмента. Цена
деления штанги с, число делений но-
ниуса п и величина отсчета по нониусу i
с
связаны зависимостью I = — (фиг. 7).
Обычно интервал деления нониуса
с' = с — I. При с < 1 мм часто де-
лается с? “ "jc — I, где 1 — целое
число; обычно •( = 1,2,3, редко 1 > 4.
z Штанга
Фиг. 7.
Штангенинструменты изготовляются с
отсчетом по нониусу 0,1; 0,05 и 0,02 мм.
Погрешность показаний штангенин-
струмента не должна превышать вели-
чины отсчета по нониусу Исключение
составляют штангенинструменты боль-
ших размеров (свыше 300—400 мм);
погрешности показаний их могут пре-
вышать величину отсчета по нониусу
в 1,5—2 раза. Для штангенциркулей от
1 до 4 м допустимая погрешность по-
казаний увеличивается на 0,1 мм на
каждый метр длины.
Штангенциркули (см. фиг. 6,а),
которые относятся к числу наиболее
распространенных в машиностроении
измерительных инструментов, изгото-
вляются с верхним пределом измерений
125, 150, 200, 300, 500, 800, 1000, 1500,
2000, 3000 и 4000 мм.
Цена деления основной шкалы со-
ставляет обычно 1 мм. Ширина штри-
хов должна лежать в пределах 0,08—
0,12 мм для штангенциркулей с от-
счетом 0,02 мм; 0,08—0,15 мм при от-
счете 0,05 мм и 0,12—0,16 мм при от-
счете 0,1 мм. Вылет губок составляет
в зависимости от пределов измерения и
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ В МАШИНОСТРОЕНИИ
11
велиянны отсчета по нониусу 35—
80 мм для I = 0,02 мм, 35—120 мм
для I = 0,05 мм, 35—150 мм для I =
=0,1 мм.
Губки 4 штангенциркуля (см. фиг. 6,а)
имеют плоские измерительные поверх-
ности для наружных измерений и ци-
линдрические поверхности для внутрен-
них измерений.
Твердость измерительных поверхно-
стей Rc - 56 + 62.
Размер А сдвоенных губок для вну-
тренних измерений, который марки-
?уется на штангенциркуле, составляет
0 или 9 мм для штангенциркулей до
1000 мм, 20 или 19 мм для штангенцир-
кулей 1500 и 2000 мм, 30 или 29 мм для
штангенциркулей 3000 и 4000 мм.
Допуск на размер А составляет в за-
висимости от величины отсчета по но-
ниусу ±0,01; ±0,02; ±0,03 мм.
. Приспособление 5 для микрометри-
ческой подачи является обязательным
для штангенциркулей с отсчетом по но-
ниусу 0,02 и 0,05 мм.
Штангенглубиномер (см.
фиг. 6, б) имеет траверсу 4 с плоской
измерительной поверхностью, переме-
щающуюся вдоль штанги, плоский то-
рец которой служит второй измеритель-
ной поверхностью.
Штангенглубиномеры изготовляются
с верхними пределами измерений до
500 мм.
Штангенрейсмус (см. фиг. 6, в)
служит для разметки и измерения высот.
Основными узлами й деталями штанген-
рейсмуса являются: основание 4 с пло-
ской опорной поверхностью; штанга /;
перемещающаяся по штанге рамка 3,
несущая нониус 2. На кронштейне 5
рамки закрепляются сменные ножки:
юстрозаточенная 6 — для разметки или
|с двумя измерительными поверхностями
{нижней плоской и верхней цилиндри-
ческой) 7 для измерения высот. На
ножке маркируется размер А, который
должен выражаться целым числом мил-
лиметров. Отклонение от намаркирован-
ного размера не должно превышать
±0,01; ±0,02; ±0,03 для штангенрейс-
мусов с отсчетами соответственно 0,02;
0,05; 0,1 мм.
Штангенрейсмусы е верхним пределом
измерения 200 мм Оснащаются допол-
нительно ножкой с переставной скал-
кой для измерения глубин. Твердость
рабочих поверхностей ножек и основа-
нйя штан ген рейсмуса должна быть не
iHffre Rc - 56.
Приспособление 8 для микрометриче-
ской подачи рамки обязательно только
для штангенрейсмусов с отсчетом по
нониусу 0,02 и 0,05 мм.
Штангенрейсмусы изготовляются с
верхним пределом измерений 200, 300,
500, 800 и 1000 мм.
Микрометрические инструменты. Уст-
ройство микрометрических инструмен-
тов основано на применении винтовой
пары и на преобразовании линейных
перемещений микрометрического винта
в угловые перемещения барабана, свя-
занного с винтом.
К распространенным микрометриче-
ским инструментам относятся микро-
метр для наружных измерений (ТУ по
ГОСТ 6507-53), микрометрический ну-
тромер (ТУ по ГОСТ 10-51) и микроме-
трический глубиномер (ТУ по ОСТ
НКТМ 8107-39).
Цена деления микрометрических ин-
струментов составляет 0,01 мм.
Микрометр для наруж-
ных измерений (фиг. 8) состоит
из трех основных узлов: скобы 1 с пят-
кой 2 и стеблем 3; микрометрического
винта 4 с барабаном 5 и трещоткой 6;
стопорного приспособления 7.
Рабочий ход микрометрического винта
составляет обычно 25 мм, шаг пинта
Фиг. з.
0,5 мм. Полные обороты винта отсчи-
тываются по полумиллиметровой шка-
ле, нанесенной на стебле 3, доли обо-
рота — по шкале барабана 5, имеющей
50 делений (цена деления составляет
0.5 мм : 50=0,01 мм).
Твердость измерительных поверхно-
стей должна быть не ниже Rc = 58.
Стопорное приспособление позволяет
закреплять микрометрический винт в
установленном положении; это необхо-
димо, когда микрометром пользуются как
установочной скобой или когда измерение
производят в положении, при котором
отсчет по шкалам затруднен. Кроме то-
го. величие стопорного приспособления
12
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
значительно облегчает регулировку
положения барабана на микровинте
(установку на ноль) в случае разборки
и сборки микрометра. Приспособление,
обеспечивающее постоянство измери-
тельного усилия (трещотка или фрик-
иной), является необходимой деталью
микрометра. Нормальным для микро-
метра считается измерительное усилие
500—900 г.
Микрометры применяются для изме-
рения длин до 1600 мм. Для расширения
пределов измерения у микрометров
больших размеров (свыше 300 лл) де-
лают сменные или передвижные пятки,
которые можно прочно закреплять в
установленном положении. Так, на-
пример, изготовляют микрометр с пре-
делами измерения 500—6(М) .им при ра-
бочем ходе микрометрического винта
25 мм. Для контроля длин свыше 500 мм
применяются также микрометры с ре-
гулируемыми индикаторной пяткой и
микрометрической головкой.
Микрометры для наружных измере-
ний выпускаются нормальной или — по
соглашению заказчика с изготовите-
лем — повышенной точности.
Допустимые погрешности показаний
микрометров приведены в табл. 3.
Таблица 3
Допустимые погрешности показаний
микрометров
Пределы намерений Допустимая погрешность
в мм в мк (±)
До 100 4
100-150 5
150-200 6
230-300 7
Свыше 300 I 0,021.
L — измеряемый размер в мм
более 25 и 60 мм соответственно голов-
кам. Система отсчетов по шкалам та же,
что и у микрометра.
Стопор — необходимая деталь нут-
ромера, так как при измерении глу-
боких отверстий отсчет по шкалам мо-
жет быть произведен лишь после того,
как нутромер застопорен и извлечен из
отверстия.
Пределы измерений нутромера уве-
личиваются (до 4000 мм) за счет навин-
чивания на него удлинителей. Измери-
тельный стержень помещается в трубке
удлинителя, где он находится под по-
стоянным давлением пружины. Радиус
сферической измерительной поверхности
стержня удлинителя не должен превы-
шать полусуммы наименьшей длины го-
ловки и удлинителя.
Освоено производство микрометриче-
ских нутромеров с верхним пределом
измерений до 10 000 мм.
Погрешности нутромеров не должны
превышать величин, указанных в табл.4.
Таблица 4
Допустимые погрешности показаний
микрометрических нутромеров
При измерении нутро-
мером размеров
в мм
Допустимая
погрешность
в мк (±)
Примечание. Микрометры повышен-
ной точности, которые изготовляются по со-
глашению с заказчиком, должны иметь вдвое
меньшие погрешности показаний.
Головка ми кроме тр нческого
нутромера (фиг. 9) состоит из
двух узлов: микрометрического винта /
с барабаном 2 и гильзы 3 со стопо-
ром 4 и измерительным наконечником 5.
Шаг винта 0,5 мм. Нйжние пределы
измерений головок нутромера 75
и 150 мм. Измерительные поверхности
головок сферические, радиусы сфер не
От 75 до 125
Св. 125 до 200
. 200 . 325
. 325 . 500
. 500 . 800
. 800 . 1250
. 1250 . 1600
. 1600 . 2000
. 2100 . 2500
, 2500 . 3150
. 3150 . 4000
8
10
12
15
20
25
30
40
50
00
70
Микрометрические глу-
биномеры изготовляются с преде-
лами измерений от 0 до 100 мм. Рабо-
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ В МАШИНОСТРОЕНИИ
13
чий ход микрометрического винта 25 мм.
Пределы измерений расширяются за
счет применения сменных стержней
соответствующей длины.
Измерительное усилие глубиномеров
с плоским стержнем 300—600 г.
Микрометрические глубиномеры вы-
пускаются 1-го и 2-го классов точ-
ности.
Допустимые погрешности показаний
приведены в табл. 5.
Таблица 5
Допустимые погрешности показаний
микрометрических глубиномеров
Верхний предел измерений в мм Суммарная погрешности в мк (х)
1-й класс 2-й класс
50 4 8
100 5 10
Собственно рычажные приборы. Из
отечественных собственно рычажных
приборов наиболее распространены ми-
ниметры с иеной деления 0,005; 0,002
и 0,001 мм.
Миниметр (фиг. 10, а и б) кинемати-
чески представляет собой кривошипно-
шатунный механизм, в котором криво-
Фиг. 10.
шипом является специальный качаю-
щийся нож-призма (R), а шатуном —
малое плечо рычага (а). Большое плечо
рычага (L) выполнено в виде стрелки,
перемещающейся по шкале.
Миниметры имеют на шкале 60 деле-
ний, соответствующих 30° угла пово-
рота стрелки. Длина большого плеча
(стрелки) у всех моделей миниметров
близка к 100 ля, а различные переда-
точные отношения (и иены деления)
достигаются изменением длины а ма-
лого плеча.
Приборы с чисто рычажными схемами
наряду с простотой конструкции и не-
сложностью изготовления обладают ор-
ганическим пороком, заключающимся
в непропорциональности углового пере-
мещения стрелки линейному переме-
щению измерительного стержня, что
вынуждает ограничивать пределы изме-
рения по шкале таких приборов. Так,
например, ошибка Д от непропорцио-
нальности углового перемещения стрел-
ки линейному перемещению измеритель-
ного стержня в механизме миниметра
а<р«
составляет Д « -g-, где а — длина ма-
лого плеча, <р — угол наклона стрелки,
выраженный в радианах.
Миниметры, для которых регламенти-
руется высокая точность показаний,
не могут обладать большими пределами
измерений по шкале. При интервале
деления, равном 1 мм, длине плеча а =
= 0,1 мм и длине стрелки L = 100 мм
перемещение стрелки на 30 делений
соответствует значению у =±0,3 рад.;
0.1 (±0,3)»
тогда Д «а ----g—;— « ± 0,5 мк.
Зубчатые приборы. Механизм зубча-
тых приборов состоит из мелкомодуль-
ных зубчатых передач с большим переда-
точным отношением.
К зубчатым приборам относятся все
индикаторы часового типа
(фиг. 11, а). Наиболее распространены
индикаторы с ценой деления 0,01 мм,
реже применяются индикаторы с ценой
деления 0,002 и 0,001 мм.
Достоинство зубчатых приборов
заключается в относительно больших
пределах измерений по шкале.
Индикаторы с ценой деления 0,01 мм
имеют механизм, состоящий из трех зуб-
чатых пар с общим -передаточным от-
ношением Ко 150. Из них одна пара
имеет вспомогательное назначение для
устранения «мертвого хода» в меха-
низме. Первая пара (фнг. II, б) рейка—
реечное колесо преобразует прямоли-
нейные перемещения измерительного
стержня в угловые перемещения эле-
ментов зубчатой передачи. При пере-
14
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
мещении измерительного стержня на
1 мм стрелка индикатора делает пол-
ный оборот Индикаторы, пределы изме-
рения которых больше 3 мм, имеют
счетчик оборотов стрелки. Обычно ко-
леса индикатора имеют следующие числа
зубьев (если идти
в направлении от
рейки к стрелке):
г> == 16; г2 = 100;
г» = 10; у вспомо-
гательного колеса
г4 = 100. Модуль
равен 0,199 мм,
шаг рейки равен
0,199я « 0,625 мм.
Индикаторы с це-
ной деления 0,001
мм имеют дополни-
Фнг. 11
тельную зубчатую пару с передаточ-
ным числом 10 : I.
Малогабаритные индика-
тор ы с пределами измерений по шкале
0—2 мм предназначены главным обра-
зом для использования в многомерных
измерительных приспособлениях.
Торцевые малогабаритные индикаторы
имеют с обратной стороны дополнитель-
ный измерительный наконечник, напра-
вленный перпендикулярно шкале.*
Связь между дополнительным и основ-
ным измерительными стержнями осу-
ществляется через Г-образный рычаг
с передаточным отношением 1:1.
Двухмикронные индика-
торы завода «Калибр» с пределами
измерений 0—2 и 0—3 мм в отличие
от индикаторов нормального типа имеют
дополнительную пару шестерен, увели-
чивающих передаточное отношение до
К я 750.
Основной недостаток зубчатых при-
боров — относительно малая точность.
Большие величины ошибок зубчатых
приборов обусловлены главным обра-
аом технологическими погрешностями.
Рычажно-зубчатые приборы. Меха-
низмы рычажно-зубчатых приборов
представляют собой сочетание собствен-
но рычажной передачи с зубчатой. Это
сочетание позволяет расширить пределы
измерений по шкале сравнительно с ры-
чажными приборами и одновременно
уменьшить погрешности показаний срав-
нительно с зубчатыми приборами.
Рычажно-зубчатыми приборами яв-
ляются рычажные скобы, рычажно-зуб-
чатые индикаторы завода «Калибр»,
рычажно-зубчатые микромеры.
Рычажные скобы (фиг. 12, а
и б) относятся к группе наиболее точ-
ных и портативных средств для контроля
наружных размеров относительным ме-
тодом.
Кинематическая цепь состоит из не-
равноплечего рычага, на большом плече
которого укреплен зубчатый сегмент, и
Фиг. И.
щестеренки (трибки) со стрелкой. Мо-
дуль зубчатого зацепления т = 0,11 мм
(шаг t = 0,3456 мм>.
Общее передаточное отношение си-
стемы К » 450.
Рычажно-зубчатые инди-
каторы завода «Калибр» (фиг. 13),
кинематически подобные рычажным
скобам, снабжены измерительным нако-
нечником (малое плечо неравиоплечего
рычага), который может быть повернут
на угол до 90° в обе стороны от про-
дольнрй оси индикатора. К большому
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ В МАШИНОСТРОЕНИИ
15
плечу прикреплен зубчатый сегмент,
зацепляющийся с трнбкой, на оси ко-
торой посажена стрелка. Модуль зуб-
чатой пары т= 0,199 мм (шаг t =
= 0,625 мм). Передаточное отношение
к « ют.
Приборы инж. Монахова за-
вода ЛИЗ не уступают по точности
показаний миниметрам, но обладают
почти вдвое более широкой шкалой и
меньшими габаритами. Существуют две
модели рычажио-зубчатого микрометра
ЛИЗ: малая — с присоединительной
гильзой диаметром 8 мм и большая —
с гильзой диаметром 28 мм. В меха-
низме прибора используются детали
обычного индикатора часового типа —
зубчатые колеса с модулем т=0,199 мм
Фиг. 13.
(шаг t = 0,625 мм). Передаточное отно-
шение механизма К«»900.
Миллимессы и приборы
Главчаспрома (фнг. 14) с иеной
деления 0,001 мм являются наиболее
портативными и точными из рычажно-
зубчатых приборов. Перемещения из-
мерительного стержня 1 восприни-
маются неравноплечнм рычагом 2, боль-
шое плечо которого является зубча-
тым сектором, вырезанным из колеса
Г| = 288. Сектор зацепляется с про-
межуточной трнбкой rj = 18, на оси
которой укреплен промежуточный сек-
тор, вырезанный из колеса гя = 162.
Промежуточный сектор зацепляется
со стрелочной трнбкой г< = 12, на осн
которой укреплены стрелка и спираль-
ная пружина (волосок) 3, создающая
постоянное силовое замыкание в меха-
низме и выбирающая зазоры в зубча-
тых парах. Все оси вращаются в камен-
ных подшипниках. Отводка 4 позво-
ляет поднимать измерительный стержень
на высоту до 2 мм.
Весь механизм микрометра размещен
на платике 5, который винтом 6 может
быть повернут вокруг осн 7, чем
достигается установка стрелки на ноль.
Передаточное отношение К « 1000.
Такие приборы с пределами измере-
ний ±0.05 и ±0,5 мм изготовляются
заводом ЛИЗ.
Рычажно-микрометрические приборы.
Типичным представителем рычажно-ми-
крометрических приборов является ры-
чажный микрометр (фиг. 15, а и б).
16
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
Он представляет собой конструктивное
сочетание микрометра и рычажной ско-
бы. Значительные погрешности микро-
метрической пары снижают точность
измерений сравнительно с точностью ры-
чажной скобы, но эта точность все же
выше, чем у обычного микрометра.
Пружинные приборы в отечествен-
ном приборостроении представлены
пружинным микрометром
(микрокатором) (фиг. 16, о и б). Пере-
дача в пружинном микрометре осущест-
вляется при помощи
металлической ленты,
одна сторона кото-
С/прелю
рой (от середины) скручена влево, а
другая — вправо. Один конец ленты при-
креплен к неподвижней регулируемой
стойке, другой конец связан с изме-
рительным стержнем посредством пру
жинного рычага. При подъеме измери-
тельного стержня, подвешенного на
упругих мембранах! лента растяги-
вается, и ее срединное сечение при этом
поворачивается вокруг продольной осн
ленты. К этому сечению прикреплена
легкая стрелка, скользящая вдоль ш^а-
лы прибора. Отношение угла поворота
стрелки к величине продольного растя-
жения ленты изменяется в зависимости
от размеров и степени начального скру-
чивания ленты. Одна из особенностей
прибора, обеспечивающая стабильность
его показаний, состоит в том, что меха-
низм свободен от трения первого рода.
Пружинные микрометры изготов-
ляются с ценой деления 0,001 мм, но
могут быть изготовлены также с ценой
деления 0,002; 0,0005 и даже 0,0002 мм.
Измерительные машины являются
наиболее точными средствами измере-
ния больших длин в машиностроении.
Измерительные машины принято раз-
делять на концевые и штриховые.
На штриховых машинах
(фиг. 17) измерения производят как
сличением измеряемой длины контакт-
ным методом со штриховой шкалой, так
и сличением с концевыми мерами.
Измерительные машины этого типа
изготовляются с верхним пределом из-
мерения 1; 2; 3; 6 и 12 л.
На фиг. 17 показана измеритель-
ная машина с пределами измерений
0—1000 мм. Вдоль станины 1 может
перемещаться задняя бабка 2, несущая
неподвижный измерительный наконеч-
ник и жестко связанная с осветитель-
ной системой 3. На передней бабке 4 по-
мещаются отсчетный микроскоп 5 и
оптиметрическая трубка 6, несущая
чувствительный измерительный наконеч-
ник . На станине укреплена стеклян-
ная шкала с делениями через 0,1 мм на
длине 100 мм. На одной оси со шкалой
помещено десять стеклянных пласти-
нок с двойными штрихами. Штриховые
пластинки занумерованы справа налево
от 0 до 9. Расстояние от оси симметрии
штрихов первой пластины до нулевого
штриха шкалы равно 100 мм. Расстоя-
ния между штрихами соседних пласти-
нок также равны 100 мм. Проверяемое
изделие укладывается на люнеты (на
фигуре не показаны) или на стол,
устроенный по типу стола горизонталь-
ного оптиметра. Ось измерения распо-
лагается не иа одной оси со шкалой
машины; однако оптическая схема ма-
шины рассчитана таким образом, что
перекосы проверяемого изделия относи-
тельно оси шкалы вызывают лишь
ошибки второго порядка.
Измерительная машина приспособлена
для измерения наружных и внутренних
размеров. В последнем случае исполь-
зуются приспособления того же типа,
что и для горизонтального опти-
метра.
Измерительная машина ВНИИМ
(фиг. 18) имеет пределы измерений
0—12 000 мм
В станине машины последовательно
расположены две шкалы. Над шка-
лой 1, имеющей одиннадцать метровых
интервалов, перемещается задняя баб-
ка 2, несущая неподвижный измери-
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ В МАШИНОСТРОЕНИИ
17
тельный наконечник. Над шкалой 3,
имеющей девять дециметровых интер-
валов, перемещается передняя бабка 4.
Коллимационная система с микроско-
пом 5 позволяет устанавливать бабки
на целое число метров, с целым числом
Машины ВНИИМ позволяют осуще-
ствлять абсолютные или сравнитель-
ные измерения как наружных, так и
внутренних размеров.
На концевых машинах изме-
рения производят путем сличения из-
Фиг. 17.
дециметров Дополнительный размер в
пределах 100 мм лает миллиметровая
шкала 6, легко перемещающаяся вдоль
линии измерения под действием постоян-
ного груза. Над шкалой б в бабке 4
вмонтирован спиральный микроскоп 7
с ценой деления 0,001 мм.
Модернизированная модель такой ма-
шины имеет автоколлимационное устрой-
ство, позволяющее
перекоса бабок и
направляющих.
2 Том 4 п
исключить влияние
непрямолинейшэсти
прямолинейности
М
меряемой длины с плитками или дру-
гими концевыми мерами. Пределы изме-
рения шкалы измерительной головки
(индикатора, микрометрического винта)
у конг>вых машин обычно малы по
сравнению с общими пределами изме-
рений машины.
Концевые машины применяются
главным образом для измерения раз-
меров свыше 1000 мм. На фиг. 19
изображена машина (конструкции БВ
МС н ИП) для измерения нутромеров и
18 ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
линейных скоб. Машина состоит из
массивной станины 1, длина которой
зависит от верхнего предела измерений
(от 3 до 10 м), правой 2 и левой 3 бабок,
двух люнетов •#, столиков 5 и чувстви-
тельного упора 6, размещенных на на-
правляющих станины. Измеряемое изде-
лие укладывают на люнеты (нутромер)
или на столики (скоба) в положении,
обеспечивающем наименьший прогиб.
Посредством маховичков на люнетах
и столиках контролируемый размер
совмещается с линией измерения, про-
ходящей через наконечники правой и
левой бабок. Перед измерением ма-
шина настраивается по образцовому
нутромеру или по блоку концевых
мер. Установка на ноль отсчетного
устройства в правой бабке произво-
дится мнкровинтом, помещенным в пи-
ноли левой бабки. Чувствительный
упор б позволяет производить настройку
машины по мерам менынсй длины, чем
измеряемый размер. Если, например,
нужно настроить машину на 3 м при
наличии образцовой меры в 1 м,
поступают следующим образом: левую
бабку подводят к чувствительному упору
и устанавливают последний на ноль;
правую бабку по образцовой мере по-
мещают на расстоянии I м от левой
бабки; застопорив правую бабку, меру
убирают, а левую бабку подводят к
правой так, чтобы указатель отсчет-
ного устройства стоял против того же
деления, что и до удаления образцовой
меры; после этого левую бабку стопорят,
а правую отодвигают опять на 1 м;
затем левую бабку снова подводят к
правой, а последнюю отводят еще на
1 м; в конечной позиции правая бабка
окончательно фиксируется, а левая воз-
вращается к чувствительному упору
и стопорится в положении, когда, от-
счет по чувствительному упору соответ-
ствует его нулевой установке. После
этого машину можно считать настроен-
ной на требуемый размер.
К измерительным машинам можно от-
нести также длиномеры (фиг. 20) —
приборы, в которых отсчет линей-
ных величин производится по оптиче-
ской шкале, вмонтированной непосред-
ственно в измерительный стержень так,
что ось шкалы совпадает с линией из-
мерения. Шкала движется в фокаль-
ной плоскости отсчетного микроскопа
со спиральным нониусом. Прибор по-
зволяет производить абсолютные изме-
рения в пределах от 0 до 1СЮ мм с точ-
ностью до 0,001 мм. Измерительные
устройства длиномеров монтируются на
вертикальном или горизонтальном шта-
тивах, не отличающихся принципиально
от штативов оптиметров^ [I].
Фиг. 20. Схемл вертикального длиномера:
1 — микроскоп; 2 — измерительный стержень;
3 — шкала; 4 — подшипники; 5 — масляный
успокоитель.
Проекторы — оптические измеритель-
ные приборы, позволяющие проектиро-
вать на специальный экран контур
проверяемого изделия в увеличенном
масштабе. Погрешности размеров изде-
лия определяют следующими способами:
непосредственным сличением спроекти-
рованного контура изделия с контуром,
вычерченным на экране в соответствую-
щем масштабе, и измерением отклоне-
ний контура изделия от вычерченного
на экране с помощью микрометрических
винтов или индикаторов, связанных
с предметным столом проектора; сличе-
нием контура изделия с двойным кон-
туром, вычерченным по предельным
размерам изделия, и др.
Посредством большого проек-
тора (фнг. 21) можно контролировать
детали в отраженном и проходящем
свете при I0-, 20-, 50-кратном увели-
чении.
Проектируемое поле имеет диаметры
при 10-кратном увеличении 60 мм,
при 20-кратном 30 л.ч, при 50-крат-
ном 13 мм. Предметный стол может
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ В МАШИНОСТРОЕНИИ
19
быть повернут вокруг вертикальной
оси на угол до 360° с отсчетом угла
поворота с точностью до 6'. Вокруг
Фиг. 31.
горизонтальной оси стол может повора-
чиваться на 20° в обе стороны от го-
ризонтального положения с отсчетом
угла поворота с точностью до 1“. Стол
может перемещаться также в верти-
кальном направлении.
К проектору прилагаются центры для
измерения деталей, обработанных в
центрах.
На фиг. 22 изображена схема проек-
тора *, позволяющего применить новый
Фиг. 22. Рээреэ проектор» дл« контроле по пре-
дельным отклонением: / — осветительное устрой-
ство с конленслтором; 3 — предметный стол; 3 —
объектив; 4 — стойка дли крепление зеркальных
полосок; 5 — экран; б — трансформатор.
способ проектирования изделия для осу-
ществления его контроля по предель-
ным размерам.
В новом проекторе вместо сплошного
зеркала, отбрасывающего изображение
* Предложен А. И. Москалевым и Д. Д. Са-
фроновым.
2*
изделия на экран, устанавливается ком-
плект узких зеркальных полосок, ко-
торые могут независимо друг от друга
поворачиваться вокруг вертикальной и
горизонтальной осей. При установке
зеркальных полосок в одной плоскости
на экран проектируются участки кон-
тура изделия (фиг. 23, а), выбранные в
желаемом сечении. При повороте пла-
стинок проектируемые участки сбли-
жаются. На экране остаются лишь те
Фкг. 23. Схема проекции участков контура детали
на экран: 1 — деталь; 3 — плоскость зеркала;
3 — экран.
участки контура, где контролируется
размер детали; общий контур детали
(фиг. 23, б) таким образом исключается
из поля зрения.
Проектор настраивается по образцо-
вой летали. При отличии размеров
контролируемой детали от размеров
образцовой темная зона на экране шире
установленной (при большем размере)
или £же (при меньшем размере). Зная
увеличение оптической системы, можно
на экран нанести границы допустимых
предельных отклонений и непосред-
ственно фиксировать годность или не-
годность деталей.
При такой схеме контроля возможно
ложное заключение о негодности вслед-
ствие того, что положение контролируе-
мой детали перед объективом не бу-
дет точно соответствовать положению
образца, по которому настроен проек-
тор.
Для устранения этого недостатка ко-
личество зеркальных полосок удваи-
вается, и они размещаются попарно так.
20
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
чтобы на экране каждому контролируе-
мому размеру соответствовали две про-
екционные полосы: одна настраивается
на наименьший предельный размер,
другая — на наибольший. Когда размер
детали лежит в поле допуска, на одной
ральными нониусами. Угловые вели-
чины отсчитываются по угломерной оп-
тической головке с ценой деления Г,
а при наличии специальных приспо-
соблений возможен угловой отсчет до 6*.
Объекты контроля устанавливаются
из полос видна темная зона, а на дру-
гой — яркая зона усиленного освеще-
ния (фиг. 24, а). При одновремен-
Фиг. 24.
ном появлении на
обеих полосах зо-
ны усиленной осве-
щенности или зоны
затемнения имеет
место выход раз-
мера детали за
нижнюю(фиг.24,б)
или верхнюю (фиг.
24, в) границы до-
пуска. При такой
схеме проектора
условие необхо-
димости точной
ориентации детали
перед объективом
отпадает.
При контроле деталей, изготовленных
по 4—7-му классам точности, рекомен-
дуется применять в зависимости от
габаритов следующие увеличения проек-
торов:
Габарит в мм Увеличение
До 10 50*
Св. 10 до 20 30х
. 20 . 50 20х
•
Необходимая точность контроля обес-
печивается для деталей с допусками
0,2 мм и выше.
Измерительные микроскопы (фиг. 25).
Универсальные микроско-
п ы—наиболее точные лабораторные при-
боры для контроля самых разнообраз-
в центрах или на стеклянном столике
микроскопа. Измерение возможно произ-
водить в проходящем или отраженном
свете. Микроскоп имеет сменные оку-
лярные головки: универсальную штри-
ховую и профильные (резьбовые, радиус-
ные).
Штрихи, .шкалы и профили окуляр-
ных головок нанесены на стеклянных
дисках, оси вращения которых совпа-
дают с оптической осью микроскопа.
Основная оптическая система микро-
скопа дает 30-кратное увеличение.
Инструментальные ми-
кроскопы большой и малой моде-
лей строятся с 10-, 15-, 30- и 50-крат-
ным увеличением. Изображение изделия,
рассматриваемого
проходящем свете,
совмещается в по-
ле зрения с сет-
кой, нанесенной на
прозрачном диске
в фокальной пло-
скости окуляра.
Эта сетка служит
для целей визиро-
вания по контуру
изделия. Изде-
лие, помещае-
мое на стеклян-
ном столе ми-
кроскопа, мож-
но перемещать
относительно
оптической си-
стемы в двух
взаимно пер-
в отраженном или
Ыьектив
Предметный
стол
£
Фиг. 25.
ных изделий (резьбы, конусы, профиль-
ные шаблоны, цилиндрические изде-
лия, линейные шкалы и т' д.). Отсчет
линейных величин с точностью до
0,001 мм производится по оптическим
шкалам в системе прямоугольных коор-
динат посредством микроскопов со спи-
пендикулярных направлениях. Эти
перемещения отсчитываются по ми-
крометрическим винтам. Рабочий ход
микрометрических винтов составляет
25 мм. Однако с помощью конце-
вых мер можно получить дополнитель-
ное перемещение до 125 мм (у большой
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИИ В МАШИНОСТРОЕНИИ
21
модели) или до 50 мм (у малой модели).
Углы измеряются с помощью угломер-
ного микроскопа с ценой деления Г по
градусной шкале, нанесенной иа пе-
риферии прозрачного диска с визир-
ной сеткой.
Предметный стол микроскопа боль-
шой модели может поворачиваться на
360°. Углы поворота стола отсчи-
тываются по шкале с нониусом, вели-
чина отсчета которого составляет 3'.
Микроскопы оснащаются съемными цен-
трами, призмами, струбцинами для уста-
новки объектов контроля.
Интерферометры. Интерференционные
методы измерений применяются для
весьма точной проверки плоскостно-
сти доведенных поверхностей металлов,
стекла и других материалов, а также
для проверки плоскопараллельности и
срединного размера концевых мер дли-
ны (плиток). Различают абсолютный,
сравнительный и технический интер-
ференционные методы. Первый метод
используется при измерениях с по-
мощью бесконтактных интерферометров,
второй — при измерениях на бескон-
тактных и контактных интерфероме-
трах, третий — при измерениях посред-
ством плоских оптических пластин.
Все три метода основаны на измерении
непосредственно в длинах световой
волны.
Абсолютный интерферен-
ционный метод. Бесконтактный
интерферометр представлен на фиг. 26.
Пучок света от разрядной трубки 1
проходит сквозь щель, помещенную
в фокусе линзы 2, падает параллель-
ным пучком иа грань призмы 3 и рас-
пространяется далее в вертикальном
направлении. Попадая на наклонную
пластину 4, полупосерсбренную на верх-
ней поверхности, пучок света разде-
ляется на две части: одна часть напра-
вляется вертикально и падает на квар-
цевую пластину 5 и свободную изме-
рительную поверхность притертой к ней
проверяемой плитки 6; другая часть
пучка отражается в горизонтальном на-
правлении и падает на зеркало 7. Вер-
тикальный пучок света, отразившись
частично от кварцевой пластины и ча-
стично от свободной поверхности плитки,
падает снова на пластину 4 и направ-
ляется —так же, как и пучок света, отра-
женный зеркалом 7, — горизонтально
влево. Соединенные пучки проходят
сквозь линзу 8 и собираются в ее фо-
кусе 9. Регулируя углы наклона стола,
на котором помещена пластина 5, можно
заставить отраженные пучки света
интерферировать, и глаз, помещенный в
точке 9, увидит поверхность плитки и
поверхность кварцевой пластины пере-
сеченными рядом равноотстоящих па-
раллельных интерференционных полос.
Полосы на поверхности плитки можно
рассматривать как образовавшиеся в ре-
зультате интерференции двух пучков
света: одного — отраженного от зер-
кала 7 и другого — отраженного от по-
верхности плитки 6. Полосы на по-
верхности кварцевой пластины рассма-
триваются как образовавшиеся в ре-
зультате интерференции пучков света:
отраженного от поверхности кварцевой
пластины 5 и отра-
женного от зерка-
ла 7.
Величина сме-
щения t интер-
ференционных по-
лос на поверхно-
сти плитки отно-
сительно полос на
кварцевой пластине выражает
дробную долюобщего количест-
ва длин полуволн света, заклю-
чающихся в длине плитки.
Для определения полного
(целого и дробного) количе-
ства длин полуволн, заключаю-
щихся в длине плитки, ИО;
ступают следующим образом?
Измеряют плитку предвари-
тельно более грубом спосо-
бом (например, относительным мер-
ном на оптиметре с точностью^ 1 #к).
Затем на интерферометре определяют
22
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
дробные доли длин полуволн не менее
чем для трех линий спектра. Если длины
световых волн этих линий спектра из-
вестны, то вычисление общего коли-
чества длин полуволн, заключающихся
в длине плитки, не представляет затруд-
нений; полученное в результате измере-
ния на интерферометре сочетание дроб-
ных долей длин полуволн для несколь-
ких линий спектра соответствует одному,
и только одному, значению размера
плитки (лежащему в определенном ин-
тервале).
Бесконтактные интерферометры ис-
пользуются также для относи-
тельных н з м е р е н и й, т. е. для
сличения размеров
проверяемой и ис-
ходной плиток,
притираемых ря-
дом к кварцевой
пластине.
Схема контакт-
ного интерферо-
метра конструкции
инж. И. Т. Увер-
ского показана на
фиг. 27.
ran
"2
3
ОЗъекшив Шкала.
Световой по-
ток от источни-
ка / проходит
через конден-
сор 2 к нижней
IP поверхности
,__разделительной
пластины 4.
Часть светово-
го потока прой-
дет компенса-
тор 5, отразится от зеркала 6 и
возвратится к пластине 4. Вторая
часть светового потока отразится от
нижней поверхности пластины 4, прой-
дет эту пластину, отразится от зеркала 7
и возвратится к пластине 4.
Световые потоки, отраженные зерка-
лами б и 7, при встрече будут интер-
ферировать. Интерференционная кар-
тина наблюдается на шкале микроскопа,
причем при цене деления 0,2 мк или
меньше черная ахроматическая интер-
ференционная полоса в белом свете
служит подвижным указателем для
неподвижной шкалы интерферометра.
Черная полоса соответствует поло-
жению ребра мнимого клина, образо-
ванного пересечением поворотного зер-
кала 7 с мнимым изображением зер-
кала 6.
Цена деления шкалы переменна и
может устанавливаться на любое зна-
чение в пределах от 0,02 до 1 мк путем
изменения ширины интерференционных
полос, что достигается поворотом зер-
кала 7 (изменением угла клипа).
Образцовой мерой для градуировки и
проверки шкалы с ценой деления 0,2 мк
и меньше служит длина световой волны X,
пропускаемая монохроматическим интер-
ференционным светофильтром 3.
О применении интерферометров для
контроля плоскопараллельных конце-
вых мер длины см. в табл. 3.
Технический интерфе-
ренционный метод измере-
ния срединного размера
плиток. Плоские оптические пла-
стины предназначены главным образом
для сравнительных измерений плоско-
Глаг
параллельных концевых
мер (плиток) 3-го и 4-го
разрядов (см. табл. 3)
техническим интерферен-
ционным метолом. Для
этой цели применяется
набор из двух пластин:
нижней и верхней
(фиг. 28) — диаметром
60 мм. Сопоставление размеров исход-
ной и проверяемой плиток произво-
дится следующим образом.
Обе плитки притирают к нижней стек-
лянной пластине и накладывают на них
Окуляр
верхнюю стеклянную пластину (фиг. 29).
Фиг. 28.
Если размеры плиток не равны, полосы
на одной плитке будут смещены отно-
сительно полос на другой плитке. Если
исходная плитка больше проверяемой,
например на 0,6 мк, то в том месте,
где на исходной плитке наблюдается
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ В МАШИНОСТРОЕНИИ
23
первая темная полоса, высота клина
X
будет составлять или. при измерении
в белом свете, 0,3 мк-, поверхность про-
веряемой плитки будет отстоять в этом
месте от поверхности стеклянной пла-
стины на 0,3 мк + 0.6 мк = 0.9 мк.
Фиг. 29.
поверхности этой
Следовательно, первая интерференцион-
ная полоса на исходной плитке будет
совпадать с третьей полосой на прове-
ряемой плитке (считая от воображаемого
ребра клина на
плитки).
Для определения
ров совпадающих
Негодна» Проверяема»
Пяитнвжжи. плитка
порядковых номе
интерференционных
полос верхнюю
стеклянную
пла-
d
1 положение
О положение
Фиг. 30.
а Ь
• •
Фиг. 31.
сгину наклоняют так, чтобы она касалась
одновременно исходной и проверяе-
мой плиток; в этом случае интерферен-
ционные полосы уже не будут напра-
влены параллельно коротким ребрам
плиток, но на обеих плитках можно
будет наблюдать ребро клина н полосы,
начиная от первой,
Если разность размеров плиток выра-
жается числом, не кратным -у, интер-
ференционные полосы будут соответ-
ственно сдвинуты на дробное число по-
лос. Целое число полос в этом случае
отсчитывают, как ука-
занр выше; для отсчета
дробной доли полосы
выравнивают в направ-
лении, параллельном ко-
ротким ребрам плиток.
Проверяемую плитку
измеряют, притирая ее
к плоской стеклянной
пластине около исход-
ной плитки, в двух поло-
жениях (фиг. 30). Для
определения отклонений
от плоскопараллсльно-
сти измеряют плитку дополнительно
в точках а, •&, с и d (фиг. 31).
Технический интерференционный ме-
тод измерения применяют, если раз-
меры проверяемой и исходной плиток
разнятся не более чем на 2 мк.
Рычажно-оптические приборы осно-
ваны на применении оптического рычага,
позволяющего удлинить большое плечо
рычага, не увеличивая габаритов при-
бора.
К наиболее распространенным при-
борам, основанным на принципе опти-
ческого рычага, относится оптиметр
(основные данные по оптиметрам см. [1]).
Пружинно-оптические приборы. В пру-
жинно-оптических приборах «Мик-
роЗИС» (фиг. 32) механическая часть
увеличивающей системы представляет
собой две вертикальные параллельные
плоские пружины,склепанные верхними
концами. Нижний конец одной пружины
укреплен неподвижно в корпусе при-
бора, нижний конец другой пружины
связан с измерительным наконечником.
Вертикальные перемещения измери-
тельного наконечника на малую вели-
чину вызывают значительные угловые
перемещения верхнего склепанного кон-
ца пары пружин. Флажок, укрепленный
на этом конце, движется в световом
пучке, создающем дополнительный оп-
тический рычаг. Контур флажка проек-
тируется на прозрачную шкалу. Общее
передаточное отношение пружинно-ой-
тической системы прибора К в> 1200.
Пневматические приборы служат для
измерений относительным методом и
применяются с контактными и бескон-
тактными измерительными головками.
24
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
Наибольшее применение эти приборы
находят при измерении отверстий и
для опенки качества отделки поверх-
ностей.
Пневматические приборы, основан-
ные на зависимости между давлением
Фиг. 32. Схема прибора МикроЗИС: 1 — измери-
тельный стержень; 3— подвижная планка; 3—упру-
гие пластины-. 4 — неподвижная планка; 5-верти-
кальные упругие пластины; 6 — стрелка: 7 — фла-
жок; S — линзы; 9 — источник света; 10 — шкала.
воздуха, вытекающего через малое от-
верстие, и сечением этого отверстия,
представлены прибором с водя-
ным манометром (фиг. 33, а и б).
Размер проверяемой детали опреде-
ляется по шкале у манометрической
трубки в соответствии с уровнем жидко-
сти (подкрашенной воды — для боль-
шей четкости при отсчете показаний)
в трубке манометра.
Тарировка шкалы производится по
образцовым кольцам, измеряемым атте-
стованной пробкой.
Передаточное отношение на равно-
мерном участке шкалы — обычно в пре-
делах 5000—2500; интервал деления
составляет 5 мм при цене деления
0,001—0.002 мм. ч
Отверстия малых диаметров могут
измеряться путем непосредственного
пропускания воздуха через измеряемое
отверстие; предварительно прибор гра-
дуируется по образцовым отверстиям.
Для измерения отверстий большего
диаметра применяются пробки с двумя
или четырьмя выходными отверстиями
Фиг. 33. а — принципиальная схема прибора
с водяным манометром; 0 — схема пневматиче-
ского калнбра-пробкн.
для устранения влияния положения
пробки на результаты измерения
(фиг. 33, б).
Пневматические приборы, основан-
ные на зависимости между расходом
Фиг. 34. Схема поплавкового прибора: / — воз-
душная сеть; 2 — стабилизатор давления; 3— ре-
гулятор; 4 — дополнительный регулятор; 5 —
шкала: б — контролируемая деталь.
воздуха, вытекающего через малое от-
верстие, и сечением этого отверстия,
представлены пневматическим поплав-
ковым микромером (прибор с ротаме-
тром).
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИИ В МАШИНОСТРОЕНИИ
25
Поплавковый микрометр
(ротаметр) (фиг. 34) представляет собой
коническую стеклянную трубку, укре-
пленную вертикально широким концом
кверху. По этой трубке проходит воз-
дух, идущий снизу вверх и поддержи-
вающий металлический поплавок. По-
следний останавливается в состоянии
динамического равновесия в тот момент,
когда между ним и стенками трубки
образуется кольцевой зазор, через кото-
рый проходит поток воздуха, компен-
сирующий вес поплавка и работу тре-
ния воздуха о поплавок. Верхняя пло-
скость поплавка является указателем
для отсчета по шкале, помещенной
рядом с трубкой. Высота положения
поплавка зависит от скорости течения
воздуха, которая тем больше, чем боль-
ше зазор между соплом измерительной
головки и поверхностью измеряемого
изделия. Цена деления шкалы зависит
от конусности трубки и от веса по-
плавка.
Приборы этого типа имеют переда-
точные отношения от 2000 и 10 000
при цене деления от 2 до 0,2 мк и интер-
вале деления от 2 мм и более.
Малая инерционность микрометров, их
высокая точность и простота конструк-
ции создают возможность их широкого
применения.
Воздух подается под давлением в
несколько атмосфер; это обеспечивает
надежное измерение также и при нали-
чии масла или грязи на поверхности
измеряемой детали, поскольку все
посторонние частицы сдуваются воз-
духом.
Для цехового контроля применяются
также пневматические приборы с
пружинным редуктором
давления воздуха и манометром с труб-
чатой пружиной в качестве отсчетного
устройства. Эти приборы работают при
давлении воздуха в питающей сети
\—7кПсм1 и в манометре около 2 кПсм*.
Приборы оснащаются сменными изме-
рительными головками (пробками, коль-
цами) для контроля изделий различ-
ных размеров и конфигураций. Возмо-
жен комплексный контроль нескольких
размеров (при нескольких отсчетных
манометрах).
Электрические приборы служат для
измерения наружных и внутренних раз-
меров и применяются в виде настольных
одномерных приборов,а также в качестве
измерительных элементов (датчиков)
в многомерных контрольных приспо-
соблениях и контрольно-сортировочных
автоматах.
По принципу действия электрические
приборы разделяются на электрокон-
тактные, электроиндуктнвные, электро-
емкостные, фотоэлектрические. Преиму-
щественное распространение имеют
электроконтактные дат-
чики. Принцип действия их заклю-
чается в использовании перемещений
измерительного щупа, опирающегося на
поверхность контролируемой детали,
для замыкания контактов электрической
цепи, в которую включены сигнальные
лампочки.
Один из наиболее надежных, долго-
вечных и простых датчиков выпускается
заводом <Калибр» (фиг. 35). В головке
датчика в двух направляющих втулках
перемещается составной измеритель-
ный стержень /. Он воздействует на
промежуточный контактный рычаг 2,
который прикреплен к корпусу посред-
ством двух плоских перекрещивающихся
пружин 3, заменяющих ось качания
рычага. Регулируемые контакты 4 уста-
новлены в корпусе на плоских пружи-
нах. Положения контактов регули-
руются установочными винтами 5 через
промежуточные рычажки 6. Эти винты
оснащены барабанами со шкалой для
точной настройки и находятся под
26
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
постоянным воздействием пружин 7,
назначение которых — компенсировать
зазор в резьбе и обеспечивать тугую по-
садку независимо от износа резьбы. Изме-
рительное усилие создается пружиной 8.
На фиг 36 показан электро контакт-
ный датчик «Мегаз» с пружинным меха-
низмом передачи движения от измери-
тельного стержня к замыкающим кон-
тактам. Большое передаточное отноше-
ние механизма, равное 50, облегчает
настройку датчика и существенно сни-
жает погрешности контроля, вызывае-
мые электрическим и механическим
износом контактов. Недостаток — зна-
чительное измерительное усилие (до
1 кГ), обусловленное конструкцией дат-
чика.
Недостаток электроконтактных дат-
чиков: в процессе контроля при размы-
кании контактов между ними возни-
кает дуговой разряд, что лишает прибор
стабильности и снижает точность пока-
заний. С целью устранения или ослабле-
ния этого недостатка электроконтакт-
ные приборы изготовляют с дополни-
тельными устройствами, понижающими
мощность рабочего тока: сигнальная
схема с неоновыми лампами и сопроти-
влениями, электромагнитным реле или
электронным реле. Применение рычаж-
ной системы с передаточным отноше-
нием К от 50 до 100 Снижает влияние
искрения, поскольку дуга гаснет при
незначительном перемещении измери-
тельного наконечника.
Электроиндуктивные при-
боры основаны на применении
электрических устройств, служащих
для преобразования перемещений изме-
рительного стержня в изменения на-
пряжения; электроизмерительный при-
бор градуируется в линейных величи-
нах перемещения измерительного стерж-
ня. Такие приборы характеризуются
высокой чувствительностью.
На фиг. 37 показан индуктивный дат-
чик НИЭЛ. Перемещения измеритель-
ного стержня 1 вызывают большие или
меньшие отклонения железного рычага 2,
коней которого находится в воздушном
зазоре между реакт’ивными катушками 3
и 4. Изменение воздушного зазора
в магнитной цепи катушек меняет их
коэффициенты самоиндукции
Датчики НИЭЛ снабжены устрой-
ством для регулировки воздушного за-
зора и обладают свободным ходом изме-
рительного стержня.
Электроиндуктивные датчики чаще
всего используются как универсаль-
ные приборы в сочетании со стойкой
(индуктивные микрометры). .
Погрешность измерения рычажных
индуктивных приборов обычно соста-
вляет 1% предела измерения по шкале,
s
1
У
Хя
г
s
§ § §
н-
и--°
-=>8
H- H-
8
aS
IВ
t£
36
sg.
a
§
? *
8
Ш8
В
s
2S 2 2
rr r ?
ЫЮ ~ «Л
3
s
3 § § §
Цена деления
H-
8 S
«О э *- р ю <0 1 1 1 1 1.2-1.5 1.2-1.5 0.9-1.1 0.9-1.1
Н- н- р •>» СЛ 25 15 15 Рычажко-зуб- ±2 15 ±1 u н- и- н- н- сп СЯ 1 8 —
1 н-н* VUlilMC ripuvupw В 20 делений ±1 В 0,1 мм 7 В -ЬЗО делений 15 15 15 15 я * * 5 1
. 1 *€ ' 00 00 00 ос « § lilt £ Г к
р * О со р л «л С4С4 Ы Ы 1111
4Х> 75-125 500-900 50-150 400 88 8 8 • • • & Й 8 § § 8 § §
I
э
|
г
Пределы на-
меренна по
шкале в мм
Интервал де-
ления II мм
8
ES
Я
Предельная
нестабиль-
ность показа-
ний в мк
Измерн гель
ное усилие
» Г
Основные характеристики измерительных средств общего назначение
&
8 8 8 8
s a
£ 8
pc
R S
§ М 2
о о о о
to м >; и
аа
X
S
С
q
з
3 ,
& й
О S S S
8 8 ё 8
.г?
« -в
Цз
г Е
Присоедини-
тельные раз-
меры в мм
i ?.
“5
В
6
иинзоснэонишум а иинааамеи хихззьинхэ! наонэо
Продолжение табл. в
—
И змерител мм средство
в пределах на участье
всей шкалы шкалы
Предельная погрешность
показаний в мк
Габаритные
размеры
в «л
s|‘
Mi
ctS
Технические
условия
Рычажно-микрометрические приборы
Рычажный микрометр (фиг. 15) 0—25 То же, 25—50 ........ 0.002 0.002 10.02 ±0.02 1 1 По шкале £1 . . ±1 Суммарная ±3 1 ±4 0.5 0.5 200-400 200-400 160X60X20 180X80X20 1 1 По ГОСТ 4391-43
• • • • Пружинные приборы
Пружинный микрометр
(фиг. 16) 0,001 ±0.03 ±0.5 — 0.5 250 210X96X55 0 28 По ГОСТ 5406-50
То же 0.002 ±0.06 » ±1 — 1 250 210X95X55 0 28
Измерителе мая машина (фиг. 17у 0—1000 мм ...... 0,001 0-1 000 0.96 Измерителе ±(рД4-10-*£) мые машины До 100 мм ±(0,54-5-10~8£) • 200 1 800
0-2000 0,001 0-2 000 0.96 ± (0,54-10“г£) ±(0.54-5-10“»£) — • 200 2 880 — —
0- 3000 0.001 0-3 000 0.96 ± (034-10-2Д) -+(0,54-5-10“8£) — 200 3 990 — —
0-6000 0.001 0-6 000 0.96 ± (0,5-t-10-’L) ±(0,54-5-10“81) -_ 200 7 000 —
Измерительная машина
(фиг. 18) 0-12 000 мм . . . 0.001 0-12 000 2.5 ±(14-5Ю-’1) — Уставав- 12 500 — —
Длиномер (фиг. 20) 0.001 0-100 2,5 — — лнвается по необ- хоапыо- стн То же 780X500X250 — -
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
о
s
5
£
!»
5
5
13
1 м
s
£
г
1
X
н-
1
2 к
х »
• 3 S
• С * в
; к ; 3
Ь г
• Е • 5
I
S
1
la
о. g Jl
Н-
и-
2
В
£
»н-
5-в
5
2
*
°, 8
1н-ь
а
1
г
В
Э
S 900'0 о 8 i
Г Г г ? г
В « § 8 в
— о !• о
а 09 а
X
н- н- н н- i •5 I
. -
^сд ' 2
+ + + 4-
81г- 81г- у г- 8|«-
+ + + + R
HL 1500 № Ils к S
? 1
• •
ж
о
к
5
3
г
1 "° 1 § -g III 1 g III ।
oeXssiXsu C4 Ю X 1 Ob M»X09tXOO> (.юэХооеХои i i
i s 1 1
1 Ю -M 1 1
I
£
Цена деления в мм
Пределы из- мерения по шкале в мм
Интервал де- ления в мм
в пределах всей шкалы Предельна» погрешность показаний в мк
на участке шкалы
Предельная нестабиль- ность показ»- ннй » мк
Измеритель- ное усилие в Г
Габаритные размены я мм
Присоедини- тельные раз- меры в мм
* F
®33ж
•<г
Продолжение табл. в
63
HHHaodiooHHmvw в иинзйзиеи хихэзьинхзз мнонэо
□родалжеиие тлбл. в
Измерительное средство Цена деления мм Пределы из- мерения по окам в мм Интервал де- ления в мм 1 Предельная показан в пределах всей шкалы погрешность Ай Ь МК на участке шкалы Пределы! ля нестабиль- ность показа- ний в мк Измеритель- ное усилие в Г Габаритные размеры Присоедини тельные раз- меры в ММ Технические условия
МикроЗИС (фиг. 32) .... Прибор с водяным маноме- тром (фиг. 33) . Микрометр пневматический поплавковый (фиг. 34) . Прибор с пружинным мано- метром .......... Электрокоитактяый латник .Калибр* (фиг. За): класс 1 ...... . класс 2 Электрокомтактимй латник .Мегаз* (фиг. 36) . Индуктивный латник НИЭЛ (Фиг-37) 0.0025 0,001- 0.002 0.00025- 0.002 0.0025- 0.02 0.001- 0,01 0,120 До 0,032 . 0,024 . 0,4 0.1-1 3 5 2-12 1 До 1.5 Пружикко-опт 0.S Пнеематиче< До ±0^ деления . ±ол . . ±ол . Электричес ±1 ±3 *1 ± 0.25-1-0.5 цены мления ические прибор 1 - •кие приборы кие приборы • м До 0,3 деления До 0,3 мления 0.3 1 100-300 100-300 До 1000 . 500 870Х И 200 н 1ЭООХ 0 МО 240 X200X550 167X75X15 167X75X1S 125X75X25 116X70 1 - 0 8 0 8 1 зис По гост 5406-50 По ГОСТ 3309-47
Примечания: 1. В таблицу не включены плоскопараллельные концевые меры длины, штриховые меры, штанг енннстру менты, микро* метрические инструменты, средства для контроля плоскостности н прямолинейности, так как их характеристики приведены в тексте. 2. £ _ измеряемая длина, Н — высота объекта измерения, л — число делений шкалы от нулевого штриха, / — пена деления шкалы в мм< дХ — погрешность измерения длины полуволны по аттестату.
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ В МАШИНОСТРОЕНИИ
31
Советскими приборостроителями со-
зданы также конструкции контактно-
индуктивных приборов, сочетающих в
себе электроконтактиый и электроип-
дуктивный принципы преобразования
измерительного импульса. Контактно-
индуктивные датчики имеют ряд экс-
плуатационных преимуществ, особенно
проявляющихся при автоматическом
контроле.
Электроемкостные приборы
основаны на применении конденсатора,
одна пластина или одна группа пластин
которого закреплена неподвижно, а
другая перемещается под действием
измерительного стержня.
Таблица 7
Типы, виды поверочных линеек и преимущественный метол проверки ими изделий
(ТУ ОСТ 20126-39)
Тип линейки Вил линейки (эскиз) Наименование линейки Размер линейки Я ММ Класс точности линейки Метод проверки изделия
Линейки лекаль- ные ’ q 1 \ ? б 1 1 J ♦ X 1 i • 1. С односторонним ско- сом 2. С двусторонним ско- сом 3. Трехграиные 4. Четырехгранные 75 125 175 225 300 0-й и 1-й Световой щели
Линейки с широкой рабочей поверхностью □ Стальные прямоугольного сечения 500 750 icoo 1500 2000 1-й, 2-й, 3-й 1. Лилейных отклонений 2. На краску
I со <=> 1 Стальные двутапрового сечения 500 750 1000 1500 2000 2500 3000 •1000 5000 оооо
I S S Чугунные двутаврового сечення 500 750 1000 1500 2000
й Чугунные мостики 5О0Х 40 7К>Х 45 1000Х 50 150ОХ 50 ,200рХ 70 250ЙХ 50 3000X 90 4000X110
Линейки угловые (клинья) '14 □ 3 1. Трехгрвниые 2. Трапсцондальиые 250 500 750 1000 S X 5 На краску
Примечание. Нормалью МСС. введенной 1/1V 1950 г., установлены технические условна на чугунные мостики размером 5000 X130 мм.
32
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
С изменением размера детали изме-
няется емкость конденсатора, включен-
ного в колебательный контур схемы,
что влечет за собой изменение силы
тока или напряжения, которое отсчи-
тывается по шкале гальванометра. Шка-
ла, как правило, градуируется в ли-
нейных величинах.
Основные характеристики измери-
тельных средств общего назначения
приведены в табл. 6.
Средства и методы измерений пло-
скостности и прямолинейности.
Для проверки плоскостности и пря-
молинейности применяются плиты и
линейки.
Поверочные плиты служат
для поверки плоскостности шаброван-
ных поверхностей по методу пятен
на краску. Они применяются также
в качестве вспомогательных приспособ-
лений при различного рода контроль-
ных работах. Стандартные плиты (ТУ
по ОСТ 20149-39) изготовляются раз-
мерами от 100X200 До 1000X1500 мм,
а по нормали МСС—до 3200X5000 мм.
По точности изготовления Поверочные
плиты разделяются на три класса:
0-й, 1-й н 2-й (выпускаются также плиты
3-го класса точности — разметочные, ис-
пользуемые только для разметочных
работ). Измерительные поверхности по-
верочных плит, предназначенных для
работы по методу пятен на краску,
должны быть отшабрены.
Степень плоскостности измеритель-
ных поверхностей плит размером до
1000X1500 мм определяется количе-
ством пятен краски на площади квадра-
та со стороной 25 мм. Для плит 0-го и
1-го классов точности количество пятен
должно быть не менее 25, для плит 2-го
класса — не менее 20, для плит 3-го
класса — не менее 12 (плиты 3-го класса
точности могут изготовляться строга-
ными). Наряду с количеством пятен
стандартом регламентированы следую-
щие допустимые отклонения от пло-
скостности плит в линейной мере (для
контрольных плит строганых, шлифо-
ванных, притертых):
Кмсс точности
О*
1-а
2-й
3-й
Отклонении в мк
От ± 3 хо ± в
. ± 8 . ±12
. ±12 . ±25
. ±30 .'±60
Типы и размеры поверочных
линеек, а также условия их при-
менения приведены в табл. 7.
Допустимые отклонения измеритель-
ных поверхностей лекальных линеек от
прямолинейности составляют от 0,5 до
7 мк, а допустимые отклонения измери-
тельных поверхностей проверочных ли-
неек с широкой рабочей поверхностью
от плоскостности составляют от 7 до
600 мк в зависимости от класса точно-
сти и размера. Для линеек последнего
типа с шаброванными поверхностями
нормировано количество пятен краски
в прямоугольнике, равновеликом ква-
драту со стороной 25 мм (табл. 8).
Таблица S
Плоскостность поверочных линеек
Длина линеек В Класс точности
м 2-й
Количество и ятен не менее
До 1500 25 20
Св. 1500 20 15
Проверочные линейки применяются
для проверки плоских поверхностей из-
делий по методу линейных отклонений.
Величины отклонений определяются с
помощью щупов, плиток и т. п.
Угловые линейки, применяемые для
одновременной проверки плоскостности
и угла между двумя пересекающимися
поверхностями, изготовляются только
шаброванными.
Допустимые погрешности углов для
линеек 1-го класса точности ±5', для
линеек 2-го класса точности ± 10'.
Плоскостность малых до-
веденных поверхностей,
например рабочих поверхностей пло-
скопараллельных концевых мер. про-
веряется техническим интерференцион-
ным метолом.
Если между плоской стеклянной пла-
стиной и доведенной поверхностью дру-
гого тела создать тонкий воздушный
клин (фиг. 38), то в поле зрения наблю-
дателя появятся, как следствие интер-
ференции света, чередующиеся светлые
и темные полосы, отчетливо видимые не-
вооруженным глазом. Ясно выраженные
светлые и темные полосы наблюдаются
в однородном (монохроматическом) све-
те; в белом свете наблюдаются цвет-
ные полосы. Расстоянию между сосед-
ними темными полосами соответствует
увеличение высоты клина, равное поло-
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ В .МАШИНОСТРОЕНИИ
33
вине длины световой волны. Если бы
поверхности 1 и 2 (фиг. 38) были
идеально плоскими, интерференционные
полосы были бы прямолинейны и па-
раллельны ребру клина; при наличии
на поверхностях / и 2 впадин и выступов
интерференционные полосы будут искри-
влены.
Для определения величины погреш-
ности плоскостности измеряют на глаз
Фиг. за.
(фиг. 39), принимая за единицу измере-
ния ширину b полосы, и полученный
результат умножают на половину длины
световой волны:
Если интерференционные полосы об-
ращены выпуклостью к ребру клина, —
проверяемая поверхность вогнута;
если полосы обращены выпуклостью
в обратную сторону, — поверхность вы-
пукла.
Технический интерференционный ме-
тод применяют для определения погреш-
ностей плоскостности, не превышающих
2 мк.
Предельная погрешность метода обыч-
но не превышает ±0,1 мк.
Прямолинейность по-
верхностей большой про-
тяженности (например, станин
станков) может быть проверена с по-
мощью уровня, устанавливаемого по-
следовательно в различных положе-
ниях по длине исследуемой поверх-
ности.
По показаниям уровня легко по-
строить кривую проверяемой поверх-
ности.
Для проверки прямолинейности на-
правляющих больших станков исполь-
зуют также коллимационный ме-
тод [1].
Прямолинейность вертикально рас-
положенных поверхностей проверяют
с помощью натянутой струны. Расстоя-
ние от струны до проверяемой поверх-
3 Том < 769
ности в различных точках определяют
с помощью микроскопа, снабженного
окулярным микрометром.
Калибры
Калибрами называются бесшкальные
измерительные инструменты, предназна-
ченные для контроля отклонений раз-
меров, формы и взаимного расположе-
ния частей изделий. Калибры не опре-
деляют числового значения измеряемой
величины.
По конструктивным признакам ка-
либры разделяются на жесткие и регу-
лируемые, односторонние предельные и
двусторонние предельные и т. д.
По назначению калибры разделяют-
ся на:
а) рабочие калибры — для проверки
изделий на рабочем месте;
б) калибры браковщика — для кон-
троля изделий браковщиками контроль-
ных отделов заводов-изготовителей;
в) приемные калибры — для контроля
изделий заказчиком;
г) контрольные калибры — для про-
верки рабочих и приемных калиб-
ров.
В зависимости от числа одновременно
проверяемых параметров различают
также элементные (или одиночные) ка-
либры и сложные (или комплексные)
калибры.
К типичным представителям послед-
ней группы относятся проходные ка-
либры шлицевые, резьбовые.
Основной принцип конструирования
калибров: проходные калибры должны
являться прототипом сопрягаемой де-
тали и ограничивать все элементы, а не-
проходными калибрами следует прове-
рять каждый элемент отдельно. Такой
метод проверки надежен с точки зрения
требований взаимозаменяемости, особен-
но при контроле изделий сложных профи-
лей, когда необходима уверенность в том,
что отклонения всех составляющих эле-
ментов ограничиваются полем суммар-
ного допуска (например, шаг и угол в
резьбе; расположение шлицев в шли-
цевых изделиях; конусность, овальность
и другие отклонения от цилиндриче-
ской формы у гладких изделий: откло-
нения углов от 90’ у изделий с квад-
ратным сечением и т. Д.).
Типы калибров, допуски на их изго-
товление и износ приведены в статье
«Гладкие цилиндрические соединения»
(глава III).
34
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
ОТКЛОНЕНИЯ ОТ ПРАВИЛЬНОЙ
ГЕОМЕТРИЧЕСКОЙ ФОРМЫ
И ПРАВИЛЬНОГО РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
Отклонения от правильной
геометрической формы
Отклонения от правильной геоме-
трической формы возникают в процессе
механической обработки как следствие
неточностей и деформаций станка, ин-
струмента и приспособления, дефор-
маций обрабатываемого изделия, а также
износа инструмента и неравномерности
припусков на обработку. Эти отклоне-
ния отрицательно влияют на износостой-
кость изделий вследствие повышен-
ного удельного давления на выступах
контура; на прочность неподвижных
и прессовых посадок — вследствие не-
равномерности натяга; на точность
работы механизмов, основанных на
использовании направляющих, копи-
ров, кулачков и пр., — вследствие иска-
жений исходных контуров; на точность
измерительных процессов, основанных
на воспроизведении геометрических схем
(измерение среднего диаметра резьбы по
методу трех проволочек, измерение угла
уклона клинового паза с помощью роли-
ков и т. д.), — вследствие искажений
расчетных контуров проволочек, роли-
ков и т. д.
Отклонения от правильной геометри-
ческой формы цилиндрических изделий
разделяются на отклонения контура
поперечного сечения от окружности
(овальность, огранка); отклонения обра-
зующих от прямолинейности (бочкооб-
разность или вогнутость поверхности,
изогнутость осн) и отклонения образую-
щих от параллельности (конусность).
О волнистости и чистоте поверхно-
сти см. стр. 51—54.
Овальность определяется как раз-
ность наибольшего и наименьшего диа-
метров, измеренных в одном сечении.
Контроль овальности производится
обычными методами измерения длин.
В каждом сечении изделия, у которого
производится проверка величины оваль-
ности, измеряются диаметры в несколь-
ких направлениях, равномерно рас-
пределенных по площади сечения. Наи-
более точные и надежные результаты
получаются при поворачивании изде-
лия вокруг оси на 180°, при-
чем измерительные поверхности при-
бора находятся в безотрывном кон-
такте с исследуемой поверхностью изде-
лия, но производительность этого метода
весьма низка. Наиболее производи-
тельным методом, однако при наи-
менее надежных результатах, является
измерение изделия только в двух вза-
имно перпендикулярных направлениях.
При этом, в связи с произвольным поло-
жением этих диаметров, могут быть
с равной вероятностью получены любые
значения овальности в пределах от
нуля до фактической ее величины.
При числе измеряемых диаметров
большем двух надежность измерения
существенно увеличивается. В боль-
шинстве случаев достаточно измерить
диаметры выбранного сечения в трех
равномерно распределенных направле-
ниях, и если найденное значение
будет меньше 0,75 допуска, то нет
необходимости производить измерения
диаметров в большем числе направле-
ний. Если найденное значение будет
больше 0,866 допуска, то деталь должна
быть забракована.
При получении величины овальности
в пределах от 0,75 до 0,866 допуска
требуется повторная проверка изделий
в большем числе направлений, напри-
мер в пяти.
Поскольку в контролируемой партии
таких изделий будет небольшое коли-
чество, применение указанного мето-
да, при сохранении достаточной надеж-
ности, обеспечивает существенное уве-
личение производительности контроля
по сравнению с контролем путем пово-
рачивания изделия при непрерывном
контакте рабочих поверхностей изме-
рительного прибора с исследуемой
поверхностью изделия.
Огранка (фиг. 40) определяется ма-
ксимальной разностью диаметра окруж-
ности, в которую
полностью вписывает-
ся контур сечения, и
минимального рас-
стояния между двумя
параллельными пло-
скостями, касатель-
ными к поверхности
детали. Контур попе-
речного сечения дета- ♦иг. «.
ли, имеющей огранку,
представляет собой ряд сопряженных
дуг разных радиусов (описанных из
разных 'центров). Величина огранки
определяется преимущественно двумя
методами — контролем в призме и кон-
тролем отверстии кольца.
ОТКЛОНЕНИЯ ОТ правильной геометрической формы
35
Контроль огранки в приз-
ме (фиг. 41). Изделие 1 кладут на
призму 2, установленную на столе при-
бора, и поворачивают в ней на 360°;
измерительный наконечник прибора в
это время непрерывно касается поверх-
ности контролируемого изделия. Вели-
чина огранки определяется по разности
ванбольшего и наименьшего показаний
прибора, пересчитанной в зависимо-
сти от угла призмы, числа граней и
других параметров, характеризующих
размеры и форму контура. Ввиду слож-
ности пересчета метод контроля огранки
в призме рекомендуется применять пре-
имущественно в случаях, когда изме-
ряемое изделие предназначено для уста-
новки в призму или в иной угловой
контур (например, проволочки для кон-
троля среднего диаметра резьбы). В
этих случаях производить пересчет нет
необходимости.
Контроль огранки в от-
верстии кольца (фиг. 42). Этот
метод дает возможность определить дей-
ствительную величину огранки непо-
средственно по результатам измерений,
без пересчета. Измеряемое изделие /,
с поверхностью которого соприкасается
измерительный наконечник прибора,
поворачивают на 360° в тщательно изго-
товленном отверстии кольца, диаметр
которого равен наибольшему предель-
ному размеру изделия. Величина огран-
ки определяется непосредственно по
результатам измерения как разность
наибольшего и наименьшего показаний
прибора.
Этот метод контроля огранки может
быть совмещен с проверкой по про-
хсииому кольцу.
Бочкообразность (фиг. 43, а) и вогну-
тость (корсетность, фиг. 43, б) поверх-
ности определяются как наибольшая
разность диаметров d и d1 крайних и
средних сечений детали Величина во-
гнутости может быть определена также
с помощью специального столика с пло-
ской поверхностью, плоского бруска и
отсчетного прибора по схеме фиг. 44.
Установка на ноль производится по
плоскому бруску, после чего на его
Фиг. 44.
место устанавливается измеряемая де-
таль. Разность нулевого и минималь-
ного показаний прибора равна поло-
вине величины вогнутости.
Изогнутость определяется стрелой
прогиба оси цилиндра или его обра-
зующих (а на фиг. 45). Контроль нзогну-
Фиг. 45
тости производится между плоскостью
и наконечником отсчетного прибора
36
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
Величина изогнутости соответствует
наибольшей разности показаний при-
бора при поворачивании детали на 360°.
Наименьший отсчет прибора (фиг. 45, а)
соответствует размеру диаметра ‘ d
измеряемого цилиндра, наибольший
(фиг. 45, б) — сумме (d 4- а) размера
диаметра и величины изогнутости.
Величина изогнутости может быть
определена также аналогично опреде-
лению величины вогнутости (см. фиг. 44).
Для более точного измерения по
схемам фиг. 44 и 45, в целях исключе-
ния погрешностей формы на окружно-
стях торцов (фаски, завалы), измеряемое
изделие рекомендуется устанавливать
на цилиндрические опоры, располо-
женные вблизи краев изделия. В этом
случае при измерении по схеме фиг. 44
плоский брусок, служащий для нулевой
установки отсчетного прибора, также
следует устанавливать на эти же опоры.
Качественная оценка отклонений об-
разующих от прямолинейности и класси-
фикация изделий по различным видам
этих погрешностей могут быть произ-
ведены путем наблюдения просвета
между образующими изделия и дове-
денной поверхностью плоского бруска,
приложенного к изделию.
Величина просвета в пределах
0,002—0,010 мм может быть коли-
чественно определена путем сравнения
с «образцом просвета» (см. фиг. 39 на
стр. 123), составленным из плоско-
параллельных концевых мер.
У тонких цилиндрических стержней
наличие значительной изогнутости мо-
жет быть обнаружено также путем пере-
катывания их по наклонной плоскости:
при наличии изогнутости такие стержни
будут скользить по плоскости, но не
перекатываться.
Конусность определяется отношением
разности диаметров двух поперечных
сечений к расстоянию между ними
(иначе — разностью диаметров на за-
данной длине). Оба диаметра изме-
ряются обычными методами. Расстояние
между сечениями, в которых измеряются
диаметры, определяется с помощью
измерительной металлической линейки.
Измерение обоих диаметров произво-
дится в одной и той же плоскости, про-
ходящей через ось цилиндра.
Данные о величине конусности и
вогнутости (бочкообразности) могут
быть получены по результатам изме-
рения овальности в трех или более
сечениях изделия.
Перечисленные методы определения
величин отклонений от правильной гео-
метрической формы применяются во
всех случаях, когда допускаемые откло-
нения выражены численно. Если допу-
скаемые отклонения от правильной гео-
метрической формы ограничиваются
полем допуска изделий (фиг. 46), то
Фиг. 46.
производится комплексный контроль с
помощью предельных калибров (см.
стр. 33).
Средства и методы измерений пло-
скостности и прямолинейности см.
стр. 32, 33 и 49.
Отклонения от правильного
расположения поверхностей
К отклонениям от правильного рас-
положения поверхностей относятся: от-
клонение от соосности (смещение осей,
радиальное биение); торцевое биение;
отклонение от правильного расположе-
ния параллельных, пересекающихся или
скрещивающихся осей; отклонение от
параллельности и от заданного угла
между Поверхностями.
Отклонения от соосности опреде-
ляются расстоянием между осями (экс-
центриситетом) или величиной радиаль-
ного биения. Величина радиального
биения, зафиксированная прибором,
складывается из овальности, огранки и
несовпадения геометрической оси с базо-
вой осью. Радиальное биение цилиндри-
ческих поверхностей относительно оси
центров контролируется с помощью
отсчетного прибора (индикатор, опти-
метр, миниметр и пр.), измерительные
поверхности которого находятся в безот-
рывном контакте с исследуемой поверх-
ностью при поворачивании изделия в
центрах на 360°.
Радиальное биение цилиндрических
изделий, имеющих круглое отверстие,
предпочтительнее измерять на выверен-
ной оправке, установленной в призмах.
Для увеличения производительности
контроля радиального биения, так же
ПРОИЗВОДИТЕЛЬНЫЕ И АВТОМАТИЧЕСКИЕ МЕТОДЫ ИЗМЕРЕНИИ
37
как и торцевого (см. ниже), измерения
могут быть произведены в ограничен-
ном числе точек. В этом случае пол-
ностью применимы положения, приве-
денные выше в отношении контроля
овальности.
Эксцентриситет двух или нескольких
цилиндрических соосных поверхностей
(наружных или внутренних) контро-
лируется соответствующими проход-
ными калибровыми соосными ступенча-
тыми пробками или втулками. Непро-
ходные калибры должны быть отдель-
ными для каждой ступени.
Торцевое биение определяется как
наибольшее расстояние между двумя
равноудаленными от оси точками тор-
цевой поверхности изделия, измеренное
в направлении, параллельном оси. До-
пустимые величины торцевого биения
задаются для определенного расстоя-
ния от оси.
В результаты измерений торцевого
биения входит отклонение от плоскост-
ности торца.
Процесс контроля торцевого биения
аналогичен процессу контроля ради-
ального биения.
Отклонения от правильного располо-
жения пересекающихся или скрещи-
вающихся осей определяются величиной
отклонения угла между осями и крат-
чайшим расстоянием между ними.Откло-
нение угла обычно выражено в линей-
ных величинах на некоторой длине.
Контроль производится специальными
составными калибрами (фиг. 47). Один
из калибров-валиков имеет отверстие в
теле самого калибра (если оси пересе-
каются) или отверстие в специальном
ушке калибра (если оси скрещиваются),
в которое должен входить другой ка-
либр-валик. Разность диаметров отвер-
стия калибра и проходящего через него
калибрового валика соответствует допу-
скаемым отклонениям расположения
осей.
Отклонения от расположения парал-
лельных осей определяются разностью
расстояний между осями на данной
длине.
Контроль производится путем изме-
рения расстояний между образующими
валов или специальных цилиндрических
оправок в двух поперечных сечениях,
расположенных на противоположных
концах, вблизи от крайних.
Отклонения от параллельности пло-
скостей часто регламентируют сов-
местно с допустимыми отклонениями от
плоскостности, называя суммарную по-
грешность отклонением от плоскопа-
раллельностн.
Плоскопараллельность проверяется
обычно путем измерения расстояний
между плоскостями в нескольких точ-
ках (как правило, в пяти: в центре и
в четырех равноудаленных от центра,
близких к крайним). Изделие считается
годным в том случае, если разность
между любыми измеренными размерами
или крайними и срединными (в центре)
размерами не превышает нормирован-
ной величины.
Отклонения от заданного угла между
поверхностями определяют измерением
с помощью образцовой угловой меры
методом оценки размера световой щели—
просвета (см. стр. 123) (при просветах
от 0,03 мм и более может быть приме-
нен также набор щупов) или применяя
для оценки разности между угловой
мерой и изделием рычажно-механи-
ческие или оптико-механические при-
боры (индикатор, миниметр, оптиметр
и др.).
Обозначения на чертежах отклоне-
ний от правильной геометрической фор-
мы см. гл. XXIII.
ПРОИЗВОДИТЕЛЬНЫЕ
И АВТОМАТИЧЕСКИЕ МЕТОДЫ
ИЗМЕРЕНИЙ
Производительные методы измерений
осуществляются при помощи различных
контрольных приспособлений: руч-
ных, механизированных и автомати-
ческих.
Автоматы являются самыми объектив-
ными и производительными контроль-
ными приспособлениями.
Измерение в процессе обработки дета-
лей — наиболее прогрессивная форма
контроля, направленная на предупре-
ждение брака.
38
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
Контрольные приспособления
Контрольными приспособлениями на-
зываются специальные производствен-
ные средства измерения, представляю-
щие собой конструктивное сочетание
базирующих, зажимных и измеритель-
ных устройств н предназначаемые для
контроля заготовок, деталей и собран-
ных механизмов.
По технологическому назначению раз-
личают контрольные приспособления
для окончательной приемки элементов
деталей и узлов, которые лишь фикси-
руют достигнутое качество продукции,—
так называемые пассивные контрольные
приспособления, и приспособления для
различных технологических проверок,
которые в той или иной мере воздей-
ствуют на ход технологического про-
цесса. — активные контрольные приспо-
собления.
Точность работы контрольного при-
способления зависит от погрешностей
базирования и зажима деталей, измери-
тельных устройств и элементов, передаю-
щих отклонения проверяемых размеров
от деталей к измерителям.
База измерения — поверх-
ность детали, которой она устанавли-
вается на контрольном приспособле-
нии относительно измерителя
Выбор базы измерения зависит от того,
в какой сталии технологического про-
цесса производится измерение. Разли-
чают базы технологические и конструк-
тивные (монтажные).
Технологическая база —
поверхность детали, которой она уста-
навливается в станочном приспособле-
нии относительно обрабатывающего ин-
струмента. Технологические базы, как
правило, используются в приспособле-
ниях для межоперацнонного контроля и
для контроля заготовок (отливок и по-
ковок).
Конструктивная база —
поверхность летали, которой она устана-
вливается относительно других деталей
узла.
Конструктивные базы используются
в приспособлениях для контроля гото-
вых деталей
Применения в конструкциях контроль-
ных приспособлений вспомогательных
баз, которые не являются ни техноло-
гическими, ни конструктивными, сле-
дует по возможности избегать.
Зажим детали не является обяза-
тельным в конструкции контрольного
приспособления; его необходимость
определяется устойчивостью принятой
базы измерения. Чрезмерная сила
зажима может привести к погрешности
измерения в результате деформации
детали.
Измерительные устройства, применя-
емые в контрольных приспособлениях,
разделяются на предельные и отсчетные.
Предельные измерители
(калибры, электроконтактные датчики
и др.) определяют наличие выхода
размеров за пределы установленного
поля допуска. Они не определяют дей-
ствительных значений проверяемых раз-
меров. Отсчетные измерите-
л и (индикаторы часового типа, ми-
лиметры, пневматические микрометры
Фиг. 48.
и др.) позволяют определять действи-
тельные значения проверяемых разме-
ров.
Повышение производительности кон-
трольных приспособлений достигается
путем создания многомерных кон-
струкций, применения механического
привода, быстродействующих зажинов,
использования пневматического, элек-
троконтактного и подобных методов
измерения.
Многомерные контрольные приспо-
собления служат для одновременного
или последовательного контроля ряда
элементов летали сложной конфигурации
за одну установку. Примером многомер-
ной конструкции является приспособле-
ние для контроля припусков на меха-
ническую обработку в отливке кор-
пусной детали (фиг. 48).
Проверяемая отливка 2 устанавли-
вается на приспособлении тремя шей-
ками в призмах 10, 7 н 6. повторяя
условия базирования ее при механи-
ческой обработке. Зажим отливки осу-
ществляется откидным рычагом $ от
пневматического цилиндра 9.
Подвижные профильные шаблоны /,
8 и 4 проверяют припуски на обра-
ПРОИЗВОДИТЕЛЬНЫЕ И АВТОМАТИЧЕСКИЕ МЕТОДЫ ИЗМЕРЕНИИ
39
ботку в отверстиях всех трех патруб-
ков отливки. Кроме того, ступенчато-
стержневые измерители 5. установлен-
ные в подвижном кронштейне, пока-
зывают наличие припуска по одному из
торцов отливки.
При более сложных конструкциях
рекомендуется применять пневматику
не только для зажима детали, ио и для
перемещения относительно нее из-
мерителей.
В сложных многомерных конструк-
циях желательна блокировка управ-
ления механизмами приспособления,
которая может дать значительное повы-
шение его производительности.
Фиг. 49.
Механический привод в конструкции
одномерного приспособления суще-
ственно сокращает продолжительность
контрольной операции за счет устра-
нения ручных приемов работы. Харак-
терным примером является приспо-
собление для контроля биения торца
толкателя (фиг. 49). Проверяемая
деталь 1 устанавливается в призму 2
до упора в ограничитель 3. От электро-
двигателя шпиндель 5 приводится во
вращение, при этом измерительный
штифт 4, расположенный эксцентрич-
но относительно оси шпинделя, опи-
сывает окружность на проверяемом
торце детали, воспринимая его пере-
кос, если таковой имеется. Переме-
щения штифта 4 через промежуточный
стержень 6 передаются на индикатор 7.
Механический привод в данном случае
исключает необходимость вращения от
руки детали при контроле биения.
Пневматические контрольные при-
способления, работающие в сочетании
с ротаметрами или жидкостными мано-
метрами, при высокой производитель-
ности отличаются большими переда-
точными отношениями — до 10 000 и
более, что позволяет производить изме-
рения с точностью до долей микрона
(см. стр. 23—25). Эти приспособления
широко применяются при контроле ли-
нейных размеров, относительного поло-
жения осей и плоскостей в простран-
стве, герметичности сопряжения деталей
и во многих других случаях. Примером
подобной конструкции служит приспо-
собление для контроля диаметра и
конусности юбки поршня (фиг. 50).
Проверяемый поршень 4 устанавли-
.вается образующей юбки на опорную
плитку 6. Сверху с ним соприкасается
качающийся измерительный рычаг 2,
расположенный на подвижной каретке 3.
Пружина 5 оттягивает каретку вниз.
Рычаг 2 имеет по концам две плоские
площадки, которые противостоят выход-
ным соплам / (на расстоянии aj) и 7
(на расстоянии а2).
Изменение зазора oj, обусловленное
конусностью юбки поршня, регистри-
руется одной из двух шкал прибора. По
изменению зазора а2, регистрируемому
Фиг. 50.
второй шкалой, определяется диаметр
поршня в нижнем сечении, по которому
производится сортировка на размерные
группы.
Электроконтактные приспособления
обеспечивают высокую пропускную спо-
собность, точность и объективность ре-
зультатов контроля. Они бывают со
стандартными электроконтактными дат-
чиками или встроенными контактными
элементами. Типичным примером кон-
струкции с датчиками является при-
способление для контроля диаметров
валика в трех сечениях (фиг. 51).
Деталь 4 устанавливается в двух
стойках 1. Два крайних датчика 3 от-
мечают отклонения проверяемого ва-
лика через промежуточную планку 2,
подвешенную на плоской пружине.
Средняя стойка 6 (по ЛЛ) сделана
40
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
плавающей, что исключает влияние воз-
можной непрямолинейности образую-
щей проверяемого валика. Стойка 6
подвешена на двух плоских пружинах 7.
Pajfei не ЛА
Фиг. 51.
Средний датчик 5 через промежуточную
планку контролирует диаметр валика
в среднем сечении. Импульсы от дат-
чиков включают соответствующую сиг-
нальную лампу светофора.
Электроконтактные датчики должны
быть взаимозаменяемы с индикаторами
часового типа.
В приспособлениях без датчиков элек-
троконтактные устройства включены в
конструкции самих приспособлений.
Типичны в этой группе приспособления,
имеющие пространственный шарнир для
свободного качания во всех напра-
влениях контактного стержня. Приме-
ром может служить приспособление для
контроля коробления поковки шатуна
(фиг. 52). Поковка 1 торцами головок
устанавливается на качающиеся пло-
щадки 2 и 4. Площадка 4 качается в
продольном направлении; перемещение
ее контактного стержня 5 за пределы
поля допуска определяется двумя кон-
тактами 6. Карданная площадка 2
качается во всех направлениях на двух
парах цапф 3, перемещения ее контакт-
ного стержня 8 определяются четырьмя
контактами 7. Показания приспособле-
ния (наличие коробления и его напра-
вление) отмечаются световыми сигна-
лами — стрелками — на экране с нане-
сенным контуром проверяемой по-
ковки.
Электроконтактные шарнирные уст-
ройства дают возможность контроля пер-
пендикулярности и параллельности по-
верхностей без необходимости вращения
при этом изделия или измерителя.
Контрольные автоматы
Автоматизация контроля готовых де-
талей целесообразна при сплошном кон-
троле в условиях массового произ-
водства и при сортировке деталей для
сборки по размерным группам.
Каждый контрольный автомат яв-
ляется сложным приспособлением, вклю-
чающим в себя ряд механизмов: а) за-
грузочное устройство; б) измерительное
устройство; в) исполнительный орган,
направляющий измеренную деталь в
приемник- г) транспортирующий меха-
низм, осуществляющий перемещение де-
талей.
По принципу измерения различают
автоматы с жесткими калибрами, элек-
троконтактные, пневмоэлектрическне,
фотоэлектрические и др.
Электроконтактный автомат для кон-
троля наружного диаметра центровоч-
ного кольца показан на фиг. 53.
Детали 2 загружаются в магазин I,
из которого по одной снимаются толка-
телем 6 и подаются на позицию изме-
рения. Движение толкателя осущест-
вляется от пневматического цилиндра 9
через жесткий рычаг 8 и связанный с
ним пружиной рычаг 7. При установке
детали 2 на позицию измерения рычаг 7
останавливается; дальнейший поворот
рычага 8 через шток 3, нагруженные
пружинами штифты и промежуточные
ПРОИЗВОДИТЕЛЬНЫЕ И АВТОМАТИЧЕСКИЕ МЕТОДЫ ИЗМЕРЕНИИ
41
рычаги 10 доводит измерительные ры-
чажки 13 и 14 до соприкосновения с
проверяемой деталью в двух точках,
расположенных одна относительно дру-
гой под углом 90°. Воспринятые рычаж-
ками 13 и 14 отклонения в размере
диаметра детали в двух сечениях пере-
даются электроконтактным датчикам 11
Фиг. 53.
положении по планке. В таком поло-
жении детали проваливаются вниз, где
по одной снимаются кареткой 5, полу-
чающей возвратно-поступательное дви-
жение через рычаг. В конечном поло-
жении каретки 5 выемка ее в форме
полуокружности совместно с подоб-
ной же выемкой в верхней части обой-
мы 7 образует полную окружность, в
которой оказывается заключенным про-
фип 54.
и 12, управляющим через электросхему
автомата положением заслонок 4 и 5,
направляющих проверенные летали в
один из трех приемников: «Годные»,
«Брак на 4- » и,«Брак на — ».
Пропускная способность автомата со-
ставляет 2400 деталей в час.
Пневмоэлектрический автомат для кон-
троля поршневых колеи на плотность
прилегания по окружности и по раз-
меру замка показан нафиг. 54 Проверяе-
мые кольца 2 надеваются на вращающий-
ся стакан 3 загрузочного устройства 4.
При этом во вращение увлекают-
ся и поршневые кольца, устанавли-
ваясь замком в определенном угловом
веряемое поршневое кольцо. Из этой
позиции тарелкой вертикально опу-
скающегося толкателя I колыю подается
в отверстие измерительной обоймы 7.
В обойме имеется кольцевая щель,
через которую продувается воздух изме-
рительного давления, поступающий от
пневмоэлектроконтактного датчика 6.
В камеры А и Б этого датчика, разделен-
ные связанными между собой резино-
выми диафрагмами, воздух поступает
от пружинного редукционного клапана.
Камера А создает противодавление.
Через камеру Б воздух проходит на
пути к измерительной обойме 7 — дав-
ление в ней изменяется в зависимости
42
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
от величины контролируемого про-
света в сопряжении измерительной обой-
мы с поршневым кольцом. Предель-
ное колебание давления в камере Б
вызывает замыкание соответствующего
контакта датчика, подающего команду
исполнительным органам автомата. Рас-
пределительный совок 8 установится на
уровне соответствующего приемного
желоба 9. Подачей на измерение оче-
редного поршневого кольца проверен-
ная деталь выталкивается из обоймы,
попадает в совок, скатывается по
соответствующему желобу и улавли-
вается одной из сменных приемных ска-
лок Ю.
Подобным же образом вторая пневмо-
электрическая цепь осуществляет кон-
троль размера теплового замка порш-
невого кольца. Конструкция обоймы 7
исключает взаимное влияние возмож-
ного просвета по окружности и размера
замка детали при измерении.
Автомат сортирует проверенные коль-
ца на четыре группы: годные, брак по
наличию просвета, брак по уменьшен-
ному и брак по увеличенному раз-
мерам замка. Пропускная способность
автомата достигает 2000 деталей в час.
Контроль в процессе обработки
Измерение деталей в процессе их
обработки является активной формой
контроля и имеет назначением преду-
преждение брака в производстве. Оно
повышает производительность станоч-
ного оборудования, расширяет возмож-
ности многостаночного обслуживания и
сокращает брак.
При этом управление исполнитель-
ными органами станка может осуще-
ствляться непосредственно рабочим по
визуальным сигналам измерителя или
автоматически —прекращением процес-
са обработки, включением подналадки
станка и т. п.
В активных измерительных устрой-
ствах находят применение предельные,
отсчетные и комбинированные изме-
рители.
Контроль валов в процессе наружного
шлифования осуществляется трехкон-
тактными индикаторными скобами. Так
проверяются гладкие цилиндрические
и конические валы, валы со шлицами
или шпоночными канавками и др.
Успешно применяются при внутрен-
нем шлифовании одно- и двухконтакт-
ные рычажные измерительные устрой-
ства. Так, на фиг. 55 показана (схема-
тически) конструкция двух контактного
измерительного устройства.
Измерительные наконечники рыча-
гов 6 и 5 под влиянием пружины 4
постоянно соприкасаются со шлифуе-
мой поверхностью детали 7. На рычаге б
подвешен рычаг 3, суммирующий откло-
нения рычагов 6 и 5 и передающий сум-
Фиг. 55.
крестообразно расположенных плоских
пружинах. Рукоятка 1 сводит измери-
тельные рычаги перед поворотом всего
прибора на оси 8 для установки его
в рабочее положение Достоинством дан-
ного устройства является то, что поло-
жение оси шлифуемого отверстия детали
в направлении линии, соединяющей точ-
ки контакта его с рычагами 6 и 6, не
влияет на точность измерения.
Отсчетные измерители (индикатор, ми-
ниметр) описанных измерительных
устройств для визуального контроля
могут заменяться предельными (элек-
троконтактные и другие датчики) или
комбинированными (пневмоэлектриче-
ские и другие датчики) при автома-
тическом управлении исполнительными
органами станка.
Активные измерительные устрой-
ства находят все более широкое при-
менение не только при всех вилах
шлифовальных операций, но и при
других видах обработки.
«Подналадчнки», применяемые при
особо высокой производительности про-
цессов обработки (например, при бес-
центровом и плоском шлифовании).
МЕРОПРИЯТИЯ ПО ОБЕСПЕЧЕНИЮ ЕДИНСТВА МЕР
43
одновременно с контролем деталей на
станке перемещают режущий инстру-
мент относительно обрабатываемой де-
тали, компенсируя получающийся из-
нос инструмента.
Пример подналадчика к станкам для
бесцентрового шлифования цилиндри-
ческих валиков приведен на фиг. 56.
Шлифовальный 3 и ведущий 4 круги
станка, изнашиваясь, уменьшаются в
диаметре. Соответственно увеличивается
диаметр шлифуемых валиков /, что
регистрируется электроконтактным дат-
чиком 2. Через систему шестерен и
Фиг. 56.
рычагов этот датчик поворачивает
червяк 8, который вращает червячное
колесо 7. Винт 6, на котором закре-
плено это колесо, вращаюсь, передви-
гает бабку 5 ведущего круга 4, компен-
сируя таким образом износ обоих кру-
гов в процессе шлифования.
МЕРОПРИЯТИЯ ПО ОБЕСПЕЧЕНИЮ
ЕДИНСТВА МЕР
В МАШИНОСТРОЕНИИ
Для обеспечения единства мер в ма-
шиностроении необходимы связь пока-
заний измерительных средств при изме-
рении изделий с государственными эта-
лонами СССР и регламентация средств и
методов измерений, осуществляющих
эту связь.
Передача размеров от эталона к изде-
лию производится при помощи устано-
вленных для данного предприятия основ-
ных и образцовых средств измерений
промежуточной точности. Точность ос-
новных н образцовых средств измерений
зависит от точности и серийности про-
дукции завода и устанавливается орга-
нами Комитета стандартов, мер и из-
мерительных приборов при Совете
Министров СССР (Комитет мер)*.
Комитет мер, обладая монопольным
правом воспроизведения и хранения го-
сударственных эталонов СССР [21J, про-
изводит периодическую проверку основ-
ных и образцовых средств измерений
предприятий в соответствии с Прави-
лами 12-42 [17J.
Общезаводская поверочная схема
Исходным техническим документом,
по которому устанавливаются основные
и образцовые средства измерений и про-
изводится назначение измерительных
средств, осуществляющих передачу раз-
мера от основных и образцовых средств
измерений к изделию внутри завода,
является общезаводская поверочная
схема. Поверочная схема составляется
в соответствии с Правилами 10-40 [18] и
утверждается Комитетом мер. Общеза-
водская поверочная схема должна отра-
жать принципиальные данные, на осно-
вании которых составляются цеховые
поверочные схемы.
Общезаводская поверочная схема
включает поверку плоскопараллельных
концевых мер длины (плиток); штрихо-
вых мер; гладких калибров; углов и ко-
нусов; резьбовых калибров и изделий;
цилиндрических зубчатых колес; пло-
скостности и прямолинейности, чистоты
поверхности.
По всем измерительным средствам
в поверочной схеме должны быть ука-
заны: назначение, местонахождение, ме-
тод. с помощью которого производится
передача размера от данного средства
измерений к нижестоящему, а также
поверка данного средства измерений,
характеристика точности, периодич-
ность поверки, место поверки и инди-
видуальный номер. Для оптико-меха-
нических измерительных приборов ука-
зывается, кроме того, периодичность
юстировки.
Периодичность поверки основных я
образцовых средств измерений устана-
вливается на основании Правил 12-42
[17], а остальных — в зависимости от
их загрузки на данном заводе.
• До i№3 г. Комитет стандартов, мер и измери-
тельных приборов при Совете Министров Союза
ССР имеиовалса К' мнтетом по делгм мер и из-
мерительных приборов при Совете Министров
СССР (Коммерприбор), с 1953 г. по . нгуст I9M г,—
Глаонав палата мер и измерительных прибо-
ров СССР. Инструкции и Привила, касвюшиеса
как метоле, так и организации контрола измери-
тельных средств, изданные Коммерпрнбором, ео-
хрииеют свою силу и по иастоащее врема.
44
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
Ниже даны основные разделы типо-
вой поверочной схемы машиностроитель-
ного завода с широкой номенклатурой
изготовляемых изделий.
Типовые разделы рекомендуются как
исходные для составления поверочной
схемы применительно к условиям каж-
дого предприятия.
Поверка плоскопараллельных конце-
вых мер длины (плиток). Схема 1
составлена для концевых мер номиналь-
ных размеров до 100 мм в соответствии
с ОСТ 85000-39 125]. В целях снижения
разряда основной набор устанавливается
для поверки де только концевых мер,
но также и различных приборов соот-
ветствующей точности. При наличии на
заводе единичных приборов (например,
ультраоптиметра), требующих копце-
Поверка плоскопараллельных концевых мер
длины (плиток)
Схема 1.
Схема 2.
вых мер более высокого разряда, чем
основной, эти приборы поверяются ор-
ганами Комитета мер. В отдельных слу-
чаях по согласованию с Комитетом мер
разрешается иметь два основных на-
бора (комплекта) со сдвинутыми сро-
ками поверки. Назначение концевых мер
для поверкн универсальных измеритель-
ных средств на схеме не указано; оно
определяется по соответствующим ин-
струкциям Коммерприбора (16]. Атте-
стация концевых мер 5-го и 6-го разря-
дов производится согласно ОСТ 85000-39
одним и тем же метолом, и допустимые
отклонения от плоскопараллельности
у мер этих разрядов одинаковы. Исходя
из этого, в соответствии с существую-
щей практикой последний, 6-й разряд
концевых мер схемой не предусмотрен.
Температурный режим при проверке и
применении концевых мер должен быть
МЕРОПРИЯТИЯ ПО ОБЕСПЕЧЕНИЮ ЕДИНСТВА МЕР
45
гические требования, предъявляемые к
заводским образцовым штриховым ме-
рам, определяются руководящими ма-
териалами и инструкциями Коммерпри-
бора [17|, [19].
Поверка гладких калибров. Схема 3 со-
ставлена в соответствии с ОСТ 85000-39
[25]. Указанным в схеме поверки ка-
либров и изделий величинам предель-
ных погрешностей приборов и инстру-
ментов, применяемых совместно с
концевыми мерами, соответствуют:
0,0003 мм — горизонтальный и верти-
кальный оптиметры, концевые измери-
тельные машины (при измерении срав-
нительным методом); 0,0005 мм — мини-
метр с ценой деления 0,001 мм;
0,001 мм — миниметр с ценой деления
0,002 мм; 0JD02 мм — миниметр с ценой
деления 0,005 мм, рычажная скоба
с ценой деления 0,002 мм; 0,003 мм —
миниметр с ценой деления 0,010 мм,
Назначение концевых мер для измерения калибров
Измерительные средств» Измеряемые объекты
Приборы и инструменты, применяемые совместно с концевыми мерями Номинальные размеры в мм Калибры рабочие Калибры контрольные Соответствует из- делиям квалитетоа ISA
Концевые меры, при меняемые по Приборы м инстру- менты, предельные погрешности пока- заний которых в мм не превышают для отверстий для валом
рм- рядам клас- сам
3-й 0-й 0,0003 До 500 — — - 1-й
4-й 1-й 0,0003 До 500 Для всех от- верстий 1-го класса точно- сти Для всех ва- лов 1-го клас- са точности В, Гр, Пр, Пл, Г, т. и, п, с, Д, X, л, ш. г2а, т2а, Нга. П2а. С2». в2а- Bg, Cg. ПрЦ, Пр2в, ПрЗу Пр4 2-й
5-й 2-й 0.0003 . До 50 А, Гр, Пр, Пл, Г, Т, Н. П. С, Д, X В, Гр, Пр, Пл, Г, Т, Н, П, С. Л, X, Л, Г2,. т2»« Н2а, П2а. с2.. в2а х3. ш,, в3а, Са.. л ш4. в4. <?4. х4 3-й
0.0005 С». 50 ло 500
5-й 2-й 0,0005 До 18 Л, Ш, А].. г2,, т2„ Н2а. п2а> С2а> Ar Cg ш, в8. с8, Пр!,, Пр23, ПрЗд. Пр4 В.. С8> «.* *, 4-й
0.001 Св. 18 ло 120
0.002 , 120 . 500
5-й 2-й 0.001 До 30 Х8. ЦЕ, А3а« с3а Xg, Ш,. в3а- Ч1а в8. в. 5-й
0,002 Св. 30 ло 180
0,003 , 180 . 500
в-й (или 5-й) 3-й 0,001 До 6 V с4. х4. Л4, IU4, Aj. Ч. Хв. А, в4. с4, х4. т — 6-й в 7-й
0,002 Св. 6 ло 80
0.003 . 80 . 260
0,006 . 260 . 500
в-й Й) 3-й 0,003 До 60 Aj. А, Вв. в. — 8-й
0.006 Св. 50 ло 120
0,007 . 120 , 360
0,010 . 360 . 500
Схема 3.
Схема
Измерение углов конусо
иинао<и.эонит>™ s винааамеи и «uoowaBHawveowHvca
МЕРОПРИЯТИЯ ПО ОБЕСПЕЧЕНИЮ ЕДИНСТВА МЕР
47
Основная схема
поверки резьбовых
цилиндрических
калибров и извели*
Универсальные
измерительные
средства
Резьбовые калибры-пробки
X 3 S
7
С 1 t X
о.
i u
Резьбовые изделия. Проверяются на свинчивание по калибрам
Поверка резьбовых калибров и вздели*
Средства измерений резьбовых калибров-пробок
Поверяе- мый элемент Вилы калибров Категории калибров Размеры в мм Измерительные устройстве
Средний диаметр “‘Р Для метриче- ской и дюй- мовой резьб Контрольные 1—100 1. Проволочки 0-го класса точности 2. Концевые меры 4-го раз- ряда или 1-го класса точ- ности 3, Оптиметр горизонтальны*
Св. 100 1. Проволочки 0-го класса точности 2. Концевые меры 4-го раз- ряда или 1-го класса точ- ности 3. Миниметр с ценой деле- ния 0,001 или 0,002 мм в универсальном штативе 4. Плита 1-го класса точно- сти
1-100 1. Проволочки 1-го класса точности 2. Концевые меры 5-го раз- ряда или 2-го класса точ- ности 3. Оптиметр горизонтальный
Св. 100 1. Проволочки 1-го класса точности 2. Концевые меры 5-го раз- ряда или 2-го класса точ- ности 3. Плита 1-го класс* точно- сти 4. Миниметр с ценой деле- ния 0,001 или 0,002 мм в универсальном штативе
Половины угла профиля а 1 Для метриче- ской и дюй- мовой резьб Контрольные н рабочие 1-50 Большой инструментальный микроскоп с резьбовыми ножами
1-200 Универсальный микроскоп с резьбовыми ножами
Шаг 9 Для метриче- ской и дюй- мовой резьб Контрольные рабочие 1-50 1. Большой ииструмеиталь- ный микроскоп с резьбо- выми ножами 2. Концевые меры 5-го раз- ряда или 2-го класса точ- ности
1-200 Универсальный микроскоп с резьбовыми ножами
Внутренний диаметр d. Для метриче- ской и дюй- мовой резьб Контроль- ные и ра- бочие 1-Ю Большой инструментальный микроскоп
1-200 Универсальны* микроскоп
Наружный диаметр а‘ Наружный диаметр резьбовых калибров-пробок поверяется теми же средствами, что и гладкие изделия соответствующей точности
Средства измерений резьбовые калибров-колец
Резьбовые калибры-кольца поверяются только с помощью калибров-
пробок, предусмотренных стандартами. Отдельные элементы резьбы
калибров-колец иа измеряются
Схема 5.
48
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
Измерение цилиндрических зубчатых колес
Прибор для комплекс- ной поверки зубча- тых колес Прибор для радиаль- ных измерений (бнениемер) Специальные инди- каторная скоба или микрометр Прибор для комплекс- ной поверки зубчатых колее Пронерка пятеи касания в специаль- ном или рабочем монтаже Оптический зубомер или штаигензубомер Специальные инди- каторная скоба, или микрометр, или предельная скоба Метол двух роликов Прибор для комплекс- ной поверки зубчатых колес •
| | За | мои j. яющ | не | п о J, аер | ки |
Колебание измери- тельного межцентро- вого расстояния на одном зубе Лу> Радиальное биеаие зубчатого венца Да Колебание длины общей нормали в .одном и том же колесе l*L Колебание измери- тельного межцен- трового расстояния за один оборот колеса м ! *» м i с Отклонение толщины зуба tgSjf и А$х Отклонение длины общей нормали W н 41 Отклонение разме- ра по роликам ЛВМ и ЬМ Отклонение измери- тельного межцентро- вого расстояния Адв и А//Л
Цилиндрические зубчатые колеса по ГОСТ 1613-46
Схема 6.
Том 4
Контроль плоскостности н пржмолмнеВкостн
Схема 7.
МЕРОПРИЯТИЯ ПО ОБЕСПЕЧЕНИЮ ЕДИНСТВА МЕР
К
Контроль чистоты аоеерхиоста
Схема 8.
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕНЕНИЯ В МАШИНОСТРОЕНИИ
ЧИСТОТА ПОВЕРХНОСТИ ДЕТАЛЕЙ МАШИН
51
индикатор с ценой деления 0,002 мм
(при работе с учетом погрешностей инди-
катора по аттестату); 0,005 и 0,007 мм —
рычажная скоба с ценой деления
0,005 мм; 0,01 мм — индикатор с ценой
деления 0,01 мм.
Поверка углов и конусов. Схема 4
составлена по материалам Коммерпри-
бора [16].
Поверка резьбовых калибров и из-
делий. Схема 5 составлена по мате-
риалам Коммсрприбора [16].
Поверка цилиндрических зубчатых ко-
лес. Схема 6 дана в общем виде в соот-
ветствии с ГОСТ 1643-46. Схемы для
конических зубчатых колес и чер-
вячных передач строятся соответствен-
но по ГОСТ 1758-42 и 3675-47.
Поверка плоскостности и прямоли-
нейности. Схема 7 составлена по мате-
риалам Коммерприбора (161-
Контроль чистоты поверхности. Схе-
ма 8 дана в общем виде (по материа-
лам канд. техн, наук Е. И. Воло-
дина).
Образцовые и контрольные приборы
назначаются, исходя из местных усло-
вий, применяемых классов точности
(по ГОСТ 2789-51) и точностных харак-
теристик средств контроля чистоты по-
верхности.
К методам сличения относятся срав-
нительный микроскоп, или пневмати-
ческий прибор, или визуально-осяза-
тельный метод.
С целью обеспечения единства мер
Совет Народных Комиссаров СССР издал
постановление № 1833 «О мерах и кон-
трольно-измерительных приборах, под-
лежащих обязательной государственной
поверке и клеймению», а Коммерприбор
в развитие этого постановления издал
Правила 12-42 [17], которые определяют
порядок организации и проведения по-
верки мер и контрольно-измерительных
приборов.
В соответствии с последними указа-
ниями правительства о повышении от-
ветственности заводов за качество про-
дукции в эти Правила внесены изме-
нения, которые сводятся в основном
к освобождению заводов от государ-
ственной поверки вновь изготовленных,
ремонтируемых и эксплуатируемых мер
и измерительных приборов за исклю-
чением основных и образцовых, кото-
рые должны попрежнему подвергаться
государственной поверке. Центр тяже-
сти переносится на ревизии, осущест-
вляемые Комитетом мер.
ЧИСТОТА ПОВЕРХНОСТИ
ДЕТАЛЕЙ МАШИН
Основные понятия
Одним из основных факторов, опре-
деляющих эксплуатационные достоин-
ства деталей машин, является микрогео-
метрия (чистота их поверхности).
Поверхности деталей машин полу-
чаются после обработки не гладкими,
а состоящими из чередующихся впадин
и выступов (гребешков) различных форм
и величины и степенью повторяемости
их — из так называемых микронеров-
ностей, определяющих микрогеометрию
поверхности.
Продольная микрогеометрия изме-
ряется в направлении главного движе-
высат Оалмистости
Гребешвл Сре}мм \ Никрожровихт
/ повгртоат \ . Je’
Нояинаггькзя note рык tm> Т Риска'
Фиг. 57.
ния при резании, поперечная — в напра-
влении, перпендикулярном к нему. Объ-
ектом измерения является микрогеоме-
трия в поперечном направлении — она
характеризуется обычно большими вели-
чинами, чем микрогеометрия в про-
дольном направлении.
Микрогеометрия поверхности изме-
ряется на малых участках ее — длиной
до 1 мм.
От микрогеометрии (чистоты) по-
верхности зависит ряд эксплуатацион-
ных показателей деталей машин; она
оказывает значительное влияние на ра-
боту сопряженных, а в некоторых слу-
чаях н свободных поверхностей (табл. 9).
В процессе обработки происходит
также некоторое искажение формы по-
верхности за счет неточностей и упру-
гих деформаций в системе станок — де-
таль — инструмент.
Искажение формы поверхности по
сравнению с геометрически идеально
правильной характеризуется: а) макро-
неровностью поверхности (неплоскост-
ность, конусность, бочкообразность
и т. п.); б) волнистостью, т. е. совокуп-
ностью приблизительно периодических,
близких ло размерам чередующихся вы-
ступов и впадин с шагом, значительно
большим, нежели у микронеровностей;
образование волнистости обусловлено
главным образом вибрациями (фиг. 57);
в) мнкронеровиостью поверхности.
52
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ
Таблица 9
Влияние свойств поверхности на эксплуатационные характеристики деталей машин
Элементы свойств поверхности
Износоустойчивость ....................
Усталостная прочность .................
Прочность прессовых соединений . . . .
Стабильность посадок.............. . .
Коррозионная устойчивость .............
Эрозионная устойчивость................
Изменение коэффициента теплопередачи
Изменение конденсационной способности .
Уменьшение концентрации напряжений .
В качестве критериев оценки микро-
геометрии поверхности в ГОСТ 2789-51
установлены два следующих параметра:
а) Среднее квадратическое отклоне-
ние Нск микронеровностей поверхности
от средней линии ее профиля, называе-
мое для краткости средним квадрати-
ческим отклонением неровностей, кото-
рое определяется как квадратный корень
из среднего квадрата расстояния точек
профиля поверхности до его средней
линии (средняя линия делит профиль
так, что площади обеих частей, от
средней линии до контура профиля,
равны между собой):
/ Z
/ L \
где h — высота микронеровности, a L —
длина участка, к которому относится
значение Нск. Положение средней линии
профиля (см. ось абсцисс на фиг. 58)
определяется условием
+ Ft + — + " S] + Sj + •. + Sn.
б) Средняя высота Нср микронеров-
ностей
1—1
где л — число измеренных отклонений
(фиг. 58).
При определении Нср значения Нь
явно выпадающие из ряда, учитываться
не должны.
Критерий Нск служит для оценки чи-
стоты поверхностей классов от 5-го До
12-го включительно, критерий Нср—Для
классов от 1-го до 4-го включительно,
13-го и 14-го классов. При этом допу-
Фиг. 58.
скается по соглашению сторон оценка
поверхностей классов от 5-го до 12-го
не по Нск, а по Нср в соответствии с та-
блицей, имеющейся в ГОСТ 2789-51.
Стандарт качества поверхности
По ГОСТ 2789-51 поверхности раз-
деляются по чистоте на 14 классов, ко-
торые указаны в гл. XXIII.
При необходимости в особо мелкой
градации степеней чистоты ГОСТ допу-
скает подразделение каждого из классов
от 6-го до 13-го включительно на три
разряда, класса 14-го — на два разряда,
как указано в гл. XXIII.
Чистота поверхности должна обозна-
чаться на чертеже по правилам, ука-
занным в гл. XXIII.
В соответствии с ГОСТ 2789-51 значе-
ние Нск должно определяться посред-
ством приборов, дающих непосредствен-
ный отсчет этой величины. Допускается
подсчет Иск по профилограммам по ин-
струкции Комитета по делам мер и из-
мерительных приборов при Совете Ми-
нистров СССР.
ЧИСТОТА ПОВЕРХНОСТИ деталей машин
53
Методы оценки
и измерения микрогеометрни
Существуют два основных метода
оценки и измерения микрогеометрии:
качественный и количественный.
Качественный метод оцен-
ки основан на сравнении обработан-
ной поверхности с образцом: 1) визуаль-
ным сопоставлением обработанной по-
верхности с образцом — эталоном чи-
стоты; 2) сопоставлением ощущений, по-
лучаемых при ощупывании пальцем,
ладонью или ногтем обработанной по-
верхности и поверхности образца; 3) со-
поставлением результатов наблюдений
в микроскоп обработанной поверхности и
поверхности образца. В производствен-
ных условиях применяются преиму-
щественно первые два способа.
Визуальным способом можно надежно
определять класс чистоты поверхностей
за исключением лишь очень тонко об-
работанных.
Образцы, применяемые для оценки
чистоты поверхности, должны быть из-
готовлены из тех же материалов, что и
проверяемые детали, обработаны тем же
методом и иметь такую же форму по-
верхности, как и деталь.
Таблица 10
54
ВЗАИМОЗАМЕНЯЕМОСТЬ И ИЗМЕРЕНИЯ В МАШИНОСТРОЕНИИ.
Качественный метод оценки тонко об-
работанных поверхностей рекомендует-
ся производить при помощи сравнитель-
ных (двойных или тройных) микроско-
пов.
Количественный метод
оценки основан на измерении микро-
геометрии поверхности при помощи
приборов, чаще всего профилографов
К. Л. Аммона и Б. М. Левина, двойного
микроскопа и микроинтерферометра
ЛИТЕРАТУРА
1. Апарин Г. А. и Городецкий И. Е.,
Допуски и технические измерения, 3-е издание,
Машгнз, 1953.
2. Городецкий И. Е., Основы техни-
ческих измерений • машиностроении, Matu-
res, 1950.
3. Григорьев И. А., Технические изме-
рения в машиностроении, Машгнз, 1948.
4. Дьяченко П. Е. и Каширин А. И.,
Количественные нормы чистоты обработанных
поверхностей, Мвшгиз, 1948.
5. И в а в о в А. Г., Контроль измерительных
средств в машиностроении, Машгнз, 1954.
6. Д ь я ч е и к о П. В. и др.. Современные
приборы для измерении неровностей поверхности
деталей Машин. Издание АН СССР, 1950.
7. Р о с т о в ы д А. Я., Пневматические из-
мерения размеров, Маштиз, 1948.
8. Городецкий Ю. Г. и Полян-
ский П. М., Применение пневматических ме-
тодов контроля в машиностроении, Машгнз,
9. Трапезников В. А., Городец-
кий И. Е., Петров Б. Н. и Ф е л ь д-
6 а у м П. П., Автоматический контроль ли-
нейных размеров изделий, Обороигез, 1947.
10. Кутай А. К., Взаимозаменяемость, до-
п^геи и посадки в приборостроении, Машгнз,
11. Энциклопедический справочник .Машино-
строения", тт. 1, 5. 7. 15, Мвшгиз, 1947, 1919, 1950.
12. .Измерительный инструмент*, сборник
стандартов, Стаидартгиз, 1952.
13. Справочник инструментальщика, т. I и II,
Машгнз. 1949.
14. Досчатов В. В, Б е с п а хог-
ан Т.П., Кочеиов М. И. н др., Новое
В. П. Линника и профилометра
В. М. Киселева.
Технические данные микроинтерфе-
рометров и двойных микроскопов Лин-
ника и профилографов Левина см. том Ц,
гл. VIII, табл. 27, стр. 250.
Характеристики чистоты поверхно-
стей, обработанных различными мето-
дами, приведены в табл. 10.
Сопоставление эксплуатационных ха-
рактеристик приборов для оценки
микрогеометрии поверхности см. (6].
и источники
по техническим измерениям и взаимозаменяе-
мости, Машгнз, 1949.
15. Профилометр Киселева тип КВ-4. Рабочая
инструкция, 1949.
16. Контроль средств измерения размеров в ма-
шиностроении, изд. Комитета по делам мер и
измерительных приборов при Совете Министров
СССР, 2-е изд.. 1948.
17. Правила 12-42 об организации и проведении
проверки мер и контрольно-измерительных при-
боров, изд. Комитета ио делам мер и измеритель-
ных приборов при Совете Министров СССР.
18. Правила 10-40 об организации контроля из-
мерительных средств, применяемых для измере-
ния размеров на машиностроительных заводах,
изд. Коммерприбора при Совете Министров
СССР.
19. Контроль мер длины штриховых, изд. Ко-
митета по делам мер н измерительных приборов
при Совете Министров Союза ССР, Машгнз, 1951.
20. Руководящие технические материалы НИБВ
МСС по вопросам эксплуатации и контроля
измерительных средств.
21. ГОСТ 1453-42. Образцовые меры и образ-
цовые измерительные приборы.
22. Гостев В. И., Автоматический контроль
массовых автомобильных деталей, Машгнз, 1947.
23. Борода чев Н. А., Анализ качества и
точности производстве, Машгнз, 1946.
21. Методы контроля отклонений от пренильной
геометрической формы наружных цилиндрических
поверхностей в машиностроении и назначение из-
мерительных средств, НИБВ МСС, 1948.
25. ОСТ 85000-39. Меры длины концевые плоско-
параллельные.
26. Балакшин Б. С., Технология станко-
строения, Мвшгиз, 1919.
ГЛАВА II
РАЗМЕРНЫЕ ЦЕПИ И ИХ ИСПОЛЬЗОВАНИЕ
В МАШИНОСТРОЕНИИ
ВВЕДЕНИЕ
Машина выполняет экономично свое
служебное назначение до тех пор, пока
ее исполнительные поверхности (а равно
и исполнительные поверхности ее меха-
низмов) двигаются и занимают тре-
буемые относительные положения, опре-
деляемые наперед рассчитанными ве-
личинами допусков.
Величины допусков на отклонения от
требуемого закона (траектории) отно-
сительного движения и требуемого поло-
жения исполнительных поверхностей
устанавливаются исходя из служеб-
ного назначения машины и ее механиз-
мов на основе технико-экономических
расчетов.
Относительное движение и положе-
вие исполнительных поверхностей осу-
ществляются при помощи ряда связан
ных между собой деталей машины.
Поэтому возникает необходимость рас-
считать и установить допуски на все
Детали машины, выдержать в пределах
этих допусков отклонения, возникаю-
щие под влиянием различных факторов
(упругие, температурные и другие де-
формации деталей, род и состояние
смазки,характер действующих сил ит.д.)
при изготовлении деталей машины, ее
сборке, регулировке и эксплуатации.
Все многообразие задач, связанных
с расчетом, достижением и сохранением
точности при конструировании, построе-
нии и эксплуатации машин, можно
свести к трем группам:
1. Задачи, связанные с расчетом вели-
чии допусков и относящиеся к ним
других параметров, характеризующих
требуемую точность машины.
2. Задачи, связанные с расчетом воз-
можных отклонений от требуемого за-
кона движения и требуемого положе-
ния поверхностей деталей или испол-
нительных поверхностей машины и ее
механизмов.
3. Задачи расчета возможного про-
цента деталей или машин, относитель-
ное движение и положение исполни-
тельных поверхностей которых выходят
за требуемые пределы допусков.
Для решения перечисленных задач
используется теория размерных целей,
ее методика, основные закономерности
и расчетные формулы.
Теория размерных цепей дает воз-
можность вскрывать и критически ана-
лизировать все виды связей, существую-
щие или вновь возникающие между
поверхностями деталей машин в про-
цессе их конструирования, изготовле-
ния и эксплуатации. Использование
теории размерных цепей позволяет на-
ходить наиболее экономичные пути и
решения задач, связанных с достиже-
нием и сохранением требуемой точности
технологического процесса и осуще-
ствляющей его машины.
ОСНОВНЫЕ понятия,
ОПРЕДЕЛЕНИЯ И ОБОЗНАЧЕНИЯ
Размерная цепь — ряд расположен-
ных по замкнутому контуру размеров,
определяющих относительные рассто-
яния или повороты (угловые положе-
ния) поверхностей детали или деталей
машины.
Все звенья размерной цепи удобно
обозначить одной буквой с порядковым
номером звена в индексе. В дальней-
шем для этого используются прописные
буквы русского алфавита.
Примеры.
1. Размерная цепь, определаюшаа расстоамуе
между поверхностами А и Б ступенчатого валика
(фиг. 1).
2. Рахмериаа цепь, определаюшаа расстокиие
между осами переднего и заднего центров токар-
ного стайка в вертнкальаоЯ плоскости (фиг. 2).
56
РАЗМЕРНЫЕ ЦЕПИ И ИХ ИСПОЛЬЗОВАНИЕ В МАШИНОСТРОЕНИИ
3. Размерная цепь, определяющая поворот
(отклояеаме от параллельности) рабочей плоскости
стола относительно осн вращения шпинделя уни-
версально-фрезерного станка.
Фиг. 2.
Звено размерной цепи — размер, опре-
деляющий относительное расстояние или
поворот двух поверхностей или их осей
(у тел вращения — образующих).
А. Звенья размерной цепи, опреде-
ляющие расстояние между поверхно-
стями и их осями, обозначаются дву-
сторонними стрелками и буквами рус-
ского алфавита с порядковыми номе-
рами р индексе (см. примеры на фиг. 3).
Примечание. Для удобства обозначения
звеньев, представляющих собой расстояния (сме-
шения) или поворот
осей нескольких по-
верхностей, оси по-
следних удобно по-
казывать поверну-
тыми на некоторый
угол относительно
обшей оси, соеди-
няя повернутую ось
тонкой линией с
двумя точками по концам с той из поверхностей,
которой' вта ось принадлежит (фиг. Ч).
Б. Звенья размерной цепи, опреде-
ляющие ’ поворот одной поверхности
относительно другой, обозначаются од-
носторонней стрелкой, на втором конце
которой ставятся две короткие парал-
лельные линии, и буквами греческого
алфавита с порядковым номером в
индексе.
Острие односторонней стрелки должно
указывать поверхность (базу), отно-
сительно которой определяется пово-
рот другой поверхности. На фиг. 5, а—г
показаны этим способом:
а —отклонение от параллельности
поверхности А относительно поверх-
ности Б (фиг. 5, а);
б) отклонение от параллельности по-
верхности Б относительно поверхно-
сти А (фиг. 5, б);
в—отклонение оси поверхности А
относительно оси поверхности Б
(фиг. 5. в);
Фиг. 5.
г — отклонение оси поверхности Б
относительно оси поверхности А
(фиг. 5, г).
В. Отклонение от перпендикуляр-
ности определяется через отклонение
от параллельности. Для этого к поверх-
ности, принятой за базу, тем или иным
способом (например, угольником, рам-
ным уровнем и т. д.) восстанавливается
яидеальный перпендикуляр». По откло-
нению проверяемой поверхности от
параллельности этому «идеальному пер-
пендикуляру» судят об ее отклонении
от перпендикулярности к поверхности,
выбранной за базу.
В соответствии с изложенным для
обозначения на чертеже или схеме зве-
на, определяющего перпендикуляр-
ность: 1) к поверхности, принимае-
Фиг. 6.
мой за базу (т. е. той, относительно
которой вторая поверхность должна
быть перпендикулярна), проводится
жирным пунктиром перпендикуляр;
2) последний связывается с базирую-
щей поверхностью двусторонней стрел-
кой, около которой ставится обозна-
чение 90°; 3) поверхность, которая дол-
жна быть перпендикулярна выбран-
ной за базу поверхности, связывается
односторонней стрелкой с «идеальным
перпендикуляром». На фиг. 6, а — в:
ОСНОВНЫЕ ПОНЯТИЯ, ОПРЕДЕЛЕНИЯ И ОБОЗНАЧЕНИЯ
57
а—отклонение от перпендикулярности
поверхности В относительно поверх-
ности Б;
б —отклонение от перпендикулярно-
сти поверхности Б относительно по-
верхности В;
в — отклонение от перпендикулярно-
сти оси поверхности отверстия отно-
сительно поверхности А.
Исходное или замыкающее звено — раз-
мер, непосредственно связывающий две
поверхности или их оси, относительное
расстояние или поворот которых необ-
ходимо обеспечить или проверить.
Исходным звено называется в тех
случаях, когда: 1) отыскивается (строит-
ся) размерная цепь, начиная с этого
звена; 2) производится расчет вели-
чин номиналов и допусков всех осталь-
ных звеньев, исходя из величины номи-
нала и допуска исходного звена.
Замыкающим звено называется в тех
случаях, когда производится: 1) по-
строение размерной цепи, в которой
это звено образуется последним (за-
мыкает цепь); 2) расчет действитель-
ной или возможной величины размера
или поворота и отклонения замы-
кающего звена при известных вели-
чинах размеров и отклонений всех
остальных звеньев цепи.
Для отличия от остальных звеньев
исходное или замыкающее звено обо-
значается буквой русского или гре-
ческого алфавита с добавлением в ин-
дексе буквы Д: Дд, Вд, Рд и т. д.
Примеры.
3 » л « ч а I. Рассчитать размеры и допуски на
все звенья размерной цепи, при помощи которой
обеспечивается совпадение оси центра задней
бабки с осью центра передней.
При решении поставленной задачи исходным
псион будет являться размер Ад, непосрелстветю
связывающий ось центра задней бабки с осью
центра передней (фиг. 7).
Задача 2. Найти размерную цепь и рассчи-
тать размеры и допуски на все звенья размерной
цепи, при помощи которой обеспечивается вели-
чина бокового зазора, необходимая для правиль-
ной работы шпоночного соединения.
Исходным звеном в рассматриваемой задаче
будет являться размер вд, непосрелстаекио свя-
зывающий поверхность шпонки с поверхностью
шпоночного паза (фиг. 8).
Задача 3. Найти размерную цепь, при по-
мощи которой обеспечивается параллельность ра-
бочей плоскости стола оси вращения шпинделя
универсально-фрезерного станка, и рассчитать до-
пуски на повороты поверхностей надлежащих
звеньев.
Исходным звеном в рассматриваемой размер-
ной цепи будет размер яд. непосредственно опре-
деляющий поворот
(отклонение от парал-
лельности) рабочей
плоскости стола отно-
сительно оси враще-
ния шпинделя (фиг. 9).
Фиг. 8.
Задача 4. Обеспечить в результате сборки
совпадение осн центра задней бабки с осью пе-
редней в пределах установленного допуска.
Замыкающим звеном размерной цепи, при по-
мощи которой решается поставленная задача,
является размер Ад связывающий ось центра
задней бабкн с осью центра передней и получае-
мый последним (фиг. 10).
Фиг. 10.
Задача 5. Обеспечить в результате изгото-
вления такую величину бокового зазора в шпо-
ночном соединении, которая не выходила бы за
пределы установленного допуска.
Замыкающим звеном Вд раз-
мерной цепи будет являться
размер (зазор), образующийся
в результате сборки последним
(фиг. 11).
Составляющее звено
размерной цепи — раз-
мер, изменение величи-
ны которого оказывает влияние на ве-
личину исходного или замыкающего
звена.
Составляющими являются все звенья
размерной цепи за исключением исход-
ного или замыкающего звена.
Схема размерной цепи — условное
изображение связей, существующих
между поверхностями деталей машины.
Схему размерной цепи рекомендуется
для наглядности изображать на упро-
щенном эскизе машины. Желательно,
чтобы звенья наносились на контуры тех
деталей или узлов, к которым они
58
РАЗМЕРНЫЕ ЦЕПИ И ИХ ИСПОЛЬЗОВАНИЕ В МАШИНОСТРОЕНИИ
относятся, или располагались в непо-
средственной близости от них (фиг. 12, а).
В отдельных случаях схемы размер-
ных цепей можно изображать отдельно
(фиг. 12. б).
I
а)
Фиг. 12.
Примечание.
6)
Увеличивающее зве-
но — звено, с уве-
личением которого
возрастает величина
исходного или замы-
кающего звена.
При размерном анализе
машин и аналитических расчетах на точность уве-
личивающее звено удобно отмечать стрелкой,
поставленной сверху буквы и направленной вправо
(фиг. 13).
Фиг. 13.
Уменьшающее звено — звено, с увели-
чением которого уменьшается величина
исходного или замыкающего звена.
Примечание. При размерном анализе
машин и аналитических расчетах иа точность
уменьшающее звено удобно отмечать стрелкой,
поставленной сверку буквы и направленной влево
(фиг. 14).
Компенсирующее звено — звено, за
счет изменения расстояния между по-
верхностями или поворота поверхно-
стей которого поглощается излишняя
против допустимой величина отклоне-
ния размера замыкающего звена.
Для отличия от остальных звеньев
рекомендуется заключать буквенное или
цифровое обозначение компенсирующего
звена в прямоугольную рамку: |Hj|,
|₽1| И т. д.
Фиг. 14.
достигаетса за счет изменения размера компенси-
рующего звена [ А,| (фиг.
2. Параллельность оси
захиего центра оси пе-
реднего центра в верти-
кальной плоскости, тре-
буемая лая правильной ра-
боты стайка, достигается
за счет отиоснтельвого по-
ворота верхней плоскости
мостика относительно ниж-
ней (осуществляется путем
шабровки).
Компенсирующим эвеном
является (фиг. 16),
Фиг. 15.
Общее звено — звено, одновременно
принадлежащее нескольким размерным
цепям. Обозначается соответствующим
количеством букв, между которыми
ставится знак равенства.
Пример. Три размерные цепи а. ? а р при
помощи которых обеспечиваются:
а) перпенликулнрвость рабочей плоскости стола
оси шпинделя (цепь я);
6) перпендикулярность рабочей плоскости фун-
даментной плиты оси шпиилеля (цепь р) и
в) параллельность оси шлицевой втулки ко-
робки скоростей оси шпинделя вертнкально-свер-
Фиг. 16.
лилмюго станка в вертикальной плоскости (цепь у);
общее звено а, - у, (фиг. 17).
Плоская размерная цепь — размер-
ная цепь, все звенья которой находятся
основные ПОНЯТИЯ. ОПРЕДЕЛЕНИЯ и обозначения
59
Фиг. 17.
в одной иля нескольких параллельных
плоскостях.
П ри меч 1 в и е. Вее звенья плоской размер-
вой цепи могут быть спроектированы без измене-
них их величин на одну плоскость.
Пратеры- фиг. 15,
16 в 17.
Пространствен-
ная размерная
цепь — размерная
цепь, содержащая
хотя бы одно зве-
но, не удовлетво-
ряющее условиям
плоской размерной
цепи.
К ратчайшая раз-
мерная цепь {ос-
новная размерная
цепь) — размерная
цепь, все звенья
которой непо-
средственно
участвуют в реше-
нии поставленной
задачи при ра-
боте машины или
ее механизмов.
Примечание. Нередко некоторые нз
звеньев тако* размерной цепи не удобны для на-
мерения или их нельзя измерить непосредственно.
Пример. Размерная цепь А. при помощи ко-
торой обеспечивается зазор между неподвижным
1 и подвижным 2 кольцами, служащими для
б)
Фнг. 18.
создания натяга в опорных подшипниках шпинделя
внутришлифовальиого станка, имеет звено А,, кото-
рое непосредственно измерить трудно (фиг. 18,
а и б).
Производная размерная цепь — раз-
мерная цепь, исходным или замыкаю-
щим эвеном которой является одно
из составляющих звеньев кратчайшей
(основной) размерной цепи.
Пример. Размерила цепь В (Фиг. 19), при
Помощи которой в результате обработки и изме-
рения образуется звено А, — ВЬ корпуса, входя-
шее в качестве одного из составляющих звеньев
в кратчайшую размерную цепь.
Сборочная размерная цепь — раз-
мерная цепь, звеньями которой являют-
ся размеры де-
талей, сборочных
единиц и зазоров,
включаемых в раз-
мерную цельв про-
цессе сборки ма-
шины или ее сбо-
рочных единиц.
Фиг. 19.
Примеры — размерные цепи на фнг. 2, 12, 16,
17, 18.
Технологическая размерная цепы
А) размерная цепь, звеньями кото-
рой являются размеры системы станок—
инструмент — обрабатываемая • деталь
(система С—И—Д), в которую в каче-
стве замыкающего звена включается
деталь своим размером, получаемым
в результате обработки (фиг. 20);
Фиг. 20.
Б) размерная цепь, звеньями которой
являются размеры обрабатываемой де-
За гот Ола -I —
операция
УстоюОла
на t-в
операции
1-я
операция
Установка
ио 2-в я
операции ~
Фиг. 21
ЗН—
Готовая
деталь А I—
тали, получаемые по мере выполнения
технологического процесса.
Пример. При обработке партии валиков ня
токарном станке размер Ад получается как замы-
кающее звено размерной цепи А (фнг. 2U,
60
РАЗМЕРНЫЕ ЦЕПИ Й ИХ ИСПОЛЬЗОВАНИЕ В МАШИНОСТРОЕНИИ
Измерительная размерная цепь — раз-
мерная цепь, звеньями которой являют-
ся размеры системы измерительного инст-
румента и измеряемой детали (фиг. 22).
Параллельно связанные размерные
цепи — несколько размерных цепей.
имеющих одно или несколько общих
звеньев.
Пример — фиг. 23.
Последовательно связанные размерные
цепи — несколько размерных цепей, нз
которых каждая последующая имеет
одну общую базу с предыдущей.
Пример — фиг. U.
Фиг. 23. Фиг. 24.
Комбинированно связанные размерные
цепи—несколько размерных цепей, име-
ющих параллельный и последователь-
ный виды связи.
Пример. Размерные цепи А и Б имеют парал-
лельный иил связи, размерные цепи А и В—после-
ловательиый (фиг. io).
Фиг. 25.
Поле допуска — эона, ограниченная
верхним и нижним предельными откло-
нениями (фиг. 26). Обозначается бук-
вой в.
Координата середины поля допуска —
расстояние от середины поля допуска
до границы номинального размера. Обо-
значается буквой Д с индексом о,
около которого ставится порядковый
номер или условное обозначение звена
(фиг. 27).
Наибольший действительный размер—
наибольший размер, полученный в
результате обработки или сборки.
Наименьший действительный раз-
мер — наименьший размер, полученный
в результате обработки или сборки.
Рассеяние — раз-
ность между наи-
большим и наи- д|
меньшим действи- И А ——j г-
тельными разме-
рами деталей или Фиг. 27.
машин одной и той
же партии.
Поле рассеяния — схематическое изо-
бражение величины рассеяния в виде
поля, ограниченного наибольшим и
наименьшим действительными разме-
рами. Обозначается буквой ш (фиг. 28).
Фиг. 28.
Фиг. 29.
Координата середины поля рассеяния—
расстояние от середины поля рассея-
ния до границы номинального размера.
Обозначается буквой Д и индексом «,
около которого ставится порядковый
номер звена или его условное обозна-
чение. Например, ДщД1 или ДшВ1
и т. д. В общем случае для i-звена: Д^
(фиг. 29).
Среднее значение — числовая харак-
теристика центра группирования, около
которого в основном группируются зна-
чения действительных размеров или их
отклонений.
Координата центра группирования —
расстояние от центра группирования до
границы номинального размера. Обо-
значается буквой Д со штрихом, индек-
Фиг. эо.
сом ш, порядковым номером или услов-
ным обозначением звена: ДшА, •
н т. п. или в общем случае Д^ (фиг. 30).
ОСНОВНЫЕ ПОНЯТИЯ, ОПРЕДЕЛЕНИЯ И ОВОЗНАЧЕНИЯ
61
Фиг. 31.
мый (расчетный)
Кривая распределения (рассеяния) —
графическое изображение рассеяния
действительных размеров в поле рассея-
ния (фиг. 31) (см. т. 1, стр. 323—325).
Коэффициент рассеяния — коэффи-
циент, характеризующий характер
рассеяния действи-
тельных размеров.
Обозначается бук-
вой к'.
Коэффициен т
риска— коэффици-
ент, характеризу-
ющий принимав-
или возможный про-
цент риска выхода отклонений замыкаю-
щего эвена за пределы заданной вели-
чины допуска. Обозначается буквой t.
Коэффициент относительного рас-
сеяния — коэффициент, характеризую-
щий степень отклонения рассматривае-
мого рассеяния от рассеяния, выбранно-
го за исходное. Обозначается буквой k.
Коэффициент относительной асим-
метрии — коэффициент, характеризую-
щий несимметричность кривой рассея-
ния действительных размеров. Обозна-
чается буквой а.
Наибольшая возможная величина ком-
пенсации — наибольшее возможное от-
клонение, выходящее за пределы поля
допуска замыкающего звена, подле-
жащее устранению. Обозначается Ък
(фиг. 32).
Фиг. зз.
Действительная величина компенса-
ции — действительное выходящее за
пределы поля допуска замыкающего
звена отклонение, подлежащее устра-
Фиг. ЗА. Фиг. 35.
Компенсатор неподвижный — деталь,
за счет изменения размера или
поворота поверхностей которой устра-
няется излишнее отклонение замыкаю-
щего звена.
Пример. Проставочное кольцо (фиг. 34), про-
кладки, стол вертикально-сверлильного станка
(см. фиг. 17) и т. д.
Компенсатор подвижный — деталь
или сборочная единица, за счет регу-
лировки (перемещения или поворота)
Фиг. 36.
которой устраняется излишнее откло-
нение замыкающего звена.
Пример. Клин каретки (фиг. 35), служащий для
регулирования величины залора между напра-
вляющими каретки и станины.
Колонка 1 (фиг. 36) плоскошлифовалышго стан-
ка. поворачивающаяся вместе со шлифовальным
кругом относительно стола станка аа счет трех
регулируемых опор 7.
Компенсатор подвижный автомати-
чески действующий — деталь, сбороч-
ная единица или целое устройство,
автоматическим регулированием (пере-
мещениями или поворотами) которых
непрерывно удаляются излишние откло-
нения замыкающего звена, благодаря
чему автоматически поддерживается
требуемая точность.
Фиг. 37.
Пример. Верхние вкладыши гидравлических
подшипников шпинделя круглошлифоаальиого
стайка, автоматически регулирующие величину
аааора между шейками шпинделе н его опорами
(фиг. 37).
В табл. 1 и 2 приведены определе-
ния и условные обозначения основных
величин.
62
РАЗМЕРНЫЕ ЦЕПИ И ИХ ИСПОЛЬЗОВАНИЕ В МАШИНОСТРОЕНИИ
Таблица I
Основные определенна
(расположены порше алфавите)
Обозначаемая величина или звено Способ обозначения
Величина допуска Верхнее предельное отклонение Действительнее величине компенсации Замыкающее или исходное звено Звено размерной цепи: а) обозначающее расстояние между поверхностями н размеры по- верхностей б) обозначающее относительный поворот поверхности Исходное или замыкающее звено Компенсирующее звено Координата середины поли допуска: а) замыкающего или исходного зве- на б) составляющего эвена Координата середины пола рассеяния: а) замыкающего или исходного звена б) составляющего эвена Координата центра группирования: а) замыкающего или исходного звена б) составляющего эвена Коэффициент относительного рассея- ния Коэффициент относительной асиммет- рии Коэффициент рассеяние Коэффициент риска Наибольшая возможная величина ком- пенсации Наибольший предельный размер звена Наименьший предельный размер эвена Нижнее предельное отклонение Общее звено двух или нескольких размерных цепей Общее количество всех звеньев в раз- мерной цепи Буквой S с индексом, обозначаю- щим звено Буквой В перед обозначением звена Буквой ш с индексом к Буквой, обозначающей звено цепи, с индексом А Буквой русского алфавита с поряд- ковым номером в индексе Буквой греческого алфавита с поряд- ковым номером в индексе См. замыкающее звено Условным обозначением эвена, впи- санным в прямоугольник Буквой А с индексом о Добавлением к Ьд условного обозна- чения замыкающего — исходного — звена Добавлением к Ао условного обозна- чения составляющего звена Буквой А с индексом ш Добавлением к Дш условного обозиа- чеиия замыкающего — исходного — звена Добавлением к условного обозна- чения составляющего звена Буквой А со штрихом н индексом «о / Добавлением к Аи условного обозна- чения замыкающего или исходного звена Добавлением к Аш условного обозна- чения составляющего звена Буквой h латинского алфавита с индексом, обозначающим звено Буквой а с индексом, обозначающим звено Буквой X со штрихом и индексом, обозначающим звено Буквой t Буквой 1 с индексом к Условным обозначением звена с верх- ним индексом (справа) нб Условным обозначением звена с верх- ним индексом (справа) нм Буквой Н перед обозначением эвена Условными обозначениями звеньев всех размерных цепей, которым одновременно принадлежит общее звено. Между обозначениями ста- вятся знаки равенства Буквой т (лвтивского алфавита) •л,; •₽,; *< ДА,; др,; BAt •<*6; Та А„ Б,1 А/н — 1 •/! лт— 1 |Ц % ЛоАд Ао ₽Д А<м.: А<ч А„ 4">*а ‘“А,: Ч. 4"< *«; *л,; \ •<; м, .нб. .нб Л1 • ЛД .нм. .нм Л1 • лд ЯЛ.; ЯЛд ; Яв,; НБ. А,-Б,- Г,; «.-fc — Ti ' 1
ОСНОВНЫЕ ПОНЯТИЯ. ОПРЕДЕЛЕНИЯ И ОБОЗНАЧЕНИЯ
63
Продолжение табл. 1
Обозначаемая величина или звено Способ обозначения
Относительное среднее квадратическое отклонение Поле допуска Поле рассеяния (величина поля рас- сеяния) Процент риска Размерная цепа: а) при помощи которой решаются задачи определения расстояний и размеров поверхностей и их осей 6) при помощи которой решаются задачи определения относитель- ного поворота поверхностей или их осей Рассеяние Составляющее звено: а) обозначающее расстояние между поверхностями, их осями и раз- меры поверхностей б) обозначающее относительный поворот поверхностей или их осей Среднее квадратическое отклонение Средняя величина допуска Средняя величина расширенного до- пуска Увеличивающее звено Угол между направлением л-го звена и выбранным Уменьшающее звено Число ступеней неподвижного ком- пенсатора Буквой 1 с индексом, обозначающим звено См. допуск Буквой » с индексом, обозначающим звено Буквой Р (русского алфавита) Буквой русского или греческого алфавита Буквой русского алфавита Буквой греческого алфавита См. поле рассеяния Буквой русского алфавита с поряд- ковым номером в индексе Буквой греческого алфавита с по- рядковым номером в индексе Буквой е с индексом, обозначающим звено Буквой 3 с индексом ср Буквой i со штрихом и индексом ср Условным обозначением звена, сверху которого ставится стрелка, направленная вправо В общем виде — буквой, обозначаю- щей звено, с индексом к Буквой греческого алфавита Условным обозначением звена, сверху которого ставится стрелка, напра- вленная влево В общем виде — буквой, обозначаю- щей звено, с индексом 1 Буквой N 1г> *а.; “А,:*"?, р А, В, В и т. л. в, ?, у и т. д. A,, В„ В, и т. д. fc. Та и т. Д. •«; •*: ’А. *СР ЬСР X; X; X; t •ю т« в, 0, т и т. д. X; X; X? X л«; •<; Ъ N
Таблица 2
Условные обозначения
(расположены в порядке букв русского алфавита)
Способ обозначения Обозначаемая величина или звено
А; В; В •; 1st Буквой русского алфавита Буквой греческого алфавита Размерная цепь, при помощи кото- рой решается задача определения расстояний и размеров поверхно- стей Размерная цепь, при помощи которой решается задача определения отно- сительного поворота поверхностей или нх осей
64
РАЗМЕРНЫЕ ЦЕПИ И ИХ ИСПОЛЬЗОВАНИЕ В МАШИНОСТРОЕНИИ
Продолжение табл. 2
Способ обозначения Обозначаемая величина или звено
А,; я.; в, «»; А; А Ад; Яд *д; ₽д; тд IaJ [яП а. = я,-г4 «. = ₽• —7< А*>; Б?; А“; Б^; НМ. ЬНМ •1 • *4 X; X; X; X; £ X. X. Х-. «»• РГ л/. В1 •«< \ лв БИ •fi ₽/ •<; «а,; •₽,; «т. ВА,, ВБ,; Ла,; ЛА “а,; &я,; *«>; *А % к *0; аоа4; 4о₽> АОАд А»; 4«а,; 4«а 4<»Ад 9 А а» <А, Буквой русского алфавита с порядко- вым номером в индексе Буквой греческого алфавита с поряд- ковым номером в индексе Буквой русского алфавита с индек- сом Д Буквой греческого алфавита с индек- сом Д Условным обозначением звена, впи- санным в прямоугольник Условными обозначениями звеньев всех размерных цепей, которым одновременно принадлежит общее звено. Между обозначениями ста- вятся знаки равенства Условным обозначением звена с верх- ним индексом (справа) нб Условным обозначением эвена с верх- ним индексом (справа) нм Условным обозначением звена, сверху которого поставлена стрелка, напра- вленная вправо Условным обозначением звена, сверху которого поставлена стрелка, на- правленная влево Буквой, обозначающей звено, с индек- сом 1 Буквой с индексом к Буквой с индексом 1 Буквой в с индексом, обозначающим звено Буквой Я перед обозначением звена Буквой 5 с условным обозначением звена в индексе Буквой 4 с индексом ср Буквой 4 со штрихом и индексом ср Буквой 4 с индексом к Буквой Д с буквой о и обозначением звена в индексе То же Буквой Д с буквой ш и обозначением звена в индексе Буквой Д с буквой ® и обозначением замыкающего звена в индексе Буквой Д со штрихом вверху и бук- вой ш и обозначением звена в ин- дексе Звено размерной цепи, обозначающее расстояние между поверхностями, их осями и размеры поверхностей Звеио размерной цепи, обозначающее относительный поворот поверхно- стей или их осей Замыкающее или исходное звено раз- мерной цепи, обозначающее рас- стояние между поверхностями, их осями и размер поверхностей Замыкающее или исходное звеио раз- мерной цепи, обозначающее отно- сительный поворот поверхностей или их осей Компенсирующее звено Общее звено двух или нескольких размерных цепей Наибольший предельный размер звена Наименьший предельный размер звена Увеличивающее звено Уменьшающее звено Любое звено размерной пени Любое увеличивающее звено Любое уменьшающее звеио Коэффициент относительной асим- метрии Верхнее предельное отклонение Величина допуска Поле допуска Средняя величина допуска Средняя величина расширенного до- пуска ' Наибольшая возможная величина компенсации Координата середины поля допуска составляющего звена Координата середины поля допуска замыкающего или исходного звена Координата середины поля рассея- ния составляющего звена Координата середины поля рассея- ния замыкающего эвена Координата центра группирования составляющего звена
РАСЧЕТНЫЕ ФОРМУЛЫ
65
Продолжение тибл. 2
Способ обозначения Обозначаемая величина или звено
( • 1 АшЛд **; *л>; %, Ы ч. If 9 */ *л,: Ч т НА.; НА,; НБ.; «₽, N ШЪ “Д,;“5.Г“АД •|;м.;вР, То же, с обозначением замыкающего звена в индексе Буквой k с обозначением звена в ин- дексе Буквой 1 с обозначением звена в ин- дексе Буквой 1 со штрихом вверху к обо- значением звена в индексе Буквой т (латинского алфавита) Буквой Н перед обозначением звена Буквой N Буквой ш с обозначением звена в ин- дексе Буквой и» с индексом к Буквой Р Буквой о с обозначением звена в ин- дексе Координата центра группирования замыкающего звена Коэффициент относительного рас- сеяния Относительное среднее квадрати- ческое отклонение Коэффициент рассеяния Общее количество всех звеньев в раз- мерной цепи Нижнее предельное отклонение Число ступеней неподвижного ком- пенсатора Поде рассеяния (величина поля рас- сеяния) Действительная величина компенса- ции Процент риска Среднее квадратическое отклонение
« РАСЧЕТНЫЕ ФОРМУЛЫ А. Для расчета замыкающего— Л°Аь ^^оА1‘ исходного — звена Л - (А + ЛаН-...4-Ля) — (Л„+1 4- & = нл^ _|_ — ДЛд t ; (10) + Л+? + г-4-^-1);. (1) 4 2 RA * ‘ п ~ т~1 - д нл _Ьда ВА±+_НА^ Лд-^Л- S А>> <2) —- Ъ »(11) >=1 /=л4-1 ВЛд-^ВЛ- z' НАГ, (3) .А.д-2А-(; (,2> /-1 /-Л-1-1 НА.-^НА,- "!£ ВАГ, (4) • «д -}>; (13) <-1 /=«4-1 i-i
5 Том 4 769
66
РАЗМЕРНЫЕ ЦЕПИ И ИХ ИСПОЛЬЗОВАНИЕ В МАШИНОСТРОЕНИИ
где Р/ — угол между направлением
звена и выбранным направлением;
т—1
8д = 2 cos ₽, — 8, sin MPz). (19)
/-I
Б. Для расчета составляющих
звеньев
2. /*— 1» п - \ 0,-1 -
\/=1 / /-л fl
— л - / I — \
Я,—5л+Ул ;(21)
i-i М-л-н *=Ж /
BAk-ВАа — (S ВА,+ V ВА, +
\ i=i 1-Л4-1 /
+ £ ЯЛ,; (22)
/-«4-1
- /*-1 - п -ь\
НА„ - ЯЛ4-(£ ЯЛ, + £ ЯЛП +
т— 1 _
4- 2 ВАЧ (23)
/-Л0
В At --НА^ + 'Е HAt -
/=1
(/-1 - Ш-1 - \
2 ВЛ, + 2 ВА‘ ; (24)
/=«4~1 /=/4-1 /
В.
(28)
г гп — 1
ъср-----** ; (29)
\.р(«—1)
8 А/ - ВЛ, - НА,, (30)
ВЛ,-ЛоД/ + ^-; (31)
ЯЛ,-ЛоЛ/--^-. (32)
D. Для расчета других величин
8* =* 8Д ~ 8д!
“ж — “д — 8д1
я-4ч
8Д
(33)
(34)
(35)
(36)
(37)
ИСПОЛЬЗОВАНИЕ ТЕОРИИ
РАЗМЕРНЫХ ЦЕПЕЙ
Точность работы машины характе-
ризуется величинами отклонений ее
исполнительных поверхностей от тре-
буемого назначением машины закона
относительных их движений и поло-
жений. В зависимости от причин, поро-
ждающих эти отклонения, все откло-
нения можно в первом приближении
подразделить на четыре группы:
1) отклонения, порождаемые заменой
математически точных движений испол-
нительных поверхностей приближен-
ными, а равно и неточностью самих
расчетных методов;
2) отклонения, обусловленные изно-
сом рабочих поверхностей деталей в
процессе эксплуатации машины;
3) отклонения, вызванные деформа-
циями деталей, зависящими от величин
н характера действующих сил, харак-
тера и состояния смазки трущихся
поверхностей и т. л., деформациями,
вызываемыми изменениями температуры
деталей и перераспределением внутрен-
них напряжений;
МЕТОДЫ РЕШЕНИЯ РАЗМЕРНЫХ ЦЕПЕЙ 67
4)отклонения, являющиеся результа-
том неточности изготовления отдель-
ных деталей, сборки и регулировки ма-
шины.
Величины допусков на каждую из пе-
речисленных групп отклонений можно
рассчитывать двумя методами. При пер-
вом метоле, исходя из общей величины
допуска на отклонения относительного
движения и положения исполнитель-
ных поверхностей, рассчитывают и уста-
навливают величины допусков на каж-
дое из составляющих звеньев соот-
ветствующих размерных цепей. После
этого установленную величину допуска
каждого звена, относящегося к кон-
кретной детали машины, распределяют
между его слагаемыми, т. е. между
допусками на отклонения, обусловлен-
ные неточностью расчетов, различного
рода деформациями и неточностью изго-
товления деталей.
При втором методе расчета общую
величину допуска ня отклонения отно-
сительных движений и положений испол-
нительных поверхностей сначала рас-
пределяют на основе технико-эконо-
мических расчетов на отдельные сла-
гаемые: допуск на отклонения, порож-
даемые неточностью расчета и заменой
точного движения приближенным; до-
пуск на отклонения, обусловленные
всеми видами деформаций; допуск на
отклонения, вызванные неточностью из-
готовления деталей, сборки и регули-
ровки машины без рабочих нагрузок.
Получив таким образом величины до-
пусков на исходном звене, отдельно по
каждому из перечисленных ранее от-
клонений производят раздельный рас-
чет величин допусков по каждому виду
отклонений для отдельных деталей ма-
шины, участвующих своими размерами
в соответствующих размерных цепях.
Различные методы решения размер-
ных цепей поясняются ниже на при-
мере расчета величин допусков на
отклонения, порождаемые неточностью
изготовления деталей машин и их
сборки.
МЕТОДЫ РЕШЕНИЯ
РАЗМЕРНЫХ ЦЕПЕЙ
Классификация методов решения раз-
мерных цепей, их характеристика, усло-
вия их использования и области их
применения приведены в табл. 3.
Для решения каждой из перечислен-
ных ранее задач необходимо предва-
5*
рительно найти размерные цепи и уста-
новить их взаимные связи.
Находить размерные цепи и строить
их схемы рекомендуется в такой по-
следовательности:
I. Четко сформулировать задачи, ко-
торые предполагается решить при по-
мощи размерных цепей.
2. Найти на сборочных чертежах или
на специальных эскизах машины те
поверхности (или их оси), точность
взаимного расстояния, поворота или
перемещения которых требуется опре-
делить.
3. Связать эти поверхности (или их
оси) размером, определяющим расстоя-
ние между ними или их поворот, т. е.
исходным звеном размерной цепи.
4. Начиная от одной (первой) из
этих поверхностей, найти размер (звено),
связывающий ее с другой поверхностью
данной детали, участвующей в решении
поставленной задачи; затем найти раз-
мер (звено) следующей летали, который
непосредственно участвует в решении
рассматриваемой задачи и который яв-
ляется сопряженным с уже найденным
размером (звеном) первой детали, и т. Д.
Таким же образом последовательно най-
ти сопряженные размеры всех деталей,
непосредственно участвующих в реше-
нии поставленной задачи включительно
до второй поверхности, связанной с пер-
вой исходным звеном.
5. Все найденные размеры (звенья)
нанести на сборочный чертеж или на
специальный эскиз машины или ее сбо-
рочных единиц н обозначить соответ-
ствующими буквами и индексами, ука-
зывающими порядковые номера звеньев.
Как упоминалось выше, исходное звено
рекомендуется для отличия от осталь-
ных обозначить буквой с индексом А.
6. Изложенным способом найти и
построить схемы всех размерных цепей,
при помощи которых намечено решить
поставленные задачи, и нанести их на
одни и те же чертежи или эскизы
(фиг. 38).
7. Произвести анализ найденных раз-
мерных цепей для выявления существу-
ющих между ними связей и установить
при этом общие звенья и общие базы.
8. При наличии в размерных цепях
звеньев, расположенных под углом
(фиг. 39) к выбранному направлению
(обычно в направлении замыкающего
звена), включить их проекции на вы-
бранное направление в размерные цепи
(фиг. 40), т. е. произвести приведение
68
РАЗМЕРНЫЕ ЦЕПИ И ИХ ИСПОЛЬЗОВАНИЕ В МАШИНОСТРОЕНИИ
Методы решения размерных целей
Таблица J
" ’ ' Г- I
Метод Сущность метола Преимущества и недостатки Условия и область использования методе
Полно* неполной взаимозаменяемости Допуски иа размеры деталей рассчитываются по формулам (15) н (29). Детали, изготовлен- ные в пределах этих допусков, включаются в качестве звеньев в размерные цепи без какого-либо выбора, подбора или пригонки их, и при этом обеспечивается требуема* точность замыкающего эвена у однородных размерных цепей Преимущества: простота процесса сборки, доступность малоквалифицирован- ным рабочим; малые колебания времени сборочных операций; возможность примене- ния поточных методов сборки: возможность использования кооперации заводов; легкость разрешения вопроса снабжения запасными частями ‘1 Правильное расположение поле* допусков относительно номиналов. Расчет по формулам (26) и (27) и проверка по формулам (5) и (6), Изготовление всех деталей в пределах рас- считанных допусков. Хорошо поставленный контроль изготовления деталей Решение малозвеилых размерных цепей, отли- чающихся высоко* точностью замыкающих звеньев (например, трехэнеиная цепь типа диаметр вала — зазор—диаметр отверстия); решение многозвенных размерных цепей, отличающихся невысокой точностью замы- кающего звена
<. Я J с с с 1 1 г 1 Расчетная величина допуска (SJ увеличи- вается до экономически приемлемой вели- чины производственного допуска 1' - nit (где л — любое число, обычно целое). Детали, обработанные в пределах производ- ственных допусков, измеряются, сорти- руются на л групп, каждая из которых имеет расчетный допуск Требуемая точ- ность замыкающего эвена размерной це- пи достигается сборкой деталей соответ- ственных групп. Преимущества: возможность достиже- ния высокой точности замыкающих звеньев; возможность обработки деталей по эконо- мичным допускам. Недостатки: необхо- димость точных измерений всех деталей, участвующих в решении соответствующих размерных цепей, и наличия дополнитель- ного точного измерительного инструмента; необходимость четкой организации сорти- ровки, доставки и хранения деталей до сворки Равенство полей допусков у всех звеньев. Тождественность кривых распределения звеньев цепи, обеспечивающая равное ко-, личество деталей в соответственных соби- раемых группах. При увеличении расчетных допусков на размеры (расстояния) — со- блюдение допусков на форму в пределах расчетных допусков Тщательность измерения, сортировки, перевозки и хране- ния, деталей до сборки 1 : * > 1 -т Решение малоэпенмых размерных цепей, отли- чающихся особо высокой точностью замы- кающего звена [например, размерные цепи типа диаметр отверстия — зазор (натяг) —1 диаметр вала). Производство точных под- шипников. соединений пальцев, поршней, и шатунов быстроходных двигателе*. Дости- жение точности иа шпинделях блоков мио- гошпиидельных автоматов и т. к. '
Пом ГОНКИ На все звенья размерной цепи устанавли- ваются экономичные величины допусков ip по которым производится обработка дета- лей. Излишняя величина отклонения, факти- чески получаемого на замыкающем звене, устраняется (компенсируется) изменением величины заранее выбранного компенси- рующего звена путем снятие с него стружки Преимущества: возможность обработ- ки деталей с экономичными величинами допусков. Недостатки: трудоемкие пригоночные работы (чаше всего ручные), требующие квалифицированных рабочих; значительные колебания времени, затрачи- ваемого на пригоночные работы, и связан- ное с этим усложнение планирования; удлинение цикла сборки и меньшая отдача единицы площади сборочного цеха; труд- ность в решении вопросов снабжения запас- ными частями Установление экономически приемлемых допусков на все звенья размерно* цепи. Правильное рзсположение допусков отно- сительно номиналов. Изготовление всех деталей в пределах установленных допусков. Правильный выбор компенсирующего звена: оно не должно быть общим для нескольких размерных цепе*. Изменение номинальной величины компенсирующего эвена для обес- печения возможности компенсации излиш- ней ошибки во всех случаях за счет этого звена или изготовление компенсирующего звена по месту Решенве многозвенных размерных цепей с замыкающим эвеном высокой точности (на- пример, достижение совпадении центров передней и задней бабок токарного стайка и вертикальной плоскости; обеспечение перпенлнкулирности к плоскости стола осн шпинделя вертикально-сверлильного станка в двух взаимно перпендикулярных плоско- стях)
МЕТОДЫ РЕШЕНИЯ РАЗМЕРНЫХ ЦЕПЕЙ 69
Продолжение табл. 3
Метод Сущность метола 1 Преимуществ» к недостатки Условия и область использования метола
. - - 1 —." •. г .—, Регулировки - ” г На все звенья размерной цепи устанавли- ваются экономически приемлемые величины допусков, по которым производится изгото- вление деталей. Излишняя фактически полу- чаемая величина отклонения на замыкающем звене устраняется (компенсируется) за счет изменения величины компенсирующего эвена путем его регулировки *. . . | Преимущества: возможность достиже- ния любой требуемой точности замыкаю- щего звена; возможность восстанавливать непрерывно или периодически требуемую точность замыкающего звена путем регули- ровки; удешевление обработки деталей; простота сборки; малые колебания времени сборочных работ; возможность применения поточных методов сборки; возможность ис- пользования кооперации заводов; легкость разрешения вопроса снабжения запасным» частями Правильное расположение полей допусков относительно номиналов. Правильный выбор компенсирующего звена. Расчет максималь- ной величины компенсации с учетом, если необходимо, величии возможного износа и изменения звеньев пол влиянием других факторов (температура и др.). Простое кон- структивное оформление компенсатора, легко доступного для регулировки (с требу- емой точностью) или Смены. Изготовление всех деталей в пределах рассчитанных допусков Решение размерных цепей,' отличающихся высокой точностью; решение размерных цепей, у которых в процессе работы н эксплуатации машины величины некоторых звеньев изменяются (например, обеспечение параллельности оси двух- или многоопор- ного валика плоскости^; обеспечение малых осевых перемещений вращающихся деталей (шпинделей станков, червяков, валов с зуб- чатыми колесами): обеспечение минимальной величины зазора между опорами и шейка- ми шпинделей во время работы станка н т. д.
70
РАЗМЕРНЫЕ ЦЕПИ И ИХ ИСПОЛЬЗОВАНИЕ В МАШИНОСТРОЕНИИ
размерной цепи к параллельно-звень-
евому виду.
Для расчета используются формулы
(18) и (19).
Фиг. 39.
Аналогично поступают в отношении
пространственных размерных цепей: их
звенья проектируют на три взаимно
перпендикулярные плоскости, т. е. также
приводят к параллельно-звеньевому
виду.
Порядок расчета номиналов,
координат середин полей и величии
допусков звеньев размерных цепей
(1-я задача)
Метод полной
взаимозаменяемости
1. В зависимости от служебного на-
значения машины или ее механизмов
устанавливают на исходные звенья каж-
дой нз размерных цепей требуемые
величины номинальных размеров и ве-
личины Допусков на расстояния и пово-
роты, форму и чистоту поверхностей,
ограничивающих исходное звено.
2. По величине номинального раз-
мера исходного звена рассчитывают
величины номиналов всех звеньев раз-
мерной цепи по формулам (20), (21).
3. Исходя из величины координаты
середины поля допуска, определяют
среднюю величину координат середии
полей допусков всех звеньев размерной
цели. Среднюю величину корректируют
для использования стандартных вели-
чин н учета конструктивных особенно-
стей и размеров соответствующих дета-
лей, пользуясь формулами (26) и (27).
4. Исходя из величины допусков ис-
ходного звена, по формуле (28) рас-
считывают среднюю величину допусков
всех звеньев размерной цепи. Если
порядок этой величины окажется эко-
номически приемлемым для решения
размерной цепи методом полной взаимо-
заменяемости, ее корректируют в ту
или другую сторону в зависимости от
конструктивных особенностей и раз-
меров деталей, а также и для исполь-
зования стандартных величин допусков
И посадок.
Правильность установленных таким
образом величин допусков проверяют
по формуле (15).
Величины допусков на общие звенья
берутся наименьшими из всех полу-
ченных в результате независимого рас-
чета всех параллельно-связанных раз-
мерных цепей.
5. Установленные в результате рас-
чета и корректировки величины допу-
сков записывают в виде предельных
отклонений у соответствующих номи-
нальных размеров с учетом координат
середин полей допусков.
6. Производит контрольный расчет
правильности установленных величии
номиналов и предельных значений
по формулам (1), (2), (7) и (8) (расчет
на максимум и минимум).
7. Проверенные величины номиналь-
ных размеров и предельных отклоне-
ний вносят в рабочие чертежи.
8. В случае, если средняя величина
допусков, рассчитанная по формуле (28),
окажется экономически непригодной
или практически неосуществимой, от
решения размерной цепи методом полной
взаимозаменяемости следует отказаться.
Метод неполной (ограниченной)
вэанмоза меняемости
(с использованием вероятностных
расчетов)
I. Производят расчет величины но-
минальных размеров и середин полей
допусков так же, как указано в пп. 1, 2,
3 метода полной взаимозаменяемости.
МЕТОДЫ РЕШЕНИЯ РАЗМЕРНЫХ ЦЕПЕЙ
71
2. Производят расчет и корректи-
ровку величин допусков по методике,
указанной выше, с той разницей, что
для определения средней величины до-
пуска используют формулу (29).
Величина t имеет в зависимости от
принятого процента риска Р следующие
значения:
Р t Р t
0,27 8.00 в 1.88
0.80 2,78 в 1.75
1 2,88 10 1.в4
2 2,33 32 1.00
4 2.08
Значение величины К' выбирают в
зависимости от возможного* закона рас-
пределения размеров каждого из звеньев:
а) при распределении по закону равной
вероятности (равномерное распределе-
ние) X' = 1/8; б) при распределении по
закону равнобедренного треугольника
X' » в) при распределении по нор-
мальному или близкому к нему закону
X' = 1/»-
Значеннем X' = 1/в следует поль-
зоваться и в тех случаях, когда воз-
можный закон распределения размера
звена неизвестен.
Точность результатов расчета по фор-
муле (29) повышается с увеличением
количества звеньев в размерной цепи.
Наименьшее значение т, при котором
еще можно пользоваться формулой (29)
с достаточным для практики прибли-
жением, может быть принято в зависи-
мости от величины V:
Пи т Л ‘fe ’i
3. Установленные в результате рас-
чета и корректировки величины допу-
сков записывают в виде предельных
отклонений у соответствующих номи-
нальных размеров с учетом координат
середин полей допусков.
4. Производят контрольный расчет
правильности установленных величин
номиналов и предельных отклонений.
Б. При решении нескольких размер-
ных цепей одной и той же машины или
ее механизмов методом неполной
взаимозаменяемости общий процент
риска подсчитывается по формуле
Qa- 100 (I -(1 - ?i)(l-*)-(l-?4)|-
-1оор- Да-?,)]%.
где qt, q?, ... , qs — процент риска
(в долях единицы) первой, второй, . . ,
s-й размерной цепи.
Метод групповой
взаимозаменяемости
(сборки с предварительной
сортировкой деталей)
1. Производят расчет величин номина-
лов так же. как н в метоле полной вза-
имозаменяемости (см. стр. 70, пп. I и 2).
2. Величины расчетных допусков, най-
денные по формуле (28), берут равными
для всех звеньев размерной цепи и
увеличивают в п раз для получения
экономичных величин производствен-
ных допусков, т. е. принимают #' = л8.
При этом следует ограничиваться
наименьшей возможной величиной п,
так как при обработке деталей необхо-
димо допуски на относительный пово-
рот поверхностей, их форму и чистоту
выдержать в пределах расчетных ве-
личин.
3. Полученные величины производ-
ственных допусков в виде предельных
отклонений проставляют на чертежах у
соответствующих номинальных раз-
меров с учетом координат середин
полей допусков.
Метод пригонки
I. Производят расчет величин номи-
налов и середин полей допусков ана-
логично тому, как было указано на
стр. 70 в пп. I, 2, 3 для метода полной
взаимозаменяемости.
2. Выбирают компенсирующее звено,
не являющееся общим нескольким раз-
мерным цепям (чтобы не вносить ошибки
во все параллельно связанные размер-
ные цепи), и звено, пригон-ка которого
при прочих равных условиях наименее
трудоемка и наиболее удобна.
3. Рассчитывают среднюю величину
допуска по формуле (28). Путем соот-
ветствующей корректировки устанавли-
вают экономичные величины допусков
на все звенья.
4. Подсчитывают наибольшую воз-
можную величину компенсации по фор-
муле (33), в которой 8д — возможная
величина допуска замыкающего звена
при экономичных величинах допусков
на все звенья: 8а — требуемая вели-
чина допуска замыкающего звена.
5. Для обеспечения пригонки у всех
размерных цепей за счет выбранного
компенсирующего звена изменяют но-
минальную величину последнего в соот-
ветствии с системой расположения -пиля
допуска исходного звена.
Ti РАЗМЕРНЫЕ ЦЕПИ И ИХ ИСПОЛЬЗОВАНИЕ В МАШИНОСТРОЕНИИ
Таблица 4
Расчет величины номинала компенсирующего звенев зависимости от системы расположения
поля допуска исходного звена
Величины измененного номинала
компенсирующего звена определяют по
табл. 4.
В табл. 4 даны схемы элементарно
простой трехзвенной цепи, к которой
может быть приведена любая много-
звенная размерная цепь путем сумми-
рования отдельно увеличивающих и
уменьшающих звеньев и замены каждой
из этих сумм одним суммарным звеном.
Сначала по табл. 4 находят систему
расположения поля допуска у исход-
ного звена (по вертикали), затем в
зависимости от трго, является ли вы-
бранное компенсирующее звено уве-
личивающим или уменьшающим, на-
ходят соответствующий горизонталь-
ный ряд. В пересечении находятся
схема и расчетная формула для опре-
деления номинала компенсирующего
звена.
Величины установленных допусков
наносят на чертеж в виде предельных
отклонений с учетом координат середин
полей допусков.
Метод регулировки
1. Производят расчет величин номи-
налов и середин полей допусков так же,
как и при методе полной взаимозаме-
няемости (см. стр. 70)
2. Выбирают компенсирующее звено,
которое не должно являться общим
нескольким размерным цепям, с таким
расчетом, чтобы изменение его величи-
ны регулировкой подвижного или уста-
новкой неподвижного компенсатора бы-
ло наиболее простым и экономичным.
3. Рассчитывают среднюю величину
допуска Ъср по формуле (28) и путем
корректировки • устанавливают эконо-
мичные величины допусков на все
звенья.
4. Подсчитывают наибольшую воз-'
можную величину 8* компенсации.
5. При наличии в размерной цепи
звеньев, величина которых может ме-
няться в процессе эксплуатации машин,
определяют величину 3)/эм этих измёне-
ний для последующей' компенсации.
6. Рассчитывают максимальную вели-
чину необходимого перемещения по-'
двнжного компенсатора или наиболь-
шую возможную величину компенсации
при неподвижном компенсаторе по
формуле ' , ,, , »
“ Ь« •+ Ъизм-
7. Разрабатывают конструкцию перио-
дически или непрерывно 'ввтоматн-
, чески действующего подвижного или
неподвижного компенсатора.
МЕТОДЫ РЕШЕНИЯ РАЗМЕРНЫХ ЦЕПЕЙ
73
8. При включении в размерную цепь
неподвижного компенсатора рассчи-
• Фиг. 4t.
тывают необходимое количество сту-
пеней размеров его по формуле (35).
9 Устанавливают размеры и под-
считывают количество необходимых не-
fl тех случаях, когда в качестве не-
подвижного компенсатора используется
набор прокладок, их количество опре-
деляют по формуле (35).
10. Рассчитанные величины, допу-
сков проставляют на чертежах у соот-
ветствующих номиналов с учетом коор-
динат середин полей допусков. Выпол-
нение деталью .(или деталями) функции
компенсатора отмечается на чертеже
соответствующей иаописью.
Иногда разрабатывают специальные
схемы, па которых указываются все
компенсаторы, предусмотренные кон-
струкцией, последовательность и на-
правление их возможных перемещений
(фиг. 42).
Фиг. 42. Зубострогальный
полуавтомат для карезания
коИичсских зубчатых колес:
1 — компенсатор, обеспечи-
даюшнй согласование оси
развода суппортов с осью
шпинделя ко высоте;- 2 —
компенсатор для установки
расстояния от центра до
зеркала резцовой бабки
210 мм; 13 — компенсатор
для устранения зазора
между кронштейном реэ-
иопОЙ бабки и прижимной
шайбой, 4 — компспсатор,
обеспечивающий правил!,
ное зацепление рейки, за-
креплсиной на плите, с ше-
стерней иа делительной
бабке; 3 — компенсатор,
обеспечивающий одновре-
менное соединение гидро-
цилкилра с плитой и с
кронштейном делительной
бабки; 4 - станина; 7 — ко-
робка полач; в — резцовая
бабка; Я — кронштейн рез-
цовой бабки; 10 — крон-
штейн плиты; 11 — шаб-
лон; /2—Делительная бабка;
13 — каретка делительной
бабки; /4 — кронштейн.
13 — тидроцилинлр.
подвижных компенсаторов в каждой
из групп. Прн этом, если характер
распределения величины компенсирую-
щего звена неизвестен, количество не-
подвижных компенсаторов в каждой из
групп принимают одинаковым При
известном характере распределения или
кргда его можно предвидеть (например,
по характеру распределения подобных
звёньев),' количество неподвижных ком-
пенратЪров в каждой из групп при-
нимают .пропорциональным участкам
Площади под кривой распределения
между/ роргветствующими ступенями
размеров (фиг. 41).
Порядок расчета величин координат
середин и величин полей рассеяния
замыкающего звена
. (2-я задача)
. . 1 - • ;
Расчет производят по методике, при-
нятой для решения задачи метолом
полной взаимозаменяемости с использо-
ванием формул (12) и (13).
• При использовании вероятностных
расчетов предельные отклонения замы-
кающего звена размерной цепи мо-
гут быть определены по формулам (5)
и (6). |
74
РАЗМЕРНЫЕ ЦЕПИ И ИХ ИСПОЛЬЗОВАНИЕ В МАШИНОСТРОЕНИИ
Порядок расчета возможного процента
риска или выхода замыкающего звена
за пределы установленной величины
допуска (3-я задача)
Из формулы
V
находят значение величины t при извест-
ных величинах 84, и ш,. Затем опре-
деляют возможный процент риска (см.
стр. 71).
ЗАДАЧИ, РЕШАЕМЫЕ ПРИ ПОМОЩИ
РАЗМЕРНЫХ ЦЕПЕЙ
Расчет размеров, середин полей и ве-
личин допусков размеров деталей машин.
Расчет величин допусков относитель-
ного поворота поьерхкостей, положе-
ние которых требуется обеспечить.
Расчет норм точности и разработка
технических условий на машины и их
узлы.
Расчет межоперационных размеров,
припусков н допусков при разработке
технологических процессов.
Расчет точности измерений, выбор
средств и методов измерения
Обоснование и выбор технологических
и измерительных баз.
Расчеты, связанные с настройкой стан-
ков на заданную точность обработки.
Обоснование последовательности сбо-
рочных операций при разработке тех-
нологии сборки машин и механизмов
Расчеты на точность приспособлений
для обработки деталей.
Анализ правильности простановки
размеров и допусков в рабочих черте-
жах машин и их деталей.
Обоснование и ьыбор последователь-
ности операций при разработке тех-
нологических процессов изготовления
деталей и их заготовок.
ДВА ПРИНЦИПИАЛЬНЫХ
НАПРАВЛЕНИЯ В ДОСТИЖЕНИИ
ТОЧНОСТИ МАШИН
Уравнение (15) определяет два прин-
ципиально различных направления до-
стижении точности машин, выражаемой
величиной допуска замыкающего звена
соответствующих размерных цепей:
I) уменьшение величин допусков (8J
всех звеньев размерных цепей;
2) сокращение количества (т) звень-
ев в размерных цепях или, иными сло-
вами. конструирование машин с исполь-
зованием принципа наикратчайшего
пути.
Чем меньше звеньев в размерных
цепях, тем шире допуски при той же
величине заданного допуска замыкаю-
щего звена и тем меньше стоимость
изготовления.
Ниже дается несколько примеров,
иллюстрирующих использование теории
размерных цепей для решения ряда
практических задач.
ПОСТАНОВКА ЗАДАЧИ
И НАХОЖДЕНИЕ НАДЛЕЖАЩИХ
РАЗМЕРНЫХ ЦЕПЕЙ
Для решения задачи необходимо пре-
жде всего правильно сформулировать
ее содержание, затем найти поверх-
ности или их осн, при помощи которых
решается данная задача; наконец, уста-
новить надлежащий внд связи, су-
ществующий или вновь создаваемый в
машине между найденными поверх-
ностями, кинематический или размерный
(определяющий расстояния между по-
верхностями или относительный пово-
рот найденных поверхностей).
Каждый из существующих в машине
ьидов связей можно изображать в виде
графических схем — размерных цепей.
Пример /. Задача: для правильной работы
зубчатого колеса I (фиг. 43) необходимо, чтобы
Фнг. 43. Фиг. 44.
между его торцами и торцами агулок 2 корпуса
фартука были обеспечены необходимые ала смавкн
величины зазоров.
Для удобства расчета смешаем зубчатое колесо
в одну сторону, прижимая его к торцу одно* из
втулок корпуса, как кто схематически показано
на фиг. 44.
Теперь та же задача может быть сфорыулиро-
влна несколько проще.
Для правильной работы зубчатого колеса не-
обходимо обеспечить требуемую величину зазора
между торцом (правым на схеме) зубчатого ко-
леса и торцом втулки корпусл фартука. Связы-
ваем вти две поверхности размером, т. е. находим
исходное звено размерной цепи, при помощи ко-
торой решается поставленная задачя. После втого
находим остальные размеры, непосредственно
ПОСТАНОВКА ЗАДАЧИ И НАХОЖДЕНИЕ РАЗМЕРНЫХ ЦЕПЕЙ
75
участвующие я решении поставленной вадами,
к числу их, хай видно из фиг. 44. относятся ши-
рина зубчатого колеса по отулке (звено А>) и рас-
стояние между торцами обеих втулок корпуса
фартука (звеио А>). Построение размерной цепи
заканчивается, когда ее последнее звено непо-
средственно связывается со второй нз поверх-
ностей, ограничивающих исходное звено.
Пример 2, 3 а а а ч а: для получения правиль-
ной цилиндрической формы летали, обрабатывае-
мой на токарном станке, необходимо, чтобы ось
ее вращения была расположена параллельно на-
правляющим станины в двух взаимно перпенди-
кулярных плоскостях.
Рассмотрим решение задачи в вертикальной
плоскости.
Находим прежде всего поверхности или их оси,
При помощи которых решается поставленная за-
дача. Такими поверхностями являются две кони-
ческие поверхности, принадлежащие заднему и
переднему центрам станка.
Для решения поставленной задачи необходимо,
чтобы оси обоих центров располагались не олниа-
ковом расстоянии от направляющих станины,
лругнми словами, чтобы этн осн совпадали. По-
скольку практически
£
на несоосиость центров
± стенка. При »том, учи-
| тывая необходимость
компенсации возмож-
Фиг. 45. него износа трущихся
поверхностей задней
бабки, допуск устана-
вливают асимметричный (фиг. 45): допускается
расположение осн заднего центра выше оси перед-
него в пределах 0,02 мм.
Находим размерный вид связи, определяющий
расстояние между осями центров в вертикальной
плоскости, другими словами, размерную цепь,
при помощи которой решается задача. Для этого
сначала находим исходное звеио, представляющее
собой в данном случае размер, непосредственно
связывающий оси центров. Поставив надлежащий
размер, обозначаем его в соответствии с приня-
тыми условными обозначениями буквой русского
алфавита с индексом А (см. Ад иа фнг. 7).
Затем, начиная от одной из поверхностей или
осей, ограничивающих исходное звено, находим
все размеры, которые непосредственно принимают
участие в решеиии рассматриваемой задачи при
работе машины. Построение размерной цепи за-
канчивается. когда последний размер связывается
со второй из поверхностей, огрвинчиваюших ис
ходиое звено (см. фнг. 10).
Прииер 3. Задаче: для получения парад
дельности обрабатываемой поверхности детали
той плоскости, которой она устанавливается па
стол укнверсалыю-Фре-
а' | верного стаикя, неоохо-
1 г димо, чтобы эта послед-
^ц4 L пая: П сохраняла парад-
fn'-I дельность оси праще-
Я ния оправки, несущей
фрезу, и 2) постоянство
—А- , расстояния до этой же
[hi оправки в течение все-
1—/II го времени обработки
\/ детали.
Рассмотрим реше-
££ иие первой части зада-
(____________ 1 чи — сохранение парад-.
дельности. Для этого
фнг 46 необходимо, чтобы ра-
бочая плоскость стола
была параллельна оси
вращения оправки, несущей фрезу. Иначе го-
воря, эта задача сводится к установлению связи,
определяющей поворот плоскости стола относи-
тельно оси вращения оправки, несущей фрезу
(в данном случае требуется параллельность). Ис-
ходным звеном будет отклонение от параллель-
ности плоскости стола осн оправки, несущей
фрезу. Поскольку 01равку поворачивать отно-
сительно плоскости стола при эксплуатации станка
нелих, а плоскость стола относительно оправки
поворачивать можно (хотя бы за счет при-
гонки). базой в данном случае является onpatt-
на. Следовательно, па схеме стрелка своим
острием должна быть направлена к оси оправки.
Связываем плоскость стола односторонней стрел-
кой с осью оправки, как это схематично показано
на фнг. 46.
Далее, иля от одной иэ поверхностей (напри-
мер, от плоскости стола), ограничивающих исход-
ное звено, находят все звенья размерной цепи,
непосредственно участвующие в решении рассма-
триваемой задачи при работе ставка (фиг. 47).
Фиг, 47.
К ним относятся: параллельность рабочей пло-
скости стола его направляющим (звено н); па-
раллельность направляющих поворотной части
к ее опорной плоскости (звеио «,); параллельность
плоскости каретки, несущей поворотную часть,
направляющим (звено я,); перпендикулярность
направляющих консоли, несущих каретку, напра-
вляющим. которыми консоль сопрягается со ста-
ниной (звено я,); перпендикулярность оси оправки,
несущей фрезу, направляющим станины (звено я,).
Для перехода от перпендикулярности к параллель-
ности направляющим станины i роводим иа схеме
.идеальный перпендикуляр*. Строям схему раз-
мерной цепи, при помощи которой решается рас-
сматриваемая вадача.
Пример 4. Задача: получить размер Ад
у детали, обрабатываемой на горизонтально-рас-
точном станке (фиг. 48).
В образовании размера Ад при обработке ле-
тпли иа расточном станке ставок, режу-
щий инструмент и обрабатываемая деталь уча-
ствуют следующими своими размерами: верхняя
честь стола станка — размером А„ связывающим
поверхность детали с осью вращения верхней
части стола: стол станка — размером А,, саазы-
ааюшим ось вращения верхней части с маточной
76
РАЗМЕРНЫЕ ЦЕПИ И ИХ ИСПОЛЬЗОВАНИЕ В МАШИНОСТРОЕНИИ
гайкой; ходовой винт — размером А,; коробка по-
дач и станина — размером А,, связывающим опор-
ный торе» ходрвого винта, корпуса коробки по-
лам с направляющей стойки: расточная головка —
размером А„ связывающим указательную стрелку,
имеющуюся иа головке, с направляющей; под-
вижная часта головки, несущая шпиндель с ра-
сточной скалкой и режущим инструментом, — раз-
мером А„ связывающим надлежащее деление
линейки подвижной части с режущей кромкой
режущего инструмента. В качестве последнего
замыкающего звена в размерную цепь включает-
ся обрабатываемая деталь своим размером Ад.
образующимся в результате обработки.
РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ
(примеры)
Пример I. Задача: обеспечить требуемую
величину элзоре между торцами зубчатого колеса
и втулки фартука (см. фиг. 44), необходимую для
правильной работы механизма.
Исходным звеном является размер, связываю-
щий торен зубчатого колеса с торцом втулки фар-
тука. Обозначим его Ад . Находим размерную
цепь, при помощи которой решается рассматрн*
веемая задача, как было указано на стр. 74.
Исходя из служебного иаэначеиия механизма,
устанавливаем необходимую величину и допуск
зазора. Принимаем для зазора нижнее пре-
дельное отклонение НАд = 0,1 мм, верхнее
В Л д —0,4 мм. Следовательно, величина допуска
на зазор будет раина по формуле (16)
®Ад = ~ ЯЛД = °’4 ~ °'* = °-3 мм-
Координата середины поля допуска исходного
звена равна по формуле (10) или (11)
ВАд + /?Ад 0.4 4-0,1
ДоАд— 2 — 2
= 0,25 мм.
По формуле (28) находим среднюю величину
допуска:
' а <Лд °-3 »»
-2~-<М5 мм.
Считаем, что а данных производственных усло-
виях обработать летали с такой величиной допуска
вполне возможно и вконоыично; следовательно,
требуемая точность исходного звена может дости-
гаться метолом абсолютной взаимозаменяемости.
Учитывая, что при обработке деталей легче обес-
печить большую точность на размере ширины
зубчатого колеса (по торцам), чем на расстоянии
между торцами втулок корпуса фартука, коррек-
тируем среднюю величину допуска. Для ширины
зубчатого колеса по торцам устанавливаем вели-
чину допуска рапной гД|“ 0,10 мм, на расстоя-
ние между втулками 4Д,— 0,20 мм. По формуле
(1Б) производим проверку правильности устано-
вленных величии допусков: — 0,10 4-0,20 —
=0,30 мм. Следовательно, величины допускоауста-
вовлеиы верно.
В рабочих чертежах допуски обычно задаются
в виде предельных отклонений от выбранного но-
минального размера. В соответствии с втиы возь-
мем для расстояния между торцами втулок фар-
тука координату середины поля допуска равной
ДоД1 — 0,3 мм; тогда координата середины поля
допуска для размера ширины зубчатого колеса
определяется из формулы (27) и будет равна АоД1=
- *оА. - АоД- 0.8 - 0.3S - 0,05 мм.
По формулам (31) и (32) устанавливаем верхние
и нижние предельные отклонения для каждого
из звеньев цепи:
8Д
АД, - Дод, + - 0,34- 0,10 - 0,40 мм;
5Д
НА, - АоД1-------0,3 - 0,10 = 0,20 лиг;
8Д
ЛА, = АоД1 4- - 0,03 4- 0,05 = 0,10 ждк
5Д
Я А, - АоД,------ 0,05 - 0,05 = 0.
В соответствии с полученными данными окон-
чательно устанавливаются следующие размеры и
их предельные отклонения:
на расстояние между втулками корпуса фар-
-1-0,4
4-0.2
тука (звено А») 50 ;
ч^о'о
на ширину зубчатого колеса (звено А,) 50
Проверка поавнльности установленных откло-
нений производится по формулам (7) и (8) (расчет
на максимум — минимум):
А*6 = A"tf - А*м = 50,4 - 50,0 - 0,4 мм;
А1^ = А%м- А,6 — 50,2 - 50.1 - 0,1 мм.
А Л • I
Таким образом, наибольшая и наименьшая ве-
личины зазора соответствуют поставленным а за-
даче условиям, т. е. расчет допусков и предельных
отклонений выполнен правильно.
Пример 2. 3 а л в ч а: рассчитать и установить
допуски иа относительные повороты поверхностей
деталей универсально-фрезерного станка с целью
обеспечений требуемой параллельности рабочей
плоскости стола оси вращения шпиндеая в пло-
скости. проходящей через ось шпинделя.
Исходя из служебного назначения станка, на
исходное звено установлена величина допуска,
равная S. — 0,03/300 мм/мм, причем рабочая пло-
4
с кость стола и ось вращения шпинделя могут
быть направлены только в сторону направляющих
СТАНИНЫ.
Находим, как указано па стр. 75, размерную
цепь, при помощи которой решается поставлеииая
задача (см. фиг. 47). Затем по формуле (28) опре-
деляем среднюю величину Допуска.
При расчетах допусков на поворот поверхностей
удобно использовать следующий прием. Поскольку
допуски на поворот поверхностей задаются в виде
тангенсов углов поворота, удобно все ати допуски
привести прежде всего к одной длине катета
(т. е. псе отношения представить в виде дробей
с одинаковым знаменателем). Затем втот знаме-
натель отбросить на время расчета, и тогда лая
определения величины допусков можно полностью
использовать методику и формулы, которые слу-
жат для расчета линейных допусков. После рас-
чета величин допусков к ним необходимо добавить
отброшенный знаменатель.
Производим поэтому расчет средней величины
допуска по формуле (28):
g - ** — - 0,006/300 MMiMM.
СР т - 1 4
Полученное значение указывает иа то, что в
данных производственных условиех обработка де-
РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ • ..... • 77
талей универсально-фрезерного станка с отклоне-
ниями, не выходящими за подсчитанную величину
допуска, экономически нецелесообразна. Поэтому
отказываемся от получения требуемой точности
методом абсолютной взаимозаменяемости и про-
верим возможность решения поставленной задачи
по метолу неполной взаимозаменяемости.
Предварительно примем следующие исходные
данные.
Булем считать, что прн изготовлении станков
в больших количествах их летали будут обраба-
тываться в приспособлениях на настроенных став-
ках; вследствие этого предположим, что отклонения
размеров деталей будут распределяться по закону,
близкому к закону треугольника. При этом усло-
вии величина коэффициента рассеяния может
быть принята равной V — (стр. 71). Задаемся
процентом риска Р — 10*/о. Этой величине Р со-
ответствует значение коэффициента риска < =
— 1,64 (см. стр. 71). Подставляя полученные дан-
ные в формулу (29), найдем:
е ,дД 0,03
= 0,020/300 мм!мм.
Учитывая трудности и особенности обработки
и монтажа отдельных деталей, корректируем по-
лученную среднюю величину допуска для отдель-
ных деталей. Так, на поворот оси вращения шпин-
деля относительно направляющих станины (откло-
нение от перпендикулярности) устанавливаем до-
пуск 4^=0,03/300 мл/мм. На отклонение от пер-
пендикулярности направляющих консоли, по кото-
рым перемещается каретка, относительно напра-
вляющих, которыми консоль скользит по станине,
назначаем 4^ =0,02/300 MMjMM. На отклонения от
параллельности плоскости поворота каретки отно-
сительно ее направляющих 3, = 0,01/300 мм<мм.
На остальные звенья устанавливаем соответст-
венно следующие допуски: бв1= 0,02/300 мм/жж;
S, —0,02/300 мм/мм.
При установленных допусках проверяем воз-
можную велнчниу допуска замыкающего звена по
формуле (17):
Х/О.оз* + 0,02’ -I- 0,02» 4- 0,01» -|- 0,02» -
- /22 -0,01=0,031/300 мм/мм.
/в
Таким образом, величина допуска замыкающего
заена оказалась незначительно больше требуемой.
Поскольку на замыкающем звене требуется
обеспечить получение отклонения, не выходящего
из пределов допуска 0,02,300 mmimm. необходимо
проверить при этом условии возможный процент
риска. Ала этого служит формула (37), по которой
определяет» значение коэффициента риска I:
ч
t “ ---А ~ "
/ 1
V S, .
___________ода УТ______________
“ /о,оз»-н),а2» -t- о,<й» -г 0,01» + о,о2»
, °*»Т100
По таблице (т. 1, стр.60, табл. XVIII) или по
соответствующей формуле определяем при этом
значении t возможный процент риска. Он оказы-
вается равным 11,6»/^ Считаем, что такой риск
приемлем и в соответствии с этим останавливаемся
на установленных выше величинах допусков.
Так как техническими условиями требуется,
чтобы отклонение поверхности стола и оси вра-
щения шпинделя было направлено только в сторону
станины, исобхолнмо установить для каждого звена
величину и направление (знак) координаты сере-
дины поля допуска. Величины координат середин
полей допусков устанавливаем в рассматриваемом
примере простым делением величин принятых
выше допусков на 2. Направления (знаки) коорди-
нат середин допусков могут быть установлены
следующим образом. Если принять за оси поворота
поверхностей линии пересечения последних с .рас-
положенными перпендикулярно к ним левыми
поверхностями соответствующих деталей, хак это
схематически показано на фнг. 49, то координаты
середин полей допусков стола, поворотной части,
каретки и консоли будут иметь знак плюс, коор-
динаты середин полей допуска шпинделя — знак
минус.
Величины их соответственно будут равны:
Аох, = 0,01/300 мм1мм-, 4^ = 0,01/300 лм)мж;
A01lj —0,005/300 жж|жж; = 0,01/300 жж/жж;
= -0,015/300 лл!мм.
Для того чтобы убедиться в правильности уста-
новленных величин -допусков и кбордингг середин
нх полей, производим проверку верхнего и ниж-
него предельных отклонений замыкающего звена
размерной цепи. Для этого можно воспользо-
ваться формулами (5) и (6):
т- I
лэ—1
i 1
78
РАЗМЕРНЫЕ ЦЕПИ И ИХ ИСПОЛЬЗОВАНИЕ В МАШИНОСТРОЕНИИ
Выше были формулированы условия, при кото-
рых возможные законы распределения отклонений
звеньев симметричны; поэтому коэффициенты
относительной асимметрии входящие в фор-
мулы для В"д и Ялд, равны нулю.
Подставляя в формулы соответствующие вели-
чины установленных допусков и середин полей
допусков и принятое значение Г—1,57, получим
Вод — |0,01 4-0,01 4- 0,005 + 0,01- (-0,015)1 4-
липшего против установленного допуск» отклоне-
ния замыкающего звена за счет выбранного ком-
пенсирующего эвена, необходимо установить
новую координату середины поля допуска ком-
пенсирующего звена. Расчет ее величины произ-
водим исходя из условия съема наименьшей вели-
чины припуска на пригонку с компенсирующего
эвена.
Так хак в качестве компенсирующего эвена
выбрано уменьшающее звено, то язя подсчета
4 0,01* + 4- 0.01’ + -1 0,005’ + 4 0.0l’-f-4 0,015»
О О О О’О
0,06 4- 0.015 — 0,065/300 мм/мм;
НаЬ — 0,05-0,015 — 0,035/300 MMJMM.
Используя формулу (16). определяем величину
допуска замыкающего эвена:
гад — в«д - Я1Д—0,065-0,035-0,03/300 ММ\ММ.
Сопоставляя с требуемой величиной допуска,
видим, что допуски и координаты середин полей
допусков определены правильно.
Пример 3. Задача: для правильной работы
попочного соединения необходимо, чтобы шпонка
входила в паз с небольшим зазором. Техническими
условиями требуются средняя величина зазора
Ад ® 0,05 мм и величина допуска зазора
*АдР= 0,1 мм.
Принимаем среднюю величину зазора за его
номинальный размер Ад; тогда координата сере-
дины поля допуска зазора (исходного звена) будет
*Ад
равна нулю, так как 4Ла — ——0,06, что равно
Следовательно, можно
считать, что поле до-
пуска исходного звена
задано по симметричной
системе (фиг. 60).
Проверим возмож-
ность решении задачи
метолом абсолютной
взаимозаменяемости,
для чего найдем сред-
нюю величину допуска:
0.1 »—
iAfcp = у = °.°5 мм.
координаты середины поля допуска можно вос-
пользоваться формулой
При принятой симметричной системе располо-
жения полей допусков ДЛ1 и ДЛд равны нулю.
Следовательно,
* 8 к 0,2
ДА, = "Г-у = 0.1
Устанавливаем предельные отклонения соста-
вляющих звеньев:
* 8 А,
В А, = 4 Л(4- = 0,1 + 0,05 =+ 0,15 м
* 8 А.
ЛА, - йд,------у -0,1-0,05 - 0,06 мм;
номинальному размеру.
—А,—
Фнг. 50.
г 8 А.
В А, — 4Л| -у — 0,0 + 0,1-4- 0,10 ММ-.
’ 8а,
НА - ДЛ>-----у -0,0-0,1 = -0,10 лги.
Окончательно
меры звеньев:
устанавливаем следующие ра»
4-0,15
А, =«+4
А, — 20+0,10.
Считаем, что а данных производственных усло-
виях обрабатывать детали с такой величиной
допуска неэкономично. Для решения поставленной
задачи обращаемся к метолу пригонки. В качестве
компенсирующего звена выбираем ширину шпонки,
изменение которой проще и экономичнее, чем
изменение ширины шпоночного паза.
Устанавливаем новые экономичные в данных
производственных условиях допуски на составляю-
щие звенья:
Для проверки
величии зазора.
Наибольшая величина зазора может получиться
в том случае, когда ширина паза будет наиболь-
шей (A , а ширина шпонки наименьшей
производим подсчет возможных
А>н6
лд
жб .
I * А1
20,10 -20.05 — 0,05 ми.
Аналогично наименьшая величина зазора
4Л| — 0,2 мм; 6а, = °<1 мм'
Принимаем симметричное расположение полей
допусков у составляющих звеньев. В соответствии
с этим координаты середин полей допусков Ал — 0
* 4а,-о-
Находим максимально возможную величину
компенсации:
8к = 8Ад- »Ад-03-0.1- о.2 ММ.
А д'** - А,** - Aj*4 =• 19,90 - 20,15 --0.25 мм.
Знак минус укатывает, что вместо эаэора
в этом случае может получитьса иатяг, вследствие
чего лля получения хота бы средней величины за-
зора придется удалить с. замыкающего звена слой,
равный
t' - А?* - А. - - 0.23 -0.05 = - ОДО мм.
К 4 4fp
Длв того чтобы при сборке соединений во всех
случаях обеспечить возможность устранения н>
Произведенная проверка подтверждает пра-
вильность установленных предельных отклонений
соответствующих звеньев.
ГЛАВА т
СОЕДИНЕНИЯ
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ
СОЕДИНЕНИЯ
Нормальные диаметры я длины
Нормальные диаметры и длины в
интервале размеров 0,001—20 000 мм
стандартизованы ГОСТ 6636-53. При-
веденные в табл. 1 диаметры и длины
предназначаются для выбора градаций
и величин номинальных линейных раз-
меров в машиностроении.
Приведенные в табл. I ряды разме-
Sob (5а, 10а, 20а и 40а), начиная с
,012 мм, представляют геометрические
5 _
прогрессии (со знаменателями J/^10
и т. л.) с необходимыми для практики
округлениями их членов.
При выборе размеров по табл. I пред-
почтение должно отдаваться членам из
рядов с более крупной градацией (ряд 5а
следует предпочитать ряду |0а и т. д.);
допускается пользоваться отдельными
числовыми величинами смежного ряда.
Приведенные в табл. 1 размеры не
распространяются на технологические
межопераинонные размеры, на раз-
меры, зависящие от других принятых
размеров, и на размеры, регламенти-
рованные в стандартах на конкретные
изделия
Следует иметь в виду, что хотя табл. 1
и включает размеры, предусмотрен-
ные ОСТ 6270, при выборе калибровых
диаметров надлежит руководствоваться
данными указанного стандарта с целью
максимального сокращения номенкла-
туры таких диаметров.
Допуски и посадки гладких
цилиндрических соединений
Ряды допусков. Интервалы диаметров.
В системе ОСТ величины допусков изде-
лий диаметрам от I до 500 мм регламен-
тированы 10 классами точности с поряд-
ковыми номерами 1, 2, 2а, 3, За, 4, 5,
7, 8 и 9. Единица допуска в системе
ОСТ может быть выражена формулой
1ОСТ “
где d — номинальный диаметр соеди-
нения в мм, a iOCT — в мк. Формула для
единицы допуска установлена на основе
практических данных о возрастании до-
пуска пропорционально корню третьей
степени из величины диаметра. Вели-
чина допуска 6 определяется по фор-
муле
8- о/Ост-в-0Л/ d,
где а—число единиц допуска. Прибли-
женное число единиц допуска, принятое
для валов и отверстий в различных
классах точности, приведено в табл. 2.
Для назначения величин допусков и
отклонений номинальные диаметры под-
разделяются на ряд групп. На все диа-
метры в пределах каждой группы допу-
ски и отклонения установлены одина-
ковыми и подсчитаны соответственно
среднему арифметическому значению
диаметра данной группы. Группы (интер-
валы) диаметров для подсчета допусков
и отклонений, принятые в системе ОСТ,
приведены ниже, в табл 5—8.
Для прессовых посадок с большими
натягами интервалы диаметров прини-
маются более узкими, как это видно
из табл 7, чтобы избежать значитель-
ных отклонений от рассчитанных натя-
гов для крайних значений диаметров
в пределах данного интервала.
В системе ISA для величин допусков
размер а от I до 500 мм установлено
16 рядов, называемых квалитетами.
Единица допуска в системе ISA выра-
жается следующей формулой:
3/—
<1SA - 0.45 у d 4-0,001 d.
где d — номинальный диаметр в мм;
‘ISA ~ в **
80
СОЕДИНЕНИЯ
Нормальные диаметры и длины в машиностроении Таблица I
(по ГОСТ 6636-S3)
Размеры в мм __
Рал 5а 3 £ Рад 20а Рад 40а i Рал 10а 3 а Рал 40а »S »»<1 м £ S а Рал 40а 3 X Ряд 10а g а Рн Ряд 4Oa
0,001 г*' 0,001 0,001 0,001 о.ов 0,06 0,060 0,060 0,065 0,6 0,600 0,600 0,600 0,650 в в 6 6 6,5
0,002 0,002 0,0<Д 0.070 0.070 0,075 0,700 0.703 0.750 7 7 7.5
0.004 0,004 0,004 0.00S 0,08 1 *4 ь 0,080 0,080 0.085 0,8 0,800 0,080 0.850 8 8 8 8Л
о.ооб 0.006 0,007 0,090 0.090 0,095 0,900 0,900 0.950 9 9 9.5
0,008 t •’ • • । . ♦ 0,008 « . 1 * о.оон 0,004 0.009 0.1 г 1 61 0,1 0,1 0,1 0,106 1.0 1.0 1.0 1.0 1.05 10 1 и 10 10 10 10,5
0,01 1 0,010 0,011 0,110 0,110 1.115 1.1 1.1 1,15 11 11 11.5
0,012 м « 0,012 0,012 0.013 0,12 .0,120 0.120 0.130 1.2 1.2 1.2 1.3 12 12: 12 13
0,014 0,014 0,016 0,140 0,140 0.1.50 1.4 1.4 13 14 14 IS !
олив 4?"Г .» • 1 »* • <ч । • “»t । П ;i Г 1' р.016 0,016 3:81? ". ’ ' . . 0.16 с. > j • • t »Л’ • , , И;1 0,16 Г 1 0,160 0,160 0J70 1.6 V ч •* • « т 1,Ь Ъ jh 1 •. 1,6 1,6 1.7 16 1 16 >1. Il 16 16 17
О/118 0.0(81 0.019 0,180 0,180 0.190 13 1.8 1.9 IB • 1 18 19
0.020 1 Ч 0.020 <111 0,020 0Д21 0.200 0.200 0,200 0.210 2.0 1 2,0 2,0 2.Г 20 ► 1 1. • 20 i t 20 . 21
0,022 0,022 0,024 0.220 0,220 0,240 2.2 2.2 2.4 22
0,025 'Н4 • . Г.1 *• I . ♦ 0.025 1 0.023 1 0,025 0,026 0,25 4 1 < 0,250 • Г »г 0,250 0,250 0.260 2,6 t •’v 2,5 1 * t 2.5 2,5 2.6 28 > Л • * 20 25 25 26
0.028 0,028 0,030 0,280 0,2801 0ЛХ) 2,8 bl 2,8 3,0 38’ -
0,032 0.032 0,032 0,034 СД20 0,320 0,3201 0,340 3.2 3,2 3.2 3,4 32 1 i: * 32 35.
0,035 0.036(1 0,0381 0,360 0,360 0,380 3.6 33 3,8 36 S3
0.04 о.м 0,040 0,040 0,042 0.4 i j 1.. • l 0,400 0,400 0,400 0.420 4,0 4,0 Г< ” 4.0 4.0 4,2 7 1 40 40 ' 1 1 1 40 40 42
0.04s 0,045 0,048 <ММ 1 0.450 0,480 4.5 4,5 43 45 93
0,05 0,06 0,050 0,052 0,500 0,500 0,500 0,520 5Д 5,0 5,0 5.2 50 # ’1 • 5, so 42.
0,056 0,055 0,0581 0,550 0,550 0,580 5,5 5,5 5,8 55
г—
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
81
Продолжение табл. 1
Ряд 5а Ряд 10а 8 И Я fi. Ряд 40а вз гм 3 ж & 8 а си г 'i Ряд 10а Ряд 20а Ряд 40а
60 50 60 60 65 630 630 630 630 670 8300 6300 6300 6300 6700 Примечание. В случае потребяос-гк в промежуточных разме- рах применяются разме- ры в следующем по- рим: в интервале 1,2— 1,6 мм — кратные 0.05; в интервале 2,2— 4 мм — кратные 0,1; в интервале 6— 12 мм—числа с циф- рами 2 или 8 после за- пятой; в интервале 12— 25 мм — кратные 0,5; интервале 25— 50 мм — целые числа; и интервале 60— 160 мм — кратвые 5, затем оканчивающие- ся на 2 и 8; в интервале 160— 500 мм — кратные 10. затем кратные 5; в интервале 500— 1500 мм — кратные 50 и оканчнв. иа 20 и 80, затем кратные 10; в интервале 1500— ;<СОО мм — кратные 50, затем оканчиваю- щиеся на 20 н ВО; и интервале 3000— 4500 мм — кратные 100, затем 50; в интервале 4500— 10 000 мм — кратные 500 и оканчивающие- ся иа 200 и 800, за- тем кратные 100; в интервале 10 000— 20 000 мм — кратные 500, затем оканчиваю- щиеся ня 200 и 800
70 70 75 710 710 750 7100 7100 7500
80 90 80 85 800 800 800 850 8000 8000 8000 8500
90 90 95 900 900 950 9000 9000 9500
100 100 юо 100 105 1000 looo 1000 1000 1060 10000 10000 10000 10000 10600
по 110 115 1120 1120 1180 11200 11200 11800
120 120 120 130 1250 1250 1250 1320 12500 12500 1250С 13200
140 140 150 1400 1400 1500 14000 14000 1500С
160 160 • 160 160 170 1600 1600 1600 1600 1700 16000 16000 16000 16000 17001
190 180 190 1800 1800 1900 18000 1Я00Г 19000
200 200 200 210 2000 2000 2000 2120 20000 20000 20000
•
220 220 240 2240 2240 2350
250 250 250 250 260 2500 2500 '2500 2500 2650
280 280 300 2800 2800 3000
320 320 320 340 3150 3150 315Г ззм
360 360 380 3550 3560 3750
400 400 400 400 420 4000 4000 4000 4000 4250
450 450 480 4500 4600 4750
500 500 500 530 5000 5000 5000 5300
560 560 600 5600 моо 6000
6
82
СОЕДИНЕНИЯ
Таблица 2
Число единиц допуска изделий по ОСТ
Приближенное число единиц допуска Посадки изделий
Отверстия Валы
7 10 16 21 2S 27 30 40 50 64 100 160 200 2,50 400 640 1000 Асг-т-И-п-Cj-Aj П-Пр-Пл-Г-Т-Н-П-С-Д Гр-Х Гга-Т2«_ Н1а “ П1а-С2»-А2а Ag-LU-C, А9а-С9а а4-с4-х4-л4-ш4 А8-Ч-Х5 Г1~Т1-Н1_П1_С1_В1-Я1-ПР11_ПР21 Пр-Пл-1 -т-н-п-с-д-в Гр ~ r2a~T2a"'H^-ri2«-C2a_ В2а 111 nPla-nP2j-nP3g-Cg-np4-B3 хз ш> B4-cX-V*4 «8 В9
Ряды допусков (квалитеты) по си-
стеме ISA для диаметров до 500 мм
приведены в табл. 3.
Применение системы ISA допускается
только по специальному в каждом от-
дельном случае разрешению Комитета
стандартов, мер и измерительных при-
боров. Рядами точностей по системе ISA
рекомендуется пользоваться только при
назначении допусков на размеры, для
которых по каким-либо причинам не
могут быть использованы отклонения
валов н отверстий стандартных посадок
н соответствующие нм калибры.
Таблица 3
Ряды допусков для диаметров от 1 до 500 мм в мк по системе ISA
| Квалитет Интервалы диаметров в мм Число единиц допуска 1ISA
1-3 3-6 6-10 10-18 18-30 30-50 50-80 80- 120 120— 180 180— 250 250- 315 315— 400 400- 500
1 2 3 4 5 6 7 8 9 10 И 12 13 14 15 16 1,5 2 3 4 5 7 9 14 25 40 60 90 140 2.50 400 600 1.5 2 3 4 5 8 12 18 30 48 76 120 180 300 480 750 1.5 2 3 4 6 9 15 22 36 58 90 150 220 380 580 900 1.5 2 3 8 7 11 18 27 43 70 110 180 270 430 700 1100 1.5 2 4 6 9 13 21 33 52 84 130 210 330 520 840 1300 2 3 4 7 И 16 25 39 62 100 160 250 390 620 1000 1600 2 8 5 8 13 19 б 46 74 120 190 300 460 740 1200 1900 3 4 6 10 15 22 35 В 87 140 220 350 540 870 1400 2200 4 5 8 12 18 25 40 63 100 160 250 4Г0 630 1000 1600 2500 8 7 10 14 20 29 46 72 115 185 0 460 720 1150 18.50 2900 6 8 12 16 23 32 52 81 130 210 320 520 810 1300 2100 3200 7 9 13 18 25 36 57 89 140 230 360 570 890 1400 2303 3600 8 10 15 20 27 40 97 155 250 400 630 970 1550 2501 4000 7 10 16 25 40 64 100 160 250 400 640 1000
Примечание. К интервалу диаметров 1—3 мм относятся диаметры с номинальными раз- мерами от 1 до 3 мм включительно, к интервалу диаметров 3—6 мм — с номинальными размерами свыше 3 ло 6 мм включительно и т. д.
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
83
Для диаметров до 1 мм
(в пределах от 0,1 до I мм) по ГОСТ
3047-54 (см. табл. 5) предлагается ис-
числять допуски, исходя из единицы
допуска
/ = 0,45 +
0,02
<1 + 0.1
где d — в мм, al — в мк, с интервалами
размеров от 0,1 до 0,3 мм, свыше 0,3
до 0,6 мм, свыше 0,6 до 1 мм. Число
единиц допуска принято от 7/ для 1-го
класса точности до 250/ для 6-го класса
точности (см. табл. 2).
Для диаметров свыше
500 мм (см. табл. 5) величины допусков
по ГОСТ 2689-54 приближенно опреде-
лены по обшей формуле ISA с сохра-
нением принятого по ОСТ для диаме-
тров до 500 мм соотношения величин
допусков для различных классов точно-
сти. Как видно из табл 5, допуски
установлены для 1—11-го классов точ-
ности до 10 000 мм; 6-й класс, как и
для диаметров до 500 мм, опушен.
Градации интервалов диаметров при-
няты по 10-му нормальному ряду чисел.
Посадки. Система отвер-
стия и система вала. При
стандартных посадках обязательно долж-
на совпадать с нулевой линией либо
нижняя граница поля допуска отвер-
стия (в системе отверстия), либо верх-
няя граница поля допуска вала (в
системе вала). Поле допуска отвер-
стия, у которого нижняя граница сов-
падает с нулевой линией (нижнее от-
клонение равно нулю), обозначается
буквой А и цифрой класса точности,
например А,. А, Л2о, Ла и т. д.
Индекс для 2-го класса точности (в
обеих системах) опускается.
Таким образом, для отверстий А но-
минальный размер является наимень-
шим предельным размером, а поле до-
пуска направлено в сторону увеличения
отверстия (в зело изделия); для валов В
номинальный размер является наиболь-
шим предельным размером а поле до-
пуска направлено в сторону уменьше-
ния вала (также в тело). Отверстия А и
валы В называются осноанычи. Соче-
тание основного отверстия и основного
вала дает посадку, наименьший зазор
которой равен нулю. Такие посадки в си-
стеме ОСТ называются посадками сколь-
жения или скользящими посадками.
Отклонения основных отверстий и
валов в системе ОСТ для интервала
размеров 0,1 — 10000 мм приведены
6*
в табл. 5. Посадки с отверстиями А со-
ставляют в совокупности систему от-
верстия, посадки с валами В — си-
стему вала.
На фиг. 1 и 2 приведены схемы рас-
положения полей допусков для посадок
2-го класса точности ОСТ в системе
отверстия (фиг. 1) и в системе вала
(фиг. 2).
Система отверстия пользуется пре-
имущественным распространением в
машиностроении. Преимущества этой
системы связаны прежде всего с мень-
шими затратами на инструмент. При
определенном номинальном размере
развертки, выполняемые для изделий
с допусками по системе отверстия,
будут иметь постоянные предельные
отклонення в соответствии с предель-
ными размерами основного отверстия.
Тем самым резко сокращается номен-
клатура разверток в производстве по
сравнению с условиями выполнения
деталей по системе вала. Вместе с тем
уменьшается номенклатура калибров-
пробок, которые дороже калибров для
проверки валов (скоб). Эго относится и к
другим измерительным средствам, по-
скольку установка приборов для вну-
тренних измерений сложнее и, как
правило, требует бблыних затрат, чем
установка приборов -для наружных из-
мерений.
Скользящая Движения Ходовая Глухая Тугая Напряженная Плотная Прессовая 1-я . 2-я . 3-я Горячая Прессовая Легкопрессовая Нанмепонанне посадки
Свободные Переходные Прессовые Группа посааок
И 1 Р 1 X 1 1 1 1 1 3 31 I -« I г
МОП □ all 1 " 33 1 I м I to X К
Г'/1 £ 6 1 1 * 11 1J 1 3 2 i 3
Г 1 г • З.а 1 1 ' 1 1 1 1 2 3-» | 3047-54 Of Го
1 1гп 1111 1 1 1 1 1 1 fc* 1»ТГ |
flip 1111 1 1 1 1 1 1 £ Я
1 1 р 1 1 1 1 1 11' ₽ V» з> —
1 ЬП □ I - «л 1 1 1 ПР1, ПР2, В _ i (ОСТ 1011,1001 и 1041)
МОП □ я Н 1 = =5 1 1 1 1 1 ФШО 1 ьэ s> (ОСТ 1012, КМ2, 1044 и 1022) ВИГ В1
1 1 Ijf □ I - г» 1 1 ?рсти ю ь» (ОСТ 1016 н 1026) Классы точ1 метро!
М 1 л 1 1 1 □ □□ 3.3 2 и 3» (ОСТ 1069,1013 и 1023) в от 1
1 lgn 1 1 1 1 1 1 1 1 г (ОСТ 1017 я 1027) § X §
.X 1 Р 1 1 I £| 1 1 1 X (ОСТ 1079,1014 и 1024)
!* 1 Р 1 1 1 1 1 1 1 1 CZ1 Х> (ОСТ 1015 и 1025) •
1 о л □ я - 1 з 3| 1 1 J V х>
rV ’41 □ □□ •я -з -а ffif е" •о 1ля диаметров св
М 1 р 1111 I 1 ПР1, ПР2, 8 Л
. 500 до К
1 'в° 1 1 1 1 1 1 S’
М 1 р 1 1 1 1 1 1 1 Hi >000 м
М 1 р 1 1 1 1 1 1 1 Y1 3>
ьинанияаоэ
*8
Легксходовяя л, л Л. Л»а — — — л — — — л, — — Л| — Л. —
Широкохоаокаа 1 — — — — — ш ж ш. — ш. — в — ш, ш». ш. —
Широкохоловая 1 о — Ш1 Ш1м Ш1, Ш|1. Ш1. — — — — — — — — — — —
Широк о ходовая 2-я — — Ш23. ЦП, —
Система вала •
Прессовая 1-я ПР1,
2-я ПР2, ПР2 11РЧ
. 3-я о ПРЗ, ПРЗ ПРЗ,
Горячая Прессовая с №
Глухая 3 — Г, г г*. — — — — г — — — — —
Тугая п — — — — —— — Т, т '’а — —• — — т —
Напряжениях о Н, Н и. — — — Н, Н «За — — — — н — — — — —
Плотная с» С — п П1а п, — п, п П3а — — — — п — — —
Скользящая с, с С?. с. С1а С. с. •с, с С1. с. с, с, с ч. С, см С,
Движения — л — д. д —ж — — д Д1а — ат ——
Ходовая 3 X, X Хз X. — — — X — х, — х, х. X х, — X. —
Легкоходовая л, л Л1а л. Л«в — — — л — — — Л. — — — л, — Л. —
Широкохоловая о —- — —. — — ш —. ш, — ш. — — а— Ш. Ш»а ш. —
Широкоходовая а — ЦП Ш1м Ш1, Ш1„ Ш1. —
Шнрокоходомя 2-я — — |ШЗа Ш2. — — — — — — — — — —
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
' Примечания: I. В 7-м, 3-м и 9-м классах точности для размеров от 1 до 500 мм и в 7-м — 11-м классах свыше 500 до 10000 мм вормн-
руются только величины допусков, а также отклонения основных валов и отверстий (табл. 5).
Z Допускаются сочетания валов и отверстий различных классов точности со стандартными отклонениями [например, и т. д.) .
k х BSa la I
S
86
СОЕДИНЕНИЯ
Таблица 3
Отклонения мк основных отверстия и аалов для диаметров от 0.1 до 10 000 мм
Номинальный Обозна- чение Откло- нение Классы точности
1-й 2-Й 2a 3-Й 3a 4-Й 5-Й 6-Й 7-й 8-Й 9-Й
диаметр в ММ
От 0.1 до 0,3 л в н— 3 5 8 13 20 35 so — — — —
Св. 0.3 . 0,6 л в н± 4 6 10 15 25 40 60 90 — — —
. 0,0 . 1 (нскл.) А В и— 5 7 12 18 30 45 70 100 160 — —
От 1 . 3 А В в+ в— 6 4 10 6 14 9 20 40 60 190 — 250 400 600
Св. 3 . 6 А В и— 8 5 13 8 18 12 25 48 80 160 - 300 480 780
. о . 10 А В н-t 9 8 16 10 22 15 33 S3 100 200 — 360 580 900
. 10 . 18 А В к— 11 8 19 12 27 18 35 70 120 240 — 430 700 I 100
. 18 . 30 А В 13 9 23 14 33 21 45 84 140 280 — 520 M0 1 300
. 30 . 50 А В и— 15 II 27 17 39 25 50 100 170 340 — 620 1000 1 600
. 80 . 80 А В H— 18 13 30 20 46 30 60 120 200 400 - 740 1 200 1900
. 80 . 120 А В 21 15 35 23 54 35 70 140 230 460 — 870 1400 2200
. 120 . 180 А В H— 24 18 40 27 63 40 80 160 261) 530 — 10O0 1 600 2 500
. 180 . 260 А В B+ H— 2? 20 45 30 73 47 90 185 300 600 — 1150 1900 2 900
. 260 . 360 А В •+ H — 30 22 50 35 84 54 100 215 340 680 — 1350 2 200 3 300
. 360 . 500 А В »+ И— 35 25 60 40 95 62 120 250 .380 760 — 1550 2 500 3800
. 500 . 630 А В B+- H— 45 30 70 45 no 70 140 280 450 900 — 1800 2 800 4 500
. 630 . 800 А В H — 50 35 80 SO 120 80 150 300 500 1000 — 2000 3 000 5 000
. 800 . 1000 А В H— 55 40 90 55 130 90 170 350 550 1100 - 2200 3 500 5 500
. 1 000 . 1 250 А В — 60 45 100 60 150 100 200 •WO 600 1200 — 2400 4000 6 000
. 1 250 , 1 600 А В Si S3 110 65 170 no 220 450 650 1300 — 2600 4500 6 500
. 1800 . 2 000 А В M— 75 55 120 75 190 120 250 500 750 1500 — 3000 5 000 7000
. 2000 . 2 500 А В — 85 60 130 85 210 130 280 550 900 1800 — 3500 5 500 8 000
. 2 500 . 3150 А В H — 100 70 150 100 230 ISO 300 600 1000 2000 — 4000 6 000 9 000
. 3 1S0 . 4000 А В + H— 110 80 170 no 260 170 350 700 1100 2200 — 4500 7000 10 500
. 4 000 . 5 000 А В M — 120 90 190 120 300 190 400 800 1200 2500 — 5000 8 000 12 000
. 5000 . 6 300 А В M— 140 100 220 140 350 220 450 900 1400 2800 — 5500 9 000 14 000
. 6300 . 8 000 А В И— 160 no 250 160 400 260 500 1000 1600 3200 — 6500 10 000 16 000
. 8 000 . 10 000 А В H — 180 130 300 180 450 300 600 1200 1800 .3500 — 7000 12 000 18 000
Пр и м е <1 а II и е. Величины отклонений по 10-му н 11-му классам для размеров свыше 500
ДО 10 ООО мм - см. ГОСТ 2689-М ни
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
87
Таблица в
Отклонения в мк отверстий переходных и свободных посадок для диаметров от I до 500 мм
Класс точно- сти Посадка < 1 Номинальный диаметр » ММ
«*Э S н О Св. 3 до 6 Св. 6 ДО 10 Св. 10 до 18 Св. 18 до 30 «8 38 Св. 50 до 80 8§ о о S Св. 120 до 180 Св. 180 ДО 260 <38 Св. 360 до 500
г R- 4 6 6 8 10 12 14 17 20 23 27 30
• 1 Н- 10 13 16 20 24 28 33 38 45 52 58 65
т В— 2 2 3 4 4 5 5 6 7 8 9 10
11 и- 8 10 12 15 17 20 24 28 32 36 40 45
U 1 1 1 1 2 2 2 3 3 3 4 Б
а н- 5 7 8 10 12 14 16 19 22 25 28 32
ви п II 1 4 5 6 7 8 9 10 12 14 16 18 20
* м о- 2 3 4 Б 6 7 8 9 10 11 13 15
С _А б 8 9 11 13 15 18 21 24 27 30 35
н 0 0 0 0 0 0 0 0 0 0 0 0
п 10 12 14 17 20 25 29 34 39 43 48 55
А» в 4- 3 4 5 6 7 9 10 12 14 10 18 20
р В— 2 3 4 5 6 7 8 10 12 15 18 20
и- 13 16 20 24 30 35 40 45 Б2 60 70 80
т и 0 0 0 0 0 0 0 0 0 0 0 0
н- 10 13 16 19 23 27 30 35 40 45 50 to
и 3 4 4 S 6 7 '8 9 10 11 12 15
Г» II- 7 9 12 14 17 20 23 26 30 35 40 45
[] П-1- 7 9 11 13 16 1S 20 23 27 30 35 40
И- 3 4 5 6 7 8 10 12 14 16 18 20
S с. А «+ и 10 0 13 0 16 0 19 0 23 0 ЭТ 0 30 0 35 0 40 0 45 0 50 0 60 0
Л 1- 13 17 21 26 30 35 42 50 60 70 80 90
и р 3 4 5 6 8 10 12 15 18 22 26 30
Y п- ♦- 22 27 33 40 50 60 70 90 106 120 140 160
8 10 13 16 20 25 30 40 50 60 70 80
Д 30 40 50 60 80 95 115 140 170 200 230 270
в р 12 17 23 30 40 60 65 80 100 120 140 170
III 4- 1- 39 50 63 80 105 125 155 190 230 270 310 365
IAJ р 18 25 35 45 60 75 95 120 150 130 210 i 250
г В- 1 2 3 3 3 3 4 4 4 5 6 7
Г2а и- 15 20 25 30 36 42 50 58 67 78 90 102
т п 1 1 2 4 5 Б 6 8 9 10 10
’и н- — 21 25 29 34 41 48 55 64 74 85
14 в 4- 6 8 10 12 14 1» 20 22 26 28
<л "2а н- — — 16 19 23 27 32 38 43 51 58 67
п 7 9 12 15 20 24 28 34 41 49 57 64
112а и- 7 9 10 12 13 15 18 20 22 24 27 31
9йшА1е н 18 22 27 33 39 46 64 63 73 84 95
и 0 0 0 0 0 0 0 0 0 0 0 0
СГА, 20 0 25 0 30 0 35 0 45 0 60 0 60 0 70 0 80 0 90 0 too 0 120 0
«Е Y - 1- 32 44 55 70 85 100 120 140 165 195 225 255
«А и- р 7 11 15 20 25 32 40 50 60 75 90 105
III а 1- 50 65 85 105 130 160 195 235 285 330 380 440
р 17 25 35 45 Ю 75 95 120 150 180 210 250 в
М
СОЕДИНЕНИЯ
Продолжение тайл, в
к CSa"ASa
Сг*.
х.
л.
ш.
С.-А,
X.
Номннальвы* диаметр мм
От 1 до 3 Св. 3 ло 6 Св. 6 ло 10 Св. 10 до 18 Св. 18 ДО 30 OS ОТ ОС «0 09 О” оз Св. 80 до 120 Св. 120 ДО 180 ОВД от 081 <53 “о О м
40 48 за ТО 84 100 120 140 160 185 215 250
0 0 0 0 0 0 0 0 0 0 0 0
60 М 100 120 140 170 200 230 260 300 340 380
0 0 0 0 0 0 0 0 0 0 0 0
90 120 150 180 210 250 300 350 400 450 500 570
30 40 50 60 ТО 80 100 120 130 150 170 190
120 160 200 240 280 340 400 460 530 600 680 760
60 80 100 120 140 170 200 230 260 300 340 380
180 240 300 360 420 500 600 700 800 90» 1000 1100
120 160 200 240 280 340 400 460 530 600 680 760
120 160 200 240 280 340 400 460 530 600 680 760
0 0 0 0 0 0 0 0 0 0 0 0
180 240 300 360 420 .500 600 700 800 900 юоо 1100
60 80 100 120 140 170 200 230 260 300 340 380
£
Примечания: 1. Отклонения основных палой см. в табл. 5.
2. Схему расположения полей допусков см. иа фнг. 4.
В ряде случаев выбор системы от-
верстия диктуется конструктивными
соображениями и технологией сборки.
Так, например, необходимость осуще-
ствить неподвижную посадку детали на
вал на большом удалении от его сво-
бодного конца вынуждает отказаться от
гладкого вала и выполнить его с усту-
пом, вследствие чего отпадает основное
технологическое преимущество системы
вала.
Однако возможность и необходимость
выполнения в ряде других случаев ва
лов без уступов и отсюда целесообраз-
ность выбора системы вала также не
вызывают сомнений. Преимущества си-
стемы вала сказываются во всех случаях
пользования тянутым материалом без
какой-либо обработки (например, валы
трансмиссий, валы в сельскохозяйствен-
ном машиностроении, трубы в авиа-
строении и велосипедном производстве,
гладкие валики в шарнирных сочлене-
ниях и т. д ). Упрощение технологии
при этом, как правило, имеет большее
значение, чем дополнительные затраты
ва инструмент, обусловленные отказом
от системы отверстия.
Государственные стандарты допусков
и посадок регламентируют обе систе-
мы — отверстия и вала.
Все посадки как в системе отверстия,
так и в системе вала разделяются на
три группы.
Перечень и обозначения всех посадок,
принятых в различных классах точности
по системе ОСТ, приведены в табл. 4.
Свободные (подвижные)
посадки. Схемы расположения по-
лей допусков при свободных посадках в
различных классах точности для ин-
тервала диаметров от I до 500 мм при-
ведены на фиг. 3 и 4, а отклонения
валов и отверстий для этих посадок —
в табл 6 и 8.
При регламентации рядов свободных
посадок за основу принимаются вели-
чины наименьших зазоров в определен-
ной зависимости от номинальных диа-
метров соединения.
Наибольший зазор определяется как
сумма допусков соединяемых деталей и
наименьшего зазора.
Для скользящих посадок наибольший
зазор равен сумме допусков вала и от-
верстия.
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
«9
Для подвижных посадок 2-го и 3-го
классов точности зависимость вели
чин наименьших зазоров от диаметров
может быть выражена обшей формулой
$«п1л “ а Vd МК,
Выбор такой закономерности соот-
ветствует условиям жидкостного тре-
ния в подшипниках скольжения.
В 4-м классе точности из-за больших
допусков определение зазоров не свя-
зано с гидродинамической теорией
90
СОЕДИНЕНИЯ
смазки, и зависимость зазоров от диа-
метра характеризуется, как и для самих
допусков, законом кубической пара-
болы:
3
При выборе подвижных посадок руко-
водствуются следующими соображе-
ниями, поясненными ниже примерами.
Скользящие посадки лежат на грани
между переходными посадками и посад-
ками для свободного движения; они при-
меняются как для неподвижных, так и
для свободных соединений.
„ А1
Посадка g- применяется в неподвиж-
ных соединениях при необходимости
частой разборки и при особо высоких
требованиях в отношении соосности
деталей (шевер на втулке шпиндельной
головки) или в сопряжениях с про-
дольным движением одной детали отно-
сительно другой при особо высоких тре-
бованиях к точности направления
(шпиндель зубодолбежного станка).
д
Посадка применяется: 1) в соеди-
нениях вала с часто
лями и при высоких
снимаемыми дета-
требованиях к со-
осности (посадка сменных шестерен
в станках); 2) в деталях, которые в ра-
боте остаются неподвижными, но долж-
ны легко передвигаться одна по дру-
гой вдоль оси или поворачиваться при
настройках и регулировках (шпиндель-
ная головка шевинговочного станка в
станине); 3) для центрирования деталей,
снабженных для крепления фланцами,
при высоких требованиях к концентрич-
ности поверхностей; 4) для центрирую-
щих выступов; 5) в подвижных соеди-
А,
нениях, в частности, вместо посадки тг-,
. Д1
при применении которой бывает трудно
обеспечить необходимую точность (пор-
шень в цилиндре пневматической
сверлилки).
n A s / Cj S
Посадка в системе вала,) при-
меняется в неподвижных соединениях:
I) для посадки на валы деталей с пере-
дачей крутящего момента через шпонки
или штифты при невысоких требова-
ниях к точности (шестерня на главном
валу привода сенокосилки); 2) для
неподвижных осей и пальцев в опо-
рах; 3) для центрирования выступов
при сравнительно невысоких требова-
ниях к соосности; 4) для посадки
Таблица 1
Отклонения валов н отверстий прессовых посадок для диаметров от 1 до 500 мм в мк
Номинальный диаметр в мм Откло- нение Вады Отверстия
ПР1, ПР2, гр Пр Пл ПР1, ПР2, ПРЗ, ПР. гр Пр
в +П +20 + 18 + 16 — — — - 13 - 8
к + 12 4-16 4- п + 12 +ю — —• - 27 -18
Св. 3 , 6 в 4-М + 24 + 33 +23 +2! + 55 — — - 15 -10
и 4-15 +19 4- 20 4-15 4+3 + 30 — — — - 33 -23
6 в 10 в 4-25 4-29 + 39 + 28 +26 + 65 + 70 +100 - 17 -12
и 4-19 4-23 + 23 + 1» 4-16 + 35 + 40 + 70 - 39 -28
, 10 । 1В п 4-3! 4-36 +»4 +32 + 75 + 80 +115 +230 4-193 - 22 -15
н 4-23 4-28 4-29 +22 +20 + 40 + 45 + 80 - 48 -34
. 18 , 30 в 4-37 +44 4-62 ++J +39 + 95 +100 +145 +270 - 30 -19
и 4-28 +35 4- 39 +28 4-25 + 50 4- 55 4-100 +225 - 62 -42
. 30 . 40 в +45 +54 4-77 +52 +47 + 110 +п* +165 +320 - 40 -25
II 4-so + 65 -pl 15 — 77
, 40 . 50 в + 87 +IMI +175 - 50
и +34 +43 + 60 +85 +30 + • + 75 4-125 +270 - 87 -52
- 50 . 65 в 4-54 + 66 +105 +65 +55 +135 +150 +210 +380 - 6S -35
и +41 +53 + 75 4- 90 +150 -106
. 65 . 80 в +56 + 72 +120 + 165 +225 - 80
к 4-23 +5Э + 90 +45 +35 + 75 4-105 +165 +ЗМ -120 -65
. 80 . 100 в н 4-66 +51 + 140 +105 $ +70 +160 +195 4-125 + 260 4-190 +460 1 1 58 -50 -85
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
91
Продолжение табл. 7
Номинальный Откло- Валы Отверстия
диаметр в мм некие ПР1, ПР2, Гр Пр Пл ПР1, ПР2, ПРЗ, ПР. Гр Пр
Св. 100 до 120 П к +69 +54 + 94 + 79 +160 +125 + 95 4-70 + 45 + 60 +210 +140 +280 +210 +390 -113 -160 1 1 88
. 120 . 140 в +81 -г 63 +110 + 92 + 190 +110 + 85 +185 +245 +325 — -137 - 70
. 140 . 180 в н +83 + 118 +150 + 80 +105 +165 +245 — -190 -ПО
. 150 . 100 в н +«5 +100 +220 +125 +200 +275 +355 — -167 - 85
. 160 . 1Я0 в н +86 -1+8 + 126 +108 + 180 + 95 + 58 +120 +195 +275 — -220 -125
. 180 . 220 в н — — +260 + 215 +145 +115 +105 +230 +140 +325 +235 +»>о —320 — 1 1 -100 -145
. 220 . 260 в в — — +255 +165 4-135 + 7S +250 +160 +365 +275 +450 +360 -240 -300 -120 -165
. 260 . 310 в и — — +350 4+00 +195 4160 +135 +285 4185 +420 +320 +515 + 415 — —28S -350 -145 -195
. 310 . 360 в и — — +400 4-350 +220 +185 +100 +305 4205 +470 +370 | 565 — 1 1 Я 1 1 §а
. 360 . 440 в в — — +475 4415 +260 +220 +170 +360 +240 +550 +430 +670 +550 -396 -475 । ।
. 440 . 500 в и — •— +545 +485 +300 +260 + 130 +395 4275 + 620 4500 +710 +620 — -466 -545 -240 -300
Примечания: 1. Отклонения основных валов и отверстий см. в табл. 3.
2. Схемы расположения полей допусков см. иа фиг. 3 н 4.
Таблица 8
Отклонения валов переходных и свободных посадок мв диаметров от 1 до МО мм о мк
Номинальный диаметр а мм
«2 Посадка Откло- нение — со <© о 10 18 18 30 30 50 50 80 28 . 120 180 . 190 260 . 260 360 500 |
is От до Св. до Св. до Св. до Св. до Св. до Св. до Св. до <3 3 Св ло Св до Св. ло
г, в+ 10 13 16 20 24 28 33 39 45 52 58 65
"4 6 8 9 11 13 16 19 23 26 30 35 40
т. 8 10 12_1 15 17 20 24 28 32 36 40 45
"4 4 5 6 7 8 9 10 12 14 16 18 20
н, + 5 6 8 10 12 14 16 19 22 25 28 32
« 4 1 1 2 2 2 2 3 3 4 4 4 5
П| В-|- 2 3 4 5 6 7 8 9 10 11 13 15
в— 2 2 3 3 3 4 6 6 7 8 9 10
с,-В, в 0 0 0 0 0 0 0 0 0 0 0 0
и— 4 5 6 8 9 11 13 16 18 20 22 25
д» в— 3 4 8 6 7 9 10 12 14 16 18 20
в— 8 0 п 14 16 20 23 27 32 36 40 45
•
г •+ 131 16 20 24 30 35 40 43 52 60 70 80
а 4 6 8 10 12 15 18 20 23 25 30 35 40
04 т в 4- 10 13 16 19 23 27 30 35 40 45 50 60
я+ 4 5 6 7 8 9 10 12 13 15 15 20
92
СОЕДИНЕНИЯ
Продолжение табл. 8
X Номинальный диаметр в и м
Класс точкост Посадка Откло- нение о§ । :— С». 3 до 6 01 ОТ 9 ‘«Э Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 S3 <35 Св. 120 до 180 С». 180 до 260 Св.260 до 360 §§ <38
н »+ 7 9 12 14 17 20 23 26 30 35 40 45
«4- 1 1 2 2 2 3 3 3 4 4 4 5
п в4~ 3 4 5 6 7 8 10 12 14 16 18 20
и— 3 4 5 6 7 8 10 12 14 16 18 20
CJB в 0 0 0 0 0 0 0 0 0 0 0 0
— в 8 10 12 14 17 20 23 27 30 35 40
д в— 3 4 5 6 R 10 12 15 18 22 26 30
сч в— 9 12 15 18 22 27 32 38 45 52 60 70
х в— 8 10 13 16 20 25 30 40 50 60 70 90
ж— 18 22 27 33 40 50 60 75 90 105 125 140
л в— 12 17 23 30 40 50 65 80 100 120 140 170
в— 25 35 45 55 70 85 105 125 155 180 210 245
III в— 18 25 35 45 60 75 95 120 150 180 210 250
в— 35 45 60 75 95 115 145 175 210 250 290 340
г_ я 15 20 25 эо1 36 42 50 58 67 78 90 102
1 21 в 8 10 12 16 17 20 23 27 31 36 40
Т_ Й — 21 25 29 34 41 48 55 64 74 85
'2а —- — 6 7 8 9 11 13 15 17 20 23
На в 4 —- 16 19 23 27 32 38 43 51 58 67
21 и4“ — — 1 1 2 2 2 3 3 4 4 5
п. в4 7 9 10 12 13 15 18 20 22 24 27 31
21 Ж— 2 3 5 6 8 10 12 15 18 23 27 31
ЧаЧ. в ж— 0 9 0 12 0 15 0 18 0 21 0 25 0 30 0 35 0 40 0 47 0 54 0 62
С.-В, в 0 0 0 0 0 0 0 0 0 0 0 0
ж— 20 25 30 35 45 50 60 70 80 90 100 120
5 х. в— 7 11 15 20 25 32 40 50 60 75 90 105
в— 32 44 55 70 85 100 120 140 165 195 225 256
ш4 в— 17 25 35 45 60 75 95 120 150 180 210 250
и— 50 «5 85 105 130 160 195 235 285 330 380 440
я С. -В. в 0 0 0 0 0 0 0 0 0 0 0 0
8а 8а — 40 48 58 70 84 100 120 140 160 185 215 2.50
С,-В, в 0 0 0 0 0 0 0 0 0 0 0 0
— во 80 100 120 140 170 200 230 260 300 340 380
х4 в— 30 40 50 60 70 80 100 120 130 150 170 190
« и— 90 120 150 180 210 250 300 350 400 450 500 570
4 л4 в— во 80 100 120 140 170 200 230 260 300 340 330
н— 120 160 200 240 280 340 400 460 530 600 680 760
1». в— 120 160 200 240 260 340 400 460 530 600 680 760
ж— 180 240 300 360 420 500 600 700 800 900 1000 1100
СгВ. в 0 0 0 0 0 0 0 0 0 0 0 0
2 ж— 120 160 200 240 280 340 400 460 330 600 680 760
х. в— во 80 100 120 140 170 200 230 260 300 340 880
ж— 1в0 240 300 360 420 500 GO0 700 800 900 1000 1100
П римвчания 1. Отклонения основных отверстий см. в табл. 5
2. Схему расположения полей допуске» см. иа фнг. X
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
93
в охватывающие детали упорных шайб
и других подобных им деталей, когда
нужна строгая перпендикулярность тор-
ца оси, но не существенна точность
центрирования (упорные кольца (шай-
бы) в расточках гильзы шпиндельной
головки алмазно-расточного станка!;
5) для свободных соединений (хомут
эксцентрика эксцентрикового пресса).
Посадка
в системе вала
при-
меняется: I) для неподвижных соедине-
ний в конструкциях малой точности;
2) в соединениях, в которых детали
должны свободно скользить одна по
другой при регулировке, затяжке и т. п.
(крышка сальника в крышке плунжер-
ного насоса).
Посадка
А»
р- применяется при центри-
ровании фланцевых соединений крышек
и корпусов арматуры по внутреннему
диаметру кольцевых выступов и впа-
дин.
Ниже даны примеры выбора посадок
для свободного движения.
„ А1
Посадка применяется: I) в слу-
чаях, когда должны быть обеспечены
небольшой гарантированный зазор и
возможно меньший допуск зазора; 2) для
посадки сменных кондукторных втулок.
_ А
Посадка д применяется: 1) ь соедине-
ниях, в которых при перемещении од-
ной детали в другой требуется сохра-
нение герметичности (золотник в золот-
никовой втулке пневматической свер-
лилки); 2) в соединениях, в которых
необходим гарантированный зазор для
ле: кой установки сменных частей или
для свободного кратковременного пери-
одического перемещения одной детали
в другой (шпиндель в направляющей
втулке прибора Роквелла; посадка смен-
ных кондукторных втулок); 3) в соеди-
нениях, в которых при ограничен-
ном ходе требуется сохранить мини-
мальный зазор, чтобы обеспечить свобод-
ное перемещение и точное центрирова-
ние (соединения клапанных шпинделей
с направляющими втулками).
А
Посадка применяется: 1) для валов
в опорах при умеренной и постоянной
скорости и постоянном по величине и
направлению давлении вала на опоры
(вал в подшипниках малых и средних
электромашин); 2) для свободно вра-
щающихся на валах шестерен, вклю-
чаемых муфтами (шестерни на валах
коробок скоростей станков); 3) для порш-
ней в цилиндрах машин без крейцкоп-
фов (поршень в цилиндре прямоточного
компрессора).
г, А /Л
Посадка д в системе вала) при-
меняется: 1) для валов в опорах при
больших скоростях и постоянном по
величине и направлению сравнительно
небольшом давлении вала на опоры
(вал ротора больших синхронных элек-
тромашин в подшипниках); 2) для со-
единений, в которых одна деталь легко
скользит в другой при установках, ре-
гулировке и переключении и т. п.;
3) при большой длине сопрягаемых де-
талей.
А /Ш \
Посадка щ I -g- в системе вала I при-
меняется: 1) для валов в опорах при
очень больших скоростях и небольших
давлениях вала на опоры (турбогене-
раторы); 2) для поршневых колец по
ширине канавок поршня компрес-
сора.
_ Ая ,,
Посадка у-* применяется: 1) для валов,
вращающихся в далеко расставлен-
ных опорах или на нескольких опорах,
валов в длинных подшипниках, для
свободно вращающихся на валах дета-
лей при невысоких требованиях к точно-
сти (эксцентриковый вал пресса в опо-
рах); 2) для поршней в цилиндрах
машин, имеющих дцполнительное напра-
вление штоков (поршни в цилиндре
циркуляционного насоса высокого да-
вления); 3) для соединений, в которых
детали легко перемещаются одна в дру-
гой при небольших рабочих ходах, ре-
гулировках, затяжке и т. п.; 4) для
центрирования крышек цилиндров и
других деталей при невысоких требова-
ниях к соосности; 5) для неподвижных на
валах шестерен, шкивов и др. дета-
лей в сельскохозяйственном машино-
в системе вала
строении.
П Аз/Х,
Посадки
А< Ag
ПГ* Х~ пРиме,1ЯЮТСЯ в различных отра-
слях машиностроения там, где прием-
лемы большие гарантированные зазо-
ры при сравнительно больших допусках
вала и отверстия.
94
СОЕДИНЕНИЯ
Находят применение также комби-
Aja А» A AjB
нированные посадки ~гг, /г, -v-,
X Ая А, А4 С С С8 X
В»/ X- Л4И В,’
Посадки с особо большими зазорами
при сравнительно малых допусках на
диаметры валов и отверстий исполь-
зуются в производстве паровых тур-
бин. турбокомпрессоров, турбовентиля-
торов и т. д., у которых зазоры в сопря-
жениях деталей ряда узлов умень-
шаются в рабочем состоянии из-за
неодинакового теплового расширения
сопряженных элементов.
Для приближенной оценки величины
такого уменьшения зазора в подшип-
никах можно пользоваться формулой
Д5 = »'П,5.!0-М (Т — t) мм,
где коэффициент b = 0,7ч-1 учитывает
влияние конструкции, материала под-
шипника, условий его охлаждения иа
величину зазора; 11,5-Ю-•—коэффи-
циент линейного расширения стали; d —
номинальный диаметр соединения в мм\
(Т — 0 — повышение температуры цап-
фы в рабочем состоянии в °C.
Подсчитанное по формуле необходи-
мое увеличение зазора прибавляется
к основному расчетному зазору (S-i-iS).
Прессовые посадки Схемы
расположения полей допусков для прес-
совых посадок в различных классах
точности приведены на фиг. 3 и 4, а
отклонения валов и отверстий для этих
посадок — в табл. 7.
Прессовые посадки характеризуются
наличием гарантированного натяга не-
зависимо от способа соединения деталей
(под прессом, разогреванием охваты-
вающей детали, охлаждением охваты-
ваемой детали или комбинированием
этих способов).
Сопряжение деталей под прессом —
наиболее известный и несложный про-
цесс. Его существенными недостатками
являются неравномерная деформация
тонкостенных деталей и возможность
повреждения поверхности торцов.
Способ сопряжения путем нагрева
охватывающей детали до 200—400° С и
запрессовки в нее холодной охватывае-
мой детали также широко распространен.
Недостатки этого способа — возмож-
ность изменения структуры металла,
появление окалины и коробление.
Хорошим способом сопряжения дета-
лей с гарантированным натягом являет-
ся охлаждение охватываемой детали.
Выбор способа сопряжения опреде-
ляется конструктивными и технологи-
ческими соображениями в каждом от-
дельном случае (требующееся усилие
запрессовки и мощность имеющегося
пресса, конфигурация деталей и т. д.).
Приведенный в ОСТ термин «горячая
посадка» является условным и не исклю-
чает возможности использования соот-
ветствующих этой посадке отклонений
при соединении деталей под прессом или
другими способами. Основным требова-
нием, предъявляемым к прессовым по-
садкам, является достижение такой проч-
ности соединения, при которой возмож-
ность относительного смещения деталей
исключается без применения вспомо-
гательных фиксирующих деталей. Проч-
ность соединения зависит при одном
и том же натяге от принятого способа
сопряжения, от материала деталей, их
размеров, качества обработки соединяе-
мых поверхностей, формы конца поверх-
ности сопряжения у торца вала и у торца
отверстия, рода смазки, скорости за-
прессовки. условий нагрева или охла-
ждения и т. а. Ввиду такого многообра-
зия исходных факторов в ОСТ сделаны
оговорки, предупреждающие о необхо-
димости в каждом отдельном случае
предварительной опытной проверки
выбранной посадки.
Зависимость величины среднего на-
тяга Scp от диаметра d при регламен-
тации прессовых посадок в системе ОСТ:
Scp — (arf+Р) мк,
где d — в мм. Постоянным членом ₽
учитываются неровности от обработки
на сопрягаемых поверхностях изделий:
наличие неровностей делает необходи-
мым соответствующее увеличение рас-
четного натяга.
Наибольший натяг определяется как
сумма среднего натяга и полусуммы
допусков вала и отверстия, а наимень-
ший натяг — как разность среднего
натяга и полусуммы допусков вала и
отверстия.
При выборе прессовых посадок ре-
комендуется производить поверочные
расчеты*: 1) достаточности минималь-
ного натяга для прочности соединения;
2) напряжений, получающихся при
максимальном натяге.
• Расчет прессовых соединений (определение
прочности посадки и иапражений зависимости
от натяга) см. стр. 124.
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
95
для непо-
добавочного
воздействию
Ниже приводятся примеры исполь-
зования прессовых посадок в выполнен-
ных конструкциях.
Прессовые посадки 1-го класса точ-
А] Ai
ности цр[~ и pfp2" применяются для не-
подвижных соединений без добавочного
крепления, а также в тех случаях, когда
требуется достаточно прочное сопряже-
ние при недопустимости значительных
колебаний натягов (посадка втулки
якоря на двуступенчатом валу тягового
электрического двигателя).
г, А
Посадка применяется
движных соединений без
креп лен и я, подвергающи хся
значительных крутящих моментов, ко-
торые стремятся сдвинуть одну деталь
' относительно другой (посадка несъем-
ных муфт на валу ротора больших
синхронных машин; посадка пальца
кривошипа в кривошипном диске глав-
ного вала парового брашпиля).
„ А
Посадка применяется в непо-
движных соединениях. К сопрягаемым
деталям предъявляется, как правило,
требование сохранения их относитель-
ного положения при всех режимах ра-
боты; при сборке допустимо большое
осевое усилие.
г, А
Посадка ц- широко распространена
в машиностроениц (посадка шестерни
постоянного зацепления и шестерни 3-й
скорости на промежуточном валу ко-
робки передач грузового автомобиля,
с дополнительным креплением их сег-
ментными шпонками; посадка привод-
ной шестерни на валу масляного насоса
трактора; посадка втулки в головке
шатуна поршня прямоточного компрес-
сора).
д
Посадка ру- применяется 1) для со-
пряжений с тонкостенными деталями
или с деталями из недостаточно прочного
металла, которые не позволяют назна-
А
чить посадку -рр- вследствие того, что
при этом появились бы большие дефор-
мации и напряжения; 2) в тех слу-
чаях, когда значительные скручиваю-
щие моменты отсутствуют, но требуется
все же достаточно прочное соединение
(посадка ротора на валу средних и ма-
лых электромашин переменного тока;
посадка груидбуксы в корпусе цилин-
дрового сальника с мягкой набивкой;
посадка шестерни па валу редуктора с
дополнительным креплением шпонкой).
Аз
Посадка 'цр^ находит применение в
тех же случаях, что и посадка Пр,
когда возникающие напряжения не вы-
зывают сомнений в прочности деталей,
а деформации не имеютзначбния (посадка
втулки в поворотном кулаке передней
оси трактора; посадка втулки в шар-
нирных соединениях механизма паро-
распределения паровоза).
п Аз
Посадка пРименяется лля Де-
талей, запрессовка которых произво-
дится с нагревом отверстия. Она может
быть применена и в случае холодной
запрессовки при коротких сопрягаемых
деталях (посадка втулки в головке
шатуьа трактора).
Посадка находит применение для
деталей, запрессовка которых произво-
дится с разогревом отверстия, при
допустимости больших напряжений ма-
териала (посадка контактных колец на
изоляции на ступице малых и средних
электромашин переменного тока).
г, А<
Посадка находит ограниченное
применение в сельскохозяйственном ма-
шиностроении и вагоностроении. Иногда
эта посадка используется для сопряже-
ния стальных деталей (штифты и втулки)
с деталями из пластмасс.
Широкое распространение в машино-
строении имеют также и комбинирован-
ные прессовые посадки как в системе
отверстия, так и в системе вала. К их
числу должны быть отнесены в пер-
П р . As» . А и
вую очередь посадки » fjf J ПРЬ »
Аз» , Ag
ПР18’ Пл*
Переходные посадки. Схе-
мы расположения полей допусков при
переходных посадках в различных клас-
сах точности приведены на фиг. 3 и 4,
а отклонения валов и отверстий для
этих посадок — в табл. 6 и 8.
Переходные посадки характеризуются
возможностью получения как натяга,
так н зазора и применяются для соеди-
нений, у которых неподвижность одной
детали относительно другой обеспечи-
вается креплением шпонками, штиф-
тами, нажимными винтами.
96
СОЕДИНЕНИЯ
Фиг. б.
Фиг. 7. Прессовые посадки системе отверстия
для интервала диаметров 1000—1120 мм и пере-
ходные и подвижные посадки дли интервала диа-
метров 1000—1250 мм.
Фиг. 8. Переходные и подвижные посадки
в системе вала для интервала диаметров
1000-1250 мм.
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
97
Таблица 9
Отклонения я мк валов прессовых, переходных н свободных посадок для диаметров
от 0,1 ДО I мм (исключительно)
Класс Номинальный Откло- Посадка
ТОЧ- НОСТИ диаметр в мм ненке ПРЗ ПР2 ПР1 н п с д X Л Ш1 Ш2
От 0,1 до 0,3 в и Ф'? 1 *- — 0 - 3 — — 3 - 6 — 6 - 9 — —
1-й Св. ОД . 0,6 в в Ф1? — — 0 — 4 — - 4 - 8 - 8 -12 — —
. 0.6 . 1 (искл.) в и 4-14 4-S 4 -1 Н12 И — — 0 - 5 — - 5 -10 -10 -15 — —
От 0,1 до 0,3 • в в 1 58 Н5 ню — +1 4-з —2 0 - 6 - 2 - 7 — 3 - 8 - 6 -11 -15 -20 —
2-й Св. ОД . 0,6 в 8 4 -I |-22 Нб Н7 Hi — +3 -3 0 - 6 - 2 - 8 - 4 -10 - 8 -14 1 1 СЛ S —
. 0,6 , 1 (иска.) В И +25 +18 -+19 +12 — +1 +4 -3 0 — 7 - 2 - 9 - 5 -12 -10 -17 -23 -30 —
- От 0,1 до 0,3 в в +29 +21 + 5 +: 0 - 8 — - 3 -11 - 6 -14 -15 -23
2а Св. 0,3 . 0,6 в в — 1 $ — +’S 0 -10 — — 4 -14 — 8 -18 2?! 1 1 —
. 0,6 . 1 (искл.) в в — +37 4-25 — +,2 11 0 -12 — — 5 -17 11 -23 -35 —
От 0,1 до ОД в в — — 1 й; +1S я 0 -13 - 3 -16 - 6 -19 -15 -28 —
3-й Св. ОД . 0,6 в н — $ ±5 0 -16 — - 4 -19 - 8 -23 -19 -34 —
. 0,6 . 1 (искл.) в в £8 — +*0 и 0 -18 — - 5 -23 -10 -28 -23 -41
От 0,1 до 0,3 в в — — — — — 0 -20 — — юа 11 -15 -35 -30 -60
За Св. ОД . 0,6 в в — — — — — 0 -25 — — - 8 -33 -19 -44 Й8 1 1
, 0,6 . 1 (искл.) в в — — — — 0 -30 — -10 -40 1 1 ав -45 -75
От 0,1 до 0,3 в в — — - — — 0 -35 — — — -15 -80 —
4-й Св. 0,3 . 0,6 в н — — — — — °9 1 — — — -19 -59 -35 -75
. 0,6 . 1 (искл.) в в — — 1 а о — — -23 -68 -45 -90
7 Том 4 76»
98
СОЕДИНЕНИЯ
Продолжение табл. 9
Класс точ- ности Номинальный диаметр в мм Откло- нение Посадка
ПРЗ ПР2 ПР1 н п с Д X л Ш1 Ш2
5-й От 0,1 до 0,3 От ОД до 0,6 Со. 0,6 . 1 (ИСИД.) В в в в — — — — — 0 - 60 0 - 60 0 - 70 - — — —
Примечания: 1, Отклонения основных отверстий см. в табл. 5. 2. Схему расположения допусков см. на фиг. 5.
Таблица 10
Отклонения мк отверстий прессовых, переходных н свободных посадок для диаметров
от 0,1 до 1 мм (исключительно)
Класс точ- ности Номинальны* диаметр в мм Откло- некие Посадка
ПРЗ ПР2 ПР1 н П С д X л Ш1 Ш2
От 0,1 до 0,3 в - 7 - 5 0 — + » ±5 + 2
н —10 — 8 — - 3 • 0 — т3 + в —
1-й Св. 0,3 . 0,6 в н - 8 -12 - 6 -10 — 0 - 4 — Ф? Ф’2 —
. 0,6 . 1 в - 9 - 7 __ 0 + S — +10 4-15
(нскл.) и -14 -12 — - 5 — 0 — + « Т10 — —
Св. 0,1 до ОД в -15 -10 0 +2 +5 +7 + « +11 + 20
в —20 -15 — — 5 -3 0 4-2 -t- 3 + 6 + 15 —
2-й . ОД . 0,6 в в -16 -22 -11 -17 — 0 - 6 ±5 $5 ф’2 +м + 8 Й —
. 0,6 . 1 в -18 -12 — 0 +3 + Т 4-9 +12 +П ф£
(иски.) в -25 -19 — - 7 -4 0 +« + s 4-ю —
От 0,1 ло 0,3 в — -21 0 +< + 8 t” +и +23 М1
и — -29 — - 8 -4 0 — Т 3 + в + 15 —
2а Со. ОД . о,в в II — S3» II — 0 -10 +12 — Ф1: +18 + 8 Й
. 0,6 . 1 в -25 — 0 +6 4-12 +22 $
(иска.) в — -37 — -12 -6 0 — + 5 +ю —
От 0,1 до 0Д в — -18 0 +5 4-13 +!6 +19 +28 —.
и — -31 -13 -7 0 — + 3 4- ° + 15 —
3-й Св. 0,3 . 0,6 в в -45 -60 — -20 —35 0 -15 ±1 +,5 — Ф1’ +23 + 8 Фй —
. 0,6 . 1 в -48 — -23 0 +9 4-18 — +23 + 28 Ф»
(нскл.) в -66 — —41 -18 -9 0 — фб tio —
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
99
При выборе переходных посадок
учитываются величины и особенно по-
стоянство (по величине и направлению)
сил, которые могли бы нарушить проч-
ность крепления деталей; при ударных
нагрузках и вибрациях назначаются
более тугие посадки. Учитываются
также условия сборки и разборки:
назначают менее тугие посадки в слу-
чаях, когда может потребоваться частая
разборка соединения, когда возможно
повреждение соседних деталей в про-
цессе разборки, а также при увеличен-
ной длине сопряжения. В ряде случаев
более тугие посадки назначаются из
соображений центрирования деталей
(уменьшения величины возможных за-
зоров).
Среднее место в числе переходных
посадок занимает посадка р, которая
в то же время является одной из наи-
более часто применяемых посадок. По
ряду отраслевых нормалей эта посадка
применяется как единственная, а дру-
гие посадки допускаются только в виде
7*
исключения (дизелестроепие, дерево-
обрабатывающие машины, а также элек-
тромашиностроение, в котором, кроме
посадки р|, принята и посадка рй. По-
А
садка р применяется, например, для
шкивов и муфт на концах валов средних
электромашин, а для малых электро-
машин взамен нее применяется облег-
А
чснная посадка jp (предполагается более
частая разборка). Для неподвижных
шестерен в механизмах станков чаще
А
всего рекомендуется посадка р- , но
если при разборке снимается раньше
шестерня, а затем подшипник (особенно
если речь идет о подшипниках больший
точности и чувствительности), го вза-
мен этой посадки также применяется
А
облегченная посадка -рр.
Примером назначения более легкой
посадки при увеличенной длине сопря-
100
СОЕДИНЕНИЯ
А
женил может служить посадка yj для
гильзы в корпусе шпиндельной головки
А
расточного станка при посадке у для
более коротких направляющих втулок.
Подшипниковые щиты в крановых
электродвигателях выполняются по по-
А „
садке уу; для более тяжелых условий
работы тяговых электродвигателей на-
значается посадка у, а иногда даже -у.
Посадка у применяется также для
съемных муфт на валах больших элек-
А
тромашин вместо посадки уу для средних
машин ( более тяжелые условия работы).
Следует отметить желательность при-
менения для переходных посадок клас-
са 2а, который до сего времени исполь-
зуется слишком мало.
В числе комбинированных посадок
Aj A3 А
применяются уу, уу, уу и др.
Схемы расположения полей допусков
для интервала диаметров от 0,1 до 1 мм
и свыше 500 до 10 000 мм приведены
на фиг. 5—8, а величины отклонений —
в табл. 9—13.
Таблица 11
Отклонения в мк валов переходных и свободных посадок для диаметров
свыше 500 до 10 000 мм
Номинальный диаметр в ММ
d £ н i V ш о <Ж9 009 . 630 800 . 1000 1250 0091 0S5I . 1600 2000 . 2000 2500 . 2500 3150 . 3150 4000 h . 5000 6300 000 01 0008 '
Л о С к О Of •вэ Св. ло сЗЗ Св. до Св. до Св. до Св до ds Св. до Св до Св ло Св ло ® о О «
Й 93 105 118 130 143 158 173 200 __
48 55 63 70 78 83 88 100 — — — — —
т в + 70 80 90 100 ПО 120 130 150 — —
Я +• 25 30 35 40 45 45 45 50 — — — — —
н п-|- 45 50 55 60 65 75 86 100 — — —
2-й В 0 0 0 0 0 0 0 0 — — — —
д 23 25 28 30 33 38 43 50
В— 22 25 27 32 37 42
с Н 0 0 0 0 0 0 0 0 «а — — —
• В — 45 50 55 60 65 75 85 100 — — — — —
п II - 36 40 45 50 56 64 72 80 ям «и» * — —
и— 81 90 100 110 121 139 157 180 — — —
Г.. в+ 120 135 150 165 180 200 220 250 —
за -I 50 55 60 65 70 ВО 90 100 — — — —• —
Н2а 70 80 90 100 ПО 120 130 150 — —
и 0 0 0 0 0 0 0 0 — — — —
П2а •+ 35 40 45 50 55 60 65 75 — — — •• —
2а
Ча II 0 0 0 0 0 0 0 0 0 —— —
в— 70 80 90 100 ПО 120 130 150 170 — — —
Д2а в— 35 40 45 50 55 60 ТО 80 90 — —
в— 106 120 135 150 165 180 200 230 260 — — — —
х1а в— 10П ПО 120 130 150 170 190 210 240 — — — «вив
в— 17П 190 21П 230 260 290 320 360 410 — — — —
и 0 0 0 0 0 0 0 0 0 0 0 0 0
С8 и— 140 150 170 200 220 250 280 300 350 400 450 500 600
в- 120 130 150 170 190 210 230 260 300 350 400 450 500
Х8 в— 280 280 320 370 410 460 510 560 650 750 850 960 1100
в- 190 210 240 270 ЭЮ 340 380 420 480 540 600 700 800
Л8 в— 330 360 410 470 520 590 600 720 830 МО 1050 1200 1400
Шд в— 280 300 350 400 450 500 550 600 700 800 900 1000 1200
в— 420 «50 520 600 670 750 830 900 1050 1200 1350 1500 1008
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
101
Продолжение табл. 11
Класс точности Посадка Отклонение Номинальный диаметр в леи
Св. 500 до 630 Св. 630 до 800 । Св. 800 | до 1000 §0 <з§ Св. 1250 до 1600 Св. 1600 ДО 2000 Св. 2000 до 2500 Св. 2500 до 3150 Св. 3150 до 4000 Св. 4000 до 5030 Св. 5СОЗ ДО 6300 0009 ov ооеэ «Э 0С0 01 от С0Э8 «□
За С»а Ш»а В н— н— 0 280 280 560 0 300 300 600 0 350 350 700 0 400 400 800 0 450 450 900 0 500 500 1000 0 550 Й0 1100 0 600 600 1200 0 700 700 1400 0 SCO 800 1600 0 900 900 1800 0 1000 1000 2000 0 1200 1200 2400
С. в 0 0 0 0 0 0 0 0 0 0 0 0 0
и4 к— 450 500 550 600 650 750 900 1000 1100 1200 1403 1600 1800
в— 230 250 280 300 330 380 450 500 .550 600 700 800 900
а4 и— 680 750 830 900 980 1100 1350 1500 1650 1800 2100 2400 2700
4-Й в—- 450 500 550 600 650 750 900 1000 1100 1200 1400 1600 1800
'*4 — 900 1000 1100 1200 1300 1500 1800 2000 2200 2400 2800 3200 3500
в— 900 1000 1100 1200 1300 1500 1800 2000 2200 2400 2800 3200 3600
Ш4 к— 1350 1500 1650 1800 1950 2250 2700 3300 3300 3600 4200 4800 5400
с» в 0 0 0 0 0 0 0 0 0 0 0 0 0
н—- 900 1000 1100 1200 1300 1500 1800 2000 2200 2500 2800 3203 3500
5-й в—* 450 500 550 600 650 750 900 1000 1100 1200 1400 1600 1750
А6 н— 1350 1500 1650 1800 1950 2250 2700 3000 3300 3750 4200 4803 5250
Примечания: 1. Отклонении основных отверстий см. в табл. 5.
2. Схему расположения полей допусков см. на фиг. 7.
Таблица 12
Отклонения а мк валов прессовых посадок для диаметров свыше 500
до 10 000 мм
Посадка
Номинальный диаметр в мм L ч S а а. д £ £ СП сц £
о = с С С с с с С с С
Св. 500 до 560 в 4- 215 345 525 370 500 630 760 580 800
зоо 483 300 430 560 690 440 660
560 , 63Л в 4- 375 575 400 550 700 850 620 880
+ 170 ззо 530 330 480 630 780 480 740
. 630 . 710 в+ 270 420 650 450 620 790 960 6S0 983
и? 370 600 370 5-Ю 710 8S0 531 830
710 в 80) Й 470 730 500 690 8М 1080 739 1070
220 420 680 420 610 всо ЮОО 581) 920
. 800 . 900 в 4- 340 525 805 560 770 990 1200 823 1210
+ 470 750 470 680 900 1110 650 Ю41
900 , 1000 585 905 620 Й0 1090 1330 890 1320
285 530 8SO 530 760 ЮОО 1240 720 1150
. 1000 . 1120 •+ 410 650 1030 690 960 1220 1480 1020 1500
+ 590 970 590 850 1120 1380 820 1300
, 1120 г 1250 710 1140 750 1050 1350 1640 1100 7650
H-t- 350 650 кяо 650 950 1250 1540 900 1450
102
СОЕДИНЕНИЯ
Продолжение табл. 12
Отклони мне Посалха
Номинальный ли «метр в мм ч Е Е Е «V Г! CU Е ПР12а е? - Е Е СО Е f Е
Св. 1250 до 1400 н— 600 800 735 1265 1200 845 735 1170 1000 1510 1400 1830 1720 1220 1000 1840 1620
. 1400 , 1500 435 885 820 1415 1353 930 820 1310 1200 1690 1580 2050 1940 1320 1100 2020 1800
. 1600 . 1900 я 600 1000 925 1575 1500 1045 985 1470 1350 1900 1780 2320 2200 1500 1250 2280 2030
. 1800 . 2000 + 526 1100 1025 1775 1700 * 1145 1025 1620 1500 2100 1980 2570 2450 1630 1380 2500 2250
. 2000 . 2240 at — 1225 1140 1985 1900 1270 1140 1800 1670 2330 2200 2860 2730 1830 1550 2800 2520
. 2240 . 2500 — 1355 1270 2205 2120 1400 1270 2000 1870 2580 2450 3170 3040 1980 1700 3060 2780
. 2500 . 2800 ’Ф — 1500 1400 2450 2350 1550 1400 2250 2100 2910 2750 3550 3400 2200 1900 3400 3100
. 2800 , 3150 я — 1700 1600 2750 2650 1750 1600 2500 2350 3230 3100 4000 3850 2400 2100 3750 3450
Примечание: 1. Отклонение основных отверстий см. в табл. 5. 2. Схему расположение полей допусков см. ва фиг. 7.
Таблица 13
Откловевив в лк отверстий переходных в свободных посадок длв диаметров свыше 500
до 10 000 мм
Номинальный диаметр в мм
о X 8§ 0951 0001 Ss 000! 0091 0091 oooc 2500 1150 3150 ЮОО 000! СЮ04 oce 0009 00Й 0099 000 01 0008
а! с da <jS ds da da da da <<S u8 da da 3a Св. до ! da
г в— 23 25 28 30 33
и— 93 106 118 130 143
т в 0 0 0 0 0
— 70 80 90 100 110
ц и_|- 25 30 35 40 45
и— 45 50 55 60 65
п я-|- 48 55 62 70 80
2-й И— 22 25 28 30 30
с й-|- 70 80 90 100 no 120 130 ISO
м 0 0 0 0 0 0 0 0 — — — — —
л •+ 106 120 135 150 166 184 202 230
35 40 45 50 56 64 72 80 — — — — —
х в+ 170 190 210 230 260 290 320 360
и+ 100 110 120 130 150 170 190 210 — — — — —
В-1- 110 120 130 150 170 190 210 230 260
с2а II 0 0 0 0 0 0 0 0 0 — — — —
2« в+ 145 160 175 200 225 250 280 310 350 —
д2а а+ 35 40 45 60 55 60 70 80 90 — — — —
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
103
Продолжение табл. 13
Номинальный диаметр ММ
al 3 X X X о . 500 630 . 630 800 §§ h 0091 0Й1 ' . 1600 2000 И 0SIE ООК . 3150 40X1 И ооеэ 0009 ' 0008 ООС9 . 8000 10 000
c & от Э ОТ «э 5° от э Св до Св, 10 Св ДО Св. до Св до Св. ДО Св. ДО
C3 140 150 170 200 220 250 280 300 350 400 450. 500 600
н 0 0 0 0 0 0 0 0 0 0 0 0 0
Xi »+ '260 280 320 370 410 460 510 560 650 750 8.50 950 1100
3-й и-t- 120 130 150 170 190 210 230 260 зоо 350 4110 450 500
•f 330 360 410 470 520 590 660 720 кзо 940 10.50 1200 1400
*'3 190 210 240 270 300 340 380 420 480 540 600 700 800
ш3 s 420 450 520 600 670 750 830 900 1050 1200 1350 1500 1800
280 300 350 400 450 500 550 600 700 800 900 1000 1200
+ 280 330 350 400 450 500 550 600 700 800 900 1000 1200
c3a и 0 0 0 0 0 0 0 0 0 0 0 0 0
3a Шз. «+ 560 600 700 800 900 10СО 1100 1200 1400 1600 1800 2000 2.100
+ 280 300 350 400 450 500 550 600 700 800 900 ЮОО 1200
О» р 1 450 500 550 65'1 750 900 1000 1101> 1200 1400 1600 1800
н 0 0 0 0 0 0 и 0 0 0 0 0 0
*4 it 680 750 830 980 изо 1350 1500 1650 1800 2100 2400 2700
230 250 280 зон 330 .380 450 50.1 550 600 700 800 900
4-Й п. »+ 900 1000 ппо 120:1 1300 1500 1800 2000 2200 2400 2800 3200 36О>
Т 450 500 550 600 650 750 900 НК», пои 1200 1400 1600 1800
lib •t 13W 1500 1650 1800 I960 2250 2700 300» 3300 3600 4200 4800 5400
И 4- 900 юоо 1100 1200 1300 1500 1800 2000 2200 2400 28Л 3200 3600
Примечания: 1. Отклонения основных валов си. в табл. 5.
2. Схему расположения полей допусков см. на фиг. 8.
Вероятности зазоров и натягов
В ОСТ 1020 и 1030 приведены наиболь-
шие и наименьшие величины зазоров
и натягов для различных посадок
по ОСТ.
Эти величины подсчитаны исходя из
сочетания предельных размеров сопря-
гаемых частей. При выборе и назна-
чении посадок в машиностроении ори-
ентация на наибольшие и наименьшие
величины зазоров и натягов может
ограничить область применения раз-
личных посадок и вынудить к переходу
на соединения с меньшими величинами
допусков сопрягаемых деталей. Прак-
тическим условиям отвечает опенка
вероятностей получения различных
значений зазоров и натягов, базирую-
щаяся на определении параметров рас-
сеивания размеров соединяемых частей
механизмов.
Ниже приводится методика опреде-
ления вероятностей различных величин
зазоров и натягов в сопряжениях валов
и отверстий,
Величину зазора S в сопряжении
пары деталей с гладкими цилиндриче-
скими поверхностями можно предста-
вить в виде суммы постоянной величины,
равной наименьшему зазору Smln. и
случайной величины AS, равной сумме
двух случайных величин —отклонения
А, диаметра отверстия от его наимень-
шего предельного значения и отклоне-
ния Ду диаметра вала от наибольшего
предельного значения его, причем откло-
нение Д] берется с обратным знаком, т. е.
S “ ^min
Отклонения AS величины зазора от
минимального значения Smin являются
случайными величинами, равными сум-
мам независимых случайных величин
отклонений диаметров отверстия Д( и
вала Д2. Закон распределения вели-
чины AS и величины зазора Sra)n + AS
определяется формулой
foe
/(AS) - f 'fi (Aj)-fi (AS — Aj) dAj,
—<o
где AS — Aj — Aj.
104
СОЕДИНЕНИЯ
Примем для примера, что в соединении
6+0,0.* ••
6П ~ —o.ixm" распределение откло-
д б-од.г
нений размеров отверстия и вала под-
чиняется закону равной вероятности.
Так как допуски вала и отверстия в
данном случае одинаковы (8f = 8, =
==8 = 8 мк), то распределение откло-
нений AS зазора от минимального
(Sm)n = 4 мк), а вместе с тем и рас-
пределение величин зазора S = Smin 4-
-|- AS будет следовать закону равно-
бедренного треугольника с основанием
28 и высотой -у (на фиг. 9 по оси абсцисс
под значениями AS от 0 до 28 нане-
сены соответствующие значения зазоров
S = SfflIn + AS).
В переходных н прессовых посадках
натяги определяются как отрицатель-
ные зазоры. На той же фиг. 9 нане-
Фиг. 9.
сены соответствующие предельные зна-
чения зазоров и натягов для посадки
ответствует наибольший натяг 13 мк,
а отметке 28 для AS — наибольший
зазор 3 мк) и натягов для посадки
6 А, 6^
Пд “ еда
Определение вероятностей получения
зазоров или натягов в определенном
интервале значений производится
подсчетом площади соответствующей
части фигуры распределения вероят-
ностей .
Например, вероятность получения за-
А,
зоров при посадке у в случае распре-
деления вероятностей по фиг. 9 опреде-
ляется величиной заштрихованной на
фиг. 9 площадки:
з* з»___________
= 2-8» = 128 ‘
При распределении отклонений разме-
ров отверстия и вала по закону равно-
бедренного треугольника (фиг. 10) кри-
вая распределения величин зазоров и
натягов близка к кривой нормального
Фиг. ю.
распределения со значением среднего
квадратического отклонения
Вероятность любого интервала зна- •
ченнй может быть определена по та-
блицам функции Ф(г) *.
При распределении отклонений отвер-
стия и вала по нормальному закону ♦*
распределение величин зазоров и натя-
гов также будет следовать этому закону
со значением
если 83 = 6-а1 и 8г = б-аг.
Практические предельные величины
зазоров и натягов будут
Stnin ~F Sma> х —
= ± А]/ Ь? -Ь
А бо+одао
Например, для посадки 60 -ж — . 0 030
60+0^)10
’ “ 4 V Ь1 + = "б ^302+202-6 мк.
Общее поле рассеивания величин за-
зоров и натягов (фиг. 11) составляет
50
50 мк, или -g <т= 8,33». При средних
значениях размеров отверстия и вала
получаем натяг, равный 5 мк или
— 0,83». По таблице значений функ
• См. т. 1. стр. 61.
•• О веровтяосгвх зазоров и ивгвгьв при не-
симметричном распределении отклонений разме-
ров отверстий и w-'п» см- ЭСМ, т. 5, стр. 23-26,
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
105
ции Ф(г) вероятность значений натяга
от 0 до 0,83т составляет 0,297. Вероят-
ность получения натягов определится
площадью заштрихованной ча-
сти кривой (фиг. 11) и составит
Фншпяг» - 0,5 + 0,297 = 0.797.
Вероятность получения за-
зоров
^мзора - 1 - 0,797 - 0,203.
Практические предельные
величины зазоров и натягов
будут:
зазор
За —5 = 3-6 —5 — 13 мк;
натяг
За -|-5 = 3-6 -|- 5 = 23 мк.
Обозначения допусков па
чертежах см. ГОСТ 3457-46,
а также гл. XX 111.
Допуски калибров
Допуски калибров для изде-
лий от 1 до 500 ж.ч В схемах
на фиг. 12 для изделий от 1
до &00 мм не показаны при-
нятые в соответствии с дей-
ствующими стандартами контр-
калибры к пробкам, так как
эти контркалибры практически
не применяются и пробки про-
веряются универсальными из-
мерительными средствами.
Для 5-го и более грубых
классов точности (фиг. 12, 6)
контркалибры К-РП и К-НЕ
должны всегда проходить через про-
веряемые ими скобы. Контркалибр
К-П служит для отбора частично
изношенных рабочих калибров и пере-
дачи их приемщику. Таким образом,
этот хонтркалибр является непроход-
ным для рабочей проходной скобы
(Р-ПР) и проходным для приемной про-
ходной скобы Контркалибр К-И
является нспроходным контркалибром
и служит для изъятия приемной скобы
из эксплуатации В случае, если пря-
емка со стороны заказчика не произво-
дится, износ скоб можно допустить до
прохождения через скобу контркалибра
К-И и контркалибр К-П не применять.
Для изделий 4-го класса точности
(фиг 12, в) сохраняются те же условия
применения контркалибров. Лишь в слу-
чаях, когда по характеру соединения
должна быть исключена возможность
П-Н[
а
Калибры для отверстий
К-PIT
Калибре) для вала
&)
натяга при скользящих посадках
0-Н1
10-ПР
0-Н1
Калибры для
отверстий
Q Для изделий 5-9 классов
(OCT tttfulta)
П-Hl
а
а
Фнг. 12.
П* П-ПР\
в) Для изделий в классе
' (осг то)
~\П-Ю
а) Для изделий 1-За классов
(ОСТ 1203)
т
Калибры
^рр 9ала
-i—П
п не
Калибры для
отверстий
для дала
износ проходных скоб ограничивается
контркалибром К-П, так как дальней-
ший износ может привести к пере-
крытию полей допуска вала и отверстия.
Для изделий 1—За классов точности
(Фиг. 12, а) назначение контркалибров
К-РП и К-НЕ остается по сравнению
с изложенным выше без изменения.
Контркалнбры К-П не предусмотрены
106
СОЕДИНЕНИЯ
схемой вовсе, так как при малых вели-
чинах допусков на износ поля допусков
контркалибров К П и К-И могут пере-
крыться или настолько сблизиться, что
применение их будет невозможным.
Поэтому наибольший допустимый износ
рабочей скобы определяется прохожде-
нием контркалибра К-И, который
является таким образом, непроходным
контр калибром для рабочей скобы. Изде-
лие считается годным, если оно при-
нято по калибрам, размеры которых не
выхолят за пределы, установленные для
рабочих калибров (включая предельное
отклонение износа). Поэтому прием-
щику. проверяющему изделия калибром
с полем допуска, лежащим за этими
пределами, приходится руководство-
ваться своим ощущением при прохо-
ждении калибра, а в случае сомнений
прибегать к проверке изделий универ-
сальными измерительными средствами.
Применение приемного калибра П-ПР
не позволяет судить о соблюдении пре-
дельных размеров изделий. Приемные
калибры применяются также и для
скользящих посадок 4-го класса точ-
ности (см. выше), для которых взамен
контркалибра К-И пользуются контрка-
либром К-П. Контроль износа прием-
ных скоб к изделиям 1—За классов
точности производится универсальными
измерительными средствами или по
ощущению зазора при прохождении
контркалибра К-И.
Износ рабочих непроходных калибров
можно определять универсальными из-
мерительными средствами, при помощи
специальных контркалибров (которые
могут быть обозначены буквами КИ-НЕ)
или по ощущению зазора при прохо-
ждении контркалибра К-НЕ.'В частно-
сти, возможно взамен контроля износа
пользоваться периодической повторной
установкой таких калибров по проход-
ным контркалибрам или по блокам
плиток, размеры которых определяются
размерами соответствующих контр-
калибров.
Величины допусков на неточность из-
готовления калибров и контркалибров,
выраженные в квалитетах ISA, см. ЭСМ,
т. 5. стр. 140.
Допуски калибров для изделий от
0,1 до I мм* (см. табл. 9 и 10). Схемы
расположения полей допусков калибров
для изделий от 0,1 до I мм (исключи-
тельно) приведены на фиг. 13.
Ввиду малых величин полей допусков
изделий калибры для валов не преду-
сматриваются: проверка валов должна
производиться. как правило, уни-
версальными измерительными сред-
ствами.
По этой же причине оказалось необхо-
димым для изделий I и 2-го классов рас-
положить поле допуска калибра Р-НЕ
асимметрично верхнему предельному
отклонению размера отверстия, а также
вынести полностью поле допуска на из-
нос калибра Р-ПР за пределы нижнего
отклонения отверстия (фиг. 13, а).
юЗглий ®лл» амелии
1-1 массоЗ точности 2п-4слассов точности
Расположение полей допусков рабочих
калибров для отверстий классов 2а—4-го
(фиг. 13, б) и 6 — 6-го (фиг. 13, «)
отличается от принятого в ОСТ 1219—
1220 отсутствием полей допусков прием-
ных калибров и единством величин
допустимого перехода за обе границы
поля допуска.
Допуски калибров для изделий свыше
500 до 5000 мм* (см. табл. 11, 12 и 13).
Приведенное на схеме фиг. 14 располо-
жение полей допусков калибров в ос-
новном аналогично принятому в ОСТ
1219—1221 для размеров от I до 500 мм
(см. фиг. 12, в и б). Отличие заклю-
чается в симметричном расположении
полей допусков контркалибров К-РП и
К-НЕ относительно полей допусков
калибров Р-ПР и Р-НЕ и в регламента-
ции полей допусков на износ непроход-
ных калибров (Р-НЕ) для валов и от-
верстий.
• По ГОСТ 5939-51.
• По материалам 8-го ГПИ Мииистерства
траиспортиото машиностроении.
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
107
Поля допусков контркалибров К-И
и КИ НЕ показаны на схеме условно
пунктиром, так как поля допусков
этих контркалибров равны допускам
контркалнбров К-РП и К-НЕ при сим-
метричном расположении относительно
предельных отклонений износа рабочих
калибров для валов. ...—
Фиг. 14.
Типы калибров для гладких цилиндрических
В случае необходимости указанное на • сопряжений
схеме расположение полей допусков
и их величины могут быть распростра-
нены и на калибры для других посадок
системы отверстия или вала.
Подсчет исполнительных размеров
калибров. Отклонения калибров отсчи-
тываются от соответствующих предель-
ных размеров изделий. Так, для валов
отклонения проходных калибров и контр-
калибров к ним (Р-ПР, П-ПР, К-РП,
К-И и К-П) отсчитываются от наиболь-
шего предельного размера вала, а откло-
нения непроходных калибров и контр-
калибров к ним (Р-НЕ, П-НЕ и К-НЕ)—
от наименьшего предельного размера
вала Соответственно для отверстий от-
клонения проходных калибров (Р-ПР
н П-ПР) отсчитываются от наименьшего
предельного размера отверстия, а откло-
нения непроходных калибров (НЕ и
П-НЕ)—от наибольшего предельного
размера отверстия.
Порядок подсчета размеров кали-
бров и контр калибров для деталей
сопряжения диаметром 50 ;
1. Определяем предельные размеры
отверстия днаметром 50 А < (табл. 5):
акаа» — 50 + 0 — 50 мм;
- 50 + 0,170 - 50,170 мм.
2. Определяем предельные размеры
вала диаметром 50С< (табл. 5 или 8;
Q-AJ:
^шшб “ 50 -j- 0 «= 50 мм;
^маим = 50 — 0,170 = 49,830 мм.
3. Подсчет размеров калибров
и контркалибров производим, ру-
ководствуясь данными соответ-
ствующих стандартов.
Типы калибров
Наиболее распространенные
типы калибров для контроля
гладких цилиндрических сопря-
жений (отверстий и валов) диа-
метром от I до 500 мм приве-
дены в табл. 14. В этой же
таблице приведены и некоторые
(наиболее употребительные) типы
калибров для контроля отвер-
стий менее I мм и отверстий
и валов диаметром больше
500 мм.
Таблица 14
Калибры для отверстий
Пробки двусторонние со вставками (прово-
лочками) * ••
веаю&у 4 PfWf/ тхадет не
шелаие им ха кар4иналыпл елее
Пределы измерений ОД—1 ал.
Примечание. Могут быть легко
изготовлены а инструментальных цехах
Пробки двусторонние с цилиндрическими
вставками (проволочками) м
Bcmalxu цереплеть шеллакам,
II В п
Пределы измерений 1—3 мм (ГОСТ 1775-4?)
• Инструментальными заводами не изго-
товляются.
•• Инструментальными заводами изго-
товляются.
108
СОЕДИНЕНИЯ
Продолжение табл. 14
Продолжение табл. 14
Пробки со вставккми с коническим хвостом *
Пределы измерений 1—50 мм (ГОСТ 1775-42)
Типо-размеры регламентированы РТМ БВМСС
Примечание. Могут изготовляться
в инструментальных цехах при наличии бес-
цеитр01юшлифовалыю1'о станка
Пробки одностороииие
ным креплением **
со вставками с торце-
Пределы измерения 10—30 мм
Типо-размеры регламентированы РТМ БВМСС
Прнмечаиие. Применяются при кон-
троле неглубоких отверстий (типа гаек)
♦ Ииструментальными заводами изгото-
вляются.
** Инструментальными заводами не изго-
товляются.
Пробки односторонние со вставками с конус-
ным хвостом *
Пределы измерения в—50 мм (ГОСТ 1775-42)
Примечание. Позволяют сократить
время промера; применяются редко (гайки,
кольца).
Пробки с насадками ••
Пределы измерения 30—100 мм (ГОСТ
Типоразмеры регламентированы нормалями
завода ЧИЗ
Примечание. Применение целесооб-
разно в условиях мелкосерийного производства
Пробки листовые двусторонние***
Пределы измерения 18—100 мм (ГОСТ 1775-42)
Пробки листовые одно-
сторонние
Пределы измерения
50-300 мм
(ГОСТ 1775-42)
• Инструментальными заводами не изго-
товляются.
* • Инструментальными заводами изго-
товляются.
»•» Изготовляются заводами для собствен-
ных надобностей.
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
109
Продолжение табл. 14
Продолжение табл. 14
Пробки исполине с ручками*
'Pfwu ивцт 1ыт приварены ' GaJ
ПрешЬпя Непмгпвные
Пределы измерения 50—150 мм (ГОСТ 1775-42)
Штихмасы с линейным контактом, трубча-
тые, регулируемые •
Пределы измерения 1000—3000 мм
Пределы измерения 150—360 мм (ГОСТ 1775-42)
Штнхмасы и нутромеры сферические *
ПраоЗтя , umpeni'iM \
x* Л
Рунли ui тялвнплируоцеы
нвтеваалр
Пределы измерения 75—1000 мм (ГОСТ 1775-42)
Штнхмасы сферические ***
Штихмасы раздвижные со шкалой *
Пределы измерения 1000— 6000 мм
Калибры для валов
Пределы измерения 0,3—1 ММ
Примечание. Удобны при измерении
на станке (при одностороннем зажиме изде-
лия). Применяются сравнительно редко.
Пределы измерения 1000—1500 мм
Скобы двусторонние
сборные
Пределы измерения
0,1—3 мм
Штнхмасы сферические полые ***
Пределы измерения 1000—3000 мм
Штихмасы с линейным контактом полые **
Пределы измерения 1000—3000 мм
* Изготовляются инструментальными за-
юлами.
»♦ Инструментальными заяодами не изго-
товляются.
•** Изготовляются заводами для собствен-
ных надобностей.
Примечай не. Легко могут быть на-
готовлены о ниструмеитальиом цехе завода.
Применяются сравнительно редко, так как
проверку валиков производят, как правило,
универсальными средствами.
Скобы листовые лву-
стороииие
Пределы измерения
1-50 мм
Примечание. Легко могут быть из-
готовлены в инструментальных цехах маши-
ностроительных заводов.
Скобы листовые прямоугольные
односторонние
Пределы измерения 1—70 мм
Примечание. Легко могут быть наго-
товлены в инструментальных цехах.
• Изготовляются заводами для собствен-
ных надобностей.
по
СОЕДИНЕНИЯ
Продолжение табл. 14
Продолжение табл. 14
Скобы листовые круг-
лые односторонние *
Пределы измерение
1-180 жлг
Примечание. Целесообразнее конструк-
ция при изготовлении ил специализированном
ааэоде. Обладает большой жесткостью.
Скобы регулируемые *
/Дьи» шчамгя»
Скобы штампован-
ные с ручками
односторонние
Пределы измере-
ния 50—170 мм
Примечание. Доступны для изготов-
ления в инструментальных цехах машинострои-
тельных заводов.
Примечание. Целесообразная конструк-
ция при изготовлении на специализированном
заводе. Обладает большой жесткостью. При-
менение леревяииых ручек уменьшает влияние
тепла рук контролера на результаты измере-
ния.
Скобы сварные регулируемые
Скобы литые со вставными губками, олио-
Примечапне. Целесообразная кон-
струкция при изготовлении иа специализиро-
ванном заводе. Обеспечивает экономию леги-
рованной стали, так как корпус чугунный.
* Изготовляются инструментальными за-
водами.
Пределы измерения ло 2000 мм
Примечание. Доступны для изготов-
ления в инструментальных цехах машино-
строительных заводов.
Скобы трубчатые
Пределы измерения ло 1600 лги
Примечание. Применяются для кон-
троля изделий с небольшой длиной образую-
щей (фланцы, бандажи).
Изготовляются инструментальными ее-
волами.
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
Ш
Продолжение т»бл. 14
Скобы трубчатые регулируемые
Пределы измерения до 6000 мм
Примечание. Применяются для
контроля изделий с небольшой длиной обра-
зующей (фланцы, бандажи)
Универсальные средства
н методы измерения
Типы и характеристики наиболее рас-
пространенных универсальных средств
измерения, используемых при контроле
отверстий и валов диаметром от 1 до
500 мл, приведены в гл. 1 «Основы тех-
нических измерений». Ниже приводятся
краткие сведения об универсальных
средствах и методах измерения гладких
цилиндрических сопряжений размерами
менее 1 и более 500 мм.
Универсальные средства измерения
размеров менее I мм. Для измерения
малых отверстий находят применение
так называемые нониусные (фиг. 15, а)
и индикаторные (фнг. 15, б) нутромеры.
Контрольные калибры для вала»
Пробки контрольные со встаяками с конус-
ным хвостом
Пределы измерения 1—18 жм (ГОСТ 1775-42)
Шайбы контрольные
полные
Пределы измерения
18—НЮ мм
(ГОСТ 1775-42)
Шайбы контрольные неполные
Предел^ измерение 100—325 мм (ГОСТ 1775-42)
Штихмасы сферические
Пределы измерение 325—6000 мм
Примечание. Применяются также
и регулируемые микрометрические штихмасы.
Принцип действия нутромеров основан
на осевом перемещении конической
иглы.
Основным недостатком этого метода
измерения является влияние параме-
тров фаски отверстия на результат
измерения.
Соответствующая погрешность f опре-
деляется по формуле
sin 4
f-v* , 4
cos (45° —
где г — радиус закругления фаски;
а —угол конуса.
Так, при конусности ’/ioo и радиусе
закругления фаски г= 0,1 мм погреш-
ность f = 0.001 мм. Однако такие
благоприятные условия (малый радиус
н малый угол уклона конической иглы)
бывают не всегда.
Кроме этого, для измерения малых
отверстий может быть использован пнев-
матический метод, причем оценивался
112
СОЕДИНЕНИЯ
не собственно диаметр отверстия, а
пропускная способность отверстия,
включая погрешности его формы.
При контроле отверстий диаметром
от 0.2 до 0,5 мм воздух непосредственно
пропускается через отверстие (фиг. 16).
Штуцер I присоединяется к при-
_ ....... бору и к контро-
лируемому изле-
лию 2. Воздух по-
ступает в отвер-
у (аДайл j j \ суце з контроли-
руемого изделия
Фиг. 16. и выходит в атмо-
сферу.
Отверстия диаметром свыше 0,5 мм
контролируются при помощи аттесто-
ванной проволочки, которая встав-
ляется в отверстие, с тем чтобы пло-
мас состоит из микрометрической го-
ловки с иеной деления 0,01 мм, защит-
ного звена и набора удлинителей раз-
мерами от 13 до 2000 мм. Проверка
размера головки с защитным звеном
производится по прилагаемой к набору
скобе (фиг. 18). Измерительные нако-
нечники головки и защитного звена
армированы твердым сплавом, что спо-
собствует повышению износостойкости
и продлению срока службы штихмаса.
Пределы измерения штихмасамн дан-
ной конструкции 75—3000 мм.
В целях уменьшения прогиба штих-
масам часто придают форму по фиг. 19.
Они находят применение для измере-
ния размеров до 6000 мм.
Заводом ЧИЗ освоен выпуск микро-
метрических нутромеров с индикато-
рами, имеющими диапазон измерения до
10 000 мм (фиг. 20).
Существенные недостатки штнхмасов
больших размеров с микрометриче-
скими головками — большой вес, на-
личие деформации, а также трудности
ощущения контакта при измерении.
6)
. Фиг. 17.
щадь кольцевого зазора не была больше
площади сечения диаметром 0,5 мм;
в противном случае нарушается ста-
бильность показаний.
Для измерения нарух<ных размеров
(валиков) наибольшим распростране-
нием пользуется проверка при помощи
рычажных приборов (миниметры, инди-
каторы, микроннликаторы и др.) срав-
нительным методом, причем эти при-
боры можно использовать и для абсо-
лютных измерений во всех тех случаях,
когда размер измеряемой детали меньше
предела измерения по шкале соответ-
ствующего прибора.
Универсальные средства и методы
измерения размеров более 500 мм.
Основным универсальным средством
измерения внутренних размеров (от-
верстий) являются штихмасы, осна-
щенные микрометрическими (фиг. 17, в)
или индикаторными (фиг. 17, б) голов-
ками или одновременно теми и другими.
На фиг. 17 показан звеньевой микро-
метрический штихмас конструкции
Ново-Краматорского завода (конструк-
тор — инж. Ф. В. Лартикевнч). Штнх-
Индикаторные нутромеры свободны от
последнего недостатка, но не изгото-
вляются для измерения размеров, пре-
вышающих ЮОО мм.
Для измерения отверстий может быть
применен метод измерения по хорде н
Фиг. 19.
высоте сегмента. Схема измерения при-
ведена на фиг. 21, а общий вид приме-
няемого для этой цели прибора с мини-
метром — на фиг. 22 Диаметр отвер-
стия определяется по формуле
° ” + Н + 2Л
ГЛАДКИЕ ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
113
где I — расстояние от оси миниметра
До центра ролика; Н — высота сегмен-
та, г — радиус ролика.
При расстоянии / = 400 мм приборы
этого типа могут быть рекомендованы
для отверстий 4-го и более грубых
Микрометрические скобы с индика-
тором (фиг. 25) позволяют практически
устранить этот недостаток.
Максимальный размер измерения
скобами обычно не превышает 2000 мм,
так как при бдльших размерах скобы
Фиг. 20.
классов точности при диапазоне изме-
ряемых размеров до 10 000 мм.
Для измерения больших внутренних
размеров приме-
няется и метод из-
мерения универ-
сальными средст-
вами от дополни-
тельных баз. На
фиг. 23 показан
способ измерения
Фиг. 21. отверстия микро-
метрическим штих-
масом от оправки. Диаметр изделия
D = 21 -Ь d, где d — диаметр оправки.
В качестве универсальных средств
получаются тяжелыми и неудобными
в работе. В целях облегчения веса
скоб предпринимались попытки изго-
товлять их из дерева как материала,
обладающего малым весом, достаточной
измерения наружных размеров широ-
кое применение' находят скобы (глав-
ным образом трубчатого типа), осна-
Фиг. 23.
щенные микрометрическими, индика-
торными или микрометрическими и ин-
дикаторными головками одновременно.
На фнг. 24 показана скоба с микро-
метрической головкой с верхним пре-
делом измерения 25 мм Цена деления
головки 0,01 мм. Переставной упор по-
зволяет увеличить предел измерения
до 100 мм Существенный недостаток
скоб такой конструкции — изменение
их размера при измерении (вследствие
разгиба).
8 Том 4 769
механической прочностью, легкой обра-
батываемостью и нечувствительностью
к температурным изменениям. К недо-
статку дерева относится его чувстви-
тельность к изменениям влажности воз-
духа. Лучшими свойствами обладает
пихта как легкий сорт дерева, быстро
114
СОЕДИНЕНИЯ
сохнущий на открытом воздухе. Для
устранения влияния изменений влаж-
ности дерево должно оклеиваться алю-
миниевой фольгой и опрыскиваться
после оклеивания алюминием с целью
защиты фольги от механических повре-
ждений в цехе.
Метод измерения больших диаметров
опоясыванием заключается в измерении
длины окружности при помощи ленточ-
ных мер. Из различных вариантов этого
метода укажем лишь на метод опреде-
ления размера при помощи стальной
ленты с припаянными угольниками
(фиг. 26), которые служат для поддер-
жания ленты в процессе измерения. При
опоясывании вала между концами ленты
образуется зазор а, измеряемый щупом.
Для измерения валов применяется
также и метод измерения по хорде и
высоте сегмента. Определение диаметра
вала (схема на фиг. 27) производится по
формуле
D =-£- + Я-2г
где I, Н и г имеют те же значения.
Фиг. 26.
Фиг. 27.
бор (седлообразное приспособление с ми-
ниметром) был показан на фиг. 22.
Для измерения отверстий, как и при
измерении валов, могут быть приме-
нены методы косвенного измерения уни-
версальными средствами от дополни-
тельных баз. На фнг. 28 показан метод
Фиг. 28.
измерения диаметра маховика микро-
метрическим штихмасом. Действитель-
ный размер определяется как сум-
ма 21 + d.
ГЛАДКИЕ КОНИЧЕСКИЕ
СОЕДИНЕНИЯ
Основными элементами конических
соединений (по ОСТ 7530) являются
(фнг. 29):
I) длина (высота) конического со-
единения Н — высота поверхности кони-
ческого соединения;
2) большой диаметр конуса Do —
диаметр большого основания конуса;
Фиг. 29.
3) малый диаметр конуса d9 — диа-
метр малого основания конуса
4) длина конуса L — расстояние ме-
жду основаниями конуса;
5) угол конуса 2а — угол между
двумя образующими конуса в его осе-
вом сечении;
6) угол уклона а — угол между осью
конуса и его образующей (половина
угла конуса);
7) конусность k — отношение разно-
сти диаметров двух поперечных сече-
ний конуса к расстоянию / между ними:
k - 2tga = Рд~~ " » ;
•л <в
применение различных конусностей см.
табл. 15,
8) уклон I — половина конусности:
I — fP а — Da ~ — DB — dH ,
9) расчетный диаметр D, d — диа-
метр расчетного сечения конуса, ко-
торое выбирается вблизи одного из его
оснований в соответствии с удобствами
измерений; расчетными диаметрами
могут также быть диаметры оснований
конуса;
10) база конуса — плоскость, перпен-
дикулярная к оси конуса, по отноше-
ГЛАДКИЕ КОНИЧЕСКИЕ СОЕДИНЕНИЯ
115
нию к которой определяются положения
сечений конуса;
И) базорасстояние конуса С, с —
расстояние от базы конуса до расчет-
ного сечения;
12) базорасстояние конической пары—
расстояние между базами наружного и
внутреннего конусов, измеренное вдоль
оси.
Индексами А и В пользуются для
указания элементов соответственно вну-
треннего и наружного конусов.
В отличие от цилиндрических со-
единений посадки конусов зависят не от
расположения полей допусков на раз-
меры сечения, а от величины конусности
и осевого усилия или от взаимного
положения деталей конической пары
вдоль оси соединения.
Применяют посадки конусов: свобод-
ные, скользящие и неподвижные.
Свободные посадки приме-
няют в случаях, когда требуются отно-
сительное перемещение элементов ко-
нической пары и регулировка зазора
между ними, осуществляемая простым
изменением величины базорасстояния
конической пары.
К этому виду относится, например,
посадка конической шейки шпинделя
токарного станка в коническом вкла-
дыше.
Скользящие посадки при-
меняют в случаях, когда необходимо
разобщение одного пространства от
другого при возможности взаимного
перемещения элементов конической
пары.
Подобные посадки применяются в
газовых и водяных кранах и кла-
панах.
Неподвижные посадки ха-
рактеризуются
назначаемого
Q
Фиг. 30.
наличием натяга, пред-
в подавляющем боль-
шинстве случаев для
передачи крутящих мо-
ментов (например, кони-
ческие хвостовики ин-
струментов), для устано-
вочных и крепежных
соединений (например,
конические штифты).
Конические соединения
в этих случаях обеспе-
чивают не только тре-
буемуюпосадку и центри-
рование, но также и легкость разборки.
При расчете прессовых конических
посадок, если известна величина кру-
тящего момента Мк, передаваемого ко-
ннчсским соединением, значение удель-
ного давления на конической поверх-
ности сопряжения может быть опреде-
лено по формуле (фиг. 30)
2 Мк
где /—коэффициент трения;
«ср= 2 •
При обычно принимаемом значении
0.1
мк
Далее расчет производится по пра-
вилам, указанным на стр. 126, для ци-
линдрических соединений с гарантиро-
ванным натягом.
Конусы, передающие крутящие мо-
менты, получили наибольшее распро-
странение в инструментальной промыш
Фиг. 31. а — наружные инструментальные конусы
с ланками; 6 — наружный инструментальный ко-
нус без лапки.
ленности (конические хвостовики паль-
цевых режущих инструментов — сверл,
пальцевых фрез, зенкеров и пр ) Кон-
струкции этих конусов показаны на
фиг. 31 и 32 Величины конусности ин-
струментов см. табл. 15. Размеры ин-
струментальных конусов стандартизо-
ваны (ГОСТ 2847-45).
Размеры конических поверхностей оп-
ределяются тремч основными параметра-
ми: углом конуса, диаметром расчетного
сечения и величиной базорасстояния.
Допуски же назначаются на два пара-
метра: на угол конуса и — в зависимо-
сти от условий контроля — иа диаметр
6*
116
СОЕДИНЕНИЯ
Применение различных хо нус ноете!
Таблица 15
Конусность Угол конуса 2а Угол уклона в Примеры назначения
1 :200* 1 :100 » 1 :50* 1 :32 1 :Э0* 1 :20* Конусы Морзе 1:16 1:1а» 1:10» 1 :7** 1 :6 !:«• 1 :4 1 : 3,429 (7:24) 1:3* 1:М» П i,2O7 * Л&* (16 :13) 1 :0,662 * 1 :0,500 • (2:1) 1 :0,289* 0°17'11» 0*34'23» 1*08'45» 1’47'25» 1’54'35» 2*61'51» 3*34'47» 4’46'19» 5*43'29» 8’10'16» 9’31'38» 11*25'16» 14’iy 16’35'39» 18’55'29» 36’52'12» 45’ во» 78’ 90’ 120’ 0*06'36» 0’17'11» 0’34'23» 0®53'43" 0’57'17» 1’25'56» 1’47'24» 2’23'10» 2’51'45» 4005'08’ 4’45'49» 5’42'38» 7*7'30» 8’17'50» 9®27'44» 18*26'06» 22’30' 30* 37*30' 45’ 60’ j Конические оправки Конические штифты, хвостовики калибров-пробок Резьбы обсадных труб от 4’|, до 6»(в • Отверстия насадных разверток и насадных зенкеров Метрические конусы инструментов по ГОСТ 2847-45 (меньше конуса Морзе 0 и больше конуса Морзе 6 по линейным размерам в осевой и поперечном се- чениях). Призонные болты по ОСТ 4151 Резьбы трубные для арматуры, а также для обсадных (свыше 6*1,»), бурильных и иасосио-компрессорных труб Закрепительные втулки шарике- и роликоподшипни- ков Концы валов электрических и других машин по ГОСТ 3730-47 Краны в арматуростроеиин Резьбы замков в нефтепромышленности с нормаль- ным проходным отверстием 6», с широким проход- ным отверстием 5 и 6» Концы валов для крепления аппаратуры в автострое- нии (по ISA). Замковые резьбы бурильных штанг колонкового бурения Резьбы замков в нефтепромышленности с нормаль- ным проходным отверстием 2—5 и 7—8»; с широким проходным отверстием 2‘|,—4». Фланцевые концы шпинделей револьверных и других станков по ГОСТ 2570-М Конны шпинделей и оправки фрезерных станков по ГОСТ 838-47 Концы шлифовальных шпинделей с наружным кону- сом по ГОСТ 2323-51 Тяжелые винтовые трубные соединения с кониче- ским уплотнением Потайные и полупотайные головки заклепок диаме- тром 28-37 мм (ГОСТ 1196-41 и 1192-41) Потайные и полупотайные головки заклепок диаме- тром 16-25 мм (ГОСТ 1195-41 и 1192-41). Потайные головки винтов диаметром 22—24 мм (ГОСТ В 1478- 42) Центры станков. Центровые отверстия по Потайные головки болтов. Потайные и полупотайные головки заклепок 10-13 мм (ГОСТ 1196-41 и 1192-41). Наружные центры инструментов диаметром до 10 мм Клапаны автотракторных двигателей по ГОСТ 620-52 и 1287-47. Потайные и полупотайные головки закле- пок диаметром ло 8 мм (ГОСТ 1196-41 и 1192-41). Потайные головки винтов по металлу и дереву Клапаны автотракторных двигателей. Предохрани- тельный конус у центровых отверстий по ОСТ 3725
* Нормальные конусности по ОСТ 7852. * Значения конусности, которые по ОСТ 7652 допускаются только для специального на- значения (см. графу .Примеры назначения*). ••• Конусность конусов Морзе (по ГОСТ 2847-45): Морзе 0 1:19,212 .1 1:20,048 . 2 1; 20,020 .3 1:19.922 . 4 1:19,254 . 6 1; 19,ОМ .6 1 :19,180
ГЛАДКИЕ КОНИЧЕСКИЕ СОЕДИНЕНИЯ
117
расчетного сечения или на базорассто-
яние. Так. например, для конусов из-
делий, проверяемых калибрами, и для
калибров-втулок установлены допуски
на базорасстояние, а для калибров-про-
бок — на диаметр расчетного сечения.
Зависимость между отклонениями
базорасстояния конической пары и
диаметров сопрягаемых конусов выра-
жается формулой
— (8Эд + oDa) .
Допуски на углы конусов готовых
изделий назначаются для неподвижных
и для свободных посадок. Для сколь-
зящих посадок требуется взаимная при-
Фиг. 32. а — внутренние инструментальные ко-
нусы с лапками; б-внутренний инструментальный
конус без лапкн.
пасовка деталей конической пары, и
поэтому допуски на углы конусов в
этих случаях применяются в качестве
межоперацилнных
Для инструментальных конусов раз-
ность между углами наружных и
внутренних конусов прежде всего свя-
зана с величиной наибольшего крутя-
щего момента, передаваемого соедине-
нием. Разница в углах уклона сопрягае-
мой конической пары в 2—3' вызывает
существенное уменьшение передавае-
мого крутящего момента.
Отклонения угла конуса могут быть
ограничены полем допуска диаметров
или установлены независимо.
В первом случае проверка угла не
производится, поскольку контроль двух
диаметров на заданном расстоянии га-
рантирует соблюдение предельных раз-
меров одновременно диаметров и угла
конуса.
На фиг. 33 возможные отклонения
угла конуса при таком построении
допусков показаны тонкими сплошными
перекрещивающимися линиями.
Для инструментальных конусов при-
нято независимое расположение, при
котором допуски на углы конуса (или
углы уклона) назначены более жесткими,
чем они были бы при ограничении их
допусками на диаметры. На фиг. 33
штрнхпунктирнымн линиями показано
расположение до-
пусков на углы ко-
нуса и уклона вне
зависимости от до-
пусков на диа-
метры. Допуски на
угол конуса каж-
дого из элементов
конической пары
могут быть сим-
метричными или
асимметричными
относительно но-
Фнг. 33.
мииалыюго значения.
Допуски инструментальных конусов
стандартизованы (ГОСТ 2848-45) и
составляют для углов конусов изделий,
в зависимости от длины конусов, от ±40*
до ±3' и для базорасстояний — соот-
ветственно от 3,5 до 1 мм. Как видно
из приведенных данных, для инстру-
ментальных конусов принято незави-
симое от допусков на диаметр и симме-
тричное расположение допусков на
угол конуса. Последнее увеличивает ве-
роятность сопряжения конических вала
и отверстия с минимальными (относи-
тельно друг друга) отклонениями конус-
ности, но иногда может привести к
замыканию по малому торцу.
Зависимость между разностью углов
уклона 8а и отклонением базорасстоя-
ння 8jс, в случае замыкания конусов
по малому торцу, определяется форму-
лой
, ' 2H U
- 'И'’
где 8а — разность углов уклона на-
ружного и внутреннего конусов в ра-
дианах; Я—длина конического соеди-
нения.
Для инструментальных конусов мож-
но считать
sin 2а « 2 tg а — k — 0,05
и
8jc - 40Я8а.
При замыкании конусов по большому
торцу отклонения углов на величину
базорасстояния влияния не оказывают.
Предельные отклонения базорасстоя-
ния ограничиваются промежутком
между двумя рисками, или между
двумя плоскостями, иди. наконец,
118
СОЕДИНЕНИЯ
Основные универсальные методы
ИзмсряемныА элемент Схема метода Характеристика измерительных средств Предельная
Угол наружный или «внутренний (внутренний-ала угломера Семе- нова) Угол наружный или внутренний Угломер (см. фнг. а) Угломерная головка ин- струментального и уни- версального микроско- пов (см. фнг. о, где 1 — измеряемое изде- лие; 2— штриховая сет- ка; 3 — отсчетное уст- ройство) Величина отсчета по но- ниусу 2' (ГОСТ 5378-50) Цена деления ' Длина стороны измеряемого изделия в мм -
Предельная погрешность (прн длине стороны
Углы между штри- хами круговых шкал Оптический делительный нлн круглый стол (схе- ма метола см. фиг. а, гле 1 — оптический ви- зир; 2 — отсчетный ми- кроскоп; 3 — измеряе- мая круговая шкала; 4 — лимб стола) Цена деления 30- ±1' (при условия
Окружные шаги между выступа- ми или впадина- ми разделенных деталей (зубча- тые колеса, шли- цевые валики» муфты и др.) Оптическая делительная головка (схему метола контроля углов с помо- щью делительной го- ловки и отсчетного при- бора см. фиг. г, где 1 — измеряемое изде- лие, укрепленное в цен- трах делительной го- ловки; 2 — отсчетный прибор) Цена деления делитель- ной головки )'. Цена деления отсчетного при- бора 0,002 мк (при условии исключения
Конусность наруж- ного конуса Координатный метол кон- троля на универсальном микроскопе с помощью измерительных кожей: Ь - <7 Л, + Л, * 1 Г~ (см. фнг. д) Цена деления продольной и поперечной шкал ми- кроскопа 0,001 мм Длина образующей конуса в мм
Предельная погрешность прк значении измеряемого угла в пределах от о ло 45" Предельная погрешность при значении измеряемого угла в пределах свыше 45° ло 90"
Угол уклона вну- треннего конуса Измерение с помощью аттестованных шариков; (см. фиг. е) Калиброванные шарики, аттестованные с точ- ностью 2 мк. Индика- торный глубиномер с ценой деления 0,01 мм Расстояние между центрами шариков в мм
Предельная погрешность из- мерения конических втулок с конусностью Я — 0,05
Угол наружный - » , » ’ 1 : j । • ♦ Синусная линейка (изме- рение с помощью от- счетного прибора): *,п “цдд “ ± ± 200-^-, где А — разность отсче- тов по миниметру в мк (см. фиг. лг); L — расстояние между осями роликов синус- ной линейки 1. Синусная линейка по ГОСТ 4-М6-4Ч 2. Концевые меры 4-го разряда (OCT «000-391 3. Миниметр с ценой де- ления 0,002 мм (ОСТ 2U102) 4. Поверочная плита 1-го класса точности по ОСТ 20149-39 Длина сто* роны изме- ряемого угла в мм Изме
0—15"
1—100 200 мм
10 ±17» ±15’
20 ±12» ±9»
30 ±11» ±7»
50 ±10’ ±6»
W ±10» ±в»
100 и более ±10» ±5»
ГЛАДКИЕ КОНИЧЕСКИЕ СОЕДИНЕНИЯ
119
Таблица 16
контрола углов н конусов
погрешность метод а измерения Инстанция .контроля
2 Св. 2 ло 5 Св. 5 ло 20 Св. 20 Рабочее место,
±10' ±5' ±4' ±2' КПП
измеряемого угла от 5 мм и более! Измерительная лаборатория. КПП
правильного центрирования измеряемого объекта) Измерительная лаборатория
±20» влияния аксцеитриситетов шкалы и центра головки) Измерительная лаборатория,
10 20 30 50 70 100 200
±190» ±93" ±40" ±25» ±20" ±15* ±7» Измерительная лаборатория
±100» ±40» ±30» ±20" ±1в» ±10» ±6"
SO ТО 100 130 200 Измерительная лаборатория,
±8’ ±6» ±4» ±3» ±2*
ряемые углы Измерительная
ЭО» ♦5" 60“ 8J» лаборатория, КПП, рабочее место
4 — 100 21Ю L — 1Ш 200 L » НО 200 4- 100 200
±18" ±15* ±21 • ±16" ±27' 2 :18» ±70" ±35"
±13" ±9" ±17 • ±10» ±24" d С14» ±70» ±35»
±13- ±8* ±16» ±9» ±24“ ±13» ±70" ±35»
±12» ±7» ±18" ±8» ±23- ±12" ±70" ±35»
±12» ±6' ±15 " ±8* ±23» ±12» ±7о" ±35"
±12» ±6» ±15 • ±8» ±23» d :12» ±70" ±35"
120 ' ' СОЕДИНЕНИЯ
Измеряемый элемент Схема метода Характеристика измерительных средств Предельная
Угол уклона Синусная линейка (изме- рение метолом про- света): , d, - а, s,a“ D,+a,-t-2Z (см. фнг. з) 1. Калиброванные шайбы, аттестованные с точ- ностью 2 мк 2. Измерительные линей- ки. Отклонения от пло- скостности измеритель- ных поверхностей не более 3 мк 3. .Образец просвета* из концевых мер 1-го класса (ОСТ 85:00-39) и лекальной линейки (OCT 2UI26-39) 4. Концевые меры 6-го разряда (ОСТ 85000-39) Длина стороны измеряемого угла в мм Предельная погрешность ме- тода
Угол (наружный или внутренний) Измерение с помощью образцовой меры мето- дом просвета (см.фнг. а) Ширина контакта не более 3 им 1. Образцовая мера: ка- либр, шаблон, уголь- ник (ГОСТ 3749-47), угловая плитка (ГОСТ 2875-45) 2. .Образец просвета" из концевых мер 1-го класса и линейки ши- риной, равной ширине контакта измеряемого нзлелня и образцовой меры Протяженность контакта в мм — Предельная погрешность из- мерения с помощью .образ- ца просвета*
i Угол наружного или внутреннего конуса Припасовка конусов по краске (си. фиг. к) • Конические калибры по ГОСТ 2849-45 или лета- ли конической пары (со шлифованными кони- ческими поверхностями) Протяженность контакта в мм Предельная разность углов калибров н измеряемого изделия (или деталей кони- ческой пары)
Диаметр наружно- го конуса в пло- скости малого торца Измерение с помощью синусной линейки: d-d.ctg^»- Л) ± ± Д аес «, где Д — разность отсче- тов по миниметру; d, — d (номинальный) X Х«е(«*-4-) (см. фиг. и) 1. Синусная линейка по ГОСТ 404648 2. Концевые меры 1-го класса (ОСТ 85000-39) X Миниметр с ценой де- ления 2 мк (ОСТ 20102) 4. Ролик аттестованный с точностью 2 мк •
Диаметр внутрен- него конуса у большого торца (или ширина уг- лового паза) Измерение с помощью аттестованных шариков (или роликов): О - <*0-(аес «-1-tg «)-|- + 2W- tg в (см. фиг. м) Калиброванные шарики (или ролики), аттесто- ванные с точностью 2 мк Индикаторный глубино- мер
Диаметр и безо- расстояние на- ружного конуса Измерение на уинвер- сальном микроскопе с помощью измеритель- ных ножей (см. фиг. м) Цена деления продольной и поперечной шкал ми- кроскопа 1 мк
ГЛАДКИЕ КОНИЧЕСКИЕ СОЕДИНЕНИЯ
121
Продолжение тебя. 16
погрешность метода намеренна Инстанция контроля
30 30 60 70 100 130 и более Измернтельиая лаборатории.
±27* ±22* ±20* ±10* ±7* ±6*
10 20 30 50 70 too 200 Рабочее место, КПП
±40* ±20* ±13» ±8» ±0». ±4» ±2»
20 • 30 60 70 100 130 2С0 Рабочее место. КПП
±140» ±90» ±80» ±40» ±28* ±20» ±14*
±5 мк Измерительная лаборатория,
— ±10 МК Измерительная лаборатория,
±7 мк Измерительная лаборатория
122
СОЕДИНЕНИЯ
ГЛАДКИЕ КОНИЧЕСКИЕ СОЕДИНЕНИЯ
123
между риской и плоскостью соответ-
ствующих калибров (размер т на
фиг. 34—37).
Калибры для наружных и внутрен-
них конусов (ГОСТ 2849-45) служат
для комплексного контроля деталей ко-
нической пары по углу конуса и базо-
расстоянию. Наибольшее распростра-
нение имеют калибры в виде кони-
ческих пробок и втулок (фиг. 35 и 36).
Контроль угла производится припа-
совкой детали конической пары к соот-
Фиг. ЗБ. Кялнбры-гробхм для ннструментялъных
конусов: а — без лапки; б — с лапкой.
Фиг. 36. Калибры-втулки для контроля инстру-
ментальных конусов: а — без лапки; б — с лап-
кой.
ветствующему калибру по краске, тон-
кий слой которой (толщиной порядка
4—5 мк) наносится на коническую
поверхность. При этом следует иметь
в виду, что допуск на угол конуса
изделия будет использован в ограни-
ченных пределах, соответствующих тол-
щине нанесенного слоя краски.
Допуски на углы конусов калибров
в зависимости от длины конусов лежат
в пределах от +10 до ±44 для кали-
бров нормальной точности и от ±5
до ±26* для калиб-
ров повышенной точ-
ности; допуски диа-
метров расчетных се-
чений —соответствен-
но от 10 до 3 мк.
Калибры для на-
Фнг. 37. Скоба для
контроля конусов
методом просвета.
ружных конусов, с
помощью которых
контроль угла про-
изводится методом
просвета, показаны на фиг. 37 и 38.
Для оценки величины просвета ре-
комендуется пользоваться так называ
Фиг. 38. Плоская коническая втулка дая контроля
конусов методом просвета: I и 2 — измерительные
линейки; 3—основание; /—бобышки для кон-
троля толщины и расположения лапок инструмен-
тальных конусов; 5 — измеряемое наделив.
Фиг. 39.
емым «образцом просвета’ (фиг. 39).
состоящим из поверочной линейки с
доведенной поверх-
ностью, концевых
мер и лекальной ли-
нейки.
Для контроля диа-
метра малого торца
наружного конуса
(в случае, если рас-
четным сечением вы-
бран малый торец)
применяется предель-
ная скоба, изобра-
женная на фнг. 40.
Фиг. 40. Предель-
ная скоба дли кои
троля малого диа
метра конуса.
124
СОЕДИНЕНИЯ
Универсальные средства
н методы измерения углов я конусов
Схемы основных методов контроля
углов и конусов с характеристиками
каждого метода и входящих в него
измерительных средств приведены в
табл. 16.
СОЕДИНЕНИЯ ДЕТАЛЕЙ
С ГАРАНТИРОВАННЫМ НАТЯГОМ*
Основной характеристикой соедине-
ния с гарантированным натягом яв-
ляется величина натяга, определяемая
выбранной посадкой.
Группа таких посадок предусмотре-
на стандартной системой допусков (см.
стр. 84 и след.). Принятые названия
этих посадок (Пр — прессовая, Гр —
горячепрессовая, Пл — легкопрессовая
и др.) условны и не определяют дей-
ствительных методов их получения.
Сборка деталей соединений с гаран-
тированным натягом может быть выпол-
нена: а) под прессом; б) нагревом ох-
ватывающей детали; в) охлаждением
охватываемой детали.
Применяются также комбинации этих
методов.
Разность температур в °C охваты-
ваемой и охватывающей деталей, при
которой достигается свободное их со-
пряжение во время сборки, рассчиты-
вается по формуле
t — Am*xj-I0_,t
а-д
где Атах — наибольший натяг посадки
в мк. 8® — минимально необходимый
зазор при сборке, принимаемый обычно
равным минимальному зазору посадки
Д (ОСТ 1012), в мк, а — коэффициент
линейного расширении (сжатия) (см.
т. 2, стр. 15—16), d — номинальный
диаметр охватывающей и охватываемой
поверхностей в мм.
Нагрев охватывающей летали в зави-
симости от необходимого перепада
температур обеих деталей пары может
производиться в горячем масле, в га-
зовой или электрической печи; при
этом следует иметь в виду, что значи-
тельный нагрев вызывает образование
окалины, из-за которой соединение
получается неразъемным.
• В настоашей статье хается расчет соелиие
иий с гарантиропаинми натягом только глаакнх
цилиндрически! изделий, одно из которых охва-
тывается другим.
Охлаждение охватываемой детали
может производиться с помощью сухого
льда (твердая углекислота, темпера-
тура испарения —79" С) или жидкого
воздуха (температура испарения
—196° С).
Охлаждение с помощью сухого льда
производится в изолированных шкафах
или в ваннах, содержащих мелкий лед
с жидкостями, замерзающими при низ-
ких температурах (ацетон, спирт).
Жидкий воздух требует осторожного
обращения с ним. Охлаждаемые детали
должны быть тщательно обезжирены.
Во избежание опасного повышения
давления сосуды, содержащие жидкий
воздух, должны иметь тепловую изоля-
цию и быть открытыми. При опуска-
нии охлаждаемой детали в сосуд с
жидким воздухом последний сильно
кипит; поэтому сосуд не должен быть
наполнен доверху.
Величина натяга прессовой посадки
определяет нормальное давление, испы-
тываемое сопрягаемыми поверхностями
деталей, входящих в соединение.
Величина удельного давления при
натягах в пределах упругих дефор-
маций равна
Р= 4- г л 10 \ 1 (2)
IA
где
i+йУ 1+(z)’
и Hi — значения коэффициента
Пуассона для охватываемой и охва-
тывающей деталей; р 0,3 для стали
и ре 0,25 для чугуна. 8 — рас-
четный натяг в мк, который несколько
меньше разницы диаметров вала и от-
верстия, полученной по результатам их
измерений до сборки (см ниже); d, d^
и dt — диаметры деталей соединения;
эти диаметры показаны на фиг 4) *;
£i и Ei — модули упругости металлов
охватываемой и охватывающей деталей
в кГ/мм*-, для стали £=2,1 10* кГ/мм*,
для чугуна £ — 1,05-104 кПмм*.
Значения q и tj в зависимости от
отношения диаметров деталей соеди-
нения приведены в табл. 17.
* Нп фиг. 41 соединение изображено » проме-
жуточный момент запрессовки под прессом.
СОЕДИНЕНИЯ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ НАТЯГОМ
125
Таблица 17
X й X <1* Я, = 14 = 0,3 ич = 0.3 £ = 0,25
г. *1 С, *
о,о 0,70 0,70
0,1 0,72 1,32 0,72 1.27
0,2 0.78 1.38 0.78 1.33
0,3 0.89 1.49 0.89 1,45
0,4 1.0В 1.68 1 .га 1.63
0.5 1,37 1.97 1,37 1,92
0,6 1,83 2,43 1,83 2,37
0,7 2.62 3,22 2.62 .3.17
0,8 4.25 4,85 4,25 4.80
0,9 9.23 9,83 9,23 9.78
Пол прочностью соединения с гаран-
тированным натягом подразумевается
способность этого соединения без ка-
ких-либо дополнительных креплений
сопротивляться продольному сдвигу и
круговому смещению одной детали
Фиг. 41. 7 — охватываемая хеталь; 2 — охва-
тывающая деталь.
относительно другой, когда они нахо-
дятся под действием продольной силы
или крутящего момента.
По требуемой прочности соединения,
т. е. по величине продольной силы Q
(в кГ), стремящейся сдвинуть одну де-
таль относительно другой, величина
необходимого удельного давления на
поверхности соприкосновения опреде-
ляется из зависимости
р- f-ж-аТ кГ1мм* (4)
где А — диаметр прессовой посадки
(см. фиг 41) в мм; I — длина контакта
сопрягаемых деталей в мм; f — коэф-
фициент трения
Аналогично определяется значение р
по величине крутящего момента Мк,
стремящегося провернуть одну деталь
относительно другой: если Мк—в кГмм,
то
(5)
По формулам (4) и (5) непосред-
ственно из опыта может быть количе-
ственно получена только величина
произведения p f.B связи с этим коэф-
фициент трения по данным различных
исследований колеблется в широких пре-
делах, что объясняется еще и много-
образием факторов, влияющих на проч-
ность посадки при одном и том же
натяге и размерах деталей (чистота
поверхностей сопрягаемых деталей, ско-
рость запрессовки, смазка и пр.).
Результаты исследований сопряже-
ний диаметром около 40 мм со сбор-
кой под прессом без смазки посадочных
поверхностей показали [28], что при
малых натягах коэффициент трения
зависит от величины удельного давле-
ния, определяемой расчетом по формуле
(2); с увеличением удельного давления
коэффициент трения уменьшается. При
больших же натягах коэффициент тре-
ния с увеличением натяга изменяется
мало, сохраняя величину 0,08—0,1.
С повышением чистоты посадочных по-
верхностей сопрягаемых деталей коэф-
фициент трения увеличивается, но
только до значений чистоты поверхно-
сти порядка 8—10-го классов по ГОСТ
2789-51; при дальнейшем повышении
чистоты поверхностей коэффициент тре-
ния начинает снижаться.
В расчетах соединений с натягом
пользуются следующими приближен-
ными значениями коэффициента трения
для стальных и чугунных деталей: при
сборке под прессом f « 0,08; при сборке
с нагревом охватывающей детали /«0.14.
Выбрав величину коэффициента тре-
ния, определяют расчетный натяг 8
из формулы (2).
Полученный результат корректи-
руется вследствие частичного сглажива-
ния поверхностных неровностей при
сборке. Значение Amin—требуемый
наименьший натяг посадки, являющийся
разностью диаметров, измеренных по
вершинам неровностей контактных по-
верхностей изделий ло их сборки,
рассчитывается по формуле
дтш — s + 1.2 (СрAf<i + (6)
где hCKl, hem —значения средней ква-
дратической высоты неровностей на
126
СОЕДИНЕНИЯ
соединяемых поверхностях, а значения
коэффициентов с, зависящие от класса
чистоты поверхности, указаны в табл. 18.
Таблица 18
Класс чистоты по ГОСТ 2789-51 5—б-й 7-10-й Се. 10-го
Значения с 3 4 5
По величине Дт|П подбирается стан-
дартная прессовая посадка, у которой
наименьшее значение натяга равно или
несколько больше Дт(п.
Далее производится поверочный рас-
чет напряжений для обеих деталей
соединения. Этот расчет заключается
в следующем: по величине наибольшего
натяга Дтнх определяюгпоуравнению(б)
величину 8тах и затем по формуле (2)
удельное давление р.
Наибольшее напряжение, возникаю-
щее в охватываемой детали (напряже-
ние сжатия на поверхности отверстия
охватываемой детали), определяется по
формуле
2/>
Наибольшее напряжение, возникаю-
щее в охватывающей детали (напря-
жение растяжения на поверхности со-
пряжения), равно
’« “ “ Ь р-
Значения а и Ь даны в табл. 19
Таблица 19
•аР X 3 ’’ha а ь •чР X 3 «КГ а ь
0.00 0,10 0.20 0.30 о.ю 2.00 2,02 2.08 2.20 2.38 1.02 1.08 1.20 1.38 0,50 о,во 0,70 0,80 0,90 2,67 3.13 3,92 5,56 10,52 1,61 2,12 2.92 4,55 9.53
Формулы (7) и (8) применимы только
при натягах в области упругих дефор-
маций.
Однако допустимы натяги, создающие
и пластические деформации.
У вязких металлов при натягах, ле-
жащих в зоне, предшествующей при-
близительно пределу текучести, проч-
ность соединения растет по мере уве-
личения натяга. При дальнейшем увели-
чении натяга прочность соединения па-
дает.
Если Ps — прочность прессового со-
единения при натяге 8S, соответствую-
щем пределу текучести, то в интервале
величин натяга от 8? до 1,58s прочность
соединения Q может быть определена
по следующей зависимости:
Q-P,28^8 . (9)
При дальнейшем повышении натяга
прочность посадки не превысит вели-
чины O.SPj.
Если величина натяга известна и
требуется определить соответствующее
этому натягу усилие запрессовки, то
пользуются последовательно форму-
лами (2) и (4) с учетом соотношения (6).
Усилие, необходимое для распрес-
совки соединения, при спокойной на-
грузке в начальный момент сдвига
одной детали относительно другой
больше, чем при дальнейшей выпрес-
совке, что при действии вибрационной
нагрузки не наблюдается; вследствие
чего при таких нагрузках коэффициент
трения рекомендуется уменьшать при-
мерно на 30%.
Прессовые посадки, полученные в
результате приведенного расчета, в от-
ветственных случаях должны быть пред-
варительно проверены на опытных об-
разцах.
Однородность прессовых посадок,
полученных по результатам расчета,
проверенных и откорректированных на
опытных изделннх, обеспечивается по-
стоянством (устойчивостью) технологи-
ческого процесса запрессовки (состав
и количество смазки, скорость запрес-
совки, температурные условия и др.) и
возможно малыми колебаниями вели-
чины натяга и качества сопрягаемых
поверхностей.
Для получения возможно более оди-
наковых натягов рекомендуется про-
изводить рассортировку охватываю-
щих и охватываемых деталей по раз-
мерам для последующей групповой
сборки (см. стр. 71).
При натягах в области упругих де-
формаций уменьшение внутреннего диа-
СОЕДИНЕНИЯ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ НАТЯГОМ
127
метра охватываемой летали после за-
прессовки определяется из зависимости
(см. обозначения на фиг. 41)
Прессовое соединение значительно
снижает усталостную прочность вала
при переменном изгибе, имеющем место
Adj
2-10»pd»rfi
мк.
(Ю)
Увеличение
охватывающей
совки
Д</2-
наружного диаметра
детали после запрес-
2-l(tydW2
(И)
В обеих последних формулах диа-
метры 4, d> и dt— в м.и р и £—в кПмм*.
В случае, если на размеры dt н d2
установлены малые допуски, а допуск
натяга велик и толщина стенки мала,
запрессовка должна производиться до
окончательной механической обработки
соответствующих поверхностей.
прн вращении вала, на-
груженного поперечны-
ми силами. Повышение
усталостной прочности
достигается повышением
чистоты обработки по-
верхностей проточкой
канавки по торцу сту-
пицы на небольшом рас-
стоянии от поверхности
сопряжения (пример та-
кой канавки изображен
на фиг 43), глубоким
наклепом поверхности
путем обкатки бочко-
образными роликами под
Фнг. 43. Пример
проточки ва тор-
це ступицы.
большим дав-
лением, азотированием.
Скорость запрессовки при собственно
Фнг. 42. Форма и размеры фасок сопрягаемых
изделий при посадках с гарантированным натягом:
а — 10 4-15’; а —0,Old г 2 ми; а, — «0 4-80»;
а, — 2 4- 3 мм.
прессовых посадках не должна превы-
шать -—5 мм/сек.
Такие же малые скорости рекомен-
дуется применять и при выпрессовке
деталей во время разборки для обеспе-
чения доброкачественного соединения
при повторной запрессовке.
Прн соблюдении этих условий прес-
совые соединения допускают много-
кратные выпрессовки и запрессовки
без существенного снижения качества
Прочность прессового соединения при
сборке под прессом в значительной сте-
пени зависит от угла конуса приемной
фаски посадочных поверхностей.
На фиг. 42 показаны форма н раз-
меры этих фасок. В тех случаях, когда
сделать фаску невозможно (например,
когда разность диаметров ступеней вала
мала, а посадочная поверхность нахо-
дится не на крайней ступени), нужно
обратить особенное внимание на чистоту
сопрягаемых поверхностей.
прессового соединения.
При сборке под прессом рекомен-
дуется производить смазку сопрягаемых
поверхностей (сурепным или льняным
маслом). Для неразъемных прессовых
соединений, осуществляемых путем на-
грева охватывающей детали, приме-
нение смазки нецелесообразно. При
запрессовке путем охлаждения охваты-
ваемой детали в жидком воздухе при-
менение смазки запрещается по усло-
виям безопасности работы.
ЛИТЕРАТУРА И ИСТОЧНИКИ
I. Апарин Г. А. и Городецкий И. Е.,
Допуски и технические измерению 3-е изд.,
Машгиз, 1953.
2. Городецкий И. Е., Основы техниче-
ских измерений а машиностроении, Машгиз, I960.
3. Григорьев И. А.. Техинческие изме
рения в машиностроении, Мдшгиз, 1944.
4. Дьяченко П. Е. н Каширин А. И.,
Количественные нормы чистоты обработанных
поверхностей. 1946.
5. И в а и о в А. Г., Контроль измерительных
средств в машиностроении, Машгиз, 1964.
в. Дьяченко П. Е. и др., Современные
приборы для измерения неровностей поверхности
деталей машин. Издание АН СССР, 1950.
7. Ростовых А. Я., Пневматические из-
мерения размеров, Машгиз, 1948.
«.Городецкий Ю. Г. и Полян-
ский П. М., Применение пневматических ме-
тодов контроля в машииоетроеини, Машгиз, 1949.
9. Трапезников В. А., Городец-
кий И. Е.. Петров Б. Н. и Фельа-
б а у м П. П., Автоматический контроль ли-
нейных размеров изделий. Оборонно, 1947.
10. К у т а й А. К., Взаимозаменяемость, до-
пуски и посадки а приборостроении, Машгиз,
1947.
II. Энциклопедический справочник .Машино-
строение-, тт. 1, 5, 7. 15, Машгиз, 19-47, 1949,
12. .Измерительный инструмент*, сборник
стандартов. Стандартен?, 1947,
13. Справочник киструыентзльщнка, т. I и II,
Машгкз, 1949.
128
СОЕДИНЕНИЯ
14. Досчатов В. В., Беспахот-
н а я Т. П., К о ч е и о в М. И. и ар., Новоа
по техническим измерениям и взаимозаменяе-
мости, Машгиз. 1949.
15. Профилометр Киселева тип КВ-4. Рабочая
инструкция, 1919.
16. Контроль средств измерения размеров в ма-
шиностроении. изд. Комитета по делам мер и
измерительных приборов при Совете Министров
СССР, 2-е изд.. 1918.
17. Правила 12-42 об организации и проведении
проверки мер и контрольно-измерительных при-
боров, изд. Комитета по делам мер и измеритель-
ных приборов при Совете Министров СССР.
18. Правила 19-40 об организации контроля из-
мерительных средств, применяемых для измере-
ния размерен па машиностроюельных заводах,
изд. Коммерприбора при Совете Министров
СССР*
19. Правила Коммерприбора 139, 142, 153, 140
и 155 на штриховые меры.
20. Руководящие технические материалы НИБВ
МСС по вопросам эксплуатации и контроля
измерительных средств.
21. ГОСТ 1453-42. Образцовые меры и образ-
цовые измерительные приборы.
22. Г о с т е в В. И., Автоматический контроль
массовых автомобильных деталей, Машгиз, 1947.
23. Бородачев Н. А., Анализ качества
точности производства, Машгиз, 1946.
24. Методы контрола отклонений от правильной
геометрической формы наружных цилиндрических
поверхностей в машиностроении и назначение из-
мерительных средств, НИБВ МСС, 1948.
25. ОСТ 85000-39. Меры длины концевые плоско-
параллельные.
26. Балакшин Б. С.. Технология станко-
строения, 2-е изд., Машгиз, 1949.
27. С а в е р и н М. А., Соединения деталей
с гарантированным натягом. Энциклопедический
справочник .Машиностроение* т. 2, Машгиз, 1947.
28. К о р о и а М. Б., Исследование влияния
чистоты посадочных поверхностей на прочность
прессовых посадок, ЛОНИТОМАШ, км. 16,
Машгиз, 1950.
ВАЛЫ И ОСИ, ИХ ОПОРЫ И СОЕДИНЕНИЯ
ГЛАВА IV
ВАЛЫ И ОСИ
ПРЯМЫЕ ВАЛЫ И ОСИ
Конструкция
Валы и оси должны удовлетворять
следующим требованиям: достаточные
прочность и жесткость; износостойкость
поверхностей, работающих на истира-
ние; технологичность конструкции.
Соединения вала с насаженными на
него деталями в большей мере опре-
деляют его конструкцию. Тип соеди-
нений выбирается в соответствии с ве-
личиной и характером передаваемых
ими нагрузок и требуемой точностью
и т. п.; вместо этого рекомендуется при-
менять осевое крепление — см. фиг. 2, а
н б (б — лучший вариант конструк-
ции). Особенно удобны для осевого
крепления подшипники качения, вну-
тренние кольца которых- могут зажи-
маться в одном комплекте (К на фиг. 2,6)
с другими деталями.
Везде, где это возможно, целесообразно
разгружать вал от кручения, соединяя
центрирования насаженных деталей.
Соединения, подверженные сильным
толчкам и ударам (кузнечно-пресссвое
Фиг. 1.
оборудование,дро-
бил ки и т. п.), сле-
дует выполнять на-
пряженными; в та-
ких случаях при-
меняется конусная
посадка (фиг. 1),
напрессовка и т. п.
При действии на вал умеренных толч-
ков (подъемно-транспортные машины,
некоторые станки и т. д.) применяются
Фиг. 2.
соединения шлицевые при высоких на-
пряжениях кручения и необходимости
повышенной точности центрирования
или шпоночные при невысоких напряже-
ниях кручения и меньшей точности цен-
трирования. Хорошим с точки зрения
обеспечения усталостной прочности вала
является бесшпоночное соединение, ис-
пытанное до настоящего времени для
небольших диаметров и при безудар-
ной нагрузке. Подробнее о соедине-
ниях валов с насаженными на них де-
талями см. гл. V.
При соединении вала с насаженными
на него деталями следует по возмож-
ности избегать отверстий под стопор-
ные винты, резьб под установочные
гайки, канавок под упругие кольца
насаженные на вал детали скручивае-
мой втулкой (см., например, фиг. 4 —
конструктивный вариант к фнг. 3, при
котором вал подвержен только изгибу).
Излишним являет-
ся шпоночное или
шлицевое соедине-
ние с валом деталей.
Фиг. 3.
не передающих крутящего момента: па-
разитных шестерен, опорных катков
S Том 4 76»
130
ВАЛЫ И ОСИ
и т. п. (фиг. 5: а — правильная,
б—неправильная конструкция), а также
деталей, связанных для передачи кру-
тящего момента помимо вала (см. фиг. 4).
Вал должен иметь такую фирму,
чтобы все сидящие иа нем детали не-
зависимо от их посадок на валу могли
Фиг. ч.
проходить каждая на свое место без
натяга. Поэтому, например, на глад-
ких валах неподвижные посадки мо-
гут быть допущены только на конеч-
ных участках. Не рекомендуются не-
двум различным диаметрам (фиг. 7 —
неправильная конструкция).
При расположении на валу многих
деталей число ступеней вала может
оказаться настолько значительным,
что в случае применения одних лишь
нормальных диаметров (см. стр. 80—81)
отношение диаметров наибольшей и наи-
меньшей ступеней получится чрез-
мерно большим. В таких случаях можно
или отступать от нормальных диамет-
ров для ступеней, не несущих деталей,
назначая для них допуски на диаметры
как на свободные размеры (фиг. 8),
Фиг. 8.
либо, где это возможно, объединять
смежные ступени, обрабатывая их при
одном номинальном диаметре под раз-
личные посадки по системе отверстия
(фиг. 9), либо при наличии соответствую-
Фиг. 9.
щего калибрового хозяйства применять
посадки по системе вала (фиг. 10);
последнее решение применимо также
для сьетлотянутых валов.
подвижные Н, Г, Т, прессовые посадки
деталей на одинаковые по диаметру
участки вала при односторонней сборке
(на фиг. 6, например, справа), так как
при этом ослабляется посадка детали 2
Фиг. 7,
и затрудняется снятие с вала детали 1.
В подобных случаях участок вала под
деталь / следует делать по диаметру
больше, чем под деталь 2. Не рекомен-
дуется неподвижная посадка детали по
В машиностроении находят широкое
применение полые валы. Отверстие (ка-
нал) вала может иметь различное на-
значение: уменьшение веса конструк-
ции; питание через вал смазкой, во-
дой, паром и т. п.; размещение внутри
вала каких-либо деталей, в частности
деталей управления и регулирования;
пропуск через вал подлежащего обра-
ботке материала (шпиндели токарных
и револьверных автоматов) и т. Д.
Смещения вала в осевом направлении
должны быть ограничены по величине
ПРЯМЫЕ ВАЛЫ И ОСИ
131
в соответствии с условиями работы
связанных с валом деталей. Так, вал
червячного колеса (а в глобоидной пере-
дача и вал червяка) должен иметь
минимальную осевую игру;
для вала цилиндрического пря-
мозубого зубчатого колеса она
может быть значительно боль-
шей; вал одного из колес ше-
вронного зацепления должен
иметь разбег не менее зада-
ваемого погрешностями изготовления
и т. п.
Вал фиксируется в осевом направле-
нии лишь в одной из опор, чтобы те-
пловые деформации не вызывали в нем
Фиг. 11.
и в опорах осевых сил и добавочных
напряжений. Если с валом связана
деталь, которая не должна смещаться
в осевом направлении (например, кони
ческое зубчатое колесо), то вал лучше
всего фиксировать вблизи от этой
детали.
Форма вала в значительной мере
определяет его усталостную прочность.
Резкие изменения сечений снижают вы-
носливость вала. Поэтому переходы
Фиг. 12.
между сечениями вала следует выпол-
нять возможно более плавными. Увели-
чение радиуса гал!ели (фнг. II, а —
нежелательный вариант, фиг II, б,
в и е — рекомендуемые варианты) сни-
жает концентрацию напряжений из-
гиба и кручения. Плавный выход шпо-
ночной канавки, получаемый при обра-
ботке дисковой фрезой (фиг. 12, а).
снижает концентрацию напряжений из-
гиба по сравнению со ступенчатым вы-
ходом, получаемым при обработке кон-
цевой фрезой (фиг. 12, б). Эвольвент-
Фиг. и.
иые шлипы снижают концентрацию на-
пряжений кручения по сравнению с пря-
моугольными шлицами и т д. Примеры
конструкций валон, удачных с точки
зрения концентрации напряжений, при-
Фнг. 15.
ведены на фиг. 13 [вал-шестерня ше-
вронной (двухрядной) зубчатой пере-
дачи! и на фиг 14 (выполненный
заодно с валом фланец жесткой сверт-
ной муфты).
К резкой концентрации напряжений
изгиба и кру-
чения приво-
дит контакт с
поверхностью
вала края си-
дящей на нем
детали В по-
добных слу-
чаях концент-
рацию напря-
жений можно
Фиг. 16.
значительно снизить путем уменьшения
жесткости ступицы у края (фиг. 15
и 16).
Примером повышения усталостной
прочности вяла и рационального вы-
бора его конструкции может служить
переход от конструкции по фиг. 17, и.
где вал испытывает знакопеременные
напряжения изгиба, к конструкции по
фиг. 17, б (ось), гле колебания напря-
жений изгиба зависят только от коле-
баний в величине нагрузки.
9*
132
ВАЛЫ И ОСИ
Фиг. 17.
Материалы
В качестве материала для изгото-
вления валов и осей используются чаще
всего углеродистые и легированные
стали, применяемые а виде проката илн
.поковок, значительно реже — сталь-
ное литье и литье из модифицированных
и чугунов со сфероидальным графитом
в литой структуре [51.
В зависимости от предъявляемых к
валам требований по прочности изно-
состойкости и т. д. валы могут под-
вергаться различной термической или
химико-термической обработке.
Из углеродистых сталей применяют
преимущественно стали марок 30, 40,
45 и 50 (ГОСТ 1050-52); обычно они
подвергаются улучшению. Неответствен-
ные и малонапряженные валы и оси,
а также трансмиссионные
валы можно изготовлять
из стали марок Ст. 3, Ст. 4
и Ст. 5 (ГОСТ 380-50).
Легированные стали ис-
пользуются при необходи-
мости ограничить вес и
габариты вала, повысить
стойкость шлицевых соеди-
нений. их применение может быть
оправдано также определенными кон-
структивными соображениями (проч-
ность зубьев, нарезаемых непосред-
ственно на валу, — фиг. 13. особые тре-
бования к качеству поверхностных слоев
на отдельных участках вала н т. п.).
Марка легированной стали и род
термической или химико-термической
обработки выбираются в соответствии
с требуемыми показателями прочности
и износостойкости. Так как значения
модуля продольной упругости и модуля
сдвига для различных марок углеро-
дистой и легированной стали при нор-
мальной рабочей температуре разли-
чаются незначительно, то требования,
предъявляемые к валу в отношении его
жесткости при изгибе и при кручении,
Основные харантерястяки мелаяическоЯ прочности сталей
Таблица I
Марка стали Диаметр заготовки в мм до Твердость "Б не ниже % кГ)см* °г кЛсм' к/Тслб ’-1 кПсЛ’ 1 кПсм* ♦« ♦т
Ст. 5 Любой 190 5 200 2 800 1500 2200 1300 0 0
45 Любой 120 80 200 240 270 5 60) «000 9 000 2 800 5 500 6 500 1.500 аооа 3900 2500 3500 3800 1500 2100 2300 0 0.1 0,1 0 0 0.05
4ПХ Любой 2О> 120 200 240 270 7 309 8000 9 000 5 000 6 500 7 500 2МЮ 3900 4500 3200 3600 4100 2000 2100 2400 0.1 0.05
4ОХН Любой 20С 240 270 8 200 9200 6 500 7 500 3900 4500 3600 4200 2100 2500 0,1 0.05
20 20Х 12ХНЗА I2X2HIA 18ХГТ 60 120 120 120 60 145 197 260 300 330 4 000 6 500 9500 11 000 11 500 2 100 4 ОМ 7 000 8 500 9500 1200 2400 4900 6950 6650 1700 3000 4200 5000 5200 1000 1600 2100 2500 2800 0 0,06 0.1 0,18 0,15 0 0 0.05 0.1 0.1
ЭОХГГ Любой 270 320 415 9 500 II 500 15 000 7 500 9500 12 000 5200 6650 8400 4500 5200 6500 2600 3100 3300 0.1 0.15 0.2 0.06 0,1 0.1
20ХГБ 25Х2ГНТ 200 200 300 300 10 (УЮ 15 000 8 000 12 000 5600 8400 4500 6500 2700 3300 0.1 0.2 0.06 0.1
ПРЯМЫЕ ВАЛЫ И ОСИ
133
на выбор марки стали практически
не влияют.
В табл. 1 приведены некоторые необ-
ходимые для расчета механические ха-
рактеристики мерок стали, наиболее
употребительных для изготовления на-
лов, в зависимости от диаметра и
твердости после термообработки.
Расчет на прочность
Правильно сконструированный вал
должен обеспечивать несущую способ-
ность узла, т. е. нормальную работу
зубчатых колес, сидящих на валу, его
опор и пр. В соответствии с этим дол-
жны быть обеспечены прочность вала
(статическая несущая способность и
выносливость), его жесткость, а иногда
и некоторые специальные требования,
как, например, устойчивость против
коррозии, против истирания и т. д.
Расчет валов на статическую проч-
ность ведется по наибольшей кратко-
временной нагрузке, повторяемость ко-
торой настолько мала, что не может
вызвать усталостного разрушения. При
назначении ее расчетной величины сле-
дует исходить из наиболее тяжелых
реально возможных условий работы
машины, учитывая при этом динами-
ческие и ударные нагрузки.
Расчет валов на выносливость ведется
по длительно действующим нагрузкам
с учетом режима нагружения (см.
стр. 138). Расчет можно вести по наи-
большей из этих нагрузок, к которой
приводятся остальные. Повторяемость
длительно действующих нагрузок дол-
жна быть не менее 108 ч- 10* циклов.
Одни из действующих на вал нагру-
зок вызывают в его материале перемен-
ные напряжения, другие — постоянные
напряжения. Переменные напряжения
вызываются обычно нагрузками, вра-
щающимися относительно вала, постоян-
ные напряжения — нагрузками, вра-
щающимися синхронно с ним.
Нагрузки на вал обычно передаются
через сопряженные с ним летали —
зубчатые колеса, шкивы, муфты, под-
шипники и т. д. Передающиеся на вал
нагрузки в зависимости от ряда усло-
вий (жесткости сопряженных элемен-
тов, специфики их работы, точности
изготовления и сборки узла) факти-
чески распределяются вдоль рабочих
элементов по различным закономерно-
стям, определяя тем самым характер
распределения усилий по валу. Рас-
четные нагрузки, распределенные по
длине зубьев зубчатых колес, пальцев
упругих муфт, вкладышей подшипни-
ков скольжения, вдоль шпонок, зубьев
шлицевых валов и т. п., при составле-
нии расчетной схемы вала обычно
принимают за сосредоточенные силы,
приложенные по середине длины эле-
ментов, передающих силы или моменты.
При уточненных расчетах можно заме-
нить сосредоточенные нагрузки распре-
деленными, если известен закон их
распределения.
При составлении расчетной схемы вал
представляется обычно как балка, ле-
жащая на шарнирно подвижных опорах
и подверженная изгибу и кручению от
действия расчетных нагрузок. Такая
схема является достаточно точной лишь
для валов на подшипниках качения по
одному в опоре (или также по два таких
подшипника, но при условии само-
устанавливаемости опоры). Если два
подшипника качения монтированы в
опоре таким образом, что рассчиты-
вать на самоустанавлнваемость послед-
ней нельзя, то при составлении расчет-
ной схемы следует отбросить внеш-
ние подшипники, приняв за шарнир-
ные опоры внутренние. Для длинных
опор скольжения, расположенных по
концам вала, эти условные шарниры
следует располагать на расстоянии O.Sd,
но не менее 0,25—0,35 длины подшип-
ника от его кромки со стороны пролета
(фиг. 18).
При необходимости произвести уточ-
ненный расчет следует учитывать опор-
ные моменты, возникающие при уста-
новке нескольких подшипников в опоре,
н рассматривать вал как балку, лежа-
щую на упругих опорах, а при длин-
ных подшипниках скольжении — как
балку на упругих основаниях, соот-
ветствующих длинам подшипников
(1141. 119]).
Уточненный расчет вала на проч-
ность требует значительной затраты
труда. В то же время поперечны
134
ВАЛЫ И ОСИ
размеры валов далеко не всегда опреде-
ляются требованиями прочности: мно-
гие валы обладают избыточным запасом
прочности, так как необходимые раз-
меры их определяются требованиями
жесткости, долговечности опор, диаме-
тром отверстия (канала) для пропуска
через вал материала определенных раз-
меров и т. д. Получение а результате
уточненного поверочного расчета таких
валов больших значений запасов прочно-
сти указывает на ненужность проведен-
ного расчета. Необходимость выполнения
расчета на прочность с той или иной
степенью точности должна устанавли-
ваться с помощью объективного кри-
терия.
Критерий необходимости проведения
расчета вала на статическую прочность
может быть выражен условием
V“2/(X + 2P) + 8A1<<( Г)”'П’
Здесь — меньший действительного
(в отдельных случаях — равный ему)
запас прочности по пределу текучести,
определяемый в предположении сосре-
доточения всех поперечных и продоль-
ных нагрузок и полного крутящего мо-
мента по середине пролета, где условно
помещается и наименьшее нз сечений
вала; — минимально допустимое
для данных условий работы и данного
материала вала значение запаса проч-
ности по пределу текучести (см. т. 3,
гл. XIV); sг—предел текучести мате-
риала в кПсм.*; dmin — наименьший в
пределах пролета I диаметр вала, исклю-
чая конпевые участки, заключенные на
напряженной посадке во втулки деталей
(н частности, в кольца подшипников
качения), в см; I — расстояние между
точками приложения наиболее удален-
ных друг от друга поперечных сил
(независимо от пролета между опорами),
как активных, так и реактивных, в см;
2/? — сумма абсолютных величин ра-
диальных опорных реакций в кГ (не-
зависимо от их действительного взаим-
ного направления) или сумма абсолют-
ных величин активных поперечных сил
(также независимо от нх направления);
в расчет принимается наибольшая нз
этих сумм в кГ; А — наибольшая из осе-
вых сил (независимо от того, на какой
части пролета она действует) в кГ;
М,- наибольший крутящий момент (не-
зависимо от того, на какой части про-
лета / он действует) в кГсм.
Расчет вала на статическую прочность
производится, если не удовлетворяется
указанный критерий расчета, В этом
случае для составленной расчетной схе-
мы вала как балки на опорах произво-
дится построение эпюр изгибающих и
крутящих моментов (см. т, 3. гл. II) от
наибольшей кратковременной нагрузки.
Если нагрузки, действующие на вал,
не лежат в одной плоскости, то произ-
водят разложение их по двум взаимно
перпендикулярным плоскостям и опре-
деляют в этих плоскостях реакции
опор и изгибающие моменты, а затем
производят геометрическое суммирова-
ние реакций и моментов. Суммарная
эпюра моментов при проведении при-
ближенных расчетов может быть огра-
ничена прямыми линиями, что идет
в запас надежности расчета. Если угол
между плоскостями действия сил не
превосходит ~30°, можно рассматри-
Таблица i
Коэффициенты снижении момента
сопротивления и площади сечения для валов
с центральным каналом
F = 2. «л
а *17 *л А d *v If d
0 1 1,000 0.57 0,895 0,675 0,79 o.mo 02176
о,«> 0,996 0,960 0.58 0,688 0,654 0,652 О.НО 0,590 0.380
0.25 0,996 0,936 0.59 0,679 0,81 0,569 0,344
0.30 0,992 0.9IC 0.60 0,670 0,640 0,82 0,548 0,328
0,35 0,983 0.Ч7В 0.61 0 862 0,628 0.83 0,526 0,311
0.40 0,974 0.М0 0,62 0,852 0,616 5,84 0,501 0.294
0.41 0,972 0,632 0,63 0,842 0,603 1.85 0,476 0,278
0.42 0.909 0.821 0,61 0.R33 0,5£W 1.86 0,452 0,2150
0.4.1 0,955 0,615 0.65 0.622 0,577 3.87 0,427 0,243
0.44 0.963 0.606 0.66 0,811 0,564 0,88 о.яхэ 0.226
0,45 0,959 0.79Н 0,67 0,81X1 0,551 0.H9 0,372 0,21X4
0,46 0,9.56 0,783 0.69 0,787 0,538 0.90 0.343 0,193
0.47 0.952 0,779 0,69 0,773 0,524 3.91 0,314 0,172
0,48 0,947 0,770 0,70 0,760 0,51(1 1,92 0,284 0,154
0.411 0,942 0.760 0,71 0,747 0,195 3.93 0.252 0,135
0.5С 0,938 0,750 0,72 0,731 0,18Г 3.94 0,219 0,116
0,51 0.932 0,716 0,73 0,718 0,467 0,95 0,185 0,096
0,52 0.927 0,730 0,74 0.701 0,452. 0,9t 0,151 0,078
0,53 0,921 0,719 0.75 0,6«4 0,437 0,97 0,115 0,059
0.54 0,915 0,704 0,76 0,666 0,422 0,98 0,077 0,040
0,55 0,909 0,694 0,77 0,648 0,407 0,99 0,040 0,020
0,55 0,901 0,686 0.73 0,630 0,392 1,00 0 0,000
При м е ч а н и е. Значении а "зГ <7-
В 1 г. 3, гл. 11 4 <F- в т. 1 табл. III.
ПРЯМЫЕ ВАЛЫ И ОСИ
135
вать все силы как действующие в одной
плоскости.
Сопоставление эпюр изгибающих и
крутящих моментов с чертежом вала
дает возможность установить, какие
сечения являются опасными и поэтому
подлежат расчету. В этих сечениях
определяют напряжения от изгиба а =
М М„
и от кручения т ” и вычи-
сляют запасы прочности. Значения W'
и Wp см. в табл. 2—7.
Статическая несущая способность вала
определяется предельными нагрузками,
которые еще могут быть восприняты
валом без нарушения его работы
в узле.
Обычно остаточные деформации вала
недопустимы, и предельные нагрузки
соответствуют напряжению, несколько
меньшему предела текучести в наибо-
лее напряженном сечении вала. В спе-
циальных случаях, когда остаточные
деформации могут быть допущены, пре-
дельные нагрузки определяются по дан-
ным т. 3, гл. IX.
Коэффициенты запаса прочности со-
ставляют:
по нормальным напряжениям
по касательным напряжениям
Запас прочности п-г по
несущей способности для
материала определяется
шения
(i_yjJ.YJ.LV
\nrJ \nTJ л ’
Таблица 3
статической
пластичного
из соотно-
Моменты сопротивления и плошали сечений валон,
ослабленных пазом для одной стандартной шпонки
d в мм »> Л в мм V в см» Р В CjK* JTJT и р ? я X * ов в * м ИГР в J d в мм 5 а X с <*•-> ч . м It м с ь4. F в ем'
20 21 22 23 1 0,655 0,770 0.897 1,038 1,192 1.440 1.681. 1.940 2,23 2.55 2,96 3.28 3.62 3.98 4,34 50 52 55 о 10,65 12.10 14,51 22,9 25.9 30.8 18.84 20.4 23.0 110 115 120 00 X я 117,4 135,2 154,8 248 235 342 92.2 101.0 110,2
24 58 16.81 36.0 25,4 125 172.7 36-1 119,1
25 26 28 В 1,275 1,453 1.855 2,81 3,18 4,01 4.62 5,03 5.88 60 62 65 S W 18.76 20,9 24.3 40.0 44.3 51.2 27.3 29.2 32.2 130 135 140 £ 195.8 221 248 412 462 •517 129,1 139,5 150,3
30 2,32 4,97 6.79 68 27,5 58,4 35.1 145 272 571 160,7
32 34 35 Эв в 2.73 3.33 3.66 4.01 5.94 7.19 7.87 8,59 7,64 8,68 9.22 9.78 70 72 75 78 1 31,2 33,0 37,6 42.6 63,8 69.7 79,0 89,2 37,3 39.5 43,0 46.6 150 155 160 165 170 ЗПЗ 336 372 409 450 634 702 774 850 932 172,3 IM.3 126,7 209 223
37 38 40 42 в 4,27 4,66 5.51 6,45 9,24 10.114 11,79 13,72 10.27 10.86 12,09 13,37 80 82 85 88 90 i 44.7 48.4 54,3 60.6 65.1 95.0 102,5 114.6 127.5 136.7 48.6 51.1 55.1 59,1 61,9 175 180 185 190 195 1 484 529 576 627 640 1010 1101 1198 1300 1406 235 249 263 278 293
44 4S 46 47 48 5< * 7,25 7,80 8,38 8.98 9,62 15,61 16,74 17.93 19.17 20,5 14.58 15,27 15.99 16,72 17.47 92 95 98 100 106 ю 1 67.9 75.3 М.1 88,7 103.7 144,3 159.4 175.5 186.9 217 64,2 68.6 73.2 76,3 84.4 200 736 1521 309
136
ВАЛЫ И ОСИ
откуда
_ Яг«я^
V 4.+ «Л
Величины запасов прочности nj- не
должны быть менее величин, указан-
ных в т. 3, гл. XIV.
Значения запаса прочности, полу-
ченные в результате расчета на ста-
тическую прочность, могут быть исполь-
зованы в качестве коитерия необхо-
димости проведения дальнейшего рас-
чета на выносливость: в случаях, когда
наибольшая кратковременная нагрузка
пропорциональна длительно действую-
щей нагрузке, и при отсутствии невра-
вдающихся относительно вала нагрузок,
расчет вала на выносливость можно не
проводить, если
значения м в завнси-
л мости от типа мате-
риала, величин пе-
* умхя&тл * ‘
регрузок и концентрации напряжений
приведены в табл. 8; прн пользовании
ею выбирается наибольшее из значе-
ний т, соответствующих источникам кон-
центрации напряжений для всего вала,
независимо от того, для какого сече-
ния определена величина п^.
Расчет вала на выносливость [7] прово-
дится при условии, если п? < •», или прн
наличии невращающихся нагрузок, а
также в случая, когда длительно дей-
ствующие нагрузки не пропорциональны
наибольшим кратковременным. В этих
случаях строят эпюры моментов отдельно
для вращающихся и для иевращаю-
щихся нагрузок и определяют значения
ат и аа цикла напряжений (см. т. 3,
гл. XIV) в опасных сечениях. Во многих
случаях амплитуда цикла ас соответ-
ствует изгибающим моментам от вра-
щающихся нагрузок, а среднее напря-
жение цикла а„ — изгибающим момен-
там от невращающихся нагрузок. Опас-
ные сечения при расчете на выносли-
вость соответствуют сечениям с неблаго-
Таблица 4
Моменты сопротивление площадь еечениа аалов,
ослабленных палами, дли двух стандартных шпонок
d в мм »ХА в мм и F в СМ1 ! 3 ш й а л IF в гл* Р a j d а мм 3 а -о Л» а л и • ь* 5 а
20 21 22 23 24 В 0,525 0,631 0,749 0,882 1,027 1,310 1,541 1.792 2.07 2.39 2.78 3,10 3,44 3.80 4.16 50 52 55 о >-« 9,<П 10,40 12,69 21,3 24.2 29.0 18.03 19,64 22,2 110 115 120 ОС § 104.1 121,1 140,0 235 270 328 88.3 98.1 107,3
58 60 62 65 в 14,46 16,31 18,30 21.6 33.6 37.5 41.7 48.5 24,4 26,3 28,2 31,2 125 130 13S 140 1 153,7 175,9 199,9 226 345 392 441 495 115,5 125,5 135.9 146.7
25 25 28 30 в 1/116 1,280 1,555 1,995 2.55 2,91 3.71 4,64 4.35 4,75 5.60 6.51
68 70 72 75 78 «Ч 24.1 26.7 29.4 33.8 38.6 55.0 60.3 66.0 75,2 85.2 33,9 36.1 38,3 41.8 45.4 145 150 155 160 166 170 I 245 275 307 341 378 417 544 606 672 743 819 899 156,3 167.9 179.9 192,3 205 218
32 34 35 35 в 2,24 2.80 3.11 3.44 5.45 6.68 7.32 8.02 7.24 8,28 8,82 9.38
80 82 85 88 90 1 38.1 42.6 48,3 54,4 58.7 89.4 96,7 108,6 121.2 130,3 46,9 49.5 53.4 57,5 60.3
37 38 40 42 3.56 3.93 4.73 5.62 8,53 9.31 11.01 12.90 9.79 10.38 11,61 12.89 175 180 1 185 190 196 200 в 968 1061 1153 1253 |эбо 1472 229 243 268 272 287 303
44 45 45 47 45 X 6.13 6.65 7.20 7.77 8.38 14.49 15.59 16.75 17,96 19,24 13.95 14.64 15.36 16.09 16,84 92 95 100 105 «о 1 59.3 66.3 73.9 79,2 93.7 135,7 150,5 166.2 177,4 207 62,0 66,4 И:? 82.1
ПРЯМЫЕ ВАЛЫ И ОСИ
137
Таблица 5
Моменты сопротивленма площадь сечеииа а ало а, ослабленных шлицами
Серия
d а мм легка* средня* тяжелая
жж в а жж a <? н а & я*-» « dA F в слР ГК а а * ч GD • л а ь* F в ел* D • мм Ьалм. в Л (Г в см* р • J
11 15 3 4 0,1633 0,327 1.19 14 3 6 0,178 0,356 1.22
13 — — — — а» —— 16 3.5 6 0,279 0,558 1,642 — — — —
14 18 в 4 0,330 0,76 2,02 — — — — — — — — —
16 20 6 4 0,517 1.034 2.49 20 4 в 0,516 1,032 2,49 20 2,5 10 0,525 1,050 2.51
18 22 6 4 0.686 1,372 3,03 22 5 6 0,741 1,482 3,15 23 3 10 0,790 1,540 з.зо
21 25 8 4 1,102 2,204 4.10 25 5 в 1.0811 2.162 4,06 26 3 10 1,131 2,26 4,21
2.1 26 6 6 1,367 2.734 4,70 28 6 6 1,502 3,00 5,06 — — — —- «ев —
26 30 6 6 1.866 3,932 6.03 82 6 6 2,10 4,20 6,39 32 4 10 2,19 4.38 6,51
28 32 7 6 2.480 4,96 7.00 34 7 в 2,66 5,32 7,42 35 4 10 2,72 5,44 7.56
32 Зв 6 8 3.630 7,26 9.00 34 6 8 3,87 7,74 9,48 40 5 10 4,19 8,38 10.04
36 40 7 8 5.130 10.26 11,29 42 7 н, 5,66 11.32 11,85 45 5 10 5,71 11,42 12,42
42 46 8 8 8.00 16,0 15.13 48 8 я 8,41 16,82 15,77 52 6 10 8,22 16,44 16,85
46 «1 9 В 10.46 20.92 18.06
S2 58 10 8 15.54 31,06 23,6 60 10 8 16,13 32,26 24,4 60 5 16 16,12 32,24 24,4
66 62 10 в 18,94 37,9 27.0 65 10 8 19,9 39,80 28,2 65 5 16 19,9 39,8 28.2
62 68 12 8 25,8 51,6 33,1 72 12 8 27,6 55,2 35,0 72 6 16 27,6 55,2 35,0
72 78 12 10 40.3 80,6 44,3 82 12 10 43,0 86,0 46,7 82 7 16 42,3 84,6 46,3
82 88 12 10 57,8 115,6 56,4 92 12 10 60,5 121,0 58,8 92 6 20 56,5 113 58,9
92 S3 14 10 81.3 162,6 70.7
102 115 5 20 119,2 238.4 92,1
112 120 18 10 148.8 297,6 105,7 125 18 10 1563 312,6 110,2 125 9 20 156,6 313,2 110,2
Примечание. Моменты сопротивления и площади вычислены по номинальным размерам.
Моменты сопротивление и нл->щвдь сечение аалов, ослабленных
лысками под ключ
d в мм S в мм Wx в см1 <Гу в CjF а V Игла Л * U а Ч, жж а р 3 а «о нгл ХЛ It V* а ьх а V 1 ® V •FP • J
20 17 0,719 0,638 1.265 1.4155 2,91 88 75 61.5 54.5 108,1 124.3 56,4
22 19 0,973 0.863 1,711 1.969 3.57 92 80 71,6 63,5 125.9 144,9 62,9
25 22 1,456 1,290 2,56 2,94 4.70 98 85 86,3 76,6 151.8 174.6 71,2
32 27 2,92 2.59 5,13 5.91 7.39 105 90 105,0 93,0 184.5 212 80.8
38 32 4.89 4,33 8,60 10,00 10.40 110 95 121.7 107.9 214 246 89,3
42 36 6.72 5,96 П.81 13,59 12.93 115 100 140,0 124,1 246 283 98,3
48 41 ю.оо 8,86 17,58 20,2 16.83 120 106 160,0 141.8 281 324 107.7
52 441 13,16 11.67 23.1 26,6 20.5 130 ПО 196,7 174,4 346 398 122,3
58 50 17,80 15.78 31,3 36,0 24.8 135 115 222,0 197,0 391 449 132.8
6.5 55 24,5 21.8 43,2 49,6 30,6 140 120 249,0 220,0 437 503 143.6
70 60 31.1 27.6 54.7 62,9 35.9 150 130 310 275 545 627 166,7
75 65 38.7 34,3 68.1 78.3 41.7 155 135 343 304 603 69.3 178,7
82 70 49.8 44.2 87,6 100,8 49.1 165 145 418 371 735 845 204
ВАЛЫ И ОСИ
138
Таблица 7
Коэффициенты снижения момента
сопротивления и площади сечения для валов,
ослабленных поперечным отверстием
При переменном режиме длитель-
ных нагрузок для расчета используются
приведенные амплитуды напряжений:
(’а)лр “ (гп)*пиб ^долг'
(ха>пр “ (ха)яаиб ^долг •
где (тв)ноив, (та)маид — амплитуды на-
пряжений циклов от действия наиболь-
шей длительно действующей нагрузки;
О
0,05
0,10
0,15
0.20
0.25
0.30
1,000
0.925
0,550
0,775
0,700
0,625
0,550
1,000
0,964
0,920
0.884
0340
0,791
0,740
1,000
0,935
0,873
0.809
0,745
0,682
0.618
0.35
0,40
0,45
0.50
0.55
0,475
0,400
0,330
0,270
0.215
0.60 0,170
0.686
0,63 •>
0,573
0,515
0,458
0,400
0.555
0.490
0.426
0,361
0,300
0,235
фицнент долговечности по нормальным
напряжениям;
приятным сочетанием концентрации
напряжений и номинальной напряжен-
ности и могут не совпадать с опасными
сечениями при расчете на статическую
прочность.
фицнент долговечности по касательным
напряжениям.
Значения тн No — см. т.3.гл. XIV; там
же подробнее о расчете при переменных
режимах нагружения.
_ Таблица S
Значения первого критерия расчета »
Характе- Посадив Галтель выточка
рИГТИК! & S X S
материала "э-Т •о а 45 3 3 прессом с* * S. С Я а В« скользя- щая Шпоики ппшгт £- = 0.02 и у*0'1 Гладкий I
3 3 2 1.5 2 3 3 2 1.5
1.2 2 3.5 3 3 3 3.5 4 3 2
1 .5 Б 3,5 3.5 4 5 5 3,5 3
Углеро- днетые 1 7.5 5.5 5 5,5 7.5 7.5 5,5 3.5
стали а 3.5 3 3 3 3.5 3 5 2 1.5
1.5 2 5.5 4 3.5 4 5 5.5 3.5 2
1.5 7.5 Б.Б 5 5.5 7 7 5 3.5
И 8 7.5 8 10 10 7 4
а 4 3 3 3 3.5 3.5 3 1.5
1.5 6 5 4 4 5.5 5.5 3.5 3
.5 8 6 5.5 6 7 7 5 3.5
12 9 8 9 10 11 . т 5
Легиро- ванные стали 1.8 1 .5 6.5 9 11.5 17 4 б 8 13 3.5 5.5 7.5 11 4 6 8 11.5 5 7 9 13,5 5 7 • 13.5 3.5 5 6 9.5 2 3 3,5 5.5
1 7.5 5.5 5 5 5,5 5.5 3.5 2
2.1 11 8 7.5 7.5 7,5 8 5.5 3.5
1,5 15 11 9.5 11) 10 10 7,5 4
21.5 16 14 15 15 15.5 11 6
ПРЯМЫЕ ВАЛЫ И ОСИ
139
При установившемся режиме дли-
тельно действующих нагрузок коэффи-
циенты долговечности
Значения должны ограничи-
ваться пределами 0,6 %. < 1.
Пределы выносливости вала в дан-
ном сечении составляют
<’-’>* “TOT’
А„
где коэффициенты = -g—; (fc,)p=
РЕо
— рГ Учитыва,отвлнянисна усталостную
прочность концентрации напряжений,
абсолютных размеров и состояния по-
верхности (см. т. 3. гл. XIV). Значения
коэффициентов концентрации для раз-
личных источников концентрации, ха-
рактерных для валов, и значения ко-
эффициентов влияния абсолютных раз-
меров еа и а» приведены в т. 3,
гл. XIV, значения коэффициентов со-
стояния поверхности р в зависимости
от вида обработки — в табл. 9, а в за-
висимости от упрочнения поверхност-
ного слоя — в табл. 10.
Таблица 9
Значения коэффициента упрочнения >
зависимости от чистоты поверхности
Вил обработки Предел прочности в кГ/мм1
40 80 120
Шлифование (WV9 — WWI0) . Обточка (VV* ~ WV8) . . Обдирка (Х73 - W5) Необработанная поверхность (окалина и т. п.) 1 0.95 0.85 0,75 1 0,90 0,80 0,65 1 0.80 0.65 0.45
Если в одном и том же сечении вала
действует несколько источников кон-
центрации напряжений, то следует при-
нимать в расчет те из них, которые дают
наибольшие значения коэффициентов
(А0)о и (kz)D. Для валов правильных
Таблица 10
Коэффициенты упрочнения р (повышения предела выносливости) валов прн различных видах
поверхностной обработки |19|
Вид поверхностной обработки Предел проч* иости сердце* вины вв в кГ(мм1 Коэффициент упрочнения
Гладкие валы Валы с концентрацией напряжений
малой *в < 1,5 большой *„ < 14Й-2.0
Закалка с нагревом т. в. ч.* 60—80 80-110 1.5-1.7 1.3-1.5 1,6—1,7 2,4-2.8
. Азотирование** 90—120 1.1-1.25 1.8-1.7 1,7-2.1
Цементация 40—60 70-80 100-120 и* » м’а'я 1 1 1 W«o 3 2 —
Дробеструйный яаклеп*** Накатка роликом**** 80-150 * 1,1-1.25 1,1-1.3 1,3-1.8 1,3-l.S 1,7—2,1 1,6—2,0
* Данные получены на лабораторных образцах диаметром 10—20 мм прн глубине закален- ного слоя (0,05 0,20) 0. Для валов ббдыпих размеров упрочнение несколько меньше. • * Нижние значения — при глубине азотированного слоя O.Olrf. верхние — при глубине (о,оз -4-0,04) а. * *• Данные получены на образцах диаметром 8—40 мм. Ннжиие значения — прн меньших скоростях обдува, верхние — при б&льших. • *•* Данные получены на образцах диаметром 17—130 леи.
140
ВАЛЫ И ОСИ
конструктивных форм концентрация на-
пряжений от посадки детали на вал
обычно выше, чем от других источ-
ников концентрации.
Коэффициенты запаса прочности:
по нормальным напряжениям
° («а)я₽ + (Ф,)р ’
по касательным напряжениям
п (T-i)p
(*а)пр 4" (<Мотя|
Коэффициенты
(4,0)0 ” Kb” ’
дены на фнг. 19 — 22 для ряда
д
значений а = -у. При использова-
нии этих графиков в случаях действия на
вал нескольких сил (моментов) следует
в пределах упругих деформаций при-
менять принцип линейного наложения
перемещений (см. т. 3, гл. I),
Величина d, в двух последних фор-
мулах — диаметр вала, приближенно
эквивалентного по жесткости действи-
тельному ступенчатому валу,—опреде-
ляется по следующим формулам:
для сплошного вала
d, = L4.», 1:2(^:8/):
для полого вала
Общий запас прочности по пределу
выносливости для валов из пластичных
материалов
л = — — •
У Лв +
Величины запасов прочности по пре-
делу выносливости для валов, полу-
ченные в результате расчета, не должны
быть ниже величин, полученных на
основе изучения опыта эксплуатации и
конструирования валов аналогичных
машин. При отсутствии соответствую-
щих данных величины запасов прочно-
сти следует принимать не менее ве-
личин, указанных в т. 3, гл. XIV.
Расчет на жесткость производится
в тех случаях, когда деформации вала
могут влиять на работоспособность свя-
занных с ним деталей, а также когда
число оборотов вала может оказаться
близким к критическому.
Расчет на жесткость сводится к опреде-
лению прогибов, углов поворота (при
изгибе) или углов закручивания (при
кручении) вала и к сопоставлению
полученных при этом значений с до-
пускаемыми.
Значения углов поворота в и про-
гибов у геометрической оси вала при
изгибе'можно определять по формулам
в —fo—IO-7 и -4 - уа-^-10-’.
а, ‘ “э
где а — максимальное напряжение от
изгиба вала диаметром dt.
Величины коэффициентов в и у для
различных случаев нагружения приве-
rf,- 1:£(к| :*?),.
где
е - (1 + (1 + Cl) CicJ:
C] = : Laat;
:•?).]: 12(4:»!).];
li-Li'.L; b-dt-.L.
Здесь L — длина пролета между опо-
рами; Lu3l — часть длины вала, воспри-
нимающая изгиб; Lt — суммарная длина
отверстия (канала); £, — длина /-й
ступени вала; dt — диаметр /-Й ступени
вала; индекс «н» относится к наруж-
ным ступеням вала, индекс «в» — к
внутренним его ступеням (ступеням
канала). Значения (Х( : &/) можно опре-
делить по номограмме (фиг. 23).
Погрешность определения величин у
и в при использовании в расчете вы-
численной таким образом величины da
может доходить до 4-20%.
В более ответственных случаях расче-
та вала и при более сложных видах на-
гружения вала ступенчатой или иных
форм следует применять для опреде-
ления прогибов и углов поворота вала
методы, указанные в т. 3, гл. II.
При действии на вал нагрузок, рас-
положенных в различных плоскостях,
так же как н при определении момен-
тов в сечении вала, их следует разло-
жить на составляющие в двух взаимно
перпендикулярных плоскостях и опре-
делить перемещения в каждой из этих
плоскостей. Полное перемещение на-
ходится как геометрическая сумма этих
перемещений.
ПРЯМЫЕ ВАЛЫ И ОСИ
141
Фиг. 20, Фиг. 21.
М2
ВАЛЫ И ОСИ
Допустимые значения максимальных
прогибов для валов, осуществляющих
передачу движения, лежат в пределах
0,0001—0,0005 длины пролета. Значения
прогибов в местах расположения зубча-
тых колес не должны превышать 0.01 —
0,03 модуля этих колес.
Допустимые значения прогибов ра-
бочих валов технологических машин
должны назначаться в соответствии
со специфическими условиями их ра-
боты
Допустимость полученных расчетом
значений углов 0 в местах посадки
зубчатых колес оценивается по влиянию
этого угла на нагрузочную способность
зубчатой передачи с помощью коэф-
фициента k9 (см. гл. VII). Вообще
угол 0 наклона вала под зубчатыми ко-
лесами не должен превышать 0,001 рад.;
в редких случаях допускается в до
0,002 рад.
Значения угла наклона вала на опо-
рах качения не должны превышать
в радианах: для цилиндрических ро-
ликоподшипников 0,0025 для кони-
ческих 0.0016; для однорядных шарико-
подшипников 0,005; для сферических
подшипников 0,05
Подробнее об этом см 13].
Величина угла закручивания вала
определяется по формуле
32 VI Мк
радиан,
где суммирование ведется по участкам
вала.
Здесь M„t — крутящий момент, дей-
ствующий на г-й участок вала, в кГсм;
I, — длина 1-го участка вала в см;
dl — диаметр этого участка вала в см;
dl0— диАкстр отверстия (канала) в см;
Q — модуль сдвига в кГ/см*.
О расчете критических скоростей вали
см. т. 3. гл. XI.
Расчет многоопориых валов сводится
к расчету статически неопределимых
балок, лежащих на нескольких опорах
(см. т. 3, гл. II).
При проведении расчета таких ва-
лов важно иметь в виду, что из-за их
статической неопределимости суще-
ственное значение для напряженности
вала имеет монтажное повышение или
понижение промежуточных опор, а так-
же неравномерный износ и осадка их
ПРЯМЫЕ ВАЛЫ И ОСИ
143
под действием внешних сил Если
установить расчетом эти факторы не-
возможно, то достоверность расчета
многоопорного вала снижается; в этом
случае приходится по необходимости
рассматривать многоопорный вал как
статически определимый, разрезанный
над опорами, что обычно идет в запас
надежности расчета.
Размеры трансмиссионных валов опре-
деляются обычно по жесткости на кру-
чение. Широкое распространение инди-
видуального электропривода машин-ору-
дий во всех отраслях машиностроения
сильно ограничило применение транс-
миссионных валов, однако в отдельных
случаях их еще используют Диаметр
трансмиссионного вала может быть
определен в см по формуле
d « 0,52
где Мк — крутящий момент в кГсм-,
<р — допускаемый угол закручивания
s градусах на 1 м длины; обычно при-
нимают ч> = 0,25н-0,5°/м.
Проверка прочности и поперечной
жесткости производится так же, как и
для других валов.
Порядок расчета вала
1. Выясняют следующие исходные
данные, используемые для вычисления
критериев необходимости проведения
расчета вала на прочность:
а) размеры /. dmln и диаметр заготовки
вала;
б) наибольшие нагрузки, в том
числе крутящий момент М„', если на-
грузки могут действовать на вал в
различных сочетаниях, то в этой части
расчета принимается то сочетание, ко-
торое приводит к наибольшему значе-
нию суммы абсолютных величин опор-
ных реакций или внешних попереч-
ных нагрузок;
в) материал, термообработка и свя-
занные с ними и с диаметром заготовки
значения предела прочности о,, пре-
дела текучести аг, предела выносли-
вости
г) конструкция опор вала,
д) отношение наибольшего кратковре-
менно действующего момента к наи-
большему из длительно действующих
наиб, кр,
моментов, т» е. величина--------
М наиб. Лл
е) специальные условия эксплуата-
ции вала (требование повышенной на-
дежности, работа в условиях повышен-
ной температуры, агрессивной среды,
ударных нагрузок и т. п.).
2 Составляют схему нагрузок на де-
тали, связанные с валом.
3 Нагрузки на детали, связанные
с валом, приводят к нагрузкам, непо-
средственно воспринимаемым валом, и
составляют расчетную схему вала.
4. Производят разложение нагрузок
на вал по двум взаимно перпендикуляр-
ным направлениям, определяют соста-
вляющие опорных реакций, суммар-
ные реакции на опорах вала и сумму
их абсолютных величин, а также сумму
абсолютных величин внешних попереч-
ных нагрузок.
5. Вычисляют условный запас проч-
ности v7 и сравнивают его с величинами
И V. Если V > (Mmln И *7 > V.
то прочность вала (статическая и уста-
лостная) может считаться обеспеченной.
Если чт < (лт)П|п или 'у < *, то произ-
водят расчет вала на статическую проч-
ность.
6. Выясняют дополнительные исход-
ные данные для расчета вала на стати-
ческую прочность: а) сочетание нагру-
зок, дающее наименьшее значение за-
паса прочности; б) размеры вала;
в) предел текучести тр
7. Строят эпюры изгибающих момен-
тов (при пространственном расположе-
нии нагрузок — в двух взаимно пер-
пендикулярных плоскостях) отдельно
от вращающихся и от невращающнх<;я
нагрузок.
Строят эпюры суммарных изгибающих
моментов отдельно от вращающихся и
от невращающихся нагрузок. Строят
эпюру результирующих изгибающих мо-
ментов от вращающихся и невращаю-
щихся нагрузок путем суммирования
абсолютных величин ординат. Строят
эпюру крутящих моментов.
8. Вычерчивают конструктивный эс-
киз вала и выясняют опасные сечения.
9. Определяют номинальные напря-
жения в опасных сечениях от изгиба и
от кручения.
10. Определяют в опасных сечениях
коэффициенты запаса прочности пГв и
пг, и запас прочности Пу.
II. Определяют в опасных сече-
ниях значения величины » (см табл. 8)
ят М наиб кР
в зависимости от --« тт------- и пс-
°-1 Л’мчив.Вл
точника кониентрагии напряжений.
144
ВАЛЫ И ОСИ
12. Для каждого из сечений величина
Пу сравнивается с величинами (пу)га|П
и ч. Если Пу^> и лу>у, то как ста-
тическая,так и усталостная прочность ва-
ла может считаться обеспеченной, и
дальнейший расчет вала не проводится.
Если хотя бы для одного из сечений
ЯГ < (лг)пнп> то конструкцию вала сле-
дует усилить. Если пт < ч, то прово-
дят расчет вала на усталостную проч-
ность. Если наибольшие кратковремен-
ные нагрузки не пропорциональны дли-
тельно действующим или на вал дей-
ствуют не вращающиеся по отношению
к нему нагрузки, то независимо от
отношения величин пу и у проводят
расчет вала на усталостную прочность.
13. Выясняют дополнительные исход-
ные данные для расчета вала на уста-
лостную прочность:
а) сочетание нагрузок, которое дает
наименьший запас прочности;
б) режим нагрузки в относительных
амплитудах
аа1
_ и —-
аа наиб ха наиб
п1
и относительных числах циклов и
потребный срок службы в часах;
в) коэффициенты фо и фт для мате-
риала вала;
г) состояние поверхности и наличие
поверхностного упрочнения;
д) предел выносливости т_г
14. Если между наибольшими кратко-
временными и длительно действующими
нагрузками нет пропорциональности,
то заново (аналогично п. 7) строят
эпюры моментов. Прн наличии пропор-
циональности используют эпюры по
п. 7 с делением их ординат на величину
Мнаиб кр
Мнаиб д*
15. Используя конструктивный эскиз
вала (п. 8). выясняют опасные сечения
независимо от наличия пропорцио-
нальности нагрузок.
16. Определяют номинальные напря-
жения в опасных сечениях от изгиба и
кручения и составляющие цикла на-
пряжений аа; am; тв; т_.
17. Определяют коэффициенты дол-
говечности и k^,, и приведен-
ные амплитуды напряжений (аа)„р и
(та)лр-
18. Определяют коэффициенты кон-
центрации k9 и kx, коэффициенты влия-
ния абсолютных размеров и «ч и
состояния поверхности р.
19. Определяют пределы выносливости
вала в опасных сечениях (з_1)д и (t—i)d«
коэффициенты (фа)£> и (^)D, коэффи-
циенты запаса прочности ла и Лч и запас
прочности п, который сравнивают с ве-
личиной лт1п.
20. В случае, если л > лт|П для всех
сечений, усталостная прочность обеспе
чена. Если л < лт|Пхотябы для одного
сечения, следует принять меры для
конструктивного или технологического
упрочнения вала.
Пример. Произвести поверочный ресчет про-
межуточного вала машины-орудия для случая
передачи крутящего момента в направАнин от
цилиндрического зубчатого колеса А к кониче-
ской шестерне Б (фиг. 24>.
1. Исходные данные (см. .Порядок расчета
вала", и. 1):
а) £-1-82,5 см; а -120 мм; б } ^9ем;
6» Мк “ Мкаиб. кр = 111 000 Рш =
-Мнааб.>ср:гш = и1 «»: 14.2=7820 кГ;
=Мн,и6.*р',гк = 111 000 : 26,4 “ 4200 кГ; угол
зацепления для обеих передач а —20°; Q —
= Рш tg а cos = 7820 tg 20° cos 39°48 '=218o“ Г;
= ₽, tg я = 4200 tg 20° - 1530 КГ; A =
= Рш tg * sin Фш = 78201х2О° sin 39°48'=1820 кГ;
ПРЯМЫЕ ВАЛЫ И ОСИ
145
в) материал — сталь 40ХН, улучшение ло
НБ > 270; по табл. 1 находим (в лаймом случае
daaa<20° ’в=9200 кПсм1’, а?. = 7500 кГ1сМ*',
= 4200 кГсм';
г) опоры — качении, шариковые;
°’ '^наиб. кр ' ‘"наиб, дл “ *•
е) специальные требование не предъявляются.
% j См. фиг. 24.
< *>--*✓«+<?.. (te+i.)4-^Z.-,82°X
X 14,2 -/ 2180 (49 + 11) -f 4200 -11 = 203 000 кГсм;
Ra = 203 000 : 82,5 = 2460 кГ; к'ь — Рш+Рк-
-Ra =2180+4200-2480 = 3920 «Г; p"aL = Р**
Х(2-а + 7-*) + 9*7-* “ 7820(49 + И) + 1530-11 =
= 486 000 КГсм; р"а = 486 000 : 82,3 = 5900 кГ;
= Рш + QK~ Ка= 7820+1530-5900 = 3450 кГ;
(Ра)' +Ю’ = ^2460*+ 5900* =
- «со «г; рь=/ (/?;)*+(/?;)*=
= /392О* +3450*-5200 «Л (]£₽)' = ₽в + #й=
«= 6400 -f- 5200 “ П 600 кГ\ сумма внешних попе
речных сил
(2>Г - )Л -
= /7820»+2180" + /4200*+ 1530- =
= 8150 4- 4450 — 12 600 кГ;
для расчета принимаем большее значение У.Р —
= 12 600 кГ.
5. т_ —----------------------7500-9,0*:
2/( <4+2,7?)+8МК
: Р-82,5 (1820 + 12 600) + 8-111 000) — 1,7 > 1.6 -
“ (яг)<я1п <“• т- ’• « XIV>: -г- “ - *•»:
и ~
1 нииб. к и »
—-с. — 1; наиболее сильный концентратор
"иакб.дл
напряжения — шпоиочиая канавка; по табл. 8
о /И
значениям —1,8, *W#r М. — 1 и шпонке
—1 наиб, рл
отвечает значение < — 11,5; так как в данном слу-
чае чу. ™ 1,7 < », то следует провести расчет иа
статическую прочность.
6. Дополнительные исходные данные
а) одно сочетание нагрузок;
6) размеры вала — по фиг. 24;
в) т- — 4500 кГ'СЛР (см. табл. I).
7. Эпюра Э1 (фиг. 24): нагибающий момент
в вертикальной плоскости слева от сечения 2
М*4 - Ра (L - La - Lf) - 2460 (82,5 - 49- II) -
-55 300 кГсм, ТО же справа А!*"—Л!*л—А^г^—
— 55 Э(Я—1820-14,2 — 29 500 кГсм; изгибающий мо-
мент в вертикальной плоскости » сече тин с:
М‘ - R’bLt - 3920-11 - 43 1U0 кГсм.
Эпюра Э2: изгибающий момент в горизонталь-
ной плоскости в сечении 2
М2~ ^a(L ~ Lа~ Le) = 5900(82,5 - 49 — 11) —
= 133 000 кГсм;
изгибающий момент в горизонтальной плоскости
в сечении с
М* “ Vi = 8450-11 = 38 000 кГсм.
Эпюра Э?: суммарные изгибающие моменты
п сечеииах 2 (слева н справа) и с
М* = |/ (л»^)’ +(Af^' = /55300*+133000* =
= 144 000 кГсм'. AlJ = j/”(AfJ")’ + (Л!^*-
— /29 500* -t-133 000* = 136 000 кГсм;
«г-КЮ’+ИГ-
= /43 100* + 39 000» = 57 MX) кГсм.
Эпюру 33 ограничиваем прямыми линиями —
см. [71-
Эпюра 34: между сечениями 2 и с крутящий
момент Мк = Мнаи6 мр = 111 000 кГсм.
8. Изгибающие моменты в граничных сечениях
7, 3, 4 и 3 ступеней вала находим графически по
эпюре 33: ,М, - 35 200 кГсм, М. = 128 000 кГсм.
.41. — 69 7СО кГсм. А1, — 27 900 кГсм. Сечения 3.
Знс имеют одинаковые с сечением 2 диаметры,
но меньше нагружены, поэтому сечения S, 4 и с
исключаем нз расчета. Сечения / и 3 имеют оди-
наковые диаметры, причем изгибающий момент
в сечении 1 больше, чем в сечении 5; поэтому
сечение 5 исключаем нз расчета. Оставляем для
расчета два опасных сечения, одно из которых /
имеет меньший диаметр и меньше нагружено,
чем другое 2.
9. Находим момент сопротивления сечения 1:
Я/, — 71,6 см* (см. т. 3, гл. II); по табл. 3
для сечении 2 находим UZ, — 88,7 см*; (Ррь —
— 186,9 см*. Номинальные напряжения изгиба
, „ М, 35 200
и кручения в сечениях / и 2: я, — —
л Л, ' 136 000
— 490 кГ/сж*; т,—0, я, — ”^г- — -gg J— —
—1530 кГ|гж* (вант момент справа от сечения
ввиду сочетания изгиба с кручением, так как кру-
тящий момент условно приложен в сечении 2 как
сосредоточенная нагрузка);
Л** _ 111 000
186,9
595 кПслР;
сопоставление номинальных напряжений (о, < о»;
Ti < т<) указывает на возможность исключить из
расчета сечение I и определять запас прочности
только для сечения 2.
10. Коэффициенты запаса прочности для сечв-
п ’7 7Я» , „ Те-
ния 2: п_ — — — — 4,9. л_ — ——
Та о, 1530 Тт е,
мп
— - — 7,6. Запас прочности лг по статической
несущей способности (в данном случае по пределу
текучести)
ЯГя "Гт 4,9-7,6
"Г " ./ л2 4- п1 “ /4.9*+7,6* ”
у яТа + "Ге
10 Том 4 769
146
ВАЛЫ И ОСИ
1L Ала сечения 2 ло табл. 8 наложим при
«у ^нлиб. кр
—— =1,8. -г?--------= 1, для концентратора —
’—1 мнаиб. дл
шпоночной канавки значение > = 1|Д
12. Так как Лу = 4,1 < 11,5 = а, то требуется
Произвести расчет вала на усталостную прочность.
13. Дополнительные исходные данные:
а) одно сочетание нагрузок;
б) режим нагрузки задан значениями крутящего
момента и соответствующими сроками: Мк^ =
= 111 000 кГсм; Т, = 18Б час.; Л1ха-= 100 000 кГсм\
Г, = 840 час.; = 74 000 кГсм; Т, = 1600 час.;
MKi = 44 400 кГсм; Г, = 2375 час.; напряжение
изгиба по амплитудам меняется прямо пропор-
ционально нагрузке с числом циклов, равным
числу оборотов вала; напряжение кручения,
прямо пропорциональное нагрузке, меняется от
т = —аг- ДО , т. е. с амплиту-
max W non UZ -
Р Р
яой напряжений
А4„, —
<<|~^Сшах--'П11п)-0-5 Вг —
р
и средним напряжением цикла
м <t + М
Ъ -°’S (’max + ’min) = °-5 ~ V -g
но число циклов напряжения кручения является
неопределенным. Принимаем условно, что число
циклов для т. как и для а ранио числу оборотов»
вала; тогда относительные амплитуды
: ’al “ 1' ’al: °el= хо2 : Тл1 ~ Мк2 : Ик1 “
= ЙЮ 000 : 111 000 = 0.50; =’л| = 7,3 :’О1 “
= JUKj: Mn — 74 000 : 111 COO = 0,67; »aj : »el =
= Тдд : Tfll = Л4Х< : Af^ = 44 400 : 111 000 = 0,40;
относительные числа циклов при N. = 108:
п, : ,У/, = 60лГ, : 118 = 60-96 • 145 ; 1(8 — 0,11;
л, : /V, —ВОлГэ : 1(8 = 60-96 . 840 : 10- - 0,48;
л, : N.»60nn : 1(8 = 60-96 1600 : 1(8 - 0,92;
л, : AL - бОлГ, : 1(8 = 60-96 2375 : 1(8 = 1,36.
в) По табл. I находим для стали 40ХН улуч-
шенной до //g > 270 значения ф, = 0,1; ф, = 0,05.
г) Поверхность вала обрабатывается соответ-
ственно классу чистоты WV9 по ГОСТ
2789-51; поверхностное упрочнение отсутствует.
д) = 2500 кПсм* (табл. 1).
14. Так как длительно действующие нагрузки
пропорциональны наибольшим кратковременным
^наиО. кр
и так как ------------ 1, то апюры, полученные
"'каиб.дл
для расчета на статическую прочность (фиг. 24)-
используем без изменений.
15. Из сечений 2, 3, 4 и с, имеющих одинаковые
диаметры, в сечениях 2 и с имеются одинаковые
концентраторы напражеиия (шпоночная канавка),
но сечение с менее нагружено, а потому может
быть исключено из расчета. В сечениях 3 и 4
имеются одинаковые концентраторы (край напря-
женно посаженной летали и выход шпоночной ка-
навки), по сечение 4 меиее нагружено, а потому
может быть исключено из расчета. Сечение 2
немного более нагружено, чем сечение 3, но
в сечении 2 нет коннеитраинн напряжения изгиба,
в сечении же 3 имеется концентрация напряжений
изгиба и кручения, поэтому сечение 2 исключаем
из расчета. Сечения 1 н б, как видно из расчета
на статическую прочность, напряжены менее
остальных. Оставляем для расчета сечение 3.
16. Номинальные напряжения в сечеини 3: а, =
= — 1440 кПе* (V,wWy; т,-
л,к1 in ооо .
= --г— = ,а «= 505 кпем*; составляющие
UPpg 18ь,9
цикла напряжений ял=з,= 1440 кГ1сл?', тд "
= t = 0Лта = 0,5-595 300 кПсм*.
17. Коэффициенты долговечности по изгибу и
кручению
•° — fc
долг долг
= ?/ 0,11-1 +0.48-0,9» + 0,92-0,67» + IJ6-0.46»
= 0.90.
Приведенные амплитуды (»о)л/> = °а*0ол.' -
- 1440-0,90 = 1300 «Г|сж«; (tJ = ^дол: =
— 301-0,90 = 270 кПсм'.
18. В сечеини J имеется три концентратора на-
пряжения:
а) ступица напряженно посаженной детали
со скругленным краем при примерно одинаковых
значениях твердости поверхностей вала и ступицы
и при ®e = 92 kI'Imm' (см. п. 1); вт. 3, гл. XIV
находим А3 = 2,77; А, = 2;
б) галтель г = 2 жж.
— _ 0,02; -j- = 10,6 :10 — 1,06 (у. 3, гл. XIV);
А, = 2,19: Ах —1,76;
в) выход шпоночной канйнкк (т. 3, гл. XIV)
Ав — 2,14; Ат = 2,05; выбираем для расчета наи-
большие значения: А3 = 2,77; Ат = 2,05; для d =•
= 100 мм (т. 3, гл. XIV) ав = 0,64; а, = 0,72; при
условияд, оговоренных в п. 13, г, принимаем 8 = 1;
коэффициенты концентрации для детали ( А3)о =
.£ = 2,77 : 1 - 0,64 - 4,32; (А,)о-^ =
= 2.05:1-0,72 = 2,85.
19. Пределы выносливости вала в сечснин 3:
- -—— = 4200 : 4,32 - 970 кПсм1.
{"•ID
(’-1)D - - 2500 : 2,85 — 880 кГ1сМ>. Зиа-
нения (Ф)р: (Фл)р — — о,1 : 4,32 — 0,023;
(♦» )р “ " °'05 " ол,в-
Коэффициенты запаса прочности в сечеини 3:
л3 —
(а-1)р
(’л)лр + (♦» )D*m
—.970 : (130) 4- 0,023-0)
= 0,75; л- —
('а)лр + (^*)р’т
+ 0.018-270)- J.2.
- 880: (270 )-
ПРЯМЫЕ ВАЛЫ И ОСИ
147
лолт
Запас прочности в сечении Зп »--- " —
V
— О,ТЕ-3,16 : у0,754- 3,2" -0,73 недостаточен;
поэтому требуете» или увеличение сечений вала,
или применение упрочнение.
20. Для сечения 3 примем более податливую
ступицу пофиг, 15; в атом случае (т. 3, гл. XIV)
*' = 0,6*0 и *' = О.ь*,, т. е. *° = 2.77-0,6 =
г
— 1,66 и *^ = 2,06-0,6 = 1,23; напас прочности
л= 1,21, что также недостаточно. Помимо кон-
структивного упрочнения можно использовать тех-
нологическое упрочнение — накатку роликом под-
стуиичной части; тогда 3 —1,3 (ем. табл. 10).
В этом случае запас прочности в сечении 3 соста-
вит л — 1.58, что может быть признано доста-
точным.
Необходимо определить запасы прочности и
в других, менее напряженных сечениях, так как
запас прочности в сечеини 3 прн отсутствии у проч
нения оказался меньшим допустимого; запасы
прочности в этих сечениях должны быть увели-
чены, для чего также может потребоваться упроч-
нение.
Проводим расчет вала на жесткость. Ориенти-
ровочное значение эквипалентпого диаметра нахо-
дим при (фиг. 24) 4, = 4, = 5,5; 4, = 22; 4, — 1,5;
4, - 52,5; 4, - 1,5; 4, = 14; d, = 9; <2, = 10; d, =
— 10,6; <2, - 1о; о, - 10,6; d„ = 10; <2, = 9; 4 =
= 82,5; X, = 0,067; 4, = 0,109; X, = 0,266; 4,-0.121;
X, = 0,018; 6, = 0,128. X. = 0,394: 8.— 0.121; X. =
= 0,018; 8, = 0,128; А, = 0.17; «, = 0,121; X, — 0.&7;
8, — 0,109. По ионограмме фиг. 23 У ( Х^ : 84 j —
— 4900. При 4=4изг — В2Дси получаем <2^ —
- р/1 : £( *1 ’ *J) = «-S 0:49ОО“
— 9.Я6 ем.
Пользуясь обозначениями фиг. 21 и графиками
фиг. 20 и 19. по формулам не стр. 140 определяем
углы поворота сечений вала под зубчагыми коле-
сами (сечения 2 нс) и ва опорах (сечения а и б).
/абзаца 11
1 Сечение Плоскость Вызывающая поворот сила а т Л т 9 о в кГ]см* Оо Знак при суммирова- нии Ева II "J & |1 м г—- £ т м о Е <а> л «Л 7 7 о 1 «X»
2 Верти- кальная 3 м 3 ОС. X 0.27 0,13 0,27 0,27 0,73 0,27 1,52 -1.46 1,70 370 420 70 560 -610 120 + 1050 2500 21-Ю-4
Горизон- тальная 'с 0,27 0,13 0.27 0,73 1,52 —1,46 1340 150 2ОЮ -220 + 2260
С Верти- кальная Лш 0,27 0,13 0,27 0,87 0,13 0,87 -2,0 2,28 -1,55 370 420 70 -740 960 -108 + 4- 1590 3410 28-10—4
Горизон- тальная 0,27 0,13 0,87 0,13 -2,0 2,28 1340 ISO -2680 ЗЮ 1 + 3020
а Верти- кальная к 0,27 0,13 0,27 0 1 0 2,9 -1.85 1.35 370 420 70 1070 -780 95 1 1 + 1755 4500 38-10—4
Горизон- тальная q“ v К 0,27 0,13 0 1 2,9 -1,85 1340 150 3880 -280 + 4160
b Верти- кальная э ж а о а. «с 0,27 0,13 0,27 1 0 1 -2,15 3.1 -1,7 370 420 70 -790 1300 -120 + + 1970 3900 33-10-4
* Горизон тальмая рг. 0,27 0,13 1 0 -2,15 3.1 1340 150 -2900 470 1 + 3370
10»
148
ВАЛЫ И ОСИ
Вычисления приведены в табл. 11, где при сумми-
ровании перемещений от нескольких сил знак плюс
принимается в тех случаях, когда у < 0,5 и на-
правление сил (моментов) на расчетной схеме вала
и на графике совпадают.
Полученные значения 0 иа опорах (8 = 0,0038;
= 0,0033) меньше допустимого (0,05, стр. 142).
Значения 6 под зубчатыми колесами используем
путем суммирования с аналогичными величинами
ия валов сопряженных зубчатых колес для опре-
деления кокрфициеита деформации при рас-
чете ни прочность зубчатых передач (гл. VII).
КОЛЕНЧАТЫЕ ВАЛЫ
Область применения н основные
размеры коленчатых валов
Коленчатые валы применяются во
всех тех агрегатах, в которых превра-
щение поступательного движения во
вращательное и обратно производится
посредством кривошипно-шатунного ме-
ханизма.
К таким агрегатам относятся порш-
невые двигатели внутреннего сгора-
ния, паровые машины, компрессоры,
холодильные машины, поршневые воз-
духодувки, соломотряскн, прессы н
другие машины-орудия. Конструктив-
ные формы и размеры коленчатых
валов зависят от размеров и числа
цилиндров, а также от величины давле-
ния на поршень.
Максимально допустимый радиус кри-
вошипа, определяемый по допускае-
мой величине сил инерции или допу-
скаемой скорости поршня при номи-
нальном скоростном режиме агрегата,
получается тем меньшим, чем больше
требующееся номинальное число обо-
ротов последнего.
У двигателей, предназначенных для
судов большого водоизмещения, при
непосредственной передаче мощности на
винт номинальное число оборотов ко-
ленчатого вала, соответствующее опти-
мальному числу оборотов винта, коле-
блется в пределах от 120 до 180 в ми-
нуту. В соответствии с этим ход поршня
получается равным S= 800 +• 1250 мл
и выше.
Номинальное число оборотов двига-
телей для быстроходных катеров пе =
=2000 + 2200 в минуту, ход поршня
S = 120-5- 130 мм-
Ход поршня тоакторных двигателей
составляет S = 130+150 мм; авиацион-
ных двигателей S — 100 •+• 180 мм; авто-
мобильных S = 70 +- 130 мм; мотоцик-
летных S = 50 +• 105 мм.
Число колен и углы между их пло-
скостями зависят от числа рабочих
цилиндров, обслуживаемых одним ва-
лом, и от их расположения; угол между
коленами выбирают в первую очередь
исходя из условий уравновешенности
агрегата и равномерности чередования
его рабочих ходов
Диаметры и длины коренных и шатун-
ных шеек вала определяются на осно-
вании данных динамического расчета,
выполненного с построением вектор-
ных диаграмм давлений на эти
шейки при номинальном числе оборо-
тонданногоагрегата, и на основании дан-
ных расчета опор по гидродинамической
теории трения смазанных поверхностей.
Размеры щек предварительно опре-
деляются из конструктивных сообра-
жений при компоновке продольного
разреза агрегата и окончательно уста-
навливаются поверочным расчетом вала
на прочность.
Для ориентировочного определения
размеров щек можно пользоваться сле-
дующими статистически установлен-
ными и эмпирически проверенными фор-
мулами (113J, 118]): толщина щеки Л=
= (0,4 -+ 0,5) d; ширина щеки, измерен-
ная в направлении, перпендикулярном
к оси вала, b = (1,5 -+-1.7) d, где d —
диаметр коренной шейки вала.
Если при компоновке продольного
разреза агрегата окажется необходи-
мым уменьшить толщину щеки, то в
этом случае выгодно увеличивать ши-
рину щеки, применяя вместо прямо-
угольной ее формы эллиптическую, круг-
лую или другую.
Коленчатые валы относительно не-
больших размеров для автотракторных,
авиационных, экскаваторных, лодочных
и других двигателей изготовляются
штамповкой из круглой сортовой стали.
Литые валы нз модифицированного чу-
гуна получили распространение в мел-
ких карбюраторных двигателях, рабо-
тающих в качестве пусковых двига-
телей для заводки тракторных дизелей,
в небольших компрессорах и насосах.
Коленчатые валы средних размеров
отковывают иэ болванок, поперечное
сечение которых приблизительно равно
требующимся размерам щеки. При этом
коренные шейки образуются высажи-
ванием и вытягиванием частей заго-
товки, а материал между щеками и
шатунной шейкой удаляется высвер-
ливанием. Следует иметь в виду, что
этим снижается прочность вала по
КОЛЕНЧАТЫЕ ВАЛЫ
149
сравнению с валом,изготовленным штам-
повкой, при которой волокна материала
заготовки не перерезаются.
Коленчатые валы больших размеров
ввиду трудности изготовления их ков-
кой обычно изготовляются составными
из отдельных частей, которые соеди-
няются путем посадки шеек в отвер-
стия щек с гарантированным натягом
/ 1 1 \
I 8об1000) “°* где d° — Диаметр по-
садочного конца шейки.
Если радиус кривошипа составного
вала получается лишь немногим больше
суммы радиусов шатунной и коренной
Фиг. 2S. Г«лтели я состаямом колене с прес-
совой посадкой коренных шеек.
шеек и расстояние между краями от-
верстий в щеке под запрессовку оказы-
вается недостаточным, т. е. оно не больше
половины диаметра коренной шейки,
то в этом случае шатунная шейка изго-
товляется за одно целое со щеками
(фиг. 25). Полученные этим способом ко-
лена соединяются запрессовкой отдельно
изготовленных коренных шеек в меха-
нически обработанные отверстия щек.
Уменьшение концентрации напряже-
ний от прессовой посадки коренных
шеек в отверстия щек достигается уве-
личением диаметра посадочных концов
до величины d0 = (1,05 ч- 1,1) d и вы-
точками (галтелями) в щеке, как это
показано на фиг. 25.
Диаметр наружного контура щеки,
расположенного коицентрнчно коренной
шейке, делается равным Ь = (1 8-ь?) d.
где d — диаметр коренной шейки.
Для уменьшения концентрации напря-
жений в кованых или литых валах сопря-
жения щек с шейками выполняются
С галтелями, радиус г которых выби-
рается в зависимости от размеров вала.
У коленчатых валов стационарных
судовых, тракторных и авиационных
двигателей радиус галтели колеблется
в пределах г = (0,07 ч-О.ОЭ) d. где d —
диаметр цапфы (|IJ, (18)).
У коленчатых валов автомобильных
двигателей г = (0,04 ч-0,07) d.
Галтели валов авиационных, судо-
вых, стационарных и других двигате-
лей при диаметре вала больше 60 мм
иногда выполняют с поднутрением в
щеку или шейку. При поднутрении гал-
тели в щеку возможно увеличить ра-
диус выкружки, не уменьшая длины
трущейся поверхности цапфы, но при
этом ослабляется щека, вследствие чего
при малой ее толщине положительное
влияние увеличения радиуса галтели
сводится к нулю. Галтели иногда опи-
сываются двумя и более радиусами или
выполняются по луге эллипса.
Экспериментальные кривые, характе-
ризующие влияние радиуса галтели и
ее формы иа распределение нормальных
напряжений вдоль ее поверхности в
срединной плоскости кривошипа и по
ширине щеки, вдоль линии ЛВ, изо-
бражены на ф«г. 26, / — VI (1J. Как
показали опыты, максимальное напря-
жение оказалось при моднфикапии по
фиг. 26, //, а минимальное — при
модификации по фиг. 26, VI. Макси-
мальное напряжение в последнем слу-
чае получилось в 2 раза меньшим, чем
в первом. Однако усталостные испыта-
ния на изгиб показали, что предел
выносливости для модификации по
фиг. 26, VI по сравнению с исходной
модификацией (фиг. 26, //) больше
только на 30%.
Все шейки коленчатых валов авиа-
ционных и некоторых судовых и других
двигателей делают полыми с диаметром
сверления d0 = (0,4 ч- 0,5) d. Эти сверле-
ния закрываются заглушками (фиг. 27).
Расположение каналов для подвода
смазки зависит от конструкции вала
(см. фиг. 27 и 43). В валах со сплош-
ными шейками сверления в щеках
обычно располагают наклонно, причем
строго сохраняют достаточное для обес-
печения прочности расстояние между
внутренней стенкой просверленного ка-
нала н местом сопряжения щеки с
шейкой.
Шейки с бочкообразной формой поло-
сти обладают более высокой усталостной
прочностью, чем шейки с цилиндри-
ческим сверлением.
Усталостная прочность вала не-
сколько повышается при постановке
втулки в смазочный канал с некоторым
натягом.
Трубка, завальцованная в отвер-
стие для прохода масла из полости
3
Толщина щеки !9,9 пн
г-9 мм Разгрузочная канавка
8 коренной и шатунной шейказ.-
Глубина в шейке 4 мн j
252015105
25
з\
X
Шейка
^гз^/нн!
аД
а\
ю
V
Г-9мм Разгрузочная канавка
6 коренной и шатунной шейкам
Глубина 8 шейке 3,8 мм
Толщина щеки 21,5 мм
I
I
I
I
I
40
ЛЯ
л*
Фнг. 26. Рлспреаеленис нормальных напряжений влолъ галтели и по ширине щеки.
ВАЛЫ И ОСИ
КОЛЕНЧАТЫЕ ВАЛЫ
151
шатунной шейки в шатунный подшип-
ник, своим концом с входным отвер-
стием выходит в середину полости, где
при вращении цапфы располагается
более чистое масло, грязь отбрасы-
вается к периферии. При таком поло-
жении входного отверстия трубки в под-
вспышек в одном /-цилиндровом
ряду угол между плоскостями положе-
ний кривошипов должен быть равен
720°
Для четырехцилиндровых четырех-
тактных однорядных двигателей от-
Фиг. 27. Заглушки для уплотненна полостей шатунных н коренных шеек.
Фнг. 28. Рабочий чертеж коленчатого нала дизеля КД-35.
Фиг. 29. Рабочий чертеж коленчатого вала дизеля М-17.
шнпник поступает масло, очищенное
центрифугированием. Такого же ре-
зультата в отношении чистоты масла,
подаваемого в шатунный подшипник,
можно достичь, располагая отверстие
для подвода масла к шатунному под-
шипнику перпендикулярно оси колена.
Уравновешенность коленчатых валов
В четырехтактных двигателях период
одного рабочего цикла соответствует
повороту кривошипа на угол 720°;
поэтому для равномерного чередования
сюда получается Ъг~ 180°, для шести-
цилиндровых Ъг = 120° и т. д.
Располагая колена симметрично, т. е.
зеркально, относительно середины ко-
ренной шейки вала, как это изображено
на фиг. 28—33, можно обеспечить ди-
намическое уравновешивание вала и
уравновешивание двигателя.
При таком расположении колен в че-
тырехцилиндровых четырехтактных дви-
гателях (см. фиг. 28—37) достигнуто
уравновешивание центробежных сил:
S* — mKRKo>t
152
ВАЛЫ И ОСИ
где тк — неуравновешенная масса од-
ного колена, RK — расстояние от оси
вращения до центра тяжести этой мас-
сы; « — угловая скорость вращения
вала.
При этом достигнуто также взаимное
уравновешивание моментов центробеж-
Уравновешенными оказываются так-
же моменты этих сил, а остаются не-
уравновешенными силы инерции вто-
рого порядка:
X, = cos 2«/,
где X — отношение радиуса кривошипа
к длине шатуна.
Фиг. 30. Коленчатый нал дизеля КДМ-46.
Фиг. 32. Коленчатый вал карбюраторного четырехиилииароного двигателя
автомобильного типа.
Фиг. 33. Коленчатый пал двигателя М-20.
ных сил, а также сил инерции первого
порядка:
Х\ — mRw’cos ы/.
где т — масса возвратно движущихся
частей и части шатуна, редуцированной
на ось поршневого пальца; R — ра-
диус кривошипа; t — время поворота
кривошипа от верхней мертвой точки
(в. м. т).
Равнодействующая этих сил Рг —
— приложена в середине средней
коренной шейки вала.
В случае зеркального расположения
шести колен в трех плоскостях, на-
клоненных одна к другой пол углом
120®, как это имеет место в коленчатых
валах шестицнлнндровых четырехтакт-
ных рядных двигателей (фиг. 35—37),
кроме указанных выше сил. оказываются
КОЛЕНЧАТЫЕ ВАЛЫ
153
уравновешенными также и силы инер-
ции второго и высших порядков и их
моменты. Неуравновешенными здесь
оказываются только силы инерции ше-
стого, 12-го и других высших поряд-
ков. кратных шести.
В восьмицилиндровых рядных четы-
рехтактных двигателях при зеркаль-
ном расположении колен в двух взаимно
перпендикулярных плоскостях неурав-
новешенными остаются только те силы,
порядки которых кратны четырем.
Во всех указанных выше четырех-,
шести- и восьмиколенных валах с зер-
кальным расположением колен уравно-
вешены центробежные силы с их мо-
ментами, а также и силы инерции пер-
вого порядка с их моментами. Моменты
центробежных сил и сил инерции пер-
вого порядка в одной половине вала
направлены в одну сторону, а в другой
его половине, зеркально отражающей
первую, моменты направлены в про-
тивоположную сторону. В результате
противоположного направления ука-
занных выше моментов они в силу сим-
метрии вала взаимно уравновешиваются,
но вызывают изгиб вала. Середина вала
выпучивается, а его концы прогибаются
в сторону,"противоположную выпучи-
ванию, н создают нагрузку на корен-
ные опоры тем бблыиую, чем меньше
жесткость вала. Во многих быстроход-
ных четырехтактных уравновешенных
двигателях на щеках вала устанавли-
вают противовесы.
Центробежные силы масс противо-
весов и моменты этих сил ввиду симме-
тричности их расположения относи-
тельно середины вала взаимно уравно-
вешиваются в его системе. Но в каж-
дой половине вала они действуют про-
тивоположно центробежным силам и
их моментам, создаваемым неуравно-
вешенными массами отдельных колен, и
уравновешивают их, облегчая этим, на-
грузку коренных подшипников вала.
При постановке противовесов на ще-
ки вала утяжеляется его конструкция,
поэтому коленчатые валы многих авиа-
ционных 4-тактных рядных двигателей
изготовляются без противовесов.
Теоретическими исследованиями (11],
13), (4 J), выполненными с построением
векторных диаграмм давлений на ко-
ренные шейки вала, установлено, что
при проектировании нового двигателя,
применяя разгрузку коренных шеек
его коленчатого вала противовесами,
возможно уменьшить длины этих шеек
примерно пропорционально снижению
нагрузки на шейки. При этом умень-
шаются длина вала и длина двигателя.
С уменьшением длины двигателя его вес
уменьшается в большей мере, чем утя-
желяется прн этом коленчатый вал за
счет поставленных на него противовесов.
Для уменьшения массы противовесов
выгодно делать сверление в шатунной
шейке даже тогда, когда коренные
шейки вала остаются сплошными.
В случае перекрытия шатунной шей-
ки с коренной в местах их сопряжения
со щекой можно полость в шатунной
шейке выполнять сверлением ее с
двух концов, наклоняя сверло к оси
вала под углом 10° и больше.
По условиям равномерности распре-
деления напряжений в поперечном се-
чении шейки выгоднее ось сверления ее
полости смещать параллельно оси вала
настолько, насколько это требуется для
подвода сверла к месту сверления по-
лости в шатунной шейке.
В двухтактных двигателях период
цикла соответствует углу поворота ко-
ленчатого вала на 360°, и угол между
кривошипами, соответствующий равно-
мерному чередованию вспышек, соста-
вляет8, — —-т—, т. е. в 2 раза меньше, чем
в четырехтактном двигателе с тем же
числом I кривошипов (см. стр. 151). В
связи с этим в двухтактных двигате-
лях не всегда оказывается возможным
достигнуть их уравновешивания при-
менением зеркального расположения ко-
лен, как это достигается в конструкциях
валов четырехтактных двигателей с чи-
слом колен больше двух.
Конструкции коленчатых валов
Конструкции коленчатых валов че-
тырехтактных тракторных дизелей
КД-35, М-17 и КДМ-45 изображены
на фиг. 28—30. Все эти валы выпол-
нены с противовесами, несмотря на то,
что центробежные силы неуравновешен-
ных частей отдельных колен, а также
моменты этих сил в них взаимно уравно-
вешены вследствие симметричности (зер-
кальности) расположения колен отно-
сительно середины вала.
Противовесы в этих валах, как и
в других динамически уравновешенных
конструкциях многоколейных валов че-
тырехтактных двигателей, предназна-
чены для разгрузки наиболее нагру-
женной—третьей—шейки вала от изгиба
1.54
ВАЛЫ И ОСИ
ее моментами центробежных сил не-
уравновешенных масс отдельно взятых
колен, а также для разгрузки корен-
ных шеек вала от опорных реакций,
создаваемых этими моментами при вы-
званной ими деформации изгиба колен-
чатого вала.
На фиг. 28 изображен цельнокован-
ный пятиопорный коленчатый вал трак-
торного двигателя (дизеля) КД-35. Э1от
вал вместе с противовесами на каждой
из его восьми щек откован из стали 45.
Однако имеется тенденция заменить этот
штампованный стальной вал литым из
модифицированного (вольфрамового) чу-
гуна при сохранении тех же размеров
щек и шеек вала.
Поверхности шеек применяемого
в двигателях КД-35 стального вала
подвергнуты закалке с нагревом т. в. ч.
Твердость этих поверхностей доведена
до Rc = 55.
На фиг. 29 изображен четырехколен-
ный пятнолорный вал четырехтактного
дизеля М-17, устанавливаемого на трак-
торы С-65 |4). Этот вал откован без
противовесов, а отдельно изготовленные
противовесы крепятся к его щекам
шпильками. Всего на этом валу, как
и на валу дизеля КД-35, установлено
восемь противовесов на восьми его ще-
ках.
У коленчатого вала тракторного Ди-
зеля КДМ-46 (фиг. 30) привертные
противовесы размегцены только на пер-
вой, четвертой, пятой и восьмой щеках.
Моментами центробежных сил про-
тивовесов разгружается наиболее на-
груженная средняя шейка вала от из-
гибающих ее моментов центробежных
сил неуравновешенных масс колен.
В каждой паре колен вала вместо одной
создаются две противоположно дей-
ствующие пары сил, которые изгибают
элементы колен и перекашивают рас-
положенную между ними коренную
шейку. Этому перекосу противодей-
ствуют крайние и средняя опоры вала.
Каждая нз них нагружается реакцией
от момента центробежных сил одного
колена с одним противовесом.
Вал дизеля КДМ-46 представляет мо-
дификацию вала дизеля М-17. Он отко-
ван из стали 45Г2. Поверхности его
шеек закалены с нагревом т. в. ч. на
глубину 4—5 мм Твердость этих по-
верхностей /?с — 48. Отверстия для под-
вода масла к шатунным и коренным
подшипникам здесь как н в валах двига-
телей КД-Зон М-17) просверлены только
в первой, третьей, шестой и восьмой
щеках. Благодаря этому третья корен-
ная шейка, более нагруженная изги-
бающими моментами, не ослаблена свер-
лением.
Двухопорнын коленчатый вал четы-
рехиилиндрового четырехтактного кар-
бюраторного двигателя СТЗ-ХТЗ, ра-
ботающий без противовесов, изобра-
жен на фиг. 31. Этот вал откован из
стали и монтируется в картере двига-
теля на шарикоподшипниках. Центро-
бежные силы неуравновешенных масс
шеек и крайних щек этого вала взаимно
уравновешиваются в системе четырех
его колен, но вызывают изгиб вала и
дополнительную нагрузку его коренных
подшипников, препятствующих этому
изгибу.
Двухопорные валы с четырьмя шатун-
ными шейками, подобные валу двигате-
ля СТЗ-ХТЗ, применяются только в
карбюраторных двигателях, в которых
давление вспышки не превосходит 30—
40 kT/cmI. В четырехцилиндровых дизе-
лях не применяются не только двух-
опорные, но и трехопорные валы, так
как в коленчатых валах с уменьшенным
числом опор коренные подшипники
из-за перекосов работакл1 ненадежно.
Ненадежность работы коренных под-
шипников при деформациях вала с
уменьшенным числом опор вполне мо-
жет быть устранена применением под-
шипников качения. Для шатунных под-
шипников эта мера не приводит к же-
лаемым результатам. Последнее объ-
ясняется тем, что с применением для боль-
шой головки шатуна подшипников каче-
ния вес этой головки увеличивается и
пропорционально ему возрастает инер-
ционная нагрузка как на шатунную,
так и на коренные шейки вала. Кроме
того, применение подшипников каче-
ния несколько удорожает конструкцию
(см. фиг. 31) и усложняет монтаж кри-
вошипно-шатунной группы.
По указанной причине коленчатые ва-
лы всех типов дизелей, так же как и упо-
мянутые выше валы тракторных дизе-
лей (см. фиг. 28 — 30), выполняются
с максимально возможным числом опор
так, что каждое колено с двумя ко-
роткими щеками и одной шатунной
шейкой опирается на два коренных под-
шипника.
Только валы карбюраторных н газо-
вых легких двигателей, работающих
с малыми степенями сжатия|2]. с целью
уменьшения длины двигателя выпол-
КОЛЕНЧАТЫЕ ВАЛЫ
155
няют с уменьшенным числом коренных
подшипников. В этих двигателях рас-
пространены валы со сдвоенными коле-
нами, у которых два имена с двумя
короткими щеками и двумя шатунными
щеками соединяются длинной средней
Типичная конструкция трехопорного
вала четырехцнлиндрового четырехтакт-
ного карбюраторного двигателя авто-
мобильного типа показана на фиг. 32.
Этот вал, откованный вместе с проти-
вовесами из стали 40, применяется
Фиг. 34. Двухколенный литой вал.
щекой, и получающееся при этом сдвоен-
ное колено опирается на два корен-
ных подшипника. Существуют кон-
струкции и со строенными коленами,
при которых шестиколенный вал вы-
полняется трехопориым. На фиг 31
показана описанная конструкция двух-
опорного вала при четырех шатунных
шейках.
в автомобильных четырехтактных кар-
бюраторных двигателях ГАЗ-М,
ГАЗ-MM и др.
Коленчатые валы четырехцилиидро-
вых четырехтактных карбюраторных
двигателей ГАЗ-А, ГАЗ-АА, ГАЗ-42,
«Москвич» и др. изготовлены без про-
тивовесов (2|. Этим повышена частота
собственных колебаний системы при
156
ВАЛЫ И ОСИ
той же жесткости вала и уменьшена
потеря энергии на внутреннее и внешнее
трение при крутильных колебаниях.
Однако при этом увеличена нагрузка
коренных подшипников, и с целью
получения в них той же характеристики
режима увеличены их размеры, что
сопровождается соответствующим уве-
личением потерь на трение и увели-
чением габаритов двигателя по длине
по сравнению с двигателем, вал которого
изготовлен с противовесами.
Во всех рассмотренных выше плоских
четырехколенных трехопорных валах
средняя коренная шейка оказывается
наиболее напряженной.
Для устранения этого в четырех-
тактном четырехцилиндровом двига-
теле М-20 применена оригинальная кон-
струкция динамически уравновешен-
ного четырехколенпого четырехопор-
ного вала (фиг. 33). Этот вал откован
за одно целое с противовесами из ста-
ли 40. Трущиеся поверхности его шеек
подвергнуты закалке с нагревом т. в. ч.
на глубину 3—4 мм.
Двухопорный вал двухцилиндрового
карбюраторного двигателя В-20 или
П-46 изображен на фиг. 34 *. Этот дина-
мически уравновешенный вял вместе
с противовесами отлит из вольфрамо-
вого чугуна.
Типичная конструкция четырехопор-
ного коленчатого вала шестицилин-
дрового четырехтактного карбюратор-
ного двигателя изображена на фиг. 35.
Первое и второе колена этого вала,
считая от свободного его конца, соеди-
нены средней щекой, изогнутой под
углом 120°, н образуют сдвоенное ко-
лено, расположенное между двумя
подшипниками. На втором конце
вала расположено такое же сдвоенное
колено с пятой и шестой шатунными
шейками, представляющее собой зер-
кальное отражение сдвоенного колена
с первой и второй шатунными шейками.
Между этими сдвоенными коле-
нами под углом 120° к плоскости по-
ложения третьей и пятой щек располо-
жено сдвоенное плоское колено с тре-
тьей и четвертой шатунными шейками.
Получающийся при этом четырех-
опорный пространственный вал шести-
цилиндрового двигателя отштампован
из стали 40 заодно с противовесами.
Поверхности всех шеек вала закалены
с нагревом т. в. ч. иа глубину 3—4 мм.
• Пуском* мнгкгель м* КДМ-М.
Щеки этого вала механической обра-
ботке не подвергаются.
Вал такой конструкции применяется
в автомобильных шестицилиндровых
двигателях ГАЗ-51, ЗИМ, ГАЗ-11-40
и др. [2].
Примерами конструкций семнопор-
ных шестнколенных валов, работаю-
щих без противовесов, могут служить
коленчатый вал шестицилиндрового дви-
гателя ЗИС-5 [2] и вал быстроходного
дизеля Д-6 (11) (фиг. 36). Оба эти вала
выполнены без противовесов.
Вал двигателя ЗИС-5 отштампован
нз стали 45 н термически обработан.
Его щеки — эллиптической формы —
не подвергаются механической обра-
ботке.
Вал двигателя Д-6, так же как и вал
двигателя ЗИС-5,цельноштампованный,
но в отличие от последнего вала кругом
обработан и все его поверхности тща-
тельно отполированы с целью повыше-
ния усталостной прочности. Щеки этого
вала выполнены круглыми, благодаря
чему облегчается обработка и увели
чивается жесткость при сравнительно
небольшой толщине щек 24,5 мм.
Радиус кривошипа этого вала равен
90 мм.
Давление вспышки в дизеле Д-6 при
« — 1,5* доходит до 90 кГ/см*.
Этот семиопорный шестиколенный вал
без противовесов (фиг. 36) изгибается
не только силами инерции возвратно
движущихся масс, которые в четырех-
тактном двигателе практически сво-
бодны в период- ходов впуска и выпу-
ска, но изгибается также и моментами
центробежных сил неуравновешенных
масс колен и тех частей шатунов, массы
которых редуцированы на оси шатун-
ных шеек.
Под действием этих моментов выпу-
чивается середина коленчатого вала,
а его концы прогибаются (подобно кои-
солям) в сторону, противоположную
его выпучиванию Деформациям выпу-
чивания вала противодействуют семь
его коренных подшипников, которые
нагружаются реакциями от указанных
выше моментов.
Кроме того, этот коленчатый вал н
его коренные подшипники нагружаются
силами от давления газа, которые алге-
браически складываются с силами инер-
ции возвратно движущихся масс.
• Здесь — коэффициент избытка воздуха при
сгорании.
КОЛЕНЧАТЫЕ ВАЛЫ
157
Семиопорные шестиколенные валы с
углом между коленами 120°, подоб-
ные изображенному на фнг. 36, имеют
широкое распространение как в авто-
мобильных, так н в авиационных, су-
довых, тепловозных, стационарных и
других типах четырехтактных двига-
телей карбюраторных, газовых, дизе-
лей, однорядных, двухрядных и много-
рядных.
В противоположность этому четырех-
опорные коленчатые валы с шестью
шатунными шейками, расположенными
в трех плоскостях, наклоненных одна
к другой под углом 120° (см. фиг. 35),
применяются только в карбюраторных
шестицилиндровых двигателях, главным
образом автомобильного типа.
В отношении уравновешенности и
равномерности хода двигателя шести-
коленные валы семиопорные и четырех-
опорные (см. выше) совершенно тожде-
ственны; напротив, они различаются по
условиям деформации и нагрузки ко-
ренных опор.
Трехопорный шестиколенный вал че-
тырехтактного шестицилиндрового дви-
гателя с расположением шатунных шеек
в трех плоскостях, наклоненных друг
к другу под углом 120°, не получил
широкого распространения даже в кар-
бюраторных автомобильных двигателях.
По уравновешенности и неравно-
мерности хода этот вал идентичен ко-
ленчатым валам, изображенным на
фиг. 35—37.
Сравнительно малое распространение
этих валов объясняется тем, что с тен-
денцией к повышению степени сжатия
в карбюраторных двигателях повы-
шаются требования к жесткости вала.
В связи с этим возникает необходимость
увеличения числа коренных подшип-
ников, а не их уменьшения. Как пока-
зала практика эксплуатации автомо-
билей Горьковского автозавода М-20,
ГАЗ-MM и др., с увеличением числа
опор повышается надежность работы не
только коренных, но н шатунных шеек
благодаря уменьшению перекоса вала.
Конструкция составного коленчатого
вала шестнцилиндрового четырехтакт-
75
ного тихоходного дизеля 64 nt ™
— 115 об/мин изображена на фиг. 37.
Вал составлен из двух цельнокованных
трехколенных валов, соединенных по-
средством фланцевого крепления. Ко-
лена этого вала составлены из отдельно
откованных элементов, соединенных не-
подвижными посадками с гарантиро-
ванным натягом. Конструкция подоб-
ного соединения показана на фиг. 38.
Такая конструкция соединения элемен-
тов колена применяется только в том
случае, когда расстояние между проек-
циями коренной и шатунной шеек на
широкую грань щеки не меньше одной
трети диаметра отверстия в щеке под
шейку (фиг. 38). При меньшей величине
Фиг. 38. Составное колено.
этого расстояния в крупных валах
применяется конструкция соединения
элементов колен, изображенная на
фиг. 25.
Восьмнколенные валы однорядных и
V-образных четырехтактных двигате-
лей по условиям равномерности чере-
дования вспышек выполняются с распо-
ложением колен в двух взаимно перпен-
дикулярных плоскостях. Прн этом пятн-
опорные восьмиколенные валы со сдвоен-
ными коленами по условиям допускае-
мых деформаций применяются только
в однорядных карбюраторных двига-
телях автомобильного типа (ЗИС-101,
ЗИС-110, ЗИС-122-А и др.).
В однорядных восьмииилнндровых ди-
зелях и во всех V-образных 16-цилин-
дровых четырехтактных двигателях бы-
строходных, средней быстроходности и
тихоходных применяются девятиопор-
ные восьми коленные валы с простыми
коленами (|1 ], |8|) (фиг. 39).
В восьмицилиндровых V-образных че-
тырехтактных двигателях с углом раз-
вала цилиндров 1 = 90° применяются
как плоские, так и пространственные
четырехколенные валы. В простран-
ственных валах этих двигателей первое
и четвертое колена расположены в одной
плоскости под углом 180°, а второе и
третье колена расположены в плоско-
сти, перпендикулярной к первой, н
направлены в диаметрально противопо
ложные стороны.
158
ВАЛЫ И ОСИ
В плоском четырехколенном вале
с расположением колен под углом 180“
получаются неуравновешенные силы
инерции второго порядка, равнодей-
ствующая которых в вертикальном дви-
гателе с углом развала цилиндров
1 » 90’ приложена к средней шейке
вала н направлена горизонтально. В
случае пространственного вала с че-
тырьмя коленами, расположенными в
коленные валы как плоские (см. фиг.
28—30), так и пространственные, вы
полненные по схеме, представленной
на фнг. 40.
В двухтактных двигателях по усло-
виям равномерности чередования вспы-
шек не представляется возможным при-
менить динамически уравновешенные
коленчатые валы с зеркальным располо-
жением колен. Поэтому в таких двига-
Фиг. 39. Восьмиколенный вал судового лкзеля.
двух взаимно перпендикулярных пло-
скостях, как указано выше, оказывают-
ся неуравновешенными моменты сил
инерции первого порядка.
Равнодействующая сил инерции пер-
вого порядка в секции двух цилинд-
ров, наклоненных друг к другу под углом
90°, направлена оси кривошипа
Фиг. 40. Четырехколеиный вал двухтактного двигателя Я АЗ-204.
колен чередование вспышек в двух-
и не зависит от положения послед-
него; поэтому она в данной секции
из двух цилиндров уравновешивается
противовесом вместе с уравновешива-
нием центробежных сил. Одновременно
с уравновешиванием этих сил уравно-
вешиваются и их моменты
Возможно также уравновешивание
моментов этих сил двумя противове-
сами. расположенными на крайних ще-
ках.
В карбюраторных V-обраэных вось-
мицилиндровых двигателях применяют-
ся пространственные и плоские трех-
опорные четырехколенные валы, вы-
полненные по схеме, показанной на
фиг. 32, а в V-образных восьмицилин-
дровых дизелях распространены пре-
имущественно пятиопорные четырех-
телях совсем не применяются валы
без противовесов.
На фиг. 40 показана конструкция
пятиопорного четырехколенного вала
четырехцилиндрового
двухтактного дизеля
типа ЯАЗ-204. При
таком расположен иг
тактном четырехцилин провом двига-
теле происходит равномерно через 90’
угла поворота кривошипа, но остаются
неуравновешенными моменты сил инер-
ции первого порядка и моменты центро-
бежных сил.
Моменты центробежных сил здесь
уравновешиваются противовесами, рас-
положенными на щеках вала, а для
уравновешивания моментов сил инер-
ции первого порядка применены два
валика с противовесами на концах.
Эти валики вращаются в разные стороны
с угловой скоростью коленчатого вала.
Трехколенные коленчатые валы двух-
тактных и четырехтактных двигателей
КОЛЕНЧАТЫЕ ВАЛЫ
159
изготовляются с углом между коле-
нами 120°, как это требуется по усло-
виям равномерности чередования вспы-
шек.
При таком расположении колен цен-
тробежные силы, а также силы инер-
ции первого и второго порядков взаимно
уравновешены, но моменты всех этих
сил остаются неуравновешенными. Цен-
тробежные силы масс колен этого вала
уравновешиваются противовесами, рас-
положенными на его щеках, а моменты
сил инерции первого порядка уравно-
вешиваются грузами, расположенными
на дополнительных валиках, вращаю-
щихся в разные стороны с угловой ско-
ростью коленчатого вала.
Шестиколенные валы двухтактных
двигателей по условиям равномерности
чередования вспышек выполняются с
углом между коленами 60°. Если колена,
равноудаленные от середины такого
вала, направлены в диаметрально про-
тивоположные стороны, то моменты сил
инерции второго порядка взаимно
уравновешиваются. Моменты центробеж-
ных сил уравновешиваются противо-
весами, смонтированными на щеках
вала. Остаются неуравновешенными мо-
менты сил инерции первого порядка, ко-
торые представляется возможным урав-
новесить противовесами, расположен-
ными на дополнительных валиках, вра-
щающихся в разные стороны с угловой
скоростью коленчатого вала.
Восьми коленные валы двухтактных
двигателей по условиям равномерности
вспышек изготовляются с углом между
коленами 45е, и колена, равноудаленные
от середины вала, чаще всего напра-
вляются в диаметрально противополож-
ные стороны Получающиеся при этом
неуравновешенные моменты сил инер-
ции первого порядка и моменты центро-
бежных сил уравновешиваются по-
добно уравновешиванию таковых в ше-
стиколенных, четырехколенных и трех-
коленных валах двухтактных двигателей
(см. выше)
Пятиколенные валы двухтактных и
четырехтактных двигателей выполня-
ются с углом между коленами 72° При
этом взаимно уравновешиваются цен-
тробежные силы и силы инерции пер-
вого и второго порядков, но остаются
неуравновешенными моменты этих сил.
Семиколенные валы двухтактных и че-
тырехтактных двигателей изготовляют-
ся с углом между коленами 51°25'43";
в них остаются неуравновешенными
моменты центробежных сил и сил инер-
ции первого и второго порядков.
Дегятиколенные валы с углом между
коленами 36е применяются в двух-
тактных двигателях. В них остаются
неуравновешенными моменты сил инер-
ции второго порядка, а моменты цен-
тробежных сил и сил инерции первого
порядка близки к нулю.
Конструкции коленчатых валов двух-
рядных звездообразных четырехтакт-
ных двигателей, работающих с редук-
торами и нагнетателями, показаны на
фиг. 41 и 42. В этих двигателях моменты
центробежных сил и сил инерции пер-
вого порядка уравновешиваются проти-
вовесами.
В конструкции, показанной на фиг. 41,
среднее колено отковано с двумя
шатунными шейками, концы которых
зажаты в стяжных проушинах крайних
щек, откованных вместе с коренными
шейками. На средней длинной щеке
выточена коренная шейка для посадки
коренного роликоподшипника. На носке
вала установлен передний роликопод-
шипник, который воспринимает реак-
ции от моментов, изгибающих редук
торный вал.
В коленчатом валу, показанном на
фиг. 42, средней щекой связаны две
шатунные шейки сдвоенного колена.
Коленчатые валы двухцилиндровых
паровых машин двойного действия ста-
ционарных, паровозных, судовых, а
иногда и локомобильных выполняются
с расположением колен под углом 90е.
Такое расположение колен имеет су-
щественное значение для паровозных
и судовых машин, так как этим обес-
печивается не только возможность пу-
ска машины при любом положении кри-
вошипа, но и облегчается трогание суд-
на или поезда с места. В паровозах
коленчатый вал двухцилиндровой паро-
вой машины принято называть колен-
чатой осью паровоза. Конструкция со-
ставной коленчатой оси одного из паро-
возов показана на фиг. 43 113].
Щеки коленчатых валов выбираются
при компоновке продольного разреза
агрегата в соответствии с конструк-
цией колена и располагаемым габаритом.
Щеки коленчатых двухрядных звездо-
образных двигателей в большинстве
случаев приспособлены для надевания
на них коренных подшипников качения.
В V-образных и других рядных
авиационных двигателях коленчатые
валы, укладываемые на подшипниках
160
ВАЛЫ И ОСИ
скольжения, имеют щеки чаще всего
эллиптической или круглой формы без
противовесов. *
В случае укладки коленчатого вала
на роликоподшипниках щекам много-
колейных цельнокованных валов при-
тающих без противовесов, выполняются
прямоугольной, эллиптической и дру-
гих форм в соответствии с теми кон-
структивными задачами, которые воз-
никают при компоновке продольного
разреза двигателя [4].
Фиг. 41. Вял со свертными крайними щеками.
дают такую форму, чтобы можно было
монтировать неразборные коренные под-
шипники качения, надевая их через
конец вала и его колена.
Щеки цельнокованных динамически
уравновешенных коленчатых валов ста-
ционарных и судовых двигателей рабо-
Щекн автомобильных цельнокован-
ных валов, изготовляемых вместе
с противовесами, имеют сложные формы,
которые определяются условиями урав-
новешивания двигателя.
Щеки динамически уравновешенных
валов, работающих без противовесов.
КОЛЕНЧАТЫЕ ВАЛЫ
161
имеют чаще всего эллиптическую или
круглую форму.
Круглые щеки динамически уравно-
вешенных валов иногда используются
в качестве коренных шеек, работаю-
щих в подшипниках скольжения соот-
ветственно большого диаметра и малой
длины. Однако при этом получается
невыгодное отношение между диамет-
ром подшипника и его длиной — не-
сущая способность масляного слоя в
опоре понижается.
Монтаж подшипников качения на
щеках коленчатого вала возможен, но
при этом конструкция двигателя удо-
рожается, несмотря на уменьшение его
длины, обусловленное компактностью
расположения коренных опор.
Усталостная прочность коленчатого
вала ([1], [10])
Коленчатый вал при работе двигателя
подвергается знакопеременной нагрузке
от давления газа и сил инерции.
Значении коэффициентов «в и •
d в мм 10 20 40 60 80 100 120 160 200 300 Сталь
1 0,92 0.80 0.710 0,649 0,610 0.599 0,575 0.574 0,570 Легированная
1 0,90 0.76 0.65 0,59 — —
<я 1 0,83 0,73 0,67 0,62 0.59 0.57 0,55 0,52 — Всех марок| при- близительно)
Формулы для определения средних
касательных и средних нормальных
напряжений, амплитуд касательных и
нормальных напряжений и формулы
для определения коэффициентов уста-
лостной прочности см. в т. 3, гл. XIV,
а также в разделе «Прямые валы н оси»,
стр. 129-147 [10].
Числовые значения коэффициентов
и <т, которыми учитывается влияние
размеров детали на предел выносливо-
сти, приведены в табл. 12.
Отношения эффективных коэффициен-
тов концентрации k<, и ki к соответ-
ствующим коэффициентам с» и с«, по-
лученные при испытании коленчатых
валов, изготовленных из неазотирован-
ной стали, указаны в табл. 13.
Эти значения отнесены к номиналь-
ным напряжениям в поперечном сече-
нии.
Числовые значения пределов вынос-
ливости И при симметричном
цикле напряжений и коэффициентов <р«
и фт (см. стр. 132) для коленчатых ва
лов автотракторных и авиационных
двигателей приведены в табл. 14.
Расчет коленчатого вала иа выносли-
вость целесообразно производить только
при номинальном режиме работы дви-
гателя, при котором последний рабо-
тает ббльшую часть времени его эксплуа-
тации. Получающиеся при этом коэф-
фициенты запаса следует сравнивать
с одноименными коэффициентами надеж-
но работающих двигателей, рассчитан-
ных для тех же условий эксплуатации,
для которых рассчитывается проекти-
руемый двигатель.
Для расчета вала на прочность по
максимальному допускаемому напря-
жению можно брать и кратковремен-
ный нагрузочный режим работы, со-
провождающийся самыми высокими да-
влениями на поршень.
В соответствии с этими условиями
расчета коленчатого вала двигателя
на прочность и выносливость должны
Таблица 12
Таблица 13
Значения --- и ---- для коленчатых валов
из иеаэотнропанной стали
Г b — (При *0 изгибе шекн В ПЛОСКОСТИ колен!) Г d — (при •т кручении)
0.04 0,15 0.20 0,25 0,30 0,35 -5.5» 3,5 2,8 2,4 2,1 2.0 0,045 0,06 0,10 0.15 0,20 ~3,0* 2,6 2,2 й
Примечания: 1. Здесь г обозначает радиус галтелн, Ь— ширину теки, d диаметр шейки вала. 2. Для сечений шеек у краев смазочных отверстий при знакопеременных нагибе н кру- чении на основании испытанна валов авиацион- ных двигателей (1) рекомендуется принимать — 2,5. Ч Ч * Цифры 5Л и 3,0 получены экстраполя- цией по вхсперимеитальным кривым.
11 Том 4 789
162
ВАЛЫ И ОСИ
Значения пределов выносливости
Таблица 14
Наименование стали •я в KfleM1 °-1 в кГ'см' ’-1 в кГ)см' *т
Для валов автотракторных двига- телей, сталь 40 и 45 (ГОСТ 1050-52) 8 000-9 000 3800 2300 0,1 0,05
Для валов авиадвигателей, стали 25ХНВА. 40ХНМА и др Для валов из стали 50Г (ГОСТ 1050-52) 12 500-14 500 5503 3000 0,2 0,05 - 0,10
7000 3100 1830 0.06 0,0
быть установлены расчетные положе-
ния вала и нагрузки колена, соответ-
ствующие этим положениям.
Расчетные положения коленчатого вала
и его нагрузка
([16]. [18])
Нагрузка коленчатого вала зависит,
как известно, не только от нагрузочного
и скооостного режимов работы агрегата,
но при любом из этих режимов также
от положений кривошипа за период
одного рабочего цикла данной системы.
Поэтому для расчета коленчатого вала
двигателя анутреннего сгорания необ-
ходимо знать, как изменяется давление
в его рабочих цилиндрах не только
в периоды эксплуатационных режи-
мов, но и в периоды пуска двигателя
в ход.
В карбюраторных и газовых двига-
телях с электрическим зажиганием
пуск двигателя производится при при-
крытых воздушной и дроссельной за-
слонках, т. е. при малом давлении конца
сжатия, а зажигание смеси производится
электрической искрой. После запуска
двигателя он прогревается при посте-
пенном открытии дросселя от того по-
ложения последнего, которое соответ-
ствует не более чем 50% полного его
открытия.
Этим в карбюраторных и газовых
двигателях исключается возможность
действия высоких давлений газа на пор-
шень при пусковом режиме работы.
Максимальное давление вспышки в
карбюраторных и газовых двигателях
машин наземного транспорта полу-
чается при полном открытии дросселя
и при числе оборотов, равном примерно
половине номинального значения. Силы
инерции при этом числе оборотов в 4 раза
меньше таковых при номинальном ско-
ростном режиме, поэтому по сравнению
с давлением вспышки силами инерции
можно здесь пренебрегать.
В двигателе с воспламенением от
сжатия по условиям воспламенения
топлива за счет теплоты воздуха, сжа-
того в рабочем цилиндре, даже при
работе двигателя на холостом ходу и
при его пуске требуется такое же давле-
ние сжатия, как и при полной его на-
грузке.
Кроме того, при пуске двигателя
в ход даже при высоком давлении сжа-
тия вследствие увеличения времени и
интенсивности теплообмена сжимае-
мого воздуха с холодными стенками
камеры сжатия температура конца сжа-
тия получается более низкой, чем при
номинальном режиме прогретого дви-
гателя. С понижением температуры кон-
ца сжатия увеличивается период скры-
того горения и резкость взрыва. Этим
обусловливается возможность повыше-
ния давления вспышки в пусковой пе-
риод работы двигателя даже выше
нормальной величины этого давления
при номинальном режиме работы дви-
гателя.
По этой причине в периоды пуска и
прогрева дизелей возникают высокие
давления вспышки, несмотря иа ма-
лую подачу топлива, которая устана-
вливается так, чтобы число оборотов
прогреваемого двигателя составляло
примерно около половины номинально-
го числа оборотов последнего.
Силы инерции в пусковой период
работы дизеля с числом оборотов, рав-
ным примерно половине или даже одной
трети их номинального значения, по-
лучаются в 4 или соответственно в 9 раз
меньше их величины при номиналь-
ном скоростном режиме. Поэтому для
пускового режима двигателей этого типа
силами инерции, малыми по сравнению
с давлением вспышки, можно прене-
брегать, так же каки в случае карбюра-
КОЛЕНЧАТЫЕ ВАЛЫ
163
торных и газовых двигателей при режи-
ме работы, соответствующем максимуму
крутящего момента.
При этих условиях для оценки степе-
ни надежности работы коленчатого вала
по максимальному напряжению наи*
более нагруженного его элемента до-
пустимо производить расчет колена на
прочность при положении его криво-
шипа в в. м. т. в период сгорания при
числе оборотов двигателя, не превосхо-
дящем половины его номинального
значения. Это положение кривошипа
принято считать первым положением.
Прн этом — первом — положении
кривошипа коленчатый вал одноцилинд-
рового двигателя совсем не скручи-
вается, а только изгибается нормаль-
ной силой, получающейся при вспышке
в момент положении поршня вблизи
его внутреннего крайнего положения.
В случае двух-, трех- и многоци л и ндро-
вых двигателей любое колено, кроме
первого, при его положении в в. м. т.
в момент вспышки подвергается не
только изгибу силой от давления газа
на поршень, но и кручению так назы-
ваемым набегающим моментом. Этот на-
бегающий момент равен сумме моментов,
создаваемых соседними цилиндрами,
расположенными со стороны свобод-
ного конца вала двигателя.
Расчеты показывают, что в четырех-
тактных двигателях с числом цилин-
дров I < 8 и в двухтактных дви-
гателях с I < 4 (табл. 15) набегаю-
щий момент, подводимый к кривошипу
от соседних цилиндров прн ука-
занном выше малоскоростном режиме
работы, настолько мал, что им можно
пренебречь.
Напротив, в четырехтактных двига-
телях с числом цилиндров i > 8, в
двухтактных двигателях с />4 и во
всех многоцилиндровых однорядных,
двухрядных и многорядных двигателях
Таблица IS
Силы от давления газа, нагружающие коленчатый вал двухтактного четырехцнлмндроаого
двигателя, отнесенные к 1 см* площади поршня, полученные при
1 itD*
л-1000 об|мнн; S- 127 мм; D - 108 мм; Л - —Р. — -^--913 ем';
• — 13,75; ц — 16
м кривошипе
Углы 1 11 III IV
ново porn-1 ° г, аг, Z, Г, — Г, Л, г. гг(- -Г.+Г, Z, г. ХГ,- -г.+п+г. Z.
0 0,0 од 74,0 0J0 ол -13 -33 ол -1,0 8,2 -33 -2,1
15 30 25,2 30.4 0,0 0,0 73,5 40,2 -0,4 -0.7 25.2 30,4 —1.7 -1,6 -6,2 -8,7 24,8 29,7 -0.1 2.7 6,2 3,2 18,6 21,0 -3,4 -2.9
90 8,2 0,0 —2,1 -3,8 8.2 -1.0 0.0 4.4 78.0 0,0 4.4 - 13
105 120 6,2 3,2 0,0 0.0 -3.4 -2,9 -6.2 -8,7 6,2 3,2 -0,1 2.7 25,2 30,4 10,0 -5,5 73,5 40,2 -0,4 -0.7 25,2 24.9 -1.7 -1,6
180 0,0 0/1 -1.6 0,0 0,0 78,0 8,2 0.0 -2,1 -3,8 8,2 -1.0
195 210 -0,4 —0,7 Ofi 0,0 -1.7 -1.6 25,2 30,4 -0,4 -0.7 73,5 40,2 6.2 8.2 24,8 29,7 -3,4 -2.9 -6,2 -8.7 31,0 32,9 -0,1 V
270 -3,8 0,0 -1,0 8,2 -3,8 -2,1 0.0 4,4 -1,6 0.0 4,4 78,0
285 300 —6,2 -3,7 0.0 0,0 -о,1 2,7 ва 3,2 -6,2 -8,7 -3,4 -2,9 -0.4 -0,7 ол -5.8 2S.2 30,4 -0.4 -«,2 73,5 40,2
360 0,0 0,0 78,0 0,0 0,0 -1.6 -3.8 0,0 -1,0 8.2 -3,8 -2,1
!!•
164
ВАЛЫ И ОСИ
набегающим моментом при расчете
колена на прочность в первом поло-
жении пренебрегать недопустимо. При
этом в многорядных двигателях первое
расчетное положение следует устана-
вливать по моменту вспышки в главном
цилиндре их секции, обслуживаемом
главным шатуном.
Для определения величин набегаю-
щих моментов, скручивающих рассчи-
тываемое колено многоиилннлрового
двигателя при первом положении, необ-
ходимо составить таблицу тангенциаль-
ных и нормальных сил, действующих
на цапфу кривошипа при различных
положениях последнего, с указанием
в этой таблице величин набегающих
моментов, скручивающих второе, третье
и последующие колена рассчитывае-
мого вала.
В табл. 15, составленной для этой пели
применительно к двухтактному четы-
рехцилиндровому двигателю, указано
наиболее удобное расположение граф
для записи величин тангенциальных Т
и нормальных Z сил, а также и набега-
ющих моментов.
С целью сокращении записей и рас-
четов, а также для удобства сравнения
получающихся при этом результатов
с результатами аналогичных расчетов
двигателей других типо-разыеров все
значения сил и моментов, указанные
в табл. 15, отнесены к 1 см* площади
поршня.
В верхней строке этой таблицы ука-
заны номера кривошипов 1, 11, ill и
IV, считая от свободного конца вала —
от конца, противоположного располо-
жению маховика.
Вэ второй строке записаны буквен-
ные обозначения тангенциальных сил
7*1. 7j, Г» и Т<, а также нормальных
сил Z|, Zj, Z8 и Zt, действующих соот-
ветственно на первую, вторую,третью и
четвертую шатунные шейки.
Сумма набегающих тангенциальных
сил — Г] 4- 7» + .... записанная
во второй строке таблицы, выражает
величину, пропорциональную набегаю-
щему моменту:
М-^М,-Рп^Т1КГсм,
где Tt — тангенциальная сила, дей-
ствующая на цапфу /-го кривошипа,
отнесенная к единице площади порш-
ня, т. е. выраженная в кГ/см*; R —
радиус кривошипа в см; = -т------
площадь поршня в см* 4
При составлении табл. 15 предполо-
жено, что первый кривошип располо-
жен в в. м. т., и углы а°. указанные
в графе 1 этой таблицы взяты по пово-
роту первого кривошипа в направлении
вращения часовой стрелки, как это
соответствует порядку работы цилин-
дров 1—3—4—2.
В графах 2 н 4 этой таблицы для из-
меняющихся углов поворота первого
кривошипа от нуля до 360° записаны
значения тангенциальной Ti = /г(’) и
нормальной Z| = /2(i) сил, действую-
щих на цапфу первого кривошипа.
В соответствии с указанным выше по-
рядком работы цилиндров двигателя
во вторую очередь работает третий
цилиндр; поэтому его плоскость накло-
нена к плоскости первого кривошипа на
величину угла между вспышками, ко-
торый в двухтактном четырехцилин-
дровом двигателе равен 90°.
В соответствии с этим значения орди-
нат диаграммы 7j = /у (а), а также
диаграммы Zs = L (а), указанные в гра-
фах 8 и 10 табл 15, смещены вниз
на 90° по отношению к положению чис-
ловых значений ординат тангенциальных
и нормальных сил первого цилиндра,
указанных в графах 2 и 4 таблицы.
Аналогичным образом установлено
смешение диаграмм 7j “ /т(«) и Zj =
в /2(«) (графы 5 и 7) на 180° по отно-
шению к началу координат диаграмм
первого кривошипа.
Для четвертого кривошипа в соот-
ветствии с величиной угла между пер-
вым и четвертым кривошипами диаграм-
мы последнего по с/тиошеииюк диаграм-
мам первого кривошипа смещены на
угол 270°. как это показано располо-
жением числовых значений ординат
диаграммы тангенциальных и нормаль-
ных сил, действующих на кривошипы
коленчатого вала (графы 11 и 13 таб
лицы)
Диаметр данного двигателя D ™
=J08 мм, ход его поршня S " 127 мм,
nD't
площадь поршня Fn « —« 91,6 см*;
число оборотов двигателя, соответствую-
щее нагрузке вала при первом поло-
жении, равно половине номинального
числа его оборотов, т. е. 1000 об/мин.
Первые расчетные положения 1, И,
111 и IV кривошипов соответствуют
углам поворота первого кривошипа на
0, 180, 90 и 270°. Нормальные силы
^-1 m*x“^2max“^8m*x“^’*m«x“78 кГ)СМ*,
КОЛЕНЧАТЫЕ ВАЛЫ
165
действующие на цапфы кривошипов
при указанных выше углах поворота
первого кривошипа, отмечены в табл. 15
жирным шрифтом.
Из табл. 15 видно, что первый и вто-
рой кривошипы этого двигателя при их
максимальной нагрузке силой вспышки
Р - Pt mtIF„ - 78-91.6 - 7145 кГ
совсем ие нагружаются набегающим мо-
ментом, так как для каждого из них
в первом расчетном положении ^Tt=0.
Набегающий момент для третьего и
четвертого кривошипов при первом рас-
четном положении составляет
- 91,6-645-4,4 = 2560 кГ.
Тангенциальная сила, создаваемая
этим моментом, действующая на ось
шатунной шейки,
F„S7-( -91.6-4.4 - 403 кГ.
Эта величина составляет всего лишь
0,056силы вспышки, равной Р —7145 к/’
(см. выше). Поэтому в рассматри-
ваемом двигателе при расчете любого
кривошипа в первом положении можно
считать его нагруженным только ма-
ксимальной силой вспышки, прене-
брегая влиянием набегающего момента,
который незначителен, как это видно
из приведенного выше расчета.
Нагрузка первого кривошипа при
углах его поворота 15 и 30° и других
кривошипов при соответствующих их
положениях (углах поворота от мертвых
точек) составляется из тангенциальных
и нормальных сил. Эти силы, действуя
на колено, вызывают сложное напря-
женное состояние в его материале. Ма-
ксимальное приведенное напряжение,
соответствующее этому состоянию наи-
более нагруженного элемента колена,
не превосходит максимального напря-
жения изгиба в наиболее опасном се-
чении колена при расчете последнего
на прочность в его первом положении.
При всех других положениях первого
кривошипа коленчатого вала двух-
тактного дизеля не указанная в табл. 15
нагрузка вала тангенциальными И нор-
мальными силами от давления газа
оказывается меньше тех нагрузок, чис-
ловые значения которых приведены в
этой таблице.
Аналогичные условия нагрузки вала
в первом положении получаются в че-
тырехтактных двигателях с числом ци-
линдров меньше восьми и даже при
восьми рабочих цилиндрах.
Анализ нагрузки коленчатого вала
в пусковой период двигателя и в период
его максимальных нагрузок при числе
оборотов, не превышающем половины
его номинального значения, показывает,
что первым положением для
расчета вала на прочность является то
его положение, при котором колено
изгибается максимальной силой давле-
ния газа при вспышке в момент, когда
поршень находится вблизи в. м. т.
При этом рассматриваемое колено
совсем не подвергается кручению, если
к нему в этот момент не подводится
набегающий крутящий момент от со-
седних цилиндров, расположенных со
стороны свободного конца вала. Силы
инерции возвратно движущихся и вра-
щающихся масс при малых оборотах,
соответствующих максимальной газо-
вой нагрузке вала в первом его поло-
жении, получаются незначительными,
н ими можно пренебрегать.
Первое положение по простоте рас-
чета вала выгодно использовать только
тогда, когда набегающие моменты малы
и ими можно пренебрегать.
Эго получается в четырехтактных
двигателях с числом цилиндров I < 8
и двухтактных двигателях с i < 4
(табл. 15).
Второе положение кривошипа, для
которого производится расчет вала на
прочность, определяется положением
максимума кривой тангенциальных сил
данного кривошипа. Как известно нз
динамических расчетов двигателей, это
положение зависит от соотношения да-
влений газов н сил инерции. При ча-
лых силах инерции, не превосходящих
0,1Р, кПсмг, второе положение криво-
шипа, соответствующее максимальным
напряжениям сложного напряженного
состояния колен, получается при пово-
роте кривошипа примерно на 30е после
в. м. т. в период рабочего хода в дан-
ном цилиндре
Динамическим исследованием двига-
телей машин наземного транспорта уста-
новлено, что для них максимум кривой
тангенциальных сил одного цилиндра
получается при указанном угле пово-
рота кривошипа (30°) только когда
число оборотов вала близко к половине
номинального значения, при котором
средний крутящий момент в этих дви-
гателих достигает максимума.
166
ВАЛЫ И ОСИ
С увеличением числа оборотов ко-
ленчатого вала силы инерции воз-
вратно движущихся масс возрастают
пропорционально квадрату числа обо-
ротов, и вследствие этого максимум кри-
вой тангенциальных сил данного ци-
линдра сдвигается в быстроходных
транспортных двигателях до 120° н
более такта расширения.
В случае двухрядных, многорядных
и звездообразных двигателей второе
положение кривошипа определяется по-
ложением максимума кривой танген-
циальных сил всех цилиндров дан-
ной секции, обслуживаемых рассчиты-
ваемым кривошипом. В этих много-
цилиндровых двигателях первое и вто-
рое положения кривошипа по харак-
теру и сложности расчета почти одина-
ковы, так как влиянием набегающих
моментов здесь пренебрегать недопу-
стимо Различие этих двух положений
кривошипа при наличии набегающих
моментов в отношении сложности рас-
чета вала заключается лишь в том,
что прн первом положении шатун и
кривошип лежат в одной плоскости (на
схеме вытянуты в одну линию), вслед-
ствие чего отсутствует тангенциальная
составляющая силы, действующей на
шатунную шейку. При втором положе-
нии кривошипа, соответствующем пово-
роту на угол 30° и больше от в. м. т.,
на цапфу кривошипа действует и нор-
мальная, и тангенциальная составляю-
щие силы, направленной по оси шатуна.
Указанные выше первое и второе по-
ложения кривошипа требуется знать
только для расчета вала на прочность
по допускаемым напряжениям. Для
этого расчета безразлично, будет ли
нагрузка вала соответствовать дли-
тельному или кратковременному редко
повторяющемуся режиму работы дви-
гателя.
Однако для расчета коленчатого вала
на выносливость расчетные положения
кривошипа нужно устанавливать по
нагрузкам длительных режимов, прн
которых двигатели работают бдльшую
часть своего времени. Этому требова
нию удовлетворяет номинальный на-
грузочный и скоростной режим работы
двигателя, как указано выше. Криме
того, для расчета на выносливость
расчетные положения вала необходимо
определять не по максимальной на-
грузке, а по максимальным амплитудам
изменения нагрузок от максимума до
минимума, учитывая при этом не только
изменение тангенциальных и нормаль-
ных сил, действующих на шатунные
шейки вала, но и изменение набегаю-
щих крутящих моментов для каждого
из колен данного вала.
Как показывает расчет, в случае
V-образных, W-образных, Х-образных
и других многорядных многоцилнн-
дровых двигателей числовые значения
набегающих моментов для промежуточ-
ных кривошипов получаются тем боль-
шими, чем больше число рабочих ци-
линдров и чем больше кривошипов
имеет коленчатый вал двигателя.
В 12-цилиндровых четырехтактных
двигателях и в двигателях с числом
цилиндров больше 12 набегающие мо-
менты в большинстве случаев соста-
вляют основную нагрузку, чаще всего
предпоследнего колена вала. Это значит,
что у многоцилиндроьых двигателей
наиболее нагруженный кривошип и его
положения для расчета на выносливость
следует определять по максимальной
амплитуте набегающих моментов.
Для ориентировочного определения
положен и й кр и вошн п а, соответству ющн х
максимальным амплитудам напряжений
(см. т. 3, гл XIV), необходимо со-
ставить таблицу тангенциальных Т и
нормальных Z сил, действующих на
цапфы кривошипов данного вала при
номинальном числе оборотов двига-
теля. В этой таблице должны быть
указаны также значения набегающих
моментов или пропорциональных им
величин Удобная форма такой
таблицы показана ниже (табл 16).
Табл. 16 составлена для четырех-
цилнндрового двухтактного двигателя,
основные размеры которого были при-
ведены на стр. 164. Углы между коленами
вала этого двигателя и сдвиг диаграмм
соответственно порядку работы цилин-
дров — такие же. как в табл 15. Раз-
личие между обеими таблицами заклю-
чается прежде всего в том, что табл. 15
составлена только для газовых сил,
действующих на кривошипы при чи-
сле оборотов п = у = 1000 в минуту,
тогда как в табл. 16 приведены значения
суммарных сил, газовых и инерцион-
ных, получающихся при номинальном
числе оборотов двигателя п = пе =
= 2000 в минуту.
Кроме того, при составлении табл. 16
учтены центробежные силы масс, ре-
дуцированных на оси шатунных шеек,
полученных при разнесении массы
Таблица IS
Салы от давления газа и сил инерцки, нагружающее коленчатый вал двухтактного четырехцнлиндрового двигателя, отнесенные к 1 см1
площади поршня, арн л = л^ = 3000 об/мин; Fn = 91Л гл»1; R = 63,5 «л; 5| •= = 0,00328-0,0886-48 700 = 6,4 кГ1смг
24 кривошипа
1 11 111 IV
Г, ХЪ Z, ’I ON 1 Г, £1'г7 Z, II Т, = т+п Z, 1 bf> р Г. хг/ = -Г, + Т,+ Г» Z. II М3 р
0 п.о 0.0 31,6 25.2 ол ол -11,4 -17,8 7,2 0.0 -1.9 -8.3 11,6 -7.2 -3,1 -9.5
15 20.0 0.0 59,4 53,0 -2,3 20,0 -11.2 -17.6 -5,7 17.7 0.1 -6.3 11.9 12,0 -6,6 -13,0
зо 22.3 0,0 29,6 23,2 -4,5 22,3 -10,5 -16.9 -3,9 17.8 13 -5.1 9.4 13,9 -15.0
45 16,0 ол п.2 4,8 —6Л 16.0 -9.3 -15,7 9.5 3,0 -3.4 7.0 5.2 -9.6 -16,0
60 И.7 0Л 3.7 -2.7 -7.9 11.7 -13,5 -6,6 3.8 8,7 2.3 4,7 -2.8 -П.О -17,4
75 11.0 ол 0,2 -6.2 П.О -4.3 -10.7 -6.9 2.7 20.5 14.1 2,3 -4.2 -11,4 -17,8
90 11.6 ОЛ -3,1 -9,5 -7.2 11.6 -1.9 -8,3 0,0 4.4 31,6 25.2 0,0 4.4 -П.4 -17,8
105 пл 0.0 —5.6 -13,0 -5,7 Н.9 0.1 -6.3 20,0 6.2 69.4 68,0 -2,3 26,2 -11.2 -17,6
120 9.4 ол =9.6 -15.0 -3,9 9Л 1.3 -5,1 22,3 5.5 29.6 23,2 _45 27,8 10.5 -16,9
135 7Л 0,0 -16.0 4 3 7,0 3.0 -3.4 16,0 2,7 П,2 4.8 —6,5 18.7 -9.3 -15,7
150 4,7 0,0 -П.О -17.4 -6.6 4.7 8,7 2.3 11.7 -1.9 3,7 -2.7 -7,9 9.8 -7,1 -13.5
165 2,3 □.о -11,4 -17.8 -63 2,3 20,5 14.1 П.О -4,6 0.2 -6.2 -8,3 6.4 -4.3 -10.7
180 ол 0.0 -11.4 -17.8 0,0 ОЛ 31,6 25,2 11,6 0,0 -3.1 -9,5 -7,2 11.6 -1.9 -8.3
195 -23 0.0 -11.2 -17,6 20,0 -2.3 59.4 53,0 11,9 17,7 —6,6 -13,0 —5,7 29,6 0.1 -6.3
210 -4.5 0,0 -10.5 -16,9 22.3 29.6 23,2 9,4 17,8 -8,6 -15,0 -3,9 27.2 1.3 -5.1
225 -6.5 о.о -9,3 -15,7 16,0 —6,5 11,2 7Л 9.5 -9.6 -16.0 -4,3 16.5 3.0 -3.1
240 -73 0.0 -7.1 -13.5 11.7 -7.9 3.7 —2,7 4,7 3.8 -П.О -17.4 -6,6 8.5 8.7 2.3
255 -83 ол -4,3 -10,7 ПЛ -83 0,2 -6,2 23 2.7 -11,4 -17,8 —6.9 5,0 20.5 14.1
270 -7,2 0,0 -1,9 -8.3 11.6 -7,2 -3.1 -9,5 0.0 4.4 -11,4 -17,8 0,0 4.4 31,6 25,2
285 -5.7 0,0 0,1 ^^6 3 11.9 -6.6 —13.0 -2,3 6.2 -11.2 -17,6 20.0 3.9 59,4 53,0
300 -3,9 ол 13 —5,1 9.4 -3.9 -8.6 -15,0 -4.5 5,5 — 10.5 -16,9 22,3 1.0 29,6 23,2
315 -43 0,0 3,0 —3.4 7,0 4 з -9.6 -16.0 -6,5 2,7 -9.3 -15,7 16,0 -3,8 П.2 4.8
330 -6,6 0.0 8.7 2.3 4.7 -6.6 -11,0 -17.4 -7,9 -1.9 -7.1 -13,5 11,7 -9,8 3.7 -2.7
345 -6.9 0,0 20,5 14.1 23 -6.9 -П.4 -17,8 —8,3 -4,6 -4,8 -1.9 -10,7 11,0 -12 9 0.2 -6.2
360 оз 0.0 31Л 25,2 0,0 0,0 -11,4 -17,8 -7,2 0.0 -8,3 пл -7,2 -3.1 -9.5
КОЛЕНЧАТЫЕ ВАЛЫ
3
168
ВАЛЫ И ОСИ
шатуна к возвратно движущимся и
вращающимся массам.
В табл. 16, так же как и в табл. 15,
в графе I указаны углы поворота пер-
вого кривошипа от его верхней мерт-
вой точки, а в графах 5, 9, 13 и 17 при-
ведены числовые значения радиальных
сил
Qi “ — S3,
где Z) — нормальная сила от давления
газа и сил инерции возвратно движу-
щихся масс одного цилиндра; Sj —
центробежная сила той части массы
шатуна, которая редуцирована на ось
шатунной шейки.
Для данного двухтактного дизеля
при значениях п = 2000 об/мин, /п2 =
= 0,00228 кГсек*!м на 1 см* площади
поршня и R — 0,0635 м центробеж-
ная сила
5г = тгРш* = 0,00228 -0,0635 X
/к-2000\«
X —эд—J ™ 6,38=6,4 кПсм*
площади поршня.
Данные табл. 16 показывают, что
в рассматриваемом двухтактном четы-
рехцилиндровом двигателе набегаю-
щие моменты кручения колен, не-
смотря на их довольно значительные
величины, все же не составляют основ-
ной нагрузки вала. Поэтому положе-
ния для расчета вйла этого дизеля на
выносливость следует определять по
амплитудам изменения тангенциальных
и радиальных сил, учитывая соответ-
ствующие значения набегающих мо-
ментов.
Как видно из табл. 16, по этим при-
знакам наибольшие амплитуды нагру-
зок получаются для третьего (пред-
последнего) колена вала. Числовые
значения расчетных нагрузок для этого
колена отмечены в таблице жирным
шрифтом.
После того как установлены расчет-
ные положения и определены нагрузки
колен, возможно определить опорные
реакции и рассчитать наиболее нагру-
женное колено на усталостную проч-
ность.
Определение опорных реакций
С целью упрощения расчета при опре-
делении опорных реакций обычно при-
нимают, что эти реакции сосредоточены
в серединах подшипников
Кроме того, считают, что прямые
углы между щеками и шейками нагру-
женного коленчатого вала не иска-
жаются.
При этих допущениях коленчатый вал
в отношении передачи усилий рассма-
тривается как прямая балка, свободно
лежащая на опорах и нагруженная со-
средоточенными силами. Опорвые реак-
ции такой многопролетной свободно
опертой балки постоянного сечения,
нагруженной сосредоточенными силами,
можно определить с помощью методов,
основанных на теории многопролет-
ных балок (см. т. 3, гл. 11).
Однако все способы определения опор-
ных реакций статически неопредели-
мых систем при числе лишних неизвест-
ных больше четырех довольно трудоем-
ки даже при сделанных выше упрощаю-
щих допущениях, которые лишь весьма
приближенно отражают действительную
картину распределения нагрузок вдоль
коленчатого вала. По этой и по другим
причинам в практике двнгателестрое-
ния методы расчета многоопорных ко-
ленчатых валов, основанные на тео-
рии многопролетных балок и балок на
упругом основании, не получили рас-
пространения: расчет вала производится
обычно в предположении, что он разре-
зан по опорам и нагружен силами, сосре-
доточенными в серединах подшипни-
ков. Влияние на рассчитываемое колено
других колен учитывается при этом
лишь величиной набегающего крутя-
щего момента от соседних цилиндров,
расположенных со стороны свободного
конца вала.
Расчетные схемы простого (фиг. 44)
и сдвоенного (фиг. 45) колен для опре-
деления опорных реакций при расчете
вала в первом его положении могут
быть представлены в виде балки, сво-
бодно лежащей на двух опорах н на-
груженной сосредоточенной силой Р,
расположенной на расстоянии а от
левой опоры (фнг. 44 и 45). Если рас-
стояние между опорами равно Z, то
опорные реакции при данной схеме
нагружения рассчитываемого колена
вала равны:
для левой опоры
(1)
для правой опоры
fl-Py. (2)
Аналогично определяются опорные
реакции простого колена при его на-
КОЛЕНЧАТЫЕ ВАЛЫ
169
грузке нормальными и тангенциаль-
ными силами. В этом случае реакции
от тангенциальных и нормальных сил
определяются в двух взаимно перпен-
дикулярных плоскостях. В случае
сдвоенного колена учитываются танген-
Расчет сдвоенного колена в первом
положении при отсутствии набегающих
моментов (16]
При обозначениях, принятых на
фиг. 45, момент, изгибающий левую
щеку в плоскости, перпендикулярной
оси вала, равен
М t — Аа,.
(3)
Момент сопротивления щеки
угольного сечения (фиг. 44)
прямо-
(4)
(5)
циальные и нормальные силы, действую-
щие на обе шейки колена.
При этом упрощенном методе расчета
вала опорные реакции и расчетные на-
и напряжение изгиба в материале щеки
„ Л,‘
1 •
Момент, изгибающий шатунную шей-
ку в ее среднем сечении,
Мг - Аа.
(6)
Л1омент сопротнвлеиия пустотелой
шатунной шейки
---------1
Фиг. 45. Р«счетиа> схема.
* (‘Си — ‘Сш)
32du
где с1ш — наружный, с!^ — внутренний
диаметр шейки.
Следовательно, напряжение изгиба
в материале шейки
(8)
Момент, изгибающий среднюю щеку
(фиг. 45),
М,- A (a +f)-Pf. (9)
пряжения получаются преувеличенными
по сравнению с теми, которые полу-
чились бы в результате расчета вала
как многоопорной балки. Эго необхо-
димо иметь в виду как при расчете вала
на прочность по допускаемым напряже-
ниям, так и при расчете его на вынос-
ливость с учетом влияния концентра-
ции напряжений в местах сопряжений
элементов вала и в местах, ослаблен-
ных сверлениями каналов для смазки.
После того как определены тем или
иным способом опорные реакции, рас-
сматриваемое колено оказывается на-
груженным системой известных сил и
реакций и набегающим моментом. Этого
достаточно для его расчета.
Момент сопротивления средней щеки
при эллиптическом поперечном сече-
нии ее с осями h и b эллипса
кМ2
(Ю)
и напряжение изгиба в материале этой
щеки
Рассчитанные таким образом напря-
жения должны быть меньше допускае-
мого напряжения при изгибе (а]и.
Для коленчатых валов, изготовленных
из стали 40 или 45, значения (а]и
170
ВАЛЫ И ОСИ
колеблются в пределах между 800 н
1600 кГ/см*.
Расчет простого колена в первом его
положении производится по тем же
формулам, что и сдвоенного колена,
с той лишь разницей, что н простом
колене отсутствует средняя щека.
Если набегающий крутящий момент
значителен, что имеет место для ко-
ленчатых валов многоцилиндровых дви-
гателей, то, кроме расчета колена
на изгиб нормальными силами, необхо-
димо проверить колено на кручение
набегающим моментом (см. например,
табл. 16) и рассчитать суммарное при-
веденное напряжение, как это показано
в проделанном ниже расчете вала для
его второго расчетного положения
Расчет коленчатого вала в его втором
расчетном положении
По таблице нагрузок коленчатого
вала, составленной подобно табл. 16
для номинального режима работы дви-
гателя, нетрудно установить наиболее
напряженное колено, его положение для
расчета на прочность и два его положе-
ния для расчета на выносливость.
Рассматривая многоколенчатый вал
как разрезанный по серединам корен-
ных шеек, можно наиболее нагружен-
ное его колено, свободно лежащее па
двух опорах, представить так, как было
показано на фиг. 44 и 45, От действия
на это колено радиальной силы Q,
которая предполагается сосредоточен-
ной в середине шатунной шейки, воз-
никают опорные реакции. Очевидно,
I
что для простого колена при а =
(см фиг. 44) эти реакции
(12)
Точно так же от тангенциальной силы
Т, которая предполагается сосредото-
ченной в середине шатунной шейки,
I
для простого колена при а — -у полу-
чаются две равные реакции
(13)
Коренная шейка вала изгибается в
двух взаимно перпендикулярных пло-
скостях, причем изгибающие моменты
левой шатунной шейки при обозначе-
ниях, принятых на фиг. 44, равны
Суммарный изгибающий момент
М~у/'М2Х + М2. (15)
Момент сопротивления сечения пу-
стотелой шейки IV' определяется по
формуле (7), и напряжение изгиба ле-
вой шейки
М
(16)
Напряжение изгиба правой корен-
ной шейки ввиду симметричности про-
стого колена получается таким же:
(17)
Момент, скручивающий левую ко-
ренную шейку, равен набегающему мо-
менту:
МЯ-^МК1. (18)
где Мк1 — TtR — момент, создаваемый
касательной силой Tt Аго цилиндра
(номер цилиндра считается от свобод-
ного конца вала); R — радиус криво-
шипа.
Момент, скручивающий правую шейку
НЯ п3
мкя -мк + TR. (19)
где Мк — набегающий момент от сосед-
них цилиндров, скручивающий левую
шейку колена [см. формулу (18) |; Т—
тангенциальная сила, действующая на
шатунную шейку рассчитываемого ко-
лена.
Момент сопротивления кручению пу-
стотелой коренной шейки
К * (20)
где dK — наружный, dQK — внутренний
диаметр шейки.
Напряжение кручения левой корен-
ной шейки
’’ Wp'
Напряжение кручения правой корен-
ной шейки
Мкл
Wp
(21)
(22)
КОЛЕНЧАТЫЕ ВАЛЫ
171
Приведенное напряжение изгиба пра-
вой, более напряженной коренной шейки
а = у/ а^ + 4х|.
(23)
Левая щека колена изгибается в
двух взаимно перпендикулярных пло-
скостях, причем момент, изгибающий
эту щеку в плоскости XZ, совпадаю-
щей с плоскостью рассчитываемого ко-
лена, равен
Мх — AqOi. (24)
Момент сопротивления изгибу пря-
моугольного поперечного сечения щеки
для волокон, расположенных на широ-
кой его стороне (см. фиг. 44), выражается
уравнением
(25)
где b — ширина щеки, измеренная на
d*
расстоянии 2" от оси вала; h — тол-
щина щеки.
Напряжение изгиба на широкой сто-
роне поперечного сечения
- (26)
В правой щеке получается точно
такое же напряжение изгиба в плоско-
сти XZ, т. е.
«2 = »1- (27)
В плоскости FZ, перпендикулярной
к оси вала, левая щека изгибается
скручивающим левую коренную шейку
набегающим моментом
ма-мк-Ъмк1.
Момент сопротивления изгибу пря-
моугольного поперечного сечения щеки
относительно его короткой оси
hbi
b ’
(28)
Напряжение изгиба левой щеки в пло-
скости YZ
(29)
Правая щека в любом ее сечении,
расположенном на расстоянии х от осн
шатунной шейки, в плоскости YZ,
перпендикулярной к оси вала, изгибает-
ся моментом
Мь = Ма + Тх = Тх.
ее сопряжения с коренной
Для сечения этой щеки, ослабленного
галтелью
шейкой,
R —4
поэтому
Mb-MK+T^R-^. (30)
Момент сопротивления изгибу сече-
ния правой щеки — такой же, как и
левой щеки [см. формулу (28)], по-
скольку размеры их одинаковы.
Напряжение изгиба для волокон,
расположенных на узких сторонах по-
перечного сечения,
Как левая,-так и правая щека сжи-
мается радиальной силой
(32)
где — нормальная сила от давления
газа и сил инерции возвратно движу-
щихся масс; S8— центробежная сила той
части массы, которая редуцирована на
ось шатунной шейки; S8 — центро-
бежная сила массы шатунной шейки и
неуравновешенной части двух щек сим-
метричного колена.
Напряжение сжатия щеки
’гж==^й- (33)
Наибольшее нормальное напряжение
сжатых волокон, расположенных у угла
поперечного сечения правой щеки,
’mix — асж Ч'в1Ч-ву- (34)
Момент, скручивающий левую щеку
(фиг. 46),
Мка - Afly (35)
Момент сопротивления при кручении
прямоугольного поперечного сечения
щеки для волокон, расположенных на
короткой стороне сечения (см. фиг. 44),
Wp - kb№, (36)
172
ВАЛЫ И ОСИ
где k =-------т- — коэффициент, за-
3+1,8Т
Л
висящий от отношения -у ; числовые
значения этого коэффициента в зави-
симости от отношения -у даны в т. 3,
гл П.
Максимальное напряжение кручения
В середине широкой стороны сечения
левой щеки
(37)
Напряжение кручения волокон, рас-
положенных в середине узкой стороны
сечения,
Ъ — Л^пих. (38)
где Л1 — коэффициент, числовые зна-
чения которого в зависимости от отно-
шения высоты прямоугольного попе-
речного сечения к ширине даны в т. 3
гл. II.
Напряжения кручения правой щеки
получаются такими же, как и для рас-
считанной выше левой щеки.
В углах поперечного сечения каса-
тельные напряжения равны нулю
Кручение щек и изгиб шатунной
шейки при передаче через колено на-
бегающего крутящего момента при сво-
бодно опертом и достаточно жестком
колене незначительны; поэтому в дан-
ном расчете ими можно было прене-
бречь.
Приведенное напряжение изгиба на
середине широкой стороны щеки по
теории наибольших касательных на-
пряжений равно
а — V (т<-ж -I- ®s)1 + 4t*. (39)
Шатунная шейка при втором расчет-
ном положении колена изгибается в
двух взаимно перпендикулярных пло-
скостях моментами 1 (фиг. 46)
- Aga; (40)
Afy - А.а. (41)
Суммарный изгибающий момент
Мш = j/M’ + AfJ. (42)
Момент сопротивления сечения шейки
изгибу
“ 32d„ *
Напряжение изгиба
Момент, скручивающий шатунную
шейку,
Л1<ш-Л4< + A,R, (45)
где М„ — набегающий момент, скручи-
вающий левую коренную шейку и из-
гибающий левую щеку (см. выше).
Момент сопротивления сечения шейки
кручению
1ГР(И - 2ГШ. (46)
Напряжение кручения
Мкш
*'рш *
(47)
Приведенное напряжение изгиба
’ - /"+ (48)
Расчет сдвоенного колена произво-
дится аналогично изложенному рас-
чету простого колена, только опорные
реакции и моменты определяются от
нагрузки двух колен и дополнительно
рассчитывается средняя щека.
По этому расчету допускаемое при-
веденное напряжение сложного напря-
женного состояния наиболее нагружен-
• Изгиб, ммяихаюший при передаче черед ко-
лево набегаюшего крутящего момента, алесь
в расчет не примат, так как вал предполагается
свободно опертым и достаточно жестким.
КОЛЕНЧАТЫЕ ВАЛЫ
173
ного элемента колена колеблется в пре-
делах:
для легированных сталей
[а]^ - 800 -ь1500 кГ/см*
для углеродистых сталей
[а] ид = 500 1000 кГ/см2.
Для расчета на выносливость н для
определения запаса прочности с уче-
том влияния концентрации напряжений
(см. т. 3, гл. XIV и выше, стр. 161—162)
необходимо расчет по формулам (10) —
(48) произвести еще для положения кри-
вошипа. соответствующего минималь-
ной нагрузке рассчитываемого колена
(см. табл. 16), а потом определить за-
пас прочности так, как это сделано
в приведенном ниже примере.
Примерный расчет вала во втором его
положении на прочность и выносливость
Требуется произвести расчет колен-
чатого вала чстырехпилиндрового двух-
тактного двигателя; D = 108 мм; S =
= 127 мм; с = 13,75; е0 = 16; Р} =
= 78 кГ1смг; пе = 2000 об/мин; X =
1 S ~D2
= у; R = 1 = 63,5 ** ?я “ ~г=
= 91,6 с.ч“.
Диаметр коренной шейки этого вала
d„ = 88,9 мм. ее длина 1К — 38,1 мм;
диаметр шатунной шейки dM — 69,85 мм;
ее длина 1Ш — 55 мм.
Расстояние между серединами корен-
ных шеек колена I = 145 мм Толщи-
на щеки Л 26 мм. Наибольшая ши-
рина эллиптической щеки 6= 112 мм.
Радиус галтели г — 4 мм; а = 72,5 мм;
а, = 32 мм; а0 = 19 мм (см. фиг. 44);
у “ -[77 - О-036 « °'04:
г 4
£ = Ш-0.045.
Согласно данным табл. 16, составлен-
ной для этого двигателя при nt =
= 2000 об/мин, наибольшие амплиту-
ды нагрузок имеют место в третьем
неуравновешенном колене с эллипти-
ческими щеками.
Масса части щеки этого колена, отре-
занной плоскостью, перпендикуляр-
ной к оси колена, проходящей на рас-
d,
стоянии -у- =44,5 мм от оси вала, равна
тщ = 0,262 кГ-сек^/м.
Центр тяжести этой массы располо-
жен на расстоянии = 71,4 мм от
оси вала.
Масса шатунной шейки
— 0,167 кГ -сек^м.
Центр тяжести этой массы расположен
на осн шатунной шейки.
Центробежная сила масс шатунной
шейки и отрезанных по указанному
выше сечению двух щек при п =
= 2000 об/мин и
<>* = — 43700 сек-2 равна
5щ = (2тЧ1Ри( + шШ1/?)а.2-
- (2 0,262-0,0714 + 0.167-0,0635) X
X 43 700 = 2100 кГ.
Центробежная сила массы части ша-
туна, редуцированной на ось шатунной
шейки,
$2 - т2Рл/?ы» - 0,00228-91,6 X
X 0,0635-43 700 - 580 кГ.
Нормальная сила, сжимающая две
щеки третьего колена в его расчетном
положении (см. табл. 16),
ZB - 59.4-91.6 - 5450 к Г.
Следовательно, суммарная радиаль-
ная вила, сжимающая две щеки данного
колена,
Q — Zg — 5, — —
- 5450-580—2100 - 2770 кГ.
Тангенциальная сила (см. табл. 16)
7,-20-91.6- 1830 кГ.
Реакция левой опоры:
от радиальной нагрузки
- Q - 2770 4 “138,5 кГ'
1?4
ВАЛЫ и оси
от тангенциальной силы
Л, = ~ Т3 = у 1830 - 915 кГ.
Левая коренная шейка изгибается
моментами:
от радиальной силы
Мх = Л^йо = 1385-1,9 = 2630 кГсм\
от тангенциальной силы
Му — Л1а0 = 915 -1,9 — 1740 кГсм.
Суммарный изгибающий момент
Л1га„ - /26302-1- 17402=3160 кГсм-
Момент сопротивления изгибу
IF =
х8,899
68,9 см3.
Напряжение изгиба
Afnux 3160 4СП ,
а = - gg-g- = 45,9 кГ/СМ*.
Набегающий момент, скручивающий
левую коренную шейку (см. табл. 16,
графа III, значения 2 Г<),
-91,6-6,35-6,2-3600 кГсм.
“max
Момент сопротивления кручению
Wp - 2 IF - 2-08,9 - 137,8 см3.
Напряжение кручения
, ЛС 3600
---^-^-26.3 кПсм*.
Приведенное максимальное напря-
жение изгиба
аш4Х - /45.924-2632 - 52.9 кГ,см3.
При минимальной нагрузке третьего
колена, получающейся при повороте
первого кривошипа от его В. м. т.
на угол 345е, что соответствует пово-
роту третьего кривошипа от его в. м. т.
на угол 255°, нормальная сила, растя-
гивающая две щеки данного колена,
равна-(см. табл. 16)
Z»------43-91.6 = -394 кГ.
Суммарная радиальная сила, растя-
гивающая две щеки (см. выше),
Q3 = —394-581-2100 = — 3075 кГ.
Тангенциальная сила, противодей-
ствующая вращению кривошипа,
r2min “ ~ 8'3’91-6 - 760 кГ-
Реакции левой опоры
Лд-------1-3075 = -1537 кГ;
Л. = --1-760 =-380 кГ.
Моменты, изгибающие левую корен-
ную шейку,
Мх-----1537 • 1,9 --2920 кГсм,
Му-~ 380-1,9 - —722 к Гем ;
^1яш----/2920» + 7222----ЗОЮ кГсм.
Соответствующее напряжение изгиба
_ Л4т|П __ ЗОЮ ___г _
IF “ 68,9 43,8 КРСМ'
Угол наклона вектора изгибающего
момента Мmln к плоскости колена опре-
деляется нз уравнения
A4V 799
^^.п-л<7-ж-0>247-
откуда
3xmln-13°55'.
Угол наклона вектора изгибающего
момента к плоскости колена
^m«"arc,«TO“arC‘8°'6621
т. е.
₽хт„-зз«зо-.
Проекция вектора напряжения а на
направление вектора максимального
напряжения изгиба зти равна
®min — ’ cos (РХтм — ₽<т|п) —
----43,8 cos (33°30' - 13°55') -
- -43,8 cos 19°35' -
- -43,8-0,942 - -41,2 кГ1см3. •
ГИБКИЕ ПРОВОЛОЧНЫЕ ВАЛЫ
175
Набегающий момент, скручивающий
левую коренную шейку в сторону,
противоположную вращению вала
(см. табл. 16. графа П1), имеет значение
2 Tt----91.6-635-4,6 -- 2680 кГсм.
Напряжение кручения
Запас прочности или выносливости
при
изгибе (т. 3, гл. XIV)
3100
5,5-47,0+0,05-5.8 Л 12,0’
Амплитуда нормальных напряжений
. -max Tmln
-------------------
52.9-(-41,2) ,
=------------— = 47,0 кГ1см*.
Запас прочности при кручении
1830
П* 3-22.8+0-3,5
— 5» +
=26,8.
Общий запас прочности
Среднее нормальное напряжение
_ __ атах атт
ат =.------Я------
52,9-41,2
2
5,8 кГ/слА
V
12,0 -26,8
V 12» 4- 26.8»
Амплитуда касательных напряжений
Ttnax ^niln
2
_ 26.3- <-19.0 _ga кГ/см,
Среднее за цикл касательное напря-
жение
, _ хтях“Гхт1п
“--------2
В выполненных конструкциях авиа-
ционных двигателей общий запас проч-
ности колеблется в пределах л= 1,2-8-5,5.
Аналогичным способом производится
расчет других элементов колена по
формулам, приведенным на стр. 171,172.
Кроме этого расчета коленчатого вала
на прочность, необходимо произвести
его расчет на крутильные колебания
(см. т. 3, гл. XI) и в случае необ-
ходимости изменить его размеры так,
чтобы резонанс, вызывающий опасные
напряжения вала, оказался вне рабо-
чей зоны чисел оборотов двигателя.
ГИБКИЕ ПРОВОЛОЧНЫЕ ВАЛЫ
Вал изготовлен из стали 50Г (ГОСТ
1050-52). Для этой стали по табл. 14
jj-7000 кГ/слА, a_i —3100 кГ/см*,
т_| — 1830 кГ/слА, ф„ — 0,05 и ф, « 0.
г
По табл. 13 при отношении j- =
**
“0,045 для галтели получается —- = 3
•х
и для галтели сопряжения коренной
цапфы со щекой в случае изгиба шейки
г
при -у « 0,04 величина —— « 5,5.
Гибкие проволочные валы предна-
значены для передачи вращения между
такими осями, взаимное расположение
которых меняется во время работы,
или в тех случаях, когда невозможно
соединение осей жесткой связью по
условиям компоновки частей машины
или агрегата. Гибкие проволочные валы
применяются для привода некоторых
камне- и деревообрабатывающих инстру-
ментов, бетонных вибраторов, отбойных
молотков, судовых насосов, приспо-
соблений для очистки литья, паровых
котлов, корпусов судов и т. п., спи-
дометров и приборов дистанционного
176
ВАЛЫ И ОСИ
управления, зубоврачебного инстру-
мента и пр., а также в главном приводе
моторных лодок.
Конструкция и материалы
Полный комплект гибкого вала со-
стоит из собственно вала, брони и кон-
цевой арматуры. Вал состоит из не-
скольких стальных плотно наложенных
друг на друга проволочных слоев
с последовательно чередующимися на-
правлениями навивки. Существуют валы
правого и левого вращения: у вала
правого вращения проволоки наруж-
ного слоя навиты в левую сторону, у валя
левого вращения — в правую. На фиг. 47
показан вал левого вращения. При вы-
боре вала левого или правого вращения
необходимо учитывать, что при пере-
даче нм крутящего момента пружины,
составляющие наружный слой вала,
должны закручиваться и тем самым
уплотнять внутренние слон вала.
Валы разделяются на нормальные
(тнп В1) и усиленные (тип В2). Нор-
мальные валы обычно сердечника нс
имеют (после навивки вала сердечник
вытаскивается), каждый слой состоит
из трех-четырех проволок. Усиленные
валы имеют сердечник, каждый слой
состоит из 4—12 проволок. Размеры
валов не стандартизованы. В табл. 17
приведены размеры гибких проволоч-
ных валов типов В1 и В2 по данным
|12| (см. также 19)).
Валы типа В1 применяются для
силовых приводов, т. е. для передачи
сравнительно больших крутящих мо-
ментов. Предъявляемым к ним основным
требованием является износостойкость,
и поэтому они навиваются из проволок
больших диаметров и имеют, следова-
тельно, небольшое число слоев. Для
того чтобы валы типа BI обладали
достаточной гибкостью и при боль-
ших диаметрах проволок, их слои на-
виваются из небольшого количества
проволок.
Валы типа В2 применяются для не-
силовых приводов систем управления и
контроля. Валы типа В2 при достаточ-
ной гибкости должны иметь в то же
время малый угол закручивания, и по-
этому они состоят из большего числа
слоев проволок меньших диаметров и
содержат в каждом слое большее число
проволок, чем валы типа В1.
Для изготовления гибких валов при-
меняется проволока стальная углеро-
дистая по ГОСТ 1546-53 и проволока
стальная углеродистая марки П или В
холоднотянутая по ГОСТ 5047-49.
Таблица П
Римеры гибкам проволочных валон
ила я . ё-3 Число проволок » ело» X линметр проволок мм
3 Г !i Диаметр < лечинка в Слой <ввивки
S Дна» в мл Ч о » 1-й 2-* 3-й 4-й 5-й 6-й 7-й 8-й
4 ±0.2 0.5 6X0.3 6X0.3 8X0.3 12X0,4 8X0,4 11ХР.4 —
В2 5 ±03 0,5 4X0.3 6X0.3 6X0.4 8X0.4 12X0.6 12X0.6 8X0.4 *
6.5 8 ±оз ±0,4 0.5 0,5 ж Ж 8X0.5 6X0.5 Ж ЮХО,ь 12X0.6 12X0.6
10 12 ±0,2 +0.2 — ж Ж Ж 4X1.4 4X1.8 — — — —
16 ±оз 3X1.0 3X1.0 4X1.4 4X1.8 4X2.0 А
В1 20 ±0.3 3X1.4 3X1.6 4X1.8 4X1.8 4X2,0 —
25 ±0.4 ж 4X1.4 4X1.4 4X1,6 4x1.6 4X2,0 4X2.0 « © —•
30 ±0,5 4X1.4 4Х'.6 4X1.8 Ж ж
40 ±1.0 4X1.6 4X1.8 4X2,0 4X2.0 4X2.6 4X3.0
ГИВКИЕ ПРОВОЛОЧНЫЕ ВАЛЫ
177
Таблица 13
Диаметр брома гибках валов
Диаметр вала в лиг 4 5 6,5 8 10 13 16 20 25 30 40
Виутреникй диаметр Сроки в мм б 8 9 11 15 18 22 28 32 38 50
Проволочный вал работает в гибкой
броне. Броня должна удовлетворять
требованиям податливости при изгибе
вала в пределах допускаемой кривизны,
прочности при изгибе вала сверх нормы
вследствие его перегрузки и герметич-
ности во избежание загрязнения вала
и просачивания смазки. Наиболее упо-
требительна металлическая броня. Она
разделяется на нормальную Б1 и уси-
ленную Б2. Нормальная броня предста-
вляет собой рукав, свернутый из сталь-
ной профилированной ленты. При свер-
тывании ленты образуется замок, в ко-
тором для уплотнения соединения про-
Фиг. 48. Броня гибкого вала: 1 — стальная
профилированная лента; 2 — асбестовый шнур;
3 — плюшевая проволока.
кладывается асбестовый или хлопча-
тобумажный шнур. Недостатки брони
Б1—низкая износостойкость, малая гер-
метичность и невысокое сопротивление
искривлению вала при перегрузках,
достоинства — легкий вес и эластич-
ность. Более прочной и износоустойчи-
вой, но и более тяжелой является усилен-
ная броня, отличающаяся от нормаль-
ной тем, что она имеет дополнительно
внутреннюю спираль нз стальной ленты
овального поперечного сечения или
спираль из плющеной проволоки
(фнг. 48). В ряде случаев броня покры-
вается оплеткой из тонкой стальной
оцинкованной проволоки. При повы-
шенных требованиях к герметичности
брони оплетка покрывается слоем вул-
канизированной резины с кордными
прослойками. Размеры брони выби-
раются в соответствии с диаметром вала.
В табл. 18 приведены величины внутрен-
него диаметра брони в зависимости от
диаметра вала ([12] и [9]).
12 Т<ш 4
Материалом брони служит оцинкован-
ная лента по ГОСТ 503-41, изготовлен-
ная из стали 10 или 08. При неизменной
Фкг. 49. Арматура или присоединения к инстру-
менту: 1 — корпус; 2 — бронзовая втулка; '
3 — шриндель; 4 — муфта; 5 — винты.
форме оси гибкого вала броня может
быть заменена стальной, медной или
дюралевой трубкой.
Арматура предназначена для при-
соединения концов гибкого вала к
двигателю и инструменту. Она изго-
товляется с подшипниками скольжения,
с шарикоподшипниками и без под- .
шипников.
По способу крепления с валом арма-
туру можно разделить на съемную
и несъемную. Съемная арматура присо-
единяется к валу при помощи цанговых
зажимов, несъемная—при помощи штам-
Фиг. 30. Арматура лля присоеаииекия к лвигателкх
/ — корпус; 2 — бронзовая втулка; 3 — шпиндель;
4 — муфта; 5 — винты.
повки или пайки. Припой — оловян-
носвиниовый марки ПОС-18 по ГОСТ
1499-54.
Широкое распространение имеет арма-
тура с бронзовыми вкладышами, пока-
занная на фиг. 49 и 50. Вал впаивается
в расточки шпинделей 3, броня—
муфты 4.
178
ВАЛЫ И ОСИ
Напряжения и деформации при изгибе
и кручении гибких валов
Кривизна геометрической оси вала
1 М
f л '
где М—изгибающий момент; А—жест-
кость вала при изгибе, вычисляемая
по формуле
м9)
Я ф
Здесь G—модуль сдвига; т—чис-
ло слоев; dt—диаметр проволок в 1-м
слое(1=1, 2, т); п/—число про-
волок в /-м слое (/=1, 2,. . .,т)\
Rt — средний радиус 1-го слоя.
В этой формуле
Порядок нумерации слоев соответ-
ствует последовательности их навивки;
таким образом, Rt — средний радиус
внутреннего слоя, граничащего с сер-
дечником, и Rm — средний радиус на-
ружного слоя.
Формула (49) справедлива для валов
без сердечников, с плотной навивкой
в слоях и подвергнутых термическому
отпуску. Рекомендуемая температура
отпуска 320—350° С [6|. Под действием
момента м проволоки слоев вала изги-
баются и закручиваются. В опасных
сечениях проволок напряжения изгиба
пренебрежимо малы. При плотной на-
вивке напряжение кручения в опас-
ных поперечных сечениях проволок
l-го слоя равно
Qdlrii г р
''-0-“-S7-[u3+> +
+ (о.72 + 1Л3^.)^-]. (50)
В существующих конструкциях валов
при действии момента М наибольшие
напряжения t/ возникают в проволо-
ках внутренних слоев (I = 1 и 2). При
оценке прочности валов необходимо
учитывать, что при вращении вала
в изогнутом состоянии напряжения т/
периодически меняются во времени по
величине и знаку.
При действии крутящего момента Мя
проволоки слоев вала в основном нзги-
баются и растягиваются или сжимаются.
Напряжения изгиба и растяжения—сжа-
тия незначительны при существующих
нормах нагрузок. Определение углов
закручивания валов имеет важное зна-
чение, в особенности при расчете при-
водов управления и контроля. При
четном числе слоев зависимость между
моментом Мк и погонным углом за-
кручивания ф имеет вид
Р<,Ж
7/, Ж
(51)
2Л'+‘ (м^> Л‘+’
£*'• ( R ldlnl + Rl+i dl+,x лж) '<
Ж “18 r~
dldi+\ (di + di+l)
(«1^ +<1/4-1 Лц-1)1
( ... *dt
ж ^Л+Йжлж’
В выражениях для ₽ и у Е обозначает
модуль продольной упругости.
Формула (51) применима только при
таких моментах Мя, которые закручи-
вают пружины, составляющие наруж-
ный слой вала. Для того чтобы по дан-
ному крутящему моменту вычислить
угол закручивания вала, необходимо
предварительно по формулам (52) опре-
делить все коэффициенты 0/, 020т,
затем ₽1>2, Р3„.?m_i.mHl1)2. ....
Im-1, т- n°CJ*e определения коэффи-
циентов ₽ и у вычисляются суммы
и, наконец, угол ф "° формуле (51).
ГИБКИЕ ПРОВОЛОЧНЫЕ ВАЛЫ
179
Диаметр гибкого вала а зависимости от условий работы Таблица 19
Диаметр вала в мм б 8 10 12 16 20 25 30
Наименьший радиус изгиба в мм 100 125 200 250 зо> 350 375 4W
Наибольший крутя- щий момент в кГсм 4 б 9 13 32 55 80 115
Осевая нагрузка в кГ 80 80 100 100 140 160 160 200
На фиг. 51 показана характеристика
кручения вала, построенная на основа-
нии формулы (51), которое можно поль-
зоваться и для вычисления углов закру-
чивания валов с нечетным числом слоев;
в этом случае нужно мысленно отбро-
сить внутренний слой вала н ввести
новую нумерацию, считая второй слой
первым, третий — вторым и т. д. После
этого угол ф вычисляется так же, как
и для вала с четным числом слоев.
Формулой (51) не учитывается влияние
износа на угол закручивания вала. При
износе возникают межслойные зазоры,
в результате чего жесткость кручения
вала может значительно уменьшиться.
При известных условиях работы вала
его диаметр можно ориентировочно вы-
бирать, руководствуясь табл. 19 [9J.
Эксплуатационные качества вала су-
щественно зависят от технологии изго-
товления вала и монтажа вала брони и
арматуры.
Распространенными дефектами мон-
тажа являются: I) перекос оси расточки
шпинделя относительно оси шпинделя;
2) перекос и эксцентричность впайки
вала в расточку шпинделя; 3) непро-
пайка внутренних слоев при соединении
вала со шпинделем; 4) искривление и
отжиг концов вала при разрезе его
на нужные участки. Результатом ука-
занных дефектов является преждевре-
менная поломка вала у концевой арма-
туры.
Часто встречающимся недостатком ва-
лов является иелрямолинейность геоме-
трической оси в естественном—ненагру-
женном состоянии вала. Начальное
искривление геометрической оси вы-
зывает при работе вала колебания из-
гиба и кручения, что приводит к пони-
жению к. п. д. передачи и в конечном
счете к быстрому износу вала или раз-
рушению вала у концевой арматуры.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Авиационные поршневые двигатели, Обо-
ронена, 1951.
2. А и о х и и В. И., Советские автомобили,
справочник, Машгиз, 1949.
3. Бейзельмаи Р. Д. и Цыпкин Б. В.,
Подшипники качения, справочник, Машгиз, 1954.
4. Б о л т и и с к и й В. Н., Автотракторные
двигатели, ОГИЗ—Сельхозгиз, 194В.
5. Высокопрочные чугуны, ВНИТО литейщи-
ков, Машгиз, 1951.
б. Гарькавый И. Г., Изготовление гибких
аалов, Машгиз, 1941.
7. Серенсен С. В. и др.. Несущая спо-
собность и расчеты на прочность деталей машин,
Машгиз, 19м.
8. К а р ат ы ш к и и С. Г., Теория и основы
конструирования корабельных двигателей вну-
треннего сгорания, Сулпромгнз, 1949.
9. Каталог Министерства влектропромышлев-
ности, т. 8, 1951.
10. К и и а с о ш в и л и Р. С., Расчет прочности
коленчатых валов разных авиационных двигателей,
•Труды ЦИАМ* М 94. 1945.
11. Л и в ш и ц М. Л., Быстроходные дизели
Д-б, Машгиз. 1952.
12. Металлические гибкие рукава и валы, кв-
талог-справочинх, Машгиз, 1962.
13. П оз диаков С. Н., Шатунно-кривошип-
ные передачи, ЭСМ, т. 2, Машгиз, 1948.
14. Решетов Д. Н„ Расчет деталей станков,
Машгиз, 1945.
15. С е р е н с е и С. В., Т е т е л ь б а у м П. М.,
ПригоровсхнйН. И., Динамическая проч-
ность в машиностроении, Машгиз, 1945.
16. С н м а к о в Ф. Ф.. Конструкция и расчет
на прочность деталей двигателя внутреннего сго-
рания, Технический справочник транспортника,
т. 5, Тряисжелдориздат, 1934.
^17. Справочник машиностроителя, т. 3, Машгиз,
18. Т а и а т а р А. В., Компоновиа и расчет бы-
строходных двигателей, .Морской транспорт-, 1962.
19. Табличные расчеты деталей станков, выв. I,
ЦБТИ, 1952.
20. Щапов Н. П„ .Труды НИИ МПС*, выв. 19
1948.
12«
I
ГЛАВА V
МУФТЫ
ВВЕДЕНИЕ
' По характеру соединения валов
муфты разделяются на: а) жесткие,
не допускающие поворота одного вала
относительно другого; б) упругие
(эластичные), допускающие отно-
сительный поворот валов за счет упру-
гой деформации металлических проме-
жуточных деталей муфты; в) у п р у г о-
демпфирующие, допускающие
относительный поворот валов обычно за
счет упруго-пластической деформации
неметаллических промежуточных дета-
лей муфты; г) фрикционные, допу-
скающие относительный поворот валов
за счет относительного проскальзывания
сопряженных поверхностей трения при
возрастании передаваемого крутящего
момента выше предельной величины;
д)скользящие, которые способны
передавать крутящий момент только
при некоторой разности угловых ско-
ростей валов, например за счет гидро-
динамического взаимодействия полу-
муфт с находящимся между ними маслом
или электропилу ктивного взаимодей-
ствия полумуфт.
, По характеру работы и основному
назначению различают муфты а) п о-
стоянные, не допускающие размы-
кания (расцепления) валов в процессе
эксплуатации мащины; б) у п р а -
в л я е м ы е или сцепные, позво-
ляющие размыкать и замыкать (со-
единять) валы путем воздействия на
муфту через систему управления; в) с а-
М о у п равляемые, производящие
размыкание и замыкание валов авто-
матически при изменецнн режима рабо-
ты машины, например при изменении
скорости вращения валов (центробеж-
ные муфты) или направления передачи
крутящего момента (муфты обгона);
г) предохранительные,
производящие размыкание валов при
нарушении нормальных условий работы
машины, например при возрастании
передаваемого муфтой крутящего мо-
мента выше некоторого заранее устано-
вленного значения (Муфты, предохраня-
ющие от перегрузки) или скорости вра-
щения выше допустимой величины (цен-
тробежные предохранительные муфты).
При расчете муфт крутящий момент
может быть определен: 1) с учетом инер-
ционных явлений в период неустано-
вившегося движения машины с точно-
стью, определяемой степенью прибли-
женности современных методов расчета;
2) по номинальной мощности и числу
оборотов вала в минуту.
В первом случае расчетный момент Мя
может быть принят равным наиболь-
шему крутящему моменту, передавае-
мому муфтой, а при наличии неучтенных
явлений (переменный режим, толчки)
он должен быть умножен на k < 2.
Во втором случае расчетный момент
получается умножением номинального
рабочего момента обычно на коэффици-
ент k > 2. Подробнее — см (19].
ПОСТОЯННЫЕ СОЕДИНИТЕЛЬНЫЕ
МУФТЫ
Первой основной характеристикой
муфты являются ее упругие свойства и
поглощающая способность, т. е. спо-
собность сглаживать резкие колебания
передаваемого крутящего момента и
угловой скорости ведомого вала. По
этому признаку различают жесткие,
упругие и упруго-демпфирующие муф-
ты. Эго подразделение муфт до извест-
ной степени условно, так как все по-
стоянные муфты в той или иной степени
обладают указанными свойствами.
Упругие муфты бывают с постоян-
ной жесткостью а с переменной жест-
костью.
Деформируемые детали упругих муфт нагого-
влаютси ю стали. Работа, эатрачиваемая иа отно-
сительный попорот аалоа, воглошаетса муфтой
ПОСТОЯННЫЕ СОЕДИНИТЕЛЬНЫЕ МУФТЫ
ш
в пеэязчнтельной степени, что обеспечивает малые
потери ввергни и незначительный нагрев муфты,
но вследствие снижении жесткости кинематиче-
ской цепи может привести к увеличению ампли-
туды крутильных колебаний и медленному их га-
шению.
Деформируемые детали упруго-лемпфируюших
муфт изготовляются из неметаллических материа-
лов (кожа, резина и др.). Работа, затрачиваемая
на относительный поворот валов, поглощается
муфтой в значительной степени, что способствует
интенсивному гашению крутильных колебаний.
Упруго-лемпфкруюшая муфта может быть также
получена из упругой добавлением специальных
лемпфероп, например гидравлических.
Упругие свойства и поглощающая
способность различных муфт, а также
интенсивность гашения ими крутиль-
ных колебаний иллюстрируются диа-
граммой на фиг. 1.
Фиг. 1. Характеристики постоянных муфт: а —
зависимость крутящего момента ,М от угла пово-
рота ф одной полумуфты относительно другой;
б — зависимость амплитуды крутильных колеба-
ний А от времени /; I — для жесткой муфты; 3 —
для упругой муфты с постоянной жесткостью; 3 —
для упругой муфты с переменной жесткостью;
4 — для упруго-демпфнруюшей муфты; 5 — для
абсолютно неупругой муфты. Площадь заштрихо-
ванных участков и определенном масштабе равна
поглощенной работе деформации при нагружении
и разгрузке муфты.
Второй основной характеристикой
постоянной муфты является ее спо-
собность работать при тех или иных
отклонениях от идеально правильного
взаимного расположения соединяемых
валов. По этому признаку различают
муфты: а) простые, не предусматри-
вающие компенсации отклонений и по-
тому требующие весьма точного вза-
имного расположения валов или ис-
пользования соединения в качестве
опоры для одного вала; б) компен-
сирующие, допускающие не-
большие монтажные отклонения по
всем координатам относительного поло-
жения валов, за счет деформации или
относительного сдвига деталей муфты;
в) подвижные, допускающие зна-
чительные отклонения валов по всем
или некоторым координатам относи-
тельного положении валов за счет по-
движности в кинематических парах
муфт.
Различа|Ьт три вида отклонений от
идеально правильного
расположения валов,
(фиг. 2): 1) про-
дольное смеще-
ние X, т. е. откло-
нение от назна-
ченного расстоя-----
ния между валами —
в осевом напра-
влении; 2) попе-
речное смещение Д,
геометрического
точнее — цапф
Фит. X Откхояекия от
идеально правильного
геометрического ряспо-
дожеяия соехкниеыых
млов.
наибольшая вели-
чина которого
лшах — дя +
4- Д) 4- Дг,
где Ду—линейное смещение осн вра-
щения вала 2 относительно оси враще-
ния вала /, измеренное в плоскости
х —х, являющейся средней плоскостью
муфты и связанной с валом /; Д; —ли-
нейное смещение геометрической осн
цапфы относительно оси вращения для
вала 1, измеренное в плоскости * —к;
Д1 — то же, но для вала 2; 3) угловое
смещение 8 (перекос), наибольшая ве-
личина которого
®«пдх ” 41 4- 4 4- 4-
где 8а — угол между осями вращения
валов; 8( — угол между геометриче-
ской осью цапфы и осью вращения для
вала /; 8j — то же, но для вала 2.
Обычно смешениями Д|( As, 8, и 8а,
обусловленными неточностью обработки
валов, пренебрегают вследствие их ма-
лости по сравнению со смещениями Да1
и 81ь обусловленными отклонениями в
размерах корпусных деталей и ошиб-
ками монтажа или предусмотренными
конезрукиней машины, например при
передаче вращения под углом или
между узлами, имеющими относитель-
ное движение.
Так как смещения Д и 8 относи-
тельно вращающегося вала / меняются
по направлению, рассчитанные иа эти
смещения муфты должны допускать их
в любом направлении. Это обеспечи-
вается соответственно возможностью
линейных смещений в плоскости х— х
по двум взаимно перпендикулярным
направлениям и возможностью пово-
ротов вокруг двух взаимно перпенди-
кулярных осей, лежащих в плоскости
X — X.
Подвижные муфты в зависимости от
допускаемых смещений валов можно
подразделить на семь типов; основные
182
МУФТЫ
Таблица I
Жесткие муфты простые компенсирующие
Тип муфты
Характеристика и применение
Простые муфты
Осуществляют соединение валов намертво, без какой-либо относительной иа подвижности.
Втулочная
О = (1,4-М .8)4
L = (2-М) 4
Поперечно-свертная (фланцевая)
D — (3-ь5,5) d;
L — (2.5-М) 4:
I-(14-2) 4.
Малые коэффициенты относятся к круп-
ным муфтам, большие—к мелким. Чи-
сло болтов г — 4ч-8 (большее — в круп-
ных муфтах, меньшее — в мелких)
Продол ьио-свертиая
Схема 8
D —(24-2,8)4; £-(3,4+4) 4.
Число болтов г w 6-»-Я
Имеет широкое применение дли соединения валов диа-
метром ло 70 ям. Отличается простотой конструкции
и малым габаритом по диаметру. Недостаток — слож-
ные монтаж и демонтаж, связанные со значительными
осевыми перемещениями валов или муфт и необхо-
димостью нарушать неподвижные соединения валов с
муфтой.
Муфта с валом соединяется посредством конических или
цилиндрических штифтов, шпонок и стопорных винтов,
шлицевых профилей. Материал муфт — конструкцион-
ная сталь, реже чугун.
Нормаль стаикостроеиня Р91-1 .Муфты для соединения
двух палов" 1949 г. предусматривает муфты с двумя
взаимно перпендикулярными сверлениями под кониче-
ские штифты или с двумя параллельными сверлениями
и шпоночным пазом. Размеры: d = 22 -+-110 мм; D =
= (1,45-*- 1,6) d; L ~ 3d; диаметр штнфта~0,254. Мате-
риал — сталь 35 или 45; для муфт d > 80 мм допу-
скается чугун СЧ 21-40. *
Имеет широкое применение. Обеспечивает сравнитель-
но легкий монтаж, по отличается большим габаритом
по диаметру. Недостаток — необходимость точного со-
блюдения перпендикулярности рабочих ториевых по-
верхностей к геометрической осн вале.
Центрирование целым закладным кольцом (б) позволяет
иметь обе половники муфты одинаковыми. Применение
разрезного кольца (в) устраняет необходимость осевого
перемещения при монтаже, но уменьшает точность и
надежность центрирования. Передача крутящего момен-
та обычно производится за счет трения на торцевых
поверхностях половинок муфт, стянутых болтами. Не-
обходимая сила затяжки каждого болта
гм Мк — расчетный крутящий момент; 4f — средний
диаметр кольцевой поверхности трения; /—ковффици-
ект трения, принимаемый равным 0,1—0,15.
При недостаточности трения иа ториевых поверхностях
или при необходимости строгого соответствия угловых
положений палов применяют болты пол развертку,
иногда штифты или торцевые шпонки.
Муфты изготовляются литыми из чугуна, реже литыми
или копаными нз стали.
Имеет ограниченное применение. Дает возможность
снимать и ставить муфту без осевого перемещения
валон и нс препятствует надеванию иа вал неразъем-
ных деталей. Недостатки: трудное» балансировки; не-
ровности на наружной поверхности муфты, требующие
зашиты надетым иа муфту иди неподвижным кожухом.
Расчет шпоночного соединения производится обычным
способом. Расчет болтов производится по усилию за-
тяжки; для каждого болта
где Мк—расчетный крутящий момент; /—коэффициент
трения, равный 0,1—0,15.
Муфты изготовляются литыми чугунными (а), реже ли-
тыми стальными. Малые муфты иногда изготовляются
из круглой стальной заготовки (б)
ПОСТОЯННЫЕ СОЕДИНИТЕЛЬНЫЕ МУФТЫ
183
Продолжение табл. 1
Тип муфты
Характеристика к применение
Компенсирующие муфты
Не допускают существенного относительного поворота соединяемых валов, но допускают про-
дольное, поперечное и угловое смещения одного вала относительно другого на небольшую вели-
чину аа счет относительного сдвига жестких металлических деталей муфты с нарушением их
контакта в допустимых пределах.
Муфта не сглаживает резких изменений передаваемого крутящего момента, во компенсирует
монтажные неточности взаимного расположения аилов и их биения.
Имеет широкое применение в тяжелых машинах. Со-
стоит из закрепленных на концах валов втулок с на-
ружными зубьями и надетой на них соединительной
части — обоймы (из двух деталей в средних муфтах,
из четырех деталей в крупных муфтах) с внутренними
зубьями
Вершины наружных зубьев обтачиваются по сферической
поверхности. Зубья имеют, как правило, эвольвевтный
профиль и увеличенный боковой зазор в сцеплении.
Форма боковых сторон наружных зубьев желательна
выпуклая — с уменьшением толщины зуба от середины
к концам. Внутрь соединительной части наливается
масло
Основные параметры и размеры зубчатых муфт — по
ГОСТ 5006-49
Имеет ограниченное применение. Состоит из закреплен-
ных на концах валов звездочек и надетой на икх со-
единительной цепи—зубчатой или роликовой. Звездочки
под зубчатую цепь выполняются целыми (а) или с пе-
рекрывающимися секторными вырезами иа часть ши-
рины звездочки (б). Муфта остается открытой или за-
щищается штампованным кожухом, надетым с натя-
гом на резиновую прокладку (а), илн продольио-
свертным кожухом (б)
Звездочки под роликовую широкую цепь выполняются
целыми, пол узкую — с перекрывающимися на всю ши-
ркну звездочки секторными вырезами
типы муфт допускают по одному сме-
щению: А, Д или в; остальные типы
му<Ьт — по нескольку смещений: А и
Д, А и 8, Д и 8 или, наконец, X, Д и 8.
Жесткие муфты. Основные типы жест-
ких соединительных муфт приведены
в табл. I. Жесткое соединение валов
наглухо иногда выполняется без помощи
муфт. При этом конец одного вала
делается с расточкой, подобно втулоч-
ной муфте, или концы обоих валов —
с фланцами, подобно поперечно-свертной
муфте. Такие соединения дают умень-
шение осевого габарита, но технологи*
ческн не всегда удобны.
Конструкция, основные параметры н
размеры зубчатых муфт стандартизо-
ваны. Стандартные муфты для передачи
крутящих моментов до 2700 кГм, допу-
скающие пнаив — 3000 об/мин, выполня-
ются коваными: втулки —из стали каче-
ством не ниже марки 45, обоймы —из
сталинениже марки35 по ГОСТ 1050-52.
Стандартные муфты для передачи боль-
ших крутящих моментов выполняются
литыми несколько иной конструкции.
184
МУФТЫ
На фиг. 3—6 показаны кованые
муфты по ГОСТ -5006-49. Для непосред-
ственного соединения цилиндрических
концов валов обычно применяется нор-
мальная-муфта типа Н (фиг. 3, табл. 2),
а в случае необходимости обеспечить
осевое перемещение вала при демон*
таже и компенсацию значительных тем-
пературных деформаций валов — муфта
типа У увеличенной длины (фиг. 4,
ЛмлагЯх» ю
Фиг. 3. Муфт* зубчат»» кована» типа Н.
табл. 3). Для соединения конического
конца вала электродвигателя (по
ГОСТ 3730-47) с валом, имеющим ци-
линдрический конец, предусмотрена
муфта типа Э (фиг. 5, табл. 4). В тех
случаях, когда расположение валов
не допускает непосредственного их со-
единения, применяется муфта типа П с
промежуточным валом (фнг. 6, табл. 5);
промежуточный вал проверяется на
критическое число оборотов; вес его не
должен превышать (в числовом выра-
жении) 2% суммарного окружного уси-
лия на зубьях.
Для крепления зубчатых муфт на
валах рекомендуются легкопрессовая
посадка н призматические шпонки.
Ограждение муфт обязательно.
При отсутствии поперечного смеще-
ния Д муфты всех типов и размеров до-
пускают перекос осей валов до —
" 1*,5. При отсутствии перекоса в кова-
ные муфты типов Н, У и Э допускают
следующие наибольшие поперечные сме-
щения валов:
М муфты 133*56? 8
t‘nau6*MM 017 W М М 2 М 2<6 М
Для муфты типа П
^наив - A tg _ 0.013Л;
рекомендуется брать А — Л1 — 1Д/ (см.
фиг. 6), где Л| — расстояние между
концами соединяемых валов; I — длина
ступии полумуфт.
- fj* • — ее •< во «э во и>
1НЭЯ0Я VOttOXtW о’обо’нм’чр®
- • »в ‘”'2888883
Болты (по ОСТ НКТП 3523) ч арчвМ 4© 40 «0 О «0 во вО 80
xxdiruMOS ЕН 01113 -ЭЬМУОЯ 22222888
22228888 ££££££££
JJidirUNOX tH ОЯ1Э -а ни гоя «0 6010 во во со о е< е-а
Размеры в мм % 22258888
«0 ззззазза
м шши
м юююиоооо
•• 8S88S8¥jg
ч ЭЖЗШЗ
сГ «8828888
Q
d
а
я 3 3 $8888888
8 88883888
•о 228888ЯЙ
г вачдЛе огонь 88888338
WX в ш вни -aruttroe чгХиош СЧсГсОЛЮ’Г’ГбГ
rjx В И*» хмэиок цитвхЛйя
нхфЛя дииоь -ВНЕ090 аохоогэд -NrtrWIONOO хххххххх со comment ЖЖСССЖЖХ
гиф Ли w w ем со* ю <©»-со
ПОСТОЯННЫЕ СОЕДИНИТЕЛЬНЫЕ МУФТЫ
185
Таблица 3
Таблица 4
Муфты вубчатые кованые типа У
во ГОСТ 6006-49 (фиг. 4) •
Муфты вубчатые кованые типа Э
по ГОСТ 6006-49 (фиг. 5)«
№ муфты У слоимое обозначе- ние муфты Размеры в мм Вес в кГ Маховой момент в кГ^ «
L С
1 МЗУ1 126 15 9 0,1
2 МЗУ2 165 25 13.5 0,2
3 МЗУЗ 205 35 23 0,4
4 МЗУ4 250 40 Зв 03
5 МЗУЗ 275 45 55 1.6
6 МЗУб 300 50 80 2.8
7 МЗУ7 345 55 106 4Л
8 МЗУ8 385 55 155 8
Размеры в мм 8 *5 а хоеой мо- гг в кГ*1 са
муфты Условное о значение муфты МД* L 1, С
от ло Вее sS
3 МЗЭЗ 40 55 195 85 5-8 25 23 0,4
4 МЗЭ4 60 75 245 110 5-9 30 36 0,8
5 МЗЭЗ 80 95 290 135 10—15 40 56 1,7
7 МЗЭ7 100 120 360 170 10-15 45 110 5
8 МЗЭ8 130 150 420 206 10-15 50 165 8
Таблица А
Муфты вубчатые кованые типа П
по ГОСТ 6006-49 (фиг. б) •
Недостающие в таблице характеристики и
размеры берутся по табл. 2 а соответствии с по-
кером муфты.
Фнг. 6, Муфта вубчатаа кована а типа П.
186
МУФТЫ
Упругие и упруго-демпфнрующне компенсирующие муфты
Таблица 6
Тип муфты Характеристика и применение
Упругие с постоянной жесткостью
Допускают поворот одного пала относительно другого на более или менее значительный угол ф.
а также продольное, поперечное н угловое смещения валов за счет упругой деформации и отно-
сительного сдвига деталей. Муфты обеспечивают сглаживание резких изменений крутящего мо-
мента и выравнивание угловой скорости.
Упругие летали муфты выполняются в виде витых
пружин, работающих на скручивание, сжатие
или растяжение; стержневых пружин (торсионов),
работающих на кручение; плоских пружин, рабо-
тающих на изгиб, и т. п.
Примером использования муфт является привел веду-
щих колес электровоза от двигателя, закреплен-
ного на подрессоренной раме
Упругие с переменной жесткостью
Обеспечивают лучшее, чем предыдущие муфты, смягчение сильных толчков при пуске машин
и более слабых—при ее работе. Обычно выполняются с пружинами, работающими на изгиб. Изме-
нение жесткости достигается перемещением опорной точки при деформации пружины — скачко-
образное — вступлением а коитакт новых
линейной опорной поверхностью.
опор или плавное — при соприкосновении с криво-
С ленточной пружиной
7
Имеет широкое применение. Боковые стороны зубьев
очерчиваются дугами окружности, между зубьями
закладывается несколько секций зигзагообразной
ленточной пружины.
Расчет упругого элемента:
толщина ленты
6ts нагщми
ft RT3S»
*~~зЁГ
Нормале
нагруака
Максимальна» насруна
Здесь t — шаг зубьев; « — голшииа зуба
1.5*1
3,5*1
ширина ленты
ЛМК1,
где |о|и — допускаемое напряжение на изгиб; £ —
модуль упругости; t, «= 1,3а + с - расчетная дли-
на пружины;/ — ф-г< а :4,5 — расчетный прогиб
пружины; ip - расчетный угол относительного по-
ворота валов; г — число зубьев
ПОСТОЯННЫЕ СОЕДИНИТЕЛЬНЫЕ МУФТЫ
187
Продолжение табл. б
Тип муфты
Характеристика и применение
Имеет ограниченное применение. Отверстии пол
упругие штифты выполнены с увеличивающимся
к выходу диаметром. В некоторых муфтах для
удобства монтажа отверстия под штифты выполняют
сквозными, а с торнов привертывают кольца с про-
точками (б).
Расчет упругого елемента:
диаметр штифта d, — у ——. * ;
О* L.jrl
напряжение в штифте а —----------S— < [ej
и _____и‘
Здесь » — число штифтов. Остальные обозначения —
см. выше
Упруго-демпфиру ющие
Допускают относительный поворот валов н все виды относительных смешении валов — про-
дольное, поперечное и угловое— за счет деформации неметаллических деталей и некоторого сдвига
их относительно сопряженных металлических деталей. Муфты обеспечивают смятение толчков,
некоторое демпфирование крутильных колебаний при передаче вращения, компенсацию монтаж-
ных неточностей и биений соединяемых валов, а также влектрическую изоляцию последних
между собой.
Пальпевая
Пальцевая с промежуточным диском
Схема 5
Имеет широкое применение. Пакеты резиновых ко-
лец трапециевидного сечения дают ббльшую де-
формацию, чем сплошные резиновые или кожаные
втулки, а также пакеты кожаных шайб постоян-
ной толщины.
Муфта рассчитывается но удельному давлению на
поверхностях неметаллических деталей — колец
или втулок.
Допускаемое давление для кожи и резины прини-
мается |р]=10ч-20 кГ)см’, для твердых сортов рези-
ны, применяемых в муфтах для — >0,1 л. с./об/мин,
|р| до 41) кГ\с*Р.
Технические данные и размеры муфт—по ГОСТ 2229-43
Применяется вместо полвнжных шарнирных муфт,
например в трансмиссии автомобиля. Допускает
сравнительно большое угловое смешение (до 12 —
18“) геометрических осей валов.
Пальцы правой и левой полумуфт закрепляются в
чередующемся порядке в упругих агулках, вмон-
тированных п промежуточный диск
Имеет ограниченное применение, иапрнмер в транс-
миссии автомашин (автобусов). Допускает сравни-
тельно большое угловое смещение (до 6“) геоме-
трических осей валов. В качестве промежуточной
неметаллической детали используется диск нз твер-
дой резины, прорезиненной ткани или кожи с ря-
дом отверстий, в которые в чередующемся поряд-
ке входят пальцы фланцев, закрепленных на кон-
цах соединяемых валов
188
МУФТЫ
При наличии 8 допускаемая величина
поперечного смещения
для муфт типов Н, У в Э;
a-Atg
для муфт типа П.
Размер зубчатой муфты выбирается
по расчетному крутящему моменту
Мк - ftAfj -
наибольшая величина которого для ка-
ждой муфты указана в табл. 2.
В последней формуле kj — коэффи-
циент безопасности, равный 1; 1,2 или
1,5 в зависимости от того, вызывает ли
поломка муфты остановку машины, ава-
рию одной машины или аварию ряда
машин; — коэффициент условий ра-
боты муфты, который берется в преде-
лах от I до 1,5 в зависимости от типа
приводимой машины (подробнее см.
приложение к ГОСТ 5006-49); Л10 —
наибольший рабочий крутящий мо-
мент, передаваемый муфтой.
Упругие и упруго-демпфирующне
муфты выполняются, как правило,
компенсирующими. Основные
типы таких муфт приведены в табл. 6.
Сильные толчки при пуске машины и
слабые во время ее работы лучше смяг-
чаются упругими муфтами с перемен-
ной жесткостью, чем с постоянной.
Муфты переменной жесткости были
изобретены и впервые практически
использованы русским инженером Р. А.
Корейво. Различные исполнения таких
муфт позже получили широкое распро-
странение у нас и за границей.
Частным случаем муфты с переменной
жесткостью является муфта с предва-
рительным натягом пружин, которая
работает как жесткая, пока крутящий
момент не достигнет некоторой вели-
чины, после чего муфта начинает рабо-
тать как упругая.
Пальцевые упруго-демпфирующие
. , - N
муфты по схеме 4 табл. 6 для — от
0,005 до 7,24
л. с.
об/мин
и пнлиб от 6300
до 750 об/мин стандартизованы
(ГОСТ 2229-43). Однако этот стандарт
в настоящее время пересматривается.
Упрощенная конструкция муфты по
фиг. 7 с приваренными пальцами для
Фиг. 7, Пальцевев муфта конструкции СКБ-1
стаикостроеииа дл« електродвигетвлей единой
Серик.
Таблица 7
Ромеры пальцевых муфт коиструиции СКБ-1 станкостроение дла електродвигателей
единой серии (фиг. 7)
ПОСТОЯННЫЕ СОЕДИНИТЕЛЬНЫЕ МУФТЫ
189
электродвигателей единой серии разра-
ботана СКБ-1 станкостроения [10]. Раз-
меры и характеристики муфт приведены
Фиг. 8. Пример упруго-деыпфирую-
шей втулочной муфты.
в табл. 7. Преимущество этой муфты —
простота конструкции, недостаток — не-
возможность разъединения валов и за-
мены резиновых втулок без значитель-
Фнг. 9. Пример упруго-демпфи-
рующей муфты компактной кон-
струкции.
иого осевого смещения полумуфт по
валу или вместе с валом.
Из компенсирующих упруго-демпфи-
рующих муфт, не вошедших в табл. 6,
жет быть выполнена из целого куска
резины или составлена из отрезков
ремня.
Муфта допускает весьма малые отно-
сительный поворот и смещения валов;
ее удобно использовать для электриче-
ской изоляции последних.
Подвижные муфты являются жест-
кими, не имеют деформируемых деталей
и не сглаживают резких изменений
крутящего момента и угловой ско-
рости.
Смещения валов происходят за счет
относительного перемещения деталей
муфты во время работы, обычно сопро-
вождающегося скольжением. Поэтому
необходимо обеспечивать достаточную
смазку муфты и предохранять ее , от
загрязнения.
Классификация подвижных муфт при-
ведена в табл. 8.
Основные размеры одинарных и
сдвоенных малогабаритных шарнир-
ных муфт установлены ГОСТ 5147-49.
Приложение к этому стандарту пре-
дусматривает рекомендуемую конструк-
цию муфт (фиг. 10) и их техническую
характеристику.
Чертежи и размеры деталей муфт
рекомендуемой конструкции приведены
на фнг. 11 и в табл. 9.
В табл. 10 приведены основные раз-
меры и характеристики шарнирных
муфт по ГОСТ 5147-49.
Пример обозначения муфты типа А
размером d = 25 мм
Муфта шарнирная А25 ГОСТ 5147-49
Фиг. 10. Муфты шарнирные оаинариаа и иооениаа
(ГОСТ 5147-49).
следует отметить втулочную муфту для
малых мощностей (фиг. 8), эластичный
элемент которой представляет собой
отрезок резинового шланга, и весьма
компактную конструкцию по фиг. 9.
Эластичная прокладка этой муфты мо-
Пример обозначения крестовины для
этой муфты:
Крестояина 1-25 ГОСТ 5147-49
Другие конструкции малогабаритных
цапфовых шарнирных муфт показаны
на фиг. 12. а — в.
190
МУФТЫ
дет. it. стержень
W4 остальное
дет.3 Палец
wь остальное
ПРИТЕРЕТЬ
дет! Крестовина
W4 ОСТМЬНОЕ
ПРИТЕРЕТЬ
я*
9—
Дет 2 Вилка kw остальное
Окончательно сверлить и
развернут при сворке
А/У\7
Разрез пола
2SZ2Z— - ПРИТЕРЕТЬ
7WV7 у
Г ?
-2S5ZZ_i
г—ц—^Длина неза'каленоО части
17 |/j /,'Лг /,х4Г Разрез тДЙ
11— ^т— арнтЕРт
дет. 5. Втулка
wj остальное
ош£рау\
детб Вилка спаренная
(Оля му<рт типа Б)
W4 остальное
Фиг. 11. Детали шарнирных муфт рекомендуемой ГОСТ 5147-49 конструкции.
Фиг. 12. Примеры конструктивного выполнения малогабаритных цапфовых
шарнирных муфт*'
Жесткие подвижные муфты Таблица в
Допускае- мые сме* шениа алое Тип муфты Характеристика
Продольные X Раздвижные (расширительные) муфты Втулочная Раздвижная втулочная муфта отличается от глухой (схема 1 в табл. 1) тем, что один на валон связан с муфтой скользящей шпонкой или при помощи шлицевого профиля. Часто втулочные муфты выполняются органически связанными с другими де- талями машины (см. схемы 11 и 13)
ПОСТОЯННЫЕ СОЕДИНИТЕЛЬНЫЕ МУФТЫ
191
Продолжение табл. 8
Допускае-
мы е сме-
щения
валов
Тип муфты
Характеристика
Разлвижиая кулачковая муфта состоит из двух поло-
винок с кулачками прямоугольного профиля н цен-
трирующей втулки
Раздвижные муфты рассчитываются по удельному
давлению на поверхности скользящих шпонок, шли-
цев или кулачков. Допускаемое давление при сталь-
ных термически не обработанных деталях прини-
мается |р] = 1ООЧ-2ВП кПслР при постоянных пере-
мещениях под нагрузкой, [р] = 300 + 500 кГ/сж’
при редких перемещениях
Плавающие муфты ш, — m, » o>R
С промежуточным диском
С промежуточной призматиче-
ской деталью
Муфта е промежуточным диском состоит из двух
фланцев, имеющих по поперечному пазу прямо-
угольного профиля, и промежуточной летали в пиле
лиска или кольца с двумя поперечными выступами,
расположенными под прямым углом на противо-
положных торцах. Выступы промежуточной летали
входят в пазы фланцев иа ходовой посадке
Удельное давление в пазах при распределении да-
вления по закону треугольника
12М,
Р " (O-d-24)
где Л — рабочая высота пазов; d —диаметр вала или
отверстия в кольцевой промежуточной детали (если
оно большего диаметра); (pl—допускаемое удель-
ное давление для стали по стали или чугуну, рав-
ное 100—30U кГсм*
При больших ш, удельное давление проверяется,
кроме того, по следующей формуле с учетом
центробежной силы:
12Л»,
° “ h (W 4- </) (D - d) + rft(D-rf) ’
где дополнительно О — вес промежуточной детели;
g — ускорение сиды тяжести.
Муфта с промежуточной призматической деталью
из текстолита рассчитывается по приведенным
здесь формулам при <( = 0 и С - »
Шарнирные асинхронные малогабаритные муфты а», ч- ш,; ы,ср — ш1ср
Петлеобразная
Муфта состоит из трех основных частей: двух закреп-
ленных иа валах и одной промежуточной, связан-
ной с первыми посредством вращательных пар, оси
которых пересекаются, взаимно перпендикулярны
и перпендикулярны осям валов
Схема 4
192
МУФТЫ
Продолжение табл, в
Допуске е-
мые сме-
шима
IUOI
Тип муфты
Характеристика
Шаровая
Муфты характеризуются малым поперечным габари-
том, вписывающийся а диаметр ступицы. Они раз-
личаются конструктивным оформлением вращатель-
ных пар. Петлеобразные и шаровые муфты До-
пускают угол между осями до 30°. Цапфовые
муфты допускают угол между осями до 45° и имеют
более благоприятные показатели по к. п. Д., износо-
стойкости и прочности
Основные размеры и рекомендуемая конструкция
муфт стандартизованы (ГОСТ 5147-49). Расчет
муфты производится на прочность и на давление в
шарнирах
Относительная неравномерность вращения ведомого
вала при ш, = const будет
sin 8 tg J
Цапфовая
Схема б
Шарнирные асинхронные крупногабаритные муфты
8
£
С промежуточным кольцом
Крупногабаритные муфты (карданы) отличаются
более высокими эксплуатационными показателями—
к. п. дч износостойкостью и прочностью. Приме-
няются для тяжелых условий работы, например
в трансмиссии автомобиля. Шарниры муфт часто
выполняются на игольчатых подшипниках. Конструк-
ции крупногабаритных муфт различаются главным
образом способами обеспечения возможности кх
сборки
В муфтах с промежуточным кольцом возможность
сборки обеспечивается разъемом кольца по плоско-
сти, перпендикулярной к оси. В муфтах с заклад-
ными подшипниками крестовина вводится в отвер-
стия вилок в перекошенном положении (схема 8)
или через прорези открытых сбоку отверстий вилок
(схема 11) ло установки подшипников. В муфтах с
привертиыми опорами возможность сборки обеспе-
чивается надеванием последних на цапфы кресто-
вины ло скрепления их с флашимм
Шарнирные синхронные муфты ш, — «ч при 8 от 0° ло 3бч-37°
Шариковые муфты (синхронные карданы) обеспечи-
вают равенство угловых скоростей валов при
изменяющемся угле между их геометрическими
осями за счет размещения шариков всегда в бис-
секторной плоскости. Это достигается соответству-
ющим профилированием канавок под шарики или
принудительным перемещением обоймы шариков
(схема 9). Применяются, например, для привода
ведущих передних колас автомобиля
ПОСТОЯННЫЕ СОЕДИНИТЕЛЬНЫЕ МУФТЫ
193
Продолжение табл. 8
Допускае-
мые сме-
шения
валов
Тип муфты
Характеристика
Шарнирно-раздвижные муфты
Пазовая
Схема 10
Со скольжением аала в ступице
Шарнирно-раздвижные муфты (универсальные кар-
даны) выполняются как асинхронными, так и син-
хронными
Пазовая муфта представляет собой специальную
конструкцию; поворот вокруг одной поперечной
осн происходит за счет поворота цапф в отверстиях
сухарей, поворот вокруг другой поперечной оси и
продольное смещение —за счет поворота и продоль-
ного пе]е<эдцения сухарей в пазах стакана
Муфта со скольжением вала в ступице представляет
собой конструктивное сочетание шарнирной муфты
с раздвижной. Такне муфты имеют большее
распространение, чем пазовые, и широко исполь-
зуются, например, в трансмиссии автомобиля
Схема И
Шарнирные сдвоенные муфты*
Сдвоенные муфты представляют собой конструктив-
ное сочетание двух асинхронных шарнирных муфт
(см. схемы 4-8) и могут быть заменены двумя
такими муфтами с промежуточным валиком, если
это позволяет продольный габарит
Шарнирная сдвоенная муфта обеспечивает ш, = ш,
при передаче движения между непсремешаюши-
мися во время работы пересекающимися валами,
когда условие 8,= 4» обеспечивается соответствую
щнм монтажей
Шарнирно-раздвижные сдвоенные муфты*
Шарннрно-раздвижиая муфта обеспечивает ш, = «ц
в указанном выше случае, а также при передаче
движения между перемещающимися валами, па-
раллельность которых всегда сохраняется, напри-
мер, при передаче движения от неподвижной ко-
робки подач консольно-фрезерного станка к пере-
мещающейся по направляющим станины коисолн.
ш, от ш, получается с достаточной точностью, напри-
мер, в трансмиссии автомобиля
• при соблюдении следующих условий: оси шарниров
на частях, скрепленных с промежуточным валиком (втулкой), па-
раллельны; оси валов лежат в одной плоскости; углы между
промежуточным валиком и обоими валами равны между собой
(а, — 41). ш,~ш, при приближенном соблюдении указанных условий
и малых 8, 4, и а,.
13 Том 4 769
Рикеры детые* шарнирно* муфты рекомендуемо* ГОСТ 5147-4* конструкции (фаг. 11)
Ж
ыА размер 1 я. по А 1. Крестовина Для типа А — 1 шт., для типа Б — 2 шт. Сталь 40Х; твердость Rq -- 48 л- 53 ?. Вилка — 2 шт. Сталь 20Х, твердость закаленной части Rq = 56-1-62
5 * е о а. 1. » D d d. »
I Номин с % лоп. откл. по А ЛОП. откл. по С< доп. откл. □о С Г / АОП. ОТКЛ. по С, АОП. ОТКЛ. по А d, ЛОП. откл. по X <> ЛОП. ОТКЛ. по А *. bt С С, /. t R п 14 г. «
К 5 10 12 0.4 ол 16 10 3 5 14 12 14 10 25 6 0,5 14,75 35 5 • 1 1 45»
1! 6 12 14 0.4 1 20 12 3 6 16 14 16 12 30 8 1 17 40 6 10 2 I 45=
If 7 15 18 0.4 2 25 16 4 7 18 18 1» 14 35 10 1 20,25 45 7 12 3 1Д 40=
21 8 19 22 0.5 2,5 32 20 5 8 22 22 23 16 42 12 1,5 24,75 50 8 16 4 2 . 40=
25 10 23 23 0,5 3 40 2.5 6 10 28 28 28 19 52 16 1,5 30 55 10 20 5 2,5 40=
з; 13 30 32 0,5 4 50 32 8 13 35 34 35 28 65 20 1,5 38 65 13 25 6 3 30=
40 16 38 42 ОЛ 5 60 40 10 16 45 42 44 34 85 25 1,5 48 75 16 32 7 3 30’
Продолжение табл. 9
. размер d по А 3. Палеи 4. Стерже Для типа А — для типа Б — Сталь 20 мл шт., шт. 5. Втулка Для типа А — 2 шт., для типа Б — 4 шт. Сталь 40Х; твердость 7?с=-48 + 53 6. Вилка спаренная Только для типа Б — 1 шт. Сталь 40Х; твердость /?с~48 + 53 7. Штифт конический по ГОСТ 3129 46
Для типа А — 1 шт., для типа Б — 2 Сталь 40 X; твердость /?с — 48 + ШТ. 53
нлльн откл. ДОП. <1 ДОП. т ДОП. S ЛОП. ЛОП. 4 доп. 4 лоп. h ЛОП. <7. Х<т
Номи ЛОП. I откл. no Н откл. ±0.2 откл. -0.2 откл. +0.2 /• откл. по С, Di h < откл. по Н откл. по А. откл. ±0,1 с*
10 Б 2Д 17 3 5 0,5 2 4,5 2Д 1,« 20 Б 2 3 7 22 3X18
12 6 3.5 21 4 6 0,5 3 5,5 3 1,7 24 6 3 4 8 26 Осталь- 3x22
16 7 3,5 26 5 7 0,5 3 5,.5 3 1.7 29 7 - 3 4 10 32 “* 4$<26
20 В 4,5 33 6 8 1 4 7.5 4 2,2 36 8 4 5 13 40 раамеры 5X30
25 Ю 5,5 42 7 10 1 Б 9 S 2,7 45 10 5 6 16 по лет. 2 6Х+Э
32 13 6 52 * 13 1 5 9 Б 2.7 5S 13 Б 6 20 60 (вилка) 8X50
40 16 7 62 10 16 1 6 11 6 ЗЛ 66 16 6 7 25 72 10X60
П римечанне. Марки стали по ГОСТ 4543-48 и 1050-52.
МУФТЫ
УПРАВЛЯЕМЫЕ СОЕДИНИТЕЛЬНЫЕ МУФТЫ (СЦЕПНЫЕ)
195
Таблица 10
Основные характеристики шарнирных муфт но ГОСТ 6147-48 (фиг. 10)
УПРАВЛЯЕМЫЕ
СОЕДИНИТЕЛЬНЫЕ МУФТЫ
(СЦЕПНЫЕ)
Муфты этого рода подразделяются на
кулачковые (зубчатые), ф р н к ц и-
> онные и электромагнитные
жидкостные и порошковые.
Фиг. 13. Разновидности кулачковых муфт: а —
собственно кулачковая муфта; б — зубчатая; в —
вальцевая; г — вытяжная шпонка; 0 — поворотная
шпонка.
Кулачковые муфты. Передача кру-
тящего момента в кулачковых муфтах
производится за счет нормальных уси-
лий N между рабочими поверхностями.
Эти муфты осуществляют жесткое со-
единение валов при определенных угло-
вых положениях одного вала относи-
тельно другого. Преимущества кулач-
ковых муфт перед фрикционными —
малые габариты, простота конструкции
и изготовления, дешевизна. Недоста-
ток — недопустимость включения на
быстром ходу без соответствующих мер
предосторожности против удара.
Различают кулачковые муфты с вы-
ступами на торцевых поверхностях (соб-
ственно кулачковые муфты — фиг. 13, а)
и с выступами, обычно в форме эволь-
вентных зубьев, на цилиндрических
поверхностях (зубчатые муфты —
фиг. 13, б). К этой же группе относятся
пальцевые муфты (фиг. 13, в), а также
соединения посредством вытяжных
(фиг. 13, а) и поворотных (фиг. 13, д)
шпонок.
Формы кулачков характе-
ризуются профилем и выполнением бо-
ковых сторон.
1 Кулачки треугольного профиля
применяются для передачи малых кру-
тящих моментов. Муфты с такими ку-
лачками имеют малый угол включения «
(см. ниже). Симметричный профиль
(фиг. 14, а) используется для передачи
моментов в обоих направлениях, несим-
метричный (фнг. 14, б) — только водном
13»
196
МУФТЫ
направлении. Число кулачков обычно
берется равным 15—60.
2. Кулачки трапецеидального про-
филя применяются для передачи боль-
ших крутящих моментов. Симметрич-
ный профиль (фиг. 14, в) пригоден для
Фиг. 14. Профили кулачков.
передачи моментов в обоих направле-
ниях. несимметричный профиль по
фиг. 14, г — только в одном напра-
влении. Число кулачков обычно берется
равным 5—11.
3. Кулачки прямоугольного профиля
(фиг. 14, д) применяются редко ввиду
трудности включения таких муфт и
невозможности получения беззазорного
сцепления.
На фиг. 14, е показана форма кулачков
муфты облегченного включения, при-
меняемой в автомобилях.
Боковые стороны кулачков прямо-
угольного профиля выполняются в виде
плоскостей, проходящих через геоме-
трическую ось муфты.
Боковые стороны кулачков треуголь-
ного итрапецоидального профилей,огра-
ниченные винтовыми поверхностями,
обеспечивают прилегание по площади
при сцеплении муфты как на полную,
так и на неполную рабочую высоту ку-
лачков, т. е. в течение всего процесса
включения и выключения муфты.Однако
ввиду сложности технологии обработки
такие кулачки применяются редко.
Обычно же их боковые стороны выпол-
няются по плоскостям, которые пол-
нору>ю прилегают друг к другу только
при заходе кулачков на полную рабо-
чую высоту Л.
Удобно иметь на обеих полу муфтах
кулачки одинаковой формы. Кулачки
прямоугольного и трапецеидального
профилей постоянной высоты (фиг. 15, а)
требуют раздельной обработки каждой
боковой стороны кулачка.
Кулачки треугольного (фиг. 15, б) и
трапецеидального (фиг. 15, вне) про-
филей с уменьшающейся к центру вы-
сотой позволяют обрабатывать обе сто-
роны впадины за одни проход. Муфта с
плоским торцом (фиг. 15, г) имеет умень-
шенную рабочую поверхность кулачков,
но характеризуется лучшими услови-
ями работы кулачков при включении.
Соотношение между углами (фиг. 14
и 15):
tg Рр - tg Эр cos 7; tR ₽о “ tg cos 7,
где — угол рабочей стороны профиля
кулачков; ₽0 — Угол обратной стороны
профиля кулачков; Рр и ₽6—соответ-
ствующие углы инструмента.
Во многих механизмах применяется
включение кулачковых муфт на ходу.
Теоретическое и экспериментальное
исследование явления удара, возника-
ющего при этом, показало, что при
правильном выборе параметров кон-
струкции такое включение не сопро-
вождается опасными перегрузками ме-
ханизма (8J. Важно также обеспечить
включаемость кулачковой муфты за
счет увеличения угла зазора н осевой
скорости включения
Фиг. 15. Формы кулачков.
Расчет кулачков на смятие (фиг. 15):
“ Z jHjZ Z £ [°1сж‘>
rCp-D-n(pz
[а )с> = 400 ч- 700 кГ/см* при стальных
закаленных кулачках и включении на
ходу; |а]ел = 800 +• 1200 кГ/см* при
включении в состоянии покоя.
УПРАВЛЯЕМЫЕ СОЕДИНИТЕЛЬНЫЕ МУФТЫ (СЦЕПНЫЕ)
197
Расчет кулачков на изгиб:
мк^ср
rcpzW
<[’!«
где W — момент сопротивления опас-
ного сечения кулачка.
Процесс включения. Отно-
сительные угловые положения валов при
включенной муфте называются поло-
жениями включения. Число их равно
числу кулачков г. Угол между поло-
жениями включения называется углом
360° „
включения а = —у. Время, через ко-
торое чередуются положения включе-
ния при относительном вращении валов
с числом оборотов п0 в минуту,
/-J*L
no-z
сек.
Угол включения ® при беззазорном
сцеплении слагается из следующих
углов (фнг. 16, а): ар — центрального
Фиг. 16. Случаи аключениа кулачковых муфт:
а и б — отставание ведомого вала прн достаточ-
ной и при недостаточной скорости включение;
« и г — обгон ведомого вала при достаточной
и недостаточной скорости включение.
угла рабочей боковой поверхности;
а0 — центрального угла обратной бо-
ковой поверхности; а, — центрального
суммарного угла вершин кулачков.
Включение муфты производится при
неподвижных валах или на ходу.
1. Включение при неподвижных валах.
а) Жестким механизмом включения.
При попадании вершин одного кулачка
иа вершины другого (вероятность равна
100-‘%) включения не происходит,
требуются повторные попытки после
относительного поворота валов ^среднее
число таких попыток равно ~'~а I •
При попадании в соприкосновение
обратных или рабочих сторон кулачков
^вероятность равна 100^% или 100-^% }
требуется относительный поворот валов
усилием включения.
б) Упругим механизмом включения.
Механизм подготовляет включение, за-
скакивание кулачков на полную высоту
происходит под действием пружины
при включении или в начале вращения
валов. Опасным является положение,
когда механизм включения приводит в
соприкосновение рабочие стороны ку-
лачков не на полную высоту ^вероят-
ность равна 100-^ % У Угол ар жела-
тельно брать малым.
2. Включение на ходу.
а) Синхронное вращение валов: nt =
= Лу — см. п. 1а.
б) Отставание ведомого вала: ЛуСЛ],
в частном случае лу = 0.
При Л|—лу = л0 <----------- об/мин
(а0—в градусах; о1КЛ — скорость осе-
вого перемещения половинки при
включении в м/сек', Л — в мм) (фиг. 16, а)
кулачки чаще свободно заходят на
полную высоту Л ^вероятность равна
.„а —-ап—аь 6лпЛ \
100----f----- % ’ где •* " 1000 - ) •
реже на неполную высоту Л с необходи-
мостью относительного доворачнвания
ведомого вала усилием включения.
Доворачиванне особенно затрудни-
тельно при включении муфты под на-
грузкой.
Прн л0> об/мин (фиг. 16, б)
кулачки всегда свободно заходят не на
полную высоту Л, и требуется отно-
сительное доворачиванне.
При проектировании параметры сле-
дует выбирать так, чтобы соблюдалось
первое неравенство и получалось доста-
точно большое значение вероятности
включения на полную высоту Л без
196
МУФТЫ
относительяого доворачивания полови-
нок муфты.
в) Обгон ведомого вала: nt > nt
(фиг. 16, в). Случай аналогичен рассмо-
тренному в п. б, если обозначить «а —
- nt=no-
— 1000аоОЛжл
При п0>-----------об/мин (фиг. 16,г)
кулачки всегда свободно заходят на
неполную высоту Л.
Обозначения — см. выше.
Включение при обгоне происходит
в более легких условиях, чем при отста-
вании, свободный заход кулачков на
неполную высоту здесь менее опасен.
Доворачивание ведомого вала в сторону,
обратную направлению вращения (при-
тормаживание), протекает легче.
Усилие включеиия . и выключения
Здесь знаки плюс относятся к уси-
лию включения, знаки минус — к уси-
лию выключения; Мк — передаваемый
крутящий момент при включении и
выключении под нагрузкой или кру-
тящий момент, препятствующий отно-
сительному повороту валов, при вклю-
чении без нагрузки; Р — угол рабочей
(0р) или обратной (Рд) стороны про-
филя кулачков; 'f — угол трения,, рав-
ный 8—12"; d — диаметр вала; rto — см
фиг. 15. '
Синхронизаторы приме-
няются для предварительного уравни-
вания угловых скоростей половинок
кулачковой или зубчатой муфты с
целью получения безударного вклю-
чения.
Синхронизацию осуществляют вспо-
могательные фрикционные поверхности
на муфте.
Различают: а) синхронизатор пре-
дельного давления, у которого при нажа-
тии на рукоятку управления сначала
включаются фрикционные поверхности,
а при более сильном нажатии — ку-
лачковая муфта; б) синхронизатор с
блокировкой, у которого включение
кулачковой муфты невозможно до пол-
ного уравнивания скоростей вследствие
большого трения на особых блокирую-
щих поверхностях при вращении одной
половинки муфты относительно другой.
На фиг. 17 показан синхронизатор
предельного давления, применяемый
в коробке передач автомобиля для
включения вала с правой или левой
шестерней. Кольцо 1 имеет внутренние
зубья и сидит на ступице 2, снабжен-
ной наружными зубьями и коническими
втулками 3. В первый период включе-
ния детали 1 и 2, связанные шарико-
выми фиксаторами 4, перемещаются
вместе и вводят в соприкосновение
Фиг. 17. Синхронизатор предельного дименкх.
фрикционные поверхности синхрони-
затора. При увеличении усилия вклю-
чения сверх установленного значения
фиксаторы размыкаются, и кольцо 1
сцепляется с зубчатым венцом 5.
На фнг. 18 показан синхронизатор с
блокировкой, устанавливаемый на авто-
мобилях «Победа» и ЗИМ. Кольцо 1
Фиг. 18. Синхронизатор с блокировкой,
уствняиливвемый ив вптомобилсх .По-
6в*в" и ЗИМ.
с внутренними зубьями через шарико-
вые фиксаторы 2 связано с тремя су-
харями 3, скользящими в пазах сту-
пицы 4 и входящими с зазором в пазы
УПРАВЛЯЕМЫЕ СОЕДИНИТЕЛЬНЫЕ МУФТЫ (СЦЕПНЫЕ)
199
на торцевых поверхностях бронзовых
синхронизирующих колец 5. В первый
период включения осевое усилие через
фиксаторы и сухари передается на
кольцо 5, вводя в соприкосновение
фрикционные поверхности. Кольцо 5
вследствие разности скоростей во фрик-
ционах синхронизатора поворачи-
вается относительно кольца 1 за счет
зазоров между стенками пазов и суха-
рями, что препятствует дальнейшему
осевому перемещению кольца /, так
как его зубья своими заостренными
торцами упрутся в сдвинутые примерно
на 1/4 шага зубья кольца 5. Угол за-
острения торцов зубьев на кольцах 1 и 5
и угол конуса фрикционных поверхно-
стей рассчитаны так, что сцепление
кольца 1 с кольцом 5, а затем с вен-
цом 6 может произойти только после
полного уравнивания их угловых ско-
ростей.
Фрикционные муфты. Эти муфты
передают крутящий момент за счет
касательных сил трения между рабо-
чими поверхностями. Они допускают
включение на ходу без каких-либо мер
п редосторож ности.
Различают следующие основные типы
фрикционных муфт: а) дисковые,
у которых рабочими поверхностями
являются торцевые плоскости дисков;
б) конусные, у которых рабочими
являются конические поверхности;
в) кольцевые и колодочные,
у которых рабочими являются цилин,-
дрические поверхности.
По условиям работы муфты разде-
ляются на: а) сухие, применимые
в таких местах, где можно надежно
предохранить муфту от ^попадания
смазки; б) масляны е, ^работающие
в условиях обильной смазки.
Процесс включения со-
стоит из двух периодов:
1. Проскальзывание муфты при не-
подвижном ведомом вале продолжается
до тех пор, пока возрастающий в про-
цессе включения крутящий момент, пе-
редаваемый муфтой, остается меньше
начального крутящего момента на ве-
домом валу (малого при пуске машины
вхолостую, большого при пуске под
нагрузкой).
Мощность ведущего вала полностью
расходуется на нагрев муфты. .
2. Частичное проскальзывание муфты
при разгоне ведомого вала продол-
жается до тех пор, пока скорость вра-
щения ведомого вала не сравняется со
скоростью ведущего. Половина мощ-
ности ведущего вала расходуется на
нагрев муфты.
При быстром включении в муфте вы-
деляется меньше энергии, превращаю-
щейся в теплоту. При постепенном
включении обеспечивается более плав-
ный пуск машины
Фрикционные муфты следует ставить
на быстровращающихся валах кинема-
тической цепи; для уменьшения периода
разгона полумуфту с большим момен-
том инерции предпочтительно устана-
вливать на ведущем валу.
В муфтах с механическим управле-
нием переключение осуществляется по-
средством кинематической цепи, состо-
ящей из обособленного механизма упра-
вления. передающего движение и уси-
лие от органа управления (рукоятка,
педаль) к переключающему элементу
(втулка или стержень, скользящий в
направлении оси вала), и из устройства
управления, передающего движение и
усилие от переключающего элемента
к фрикционным деталям. Устройство
управления органически связано с
муфтой, размещается на вращающихся
частях и влияет на конструкцию
муфты.
Кинематическая цель управления мо-
жет не иметь запирающего элемента
(вытяжной фиксатор, самотормозящаяся
пара) или иметь его в механизме упра-
вления или в устройстве управления.
Механизмы управления делятся на:
а) механизмы свободного дей-
ствия, которые не препятствуют от-
ходу переключающего элемента из ра-
бочего положения; б) запирающие,
которые удерживают переключающий
элемент в рабочем положении. Как те,
так и другие механизмы управления
могут иметь или не иметь упругого
звена, обеспечивающего определенную
силу нажатия на переключающий эле
мент.
Дисковые муфты имеют наи-
большее распространение. Классифи-
кация муфт с механическим управле-
нием дана в табл. 11.
Нормально разомкнутые муфты часто
выполняются двойными для переклю-
чения скоростей или реверсирования
В этом случае вал обычно связывается
муфтой с сидящими на нем дета-
лями.
Примеры конструктивного выполне-
ния муфт с механическим управле
инем приведены на фнг. 19—2б.
Дисковые фрикционные муфты с ааехвинческим управлением
(исключав гидравлическое и пневматическое)
Таблица II
Тип муфты Тип управления (устройство управления) Схема Соотхошеиия между действую- щими силами Примечание и характеристика
Запирающее С х е м а -4^ 1 Период работы Р4 = Ро = О; период включения V₽. = ₽o Имеют наибольшее применение. Давление между поверхностями трения создается за счет деформации всех звеньев (схема 1) или упругого звена (схема 2). В первом случае обязательно регулирование давления внвтамн или другими устройства- ми. Требуется механизм управления сво- бодного действия
Нормально разомкнутая. При отсутствии аозаейстаня ус- тройства управления фрик Запирающее, с упругим звеном С _ft#-.' К . х е м а Йц: 2
циоиные детали расходятся свободно или пол действием вспомогательных пружин, обеспечивающих надежное размыкание муфты. Муфта требует принудительного замыкание Свободного действия, с упругим звеном или без него Схема ЕН ж| 3 Pp>Pt-P. Имеют ограниченное применение при кратко- временных включениях. Действующая лрн включенном положении сила Pg требует
1 Непосредственное, с упругим звеном или без него Схема ч г 4 РР = Р'-Р. подшипника в переключающем элементе. При механизме управления свободного действия для замыкания муфты требуется непрерывное нажатие на орган управления
МУФТЫ
Продолжение табл. И
Тип муфты Тип управления (устройство управления) Схема Соотношения между действую- щими силами Примечание н характеристика
Нормально замкнутая. При отсутствии воздействия ус- тройства управления фрик- ционные летали замыкаются с рабочим усилием силь- ными пружинами, действую- щими непосредственно иа (Ьрижцмоммые летали, или более слабыми пружинами, действующими через рыча- ги устройства управления. Муфта требует принуди- тельного размыкания Запирающее Л -:-Х *— | - — Схема 5 Период работы Рр ” рп' р,£р. = о-. период включения Р„>Р' = Р' Имеет ограниченное применение. По выпол- няемым функциям и эксплуатационным ха- рактеристикам аналогична муфте по схеме 2
Свободного действия, с замыкаюшей пружиной с-. Ч Схем) 6 Период работы рр>рп- р,^р0 = о-. период выключения рп-р.-р° Имеют широкое применение при кратковре- менных выключениях (сцепления автомо- биля, мотоцикла и г. п.). Действие Рв при выключенном положении требует подшип- ника в переключающем элементе, если ои связан с ведущим валом. Обычно приме- няемый механизм управления свободного действия требует при разомкнутой муфте непрерывного нажатия на орган управления (рукоятку или педаль)
Свободного действия Схема Дф Pg in Ji 5 1 Период работы Р/>-р„- Р,= Р. = О; период выключения Рп>Р. = Р>
Непосред- ственное 1—g С х е м । ШСл xwnT Р, Р, 1 8 Период работы Рп -^Рл: р п Р'^Р'-О-, период выключения Р„ = Р'-Р'
Рр — рабочее усилие иа поверхностях трения; Рв — усилие включения или выключения иа переключающем элементе; Р, — осевое усилие,
воспринимаемое подшипниками; PR — суммарное усилие пружин. в
УПРАВЛЯЕМЫЕ СОЕДИНИТЕЛЬНЫЕ МУФТЫ (СЦЕПНЫЕ)
8
202
МУФТЫ
УПРАВЛЯЕМЫ? СОЕДИНИТЕЛЬНЫЕ МУФТЫ (СЦЕПНЫЕ)
203
В металлорежущих станки обычно применяются
нормально разомкнутые муфты (фиг. 19—22).
Масляные муфты в двустороннем (фнг. 19) и
одностороннем исполнениях с дисками из стали
или из стали и текстолита для Мк наиб 1,3 ло
280 кГм, а также сухие муфты (фиг. 20) с лисками
из стали н прессованного асбеста для Мк Наиб от
26,5 до 425 кГл в станкостроительной промышлен-
ности нормализованы (нормали станкостроения
Р94-1 .Муфты фрикционные многодисковые масля-
ные* и PSM-2 .Муфты фрикционные многодисковые
сухие* 1951 г.).
Фиг. 25. Нормально ра-
зомкнутая главная муф-
та трактора .Кировец*
Д-М.
Фиг. 24. Полупектробежное одиодисковое сце-
пление автомобиля М-20 .Победа*: I — пружины,
создающие давление между дисками: 1 — три груза,
пентробежнаа сила которых прн вращении ведо-
мого вала увеличивает давление между дисками.
В автомобилях применяются нормально замкну-
тые дисковые муфты (фиг. 23 и 24).
В тракторах применяются как нормально разо-
мкнутые муфты (фнг. 25), так и нормально замкну-
тые (фиг. 26).
Малые диски соединяются с валом
или втулкой при помощи многопазо-
вого профиля (многодисковые муфты),
привертываются или приклепываются
к втулке-ступице (одно- н двухдиско-
вые муфты большого диаметра) йли
соединяются с ней упругой муфтой
(фиг. 24). Большие диски присоеди-
няются к корпусу муфты выступами на
периферии, входящими в шпоночные
пазы эвольвентными зубьями, паль-
цами (фиг. 23) или радиально располо-
204
МУФТЫ
женными штифтами (однолисковые и
двухднсковые муфты). Зазор- между
металлическими дисками при разомкну-
той муфте берется 0,2—0,5 мм в мно-
годисковой муфте и 0,5—I мм в одно- и
двухдисковой. Зазор при неметалличе-
ских дисках берется 0,5—1 мм в много-
дисковой муфте и 0,8—1,5 мм в одно- и
двухдисковои.
Расчетный момент берется в 1,5 раза
больше действующего (Мх = 1,5 Л40):
Мк < к (rj — rty rcpzpf кГсм,
где Г|, rj и гср — соответственно наи-
больший, наименьший и средний ради-
усы кольиевой рабочей поверхности
дисков в см; г — число пар рабочих
(трущихся) поверхностей; р — допу-
скаемое удельное давление в кГ/cm*; f —
коэффициент трения.
Материалы рабочих поверхностей и
значения р и / см. в табл. 12.
Рабочее усилие, действующее на
диски,
Расчет устройств управления см. [11]
и [Ь].
Условия работы и материалы рабочих (трущихся) поверхностей / р в кГ1смг
ДЛЯ диско- вых муфт для конус- ных н коль- цевых муфт
Со смазкой Заявленная сталь по закаленной стали Чугун по чугуну или по закаленной стали Всухую Прессованный асбест (феродо) по стали или чугуну . . . Чугун но чугуну или по закаленной стали 0,06 0,08 0,3 0,15 6-8 6-8 2-2,5 2.5-3 10 3 3
Примечания: 1. Верхние значения р принимаются при малом числе дисков, ниж- ние — при большом. 2. При окружной скорости на среднем диаметре дисков v > 2.S MfctK табличное значение р следует уменьшить путем умно- ,3ZT5 ИССИНЯ НЯ 1/ . V V 3. При числе включений муфты в чае Г < 90 табличное значение р следует умно- жить на —0,95 0,8 0,7 0,6 0,5 при Г-190 180 940 ЭОО 360 я более
УПРАВЛЯЕМЫЕ СОЕДИНИТЕЛЬНЫЕ МУФТЫ (СЦЕПНЫЕ)
205
Дисковые фрикционные муфты с дистанционным управлением
Таблица 13
Схема
Применение и характеристика
Схема 1
Применяются для работы всухую при наличии
сжатого воздуха (а кузнечно-прессовом обо-
рудовании, в тепловозах и т. п.). Давление
воздуха 5—10 к Г tex'. Поршень выполняется
сплошным или кольцевым, иногда заменяет-
ся диафрагмой. Достоинства — удобство
канализации отработанного воздуха и от-
сутствие загрязнения муфты вследствие
утечек прн ее наружном расположении.
Включение муфты замедленное, плавное
Применяются для работы со смазкой. Давле-
ние масла муфтой не ограничивается. Пор-
шень выполняется обычно кольцевым; иног-
да применяется несколько плунжеров мало-
го диаметра. Подвод масла обычно через
вал. Достоинства — малые габариты. Недо-
статок — загрязнение муфты от утечек, что
не всегда позволяет применять ее наружное
расположение
н
8
I
Г)
5
g
3
Схема б
Применяются для работы всухую или со смаз-
кой. Кольцевой электромагнит питается
постоянным током через контактные кольца.
При отдельном якоре (первая схема) фрик-
ционные поверхности могут быть выполне-
ны из любого материала; прн замыкании
магнитного потока через диски последние
должны быть стальными с фигурными вы-
резами. Муфта по второй схеме отличается
компактностью и обеспечивает малые и
не изменяющиеся с износом дисков воздуш-
ные зазоры на пути магнитного потока.
Встречаются муфты с неподвижным коль-
цевым электромагнитом, передающим маг-
нитный поток на вращающиеся части муф-
ты через полюсы, имеющие цилиндрическую
поверхность
Применяются редко, когда муфта должна
оставаться включенной значительно больше
времени, чем выключенной, н когда не-
исправность в системе управления, оставляя
муфту включенной (отсутствует нулевая
защита), ие может привести к аварии, к
опасности или серьезным неудобствам в
обращении с машиной. Достоинства нор-
мально замкнутых муфт — экономия расхода
энергии, а прн расположении устройства
управления на ведомом валу легко устра-
няется необходимость подвода масла, сжато-
го воздуха или электроэнергии к вращаю-
щейся летали
206
муфты
Классификация муфт с дистанционным
управлением — пневматическим, гидра-
влическим и электромагнитным — дана
в табл. 13.
Пример конструктивного выполне-
ния муфты по схеме 5 табл. 13 приведен
на фиг. 27. Муфта имеет диски с выре-
зами в средней части (фиг. 28), что необ-
ходимо для уменьшения части магнитно-
Фиг. 28. Пример выполнение фрикционных дисков
электромагнитных муфт с замыканием магнитного
□отока через диски.
го потока, замыкающейся через диски.
Увеличение числа дисков т в муфте
дает эффект лишь до определенного
о б в ат
Фиг. 29. Изменение
крутящего момента, пе-
редаваемого многоди-
сковой электромагнит-
ной муфтой, в зависи-
мости от числа дис-
коп т при различных
виачеииях числа ампер-
витков аа.
предела (фиг. 29)
[17 J, так как при-
водит к возраста-
нию рассеивания
магнитного потока
через диски и к
увеличению сопро-
тивления магнито-
провода за счет
воздушных зазо-
ров (воздушный
зазор между каж-
дой парой дисков
{оставляет 0,05—
0,06 мм).
Конусные
муфты имеют
меньшее распро-
странение, чем
дисковые. Они вы-
полняются нор-
мально разомкну-
тыми (наиболее
часто), нормально
замкнутыми или заклинивающимися.
В заклинивающихся муфтах фрикцион-
ные детали удерживаются в замкнутом
положении за счет сил трения, возни-
кающих между рабочими поверхно-
стями, что возможно, когда угол ко-
нуса меньше угла трения.
Конусные муфты обычно выполняются
с механическим управлением и одной
парой рабочих поверхностей, одинар-
ными или двойными. Реже встречаются
муфты с несколькими парами рабочих
а) б)
Фиг. 30. Шкив ременной перелечи, выполнекший
функции фрикционной муфты: а — выключено;
б — включено.
поверхностей, образованных кольце-
выми канавками и выступами трапеце-
идального профиля на Торцевых или
цилиндрических поверхностях фрик-
ционных деталей.
Расчетный момент берется в 1,5 раза
больше действующего (Мк = 1,5М0}:
Мк< ivr^pbpf кГсм,
где гер — средний радиус рабочей по-
верхности в см; Ь — ширина рабочей
поверхности в см; значения р и f см.
в табл. 12.
Усилия включения и выключения
р М* 5|п<° ±
e= rcpf cosy ’
где а — угол образующей конуса с
осью; <р = arctg /— угол трения.
В формуле знак плюс соответствует
усилию включения, знак минус — уси-
лию выключения.
Кольцевые и колодочные
муфты имеют меньшее распростране-
ние, чем дисковые и конусные, вы-
полняются обычно нормально разом-
кнутыми с механическим управлением.
Кольцевая муфта имеет разжимное
кольцо или два полукольца, которые
прижимаются к внутренней цилин-
дрической рабочей поверхности кор-
пуса муфты при помощи поворота не-
круглых пальцев и рычагов или вдвига-
ния клиньев.
Расчетный момент берется в 1,5 раза
больше действующего (Мк ** l,5M0):
Мк < 2-nr*bpf кГсм,
где г — радиус рабочей поверхности
в см; Ь — ширина рабочей поверхности
в см; р и f см. в табл. 12. Материал
фрикционных тел сталь — сталь, чу-
гун — сталь, чугун — чугун.
УПРАВЛЯЕМЫЕ СОЕДИНИТЕЛЬНЫЕ МУФТЫ (СЦЕПНЫЕ)
207
Колодочные муфты имеют подвижные
колодки, которые прижимаются к ци-
линдрическим поверхностям корпуса
муфты. Устройство управления обычно
имеет упругое звено.
Интересная конструкция фрикцион-
ной муфты, в которой совмещаются
функции муфты с функциями шкива
ременной передачи, показана на фиг. 30.
Здесь в качестве фрикционных деталей
используются части шкива и клиновой
ремень.
Электромагнитные жидкостные н по-
рошковые муфты. В основном эти
муфты применяются в качестве сцепных
для соединения и разъединения валов.
Они способны передавать крутящий
момент при отсутствии скольжения,
в то же время допускают более дли-
тельное проскальзывание на переход-
ных режимах, имеют меньшее время
срабатывания и требуют меньшей мощ-
ности тока возбуждения, чем дисковая
фрикционная муфта с электромагнит-
ным управлением.
Кроме того, эти муфты могут быть
использованы для работы на режиме
скольжения при наличии следящего
стабилизирующего устройства, что дает
возможность изменять число оборотов
ведомого вала за счет проскальзы-
вания муфты. Они используются также
в качестве динамометрических и пре-
дохранительных муфт для измерения
или ограничения передаваемого крутя-
щего момента.
Принцип действия муфты этого типа
основан на свойстве жидкой или по-
рошкообразной ферромагнитной смеси,
в состав которой входит тонкий поро-
шок малоуглеродистой стали, увели-
чивать под действием магнитного.поля
свою вязкость вплоть до затвердевания
и прочно приставать к полюсам маг-
нитной системы.
Цилиндрическая муфта по простей-
шей схеме (фиг. 31, а) имеет следующее
устройство. Одна ее часть представляет
собой магнитную систему в виде коль-
цевого электромагнита, полюсы кото-
рого расположены по наружной цилин-
дрической поверхности. Другая часть
муфты состоит из закрытого корпуса с
кольцевым магнитопроводом, внутрен-
няя цилиндрическая поверхность ко-
торого образует с полюсами электро-
магнита небольшой зазор, заполняе-
мый указанной выше смесью. Магни-
топровод в обеих частях муфты выпол-
няется из малоуглеродистой стали.
Пока в обмотку электромагнита не
включен ток возбуждения, смесь сохра-
няет свою подвижность и не препят-
ствует относительному вращению частей
муфты; муфта не передает крутящего
момента.
При возбуждении электромагнита
поток проходит через рабочий зазор
муфты, воздействует на ферромагнит-
ную смесь, которая связывает части
Фиг. 31. Схемы «лектромагяигных жидко-
стных и порошковых муфт.
муфты между собой; муфта начинает
передавать крутящий момент без про-
скальзывания при наличии запаса силы
сцепления между рабочими поверхно-
стями частей муфты или со скольже-
нием при отсутствии указанного запаса.
На фиг. 31, б показана схема диско-
вой муфты, отличающейся от преды-
дущей тем, что рабочие зазоры, запол-
ненные смесью, расположены между
торцевыми поверхностями дисков.
На фиг. 31, в представлена схема
муфты с неподвижной магнитной систе-
мой, что устраняет необходимость в
скользящих контактах и облегчает вра-
щающиеся части муфты. Магнитный
поток кольцевого электромагнита про-
ходит сквозь тонкую цилиндрическую
стенку одной вращающейся части муфты
и замыкается толстым кольцевым маг-
нитопроводом ее второй вращающейся
части. Потеря магнитного потока за
счет замыкания его через тонкую ци-
линдрическую стенку невелика бла-
годаря быстрому магнитному насыще-
нию ее средней части.
Муфты по схемам фиг. 31, а н д вы-
полнены цилиндрическими, с двумя ра-
бочими зазорами, что увеличивает пе-
редаваемый крутящий момент.
Муфта по схеме фиг 31, е специально
предназначена для высоких чисел обо-
ротов — до 10 000 в минуту; конструк-
ция полюсов электромагнита обеспе-
чивает сильное магнитное пола иа
208
МУФТЫ
небольшом рабочем участке муфты при
ее включении; центробежная сила от-
гоняет смесь в кольцевую канавку
корпуса муфты, что обеспечивает на-
дежное ее размыкание при выключе-
нии тока возбуждения.
Для питания обмотки
возбуждения обычно приме-
няется постоянный ток, хотя муфта
может быть выполнена и для работы на
переменном токе.
Подвод тока к обмотке вращающегося
электромагнита производится через два
контактных кольца, через одно кон-
тактное кольцо и массу, иногда через
трансформатор, одна обмотка которого
неподвижна, а другая вращается вме-
сте с муфтой.
В последнем случае селеновый или
другой выпрямитель монтируется на
вращающейся муфте.
Муфты выполняются также с самовоз-
буждением. Тогда на корпусе муфты
помещается обмотка, вращающаяся в
поле неподвижного магнита или элек-
тромагнита. Переменный ток, индук-
тируемый в этой обмотке, через вы-
прямитель, также расположенный на
вращающемся корпусе муфты, питает
обмотку возбуждения ее магнитной си-
стемы.
Находят применение муфты с посто-
янными магнитами и с обмоткой воз-
буждения, которая служит для их нама-
гничивания и размагничивания при
включении и выключении муфты. Во
время работы такой муфты ток в ее
обмотку возбуждения не подается.
Смесь на жидкой основе
представляет собой грубодисперсную
систему. В качестве порошка обычно
применяется карбонильное железо с
размерами зерен от 0,5 до 10 мк, обла-
дающее большой магнитной прони-
цаемостью и малой коэрцитивной силой.
Замена карбонильного железа порош-
ком нержавеющей стали снижает пере-
даваемый муфтой крутящий момент
примерно в 1,5 раза. Ввиду сильного
нагревания муфты при скольжении
жидкость, используемая для пригото-
вления смеси, должна иметь малую вяз-
кость. не испаряться, не разлагаться
н не оказывать вредного химического
действия на порошок железа при темпе-
ратурах до 200—250° С. Этим требова-
ниям в достаточной степени удовлетво-
ряют минеральное масло, керосин,
хлористый дифенил, хлористый бензол
и т. д.
Примерный состав смеси: 5 весовых
частей карбонильного железа на 1 ве-
совую часть масла. Магнитная про-
ницаемость такой смеси в 8 раз выше,
чем воздуха. При уменьшении в смеси
количества железа увеличивается время
срабатывания муфты, при увеличении—
муфта плохо расцепляется.
Смесь на твердой основе
состоит из карбонильного железа и
ворошка графита или талька.
Примерный состав смеси: 5 весовых
частей карбонильного железа на 1 часть
графита для сцепных муфт и 25 частей
карбонильного железа на 1 часть гра-
фита для муфт, работающих в режиме
скольжения.
Недостатком смеси на жидкой основе
является механическое уплотнение ее
вследствие оседания порошка железа
под действием центробежных сил.
Поэтому для надежного расцепления
муфты обычного типа со смесью на
жидкой основе число оборотов ее nt
в минуту следует ограничивать пре-
делом •
где г — радиус расположения рабочего
зазора муфты в м.
Вторым недостатком смеси на жидкой
основе является трудность создания
надежных уплотнений подшипников
муфты. Для защиты последних при-
меняются уплотнительные кольца и
магнитные ловители для частиц железа.
Лабиринтные уплотнения используются
редко из-за их негерметичности.
При использовании смеси на твердой
основе легче решается задача уплотне-
ния подшипников так как в этом
случае становятся эффективными раз-
личные карманы и отражатели С дру-
гой стороны, порошковая муфта обыч-
ного типа при частичном заполнении
рабочего зазора смесью может быть
использована при числе оборотов, в не-
сколько раз превышающем предельное
значение П| для муфт со смесью на
жидкой основе.
Передаваемый муфтой
крутящий момент практически не зави-
сит от числа оборотов муфты и вели-
чины скольжения. Характер зависи-
мости между крутящим моментом Мк и
током возбуждения / показан на фиг. 32.
Как видно из фиг. 32, до известного зна-
чения магнитной индукции в зазоре
НЕУПРАВЛЯЕМЫЕ И УПРАВЛЯЕМЫЕ МУФТЫ СКОЛЬЖЕНИЯ
209
величина крутящего момента пропор-
циональна силе тока возбуждения.
Такая характеристика муфты делает ее
удобной для измерения крутящего мо-
мента н использования в качестве
электромеханического усилителя.
*
^**в**— Фиг. 32. Примерная зани-
снмость передаваемого
/ крутящего момента от тока
/ возбуждения у электромаг-
/ ннтной жидкостной или
/ порошковой муфты.
г----------?
Тангенциальное усилие р, прихо-
дящееся на единицу площади рабочего
зазора, мало зависит от качества обра-
ботки поверхностей и лишь незначи-
тельно возрастает прн наличии на них
насечки. При индукции в зазоре, равной
8000 гс, получается примерно р =
=• 0,73 кПсм* [1J, что соответствует
средним значениям произведений коэф-
фициента трения на допускаемое удель-
ное давление во фрикционных муфтах.
Однако вследствие конструктивных осо-
бенностей электромагнитные жидкост-
ные и порошковые муфты обычно
получаются тяжелее фрикционных с
электромагнитным управлением, но
превосходят их по плавности включе-
ния, простоте устройства, надежности
и долговечности.
Известны конструкции порошковых
муфт, передающих мощность до
7500 кот.
НЕУПРАВЛЯЕМЫЕ
И УПРАВЛЯЕМЫЕ
МУФТЫ СКОЛЬЖЕНИЯ
Муфты скольжения способны пере-
давать крутящий момент только прн
некоторой разности угловых скоростей
валов, т. е. при отставании ведомого
вала от ведущего.
Распространение получили гидроди-
намические, а в последнее время и
электромагнитные вихревые муфты
скольжрния (табл. 14). Механические
характеристики этих муфт показаны
на фнг. 33 и 34. Непрерывное возраста-
ние передаваемого крутящего момента
с увеличением скольжения обеспечи-
вает устойчивую работу муфты на лю-
бом режиме, тогда как фрикционные и
электромагнитные муфты с ферромаг-
нитной смесью, вследствие особенно-
стей своей характеристики, могут рабо-
14 Том 4 Ив
тать со скольжением без каких-либо
устройств автоматического регулиро-
вания только на переходных режимах.
Другим существенным отличием гидро-
динамических и электромагнитных вих-
ревых муфт от фрикционных является
возможность продолжительной их ра-
боты с большим скольжением без
быстрого нагрева и износа отдельных
поверхностей муфты.
Имея механическую характеристику
гидродинамической муфты Мк = /(s)
или Л1К = /1(ла) при различных зна-
чениях п, и механическую характе-
ристику двигателя внутреннего сгора-
ния Мк = при полном открытии
дросселя можно построить механиче-
скую характеристику агрегата двига-
тель—муфта (фиг. 35), которая обычно
Фиг. 33. Механические характеристики гидродина-
мической автомобильной муфты нормального
исполнения при различных числах оборотов веду-
щего вала п,:Мк~ передаваемый крутящий момент;
s — относительное скольжение; А — точка расчет-
ного режима работы муфты с передачей полной
мощности при скольжении 2—3’1^
Фнг. 34. Механические характеристики электро-
магнитной вихревой муфты скольжении при раз-
личных величинах тока возбуждения /. В коорди-
натах Мк — s характеристики справедливы при лю-
бом значении л,. А — точка расчетного режима
работы муфты с передачей полного крутящего
момента при скольжавнм 2—3*^
Тип муфты
Неуправляемые
муфты
Схема 2
Муфты скольжения гидродинамические и влектромагиитиые вихревые
Устройство и принцип действия
Управляемые а неуправляемые гидродинамические муфты
Состоит из двух колес с обращенными друг к другу
кольцевыми полостями, имеющими радиальные лопатки.
Числа лопаток в колесах делаются неодинаковыми во избе-
жание неравномерной работы муфты вследствие одновремен-
ного совпадения положений всех лопаток. Муфта заполняет-
ся легким минеральным маслом только иа 8S-9O5;, своего
объема, чтобы устранять повышение давления внутри муфты
от расширения масла при его нагревании.
Если оба колеса вращаются с равными угловыми скоро-
стями. циркуляции масла в полости муфты не происходит,
муфта не перелает крутящего момента.
При отставании ведомого (турбинного) колеса от ведуще-
го (насосного) давление у наружных краев лопаток на веду-
щем колесе будет больше, чем на ведомом, а у внутренних
краев лопаток на ведущем колесе будет меньше, чем нз ве-
домом. Вследствие разности давлений возникает циркуляция
масла в полости муфты, как показано иа схеме 1; при этом
муфта перелает крутящий момент.
Механическая работа, затрачиваемая иа вращение веду-
щего вала, идет на увеличение кинетической энергии потока
масла в насосном колесе. В турбинном колесе кинетическая
энергия потока масла уменьшается, переходя в механическую
работу вращения ведомого вала.
Частицы масла, циркулирующего в полости муфты и
вращающегося вместе с муфтой, имеют сложную траекторию
абсолютного движения, удаляясь от центра муфты в насос
ном колесе и приближаясь к центру в турбинном колесе. При
этом составляющая скорости каждой частицы масла, совпа
лающая по направлению с окружной скоростью вращения
муфты в насосном колесе, возрастает; необходимое ускорение
сообщается маслу крутящим моментом ведущего вала через
лопатки насосного колеса. В турбинном колесе указанная
составляющая скорости каждой частицы масла уменьшается;
отрицательное ускорение приводит к инерционному давлению
масла иа лопатки турбинного колеса, создающему крутящий
момент на ведомом валу.
Для лучшего направления потока жидкости в рабочей
полости муфты иногда предусматривается сердечник в одном
или в обоих колесах (схема 4).
С келью уменьшения передаваемого крутящего момента
при больших скольжениях и на режиме холостого хода (на-
сосное колесо вращается с малым числом оборотов, турбин-
ное остановлено) автомобильные муфты выполняются по
схемам 2—4).
Таблица 14
Характеристика и применение
Величина передаваемого муфтой крутяще-
го момента Мк зависит от числа оборотов
в минуту ведущего вала л, и величины
скольжения з.
При постоянном скольжении
Мк - С.п^О* кГм,
гле С, — коэффициент, зависящий от кон-
струкции муфты и величины скольжения: для
автомобильной муфты обычного исполнения и
з=—------— 100 =2,б’’|0 можно принять С, “•
и»
= 4,8-10—*; л, — число оборотов ведущего
вала в минуту; л, — число оборотов ведомого
аала в минуту; D — средний диаметр рабочей
полости муфты в м.
Характеристика зависимости передаваемого
момента от скольжения для автомобильной
муфты нормального исполнения приведена иа
фнг. 33.
При скольжении примерно ло 10'(о спра-
ведлива следующая приближенная формула:
Л*ж — О (₽ — г*) кГм,
где Ci — коэффициент, зависящий от кон-
струкции муфты: для автомобильной муфты
нормального исполиеиия С1=1,4-10~5; О —
вес масла в рабочей полости муфты в кГ;
К— средний радиус потока, входящего в
турбинное колесо, в ж; г — средний радиус
потока, выходящего из турбинного колеса, в м.
Средние радиусы потока подсчитываются
по формуле
гле г, и г, — наружный и внутренний ра-
диусы сечения входа или выхода.
ч
е
z
Тип муфты
Устройство в принцип действии
Продолжение табл. 14
Характеристика и применение
Упр являемые
муфты
Схема 4
Муфта по схеме 2 имеет увеличенный резервуар в цент-
ральной части нерабочей полости и заливается относительно
меньшим количеством масла, чем муфта пэ схеме 1. Такое
устройство муфты приводит к частичному опорожнению ее
рабочей полости и верхней части прн малых числах оборо-
тов ведущего вала н к снижению передаваемого крутящего
момента прн работе муфты иа режиме холостого хода, обес-
печивав в то же время хорошее наполнение рабочей поло-
сти при больших числах оборотов и лучшее отделение от
масла воздуха, который собирается в центральной части
резервуара муфты.
Муфта по схеме 3 имеет порог в центральной части рабо-
чей полости турбинного колеса, что при усиленной циркуля-
ции жидкости в полости оказывает большое сопротивление
потоку и тем самым снижает передаваемый крутящий момент
прн работе муфты с большим скольжением к на режиме
холостого хода; при малом скольжении и больших оборотах
циркуляция масла в полости муфты получается более мед-
ленной, а центробежная сила отгоняет масло к периферии
муфты, благодаря чему порог при таком режиме работы не
оказывает заметного сопротивления циркуляции масла в
рабочей полости и не приводит к потерям.
Положительное влияние резервуара и порога на свойстга
автомобильной муфты, рассчитанной на рабочее скольжение
в 2,S°|„ характеризуется снижением всличниы останавливаю-
щего момента при расчетном числе оборотов ведущего вала
примерно на 40“|о вследствие применения резервуара и более
чем на 7U°la вследствие применения резервуара и порога.
В некоторых муфтах с резервуаром и порогом кривая
Мк — / (Д соответствующая малым п„ имеет максимум,
после которого крутящий момент с увеличением скольжения
падает.
Муфта по схеме 4 имеет переставную кольцевую заслонку,
перекрывающую циркулирующий в полости муфты поток масла,
что уменьшает передаваемый иа режиме холостого хода
крутящий момент примерно в 6 раз по сравнению с муфтой,
имеющей резервуар, и позволяет в автомобилях с гидравли-
ческой муфтой обойтись без фрикционного сцепления. Муф-
та по схеме 4 широкого распространения нс получила.
Гидродинамическая муфта обеспечивает
более мягкий привоя машины, хорошо гаент
крутильные колебания, облегчает работу дви-
гателя иа переходных режимах. При пуске
тяжелых машин от асиихрошюго короткоза-
мкнутого электродвигателя муфта сокращает
длительность действия большого пускового
тока и ограничивает нагрев двигателя, что
позволяет применять двигатель меньших раз-
меров. Гидродинамические муфты наиболее
широко применяются в транспортных устрой-
ствах с двигателями внутреннего сгорания
ввиду плохой характеристики втих двигателей
иа малых оборотах.
При трогании с места и разгоне автомо-
биля, тепловоза и т. 1. благодаря скольжению
муфты двигатель имеет сравнительно высокое
число оборотов (фнг. 35), обеспечивающее
возможность устойчивой работы двигателя
без детонации при полном открытии дросселя
и, следовательно, при значительном крутящем
моменте на валу двигателя, что позволяет
пользоваться более высокими скоростями в
коробке передач. Таким образом, муфта улуч-
шает динамические качества автомобиля и
упрощает управление им, сокращая необходи
мое число переключений в коробке передач.
Кроме того, применение гидродинамической
муфты не дает двигателю заглохнуть при
снижении скорости автомобиля с невыхлючен-
кой трансмиссией вплоть ло полной его оста-
новки и позволяет трогаться с места, не вы-
к гючая сцепления.
НЕУПРАВЛЯЕМЫЕ И УПРАВЛЯЕМЫЕ МУФТЫ СКОЛЬЖЕНИЯ
Тип муфты
Устройство и принцип ДеЙСТВИЯ
Характеристика и применение
Управляемые електромаеютмые вихревые муфты
КЗ
ю
Схема 6
Муфта обычного исполнение (схема 5) состоит их двух
частей. Одна часта представлает собой магнитную систему
в виде кольцевого электромагнита, свободные поверхности
полюсов которого расположены по наружной цилиндрической
поверхности и имеют вырезы. Наивыголяейшес число выре-
зов равно 6—8.
Вторая часть муфты имеет сплошной кольцевой магнито-
провод из малоуглеродистой стали, внутренняя цилиндриче-
ская поверхность которого с малым зазором подходит к
свободным поверхностям полюсов электромагнита.
Создаваемый магнитной системой неравномерный по ок-
ружности магнитный поток замыкается через вторую часть
муфты.
При вращении ведущего и ведомого валов с одинаковы-
ми угловыми скоростями муфта не передает крутящего мо-
мента. При отставании ведомого вала от ведущего, т. е.
при появлении относительного скольжения, муфта начинает
передавать крутящий момент за счет взаимодействия магнит-
ного поля электромагнита с полем вихревых токов, наводи-
мых во второй части муфты.
Муфта по схеме 6 имеет перекрывающиеся полюсы,
вследствие чего магнитный поток вдоль окружности изме-
няется не только по величине, к а по паку. Такое испол-
нение мет меньшие габариты муфты для того же крутящего
момента.
Муфта по схеме 7 имеет магнитную систему, полюсы
которой охватывают кольцевой магпитопровол второй части
муфты с обеих сторон. Такое исполнение муфты может ока-
заться удобным в случая надобности иметь открытой снару-
жи более тяжелую часть муфты, несущую электромагнит.
В рассмотренных схемах обмотка электромагнита питает-
ся постоянным током, который подводится к вращающейся
части муфты через два контактных кольца или одно контакт-
ное кольцо н массу.
Муфта по схеме 8 Станкозавода имени Орджоникидзе
имеет неподвижную электромагнитную систему. Ее преиму-
щества — отсутствие скользящих контактов и малый момент
инерции вращающихся частей муфты; недостаток — наличие
двух дополнительных воздушных зазоров в цепи ыагнитопро-
вода, для преодоления сопротивления которых магнитным
потоком требуется увеличивать обмотку электромагнита.
Возможны и другие схемы муфт огольжеиня р неподвижным
влектромагинтом, например по типу схемы а ва фнг. 31.
Величина передаваемого муфтой крутяще-
го момента М зависит от абсолютной ве-
личины скольжения и,—л, и тока возбужде-
ния 7:
Мх =
где С, — коэффициент, зависящий от кон-
струкции муфты, ее размеров и расчетных
характеристик; л, — число оборотов ведущего
вала в минуту; л, — число оборотов ведомого
вала в минуту.
Характер зависимости показан на фиг. 34.
Электромагнитная вихревая муфта исполь-
зуется как спепная муфта, допускающая зна-
чительное проскальзывание, или как средство
изменения числа оборотов ведомого вала.
При наличии следящего стабилизирующе-
го устройстве муфта обеспечивает соблюдение
заданного числа оборотов выходного вала с
точностью до ±0,5%. Обратная связь осу-
ществляется при помощи таходииаыо н элек-
тронно-ионного аппарата. регулирующего силу
тока возбуждения, или. проще, при помощи
пентробежаого регулятора-прерывателя, пре-
кращающего ток возбуждения при достижении
ведомым валом залаиного числа оборотов и
включающего ток возбуждения при небольшом
снижении числа оборотов против заданного.
В качестве вариатора скорости с большим
диапазоном регулирования муфта может при-
меняться только для малых мощностей (ло
2—5 кат) вследствие низкого к. п. д. при
больших скольжениях.
При малмх диапазонах регулирования или
малой продолжительности работы с повы-
шенным скольжением муфта используется для
мощности ло 75 кет с воздушным охлажде-
нием и до 1400 кет с водяным охлаждением.
САМОУПРАВЛЯЕМЫЕ МУФТЫ
213
называется тяговой характеристикой
гидродинамической муфты.
Фнг. 35. Пример теговой характеристики
гкарошшамической муфты тепловоза;
т, — к. п. д. муфты.
Пример современной конструкции
автомобильной гидродинамической муф-
ты с резервуаром и порогом показан
на фиг 36.
Фиг. 36. Гидродинамическая муфта автомобили
ЗИМ: I — аал двигателе; 3 — насосное колесо, све-
пииое с корпусом 3, 4 — турбниное колесо; б —
ведомый вал, передающий движение фрикционной
муфте сцеплении.
Некоторое применение при больших
мощностях нашли электромагнитные
асинхронные муфты скольжения, у
которых одна часть выполнена в виде
беличьего колеса. Такие муфты, в
отличие от вихревых имеют механи-
ческую характеристику, подобную
характеристике асинхронного двига-
теля, в виде кривой Мк = f (s), про-
ходящей через максимум при опре-
деленной величине скольжения S.
САМОУПРАВЛЯЕМЫЕ
МУФТЫ
Основные разновидности самоупра-
вляемых муфг:
а) муфты обгона или свобод-
ного хода, производящие пере-
ключения в зависимости от того, с
какого вала на какой передается кру-
тящий момент и движение, и в зависи-
мости от направления передаваемого
момента;
б) центробежные, производя-
щие соединение и разъединение валов
в зависимости от скорости их вра-
щения.
Муфты обгона. Общая классифика-
ция муфт по принципу замыкания пред-
ставлена в табл. 15.
Роликовые муфты обгона
имеют наибольшее распространение.
Классификация роликовых муфт пред-
ставлена в табл. 16.
Большие напряжения смятия на ра-
бочих поверхностях предъявляют вы-
сокие требования к их твердости и
износостойкости: рабочие поверхности
основных частей муфт обычно изгото-
вляются из стали 111X15 с термообра-
боткой до твердости Яс = 60 + 64;
в качестве промежуточных тел ис-
пользуются ролики, выпускаемые
шарикоподшипниковой промышлен-
ностью;
Расчет на заклинивание роликов
см. т. 1, стр. 528—529. или (11]
и |19].
Необходим также расчет напряжений
смятия.
Зубчато-храповые муфты
имеют большое распространение. При-
меняются на тихоходных валах.
Преимущество зубчато-храповых
муфт перед роликовыми — меньшая ве-
личина нормальных усилий на рабочих
поверхностях, недостаток — возмож-
ность замыкания лишь при определен-
214
МУФТЫ
Таблица IS
Классификация муфт обгона
(свободного хода)
I Тип муфта Схема Характеристика и применение
Муфты, передающие крутящий момент за счет сил трения
Имеет большое рас- пространение Передает крутящий момент за счет за-
о £ 5 — клииииаиня роликов 1иногдэ шариков). Характеризуется ли- нейным контактом рабочих поверхно- стей
К«ИЬОЯО1ГО>{ -— — Пои меняется редко. Крутящий момент передается за счет заклинивания суха рей. Иногда сухари чередуются с роли- ками. что позволяет одновременно ис- пользовать муфту в качеств подшипни- ка
—1 Применяется очень редко. Характерн- ее гея контактом рабочих поверхно- стей по плошали, что позволяет ны- полиять ИХ ИЗ ерлл- нителыю мягких материалов
Пружинная | Применяется очень редко. Крутящий момент передается за счет самозатяги- вания пружины прн ее закручивании си- лами трения •
М л я 1 в S ь • i Л уфты, передающи/ а счет нормальная поверх* крутящий момент усилий на рабочая /остяк Имеет большое рас- пространение. ' Кру- тящий момент пере- лается одной или несколькими собач- ками. Зубья могут быть внутренними или наружными
i 4 >3 Ж 7pjVMyF Имеет ограниченное распространение. Отличается малым габаритом по диа- метру. Пружина служит лля замыка иия муфты и должна быть слабой
пых относительных угловых положе-
ниях валов, причем число таких поло-
жений зависит от числа зубьев храпо-
вого колеса.
Для устранения задевания собачки
за зубья при проворачивании муфты
необходим принудительный отвод и
подвод собачки, который произво-
дится пружинным кольцом, сидящим с
трением на наружной цилиндриче-
ской поверхности храпового колеса
(фиг. 37).
Фиг. 37. Принудительный подвод и отвод со-
бачки посредством кольца, сидящего с натягом
на ступице храпового колеса.
Центробежные муфты. Центробеж-
ные самоуправляемые муфты разде-
ляются на нормально разомкнутые и
нормально замкнутые в зависимости от
того, оставляют ля они разъединен-
ными или соединяют валы при отсут-
ствии воздействия на муфту центро-
бежной силы, достаточной для переклю-
чении.
Нормально разомкнутые муфты часто
используются в качестве пусковых,
когда механическая характеристика
двигателя препятствует его разбегу под
нагрузкой. Например, ветродвигатель
дает крутящий момент, недостаточный
для разгона всего агрегата. Автомати-
ческое включение муфты после того,
как ротор ветродвигателя приобретет
нужную скорость вращения и доста-
точный запас кинетической энергии,
делает возможным пуск агрегата без до-
полнительных устройств.
Нормально замкнутые муфты часто
используются в качестве предохрани-
тельных против чрезмерного возраста-
ния скорости вращения приводимой
в движение машины.
Нормально замкнутые и нормально
разомкнутые центробежные муфты на-
ходят применение в автоматических
коробках передач транспортных и транс-
портно-боевых машин.
САМОУПРАВЛЯЕМЫЕ МУФТЫ
215
Роликовые муфты обгона (свободного ходя;
Таблица 16
Одностороннего действах
Муфта связывает два вала. Одна часть муфты (звено 1) имеет
внутреннюю цилиндрическую рабочую поверхность, вторая часть
(звено 2) — выемки, в которые закладываются заклинивающиеся
ролики. Со звена 1 на звено 2 крутящий момент и вращение
передаются только в направлении, при котором ролики заклини-
ваются (на схеме — по часовой стрелке). Под действием крутя-
щего момента обратного направления муфта проскальзывает. Со
звена 2 на звено I крутящий момент и вращение перелаются
одном направлении (иа схеме — против часовой стрелки).
- ----з распространение. Используются: 1) для устранения
транспортных
качатслиного
Схема
Условное
обозначение
также только в с________г_______,________
Основное применение. Имеют наибольшее ,
обратной передачи движения по кинематической цепи, например от ведущих колес
машин (велосипедов, автомобилей) к приводному механизму; 2) для преобразования____
движения во вращательное, например в вариаторах импульсного действия; 3) для передачи вра-
щающемуся валу более быстрого вращения того же направления, например в механизмах быстрых
перемещений частей, имеющих движение подачи (металлорежущие станки); 4) для самолереключе-
иий в коробках передач
Схема
Условное
обозначение
Одинарная двустороннего действия
Муфта связывает три вала. Отличается от предыдущей нали-
чием звена 3 в виде сепаратора. Звенья 2 и 3 всегда вращаются
вместе. Со звена / крутящий момент н вращение перелаются
на звено 2 только в направлении, вызывающем заклинивание
роликов (на схеме — по часовой стрелке); при втом звену 3
передается вращение с ничтожно малым крутящим моментом.
Если же сопротивление вращению звена 3 превышает опре-
деленный крутящий момент, то произойдет расклинивание
роликов и отсоединение звеньев 2 и 3 от звена I. Со звена 2 крутящий момент и вращение пере-
лаются на звенья I и 3 только в одном направлении (на схеме — против часовой стрелки). В проти-
воположном направлении крутящий момент и ирашеиие перелаются только звену 3. Со звена 3
крутящий момент и вращение на звено 2 перелаются и обоих направлениях, на звено 1 не пере-
даются.
Основное применение. Имеет ограниченное применение.
Используется для передачи вращающемуся в одном направлении
валу более быстрого «ращения в обоих направлениях; например,
в механизмах быстрых перемещений металлорежущих станков
муфта позволяет включать быстрые вспомогательные движения
в обоих направлениях частей (суппорт, стол и т. п.), имеющих
медленное движение подачи в одном направлении (см. схему)
rtxfcHteH
ПриМ fsiteywe подачи-с
nen-eeutOKit —«
V \ -
Двойная двустороннего действия
Условно*
обозначение
Схема
Муфта связывает три вала. Отличается от предыдущей на-
личием иа звене 2 выемок для заклинивания роликов при обоих
направлениях крутящего момента. Со звена I крутящий момент и
вращение перелаются иа звено 2 в обоих направлениях; при
атом засну 1 передается вращение с ничтожно малым момеи
том, величина которого не должна вызывать расклинивания роли-
ков. Со звена 2 крутящий момент и вращение перелаются на
звенья / и J и обоих направлениях. Со звена 3 крутящий
момент и вращение передаются только звену 2 в обеих напра-
влениях.
Основное применение. Имеет ограниченное применение. Используется:
I) для передачи вращающемуся и обоих направлениях валу более быстрого
вращения также в обоих направлениях (схема подобна предыдущей);
2) о качестве запирающего механизма, позволяющего беспрепятственно
передавать вращение от ведущего вала к ведомому и устраняющего воз-
можность поворота последнего от других причин, подобно самотормозящейся
передаче с I •• 1 и к. п. а. т] — 1; применяется, например, в механизмах
управления фрикционным вариатором, в механизмах установочных или
быстрых перемещений в металлорежущих стайках (гы. схему)
(штерт
d
а
' Hanlaw устыя-
Дгжш перенешехяи
216
МУФТЫ
ПРЕДОХРАНИТЕЛИ
ОТ ПЕРЕГРУЗКИ
Назначение. В машиностроении пре-
дохранители от перегрузки в узком
смысле предназначаются для контроля
одного из силовых параметров, с тем
чтобы прн достижении этим параметром
определенной, заранее установленной
величины предотвращать возможность
дальнейшего его возрастания.
Классификация. По данному выше
определению предохранитель от пере-
грузки должен сочетать в себе по
крайней мере два органа:
а) измерительный орган,
который испытывает действие контро-
лируемого параметра и непрерывно
сравнивает его с заданной в качестве
предельной величиной этого пара-
метра, и
б) исполнительный орган,
который в должный момент, опреде-
ленный измерительным органом, пред-
отвращает дальнейшее возрастание кон-
тролируемого параметра.
Конструкции предохранителей от пе-
пегрузки можно классифицировать по
основным признакам каждого органа
следующим образом:
1. Но роду силы, используемой в
качестве эталона в измерительном орга-
не: а) ломающиеся (разрушающиеся)
предохранители (используется сила
сопротивления деталей разрушению);
б) фрикционные предохранители (сила
трения): в) пружинные предохранители
(сила упругости пружин).
Известны также, но имеют ограни-
ченное применение предохранители,
использующие в качестве эталона силу
тяжести, силу упругости воздуха, силу
инерции.
2. Каждый из перечисленных в п. I
типов подразделяется дальше по кон-
структивному оформлению основных
элементов.
Ломающиеся предохранители-, а) со
срезным штифтом; б) со срезной пла-
стиной; в) с разрывным болтом; г) с про-
давливаемой чашкой и т. д.
Фрикционные предохранители-, а) ди-
сковые; б) конусные; в) с разжим-
ным кольцом и т. д.
Пружинные предохранители: а) пру-
жинные^) пружинно-зубчатые; в) пру-
жинно-кулачковые; г) пружинно-штиф-
товые; д) пружинно-шариковые; е) пру-
жинно-роликовые; ж) пружинно-рычаж-
ные и т- Д-
3. По параметру, на перегрузку
которого реагирует предохранитель:
а) тяговые предохранители, или просто
предохранители (усилие); б) предо-
хранительные муфты (крутящий мо-
мент).
4. По способу предохранения: а) пре-
дохранители с размыканием силовой
цепи; б) предохранители без размыка-
ния силовой цепи.
5. По способу восстановления разо-
мкнутой силовой цепи: а) предохрани-
тели с автоматическим повторным вклю-
чением; б) предохранители с ручным
возвратом; в) предохранители с восста-
новлением путем замены разрушенных
частей.
Рациональное применение. Предохра-
нитель от перегрузки обычно не
является активным звеном в кинема-
тической цепи машины. Последняя
в нормальных условиях может рабо-
тать как с предохранителем, так и без
него.
Наиболее общим критерием, по-
зволяющим решить, нужен или не нужен
в данном механизме предохранитель,
является экономическая эффективность
затрат, связанных с устройством пре-
дохранителя.
Проектируя машину, конструктор
может остановиться, вообще говоря, на
одном из следующих вариантов:
I) назначить размеры деталей так,
чтобы при наибольших эксплуатацион-
ных нагрузках, в том числе и очень
редких, возможных только при чрез-
вычайных, особенно неблагоприятных
обстоятельствах, не произошла полом-
ка машины;
2) назначить размеры деталей доста-
точными лишь для нормальной эксплуа-
тационной нагрузки, сознательно до-
пуская, что при бдльших вполне воз-
можных нагрузках произойдет по-
ломка;
3) назначить размеры деталей, как
в п. 2, Ио установить предохранитель,
исключающий возможность поломки.
Для сопоставления этих вариантов
обозначим Н — первоначальные затра-
ты на изготовление машины; h — по-
тери, связанные с ремонтом и простоем
из-за поломки или отключения пре-
дохранителя, и 1Г — число отключе-
ний за время службы машины; соот-
ветственно для первого варианта Hlt
И7! = 0; для второго варианта Hi,
hi, 1Гг; для третьего варианта Я| =
+ //„, Л„. ^8= W'i ,
ПРЕДОХРАНИТЕЛИ ОТ ПЕРЕГРУЗКИ
217
При этих обозначениях условия целе-
сообразности установки предохрани-
теля выразятся неравенствами
Яя + Лл1Г2 <«!-//»;
Нп < (Лз - йя) Г* (1)
которые позволяют сделать ряд общих
выводов об условиях рационального
применения предохранителей от пере-
грузки:
1. Чем тяжелее и дороже механизм,
чем большая перегрузка может в нем
возникнуть (большая величина раз-
ности — Hi), тем более необходима
установка в этом механизме предохра-
нителя.
2. Чем более вероятна перегрузка
(большое Wj), тем более необходима
установка предохранителя (величина
hn, как правило, мала).
3. Чем сложнее детали, которые мо-
гут выйти из строя в результате пере-
грузки, чем длительнее будет связан-
ный с этим ремонт (большое Л2), тем
более необходима установка предо-
хранителя.
4. В простых механизмах установка
предохранителя может быть оправдана
лишь при малом Нп. Уменьшить вели-
чину Нп можно, применяя простейшие
предохранители, а также совмещая
в одном устройстве функции предохра-
нителя с другими, необходимыми в
данном механизме.
5. В некоторых случаях роль пре-
дохранителей могут выполнять про-
стейшие детали механизма (Л2 < Ля).
На основании этих общих выводов
для некоторых конкретных случаев
ниже сформулированы рекомендации и
правила установки предохранителей.
1. При параллельном питании энер-
гией нескольких механизмов с мощ-
ностями Ni, Nt.......N, от одного
источника энергии с номинальной мощ-
ностью N = Nt + +. . .+ Nt и наи-
большей ВОЗМОЖНОЙ МОЩНОСТЬЮ Л'п1Лх
установка предохранителя тем более He-
д'
обходима, чем больше отношение —.
Действительно, если N^Nh то в слу-
чае перегрузки кратность ее по отно-
шению к номинальной мощности меха-
низма может достигнуть значительной
величины.
2. В приводе рабочих машин со
значительным диапазоном регулирова-
ния скоростей (пmin-riraw), с мощностью
установленного двигателя, используе-
мой полностью лишь на части («о — лтах)
всего диапазона, установка предохра-
нителя тем более необходима, чем боль-
но
ше отношение—------.
лш1п
3. В механизмах, сообщающих ча-
стям машины перемещение, ограничен-
ное упорами, необходима установка
предохранителей, исключающих воз-
можность перегрузки по достижении
упора из-за несвоевременного отклю-
чения или других причин.
4. В механизмах, питающихся энер-
гией из нескольких источников (одним
из них может быть вращающийся махо-
вик или другой аккумулятор энергии),
для надежной защиты от перегрузки
необходимо, устанавливая предохра-
нитель, учитывать все источники энер-
гии.
5. Если механизм, содержит эле-
менты с характеристикой, ограничи-
вающей их перегрузочную способность
(Qmax\ -
q—у то целесообразно использовать
эти элементы в качестве предохрани-
телей от перегрузки. Такими элемен-
тами являются асинхронный электро-
Q ТПХХ п о —
двигатель, -т:—- — 2 ч- 2,2; плоский ре-
Ча
Qmax
мень, --g-" =1,2ч-1,5; фрикционная
муфта с упругим нажатием -~~ = lt2-b
-i-2; гидравлический или пневматиче-
ский привод, -q-= 1,2; турбомуфта,
। - л ,, __
-7,—• = 1,5 -5- 4 И Др.
Чч
6. В механизмах, в которых рабочий
процесс часто может приводить к зна-
чительным перегрузкам, обязательна
установка предохранителя (примеры:
дробилка для камня и руды; почво-
обрабатывающие и другие сельскохо-
зяйственные машины; приводы бункеров
автоматических загрузочных устройств;
машины для обработки давлением
и т. п.).
Нагрузка срабатывания
предохранителя должна быть
больше нормальной эксплуатационной
нагрузки и меньше предельной несу-
щей способности частей машины, за-
щищаемых данным предохранителем.
Отсюда для определения нагрузки
218
МУФТЫ
срабатывания предохранителя полу-
чаются два условия:
н н 77Ш1Х^/?Ф, (2)
где Пт1п и Птах — минимальная и ма-
ксимальная нагрузки срабатывания пре-
дохранителя; Рн — номинальная рабо-
чая нагрузка механизма; ₽ — коэффи-
циент перегрузки механизма; R — наи-
меньшее возможное сопротивление
(прочность) материала; Ф — геометри-
ческая характеристика сечения (пло-
щадь, момент сопротивления и т. д.).
Обозначив номинальную нагрузку
срабатывания предохранителя через
Пн, а общий коэффициент однородности
предохранителя (см. стр. 225) через
получим
Г?т1п _ь’ ь
/7 — к0 "О к0
"пи
(2а)
и
Пmln П я h'
П Г1 “ й°'
* • н * • шад
Поскольку выбор предохранителя
предшествует расчету деталей меха-
низма на прочность (расчету Ф), номи-
нальная нагрузка срабатывания пре-
дохранителя должна определяться из
соотношения
(3)
Числовые значения Р берут исходя
из конкретных условий работы машины.
Среднее, обычно встречающееся зна-
чение ₽ “ 1,25. Величина зависит от
конструкции предохранителя и ка-
чества его изготовления. Числовые зна-
чения Л'* приведены ниже.
Распространенные конструкции.
Расчетные формулы
Важнейшим требованием, предъявля
емым к конструкциям предохранителей
от перегрузки, является надежность,
безотказность действия. Ненадежный
предохранитель является бесполезным,
я иногда вредным придатком к машине:
ослабляя внимание обслуживающего
персонала, такой предохранитель бла-
гоприятствует возникновению пере-
грузки. Выбирая предохранитель, на-
пример, из ряда описанных ниже или
создавая новые конструкции предо-
хранителей, следует прежде всего про-
верить их соответствие в каждом кон-
кретном случае указанному основному
требованию.
Ломающиеся (разруша-
ющиеся) предохранители
являются простейшими устройствами
для защиты о? перегрузки. В них факти-
ческая нагрузка машины сравнивается
с сопротивлением разрушению избран-
ной детали, и по достижении нагрузкой
предельной величины этого сопроти-
вления деталь ломается; разрывая тем
самым силовую цепь машины. Иногда
роль такого предохранителя выполняет
одна из простых деталей защищаемого
узла — штифт, заклепка, болт, сухарь
и т. п., специально ослабленная и легко
заменяемая. Чаще для защиты вво-
дится специальный предохранитель.
Малые размеры ломающихся предо-
хранителей обычно позволяют прибли-
зить их непосредственно к рабочему
органу. Типичные разрушающиеся эле-
менты предохранителей и соответствую-
щие нагрузки разрушения приведены
н табл. 17. Для защиты применяются
элементы, работающие преимуществен-
но на разрыв и срез. Все ломающиеся
предохранители могут надежно защи-
щать машину только от резких эпизоди-
ческих нагрузок, угрожающих стати-
ческой прочности деталей. Они не спо-
собны защитить детали от небольших,
но систематических перегрузок и свя-
занных с ними усталостных разруше-
ний.
К конструктивному оформлению ло-
мающихся предохранителей предъ-
являются следующие требования: прн
разрушении специального элемента не
должны повреждаться другие части
(в частности, в муфтах для этого срез-
ной штифт помещается в каленые
втулки, для заусенцев оставляется
кольцевой зазор); разрушающиеся эле-
менты должны быть легко доступны для
замены, а во время работы обломки
этих элементов не должны выпадать;
разрушение должно происходить в опре-
деленном сечении элемента, положение
которого в предохранителе должно фик-
сироваться. Для повышения однород-
ности ломающихся предохранителей не-
обходимо в их конструкции снизить
влияние трения, а разрушающиеся эле-
менты изготовлять с такой же тщатель-
ностью, как и образцы для испытания
металлов, так как по существу они
являются такими образцами.
ПРЕДОХРАНИТЕЛИ ОТ ПЕРЕГРУЗКИ
219
Таблица 17
Предохранителя с разрушающимся
элементом
Разрушающийся элемент
Разрушающая
нагрузка:
Т — iu (d 4- 0,1 л) х
X of(S; для чугуна
аекез0-ваи
Материалом для разрушающихся
штифтов,болтов ипластинобычнослужит
сталь с а4= 60 кГ/мм*. Болты и штифты
снабжаются выточкой. Свойства мате-
риала и форма выточки служат одной
пели — сделать разрыв по возможности
хрупким, с минимальной остаточной
деформацией Кроме этого, выточка в
срезных штифтах уменьшает заусенцы и
связанные с ними повреждения сосед-
них поверхностей и затруднения при
извлечении обломков; снижает 'влияние
зазоров во втулках на однородность
срабатывания предохранителя.
В каждом предохранителе следует, по
возможности, ставить лишь один раз-
рушающийся элемент. Например, при
двух срезных штифтах в муфте одно-
временная работа их маловероятна.
В связи с этим однородность срабаты-
вания муфты снижается, между тем как
затраты и простои при восстановлении
увеличиваются почти вдвое (замена двух
штифтов вместо одного). |
В табл. 17 даны формулы для опреде-
ления разрушающей нагрузки Т эле-
мента предохранителя. В зависимости
от схемы передачи внешней нагрузки
этому элементу определяется номиналь-
ная нагрузка срабатывания предохра-
нителя. В частности, для муфты со
срезным штифтом условие равновесия
Л1Ж — Trfпри» — Тг ер — 0, (4)
где Мж—передаваемый крутящий момент,
— средний радиус расположения в
муфте срезаемого сечения штифта, г —
радиус опорной поверхности, к кото-
рой приложена реакция от силы Г;
Input — приведенный коэффициент тре-
ния муфты по этой поверхности.
Приняв обычные значения fnpUt=
= — f, /= 0,2 и —=0,6. получим AfK=
“ 'ср
= 1,15Т-ггр. В целях единообразия
расчета всех типов предохранителей
удобнее нагрузку срабатывания во всех
случаях относить к силе — осевой или
окружной. В данном случае Л4К =
Пи
= Пн • rtp. Отношение k = -----на-
грузки срабатывания предохранителя к
нагрузке, испытываемой измерительным
органом этого предохранителя, — пере-
даточное отношение предохранителя
позволяет легко оценивать различные
конструкции предохранителей, а также
сопоставлять расчетные величины с
220
МУФТЫ
опытными. В данном случае для муфты
со срезным штифтом Л«з1.15.
Фрикционные предохра-
нители, основанные на взаимном
смещении сжатых поверхностей по до-
стижении внешней нагрузкой предель-
ного значения сил трения, широко
используются в качестве предохрани-
тельных муфт и реже — в качестве
тяговых предохранителей. В первом
случае после устранения перегрузки
муфта снова готова к работе, не требуя
возврата трущихся поверхностей в ис-
ходное положение. Во втором случае
этот возврат обязателен для восстано-
вления нарушенного звена силовой цепи.
Тяговые фрикционные предохранители
встречаются лишь в прицепных устрой-
ствах некоторых почвообрабатывающих
машин.
В табл. 18 приведены схемы и типич-
ные конструкции наиболее распростра-
ненных фрикционных предохранитель-
ных муфт. Формы рабочих поверхностей в
них такие же, как и в обычных соедини-
тельных муфтах. Все сказанное на
стр. 204—206 о расчете активных поверх-
ностей соединительных фрикционных
муфт в основном справедливо также
для муфт предохранительных. Выра-
жение для предельного крутящего мо-
мента, передаваемого фрикционной муф-
той, может быть записано в такой
общей форме:
“ 2 Tfcpfau' (5)
где Т — сила, направленная нормально
к трущимся поверхностям и сжимающая
их; гся — приведенный радиус трення
трущихся поверхностей; /т1х — наиболь-
шее значение коэффициента трення.
Для многодисковой муфты
“ Trepf tnm • t,
где г — число пар трущихся поверх-
ностей.
Предохранительные фрикционные
муфты обычно представляют замкну-
тую систему, в которой сжатие поверх-
ностей получается за счет начальной
деформации деталей. Если j — жест-
кость этой системы, а 8 —деформация, то
“ B‘rcpfmu'*- (в)
К конструкции фрикционной предо-
хранительной муфты следует предъ-
являть по крайней мере два требования,
вытекающие из ее назначения:
I. Предельное значение крутящего
момента, передаваемого муфтой, дол-
жно соответствовать состоянию покоя
трущихся поверхностей, непосредствен-
но предшествующему проскальзыванию;
с началом проскальзывания переда-
ваемый момент должен уменьшиться.
2. Должна быть обеспечена однород-
ность срабатывания, т. е. величина
предельного момента, однажды уста-
новленная, должна в эксплуатации дли-
тельно сохраняться неизменной.
Первое требование удовлетворяется
характерной зависимостью /=?(»)
коэффициента трения от скорости. Для
большинства материалов трущихся по-
верхностей fm„ и /с>и</пих- Зна-
чительно сложнее удовлетворить вто-
рому требованию. Приняв в уравне-
нии (6) величины /иг постоянными,
получим выражение для относительной
ошибки момента срабатывания
ДЛ4» Д8 Дг Д/ m
-тг± « -г- + — + -г~'
мк 9 Гер /щах
Величина Д8 включает уменьшение
толщины дисков в результате износа,
а также коробление дисков и другие
влияния нагрева. Существенно сни-
Д8
зить значение у можно лишь за
счет увеличения 8 — начальной де-
формации системы. Это достигается
с помощью пружин. Наличие пру-
жин, притом не слишком жестких,
является важнейшей особенностью пре-
дохранительных муфт. Понятно, что
фрикционное крепление маховика не
может обеспечить однородности момента
срабатывания. Периодически этот мо-
мент должен исправляться. Во втором
слагаемом величина гер определяется
фактическим распределением сил тре-
ния на трущихся поверхностях. В худ-
шем случае Дг ° rm„ — r„ia. -Для
многодисковых сцепных муфт обычно
Г1НИ~ГШД _ 0,25 ч-0,6. Для предохра-
Гср
нительных муфт в этих пределах следует
0рать меньшие величины.
Влияние третьего слагаемого — от-
А/
ношения ------можно уменьшить, под-
I max
держнвая постоянными условия работы
муфты. Учитывая большое влияние
смазки на величину /, следует либо
полностью исключить возможность
ПРЕДОХРАНИТЕЛИ ОТ ПЕРЕГРУЗКИ
221
Таблица 18
Фрикционные предохранительные муфты
222
МУФТЫ
проникновения смазки между поверх-
ностями, либо обеспечить постоянную
смазочную пленку на трущихся поверх-
ностях. Последнего иногда достигают,
отрегулировав муфту так, чтобы перио-
дически, например прн пусках, диски
слегка проскальзывали. Большее по-
стоянство величины f сулит применение
металлокерамических трущихся по-
верхностей.
Срабатывание фрикционных предо-
хранительных муфт происходит бес-
шумно, между тем желательно полу-
чать сигнал о каждом случае перегрузки.
Для этого в конструкцию муфт вводят
сигнальное устройство в виде трещетки,
звонка, а при опасности длительного
проскальзывания и разрушения от на-
грева — автоматический выключатель
главного двигателя.
Пружинные предохра-
нители по количеству имеющихся
конструктивных разновидностей явля-
ются самой многочисленной группой
устройств для защиты от перегрузки.
В табл. 19 и 20 представлены наиболее
характерные конструкции предохрани-
тельных муфт и тяговых предохрани-
телей этой группы. Общим для этих
конструкций является наличие одной
нлн нескольких пружин, установлен-
ных с определенным начальным натяже-
нием. Когда нагрузка на эти пружины
от внешних сил становится больше на-
чального натяжения, происходит сна-
чала дальнейшая деформация пружин, а
затем при значительной перегрузке —
размыкание силовой цепи. В основном
различные конструкции пружинных
предохранителей отличаются лишь спо-
собом передачи пружинам внешней на-
грузки н способом размыкания силовой
цепи.
В пружинных предохранителях с
размыканием последнее получается
обычно за счет относительного смещения
частей в форме зубцов, кулачков, ша-
риков и т. п. При достижении нагрузкой
определенной величины, зависящей от
угла контакта указанных частей и на-
чального натяжения пружин, начи-
нается относительное перемещение по-
верхностей и в результате — перескок.
Каждый такой перескок сопровождается
существенным износом контактных по-
верхностей. Его стараются уменьшить
приданием рациональной формы кон-
тактным поверхностям; введением уско-
рителя, дополнительно воздействующего
на отключаемые части; ограничением
срабатывания только одним перескоком,
после которого части муфты удержи-
ваются в выключенном положении.
Пружинно-зубчатые муфты с диска-
ми из чугуна или стали широко приме-
няются в сельскохозяйственных маши-
нах. Их достоинства — простая кон-
струкция. подача сигнала о перегрузке.
Песледнее, однако, здесь достигается
слишком дорогой ценой усиленного из-
носа дисков при перескоке (см выше).
Очевидно, более правильным здесь
является разделение функций — одно-
кратное срабатывание муфты для раз-
мыкания цепи и, отдельно, подача
сигнала. Для последней цели может
быть устроена простая трещетка. Ти-
пичная форма профиля зуба предста-
влена в табл. 19. В существующих кон-
струкциях муфт угол а близок к 30—40®.
II ру жинно-кулачковые муфты по су-
ществу устроены так же, как и зубчатые.
Кулачки этих муфт отличаются от
зубьев специальной формой, их меньше
и они расположены обычно ня окруж-
ности меньшего диаметра. Наиболее
отработанной конструкцией этого типа
является предохранительная муфта в
патронах для метчиков (ГОСТ 2751-51),
изображенная в табл. 19. Вообще кулач-
ковые муфты хорошо работают лишь при
условии тщательного изготовления ку-
лачков, обеспечивающего надежный кон-
такт рабочих поверхностей во всех по-
ложениях дисков. Условия работы муф-
ты улучшаются, если диски имеют воз-
можность самоустанавливаться; для это-
го ступицу подвижного диска следует
делать короткой н свободно надеваю-
щейся на вал.
П ружинно-шариковые муфты пред-
ставляют разновидность кулачковых
муфт. В них трение скольжения кулач-
ков отчасти заменено трением качения.
Из-за снижения трения они в начальный
период имеют большую точность сраба-
тывания. Однако точечный контакт ша-
риков приводит к значительным контакт-
ным нагрузкам и быстрому разрушению
при частом срабатывании муфты. При-
менение шариковых муфт можно реко-
мендовать лишь при сравнительно
небольших нагрузках и прн редких пе-
регрузках ,
П ружинно-роликовые муфты рабо-
тают, в отличие от шариковых, в более
благоприятных условиях. Их с успе-
хом применяют также для системати-
ческих отключений в металлорежущих
станках при работе по жестким упорам.
ПРЕДОХРАНИТЕЛИ ОТ ПЕРЕГРУЗКИ
223
Таблица 19
Пружинные предохранительные муфты
224
МУФТЫ
ПруЫникые предохранители (тяговые)
Таблица 20
Типичен конструкция
Расчетная формула
Пи-Г=.Г. + ст
с - жесткост», пружины;
т — дополнительная деформация пружины,
равная ходу типа
„ f Ьт
" al sin в
Пн l>m
” Г ™ al sin «
Усилия наиболее просто определять графо-
аналитическим путем с помощью планов
скоростей, построенных для нескольких
положений механизма предохранителя
1
tg (а — ф) — /---+ ,’3/
/ « зг ,пра*
^при» 1=3 3^
Пружинно-рычажные муфты поз-
воляют свести к минимуму влияние
?>ення яа однородность срабатывания,
абариты этих муфт сравнительно ве-
лики, ио там, где места достаточно или
где передаваемые нагрузки малы при
одновременно высоких требованиях к
надежности и точности срабатывания,
вти муфты обычно представляют наи-
лучшее решение.
Тяговые пружинные предохранители
вообще могут быть созданы во всех кон-
структивных вариантах, для которых
имеются прототипы в пружинных муф-
тах. Широкое распространение имеют
лишь немногие конструкции, в частно-
сти приведенные в табл. 20. Исключи-
тельно важное значение имеют тяговые
предохранители для сельскохозяй-
ственного машиностроения. Каждая
почвообрабатывающая машина должна
иметь такой предохранитель. Следует
признать, что проблема создания про-
стого и надежного предохранителя
для этих машин еще не имеет хорошего
решения.
Одонородость, точность срабатывания
является важнейшим качеством предо-
хранителя. Экономическое значение ко-
эффициента однородности определяется
ПРЕДОХРАНИТЕЛИ ОТ ПЕРЕГРУЗКИ
225
его связью с коэффициентом безопасно-
сти конструкции. Из соотношений (2)
и (2а) следует-.
г. е. повышение однородности предохра-
нителя, приближение kg к единице,
позволяет снизить требуемый коэффи-
циент безопасности и соответственно
вес механизма.
Отдельные замечания об однородно-
сти срабатывания предохранителей раз-
личных типов были сделаны выше
Общими для всех конструкций положе-
ниями являются следующие:
а) предохранители всех без исклю«е-
ния конструкций требуют тарировки
при изготовлении и периодически в
процессе эксплуатации; элементы лома-
ющихся предохранителей тарируются
путем испытания образцов из одной
партии;
б) однородность нагрузки срабаты-
вания определяется не только кон-
струкцией предохранителей, но в боль-
шой степени также и тщательностью
изготовления и особенностями эксплуа-
тации.
По имеющимся сравнительно немного-
численным данным величина общего
коэффициента однородности для раз-
личных типов предохранителей равна:
предохранительная муфта фрикцион-
ная дисковая сухая kg = 0,4;
предохранительная муфта фрикцион-
ная многодисковая в масле Лц = 0,7;
предохранительная муфта пружинно-
зубчатая kg = 0,7;
предохранительная муфта пружинно-
кулачковая kg = 0,8.
В расчетах можно принимать k0 “
“ kg ~* kg.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А н о с о в Ю. И„ Электромагнитные муф-
ты, Машгиз, 1453.
2. А ч е р к а и Н. С., Расчет и конструиро-
вание металлорежущих станков, т. 2, Машгиз, 194-1
3. А ч е р к а н Н. С., Расчет и конструирова-
ние металлорежущих станков, Машгиз, 19ГУ и 1952.
4. Г а н ь А. Ф„ Муфты, .Прикладная меха-
ника и машиностроение* 74 в, 1953.
5. Г и р ш И. И., Исследование ломких предо-
хранителей механических прессов, ЦНИИТМАШ,
кн. 17. Машгиз, 1949.
6. 3 а и и и А. В., Предохранительные приспо-
собления в сельскохозяйственных машинах, сб.
.Теория, конструкция и производство сельскохо-
зяйственных машин*, т. V, Машгиз, 1940.
7. Комиссаров В. Н. и Тимофе
е в И. Я., Соединительные муфты, ОНТИ, 1936.
8. К у л и и о в В. А., О включаемости кулач-
ковых н зубчатых муфт на ходу, сб. . Иссле-
дования я области металлорежущих станков*
(Труды Московского станкоинетрументального
института имени И. В. Сталина), Машгиз, 1962.
9. Л у к и м М. Г., Муфты сцепные и упругие,
ОНТИ, 1935.
10. П о л и в а ко к П. М., Упругие иуфты
для электродвигателей единой серии А, .Станки
и инструмент* 74 1, 1961.
11. Р е ш е т о в Д. Н., Левина 3. М.,
Каминская В. В. и Котляренко Л. Б„
Табличные расчеты деталей станков, вып. 2, Маш-
гиз. ЭНИМС, 1953.
12. Т е л и и к н ч и е о В. К., Эксперимен-
тальное исследование срезных предохранитель-
ных муфт, .Станки и инструмент* М 10—11,
1946.
13. Тепинкичиев В. К., Исследование ку-
лачковых предохранительных муфт, .Станки и
инструмент 74 10, 1950.
14. X е л ь д т П. М., Автомобильные сие
пления и коробки передач, Машгиз, 1947.
15. Целиков А. И., Прокатные стаиы.
Металлургиэдат, 1946.
16. Ш и т т ь. П„ Расчет предохранителей
тракторных плугов, сб. .Теория, конструкция и
производство сельскохозяйственных машин*, т. V,
Машгиз, 1940.
17. Электромагнитные муфты (по материалам
ЭНИМС). .Стаикн н инструмент* 74 4, 1963.
18. Эн л я Е., Соединительные и сцепные
муфты, ОНТИ, 1938.
19. Энциклопедический справочник .Машино-
строение*, т. 2, 8, 9, 11, 12, 13, Машгиз, 1948
и 1949.
15 Том 4 769
ГЛАВА VI
подшипники
подшипники качения
Тип подшипника определяется в ос-
новном следующими признаками (см.
ГОСТ 3395-46):
1) по способности воспринимать на-
грузку преимущественно в определен-
ном направлении;
2) по форме элементов качения;
3) по способности подшипника само-
устанавливаться при перекосе вала или
корпуса;
4) по соотношению габаритных раз-
меров.
По первому признаку подшипники
делятся на радиальные (фнг. I. а),
упорные (фиг. 1, б) и ради-
ально-упорные (фиг. 1, а); по
второму признаку — на шарико-
вые и роликовые, причем ро-
лики могут быть цилиндрическими, кони-
ческими, витыми, бочкообразными или
игольчатыми; по третьему признаку —
на самоустанавливающиеся
(сферические) и несамоустана-
вливающиеся и по четвертому
признаку — на подшипники различных
серий (фиг. 2).
Все перечисленные признаки условно
обозначаются цифрами, составляющими
Средняя Q
Легкая
Особо -
легкая
Сргдняя
широмп
широка*
Фнг. 2.
ГТТ еа
номер подшипника, который нано-
сится на кольца подшипников. Система
условных обозначений подшипников ка-
чения установлена ГОСТ 3189-46.
Основные формулы для определения
контактных напряжений
Нагрузка, приходящаяся на тело
качения (шарик или ролик), располо-
женное в нагруженной зоне, зависит от
угла между радиусом, проходящим
через центр тела качения, и направле-
нием нагрузки (фиг. 3).
Нагрузку на любое тело качения,
расположенное под углом л-1 относи-
тельно плоскости действия нагрузки,
можно определить по формуле
з
Ря - Ро cos 2 лу,
360е
где 1 — —— — центральный угол между
двумя расположенными рядом телами
качения (здесь г — число тел качения
в одном ряду подшипника).
Формулы для определения радиаль-
ного давления Р на наиболее нагружен
ПОДШИПНИКИ КАЧЕНИЯ
227
ное тело качения, а также для опреде-
ления максимального напряжения ешах
Фиг. х .
на контактной площадке тела качения
для основных типов подшипников при-
ведены в табл. 1.
Зазоры в подшипниках качения
Зазором в подшипнике качения назы-
вается внутренний зазор между коль-
цами я телами качения, который обу-
словливает некоторую свободу пере-
мещения колец относительно друг друга
в радиальном или осевом направле-
ниях.
Радиальный зазор — сум-
марный зазор между телами качения и
дорожками качения, измеряемый в диа-
метральной плоскости сечения (фиг. 4).
Осевой з а-
30р — наибольшая
величина осевого
перемещения од-
ОсгМ
Фиг. в.
яого кольца подшипника (из одного
крайнего положения в другое) при непо-
движном другом кольце при условии
совмещения осей обоих колец (фиг. 5).
В зависимости от состояния под-
шипника различают три вида радиаль-
ных зазоров: а) начальный зазор (до
посадки подшипника на рабочее место);
б) посадочный зазор (после установки
подшипника в узел механизма); в) ра-
бочий зазор (под рабочей нагрузкой
при установившемся температурном
режиме).
Посадочный зазор всегда меньше на-
чального; рабочий зазор обычно больше
посадочного.
У подшипников регулируемых типов
(радиально-упорные и упорные под-
шипники) зазоры устанавливаются в
зависимости от условий работы в про-
цессе монтажа подшипников в узле
механизма.
Сборка подшипников с определен-
ными начальными зазорами обеспечи-
вает: а) рациональное распределение
действующей на подшипник нагрузки
между телами качения при работе
подшипника; б) ограничение осевых
и радиальных смещений вала отно-
сительно корпуса в пределах величин
зазоров; в) снижение вибраций и шу-
ма. возникающих при работе подшип-
ника.
Деформация дорожки качения кольца
подшипника, устанавливаемого с натя-
гом на вал или в корпус, приводит
к уменьшению начального радиаль-
ного зазора:
g - g* - bg.
где g — посадочный зазор. g« — на-
чальный зазор; Ag — изменение диа-
метра дорожки качения кольца.
Деформации колец подшипника зави-
сит от удельного давления на их поверх-
ностях соприкосновения с валом или
корпусом и вычисляется по формулам:
при напрессовке внутреннего кольца
на вал
д р. — _ /у см'
при запрессовке наружного кольца
корпус
д ' 2Лп«ХЛ)~£)1> Ц Рд
где ртах — наибольшее удельное давле-
ние на поверхностях соприкосновения
при напрессовке внутреннего кольца на
вал в кГ/см*; pmtI — то же при запрес-
совке наружного кольца в отверстие
15’
Расчетные формулы
Таблица 1
Тип ПОДШИПНИКА Эскиз Расчетные параметры
Радиальное давление Р кГ Максимальное напряжение °отах » кГ)елР в точке касаний тела качения Допустимое значение не более
с внутренним кольцом с наружным колыюм
Обычная формула Приближенная формула Обычная формула Приближенная формула
Однородный ра- диальный шари KOUOJUUHHUKK 1Д Г б₽ 1 а / Р~ R 1змоу D,_J, з г-р- «Ю|/ У R 10 700 у f 50000
5,001/ d2
Однорядный ра диальиО'упориый шярико1юдшмп ник лв* 1* ы?
ад с 1
ir
г со» 3 13 200 у Ю*—а*) со» f> Ю ТО у cos ,4
7
Радиальный сфе рм чески А шарим о* подшипник 1 я s₽ “"У 7. У « 3 /"У «юр/ У 60 000
л.
2д cos р '0 <Й0 р (£Р_<Р) сов ₽ 18 500 У {D,_^со,
jL т
ПОДШИПНИКИ
Условные обозначения в таблице: ft — радиальная нагрузка ва подшипник в *Г; Л — осевая нагрузка иа подшипник в кГ; я — кисло тел каче-
ния в одном ряду; d/a — диаметр шарика в см; I — рабочая каша ролика в см; dp — диаметр ролика а см (для конических и бочкообразны! роли-
ков—в среднем сечении): D — наружный диаметр подшипника в см; d — внутренний диаметр подшипника в см; В — ширина подшипника в см; 3 —
угол контакта тела качения с наружным кольцом.
ПОДШИПНИКИ КАЧЕНИЯ
230
подшипники
корпуса в кПсм*; d— внутренний диа-
метр подшипника в см; D — наружный
днаметр подшипника в см; d0 — приве-
денный наружный диаметр внутрен-
него кольпа в см; Do — приведенный
внутренний диаметр наружного кольца
в см; Е — модуль упругости в кГ)см*;
Н, — эффективный натяг (90% теорети-
ческого) в см.
Приведенные диаметры колец (фиг. 6)
определяются с достаточной точностью
по формулам
. . D-d
d^a d+— -
D^D-И^
Наибольшее удельное давление на по-
верхностях соприкосновения-
Ртах 2.12- 10* 'ПСМ*.
2.12-10» кПсмг
(стальной корпус);
, Н. D*-Dl\
- 7т ---------I 5-,0‘ “Пс*
““ D \Di-0,53Dl)
(чугунный корпус).
С практически достаточной точностью
можносчитать. что увеличение диаметра
Дорожки качения внутреннего кольца
(или уменьшения дорожки качения на-
ружного кольца) от натяга составляет
от 60% (для подшипников тяжелой
серии) до 80% (для подшипников легкой
серии) величины теоретического натяга
посадки.
Уменьшение посадочного зазора в ре-
зультате нагрева колец подшипника
прн работе определяется по формуле
dgt — м V,
где а — коэффициент линейного тепло-
вого расширения (для хромистой стали
в интервале температур 20— 100® С
а = 11,2-10-»); D, — диаметр дорожки
качения внутреннего кольца в мм;
bt — разность температур колец в *С
(в нормальных эксплуатационных усло-
виях внутреннее кольцо подшипника
примерно на 5—10° теплее наружного).
Увеличение посадочного зазора вслед-
ствие наличия контактных деформаций
между телами качения и дорожками
качения складывается из сближений
наиболее нагруженного тела качения с
внутренним и наружным кольцами
13]. (61:
Таким образом, величина рабочего
радиального зазора
gpa6 = g — ®
или
gpaO -gn — &g~ bgt + »-
зазором и осевой
Фиг. 7.
Осевой зазор в подшипнике зависит
от радиального зазора, диаметра тел
качения и радиуса профиля дорожки
качения колец подшипника.
В табл. 2 приведены соотношения
между радиальным зазором и осевой
игрой в подшип-
никах нерегули-
руемых типов без
учета деформаций
деталей под на-
грузкой и с уче-
том деформаций
деталей под изме-
рительной нагруз-
кой
Геометрические
зависимости меж-
ду зазором по ли-
нии давления g,
радиальным зазо-
ром X и осевой игрой s в регулируе-
мом коническом роликоподшипнике
определяются по формулам (см. фиг. 7)
g — * cos р;
g —2ssln0;
X — —— 2s tg 3,
cos р 6
где 0 — угол конуса наружного кольца
подшипника.
Величина s, показанная на фиг. 7,
всегда составляет только половину пол-
ной осевой игры вала, установленного
ПОДШИПНИКИ КАЧЕНИЯ
231
Соотношения между радиальным зазором и осевой игрой подшипника
Таблица 2
Тип Значение осевой игры подшипника
подшипника без учета деформации деталей под нагрузкой (расчетная зависимость) с учетом деформации деталей под измерительной нагрузкой
Однорядный радиальный шариковый *-0,4 к'-0,4 V(a+rM)<«w
Двухрядный радиальный сферический шариковый •
г - у л,. + 4(ЭЙ + Г-) (Я, + гж-бш)-т
Двухрядный радиальный сферический роликовый На 10°|, выше расчетной
Здесь gH — начальный радиальный зазор; <7Ш — диаметр шарика; 5 — сближение шарика с коль- цами в месте контакта под действием измерительной нагрузки; — радиус сферы наружного кольца; г — радиус желоба внутреннего кольца в плоскости осн вращения подшипника; т — рас- стояние между центрами шариков в плоскости, проходящей через ось подшипника; а — угол между нормалью в точке касания ролика со сферой наружного кольца и плоскостью; перпендикулярной к горизонтальной осп подшипника.
на двух конических роликоподшипни-
ках. То же относится к двух- и четы-
рехрядным коническим роликопод-
шипникам.
Гоблицл 3
Начальные радиальные зазоры
(контрольные) в радиальных однорядных
шарикоподшипниках
В табл. 3—6 приведены примерные
значения начальных радиальных и осе-
вых зазоров в подшипниках некоторых
типов.
Таблица 4
Начальные радиальные зазоры во
взаимозаменяемых радиальных подшипниках
с короткими цилиндрическими роликами
Измерения поя нагрузкой 5 кГ Измерения пол нагрузкой 15 кГ
Внутренний диаметр подшипника в мы Ради альный м юр а им Внутренний диаметр подшипника мм Ради- альный зазор в мх
св. лэ от- до св. ао ОТ-ДО
3 « 10 30 но 6 10 30 во 65 5-10 9-15 в-15 Я—18 10—22 30 50 80 100 120 140 180 225 50 80 100 120 140 180 225 280 12-22 13-25 13—29 15-34 17—40 18-15 21-55 23-65
Внутренний диаметр полшип* инка мм Радиальный зазор в мк Внутренний диаметр подшип- ника в мм Радиальный зазор в мк
СИ. до от—ио св. ДО от—до
14 30 15—45 160 180 60-125
30 50 20-55 180 200 65-135
50 63 25-65 200 225 75-150
65 во 30-70 225 250 90-165
80 100 35—81) 250 280 100-180
100 120 40—91 280 315 110—195
120 140 45-100 315 355 125-215
140 160 .50-115 35S 400 140-236
232
подшипники
Таблица 5
Значения начальной осевой игры в сферических радиальных шарикоподшипниках
Внутренний диаметр под- шипника в мм Осевая игра в подшипнике в лк (нагрузка при измерении 10 «Г)
Серия 1200 Серия 1503 Серия 1300 Серия 1500
Отверстие
св. до цилин- дриче- ское кони- ческое цилин- дриче- ское кони- ческое цилиндри- ческое кони- ческое цилин- дриче- ское кони- ческое
10 50-75 75-100 15-30 30—45 зз-ео 60-85 15-30 30-45
10 17 50-75 75—100 20-35 35-50 35-60 60-85 15-30 30-45
17 30 60-85 85-110 20-40 40—G0 45-80 80-115 15-35 35-55
30 40 70-110 110-150 30-55 55-80 45-90 90-135 15-40 40-55
40 50 70—110 110-150 40-65 65-90 4.5-90 90-135 15-40 40-65
50 65 90—140 140-190 40-75 75-110 50-110 110-170 15-50 50-85
65 80 90-140 140-190 40-80 80—120 50-110 110-170 15-50 50-85
80 по 90-170 170-250 40-90 90-140 50-140 140- 230 15-65 65-115
Таблица 6
Примерные значении осевой игры вала,
регулируемые радиально-упорными
подшипниками
Диаметр отвер- стия подшипника в мм Пределы осевой игры ими
Легкая и легкая широкая серии Средняя, средняя широкая и тяжелая серии
Радиально- упорные шариковые Конические роликовые Ршш но-упор- иыс ша- риковые Коннче ские ро- ликовые
До 30 0,02-0.06 0.03—6.09 0,03-0,09 0,04-0.10
30-50 0,03—0.09 0.04-0.10 0,04—0,10 0.05-0,12
50-80 0,04—0,10 0.05-0.12 0,05-0.12 0,06—0,14
80-120 0,05-0,12 0.06-0,14 0,06-0.15 0,07-0,17
Посадки подшипников качения
Посадки подшипников качения всех
классов точности (по ГОСТ 520-55) на
валы (оси) осуществляются по системе
отверстия, а в корпусы — по системе
вала.
Выбор посадок определяется ГОСТ
3325-55.
Характер соединения подшипника с
валом и корпусом зависит от типа и
размера подшипника, условий его экс-
плуатации, величины, направления и
характера действующих на него на-
грузок.
Эти факторы влияют на условия рабо-
ты каждого из колец, в связи с чем для
них обычно требуется различная посад-
ка на валу и в' корпусе.
Условия работы колец определяются
характером их нагружения, зависящим
от того, вращается или не вращается
данное кольцо относительно действу-
ющей на него нагрузки.
Различают три основных случая
нагружения колец.
Местное нагружение,
когда вся радиальная нагрузка на
подшипник постоянно восприни-
мается лишь ограниченным участком
окружности дорожки качения и со-
ответственно ограниченным участком
посадочной поверхности вала или
корпуса.
Циркуляционное на-
гружение, когда в процессе
вращения тела качения передают
воспринимаемую ими радиальную
нагрузку дорожке качения, а следо-
вательно и посадочной поверхности
вала или корпуса, последовательно
по всей ее окружности. Такой харак-
тер нагружения кольца получается
при его вращении под нагрузкой по-
стоянного направления или, наобо-
рот, при радиальной нагрузке, вра-
щающейся относительно рассматривае-
мого кольца.
Колебательное нагруже-
ние, когда равнодействующая двух
радиальных нагрузок (из которых одна
постоянна по направлению, а другая—
меньшая по величине — вращается
вместе с валом) совершает не полный
оборот, а колеблется в определенных
пределах. Такая нагрузка действует
только на ограниченный участок дорож-
ки качения невращающегося кольца
(подробнее см. [6]).
Виды требуемых сопряжений колец
подшипников с валом и корпусом в
зависимости от характера нагружения
колеи приведены в табл. 7.
ПОДШИПНИКИ КАЧЕНИЯ
233
Виды нагружения колец подшипников и требуемы! характер посадки
Таблица 7
Условия работы кольца подшипника Вил нагружения кольца Характер посалки (сопряжение)
внутрен- него наружного Характер нагрузки внутрен- него наружного внутренне- го кольца на вал наружного колыхв в корпус
Врашается Не вращается Вращается Не вращается Вращается Не вращается Вращается Не вра- щается Вращается Не вра- щается Вращается Не вра- щается Вращается Вращается в том же направде НИН, что и внутреннее кольцо, или в обратном направле- нии Постоянная по направле- нию .Вращающаяся* вместе с внутренним кольцом на- грузка Рв меньше на- грузки Рп постоянного направления (равнодей- ствующая совершает ка- чание на определенном участке) .Вращающаяся* вместе с наружным кольцом на- грузка Рв меньше на- грузки Рп постоянного направления .Вращающаяся* вместе с внутренним кольцом на- грузка Р больше на- грузки Рп постоянного направления (равнодей- ствующая вращается) .Вращающаяся* вместе с наружным кольцом на- грузка Рв больше на- грузки Рп постоянного направления Постоянная по направле- нию .Вращающаяся* вместе с внутренним кольцом .Вращающаяся* вмести с наружным кольцом Циркуля- ционное Местное Циркуля- ционное Колеба- тельное Местное Циркуля- ционное Циркуля- ционное Местное Циркуля- ционное Местное Циркуля- ционное Колеба- тельное Циркуля- ционное Циркуля- ционное Местное Циркуля- ционное Циркуля- ционное Местное Непо- движное Подвижное Непо- движное Плотно- подвижное Подвижное Непо- движное Непо- движное Подвижное Непо- движное Подвижное Непо- движное Плотно- подвижное Непо- движное Непо- движное Подвижное Непо- движнце Непо- движное Подвижное
В зависимости от характера требуе-
мого соединения поля допусков валов
выбирают из ряда допусков по си-
стеме отверстия:
Г„ Т,. Нп П, С,,Д. . . по ОСТ НКМ 1011
Г. Т. Н, П, С, Д. X . по ОСТ 1012
Для отверстий корпусов поля допу-
сков выбирают из ряда допусков по
системе вала:
г» Тн Нп П., С,................по ОСТ НКМ 1021
Г, Т, Н. П, С, Д...............по ОСТ 1022
С..............................по ОСТ 1023
Р7 (для тонкостенных корпусов) по ISA-3.
При посадке внутренних колец на
конических закрепительных втулках
валы должны обрабатываться с откло-
нениями, установленными для основ-
ного вала 3-го класса точности (Bg), —
по ОСТ 1023. класса точности За (Вм) —
по ОСТ НКМ 1027 или 4-го класса точ-
ности (В J — по ОСТ 1024.
Для большинства подшипниковых со-
пряжений машин н механизмов общего
назначения могут быть рекомендованы
следующие посадки в зависимости от
характера нагружения колец:
234
подшипники
Радиальные подшипники
Посадки внутреннего
кольца на вал
Д.: ся; п„;
"н *"т •
• Н,я‘ т,л'
Вил нагружении кольца
Мастное ............
я:; с.
Н_; Т " Г ;
« л п
п ; п,я
Цнркуляциояиое
Колебательное
Посадки наружного кольца
в корпус
Д„: С, : Ся; С, : П ;
« п л л л
П‘я
Н ; Т_; Г ; Р7; Н,я;
д л л л
Та.; Г,,
л л
пя; п,„
Примечания: 1. Для подшипников классов точности Л и С (по ГОСТ 520-55)
неподвижные посадки выбираются по 1-му классу точности.
2. Обработка посадочных мест под посадки Пя и П,п для местно нагруженных колен
производится прн работе подшипников с высокими числами оборотов.
Радиальво-упориые подшипники
Кольцо и вид нагружения
Нерегулируемые циркуляционио-нагружеи-
ные кольца подшипников всех классов точности.
Местно-нагруженные кольца, не регули-
руемые или регулируемые с помощью Проме-
жуточной втулки (кольцо непосредственно с по-
садочной поверхностью ие соприкасается).
Регулируемые местно-нагруженные кольца.
Упорные подшипники
Посадки
Н„. Т„. Гя (или Р1 для посадки наружного
кольца в корпус);
Сд. Пд — при небольших осевых нагрузках;
Нп — прн больших осевых нагрузках;
С , Пя — при небольших осевых нагрузках;
П,я — прн больших осевых нагрузках.
Соединение с валом тугих колец всех типов упорных подшипников обесл ечивается посад-
кой пя.
При выборе посадки подшипника на
вал с натягом величину последнего
можно определять по формуле
„ _ 1.3/W
"ШШ « д/. (уд,
где Н„1П — наименьший натяг, обес-
печивающий необходимую плотность со-
пряжения кольца с валом, в мм; R —
наибольшая радиальная нагрузка на
подшипник в кГ; В' — рабочая ширина
кольца подшипника (за вычетом фасок)
в мм. Величина N принимается (в сред-
нем) для подшипников легкой серии
2,8; средней серии 2,3; тяжелой се-
рии 2,0.
По найденной величине Н^п выби-
рают соответствующую ближайшую по-
садку из числа приведенных выше для
циркуляинонно нагруженных колец.
Для шарикЪвых подшипников посад-
ки Гя, Т„, Р7 как дающие значительное
снижение радиальных зазоров недо-
пустимы. Для роликоподшипников по-
садки обычно выбираются более плот-
ные, чем для шарикоподшипников тех
же размеров.
Чистота обработки мест посадки под-
шипников указана в табл. 8, а допу-
скаемые отклонения от правильной гео-
метрической формы в табл. 9.
Значения отклонений посадочных мест
валов и отверстий корпусов для осу-
ществления различных посадок с под-
шипниками существующих классов точ-
ности приведены в табл. 10—13.
* Таблица 8
Классы частоты поверхности мест посадки
подшипников
Посадочные места Подшип- ники классов точности по ГОСТ 520-55 Номнв диаметр до во альные )ы в лги св. 80 до 500
Классы чистоты ис ниже
На валах Н и П В и А С ТОТ? VW8 S7W9
В отверсты» кор^ пусов Н и П В, А и С VTOJ VVV6
Торцы заплечиков валоа и корпусов Н и П В, А и С VV6
VVV/
Таблица 9
Допускаемые отклонения посадочных вест
__________на аалах и в корпусах_______
Обозначение классов точности Оваль иость Разность диаметров а крайних сечениях посадочной поверх кости
монтируемых подшипников н. п и В •1. допуска на диаметр » любом сечении посадочной ьоверх- ] ногти •If допуска на диаметр посадочной поверх- ности
А и С ч. •»,
обработки пплов под по- садку втулоч- ных подтип ников В., «За- В,
Таблица 10
Посадка парако- и ролакопожолаииикев классов точности
А а С иа вал
Номинальные диаметры в мм Размеры в лк
0 целоне ння внут- реннего 0 Пеэсалки
% .1 Т» “а 1 П'н 1 с*» Л.»
Отклонение вала•
Свыше До В н В Н В н В н В н В н в н
- ь —2 -8 +13 +8 НО +6 +6 +1 +3 —2 0 -6 —4 -9
в 10 -2 —8 +16 +9 +12 +6 +3 +2 ^-з 0 ~Ц1
10 18 —2 +» +11 +16 +7 +10 +2 3 0 -8 -6 -14
18 30 +24 +13 +17 +8 +12 +2 —3 0 -9 -7 -16
30 50 -3 -10 +28 +16 4-» 4-9 +14 +2 +?-4 0 —11 -9 -20
50 80 "*-12 +33 +19 +24 +ю т-16 +3 -Н» 5 0 -13 -10 -23
ж 120 —15 +38 +23 +28 +12 +19Ц +9 —6 0 —15 —
120 180 —6 -1» +45 +26 +32 +14 +22^ +10 -7 0 -18 -
180 250 -7 -22 +52 +30 +16 +16 +25 +11 -8 0 —20 —
250 260 -8 -28 +62 +эо +36 +16 +25^4 0 —20 -
200 315 —К -2Я +58 +35 +40 +18 +28^ +U -9 0 —22 —
315 300 —10 -36 +58 +35 4-40 +18 +28^ + 13 -9 0 —22 —
Эво «0 -10 -35 1^0 +45 +20 ^+3 +15 -10 "о —25 —
Таблица II
Посадки шарико- и роликоподшипников классов точности
А и С в корпус
Номинальные хмамстры В Ми Размеры о мк
Отклоне- ния наруж- ного 0 Посадки
Т-и Н-л П-И с««
Отклонения отверстия
Свыше До в н В н В Н В Н В Н В н
— 18 -2 -« -8 -20 —4 -15 -кГ +7 -5 +11 0
18 зо -2 -7 -10 -24 -17 ”4 -,г -6^ 0+”
30 50 -2 —Я -12 -28 —5 -Л -it2 -7** 0+15
50 ВО -3 -10 -14 -33 -5 —24 +2 -16 -8+,° +18 0
80 120 Л -12 -17 —38 -8 -28 44 -19 -9+‘2 0+2*
120 150 -5 -15 —20 -45 -7 -32 +3 -22 +14 -10 о+24
150 180 -6 -18 -20 -45 -7 -32 -22+3 +м -10 о+м
180 250 -7 -22 -23 -52 —8 -36 —2^ +16 -11 о+27
250 260 —В -28 -23 -52 —8 -36 +3 -к +16 —и 0+”
дао 315 -8 -28 -27 -58 -9 -40 +18 -13 4-зо 0
315 360 -10 —30 -27 -58 -9 -40 +18 -13 +30 0
300 400 —10 -30 -30 -65 -10 -45 -32 +20 -15 о^
400 500 -10 -35 -30 -65 -10 -45 — +20 -15 0+"
ПОДШИПНИКИ КАЧЕНИЯ
а
2.36
подшипники
Посадка шарако- а ролвкоподшапааков классов точаоств В, П и Н па вал
X Я г- ей Я 9 £ £ 8 106 90 Г 8 SZI- 1 он-
С к Л 7 ео 7 ’О 7 8 1 Я 1 а 7 8 1 1 £ 1 1 1 е । 1 8 1 L
X г* СО 00 Я Й Я й *? £
в 1 т 1 ю 1 ю 1 7 7 1 сч 1 ю 7 СО 7 Я 1 я 1 8 1 8 1
X 7 о с* Гм я я 8 Я
и' а о о о О о о О э О О
*ж a nd Посадки се г я 1 •ъ X 2 ас 5 X в т т ю 1 аО to 1 г* 1 + т о 7 о + +12 -12 +14 -14 <£> 1 ю + 91- 91+ со 1 2 7 2 7 со 7 8 1
а •ч См X + + сч + г 1 т
«: X а т +12 Т 7 ll+ +20 те+ +35 I++ 0*+ +
с X со т г + о + см + <*э 7 2 + 9l+ аО 7- + «+• «
а ст+ <0 + 0» 4- +27 ?. »+ £ » 1
X оп + | 01+ см + + 9l+ ?. + й+ ?. «+ +® 1
• а +16 «+ 5. т sH- 1 5. 5- I .+«0
Отклонения I внутреннего дияметра подшипника X а © 7 о 7 о о 7 ф 7 о ем 1 •п 7 о 8 1 й 1 о ф й 7 о 0 —«0 О
Номинальные h 3 <о g 2 8 £ а 8 8 й й ю п §
•я ш 3 Свыше 1 <© о а Я я 8 8 8 «и й 1 »о я S
ПОДШИПНИКИ КАЧЕНИЯ
2i7
чс SO X я 4 8+ ое+ 5. о 7 4-45 4-13 4-50 4-15 1 00 4- 4-60 +18 4-ТО 4-22 4-70 4-22 , 95+ 094- 1 4-М ое4- 064- +90 4-30
/ а X 5 О ? $ о о 4-Я) 0 i о 1 1 О 8 О 8 4 О а о о +,W 1
J* 00 X OI о 5 О 5- о 0 J е 4-40 " 0 +* +45 0 о 445 0 +“ о 0 0 1
в 1 "л я отверстия 03 X с» 4 4-16 -7 Л 4- ое 1 S 4 7 4-23 -12 и— «4- 4-27 —14 91- 084- 4-30 -16 4-зв — 1Я ао 1 05- он- 1 а 1
размеры и мк Пос 1 _ 1 1 '« 1 "п Отслонена а X «г 7 т 7 os- 14- ?• Я 1 т я । ос— 014- ОК- ОН" 4-11 -35 -35 +“ 4-12 1 е 4 1 -то +15 -45 +15 -45
а X о О- 1 о я । R 1 С 1 о о О О О в 1 8 1 0 -60
С X 1 1 7 -3S 7 | 1 SP- OT- о. 7 й 1 53- 51- 7 ’f 09- 31- 1 Е 7 Е 1 а । 8 I -Л) -80
5 7 а X 1 а । Й 1 7 ч г В 1 а । а । а 1 а 8 1 R 1 -36 -88 -36 -«8 7 7 8 1 -45 I -108
Отклонения наружного •лмиииютои •(камент X а 7 о 1 о 7 о О а । •я 7 7 о я । 1 О О О О О
Номинальные диаметры 5 2 я S 8 120 150 180 035 095 315 098 400 1 005 1
Свыше 1 90 *4 я 8 8 061 150 8 250 260 315 360 °” 1
238
подшипники
Выбор подшипников
Выбор по расчетному сроку службы.
Для того чтобы подшипник надежно
выполнял свое служебное назначение,
он должен обладать требуемой грузо-
подъемностью и проработать заданное
число рабочих часов при определенной
скорости вращения.
Выбор подшипников качения (при
числе оборотов п > 10 в минуту) произво-
дится по приведенной нагрузке Q, за-
данному числу п оборотов подшипника
в минуту и требуемому расчетному
сроку службы (долговечности) Л в часах,
а также в зависимости от требований
к подшипнику, определяемых конструк-
цией узла.
Приведенная нагрузка Q на под-
шипник представляет собой условную
радиальную нагрузку, эквивалентную
(в отношении долговечности подшип-
ника) совместному действию на него
фактических радиальной R и осевой А
нагрузок, а также учитывающую вли-
яние на долговечность подшипника ди-
намических условий его работы (коэф-
фициент безопасности Лд), влияние
вращения наружного нлн внутреннего
кольца (кинематический коэффициент kK)
и влияние температурного режима ра-
Таблица 14
Значения коэффициента приведения m
Серия подшипника Внутренний диаметр подшипника о мм т
200. 300 , 400 Все диаметры 1.5
1200 и 11200 До 17 2.5
20-40 3,6
45 и выше 4,5
1300 и 11300 До 30 3
35 и выше 4
1500, 1600, 11500, паю Все диаметры 2,5
. 3500 и 13500 4.5
3600 и 13600 3,5
36003 1.5
46000 0.7
6000 2
7200 , 7«Ю 1.5
7300, 7600 1.8
27300 0.7
Значения т. приведенные в таблице,
р о
действительны при > 2. При »2 таб-
личные значения т увеличиваются на 1Б°|0.
р
при -j- « 1 — на 25°), и при чисто осевой на-
грузке — на 35’1, (его не откосится к подшип-
никам серий 46000 и 27300)
боты подшипника (температурный коэф-
фициент Лу). Приведенная нагрузка, до-
пустимая для данного подшипника при
определенной долговечности и опреде-
ленном числе оборотов:
Q + mA) k^ky.
Коэффициент приведения т учиты-
вает неодинаковое влияние на долго-
вечность подшипника радиальных и
осевых усилий. Значения коэффици-
ентов т, кб и kK приведены в табл. 14—16.
Таблица 15
Примерные значения коэффициента
безопасности hg
Характер нагрузки на подшипник *б
Наличие толчков Кратко- временная перегрузка • ®1о от нормальной (расчетной)
Спокойная, без толч- ков Нет 1
Легкие толчии .... До 125 1-1.2
Умеренные толчки, вибрация нагрузки . . 150 1,3—1,8
Значительные толчки и вибрации .... . 200 1.8-2,5
Сильные улары, по* вышенная темпера- тура узла, ненадеж- ность уплотнений . . 300 2,5—3,0
Таблица 15
Значения кинематического коэффициента *(
Вращается кол ыю Для подшипники» »<
Внутреннее Всех типов 1
Наружное Сферических 1.1
• Всех прочих 1,35
Значение температурного коэффициента Л?
Рабочая темпе-
ратура под-
шипника в ’С 125 150 175 200 225 260
Значение *г .1,05 1,1 1,15 1,25 1.35 1.4
Для точных подшипников, приме-
няемых в металлорежущих станкал, при
оптимальных значениях зазоров в под-
шипниках можно вести расчет при-
ПОДШИПНИКИ КАЧЕНИЯ
239
веденной нагрузки по следующим фор-
мулам [29]:
•) Для однорядных ра-
диальных шарико-
подшипников:
при А < 0.2S/? . . О
. А > 0,26# . . О
. Rest . . . . Q
— 0,75# + А
— 1.5 А
б) Для ра»иально-упор-
иых шарикоподшип-
ников:
при А < 0,6# . . О •= R
, А > 0,6/? . . Q — 0.55# -}- 0,6А
в) Дав конических ро-
ликоподшипников
серий 7200 и 7500:
при А < 0,25#. .
. А > 0.25#. .
серий 7300 н 7600:
при А < 0,25/? . .
. А > 0,25# . .
<?-#
Q- 0,6# 4- 1,5А
Q-R
Q ~ 0,6# 4- 1,8А
г) Для роликоподшип-
ников с углом кону-
са 3>25°:
при А < 0,55 R . Q = R
. А > 0Д5# . . Q = 0,55# 4- ОЛА
Под расчетной долговечностью пони-
мается число рабочих часов, в течение
которых не менее90% подшипников, по-
ставленных в одинаковые условия по
нагрузке и скорости, работают без появ-
влення признаков поверхностной уста-
лости металла.
Связь между приведенной нагруз-
кой Q, числом оборотов п подшипника и
долговечностью h выражается эмпири-
ческой формулой
Q (лЛ)0,3 - С,
где С — коэффициент работоспособно-
сти подшипника.
Значения этого коэффициента для
основных типов стандартных подшип-
ников приведены в соответствующих
ГОСТ и в каталогах на подшипники ка-
чения (см. также табл. 19—25).
Формула долговечности действитель-
на при л >10. При л “ 1-ьЮ об/мин
значение С подсчитывают, как при
п — 10 об/мин. При л<1 грузоподъем-
ность подшипника рассматривается, как
статическая (см. ниже).
По вычисленному коэффициенту ра-
ботоспособности С определяют необ-
ходимый размер подшипника того
типа, который обусловлен конструкцией
узла.
При выборе радиально-упорных под-
шипников следует учитывать, что под
действием радиальной нагрузки в под-
шипниках этих типов создается от ради-
альной нагрузки составляющая сила,
направленная вдоль осн вала. В зави-
симости от величин радиальных нагру-
зок, действующих на парный комплект
подшипников узла, эти составляющие
радиальных нагрузок могут либо урав-
новешиваться (в данном случае эти соста-
вляющие не учитываются при расчете),
либо могут вызвать дополнительную
нагрузку на один из подшипников пар-
ного комплекта, и тогда они должны
быть учтены при определении условной
радиальной нагрузки.
Осевая составляющая 3 от радиаль-
ных нагрузок должна рассматриваться
при расчете как разность осевых соста-
вляющих двух подшипников, на кото-
рых установлен вал, т. е. 3 = 3!—Ss,
и может иметь знакопеременную вели-
чину.
В расчет принимается только раз-
ность (Л — 3) между действу ющей осе-
вой нагрузкой А и осевой составляющей
3 радиальной нагрузки. В случае, если
Л<3, в расчет принимается только дей-
ствующая радиальная нагрузка R (по-
дробнее см. [6]):
3- 1.2/? tg₽,
где ₽ — угол контакта.
При выборе роликоподшипников с
цилиндрическими роликами расчет ве-
дется только по радиальной нагрузке:
R(nh)^-k6kKkT^C.
Значения (лЛ)0,3 даны в табл. 17.
Допустимая осевая нагрузка Л на
радиальный подшипник с цилиндри-
ческими роликами определяется по фор-
муле
A<Fa z-dl (3.5-Fe n dp) кГ,
где г — количество роликов в подшип-
нике; dp — диаметр ролика в мм; п —
наибольшее число оборотов подшипни-
ка в минуту; Fa — коэффициент, опре-
деляемый из табл. 18; rv—скоростной
коэффициент, равный для подшипников
легких серий 8,5 I0-®, средних серий
7-10—6, тяжелых серий 6-10—
Выбор по статической грузоподъ-
емности. Выбор подшипников, рабо-
тающих при статической нагрузке или
при числе оборотов п < I в минуту,
240
подшипники
Таблица 17
Числовые значения (лЛ)®‘3
Л в час. п об/мин
10 20 50 100 290 500 1000 1600 2000 4000 5000 8000 10000
100 8.0 9.8 13,0 ‘16.0 21.0 25.7 32,0 36.3 39.0 48.0 51,3 59.0 63.0
160 9.2 11.2 14.8 18,2 24.0 29,5 36,3 41.7 44,7 55.0 59,0 67.6 72.5
200 9.8 12,0 16,0 19.5 25.7 32,0 39.0 44.7 48,0 59.0 63,0 72.5 77.7
320 11.2 13.8 18,2 22,4 29.5 36.3 44.7 51.3 55.0 67.6 72.5 83.2 89,0
400 12,0 14.8 19.5 24,0 32,0 39.0 48,0 55.0 59.0 72.5 77.7 89.0 95,5
500 13,0 16,0 21.0 25,7 34,0 41.7 51,3 59,0 63.0 77.7 83.2 95.5 102,0
800 14.8 18.2 24.0 29.5 39.0 48,0 59,0 67,6 72.5 89.0 95.5 110.0 117,0
1 000 16.0 19,5 25,7 32,0 41.7 51,3 63,0 72.5 77.7 95.5 102.0 117,0 126,0
1 250 17.0 21,0 27,5 34,0 44,7 55,0 67.6 77,7 83,2 102,0 110,0 126.0 135,0
1 600 18.2 22,4 29,5 36.3 48,0 59,0 72,5 83,2 89,0 110,0 117.0 135,0 145,0
2 000 19.5 24,0 32.0 39,0 51.3 63.0 77.7 89,0 95.5 117.0 126,0 145.0 155,0
2 500 21,0 25,7 34.0 41.7 55.0 67.6 83,2 95.5 102,0 126,0 135,0 155.0 166,0
3 200 22.4 27.5 36.3 44.7 59,0 72,5 89.0 102,0 110,0 135.0 145.0 166.0 178,0
4000 24.0 29.5 39,0 4Н.0 63,0 77.7 95,5 110,0 117,0 145.0 155.0 178.0 191,0
5000 25.7 32.0 41.7 51,3 67,6 83.2 102.0 117,0 126.0 155,0 166.0 191.0 204,0
6 300 27.5 34.0 44,7 55.0 72.5 89.0 110.0 126.0 135.0 166,0 178.0 204.0 219,0
8 000 29.5 36.3 43.0 59,0 77,7 95,5 117,0 135,0 145,0 178.0 191,0 219,0 235.0
10000 32.0 39.0 51,3 63,0 83,2 102,0 126,0 145,0 155.0 191,0 204.0 235.0 251.0
производится по величине статической
нагрузки.
Допускаемая статическая нагруз-
ка Qrm для подшипников качения раз-
личных типов (с не менее чем четырех-
кратным запасом против разрушающей
нагрузки) определяете» по следующим
формулам (в кГ):
Радиальные однорядные под-
шипники .................
Радиальные сферические двух-
рядные шарикоподшипники . 0,32-д-Л^-соа 0
Радиальные роликоподшипники
с короткими цилиндрически- *
ми роликами.............
Радиальные сферические двух-
рядные роликоподшипники . Зд-<Гп./(1
Радиально-упорные однорядные р "
шарикоподшипники.........0,85-а-<2^-сов 3
Конические роликоподшип-
ники ....................1.6-x-d •/_ соа 0
Упорные шарикоподшипники. ЗД-д.Д^
В этих зависимостях г — число ша-
риков или роликов в одном ряду: и
dp—диаметр шариков или роликов
в мм (для бочкообразных роликов —
наибольший диаметр, для конических—
средний диаметр); 1р — рабочая длина
ролика в мм. Р — угол контакта, т. е.
угол наклона линии давления шариков
в контакте с наружным кольцом к
средней плоскости подшипника; в ко-
ническом роликоподшипнике — угол
наклона дорожки качения наружного
кольца к осн вала.
Таблица 18
Значения коэффициента Fa
Условия работы под- шипника Род смазки Ра
Характер осе- вой нагрузки Температу- ра полшнп- ника
Постоянная Прерывистая или пере- менная Непродолжи- гельиая Случайная Чисто ударная нагрузка Высокая Умеренная Невысокая • Конси- стентная То же Жидкая • Жидкая или коней стеигнян 0 0.02 0.06 0.1 0.2 0,28
Выбор подшипников при переменном
режиме. Эквивалентная нагрузка Q,XJ
(при переменных нагрузке и скорости),
по которой производится выбор под-
шипника, в соответствии с ранее из-
ложенной методикой определяется по
формуле
•“/-------ns------—га-----------------пг
где QJt Qy, . .., Qp — нагрузки, соот-
ветствующие числам оборотов Л>, Лу. . . ,
Пр, «|, «у. . . . %— доли общей про-
должительности работы (принимаемой
за единицу), соответствующие каждому
режиму Qt, ПА ₽п 0з. . . . , —отно-
шения чисел оборотов при соответствую-
ПОДШИПНИКИ КАЧЕНИЯ
241
щнх режимах к одному из чисел обо-
ротов, произвольно выбранному, t.z е.
Ь- —J--”11' и •
Выбор подшипника производится по
формуле
C-Q(nh)0'3,
где Q — QtKf^6 ^K'^r> ая — то число
оборотов, к которому отнесены коэф-
фициенты ₽j, ₽,....₽р.
Каждая из част-
иых нагрузок оп-
ределяется с уче-
том соотношения
радиальной и осе-
вой составляю-
щих, например,
Qi “
н т. д.
В случае, если нагрузка изменяется
по линейному закону от 0 до Qmax, то
<2м«= 0,645-Qralx. Еели же нагрузка
изменяется по линейному закону от Qm|n
до <2шах, ТО
П — Qmln + 2Qmax
®-------------з и— •
Это приближенное решение дает ма-
ксимальную ошибку в 7%.
Выбор подшипников при установке с
предварительным натягом. Подшипники
качения обладают пенной особенностью:
нх жесткость можно значительно повы-
сить, причем не только путем изменения
размеров и конструкции, но и специаль-
ным регулированием — так называемым
предварительным натяеом. Сущность
предварительного натяга заключается в
создании в подшипнике некоторого на
пряженного состояния рабочих поверх-
ностей путем предварительного дефор-
мирования тел качения и дорожек ка-
чения в местах их взаимного контакта
под определенной осевой нагрузкой,
прикладываемой к подшипнику при
установке его в узел машины.
Предварительный натяг уничтожает
зазоры в подшипнике в момент монтажа
его в узле машины, а также обеспе-
чивает отсутствие зазора в процессе
дальнейшей эксплуатации подшипника.
Такой метод установки повышает жест-
кость опоры и точность ее вращения.
Подшипники с предварительным на-
тягом устанавливают парными, обычно
специально подготовленными комплек-
тами.
Предварнтельный натяг осуществ-
ляют:
I. Распорными втулками (кольцами),
устанавливаемыми между наружными и
внутренними кольцами парного ком-
плекта подшипников, причем длина
одной втулки отличается от длины дру-
гой на некоторую величину, опреде-
ляемую заданной величиной предвари-
тельного иатяга.
Разность длин распорных втулок
(колец) определяется по формуле
где Ра — усилие на каждый шарик от
действия предварительного натяга в кГ:
р Атп-Лп
° a-ain р
(определение До т|0 см. ниже).
2. Подшлифовкой торнов колец под-
шипников (в собранном виде) со сме-
щением одного из колец относительно
другого в осевом направлении под дей-
ствием осевой нагрузки, соответству-
ющей усилию расчетного предваритель-
ного натяга.
Величину осевого смещения одного
кольца относительно другого подсчи-
тывают по приведенной выше фор-
муле с той лишь разницей, что в данном
случае вместо Д/ необходимо опреде-
лить 0,5-Д/.
Основные варианты установки под-
шипников с предварительным натягом:
1) наружные кольца соприкасаются
низкими бортами (фиг. 8, а); эта кон-
струкция допускает воспрннятие ком-
бинированных нагрузок, если не тре-
буется большой угловой жесткости вала
(сопротивления прогибу);
2) наружные кольца corn) и касаются
высокими бортами (фиг. 8, б); при этом
в условиях воспринятия комбинирован-
ных нагрузок обеспечивается большая
жесткость;
3) высокий борт одного наружного
кольца соприкасается с низким бортом
другого наружного кольца (фиг. 8, в);
этот вид установки применяется для
больших осевых нагрузок одного на-
правления; при очень больших осевых
усилиях, а также для повышения жест-
кости узла допускается последова-
тельная установка двух-трех пар под-
16 Том 4 п»
242
ПОДШИПНИКИ
шипников (см. ГОСТ 832-41 • «Шарико-
подшипники радиально-упорные сдвоен-
ные»).
Создать предварительный натяг воз-
можно также путем установки вин-
товых пружин (иногда группами), ра-
ботающих на сжатие, реже — на кру-
чение, или тарельчатых пружин.
Величина предварительного натяга
при заданных радиальной нагрузке R
и осевой нагрузке А определяется по
формуле
Ao mm “ 1 >58 • R • tg 0 ± 0,5/1,
где ₽ — угол контакта.
Приведенная условная нагрузка на
подшипник определяется по формуле
Q/сл “ ш (Aomin i 0,5Л))
Знак плюс относится к подшипнику,
непосредственно воспринимающему ра-
бочую осевую нагрузку, а знак минус —
к подшипнику, который разгружается
от предварительного натяга под дей-
ствием рабочей нагрузки.
Наиболее целесообразна ограничен-
ная величина предварительного натяга
в пределах, обеспечивающих необходи-
мую жесткость вала в течение эксплуа-
тационного срока службы подшипника,
так как чрезмерное увеличение пред-
варительного натяга отрицательно ска-
зывается на долговечности и темпера-
турном режиме подшипников. Однако
в целях предотвращения образования в
подшипнике зазоров при длительной
работе следует: а) осуществлять пред-
варительный натяг, превышающий на
10—15% расчетный натяг; б) приме-
нять компенсирующие устройства для
обеспечения постоянства величины пред-
варительного натяга при работе под-
шипника.
Выбор подшипников для работы с
числом оборотов, превышающим наи-
большие каталожные. Условиям работы
при высоких числах оборотов наиболее
удовлетворяют подшипники одноряд-
ные радиальные шариковые, роликовые
с короткими цилиндрическими ролика-
ми, радиально-упорные шариковые с
углом контакта Р не более 30°. При
этом обязательно применение массив-
ных сепараторов из шифонового или
батистового текстолита, высококаче-
ственного дюраля, бронзы или графити-
зированной стали. Наибольшее допусти-
мое для них число оборотов определяет-
ся эмпирическим параметром d-n, где
d — внутренний диаметр подшипника в
мм, а п—его число оборотов в минуту.
Для сепараторов из латуни, бронзы,
дюраля, текстолита и прессованной
бакелитизированной древесины d-n ле-
жит в границах между 5-10е и 10-10®.
При кратковременной работе может
быть достигнуто d-n 2-106.
Числа оборотов прецизионных ми-
ниатюрных шарикоподшипников с d —
= 3 ч- 5 мм достигают 160 000 в минуту
(при изготовлении их по классам А и С);
однако предельные значения d-n, реко-
мендуемые для крупных подшипни-
ков, недостижимы для мелких
Бессепараторные подшипники не при-
годны для высоких скоростей вслед-
ствие кольцевого износа, вызываемого
встречным трением соприкасающихся
тел качения.
Грузоподъемность подшипников при
высоких скоростях резко снижается.
Основные причины выхода их из строя:
аварийное разрушение сепараторов, из-
нос гнезд сепараторов и абразивный из-
нос элементов качения, а также навола-
кивание металла сепаратора на поверх-
ности качения; чрезмерное нагревание
подшипников с отпуском металла тел
качения и колец, в результате чего
возникает защемление вала.
С повышением отношения диаметра
отверстия d0 массивного сепаратора к
его ширине b очень резко увеличивается
коэффициент концентрации напряже-
ний в перемычках сепаратора; поэтому
рекомендуется увеличивать толщину пе-
ремычек сепаратора в таких пределах,
чтобы 4т- < 0,7.
и
Сепараторы подшипников для очень
высоких значений чисел оборотов дол-
ПОДШИПНИКИ КАЧЕНИЯ
243
жны быть легкими, прочными хорошо
сбалансированными. Диаметр шариков
при высоких числах оборотов подшип-
ника должен быть несколько уменьшен,
чтобы снизить нагрузки от центробежных
сил шариков на желобы наружных колец.
Технические характеристики основных
типов стандартных подшипников
В табл, 19—25 приведены габаритные
размеры основных типов стандартных
подшипников. В данных таблицах при-
ведены сокращенные габаритные ряды.
В таблицах приведены коэффициенты
работоспособности С (в тысячах), наи-
большие допустимые числа оборотов ппр
(в тысячах оборотов в минуту) и допу-
стимая статическая нагрузка Qem (в ты-
сячах кГ) для наиболее распростра-
ненных и главным образом освоенных
типов стандартных подшипников.
Потери на трение в подшипниках
качения
Момент трения Мтри потери мощности
на трение Nmpa связи с непостоянством
приведенного (к валу) коэффициента
трения f могут быть определены лишь
ориентировочно по формулам
Мтр -СМ кГмм;
Qf-ndn Qfr.dn
N">P=~ 4.5-10* Л' С' “ 6.1^-10» Квт'
где d — диаметр вала в мм; п — число
оборотов вала в минуту.
Таблица 19
Шарикоподшипники радиальные однорядные
(по ОСТ НКСМ 6121-39)
Условное обоэил не- мке под- шипника Размеры в мм С в тыс. ллр в тыс. о6|'ммн. 3 н а о? Условное обозначе- ние под- шипника Размеры в мм С в тыс. ппр В тыс. об/мин. <?ст"тыс. кГ
d D В Г d D В 1 Г
Легкая серия 304 20 52 15 2 17.1 10 0.54
200 10 30 9 1 6.4 10 0,18 305 25 62 17 2 25 7,5 0.79
201 12 32 10 1 7.1 10 0.21 306 5° Р 2 31 7.5 1.1
202 15 35 11 1 8 10 0.24 307 15 21 2,5 37 5 1.25
203 17 40 12 1.5 10 10 0,31 30» 40 90 23 2.5 44 5 1.6
204 20 47 14 1.5 14 10 0.43 ЗОЙ 45 100 25 2.5 57 5 2,1
305 2i 52 1 5 15 10 0,49 310 50 по 27 3 66 5 2.5
206 62 1.5 21 ю 0.70 311 ГЛ 120 29 3 78 5 2.9
207 72 17 2 28 7,5 0.96 312 60 130 31 3.5 88 3.5 3.4
208 То 80 18 1 36 7,5 1,25 313 65 140 33 3.5 98 3.5 3,9
209 19 Б 1.25 314 70 150 35 3,5 108 2.5 4.4
210 тп- 5 1,40 315 75 160 37 3.5 120 2.5 5.0
211 55 100 21 2.5 48 5 1.8 316 80 170 39 3,5 132 2.5 5,6
212 60 ПО 22 2.5 57 5 2.2 317 85 180 41 4 144 2.5 6,2
213 65 120 23 2.5 62 5 2.4 318 90 190 43 4 152 2.Б 7.0
214 70 125 24 2.5 66 5 2.6 319 95 200 45 4 170 2.5 7.6
215 75 130 25 2.5 72 3,5 2.9 320 100 215 47 4 1М 1.Б 9.2
216 80 140 26 3 78 3,5 3.1 322 110 240 50 4 240 1.5 12
217 85 150 28 3 8-1 2.5 3.4 324 120 260 55 4 260 1 13
218 90 «во 30 3 I0O 2,5 4.2
219 95 170 32 3 Б 112 •2.5 4.9 / яжелая серия
220 ИЮ 180 34 3.5 124 2Л 5.5 406 25 80 21 2.5 43 5 1.4
222 110 200 38 3.5 152 2.5 7.0 4 6 30 90 23 2 Б 54 5 1.8
224 120 215 40 3.5 152 2.5 7.0 407 35 ИХ) 25 2.5 62 5 2.1
226 130 230 40 4 164 1,5 7.7 408 40 по 27 3 70 3.5 2.5
228 140 2.50 42 4 164 1.5 7.7 409 45 120 29 3 84 3.5 3.0
230 150 270 45 4 176 1 8.5 410 ГЛ I3O 31 3.5 98 3.5 3.8
411 .55 140 33 3.5 108 2.5 4.3
^реокяя серая 412 60 150 35 3.5 120 2.5 4.8
301 12 37 12 1.5 11 10 0.32 413 65 160 37 3.5 128 2.5 5.4
302 15 42 13 1.5 12,5 10 0,38 414 7.) 180 42 4 164 2.5 7.2
303 17 47 14 1.5 15,5 10 0,47 415 75 190 45 4 176 2,5 7.9
16*
244
подшипники
Услоимое обозначение подшипника Римеры в мм С в тыс. ппр ТЫС oOimkii
Тип 1000 Тип 11000 а <4, D В L ’ г
1200 10 Легк 30 ая серия 9 1 5.4 10
1201 «м 12 32 10 — 1 5.1 10
12V2 «в 15 35 11 1 8,0 10
1203 17 40 12 1.5 9,3 10
1204 11203 20 17 47 14 28 1.5 11,6 10
1205 11204 25 20 52 15 30 1.5 15 10
1206 11205 30 25 62 16 31 1.5 20 10
1207 11206 35 30 72 17 33 2 22 7.5
1200 11207 40 35 80 18 34 2 27 7.5
1209 11208 45 40 85 19 35 2 31 5
1210 112U9 50 45 90 20 39 2 33 5
1211 11210 55 50 100 21 40 2.5 41 5
1212 11211 60 55 110 22 41 2.S 46 5
1213 11212 65 60 120 23 42 2.5 50 5
1214 70 _— 125 24 2,5 54 5
1215 11213 75 65 130 25 44 2.5 60 3.5
1216 11214 80 70 140 26 48 3 64 3.5
1217 11215 85 75 150 28 52 3 78 2.5
1218 11216 90 80 160 30 56 3 88 2.5
1219 11217 95 85 170 32 58 3.5 100 2.5
1220 11218 100 90 180 34 61 8.5 108 2.5
1506 • 11506 30 Л 28 икая ши 62 рокая св) зи вил 35 1.5 20 5
1507 11606 35 30 72 23 39 2 28 5
1508 11507 40 35 80 23 39 2 31 5
1*9 11506 45 40 85 Z3 41 2 34 5
1510 11509 50 45 90 23 46 2 35 5
1511 11510 56 50 100 25 48 2.5 40 3.5
1512 11511 60 55 110 28 50 2,5 50 3.5
1513 11512 65 60 120 31 52 2.5 64 2.5
1514 __ 70 125 31 2.5 66 2.5
1515 11513 75 65 130 31 56 2.5 68 2.5
1516 11514 80 70 140 33 61 3 76 2.5
1517 11515 85 75 160 36 63 3 88 2.5
1518 11516 90 80 160 40 68 8 104 2.5
1304 11303 20 17 Средн 52 яя серая 15 32 3 15 10
1305 11304 25 2П 62 17 33 2 21 7.5
1306 11306 30 25 72 19 35 2 27 7.6
1307 11306 35 30 ВО 21 39 2.5 32 5
1306 11307 40 35 » 23 39 2.5 40 5
1309 иже 45 40 100 25 41 2.5 60 5
1310 11309 50 45 по 27 46 3 57 5
1311 11310 55 50 120 29 48 3 68 6
1311 11311 60 55 130 31 50 3.5 78 3,5
1313 11312 65 60 140 83 52 3,5 86 3.5
1314 70 150 35 3.5 100 2.5
1315 11313 75 65 160 37 56 3.5 104 2.5
ПОДШИПНИКИ КАЧЕНИЯ
245
Продолжение табл. 20
Условное обозначение подшипника Размеры в мм С а тыс. ллр втыс. об/мли
Тил 1000 Тил 11000 d d. О В L Г
1316 11314 ВО 70 170 38 61 8,5 116 2,5
1317 11315 85 76 180 41 63 4 132 2.5
1318 11316 90 80 190 43 68 4 148 2.5
1319 11317 95 85 200 45 71 4 164 2.5
1320 11318 100 90 215 47 74 4 182 1.5
Средняя широкая серия
1605 11604 25 20 62 24 39 2 27 6
1606 11605 30 25 72 27 42 2 35 Б
1607 11606 35 30 80 31 47 2.5 44 Б
1608 11607 40 35 90 33 49 2.5 52 5
1609 11608 45 40 100 36 52 2.5 62 3.5
1610 11609 50 45 110 40 59 3 72 3.5
1611 11610 56 50 120 43 62 3 84 2.5
1612 11611 60 55 130 46 65 3,5 100 2.5
1613 11612 65 60 140 48 67 3.5 112 2.5
1614 —— 70 —— 150 51 —> 3.5 124 2.5
1616 11613 75 65 160 55 74 3.5 136 2.5
1616 11614 80 70 170 58 80 3.5 152 2.5
Глблшы> 21
Роликоподшипники радиальные с короткими
цилиндрическими роликами
(во ГОСТ 294-41)
Условное обозначение Размеры в мм С тыс. ппр В тыс. о<Ммин Ост В тыс. кГ
Серив 2200 Серна 32200 Серия 42200 d D В Г
Легкая серия
2205 32205 42206 25 52 18 1.5 10 0.75
2206 82206 42206 30 62 16 1.S 10 1.0
2207 32207 42207 35 72 17 2 7.5 1.5
2208 32208 42208 40 80 18 2 м 7.5 2.0
2209 32209 42209 45 85 19 2 2.2
2210 32210 42210 50 90 20 2 2.5
2211 37211 42211 55 100 21 2.5 « 3.0
2212 32212 42212 60 110 22 2.5 82 3.6
2213 32213 42213 65 120 23 2.5 72 4.3
2214 32214 42214 70 125 24 2.5 72 8.3
2215 32215 42215 75 130 25 2.5 85 5.3
2216 32216 42216 НО 140 26 3 100 6,0
2217 32217 42217 35 150 28 3 116 .5 6.7
2218 32218 42218 93 160 30 3 140 .5 8
2219 32219 42219 95 170 32 3.5 158 .5 9
22212 32220 42220 100 180 34 3.5 170 2.5 10
2221 32221 42221 106 190 36 3.5 188 2,5 11
2222 32222 42222 110 200 38 3.5 230 2.5 13
2224 32224 42224 120 215 40 3.5 260 2.5 16
2226 32226 42226 130 230 40 4 270 1.5 17
246
подшипники
Продолжение табл. 21
Услопаое обозначение Размеры и мм С в тыс. В тыс. об|мин В ТЫС. кГ
Се^и» Серна Серия 42300 d D в Г
Средняя серия
2306 32306 42306 30 п 19 2 34 7.5 1.7
2307 32307 42307 35 но 21 2,5 41 5 2.2
2308 32308 42308 40 90 23 2.5 49 5 2.6
2309 32309 42309 45 100 25 2.5 66 5 3.5
2310 32310 42310 50 ПО 27 3 76 5 4.1
2311 32311 42311 55 120 29 3 98 5 5,1
2312 32312 42312 60 130 31 3.5 116 3.5 6.2
2313 32313 42313 65 140 33 3.5 132 3.5 7.0
2314 32314 42314 70 150 35 3.5 152 2.5 8,3
2315 32315 42315 75 160 37 3,5 176 2.5 9.5
2316 32316 42316 80 170 39 3.5 182 2.5 10.5
2317 32317 42317 85 180 41 4 220 2.5 12
2318 32318 42318 90 190 43 4 240 2.5 13
2319 32319 42319 95 21Х> 45 4 260 2.5 14
2320 32320 42320 100 . 215 47 4 309 1.5 17
2321 32321 42321 105 225 49 4 340 1.5 19
2322 32322 42322 110 240 50 4 390 1.5 22
2324 32324 42324 120 260 55 4 480 1 27
2326 32326 42326 130 280 58 5 540 1 30
Тяжелая серия
2410 32410 42410 50 130 31 3,5 128 3.5 6.5
2411 32411 42411 55 140 33 3.5 136 2.5 7.1
2412 32412 42412 60 150 35 3.5 164 2.5 8.6
2413 32413 42413 65 160 37 3.5 182 2,5 9.4
2414 32414 42414 70 180 42 4 230 2.5 12
2415 32415 4241Б 75 190 45 4 270 2,5 14
2416 32416 42416 80 200 48 4 310 1.5 16
2417 32417 42417 85 210 52 5 350 1.5 18
2418 32418 42418 90 225 54 5 390 1 21
— 32419 42419 95 240 55 5 420 1 23
—- 32420 42420 100 250 58 5 460 1. 25
32421 42421 105 260 60 5 520 1 29 *
32422 42422 110 280 65 5 570 1 32
32424 42424 120 310 72 6 730 1 40
— 32426 42426 130 310 78 6 900 0.75 60
ПОДШИПНИКИ КАЧЕНИЯ
247
Продолжение табл. 22
Условное обозначение подшипника Размеры в мм С В тыс. "яр В тыс. об/мин Qcm в тыс. кГ
Серин 3300 и Збш Серки 13500 и 13800 d d, D В L Г
3519 13517 95 85 170 43 71 3.5 200 2.5 15
3520 13518 100 90 1ВО 46 74 3.5 240 1.5 17
3522 13520 ПО 100 200 S3 81 3.5 300 1.5 22
3524 13522 120 ПО 215 58 91 3,5 350 1.5 27
3526 13523 130 115 230 61 too 4 380 1.0 33
3523 13525 140 125 250 68 106 4 •160 1.0 37
3530 13527 150 135 270 73 113 4 540 1.0 41
3532 13528 160 140 290 80 121 4 630 0.75 50
3534 13530 170 150 310 86 128 5 730 0,75 56
3536 13532 180 160 320 86 129 5 760 0,75 60
3538 13534 190 170 340 92 136 5 850 0.5 67
3540 13536 200 180 360 98 144 5 950 0,5 75 «
Средняя широкая серия
3610 138» 50 45 но 40 59 3 120 2.5 8
3611 13610 55 50 120 43 62 .4 140 2,5 10
3612 13611 60 55 130 46 65 3,5 164 2,5 12
3614 — 70 —— 150 51 — 3.5 220 2.5 15
3615 13613 75 65 160 55 74 3.5 250 1.5 18
3616 13614 80 70 170 58 80 3.5 280 1.5 20
3618 13616 90 80 190 64 89 4 350 1 25
3623 13618 100 95 215 73 101 4 460 1 32
3822 13620 ПО 100 240 80 108 4 560 1 40
3624 13622 120 110 260 86 119 4 670 1 48
3626 13623 130 115 280 93 129 5 760 0.75 55
3628 13625 140 125 300 102 140 5 920 0.75 62
3630 13627 150 135 320 1С6 143 5 980 0.5 72
3632 13628 160 140 340 114 155 5 1260 0.5 80
3634 13630 170 150 360 120 162 5 1340 0.5 93
3636 13632 180 160 380 126 169 5 1440 0.5 100
3638 13634 190 170 400 132 176 6 1500 0.5 115
3640 13636 200 180 420 138 184 6 1660 0.35 125
Таблица 23
Шарккоподшапинки раднальио-упориые
Дл« серии 36200 угол ₽ — 12е
Ала серки 46200 угол 3 — 26*
(по ГОСТ 831-54)
248
подшипники
Продолжение табл. 23
Условное обозначение подшипника Размеры в мл С в тыс. ппр в тыс. об/мин Чет тыс- *г
Се|1'” Серка 46200 d D в Г Серия 36200 Серия 46200 Серия 36200 Серия 46200
36212 46212 60 ПО 22 2,5 70 64 Б 2.9 2,7
36213 46213 65 120 23 2,5 80 74 5 3,4 3.2
36214 46214 70 125 24 2.5 88 80 5 3.7 3,5
36215 46215 75 130 25 2.5 92 84 3.5 4.0 3.7
Продолжение табл. 23
Услопное обозначе- ние под- шипнике Размеры в мл
d D В Г
d D В г
Размеры в мл
н
46306
46307
46308
46309
46310
30
35
40
45
50
72
60
90
100
110
19
21
23
25
27
2
2,5
2.5
2.5
3
Средняя серия . Угол 26’,
35 7.5 1.3 46311 &5
41' 5 1.7 46312 60
50 5 1.9 46313 65
65 5 2.6 46314 70
74 5 3.1
120
130
140
tso
29 3
31 3.5
33 3.5
35 3.5
93
104
116
130
3.5
3.5
2.6
3.9
4.5
5,2
6.9
и
5
Таблица 24
Роликоподшипника конические
(по ГОСТ 333-41)
Условное обо- значение ПОДШИПНИКА Размеры о мм С в так. ппр » тыс. об/мин V i m J Условное обо- значение под- шипника Размеры в мм С в тыс. ппр тыс. об;мии JM -анх в |
d D Т Г d D 7 Г
1 3 3 X 3 £ > к г
Легкая серия. Угол — 124-16’
7203 17 40 13,5 13 1.5 12 5 0.7 1/7213 65 120 25 24.5 2.5 80 2.5 6.4
7204 20 47 15.5 15 1.5 16 5 1.1 7214 70 125 2*.5 26 2.5 96 2.5 6.2
7205 25 52 16,5 16 1.5 24 5 1.4 7215 75 130 27.5 27 2.5 104 2.5 7
17'206 30 62 17,5 17 1.5 28 5 1.8 7216 80 140 28.5 28 3 112 2.5 8
7207 35 72 18.5 I» 2 31 3,5 2.1 7217 85 150 31 30 3 136 2.6 9
721И 40 80 20 19.5 2 43 3.5 2.7 7218 90 160 33 32 3 152 1.5 10
7209 45 85 21 20.5 2 45 2,5 3.0 7219 95 170 35 34 3,5 164 1.5 И
7210 50 90 22 21.5 2 54 2,5 3.5 7220 100 180 37,5 36.5 3.5 IBS 1.5 13
7211 55 100 23 22.5 2.5 60 2.5 4,0 7222 110 200 41.5 40,5 3.5 240 1 16
7212 60 110 24 23,5 2.5 74 2.5 4.8 7224 120 215 44 43 3,5 250 1 17
Легкая широкая серия. Угол 0 — 12 15’
7506 30 62 21.5 21 1.6 39 3.5 2.3 7516 80 140 35.5 35 3 144 1.5 9,3
7507 35 72 24.5 2 47 3.5 2,8 7517 65 150 39 38 3 17и 1.6 И
75U8 40 ВО 25 2 52 2.5 3.2 7518 90 160 43 42 3 210 1.5 13
7509 45 W, U 2 57 2.5 3.5 7519 95 170 46 45 3,6 260 1 16
7510 50 90 26 2 61 2.5 4.1 7520 100 180 49.5 48,5 3.5 270 1 18
7511 55 100 27 2.5 74 2.5 4.7 7522 110 200 56,5 55.5 3.5 320 1 20
7512 60 110 30 2.5 104 2.5 6.5 7524 120 215 62 61 3.5 420 0.75 27
7513 65 120 33 2.5 120 1.5 7,6 7526 130 230 68.5 67 4 520 0.76 35
7514 70 125 33.5 33 2.5 124 1.5 7.9 7528 140 250 72,5 71 4 541 0.75 38
751S 76 130 83.В 33 2,5 128 1.5 8,41 7530 150 270 78 76 4 600 0.5 39
ПОДШИПНИКИ КАЧЕНИЯ
249
Продолжение табл. 24
Условное обо- значение под- шипника Размеры В мм *5 Размеры в мм
т гыс. и г О S Sss Г О тыс.
d D наиб. иаим. Г 3 н ев и ППр в об)мии a g $ 2 ^3 d D наиб. В Г 2 и "яр в 1 об/мка в 8 О'
Средняя серия. Угол 3 = 104-14°
7304 20 52 16.5 16 2 24 5 1.4 7314 70 150 38,5 37,5 3.5 176 1.5 10
7305 25 62 18,5 18 2 30 5 1.8 7315 75 160 40.5 39,5 3.5 188 1.5 11
7306 30 72 21 20,5 2 39 3.5 2.5 7316 8i7 170 43 42 3.5 ЖЮ 1.5 12
7307 35 80 23 22,5 2.5 48 3,5 2.9 7317 85 180 45 44 4 210 1 13
7308 40 90 25,5 25 2.6 60 2.5 3.6 7318 90 190 47 46 4 250 1 15
7309 45 100 27,5 27 2.5 84 2.5 5.1 7319 95 200 50 49 4 290 1 18
7310 50 ПО 29,5 29 3 100 2.5 6,0 7320 100 215 52 51 4 340 1 20
7311 55 120 32 31 3 108 2.5 6.5 7322 ПО 240 55 54 4 360 1 23
7312 60 1эо 34 33 3,5 128 2,5 7.9 7324 120 260 60 59 4 440 1 28
7313 ьв 140 36.5 35,5 3.5 152 1.5 9.4|
Средняя широкая серия. Угол 8 — 11-4-15°
7604 20 62 22,5 22 2 32 3.5 1.8 7613 65 140 51.5 50,5 3.5 220 1,5 13
7605 25 62 25,5 25 2 46 2,5 2.9 7614 70 150 54,5 53.5 3.5 240 1 • 13
7506 30 72 29 28,5 2 64 2,6 3,8 7615 75 160 58,5 57,5 3.5 260 1 15
7507 35 80 33 32,5 2.5 68 2.5 4.7 7616 80 170 62 61 3,5 350 1 20
7608 40 90 35,5 35 2.5 94 2.5 5.4 7617 86 180 64 63 4 360 1 22
7609 45 100 38,5 ЗЯ 2.5 112 2.5 6,5 7618 90 190 68 67 4 440 0.75 25
7610 50 110 42,5 42 3 140 2.5 8.2 7619 95 200 72 71 4 460 0,75 27
7611 55 120 46 45 3 176 1.5 10,5 7620 100 215 78 77 4 540 0,75 32
7612 во 130 49 48 3.5 210 1.5 12
Таблица 35
d, > d + (0,2 -а- ОЛ) мм
Шврикоподшавинкн упорные
(по ГОСТ «874-54 и ОСТ НКСМ 7221-39)
Условное обоаиаче- вне под- шипника Размеры в мм С в тыс. h м Сслт в тыс. кГ Условное ооозпаче- нис под- шил ника Размеры е мм С в тыс. ппр » ™<=- ОбмИН Qcm в тыс. кГ
4 D Н Г d D Н г
8100 10 24 9 0.5 8.0 Особ 5 о леекая серия 0.7 II 8113 65 90 18 1.5 54 1.5 7
8101 12 26 9 0.5 8.8 5 0.8 8114 70 95 18 1.5 57 1.5 7
8102 15 28 9 0.5 9.3 5 0.9 8115 75 10J 19 1.5 69 1.5 8
8103 17 30 9 0.5 10 5 1.1 8116 80 IO5 19 1.5 62 1.5 8,5
8104 20 35 10 0,5 14 5 1.4 8117 85 ПО 19 1.5 64 1 8.7
8106 25 42 11 1 16 5 1.7 8118 90 120 22 1.5 78 1 11
8106 30 47 11 1 17 5 1.9 8140 100 135 25 1.5 104 0.76 14
81(77 35 53 12 1 22 3.5 2,7 8122 ПО 145 25 1.5 104 0.75 14
8108 40 60 13 1 28 3.5 3.4 8124 120 155 25 1,5 108 0.75 15
8109 45 65 14 1 31 2.5 3.7 , 8126 130 170 30 1.5 140 0.75 20
8110 50 70 14 1 33 2.5 8 8128 140 180 31 1.5 144 0,5 21
8111 55 78 16 1 43 1.5 6 8130 150 190 31 1.5 148 0,5 23
8112 60 85 17 1.5 48 1.5 6
250
ПОДШИПНИКИ
Продолжение табл. 25
Условное обозмлчение ПОДШИПНИК! Размеры в мм С в тыс. ппр в™с. об/мин Qem в тыс. кГ
Эо Серия 38200 d d. D Н н. Г
8201 12 Легк 28 ая сери И ч 1 И 5 1.0
8202 38202 15 10 32 12 22 1 13 5 1.1
821В 17 35 12 — 1 15 5 1.3
8204 38204 20 15 40 14 26 1 20 5 2
8205 382'35 25 20 47 15 28 1 26 5 2.6
8206 38206 30 25 53 16 29 1 30 3.5 3.2
8237 38207 35 30 62 18 34 1.5 40 3,5 4.5
82.18 38208 40 30 68 19 36 1.5 45 2.5 5.2
. 8209 38209 45 35 73 20 37 1.5 48 2.5 6.1
821(1 38210 50 40 78 22 39 1.5 59 1.5 6.9
8211 38211 55 45 90 25 45 1.5 74 1.5 9.1
8212 38212 50 50 95 26 46 1.5 82 1.5 10
8213 38213 65 55 100 27 47 1.5 86 1.5 11
8214 38214 70 55 105 27 47 1.5 90 1.5 11
8215 38215 75 60 по 27 47 1.5 92 1 12
8218 38216 ВО 65 115 28 48 1.5 96 1 12
8217 38217 85 70 125 31 55 1.5 116 0.75 17
8218 38218 90 75 135 35 62 2 140 0,75 19
8220 38220 100 85 150 38 67 2 170 0,75 23
8222 8224 8'226 8’228 по 120 130 140 150 170 190 200 38 39 45 48 Г 2 2 а 2.5 2.5 182 188 230 250 0.75 0,75 0.5 0.5 26 27 34 39
Продолжение табл. 25
Значения коэффициента трения для
шарикоподшипников /=0,0014-0,004,
для роликоподшипников f = 0,0025ч-
4-0,01 Меньшие значения — для более
точных подшипников с легкими сепара-
торами, а также при применении смазок
малой вязкости (например, веретенного
масла), а ббльшие — при применении
тяжелых консистентных смазок.
Момент трения при вращении растет
пропорционально нагрузке и скорости,
особенно резко при больших скоростях
(влияние повышенного трения скольже-
ния на площадках контакта и отчасти
Сопротивления воздуха и потока смазки)
Момент трения покоя (статический мо-
мент трения, момент трогания) в 4—5
раз больше, чем момент трения прн уста-
новившемся вращении.
При подсчете потерь в передачах
к. п. д. подшипников качения в расчет
не принимается и обычно включается в
общий к. п. д. соответствующей сило-
вой пары. Для каждого из валов к. п. д.
опор лежит в пределах от 0,990 до 0,999.
Выбор смазок для подшипников качения
Основными факторами, определяю-
щими выбор смазки для подшипника
качения, являются:
ПОДШИПНИКИ КАЧЕНИЯ
251
Таблица 26
Определение сорта смазан
Параметр d-n в мм-об)мия Рабочая температура узла в °C
Ниже 0 От 0 до 60 От 60 ло 100 Свыше 100
Не более ISO ООО Литиевые и другие консистентные смазки особого состава Легкие масла; прибор- ное (МВП) (6.3- 8,5); индустриалыюе 20(17-23); индуст- риальное 46(38—62) Индустриальное 50(42—58); индуст- риальное 46 ( 38—52). Смазка 1-13 (пеие- траиия 175—210) Цилиндровое 11 (9-13)°; авиаци- онное МК-22 (22) •; авиационное МС-14 (14)»
Сайте ISO ООО ло ЭОО ООО Турбинное 22(20—23); солидол жировой УС-2 (пеметрапия 2Э0—290); смазка 1-13 (пенетраоня 175-210) Индустриальное 45(38—52); турбин- ное 30 (28 —32); сма> ка 1-13 (пеиетрация 175-210) Цилиндровое 11 (9-13) •; авиацион- ное МС-14 (14) •
Свыше 300 000 до 1 200 000 Специальные млела Смазка по Индустриальная 12 (10—14); транс- форматорное (9.6) д давлением Турбкивое 22(20—23) трансформаторное Турбинное 57 (55—59); трансформаторное
Свыше i 1 200 000 Обильная смазка пол давлением (е усиленным отсосом) маслами, указанными для d-n — ЭОО ООО ч- 1 200 000
Примечание. Цифры и скобках указывают кинематическую низкость в ест при 50° С;
мак ° указывает, что эта вязкость—при 100° С.
а) фактор d -n в мм-об/мин или окруж-
ная скорость на валу
к-d-n
®-боПЗбб м1сек‘
где d — в мм ил — в об/мин;
б) рабочая нагрузка подшипника;
в) рабочая температура подшипнико-
вого узла;
г) способ подачи и периодичность
смазки, удовлетворяющие условиям экс-
плуатации узла,
д) тип подшипника, его серия, кон-
струкция сепаратора, зазоры в под-
шипнике;
е) характер уплотнения.
Важнейшим параметром, определяю-
щим выбор сорта смазки, можно счи-
тать окружную скорость вала в месте
посадки на него внутреннего кольца
подшипника.
Марку или сорт смазки можно выби-
рать из табл. 26, учитывающей также
рабочую температуру смазки, обусло-
вленную нагрузкой на подшипник,
условиями теплоотдачи или другими
особенностями узла
На величину потерь трения и на теп-
ловой режим подшипника весьма сильно
влияют дозировка смазки при проточ-
ной системе ее подачи и степень заполне-
ния корпуса при постоянном объеме
смазки.
Избыток смазки всегда вызывает на-
грев опоры, так же как и ее недостаток.
Для подшипников, работающих при
больших нагрузках, рекомендуются мас-
ла и смазки повышенной вязкости в
хорошей поверхностной активности.
Уплотнения подшипниковых узлов
Практический выбор уплотнений опре-
деляется совокупностью следующих
факторов:
1) окружной скорости о в м/сек (или
фактор d-n в мм об/мин);
2) характера смазки и ее вязкости (в
основном это также функция v или d-n);
3) рабочей температуры сопряженных
с подшипником деталей (также функция
скорости, нагрузки, особых условий
конструкции и эксплуатации узла);
4) габаритных размеров подшипника
(функция диаметра d шейки и серии
подшипника, а также особенностей его
конструкции);
5) условий окружающей среды (при-
сутствие в ней пыли, абразивных ча-
стиц, влаги, паров киелрт и пр.).
252
подшипники
В табл. 27 указаны основные виды
современных уплотнений я наибольшие
допустимые окружные скорости для
каждого из них, проверенные практикой.
Можно произвольно комбинировать про-
стые уплотнения различных типов, по-
лучая из них уплотнения повышенной
герметичности. Не следует, однако,
забывать, что усложнение уплотнения
не только удорожает его, но и нередко
увеличивает его габариты, потери тре-
ния в уплотнении или со-
противление вращению.
Поэтому в особо быстро-
ходных узлах предпочи-
тают применять лаби-
ринтные уплотнения.
Подобного рода бескон-
тактные уплотнения при-
менимы и при меньших
скоростях, применение
же трущихся уплотнений
даже при тщательном по-
лировании рабочих мест
шеек ограничено (нагре-
вание и износ контакти-
рующих поверхностей
при скорости выше указанной в таблице).
Существует также ряд конструкций
подшипников со встроенными уплотне-
ниями* (маслоуловительные шайбы, вой-
Глблмчв V
Наибольшие допустимы* окружные
скорости для уплотнений
(рекомендуемые значения)______________
Внд уплотнения ’шах в м1сек Условия использования
Фетровые и вой- лочные Самоподжимные кожаные н пластмассовые По типу поршне* вых колец Маслоотбойные канавки (резьбы) МаслоотбоАные бурты Простые лаби- ринты Лабиринты с за- щитными зон- тами Комбинированные метру щи еся уп- лотнении Газовые манжеты (под давлением* 3-8 7-18 До 15 . 20 . 28 . 30 . 30 . 00 Прак- тически без ог- раниче- ния ско- рости Проварка в масле Полирование шеек Полирование шеек и колец Учет направления вращения Только для жилкой смазки Учет требований герметичности При возможности попадания пыли извне Учет зазоров в •лементах уп- лотнения Созлаяие нагне- тающего газ устройства
лочные и резиновые манжеты, проточки
в сочетании с отбортованной шайбой и
полностью герметизированные подшип-
ники) (фиг. 9).
Фнг. 10. Типовые уплотнения для шарико- и роликоподшипиижов:
а — фетровые кольца; б — проточки и лабиринты; в —маслоотбойиые
бурты, кольца и сложные уплотнения, t — манжеты н маслоулови-
телькые карманы и шайбы; д — уплотнения для вертикальных аалов.
* Например, шарикоподшипники ралиальиые од-
норядные с защитной шайбой по ГОСТ 7242-М и
шарикоподшипники радиальные однорядные с фет-
ровыми уплощениями по ГОСТ 4061-48»
ПОДШИПНИКИ КАЧЕНИЯ
253
На фиг. 10 представлены типовые
схемы уплотнений, применяемые при
горизонтальном и вертикальном распо-
ложении валов.
Краткие указания по проектированию
подшипниковых узлов
Порядок проектирования подшипни-
ковых узлов. Конструкция подшипни-
кового узла зависит: 1) от назначения
узла; 2) от величины и направления дей-
ствующих на подшипники нагрузок;
3) от числа оборотов подшипников;
4) от их требуемой долговечности; 5) от
состояния внешней среды (степень
загрязненности, влажность, темпера-
турный режим); б) от условий общей
компоновки механизма и специальных
требований монтажа и демонтажа узла;
7) от технологических возможностей
обработки деталей узла.
Эти условия предопределяют выбор
конструкций корпуса и вала, типа и
размера подшипника, способа их уста-
новки и крепления, системы уплотнения
и смазки; они влияют также на требуе-
мую степень точности изготовления де-
талей подшипникового узла.
Проектирование подшипникового
узла ведется в следующем порядке.
1. Составление эскизной компоновки
узла.
2. Определение на основании кинема-
тической схемы узла величины и на-
правления каждой из действующих на
опоры нагрузок.
3. Определение типов и размеров под-
шипников, необходимых для заданных
условий работы, классов точности этих
подшипников.
4. Выбор посадок подшипников на
вал н в корпус, а также способа
крепления колец на посадочных местах.
5. Выбор рода смазки, смазывающих
устройств и системы уплотнения.
6. Окончательное оформление кон-
струкции узла с соблюдением условий
обеспечения необходимой жесткости и
прочности несущих и сопрягаемых с под-
шипником деталей; соосности посадоч-
ных мест, легкости и надежности мон-
тажа и демонтажа подшипников; устра-
нения тепловых влияний на работоспо-
собность подшипников и деталей узла,'
Выбор типа и класса. точности под-
шипника. При выборе типа подшип-
ника следует учитывать не только кон-
структивные, но и экономические пред-
посылки: подшипник должен не только
обеспечить нормальную работу меха-
низма, но и быть дешевым и доступным.
Если надежность и безопасность ра-
боты механизма не имеют решающего
значения, можно применять менее доро-
гие конструкции подшипников (напри-
мер, в буксах подвижного состава вну-
тризаводского железнодорожного транс-
порта по сравнению с пассажирскими
железнодорожными вагонами и т. п.).
При выборе типа подшипников не-
обходимо иметь в виду следующее:
1. Шариковые подшипники обеспе-
чивают большую точность вращения,
чем роликовые, и обычно допускают прн
одинаковых с роликовыми подшипни-
ками габаритах большее число оборотов
в минуту.
2. Роликовые подшипники более гру-
зоподъемны, чем шариковые (при оди-
наковых габаритах), обладают большей
жесткостью, исключая самоустанавли-
вающиеся шарикоподшипники.
3. Применение самоустаналивающе-
гося подшипника в одной опоре при
использовании несамоустанавливаю-
щегося подшипника в другой опоре
нецелесообразно, так как способность
подшипника самоустанавливаться при
этих условиях весьма ограничена.
Класс точности подшипника выби-
рается в зависимости от требований,
предъявляемых к точности опоры меха-
низма. Для подавляющего большинства
мехакизмов общего машиностроения
можно применять подшипники нормаль-
ного класса точности (класс Н). Приме-
нение в этих случаях дорогостоящих
подшипников повышенных или высоких
классов точности неэкономично и тех-
нически не обосновано.
Только в случаях, когда требуемая
точность вращения вала недостижима
при применении подшипников класса
Н (шпиндели точных металлорежущих
станков, приборы и другие механизмы,
нормальная работа которых зависит от
точности вращения опор), следует выби-
рать подшипники более высоких клас-
сов точности (по ГОСТ 520-55).
Класс точности, например, шариковых
однорядных радиальных или радиально-
упорных подшипников, устанавливаемых
попарно в передней и задней опорах,
может быть выбран на основании сле-
дующих формул:
cj - 0,478 —; ct - 0,478m,
т + 1
где с, н Ci—соответственно допускаемое
254
ПОДШИПНИКИ
т =
радиальное биение подшипника, уста-
навливаемого в передней и в задней опо-
рах, в мм; 8 — допускаемое радиаль-
ное биение вала в месте проверки точ-
ности его вращения в .«л; m = т-»
/1 — расстояние от места проверки ради-
ального биения вала до середины перед-
ней его опоры в мм; — расстояние
между серединами опор вала в мм.
По найденным расчетным величинам
допускаемых радиальных биений вну-
тренних колец производится выбор соот-
ветствующего класса точности под-
шипников по ГОСТ 520-55. Если до-
пуски на радиальное биение внутрен-
него кольца по ГОСТ 520-55 превышают
полученные расчетные значения, то
допустимость этого превышения про-
веряется по формуле
где Д| и Д? — допуски на радиальное
биение внутреннего кольца подшипника
по ГОСТ 520-55 (соответственно для
передней и задней опор вала).
Для узлов машин, работающих при
небольших числах оборотов, неболь-
ших нагрузках и не требующих точного
вращения (ролики транспортеров и
рольгангов, буксы вагонеток, некото-
рые неответственные узлы сельско-
хозяйственных машин, автокачки и др.),
могут применяться подшипники упро-
щенной конструкции и пониженной
точности.
Обеспечение соосности посадочных
мест. Основные способы обеспечения
соосности посадочных мест:
I) изготовление подшипниковых кор-
пусов на общем основании за одно целое
с ним с растачиванием отверстий под на-
ружные кольца подшипников с одной
установки и за один проход.
2) фиксация отдельно стоящих кор-
пусов с помощью контрольных шпилек
на общем основании при условии рас-
тачивания отверстий также с одной
установки и за один проход;
3) окончательная обработка поса-
дочных шеек на валах с одной уста-
новки на станке;
4) применение надежных способов
монтажа отдельно стоящих подшипни-
ковых корпусов, которые гарантируют
соблюдение требуемой соосности поса-
дочных (под подшипники) отверстий.
Прогиб вала (или поворот его оси на
опоре) может быть вызван натяжением
ремня или цепи на консольном участке
вала и при значительных пролетах
ПОДШИПНИКИ КАЧЕНИЯ
255
между опорами, а также наличием не-
уравновешенных масс на валу.
Прогибы вала компенсируют путем
применения в опорах самоустанавли-
вающихся подшипников, если это не
противоречит требованиям жесткости
узла. Однако и в этих случаях центры
отверстий всех подшипников, устано-
вленных на валу, должны лежать на
одной прямой.
Нормальная работа самоустанавли-
вающихся радиальных подшипников
обеспечивается даже при некотором
(порядка 2—3°) повороте корпусов под-
шипников вместе с наружными кольцами
относительно внутренних колец, т. е.
вокруг центра самоустановки подшип-
ников (фиг. 11, а).
Требования к соосности посадочных
мест—смещение центра отверстия какого-
либо подшипника относительно центров
других подшипников (фиг. 11,6) —раз-
личны в зависимости от расстояния
между опорами и от применяемых в этих
опорах типов подшипников. Обычно
допускаемые отклонения от соосности не
должны превышать 5—10 мк. При
больших пролетах между опорами стро-
гое соблюдение соосности посадочиых
мест менее существенно.
Обеспечение жесткости и прочности
деталей узла. Действующие на опоры
нагрузки не должны вызывать замет-
ного прогиба валов и стенок корпусов,
способного привести к нарушению со-
осности и, следовательно, к нарушению
нормальной работы подшипников. Стен-
ки картеров механизмов (редукторы,
коробки передач металлорежущих стан-
ков, автомобилей, тракторов и т. Д.),
в которых образованы посадочные места
для наружных колец подшипников,
должны усиливаться вблизи этих поса-
дочных мест путем увеличения сечения
стенок или применения ребер жесткости.
Высота и площадь опорных поверх-
ностей заплечиков на валах и в отвер-
стиях корпусов должны быть доста-
точными для воспринятия осевых уси-
лий, действующих на подшипники (вы-
соты опорных заплечиков вала и кор-
пуса, а также размеры галтелей вала и
проточек в корпусах приведены в
табл. 28). Крышки корпусов, фиксирую-
щие подшипники в осевом направлении,
а также применяемые для регулиро-
вания осевого зазора в подшипниках,
должны обладать достаточной жест-
костью во избежание смятия их опорных
поверхностей под действием осевых уси-
лий, что может привести к нарушению
правильного положения подшипника в
узле.
В случае применения корпусов из
легких или цветных сплавов целесо-
образно использовать стальные или
чугунные промежуточные втулки для
установки в них наружных колец под-
шипников (фнг. 12).
В ОСТ 26003 приве-
дены размеры наибо-
лее распространенных
типов стоячих корпу-
сов для радиальных
и упорных подшип-
ников.
Размеры закрепи-
тельных втулок для
подшипников регла-
ментированы ГОСТ
5557-50, а размеры
гаек и шайб к ним—
ОСТ 26002.
Компенсация тепловых изменений
размеров деталей, сопрягаемых с под-
шипником. Удлинение вала, вызванное
повышением температуры подшипни-
кового узла в процессе работы, ведет
вначале к уменьшению осевого зазора
в подшипнике, а затем, если тепловое
удлинение ваза больше величины осе-
вого зазора, к защемлению тел качения
между кольцами подшипника.
Для нерегулируемых типов подшип-
ников опасность защемления тел каче-
ния между кольцами устраняется путем
применения плавающих опор: один из
подшипников жестко закрепляется на
валу и в корпусе в осевом направлении
(для фиксации вала относительно кор-
пуса), а наружные кольца других под-
Фиг. 13.
шнпников узла, внутренние кольца ко-
торых закреплены на валу в осевом
направлении, имеют возможность сво-
бодно перемещаться («плакаты) вдоль
отверстий корпуса (фиг. 13). При этом
256
подшипники
посадка наружных колец в плавающих
опорах должна гарантировать достаточ-
ную свободу осевого перемещения. Обыч-
но расточка корпусов таких опор произ-
водится по посадке Ся или Сщ.
В качестве плавающей опоры следует
выбирать ту, которая по сравнению
с остальными опорами данного узла ме-
нее нагружена радиальными усилиями.
Часто в плавающей опоре целесо-
образна установка роликоподшипника
с цилиндрическими роликами без бор-
тов на одном из колец, причем оба
кольца такого подшипника крепятся в
осевом направлении, а «плавание» про-
исходит за счет относительного сме-
щения роликов вместе с другим кольцом
вдоль безбортового кольца.
При применении подшипников регу-
лируемых типов (радиально-упорные ша-
риковые и роликовые) расположение
подшипников и величина осевого зазо-
ра для парных комплектов должны быть
такими, чтобы тепловое удлинение вала
не уничтожало полностью зазора или не
отражалось заметным образом на задан-
ных натягах в отрегулированных под-
шипниках. Подшипники регулируемых
Гайладд 2J
Размеры галтелей вала в проточек • корпусе зависимости от зеличин координат фасок
дла радиальных шариковых и. роликовых подшипников. Размеры в мм
Координаты фасок подшипников Радиус ИКруГЛе- ННЯ ВД.1В и корпуса ^1шжд Полиутрени» вала и корпуса Высота заплечиков вал* и корпуса Лш1п
Эскизы п, в и в Эскизы i и д
'ном гшах rniln t Г| ь “та*
0,2 0.3 0.4 0.5 0,8 1 1.2 1.5 2 2,5 а 3.5 4 5 в 8 10 12 16 18 0,4 0,5 0.7 0.8 1.2 1.5 1.7 2.1 ‘ «Л з.з 4 4.5 5.2 5.3 7.5 10 12,5 15 19 23 0.1 0.2 0.2 0,3 0.5 0.7 0.9 1.1 1.3 1,8 2,3 2.5 3 3.7 4.7 в 7.5 9.5 12 14 0,1 0.2 0,2 0.3 0.5 О.в 0,8 1 1 1.5 2 2 2,5 3 4 5 в 8 10 12 0.2 0,3 0.4 0.5 0.5 0.5 0.5 0.8 0.6 0.6 0.7 0.7 0,7 1.5 2 2.5 2.5 3 4 5 6 7 8 9 10 2 2.4 3.2 4 4 4.7 5,9 7.4 8,6 10 11,3 12,5 13,7 1 1.7 2 2.3 2.5 • а 4 4.5 5 в 8 10 13 18 19 23 28 1 1 1 1 2 2.5 а 8 3.5 4.5 8 6 7 9 И 14 18 22 28 34
ПОДШИПНИКИ КАЧЕНИЯ
257
типов следует устанавливать на валах
значительной длины таким образом,
чтобы тепловые удлинения вала исклю-
чали возможность защемления тел каче-
ния между кольцами подшипника
(фиг. 14, а). Обратное расположение под-
шипников (фиг. 14, б) допустимо лишь
прн коротких валах или когда повы-
шение температуры узла не достигает
а) 6}
Фит. 14.
предела, опасного для нормальной ра-
боты подшипников.
Величина удлинения вала при нагреве
подсчитывается по формуле
1Ы0~в(*2—ЛИ мм.
где — рабочая температура вала в ° С;
(j — температура окружающей среды в °C;
I — расстояние между опорами вала
в мм.
Осевые зазоры между вращающимися
н неподвижными деталями лабиринт-
ных и других уплотняющих устройств
должны быть достаточными, чтобы теп-
ловые удлинения вала не вызвали тре-
ния между ними.
Монтажные требования
к подшипниковым узлам
Обеспечение правильной работы под-
шипникового узла достигается соблю-
дением посадок на вал и в корпус в
соответствии с ГОСТ 3325-55 с жест-
кими требованиями к соосности поса-
дочных мест, перпендикулярности за-
плечиков оси вала и к радиусам гал-
телей на валах и в корпусах (в местах
упора подшипниковых колец).
Посадочные места на валах должны
быть отшлифованы, для корпусов же
допускается в менее ответственных слу-
чаях чистовая токарная обработка.
При установке радиально-упорных
подшипников необходимо регулирова-
ние осевого зазора парного комплекта
17 Том 4 768
их в пределах от 0,03 до 0,18 мм (в
зависимости от их размеров и возмож-
ного влияния тепловых удлинений валов
при работе).
Фиг. 15 дает представление о прямой
установке радиально-упорных подшип-
ников с регулированием осевого зазора
Фиг. 15.
прокладками по наружным кольцам,
а фиг. 16 иллюстрирует обратную уста-
новку радиально-упорных подшипни-
ков с регулированием осевого зазора
гайкой по валу.
Особое значение имеет осевое регу-
лирование двойных упорных подшип-
ников на горизонтальных валах, так как
Тепловое
опасно
Неврощоющоеся ось
Зазор по
нижнегну
пределу
Зазор по
питнемд
вращается корпус
Тепловое расширение неопасно
----т>3о
вращается вал
Фиг. 16.
в разгруженном ряду шариков при
больших' осевых зазорах наблюдаются
вредные эффекты гироскопического вра-
щения шариков, а также смещение
258
ПОДШИПНИКИ
сепараторов, свободных рабочих н под-
кладных (сферических) колен.
Для обеспечения нормальной сборки
и разборки подшипникового узла, а
также для предотвращения возможных
Фиг. 17.
при этом повреждений сопрягаемых
поверхностей подшипников и несущих
деталей необходимо при проектирова-
нии узла предусмотреть ряд специаль-
ных мер, облегчающих установку и
съем подшипника с посадочного места
на валу или в корпусе:
1. На конце шейки вала и у расточки
корпуса должны быть предусмотрены
фаски. •
2. Если посадочная поверхность шей-
ки расположена на валу за резьбой,
диаметр последней
должен быть не-
сколько меньше
диаметра отвер-
стия подшипника,
чтобы при уста-
новке подшипника
резьба не была
повреждена.
3. Конструкция
узла должна обес-
печивать нормаль-
ную последова-
тельность сборки
всех деталей узла
Фиг. 1в.
и возможность ре-
гулирования зубчатых зацеплений и
других элементов узла, а также зазоров
самих подшипников.
4. Высоты заплечиков на валу и в
корпусе должны давать возможность
применять механические съемники для
снятия подшипника.
Совершенно недопустим монтаж и
демонтаж подшипников с передачей
усилия наружному или внутреннему
кольцу через шарики или ролики.
В случаях увеличения высоты за-
плечиков на валу и в корпусе должны
быть предусмотрены специальные пазы
под лапы съемников, расположенные
под углом 120“ (фиг. 17), а в глухих кор-
пусах — резьбовые отверстия, через ко-
торые с помощью болтов подшипник
выжимают из корпуса (фиг. 18).
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
Режимы трения в подшипнике
Различают следующие основные виды
трения скольжения: сухое трение, полу-
сухое трение, полужидкостное трение
и жидкостное трение.
В нормально работающих подшип-
никах сухое трение (работа без смазки)
не встречается. Полусухое трение имеет
место при неустановившемся режиме
работы, а также при весьма скудной
смазке.
Большинство подшипников скольже-
ния работает в условиях полужидкост-
ного трения, при котором большая
часть поверхностей разделена слоем
смазки, но отдельные элементы поверх-
ности соприкасаются.
При проектировании и изготовлении
подшипника скольжения следует стре-
миться к получению в нем жидкостного
трения: в этом случае смазка полностью
отделяет вращающуюся цапфу от не-
подвижной опоры, и тренне происхо-
дит только между слоями смазки.
Для обеспечения жидкостного трення
в подшипнике, помимо достаточно обиль-
ной смазки, требуется:
1) придание смазочному слою кли-
нообразной формы, чтобы смазка увле-
калась к суживающейся части клина
(см. фиг. 19):
2) сообщение цапфе скорости, необхо-
димой для создания в смазочном слое
давления, уравновешивающего внеш-
нюю нагрузку;
3) правильный подвод смазки соот-
ветствующей вязкости.
Гидродинамическое давление в под-
шипнике создается вследствие того, что
вытеканию смазки в направлении вра-
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
259
щения мешает суживающийся зазор, а
вытеканию ее по торцам — вязкость
масла.
Создание жидкостного трения зави-
сит от условий работы подшипника.
Уменьшение скорости скольжения,
увеличение нагрузки и увеличение тем-
пературы подшипника могут привести
к нарушению режима жидкостного
трения и переходу подшипника к ра-
боте при режиме полужидкостного тре-
ния и даже полусухого трения.
Для создания режима жидкостного
трения большое значение имеет также
точность изготовления трущихся по-
верхностей.
Коэффициент трения колеблется при-
мерно в следующих пределах: при
жидкостном трении 0,001—0,008, прн
полужидкостном 0,008 — 0,08, прн
полусухом и сухом трении 0,1—0,5.
На фиг. 19 показано образование сма-
зочного клина и распределение давления
в подшипнике жидкостного трення.
Расчет подшипников жидкостного
трения
Расчет производится при следующих
допущениях:
1) изменение поверхностей трения,
происходящее при работе, не учиты-
вается;
2) рассматривается работа подшип-
ника при установившемся движении,
прн центральном нагружении подшип-
ника постоянной по величине и по
направлению силой,
3) давление на границах области
трення принимается равным нулю;
4) вязкость смазки не зависит си-
давления.
В приведенном расчете угол рабочей
зоны принят равным 180°.
Целью* гидродинамического расчета
подшипника является определение ос-
новных размеров его трущихся поверх-
ностей и сорта смазки, при которых для
заданных условий нагружения и ско
роста обеспечивается работа подшип-
ника в режиме жидкостного трения
Расчет основан на уравнении гидроди-
намической теории смазки Н. П. Петрова
где Л — толщина масляной пленки в
точке с соответствующими координатами
в м; р—гидродинамическое удельное да-
вление в кГ/м1; |х — динамический коэф-
фициент вязкости масла в кГсек/м*-,
и — скорость скольжения шейки в м/сек.
Так как х = га, где г — радиус
шейки, а а —текущая угловая коорди
ната точки масляного слоя, отсчнты
ваеыая от линии центров шейки и под
шипника (вкладыша) в сторону, проти-
воположную вращению, то это уравне-
ние может быть написано также в форме
Ц* [да£1+ * [А.*] +
г* да [ да J dz I dz J
+ “ 0.
Порядок расчета (разработан
ЦНИИТМАШ). Выбрав рабочую дли-
ну I подшипника и диаметр d опор-
ной шейки (цапфы) вала (см. стр. 273).
назначаем относительный зазор в пол
D— d
шнпнике ф = —2— • где D — дна
метр расточки вкладыша. Для d =
= 100—500 мм принимают ip"0,001 -+-
-+- 0,002; для значений диаметра в пре-
делах 500 <d< 1000 мм ф “ 0,0003 -+-
-+-0,0015; для значений 1000<^<1500жл<
ф = 0,0003 -+- 0,001. При этом для высо-
ких удельных давлений (р> 100 кГ/см*)
и малых окружных скоростей (о <
<2 м/сек) номинальную величину отно-
сительного зазора ф^д берут ближе к
нижнему пределу, для высокоскорост-
ных и легко нагруженных подшипни-
ков — ближе к верхнему.
Выбираем сорт масла (более вязкие
масла — для высоких нагрузок и малых
скоростей, и наоборот). Для подшнп-
260
ПОДШИПНИКИ
ников жидкостного трения чаще всего
применяют масло П-28 (брайтсток),
авиационные и турбинные масла.
Назначается средняя температура
tcp смазки в рабочей зоне; tcp берется не
выше 75* С. Нижний предел опреде-
ляется температурой масла на входе
которую обычно принимают равной 35—
40° С. По кривой зависимости вязко-
сти масла от температуры (фиг. 20)
0,0040
0,0035
0,0030
0,0025
0,0020
0,0015
0,0010
Ц0005 —
о__________________
30 40 50 60 70 во 90 °C
б)
О,
0,070
0.060
0,050
0,040
0,030
0,020
ЦОЮ
el______________________
30 40 50 60 70 80 90 °C
а)
Фиг. 20. Зависимость вязкости масел от темпе-
ратуры: а — масло П-28; б — масло турбинное
По этой формуле определяется коэф-
фициент трения, учитывающий трение
только в рабочей зоне.
_ е
Здесь х = -j-, где е — эксцентриси-
тет положения шейки в зазоре вкладыша;
. D — d
8 = —— - радиальный зазор.
По графику фиг. 24 находим вели-
Q
чину где Q—суммарный расход
смазки через оба торца подшипника.
Определяем повышение темпера-
туры смазки Д/ при прохождении ею
рабочей зоны подшипника по фор-
муле
ТГ-Р
±_
Q
л.
определяется среднее значение динами-
ческого коэффициента вязкости смазки р
в рабочей зоне подшипника.
Подсчитываем величину
427с? + =*-
Здесь с — удельная весовая тепло-
емкость масла и f — удельный вес
масла зависят от сорта выбранного
масла; для минеральных масел с «
= 0,4 ч- 0,5 ккал! кГ град', у = 850 ч-
ч- 900 кГ/m3', as — опытный коэффициент
теплоотвода, учитывающий тепло-
отвод в металл подшипника; величина
его зависит от конструкции подшипника
^-*-1911^
pvZ “ ly,u (>n ’
где Р — нагрузка подшипника в кГ;
р — среднее удельное давление на
площадь диаметрального сечения под-
Р
шипника, равное -jj , в кГ/м*;п — число
оборотов шейки в минуту;' с помощью
графиков (фиг. 21 или 22) находим вели-
чину х относительного эксцентриситета
положения шейки в зазоре вкладыша;
затем по графику фиг 23 опреде-
ляем отношение , где f — Коэффици-
ент трения подшипника.
Коэффициент трения для значений х
в пределах 0,55 < х < 0,95 может быть
приближенно подсчитан по формуле
Z- - а (1 + я) (0Д<2 - 0,279») +
,____________2Д8- 2ДОх______
|1 + М7 (£)*,« 9 [l-t-22.2 (-7 )*Al] I
где обозначено М = (1 Ч- х) (0.345 —
-0,330 х).
и температурного состояния окружа-
ющей среды; as = 5 кГ/м сек-град—
для подшипников легкой конструк-
ции либо при значительной окру-
жающей температуре и затрудненном
теплоотводе (например, подшипники
горячепрокатного стана); аг =
— 8 кГ/м-сек-град— для средних кой-
струкций при средних условиях работы;
as » 14 кПм-сек-град — для под-
шипников тяжелых конструкций при
улучшенных условиях охлаждения:
низкая температура окружающей среды,
специальное охлаждение (водой, воз-
духом) смежных с подшипником дета-
лей. Погрешности в выборе величины а,
с повышением скорости подшипника
уменьшаются. В последней формуле
р — в кПм\ v — в м/сек, I и а — в м.
Определяем расчетную температуру
смазки на входе в рабочую зону под-
шипника
*cp 2 ’
где tep — средняя температура смазки
в рабочей зоне подшипника — ранее
. выбранная температура.
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
261
pltl2 _—_
/J V/ - -
x J
J
л ДГ
1
32 ' 5
30 - -
23 / '
2K . -Koo / ||
ZD / H 9 -- 1| _
Oz, 1 r. 22^±^_ 11 .
; J Z _ JL 1
99 4 9 _ . jffl/ I
1 1 ~Г^_ Ж J.
/7 Q r^_ . fflw 11
jq Q ft 'К.1шЦ 11
0 7 ~ - J KIl\ 11
4z --.J Ч-ЯПlit If: _ n 6 u — - > / ШЫ-L
o / “w/m лип
"99мшш1атм1В1«мкннвя»^г //млвяг
10 / МШ
/ т/ lA
\ЖЧоии мв » в*яичи1евР' тек. rj я и^:
r ^^///v/i
2 _ -
о Е~~^ Н L—— —L —1—1 0,333 0,4 0,5 0,6 0,7 0,8 0,9 к
Фнг. 21. График груэоподъеымостн подшипника.
262
подшипники
Сравниваем с заданной ил" СОРТ “асла до получения величи-
„«г» ны лежащей в пределах заданного
Если получилась вне пределов интервала.
заданного интервала температур Гм,
производится пересчет' подшипника.
При этом изменяем или tcp, или
При — Гм получается тепловое
равновесие подшипника.
Режим трения подшипника оцени-
подшипники СКОЛЬЖЕНИЯ
263
вается величиной минимальной тол-
щины масляного слоя Амия. Для создания
режима жидкостного трения она дол-
жна быть больше величины А (завися-
щей от отклонения трущихся поверх-
0
wia
0,32
0,28
а,2*
0,20
0,16
0,12
0,06
0,0k
ностей от идеальной формы, от жест-
кости их, а также от погрешностей
монтажа), при которой масляному слою
не угрожает опасность разрыва вблизи
места наибольшего сближения шейки и
вкладыша. Предельная величина
при уменьшении которой подшипник
переходит на режим работы прн полу-
жидкостном трении, называется кри-
тической Aj^“m. Величина hVUM опре-
деляется по формуле
hMUM “ (I — *) -у- -
В эту формулу подставляется то зна-
чение ф, при котором была достигнута
температура теплового равновесия.
Находим
Иш + ". + .,
где Нш нН,— высоты шероховато-
стей трущихся поверхностей шейки и
вкладыша (берется Нср по ГОСТ 2789-51,
см-гл. ХХШ)для соответствующих клас-
сов чистоты поверхностей шейки и вкла-
дыша). Для рабочих поверхностей шеек
подшипников принимают следующие
классы чистоты по ГОСТ 2/89-51:
шейки — не ниже II-го класса, вкла-
дыши не ниже 9—Ю-го классов.
Величина « определяется ориенти-
ровочно по формуле *
* Предложена Э. Ф. Зоммером (ЦНИИТМАШ)
проверен» на реле конструкций.
здесь Е — модуль продольной упру-
гости и G — модуль сдвига материала
вала (см. т. 3, гл. II).
При небольших удельных давлениях
величиной д можно пренебречь.
По величине отноше-
♦ ния \кп“т производится
^ман
g предварительная оценка
режима работы подшип-
ника.
° Эго отношение долж-
7 но быть больше единицы
g (чем оно больше единн-
9 цы, тем больший запас
О грузоподъемности имеет
8 подшипник). Если ока-
0 жегся, что < 1,
пман
то следует произвести
пересчет подшипника.
Проверка влияния точности изгото-
вления и монтажа деталей на режим
трения производится расчетом подшип-
ника указанным выше порядком для
величии фжак< и фж,/ж (вместо
Фжакс “
D' ~ d"
“ d •
D»-rf [(D,Dt) + (rf1 rft)]
d •
где D' и D’—верхний и нижний пре-
дельные диаметры рабочей поверхности
(расточки) вкладыша; и «Г — верх-
ний и нижний предельные диаметры ра-
бочей поверхности шейки; Di — Dj —
допуск на эллиптичность расточки вкла-
дыша; d| — dj — допуск на эллиптич-
ность поверхности шейки; допуск иа
эллиптичность указанных поверхностей
не должен превышать 50% допуска иа
диаметр; средний зазор между на-
ружной поверхностью цилиндрической
втулки н расточкой корпуса, опреде-
ляется по посадке, которая не должна
быть свободнее посадки X.
При проведении расчетов с и
следует добиваться получения
Равной (или близкой) величине
полученной при расчете с Фиоле
Если также дляфд,а<<. и ф„як отноше-
ние > Г, то гидродинамический
"мин
264
подшипники
расчет на этом заканчивается, и величи-
на и сорт смазки считаются подобран-
ными правильно.
Пример расчета подшипника жидкостного
трения
Дано: d — 200 мм = 0.2 at: Р — 25 000 кГ;
п ~ 400 об мин. Определяем
tdn w-0,2-400 а
V=~M~----------ёб---= 4ДЭ *'***•
Примем -4 — 0,75, т. е. I = 150 мм.
а .
Удельное давление
Р 25 000
'’-^--оОТ’8 83-104 <Г/Л
Так как р < [р] (см. стр. 275), продолжаем
расчет.
Примем ф — 0,0005. Для смазки выбираем масло
П-28 (брайтсток). Назначаем максимально допу-
стимую среднюю температуру масла tcp — 70°,
По кривой (фиг. 20, а) находим для tc — 70"
значение р — 0,0065. Вычисляем величину
Рф» 25-10»-0,0006*
|М>1 “ 0,0085-4,19-0.15 " •
РФ’
Определяем а. По фиг. 21 для = 1,17 и
~ = 0,75 находим к Ят 0,5.
Для найденного значения к и -4 — 0,75 по
а
фиг. 23 находим — ~ 3,9.
* I
По фиг. 24 ДЛЯ а = 0,5 и -т- = 0,75 нахо-
а
хим — т — 0,14.
фт>И
Подсчитываем АЛ
О ° к'
427г + ~фГ
3,9-83.10* _ 3,9-83-10* ,
“ 427-900-0,4-0,14+Л
' ' Т 0,000о-4,19
Следовательно,
^«-^-4-70- -Цр — 14*.
расч
В связи с тем что rtx лежит вне допусти-
мого интервала температур f (35—40*), следует
произвести перерасчет.
Примем 4 — 0,0015, во при этой расчет прово.
дим уже при несколько меньшей температуре
масла: примем tfp —55* (значение, часто встреча-
ющееся иа практике).
Для ie 55* находим иа фиг. 20, а р—0,0165.
Тогда
Рф» 25-10»-0,0015» . ...
ро( " 6,0165-4,19-0,15 “ ,43,
по графикам фнг. 21, 23 и 24 соответственно на-
ходим
я —0,81; X- 1.4; •» 0.188.
4 фо1а
Подсчитываем Д<:
47------------М-в-W-----------------ЭТ.:
427.900-0.4-0.188+ ..61И1.\<|!<
пасч „ 37 „.
определяем =55----------j- — 36,5*
Сравнение с <ЙГ показывает, что
находится в пределах заданного интервала, и по-
этому продолжаем расчет.
Определяем ЛЛцЯ:
,, , Ф4 0,19.0,0015.0,2
----2-----------28-5 МК-
_ крит . ,, ,
Определяем Ьмцн : берем Н — 0,4 мк,
= 1.2 мк.
-0,3183-0.75. [_^_.0,75» + ^,]-83-10* X
X0.2 — 1J09-10-• м < 1,1 мк;
hMUHm - М + <*2 + U =2>7 »к.
Находим
Ли.1вА
крит 2,7
"шин
Производим гидродинамический расчет под-
шипника при 4( и 4M|W.
Для посадки С, определяем
D' = d (1 + и) + 0.027 = 200 (1 + 0.0015) +
+ 0,027 — 200,327 мм;
D” - а (I + 4^) - 200 (I + 0,0015) - 200,3 мм;
d' — 200 мм;
d" — 199,98 мм.
D, — D, — 0,0135 мм (50% от допуска на О);
d, — dt — 0,01 мм (50% от допуска иа 4); 0^«fp —
— 0,0525 мм для посадки цилиндрической втулки
А ।
в корпус по -у ;
D' — d" l-0.5»f/> +((D,-D,)+«7,-</,)) '
^макс“ d “
200,327—199,98+0,0525-НО,135+0,01) „
--------i---i--gjjj------------------ 0,002115,
D»-d' - «О. - D1) + «<> - </.))
♦жни --------------- d ------------
_ 200,3 - 200+0.01) _ 0 OT138
Ппонзеодим далее расчет в указанном выше
порядке при найденных значениях +ио<с " Фд,иж.
При фла<с получается 1>„ин’»™Л мк; при
4ЖИ|( получается е 28,6 мк.
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
265
Сравниваем <*жам. полученные для Уяакс и
. Крит Лисн 28.2
♦мин- с • И*1ОДН“ -^=~2У - 10Л
лмин
Вейлу того что отношение —получилось
^мин
амачительио больше единицы и подшипник имеет
большой тапас грузоподъемности, величину ф —
-=0,0015 и сорт масла считаем выбранными пра
вильно и расчет на атом заканчиваем.
Расчет подшипников, работающих
прн несовершенной смазке
Расчет радиальных подшипников. Обо-
снованных методов расчета подшип-
ников, работающих при режиме полу-
жидкостного или полусухого трения, не
существует. В этих случаях подшип-
ники не рассчитываются, а проверяются
по максимальному удельному давле-
нию ряакс (при этом должно быть
р
Дммг<1д1> гле р„акс = -Ц .а [р|—наи-
большее допускаемое удельное да-
вление), по максимальной величине
скорости скольжения о и по произ-
ведению pv, которое в некоторой сте-
пени характеризует величину тепловы-
деления в подшипнике.
Величины [р|, он ри можно ориен-
тировочно брать по данным,приведенным
на стр. 275—278, составленным на осно-
вании данных практики.
При этом следует иметь в виду, что
допускаемые значения pv определяются
не техническим расчетом, а статисти-
ческими данными, колеблющимися в
довольно широких пределах.'
Расчет упорных подшипников. При
расчете кольцевой пяты (см. фиг. 42 и 44,
стр. 271) наружный диаметр пяты d
выбирается по конструктивным сообра-
жениям; при расположении пяты на
торце (фиг. 42. б) диаметр ее обычно на
5—20 мм меньше диаметра вала.
Внутренний диаметр d0 кольцевой пяты
определяется из расчета на удельное
давление:
/»<•£(*«-*?) И-
При расчете сплошной плоской
пяты (d0 = 0) должно быть
где у = 0,9 + 0,95 — коэффициент, учи-
тывающий наличие смазочных канавок
на опорной поверхности.
При расчете гребенчатой
пяты (см. фиг. 43. стр. 271) высота
гребня
Ь=^=Л1«(0.1 -+-0,3) dh
где rf| — диаметр вала.
Число гребней г определяется из рас-
чета на удельное давление.
(pj.
Ввиду того что нагрузка Р обычно
распределяется между несущими по-
верхностями гребней недостаточно рав-
номерно, допускаемое давление следует
уменьшить примерно в 2 раза по срав-
нению с плоской пятой.
Толщину гребня принимают обычно
s » Ь н проверяют на изгиб, рассма-
тривая гребень условно, как балку с
защемленным концом с вылетом Ь,
несущую равномерно распределенную
нагрузку —; тогда
Р b ndisl*
6“
и напряжение изгиба
ЗР5 ,
Расчет упорных подшипников по ха-
рактеристике pv является только ори-
ентировочным.
Величина pv принимается: для при-
нудительно охлаждаемых подпятников
турбин pv Аля гребенча-
тых пят стационарных паровых тур-
бин pv < 20 ‘ 7^-» судовых тур-
кГ м
бин pv < 80 аля сегментных
упорных подшипников (прн достаточ-
ном охлаждении) допускается pv до
1000 " выше'
При расчете сегментных подшип-
ников на жидкостное трение
сегмент рассматривается как сколь-
зящая опорная поверхность, ограничен-
ная прямоугольным контуром.
Упорный подшипник с неподвиж-
ным сегментом можно ориентировочно
266
ПОДШИПНИКИ
подсчитывать по следующим формулам;
удельная нагрузка
“ пмим
несущая способность
q — zplB кГ\
коэффициент трения
/ ° 2-10-8 1/ ±В+1 уГ
V IV рв
где г — число сегментов; В — длина
сегмента по окружности среднего диа-
метра 1 рения в см; v — скорость сколь-
жения в м/сек;
.р—~7| р — вязкость мас-
/// у/'7 ла в сантипуазах;
“ — Угол наклона
—Г—' | сегмента в радиа-
п нах; Лжая — мини-
," Н мальная толщина
[AWI масляного слоя
Фиг. 28. в мм; « = t д —
поправка на ко-
нечный радиальный размер сегмента.
Для подшипников с самоустанавли-
вающимися сегментами ориентировоч-
ный подсчет можно производить по
формулам
р - олаз ;
л*«41 + (у) ]
Дополнительные обозначения см. на
фиг. 25. Более точный расчет см. (28].
влияние неправильной геометрической
формы подшипника на его работу
Большое влияние на груэоподъем
ность подшипника оказывает степень
чистоты и точности обработки трущихся
поверхностей. Неточная обработка,
искажение геометрической формы и не-
достаточно высокая чистота несущих
поверхностей ведут к уменьшению
грузоподъемности подшипника или к
снижению его ‘долговечности. При-
работка, способствуя исправлению от-
дельных недостатков обработки н мон-
тажа и увеличению в результате износа
или пластического деформирования по-
верхности прилегания подшипника к
валу, не всегда может устрвнить эти
недостатки. Конусность (фиг. 26, а) и
овальность опорной шейки вала или
подшипника (фиг. 26, б) в процессе рабо-
Конусность
Фиг. 26. а — конусность; в — овальность; в — бон-
кообраэкость; t — корсетное»; Л — непараллель-
ное» осей; е — биение.
ты не уничтожаются, поэтому их необ-
ходимо устранить дополнительной меха-
нической обработкой. Бочкообраз-
ное» (фиг. 26, в) снижает гру-
зоподъемность подшипника. К этому
же ведет корсетность в тех случаях,
когда корсетность шейки и вкладыша
(фиг. 26, г) различна При одинаковой
корсетное» шейки вала и вкладыша
влияние ее меньше.
Таким образом, симметричное отно-
сительно середины подшипника изме-
нение зазора между цапфой и подшип-
ником к торцам уменьшает грузоподъ-
емность подшипника.
Конусность меньше влияет на умень-
шение грузоподъемности, чем симмет-
ричное увеличение зазора к торцам.
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
267
Также и непараллельное™ осей вала
и вкладыша (фиг. 26, д) имеет след-
ствием снижение грузоподъемности под-
шипника.
О допусках иа отклонения от пра-
вильной геометрической формы см.
гл. 1, стр. 34 —36.
Чистота рабочих поверхностей под-
шипников жидкостного трения прини-
мается не ниже 10-го класса по ГОСТ
2789-51 для вкладышей и не ниже 11-го
класса для опорных шеек.
Конструкции металлических
подшипников
Подшипники скольжения можно раз-
делить по виду воспринимаемой под-
шипником нагрузки на радиаль-
ные, упорные и радиаль-
но-упорные. Радиальные под-
шипники предназначены для воспри-
нятая радиальных (поперечных) отно-
сительно оси вала усилий, упорные —
для воспринятия усилий, действующих
вдоль оси вала, радиально-упорные —
для воспринятия комбинированных
радиальных н осевых нагрузок.
Подшипники осей транспортных ма-
шин, у которых основная радиальная
нагрузка направлена вверх, назы-
ваются буксами
Достоинства подшипников скольже-
ния — относительно небольшие диаме-
тральные габариты, пригодность к ра
боте при очень высоких скоростях при
условии обеспечения режима жидко
стного трения — практически неогра
ничейный срок службы. Недостатки
подшипников скольжения — большой
момент трення при пуске и зависимость
от расположения места подвода смазки.
Радиальные подшипники. Основными
элементами подшипника являются кор-
пус, прикрепляемый к машине или
являющийся частью машины, и вкла-
дыш — деталь, закладываемая в корпус
а непосредственно несущая опорную
шейку вала. Подшипники скольжения
могут выполняться как разъемными,
так и неразъемными в виде втулок,
вкладышей и секторов.
Втулки лучше сопротивляются де-
формации, но усложняют монтаж (не-
обходима осевая сборка). Вкладыши
легче устанавливать, но они более
склонны деформироваться; поэтому во
избежание защемления вкладыша его
кромки необходимо скашивать. Сектор-
ные подшипники могут при габоте
самоустанавливаться, но сложны в изго-
товлении. В тихоходных или лишь пери-
одически работающих узлах машин,
т. е. там, где износ незначителен и
зазор можно не регулировать, приме-
няют цельные нерегулируемые цилин-
дрические втулки.
На фиг. 27 показаны неразъемные
подшипники скольжения, применяе-
мые, например, в сельскохозяйствен-
ных машинах (а — обычный, б — флан-
цевый, в — гнездовой подшипник),
в них могут быть установлены сменные
чугунные втулки.
Часто подшипник делают разъемным,
обычно нз двух частей Крышка соеди-
няется с основанием корпуса болтами,
шпильками, ьинтами (фиг. 28). Смазка
этих подшипников может осущест-
вляться капельной или фитильной ма-
сленкой (см. гл. XX).
Обычный разъемный подшипник, при-
меняемый в различных отраслях ма-
шиностроения, показан на фиг. 29. Он
268
подшипники
состоит из основания корпуса 1 и
крышки 2, связываемых болтами 3.
Фиг. 28.
Крышка и основание снабжаются в
плоскости разъема установочными по-
верхностями (буртом и пазом), которые
фиксируют правильность взаимного по-
ложения этих деталей, не допуская от-
носительного смешения их. Они также
разгружают болты или шпильки, крепя-
щие крышку, от действия поперечных
усилий, воспринимаемых подшипником.
При нагружении вала вертикальными
силами, направленными сверху вниз,
нижний вкладыш является опорным (ра-
бочим), а верхний — ненагруженным.
Фиг. 29.
Предохранение втулки от провора-
чивания в корпусе производится вин-
тами (фиг. 30). Диаметр d винта при-
нимается равным примерно толщине
стенки втулки, но не свыше 16—18 мм.
Прн закреплении
тонких втулок до-
пускается некото-
рое увеличение
диаметра винта
за счет увелнче-
Фиг. зо. ния размера а на
0,5—1.5 мм.
На горизонтальных валах для смазки
подшипников применяется также кольце-
вая смазка (фиг. 3): кольцо, свободно
висящее на валу (а в некоторых кон-
струкциях — закрепленное на нем), при
вращении вала подает смазку из резер-
вуара к трущимся поверхностям. Недо-
статки такой конструкции — невоз-
можность регулировать в процессе ра-
боты количество подаваемой смазки, не-
обходимость прорези во вкладыше и др.
В опорах шпинделей металлорежу-
щих станков находят применение вкла-
дыши с конической наружной поверх-
ностью, зазор в которых регулируется
осевым перемещением втулки в корпусе.
Одна из простейших конструкций
такого типа показана на фиг. 32.
Вкладыш надрезан вдоль трех (или
двух) образующих и разрезан вдоль
четвертой (или третьей). При затяги-
вании гаек вкладыш сжимается. Недо-
статком такого подшипника является
искажение внутренней
поверхности вкладыша
при регулировании под-
шипника. В конструкции
по фиг. 33 этот недо
статок ослаблен тем, что
грани прорези вклады-
ша 3 сделаны наклонны-
ми, в прорезь вставлены
два болта с клиновид-
Фиг. 31.
ными головками 2, которые прн ре-
гулировке распирают вкладыш, плотно
прижимая его к конической поверх-
Фиг. 32.
ности втулки 4. Благодаря этому вну-
тренняя поверхность вкладыша прини-
мает более правильную форму.
Конический снаружи вкладыш.?может
быть вставлен в коническую расточку
корпуса либо в стальную или чугунную
втулку 4. Прн навинчивании гаек /
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
269 •
непосредственно на вкладыш они упи-
раются в торцы корпуса. В этом случае
непараллельное™, торцов может при-
вести к изгибу надрезанного вкладыша.
Во избежание этого применяется кон-
струкция по фнг. 34, в которой не-
большой зазор в трапецеидальной
или прямоугольной резьбе гаек по-
зволяет им устанавливаться по кони-
ческим торцевым поверхностям вкла-
дыша.
Шпиндели станков имеют нередко ко-
ническую переднюю шейку. В подоб-
ных случаях регулировка зазора в опо-
ре производится осевым перемещением
шпинделя или вкладыша. В конструк-
ции опоры по фнг. 35 неподвижен
(в осевом направлении) вкладыш,
в конструкции по фиг. 36 — шпин-
дель. Вследствие малой конусности
рабочих поверхностей от 1/30 до 1/12)
Фнг. 34. • Фнг. 35.
для воспринятия осевых усилий необхо-
димы упорные подшипники, которые це-
лесообразно располагать у одного из ра-
диальных подшипников либо по обе
стороны его (фиг. 37), либо с одной
стороны.
Недостаток конструкций по фиг. 35 и
36 — неравномерный износ трущихся
поверхностей.
На транспорте в буксовых под-
шипниках большинства вагонов гру-
зового и пассажирского парков, в па-
ровозах и те-
пловозах при-
меняют толсто-
слойную залив-
ку баббита (отЗ
до 6 мм) с меха-
ническим кре-
плением залив-
ки (фнг. 38)
Подшипник со-
стоит из сталь-
ного или чугун-
ного корпуса, бронзовой армировки и
баббитовой заливки (обычно — каль-
циевый баббит по ГОСТ 1209-53). Брон-
зовая армировка крепится в корпусе
подшипника при помощи пазов, а баб-
битовая заливка связывается с арми-
ровкой при помощи продольных пазов
и овальных отверстий, располо-
женных по продольной оси под-
шипника. Армировка в таких
подшипниках предназначена для
предохранения шейки оси в слу-
чае значительного износа или
выдавливания баббита. Обычно
же механическое крепление, ар-
мировку и толстослойную заливку
применять нецелесообразно.
В автомобильных и авиацион-
ных двигателях применяют тонко-
стенные вкладыши с тонкослой-
ной заливкой одним или несколь-
кими слоями антифрикционного мате-
риала. Толщина антифрикционного слоя
в этом случае не превышает несколь-
ких десятых долей миллиметра
В прокатном оборудовании в каче-
стве опор рабочих и опорных валков ли-
стовых, ленточных, проволочных (горя-
чей и холодной прокатки) станов приме-
няют подшипники жидкостного трения.
270
подшипники
У таких подшипников (фиг. 39) пап
фой служит конусная втулка 1 с зер-
кально отполированной поверхностью.
Эта втулка, прижимаемая к шейке
валка 2 гайкой 3, которая навинчи-
вается на разрезное кольцо 4. вращается
во второй втулке 5, залитой внутри
антифрикционным сплавом (обычно баб-
битом). Втулка 5 установлена в подуш-
ке 6 подшипника. Осевые нагрузки пе-
редаются от фланца конусной втулки
Фиг. 39.
либо на баббитовую поверхность крыш-
ки 7, привернутой к подушке, либо
воспринимаются разрезным полуколь-
цом 8 с антифрикционной заливкой.
Подшипник надевается и снимается с
валка в собранном виде.
Применяемые в паровых турбинах
высокого давления радиальные под-
шипники жидкостного трения пока-
заны на фиг. 40. Масло подается под
давлением 0.4 — 0,5 ат и при темпера-
туре 40° С так, что оно проходит сна-
чала верхнюю часть подшипника и
уже затем попадает в нагруженную
зону. В верхней половине подшипника
для уменьшения потерь на трение и
облегчения циркуляции масла преду-
смотрена выточка. Масло вытекает с
обоих торцов подшипника через зазоры
вокруг шейки ротора. Количество ма-
Фиг. 40. Подшипник жидкостного трения паровой
турбины: /—диафрагма; 2 —установочная подушка.
ела, подаваемого в подшипник, дози-
руется с помощью отверстия в диафраг-
ме J так, чтобы разность температур
выходящего и поступающего масла не
превышала 12 — 15° С.
Для правильной радиальной уста-
новки вкладыша в расточке корпуса
подшипника служат четыре установоч-
ные подушки 2. Подбором прокладок,
устанавливаемых между подушками и
вкладышем, достигается необходимое
радиальное положение последнего.
Разрез па Й05
Фиг. 41. Сегментный (многоеклалышный)
подшипник.
Сегментный (многовкладышный, сек-
торный) подшипник состоит из не-
скольких сегментных вкладышей 2,
(фиг. 41), притертых к валу. Каждый сег-
мент опирается на корпус небольшой
площадкой /, которая немного смещена
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
271
к концу сегмента в направлении вра-
щения вала. Во время работы сегменты
самоустанавливаются под наивыгод-
нейшим углом. Зазор в такой опоре
можно регулировать.
Принцип работы многовкладышного
подшипника заключается в образовании
в нем нескольких (по числу сегментов)
независимых друг от друга масляных
клиньев, что ослабляет влияние факто-
ров, нарушающих стабильность масля-
ной пленки, и способствует большей
виброустойчивости подшипника. Под-
шипники этого типа работают с очень
малой толщиной масляной пленки, поэ-
тому в большинстве случаев для них
достаточно фитильной смазки.
Вследствие сложности изготовления,
а также потому, что расчетная грузо-
подъемность многовкладышного под-
шипника меньше, чем обычного само-
устанавливающегося подшипника, мно-
говкладышные подшипники получили
сравнительно небольшое распростра-
нение (применяются, например, в опо-
рах шпинделей шлифовальных стан-
ков).
Упорные подшипники. Упорный под-
шипник предназначен для воспрння-
тня усилий, действующих вдоль оси
вала. Он состоит из подпятника (Детали,
связанной с корпусом) и пяты (цапфы).
Применяются как сплошные пяты, у
которых опорой служит вся торцевая
поверхность и которые можно распо-
лагать только иа конце вала (фиг. 42, б),
так и кольцевые пяты, у которых по-
фиг. с.
верхность трения имеет форму плоского
кольца (фиг. 42, а).
Давление на опорной поверхности
сплошной пяты распределяется не-
равномерно — оно значительно больше
близ ее геометрической оси; поэтому
кольцевая пята, у которой средняя
часть пяты отсутствует, работает в более
благоприятных условиях и находит зна-
чительно большее применение в совре-
менных машинах.
Применяемые при больших осевых
усилиях гребенчатые пяты (фиг. 43)
имеют несколько кольцевых упорных
поверхностей, позволяют фиксировать
вал от осевых перемещений в обе сто-
роны и воспринимать двустороннюю
Фиг. 43. Фиг. 44.
осевую нагрузку; состоят из нескольких
связанных с валом гребней (фланцев,
колец).
Упорные подшипники могут уста-
навливаться как на горизонтальных,
так и на вертикальных валах. Они при-
меняются в сочетании с радиальными
подшипниками, которые должны вос-
принимать радиальные нагрузки.
В большинстве упорных подшипни-
ков подпятник неподвижен и не ме-
няет своего положения по отношению
к цапфе. Исключение составляют сег-
ментные упорные подшипники.
В упорных подшипниках с непо-
движным подпятником жидкостное
трение достигается целесообразным раз-
мещением смазочных канавок, которые
делят подшипник на несколько сегмен-
тов и способствуют затягиванию масла
прн вращении цапфы (фиг. 44).
Важным условием нормальной работы
такого подшипника является равномер-
ное распределение давления, что обес-
печивается возможностью его самоуста-
новкн. На горизонтальных валах часто
применяется упорный подшипник, кото-
рый состоит из вращающегося вместе
с валом фланца и неподвижных упор-
ных колец или крышек, залитых анти-
фрикционным материалом (см. фиг. 39).
В этом случае для создания жидкост-
ного трения решающее значение при-
обретает правильный выбор размера
профиля канавок, так как длина и
уклон этих канавок определяют усло-
вия создания гидродинамического дав-
ления в смазке.
Канавки могут быть расположены как
на фланце, так и на упорном кольце.
Выполнение канавок на поверхности
подшипники
упорных колец технологически проще,
но условия проникновения масла в
канавки на упорном фланце лучше.
Для того чтобы максимальное коли-
чество масла, проходящего в канавки,
попадало на трущиеся поверхности,
канавки делают глухими, т. е. не
доводят их до наружного края упор-
ного кольца нлн фланца. Радиальная
длина канавок принимается равной
0,8 — 0,85 ширины фланца.
В табл. 29 даны рекомендуемые раз-
меры профиля канавок для упорных
частей подшипников жидкостного тре-
ния (см. фиг. 45).
Таблица 29
Размеры профиля канавок
Размеры в мм
Диаметры 80 до 175 Са. 175 ДО 350 Св. 350 до 600 Св. боо до 1000 COSI от 0001 X)
а 8 10 12.5 15 20
я 1.5 2 2.5 3,75 5
'к 3.5 4 5 7.5 10
и 0,05 0.05 0.06 0.06 0,08
В качестве материала для неподвиж-
ных подпятников применяются баббит,
бронза, алюминиевые сплавы, древесно-
слоистые пластики чугун, сталь.
В сегментных упорных подшипниках
качающиеся сегменты самоустанавли-
ваютси в зависимости от режима работы,
обеспечивая этим условия для жидкост-
ного трения. Поэтому такие под-
шипники имеют меньшие потери на
трение и допускают большие удельные
давления, чем упорные подшипники
другого типа. Сегменты располагают
Число канавок в зависимости от диа-
метра может быть принято следую-
щим:
Ha npaf/rtHue д!и жониц
упорного диска
Фиг. 47. Сегментный упорный подшипник:
I — ребро качания колодки.
Диаметр в мм 80 до 175 Св. 175 до 250 Св. 250 ло 350 Св. 350 до 450 Св. 450 до 600 Св. 600 ДО 800 Св. 800 до 1000 Св. 1000 до 1200 Св. 1200 до 1500
Число канавок 4-6 6 8 10 12 И 16 18 20
Уклон наклонных участков рекомен-
дуется принимать равным ~0,007. Уве-
личение уклона может отрицательно
отразиться на гидродинамическом ре-
жиме работы подшипника.
При вращении только в одпом напра-
влении канавки можно выполнять по
фиг. 46.
или на ребро (фиг. 47) — в этом случае
опора сегмента отстоит на расстоянии
0,4 — 0,45 длины отего задней кромки
для одностороннего вращения и посе-
редине при реверсивной работе, или
на упорное кольцо. Сегменты можно
расположить также на шариках. Число
сегментов принимается от 3 до 20.
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
273
Сегменты изготовляют нз стали с
заливкой антифрикционным сплавом
или из бронзы.
Конструктивные параметры
подшипников
Форма вкладыша, выполняемого из
бронзы или чугуна, показана на фиг. 48.
Фиг. 48.
Размеры вкладышей могут быть ори-
ентировочно приняты равными
Н « (1,1 -т-1,3) Si 4- 5 мм;
h оз 0,5Н; А — 1 5 мм;
Si оз 5 мм для D — 35 -т- 60 мм;
Si аз 7,5 мм для D — 65 -4- ПО мм;
Sj в» 10 мм для D— 120-4-200 мм.
Отношение . Применение длинных
подшипников не рекомендуется, так
как получаемое при увеличении длины
снижение величины среднего удельного
давления на площадь диаметрального
сечения подшипника, как правило, не
компенсирует влияния резкого возра-
стания упругих деформаций цапфы и
монтажных перекосов.
I
ограничивает величину отношения -у,
особенно, если / ограничено конструк-
тивно.
Целесообразно брать — 0,5 -5- 1.
1 а
Подшипники с -j <0,4 имеют малую
d I
грузоподъемность. Подшипники с -д >
> 1 можно применять в самоу ста на вли-
вающихся опорах, а также, в отдель-
ных случаях, с целью увеличения же-
сткости валов (металлорежущие станки)
и в опорах подшипников вертикальных
валов, где обычно кромочные давления
менее опасны.
Величина относительного зазора
D —d
ф = —2— • где —диаметр вкладыша
и d — диаметр цапфы, определяется
гидродинамическим расчетом в зави-
симости от режима работы подшип-
ника. Чем больше удельная нагрузка и
меньше скорость, тем меньше значе-
ния ф, при которых обеспечивается
режим жидкостного трения в подшип-
нике. При малых нагрузках и больших
скоростях жидкостное трение в под-
шипнике может быть обеспечено и
при больших величинах ф; обычно
ф = 0,0014-0,0003.
В подшипнике с малым отношением ф
тепловыделение всегда больше, особен-
но при больших скоростях. Поэтому
в обычных подшипниках при больших
скоростях применяют подшипники с
большими зазорами: ф — до 0,01-4-0,02.
Форма расточки подшипника. Полу-
чение в подшипниках малых величин ф
Чилинвричикай Втулка Места И
Н— I--
Фиг. 49.
Увеличение диаметра D подшипника
увеличивает жесткость системы, но
(меньше примерно 0,001) предста-
вляет технологические трудности. В
18 Том 4 769
274
ПОДШИПНИКИ
таких случаях производят расточку
вкладыша из двух центров, смешенных
по его диаметру (вертикальному на
фиг. 49) относительно центра вкладыша
на некоторую величину Такая рас-
точка, обеспечивая малую разность
радиусов кривизны рабочих поверх-
ностей цапфы н вкладыша, благопри-
ятствует увеличению грузоподъемности
подшипника.
Применяется обычно для подшипни-
ков жидкостного трения при диаметрах
больше 250 мм.
Величину Л| принимают равной 0,1 —
0,4 мм (большие значения — для
больших диаметров)
Внутреннюю поверхность вкладыша
часто растачивают из одного центра.
Расточка масляных карманов во
вкладыше производится из двух цен-
тров, находящихся па его горизон-
тальном диаметре и смещенных в сто-
роны от вертикального диаметра на
величину Oj (см. фиг. 49). Глубина
карманов выбирается, в зависимости
от диаметра подшипника, в пределах
от 1 до 5 мм. Для выхода карманов на
рабочую поверхность вкладыша необ-
ходимо делать плавные скосы; это
особенно важно при относительно малых
зазорах.
Толщина слоя антифрикционной за-
ливки. Толщина залцвкн выбирается
в пределах от десятых долей до 6 мм.
Толщина слоя обычно выбирается тем
большей, чем больше диаметр.
Применение более тонкого слоя анти-
фрикционной заливки, нанесенного на
основу вкладыша из более прочного
материала (сталь, бронза, латунь), дает
возможность работать при больших на-
грузках, так как пластическая дефор-
мация тонкого слоя затруднена благо-
даря применению более прочного осно-
вания. Поддерживающее влияние по-
следнего на тонкий слой заливки воз-
растает с уменьшением толщины слоя.
Применение пазов или других видов
механического крепления заливки может
быть рекомендовано только для сплавов,
плохо пристающих к полуде стальной
(или бронзовой) основы подшипника.
При этом глубина паза принимается
0,5—0.8 толщины заливки. Для полу-
чения плотной структуры антифрик-
ционной заливки и наилучшего сцепле-
ния последней с поверхностью основы
вкладыша заливку подшипника сле-
дует производить центробежным спо-
собом.
Подача смазки и смазочные канавки.
Применяются следующие системы подачи
смазки: периодическая, циркуляцион-
ная (непрерывная), кольцевая и ка-
пельная или фитильная (описание этих
систем см. в гл. XX).
Периодическая, капельная и фитиль-
ная смазки применяются обычно для
подшипников, работающих при неболь-
ших удельных давлениях и скоростях.
Циркуляционная система смазки
дает, как правило, наилучшие резуль-
таты, особенно в условиях тяжелых
режимов работы. Это объясняется воз-
можностью подавать в подшипник масло
в количестве, достаточном как для
смазки, так и для охлаждения его, и,
кроме того, обеспечивать непрерывную
очистку и охлаждение масла.
При кольцевой смазке подшипника
подачу масла к трущимся поверхно-
стям производит кольцо, которое сво-
бодно лежит на валу и при вращении
непрерывно подает масло из резервуара
(см. фиг. 31). Количество масла, пода-
ваемого таким способом в подшипник,
зависит от числа оборотов вала, от формы
и размеров кольца и от вязкости масла.
Подачу масла можно увеличить за счет
утолщения кольца.
Внутренний диаметр кольца ~2rf, ши-
рина кольца ~'0,2d.
Кольцевую подачу смазки можно при-
менять для горизонтальных валов,
число п об/мин которых лежит в пре-
делах 60 -т-100 < п < 1500 -г- 2000. При
высоких числах оборотов кольцевая
система смазки не применяется так
как опа не обеспечивает достаточно бы-
строго отвода тепла от подшипника.
Масло следует подводить в ненагру-
женную часть подшипника в место наи-
большего зазора, а при центробежной
нагрузке — в область наименьших дав-
лений.
Прн переменной по направлению на-
грузке подшипника масло можно под-
водить в него при помощи кольцевых
канавок. Однако последние, соединяя на-
груженную область подшипника с не-
иагруженноЙ, позволяют маслу пере-
текать из нагруженной зоны, что сни-
жает грузоподъемность подшипника.
Поэтому кольцевые канавки следует
располагать не по середине подшип-
ника, а по его краям.
Для лучшего распределения смазки
по длине подшипника и облегчения за-
сасывания масла в нагруженную эону,
в месте поступления смазки в подшип-
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
275
ник делают смазочные канавки, рас-
положенные по длине последнего
(фиг. 50). Не следует доводить эти
канавки до торцов подшипника, так
как это позволило бы маслу вытекать
из области давления. Расстояние от
конца канавки или холодильника до
торца (а на фиг. 50) принимается равным
примерно 0,1/.
При применении разъемных вклады-
шей необходимо на стыке скашивать
кромки или делать холодильники. Для
лучшего засасывания масла в неразъ-
емных подшипниках, работающих при
постоянной по направлению нагрузке,
также рекомендуется делать карманы,
в подшипниках реверсируемых валов
их делают два. Такие карманы обяза-
тельны для подшипников жидкостного
трения (см. фиг. 49). Равномерное
поступление смазки в карманы обеспе-
чивается несколькими маслопсдающими
отверстиями; число их не должно быть,
во всяком случае, меньше двух. Масло,
вытекающее из подшипника, должно
иметь свободный выход.
В табл. 30 приведены рекомендуе-
мые размеры профиля канавок (см.
фнг. 50 и 31).
Таблица 30
Ориентировочные размеры смазочных
канавок
Размеры в мм
Диаметр d й • Г R е / а
До 60 Св. 60 до 80 . 80 . 90 . 90 . ПО , 110 , 140 . 140 , 180 . 180 . 260 . 260 . 380 . .480 . 500 1.5 2 2.5 3 3.5 4 5 6 8 7 8 10 13 16 20 30 40 50 3 4 5 6 7 8 10 12 16 9 12 15 18 21 24 30 36 48 6 8 10 12 14 16 20 24 32 13 2 2 2.5 2.5 3 3 4 4 5 6 8 8 10 12 15 20 25
Важнейшие и наиболее распростра-
ненные подшипниковые сплавы, при-
мерные области их применения и заме-
нители приведены ниже. Данные об их хи-
мическом составе, физико-механических
свойствах и пр. см. т. 6, гл. V, а также
соответствующие ГОСТ.
Примерные области применении
подшипниковых сплавов и их заменителе!
Оловянистые баббиты Б92 и £90 (заменитель
Б-83).
Область применении. Подшипники
ответственных узлов, работающие при больших
скоростях и нагрузках (а условиях спокойных
и ударных нагрузок). Подшипники жидкостного
трсаия прокатных ставов (при 175 < р < 250
кГ/сж1) и высоких скоростях. Подшипники
авиадвигателей, мощных паровых турбин, электро-
двигателей н электрогенераторов.
Оловякистый баббит £33 (ГОСТ 1320-41) (за-
менители БИ: Бр. СЗО).
Область применения. Подшипники
ответственных узлов, работающие при больших
скоростях и нагрузках. Подшипники жидкостного
трения прокатных станов, паровых турбин,
электродвигателей, быстроходных дизелей
в условиях спокойных и ударных нагрузок при
р < 200 кГ1смг (в условиях ударных нагрузок)
и р < 250 кПсм' (прн спокойной работе).
Олояянистый баббит £16 (ГОСТ 1320-41) (заме-
нители БН; Б6; БК: НАМ 10-5).
Область применения. Подшипники
паровых машин, прокатных ставов, электродви-
гателей, компрессоров, тракторов, нефтяных
двигателей, электрогенераторов. паровозов,
трамваев, токарных станков при отсутствии
значительных ударных нагрузок прирр< 60-4-
100 «Гж/сж*сеж.
Свинцовистый баббит Бв (ГОСТ 1320-41).
Область применения. Подшипники
нефтяных двигателей, электродвигателей, шаро-
вых мельииц, станков, лебедок, тихоходных
паровых машин, вентиляторов, дымососов (при
pv < 60 кГм^сМ'сек).
Никелевый баббит БН (ГОСТ 1320-41).
Область применения. Подшипники
автомобильных и тракторных двигателей, дизе-
лей. компрессоров, паровозов, электродвига-
телей средней мощности, паровых турбин в усло-
виях ударных нагрузок при ре<1ОокГж/сж,с«к,
а также при спокойной работе при р —150 ч-
-4- 200 кпелб.
Кальциевый баббит БК (ГОСТ 1209-53).
Область применения. Прн спокойной
и ударной нагрузках — подшипники прокатных
станов, нефтяных двигателей, центробежных
насосов, вентиляторов. трамвайные, вагонные
и паровозные подшипники, подшипники тракто-
ров, тихоходных металлообрабатывающих стан-
ков при р < 200 «Г|еж‘.
18*
276
ПОДШИПНИКИ
Свинцовосурьмянастый баббит БС.
Область применения. При неударных
нагрузках при температуре не выше № Си
до < 20 кЛм/см’сек; при о < 1.5 м/сек — дли
подшипников вагонеток, троллейбусов.
Цинковоалюмимиевомедныб сплав НАМ 10-5.
Область применении. Подшипники
шестеренных клетей прокатных станов. влектро-
двигателей, насосов, вентиляторов при р <
< 220 кГ/CM1, V < 7 М/сек, pv < 1U0 4-
4-150 кГм/слбсек.
Свинцовистая бронза Бр. СЗО (ГОСТ 493-54).
Область применения. Подшипники,
' работающие при спокойной и ударной нагрузках
н высокой' скорости в авиа-моторостроении,
в транспортных дизелях, в турбинах высокой
мощности с большим числом оборотов, двигате-
лях внутреннего сгорания; вкладыши шлаково-
эов, чугуновозов при р < 250 кГ\см\ V < 10-j-
4-12 м/сск.
Оловянносвинцовистая бронза Бр. ОС MS
(заменители Бр. АЖ 9-4; Бр. МцС К-20).
Область применения. Подшипники тур-
бин, мощных паровозов, водяных н масляных
васосов при средних н высоких давлениях
(р < 150 кг/см'} и скоростях.
Оловяннофосфористая бронза Бо. ОФ 10-1 (за-
менители ЛМпОС 53-2-2-2; Бр. ОЦС 6-6-3;
Бр. АЖ 9-4; Бр. АЖМп 10-3-1,5; ЛАЖМц.
Область применения. Подшипники,
работающие при высоких давлениях и средних
скоростях, р < 150 кГ/слр.
Оловянноцинковосвинцовистая бронза Бр. ОЦС
5-5-5 (ГОСТ 61Л-50) (заменители Бр. ОЦС 4-4-17;
Бр. ОЦС 6-6-3; Бр. АЖС 7-1,5-1.5).
Область применения. Подшипники,
работаюши* при средних нагрузках и скоростях.
Кремнистосвинцовистая латунь Л КС 80-3-1
(ГОСТ 1019-47) (заменители ЛМцС 56-2-2;
Бр. ОЦС 6-6-3; Бр. ОЦС 4-4-17).
Область применения. При ударной н
спокойной нагрузках. Иля подшипников кранов,
железнодорожного подвижного состава, экскава-
торов. дробилок при р<1ио кГ/см‘; е<2 л («к.
I . .
Латунь марганцевоалюминисвожелезистая
ЛМцАЖ 52-5-2-1.
Область применения. Подшипники
трубообрезных станков, рольгангов, влектро-
мостовых кранов при спокойных и ударных
нагрузках.
Антифрикционные чугуны
В подшипниках могут иметь приме-
нение следующие чугуны:
1. Чугун с пластинчатым графитом:
а) СЧЦ-2 — хромоникелевый перлит-
ного класса; б) СЧЦ-1 то же, дополни-
тельно легированный медью и алюми-
нием; в) титаномедистый.
2. Чугун с графитом в виде углерода
отжига (антифрикционный ковкий чу-
гун).
3. Чугун с шаровидным (округлым)
графитом (высокопрочный чугун).
Химический состав и свойства анти-,
фрикционных чугунов см. т. 6, гл. V.
Допускаемые удельные давления и
скорости для указанных чугунов:
для чугунов СЧЦ-1 и СЧЦ-2 (по
ГОСТ 1585-42) (ориентировочно):
Удельное давление
р в кГ/см‘ ....
Окружная скорость
v в м/сек ....
<120 <Ю
< 0.1 <0.5
<30 <18
<1 <2
<8
<3
для тнтаномедистого подшипниково-
го чугуна (ориентировочно):
Удельное давление
р а кГ/см‘ ... < 90 < 40
Окружная скорость
v в м/сек ... < 0,3 < 1
<25 <8 <4
<2 <3 <4
для чугуна, с округлым графитом
в литой структуре и нелегированного
ковкого чугуна с перлитной или пер-
литно-фер'ритной металлической основой
(ориентировочно):
Удельное давление
р а кГ/слР . .
Окружная скорость
v в лЦсяк ....
< Ц» < 45 <25 <15
<0.sl <1 <2 <3
Подшипники, изготовленные из чугу-
на с пластинчатым графитом, динами-
ческих нагрузок не допускают, ио
несколько лучше работают при повы-
шенных скоростях (t»>2 м/сек).
Недостаток чугунных подшипников—
плохая прирабатываемость. В связи
с этим для чугунных подшипников обя-
зательна приработка в течение 4—12
час на холостом ходу или при не-
больших нагрузках. К концу прира-
ботки режим доводится до нормаль-
ного.
Зазоры следует увеличивать на 15—
40% по сравнению с бронзовыми под-
шипниками., ।
Поверхность цапфы, сопряженная с
вкладышем из антифрикционного чугу-
на, должна иметь твердость большую,
чем вкладыш.
Антифрикционные чугуны могут слу-
жить заменителями бронзы, особенно
при отсутствии динамических нагрузок
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
277
или прн малой величине их и в тех
случаях, когда условия смазки благо-
приятны и подшипник работает при
режиме жидкостного или полу-
жидкостного трения.
Металлокерамические подшипники
Металлокерамические материалы яв-
ляются в ряде случаев эффективными
заменителями антифрикционных под-
шипниковых сплавов — бронзы, лату-
ни и др.
В подшипниках скольжения находят
применение следующие металлокера-
мические материалы: бронзографит
(9—10% Sn, 1—4% графита, осталь-
ное Си), пористое железо (до 0,2% Si,
до 0,1% С, остальное Fe) и пористый
железографит (1—3% графита, осталь-
ное Fe).
Предпочтительно применение в под-
шипниках пористых материалов на
железной основе, так как они более
доступны, имеют более высокие механи-
ческие свойства и могут работать в более
тяжелых условиях, чем бронзогра-
фнтовые. *
Одно из основных преимуществ ме-
таллокерамических вкладышей заклю-
чается в наличии в них пор, способ-
ствующих образованию устойчивой мас-
ляной пленки в подшипнике. В резуль-
тате предварительной пропитки вкла-
дыша (втулки) в нагретом масле большое
количество капилляров вкладыша за-
полняется маслом и благодаря этому
трущаяся поверхность обеспечивается
смазочной пленкой в течение длитель-
ного времени.
Различные режимы работы требуют
применения металлокерамических под-
шипников с различной степенью пори-
стости. Для тяжелых условий работы
(ударные нагрузки, высокие скорости),
при которых нужна повышенная меха-
ническая прочность опоры, следует
применять подшипники из мелких по-
рошков (обладающие более высокими
механическими и антифрикционными
качествами, чем подшипники из круп-
ных порошков) с низкой пористостью
(15—20%). Для средних нагрузок ре-
комендуется пористость 22—28%. Для
работы без дополнительной смазки
желательно применение подшипников
из крупных порошков пористостью
25—35%. Чем больше пластичность и
чем меньше пористость спеченного по-
рошкового металла, тем больше он
приближается по свойствам к ком-
пактному металлу,
Прн нормальной температуре (20® С),
спокойной нагрузке и достаточной сма-
зке (примерно 3 капли в минуту на 1 см*
поверхности трения) железографитовые
подшипники пористостью 22—28%
удовлетворительно работают при сле-
дующих режимах;
v а м1сек 0,5 1,0 1,5 2 2.5 3 3,5 4
р a кПе^ 70 65 50 55 50 35 18 8
Для подшипников пористостью
15—20% допускаемые удельные нагруз-
ки могут быть повышены против ука-
занных на 20—30%.
С увеличением содержания графита
механические свойства железографита
падают.
При работе металлокерамических
подшипников со скоростью п<1 м/сек
применяется консистентная смазка, при
больших скоростях — жидкие мине-
ральные масла. Подводить масло реко-
мендуется через такие же смазочные
канавки, как у подшипников нз литых
металлов.
Для тонкостенных втулок с повы-
шенной пористостью применяется так-
же подпитка подшипника через наруж-
ную стенку.
При повышенных температурах (до
300® С железографитовые подшипники
могут работать при малых скоростях
(о <0,1 м/сек) с графитовой смаз-
кой.
Самосмазываемость пористых желе-
зографитовых подшипников относится
только к малым нагрузкам и скоростям,
когда рс<1 кГм/см*сек.
Пористые железографитовые под-
шипники изготовляются преимуществен-
но в виде цилиндрических втулок н
поставляются в готовом к установке
виде.
При назначении толщины стенки ис-
ходят из условий прочности и способ-
ности материала впитывать масло.
В общем случае толщина стенки может
быть ориентировочно принята равной
0,2rf (d — диаметр вала). Самосмазыва-
ющиеся подшипники лучше изгото-
влять относительно тонкостенными. При
обычной смазке толщина стенки может
быть принята примерно равной 0,14
(если выполнены условия прочности),
но не ысиее 2 мм. При изготовлении
металлокерамических вкладышей до-
пуски на внутренний и наружный
278
подшипники
диаметры выдерживаются в пределах
3-го, а иногда и 2-го класса точности.
Железографитовые втулки запрессо-
вываются в корпус по посадкам ПР2|
или ПРЗ3. Для обеспечения зазора в
подшипнике необходимо учитывать,
что уменьшение внутреннего диаметра
втулки равно примерно 0,7—1 вели-
чины натяга. Зазор в металлокерами-
ческом подшипнике ориентировочно
принимается равным 0,001—0,002 диа-
метра вала. Доводка внутреннего диа-
метра до требуемого размера может
быть произведена калибровкой, а также
протягиванием или развертыванием.
При обработке резанием качество
рабочей поверхности получается зна-
чительно ниже, чем при калибровке.
При р = 15 ч-60 кГ/см2 и о =
= 2,5 м/сек минимальное количество
масла на 1 сма расчетной поверхности
вкладыша составляет (ориентировочно)
1,6—5 капель. При больших удель-
ных давлениях желательно приме-
нение кольцевой смазки, масляной
ванны или смазки под давлением.
Неметаллические подшипники
Материалы. Текстолитовые
подшипники. В качестве мате-
риала для подшипников наибольшее
распространение получили текстолиты
2 и 2Б, обладающие наилучшими анти-
фрикционными свойствами. Исполь-
зуются также текстолит 3, специальные
марки текстолита ПТК и ПТ и тек-
столит из крошки, изготовляемый горя-
чим прессованием обрезков хлопчато-
бумажной ткани, пропитанной искусст-
венными смолами. Текстолит из мелких
обрезков дает возможность прессовать
подшипники любой конфигурации.
Текстолит толщиной до 8 мм назы-
вается текстолитом в листах, а тол-
щиной более 8 мм — текстолитом в
плитах.
Слоистый текстолит, выпускаемый
в виде плит, применяется в прокатном
оборудовании для изготовления набор-
ных подшипников блюмингов, крупно-
сортных, среднесортных, листовых и
трубных станов, а также и в других
отраслях машиностроения.
Текстолит из крошки применяется
для изготовления цельнопрессованных
подшипников для прокатного обору-
дования (для мелкосортных прокатных
станов с валками диаметром до 450 мм)
и в общем машиностроении. На фиг. 51
показан типовой цельнопрессованный
вкладыш из текстолита. Такие вкладыши
выпускаются в готовом виде.
Фиг. 51.
Подшипники из древесно-
слоистых пластиков. Дре-
весно-слоистые пластики ДСП изгото-
вляются в соответствии с ГОСТ 5704-51.
В ДСП ткань заменена древесным
(обычно березовым) шпоном толщи-
ной 0,55 мм, получаемым лущением
из чурок.
Для подшипников используются две
марки ДСП:1) ДСП-Б, в котором
каждые 10—20 слоев шпона с парал-
лельным направлением волокон чере-
дуются с одним слоем, перекрестным пол
углом 90° (фиг. 52, а); свойства такого
материала лучше при работе на торец
(фиг. 53), чем при работе по волокну;
2) ДСП-В, в котором направлен ня
волокон древесины в смежных слонх
взаимно перпендикулярны (фиг. 52, б);
свойства этого пластика одинаковы
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
279
в продольном и поперечном направле-
ниях.
Древесно-слоистые пластики приме-
няют для изготовления подшипников
гидротурбин, судовых механизмов, про-
катных станов для легких и средних
режимов работы, в гидромеханическом
оборудовании — в механизмах затворов
плотин и шлюзов, в гидравлических
насосах и других механизмах.
Подшипники из пластифи-
цированной древесины — дре-
весного пластика, изготовленного го-
рячим прессованием брусков цельной
древесины (березы, бука, акации), при-
меняются при легких нагрузках в прс-
катных станах, транспортерах и других
механизмах.
Подшипники из древесной
пресскрошки прессуются в пресс-
формах прн температуре 150° С и дав-
лении свыше 400 кГ/см*-, применяются
в мелкосортных прокатных станах, в
трамвайных электродвигателях, в мо-
стовых кранах, оплеточных машинах
и др.
Конструирование подшипников из
пластиков. Неметаллические подшип-
ники изготовляются в виде вкладышей,
состоящих из двух и более частей,
цельных втулок или отдельных коль-
цевых секторов. Подшипники (вклады-
ши, втулки) из текстолита или ДСП
изготовляются наборными из отдель-
ных элементов (секций). Различные
виды расположения слоистого мате-
риала в наборном подшипнике пока-
заны на фиг. 54, а —в. Применяются
средний
а) 6) РоНиус в)
Фиг. 54. Схема расположение слоистого материала
и наборных полшнпннках: а — радиально* (наилуч-
шее); о — параллельно* среднему ралиусу; а — по-
перечное. параллельное сечению вала (нежела-
тельное).
также конструкции текстолитовых под-
шипников с расположением слоев пла-
стика концентрично поверхности вала.
По расположению слоев материала
в наборе различают подшипники с
поперечным (фиг. 55) и с продольным
набором (фиг. 56). При конструиро-
вании цодщипиикрв из древпластидор
необходимо набирать на торец со
слоями шпона, перпендикулярными к
сечению вала (фиг. 53, а). Располо-
жение ДСП плашмя (фиг. 53, б) не-
допустимо.
Элементы наборных подшипников,
изготовленные из продольных брусков
ДСП трапециевидной формы, применяют
Фиг. 55.
только с радиальным расположением
слоев материала (см. фиг. 54, а). На
фиг. 57 показаны бруски-заготовки
для получения элементов наборных
подшипников из ДСП-Б (фнг. 57, а) и
из ДСП-В (фиг. 57, 6). Боковые поверх-
ности обрабатываются так, чтобы бру-
ски можно было сложить в многоуголь-
ную трубу (фиг. 58).
Размеры бруска могут быть подсчи-
таны по формулам (см. фиг. 58)
b - d2 tg у;
rfj—rfj COSy
Толщина вкладыша принимается рав-
ной примерно 0,05—0,15 диаметра под-
шипника. У тяжело нагруженных под-
шипников толщину вкладыша реко-
мендуется брать не менее 10—15 мм.
При укладке прямоугольных брусков
в кассету образуется зазор / (фиг. 59, а)
При 1 < I < 1,5 мм следует скосить
углы у основания брусков (фиг. 59, б).
При f >1,5 мм необходимо основание
бруска срезать по радиусу кассеты
(фиг. 59, в) или корпуса |12]. Во избе-
жание проворачивания набор эле-
ментов в открытом подшипнике закре-
пляется специальными упорами, ко-
торые представляют собой врезные
планки или клинья. Крепление пла-
нок болтами или винтами можно
рекомендовать лишь у закрытых под-
шипников (фнг. 60, а и б), так как и
280
ПОДШИПНИКИ
связи со значительными усилиями, вы-
зываемыми разбуханием пластика в
направлении, обратном прессованию,
и силами трения, планкам приходится
У тяжело нагруженных подшип-
ников фланцы для воспринятия осевых
усилий целесообразно выполи ять отдель-
но от седловины (фиг. 62). Отношение
Фиг. 56. Подшипник срслиссортнэго стана 500.
воспринимать значительные давления,
доходящие до 150 кПсм* и больше.
Ребро Торец,ребро
а) б)
Фиг. 57. Бруски—заготовки хля вырезания мо-
ментов наборных вкладышей: а — из ДСП-Б;
б — нз ДСП-В.
Зажим набора пластиков может быть
также осуществлен заклиниванием од-
ного из брусков, обычно среднего (см.
фиг. 56). В этом случае необходимое
крепление набора в осевом направле-
нии (фир. 6|) не обязательно,
длины подшипника к его диаметру при-
нимается в пределах
охвата 100—120’
(без скосов). Отно-
сительный зазор
принимается для
цельнопрессов а н-
иых подшипников
ф = 0,003 4 0,006;
для наборных нз
плит ф = 0,002-i-
+0,004.
Эксплуатация
подшипников.
Подшипники из
пластиков смазы-
ваются, как пра-
вило, водой. При
такой смазке тек-
столитовые под-
шипники и под-
шипники нз ДСП
допускают при
устойчивых режи-
мах работы удель-
ные давления до
300—350 кГ/см*',
0,5 — 1; угол
Фиг. 59. Сопряжение
брусков с металличес-
ким корпусом: а — за-
вор / — максимальный;
б — со срезами углов -
уменьшенный зазор /;
а — с обработкой по
радиусу, зазора / нет.
максимально допустимые скорости — до
5—8 м/сек.
Подшипники из пластифицирован-
ной древесины допускают удельные
давления ло 100 кГ/см*.
Коэффициенты трения подшипников
из пластиков при смазке водой / ==а
₽ 0,00? -4- 0,015,
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
281
Прн работе на минеральных смазках
неметаллические подшипники работают
значительно хуже, чем
водой.
Количество воды, необходимое для
при смазке
Допускаемые удель-
ные давления при смаз-
ке маслом для тексто-
литовых подшипников
•доходят до 100— 150
кПсмг, для ДСП 20—
40 кПсм*.
Во избежание корро-
дирования трущихся по-
верхностей при длнтель-
смазки подшипника, зависит от усло-
вий работы и
0,75 aJcm.' мин.
составляет 0,15—
а)
б)
Фиг. 60. Ковструхиня наборного подшипник» с закреплением ваборки плав-
ками на винтах.
ных остановках желательно подавать
в подшипник перед остановкой немного
консистентной смазки.
Ввиду того что пластйкн плохо ра-
ботают в условиях повышенных темпе-
ратур (при 60—80° С начинается интен-
сивное разбухание и потеря эксплуата-
Фнг. 61. Упоры: а — выточенные: б — привин-
ченные; • — приваренные.
иконных свойств), их нужно интенсивно
охлаждать.
Для подвода смазки во вкладышах
рекомендуется делать скосы — масля-
ые карманы (фиг 63).
Подвод воды к открытым вкладышам
осуществляется специальными нако-
нечниками.
В закрытых подшипниках также
рекомендуется делать холодильники
(фнг. 64),
Фиг. 62. Расположение фланца
и сеалоиииы подшипника.
Фиг. 63. Скос
у вкладышей
открытых под-
шипников.
Фнг. 64.
Резиновые подшипники. Подшипники,
изготовленные из резины, применяются
в Гидротурбинах, насосах, в гребных
282
подшипники
валах, турбобурах. В таких подшип-
никах резина используется в виде обли-
цовки внутренней части металлической
втулки. Подшипники этого типа могут
быть цельными или разъемными. В боль-
шинстве случаев резиновые подшипники
применяются для вертикальных валов.
Фиг. 65. Сектор (•/,, часть) направляющего подшипника.
Фиг. 66. Профиль
канавки резинового
вкладыша.
Положительная особенность резино-
вых подшипников заключается в том,
что они допускают некоторую неточ-
ность в установке валов; кроме того,
упругость резины способствует демпфи-
рованию вибраций, которые могут воз-
никнуть во время ра-
боты ваДа.
Резиновые вклады-
ши смазываются во-
дой. Минеральное
масло вредно влияет
на резиновые под-
шипники.
Допускаемые удель-
ные давления при
смазке водой состав-
ляют для мягкой ре-
зины 10—20 кГ/см1;
для твердой — до
50 кГ/см*. В услови-
ях жидкостного тре-
ния резина допускает и ббльшие удель-
ные давления (до 60—80 кГ/см*), однако
в этом случае препятствием к ее исполь-
зованию в подшипниках являются боль-
шие упругие деформации резины.
К числу недостатков резиновых под-
шипников следует отнести их малуютеп-
лопроводность, вследствие чего тре-
буется усиленная циркуляция смазки
(воды). Даже кратковременное прекра-
щение подачи воды в подшипник вызы-
вает аварию. При температурах выше
65—70’С начинаются старение резины н
потеря подшипником своих антифрик-
ционных свойств. Во время остановок
механизма резина «присасываетсяа к
валу, вследствие чего несколь-
ко возрастает пусковой мо-
мент. Вода, применяемая для
смазки резины, корродирует
валы (особенно при частых ос-
тановках), изготовленные из
углеродистой стали; поэтому
часто на шейку вала насажи-
вают рубашку из латуни или
нержавеющей стали. При на-
личии абразива в воде резина
относительно мало изнаши-
вается сама, но сильно изна-
шивает сопряженную с ней
поверхность.
На фиг. 65 показана кон-
струкция направляющего под-
шипника гидротурбины с ре-
зиновым вкладышем В кор-
пусе установлено 12 металли-
ческих секторов (вкладышей),
облицованных вулканизиро-
ванной резиной. Форма смазочных ка-
навок, имеющихся на вкладышах, обес-
печивает образование водяной пленки
на поверхности трения. Резиновые
вкладыши должны иметь больше кана-
вок для смазки, чем металлические.
В табл. 31 указаны рекомендуемые
размеры и количество смазочных кана-
вок для резиновых вкладышей гидро-
турбин (см. фиг. 65 и 66).
Фиг. 67.
Вкладыши резинового подшипника со-
бираются на специальном приспо-
соблении, и с одной установки обраба-
тываются как наружная поверхность
секторов, так и поверхность резины,
подшипники СКОЛЬЖЕНИЯ
283
Таблица 31
Размеры канавок резиновых подшипников
Диаметр подшипника D„ в мм п Число секто- ров яс Число канавок "к Размеры канавки в леи
R R,
265 - 363 4 8 5
415- 565 6 12 5 15
615- 820 8 16 7,5 20
870 - 1024 ю 20 7,5 20
П20 - 143U 12 24 7.5-10 20-25
1530 - 1630 16 32 10 25
полученная в процессе вулканизации
с припуском
На фиг. 67 показана конструкция
резиновых подшипников, широко при-
меняемых в турбобурах для бурения
нефтяных скважин. Вследствие боль-
шой упругости резины кромочные да-
вления играют здесь значительно мень-
шую роль, чем у металлических под-
шипников. Поэтому резиновые подшип-
ники изготовляют с большим отноше-
I I
нием -j; рациональное отношение у
лежит в пределах 0,75—1,5.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А б а и о в Л. В., А л ь ш и ц И. Я.. Бер-
дичевский Я. Г„ К о л н и р Д. С., У стю-
ж в в и в о в М. И., У м и я г и и М. Г., Под-
шипники жидкостного трении прокатных станов,
Машгиз, 195-1.
2. А ч е р к а и Н. С., Расчет и конструирова-
ние металлорежущих станков, Машгиз, 1952.
3. Детали машин. Сборник материалов по
расчету и конструированию, книга 2-1, Машгиз,
4. Бейзельмаи Р. Д., Спицын Н. А.
к Ц ы п к в и Б. В., Подшипники качения. Машгнз.
1945.
5. Бейзельмав Р. Д. и РабинерЕ. Г.,
Монтаж, эксплуатация и демонтаж подшипинкон
качения, Каталогизлат, 1940.
6-БейзельмаиР. Л. иЦыпкинБ. В.,
Подшипники качения, справочник, Машгиз, 1954,
(3-е изд.).
7. Грановский С. А., О р г о В. М.,
Смол яро о Л. Г.. Конструкции гидротурбин и
расчет нх деталей, Машгиз. 1953.
В. Журнал .Подшипник*, 1932—1940.
9. Краткий справочник по применению и рас-
чету подшипников качения, Союашарремонтсбыт,
1941.
10. К у г е л ь Р, В., Подшипники качения
в автомобилях. Машгиз. 1946.
11. Л у р ь е г. Б., Технология производства
подшипников качения, Машгиз. 1949.
12. П е т р и ч е и к о В. К., Подшипники и ше
стерни из пластмасс, Машгиз, 1952.
13. П о п о в и ч Ь. Г., Подшипники качения
в металлорежущих станках, Машгиз, 1962.
14. П и и с г и и С. В., Методы исследования
работоспособности подшипников качения, Машгиз,
1949.
15. Р е ш е т о в Д. Н., Расчет деталей станков.
Машгиз, 1945.
16. Решетов Д. Н-, Главные шпиндели и
их опоры в металлорежущих ставках, ОНТИ. 1937.
17. Р а б н н с р Е. Г., Монтаж, демонтаж и
эксплуатация подшипников качения, Машгнз, 1951,
18. Сидоров П. Н. и Попович Б. Г.,
Подшипники качения в механизмах нефтедобы-
вающей промышленности, Гостехиздат, 1949.
19. Сборник бюллетеней по подшипникам каче-
ния Техиошарснаба и Союзшартреста, Союзшар-
техмонтаж. № 1—4, ОНТИ, 1986.
20. .Справочник машиностроителя-, т. Ill, Под-
шипники скольжения, Машгнз, 1951.
21. Т р е й е р В. Н., Теория и расчет подшип-
ников качения, ОНТИ, 1936.
22. Т р е й е р В. Н., Шарико- и роликопод-
шипники н металлорежущих станках. Машгиз,
1940.
23. Труды Всесоюзного научно-исследователь-
ского института подшипниковой промышленности
ЭНИИПП. 1943-1949.
24. Труды Конференции по трению и износу,
АН СССР, Отделение технических наук, т. I,
1939, т. U, 1940.
25. Ц ы п к и и Б. В., Подшипники качения.
Краткий справочник, Машгнз, 1948.
26. Цы п а н а Б. В.. Альшин И. Я. и
ТомашовА. Д., Подшипниковые узлы прокат-
ного оборудования, Машгнз, 1954.
27. Энциклопедический справочник .Машино-
строение*, т. 2. Подшипники скольжения. Машгнз,
1951.
28. Я н о в с к и й М. И., Конструирование и
расчет иа прочность деталей паровых турбин,
АН СССР, 1947.
29. Исследования в области металлокерамики,
ЦНИИТМАШ, кп. 56, Машгиз, 1953.
30. ЭНИМС, Табличные расчеты деталей
станков, выл. 1, составили Д. Н. Решетов,
3. М. Левина и В. В. Каминская, Машгнз. 1962.
ПЕРЕДАЧИ
ВВЕДЕНИЕ
Под механическими передачами пони-
маются механизмы, служащие для пере-
дачи энергии, как правило, с преоб-
разованием скоростей и соответственным
изменением сил или моментов, иногда
с преобразованием видов или законов
движения.
Необходимость широкого применения
в машинах механических передач опре-
деляется следующими обстоятельствами:
1) требуемые скорости машины обычно
не совпадают с оптимальными скоро-
стями двигателя;
2) большинство технологических и
транспортных машин требует регули-
рования скоростей; между тем регули-
рование скоростей двигателей оказы-
вается не всегда возможным и эконо-
мичным;
3) двигатели выполняются для равно-
мерного вращательного движения, а
в машинах часто оказывается необхо-
димым поступательное, винтовое и дру-
гие виды движения, движение с задан-
ным законом изменения скоростей и т. д.;
4) двигатели из условия габаритов,
техники безопасности и т. д. не всегда
могут быть непосредственно соединены
с исполнительными механизмами.
В главах VII—XI рассматриваются
механические передачи с жесткими и
гибкими звеньями, включающие пере-
дачи: а) зацепления и б) трения.
Механические передачи применяются
преимущественно для передачи враща-
тельного движения, а также и для пре-
образования вращательного движения
в поступательное или наоборот (напри-
мер, передачи реечная шестерня —рей-
ка или червяк — рейка).
Передачи выполняются либо с по-
стоянным, либо с регулируемым пере-
даточным отношением. В последнем
случае применяется ступенчатое или
бессту г е । ч атое регул и рова ни е скоростей.
Преимущества бесступенчатого регу-
лирования перед ступенчатым:
1) повышение производительности и
Экономичности вследствие выбора наи-
более целесообразного режима про-
цесса, в частности с наиболее полным
использованием мощности двигателя:
2) повышение качественных показа- '
телей: получение наивысшей чистоты
поверхности обработки на станках, по-
вышение точности работы испытатель-
ных машин, выход из области резо-
нанса;
3) облегчение возможности автомати-
зации и управления на ходу.
Большие возможности обеспечиваются
автоматическим регулированием; на-
пример, поддержание постоянной ско-
рости резания при обточке нецилиндри-
ческих поверхностей на станках токар-
ного типа приводит к значительному
повышению производительности — до
2 раз.
Регулирование скорости может осу-
ществляГься: а) при постоянной пре-
дельной мощности; б) при переменной
предельной мощности, падающей
с уменьшением скорости вращения,
в частности при постоянном предельном
моменте на ведомом валу.
Обычно привод работает в значитель-
ной части диапазона регулирования
с неиспользованием его возможностей
или возможности машины на части диа-
пазона ограничиваются приводом.
Области применения механических я
других (электрических, гидравлических
и пневматических) передач определяются
следующим образом:
I. В качестве передач для постоян-
ного передаточного отношения (табл. 1)
механические передачи имеют моно-
польное применение прн малых рас-
стояниях между осями валов (пере-
дачи непосредственным контактом) и
значительное применение при средних
расстояния (передачи гибкой связью).
Широкое распространение имеют по-
нижающие (редуцирующие) механиче-
ские передачи, так как обычно быстро-
ходные двигатели в сочетании с такой
передачей имеют меньшие габариты
и вес, чем тихоходные двигатели.
Таблица I
Основные типы и харвктепнстжки передач вращательного движения с постоянным передаточным отношением
Основные типы Передачи зацеплением Передача трением
и характеристики зубчатые червячные цепные жесткими телами качения ременные
Персия* между ва- лами с параллель- ными осями Цилиндрическими коле- сами (прямозубыми, косозубыми, шеврон- ными) — Роликовыми и зубча- тыми цепями Цилиндрическими иля желобчатыми кат- ками Плоскими, клиновыми и круглыми ремнями
Передачи между ва- лами с пересекаю* щимися осями Коническими колесами . (прямозубыми, косо- зубыми и др.) — — Коническими катками Легкие — плоскими и круглыми ремням н с направляющими ро- ликами
Передачи между ва- лами со скрещиваю ЩИМИСЯ ОСЯМИ Зубчато-винтовые (ги- поидными или вин- товыми колесами) С цилиндрическим и глобоидным червяком - — Легкие — плоскими и круглыми ремнями
Основные достоинства Применимость в ши- роком диапазоне на- грузок и скоростей. Малые габариты. Вы- сокий к. п. д. Малые нагрузки (силы) на валы и опоры. Боль- dm надежность в ра- боте и долговечность. Некзмешюсть пере даточного отношения Возможность осуще- ствления большой редукции одной сту- пенью. Плавность и бесшумность. Воз можно ель выполнения са мотормозя щимися Малые габариты отно- сительно передач гибкой связью. Неиз- менность передаточ- ного отношения. Ма- лые нагрузки (силы) иа валы и опоры. Широкий диапазон расстояний между осями. Значительный диапазон нагрузок Равномерность переда- чи движения. Бесшум- ность. Возможность регулирования пере- даточного отношения Широкий диапазон рас- стояний между осями. Плхаиость. Поглоще- ние колебаний. Про- стота, вязкая стои- мость. Невысокие требования к точно- сти установки валов. Возможность выпол- нения функций предо- хранительного звена
Основные недостатки Потребность в высокой точности изготовле- ния. Шум. Ограни- ченность ряда воз- можных передаточ- ных отношений, так как числа зубьев — целые числа (имеет значение главным образом для передач в делительных цепях) Малые к. п. д. прн большой редукции и низких скоростях скольжения. Приме- нение высококаче- ственных бронз при средних и высоких скоростях. Высокая точность кзготовле ния и дорогостоящий инструмент Вытягивание цепи и необходимость при- менения натяжного устройства. Неприме- нимость в точных де- лительных кинемати- ческих цепях. Силь- ное понижение долго- вечности при толчко- образной и ударной нагрузке Большие иагрузки (си- лы) нс валы и опоры или необходимость применения конструк- ций с разгруженными опорами. Проскаль- зывание. Невозмож- ность применения в делительных и других цепях, где недопу- стимо накопление ошибок Значительные габариты. Скольжение. Непри- менимость в дели- тельных цепях. Зна- чительные иагрузки (силы) на валы и опо- ры. Необходимость предохранения от по- падания масла
ВВЕДЕНИЕ
ю
Я
Основные ТИПЫ Передачи зацеплением Передачи трением
и характеристики зубчатые червячные цепные жесткими телами качения ременные
Относительные габа- риты рабочих тел по диаметру * Шестерни из стали улучшенной 45У: от- носительный габарит принимается за еди- ницу. Шестерни нз легированных зака- ленных сталей: 0,6 Черничные шестерни из оловяиистой брон- зы: 1,4 Звездочки для ролико- вых испей: 1,5—1,6. Звездочки для зубча- тых цепей: 2—2,5 Катки сухих передач из стали 45У: 1,5. То же, сталь по текстолиту: 3,3. Кат- ки масляных передач из стали 45У: 3 Шкипы ременных пе- редач: Б
Долговечность (обычно определяется уста- лостью материала от контактных на- пряжений или напря- жений изгиба, меха- ническим износом, а также аварийными разрушениями, влия- ющими на долговеч- ность вследствие своего статистиче- ского распределения по времени) В условиях жидкостно- го трения работают десятки лет без сле- дов износа. Долго- вечность часто пере- ключаемых колес ко- робок скоростей ток. станков в среднем 2—4 года и опрсхе ляется износом по торцам зубьев, непс- реключаемых колес— значительно больше (износ по профилю 0,02-OJ03 мм в гоя). Стойкость передач автомобилей 120 — 150 тыс. км пробега Точно наготовленные, работающие в усло- виях жидкостного трсвия, имеют боль- шую долговечность. Тихоходные передачи работают с заметным износом Обычный срок службы целей при двухсмен- ной . напряженной работе /, — 1'|, гола (по опыту эксплуата- ции цепных передач в станках), однако известны случаи ра- боты мощных цепных передач свыше Шлет. Долговечность сильно зависит от качества изготовления Долговечность масля- ных передач зависит от качества изгото- ВаТеиия и может быть обеспечена достаточ- но большой. Долго- вечность сухих пере- дач часто ограничи- вается аварийным из- носом вследствие по- падания масла на ра- бочие поверхности н буксования. Имеется опыт эксплуатации отдельных сухих пе- редач в течение не- скольких лет Долговечность шкивов не ограничена. Долго- вечность ремней (по опыту эксплуатации станочных ременных передач) обычно 1000-5000 час., чаше всего 2500 — 3000 час. Прн больших диамет- рах шкивов и боль- ших расстояниях ме- жду осями долговеч- ность многократно больше. Наибольшей долговечностью обла- дают кожаные ремни, наименьшей — тек- стильные
Наибольшие скорости [обычно ограничи- ваются: а) возраста- нием динамических нагрузок и б) повы- шением работы тре- ния и температуры] • Расчет произ отношении 1 : 1 (к Ограничивайте! дина- мическими нагрузка- ми и шумом. Для ко- лес 2-го класса точ- ности т> ,=15 м/сек. Для колес 1-го класса " ®п>ах = 100 м,сек и более. Максимально достигнутые в иастоя- щее Время птах - - 30 000 O6JMHH ведем кз уелоямя передач юме червячных передач). Ограничиваются нагре- вом. Обичио для точных передач ско- рость скольжения v =15 м/сек, но в max отдельных передачах достигалась = = 35 Mice*. Наиболь- шее nfflax червяка достигалось в ускори- тельных передачах до 20 000 в минуту. Однако преимуще- ственно червячные передачи применя- ются в тихоходных кинематических цепях и 5 кет мя 1 см ширикь Ограничиваются сила- ми удара при избе- гании цепи на звез- дочку и износом. В наивыгоднейших условиях работы для высококачественных цепей °1ПКХ- <0 м/сек и nm„ - 8000 ГПЯХ -4-10 000 об/мии. Для нормальных цепей и малых чисел зубьев звездочек г'та1 и л „ значительно max _ „ меньше. Обычно vm>x < 12-t-15 м)сек при 1000 об(мии колеся Ограничивается в ос- новном нагревом, ко- торый в масляных передачах приводит к потере несущей способности масляной плевки, к повышению проскальзывания и уменьшению переда- ваемой мощности. Наибольшая окруж- ная скорость v= 3 1Б -4- 20 MjCCK и при передаточном Ограничиваются обра- зованием воздушных подушек, центробеж- ными силами, нагре- вом и увеличением числа циклов нагру- жений. Для высоко- качественных кожа- ных ремкей . = 35 н- 40 м/сек и » „= 7<хю ч-аооо шах об/мнн; для нормаль- ных клнноаых ремней о .,=25-4-30 м/сек. так а со стальным кордом до 50 м\сек и л — до 12 000 об)мин. Для высококачественных тканых г'гаах = 1°° м/сек и лгаах=6° 000 прн весьма кратко- временной работе
оо
w
g
i
га
Продолжение гибл. 1
Основные типы и характернстикн Передачи зацеплением Передачи трением
зубчатые червячные цепные жесткими телами качения ременные
Передаточные отно- шение (определяют- ся в освоено* габа- ритами) В многоступенчатых коробках скоростей Ч, < 1 < 2. В приво- де столов большого диаметра i до )» и менее Примерно от % до ‘he» и меиее в приводе столов большого диа- метра Обычно 1 > 4t; в особо благоприятных усло- виях до 'Go и даже ло % Обычно 1 > % в спе- циальных передачах с разгруженными ва- лами до ‘Ju и в руч- ных передачах при- боров АО Для плоских ремней ло »(, — ),, с натяжным роликом ло ‘(к. для клиновых ло *)т. при необходимости ко *|»
Передаваемые мош* мости и нагрузки Нагрузки менее 1 Г (в приборах) и до не- скольких сотен т (в прокатных станах). Мощности ло 50 UOO кет (в турбинных редукторах) Мощности АО 200 кет и выше (редукторы), чаше всего до 50 кет Мощности от долей кат до 35С10 кет. обычно ло 100 кет Мощности от ничтожно малых (в приборах) ло 100 кет и выше, обычно до 20 кет Мощности от долей кет до примерно 15U0кет, обычно до 50— ЮОкаш
Силы, действующие иа валы (в плоскости вращения), в долах от полезной окруж- ной силы Р Для цилиндрических прямозубых и косо- зубых колес при нор- мальном зацеплении 20° (1,1ч-1,15)Р Для колес 1,07 Р, гле Р — окружная сила □а колесе В зависимости от угла наклона передачи к горизонтали (1,05-4-1 ,15) Р В масляных передачах 25Р. В сухих пе- редачах — 6,5Р. При- меняются передачи с .разгруженными опо- рами При средних значениях начального натяже- ния* (2-1-3) Ртах
Относительные потери в передачах при ра- боте с подвой мощ- ностью (при работе с неполной мощ- ностью относитель- ные потерн суще- ственно растут, осо- бенно в передачах с постоянной силой иатяжеиия) В точных хорошо сма- зываемых передачах потери в зацеплении 0,5—1,5*/». Большие значения — прм ма- лых числах зубьев. В случае масляной ванны' возникают до- полнительные потери на перемешивание масла порядка 1—3% Потери в однозаходкых точных и хорошо смазываемых переда- чах с колесом из бронзы при vск=0.01; 1 и 10 м1еек соответ- ственно около 50; 35 и 17|.; в многоза ход- им х при угле подъема витков более 30° — соответственно 20; 10 *4. Потери при благо- приятных условиях 1—3°|0; при малых мощностях и значи- тельных скоростях доходят до 10% Потери в эоне контакта в сухих передачах, сталь по стали до 1°|0« сталь по текстолиту до 3%. Потери в опо- рах повышенные Потери при благоприят- ных услоииях 3—5°)0; при малых диаметрах шкивов и больших скоростях доходят до 10-15"),
* В случаях переменности нагрузки коэффициенты при среднем усилии соответственно значительно больше. *
ВВЕДЕНИЕ
Характеристики передач для переменного передаточного отношения
(Обозначения: г — число ступеней, Д = —2^-----диапазон регулирования, N— мощность), М — крутящий момент)
иМ I М *
Таблица 3
Передачи зацеплением
Передачи трением
Комбииироаачные передачи
!
-
•5
ё.
Шестеренные коробки передач, допускающие из-
менение скоростей путем составления разных кине-
матических цепей из кодес коробки
Для шестеренных коробок передач характерны воз-
можность выполнения для широкого диапазона
регулирования скорости и мощности, возможность
совмещения регулирования со значительным реду-
цированием, долговечность и надежность работы,
жесткость характеристики, но эти коробки не до-
пускают бесступенчатого регулирования, затруд-
няют управление на быстром ходу и автоматизацию
пшмеям
Л. Даужаалоаые передачи с постоянной суммой
диаметров сцепляющихся колес
а» Передачи со сменными колесамн: Д_п_ —12,
Дт1Х — 24. Габариты малые. Применение — при
редкой надобности в изменении чисел оборотов
б) Передачи с передвижными колесами или муфтами:
Дтах “ ’• гтах - 2 6 <У передач типа шесте
речных конусов с вытяжными шпонками — до 10).
Применение — а широком диапазоне условий для
всевозможных машин
Б. Чноговаловые передачи
а) Передачи е двумя парами сменных колес иа
подвижных осях (гитарах). Преимущественное
применение — в делительных цепях зуборезных
и винторезных станков
б) Передачи с передвижными колесами или муфтами:
Д_„ к Д______. не ограничиваются: обычно Д_„
тпзд _шах , , птах
до 36 и Лтах 10 12°- Преимущественное приме-
нение — в универсальных станках
Потери, отнесенные к одной работающей передаче
(в применении к коробкам скоростей стайкой),
составляют около 5’’, три средних скоростях и до
8* о — при наибольших для этих передач.
Удельный объем коробок меняется от величин
меньших 1 дм? кет в автомобильных коробках до
30 дм* кет в многоступенчатых коробквх скоро-
стей с большой редукцией станков
Ременные передача, допускающие изменение
скорости сменой шкивов или переклады-
ванием ремня иа другие ступени шкивов
Для ременных передач характерны плавность
работы, простота, низкая стоимость, невы-
сокие требования к точности изготовле-
ния. большие габариты, нежесткая харак-
теристика, исключающая применение
в делительных цепях; сильно затрудняют
автоматизацию управления. Обычно N —
до 8 кат. К. п. а. вследствие малых диа-
метров шкивов обычно 0,85—0,9
А. Передачи со сменными шкивами;
"2 + 3, реже ло 5; Д при смене
шкивов иа одном валу 2,5. на обоих — 6.
При смене шкивов на ведомом валу регу-
лирование происходит гри N « const; при
смене шкивов иа ведущем валу — при
М ы const
Б. Передача со ступенчатыми шкивами'
л = 2 -а- 4, Д = 2 + 6 (в передачах одним
круглым или клиновым ремнем t — до 7
и Д до 8). Преимущественное приме-
нение — а легких быстроходных станках,
в частности настольных. В современных
станках ступенчатошкивная ременная пе-
редача иногда располагается внутри станка
Комбинированные передачи, представляю-
щие собой сочетание ступенчатых передач
зацепления и трепня или сочетание тех
или других с регулируемым электроприво-
дом
Допускают значительный диапазон регулиро-
вапия и возможность использования пре-
имуществ передач каждого типа
Автоматизация управления возможна в пре-
делах диапазона регулирования электро-
двигателей
А. Ступенчатошкивные передачи с оди-
нарным или двойным зубчатым перебо-
ром; г = 6 12; Д = 5 -е- 30; JV — обычно
до 8 кет
Допускают плавное вращение на верхних
ступенях с помощью ремня и передачу
значительных моментов на нижних ступе-
нях с помощью зубчатых колес
Преимущественное применение—в упрощен-
ных легких станках, в станках для учеб-
ных целей и т. л.
Б. Ступенчатошкивные передача от асин-
хронных електроовигат'лей с перемен-
ным числом полюсов; г^4-г-9; Д=»3+8;
W - обычно до 5 кет
В. Шестеренные коробка скоростей в со-
четании с асинхронными электродвигате-
лями с переменным числом полюсов:
я Л-.. ве ограничиваются. Л? —обычно
лрах _ max
до 25 кат. Применение многоступенчатого
электродвигателя лает упрощение коробки
скоростей не более чем на олив вал и на
число пар колес не более числа скоростей
двигателя
ВВЕДЕНИЕ
Продолжение табл. 1
Перелаян зацеплением Передачи трением Комбинированные передачи
Бесступенчатое регулирование Импульсные вариаторы, в которых вращательное движение ведущего вала преобразуете» в колеба- тельное движение промежуточного элемента, а последнее с помощью храповых механизмов вновь во вращательное движение выходного вала; при этом изменение скорости достигается изме- нением радиуса кривошипа или плеч коромысла, что приводит к изменению амплитуд колебаний, а следовательно, и скоростей промежуточного эле- мента при постоянной частоте колебаний Передачи приметаются при малых и средних ско- ростях и небольших мощностях (распростране- ние в настоящее время ограниченное) Регулирование происходит в сторону понижения и возможно до нуля Передачи кинематически обеспечивают неравномер- ное вращение ведомого вала, которое сглаживает- ся при быстром вращении вследствие инерции масс. Регулирование происходят при Мк та - • const. Характеристика регулирования достаточно жесткая Вариаторы с двумя парами желобчатых раз- движных конусов и цепью с выдвижными пла- стинками: “ 7; N — ло 30 кет; к. п. л. 0,8—0,9; удельный объем около 13 дм’ кет Фрикционные вариаторы: N преимуще- ственно до 15 кет. но возможно до 100 кет н выше. Скольжение 2—30,. Введением механизмов самозатягнваиня и выбором рациональной схемы можно обеспечить жесткую характеристику: скольжение — ло долей процента. Автоматическое регули- рование возможно А. Передачи с регулированием скорости путем изменения рабочего радиуса ве- дущего тела: Д — 5. Регулирование происходит при ЛГ* msu( ~ const 5. Передачи е регулированием путем из- менения рабочего радиуса ведомого тела: Дтях «* 3. Регулирование происхо- дит при N ы const В. Передачи с регулированием путем из- менения рабочих радиусов ведущих и ведомых тел: Д — обычно 6—8 (в пе- Тлел ел i редачах с раздвижными конусами до 12—16) Для вариаторов с гибкой связью клипоремен- иых и колодочных удельный обт>ем около ♦0 длдквт, к. п. я. 0,8 - 0,95; для варил торон с жесткими телами качения и ма- лым скольжением удельный объем, отне- сенный к кратковременной мощности, около 10 длд>квт, к, п. д. около 0,95 Фрикционные вариаторы или бесступен- чато-регулируемые двигатели в сочета- нии с зубчатыми передачами Допускают значительный диапазон регули- рования. Автоматическое регулирование удобно в диапазоне регулирования вариа- торов или электродвигателей А. Фрикционные вариаторы с зубчатыми передачами Основное применение имеют сдвоенные фрикционные вариаторы в сочетании с лвуступенчатой или трехступенчатой зуб- чатой передачей, обычно в форме перебо- ров. Дш1х — обычно 40 — 80; N - обычно ло 20 кет. Характеристика регулирования удовлетворительная, падение мощности незначительное Б. Фрикционно-планетарные замкнутые: Дтах "е огР*иичеи. Возможен переход через нуль и реверсирование. Регулирова- ние происходит при Af* max“const. В эо- не малых чисел оборотов в минуту харак- теристика нежесткая В. Зубчатые коробки скоростей с приво- дом от влектродвигателей постоянного тока с параллельным возбуждением: Дтях и Nm»x пР,кти'*ески не ограничи- ваются. Может быть обеспечена передача номинальной мощности на всем диапазоне регулирования. Характеристика жесткая
ВВЕДЕНИЕ
290
ВВЕДЕНИЕ
Передачи на значительные расстоя-
ния и отчасти на средние заменяются
индивидуальным электрическим приво-
дом (при необходимости синхронного
вращения — передачами типа электри-
ческого вала).
2. В качестве передач для регулируе-
мого передаточного отношения (табл. 2)
механические передачи имеют чрезвы-
чайно широкое применение в виде сту-
пенчатых шестеренных коробок пере-
дач и пока еще ограниченное примене-
ние в виде бесступенчатых вариаторов
(фрикционных и импульсных).
Применение регулируемых механиче-
ских передач целесообразно: а) при не-
обходимости регулирования с постоян-
ной мощностью или со значительным
ростом момента при понижении чисел
оборотов, при совмещении регулирова-
ния чисел оборотов с редуцированием
н т. Д.; б) при необходимости достиже-
ния заданных передаточных отношений
с высокой точностью в делительных
цепях (что достигается шестеренными
коробками).
В качестве передач со специальными
характеристиками для регулируемого
передаточного отношения, например
тяговых передач с автоматическим уп-
равлением, применимы механические
передачи трением, однако они требуют
специальных устройств и уступают в от-
ношении удобства управления электри-
ческим и гидравлическим.
Регулирование скоростей механиче-
скими передачами, как правило, менее
эффективно, чем регулирование электро-
двигателями, приводимыми непосред-
ственно от общей сети в случае, если
регулирование требуется при постоян-
ном моменте или малом росте момента
при понижении чисел оборотов.
Регулирование двигателями теряет
ряд своих преимуществ перед регули-
рованием механическими передачами
при необходимости:
а) регулирования с постоянной мощ-
ностью в значительном диапазоне, что
приводит к большим моментам, следо-
вательно, к большим размерам и стои-
мости регулируемых двигателей:
б) регулирования в большом диапа-
зоне, требующем специальных местных
преобразований энергии (типа привод-
ного двигателя и машины постоянного
тока в приводе по системе генератор —
двигатель).
В подобных случаях вопрос о выборе
наиболее целесообразного способа ре-
гулирования чисел оборотов должен
решаться на основе индивидуального
технико-экономического анализа.
Для сравнения приводим средние зна-
чения к. п. д. Т|, удельных объемов
корпусов v (дм3/кет) для электрических
и гидравлических приводов небольшой
мощности (N а !5 кет);
а) электродвигатели асинхронные с
переключением числа полюсов: т) «а
Я* 0,85, о о 12;
б) электродвигатели постоянного тока
с шунтовым регулированием: т] =
- 0,85-нО.Э, о «з 22;
в) привод по системе генератор —
двигатель для больших диапазонов
регулирования с дополнительным ма-
шинным регулятором: т) = 0,65 ч-0,7,
и <и 60;
г) объемные гидропередачи (без уче-
та т) и v приводных электродвигате-
лей): Т| = 0,7 -5-0,8, о S3 28 для порш-
невых (для новейших дифференциаль-
ных гидропередач примерно вдвое мень-
ше) и и яз 18 — для лопастных передач.
Современные тенденции в расчетах
передач:
I) переход от полуэмпирических фор-
мул расчета к расчетам по физическим
критериям работоспособности, соответ-
ствующим действительным причинам
выхода деталей из строя;
2) введение фактора времени и учет
переменности режима работы;
3) расчет деталей в совместной работе;
4) уточненный расчет динамических
нагрузок;
5) сближение между собой расчетов
разных передач по одинаковым крите-
риям.
ГЛАВА VH
ЗУБЧАТЫЕ
ОБЩИЕ СВЕДЕНИЯ
Основные обозначения н определения
(см. также стр. 335, 343, 360 и 406)
А — межцентровое (межосевое) рас-
стояние в см или мм.
b — рабочая ширина зубчатых колес
в см или мм.
с — радиальный зазор в мм.
с
с' =• — — коэффициент радиального за-
зора.
Dt — диаметр окружности выступов
в см, или мм.
Dt — диаметр окружности впадин в см
или мм.
d — диаметр начальной окружности
в см или мм.
dg — диаметр делительной окружности
в см или мм.
Нс — твердость по Брииелю в кГ/мм*.
п — высота зуба.
Л' — высота головки зуба.
А' — высота ножки зуба.
i — передаточное число 1^ .
А^, А,» Ал, Ад, А/у, Ау, А^, Ац, Аг( и кщ ——
коэффициенты деформации, зацепления,
материала, окружного усилия, пере-
грузки, точности, формы зуба, числа
циклов напряжений, передаточного
числа и ширины (с дополнительным
индексом и для расчета зубьев на изгиб),
Мк— крутящий момент в кГсм.
т — модуль зацепления" — ^влж.
тп — нормальный модуль в мм.
т. — торцевой модуль в мм.
N — мощность в л. с.
п — число оборотов в минуту.
Р — окружное усилие в кГ.
Rq — твердость по Роквеллу (шкала С).
R, — радиус окружности выступов в см
или мм.
19*
ПЕРЕДАЧИ
R, — радиус окружности впадин в см
или мм.
г, — радиус закругления во впадине
в см или мм.
Т — общее число часов работы пере-
дачи.
t — шаг зацепления в мм
v — окружная скорость в м!сек.
z — число зубьев.
а — угол зацепления. ,
₽ — угол наклона зубьев по началь-
ному цилиндру.
Д — ошибка и окружном шаге или
в профиле зубьев в лк.
До — наибольшая (вероятная) разность
основных шагов шестерни и ко-
леса в мк.
с — коэффициент перекрытия.
т) — к. п. д. зубчатой передачи.
6 — коэффициент коррекции.
авр— предел прочности материала зу-
бьев при растяжении в кГ)мм*.
aj-—предел текучести в кГ/мм*.
Значения индексов: е — для окруж-
ности выступов; д — для долбяка; д —
делительные (на делительной окруж-
ности); к — для колеса; о—относятся
к основной рейке; ср — средние; ш —
для шестерни; х — хордальные; ф —
фланкированные; i — для окружности
впадин; э — эквивалентные; п — в нор-
мальном сечении; s — в ториевом се-
чении.
Зубчатой передачей называется меха-
низм. передающий движение от одного
элемента к другому посредством зацеп-
ления, т. е. взаимодействия профилей
зубьев двух элементов. Зубчатая пере-
дача от одного вала к другому служит
для того, чтобы угловые скорости этих
валов и крутящие моменты на них
находились в требуемом соотношении
(по величине и направлению).
Если у пары сопряженных зубчатых
колес бесконечно увеличивать (мыслен-
но) числа зубьев при соответствующем
292
ЗУВЧАТЫЕ ПЕРЕДАЧИ
уменьшении высоты последних, то
в пределе получатся замкнутые началь-
ные поверхности. К собственно зубча-
тым* передачам относятся цилиндриче-
ские и конические передачи, отличаю-
щиеся тем, что начальные поверхности
сопряженных зубчатых колес при вра-
щении взаимно обкатываются без сколь-
жения.
Цилиндрические передачи — между
параллельными валами — осуществ-
ляются цилиндрическими зубчатыми ко-
лесами с прямыми, косыми или шев-
ронными зубьями.
Конические передачи — между валами
с пересекающимися осями — осущест-
вляются коническими зубчатыми коле-
сами с прямыми, косыми и криволи-
нейными зубьями.
Прн перекрещивающихся (скрещи-
вающихся) осях валов применяются
червячные, винтовые или гипоидные пе-
редачи, в этих передачах начальные
поверхности взаимно обкатываются и
скользят друг по другу. Червячная
передача осуществляется цилиндриче-
ским или глобоидным червяком и чер-
вячным колесом, винтовая — парой ко-
созубых цилиндрических колес и ги-
поидная — парой винтовых зубчатых
конических колес.
Всякое зубчатое колесо можно пред-
полагать зацепляющимся с воображае-
мым колесом простейшей формы. Та-
кое колесо является удобным парамет-
ром для характеристики элементов за-
цепления колес, могущих с ним зацеп-
ляться. Воображаемое колесо прини-
мается: для цилиндрических колес —
в виде рейки, очерченной исходным
контуром, для конических колес — в
виде колеса с зубьми, расположенными
на торце. — плоское колесо (начальная
поверхность — плоскость).
Передачи зацепления могут иметь
одинаковые поверхности зубьев вообра-
жаемого колеса для обоих колес пары
(цилиндрические, конические, винтовые,
гипоидные передачи) и различные для
обоих элементов передачи (червячные
и глобоидные передачи).
Наличие общего воображаемого ко-
леса позволяет применять инструмент
с единым исходным контуром для об-
разования зубьев колес передачи. При
отсутствии общего воображаемого ко-
леса один из элементов передачи обра-
зуется инструментом, выполненным по
контуру парного с ним элемента пере-
дача.
Передаточное отношение зубчатой
пары есть отношение угловых скоростей
сопряженных зубчатых колес (обычно
ведущего к ведомому): передаточное
число i — отношение большей угловой
скорости к меньшей, т. е. всегда i > 1.
В понижающих передачах угловая ско-
рость ведомого вала меньше, чем веду-
щего, в повышающих — наоборот. Зуб-
чатые передачи с переменным переда-
точным числом осуществляются посред-
ством некруглых, эксцентричных зуб-
чатых колес или колес с переменным
шагом.
П ланетарные зубчатые передачи отли-
чаются от обычных тем, что в них неко-
торые зубчатые колеса, называемые
сателлитами, вращаются вокруг своих
осей (укрепленных в водиле) и вместе
с ними — вокруг оси так называемого
центрального колеса, обкатываясь по
нему.
Зубчатые передачи используются либо
в виде частей машин, либо в виде от-
дельных агрегатов. Последние бывают
трех видов: а) открытые, б) полуот-
крытые, в) закрытые (редукторы). Редук-
торы бывают зубчатые цилиндрические,
зубчатые конические, червячные и ком-
бинированные.
Зубья зубчатых колес обрабатываются
по методу огибания и копирования, с ин-
дивидуальным делением, фасонным ин-
струментом, по методу обката — непре-
рывного и с индивидуальным деле-
нием — и по методу протягивания.
По окружной скорости v зубчатые
колеса могут быть разделены на:
а) весьма тихоходные с и < 0,5 м/сек\
б) тихоходные у которых — 0,5 < о <
< 3 м/сею, в) среднескоростные — 3 <
< и < 15 м/сек-, г) скоростные — 15 <
< о < 40 м/сек н д) высокоскоростные
с о > 40 м/сек.
Для передачи больших мощностей
применяются почти исключительно ци-
линдрические зубчатые передачи. При
средних и малых мощностях часто на-
ходят применение также конические и
червячные передачи. Если применение
конической передачи не диктуется кон-
струкцией машины, то следует отда-
вать предпочтение цилиндрической зуб-
чатой передаче, которую легче изго-
товить с требующейся точностью. Сле-
дует учитывать, что если хотя бы одно
из конических колес расположено кон*
сольно, то прн работе происходит зна-
чительная концентрация нагрузки по
длине зуба.
ОБЩИЕ СВЕДЕНИЯ
293
Червячные передачи широко приме-
няются при значительных передаточных
числах, поскольку они компактны и
обеспечивают бесшумную работу при
сравнительно больших скоростях. Недо-
статки червячных передач — более низ-
кий к. п. д., чем у зубчатых передач,
и необходимость при более или менее
аначительных скоростях скольжения из-
готовлять венцы червячных колес из
оловянистой бронзы.
В винтовых цилиндрических переда-
чах контакт ограничивается оче»|ь не-
большим участком поверхностей зубьев,
н поэтому они не применяются для
передачи сколько-нибудь значительных
нагрузок, тем более что их всегда
можно заменить червячными переда-
чами (с большим числом заходов чер-
вяка).
Основные параметры
Исходный контур зубчатых колес слу-
жит для определения формы и размеров
зубьев колеса и зубообрабатывающего
инструмента. Рейка и плоское колесо,
зубья которых очерчены по впадинам
исходного контура («рабочая рейках и
«рабочее колесох), определяют форму и
номинальные размеры зубьев нарезае-
мых колес в результате обката их при
номинальном положении рейки и пло-
ского колеса относительно заготовки.
Исходный контур определяет контур
зубьев рейки и плоского колеса в сече-
нии, нормальном к направлению зубьев.
Исходный контур относится ко всем
вилам зубчатых колес с эвольвентным
зацеплением и модулем не менее 1 мм,
кроме червячных и гипоидных.
По ГОСТ 3058-54 исходный контур
(фиг. 1) характеризуется зубчатой рей-
кой с прямолинейным профилем кон-
тура в пределах глубины захода ht =
— 2т, равной сумме высот головок
сопряженных колес *. Такой контур
определяет эвольвентную форму про-
филей зубьев — евольвентное зацеп-
лены.
Угол профиля исходного контура
«р “ 20°. Толщина зуба по средней ли-
нии рейки исходного контура (прямой,
делящей глубину захода пополам) рав-
I
няется ширине впадины
♦ Для кочических колес, т относится к боль-
шему осков«кйю делительного конуса.
Для конических колес допускается
неравенство толщины зуба и ширины
впадины по средней линии исходного
контура.
Радиальный зазор с устанавливается:
для цилиндрических колес с = 0,25т;
для конических колес с = 0,20m; при
обработке цилиндрических колес дол-
бя ками и шеверами допускается увели-
чивать радиальный зазор ло с - 0,35m.
Для колес с 0,2 < т < 1 проект
международного стандарта ISO реко-
мендует принимать с — 0,2m + 0,05 мм,
а для т < 0,2 принимать с — 0,44m.
Радиус закругления rt у корня зуба
исходного контура принимается: для
цилиндрических колес 0,40m, а для
конических колес 0,20m, где т —
модуль у большого основания делитель-
ного конуса.
Допускается увеличение радиуса за-
кругления, если это не вызывает нару-
шений правильности зацепления в пере-
даче (интерференции с переходной кри-
вой).
Исходный контур предусматривает
срез кромок вершин зубьев у цилиндри-
ческих колес внешнего зацепления
(фланкирование) для уменьшения до-
полнительных динамических нагрузок,
возникающих при работе зубчатых
колес из-за деформации зубьев и по-
грешностей их изготовления.
Высота среза (фнг. I) у исходного
контура должна быть равна 0,45m,
Фиг. 1. Исходный контур
(по ГОСТ 31Л5М4).
а коэффициент глубины среза в
зависимости от модуля и класса точ-
ности должен соответствовать указан-
ному в табл. 3.
Срез профиля исходного контура Дол-
жен быть прямолинейным, но допу-
скается срез по плавной выпуклой
кривой.
При окружных скоростях, меньших
чем указанные в табл. 4, допускается
изготовлять цилиндрические зубчатые
294
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Таблица 3
Коэффициент глубины среза af у исходного контура
К.1 асе точности колес
1-й 2-Й 3-й
Модуль в мл 1 “е Модуль в ми ас Модуль в мм °C
2 2,25-2,75 3-4.5 5-7 8-10 0.010 0,009 о.оов 0,006 0,005 2 2.25-3,5 3,75—5,0 5,50-7,0 8-11 12-20 0,015 0,012 0,010 0.009 0,008 0,006 2-2,75 3-4,25 4,5-5 5,5-9 10-20 22-30 33-50 0,020 0,0175 0.015 0,012 0.010 0,009 0.008
колеса внешнего зацепления без среза
вершины зуба. Колеса 4-го класса точ-
ности допускается изготовлять без среза
кромки вершины зуба или со срезами,
установленными для колес 2-го и 3-го
классов точности.
Таблица 4
Окружные скорости а м;сек
Тип колес Класс точности колес
1-й 2-й 3-й
Прямозубые 10 6 4
Косозубые . . 16 10 6
Зубчатые колеса передач внутреннего
зацепления допускается изготовлять
С таким же срезом, как и для колес
внешнего зацепления
Срез кромки вершины не должен сни-
жать степень перекрытия ниже значе
ния 1.089 для прямозубых колес и зна-
чения 1 для косозубых колес. Если
в результате среза кромки вершины
зуба коэффициент перекрытия может
оказаться менее указанных величин,
то зубчатые колеса должны изготов-
ляться без среза кромки вершины зубьев.
Фланкирование не должно также при-
меняться для косозубых колес с углом
наклона зубьев больше 17*45'.
На фнг 2 дан график для определе-
ния коэффициентов смещения (сдвига)
исходного контура, при которых коэф-
фициент перекрытия из-за фланкирова-
ния получается соответственно 1,089 и 1.
График относится к зубчатым передачам
С суммой коэффициентов смещения ис-
ходного контура (Ef = + iK), равной
нулю (высотная коррекция).
Фиг. 2. График зависимости между числом эу-
бьев z малого колес», углом иаклоиа зубьев 3^ и
максимальным коэффициентом смещения исход-
ного контура Е. при которых коэффициент пере-
крытия получается равным 1,089 у прямозубых и
больше 1,0 у косоэубых пар с суммой коэффи-
циентов смещения Ef “ 0. Для косозубых колес
коэффициенты Еш и Ек относятся к нормальному
модулю.
Пример. Для пары цилиндрических прямозу-
бых (3<, - 0) колес внешнего зацепления с г,—20
и т, > г, и с суммой коэффициентоп смещения
исходного контура + iK — 0 коэффициент Ье-
рекрытия будет меньше 1,089 прн ^>0,62.
ДОПУСКИ НА ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
295
Зубообрабатывающий инструмент дол-
жен обеспечить с практически воз-
можным приближением срезы кромок
вершин зубьев и переходные кривые во
впадине между зубьями в соответствии
с исходным контуром. При этом дей-
ствительная высота среза hc должна
быть не больше номинальной.
При массовом и крупносерийном про-
изводстве и для особо ответственных
передач (например, турбинных), а также
если это продиктовано технологическими
требованиями, стандартом допускается
Изменение формы и величины среза
кромок зубьев применительно к част-
ным условиям работы передачи.
At о д у л ь. Все размеры исходного
контура и элементов зацепления зубча-
тых колес выражают через модуль.
Модуль есть длина в мм, приходя-
щаяся по диаметру делительной окруж-
ности dg ™ 2га на один зуб колеса:
г г
или
dd = 2гд — mz.
Численно модуль равен отношению
шага t исходной рейки в мм к числу тс:
t
т = —.
тс
Ряд модулей в мм, применяемых
в промышленности для цилиндрических,
прямозубых, косозубых и шевронных
колес, а также конических и червяч-
ных, стандартизован (ОСТ 1597): 0,3;
0,4; 0.5; 0,6; 0.7; 0,8; 1; 1,25; 1.5; 1,75;
2; 2,25; 2,5; (2,75), 3; (3,25); 3,5; (3,75);
4; (4,25); 4,5; 5; 5,5; 6. 6,5, 7; 8; 9; 10;
I). 12; 13; 14; 15; 16; 18. 20; 22; 24; 26;
28. 30; 33; 36; 39; 42; 45; 50.
Значения шага t — ттс находятся из
табл. III, т. I (стр. 12—31), графа мл»,
Питч. В странах с дюймовой систе-
мой мер взамен модульной принята пит-
чевая система, выражающая зависи-
мость между размерами зубьев через
питч (pitch — шаг). В зависимости от
того, какой шаг положен в основание
системы, различают системы: I) диа-
метрального питча, обозначаемого р;
2) окружного питча (Р) (иногда назы-
ваемого «циркулярным питчем») и
3) хордального питча.
Наибольшим распространением поль-
зуется система диаметрального питча,
применяемая для колес с питчем от 1
z
и выше. Диаметральный питч р = —я .
т. е. диаметральный питч есть число
зубьев, приходящееся на 1 дюйм диа-
метра делительной окружности. Питч
и модуль связаны зависимостью
рт — 25,400.
Окружный питч (шаг) Р применяется
обычно только для крупных колес
с шагом больше 3*. Окружный питч
есть шаг зацепления по делительной
окружности, выраженный в дюймах;
следовательно,
Р--
Р
или
р Тт
25.400 ‘
ДОПУСКИ НА ЗУБЧАТЫЕ
И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
В зависимости от основного назначе-
ния зубчатых передач их разделяют
на силовые и кинематические. Основ-
ное назначение силовых передач — пе-
редача мощности от одного вала к дру-
гому с изменением угловой скорости,
направления вращения или оси враще-
ния; кинематических передач — полу-
чение согласованного движения веду-
щего и ведомого элементов. Кинема-
тические передачи используются в де-
лительных цепях станков, в счетно-
решающих механизмах и т. п.
Неточности изготовления зубчатых
колес и монтажа силовых передач
вызывают динамические нагрузки, ви-
брации, шум, нагрев и концентрацию
напряжений на отдельных участках по-
верхности зубьев. Вследствие погреш-
ностей изготовления и сборки кинемати-
ческих передач нарушается согласо-
ванность движения, приводящая к ошиб-
кам относительного положения веду-
щего и ведомого элементов и к ошибкам
от мертвого хода.
Для обеспечения требуемого каче-
ства передачи назначаются допуски на
зубчатые колеса и на точность мон-
тажа передачи. При этом преследуются
три цели:
а) обеспечение кинематической точ-
ности и плавности работы, т. е. сохра-
нение постоянства мгновенного переда-
точного отношения с минимальными
отклонениями от величины, равной от-
ношению чисел зубьев зубчатой пары
(или для червячных передач — числа
зубьев колеса к числу заходов червяка);
296
ЗУБЧАТЫЕ ПЕРЕДАЧИ
б) обеспечение контакта зубьев, т. е.
прилегания зубьев по длине и высоте
с тем, чтобы нагрузка от одного зуба
к другому передавалась по контактным
линиям, максимально использующим
всю ширину колес;
в) создание гарантированного (наи-
меньшего) бокового зазора и ограниче-
ние наибольшего бокового зазора для
предупреждения как заклинивания зу*
бьев, так и чрезмерных величин мертвых
ходов в передаче.
Для выполнения трех указанных
целей допусками должны ограничи-
ваться кинематическая и циклическая
погрешности по правым и левым про-
филям колеса, отклонение боковой по-
верхности зубьев колеса и величина
бокового зазора в той части, в которой
она зависит от колеса.
Кинематическая погрешность есть не-
прерывно изменяющаяся величина по-
грешности углового положения колеса
в пределах одного рборота при одно-
профильном зацеплении с идеально точ-
ным колесом.
Кинематическая погрешность непо-
средственно выявляется при комплекс-
ном однопрофильном контроле. Он за
ключается в непрерывном сопоставления
положения точной рейки или измери-
тельного колеса, ведомого контролиру-
емым колесом, при зацеплении полевым
или правым профилям, с положением,
занимаемым при отсутствии погрешно-
стей колеса.
На фиг. 3 показана диаграмма ком-
плексной однопрофильной погрешности
Фиг. 3. Налрмлеиие отсчета момпаексиоА одиопро
фнльиой погрешности.
колеса по левой и правой сторонам
зубьев, измеренная в направлении нор-
мали к боковым сторонам контура рейки
(фиг.4). Величина бокового зазора между
нерабочими профилями при зацеплении
колеса с измерительным колесом при
номинальной толщине его зубьев и
номинальном межцентровом расстоянии
определяется нз соотношения
(^ + AFn),
где см — боковой зазор в начальной
фазе для ДА4 и ДГЯ; Д£4и ДАЛ—ком-
плексная однопрофильная погрешность
соответственно по левым и по правым
профилям.
Величина бокового зазора, завися-
щая от размеров зубьев рабочего колеса.
Фиг. 4. Диаграмма комплексной однопрофильной
погрешности колеса по левой и оравой сторонам
аубьев.
характеризуется на диаграмме расстоя-
нием между кривыми н &Fn и
может быть определена непосредственно
на приборе для контроля комплексной
однопрофильной погрешности колеса.
Для кинематических передач наи-
большее значение имеет величина ма-
ксимальной комплексной однопрофиль-
ной погрешности за оборот колеса
и характер изменения погрешности,
а в некоторых случаях и местная
однопрофильная погрешность 8,Г.
Для скоростных передач основное
значение имеет местная многократно
повторяющаяся комплексная однопро-
фильная погрешность, называемая ци-
клической погрешностью ЬР.
Малое распространение производст-
венных приборов для комплексного
однопрофильного контроля и комплекс-
ной проверки боковой поверхности
зубьев вынуждает назначать допуски и
контролировать отдельные элементы
зубчатого венца.
Большое конструктивное разнообра-
зие зубчатых колес, технологических
приемов их изготовления, методов на-
резания и отделки, а также объема
производства колес на разных заводах
(от штучного до массового) и требо-
ваний к точности изготовления делает
необходимым применение различных ме-
ДОПУСКИ НА ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
297
толов и средств контроля зубчатых
колес.
Широкое распространение в условиях
производства имеетрядупрощенных ком-
плексных проверок, значительно более
производительных, чем проверки отдель-
ных элементов зубчатых колес. Поэтому
часто назначаются предельные откло-
нения для заменяющих комплексных
двухпрофнльных методов контроля.
В этих случаях определяется колеба-
ние радиального положения точной
рейки или измерительного колеса прн
двухпрофи льном (плотном — без боко-
вого зазора) зацеплении с колесом.
Величина комплексной двухпрофильной
погрешности.
2 sin
может оставаться почти неизменной прн.
наличии погрешностей как по левым,
так н по правым профилям (фиг. 5).
Фиг. 5. Диаграмм* комплексной однопрофильной
погрешности по левой и праной сторонам зубьев
при отсутствии радиальных погрешностей.
Подобные явления наблюдаются при
наличии кинематических погрешностей
в обработке, т. е. несогласованности
угловых поворотов обрабатываемого ко-
леса и зубообрабатывающего инстру-
мента. Поэтому для точных колес ком
плексная двухпрофнльная погрешность
не является полноценным показателем
качества изделия.
Кроме ограничения кинематических
погрешностей или геометрических от-
клонений в форме и расположении
элементов зацепления, в отдельных слу-
чаях регламентируются также другие
эксплуатационные показатели качества
выполнения передач; к ним отно-
сятся: 1) шум работающей передачи
прн высоких окружных скоростях, под
нагрузкой или на холостом ходу; 2) ви-
брация передачи, вызванная погреш-
ностями изготовления и динамической
неуравновешенностью вращающихся
масс; 3) коэффициент полезного дей-
ствия; 4) статическая и динамическая
неуравновешенность вращающихся
масс.
Допуски цилиндрических зубчатых
передач
Для мелкомодульных цилиндрических
зубчатых колес с т < 1 не существует
общесоюзного стандарта допусков. Наи-
более разработанной и практически
проверенной является нормаль 206МТ
одного из главных управлений МАП.
Область применения этой нормали
указана в табл. 5.
Для зубчатых колес ст>1 вместо ре-
комендуемых стандартов ГОСТ 1643-46,
5411-50 и 5412-50 разработан проект но-
вого обязательного стандарта, распро-
страняющийся на все виды металличе-
ских механически обработанных колес
внешнего и внутреннего зацеплений,
характеризуемых данными, приведен-
ными в табл. 5.
Все механически обработанные колеса
и передачи по точности изготовления
разделяются на семь классов, обозна-
чаемых в порядке убывания точности,
как 00,0. I, 2, 3. 4 и 5-й классы.
Таблица Л
Области применения иармали 808МТ и проекта ГОСТ 1843
Элементы, ирлктсризуюшие перелечи Нормаль 206МТ Проект ГОСТ 1643
Делительный диаметр колес и мм ......... Угол искомого контура ............... Межосевое расстояние и мм ............ Форма зуба ....... ..... Вид мцепления .................. До 160 0,15-1 Я)» До 160 Прямой, косой Внешнее и До ЬОЦО 1-Ю 20° До 3180 Прямой, косой и шевронный внутреннее
298
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Методы обработки и области применения цилиндра
Элемент классификации Характеристика
00-й класс (особо прецизионные) 0-Й класс (прецизионные) 1-й класс (высокоточные)
Метол нарезания Способом обката на пре- цизионных станках с очень малой цикличе- ской ошибкой Способом обката на пре- цизионных станках с ма- лой циклической ошиб- кой Способом обката на точ- ных станках
Окончательная обра- ботка рабочей по- верхности (профи- лей) Тщательное шлифование. Дли больших колес — фрезерование прецизион- ными червячными фре- зами и притирка или шевингование Тщательное шлифование. Для больших колес — фрезерование прецизи- онными червячными фрезами и притирка или шевингование Тщательное шлифование или шевингование
Чистота обработки рабочей поверхно- сти VWS VW« VVV»
Условия работы Зубчатые колеса, предна- значенные для особо пре- цизионных делительных механизмов, н передачи, работающие на вссьйа высоких скоростях, тре- бующие наибольшей плавности и бесшумно- сти, Колеса особо преци- зионных делительных механизмов, высокоско- ростных турбинных пе- редач Зубчатые колеса, пред- назначенные для пре- цизионных делительных механизмов и работаю- щие иа высоких ско- ростях, требующие вы- сокой плавности и бес- шумности. Колеса пре- цизионных делительных механизмов, высокоско- ростных турбинных пе- редач Зубчатые колеса, пред- назначенные для плав- ной работы на высоких скоростях, требующие наиболее высокого к. п. я. и бесшумности. Колеса делительных механизмов, особо от- ветственные шестерив авиа-, автостроения, особенно точные пере- дачи на устройства с отсчетом
Окружные скорости в прямозубые колеса иеорямозубые колеса Св. 36 . 70 Св. 20 *> С». 8 . 15
Коэффициент полез- ного действия Не ниже 0,99 (о готовом редукторе, т. е. с под- шипниками, ориентиро- вочно не ниже 0£&5) Не ниже 0,99 (е подшип- никами 0,983) Не ниже о,99 с (подшип- никами ~ 0,985)
ДОПУСКИ НА ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ 299
Таблица б
ческмх зубчатых передач ло классам точности
КЛ1ССО11 точности
2-й класс (повышенной гочиостн) 3-й класс (нормальной точности) -i-й класс (пониженной точности)
Сгюсобом обката ла точных станках Способом обката или же мето- дом деления инструментом, профилированным в соответ- ствии с действительным чис- лом зубьев колеса Любым способом
Точный инструментом. Для сы- рых колес рекомендуется, а для закаленных обязательна отделка (шлифование, шевинго- вание, шевинг-обкатка, притирка) Зубья не шлифуются, при на- добности отделываются или прирабатываются в паре Специальные отделочные опе- рации не требуются
Зубчатые колеса, работающие при высоких скоростях и уме- речных мощностях или наоборот; зубчатые колеса нолач в метал- лорежущих станках, где тре- буется согласованность движе- ний; колеса редукторов нормаль- ного ряда: колеса авиа- к авто- строения; передачи на устрой- ства с отсчетом н скоростные передачи с непрямыми зубьями Зубчатые колесе общего ма- шиностроения, не требующие особой точности; колеса стан- ков, кроме входящих в дели- тельные цепи; неответствен- ные шестерим авиа- и авто- тракторостроения; колеса грузоподъемных механизмов, ответственные шестерим сельскохозяйственных ма- шин; передачи силовые элек- трического и ручного приво- дов артсистем и т. п. Зубчатые колеса, предназна- ченные для грубой работы, к которым нс предъявляют- ся требования нормальной точности; венагружениые передачи, выполненные по конструктивным соображе- ниям большими, чем сле- дует кэ расчета
L ДО 10 . 1В До 6 8 До 2 . з
Не ниже 0,96 (с подшипниками 0,97) Не ниже 0,96 (с подшипника- ми 0,95) Не ниже 0,94 (с подшипни- ками 0,92)
300
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Каждый класс объединяет колеса и
передачи, которым присущи аналогич-
ные методы формирования элементов
зубчатого зацепления, Т. е. одинаковая
технологическая степень совершенства
изготовления.
Выбор класса точности передачи про-
изводится конструктором на основе
конкретных условий ее работы и тре-
бований, предъявляемых к передаче.
В табл. 6 дана классификация ци-
линдрических зубчатых передач по клас-
сам точности; эта классификация может
облегчить выбор класса точности.
В каждом классе точности устана-
вливаются нормы, определяющие кине-
матическую точность колеса, плавность
работы колеса и контакт зубьев.
Во многих случаях целесообразно
применять комбинирование указанных
норм точности из разных классов точ-
ности. Так, для скоростных передач
желательно повышать требования к
плавности работы колес, а для тихо-
ходных силовых передач назначать
нормы контакта зубьев по более высо-
кому классу, чем нормы кинемати-
ческой точности и плавности работы.
К делительным передачам предъяв-
ляются повышенные требования в от
ношении кинематической точности ко-
лес.
Стандартом разрешается взаимное
комбинирование норм из разных клас-
сов, при условии, что:
а) нормы плавности работы колеса
могут быть не более чем на два класса
точнее или на один класс грубее класса
кинематической точности;
б) нормы контакта зубьев не могут
быть ниже класса плавности работы
колес.
Независимо от классов точности колес
и передач назначаются нормы гаранти-
рованного бокового зазора. Устана-
вливается четыре вида сопряжений:
ooos- тированный
Вил еоприженна паче- боковой
мие затор в мк
С нулевым гарантиро-
ванным затором . . С 0
С уменьшенным пран-
тированным зазором A 6YA
С нормальным гараи-
тированным зазором X 12У А
С увеличенным га ран-
тированным зазором Ш 1KVA
Здесь А — межцентровое расстояние
передачи в мм.
Величина наименьшего (гарантиро-
ванного) зазора выбирается конструк-
тором в зависимости от условий работы
передачи. Так, для реверсивных дели-
тельных передач, не подвергающихся
нагреву, применяется сопряжение С.
Для передач, нагревающихся во время
работы, гарантированный зазор должен
рассчитываться по формуле, приведен-
ной ниже.
Точность колес и передачи задается
указанием назначенного класса точ-
ности, а боковой зазор — видом сопря-
жения.
Например, передача класса точности
2-го с нормальным гарантированным за-
зором X обозначается:
шсл. 2 — X ГОСТ 1643*.
При комбинировании норм из раз-
ных классов точности обозначение точ-
ности колес и передачи производится
последовательным написанием номера
классов в виде трехзначного числа и
буквы. Первая цифра числа обозначает
номер класса по нормам кинематиче-
ской точности, вторая — класс но нор-
мам плавности работы колес, третья —
класс по нормам контакта зубьев, а
буква — вид сопряжения.
Например, класс по нормам кинема-
тической точности колес 3-й, плавности
работы колес l-й и контакта зубьев 2-й,
сопряжение с увеличенным гарантиро-
ванным зазором III обозначается:
<кл. 3-1-2—Ш ГОСТ 1643*.
Для зубчатых колес и передач с т —
=1-4-10 и диаметром до 320 мм
допуски и отклонения по проекту
ГОСТ 1643 приведены в табл. 7—116.
Непосредственный контроль изделий
по всем приведенным в стандарте
элементам не является необходимым.
Стандартом устанавливаются взаимно
заменяющие комплексы минимального
достаточного количества элементов, под-
лежащих сплошному или выборочному,
постоянному или периодическому кон-
тролю.
Для определения кинематической точ-
ности колеса должен быть проверен
один из указанных ниже комплексов
контролируемых элементов колеса:
1) кинематическая погрешность ко-
леса 8fx;
2) накопленная погрешность окруж-
ного шага 8/^;
3) радиальное биение зубчатого венца
£0 и кинематическая погрешность об-
работки
Таблица 7
Передача аубчатые илвадраческае. Допуска (по проекту ГОСТ 1643)
Нормы к а в е ы а т в ч е с к о й точвоста колеса
Отклоаевна а допуска Обозна- чение Модуль нормаль- ный тя в млг Класс точности
1-й 2-й 3-й
Диаметр колеса в мм
3 О ч £ 80-120 120-200 200-320 S о ч 08—0S 051-08 120-200 200-320 8 8 50—80 80-120 120—200 оет-оог
Микроны
Допуск на кине- матическую по- грешность ко- леса для косоэубых От 1 до 10 32 36. 42 50 60 50 60 70 85 105 — — - — —
дли премозубых От 1 до 2,5 Св. 2Л по 6 .6 .10 40 40 45 45 50 50 50 55 60 60 60 70 70 70 62 65 72 Z5 82 85 90 100 100 106 120 120 125 - - — — —
Предельная накопленная погреш- ность окружного шага «X От 1 ло 10 25 30 34 40 50 42 48 50 70 90 75 •85 100 130 160
Допуск на радиальное биение зубчатого оениа От 1 ло 10 24 25 28 32 35 36 42 45 50 60 70 75 80 90 105
Допуск на колебание длины обшей нормали От 1 ло 10 8 11 14 18 25 14 18 25 34 45 25 34 45 60 80
Допуск на кинематическую по- грешность обработки От 1 ло 10 С е к у в л ы
S8 55 50 45 40 105 100 90 80 70 — — - — —
ДОПУСКИ НА ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
Передача зубчатые цилиндрические. Допуска (по проекту ГОСТ 1643)
Нормы плавности работы колеса
Таблица 8
Отклонения и допуски Обозна- чение Мохуль нормальный тп в мм Класс точности
1 й 2-й 3-Й
Диаметр колеса » мм
до 50 os—OS 80-120 осе-ог1 ой—осе S § 08-05 80-120 120-200 200-320 05 о» os—к 80-120 1Ы-М> 200-320 j
Микроны
Допуск на циклическую погрешность LU КОСОЗу- быХ колес О’ От 1 ло 10 6 10 10 18
См. примечание
для прямо- зубых колее От 1 ло 2.5 Се. 2,5 . 6 . 6 . 10 8 10 • ’ 12 12 15 20 26 30 28 34 42 32 38 45 36 42 50 8 & Й
± 24 ± 28 ± 36
Предельное отклонение ос- новного шага (для прямо- . зубых колес) it. От 1 до 2,5 < В. 2Л . 6 . б , 10 ± 8 ±10 ±12 ±12 ±15 ±20
Допуск на профиль (для пря- мозубых колес) Ч Or 1 до 2^ Св. 2,5 . 6 . 6 . 10 9 11 9 11 14 10 12 14 11 13 15 12 14 17 16 19 16 20 24 17 21 23 19 22 26 21 24 28 28 32 30 34 40 32 36 42 34 38 45 38 42 48
Допуск иа циклическую по- грешность обработки 1- От 1 ло 10 Секунды
25 24 21 18 14 45 40 35 30 25 — - — — —
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Примечание. Дли прямозубых и косозубых колес 3-го класса точности взамен циклической погрешности стандартом нормируется предель-
ная разность окружных шагов it, значения которой помещены в рамке.
Передача аубчатые аилиидрнческие. Допуска (по проекту ГОСТ 1643)
Нормы контакта зубьев в передаче
Таблица 9
Отклонения и допуски Обозначение Модуль нормальный тп в МЛ Класс точности
1й 2-й Эй
Ширина колеся или длина контактной линии в мм
О о ч 40-100 100-250 3 S 40-100 100-250 $ S 8 100-250
Микроны
Пятно кон- такта по высоте не менее 60»|, 45»/. 40»/,
по длине не менее вОО|0 50»),
Предельная погрешность осевого шага ♦ Для косозу- бых и ше вронных колес От 1 ло 10 ±10 ±12 ±14 ±15 ±18 ±22 ±25 ±30 ±36
Допуск на контактную линию *' м>» От 1 ло 2 5 Св. 2,5 . б .6 .10 14 16 19 16 18 21 17 20 23 24 26 30 26 28 32 30 32 36 38 42 48 42 50 60 50 55 65
Допуск на иепрямолшвейность контактной линии “ «л От 1 до 2,5 Св. 2,5 . 6 .6 ,10 12 13 15 13 14 17 14 16 18 20 22 24 22 24 25 24 28 30 32 34 38 34 40 43 40 45 55
Предельное отклонение основного От 1 до 2,5 Св. 2,5 . 6 .« .10 » ±8 ±10 ±12 ±12 ±15 ±20 ±24 ±28 ±36
Допуск на направление зуба Для прямозу- бых колес »Дв От 1 до 10 10 12 14 15 18 22 25 30 36
Допуск па иепараллельиость и перекос осе* * Относится только к колесам с • * Назначается в зависимости от блг и бу шириной венца (пли п< длины контактной лишп От 1 до 10 ытушгироиа) 6о. L 10 тее 15»пл 12 • 14 15 18 22 25 30 36
ДОПУСКИ НА ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
Передача аубчатые ававндрические. Довуска (во проекту ГОСТ 1843)
Таблица 10
колебавий в вткловеаий в амервте*ьаог о межцевтро в ог о расстояиия пси а вvа а о о л и льяом
гпятпп!» к п а е е я г “ 1 * к “
Нормы
Отклонения в допуски Обозиа чеиие Модуль нормальный тп В ММ Класс точности
1-й 2-й 3-й
Диаметр колеса в мм
S 3 § § 8 S I 3 8 В i S? 8 J S § S I J
Микроны
Колебание из- мерительно- го немцем тропою рас- стояния за оборот ко- леса «ы» От 1 до 23 Св. 23 . 6 .6 .10 42 45 42 45 50 45 48 52 48 50 55 52 55 60 70 75 70 75 85 75 80 90 80 85 96 90 95 100 120 130 130 140 150 140 150 160 150 160 170 160 170 190
на одном зубе м От 1 до 23 Св. 23 . 6 . 6 .10 18 20 25 23 34 42 55 65 80
Предельные отклонения измеритель- ного меж- центрового расстояния псрхиее V От 1 до 10 равно HMM J а для колес с внешнимя зубьями я равно 8А по табл. 116 для колес с внутрен- убьамм; оба со знаком плюс
нижнее ‘в» От 1 до 10 равно по табл. 116 для колес с внешними зубьями и равно i^a для колес с внут- ренними зубьями; оба со знаком минус
ЗУБЧАТЫЕ ПЕРЕДАЧИ
ДОПУСКИ НА ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
305
Передачи зубчатые цилиндрические. Допуски
(по проекту ГОСТ НИЗ)
Наименьшее смещение исходного контура
(в тело колеса)
Таблица 11
Наименьшее смещение исходного
контура Дп h 8 мк доя каждого колеса
2120 150G 1250 1120 1060 1060 1000 1000 1000
1900 132b 1060 950 850 850 800 800 800
1700 1180 900 750 710 670 630 630 630
1600 1060 780 630 560 530 530 500 500
1500 950 670 530 480 420 420 400 400
1400 850 600 450 380 360 340 320 320
1320 800 530 380 320 280 260 260 260
1320 750 480 340 260 240 220 210 ZOO
1260 710 450 300 220 190 180 170 160
1250 670 400 260 190 150 140 130 120
1180 630 380 240 170 130 115 НО too
1180 630 360 220 150 110 95 90 80
1180 600 340 200 130 95 75 70 60
1180 600 320 190 1Z0 85 65 58 50
1120 580 320 180 110 75 58 48 40
1120 560 300 170 100 65 50 40 32
Св.800 до 1600 06. ЧОО до 800 С в 200 до ЧОО 06.100 догоо Св. 50 до 100 Св. 25 до 50 Св. 12 до 25 «s
Гарантированный боковой зазор Сп
в передаче в мк
<100
300
200
100
50
О
мк
г АД в мк ±&to
50
40
30
го
ю
о
Предельное отклонение
межцентрового
расстояния^ Н в мк
ЫЛ — предельное отклонение основного шага.
20 Том 4 769
306
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Таблица Па
Передачи зубчатые цилиидраческне.
Допуски
(по проекту ГОСТ 1643)
Предельные отклонения
межцентрового расстояния
4) радиальное биение зубчатого вен-
ца Ло и колебание длины общей норма-
ли 80 L.
5) колебание измерительного меж-
центрового расстояния за оборот колеса
80а и кинематическая погрешность
обработки 8<Ps;
6) колебание измерительного меж-
центрового расстояния за оборот колеса
80а и колебание длины общей нормали
i0L.
Для определения плавности работы
колеса должен быть проверен один
из указанных ниже комплексов контро-
лируемых элементов:
А. Для косозубых или шевронных
колес:
I) циклическая погрешность 8F;
2) циклическая погрешность обра-
ботки 8?;
3) колебание измерительного меж-
центрового расстояния на одном зубе
8^а и разность окружных шагов 8г
4) разность окружных шагов it
(для классов 4-го и 5-го).
Б. Для прямозубых колес:
1) циклическая погрешность 8F;
2) отклонение основного шага 8/в,
погрешность профиля 8/ и циклическая
погрешность обработки 8<р;
3) отклонение основного шага Л(№,
погрешность профиля if и разность
окружных шагов it;
Таблица 116
Передача зубчатые цилиндрические.
Допуски
(по проекту ГОСТ 1643)
Допуск и а смещение исходного
контура
(Поле допуска — в тело колеса)
| Вид сопрвжения | Обозначение Предельное радиальное биение зубчатого венца в мк
до 14 св. 14 ДО 25 св. 2S ЛО 45 св. 45 ЛО 80 св. 80 ЛО 140
Микроны
с Ы» 36 48 70 ПО 170
д 60 65 85 130 200
X 70 85 115 160 240
ш 105 120 150 200 280
4) колебание измерительного меж-
центрового расстояния на одном зубе
и циклическая погрешность обра-
ботки 8?;
5) колебание измерительного меж-
центрового расстояния на одном зубе
S^a и разность окружных шагов 8(.
Для проверки элементов, определя-
ющих контакт зубьев в передаче, дол-
жен быть проконтролирован одни из
указанных ниже комплексов:
А. Для косозубых и шевронных колес:
1) погрешность осевого шага и
погрешность контактной линии 86в;
2) погрешность осевого шага
непрямолинейиость контактной линии
88„ и отклонение основного шага Д10.
Погрешность осевого шага относится
только к колесам с шириной венца (иля
полушеврона) более 15/л„.
Б. Для прямозубых колес:
1) отклонение направления зуба ЬВ9.
В. Для передач с нерегулируемым
расположением осей:
1) иепараллельность осей 8х и
перекос осей iy. Кроме того, у всех
передач должны быть проконтролиро-
ваны пятно контакта и чистота боко-
вых поверхностей зубьев.
Для проверки элементов, опреде-
ляющих вид сопряжения колес в пе
ДОПУСКИ НА ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
307
редаче, должны быть проконтроли-
рованы:
1) смещение исходного контура ДЛА
и 4 А или
2) отклонения измерительного меж-
центрового расстояния Дв а и Д„ а.
Кроме того, в передаче должны быть
подвергнуты контролю: у передач с не-
регулируемым расположением осей —
отклонение межцентрового расстояния,
а у передач с регулируемым располо-
жением осей — боковой зазор.
Выбор комплекса элементов, подлежа-
щих контролю, применительно к кон-
кретным условиям производства, а
также степень выборочности и перио-
дичность устанавливаются ведомствен-
ными или заводскими нормалями, обес-
печивающими принятой на заводе тех-
нологией и системой контроля точность
изделий в соответствии с требованиями
стандарта.
Посадочное отверстие, являющееся
технологической, измерительной или
сборочной базой, для колес 1-го и 2-го
классов точности должно быть выпол-
нено с допусками не ниже 2-го класса
точности ОСТ 1012 и для колес 3-го и
4-го классов — не ниже 3-го класса
точности ОСТ 1013.
При пользовании допусками по стан-
дарту необходимо учитывать следующее.
1. Кинематическая погрешность ко-
леса складывается из кинематической
погрешности обработки и радиаль-
ного биения зубчатого венца. Поэтому
стандартом допускается превышение
одной из этих величин над предельным
значением, если сумма обеих этих ве-
личин не превышает величины допуска
иа кинематическую погрешность колеса.
2. Прн нежестких валах зубчатых
передач предусматриваются специаль-
ные требования к форме и расположе-
нию пятна контакта. В этом случае для
косозубых колес величины предельной
погрешности осевого шага, допуска на
контактную линию, допуска на непря-
молинейность контактной линии и пре-
дельного отклонения основного шага,
а для прямозубых колес — допуска на
направление зуба, а также нормы пятна
контакта устанавливаются независимо
от стандарта.
3. Предельное отклонение диаметра
окружности выступов колеса, биение
этой окружности, а также биение тор-
цов стандартом не регламентируются.
При использовании этих поверхностей
в качестве технологической или изме-
20*
рительной базы вносимые ею погреш-
ности должны компенсироваться умень-
шенным производственным допуском.
4. Боковой зазор между зубьями
сопряженных колес создается за счет
дополнительного радиального сдвига
исходного контура, приводящего к
уменьшению толщины зубьев колес.
Наименьшее смещение исходного кон-
тура определяется исходя из вида со-
пряжения, характеризующего гаран-
тированный боковой зазор, с учетом
величины компенсации погрешностей
изготовления и монтажа зубчатых колес.
Величина наименьшего смещения исход-
ного контура, одинаковая для обоих
колес, определяется из табл. 11.
Если по условиям работы передачи
необходимо иметь минимальное значе-
ние бокового зазора, т. е. практически
возможное приближение к беззазорной
передаче, то при полной взаимозаменяе- •
мости наименьшее смещение исходного
контура определяется из условий темпе-
ратурной компенсации, т. е. гарантиро-
ванный зазор рассчитывается по фор-
муле
Ca — A —ajA/J),
где «j и «j — коэффициенты линей-
ного расширения для материалов колес
и корпуса; Д и Д £ — отклонения
температур колес и корпуса от 20° С,
т. е.
Д«‘ - f’ _ 20е и Д*2 - t’2 — 20°.
5. Отклонения межцентрового расстоя-
ния, допуск на непараллельность осей
и допуск на перекос осей назначаются
лишь для передач с нерегулируемым
прн монтаже межцентровым расстоя-
нием.
6. В случаях, когда взаимозаменяе-
мость в условиях эксплуатации необя-
зательна, разрешается принимать за
номинальные следующие элементы од-
ного из колес: а) действительный размер
основного шага; б) действительный раз-
мер осевого шага; в) действительное
положение исходного контура. В этом
случае положение исходного контура
для второго колеса определяется по
отношению к действительному положе-
нию исходного контура на первом колесе
в зависимости от выбранного вида
сопряжения (бокового зазора в пере-
даче).
За действительное значение элемен-
тов, перечисленных выше, принимается
308
ЗУБЧАТЫЕ ПЕРЕДАЧИ
среднее арифметическое значений, опре-
деляемое не менее чем тремя измерени-
ями в местах, делящих зубчатый венец
на примерно равные части.
7. Нормы, определяющие кинемати-
ческую точность колеса (кроме ради-
ального биения зубчатого венца), нор-
мы, определяющие плавность работы
колеса и контакта зубьев для неревер-
сивных передач, относятся к рабочей
стороне зубьев.
Определение контрольных размеров
элементов зацепления
При разработке рабочих чертежей
зубчатых колес, проектировании спе-
циальных измерительных инструментов
и приспособлений, необходимых для
контроля зубчатых колес, а также при
настройке измерительных приборов тре-
буется рассчитать номинальные размеры
ряда элементов зацепления.
В табл. 12 приведены формулы для
определения поминальных размеров эле-
ментов зацепления цилиндрических зуб-
чатых колес и передач, подвергаемых
контролю в различных случаях. Фор-
мулы даны для общего случая, т. е.
для корригированных передач; для
некорригированных колес и пере-
дач следует во всех формулах при-
нимать коэффициент сдвига равным
нулю.
Возможные значения величин боко-
вых зазоров в передаче определяются
по формулам:
гарантированный боковой зазор
сп - (I + 4Л |) 2 sin - к,
где
активного профиля последнего. Для этого
необходимо установить на приборе для
комплексного однопрофильного контро-
ля межцентровое расстояние, опреде-
ляемое из соотношения
Ai —
Pgg + Р<«
Sin ао *
где радиус кривизны у окружности го-
ловок измерительного колеса равен
радиус кривизны в начальной контакт-
ной точке контролируемого колеса
P/к = Рек ей> •
а угол зацепления при контроле опре-
деляется из формулы
= Р*«~1~Р<к
Гои "Г '’ок
tg «и
Здесь индексы и и к относятся соот-
ветственно к измерительному и к кон-
тролируемому колесам; е—степень пе-
рекрытия в рабочей передаче, т. е. при
зацеплении контролируемого колеса с
парным.
Необходимое при контроле межцен-
тровое расстояние Аи можно определить
также, используя размеры парного ко-
леса {Rgz — радиус окружности высту-
пов и г (Л — радиус основной окружно-
сти), межцентровое расстояние переда-
чи Л и угол зацепления в передаче а:
plK- Л sin « — У Кд-гт-
Приведенные в стандарте (табл. 10)
предельные отклонения измерительного
k - /(АЛ-2 sin + 2(ЬА»)» + 2(Д<о)х + (Ь-*-2 sin ad)» + (Ъу cos ad)i-
В табл. II значение к определяется
графически в зависимости от ДЛ и Д(о,
через которые выражены все осталь-
ные величины, входящие в формулу;
наибольший возможный боковой зазор
сп. нб " (I + бжЛ21 + SAj +
-f- 1А2 + ЛЛ)-2 sin Яд•
При комплексном однопрофильном
контроле кинематической и циклической
погрешности колеса необходимо обеспе-
чить зацепление измерительного колеса
с контролируемым колесом в пределах
межцентрового расстояния относятся
к номинальному расстоянию а, полу-
чающемуся при плотном сопряжении
измерительного колеса с контролируе-
мым колесом, имеющим наименьшее
смещение исходного контура (см. фор-
мулу в табл. 12). Таким образом, расстоя-
ние а определяется с учетом суммы
сдвигов на измерительном (см. ГОСТ
6512-53) и контролируемом колесе,
в том числе и наименьшего смещения
исходного контура ДЖА, предусматри-
ваемого на колесе для создания боко-
вого зазора в передаче.
ДОПУСКИ НЛ ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
309
Таблица 13
Формулы для определения контрольных размеров элементов зацепления цилиндрических
передач внешнего и внутреннего зацепления
Колеса с прямыми зубьями Колеса с косыми зубьями
Элементы зацепления Ota» чемие Формула Обозна- чение Формула
Модуль т По OCT 1587 % шл = сов
Диаметр де- лительной окружности d0 dd~m-t dd та dd “ msl “ cos 9g
Диаметры на- чальных окружностей d, dt 2A 2A1 d'~ 1±1 1 i±l dt d, . 2A - 6 Ul 41 “ 1 ± 1 ' rf* 1 ± 1
Основной шаг fo t0 mx coa (on •= m4 « coa Bjj cos 3.
Радиус основ- ной окруж- ности ro mz 'o”—c“I8 ro ffr Z /ПТ Г “ "ft ft" °0’ e C0S «Ле 0 2 cos Pt, W> 2 <W
Угол исход- ного кон- тура Лд «d - 20° no ГОСТ 3058-54 a0s sin "a. sln«- ЯП’ cos Й ’ r0 со»3д «—*-«• «а» со₽и0; . tga9n s Os co» 9g
Угол наклона зуба на основном цилиндре — — sin ₽0 - sin 9d cos a^; СОЗ «А» cm L — coe ° «O’ *,b d‘ tg po-tg PflCOsa^
Угол наклона зуба на на- чальном цилиндре — — 1» ««?- ir d
Осевой шаг — — ‘a Я fft w ift pi >a “ " «Щ i>d
Винтовой па- раметр - — P H tm tm P “ 2« “'o c*8 ₽o“2 tg 2 sin
Ход винтовой линии—осе- вой шаг винтовой поверхности — H TJfl M-2voctg₽o-t/o-s । • ro Kmn -1
Межцентро- вое расстоя- ние пере- даче A m (»a t Sa) coa «л Л" 4 cos к 2E,tg «л ,nve“ +lnv“a A л mn (a, t a,) cos 2 coa 9^ cos us (t, ± «,) coe <t9s . 2 сое яж ’ i-o . _ 2 n tg °11n । • ,nv*’“ X.x< +lnv*^
310
9УВЧАТЫЕ ПЕРЕДАЧИ
Прохохжевие табл. U
Элементы зацепления Колеса с прямыми зубьями Колеса с косыми зубьями
Обозна- чение Формула Обозна- чение Формула
Измерительное тп <***8)с0»«дл _ 2 COS СОТ af ms (z ± zg) cos e9s 2 cos » lnve/“ X±ZB +,nT*«x
m (z ± г„) сот ч9 а” 4сот« ! 2E.tg«. lnv«- г±^ +inv«d а
межцентро- вое расстоя- ние (прн плотном за- цеплении) а
Номинальна! толщина зу- ба ло посто- янной хорде snx 5пх = т(т С0»,»о± ± Esin 20^ пл *пх-"’в(тС0,,*<>л± *eia«ln2*<Jn)
Высота до по- стоянной хорды от окружности выступов ллх hiu~h' -(т”п2“д± ± Ей1п««,) т hnx (t lIn2edB±
Номинальная толщина зу- ба по хорха делительной окружности sx S* = тг sin А; . « 4. К» 4'2J±Tt)t"a sx t> Х.Л. „0, t?l • • П 1 H- * Э 3 j mJ ж * I- La 8 § я Д’ 1- <. в «J® <£“ Ой а 2 м i t Ч 1
Высота до хорды дели- тельной окружности « h' i -у “ соя л) - ОЛ Df Т <*дсоя б) *х -°^[±оЛгБ?$;(“44-,»ъ)]
Толщина зуба ио окруж- ности диа- метра D SD'"0(-3T:tlnvefl:f ' о rf. t0,*D- D CM*d SDt ^з-о(-^±,п**дд’'“’-о); de с°* “D “ -D С°’ адх
Номинальная толщина зу- ба по дели- тельной окружности Sd ®д“я,(т±2Е‘«’в) •* Sdx “ *t (т * йл ’< *ад)
Толщина зуба по хорде окружности диаметра D SxD SxD ” D ,ln 4D: SxD D sin Дд cos'0D ' а - SDc0l^p LD~ b >i tj ₽/> - ‘E
ДОПУСКИ НА ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
311
Продолжение табл. 12
Колеса с прямыми зубьями Колеса с косыми зубьями
Элементы мае пленяя Обив»* чение Формула Обозна- чение Форм у.18
Высоте л о хор- ды окруж- ности диа- метре D hxD AxD=°.5(±D<TDcosA0) hxD hxD “ '°-5[±Ое* coa^D(eMiD-
Номинальная длина общей корнали (.шаговый размер*) L L “ т cos « (л - 0,5) + + ЗЕ tg «д + г Inv «,] Ч Гя-жлсоа«дл[к(В-0,5) + + йа‘гвги + г1п’ват]
Число зубьев, охватывае- мых При измерении п «л п — з 4- 0,5 - — 1g п я = г 4- 0,5 - — tg ксо*’0о ' к 6 ОД
Номинальный размер по роликам м При четком з м__2псо1а:_ СО* СЦ Р При нечетном z / 90* \ Л<-2^,соа —±гру где Inv в, = ± ~ 4- 4. tnv «, ± т — ; П со* а, 2 __ rtcoa<t * см», ’ S, и а, - толщина дуба и угол давления ва известном ра- диусе г„ г „ — радиус ролика; 1г „> > 1,68 m при/0— 1 м При четком я 2г. cos М- —* ^-±2г_. соа я, Р При нечетом г 1г. соа в. 90е М 2 —сое ±2г„ COS о. 1 Р (при измерении двумя шариками), где Inv — ± —— 4- inv «д, ± т z w л 2г к Р ± 'вя,£0,адя Т 1 ’ Af m„:co.«|?B 2 2 cos ?0 cos в, + £Р- со.”., +7: 3Дл — толщина зуба по луге дели- тельной окружности в нормальном сечении
Соотношение между изме- нен нем раз мера по ро- ликам AM и отклонением толщины зу- ба AS по дуге Обозначен индекс п указ • л при наличии пленил, а ииж ₽д-угол г, и », — числ л - висл Е - ХО’Ф • Е — сумм Л' — высо Df —диам ив, Прин мвает, ч двух зм ине — к наклона зубьев з зубьев фклиент ариый к< га зуба етр окру Прн четном г ьМ _ соа а, aS aln в, * При нечетном г ЛМ сое а, 90° ДУ “ aln «. С0’ г ктые в таблице, н пояснения: го елемент взят в нормальном . . . ториевом яков (±) верхние знаки относ колесам или перелачам виутре зубьев на делнгелыаом пилит сопрягающихся колес; измерительного (.згалониого*) сдвига; Е -т — Е_-гп_; л л П П звффицнент сдвига для сопряга аал делительной окружностью 1 жности головок зубчатого коле сечении гтся к к< миего за ре; колеса; юте й ся высота са. При четном л дм cos « ЛЗг sin о. При нечетном г ЛМ сов в. 90е п;--лпг“*т )лесам или передачам внешнего зацв- деплемия; пары коле/*: — U ± С»; оловки зуба): h1 — 0»5
312
ЗУБЧАТЫЕ ПЕРЕДАЧИ
При этом номинальном измеритель-
ном межцентровом расстоянии должен
обеспечиваться в измерении угол за-
цепления, равный углу зацепления в
обработке колеса при наименьшем сме-
щении его исходного контура.
По фиг. 6 предельные отклонения
измерительного межцентрового расстоя-
ния равны:
верхнее Д,а =
нижнее Дяа = —8Л,
где вта—см. табл. 10 и 8Л—табл. 116.
Если номинальное измерительное меж-
центровое расстояние принимается рав-
ным А — межцентровому расстоянию
Фнг. 6. Верхнее и
нижнее отклонения
измерительного меж-
центроиого расстоя-
ния относнтсльио
номинального зна-
чения а, рассчитан*
лого с учетом АЛ.
Фиг. 7. Верхнее и нижнее
отклонении измерительного
межцентрового расстояния
относительно номинального
значения Д, рассчитанного
без учета a Л.
при неплотном зацеплении измеритель-
ного и контролируемого колес, то по
фиг. 7 предельные отклонения при ком-
плексном двухпрофильном контроле
должны быть равны: верхнее =
=» A 4h + нижнее — —11 | 4-
+ «Л].
Допуски конических зубчатых
передач
Проект обязательного стандарта
допусков на конические передачи
ГОСТ 1758 «Передачи зубчатые кониче-
ские. Допуски> распространяется на
все виды металлических механически
обработанных колес-внешнего зацепле-
ния с прямым, косым и кривыми зубьями
при dd до 2000 мм, т 1-5-30.
Проект ГОСТ 1758 не охватывает
зубчатых колес и передач с m< 1.
Все механически обработанные ко-
нические зубчатые колеса и передачи
разделяются по точности изготовления
и монтажа на пять классов точности.
Основным классом следует считать 2-й,
так как к нему относится все передачи,
колеса которых могут быть обработаны
на станках нормальной точности и при
отсутствии термообработки могут не под-
вергаться шлифованию или притирке.
В каждом классе точности устанавли-
ваются нормы, определяющие кинема-
тическую точность колеса, плавность
работы колеса и контакт зубьев.
Независимо от классов точности колес
и передач назначаются нормы гаранти-
рованного бокового зазора, обозначае-
мые С, Д, X и Ш (см. выше, стр. 300).
Величины гарантированного бокового
зазора в передаче для каждого вида со-
пряжения вычисляются из следующих
соотношений:
Для сопряжения С . . с = 0
, . Д. . сд= бУТ
. . X. . ея=12УТ
. . Ш . . с = 24/L
Л
где L — длина образующей делительного
конуса в мм, а с„ — в мк.
Величины допусков по 2-му, 3-му н
4-му классам точности для колес диа-
метром до 400 мм приведены в табл.
13—176. Предельные отклонения и до-
пуски элементов конических колес бе-
рутся из таблиц в зависимости от их
модуля и диаметра. При этом модуль
определяется как торцевой модуль
у большого основания делительного
конуса.
Предельное смещение вершины дели-
тельного конуса относительно точки
пересечения осей колес регламентирует-
ся не только для передач, у кото-
рых не предусмотрена осевая регули-
ровка положения колес, производимая
по контакту зубьея по краске. При на-
личии такой регулировки также необхо-
димо ограничивать предельное смещение
вершины относительно точки пересече-
ния осей колес передачи.
Форма и расположение (продольное
и высотное) пятна контакта в пере-
даче должны регламентироваться в чер-
тежах в зависимости от возможного
смещения вершин конусов и деформа-
ции зубьев при работе колес под на-
грузкой. Решающее значение имеет
жесткость конструкции, характер рас-
положения колес относительно опор,
величина действующих усилий и др.
В тяжело нагруженных передачах, учи-
тывая большие деформации, принимают
меньшую площадь контакта.
ДОПУСКИ НА ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
313
Таблица 13
Передачи зубчатые комические. Допуски (по проекту ГОСТ 1758)
Нормы кинематической точности колеса
Отклонения и допуски Обозначение Модуль торцевой т 5 в мм Класс точности
2-й 3-й 4-й
Диаметр колеса в мм
1 ло 50 50-80 021— 08 § 8 •м 200-320 ло 50 50-80 80-120 § 2 200-320 ДО 50 08-05 081-09 008-081 ' 088-008
Микроны
Допуск на кинема- тическую погреш- ность колеса 5FS От 1 до 10 58 65 80 95 115
Предельная иакоплен- ная погрешность окружного шага Mr От 1 ло 10 42 48 58 70 90 75 85 100 130 160 130 150 170 210 280
Допуск на биение зубчатого венца Д> От 1 ло 10 40 42 45 52 60 70 75 80 90 105 115 120 130 150 180
Допуск на кинема- тическую погреш- ность обработки iiPS От 1 ло 10 Секунды
105 100 90 80 70 180 170 160 150 130 320 300 280 260 240
Таблица Н
Передачи зубчатые конические. Допуски (по проекту ГОСТ 1758)
Нормы плавности работы колеса
314
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Таблица IS
Перелаян зубчатые конические. Допуски (по проекту ГОСТ 1758)
Нормы контакта зубьев в передаче
Обозначение Модуль торцевой гп$ в мм Класс точности
Отклонения и допуски 2-й 3-й 4-й
Длина образующей делительного конуса в им
ло 200 св. 200 до 500 до 200 св. 200 до 500 до 200 ев. 200 до 500
Микроны
Патио контакта По высоте По длине Не менее 45»(, . . 60»/. Не менее 40% . . 50»/. Не менее 30/, . . «•/.
Предельное непере- сеченне осей ДО От 1 ло 10 15 24 24 36 36 50
Предельное смешение вершины делитель* него конуса 6.К От 1 до 2,5 -30 -45 -70
Св. 2-5 ло о —45 -65 -105
Св. 6 до 10 -60 -90 -140
Таблица 16
Передачи вубчатые конические. Допуски (по проекту ГОСТ 1758)
Н о р м ы к о л е б а н н й «отклонений измерительного межосевого угла
прн двух профильном контроле колеса
Отклонения и допуски Обозначение Модуль торцевой tns в мм Класс точности
2-й 3-й 4-й
Диаметр колеса в мм
1 до 50 1 051-08 120-200 200—320 ло 50 8 8 80-1» 120-200
Микроны
Колебание измерительного межосевого угла за оборот колеса От 1 до 2Л 65 65 70 75 90 105 110 120 140 150 Не норми- руется
Св. 2,Б до 6 65 70 75 80 96 по 120 130 140 1в6
Св. 6 до 10 — 75 80 90 100 — 130 140 150 170
на одном аубе *1* От 1 до 2Д 24 24 24 2S 28 38 40 40 45 48 То же
Св. 2.5 до 6 28 28 28 30 32 45 45 48 50 52
Св. 6 до 10 — 34 34 36 38 58 60 60 65
Предельные отклонения измерительного меж* осевого угла 4в Г 4н » От 1 до 10 Верхнее (Дв ») равно со знаком плюс
Нижнее (4М у) со знаком минус равно 2Ьг tg я^я, где Аг — по табл. 176, а «дя — профильный угол исходного контура
ДОПУСКИ НА ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
315
Таблица 17
Передачи зубчатые конические. Допуски (по проекту ГОСТ 1758)
Наименьшее утонение зуба &в$
Наименьшее для каждого
колеса утонение зуба 8tS 6 мк
2000 1180
800
600
500
450
420
1300
1120
710
530
420
370
340
1800
1060 630
450
360
300
I
280
400
300
250
220
1800
950
560
360
260
21»
180
1700
900
630
320
220
ПО
150
1700
900
500
300
200
150
130
1700
900
480
280
180
130
105
поо
650
450
260
160
110
85
1600
850
450
250
150
100
75
1600
850
450
240
140
90
65
1500
850
420
240
130
80
58
stss
Гарантированный боковой зазор Сц
В передаче, в мк
S3
S3
420
400
175
340
320
150
125
210
200
100
ПО
160
140
120
110
100
90
80
60
70
60
50
52
40
42
32
Mt
мк
260 250
50
25
О
25
20
15
10
5
О
Предельная погрешность
межосевого угла*Ду на дли-
не образующей дели -
тельного конуса вмк
tAt
Л30
Ы — преаелькаи погрешность окружного шага (половина предельной разности
окружиых шагов ——) .
316
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Таблица Па
Передача зубчатые конические.
Допуски (по проекту ГОСТ 1758)
Предельная погрешность
иежосевого угла Д? в мк
ва длине образующей
делительного конуса
1 ! В 3 Длина образующей делительного конуса и мм
SS 5S св. 50 ло 80 з§ а о и •< св. 120 до 200 св. 200 ло 320 св. 320 ло 50U
С ±18 ±24 ±28 ±32 ±38 ±45
д ±28 ±36 ±42 ±48 ±58 ±65
X ±42 ±55 ±65 ±75 ±85 ±100
ш ±80 ±110 ±130 ±150 ±170 ±200
Окончательные требования к распо-
ложению пятна контакта должны уста-
навливаться на основе результатов испы-
таний под полной нагрузкой с тем,
чтобы' контакт не сосредоточивался на
кромке зубьев.
Требования к размерам пятна кон-
такта, имеющиеся в табл. 15. не отно-
сятся к передачам, к которым предъя-
вляются специальные требования к раз-
мерам. форме и расположению пятна
контакта. В этом случае предельное не-
пересечение осей и смешение вершины
делительного конуса могут приниматься
по более грубому классу.
При пользовании табл. 13—176 необ-
ходимо учитывать следующее:
1. В тех случаях, когда взаимозаме-
няемость в условиях эксплуатации не
является обязательной, разрешается
принимать за номинальные следующие
элементы одного из колес:
а) действительную образующую боко-
вой поверхности зубьев,
б) действительный профиль парного
колеса,
в) действительную толщину зубьев.
Прн этом толщина зубьев для вто-
рого колеса определяется действитель-
ной толщиной зуба первого колеса и
выбранным видом сопряжения.
2. Пункты 3 и 7 указаний к стан-
дарту допусков на цилиндрические пе-
редачи (стр. 307) остаются в силе и для
конических передач.
Определение контрольных размеров
элементов зацепления
В табл. 18 приведены формулы, не-
обходимые для определения номнналь-
Таблица 17в
Передачи зубчатые конические.
Допуски (по проекту ГОСТ 1758)
Допуск из толщину зуба iS
(в тело колеса)
Вид сопряжения Предельное биение зубчатого венца в мк
от 25 до 45 08 or S1 ДО с». 80 ло 140 ев. 140 ло 250
с 70 120 18Q 320
А 140 220 380
х 120 170 250 420
ш 170 220 зио 480
ных величин неко-
торых элементов
зацепления кони-
ческих колес, кото-
рые подвергаются
контролю. Приве-
денные .формулы
относятся к кони-
ческим передачам с
прямозубыми коле-
сами, не корриги-
рованными или
имеющими компен-
сированную кор-
рекцию (нулевого
или фау-нулевого
зацепления). Обо-
значения, входя-
щие в формулы,
пояснены на фиг. 8.
Фиг. 8. Элементы заце-
пления конической
передачи.
Допуски червячных передач ,
Допуски и отклонения червячных
передач для m = 1-т-30 определяют-
ся проектом обязательного стандарта
ГОСТ 3675 еПередачи червячные.
Допуски». Стандарт распространяется
на червячные передачи силовые и ки-
нематические с цилиндрическим червя-
ком. Область применения его для сило-
вых передач характеризуется следую-
щими данными: делительный диаметр
колес до 2000 мм; делительный диаметр
червяков до 400 мм; модуль 1—30;
межосевое расстояние 20—1250 мм-
форма червяка—цилиндрическая; про-
филь червяка любой: архимедов, эволь-
вентный, прямолинейный в нормальном
сечении н др.
ДОПУСКИ НА ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
317
Стандарт не относится к передачам
с глобоидными (глобоидальными) червя-
ками и к червячным передачам с т < 1.
По точности изготовления червячные
силовые передачи с металлическими
механически обработанными колесами
и цилиндрическими червяками разде-
ляются на четыре класса, обозначаемые в
порядке убывания точности: 1, 2, 3 и 4-й.
Для делительных передач, например,
передач зубофрезерных станков нор-
мальной точности, устанавливаются
нормы точности по классам 00, О и 1-й.
Основным классом точности силовых
передач является 2-й; червяк для
передач этого класса шлифуется после
термообработки, а сырой червяк может
не подвергаться отделочной операции.
Независимо от классов точности пе-
редач назначаются нормы гарантиро-
ванного зазора. Устанавливаются че-
тыре вида сопряжений: с нулевым
гарантированным зазором С с„ = 0; с
уменьшенным гарантированным зазором
Д ся-бУЛ; с нормальным гарантиро-
ванным зазором X с„ — 12 и с уве-
личенным гарантированным зазором
Ш с„ = 24 V А, где А — межосевое рас-
стояние в мм.
Сложность геометрических форм по-
верхности зубьев червячного колеса и
невозможность в силу этого создания
более или менее простых и удобных
в обращении поверочных средств приво-
дят практически к необходимости отка-
заться от непосредственных проверок
таких элементов, как неточности про-
филя зубьев и направления зубьев,
т. е. боковой поверхности зубьев ко-
леса и толщины зубьев колеса.
Измерение толщины зуба червячного
колеса в нормальном сечении с по-
мощью зубомера нельзя рекомендовать
нз-за крайней сложности подсчета кон-
тролируемого элемента, а также низ-
кой точности измерения. В некоторых
случаях размеры толщины зуба колеса
определяются посредством измерения
расстояния между двумя шариками,
положенными в диаметрально противо-
положные впадины между зубьями.
Для червячного колеса силовой пе-
редачи предусмотрены допуски на раз-
ность окружного шага и накопленную
погрешность. Точность боковой по-
верхности зубьев колеса и их толщина,
зависящая от соответствия геометрии
червячной фрезы парному с колесом
червяку и от тождественности распо-
ложения зу ^обрабатывающего инстру-
мента при обработке и парного чер-
вяка в передаче относительно чер-
вячного колеса, регламентируются вели-
чиной пятна касания поверхности зубьев
колеса с парным червяком.
Кроме того, нормы точности для
колеса содержат величины предельного
отклонения межосевого расстояния в
обработке и предельного смещения сред-
ней плоскости в обработке.
Так как при нарезании червячных
колес недопустимо сближать червяч-
ную фрезу и колесо против номиналь-
ного межосевого расстояния, то для
обеспечения размеров бокового зазора
в заданных пределах необходимо при
определении наименьшего утонения
витка червяка (табл.21а) выбирать наи-
меньший боковой зазор в собранной
передаче с учетом утонения инструмента
при переточке и температурного рас-
ширения передачи. Разность между
номинальной и действительной тол-
щиной зуба инструмента, используемого
для окончательной обработки колеса,
может находиться в пределах от 0
до (6m + 20) при нарезании колес
I-го класса и от 0 до 30m — при наре-
зании колес 2-го и 3-го классов, где
модуль т — в ле.и, а результат — в мк.
Если по условиям работы передачи
нежелательно иметь чрезмерно большие
боковые зазоры, то необходимо изменять
размеры толщины витка червяков по ме-
ре переточки червячной фрезы или произ-
водить «развалку» впадин зубьев колеса.
При единичном изготовлении червяч-
ных передач контроль накопленной
погрешности окружного шага часто
заменяется проверкой радиального
биения зубчатого венца. При этой про-
верке не выясняется кинематическая со-
ставляющая накопленной погрешности
окружного шага.
Величины допусков для червяков
с модулем т<10 и диаметром червяка
dg4 100 мм яля четырех классов точ-
ности приведены в табл. 19. Допуски чер-
вячных колес для диаметров d<<320 мм
и т<10 указаны в табл. 20. В табл. 21
даются допуски монтажных элементов
передач с межосевым расстоянием
А < 320 мм и т < 10.
В табл. 21а и 216 даны наименьшее
утонение витка червяка и допуск тол-
щины витка червяка.
Для ббльших червяков, колес и пе-
редач допуски следует брать непо-
средственно в ГОСТ 3675.
318
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Таблица I
Формулы для определения контрольных размеров элементов зацеплении конических
прямозубых передач
Наименование влемента зацепления Обозначение Формула
Межосевой угол 8 * — + <9К
Углы ледителыгых и начальных ко- нусов mi, . <пх« eln ; aln — -jf-
Высота делительного и начального конуса н ЯЛ ml н — -j-ctgy
Толщина зуба по хорде делительной окружности sx «ж = mzsln й; д —-^- + -2~-t8«a
Высота до хорды делительной окруж- ности 'х , mzcoi?/.. **“*'+ 2 Ч J
Толщина зуба по постоянной хорде Snx ®пх“(т соз-ад + ез1п2«д)т
Высота зуба до постоянной хорды hnx Ляд=Л'-(-|.,пЗ«д4-Ез1п-«в
Радиус приведенной основной окруж- ности голр mi гопр = 2 СОЗ о б
Модуль на расстоянии к от большого дополнительного конуса К L — к «к- L т
Обозначения: т — модуль у большого лополиителыюго конуса; L — длина образующей дели- тельного к начального конусов (.конусная дистанция*) при 8 = 90°, L “ ” у/*г1~^‘г2 > г‘ и *• — числа зубьев сопрягающихся колес; < — коэффициент сдвига; Л'— высота зуба нал делительной окружностью (высота головки зуба). *
Таблица 19
Допуски на червячные передачи (по проекту ГОСТ 3675). Червяк
Отклонения н допуски 1 г 3 I Диаметр червяка в мм Класс точности
1-й 2-й 3-й 4-й
Модуль черняка в мм
1-2.5 2.5-6 01—9 ч» Г 1 I « 5-10 1-2.5 2,5-6 6-10 2.5-6 О I
Допуск на профиль V 8 11 15 И 19 25 24 32 46 55 75
Предельные отклоне- ние осевого шага - ±6 ±8 ±10 ±11 ±14 ±18 ±1» ±25 ±32 ±45 ±58
Предельная накоплен- ная погрешность осевого шага 4 а 'В 4м'» ±10 ±14 ±18 ±19 ±25 ±82 ±34 ±45 ±58 ±80 ± 100
Предельное ралиаль- иое биение витков червяка 12-И 25-50 50-1<Ю 13 15 18 20 24 25 30 888
Чистота поверхности червяка WV8 WV7 WV7 W«
Допуски ив червячные и ере да ин (по проекту ГОСТ 3675). Червячное колесо
Таблица 90
Отклонения и попуски Обозначение Модуль осевой ms в мм Класс точности
1-й 241 3-й 4-й
Диаметр колеса в ли
Я я 80-120 120-200 200—320 08-09 1 80-120 ооё-ог! 2СО—320 OB-OS 80-120 120-200 огс—oot 50-80 061-08 120-200 200 - 320
Микроны
Предельная разность соседних окружных шагов 1-2.5 2,5—6 6-10 9 11 13 1и 12 14 12 13 16 14 15 18 16 19 22 18 21 24 21 24 28 24 26 30 28 34 42 32 38 45 36 42 50 42 48 55 50 60 70 55 65 75 65 70 85 75 80 95
Предельная накопленная погрешность окружного шага «S 1-10 28 34 40 50 48 58 70 90 85 100 130 160 150 170 210 280
Предельное радиальное биение зубчатого венца £. 1-10 25 28 30 35 42 |45 52 60 75 80 90 105 120 130 150 180
Предельное отклонение межосевого расстояния в обработке А А, 1-10 ±15 ±17 ±20 ±24 ±28 ±32 ±36 ±42 ±50 ±55 ±65 ±75 ±90 ±105 ±120 ±140
Предельное смещение средней плоскости колеса в обработке *Г. 1-10 ±15 ±17 ±20 ±24 ±28 ±32 ±36 ±42|±50 ±55 ±65| ±75| ±90 ±105 ±120 ±140
Допуски ма червячные передачи (по проекту ГОСТ 3675). Передача Таблица 21
Отклонения и допуски <* X = 1 о а О Модуль осевой ms в мм Класс точности
1й 2-й 3-й 4-й
Межосевое расстояние и мм
20-40 Я 4 091-08 8 § Я I я 40-80 80-160 § 1 8 J 8 8 160-320 20-40 $ S (КЕ-091
Микроны
Предельное отклонение межосевого расстояния ал 1-10 ±20 ±24|±3о|±38 ±34 ±43 ±55 ±65 ±60|±80|±9б|± 120 ±110| ±14о| ±170 ±220
Предельное смешение средней плоскости колеса 1—10 ±15 ±1я|±24|±30 ±26 ±32 ±42|±52 ±4я|±вС>|±75 ±96 ±85 ± 11о| ±140 ±170
Предельный перекос осей 1-2,5 2,5-6 6-10 8 12 16 13 19 26 16 24 32 30 40 52
Пятно контакта по высоте по длине 6№<. 75»;. 30% 35°|о
ДОПУСКИ НА ЗУБЧАТЫЕ и червячные передачи
320
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Таблица 21а
Передачи червячные. Допуски (по проекту ГОСТ 3675)
Наименьшее утонение
витка червяка Лв3 в мк
2290 1900 1060 850 710 670 670 630 630
2120 1320 900 710 600 560 530 500 500
200С 1180 800 600 500 950 920 920 900
1900 1120 710 530 920 370 390 390 320
1800 1060 бзо 950 360 300 280 260 250
1800 юоо 600 900 300 250 220 210 Z00
1800 950 560 360 260 210 180 170 160
1700 900 630 320 220 170 150 190 120
1700 900 500 300 200 150 130 НО 100
1700 900 990 280 180 130 105 90 во
1700 850 950 250 (60 110 85 70 60
1600 850 950 250 150 100 75 60 50
1600 860 950 290 190 90 66 52 90
1600 850 920 290 130 80 58 92 32
009юе 008'90 св.иоо до 800 С в. 200 до 900 Св. 100 до200 Св. 50 доЮО Св. 12 до 25 До 12
Гарантированный боковой зазор Сц
в передаче в мк
150
100
75
50
мк
200
Предельное отклонение
межзсевоео расстояния
t&A в мк
25
0
i&t
мк
35
30
25
20
15
10
5
0
Ы — предельное отклонение осевого шатл в мк или предельное отклонение
винтовой линии червяка в мк.
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 32]
Таблица 216
Допуски на черничные передачи (по проекту ГОСТ 3675)
Допуск то л шины нитка червяка М
Вид сопряжения Предельное ралиальное биение ниткой червяка в мк
ло 12 12-18 18—25 25-36 36-50 50-70
Микроны
с 30 34 40 60 60 70
д 40 50 00 70 80 90
X 70 80 90 100 ПО 120
ш 100 110 120 130 140 150
При пользовании стандартом необхо-
димо принимать во внимание, что верх-
нее отклонение толщины витка чер-
вяка и наименьший (гарантированный)
боковой зазор должны выбираться:
а) с учетом получающегося утонения
зубьев фрезы в результате ее переточек
и б) из условий компенсации изме-
нения зазора при нагреве передачи.
Эго дополнительное утонение витка
червяка, компенсирующее термические
деформации, определяется из соотно-
шения
^терм^ “ 0,315 [(ок^к + ач^ч) X
X (4 - 20°) -2Лажо,„ (<орл - 20°)] мм
Для расчета можно принимать: ма-
териал колес—бронза с коэффициентом
линейного расширения а„= 17,5-10““ма-
териал червяка—сталь с ам— 11.5-10“®;
материал корпуса — чугун с а$орп “
— 10,4-10-4; нагрев корпуса ло tKopn "
= 40° для 1-го и 4-го классов и до 55°
для 2-го и 3-го классов; нагрев пере-
дачи до ” 55° для 1-го и 4-го клас-
сов и до 80° для 2-го и 3-го классов.
Для других условий работы величины
должны быть соответственно изменены.
Угловые колебания червяка ?°(в град.)
при неподвижном колесе, связанные
с аеличиной бокового зазора по нор-
мали ся между поверхностями чер-
вяка и колеса, могут быть найдены из
соотношения
? nqm sin X cos а ’
где X — угол подъема витка червяка
на делительном цилиндре; дт — дна-
21 Том 4 769
метр делительного цилиндра червяка;
а — профильный угол червяка в осевом
сечении.
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ,
КОСОЗУБЫЕ И ШЕВРОННЫЕ
КОЛЕСА
Основные понятия
Шестерней называется малое зубча-
тое колесо сопряженной пары, коле-
сом — большое. Передаточное число
зубчатой пары принимается
i =« Zy — Л|ц
гш пк
Цилиндрические зубчатые колеса в
машиностроении выполняются с моль-
вентным зацеплением. Основные эле-
менты этого зацепления показаны на
фиг. 9.
Начальными окружностями сопря-
женной пары зубчатых колес назы-
ваются окружности, имеющие центры
на осях зубчатых колес и катящиеся
одна по другой без скольжения, касаясь
друг друга в полюсе зацепления (фиг. 9).
У отдельно взятого зубчатого колеса
начальная окружность неизвестна до
тех пор, пока неизвестны парное колесо
и межцентровое расстояние. Известна
лишь начальная окружность зубчатого
колеса при его зацеплении со стан-
дартной рейкой. Эта окружность диа-
метра d# называется делительной: шаг
на ней равен шагу рейки. Модуль
зацепления т (торцевой модуль ms
у косозубых и шевронных колес) равен
шагу по делительной окружности —
окружному шагу, деленному нал.
322
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Форма профилей зубьев данного
эвольвентного зубчатого колеса опре-
деляется диаметрами окружностей,
Фиг. 9. Основные элементы эвольвентного
ограничивающих эти профили, и диа-
метром основной окружности, участками
эвольвент которой являются профили
зубьев. Два эвольвентиых зубчатых
колеса зацепляются правильно, т. е.
с постоянным отношением угловых ско-
ростей, при соблюдении следующих
трех услойий: 1) у них одинаков основ-
ной шаг — расстояние между одноимен-
ными профилями смежных зубьев по
общей нормали к ним или по основной
окружности; 2) обеспечивается доста-
точное перекрытие в зацеплении зубьев;
3) в процессе зацепления не происхо-
дит контакта неэвольвентных участков
профилей зубьев или эвольвентиых уча-
стков в точках, не лежащих на рабочей
части (/ на фиг. 9) линии зацепления.
Эвольвентное зацепление не нарушится
при изменении межцентрового расстоя-
ния пары, ебли не будет нарушено усло-
вие 2 или 3
В качестве профилей зубьев могут
быть использованы различные участки
эвольвент данной основной окруж-
ности.
У нормальных (некор-
ригированных) зубчатых
колес диаметр окружно-
сти выступов
D» “ + 2тл.
При высотной коррек-
ции (высотном исправле-
нии) зацепления у ше-
стерни в качестве про-
филей зубьев исполь-
зуются дальше отстоя-
щие от основной окруж-
ности участки эвольвент,
чем при нормальном за-
цеплении, а у колеса —
участки, расположенные
на такую же величину
ближе к его основной
окружности. Межцен-
тровое расстояние при
этом не изменяется, на-
чальные окружности
совпадают с делитель-
ными.
Если изменение рас-
положения зубьев по
отношению к основной
или делительной окруж-
злпеп.тсння.
допусками
изменить
ности различно у шестер-
ни и колеса, то для со-
хранения обусловленных
зазоров в зацеплении нужно
межцентровое расстояние.
При этом изменятся начальные окруж-
ности и угол зацепления в передаче —
острый угол между общей касательной
к основным окружностям, проходящей
через полюс зацепления (линией заце-
пления), по которой перемещается точка
касания профилей сопряженных зубьев,
и перпендикуляром к линии центров.
Соответствующая коррекция называется
угловой.
При внеполюсном зацеплении рабо-
чая часть линии зацепления лежит вне
полюса.
Зубья нормальной высоты некорри-
тированных зубчатых колес при их об-
работке стандартными червячными фре-
зами или гребенками подрезаются, т. е.
утоняются у своих корней против тео-
ретически правильного очертания, если
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ, КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 323
числа зубьев их меньше следующих
значений:
*п>1п “ 17 16 15 и 1312 и W 9 в 7 6
0 12 18 21 25 28 82 35 38 41 44 47°
Для устранения подреза необходимо
прибегать к положительной коррекции
зубьев.
Исходной рейкой называется рейка,
которую можно рассматривать как част-
ный случай некорригиронанного зуб-
чатого колеса (при увеличении его диа-
метра до бесконечности) в данном рядо-
вом зацеплении, т. е в таком заиепле-
нии. в котором зубчатые колеса любого
диаметра и одинакового шага и угла
наклона зубьев правильно зацепляются
друг с другом. По основной рейке
удобно судить о размерах и форме
элементов данного рядового зацепле-
ния. Рабочей (производящей) рейкой
называется рейка, являющаяся исход-
ной при профилировании зуборезного
инструмента и в своей рабочей части
дополнительной к исходной рейке.
Коррекция (исправление) зацепления
достигается -мещением исходного кон-
фиг. 10. Зацепление корригированного вуАчатого
колеса с исходной инструментальной рейкой.
тура зубчатой рейки по отношению
к делительной окружности зубчатого
колеса, дополнительного к тому сме-
щению, которое требуется для дости-
жения бокового зазора в зацеплении.
Смещение исходного контура равно
расстоянию от делительной окружности
зубчатого колеса до «делительной ли-
нии» сопряженного с ним контура ин-
струментальной рейки, т.е. до линии,
на которой толщина зуба рейки равна
ширине впадины (фнг. 10). Смещение
исходного контура в направлении от
оси зубчатого колеса, т. е. когда рас-
стояние от центра колеса до делитель-
ной линии становится больше счи-
тается положительным, а в направлении
к оси — отрицательным. Коэффициент
коррекции (коэффициент исправления)
Фиг. 11. Прямые, косые, шекронпые и круговые
зубья.
t
равен отношению смещения исходного
контура к модулю.
Нарезание корригированных зубча-
тых колес ничем не отличается от на-
резания некорригированных, и настрой-
ка зуборезного станка производится по
тем же формулам и правилам, разница
заключается лишь в диаметре заготовки
и в установочных размерах зубомера.
По продольной форме зубьев цилин-
дрические зубчатые колеса делят-
s. ся на прямозубые, косозубые, шев-
ронные (без канавки или с ка-
/ \ навкой для выхода инструмента)
/ и с круговыми зубьями (фнг. 11).
Геометрический расчет
эяольвентного зацепления
Формулы для геометрического расчета1
зубчатых колес приведены в табл. 22.
При использовании этих формул необ-
ходимо иметь в виду следующее. •
I Формулы даны как для общего слу-
чая косозубого зацепления с угловой
коррекцией (но не распространяются на
внелолюсное зацепление), так и для
случая косозубых некорригированных
или высотнокорригированных колес.
Они пригодны и для прямозубого заце-
пления, если положить Р 0 и исклю-
чить индексы п и s во всех обозначе-
ниях, в которых эти индексы встре-
чаются. Если перед величиной стоят два
21*
324
ЗУБЧАТЫЕ ПЕРЕДАЧИ
П.О
0,70
/0,0
060
210-
80
040
24.0
210
Z0
6,0
0550
: -0,20
Z90
180
2,70
250
250
- : -230
2^°
J 52.Ю
19.05 52-00
190
VO
/8.0
VO
4,0
3,0-
-Ц/0
-Q08
-006
-0.04
-0.02
/7.0-
16.0-
460
150
'7100
1 '55.90
График!
50P-7
j 5570
75.60
3507
4 7540
34.0^
56.20
; 'т5,Ю
зз.о^ '^oo
i 7490
320- '/4.80
3i.O
^9.70
79,60
: '-9,40
-. 7S30
5120
: 59J0
to
8.0
7,0
0,50
осо
2Q0-1
/9.0~.
/8.05
t?
I
I
2.01
40-агДО
70.Ю
'70.20
70.30
40
so
i г120
!4P~-
-50-
-&o-
-70
? -80
no
51
И
/3.0
VO
ЦЮ
График?
42/bcM
ЦО-
76,00
-$90
5580
-2,60
2.50
-2,40
2pO
-2,20
-2,/0
-2Р0
-/.90
/J80
30.0-_
Z9.0-4
МО-.
-5,60
7550
75.40 ,
-5PO
5520
'5510
'-.-5.00
34,90
-4,80
-4,70
7460
4/60
' г£50
- -В й0
па- -9.20
гЯ'О
гЯОО
Г&90
58,80
-8,70
-8.50
-&50
-840
7830
-820
-810
-800
-7.90
-7.80
-170
-160
-150
’-140
-7,30
-7.20
-7,/О
-100
п. -6X90
Ц8-- -580
- -ioo
___: -6,50
3.58,90
' г 480
i
461Г Г8'60
-8.50
~ 5840
450^8,30
158,20
* '58,/О
«4(7-3 '78,00
7,90
-7.80
7,70
7,60
7.50
7,40
7.30
«41»
7.00
190
6,80
, 870
: 76Р0
1HW
630
620
по^ю
I#
47,0-
54.50
“ /ИЗО
6,0-\
Ц05
280:
39,0.
5,0
-0,20
/6Р-
/5.0-
470
/,60
270 \
38.0-
--4.40
-4,32
-4.20
\4.10
-4,00
5190
5180
-3,70
'-3.60
5150
'-3,40
53.30
5120
'51/0
-100
2.90
2.80
2.70
20,01
'5150
5 ',40
-O./O
-008
-006
-0,04
-0.02
3do^-43o
-ivo
4.Ю
4,00
-390
-3.80
-3.70
-160
^350
/sol 5340
5130
5120
'5110
-3fi0
28.0
27.0
таро
ПР\ L 25,0
? г4»
/za-ЗЕ-
43.05
42fl5
400 52
31
25
Фиг. 12. Номограмма «л» определения А или tlf при a
3.0
2,0
5
<?
-да
-50-
I
-7.01
105
ItS
8
Примгр. Демо: «f — г + я — 64; I —
-я-'0--
Определить Л.
1000Е-,
Решение. Величине----— — 27,4 соответ-
ствует —» 3,69, откуда oJO — 0,236 и А —
д,я», С 64-10
- V + ( - %о) тз--------а- -Н1.75-0.2Э6)Х
X 10 — 335,14 лл.
'OS
;,'S'
120
/4,0-
$£/,30
25.05.
гз.о-:
25,0-
54,95
ЛЛ
an
aw
$90
'.':0.90
080
070
22p5
21,0-
•; 7V0
-l3tr6,l0
t 0,60
Ц0-
9,0^
<?| л
Пример. Даио: A m 272 мм-, te — >ш -f- tK —
— 52; ms •« 10 мм.
Определить Е^.
Д_0.5л г
Решение. Находим ДА_ —--------——— “ 1,2.
о п
1<ХЮЛА ‘0<х1я,о
Величине-------" — 23,1 соответствует--— —
ге ‘е
3,51, откуда в » 0,1825 и Е — ДА« о —
- 1,2 + 0,1825-1.3823.
Прн использовании графиков 1 и 2 для расчета внутреннего зацепления следует вместо суммы
зубьев гс подставлять их разность гр и принимать EJt. — Е{< — EJU(.
г
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ. КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 325
Таблица 22
Формулы н данные для геометрического расчета указываемых на рабочих чертежах
элементов зацепления цилиндрических зубчатых колес
(расположены и алфавитном порядке буквенных обозна некий)
Элемент зацепления Обо- значе- ние Формула
Некоррнгированныс <£л = *= 0) и высотнокор- ригированные зубчатые колеса Зубчатые колеса с угловой коррекцией
Межцентровое расстояние (для редукторов стандарти- зовано - см. ГОСТ 218МЗ) А Определяется из расчета на округляется до значения, ул ± + гк 2 СОЗ f>g тб -0.5 (± гш ±3") ms прочность и долговечность к оэлстворяющего соотношению Л (±^+2к)|"л а>,доз 2 cos со* - ±гш+гк т‘« 2 m3 cos af' При e0J — 20“ проще опре- делять А с помощью но- мограммы па фиг. 12
Расстояние между осями аолбяка и нарезаемого зуб- чатого колеса *д (± гд + г) т, еоз «Of * С0в*з</ гдр 3g — число зубьев долбяка. При «^ = 20° проще опре- делять Ад с помощью номограммы на фнг. 12 (принимая Едс “ * + 6з и гс “ * Ф°Р“> ла И" >“ зана ниже * при определении aJ())
Коэффициент радиального за- зора основной рейки в нор- соп или По ГОСТ 3058-54 с'оп — 0.25; при обработке долбяками t
малином нли в торцевом се- ! и шевера.ми допускается принимать 0,35;
^чемии cos е'оз = еоп тзЪ>
Диаметр окружности высту- пов D' Df-dd± 2ft' | D,-D/±2A
Диаметр окружности впадин (иа чертеже указывается на случай подсчета толщины обода или толщины тела насадной зубчатки и иа из- делиях не контролируется) Диаметр делительной окруж- ности D. dd При нарезании червячной фрезой или гребенкой При нарезании долбяком D(-2AdTD,1)> где — наружный диаметр аолбяка • mt
Диаметры начальных окруж- ностей шестерни и колеса (обычно нс определяются) Коэффициент высоты зуба ис- ходной рейки в нормальном или «к fan d “ dg По ГОСТ 3058-54 fo„ - 1 d — ш i ± Г d «= в
или в торцевом сечении foi fos~ ft
Высота зуба (на чертеже ука- зывается для определения глубины чернового прохода при нарезании и на изде- лиях не контролируется) й Л-0,5 (± D, Т Df) 2 (/on + fon) х(±д_£!Ц^)
* Если значения Deg и неизвестны, то можно принимать (ориентируясь на среднюю изно- шенность долбяка) О ед « «х (»д + 2Лм> " В втом случае для некорригировзиных зубчатых колес ± tg + • Ag ч/ mf.
326
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Продолжение табл. 22
Формула
Элементы зацепления Обо- значе- ние Некорригнрованные Ля “ 1 и высотнокор ригиропанные зубчатые колеса Зубчатые колеса с угловой коррекцией
Высота головка (аа чертеже не укатывается) Высота ножки (на чертеже не укалывается) Нормальная хордальная вы- сота головки зуба (не опре- деляется. если иа чертежа указывается Ажя) Высота головки зуба ю по- стоянной хорды Передаточное число Нормальный и торцевой мо- дули Номинальная толщина зуба по лелительной окружности (дуговая, на чертежа не указывается) Нормальиая хордальная тол- щина зуба по делительному цилиндру (не определяется, если на чертеже указы- вается лхв) Нормальная толщина зуба ио постоянной хорде Осеней шаг Число зубьев Угол зацепления в нормаль, ном сечении Углы зацепления основной рейки в нормальном и тор. цепом сечение! Угол зацепления в торцевом сечении (при использовании номограммы на фиг. 12 ио определяется) • Л' Л* »жя 1 "л и «л а гхп ‘хп 1а 1 •л и лоз ' •л *'-<Л>я * 1я""л“ — <Лм ± 1,) т л* - ол । ± D Ф йжя« <я-0-5<±О,Т«д) Для колес с внутренними зубь 1 -= Определяются из расчета иа Одни из модулей округляется делается по одной из следу» я», =» т 2л '""Дт *XJ,<s<acoa Д1 где 4Я = д#л и — верхнее и нижне <Я“т» (т “»*"<» '° lg 0 Задается или ’я “ *ол По ГОСТ 3068-М угол воя . ’К лоп - Чг *оз со» “4-*оз к' — к - *• i <2 Т Dti ^Л. — Ig *од ( 3 \ 1 1 гхп)ном ями формула приблизительна прочность и долговечность - ю стандартного, второй опре ощих формул: nxcoajd m 2Л m. — т- — 1 X * СО»9Л 4»щ+»К СОВв- v L со* «о» ± *, Ч «) ’ q-'vi —5-/-IVI зcos* ад отклонения толщины зуба 1 I — *5 I ± {я ,lD ^оп) | - Дмл | •п д ,ln выбирается tg вя » tg Bf сов 0 20“ е го. tta°" ’о-ол "гоГ^ При заданном А .... ,“+’<с' m3cot "од
• С0,в» “ 2А При заданном ± ^зг •« «03 1OV в, - ——-2L 4 * ± «ш + ая + Inv «м
ЦИЛИНДРИЧЕСКИЕ ПРЯМрЗУВЫЕ. КОСОЗУВЫЕ И ШЕВРОННЫЕ КОЛЕСА 327
Продолжение табл. 22
Элемент зацепления Обо- значе- ние Формула
Некорригмромнпые (Ея “ i} 0) и яысотиокор- ригирояаниые зубчятые колясь Зубчятые колес, е угловой коррекцией
Угол зацепления я торцевом
сечении в процессе нареза-
ния долбя ком (обычно
определяется)
•л>
не
2 <± <«в + 9Ч «од .
|BV «ад ----------1 . . .--------+ Ю* «cal
для некорригированного зубчатого колеса L — 0;
Угол наклона зубьев по
чальному цилиндру
Угол наклона зубьев по
лителиному цилиндру
Поправка к показаниям
анального яубомсра
на-
де-
ра-
Коэффициенты коррекции я
нормальном и я торцевом
сечениях
{АжЯ
где — толщина зуба
3=0<?
ihxn
“ 2«. Ч «о» <Ч “от'
долбяка по делительному цилиндру
sin
с°.Эд
। кт,
г
Для нехорригироваяиых
*л ““°’
при высотной коррекции
'пш “ т {л* и Ьа» “ 4 &ли
колес
-</ол + *л>"«
При отркцатсльвой поправке
требуюшавса глубина захода
инструмента уменьшав!с«.
при положительной — уве-
личиваете!
Выбираюгса (стр. 328)
При заданном Л
“ * ^.яи + Чж ~
(|ПУ - ШУ км) <±’|и+*х)
s4 “w
При «оц “20“ проще опре-
делять с помощью но-
мограммы иа фиг. 12
^1К = ± 'пш + ^лк=
_ (inv Inv K0J) (± г„ -Нж)
и
~ аоп
• Если значения и неизвестны, то можно принимать (ориентируясь на среднюю изно-
шенность долбяка) с? ms (z^ -f- 2/^) и <«0. В этом случае для некорригиромнных зубчатых
колес А.
О
2 ”
знака — плюс и минус, то верхний знак
относится к внешнему зацеплению, а
нижний — к внутреннему (к колесу
с внутренними зубьями).
2. Обозначения D^, Dh d, dg. h, h‘,
If. hXH, h'xn, s, s„. зхя. г. e„ следует
указывать с индексом ш, если формула
применяется для расчета шестерни, и
с индексом к. если она применяется для
расчета колеса.
3. При стандартном торцевом модуле
для удобства расчета вместо произведе-
ний 'тп-£„ и fon тп в формулы следует
подставлять соответственно тя-6. и
tot'mv Произведения ;n tga,*, и Ejtg«ot
в формулах взаимозаменяемы.
4. Расчеты следует производить с точ-
ностью до пятого знака за исключением
расчетов с использованием номограммы
(фиг. 12). которые можно производить
с помощью логарифмической линейки.
Формулы для проверки удовлетвори-
тельности условий зацепления см. в
приложениях I и II (стр. 366);формулы
для определения специальных измери-
тельных размеров см. (10), (13], (14].
328
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Коррекция (исправление)
зацепления
Для иефланкированных цилиндриче-
ских прямозубых колес, работающих
в закрытых масляных ваннах, во многих
случаях целесообразно применять угло-
вую коррекцию зацепления с такими
коэффициентами коррекции 5Ш и (см.
приложение 1, стр. 366), при которых
осуществляется угол зацепления я,
максимально допустимый по условиям
заострения зубьев [толщина зубьев по
окружности выступов а, > (0,4ч-0,5)т |
и получения достаточного коэффициента
перекрытия (е > 1,2. а при повышенной
точности по наружным диаметрам зуб-
чатых колес и по межцентровому рас-
стоянию » > 1,1). Чем больше угол-за-
цепления я, тем большую нагрузку
могут передавать прямозубые колеса
(см. табл. 32). Размеры зубчаток следует
определять по формулам, приведенным
в табл. 22, причем высоту зуба h можно
увеличивать на 0,05m. Допуски на на-
ружные диаметры зубчатых колес при
1,1 < е < 1,2 должны быть выбраны по
2-му классу точности, и верхнее откло-
нение межцентрового расстояния в кор-
пусе передачи не должно превышать
35m мк, где т — в мм.
Косозубые и шевронные зубчатые ко-
леса, проектируемые для длительной
работы под более или менее постоянной
нагрузкой, корригировать не рекомен-
дуется; при кратковременной же работе
или при работе с сильно переменной
нагрузкой, когда допускаемая нагрузка
по материалу зубьев шестерни меньше,
чем по материалу зубьев колеса, можно
применять следующую высотную кор-
рекцию:
Ъш — (/о! + eel) J;
Эта коррекция выгодна и для прямо-
зубых открытых передач; однако если
окажется, что seui < 0,6m, то для полу-
чения достаточного запаса в толщине
зубьев на износ необходимо (особенно
при работе в пыльных условиях) умень-
шать значения сш и
Если коррекция зацепления приме-
няется исключительно с целью устране-
ния подрезания зубьев, то для зубьев
нормальной высоты (fon = 1) она
становится необходимой лишь при
I? cps’ ?• В этом случае при
гш+ aK>4cos ? + 30 cos* ₽ коэффи-
циенты коррекции следует определять
по формулам
бяш - 1 — 2 cos ? 4-45 cos» р ’
^пк “ ^яи-
В быстроходных понижающих -пере-
дачах типа турбинных применяют одно-
стороннее заполюсное зацепление (полюс
зацепления совпадает с начальной точ-
кой рабочего участка линии зацепления).
Коррекция внутреннего зацепления
Для того чтобы внутреннее зацепление
при %д=20°. /oi“ 1 и с^=0,25
было свободно от интерференции и
от подрезания, можно при гш > 16 и
числе зубьев долбяка гд > 16 применять
следующую высотную коррекцию за-
цепления (с укорочением головки зуба
колеса):
Огш " (гш -f- 2,5)ms, Овк = (zK—1,2)т4,
при этом 5Ш = 1,7528тд и s*=l,3888ms
(ESIU = = 0,25). Во избежание сре-
зания головок при радиальной подаче
долбяка должно быть 2^= гк — г3>12.
Основные случаи геометрического
расчета зацепления
Расчет производится по формулам
табл. 22 и в последовательности указан-
ного здесь расположения искомых вели-
чин (см. также приложение II, стр. 378).
Некорригиронанные и высотнокор-
ригнрованные прямозубые колеса.
Даны: т. гш, 2К, А = 0,5т (±гш + гк)\.
Ьа = (для некорригированных зуб-
чатых колес ?„=«<= 0); /0, с‘о, а0.
Определяем по формулам 3-й графы
табл. 22 для шестерни и колеса dg, и„
Dh h, s'x или sx, h'x или hx.
Некорригиронанные н высотнокорри-
тированные косозубые и шевронные
колеса. Даны: тп и или ms, гш, гк,
А “ "2^0^/" “ °.5тд(± гш + гк);
^пш в или в Т*Д4 (Для
некорригированных колес коэффициенты
коррекции равны нулю); /0, с0; а0
Определяем по формулам 3-й графы
табл. 22 для шестерни и колеса da, De,
Dl, h, sxlt или sm, h'xn или hxn.
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ. КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 329
Прямозубые колеса с угловой кор-
рекцией. Даны: А, т, а0, fo, с'д, I.
Определяем по формулам 4-й графы
табл. 22 гш и гк, a, и 5Х; выбор
коэффициентов коррекции и проверку
удовлетворительности условий зацепле-
ния см. в приложении I; и DlK, h.
Deut и Dex, dm и dK, и $хк или Sxiu
и Sx<1 Л^ш и h'XK или hxlu и hXK.
РАСЧЕТ ЗУБЧАТЫХ ПЕРЕДАЧ
НА ПРОЧНОСТЬ
Приближенный метод расчета
зубчатых передач *
Приближенный метод расчета может
использоваться для оценки допускае-
мой нагрузки на существующую зуб-
чатую передачу, для предварительной
быстрой проверки правильности выбора
материалов или намеченных размеров
передачи при проектировании, если ее
габаритные размеры и вес могут быть
приняты несколько большими мини-
мально допустимых, а также для пред-
варительного выбора типа коррекции
передачи (см. стр. 366—378).
Допускаемое окружное усилие при-
нимается равным меньшему из двух
следующих значений:
₽= kodmb (по сопротивляемости
поверхностного слоя зубьев);
Ри “ koumxb (по прочности зубьев на
изгиб)’
Здесь ко и k„u — коэффициенты по
табл. А и Б; для прямозубых колес в
формулу следует подставлять меньшее
значение ко из двух (для шестерни и
колеса), для косозубых и шевронных —
среднее значение k0. для прямозубых, ко-
созубых и шевронных колес подста-
влять меньшее значение й„в из двух (Для
шестерни и колеса); т — модуль в мм
(для косозубых и шевронных колес —
в торцевом сечении; для конических
колес — по среднему диаметру); dM —
диаметр начальной окружности шестер-
ни (меньшего колеса пары) в см; для
конических колес — средний; Ь —ши-
рина колес в см; i = гк; гш — переда-
точное число.
Расчет по этим формулам применим
для цилиндрических и конических пря-
мозубых и косозубых (с нормальной вы-
* Разработан совместно с М. Б. Громовом,
сотой зуба) передач внешнего зацепле-
ния с шириной зубчатых колес не
более d^ непланетарных, с располо-
жением зубчатых колес (цилиндрических)
между опорами их валов, без паразит-
ных шестерен, при условии работы
зубьев одной стороной (другой сторо-
ной зубья могут работать только с не-
значительной нагрузкой), при окруж-
ной скорости не более 10 м/сек, при
точности изготовления не ниже указан-
ной в табл. В и при перегрузках не бо-
лее двойной, действующих в течение сум-
марного времени, соответствующего не
более 10’ оборотов для 1—4 строк и
25-101 для 5—9 строк табл. А и не
более 3% времени работы передачи. По
значениям ko для случая <н», отличаю-
щимся более чем вдвое от соответствую-
щих значений для случая «с», можно опре-
делять окружное усилие Р, но с излишне
повышенным запасом; в этих случаях, а
также тогда, когда окружное усилие
лимитируется прочностью зубьев на из-
гиб,причем приняты нижниезначения koa
из табл. Б, лучше производить рас-
чет по уточненному методу (стр. 335 и
сл.). Значения kuu (табл. Б) получены
при условии, что в случае цементации
выкружка между зубьями также це-
ментована. При закалке с нагревом
т. в. ч. значения kou должны быть сни-
жены на 30—35%. Для термически не-
обработанных отливок значения koa
должны быть снижены на 20«/о. За до-
пускаемое окружное усилие для от-
крытых зубчатых передач принимает-
ся Р„. Если возникновение перегрузок
исключено, табличные значения kou мо-
гут быть удвоены, а значения ko умно-
жены на 1,07.
В табл. А различия между значе-
ниями k0 для симметричного и несим-
метричного расположения зубчатых
колес относительно опор обусловлены
влиянием деформации валов, причем
для несимметричного расположения
принят случай нежестких валов при
положении зубчатых колес вблизи опор и
при ширине колес, приблизительно
равной диаметру шестерни (Ь е» бш).
Для средних условий (жесткие валы
при положении зубчатых колес вблизи
середины пролета и при Ь «а дш, или при
одном из первых двух условий, но при
b < 0,5drB; или при Ь < 0,3</ш) можно
за k0 принимать среднее из его таблич-
ных значений, соответствующих симмет-
ричному и несимметричному расположе-
нию зубчатых колес относительно опор.
330
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Значения
Значения даны для 25 000 час. работы передачи; если ивы два
74 с 1 роки Материал н термическая обработка Располо- жение зубчаток относитель- но опор: С— сим- метричное, или близ кое к нему Н— несим- метричное Число
10 50
Диаметр
До 600 |1000 и более До 200 300 600 1
Окружная
До 0,3 11»Л и более До 0,5 | од 1 ‘<5 1
. Режим нагрузки
ПОС пер □ос пер ПОС пер пос пер ПОС пер
1 2 3 4 5 7 я 9 10 II 12
1 2 Сталь в нормализованном, улучшенном или отожженном состоянии и стальное литье. Предел прочности ов в кГ\м.** не менее 60 С 27,3 15,7 24.5 21.3 26,5 15.3 24.2 17.9 15,4 9.0 17.8 1П.7 11.3 7.6 4,7 8.8 8.7 6.9 10,5 6.8
Я»« 27,3 15,7 10,2 10.0 28.6 15.3 10,0 9.7 15,4 9.0 9.7 7.0 11,3 7.6 9.3 5.6 8.7 6.9 6,7 3,9
то С 36,4 21.0 32.8 28.0 35.7 20.8 32,3 24.0 20,7 12.2 23,6 14,3 15.4 10,4 20,1 11.7 12.1 9.6 14,8 9.5
Я** 36.4 21,0 13,6 13.3 36.7 2П.Н 13,4 13,1 20.7 12.2 13.1 9.4 15,4 10.4 12,4 7.8 12.1 9.6 9,4 5.5
3 80 С 35,4 20.7 41.0 25.8 34.9 20,3 40.0 24,0 20,2 13,1 23.9 14.1 16.9 12.7 24,0 14.2 14.3 12.2 18.9 12.0
на 35,4 20.7 15,0 15,0 34,9 2Л..З 14,8 14,8 20,2 13.1 14,8 9.8 16,9 12.7 14.4 9.0 14.3 12.2 12,0 6.4
4 90 с 32,3 18,8 38.0 22,Л 32,1 18.5 37.8 21.7 8,4 16.7 21.5 16.7 17,9 16.4 21.4 18.2 17,3 16.0 20,1 16,3
н** 32,3 18.» 32,0 165.0 32,1 18.5 31,2 15.9 1В.4 16,7 15.7 9.3 17.9 16.4 15.5 9.2 17.3 16.0 14,9 8.7
5 Колесо из чугуна СЧ 15-И при ширине зубчаток не более 10m с 21,3 12,2 25.1 14.3 21,<> 11,9 24.7 14.0 11.9 6.7 14.0 8.0 >1,6 6.2 13,8 7.4 И.2 5.8 13.3 6.6
н** 21,3 12.2 15,8 8.9 21.0 11.9 16.8 9,3 11.9 6.7 8.2 6.5 11.5 6.2 7.4 5.5 11.2 5.8 6.1 6.0
6 Зубья закале- ны с поверх- ности до твер- дости А?с не менее 40 с 49,8 28,8 56.9 32,4 49,1 28,0 58.1 31.7 27.6 15.3 31,8 17.6 26,8 14.3 30.4 16.8 25,6 13.0 29,1 15.4
н** 49,8 28.8 30.5 14,9 49.1 28.0 32,3 15.7 27,6 15.3 16.8 9.3 26,8 14.3 16.2 8.6 25.6 13.0 14.5 7.9
7 50 с 75,5 43,8 81,0 50.3 74.4 48.9 79,9 49,3 42.6 24.2 50.2 28,6 41.1 22.5 48,8 27.2 39,0 22,0 45.2 25.4
н" 66,0 30.6 55.1 26,4 65,1 VI,Л 58,6 27,9 29.5 13.» 26,1 11.8 28.5 12.8 25,5 11.9 26.6 12.8 23,5 10,4
8 Зубья цемен- тованы и за- калены до твердости /?с «во • Типа 20Х, 18Х Углеро- дистые стали с 102.0 59.3 КВ.О 70,4 юо.б 58.1 102,0 68,9 56,4 31.7 67.0 37.1 65,5 30,7 65.4 36.3 54,3 29.6 63,7 35,2
Я •• 80,9 32,4 79.8 38,3 79.8 31.7 84.8 40.3 34.0 И.6 36,4 13.5 33.0 11.3 36.0 13.0 31,7 11.4 34.9 12.5
9 Легиро- ванные стали • ГТ. Хо с 134,0 78.0 136.0 92,6 133,0 77,0 135,0 91.3 77.2 44.1 92,0 52.8 75,3 42.8 89.7 51,3 73.4 41.0 87,3 .50.0
я*- гя бы одной 117,0 53,1 зубча 97.5 82.0 гки иа 118.0 52.3 пары. 121,0 65.7 52,4 18.9 82,0 22.1 51.1 18,3 60,7 21.5 49.6 17.5 I 58.1 21.0
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ КОСОЗУВЫЕ И ШЕВРОННЫЕ КОЛЕСА 331
»д a кГ1слб
значения, го верхнее относится к 5000 раб. чае., нижнее — к 25 000 раб. час.
Таблица А
оборотов рассчитываемой зубчатки в мннугу •
1600
начальной окружности рассчитываемой зубчатки а в мм
I 13а1 и более | До 511 10и ДЮ .100 и более До 40 | 66 и более
скорость а ЛГ1СГК
.1 и более | До п.г 1 l* 1- ' 5 и более До 3 5 и более
(.пос* — постоянная нагрузка; .пер* — переменная нагрузка!
пос пер НОС пер пос пер пос пер пос пер пос пер пос пер
13 14 18 16 17 18 19 20 21 22 23 24 25 26
5.9 8.1 5.8 7.5 8.1 7.5 6.7 6.7 5.9 0.9 4.9 4.9 5.8 5.8 4.9 4.9
. 4.0 2.4 5.5 3.2 3.7 2.4 2.3 2.1 2.0 1.8 2,1 1.8
8.4 8.6 8.3 10.3 11JI 10.2 9.6 9,6 8,3 8.3 7.1 7.1 8,3 8,3 7.1 7.1
5.7 3.4 7,5 4.3 5,1 3.4 3.1 з.п 2,8 2.5 3.0 2.5
10,8 10.9 9,5 12,7 12.7 13,0 12,0 9.5 9.5 9,5 9.5 9.5 9.5 9.5 9.6
7.3 4.2 7.8 8.2 5.8 4.3 3,9 3.4 3.0 3.4 3.0
15.5 13.9 15.8 13.9 16.4 16.4 15,4 15,4 14.2 14.2 12,6 12.6 14.2 14.2 12.6 12.6
15.5 13.9 12,8 »,п R.K 7.Я 8.4 6.9 7.7 6.4 6.9 Я.Я 6.4 6.8
9.6 4.7 >1.2 5,6 6,3 7.4 6.3 5.6 О.З 5,6 4.8 5.3 4.8 4.0 4.4 3.8 4.8 4.8 4.0 3.8
9.6 4.7 4.9 4.0 5,3 3,3 4.6 2.4 3.9 2.1 3.2 1.7 2.1 1.7
19.8 9.2 22.8 10.7 13.8 15,0 13,0 12,0 13,0 11.2 9.2 10,0 9,2 7.1 7.7 6,6 9.2 9.2 7.0 6.6
19,8 9.2 12.1 4.8 10,0 5.2 8.2 4.8 7.0 3.4 5,3 2.9 3.4 2.9
33.6 16,8 39,5 20.0 21,9 18.3 25,0 18,.3 19,5 16,5 21.7 16.5 15,9 12,9 17,7 12.9 12,8 10,4 14,3 10,4 12.9 12.9 10.4 10,4
23.4 9.8 20.6 7.6 12.3 16,5 ю.б я,-» II.> 9.3 Н,6 5,4 7.1 7.4 4.7 7.4 5.9 6.0 47 7.4 м 6.0 3.7
<9.1 25.1 57.9 30.5 -9.8 21,0 lu.U 21.0 27,1 18,7 32.4 18,7 23,3 15.4 27,9 15,4 19.1 12,5 22.5 12.5 15.4 16.4 12,5 12.5
26.9 9.4 31,7 10,9 10.7 7.5 12,8 7,5 9.9 6.8 11.2 6,8 8.5 5.7 9,7 •5.7 7.0 4.5 7.9 4.6 5.7 4.5
67.9 34,9 78.0 42.3 40.3 28.2 47,5 28.3 37,4 26,1 44.7 27.8 ЗЗ.о 22>о 39.6 22, л 28,0 18.4 33.1 18.4 22.0 22.0 18,4 18.4
45.2 14,6 53.9 18.1 15.9 10.2 18,8 10.2 14.6 9.6 17.3 9.6 12,9 8.1 15.9 8.1 13,0 6.7 8.1 6.7
332
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Таблица Б
Значения Чоа (кГ)мм-ем)
В числителе лавы виачеиия *ои для постоянной нагрузки и лля переменной при симметричном
расположении зубчаток относительно опор; в знаменателе — лля переменной нагрузки при несиммет-
ричном расположении (котя бы одной зубчатки нз пары) относительно опор
Материал я термическая обработка Число зубьев Окружная скорость в м!сек
До 0.3 од од 1Д 3 5 и более
Нормализованные, улучшен- ное или отожженные стали и стальное литье. Предел прочности о_ а кГ^мл1 нс аР меиее 60 До 18 17.6 6.3 17,2 6.0 15,5 5.6 14,0 4.7 10,2 3.6 8.1 2.9
30 20,7 7.4 20,3 7.0 18,3 6.5 16,5 5.5 U.7 4.1 9.3 3,3
100 и более 24.5 8.6 23,1 8.2 21,2 V 19.0 6.4 14,0 4.9 11.1 4.0
70 До 18 20,8 7,5 20,2 7.1 19,0 6,7 16.6 5.9 13,1 4.7 10.5 8.7
30 24,8 8.7 23,8 8.4 22,3 8,0 19.6 7.0 15,4 5.5 12.4 4.4
100 и более 28,5 10,3 27,6 9.8 26,0 9.2 22,7 8.1 18,0 6.4 14.4 5.1
80 До 18 24,5 8.7 23.9 8.4 22,5 8,1 19,9 7.1 16,7 6,0 3.6 4.7
30 28,8 10,2 28.1 9,9 26.6 9,5 23,6 8,4 19,8 7.0 15.9 5,6
100 и более 33.5 12,0 32.7 11.5 30.8 11.1 27,3 9.7 22,9 8.2 21,7 6.4
90 До 18 29.2 12,8 28.4 11,6 27.4 11,2 25,0 10.1 20,9 8.6 17,4 7.1
30 34.3 15.1 33,4 13,6 32,2 13.1 29,3 12.0 24,7 10,1 20,8 8,3
100 и более 40,0 17.8 38,9 18,9 37.5 15.4 34,3 13,8 23,6 11.8 23,9 9.8
Колесо из чугуна СЧ 15-32 при ширине зубчаток не более 10m До 18 7,0 3,0 6,3 2.8 5,8. 2.5' 4.8 2.2 3.5 1.5 2.8 1.3
30 8,3 3.5 7,5 3.2 6,8 2,9 5.7 2.6 4.1 1.8 3.4 1.»
100 и более 9,6 4,1 8.7 3.8 8,0 3.4 6.6 я. л 4.8 2.1 3.8 1.8
Зубья цементованы и за- калены. Предел прочности сердцевины » а кГуллР не менее 70 До 18 28,5 15,8 27,4 9,8 25,5 9.1 22,5 8.1 18.6 6.7 14.7 8,3
30 33,7 18,3 32,3 11,6 30,0 10,8 26,6 9.6 22.0 7.8 17,3 6.2
100 и более 39,1 21.2 37,6 13.4 35,0 12,5 30.9 11.1 25,5 9.2 20.2 7.3
90 До 18 37.5 2S.3 36.5 15,5 34,3 12,3 31,4 11,8 26.5 9.6 22.1 7.9
30 44.2 29.8 43,0 18,2 40,3 14.4 36,9 13,2 31,2 11.2 26.0 9,3
100 и более 51,5 34,8 50,0 21.2 47,0 16,8 43,0 15,5 38.3 13,2 30,4 10,8
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ, КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 333
Таблица в
Окруж- ная скорость В MiCtK Прямозубые колеса Косозубые колеса Ошибки в основном шаге, в окружном шаге и в профиле не должны превышать
Ошибки в основном шаге шестерим м колеся в мл ирн твердости поверхности зубьев колеса по Брииелю Число зубьев шестерни гш Ошибки в окружном шаге и в профиле в мк
ДО 350 св. 350 для тестер ни при лю- бом значе- ним пере- даточного числа 1 н для колеса при /<3 для колеса при i > 3 для шестер- им при лю- бом значе- нии пере- даточного числа i и для колеса при < 3 для колеся при 1 > 3
10 ± (0,1</ш+3) ± <0,24ш+3) 15 30 6,1m, 7.7m a 8.8m 17,1m’
8 ± (0,15^+3) ±(0,34ш+3) 15 30 8,0m 10,4m’ 12,3m 27m’ о.змш
5 ± (0,4<Гш+3) ± (0,&Гш+3) 15 30 14,8m, 23m’ 34m 67m’
2 — — — — —
1 — — — - — о-змш 0.5<Гш
0.Б — — — — — О-Ми
Под постоянной нагрузкой в табл. А
понимается такой режим нагрузки, при
котором длительная работа передачи
может происходить при нагрузке, не
меньшей 70% номинальной.
Пример I. Определить допускаемую ил
грузку дла закрытой цилиндрической прамотубой
передачи тихоходной ступени редуктора ленточ-
ного конвейера. Данные: гш — 20; t — 80; I — 4;
m — 5 мм; бш — 100 мм; Ъ - 75 мм; л —
— 240 общин; ng — 60 об/мин; о— 1,25 м№ек;
прошение — о одну сторону; действие перегрузок
исключено равномерностью подачи перемещае-
мого материала; расположение колос — несимме-
тричное, валы — жесткие (условии средние между
.с* и .и* табл. А); нагрузка колеблетса от поми-
нальной до 0Л номинальной н может быть при-
мата за постовииую: материал шестерни — сталь
улучшемнаа, евр — 80 к/ !млР, эакалениаа с поверх-
ности при нагреве т. в. ч. до Rc — 50; материал
колеса — сталь улучшенная. »вр — 80 kTImjuP.
Расчет. По табл. А находим значения
лла шестерни (й# ш)
л—50 л -300
0-0,8 0 — 1,5 о — З V —оз о- 13 о — З
Rc -so С 41.1 39,0 33.6 21,9 19,5 15,9
и 28,5 26,6 23,4 12,3 11,3 9,2
334
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Отложив зависши *. и *оц аа графика»
v _ ПД к _ 13 у — з
ож-8О : —18 22,5 19.9 16.7
а —30 26,6 23,6 19,8
для колеса (*оик)
о —оз V —13 о — З
оа — 80 1 -30 26.6 23.6 19.8
: —100 30.8 27.3 22.9
(фиг. К} и пропели плавные кривые, путем Интер-
пол яиии находим для v — 1,25 м/сек и други» пере-
чисдеиных выше условий *0)И — 0,5 <23,9 + 16.2)—
-20;*о<-15; * -2175? *Овж-2?Д Наи-
меньшие зиаяеииа *о и »ои умножаем па 137 и
на 2 а святи с отсутствием перегрузок, причем
*ои уменьшаем на «“(. (множим на 1,65) о связи
с закалкой при нагреве т. в. и,: *о — 1,07.15— 16;
*ojJ—2.0,65*21,3 — 27,7; отсюда *odulB “
-16.1U.7^-j-j^-9tiO *Г: Pu-^oum»-7l,1-X.
х 5.7,5— ими кГ. Допускаемое окружное усилие
(наименьшее из р и Рц). определяемое я данном
случае сопротивляемостью поверхностного слоя
зубьев. Р — Ч9> кГ. Допускаемая мощность N —
Pv W0-I.25
“ "* квт'
Пример 1. Определить допускаемую нагрузку
для передачи примера I, но при наличии пере
грузов от 13 ао номинальной нЯ1рузки, дей-
ствующих от I ло 2»/о времени. По данным при-
мера 1 *.— 15; *0 —0,66-21,3— 13,9; отсюда
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ. КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 335
Р = *e<V ГГ1 “ 15-10-'-ьГП-9С0 кГ' р»=
— *овиО=13^5-7Л—520 кГ. Допускаемое окруж-
ное усилие (наименьшее и, Р и Рв). опрекеме-
мое в данном случае прочностью зубьев на изгиб.
Р о
Р* — 520 кГ. Допускаемая мощность N = =
“ “ 8.4 квт' По сР,,иеии,° с примером 1
«пускаемая нагрузка лля передачи снизилась с 11,8
*0 0,4 квт за счет неаостаточиой прочности зубьев
иа изгиб при наличии перегрузок. Чтобы повы-
сить допускаемую нагрузку, к данном случае целе-
сообразно, не меняя оснонныа размеров передачи,
увеличить модуль и соответственно уменьшить
число зубьев. Задаваясь т — 8 мм; гш = 12; I* =
= 11 ш — 4-12 = 48, по фиг. К (кривая * = 18. при-
менимая для зи1 = 12 при наличии положительной
коррекции1, см. стр. 366) находим ^оаш " М,4 и
* = 25,2; тогда по наименьшему * » 20,4 на-
ходим Рв = »оатЧ = 30,4-8-7,6 = )22и кГ. Допу-
скаемое окружное усилие (наименьшее из Р и Рв),
определяемое теперь, как и в примере 1, сопро-
тивляемостью поверхностного слоя зубьев. Р =
Ро
= 900 кГ. Допускаемая мощность N =» • 1() ,— “
900-1,25 „
= —= 11 квт, т. е. почти такая же, как
в примере I.
Уточненный метод расчета
Расчет закрытых цилиндрических
зубчатых передач на долговечность
Мощность передачи N, допускаемая
по сопротивляемости поверхностных
слоев зубьев выкрашиванию, может
быть определена по любой из следующих
двух формул:
пк-кш kM-ku-kd-kTk3 л. е.(1)
нлн
/V _
35800(1 ±1)»’
!N\
niel~) —отношение мощности в л. с.
'л<г/о
к числу оборотов в минуту колеса для
основной комбинации материалов, кон-
струкции и условий работы передачи
(табл. 23), пк и пш—числа оборотов колеса
и шестерни в минуту (большего и меньше-
* Межцентровое расстояние примера 1, т. е.
гш + гм . 20 4- 80 „„
4 = т - “ ?—В =5------L— = 250 мм, можно не
‘Ш + «к
менять, использовав избыток А - т - —— =
12 + 48
= 250 — 8--2— = to мм для положительной
угловой коррекции передачи.
го зубчатых колес пары); Ьш — коэффи-
Ь
циент ширины; kM = 2,5 . k„ — коэф-
фициент материала (табл. 24—27); —
коэффициент числа циклов напряжений
(табл. 28), kg— коэффициент деформа-
ции валов и зубчатых колес (табл. 29
и 31). k3—коэффициент зацепления
(табл. 32); для косозубых и шевронных
колес k, == kr — коэффициент точ-
ности (табл. 33 и 34). А — межцентровое
расстояние ем; Ь — рабочая ширина
зубчатых колес в см; I — передаточное
число
* т /
усилия
k0 — коэффициент
окружного усилия в • кГ/см*; k0 =
= 9,5kv-kn-kg-kj--k3.
Допускаемое окружное усилие
_ 143000 N ... I г
Р — — ------— = kgdMb —-г кГ, (3)
«к л» « ± 1
где 4Ш, dx и Ь — в см.
Знак плюс в формулах (2) и (3) — для
внешнего зацепления, минус — для
внутреннего.
Допускаемый крутящий момент на
колесе
Мк мм 71 620— - кГсм. (4)
Лх 2
Расчет по формулам (1), — (4)
производится отдельно для шестерни и
для колеса. В качестве допускаемого
берется меньшее значение N, Р или Мк
из двух, полученных для шестерни и для
колеса в случае колес прямозубых (и
косозубых или шевронных с внеполюс-
ным зацеплением) и среднее значение —
в случае косозубых и шевронных колес.
Определение коэффициентов kg и ku
производится в следующем порядке:
1) из табл. 28 по произведению псрТ
и по значениям а„ или Rc определяется
коэффициент ku при te I, обозначен-
ный через (*u)r
2) из табл. 35 по значениям kM(ku)t
b b
11 + и (см- прим‘ 1
к табл. 35) определяется вспомогатель-
ный коэффициент Ь, характеризую-
щий жесткость валов и зубчатых
колес,
3) из табл 29 или 31 в зависимости
от О, V, Од или Rc и режима нагрузки
определяются ko и
336
ЗУБЧАТЫЕ ПЕРЕДАЧИ
4) изтабл. 28 по произведениюпср-Т• t3
и по значениям а, или Rc опреде-
ляется йи.
Условное контактное напряжение
сдвига в поверхностном слое зубьев
у полюсной линии в кПсм* (|10[, [131.
[14]) при использовании формул (1) — (3)
будет равно:
для прямозубых колес
т-2000уТ^;
для косозубых и шевронных колес
t - 1600 Vk^ku-
Соответствующее контактное напря-
жение сжатия асж = 2,88г.
При проектировании повой передачи
следует по заданным материалам зубча-
тых колес и условиям работы передачи
определить входящие в формулу (1)
коэффициенты и найти из этой формулы
( N X
значения ( — ) для шестерни и колеса,
/о
взять большее из этих значений при
расчете прямозубых колес или среднее—
при расчете косозубых и шевронных
колес и подобрать по нему из табл. 23
межцентровое расстояние А.
Таблица 23
( N \
Допускаемое отношение ( „ ) мощности л. с. к числу оборотов и минуту колеса
(большего зубчатого колеса пары) для основной комбинации материалов, конструкции
и условий работы передачи
(А — межцентровое расстояние п мм. I > I — передаточное число)
А Г
1 1.S 2 5 • 2 8 10
100 0.013 0.015 0,016 0,015 0,014 0,012 0,011 0,010 0,009 0.008
150 0,045 0,052 0.053 0,051 0.046 0,042 0,038 0,034 0,032 0.027
200 0.107 0,123 0,125 0,120 0.109 0,099 0.090 0,082 0,075 0.064
250 0.21 0,24 0,25 0,23 0.21 0,193 0,175 0,159 0,146 0,125
300 0,36 0.41 0,43 0.40 0,37 0,33 0,30 0,28 0,25 0,22
350 0,57 0.66 0.68 0,64 0,58 0,53 0.48 ‘ 0,44 0,40 0.34
400 0.85 0,98 ),О> 0,96 0.87 0,79 0,72 0.65 0.60 0.5!
450 1.21 1.40 1,44 1,37 1,24 1,12 1,02 0.93 0.85 0,73
500 1,67 1,92 1,97 1.87 1.71 1,54 1.40 1.28 1.17 1,00
600 2.» 3.3 3.4 3,2 2.9 2.7 2.4 2.2 2.0 1.73
700 4.6 5.3 6.4 5.1 4.7 4.2 3.8 3.5 3.2 2.7
800 6.8 7.9 8.1 7.7 7.0 6.3 5,7 5.2 4.8 4.1
900 9.7 11,2 11,5 10,9 9.9 9.0 8,2 7.4 6.8 5,8
1СЮ0 13.3 15.3 15.8 15.0 13.6 12,3 11.2 10,2 9.4 8,0
1200 23 26 27 26 24 21 19.3 17,6 15.2 13.8
1400 37 42 43 41 37 34 31 28 26 22
1«Ю S5 63 65 61 56 51 46 42 38 33
1800 78 80 92 87 80 72 65 60 55 47
2000 107 123 126 120 109 99 90 82 75 64
2200 142 163 168 160 145 131 119 109 100 85
2400 184 212 218 207 189 171 155 141 129 111
Пояснения к таблице:
1. Значения 1 подсчитаны прн 2000 кЛеж*. К — 1,6 и ~ — 0,4 ((10), |13). (14)).
2. При определении j для внутреннего
следует вместо Л понимать "ол^д, dKi.
3. Если заданное межцентровое расстояние
/ N \ I N \
J нужно умножить значение ( ——j из
табличном межцентровом расстоянии АтоЛл иа
зацепления пол значениями и 1-й графе таблицы
не содержится п таблице, то для определения
таблицы при некотором (например, ближайшем)
А табл)
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ. КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 337
Таблица 24
Коэффициенты материала и *мв для прямозубых, косозубых и шевронных зубчатых
колес из нормализованных, улучшенных или отожженных сталей и стального литья
Предел * ми
прочности текучести ej при работе зубьев при работе зубьев обеими сторонами
в кГ1мм' только одной стороной
50 50 55 55 60 60 60 65 65 63 70 70 70 75 73 80 75 80 80 85 80 85 85 90 90 95 100 ПО 26 30 30 35 32 35 40 35 40 45 40 43 60 43 50 50 60 55 60 53 65 60 ТО 70 75 7S 80 90 0,47 0,51 0.53 0.61 0.64 0.67 1 0,73 0.79 | 0.85 ' 0,93 j 1.00 1,06 1,15 | 1.22 [ 1.30 | 1.39 1,55 1.64 1,73 1.83 2,02 2.46 1.06 1.12 1,18 1,22 • 1.28 1,30 1,34 1,36 1.41 1.45 1.47 * 1,52 1.68 1.58 1.63 1.70 1.72 1,75 1.79 1,81 1,83 1.85 1.94 2.01 2,06 2.11 2,23 2,46 0.60 0.71 0,75 0,78 0,80 0.82 | 0,85 0,89 | 0.93 0,97 ) 1.00 1.03 1.07 ) 1.11 ) 1.14 | 1.18 1.25 1,29 1,32 1.36 1.43 1.57
Пояснения к таблице:
1. Если характер работы или размеры передачи таковы, что недопустим риск, хотя бы и малый,
преждевременного выхода передачи нз строя, то необходимо уменьшить коэффициент к на 10—
20% (набольший процент — при больших размерах передачи и прн значениях больших,
чем (0,5 -» 1) 10*, где значение / см. в табл. 2» и 31).
2. Когда риск преждевременного выхода некоторых зубчатых колес из строя i примерно в 10—
20 случаях нз 160) оправдывается необходимостью получения наименьших габаритов передач и во>
можиостью их срочного ремонта или обеспеченностью запасными частями (например, аля передач
типа крановых или станочных:, следует увеличить коэффициент % ва 10—20% (на больший процент —
при мевьших размерах передачи и при большей чистоте поверхности зубьев).
3. Прн одностороннем или внеполюсяом зацеплении для зубьев, состоящих из одних головок,
коэффициент й можно увеличить в 4 раза прн /%<300, вЗ раза при 7%— 350 и в 2,25 раза
при Н- > 400.
4. Для стальных зубчатых колес, работающих с чугунными, можно повышать 8* на 70%
5. При работе зубьев обеими сторонами, когда действующие на зубчатое колесо крутящие мо-
менты в одном направлении Л1* и в другом направлении Мк находятся в соотношении —— С,
причем С > 1, коэффициент hMU, указанный в последней графе таблицы, следует увеличить
* ОДв+О.МС ₽“'
6. Для термически не обработанных отливок коэффициент й<в следует снижать на 20% и для
закаленных с поверхности зубьев кованых или литых зубчатых колес — на 30—315%
7. При обработке зубчатых колес инструментом с закругленными зубьями, соответствующими
исходной рейке по ГОСТ 0058-54, можно увеличивать на 15—217% (на больший процент — при
работе зубьев обеими сторонами).
22 Том 4 769
338
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Таблица 26
Коэффициент материал» к* для стальных
прямозубых колес с твердыми поверхностями
зубьев (а также для косояубмх и шевронных
колес при тщательной приработке зубьев и при
работе зубчатых колес в закрытых корпусах,
в которых смазка предохранена от загрязнения)
Зубчатые колеса Твердость Rq (нагрузка 150 кГ} *«
поверх- иост- нп:.> СЛОЯ зубьев серд- цевины зубьев
Сплошь закаленные 40 3.3
с малым отпуском 45 — 4.2
30 —. 5.2
55 — 6.3
Закаленные с поверх- 40 2,6
мости пламенем млн 45 3,2
токами высокой ча- Ю __ 4.0
стоты 55 — 4,6
Цементованные, из 55 30 8.0
высоколегированных 40 9.1
сталей с твердой 60 зо 9.5
сердцевиной зубьев (12X113. 2ОХНЗ, 40 10,8
65 зо 11.1
12ХН4А. 18ХНВА. 18ХГТ н т. п.) 40 12.7
Цементованные, из 55 30 6.3
легированных сталей 40 8.0
60 зо 7,5
40 9.5
65 :»i 6.8
40 И.1
Цементованные. из 56 4,Я 6,7 6.7
углеродистых сталей ГЯ) 55 -
Цианнропанные, прн 50 >ю 6.6
работе без больших 55 $44 я.и
перегрузок 60 >18 9.5
60 •15 8.0
55-60 •10 6.3
50-60 35 4.Я
Азотированные, при 55 >36 Я.О
работе без больших 60 ><0 9.5
перегрузок 60 35 6.7
55-60 30 4.2
Пояснения к таблице:
1. Если характер работы или размеры пере-
дачи таковы, что недопустим риск прежденре-
мсииого выхода передачи из строя, то необхо-
димо уменьшить коэффициент к ил 10—2О“)о (на
больший процент — при больших размерах перс-
шчн).
2. См. пи. 2 н 3 на стр. 337.
Таблица 26
Коэффициенты материала к* и к ааи
чугунных прямозубых колес (прн b < 10m)
Марка чугуна (ио ГОСТ И12-54) *.ин
при работе зубьев
одной стороной обеими сторонами
СЧ 12-28 0.82 0,43 0.36
СЧ 15-32 1.08 0.49 0.41
СЧ 18-36 1.36 0,56 0.46
СЧ 21-40 1.68 0,62 0,51
СЧ 2444 2,03 0*63 0,57
СЧ 28-48 2,42 0,74 0.62
СЧ 32-52 2.88 0,80 0,67
Таблица 27
Коэффициент материала кдля закаленных
и цементованных зубчатых колес
Механические свойства серд- цевины зуба Значения kMu лля зубчатых колес
авр Оу закаленных * цементован- ных (цементо- вана к вы- кружка)
при рабо те зубьев
и кГ1мм' одной сто- роной обеими сторона- ми •* одной сто- роной обеими сто рои», мн •**
50 26 — — 1,47 1.03
60 40 — — 1,81 1.29
70 45 — — 2,Об 1.44
80 55 — — 2.37 1.65
100 80 2.23 1.43 3,03 2,14
130 110 2.66 1.67 3,93 2,78
140 120 2.88 1.80 — —
160 140 3,30 2.06 — —
• См. пп. 6 н 7 к табл. 24. « Умножить иа 0 м у мс «•Умножить на (си. ст ?. 337).
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ. КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 339
Таблица 28
Коэффициент числа циклов напряжений *ч
"ср — среднее число оборотов в минуту рассчитываемого аубчатого колеса; пср “ -=у—;
Т — общее число часов работы передачи; tg — коэффициент нз табл. 29 и 31
neprG Значения Ли при
пределе прочности чвр в кГ'мм1 (табл. 24) твердости Rc (табл. 25)
70 и менее 80 90 100-110 40-45 55-65
<2 500 4 000 6000 «ООО 10 000 15000 20000 30 ОСО 40 000 50 000 70 000 100 000 130 000 165 000 200 000 300 000 400 000 500 000 700 000 1000 000 1 500 000 2000 000 3000 000 >4000 000 4,0-3,0 3.5-3,0 3.0 2,75 2.55 2.23 2,03 1.77 1,61 1,50 1,33 1,18 1,08 1,00 } 3-2,75 2.75 2,55 2,23 2,03 1.77 1.61 1,50 1,33 1,18 1.08 1,00 0,94 0,90 j 2,75—2,50 2,55 2,23 2,03 1.77 1.61 1,50 1,33 1,18 1,08 1,01) 0,94 0,82 0.80 | 2,5—2,0 2,23-2,0 2,03 1.77 1.61 1,50 1,33 1,18 1.08 1.00 0,94 0,82 0.73 0.70 2,0-1,50 1,77-1,50 1.61-1,50 1,50 1,33 1,18 1.08 1.00 0,94 0,82 0,75 0.68 0,62 0,55 | 0,80 1,5-1,20 ’ 1,33-1,20 1.18 1.08 1,00 0,94 0,82 0,75 0.69 0,62 0,55 0,48 0,44 0.38 0,35
с- 165 000 250 000 320 000 500 000 1 500 000 4 000 000
Поясиеинв к таблице:
1. При реверсивной нагрузке под величиной Г следует понимать общую продолжительность работы
зубчатых колес более нагруженными сторонами зубьев.
2. Если рассчитываемое зубчатое колесо находится в зацеплении с несколькими другими, то про-
изведение nCp-T-tt при выборе значения Ац следует умножить иа число зацеплений рабочей стороны
зуба этого зубчатого колеса за один его оборот.
Ж Для цементованных зубчаток при твердости сердцевины зубьев Rq < 40. а также для цнани-
роааниых и азотированных зубчаток при nCp-T-tf < 100000 коэффициент Ац “ 1.2.
4. Для чугунных зубчатых колес значения следует брать из предпоследней графы таблицы.
S. При некоторых значениях nCpT'ta и авр нлн ffg указаны предельные значения 4Ц. Для легкого
режима нагрузки (см. п. 1 пояснений к табл. 29) можно брать большее значение *ц. для тяжелого и
постоянного режима — меньшее и для среднего режима — среднее значение к .
6. Зубчатые передачи можно рассчитывать на долговечность (иа контактные напряжения) по наи-
большей нагрузке, найденной без учета редко возникающих пиковых нагрузок и редких кратковре-
менных перегрузок. Передача в этом случае может выдержать редкие пиковые нагрузки н пере-
_ _ *utnax
грузки, превышающие наибольшую расчетную нагрузку не более чем в —т—• раз, где я„тах — иаи
"ц
большее допустимое значение йц при данном пределе прочности чар или при данной твердости Rq по-
верхностей зубьев.
Если суммарное время работы передачи с перегрузками и пиковыми нагрузками значительно н
равно Тpj. то йц следует уменьшить, разделив его иа I/
шего крутящего момента при перегрузке или пиковой нагрузке к крутящему моменту при наибольшей
расчетной нагрузке. Если Г > ——где С — коэффициент из нижней строки табл. 28, то следует
пср~
Q
брать Г «в-----—. При R, > 40 вместо й, следует подставить
ncp'lf с
у
1 4--П. fc®, гле *, — отношение ианболь-
22‘
340
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Таблица 2»
Коэффициенты деформации kg эквивалентного времени работы tf при Нg<800
поверхностей зубьев (хотя бы одного из зубчатых колес пары)
8 (нз табл. 35) Ожруж- вая ско- рость V В MlCtK Режим нагрузки
МГ ч КИЙ 'а средний 1 'а тяжелый 1 'а постоянная нагрузка 1 'а
1 Любая 1.00 0,17 1.00 0,37 1.00 0,60 1.00 1,00
1.2 <10 15 20 > 25 0.94 0,90 0.87 0.83 0.17 0.95 0.91 0,87 0.83 J 0,37 0.97 0,92 0,87 0,83 | 0.60 1,оо 0.94 0,88 0,83
1.5 <10 15 20 >25 0,91 0.83 0,75 0.67 0.15 0,16 0,17 0,17 0.90 0,82 0.74 0.67 0.29 0.31 0,34 0.37 0.93 0.84 0.75 0.67 0,56 0,57 0,58 0,60 1,00 0.89 0,78 0,67
2 < ю 15 20 >25 0.85 0,73 0,61 0.50 0,14 0,15 0,16 0.17 0,83 0,72 0,61 0,50 0,25 0.29 0,33 0.37 0.87 11,84 0.62 0.50 0,53 0.56 0.58 0.60 1,00 0,83 0,66 0.50
3 <10 15 20 >25 0,77 0,62 0,47 0,33 0.12 0,14 0,16 0.17 0.74 0,50 0,45 0,33 0,19 0,25 0,31 0.37 0,81 0.65 0,49 0.33 0,47 0,51 " 0,55 0.60 1,00 0,77 0.55 0.33
4 . <10 15 20 0.70 0.55 0.40 0,11 0,13 0,15 0,67 0,53 0.39 0,17 0,23 0,30 0,75 0,58 0.41 0,43 0,48 0,54 1.00 0,75 0.50
5 < 10 15 20 0,64 0,49 0.34 0,09 0,11 0.14 0,61 0.47 0.33 0.15 0,22 0.29. 0,71 0,54 0,37 0,38 0,45 0.52 1.00 0,73 0,46
7 <10 15 20 0.5Й 0.42 0,07 0.10 0,53 0,40 0,12 0.20 0,63 0.44 0,31 0,40 1,00 0.71 0,42
10 <10 15 20 0,49 0.36 0,06 0.09 0.47 0.34 0.10 0,19 0,55 0,40 0,24 0,34 1.00 0,70 0,40
15 20 < ю <10 0,42 0,38 0.06 0.04 0.40 0.38 0.09 0.1» 0,48 0.43 0,19 0.17 1,00 1,00
Фиг. 13. Режимы изменения
нагрузки (и>у) «о времени
! — постоянная нагрузка; 2 — тя-
желый режим; 3 — средний режим;
4 — легкий режим.
Пояснения к таблице:
1. На практике в кранах, в стайках и других машинах часто встречаются следующие режимы из-
менения нагрузки по времени (фнг. 13):
а) тяжелый режим (кривая 2). когда нагрузка изменяется
в пределах от ВО ло от наибольшей и любая нагрузка в укь
занных пределах возникает одинаково часто;
6| средний режим (кривая J), когда нагрузка изменяется
от и ло 100% и любая нагрузка возникает одинаково часто;
в) л е г к и й режим, например, следующий «кривая 4): на-
грузка в пределах от 100 ло бЛ), (т. с. •(, полной нагрузки!
действует в течение 5% времени; нагрузка в пределах от 51 ло
33*1, (% полной нагрузки) действует 20*), времени; нагрузка я
пределах от 33°|п до минимальной действует 75% времени; легкий
режим нагрузки не обязательно будет наиболее легким в отно-
шении напряженности зубьев.
2. Под постоянной нагрузкой понимается режим ра
боты передачи с нагрузкой, отклоняющейся от максимальной
длительной нагрузки 1ие пиковой) не больше чем на 1О1/, при
О > 3 н не больше чем на ‘20% при 8 < 3.
3. Для режима нагрузки, отличающегося or четырех указан-
ных, коэффициенты kg и следует определять из таблицы интер-
полированием.
4. Если за каждый оборот рассчитываемого зубчатого колеса
наибольшая нагрузка передастся одними и теми же зубьями и
остается постоянной, то kg и t* следует выбирать, как для по
стоянной нагрузки.
5. Если при v > 10 м)сек зубчатые колеса приработаны (притерты, пришабрены до достижения
надлежащего контакта зубьев под полной нагрузкой) так, что влияние перекосов и деформации пол
полной нагрузкой исключено, то значения kg и (я можно принимать те же, что н прн v < 10 м|сек.
б. При пределе прочности материалов шестерни и колоса о < 90 кГ1мм' и при v < 3 м1сек значе-
ние t следует корректировать посредством его умножения на коэффициент, взятый нз табл. 30.
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ. КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 341
Таблица 30
Коэффициенты для уточнения аквивелентиого времени работы t3
Ч,р и кИмм* V В MlCfK
0.5 0.7 1.5 2 2.5 3
<70 0,09 0,13 04 0,33 0,5 0.7 1
80 0,25 0,30 0.4 0,55 0.7 O.K 1
, Таблица 31
Коэффициенты деформации Hg и эквивалентного времени работы t- для стальных зубчатых
колес при твердости поверхностей зубьев 7?с>46
б (из табл. 35) а Твердость ₽с » » Окружная скорость V □ м(сек Режим нагрузки
легки* средний тяжелый постоянная нагрузка
*6 "д *6 'в *6 >9
1 1.2 1,5 2 2,6 8 4 Любая 40 50 40-50 ' >60 40 ( 50 [ 40-50 >60 40 1 50 ( 40—50 >60 40 { 50 [ 40-50 >60 40 50 40-50 >60 « 1 50 | Любая <10 15 <10 15- >20 Любая <10 15 <10 15 >20 Любая <10 15 <10 15 >20 Любая <10 15 <10 15 >20 Любая <10 15 <ю 15 >» Любая <10 15 <ю 15 1.00 0.87 0,86 0.85 0,85 } 0,83 0,73 0,71 0,70 0,69 | 0,67 0.52 0,50 0,50 0.49 ) 0.48 0.46 0,44 0,43 0,42 | 0.40 0.40 0,38 0,37 0,36 ) 0,34 0,33 0,17 0,16 0,17 0.17 0,17 0,17 0,15 0,16 0,16 0,17 0,17 0,14 0.15 0,16 0,16 0,17 0,13 0,15 0,15 0,16 0,17 0,12 0,14 0,15 0,16 0,17 0,12 1,00 0,91 0.89 0,87 0,86 0,83 0,80 0,76 0,73 0,70 0.67 0,67 0.60 0.57 0.54 0,48 0,56 0,51 0.48 0,46 0,40 0,48 0,43 0,41 0,38 0,34 0.40 0,36 0.34 0,37 0,35 0,36 0,36 0.37 0,37 0,33 0,35 0.35 0,36 0,37 0,31 0,33 0,34 0,35 0,37 0,30 0,33 0,34 0,35 0.37 0,29 0,32 0,33 0,35 0,37 0,28 0,31 0,33 1,00 0,95 0,91 0,89 0,87 0,83 0,89 0,82 0,78 0.75 0.67 0,80 0,70 0,64 0,59 0,48 0,73 0,62 0,57 0,51 0,40 0.67 0.65 0,50 0,44 0,34 0,56 0,46 0,42 0,37 0.60 0.57 0,58 0,59 0.59 0,60 0,54 0,56 0.57 0,58 0,60 0,50 0,54 0,55 0,57 0,60 0,48 0,52 0,54 0.56 0.60 0.47 0,52 0,54 0.56 0.60 0,45 0,50 0,53 0,55 1,00 1,00 0,95 0,92 0.89 0,83 1.00 0,89 0,84 0.78 0.67 1,00 0.82 0.74 0.65 0,48 1.00 0,80 0,70 0.60 0.40 1.00 0,78 0,67 0,56 0,34 1.00 0.75 0,64 0,52 • 1,00
Пояснения к таблице:
1. При твердости поверхностей зубьев в пределах от — ЗПО ( £с ед 31) до 7?с “ 40 коэффициенты
tg и t следует находить интерполяцией по их значениям при Hg — ЗОО (табл, 29) и Rq -.40 (табл. 31).
° 2. Значение и приведенные я табл. 29 для переменного режима нагрузки, применимы и для
стальных зубчатых холес с твердыми поверхностями зубьев (7/с>350), если зубьям придана бочко-
образная форма (стр. 349).
3. См. пп. 1—4 к табл. 29.
ЗУБЧАТЫЕ ПЕРЕДАЧИ
342
Таблица 32
Коэффициент зацепления *д для прямо-
зубых колес
Угод зацепле- ния а а град. 15 18 20 22 24 26 28
ча 0,78 0.91 1,00 1.05 1,15 1,22 1.29
Примечание. Угол а корригирован- ных зубьев может быть найден по номограм- ме иа фиг. 14.
9- 21- 2f in- \27W Я]
4- 2l i- 24’50' 36 52- 2950
2T30'
-20'50' /. -24’40' 35
г- 2?4О' r -M’30' Лл -rruf 50
-2СГ30' ггдг 17- 24*20' -Zflff 49~ ?29°30'
-2(Г10‘ :2Г 16- 24° 10’ - 9л ° -Tf -zfzo1
- -19’50' -2fT50'
-1- :19°40‘ 1. -23°50' 37 i -2fl0'
rtf30' 2f4ff
-2 -ifго' A !- 30- 46- \zf
-If 10' 2f30‘
-3 -/Г 13- a' -26"ЗО' 45-
2f2(f ~28°50'
-4- -tfeT -if30' \lf29' rtf 10' rtf 'if50' -17*40' Iff30' ilf20' [if if Г -2?10' 28 -2^№
\ -А -6- -7 11 10 9\ tf 22*50' 22’40’ -22’302 '-22’20' TI- TS- 25- 26°10' пйГ -tsTso1 -25’40' 43- -28’40' 28°30’ ^TfZO'
-в 1 гхгыФгл f 2f1tf 24- -ts^ 40 -2fl0'
-9 . J 23~ 39-
-ю Z£«' t 21’50' 21’40' 22 25°20' 2fl0' -Zf r2f50'
-11 Я 21’30' th X-
U й» 1 bi * ik S f000lK Ze •» • ь
Фиг. 14. Номограмма лля определения угла заце-
пления «при а, - 20’ (5, - ' +6„;
» Ш «в » U4 •»'
Таблица 33
Коэффициенты точности и kj~a
«3 1 Значения ky и kTa при твердости поверхностей зубьев колеса
Нв<<350 Нв<>350
*г *Ти *Г “ *Гн
o.s 0,80 0,55
0.6 0.85 0.59 ——
0.7 0,89 0.63 —
0.8 0,93 0.67
0.9 0.97 0.71 —
1.0 1.00 0.75 0,55
1.2 1.06 0.82 0,59
1.5 1.12 0.90 0.65
2.0 1,20 1.ОЭ 0,75
2.S 1.25 1.07 0,83
3,0 1.29 1.12 0,90
4.0 1.33 1.20 1.00
5.0 1.36 1.25 1.07
7.0 1.40 1.31 1.17
10.0 1.43 1.36 1.25
(5.0 1.45 1.41 1,32
Пояснения к таблице:
1. При точности зубчатых колес, указанной
в табл. 34, следует брать а — 1 за исключением
тех случаев, когда о < 5 м/сек и Нв<<350.
В зтих случаях можно Орать а = — .
При несовпадении указанных на чертежах
или назначаемых допускаемых ошибок а окруж-
ном шаге и и профиле 64tpm илн в основном
шаге Ьд 4t„m с приведенными в табл. 34 ошнб-
«*“ ^абл или “о табл
а _ т°63 (, при „ > 15 м/сек а о
\epm \
Атабл 5 \
“ д -5 J
черт I
иди
до табл 5
д —6 *
о черт
При определении *уц значение а можно увели
чить в —— раз. Прн v < 5 м/сек и Н < 350
П 5
можно увеличить а в-----раз (как прн определе-
нии А», так и при определении *уи)-
2. Если угол т. закручивания соединения,
связывающего шестерню с ближайшей массивной
деталью, прн передаче номинального крутя-
щего момента известен, а *табл или До тдбл
выбрано из восьмой графы табл. 34. то можно
брать а — 10;,. ^а6* или а - 10тд.-*° П,айл.
черт ао черт
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ. КОСОЗУВЫЕ И ШЕВРОННЫЕ КОЛЕСА 343
причем значение а не должно быть больше, чем
Д,”дб-« 2 „ди ]/До табл~& 2 где
д v г Д —5 V
черт г о черт
/б о
Afotu + AtoK 1 а Атабл и д,о табл ~
значения ошибок из S—6 и 2—3 граф табл. 31
при » — 5 м'сек.
3. При расчете быстроходных передач
(V > 15 м)сек) следует учитывать «лияние иако-
пленной ошибки, уменьшая а на 20—307, при опре-
делении k-fri и на 30—50%, при определении kr
(следует уменьшать а на больший процент при
большей окружной скорости и при большей изно-
шенности зуоообрабатыааюших станков).
4. Если »Т < 1, то необходимо производить
тщательный анализ возможностей повысить точ-
ность изготовления передачи или упругость свя-
зей, а тем самым и величину ky (см. пп. I и 2).
5. Коэффициент А^.ц для прямозубых колес
следует определять по значению к* _ (
найденному для шестерни, если допускаемая на-
грузка определена по материалу шестерни. В про-
тиввом случае куи следует определять по
(*«)/а — 1 лля колсса' Д'” косозубых и шев-
ронных колес куи следует определять по сред-
нему значению кц (*н)^9 _ j из Двух — лля ше-
стерни и для колеса; прн этом следует брать мень-
шее значение а (и. 1).
При поверочных расчетах следует
сравнивать фактически передаваемую
мощность А(ф с допускаемой мощно-
стью N. найденной по формуле (1) или (2).
либо фактическоезначение коэффициента
окружного усилия (определяемое по
фактическому окружному усилию Рф)
, Рф I ± 1
оф “ I
сдопускаемым k0 = 9,5kM-kU’kg'k]-‘k3.
Расчет зубьев по их прочности на изгиб
Мощность передачи Nu, допускаемая
по прочности зубьев на изгиб, может
быть определена по формуле (5) или (6):
— ' пк'^ш'k-д'k ми‘k ц X
кф'кц*kfu л. с* (•')
или
/И - * Ь * • П ... • ft,,,/
Na “ 1430000 Л' с"
где > пш' пк< и ft — те же
величины, что и в формулах (I) и
(2); для внутреннего зацепления кш =
5ft
= л -L- ~и~'< — коэффициент мате-
аш~гак
риала для расчета зубьев на изгиб
(табл. 24—27); kn — коэффициент пере-
грузки (табл. 36); кф — коэффициент
формы зуба (табл. 37); k4 — коэффи-
циент передаточного числа (табл. 38);
kru — коэффициент точности для рас-
чета зубьев на изгиб (табл. 33, см. пояс-
нение 5 к этой таблице); т3 — торцевой
модуль в мм (для прямозубых колес
ms = m); ги, — число зубьев шестерни;
ft0„ — коэффициент окружного усилия
для расчета зубьев на изгиб в кГ/см-мм',
^ои “ 23^.н|Г^д'^П‘^ф’^Г|»-
Окружное усилие и крутящий момент
на колесе, допускаемые по прочности
зубьев на изгиб,
о 143000 N„ . . г. /тч
Ри - -----r- = kou-ms-b кГ ;(7)
“« пк
Мки - 71 620 кГсм. (8)
пк
При определении Nu, Р„ или Мхи
следует найти kvu- kn- кф для шестерни
и для колеса и произвести расчет по
меньшему из этих произведений.
В формулу (5), а также при опреде-
лении kou> ПРИ расчете прямозубых ко-
лес следует подставлять коэффициент kd
для шестерни, если допускаемая на-
грузка определена по материалу ше-
стерни. В противном случае следует
брать ka Для колеса. При расчете косо-
зубых и шевронных колес следует брать
среднее значение kg.
Зубчатые колеса открытых передач
можно рассчитывать только по проч-
ности зубьев на изгиб, но для предот-
вращения больших пластических кон-
тактных деформаций следует принимать
Ьф кч т, 1,6, если кф кч> 1,6.
Если ширина рассчитываемого зубча-
того колеса ft, (для шевронных колес —
суммарная ширина двух полушевронов)
больше рабочей ширины зубчатых ко-
лес ft, то допускаемую по изгибу зубьев
нагрузку можно для этого зубчатого
ft)
колеса увеличить в раз.
Напряжение изгиба в зубе (найденное
без учета перегрузки) прн использова
нии формул (5) — (8) равно
аи — 970ft ии кп.
344
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Ошибки в основном шаге 4 Г» (для прямозубых иефлаикированных колес), в окружком шаге или
в табл. 32 (ошибки шестерик обозначаются
Окружи! I скорость V а м]сек Ошибка в основном шаге шестерни и колеса прямозубых колес Ыош и Lt. а мк — диаметр шестерни О* ш в леи) при твердости поверхностей аубьев колеса Число зубьев шестерни х« Ошибки в окружком шаге и в профи- ле шестерки и колеса « 1, в мк (т, — ториевой модуль в мм; для прямозубых колес т,» m)
«*<360 нБк>хо Аш п*>и л1°®0“ 1 и д* при 1 < 3 дк при 1 > 3
100 и более 15 30 60 l.lrn^ 4- 5 мк 2,0т14-5 . 33<nf + 5 .
60 ±(0,03Мш + 3) ±(0.07^4-3) 15 30 60 1,5т 4" 5 мк ХЗт^ + 5 , 4,0т J 4-5 •
30 15 30 60 2,1 от +5 2.9т, 4" 5 4.6т, 4- 5 2,3т 4- 5 3,3/л^, 5 6,0(7! 4» 5
Ш 15 30 60 -f- 6 з,в/л f "Ь Б/ini4" 5 3,5т 4- 5 • 4,9л1^ 5 + 5
15 ±(0,046 dm 4- 3) ± (0,0Mw + 3) 15 30 60 3,9т 4- 5 4,9т, + 5 7,0т, -f- 5 6,0т 4- 5 1.9т 4-5 15,9т^ 4-5
10 ± (0.1<гш 4- 3) ± (0,2Пш + 3) 15 30 60 6,1т, 1.1т 12.3т, 8.8т 17.1т 34т’
8 ± (0,154ш + 3) ±(0Л/ш+3) 15 30 во / 8.0т, 10,4т, 18.4т, 12.3т, 27т’ 53т ,
б * + 3> ±(0,8dM+3) 15 30 60 14.8т, 23 я» 67т, 34т 67т 135т,
2 — — - —
’ 1 — — — — —
0,6 —' — — - —
Примечание. Под упругим соединением шестерни с ближайшей связанной с ней массивной
крутящего момента превышает 0,1.
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ, КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 345
Таблица 34
в профиле зубьев Д и накопленные ошибки в шаге i/ц и Ag соответствующие коэффициенту а=>1
инлексои ш, колеса — индексом к) .
Ошибки AXq и Д в мк не должны превышать Накопленная ошибка Wg и местная накопленная ошибка Ag в мк
при малоупрусом соединении шестерни со связанными с вей массивными деталями при упругом соедине- нии шестерни со свя- занными с ней массами или при малой величи- не последних при малоупругом соеди- нении шестерни со свя- занными с ней массивными деталями при упругом соединении шестерни со связанными с ней массивными деталями или при малой их величине
4Ш — диаметр шестерни в мм
|Р* '• • Е': <\2МШ о.иш 4 « t 8/х = 0.254 ш “ Прн М1к-0.2Мш <3
При Wg >3 h 10 мм 4- д * а которой имеется макси- ок в шаге; т* — торцевой наметр шестерим в мм)
*к (£ н (L — длина дуги в мм, i мальиое накопление ошиб модуль в лиг; аш — Д1 4
Ag-0,214-60
0.3^
Ag — 0.3Z. 4-75
Для колеса °-“ш 1 Для колеса при 1 < 0.35^ при / >3 3 и для шестерни — —
Для колеса при 1 > 3 Для колеся при 1 < 3 и для шестерни 1 U-7dlu — —
деталью понимается любое соединение, угол закручивания которого под поэдсАствисм иомкиалыюго
346
зубчатые передачи
Таблица 3i
Вспомогательный коэффициент 9
б аш Тангенс угла перекоса шестерни относитель- но колеса tg 7 Коэффициент 0 при произведении _ (, равном
для прямозуоых колес
для прямо- зубых и косозубых колес для шев- ронных колес - 0.5 0.7 * 1.5 2 3 < 5 10 15
для косозубых и шевронных колес
0.5 0,8 1.1 1.6 2.3 3,1 4.7 6.2 7.8 11 16 —
0.2 0,5 0.1 1 1.6 2 2,5 3 0,002 0,001 0,0005 0,00025 0 0,002 0,001 0,0006 0,00025 0 0,002 0,001 0,0005 0,00025 0 0,002 0,001 0.0005 0,00025 0 0,001 0,0005 0,00025 0 0,001 0,0006 0,00025 и 0,0006 0,00025 0 0,0005 0,00025 о 0,004 0,002 0,001 0,0005 0 0,004 0,002 0,001 0,0005 0 0,004 0,002 0,001 0,0005 0 0,004 0,002 0,001 0,0005 0 0,002 0,001 0,00)5 и 0,002 0,001 0,0005 0 0,001 0,0005 0 0,001 0,0005 0 18,6 9,8 5,4 3,2 1,00 2Г 12,0 6,5 1,03 зГ 16,5 8.8 1,05 23 >2.1 1.10 й 1,23 ,= 1.40 1,63 г» 8,2 4,6 2.8 1,90 1,00 19,0 Ю,0 5,5 3.3 1.03 26 13,7 7,4 4,2 1.0 19,1 10.1 5.0 1.10 28 14,7 8.° 1.23 19,4 10,4 1,40 24 12,9 1,63 15?4 1.90 4,7 2,8 1,92 1,46 1,00 10,2 5,6 3,3 2.2 1,03 13,9 7.5 4.3 2,7 1,05 19,5 10.3 5.7 3,4 1,10 15,0 8,1 4,7 1,23 19,8 10,6 6,0 1.40 13,1 7.4 1.63 15,7 8,8 1.90 2,8 1,90 1,45 1,23 1,00 5,5 3,3 2.15 1.59 1,03 7,4 4,2 2,6 1,84 1,05 10.1 5,6 3.4 2.2 1,10 8,0 4.6 2,9 1,23 10,4 5,9 3,7 1,40 7,3 4,4 1,63 8.8 . 4,3 Г 1,90 1,80 1,40 1.20 1,10 1,00 3.0 2.0 1,53 1,28 1,03 3,9 2.5 1,75 1,40 1.06 5,1 3,1 2,1 1.60 1,10 4,2 2,7 1.98 1.23 5,4 3.4 2,4 1,40 4,1 2,9 1,63 4,9 3.4 1.90 1,45 1,23 1.Н 1,06 1,00 2,15 1,59 1,31 1.17 1,03 2,6 1,81 1,44 1.2S 1.05 3,4 2,2 1,66 1,38 1,10 2.9 2,1 1,65 1,23 3,7 2,53 1,96 1,40 3,0 2.3 1,63 3.6 2.7 1.90 1,20 1.Ю 1,05 1,03 1,00 1,53 1.28 1.15 1.09 1.03 1.75 1.40 1,23 1,14 1.05 2,1 1.60 1,35 1.23 >.10 1,96 1,60 1.42 1.23 2.4 1.90 1,75 >.40 2.3 1.94 1.63 2.7 2,3 1.90 1.11 1 06 1.03 1.01 1,00 1.31 1.17 1.10 1.06 1,03 1,41 1,25 1.15 1,10 1,06 1.66 1.38 1.24 1.17 1.10 1.65 1.44 1.33 1,23 1.96 1,68 1,54 1.40 1.98 1,80 1.63 2.3 2.1 1,90 1.07 1,04 1,02 1,01 1,00 1,21 1.12 1,07 1,05 1,03 1.30 1,18 1,” 1,08 1,05 1,46 1,28 1.19 1.15 1,10 1,50 1.36 1,30 1,23 1.76 1,58 1,49 1,40 1,85 1.74 1,63 2.2 2,0 1 «Ю 1.04 1,02 1.01 1,00 1.00 1.12 1.07 1.06 1.04 1,03 1.18 1.И 1,0» 1.07 1,05 1.28 1.19 1,15 1.12 1,10 1.37 1,30 1,26 1,23 1,458 1,49 1.45 1,40 1,74 1,68 1,63 2,<М 1,97 1,90 1,02 1,01 1,00 1,00 1,00 1,07 1,05 1,04 1,03 1,03 1,11 1,08 1.07 1,06 1,05 1,19 1,15 1.12 1.11 1.Ю 1.30 1.26 1.25 1.23 1,49 1.45 1.42 1,40 1,68 1.65 1.63 1.97 1,93 1.90 1.01 1,00 1,00 1,<ХЗ 1,00 1.05 1,04 1,03 1,03 1,оз 1,08 1,06 1,06 1.05 1,05 >,14 1.12 1.11 1.11 1.10 1.26 1.25 1.24 1.23 1.44 1.42 1,4* 1,40 1.65 1.64 1.63 1.93 1.92 1.90
Пояснении к таблице:
1. Можно принимать ig, «а 0.002 при большом расстоянии между опорами для зубчатых колес,
расположенных вблизи опор, при маложестких валах; tg у <s>0,001 — для тех же условий при жестких
налах (напряжение изгиба в валу не превышает 500 кГ}см'У, 1g т а 0,0005 — для тех же условий, ио
когда шестерня расположена вблизи средней части вала между опорами или когда перекос шестерни
в значительной части компенсируется перекосом колеса.
При малом расстоянии между опорами (-j- < 8. гае — диаметр вала, a I — расстояние меж-
ду опорами) указанные значения tg j можно уменьшить вдвое. При симметричном расположеини зуб-
чатых колес относительно опор tg « 0.
2. Для шевронных колес пол числовыми значениями я первой графе таблицы следует вместо
б 0.7В _
-т— подразумевать -j— , где В — полная ширина зубчатых колес (с учетом канавки для выхода
инструмента) или — при наличии средней опоры.
ил
3. Для более точного определения коэффициента 4 вместо произведения К и следует тк-
1,881
пользовать произведение *л’*н'*^’*у —------р • ПРИ ’том расчет необходимо вести по методу по-
следовательных приближений.
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 347
4. При v>15 м/сек или при твердости зубьеп Rq > 55 и при любом значении ₽ к перекосам шестерни
и колеса, вызываемым пол действием нагрузки упругими деформациями валон, зубчатых колес и опор,
следует прибавлять технологические перекосы, вызнанные неточностями изготовления и монтажа пере-
дачи. если эти неточности не устраняются притиркой, пришабровкой или прнпилнпаннем зубьев. Нрн
Rq = -Ю-t-SS следует учитывать 50% величины технологических перекосов. При твердости зубьев мень-
шей. чем указанная, технологические перекосы можно не учитывать, если они не выходит за пределы
допускаемых.
6. Для чугунных зубчаты» колес 6 = 1-|-О,6 (Ьтабл~ ')•
Таблица Ж
Коэффициент перегрузки
"ТЛ* - *У 10 мп *п при м;
10 8 6 5 4 3 2 1.5
3 0,142 0.17Я 0.24 0.28 0,36 0,47 0,71 0,94
0.1 5 0,22 0.28 0,37 0.44 0.55 0,74 0,99 1.00
8 0,33 0,42 0,56 0.67 0,82 0,97 1,00 1,00
3 0,133 0,165 0,22 0,27 0,33 0,44 0.67 0.88
1 5 0,190 0,24 0,32 0,38 0.47 0,63 0.93 1.00
8 0,25 0.33 0,44 0,53 0,66 0.86 0,99 i.oo
3 0,124 0,156 0.21 0.25 0,31 0,41 0,82 0,83
10 Б 0,163 0.20 0.27 0.33 0.41 0,54 0.81 0.99
8 0,21 0.25 0.35 0.42 0,63 0,70 X .95 1,00
3 0,116 0,145 0,194 0,23 0,29 0,39 0,58 0,77
100 5 0,140 0,175 0.23 0,28 0.35 . 0,47 0,70 0,91
8 0,167 0.21 0,28 0.33 0.42 0,56 0.82 0.97
3 0,109 0,136 0,181 0.22 0.27 0,36 0.54 0.72
кюо 5 0,120 0.150 0,20 0,24 0,30 0,40 0.60 0.80
8 0,132 0.166 0,22 0,26 0.33 0,44 0.86 0.86
* пТп — пронэведенне из числа оборотов в минуту рассчитываемого зубчатого колеса на сум-
марвую продолжительность (п часах) работы передачи при перегрузках. При nj п> toot еле-'
.М_
дует брать
А1 п — перегрузочный (пиковый или пусковой) крутящий момент; Af — номинальны кру-
ТЯП1ИЙ момент (соответствующий номинальной мощности).
Таблица 37
Коэффициент формы зуба Лф
?3
:ло зубьев считываемо пятого коле< прямозу- с колес для косозубых и шевронных колес прн уме наклона зубьев X ф
зл <15° 25* 35° 45°
10 12 14 18 18 20 22 24 26 30 40 50 70 100 11» Ж Рейка 0.56 0.70 0.7Н 0.85 0.90 0.94 0,97 1,00 1.03 1,06 1.12 1,15 1.20 1,23 1,25 1.31 1.38 0.62 0,73 0,79 О.ЭД 0,90 0,94 0.97 1.00 1,02 1.06 1.10 1.12 1,17 1,20 1,22 1,28 1.33 0,6» С,77 3,83 0,87 0,91 J.94 0,96 ).9Ч 0.9» 1.1" 1.05 1.04 IJI 1.13 1.15 1.21 1.28 0.74 0.79 0.13 0.86 0.89 0.9П 0.92 0,93 0.144 0,95 0,98 1,00 1.02 1,04 1.06 1,10 1.13 0,74 0.77 0.79 D.M1 0.81 0.82 0.63 0.84 0.-'., 0.88 0.89 0.90 0,92 11,93 0,96 0.98 1.44 1.13 0,97 0.75 0,62 0,53 0.44 0.36 0.32 0,27 0,21 0.1» 0,15 0,12 о.он 0,01 0 0.89 0.87 0,86 0.85 0.84 0,84 0,87 0,94 0,95 0.98 11.00
Пояснения к табл. 37:
I. При работе зубьев обеими сторонами сле-
дует коэффициент кф для ведущих зубьеп сни-
жать иа 10— 15"|„.
2. Для зубчатых колес с корригированными
или укороченными зтбьнми коэффициент кф из
табл. 37 следуег умножать на
О + М^
й
где X — коэффициент, укатанный в предпоследней
графе табл. 37 (по данным U. Н. Кудрявцева);
Ел — коэффициент коррекция в нормальном сече-
нии; т_ — модуль в нормальном сечении (для
прямозубых колес тп « т и 6Д — £); й — высота
зуба.
X Для зубчатых колес, обработзнных по методу
деления модульными фрезами или шлифовальными
тарельчатыми кругами, коэффициент Лф иэтабл.37
нужно умножить на коэффициент ч>, указанный
и последней графе таблицы.
4. Для зубчатых колее с внутренними зубь-
ями (по данным В. Н. Кудрявцева)
® рейки (1 + ~ j
348
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Таблица Зв
Коэффициент передаточного числа >ч
/4-1 24 I, \
Л —-----——------ где — число зубьев шестерни; I — передаточное число; i — —-— )
* ш ш •
\ 1 гш х- 1 1.6 2 3 4 5 6 7 8 10 оо (рейке)
10 4,80 4.00 3,60 3,20 3.00 2,88 2,80 2,74 2.70 2,64 2.40
12 4,00 3,33 з,оо 2,67 2,60 2,40 2,33 2.28 2.25 2,20 2.00
14 3.43 2.86 2.57 2,29 2,14 2,06 2,00 1.95 1.93 1,89 1.71
16 3,00 2,50 2,25 2,00 1,87 1,80 1.75 1.71 1,69 1,65 1,50
18 2.67 2.22 2,00 1,78 1.67 1.60 1,56 1.52 1,50 1.47 1,33
20 2,40 2,00 1,80 1,60 1,50 1.44 1,40 1,37 1,35 1,32 1,20
22 2,18 1,82 1,64 1.45 1,35 1,31 1.27 1.25 1.23 1,20 1,09
24 2,00 1,67 1,50 1,33 1,25 1.20 1.17 1.14 1.12 1,10 1,00
26 1.85 1,54 1.38 1,23 1,15 1.11 1,08 1.05 1.04 1,02 0.92
30 1.60 1.33 1,20 1.07 1,00 0,96 0,93 0,91 0.90 0.88 0,80
40 1,20 1,00 0,90 0.80 0,75 0,72 0.70 0.68 0,67 0,66 0,60
50 0,96 0,80 0.72 0.64 0,60 0,58 0.56 0.55 0,54 0,53 0.48
70 0,68 0.57 0,51 0,46 0,43 0.41 0.40 0,39 0,39 0,38 0,34
1оо 0.48 0.40 0,36 0,32 0.30 0,29 0,28 0,27 0,27 0.26 0,24
150 0.32 0,27 0.24 0,21 0,20 0.19 0,19 0,18 0,18 0,18 0,16
300 0,16 0,13 0,12 о.п 0,10 0,10 0.09 0,09 0,09 0,09 0,08
Пример расчета зубчатой передача
Определить крутящий момент М*, допускае-
мый на тихоходном валу крановой цилиндрической
прямозубой передачи, если А— 350 мм; 5 =
— 140 мм; т = 7 ми; гш = 15; = 80; I-™- -
— 533; •= 0,91; I* = 2.015; в = 26’47’04’; П =
— 1,912 т (коррекция); л «= 160 об/мин; л =
jg ш "
— 'бО’ви " 30 °®1ЫИН- Расстояние между валами
здесь малое; валы — жесткие; шестерня располо-
жена вблизи средней части вала между опорами.
Шестерне изготовлена из стали 40Х, кованой и
улучшенной ловяри/—80 н вГш — 55 дЛ-илт*.
колесо — нз иормалитпипииой стали 45, имеющей
•ери’80 " огк~№кГ1мм‘.
Зубья работают одной стороной. Режим на-
грузки — легкий, перегрузки отсутствуют. Пере-
дача должна быть рассчитана на 12 000 час. работы.
Прн этих данных находим из таблиц
с учетом соответствующих примечаний f-^-1 “
* ' пк Jo
0,51 л. с.)об(мни (на табл. 23 для А — 350 мм,
1-5,33); Л^—2,5 J--I: *ЛШ-1,22.1Д-|,46
и * «• 0,67-1,2 — 0,80 (из табл. 24 с увеличением
на 204. согласно пояснению 2); 1,75;
, . 2А 2-350
»«»«“' •» ’»»'• м>: аш - 7+Т - -вдз “
— 110,5 мм; — 1,27; tR у 0,00025 (согласно
“ш
пояснению I к табл. 35); прн t — 1 получаем
*иш“0,9 " ’ш -2.10:«,-3.50 (нз табл. 35);
d -2А — 8 — 2-350 - 110,5 са 590 мм; о -
- -ода *Э« - °-84' *дк - V»
(на табл. 29 для соответствующих значений в и
легкого режима нагрузки); /рщ — 0,14-0,38 — 0,053;
—0,11-0,18—0,02 (значения Г и неправ-
(Г< НШ **
лены согласно пояснению 6 к табл. 29);
-160- 12 000- 0.053- 102 000; (л-T-tJ* = 30 X
X 12 000-0,02 - 7200; *Цш = 1,17; - 2,85 (из
табл. 28); прн точности зубчатых колес по табл. 34
можно принять а — — — — 5,4 (согласно по-
яснению 1 к табл. 33); *_ = 1,40; *уя='-34;
*Гиш - 1 •31« - ,«я <HS габл- 33>: “1<й
(из табл. 32); *д=1 (из табл. 36); — 031 (1+
+0<8б.О,91).рЛ^ - 1,56; *^-141(1 +
4-0,14-2,015) —1.68 (из табл. 37 и по-
яснения 2 к ней); кч — 1,91 (из табл. 38); (*явХ
X *я *(б)ш - 1178 W* (* ми *77*
Х*^)к — 1-30-1-1,68 — 2,18.
По формулам (1) и (4):
по материалу шестерни
-71 620 2L .71 ЯО^^-*,,^ X
X *Лш-йГм,-*я-7162О-О,51-1-1.4в-1,17 ОЛ4Х
х 1.40-1Д5 я» 92 000 к Гем ;
по материалу колеса
— 71 620-0,51-1-0,80-2^5-0,73-1,34-1.25 -
— 102 000 К Гем.
По формулам (5) и (8)
AC f N \
лк«-71620-71 620 V М*и« X
Х*Я‘*ф'**ч‘*Ги"
-71 620-0,51 - 1-0,84-2,18-1.91-1,21 — 155 000 кГсм.
Таким образом, допустимый крутящий момент
иа тихоходном палу дайной перелечи равен
92 000 кГсм и ограничивается он сопротивлением
выкрашиванию поверхностных слоев зубьев ше-
стерни.
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ. КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 349
Заедание зубьев зубчатых колес
При работе металлических зубчатых
колес с большими скоростями и нагруз-
ками может наступить заедание поверх-
ностей зубьев, если нагрузки будут пре-
восходить некоторые предельные значе-
ния, определяемые расчетом на заедание.
Заедание вызывается нагревом мате-
риала зубчатых колес (местным, мгно-
венным в зоне контакта, накладываю-
щимся на общий длительный по всему
колесу) до температуры, при которой
смазка и пограничный слой теряют свои
смазывающие и адсорбционные свой-
ства. Ориентировочный расчет на заеда-
ние см. [10], [13]. [14]. При окружной
скорости v < 10 м/сек и при Нц > 300
рассчитывать на заедание необходимо
только те передачи, у которых Лж£ц>9.
При НБ < 300, dm < 200 мм и у <
< 15 м/сек передачи не требуется рас-
считывать на заедание.
Особенности расчета пластмассовых
зубчатых колес
Пластмассовые (текстолитовые и лиг-
нофолевые) зубчатые колеса при их
работе в паре с чугунными или закален-
ными стальными зубчатыми колесами
можно рассчитывать, принимая kM =
= kMa = 0,2-=-0.3 и ku = kd = kT =
= ^Ти — 1- Большее значение коэффи-
циента kM следует брать при меньшей
окружной скорости и коэффициента
—при работе зубьев одной стороной.
При указанных значениях коэффи-
циента км смазанные зубчатые колеса из
пластмассы изнашиваются примерно на
20 мк за 100 час. работы. При отсут-
ствии смазки износ зубьев в 5—10 раз
больше.
Точность зубчатых колес
Технологически достижимый уровень
точности изготовления цилиндрических
зубчатых колес нашел отражение в
проекте ГОСТ 1643 (см. стр. 297—308).
При определении требуемой точности
зубчатых колес в связи с их эксплуата-
ционными качествами рекомендуется
руководствоваться также указаниями,
приведенными в табл. 34.
Бочкообразные зубья
Для зубчатых колес с твердыми по-
верхностями зубьев, работающих в усло-
виях значительных переменных переко-
сов шестерни относительно колеса, вызы-
ваемых переменной нагрузкой, жела-
тельно изготовлять зубья суживающи-
мися в продольном направлении и очер-
ченными по некоторым кривым, зави-
сящим от коэффициента в (табл. 35) и
режима нагрузки. Бочкообразную форму
достаточно придавать зубьям одного из
зубчатых колес пары. Для нахождения
наивыгоднейшей продольной формы слу-
жит табл. 39.
Таблица 39
Величины для построения продольного
очертания бочкообразного зуба (к фиг. 15)
Угол Ч перекоса шестерни относительно
колеса при наибольшей длительной на-
грузке (см. примечание 1 к табл. 35)
делим на число ч частей, указанное
в табл. 39. Затем строим ломаную ли-
нию, состоящую из ч отрезков. Первый;
самый короткий отрезок (длиной 6|)
7
располагаем под углом — к горизонтали
(фиг. 15), следующий по длине второй
Фиг. 15. Построение продольного очертания
бочкообразного зуба.
отрезок — под углом к первому
и т. д. Плавная кривая, вписанная в по-
лученную ломаную линию, определяет
наивыголнейшее продольное очертание
бочкообразного зуба с рабочей стороны.
К этому очертанию необходимо стре-
миться при окончательной обработке
зубьев. Зубчатка в собранной передаче
должна быть расположена так, чтобы
при наибольшем перекосе бочкообраз-
ный зуб работал со стороны наиболь-
шего отрезка.
350
ЗУВЧАТЫЁ ПЕРЕДАЧИ
Коэффициент полезного действия
цилиндрической зубчатой передачи
К. п. Д. цилиндрической зубчатой пе.
редачи определяется по формуле
т; = т|Гта-та,
где 1)(, "Па, — коэффициенты, учиты-
вающие потери соответственно в зацеп-
лении, в подшипниках, на разбрызгива-
ние и размешивание масла. Первый
коэффициент определяется по формуле
’ll - 1------------------Г
° COS COS Pg
X
il + i2
‘ш ' 'к
llU + lK *
P)
где f — коэффнциеит трения скольжения
между зубьями; — угол наклона
зубьев по основному цилиндру; 1Ш и 1К —
участки зацепления (по линии зацепле-
ния) головок зубьев шестерни и колеса
(см. приложение I); значения as. дш и
dK известны из предыдущего.
В формуле (9) не учтена неравномер-
ность распределения нагрузки по кон-
тактным линиям косых и шевронных
зубьев. При приближенном учете этой
неравномерности для некорригирован-
ного зацепления или при такой коррек-
ции (угловой), когда полюс зацепления
находится вблизи средней части профиля
зуба,
где в( — коэффициент перекрытия в тор-
цевом сечении
В формуле (9а) коэффициент fe' — 2
для прямозубых колес и первого периода
работы косозубых и шевронных колес;
fe' — 4 для приработанных тихоходных
косозубых и шевронных колес; fe' —
— 2-т-З для быстроходных косозубых
и шевронных колес.
Если в результате коррекции зацепле-
ния полюсная линия будет расположена
вблизи вершины зуба, то потерн на тре-
ние между зубьями возрастут в 3—4
раза по сравнению с определенными по
формуле (9а).
Коэффициент/= 0,05-1-0,15в зависи-
мости от гладкости поверхностей зубьев,
окружной скорости колес и вязкости
смазки. С увеличением окружной ско-
рости и вязкости смазки / уменьшается.
При средних условиях работы наиболее
вероятно значение / = 0,07-»-0,1. При
работе без смазки коэффициент трения
может достигать очень высоких значе-
ний — порядка 0,7—0,8.
Так как коэффициент трения еще не
является величиной, достаточно опреде-
ленной при заданных условиях работы
зубьев, то можно округлить значение
величины со~р и принимать ее рав-
ной 5.
Ввиду отсутствия достаточных опыт-
ных данных по потерям на разбрызги-
вание и размешивание масла можно
указать лишь весьма приближенную
формулу для определения этих потерь
(для одного зубчатого колеса, погружен-
ного в масляную ванну на высоту
зубьев):
0,001volfB 1/ E°^J
-------------, (Ю)
где W — передаваемая мощность в л. с.;
— окружная скорость окунающе-
гося в масло зубчатого колеса в м/сек-,
В — ширина этого колеса в см; Е° —
условная вязкость смазки (в градусах)
при рабочей температуре; гс — гш Ь гк.
При струнной смазке
где v — окружная скорость зубчатой
передачи в м/сек; Ь — ширина зацепле-
ния в см.
В быстроходных передачах потери
сильно возрастают с уменьшением зазо-
ров между зубчатками и корпусом.
Расчет зубчатой передачи на нагрев
Количество выделяющегося в пере-
даче тепла определяется по формуле
Q — 632 (I —»)) Ntu< ккал1час, (11)
где Ыцщ — мощность в л. с., получаемая
передачей.
Количество отводимого тепла опре-
деляется по формуле
Qi — k (ti — /2) Sj ккал/час, (11 а)
где fe — коэффициент теплопередачи кор-
пуса передачи в ккал/м1 час-град; t, —
температура смазки в °C; 6 — темпе-
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ, КОСОЗУБЫЕ И ШеЙРОННЫЕ КОЛЕСА 351
ратура окружающего воздуха в °C;
Sj — поверхность охлаждения корпуса
передачи в м2. Коэффициент k = 7,5-5-
-5-15 ккал/м*час град. Большие значе-
ния k допустимо принимать при благо-
приятных условиях циркуляции воздуха
вокруг корпуса передачи и масла в мас-
ляной ванне. Обычно принимают =
=60-5-65° С; должно быть tt „^<80° С,
Температура окружающего воздуха ука-
зывается в задании на проектирование
передачи (обычно 6 = 20’ С).
Под поверхностью охлаждения пере-
дачи Sj понимается только та часть на-
ружной поверхности корпуса передачи,
которая внутри омывается или обрыз-
гивается маслом, а снаружи омывается
свободно циркулирующим воздухом.
При подсчете этой поверхности можно
учитывать 50% поверхности ребер и
бобышек. При благоприятных условиях
отвода тепля через основание корпуса
передачи следует учитывать также и
эту поверхность.
Если Q > Q|, то количество тепла
Q — Qi должно быть отведено посред-
ством искусственного охлаждения (змее-
вик, вентилятор, охладитель). При нали-
чии вентилятора k можно увеличить на
(7-5-15) v% (на больший процент — для
более быстроходных передач), где о —
средняя (по поверхности охлаждения)
скорость движения воздуха в м/сек.
Смазка цилиндрических зубчатых
передач
Для открытых и полуоткрытых пе-
редач применяется: а) корытная смаз-
ка при окружной скорости v < I -4-
-5-1,5 м/сек-, б) ручная смазка мазями
или очень вязкими жидкими смазками
при v < 4 м/сек-, в) капельная смазка;
г) смазка от центральной системы
смазки мазями в тех агрегатах, в ко-
торых имеется такая система.
Для закрытых передач применяется:
а) смазка окунанием зубьев в жидкую
масляную ванну при v < \2-*-\Ьм/сек,
а при непродолжительной периодиче-
ской работе н при бдльших скоростях;
б) струйная или циркуляционная смазка
при v > 12-5-15 м/сек, а также и при
меньших скоростях в многоступенчатых
передачах; иногда струйная смазка при-
меняется в связи с тем, что в агрегате
имеется общая циркуляционная сма-
зочная система, рли в связи с необ-
ходимостью в циркуляционной смазке
дл** подшипников скольжения; в) смазка
набивкой мази в масляную ванну для
тяжело нагруженных передач автомо-
бильного типа.
Емкость масляной ванны для одно-
ступенчатых передач при смазке оку-
нанием должна выбираться такой, чтобы
на 1 л. с. приходилось от 0,25 до 0,5 л
масла (ббльшие значения — при более
вязком масле).
Открытые передачи смазываются либо
мазями (с температурой каплепадеиия
не ниже45°С), преимущественно графит-
ной мазью, а при отсутствии ее — уни-
версальной среднеплавкой смазкой УС-2
(солидол Л), смешанной с 10% гра-
фита, либо жидкими очень вязкими
маслами (нигрол Л, цилиндровое 52,
гудрон или полугудрон). Если масло
полается на зубья в разогретом состоя-
нии, рекомендуется выбирать его вяз-
кость в пределах Е/=100О = 25-5-35°.
При смазке набивкой зубчатых пере-
дач автомобильного типа можно при-
менять мази, содержащие мыла и серу.
Температура каплепадення у такой мази
должна быть не ниже 75° С.
При смазке окунанием или струйной
рекомендуется выбирать смазку с наи-
большей вязкостью, при которой еще
не слишком велики потери на разме-
шивание и разбрызгивание масла.
Основные параметры зубчатых колес
и редукторов
Модули зубчатых колес выбираются
по ОСТ 1597 (см. стр. 295). Основные
параметры зубчатых цилиндрических
редукторов даны в ГОСТ 2185-43 «Ре-
дукторы зубчатые цилиндрические. Ос-
новные параметры», которым следует
пользоваться при проектировании.
При наличии более или менее значи-
тельных и длительных или частых пере-
грузок или при переменной нагрузке
отношение ширины шестерни В к ее
диаметру d,u обычно не рекомендуется
брать (в редукторах) более 2,5. При
сильных перегрузках или колебаниях
нагрузки, а также при несимметричном
расположении опор относительно ше-
стерни и эта величина может оказаться
слишком большой, что выявляется при
определении коэффициента деформа-
ции kd. При проектировании новой пе-
редачи рекомендуется определить k0
для различных коэффициентов ширины
В
ф = -^- и выбрать то наибольшее ф,
352
ЗУБЧАТЫЕ ПЕРЕДАЧИ
при котором kg > 0,9 (в крайнем слу-
чае 0,8). Прн больших значениях ф
могут возникнуть затруднения с вы-
бором достаточно долговечных подшип-
ников и достаточно прочных валов,
а также могут оказаться недостаточ-
ными габариты зуборезного и прочего
оборудования.
В открытых передачах обычно ф <
< 0,3. Если при переменной нагрузке
имеет место значительный перекос гео-
метрических осей зубчатых колес
(вследствие деформации валов и опор),
то следует принимать b < Ют„, но не
менее .
Если важно уменьшить габарит зуб-
чатой передачи по ширине (например,
в коробках скоростей), рекомендуется
выбирать ф = 0,1 или 0,2. Широко при-
В
меняется отношение —- = 10, которое
т
при гс = 100 дает ф = 0,2.
Шестерня обычно выполняется па
5—10 мм шире колеса, что облегчает
сборку передачи.
При некорригированном 20-градусном
зацеплении следует брать гш > 17-4-20,
и лишь в тех случаях, когда плавность
работы передачи не играет никакой
роли, можно брать гш = 14. При угло-
вой или высотной коррекции зацепле-
ния число зубьев может быть снижено
до 10—12.
Для избежания периодичности в вы-
нужденных колебаниях рекомендуется
в быстроходных н среднескоростных
передачах и в передачах с циклической
нагрузкой выбирать число зубьев ко-
леса, некратное числу зубьев шестерни.
Конструкция зубчатых колес
Ответственные стальные зубчатые
колеса небольших и средних размеров
(прн d < 500 мм) изготовляются обычно
из поковок (в штампах — при доста-
точно большом масштабе производства),
а неответственные — из проката или
отливок, преимущественно чугунных.
Крупные зубчатые колеса обычно имеют
бандажированную или литую конструк-
цию, реже — болтовую или сварную.
Конструкция стальных и чугунных
литых колес. Толщина обода литого
колеса 80 (фиг. 16) должна выбираться
возможно меньшей, чтобы не было
большой разницы в толщине обода
(в литье) и спиц, но не менее той, ко-
торая получается по следующей эмпи-
рической формуле:
згу-
- (1,5т4 + 5) у yi мм, (12)
Среднее ребра ври
расстоянии нежди ребра на
400мм
Фиг. 16. Обод литого
зубчатого колеса.
где ms — торцевой «модуль в мм; гк—
число зубьев колеса.
Формула (12) действительна лишь
при наличии на ободе ребер жесткости
высотой h > 8О (фиг. 16). Рекомен-
дуется брать Л =
— 28О. Толщину
ребра следует
брать от 0,88о до
во-
При ширине ли-
того колеса S<
12
обычно применяют
колеса однодиско-
вой конструкции
или (при небольших dK) со спицами
эллиптического сечения, при большей
же ширине — со спицами одной из
форм, показанных на фиг. 17.
Фиг. 17. Формы спиц.
При d < 1000 мм и В = 100-1-200 мм
спицы обычно выполняются крестооб-
разными (фиг. 17, а), в остальных слу-
чаях — Н-образными (фиг. 17, б) или
двутавровыми (фиг. 17, е). Несмотря на
то, что двутавровые спицы легче фор-
муются, чем Н-образные, почти всегда
отдают предпочтение последним, так
как остаточные напряжения в отливках
с такими спицами получаются мень-
шими. С этой целью поперечные стенки
спиц иногда отделяют от обода про-
светом s « 0,58о 4- 10 мм (см. фиг. 16)
или же выполняют их с окном в цен-
тральной части поперечной стенки спицы.
Для колес диаметром до 2500 мм
число спиц обычно выбирается рав-
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ. КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 353
ным 6. При больших диаметрах неразъ-
емные литые колеса иногда выполняются
с разрезными ступицами и с шестью
или девятью спицами и с тремя щелями
в ступице (на которую напрессовы-
ваются стяжные кольца); при большой
ширине таких колес применяются двух-
швеллерные спицы (фиг. 17, а).
В СССР принята конструкция круп-
ных колес с неразрезными ступицами.
Высоту Н (фиг. 18) спицы с Н-образ-
иым сечением при толщине стенки
Фиг. 18.
спицы (0,8-=- 1)8О (большие значения—
b
при - >20-1-25) рекомендуется опре-
делять по формуле
я/~ В / х \*
Н > 10m,]/ . (|3)
Если спицы с такой высотой не раз-
мещаются у ступицы, то следует вы-
брать Н из условия надлежащего сопря-
жения спиц со ступицей (например,
для шестнепииевого колеса Н к> 0$dem,
где dcm — диаметр ступицы) и произ-
вести расчет на изгиб по изгибающему
моменту Мс„ = 0.1Р</ж. Если Н-образ-
ные спицы недостаточно прочны, то
следует применять двухшвеллерные
спицы. Радиус закругления между спи-
цами рекомендуется принимать не менее
0,5/7. Суживать спицы к ободу следует
не больше чем на 20%. Ширину не
поддерживаемого спицами края обода
следует брать не более 0,15В.
Для определения размера Ъст (фнг. 19»
можно пользоваться формулой
&ет ” V dB +
+ 1.2т,—5 жж) (1 + 302^.г,с мм. (14)
\ оиии /
где dB — диаметр отверстия в ступице
под вал в мм.
Длина ступицы I = (1,5-4-2)</я, но не
меньше ширины зубчатого колеса В.
23 Том 4 161
Конструкция бандажированных ко-
лес. При применений бандажированных
колес толщину бандажа (во впадине
между зубьями) можно определять по
формулам:
при г < 150
3/~
- (2.4m, + 10 жж) 1/ -vx жж. (15)
при г >150
8rt = 0,0164+10 жж. (15а)
где т, и d — в мм.
Толщину обода чугунного центра 8„ч
можно принимать равной толщине бан-
дажа Вй. Однако если принята рекомен-
дуемая для ответственных передач кон-
струкция обода центра со щелями,
подобными показанным на фиг. 20,
то 8оЦ следует увеличить на 25—40%
(на больший процент — при большем
диаметре и при ударном характере на-
грузки). При этой конструкции обода
центра для предохранения бандажа от
проворачивания или сползания в стык
бандажа с ободом с каждой стороны
колеса ввинчивают от 6 до 12 стопор-
ных винтов диаметром (0,5-1-0,6) Вй и
длиной, равной трем диаметрам. При
Фиг. да.
непрерывном ободе центра достаточно
иметь 3—6 стопорных винтов.
Размеры спиц и ступицы центров
можно принимать такими же, как и для
литых колес. Для нешироких прямо-
зубых или шевронных колес (Ь < 250 мм)
диаметром менее 1600—1800 мм можно
применять олнолисковую конструкцию
центра с толщиной диска от 8О ло 28О
(большей — при большей шир»н? зуб-
чатых колес). Одноднсковая конструк-
ция предпочтительна при v > 10 м/сек
вследствие меньших потерь на раз-
брызгивание масла.
В табл. 40 указаны рекомендуемые
натяги при посадке бандажа на центр.
Меньшие колебания натяга могут быть
354
ЗУБЧАТОЕ ПЕРЕДАЧИ
Таблица 40
Рекомендуемые натяг* дла посадки стальных
бандажей зубчатых колес на чугунные
центры
500
600
700
800
1000
600
700
800
1000
0
0
О
о
о
560
700
800
950
1200
+80
-1-125
+150
-г200
+278
,560
--700
--800
--95O
--1200
дин по каким-либо причинам выбрана
менее , то прессовую по-
садку применять не следует.
Ширина канавки в шевронных колесах
У нарезаемого червячной фрезой шев-
ронного колеса должна быть предусмо-
трена канавка для выхода фрезы ши-
риной
w>cos-f У h(De<p— h) 4-
4-1 sin 7 4- aK sin 7 мм. (16)
1200
1200
1500
1800
2UOO
2200
1530
1800
2000
2200
2500
о
о
о
о
о
4-5ПО
4-600
+650 •
+700
+ 1500
4-1900
4-2200
4-2100
42600
2500
2W'
ЭООО
3200
3500
3800
2800
злоо
3200
3500
3800
4LKXJ
О
О
О
О
О
О
- 950
+iono
4-П00
+ 1200
4-2900
+3200
•3450
+3600
+4090
4-4300
--575
--650
4-750
+925
4-1125
4 1400
4-1600
41760
4-1901
+2100
+2300
+2500
42600
+2900
-г-3100
1500
I960
2200
2400
2600
2900
3210
3450
3600
4000
4300
400
450
500
550
650
7.50
900
1000
1100
1200
1300
1400
1550
1600
1«Х1
1900
достигнуты, если при обточке центра
за номинальный диаметр будет принят
внутренний диаметр уже расточенного
бандажа данного колеса.
Когда шевронное колесо имеет два
бандажа и работает с постоянным на-
правлением нагрузки, следует выбирать
такое направление зубьев на каждом
полушевроне, при котором осевые силы
прижимают бандажи к средней части
колеса.
Посадка зубчатых колес на валы
Зубчатые колеса сажаются на валы:
а) со скользящей посадкой или с по-
садкой движения (на шлиценые валы
в коробках передач): б) с посадкой' на
конус (например, прн посадке их на
концы валов электродвигателей); в) с од-
ной из неподвижных посадок из группы
прессовых или переходных.
Тяжело нагруженные, а в особенности
работающие с ударной нагрузкой, не-
передвижные зубчатые колеса следует
сажать на валы с прессовой посадкой.
При неударном характере нагрузки и
при небольших размерах валов можно
применять легкопрессовую посадку,
если толщина стальной шестерни от
шпоночной канавки до окружности впа-
где й — высота нарезаемого зуба в мм;
— наружный диаметр фрезы в мм;
1 — угол установа фрезы (7 ss fi ± А,
где ₽ — угол наклона зубьев, А — угол
подъема витков фрезы); / — расстояние
от полюса зацепления при нарезании
до края фрезы, дальше отстоящего от
нарезаемой половины шеврона при вы-
ходе фрезы в канавку (обычно I = ~’
где 1.ф — длина фрезы), в мм; ак —
расстояние от полюса зацепления до
конечной контактной точки прн наре-
зании в мм
к
fan ^л + сол
^аол
Рабочий чертеж зубчатого колеса
Из размеров, относящихся к зацеп-
лению, на рабочем чертеже зубчатого
колеса должны быть проставлены D,
с указанием нижнего отклонения &De;
d; Dt или й; В. Прн измерении тол-
щины зубьев штангензубомером на от-
дельном эскизе указываются наиболь-
шая допустимая толщина зуба, равная
—|Д4з| <или «гл —1Д»«1) " ннж‘
нее отклонение от нее, равное — | b„s —
— Д($| = — 8$, а также высота изме-
рения й',п (или hx„). При измерении
радиальным эубомером указываются
поправка к его показанию (при угловой
коррекции) и допускаемые отклонения
Дйв и Дйм. При измерении по общей
нормали указываются наибольший до-
пустимый размер по общей нормали
L — | Д£в |, нижнее отклонение от
него — | Д£и — Д£в | и число охва-
тываемых прн измерении зубьев.
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ. КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 355
ОСТАЛЬНОЕ
Размеры зуба
t нормальном сечении
(при измерении штанеензубомером)
Данные бяк зубореза
Число ЗуМ
Кезфа&енм коруекитз 0 нор~
нолыои сечении
Нареза та чербачней фрезой.
Проба
а) с углом заиеплениа ат-
лс козфшсиенток высотызубе f„-.
в) с козашииептои равиаленчоео
зазора г *
высота зуба ориентировочна/
Размеры Зла зуоомера
Депусхаенак ошибка вокружном
шаге
<й Допуекаемап накыиенназыиива
п Допускаемое радиалоное биение
К:::
Снрскиз
It-....
It!-....
А опускаемое биение по шейхам ....
Зубы нарезать тоньше зтапона
(т-.....а,-....) при измерении рабиакь-
нын зубом ером на...
Лиспе нарезки произвести закалку поверкнесзпи
зубьев00 тбервости по Бримелю Нр-......
Затем певверенуть притирке I паре с ten...
М.Ц.Р. при плотном зацеплении
..............it:.-
Окружной с нароет, У-....м/сек
Приемка материала по ТУ
Фаску 3‘3мн срубить
по контору каждого зуба
пере! поверхностной закалкой
1еС1Ш0>
id
м
Колеса \/Рмо1езн1
шевронное
A сбор черт V
Фнг. 21. Типовой рабочий
чертеж шевронной шестерни.
На рабочем чертеже должны быть
приведены (в форме таблицы) тя или
ms, г; ₽; направление зуба (правый
или левый ход; указывается на каждом
полушевроне); i„ или 6,; наименование
зуборезного инструмента с указанием
«ол «ли aos, fon или fot и с‘оп или с0,-.
ориентировочная высота зуба h; до-
пускаемая ошибка в окружном шаге it
(для косозубых и шевронных колес);
допускаемая ошибка в основном шаге
Мо для всех колес; допускаемая ошибка
в профиле 8/ и ошибка в направлении
зуба ЪВ (для ответственных колес
с малым d); допускаемые накопленная
ошибка Д/£ и местная накопленная
ошибка Д£; допускаемое радиальное
биение по наружному цилиндру и по
шейкам; торцевое биение (для колес
d > 1000 лж). Кроме того, на чер-
теже должны быть приведены необхо-
димые технологические указания. На
фиг. 21 дан типовой рабочий чертеж
шевронной шестерни, зубья которой
нарезаются червячной фрезой и под-
вергаются последующей поверхностной
закалке.
23*
Определение сил, действующих
на вал
Прн расчете валов (фнг. 22) и под-
шипников общая нагрузка на зубья
обычно заменяется тремя силами, при-
Фиг. 2?. К расчету млг.
356
ЗУБЧАТЫЕ ПЕРЕДАЧИ
ложенными к середине зуба зубчатого
колеса; этими силами являются:
1) окружное усилие
d ’
2) радиальная сила
3) осевая сила (действующая вдоль
образующей начального цилиндра)
N-PtgjJ.
Материалы для зубчатых колес
Зубчатые колеса массового или круп-
носерийного производства изготовля-
ются нз цементованных, цианирован-
ных, азотированных, закаленных с ма-
лым отпуском или поверхностно зака-
ленных сталей, причем термообработка
производится после нарезания зубьев,
а вызванное ею коробление устраняется
посредством зубоотделочных процессов
Зубчатые колеса индивидуального нли
мелкосерийного производства изготов-
ляются обычно из стальных поковок, от-
ливок нли посредством сварки (фнг. 23).
причем заготовки зубчатых колес улуч-
шаются или нормализуются до относи-
тельно невысокой твердости, при которой
по ЯЛ
Фиг. 23.
нарезание можно производить после
термообработки.
Необработанные или нарезанные по
методу деления тихоходные зубчатые
колеса изготовляются из чугуна, стали
Ст. 5 или стального литья и термооб-
работке не подвергаются.
Стали для зубчатых колес, подвер
гаемых термообработке после наре-
зания зубьев Сплошная закалка с низ
ким отпуском является самым дешевым
видом термообработки, но не обеспечи-
вает сочетания высокой твердости рабо-
чих поверхностей зубьев и высокой
вязкости их сердцевины. При поверх-
ностной закалке токами высокой частоты
могут возникать значительные остаточ-
ные напряжения, и необходима тща-
тельная .экспериментальная отработка
режима закалки для каждого частного
случая. Цнанированные и азотирован-
ные стали не уступают цементован-
ным в сопротивляемости контактным
напряжениям при постоянной нагрузке,
но не выдерживают значительных пере-
грузок вследствие малой толщины твер-
дого поверхностного слоя. Азотирование
зубчатых колес применяется в случаях,
когда неосуществимо шлифование зубьев
(например, внутренних), и поэтому необ-
ходимо уменьшить ло минимума коро-
бление зубчатых колес.
В тех случаях, когда тяжело нагру-
женные зубчатые колеса могут подвер-
гаться значительным перегрузкам и
ударным нагрузкам, помимо усталостной
прочности сердцевины имеет большое
значение сопротивляемость зубьед пере-
грузкам или сопротивляемость закруг-
ленных торцов ударам у переключаемых
зубчаток.
Наилучшим сочетанием этих качеств
отличаются хромоникелевые цемен-
туемые стали 12ХГН, 15ХФ, 12ХНЗЛ,
12Х2Н4А, I8XHBA, 18ХГТ, 18ХГМ
и 20ХНЗА.
Толщину цементованного слоя реко-
мендуется брать равной около 15% тол-
щины основания зуба, но не свыше
1,5—1,8 мм
У сталей, закаливаемых с низким от-
пуском, наибольшая достижимая твер-
дость стали определяется содержанием
углерода и почти не зависит от содер-
жания легирующих примесей:
при С — о,3»|„ 0,4%. > 0,5°|с
>с<56 <60 <65
Зубчатки из среднеуглероднстой стали
при закалке в воде имеют примерно
такую же прокаливаемость зубьев, как
и зубчатки из содержащей никель ле-
гированной стали при закалке в масле,
но обычно меньшую ударную вязкость.
Однако ударная вязкость далеко не
всегда играет решающую роль, и по-
этому ответственные зубчатки часто из-
готовляют из стали’40Х. Она несколько
дороже углеродистой, но допускает за-
калку в масле, благодаря чему умень-
шается риск образования трещин при
закалке. Сопротивляемость зубьев уда-
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ. КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЕСА 357
рам зависит от качества стали в меньшей
степени, чем от величины радиуса за-
кругления выкружки и от чистоты ее
поверхности.
Для повышения твердости поверхно-
стного слоя зубьев зубчатки из средне-
углеродистой (легированной или нелеги-
рованной) стали обычно подвергаются
цианированию. В связи с тем что при
цианировании может быть получен твер-
дый слой лишь небольшой толщины
(0,1—0,3 мм), шлифовать зубья после
цианирования недопустимо Поэтому не-
обходимо принимать меры для умень-
шения коробления прн закалке.
Твердость сердцевины не должна пре-
вышать Rq ~ 45 для углеродистых ста-
лей и Rc = 50 для содержащих Ni
или Мо легированных сталей, так как
даже у ненадрезанных образцов при
бблыпих значениях твердости резко сни-
жается сопротивляемость удару.
При поверхностной закалке зубьев
пламенем одной из наиболее подходящих
;талей является сталь 45.
Стали для зубчатых колес, подвер-
гаемых термической обработке до
нарезания зубьев. Основными факто-
рами. определяющими выбор стали для
зубчатых колес, термически обрабаты
ваемых до нарезания зубьев, являются
прокаливаемость и обрабатываемость.
Чем больше диаметр и ширина зубча
того колеса и чем выше требуемая точ-
ность зацепления, тем ближе должна
выбираться твердость к наивыгоднейшей
по обрабатываемости, так как затупле-
ние зуборезного инструмента в процессе
нарезания допустимо лишь в мере,
обусловленной допусками на точность
элементов зацепления.
Венцы крупных и быстроходных зуб-
чатых колес обычно изготовляют из
углеродистой стали и перед обработкой
нормализуют, причем содержание угле-
рода подбирается такое, чтобы получить
ttf = 50 ч- 60 илн 55 ч- 65 кПмм*. Ше-
стерни к этим колесам изготовляются из
легированных сталей, имеющих после
улучшения или нормализации предел
прочности, примерно на 20 кГ/ммг боль-
ший, чем у колеса.
Быстроходные зубчатые колеса сред-
них размеров и крупные среднескорост-
ные зубчатые колеса допустимо наре-
зать при ббльшей твердости, чем круп-
ные быстроходные колеса. При повы-
шенной твердости достаточно хорошую
обрабатываемость имеют улучшенная
кремнемарганцовистая сталь 50С2Г и
нормализованная и отпущенная хромо-
кремиемарганцовистая сталь 35ХГС.
Для получения твердости НБ = 220 +
ч-260 сталь 35ХГС обычно достаточно
подвергнуть нормализации и высокому
отпуску. Если же по условиям обраба-
тываемости допустимы улучшение и
большая твердость, то можно применить
закалку в масле с отпуском до НБ =
= 240 ч- 280. В обоих случаях жела-
тельно. чтобы наименьшая твердость
Фиг. 24. Зубчатки кч пластмасс.
шестерни не была ниже наибольшей
твердости колеса.
Для зубчатых колес малых размеров
рекомендуется применять стали, дающие
после улучшения для колеса /7е=280ч-
4-320 и для шестерни //г = 320 ч-
ч-350.
В табл. 41 приведены средние значе-
ния аер для некоторых сталей в зависи-
мости от вида термообработки и от раз-
мера сечения заготовки.
В крупных передачах нередко приме-
няются колеса из стального литья в ком-
бинации с коваными шестернями. Литые
зубчатые колеса обычно подвергают
нормализации и длительному отпуску
(для снятия остаточных напряже-
ний).
В открытых передачах применяются
зубчатки нз чугунного литья; в паре
чугун по чугуну или чугун по стали
опасность заедания и быстрого износа
прн бедной смазке много меньше, чем
в паре сталь по стали.
Зубчатки из пластмасс (фиг. 24) в паре
с чугунными или закаленными сталь-
ными часто применяются там, где нужна
бесшумная работа передачи при значи-
тельных окружных скоростях без повы-
шенных требований к точности зацеп-
ления и к жесткости валов и опор, а
также при работе в условиях скуд-
ной смазки или даже совсем без
смазки.
358
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Таблица 11
Средние ожидаемые пределы прочности зависимости от размера сечеииа заготовки
5 — толщина бандажа, обола нли тела иасалиой шестерни перед термообработкой (например, после
обдирки). Если ширина зубчатого колеса В < S, то под 4' понимается В. Дли цельнокованныс шесте-
рен значение ала данного D можно определять, принимав приближенно S яз —— .
Маркл стали Термообработка Температура отпуска в VC Значения при S в мм
8 <1 8 8 S О г- 1 я 8 1 О г» 8 § 1 S § 1 £
«Л ли»1
« 45 50 ЮГ 50Г2 35Х ЛОХ 45Х Б5Х*» 5ОС2Г •« 40ХН*** 34ХМ 35ХМ-А*** эохгс*** 35ХГС*** зохнзм ♦*♦ 50-Д •« лог-л •« хгс-л •« ХН2-Л *" * Данные •* Данные «• Химиче Закалка п воде . Нормализации* . Закалка в воле . Нормализация • Закалка в воде . Закалка в масле . Нормализация * Закалка в воле . . , масле. • • • • • • • • • ♦ • • • • • • V • • Нормализация . . Закалка в масле . Нормализация . . Нормализация * . Закалка в масле . Нормализация . . _ « — по марочнику ст по марочнику стал ский состав — по м «00 0 600 0 0 550 1 500 1 600 0 400 550 600 550 450 600 500. 550 500 500 600 600 600 550 500 500 550 500 С 600 — 650 ЛОО 400-450 650 600 алей НК ей НКТ/ рочиику Пок и 80 95 97 84 86 78 90 106 88 104 106 96 117 100 104 110 только. 88 тм, нм 4; приме сталей зеки 69 75 89 91 79 78 86 75 88 97 83 98 99 89 109 94 92 90 93 97 109 латке 62 65 70 96 85 L КИМЫ дл НКТМ. 67 п 85 85 75 75 81 71 80 89 79 92 94 83 103 89 86 84 87 110 92 99 62 65 70 92 80 а любы 1942. 65 59 82 83 73 77 68 76 85 75 88 89 81 98 86 81 80 82 104 69 95 62 65 70 № 75 сеченн 63 5б*« 67 60»» 62»* 80 80 70 65« 75** 75 66 74 82 74 65 87 95 84 78 76 79 100 85 99 92 62 65 70 86 й толш 64 58 60* 62 73* 72 64 71 80 71 82 82 91 81 76 74 77 95 83 95 88 62 05 70 83 иной л 54 58 50* 62 73* 68 78 87 78 71 69 72 91 90 84 62 65 70 82 О 100 52 56 58* ТО» 68 69 85 84 ИЖ.
КОНИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
Основные понятия. Подобно тому
как цилиндрические зубчатые колеса
имеют начальные цилиндры, цилиндры
выступов и впадин и исходную рейку,
конические зубчатые колеса имеют ка-
тящиеся друг по другу без скольжения
начальные конусы, конусы выступов и
впадин и основное плоское колесо
(фиг. 25). Углы начальных конусов ше-
стерни и колеса и f ¥ в сумме до-
ставляют межосевой угол 8 (фиг. 26).
Окружность, образующая основание на-
чального конуса, называется начальной
окружностью. Конус, образованный ли-
нией, лежащей под прямым углом к
образующей начального конуса и пе-
ресекающей начальную окружность
н ось, называется дополнительным
конусом.
Размеры передачи характеризуются
межосевым углом 8 и конусным рас-
стоянием L (фиг. 26).
КОНИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
359
В настоящее время нарезаемые по ме-
тоду обката (обкатки, огибания) прямо-
зубые и косозубые ( т.
молинейное очертание
ском колесе) кони-
ческие колеса выпол-
няются с октоидным
зацеплением. В этом
е. имеющие при-
зубьев на пло-
Яг-J®
Фиг. 25.
случае зубчатки нарезаются инстру
ментом, у которого исходное инструмен-
тальное плоское (или плосковершинное)
колесо имеет зубья с плоскими боковыми
поверхностями.
Конические колеса, нарезанные по ме-
тоду деления дисковой фрезой (за три
установа заготовки), могут удовлетво-
рительно работать лишь при окружных
скоростях и < 2 м/сек.
В массовом и крупносерийном произ-
водстве широкое применение находят
конические зубчатые колеса с круго-
выми зубьями, нарезаемые по методу
Фиг. 26.
обката резцовыми головками, и с пал-
лоидными зубьями, нарезаемыми по ме-
тоду обката коническо-гиперболоидными
червячными фрезами. Для уменьшения
концентрации нагрузки с края зуба прн
переменной нагрузке и при перегрузках
такие зубчатки нарезают при различной
продольной форме зубьев исходного
инструментального плоского колеса для
шестерни и колеса; например, круговые
зубья нарезают с разными радиусами д\г
на выпуклой и на вогнутой сторонах.
Геометрический расчет зацепления
Соотношения элементов исходного
контура — контура зуба основного
плоского колеса — принимаются по
ГОСТ 3058-54. Размеры зуба определя-
ются в сечении зуба поверхностью до-
полнительного конуса.
Основные геометрические расчетные
зависимости содержатся в табл. 42
и в приведенных далее расчетах спе-
циальных зацеплений конических колес.
При использовании этих зависимостей
необходимо иметь в виду следующее:
1. Формулы в табл. 42 даны для косо-
зубого внешнего зацепления с высот-
ной коррекцией при условии, что наре-
зание колес производится на зубостро-
гальных станках.
Они пригодны и для прямозубого
зацепления, если положить ₽ = 0 и
исключить индексы п и s во всех обо-
значениях, в которых эти индексы
встречаются.
2. При расчете некорригированиого
зацепления следует положить 5ЛЩ =
= П ~il4* Т L, «.»
3. Обозначения De, Dt, d, h, п , h ,
S’ ®XS' SXt. ’»> ^3' f • ?*•
и Д* следует указывать с индексом ш,
если формула применяется для рас-
чета шестерни, и с индексом к, если
опа применяется для расчета колеса.
4. При стандартном нормальном мо-
дуле для удобства расчета вместо про-
изведений в фор-
мулы следует подставлять соответ-
ственно fOnmn и 6л-<вая.
5. Расчеты следует производить с точ-
ностью до пятого знака. Примерный
рабочий чертеж косозубого конического
колеса приведен на фиг. 27.
Геометрический расчет конических
зубчатых колес с круговыми зубьями
Этот расчет при межосевом угле
8 = 90° (ортогональные конические пе-
редачи), при числе зубьев шестерни
гш > 12 и прн нарезании односторон-
ним способом (а также одинарным дву-
сторонним способом, если р<20°) можно
производить в следующем порядке.
1. Установить значения чисел зубьев
шестерни и колеса гш и гк, торцевого
модуля ms, угла наклона зубьев на
начальной окружности ₽ и рабочей
ширины зубчатых колес Ь. Эти вели-
чины определяются расчетом на проч-
ность и долговечность или выбираются
360
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Таблица 42
Формулы я данные для геометрического расчета укатываемых на рабочих чертежах
элементов зацепления конических прямозубых и косозубых колес
{расположены в алфавитном порядке обозначений латинских и греческих)
Элементы зацепления Обозначе- ние Формула
Рабочая ширина зубчатых колес Коэффициент радиального зазора в нормальном или в торцевом сечении Диаметр окружности выступов . . опалин . начальной окружно- сти Коэффициент высоты зуба основного плоского колеса в нормальном или торцевом сечении Высота зуба . головки . ножки Хордальная высота головки зуба (*) Высота головки зуба ло по- стоянной хорлы (’) Передаточное число Конусное расстояние Конусное расстояние до ок- ружности впадин Нормальный и торцевой мо- дули Толщина зуба по начальной окружности (иоминалы|ая|р) Нормальная толщина зуба (номинальная) () Хордальная толщина зуба () Толщина зуба по постоянной хорда (') ь с'оп нлн 4 Df °) d ’on h h‘ Г / L Ll гп и гл, Л 5 3 sn SXi При переменной нагрузке рекомендуется принимать 1> — (0.2S + 0.3)1. При постоянной нагрузке можно принимать, если это допустимо по условиям нарезания на зуборезном станке, b = 0,4t По ГОСТ 3068-5» со = 0.2 -г- 0,3 De = d + 2mx(4a + Ea) 7”* D, = d-2mi (/w-e,4-cM) coso Для нормальной основной рейки по ГОСТ Э06&-54 fQn = 1 Aemi (4>» + %ж) (Лм + Ел) S(/OJ — Е{ 4- Cqj) : при черновом нарезании реко- мендуется увеличивать Л" на 0,15 мм Ь, — d сое 6, а*совр а соя р И „ = - г» Л’ гз— , где 1. з х 2 cos р ' 4d d r D-d / ж \ Аля’ 2 соа О -тЛ 8 8,п 2ва + М|П’**)- D.~a 1 2с«р 2 1 "°*"* i =—— ; рекомендуется принимать 1<Ь Определяется из расчета на прочность и долговечность и округляется до значения, удовлетворяющего соотно* шеиню L • ; при 4 — 90’ L -= 0.5m, у/~ + л2 L £_ соа Д" Определяются из расчета на прочность и долговечность. При нарезании на зубострогальных станках модули могут выбираться нестандартными и дробными. Если тп задан тя. тот,- си ? (т+ «*'« ’а) г. = а сов ? | <falnp IVI d / «J \ ~ IVI fxs 1. соя? )_ р .| “соа у \ а 6 / - |Дил| / ,со,/ — all х- , где 8 — • |Д^| я«,в'па(-?со,’*л+еа,1п2’з) ' , ' ~ IM
КОНИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
361
Продолжение табл, 42
Элементы зацепления Обозначе- ние Формула
Число зубьев основного пло- ского колеса Числа зубьев шестерни и колеса Угол зацепления в нормаль- ном сечении Угол зацепления в торцевом сечении Угол наклона зуба иа началь- ной окружности Угол головки зуба Угол ножки зуба Межосевой угол Угол конуса выступов Коэффициенты коррекции в нормальном и ториевом се- чениях Углы начальных конусов ше- стерни и колеса ‘о ал 3 д'С> д« 1 в/) »ш «•« 11 г = (z„ может быть дробным числом) о т s о Задаются или выбираются в соответствии с результа- тами расчета зубьев на изгиб По ГОСТ ЗОИ-54 «я — 20“ или = 20". Рекомендуется принимать я„ = 20° . **ая Выбирается такой величины, чтобы не было значитель- ных колебаний суммарной длины контактных линий. Следует учитывать также величины действующих на валы сил и ограничения, накладываемые зуборезными станками tg Д' - tg А' - 3*“ет“ »,-» + *' Прн постоянном (вдоль ширины зацепления) радиальном зазоре (что рекомендуется в целях повышения радиуса выкружки) ’еш“’ш + Ак " *’« = ’к + А1 При длительной работе с малоизменяюшейся нагрузкой рекомендуется принимать &яц( = in/( — 0. При работе с переменной нагрузкой или при непро- должительной работе, если со, “и + соз*вк > 60 со‘* 3 и 4л - ’• Рекомендует- ся принимать 1„ш - 1„к - 0.4 (1 - / / . — eos» 1 \ Ед-4'0*3 (при 6-90“: в1п 6 В 1 + СОВ 1 ’к “ * “ ’ш /_ . i Bln 1 \ (Проверкам» f-—)
Пояснения к таблице:
1. При измерении прямых и косых зубьев на некотором расстоянии О' от то^ца (но образующей)
размеры sxg, sxt, h* и hx корректируются посредством нх умножения не —. Зависимости лля
< t
3XS» hx пРи6лижеииы, но погрешность ие выхолит за пределы точности цеховых измерений.
Для косых зубьев рекомендуется указывать нормальную хордальную толщину зуба г*п в сечении,
проходящем через точку примыкания полюсной линии зуба к начальной окружности (со стороны ту-
пого угла): _______________________
" / I л_. sln2J (•
'ch-'mJZ
и хордальную высоту головки зуба в «том сечении
2. В целях достижения равнопрочное™ зубьев на изгиб можно к толщине зуба з одного на зубча-
тых колес пары прибавить и от толщины зуба другого отнять одну и ту же величину.
3. Если исходное инструментальное колесо не является плосковершииным, то при больших углах
наклона зубьев (3 > 16“) следует изменять углы а' и i также высоту головки зуба Л' так. чтобы
ие возникало недопустимого уменьшения радиального зазора при зацеплении какого-либо участка длины
зуба (поскольку траектории движения точек кромки резца, обрабатывающей основание впадины между
зубьями, лежит не на поверхности конуса выступов инструментального плоского колеса, а на поверх
иостн некоторого гиперболоида вращения).
362
ЗУБЧАТЫЕ ПЕРЕДАЧИ
из конструктивных соображений. Зна-
чения т„ ₽ и Ь рекомендуется выби-
рать такими, чтобы отношение *а угло-
вого сдвига торцов зуба к угловому
шагу находилось в пределах 1,25—1,5,
в торцевом сечении c'os принимается
равным 0,188 при ms > 1,25 мм и 0,195
при ms < 1,25 мм.
3. Определить коэффициенты коррек-
ции в торцевом сечении и (огра-
I
f
I
<i
ч
-
.'7
S Диаметрлгрижн внстулов
У л.*
I»
»
сеянии
Козрртмегт пурелкии I
томе вон сеянии
Диаметр mi окружности
ве/coma tomrfxu
вмята ножей
Лачнм дм оудолем
lotwM надул» 1неи6олнишд/
9км hhowmi зубьев
Налрайяние lyttei
Размеры it» jy&wcw
Уил началеяоео пнуса
г-00
fi-tf
/J.-fcr
Уди rwyca (ыстулов
Конусно» расстояние
Конусное pcccmatme до
окружности владин
if воаускаена» ouufaa в округ
ном matt
№ Допускаемое виение по
ti-0
о-mm
Bg-7X.75m
H-IjSShh
h-flm
Снккиз
p-tfW"
n'-mr
Л'-ПТШ‘
Л-ЧЧИб"
[~5O5.9»m
L,-506,01m
де-юомк
Онружна» с»орост V-Чн/п»
бмодои за too при зацеплении с дет tCS/t
с.’О.згно.бо
Приемка материала ло ГУ fftS
Фиг. 27. Примерный рабочий чертеж косозубого конического колеса.
При этом Рекомендуется принимать
Ь т 0.3L и ₽гр = 35 .
2. Определить элементы исходного
контура зуба основного плоского ко-
леса: а) угол зацепления в нормальном
сечении а„ выбирается из табл. 43;
б) коэффициент высоты зуба основного
плоского колеса в торцевом сечении fos
принимается рапным 0,85; в) коэффи-
циент радиального зазора инструмента
ничиваясь двумя знаками после запя-
той) по формулам
•зш “ 0Л ^1 7?) * '’* ”
4. Определить по формулам, приве-
денным в табл. 42, значения следующих
элементов зацепления: Л; dM и dK; L',
Лш н hK’ hm и лк! Чш и fu: Д1 и дк;
'fen и fr* <по формулам для постоянного
КОНИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
363
Таблица 43
Углы зацепления в нормальном сечении aR
в зависимости от чисел зубьев шестерни и колеса
гш " V
Таблица 44
Значении Is в зависимости
от передаточного числа I и числа
зубьев шестерни г
Числа зубьев колеса г и углы зацепле-
ния а
16‘
28
27
26
25
24
23
22
21
20
19
18
17
16
15
14
13
12
>28
>29
>30
>32
>33
>6
>40
>42
>50 14*/.°
>70
27-28
26-29
25—31
24-32
25-35
26-39
27-41
29-49
31-69
36-100
45-100
59-100
23-24
22-25
21-26
22-28
22-30
23-35
25-44
27-58
30-100
37-100
61-100
20-21
19-21
18-22
17—24
18-26
19-29
20-36
22-60
26—100
♦ Таблица неприменима____________________
ских тубчатых колес, а также для зубчаток,
няемых в приборостроении.
для авиационных кониче-
прнме-
if Значения ts при числе зубьев шестерни
12-13 14-16 17-19 20 и бо- лее
1.00-1,25 1,25—1,50 1,50-1,75 1,75-2,00 2,00-2,25 2,25-2,30 2,50-2,75 2,75-3,00 3,00—3,25 3.25-3,50 3,50-3.75 3,75-4,00 4,00—4,50 4.50—5,00 5,00 в более 0.005 0,015 0,025 0,035 0,045 0.065 0,065 0,075 0,065 0,095 0,105 0,115 0,125 0,135 0,135 0.006 0,006 0,015 0,025 0,035 0,060 0,050 0,075 0.085 0.096 0,100 0,106 0,105 0.105 0,105 0,000 0.0 ю 0,005 0,015 0.025 0,005 0,050 0,065 0.075 0,085 0,090 0,090 0,090 0,090 0,090 0.000 0,000 0,000 0,005 0,015 0,025 0,040 0,050 0.055 0,060 0,060 0,060 0.060 0,060 0,060 —
радиального зазора); Deul и DeK. При
Фер < 35° следует производить проверку
на неподрезание (ЦО), [13], (14J).
Фактическая толщина зуба будет
меньше расчетной на половину боко-
вого зазора.
Значения бокового визора сп
в мм . С* в мм ... <1.25 0,003—0,075 1,25—2,5 0.06-0,10 2,5-4 0,10-0,15 4—6 0,15-0,20 6—8 0,20—0,25 8—12 П,30—0.40 12-25 0,50-0,75
б. Определить расчетные (номиналь-
ные) толщины зубьев зш и зк шестерни
и колеса по начальным окружностям
по формулам
su - ms (у + %м + т^5'
S/f “ ““ $Ш‘
Значение 8s следует выбирать такое,
чтобы зубья шестерни и колеса были
равнопрочными на изгиб.
Для того чтобы по этим формулам
получились такие же значения и sK,
что и при расчете (по системе Глисон)
для одностороннего способа нарезания,
следует брать значения 8s из табл. 44
tn а-
и в формулу для $ш вместо 2
при а„ — , 141/а 16 174» 20
подставлять 0,60 0,65 0,70 0,84
При нарезании одинарным двусто-
ронним способом боковой зазор дости-
гается путем утонения только зубьев
шестерни (на величину с„).
Геометрический расчет «паллоидногов
зацепления
Этот расчет можно производить в сле-
дующем порядке.
Угол делительного конуса шестерни
slnt
Ч’бш = Тш “ arctg ^_|_сови
— A?ui- где д?ш ~ коррекционный угол,
выбираемый из графика на фиг. 29.
Угол делительного конуса колеса
<фдк — s — f дш-
Число зубьев основного плоского
колеса (фиг. 28) ,
sin f,,/
364
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Радиус основной окружности основ-
ного плоского колеса
°------.
Внутренний радиус основного пло-
ского колеса
Roi - ro + g.
где g — расстояние зоны зацепления
от основной окружности основного пло-
ского колеса, выбираемое из табл. 45.
b = 0.4ROb но не более 10/п„.
Фиг. 29. Определение коррекционного угла палло-
нлного эацеиления.
Таблица 45
Значения g в эаеисниости от модуля тп
тп . г тп К % g
1 1.25» 1,5 1.75* 2 2,25* 2.5 4 4 4.5 4.5 6 5 5.5 2,16* 3 3,25» 3.5 3.75* 4 4,25* 5,5 5 6.5 6.5 7 7 !* Р 6.5 7 7.5 8 8.5 9 10 11
Примечание. Модули, отмеченные звездочкой, применять не рекомендуется.
Наружный радиус плоского колеса
(конусное расстояние по делительному
конусу)
Roe = Roi + Ь.
Диаметры начальных (делительных)
окружностей
- 2/?oe sin <fdK.
dK л
। Xflf/Пр»
гк
Высоты головок зубьев:
где f'nul и &h'M — значения, выбираемые
из табл. 46 и 47;
Диаметры окружностей выступов:
Dem “ dui + 2Аш cos f^ui -
DeK - <*к + 2Л< cos fd(t.
Таблица 46
Значения коэффициента
нескорректированно# высоты головки
эуба шестерни /яш для воп-»’
в зависимости от чнсе*т зубьев колеса
и шестерни 2* и гш
гк Значения /яш для числа аубьев шестерим i
6 7 8 9 10 11 12 13
15 1.45 1.36 1.31 1.23 1.15 1.07 1.00 1.00
16 1.45 1.38 1.31 1.23 1.15 1.08 1,00 1,00
17 1.46 1,39 1,32 1.24 1.16 1.0» 1,0о 1.00
16 1.46 1.39 1,32 1.24 1.17 1.10 1.01 1,00
1» 1.46 1.39 1.32 1.25 1.18 1.10 1.02 1,00
20 1.46 1.39 1,32 1.25 1.18 1.11 1.03 1,00
21 1.46 1.39 1.33 1.26 Г. 18 1.11 1.04 1.00
22 1.46 1.40 1.33 1.26 1,19 1.12 1,04 1,00
23 1.46 1.40 1.33 1.26 1.19 1.12 1,05 1,00
24 1.46 1.40 1.33 1.26 1.20 1.13 1.06 1,00
25 1.46 1.40 1.33 1.27 1.20 1.13 1.06 1,00
26 1.46 1.40 1.34 1.27 1.20 1.14 1.06 1.00
27 1,46 1.40 1.34 1,27 1.21 1.14 1.07 1.00
28 1.46 1.40 1.34 1.27 1.21 1.14 1.07 1,00
29 1.46 1.40 1.34 1.27 1.21 1.14 1.07 1,00
30 1.47 1.40 1.34 1.28 1.21 1,15 1.08 1,01
35 1.47 1.40 1.34 1.28 1,22 1.15 1.0» 1.02
40 1.47 1.41 1.34 1.28 1.22 1.16 1,09 1,03
15 1.47 1.41 КЗ'. 1.28 1.22 1.16 1.Ю 1.04
50 1.47 1.41 1.35 1.29 1.23 1.16 1.Ю 1.04
55 1.47 1.4! 1.35 1.29 1.23 1.17 1.10 1.04
6U 1.47 1.41 1,35 1,29 1.23 1.17 1.11 1.05
65 1.47 1.41 1.35 1.29 1.23 1.17 1.11 1.05
75 1.47 1.41 1.36 1,29 1.23 1.17 1.11 1.05
100 1.48 1.42 1.36 1.30 1.24 1,18 1.12 1.06
КОНИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
365
Таблица 47
Значения коррекционной высоты головки
ауба шестерни ДЛШ
b+g « мм Значения ДЛШ в мм при Фг)ш. равном
5» 6’ 8° 10» 12° 14° 16° 18” 20° 22» 25»
6 (1,08 0.10 0,14 0.18 0.21 0,23 '1,25 0,27 0.28 0,29 0,33
8 О.Ю 0,13 0.19 U.24 ..28 0,31 0,33 0,36 0.38 0.39 0,45
10 и, 13 0.16 0,23 0.29 0.31 0.38 0.41 0.45 0.47 0,43 0.5Г-
12 0,16 0,20 0,2В 0.15 0.41 0.46 0,50 0,53 0.56 0.56 0,66
14 0,19 0,23 0.33 0. 1 0.48 0.54 0.58 0,62 0.65 0.69 0.76
16 0,21 0,26 0,3» 0.47 0.5.5 0.62 0.66 0,71 0.75 0.79 0.89
18 0.24 о.зо 0.42 1.53 0.62 0.69 0.75 0,80 0,85 1,81! 1.01
20 0.27 0.33 0.47 0,59 1.69 0.77 о.вз 0.89 0.94 0.96 1.11
2S 0.34 0.41 0.59 0,74 n,s7 0,96 1,14 1.12 1.18 1,23 1.39
30 0,40 0.49 0.71 0,89 1,04 1.15 1.24 1,34 1.41 1.44 1,67
35 0,47 0.58 0.83 1.03 1 21 1.36 1.45 1.56 1,65 1,73 1,96
40 0.53 0.66 0.94 1,18 1,38 1.54 1.66 1.78 1 .ня 1,97 2.22
45 0.60 0.74 1.06 1.33 1.65 1.73 1.87 2.Й1 2.11 2.22 2,50
50 0.67 0,82 1.18 1.47 1.72 1.92 2.07 2.22 2.34 2,46 >,78
55 0.74 0.91 1.30 1.62 1.90 2.11 2.28 2,45 2.58 2.71 3,06
60 0.80 :>.99 1,41 1.77 2,07 2.34 2,48 2.67 2.81 2.95 з.зз
65 0.87 1,07 1.53 1.9? 2,25 2.50 2.69 2,89 3.1.6 3.20 3,61
70 0.93 1.15 1.64 2.1-7 2,42 2.70 2.90 3.11 3.2Я 3.44 3.88
75 1.00 1.24 1,76 2.20 2,58 2.88 3.11 3.3-1 3.52 3.68 4,17
Круговые зубья с нулевым наклоном
Конические зубчатые колеса с кру-
говыми нулевыми зубьями (колеса «зе-
рол») нарезаются резцовыми головками
(и в большинстве случаев шлифуются)
и имеют угол наклона зубьев на сере-
дине ширины зубчатки, равный нулю
Круговые зубья с прямолинейным
профилем у колеса (колеса «формейт»)
Нарезаемое по методу деления рез-
цовой головкой колесо имеет зубья
с боковым профилем, прямолинейным
в нормальном сечении. Шестерня при
нарезании резцовой головкой по методу
обката получает профиль зубьев, сопря-
женный с прямолинейным профилем
зубьев колеса.
Особенности расчета конических
зубчатых колес на долговечность
по контактным напряжениям
и на прочность по изгибу
Мощность конической передачи N,
допускаемая по сопротивляемости по-
верхностных слоев зубьев выкрашива-
нию, определяется по формуле
(£ &
“ 35 800 (/^+7/
где L — конусное расстояние в см
Остальные обозначения —те же.
что и для цилиндрических зубча-
тых колес (стр. 335). Под dm в
табл. 34 и 35 следует подразу-
мевать средний диаметр шестерни
по начальному конусу dul (р.
Допускаемое окружное уси-
лие, приложенное в середине
зуба,
143000 N
ср “ dKep ’ пк“
= ко<1ш cpb Zr п - (I®)
V + I
где dKtp и dm ср — средние диа-
метры колеса и шестерни по
начальному конусу.
Формулы (17) и (18) относят-
ся к ортогональным передачам
(межосевой угол 8 = 90ь). При
8 90° в эти формулы вместо
/Т2-!-! следует подставлять
з ____
V sin8
sin <сш
Допускаемый крутящий момент на
колесе
М „ - 71620 — - Рср^кср кгсм. (19)
«к 2
Если отношение ео углового сдвига
торнов косого или криволинейного зуба
к угловому шагу конического зубча-
того колеса меньше 0,8, то конические
колеса косозубые и с криволинейными
зубьями следует рассчитывать как пря-
мозубые, т. е. при определении kj- и kfu
пользоваться табл. 33, как для прямо-
зубых колес. Для избежания колебания
длины контактных линий рекомендуется
принимать ta« 1 при постоянной на-
грузке и «а = 1,2 ч-1,4 — при пере-
менной.
При расчете зубьев на изгиб можно
пользоваться формулами (7) и (8)
(стр. 343), подставляя в них значения Ра,
dK и т, на среднем диаметре.
Коэффициент формы зуба k# для кони-
ческих колес следует определять из
табл. 37 по эквивалентному числу
зубьев г, = * -
' * cos f
В тех случаях, когда допускаемая
нагрузка ограничивается прочностью
зубьев на изгиб, рекомендуется дости-
гать равнопрочностн зубьев шестерни
366
ЗУБЧАТЫЕ ПЕРЕДАЧИ
н колеса путем увеличения толщины
зуба шестерни и соответствующего
уменьшения толщины зуба колеса.
Определение сил, действующих на вал
Условно принято, что силы приложены
к середине зуба. Окружное усилие
Осевая сила, действующая парал-
лельно оси зубчатки по направлению
от вершины начального конуса, опре-
деляется по формуле
»)•
Радиальная сила
При вращении зубчатки по часовой
стрелке, если смотреть на нее со сто-
роны вершины начального конуса, для
ведущих зубчаток правого хода и для
ведомых зубчаток левого хода в этих
формулах следует брать верхние знаки,
а для ведомых зубчаток правого хода
и для ведущих левого хода — нижние;
при вращении же зубчаток против ча-
совой стрелки — наоборот.
ГИПОИДНЫЕ ПЕРЕДАЧИ
В некоторых случаях целесообразно
применять гипоидные (винтовые кони-
Фнг. зо.
ческие) передачи со скрещивающимися
осями валов (фиг. 30). Данные для
расчета таких передач см. (10j, (13],
ПРИЛОЖЕНИЕ 1
УКАЗАНИЯ И СПРАВОЧНЫЕ
ДАННЫЕ ПО ВЫБОРУ
КОЭФФИЦИЕНТОВ СМЕЩЕНИЯ
Выбор рациональной коррекции (коэф-
фициентов смещения) является одним
из наиболее сложных и наименее разра-
ботанных вопросов проектирования зуб-
чатых передач. Эго является следствием:
I) противоречивых требований к зубчатой
передаче, исходящих из различных усло-
вий ее работы, и 2) сложных соотноше-
ний между показателями качества зацеп-
ления и параметрами передачи.
Каждую зубчатую передачу следует
проектировать исходя нз ее назначения
и условий ее работы (открытая или за-
крытая, высоко- или низкоскоростная,
опасная по изгибу или по контактной
прочности, изготовленная из вязкого или
из хрупкого материала и т. д.) и соот-
ветственно этому выбирать наиболее вы-
годное сочетание коэффициентов сме-
щения у колес передачи [3], [16].
За последние 15—20 лет делалось
много попыток создать таблицы готовых
значений коэффициентов смещения ше-
стерни и колеса, которые давали бы
наилучшие качества передачи. Но ни
одна из предложенных систем кор-
рекции не является универсальной, при-
годной для всех условий работы. Каж-
дая система может давать удовлетвори-
тельные результаты только при опре-
деленных, ограниченных требованиях
к передаче и в ограниченных пределах
варьирования ее параметров.
Величинами, характеризующими ка-
чества зацепления, могут служить ши-
рина вершины.зуба в долях модуля wt',
коэффициент перекрытия «; относитель-
ное удельное давление С; удельное
скольжение т|; коэффициент потерь <р;
контактное напряжение в полюсе
в его долях для нормального зацепле-
ния; расчетный фактор формы зуба
(я у)', удаленность от границы подреза-
ния П.
Приведенные в приложении II при-
меры расчета геометрии зацепления до-
статочно характеризуют случайность ка-
честв зацеплений, корригированных по
различным рекомендациям (см. сводку
примеров приложения II в табл. 48).
Для выбора коэффициентов смещения
здесь использован следующий графо-
аналитический прием (см. |16]). В пря-
ПРИЛОЖЕНИЕ t. СПРАВОЧНЫЕ ДАННЫЕ КОЭФФИЦИЕНТОВ СМЕЩЕНИЯ 367
Таблица 48
Сводка примеров, приведенных в приложении II
(Исключая нормальное зацепление)
2Ш г< ъ W еш •
16 84 0 0 0,30 —0.30 0,4 1.5В 1,70
11 29 0 0 0,44 (1.2П 0,4 1,32 1.61
21 29 0 0 0,580 0,573 0,4 1.34 1,13
15 132 п°2в'4о» 0 0.30 -0.30 0,4 1.63 1.98
8 29 16’25' О 0,б() 0.45 0,31 1.16 1,46
12 31 18° 0 0,579 0.5О0 0,49 1.16 1.29
15 89 0 80° 0,49 -0,49 0,384 1.56 1.54
12 521* 0 0 0.40 0,40 0,38 1,45 2.27
18 «1 15’12'10» 0 0.25 Э.25 0.4 1,66 2.24
• Внутреннее зацепление.
моугольной системе координат отклады-
ваем по координатным осям коэффи-
циенты смещения (для шестерни
гш) и 6Х (лля колеса гк). Тогда каждой
точке плоскости будет соответствовать
только одна пара значений коэффициен-
тов и 5Х. т. е. единственная коррек-
ция передачи. Если такое поле, с коор-
динатами и Ех. отнести к определен-
ной паре чисел зубьев (гш и гк), то
при заданных про-
фильном угле ин-
струмента (а0), ко-
эффициенте высоты
зуба (/и), коэффи-
циенте радиального
зазора (Cq) и угле
наклона зуба(Р) каж-
дой точке поля будет
соответствовать опре-
Фиг. 31. Поле дна
чений Сш и Е*.
деленное числовое
значение каждого из показателей we, а, С,
V тотн- («&')• П- В общем случае пере-
ход из одной точки (6Ш = а; 6Х = 6)
поля (фиг. 31) в другую точку (6Ю =
= д', 6, = Ь‘) меняет числовые значе-
ния всех показателей. В частном слу-
чае в двух различных точках поля могут
оказаться одинаковыми числовые зна-
чения одного из показателей (при обя-
зательном изменении всех других). Поль-
зуясь этим, можно для каждого из пока-
зателей качества зацепления найти гео-
метрическое место точек (кривую) с оди-
наковыми числовыми значениями этого
показателя. На фнг. 32 в качестве при-
мера показаны линии ьи,ш => 0,4; « =
•° 1.2;U= !,4;цш = —2,0; = 0,025;
хотн ~ 0,95; ^отн “ J* (*У)ш = 0.45;
(ку)х = 0,6; Пш—для передачи гш = 12;
гк = 27; а0 = 20°; /0 = 1; &.= 0,25;
Р = 0.
Линия, выражающая в этой системе
Фиг. 32. Ход изолиний показателей качества за-
цепления и координатах 1Ш и для передачи
*1» ",2; »•; Л-1; / => о,25; * - о
или эквивалентных кбсоэубой и конической пере-
дач. Стрелки указывают направление благоприят-
ного (улучшающего качества передачи) изменения
показателей.
мерного коэффициента смещения (коэф-
фициента корригирования) +
-* ?х, есть прямая, отсекающая на коор-
динатных осях отрезки 5щ= «с и Ех =
= 5е. Так, например, на фнг. 32 линия
хотн — 0,95 соответствует = 0,48,
368
ЗУБЧАТЫЕ ПЕРЕДАЧИ
<жсг„ Л, COSffj t а1 к* «и ла сезая at
ОК- ад-. йлн - Й75-п
-44? -
а -
- •- г . -
- -
- -
- -4.W -
ад- Д7У- ад- -
- — -
- —-у
— 1— -
—
•— •-
- м
- - - -ад
036- -ад й?3- -
- L - -0’7
• L •
- г а— НФ
*
•
- - •- -ел? - -<2'4
037- иг- • ад- _
• а -
— —
—
- .•
- —ад - - -0’3
- -ад 7*013
-
озо-_ ast-_ - «74- 0.71-
—
-
• ом
-ЙЛ «
—
-ад
-
-ад ом-1 «75- Г" 4 70-
Фиг. 33. НОМОГрЯММЯ для определения Л,
созаГц А, cosait А4 ска„ dj costly А,
Ц70^ -021 ад-. к
- • - - 052
- -ООО
•- -ах •- -053
— —
-ЦП
•
- -ач -05*
ЙМ- Й —Ц31 «57- 0.5*-
— •
- -д«г - -0.55
- н-чгз
- - - -
- -0J2 - -056
- - -4Д4
- ►
- ч -057
«61- -ДЛ .7,47- «я- ?! 7-
- -033 - -й«4
- - - - -050
-
I I Г I "-0.25 - 1 1 j 1 г * Л» '-ОМ -053
-
- -0*1 -0.60
«4 7- ,’б?. 0.57- 0.52-
- -035 •- -
- -020 - -0.61
- - -0.4
- -
• '-0.Х - —0,62
- - -0*0
-0.21 - - • - -063
— -
««• 44 ’• ’•.7J/ 050- - «51-
—0.09
-06*
- -
-ого -0.50 - -065
^D.3S
-
-• -066
^.5f
Ьад
.«45—J Мй— 055-1 ДУЙ-J t-ад
e“lnve„- - Inv &Oi по мличнме
<
ПРИЛОЖЕНИЕ I. СПРАВОЧНЫЕ ДАННЫЕ КОЭФФИЦИЕНТОВ СМЕЩЕНИЯ 369
а линия Тотя”! соответст-
вует = 0, т. е. высотной
коррекции.
Фиг. 34. Номогр»мма
лля определения «Oj по
(по В. Н. Кудряпиеоу).
24 Том 4 769
Величины, выражающие качества зацепления,
определяются следующим образом.
1. Ширина вершины зуба в долях модуля (так на-
зываемое «заострение») для цилиндрических колес
Г 0.5* 4~ (2 tg <.„,)£, _ д 1
L z, 'J ’
где Д3 находится по номограмме фиг. 33 в зависи-
ddcosaOs.
мости от cosase------g----, aos — по номограмме
фиг. 34; г, = г : cos3 fo; остальные обозначения —
по табл. 22, стр. 325;
для конических прямозубых колес
w Г 0^-К2 tg ыр) Б-ь ег J
' /и L z,
где Д находится по номограмме фиг. 33 в зависимо-
го cos а0
сти otcosае = —р-----; dd3 — диаметр делительной
окружности эквивалентного колеса; Dt3 — диаметр
окружности выступов эквивалентного колеса; для
высотной коррекции и нормального зацепления
dde ►
g— — рт; ty— коэффициент тангенциального смеще-
ния (тангенциальной коррекции) — см. [1].
Для быстрой оценки степени заострения зубьев
прн <х0 = 20°, /0 = I и Сд = 0,25 на фиг. 35
приведены кривые, соответствующие значению
we — 0,4. В каждом случае заданы значения гш,
гк, и По величине гш выбирают тот или
иной график и на нем находят точку с заданными
значениями и Еж. Если эта точка лежит на
кривой, соответствующей заданному значению zK,
то заострение w, = 0,4. Если точка лежит выше и
левее кривой гк, то wt > 0,4. Если точка лежит
ниже и правее кривой гк, то и>, < 0,4. В этих слу-
чаях величину wt можно определить по формуле
we = 0,4 ± Дш,ш> где знаки плюс и минус соответ-
ствуют знакам величины х (фнг.36) в зависимости от
положения данной точки относительно кривой г*;
поправка &wflu определяется по графику фиг. 37,
где значения х соответствуют масштабу величин
и на графике фиг. 35. Например, для пары
гш = 18, г* = 60 прн — 1,0 и = 0,8 находим
точку, отстоящую на х = 4-0,12 от линии гк = 60
(график для гш = 18). Прн х= 4-0,12 и = 18
по графику фиг. 37 находим &и>еш ® 0,05. Отсюда
= 0,4 4- 0,05 = 0,45 (уточненное значение
weui = 0.44).
Прн использовании графиков 35 и 37 для про-
верки заострения зубьев косозубых цилиндрических
колес, при вол " 20°, fon = 1 и соп = 0,25, нужно
вместо гш и гк брать значения гзи> = гш: cos*
и zw = гк : cos’ ₽d (с округлением до целого
числа) и вместо и —значения 6ЯШ и 6ЯЯ. Для
370
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Фиг. 38. Графики заострении или цилиндрических прямозубых и косозубых
и для конических передач; о, “ 20"; /0 “ 1; с,— 0,25. При с0 0,2 величина «>еа1 снижается .
иа 0,00—0,06 по сравнению с ее значением при eQ — 0,25.
проверки заострения внутренних зубьев
нужно вместо -Н« брать —Для
проверки заострения зубьев прямозу-
бых конических колес при в0 = 20°,
Фит. 35. Определение
••личины х в поле
значений Е и Е .
/0 = 1 И Со = 0,25
нужно вместо гш
и гк пользоваться
значениями гЭЫ1 =
= гш : созфщ и
«к = гх : cos тх
(с округлением до
целого числа).
Для построения
-графиков заостре-
ния ш," Л (Еш, U
на фнг. 38 приве-
дена номограмма.
ПРИЛОЖЕНИЕ I. СПРАВОЧНЫЕ ДАННЫЕ КОЭФФИЦИЕНТОВ СМЕЩЕНИЯ 371
дающая возможность по заданным зна-
чениям гш, гк, и>еш (или и>ек),
(или $к) сразу находить вторую ко-
1К
определяются
и
где величины zr
ms
приближенно (с погрешностью порядка
Фнг. ЗВ. Номиграмна ui построение графи коп заострение зубма передач; «„••20’; t, — 0,25.
ординату (или 6^) точки
кривой wt — Г(5Ш, Г*).
2. Коэффициент перекрытия
искомой до 0,05 в величине а) по номограмме
фиг. 39 или уточненно по формулам
2ffi._5ffi.cos «(Jl/" ( , - —V-l-tgaJ:
т, 2 “l К \rfrtw cos aw / * ‘J
- у- c°s аот I ± ]/ созТтУ"1 Т tg в,1 *
wj * I “ \ *ок COS / J
24*
« cos <4, •
372
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Верхние знаки во второй из этих
формул относятся к колесу пары с на-
ружным зацеплением, нижние знаки — к
колесу пары с внутренним зацеплением.
То же— во всех формулах, приведен-
ных ниже.
3. Относительное удельное давление:
а) в точке полного зацепления ножки
зуба шестерни с вершиной зуба колеса
б) в крайней точке участка зацепле-
ния одной пары зубьев прямозубых
колес (при 1Ш < /0) при сопряжении
ножки зуба шестерни с головкой зуба
колеса
в) в точке полного зацепления ножки
зуба колеса с вершиной зуба шестерни
г) в крайней точке участка зацепле-
ния одной пары зубьев прямозубых ко-
лес при сопряжении ножки зуба колеса
с вершиной зуба шестерни
±(„00300-^.):^-];
В большинстве случаев достаточно
определить одну величину: т(ш.
В приведенных выше формулах для С
и Т) приняты обозначения:
Рш ZW - — - ~ • Р* Zlt _
_ cos *2 ZT" o’ COS Sqj tg Bj,
Z rrljf Z
С-1:уГ[1 + («созав-А.) :^] [1 T cos a. - A-):;
в этих формулах в большинстве слу-
чаев достаточно определить одну вели-
чину: Сш.
4. Удельное скольжение (в тех же
четырех случаях, что и 0:
: (=F « cos “о ±
\ т т /
— — меньшая нз величин н
тг ms
4 1*
— — меньшая из величин —— н
т. та
5. Коэффициент потерь <$> = 1 — т),
где т, обозначает здесь к. п. д. —
см. |11.
6. Контактное напряжение тотя в по-
люсе в его долях для нормального или
высотнокоррнгированного прямозубого
зацепления
- V Sin 2 a,,: sin 2a!
ПРИЛОЖЕНИЕ I. СПРАВОЧНЫЕ ДАННЫЕ КОЭФФИЦИЕНТОВ СМЕЩЕНИЯ 373
для косозубых и шевронных колес
Тот» *** 1 • V f on •
7. Фактор формы зуба (к у), опреде-
ляемый приближенно (без учета укоро-
чения зуба при угловой коррекции) по
табл. 37, стр. 347, или уточнение (с уче-
том укорочения зуба при угловой кор-
рекции) — по (2) и (16).
8. Удаленность от границы подре-
зания П, определяемая сравнением ве-
личины коэффициента смещения для
данного колеса пары со значением
. , zsin,o0
'•min = Jo---я---•
Для всякой вновь проектируемой зуб-
чатой передачи следует выбирать воз-
можно больший суммарный коэффи-
циент смещения в пределах, допускае-
мых перекрытием и, где это нужно,
равнопрочиостью по изгибу зубьев ше-
стерни и колеса, учитывая при этом
следующие указания:
1. Увеличение коэффициента смеще-
ния при неизменном коэффициенте
смещения 6* снижает величину weiu и
повышает величину u>fK. т. е. приближает
заострение зубьев меньшего колеса и
удаляет заострение зубьев большего
колеса.
2. Совместное (примерно одинако-
вое) увеличение коэффициентов сме-
щения Еш и 6Х мало сказывается на за-
острении зубьев.
3. Прн передаточных числах, далеких
от единицы (/ > 1,5), проверка на за-
острение зубьев большего колеса не
нужна.
4. При передаточных числах, близких
к единице (I < < < 1,5), проверка на
заострение зубьев большего колеса
нужна только в тех случаях, когда
коэффициент смещения 6* значительно
больше коэффициента смещения 6Ш и
когда величина последнего невелика
(6Ш < 0,5).
5. Увеличение любого из коэффициен-
тов смешения (6Ш или 6Х) при неизмен-
ном значении другого (соответственно
6„ или 6,„) ведет к уменьшению коэф-
фициента перекрытия (<).
6. Увеличение обоих коэффициентов
смещения (6,и и 6Х) ведет к еще более
резкому снижению коэффициента пе-
рекрытия, чем увеличение одного из
них.
7. Такое изменение обоих коэффи-
циентов смещения, при котором алге-
браическая сумма их остается прибли-
зительно постоянной (£„ + 6„ const),
мало сказывается на величине коэф-
фициента перекрытия.
8. При значительных передаточных
числах(/>1.5) на величине относительно-
го удельного давления 6Ш наиболее резко
сказывается изменение коэффициента
смещения уменьшение коэффициента
смещения 6Ш при неизменном значении
коэффициента смещения ведет к воз-
растанию относительного удельного
давления.
9. При значительных передаточных
числах (/ > 1,5) изменение коэффици-
ента смещения при неизменном зна-
чении коэффициента смещения 6Ш мало
сказывается на величине относитель-
ного удельного давления
10. При значительных передаточных
числах (/> 1,5) уменьшение коэффи-
циентов смещения для обоих колес пары
(6Ш и 6Ж) ведет к возрастанию относитель-
ного удельного давления, хотя и менее
резкому, чем в случае уменьшения
одного только 6Ш.
11. Для передаточных чисел, близких
к единице (!</<!,5), опасным с точки
зрения величины относительного удель-
ного давления является уменьшение как
одного из коэффициентов смещения
и так и их суммы.
12. Влияние изменений величин коэф-
фициентов смещения на величину удель-
ного скольжения (если иметь в виду
абсолютную величину этого показа-
теля т)) примерно такое же, как и
на величину относительного удельного
давления.
13. Увеличение коэффициента смеще-
ния для одного из колес пары благо-
приятно влияет на увеличение проч-
ности на изгиб зубьев этого колеса и
менее сильно, но также в сторону
увеличения, влияет на прочность (на
сопротивление изгибу) зубьев другого
колеса.
При подборе коэффициентов смещения
по условию равнопрочное™ на изгиб
зубьев обоих колес пары нужно иметь
в виду следующие факторы:
а) факторы формы зуба (ку)ш и
(ху)к, определяющие номинальное на-
пряжение изгиба, — в сечении у корня
зуба;
* Имешю эта величина (Сш) обычно авлаетса
наибольшей из всех величин относительного уаеяв-
ного давлакиа.
374
ЗУБЧАТЫЕ ПЕРЕДАЧИ
б) эффективные коэффициенты кон-
центрации напряжения изгиба у корня
зуба;
в) марку материала и термическую
обработку колес пары, определяющие
механические свойства материала;
г) вид нагрузки, лимитирующий на-
грузочную способность передачи: в од-
них случаях лимитирующей является
наибольшая кратковременная нагрузка,
определяющая статическую прочность
зубьев на изгиб (при этом эффективные
коэффициенты концентрации напряже-
ния изгиба у корня зуба учитываются
только для малопластичных материалов
зубчатых колес и цементованных колес
с малопластичной сердцевиной); в дру-
гих случаях лимитирующей является
длительно действующая нагрузка, опре
деляющая усталостную прочность зубьев
на изгиб (прн этом эффективные коэф-
фициенты концентрации учитываются
для всех материалов и всех видов тер-
мической обработки);
д) наименьшее допустимое значение
запаса прочности на изгиб, которое
может быть различным в одних и тех же
условиях для различных колес пары
(например, для цементованного мень-
шего колеса выше, чем для улучшенного
большего; для литого большего колеса
выше, чем для кованого меньшего,
и т. п.).
14. Номинальное (в полюсе зацепле-
ния) контактное напряжение остается
неизменным прн постоянстве алгебраи-
ческой суммы коэффициентов смеще-
ния.
15. Контактное напряжение (номи-
нальное) убывает с увеличением каж-
дого из коэффициентов смещения
и ск в отдельности. Еще более резко
убывает номинальное контактное на-
пряжение при увеличении обоих коэф-
фициентов смещения.
16. Увеличение обоих коэффициентов
смещения ведет к снижению потерь на
трение, т. е. к увеличению к. п. д. пере-
дачи.
17. Применение зуба пониженной
высоты сдвигает благоприятную зону
сочетаний коэффициентов смещения
и при прочих равных условиях,
в сторону снижения £*.
Сказанное выше можно резюмировать
в виде сводной таблицы (фиг. 40),
наглядно показывающей противоречи-
вость различных требований к величине
коэффициентов смещения. Выбор коэф
фициентов смещения для каждой кон-
кретной передачи никогда не явл'яется
задачей, решаемой однозначно: опре-
деление значений и всегда есть
отыскание компромисса между противо-
речивыми требованиями, когда улучше-
ние одного нз факторов связано с ухуд-
шением тех или иных других факторов.
До тех пор пока мы не располагаем
графиками величин е, g, Т), f, t, (ity),
Обозначения:
f Увеличение | Уменьшение
и Резкое ц Резкое
П увеличение п уменьшение
_ Приблизительное
________постоянство_________
Ширина площадки зуба на
окружности выступов нень-
шего колеса_________________
Ч
Оф
"u>
*0к
1
Ширим ппошодки зуба на
окружности выступов боль-
шего копеса
Г‘|Г/
Козцнрициеят перекрытия
Относительное удельное дав-
ление и удельное скольжение
в точке полного зацепления
ножки зуба неньшего колеса
с вершиной зуба большего
колеса____________________
3
Относительнее удельное баб-
пение и удельное скольжение
(наибольшая из величин)
Номинальное напряжение и зги
ба у корня зуба неньшего
колеса___________________
в.
г"
r-tt
Номинальное напряжение из-
гиба у порт зуба большгго
колесо____________________
5
Эффективный коэффициент
концентрации напрняркий из
гиба у корн» зуба неньшего
колеса____________________
Эффективный козффициент
концентрации напряжений
изгиба у корня зуба больше
ео колеса
6
Ноятиктнае напряжение в по-
люсе зацепления в воллк та-
кового для нулевой передачи
1
Козффициент полезного
действия neoeflaiu
Фиг. 40. Таблица ориентировочной оценки влианна
изменений величин коэффициентов смещении на
величины факторов, опрелелаюших качество м-
цеплеииа (мштриховаиы области нежелательного
изменение факторов).
П* для различных сочетаний значений
гш, гк< €ш> ии приведенная таблица.
* Графики хла v, и жу получены Гипроугле-
машем, н краткаа выдержка на ник привалена на
фиг. 35,
ПРИЛОЖЕНИЕ I. СПРАВОЧНЫЕ ДАННЫЕ КОЭФФИЦИЕНТОВ СМЕЩЕНИЯ 375
ни любая из <снстем коррекции» сами по
себе не дают возможности сразу назна-
чить коэффициенты смещения для задан-
ных условий работы передачи. Таблица
на фнг.40 дает лишь оценку направления
наиболее выгодного изменения предва-
рительно намеченного сочетания коэффи-
циентов смещения, но не самые величины
этих коэффициентов. Любая из сущест-
вующих систем коррекции рекомендует
определенные числовые значения коэф-
фициентов смещения, но не дает возмож-
ности оценить направление наивыгод-
нейшего для данных условий изменения
этих числовых значений.
Рекомендуемый метод подбора коэф-
фициентов смещения иллюстрируется
следующими примерами *.
8
Пример I. Для передачи — -yg-1 «о " 20’;
/о — 1; <« — 0,25; р = 0 намечены (по тому или
иному источнику) коэффициенты смещения 1.ш =
" 0,75 н Е* " 0,30 (см. фиг. 41)» которым
соответствуют следующие основные показа-
тели качества зацепления: = 0,18; а = 1,05;
си -1.28.
Если по условиям работы передачи коэффи-
циент перекрытия «=1,05 может быть принят** и
относительное удельное давление С^—1,28 не
достигает допустимой величины 1.4, то показатель
заострения и>еш — 0.18 для обычных условий мал.
Допустим, что для заданных условий работы пере-
дачи требуется weut > °'3, Следуя приведенной
выше таблице (фиг. 40). заключаем, что для увели-
чения wful нужно увеличить Е н уменьшить Еш
(см. в приведенной выше таблице графы Е I 1
Е*-, нли Еш ♦ S Е*», или ЕШ-»;ЕХ»). Принимая
во внимание, что третий вариант (ЕЩ-;Е*1)
отрицательно сказывается на величине е, что в
последней нет излишка («— I.O5). а потому
второй вариант (Еш « ; Ед. t j также опасен, по-
скольку при нем a «const, следует выбрать изме-
нение Еш и Ех между первым и вторым варианта-
ми (между Еш ♦; Ек-> и Еш 4; Ек t ).т.е. снизить Еш
и в меньшей степени повысить Е*. Исходя нз зтих
соображений, намечаем уменьшение Е иа 0,15 и
увеличение Ед иа 0,10, т. е. принимаем Е " 0,75 —
- 0.15 — 0,60; Еж-0,30 -|- 0,10 — 0.40. Для зтих зна-
чений коэффициентов смешения w "0,32; а =•
•= 1.08; — 1,46 (см. фиг. 41). Относительное
* Примеры рассматриваются без учета фланки-
рования.
** Близкая к 1 величина • может быть допу-
щена для тихоходной передачи при условии, что
использованные допуски иа диаметры выступов
н иа межцентровое расстояние в сочетании
с упругими деформациями валов настолько малы,
что с учетом нх значение • остается выше I,
содержа в себе некоторый запас на кромочный
износ.
удельное давление получилось немного выше де-
пустныого, а показатель заострения — несколько
выше требуемого. Поэтому можно еше раз не-
много изменить значения коэффициентов смеше-
ния путем интерполяции.
Фиг. 41. Пример подбора рациональной коррекции
для передачи; гш “В; г* —18; ««— 20°; /« — I;
с0= 0.25; 8=0,
Сохраняя
Ew4-Ek для
приняв Еш 4- Е,
= 1,025,
значений
еш
Еи-0.60+(0.75- 0,60)^^
постоянным среднее значение суммы
двух рассмотренных вариантов, т. е.
0,75-1-0,31) , 0,60 4-0,40 _
'Ш т 'к 2 ' 2
определяем Еш и Ед по интерполяциям
0,621;
Ех - 0,40 - (0,40 - 0.30) gjg - 0.386.
При зтих значениях коэффициентов смещения
шг(и — 0,30; а " 1,08; " 1,41, т. е. результаты
весьма близки к заданным.
Пример 3. Нулевую (иекоррнгнрованную) пе-
редачу тш=*М (ведущее)*; г* = 38 (ведомое); т "
"10; ц, — 20е; /, — 1; с, " 0,25; 8 "0 требуется
изменить в сторону повышения ее нагрузочной
способности за счет угловой коррекции при допу-
щении малого (около 1,1) коэффициента перекры-
тая, небольшого (в пределах 2 — 3"/.) изменения пе-
редаточного числа, но без изменения межцентрового
расстояния и при рааиопрочиоста зубьев колес, если
материал шестерни гш иа 2f?(. прочнее материала
колеса я , Межцентровое расстояние А " 0,5 X
Х(тш4-хж) т=°.5(,44-38).10 - 260 мм. Прини
маем гш = 13; ** = 36, изменяя этим передаточ
иое число с 1 — 38 : 14 " 2,714 до I " 36 ; 13 "
" 2,769, т. е. на 2°/, (в пределах допустимого).
Избыток межцешрового расстояния
А — Ар А -0,5 («м4-»к)>"
260 - 0Л (13 + 36)-10
га
• При хш=14 и Ew = 0 зубы несколько под-
резаны.
376
ЗУБЧАТЫЕ ПЕРЕДАЧИ
ЮООЛАо : tc - 1000-1Л : 49 - 30,61;
атому значению соответствует (см. стр. 324,
фнг. 12, график 2)
1000см г.
I КЮОо» : г. - 5,92; % = ———£•= 5,92 • 0,049 -
• XIAJU
— 0,29; Ef - ДА 4-0,, = 1,5 + 0,29- 1,79.
Учитывав, что при одинаковых материалах ко-
лес z и д* равнопрочное™ их соответствует
Ещ > ^к, а также <fto при менее прочном мате-
риале колеса z* равнопрочное™ отвечает увелн-
Фиг. 42. Пример подбора рациональной коррекции
для передачи; гш = 18; г* = 36; о, — 20“; — 1;
с,'— 0,25; ₽ - 0.
некие 1К при уменьшении Е , задаемся, в первом
приближении, Еш — Е — 0,5Ef — ОД-1.79 — 0.895
(см. фнг. 42). Для этой коррекции получаем • —
-'•«! «еш-0-»: <И-Ыв: - о,»;
(ну)* — 0,76*. С учетом различной прочности ма-
териалов колес прочности зубьев колес г и г
относите* как («у)* •. 1,25-(г-у)|и — 0,76 : (1,26 X
X 0,69) — 0,88 вместо 1; следовательно, нужно еще
увеличить I н (чтобы ие снижатьа) уменьшить Е
Задаемся Еш — 0,6; Е* — Е* — Е — 1.79 — 0,6 —
— 1,19. Для атой коррекции а — 1,11; w —0,71;
Сш“,,3*: 0,в1’ <ЯУ)Х“П'76' Эту кор-
рекцию можно принять, так как значения показа-
телей а, ъеш и Сш находятся в желаемых преде-
лах. отношение показателей прочности составляет
(ку)* — 1,25 (яу)ш — 0.70 : (1,55-0,61) - 0,995 ~ 1.
Факторы формы зуба лля нулевой передачи равны
(*У)щ-0,35 и («у) —0,50, причем 1,25 («у) —
- 135-0,35 — 0,44 < <*У)*. т, е. прочность зубьеп
передачи (нулевой) определяется значением yxyl^—
— 0,36; следовательно, полученная нами коррек-
* Коэффициенты формы зуба получены по дан-
ным И. А. Болотовского |2| путем интерполяции
с учетом укорочения зубьев при угловой кор-
рекции.
пня повышает нагрузочную способность передачи
по сравнению с нулевой на °’^1- ; 11,3—-100»4Э|),
и,ъ1
по изгибу; кроме того, для 1 ОсиюАо: tc «= 30,61
угол зацепления « = 27’41', причем
t«„„=V0,643 : stn 2« =У0.613: sin 55’42'—0,883,
QmH
чему соответствует повышение нагрузочной спо-
собности передачи по сравнению с нулевой н?
/-J-------tj.iCO-^-l) -100.2S4.
\ отн / '
по контактной прочности.
Пример 3. Требуется подобрать иаивыгохней-
шую коррекцию для закрытой передачи гш = 22;
х* = по: «, = 20°; —1; с» = 0,25; 8-0
при условии, что твердость зубьев невелика
(НБ < 350), и ре-
шающей в отиоше-а
нии нагрузочной*
способности пере-
дачи является кон-
тактная прочность,
а также при усло-
вии. что допустим
небольшой (около
1,1) коэффициент
перекрытия.
В этих условиях
иаивыголиейшей
коррекцией будет
та, для которой
суммарный коэф-
фициент смещения
£е=£ш+Ек ол’ет-
ся максимально до-
пустимым по усло-
вию перекрытия.
Если лля данной
передачи построе-
на линия а — 1,1
(фнг. 43), то точка
А, соответствую-
щая нанвыгодией-
шей коррекции, на-
ходится сразу как
точка касания лн-
Фиг. 43. Графо-аналитнче
ский метод получения кор-
рекции с максимально до-
пустимым по условиям пе-
рекрытия суммарным коэф-
фициентом смещения
нии Ef = const с кривой а — 1,1. Если линия а —
— 1,1 не построена, то иаипыгодиейшие значения
Е " £« иУ*н° искать попытками. Зияя, что для
гк * гш лииия •“ *•* отсекает на оси Е* отрезок
значительно больший, чем иа оси Ещ. заключаем,
что точка А лежит вблизи оси Е*. Для первой
попытки принимаем поэтому Еш — 0 и задаемся
значительной (см. стр. 403) величиной Е* — 3
(фиг. 44).
При такой коррекции можно ие опасаться
чрезмерной величины заострения малого колеса,
так как в зоне малых значений Еш и больших зна-
чений Е* величины v>eui значительно превышают
0,5 (см. фиг. 35). Поэтому лля намеченной коррек-
ции проверяем только перекрытие и относительное
удельное давление; получаем а — 1,23; Сш — 1,24.
Поскольку оказалось а > 1.1, можно увеличить Ef,
Делаем вторую попытку: Еи— 0; Е*— 4. Для этой
коррекции а—1,01; величину Еш можем ие опре-
делять, так как липни С —.const близки к вер-
тикали. а для точки Ещ—0; Е* — 3 получено
ПРИЛОЖЕНИЕ I. СПРАВОЧНЫЕ ДАННЫЕ КОЭФФИЦИЕНТОВ СМЕЩЕНИЯ 377
Фиг. 44. Пример подбора рациональной коррекции
для передачи гш = 22; гк = 110; » 20°; /„ = 1;
e'-0.2S; ₽-0.
варианте ?Ш"О; Е* —3,5 получается • «1,16;
Сщ * 1,26, а при Е — —ОД; Е* — 3,8 получается
в —1,10; 32. Из найденных значений
видно, что искомая точка лежит между точками
Е|Ы •» 0, “ 3.5 и « —0,3, Ех •« 3,8; однако
отыскивать ее не имеет смысла, так как вблизи
точки А кривая а — 1,1 и прямая Ef = const
(фиг. 43) почти сливаются, и дальнейшее измене-
ние коэффициентов смешения может дать лишь
ничтожный прирост Ef против 3,3.
Исходя из того, что в точке Еш «О, Ек “ 3,5
относительное удельное давление несколько ниже,
чем в точке Ew = —ОД Ех— 0,38, останавливаемся
на коррекции £ = 0; Е^— 3,5, для которой
в - 26°04' и *отм — Vo,643:aln2« —
— Vo,643 : Bln 52’1»' - 0.9Ш,
откуда повышение нагрузочной способности по
контактной прочности по сравнению с нулевой
передачей составляет •
(-у- -’У100“(о^ - >)•>«-и»/.
\ ’олди / '
Прн большом значении E*=3.5 проверяем за-
острение зубьев колеса гк и получаем &ек = 0,55,
что вполне достаточно.
Изложенный выше графо-аналитиче-
ский метод выбора коэффициентов сме-
щения применим в равной мере как к ци-
линдрическим прямозубым передачам,
так и к цилиндрическим косозубым и
коническим. В двух последних случаях
следует применять эквивалентные числа
зубьев, причем для косозубых цилиндри-
ческих передач применять коэффициенты
смещения в нормальном сечении зуба.
Для конических передач применима,
в сочетании с обычной радиальной кор-
рекцией, тангенциальная коррекция,
с помощью которой можно обеспечить
равнопрочность зубьев шестерни и
колеса*, учитывая одновременно и дру-
гие требования к передаче. Наиболее
целесообразной формой использования
этого графо-аналитического метода яв-
ляется построение комбинированных гра-
фиков с нанесением на них изолиний
характерных (предельных для данных
условий) значений показателей качества
зацепления. На фиг. 45 приведен при-
Фиг. 45.
мер такого комбинированного графика
для пары = 12; гк = 27; а0= 20°;
/Ь=1; =0.25; ₽=0 (или эквивалент-
ных косозубой и конической передач),
Если равиопрочиостъ не обеспечипается за
счет одной радиальной коррекции.
378
ЗУБЧАТЫЕ ПЕРЕДАЧИ
содержащего изолинии weui = 0,3;
«"1.1; М.-ОЛ 0,5; 0,6; 0,7;
0.8; (ку)ш = (ку)к (линия геометриче-
ской равнопрочностн) и Пш = +0,3.
Заштрихованы границы зоны нежела-
тельных (для данных условий работы
передачи) значений показателей. Внутри
штриховки заключена рекомендуемая
зона коррекции, выбираемой в зависи-
мости от задания. Так, например, при
достаточном запасе в отношении изгиб-
ной и контактной прочности и при необ-
ходимости получить максимальное пере-
крытие коррекция выбирается в обла-
сти Л; при достаточной прочности
на изгиб, требовании максимальной кон-
тактной прочности и допустимости не-
больших значений коэффициента пере-
крытия коррекция выбирается в об-
ласти Б; при требовании максимальной
нзгибной прочности и допустимости не-
больших значений коэффициента пере-
крытия коррекция выбирается в зоне В
и т. д. В каждой отрасли машинострое-
ния имеются свои допустимые значения
показателей и свои типичные условия
работы, а следовательно, могут быть по-
лучены соответствующие рекомендуемые
зоны коррекции.
ПРИЛОЖЕНИЕ 11
ПОРЯДОК И ПРИМЕРЫ РАСЧЕТА
ГЕОМЕТРИИ ЗАЦЕПЛЕНИЯ
ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ
ПЕРЕДАЧ
Указания по проведению табличного
расчета
1. Приведенные ниже примеры охва-
тывают основные случаи расчета гео-
метрии передач: цилиндрические прямо-
зубые и косозубые колеса с нормальным
зацеплением, высотной и угловой кор-
рекцией; цилиндрические прямозубые
и косозубые колеса внутреннего зацеп-
ления с высотной коррекцией; кони-
ческие прямозубые колеса с нормальным
зацеплением и высотной коррекцией;
червячная передача.
2. Система расчета построена на основе
графо-аналитического метода В. Н. Куд-
рявцева |6).
3. Основные расчетные формуляры
содержат неповторяющнеся для дан-
ного вида зацепления порядковые номера
позиций.
Эти номера указываются в графе «По-
рядок действий! в скобках взамен соот-
ветствующих им алгебраических выра-
жений, не имеющих специального бук-
венного обозначения (тире в графе
«Обозначение»).
В графе «Обозначение» выделены рам-
ками величины, проставляемые на рабо-
чем чертеже.
В графе «Числовое значение» все
линейные величины даны в миллимет-
рах.
4. Основные формуляры разделены
каждый на три части: исходные данные,
определение рабочих размеров и про-
верка качества зацепления (для нор-
мального зацепления проверка качества
не производится).
5. Все обозначения, содержащиеся
в примерах, соответствуют обозначениям
табл. II, 22, 42 и 48, фиг. 7 и 9 и
указаниям на стр. 379, за исключе-
нием следующих дополнительных вели-
чин. X, W1щ, Iк* Р ш» Рк»
"Ош. г,ш, г»к — см- приложение 1;
Иц — высоты конусов выступов
шестерни и колеса; Д5М1 = inv «даш—
—inv «0J.
Величины с индексами шд и кд отно-
сятся к зацеплению между шестерней
и долбяком и соответственно — между
колесом и долбяком.
6. Все отклонения и допуски в при-
мерах приняты по соответствующим
ГОСТ для 3-го класса точности.
7. Все расчетные формуляры состав-
лены для угла зацепления основной
рейки в нормальном сечении яоя " 20°.
8. Расчетные формуляры для косо-
зубых передач составлены для основ-
ного случая — стандартного нормаль-
ного модуля т„.
9. Принятая в примерах точность
вычислений является достаточной для
практических расчетов в пределах 3-го
класса точности изготовления.
10. Приведенные формуляры целесооб-
разно использовать для параллельного
расчета нескольких пар за счет добав-
ления дополнительных граф «Числовое
значение».
II. В основных формулярах в качестве
контрольных размеров приведены только
толщина Sxn и высота hxn, относя-
щиеся к постоянной хорде; величины
Зхя и Л,я, относящиеся к хорде на дели-
тельной окружности, а также длина
общей нормали L для прямозубых колес
определяются по дополнительным фор-
ПРИЛОЖЕНИЕ И. ПОРЯДОК РАСЧЕТА ГЕОМЕТРИИ ЗАЦЕПЛЕНИЯ
379
мулярам (стр. 399); встречающиеся в до-
полнительных формулярах двойные
знаки (±) или (Т) относятся: верхние—
к колесу с внешними зубьями, а
нижние — к колесу с внутренними
зубьями.
12. Формуляры для расчета зацепле-
ний с угловой коррекцией разработаны
для двух случаев: случай 1 — меж-
центровое расстояние передачи является
искомым; случай 2 — межцентровое рас-
стояние является заданным.
13. Проверка на незаострение зубьев
дана как в основных, так и в дополни-
тельных формулярах только для зубьев
шестерни, так как опасность заострения
зубьев колеса наступает только при
коррекции > 5Ш. В случае необхо-
димости порядок расчета и>ек такой же,
что и для и>,ш.
14. On ределен и е относнтел ьного удел ь-
кого давления и удельного скольжения
приведено в формулярах только для
величин :ш и т)ш, которые являются
определяющими качества зацепления
в большинстве практических слу-
чаев.
15. Формуляры для уточненных про-
верок качества зацепления разработаны
для угловой коррекции (случай 1), ци-
линдрических колес и для высотной
коррекции конических колес; в частном
случае высотной коррекции цилиндри-
ческих колес следует вводить соответ-
ствующие упрощения.
16. Примеры определения дополни-
тельных элементов зацепления отно-
сятся к внешнему зацеплению.
17. Формуляр для определения
удельного скольжения является общим
для прямозубых и косозубых пере-
дач.
18. Для случаев высотной коррекции
Принято обозначение
5* “ Ъгш Т
19. Во всех случаях расчетов следует
принимать гш < гк.
20. В случаях, когда величина х>0,3
или когда точка (5Ю, 6А) выходит за
пределы графика фиг. 35, стр. 370
приложения I, влево, можно не опре-
делять величины и>,ш, указав в фор-
муляре: х > 0; > 0; wtut >
> 0,4.
21. В расчеты косозубых передач не-
посредственно за определением тд поме-
щена проверка достаточности ширины
колес: Ь > 2,51ms ctg
22. Расчет геометрии внутреннего за-
цепления приведен только для случая
высотной коррекции в соответствии
с рекомендациями, указанными на
стр. 328.
23. Формуляры для расчета кониче-
ских колес разработанытолькодляоснов-
ного случая прямого межосевого угла
(» = 90°).
24. Расчет геометрии конических
передач с угловой коррекцией см.
25. Степень полноты зуба конических
колес (b : L) рекомендуется принимать
по указаниям табл. 42. стр. 360.
26. Определение величины теш в рас-
чете конической передачи с высотной
коррекцией в основном формуляре не
произведено, так как гзк — 325 выхо-
дит за пределы графиков фиг. 35,
стр. 370.
27. Формуляр для расчета червячных
передач относится к архимедовым чер-
вякам.
28. Расчет червячной передачи можег
быть значительно упрощен при исполь-
зовании |1| и |8|.
29. Если в результате расчета вели-
чйны Лжя или h'xn получаются малыми,
затрудняющими производство измере-
ний, следует пересчитать толщину зуба
на большем расстоянии от вершины —
см. [15].
30. В формулярах для определения до-
полнительных размеров буквой п обо-
значено число охватываемых длиной
общей нормали L зубьев (для колес
с внешними зубьями) или впадин (для
колес с внутренними зубьями), округ-
ленное в бдльшую сторону до целого
числа. При значениях коэффициента
смещения £>0.5 длину общей нор-
мали рекомендуется определять
по 16].
Для определения длины общей нор-
мали принята формула
L - 0,93969m [я (и — 0.5) + 0,014904х 4-
+ 0,72794 т$].
где
л - 4-0.5-0.232Е.
31. Отклонения и допуски приняты
по ГОСТ 1643-46 и ГОСТ 1758-42.
380
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Формуляры и примеры расчета
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ КОЛЕСА С НОРМАЛЬНЫМ ЗАЦЕПЛЕНИЕМ
1 Обозначение Порядок дей- ствий Числовое зилчекие ИНПИЕ -ои^_ Обозначение Порядок дей- ствий Числовое значение
LV! — 18 17 — ~ °1ш 90
2 1 ’<1 — 108 18 — DtX ~ °1* 90
3 •— 20 19 I 1 0.5 (17) 45
4 то — 1 20 гы 0.5 (18) 45
5 7 Су — 0.2S 21 S'xm ~ SXK 1,3870m 27.740
22 SSxui 0,160
6 г ] гшт 360 23 24 Vxx IS хш стр. 379 0,400 -0,130
7 1 хкт 2160 25 -0.500
8 — адш +</й* 2S20 26 (21) - (22) 27.580
9 А 0.5(8) 1260 27 — (21) - (23) 27,340
10 — Am 20 28 I У —A S 1 (26Ц.(24) 27.58_олз
11 ^4-2(10) 40(1
12 dTI <*д<4-2(10) 2200 29 1 5хк~ 4«®л*| <27>+(25) 27.34-0.50
13 — 15.5 30 31 — &еш ddiu 0.5 (30) 40 20
14 — гк ~ ~ ^ 'о 105.5 32 — 0.2324m 5,05
15 Dlai ’ (13)т 310 33 1 * 1 1 = hxx (31) - (32) 14,95
16 DlK (14)Я| 2110
i •
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ КОЛЕСА С ВЫСОТНОЙ КОРРЕКЦИЕЙ
.4 по- лиции Обозначение Порядок дей- ствий Числовое с s значение 1'^, | Обозначение Порядок дей ствнй Числовое значение
1 -• 16 4 1/« 1 — '1
2 ГЫ — 84 6 ш — 0,25
3 | m | - 2 6 и — 0,30
ПРИЛОЖЕНИЕ 11. ПОРЯДОК РАСЧЕТА ГЕОМЕТРИИ ЗАЦЕПЛЕНИЯ
381
мипмс LA*. Обозначение Порядок дей- ствий Числовое значение М по- зиции Обозначение Порядок дей- ствий Числовое значение
7 ИвйЛ 32 40 41 0,1820(26) 0,1820 (27) 0,575 0,435
8 ИлЛ 1кт 169 42 ^ХШ (38)-(40) 2,03
9 10 11 +Л* 0,5 (9) »m+V. + 2E 200 100 18.600
А 43 Пхк (39) - (41) 0,97
12 — + 2/. - 21 85,400 •
13 1°<ш1 (11)Я 37.200 44 X фиг. 35, стр. 370 >0
45 фиг. 37. стр. 370 > 0
14 1°е«| (12)т 170,800 46 W еш 0.< + А»гш >0.4
15 — »и - Vo + « -
-2с' 14.100 47 т (38): т 1.30
16 — г -V,-К- h
-2с' 80.900 48 т (39): т 0.70
17 Dlm (15)т° 28.200 1,
18 Di* (16)т 161.800 49 ш 1 фнг. 39, 2,8
19 20 D —D, ек 1к 9.000 9,000 50 1к > стр. 372 1,9
21 1%1 0,5(19) 4.50 51 (49)+ (50) 4,7
0.5 (20) 52 0,339 (51) 1,59
22 |><| 4.50 р
23 0.6(28; 0.1028 53 ги 2,74
24 1.3870 4- (23) 1.5799
25 / 1,3870 - (23) 1,1942 54 Ш Л •* —— 0,3 2.44
26 (24)/л 3,160 т
27 28 << АЛш (25)m 2.388 0,070 55 56 1*м Л1 ! 0.17Ц, 14.4
29 30 д S . 1Ш стр. 379 0.080 -0.(160 1к m — 1.9
31 “гм -0.070
32 33 (261 - (28) • (27) - (29) 3,090 2,308 87 — А. т т 0,694
34 | SXtU~AfSXIU I (32)+(Э0) 3.09_О1()6 1.2м. 0,132 0,306
35 Sxk (33)+(31) 2.31-0,07 59 т т 1 - (67)
36 37 38 39 1111 Dc«i ~ Лдш 0.5 (37) 8.200 2.800 2.600 1,400 60 61 62 63 III..3 1 + (58) (59) (60) И«Г) 1 : (62) 1,132 0.346 0,588 1,70»
* Такое нежелательно высокое значение С типично для передач с высотной коррекцией.
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ КОЛЕСА С УГЛОВОЙ КОРРЕКЦИЕЙ, СЛУЧАЙ 1
М по- | ЛИЦИН I Обозначение Порядок дей- ствий Числовое значение по- зиции Обозначение Порядок лей- епшй Числовое значение
1 1 *ш । — 11 5 1 Сп — 0,25
2 па — 29 6 £ш 0.44
3 1 м 1 — 10 | стр. 366 0,20
4 Tai — 1 7 [к
382
ЗУБЧАТЫЕ ПЕРЕДАЧИ
и Обозиачеиие Порядок дей- ствий Числовое значение 1 имин»: _^цК Обозначение Порядок дей- ствий Числовое значение
8 ‘е £ш + £« 0,64 46 — ®еш ~ ^дш 27.640
9 g г + г„ 40 47 — Г) ~~ d 22.840
с Т<ю«/ 16,00 48 — *0,5 (46^* 13.820
10 — 49 — 0,5 (47) 11,420
11 lOOfo g„ с фнг. 12, стр. 324 1,45 50 51 0,1820(36) 0,1820(37) 3,039 2,758
с 0.001 (11) ze 0,058 1J 1 (48)-(50) 10,78
12 а® 52 1 '1жш|
13 фиг. 14, стр. 342 24°04*
1 *Х<|
14 15 ДА. J -е. ДА^т 0,582 5,82 53 (49) - (51) 8.66
18 А» т Т*с 200 54 X фиг. 35, стр. 370 —0.01
17 ш А.+ (15) 206,82 55 56 *w«« а* фиг. 37, стр. 370 0,4 + 4w -0.004 -0,40
18 *ш® 110 Е 6Ш гш:гс 0.275 0,725 0.160
19 та 290 3 4 (^дХ
20 — Z ,„ + 2/o+»,„- 60 — (58) ДА. 0.422
-2д, 13,764
21 — Z K + 2/<, + 2£K- — 2О» 31,284 61 "ш т о»—{59) 1,222
22 1 (20)т 137,640 К
23 га (21)т 312,840 62 к т /«+£«-’.-(60) 0,720
24 — * ш-2Л + 2Еш- 63 1ш 2.3
— 2с 9,380 т фиг. 39,
25 — Г-2Л + 2ЕК- 64 стр. 372 1.6
— 2с 26,900 т
8RS * Е (24) я» (25)т П — D. 93,800 269,000 43,84 65 66 67 а (63)+ (64) 0,339 (65) К • 3.9 1.32 0,4466
29 - гш DfK “ DIK 43,84 68 — 0.<7яш 5,17
30 S1 0.5 (28) 21,92 69 £ ш (68) (67) 2,31
31 1 *< 1 0.5(29) 21,92 70 -0.3 2,01
32 0.6428' 0,2828 т
33 — (32)+1.3870 1,6698 71 «в °.47дм 13,63
34 0,6428' 0,1286
35 — (34) + 1.3870 1,5156 72 fK (71) (67) 6,09
36 (33)m 16.698
37 (35)<n 15.156 73 ‘к 1.6
38 V«, 0.110 т 9
39 4А< стр. 379 0,130 1К Гш 0,694
40 -0,090 74 — — 1 - т т
41 lSr‘ -0,110 t
42 (36) - (38) 16,588 1к Гк 0,263
43 — (37) - (39) 15.026 75 т т
44 Sxiu~4«Sxiu <'e>+(40) 16,59_0tQg 76 77 — 1-(74) 1 +(75) 0,306 1,263
78 (76) (77) 0,386
45 SXK-4«SX« 1 («tH41) 15.0в_0,П 79 — /(73) 0,622
80 'ш 1 ' (79) 1,61
ПРИЛОЖЕНИЕ П. ПОРЯДОК РАСЧЕТА ГЕОМЕТРИИ ЗАЦЕПЛЕНИЯ
383
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ КОЛЕСА С УГЛОВОЙ КОРРЕКЦИЕЙ, СЛУЧАЙ 9
Н по- лиция Обозначение Порядок дей- ствий Числовое значение .4 ПО- ЗИЦИИ Обозначение Порядок дей- ствий Числовое значение
1 W 21 37 5хш (34)т 13,976
2 IM — 29 38 <8 (36)т 14,042
з 8 39 0,100
40 0,130
4 i/.t 1 41 &хк стр. 379 —0,090
ХШ -0,100
42
5 1с' 1 — 0.25 43 S3 II S8 13,876
44 — 13,912
в 1_±1 208 45 1 SXIU~*tSXU 1 («>+(41) 13,88_ о,С9
7 8 Ав »ш+»м "" гс 50 200 46 (44)-Ц42) 13,91_одо
47 D. . — 22,830
9 — А- Л„ 8 48 D . — d . 23,040
10 11 АЛо Дм, 1 20 49 50 Г0,5 (47) 0.5(48) 11,415 11,520
*С 51 — 0.1820 (37) 0.1820(38) 2,544
12 IOOOo, фиг. 12, стр. 324 2,67 52 — 2,556
*С 53 |h,J (49) - (51) 8,87
13 Оо 0,001 (12) ге 0,133 1 xtu|
14 1ооке X. (И)+ (12) 22,67 54 [**ж| (50) - (52) 8.96
15 а фиг. 14, стр. 342 25°22' ♦
16 1 1 ААо + 1,133
55 х фиг. 35, стр. 370 >0
17 0,560 56 Аи фиг. 37, стр. 370 >0
18 1 стр. 366 0,573 57 58 W еш ’•« + "т *т :,е >0,4 0,420
168 59 —. 0,580 0,420
19 1^ш1 гшт «> (VX
20 та хкт 232 61 t (59) ДА, 0,580
21 — 23,854 62 /<гНш-».-(«>) 1,007
-2а0 т
22 — »(с + 2/. + 2Е - *1
-2о<, 31,880 63 к /гН,-».-(61) 0,860
28 1°»ш1 (21> 190,832 Я1 1
255,040 64 ш 2,1
24 |°гк1 (22)т т фиг. 39,
26 гш — 2/« + ~ 65 стр. 372 1,85
- 2с 19,620 /Т1-
26 д^-2/, + 21,- 66 67 (64) + (65) 0,339(66) 3.96 1,34
27,646 68 69 — •К 0.4741 9.87
27 <25)01 156,96
28 Dlx (26)т 221,17 70 р^ (69) (68) 4,68
Я 8 "ек DIK 33,87 33,87 А--о.з т 4,38
31 1 лц( 1 0,6(29) 16,94 72 — 0,47а* 13,63
32 0,5 (30) 16,94 73 А (72) (68) . 6,46
33 0,6428- 0,3600
82 — 0,7470 0,3683 74 ‘к — 1.85
36 — (35)+ 1.3870 1,7553
384
ЗУБЧАТЫЕ ПЕРЕДАЧИ
ином -OU н Обозначение Порядок дел- ений Числовое значение /•по- зиции Обозначение Порядок дей- ствий Числовое значение
• 77 — * — (75) 0.605
4 р 78 — 1 + (76) 1.286
75 0.395
т т 79 — (77) (78) 0.778
• 4 р 80 — У(ТО) 0.882
7в — < . гк т ‘ т 0,286 31 !:(«►) 1.13
ЦИЛИНДРИЧЕСКИЕ КОСОЗУБЫЕ КОЛЕСА С НОРМАЛЬНЫМ ЗАЦЕПЛЕНИЕМ
№ по- зиции Обозначение Порядок дей- ствий Числовое значение имине -<Н) Обозначение Порядок дей- ствий Число ПОС значение
1 1 1 __ 36
104 23 — 4>л + г0л 1.250
2 2d 24 — - (23)т_ 4.375
3 1 тн 1 — 3,5 26 Dlui ^-2(24) 119.820
4 1 1 26 DlK ^-2(24) 362.676
27 — &еш ~ 15.750
5 га — 0.25 28 — Dex ~ dIk 15,750
6 га — 11“28'40" 29 га 0,5(27) 7,88
7 — 100 30 га • 0,5(28) 7.88
31 5жлш “ S хпк 1,3870m д 4.854
32 0.090
8 — соз?д 0.98000 33 стр. 379 0,110
9 4,9298 34 -0,070
10 гс *ш + х« 140 35 га -0,090
11 — 0.5if 70 36 (31) - (32) 4.764
12 ”, шя : (8) 3,5714 37 — (31)-(33) 4,744
13 • — тд <9) 17.606 38 Sxnui Аа'®хш1 <3e)-H34) 4.7«_ 0,07
14 (13)2.51 44,2 < 100
15 1|! I 0,36397 : (8) 0,37140 I ! (37)-Н35)
16 20°2Р 39 ira« rai 4»*4_0,09
17 ъ А (11)т4 249,998 40 — D — d. tin дш 7,000
1* К 1 128,570 41 42 — °ек ~ 0.5 (40) 7,000 3.500
19 20 1 1 гкпз '9ппп 371,426 3.500 43 44 0,5 (41) 0.2524m я 3,500 0,883
21 22 1 ^ш + г<20) ^4-ада 135,570 378,426 ' 1 45 46 | ^хпш га (42) - (44) (43) - (44) 2,62 2.62
ПРИЛОЖЕНИЕ II ПОРЯДОК РАСЧЕТА ГЕОМЕТРИИ ЗАЦЕПЛЕНИЯ 385
ЦИЛИНДРИЧЕСКИЕ КОСОЗУБЫЕ КОЛЕСА С ВЫСОТНОЙ КОРРЕКЦИЕЙ
М по- 1 пиции Обозначение Порядок дел- ет вий Числовое значение М ПО- ЗИЦИИ Обозначение Порядок дей- ствий Числовое значение
1 Г^1 16
28 — /0л+с0л 1,250
2 . Г7Л — 132 29 — (28) mn 5.000
3 Г^Т" 4 30 (23) - 2 (291 53.673
31 (24)- 2 (29) 526.322
4 1 /<И 1 — 1 32 — DIUl Dllu 18,000
0,25 33 — D»K ~ DIK 18,000
5 Гв»1 — 34 i\7i 6,5 (32) 9,00
6 ЕЕ погвмо"
ж 35 1 hK 1 0,5(33) 9,00
7 — 120 36 Гя1 1 У :(»> 0,30612
R |ПЛ| 0,30 37 — 0.6428E Л 0.1968
38 — 1,3870 + (37| 1,5838
1,3870 — (37) 1,1902
40 $хпш (38)тя 6,3351
9 соя 3А 0,98000
10 — 4,9298 41 S хпк (39)ятд 4,7609
11 *с »»«*« 147 42 hS в Хш 0.080
12 — 0,52f 73,500 43 A S в хк стр. 379 0,160
13 т1 «л : (9) 4,0816 44 iS хш -0,070
14 ms(!OT 20,121 45 ^xx -0,120
1S — (14)2,61 50,5 < 120 46 — (40) - (42) 6,255
10 0,363)97: (9i 0,87140 47 — 141) - (43) 4,601
17 *61 — WTI' 48 lSxnm~*»SxJ («> + (44) 6.28_oo7
18 л (12)mi 299,998
19 I^J ’ш"1» 61.224 49 | SxnK~\Sxx I 147) + |45| 6.60-0,12
50 10.449 5.551
20 lud«l rKmf 538,771 51
21 г,п +2£. 15,603 f* OK
Ш i 52 — 0.5(50) 5,2245
22 г„ - «. 131,400
К J 53 0,5(51) 2,7755
23 (21 )т 63.673
54 0,1820(40) 1,1530
24 (22)т 536,322
5 55 — 0,1820(41) 0,8665
2S 4
ОЛ Л 56 (52)-(54) 4,07
26 17Г 1 (23) + 2 (2S1 71,673
1 еш 1
> 1 (53)-(55) 1.91
27 1 Dtx 1 (24) + 2 (25) 544,322 57 "хпк 1
25 Том 4 769
386
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Обозначение Порядок дей- ствий Числовое значение № по- зиции Обозначение Порядок дей- ствий Числовое значение
58 59 60 61 62 63 64 65 66 67 68 69 70 71 s -11 । J н8-g-1 п * п (9)* гш Н58) гк : (58) фиг. 35, стр. 370 фиг. 37, стр. 370 03 + Дшеш (52): (53) s mf фиг. 39, стр. 372 (66)+ (67) со.« 3,14(69) (68) :(70) чпелъко высокое зн 0.9412 15.940 140,276 >0 >0 >0.4 1.280 0.68Э 2.8 2.0 4.8 0.93749 2.93 1.63 ачение с ти 72 73 74 75 76 77 78 79 80 81 82 83 84 85 тичи 1 । । ?|6* । । । filling Я 5 0.5(69) (73X16) Р ил л л — 0.3 т^к (76X16) Г ms ms tn т 1 —(79) 1 + (ВО) (82) (81) К(83) 1 :(84) высокой корреки 0,469 7,04 2,61 2,31 61,91 22,99 2.0 0.766 0,087 0,234 1.087 0,254 0.505 1,98’ чей.
ЦИЛИНДРИЧЕСКИЕ КОСОЗУБЫЕ КОЛЕСА С УГЛОВОЙ КОРРЕКЦИЕЙ, СЛУЧАЙ 1
.4 ПО- ЗИЦИИ Обозначение Порядок дей- ствий Числовое значение Io J 1=5 гс Обозначение Порядок дей- ствий Числовое значение
1 i77i 8 1000Е
18 28,35
2 IM — 29 1000» - *е
3 йм — 7 19 », фиг. 12, стр. 324 3,90
20 фиг. 46. стр. 387 0,001 (19) - До 0,00023
4 |/вя 1 — 1 21 0,00367
22 (21)»г 0,136
Б 1 С0я | — 0,25 23 д А фнг. 48, стр. 392 д if+di) (23)Я1, 27’05' 0,914 19,414 141,674
6 7 — 16*25* S 8S
0,60 27 1«1ш1 М"д 58,380
в
Ош j стр. 366 23 1^1 гкт1 211,628
9 1 1 0,45 29 гш+Хзш-!аз 8,928
л 30 31 ’<+«д«-2’д (29 Jm 29,628 65,152
10 — СОВ 3. 0,95923 —
11 — с<6₽л 3,394 32 •• (30)Я1 216,210
12 »е , о ’ш + ’и 37 33 — 7
13 “,5в/ 18,5 34 IA-J (31)+ 2 (33) 79,152
14 Ш т„ : (10) 7,2975
15 т (11) 24,768 35 |°™1 (32)+2 (331 230,210
16 (15)2.51 62,168 36 + 2LM 9,20
17 Че С +$ ЗШ “ JK 1,06
ПРИЛОЖЕНИЕ II ПОРЯДОК РАСЧЕТА ГЕОМЕТРИИ ЗАЦЕПЛЕНИЙ
Угол наклона зуба Pg на делительном цилиндре
25*
388
ЗУБЧАТЫЕ ПЕРЕДАЧИ
У гоп наклона зуда fig на делительнон цилиндре
ПРИЛОЖЕНИЕ II. ПОРЯДОК РАСЧЕТА ГЕОМЕТРИИ ЗАЦЕПЛЕНИЯ
389
ммпмс ч>11 к Обоаначевие Порядок дей- ствий Числовое значение имтт _чг.и Обозвачеиие Порядок дей- ствий Числовое значение
37 — *« + «« 29.90 76 Лтвлеш фиг. 37, стр. 370 -0,09
38 — (36)ms 67.137 77 тпеш 0.4+ А«„ш 0,31
39 — (37)n»s 218,195 78 — :ВЛ
40 — Z0n + <(H 1.25 79 — 1
41 — (40)тя 8,75 80 — (78) ДА,
п О/Ш (38) - 2 (41) 49,637 81 — (79) АА,
43 Du (39)-2 (41) 200,695 82 — 4л<10'
44 — D. - D, 29,515 л
гш 1ш вз (82) + L -
45 —• D"-DIX 29,515 -7-Ч&01
46 0.5 (44) 14,758 i Стр. 393
47 48 ‘лш 0.5(45) 14,758 0,625'4) 84 (Ю’+Чг - е, - (81)
49 Елк Едк :(,0) 0.46913 • 'ш
50 — г.64285 0,4021 BS т
51 — (50)4-1.3870 1,7891 фиг. 39, стр.372
52 — • 0.6428Е ПК С.3016 86 ч
53 J (52) + 1,3870 1.6886 87 (86) + (86)
54 Sxntu (51)тя 12,524 8В “о5 фиг. 34, стр. 369 20°46'30»
55 Зхпк 11,820 89 ео”од 0,93498
56 4«5ХШ 0.080 90 3.14(89) 1
57 4в5хк 0,13П 91 • 187): (90' ► стр. 395
58 стр. 379 -0,080 92 ч % 0.5110
59 “г* -0,100 93 * 0.5 (89' 0,467
80 — (54) - (56) 12,444 94 (93)т 3,74
61 (55) - (57) 11,6190 Рц, 1.91
I г 12.44-11.08 95 (94) (92i
62 гтлш “а4хш1 (в0» + (М) "1 Р«м л _ —St -0,3
# 1 ••«-0.10 96 1.61
63 S<| <в!) + (59) 97 %., 13,54
64 65 66 — Dtui ~ ddui Ре« ~ dг>к 0,5(64) 20,772 18,582 10,386 9» ^7 (97)(92) 6,92
67 — 0,5 (65) 9.291
68 * 0,1820 (54) 2,279 99 1.14
69 — 0,1820 (55) 2,151 f
70 t hxnui (66) - (68) 8,11 100 «а -£ ;2И- 0,597
71 hxnx (67) - (68) 7.14 ms ms
101 — -1 :-2L 0.165
• 102 (1^ 0.403
72 — (№)• 0,8826 103 — 1 + (101) 1,185
73 »ш--(72) 9,064 104 —а (102ХЮ5) 0.489
74 •* *к ‘<72> 32,857 106 — /(104) 0.685
75 Ж фиг. 35, стр. 370 -0,14 108 С1И 1 :(106) 1.46
390
ЗУБЧАТЫЕ ПЕРЕДАЧИ
ЦИЛИНДРИЧЕСКИЕ КОСОЗУБЫЕ КОЛЕСА С УГЛОВОЙ КОРРЕКЦИЕЙ, СЛУЧАЙ 8
ИИПИС Обозначение Порядок дей- ствий Числовое значение И ИННЕ -пи ft Обозначение Порядок дей- ствий Числовое значение
1 1 1 - 12 40 41 — (38) я» (39)ш 83,011 201,882
2 |*<1 — 31 42 ,0я+е0л 1,25
3 I m_ I 6 43 (42)т 7,500
44 О/М (40) — 2(43) 68.011
4 |/ая 1 — 1 45 D« (41)-2 (43) 186,882
46 23.410
5 | f0n 1 — 0,25 47 — D’’~— t* Iff 25,410
6 ns 18" <8 Г\Л 0,5 (46) 12.71
7 8 Гм А — «0 141,65 49 50 51 jVi *ЛШ 0.5 (47) 1 .(91 12,71 0,60879 0,52573
7t< 0.Й28Е... 0,3913
52
9 10 И 0,96106 3,0777 43 53 54 55 (52)4-1,3870 0,64281 (54) -|- 1,3870 1,7783 0,3379 1,7249
12 и/ 21,5 56 §хяш (53)тл 10,670
13 ns тя :(9) 6,3668 57 (55)ш. 10,349
14 19 18 17 я (10) (1#) 2,51 (12)mt А - (16) 19.417 48,7 < 60 135.84 6.01 58 59 80 Л Л/t &хк . хш стр. 379 1 0,080 0.090 -0,070
18 ДА. (17) : т 0.953 61 asx« —0,080
19 — 1000ДА. 22.18 62 63 10,590 10,259
20 С 3,22 '.4 1^дпш—4а^хш1 (в2>4-(в0) Ю.И-0,07
2 фиг. 12, стр. 321
21 с До' фиг. 47, стр. 338 0.00030 65 1 тяг— rtr 1 | ХПК V ХК1 (63>-4-(81) 1O,26_o>08
22 О.ОС1 (20) - До* 0,00292 66 67 — few “ ^дш 17,715 16,719
23 *3 (22) *с 0.125 68 0.5 (66) 8,858
24 А Ао 4- о 1,079 69 0,5 (67) и, 1820 (56) 8,360
25 е“ 0.579 70 1.942
26 рЗШ 1 стр. 368 0.500 71 — 0,1820(57) 1,884
ЮПОЕ 72 А* 1 (68)-(70) 6,92
27 — 25,СО хпш\
28 29 •1 фиг, 48, стр. 392 26’40' 73 (88) — (71) 6,48
*»т* 75.706 0,86025 13,949 36,036
30 195.573 74 — (9)" гш ‘к <7<)
31 32 ’ш+ ’>-£» 4- 2Е... — 2о_ 12.906 31,748 7.» 76 ж»ш
33 * ..Л* * 81.421 77 фиг. 35, стр 370 0,18
34 (32)m * 200,292 78 4*и«ш фиг. 37, стр. 370 0,09
3. — ' А 'гЯ”п 8 £ S “леш и-" + 4”«ш 2 . 2 . 0,49 0,279
36 1 реш 1 (33) + 2 (35) 93,421 81 к ' (80) АЛ (81) ДА» 0,721
0,286 0,687
37 (34) + 2 (35) 212.292 КЗ
3 • — 3 5 Л.? 13,158 32.000 84 0,951
ПРИЛОЖЕНИЕ II. ПОРЯДОК РАСЧЕТА ГЕОМЕТРИИ ЗАЦЕПЛЕНИЯ
391
Itel Обозначение Порядок лей сгний Числовое значение № по- зиции Обозначение Порядок лей* ствий Числовое значение
85 86 87 88 89 90 91 92 93 94 95 95 «9к -V-V । -Si • •1 '• фиг. 39, стр. 372 (87) + (88) фиг. 34, стр. 389 соаваа 3,14(91) (89): (92) 0.5 (91) <»*« 1,138 0,638 2,0 1.4 3.4 20’56'30" 0,93393 2,93 1.16 0,5022 0,467 5,60 97 96 99 100 101 102 103 ИИ 105 106 107 106 I 1 ^-“If । । । । I Ц> (96X94) р 1» _ —— —0,3 (85)1, (99)(94) . Рц "а ' "а 7i(^ 1 + (1«Я) (104)4105) /(106) 1 :(107) 2,81 2,51 14.48 7.27 1.4 0.499 0.193 0.501 1.193 0.598 0,773 1.29
КОНИЧЕСКИЕ ПРЯМОЗУБЫЕ КОЛЕСА С НОРМАЛЬНЫМ ЗАЦЕПЛЕНИЕМ
| Х nod зицин Обозначение Порядок дей- ствий Числовое значение .4? ПО- ЗИЦИИ Обозначение Порядок дей- ствий Числовое зиачеиие
1 Г7Й - 18 17 1*1 / |> ш 18,5
2 1М — 20 18 - %, а») 5,946
3 рй — Ю 19 1 й'ш 1 <*„+»(«) 191,892
4 Г7П — 0.8 • 20 — Ь* (Ю) 5,352
ь ГЛ 0,26 • 21 1 °ек 1 4,4-2(20) 210,704
1 1 22 — Ч.|
8 и — 45 $3 S ш (22) т (10) »:£ 134,539 0.33
7 8 1g |*щ| 0,90000 41’59'10" Й S •к - tg 3 tg tg8 К к Лш :L 0,05946 0,07804
9 Г 9*, 1 90» - • 48’00'50» 27 — 3»24*10’*
10 11 — а а В О- 15 0,66895 0,74330 28 1 Д* «а Д* 1 Ш К — 4*27'40"
* п 0,99697
12 Иш1 гшт 180 29 — соя 4ш—соз А,
13 z„m 200 30 4 : (29) 134,91
14 8 31 1 ’ш| *и + 4к 46’26'50“
18 16 в • лш “ \ 4)+f0 (15)m 1.05 0.5 32 S *« + 4ш 52’28'30“
• Нестандартные значения /„ и с могут встречаться при выполнении расчетов, связанных
с ремонтом оборудования.
392
ЗУБЧАТЫЕ ПЕРЕДАЧИ
.4 IIJ- знаки Обозначение Порядок деА ствий Числовое значение и или с •OU у Обозначение Порядок дей- ствий Ч н еловое значение
33 “ S JCK 1.3870m 13.870 41 |$* -AS | хх «г лк (Я) + (37) 13.74_о>14
34 *Аш 0,130 42 — 0.2524m 2,524
35 4А« 0,130 43 лжш “ А гж| 1>'ш - (42) 5,48
36 хш стр. 379 —0,150 44 0,54, 100
37 IS хк -0,150 45 — лш<10> 5,352
38 — (33) —(34) 13.740 46 L"ii 1 (44)-(45) 94.65
39 — (33) - (35) 13.740 47 - к'к (11) 5,946
40 1 S* —A S I I хш л хш | t38' + (361 13М-О,18 48 |"«| (22) - (47) 84,05
lOOOisc
гв
26
В ЛРЛГЛ^’^Г.ЛГ/З'/’Л
wzzg
2V
______н'/шшгц
шжитмшшл
юилчи! i'ti.wc
•ЖЛГЛГМШ'/Л
гмигл'лгллмгмы
ез-^
22*
гз
22“
Фнг. 4».
КОНИЧЕСКИЕ
ПРЯМОЗУБЫЕ
КОЛЕСА С ВЫСОТНОЙ
КОРРЕКЦИЕЙ
с х Обоэка g g чеиие Порялок деО- ствий Числовое значение
1 j я1 15
2 1 ‘«1 — 69
3 7%1 — 6
< Тл~1 — 1
* Е — 0.2
6 гл 60
2 IIEI — 0,49
8 Ч ”ш гшгх 0,21739
9 1771 12*15'50"
10 (77 90- 77"44'10*
и »,n 0,21242
12 о».; 0,97718
13 14 1 t.. m 90
1 IN 1 Ш
14 P7i iKm 414
IS - 1,490
16 — A-i 0,510
w *L (15)m 8,940
18 hK 116'm 3,060
ПРИЛОЖЕНИЕ И. ПОРЯДОК РАСЧЕТА ГЕОМЕТРИИ ЗАЦЕПЛЕНИЯ
393
зиции Обозначение Порами дей- ствий Числовое значение ИИПНБ | -OU W Обо значение Порядок дей- ствий Числовое значение
16 20 21 22 23 24 25 25 27 28 28 30 31 32 33 34 36 36 37 88 38 40 41 42 43 44 45 46 47 48 49 Ю 31 32 S3 54 1 1 Н 1 э 5 й * Ю1= ”* б” ь о § .® 4-Л' 4-в*'®. G = э 5 1 « i f f+S + + i s : A 1 1 1 1 ; “ s » s t H + + I § *+м г. г. s ~•'E " r s ~ s s г-1 3 0,710 1.690 4,260 10,140 13,200 8,736 107,472 0,650 415,300 45 211,844 0,28 0,04220 0,01444 55 56 57 68 59 60 61 62 63 64 65 66 1 Ки-Д.- й ?хш| *хгх| (49) - (51) 1Ы'-Н82» <55)44631 0,1820(48) 0,1820(49) *'и ~ (68) Пк - (591 о.м, Ь'ш 111) (62) - (63) 7^(12) (28) - (66) 6,222 ‘0.Н-О.12 в.И-0,25 1,859 1,171 7,08 1.69 212 1.890 210,10 2,990 42,01
1°« 1П *»4« j ш к» Ей 1 нк
1 л б ’ ** ча *<* %а 1 1 J ? Л Л 1 1 1 -5 ‘ 0,02011 0,04787 2*25'00» 0’49'40» 1*09'10» 2’44'30» 0,99980 0,99887 211,89 212,06 15*00'20» 78’53'20» 0,3150 1,7020 1,0720 10,212 6,432 0,100 0,210 -0,120 -0,250 10,112 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 И 87 1“ г»ш :м JT м W гш W т т 'ш пГ ‘к т 4 Л1 рж 1П т С *g 1(11) фиг. 35, стр. 370 ф«Г. 37, стр.370 0.4 + iwful (15) (16) фнг. 39, стр. 372 (74) 4- (75) 0,339 (76) °-171’вш -Ь“_-0,3 т 0,17UM '« . f|B - : - т т 4 Р т ’ т if! .'а 15,350 324,83 j стр. 394 1.49 0,51 3.1 1.5 4.6 1.56 2,625 2,325 55,55 1,55 0,590 0,028 0,410 1,028 0,472 0,849 1,54
394
ЗУБЧАТЫЕ ПЕРЕДАЧИ
УТОЧНЕННАЯ ПРОВЕРКА НА НЕЗАОСТРЕНИЕ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ПРЯМОЗУБЫХ
КОЛЕС
нипис 1 -°u *f Обозначение Порядок дей- ствий Числовое значение НИЛИС ОМ W Обозначение Порядок дей- ствий Числовое значение
1 — 0(9Э»7</дш 703,37 6 — (5): 0,1719
2 0,7310 7 _ * (6)-4ш 0,0288
3 4 А“ фнг. 33, стр. 363 0,72795 0,1431 0,3203 8 3,964
5 — (4)4-1,5708 1,8911 9 W гш 0.400
УТОЧНЕННАЯ ПРОВЕРКА НА НЕЗАОСТРЕНИЕ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОСОЗУБЫХ
КОЛЕС
I М ПО- ЗИЦИИ Обозначение Порядок дейт ствий Числовое значение НИЛИС -OU у Обозначение Порядок дей- ствий Числовое значение
1 — ‘'дшсо**01 54,584 7 — (6) 4- 1,5708 2,0260
2 см*нш 0,6906 8 — (7) !»w 0,2533
3 л и фнг. 33, стр. 368 0,2239 9 — (8) - 0,0294
4 Ч*р4 0,37937 10 «-Ш О) Оеш 2,324
5 6 — 2(4) 0.75874 0,4552 11 12 пеш W яеш 2,229 0,318
УТОЧНЕННАЯ ПРОВЕРКА НА НЕЗАОСТРЕНИЕ ЗУБЬЕВ КОНИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЕС
иипш. -ОМ W 1 Обозначение Порядок дей- ствий Числовое г х значение L = Обозначение Порядок дей- ствий Числовое значение
1 2 3 4 5 со*\ш %. 0.9Э97</ фиг. 33, стр. 368 0.7279Е (4) f 1,5708 84,573 0,7869 0,1042 0,3567 1,9275 б 7 8 9 Агш («) “ 4Ш (7)P,W 0,1256 0,0214 2,300 0,384
УТОЧНЕННОЕ ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ПЕРЕКРЫТИЯ ЦИЛИНДРИЧЕСКИХ
ПРЯМОЗУБЫХ КОЛЕС
НИПИЕ 1 -OU W 1 Обозначение Порядок дей- ствий Числовое значение М по- зиции Обозначение Порядок дей- ствий Числовое значение
1 — ОДВ97«. 103,37 10 * DtK 19) пор - 1 1,148
2 — Dtet :С1Т 1,3315 11 0,318
3 — (№-1 0,7729 12 vim 0,5639
4 5 tg в Из) 0,8791 0,4466 13 14 — ±(12) Т tg 0,471* 9,1173 13,63
6 7 СТ Е ” Й 0,4325 5,17 15 т (Ю(»з) 1,599
1 7
8 ш т (7)(6) 2,236 16 — Ш |_ < т ' т 3,835
9 0.93974д< 272,5 17 • 0,339 (16) 1,300.
ПРИЛОЖЕНИЕ II ПОРЯДОК РАСЧЕТА ГЕОМЕТРИИ ЗАЦЕПЛЕНИЯ
395
УТОЧНЕННОЕ ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ПЕРЕКРЫТИЯ ЦИЛИНДРИЧЕСКИХ
КОСОЗУБЫХ КОЛЕС
1,^1 Обоаиачевие Порядок лей ствий Числовое значение кипит: OUJN Обозначение Порядок дей- ствий Числовое значение
1 — “дшст^ 54,584 11 — D<K;(io) 1.1635
2 — *<» 1.4501 12 — (ИГ -1 0,35373
3 — (2)’-1 1,1028 13 — >'(12) 0,59475
4 — У») 1.0S01 14 — ± (13) Т tg 0,08375
5 — tg«, 0,5110 15 м to*' ' 13,557
6 — (4) - tg «j 0.5391 1
1 — 0.5 cos «Oj 0,46749 16 (15X14) 1,135
я 9 ' Л' съш (8) (6) 3,740 2,016 17 — 1ш ,|_ ms Г 3,151
а 18 • 0,339 (17) 1,068
10 — ^к™*од 197,868
УТОЧНЕННОЕ ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ПЕРЕКРЫТИЯ КОНИЧЕСКИХ ПРЯМОЗУБЫХ
КОЛЕС
ИИПИБ -OU (К Обозначение Порядок дей- ствий Числовое значение 35 но- чи ЦИК Обозначение Порядок дей- ствий Числовое значение
1 — 0.9387Каш 64,573 9 — •W 1,0675
2 — О,ШК1) 1,2707 10 — (9)* — I 0,1396
3 — (2)»-1 0,6147 И — /(Ю) 0,3736
4 изг 0,7840 12 — (11) - С,3640 0,0096
5 — (4) - 0,3640 0,4200 13 — 0.47,м 152,67
6 1 —а]в 7.215 14 'к Ш (13ХИ) 1,488
7 (8X5) 3,030 15 — 2» '« т + т 4,496
8 — 0.93974* 389,04 16 а 0,339 (15) 1,525
ОПРЕДЕЛЕНИЕ УДЕЛЬНОГО СКОЛЬЖЕНИЯ
ММ11МС К 1 Обозначение Порядок дей- ствий Числовое значение По- знани Обозначение Порядок дей- ствий Числовое значение
1 — fUl к 1.66 4 — *44 < 1.28
2 3 — 5J •-IC 1.32 0,54 Б 6 'ш (W) — (5) : (3) 1.69 -5.1
396
ЗУБЧАТЫЕ ПЕРЕДАЧИ
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ КОЛЕСА С ВЫСОТНОЙ КОРРЕКЦИЕЙ
(ВНУТРЕННЕЕ ЗАЦЕПЛЕНИЕ)
И Обозначение Лорию* дей- ствий Числовое значение еЧ ПО- ЗИЦИИ Обозначение Порядок дей- ствий Числовое виаченне
1 • Г5П — 12 1000°О*<7 фиг. 12. стр. 224 0,36
2 1 гк 1 — 52 *ск9
' 3 — 8 30 ° о кд 0.001 (29) ,скд 0,014
4 — 1.0 31 4Ло«0 1скд~ *окд 0,281
5 sii — 0.3 1 32 I 33 Аокд *АОкдт т 2 гскд 2,248 156
б 1 *<?| — 13 34 Акд АоКд + ™ 158.248
7 ы — 126.48 35 — 2Ашд 207.200 316,496
36 — 2Акд
Я ы — 13,18 37 rasi-D^ 80,720
9 ш — 0,4 38 °1к (36)+D,d 442.976
• 39 дш 4-2/Н-2Е-
10 1 ^ЛШ 1 96 14,772
гк- VH-2E4-
11 1^1 1 40 50,910 118,176
12 1 дх 1 d0K ~ адш 0.8 (12) 320 160 +2вош0
13 д 41 1 ^ет 1 (39)т
406,120»
14 — Se:m 1,6478 42 1 (40)01
18 16 <г 1 (14)-1.87» (15)1,3737 0,0767 - 0,105 9 5 1 f’ew ~ DU-D»K 37.456 34,856
17 н-«в 0.505 45 1 йш । 0.6(43) 18.73
18 гсшд гш+’д 25 46 ЕЛ 0.8(44) 17.43
19 — 1000Уик> 20,2 47 48 49 — П.6428Л 1.3870(47) 1.3870 - (47) 0.2571 1,6441 1.1299
20 '^.,шд 2 л гсшд фиг. 12, стр. 324 2.20 50 51 52 а $ Ж 18.>53 9.039 о.сао
21 сшд 9ошд 0.001 (20) гсш0 0.055 Я X 8 ХШ ‘А । стр. 379 0,180 -0,080
22 ьАошд 'сшд~ °аш<’ 0.450 55 XX -0,130
23 — *Аошдп 3,600 •А» 56 57 (50) - (82) (51) - (S3) 13,073 8,“59
24 Аошд у сшд 100 58 1 $' , - a S 1 <М> + (84' 13.07 -4),08
25 Ашд лошд + (м’ 103,600 1 хм a "xW|
8.86_л,13
Е«а гскд 4— Ел 0.295 89 l«r<-Vx.l ,ял 4- (55)
S К О •к—д 39 60 61 дк 8К 22.176 7.880
28 4 |0оас*6 7.86 62 63 64 — 0,5(60) 0.5 (6!) 0,1820(50) 11.088 3.940 2,394
гска 65 — 0,1820 (51) 1,6-15
‘ д — долбя*. • См. (51
ПРИЛОЖЕНИЕ II ПОРЯДОК РАСЧЕТА ГЕОМЕТРИИ ЗАЦЕПЛЕНИЯ
397
h Обозначение Порядок дей ствнй Числовое с 1 значение L х Обозначение Порядок дей- ствий Числовое значение
I • Ахш| • 62)-(641 (63) — (65) 8,69 2.30 84 85 86 87 88 89 90 91 92 93 94 95 96 97 е'1 1 1 1 1 1 э|»Г-э|х' 1 1 э|„- (83) (82) т т 0.339 (85) 0.1710т* -^--0.3 т 0.1710а* /’ р т ' т т т 1-(91> 1 — (92) (93) (94) /(ад 1 .' (96) 1,569 4.289 1,45 2.062 1.752 8.892 1,369 0,765 0.176 0,235 0.824 0,194 0.441 2.27
ЛХ<|
7? 73 74 75 76 177 г я ° 1 1 1 1 1 -а|*1 1 1 1 1 1 фиг. 35, стр. 370 фиг. 37, стр. 370 «•< ♦ 0.9397d ОудвЧ?1) («Р-1 /(Й) (74) - 0.3640 (76) (75) 0.93974., (79)--1 /(ВО) 0,3640 - (81) 0.47т* —0,03 -0.02 0,38 90,211 1,3100 0,7161 0.8462 0,4822 5.640 2,720 380.92 1,0440 0,0899 0,2998 0,0642 24,44
Примечание. Чтобы снизить величину Сш< можно увеличить размер DgK в пределах допустимого снижения величины а.
ЦИЛИНДРИЧЕСКИЕ КОСОЗУБЫЕ КОЛЕСА С ВЫСОТНОЙ КОРРЕКЦИЕЙ
(ВНУТРЕННЕЕ ЗАЦЕПЛЕНИЕ)
*s Обозначение Порядок дей- ствий Числовое значение М по- зиции Обозначение Порядок дей- ствий Числовое значение
.1 ,. 12 — соард 0.965W
1 1771 18 13 - 3.6799
| 2 14 25
• 2* | — 43 15 С Isa" тя :fl2) 12.5
3 ' mnl 4 16 п» 4,1451
17 m (13) 15.25
4 Ли 1 — 1 18 19 'К *д (17) 2.51 0,36397 : (12) 38,3 <63 0,37717
5 1 Ъ. | — 0.25 20 21 (15) ла. 20*39'50» 51.814
6 пл -4 15*12'10» 22 Ирак । 74.612
ей» • 181 — 60* 23 Ио»! 178.239
8 ы -• 25 24 25 26 — sd"t (24)—1,5708 1,7056 0,1343
1 112,83 0,5 : tg а 1,3257
9 1 Dea| — 27 (26) (25) 0,179
28 Е 0,429
10 С и 1ъ1 — 7.07 29 ясшд гсшд «и 43
п ‘1. ЕШ — 0.25 30 9.96
гешИ
398
ЗУБЧАТЫЕ ПЕРЕДАЧИ
М ПО- ЗИЦИИ Обозначсаие Гюрнлок дей- ствий Числовое значение МИНИС <яз ?< Обозначение Порядок дей- ствий Числовое значение
1000з 68 1.3870 + (67) 1,5535
31 фиг. 12, стр. 324 0,62 69 — 1,3870 —(67) 1.2205
гешд 70 (68)тл 6,214
3J ics<iuu) фиг. 46, стр. 387 0,00003 71 (69)т„ 4,882
33 0,001 (31)— 0,00059 72 Д Л . 0,080
34 °юшд . <»> хешО 0,025 73 s хш А 5 0,090
35 ^^ошд ~зсшд~ ’гошй 0,404 74 75 з> । етр. 379 -0,070 -0.073
36 37 — LAouidms 0.5т* 1.675 2.0726 1 ™ 77 *к 6,134 4,792
38 Аошд <»>W 89.122 78 |5.глш—АвМ? (76) + (74, 6.13—0,07
39 Аош9 + № 90,797 4,ТО_о,о7 10,056 5,720
40 lSCK9 0.071 79 <77> + (75)
41 гскд 18 , 80 • 81 &еш ~^дш адК ~ Dex
42 1000Мк6 3.94 82 83 — 0.5(80) 0.5(81) 5.028 2.860
0,1820(70) 1.131
43 ““•«ж* гскд фиг. 12, стр. 324 0,11 85 — 0.1820 (71) 0,889
3,897
44 гскд 86 1 ftxnml (82) - (84)
фиг. 46, стр. 387
*азокд 87 k 1 (831 — (85) 1,971
45 0,001 (43)-A«JOjfd 0,00011 ! Пхпк 1
46 а*окд (45)^ 0.002 88 л 1 (88) 0,89863
47 *Аокд ^икд + “юкд 0.073 8 $ гэш *як 20.030 47,851
48 — tA0Kdms 0.303 91 X фнг. 35, стр. 370 >0
49 Аокд (37)лг<4 37,307 s s' Aw пеш wneiu фиг. 37, стр. 370 °'4+4*Л,ш >0 >0.4
50 Акд Ао<<, + (48) 37,610 94 сое 0,93572
51 2Ашд 181.594 95 96 О,ш :(95) 69,816 1,2127
52 — 2АгЛ 75,220 97 ($1-1 0,4706
68.764 9Я /(97) 0,6860
53 (Я) - О,9 99 — (98) - tg « 0,3090
54 Dl„ 188,050 100 101 — 0,5(94) а*»*.,, 0,4679 8,42
a s 5 — 1ш + ^аткд ’‘+&> 18,496 43.550 76,668 102 103 '-*к- (Ю1)(99) (94)4(,< 2,602 166.78
58 (S6)m4 180,519 104 1.U344
59 — fonmn 4 105 106 107 и— (КИР - 1 /(105) 1g «. - (106) (ЙЮ)*Х 0.0700 0,2645 0,1127
60 1 Deju 1 (57) + 2 (59) 84.663 —
(58) - 2 (59) 172,519 15.904
61 1 108 1 20,12
109 2,268
62 еш 1ш АГ (106X107)
63 — О, — D 1к як 15.531 тл / /
64 [Vi 0.5(62) 7.962 110 — *Ш 1 ms т> 4,870
65 IM 0.5(63) 7.765 111 112 • 3.14 (94) (ПО) 1(111) 2,938 1,66
66 j. Е, :(12) 0.259 р... 3.17
113 (101) tg в
67 — 0,64285п 0,1665 "л г?
ПРИЛОЖЕНИЕ It. ПОРЯДОК РАСЧЕТА ГЕОМЕТРИИ ЗАЦЕПЛЕНИЯ
399
М по- зиции Обозиачеяие Порядок дей- ствий Числовое значение № по- зиции Обозначение Порядок дей- ствий Числовое значение
114 2й-_о,3 ms 2,87 118 — (' ? ms ms 0,299
113 «а 1 <10в) te 7.58 119 120 — 1-(117) 1 - (118) 0,284 0,701
116 2,27 121 122 — (119)(120) /(121) 0,199 0.446
117 — -£.2“ /я tn 0,716 123 Сш 1 :(122) 2.24
П римечанне: Чтобы снизить величину Сш« можно увеличить размер D** в допустимого снижении а. пределах
ОПРЕДЕЛЕНИЕ ДОПОЛНИТЕЛЬНЫХ ЭЛЕМЕНТОВ ЗАЦЕПЛЕНИЯ, УКАЗЫВАЕМЫХ
НА РАБОЧИХ ЧЕРТЕЖАХ ЦИЛИНДРИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЕС
» ПО- ЗИЦИИ Обозвачевие Порядок дей- ствий Числовое значение .4? по- зиции Обозвачевие Порядок дей- ствий Числовое значение
НОРМАЛЬНОЕ ЗАЦЕПЛЕНИЕ 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 J» и । । 111 । 11 |^Ч$Д*| । f ; л - 0,5 3.14159 (33) 3.14159(34) 0.014904т О.О149О4т“ (35) + (37) (36)-к (38) 0,93969m (41X39) (41X40) J стр. 379 (42) — (44) (43) - (45) <4»>+(46) (♦*>+(47) 2,5 7,85398 0,26827 8,12225 1,87938 14,265 0.160 -0,150 15,106 (5,11—0.15
1 2 3 4 5 6 7 8 9 10 И 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 Г* н* |ха|| |[^|| 1^*1 Г । lit it 1 1 Ji i^Sg^6’*4^*|f,i । 1 11 । 6« j? S ** - В. g_ 1.3706m ’1 0,41124 : (2) 1-(3) ’к 0,41124: (5) 1-(6) (4)ЛШ (7)5, стр. 379 М («>+(12) (|6>+(13) 0,61685m (22)1 гш (22) -.гк (19) + (23) (21) + (24) ’ш;9 (27)4-0.5 *«” (30) + 0,5 2,7416 324 0.00127 0.99873 11 664 0.<ХЮ04 0.99996 2,738 2.742 0,160 0,400 -С. 130 -0.500 2.578 2,342 2.58-0.13 2.M-0.W 40 20 40 20 12,337 0.685 0,114 20,685 20.114 2 2,8 3
ВЫСОТ) 1АЯ КОРРЕКЦИЯ
1 2 3 4 5 6 7 8 9 10 11 1? 13 14 15 1 1 l^’l Illi II 0,727945 1,5708 4-(1) 1,5708 - (1) (2)т (ЗН (*>:,ш (^ 1-(8) (3):», (№б J-U2) (»Х5Ш (13)^ 0,2184 1,7892 1,3524 3,578 2,705 0,1118 0,0125 0.0021 0.9979 0,0161 0.0003 0.1ХХЮ5 0.99996 3.570 2,705
400
ЗУБЧАТЫЕ ПЕРЕДАЧИ
М по- зиции Обозначение Порядок дей- ствий Числовое 1 значение J* по- зиции Обозначение Порвдох дей- ствий Числовое значение
16 д л 0,070 5 Дш (2)ш 18,911
17 А $ &'* 0.080 б 5. (4) m 17,164
18 стр. 379 -0,060 7 (2) :»ш 0,1719
19 - 0.070 8 В (7“ 0,0296
20 (14) - (16) 3,500 9 шш (В): 6 0,0049
21 ()&-<17) 2,625 10 — 1 — (9) 0,9951
22 <л> + (18) 3,5О_о1О6 11 — (4):»х 0,0592
23 (2’4(19» *-<В~0.07 12 13 — (’О' (12): 6 0.0035 0,0006
24 25 26 — D - (К 0*,Г(24) дШ ± * dd* 5,200 2,600 2,800 14 15 16 Э * Ц 1 - (13) (10) (и) .г; 0,9994 18,818 17,154
27 — &<2бГ 1,400 17 0,110
а а — S2 ш S2 X 12,802 7,317 18 19 20 хш «д, стр. 379 0,130 -0,090 -0,110
30 4аЛш 128 21 (15) - (17) 18.708
31 — 4rf)K 672 22 в (16) -(18) 17,024
32 — 0,100 0,011 23 1 4’*ш-4Лгш1 I*1’ + (19) (8.71_0<09
33 в» (29) : (31)
34 1 А гш 1 (25) + (32) 2,700 24 1 ®лг«“ДЛк| С*2) + (20) П.М-0,11
25 D — 27.540
35 |*ж<1 (27)4- <33 . 1,411 26 — ^.5(25^“ 13.820
36 Л- z t 9 1.78 27 ± 1>в к * аЛк 22.8-Ю
37 0.2325 0,696 2В — 0,5 (271 11.420
38 , „ (3614- 0,5 — (37) 1,60 29 — 4« 357,63
39 1 "ш 1 30 5* 294.71
40 41 42 (40) 4-0,5 4-(37) 9,33 10,53 И 31 32 33 - 44- дш (»)?&1) 440 1160 0.813
43 — 1.6 34 — (30) (32) 0.254
44 п, — 0,5 10,5 35 |Л И (26) + (33) 14.633
3.14159(43) 4,7124
45
46 47 — 3,14159 (44) 0,727945 32,987 0,21838 36 1АЖ«1 (28)+(34) 11,674
4Я 0,014904г 0.23846 37 В» Жж:9 1,22
49 — 0,014904г. 1,2519 38 — 0.Й26 0.102
50 51 52 53 111 О.ВЗОДл 5,1693 34,021 1,8794 9,715 39 40 Ей (37) + 0,5 — (38) 1,62 2
£ (52X50) 41 — а : 9 0.М2Е 3,22
54 (62X51) 63,939 42 * 0.046
55 4 «Ап 0,070 43 — (41)+ 0,5-(42) 3,67
И 0,080 44 Г%1 — 4
57 стр. 379 -0,080 45 Л--0.5 1.5
58 «.* -0,090 46 я- — 0,5 3.51
59 (53) - (551 9,645 47 3,14159 (45) 3,14159 (46) 4,7124
60 в <Б4$ - (56) 63,859 Э.Й-ч),ов 48 в 10.9956
61 1 LU1 ~ Дд/ш 1 (^ + (571 49 SO 0,7279+5 0.72794Е* 0,014904г ш 0.32029 0,14559
62 И« VJ , <60» + (68) 63.86-0,08 51 — 0,16394
» 52 0,0149041 (47)+(49> л(ЬU (48)+<Ю)+<52) 0,43222
УГЛОВАЯ КОРРЕКЦИЯ 53 54 5.1906 11.5734
1 0,727945 0,3203 55 0,93969m 9.3969
2 3 •шй® 1.Й11 0,1456 56 57 1ш (65X53) (551(54) 48,832 108,754
4 — ± (3) + 1.5753 1,7164
ПРИЛОЖЕНИЕ II. ПОРЯДОК РАСЧЕТА ГЕОМЕТРИИ ЗАЦЕПЛЕНИЯ
401
.4 по- зиции Обозначение Порядок дей- ствий Числовое значение № по- зиции Обозначение Порядок дей- ствий Числовое значение
58 59 60 61 О* Ь. » 51 В стр. 379 0.110 0,130 -0,110 -0,130 8 64 65 1 Lui ~ *mLiu 1 1 LK - У, 1 (56) - 458) (S7) - (59) (62) + (60) f63)-f-(6D 48,722 106.624 48,72-од] 10В, 62_0 дз
ОПРЕДЕЛЕНИЕ ДОПОЛНИТЕЛЬНЫХ ЭЛЕМЕНТОВ ЗАЦЕПЛЕНИЯ, УКАЗЫВАЕМЫХ
НА РАБОЧИХ ЧЕРТЕЖАХ ЦИЛИНДРИЧЕСКИХ КОСОЗУБЫХ КОЛЕС
I М ПО- ЗИЦИИ Обозначение Порядок дей- ствий Числовое значение » по- зиции Обозначение Порядок дей- ствий Числовое значение
ВЫСОТНАЯ КОРРЕКЦИЯ
НОРМАЛЬНОЕ ЗАЦЕПЛЕНИЕ
1 '8% 0,3714
2 2i 0.6
1 $ * 5 ш к 1.57О8ж 5,610 3 (2) 6) 0.2228
2 1296 4 — 1,5708+ (3) 1.7936
ш 5 1.5708 —(3) 1,3480
3 — 0,41124 :(2| 0.0003 6 5Ш (4)Я1 7.321
4 — 0.885 7 (5)Л1 5,502
5 — (4) (3) О.ОСОЗ 8 0.120
6 — 1- (5) 0,9997 9 — (5)1«“ 0,010
7 Z2 10 816 10 — (8) со»» рд 0,113
К 11 — (9) cos’ (). 0.009
В — 0,41124 :(7) -0 12 (ЮР 0,0128
9 — (8)(41 -0 13 (12) :6 0,0021
10 •* 1 14 1 - (13) 0,9979
5,497 15 (И)' 0.00)1
11 — ®шсм₽Э 16 (15).- 6 - 0
12 <S vwieie (11) (6) 5.496 17 1 - (16) ~ 1
13 14 Ъгя* (И) (Ю) 5,497 0.090 18 19 — Со * 6 §s 7,175 5,392
15 16 лгш Хш стр. 379 0,110 -0,070 20 21 ®дл« 4Лш 5^“ (18)(14) (19) (17) 7,160 5.392
17 18 19 с (12) — (14) (13) - (15) -0.090 5,406 5,387 5-61—0,07 8 8 88 । стр. 379 0.080 0,160 -0,070 -0,120 7,080 5,232 7.08_0>07
20 1*ГИЩ~ДЛги»| <*®> > (16) 26 iSXK (20) - (22) (21) - (23)
21 1 $хл«“ля5л«г1 (” + (171 5-3*-0.09 27
28 1^ХЛ1Я~5«^Дш1 (26) 4. (24)
22 7,000 3,500 5.23—fl, и
23 — 29 1 5дгЯ1Г~4Лг*1 (27) + (25)
24 25 7,000 3,500 30 31 D — d. 10,449 5,225
26 0.61685я15 2,203 32 — **<)« 0,5 (32) 5,551
27 (26) • г 0,061 33 — 2,776
28 (26) х" 0.021 34 — Sl 53,597
29 ео,'?а со»’ f> со» Зд 0,922 30.272
30 (29) (27) 0.056 36 244,90
31 — (29) (28) 0,020 37 — (34)f?Э6) (35) : (37) 2155.1
32 1 *хлш 1 (23) + (30) 3.556 — 0,219 0,014 0,922
33 1 л.тпк 1 (25) + (31) 3,520 40 со*‘Эй СОВ» СО»
26 Том 4 769
402
ЗУБЧАТЫЕ ПЕРЕДАЧИ
° 1 с3 Обозначение Поралок лей- сгний Числовое значение ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
ннпис -OU * 1 Обозначение Порядок дей- ствий Числовое значение
41 п 43 44 <401(38) (40) (39) (31) + (41) (33) 4- (42) 0,202 0,013 5,427 2,789
1 2 3 1 А — 18,75 360 8 13 76 4 1 1.6
1 ^хпш 1 1
4 5 6 7 8 <1 IM Гл! Ill 1 II
УГЛОВАЯ КОРРЕКЦИЯ
1 2 3 4 5 6 7 8 9 10 11 *4» 2‘К *0з (2Й 1.5708 ^(3) 1.5708 ±(4> (5)Л14 (6)гя (6):z (9)СО»% (10) cos’ р, У”1 (13): 6 1рГ (£в); 8 .'-Я. s<o (20) (18) стр. 379 (21)-(23) (22) - (24) l27) +(25) • <28> + (28) Deiu ~ ddiu 0.S (31) £ 5к (35) ?(&7) (36): (38) cos’ р, соа р. (41) (39) (41) (40) (32) + (42) (34) 4- (43) 0,3794 0,7588 0,4553 0,3415 2,0261 1,9133 14,785 13,962 0,2533 0,0660 0,2236 0,0583 0,0500 0,0083 0,9917 0,0034 0,0006 0,9994 14,182 13,393 14,064 13,385 0,080 0,130 -0,080 -0,100 13,984 13,285 13,98_^oj 13.29_о1С 20,655 10,328 18,466 9,233 218,60 194,94 233,52 846,51 0,936 0,230 0,847 0,816 0.195 11,144 9,428
9 10 11 12 •1 • И <7 + «ж 0.5(9) А : т (П)-(10) 88 44 45 1
13 — 13 qm 104
14 15 16 17 16 11111 1 14 15 16 “_к 1кт 1/ат (1®) + <*ач 600 16 120
19 20 21 22 23 24 25 26 27 28 29 31 31 32 33 34 35 36 37 за 39 40 41 42 43 44 45 ®.ГЛШ хш as хк 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 2А (17)-(15)-dflw “ (151 ~ адг- Г)Ч sin 1 cosX 1,498л» (25X24) Sn4 ™ (27):^ (28)’ (29): 6 1 — (30) (31) S„, | стр. 379 ’ (32)-(33) (35) _|_ до) (29): 4 (37) 138) + 0.72795 (40) 4- 1.644 (41)0» 5 :d к к (43F 720 600 84,8 596,8 0,307692 17’06'10’ 0,29409 0,95578 11,987 11.454 3,369 0,032 0,0010 0,00017 0,99983 11,452 0,750 0,200 10,702 10.W_o.20 0,00025 0,026 8,028 0,7279 2,372 18,976 0,027 0,00073
15хлш—4л5ги1
1 Sxnx -А»4хж1
соа<₽й
1*глч1
1 *лглш 1
|АЖЛК
ПРИЛОЖЕНИЕ III. ОГРАНИЧЕНИЕ ПО МОДУЛЮ В СМЕЩЕНИИ КОНТУРА 403
М ПО- ЛИЦИИ Обозначение Порядок дей- ствий Числовое значение М по- зиции Обозначение Порядок дей- ствий Числовое зиачеиме
45 (44): 6 0,00012 53 — (51): (52) 0,125
46 1 - (45) 0,99988 54 —• < 0
47 Sjtsk (46)5* 18.974 55 — О.*5 (54) 0
48 1 5хпк 1 5хдк(М> 18,135 56 I *ляк (53) + (55) 0,125
85 (24)’ (49)5, 0,91350 17.335 57 Гй Табл. 3 164
51 * (S0)‘ 300.50 га 3,1416m 25,133
52 'Wk 2400 59 Ё (58) Z, 100,53
Рекомендуется измерение при Ь* > 2 л н.
ПРИЛОЖЕНИЕ III
ОГРАНИЧЕНИЕ ПО МОДУЛЮ
В СМЕЩЕНИИ ИСХОДНОГО
КОНТУРА1
При расчете зубчатых колес прихо-
дится принимать меры к повышению их
контактной прочности. Одной из эффек-
тивных мер в этом отношении является
увеличение радиусов кривизны профи-
лей зубьев, что влечет за собой большие
положительные смешения исходного
контура при нарезании колес стандарт-
ной рейкой. Но подобные смещения
обусловливают новое ограничение. кото-
рое при применении умеренных смеще-
ний не обнаруживается.
1 См. .Вестник машиностроении* № 4. 1951г,
26*
Сущность этого ограничения видна из
фиг. 49, на которой схематически показа-
но нарезание зубчатого колеса исходным
контуром при сравнительно большом его
смещении 5. Исходный контур показан
для простоты без радиальных зазоров.
Так как окончательное оформление
зубьев заготовки по эвольвенте проис»
ходит только на линии зацепления qs.
направление которой, зависящее от уг-
ла а9, является постоянным, то при
вращении заготовки по стрелке k первой
точкой профиля зуба, попавшей на
линию зацепления, будет точка а, рас-
положенная на окружности выступов
колеса радиуса R,. При дальнейшем
вращении будут профилироваться по
эвольвенте последующие точки, которые
404
ЗУБЧАТЫЕ передачи
все будут ближе к центровой линии Ое,
чем точка а, расстояние которой от
этой линии равно и. В то же время
протяженность участка, на котором
исходный контур может правильно про-
филировать зубья заготовки, опреде-
ляется точкой с, расстояние которой от
линии Ое равно о. Чтобы профилиро-
вание по эвольвенте началось от вер-
шины зуба и продолжалось ниже, необ-
ходимо для первого приближения превы-
шение v нал и, так как в противном
случае у вершины зуба останется несня-
тый материал, что может привести
к заклиниванию и во всяком случае
нарушит правильность зацепления.
Крайняя точка исходного контура с
должна быть расположена ниже линии
зацепления, как это показано на фиг. 49,
поскольку в противном случае вообще
не будет происходить профилирования
зубьев.
Величина и определяется по урав
нению
и — + Е + /j sinB,
где в = ? — вд, а ? = агссоз (г0 :
На номограмме фиг. 50 показана зави-
симость между и, Е и г при ад = 20е
н f= I (фиг. 49) Кривая заострения
зубьев на номограмме не показана.
Величина о, характеризующая длину
фрезы и отнесенная к модулю т— I.
определяется по уравнению
Ц — г.т
2m *
где Lt Для ряда т следует брать по
ГОСТ 3346-46 на чистовые червячные
фрезы.
Кривая зависимости v от т дана на
фиг. 50.
Легко видеть по минимуму кривой р,
что лишь при Е < 0,8 может быть при-
менен любой модуль. При Е > 0,8 воз-
никают ограничения, заключающиеся
в том. что и получается меньше о лишь
до некоторого определенного зна-
чения т. При большем т вели-
чина и оказывается больше о, что
делает невозможным правильное наре-
зание. Так, например, как показывает
пунктирная линия на фиг. 50, при
г = 45 смещение Е, равное 1,5, может
быть принято лишь при т < 7, т. е.
здесь имеет место ограничение смещения
исходного контура по модулю.
Ограничения по модулю не являются
органическим следствием применения
больших смещений и могут быть сняты
путем увеличения протяженности исход-
ного контура. Практически при задан-
ных ГОСТ фрезах это может быть полу-
чено смещением фрезы вдоль оправки
в одну и другую сторону поочередно
для раздельного нарезания одной и дру
гой стороны зубьев.
Однако этот искусственный прием не
рекомендуется применять, кроме еди-
ничных случаев, ввиду его трудности
и трудоемкости.
Примечание. Литературу н источники
см. стр. 41&
ГЛАВА VIII
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
ОСНОВНЫЕ понятия
Червячная передача служит для пере-
дачи движения между валами, оси кото-
рых скрещиваются (фиг. 1), в тех
случаях, когда требуется более или
менее значительное понижение угловой
скорости.
Если рассматривать червяк как косо-
зубую цилиндрическую шестерню, у ко,
торой начальный цилиндр совпадает
с делительным, а червячное колесо
в центральном сечении — как цилин-
дрическое колесо, то для червячных
передач остаются в силе понятия об
элементах зубьев, установленные для
зубчатых колес.
Цилиндрический червяк может быть
архимедовым — с прямолинейным про-
филем в осевом сечении, эвольвент-
ным — с эвольвентными винтовыми по-
верхностями и удлиненно-ввольвентным
(образующая прямая винтовой поверх-
ности его не проходит через ось; при
нарезании летучкой она является лез-
вием режущей кромки).
Зуборезный инструмент для нареза-
ния червячных колес профилируется
так, чтобы его действие при нарезании
было эквивалентно действию так назы-
ваемого исходного инструментального
червяка при зацеплении. Последний
отличается от рабочего червяка увели-
ченной высотой зубьев для получения
радиального зазора в червячном зацеп
Ленин.
Цилиндр, на котором угол подъема
витка рабочего червяка равен номи
нальному углу подъема витка исход-
ного инструментального червяка, на-
зывается делительным цилиндром чер
вяка. Условия контакта витков червяка
с зубьями червячного колеса на дели
тельном цилиндре характеризуют сред
ние условия контакта (обычно дели-
тельный цилиндр делит глубину захода
витков червяка пополам). Делительный
цилиндр червяка может не совпадать
с его начальным цилиндром, соприка-
сающимся в собранной передаче с на
чальным цилиндром червячного колеса,
торцевой шаг которого равен осевому
шагу червяка. Следовательно, при та-*
ком несовпадении полюс зацепления
будет смещен по отношению к дели
тельному цилиндру червяка. Отноше-
ние смещения полюса к модулю, изме-
ряемого в направлении от оси червяка
к осн червячного колеса (отрицатель-
ное смещение — в обратном направле-
нии), называется коэффициентом кор-
рекции.
Во многие расчетные формулы вхо-
дит число модулей в диаметре дели-
тельной окружности червяка (отноше-
ние этого диаметра к модулю) q\ обычно
оно берется равным целому числу
В отличие от угла наклона зубьев ₽
в цилиндрических передачах в чер-
вячных передачах удобнее иметь дело
с углом подъема витка по делительному
цилиндру X, который равен острому
углу между касательной к винтовой
линии витка на делительном цилиндре
406
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
червяка и касательной к делительной
окружности червяка в той же точке.
Основной рейкой называется зубча-
тая рейка, сечение которой под углом
(90° — А) к направлению зубьев можно
рассматривать как частный случай не-
корригированного червячного колеса
в сечении центральной плоскостью (при
увеличении его диаметра до беско-
нечности).
ГЕОМЕТРИЧЕСКИЙ РАСЧЕТ
ЗАЦЕПЛЕНИЯ
Соотношения элементов исходного
контура зуба основной рейки (в осевом
сечении червяка) обычно принимаются
теми же, что и у исходной рейки цилин-
дрических зубчатых колес (стр. 293).
Основные геометрические расчетные
зависимости содержатся в табл. 1. Они
применимы для 90-градусных червяч-
ных передач с цилиндрическим чер-
вяком, имеющим в осевом сечении
или в нормальном сечении прямолиней-
ный профиль. При расчете некорри-
гированного зацепления следует при-
нимать 6 = 0.
Последовательность геометрического
расчета зацепления
Даны: А. т, q, гч, гк, f0, с, а.
Определяем по формулам табл. 1
<iK, De4, DeK, с,
5хлч> &хпк или
SXXK ИЛИ SX3IC ^ХПЧ- ^ХК ИЛИ ^ХЗК'
и DIK.
Таблица I
Формулы данные для геометрического расчета указываемых на рабочих чертежах
элементов зацепления червячных передач
(Расположены в алфавитном порядке обозначений — латинских и греческих)
Элемент зацепления Обозна- чение Формула
Межосевое расстояние Радиальный зазор Диаметры окружностей вы- ступов червяка и червяч- ного колеса Диаметры окружностей впадин червяка и чер- вячного колеса Диаметры начальных ок- ружностей червяка и червячного колеса Диаметр делительной ок- ружности червяка Коэффициент высоты зуба основной рейки Высота витка червяка и высота зуба червячного колеса Нормальная хораальиая высота головки зуба червячного колеса Нормальная хордальная высота головки витка червяка Хордальная высота голов- ки зуба червячного ко- леса Высота головки зуба чер- вячного колеса до по- стоянной хорды * Передаточное число л г D и Г ек С/ч" и1К X dr>4 ?0 и *< *глк *хлч 1 А = 0,5m (? 4- Дж 4- 2Е) (см. табл. 2) с Обычно принимают — = 0,2 4-0,3 Р/, “ адч - Уот - 'и DlK^-d^-2/om-2x - m (j 4- 2Е) d.l4 - Чт Обычно принимают /0 = 1 4-й ’хлк'30’8 [С«-с-Йл,со,8л -’|П’Х»] « ~ dK ’к с0,‘х *к со*’Х « а 4- ' ч Г / Л.» «,П Х \ 1 -’л«’,П'Х Ахлч‘Ч>т + j [‘ со\ радиан [ D" - rf«c0,( р’ли*н ) ] ^^5—-+<г; h'XK - —- - mp^-O/Ktgajaln 2а 4-Esin’«j »_ ч
ГЕОМЕТРИЧЕСКИЙ РАСЧЕТ ЗАЦЕПЛЕНИЯ
407
Продолжение табл. I
Элемент зацепления Обозна- чение Формуле
Модуль т 2Л
т” <с“-т*°х2>
Число модулей в диаметре о q » —— (см. табл. 2)
делительной окружности червяка т
Ход винтовой линки витка S «-'А
Осевая толщина витка по делительному цилиндру sa6 Рекомендуется принимать “ т (Д-— 0,2 tg aj
(номинальная) Осевая толщина витка по среднему цилиндру (но- sac _ кт Рекомендуется принимать sa£ = ——
иинальнаа) Толщина зуба червачного SK “ т (т + 0,2 tg 1 + К te “)
колеса по начальной ок- ружности (номинальная)’
,пч“,ас)с<>1Х
Нормальная толщина вит- ка червяка (по делитель- ному цилиндру) (номи- нальная) '«я
t г-) ,
Хордальная толщина зуба
червячного колеса в цен- "* -IV1 *' 6 '-|VI
тральной плоскости “
где А «• -—
Хордальная толщина зуба з «а J сов 1 1 погрешность невелика при -Л- < 0,2 I
червячного колеса в нор- мальном сечении* Толщина зуба червячного колеса в центральной а SXSK , Г/к \ ]-|VI 'ххк-т h4-0.2tg« соз’. + Еатг.
плоскости по постоянной хорде ** Хордальная толщина витка J —1V 1
Зхяч |А Д|
червяк! в нормальном сечеммм | d^ р,Л /J _|V|
/ 32,«m«x\-|Ae3|
«'.J 1 5 Д < /-IV1
Осевой шаг червяка •а <e-«n
Число заходов *ч Выбирается
Число зубьев червячного «Ж гк — (см. табл. 2)
колеса
Осевой угол давлении а Лля архимедовых червяков обычно принимают а — 20®
Угол зацепления в нор- % Лля уллииеиио-звольвеитных и звольвешных червяков обычно
мальмом сечении принимают ад — 20®
Угол подъема витка чер- А tgx--^-
вяка по делительному V
цилиндру л
Коэффициент коррекции 4 1 t-— -0.5W + 3 ) ГП *
архимедовых черенков. Если . то член-f-0,2 tg в (прн
* Формула точна лишь
определении а*) илн
*® Требуемую толщину зуба червячного колеса прн нарезании рекомендуется выдерживать по-
средством точкой установки расстояния между осами фрезы или оправки летучки и нарезае-
мого червячного колеса; см. также предыдущую сноску.
дла
0,05 tg « следует исключить.
408
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
ЭЛЕМЕНТЫ ЧЕРВЯЧНОГО
ЗАЦЕПЛЕНИЯ
1. Червяк обычно выбирается с
прямолинейным профилем в осевом
(при нарезании червячной фрезой) или
в нормальном (по витку — при наре-
зании летучкой) сечении.
2. Модули т (в осевом сечении)
при нарезании червячной фрезой должны
выбираться из табл. 2.
Таблица 2
Модули т, межосевые расстояния Л в числа зубьев
червячного колеса X
А \— в мм т в мм
4 5 5 6 6 8 8 10 10 12 12 16 | 20
11 10 (12) 8 П 8 |(П) 8 (И) 8 (11) 9 8
100 120 150 180 210 240 270 300 360 420 480 540 600 39 49 64 79 30 38 50 62 74 28 36 48 60 72 31 41 51 61 71 81 29 39 49 59 69 79 29» 37 44» 52 59* 67 82 34 41» 49 59» 64 79 28 34 40 46 52 64 76 31 37 43 49 61 73 32 37 42 52 62 72 82 29 34 39 49 59 69 79 28» 36 43» 51 58» 66 28 34 40 46 52
3. Угол профиля червяка
а = 20° при нарезании червячной фре-
зой; при нарезании летучкой можно
принимать ал = 20°.
4. Число модулей в дели-
тельной окружности чер-
вяка <7 --------—— стандартизовано
(ГОСТ 2144-43) для каждого модуля
и содержится в табл. 2, причем для
ходовых модулей предусматривается по
два значения q. Червяки с большим зна-
чением q применяются только в сле-
дующих случаях: а) когда допускаемая
нагрузка при тонких червяках полу-
чается значительно меньше, чем при
толстых, б) при насадных червяках.
В нередукторных передачах при наре-
зании червячных колес летучками могут
применяться нестандартные значения q.
Червяки с левым направлением винто-
вых линий витков следует по возмож-
ности не применять.
S. Час л о заходов чер-
вяка гч целесообразно принимать та-
ким, чтобы число зубьев червячного
колеса г„было равно 30 +• 50 при малых
передаваемых мощностях и гк было
равно 60 ч- 70 при значительных переда-
ваемых мощностях (N > 20 л. с.).
6. Число зубьев червяч-
ного колеса гк следует выбирать
нз табл. 2. Чисел зубьев более 80 сле-
дует по возможности избегать. В табл. 2
приведен сокращенный ряд модулей т,
межцентровых расстояний А и чисел
зубьев гк по ГОСТ 2144-43 (модули 2;
2.5; 3; 3.5; 4.5; 7; 9; 14;
18; 24; 30; межосевое
расстояние 80 мм и чис-
ла зубьев свыше 82 в
таблицу не включены
как применяемые в очень
редких случаях).
В табл. 2 приведены
•основные» числа зубьев,
осуществляемые без кор-
рекции нли с минималь-
ной коррекцией для по-
лучения целого числа гк
(отмечены звездочками)
при любом числе захо-
дов гн. Для получения
большего ряда переда-
точных чисел по ГОСТ
допускается изменять
табличные значения гк в
пределах: а) плюс-минус
два зуба — при неотме-
ченных звездочками чис-
лах зубьев; б) плюс два, минус один
зуб — при отмеченных зведочками чис-
лах зубьев гк.
Увеличивать значения г, на два зуба
допустимо лишь для гк > 36 при гч = 1,
для гк > 41 при гч — 2, для гк > 46
при г, = 3. для гх > 61 при гч = 4 или
q < 10. Увеличивать табличные значе-
Таблица J
Длина нарезаемо* части червяка L
Е При числе знолов г.
1 н 2 3 и 4
0 L > (Ilf0,06 т L >(12,5+0.08/*) ж
-0,5 L > (8+0,06 »х> т L > (9,5+0,09 /*) т
-1 L > (10.54-х„) т L > (10,5+/*) т
0,5 L > (11+0,1 »х) т L >(12,5+0.1 /*)т
1 1> (12+0.1 хм) т L > (13+0,1 iK) т
РАБОЧИЕ ЧЕРТЕЖИ ЧЕРВЯКА И ЧЕРВЯЧНОГО КОЛЕСА
409
ння гк на один зуб недопустимо для
гк < 38 или для q < 10, если гч = 4;
для гк < 38 и q < 10, если гч = 3.
7. Межосевые расстояния
А для червячных редукторов стандар-
тизованы (табл. 2). Но и для нередук-
торных червячных передач при межосе-
вых расстояниях, отличных от приве-
денных в табл. 2, рекомендуется хотя
бы посредством коррекции осуществлять
стандартные значения т и q (табл. 2).
8. Длину нарезанной ча-
сти червяка L рекомендуется
определять по формулам табл. 3. Для
шлифуемых червяков полученную по
табл. 3 длину следует увеличить:
При т < 10 мм ........ iю 25 мм
. т = 10 +•16 мм ...... 35—40 мм
. т > 16 мм ......... 50 мм
в осевом сечении прямолинейный
20-градусный профиль и число заходов
от одного до четырех.
Диаметр делительной окружности
(цилиндра) червяка d<l4 = q • т мм.
диаметр окружности выступов червяка
(наружный диаметр) De4 = 4- 2т =
= (q 4- 2)-т мм.
Для некоторых модулей предусмо-
трены два червяка с различными диа-
метрами, характеризующиеся коэффн-
dd4
циентом q = —•
л т
Углы подъема витка червяка на дели-
тельном цилиндре определяются по
формуле
X-arctg-^-.
9. Наружный диаметр чер-
вячного колеса DM реко-
мендуется рассчитывать по формулам:
Прих, = 1.........DH< DeK + 2m
. z = 2 или 3.....D < D.,. -i- 1.5m
• \ = 4..........DH<DeK + m
10. Ширину червячного
колеса рекомендуется рассчитывать
по формулам:
Д.мгч<з....... .... B<0,TSD
. гч “4............. B<0,67DM
НОРМАЛЬНЫЕ ДИАМЕТРЫ
ЧЕРВЯКОВ
Для нарезания червячных колес
употребляются червячные фрезы или
резцы-летучки, размеры которых не-
посредственно связаны с размерами чер-
вяка, зацепляющегося с червячным
колесом.
Для уменьшения номенклатуры по-
требного зуборезного инструмента целе-
сообразно во всех возможных случаях
применять один из нормальных чер-
вяков по ГОСТ 2144-43, употребляе-
мых для редукторов, выполненных
в виде отдельных агрегатов. Этот стан-
дарт не распространяется на червяч-
ные передачи, которые встроены в ма-
шину (т. е. выполняются не в виде от-
дельного редуктора), но использование
его целесообразно во всех случаях,
когда это не вызывает каких-либо
трудностей.
По ГОСТ 2144 43 размеры относятся
К цилиндрическим червякам, имеющим
РАБОЧИЕ ЧЕРТЕЖИ ЧЕРВЯКА
И ЧЕРВЯЧНОГО КОЛЕСА
На фиг. 2 и 3 даны примерные рабо-
чие чертежи червяка и червячного
колеса (указаны лишь размеры, относя-
щиеся к червячному зацеплению).
Фиг. 3. Примерный рабочий чертеж червячного
колеса.
410
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
РАСЧЕТ РАБОЧИХ ПОВЕРХНОСТЕЙ
ЗУБЬЕВ ЧЕРВЯЧНЫХ КОЛЕС
НА ДОЛГОВЕЧНОСТЬ
Мощность N червячной передачи
с 90-градусным межосевым углом и
с цилиндрическим червяком, допускае-
мая по сопротивляемости поверхностных
слоев зубьев червячных колес выкра-
шиванию, определяется по формуле
.. /2-\»
А
8 в
17 900 ' d^
N
143000
(20)
где гк — число зубьев червячного ко-
леса; q — число модулей в диаметре
Делительной окружности червяка; А —
межосевое расстояние в см; k0 — коэф-
tiHUHeHT окружного усилия в кГ/см1
формула (21)]; пк — число оборотов
червячного колеса в минуту; В — ши-
рина червячного колеса в см — ширина
контура червячного колеса, подобного
рекомендуемому (фиг. 3) и обеспечи-
вающего поверхность зубьев червяч-
ного колеса, равную фактической; dav —
диаметр делительной окружности чер-
вяка в см.
В свою очередь
k0^kM-k„.ka.kr. (21)
где kM — коэффициент материала
(табл. 4 и 5); ku — коэффициент числа
циклов напряжений (табл. 6); ko —
коэффициент деформации (табл. 7);
0j — вспомогательный коэффициент
(табл. 8); kr — коэффициент точности
(см. табл. 33; значение а в первой
графе этой таблицы, найденное согласно
примечаниям 1 и 2 к таблице, следует
умножать на ctg А). В табл. 34 под о
следует понимать окружную скорость
червяка и значения Ьтабл следует опре-
делять по 5-й и 8-й графам таблицы, по-
лагая, что в 6-й графе указаны значе-
ния гк.
Таблица 4
Коэффициенты материала k* и k<и для бронзовых и hMa для чугунных червячных колес
Марко бронзы или чугуна Способ отливки Предел прочности Предел текучести ’г »> Коэффициент А<д
при рас- тяжении а»р при изгибе °аи при работе зубьев только одной сто- роной при работе зубьев обеими сторонами
о кГ\мм‘
Бр. ОФ 10-1 В песок 1Й 10 1,00 1.38 1,00
Бр. ОФ 10-1 В кокиль 26 15 2,10 2,90 1,45
Бр. ОНФ Центробежное литье 29 — 17 2.5S 2,24 1,59
СЧ 12-23 В песок — 28 1.17 0.72
СЧ 15-32 То же * 32 — 1,31 0.83
СЧ 13-36 36 — 1,48 0,98
СЧ 21-40 • 40 • 1,65 1,03
Пояснения к таблице:
1. При применении цементованных или закаленных до твердости Rq > 45 шлифованных и хорошо
полированных череякоа табличные значения коэффициента можно увеличивать ив WJ. н Аид—на 25%.
2. См. пп. 2 и 5 на стр. 337.
3. Коэффициент материала Ад для малооловяинстых и безоловянистых бронз с пределом прочности
на разрыв менее 30 kTImm1 следует брать иа ТО—40% меньшим, чем для оловяинстых бронз с таким же
пределом прочности. Коэффициент А для червячных колес нз алюминиевых, магниевых и цинковых
сплавов следует брать я —— раз ббльшим (£ — модуль упругости 1-го рода для применяемого
сплава^ чем для олоеяиистых бронз с таким же пределом прочности, при условии применения цемен-
тованных шли закаленных ло твердости Rq > 45 шлифованных и хорошо полироеаииых червяков.
4. Для высокопрочных бронз и дли чугунов коэффициент hM обусловливается не усталостной проч-
ностью поверхностных слоев зубьев, а предотвращением заедания рабочих поверхностей или .намазы-
вания- бронзы на червяк. В таких случаях коэффициент может даже увеличиваться с уменьшением
прочности материала и зависит от скорости скольжение, твердости и гладкости червяка, тщательности
приработки и вязкости смазки; имеют значение величина и длительность перегрузок и жесткость кон-
струкции передачи (для чугунных червячных колес значения h* даны и табл. 5).
б. Указанные в таблице значения *м применимы при условии, что зацепление и подшипники на-
дежно смазываются и температура' масляной ванны в корпуса передачи не превышает 80—W’»
РАСЧЕТ РАБОЧИХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ ЧЕРВЯЧНЫХ КОЛЕС
411
Таблица S
Коэффициенты материала л* дли чугунных червячных колес
Комбинация материалов Коэффициент h прн скорости скольжения я м)сек
и 0.25 0Л | 1 2 3
Червяк нз чугуна СЧ 1Б-32, СЧ 18-36 нлн СЧ 21-40 Червячное колесо из чугуна СЧ 12-28 или СЧ 15-32 Черняк нз стали 20, цементованной Червячное колесо из чугуна СЧ 15-32 или СЧ 18-36 Червяк ил стали Ст. 6 Червячное колесо из чугуна СЧ 12-28 или СЧ 15-32 2,77 2.08 1,78 2,41 1,49 1,23 2,08 1,00 0,89 1,78 0.89 О.Ю 1,23 0.44 0,31 0.60
Пояснения к таблице:
1. Прицеленные в таблице значения Ьм применимы при тщательной приработке перелечи; при от-
сутствии приработки они должны быть уменьшены по крайне* мере в 2 раза. Если передача работает
периодами длительностью менее 5 мин., то приведенные в таблице значения 4* можно увеличить
в 1,5 раза.
2. Комбинацию материалов .червяк из сырой стали по чугунному червячному колесу* не рекомен-
дуется применять при передаваемой мощности свыше 1 л. с. Комбнншия материалов .сталь по чугуну*
весьма ненадежна, и передачи, рассчитанные по табличным значениям могут быстро выйти из
строя вследствие заедания рабочих поверхностей, особенно при Недостаточной первоначальной прира-
ботке или прн смазке маслом с малыми противозадирными свойствами и малой вязкостью.
При окружной скорости червячного
колеса vK < 3 м/сек можно принимать
Таблица б
Коэффицмяит числа циклов напряжения йц
(я* г/) — среднее число оборотов в минуту чер-
вячного колеса; Г - общее число часов работы
передачи; ta — коэффициент из табл. 7)
nKcpT't» Коэффи- циент А(( л. „„-Г-Г кер э Коэффи- циент Ад
< 10С00 2.00 200 000 0.96
15 COO 1.82 зоо ixio 0.86
20 ОДО 1.70 500 000 0,76
30 000 1.54 1ОИ00О 0.64
50 000 1.35 2000 000 0..М
100 ОСО 1.14 > 4000 000 0,45
165 0С0 1,00
Пояснения к таблице:
1. См. пояснения 1 и 6 к табл. 28 (в поясне-
нии « С - 4 000 000).
2. Если число оборотов червячного колеса
в минуту меньше 10. то расчет передачи следует
вести на продолжительность работы, не большую,
чем получается по следующей формуле (незави-
симо от фактической продолжительности работы):
in гам
“ 0,(1 - Ч) ’
где ч — к. п. д. червячной передачи.
3. Лля чугунных н высокопрочных бронзовых
(в > 30 кПмм') червячных колес А — I.
Лу = ^Ти = 1.15ч-1,Б в зависимости от
точности изготовления передачи. При
ббльших значениях ик можно прини-
мать kr — 1,5, если обеспечивается не
менее 75% площади контакта, а также
бесшумность работы (что указывает на
незначительность динамических нагру-
зок, вызываемых неточностями изготов-
ления).
Таблица 1
Коэффициент деформации
и эквивалентного времени работы t
(0. — из табл. 6) Режим нагрузки
легкий средний тяжелый
*6 % •» *6 %
1 0,00 0,11 1,00 0,30 1.00 0,52
1,2 0,87 о.ю 0,91 0.28 0.94 0.49
1.5 0.73 0.09 0.80 0,27 0,87 0,46
2 0.58 0.09 0,67 и,25 0,77 0.42
2,5 0.48 0.08 0,57 0.21 0.69 U.4D
3 0,41 0.08 0,50 0.23 0.62 0,39
4 0,31 0,08 0,40 0.23 0.53 0,37
Пояснения к таблице:
1. Прн постоянной нагрузке = 1.
2. См. пояснения 1—4 на стр. 340.
412
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
Таблица 8
Вспомогательный коэффициент в,
— число эахолов червяка; q - число модулей
в диаметре делительной окружности червяка)
Пояснения к таблиц о. Табличные зна-
чения коэффициента 6, действительны при соблю-
дении следующих условий удовлетворительной ра-
боты передачи:
а) зазоры в подшипниках валов червяка и чер-
вячного колеса или их износ не вызывают зиачи-
тельного изменения межосевого расстояния;
б) осевое перемещение червячного колеса по
условиям конструкции или вследствие чрезмерного
износа подшипников, осуществляющих упор, не
нмеет места;
в) корпус, червяк, колесо, валы и опоры обла-
дают достаточной жесткостью.
Если расстояние между подшипниками вала чер-
вяка I. значительно отличается от 0,9rf , токоэф
п О.<
фициеит в, следует умножить на — — . При
. п
насадных червяках коэффициент 0, следует умно-
жить на
где dt — диаметр вала чер-
вяка; — диаметр окружности впадин червяка.
Допускаемое окружное усилие
Р _ 143000 N_ _ . в кГ {22)
“и пк
Допускаемый крутящий момент на
колесе определяется по формуле (4).
Условное контактное напряжение
сдвига в поверхностном слое зубьев
в кГ/сммм; т — модуль в мм; В —
ширина червячного колеса в см.
В свою очередь
Ьди ” (24)
где kMU — коэффициент материала для
расчета зубьев на изгиб (табл. 4);
kn — коэффициент перегрузки (табл. 36;
под числами второй графы следует
понимать ; кЛ — коэффициент фор-
мы зуба (табл. 37); угол наклона
зубьев равен углу подъема витка чер-
вяка по делительному цилиндру; fey-u —
коэффициент точности для расчета
зубьев на изгиб (табл. 33).
Напряжение изгиба в зубе при ис-
пользовании формул (23) и (24) будет
равно
аи —
КОЭФФИЦИЕНТ ПОЛЕЗНОГО
ДЕЙСТВИЯ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ
К. п. д. червячной передачи опреде-
ляется по формуле
04
где А — угол подъема витков по дели-
тельному цилиндру червяка; р , — фик-
тивный угол трения; можно принимать
р, р= arctg/,
где f — коэффициент трения (см. ниже);
Т)^ — коэффициент, учитывающий по-
тери мощности на размешивание и
разбрызгивание масла.
При применении червячных колес
нз фосфористой бронзы коэффициент
трения / можно выбирать в зависимости
от скорости скольжения vCK;
v в Mleeit . . 0,01 0,1 о.и
/ ... 0,11-0.12 0,03-0,09 0,066-0,078
«> v м)еек 2,5 3 4
f . . . 0,03 -0,01 0,028—0,038 0,023-0,03
при использовании формул (20) — (22)
г - 450 v км-кц.
РАСЧЕТ ЗУБЬЕВ ЧЕРВЯЧНОГО
КОЛЕСА ПО ПРОЧНОСТИ НА ИЗГИБ
. Окружное усилие, допускаемое по
прочности зубьев на изгиб, опреде-
ляется по формуле
Р„ — Ьои т В кГ, (23)
где koa — коэффициент окружного уси-
лия для расчета зубьев на изгиб
0,6 I 1Л 2
0,065 — 0,065 0.045—0,065 0,04-0,06 0,038—0,046
7 10 .16
0,018-0,026 0,016-0,024 0.014 - 0,020
Скорость скольжения определяется
по формуле .
“TOo’Kг' + <?2 м1сек‘ (26)
где v4 — окружная скорость червяка
в м/сек; т — модуль в мм; п„ — число
оборотов червяка в минуту гч — число
заходов червяка; q — число модулей
в диаметре червяка.
СМАЗКА ЧЕРВЯЧНЫХ ПЕРЕДАЧ
413
Меньшие значения коэффициента тре-
ния можно брать только для цементо-
ванных, шлифованных и полированных
червяков при тщательной приработке
и сборке передачи, при обильной смазке
зацепления и при достаточной вязкости
смазки. Для обработанных червячных
колес из чугуна коэффициент трения
выбирается в пределах от 0,06 до 0,12,
причем меньшие значения должны при-
ниматься лишь, при значительных ско-
ростях скольжении (of<> 1 ч- 2 м/сек).
При погружении окунающегося в мас-
ляную ванну тела (червяка или чер-
вячного колеса) не больше чем на
высоту зубьев или витков коэффи-
циент т)р можно определять ориенти-
ровочно по формуле
Ч, = 1 - , (27)
где р0< — окружная скорость погру-
женного в масло тела в м/сек\ Е —
вязкость масла в градусах Энглера
прн рабочей температуре; N — пере-
даваемая червячным колесом мощ-
ность в л. с.; В—ширина погружаемого в
масло тела в см (для червяков—длина).
При струйной смазке и при смазке
разбрызгиванием от крыльчаток потери
на размешивание и разбрызгивание
масла будут в 2—3 раза меньшими.
РАСЧЕТ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ
НА НАГРЕВ
Расчет на нагрев можно производить
по формулам (11) и (11а) (стр. 350).
ТИПОВЫЕ КОНСТРУКЦИИ
ЧЕРВЯЧНЫХ КОЛЕС
Распространены следующие кон-
струкции червячных колес: 1) банда-
жированная (фиг. 4, а); 2) болто-
вая (фиг. 4, б); 3) сплошная литая
(фиг. 4, в); 4) составная литая (чугун-
ный центр вставляется в форму для
отливки бронзового обода). Наибольшее
распространение имеет болтовая кон-
струкция.
При определении размеров спиц и
ступицы центра можно пользоваться
Фиг. 4. Конструкции червечных колес.
соответствующими рекомендациями для
цилиндрических зубчатых колес (см.
стр. 353).
ОПРЕДЕЛЕНИЕ СИЛ,
ДЕЙСТВУЮЩИХ НА ВАЛЫ
При расчете валов и подшипников
общая нагрузка на зубья и на витки
обычно заменяется тремя силами, при-
ложенными к точке касания начальных
цилиндров червяка и червячного колеса:
1) окружным уеилием на червячном
колесе, равным осевому усилию на
черняке,
Р = 2Л4в.
2) радиальной силой
Т - Р tg т:
3) осевой силой на колесе, равной
окружному усилию на червяке,
Q-Ptg(X + ₽1).
СМАЗКА ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Для повышения надежности червяч-
ных передач против заедания и «на-
мазывания! бронзы на червяк реко-
Гобличо 9
Рекомендуемые значение условной вязкости смазкн Еад |в скобках дли червячных
передач и способ подачи смазки а зацепление
Червячные передачи Передачи со скоростью скольжения в м/сек
0.1 • u-W (1—5 •* 5-10 IU—15 | is—2S Свыше 25
Е50 ( Е10о) 60(7) 36 (4 л 24(3) « (2) 1 " 1 8 6
Смазка Окунанием Струйная или окунанием Струйная пол давлением в плхп 0.7 | 2 | 3
* Условна работы тяжелые. ** У слоям работы средине.
414
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
мендуется применять наиболее вязкую
смазку, при которой еще не слишком
велики потерн мощности на размеши-
вание и разбрызгивание масла. Повы-
шение противозадирных свойств смазки
достигается также путем прибавления
к минеральному маслу от 3 до 10%
растительных или животных жиров.
В табл. 9 приведены рекомендуемые
значения вязкости смазки.
ГЛОБОИДНЫЕ ЧЕРВЯЧНЫЕ
ПЕРЕДАЧИ
Контактные напряжении в зацеплении
червячной передачи могут быть значи-
тельно уменьшены, если вместо цилин-
дрического червяка применить глобоид-
ный, начальная поверхность которого
есть поверхность глобоида. Следует
иметь в виду, что глобоидные передачи
необходимо изготовлять и собирать зна-
чительно более точно, чем передачи
с цилиндрическим червяком.
Рекомендация, относящиеся к геомет-
рическому расчету глобоидной передачи,
см. [10],[13]. [14]. При изготовлении чер-
вяка на токарном станке и червячного
колеса — на зубофрезерном (посредством
специальных приспособлений) можно по-
вышать допускаемую нагрузку в 1,5 или
в крайнем случае в 2 раза по сравнению
с нагрузкой для передач с цилиндри-
ческим червяком.
Расчет к. п. д. и расчет на нагрев
можно производить так же, как для
передач с цилиндрическим червяком
ВИНТОВЫЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
(ЦИЛИНДРИЧЕСКИЕ)
Общие сведения
Пара косозубых колес (в частном слу-
чае одно из них может быть прямозу-
бым), передающих вращение между не-
параллельными и непересекающимися
(скрещивающимися) валами, образует
винтовую зубчатую передачу. Теорети-
чески она имеет контакт в одной точке
(за исключением винтовой передачи,
осуществляемой шестерней и рейкой),
практически же вследствие износа и де-
формации зубьев контакт распростра-
няется на некоторую — очень неболь-
шую — поверхность: поэтому винтовые
передачи могут передавать лишь малые
нагрузки. При межосевом угле 8 = 90°
рекомендуется применять вместо винто-
вых передач червячные с многозаход-
нымн червяками, обеспечивающие на-
дежную работу при значительно более
высоких нагрузках.
Формулы для геометрического расчета
винтовых передач см. [10], 113), [14|.
Расчет винтовых зубчатых передач
на прочность и долговечность
Допускаемое по условиям износа уси-
лие в направлении движения основной
рейки (в направлении, нормальном к
зубьям) можно определить по формуле
Риз* “ • Л • Q • <р кГ,
где (1Ш — диаметр начальной окружности
шестерни в см; k — условное напря-
жение в кГ/см*; Q — фактор передаточ-
ного числа; ? — коэффициент скорости.
Значения Q и <f определяются из фор-
мул
Q - f 2rf*
' </ш + rf,
и <f> —
0,5
1 + vc
+ 0Д
где vc — скорость скольжения в м/сек.
Значения k приведены в табл. 10.
Таблица 10
Допускаемые зяаченая k дли винтовых
передач
Материалы пихтовых колес Значения k в хГ)см' прн притирке в паре
непро* ходжи- тельной та- те л ь- иой
Сталь [И / > 500) по бронзе . Столь > 500) по стали WB>5®) . . . . 0,35 о.м
0.40 1,05
Чугун по чугуну нлн бронзе . Пластмасса по чугуну или по стали (НБ > 500) .... 0,55 1.40
0,70 1,76
Расчет зубьев винтовых колес на из-
гиб можно производить так же, как
зубьев косозубых цилиндрических колес.
Коэффициент полезного действия вин-
товой передачи определяется ло фор-
муле
vp
’1“ «д+А'с ’
где vp — скорость перемещения основ-
ной рейки (воображаемой); f — коэф-
фициент трения.
ВИНТОВЫЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ (ЦИЛИНДРИЧЕСКИЕ)
415
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Кудрявцев В. Н., Червячные передачи.
ЛКВВИА, 1954.
2. Болотовский И. А.. .Вестник маши-
ностроения* 20 5, 1953.
3. Гро м а и М. Б., О выборе коэффициентов
смешения при проектировании эвольвеитных при
мозубых передач угольных машин. Сборник .Рас-
чет и конструирование горных машин*, Углетех
излат, М. 1954.
4. Г а в р и л е в к о В. А., Геометрическая тео-
рия эвольвентных зубчатых передач, Машгиз,
1949.
5. К у д р я в к е в В. Н., Зубчатые передачи.
Расчет и конструирование, ЛКВВИА, 1951.
6, Кудрявцев В. Н., Графо-аналитический
расчет передач с цилиндрическими зубчатыми ко-
лесами, Машгнз, 1949..
7. Меррит X. Е., Зубчатые передачи, пер.
с англ, под ред. Я. И. Дикера и А. И. Пструсс-
аича, Машгнз, 1947.
8. К о в е р д я е в Н. С„ П о т а ска ев С. В.,
Элементы зацепления цилиндрических зубчатых
и червячных передач, Машгнз, 1953.
9. Р е ш е т о в Д. Н., Расчет деталей станков,
Машгнз, 1945.
10. С а в ер и и М. А„ пол ред., Детали машин,
Машгиз, 1961.
11. Тевс Н. Г., Ковер дя ев Н. С.. Рех-
т е р С. Д., Редукторостроение иа Нопо-Крама-
торском машиностроительном заводе имени
И. В. Сталина, Машгиз, 1946.
12. Чудаков Е. А., Расчет автомобиля,
Машгиз, 1947.
13. Энциклопедический справочник .Машино-
строение*. т. 2, Зубчатые и червячные пере-
дачи, Машгиз, 1948.
14. Детали машин. Сборник материалов по рас-
чету и конструированию, Машгнз. 1953.
15. Березина Н. И., .Вестник машино-
строения* .*6 1, 1955.
16. Гр оман М. Б„ .Вестник машиностроения*
М 2, 1965.
ГЛАВА IX
ЦЕПНЫЕ ПЕРЕДАЧИ
Цепные передачи применяются в ма-
шинах различных назначений, особенно
широко — в сельскохозяйственных и
транспортных (мотоциклы, велосипеды).
Общую характеристику и условия при-
менения цепных передач —см. стр. 285.
Основными частями цепной передачи
являются звездочки, закрепляемые на
валах, и цепь, звенья которой, зацеп-
ляясь с зубьями звездочек, передают
вращение от ведущей звездочки к ведо-
мой. Одна из ветвей работающей цепи —
ведущая — нагружена полезным усили-
ем, другая ветвь — ведомая — свободно
провисает (на фиг. 1 — нижняя ветвь).
Фиг. I,
В практике встречаются случаи, когда
одна цепь охватывает несколько звездо-
чек и таким образом приводит в дви-
жение два или большее число валов от
одного ведущего.
По характеру выполняемой работы
цепи подразделяются на три основные
группы: 1) грузовые — для подъем-
ных и подвесных устройств; 2) тяго-
вые — для конвейерных и транспор-
тирующих установок; 3) привод-
ные— для передач.
ВИДЫ ПРИВОДНЫХ ЦЕПЕЙ
И ИХ КОНСТРУКЦИИ
Втулочно-роликовые цепи (эскиз
к табл. 1) составляются из: а) и а р у ж-
и о го (валикового) звена (фнг. 2),
состоящего из двух наружных пластин.
в отверстия которых запрессовываются
валики, и б) внутреннего (роли-
кового) звена, или катушки (фиг. 3),
состоящего из двух внутренних пластин,
в отверстия которых запрессовываются
втулки. При сборке катушки на втулку
Фиг. 2.
надевается ролик, свободно на ней вра-
щающийся. Ролик воспринимает удар
при посадке звена цепи на звездочку
и способствует уменьшению износа рабо-
чего профиля зуба звездочки.
Фиг. з.
Втулоч но-роликовые цепи многоряд-
ные (эскиз к табл. 3) составляются
из двух, трех и более ветвей однорядных
путем соединения их в поперечном на-
правлении удлиненными валиками; они
могут нести нагрузку, пропорциональ-
ную числу рядов, применяются в
приводах большой мощности и работают
при тех же скоростях, что и однорядные
втулочно-роликовые цепи.
Втулочные цепи отличаются от вту-
лочно-роликовых отсутствием ролика.
В зацепление с зубьями звездочки вхо-
дит непосредственно втулка, и поэтому
ВИДЫ ПРИВОДНЫХ ЦЕПЕЙ И ИХ КОНСТРУКЦИЯ
417
Таблица I
Размерные, весовые и нагрузочные данные втулочно-роликовых цепей,
изготовляемых и СССР
Шаг цепи / в мм ' Разрушающая нагрузка Q о к Г Расстояние между внутренними пла- стинами С в мм Диаметр ролика d в лмг Длина валика 1 в мм М X ч ч 03 h Ширина пласти- ны b н мм Толщина пласти- ны S в мм Данна соедини тельного валика 1 в мм Вес 1 по.-, м цепи q в кГ Нагрузка измере- ния шага PuJ<( а кГ
1 1 а « •а
8,0 200 з.и 5 11 2 9 1.0 12 0.22 5
12,7 750 3.4 7.8 10.3 3.6 10 1.0 12 0.45 13
12.7 1500 5,6 8.5 13.6 4.5 11,8 1.5 15,5 0,6 13
8,2 16.2 18 S?
15,875 2003 6,5 S3 10.16 17 20 5 14.6 2.0 19 22 0,96 1.06 20
Ю.05 2 500 12,9 12 29,5 6 18,5 3,0 32 1.9 32
20 2 001 13 13 26 5,72 18 2.5 29 1.73 32
25 3150 16 16 34 9 22 3.0 37 2.68 50
25.4 5000 16 16 37 23.5 4 44 3,2 .50
30 4 003 19 19 37 1 27 3 40 3,35 75
35 Б ООО а 22 40 15 31 3 44 4.27 100
38,1 3 ОСИ» 22 16 39 21.5 3 44.5 2 130
40 6 300 24 24 44 12 34 3,5 49 4,97 130
41,3 3 500 26 20 43.5 28.5 3 53 3,04 130
45 8 С00 27 27 51 1 37 4,5 57 6,43 160
45 (усилен.) 12 503 27 27 55 1- 37 5,5 61 7,17 160
50 Ю0О1 30 30 54 15 43 4,5 (В 7,93 200
Таблица i
Размерные, весовые и нагрузочные данные втулочно-роликовых цепей,
изготовляемых заводами по чертежам ЦКБ Министерства нефтяной промышлеииостм
(см. фиг. табл. 1)
Я иепм Шаг цепи / в мм Ь ik 2ы £ я Нр ШН Днайстр ро- лика d в мм Диаметр ва- лика 4, в мм Ширина пла- стины Ь в мм Толщина пла- стины 6’ U ММ Вес 1 по.-, м цепи q в kJ' Нагрузка из- мерения Р в кГ
ЦВР-«|, ЦВР-1 ЦБ Р-Р), ЦВР-1‘1. ЦВР-1*|. ЦВР-2 ЦВР-2Ч, 19,05 25.4 31,75 38.1 44,45 50,8 63,5 3 800 6 500 8 000 12000 I6COO 201ХЮ 43 000 13,0 16.2 19.4 25.4 25,6 32,2 38.6 11.9 15,9 19.0 22,2 25,35 28,5 39.8 5.94 8 9,52 п.о 12.7 14,29 19,85 18 23 28 35 42 46 60 2,4 3.3 4.0 4.8 5,8 6.4 8 Ч 1.55 2,62 3.85 5,8 7.2 9,5 15.85 30 50 65 100 125 150 320
27 Том 4 той
418
ЦЕПНЫЕ ПЕРЕДАЧИ
Таблица 3
Размерные, весовые нагрузочные данные многорядных втулочно-роликовых цепе*,
изготовляемых заводами по чертежам ЦКБ Министерства иефтяно* промышленности
□
х
ч
к
Si-
ls ото
24 000
32 000
№000
5 О'
Эй
2S.4
31.7S
44.45
50.8
18,2
19.4
25.6
32.2
Двухрядная цепь
Т рехряхвая
Двухрядная
Трехрялная
15,9
19.0
25.35
28,5
Диаметр валика </, В ЛСЖ Ширина пласти- ны & в мм Длина валика g в мм Расстояние между осями ряхов це- пи л в мм Вес 1 not. м цепи q в кГ
8,0 23 65,3 30 5,24
9,52 28 114,0 36 11,5
12,7 42 106,0 49 15,1
14,29 46 184,7 58.5 30,41
износ зубьев относительно больше. При-
меняются преимущественно для передачи
небольших усилий.
Для соединения концов цепей с чет-
ным числом звеньев служит соеди-
нительное звено (фиг. 4).
Фнг. 4.
Переходное звено для цепей
с шагом t > 15 мм (фиг. 5) позволяет
собирать цепь с нечетным числом звень-
ев, а также укорачивать цепь в связи
с ее вытяжкой только на одно звено.
Фнг. 5.
Фиг. 6.
Втулочио-роликовые цепи с изогну-
тыми пластинами (фиг. 6) составляются
целиком из звеньев, подобных по форме
переходному звену по фнг. 5. Благодаря
изогнутой форме пластин такие цепи
обладают повышемной упругостью, что
благоприятно сказывается при толчкооб-
разном характере передаваемой цепью
нагрузки. Другой особенностью этих
цепей является равномерное удлинение
всех звеньев: в цепях с прямыми пласти-
нами в результате износа удлиняется
главным образом наружное звено.
Исходный размерный параметр цепи—
ее шаг t.
Номинальным шагом называется. но-
минальное расстояние между осями вту-
лок во втулочных и между центрами
роликов во втулочно-роликовых цепях.
Различают средний шаг и действитель-
ный шаг звеньев цепи. Последний опре-
деляет качество цепи и оказывает непо-
средственное влияние на ее работу.
Средни* шаг определяется на отрезке цепи
данной до 50 звеньев путем делания всей измерен-
ной длины иа число звеньев. Допускается толь-
ко положительное отклонение среднего шага
от номинального размера.
Фиг. 7.
Для измерения действительного шага втулочио-
ролнковых цепей ролики измеряемого звена
должны быть смешены в одну сторону при
помощи двух клиньев (фит. 7).
Если, например, измеряется шаг наружного
звена В', то сначала между роликами звена Л'
забивается клин I, а аатем ужо слегка забивается
клин 3 между роликами азана В'. Поем отого
ВИЛЫ ПРИВОДНЫХ цепей и их конструкция
419
измеряют расстояние L и диаметры роликов d'
и d". Действительный шаг определяется по
формуле
Отклонения действительного шага должны
лежать в пределах 4-1% и —0,25% номинального
шага. »
При измерении среднего и действительного
шагов цепь должна быть обезжирена, натянута
нагрузкой измерения и лежать в гори-
зонтальной плоскости. Нагрузка измерение дается
в ГОСТ.
Эскизы изготовляемых в СССР цепей
с необходимыми данными см. в табл.
1—3.
Зубчатые (бесшумные) цепи состоят
из набора пластин особой формы (фнг. 8),
шарнирно соединенных посредством ва-
ликов. Наиболее распространены зуб-
чатые цепи, шарниры которых снабжены
вкладышами, повышающими износостой-
кость цепи (фиг. 8). Звенья цепи ложатся
на зубья звездочки боковыми поверхно-
стями пластин и выполняются преиму-
щественно с двусторонним поворотом
на угол ? — 30s (фиг. 8).
Для направления зубчатой цепи в пло
скости движения ее снабжают боковыми
Фиг. ю.
(фнг. 9) или чаще, особенно при высоких
скоростях, внутренними (фиг. 10) на-
правляющими пластинами.
27*
Таблица 4
Зубчатые цепи с боковыми
направляющими пластинами типа Б
15,87
(V)
31,75
19,06
12,7
С/.")
28.4
Ширина b и мм Разруша- ющая на- грузка Q а кГ L / 5 Вес I лол. м q в кГ
В мм
19,0 1 900 25,0 4,0 1Л 1,13
•23,5 2 350 29,5 4,0 1.5 1,43
29,5 2 950 35,5 4,0 1.5 1,79
36,С 3 600 42,0 4.0 1.5 2,19
42,0 4 200 48,0 4.0 1.5 2,56
48,5 4 850 54,5 4,0 1.5 2,94
54.5 5 450 60,5 4,0 1,5 3,32
69,0 81,5 6 900 75,0 4.0 1.5 4,18
8 150 87,5 4,0 1Л 4,95
94,С 9 400 100,0 4,0 1.5 6,71
107.5 10 750 113,5 4,0 1Л 6,45
29,5 3 540 35,5 4.5 1.5 2,15
36,0 4 320 42,0 48.0 4.5 1.5 2,57
42,0 5 040 4,5 1,5 3,00
48.5 5 820 54,5 4,5 1,5 3,44
54,5 5540 60,5 4,5 1.5 3,85
69,0 8 280 75,0 4.5 1.5 4,85
81,5 9 780 87,5 4,5 1.5 5.72
«М.О 11 280 100,0 4,5 1.5 6,60
107,5 12 900 113,5 4,5 1.5 7,51
126,0 15 120 132,0 4Л 1.6 8,75
36,0 5 350 42,0 5,0 1Л 2,97
42,0 6 250 48.0 5,0 1.5 3,42
48,0 7 200 54,5 5.0 1.5 3,94
54,5 8 100 60,5 5.0 1.5 4,42
69.0 10 250 75,0 5,0 1,5 5,58
81,5 12 100 87,5 5.0 1.5 6,58
94,0 14 000 100,0 5.0 1,5 7.53
107,5 16 100 113,5 5.0 1.5 8,66
126,0 18 900 132,0 6.0 1.5 10,14
138,5 20 800 144,0 5,0 1.5 11,14
151,0 22 300 157,0 5,0 1.5 12,40
176,0 26 400 182,0 5,0 1.5 14,14
201,5 30 200 207.5 6,0 1.5 16,28
55,5 9 4OI 63,5 6,0 2.0 7,04
80,5 13 600 88,5 6.0 2.0 10,16
97,5 16 400 105,0 6,0 2.0 12,22
105,0 17 700 113,0 6.0 2,0 13,22
125.(1 21 200 133,. 6,0 2.0 16,16
158.5 26 800 166,5 6,0 2,0 19,91
183,5 31 ОСЮ 191,5 6.0 2,0 23/13
2OR.5 35 200 216,5 6,0 2,0 26,16
267.5 43 500 265,8 6,0 2,0 30,90
82,0 20 500 90,0 >.0 2.0 13,18
107,' 26 900 115,5 7,0 2,0 17,26
126,5 31 60.1 134,5 7,0 2,0 20,30
152,0 38 000 160,0 7.0 2,0 24,38
203.0 50 800 211,0 7.0 2.0 32,54
253,0 63 200 261,0 7,0 2,0 40,54
276,5 69 500 286,5 7,0 2.0 44,62
420
ЦЕПНЫЕ ПЕРЕДАЧИ
Таблица 9
Зубчатые цепи с внутренними направляющими пластинами типа В (основные данные.
кН . Tim. d- f 3=f ? * ГМ —17 a Tank -t——t M Tun Bl* л » 914 B-
Шаг иепи • п мм 1’ Разрушаю- щая на- грузка Q в к! Тип цепи 1 / Л m Вес 1 пог.м q в кГ
Н JUi
12.7 (V 20Л 26,5 33,0 39,0 45Л 51,5 63,0 2 050» 2 650* 3300* 3900* 4 550“ 5 150» 6.100* Bl XI 26,5 32,5 39.0 45,0 51,5 57,5 69.0 w 4,0 4.0 4.0 4.0 4.0 4.0 1,8 1Л 1Л 1Л 1Л 1Л 1.5 1.3 1,7 2.1 2,4 2.8 3.2 4.0
78,5 91,0 104,5 7 850* 9100 10 450 В1Х2 84.5 97,0 пол 4.0 4.0 4.0 1Л 1Л 1Л 4.8 5,6 6,3
С 00 ю 26Л 33,0 39,0 45,5 51,5 63,0 3 180» 3960» 4680» 5 460» 6180» 7 560* Blxl 32Л 39,0 45,0 51,0 57,5 68.0 4,5 4Л 4Л 4Л 4.5 4Л 1.5 1.5 1Л 1Л 1Л .1,5 1.9 2.3 2.7 3,2 3,6 4.6
78,5 91,0 104,5 9 420* 10920 12540 BIX2 84,5 97,0 пол 4,5 4,6 4,8 1Л 1.5 Л 5,4 6,3 7.2
•и’Ы 96*61 33,0 39,0 45,5 51,5 63,0 4 900* 5 8»» 6800» 7 700» 9 445» BIX1 32,U 45,0 51Л 57,5 69,0 5,0 Kg 8,0 5,0 5Л 1,5 1.5 1.5 1.5 1,5 • 2.7 3.1 3,7 4.1 5.3
78,5 91,0 104,5 11 700* 13600* 15600* В1Х2 84Л 97,0 ПОЛ 5.U 5,0 5,0 1Л 1Л 1Л 6.3 7.3 8.4
а 51,5 76,5 93.0 101,0 л№ 13000* I58OO* 17100* Bl XI 59Л 84,5 101,0 109/1 6,0 6,0 6,0 6,0 2,0 2,0 2,0 2.0 6.4 9.6 11.6 12,6
121,0 154,5 179,5 204,5 253,5 20 600* 26 200 30 500 34 700 43000 В2Х2 129,0 162,0 187,5 212,5 261Л 6,0 6,0 6,0 6,0 2,0 2.0 2,0 2,0 2,0 35,5 44,0 48,0 nS 76.75 50,0 66,5 83,5 83,5 100,0 15.6 19.3 22.4 2.T.I, 30,3
31.75 (14J* 76,0 103,5 19 500» 25 800* Hl XI | 86,0 111,5 7,0 7.0 2.0 2.0 12,5 16,6
122Л 148,0 30 600* 37 000» В 2X2 130,5 166,0 7Д Ifi 2,0 2.0 36,0 40,26 50,5 67,5 19,6 23,7
Примечание. Цепи, отмеченные заеадочкой, изготовляются Юрезанским механическим заводом Министерства автотрак торного и сельскохозяйственного машиностроения.
ЗВЕЗДОЧКИ ДЛЯ ЦЕПЕЙ
421
Соединение концов зубчатой цепи,
имеющей четное число звеньев, произ-
водится одним соединительным валиком
со шплинтом.
Применять нечетное число звеньев не
рекомендуется, так как для соединения
таких цепей требуются переходные
изогнутые пластины.
В табл. 4 н 5 приводятся основные
данные лля зубчатых цепей.
Номинальный шаг зубчатой
цепи — номинальное расстояние между
осями двух валиков, расположенных
в двух смежных звеньях ее.
Средний шаг зубчатой цепи опре-
деляется так же, как у втулочно-роли-
ковых н втулочных цепей (см. выше).
Допускается только положительное от-
клонение среднего шага от номиналь-
ного оазмера.
Измерение действительного шага лается на
половине отрезка в 50 явеньен от каждой партии
□епей. Для измерения необходимо удалить с ки
Фиг. II.
ждого шарнира по aim:
пластины с одной сто-
роны цепи и измерять
согласно схеме фиг. II.
определяя шаг по фор
муле
•о
Отклонении лейстаи
тельного шага от номи-
нального и правила намерения среднего и лействи-
тельного шагов — такие же, как и втулочнороли
коных цепей (стр. 418).
Нагрузка измерения определяется по формула
Ризм — 0.01Q, где Q — разрушающая нагрузка
по табл. 4 и 5.
ЗВЕЗДОЧКИ ДЛЯ ЦЕПЕЙ
В качестве материала для зведочек при
скоростях цепи менее 3 м/сек и безудар-
ных нагрузках может быть принят чугун
СЧ 21-40.
При более высоких скоростях реко-
мендуется изготовлять звездочки из
конструкционной углеродистой стали
с термообработкой до твердости Rc =
= 40-1-50 или из модифицированного
чугуна.
Ведущие звездочки, работающие
в условиях ударных нагрузок и высо-
ких скоростей, следует выполнять из
легированной стали с термообработкой,
обеспечивающей твердость Rc = 50—58.
Звездочки диаметром свыше 200 мм
рекомендуется делать составными: зуб
чатый венец в виде бандажа, насажн
ваемого на чугунный центр.
Диаметр делительной окружности
звездочек всех типов
°0 180““’
sin----
г
где г — число зубьев звездочки. I —
номинальный шаг цепи.
Значения диаметра D,„ приведенные а габл. 6.
даны лля I — 10 мм; для получения величины D,
при другом шаге / нужно умиожить табличное
значение диаметра ала соответствующего числа
зубьев иа отношение I к 10 (т. е. иа 0.10; напри-
мер, идя z — 20 и I » 25,4 мм, пользуясь габл. Ь,
найдем О„ — 63.93.2,54 — 162.38 мм.
В связи с тем что ГОСТ 591-41 пе-
ресматривается, а новый ГОСТ еще не
утвержден, профиль зуба лля втулочно-
роликовых и втулочных цепей не при-
водится.
Таблица о
Значения диаметра делительной
окружности звездочки в зависимости
от числа зубьев при шаге t = 10 мм
Размеры в мм
е ч ю & i У Диаметр дели- тельной ок- ружности О, Число зубьев z Диаметр дели- тельной ок- ружности D„ Число зубьев I Диаметр дели- тельной ок- ружности Do
9 10 11 12 13 14 15 18 17 18 19 20 21 22 23 24 2S 28 27 28 29 30 31 32 33 34 35 38 37 38 39 40 41 42 43 44 45 42 24.24 32.36 35.49 38,64 41,79 44.94 46,10 51.26 54.42 57.59 60.76 63.93 67.10 715.27 73.44 76.61 79.79 82,96 86.14 89.31 92.43 96.87 98,85 102.02 105.20 108.38 111,58 114.74 117.92 121.10 124,28 127,46 130.63 133.82 137.IK1 140,18 143.36 146,54 47 48 49 SO SI 5'2 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 Г,9 70 71 72 73 74 75 76 77 7» 79 80 81 82 83 84 149,42 152,90 158,08 159,26 162,44 165.62 168,80 171.9» 175,17 178.35 181,53 184,71 187.89 191.07 194.25 197.44 200.62 203.80 206.98 210,16 213,35 216,53 219,71 222.89 226,07 229,26 232.-М 235,62 238.80 241,99 245,17 248,35 251,53 254.71 257,90 261.08 264.26 267.44 85 86 87 88 89 90 91 92 93 94 96 96 97 98 99 100 101 102 103 104 Кб 106 107 108 109 НО ill 112 113 114 11* не 117 118 119 120 270,63 273.81 276.99 280,17 283.35 286,54 289,72 292,90 296.08 299.26 302,45 305.63 308.81 311.99 315.18 318.36 321.54 .324.73 327,91 331.09 334,27 337.46 340.64 343,82 347.01 35С.19 .353,37 .356.55 359.74 362,92 366.10 .369.29 372,47 375.65 378,83 382.01
ЦЕПНЫЕ ПЕРЕДАЧИ
Данные дна профилей вубьеа звездочек зубчатых цепей
Таблица 7
Наименование параметра Г ' Обозна- чение Размеры в мм
Шаг цепи ..................
Толщина пластины . . ....... . . .
Ралиус внешнего округленна пластины ...
Ралиус спинки пластины........
Ралиус округленна среднего выреза в пластине
Общее высота пластины ............
Высота от центра пластины ло основании . .
Ралиус среднего выреза пластины...
Ралиус закругленна рабочих оснований . . .
Расслоение от осевой лнини ло кривой ради-
уса Я, .........................
Paccroaime между пентрамн окружностей
радиуса г.........................
Высота зуба..................«...
Радиальный зазор..................
Расстоанне между рабочими гранами зубьев
Расстоаиис от точки пересечение рабочих гра-
ней ло наружной окружности........
Угол вклинивание ..............
Число зубьев звездочки
Угол поворота звена из звездочке ......
. впадины зуба ..............
. заостренна зуба .............
Диаметр делительной окружности ......
Диаметр наружной окружности.......
t 12,7 15,87 19,05 25,4 31.75
S 1.5 1.5 1.5 2 2
R 5.0 6.0 7,0 10,0 12,5
R, 16.08 19.85 23,63 33,38 42.75
R, 4.5 5.5 6.5 9.0 11.0
Н 14.0 17.0 20,0 26.0 34,0
н, 7.0 8.5 10.0 13.0 17,0
R, 1.9 2.5 3.2 4,0 5.1
Г 1.0 1.0 1.5 1.5 1.75
* 1.2 1.5 1.5 2.0 2.5
г. 15.05 18,82 21.99 31.83 39.09
4 8.00 9.75 11.50 15.00 19.50
г 1,00 1.25 1.60 2,00 2.50
Г, 15.00 18.45 21.95 31.20 38.10
с. 21,0 25.75 30.50 42.00 52.50
Расчетные зависимости
а а м 60е — conet
S
360»
У Р- —
f 5 — в —
т 7-20 — в — • -2»
°о °о 1 180-
sin
а
^нар °кО/ / , 1ЯО<>
tff.—
I
ЗВЕЗДОЧКИ ДЛЯ ЦЕПЕЙ
423
Продолжение табл. 7
Цепь с боковым
направлением
Ц*п» е внутренним
направлением
Наименование параметра
Обозна-
чение
Размеры в мм
Шаг цепи ........................ . . .
Толщина направляюшей пластины..........
Расстояние от вершины до линии радиуса . .
Радиус закругления бокового профиля . . . .
Глубина направляющей прорези...........
Ширина прореза канавки..................
Толщина основной пластины...............
Номниальиаа ширина цепи по пластинах . .
Ширина поперечного сечения звездочки . . I
Е
3
ft
Н
Вн
12.7
1.5
5.0
13,0
10
15.87
1.5
6.0
15.0
12.2
19.05
1.5
7.5
19.5
14.5
25.4
2
10
26.0
19
Расчетные зависимости
Е - в и- а,
См. табл. 5 н 6
B-64-0.IW
В* — ft - ia, - 0,16г
31,75
2
24,5
Профиль зуба для втулочно-ро-
ликовых и втулочных цепей мотоциклов
приведен в ГОСТ 4000-48, (см. табл. 21,
22 и фиг. 18 и 19), а профиль лито-
го необработанного зуба
для втулочно-роликовых цепей по ГОСТ
2599-50—в ГОСТ 1055-41 (см. фиг. 20).
Построение профиля поперечного сече-
ния зубьев звездочек дано в табл. 9.
Зависимости для построения профи-
лей зубьев звездочек для зуб-
чатых цепей даны в табл. 7.
Для построения профила зуба в делительную
окружность диаметра О„ вписывают д-угольиик
со стороной, равной номинальному шагу цепи t.
В многоугольник вписывают окружность DHap_
Вершины многоугольника соелииают с центром
окружностей, образуй центральные углы <р, огве-
члкицие сторонам многоугольника. Проводят бис-
сектрисы углов v и от точек пересечения их
с окружностью D^p откладывают внутрь отрезки,
равные высоте зуба К. Через конечную точку
каждого отрезка проводят перпендикуляр к нему
и откладывают на нем в одну и другую сторону
по отрезку 0,57,. Из конечных точек ггих перпен-
дикуля ров проводят прямые под углом — — 30*
к биссектрисе угла у, образуя таким образом
рабочие стороны впадин между зубьями звездочки
и вместе с тем боковые стороны аубьев.
Профилирование любого числа зубьев
может быть произведено при одинако-
вом шаге цепи одной сдвоенной фрезой,
одновременно обрабатывающей две боко-
вые грани зубьев.
Для звездочек цепей всех типов (вту-
лочно-роликовых, втулочных и зуб-
чатых) шаг зубьев должен удовлетво-
рять основному
условию зацепле-
ния, а именно:
G. < ‘и-
Отклонение дей-
ствительного
шага зуба допустимо
только в минус в пре-
делал до 0,35% но-
минального размера
шага.
Схема измерения
действительного шага
звездочки для втулочных и втулочно-роликовых
цепей показана на фнг 12, а, контроль профиля
шаблоном — на фиг. 12, б.
Схема измерения действительного шаге звез-
дочки для зубчатой цепи показана на фнг. 13,а.
Измерение толщины вуба(фиг. 13, «) про-
z д
изводите! штангендубомврош ма глубине у— -у
424
ЦЕПНЫЕ ПЕРЕДАЧИ
(половина высоты зуба). Теоретическая толшина Ту
определяем» по формуле
Гт /
здесь t — номинальный шаг цепи; fi — радиус
внешнего округления пластины (табл. 7).
Шаг звездочки определяется ио формуле
/и-лж-ад.
где /? — номинальный радиус ролика, равный ра-
диусу внешнего округлении пластины. Проверка
угла вклинивания производится шаблоном
(фиг. 13. б).
Измеренная толщина зуба может иметь откло-
нения только в минус в предела* до Г |„ ее
расчетного значения.
Фнг. 13.
Угол вклинивания а «= 60“ должен быть равен
углу наклона рабочих плоскостей пластин. Откло
пение по углу допускается только в минус в пре
делах до
Для звездочек всех типов цепей регламенти-
руется предельное отклонение наружного диа-
метра DHap , выполняемого с допуском в пределах
С, — С, (система отверстия).
Выбор параметров н расчет
цепных передач
Непригодность приводных цепей к
дальнейшей работе в основном вызы-
вается двумя причинами:
1) разрушением элементов цепи в
форме разрыва пластин, раскалывания
роликов (втулочно-роликовых цепей),
разрушения валиков;
2) износом шарниров цепи, который
ведет к увеличению шага звеньев цепи
и создает ненормальные условия ра-
боты цепной передачи (неправильное
зацепление звеньев цепи с зубьями
звездочек).
Разрушению подвергаются главным
образом тяжело нагруженные быстро-
ходные передачи, работающие с резко
переменным циклом полезных нагру-
зок. Эти нагрузки в сочетании с мгно-
венными ударными нагрузками, дей-
ствующими на звено в момент его входа
в зацепление с зубом звездочки, создают
условия, при которых проявляется уста-
лость элементов звена. Для данного вида
разрушения физическим критерием рабо-
тоспособности является длительная стой-
кость деталей звена, определяемая
истинным значением их предела выно-
сливости.
Метод расчета цепных передач по ука
ванному критерию отсутствует. Рядом
практических мероприятий усталостные
разрушения деталей цепи переводят
в разряд случайных.
Износ шарниров цепей связан с рабо-
той сил трения во время поворота звена
и неизбежен в той или иной степени для
любой приводной цепи.
Для этого вида выхода цепи из строя
физическим критерием работоспособно-
сти является износостойкость шарнира
звена, зависящая от очень большого
числа факторов и условий, взаимно
влияющих друг на друга. Метод расчета
цепных передач на износостойкость с за-
данным сроком службы, в связи со
сложностью оценки явлений износа,
в полном объеме еще не разработан.
Для расчета используются поэтому опыт-
ные данные по выбору таких параметров
и условий, которые в совокупности
в наибольшей степени обеспечивают
достаточную износостойкость цепи.
Передаточное отношение и число зубьев
Передаточное отношение
ы, л, г,
лг
где ш — угловая скорость; п — число
оборотов в минуту; г — число зубьев
звездочки; индекс I соответствует веду-
щей; индекс 2—ведомой звездочке.
Максимальное рекомендуемое значе-
ние I « 7. Если I > 7, но не свыше
10. передачу можно осуществить, как
правило, лишь при условии малой ско-
рости цепи (о < 3 м/сек} и постоянства
рабочей нагрузки.
Примечание. Для цепных передач метал-
лорежущих станков рекомендуется выбирать 1 их
следующего ряха значений: 1; 1,12: 1,25; 1,4; 1,6;
1,8; 2; 2,25; 2.8; 3,15; 3.5; и; 4,5: 5; 5,6; 6,8; 7.1.
Для втулочно-роликоиых и втулочных
цепей наименьшее допустимое число
зубьев звездочки г_)п — 9, для зубча-
тых цепей zmln ™ 13. Наименьшие реко-
мендуемые значения гт)а “ 15 + 17.
ЗВЕЗДОЧКИ ДЛЯ ЦЕПЕЙ
425
При п > 1000 об/мин желательно при-
нимать лля меньшей звездочки г =
= 25 35
При допустимой для всех типов цепей
относительной норме износа до 1,25%
число зубьев большой звездочки гтах
не должно превышать 120 и 140 соот-
ветственно для втулочно-роликовых и
для зубчатых цепей.
Расстояние между центрами звездочек
и положение цепной передачи
Наименьшее допустимое
межцентровое расстояние
Лщш определяется в зависимости от
передаточного числа i и диаметров
звездочек. При i < 4 можно принимать
Лт1п - [1.2 Р1 2 °2 + (30 ч- 50)] мм.
где О1 и О2 — наружные диаметры
соответственно меньшей и большей зве-
здочек в мм.
Межцентровое расстояние,
создающее благоприятные условия ра-
боты, принимается А = (30 ч-50)/; наи-
большее расстояние Дтах С 80/.
Определение длины цепи и расстояния А
1) Расстояние между центрами звездочек в ша-
гах: предварительное значение А^ = —, где А' —
предварительное значение расстояния в мм.
2) Вспомогательная расчетная величина
~ *' j (берется из табл. В).
3) Длина замкнутой цепи и шагах (неокруглая-
вое значениеi — 24^ +
4) Вспомогательная расчетная величина »—
5) Окончательное расстояние между центрами
хаезаочек (по округленному значению ip и мм
Во всех формулах и ц — числа
зубьев соответственно малой и большой
звездочек передачи.
Горизонтальное или наклонное (с уг-
лом не свыше 45° к горизонту) поло-
жение цепной передачи является наи-
более благоприятным. Вертикальных
установок следует избегать ввиду
необходимости часто регулировать про-
висание ветвей.
Предварительное провисание ветвей
цепи является обязательным.
Таблица И
Значения с=
1 N ' с 1 n i Г *7 N С
1 0.025 26 17.12 51 65,9 76 146,3
2 0,101 27 18,47 । 52 68.5 77 150,2
3 0.228 28 19.Зу | 53 71.2 78 154,1
4 0,405 29 2L3 54 73,9 79 1.58,1
5 0.633 30 22,8 55 76.6 но 162,1
б 0.912 31 24,3 56 79.4 81 166,2
7 1.24 U 25.9 57 82.3 82 1703
8 1.62 33 27,6 58 85.2 83 174,5
9 2.05 34 29.3 59 88.2 84 178,7
10 2.53 35 31.0 W 91.2 85 183,0
11 3.07 36 32,8 61 94,3 86 1873
12 3,65 37 34.7 62 97,4 87 191,7
13 4.28 38 36,6 63 100.5 88 196.2
14 4.97 39 38,5 64 103.8 89 2003
15 5.70 40 40,5 65 107,0 90 205,2
16 6,49 41 42.6 66 110,3 91 209,8
17 7,32 42 44.7 67 113,7 92 214,4
щ 8.21 •R 46,8 68 117,1 93 219,1
19 9,14 44 49,0 69 120.6 94 2233
20 10,13 45 51.3 70 124.1 95 228.6
21 11,17 46 53,6 71 127,7 96 23.3.4
22 12.26 47 56,0 72 131,3 97 238,3
23 13.40 И 58.4 73 135,0 98 243,3
24 14.59 49 60,8 74 138.7 09 248,3
25 15,83 50 63.3 75 142.5 100 2533
Стрела провисания для го-
ризонтальных передач (или с углом
не свыше 45° к горизонту) / <s 0,02.4,
где А — расстояние между центрами
звездочек.
При передачах, близких к вертикаль-
ным. / « (0,01-*-0.015)Л.
В работающей цепной передаче уста-
новленное провисание ведомой ветви
увеличивается, поэтому предваритель-
ное провисание следует назначать в пре-
делах рекомендуемых норм.
Для регулирования про-
висания и создания нужного пред-
варительного натяжения, а также лля
компенсации вытяжки целей применяют:
а) натяжные устройства
в виде регулирующих натяжных или от-
тяжных звездочек или роликов; б) пере-
движные опоры.
Регулирующие звездочки
нли ролики устанавливаются на
ведомой ветви; натягивая или оттягивая
эту ветвь, они создают необходимое
натяжение ее. Число зубьев регулирую-
щей звездочки рекомендуется брать не
меньшим числа зубьев малой звездочки
передачи. Ролики рекомендуется при-
менять при вертикальном или близком
к нему расположении цепи.
426
ЦЕПНЫЕ ПЕРЕДАЧИ
Передвижные опоры наибо-
лее желательны, так как они позволяют
постоянно и точно регулировать стрелу
провисания. Наиболее распространена
конструкция передвижных салазок, на
которых крепятся подшипники вала
передачи. При передаче от электродви-
гателя последний монтируется на качаю-
щейся плите или на натяжных салазках.
Число оборотов звездочки и скорость
Предельно допускаемые числа оборо-
тов звездочек ограничиваются допусти-
мой величиной силы удара между
профилем зуба звездочки и шарниром
звена цепи в момент его посадки на зуб.
В табл. 9 приведены наибольшие
допустимые числа оборотов меньшей
звездочки для втулочно-роликовых цепей
при различных значениях z и t.
Таблица 9
Наибольшие допустимые числа оборотов
звездочки в минуту для втулочно-роликовых
цепей
Примечание. При применении » приводе
втулочно-роликовых цепей повышенной точности
и прочности (по ГОСТ 5528-50) и звездочек с во-
гнутым профилем зуба (см. выше) можно прини-
мать для наибольших допустимых чисел оборотов
значения на 25“(, больше указанных в табл. У.
Табл. 10 дает наибольшие допусти-
мые числа оборотов для зубчатых цепей.
Таблица 10
Наибольшие допустимые числа оборотов
звездочки в минуту для зубчатых цепей
(для д — 17 л- 35)
Шаг цепи 1
в ЛЯ-
12.7 15,87 19.05 25.4
Наибольшее допусти-
мое число оборо-
тов в минуту . . .
3300 2вМ
2200 1630 1300
Скорость набегания цепи на звездочку
или ее средняя скорость
гл/ .
bo-iooo
(U
V
где z—число зубьев и Г—шаг цепи в мм.
Если принять предельные значения
чисел оборотов в минуту л, данные
в табл. 9 и 10, то скорость имеет сле-
дующие максимальные значения: для
втулочно-роликовых цепей "
— 18 м/сек, для зубчатых цепей пГО4Х—
= 22 м/сек.
Следует иметь в виду, что эти ско-
рости не представляют твердо установ-
ленных пределов. Применение цепей
повышенной точности и прочности и
соблюдение особых условий в выборе
параметров (малый шаг и большое число
зубьев малой звездочки: z > 35) при
монтаже и эксплуатации позволяют по-
лучить работоспособную цепную пере-
дачу со скоростями цепи до 30 м/сек,
а иногда и больше.
На работоспособность цепи сильно
влияет частота ударов ее звеньев. За
полный оборот цепи каждое ее звеио
получает четыре удара (два последо-
вательных удара перед посадкой и в мо-
мент посадки звена на зубья как веду-
щей, так и ведомой звездочек).
Число
делается
опре-
ударов звена в секунду
по формуле
4хл
^"ббГ,’
число зубьев звездочки;
(2)
л —
где г —
число ее оборотов в минуту; £/ — число
звеньев цепи. Для проверки допустимого
числа ударов рекомендуется пользо-
ваться данными табл. 11.
Таблица II
Наибольшее допустимое число ударов
звена цепи в секунду
оборотов в
и ее числа
пользуясь
Предельно возможный шаг цепи
в зависимости от числа л
минуту меньшей звездочки
зубьев г можно принять,
значениями, приведенными в табл. 9
И 10.
РАСЧЕТ ПЕРЕДАЧ
427
Для выбора величины шага можно
также руководствоваться зависимостью
Л
/= 3Q-J-5Q гДе А—межцентровое рас-
стояние в мм. Необходимо стремиться
к выбору меньшего размера шага, так
как при прочих равных условиях цепи
с малым шагом лучше обеспечивают
высокую работоспособность цепной пере-
дачи, чем цепи с крупным шагом.
Если от цепного привода большой
мощности (десятки и сотни киловатт)
требуется плавность работы и долго-
вечность, малый шаг в случае приме-
нения зубчатой цепи сочетают с боль-
шой ее шириной, а при применении вту-
лочно-роликовой цепи используют мно-
горядную конструкцию ее.
РАСЧЕТ ПЕРЕДАЧ
Удельное давление в шарнире звена
является основным фактором, опреде-
ляющим наибольшую нагрузку Т, пере-
даваемую цепью, и связано с нагрузкой
зависимостью
Т-^кГ, (3)
где р — допускаемое удельное давление
в шарнире звена цепи в кГ1ммг', К —
характеристика цепи в мм1 (проекция
опорной поверхности шарнира): ka —
коэффициент эксплуатации.
Для втулочно-роликовой цепи
К — dil>m
где
ltm-C, + 2S‘,
данные для d,, S и Ct см. табл. 1—3.
Для зубчатой цепи
K = 0,76d-6 мм1;
данные для d см. табл. (4, для Ъ —
см. табл. 4 и 5.
Для обеспечения работоспособности
цепной передачи требуется соблюдение
условия Т > Р, где Р — окружное (по-
лезное) усилие на звездочке.
Допускаемое удельное давление р
зависит от большого числа факторов
и в первую очередь (при одинаковом
качестве цепей) от смазки и условий
работы передачи, учитываемых попра-
вочным коэффициентом kt (см. ниже).
Кроме того, р зависит от числа оборотов
(скорости) и шага цепи. С их ростом
увеличивается скорость скольжения
шарнира звена, требующая снижения
удельного давления.
Значения удельных давлений для
втулочно-роликовых и зубчатых цепей
в зависимости от числа оборотов мень-
шей звездочки и шага цепи приведены
в табл. 12 и 13.
Коэффициент эксплуата-
ции учитывает условия применения
цепи, отражающиеся на ее работоспо-
собности: ka = ki • ki ki, коэффи-
циент условий работы kt =
= 1,0 при постоянной нагрузке, ра-
боте с перерывами; kt = 1,3 при
нагрузке с толчками, непрерывной ра-
боте; й| = 1,5 при нагрузке с рез-
кими толчками, непрерывной работе;
коэффициент смазки 6гв
™ 1 при непрерывной смазке, А, =
" 1,3 при периодической смазке;
коэффициент, учитывающий
расположение передачи,
kt ™ 1,0 при горизонтальном и
Таблица 13
Расчетные аиачеава удельного давления р в кПмм1 или втулочно-роликовых цепей
при — 1 (дли г — 15 + 88)
Шаг цепи / мм Число оборотов меньше* звездочки в мниуту
<50 200 400 600 800 1000 1200 1600 200) 2400 2800
Значения удельного давления р в кГ1млР
12-15 3.5 3.15 2,87 2.62 2,42 2.24 2,10 1,85 1.68 1.50 1,37
(UjT-lW) (19/16—25,4) 3.5 3.00 2,62 2.34 2.10 1.90 1.75 1.50 — — —
30—35 (31,75-38.1) 3,5 2.87 2,42 2,10 1,85 1.66 1,50 — — — * —
40-50 (44.45-50,8) 3.5 2.82 2.10 1,75 1.50 — — я^- — —
Примечание. Для целей повышенной точности и прочности значения р, данные в таб-
лице, можно повысить о предела» 30—40%.
428
ЦЕПНЫЕ ПЕРЕДАЧИ
Таблица 13
Расчетные яяачсяия удельного давления р в кГ^мм' для зубчатых цепей
прн “ 1 (Для г — 17 -4- 35,
Шаг цепи 1 мм Числи оборотов меньшей звездочки в минуту
<50 200 4OJ «00 500 юоо 1201 1600 2UOO 2400 2800 32П0
12.7 - 16,87 2 1.80 1.64 Змачеи 1.80 ня уде 1.40 1ЫН01О 1,32 давлен» 1,20 «и о в 1.06 к! <мм 0.95 0.86 0.78 0,72
19.06 - 25.4 2 1.70 1.50 1,32 1.20 1,10 1.00 0.86 0.72 ж»
31.75 2 1.64 1.40 1.20 1,05 0.95 0,72 — — • — —
наклонном до 45° к горизонту положе-
нии линии центров звездочек, fc3 = 1,3
при положении этой линии под углом
к горизонту, большим 45°.
При выбранном шаге пели расчет цеп-
ной передачи является ноиерочным —
он имеет целью оценить ее работоспо-
собность.
Полезное усилие, передавае-
мое цепью,
о r \tf2N, г ...
Р^—^-кГ —--------= кГ, (4)
О, V
где Мк — крутящий момент на звездочке
в кГмм, Do — диаметр делительной
окружности звездочки в мм, N, — пере-
даваемая мощность в квт. v — скорость
цепи в м/сек.
На основании формулы (3) прн соблю-
дении условия Т > Р получаются сле-
дующие зависимости.
Для втулочно-роликовой
цепи:
полезное усилие
р < кГ. (5а)
*3
полезная мощность
^•<Е1^квт- (5б)
I у
Для зубчатой цепи:
полезное усилие
/J<a76£dbj£r (ба)
*»
полезная мощность
N, < хеш. (66)
Обозначения всех величин и размер-
ности их те же, что и в ранее приве-
денных формулах.
Другой метод проверки работоспо-
собности цепи использует следующие
данные: разрушающую цепь нагрузку
и коэффициент безопасности п'.
Расчет производится по формулам:
для в т у л о ч н о-p оликовой
цепи:
полезное усилие
Р<-~ кГ. (7а)
л
полезная мощность
** < *в«; (7б)
I иил» к
для зубчатой цепи:
полезное усилие
₽<КЯТ,’Г- 184
полезная мощность
<w)
IUUU/1 к9
В формулах (7) и (8) Q — разрушаю-
щая нагрузка в кГ для втулочно-роли-
ковой цепи; Q' — разрушающая на-
грузка акГ лля зубчатой цепи при ши-
Таблица 14
Основные данные для яубчятых цепей
* Е *
а а 3 |1 я Я i&x rr с Mdu 1 ж •
°& 2 с ег i х * —ЖВ
! а & Шч -ва
Ши Диам п мм ГЖ fl бит "иЯ tditH «’х а ’ 3
12.7 3,5 20-105 ЮОО 0,62
15.87 4 30—125 1200 0.72
19.06 5 35 -200 1500 0,82
25.4 6 35-250 17U0 1.25
31.75 8 80-275 2500 1.60
РАСЧЕТ ПЕРЕДАЧ
429
Таблица 16
Звачения коэффициента безопасности п' для усиленных втулочно-роликовых цепе*
прн ** = 1 «для г = 15 •+ 301
Шаг цели г в мм Число оборотов ыеньшей яве<лочки п минуту
50 200 400 500 800 1 1000 | 1200 | 1600 | 2000 2400 2800
Коэффициент безопасности п'
12—15 (12.7-15,87) 7.0 7,8 8,55 9.35 Ю.2 11,0 U.7 13,2 14,8 16,3 18.0
20-25 (19.05-25,4) 7.0 8,2 9,35 10,3 11.7 12,9 14,0 16,3 — — —
30—35 (81,75—38,1) 7.0 8,55 10,2 13,2 14.8 16,3 19,5 — — — —
40— (44.45-50,8* 7Л 9.35 11.7 14,0 16,3 — — — — — —*
Таблица 16
Значения коэффициента безопасности л' для зубчатых испей прн -I
. (для г — 17 -t- 351
Шаг цепи 1 в мм Число оборотов меньшей адезлочки а минуту
5U 200 400 «ю яии | КХХ) 13» 1600 ах» 2400 ЭКЮ 3200
12.7—15.87 20 22,2 24,4 К 26.7 О»ффи1 29.0 1ИСИТ 6 31.0 сгюпас» 33.4 гости п 37,3 42,0 46,5 51,0 55,5
19.05—25,4 20 23.4 26,7 30,0 33.4 36.8 40,0 46,5 53,5 — — -
31.75 20 25.8 32.0 36.7 41,5 46.5 51.0 — — — — —
рине 10 мм (табл, 141; h — ширина
зубчатой цепи в мм; п' — допустимый
коэффициент безопасности. Табл. 15
дает значения п‘ для усиленных вту-
лочно-роликовых цепей.
Табл. 16 дает значения п' для зубча-
тых цепей.
Коэффициент полезного действия
цепной передачи
К. п. д. передачи зависит главным
образом от работы сил трения в шар-
нирах звеньев цепи. В меньшей степени
он зависит от динамических воздействий
мгновенного характера, вызванных уда-
рами звеньев цепи о зубья звездочек
в неравномерной скоростью движения
цепи.
Полный к. п. д.
Т1 "" ’1л>р11Л'
т)тр — к. п. д., учитывающий потери
от работы сил трения; Цд — к. п. д.,
учитывающий потери от динамических
воздействий, который можно принимать
равным 0,99 или, учитывая общую
точность этого расчета, равным 1.
1
rimp “ j-ь/ •
। + ^L(Z+1)
«у
где Xi— число зубьев меньшей звездочки.
I — передаточное число (всегда > 1);
k — коэффициент, определяемый отио-
d
шением k — 7, где d — диаметр валика
шарнира, t — шаг цели, / — коэффи-
циент трения, значение которого для
передач, работающих с периодической
смазкой, /“ 0,08 •+• 0,1.
Среднее значение к. о. д. цепной
передачи (без учета потерь в подшип-
никах валов) ц “ 0,97.
Усилия в ветвях цепи
В ведущей ветви цепи работающей
передачи возникают усилия (натя-
жения), дающие полную нагрузку на
ветвь.
430
ЦЕПНЫЕ ПЕРЕДАЧИ
Постоянно действующее усилие со-
ставляется из: а) полезного (рабочего)
усилия; б) натяжения от центробежных
воздействий; в) •натяжения от прови-
сания ведомой ветви цепи.
Натяжение от центробежных воздей-
ствий вызывается силами инерции массы
звена цепи, двигающегося по криволи-
нейной траектории.
Натяжение цепи от центробежных
воздействий можно вычислять по фор-
муле
g
где v — скорость движения цепи в м/сек',
q—вес 1 пог. м цепи в кГ\ g — 9,81 м/сек*.
Центробежное натяжение действует
вдоль замкнутого контура цепи, допол-
нительного воздействия на зубья звез-
дочки не оказывает и крутящего мо-
мента не изменяет, но нагружает звенья
обеих ветвей движущейся цепи. Эта
нагрузка постоянна и, как установлено
исследованиями, при применении цепей
с малой жесткостью (цепи малых шагов)
оказывает благоприятное влияние на
спокойную работу цепной передачи в ус-
ловиях повышенных скоростей (о >
> 12 м/сек) и переменных рабочих
нагрузках (аналогия с предварительно
растянутой пружиной).
Натяжение от провисания ведомой
ветви преодолевается ведущей ветвью
цепи и может быть определено по фор-
муле ,
Pf “
где kf — коэффициент провисания; А —
расстояние между центрами звездочек
вл; q — вес I лог. м цепи в кГ; для
горизонтальных передач А/“ 6; для
передач, наклонных к горизонту до 45°,
kf = Зч-4; для вертикальных и близ-
ких к ним передач kf = 1-4-2.
Суммирование всех сил (полезное уси-
лие 4- натяжение от центробежных воз-
действий 4- натяжение от провисания)
для некоторых случаев (например, при
значительной величине предваритель-
ного натяжения) не определяет общей
нагрузки'ведущей ветви цепи. Истинная
величина полной нагрузки зависит как
от жесткости самой цепи, так и от жест-
кости системы опор. Если последняя
обладает весьма большой жесткостью
по сравнению с цепью, то имеются
основания полагать, «по в ведущей ветви
цепи при средних и высоких скоростях
(п> 12 м/сек) создается постоянно дей-
ствующее усилие как сумма всех трех
натяжений. Таким образом,
робщ'~Р+ Pa + Pf
При скоростях меньших 12 м/сек по-
стоянно действующее усилие
Р общ “ Р 4" Р f-
Примечание. Постоянно действующее
усилие в ведущей ветви цепи не учитывает дина-
мических воздействий, обусловленных самой при-
родой иепной передачи, т. е. неравномерностью
движения цепи, неравномерностью угловой ско-
рости ведомой звездочки и связанных с ней масс
360°
за период ее поворота на угол у — —-— и ула-
рами при посадке звеньев цепи на зубья.
Нагрузка на валы
Нагрузка на валы зависит главным
образом от полезного (рабочего) уси-
лия, в меньшей степени — от предва-
рительного натяжения и .может быть
определена из зависимости
Р, = 1.15Р кГ,
где Р — полезное усилие в кГ.
Нагрузка на опоры валов опреде-
ляется в соответствии с их расположе-
нием по отношению к посаженным на
валы звездочкам, а также и значением
Пример расчета втулочно-роликовой
передачи
Определить для нормальных условий работы,
т. е. ka — I, мощность N„ кет, которую может
передать втулочно-роликовая цепь с шагом
t — 25 мм и разрушающей нагрузкой Q — 3150 кГ
(табл. 1).
Число оборотов ведущего вала л, <—850 в ми-
нуту. Цепь работает иа звездочках с числами
зубьев х,—21 и д, — 106; межцентровое расстоя-
ние А — S00 мм; А( - ~9™- — 36 (расстояние ре-
гулируется). Расположение передачи горизонталь-
ное.
По формуле (56)
N>< "iosT- «•*
Здесь <1,-9 мм; ltm- С, +2$—16+2-3-22 мм
(табл. 1).
По табл. 12 при I — 25 мм и л — 850 об/ина
удельное давление р — 2,05 кГ/мм*.
СМАЗКА И ЭКСПЛУАТАЦИЯ
431
Скорость движения цепи
Wi,t 21-850-25
60-1000 в бо-юхГ * ’
Mjteic
Пример расчете передачи зубчатой
цепью
Произвести расчет к выбрать параметры зуб-
чатой цепной передачи для привода специального
токарного станка от электродвигателя при следу-
ющих данных: мощность электродвигателя 14 кет,
число оборотов вала двигателя л, 1440 в мину-
ту; передаточное число 1«=2,8; расстояние между
осями ведущего и ведомого валов А = 720 мм —
регулируемое; работа непрерывная; нагрузка с
толчками; смазка цепи осуществляется насосом;
угол наклона ветвей цепи к горизонту несколько
больше 45°.
Принимаем число зубьев ведущей звездочки
г — 25. Число зубьев ведомой звездочки
- 25-2,8 = 70.
Выбор шага цепи. Согласно данным
табл. 10 может быть выбран шаг от 12,7 до
25,4 ми. Исходя нз заданного расстояния А' =
— ТЮ мм и используя рекомендуемую зависи-
мость А — (30 + 50) t (см. стр. 426). принимаем
при значении А — 45 шагов t = 15,87 мм.
Для определения ширины цепи предварительно
находим:
а) скорость движения цепи
t,n,t 25-1440-15,87
₽= 60-1000 60-1000
— 9,5 м/сек;
б) поправочный коэффициент * , учитывающий
условия работы передачи (стр. 4271),
А,— 13-J. 1,3 - 1,7.
Ширину цепи определяем по формуле (86):
1000.N
о> ------7СГ---L-
Q'v
По данным табл. 16 для t — 15,87 ля и л, -
» 1440 об/мин принимаем п' •• 35,5. Нагрузка
Q' — 1200 Kf (табл. 14). Следовательно,
_ 1000-14-35,5-1,7
* * 1200-9,5 **74
Из табл. 8 выбираем цепь типа В1Х2с
аиутренними направляющими пластинами и ши-
риной b = 78,5 мм. Для нее разрушающая на-
грузка Q - 9420 кГ; ate q — 5,4 кГ1м.
СМАЗКА И ЭКСПЛУАТАЦИЯ
Смазка является одним из важней-
ших факторов, влияющих на работо-
способность и долговечность цепной пе-
редачи. Наличие смазки в шарнире
звена цепи способствует образованию
масляной пленки, уменьшающей работу
сил трения и смягчающей удары. Кроме
того, смазка стабилизирует температуру
нагрева звеньев цепи.
Преимущественное применение имеют
легкие масла, причем вязкость масла
должна быть тем выше, чем больше
удельное давление.
Периодическая смазка
применяется при скорости цепи v
<4 mJ сек и производится через опре-
деленные периоды времени (например,
через каждые 6—8 час.).
Консистентная внутри-
шарнирная смазка постоян-
ного действия применяется для цепных
приводов транспортных машин. Смазка
осуществляется путем погружения цепи
в специальный состав, подогретый до
температуры достаточного разжижения
смазки. Период между смазками 120—
180 час.
Капельная смазка (непре-
рывная) применяется при v < 10 м/сек.
Подача масла на цепь производится
при помощи масленок-капельниц или
лубрикаторов.
Непрерывная картерная
смазка при помощи масляной ванны
(при v до 12 м/сек) или в форме
циркуляционной подачи масла насосом
(для высоких скоростей) является наи-
более совершенной.
Возможна смазка разбрызгиванием
(для закрытых цепных передач) с исполь-
зованием специального кольца, которое
захватывает масло и отбрасывает его
иа отражательный щиток, а от щитка
на цепь.
При использовании масляной ванны
ведомая ветвь цепи погружается до
уровня, не превышающего высоты пла-
стины цепи.
Маслонепроницаемый кожух выпол-
няют разъемным, обычно сварной кон-
струкции. Кожухи способствуют заглу-
шению шума; поэтому их целесообразно
применять при высоких скоростях цепей.
При отсутствии кожуха цепные пере-
дачи необходимо ограждать защитными
устройствами.
При капельной смазке нужно следить
за тем, чтобы масленки расходовали
20—25 Г/час масла.
Цепь, работающую в масляной ванне,
необходимо проверять каждые 20—
25 час. После 350—400 час. работы
передачи ванну следует очищать от
осадка и заливать чистым маслом.
Натяжение цели следует периоди-
чески проверять и в случае необходи-
мости подтягивать цепь с использованием
соответствующих устройств.Допускастся
удаление звеньев.
432
ЦЕПНЫЕ ПЕРЕДАЧИ
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ ЦЕПНЫХ ПЕРЕДАЧ
Цепи приводные втулочно-роликовые однорядные (по ГОСТ 2599-50,
для сельскохозяйственных машин) (табл. 17 и 18)
Таблица ГТ
Размеры я мм
Шаг С Цепь Соединительные и переход ные зиекья q в к! Q в кГ
цепи t не менее 1. ** не более не менее
d не более
15,875 9.3 10.05 20,8 14.5 22 11,6 1,2 1750
19,05 12.9 12 29,5 18,5 31,5 33 16.8 1.9 2500
25,4 15.9 16 37.5 23,5 42 43.6 23,4 3,2 5000
38 22 16 39 21.5 44.5 45 24 2 3003
41.3 25 20 43.5 28.5 48.5 50 26.8 3 3500
Фиг. 14.
Поверхность втулок и роликов должна быть
подвергнута цементации нз глубину 0,2—0,5 ин.
а валиков — на глубину ОД—0,8 мм.
Цепь втулочная и втулочно-
роликовая для велосипедов
и мотоциклов
(по ГОСТ 3609-52)
Тип I. Втулочная (бсзроликовая)
для мотоииилоа Табл. 23.
Таблица 1в
Материал деталей цепей
Наммеиопвние детали Марка стали Твер- дость *с
гпшдэагц 1 — 15,87 мм 50 по ГОСТ 106С-52 илн У7 по ГОСТ 1435-54 Не бо- лее 45
t — 19,05 мм и более 45 или 40, 50 по ГОСТ 1050-52 Не бо- лее 40
Валики t — 15,87 мм 16 нлн 10, 20 по ГОСТ 1050-52
1 — 19, Сб мм и более 45 нлн 10, 15, 20, $С по ГОСТ 1060-52 40—50
Втулки 15 нлн 10, 20 по ГОСТ I06.W или Г-18 по ГОСТ 803-50
Детали цепей должны быть термически обра-
ботаны (цементованы). Стали марок 10, 15 и 20
оримеияются с цементацией или цианированием.
Фиг. 15.
Условное обозначение цепи типа I, М 31
Цепь 1-3 ГОСТ 3509-52.
Тип II. Втулочно-роликовая (.4 I —
для велосипедов (Фиг. 16). N) 2, 3, 4 и 5—для
мотоциклов) (фиг. 17). Табл. 20.
Фиг. 16.
Фнг. 17.
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ ЦЕПНЫХ ПЕРЕДАЧ
433
Таблица 19
ииап Шаг цели Расстояние между внут- ренними ПД1- стинами b Дисметр втулки d Ширина на- ружной пла- стины Ь, Длина валика 1 Разрушающая нагрузка на олну ВСТП|> нс менее Нагрузка измерения шага цепи Вес 1 пог. л цепи не более
0 жж вяГ
1 8 3 5 1 7 500 6 0.24
2 9,525 7,5 5 9 16,3 1000 8 0,50
3 9,5 6 18.8 1200 0,60
Таблица 20
Цепь Соединительное звено Нагрузка измере- ния шага цепи Вес 1 пог. м цепи нс более
М цепи Шаг цепи / Днакзтр ро- лика d Расстояние между внут- ренними пла стиками Ч Ширина внут- ренней пла- стины Ь, Длина валика цепи 1 Длина вали- ка 1, Длина валика от оси цепи до конца h Разрушающая нагрузка на одну ветвь не менее
В мм в КГ
1 12.7 7Л 3,4 10 10,3 | 12,1 7 750 13 0,32
2 8,5 5.6 11,8 13.6 | 15,8 9 1500 0,60
8 8,2 16.2 | 19,1 0,70
4 15,87 10.16 6,5 * 14,6 17 | 19,5 11 2000 20 0,95
5 9,5 20 | 22,5 >2,5 1,05
Условное обозначение цепи типа II, М 2:
Цепь 11-2 ГОСТ 3609-52
Примечания к табл. 19 и 20:
1. Разрушающие нагрузки указаны лля цепей,
изготовленных из углеродистой стали.
2. Размеры t, d, b — номинальные; отклонения
ПО длине сухой несмазанной цепи ие должно пре-
вышать 4-0,3^,. Суммарный зазор между наруж-
ными и внутренними пластинами в собранной
пепи ие должен превышагь 0,3 мл. Допускается
не более 10 /_ звеньев цепи с зазором ло 0,5 мм.
Твердость и глубина цементации деталей
Наименование деталей Твердость /?с Глубина це- ментации в мм
Пластины 42-52 —
Валики 59-65 0,2—0,4 |
Втулки 0,08-0,2 |
Ролики 0,1-0,2 I
Профиль зуба зубчаток для втулочных и втулочно-роликовых
цепей мотоцикла (по ГОСТ 4000-48)
28 Том 4 769
434
ЦЕПНЫЕ ПЕРЕДАЧИ
Профиль и поперечное сечение зуба
Таблица 31
Параметры зубчатки н профиля зуба Формулы
1 I Диаметр делительной окружности D„ D“"~ 180» .In —
Диаметр окружности выступов (наружный наи- больший) овмГт °ныст “ + 0,S5d лля зубчаток с 16 DBMrm = De-f-0,8d лля зубчаток с а>16
Диаметр окружности впадин зуба Dtn
Расстояние межлу центрами радиусов впадины зуба С С -0,004/ 4- 0,15 ММ
Радиус впадины зуба R R = 0,503d
Ралиус сопряжения впадины с боковой стороной зуба /? Я, - 1,3d
Высота основания зуба до точки сопряжения дуг радиусов Я и Я, - Л Л = 0,184
Ширина зуба Внаиб Йкрцб = 0,93В — 0,15 жж лля однорядной цепи BNunrt = 0,90В—0,15 жж для двухрядной цепи
Ширина вершины зуба В, В, = В — 0,44
Радиус закругления зуба RiHa„M
Расстояние мсжау вершиной зуба и линией цен- тров ралнусои его закругления К к-о.м
Расстояние между осями зубьев двухрядкой звез- дочки С, с, - я -f- 0,03»
Диаметр веица DHgu6
В формулах табл. 21 (фиг. 18 и 19) /-шаг цепи;
d — лнаметр ролика (втулки) цепи; z — число
зубьев зубчатки; Ъ — расстояние межлу внутрен-
ними пластинами цепи; 6, — ширина пластины
цепи; С — расстояние межлу осями двухрядной
цепи.
Угол межлу боковыми сторонами зуба а для
зубчаток с г от 9 до 12 должен быть 72°, с г от
13 до 16 « = 70° и с Z более 16 в — 60°.
В зубчатках лля втулочных цепей углы вершин
зубьев рекомендуется закруглять радиусом 1 жж.
Звездочки с необработанными зубьями для приводных цепей
(по ГОСТ 1055-41, для сельскохозяйственных машин)
Фиг. 20.
Основные размеры и профиль зуба звездочек
лля приводных цепей по ГОСТ 1054-53 и 2599-50
лапы в табл. 22 и на фиг. 20.
Основные размеры звездочек определяются по
формулам:
а) диаметр делительной окружности
D‘-—j»»
sin----
где л — число зубьев:
б) диаметр окружности по вершинам зубьев
DHap(aD° + 2r-
в) диаметр окружности впадин
DM=D.-2r.
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ ЦЕПНЫХ ПЕРЕДАЧ
Предельные отклонения диаметра окружности
впадик
При Dg(J 120 ям и менее..............±0,4 мм
. Deii от 120 до 200 ММ.......... . ±0,6 .
. DeH . 200 . 280 ...................±0,7 .
. D>H более 280 мм...................±0,2 .
на каждые аО мм диаметра.
Звездочки отливаются из серого чугуна не
ниже марки СЧ >2-28 по ГОСТ 1412-48.
Звездочки, предназначенные для передачи уси-
лия свыше 40 кГ или при числе оборотов более
300 в минуту, подвергаются сплошной или мест-
ной термической обработке (закалке) или отбели-
ваются при отливке. Глубина отбеливания должна
быть не менее 2 ал, но ие болея чем из /, вы-
соты зуба.
Таблица 22
Размеры в мм
Твердость зубьев закаленных звездочек Нв
= 280 -+- 420. Твердость отбеленных звездочек по
ГОСТ не нормирована. Твердость зубьев звездо-
чек, не подвергающихся термической обработке,
не ниже Н & — 170.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. .Детали машин*, сб. материалов по
расчету и конструированию, пол редакцией
Н. С. Ачеркана, т. 1, Цепные передачи. Маш-
гиэ, 1953.
2. В о р о б ь е в Н. В„ Цетше передачи,
Машгиз, 1951.
3. Табличные расчеты деталей станков, вып. 21,
ЭНИМС, Машгиз, 1953.
4. Ияьский А. Л., Многоряляые втулочно-
роликовые цепи в передачах бурового оборудова-
ния. Сборник .Передачи в машиностроении*.
Машгиз, 1951.
2Я*
ГЛАВА X
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
ОБЩИЕ СВЕДЕНИЯ
Фрикционные передачи применяются
для: а) передачи движения между ва-
лами с параллельными и пересекающи-
мися осями; б) преобразования враща-
тельного движения в поступательное
или наоборот; в) преобразования вра-
щательного движения в винтовое.
Фрикционные передачи выполняются
с жесткими телами качения или с гиб-
кой связью (ремень, канат, цепь и т. п.).
Достоинства фрикционных передач:
а) простота конструкции; б) равномер-
ность передачи движения; в) бесшум-
ность работы; г) удобство регулирова-
ния передаточного отношения.
Недостатки фрикционных передач:
а) большие нагрузки на валы и под-
шипники (или необходимость приме-
нения специальных конструкций с раз-
груженными валами); б) опасность по-
вреждений при буксовании и в ряде слу-
чаев — неравномерный износ; в) невоз-
можность получения точных средних пе-
редаточных отношений; поэтому фрикци-
онные передачи неприменимы в случаях,
где недопустимо накопление ошибок.
Фрикционные передачи для постоян-
ного передаточного отношения (фнг. 1)
широко применяются в виде пар коле-
со — рельс или колесо — грунт
(фнг. 1, д) и в ряде передач гибкой
связью (фиг. 1, в. г).
Фрикционные передачи широко при-
меняются также в бесступенчатых вариа-
торах (фиг. 2).
Прижатие друг к другу тел качения
в простейших конструкциях достигается:
1) начальной затяжкой системы или
специальных пружин; 2) центробежной
силой; 3) собственным весом; 4) при
кратковременной работе передачи —
от руки. Ответственные передачи выпол-
няются самозатягивающимися с изме-
нением силы прижатия пропорционально
изменению передаваемого момента.
В передачах лля постоянного переда,
точного отношения по всей длине пло-
щадки касания должна отсутствовать
Фнг. 1. Схемы фрикционных передач аая посто-
янного передаточного отношения.
разность окружных скоростей (сколь-
жение) тел качения, определяемая гео-
метрией последних. Для передач с па-
раллельными осями площадка касания
должна быть параллельна осям, для
передач с пересекающимися осями она
должна быть направлена в точку пере-
сечения осей. Схемы с желобчатыми
телами качения допустимы только в слу-
чаях, когда износ практической роли
не играет, например при очень медлен-
ных перемещениях.
ОБЩИЕ СВЕДЕНИЯ
437
Во фрикционных вариаторах разность
окружных скоростей тел качения по
длине площадки касания должна быть
минимальной. Это достигается подбором
схемы передачи и выбором формы тел
качения, обеспечивающей малую длину
площадки контакта.
Фрикционные передачи с жесткими
телами качения выполняются с началь-
ным касанием тел качения либо по
линии, либо в точке.
Начальное касание по линии обычно
применяется в передачах, у которых
отсутствует или очень мало скольжение
по длине площадки контакта в связи
с формой тел качения и когда материал
одного из тел или набойки на одно из
них имеют малый модуль упругости
(что компенсирует возможные начальные
и упругие перекосы валов).
Передачи с металлическими телами
качения выполняются: 1) масляными и
2) сухими; для первых характерны
большая долговечность и надежность;
вторые благодаря большему коэффи-
циенту трения требуют меньших сил
прижатия и получаются более компакт-
ными, а благодаря меньшему проскаль-
Лавовые вариаторы номвинированные
Лсвавые вариаторы
Шаровые вариаторы простые
в) и) ”1Г й) к)
’) -
Конусные вариаторы Дм
/ *)
промежуточного авемо
Конусные вариаторы с рееупирсваниен осевым перемещением
пронехитоеноы евгмо
Фиг. 2, Схемы фрикционных вариаторов, имеющих промышленное применение: а — конусная муфта;
6 — диском» муфта; а — простой лобовой вариатор; г — сдвоенный лобовой вариатор; в и е — лобовые
вариаторы винтовых прессов; ж — лобовой вариатор с зубчатой передачей; л — простой конусный
вариатор; и — конусный вариатор с чашкой, установленной иа рычаге; а — конусный вариатор с иепв-
раллельпымн осями; к — вариатор с раздвижными конусами внешнего зацепления; л — вариатор
с гибким промежуточным кольцом; м — вариатор с жестким промежуточным кольцом; н — вариатор с
жестким охватывающим кольцом: о — ременный вариатор; л — вариатор с жестким промежуточным
кольцом; р — колодочно-ременный вариатор; с — клииоремекный вариатор; т — вариатор с зубчатой
цепью; у — вврнатср с роликовой цепью; ф — вариатор с раздвижными конусами, входящими друг в
друга (ала ремней малых сечений); х — вариатор с раздвижными конусами и цилиндрическим шкивом;
ц — вариатор с телами качения шаровой сегмент — конус; ч — вариатор с телами качения шаровой
сегмент — цилиндр; ш — грибовидный фрикцион; щ — вариатор с ориентированием осей вращения
шаров направляющими роликами; * — вариатор с физическими осями вращения шаров; п — вариатор
с наклоняющимися роликами; ю' — вариатор с наклоняющимися роликами понижающий: и — вари-
атор с роликами, наклоняющимися вокруг, осей, не лежащих в плоскости роликов (вариатор С вето-
заровв).
438
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
зыванию и отсутствию потерь на внут-
реннее трение масла имеют более высо-
кий к. п. д. Тела качения сухих передач
Должны быть защищены от попадания
масла, в частности из подшипников, что
часто представляет значительные кон-
структивные трудности.
МАТЕРИАЛЫ ФРИКЦИОННЫХ
ПЕРЕДАЧ
Общие требования, предъявляемые
к материалам тел качения: а) высокая
износоустойчивость; б) достаточно высо-
кий коэффициент трения во избежание
необходимости больших усилий нажа-
тия; в) достаточно высокий модуль упру-
гости; г) низкий коэффициент внутрен-
него трения; д) малая гигроскопичность.
Закаленная сталь по закаленной стали
обеспечивает наибольшую компактность
передачи и высокий к. п. д., но требует
точного изготовления передачи и высо-
кой чистоты отделки поверхностей. Наи-
лучшие результаты дает применение
шарикоподшипниковых сталей типа
ШХ15. а также 18ХНВА н 18ХГТ
твердостью Rc > 60. Передачи рабо-
тают как в масле, так и всухую.
Чугун по чугуну применяют преиму-
щественно для тел качения сложной
конфигурации и больших габаритов,
а также в открытых передачах, рабо-
тающих всухую.
Текстолит по стали предъявляет менее
высокие требования к точности изготов-
ления и отделке контактирующих по-
верхностей. Передачи работают всухую.
В связи с большим коэффициентом тре-
ния на валы действуют меньшие силы,
чем при металлических телах качения,
к. п. д. получается ниже, габариты —
несколько ббльшими.
Кожа, прессованный асбест или проре-
зиненная ткань по стали или чугуну
применяются преимущественно в виде
набоек.
КОНСТРУКЦИИ ФРИКЦИОННЫХ
ПЕРЕДАЧ И ВАРИАТОРОВ
Фрикционные передачи для постоянного
передаточного отношения
Конусные передачи для
винтовых прессов являются ти-
пичным примером реверсивных фрик-
ционных передач для больших момен-
тов. Материал конусов обычно — чу-
гун; рабочая поверхность ведомого ко-
нуса покрывается кожаной лентой, про-
резиненной тканью или прессованным
асбестом.
Обод ведомого конуса может изго-
товляться также из текстолита.
Быстроходные фрикцион-
ные редукторы и мультипли-
каторы значительной мощности вы-
полняются с телами качения из зака-
ленной стали и с самозатягиванием.
К. п. д. таких передач достигает 0,98;
передаваемые мощности — до 150 квт.
Фрикционные передачи в
приборостроении характери-
зуются преимущественно пружинным
прижатием, большими передаточными
отношениями (при необходимости) и ма-
лой шириной поясков контакта (иногда
применяется клинчатая форма тел ка-
чения).
Лобовые вариаторы
Лобовые вариаторы (фиг. 2, в—ж)
применяются во фрикционных винтовых
прессах, в металлорежущих станках,
в счетно-решающих и в других маши-
нах.
Вследствие значительной разности
скоростей на площадке касания эти
вариаторы в отношении к. п. д. и
износа уступают вариаторам других
конструкций, но благодаря простоте
и возможности реверсирования имеют
широкое применение.
Конусные вариаторы
без промежуточного звена
Вариаторы внутреннего зацепления
(фнг. 2, а—4) по диапазону регулиро-
вания аналогичны лобовым, но имеют
несколько более благоприятное рас-
пределение скоростей по дли не площадки
касания. При передаточных отноше-
ниях, близких к единице, скольжение,
связанное с формой тел качения, почти
отсутствует.
Конусные вариаторы с параллельными
валами (фиг. 2, э, и) могут работать или
только на замедление, или только на
ускорение.
Путем взаимного наклона осей веду-
щего и ведомого валов (фнг. 2, н)
вариатор может быть выполнен для
повышения и понижения числа оборо-
тов ведомого вала.
Вариаторы с чашкой, установленной
на рычаге (фиг. 2, и), могут служить
связью между электродвигателем и ма.
шиной-орудием, не требуя высокой точ.
КОНСТРУКЦИИ ФРИКЦИОННЫХ ПЕРЕДАЧ И ВАРИАТОРОВ
43!)
ности установки. В этой передаче обеспе-
чивается благодаря самоэатягиванию
увеличение силы прижатия вместе с уве-
личением крутящего момента.
Вариаторы наружного зацепления
(фиг. 2, к) могут выполняться в значи-
тельном диапазоне мощностей, но небла-
гоприятны с точки зрения к. п. д.
и износа.
Конусные вариаторы с регулированием
осЬвым перемещением промежуточного
звена
Эти вариаторы (фнг. 2, л—о) обычно
выполняются с симметричным располо-
жением области регулирования (веду-
щий и ведомый конусы одинаковы).
В качестве промежуточных тел приме-
няются ремни или стальные кольца.
Ввиду значительных габаритов передачи
этого типа с ремнем уступают место
более современным.
Вариаторы с раздвижными конусами
Вариаторы с раздвижными конусами
(фиг. 2, п — х) являются наиболее рас-
пространенными бесступенчатыми фрик-
ционными передачами. Они, как пра-
вило, выполняются с симметричным
расположением области регулирования.
В качестве промежуточных тел при-
меняются стальные кольца, ленты с ко-
лодками, клиновые ремни, канаты и
цепи (зубчатые и роликовые).
Сдвигание и раздвигание конусов для
регулирования чисел оборотов дости-
гается специальными механизмами. Для
ременных передач без натяжных роли-
ков предусматриваются пружины, ком-
пенсирующие вытягивание ремня.
Вариатор с раздвижными конусами
и жестким стальным кольцом (фиг. 3)
широко распространен, хотя распреде-
ление скоростей скольжения по длине
площадки касания у него недостаточно
благоприятное;" применяется преиму-
щественно для быстроходных машин,
в частности в качестве встроенного
в машины высокого класса точ-
ности.
Вариаторы с жестким кольцом обычно
выполняются с диапазоном регулиро-
вания 6; 9; 12 (до 16) и для мощностей
от 0,5 до 10 кет при числе оборотов
ведущего вала около 1500 в минуту.
Угол конусов (при вершине) — около
130е, к. п. д. 0,8—0,9.
Вариатор обеспечивает увеличение
силы нажатия вместе с увеличением кру-
тящего момента благодаря самозатяги-
ванию кольца.
Фиг. 3. Вариатор с раздвижными конусами
и жестким стальным кольцом.
Колодочно-ременные вариаторы вы-
полняются с деревянными колодками,
пропитанными маслом, или с колодками
из легких сплавов, которые крепятся
к высококачественной прорезиненной
ленте. Для увеличения коэффициента
трения колодки снабжаются набой-
ками на поверхностях прилегания к
шкивам.
В некоторых конструкциях приме-
няются цепи с кожаными обкладками
на боковых рабочих поверхностях.
Угол конусности 150—160°.
Колодочно-ременные передачи тихо-
ходнее других фрикционных передач.
Ведущий вал в открытых передачах
обычно имеет 300—800 об/мин, скорость
ленты 3,5—7 м/сек. Диапазон регу-
лирования 2—10 (до 16). Вариаторы
выполняются лля мощностей от малых
до 50—75 кет. К. п. д. при полной мощ-
ности 0,8—0,95 в зависимости от переда-
точного отношения.
440
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
Применение колодочно-ременных ва-
риаторов часто ограничивается их боль-
шими габаритами.
Вариаторы со специальными широ-
кими ремнями имеют диапазон регули-
рования примерно до 12 (преимущест-
венно до 6) и по выполнению аналогич-
ны колодочно-ременным, но допускают
более высокие числа оборотов. Для уве-
личения гибкости ремень снабжается
выемками на внутренней поверхности.
Вариаторы с клиновыми нормальными
ремнями при одноступенчатой передаче
и сплошных конусах допускают регули-
рование в очень небольшом диапазоне,
порядка 1,5; поэтому их применение
ограничено. Повышение диапазона регу-
лирования достигается применением ко-
нусов с прорезями, позволяющими кону-
сам входить друг в друга (фиг. 2, ф);
однако наличие этих прорезей увеличи-
вает износ ремней, что ограничивает при-
менение таких вариаторов мощностью
примерно ло 4 квт.
Цепные вариаторы (фнг. 4) имеют
Фиг. 4. Цепной мриатор (ПИВ).
Вариатор с раздвижными конусами на
Фиг. в.
млу электродвигателя и цилиндрическим шкивом
на целомом валу,
широкое применение в машиностроении.
Вариаторы с желобчатыми конусами
и цепью с выдвижными пластинками
лишь частично являются фрикционными,
а частично передают момент вследствие
зацепления пластинок цепи с зубьями
на конусах. При разных положениях
цепи на шкивах (в соответствии с тем,
что шаг зубьев на конусах пропорцио-
нален радиусу) зубья цепи образуются
разным числом пластин благодаря про-
тивоположному расположению зубьев
и впадин на двух конусах, сидящих
на одном валу. Число зубьев на каждом
конусе обычно 60, угол конусности —
около 150°. Наибольший диапазон регу-
лирования— около 7, мощность — до
30 квт. Цепные вариаторы применяются
при средних числах оборотов; обычно
приводной вал имеет 600—750 об/мин.
Скорость цепи 5—9 м/сек. Эти вариа-
торы могут передавать значительнее
моменты, но сложны в изготовлении.
К. п. д. при полной мощности равен
0,85—0,95 в зависимости от передаточ-
ного отношения.
Цепные фрикционные вариаторы с ро-
ликами (см. фиг. 2, у) имеют более высо-
кий к. п. д„ чем другие колодочные вари-
аторы, и несколько лучшее сцепление
вследствие закатывания роликов. Наи-
больший диапазон регулирования 10.
Вариаторы с раздвижными конусами
на валу электродвигателя и цилин-
дрическим шкивом на ведомом валу
(фнг. 2, ж; фиг. 5 и 6) Промежу-
точным звеном обычно служит
специальный
широкий ре-
мень, но при
Фиг. 5. Раздвижной шкив клннореыем-
него вариатора.
КОНСТРУКЦИИ ФРИКЦИОННЫХ ПЕРЕДАЧ И ВАРИАТОРОВ
441
невысоких числах оборотов применяется
также лента с колодками. Раздвижные
конусы размещаются на нормальном
конце вала электродвигателя. Регули-
рование производится перемещением
электродвигателя на салазках.
Шаровые вариаторы простые
Вариаторы по схемам фиг. 2, ц — ш
имеют небольшое распространение.
Вариатор по фиг. 2, ц применяется
для быстроходных сверлильных стан-
ков; конус насаживается на шпиндель,
а диск со сферической рабочей поверх-
ностью — на вал электродвигателя; при
регулировании последний поворачивают
(винтом), причем происходит обкатыва-
ние диска по конусу. Передача по
фиг. 2, ч применяется в планиметрах.
Грибовидный фрикцион (фнг. 2, ш)
применяется, подобно лобовой пере-
даче, в приборах.
Шаровой вариатор с регулирова-
нием скорости изменением наклона гео-
метрических осей вращения шаров.
Шаровой вариатор (фиг. 2, щ, фиг. 7
н табл. 1) имеет тела качения в виде
двух соосно расположенных конусных
чашек и четырех шариков. Наклон
геометрических осей вращении шариков
с целью изменения скорости произво-
дится наклоном осей направляющих
роликов, встроенных в червячные ко-
леса. Последние согласованно повора-
чиваются центрально расположенным
червяком, управляемым через отверстие
в ведомом валу. Давление между рабо-
чими поверхностями достигается благо-
даря передаче крутящего момента через
нажимные устройства в виде шайб
с канавками переменной глубины и
шариков.
Таблица I
Размеры шаровых аарматороа в мм
Вариатор выполняется для небольших
мощностей; схема этого вариатора лает
кинематически неограниченный диапа-
зон регулирования и реверс. Однако
из-за потерь на трение и износ рабочих
поверхностей обычно ограничиваются
диапазоном регулирования 10—12 и не
допускают реверсирования иа ходу.
Основное достоинство — простота тел
качения, недостаток — неблагоприят-
ные условия геометрического скольже-
ния при значительной редукции, что
приводит к понижению к. п. д.
Вариаторы торовые с регулированием
скорости изменением наклона роликов.
Вариаторы этого типа (см. фиг. 2, ю — я)
достаточно компактны и при соответ-
ствующем выборе параметров (фиг. 2, я)
работают в благоприятных условиях
скольжения на площадке касания.
Вариатор ЦНИИТМАШ (см. фиг. 2, я,
фиг. 8, табл. 2 и 3) характеризуется
малой разностью скоростей на пло-
щадке касания, так как вершина конуса,
проведенного касательно к пояску каса-
ния на ролике, незначительно отходит
от оси привода. Последнее условие
принимается для выбора геометрических
соотношений в вариаторах. В приводе
осуществляется прижатие обоих фрик-
ционных дисков к роликам независи-
мыми клиновыми нажимными устрой-
ствами. Это уменьшает проскальзыва-
ние как при пуске, так и при толчках,
воспринимаемых вариатором от приво-
димой машины; при этом создается бла-
гоприятный закон изменения усилий
прижатия вместе с изменением наклона
ролика. Материалы тел качения — зака-
ленная сталь по закаленной стали или
сталь по текстолиту (текстолитовыми
выполняются ролики). Вариатор допу-
скает работу без масла. Диапазон регу-
лирования — до 6—8.
В новом выполнении предусматри-
ваются дополнительные мероприятия
для повышения эксплуатационной на-
дежности (переход на роликовые под-
шипники чашек и др.).
Торовый вариатор токарно-винторез-
ного станка модели 1620 завода «Крас-
ный пролетарий» имени А. И. Ефремова
(фиг. 10) отличается рядом удачных
конструктивных решений узлов. Чашки
вариатора вращаются в собственных
цилиндрических роликоподшипниках,
исключающих опасность заедания и
повышенного трения в направляющих
скольжения. Рамка выполнена с надеж-
ным узким направлением. Ролики пово-
рачиваются на простых по конфигура-
ции осях, установленных в подшипни-
ках качения. Попадание смазки на тела
44?
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
Фиг. в. Тороаы* вариатор ЦНИИТМАШ.
КОНСТРУКЦИИ ФРИКЦИОННЫХ ПЕРЕДАЧ И ВАРИАТОРОВ
443
Таблица 2
Размеры вариаторов системы ЦНИИТМАШ
(см. фнг. 9)
Марке Защищенное выполнение Закрытое выполне- ние А В С D £ О J К
Л. — 960 общи» Я. — 1460 обЩии
N в кет кратпо- врем. Я об/мин N п квт кратко- нрем. Я об/мин л. -960 или 1460 общин; N в кет Размеры в мм
2-ТУ-6 ЗМ-4-С ЗМ-4-Т 3-Т-4М 6М-С-4С 1-2 11-16 5,5-7 4.5-7 100 385- 2400 | 480-1920 1,5-2,4 16 7 100 575-3600 720-288;! 8 4 260 420 420 4-Ю 760 165 260 260 220 520 эоо 410 410 450 707 112 160 160 170 280 зяа ЗЮ 280 665 210 ЭОО ЭОО 29Э 5W 180 270 270 260 510 200 200 140 400 200 200 110 -too
Примечания:!. Буквы п обозначении марки означают: С — выполнение со стальными
роликами, Т — с текстолнтопымч.
2. Если указаны два значения мощности. то меньшая мощность соответствует минимальному
числу оборотов и минуту выходного вала.
Ж Длительные мощности составляют «0—5<ЭТ„ указанных в таблице.
Фит. 9. Нормальные вариаторы ЦНИИТМАШ (к табл. 2).
Таблица 3
Рекомендуемые соотношения размеров
тел качения в вариаторах ЦНИИТМАШ
Ь'шм “ в 125
качения исключено применением лаби-
ринтных уплотнений и консталина в ка-
честве смазки.
Из существующих типов фрикцион-
ных вариаторов с жесткими телами ка-
чения основные перспективы примене-
ния имеют: а) для малых мощностей—
шаровые вариаторы с регулированием
скорости наклоном геометрических осей
вращения шаров; б) для средних мощ-
ностей — торовые вариаторы с регули-
рованием скорости наклоном роликов
(по схеме ЦНИИТМАШ конструкции
завода .Красный пролетарий*).
В случае отсутствия жестких требо-
ваний к габаритам целесообразно при-
менять вариаторы с раздвижными шки
вами и широким клиновым ремнем.
444
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
РАСЧЕТ ФРИКЦИОННЫХ ПЕРЕДАЧ И ВАРИАТОРОВ
445
по фнг. 11, д, е (выполнение симме-
тричное)
I Pit . . ftminC .
’ «• *mm “ ₽ ’
П ''max
I ____Рт»У •
‘max “ ~Б~~~ ’
''mln
по фиг. 11, ж
, _ Pi _ COS (3 — а) С
“ Pz " COS (3 -t- a) ’
где ? — угол уклона конусной поверх-
ности чашек; по фиг. 11, з
[Ло—₽icos(p —g)| С
Ло — /?i cos ({1-Ь а) *
Здесь С — коэффициент, учитывающий
проскальзывание, изменяющийся обыч-
но от 0,995 для совершенно сухих пере-
дач и вариаторов до 0,95 для масляных
вариаторов при значительных переда-
точных отношениях.
Отношение наибольшего к наимень-
шему рабочих радиусов для получе-
ния требуемого диапазона регулиро-
вания Д для вариаторов простых по
фиг. 11, а, г:
^тах в птю — д
min Лтт
сдвоенных по фиг. 11, д—з
Лщ1п
Уд.
Потребная сила прижатия тел качения
друг к другу и потребное натяжение
ветвей ремня
Потребная сила прижатия Q, необ-
ходимая для передачи окружной силы Р
в Передачах с жесткими телами качения,
Здесь и ниже f — коэффициент тре-
ния на рабочих поверхностях; с —
запас сцепления, принимаемый в сило-
вых передачах равным 1,25—1,5, а
в передачах приборов — до 3.
Значения коэффициентов трення
во фрикционных передачах
Сталь по стали со смазкой . . 0,01—0.05
... или по чугуну
всухую.................. 0,15—0,20
Сталь по текстолиту • или фи-
бре всухую................ 0,2—0,25
Сталь или чугун по коже
всухую.................... 0.2—0,35
Сталь по асбесту всухую . . . 0,3—0.35
Сталь или чугун по резине
всухую . ................. 0,35—0,45
Сила натяжения ведущей Pt и ведо-
мой Р2 ветви в колодочно-ременных,
ролико-цепных и аналогичных передачах
Рх
Г cos (0,5т ~ У) 1 п
[cos (0,5т + у) J
cos (0.5т — <г) I .
cos (0,5т + У) J
[cos (0.5т ~ У) |" .
[cos (ОЛт + у)]
где 1 — угол между двумя смежными
колодками или роликами; у — приве-
денный угол трения на рабочих поверх-
ностях, равный у° = 57,3 для ко-
нусных передач с углом конусности ра-
бочих тел 2g; п — наименьшее число
колодок, одновременно соприкасающих-
ся с одной парой конусов.
Нормальная сила между наиболее
нагруженной колодкой или роликом
и конусом
n, p!g|nT
2 cos (0,5у—у) cos а
Расчет поверхностных слоев тел качения
Проверка поверхностных слоев тел
качения производится по контактным
напряжениям на площадке касания.
Расчетные контактные напряжения при
начальном касании по линии (тела каче-
ния-цилиндры, конусы, тела враще-
* Опыты И. Ф. Тележиикоеа (ЦНИИТМАШ)
по коэффициенту трения пэры текстолит ПТ —
сталь в торовом вариаторе ЦНИИТМАШ пока-
зали, что стальная чашка быстро покрывается
тончайшим слоен смолы, и это увеличивает коэф-
фициент трения при нормальиоА температуре ва-
риатора более чем в 2 раза. Возможность такого
рехкого повышения расчетного коэффициента тре-
ния, естественно, требует достаточно широкой
вксплуатацнониой проверки, однако опыты уже
сейчас указывают иа дополнительные возможности
вариаторов с телами качения текстолит — сталь.
446
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
ния с образующими по форме дуг
окружностей одного радиуса)
р — 0,415 иГ)см'.
Расчетные контактные напряжения
при начальном касании в точке (оба
или одно из тел качения отличны
от указанных выше)
\/ Q£‘ г, ,
р _ т у —j- кГ)см\
F р*
Здесь Q — сила сжатия рассчиты-
ваемых тел в кГ\ Е — модуль упру-
гости материала в кПсм*-, в случае,
если тела качения изготовлены из
различных материалов,
Г1_ 2£1£з .
b Ei + Ei’
----эффективная кривизна в см~1
Р
(см. табл. 4 и 5); b — длина кон-
такта в см\ т — коэффициент (фиг. 12);
Таблица 4
Приведенные кривизны рабочих
поверхностей во фрикционных
передачах
(площадка касания — полоска или круг)
Схема передач Прине деииая кри- визна 1 Р
С начальным касанием по линии С началь- ным каса- нием в точке
* ЗЦ- гмГД Ш И*' 1 . 1 Л +Й
Фиг. 12. График для определениякоаффициеита
т (значение см. в табл, в).
для тел качения, ограниченных сфе-
рическими поверхностями или пло-
скостью, т = 0,388.
При необходимости получения гео-
метрических размеров передачи из рас-
чета предыдущие зависимости преобра-
зуются к виду формул для приведенного
радиуса кривизны р или диаметра од-
ного из тел качения, причем потребная
сила прижатия Q выражается через
крутящий момент.
Для лобовой передачи с начальным
касанием ло линии диаметр ролика мо-
жет быть определен по формуле
0,8361 / сЕМк
1р1 V fb
см.
Фат. 13. Расчетная схема
для определения коорди-
наты сечения, в котором
имеет место чистое ка-
чение.
Здесь дополнительно Мк — крутя-
щий момент на ро-
лике в кГсм\ f —
коэффициент тре-
ния; с—запас сце-
пления; [р ] — до-
пустимое кон-
тактное напряже-
ние в кГ/см*.
Для конусных
передач с парал-
лельными осями
при начальном
касании по ли-
нии минимальный
диаметр ведущего
конуса (фиг. 13)
может быть определен по формуле
п 0,836-/"сЕ cos «(1 ± 1иЛ) Л1к
-------Ть--------см.
Здесь дополнительно Мк — момент на
ведущем конусе; а — угол уклона ко-
РАСЧЕТ ФРИКЦИОННЫХ ПЕРЕДАЧ И ВАРИАТОРОВ
447
Таблица 5
Приведенные расчетные кривизны и отношения кривизн рабочих поверхносте*
во фрикционных передач»*
(площадка касания — вллнпс)
Схемы передач Соотношение межлу кривизны ми Расчетах» прн- нелениая кривизна Отношение л В
Л. 1 1 г _L + JL R. R, 1 г R, г *. <?, г ₽. 1 г
.Л ’ L г * К, R, 11 1 г > R, R, 1 г 1 1 Mi ~ R, 1 г
4 5х' । । -I* -к
1 г
^-7 г <R\ Л + R, *\1 _! I L г + R,
’М/
+ + “Й -jo? v -Ice л -|£ -|сс + -|оё + 1 । ~|ч -1' _1_ _1_ г ~ R, ~k + -k 1 1 г ~ R,
> . 1 ^Г + “₽Г 1 J. 1 7Г + ~/?Г
1 I г ~ R.
нуса; /од — передаточное отношение,
определяемое как отношение радиусов
тел качения без учета скольжения (для
сдвоенных передач 1иц — передаточное
отношение в одной паре). Знак плюс
относится к внешнему зацеплению, знак
минус — к внутреннему.
Размеры тел качения торовых вариа-
торов могут быть определены из общей
формулы для контактного напряжения
с использованием соотношений по
табл. 3. Практически в связи с норма-
лизацией размеров вариаторов это тре-
буется очень редко.
В случае начального касания в точке
для определения коэффициента т сле-
дует предварительно все радиусы кри-
визны выразить через один, например
через радиус элемента с постоянным
пояском контакта, т. е. ролика. Затем
определяются диаметры тел качения.
В применении к отдельным типовым
схемам приведенные выше формулы
легко могут быть преобразованы к виду
для непосредственного определения ра-
диуса ролика, межосевого или конус-
ного расстояния.
Допускаемые контактные напряже-
ния могут приниматься равными дли-
тельным пределам поверхностной уста-
лости. Для закаленных до высокой твер-
дости сталей с Rc > 60 можно прн-
448
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
пиматьпри начальном касании по линии
на основе опыта проектирования пере-
дач ЦНИИТМАШ [р 1=6000 кПсм* *.
Для текстолита допускаемые контакт-
ные напряжения в значительной сте-
пени определяются опасностью разру-
шения, связанного с теплообразованием
и повышением температуры в зоне кон-
такта. В применении к торовым вариа-
торам. по опытам Г. А. Ревкова (ЦНИИТ-
МАШ), допускаемое среднее контактное
напряжение на ролике, равное полу-
сумме напряжений в контакте с ведущей
и ведомой чашкой, может быть опре-
делено по следующей зависимости:
, , , 2000 .
IPepl -Ро + — кПсм»,
где. v в м/сек— окружная скорость на
ролике (в пределах 5—16 м/сек); р0 —
условное напряжение, изменяющееся
с увеличением диаметра ролика от
350 кГ/см1 при диаметре ролика 145 мм
до 260 кГ/см* при диаметре ролика
400 мм.
Для простых фрикционных вариато-
ров с текстолитовым роликом, контакти-
рующим только с одним телом качения,
можно использовать те же экспери-
ментальные данные, но подставлять
в формулу для |р ] соответственно мень-
шие значения скорости.
При начальном касании в точке допу-
скаемые значения 1р ] как для металли-
ческих, так и для неметаллических
сжимаемых тел можно принимать не-
сколько более высокими.
Для закаленных до высокой твердо-
сти стальных тел качения, работающих
в масле, с начальным касанием в течке
в применении к шаровым вариаторам
[р| « 30 000 кГ)СМ*.
Уточненный расчет для металлических
тел качения, учитывающий перемен-
ность режима работы и срок службы,
производится по приведенной нагрузке,
определяемой с помощью коэффициентов
долговечности [5], [7|.
Потери во фрикционных передачах
и коэффициент полезного действия
Потери во фрикционных передачах
складываются из потерь: 1) на тре-
ние качения; 2) от проскальзывания,
обусловленного масляной пленкой на
рабочих поверхностях, толчкообразным
характером нагрузки и т. д.; 3) от сколь-
жения вследствие неодинакового изме-
нения скоростей на телах качения по
длине площадки касания; 4) в подшип-
никах. Наиболее характерными для
желобчатых передач и лля вариаторов
являются потери, связанные с неоди-
наковым изменением скорости по длине
площадки касания.
При несовпадении вершин соприка-
сающихся конических поверхностей *
качение без проскальзывания может
иметь место только в одном сечении
по длине контакта; во всех осталь-
ных сечениях имеет место проскаль-
зывание.
Координата Д сечения, в котором
происходит качение и которое опреде-
ляет передаточное отношение, находится
из условия равновесия одного из тел.
Для передач с начальным касанием по
линии (фиг. 13) при условии, что длина
контакта мала по сравнению с длиной
образующей конуса,
. р ь
* • 07Т '
где Р — окружная сила в кГ (считается
приложенной по середине длины кон-
такта); b — длина контакта в см.
Координата Д отсчитывается от сере-
дины контакта к вершине ведущего
конуса ’ (фиг. 13). При постоянной
силе нажатия величина Д растет вместе
с увеличением передаваемого момента
и вследствие этого уменьшается переда-
точное отношение передачи. Предель-
ным является случай, когда запас сцеп-
ления равен единице, т. е. Р ™ Q-/;
тогда Д «а 0.5Д. Это обстоятельство под-
черкивает еще одно преимущество само-
затягивающихся передач, в которых
сила нажатия увеличивается вместе
с увеличением передаваемого момента,
в результате чего передаточное отно;
шение меняется вместе с изменением
нагрузки в значительно меньших пре-
делах.
Потери на трение для предельного
случая, когда запас сцепления равен
b
единице и А = у,
fQb («ц Sin я; 4- a^Xlnag)
15000
’ Для тел с криволинейными образующими—
конусов. касательных к пояскам контакта.
* В общем случае — в сторону, соответствую-
щую уменьшению передаточного отношения.
РАСЧЕТ ФРИКЦИОННЫХ ПЕРЕДАЧ И ВАРИАТОРОВ
449
Знак плюс соответствует случаю,
когда вершины конусов тел качения
расположены по разные стороны, а
знак минус — когда они расположены
по одну сторону от площадки касания.
К. п. д. простых фрикционных передач
с параллельными осями и с начальным
(касанием по линии может быть прибли-
женно подсчитан по следующей фор-
муле:
-*-£(• + £) (£+£)•
Здесь D, и Dj — диаметры ведущего
и ведомого тел качения; dl и dt — диа-
метры шеек ведущего и ведомого валов;
Л| и Л} — числа оборотов ведущего
и ведомого тел качения в минуту;
к — коэффициент трения качения в см;
f—коэффициент трения скольжения
на рабочих поверхностях; — коэффи-
циент трения в подшипниках, отнесен-
ный к наружной поверхности шеек;
ф — коэффициент проскальзывания;
Ь — длина контакта; а — угол наклона
площадки касания к оси вращения.
Знак плюс в этой формуле — при
наружном касании, знак минус — при
внутреннем.
Трение в подпятниках в формуле
не учитывается.
Тепловой расчет для фрикционных
передач и вариаторов, работающих
в масле в закрытых корпусах, может
производиться по общему тепловому
балансу.
Для сухих передач может оказаться
опасным местный нагрев отдельных тел
качения, например текстолитовых ро-
ликов (8|.
с раздвижными конусами под Q надо
понимать равнодействующие от каждой
пары конусов.
Предельным является случай передачи
вращения, когда направление действия
сил Q (фиг. 14) касательно к трем кру-
гам трения для работающих в данное
время сечений pj и тел качения и
кольца г (т. е. к кругам с радиусами
/Р1. /рг и fr, где f для передач с раз-
движными конусами — приведенный
Фиг. 14. Рьсчетна» схема передачи
с жестким кольцом.
коэффициент трения, т. е. коэффициент
трения, увеличенный в cQS - раз). Это
условие может служить расчетным для
определения наибольшего зазора (или
минимального натяга) между кольцом
и телами качения, при котором передача
может работать.
Если при определении радиусов кру-
гов трения пользоваться значениями
коэффициентов трения, уменьшенными
против истинных в отношении запаса
сцепления, то это же условие может
быть использовано для определения
наивыгоднейшего зазора.
Наивыгоднейший начальный зазор
Расчет механизмов самозатягивания
Передачи со стальным кольцом. Пере-
дачи должны быть спроектированы и
отрегулированы так, чтобы кольцо са-
мозатягивалось и создавало требуемую
величину нормального нажатия.
Из условия равновесия кольца сле-
дует, что силы Q, с которыми ведущие
и ведомые тела качения действуют на
кольцо, должны быть равны и направ-
лены по одной прямой *. Для передач
‘ Предполагается, что вес кольца мял по
сравнению с леАствуюшими иа кольцо внешними
силами.
29 Том 4 769
где I — расстояние между осями; р1(
р2 — рабочие радиусы тел качения;
г — рабочий радиус поверхности кольца;
PR3
0,149 — приращение диаметра коль-
ца под действием сил; R — радиус
окружности по центру тяжести сечения
кольца; J — момент инерции сечения
кольца; Е — модуль упругости мате-
риала кольца.
Установка с зазором возможна толь-
ко при горизонтальном расположении
450
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
передачи, когда направление вращения
обеспечивает прижатие кольца вниз или
когда имеется подвижной ролик и пуск
производится не под нагрузкой, а раз-
гоняемые массы невелики.
Начальный зазор определяют, прини-
мая за расчетный случай работу С пре-
дельным передаточным отношением на
понижение.
Прн других передаточных отноше-
ниях будет иметь место излишний за-
пас сцепления.
Величина силы нажатия в случае
установки кольца без зазора или с про-
извольным зазором (или натягом) может
Р
быть проверена по соотношению Q = у ।
где под / следует понимать уже не дей-
ствительный коэффициент трения, а ве-
личину, определенную из выражения
для 80.
Вариаторы с клиновым механизмом
самозатягнвання. Для схемы по фиг. 15
сила, нормальная к рабочей поверхности
Фиг. 15. Расчетные схемы механизмов самозатя-
гмвания передач с наклоняющимися роликами.
ролика, определяется из условия равно-
весия соответствующей чашки:
0 соз (?-«)] ctgy
rein (ft —а) *
где /?! — радиус образующей чашки,
Р — угол ролика.
Условие работы передачи:
Р_ _ г sin (ft — a)tgy
Q Ro — /?i cos (ft — «) 1 ’
p
В этом варианте отношение -ц колеб-
лется в меньших пределах, чем в пре-
дыдущем.
ПЛАНЕТАРНЫЕ ФРИКЦИОННЫЕ
ВАРИАТОРЫ
Планетарные фрикционные вариаторы
обычно применяются при необходимости
большого понижения угловой скорости,
большого диапазона регулирования и
реверсирования ведомого вала. Плане-
тарные фрикционные вариаторы можно
разделить на простые, в которых плане-
тарный механизм полностью или частич-
но составляется из фрикционных пере-
дач, и замкнутые, а которых фрикцион-
ная передача соединяет между собой два
звена шестеренной планетарной пере-
дачи с двумя степенями свободы. Таким
образом, в замкнутой планетарной пере-
даче в отличие от простой отсутствует
фнг. 15. ПлаАстарио-фрикцнониый «арматор.
ПЛАНЕТАРНЫЕ ФРИКЦИОННЫЕ ВАРИАТОРЫ
451
Таблица в
Схемы и формулы лля передаточных отношений замкнутых
планстарио-фрнкцноиных вариатором
Примечание. В формулах лля передаточных отношений еариатороа с мухоаюй фрик-
ционной передачей (1-я и 2-я строки таблицы) верхние знаки соотаетстяуют выполнению зубчатых
передач xj, без паразитных колес, кек показано аа схемах, а нижние знаки — выполнению
с паразитными колесами.
Обозначения: х„ ъ, X., х' — числа зубьев, i.pp — абсолютное значение передаточного
отношения фрикционной передачи.
тельно невысокого к. п. д., а также
сильного падения предельной переда-
ваемой мощности с уменьшением чисел
оборотов. При очень малых числах
оборотов в минуту на выходе планетар-
но-фрикционные вариаторы не допу-
скают получения точных передаточных
отношений вследствие весьма значитель-
ного влияния скольжения фрикционных
передач.
Простые планетарные вариаторы
Конусный планетарный вариатор с ре-
гулированием посредством осевого пере-
мещения кольца (фиг. 16) кинематически
Зб) н
представляет собой планетарный меха-
низм с двумя внутренними зацеплениями
и приводом через водило. Вариаторы
практически выполняются реверсивны-
ми с плавным переходом через нуль
(например, с предельными передаточ-
ными отношениями — и +
нереверсивными мощностью до 12 кет.
Регулирование чисел оборотов проис-
ходит при предельном моменте, который
близок к постоянному.
Эти вариаторы отличаются компакт-
ностью и достаточно высоким к. п. д.
(0,9 при числе оборотов на выходе, рав-
ном л—., и около 0,55 при л = 0.1 лт„).
29*
452
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
Замкнутые планетарные фрикционные
вариаторы
Встраиванием фрикционного вариа-
тора в планетарную передачу с двумя
степенями свободы легко достигается
сильное увеличение диапазона регулиро-
вания чисел оборотов, при необходи-
мости — с переходом через нуль и
реверсированием.
Обычно применяются планетарные пе-
редачи:
1) с коническими шестернями;
2) с цилиндрическими шестернями,
входящими в одно наружное и одно
внутреннее зацепление.
Применяемые схемы планетарных
фрикционных вариаторов и формулы
для передаточных отношений приве-
дены в табл. 6.
ЛИТЕРАТУРА И ИСТОЧНИКИ
I. А ч е р к в и Н. С.. Определение основных
параметров механизмов ступенчатого регулиро-
вания, связанных с бесступенчатым редуктором,
.Труды Московского станкоииструментального ин-
ститута-, т. II, 1938.
2. К о ж е в н н к о в С. Н-. Работа фрикци-
онной передачи с регулируемым числом оборотов,
Оргаииформация. II, 1934.
3. Перелаян в машиностроении, Машгиз, 1951.
1. Передачи в машиностроении, изд. АН СССР,
1953.
5. Детали машин, под ред. Н. С. Ачеркака,
ки. I, Фрикционные передачи и вариаторы,
Машгнз, 1953.
в. Решетов Д. Н., Бесступенчатые фрихпи-
онные передачи, .Станки и инструмент- .4 11—12,
7. Энциклопедический справочник .Машино-
строение-, т. 11, Фрикционные передачи и вариа-
торы, Машгиз. 1948.
8. Светозарен В. А.. Фрикционные
трансформаторы, в сборнике .Исследования пере-
даточных механизмов", .ЦНИИТМАШ-, ки, а,
Машгнз. >947.
ГЛАВА XI
РЕМЕННЫЕ ПЕРЕДАЧИ
ВВЕДЕНИЕ
Общие сведения и области
применения
Обыкновенные ременные передачи
(фиг. 1) осуществляются при помощи
двух закрепленных на валах шкивов и
надетого на эти шкивы с натяжением
одного плоского (фиг. 2, а) либо одного
или нескольких клиновых (фиг. 2, б)
ремней.Первая передача называется пло-
скоременной, вторая — клиноременной.
Сравнительно с зубчатой ременная
передача имеет ряд преимуществ и не-
достатков.
Преимущества; I) возможность пере-
крывать значительные расстояния; 2) эла-
стичность привода, смягчающая колеба-
ння нагрузки и предохраняющая от зна-
чительных перегрузок (за счет проскаль-
зывания); 3) плавность хода и бесшум-
ность работы; 4) меньшая начальная
стоимость; 5) сравнительная прострта
ухода и обслуживания.
Недостатки: 1) меньшая компактность,
особенно на больших мощностях; 2) не-
которое непостоянство передаточного
числа (из-за скольжения ремня на шки-
вах); 3) большое давление на валы и
опоры; 4) несколько более низкий к. п. д.;
5) неприменимость ввиду электризации
ремней во взрывоопасных помещениях.
Ременные передачи находят'примене-
ние от малых мощностей (десятые доли
л. с.) до самых крупных — порядка
2000 л. с. Наиболее распространены
эти передачи при мощностях от 1 до
50 л. с., реже до 100 л. с. и лишь в от-
дельных случаях до ~300 л. с.
Обыкновенные плоско- и клиноремев-
ные передачи работают при скоростях
°)
6)
Фиг. г. Профиль перелай: а — плоскоре-
менной: б — клпноременной.
о = 5 ч- 25 м/сек. в редких случаях до
Lmax — 30 При ЭТОМ ЧИСЛО оборо-
тов более быстро вращающегося вала
обычно бывает пт1х < 1500 об/мин и
во всяком случае не превышает
3000 об/мия.
Нерациональны из-за громоздких раз-
меров ременные передачи на малых ско-
ростях (о = 1ч-5 м/сек).
В быстроходных плоскоременных пе-
редачах скорость достигает цт„ = 50-г-
60 м/сек, а в свепхбыстроходных
игоах = 75 и даже 100 м/сек. В по-
следних передачах число оборотов более
быстро вращающегося вала достигает
лгоах = 20 000 в минуту, а в отдельных
случаях и больше.
Области применения ременных пере-
дач разных видов (см. табл. 1 и 4) по
передаточным числам /: открытых —
or-g- ДО 5; перекрестных — от -g- до 6; •
1
полу перекрестных—от у до 3; с на-
правляющими и нажимными роликами—
1
от ст до 4; с натяжным или самонатяж-
4
ным валами — от -g- до 8; с натяжным
I
роликом — ОТ JQ до 10.
454
РЕМЕННЫЕ ПЕРЕДАЧИ
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ
455
Таблица 1
Классификация ременных передач
Перелечи (при- воды) Простые Натяжные Самонатяжные
С фиксированными тля- ми шкивов и осями ро- ликов и с редким (ели* эолнчесжим) подтяги- ванием (перешивкой) ремия С натяжными валом шкива нли осмо ролика, т. е. с периодическим (систематическим) под- тягиванием ремнм С плавающими валом шкива или осью ро- лика, т. е. с непрерыв- ным (автоматическим) подтягиванием ремня
Без роликов (двух- шкивные) 1 — сопя! 1- ver 1« var
Открытая (фиг. .3) Перекрести!» (фиг. 4) Полуперекрестная (фиг. 5) С передвижным валом (фиг. 8) С поворотным валом (фиг. 9) С оттяжным валом (фнг. 10) С качающимся валом (фиг. 11)
С роликами (трех-, четырехшк яв- ные) 1 = const 1» const 1 — const
Угловая с направляющим роликом (фиг. 6) Угловая с направляющими роликами (фиг. 7) Нормальная с нажимным роликом (фиг. 12) Нормальные с нажимным и направляющим роли- ками (фиг. 13—15) С натяжным роликом (фиг. 16)
Примечание. На фиг. 3—16 / — ВЩ (ведущий) шкив; 2—ВМ (ведомый) шкив;
3—ВЩ ветвь ремня; 4 — ВЫ ветвь ремня; { — направляющий ролик; б — нажимной ролик;
7—натяжной ролик.
Разновидности ременных передач
Классификация ременных передач по
способам натяжения ремней и приме-
нению роликов дана в табл. I (см.
фиг. 3—16).
Чаще всего ременные передачи имеют
параллельные валы и одинаковое на-
правление вращения шкивов. Только
полуперекрестная и угловые передачи
имеют скрещивающиеся в пространстве
(фиг. 5—6) или пересекающиеся (фнг. 7)
(обычно под прямым углом) оси; для
обратного направления вращения ведо-
мого шкива служат передачи перекрест-
ная (фиг. 4) и с нажимным и направ-
ляющим роликами (по фиг. 14 и 15).
Нереверсивными являются передачи
полуперекрестная (фиг. 5) и с натяжным
(фиг. 16) роликом. Все остальные типы
ременных передач обладают свойствами
реверсивности, если допускать в пере-
дачах с направляющими и нажимными
роликами (фнг. 6, 7 и 12—15) изменение
давления на оси роликов то от ведомой,
то от ведущей ветвей ремня.
Передачи перекрестная (фиг. 4), полу-
перекрестная (фиг. 5) и угловые (фиг. 6
и 7) имеют ограниченное применение;
они допускают скорости ремня лишь
до Огоах < 15 м/сек.
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ
Виды и конструкция ремней
В СССР производятся следующие
виды плоских приводных ремней: 1) ко-
жаные ремни одинарные и двойные из
ремневых чепраков растительного, хро-
морастительного и хромового дубления
(см. ГОСТ 1898-48 «Кожа техничес-
кая!); 2) прорезиненные ремни (по ГОСТ
101-54); 3) текстильные ремни.
Тканевые прорезиненные ремни изго-
товляются из нескольких слоев (прокла-
док) хлопчатобумажной ткани (бель-
тинга), связанных вулканизированной
резиной.
Они выпускаются трех типов:
А — нарезные, с резиновыми прослой-
ками между всеми прокладками и с
кромками, защищенными специальным
водоупорным составом;
Б — послойно завернутые, как с рези-
новыми прослойками между проклад-
ками, так и без них;
В—спирально завернутые, без рези-
новых прослоек между прокладками.
Стандартное число прокладок может
быть от 2 до 9.
Конечные ремни (по специальным
заказам) изготовляются: .,
По длине вм..... >8 >20 >30
, ширине мм... До 90 100—280 >330
456
РЕМЕННЫЕ ПЕРЕДАЧИ
Текстильные ремни
(обыкновенные) выпус-
каются следующих ви-
дов:
хлопчатобумажные
тканые ремни по ГОСТ
6982-54 изготовляют-
ся 4-, 6- и 8-слойными;
шерстяные тканые рем-
ни по ОСТ НКТП 3157
изготовляются 3-, 4- и
5-слойными.
Текстильные ремни
пропитываются специ-
альными составами.
Размеры ремней (обыкновенных)
Таблица 2
Стандартные ширины приводных ремней Ь в мм
Кожа-
ные
Прорези-
ненные
Тек-
стиль-
ные
Кожа-
ные
Прорези-
ненные
Тек-
стиль-
ные
Механические свойства
ремней
Стандартные значения
предела прочности при
растяжении приводных
ремней разных видов:
Вид ремней °вр
лкГ1см'
Кожаные
Растительного и хро-
морастнтсльвого дуб-
ления:
одинарный по цело-
му месту .... >250
одинарный посклей-
ке (фабричной) >220
двойной по целому
месту..............>200
Хромоного дубления:
одинарный по цело-
му месту ... >300
одинарный посклей-
ке (фабричной) . >250
двойной по целому
месту...............>250
Прорезиненные
Для одной проклалки
номинальной толщины
ремня (по основе):
из бельтинга ОПБ-5
и ОПБ-12 575
из уточной шнуро-
вой ткани........595
из бельтинга Б-820 440
Примечание. Допу-
скается снижение предела
прочности ввиду неолноврсмеи-
пости разрыва:
Для проре- При числе
виненных прокладок
ремней 3 4
Из бель-
тингов
всех марок На 10% На IS4/.
Из уточной
шнуровой
. ткани . 24»'. . 29»/.
Текстильные
Хлопчатобумажные
тканые . . . >350
Шерстяные тканые . . >300
Модуль упругости мо-
жет колебаться в преде-
лах £= | 000+3500 кГ!см\
20
26
30
35
40
45
S0
60
70
75
Я0
85
90
96
100
115
80
85
90
95
1С0
115
IE IE
150 150
20
25
30
4U
45
50
60
(65)
70
75
80
85
90
100
(115)
(120)
125
150
20
И
30
40
50
60
(65)
70
75
80
85
90
30
40
50
60
75
90
175
200
225
250
300
175
2W
225
230
300
(175)
200
225
250
300
200
250
300
200
250
300
175
200
ш
250
100 100
125 -
150 150
50
60
75
90
400
450
.500
(550)
600
700
мп
900
1000
1100
(1200)
375
400
425
450
500
375
4Г0
425
450
500
175
200
225
250
300
330
400
450
500
Примечание. В скобки взяты нерекомендуемые размеры.
Таблица 3
Стандартные толщины (и слойность) приводных ремней
Кожаные ОСТ НКЛП 5773/176 Прорезиненные (ГОСТ 101-54)
жг 7 1НМТПГО1 Ширина b В JLM Число про- кладок Ширина в j»jk типа А Т олшмка* В к* тип» А и Б (с про- слойками) Ширина в мм типа Б i ол тина* в мм типа Б и В (без прослоек) Ширина в мм типа В
Одинарные Из бельтинга Б-820
>3,0 >3,5 >4.0 >4.5 >3.0 >5.5 20-30 35—50 60-80 86-115 125-150 175-300 2 3 4 5 в 7 8 9 20-100 80-500 254-500 250-500 500 З.о 4.5 6,0 7,5 9,0 10,5 12,0 13,5 20-45 150-300 150-500 150—500 2.50—500 250—500 503 2,5 3,75 5.0 6,25 7,5 8,75 10.0 11,25 20-100 50-300 60- МО 80-МО 250—500 250 - 500 500
Двойные Из бельтинга ОПБ-5, ОПБ-12 и нз уточной шнуровой ткани
>7.6 >9.0 >9.5 100-115 125-150 175- 300 Толщин ь 3 4 5 6 7 В ремне (115)—500 400-500 (55О>—(121Ю) 800—(1200) 801)-(1200) 800—(1200) й даны без 6 8 10 12 14 16 обкладог г« ।
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ
457
Продолжение табл. Э
Текстильные
Хлопчатобумажные тканые (ГОСТ 6SH2-S4) Шерстяные тканые (ОСТ НКТП 3157)
Число слоев Толщина £ в мм Ширина b в мм Число слоев •> Толщина 2 D мм Ширина Ь в мм
4 4.5 30—100 3 б.о 50-90
6 6,5 30-175 4 9.0 100-175
8 8,5 SO-25O S 11,0 'ЛЮ - 500
Кожаные ремни шириной больше
300 мм, а также многослойные изгото-
вляются по особым техническим усло-
виям.
Ремни шириной больше 1200 мм (про-
резиненные) выполняются по специаль-
ным заказам потребителей.
Толщина прорезиненных ремней исчис-
ляется как произведение толщины одной
прокладки (с прослойкой или без нее)
на их число плюс толщина резиновых
обкладок, если последние имеются.
Стандартные толщины одной проклад-
ки (слоя) следующие:
С резино Без реанно-
Ремви выми про- вых про-
слойками слоек
Из бельтингов ОПБ-5,
ОПБ-Г2 и яз уточной
шнуровой ткани . . . 2,00 мм (1,75 лиг)
Из бельтинга Б-820 . . 1,50 . 1.2S .
Толщина одной резиновой прослойки
равна 0,25 мм, одной резиновой об-
кладки I и 1,5 мм.
Области применения ремней
разных видов
Выбор вида ремня для специальных
условий работы можно производить,
пользуясь указаниями сводной табл. 4
Чем больше скорость и чем меньше
диаметр шкива, тем тоньше и эластичнее
должен быть ремень.
При повышенных скоростях допу-
стимы лишь бесконечные (бесшовные)
тонкие ремни.
При повышенных мощностях употреб-
ляются прорезиненные ремни:
типа А—для относительно малых
D—in
шкивов (малых —~ ) и больших ско-
ростей (>20 м/сек);
типа Б —для тяжелых работ с пре-
рывистой нагрузкой и средних скоро-
стей (<20 м/секу,
типа В — для работ с относительно
небольшими нагрузками и малых ско-
ростей ;< 15 м/сек).
Приведенные в табл. 4
данные по натяжениям
условны: сравнительная
способность ремней раз-
личных видов сохранять
натяжение зависит от
качества ремня, от пред-
варительной его вытяж-
ки, характера нагрузки
и т. п.
В огнеопасных и
. взрывоопасных помеще-
ниях (например, при на-
личии мучной или угольной пыли,
бензина, воспламеняющихся паров или
газов) серьезные опасения вызывает
электризация ремней от трения о
шкивы во время работы.
Эффективным средством предотвраще-
ния этой опасности является покрытие
нерабочей и торцевых сторон ремня
электропроводной пленкой или металли-
зация поверхности; однако последняя
уменьшает прочность и долговечность
ремня.
Соединение концов ремней
Надежность работы и экономичность
ременной передачи зависят от качества
соединений концов ремней.
Наилучшими являются плоские беско-
нечные ремни фабричной выработки.
Они допускают максимальные ско-
рости
Плоские ремни, отрезаемые от кругов,
требуют соединения концов. Для этого
применяют три основных вида соедине-
ний: 0 склейку, 2) сшивку (сыромятную
и жильную) и 3) скрепку (жесткую и
шарнирную). Подробнее см. |1|.
Направление хода склеенных и сши-
тых внакладку ремней на шкивах не
должно быть против стыка. Склейка
и сыромятная сшивка требуют после-
дующей провальцовки ремня перед
пуском в работу.
Из различных металлических скрепок
для приводных ремней преимущество
должно отдаваться тем, которые при
одинаковой прочности дают минималь-
ное увеличение веса места соединения
и, следовательно, наименьшие динами-
ческие воздействия при набегании ремня
на шкивы во время работы.
Металлические соединители, захваты-
вающие концы ремня равномерно по всей
ширине, лучше тех, которые захваты-
вают ремень лишь в отдельных точках.
Шарнирные соединители лучше жест-
ких.
458
РЕМЕННЫЕ ПЕРЕДАЧИ
Таблица 4
Выбор праведного ремня зависимости от условий работы
Визы приводных ремней
Условия работы Кожаные Прорезиненные Хлопчатобумаж- ные тканые Шерстяные тканые
Передаваемые мощ- ности ') Малые, средние Малые, средние, крупные Малые, средине Малые, средние (крупные)
Удельная тяговая с по- Высокая Средняя Низкая
собиость ')
Наибольшие скоро- сти •) в м)сек 40 Типа А — .30, типа Б—20. типа В—15 20 30
При повышенных ско- Хромовые спецл- Малослойные спе- Особые бесконеч- Шелковые специ-
ростях ального изгото- вления ин ального изго- товления ные льняные тканые ального изгото- вления
Допускаемый диа- метр меньшего из шкивов *) Средний (растит, дубл.), малый (хром, дубл.) Средний Ма яыЛ
Резкие колебания рабочей нагрузки Весьма пригодны Не рекомендуются Допустимы Весьма пригодны
(удары) Допускаемые кратко- На 40—50°), Ня 20-30% На 30-40°), На 40-50°),
временные пере- грузки “)
Сохраняют начальное натяжение ’) Удовлетвори- тельно Хорошо Недостаточно удо- влетворительно Удовлетвори- тельно
Перекрестные пе- редачи, отводки, шкивы ступеича- Весьма пригодны (растит, дубле- ния) Пригодны (без об- кладок) Непригодны
тые нли с закра- инами (ребордами)
Допускаемая повы- шенная темпера- тура а °C До 80° (растит, и хромораст. дубл.) и ло 70° (хром, дубл.) Колебания ло 60е (без обкладок) Устойчивая ао 50° Колебания до 60°
Повышенная влаж- ность • Хорошо прожнро- ваниые, склеен- ные спец, водо- стойким клеем С двусторонней обкладкой Недопустимы Пригодны
Водяной пар Пригодны хромо- вого дубления Пригодны с об- кладками Непригодны •
Едкие пары, газы Непригодны Пригодны с дву- сторонней об- кладкой •
Кислоты Пригодны хромо- вого дубления Пригодны с об- кладками •
Щелочи То же Непригодны Пригодны Непригодны
Бензин - а Допустимы Пригодны
Пыль Пригодны (без обкладок) Не рекомендуются
•) По стандартному сортаменту размеров ремней (см.табл. 3). *) Подробнее см. стр. 462—463.
31 Имеются н виду обыкновенные ремни. ‘) Имеются в виду быстроходные ремии (см. стр. 472—
73). •) Более подробные данные см. ниже (табл. 8 и 9). *) Судя по соответствующим кривым
скольжения (см. стр. 462). Ъ Имеются в виду простые передачи с I" const.
а Важно, чтобы при скреплении любым
способом концы ремня были обрезаны
под прямым углом и точно пригнаны,
иначе возможен перекос.
Натяжение приводных ремней
Установление и поддержание правиль-
ного рабочего натяжения ремней обу-
словливает в первую очередь их нор-
мальную работоспособность.
Чрезмерно малое натяжение влечет
за собой недоиспользование — понижен-
ную тяговую способность ремня.
Увеличение натяжения выше рекомен-
дуемого в качестве меры повышения ра-
ботоспособности ремня допускать нельзя,
хотя тяговая способность последнего при
повышении натяжения будет до извест-
ного предела возрастать: это влечет за
собой понижение долговечности и уве-
личение давлений на валы и опоры
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ
459
(а следовательно, и рост потерь в послед-
них). Кроме того, повышенное натяже-
ние трудно поддерживать в производ-
ственных условиях.
Для плоских приводных ремней всех
видов можно рекомендовать рабочее на-
тяжение в пределах а0 = 16-5-20 кГ/см*
с некоторой дифференциацией для раз-
личных приводов (см. стр. 462).
Рабочее натяжение каждой ветви рем-
ня должно быть
So — »0-F — а0-Ь-Ь кГ,
где F = 6-8 — площадь поперечного се-
чения ремня в см*.
В момент постановки или подтягива-
ния ремню необходимо дать натяжение
о > а0.
Новым или долгое время не работав-
шим ремням (в простых передачах
с I = const) сообщают начальное натя-
жение в ~ 1,5 раза больше нормального,
т. е. а = 25 -г- 30 к[/см*, особенно если
они были плохо или совсем не были
предварительно вытянуты. (О предвари-
тельной вытяжке ремней см. 11J и [11]).
Работавшим ремням в простых пере-
дачах и новым в натяжных (см. табл. 1)
передачах сообщается натяжение лишь
на ~25% больше нормального, т. е.
а - 20 ч- 25 кГ/см*.
Приработанным ремням в самонатяж-
ных (см. табл. 1) передачах совсем не
дается запаса натяжения, т. е. прини-
мается а = <г0.
Прн конструировании натяжных
устройств следует иметь в виду, что
вытяжка ремней в процессе работы
может доходить до 5% их первоначаль-
ной длины.
Правильная постановка ременного хо-
зяйства и рациональное использование
ремней требуют и соответствующего
контроля натяжения в производствен-
ных условиях. (Подробнее см. (1J и (11 j.)
Быстроходные ремни
Для быстроходных передач (о >25*
*30 м/сек) применяются главным об-
разом бесконечные шитые хлопчатобу-
мажные ремни и тканые льняные. Эти
ремни не стандартизованы, на них име-
ются временные технические условия.
Бесконечные шитые (суровые) хлоп-
чатобумажные ремни по ТУ Главкорда
Миилегпрома 1952 г. вырабатываются
следующих размеров:
Ширина b ремней и мм . . От 20 до 135
Тодшииа 4 к мм ...... 2,2 2.5 3,3 3,8
Число слота ........ 4 в 8 10
Предел прочности ав > 275 кГ/см*.
Длина ремней £= 900 4-2000 мм.
Льняные тканые бесконечные привод-
ные ремни саржевого переплетения по
ТУ Миилегпрома 1949 г.: ширина Ь =
== 15-Г-55 мм; толщина 8 = 1,75 ±
±0,25 мм; длина L = 1470 -ь- 2000 мм.
Могут применяться на больших ско-
ростях специальные (тонкие) высшего
качества кожаные или одно-, двухслой-
ные прорезиненные, а также тканые
шелковые ремни.
Установлено, что. пропитка или про-
резинивание (даже кустарным способом)
V
Фиг. 17. Схематическое изображение шитых хлоп-
чатобумажных ремней из гринсбона (ЭНИИПП):
а — заготовка; б — сечения; а — сшивка.
повышает долговечность быстроходных
текстильных ремней.
Суровые ремниобладаютпониженными
сроками службы, исчисляемыми иногда
днями, и сильно вытягиваются во время
работы.
Для понижения напряжений изгиба
на шкивах ремни должны быть тонкими
н гибкими (с малым модулем упру-
гости).
Для уменьшения напряжений от цен-
тробежной силы при больших скоростях
и снижения динамических явлений при
набегании на шкивы ремни следует
выпускатьлегкими (снаименьшим удель-
ным весом) и по возможности бесшов-
ными (бесконечными).
Заслуживает внимания опыт одного из
отечественных научно-исследователь-
ских институтов, применившего для
сверхбыстроходных передач (о * до
110 м/сек) тонкие лакированные шитые
четырех- и шестислойные хлопчатобу-
мажные (из высшего сорта гринсбона)
приводные ремни собственной выделки,
с косым швом (фиг. 17). .Лакировка
увеличивает срок службы этих рем-
ней
Долговечность сверхбыстроходных
ремней составляет нередко лишь не-
сколько часов.
460
РЕМЕННЫЕ ПЕРЕДАЧИ
РАСЧЕТ ПЛОСКОРЕМЕННЫХ
ПЕРЕДАЧ
Основные зависимости
Геометрические соотношения. Угол
обхвата на малом шкиве (фиг. 18)
а“ о 180° — РЯНВ- 60°, (1)
где Dmax и £>Я|П — диаметры соответ-
ственно большого и малого шкива в м;
I — межцентровое расстояние в м.
Геометрическая длина ремня (без
учета натяга, провисания, соединения
концов)
“ 2/ + ~2 Фтах + ^min) +
I (Рщ«х Pmln)»
т 4/ • V)
откуда межцентровое расстояние
, _ Х+ /И^8Д* , (3)
где
X — L — kDcp,
г> Ртах + Рщ1п
ь'ср “ g
И
л _ Ртах — Pmln
д---------5 .
Эти формулы для открытой передачи
являются приближенными, но имеют
практически вполне достаточную степень
точности.
Кинематика и передаточное число.
Окружные скорости ведомого и веду-
щего шкивов связаны зависимостью
(фнг. 18)
иг = (1 — a) или Vi чз щ,
где * — коэффициент скольжения; при
нормальной рабочей нагрузке е о 0,01ч-
ч-0,02 (см. стр. 462), при холостом ходе
« = 0.
Аналогичная связь между числами
оборотов шкивов:
Рг"з= (1 — £) Р1я1 или Ргяг *
Передаточное число
, _ ”1 _ Рг ~ Р« и\
~ «з (1 — е) Р( * Di (4)
или с учетом толщины ремня 8
, _ «1 __ Р; -Ь Е Р» 4-
пг 0—•> (Dj + ®) Р| + 8 ’
" Последней формуле следует отдавать
предпочтение при значительных пере-
даточных числах и малых отноше-
ниях
и
Мощности и крутящие моменты.
Связь между мощностями на ведомом
(Nt) и на ведущем (N\) валах при рабо-
чем ходе передачи
гле т) — к. п. д. ременной передачи
(полученный экспериментально), учиты-
вающий силовые и скоростные потери.
Связь между крутящими моментами:
(5)
Мл-чч-Ли (6)
где i - МК1 - 716 кГм;
Nt
44*2=716 —«Гм, если Nlt Nt — в л. с.
Если мощности N — в кет, то М* =
= 975 _ кГм.
п
Усилия. Рабочее окружное усилие на
шкивах
<7>
где W — мощность в л. с.; М, — кру-
_ r,Dn
тящнй момент в кГм; и ” —ско-
рость в м/сек (при п об/мин); D — диа-
метр шкива в м.
Допускаемое окружное усилие Р рав-
но разности натяжений ведущей и ведо-
мой ветвей ремня:
Р-St-St кГ. (8)
Если So кГ — натяжение ремня в со-
стоянии покоя или натяжение ветвей при
РАСЧЕТ ПЛОСКОРЕМЕННЫХ ПЕРЕДАЧ
461
холостом ходе, то для каждого момента
работы передачи принимается
2S0 = Sj + 5» (9)
Провисанием ремня, вызываемым его
весом, при обычно коротких межцентро-
вых расстояниях можно пренебрегать
Из последних уравнений следует
Sj —504-^- и S2 — So— — . (10)
Усилие So — —2— во вРемя работы
передачи можно рассматривать как сред-
нее натяжение ветвей.
Напряжения. Напряжение в ремне от
натяжения в состоянии покоя или при
холостом ходе
кГ/сж*, (Ц)
где Л = Ъ-Ъ см2 — Площадь поперечного
сечения ремня.
Напряжения в ведущей и ведомой
ветвях ремня при рабочем ходе
кГ/см* и кГ/см*. (12)
г г
Напряжения а0, и at являются
«свободными», т. е. принимаются без
учета влияния на натяжение ветвей
центробежной силы.
Удельное окружное усилие или так
называемое полезное напряжение
k = Р- кГ/см*. (13)
По предыдущему
fe — ffj — <т2 и 2а0 = ах -f- cr2,
откуда
fe fe
’l“’o +J «’2-’0-y. (14)
Напряжение в ремне, развивающееся
jt центробежных сил.
V то* и*
“ Т “ ~wg а Too кГ‘см’ (15)
где V — усилие в ремне от центробеж-
ных воздействий в кГ; у — удельный вес
ремня в Г/см* лля (обыкновенных пло-
ских приводных ремней различных видов
т — 0,9-ь 1.2); v — скорость ремня
в м/сек; g — 9,8 м/сек*.
Напряжение в ремне от изгиба иа
шкивах (и роликах)
i
ss E-q кГ/см*. (16)
где Е—модуль упругости ремня в кПсм1;
для ремней отечественного производства
Е = 1 000 -т- 3500 кГ/см-. Здесь толщина
ремня 8 и диаметр шкива D имеют оди-
наковую размерность.
Суммарные напряжения в ремне во
время работы передачи показаны на
диаграмме (фиг. 19).
Наибольшие напряжения ремень ис-
пытывает в точке Л контакта ведущей
ветви ремня с малым шкивом передачи,
точнее — на некоторой «дуге покоя»
АВ - а -₽:
ь
“ ’о •+ "2*4" ’* + кГ/см*. (17)
Опытным путем установлено, что ма-
ксимальные напряжения не влияют на
работоспособность, а лишь на усталост-
ную прочность и на долговечность
ремней.
Работоспособность ременных
передач
Работоспособность (тяговая способ-
ность) приводных ремней устанавли-
вается на основе опытных данных.
Основными рабочими характеристи-
ками приводных ремней являются полу-
ченные экспериментальным путем кри-
вые скольжения (см., например, фиг. 20,
координаты полезная нагрузка — сколь-
жение), которые отражают явление
сцепления ремня со шкивами, исследо-
ванное впервые знаменитыми русскими
учеными Н. П. Петровым и Н Е. Жу-
ковским в 1893—1894 гг. (|3) и |2]).
Числовая зависимость между полез-
ным напряжением fe — кГ/см*, харак-
теризующим степень нагрузки ремня, н
коэффициентом скольжения е, а также
их абсолютные значения для ремней
462
РЕМЕННЫЕ ПЕРЕДАЧИ
различных видов, толщин, при разных
натяжениях, скоростях, диаметрах шки-
вов, углах обхвата и т. д. различны.
Рациональными следует считать на-
грузки, приблизительно соответствую-
щие критической точке k0 на кривых
скольжения (см. фиг. 20), но не превы-
шающие их, так как работу ремня
в пределах криволинейного участка кри-
Фнг. 20. Типовые кривые скольжении и к. n. JL
(при о, — const).
вой скольжения от k0 до нельзя
считать нормальной (см. [I] и [И]).
|f’' |-|ах
Отношение —j— по кривым сколь-
жения характеризует способность при-
водных ремней к временным, например
пусковым, перегрузкам (числовые зна-
чения см. в табл. 4).
Скольжение е0 в критической точке
(фиг. 20) составляет для кожаных рем-
ней 1—2%, для прорезиненных и тек-
стильных ремней < 1%.
По опытным кривым к. п. д. Т] = f(k)
(фнг. 20) можно судить об экономич-
ности ременной передачи: у плоскоре-
менных передач кривая к. п. д. дости-
гает максимума вблизи критической
точки. При нормальных условиях ра-
боты можно принимать в среднем Т)=0,95
для расчета ременных передач со всеми
видами плоских приводных ремней
(кроме быстроходных).
Работоспособность ремня зависит в
первую очередь от его натяжения. При
нормированном натяжении (<г0 = 16 ч-
•*20 кГ/см*) следующим, влияющим на
тяговую способность передачи фактором
является диаметр D меньшего шкива
передачи.
Для каждого значения а0 = const
имеет место линейная зависимость
= а — w кГ/слА, (18)
где коэффициент и> зависит от вида
ремня, а коэффициент а — как от вида
ремня, так и от натяжения оо. Значения
этих коэффициентов приведены в табл. 5.
Таблица J
Значения коэффициентов а и w
Коэфнцневт а • кГ/см' для реынгй
Натяжение ремня <3р в кожа- ных прорези* ценных хлопчато- бумаж- ных шерстя- ных тканых
16 18 20 27 29 31 23 2S 27 20 21 22 17 18 19
W в кГ1сМ* 300 100 150 150
По с0 = 16 кГ/см* следует вести рас-
чет передач с I = const при коротком
межцентровом расстоянии либо при поч-
ти вертикальном расположении привода.
По а0 — 18 кГ/см* рекомендуется
вести расчет передач: 1) с I = const,
но при достаточном межцентровом рас-
стоянии и при угле наклона привода
к горизонту не более 60° и 2) с I =*
— var, но когда ремень подтягивается
периодически.
По сг<> “ 20 кГ/см* можно вести расчет
передач с автоматически регулируемым
натяжением как при / = const (натяж-
ной ролик), так и при I = var (самона-
тяжные приводы).
Формула (18) относится к открытой
передаче с углом обхвата а = 180° при
скорости v = 10 м/сек, при спокойной
и равномерной нагрузке передачи, при
нормальных условиях в помещении, где
находится передача (Ао — приведенное
напряжение).
Для режимов работы, отличных от
указанных выше, вводятся поправочные
коэффициенты, позволяющие найти
практическое полезное напряжение А:
k — Cq*С\ 'Cf Сц “ Ьц• С кГ/см2, (19)
где С — общий поправочный коэффи-
циент.
а) Коэффициент Со зависит от рода
и расположения передачи. Ориентиро-
вочные значения его для плоскоремен-
ных передач приведены в табл. 6.
РАСЧЕТ ПЛОСКОРЕМЕННЫХ ПЕРЕДАЧ
463
Таблица б
Коэффициент С,,, зависящий от рода передача от угла ее наклона к горизонту
Рол передачи Коэффициент С, при угле у от 80 до 90’
от 0 до 60° от 60 до 80°
Самоаггяжиые передачи (с автоматическим натяже- нием рения) 1.0 1.0 1.0
Натяжные передачи и простая открытая (с перио- дическим полтягнва1Гием или перешивкой ремня) . 1.0 0.9 0,8
Перекрестная передача 0,9 0,8 0.7
Лолуперекрествая передача и угловые с направляю- щими роликами 0,8 0,7 0,6
б) Геометрический коэффициент Ct
учитывает влияние угла обхвата а на
малом, шкиве:
Ci = 1 — 0,003 (180 - а), (20)
где а — в градусах.
Для плоскоременных передач (без
роликов) рекомендуется применять лишь
углы обхвата а > 150".
в) Скоростной коэффициент Cg учиты-
вает влияние центробежной силы, умень-
шающей сцепление ремня со шкивом.
Для обыкновенных плоских ремней
С1- 1.04 - 0.0004 «Я (21)
где о — скорость ремня в м/сек.
Для обыкновенных ременных передач
рекомендуемые интервалы скоростей
о = 10 25 м/сек, в крайнем случае
до 30 м/сек.
Для самонатяжных передач можно
принимать Ci = I.
г) Коэффициент режима Св зависит от
назначения передачи и от рода двига-
теля. Он учитывает характер действия
нагрузок (пусковой режим, перегрузки,
колебания), а также длительность (смен-
ность) работы. Примерные значения
коэффициента Cg для приводов различ-
ных рабочих машин приведены в табл.7.
Допускаемое окружное усилие с уче-
том всех рассмотренных выше пара-
метров
p-F.fc-F.*oC-
- М (а - CgCjCgC, кГ. (22)
а допускаемая мощность
I кг ?v
( или W = -ттгу- кет
\ 1 Ve
Эти формулы служат для повероч-
ного расчета ременных передач.
В проектном расчете рабочее окруж-
ное усилие
75N
v
• (24)
а необходимое сечение
ремня
75N
----------jp--------- С*. (25)
v (a — w — j CaCiCA
где N — в л. с..
Факторы, влияющие на долговечность
Усталость приводного ремня опреде-
ляется наибольшими напряжениями в
его материале, а также частотой изме-
нения этих напряжений.
В общей сумме напряжений, испыты-
ваемых ремнем во время работы [фор-
мула (17), стр. 461], доминируют напря-
жения от изгиба, зависящие от отно-
шения диаметра D малого шкива к тол-
щине 8 ремня. Это отношение сильно
влияет и на к. п. д. передачи. По опыт-
ным данным:
Для приводного ремня
К. п. д. кожаного верблюжьего
’’max при -у при ~
0.96-0,96 70 50
0.88-0,89 40 30
0,83-0,84 28 20
с.
(23)
Поэтому, исходя из работоспособности
долговечности и экономичности пер
Таблица 7
Коэффициент режима и длительности работы С,
nuuKdj Приводимые в движение машины Род двигателя иа ведущем валу*
Характер нагрузки Наименование рабочих машин Группа А Группа Б
Электродвигатели постоянного тока: переменного тока одно- фазные; переменного тока асин- хронные с короткозамкнутым ротором. Турбины водяные и паровые Электродвигатели переменного тока синхронные; переменного тока асинхронные с контакт- ными кольцами. Двигатели вну- треннего сгорания и паровые машины. Трансмиссионные валы
1 Легкая пусковая на- грузка - до 12'_Н% нормальной. Почти постоянная рабочая нагрузка Небольшие вентиляторы и воздуходувки. На- сосы и компрессоры Центробежные и рота- ционные. Токарные, сверлильные и шлифо- вальные станки. Дииамомашнны (генера- торы). Ленточные транспортеры 1 2 3 1 2 3
1Л 0.9 0,8 0,9 0,8 0.7
II Пусковая нагрузка — до 150% нормаль- пой. Незначитель- ные колебания ра- бочей нагрузки Легкие трансмиссионные приводы. Станки Фрезерные, зубофрезерные и револьверные. Поршневые насосы и компрессоры с относи- тельно тяжелыми маховиками. Пластинча- тые транспортеры 0.9 0.В 0,7 ол 0,7 0,6
III Пусковая нагрузка — до 200% нормаль- ной. Значительные колебания рабочей иагрузки Реверсивные приводы. Станки строгальные, долбежные и зубололбежныс. Поршневые насосы и компрессоры с относительно лег- кими маховиками. Транспортеры винтовые и скребковые. Элеваторы. Винтовые и эксцентриковые прессы с относительно тя- желыми маховиками. Станки ткацкие, пря дильные, банкаброши, патера 0.8 0,7 0,6 0,7 0,6 0,5
IV Пусковая нагрузка — до ЗСЮ% нормаль- ной. Весьма нерав- номерная или удар- ная рабочая на- грузка Подъемники, экскаваторы, драги. Бегуны, глииомалки. Лесопильные рамы. Мельницы жерновые, шаровые, вальцовые. Эксцентри- ковые н винтовые прессы с относительно легкими маховиками. Ножницы, молоты, дробилки 0,7 0,6 0,5 0.6 ол 0.4
Примечания: 1. Обозначения в группах Л и Б: 1 — односменная, 2 — двухсменная, 3 — трехсменная (непрерывная работа). S. Для передач с периодической нагрузкой или с редко используемой максимальной мощностью двигателя значения С, можно повысить на X Если уточнен вопрос о перегрузке и расчет ведется не по номинальной (средней), а по максимальной мощности, то следует для всех групп рабочих машин принимать коэффициент С, = 1,0—0,9-0,8 (группа А) или 0,9—0,8—0,7 (группа Б).
РЕМЕННЫЕ ПЕРЕДАЧИ
РАСЧЕТ ПЛОСКОРЕМЕННЫХ ПЕРЕДАЧ
465
Дачи, целесообразно стремиться к воз-
можно большим отношениям у. С дру-
гой стороны, по соображениям компакт-
ности привода, особенно при больших i,
D
приходится брать у возможно ближе
к отношениям еще практически
удовлетворительным по срокам службы
ремней н к. п. д. передач.
Для первоначальных ориентировочных
расчетов значение —можно выби-
рать по табл. 8.
Таблица 8
D_ln
Отаошення ---у— для приводных ремне»
разных видов
Вил ремая Отношение ^2 Л
реко- мендуе- мое допу- скаемое
Кожаный Прорезиненный Хлопчатобумажный тка- ный ........... Шерстяной тканый .... >35 >40 >30 >30 >и >30 >25 >25
Так как с увеличением толщины рем-
ней требуются не только абсолютно, но
и относительно ббльшие диаметры шки-
вов ^ббльшие отношения-у), то на
практике пользуются более дифферен-
цированными данными (см. табл. 9).
Следует выбирать по возможности
min
рекомендуемые числовые значения —?—
или Оппа- Допускаемые значения ис-
пользуются лишь лля второстепенных
передач или при требованиях наиболь-
шей возможной компактности привода.
Показателем сравнительной долговеч-
ности ремня является число его пробе-
гов U (двойных изгибов в передачах
без роликов) за время работы до раз-
рушения в результате наступления уста-
лости материала:
(/-ЗбООЛ-о. (26)
где А — долговечность ремня в часах;
30 Том 4 768
Таблица 9
Минимальные диаметры шкивов
ДЛЯ приводных ремней разных видов
Вилы ремией Толщина й в мм Число слоев (елейность) 2 рскомен- О дуемый Э Ь я 2 о? кпнааиэ - „ -Анок S"
Кожаные Одинарные 3 3,5 4 4.5 5 5.5 1 1 1 1 1 1 100 125 160 180 200 Я> 80 100 125 140 160 180
Двойные 7.5 9 9.5 — эво 500 5в0 280 400 450
Прорезиненные Из бельтинга Б-820 См. в табл. 3 2 3 4 5 6 7 8 9 100 160 225 280 360 450 560 7J0 80 125 180 250 320 400 500 630
И» бельтингов ОПБ-5. ОПБ-12 и из уточной шну- ровой ткани 3 4 5 6 7 8 160 225 320 4 S0 630 900 140 209 280 409 560 800
Текстильные Хлопчатобу- мажные тканые 4.5 6,5 8.5 4 6 8 125 200 320 112 180 280
Шерстяные тканые 6 9 И 3 4 5 180 320 450 160 2ВД 400
Примечание. Прорезиненные ремии
нв бельтинга Б-820 с резиновыми прослой-
ками и без них допускают применение шки-
вов одинаковых диаметров. Поэтому отиоше-
D .
ине -—у12- лля ремней бе» прослоек можно
принимать приблизительно на 1&I, больше, чем
для ремией с прослойками (более гибких).
и — число пробегов ремня в секунду,
определяемое по формуле
v
« — -г
(27)
Здесь L — длина ремня в м, о — его
скорость в м!сек.
Чем больше и, тем скорее наступит
усталость материала и тем меньше бу-
дет срок службы ремня.
Принимают, что для обеспечения нор-
мальных сроков работы приводных
ремней в открытой плоскоременной пе-
редаче число пробегов должно быть
unua < 3 (в крайнем случае < 5) в сек.
466
РЕМЕННЫЕ ПЕРЕДАЧИ
Отсюда следует, что минимальная
длина ремня'
^min “ ~ м (2®)
“mu °
^в крайнем случае > м} .
Зная £тш н диаметры шкивов D,
и Dj, можно найти (по формуле (3),
стр. 460] минимальное межцентровое
расстояние /т|П. отвечающее условию
нормальной долговечности ремня.
По эмпирическим зависимостям:
1) для открытых передач (без роликов)
Лп1П >2(Dm„+ Dfflln) (29)
или, если известна ширина Ь ремня, то
рекомендуемое значение
Z-2 + 5&+ 1.25 (Dm„-
^mln) •*» (30)
2) для перекрестной и полуперекрест-
ной передач
^Ш1П Ю (31)
ио во всяком случае l„ln > 20b, при-
чем здесь допускается 6шах < 250 мм.
Расчет обыкновенных передач
В зависимости оттого, проверяется ли
(по чертежу или в натуре) существую-
щая передача или определяются необ-
ходимые размеры новой передачи, про-
изводится поверочный или проектный
расчет.
Методика поверочного расчета.
Должны быть известны: а) род пере-
дачи (см. табл. I); б) ее назначение,
условия и режим работы, а также род
приводного двигателя; в) число оборо-
тов в минуту одного из валов, обычно
ведущего, г) вид (материал) ремня;
д) размеры ремня — ширина Ь и тол-
щина 8. е) межцентровое расстояние /;
ж) диаметры Dt, Di и ширина В шкивов;
з) при наличии направляющего или
нажимного роликов — их диаметр Do и
схема расположения (в масштабе); и) же-
лательно, кроме того, знать фактиче-
ское натяжение (напряжение) ремня е0.
В случае отс/тствия в натуре ремня
или сведений о его толщине видом (ма-
териалом) ремня задаются, ширину Ь
принимают в зависимости от ширины
шкива В (табл. 10), учитывая сортамент
(табл. 2), а толщину 8 выбирают для
данной ширины Ь в соответствии с мате-
риалом (табл. 3), соблюдая условие
D Dm)n
—j— по табл. 8. Можно брать 8 и
Таблица 10
Освоение размеры шкивов (по ОСТ 1655) мм
50
63
80
±1
90
100
112
125
140
Г60
190
200
225
250
280
320
360
400
450
500
±2
±3
560
610
710
800
900
1030
1120
1250
1400
1600
1800
2000
2250
2500
2800
3200
ЭВОО
4000
±6
±8
40
50
«0
70
35
10О
125
1S0
175
200
225
250
300
350
400
4.50
500
600
-2
-2
-2
-2
30
40
50
60
-6
-в
-6
—8
-8
-8
— 10
-10
-10
-10
1.5
1.5
1.5
2
2
2.5
2.5
2.5
2.5
3
3
3
80. 85
И 90
100
125
150
175
200
Z25
250
и 275
300
350
400
450
500
550
прямо из табл. 9 в зависимости от диа-
метра D меньшего шкива передачи.
Целью расчета являются определение
допустимой мощности и оценка передачи
по работоспособности и долговечности
приводного ремня.
Порядок расчета:
1. Определяют скорость ремня о —
r.Dn
- -gjj- м/сек.
2. Находят угол обхвата а по фор-
муле (1).
3. Задаются, если оно не известно,
натяжением о0 в соответствии с реко-
мендациями, данными на стр. 70.
4. По виду ремня и принятому зна-
чению в0 берут из табл. 5 коэффи-
циенты а и w н находят приведенное
полезное напряжение k0 по формуле (18).
5. Вычисляют практическое полезное
напряжение k по формуле (19). Коэффи-
циенты Сл н Ся берут соответственно
из табл. 6 и 7, коэффициенты Cj и С,
вычисляют по формулам (20) и (21).
6. Находят допускаемое окружное
усилие Р= F-k = 68-Л кГ.
7. Определяют допускаемую мощ-
P-v Pv
ность N = -уу л. с. (или N = ^квт).
РАСЧЕТ ПЛОСКОРЕМЕННЫХ ПЕРЕДАЧ
467
8. Производят оценку передачи:
а) По работоспособности —
сопоставлением допустимой мощности
с фактически передаваемой (если по-
следняя известна), по углу обхвата
(должно быть а >> 15‘>°) и по скорости
(должно быть 5 < v < 25 м/сек);
б) по долговечности — сравне-
D
нием отношения -г- фактического с до-
пускаемым по табл. 8 или срав-
нением меньшего из диаметров D cDmin.
допускаемым для принятой толщины 5
по табл. 9, а также проверкой числа
v
пробегов и = £< где L находят
по формуле (2), a 3 «5)
в секунду.
Если особо оговорены условия работы
в отношении влажности, температуры
и т. п., то должно быть сделано заклю-
чение о применимости передачи и при
этих условиях (табл. 4).
«Методика проектного расчета. Для
расчета проектируемой передачи необ-
ходимы следующие данные: а) род пе-
редачи (табл. I); б) назначение, усло-
вия, режим работы передачи и род при-
водного двигателя, в) передаваемая
(наибольшая) мощность N л. с. (или
N квт); г) числа оборотов в минуту
и п3 ведущего и ведомого валов.
В отдельных случаях могут быть за-
даны ориентировочные значения меж-
центрового расстояния / или диаметр D
одного из шкивов (например, шкива
двигателя), что несколько упрощает
расчет, но не меняет его существа.
Расчетом требуется определить вил и
размеры ремня, размеры шкивов, меж-
центровое расстояние и давление на валы.
1 Порядок расчета:
I. Выбирают вид (материал) ремня,
учитывая условия работы (табл. 4).
Иногда параллельно просчитывают
два-три варианта, из которых выби-
рают наивыгоднейший (по габаритам,
стоимости и т. д.).
2. Определяют диаметры шкивов сле-
дующим образом. Диаметр меньшего
шкива выбирают конструктивно или на-
ходят по ориентировочной формуле,
предложенной проф. М. А. Севериным:
8 / N~
D -(1000 ч- (200) 1/ мм.
' nitu
где .V — передаваемая мощность в л. с.,
30.
или
* 8 /—
D = (11504-1400) у -----мм.
' "max
если N — в квт; птлх — число оборотов
в минуту более быстро вращающегося
вала передачи. Диаметр большего шкива
находят по передаточному числу из
D.
формулы ‘=^=д*- Оба диаметра
округляют по ОСТ 1655 (табл. 10),
как правило, О, — в большую, a Dj —
в меньшую сторону. -
После этого может потребоваться кор-
ректировка числа оборотов ведомого
вала по формуле = (I — с)
с учетом скольжения (задаваясь («0,01
для Прорезиненных и текстильных и
с « 0,015 — для кожаных ремней).
3. Вычисляют скорость ремня v =
nDn
=«-gy- м/сек. Иногда (вместо пп. 2 и 3)
прямо задаются ориентировочной ско-
ростью в пределах о = 10 4- 20 м/сек
(реже 5—25 м/сек), после чего опреде-
ляют диаметры ведущего и ведомого
60о
шкивов из соотношений — —-—
ТП\
(округляя) и Dj = l-Dt (округляя), где
Л1
I — —, и корректируют л2 с учетом а.
4. Минимальная длина ремня £т|П
выбирается по формуле (28). Затем по
Ltnfn, Di и Di находят минимальное
межцентровое расстояние /.щ по фор-
муле (3) для обыкновенной передачи
(без роликов).
Сопоставляя полученное значение со
значением /т)п по эмпирической фор-
муле (29) и корректируя минимальное
/тГп в соответствии с конструктивными
или габаритными условиями либо только
округляя его, принимают (>/^10-
После окончательного выбора рас-
стояния / определяют соответствующую
ему геометрическую длину ремня (без
учета отрезка &L на соединение кон-
цов) по формуле (2).
5. Угол обхвата а на малом шкиве
(для передач без роликов) находят по
формуле (I). Должно быть « > ят1п —
= 150°; в противном случае следует
либо увеличить расстояние I. либо
применить натяжной (или нажимной)
ролик.
6. Приведенное полезное напряже-
ние й0 вычисляется по формуле (18),
причем коэффициенты а и w берут из
табл. 5, выбрав натяжение ремня а0
468
РЕМЕННЫЕ ПЕРЕДАЧИ
(в соответствии с рекомендациями, дан-
ными на стр. <62).
. О • Рщ|п
Отношением у>—j— задаются
(табл. 8).
D
Лучше у вычислять, зная D и зада-
ваясь 8 по табл. 9 в функции D (мень-
шего шкива передачи). Толщина ремня 8
не обязательно должна соответствовать 8
по таблице, а может быть взята и мень-
шей (но никак не большей) нз ряда
стандартных тблщин.
7. Практическое полезное напряже-
ние k определяется по формуле (19).
причем коэффициенты Сп и С8 берутся
по табл. 6 н 7, а С| и Ci вычисляются
по формулам (20) и (21).
8. Необходимую площадь попереч-
ного сечения и ширину ремня находят
по формулам
„ Р ,
г — -г- слА;
к
. F
b — -г- см,
- о
75N
где Р “ -у- кГ, если N — в л. с.
Найденную ширину ремня b округляют
по табл. 2 и проверяют, соответствуют ли
полученные расчетом размеры б и 3
друг другу по стандарту (табл. 3).
Прн несоответствии этих размеров про-
изводят перерасчет передачи, принимая
другой (также стандартный) диаметр D
меньшего шкива (п. 2) или Задаваясь
новой скоростью о (п. 3).
9. Определив окончательно размеры
b и 8, находят ширину шкивов В по
ОСТ 1655 (табл. 10) и полученную ши-
рину В сопоставляют с диаметрами Dma
и Риш, шкивов передачи по следующим
эмпирическим соотношениям: должно
быть В < ртщ (в крайнем случае
< I.5D т1п) и целесообразно, чтобы
6<^и*<12.
Давления на валы. В ременной пе-
редаче давления на валы определяются
свободными натяжениями ветвей; по-
этому приводимые ниже зависимости
справедливы прн любой практической
скорости V. Предполагается, что про-
висание ремня отсутствует (короткие
межцентровые расстояния в современ-
ных передачах).
При параллельных (фиг. 21, а) ретвях
ремня (q— 180°) давления .на. шкивы
(в точках А и В) равны
Q = S| + Sj = 2Sq кГ
'в соответствии с формулой (9Е
Давление на валы (в точках О, и Oj)
Q _ 2S0 - 2^-F кГ (32)
(это — для самонатяжных передач по
табл. 1).
У передач простых и натяжных после
перетяжек, если принять максимально
Фиг. 21. Определение ллвлеииА на валы в ремея
ных передачах: а — прн параллельных вехвах
реыая; 6 — при непараллельных вехвях реыкя.
полуторный запас натяжения (стр. 459),
на валы будет действовать усилие
Qmax- 1.5Q-3auF кГ. (33)
где т0 и 16, 18 или 20 кГ/см* — принятое
в расчете натяжение ремня, a F “
= Л8 см* — площадь поперечного сече-
ния ремня.
При непараллельных (фиг. 21, б)
ветвях ремня (а У- 180°) давления на
шкивы (в точках А и S) и на валы (в точ-
ках О( н О?)
Q — |/"Sj + — 25)51 cos а кГ,
где а — угол обхвата на малом шкиве,
определяемый по формуле (I).
В преобразованном виде для самона-
тяжных передач
Q — 2a0F sin у С ч> 2ooF sin , (34)
а с запасом натяжения, равным 1,5, для
простых и натяжных передач (см.
табл. I)
Qmax “W7 ЯПуС Зво^з!"-^, (35)
РАСЧЕТ ПЛОСКОРЕМЕННЫХ ПЕРЕДАЧ
469
так как входящий в эти формулы коэф-
фициент
с - F1+j*1
для плоскоременных передач при а >
> 150°.
Можно принимать С = I и для клино-
ременных передач с а > 120е.
Угол 6 отклонения силы Q от линии
центров (фиг. 21, б) можно найти из
выражения
tgfl-2S7c,g7-^rc,g7’ (36)
где я0 — натяжение ремня в кГ/см". а
k — полезное напряжение е. кГ/см* (при
максимальной нагрузке Р = —— кГ,
где N — в л. с.). Этот угол в плоскоре-
менных передачах может достигать —10°,
а в клиноременных—даже 20—25°.
Он зависит от полезной нагрузки пере-
дачи — при холостом ходе 9=0.
Пример. Рассчитать плоскоремениую пара-
дачу с горизонтальной реактивной гидротурбины,
лелаюшей п, — 225 об/мин, иа генератор серии
СГ-45/6 с аффективной мощностью Л/, — 35 квт
при л, — 1006 об/мин. К. л. а. генератора ч, — 0,89
при сов « сети, ройном 0,8, и нагрузке 1/1. Работа
двухсменной. Расстоание между осями валон по
вертикали Н — ЗД м (генератор стоит етажом
выше турбины в помещении станции). Ремень —
прорезиненный.
I. Мощность на турбине (расчетная) при к. п. к.
ременной передачи я "•
ы _ М Л/, _ 36
' Т* W
2. Передаточное число
что допустимо лля обыкновенной перелечи без
ролика (генератор можно перемещать по сала>
кам).
3. Диаметр шкива на валу генератора.
Задавшись v — 19 м/сек. находим D, — *41? —
«л.
" ТТйГ “ °’эвз " ' 360 "° ост ,65ь-
Диаметр
— 398 лги - 400 ли
по ОСТ 1855 (табл. 10).
Дальнейший расчет велеы по двум вариантам:
прн D, — 360 мм и О, — РП) мм.
ч. Диаметр шкива на турбние
Р, - -у- — 360-4,45 - 1600 мм или 400-4.45 -
- 1800 ММ по ОСТ 1655,
5. Скорость
® 1>6 “ ПЛ-1,6 — 183 м/сек
ои , ои
или 11,0-1.8 = 213 м/сек. ,.
6. Минимальное межцентровое расстояние по
формула (29)
'min > 2 <°<п« + Dmln* - 2 (360 + 1600) - 3920
или 2,400 + 1800) — 4400 де;
принимаем 1 — 43 или 5,0 м.
7. Угол наклона перелечи к горизонту:
aln у — — 44 - 0,845 или 44-0,760,
откуда у «• 58 или «• 50”.
8. Угол обхвата на малом шкиве по формуле (1)
.» .-w- во--180 - "° Х
Х60”~180» - 16»- 164» или 180»- 1-8°^0 — X
Хв0“ - 180’ — 17° —-163».
9. Окружное усилие
v 18,9
или -^--206 кГ.
10. Максимально аопустимое число прокладок
по табл. 9: при D, — 360 мм г — 6. при О,—
- 400 мм г — 7.
11. Принимаем на одну прокладку меньше; тогда
толщина ремня (по табл. 3) и отношение
будут: при г — 5 5 — 6,25 мм и — = — 58.
при г — 6 4 — 7,50 мм и -5- — 44- — 53.
о / ,□
12. Приведенное полезное напряжение, если
задаться натяжением о, —18 кГ/см'-.
*,-25-100-4-25- '42-25-1,7-23,3 кГ/СМ-
или 25 — - — 23,1 кГ/см'.
13. Поправочные коэффициенты
С, — 1/> (из табл. 6);
С, - 1 - 0,003-16 - 0,95 или I - 0,003 - П - 0,9*
(по формуле (20));
С, — 1,04 - 0,0004-18,9* - 1,04 - 0,14 — ОДП)
ИЛИ 1ДМ - 0Д004-21Д* — 134-0,18 - 0.86
• • । - а
(по формуле (21)|;
С, — 0.9 (йз'т'абл. 7); '
^-С»-С, C» t, «-0.76 или 0,П. • ‘
470
РЕМЕННЫЕ ПЕРЕДАЧИ
14. Практическое полезное напряжение
k = k, C = 233-0,76 — 17,7 kHcj?
или 23,1 0.72 = 16,6 кГ/см'.
15. Необходимое сечение ремня
F~ Т “ -ЪТ “ 1311 см' "м &- 12Л см>-
16. Необходимая ширина ремня
о 13 1 124
ь -Т-Щ-адим,,«Я“*5е*
по табл. 2 b = 225 или 175 жлг.
17. Исправленное сечение ремня
F — 22.5 0,625 = 14,1 см' или 17,5 0,750 = 13,1 еж».
Некоторый запас позволит работать в 2—3 смены.
18. Ширина шкивов по табл. 10 В = 250 нли
200 мм.
„ Di 1600 1800 „
10. Отношение -g = jgjj- = 6,4 илн 2оГ”9~
удовлетворительное.
20. Проверка межцентрового расстояния по
формуле (30):
I - 2,0 + 5» + 1,25 (Оши - DmIn) - 2.0 + 5 X
X 0,225 4- 1,25 (1,6 - 0,36) = 2,0 4- 1,125 + 1,Я =
= 4,675 м нли 2,0 4- 5-0.175 4- 1,25 (1.8 — 0,4) =
- 2.0 4- 0.875 4- 1.75 = 4.625 ж,
что соответствует принятым I = 4,5 и 5.0 м.
21. Длина ремня
L - 21 4-1.57 (D,4-D,) 4- ,D' ~ D1? - 12,2 м
или 13,6 да.
22. Число пробегов
v 18,9 , „ 21,3
-т"w“ й?“,л7"
что значительно ниже аопусткмого .
23. Максимальное даалсние на валы
<?ши - -W «10 -у - 3-18 • 14,1 tin 82° - 750 кГ
или 3-18-18,1 Ып81»Л-700 кГ.
24. Нормальное давление иа аалы
0-4 ’шах" Т'750-500^ М"ТХ
X 700 - 470 кГ.
25. Угол отклонения сил Q от линии центре»
передачи
,в ’ - drT " 0,0в8,
откуда в 4е.
Первый вариант дает несколько меньшие по
диаметру, а следовательно, и более дешевые
Шкивы. Его целесообразно выбрать также л связи
с тем, что он соответствует нормальным размерам
шкива на валу генератора (— — j,
Расчет передач с натяжными
роликами
Общие сведения. Передача с натяж-
ным роликом имеют по сравнению с
обыкновенной передачей следующие
преимущества и недостатки:
Преимущества: 1) большие
передаточные числа (до / = 10); 2) мень-
шие межцентровые расстояния; 3) бдль-
шая компактность (при одинаковых /);
4) автоматическое натяжение ремня;.
5) возможность вертикального располо-
жения привода; 6) больший угол обхва-
Фнг. 22. Установки роликов: а — одиорычажиого;
О — даухрычджиого.
та на малом шкиве: 7) лучшая работо-
способность передачи; 8) несколько мень-
шее давление на валы и опоры; 9) по-
стоянство межцентрового расстояния;
10) редкая перешивка ремня.
Недостатки: I) меньшая долго-
вечность ремня; 2) повышенные требо-
вания к соединению концов ремня, так
как он соприкасается с роликом обрат-
ной стороной: 3) большая начальная
стоимость; 4) нереверсивность передачи.
Установки роликов со стойками, рыча-
гами. грузами (или пружиной) и т. Д-
показаны на фиг. 22.
Для повышения долговечности ремня
рекомендуется во время перерывов в ра-
боте непременно освобождать его от
давления ролика.
РАСЧЕТ ПЛОСКОРЕМЕННЫХ ПЕРЕДАЧ
471
Геометрия передачи. При проектиро-
вании геометрии ременных передач
с натяжным роликом (фиг. 23) рекомен-
Фиг. 23. Схем* передачи е натяжным роликом.
дуется руководствоваться следующими
указаниями:
1. Брать диаметр ролика £>0 — Dt,
в крайнем случае 0,8Dlt где — диа-
метр меньшего шкива передачи, а ши-
рину ролика Во = В — ширине шкивов.
Натяжной ролик следует делать цилин-
дрическим (без выпуклости обода).
2. Располагать ролик на ведомой
ветви; при этом ролик работает спо-
койнее и испытывает меньшее давление
от ремня (Sj < S|).
3. Из соображений долговечности
ремня не делать расстояние между ро-
ликом и шкивами слишком малым. Ре-
комендуется брать
Межцентровое расстояние может быть
принято ориентировочно
I «в Dt + D} (37)
и лаже несколько меньше при боль-
ших I, во всяком случае следует соблю-
дать условие О; > а,.
4. Длину ремня L выбирать так, чтобы
натяжной ролик сидел между шкивами
достаточно глубоко. Это обеспечивает
большие углы обхвата и большее по-
стоянство натяжения ремня при его
вытяжке.
Рекомендуется назначать угол 2? о
и 120е.
В первом приближении можно распо-
лагать центр ролика на линии центров
OiOj шкивов.
Несоблюдение приведенных выше ус-
ловий почти не отражается на работо-
способности передачи, но снижает срок
службы ремня.
Необходимые геометрические пара-
метры проще всего определять графи-
чески по схеме передачи, вычерченной
в масштабе. Например, зная D(, Dj и
Do и измерив углы «;И <х0 = « — 2?
(фиг. 23), находят длину L ремня с уче-
том масштаба для прямолинейных
участков A, А, и Aj по формуле
где углы а выражены в радианах.
Расчет передачи. В отличие от пе-
редачи без ролика, где So a const и
Sj = var (при изменении Р), в передаче
с натяжными роликом So = var и Sj »
<» const. Небольшие колебания S, воз-
можны вследствие удлинения ремня (ме-
няются угол 2? и плечи рычагов ролика
и груза), что иногда требует регули-
ровки длины плеча t (фнг. 23).
Расчет передач с натяжным роликом
производят, используя формулы, методы
и нормы расчета обыкновенной передачи
(без ролика), в частности зависимость
(18) для полезных напряжений прн реко-
мендуемом я0 = 20 кПсм* (стр. 462)
и формулу (19), в которой принимается
коэффициент Со = )( см. табл. 6). Гео-
метрический коэффициент С| > 1, так
как обычно а > 180°. Можно принимать
скоростной коэффициент Cj = 1 для
передачи с роликом как самонатяжной
(см. стр. 463) либо, вводя его в расчет,
повышать срок службы ремня. Коэффи-
циент режима С| находится из табл. 7.
Допускаемое окружное усилие и до-
пускаемая мощность в поверочном
расчете или необходимое сечение ремня
в проектном расчете находятся по фор-
мулам, приведенным на стр. 463.
В передаче с натяжным роликом до-
пускаемое окружное усилие Р полу-
чается ббльШим, а необходимое сечение
т
РЕМЕННЫЕ ПЕРЕДАЧИ
ремня F = Ы несколько меньшим, чем
в передаче без ролика.
Параметры, от которых зависит долго-
вечность ремня, выбираются здесь:
а) отношение —?1П — по табл 8 (или
табл. 9); б) число пробегов и С итах=2
(в крайнем случае 3) в секунду для не-
быстроходных передач, так как в пере-
даче с натяжным роликом ремень испы-
тывает не два, а три изгиба на шкивах
за Один пробег.
Давления на валы и на ролик. При
а1*Ьа2
среднем напряжении т0 ~ —2—’ зная
разность напряжений а, — а2 =» k, опре-
деляют значения напряжений ffj. ч2 и
усилия Sj, Sj из следующих зависимо-
стей: '•
h
ai = а0 + кГ!см^; .
k г t *
’г = ’о— -£ /см*;
Si = ffjp кГ и So — a2F кГ.
Обычно принимают а0 = 20 кГ/см*.
В передаче с роликом давления на
валы Qi =ф Q2,t3k как at > я2 (фнг.24),
Фиг. 24.
Согдаснр изложенному выше (стр. 468)
давления на валы
Q — j/ Sj -г Sj — 2SiSt cos a <s<
2S0 sin у — 2atF sin j .
Углы в отклонения сил Q от биссек-
трис углов 180’ — а (в сторону ролика)
определяются из выражения
L .1
где k = -р — полезное напряжение в
кГ/см*', так как а, ф в2, то и А/ ф 02.
Давление R на ролик (см. фиг. 23)
равно равнодействующей усилий S2 , т. е.
R = 2S2cos?. При 2? = 120° R = S2.
Необходимый вес груза ролика (если
пренебречь собственным весом ролика)
где hut — плечи сил (см. фиг. 23).
Одиорычажная конструкция ролика
(см. фиг. 22, а) может применяться при
ширине обода Во до 300 мм, а двухры-
чажная (см. фиг. 22, б) — при большей
ширине.
Как правило, ролик вращается на
шарикоподшипниках.
Подробнее о конструкциях роликов
см. [1J и [11 J.
Расчет быстроходных передач
Общие сведения. Быстроходные ре-
менные передачи применяются в приво-
дах быстроходных станков, дезинтегра-
торов, центрифуг и некоторых других
машин.
Быстроходными считаются ременные
передачи при скоростях v > 25ч-30 м/сек
или Hmjx = 50-t- 60 м/сек\ при более вы-
соких значениях, доходящих до пт„ =
= 100ч-120 м/сек, передачи называют
сверхбыстроходными.
Передачи эти имеют малые межцен-
тровые расстояния / и небольшие диа-
метры шкивов: D| = 200 •+ 400 мм и
более, Di ™ 100 ч- 50 мм и менее.
При указанных условиях передача
может осуществляться лишь тонкими и
гибкими бесконечными (плоскими) при-
водными ремнями; целесообразно приме-
нение натяжного ролика. Тонкими и гиб-
кими быстроходные ремни должны быть
из соображений долговечности, требую-
щей минимальных напряжений изгиба.от
которых зависит в основном при высо-
ких числах пробегов наступление уста-
лости материала ремня.
Возможные передаточные числа / =
до Че, а при наличии натяжного ролика
i а до */8.
Схема быстроходного привода к ма-
шине ЭНИИПП для испытания высоко-
скоростных шарикоподшипников приве-
дена на фиг. 25. Имеется и подобный
РАСЧЕТ ПЛОСКОРЕМЕННЫХ ПЕРЕДАЧ
473
двуступенчатый привод, дающий на ве-
домом валу 24 000 об/мин (см |4]).
О приводных ремнях для быстроход-
ных передач см. стр. 459.
Фиг. 25. Быстрохохяый привод ЭНИИПП с нхтяж-
пым роликом: a — схема; б — сечение обода ве-
дущего шкива (с бортами).
Расчет передачи. Достаточно проверен-
ного практикой метола расчета быстро-
ходных ременных передач пока еще нет,
и изложенное ниже следует поэтому
рассматривать как первое приближение.
В основу этого расчета должна быть
положена долговечность ремня.
Стремиться к особенно большим отпо-
D
шсниям -j нерационально, так как
D
с увеличением у возрастает скорость v
(при заданном числе л об/мин) и растут
и без того значительные в быстроходных
ремнях напряжения от центробежной
силы. Однако в сверхбыстроходных пе-
D
редачах приходится иногда брать j- >
> 50, применяя особо тонкие ремни (8 >
> I мм).
Длина быстроходного ремня L должна
находиться в соответствии с его ско-
ростью v, чтобы число пробегов по воз-
можности не превышало «т„ = 20
(а крайнем случае 30) в секунду. Более
высокие значения и, которых иногда
нельзя избегнуть в быстроходных пере-
дачах, приводят к низкой долговечности
ремня.
Прн оценке работоспособности быстро-
ходных ремней можно сохранить нормы
и методы расчета обыкновенных плоско-
ременных передач с некоторыми отме-
ченными ниже особенностями, поскольку
экспериментальные данные для быстро-
ходных передач подтверждают в основ-
ном принятые выше зависимости (фиг. 26)
Рекомендуемое для быстроходных
ремней натяжение <г0 = 16-ь 18 кГ/см1.
Расчет натяжных передач (табл. 1)
с периодическим подтягиванием ремня
следует вести при о0 = 16 кГ/см\ а саио-
натяжных передач, в том числе и с на-
тяжным роликом, — при а0 = 18 кПсмг.
Практическое полезное напряжение
рассчитывается по формуле (19).
Фиг. 2*i. Кривая скольжения быстроходного
хлопчатобумажного шитого бесконечного ремня
прн = к! \См' = const tv = 45 Mlce/t; D, —
— 165 мм; D, - 160 мм).
Коэффициент Со » 0,7, в крайнем слу-
чае до 1, но при этом долговечность
ремня уменьшается.
Угол а, от которого зависит коэффи-
циент С| (см. стр. 463), должен быть
не менее 150е. В противном случае йли
увеличивают межцентровое расстояние /,
или применяют натяжной ролик, реже —
нажимной.
Скоростной ко-
эффициент Cj лля
натяжных передач
(с периодическим
подтягиванием)
подсчитывается по
формулам
С2 = 1,03 ч-
-+• 0,0003 о* — для
кожаных и проре-
зиненных ремней
(‘'лих = 4°, м/сек);
С? — 1,02 -т-
4-0,0002 о* —для
хлопчатобумаж-
ных, льняных и
(‘'г.х “ 50 м/сек).
Для самонатяжных передач (с авто-
матическим натяжением) можно прини-
мать Су •“ I при любой скорости (либо,
вводя Cj < 1, повышать срок службы
474
РЕМЕННЫЕ ПЕРЕДАЧИ
ремня). Этим и объясняется возможность
работы на «сверхскоростях» при нали-
чии «плавающего» вала (фиг. 27) или
натяжного ролика.
Коэффициент режима Ct берется из
табл. 7.
Разбивка полученного расчетом зна-
чения F (площадь сечения ремня) между
Ь и 8 производится так, чтобы толщина
ремня В была возможно малой.
Расчет шкивов *
Шкивы для обычных небыстрохолных
передач выполняются чаще всего чугун-
ными литыми, реже стальными сбор-
ными или сварными, стальными литыми
и деревянными.
Дюралевые шкивы дисковой конструк-
ции допускают fmax га 80 м/сек. Рацио-
нально сконструированные, качественно
изготовленные и тщательно балансиро-
ванные алюминиевые и стальные (из ле-
гированной стали) шкивы могут работать
При итм > 100 */№К-
Для шкивов из стали с деревянным
ободом без спиц, особо качественной
конструкции, рекордно достигнутая ско-
рость составляет 150 м/сек.
Наружный диаметр шкива, выбран-
ный или полученный расчетом передачи,
Фиг. 28.
должен быть округлен в соответствии
с ОСТ 1655 (см. табл. 10). Ширина
шкива В выбирается из табл. 10 по
ширине ремня Ь. Для перекрестных и
полуперекрестных передач ширина В
увеличивается до величины от 1,46 +
+ 1 см до 26. Один из шкивов (лучше
* Автор — мил. техн, н»ук лоц. Б. А. Пронин.
большой) выполняется выпуклым со
стрелой у (фиг. 28) согласно табл. 10.
Конструкция и изготовление должны
обеспечить возможно малый вес, отсут-
ствие значительных внутренних напря-
жений и прочность. Шкивы должны быть
тщательно обработаны по наружной по-
верхности и хорошо выбалансированы.
Выполняются цельными или разъем-
ными.
Чугунные шкивы применяются: со
спицами— до скорости v га 25 м/сек и
дисковые — ло о га 30 м/сек. Они вы-
полняются из чугуна СЧ 12-28, а прн
больших скоростях — из чугуна СЧ
15-32 по ГОСТ 1412-54.
'Толщина обола у края (фиг. 28) » =
= 0.005D + 3 мм Внутренняя поверх-
ность обода делается: при формовке по
модели — с уклоном от 1 : 25 до 1 : 50,
при машинной или шаблонной фор-
мовке — цилиндрической. Для избежа-
ния внутренних напряжений в месте
перехода спиц в обод на внутренней по-
верхности шкива делается круговой вы-
ступ (риф) высотой е = s + 0,02В.
Длина ступицы L = (l,5-f-2)d, где<1 —
диаметр вала; при В < 1.5d обычно
L - В.
Диаметр ступицы d> = (1,8 ч-2) d.
Шкив выполняется со спицами, если
длина их получается больше 100 мм,
в противном случае — с диском. Прн
В > 300 мм делают два ряда спиц; число
спиц в одном рялу при диаметре
шкива D я мм берется:
До 600 600-1600 1600- 3000
Число спиц . . • 4 6 8
Спицы эллиптического сечения имеют
отношение осей (см. фиг. 28) а : Л
«=0,4 4-0,5; размеры их находятся из
приближенного расчета на изгиб от
окружного усилия. Прн этом принимают,
что в работе участвует одна треть спиц.
Большая ось сечения спицы в условном
диаметральном сечении при а ** 0.4Л н
I» ]„ = 300 к/ /см* будет
где Р — окружное усилие в кГ; D — диа-
метр шкива в см; т — общее число
спиц. К ободу сечение уменьшается так,
что а/ " 0,8а и Л' = 0.8Л (фиг. 28).
Для больших скоростей применяют
шкивы дисковой конструкции при лю-
бом диаметре их.
РАСЧЕТ ПЛОСКОРЕМЕННЫХ ПЕРЕДАЧ
475
Разъемные чугунные шкивы выпол-
няются с разъемом по спицам (фиг. 29).
Место стыка при совместной отливке
обеих половин шкива с последующей
Фиг. 29-
разбивкой может быть оставлено необ-
работанным. Размеры разъемной спицы
Aj — 1,4й и в] = а.
Сечение болтов у обода определяется
из расчета на разрыв по условию равно-
прочности с ободом по формуле
cFo-an
4 “ х|о|р ’
где Fo — площадь сечения обода в см*.
а0 — напряжение в ободе, как в сво-
бодно вращающемся кольце, в кГ/см*\
коэффициент с= 1,15ч- 1,25 —при од-
ном ряде спиц и с = 1,25ч-1,35 —при
двух рядах; г — число болтов у обода
с одной стороны; |а |р — допускаемое
напряжение на растяжение для болтов
в кГ/см* (см. гл. XIII).
Напряжение в ободе
’•"10*»
где f “ 7,2 Г/см* для чугуна и 1 =
= 7,8 Г/см* для стали; g •“ 9,8 м/сек*;
v — окружная скорость в м/сек (наи-
большая допустимая для шкивов из
данного материала).
При В < 100 мм г = 1, при ббльших
значениях ширины г = 2.
Наружный диаметр болта d0 назна-
чается после определения нли вну-
треннего диаметра по стандарту
резьбы. Болты у ступицы берутся на
один, номер больше (следующий размер
по стандарту). Располагать болты сле-
дует: у обода — как можно ближе к его
центру тяжести, у ступицы — как можно
ближе к валу.
Стальные шкивы применяются: ли-
тые — для скоростей до 45 м/сек и сбор-
ные — до 60 м/сек. Предпочтительны
сборные, сварные; при индивидуальном
производстве они выполняются по типам,
указанным иа фиг.ЗОиЗ!, а при крупно-
серийном производстве — из стальных
а) 6) *
Фнг. за.
штампованных элементов, придающих
шкиву высокую прочность и жесткость
при малом весе.
Конструкции по фиг. 30 просты в из-
готовлении, но недостатком их является
относительно большой вес и значитель-
ное сопротивление воздуха, обусловлен-
ное наличием ребер жесткости. При
N < 40 л. с. и В < 350 мм ставится
один диск (фиг. 30, а), при ббльшнх N
Фиг. 31.
и В — два диска (фиг. 30, б). Диск и обод
выполняются нз стали марки Ст. 3,
ребра — нз стали Ст. 3 или Ст. 0.
Ввиду неравномерности распределе-
ния напряжений по элементам конструк-
ции приводимый ниже расчет иа проч-
ность ведется по утроенному крутящему
моменту.
476
РЕМЕННЫЕ ПЕРЕДАЧИ
При одном диске его толщина s, оп-
ределяется из расчета на срез по сече-
нию, прилегающему к ступице (фиг 32),
по формуле
Мер
Допускаемое напряжение (т],, при-
нимается равным 500—600 кГ/см*. Долж-
но быть S| >8 мм при одном диске и
s, > 6 мм при двух дисках.
Фиг. 32.
Конструктивные элементы: г, = 0.84,,
/, > (3-i-4)s,. Число спиц берется, как
и для литых шкивов. Ширина спицы h
(отнесенная к диаметральному сечению)
находится из расчета на изгиб ос «top-
муле
И З! [«)
где т
дах;
— общее число спин во всех ря-
[а],, - 1000-е 1100 кПслА.
Ширина спицы у обола ft' — 0,8ft.
Размер катета сварного шва у сту-
пицы
1.^ 12МК
см,
«1
где_г,—число швов у ступицы; S —
= S, + Sj кГ (S, и S, — натяжения ве-
дущей и ведомой ветвей ремня); |т|ср —
допускаемое напряжение на срез для
сварного шва. равное 500—600 кПсм*.
Размер шва у обода
д» — 0,68 —^4»- см.
где zj — число швов у обода.
Толщина реЛр жесткости sj *= (0,7-»-
-+-O,8)si; для швов, прикрепляющих их,
о» = 0,5sj.
Сечение сварных швов не должно
быть менее 4X4 мм
Толщина обода s — 0,004 ^6 4- 4-
4- 3 мм, где Ь — ширина ремня в мм
и D — диаметр шкива в мм.
Конструкция по фиг. 31 применяется
при N < 40 л. с.
Диск у ступицы и шов, крепящий его
к ступице, рассчитываются так же, как
у шкива предыдущего типа.
Спицы при расчете на изгиб должны
удовлетворять условию
М - Р - г,) - у W |а|в кГсм.
где гх — расстояние от центра до опас-
ного сечения в см; IF — момент сопро-
тивления спицы в см3.
Число спиц в двух рядах т рекомен-
дуется брать следующим образом:
При Е>=500—800 &0О—1000 1000-1500 1500-2500 мм
т — 12 16 24 30
Напряжение в шве, крепящем спицу
к диску,
ч- ЗМл <
т [oja/j (Л 4- а) 4-
< М;, кПсм\
где ft и If — размеры шва по фиг. 33
в см; а — высота катета сварного шва
в см.
•• ч : . »
КЛИНОРЕМЕННЫЕ ПЕРЕДАЧИ
Общие сведения
В клиноременной передаче приме-
няется один или чаще несколько ремней
трапецеидального сечения.
Рабочими являются боковые поверх-
ности ремня.
Преимуществами клиноре-
менных передач перед плоскоременными
являются: а) возможность работы при
малом межцентровом расстоянии: 61 воз-
КЛИНОРЕМЕННЫЁ ПЕРЕДАЧИ
4??
можиость осуществления больших пере-
даточных чисел; в) малое натяжение
ремней и меньшие давления на валы;
г) возможность посредством одной
группы (комплекта) ремней вращать
одновременно несколько валов без при-
менения направляющих роликов.
При выполнении одного или обоих
шкивов клнноременной передачи из
раздвижных регулируемых дисков она
позволяет бесступенчато регулировать
угловую скорость ведомого нала.
Недостатки клиноременных пе-
редач: а) меньшая долговечность рем-
ней: б) более низкий к. п. д.; в) боль-
шие затраты на изготовление желобча-
тых шкивов.
Клиноременная передача применяется
преимущественно при малых межцен-
тровых расстояниях и больших переда-
точных числах, при которых плоскоре-
менная передача работает неудовлетво-
рительно.
Клиновые ремни изготовляются, как
правило, бесконечными.
При применении бесконечных ремней
расположение шкивов желательно кон-
сольное. Натяжение ремней регулирует-
экономию в стоимости изготовления
этого шкива и возможность легкого
перехода в случае необходимости с пло-
ского ремня на клиновые.
Во избежание электризации ремней
прн применении клиноременных передач
во взрывоопасных помещениях необхо-
димо тщательно заземлять опоры обоих
валов передачи и в особых случаях
покрывать ремни электропроводной
пленкой.
При работе передачи с большим чис-
лом пробегов в секунду (см. стр. 481)
целесообразно применять охлаждение
ее, например обдувом, что повышает
долговечность ремней.
Клиновые ремни
Конструкции прорезиненных клино-
вых ремней стандартизованы техниче-
скими условиями ГОСТ 1284-45, которые
предусматривают изготовление этих рем-
ней с кордтканью или с корлшнуром^
Из этих двух типов кордшнуровые ремни
обладают лучшей гибкостью и потому
более долговечны. Они изготовляются
длиной до 3 м и применяются для пере-
ся раздвижением валов илн посредством
нажимных роликов (см. примеры на
фиг. 34, в и б). Прейпочтителен первый
способ, так как применение нажимных
роликов значительно снижает долговеч-
ность ремней.
Расположение передачи может быть
любым. Клиновые ремни могут быть
использованы также лля полуперекре-
стных передач (фиг. 34, в) и при верти-
кальных валах.
При больших передаточных числах
больший шкив может быть выполнен
с гладким (плоским) ободом, что дает
дач повышенной быстроходности со шкн«
вами малых диаметров*.
Еще большей гибкостью, чем корд-
шнуровые, обладают зубчатые ремни
с гофрированной нижней поверхностью
(фиг. 35). Они обеспечивают более
высокий к. п. д. передачи, но дороже
клиновых ремней обычной конструкции
и склонны к расслоению.
• Для особо ответственных лерелач выпуска-
ются клиновые ремни с кордом иа стальных кана-
тиков. Это позволяет уменьшить сечение рения и
вместе с тем уменьшает .упругое* скольжение
повышает к. п. jl передачи.
478
РЕМЕННЫЕ ПЕРЕДАЧИ *
Сплошные прорезиненные ремни для
приводов выполняются согласно ГОСТ
1284-45 семи стандартных сечений
(табл. 11) со стандартными длинами,
Приведенными в
Таблица II
Размеры сечений ставдартвых клиновых
ремней (см. фнг. 36)
вннвьаэ L •инэынсодо 1 а в мм Л D ММ л и см* ацт в мм 2 _ цт н мм а, в мм
о 6±0.3 0,47 8,0 2.7 6,6
А 8±0,4 0,81 10,4 3,6 7,2
Б 17*ол 10,510,5 1.38 13.6 4.7 9,3
В д±0.5 13.5 ±0,5 2,30 П.6 6.1 12,2
Г эт±о:в 19 ±0.6 4,78 25,7 8.6 18,2
д 38±>;° 23.510,7 6,92 30,3 10,6 20,9
в 3010,8 11.70 40.1 13,6 28.2
Номинальной является внутренняя
длина ремня. Для определения межцен-
трового расстояния служит расчетная
длина ремня по нейтральному слою. Она
на величину х = 2к (Л — гип,} больше
его внутренней длины (гцт — коорди-
ната центра тяжести сечения; см. фиг. 36).
Клиновые ремни для передач на вспо-
могательные органы легких двигателей
автотракторного типа (так называемые
вентиляторные ремни) изготовляются,
согласно ГОСТ 5813-51, следующих раз-
меров:
Для всех ремней по ГОСТ 1284-45
и 5813-51 угол клина (фиг. 36) = 40’
при допускаемом отклонении ±1°.
В передачах с бесступенчатым регу-
лированием скорости в широком диапа-
зоне применяются нестандартные уши-
ренные клиновые ремни.
При нестандартных клиновых ремнях
координата центра тяжести сечения
ремня определяется по формуле
Зд — 4ft tg —
a-
(39)
Л
“ о
ширина ремня по линии центра тяжести
°ит “ а 2гцт 2
и площадь селения
P-h^a-hlg^. (41)
Выбор основных параметров
Передаточное число кли-
ноременных передач берут 7, в край-
нем случае ло 10.
Диаметры шкивов. Мини-
мально допустимые расчетные диаметры
шкивов по ГОСТ 1284-45 имеют следую-
щие значения:
Сечение ремне. . О А Б В ГДЕ
D в мм . . . ТО IQ0 140 316 500 800
min
Под расчетным диаметром понимается
диаметр окружности шкива, по которой
располагается нейтральный слой ремня
(см. фнг. 39).
Для передач с особо стесненными
габаритами приходится иногда по необ-
ходимости допускать меньшие диаметры
шкивов.
Для передач двигателей автотрактор-
ного типа по ГОСТ 5813-51 рекомен-
дуется:
Для сечений . • . . 1 2 3 4 5
в мм......80 90 105 125 140
min
Необходимо учитывать, что уменьше-
ние диаметра резко снижает долговеч-
Обозначение сечения.................. 1 2 3 4 5
Размеры сечения а/Л Мм............. 15X9 17ХЮ >8X11 22X12.5 25X14
Длины в мм в пределах................ 660—1120 560—1400 900—1400 950—1400 950—1400
Вентиляторные ремни выполняются
особо гибкой конструкции — кордшну-
ровымн и зубчатыми.
ность, тяговую способность и к. п. л.
передачи. Так, для ремня сечения В
по опытным данным относительное число
клинорёменныв передачи
479
пробегов до разрушения Z (в %) при
диаметре шкива D в мм составляет:
D. . . . 160 180 200 225 250 2ЭД
Z. . . . 30 56 100 200 370 600
т К. п. л. передачи (ти — для кордшну-
?овых, т12 — для кордтканевых ремней)
5] при оптимальном режиме:
При -5- 9 12 19
1), 0,92 0,920-0,935 0,950-0.970
т,, 0.87 0,885-0,910 0.905-0.935
Влияние диаметра шкива на тяговую
способность иллюстрирует табл. 13
(стр. 483): с уменьшением диаметра шки-
ва не только падает полезное напря-
жение, но одновременно уменьшается
скорость ремня и увеличивается окруж-
ное усилие. Вследствие этого необ-
ходимое количество ремней быстро
растет.
Основываясь па приведенных сообра-
жениях, следует всегда брать возможно
большие диаметры шкивов. При вы-
нужденном выборе шкивов малого дна-
метра неблагоприятное влияние этого
фактора на долговечность ремней сле-
дует частично компенсировать назна-
чением меньшего предварительного на-
тяжения.
Прн выбранном диаметре малого веду-
щего шкива диаметр большого опре-
деляется по формуле (4) на стр. 460.
Для клиновых ремней коэффициент
скольжения * составляет 2% при корд-
тканевых ремнях и 0,5—0,8% при корд-
шнуровых ремнях.
Скорость ремней на и вы год-
нейшая 20—25 м/сек.
Наибольшая допустимая скорость
» 30-35 м/сек.
Межцентровое расстоя-
ние наименьшее может быть принято
l.ln-0.5(D,+ D1) + 3*. (42)
где Л — высота сечения ремня (фиг. 36)
Чем меньше межцентровое расстояние,
тем большим получается при той же
скорости число изгибов ремня в секунду
и тем меньше его долговечность. По-
этому слишком малых / нужно избегать.
Рекомендуется межцентровое расстоя-
ние брать в зависимости от передаточ-
ного числа I из соотношений:
При I — 1 2 3 4 5 6 я более
——— — 1.5 1,2 1,0 0,96 0,90 0,85
V наиб
где DMau() — расчетный диаметр боль-
шего шкнва передачи.
Наибольшее рекомендуемое расстоя-
ние между центрами
/шах 2 (D, + А). (43)
В быстроходных передачах большие I
применять не следует во избежание
вибраций ремня.
Окончательное значение межцентро-
вого расстояния определяется по вы-
бранной стандартной длине ремня L из
формулы (3) на стр. 460.
С целью обеспечения необходимого
предварительного натяжения ремня,
характеризуемого напряжением <т0.
фактическое межцентровое расстояние
должно быть на величину А/ больше
расчетного:
При ft, в кГ1ем*......9 12 15
Ы в % от Lt кордшнуровых . .0.15 0,20 0,25
лля ремней | кордтканевых ... 0.4 0.5 0,6
Для того чтобы можно было надеть
ремни и подтягивать их после вытяжки,
конструкция передачи должна преду-
сматривать возможность изменения меж-
центрового расстояния в сторону умень-
шения на 2Л, где Л— высота сечения
ремня, и в сторону увеличения на 3—5%
от расчетного I.
Предварительное натяже-
II и е. С увеличением натяжения тяговая
способность клнноременной передачи
повышается, но долговечность ремней
резко падает.
По опытным данным для ремней
а X Л = 22 X 16 мм при D 150 мм
и и ~ 11,3 м/сек получается:
При напряжении о„ и кПем' 9 12 15 18
Относительная долговеч-
ность в "(о.........560 100 25 10
Для клиноременных передач наиболее
целесообразно брать а0 = 12 кГ/см* с
возможным повышением этой величины
до 15 кГ/см*.
Для приводов, работающих с особенно
форсированными режимами — при ма-
лых диаметрах шкивов и больших чис-
лах пробегов, целесообразно уменьшать
а0 до 9 кГ/см*.
Натяжение ремней So = Fjq-. значение
площади сечений F стандартных ремней
см. табл. 11. Давление на вал при дан-
ном So определяется по формуле (34).
а угол отклонения равнодействующей
от биссектрисы угла обхвата — по фор-
муле (36).
480
РЕМЕННЫЕ ПЕРЕДАЧИ
Геометрия передачи
Для передач с двумя шкивами угол
обхвата а меньшего шкива вычисляется
по формуле
Dt-Di .
21 ’
(44)
а
005 У ”
при а > 110е можно пользоваться
также приближенной формулой (1) на
стр. 460.
Длина ремня определяется по фор-
муле (2) на стр. 460; при а < 140”, после
выбора стандартной длины L и опре-
деления по ней межцентрового расстоя-
ния /, необходимо проверить взаимное
соответствие L и I по формуле
Д «• 2/ cos у +• у {Di + Di) 4-
(45)
где у = 90° — y •
В случае невыполнения этого равен-
ства межцентровое расстояние должно
быть исправлено.
Для передач с тремя (и более) шки-
вами необходимые для расчета размеры
находятся проще всего из построения
Фиг. 8?.
(фиг. 37), выполненного в достаточно
большом масштабе.
Рекомендуется брать ап|п > 120°,
при необходимости допустимы и мень-
шие углы обхвата. Для передач с не-
сколькими ведомыми шкивами, каждый
из которых передает только часть на-
грузки, можно допускать на этих шки-
вах а до 70е.
РАСЧЕТ КЛИНОРЕМЕННОЙ
ПЕРЕДАЧИ
В основе расчета клнноремениых пе-
редач должны лежать параметры, харак-
теризующие тяговую способность и дол-
говечность ремней.
Тяговая способность; Ха-
рактеризуется полезным напряжением
Р
я = у, т. е. окружным усилием, пере-
даваемым I см* поперечного сечения
ремня прн данных условиях работы.
В приводимом ниже расчете основное
полезное напряжение принимается зави-
сящим от диаметра шкива и натяже-
ния ремня ([ 11, [5];. Влияния угла
обхвата а. скорости v и режима работы
учитываются соответствующими коэф-
фициентами. Значения допускаемых по-
лезных напряжений для каждого про-
филя даны в табл. 13.
На случай необходимости применения
шкивов малых диаметров в этой таблице
указаны величины k0 для некоторых
диаметров, меньших, чем минимально
допустимые по ГОСТ 1284-45. Выбор
натяжения см. стр. 479.
Допускаемое полезное напряжение
с учетом всех факторов
*-*е-СгС«-С| (46)
Допускаемое окружное усилие
P-kF-гкГ (47)
и передаваемая мощность
w Pv kFzv
75 “ 75
Л. с..
или
Pv kFzv
102 ” 1и2
квт.
(48)
(48a)
где г — число ремней.
Влияние угла обхвата учитывается
коэффициентом Ct, значения которого
могут быть приняты следующими:
При a* I8U ITU 160 ISO 140 130
С, 1,0 0,94 0,96 0,93 0,90 0,87
При»* 130 ПО 100 90 80 70
С, C.83 0,79 0,74 0,68 0,62 0,56
В передачах с неподвижным осями
валов центробежная сила уменьшает
сцепление ремня со шкивом |5] и тем
самым снижает его тяговую способность,
что может быть учтено скоростным
коэффициентом С&
v в м\ак I 5 10 15 20 2S 30
С, 1,05 1,04 1,00 0,91 0,85 0,74 0,60
РАСЧЕТ КЛИНОРЕМЕННОЙ ПЕРЕДАЧИ
481
В передачах содним подвижным валом,
например с подвесным электродвигате-
лем, центробежная сила не влияет на
прижатие ремня к шкиву, и тяговая
способность с увеличением скорости не
изменяется, поэтому коэффициент —
= 1. Однако общее напряжение в ремне
повышается, что отражается на его
долговечности. ,
Коэффициент С8 режима и длитель-
ности работы берется по табл. 7.
При выполнении многоручьевой пере-
дачи следует тщательно обрабатывать
канавки (желобки) шкивов и Подбирать
ремни по длине с тем. чтобы обеспечить
одинаковые передаточные числа отдель-
ных ручьев и равномерное натяжение
всех ремней. Число ремней можно брать
до 8—12, а при особенно тщательном
выполнении передачи — до 20.
Долговечность клиновых рем-
ней определяется их усталостной проч-
ностью. Последняя зависит от величины
Фиг. 38. Изменение ианршксин* по длине клино-
вого рения: а — в кару ясных; б — во внутренних
волокнах.
и характера действия напряжений в рем-
не, формы цикла изменения напряжений
(фиг. 38) и частоты циклов ((1J, (5]).
Эти факторы в свою очередь зависят
D
от отношения -д, предварительного на-
тяжения, числа пробегов в секунду,
передаточного числа, числа шкивов и
31 том 4 7ва
числа ремней в передаче. Влияние диа-
метра и натяжения указано выше. Уве-
V
личение числа пробегов и = £ в секунду
повышает нагрев ремня, обусловленный
внутренним трением, что снижает общее
число циклов до разрушения ремня.
Передаточное число изменяет форму
цикла изменения напряжений: при i = 1
ремень испытывает за каждый пробег
одинаковые изгибы на обоих шкивах;
с увеличением i влияние изгиба на боль-
шом шкиве уменьшается. С ростом
числа ремней увеличивается неравно-
мерность их работы и снижается долго-
вечность. Число шкивов определяет
число изгибов за один цикл.
Долговечность ремней учитывается
в расчете на работоспособность при
выборе О,п)п, <г0 и в снижении величины
полезного напряжения ke при малых
диаметрах (по табл. 13). Кроме того,
для обеспечения достаточного срока
службы ремней следует брать число
пробегов в секунду и <-10, в крайнем
случае и < 15. Для передач с несколь-
кими шкивами или при i «и 1, а также
для дорогих ремней крупных сечений
число пробегов должно ограничиваться
меньшими величинами. Для клиноре-
менных передач автотракторных двига-
телей допускают и до 20.
Относительный срок службы ремня
может быть оценен, если известно из
испытания общее число циклов Z', вы-
держиваемых до разрушения ремнями
аналогичной конструкции и данного
размера при параметрах D' и а' [5].
Тогда ориентировочно долговечность в
заданных условиях будет
Г“36О0-х-Д О') I а ) ЧаС (49)
Здесь а — напряжение в ведущей ветви
при работе передачи без учета напря-
жения изгиба; D — расчетный диаметр
наименьшего шкива передачн; х — коэф-
фициент, учитывающий влияние вторых
максимумов напряжений (1 < х < гш<>
где гшк — число шкивов в передаче);
L — в ж; v — в м/сек. При I -> 1х «
«» гшх, при t — 6 -г- 8х » 1.
Порядок (последовательность) рас-
чета. Для проектирования передачи
должны быть заданы: 1) назначение и
режим работы передачи, род двигателя:
2) передаваемая мощность; 3) числа обо-
ротов в минуту валов; 4) желательные
габариты (межцентровое расстояние).
432
РЕМЕННЫЕ ПЕРЕДАЧИ
В результате расчета определяются
сечение, длина и число ремней, размеры
шкивов, межцентровое расстояние и
давление на валы.
Порядок расчета следующий.
I. По табл 14 выбирают сечение ремня
и по нему из табл. 11—размеры и пло-
щадь сечения. Из возможных для дан-
ной мощности сечений следует, как пра-
вило, отдавать предпочтение меньшему,
так как при тех же габаритах полу-
D
чается большим отношение и ремни —
более долговечными (однако число рем-
ней не должно быть слишком боль-
шим).
2. Выбирают диаметр меньшего шкива
Pi (при замедляющей передаче) и по
формуле (4) на стр. 460 находят диа-
метр Di.
Целесообразно расчетные диаметры
обоих шкивов брать из стандартного
ряда диаметров плоскоременных шкивов
по ОСТ 1655 (табл. 10).
3. Определяют скорость ремня по
к£)|Л1
формуле v « —эд- . Если выбор диа-
метров шкивов не ограничен габари-
тами, то рекомендуется задаться ско-
ростью, назначая ее как можно ближе
к наивыгоднейшей, и затем по и найти
диаметры шкивов.
4. Определяют действительное число
оборотов в минуту ведомого вала и
действительное передаточное число.
5. При заданном ориентировочном
межцентровом расстоянии /0 сопоста-
вляют его с полученными Dt и
Если /0 не задано, то выбирают его по
Dt и /, как указано на стр. 479.
6. Определяют по формуле (2) (или
построением) длину ремня и округляют
ее до ближайшей стандартной длины
по табл. 12.
7. Проверяют число пробегов ремня
в секунду. Если оно велико, увеличи-
вают длину ремня.
8. По стандартной длине ремня L из
формулы (3) находят окончательное
межцентровое расстояние I и устанав-
ливают пределы его изменения.
9. По формуле (1) или (44) определяют
угол обхвата а на меньшем шкиве.
В передаче с несколькими ведомыми
валами углы обхвата определяют (по-
строением) для всех шкивов.
По найденным значениям rtj , а, и н и
проверяют приемлемость основных раз-
меров Dt, Dj и /.
Таблица 12
Стандартные длины клиновых ремне!
(по ГОСТ 1284-45)
яю
ыю
830
710
800
ООО
1 <юо
1 120
1 250
1 400
1 5»
1 800
1 900
2 000
2120
2 240
2 360
2.400
2 6.50
2 800
3 150
3 550
4 000
4 500
5 000
S600
6 300
7 100
8 000
9 000
10 000
II 200
12 500
14 000
Расчетные длины в мм лля сечений
519
579
«49
729
819
919
1019
11'19
1Й69
1419
1619
1819
2019
2259
2519
525
585
655
735
825
925
1025
1145
127.5
1425
1625
1825
202.5
2265
2525
2825
3175
3575
4O2J
663
743
833
933
1033
1153
1283
1433
1633
1833
2033
2273
2533
2833
3183
3583
4033
4533
.4033
5633
6331
1844
1944
2044
2164
2284
2404
2544
2694
2844
3194
3594
4044
4544
50-14
5644
6344
7144
8044
9044
3 210
3 610
4 060
4 560
5 060
5 660
6 360
7 160
8 060
9 (ИЮ
10 0611
11 260
4 574
5 074
5 674
6 374
7 174
8 074
9 074
10 074
11 274
12 574
14 074
6 395
7 195
8 095
9 095
10 095
11 29.5
12 595
14 09$
Допускаемые отклонения по длине 4-0,73»),
и -1.2»/;.
Допуск лля алии ремней в одном ком-
плекте — не более 0,К»^.
10. Определяют окружное усилие Р =
=• —— кГ, где N — в л. с. (или Р =*
I02/V г. .. .
= —— кГ, если W — в квт}.
II. Выбирают величину напряжения д0
от предварительного натяжения и по
табл. 13 находят основное полезное на-
пряжение ka. Выбирают коэффициенты
С|, Ci (стр. 480) и С8 (табл. 7) и по
формуле (46) определяют допускаемое
полезное напряжение.
12. Находят число ремней в пере-
Р
даче := ~кр.
13. Устанавливают размеры шкивов
(см. стр. 484—485).
расчет клиноременной передачи
483
Таблица 13
Допускаемое полезное напряжение
прн a = 180J, V = 10 Ж|СГК И спокойной
нагрузке
Сече- ние р«ш<я Расчет- ный диа- метр Ml- . лого шкива в ММ Допускаемое полезное напряжение в кПсм' при натяжении
оо в кПсм1
9 12 15
О (63) 70 80 90 и более 11,0 11,8 12.3 13.5 14,5 15.7 16,5 16,2 17.4 18.6
А $ 112 125 и более 11.0 12.3 13,1 13,5 15, t 16,1 17,0 16,7 18,0 19,1
Б (125) 140 160 . 180 и более 11,0 12,3 13.6 13,5 15.1 16,7 17.4 16Л 18.8 20.5
В (180) 200 225 250 280 и более 11,0 12,3 .13,8 13.5 15,1 16.9 18.4 19.1 16?7 18,.9 20,7 22,4
Г (3») 320 360 400 450 и более 11.4 12,3 14,0 14.0 15.1 17.2 19.1 19.2 16J 19.3 21,6 22,4
Д (450) 500 560 630 и более 10.7 12,3 14,0 13.2. 15,1 17,2 19,2 16,7 19.3 22,4
Е (710) 800 900 1000 и более 10,5 12,3 13,0 15,1 17.3 19,2 16?7 19,5 22,4
14. Определяют усилие Q, действую-
щее на валы, по формуле (34).
15. По формуле (36) определяют угол
отклонения усилия Q от линии центров.
При выполнении этапов расчета 2;
5; 8; 9 и 11 руководствуются указа-
ниями, данными на стр. 86—87.
Указания о выполнении особых
видов клиноременных передач
Плоско-клннорсменная передача вы-
полняется с малым шкивом желобчатым
и большим — плоским (с гладким обо-
дом). Наименьшее передаточное число,
при котором тяговая способность стан-
дартных клиновых ремней на обоих
шкивах одинакова, составляет:
Для сечения Л Б В Г Д Е
Zmln“4 3,75 3,5 3,25 3 3
При I < /,в)п тяговая способность пе-
редачи будет ниже, чем нормальной
клиноременной. Во избежание сбега рем-
ней с плоского шкива брать / > 8 не
следует. Применимы ремни сечения 4
и более крупные: ремни меньших сече-
ний склонны перевертываться на шки-
вах и перекручиваться.
Расчетный диаметр плоского шкива
+ 2 (Л — zum),
где DH — наружный диаметр обода пло-
ского шкива; значения h и гч,л (см.
фиг. 36) берутся из табл. 11. Межцен-
тровое расстояние / « Do. Обод должен
быть обточен по цилиндру, без выпук-
лости. При I > /|П|П расчет передачи
Таблица II
Сечения реиня в зависимости от мощности
и скорости
Передд- ваемая мощность N в л. с. Рекомендуемые сечения ремня при скорости v в .«|сек
до 5 св. 5 до 10 свыше 10
0,5 до 1 О, А О О
С». 1.3 А. Б О. А О (А)
. 3 . А. Б О. А, Б О, А
. 6 . 10 Б. В, (Л А, Б. (В) А, Б
. 10 . 25 В, Г Б, В Б, В
. 25 . 50 В. Г В. Г
. 50 . 1U0 Г,Д В. Г
. 100.200 — Д, Е Г.Д
. 2U0 — Д, Е
проводится аналогично расчету нор-
мальной клинорсменной передачи.
31*
484
РЕМЕННЫЕ ПЕРЕДАЧИ
Передачи между вертикальными ва-
лами. Для предотвращения выскакива-
ния ремней из канавок последние вы-
полняются более глубокими, чем у шки-
вов нормальных передач. При расчете
таких передач полезное напряжение k
нужно брать на 10—20% меньше, чем
для передач с горизонтальными валами.
Полуперекрестиые передачи выпол-
нимы при достаточно большом межцен-
тровом расстоянии и передаточном числе,
не слишком отличающемся от единицы.
Межцентровое расстояние должно быть
не менее Л,!,, = 5(Dmax + В), гдеРтм—
диаметр большего шкива и В — ширина
шкива. Так же как и в передаче с вер-
тикальными валами, шкивы должны вы
подняться с глубокими канавками, и
при расчете полезное напряжение необ
холимо уменьшать на 20%
Передачи с нажимными роликами
допустимо применять только при невоз-
можности натяжения ремней перемеще-
нием одного из валов передачи. Ролик
может располагаться с внешней сто-
роны передачи (см. фиг. 34, а) или
с внутренней (см. фиг. 34, б). В первом
случае обратный изгиб ремня резко
снижает его долговечность. Поэтому
предпочтительно ставить ролик внутри
передачи, хотя углы обхвата на рабочих
шкивах при этом уменьшаются. При
установке снаружи ролик — плоский,
диаметр его Dp > l,5Z>m)n (гдеОго1п см.
стр. 478); при установке внутри ролик—
желобчатый, Dp >D mln-
Длина ремня определяется как для
передачи без ролика с той целью, чтобы
ролик лишь незначительно отклонял
ремень и чтобы влияние дополнитель-
ного изгиба было наименьшим. Расчет
проводится так же, как и передачи без
ролика.
Шкивы
Клиноременные шкивы выполняются
преимущественно литыми чугунными,
реже сборными из штампованных сталь-
ных дисков.
Размеры канавок литых точеных шки-
вов (фнг. 39) могут быть выбраны для
нормальных передач по табл. 15.
Для ремней нестандартных сечений они
могут быть взяты по размерам ремня а,
Фиг. 40. Измерение
расчетного диаме-
тра шкива при по-
мощи двух роликов
(шариков).
Фиг. 39.
h и гм/п (фиг. 36) сле-
дующими: с « гцт с
округлением до бли-
жайшего большего
целого числа миллиметров; е = с 4- Л;
t= 1,2а —для мелких и средних
Размеры профиля канавок клииоременныа шкивов
Таблица IS
Размеры в мм для сечений рения
по фи г. 3» О А Б В Г Д £
С в 3 4 5 7 9 12 16
в В 10 13 17 22 30 36 48
t в 12 16 21 27 38 44 58
S в 9 12 15 18 23 26 32
Для нзмере- мни роликом d Ч~Р т — 8,5 5,66 2.66 11.* 7.32 3.32 14,3 9.44 4.44 18.5 12,18 5.18 27.0 17,66 8.65 32,0 21.16 9,16 42.3 27.9 11.9
У ГО) При расчетном диаметре D в мм
34° 70-90 100-125 140-160 <200 <320 320-453
36 U 100-140 140-180 1S0-250 22.5-320 <560 <800
38» 160-280 200—ИХ) 2ЯО-500 36U-630 500 -900 630-Г.20 800-1400
40» >320 >150 >560 >710 >1000 >:2ьо >1600
• По приложению к ГОСТ 1284-45.
РАСЧЕТ КЛННОРЕМЕННОЙ ПЕРЕДАЧИ
48.5
Габ.гица 16
Римеры профиле глубоких канавок
дли шкивов передач с вертикальными
валами и полуперекрестных
сити I иля «г. 39 Размеры в м « лля сечений ремня
X в ч л н Е Е О А В В Г Д Е
С 6 8 10 13 18 22 28
в 14 18 23 29 39 48 «0
t 15 19 24 31 44 52 85
S 10 13.5 17 20 26 30 37
и до 1,16л — для крупных сечений;
s = 0,5а + (4 ч- 10) мм в зависимости
от профиля. Координата центра тя-
жести определяется по формуле (39).
При обегании шкива ремень дефор-
мируется, и угол клина его уменьшается.
Поэтому угол ? желобков должен на-
значаться в зависимости от расчетного
диаметра: для стандартных приводных
ремней — по табл. 15, лля вентилятор-
ных — по данным заводов резиновой
промышлен ностн.
Размеры профиля шкивов с глубокими
канавками для передач полуперекрест-
ных и с вертикальными валами могут
быть взяты по табл. 16 и для нестан-
дартных ремней по соотношениям с ж
« 2гцт; е = с + Л 4- (2 ч- 3) мм; t =
1,5а —для мелких и до 1,3а —
для крупных сечений; з = 0,5а 4-
а
4 a4mtg у 4- (4 ч- 10) мм в зависимости
от профиля.
Для того чтобы более точно выдержать
расчетный диаметр канавок, целесооб-
разно его контролировать либо с по-
мощью двух шариков или роликов и
микрометра (фнг. 40), либо с помощью
шарика или ролика измерением инди-
катором положения его относительно
наружного диаметра (фиг. 41, а) (6].
Контрольный размер при первом спо-
собе
/-О + 2(9-^),
где
q - у (l + cosec
И
/>- —агу.
D — расчетный диаметр; d — диаметр
ролика; р — угол канавки; ацт — ши-
рина ремня на линии центра тяжести
сечения. При втором способе прибор
предварительно настраивается по плит-
кам (фиг. 41, 6) на величину
т - (9 — Р) — 0.5 (О* — °)-
Диаметр ролика следует брать близ-
<р
ким к величине d = аит sec у; для рем-
ней по ГОСТ 1284-45 рекомендуемые
о)
Фиг. 41. Измерение расчетного диаметра шкива
индикатором ори помощи ролика (шарика).
значения d и соответствующие им вели
чины q — р и т даны в табл. 15. Для
многоручьевых передач контроль при
помощи роликов обязателен. Для пере-
дач с одним ремнем достаточен кон-
троль канавки по ее ширине на наруж-
ном цилиндре.
* — ацт 4 2с tg у .
Наружный DH, внутренний De диа-
метры и ширина В шкива:
DM — D + 2с; D, — DH — 2е;
где D — расчетный диаметр; г — число
ремней; с, е, t и s — размеры, опреде-
ляемые, как указано выше.
Остальные элементы клнноременных
шкивов конструируются так же, как
у плоскоременкых шкивов.
Сварные шкивы* из штампованных
дисков (фнг. 42) удобны для массо-
вого производства. Недостаток конструк-
ции по фиг. 42, б — плохой отвод тепла.
Заимствовано у Н. И. Горбатова,
486
РЕМЕННЫЕ ПЕРЕДАЧИ
Толщина дисков 8=1,5ч-3 мм, раз-
меры профиля канавок (фиг. 43):
с = гчт+(3-=-5) мм; е = с+Л; d = 1 ч-
Ч— 1,8 мм; / = 4ч- 6 мм; t = ацт 4* 2 (84-
4- d -f-c-tg -f-): k = о,4/.
Ва-
риаит 1
Ва-
риант П
Фиг. 43.
Пример. Рассчитать клииоремеиную перс
лапу от гидротурбины с л, -ш 214 об/мин на вал
генератора MC3I5-4J8 эффективной мощностью
Л' = 46 кет при Л| = 750 об/мин. К. п. д. гене-
ратора > 0,В88. Работа — непрерывная, 24 часа
в сутки. Ориентировочное межис1гтровое расстоя-
ние 1500—1600 мм.
Принимая к. п. д. передачи т; — 0,96, опреде-
ляем мощность на валу турбины:
V 46
NT~ “ бЖодГ ” и’5 к,т ” 74 л-с-
*в 'Л
1. По табл. 14 при v > 10 м)сгк и N = 74 л. е.
можно взять ремни профиля В или Г. Расчет ведем
лля обоих вариантов.
Ва Па-
ризит 1 рнаит II
Профиль ремня в Г
По табл. 11
размеры сече
ния а ХЛ в мм 22Х13Л 32X19
площадь сече-
ния Гвглг». . 2,30 4,76
2. Передача— ускорительная
(П, > л,), малый шкив — ведо-
мый. Генератор снабжается
при плоскоременной передаче
шкивом D = 560 мм в В =
= 350 мм. При кяиноременной .
передаче вследствие относи-
тельно меньшего натяжения
диаметр шкива может быть
взят несколько меньшим бел
увеличения давления на вал.
Принимаем диаметр шкива
генератора я мм Ь, = 450
Диаметр шкива турбины
(при а«» 2»/J в жлг I), = 1600
3. Скорость ремня в шеек
р = 17,9
4. Действительное число обо*
ротов ведомого вала в минуту
при я =. 2»|0 Я, = (1 -а) 5115.' —
- 0,98-214 -51 - 747
Действительное передаточ-
ное число / = — = з,49
п,
5. Прн <=3,5 рекомендуется
(стр. 479) у—---«3 0,97.
°наиб
Отсюда межцентровое расстоя-
ние в мм 4 = 0.97Р, 1550
6. Длина ремня в .мм 4=21,-(-
+ 2-(O,4-d,)4-(P‘^iP,)*- 65зз
Ближайшая стандартная дли-
на в мм L (табл. 12) 6344
Ремень по ГОСТ 1284-45 D6300
7. Число пробегов в секунду
и = -р - 2,82
Я. Расстояние межлу цен-
трами при выбранной длине
ремня в мм:
• - 3124
Д - 575
I- 1448
Наименьшее I, необходимое
для надевания ремня, в мм
•мамм-1-311- 1421
Наибольшее /, необходимое
для компенсации вытяжки, в мм
/явав-> (1.03 4- 1,06)1- 1520
9. Угол обхвата
„<„ 1ВД» _ 60» °' ~ 5k _ 132»
Величины л,и ио в пределах
рекомендуемых значений я, и I
близки к заданным, потому
основные размеры приемлемы.
10. Окружное усилие в кГ
Р-1&- . ЗЮ
11. Принимаем ж,=12 кПсж’,
по табл. 13 »0 ч кпем* 19,1
12 Коэффициенты'
угла обхвата С, = 0,88
скорости < С, = 0,89
режима ' С, = 0,80
500
1800
20,2
755
3,52
1750
7354
7160
Г7100
2,82
3548
650
1645
1607
1720
133»
275
19,2
0,88
0,85
0,80
РАСЧЕТ КЛИНОРЕМЕННОЙ ПЕРЕДАЧИ
487
Вэ- ри пит 1 Ба- рнант II
13. Допускаемое полезное на- пряжение п кГ /см‘ * = *o Ci Ct C,- 12/> 11,5
14. Число ремней в передаче Р *~Гра 11 5 ремней
15. Размеры шкивов в мм по табл. 15: с 7 9
t п 30
1 27 38
л 18 23
наружные диаметры шкивов: ОМ1-О, + 2г = 1614 1818
О«,-О. + 2с = 464 518
внутренние диаметры шкивов: De, — dh, — 2е •“ 1570 1758
^ = О«,-2г- 429 458
Для измерения роликом по табл. 1S: диаметр ролика в мм d = 18,5 27,0
размер н мм т = 5,18 8,65
Ва- Ва-
риант I рнант II
Угол канавки по табл. 15:
на ведущем шкиве ф, = 40» 40»
на ведомом шкиве е» «— 38» 38»
ширима шкива в мм В =*
306 198
16- Давление на аалы в кГ
Q ш 2a,-F-2 «In у — 555 523
17. Угол отклонения 9 ™
= arctg (— ct4 2-1 - ’»*•»
Вариант I более благоприятен и отношении
долговечности ремней [ вследствие большего
диаметральных габаритов и величины 7, ио ширина
шкива и давление на валы при этом нарнантс
больше, чем при варианте II. Кроме того, в ва-
рианте I необходим тшательиый подбор комплекта
из 11 ремней по длине и более точное выполнение
канавок шкивов. .
ЛИТЕРАТУРА
1. Детали машин. Сборник материалов по рас-
чету и конструированию, изл. 1-е под рол.
М. А. Саверниа, Машгиз, 1911, изд. 2-е под рея.
Н. С. Ачеркаиа, Машгиз, 1953.
2. Жуковский Н. Е., О скольжении
ремия иа шкивах. Полное собрание сочинений,
т. VIII, ОНТИ, 1937. '
3. Петров Н. П., Влияние трении при пе-
редаче работы упругим ремнем. .Известия Петер-
бургского технологического института*, 1693.
Л. Португалова А. А. и Спицын Н. А.,
Подшипниковые узлы высокоскоростных приводов,
ЭНИИПП, Машгиз, 1946.
5. Пронин Б. А., Клнноременные пере-
дачи. Машгиз. 1952.
И ИСТОЧНИКИ
6. П р о и и и Б. А., К вопросу о назначении
размеров и контроле клииоремеииых шкивов.
.Вестник машиностроения* М 9, 1950.
7. Р е ш е т о в Д. Н., Расчет деталей стан-
ков, ЭНИМС, Машгиз, 1945.
8. Передачи в машиностроении, ВНИТОМАШ,
Машгиз, 1951.
9. Передачи в машиностроении, изд-во Акаде-
мии наук СССР, 1963.
10. Справочник машиностроителя, г. III, Ремен-
ные передачи, Машгнз, 1951.
11. Энциклопедический справочник «Машино-
строение*, т. 2, Передачи гибкой связью. Маш
гиз, 1948.
ГЛАВА XU
КРИВОШИПНО-ШАТУННЫЕ МЕХАНИЗМЫ
НАГРУЗКИ, ДЕЙСТВУЮЩИЕ
В КРИВОШИПНО-ШАТУННОМ
МЕХАНИЗМЕ
В поршневых машинах кривошипно-
шатунный механизм осуществляется по
схемам, показанным на фиг. I и 2.
Фиг. 1. Схем* кривошипно-шатунного механизма:
I — поршень: 2 — кривошип; 3— шатуп; 4— порш-
йеной шток; S— ползун.
В некоторых случаях для уменьшения
бокового давления поршня на стенку
цилиндра и увеличения рабочего объема
г--
Фиг. 2. Обозначении см. фиг. 1.
цилиндра ось последнего смещают отно-
сительно оси вала (фиг. 3). Такой
механизм называется смещенным или
деэаксиальным. Величина смещения а
обычно берется не более радиуса криво-
шипа R.
Формулы для кинематического расчета
центрального и смещенного кривошипно-
шатунного механизма см т. I, стр 474—
480, для кинематического расчета меха-
низма с прицепным шатуном — т. 1,
(стр. 487).
В кривошипно-шатунном механизме
поршневых машин действуют силы дав-
ления газа или жидкости, а также силы
инерции движущихся масс, которые
условно приводятся к силам инерции
поступательно и вращательно движу-
щихся масс.
Силы трения приближенно учиты-
ваются механическим коэффициентом по-
лезного действия т;т = 0,85 -Н 0,80.
Силы давления на поршень опреде-
ляются для любого положения поршня
по индикаторной диаграмме. Для опре-
деления сил инерции необходимо знать
массы движущихся частей механизма и
их ускорения. К поступательно движу-
щимся массам относят массу комплекта
поршня, поршневого штока, ползуна и
части шатуна. Дру-
гую часть шатуна
Фиг.
относят к вращательно движущейся
массе, сосредоточив ее на оси шатунной
шейки кривошипа.
Поступательно движущуюся массу
считают сосредоточенной на оси пальца
поршня или ползуна.
Сила инерции поступательно движу-
щихся частей нормального шатунно-кри-
вошипного механизма определяется по
приближенной формуле
Pj — —Мп1№ (cos а + X cos 2»),
где Мп — масса поступательно движу-
щихся частей; ш — угловая скорость
кривошипа; а — угловая координата
£
кривошипа (фиг. 4) и А = £ — отно-
ДЕТАЛИ КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА
489
шение радиуса кривошипа к длине ша-
туна.
Радиальная сила инерции вращаю-
щихся масс (части шатуна и кривошипа)
C=-MtpR^.
где Мвр — масса вращающихся частей,
сосредоточенная у шатунной шейки
кривошипа.
Суммарная сила от давления газов
(жидкости) Р, и сил инерции поступа-
тельно движущихся масс Pj
P-Pt + P>
Сила, действующая по оси шатуна
(фиг. 4) в центральном кривошипно-
шатунном механизме,
к_____Р_
* cos? *
Сила, действующая на стенку ци-
линдра или направляющую ползуна,
W-Ptg?.
Радиальная сила, действующая на
кривошип,
7 n cos
“ COS ? *
Касательная (тангенциальная) сила,
действующая на кривошип,
_= n sin (а + ?)
cos р
Крутящий момент
Мк - TR.
В многоцилиндровых двигателях при
выборе расположения кривошипов и по-
рядка вспышек в цилиндрах исходят нз
стремления достигнуть наибольшей рав-
номерности хода двигателя, максималь-
ной уравновешенности движения, умень-
шения веса двигателя и снижения наи-
больших напряжений в материале вала.
Расположение кривошипов коленча-
того вала двигателя должно быть таким,
чтобы силы инерции от вращающихся
масс механизма и моменты от этих сил
по возможности взаимно уравновеши-
вались, не требуя для этого применения
противовесов.
ДЕТАЛИ КРИВОШИПНО-
ШАТУННОГО МЕХАНИЗМА
Поршневой палец
Поршневой палец иногда для облег-
чения делают полым. При установке
пальца его либо закрепляют в бобышках
поршня или в головке шатуна, либо
Фиг. 5.
дают возможность свободно поворачи-
ваться в бобышках и в головке шату-
на (плавающий палец). Последний спо-
соб установки пальца (фиг. 5) наиболее
рационален: при этом достигается умень-
шение износа, равномерное его распре-
деление по окружности пальца, значи-
тельное уменьшение тепловыделения и
более равномерное нагружение мате-
риала пальца. Плавающие пальцы фик-
сируются в осевом
направлении раз-
личными способа-
ми, например при
помощи колец
(фиг. 5).
Для уменьшения
износа поверхность
пальца упрочняют
путем цементации
или азотирования. При ремонте с целью
увеличения диаметра пальца для ком-
пенсации износа* поверхность пальца
хромируют; однако это ведет к некото-
рому снижению усталостной прочности
пальца. Материал пальца — углероди-
стые и легированные стали.
Расчет пальца. Пальцы рассчиты-
ваются на поперечный изгиб и на удель-
ное давление. Полые пальцы рекомен-
дуется рассчитывать, кроме того, на
изгиб при овализации и сдвиг от попе-
речной силы.
При расчете пальца на изгиб рекомен-
дуется применять силовую схему на-
грузки, показанную на фиг. 6. Резуль-
таты расчета по этой силовой схеме
хорошо согласуются с результатами
экспериментальных исследований.
Максимальное напряжение изгиба по
середине пальца
P(l + Qb- 1,5а)
где Р — нагрузка, действующая на па-
лец; I — рабочая длина пальца; b — рас-
стояние между бобышками поршня; а —
длина поршневой головки шатуна; а—
отношение внутреннего диаметра пальца
к его внешнему диаметру d.
490
КРИВОШИПНО ШАТУННЫЕ МЕХАНИЗМЫ
Наибольшая срезывающая сила дей-
ствует на поршневой палец в сечениях
между бобышкой и головкой шатуна.
Наибольшее касательное напряжение
в этих сечениях
0,&5Р (1 + а 4- а’)
тт*х - аг (1 _ Н)
Напряжения от овализацни полого
пальца, возникающие на внешней (аа)
и внутренней (az) поверхностях в гори-
зонтальном (ч> — 0“) и вертикальном
(<р = 90’) продольных сечениях пальца,
могут быть приближенно определены
по формулам
, Р Го 10 (2+*)(1 +°)
ld [0.1 (1 —ар
1—]п.5-15(«-0,4)>);
в р Г01о(1+*И1 + ») ।
Id [°’ 9 (1-ара +
+ Т^у] [1,5-15(а-0,4Р];
Р Га ,-г, (2 4-а) (1 4-а)
« «’“90“ — Id |°’ 74 (1 — а)»
+ П.5 - М(а-0.4)’];
Р [nl,Jl +2а)(1 + а)
“ Id I0’174 (!-«)».-------
_p^][15_I5(a_04)8J
Одно из важных требований, предъ-
являемых к поршневому пальцу, — до-
статочная жесткость.
Прогиб пальца посередине (фиг. 6)
/ - ]4s’ (m + л) 4- 10s (т + л)’ +
+ 8 (т + л)’ — 2m’ (s + 2л) +
+ 0,611s’— Зтя] +
рь
+ (0,292s + л + 0.5m),
где £ и G — модули упругости матери
ала; J — момент инерции сечения;
F — площадь сечения пальца; к —коэф
фицнент, учитывающий форму сечения:
Наибольшее увеличение диаметра по-
лого поршневого пальца вследствие ова-
лизации рекомендуется определять по
приближенной формуле
0.09Р/1 + а\’
[1^-15 («-0.4)8].
д<<т«х = -£7'
Запас прочности на усталость прини-
мается равным 1,8—2,0, иногда и более.
Относительная прочность полых пор-
шневых пальцев определяется испыта-
нием при переменных на-
пряжениях на пульса-
торных машинах. На-
грузка на палец осуще-
ствляется через колодки
(фиг. 7).
Наличие волосовин на
внутренней поверхности
снижает их усталостную прочность на
20—25%. Азотирование внутренней по-
верхности повышает усталостную проч-
ность на 30—40%, цементация — на
15-20%.
Ползун
В кривошипно-шатунном механизме
ползун служит для передачи сил, дей-
ствующих на поршень, через шток на
шатун. Ползун (крейцкопф) (фиг. 8)
движется в направляющих,выполненных
заодно со станиной или прикрепленных
к ней. Главные части ползуна — корпус,
палец и башмаки. Конструкции ползуна
Фиг. 8.
бывают самыми различными: они опре-
деляются конструкцией шатуна, типом
машины и ее размерами. Число башма-
ков у ползуна — от одного до четырех.
Скользящая поверхность башмаков вы-
полняется плоской или цилиндрической.
Наибольшее значение удельного нор-
мального давления между башмаком и
направляющими приближенно опреде-
ляется по формуле
где Ко — сила, действующая по осн ша-
туна, когда кривошип повернулся на 90“
от положения верхней мертвой точки;
R — радиус кривошипа; L — длина ша-
ДЕТАЛИ КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА
491
туна; F„ — площадь проекции скользя-
щей поверхности ползуна на плоскость,
параллельную направлению движения
ползуна и перпендикулярную к плоско-
сти вращения кривошипа.
Величина удельного давления ограни-
чивается нагревом; при охлаждаемых
направляющих значение р допускается
больше, в зависимости от материала
скользящих поверхностей и условий
охлаждения; допускаемые значения р
лежат в пределах 2—12 кГ/смг.
Шатун
Главные части шатуна — поршневая
головка, связанная с поршнем или пол-
Фиг. э.
зуном, стержень и кривошипная головка.
Стержни шатунов раз-
личных машин разли-
чаются главным образом
формой поперечного се-
чения и размерами, кон-
струкции же головок ша-
тунов весьма различны.
Поршневые головки
обычно неразъемные; в
случае наличия ползуна
они бывают
вилкообразные и
разъемные (фнг. 9). Кри-
вошипные головки де-
лаются неразъемными в
случае разъемного коленчатого вала и в
двойные
часто
тех случаях, когда шатун соединяется с
открытым кривошипом. В головки шату-
на, связанные с поршнем или ползуном,
ставятся втулки или вкладыши, брон-
зовые или стальные, с заливкой бабби-
том. В кривошипные головки ставятся
вкладыши, залитые баббитом или свин-
цовистой бронзой. Особенно сильно на-
груженные кривошипные втулки делают
многослойными; так. в шатунах авиа-
ционных двигателей, где максималь-
ные удельные нагрузки достигают
250 кГ/см* и более, а скорости скольже-
ния 10—15 м/сек. на стальную основу
вкладыша наносится свинцовистая
бронза, а затем тонкий слой свинца.
Вкладыши вставляются в головку с на-
тягом, однако применяются и так назы-
ваемые плавающие втулки, которые ста-
вятся с зазором; при этом вследствие
вращения втулки относительно вала и
головки шатуна износ получается более
равномерным.
Материалы вкладышей должны обла-
дать высокими антифрикционными свой-
ствами, иметь достаточно высокий пре-
дел выносливости на изгиб при рабочей
температуре, хорошо прирабатываться,
обладать способностью хорошо сопро-
тивляться коррозии и высокой тепло-
проводностью.
Удовлетворительная работа вклады-
шей в большой степени зависит от жест-
кости головки. Поэтому основное тре-
бование, предъявляемое к головкам
шатуна, — это достаточная их жест-
кость. При выполнении этого требования
головки шатуна обычно удовлетворяют
и условию прочности.
Шатуны изготовляются из углеро-
дистой стали с пределом прочности
-'-50 кГ/см'1 и из легированной стали
с пределом прочности 90—120 кПсм\
шатуны из сталей с более высокими зна-
чениями предела прочности встречаются
как редкое исключение.
Расчет стержня шатуна. Сечение
стержня шатуна обычно выполняется
двутавровым, круглым или кольцевым.
Основной нагрузкой является перемен-
ная сила, действующая вдоль оси ша-
туна. Кроме того, на шатун действует
сила инерции, изгибающая его в пло-
скости движения. Эта сила обычно не
вызывает высоких напряжений; вели-
чина ее достигает максимума, когда
основная нагрузка, действующая по оси
шатуна, невелика. Поперечные колеба-
ния шатуна могут оказывать влияние на
напряженность шатуна только в тех
случаях, когда его собственная частота
колебаний низка.
Запас прочности на усталость стержня
шатуна определяется обычным методом,
когда определены наибольшие и наи-
меньшие напряжения за цикл работы.
Наиболее опасными местами стержня
шатуна обычно являются его сечение
с наименьшей площадью и место пере-
хода от стержня к кривошипной го-
ловке Минимальные запасы прочности
на усталость порядка 1,5—3,0 имеют
стержни шатунов авиационных дви-
гателей.
Стержень шатуна проверяется на
продольную устойчивость в отношении
осевой сжимающей силы; проверка про-
изводится по формулам Эйлера. В тех
случаях, когда гибкость стержня ша-
туна — < 100, запас устойчивости опре-
деляется по эмпирическим формулам
(см. т. 3, гл. II и X).
Коэффициенты запасов устойчивости
шатунов лежат в пределах 2—10. Наи-
меньшие запасы устойчивости имеют
шатуны (дышла) паровозов.
492
КРИВОШИПНО-ШАТУННЫЕ МЕХАНИЗМЫ
В двигателях, работающих при высо-
ких числах оборотов, коэффициент дина-
мического усиления силы, действующей
вдоль шатуна, может достигнуть зна-
чительной величины при малой жест-
кости шатуна и быстром нарастании
сжимающей силы.
Максимальныезначения коэффициента
усиления С для различных отношений
круговой частоты /|, возбуждающей ко-
лебания силы, к круговой частоте /j
собственных колебаний поршня на
шатуне:
0.05 0,10 0,15 0.20 0,25 0.30
С 1,06 1,11 1,18 1.08 1.27 1,43
Изгибающий момент от сил инерции
в плоскости движения шатуна зависит
от распределении массы стержня по его
длине. Наибольшее значение момента
получается при угле 90° между шату-
ном и кривошипом. В случае стержня
постоянного сечения наибольшее значе-
ние этого момента равно
Мтп - 0,0642₽F/?Z^« кГсм, .
кГ сек?
где р — плотность материала в —;
F — площадь сечения шатуна в см*; L —
длина шатуна (расстояние между цен-
трами головок) в см; R — радиус кри-
вошипа в см; <о — угловая скорость вра-
щения кривошипа в сек-1.
Расчет головок шатуна. В большин-
стве случаев головки шатунов имеют
настолько сложную форму, что не
поддаются надежному расчету. При-
меняемые простые способы расчета, не
учитывающие многих важных конструк-
тивных факторов, не дают представле-
ния не только о действительном рас-
пределении и величине напряжений и
деформаций головки, но часто не по-
зволяют сделать и надежной сравнитель-
ной оценки. Для правильного суждения
о прочности и жесткости головок шату-
нов необходимо опытное исследование.
Только на основании результатов тензо-
метрнрования и измерения деформаций
шатунных головок, аналогичных проек-
тируемым, можно получить правильное
представление о жесткости головки и
о распределении в ней напряжений. Так
как основной нагрузкой, действующей
на шатун, является переменная сила,
направленная вдоль его осн, то судить
о прочности головок в действительных
0,40 0.50 0.60 0,70 0,80 0,90
1.60 1,73 1,77 1,72 1,71 1,74
условиях работы можно по испытаниям
шатуна на усталость при растяжении-
сжатии.
Расчет круговой замкнутой головки.
Наиболее простой формой головки яв-
ляется замкнутая круговая (фиг. 10).
Однако и в этом наиболее простом слу-
чае распределение напряжений полу-
чается различным в зависимости от
зазора между пальцем и головкой.
Ниже приведены расчетные формулы
для случая, когда отношение внешнего
диаметра головки к внутреннему близко
_________________ к 1,2— 1,3, палец—
полый, зазор со-
ставляет пример-
но 0,2% диаметра
головки. Из срав-
нения результатов
г
тензометрирования с расчетными сле-
дует, что результаты согласуются ближе
всего, если принять распределение дав-
лений при растяжении и сж&тии таким,
Фиг. 10.
как показано на фнг. 10 и И. Тензо-
метрирование и расчет показывают, что
наиболее напряженным является сече-
ние, лежащее около места перехода
головки в стержень. Оно оказывается
наиболее опасным как при растяжении,
так и при сжатии шатуна. На фиг. 12
показаны эпюры напряжения при растя-
жении (слева — полученная тензомет-
рированием, справа — расчетом), на
ДЕТАЛИ КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА
493
фиг. 13 — при сжатии шатуна. Чем плав-
нее переход от головки к стержню,
тем меньше напряжение в опасном
сечении.
При принятых выше расчетных схе-
мах (фиг. 10 и 11) для растяжения
и сжатия шатуна нагрузки и напря-
жения, действующие в месте перехода
Фиг. 12. Эпюра на-
прпжевия при растя-
женин.
Фиг. 13. Эпюра на-
пряжения при сжа-
тии.
головки в стержень, определяются по
следующим формулам:
а) При растяжении:
изгибающий момент
Xf - Р,г (0,542 - 0.0268» - 0,072 cos а —
— 0,5 sin а -|- 0,0459» cos о);
нормальная сила
N = Pj ((0,072 - 0,04.58а) cos а +
+ 0,5 Sin а] --1—=—.
1
+ EF
Здесь Р| — растягивающая сила; г —
средний радиус головки; а — централь-
ный угол межлу плоскостью симметрии
головки и расчетным сечением (фиг. 10);
ЕЕ — жесткость при растяжении го-
ловки; EtmFtm — жесткость втулки.
Последний множитель в формуле для
силы N обращается в единицу, если
втулка отсутствует или если она поса-
жена без натяга. При определении из-
. гибающего момента влиянием втулки
можно пренебречь, так как изгИбная
жесткость головки обычно значительно
больше жесткости втулки.
Напряжение на внешней стороне прн
прямоугольном сечении головки (как
для кривого бруса прямоугольного
сечения)
где Л — толщина головки; а — ее ши-
рина (см. фиг. 10).
б) Прн сжатии:
изгибающий момент
М = Мо + Хг (1 — cos а) —
п Г [К sin а , '
— Pi — I—2------а Sin а — cos а
нормальная сила
N = pf cos а sin а —
— а sin а — cos а М -=—=—
/ J , ЙЯ1
: 1 + EF
Здесь Pi — сжимающая сила; сила Л
и изгибающий момент Af0, действующие
в плоскости симметрии головки, опре-
деляются по графикам фиг. 14.
Кроме указанных
перечных сечениях
напряжения от
посадки втулки с
натягом и от разли-
чия коэффициен-
тов теплового рас-
ширения материа-
лов головки at и
втулки afe„ при
повышении темпе-
ратуры на А/ во
время работы.
Если посадоч-
ный натяг А, а
натяг вследствие
различия коэффи-
циентов теплового
напряжений, в по-
головкн возникают
Фиг. 14.
расширения материалов головки и
втулки А/, то удельное давление р
между головкой и втулкой будет равно
Ч------Е-----+ ~----------J
где
d — внешний диаметр втулки; dt —
внутренний диаметр втулки; D — внеш-
ний диаметр головки; р — коэффициент
Пуассона; Е и Евт — модули упругости
материалов головки н втулки.
Напряжения на внешней поверхности
головки
24»
’° “ Р Dt _
494
КРИВОШИПНО-ШАТУННЫЕ МЕХАНИЗМЫ
па внутренней поверхности головки
Lft± (ft
а,*“Р
Уменьшение диаметра головки в на-
правлении, перпендикулярном к дей-
ствию силы, растягивающей шатун, ре-
комендуется определять по формуле
t Pd*p (а - 90)®
где Jt и Jenl — моменты инерции попе-
речного сечения головки и втулки и
угол а — в градусах.
Расчет разъемной кривошипной го-
ловки. Расчет кривошипной головки
сводится к расчету ее нижней крышки.
Фиг. 15.
испытывающей нагрузку от сил инер-
ции. Вследствие сложности формы кри-
вошипная головка может быть рассчи-
тана иа прочность только приближенно.
Если рассматривать крышку как одно
целое с остальной частью головки, т. е.
считать, что вследствие сильной затяжки
болтов стык не раскрывается и что дав-
ление на вкладыш передается по ко-
синусоидальному закону (фиг 15), то
изгибающий момент и нормальная сила
в среднем сечении головки приближенно
будут равны
Мо - Р (0,0127 + 0,00083а,);
Д', - Р (0,522—0,003ао).
Здесь средний радиус головки принят
равным половине расстояния с между
осями шатунных болтов. Значение «о
показано на фиг. 15.
Вкладыши сидят в головке с натягом,
поэтому можно считать, что головка и
вкладыш деформируются одинаково;
следовательно, на крышку будет дей-
ствовать изгибающий момент
М------—
,+ J
и нормальная сила
Л-= —
1 + ^
где J и F — момент инерции и площадь
среднего сечения крышки; J„m и Fem —
те же величины для втулки.
Напряжение изгиба в среднем сеченнн
крышки
Af . N
°“ = Ж+ т-
Для выбора сечения, соответствую-
щего месту заделки, нет простых и на-
дежных показателей. Угол а0 обычно
близок к 40°. При а0 — 40°
С.023С 0,4
w (1 + ** + F‘m
Шатунные болты
На болт шатуна действуют значитель-
ные статические напряжения растяже-
ния и скручивания, вызываемые пред-
варительной затяжкой. Кроме того,
действует изгибающий момент от допу-
скаемой неточности в перпендикулярно-
сти опорных поверхностей головки болта
и сопряженных деталей к оси болта.
Напряжения, вызываемые этим момен-
том, при достаточно жестких допусках
на неточность изготовления незначи-
тельны, и ими в расчете можнЬ прене-
бречь. Во время работы на болт дей-
ствует переменная растягивающая на-
грузка и некоторый переменный изги-
бающий момент, вызываемый деформа-
цией головки. Напряжения от этого
момента в случае достаточной жесткости
головки невелики; определение их воз-
можно только экспериментальным путем.
Для уменьшения переменной растяги-
вающей нагрузки, снижения напряже-
ний, вызываемых неточностью изгото-
вления и деформацией головки шатуна,
и повышения прочности болта при
ударно действующей нагрузке болтам
шатунов придают возможно ббльшую
ДЕТАЛИ КРИВОШИПНО ШАТУННОГО МЕХАНИЗМА
495
упругость. Повышение упругости дости-
гается выбором возможно большей
длины н уменьшением диаметра стержня
по сравнению с внутренним диаметром
резьбы примерно на 15%.
Жесткость болта (С<0, т. е. сила, вы-
зывающая удлинение болта, равное еди-
нице, легко подсчитывается по его раз-
мерам. Жесткость стягиваемых ча-
стей (Crt) определяется эксперименталь-
но. В различных конструкциях отно-
са
шенне yr- различно; для шатунов авиа-
ционных и автомобильных двигателей
это отношение обычно лежит в пре-
делах 2—6.
Основной задачей в расчете шатун-
ного болта является выбор силы пред-
варительной затяжки. Это сила должна
обеспечивать нераскрытие стыка в мо-
мент действия наибольшей растягиваю-
щей силы и в то же время не вызы-
вать в болте пластических деформа-
ций.
Сила затяжки болта
Сила на стыке стягиваемых деталей
Рст-Рг-Р-------U-,
1+-Э
где Р — вся переменная растягивающая
сила.
Если в головку вставляются вкладыши
с натягом, то сила на стыке будет (Рст—
— рнат)> где рнат — сила, идущая на
создание натяга вкладышей.
Сила (Рст — Риат) Должна гарантиро-
вать нераскрытие стыка от изгибающих
моментов при упругих деформациях го-
ловки шатуна, от уменьшения затяжки
вследствие обминания резьбы болтов и
поверхности стыка под действием пере-
менной нагрузки и от уменьшения пред-
варительной нагрузки вследствие воз-
можных при монтаже отступлений от за-
данной величины.
Сила, требуемая для создания натяга
вкладышей, определяется эксперимен-
тально; в случае авиационных шату-
нов она равна примерно 1000—1500 кГ.
—/ЧШЗЕЗиГ]
\ ^mln r‘dcp — 02S )
где Рб — часть переменной растягиваю-
щей силы, передаваемой на болт; —
предел текучести материала; Л"га1п —пло-
щадь наименьшего сечения болта; dcp —
средний диаметр резьбы; dmin — наи-
меньший диаметр стержня болта; 8 —
шаг резьбы; Лу — запас прочности по
пределу текучести.
Запас прочности пТ в высоконагру-
женных болтах выбирается небольшим—
порядка 1,2—1,5.
Снижение напряжений в болте путем
увеличения его сечения ограничено, так
как повышение жесткости болта ведет
Со
к уменьшению отношения т. е. к
увеличению переменной нагрузки, пере-
дающейся на болт. Для устранения до-
полнительных напряжений скручивания,
составляющих 25—40% наибольшего
напряжения болта, применяют болты
с квадратом на нарезанном конце нлн
прорезью под отвертку для придержи-
вания болта прн завинчивании гайки.
Уменьшение предварительной затяжки
во время работы при правильном ее вы-
боре составляет 10—15%.
Сила затяжки должна строго контро-
лироваться во время монтажа. Большин-
ство поломок шатунных болтов про-
исходит от неправильно выбранной или
плохо контролируемой при монтаже
силы затяжки. Наиболее надежным спо-
собом контроля затяжки является не-
посредственное измерение удлинения
болта. Для уменьшения удельного дав-
ления на внутренней кромке стыка ши-
рину стыка следует делать возможно
большей.
Чем шире стык, тем меньшее влияние
на раскрытие стыка оказывает упругая
деформация головки. Поверхности сты-
ков должны быть по возможности пло-
скими, обеспечивающими равномерное
прилегание при затяжке болтов. Кроме
того, необходимо располагать отверстие
под болты как можно ближе к центру
головки. Стык начинает раскрываться,
496 КРИ ВОШИПНО-ШАТУННЫЕ МЕХАНИЗМЫ
как показывает экспериментальная про-
верка, когда напряжение на внутренней
кромке достигает напряжения, вычисляе-
мого по формуле
ь Рст^ ^ст
"max цр Т р »
где Рст — сила на стыке; I — расстоя-
ние оси болта от центра площади стыка;
W и F — момент сопротивления и пло-
щадь стыка.
Расчет болта на усталость см. гл. ХШ.
Рекомендуется определять запас проч-
ности в предположении «дышания» сты-
ка, беря отношение номинального пре-
дельного напряжения болта при пуль-
сирующем цикле к номинальному на-
пряжению болта от всей переменной
силы. Если это отношение меньше еди-
ницы, то при «дышанин» стыка болт
разрушится.
Предел выносливости нарезанной ча-
сти болта в случае обработки резьбы на-
каткой повышается на 15—30% в зави-
симости от материала. Это повышение
имеет место только в том случае, если
после накатки не применяется термо-
обработка.
Шатунные болты изготовляются из
углеродистой стали с пределом прочно-
сти 50—60кГ/лл8и легированных сталей
с пределом прочности 80—120 кГ/мм*.
В шатунных болтах применяют мелкую
резьбу", так как с увеличением ее
шага усталостная прочность умень-
шается.
РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
ГЛАВА XIII
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБОВЫЕ
СОЕДИНЕНИЯ
Основные термины н определения
Резьбовые соединения разделяются на
две основные группы: цилиндрические и
конические.
Цилиндрические резьбовые соедине-
ния, в свою очередь, можно подразде-
лить на соединения с крепежными и со
специальными резьбами.
К первой группе относятся основная
и мелкие метрические резьбы по ОСТ
НКТП 273 и дюймовая резьба по ОСТ
НКТП 1260, к специальным резьбам —
трубная, трапецеидальная, прямоуголь-
ная, упорная, круглая и некоторые
другие резьбы.
Наружный диаметр резьбы dQ
(фиг. 1) — общий для наружной и вну-
Фмг. 1.
тренней резьбы диаметр цилиндра, опи-
санного относительно вершин наружной
резьбы и впадин внутренней резьбы.
Средний диаметр dcp — диаметр во-
ображаемого цилиндра, поверхность ко-
торого пересекает витки резьбы таким
образом, что ширина витков и ширина
впадин равны.
32 Том 4 769
Внутренний диаметр резьбы dt —
общий для наружной и внутренней
резьбы диаметр цилиндра, описанного
относительно впадин наружной резьбы
и вершин внутренней резьбы.
Шаг резьбы S — расстояние между
параллельными сторонами двух рядом
лежащих витков, измеренное вдоль оси.
Практически для осуществления незави-
симой проверки отдельных элементов
измерение шага производят приблизи-
тельно по линии, на которой ширина
витков равна ширине впадин.
У многоходовых резьб следует разли-
чать термины «шаг» и «ход»: последний
обозначает то расстояние, на которое
переместится вдоль оси болт при одном
полном его обороте, т. е. шаг одной и
той же винтовой линии резьбы. Ход
резьбы равен произведению шага на
число заходов. У одноходовой резьбы
шаг равен ходу.
Профиль резьбы — контур сечения
витка в плоскости, проходящей через
ось резьбы.
Угол профиля а — угол между боко-
выми сторонами профиля, измеренный
в осевой плоскости.
Угол наклона профиля — угол между
сторонами профиля и перпендикуляром
к оси резьбы.
Для резьб с симметричным профилем
угол наклона профиля называется поло-
виной угла профиля . Для резьб
с асимметричным профилем (например,
для упорной) угол наклона для каждой
стороны профиля определяется незави-
симо.
Высота полной треугольной резьбы
10 — высота остроугольного профиля
(исходного треугольника), полученного
при продолжении боковых сторон про
филя ло их пересечения.
Высота профиля it — радиально изме
ренная высота основного расчетного
профиля, общего для болта и гайки
498
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
разности между
Рабочая высота профиля f.2 — наи-
большая высота соприкосновения сторон
профиля резьбовой пары, измеренная
радиально; она равна половине разности
между наиболь-
шим наружным
диаметром болта и
наименьшим вну-
тренним диаметром
гайки.
У трубных цилин-
дрических резьб
наибольшая высо-
та соприкоснове-
ния сторон равна
сотой профиля и
суммой высот закругленных частей про-
филя (фиг. 2).
Угол подъема резьбы ф — угол,
образованный прямой, касательной к
винтовой линии резьбы, с плоскостью,
перпендикулярной к оси резьбы (фиг. 3).
В расчетных зависимостях пользуются
углом ф, соответствующим среднему
диаметру; он определяется из формулы
Фиг. з.
Для многохо-
довых резьб в
числитель этой
формулы сле-
дует вместо S
подставлять S-л, где п — число захо-
дов (ходов).
Длина свинчивания I — длина сопри-
косновения поверхностей болта и гайки,
измеренная вдоль оси. Для основных
крепежных резьб нормальной длиной
свинчивания является высота стандарт-
ной гайки (0,8do).
Допуски и посадки резьбовых
соединений
За исключением специальных случаев
(как, например, паронепроницаемые
резьбы) основным элементом, опреде-
ляющим характер соединения (посадку)
резьбовой пары, является средний диа-
метр (резьба должна сопрягаться только
по сторонам резьбового профиля). До-
пуски на наружный и внутренний диа-
метры строятся так, чтобы исключить
возможность защемления по вершинам
и впадинам резьбы.
Общая схема посадок резьбы по сред-
нему диаметру приведена на фиг. 4.
Основной и наиболее распространенной
посадкой для резьбовых соединений
является скользящая посадка, при кото-
рой номинальный средний диаметр равен
наибольшему среднему диаметру резьбы
болта и наименьшему среднему диаметру
резьбы гайки (см. стр. 507). Для резьбы
шпилек, а также при наличии специаль-
ных требований к резьбовым соедине-
ниям применяются посадки с натягами
Фиг. 4. Посадки резьбы по среднему
диаметру (общая схема).
садки с гарантированным натягом и
посадки типа плотных (в соединении
возможен как натяг, так и зазор). Для
резьб, передающих движение (например,
трапецеидальных), а в отдельных слу-
чаях и для крепежных резьб применяют-
ся посадки с гарантированным зазором
по среднему диаметру.
Взаимозависимость отдельных элементов
и приведенный средний диаметр резьбы
Для обеспечения взаимозаменяемости
резьбовых изделий необходимо ограни-
чение предельных контуров резьбы со-
прягаемых деталей на всей длине их
Гайка
Фиг. S.
свинчивания. Так, для метрической
резьбы предельные контуры могут быть
иллюстрированы фиг. 5, на которой по-
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
499
казаны поля допусков резьбы болта и
гайки. Действительный контур прове-
ряемых изделий не должен выходить из
этих полей на любом участке, равном
длине свинчивания.
В производственной практике соблю-
дение предельных контуров резьбы со-
прягаемых деталей обеспечивается ком-
плексным методом контроля, базирую-
щимся главным образом на применении
калибров, причем проходной калибр
должен представлять собой прототип
сопряженной детали и ограничить все
элементы, а непроходной калибр пред-
назначен только для проверки собствен-
но среднего диаметра. Отклонения шага,
половины угла профиля и собственно
среднего диаметра ограничиваются при
такой проверке полем суммарного до-
пуска на средний диаметр, лежащего
между предельными контурами резьбы
(фиг. 5). Отклонения этих элементов
связаны зависимостью, вытекающей из
геометрических построений.
Отклонения шага 8S складываются
из прогрессивных погрешностей шага,
пропорциональных длине свинчивания,
и местных погрешностей, не зависящих
от длины нарезанной части.
Для свинчивания двух деталей необ-
ходимо, чтобы разность в шаге (8S)
в пределах длины их свинчивания (/)
была компенсирована соответствующей
положительной разностью (/$) между
средними диаметрами резьбы гайки и
болта (фиг. 6). При этом безразлично,
Фиг. 6.
получится ли разность по среднему
диаметру за счет увеличения среднего
диаметра резьбы гайки или за счет
уменьшения среднего диаметра резьбы
болта.
Диаметральная компенсация погреш-
ностей шага
Zs — аср — а'Ср “ 65 с,8 2 •
Диаметральную компенсацию fs опре-
деляют, исходя из наибольшей погреш-
ности шага между двумя любыми
32*
витками в пределах длины свинчи-
вания.
Для резьб с асимметричным профилем
. 285
Ts"~ tgT+tgf5 ’
где 1 и Р — углы наклона сторон про-
филя.
В частности, для стандартной упорной
резьбы
fs " tg“3° + tg3O° = 3-17588S-
Формулы, определяющие величину
для различных резьб, приведены в
табл. 1
Отклонения половины угла профиля
(ъ могут быть вызваны погреш-
ностью полного угла профиля (при ра-
венстве половин угла), погрешностью
в положении профиля относительно оси
изделия и сочетанием обоих этих фак-
торов.
Погрешность угла профиля обратно
пропорциональна величине шага.
Для свинчивания резьбовой пары не-
обходимо, чтобы разность половин угла
профиля резьбы гайки и болта была
компенсирована соответствующей поло-
жительной разностью (/а) между их сред-
ними диаметрами. При этом безразлично,
получится ли разность по среднему диа-
метру за счет увеличения среднего дна-
метра резьбы гайки или же за счет
уменьшения среднего диаметра резьбы
болта.
В общем случае при свинчивании
резьб с несимметричным профилем для
компенсации отклонений половины угла
профиля 87 и 8р необходимо уменьшить
средний диаметр резьбы болта на
tn
sin (7 + £)
v fcos^v । cos7 M
X \cos t 7 cos p ' )
где 87 и 8P — в радианах. Если выра-
зить 87 и ар в минутах, t0 — в мм,
fa — в мк и заменить /о рабочей высотой
профиля /j, то
0.2916 /cos В, cos 7 &(Л
sin (7 -f- р) \cos 7 7 + cos р ’
500
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Таблица I
Диаметральные компенсации погрешностей шага (/^) и половины угла профиле (/в)
Резьба Половина угла профиля Рабочая высота витка *2 Диаметральные компенсации
4$ /«
Метрическая .............. 30° -0,6$ 1,7325$ 0.4$ 5-у-
Дюймовая и трубная 27*30’ -0,5$ 1.9215$ 0,35$ 5-у-
Трапецеидальная 15* -0.5$ 3,7325$ 0,532$ 5-у-
Часовая 25* 0,6495$ 2.1445$ 0,5$ 5-у-
Круглая ................. 15* 0.0835$ 3.7325$ 0,097$ 5 у-
Упорная р —30“ Т-3* 0.75$ 3,1755$ 0,4$ (1,55т + 0,8753)
Примечания: 1. В формулах для /а ламы: $ — я мм, -у — в мин., а результат—в мк.
t* а
2. Для метрической резьбы без учета зазора (по высоте профиля /) /а — 0,44$ 8—-
Для резьб с симметричным профилем
0.582/2. т
"iiTT1 2’
где
в | 8 7 ПраВ' । + I 8 7 ЛеВ’
° 7 "7 '
Формулы для /а для различных резьб
приведены в табл. I
Отклонения собственно среднего диа-
метра (fa)- Как и для гладких цилин-
дрических изделий, часть суммарного
допуска, относящаяся к собственно сред-
нему диаметру, должна изменяться про-
з
порционально Vd . Отклонения соб-
ственно среднего диаметра влияют, хотя
и в небольшой степени, иа прочность
резьбовых соединений.
Приведенный средний диаметр (£>',,)
наружной резьбы определяется по фор-
муле
Dcp “ dcp + /$ + /« •
где dcp — действительный размер соб-
ственно среднего диаметра.
Для внутренней резьбы приведенный
средний диаметр
&ср *“ dcp — (f$ + /«) •
Классы точности
Класс точности резьбовых соедине-
ний определяется величиной Ь суммар-
ного допуска среднего диаметра; этот
допуск включает отклонения собственно
среднего диаметра fa, диаметральной
компенсации отклонений шага fs и по-
ловины угла профиля /ц. Суммарный
допуск на средний диаметр численно
определяется в зависимости от диаметра,
шага и длины свинчивания резьбы.
В частности, для метрических резьб
суммарный допуск на средний диаметр
приближенно исчисляют по формуле
з _
b- K(25/d 4- 1Д Van +
+ 43 ]/$ ) мк,
где К — коэффициент, равный 0,64 для
1-го класса, 1,0 —для 2-го класса
и 1,6 — для 3-го класса. Для специаль-
ных резьб пользуются аналогичными
формулами с изменением коэффициентов
при отдельных составляющих (см. ниже).
Для основных крепежных метрических
резьб по ОСТ НКТП 94 и 32 и для дюй-
мовой резьбы по ОСТ НКТП 1260 вели-
чины допусков среднего диаметра можно
выразить в виде функции только шага
резьбы. Для этих резьб установлена (по
аналогии с гладкими цилиндрическими
соединениями) резьбовая единица допу-
ска, равная 67V S мк, где S— в мм
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
501
В зависимости от принятого количе-
ства единиц для допуска среднего диа-
метра резьбы установлены три класса
точности:
1-й класс точности: 1 резьб, ед. е<
к 67У$ (при стандартизации принято
64 Ks);
2-й класс точности: 1,5 резьб, ед. «
« 101 УТ;
3-й класс точности: 2,5 резьб, ед. «в
«а 167КТ
Компонентами суммарного допуска b
на средний диаметр являются fs, f* и
fd. Таким образом, без учета вероятно-
стей отклонений отдельных компонентов
ь “ fs + Л + fd-
При проверке резьбы изделий кали-
брами распределение отдельных соста-
вляющих внутри суммарного допуска b
Фиг. 7.
может значительно
колебаться и ни-
чем не ограничи-
вается. Проход-
ными резьбовыми
калибрами огра-
ничивается приве-
денный средний
диаметр (наиболь-
ший для болта и
наименьший для
гайки). Непроход-
ными резьбовыми
калибрами ограни-
чивается собствен-
но средний диаметр
(наименьший для
болта и наиболь-
ший для гайки).
Величина допуска b болта является
разностью наибольшего приведенного
среднего циаметра (Dep) и наименьшего
собственно среднего диаметра (dcp)
(фнг. 7).
Для гайки Ь есть разность наиболь-
шего собственно среднего диаметра (df/>)
и наименьшего приведенного среднего
диаметра (Dcp).
Метрические резьбы
Основные размеры н допуски. Основ-
ные размеры метрических резьб регла-
ментированы стандартами, указанными
в табл. 2.
Профиль метрических резьб для раз-
меров от 1 до 600 мм приведен на
фнг. 8. Общий для болта и гайки основ-
Таблица 2
Резьба Диаметр резьбы II мм Шаг в мм Стандарт
Основная 0.3—0,9 0,075- ГОСТ
(крепежная) 0,225 3196-46
То же 1-5 0.25-0,8 ОСТ НКТП 94
• 6-69 1-6 ОСТ НКТП 32
• 72-601 6 ОСТ НКТП 193
1-я мелкая 1-400 0,2-4 ОСТ НКТП 271
2-я 6-300 0,5-3 ОСТ НКТП 272
3-я . 8-200 0,5-2 ОСТ НКТП 4120
4-я . 9-150 0,35-1,5 ОСТ НКТП 4121
5-я 42-125 0.75-1 ОСТ НКТП 4122
ной профиль определяется углом а =
= 60° и плоскими срезами на расстоя-
нии -у- от вершин исходного треуголь-
ника.
Предусмотренный допусками зазор по
е'
внутреннему диаметру резьбы -% , уве-
личивающий срок службы резьбонарез-
ного инструмента и облегчающий нака-
тывание резьбы, внесен в основные
нормали резьбы. Для метрических резьб
до 1 мм (так называемая часовая резьба)
принято а « 50° с целью увеличения
ширины плоских срезов и отсюда —
стойкости резьбонарезного инструмента
(см. фиг. 10 к табл. 12).
502
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Допуски метрических резьб регламен-
тированы следующими стандартами:
Наименование резьбы Классы или степени точности Допуск (ОСТ нГОСТ)
Основная для диа-
метров О.з — 0,9 ММ . • . • 1-й и 2-й 3197-46 3196-46
1—S мм . . . 2-й и 3-й 1254. 1255
6—68 мм . . . 1-й 1250-39
6—68 мм . . . 2-й и 3-й 1251, 1252
Тугая для диа- Аш„ Аш, и Аш,
метров 6—48 мм (гнезда); Г„ Т„ Т, и Т,
лля диаметров (шпильки) 4606-49
72-600 мм . . f-H, h и’к, к 1233
1—5-я мелкие С, с - D, d — Е,
(все размеры) е — F, f-H. Ни К. к 1256
Основные размеры и допуски метри-
ческих резьб приведены в табл. 3—16.
Таблица 3
Сводная таблица диаметров и шагов
основной и мелких метрических резьб
(по ОСТ НКТП 273)
Шаг в мм
Диаметр <*о и ми Основная крепежная t-я мелкая 2-я мелкая 3-я мелкая SC ж 5 Ж Ж 4 ввяв-аи в-$ I
1 0,25 0.2 — — — —
1.2 0.25 0,2 — — — —
1.4 0.3 0.2 — — — —
1.7 0,35 0.2 — — — —
2 0.4 0,25 — — — —
2,3 0.4 0.25 — — — —
2,8 0.45 0,35 — — — —
3 0.5 0.35 — — — —
3.5 (о.в> 0,35 — — — —
4 0.7 0,5 — — — —
4.5 — (0.5) — — — —
5 0,8 0,5 — — — —
5.5 — (0.5) — — — —
6 1 0,75 0,5 — — —
7 (П (0,75) 0.5 — — —
8 1.25 1 0.75 0.5 — —
9 (1.25) (1) 0.75 0.5 0.35 —
10 1.5 1 0,75 0,5 0.35 —
11 (1.5) (!) 0.75 0.5 П.35 —
12 1.75 1.25 1 0.75 0.5 —
14; 16 2 1.5 1 0,75 0.5 —
18; 20; 22 2.5 1.5 1 0.75 0,5 —
24; 27 3 2 1.5 1 0,75 —
Продолжение табл. 3
Шаг в мм
Диаметр ^0 в мм Основная крепежная 1-я мелкая X 5 3 СМ • «в ж S Ж м Я е г S 1ввх|гэн в-с 1
30 33 36 39 42 45 48 52 56 60 64 68 72; 76; 80; 85; 90; 95; 100; 105; ПО; 115:120; 125 130; 135; 140; 145; 150 155; 160; 165; 170; 175; 180; 185; 190; 195; 200 205; 210; 215; 220; 225; 230; 235; 240 ; 245; 250; 255; 260; 265; 270; 275; 280 285; 290: 296; 301) 310; 320; ЗЗп; 340; 350; 360; 370; 380; 390; 400 410; 420; 430; 440 450; 4&J; 470; 480; 490; 500; 510; 520; 530; 540; 550; 560; 570; 580; 590; 600 зл (3,5) 4 (4) 4,5 (4,5) 5 (5) 5,5 (5Л) 6 (6) н- I6 6 6 6 6 6 2 2 3 3 3 3 3 3 4 4 4 4 4 4 4 4 4 4 1.5 1.5 2 2 2 2 2 2 3 3 3 3 3 3 3 3 3 1 1 1.5 1.5 1.5 1.5 1.5 1.5 2 2 2 2 2 2 2 0.75 0.75 1 1 1 1 1 1 1.5 1.5 1.5 1.5 1,5 1,5 1 1 1 1 1 1 1 ~ ~ ~ ~ р р р р 1 1 1 1 yi ел ел ел
Примечания: 1. Резьб, взятых в скоб- ки, по возможности не применял.. 2. Допускается применение также следую- щих резьб: а) лля нужд авиационной промышлен- ности: Диаметр в мм . 12 18 20 22 Шаг в мм. . . . 1.5 2 2 2 б) лля иужд подшипниковой промышлен- ности (для закрепительных и стяжных втулок)! Диаметр в ММ. 25 35 40 50 Шаг в мм .... 1.5 1.5 1.5 1.5 Диаметр в мм .55 65 70 75 Шаг о мм ... . 1.5; 2 1,5; ? 2 2
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Размеры и допуски основной резьбы для диаиатрои в—68 мл
(по ОСТ НКТП 32, 1250-39, 1251, 1252)
Таблица 1
Размеры в мм Допуски в лак
Болт и гайка Площадь сечения стержня болта в см* Наружный диа- метр резьбы болта Внутренний диаметр резь- бы болта Средний диаметр резьбы болта и гайки » Внутренний диаметр резьбы гайки Наружный хиаметр резьбы гайки
Диаметр резьбы Шаг резь- бы Отклонения l-й класс 2-й класс З-й класс Отклонения
на- руж- ный СреД- НИЙ вну- трен- ний верх- нее нижнее —с верх- нее ниж- нее верхнее ниж- нее
4, dcp а, $ l-й,2-й,2а и 3-й классы 1-й к 2а I классы I 2-й н 3-й классы 1-й, 2-й, 2а и 3-й классы 1-й, 1с, 2-Й и З-й классы Класс 1с । 1 1-й. 2-й и З-й классы 11-й. 1с, 2-й и | З-Й классы
6 5,350 4,701 1 0,167 0 -200 -350 0 64 101 168 +109 +309 4399 0
(7) 8,350 5,701 1 0,247
8 7,188 8,377 1,25 OJOB 0 -200 -400 0 72 112 187 +133 +383 +443 0
(») 8,188 7,377 1,25 0,414
10 9,028 8,051 1.5 0,492 0 -250 -400 0 79 123 205 +179 +429 +499 0
01» 10,026 9,051 1,5 0,(524
12 10,883 9,727 1,75 0,713 0 -250 -450 0 85 133 222 +193 +443 1 +553 0
14 12,701 11,402 2 0.069 0 -300 —500 0 91 142 237 +218 +518 +593 0
18 14,701 13,402 2 1.373
18 20 22 Й1 14,753 16,753 18,753 2,5 2,5 2.5 1,667 2,145 2,696 0 -300 -550 0 101 159 265 +267 +567 +697 0
М 22.081 20,103 3 3.089 0 -350 ООО 0 по 174 290 4-327 +677 +787 0
27 25,051 23,103 3 4,084
30 27,727 25,454 3.5 4.963 0 -400 -650 0 120 188 313 +368 +786 +906 0
(88) 30,727 28,454 3,5 6,218
38 83,402 30,804 7.279 0 -400 -700 0 128 201 335 1 (И +836 0
(89) 38,482 ЗЗЛ04 Г, 8.785
42 38,077 38,155 4.5 10,04 0 -450 -750 0 136 213 355 +485 +935 1 11*15 0
(48) 42,077 39,155 ♦Л 11,79
48 44,752 41,505 5 13.33 0 -450 -750 э 144 225 375 +545 •+995 + 1205 0
(52) 48,752 45,505 5 15,94
56 52,428 48,8М 52,855 5.5 18,37 I 0 -500 -800 0 ISO 236 393 +595 +1085 + 1295 0
(80) 58,428 5,5 21,53
84 80,108 56,206 8 24.34 0 -500 -850 0 157 246 410 +1114 +1394 0
(98) 84,103 80.208 6 27.96
Примечания: 1. Показанный иа фиг. 8 жирной линией профиль со срезами иа расстоя- ниях от вершины исходного треугольника является общим хля болта и гайки теоретическим профилем резьбы, от которого отсчитываются отклонения для болта и гайки. 2. Зазор — численно равен половине нижнего отклонения внутреннего диаметра гайки. X Диаметры резьбы, взятые в скобки, ие рекомендуются к применению.
504
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Таблица 5
Размеры н допуска основной метрической резьбы для диаметров от 1 до 5 мм
(по ОСТ 94, 12ЭО-39. 1254, 1255)
Размеры в мм ' Допуски резьбы в мк
Болт и гайка 1 Шаг резьбы Наружный диаметр резьбы болта Внутренний диаметр болта Допуски на сред- ний диаметр резьбы болта н гайки Ъ Внутренний диаметр резьбы гайки Наружный диаметр резьбы гайки
Диаметр резьбы Отклонение Отклонения
на- руж- ный сред- ний вну- трен- ний верх- нее нижнее —с верх- нее ниж- нее верх- нее ниж- нее
do dcp d, S J-й, 2-Й и 3-й классы 1-Й и 2-й классы 3-й класс 1-й, 2-й и 3-й классы 1-й класс 2-й класс 3-й класс 1-й, 2-й и 3-й классы 1-й, 2-й и 3-й классы 1-й, 2-й к 3-й классы
1 0,838 0,676 0,25 0 -100 -100 0 — 50 84 +34 +124 0
1.3 1,038 0,876 0,25
м 1,205 1,010 0.3 0 -110 -НО 0 — 55 92 +» + 140 0
1,7 1,473 1,246 0,35 о -120 -120 0 - га 99 +44 +154 0
2 1,740 1,480 0,4 0 -125 -125 0 41 64 106 +да +170 0
2,3 2,040 1,780 0,4
2,6 2,308 2,016 0,45 0 -135 -135 43 67 112 -1-54 +184 0
3 2,675 2,350 0,5 0 -140 -140 0 45 71 118 +60 1-200 0
(8.5) 3,110 2,720 ОЛ 0 -150 -2.50 0 60 78 130 +70 +240 0
4 3,546 3,091 0,7 0 -170 -280 0 54 84 140 +79 +279 0
5 4,480 3,961 0,8 0 -180 -300 0 5В 90 150 4-89 4-319 0
П р и м е ч а к и я: I. См. примечания к табл. 4. 2. Схему расположения полей допусков см. иа фиг. 9. 3. Допуски резьбы 1-го класса точности распространяются па диаметры 2—5 мм.
Примеры
I. Примеры подсчета предельных разменов
для основной метрической резьбы 4(24X3
(классы 1-ti. 2-й и J-ttJ. По твбл. 4 размеры тео-
ретического профиля. общего для болта и гайки,
равны: dNap-ti мм; dcp = 22,051 мм; deM —
= 20,103 ММ.
Размеры болта (по табл. 4 и фиг. 9):
‘‘нар. наиб (все классы) “ мм (отклонение 0);
dHap найм (классы 1-й и 2а) = 24 — 0,350 =
= 23,650 мм; dMopHauM (классы 2-й и 3-й) —
= 24 — 0,600 = 23,400 мм; d(p Haug (классы I-й, 2-й,
3-й) — dcp теоретическому — 22,051 мм; <1ср маим
(класс 1-й) = 22,051 - 0,110 - 21,941 мм; dcp\ наи и
(класс 2-й) = 22,051 — 0.174 —21.877 мм; dcp наим
(класс 3-й) — 22,051 - 0,290 = 21,761 мм; dIH\ маи0
(псе классы) — deM теоретическому — 20,103 мм;
‘‘ин. найм ие регламентируется.
Размеры гайки: dHap_ найм ("се классы) —
“‘‘нар Теоретическому =-- 24,0 мм (отклонение 0);
dHap. наиб «« регламентируется; dep_ млил (все
классы) — dcp теоретическому = 22,061 мм;
‘‘ср. наиб (класс 1-й) — 22,051 +0,110 — 22,161 мм;
dcp. наиб (класс 2-й) — 22,051 4- 0,174 — 22,225 мм;
dcp. наиб (к-’»сс 3-й) = 22,051 + 0,290 = 22,341 MMi
deH. найм (ке классы) = 20,100 + 0,327-ч
— 20,430 мм; deH. наиб (класс 1с) = 20,103 +
+ 0,677 = 20,780 хи; <7вм- наиб (классы 1-й, 2-й и
3-й) — 20,103+0,787 - 20,890 мк.
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
505
Таблица 6
Допуски и отклонения в лк метрической
резьбы для Лианегров от 72 до 600 мм
при шаге резьбы 5 = 6 мм по ОСТ 1253
Номинальный диаметр резьбы 4, в мм Допуски на средний диа- метр резьбы болта н гайки при степени точности Отклонения
наружного диаметра болта внутреннего диаметра гайки
Е. е Н, h верхнее £ X X 1 нижнее h m 1
72-80 246 410 0 -400 4-644 +1044
35-129 262 435 0 -460 4644 +1091
125-180 280 460 0 -530 4644 +1194
185-260 300 490 0 -600 4-644 +1244
265-360 315 520 0 -680 +644 4-1344
370-500 335 550 0 -760 4644 4 1394
510-600 350 580 0 -850 +644 + 1494
Допускается пользование при необ-
ходимости дополнительными степенями
точности по табл. 7.
2. Пример подсчета основных размеров 3-й
мелков метрической рембы диаметром в4 мм
(ЗМ64).
1 По тябл. 3 лля наружного диаметра d„ =
= 64 м. шаг резьбы 5 = 2 мм.
2. По табл. 9 для шага 5 — 2 мм находим
высоту профиля /,— 1,299 мм и зазор е'=
— 0,218 мм.
Таблица 7
Номинальный диаметр d„ в мм Допуск среднего диаметра 1» мк
Условные обозначения сте- пени тонкости
F, f К. к
72-80 305 490
85-120 325 520
125—180 345 555
185-260 370 590
265-380 390 625
370 —500 415 665
510-600 440 700
Примечания: 1. Допуски по наруж-
ному и внутреннему диаметрам те же, что
и лля степеней точности Е, в — Н, h.
.2. Обозначения Е, F, Н н К относятся
к гайкам; с, f, h и к — к болтам.
3. Для среднего диаметра болта отклонения
отсчитываются от нуля в минус, для гайки —
в плюс.
4. Степень точности Е. е соответствует
2-му классу, а степень точности Н, h — 3-му
классу по прежней редакции ОСТ 1253 1931 г.
6. Верхнее отклонение внутреннего диа-
метра болта и нижнее отклонение наружного
диаметра гайки равны нулю.
3. По табл. 8 для шага 5 — 2 мм по формулам
определяем:
а) (средний диаметр de„ = d„ — 2 4- 0,701 =
= 64 - 2 4-0,701 = 62,701 мм;
б) внутренний диаметр 4, — d. — 3 4- 0,402 =
= 64 - 3 + 0,402 = 61,402 мм.
Таблица S
Таблица для подсчета внутреннего
и среднего диаметров мелких метрических
резьб. Размеры в мм
Шаг резьбы 3 Средний Внутренний диаметр d,
лиамст] ’"cp
0.2 d„ - 1 + 0,870 d.-1 + 0,740
0.25 d3 - 1 -*-0.838 d, - 1+0,676
0.35 d, - 1 +0,773 do - 1 + 0,546
0,5 d., - 1 + 0.675 d. - 1+0,350
0.75 d9— 1 - -0,513 do - 1 4-0.026
1.0 d,-1- -0,350 dq —2 + 0,701
1.25 d, - 1 - -0,188 d„ - 2 - - 0,377
1.5 — 11 1-0.026 d„ - 2 - - 0.051
2.0 d,- 2- -0,701 d0 — 3 - - 0.4O2
3.0 do-2- -0.051 d„-4--0,103
4.0 d,-3-f-0.402 d0-6 4-0,804
Схема расположения полей допусков
для метрических резьб с 1 до 600 мм
по ОСТ 1250—1256 со скользящей по-
садкой по среднему диаметру (общий слу-
чай) приведена на фиг. 9. Схемы рас-
положения полей допусков для метри-
ческих резьб до 1 мм. и для тугих
резьб см. фиг. 11 к табл. 12 и фиг. 12—
15 к табл. 13 и 16.
Таблица 9
Резьба метрическая. Высота профиля I,
и зазор в'
(по ОСТ НКТП 94 . 32, 193 . 271. 272, 273,
4120 — 4122). Размеры в мм
Шаг 5 Высота профи- Зазор Шаг 5 Высота профи- ля t. Зазор
0,2 0.130 0,025 1.25 0,812 0.133
0,25 0,162 0,034 1.5 0.974 0,179
0,3 0,195 0.040 1.75 1.137 0.193
0,35 0.227 0,044 2 1.299 0.218
0.4 0,260 0.060 2,5 1.624 0,267
0.45 0.292 0,064 3 |,МВ 0,327
0.5 0.325 0.060 3.5 2,273 0,386
0.6 0.390 0.070 * 2,598 0.436
0.7 0.454 0,079 4.5 2,923 0.485
0,78 0,487 0.084 5 3,248 0,545
0.8 0,520 0.089 Б.б 3,572 0,596
I 0.650 0.109 6 3,897 0,644
506
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Таблица 10
Допуска як средня* диаметр болта и га*ки
мелких метрических резьб по ОСТ НКТП 1256
Номинальный 1 Допуски В МК при степени точности резьбы
диаметр резьбы в мм и 0 • •В-. «В
а«о О о* w Ом X X.
1-1.7 0.2 29 36 45 56 75 1-
2-2.3 0.25 32 40 50 60 84 -
2.6-3 38 48 59 75 99 —
3.5 4,35 43 54 65 85 115 —
9 48 60 75 95 125 —
10-11 54 70 85 ПО 145 —
4-5.5 50 65 80 100 130 150
6-9 0.5 56 70 90 110 145 180
10-16 60 во 100 125 160 210
18—22 70 90 ПО 140 180 220
6-9 60 75 95 120 160 190
10-16 0.75 65 85 105 130 175 210
18-27 75 95 120 145 19S 230
’ 30-52 85 105 135 165 220 260
8-9 65 во 101 125 168 200
16-16 70 90 ПО 140 185 220
18-27 1 80 1со 125 155 'ЛЮ 240
30-52 90 ПО 140 175 230 270
56-80 100 120 155 195 250 ЖЮ
85-125 110 135 170 210 270 330
12 1.25 Л) 90 112 140 187 220
14-16 80 100 123 155 205 250
18-27 90 ПО 135 170 220 270
30-52 1.5 100 120 ISO 190 250 300
56-80 110 130 165 210 270 330
85-120 120 145 180 230 30(1 360
120—150 130 160 200 250 320 390
24-27 100 125 155 195 250 310
30-52 ПО 135 170 210 280 340
56-80 2.0 120 150 185 230 300 360
85-120 130 160 200 250 330 400
125-180 140 170 220 270 350. 430
18S-200 150 190 230 290 380 470
36-52 120 150 190 230 310 380
56-80 130 165 200 260 330 410
85-120 3.0 140 175 220 270 360 440
125-180 150 190 2-Ю 290 390 470
185- 260 160 200 250 320 420 510
265-300 175 220 270 340 450 540
56-80 140 170 220 270 360 430
85-120 150 185 230 290 380 •160
125-180 4.0 160 200 250 310 410 500
185- 260 170 210 270 330 440 530
265-360 180 230 280 360 470 570
370-400 200 240 300 380 500 600
Авиационные резьбы 12 1.5 80 100 123 155 205 250
18-20-22 2 100 125 155 195 250 310
Таблица 11
Допуска иа наружны* и внутренний
диаметры мелких метрических резьб в мк
(по ОСТ НКТП 1253)
Номинальные диаметры резьбы мм Шаг резьбы Наруж- ный диа- метр резьбы болта Внутренний диаметр резьбы тайки
5 в мл
Отклонения
нижнее нижисе верхнее +*
1-1.7 2-2.3 2.6-11 0.2 0,25 0.35 -70 -80 -120 4-90 + 114 +154
4-9 10-16 18-22 0.5 -140 -150 -160 4-60 4-200 +210 4220
6-52 0,75 -200 4-84 +284
8-27 30-125 1.0 1 1 4-109 -1-109 +309 +359
12 1.25 —250 4-133 +383
14—52 56-150 1.5 1 1 4-179 4-179 4+29 4+79
24-80 85-200 2.0 1 1 4-218 4-218 -£518
36-120 125—300 3.0 -350 —400 1-327
56-180 185-400 12 18-22 4.0 Резьб леиш 1.6 2 -400 -450 я авиаин кти сон -250 -300 оииой п UCK0 ОС 4-179 4-218 4-836 4886 10ММШ- iT 273 4+29 4-518
Примечания: 1. Верхнее отклонение внутреннего диаметра резьбы болта равно нулю. 2. При установлении допусков иа нестан- дартные резьбы можно пользоваться формулой 3 б = Л(25/? + 1,5/Т -л 4-43/5), где А.»0.64 для 1-го класса. 1,0—для 2-го класса н 1.6 — лля 3-го класса.
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
507
Фиг. 9.
Основные размеры метрической резь-
бы для диаметров от 72 до 600 мм
(по ОСТ НКТП 193). Для болта и гайки
диаметры резьбы: средний dcp = do —4-f-
+ 0,103; внутренний d, = d0—8 +0,206,
Фиг. ю. („= 1X17225 S; t, = 0.6495 $;
9 = 0,211375$.
Таблица 12
Основные размеры н допуски оснонипй метрической резьбы для диаметров от 03 до 0,9 мм
(по ГОСТ 3196-3198-46)
Размеры в мм Отклонения и мк
Диаметр резьбы Шаг резьбы Высота профиля doceg j диаметра резьбы болта Допуск 4 » мк на срехиий диаметр резьбы болта и гайки диаметра гайки
на- руж- ный сред- ний вну- трен- ний наружного вну- трен- него внутреннего OJOM •жХ<1
d. “ср d, $ < <* верх- нее 1 Ча h h 1-го класса 2-го класса 1 -жни | S+ hi h
1-й и 2-й классы l-й и 2-й классы
0.3 0,35 0.4 0.45 0.5 0,55 0.6 0.7 0.8 0.9 0,251 0,301 0,335 0,385 0,419 0,469 0,500 0.586 0,670 0,754 0,202 0,252 0,270 0,320 0.338 0,388 0.406 0,472 0,540 0.608 0,075 0.075 0,100 0,100 0,125 0.125 0.150 0.175 0,200 0,225 0.049 0,049 0.065 0,065 0.081 0.081 0,097 0,114 0,130 0.146 0,008 0,008 0,010 0,010 0.022 0.022 0,024 0,028 0,030 0,032 0 0 0 0 0 0 0 0 0 0 88813888338 1 1 1 1 1 1 1 1 1 1 0 0 0 0 0 0 0 0 0 и 18 18 21 21 24 24 28 28 30 32 28 28 32 32 36 36 39 42 45 48 -8 -10 -10 -22 -22 -24 -28 -30 -32 +28 --28 --35 +35 +49 --68 --во --62 0 0 0 0 0 0 0 0 0 0
Пример подсчета предельных размера» резьбы болта и гайки М0.5У.0.125 1-го класса точности.
1. По табл. 12 и схеме фиг. 10 определяем основные размеры (общие для болта и гайки): dHap —
— 0,5 мм' dcp 0,419 мм; dtM — 0.338 мм.
2. По табл. 12 и схеме фиг. 11 определяем предельные размеры болта и гайки:
а) Размеры болта: dMap мвид — 0,5 + 0 — 0,5 мм; — 0,5 — 0,025 — 0,475 леле;
dcp япиб-0.419 4-0-0,419 мм; dep_ маи„ - 0,419 - 0.024 - 0,395 лш; <Г4М. мяй - 0,338 4- 0 -
— 0,334 мм; deKHauM не регламентируется б) Размеры гайки: dHap маих — 0,5 + 0 — 0,5 мм;
dкар. наиб нс регламентируется; dcp маам — 0,419 + 0 — 0,419 мм; dcp наио — 0,419 4- 0,004 —
- 0,443 мм; dgH „аил — 0,338 4- 0,022 — 0,360 мм; dtH наиЛ — 0,338 4- 0,047 - 0,385 ММ,
508
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
где do — наружный диаметр резьбы; все
размеры — в мм.
Примечания: 1. Значения <2а и 5 см.
в табл. 3.
2. См. примечания к табл. 4.
3. См. фиг. 8.
4. Допуски резьбы см. а табл. 6 и 7.
Допуск шпильки
--------------о
Фиг. 12.
Аш Таблица 13
Посадка ’ с делением на две группы
Номинальный диаметр резьбы 4» в мм Шаг резьбы S в мм Гнездо Шпилька
Предельные отклонения в мк диаметра резьбы
на- руж- ного dt. внутреннего *1 среднего 4 среднего 4ср вну- трен- него dt наружного
i X и X Верхнее Нижнее + «* Нижпее П.н | unAdj enHiiedj Верхнее Нижнее I uu.^dj tOHHedj Верхнее Верхнее Верхнее Нежнее
в (7). 8, (9) 10. (11) 1 0 +449 + 349 0 0 0 4-32 +32 +35 +64 +64 +70 +40 +65 +55 +72 +82 +90 +105 +115 +125 +105 +115 +125 0 -200
8. (9). 12 1.25 0 +603 +453 0 +35 +70 +68 +90 +125 +125 0 -200
10. (11), 12*. 14. 16 18, 20, 22 1Л 0 +699 +499 0 0 -НО +« +80 4-90 460 4-65 +100 +110 +141' 4-155 +140 +155 0 -250
12 1.75 0 +673 +623 0 +42 +85 +4Й +107 4-150 4-150 0 -250
14. 16 18 », 20 *. 22 * 24. 27 30, 33 2 0 +998 +«99 0 0 0 +45 +50 +м +90 +100 +110 +70 -|Я0 +85 +115 +130 +140 +160 +180 + 195 +160 + 180 4-196 0 -ЭОО
18. 20, 22 2.5 0 +1297 +977 0 +80 + 100 +80 +130 +180 +189 15 -300
24. 27 36, 39, 42, 45 48 3 0 +1597 + 1247 0 0 +55 +60 +100 + 120 4-85 +95 +140 +155 +195 +215 +195 +215 0 -350
Примечания: 1. При делении на группы Гранины полей допусков групп I и II аля
шпилек и гнезд могут быть уточнены на основании практических данных лля получения соот-
ветственно одинакового числа шпилек и гнезд в каждой группе.
2. На схеме фиг. 12 относительное расположение полей допусков среднего диаметра резьбы
гнезда и шпильки соответствует сопряжению групп I и II до свинчивания.
X Резьбы, отмеченные звездочкой, применяются только лля нужд авиационной промышлен-
ности. Резьбы, отмеченные скобками, не рекомендуются к применению (ОСТ МНТП 273).
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
509
Таблица 14
Аш.
Посадка - (см. схему к табл. 13)
Номиналь- ный диа- метр резьбы <4 в ми Шаг резьбы В ЖИ Гнездо Шпилька
Предельные отклонения в мк диаметра резьбы
наруж- ного внутреннего f среднего 4С? среднего dcp вну- трен- него d. наружного
Нижнее Верхнее 4-е» <У ш Sv 1 + Нижнее Верхнее Нижнее Верхнее Верхнее а» 01 Я ф аакжкц
(7), 8, (9) 1 0 4-449 4-349 0 -НО 4-50 +90 490 0 -200
Ю. (11) 0 -Н5 4-60 +106 +105
8, (9), 12 1.23 0 4-603 4-453 0 4-45 +60 4-105 +105 и -200
10,(11) 12* 14. 16 1.5 0 4-699 4-499 0 4-50 +65 +115 +115 0 —250
18. 20, 22 0 4-® +70 +125 +125
12 1,75 0 4-873 4-623 п +55 +70 +125 +125 0 -250
18. 16 2 0 4-996 4-698 0 -НЮ +75 +135 +135 0 -300
18*. 20*. 22*. 24 . 27 0 4-65 4-ю +145 +145
30, 33 II 4-70 +90 +160 + 160
18. 20, 22 2,6 0 4-1297 4-997 0 4-65 +65 +150 +150 0 -300
24. 27 3 0 4-1597 4-1247 0 4-70 4-80 4-160 +160 0 -350
Примечание: 1. Посадка предназначается к использованию без предварительной сортировки на группы. 2. См. примечание 3 и табл. 13.
Пример подсчета предельных размеров для туеод резьбы.
Anil
Требуете» рассчитать предельные размеры ала гнезда и шпильки IM8X1 -я— .
Основные размеры резьбы, общие для гнезда и шпильки (по табл. 3 и 8): dHap = 8 мм; dcp —
-7.350 им; <7ам —6,701 мм.
Размеры гнезда (по табл. 14 и фиг. 13): dHap_ цаим -I + 0 — 8 мм; dHnpHau(i не регламентн-
руетса; dcp. нами в 7,380 +0 — 7,430 мм; dc„ наиб “ 7,350 + 0,040 — 7,390 мм; deH. найм в 6,701 +
+ 0,349 = 7.050 мм; deM маиб - 6.701 4- 0,449 - 7,180 мм.
Размеры шпильки: dHap наид =8+0—8 мм; dHap маим = 8 — 0,200 — 7,80 мм- dcp Haag —
- 7,350 4- 0,090 — 7,440 мм; 5ср- наам — 7,350 4- 0,050 — 7,400 мм; d,H_ наий — 6,7014 0;090 - 6,791 мм;
авм. найм и* регламептпруетса.
510
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Таблица 13
Номиналь- ный диа- рсзь^ы а0 в мм Шаг резьбы S а мм Гнездо Шпилька
Предельные отклонения в ми диаметра резьбы
наруж- ного 4 внутреннего 4 среднего d'cp среднего вну- трен- него d, наружного d.
г 1 к Верхнее + <• V о L г+ Нижнее Верхнее Нижнее Верхнее Верхнее Верхнее Нижнее — г
Посадка (см. схему к табл. 13)
(7). 8. (9) 1 0 +149 +349 0 +40 +50 +100 +100 0 -200
Ю. (П) 0 +45 +60 +115 +115
8. (9), 12 1,25 0 +«и +453 0 +45 +60 +115 +115 0 —200
10, (11). 12* 14. 16 1.8 0 +-669 +449 0 +60 +65 +125 +128 0 —250
18, 20, 22 0 +55 +70 +135 +135
12 1,75 0 +«73 +623 0 +55 +70 +135 +135 0 -ИО
14. 16 2 0 +996 +698 0 +60 +75 +145 +145 0 -300
18». 20»,22» 24. 27 0 +65 +80 +160 +160
30, 33 0 +ТО +90 +175 +175
18, 20. 22 2.S 0 +1297 + 997 0 +65 +85 +165 +165 0 -300
24, 27 3 0 +-1S87 +1247 0 +70 +90 +175 +175 0 -350
„ Аш, Посадка -р—
(7). 8. (9) 1 0 +449 +349 0 +50 +60 +100 +100 0 -200
Ю, (И) 0 +55 +70 +115 +115
8. (9), 12 1,26 0 +603 +453 0 +55 +70 +115 +115 0 -а»
10, 11, 12* 14, 1б 1.5 0 +699 +449 0 +60 +75 + 125 +128 0 -250
18, 20, 22 0 +65 +80 +135 +138
12 1,75 0 +873 +623 с +65 +80 +135 +135 0 -250
14, 16 2 0 +996 +699 0 +70 +85 +145 + 145 0 -300
18», 20», 22», 24, 27 0 +75 +95 +160 +160
30, 33 0 +85 +106 +175 +175
18, 20. 22 2.5 0 1 +1297 +997 0 +80 +100 +165 +165 , 0 -300
24. 27 3 0 + 1597 +1247 0 +85 +105 | +175 +175 0 -350
Примечание. См. примечание 3 к табл. 13.
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
511
Допуски метрической тугой резьбы
для диаметров от 6 до 48 мл. ГОСТ
4608-49 на метрическую тугую резьбу
распространяется на стальные шпильки
диаметром 6—48 мм и шагом резьбы
1—3 мм (основная крепежная и 1-я мел-
кая метрические резьбы) для посадки
в детали из чугуна и алюминиевых спла-
вов с натягом по dep резьбы (сбег резьбы
в креплении шпилек не участвует).
Посадка шпилек должна произво-
Тугие резьбы подразделяются на сле-
дующие степени точности: Аш8, Ашг
и Аш1 (гнезда); Т8, Тд, Ту и Г|
Допаек шпильки
Дапуск гнезда
Фиг. 14.
диться, как правило, по системе отвер-
стия. Исключение (система вала) допу-
скается только для ввертываемых в алю-
миний стальных шпилек при длине
сопряжения более 2d0.
(шпильки). Степень Ашу (Т() — более
точная по сравнению с Аш8(Тв).
Примечания: 1. Стандарт не распростра-
няется на посадки стальиых шпилек в стальные
детали.
2. Основные размеры резьбы — по ОСТ НКТП
32 и 271.
Т.
Поселка =—
Вш,
Таблица 16
Номиналь- ный диа- метр резьбы в дгл Шаг резьбы S в мм Шпилька Гнездо
Предельные отклонения в мк диаметра резьбы
наружного вну- трен- него dt среднего dcp ! среднего dcp внутреннего на- руж- ного
V V и а Нижнее Верхнее Верхнее Гранина групп 1 и 11 Нижнее Верхнее Гранина групп 1 и 11 Нижнее Верхнее + »' ф V 1: Нижнее
6 8 10 1 0 -200 0 0 0 0 Я8Я 1 1 1 1 1 1 SiiS и । 1 1 1 383 -80 -80 -90 +449 +349 0
8. 12 1.25 0 -200 0 0 -22 -45 -45 —67 -90 +603 +453 0
10. 12». 14. 18 1.5 0 -250 0 0 -25 -80 —50 -75 -100 +899 +499 0
18. 20, 22 0 -27 -55 -55 -82 -по
12 1,75 0 -250 0 0 -27 -55 -55 -82 -по +873 +623 0
14. 16 2 0 -300 0 0 -30 -60 -60 -90 -120 +998 0
18». »•. 22" 24. 27 0 -32 - 8 -65 -97 -130 4 -698
30. 33 0 -35 -70 -70 -105 -140
Примечание. См. примечание 3 к табл. 13.
512
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Рекомендуются следующие сочетания
степеней точности гнезд и шпилек:
Аш3.Аш2 Аш^Аш! Tj
Ts • Tj ’ ?! ’ Т3 и Bnij : П0СлеДняя
посадка относится к системе вала (см.
фиг. 14—15 и табл. 16).
Система отверстия. Допуски на-
ружного. среднего и внутреннего диа-
метров гнезд и шпилек приведены в
табл. 13—15.
_ Аш1
Вместо посадки-у—могут применяться
Аш] Аш2
посадкии -Tjr-, при которых может
потребоваться частичный подбор шпилек
, л Аш1
в большей мере, чем при посадке -у—.
Система вала. Посадка шпилек
в гнездах по системе вала обозначается
по ГОСТ 4608-49 Эта посадка реко-
мендуется для стальных шпилек, ввер-
тываемых в детали из алюминиевых
сплавов при длине сопряжения свыше
2</й до 2,5J0 (с делением полей допусков
среднего диаметра по схеме фиг' 14).
Дюймовые резьбы
Профиль 55° дюймовой резьбы (см.
табл. 17) по ОСТ НКТП 1260 преду-
Таблица 17
Размеры и допуски дюймовой резьбы
________(по ОСТ НКТП 1260—1262)____________________________________
Размеры в мм Отклонения в мк
& е наружного игу- грен- аего Допуски b иа средний внутреннего О о
3 диаметр резьоы диаметр диаметра 5
£ сс И СЭ Z диаметра релабы болта резьбы бол- та и гайки гайки iapy» хиамс ай кн
3 3 и
« «о й
m = 3 х*о 3 S S ДИИЙ ф - S О» Z S о верх- нее—। ниж- нее—4 верх- нее а »• ч X 8 т 3 ниж- нее 4-е' верх- нее i 1 4> i X
пну НИЙ ев
Е ЗтГ 3 2-й и З-й классы <ч А 231 и З-й классы
’1 >• 4.762 4.085 3.408 1,058 24 -132 -392 0 103 172 152 412 1
I 6.350 5.537 4.721 1,270 20 -150 -450 0 113 189 185 476 0
!• 7.938 7.034 6.131 1.411 18 — 158 -458 0 119 199 209 519 0
9,525 8.509 7.492 1,588 16 -165 -465 0 127 211 238 558 (
CI м) 11.112 9.951 8.789 1.814 14 -182 -482 0 135 224 271 611 1
1 12.7«О 11.345 9.989 2,117 12 -200 - бои 0 146 244 311 661 с
14.288 12.932 11.577 2,117 12 -208 - 608 0 146 244 313 673 (
15,875 14.397 12.918 2,309 11 -225 - 625 0 153 255 342 682 1
19.1X50 17.424 1.5,798 2.540 10 -240 - 610, 0 160 267 372 752 1
Та 22.225 20.418 18.611 2,822 9 -265 - 765 0 169 281 419 789 с
1 25,400 23.367 21.331 3.175 8 -290 - 790 0 179 298 466 866 I
1' N 28.575 26.252 23.929 3.629 7 -325 - 925 0 191 319 531 971 (
V 31.750 29.427 27.104 3.529 7 -333 - 930 0 191 319 536 946 1
1' 34.925 32,215 29.50-1 4.233 6 -365 - 965 0 207 345 626 1086 1
14. 38.100 35.390 32,679 4,233 6 -370 - 970 0 207 345 631 1071 0
1" я 41.275 38,022 34,770 5.060 5 -425 -1225 0 227 378 750 1230 с
I* 44 450 41,194 37,945 5.080 5 —430 -1230 0 227 378 755 1255 1
1’ п 47.625 44,011 40,397 5,644 -475 -1275 0 239 398 К13 1353 1
2 50.800 47.186 43.572 5,644 -480 -1280 0 239 398 838 1378 1
2' 57,150 53.084 49,019 6.350 4 -530 -1330 0 253 422 941 1481 с
2’ 63,500 59.434 55,369 6,350 4 -530 -1330 0 253 422 941 1481 с
2> 69.850 65.201 60,557 7,257 зч, -590 -1390 0 271 451 1073 1693 1
3 76 200 71.554 66,907 7.257 з*/, -590 — 1390 0 271 451 1073 1693 1
34. 82.550 77,546 72,542 7.815 3'/. зч. -640 -1540 0 281 468 1158 1758 (
3‘ 88.900 83.896 78,892 7.815 -640 -1540 0 281 468 1158 1808 0
3* я 95,250 89.829 8-1,409 8,46? 3 —70о -1600 0 292 487 1251 1941 0
4 101.600 96.179 90,759 8.467 3 -700 -1600 0 292 487 1251 1941 «
Примечание. Диаметры резьб, поставленные и скобки, по возможности ие применять.
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
513
сматрнвает зазоры как по наружному,
с' е'
так и по внутреннему диаметрам ^-н у.
ГТ е' С 75$4-50
При этом « 0.074S; у —--------“•
где $ — в мм, а результат — в мк.
♦иг. 16. 5 - — мм; ta = 0,960495;
Л
‘.“0,64035; (т + т)’
Дюймовые резьбы по ОСТ 1260 охва-
тывают диаметры от 8/w до 4* с числом
ниток иа 1* от 24 до 3. Все измеряемые
♦иг. 17. Схем* расиоложсниа поле* допусков лля
дюймовой резьбы по ОСТ НКТП 1261 —1262: с' —
верхнее отклонение болт*; с" — нижнее от-
клонение болт* (остальные отклонения см.
элементы дюймовой резьбы выражены
и стандартизованы в мм *.
Подсчет предельных размеров произ-
водится аналогично приведенному на
стр. 504.
* Применение хюймовой резьбы при проекти-
ровании новых изделий в СССР запрещено.
33 Том 4 769
Специальные цилиндрические резьбы
Трубная цилиндрическая резьба. Для
соединения труб, арматуры трубопро-
водов и фитингов применяется главным
образом трубная цилиндрическая резьба.
Эта резьба охватывает диаметры от
до ъ при числе ниток на 1* от 28 до 11.
Номинальный диаметр трубной резьбы
условно отнесен к внутреннему диа-
метру трубы.
Профиль трубной цилиндрической
резьбы (по ГОСТ 6357-52) выполняется
с закруглениями (фиг. 18).
Закругленный профиль наряду с об-
щими случаями применения особо необ-
ходим при повышенных требованиях
♦иг. 18. 3—~ мм — жж;7„- 0360495;
7, = 0*640315; г = 0,137335.
к плотности (непроницаемости) трубных
соединений. Этот профиль обязателен
также при соединении цилиндрической
резьбы муфты с конической резьбой
труб. Прн таком виде соединения отпа-
дает надобность в различных уплотне-
ниях.
Фиг. 19. Схема расположения поле*
допусков на трубные цилиндрические
резьбы по ГОСТ 6357-52.
Рабочая высота витка для закруглен-
ного профиля трубной резьбы “
= O.491S. Зазоры по наружному и внут-
реннему диаметрам, необходимые лля
размещения уплотнителей, установлены
расположением полей допусков на раз-
меры Л| и Ла. При соблюдении этих
зазоров трубные резьбы с прямым про-
филем (по старому ОСТ НКТП 266) и
с закругленным (фиг. 19) можно счи-
тать практически взаимозаменяемыми.
Основные размеры н допуска трубной цилиндрической резьбы
сл
Таблица IS
Обозначение резьбы и дюймах Диаметр резьбы в мл Шаг резьбы в мк Радиус- закруг- ленмя в мм Число ниток Отклонения в мм
наружный средний внутренний на 1* на 127 мм Расстояние от линии среднего диаметра резьбы трубы Допуски b среднего ана- метра резьбы трубы и муфты Расстояние от линии среднего диаметра резьбы муфты
вершимы резьбы Л| впалмиы резьбы /ц впадины резьбы Кк вершины резьбы /ц
4 аср d, S г Л я» наиб. иаим. наиб. найм. 2-го класса 3-го класса иаиб.|иаим. наиб. найм.
2-й и 3-й классы 2-й и 3-й классы
С/.) •к (•W СМ $ (й’ (W (?•» 5 б 9,729 13,158 16,663 20.956 22,912 26,442 30.202 33,250 37,893 41,912 44,325 47.805 53,748 59.616 65,712 75,187 81,537 87,887 100,334 113,034 138,435 163,836 9,148 12,302 15,807 19,794 21,750 2S.281 29,040 31,771 36,420 40,433 42,846 46,326 52,270 58,137 64,234 73,708 80.058 86,409 98,855 111,556 136,957 162,357 8,567 11,446 14,951 18,632 20,588 24.119 27.878 30,292 34,941 38,954 41,367 44,847 50.791 56.659 62.755 72,230 78,580 84,930 97,376 110,077 135,478 160,879 0,907 1Л37 1,337 1,814 1,814 1,814 1,814 2,309 2,309 2,309 2,309 2,309 2.309 2,309 2.309 2,309 2.309 2,309 2,309 2,309 2.309 2,309 0,125 0,184 0,184 0.249 0.249 0,249 0,249 0,317 0,317 0.317 0,317 0317 0317 0,317 0317 0317 0.317 0317 0317 0317 0,317 0,317 28 19 19 14 14 14 14 11 11 11 11 11 И 11 11 11 11 И п 11 11 II 140 951 95 701 70 701 70 551 55 55 55? 55 55 55 55J 651 55 55 651 55 55 55 265 400 545 700 700 700 215 340 485 640 630 620 340 483 641 800 810 820 290 428 581 740 740 740 133 137 148 161 161 161 174 193 193 193 193 193 224 224 224 224 255 255 255 270 286 286 219 228 247 265 265 265 286 321 321 321 321 321 370 370 370 370 421 421 421 445 473 473 340 478 631 790 800 820 290 428 581 740 740 740 265 400 545 700 700 700 215 350 495 650 640 630
Примечание. Резьбу по возможности не применять. Резьбы •(„ 'j„ 1‘U !(„ !•/,, 2*|«. 2»/, и &),• должны примениться только для из-
делий, ДЛИ которых эти резьбы предусмотрены стандартами.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
515
Основные размеры и допуски труб-
ных цилиндрических резьб от */8 до 6*
приведены в табл. 18.
Указанные в табл. 18 расстояния вер-
шин и впадин от линии среднего диа-
метра являются исходными для проекти-
рования резьбообразующих инструмен-
тов и факультативными при приемке
изделий.
Трапецеидальная резьба. Трапецеи-
дальная резьба относится к резьбам,
предназначенным для передачи движе-
ния (ходовые винты, винты суппортов
и т. п.). Для таких резьб большое зна-
чение имеет работа трения, которая при
прочих равных условиях (качество по-
верхности, смазка, материал и угол
подъема) уменьшается с уменьшением
угла профиля.
Угол профиля тоапецоидальной резьбы
принят равным 30° (фиг. 20 и табл. 19).
Зазоры по наружному и внутреннему
Фнг. 20. 4, — 1,8663; dcp = dQ- 0,53; <*0'= </04-2i;
I, - 0,53 + Я d, — 4. - и,; d, - d0 - 3; t, — 0,53-
диаметрам, равные между собой, уста-
новлены для смазки. Необходимый для
смазки гарантированный зазор по сред-
Таблаца If
Ревьба трапецеидальная одноходовая
Элементы профиля, зависящие от шага, в мм
Шаг резьбы S Глубине резьбы Рабочее высоте витке t. Зазор S Радиус г
2 1.25 1
3 1,75 1.5 | 0.25 0,25
4 2,25 2
5 3 9.5
6 3.5 3
8 4.5 4 । 0,5 0,25
10 5.5 5
12 6.5 6
16 9 8
20 11 10
24 13 12 1 0,6
32 17 16
40 21 20
нему диаметру предусмотрен располо-
жением полей допусков.
Трапецоидальные резьбы, регламенти-
рованные ОСТ 2408—2411, охватывают
диаметры от 10 до 300 мм. Соответ-
ствующие этим диаметрам шаги (табл. 20)
могут быть выбраны по одной из стан-
дартных серий трапецеидальных резьб
(крупная, нормальная и мелкая).
Таблица 20
Резьба трапецеидальная одноходовая
Сводная таблица диаметров и шагов в мм
Шаги тра-
пецеидаль-
ной одно-
ходовой
резьбы
Шаги тра-
пецондаль-
вой одно-
ходовой
резьбы
16
24
6
16
8
24
20
20
10
ТУ
24
(155); 160;
(165); 170;
(175)
85; (88); 90;
(92); 95;
(98); 100;
(105); ПО;
115
120; (12S);
130;(135);
140; U45);
8
10
200;_____
290: 230
240; 250;
260; 270;
280; 290;
300
180; 185 | 3?
’®°_’(196^; 1 32
200: 210;
Примечание. Диаметров, поставлен-
ных в скобки, по воэможвости не применять.
10; 12;
14
16; 18
(19)
20
22:24;
26; 28
30; 32;
(34); 36;
(38): 40;
JWI44
(46); 48;
50; 52;
55; (88);
60
(52)115;
(68); 70;
(72): 75;
(78); 80;
(82)
Допуски на трапецоидальные резьбы
устанавливаются по системе отверстия.’
Общая схема расположения полей до-
пусков на эти резьбы показана на
фиг. 21.
Как видно из схемы, по сторонам про-
филя устанавливается гарантированный
зазор для смазки, численно равный верх-
нему отклонению толщины нитки вин-
та Z*. Зазор этот определен по фор-
муле 6,25 VS"для ходовых винтов и
винтов регулирования и по формуле
25/S для винтов общего назначения
(S — в мм, результат — лмг).
33*
516
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Допуски среднего диаметра Ь связаны
с допусками на толщину витка а зави-
симостью
b - a ctg 15° - 3,732а.
По ОСТ 7714 установлены три степени
точности для винтов — т, п и р и две
степени точности для гаек — М и N.
При этом поля допусков среднего диа-
метра для гаек М и N расположены
Фиг. 21. Схема расположения поле* допуское на
трапецеидальную резьбу по ОСТ 7714: S — шаг;
4g—наружный диаметр винта; 4 — наружный
диаметр гайки; 4, — внутренний диаметр винта;
4j — внутренний диаметр гайки; 4f^ — средний
диаметр гайки (номинальный); с — допуск наруж-
ного диаметра винта; g — допуск наружиого диа-
метра гайки, е — допуск внутреннего диаметра
гайки; / — допуск внутреннего диаметра винта;
•* — нижнее отклонение среднего диаметра винта;
Ь' — верхнее отклонение среднего диаметра винта;
В*—В' _ допуск среднего диаметра винта: О — до-
пуск среднего диаметра гайки, а' — нижнее от-
клонение толщины нитки винта: х» — верхнее от-
клонение толщины нитки пиита; а — допуск иа
толщину нитки гайки.
с нижним отклонением, равным нулю,
и отличаются только по величине. Винты
т и л имеют одинаковые верхние откло-
нения по среднему диаметру (6,25 У5)
и также различаются лишь по вели-
чине допусков. Винты р имеют (для рас-
ширения смазочного зазора) увеличен-
ное верхнее отклонение по среднему
диаметру (25 KS), но по величине допу-
сков почти не отличаются от винтов л.
Соединения винтов тиле гайками
М и N рекомендуются для ходовых
винтов, для винтов поперечной подачи
суппортов н для винтов регулирования.
Соединения винтов р с гайками N реко-
мендуются для резьбовых изделий об-
щего назначения.
Для определения величин допусков
на толщину нитки а используется фор-
мула
г _
а - b tg 15° = 10 4- 0,5nS + 25
где л — число витков на длине свинчи-
вания, принятое для степеней т, М рав-
ным 16, а для степеней л, N и р рав-
ным 24.
Допуски на наружный диаметр резьбы
винта и внутренний диаметр резьбы
гайки равны и задаются численно, ис-
ходя из соображений технологических
и обеспечения минимальной несущей
высоты резьбы.
При угле профиля а = 30° уста-
новлены допуски на наружный диаметр
резьбы гаек М и N; они приняты рав-
ными доп} ску насрелний диаметр гаек N.
Допуски на внутренний диаметр резь-
бы винтов р равны нижнему отклонению
среднего днаметра резьбы винтов той же
степени точности.
Резьба труб геологоразведочного бу-
рения. Резьба для бурильных и колон-
ковых труб геологоразведочного буре-
ния и ниппелей к ним (фиг. 22) является
по характеру построения профиля
(а = 10°) промежуточной между прямо-
угольной и трапецеидальной резьбами.
Необходимость выбора угла а = 10*
была продиктована стремлением облег-
чить условия нарезания резьбы (воз-
можность резьбофрезерования и нареза-
ния головками) при сохранении хорошей
сопротивляемости резьбового соедине-
ния «выскальзыванию», т. е. саморазъ-
единенню резьбовой пары (без механи-
ческих повреждений) при значительных
растягивающих напряжениях.
В связи с малым углом профиля в дан-
ной резьбе средний диаметр не регла-
ментируется. По наружному диаметру
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
517
я боковым сторонам предусмотрены
гарантированные зазоры (ГОСТ 6238-52).
Допуски резьбы труб геологоразве-
дочного бурения. Схема расположения
полей допусков на резьбу труб и нип-
пелей для геологоразведочного буре-
ния, имеющую 5’-ный угол наклона
сторон профиля, приведена на фнг. 23.
Допуск на толщину
витка (1?0нк)
Фнг. 23.
В качестве центрирующего принят
внутренний диаметр, выполняемый с
допусками по классу точности За. По
наружному диаметру и боковым сторо-
нам предусмотрены гарантированные
зазоры, обеспечивающие евннчивае-
мость в условиях загрязнения.
Контроль резьбы производится ком-
плексными и элементными калибрами
(ГОСТ 6361-52).
Прямоугольная резьба. Прямоуголь-
ная резьба не стандартизована, так как
наряду с ее преимуществом, заключаю-
щимся в несколько более высоком коэф-
фициенте полезного действия по срав-
нению с трапецеи-
дальной, она менее
прочна и более слож-
на в производстве.
В тех случаях, ког-
да по специфическим
условиям производ-
ства нельзя заменить
прямоугольную резь-
бу резьбой какого-
па, диаметры и шаг
этой резьбы следует выбирать по шкале
диаметров и шагов трапецеидальной
резьбы (табл. 20).
Профиль прямоугольной резьбы при-
веден на фиг. 24.
Допуски прямоугольных
резьб. Для этих резьб вопрос о цен-
трировании по сторонам профиля отпа-
дает. Обычно предпочитают центриро-
вание по внутреннему диаметру,так как
этот диаметр может быть выполнен
с достаточной точностью и у винта, и
Фиг. 24.
либо другого
у гайки, тогда как наружный диаметр
легко обработать с требуемой точностью
только у винта. В зависимости от тре-
буемой точности центрирования допуски
на центрирующий диаметр принимаются
по скользящей посадке 3-го или 4-го
(Й ИЛИ
g). Для
класса точности
иенентрирующего (наружного) диаметра
можно применить посадку (система
вала).
Так как винты с прямоугольной резь-
бой предназначены для передачи дви-
жения, то по сторонам профиля этой
резьбы должен быть предусмотрен зазор.
Обычно его получают за счет умень-
шения толщины витка и подсчитывают
подобно зазору трапецеидальных резьб
по формуле 6,25)^$ (как для степеней
точности М. m и N, п).
Суммарный допуск на толщину витка
и ширину впадины может быть выдер-
жан в обычных производственных усло-
виях по 4-му классу точности гладких
цилиндрических изделий.
Гайка
Фиг. 25. Схема расположения полей допусков
прямоугольных резьб.
На фиг. 25 приведены схема распо-
ложения и рекомендуемые величины
допусков для прямоугольных резьб.
Упорная резьба. Упорная (пилооб-
разная) резьба является резьбой гру-
зовой. Она применяется для винтов
прессов, нажимных устройств прокат-
ных станов, в грузоподъемных крюках
и т. д.
Профиль упорной резьбы показан на
фиг. 26. Рабочий угол профиля принят
равным 3” главным образом нз техно-
логических соображений (возможность
фрезерования резьбы, более благоприят-
ные условия нарезания ее на токарном
станке). Задний угол профиля принят
равным 30°. Закругления у впадин
518
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
резьбы имеют целью повышение ее
динамическое прочности.
Элементы профиля упорной резьбы,
зависящие от шага, даны в табл. 21.
Таблица 21
Реаьба упорная одноходовая
(Размеры о мм}
Шаг 5 Глубина fl Рабочая глубина 12? * 1 dotat ф Ag-»
2 1,736 1.5 0,528 0,236 0,249
3 2,603 2,25 0,792 0,353 0,373
4 3,471 3 1,055 0,471 0,497
5 4,339 3,75 1,319 0,539 0.621
6 5,207 4,5 1,583 0,707 0,746
8 6,942 6 2,111 0,942 0,994
10 8,678 7.6 2,638 1,178 1,243
12 10,413 9 3,166 1,413 1,491
16 13,884 12 4,221 1,844 1,988
20 17,355 15 5,277 2,355 2,485
24 20,826 18 6,332 2,826 2,982
32 27,769 24 8.4*13 3,769 3,977
40 34,711 30 10,554 4,711 4,971
48 41.653 36 12,664 5,653 5,965
Средний диаметр упорной резьбы
в таблицах ОСТ определен без учета
рабочего угла в 3° и подсчитан по фор-
муле dcp = (d0 + 2Z) — t0 (см. фиг. 26).
Прн определении действительного сред-
него диаметра (например, при измерении
упорной резьбы методом трех проволо-
чек) необходимо учитывать поправку у
иа рабочий угол: у = 0,068083.
Фнг. 26. ta — 1.7320ВД; t, — h 4- a: t, - 0,75$: е -
— 0,26384$; 1 - 0,52507$; I, -0,456985; 1 — 0,117775;
Г -0,124275.
В СССР упорная резьба регламенти-
рована тремя стандартными сериями по
ОСТ ВКС 7739—7741 (табл. 22) с после-
довательным измельчением шагов (круп-
ная, нормальная я мелкая упорные резь-
бы) при диапазоне диаметров от 10 ло
650 мм.
Все элементы стандартных упорных
резьб могут быть получены при со-
вместном использовании табл. 21 и 22.
Таблица 22
Резьба упорная одноходовая крупная,
нормальная, мелкая
(Размеры п мм}
Шаг резьбы 1 Шаг резьбы
Диаметр Диаметр
<А> о ш §
О Ё ? ОС о □ ц S « о
п. CL Ф
и Т Я X 3] 3
10; 12; 14; 16; 18; 20 - — 2 120; (130); 140; (150) 24 16 6
(22); 24; 26; 8 5 2 160; (170); 24 16 в
(28) 180; (iso) 32 20 8
30; (32); 34; 36; (38); 40, (42) 10 6 3 200; 220 250 ; 280;300 32 40 20 24 10 12
44; (46); 48; 50; (55); 60 12 8 320; 350 48 — 12
380:400 48 16
(65); 70; (75); 80 16 10 4 — 16
420; 450
(85); 90; 20 12 5 480; 500; — 20
(5W: 520; 550 580; 600; 620; 650 — — 24
Примечание. Диаметров резьбы, ПО-
ставленных II скобки, по возможности не прн-
менять.
Допуски упорных резьб.Для
упорных резьб в отличие от трапецеи-
дальных предусмотрен в самих стан-
дартах зазор по толщине витка. Этот
зазор, равный 0,2 мм, получается за
счет уменьшения толщины витка (уве-
личение среднего диаметра) гайки и
определяется как верхнее отклонение
толщины витка гайки а.
Отклонения по толщине витка и по
среднему диаметру резьбы связаны за-
висимостью
2а
Ь ~ tg30°+ tg3°*
Допуски для упорных резьб уста-
навливаются по той же методике, что
и допуски трапецеидальных резьб. Из
степеней точности приняты только М,
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
519
ши N, п. В отличие от трапецеидаль-
ных резьб не нормируется допуск на-
ружного диаметра резьбы гайки. Это
не должно вызывать опасений, так как
даже глубокое прорезание гайки не
может отразиться на ее прочности.
Схема расположения полей допусков
на упорные резьбы показана на фиг. 27.
Фиг. 27. Схема расположении допусков на упорные
резьбы: с — допуск наружного диаметра вита;
t — допуск внутреннего диаметра гайки; ft'—
инжнее отклонение среднего диаметра гайкн; ft -
верхнее отклонение среднего диаметра гайки; Ъ* —
допуск отклонения среднего диаметра винта: а* —
нижнее отклонение толшииы витка гайки; а' —
верхнее отклонение толщины витка гайки; а —
допуск и нижнее отклонение толщины витка
винта; а — зазор; е = с.
Круглая резьба. Круглые резьбы при-
меняются для вагонных стяжек, водо-
проводной арматуры и пр., а в от-
дельных случаях и для крюков подъем-
ных кранов.
Круглая резьба в СССР в общем
масштабе не стандартизована ввиду ее
ограниченного применения в промыш-
ленности. Лишь в частных случаях, для
вагонных стяжек, еще не замененных
автосцепкой, круглая резьба выпол-
няется по специальному ГОСТ 3510-47.
Профиль круглой резьбы, принятый
на отдельных предприятиях, показан
на фиг. 28. Профиль образован дугами,
связанными между собой коротким уча-
стком прямой линии “ 0,08355).
Угол между сторонами профиля я=30“.
К числу круглых резьб обычно отно-
сят резьбы, накатанные на тонкостенных
полых изделиях. Однако эти резьбы
отличаются от круглых резьб значи-
тельно меньшей высотой профиля и
отсутствием прямолинейного участка,
что необходимо для уменьшения де-
формаций материала в процессе нака-
тывания.
Допуски круглых резьб.
Схема расположения полей допусков
для круглых резьб, имеющих прямоли-
нейный участок профиля, приведена на
фиг. 29.
Зазоры по наружному и внутрен-
нему диаметрам, необходимые для лег-
Фнг. 28.
кого свинчивания в условиях загряз-
нения, включены в основные нормали
резьбы.
Общее представление о величинах
допусков для круглых резьб могут дать
Фиг. 29. Схем* расположения полей допусков и*
круглые резьбы с прямолинейным участком про-
филя.
следующие цифры:
метром 30—50 мм
допуски наружно-
го и среднего диа-
метров составляют
200—250 мк, а до-
пуск внутреннего
диаметра 300 —
350 мк.
для резьб диа-
н шагом 3—4 мм
Фиг. ЗР. Схема располо-
жения полей допусков
и* резьбу алн противо-
газов.
При установле-
нии допусков на
резьбы, накатан-
ные на полых тон-
костенных изде-
лиях, зазор обес-
печивается по все-
му профилю, как
это показано на ф
зора составляет 0,045.
Для круглых резьб вагонных стяжек
по ГОСТ 3510-47 величины допусков
по d/utp и deH составляют 0,5—0,7 мм.
иг. 30. Величина за-
620
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
прилегания витков
Фиг. 31. Коническая
резьба с биссектрисой
угла профиля, перпен-
дикулярной к оси ко-
нуса.
КОНИЧЕСКИЕ РЕЗЬБОВЫЕ
СОЕДИНЕНИЯ
Основные понятия и определения
Широкое распространение конических
резьб объясняется главным образом их
преимуществами перед цилиндрическими
резьбами в трубных соединениях: кони-
ческая резьба обеспечивает требуемую
плотность (непроницаемость) без каких-
либо уплотнений.
Учитывая лучшие условия взаимного
резьбы при свинчи-
вании конической
резьбы с цилин-
дрической, кони-
ческие резьбы на-
резают с биссек-
трисой угла про-
филя, перпенди-
кулярной к оси
конуса (фиг. 32).
Кроме того, по-
добное располо-
жение профиля
упрощает технику
измерения основ-
ных размеров конической резьбы.
Общие определения, относящиеся к ко-
нусности, углу конуса, углу уклона
Фиг. 32.
и базорасстоянию, см. гл. I. К специ-
фическим определениям, связанным с ко-
нической резьбой, относятся следующие.
Средний диаметр для конических
резьб с биссектрисой угла профиля,
перпендикулярной коси конуса (фиг. 31),
определяется как диаметр воображае-
мого конуса, измеренный перпендику-
лярно оси на заданном базорасстоя-
ннн. Поверхность этого конуса должна
проходить через витки резьбы в таких
точках, чтобы ширина витков и ширина
впадин были равны (конус ABNL).
Наружный и внутренний диаметры
определяются как диаметры конуса,
построенные на вершинах, соответст-
венно впадинах резьбы и измеренные
перпендикулярно оси на заданном базо-
расстоянии.
Шаг определяется как спроектиро-
ванное на ось конуса расстояние между
теоретическими (остроугольными) вер-
шинами двух рядом лежащих витков:
$ = S' cos
где ? — половина угла конуса (см.
фнг. 31).
Прн конусности Vie разница между
S' и S составляет ~12.7 мк на 1'.
Высота остроугольного профиля
(витка) to равна (фиг. 32)
S / а . ° . я \
,0=,TV,K2“,g2
При угле профиля а = 60° и конусно-
сти Vm
to - 0.865743S.
Для конусности V< (встречается в
замковых резьбах) при том же угле
профиля а = 60” to = 0,86155.
Фиг. 33. Схема свинчи-
вания изделий и калиб-
ров с конической труб-
иой резьбой, применяе-
мой в нефтепромыш-
ленности: 1 — трубя и
муфта, свинченные ма-
шиной; 2—труба и
муфта, свинченные ме-
жлу собой или с рабо-
чими калибрами от ру-
ки: 3 — контрольная
пробка к муфта или
рабочее кольцо, свин-
ченные от руки; 4—кон-
трольная пробка и кон-
трольное кольцо, свин-
ченные от руки; б—тру-
ба или рабочая пробка
и контрольное кольцо,
свинченные от руки.
Длины боковых сторон профиля резь-
бы (фнг. 32) определяются из формул
ВС ----!— $ (1 — tg “ tg «Л ;
2sln-J k '
АВ------!— 5 (1 + tg-^- tgf) •
2sinT 4 * '
при а — 60“ ВС — S 1 — tg У tg ч>) ;
лв-s^i + tg-i tgT).
КОНИЧЕСКИЕ РЕЗЬВОВЫЕ СОЕДИНЕНИЯ
521
Для конических резьб, применяемых
в нефтепромышленности, взамен тер-
мина базорасстояние пользуются терми-
ном натяг, который определяется (см.
размер а на фиг. 33) как расстояние
между торцом муфты (или кольца) и
концом сбега резьбы на трубе (или
пробке). Конец сбега резьбы называется
также последней риской или последней
Фиг. 34. Схема проверки конических резьб по
ГОСТ 6111-52 и 6211-53: а — схема проверки наруж-
ной резьбы: 1 — номииальвый размер; 2 — наи-
больший допустимый размер; 3 — наименьший
допустимый размер; б — схема проверки внутрен-
ней резьбы: 1 — номинальный размер; 2 — наиболь-
ший допустимый размер; 3 — наименьший допусти-
мый размер.
нарезкой. На калибрах-пробках концу
сбега резьбы соответствует кольцевой
уступ или накладная шайба. При ма-
шинном свинчивании край муфты со-
впадает с концом сбега резьбы трубы
(размер а на фиг. 33) или незначительно
перекрывает его. Для трубных кониче-
ских резьб общего назначения (по ГОСТ
6111-52 и 6211-52) базой при контроле
изделий калибрами является конец
трубы и торец муфты, как это показано
на фнг. 34.
Диаметральные и осевые компенсации
отклонений элементов конических
резьб •
Если обозначить отклонения собствен-
но среднего диаметра через fa, конус-
ность — через k и изменение базорас-
стояння, связанное с отклонениями соб-
ственно среднего диаметра, через Ъаа,
то
Ъа<1 “ fd -%-
Отклонения шага 8$ при свинчива-
нии конических резьб вызывают нзме-
некие базорасстояння (8а.$), определяе-
мое по формулам
1 el
-5Scigy
при а — 60°
8а. - 1,732 5$ 4-.
° k
Формула для fg применительно к ко-
ническим резьбам получает небольшую
по сравнению с цилиндрическими резь-
бами поправку, связанную с влиянием
угла уклона у:
fs = 5$ etg у (1 — tg1 у tg2 f) .
Поправочный коэффициент
(1— tg2 у tg2?)
при обычной конусности вносит на-
столько незначительные изменения, что
в практических условиях им можно без
всякого ущерба пренебречь.
Отклонения половины угла профиля
а
8 у при свинчивании конических резьб
вызывают изменение базорасстояння
(8аа), определяемое по формуле
где fa—диаметральная компенсация по-
грешностей половины угла профиля для
конических резьб;
Разница по сравнению с цилиндриче-
ской резьбой получает некоторое прак-
тическое значение лишь при конусно-
сти */<•
Отклонения половины угла конуса В?
вызывают изменениебазорасстояниява^*
только в случае, если в соединении угол
конуса резьбы муфты будет больше
угла конуса резьбы трубы (прн базе,
расположенной со стороны большего
диаметра).
• См. стр. 49».
• Опрчделеиие мличкмм 4а
см. гл. U
?
522
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Основные размеры и допуски
конических резьб
Профиль трубной конической резьбы
по ГОСТ 6211-52, показанный на фиг. 35
(к табл. 23), соответствует закруглен-
ному профилю трубной цилиндрической
резьбы.
Поэтому при обыкновенных давлениях
рекомендуется соединение пилиндриче-
Фит 35. Трубка» комическая резьба с углом профиле 55° по ГОСТ 6211-52.
Резьба трубная коническая (по ГОСТ 6211-53)
Обозначение размера трубы в дюймах S ж 1 1 Шаг резьбы в мм Размер в мм
Длина резьбы Диаметр резьбы в основной плоскости Рабочая высота интка Радиус мкругле- ння
рабочая от торт трубы до основной ПЛОСКОСТИ средний наружный внутренний внутренний у торца трубы
п S 1, 1, Ч <7, dT 6 г
X 28 0,907 9 4,5 9,148 9,729 8.567 8,286 0,581 0,125
X 1» 1,337 11 6 12,302 13,168 11,446 11,071 0,856 0,184
•1. 19 1,337 12 6 15,807 16,863 14,961 14,576 0,856 0,184
X 14 1,814 15 7,5 19,794 20,956 18,632 18,163 1,162 0,249
X 14 1,814 17 9.5 25,281 26,442 24,119 23,524 1,162 0,249
1 II 2,309 19 11 31,771 33,250 30,293 29,606 1,479 0317
IX 11 2,309 22 13 40,433 41,912 38,954 38,142 1,479 ОДП
IX 11 2,309 23 14 46,326 47,805 44,847 43,972 1,479 0,317
2 • 11 2,309 26 16 58,137 59,616 56,659 55,659 1,479 0,317
гх 11 2,309 30 18,5 73,708 75,187 72,230 71,074 1,479 0,317
3 11 2,309 32 20,5 86,409 87,887 84,930 83,649 1,479 ОДП
4 И 2,309 38 25.5 111,556 113,034 110,077 108,483 1,479 0,317
5 11 2ДО9 41 28,5 136,957 • 138,435 135,478 133,697 1,479 ОДП
6 11 2,309 45 31,5 162,357 163,836 160,879 158,910 1,479 0,317
Примечания: 1. Основная плоскость есть заданное сечение, в котором диаметры
резьбы (наружный, средний н внутренний) точно равны номинальным диаметрам цилиндриче-
ской трубной резьбы того же размера (ГО СТ 6357-52).
2. Размер dT приведен в таблице в качестве справочного.
3. Размер I, относится к ллица как наружной, так и внутренней резьбы.
4. При любом значении I, в пределах поля допуска разность 1,-1, лля наружной резьбы
должна быть ие меиее разности указанных в таблице величии 1, и 1»
КОНИЧЕСКИЕ РЕЗЬВОВЫЕ СОЕДИНЕНИЯ
523
Основная туфта ци-
опасность линвричссиач
Фиг. 36.
ской резьбы муфты с конической резь-
бой трубы (фиг. 36).
Величина /2 является длиной свинчи-
вания от руки, а величина Ц — рабочей
длиной резьбы.
Для соединений
наружной кониче-
ской резьбы с вну-
тренней цилиндри-
ческой резьбой
муфтовой армату-
ры по ГОСТ 6527-53
у становлены
уменьшенные раз-
меры I, н 11, т. е.
укороченная резь-
ба. Укороченная резьба может также
нарезаться на трубах для соединений
трубопроводов из водо-газопроводных
труб по ГОСТ 3262-55 при давлениях ру
до 10 кГ/см*. Трубная коническая резьба
этого типа установлена для диаметров от
’/в до 6’ (укороченная резьба от Чь до 3*).
Непроницаемость в соединениях с труб-
ной конической резьбой достигается за
счет плотного замыкания закругленных
витков резьбы трубы и муфты.
Основные размеры и профиль труб-
ной конической резьбы по ГОСТ 6111-52
приведены в табл. 24 и на фнг. 37.
Неп рони цаемость в соединения х с тру б-
ной конической резьбой этого типа до-
стигается за счет плотного замыкания
остронарезанных витков резьбы трубы
и муфты. Притупление витков этой
резьбы составляет всего лишь 0,0335.
Угол профиля конической резьбы а =
= 60е. Биссектриса угла профиля для
Фиг. 37. Коническая дюймовая резьба с углом профиля 60°.
Таблица 24
Резьба трубная коническая (по ГОСТ 6111-52)
2 ч к на 1° Размер в мм
2 Длина резьбы Диаметр резьбы в основной плоскости о
CU V X г х О ннто •о Л £ от торца трубы до средний наруж- вну- вну- тренний Z с
П S а •5 Е основной ПЛОСКОСТИ ный треиний у торца трубы Рабо ТВ ВИ
з: Л 5 1, <. dcp d, “г t.
1м л 0,941 6,5 4,064 7,142 7.895 6,389 6,135 0,7.53
27 0,941 7.0 4.572 9,519 10,272 8,766 8,480 0,753
18 1,411 9.5 5.080 12,443 13.572 11,314 10,997 1,129
18 1,411 10.5 6,096 15,926 17.U56 14,797 14,416 1,129
14 1.814 13.5 5,128 19,772 21,223 18.321 17,813 1,451
14 1,814 14.0 8,611 25,117 26,568 23.666 23,128 1.451
1 11’1, 2.209 17.5 10,160 31,451 33,228 29,694 29,059 1,767
1'1. И‘1, 2,2» 18,0 10,668 40,218 41,985 38,451 37,784 1,767
15. 11 1, 2,209 18.5 10.683 46,287 48.054 •И, 520 •13,853 1.767
2 11‘), 2,209 19.0 11,074 58,325 60,092 56,558 55.866 1,767
Примечания: I. Основная плоскость есть заданное сечение, я котором диаметры
резьбы (наружный, средний и внутренний) точно равны диаметрам цилиндрических труб того же
размера.
2. Размер dy приведен в таблице в качестве справочного.
524
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
резьб обоих типов перпендикулярна оси.
Данные о высотах профиля, угле уклона
и конусности резьб см. в табл. 25.
Таблица 26
Допускаемые отклонения во высоте
витка резьбы
Таблица 25
Элементы профиля конических резьб
Накмевование
влемента
Теоретическая вы-
сота витка
Рабочая высота
витка
Радиус закругле-
ния ...........
Угол уклона . .
Конусность
0,960245
0,640335
0,137785
1°47'24'
*1»
Коническая резьба
по ГОСТ 6111-52
0,8665
0,85
1°47'24»
•I»
Обозначе-
ние резь-
бы в дюй-
мах
Трубная
коническая
резьба
Резьба по
ГОСТ
6111-52
Допускае-
мые откло-
нения ня
размеры
Л, и Л,
в мк
6211-52 6111-52
В автомобильной и авиационной про-
мышленности находит применение не-
сколько видоизмененная коническая
резьба по ОСТ 20010, так называемая
герметичная.
Герметичность в соединении дости-
гается за счет несколько большего про-
тив ОСТ притупления вершин и впадин,
при котором получаются натяги по вну-
треннему и наружному диаметрам резь-
бы от 0 до 0,0885. Так, например, для
резьбы */•* притупление вершин и впа-
дин резьбы трубы равно от 0,0385 до
0.062S, а вершин и впадин муфты от
0,0625 до 0,0865.
В отличие от цилиндрических резьб
в конических резьбах допуски на неточ-
ность изготовления dep в диаметральном
исчислении не устанавливаются. Про-
верка трубной конической резьбы по
ГОСТ 6211-52 и конической резьбы по
ГОСТ 6111-52 производится калибрами,
определяющими отклонение положения
основной плоскости от торца (А/у). Схему
такой проверки см. на ф ir. 34.
Допуск па половину угла конуса
трубной конической резьбы по ГОСТ
6211-52 принят от ±10' ло ±8' для
резьбы нормальной точности и от ±8'
до ±6' для резьбы повышенной точ-
ности изготовления.
При проектировании резьбонарезного
инструмента и назначении допусков на
заготовки под резьбы для трубной ко-
нической и резьбы по ОСТ 6111-52 сле-
дует пользоваться данными для откло-
нений высоты витка, приведенными
в табл. 26.
0,2905
0,4280
0,5810
0,7395
0,3765
0.5615
0.7255
0,8835
Примечания: 1. По ГОСТ 6211-5? для
размера Л, отклонения берутся для трубы со
дня ком минус, для муфты — со вняком плюс-
минус (±25 лмг).
Для размера Л, отклонения берутся для
трубы со шахом плюсмииус (±26 мк), для
муфты — со вняком минус.
2. При контроле резьбы деталей яти от-
клонения не проверяются.
Конические резьбы
для нефтепромышленности
В нефтепромышленности применяют
главным образом следующие кониче-
ские резьбы:
а) трубную коническую резьбу для
обсадных труб (ГОСТ 631-50);
б) трубную коническую резьбу для
бурильных труб (ГОСТ 632-50):
в) трубную коническую резьбу для
насосно-компрессорных труб (ГОСТ
633-50);
г) замковые конические резьбы для
замков к бурильным трубам (ГОСТ
5286-53).
На фнг. 38 показан принятый в СССР
профиль резьбы обсадных труб. Эго
обычный закругленный профиль трубной
резьбы, но с зазорами по вершинам и
впадинам. Эти зазоры, предусмотренные
за счет впадин, т. е. с сохранением вы-
соты профиля tj, должны обеспечить при
свинчивании муфты и трубы соприкос-
РАСЧЕТ РЕЗЬБОВЫХ СОЕДИНЕНИЯ НА ПРОЧНОСТЬ
52S
новение резьбы по сторонам профиля.
Такие же зазоры предусмотрены для
резьб бурильных и насосно-компрессор-
Фиг. 38. Профиль резьбы обсадных труб.
ных труб (фиг. 39), где угол профиля
а = 60®. Конусность резьбы обсадных,
бурильных и насосно-компрессорных
труб принята равной за исключе-
нием обсадных труб малых размеров
(до 65/в’), где конусность резьбы соста-
вляет Чт. Биссектриса угла профиля
перпендикулярна оси трубы. Резьбы об-
садных труб охватывают диаметры от
4’/< до 169//, резьбы бурильных труб —
от 2Ъв до 65/8* и резьбы насосно-ком-
прессорных труб — от I1/» До 4*.
♦иг. 39. Профиль резьбы бурильных и насосио-
компрессориых труб.
резьб, применяемых в нефтепромышлен-
ности, была дана на фиг. 33), причем
допуск базорасстояния составляет ±1
нитку для резьбы обсадных и насосно-
компрессорных труб, ±в/4 нитки для
резьбы бурильных труб.
Замки, изображенные на фиг. 40, при-
меняются для соединения бурильных
труб. Резьба замков (предназначена для
свинчивания деталей замка) выполняется
Резьба хбестебике Резьба бурильных труб
Резьба *ч<рты
Фиг. 40. Соединительные заики к бурильным
трубам.
Фнг. 41.
со значительно большей конусностью
(*/« и ’/#), чем резьба бурильных труб,
так как по условиям эксплуатации раз-
винчивание соединения должно про-
изводиться по зам-
ковой резьбе, а не
по резьбе буриль-
ных труб. Про-
филь замковой
резьбы показан на
фиг. 41. Угол про-
филя 60®. Биссек-
триса угла профи-
ля перпендику-
лярна осн соеди-
нения. Вершины
резьбы срезаны.
Впадины резьбы
закруглены.
Данные об измерении и контроле ци-
линдрических и конических резьб см.
(!|. 161.
РАСЧЕТ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
НА ПРОЧНОСТЬ
Основные вилы стандартных резьбовых
крепежных изделий показаны на фиг. 42.
Допуски устанавливаются на все эле-
менты профиля резьбы изделий Допуски
на шаг принимаются ± 75 мк на длине
1* и ± 150 мк на всей длине резьбы.
Допустимые отклонения половины угла
профиля ± 1’15' (для резьбы насосно-
компрессорных труб ±1°). Допустимые
отклонения угла уклона 4-8' и —5'.
Трубы и муфты проверяются калиб-
рами по осевому перемещению (общая
схема свинчивания трубных конических
Упрощенный расчет резьбовых
соединений
Болты* нагружены продольной силой.
Расчет производится по формуле
* Здесь и в дальнейшем дла краткости под
словом .болт- лодразумеааютса также и други,
резьбовые детали: шпильки, вииты, нарезанные
стержни и т. п.
526
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Таблица Я
Отношение для резьбовых соединенна
Сталь Постоянная нагрузка Переменная нагрузка (отО дотах)
d, — 6-7-16 16-30 30-60 d, —6-7-16 16-30 80-60
Углеродистая ....... Легированная....... 0.20-0,25 0,15-0,20 0,25-0.40 0,20-0,30 0,40-0,60 0,30 0,08-0.12 0,10-0.15 0,12 0,15 0,12-0.08 0,15-0,10
Примечания: I. 40 — номинальный наружный диаметр резьбы в мм.
2. Значения предела текучести »у указаны а табл. 28.
где Р — внешнее усилие, растягивающее
болт, в кГ; (о]р — допускаемое напря-
жение на растяже-
ние в кГ/см*\ при-
нимается по таб-
лице 27 и 28; di —
внутренний диа-
метр резьбы в см-.
F, — площадь по-
перечного сечения
болта по резьбе
в см*.
Формулу (1) мож-
но применять для
расчета слабо- и средненагруженных
затянутых резьбовых соединений, а так-
Таблица 28
Материал крепежных резьбовых изделий
и его основные характеристики
1? X
Марка стали и область приме- нения Предел прочности при растяжении в кГ\слб Предел текуче< оу в «Леле Предел вынос. ПОСТИ Я_[ в кГ\см'
Сталь 10 . автомат- и иая 12 Сталь 5 • 45 5* 3 200- 4 200 3800- 4 600 4 500- 6 000 5 000- 6000 6 000- 7500 2000 2200 2400 2700 .1500 1601 1800 1800 2000 2400
о.
X
gs Сталь 40Х § н . 30ХН Е. . ЭОХНЗ ьз . 18ХНВАь§ ь *2 9 000-10 000 9 000-10 000 9 000-10 000 11 000-11 500 7000 7000 8000 8500 3400 4200 4500 4500
°£
же для предварительного расчета ответ-
ственных соединений с последующей
проверкой по методике, изложенной на
стр. 535.
В табл. 29 приведены значения допу-
скаемой статической нагрузки и необ-
ходимого момента на ключе при затяжке
болтов из различных материалов.
Болты нагружены поперечной силой.
Возможны два случая: I) болт пригнан
по отверстию (фиг. 43, а) и поставлен
Фиг. 43.
а)
Фиг. 44.
С небольшим натягом и 2) болт постав-
лен с зазором (фиг. 43, б).
В первом случае болт рассчитывается
по формуле
где Р — поперечная нагрузка в кГ; d —
диаметр стержня болта в см-. (т ]ср — до-
пускаемое напряжение на срез в кГ/см*.
Обычно принимают [т].в=(0,2ч-
-4-О,3)ау.
Во втором случае болт рассчитывается
на усилие затяжки Т, величина кото-
рого определяется из условия
Р
^-7—fWr (3)
где / — коэффициент трения; для сухих
чугунных и стальных поверхностей f =
= 0.15-S-0.20.
РАСЧЕТ РЕЗЬБОВЫХ СОЕДИНЕНИИ НА ПРОЧНОСТЬ
527
rafaaqa 29
Допускаемые статические нагрузки и момент затяжки для болтоя (шпилек) с основной
метрической резьбой
Диаметр резьбы 4> в мм Сталь 3 Сталь 45 Сталь 40Х
Нагрузка Момент затяжки в к Г см Нагрузка Момент затяжжк в к Гем Нагрузка Момевт затяжки в кГсм
А в кГ Б кГ А в кГ £ в к Г А в кГ £ в кГ
6 75 340 22 120 500 35 ITS 680 70
в“ 140 620 54 220 900 86 340 1 200 172
10 240 1 000 ПО 380 15С0 170 560 2000 340
12 360 1 400 190 580 2 100 300 850 2 800 600
14 500 20Q0 300 850 3000 180 1300 4 000 960
16 750 2 700 480 1 200 4 000 770 1 900 5 400 1 500
18 1000 зэоп 660 I 600 6 000 1000 2 500 6 6(0 2000
20 1400 4 300 950 2 400 6 500 1500 3 500 8 600 3 000
22 19ГО 5 400 1300 3 200 8 (ХЮ 2100 4 600 10 яоо 4 200
24 2300 6200 1600 4 000 9 600 2600 6 603 12 400 5 200
27 3300 8 200 2100 5 300 12 000 3800 7 400 16 400 7 600
зо 4500 10 000 3200 7 400 15 000 5200 10 ОСО 20 (ХЮ 10 400
36 7000 14 600 5800 11 000 22 000 9200 15 000 29 000 18 400
А — аекоетролнруемая затяжка, грубый учет нагрузок; £ — контролируемая затяжка, точный учет
нагрузок.
Примечание. Момент затяжки соответствует напряжению «зат « 0Л"Т.
Если резьбовое соединение должно
выдерживать одновременно большие рас-
тягивающие и срезывающие усилия, то
применяют болты со специальным пояс-
ком (фиг. 44).
В других случаях для воспринятия
поперечной силы применяют разгрузоч-
ные устройства в виде шпонок, втулок,
замков и т. п. (фнг. 45).
Фиг. 45.
Болты нагружены аксцентрично при-
ложенной силой. Под действием растя-
Фиг. 46.
гивающего усилия Р
(фиг. 46) в таком болте
возникают напряжения
растяжения и изгиба:
асуж “’/I + ’а”
Из формулы (4) следует, что даже
прн сравнительно малых е напряжения
изгиба в болте могут во много раз пре-
восходить напряжения растяжения, что
приводит к необходимости значитель-
ного увеличения диаметра резьбы.
Расчет ответственных резьбовых
соединений
К ответственным резьбовым соедине-
ниям относятся шатунные болты, сило-
вые шпильки двигателей и других ма-
шин, сильно нагруженные болты флан-
цевых соединений и т. п.
При расчете ответственных резьбо-
вых соединений, кроме основной (внеш-
ней) нагрузки, учитываются усилие за-
тяжки и возникающие а соединении до-
полнительные напряжения от кручения
н изгиба.
Затяжка резьбовых соединений необ-
ходима: а) для создания определенного
минимального давления на стыке со-
единяемых деталей с целью обеспечения
его плотности и герметичности, б) для
уменьшения влияния переменных основ-
ных напряжений на прочность резьбо-
вого соединения.
При затяжке резьбовых соединений
болт скручивается моментом
D 1
Мк-Г-у «к(ф + р')-АГ^, (5)
528
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
где А = 2^ *8(Ф + ₽Э; ф — угол
подъема средней винтовой линии
резьбы; р'—угол трения резьбовой
пары; f = tg Р' — коэффициент трения
резьбовой пары; f' = —; f — коэф-
cos-g-
фицнент трения материалов резьбовой
пары; « — угол профиля резьбы.
Напряжения кручения в стержне
болта
Мк
0,2d3’
где d — диаметр стержня; в резьбовой
части
0.2^ ’
где di — внутренний диаметр резьбы.
В табл. 30 приведены значения f, k
и отношения-----. Последнее вычис-
я»ат
лево по формуле
амт
-2~^(Ф + и.
Таблица 30
Значеима * в ——
' о
.la/n
Состояние контактных поверхностей резьбового соединения Коэффи- циент тре- ния /' * т
’лат
Чисто обработанмые поверхности, смамн- иые . . • . . • • 0,10 0.07 0.44
Грубо обработанные поверхности, смазан- ные 0.30 0,13 0,75
Грубо обработанные поверхности, смазка отсутствует 0,30 0,17 1.0
Примечание. Значения-------- вычис-
г Л
.. лет
лекы при <1« резьба — метрическая.
Т
где азат = — напряжение от за-
~4~
тяжки в стержне болта.
В некоторых случаях, например прн
уменьшенном диаметре стержня болта,
приходится принимать специальные пре-
дохранительные меры против скручива-
ния болта при затяжке.
Дополнительные напряжения изгиба
появляются в резьбовых соединениях
в результате перекоса опорных поверх-
ностей сопрягаемых деталей, торцевых
плоскостей гаек и головок болтов,
осей нарезанных отверстий для шпилек
н т. д.
Наиболее опасны изгибающие на-
грузки вследствие упругих деформаций
сопрягаемых деталей, так как они могут
приводить к переменным напряжениям
изгиба.
В соответствии с обозначениями рас-
четной схемы по фиг. 47, а напряжения
изгиба будут равны:
в стержне шпильки
(в)
в резьбовой части
(7)
где f — угол перекоса а радианах;
Eg — модуль упругости материала
болта.
Если учесть влияние осевой силы,
предполагая ее направленной по каса-
Фиг. 47. Расчетная схема лая
определения напряжений из-
гиба в стержне шпильки при
заданном угле
тельной к изогнутой осн болта и равной
силе затяжки Т (фиг. 47, б), то напря-
жение изгиба будет наибольшим в сече-
нии х — 0 и составит:
РАСЧЕТ РЕЗЬБОВЫХ СОЕДИНЕНИИ НА ПРОЧНОСТЬ
529
для стержня шпильки
для резьбовой части
Конструкции резьбовых соединений
при больших изгибающих нагрузках
показаны на фиг. 50.
Определение усилий в затянутом резь-
бовом соединении. Определение рас-
четной нагрузки резьбового соединения
(фиг. 51) при совместном действии внеш-
На фиг. 48 и 49 приведены диаграммы,
иллюстрирующие зависимость между
t-T-io."«’да..при ’°’'5" с‘~
Фиг. 51. Расчетная схем* резьбового
соединения.
ней растягивающей нагрузки и усилия
затяжки проводится с учетом упругих
свойств материала болта и соединяемых
Фиг. 49. Зависимость на пряжения изгиба от отно-
шения —.
Фнг. 52. Диаграмма усилий в резьбовом свели-
нении.
Фнг. 50.
34 Той 4 769
деталей из диаграммы усилий (фиг. 52),
где Р — внешняя нагрузка, Т — уси-
лие затяжки. Q — усилие, действующее
на болт.
Углы ав и ад определяются по фор-
мулам
. 1
«“‘"I?’
Лд1 + ’
где Ав), АбН — коэффициенты по-
датливости соответственно для болта,
детали 1 и детали 2.
530
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Для болта постоянного сечения
1 J6_
4 Еб?б ’
где le — длина; Ее — модуль упругости
материала болта; Fq — площадь попе-
речного сечения стержня болта. Для
болта переменного сечения величина Хв
равна сумме коэффициентов податливо-
стей его отдельных участков:
p6i
1—1
где Ifi, Fgt— длина и площадь попе-
речного сечения /-го участка. Коэффи-
циенты податливости промежуточных
деталей равны
! _ 1<п . у _________1<п
*сП р р > ^82 в р р »
фициент податливости промежуточных
деталей.
В более общем случае различают де-
тали системы болта, в которых
в результате действия внешней нагрузки
абсолютная ве-
личина дефор-
мации возра-
стает (детали О,
1,2,9 на фнг.54),
и детали с и-
стемы кор-
пуса, в кото-
рых абсолютная
вел и чина дефор-
маций умень-
шается (дета-
ли 3, 4, 5,
Фнг. 63.
6, 7, 8). Коэф-
фициент основной нагрузки при про-
извольном числе стягиваемых деталей
определяется из соотношения
X
сумма коэффициентов под»тли»ости «талей системы корпус»
сумма коэффициентов податливости всех деталей
где ldi, 1Л—длины соединяемых дета-
лей; Ем, Effi — модули упругости ма-
териалов этих деталей; F/ц, Fgi — пло-
щади поперечных сечений эквивалент-
ных по жесткости втулок, определяемые
по приближенным формулам (фиг. 53)
- 7 [(Оу + ;
/=•<>! -j[(D,+ /«)«-*?].
В групповом соединении, если пло-
щадь сечения детали, приходящаяся на
один болт, меньше, чем вычисленная по
последним формулам, в расчет при-
нимается фактическая площадь, прихо-
дящаяся на один болт.
Усилие, действующее на болт (рас-
четная нагрузка), равно (см. фиг. 52)
Q-T + Pe-r+xP, (10)
где х — коэффициент основной нагрузки.
В рассматриваемом случае
Х V+V’
где = Хй -j- Ая — суммарный коэф-
Для соединения,
фиг. 54,
8
показанного на
Фиг. м.
Коэффициент х силь-
но зависит от места
приложения нагрузки,
как это показано на
фиг. 55.
Для ответственных
резьбовых соединений
коэффициент х рекомендуется опреде-
лять экспериментальным путем.
Распределение нагрузки по виткам
резьбы см. [2].
Прочность резьбового соединения при
статических нагрузках. На практике
наблюдаются два типа поломок при ста-
тических нагрузках: обрыв стержня
болта и срез витков.
Усилие, разрушающее резьбовую
часть стержня, определяется по формуле
, nd;
Qpaip “ otp •
где <з\р — предел прочности нарезанного
стержня при растяжении.
РАСЧЕТ РЕЗЬБОВЫХ СОЕДИНЕНИИ НА ПРОЧНОСТЬ
S31
Фиг. 55. Влияние месте приложение внешнего
усилия на коэффициент основной нагрузки.
Для пластичных материалов а' боль-
ше, чем предел прочности авр для глад-
кого образца диаметром dt (табл. 31).
Таблице 31
9
'id
Отношена* —-для сталей различной
’«Р
прочности
Способ обработки Предел прочности при растя- жении ьвр п кГ/лмг* •у *«Р
Нарезанная резьба или шкатанная с после- дующей термообра- боткой <90 90-130 130-140 1,10-1,36 1,15-1.06 0,95-0,60
Накатанная резьба без последующей термо- обработки <90 1,30-1,40
Усилие, срезывающее витки резьбы,
определяется по формуле
в'рыр " **к*гН*,9.
где х'вер — предел прочности на срез
материала болта; обычно считают т' гр—
— (0.6-4-0,7)о<р; т — коэффициент, учи
34*
тывающий неравномерность распреде-
ления нагрузки по виткам; А( —коэф-
фициент полноты резьбы болта (фиг. 56);
Н — фактическая длина свинчивания.
Усилие, срезывающее витки резьбы
охватывающей детали, определяется по
формуле
Q" = т-к-da-kvH-т. „,
^pajp л 9 ср*
где ср — предел прочности на срез
материала охватывающей детали (гайки);
— коэффициент полноты резьбы охва-
тывающей детали (гайки).
Для метрической резьбы А( — Аз “
= А = 0,9. для прямоугольной k = 0,5
н для трапецеидальной А = 0,65.
Фнг. 56. К определе-
нию коэффициента
полноты резьбы.
Фиг. 57. Резь-
бовое соелиие-
ие материалов
различной проч-
ности.
Коэффициент т зависит главным обра-
зе ^0
зон от отношения и при $ < 16 при-
ближенно 'может быть принят равным
5$
т —
Если материалы деталей соединения
различны по механической прочности
(например, сталь и пластмасса, легиро-
ванная сталь и чугун), то для полу-
чения равнопрочности витков ‘резьбы
применяют различную степень полноты
резьбы (А| ¥> ) (несимметричная резь-
ба, см. фиг. 57).
Необходимая высота гайки (или во-
обще необходимая длина свинчивания)
Но определяется из условия равнопроч-
ности стержня н резьбы болта (Qpatp "•
*“ Qpatp) ' f
<ер dp 4жА,
или, если диаметр стержня d < dj,
/7, a,p d* I
x d]do 4mA! ‘
• v
532
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Для обеспечения равнопрочности бол-
та и витков резьбы гайки (Qpaip“°
= Qpaap) аолжио быть
Нр %р <*1 1
или, если d < du
Но_ 9'вр I
4/0 ~ \ ср 4/ПЛ?’
На фиг. 58 приведены результаты
экспериментальных исследований по
Фнг. 58. Высота гайки, не-
обходимей дли равнопроч-
ное™ рейвы и тела бол-
та: 1 — гайка с обычным
размером под ключ; 2 —
гайка с уменьшенным раз-
мером под ключ (пределы
прочности материала бол-
та ов = 80 90 кПмм'.
материала
гайки
=в0ч-70 кПмм'У, Д-гай-
ка с обычным размером
под ключ (пре'дел прочности материала болта
«, — 42 -*- 6о кГ1ми').
определению необходимой высоты гайки
do
при разных значениях отношения .
В особых случаях (небольшое число
витков, нестандартная резьба) прочность
витков резьбы следует проверить по
приближенной формуле; напряжение
изгиба в основании витка
3Q(</0 — </,) ат
и “ 2nd,z (AS)» * пт ’
(12)
где Q — усилие, действующее на болт;
,<— число рабочих витков; k — коэф-
фициент полноты резьбы.
Принимают Пр = 2 ч-2,5.
Прочность резьбового соединения прн
переменных нагрузках. При внешней
нагрузке, изменяющейся от 0 до Р,
в болте действуют переменное напря-
жение ±90 (амплитуда напряжений
цикла) и постоянное ат (среднее напря-
жение цикла, фнг. 59):
° ла ™ “ азат 4" °о >
где Ft — площадь поперечного сечения
резьбовой части болта.
Наибольшее напряжение за цикл равно
° max = ат + ’а-
наименьшее
° mln “ ’л> — аа-
Для уменьшения переменных напря-
жений необходимо стремиться к мень-
шему значению коэффициента *, для чего
следует:
1) вводить специальные упругие эле-
менты в систему болта;
2) увеличивать жесткость деталей си-
стемы корпуса;
3) уменьшать диаметр стержня d, что
приводит к увеличению Ад.
Для расчета усталостной прочности
принимают схематизированную линей-
ную диаграмму, показанную на фиг. 60,
причем
Дли слс^кп»
где »_1 — предел выносливости глад-
кого образца (предел выносливости ма-
териала); Аа — эф-
фективный коэф-
фицнент кон цен- • в,,я)
грации напряже-
ний. Величина Аа
зависит от мате-
риала болта, гео-
метрических па-
раметров резьбы,
технологии изго-
Длз бвлта^з
товлеиия и других фиг, «о. Рвсчетнм лиь-
факторов. грамма продольных и*-
В предваритель- прижеиий.
ных расчетах для
метрической резьбы и резьбового соеди-
нения типа болт — гайка можно при-
нимать следующие значения А,: для
углеродистых сталей 3,0—4,5, для леги-
РАСЧЕТ РЕЗЬБОВЫХ СОЕДИНЕНИИ НА ПРОЧНОСТЬ
533
?ованных сталей 4,0—5,5. При этом:
) бдльшие значения относятся к резь-
бам с d0 24 мм; 2) для резьбы, изго-
товленной накаткой, значения сле-
дует понижать на 20—50%; 3) для резь-
бового соединения типа стяжки значе-
ния k3 следует понижать на 30—40%.
При повторных ударных нагрузках
разрушение наступает в затянутом резь-
бовом соединении при напряжениях,
близких к пределам усталостной проч-
ности резьбовой детали. Повышение ве-
личины длительно выдерживаемой ра-
боты удара наблюдается при увеличении
податливости стержня болта, так как
последнее приводит к уменьшению на-
пряжений от ударной нагрузки.
Влияние конструктивных
и технологических факторов
на прочность резьбового соединения
Влияние радиуса закругления впадин
резьбы. Увеличение радиуса закругле-
ния г впадин повышает усталостную
прочность резьбовой детали. Стандарт-
ное (для метрических резьб) значение
г <0,1085 во многих случаях ока-
зывается слишком малым для ответ-
ственных резьбовых соединений. По-
этому некоторые заводы применяют для
ответственных силовых резьб, нагружен-
ных переменными усилиями, г = (0,15 ч-
-г- 0,22)5.
Влияние диаметра стержня болта.
При переменных нагрузках с целью
повышения податливости болта целесооб-
разно уменьшать диаметр его стержня.
Обычно принимают при переменных
d
нагрузках -г = 0,8-г 1,05, а при статн-
d tfl
ческих ~т~ = 1,054-1,15.
“1
Влияние диаметра резьбы и вели-
чины шага. Увеличение диаметра резьбы
и шага приводит к существенному пони-
жению усталостной прочности резьбовой
детали (масштабный эффект). Резьбы
диаметром 30—60 мм имеют прибли-
зительно в 2 раза меньшие пределы
Таблица 33
Влияние технологии изготовления иа усталостную прочность резьбовых детали!
(среднее напряжение ят — 20 кГ (мм1)
Резьба Материал в нПмМ' Технология изготовления резьбы ° в в кГ}я*'
v Углеродистая сталь 45 Нарез» mi Накатана ± 7.5 ± 7.5*
60 Термообраб. и нарезана . . накатана ± 7.5 ±10.0
М8 Хромомолибденовая сталь 100 Термообраб. и шлифована . . шлифована и обкатаны впалняы резьбы Термообраб. н нарезана . , накатана ± 6.5 ±14,0 ± 7 ± 6,5*
110 Нарезана и термообраб. Термообраб. и накатана Накатана и термообраб. ± 6,3 ± 5.0 ± 6.0
М8 X ромомолибденомнадке- сталь ПО Термообраб. и шлифована . . нарезана Термообраб., шлифована и обкатаны впадины резьбы Термообраб. и накатана ± 7,0 ± 8.0 ±17.0 ± 6.0»
М10 То же 110 Термообраб. и нарезана Термообраб., нарезана и обкатан весь профиль ± 5,5 ± 6,5*
М14Х1 Хромомолибденовая сталь 100 Термообраб. и нарезана Термообраб. и накатана Термообраб., нарезана и обкатав весь профиль ± 8.5 ± 7.7» ± 9,0*
• При оптимальных (в смысле прочности) технологических режимах накатки можно полу-
чить увеличение аа на 50—80"|„ по сравнению с резьбой, изготовленной шлифованием.
534
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
выносливости, чем резьбы диаметром
6—16 мм.
Влияние технологии изготовления.
В табл. 32 приведены значения преде-
лов выносливости болтов при различ-
ных методах, изготовления.
Данные дли резьбы V»* относятся
к соединению типа стяжки. Резьбовые
детали, изготовленные методом накатки,
обладают значительно большей проч-
ностью, чем изготовленные точением или
шлифованием.
Хорошие результаты дает обкатка ро-
ликом впадин резьбы благодаря создаю-
щимся при этом остаточным напряже-
ниям сжатия. Термообработка после на-
катки снижает прочность болта.
В последнее время все шире приме-
няется изготовление резьбы накаткой
и резьбовых деталей путем холодной
высадки.
Затяжка резьбовых соединений
Выбор величины затяжки. Практика
эксплуатации резьбовых соединений, на-
груженных переменными по величине
усилиями, доказала целесообразность
высокой затяжки резьбовых соединений.
Напряжение затяжки
’аат - ™0.
Р
гдеа0 = -р — номинальное напряжение
в резьбе от действия внешней нагрузки;
ч — коэффициент затяжки, равный
в большинстве случаев 2,5—4,
Для фланцевых болтов принимают
ч" 1,3 -г- 2,5 при наличии мягких
прокладок; » = 2 ч- 3,5 — при наличии
металлических фасонных прокладок;
ч = 3—«- 5 — при наличии плоских ме-
таллических прокладок.
Обычно
«зет - (0,4 Ч-ОД) ер
в некоторых случаях
где аг — предел текучести материала.
Контроль напряжения затяжки. За-
тяжку ответственных резьбовых соеди-
нений необходимо контролировать.
Контроль производят: 1) по измере-
нию удлинений болта; 2) по измере-
нию угла поворота гайки; 3) по изме-
рению крутящего момента прн заверты-
вании гайки.
Наилучшне результаты дает первый
способ (фиг. 61). Второй метод обладает
меньшей точностью, чем первый (вслед-
ствие неопределенности начала отсчета),
Фиг. 61. Применение метода измере-
ния удлинений для контроля затяжки.
но значительно проще для практиче-
ского применения.
Усилие затяжки Т при повороте на
угол 0° определяется из выражения
fl® 1'
у _ с u__
* 360° л ’
м
п
где У — сумма коэффициентов подат-
ьА ливости всех деталей системы.
Наибольшее распространение имеет
контроль затяжки по измерению крутя-
щего момента с помощью тарированных
ключей.
Стабилизация напряжения затяжки.
Практически установлено, что при воз-
действии переменных нагрузок перво-
начальные напряжения затяжки умень-
шаются.
Падению напряжения затяжки способ-
ствуют:
1) малое упругое удлинение болта
(шпильки) при их затяжке (что имеет
место при коротких болтах или при
недостаточной величине напряжения
затяжки);
2) большое количество стыков в со-
единении и грубая их обработка;
3) релаксация .напряжений в резьбо-
вом соединении при воздействии повы-
шенных температур;
4) наличие случайных перегрузок, спо-
собных привести к остаточным удлине-
ниям болта (шпильки);
5) отвинчивание гайки в результате
продолжительных вибраций.
Гайки резьбовых соединений, подвер-
женных вибрационным нагрузкам (резь-
бовые соединения в двигателях транс-
РАСЧЕТ РЕЗЬВОВЫХ СОЕДИНЕНИИ НА ПРОЧНОСТЬ
535
Таблица М
Стопоревяе резьбовых соадяиешгй
Мето* стопорения
Эскиз
Создание юполиительиых сил гре-
ки* путем:
осевого давления. ......
радиального давление.......
Взаимная фиксация:
болта и гайки . . . . • .
гайки (винта) и корпуса
нескольких гаяк или винтов
Фиксация с помощью местных пла-
стических деформаций . .
1,2
3,4
3. в, 7. t
9, 10, II. 12
13,14
портных машин и т. п.), должны иметь
специальное предохранение против са-
моотвннчнвання. В табл. 33 показаны
различные приемы стопорения резьбо-
вых соединений [12].
Порядок поверочного расчета
резьбового соединения
1. Определение предварительных раз-
меров резьбовых деталей (d0, тип резьбы
и т. п.) на основании упрощенного рас-
чета.
2. Определение необходимой величины
затяжки (при монтаже).
Напряжение затяжки
' Р
аэат “ ’ ~fT >
где Р — внешняя нагрузка; Ft — пло-
щадь поперечного сечения нарезанной
части болта; у — коэффициент затяжки.
Усилие затяжки
7" “ азат’^1’
Во время эксплуатации усилие за-
тяжки может изменяться за счет тем-
пературных деформаций и других при-
чин. В дальнейшем под азат и Т под-
разумеваются их значения в рабочих
условиях.
Минимальное усилие на стыке R:
R- т— Р(1— х).
Должно быть
R>R',
где R' — необходимое минимальное да-
вление на стыке.
3. Определение расчетной нагрузки:
Q-P + 1P.
Обычно х “ 0,2-»-0,3.
4. Определение растягивающих на-
пряжений:
в нарезанной части
в стержне болта
5. Определение момента, закручиваю-
щего болт при затяжке:
Мк « T do-k.
Обычно k ~ 0,11.
536
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
6. Определение наибольших касатель-
ных напряжений:
в нарезанной части болта
Л1.
Т1“ 0,2^ ’
в стержне
, -_*к_
С 0.2^ ’
7. Определение наибольших приведен-
ных напряжений:
в болте
«\пр - }/ ’1 + 3-с? ;
в стержне
ас пр “ + 3*2 •
8. Определение запаса по пластиче-
ским деформациям:
в нарезанной части
в стержне
пт
°г
ас пр *
где ат — предел текучести материала
болта; ат — предел текучести нарезан-
ного стержня.
Обычные значения
пт “ 13 ч- 2,5.
9. Определение запаса статической
прочности:
в нарезанной части
— ------ «ы ----- I
пр °: пр
в стержне
где а, — предел прочности материала
болта; ая— предел прочности нарезан-
ного стержня. .
Значения пв лежат в пределах
nt — l,5-i-4.
10. Определение необходимой высоты
гайки и прочности витков резьбы произ-
водится только в специальных случаях.
При переменной нагрузке дополни-
тельно к проведенному расчету при
статической нагрузке производятся:
II. Определение переменного напря-
жения (амплитуды напряжений) цикла:
- _ 7^
а 2FX ’
12. Определение среднего напряжения
цикла: = амт + аа.
13. Определение предела выносливо-
сти резьбовой детали:
„ - д~'
Обычные значения ^=3,5-?5.
Значения лежат в пределах
3,5 ч-8 кГ/мм* для углероди-
стых сталей; e_j = 5 ч- 14 кПмм* для
легированных сталей.
Значения = 14 (18) кПммг до-
стигаются лишь путем упрочняющей
технологии (например, при специальном
режиме накатки).
Нижние пределы а_( относятся
к резьбам диаметра свыше 24 мм.
14. Определение запаса прочности по
переменным напряжениям:
Величина па должна быть больше 2,5.
Обычно 2,5 < па < 5.
Если в процессе расчета выясняется,
что запас прочности не лежит в реко-
мендуемых пределах, то изменяют пред-
варительно выбранные размеры и рас-
чет проводят заново.
Некоторые случаи расчета группы
болтов
Расчет болтов для крепления жест-
ких плит на упругом основании. Случай
охватывает расчет болтов для крепле-
ния кронштейнов, фундаментных и на-
стенных плит (фиг. 62, а, б, в и 63).
Для упрощения расчета предпола-
гается, что:
I) поверхность стыка и болты имеют
плоскость симметрии, в которой дей-
ствует внешняя нагрузка;
РАСЧЕТ РЕЗЬБОВЫХ СОЕДИНЕНИИ НА ПРОЧНОСТЬ
537
2) напряжение на поверхности стыка
от первоначальной затяжки болтов, ве-
Фиг. 62.
личина которой не допускает раскрытия
стыка, распределяется равномерно.
Г руппа болтов
Фиг. 63.
нагружена изги-
бающим момен-
том. Положение
оси поворота пли-
ты 0Z (фиг. 64),
проходящей через
приведенный центр
тяжести, опреде-
ляется из условия
(13)
где kt в кГ/см* — коэффициент жестко-
сти основания (численно равный напря-
жению, которое действует на поверх-
ности стыка при осадке 1 см); прибли-
женные значения kj могут быть взяты
из табл. 34: S( “«J у dF, — статический
момент площади стыка относительно
оси Z; Ео, fot, lot — соответственно
модуль упругости материала, площадь
поперечного сечения, длина дефор-
мирующейся части болта; п — число
болтов.
Таблица 34
Допускаемые напряжения иа смятие
на поверхности стыка
Материал основания л КПСМ1 *, в кГ1см’
Кирпичная кладка Бетон Изв. рас- твор Нем. рас- твор 7-10 15-20 10-25 400- 500 800—1500
Если стержень болта залит в бетон
(фиг. 63), то следует принимать 1а1 »
« у Lt.
В случае, когда площадь стыка и пло-
щади поперечных сечений одинаковых
по длине болтов имеют общий центр
тяжести, то ось Z проходит через него.
Напряжение на поверхности стыка
в1-«Г + *17> (К)
и в /-м болте
где (о^1) — напряжение на стыке
(в болте) после первоначальной затяжки.
Величина а((0) < 0.
В последних формулах
я 2
‘01
<—1
где Ji = Jy’dFj — момент инерции пло-
щади стыка относительно оси Z.
Группа болтов нагружена растяги-
вающей силой. Сила N направлена вдоль
оси X (фиг. 62, б).
Напряжение на стыке равно
(16)
Г
а напряжение в l-м болте
0П
В последних формулах
л
/>-*л+с.2£.
где Ft — площадь поверхности стыка.
538
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Если сила N приложена не по осн х,
а на расстоянии а от нее (фнг. 62, б),
то этот случай сводится к рассмотре-
нию группы болтов, нагруженной мо-
ментом М = Na и растягиваемой си-
лой АГ.
Если к плите приложена сжимающая
сила Д', то в формулах (16) н (17) сле-
дует изменить знак у величин N.
Группа болтов нагружена поперечной
силой. Поперечная сила R (фиг. 62, в)
уравновешивается силами трения на
стыке:
где f—коэффициент трения.
Необходимо иметь | sj0) | < [ч]^,
где [ч]€Ж— допускаемое напряжение на
смятие на поверхности стыка (см.
табл. 34).
При больших значениях силы R при-
меняют конструкции плит со специаль-
ными разгружающими выступами.
При проектировании стыка и выборе
первоначальной затяжки необходимо
обеспечить:
условие нераскрытия стыка при дей-
ствии момента М и силы N:
+ (18)
напряжение на поверхности стыка
напряжение в болтах
»<м ш (20)
Для приближенных расчетов можно
пользоваться вместо формул (18) — (20)
зависимостями
+ (18а)
• • Г\ “1
«имх|-|«Р-^ +(19а)
®о max — аи0) + ~Т^ + г* < 1а1р • (20а)
п п
где F, - А>/, Л - У‘^‘ ~ сум‘
/—1. / — 1
марные площадь и момент инерции
поперечных сечений болтов.
Величины of», J и F должны быть
выбраны так, чтобы удовлетворялись
условия (18) и (19).
Напряжение затяжки в болтах (оди-
наковое для всех болтов) равно
•S’-ft I-PI •
Величины Jo и Fo подбираются так,
чтобы удовлетворялись условия проч-
ности (20) для болтов.
Расчет болтов для крепления плит
на жестком основании; Случай охваты-
вает расчет болтов для крепления крон-
штейнов, корпусов машин к фунда-
ментным плитам, станинам и т. п:,
нагруженных моментом М и силой N.
В данном случае ось Z проходит через
центр тяжести площади стыка.
Напряжение на стыке будет равно
o1-of»+^-y + ^-. (21)
Условие нераскрытия стыка
|-Р|>^+£. (22)
где Л| — расстояние наиболее удален-
ной точки на стороне «растяжения» от
действия момента.
Наиболее рациональны такие формы
стыка, которые при заданном значе-
нии F имеют наибольший момент инер-
ции.
Грузовые и ходовые винты
На фнг. 65 показаны схемы работы
грузовых и ходовых винтов (винтовые
Фиг. №.
домкраты, ходовые винты металлоре-
жущих станков и т. п.).
В подобного рода соединениях при-
меняются трапецеидальная, иногда
КОНСТРУКТИВНЫЕ ФОРМЫ ЭЛЕМЕНТОВ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
539
прямоугольная (квадратная) и упорная
резьбы, в более редких случаях —
стандартная метрическая резьба.
Крутящий момент Af* и осевое уси-
лие Q связаны соотношением
. (23>
где г, — приведенный радиус трения на
опорной поверхности (момент трения
на этой' поверхности Му =
Другие обозначения см. формулу (5),
стр. 527—528.
В формуле (23) знак плюс относится
к случаям, когда направление движения
винта и направление силы противопо-
ложны, знак минус — когда эти напра-
вления одинаковы.
Условие самоторможения (условие,
при котором осевая сила Q не может
вызвать перемещения випта) ф < р'. .
Коэффициент полезного действия, рас-
сматриваемой передачи
Т| “ •
<g (Ф + ₽') + 2/1
аср
Для самотормозящейся передачи
1] < 0,5 (обычно т| = 0,3 4-0,4). Удель-
ное давление р на рабочей поверхности
витков определяется по формуле
2-’—4—
где г — число витков в гайке; обычно
г = 6-1-10.
Величина р принимается:
для стали по чугуну 40—60 кГ/см*-,
для стали по антифрикционному чу-
гуну 100—130 кГ/смУ,
для стали по бронзе 80—120 кГ/см*.
Напряжение сжатия в винтах дом-
кратов
принимается для конструкционной угле-
родистой стали равным 500—800 кГ/см*.
Полученные размеры стержня прове-
ряются на устойчивость при продоль-
ном изгибе. Витки гайки проверяются
на срез и изгиб по обычным формулам
сопротивления материалов.
КОНСТРУКТИВНЫЕ ФОРМЫ
ЭЛЕМЕНТОВ РЕЗЬБОВЫХ
СОЕДИНЕНИЙ
Ниже приведены конструктивные фор-
мы и приблизительные геометрические
соотношения для типичных резьбовых
деталей. В табл. 35 указываются общие
соотношения для болтовых соединений.
В табл. 36 и 37 приводятся сведения,
относящиеся к посадке шпилек в корпус.
В табл. 38 даны различные конструк-
тивные формы головок болтов и типич-
ные области их применения. В табл. 39
даны конструктивные формы головок
винтов. Конструктивные формы гаек
приведены в табл. 40. Геометрические
соотношения для резьбовых деталей из
материалов различной прочности ука-
заны в табл. 4L
Болты
Таблица 55
Болты обычных ром-
бовых соединений
Болты ответственных
резьбовых соедине-
ний (шатунные бол-
ты н т. п.)
Приблизительные соотношение
d «в d, — обычные стандартные болты;
d — 4, 4- 1 мм — дли болтов по^ раавертну (прн
d, < 27 мм);
d кз (0,8 -а-1) d,— лая болтов, нагруженных пере-
менный и усилиями;
. ( «а 0,74» — нормальная высота головки;
" “ ( кэ 0.64» — пониженная высота головки;
п О’8 -+• 2)4« — болты с нормальной головкой;
(1,5 + 1,7)4,— болты с уменьшенной головкой;
t,a(OJA-*~O^)d^ 1, о <0,2 + 0,3) dv
Диаметр болтов d, <а (0,7-»-0,8) 4 для соедине-
ний типа фланцевых.
Расстояние между осями болтов L ня условна
свободной работы КЛЮЧОМ!
I > (5 ч- в) d, для накладных ключей.
£ >(3 + !) d„ для ториевых ключей;
из условий герметичности соединения типа флан-
цевого выбирают L «в (3 ч- 4) 4, при малеянн
раз ЮОч-ИО кГ1см\ L кз(6ч-6) 4» прн р яз 10 кПсм'.
540
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Таблица X
Шпильки
J, ss I + (24-2,5) 3,
где 3 — шаг резьбы;
, а /,+ (0,2 •+ 0,3) do
Шпильки для ответственных резьбовых соеди-
нений, нагруженных переменными усилиями
Значения «•
Шпилька Корпус
Сталь Дур- алюмин Чугун Силу- мин (литье) Бронза (литье)
•я КПмлР 30—40 36-40 18-25 16-20 20-25
л В 40—50 О 0,3-0,9 0.8—0.9 1,3-1,4 1.4-2.0 1.2-1.3
90-П0 1.6-2.0 1.6-2.0 2,0—2,5 •
• Рекомендуется увеличивать диаметр конца шпильки, ввертываемого в корпус
Посадка шпилек в корпус
Таблица 3?
~т J г « Наименование посадки Эскиз М Область применения • При посадке стальной шпильки в стальной кор- пус для резьб диаметром 10 < d, < 30 жл1 обычно принимают минимальный натяг по среднему диа- метру 0,01—0,02 мм, мак- симальный 0,04—ОД6 мм. При посадке стальной шпильки в алюминиевый или чугунный корпус — соответственно от 0,03— 0,04 ДО 0,09—0,12 ММ. Для ббльших диаметров применяются большие натяги
Посалка по сбе- гу резьбы Посадка е по- мощью натяга по среднему диа- метру • Посадка с по- мощью бурта Посадка с упо- ром в дно отвер- стии / 2 3 4 Среднеиагру- жеииые шпильки при постоянной нагрузке (наибо- лее распростра- ненный тип по- садки) Высоконагру- женные шпильки прн переменных нагрузках; приме- няются для ответ- ственных резьбо- вых соединений
КОНСТРУКТИВНЫЕ ФОРМЫ ЭЛЕМЕНТОВ РЕЗЬБОВЫХ СОЕДИНЕНИИ 541
Т аблица Зв
Головки болтов
Тип головки Область применение ОСТ Часто применяемые соотношения (лля стан- дартных деталей — приблизительные)
Эскиз / . 3 . 3 . 4 . в : 2 . 9 , ю . II . 13 . 13 . н . . 13 Стандартные болты,наибо- лее употребительные в общем машиностроении Для болтов, изготовляе- мых холодной высадкой 1 Динамически иагружен- 1 ные болты Для болтов, закладывае- мых в специальные гнезда (шатунные болты автомо- бильных и авиационных двигателей). Динамически нагруженные болты Для головок, устанавли- ваемых впотай Для дерева и при необхо- димости применения глал- J кой головки | Для закрепления в пазах 3S22 и др. 1 20035-38 h <- »“₽“• п~| И"8 + 21 4, корм. ” (0,54, пониж. Dwl (1 Д+1,7) «/«уменьшен. h а 0,74, D а 1 fid, D,a 1,24, Л «г 0,74. Des 3d, га 0.044, Rad, Л « 0,64, D «1,64, Л «0,74, Do 1.64, ft «0,74, Л, «0,34, D « 1.64, Л « 4, ft « <’,H40 ft, «0,34. D«1M ft «0,74, Dra 1.6d, ft «0,74. ft, «0,34, D о 1.64, <x — 90“ ft « 0,74, D « 2*04, ft « 0Л4. ft, « 0,64, Dm 3d. ft « 0,64, ft,« 0Д4, D « 1,74, ft « 0,84, D a 3d, ft « 0.64, Da 2d, ft « 0,84, / a 0,84,
Примечание. В табл. 35—41 наружный диаметр резьбы обозначен d,.
S42
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Таблица JS
Головки винтов под отвертку мк под ключ
Тип головки Область приме- нения винтов Винты ПО ГОСТ с ro.toB- камн данного VMM Часто применяемые конструктивные соотношения (для стандартных деталей — приблизительные)
Цилиндри- ческая Сферическая Потайная Пол у пота Иная Квадратная Шестигранная Шлицевав Потайная с несквомымн шлицами Плоская Эскиз 1 . 2 . 3 . 4 . 5 . 6 : 1 „ а и , . 13 . И 1 . W ’ . 13 в П а 13 . 19 1 Общего вазна- | чеиия У стаиоло чине 1 Общего иазна- | чеиия Установочные 1 'Тяжвлоиегру- 1 женима 1 Общего на- / ашчениа 1 Фиксирующие Используются как оси вращения В-1474-42 В-1489-42 В-1477—1480-42 В-1473-42 В-1475-42 В-1498-42 В-1482-42 В-1484-42 В-148642 В-1487-42 В-1481-42 В-1483-42 По нормали станкострое- ния ЛйОК Dc>l,54„ Л4*0,74. DfoiM, Rad, haOfid, DoslM, ft a 0,74, D to IJid, ft *3 1,14. kjiaOM, De* 1,44, ft ft* 0,84, D <o 1,44, ft <a 0,64, D <o 0,84, tics 0,74, Des 1,64, tes 0,(Ц,; 7,43 0.64,; лея 0,54, Ле>4,; Do 1,54,; 7 о о,64,; л о 0,84, Л«в0,84„ De 1,84. Л о 0, Des 1,64, Л О 0,754, D « 24, Л, сз 0,64, Л я» 0,754, D<a24, 8,0*0,64. h <$> 0,754, D <3 24, Л, <5* 0,54. ft « 0,64, D «в 34, ft О 0,8*4 D «a 34, ft ft* 0^4, DCS 24, 4, ft* 1,14,
КОНСТРУКТИВНЫЕ ФОРМЫ 8ЛЕМЕНТОВ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
543
Гнйки
Таблица 40
Эскиз М Область применения ГОСТ Часто применяемые конструктивные соот- ношения (для стандартных деталей — приблизительные)
1 г 3 4 Л в 1 4 9 10 п 13 13 н о • м 1 м Стандартные гайки, наиболее употреби- тельные в общем ма- шиностроении При больших усилиях частом завинчивании Прн незначительных сееых усилии Прн переменных осе- вых усилиях (стопо- рение с ПОМОЩЬЮ шплинта) При необходимости меть небольшие давле- на на опорной поверх- юсти Для обеспечения • герметичности резьбы гайки При переменных осе- вых усилиях (стопоре- ние е помощью спе- циальных устройств I 5909-51 5915-51 5928-51 2524-51 и Др. 5930-51 5931-51 5916-51 5928-51 И др. 5911-51 5918-51 и др. 5S2Q-S1 и др. | (1,8 4- 2) 4g нормальный шестигранник Do! (1,6 4-1,8)4. уменьшенный шестн- 1 граниик (облегченные) Н а 0.84, 0 4(1,8 4-2)4, «41,24, «41.64, ( (1,8 4- 2) 4, нормальный шестигранник D кз < (1,6 4-1,8) 4„ уменьшенный шести- ' граиннк (облегченные) « 4 (0,5 4-0,5)4о 1 (1,8 4- 2) 4, нормальный шестигранник Do ( (1.6 4-1 Л)4, уменьшенный шести- 1 граиник (облегченные) 1 (1,0 4-1.2)4. нормальные п 41 1 0,8 4, низкие D 4(1,6 4-1,8) 4.; Н 4 0,84,: Н, ч 1,14, 0 4(1,84-2)4, Н Ч 0,84, Я, Ч 1,240 D ч(0,8 4-1.2) 4»; D,«2,14> Яч0,7 40;7г,Ч1Д4, 0 4(1,8 4-2)4.; Н4 034, Н, 4 1,44, 1
544
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Продолжение табл. 40
Эскиз М Область применения ГОСТ Часто применяемые конструктивные соот- ношения (для стандартных деталей — приблизительные)
14 13 13 17 1» 19 20 Для ответственных резьбовых соединений, а также при малых диаметральных габа- ритах {IS и 16) При малых диаметраль- ных габаритах и незна- чительной затяжке 1 Фиксирующие гайки • прн больших диамет- 1 Рл* D кз 2d„; Н кз Ofid.; Н„ кв 1,44,, D и 1,64с, Н «а 0.84, Dssl.6d0 HoBO'ld-. Н0кз\,\ба D кз 2,24,.; D. « 1Л4,; Н кв о,84„ Но «1.24О D « (1,5 1.6) 4>; Н а 1.24„ D КЗ (1,4 -4-1,5)4, Н кз (0,1 ч- 0,3)4
Таблица 41
Резьбовые соединения деталей
из материалов различной прочности
в1а ~ пРсхел прочности материала винта
(шпильки).
°2а ~ предел прочности материала корпуса.
Указанные в таблице соединенна применяются
прн —1£- > 1,8-»-2.0
в2»
Эскиз Л»
г
з
4, 3
Часто применяемые конструк-
тивные соотношения
/
I КЗ (0,7-M),8)L
L КЗ (1-Ы.2)О
материал втулки: сталь (бронза)
d',Ki (l,2-e-l,5)d» L «а (l,84-2)rf'
D es 3rf„ I «а 2rf„
D «(2,2-t-2,4)z(n D,<al,8d„
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ
РЕЗЬБОВЫХ СОЕДИНЕНИЙ*
Таблица 42
Диаметры сверления на проход болтов,
винтов, шпилек (из рекомендуемого приложения
к ГОСТ 885-41). Размеры в мм
Номинальный диаметр бол* та, винто, шпильки Диаметр сверла
Точная сборка Грубая сборка
14 2-я 1-я 2-я
1 1.2 1.3
1.2 1.3 1.5
1.4 1.6 1.7
1,7 1.9 2 — —
2 2.2 2.4 —
2.3 2,5 2,М —
2,6 2,8 3,5 — —•
3 3.2 3.5 — —
3,5 3,5 4,0 «ж ——
4 4.2 4.5 5 —
4.5 4.8 5 5,3 —•
5 • 5.3 5.5 ь ——
5.8 5,8 ь 6.5 —
6 6.3 6,5 7
7 7.3 7.5 8 «
8 8.3 8.5 9 10,5
9 9.4 10 10,5 11,5
10 10,5 10,5 II 13
И 11,5 12 12,5 14
12 12,5 12,5 13 14,5
14 14.5 14.5 15 17
16 16.5 16,5 17 19
18 18.6 19 20 21
20 20,6 21 22 24
22 22.6 23 24 26
24 24.6 25 26 28
27 28 2» 29 32
30 31 31 32 36
33 34 34 36 38
36 37 38 40 42
39 40 42 44 46
42 43 44 46 4В
45 46 46 50 52
4Я 50 50 54 66
52 64 54 60 62
• Ниже приведены извлечения из ГОСТ,
имеющие наиболее широкое применение в общем
машиностроении.
Для стандартных резьбовых деталей сведения
относятся к деталям с метрической резьбой. Де-
тали с дюймовой резьбой могут применяться лишь
я качестве запасных и ие должны применяться при
проектировании новых изделий.
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ РЕЗЬБОВЫХ СОЕДИНЕНИИ
545
Обозначение болта содержит указание о виде
болта, обозначение резьбы, длину болта, обозна-
чение конструктивного типа болта и номер соот-
ветствующего ОСТ. Для черных болтов вид болта
не указывается.
Примеры-.
1) Обозначение болта чистого с шестигранной
головкой по ОСТ НКТП 3622 с основной метрн-
Болты
ческой резьбой диаметром 16 мм, длиной 30 мм
под гайку обыкновенную: Нолт чистый 2Л16УЗО,
тип 1-0 ОСТ НКТП 3522.
2) Обозначение болта черного с шестигранной
уменьшенной головкой по ОСТ 20035-38, тип I,
с основной метрической резьбой диаметром 20 мм,
длиной 100 мм: Болт M20)CJ00 т I ОСТ 20035 38.
Таблица 43
Болты чистые с шестигранной головкой (по ОСТ НКТП 3522)
ОКРУГОМ, КРОМЕ ГРАНЕН
D,-0,955
Размеры- в мм
Тип 1-0
1-К
обыкновенные
обыкновенные под корончатую
гайку нли под обыкновенную гайку
с прошплнитовкой.
Тип 11-0 — для отверстий ив-пол развертки.
11-К — то же пол корончатую гайку или
под обыкновенную гайку с про-
шли нитопкой.
а Общие размеры
S А D Г<
Номи- нальный Предель- ные от- клонении
2,6 3 5 6 1.8 2 ±0,2 5.8 6.9
4 8 2.8 ±0.3 9.2
5 9 3.5 ±0.4 10,4
6 11 5 ±0,4 12.7
8 14 8 ±0.5 16,2
10 17 7 ±0,5 19.6 0,25
12 22 9 ±0.6 25.4
14 22 19 ±0.8 25.4
16 27 11 31.2
18 32 13 36,9
20 32 14 ±0.7 36,9
22 36 16 • 41,6 0.5
24 36 16 41,6
27 41 18 47.3
30 46 20 53.1
36 55 24 ±0.8 63.5
42 . 66 28 75 1
48 75 32 ±1 88,6
Тип I
0,5
0.6
0.7
0.7
I
>.2
1.5
1.8
2
2
2.5
2.5
2.5
3
3.5
4.5
6
8
Тип II
1.5
1.5
2
2
3
3
3
6
б
6
7
8
Тип II
Диаметр
шплинто-
вого от-
верстия
9
II
13
16
17
19
21
23
26
28
32
38
м
50
Т"
6.5
7
8.5
10
12
13
15
17
18
21
23
28
33
98
1.6
2
2.5
I
3
6
5
5
8
8
8
С
1
Резьбы — основная, 1-я или 2-я мелкая.
Предельные отклонения $ — по В..
Размер г — факультативный. I
По соглашению потребителя с изготовителем допускается изготовление болтов с головкой, соот-
ветствующей по допускаемым отклонениям размера под ключ 6' и высоты А требованиям
ОСТ НКТП 3824, а в отношении качества поверхностей отвечающей требованиям, предъявляемым
к получистым болтам по ГОСТ 1759-42. Длины I и I» — по табл. 17 ,
Обозначение болта с резьбой 1-й мелкой метрической диаметром 20 мм, длиной 100мм, пол
гайку обыкновенную. Болт чистый IM20X.I00 тип 1-0 ОСТ НКТП Зз22.
То же для отверстия из-под развертки лол корончатую гайку: Болт чистый t2K'2O'/JOO тип U-K
ОСТ НКТП 3522.
35 Том 4 769
546
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Таблица 44
Длина I чистых болтов с шестигранной головкой (по ОСТ НКТП 3532) типов 1-0 в 1-К
и длина 4 нарезанной части стержня
Размеры в мм
Диаметр болта Длина Тип 1-0 Тип МС Диаметр болта Длина Тип 1-0 Тип 1-К
2.6 1 1, 8-22 V 18 1 А* 25-28 30 “тТ" а 32-105 110—200 30 35 35 40-11» 32 36 110-200 40
3 1 10-30 8 10-30 10
4 1 4 10-35 10 12-0 12 20 1 4 30-32 35-105 30 32 110-21X1 38 40-105 110 - 200 38 42
5 i 4 10 12—45 10 12 14 16-45 14 15
22 1 А) 45—105 110-200 35 40 45-105 110- 200 42 48
6 1 4 10 12-35 40-65 10 12 15 16—35 40-60 16 18
8 1 1. Ю-14 16—35 4 = 1 15 40-80 18 18—85 40-85 18 20 24 1 4 45-105 110-200 38 45 45 50-105 42 45 110-200 50
10 1 L, 12-16 18-35 4 = 1 18 40-105 110-120 20 25 25-35 40-105
20 22 110-120 28 27 1 А» 55-106 110-200 42 48 55-105 110-200
50 55
12 1 4 16 18 20-22 R 18 ~20~ 25-105 110-180 22 28 25 28-105 25 28 110-180 32
30 1 1, 65-210 220-240 (Л м 65-210 220-240 60 7Й
36 1 1, 70-210 220-300 60 70 70-210 220-300 65 76
И 1 А» 18 20 22 25 18 Я 5о 2 28-105 110-180 2Й 30 28 30-105 2В 30 110-180
42 1 L, 80-210 220-300 & Н 80—210 220-300 75 85
16 1 18 20 22 25 28-30 18 20 20 22 25 32-105 110-200 28 32 32 35-105 30 —Я~ 110-200 38
48 1 4 85 - 210 229—300 70 80 80 86-210 К К 220 300 эд
Ряд длин: 8, 10. 12, 14, 16, 18. 20. 25 , 28. 30. 32. 35. 40 . 45. 50. 55. 60, 65, 70 , 75. НО. 85 , 90. 95.
100. (105), ПО. (115), 120, (125), 130, 140, 150, 160, U0, 180, 190. 200. (210). 220, (230), 240. (250),
260, 280, 300 мм.
4 >30 В03М0жи0<ти ве пРименя,ь длин 28 а 32 жж прн d > 12 мм н длин 66 , 75, К и 95 жж при
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ РЕЗЬБОВЫХ СОЕДИНЕНИИ
547
Таблица 45
Длина I чистых болтов с шестигранной головкой (по ОСТ НКТП 3622) типов 11-0 и II-K
и длина Д, ивреванной части стержни
Размеры в мм
Диаметр болта Длина Тип П-О Тип 11-К Диаметр болта Длина Тип 11-0 Тип П-К
6 1 <. 18-35 40-70 12 15 22-35 40-60 15 18 20 4 4 55-105 110-200 32 38 60-105 110—200 38 42
8 / ^0 28-35 40-80 15 18 25-35 40-80 18 20 22 1 А) 55—105 110-200 35 40 65-105 110-200 42 48
10 1 4 30—35 40—105 18 20 110-120 25 30-35 40-10G 20 22 110-120 24 1 <е 60-105 110-200 38 45 70-106 110-200 45 50
27 1 <. 70-105 110—200 42 48 75-125 130-200 50 55
12 1 k 32—105 110—180 22 28 40-105 110-180 28 32
30 1 <0 80—210 220—240 50 60 90- 210 220—240 60 70
14 1 40-105 110-180 25 30 45—105 110-180 30 35
36 1 А) 90-210 220-300 55 65 100-210 220-300 65 75
16 1 А> 45-105 110-200 50—106 110-200
28 32 32 38 42 1 1о 110-210 220-300 110-210 220-300
18 1 1, 50—105 110-200 30 35 55-105 110-230 35 40 65 75 75 85
48 1 k 120-210 220-300 70 80 120-210 220-300 80 90
Ряд длин I: 18, 20, 22, 25. 28, 30, 32, 35, 40, 45 . 50, 55. 80. 85. 70. 75 , 80. 85, «0, 95. 100, 1105). ПО,
(115), 120, (125). 13о. 140, 150, 160, 170. 180. 190, 200. (210), 220, (230), 240. (250), 250, 280. 300 мм.О
Таблица 46
Болты чистые с уменьшенной шестигранной головкой (по ОСТ НКТП 3523)
Болты чистые с уменьшенной головкой по своему виду разделяются аа:
1) болты чистые с уменьшенной головкой обыкновенные — тип У1;
2) болты чистые с уменьшенной головкой лля отверстий из-под развертки — тип УII.
Болты чистые с уменьшенной головкой типа У1 изготовляются с нормальной высотой головки
типа У1Н и с пониженной высотой головки типа У1П.
По длине нарезанной части болты делятся на:
1) болты с уменьшенной головкой под гайку обыкновенную, обозначаемые условно У1НО, У1ПО
н УПО;
2) болты с уменьшенной головкой пол гайку корончатую или обыкновенную с прошплнитовкой,
обозначаемые условно У1НК. У1ПК и УПК.
Обозначения размеров см. фигуру к табл. 43.
Размеры в мм
d S Л г< с Тип УН 1 е я я х «3 во го отверстия
Нормальная высота Пониженная высота
Номи- нальна» Откло- нение Номи- нальная Откло- нение Тип У1 Тип УН d. 4.
3 5 2 ±0.2 __ 8,8 — 0.5
4 6 2.8 ±0,3 — 6.9 0.7 — 1
35*
548
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Продолжение тебе. 46
d 5 Л Ой г< С Тип УН Диаметр шплинто- вого отверстия
Нормальная высота Пониженная высота
Номи- нальном Откло- нение Номи- нальная Откло- нение Тип У1 Тип У11 d. d.
Б 8 3.5 ±0,4 9.2 0.7
б 10 5 ±0.5 3.5 ±0.4 11.5 1 1.5 7 4 1.5
8 12 6 ±0.5 5 ±0,5 11.8 1.2 1.5 9 5.5 2
10 14 7 ±•'.6 6 ±0.5 16.2 0,25 1.5 2 11 7 2,5
12 17 9 ±0,7 7 ±0.6 19.6 1.8 2 13 8.5 3
14 19 10 ±0.7 9 ±0.7 21.9 2 3 15 10 3
16 22 11 ±0.7 10 ±0.7 25.4 2 3 17 12 4
1» 27 13 ±0.7 12 ±0.7 31.2 2,5 3 19 13 4
20 27 14 ±0.7 12 ±0,7 31.2 2.5 4 21 15 4
22 32 16 ±0.’ 14 ±0,7 36.9 2.5 4 23 17 5
24 32 16 ±0.7 14 ±0.7 36.9 0,5 3 4 25 18 5
27 38 18 ±0.7 41.6 3,5 5 28 21 5
30 41 20 ±0.8 — — 47,3 4 5 32 23 6
36 SO 24 ±0,8 —— 57,7 4.5 6 38 28 6
42 55 28 ±0,8 63.5 I 5 7 44 33 8
48 65 32 ±1 — 75 6 8 50 38 8
Резьба — основяаа. l-я или 2-я мелкая.
Предельные отклонения S — по В,.
Размер г — факультативный.
По соглашению потребителя с изготовителем допускается изготовление болтов с головкой, соот-
ветствующей по допускаемым отклонением высоты (л) требованиям ОСТ НКТП 3524, по допускаемым
отклонениям размер, под ключ (Л' — требованиям, регламентированным ОСТ НКПТ 3745 ала полу-
чистых изделий, а в отиошенин качества поверхностей — отвечающей требованиям, предъявляемым
к получистым болтам по ГОСТ 1750-42.
Длины 1 H i, — по табл. 47 и 48.
Обозначение болта с основной метрической резьбой диаметром 20 мм, длиной 100 мм,
с^ головкой похмельной высоты, поя гайку обыкновенную: Болт чистый МЗОуЦОО тип У1НО
Таблица <7
Длина I частых болтов с уменьшенной шестигранной головкой (по ОСТ НКТП 3523) ’
типов УШО, УШО, У1НК, У1ПК и длина 7, нарезанной части стержня
Размеры в мм
Диаметр болта 1 3 Типы У1НО и У1ПО Типы У1НК и У1ПК Диаметр болта «> 1 5 Типы УШО и УШО Типы УШК и УШК
8 1 7. 10-30 10-30 10 8 i 7. 10—14 16-35 40-80 18 18-35 40-80
4 1 1. 10-35 10 12-35 12
10 1 1. 12-18 20-35 7,-7 18 40-105 110-120 20 25 22-35 40-106 20 22 110—120 28
Б 1 1 10 12-45 io ~12~ 14 16-46 П 16
6 1 10 12-35 10 12 40—65 15 16-35 40-60 15 18 12 1 7. 16-20 22 1,-1 20 25-106 Ц0-180 22 28 25 28- 1С5 25 28 110-180 32
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
549
Продолжение табл. 47
h Длина Типы У1НО и У1ПО Типы У1НК и У1ПК Диаметр болта Ал ива Типы У1НО и У1ПО Типы У1НК и У1ПК
14 1 i. 18—25 28-105 1,-1 25 110-180 30 28 30-105 28 30 . 110-180 24 1 «а 45-105 110-200 38 45 45 60-106 45 45 110-200 60
16 1 <а 18-25 28-105 1,-1 25 110-200 32-106 110-200 32 38 27 1 <0 55-105 110-200 42 48 55-105 110-200 50 65
30 < <0 65-210 220-240 50 60 65—210 220- 240 60 70
18 1 1# 25-30 32-105 1,-1 30 110-200 35 35—105 110-201 35 40
36 1 1, 70-210 220-300 60 70 75-210 220—300 65 75
2П 1 1о ЗП-32 35-105 1,-1 32 110-200 ЗЙ 40-105 110-200 ЗВ 42 42 1 <0 80-210 220—300 65 75 80-210 220-300 75 85
48 1 4 85-210 220- 300 70 НО 80 88-210 75 К 220 - 300 Тяг-
22 1 45-105 110—200 45-105 110-200 42 '48
Ряд алии I: 10. 12. 14. 16. 18, 20, 22 , 25, М, 30, 32, 35. 40 . 45, Ю. 55, «0. 65, 70, 75. 80, 85, 90, 95,
100, (106). 110. (115), 120. (125). 130, 140. 150, 160. 170, 180. 191. 'ДЮ. (210), 220, (230), 240, (2501, 280,
230. ЗОН мм.
По возможности не применять алия: болтов 65. 75 , 85 и 95 мм при d > 30 мм\ болтов типов У1НО
и У1ПО: 12X38. 12X32; болтов типов У1НК и У1ПК: 12X28, 12X32, 14X28 и 14X32.
Таблица 48
Длина I чистых болтов с уменьшенной шестигранно* головкой (по ОСТ НКТП 3523)
типов УНО и УИК и длина нарезанной частв стержня
Размеры в мм
Диаметр болта Длина Тип УНО Тип УПК Диаметр болта Длина Тип У1Ю Тип УПК
6 I 4 18-85 40-60 12 15 22-35 40-60 15 18 16 1 к 45—105 110-200 28 32 5С-1С6 110—200 32 38
8 1 28—36 40-80 15 18 25-35 40 - 80 18 1 <а 50-105 110-200 30 35 55-105 110-200 35 40
Ю 1 <а 30-35 40-105 18 4о 110-115 120 25 28 30-36 40—106 То 5Г" 110-120 28 20 1 55-105 110-200 32 —ЗГ- 60-105 110-200 38 42
22 1 и 65-106 110-200 35 40 65-106 110-200 42 4Й
12 1 А> 32-106 1Ю-180 18 2» 40-105 110-180 28 32
98 1 Д) 80-105 110-200 38 45 70—105 110-200 45 60
14 1 4 40-106 110-180 25 30 45-105 110-180 30 35
550
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Продолжение табл. 48
Диаметр болта Длина Тип УПО Тип УПК । Диаметр болта Длина Тип УПО Тип УПК
27 1 4) 70-105 110-200 42 48 80-105 110—200 50 55 42 1 к 110-210 220- 300 65 110-210 220-300 75 85
30 1 kt 80- 210 220-240 50 60 90-210 220-240 60 70
48 1 120—210 220-300 70 80 120-210 22Ю-Э00 80 90
36 1 1 90- 210 220 -300 55 65 100—210 220—300 65 75
Ряд длин 1: 18. 30. 22, 25, 28, 30, 32,35, 40. 45, 50. 55. 60. 65, 70, 75, 80. 85, 90, 96, 100. (105), 110,
(115), 120, (125), 130, 140, 150, 160, 170, 180, 190, 200, (210). 220, (230). 240, (250). 260. 280. 300 жж.
Длины 106. 115, 125 жж — только лля болтов d мм.
Таблица 4»
Болты получистые с нормальной шестигранной головкой (по ОСТ НКТП 3524)
ОСТ НКТП 3524 распространяется на болты получистые с нормальной шестигранной головкой,
полученные холодной нлн горячей штамповкой, с обточенными опорной поверхностью головки и кон-
цом болта. При атом резьба может быть образована как нарезанием, так н накаткой.
Обозначения см. фигуру к табл. 43.
-• чК 2 г Ц-Ц951 s—. Тип О —лля обыкновенных гаек. । Тип К — лля корончатых гаек с ту1"* прошплинтовкой Размеры в мм
- jj-w
л • 7- С?
d 6 8 10 12 14 16 18 20 22 24 27 Эи 36 48
S ИОМИН. 11 14 17 22 22 27 32 32 36 36 41 46 55 65 75
прел, откл. -0,4 -0.5 -0.6 -1,0 -1.2
Л КОМИН. 5 8 7 9 10 11 13 >5 16 18 20 24 28 32
пред, откл. ±0,8 ±0,7 ±0.8 ±0.9 ±1 ±1,2 ±13 ±1,3
Dv 12,7 16,2 19,6 25.4 25.4 31,2 36.9 36,9 41,6 41,6 47,3 53,1 63,5 75 86,5
е 1,2 1.5 1.8 2 2 2.5 23 3 3 3,5 4 4,5 5 6
Диаметр шплинтового отверстия (лля болтов типа К) 1,8 2 2.5 3 3 4 4 4 5 5 5 8 6 8 8
Резьба — основная или 1-я мелкая.
Обозначение болта с резьбой М20, длиной 100 мм под гайку обыкновенную: Болт полу-
чистый M2/T)<J00 тип О ОСТ НКТП 3524.
То же поа гайку обыкновенную с прошплннтовкой или корончатую: Болт получистый M2ffX/00
тип К ОСТ НКГП 3534.
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
551
Таблица 50
Длин* I получистых болтов с нормально* шестигранно* головко* (по ОСТ НКТП 3524)
н длина 4 нарезанной части стержни
Размеры и мм
е- и Длина Тил О Тки К Диаметр болта Длина Тиа О Тил К
6 1 4 1G-35 40-60 12 15 16-35 40-60 15 18 20 1 4 35-105 110-200 30 Н 35 40-105 35 38 110-200 42
8 1 k 18-35 40-30 ~15 ПГ 18 20—35 40-80
13 18 20 22 1 ^0 40-105 110-200 35 40 40 45-106
10 1 4 22-35 40—106 18 20 110—120 25 22 25 -35 20 22 40—106 110-120 25 28 38 42 110-200 48
24 1 4 45-106 110-200 38 45 45 50-105 42 45 110—200 50
12 1 4 25-105 110-180 22 28 25 28 30—105 22 25 28 110-180 32
27 1 4 55-106 110—200 42 48 55—105 110—200 50 55
14 1 4 25 28-105 2 25 110-180 зи 25 28 30 22 S 28 32-106 110-180 30 35
30 1 4 58-210 220—250 50 60 55 60 65-210 52 55 80 220-240 70
16 t 4 30-105 110- 200 28 32 30 32 35-105 28 30 32 110-200 38
36 1 4 70- 210 220-300 55 65 70-210 220—300 65 75
18 I 4 35-105 110- 200 30 35 35 40-105 55 ~зГ~ 110—21X1 40 42 / ^0 80-210 220-300 65 75 80-210 220-300 75 85
48 1 4 85 -210 220-300 70 80 85- 210 220—За) «о 35
Ряд длин 11 16, 18. 20. 22. 28, 28, 30, 32 . 35, 40. 45, 50, 55, 60. 65 . 70. 75. 80, 86, SO, 95, 100, (106),
ПО, (115), 120, (125). 130, 140. 150, 160, 170, 18% 190, 200, (210), 220, (230), 240, (250), 260. 280, 300 мм.
По возможности не применять длин болтов 28 и 32 мм при d > 12.
Таблица 51
Болты чериые с шестигранной уменьшенной головко* (тип 1 по ОСТ 20035-38)
552
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Продолжение табл. 51
d S ft Da d, ft. r< 1
la, включая сбег резьбы
8 12 6 13,8 8,3 4 0,8 15 20 25-80 12 18 20
10 14 7 18.2 10.5 5 0.5 20 25 30-80 90-160 180-200 18 й 25 30 ' 35 "
12 17 9 19,6 12.5 8 0.5 25 30 35 - 80 90-160 180-260 2 25 30 35 45
14 19 10 21,9 14.5 7 0.8 25 30 33—80 90-160 1WX-26O 22 25 30 35 45
16 22 11 25.4 16,5 8 0.8 30 35 40-80 90-160 180-260 25 30 35 40 45
18 27 13 31.2 18,8 8 1 35 40-80 90—160 180-260 30 35 40 45
20 27 14 31,2 20,8 10 1 35 40 45-80 90-160 180-260 Зб 35 40 45 50
22 32 16 36,9 22,8 10 1 60-80 90-160 180-260 45 50 55
24 32 16 36,9 25 12 1 55 - 80 90—100 180— 260 50 55 60
27 36 18 41.8 28 14 1 65-80 90-160 180-260 50 55 60
30 41 20 47,3 31 16 1 65—80 90-160 180 - 260 55 60 70
36 50 24 57,7 37,2 18 1.5 80-160 180-300 70 80
Резьба основная метрическая.
Р1Л длин I; 15. 20, 25. 30 , 35, 40, 45. 50, 55. 60, 65, 70, 75, 80, 90. 100, НО, 120, 130, 140, 180. 180,
180. 200, 220, 240, 260. 300 мм.
Болты могут каготоалвться без подголовка при следующих длинах:
d 6-8 10 12-14 16-18 20 22 24 27 30 36
К 35 40 45 55 60 65 70 75 80 100
Лопускаетсз в отдельных случаях, по соглашению, увеличение высоты подголовка ft, до начала
Диаметр d, на участке от подголовка ло резьбы лежит в пределах среднего диаметра резьбы и
устанавливаете! заводом-изготовителем.
Допускаете! изготовление болтов с резьбой, образованной нарезанием или накаткой, но с предва-
рительной подготовкой стержня на участке под резьбу.
Обозначение болта с резьбой М20 длиной 100 мм'. Болят MTJyjOO тип I OCT ХЮ35-35,
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ РЕЗЬБОВЫХ СОЕДИНЕНИИ
553
Таблица 53
Волги черные
с шестигранной большой головкой — тип 9 (по ОСТ 30035-38),
. квадратной . , .10 (по ОСТ 20035-38),
0,-0,955 ~\Хх‘ 0,-0,955
zM 1 Г -г—/Г" _ 1 . X
I
1 - - -"fa -HJ- ? п- —ta - —
1 т 1 , [x-Lzlz
—|Л — гтп
—4л 1- Размеры а мм ( •* I*-J “*•
d л О Да Головка di I
шести- гранная квад- ратная 4, включай сбег резьбы
в S (И ' 6 ) 12,7 15,6 6.3 0,5 15 20 25-70 12 15 20
8 м в 16,2 19,8 8.3 0.5 15 20 25-80 12 18 X
10 17 7 19,6 24,1 10.5 0,5 20 25 30-90 90—160 180-200 18 22 25 30 35
12 22 » 25.4 31,2 12.5 0.8 25 30 35-80 90-160 180-260 22 25 30 35 45
М 22 10 25,4 31,2 14,5 0.8 25 30 35—80 90-160 180-260 22 25 30 35 45
16 27 11 31.2 38.2 16,5 0.8 30 35 40-80 90-160 180- 260 25 30 35 40 45
18 32 13 36.9 45.4 18.8 1 35 40-80 90-160 180— 260 55 35 40 45
X 32 14 36,9 45,4 20,8 1 35 40 45-80 90-160 180- 260 30 58 40 45 50
22 36 16 41,6 51 22.8 1 60 - 80 90-160 180-260 45 50 55
24 36 16 41,6 51 25 1 55-80 90-160 180-260 60 55 60
27 41 18 47.3 58 28 1 60-80 90-160 180-260 50 . 55 60
30 46 20 63,1 65,1 31 1 65-80 90-160 180-260 ~55 60 —
86 № 24 63,5 78 37,2 1.5 80-160 180-300 70 80
554
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Продолжение табл. 51
d 3 Л D« d. г< 1
Головка
шести-1 кваа- гранная! ратная включая сбег резьбы
42 55 28 75 92 43,2 1.5 110-160 180-300 ВО 90
48 75 32 86,5 106 49,2 1.5 110-160 180-300 80 Л>
Резьба основная метрическая.
Рад длин Г. 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100, ПО. 130, 130, НО. 150, 160,
1Я0, 200, 220, 240, 260, 280, 300 им.
Обоавачеине болта с шестигранно# большой головкой с резьбой М20, длиной 1С0 мм: Болт
M2O/J00 ла 9 ОСТ 20035-33. То же с квадратной большой головкой: Нолт М20Х100 т 10 ОСТ 20035-33.
Винты
Обозначение винта содержит обозначение
Резьбы, длину винта и номер соответствующего
ОСТ.
Примеры:
1) Обозначение винта с полукруглой головкой
с основной метрической резьбой диаметром 4 мм
и длиной 25 мм по ГОСТ В-1472-42: Пинт М<Х
Х25 ГОСТ В-1472^2.
2) Обозначение вита установочного с ква-
дратной головкой я засверленным концом с 1-й
мелкой метрической резьбой диаметром 20 мм и
длиной 100 мм по ГОСТ В-1485-42: Винт 1 Л12ОХ
X 100 ГОСТ В-1485-42.
Для винтов применяется основная, 1-я нли
2-я мелкая метрические резьбы; последняя лишь
для винтов по ГОСТ В-14/3-42, В-1474-42, В-1488-42.
Таблица S3
Винты с полукруглой головкой. Резьба нарезанная (по ГОСТ В-1472-42)
Размеры в мм -]Г|- м
д
1 L J и
-1л
d D h Я «я п t с 1 (от—но) Резьба ло головки при 1 <
1 1.2 1:? 2 2.3 2,6 8 (3,5) 4 5 6 8 10 12 (14) (16) (18 (20) 2 2.3 2.6 3 3,5 4 4,5 5 6 6,5 8 10 13 16 19 22 24 27 30 1 1 1.1 1.2 1.4 1.5 1,7 2.1 2.5 2.8 8,5 4,5 6 7 9 10 11 13 14 1 1.2 1.3 1.5 1.8 2 2.3 2.5 3 3.3 4 5 6,5 8 9.5 11 12 13.5 15 0,3 0,3 0.4 0,4 0,5 0.6 0.6 м 0,8 0.8 1.2 1.2 1.5 2 3 3 3 4 4 0,5 0,5 0,8 0.7 0,8 0.9 1.0 1.2 1,4 1.6 2 2.5 3 3,8 , 4.2 4.5 5 5.5 6 0.2 0.2 0,3 0.3 0,4 0.4 0,5 0,5 0,6 0,7 0,8 1.0 1.2 1.5 1.8 2 2 2.5 2,5 1,5—5 2-7 2-10 2.5-15 2,5-18 3-22 3-25 4-30 6-30 5—35 8-45 10-55 12-55 18-65 22-85 25—90 30-100 35-110 40—120 3 4 4 > 6 8 8 10 10 12 12 15 22 25 30 35 35 40 45 3 4 4 Б • 7 8 8 10 12 12 15 20 25 28 32 35 40 43
Ряд длин /- (1,5), 2. (2,5), 3, (3,5), 4, 5, 6, (7), 8, 10, 12, 15, 18. 22. 25, 80, 35. 40, 45, 50, 55. 60, (65),
70, (75). 80, (85), (М), (95). (100). (110), (120) мм.
В исключительных случаях, по соглашению сторон, допускается изготовлять винты с длиной нарезан-
ной части стержня, не предусмотренной в стандарте, причем для винтов диаметром до 14 мм следует
выбирать длины с окончанием иа 0, 2, 5 и 8, а свыше 14 мм — с окончанием на 0 и 5.
Допускается изготовление винтов со сферическим концом по ОСТ 1713.
Если по условиям яксплуатаиин концы вннтон должны быть только в форме усеченного конуса наи
только сферической формы, то это должно быть оговорено в заказе.
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
555
Бинты с потай ио! головкой. Резьба аарезаиваа (по ГОСТ В-1473-42)
Таблица 54
d D it ь п t С 1 (от—ло) Резьба ло головки при |< А>
1 2 0,7 0,2 О.з 0,3 0.2 2-5 4 3
1.2 2.6 Л.9 0.2 0.3 0.4 0,2 2,5-7 5 4
1.4 3 1.0 0.2 0.4 0.4 0,3 3-10 5 4
1,7 3,5 1.1 0,2 0.4 0.5 0,3 3—15 7 5
2 4 1.2 0,2 0,5 0.5 0,4 3-18 8 6
2,3 4.5 1.3 0,2 0.6 0,6 0.4 4-22 10 7
2.6 5 1.4 0,2 0,6 0,7 0.5 4-25 10 8
3 5.6 1.6 0,4 0,6 0,7 0.5 4-30 12 9
(3,5) 6,5 1.9 0.4 0.8 0.9 0.6 6—30 12 10
4 7,5 2.2 90е 0.45 0,8 1 0,7 7-35 15 12
5 9 2.5 0,5 1.2 1,3 0.8 10-45 15 12
6 11 3 0,5 1.2 1.5 1,0 10-50 18 15
8 15 4 0.5 1.5 2 1.2 12-50 25 20
10 18 5 1 2 2,5 1,5 18-60 30 25
12 22 6 1 3 3 1.8 18-70 36 28
14 24 6 1 3 3 2 22—80 40 32
16 27 6,5 1 3 3,5 2 25-90 45 35
18 32 8 1 4 4 2.5 30-100 50 40
20 36 9 1 4 4,5 2.5 35-120 55 45
(22) 36 13 1 4 5 2,5 45-130 65 48
(24) 38 н 60е 2 4 5.5 3 70-150 70 52
Рал длим 1: 2, (2,5), 3, (3,5),
(75), 80, (85). 90, (95). 100. (105).
Примечания — см. табл. S3.
4. 5. 6, (7), 8, 10, 12, 15, 18. 22, 25. 30, 35, 40, 45, 50. 55, 60, (65), 70,
110, 120. (130). (140). (150) мм.
Таблица 55
Винты с цилиндрической головкой. Резьба иарезчииая (по ГОСТ В-1474-42)
556
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Продолжил* табл. Я
а О Л п t С 1 (от—до) Резьба ло головки при к 1.
2.5 4.5 1,8 0.6 0,9 0,5 3-25 8 8
3 5 2 0.6 1 0.5 4-30 10 9
(3.5) 5,6 2.4 0,8 1.2 0,6 5-30 10 10
4 6 2.8 0.8 1.4 0.7 6-35 12 12
5 7.5 3.5 1.2 1.7 0.8 8—45 12 12
6 9 4 1.2 2 1 10-50 15 15
8 12 5 1.5 2.5 1.2 12-50 22 20
10 15 6 2 3 1.5 18-60 25 25
12 18 7 3 3,5 1.8 18-70 30 28
14 22 8 3 3.5 2 22-80 35 32
16 24 9 3 4 2 25-90 35 35
18 27 10 4 4.5 2.5 30-100 40 40
20 30 И 4 4,5 2.5 35-120 45 45
(22) 32 12 4 5 2.5 45-150 50 48
(24) 36 13 4 5.5 3 60-160 52
(27) 38 15 5 6.5 3.5 80-170 58
Й0) 42 16 5 7 4 90-190 — 65
Ряд длин I: (1,5), 2, (2,5), 3, (3,5), 4, 5, 6, (7). 8, (10), 12, 15, 18, 22, 25, 30, 35, 40, 45, 50. 55, 60. (65),
ТО, (75), 80, <83). 90, (95), Ю0, (105), ПО, 120, (130), (140), (150), (160). (170), (180), (180) мм.
Примечания — см. табл. 53.
Таблица Я
Винты с полупотайиой головкой. Резьба вареэаинав (по ГОСТ В-1475-42)
Римеры в мм
4 D Л m « » Н «8 Л t С 1 (от—до) Резьба до головки при 1 < А»
1 2 0.7 0.3 0.2 1.8 0.3 0.4 0.2 2-5 4 3
1.2 2.6 0.9 0.4 0,2 2.2 0.3 0.5 0.2 2.5-7 5 4
1,4 3 1 0.5 0.2 2.5 0.4 0.6 0.3 3-10 б 4
1.7 3.5 1.1 0.5 0.2 3.8 0.4 0.7 0.3 3-15 7 5
2 4 1.2 0.5 0.2 4.2 0.5 0.8 0.4 3-18 8 6
2.3 4.5 1.3 0.6 0,2 4.5 0.6 0.9 0.4 4-22 10 7
2.6 б 1.4 0.7 0,2 5 0.6 1 0.5 4-25 10 8
3 5,6 1.6 0.7 0.4 6 О.6 1.1 0.5 4-30 12 9
(3.5) 6.5 1.9 0.8 0.4 7 0.8 1.3 0.6 6-30 12 10
4 7.5 2.2 0.9 0,45 8 0.8 1.5 0.7 7-35 15 12
5 9 2.5 1.1 0.5 10 1.2 1.8 0.8 10-45 15 12
• И 3 1.3 0.5 12 1.2 2.2 1 10-50 18 15
8 15 4 1.9 0.5 16 1.5 3 1.2 12-50 25 20
10 18 5 2.2 20 2 3,5 1.5 18-60 зо 25
(12) 22 6 2.5 1 25 3 4.2 1.8 18-70 35 28
14 24 6 2.7 1 28 3 5 2 22-80 40 32
(16) 27 6,5 3 1 32 3 5.5 2 25-90 45 35
(18) 32 8 3.8 1 36 4 6 2.5 30-100 50 40
36 9 4.3 1 40 4 6.5 2.5 35-120 55 45
Ряд алии ( 2, (2,5), 3, (3,5), 4, 5, «, (7), 8, 10, 12, 15, 18, 22, 2S, 30. 35, 40, 45, 50 , 55, 50. (65). (ТО).
(75), (80), (85). (90). (95). (100). (105), (ПО), (120) им.
Прочие указания — см. табл. 53.
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
557
Т(1$л11ца S7
Винты с квадратной головкой и буртиком (по ГОСТ В-1488-42)
-А nA £1
тз-д. .W. Dr?
д ^1= Размеры в £ мм
d 5 6 8 10 12 14 16 18 20 22 24
S 5 6 8 10 12 14 17 19 22 22 24
Dea 6,5 8 10 13 16 18 22 25 28 28 32
Л 7 8 9 11 13 16 18 21 23 25 28
Л. 5 6 7 8 10 12 14 16 18 20 22
D, 7.5 11 14 16 20 20 25 28 30 32 36
Л. 2 2 2 3 3 4 4 5 5 5 6
с 0.8 1 1.2 1.5 1.8 2 2 2.5 2.5 2.5 8
г е свыше 0,3 0.8 0,5 0.5 0.5 0.5 0.5 0.8 1 1 1
1 от 15 15 22 25 30 35 45 50 55 ret 70
ЛО 45 50 50 60 10 80 90 100 ПО 180 1В0
Ванты нарезаны ва кю длину стержне при 1 <
к • — 15 22 25 30 35 — — — — —
и 12 15 20 25 28 32 35 40 45 48 82
Рад длин 1-. 15, 18, 22, 25, 30, 35, 40, 45, 50, 56, 60, (65), 70, (75). 80, (85), 90, (95), 100, (105), 110,
120, (130), 140, (150), 14), (170), 180 ММ,
Прочие указание—см. табл. 58.
55*
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Таблица 58
Ввиты с полукруглой головкой.
Резьба накатаииае (по ГОСТ В-1489-42)
(>-
- «
*?г . 1
«
Размеры в мм
d 2,3 2.6 3 4 5 6 8 10
D 4 4,5 5 '6.5 В 10 13 16
II 1.5 1.7 2.1 2,8 3,5 4.5 6 7
2 2.3 2.5 3.3 4 5 6.5 8
п 0.6 0.6 0,6 0,8 1.2 1.2 1.5 2
t 0.9 1 1.2 1.6 2 2.5 3 3.8
I от S 6 7 8 8 8 15 18
до 25 25 30 35 45 50 60
Винты накатаны на нею длину стержня при
I ло 30 мм; при I > 30 мм 1Л — 'М мм.
Рал длин I: 3, 6, (7). 8, 10. 12, 15, 18, 22, 25,
30. 35, 40, 45, 50 , 55, 60 мм.
Винты длиной 7 мм по возможности не при-
менять.
В исключительных случаях, по соглашению
сторон, допускается изготовлять винты с длиной
накатанной части стержня, не предусмотренной в
стандарте, причем длины следует выбирать с окон-
чанием размера в мм на О, 2, 5 нли 8.
Таблица 59
Винты с потайной головной.
Резьба накатанная (по ГОСТ В-1490-42)
г (го* а/ ал 90’3 Г 1
И □ L-
й* Л ч-
d | 2,3 2.6 8 4 5 6 « 10
D | 4.5 8 5.6 7.5 9 « 15 1В
Л | 1.3 1.4 1.5 « 2.3 2.9 4.1 4.8
л | 0,6 0.6 0,6 0.8 1.2 1.2 1.5 2
< 1 0,6 0.7 0.7 1 1.3 1.5 2.5
1 от б 6 Ю 12 15 1 1»
до 22 25 30 35 45 50 50 1 60
Винты накатаны иа всю длину стержня при
I ло 30 мм; при I > 80 мм 1« “ 30 Ряд длин
I — по табл. 58.
Примечания — см. табл. 58.
Таблица 60
Винты с цилиндрической головкой.
Резьба накатанная (по ГОСТ В-1491-42)
& ,Е-
>1
1
Л —<а—
Г” 1 Размеры в мм
d 2.3 2,6 3 4 6 6 8 10
D 4 4.5 5 6 7.5 9 12 15
Л 1.6 1.8 2 2.8 3,5 4 5 6
п 0,6 0.6 0.6 0,8 1.2 1.2 1.5 2
0.8 0.8 1 1.4 1.7 2 2,5 3
Размеры 1 и I, н примечания — см. табл. 61.
Таблица 61
Винты установочные с коническим концом
(по ГОСТ В-1476-42)
4-1 1 i
Форма выполнения внвтов диаметром от 1 ФоР“* «ыполненкя ЛО5МЛ.ВКЛ. •тагта- Размеры в мм
d е п • R <s> I (ОТ-ДО)
1 1.2 1.4 1.7 2 2,3 2.6 8 4 5 6 8 10 12 (14) 16 (18) 20 0.5 0.6 0,7 0,85 1 1,15 1.3 1.5 2 2.5 2 3 3.5 4 4.5 5 6 8 0,2 0.2 0,3 о.з 0.3 0,4 0,4 0,5 0,5 0.8 0.8 1.2 1.5 2 2 2 3 3 0.6 0.6 0.7 . 0.8 0,9 1 1.1 1.2 1.4 1.8 2 2,5 3 3,5 4 4.5 5 6 0.8 1 1 1.5 1.5 2 2 2,5 3 5 в 8 10 12 16 16 20 20 2-4 2-4 2-5 3-fl 3—8 4-10 4-12 5-15 6-18 8-22 8—25 10-30 12-40 12-45 15-45 15-60 20-ГО 20-60
Ряд длин I: 2, 3, 4, 5, Ь, Я, 10. 12. 15, 18, ЭД
22, 25. 28. 30, 35, 40 , 45, 50, 60 мм.
1. Допускается выполиеиие головной части
пинта по форме усеченного конуса с размерами
по ОСТ 1713 нлн. по соглашению сторон, с пря
мым срезом стержня.
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ РЕЗЬБОВЫХ СОЕДИНЕНИИ
559
2. По требованию потребителя допускается
изготовление вкитов диаметром в и 8 мм с острым
стопорным концом.
3. По требованию потребителя допускается
изготовление винтов, имеющих острый стопорный
конец с углом конуса 60 и 120е.
В исключительных случаях, по соглашению
сторон, допускается изготовлять винты, длины
которых не предусмотрены в стандарте, причем
для внитон длиной свыше 30 мм следует выбирать
размер в мм с окончанием на 2. 5 и 8.
Таблица 61а
Винты установочные с плоским концом
(по ГОСТ В-1477-42)
Таблица 62
Винты установочные с цилиндрическим
концом (по ГОСТ В-1478-42)
Ряд длин I: 8, 10, 12, 15, 18, 20, 22, 25, 28, 30.
35, 40, 45, 50, 60 ММ.
1. Допускается изготовление головной части
винта по форме усеченного конуса с размерами
по ОСТ 1713 или, по соглашению сторон, без
оформления головной части, т. е. с прямым сре
аом стержня.
2. В исключительных случаях, по соглашению
сторон, допускается изготовлять винты, длины ко-
торых ие предусмотрены в стаихарте, причем лля
винтов длиной свыше 20 мм длины следует выби-
рать с окончанием размера в мм на 2, 5 н 8.
3. По требованию потребителя допускается
изготовление пиитов с укороченным концом, длина
которого оговаривается при эакаае.
Таблица &3
Винты установочные с засверленным концом
(по ГОСТ В-1479-42)
'Ь i-_- v l Размеры в мм ^4
d | fi | 8 | 10 12 (14)| 16 (18)| 20
d, | 3 | 5 | 6 8 в| ю 12 | 14
с | 1,5 | 1.5 | 2 2 3 | 3 3 | 3
Res . | 6 | 8 | 10 12 161 16 20 | 20
п | 0.8 | 1.2 | 1,5 2 2 | 2 3 | 3
t | 2 | 2.5 | 3 3.5 4 | 4,5 5 | 6
I от | 8 | 10 | 12 12 15 | 15 20 | 20
ло I 25 I 30 40 45 45 | 60 60 | 60
Рях длин I: 8, 10, 12, 15, 18, 20, 22, 25, 28, 30,
35, 40. 45, 50, «О мм.
Допускается изготовление головной части
винта по форме усеченного конуса с размерами
согласно ОСТ 1713 или, по соглашению сторон,
с прямым срезом стержня.
Таблица 64
байты установочные со ступенчатым концом
(по ГОСТ B-148D-42)
Сортамент винтов (<ГК0 и размеры я, t в
/? — см. табл. 63.
Примечания — см. табл. 63.
560
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Таблица 6
Ввиты установочные с шестигранно!
головко! и цилиндрическим концов
. (по ГОСТ В-1481-42)
ЛО' ? А иЛ7*
/ гА Hl 1 Размеры
— ь ! L- —— 1—- 1с ; туг ~ Ur-Г у в мм
6 8 1 10 12 (14) 1« |(18) 20
S ч 14 >7 17 19 22 22
h 5 8 1 7 9 1 10 13 14
D<s 10,4 12,7 16,2 19,6 19,6 21,9 25,4 25.4
б, 4.5 « 1 7 9 10 12 13 15
С 4 5 6 7 7 8 9 10
г» не свыше 0.4 0.4 0,5 0.6 0.8 0,8 0.8 1
г» ие свыше 0.3 0.5 0,5 1 1 1 1 U.
1 ОТ 12 15 18 22 25 28 30 40
ло 30 40 50 60 1 70 | 80 90 100
Рад длин Г. 12, 15, 18, (22). 25, (28), 30, 35, «X
45, 50, 60 , 70, 80, 90. 100 мм.
Таблица 66
Ввиты установочные с квадратно! головкой
и цилиндрическим концом (по ГОСТ В-1482-42)
Размеры в мм
а 6 8 10 12 (Н) в (1в)| 20
s 6 8 10 12 14 17 19 22
h 6 7 1 10 12 16 18
Des 8.5 11,3 14,1 16,9 19.8 24 26.9 31,1
D, шим. 7.2 9.5 12 15 17 20 23 26
4, 4.5 в 1 9 10 12 13 15
е < 8 6 7 7 8 10
Продолжение табл. 66
г, не свыше 0.4 0.4 0.5 0.6 0.8 0.8 0.8 «
г» не свыше 0,3 0.5 0.5 1 « 1 1
1 от 12 15 18 22 25 25 30 40
30 30 40 50 | 60 70 80 90 100
Рвл длин 1: 12, 15, (18), 20. (22), 25, (28), 30,
35, 40, 45. 50, 60, 70, 80, 90. 100 мм.
Таблица S1
Винты установочные с шестигранной
головкой н ступенчатым концом
(по ГОСТ В-1483-42)
« 8 10 12 (Н) 16 (18) 20
9 и М 17 17 19 22 22
* 1 8 1 6 1 7 9 10 13 14
Des [ 10,4 12.7 1 М 19.6 19,6 21.9 25.4|25.4
4. 4.5 6 7 9 10 12 13 15
♦ ♦ 8 6 7 7 8 9 10
с, 2 2,5 3 3,5 8 * 4.5 8
rt не свыше 0.4 0.4 | 0.5 0,6 0,8 0,8 0.8 *
г, не свыше 0,3 0,5 0.5 » « 1 •
1 от 12 15 18 22 25 25 30 40
ао 30 40 50 60 70 80 90 100
Рад алии <: 12, 15, 18, 20, (22), 25, (28), 30. 35.
40, 45. 50, 60, 70, 80, 90, 100 ММ.
Таблица 6Я
Винты установочные с квадратной головкой
в ступенчатым концом (поГОСТ В-1484-42)
Размеры в мм
стандартные элементы резьбовых соединения 561
Продолжение табл. 68
Ряд длин X: 12, 15, (18), 20, (22), 2S, (28), 30,
35, 40, 50, 60, ТО. 80. 93, 100 мм.
Таблица 69
Винты установочные с квадратно! головкой
а аасверлсиным концом (по ГОСТ В 1485-42)
Размеры S, Л, О, О„ г — г, н I — те же. что
у винтов установочных с квадратной головкой и
ступенчатым концом по ГОСТ В-1484-42 (см.
табл. 68).
Таблица 70
Винты установочные с квадратной головкой
н аакругленным концом (по ГОСТ В-1485-12)
V)* Ж •> । мм
-*£ 1—— Размеры в
- 1 8 1 10 | 12 (14) 16 (18) 20
8 | 10 | 12 14 17 19 22
Продолжение табл. ТО
А 1 9 1 » 1 13 16 18 1 21 23
*• | 7 1 8 1 10 12 14 1 16 18
ъ 2 I 3 1 3 4 4 1 5 5
D 10 I *з] 161 18 22 1 28 28
d, 6 7 9 10 12 1 13 15
с 3.5 4 8 8 « | 7 7
с, я» 0,8 1 1.2 1.8 1.6 | 1.9 1.9
/?« 6' 6 9 ,ю j 12 1 12 16
г» не свыше 0.4 0.S 0.6 0.8 0.8 | 0.8 1
г, не свыше 0.5 0.5 * « 1 | 1 1
X от 1 15 18 1 22 1 28 1 25 1 30 40
ХО 1 * 50 | 60 1 70 | 80 1 90 100
Ряд длин X: 13. (18). 20. (22), 25. (28). 30, 35,40,
45, 50, 60, 70, 80. 90 и 100 мм.
Таблица 71
Винты установочные с мало! квадратно!
головкой и ступенчатым концом
(по ГОСТ В-1487-42)
- 2 г— л зо' 4- у 1 Размеры Л с ?•
10 12 (М) 16 (18) 20 !
8 7 , 8 9 П (И
* 8 8 9 10 М М
D О 6,5 9 10 12 И »«
d, 7 9 10 12 13 15
С « 7 7 8 9 10
Cl 3 3.5 4 4 4.5 5 •
г ие свыше 0.5 0.6 0,8 0.8 0,8 1
X от 18 22 25 25 34 35
«0 50 60 ТО 80 1 90 100
Ряд длин X: (18), 20. (22), 25, (28). 30, 35, 40.
46. 50. 60, ТО, 80, 90. 100 мм.
36 Том 4 70V
562
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Шпильки
Шпильки по своему пилу делятся в» два типа:
бея проточки, условно обозначаемые буквой А;
с проточкой, условно обозначаемые буквой Б,
Шпильки с глубиной запинчинаиия 1.35J отме-
чаются индексом I, с глубиной завинчивания Id
индексом II,
Шпильки под обыкновенную гайку отмечаются
буквой О, пол корончатую нлн обыкновенную с
прошплиитовкой — буквой К.
Примеры обозначения:
1) Шпилька с основной метрической резьбой
диаметром 10 мм. длиной би мм. без проточки,
с глубиной завинчивания 1,354, под гайку обыкно-
венную'. Шпилька М.'О^бО Al-О OCT 20001-38.
2) То же со 2-й мелкой метрической резьбой
Шпилька 2MI(TXfi0 Al-О ОСТ 20001-38.
3) Шпилька с 1-й мелкой метрической резьбой
диаметром 20 мм, длиной 80 мм, с проточкой,
с глубиной завинчипяния 14. под гайку коронча-
тую: Шпилька /М20Х.80 ВП К ОСТ 2000138.
Размеры шпилек (по ОСТ 20001-38)
Таблица 72
Шпилька типа А Шпилька типа Б
(без проточки) (с проточкой)
Размеры в мм
4 1, 4* А / Дияметр шплинто- вого от- верстия
Резьба Резьба
- 1354 — 14 М 1М 2М М 1М 2М
6 10 1 4.5 4.8 5.2 2 1.5 1 1.5
8 12 — 1 * 8.2 6,5 6.8 2 2 1.5 2
10 18 10 1.8 7,8 8.5 8.8 3 2 *.8 2.5
12 18 12 1.8 9.5 10,2 10.5 4 2 2 . 3
14 20 14 2 11 11,8 12,8 4 3 2 3
16 22 16 2 13 13.8 14,8 4 3 2 4
18 28 18 2.8 14.4 18.8 18,8 5 3 2 4
20 28 X 2.5 18.4 17,8 18.8 5 э 2 4
22 30 22 2.5 18.4 19.8 20,5 б 3 2 5
24 38 24 3 19,5 21 21.8 6 4 3 5
27 38 27 3.5 22,5 24 24.8 6 4 3 5
30 42 30 4 24,8 27 27.8 8 4 3 6
36 80 36 4.8 30 31.8 33 8 6 4 6
42 88 42 5 38.2 37.8 39 10 6 4 8
48 68 .48 б 40,8 43.5 45 10 6 4 8
Предельные отклонения диаметра иена резанной части — по В,; по соглашению сторон допускается
В,, причем значения отклонений могут быть округлены до 0,1 в сторону уменьшения.
Стандартные элементы резьбовых соединений
563
Таблица 73
Длиин I шпилек длина L, нарезание» частя шпильки под гайку, включая сбег резьбы
(по ОСТ 20001-38)
Размеры в мм
Диаметр шпильки X ж 5 Шпильки пол гайку обыкновен- ную Шпильки под гайку обыкновен- ную с прошплин- товкой илн корон- чатую Диаметр шпильки Длина Шпильки пол гайку обыкновен- ную Шпильки пол гайку обыкновен- ную С ПрОШПЛИИ- товкой нлн корон- чатую
6 i k 16-35 40-60 12 15 16—35 40—60 15 18 22 1 1а 45-105 110-200 -10-106 110—201 42 43
35 4U
8 i <е 18-35 40—80 16 18 20—35 40-80 18 20
24 1 k 45-105 110—200 60-105 110-200 45 50
10 1 <0 22-35 40-105 18 20 110-120 25 20-35 40-105 20 22 110-120 28 38 45
27 1 д> 55-105 110-200 5.5-105 110-200
12 1 <а 25-106 110-180 22 23 30-105 110—180 28 32 42 48 60 55
30 1 А, 60-210 220-240 65-210 220-240 60 7и
14 1 1. 28-106 110-НЮ 25 зо 32-105 110-180 зо зь 50 60
36 1 70-210 220- 300 70- 210 2’0 - 300 65 »5
16 / А> 32-106 110-200 28 32 35-105 110-200 82 38
55 65
42 1 1, 80-210 220-300 66 75 80-210 220-300 75 85
18 1 <е 35-105 110-200 30 36 40-105 110-200 35 40
48 1 1, 80 -210 220-300 80 85—210 220-300
20 1 <а 40-105 110-200 32 38 40-105 110-200 38 42
70 80 7S “Тй 90
Рад алии I: 1В, 18. 30, 22, 2% 28, 30. 32, 35. 40, 45, SO, 55, 60. 65, ТО, 76, 80, 85, 'J0, 95, 100, (105),
110, (115). 120, (125). 130, 140, 150, 160. 170. 180. 190, 200, (210), 2», (230), 240, (250), 260, 280, 300 мм.
Длины 105, 115 и 125 мм — только для шпилек диаметром d < 27 мм. Длины 16. 18 и 20 мм ие рас-
пространяются аа шпильки е глубиной завинчивания Id в тело детали.
564
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Гайки
Таблица 75
Гайки шестигранные чистые
Обоаиаченяе гайки содержит обозначение
резьбы и номер соответстауюшего ГОСТ.
Примера:
1) Обозначение черной шестигранной гайки
с^езьбой^АПО X L* по ГОСТ 5909-51; Гайка MIO
2) Обозиачеине получнстой шестигранной низ-
кой гайки с двума фасками с резьбой IM10X*
по ГОСТ 6917-51: I айка 1М10 /ОСТ 6917-67.
Таблица 74
Гайки шестигранные черные и получнстые
ДлйвврЦмп Дл»t-Hm и более ,,
Черные по
D,-0.953
НКТП 3310)
I Черные облег-
ь- ценные по
ГОСТ ЭД12-51
Получнстые по
еоостллыш гост sais-si
(взамен ОСТ
НКТП 3311)
Получнстые
облегченные по
ГОСТ 6921-51
A -0.953
Размеры
Диаметр резьбы d По ГОСТ 6900-51 и 591641 По ГОСТ 5912-51 и 5921-51
Размер ПОЛ ключ 5 Высота Н размер пол ключ $ Высота Н
2 2,3 2,6 3 4 5 6 8 10 12 14 16 18 20 22 24 27 30 36 42 48 4 4,5 б 6 б 9 11 14 17 24 24 27 82 32 36 36 41 46 66 «6 78 1.6 1,8 2 2.5 3,5 4 5 6 8 10 10 12 14 16 18 20 22 24 28 32 38 10 12 14 19 22 24 27 30 32 36 41 46 50 60 70 5 6 В 10 10 12 14 16 18 18 20 22 2- 31 38
• , 1.1 Примечание. Размер D — по табл. 81,
W4
5'03
30'
0,-0953 0,-3
Размеры в
С одной фаской —
по ГОСТ 692651
(взамен ОСТ НКТП
3312)
Обаегчтпяые —
по ГОСТ 2525-51
(взамен ГОСТ
2525-41)
С двумв фасками —
по ГОСТ 5927-51
(взамен ОСТ НКТП
3312)
Облегченные —
по ГОСТ 25.4-51
(взамен ГОСТ
2524-44)
d По ГОСТ 5926-61 и 6927-31 по гдСт 2525-51 и 2524-51
4 S Н
2 4 1.6
2.3 4.5 1.В
2,6 5 2
3 6 2,5
4 В 3,5
6 9 4
6 11 5 10 5
Я 14 6 12 6
10 17 Я 14 8
12 19 10 17 10
14 22 и 1» 11
16 24 13 22 13
18 27 14 24 14
20 30 16 27 16
22 32 18 30 18
24 36 20 32 18
•л 41 22 36 20
30 40 24 41 22
36 55 23 50 28
42 65 32 55 32
4Я 76 38 65 38
Примечание. Размер D — по табл. 81.
Таблица 76
низкие
Гайки
d Н Полу- чистые Чистые Облегченные
. 5 5 Полу- чистые £ Чистые S
6 4 11 11 10 10
В 5 14 14 12 12
10 6 17 17 14 14
12 7 22 19 19 17
14 8 24 22 22 19
16 8 27 24 24 22
18 9 32 27 27 24
20 9 32 30 30 27
22 10 36 32 32 30
24 10 36 36 —— 32
27 12 41 41 —_ 36
30 12 45 46 —— 41
36 14 65 55 50
42 16 65 65 55
4Я 1* 76 75 — ад
по табл.
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Яв5
Гайки шестигранные и какие
(к табл. 76)
Получистые с одной фаской — по ГОСТ 5916-51
(взамен ОСТ НКТП 7839(823).
Получистые облегченные с одной фаской — по
ГОСТ 5922-51.
Получистые с лвума фасками —по ГОСТ 5917-51
(взамен ОСТ НКТП 7838(822).
Получистые облегченные с двум к фасками —
по ГОСТ 5923-51.
Чистые с одной фаской - по ГОСТ 5928-51
(взамен ОСТ НКТП 7837(821).
Чистые облегченные с одной фаской — по
ГОСТ 2527-51 (взамен ГОСТ 2527-М).
Чистые с двумя фасками — по ГОСТ 5929-51
(взамен ОСТ НКТП 7836)820).
Чистые облегченные с двумя фасками — по
ГОСТ 2526-1 («замен ГОСТ 2526-41).
Размеры в мм. Обозначения размеров по фи-
гурам к табл. 74 и 75.
Таблица 77
Гайки шестигранные чистые высокие
0,-0.955 О,-5
Гайки высокие
с Н«1,2<7
ПО ГОСТ 593051
Гайки особо высо-
кие Н ~\Ы
по ГОСТ 5931-51
(взамен ОСТ 4139)
Размеры в мм
5
7
*
Примечание. Размер О — по табл. 81
Гайки шестигранные прорезные черные в получистые
Таблица 78
0,-0.355
гоОСТШЬНХ
~0СТМЬН0£
~остмьнх
г—$
0,-0,355
Черные по ГОСТ 5911-51
Облегченные по ГОСТ 59(4-51
0,-0.359
Получистые по ГОСТ 5918-51
Облегченные по ГОСТ 5924-51
Размеры в мм
Получистые низкие
по ГОСТ 5919-51
Облегченные по ГОСТ 5925-51
Диаметр резьбы d Черные и полу- чистые Черные и полу- чистые облег- ченные Низкие Ширина прорези В
Получистые Получистые облегченные
♦ « А S Н А s-1 Л 5 « 1 А
4 8 5 3 1.5
5 9 6 4 1,5
6 И 8 5 10 а 6 II Б 3 10 Б 3 2
8 14 9 5,5 12 9 5,5 14 6 3,5 12 6 3.5 2.5
10 17 12 R 14 12 8 17 8 5 14 8 5 3
12 22 15 10 19 15 10 22 10 6 19 10 6 3.5
14 24 15 10 •22 15 10 24 10 6 22 10 6 3,5
16 27 18 12 24 18 12 27 12 7 24 12 7 4.6
18 32 20 14 27 20 14 32 14 8 27 14 8 4.5
20 32 22 16 30 22 )6 32 16 10 30 16 10 4,5
22 36 25 18 32 25 18 36 18 И 32 18 11 6
24 36 27 20 36 25 18 36 20 13 36 18 11 6
27 41 30 22 41 28 20 41 Я и 41 20 12 6
30 46 82 23 46 30 21 46 24 15 46 22 13 7
36 55 38 28 50 36 28 55 28 18 50 28 18 7
42 6.5 46 34 61 44 32 65 31 20 61 32 20 9
48 75 50 « 70 50 за 75 33 28 70 38 26 9
1. Гайки диаметром ло 16 мм допускается изготовлять без фаски по опор-
Шп.тинт
по ГОСТ
397-М
*Х<
1ХЧ
1X12
ной поверхности.
2. Размер D — по табл. 81, размеры шплинтов — рекомендуемые.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
566
Гайки шестигранные прорезные чистые
Габлши 79
0,-0.953 0,-3
По ГОСТ 5932-51 н облегченные
по ГОСТ 2528*51 (аззмеи ГОСТ 2528-44)
0,-0.953 , 0,-5
Низкие по ГОСТ 5933-51 и облегченные
низкие по ГОСТ 5935-51
Размеры в лгм
Шплинты по ГОСТ
397-54 дли гаек
по ГОСТ
5932-51
5933-51
593-551
2528-51
Примечание. Размер D — по табл. 81, размеры шплинтов — рекомендуемые.
Гайки корончатые
О.чЦЗЗЗ
Чистые по ГОСТ 5934-51
(взамен ОСТ НКТП 3312)
—H-l
0,-0.953 0,-3
Таблица 90
Размеры а мм
Получистые по ГОСТ 5920-51
(взамен ОСТ НКТП 3311)
30* ^КТАЛЬНХ
Гайки получнетые Гайки чистые Число прорезей » по ГОСТ 397-54
Л S о. Н Л S D, Н Л
12 22 20 15 10 19 18 15 10 6 3,5 3
14 24 22 15 10 22 20 16 II 6 з.Б ; ХЭО
16 27 25 18 12 24 22 19 13 6 4.5
18 32 30 211 14 27 25 20 14 6 4.5 >
20 32 30 22 16 30 28 22 16 6 4.5 4 /40
22 36 34 25 18 32 30 25 18 6 6 S Х45
24 36 44 27 2J 36 34 27 20 6 6 .5 /45
27 41 38 30 22 41 38 30 72 6 6 5 /50
30 46 42 32 23 46 42 32 23 6 7 6 Кб»
36 66 50 38 28 56 50 38 28 10 7 6 /70
42 «5 57 46 34 65 57 44 32 10 9 8
48 75 66 60 38 75 65 50 38 10 9 8
Примечание: 1. По соглашению допускается изгото-
влять гайки диаметром от 36 ло 48 мм с шестью проремми.
2. Размеры шплинтов — рекомендуемые.
3. Размер О — по табл. 81.
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
567
Таблица 81
Диаметр описанной окружности для шестигранных гаек по табл. 74-80
Размеры в мм
S Номии. размер D Наименьший размер D для гаек 3 Номии. размер D Наименьший размер D ала гаек
черных полу- чистых ЧИСТЫХ черных полу- ч истых ЧИСТЫХ
4 4.6 4.2 4.2 4.4 24 27.7 26.3 26,8 27.0
4.5 5,2 4.8 4.8 4.9 27 31.2 29.6 30.2 30,5
5 5,8 5,4 5.4 5,5 31) 34,6 32,8 33,6 33,9
6 6,9 6,5 6.5 6.6 32 36.9 35,0 35.8 36.1
В 9,2 8,7 8.7 8.9 36 41,6 39,5 40.3 40.7
9 10,4 9.8 9.8 10,0 41 47,3 41.9 46.0 46,4
10 11,5 10,9 10.9 11.2 46 53,1 50,4 51,7 52.1
11 12,7 12.0 12,0 12,3 50 57,7 54.8 56.2 56,6
12 13,8 13,2 11,2 13,4 55 63,5 60.3 61.8 62,2
14 16,2 15,5 15,5 15,7 60 69.3 65,8 67.5
17 19,6 18,9 18,9 19,1 65 75,0 71.2 73.2 73,6
19 21,9 21.1 21.1 21,3 70 80.8 76,8 78.6 ——
22 25,4 24,5 24,5 24.8 75 86.5 81,2 84.6 85,0
Таблица 82
Шайбы
Шайбы чистые
по ОСТ НКТП 3233
153
Технические условия
ГОСТ 6AW-64
Размеры в мм
а. Для металла Для дерева а- Для металла
£ Я н Чистые Черные L Чистые Черные
55 d О 3 d ° 1 3 d ° 5 d S d D 3 * ° S
2,6 2.8 7 0.5 18 19 40 3 20 40 3 20 50 4
а 3.2 8 0.5 — 20 21 40 4 22 40 4 22 52 4
4 4.3 10 0.8 22 23 46 4 24 46 4 — — —
5 5.5 12 1 24 25 46 4 26 46 4 — — —
6 6.5 14 1.5 7 16 1.5 7 18 1.5 27 28 52 5 30 52 5 — — —
8 8,5 18 1.5 9 18 1.5 9 22 2 30 31 53 5 32 55 5 — — —
10 10,5 22 2 11 22 2 11 28 2 36 38 68 6 38 68 6 — — —
12 13 28 2 ' 14 28 2 14 34 3 42 44 ЬО 6 46 80 6 — — —
14 14.5 28 3 16 28 а 16 38 3 48 50 90 8 52 90 8 — — —
16 16,5 34 3 18 34 8 18 46 4
Обозначение шайбы для болта диаметром 18 ми:
чистой: Шайба 18 ОС! НКТП 3233;
черной для металла: Шайба М18 ОСТ НКТП 3100 для металла:
черной для дерена: Шайба М18 ОСТ НКТП 3100 для дерева.
568
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Шайбы пружинные (по ГОСТ 6402-52)
Таблица S3
1 » 1 Размер м мм
Диаметры резьбы бол- тов и винтов d D b Н т не более Теоретический вес 1000 шт. в кГ Диаметры резьбы бол- тов и винтов d D ь Н т не более Теоретический вес 1002 шт. • кГ
Номнв. Номнв. Номнн. ПрСД. от кд. Номни. Номнн. Номнн. Пред. (ГПСД.
2 1 2.2 3.4 0.6 1.2 ±0.2 0.4 0,024 20 21 31 5 10 ±1.5 2.5 15.8
17,0
2.3 1 2.5 4.1 0.8 1.6 0.062 22 23 33
24 25 37 6 13 ±1.7 3 27.1
2.6 2.8 4.4 0.060
27 28 40 29.7
3 3.2 5.2 1 2 ±0,3 0.5 0.100 30 31 44 6.5 1 13 I ±1.9 1 3.2S 38.5
3,5 3,7 6.1 1.2 2,4 ±0.4 0.6 0.170 36 37 51 7 | 1< ±2.1 1 3.5 52.4
' 4 4.4 6.8 0.195 42 43 59 8 | 16 | ±2.4 | 4 79.5
48 50 68 9 | 18 ±2.7 14,5 116
1 5 5.4 8.6 1.6 3,2 ±0,5 0,8 0.430
Предельные отклонении размеров
6 6.5 10.5 2 4 ±0,6 1 0,820
d »
8 8.5 13.5 2.5 5 ±0.8 1.25
10 10.5 16.5 8 в ±0.9 1.5 2.96 2-3 3.5-5 6-12 14-16 18—22 24-30 36-48 -0.2 -0.3 А8 -1.0 И .2 От 2 ло 6 8-10 12-27 30-46 ±0.1 ±0.15 ±0.2 ±0.3
12 12.5 | 19.5 3.5 7 ±1.0 1.75 4.75
14 15 123 4 8 ±1.2 2 7.37
15 W 25 8.16
>8 19 2В 4.5 9 ±1.3 | 2.25 11.5
Шплинты
Таблица 34
Шплинты разводные проволочные стальные (по ГОСТ 397-54)
Римеры в мм
Условный диаметр шпли1гта, ранный диаметру отверстии 0.6 0,8 1.0 1.5 2.0 2.5 3.0 4.0 5.0 6.0 8.0 10.0 12.0
♦ Номинальный 0.5 0.7 0.9 1.3 1.8 2.2 vj м 5.6 7.6 9.5 11.6
Допускаемые от- клонение -0.1 -0,12 -0.20 -0.24
л- 2.5 2,8 3,0 5.0 5,0 6.0 8,0 10.0 12,0 14.0 16,0 20,0 24.0
с* 0,6 0.8 1.0 1.® 2.0 2.5 3.0 3,5 4,5 5.5 6.0 8.0 10.0
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ РЕЗЬБОВЫХ СОЕДИНЕНИИ
569
Продолжение табл. 84
а Номинальный | 1 1 1.5 2 2 з 3 б 5 S 7 7 7
Допускаемые от- 1 +0.5 клонення | 0 +1.0 -0.5 +1.5 -0.5 + 2Д) -1.0 f3,0 —2,0
1 ОТ 4 6 6 8 8 10 15 20 20 20 45 во во
ло 8 12 25 30 40 50 60 70 80 100 120 180 200
Ряд длин I: 4, 6, 8, 10, 12, 15. 20, 25. 30, 35. 40, 45, 50, «0, 70, 80. 90, 100, 120, 140, 180, 180, 200 мм
Предельные отклонения длины I:
1 4 *8 10-20 26-50 60-120 140-200
Предельное отклонение ±0.5 ±1 ±1.5 ±2.6 ±3.5
I I ’ /I ' •
Штифты
Штифты цилиндрические (по ГОСТ 3128-46)
Цилиндрические штифты изготовляются с предельными отклонениями диаметра d по Пр1„ Г.
В, = С,; В,= С,, с соответствующими отличительными формами их концов:
ПР/, Г в,-С, fl,-С.
, Снять заусенца
d 10 мм и I = 60 мм-.
Обозначение цилиндрического штифта размером
Штифт цилиндрический
ЮПр/.Х 60
ГОСТ 3128-46
Штифт цилиндри-
ческий
ior/fio
ГОСТ 3128-46
Штифт цилиндри-
ческий
IOBfY.60
ГОСТ 3128-46
Штифт цилиндрический
10В, X ®
ГОСТ 3128-46
Таблица 86
Размеры цилиндрических штифтов
Размеры в мм (по ГОСТ 8128-46)
d / Интервалы длин 1 d / Интервалы длин 1 d / Интервалы длин 1
0.6 0.1 4-10 4 0.7 10-60 20 2.5 40-280
0.8 0,15 5 0.8 10—80 | . 25 3.5 50-280
0,2 4-18 6 1 12-ЮО 30 4 60 - 280
1.5 о.э 4-28 I 8 1.2 16-140 40 5 80-280
2 0.4 5-35 10 1.5 20—180 50 6 100-280
2.5 0.5 5-40 13 1.8 26—233
3 0.8 6-50 16 2 32- 260
Ряд длин I: 4, 5, 6, 8. 10. 12. (14). 15, (16). 13 (20), 22, (24). 26. (28), 30, (32). 38 , 40, 48. 60, 85, 60.
70. 80. 90, 100, НО, 120, 130, 140, 15П, 165, 160, 20». 220, 240. 260, 280 ММ.
Материал (рекомендуемый): сталь 45, сталь 15 (ГОСТ 1050-52), сталь А12 (ГОСТ 1414-54),
сталь У8 (ГОСТ 1435-51).
Предельные отклонения длины I: - ,
ДЛЯ штифтов с предельными отклонениями диаметров по Пр1, и Г — в плюс по 7-му классу точности;
лля штифтов с предельными отклонениями дклметров по В, — С, — в плюс по 8-му классу точности;
для штифтов с предельными отклонениями диаметров по В, * С, — в плюс по »-му классу точности.
Штифты, не имеющие на концах фаски (с предельными отклонениями диаметра d по В,), приме-
няются преимущественно под расклепку.
Допускаются штифты со сферическими концами.
570
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Штифты конические (по ГОСТ 3129-46)
Обовначение штифта конического размерами d = 10 мм и I = 60 мм:
Штифт конический 10y(fi0 ГОСТ 3129-46
Таблица 86
*э - 1
г /*45° i Размеры в мм
d У Интервалы ДЛИН 1 Интервалы длин У Интервалы длин 1
0,6 0,8 1 1.5 2 2,5 3 0.1 0,15 0.2 0.3 0.4 0,5 0,5 4-10 5-18 6-28 8-35 10-40 12-50 4 5 6 8 10 13 16 0.7 0,8 1 1.2 1.5 1.8 2 16-60 20-80 24-100 28-140 32-180 35-220 40-260 20 25 30 40 50 2,5 3.5 4 5 6 50—280 55—280 60-280 70-280 80-280
Ряд длин такой же, как ала цилиндрических: штифтов по табл. 85.
Материал (рекомендуемый): сталь 4», сталь 15, сталь А12 (ГОСТ 1414-54), сталь У8 (ГОСТ 1435-54).
Допускаются штифты со сферическими концами.
Шурупы к глухари
Шурупы с полукруглой головкой (по ГОСТ 1144-41)
Таблица 81
Размеры J, Атк В ММ j —ь S1 |
ьв | Т -/р— •
d 1.5 2 2.5 3 3.5 « 4.5 5 6 7 8 10
d, 1 1.4 1.8 2.1 2.5 2.8 3.4 3,6 4.6 5.2 5.9 7.6
а» 0.8 1 1.3 1.3 1.5 1.8 1.8 2.2 2.6 3 3.5 4.5
D 3 4 4.5 6,8 8.5 7.5 8.5 9.5 11.5 13 !5 19
Л- 1.3 1.6 2 2.3 2.6 3 . 3.3 1 3,6 4.5 » 6 7
R~ 1,5 2 2.3 2,8 3.3 3.8 4.3 4.9 5.9 6.7 7.7 10
п 0.5 0.5 0.6 0.8 0.8 » 1.2 1.2 1.5 _ 1.5 2 2.5
t 0.9 l.l 1.4 1.6 1.8 2.1 2.3 2.5 3,1 3,5 4.2 5
I ОТ ло 6 12 6 15 • 28 9 30 12 40 15 60 18 70 22 70 30 № 45 100 50 100 85 120
Рал длин I шурупов и минимальных алии на
Пимой части стержня (в лык):
9 12 15 18 22 26 30 35 40 45 50 60
h 2 8,5 5 6 8 10 13,6 16,5 IW 22 25 28 34
I 70 85 100 120
4 40 48 58 60
Обозначение шурупа диаметром 3 мм и дли
иой 30 мм:
Шуруп 3x30 ГОСТ 1144-41
Технические условия — по ГОСТ 1147-41.
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ РЕЗЬБОВЫХ СОЕДИНЕНИИ
571
Шурупы с потайной головкой (по ГОСТ 1145-4!)
Таблица 8S
Размеры в мм
1.5 2 2.5 3 3,5 < 4.5 6 8 10
d, 1.0 1.4 1.8 2.1 2.5 2.8 3.4 3.6 4.6 5.2 5.9 7.6
J* 0,8 1.0 1.3 1.3 1.5 1.8 1.8 2.2 2.6 3 3.5 4.5
D 3 4 5 6 7 8 9 10 12 14 16 20
Л- 0.8 1.0 1.3 1.5 1.7 2.0 2,2 2.5'| 3 3.5 4 5
Л 0,5 0,6 0.6 0.8 0,8 1.0 1.2 1.2 1.5 1.5 2.0 2.5
t 0.5 0.5 0.7 0.8 0.9 1.1 1.2 1.4 1.6 1.9 2.2 2,8
Длины шурупов I и длины взрезанной части I» — такие же, как у шурупов с полукруглой голов-
кой. — по табл. 87.
Обозначение шурупа диаметром 3 ли и длиной 30 лис
Шуруп 3X30 ГОСТ 1145-41
Таблица №
Шурупы с оолупотайиой головко*
(по ГОСТ 1146-41)
•
Л И Г /- рЛч'-‘1 ч-
Размеры в мм
d 1.5 2 2.5 а 3,5 4 4.5 5 6 7 • 10
d. 1.0 1.4 1.8 2.1 2.5 2.8 3,4 3.6 4.6 5.2 5.9 7.6
0.8 1.0 1.3 1.3 1.5 1.8 1.8 2.2 2.6 3 3.5 4.5
D 3 4 ь 6 6,5 7.5 8,5 9.5 11,5 13.5 15,5 19
Л- 0,8 1.0 1.3 1.5 1.6 1.8 2.0 2.3 2.8 3.3 3.8 4.5
Я1- 0.5 0.6 0.8 0.9 1.0 ,2 1.3 1.4 1.6 1.8 2.3 2.5
R- 2.5 3.7 4.3 5.4 6.0 6,5 7.8 8.8 11.1 13,8 14.3 19,5
н 0,5 0.5 0,6 0.8 0.8 1 .0 1.2 1.2 1.6 1.5 2.0 2.6
0,5 0.7 0.9 1.1 1.2 1 1.6 Св 2.0 2.4 2.8 8.2
Длины шурупов I и длины нарезанной части Обозначение шурупа диаметром 3 мм и длиной
1« — такие же, как у шурупов с полукруглой го- 30 ЛИС „ * „
ловкой по табл. 87 Шуруп ^Х® ГОСТ 1146-41
572
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Таблица 90
Шурупы с потайной уменьшенной головкой накатанной резьбой or S до в мм
(по ГОСТ 1795-42)
Обозначение шурупа с потайной головкой, с анаметром резьбы 4 мм я миной 40 мм:
Шуруп 4x40 ГОСТ 17'5-42
То же шурупа с гладким острием:
Шуруп А4Х40 ГОСТ 1795-42
Размеры в мм
d 3 1 3.5 * 4.5 в 1 8 d 3 3.5 < 4.5 5 6
2.1 | 2.3 2.6 3.1 З.з I 4.3 п 0.8 0,8 1 1.2 1.2 1.5
Jw 1.3 | 1.5 1.8 1.8 2.2 | 2.6 • 0.8 0,9 1.1 1.2 1.4 1.6
D 5.5 | 6.5 7.5 8,5 9.2 | 11.5 от 9 12 15 18 ‘ 22 30
Л. 1.8 | 1.9 2.2 2.5 2.7 | 3.4 до 30 1л_ 50 50 50 50
Рил мин I шурупов и минимальных алии резьбы h в мм:
I 9 12 15 18 22 26 30 35 40 45 50
I. 4 5 в 8 10 14 17 20 22 25 28
'Таблица 91
Глухари с шестигранной головкой (по ГОСТ 1432-42)
d 6 8 Ю 12 16 20 h 4 6.5 7 8 10.5 13
d, ианб. 4,6 6.8 7.6 8.6 12.8 16 D~ 12,7 16.2 19.6 25.4 31,2 36.9
>4М 2.6 3.5 4.8 5 6 8 от 1 — 85 40 40 65 80 120
$ »» и 17 22 27 32 до 65 80 120 140 180 250
Рад алия I и минимальных длин /а нарезанной
части в мм:
I 35 411 50 55 80 100 120 140 160 180 200 (225)
h 20 22 28 38 45 58 70 80 90 |О0 ПО 125
I (250)
1л 140 I
Обозначение глухаря диаметром 10 жж и дли-
ной 120 жж:
Глухари 1(ГуС120 ГОСТ 1432-42
Технические условия — по ГОСТ 1434-42.
СТАНДАРТНЫЕ ЭЛЕМЕНТЫ РЕЗЬБОВЫХ СОЕДИНЕНИИ
573
Таблица 92
Глухаря с квадратной головкой (по ГОСТ 1433-42)
Размеры в мм
d 12 16 2u h 8 10.5 13
d, 9,6 12,8 16 D- 31,2 38,2 45.4
S* * 6 8 I or 65 80 120
s 22 27 32 до 140 180 250
Ряд длин < глухарей и минимальных длин 4 Обозначение глухаря диаметром 20 ММ в дли-
нарезаемой части в ми: иой 200 ми:
I 66 «0 100 120 140 160 180 21» (225) (250)
4 3$ 45 58 ТО 80 90 100 110 125 140 Глухари 20x300 ГОСТ НЗЗ-42
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Апарин Г. А. в ГородепкийИ. Е..
Допуски и технические измерения, Машгиз, 1953.
2. Б и р г е р И. А., Расчет резьбовых соеди-
нений, Оборонена, 1951.
3. С а в е ри и М. А. Саверин М. М.,
Резьбовые соединения. Детали машин, том 1,
Машгиз, 1953.
4. Энциклопедический справочник .Машино-
строение', том 2, Машгиз, 1953.
ШПОНОЧНЫЕ, ШЛИЦЕВЫЕ, БЕСШПОНОЧНЫЕ
И КЛИНОВЫЕ СОЕДИНЕНИЯ
ГЛАВА X.1V
ШПОНОЧНЫЕ
ТИПЫ шпонок
Основные типы шпонок и шпоночных
соединений, находящих применение в
машиностроении, указаны в табл. 1 и 2.
Табл. 1 содержит обзор наиболее
распространенных типов шпоночных
соединений. Эти соединения обычно под-
разделяют на два вида: напряженные,
создаваемые прн помощи клиповых шпо-
нок и способные передавать крутящий
момент и осевую силу, и ненапряжен-
ные, создаваемые прн помощи призма-
тических и сегментных шпонок и пере-
дающие только крутящий момент.
Клиновые шпонки применяются в ме-
ханизмах с невысокой точностью; это
обусловлено тем. что они смещают ось
ступицы в отношении оси вала на
величину носа .точного зазора, а при
короткой ступице могут привести к пере-
косу соединяемых деталей.
Наибольшее применение среди клино-
вых шпонок имеют клиновые врезные
шпонки (табл. 3 и 4).
Клиновые шпонкн на лыске, а также
фрикционные применяются для пере-
дачи малых крутящих моментов и там,
где случайное провертывание вала от-
носительно ступицы не имеет значения.
Тангенциальные шпонки применяются
на валах больших диаметров (обычно
при диаметре не менее 100 л.и) при
передаче значительных знакоперемен-
ных крутящих моментов. ОСТ НКМ
4089 и 4090 предусматривают две серин
соединений с тангенциальными шпон-
ками — нормальную и усиленную, раз-
личающиеся размерами шпонок и пазов.
Шпонкн на лыске, фрикционные и
тангенциальные имеют весьма ограни-
ченное применение, и поэтому размеры
соединений с такими шпонками в спра-
вочнике не помещены (см. ОСТ, указан-
ные в табл. 1).
СОЕДИНЕНИЯ
Наиболее обширную группу шпоноч-
ных соединений составляют соединения с
призматическими шпонками (табл. 5,
6, 7)*.
Призматические шпонки обеспечивают
лучшее, по сравнению с клиновыми,
центрирование сопрягаемых деталей и
дают возможность осуществлять как не-
подвижные, так и скользящие соедине-
ния; в последнем случае обязательно
крепление шпонок или в валу, или
в ступице. Шпонки с глубоким утопле-
нием (табл. 7) применяются в случаях,
когда необходимо уменьшить габариты
прохода вала со шпонкой (размеры Dt
и Dt на фигуре табл. 7).
Сегментные шпонки в отношении усло-
вий работы аналогичны призматиче-
ским шпонкам: передача крутящего
момента осуществляется через боковые
стороны шпонок и пазов.
В отличие от призматических шпонок
они применяются только для неподвиж-
ных соединений. Этот тип шпонок наи-
более распространен в автотракторной
промышленности и станкостроении.
Табл 2 содержит некоторые типы спе-
циальных шпонок.
РАСЧЕТ ШПОНОК НА ПРОЧНОСТЬ
Обозначения: Мк — крутящий мо-
мент, передаваемый соединением, в кГсм;
D — диаметр вала в ступице в см; I —
рабочая длина шпонки н см: Ь, Л — раз-
меры поперечного сечения шпонки в см;
|с]гр-допускаемое напряжение на срез
в кГ/смг; |е |ел— допускаемое напря-
жение на смятие в кПсм*; /=0,1-»-0,2—
коэффициент трения (скольжения).
При расчете на прочность нагруже-
ние шпонкн по длине условно прини-
мается равномерным.
* Призматические шпонкн дли креплении ин-
струмента hi оправках выделены » самостонтель-
иый рад (ГОСТ 4ZKM8).
РАСЧЕТ ШПОНОК НА ПРОЧНОСТЬ
575
Типы шпоиок и шпоночных соединений (по ОСТ НКМ 4078)
Габлица I
Тип Характер сосхкнеимк Конструкция шпонок Эскиз ост
Сечение н пазы Сортамент
Шпонки клиновые (затяжные) — соединение напряженное
Со скруглен- ными торцами (яа хладные) ОСТ НКМ 4079 ОСТ НКМ 4080
' ’^2 9
41
i С ПЛОСКИМИ торцами (за- бивные) Г| гд ОСТ НКМ 4079 ОСТ НКМ 4080
С головкой gz^7"^_ < 1 lg* ОСТ НКМ 4079 ОСТ НКМ 4081
лыске ZZZZ>ZZZz евтхлдяяе С плоскими торцами ^е1',7л _ tiiceZ —
£ С головкой г--—, ОСТ НКМ 4082 ОСТ НКМ 4083
4> I '/Z7/Y/SS. С плоскими торцами L^TT — —
а м е С головкой ОСТ НКМ 4082 ОСТ НКМ 4083
Л •Ч 1- « л <и ш fe «ч С плоскими торцами ^E£21_ ОСТ НКМ 4089, 4090
[у ~ D
о 3 X 4» tti Шпонки npl /.чматическиа - Со скруглен- ными торцами соединение ненап РЯЖСКМО1 OCT НКМ40М ОСТ НКМ 4085
э 3 О С плоскими торцами ОСТ НКМ 4084 ОСТ НКМ 4065
576
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
-
лжение табл. I
Тип Характер соединения Конструкция шпонок Эскиз — ОСТ
Сечения и пазы Сортамент
Направляющие с кре- плением на валу Со скруглен- ными торцами ОСТ НКМ 4084 ОСТ НКМ 4086
С плоскими торцами (г-4- к 4- в OCT HKM4CQ4 ОСТ НКМ 4088
Шпонки сегментные — соединение ненапряженное
ОСТ НКМ 4091
Некоторые типы специальных шпонок
ОСТ НКМ 4092
Таблица 3
Закладные призматиче-
ские скользящие
Нормали станкострое-
ния К31-10. К31-3
Гладкие привертите
лля установки приспо-
соблений иа столах
станков; ГОСТ 1689-42
Закладные торцевые для шпинделей фрезерных
станков; ГОСТ 836-47
Ступенчатые заклад-
ные лля установки
приспособлений иа
столах станков;
ГОСТ 1690-42
Ториевые для соеди-
нения дисковых муфт,
фланцевых концов
валов и т. п.
He стандартизованы
Торцевые иа кониче-
ской оправке яла
крепления инструмента;
ОСТ НКТП 2874
Ториевые на цилиндри-
ческой оправке лля
крепления инструмента;
ОСТ НКТП 1874
РАСЧЕТ ШПОНОК НА ПРОЧНОСТЬ
577
Шпонкн клиновые врезные
Таблица 3
Со скругленными торцами С плоскими торцами
(закладные) (забивные)
Пример обозначения клиновой врезной шпонкн сечением 18Х И мм- длиной 100 мм-.
Шпонка клин, о рези. закладн. 1в)(1Т)(100 ОСТ НКМ 4030.
Шпонка клин, врезн. забивн. ISX1TXJOO ОСТ НКМ 4030.
Размеры в мм
Диаметры аалов D Номиналь- ные разме- ры шпонок ЬХП 3 t t, Длины шпонок I от — до
От 10 до 1» 4X4 0,3 D- 2,5 O+ 1.5 15—50
Се. 14 , 18 5X5 0.3 — 3 -- 2 15—50
. 18 . 24 6X6 0.3 - 3.5 -- 2.5 20-60
. 24 . 30 8Х? 0.3 — 4 3 25-80
. 30 . 36 10X8 0.3 — 4,5 + 3,5 30-90
. 36 , 43 12X8 0,3 - 4,5 + 3.5 35-160
. 42 . 48 14X9 0.4 — 5 -- 4 40-143
. 48 , 55 16X10 0.4 - 5 -- 5 45-160
. 55 . 65 18XU 0.4 ~ 5.5 + 5.5 50-180
. 65 . 78 20X12 0.4 - 6 + 6 70—220
, 78 . 90 24X14 0.4 - 7 -- 7 90-260
. (Ю . 105 28X16 П.5 - 8 8 100—300
. 105 . 120 32X18 0.5 - 9 .. 9 120-300
. 120 . 140 36X20 0.8 - 10 -1-10 140-400
. 140 . 170 0.5 - 11 + 11 180-450
. 170 . 200 0.5 - 13 --12 180 - 500
. 200 . 240 0,5 — 14 --14 200—500
. 240 . 280 60X32 0,6 - 16 .-16
. 260 . 330 70X36 0,6 - 18 -- 18 Длины назначаются
по конструктивным
. ХЮ . 400 80X40 0.6 -20 + 20 соображениям
. 400 . 500 100ХЮ 0.6 -25 4-25 кратные 10 жж
Примечания: 1. Длину шпонок 1 выбирать в указанны! пределах из ряха: 15, 20, 25, 30, 35,
40, 45. 50, 60, 70. 80, 90, 100, |30, 140, 160, 180, 200, 220, 260, 300, 3.50, 400, 450, хЮ мм.
2. Сечение шпонок и пазы — по ОСТ НКМ 4079, сортамент шпонок — по ОСТ НКМ 4080.
3. Допуски шпонок и пазо| - по ОСТ НКМ 4087 (стр. 584-586 1.
4. Z — минимальный припуск па пригонку.
б. Указываемые для отдельных сечений шпонок интервалы диаметров валов являются рскомеы-
дуемыми и даны исходя кз длины шпонки -IfiD.
37 Том 4 769
578
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Шпонка клановые врезные с головкой (высокие)
Таблица 4
Пример обозначении клиновой врезной шпонки с головкой сечением Ifyjl мм, длиной 100 лиг:
Шпонка клиновая врезная с головкой 1в%1Г)(.1ОО ОСТ НКМ 4061
Размеры в мм
Диаметры валов Номиналы* пне размеры шпонок ЧХ.Н 1 h. t t. Длины шпонок { от — ло
О: 10 до 14 4X4 0,3 7 D— 2,5 D+ 1,5 20-50
Св 14 . 18 5X5 0,3 8 - 3 + 2 25-60
• 18 . 24 6X6 0,3 9 — 3,5 + 2,5 30-70
24 . 30 8X7 0,3 10 — 4 + 3 35-90
30 . 38 ЮХ8 0,3 12 - 4,5 + 3.5 40-100
• 36 . 42 12X8 0.3 12 - 4.5 + 3,5 45-100
42 . 48 14Х» 0.4 13 - 5 + 4 50—140
• 48 . 55 16ХЮ 0.4 15 - 5 + 6 60-160
55 . 65 18ХП 0,4 17 - 5,5 + 5.5 70-180
• 65 . 78 20X12 0.4 19 - 6 + 6 80-220
• 78 . 90 24X14 0.5 22 - 7 + 7 90-260
90 . 106 28X16 0.5 25 - 8 + » 100-300
• 105 . 120 82X18 0.5 28 - 9 + 9 120-350
• 120 , 140 36X20 0,5 32 -10 +10 140 - 400
• 140 . 170 40X22 0,5 36 -11 +11 160-450
170 . 200 45X25 0.5 40 —13 +1» 180—500
200 . 240 50X28 0.5 44 -14 +14 200-500
240 . 280 60X32 0.5 50 -16 +16 Длины на- значаются
• 2ЯЭ . 330 70X36 0.5 56 -18 +18 по кон- структив*
330 . 400 80X40 0.5 64 -20 +20 иым сообра-
жениям
• 400 . 500 100X50 0,5 80 -25 +25 кратными
10 мм
Примечания: I. Длину шпонок выбирать в указанны! пределах из ряжа: 20, 25, 30,
35, чО, «, 50, 60, 70. 80, 90, 100,120, НО. |«0.180, 200, 220, 2во, 300, 350, «0, 450. 500 ММ.
2. Сечение шпонок и пазы — по ОСТ НКМ 4079. сортамент шпонок — по ОСТ НКМ 4081.
3. Допуски шпоиок и пазов — по ОСТ НКМ 4087 (стр. 584—586).
4. г — минимальный припуск па пригонку.
5. Указанные лля отвальных сечений шпоиок интервалы диаметров валов валяются реко-
мендуемыми и ляны исходя из длины шпонок —1.5D.
РАСЧЕТ ШПОНОК НА ПРОЧНОСТЬ
579
Клиновая врезная
на лыске. Рабочие
шпонок испытывают
шпонка и шпонка
грани клиновых
смятие. На фиг. 1
Фиг. 1. Эпюры нагружения рабочим граней
шпоики: а —от предварительной затяжки; б и
в — возможные эпюры при перемене крутящего
момента; а—расчетная эпюра; д — рабочая (она
же и расчетная) эпюра шпонкн, не имеющей
предварительной затяжкн.
даны эпюры нагружения рабочих гра-
ней шпонки.
При передаче соединением крутящего
момента на ступицу действуют (фнг. 2):
а) реакция шпонки и вала N н б) силы
трения на поверхностях соприкоснове-
ния ступицы со шпонкой Nf и ступицы
ы с валом Т.
Фиг. 2.
При посадке
ступицы на вал с
зазором
Т — Nf;
при плотной по-
садке ступицы на
вал
Г- — Nf-
к
- 1.28Л/.
Условия равновесия ступицы относи-
тельно ее осн:
Mlt-N(x+f.y)+-LTD.
где с достаточной для расчета точностью
D
можно принимать у «
Величины силы N и плеча х зависят
от эпюры нагружения грани шпонкн:
при постановке шпонки с предвари-
тельной затяжкой (фиг. 1, г).
где I — рабочая длина шпонкн (длина
ступицы);
37*
при постановке шпонки с небольшой
предварительной затяжкой или вовсе без
затяжки (фиг. 1, д)
N-±-bl[']eM}
Наибольший крутящий момент, пере-
D
даваемый соединением при у — -у-, Т =
= Nf-.
а) шпонка с предварительной за-
тяжкой
мк ы +
при f — 0,17
(-4-)
б) шпонка без предварительной за-
тяжки
И Н« (» + ¥£>);
при /— 0,17
Мк - -jj Ы [е]см (b + 0.5D).
Врезная клиновая шпонка и шпонка
на лыске одинаковых размеров спо-
собны передать приблизительно одина-
ковые крутящие моменты. Однако врез-
ная клиновая шпонка обладает тем пре-
имуществом, что при ослаблении за-
тяжки соединения она предохраняет со-
прягаемые элементы от проворачивания.
С другой стороны, шпонка на лыске
значительно меньше ослабляет вал.
Клиновая фрикционная шпонка. При
этом типе шпонкн передача крутящего
момента производит-
ся посредством тре-
ния, возбуждаемого
в местах контакта
вала со шпонкой и
вала со втулкой
предварительной за-
тяжкой шпонки
(фиг. 3).
Давление шпонки
на вал при затяжке
до допустимого на-
пряжения иа смятие
равно
где Ь и I имеют те же значения, что н
выше. Следовательно, наибольший кру-
580
ШП6НОЧНЫЁ СОЕДИНЕНИЯ
тящнй момент, передаваемый соедине-
нием,
Мк - Dfbl
Тангенциальная шпонка. Расчет ведут
на одну шпонку. Момент, передаваемый
соединением, определяется из условия
прочности рабочих граней на смятие,
без учета предварительной затяжки
(фиг. 4); наибольший
передаваемый крутя-
щий момент
Мк = Nf~ 4- Nx.
Так как h а 0,10,
X — 0,5 (D — Л) и
Фиг. 4.
Шпонки призматические обыкновенные (без крепления на валу)
Таблица 3
Со скруглёнными торцами
г- 0,5 b
С плоскими торцами
Пример обозначения призма
тической обыкновенной шпонки
нормальной пригонки сечением
18X11 мл, л л иной 100 мм, соскруг-
ленными или плоскими торцами:
Шпонка призм. обыкновек.
скругл. HliryiryjOO ОСТ НКМ
<0в5. Шпонка призм, обыкновен.
плоек. HlfyilylOO ОСТ НКМ
4035.
Размеры в мл
Диаметры валов Номинальные размеры шпо- иок »Х8 t t, Длины шпонок / от — до
От 7 до Св. 10 . . И • . 18 . . 24 . . 30 . . 36 . . «2 . 10 14 18 24 3U 36 42 48 —' 1 1 « 11 X б Х7 IX 8 !Х 8 D — 2 - 2.5 — 3 — 3,5 — 4 - 4,5 - 4.5 D- - 1.2 - 1.7 И 2.2 - 2,7 - 3,3 - 3.8 - 3,8 10- 30 10- 30 10- 40 15- 50 20- 70 25- 90 30-120
И Као - 5 - 5.3
I Is ’ . 78 . . 90 . . «И . . 120 . , 140 . . 170 . . 200 . . 240 , . 280 . ' . 330 . . 400 . 78 90 105 120 140 - 170 200 240 280 МО 400 500 18X11 20X12 32x18 Эву 20 40X22 45X25 50X28 100X80 — 5.5 — 6 - 7 — 8 — 9 — 10 - И -13 — 14 -16 — 18 - 20 -25 • 5,8 - 6,3 - 7.3 - 8,4 - 9.4 -10,4 -11.4 -12,5 -14,5 -16,5 -18,5 -20.5 -25.5 50-200 60 - 220 70-260 80-300 90-350 100—400 Длины назначаются по конструктивным соображениям крат- ными 10 ММ
Примечания: 1. Длину шпонок I иыбирать п указанных пределах из ряха: 10, 12, 15, 18,
20, 26, 30, 35, 40, 45, 50, 56. «0. 65, 70, 75, 80, 90, 100, НО, 120, 130, 140, 160, 180. 200, 220,
260, 300, 350. 400 мм.
2. Сечение шпонок и пазы — по ОСТ НКМ 4084, сортамент шпоиок — по ОСТ НКМ 4065.
3. Допуски шпоиок и пазов — по ГОСТ 7227-54 (табл. 10).
4. Указываемые ш отдельных сечеиий шпонок интервалы диаметров валов явлвютса рекомев-
дуемыми и лавы исходя из длины шпоиок ~1,5D.
РАСЧЕТ ШПОНОК НА ПРОЧНОСТЬ
581
Таблица 6
Шпонки призматические направляющие (с креплением на аалу)
Размеры в мм
Детали крепления аинтами
1 Номи- наль- ные разме- ры шпонок t t, Общие размеры Размеры ДЛЯ винтов С ЦИз1ИНДрн- ческими головками Размеры для винтов с кониче- скими пмовками Размеры отверстия для отжима шпонки
1и а метры валов D
°Щ|П 4 4, о. С L D, С* L 4 4, 1
Св. 42 до 48 14X9 D— 5 04- 4.3 14 5 6.5 8 4.5 12 12 3.5 15 5 6 2
• 48 . 56 16XW - 5 + 6.3 16 6 7 10. 5 15 14 Л 18 •_ 2_ 3
• 86 . 65 ЯГТТ.ж 1вх» - 5,5 + 6.8 18 6 7 10 5 15 14 4 18 6 7 3
65 , 78 20X12 — 6 + 8.3 20 6 7 10 5 15 14 4 22 6 7 3
78 , 90 24X14 - 7 + 7.3 24 8 9 13 6,5 18 18 5 22 8 9 5
90 . 106 28X16 - 8 + 8.4 28 8 9 13 6,5 18 18 8 26 8 У 8
106 . 120 32X18 - 9 + 9.4 32 10 И 18 8.5 26 22 6 35 10 И 7
• 120 . 140 36X20 -10 +10.4 36 10 11 16 8.5 26 22 6 35 10 11 7
Примечания: 1. Сечения шпоиок и пазы — по ОСТ НКМ 4084, сортамент шпоиок — по
ОСТ НКМ 4086.
2. Допуски шпоиок и пазов и посадки — по ГОСТ 7227-М (табл. 10).
3. Длины шпоиок ие стандартизуются. При выборе длин рекомендуется брать размеры
с окончанием на 5 и 0. •
4. Число пингов яля крепления шпонки, а также расстояние между ними не нормируются.
6. Винты - по ГОСТ В-1473-42 и В-1474-42.
6. Число отжимных отверстий не стандартизуется.
7. Резьба - по ОСТ НКТП 32 и 94:
8. Указываемые для отдельных сечений шпонок интервалы диаметров являются рекомендуемыми
и даны исходя нз длины шпонки —1^0.
582
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Шпонки призматические е углубленной посадкой в вал
Таблица 1
(по нормали станкостроение K3I-10)
Размеры в мм
D t < D, D, Длина шпонок от —до
6 8 10 зхз 2 7.1 9.1 11.1 7.3 9.2 11.1 8,5 10.4 12,3 10-30
12 14 4X4 2.6 13,6 15.6 13,7 15.6 15.3 17.2 10-40
16 18 5X5 • 3.2 18 20 18.1 20,1 20.2 22,1 12-50
20 22 25 6Х« 3.8 22,4 24.4 27.4 22.6 24.6 27.5 25,2 27.1 30 15-®
28 30 32 35 8X7 4.8 30.7 32,7 34.7 37.7 31 33 34.9 37.9 34 35,9 37.8 40.7 18-80
40 45 Ю 12X8 6.2 43 48 53 43,6 48,5 53,5 47,1 52 56.9 25-110
55 ® 65 70 16X10 6.5 58,8 63,8 58,8 73.8 59.5 64,5 69.4 74.4 64 68,9 73,8 78.7 40—1®
95
100
105
ПО
115
120
125
130
135
75
80
85
90
D
20X12
мхи
28X18
7.8
9
10,3
t,
D,
D,
Длина
шпонок
от до
79.5
84,5
89.5
94,5
85.4
90.3
95.3
85.8
Я0.7
95,6
100,5
60—180
100.3
105.3
110.3
115,3
101.4
106.3
111.3
116.2
107,7
112,6
117,5
122,4
60—220
121
126
131
136
141
122.3
127.3
132.2
137.1
142,1
129,5
134,4
139.3
144.2
149,1
70-2®
140 145 I® 32X18 11,5 145,8 151,8 1.56,8 148,2 153.1 158.1 156.3 161.2 166.1
1® 166.8 168 176.0
170 1® 36/20 12,В 177,5 187,5 178.9 188.9 187,8 197,7
1® 200 197.5 207.5 198.8 206,8 »7.6 217.5
Ю-300
100-400
Примечания: 1. Длину шпонок! выбирать в указанных пределах из раде. 10,12,15,
18, 20. 25. 30. 35, 40. 45, Ю, 55. 60, 85, 70. 73, 80, 90, 100, 110, 120. 130. 140. 1®. 180 , 200,
22J, 2®, 300. 350. 400 мм.
2. Сортамент шпонок — по ОСТ НКМ 4085.
3. Допуски шпонок и падое — по ГОСТ 7237-54 (табл. 10),
4. Указываемые дла отдельных сечений интервалы диаметров налаются рекомендуемыми.
РАСЧЕТ ШПОНОК НА ПРОЧНОСТЬ
.583
N = (Л — a)l 1® ]сж, где а — ширина
фаски на рабочей грани шпонки, то
Мк - (0.45 + 0,5/) D (Л - а) I [о]с«.
Призматическая шпонка (фнг. 5).
Рабочие грани проверяются на смятие,
а сечение а—а — на срез.
Наибольший момент, передаваемый
соединением, определяемый из условия
прочности выступаю-
щей части рабочей
грани на смятие,
М„ - 0.25D/1/ (®]сж;
из условия прочно-
сти сечения а—а на
срез
Мк - 0.5DM [т]с/,.
Сегментная шпон-
ка (фиг. 6). Высту-
зрца проверяется на
смятие, а сечение а—а — на срез.
Фиг. б.
Из условия прочности выступающей
части торца на смятие получается
Мк — Q,5Dlc [о]сж.
из условия прочности сечения а—а на
срез
Al'-O.SDZbbV
Торцевая шпонка (фиг. 7) прове-
ряется на смятие и на срез. Нанболь-
о) «)
♦иг. 7.
ший передаваемый крутящий момент:
нз условия прочности на смятие
из условия прочности на срез
Мк & 05Ы (D — ()
Таблица t
Шпонки сегментные
al—
Пример обозначения шповки сегментной
нормальной точности 0 = 4 ми, d = 13 at.v:
Шпонка сегментная Hfy,l3 ОСТ НКМ W32
Размеры в мм
Диаметры на-
лов не менее ь d Л 1 t t,
D
4 1.8 4 7 1.5 2.5 3,86 6,70 D-0,7 - 1.7 О+0.9
5 2 7 10 2.5 4 6,70 9,80 - 1.4 - 2.9 +ы
13 5 12,64 - 3.9
10 4 9,80 - 2.6
9 3 13 18 5 6.5 12,64 15,72 - 3.6 - 6.1 4-1.5
19 8 18,72 - 6.6
13 5 12,64 - 3.2
18 6.5 15,72 - 4,7
19 8 18,72 - 6,2 +2
22 9.5 21,70 - 7,7
19 в 18.72 - 5,7
и б 22 25 9.5 11 21.70 24,82 - 7.2 - 8.7 4-2,5
28 12 27,70 - 9.7
22 9.5 21,70 - 6.7
26 11 24,82 - 8.2
24 в 28 32 12 14 27,70 31,74 - 9.2 -11.2 4-3
35 15 34,64 -12,2
38 1в 37,52 -13,2
15 11 24,82 - 7.S
30 8 28 32 12 14 27,70 31,74 - 8.5 -10.5 4-3.7
3,5 15 31,64 -11,5
38 16 37,52 -12.5
32 14 31,70 - 9.7
36 10 35 15 34,61 -10.7 -МЛ
38 16 .<7,52 -11.7
Примечания: I. Сечение шпоиок н па-
зы — по ОСТ НКМ 4091; сортамент шпоиок —
по ОСТ НКМ 4092.
2. Допуски шпонок и пазов — табл. 10.
584
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Цилиндрическая шпонка (см. фигуру
в табл. 2) проверяется на срез по
формуле
Мк — 0,5Dd/ [т]гр,
где d — диаметр шпонки, и на смятие
(исходя из предположения косинусо-
идального распределения нагрузки) по
формуле
Мк a 0,2Ddl [<г]еи.
МАТЕРИАЛ ШПОНОК
И ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ
Материал шпонок — углеродистая
сталь, обычно — по ГОСТ 380-50 и
1050-52, с пределом прочности не ни-
же 50—52 /o'! лил*, реже — легирован-
ная сталь.
Допускаемые напряжения на смятие
для шпонки обусловливаются режимами
работы шпоночного соединения. При
спокойном режиме 1т]см принимают до
Таблица 9
Наибольшие допускаемые напряжение
[о]сл на смятие, принятые и станкостроении
для стальных шпонок, в кГ\см'
Условия работы
Характер нагрузки
Неподвижное соедине-
ние .-..............
Поаанжиые соеакие-
ниа:
перемещение без
нагрузки . .......
перемещение под
нагрузкой, одна из
поверхностей зака-
лена ....... .
то же, поверхности
не закалены.......
шпонки ходовых ва-
ликов .............
4000» 3500» 3000»
3000» 2500» 2000»
2000 1500 1200
500 400 300
— <J100 —
* Эти данные действительны только для
тех случаев, когда материалы вала и втулки
тверже материала шпонки.
1500 кГ/см*. Широко распространены
в общем машиностроении значения
1°1гж = 600 +900 кГ/см* при неподвиж-
ных шпонках для сопрягаемых элемен-
тов из чугунного литья, стального литья,
стали.
При расчете подвижных шпонок мож-
но руководствоваться данными табл. 9.
Первые три строки относятся к случаям,
когда нагрузка на шпоночное соедине-
ние точно известна; в противном случае
табличные значения [а]си необходимо
снижать соответственно степени недо-
стоверности.
Шпоночные соединения сильно сни-
жают прочность валов, вызывая наряду
с ослаблением вала значительную кон-
центрацию напряжений. Данные о вели-
чинах коэффициентов концентрации на-
пряжений приведены в т. 3. гл. XIII.
ДОПУСКИ И ПОСАДКИ
ШПОНОЧНЫХ СОЕДИНЕНИЙ
Для клиновых шпонок стандартизо-
ваны только допуски шпонок из поко-
вок по ОСТ НКМ 4087. Согласно этому
стандарту ширина пазов отверстия и
вала выполняется по As = Cs (ОСТ 1015),
а ширина шпонок — по В< = С< (ОСТ
1024); на высоту шпонок установлены
допуски, соответствующие А5 (ОСТ 1015).
Допуски глубины пазов в валу и
в отверстии втулки не стандартизо-
ваны.
Соединения с тангенциальными шпон-
ками также не имеют стандартизован-
ных допусков и обычно изготовляются
с допусками свободных размеров.
Для соединений с призматическими
шпонками допускаемые отклонения ши-
рины шпонок и пазов выбираются в за-
висимости от характера соединений по
табл. 10, составленной на основании
ГОСТ 7227-54.
Шпонки для соединений с нормальной
и грубой точностью пригонки изготов-
ляются из проката (ОСТ НКМ 4093).
Шпонки для соединений повышенной
точности должны быть шлифованы по
рабочим граням.
Допускаемые отклонения ширины
шпонок и пазов для соединений с сег-
ментными шпонками — см. табл. 10.
Допускаемые отклонения непосадоч-
ных размеров соединений с призмати-
ческими и сегментными шпонками ука-
заны в табл. 10.
ДОПУСКИ И ПОСАДКИ ШПОНОЧНЫХ СОЕДИНЕНИИ
Допуска и посадки шпоночных призматических и сегментных соединенна (фиг. 8)
(по ГОСТ 7227-54)
Фнг. 8.
1. Отклонения а размерах шпонок и пазов должны соответствовать:
Высота шпонки h ..........................
Диаметр сегментной шпонки d. ...... .............
Диаметр паза вала под сегментную шпонку .............
Глубина паза вала t, и t, ......................
Глубина паза втулки I,. ... . . . ... . ..
Длина призматической шпонки....................
Длина паза вала пол призматическую шпонку..
По В, ОСТ 1024
По В, ОСТ 1025
Допускается отклонение
только в плюс от номинала,
но не более н»), диаметра
шпонки
По А, ОСТ 1015
По А, ОСТ 1015
По В, ОСТ 1010
По Л, ОСТ 1010
2. Шпонки, пазы на валах и втулках по ширине й должны изготовляться с предельными отклоне-
ниями в соответствии с табл. 10.
Таблица 10
Допускаемые отклонения ширины шпонок н пазов соединений с призматическими
н сегментными шпонками (по ГОСТ 7227-54)
Вил соединения Предельные отклонения размера b Характер пригонки боковых гра- ней шпонки
Шпонка Паз вала Паз втулки
Неподвижное на валу, подвижное во втулке в, ОСТ 1023 ПШ ост’ютз Без пригонки ШПОНКИ
Неподвижное на валу, подвижное во втулке ПШ,
Неподвижное на валу, подвижное во втулке X, ОСТ 1018 А, ОСТ 1013
Подвижное на валу, неподвижное во втулке Соответствует о£т" nh Ш, ОСТ 1023
Неподвижное на валу, неподвижное во втулке ПШ, С подбором или с при- гонкой шпонки
В зависимости от характера посадки шпоики ПШ, А. ОСТ 1014 А, ОСТ 1014 С пригонкой шпонки
586
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Продолжение тебя. 10
Номинальная ширим* шпонки и оаза мм ПШ ПШ, ПШ, ПШ.
Отклонение • мк
верхи. икжм. верхи. нижи. верхи. ПИЖМ. верхи. нижи.
1-3 3-6 6-10 10-18 18—30 30-51) 50-80 80-100 । । । । । । 11 -50 —55 -65 -75 -90 —105 -125 -150 +55 ' -75 --85 --100 4-ю --15 --зо --25 .-30 +20 --25 --30 --35 --45 --50 --60 -.70 88888883 1 1 1 1 1 1 1 1 4-120 --160 - -200 --240 - -280 --340 --400 --460 +60 4-80 --100 --120 --140 --170 --200 -.230
На фиг. 9 дана схема посадок.
Фиг. 9.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Детали машин, сборни и материалов по рас- 2. Энциклопедический справочник .Машиио-
чету и конструированию, ки. I, Машгиз. 1953. строение*, т. 2, Машгиз, 1948.
1
ГЛАВА XV
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
ТИПЫ, ГЕОМЕТРИЯ И ОСНОВНЫЕ
ПАРАМЕТРЫ СОЕДИНЕНИЙ
Шлицевое соединение представляет
собой многошпоночное соединение, в ко-
тором шпонки изготовлены за одно
целое с валом.
Шлицевые соединения по сравнению
со шпоночными обладают следующими
преимуществами: а) детали на шлицевых
валах лучше центрируются и имеют
лучшее направление при передвижении
вдоль вала; б) напряжения смятия на
гранях зубьев* *• меньше, чем на поверх-
ностях шпонок; в) прочность шлицевых
валов при динамических и переменных
нагрузках выше, нежели валов со шпон-
ками.
Наибольшее распространение имеют
шлицевые соединения с прямоуголь-
Фиг. 1.
ной •• (фиг. 1, а), эвольвентной
(фиг. 1, б) и треугольной (фиг. 1, в)
формой зубьев ••*,
Прямоугольное соединение. Профиль
зубьев прямоугольного шлицевого со-
единения обычно строится таким обра-
* Здесь и ддлев для всех типов шлицевых
соединений в целях унификации с обшей термино-
логией зубчатых колес приняты названия .зубья*
(вместо .шлицы* или .природные шпонки*) и
.впадины*.
*• По рекомендуемому ГОСТ 1139-41 прямо-
угольные соединения именуются прямобочиыми.
Последний термин неточен, так как у шлицевых
соединений с треугольным профилем боковые
стороны зубьев также прямолинейны.
Помимо указанных типов соединений
известны соединения с зубьями трапецеидальной
формы. Эти соединения а настоящее время почти
полностью вытеснены епольвеигными и поэтому
здесь не рассматриваются.
зом, чтобы толщина зубьев в сечении
вала приблизительно равнялась ширине
впадин по дуге делительной окружности,
за которую принимается окружность на-
ружного (фиг. 2, а) или внутреннего
(фиг. 2, 6) диаметра.
Фиг. %
Число зубьев в этом соединении
обычно принимается четным, а именно
4, б, 8, 10, 12. 16. 20, что облегчает из-
готовление и контроль шлицевых валов
и отверстий. Наиболее часто приме-
няются в машиностроении шлицевые
соединения с 6 и 10 зубьями. В послед-
ние годы в связи с ростом мощностей
машин наблюдается тенденция к уве-
личению числа зубьев в шлицевых соеди-
нениях.
Основные размеры шлицевых соеди-
нений прямоугольного профиля при-
ведены в табл. 1, составленной по реко-
мендуемому ГОСТ 1139-41, и в табл. 2
по нормали автотракторной промыш-
ленности. Профиль зубьев по ГОСТ
1139-41 показан на фиг. 2, б, зубьев
соединений по табл. 2— на фиг. 2, а.
Последний ряд шлицевых соединений
имеет более широкое применение.
ГОСТ 1139-41 предусматривает три
основные серии соединений — легкую,
среднюю и тяжелую, различающиеся
высотой и числом зубьев.
Легкая серия, имеющая наименьшие
числа и высоты зубьев, применяется
для неподвижных или слабо нагружен-
ных соединений. Средняя серия имеет
588
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Таблица I
Размерные ряды шлицевых соединений е прямоугольным профилем
(по рекомендуемому ГОСТ 1139-41)
Основные серии соединений
__________________________Размеры а ли_____________________________________
Легкая серия Средняя серия Тяжелая серия Легкая серия Средняя серия Тяжелая серия
1 Число 1 зубьевj -ТХОХл Число зубьев <C<DXr Число зубьев ^ХОХг Число I зубьев rfXDXi Число । зубьев tfXOX* Число I зубьев <1X0X4
4 11X15X3 НХ18Х6 16X20X6 18X22X6 21X25X8 6 11X14X3 13X16X3.5 16X20X4 18X22X5 21X2SX5 23X28X6 26X32X6 28X34X7 10 1бх«х2.а 18X23X3 21X26X3 23X29X4 26X32X4 25X35X4 32X40X5 36X45X5 42X52X6 46X56X7 | 8 32X36X6 46X50X9 52X58X10 56X62X1°' 62X68X12 8 32X38X6 36X42X7 W 56X60X10 56X65X10 62X72X12 16 sox?5; 62X72; 72X82; <5
6 23X26X6 26X30X6 28X32X7 10 72X78X12 82X88X12 92 X98X14 102X108/16 112X120X18 10 72X82X12 82 X92X12 92X102X14 102X112X16 112X125X18 20 9^ 102X11 112X12 I
Центрирование:
для легкой серии: по D нли по rf;
для средней серии: 6-зубые по D или no d;
8- и 10-зубые по D нли no d или по л;
для тяжелой серии: по з или по D.
Условное обозначение шлицевого профиля I____________ __ ____,_____________...
значение поверхности центрирования (4 нли D или л); номинальные размеры dXDXs.
Примеры-. 10 D 112 X 120 X 18
составляется из следующих знаков: число зубьев; обо-
6 d 23
10 е 32
Таблица 2
Размерные ряды шлицевых соединений с прямоугольным профилем
(ло нормали автотракторной промышленности)
Размеры в ми
Число зубьев 6
Низкий зуб
Средний зуб
Плошаль зуба F
в мм**
Вал dg
Профиль Л| Профиль Б
Центрирование
Вал dg
Профиль Л| Профиль Б
Цемтриромиме
по D нли а по d
17
19
21
24
26
27.8
30.8
32.8
36.8
38.8
43.8
66.5
17.6
19,6
21.6
24,6
26.6
26,5
31,5
33,5
37,5
39,5
44,5
49.4
Б3.4
S
3,6
3.6
6.5
6.6
6.6
6.6
6.6
8.4
8.4
11.4
11.4
16,2
9.6
9.6
12.6
12.6
12.6
14.4
14.4
17,4
20,4
20,4
23,4
25,2
ТИПЫ, ГЕОМЕТРИЯ И ОСНОВНЫЕ ПАРАМЕТРЫ
589
30
К
55
60
65
70
32
35
38
42
45
29
32
35
38
41
9
9
10
11
45
50
55
59
64
Число зубьев 10
d
Низкий зуб
Средний зуб
Высокий зуб
Продолжение табл. 2
Плошадь зуба
Р в жж’«
Вал jg
Вал dg
Вал dg
Про-
80
90
12
14
73
82
Про- Про-
филь А филь Б
Про- Про-
филь А филь Б
Про-
I
Про- Про-
филь А филь Б
Про-
2
Центрирование
Центрирование
Центрирование
по D или з | по d
по D или г
по d
О
no D или з
по <1
S
&
3
26
27,8
30,8
33.8
36.8
39,8
43.8
48.5
53.5
57.5
62.5
71.5
80.5
26.6
28.5
31.5
34,5
37.5
40,5
44,5
49.4
54.4
58,4
63,4
72.4
81.3
27
26
25
2S.6
26
24
23
23.6
24
11
16
26
29
к
35
38
41
45
50
55
59
64
73
82
Число аубьеп 16
Профиль А
28
30
33
36
39
43
47
52
56
60
69
78
26.8
28,8
31.8
34,8
37,8
41,8
45,5
50.5
54.5
58.5
67.5
76.5
27,5
29.5
32.5
35.5
38.5
42,5
46,4
51,4
55,4
59.4
68.4
77.3
D Л d Р в мм'*
Отверстие аА Вал dg
35 3,5 30 28.8 33.6
38 3.5 33 31.8 33,6'
42 4 36 34.8 да. 4 ;
45 4.5 39 37,8 да,4
50 5 43 41,8 46,4
55 5.5 47 45,5 54,4
60 6 52 50,5 54.4
Диаметр D
* Р — площадь всех боковых поверхностей с
одной стороны иа I мм длины.
Центрирование: при г — 6 и 10 — по О или
d или з; при z — 16 — по О или л.
28
30
33
36
39
43
47
52
56
60
69
78
26
28
31
34
36
40
45
49
53
57
65
73
24.8
26.8
29.8
32,8
34.8
38.8
43,5
47.5
51,5
55,5
63.5
71.5
25,5
27,5
30,5
33.5
35,5
39.5
52.4
56,4
64.4
72,3
26
28
31
34
36
40
45
49
53
57
65
73
И
11
11
14
19
19
19
22
22
27
32
16
21
21
24
24
29
34
34
37
42
47
52
26
31
31
34
39
44
44
49
52
57
67
77
Размеры радиусов г, фасок / в канавок t
(см. фиг. 3) в мм
От 20 до 38
60
60 , 90
В
О
0.2
0.3
0.4
к
0,20
0,30
0,40
Вал
/
+0.15
4-0.15
4-0.15
0.4
0.8
0.6
+0.2
590
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
ббльшие по сравнению с легкой серией
числа и высоты зубьев и рекомендуется
для средненагруженных соединений
(втулки передвигаются без нагрузки).
Тяжелая серия предназначена для наи-
более тяжелых условий работы и
имеет наибольшие числа и высоты
зубьев.
В нормали автотракторной промыш-
ленности (табл. 2) вместо деления на
серии предусматриваются три группы
соединений — с высоким, средним и
низким зубом.
Шлицевые соединения различаются
также по системе центрирования втулки
относительно вала. Существуют три спо-
Фиг. з.
соба центрирования (фиг. 3): а) по
боковым сторонам зубьев (фиг. 3, а);
б) по наружному диаметру (фиг. 3, б);
в) по внутреннему диаметру (фиг. 3. в).
Выбор способа центрирования тесно
связан с эксплуатационными требова-
ниями, предъявляемыми к соединению,
и технологическими особенностями из-
готовления шлицевых деталей.
Центрирование по боковым сторонам
зубьев применяется в тех случаях, когда
точность центрирования втулки не имеет
существенного значения и в то же время
необходимо обеспечить достаточную
прочность соединения в эксплуатации.
Типичный пример такого соединения —
карданное сочленение в автомобилях.
При этом способе центрирования обычно
применяются соединения с высокими
зубьями и увеличенным числом эУбьев
(тяжелая серия).
В механизмах, где большое внимание
уделяется кинематической точности пе-
редач (станки, автомобили, самолеты и
др.), применяется центрирование по
одному из диаметров.
Выбор наружного или внутреннего
диаметра в качестве центрирующего
определяется требуемой твердостью
шлицевого отверстия и размерами со-
единения.
Если отверстие термически не обра-
батывается или его твердость допускает
калибровку протяжкой после термооб-
работки, применяют центрирование по
наружному диаметру как более эконо-
мичное *. Такое центрирование приме-
няется, например, для неподвижных по-
садок, поскольку здесь механический
износ от осевого передвижения втулки
отсу*гствует и повышенная твердость не
требуется. Такой способ центрирования
целесообразен и для подвижных посадок
в случаях, когда усилия сравнительно
невелики или когда для уменьшения
износа применяют
износостойкие ста-
ли.
Если твердость
отверстия не по-
зволяет произво-
дить калибровку,
то необходимо
применять центри-
рование по внут-
реннему диаметру.
Этот способ цен-
трирования целе-
сообразен также
при длинных ва-
лах, подвергающихся термообработке,
так как в этом случае возможно одно-
временное шлифование боковых сторон
зубьев и внутреннего диаметра вала.
Прн центрировании по наружному
диаметру на углах зубьев вала, а при
центрировании по внутреннему диа-
метру в углах впадин отверстия де-
лаются фаски или скругления (про-
филь Л на фиг. 3).
При центрировании по внутреннему
диаметру, а также при необходимости
обеспечить контакт боковых сторон
зубьев вала и впадин отверстия по воз-
можно большей поверхности в углах
впадин шлицевого вала предусматри-
ваются канавки (профиль Б на фнг. 3).
Эвольвентное соединение. Основными
достоинствами эвольвентного соедине-
ния являются:
а) более совершенная технология изго-
товления шлицевого вала благодаря
применению червячной фрезы с прямо-
линейными режущими кромками; такая
• При «том способ». центрировании наружна»
поверхность шлицевых валов может быть про-
шлифована на обычном круглошлифовальиом
станке.
ТИПЫ. ГЕОМЕТРИЯ И ОСНОВНЫЕ ПАРАМЕТРЫ
591 ‘
фреза позволяет нарезать валы с одина-
ковым модулем, но разных диаметров
и чисел зубьев одной и той же фрезой
без искажения профиля (для валов
с прямоугольными зубьями требуется
отдельная фреза для каждого значения
диаметра и числа зубьев); нарезанные
валы получаются настолько точными,
Центрирование по в
Центрирование no D
Фиг. 4.
что во многих случаях можно обойтись
без последующего шлифования профилей
зубьев;
б) возможность применения при об-
работке шлицевых валов всех техноло-
гических процессов точной зубообра-
бот к и (шевингование, шлифование по
методу обката и пр.);
в) повышенная прочность вследствие
постепенного утолщения зубьев по мере
приближения к основанию, а также
вследствие уменьшения концентрации
напряжений у основания, поскольку прн
эвольвентном профиле здесь нет острых
углов;
г) лучшее центрирование сопрягаемых
элементов и свойство эвольвентных
шлицевых втулок самоустанавлнваться
на валу под нагрузкой.
Вследствие указанных преимуществ
эвольвентное соединение используется
для передачи значительных крутящих
моментов, а также в тех случаях, когда
к точности центрирования сопрягаемых
элементов предъявляются повышенные
требования.
Геометрические параметры соединений
по ГОСТ 6033-51 даны на фнг. 4 н в
табл. 3 и 4.
В ГОСТ 6033-51 для эвольвентных
шлицевых соединений приняты числа
зубьев от 11 до 50; ряд модулей 1; 1,5; 2;
2,5; 3,5; 5; 7; 10 мм; угол исходного
контура 30°; центрирование по боковым
сторонам зубьев или по наружному диа-
метру; дно впадин может быть закруг-
ленным или плоским; для получения
нормальных диаметров (по ОСТ В КС
6270) применяется смещение исходного
контура.
Величины смсщени я исходного контура
должны соответствовать данным табл. 4.
Наибольшее применение имеет цен-
трирование по боковым сторонам зубьев.
Центрирование по
наружному диа-
метру применяет-
ся в тех случаях,
когда необходи ма
особо в ы с о к а я
точность враще-
ния деталей, поса-
женных на шлице-
вой вал. В прак-
тике машинострое-
ния находит довольно
распространение также центрирование
по вспомогательной цилиндрической
поверхности (фиг. 5).
Треугольное соединение. Треугольные
шлицевые соединения (фиг. 6) приме-
няются главным образом для неподвиж-
ных соединений
при передаче не-
больших крутя-
щих моментов. Эти
соединения чаще
всего употребля-
ются с целью из-
бежать прессовых
посадок, примене-
ние которых по
каким-либо причи-
а также прн тонко-
значительное
Фиг. в.
нам нежелательно,
стенных втулках.
Основные параметры соединений этого
типа: число зубьев от 20 до 70; модуль
от 0.2 до 1,5 мм; угол впадин вала 90,
72 и 60°. Центрирование — только по
боковым сторонам зубьев.
В табл. 5 приведены основные раз-
меры треугольных шлицевых соедине-
ний по нормали автотракторной про-
мышленности.
592
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Таблица 3
Обозначения я основные соотношения для определения размеров авольвентных
шлицевых соединений
Наименование параметра Обозна- чение Зависимости
J Исходные параметры соединений Модуль т •
Число зубьев я
Диаметр делительной окружности dd
Угол давления на делительной окруж- ности (профильный угол исходного кон- тура рейки) ‘а-30*
Диаметр основной окружности 4> - сов
Номинальный наружный диаметр соеди- нения D
Смещение исходного контура рейки Л _ D — m (л 4-1) »=— 2
Шаг (по дуге делительной окружности) t ( — ЯЛ!
Номинальная толщина зуба вала и ши- рина впадины отверстия по делитель- ной окружности 9
Номинальные диаметры вала наружный (окружности выступов) D» D.-D
внутренний (окружности впадин): при плоской впадине . закругленной впалиие i dt — D — 2.4m dp — D — 2,77m
отвер- стия наружный (окружности впадин): прн центрировании по и • • . л Q <3 Q Q D-D Da- D 4-0,4m
внутренний (окружности высту- пов) “а d„ — D — 2m a
Диаметр оаружиости через начальные точки переходных кривых отверстия: при центрировании по D • • • • То же вала е и D > D- 0,2m D >D d,<da
Высота фаски у кромки ауба вала прн центрировании по D 6 /,-0,1m
Радиус закругленной впадины Г r — 0,47m
Примечания:!. Радиус г указав в таблице «ла исходного контура зубчатой рейки. 2. При центрировании по з и использовании для обработки отверстия инструмента с разме- рами применительно к центрированию no D номинальный наружный диаметр вала принимается равным D — U,2m.
ТИПЫ, ГЕОМЕТРИЯ И ОСНОВНЫЕ ПАРАМЕТРЫ
593
Таб.шца 4
Размерные ряды эвольвентных шлицевых соединений (по ГОСТ 6033-51)
(Номинальные наружные диаметры D, модули т, числа зубьев г и смещеннв исходного контура х)
Размеры в мм
Номиналь- ный наружный диаметр D т — 1 т = 1.5 т — 2 т = 2,5 Л1 —— 3,5 т = 5
X X г -г X X X X X X X X
12 13 15 17 20 23 25 28 30 32 35 38 40 42 45 50 55 50 65 70 75 80 85 90 95 100 11 12 14 16 18 20 24 26 28 30 34 36 38 0 0 0 0 0,5 0,5 0 0,5 0,5 0,5 0 0,5 0.5 12 14 16 18 18 20 22 24 26 26 28 32 36 38 0,25 —0.25 -0,25 -0,25 0,75 0.25 0.25 0.25 -0.25 0.75 0,75 0.25 -0.25 0.75 12 14 14 16 18 18 20 22 24 26 28 32 34 36 38 1 0 1 0,5 0 1 0 -0.5 0 0.5 1 -0.5 0 0.5 1 is 14 14 16 16 18 20 22 24 26 28 30 32 34 36 38 1,25 0.25 1,25 -0,25 1.25 1.25 1,25 1.25 1.25 1.25 1,25 1.25 1.25 1.25 1,25 1.25 ।।।।।111111111112»sssssasa 1,25 0,25 —0,75 1.75 0,75 -0.25 -1.25 1.25 0.25 -0.75 12 14 14 16 16 18 18 2?5 0 2.5 0 2.5 0 2.5
Продолжение табл. 4
Номиналь- ный на- ружный диаметр D m — 2,5 т — 3.5 т — 5 (m-7)» tn * 10
2 X X X X X X X X X
ПО 120 130 140 160 160 170 180 190 200 220 240 260 280 300 320 340 360 380 . 400 ♦ Мс ka м ' I 1 М)>11 1 11111!1)S&S а о 1 11111111111111111 § 30 34 36 38 42 44 48 60 :ти не при 0,75 -1.26 0,25 1.75 -0.25 1.25 —0.75 0,75 меиять. 1 1 1 1 1 1 1 84£g8£S88SSB8 2.5 2.5 2,5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 1 1 1 1 1 2,6 0,5 -1.5 3,5 Л -0,5 -2.5 2,5 0,5 -I.8 1.5 -2,5 0.5 3,5 -0,5 14 14 16 16 18 18 20 22 24 26 28 30 32 34 36 38 o’ 6 0 6 0 6 6 5 6 5 5 5 5 5 6 5
38 Том 4 те»
594
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Таблица 5
Основные размеры шлицевых соединение с треугольным профилем
(по нормали автотракторной промышленности)
Размеры в мн
Отверстие и вал Отверстие Вал
Номиналь- ный хиа- Число Угол Диаметр Наружный Внутренний Наружный Внутренний
метр зубьев f впадин окружности *0 диаметр Da див метр аа диаметр диаметр
Б 4.851 5.03 4.72 5 4.69
6 5.863 6.03 5,65 6 5,63
8 7.798 8.03 7,52 8 7,49
10 9.721 10.03 9,38 10 9.35
12 36 11,674 12,03 11,26 12 11,23
15 14.556 15,08 14.04 15 14,01
18 17.430 18.03 16.81 18 15.78
20 19.339 20,03 18,66 20 18,63
22 21.527 22.03 20.97 22 20,94
25 24,455 25,03 23.82 25 23,79
28 27,373 28,03 26.66 28 28,63
30 60° 29,325 30,03 28.57 30 23.54
32 • 31,277 32.05 30.47 32 30,42
35 34.195 35.05 33.31 35 33,26
38 37,113 38,05 36.15 38 36,10
40 39.064 40,05 38.05 40 38,00
42 48 41.016 42,05 39,95 42 39,90
45 43,944 45.05 42.81 45 42,76
50 48,833 50,05 47,57 •50 47,52
55 53.722 56.05 52,33 55 52.28
60 58.621 60,05 57.10 60 57,06
65 53.519 65.05 61.38 65 61.83
70 68.409 70.05 66.64 70 66,59
75 73.298 75.05 71,40 75 71,35
Наряду с цилиндрическими приме-
няются и конические соединения (фиг, 7).
Конусность обычно принимается равной
Фиг. 1.
Л/м (угол уклона по дну впадин Г47');
.размеры зубьев нормируются по боль-
шему основанию конуса (сечение /—/).
РАСЧЕТ НА ПРОЧНОСТЬ*
Боковые поверхности зубьев шлице-
вого соединения работают на смятие,
а основание их — на изгиб и срез. Для
Применяемых на практике соотношений
элементов шлицевых соединений ре-
• Автор С. Н. П о з д II в к о в. ’
шающее значение имеет расчет на смя-
тие:
Мктах
< 1’1см.
где М„тах — наибольший крутящий мо-
мент, передаваемый соединением, в кГсм;
ф = 0.7-J-0.8 — коэффициент, учитыва-
щий неравномерность распределения уси-
лий по рабочим поверхностям зубьев;
z — число зубьев: F — проекция рабо-
чей поверхности зуба длиной 1 см на
его среднюю диаметральную плоскость
в см*;
„ D, ~ da
F —-----g------(/+ г) — для прямо-
угольных
зубьев;
О 3dА
F — 0.8/я — ——— — для эвольвентных
Z
зубьев;
F — ~ ——для треугольных зубьев;
ДОПУСКИ И ПОСАДКИ
595
I — рабочая длина зубьев в см;
Dt 4- da
rcp — —=----для прямоугольных
зубьев;
гер — -у— для эвольпентных и тре-
угольных зубьев;
Мел. — Допускаемое напряжение на
смятие в кГ/смг.
Рекомендуемые значения [nJfM для
валов и втулок из стали авр>50 кПмм*
приведены в табл. 6.
Таблица 6
Допускаемые напряжения на смятие
боковых поверхностей зубьев шлицевых
соединении
Условия работы соединения Условия эксплуа- тайн и Специальная тер. ыообработка рабо- чих поверхностей зубьев
не под- псрпгуты подверг- нуты
fe)cw " кПсм’
А» Соединение непо- движное a б в 360-500 600-1000 аоо-1200 400-700 1000—1400 1200-2000
В. Соединение по- дннжное не под на- грузкой a 6 в 150—200 200-300 250—400 200—350 300-600 400-700
С. Соединение по- движное под нагруз- кой 30-100 50-150 100-200
Примечание, я — условия эксплуата- ции тяжелые: нагрузка знакопеременная, с ударами в обоих направлениях; вибрации большой частоты и амплитуды, условия смаз- ки (дли подвижных соединений) плохие; ме- таллы невысокой твердости: невысокая точ- ность обработки, то же в отношении соосности ступицы и вала; б — условия эксплуатации среакие; « — условна експауатации хорошие.
Для определения рабочей длины
зубьев эвольвентного шлицевого соеди-
нения можно пользоваться следующими
приближенными формулами:
при сплошном вале
при пустотелом вале и толщине обо-
да, равной 2т.
4g
С точки зрения прочности серьез-
ным недостатком всех существующих
конструкций шлицевых соединений яв-
ляется наличие концентрации напря-
жений во входящих углах впадин.
Данные об эффективных коэффициентах
концентрации напряжений приведены
в т.3. гл. XIII. Испытание на скручива-
ние валов с прямоугольными зубьями и
плоским дном впадины показывает, что
прочность такого вала эквивалентна
прочности гладкого вала, диаметр кото-
рого несколько меньше внутреннего
диаметра шлицевого вала. Вал с эволь-
вентными шлицами и полным закругле-
нием во впадине эквивалентен по проч-
ности гладкому валу, диаметр которого
несколько больше внутреннего диаметра
шлицевого вала.
ДОПУСКИ И ПОСАДКИ
Посадки шлицевых соединений раз-
деляют на подвижные и неподвиж-
ные, причем подвижными считают
посадки, при которых втулка пере-
мещается по оси вала, а неподвиж-
ными — посадки, при которых втулка
неподвижна относительно вала.
Посадки осуществляются по центри-
рующим поверхностям и по боковым
сторонам зубьев. Как для подвижных,
так и .гая неподвижных посадок в боль-
шинстве случаев предусматривается
зазор по сопрягаемым поверхностям.
Сравнительно редко встречаются непо-
движные посадки с натягом. При опре-
делении величины зазора следует учи-
тывать: а) частоту и длину перемеще-
ния втулки; б) требуемую точность цен-
трирования втулки; в) величину усилий,
действующих в соединении.
Чем больше частота и длина осевого
перемещения, тем большим должен быть
зазор по сопрягаемым поверхностям
для облегчения процесса перемеще-
ния. Величина зазора должна быть
достаточной для размещения слоя
смазки между опорными поверхностями
сопряженных деталей.
При высоких требованиях к точности
центрирования стремятся к получению
наименьших зазоров. Для обеспечения
самоцентрирования втулки относительно
вала в сильно нагруженных и реверси-
руемых передачах устанавливаются га-
рантированные зазоры по центрирую-
щему диаметру. По нецентрирующим
диаметрам всегда предусматривается
38*
596
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
значительный зазор, величина которого
должна быть достаточной для обеспече-
ния сопряжения только по посадочным
поверхностям. При определении вели-
чины этого зазора учитывают размеры
фасок и закруглений у зубьев и впадин,
а также допустимую эксцентричность
наружного и внутреннего диаметров.
При выборе допусков и посадок для
эвольвентных соединений необходимо,
так же как и для прямоугольных соеди-
нений. учитывать особенности изгото-
вления деталей шлицевой пары.
В табл. 7 даны допуски и посадки
для шлицевых соединений с прямо-
угольным профилем по проекту ГОСТ,
разработанному Базовым бюро Киров-
ского завода в 1943 г.
В проекте предусмотрено для компен-
сации погрешностей взаимного распо-
ложения элементов шлицевого профиля
(угловое смещение зубьев и эксцен-
триситет посадочного диаметра к зубьям)
резервирование части поля допуска для
каждого элемента. В связи с этим в
таблицах допусков установлены три
предельных отклонения, соответствую-
щих проходному, непроходному и ком-
плексному калибрам.
Отклонения валов и отверстий при
центрировании по D (наружному диа-
метру) или по d (внутреннему диаметру)
обозначаются символами (например, АИ].
А3И2, ПИ], XHj и т. л.), определяющими
предельные отклонения по отдельным
элементам профиля (D, d и s) и номи-
налы комплексных калибров. Эти обо-
значения состоят из сочетания обозна-
чения отклонений по центрирующему
диаметру (D или d) и буквы И с цифро
вым индексом, характеризующим сум
мерную точность изготовления зубьев
и взаимного расположения элементов
профиля.
При центрировании по зубьям откло-
нения отверстий обозначаются буквой И
с цифровым индексом (И], И2). харак-
теризующим суммарную точность изго-
товления и взаимного расположения
зубьев. Отклонения валов обозначаются
сочетанием буквы С (для неподвижных
соединений) или X (для подвижных со-
единений) с буквой И и цифровым
индексом.
Посадки .шлицевых соединений обо-
значаются, в виде дроби, у которой над
чертой (в «числителе») поставлено обо-
значение отклонения отверстия, а под
чертой (в «знаменателе») — обозначение
отклонения вала.
При центрировании по наружному
диаметру втулки выполняются по диа-
метру D с допусками 2-го и 3-го клас-
сов.
Разные допуски по диаметоу D
установлены в соответствии с различ-
ными величинами разбивки отверстия
прн протягивании.
По ширине впадины отверстия уста?
новлены две степени точности: Иг — нор-
мальная и И| — повышенная; нз них
степень точности Иа — для втулок, под-
вергающихся термической обработке.
Степень точности И] предназначается
для неподвижных посадок и скользящей
посадки.
По толщине зубьев вала установлены
две степени точности: И5 и И3
Прн центрировании по внутреннему
диаметру установлено четыре степени
точности для отверстий:
1) АИ| — для отверстий повышенной
точности изготовления впадин с тер-
мической обработкой после протягива-
ния и последующей калибровкой;
2) АИ} — для отверстий нормальной
точности изготовления впадин с терми-
ческой обработкой перед протягива-
нием;
3) АИа — для отверстий нормальной
точности изготовления впадин с терми-
ческой обработкой после протягивания
и без калибровки;
4) ШИ8 — для тех же отверстий, что
и допуск АИ3; предназначается для по-
садок в системе вала в случаях, когда
на одном валу требуется осуществить
подвижные и неподвижные сопряже-
ния.
Для толщины зубьев валов преду-
смотрены две степени точности:
I) повышенная — для валов, шлифуе-
мых по внутреннему диаметру и боко-
вым сторонам зубьев; сюда входят валы
с допусками ТИ], ПЬИ], Д^И], ХИ1(
и ШИ,;
2) нормальная — для фрезерованных
валов; эти валы выполняются с откло-
нениями СзИ2 и е9 (ISA) И2.
Прн центрировании по боковым сто-
ронам зубьев отпадает необходимость
точной обработки по наружному и
внутреннему диаметрам соединения, так
как допускается значительный зазор
(примерно 0,2—0,5 л.ч).
Для впадин отверстия установлена
одна степень точности И2, предназна-
ченная для отверстий, которые прохо-
дят термообработку после протяги-
вания.
ДОПУСКИ И ПОСАДКИ
.597
Таблица ?
Допуски и посадки шлицевых соединений с прямоугольным профилем
(по проекту ГОСТ 1943 г.)
I. Отклонения Dus при центрировании по наружному диаметру
Тип деталей Обозначение откло* некий профиля Наименование калибра Наружный диаметр D Толщина зубьев иди шнрнна впадин Л'
Номинальный размер D в мм Номинальный размер d в мм
। До 18 Св. 18 до 30 Св. 30 до 50 Св. 50 ло 80 <38 Св. 120 до 180 До 18 Св. 18 ло 30 Св. 30 до 50 Св. 50 ДО 80 Св. 80 до 120
Отклонения в мк
Отверстие АИ, Не П9 -9 +оИ -10 -12 -1-30 0 -14 -к +*> 0 -20 4-32 П4 ФЯ 0 +50 °ё8
А,И, Не -9 4+5 0 -10 -i9 -12 4-60 0 -14 -16 -20 +50 П4 +60 +17 0 4-70 4-20 0 + 85 V й°
Нады Фрезерованные Термически ие обработанные ТИ, к Пр Не 37 --24 4-12 +15 +51 --35 +18 +54 й +72 +52 +25 ф?‘ -30 -35 8SS ++I Ф^ -45 ф^ -.50
СИ, К Пр Не -12 -14 П2 -17 +г -20 П6 -23 +20 0 -27 +i4 -35 +г -45 +22 0 -.50 +30 0 -50 4-40 0 -70
ХИ, К Пр Не 1 1 1 385 1 1 1 09 W OCPW -16 -ЗО -60 II 1 -30 -50 -90 0 -14 -50 0 -17 -60 0 -22 -70 0 -30 -90 0 -40 -110
Термически обработанные С2аИ, К Пр Не %9 -18 +i° -21 Ч2 -25 +;4 -30 4-20 0 -40 ±и -50 ±1? -60 1 1 + + 30 -30 -90 4-40 —40 -ПО
ли. К Пр . Не 1 1 1 — 16 —50 -85 -16 -65 -105 1 1 1 §»» 1 1 1 аз- 0 —30 -65 0 -35 -80 0 -100 0 -60 -120 0 -80 + 160
К — комплексный калибр; Пр — проходной калибр; Не — непрохолиой калибр.
II. Отклонения due при центрировании по внутреннему диаметру
Наружный диаметр d Толщина зубьев или ширина опалин з
Тип Обозначение 8 & Я я Номинальные размеры d в ММ |
’еталей отклонений профиля | калибров До 18 Св. 18 до 30 Св. 30 до 50 ®8 иЙ Св. 80 до 120 До 18 Св. 18 ло 30 ОС CM- OS -яэ Св. 50 до 80 £8 <38
Отклонения в ЫК 1
Отверстие АИ, Не -9 +о” -10 -12 4-зо 0 -14 +35 0 -16 +50 4-60 4-35 0 Ф-40 й"
АИ, Не +19 0 -9 +0И -10 +27 0 -12 4-зо 0 -14 4-35 0 -16 ФЯ 0 й +70 4-22 0» ФЗ 0 Й"
598
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Продолжение табл. 7
Тип деталей Обозначение отклонений профила Наименование калибров Наружный диаметр d Толщина зубьев или ширина впалнн s
Номинальные размеры d в мм
£ ч Св. 18 ло 30 09 or ОС »□ Св. 30 ло 80 88 <3 8 До 18 2Й <38 8а 13 8 Св. 50 до 80 Св. 80 до 120
Отклонения в мк
Отверстие ЛИ, Не 5? -9 +0й -10 +27 0 -12 -14 +36 0 -16 +«1 +45 0 0 № 0 +170 + 100 0
ШИ. Не Е₽ — — 4-125 --75 --45 -156 •95 -60 +190 -М20 +80 — -110 --6О --20 № +24 +170 MOD +28
""а шлифованные по внутреннему шметру и зубым ти, к Пр Не -U57 +24 +12 мз -30 -15 4-51 --35 4-18 3 4-61 --45 -1-23 tr -13 -15 ttf -15 tS -15
п21и. К Пр Не +21 1-23 & tn -10 $ -12 t£ -15 + 14 0 -18 Ч1 -21 +22 0 -25 -30 ч? -35
ДгдИ. К Пр Не ±6 -21 ±? -25 +3 -9 -30 +4 -10 -35 t|2 -42 e-e-S + 1 1 -30 ill -36 +1' -15 -45 883 + 1 1
хи, К Пр Не -7 -16 -33 -10 -20 -40 -18 -25 -66 -16 -30 —во -24 —40 -75 V -14 -32 0 -17 -40 0 -22 -45 0 -30 -60 0 -40 -75
ши, К Пр Не — — -во -75 -115 -80 -96 -145 -100 -120 -175 — — 0 -22 -48 0 -30 -60 0 -40 -75
фрезерован ныс С,и, К Пр Не -35 Ч? -50 +32 0 -во +? -70 + 14 0 -35 -45 +о” -50 +30 0 —во -70
е9 (ISA) И, К Пр Не -7 -32 -75 -10 —40 —92 -13 -50 -112 -16 -60 -134 —24 -72 —159 0 -14 -60 0 -17 -да 0 -22 -70 0 -30 -90 0 -40 -110
к- комплексный калибр; Пр — проходной калибр; Не — непрохолиой калибр.
III. Отклонения толщины зубьев и ширины впадин при центрировании по боковым
сторонам зубьев
Тип летали Обозначе- ние отклонение * профила Наимеио панне калибра Талипота зубьев или ширина ппааии
Номинальный размер d в мм
По 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120
Отклонения в мк
Отверстие • И, Не кП₽ tS 0 +Л> +» 0 ts 0
Валы СИ. 4 К Пр Не +28 f $ $ £
ДОПУСКИ И ПОСАДКИ
S99
Продолжение табл. 7
Тип детали Обозначе- ние отклонения профиля Наимено- вание калибра Толщина зубьев нли ширина впадин
Номинальный размер d в леи
До 18 Св. 18 до 30 Св. 30 ло 50 Св. 50 до 80 Св. 80 до 120
Отклонение в мк
Валы си. К Пр Не +28 +и -20 -25 +40 +» -30 -35 -♦56 +28 -40
хи, К Пр Не 0 —14 -32 0 -17 —10 1 1 Й8= 1 1 a s° 0 -28 -65
хи, К Пр Не 0 -14 -50 0 -17 -60 0 -20 -70 0 -24 -85 0 -25 —100
К — комплексный калибр; Пр — проходной калибр; Не — кепроходиой калибр.
IV. Отклонения по центрирующим диаметрам в мк
Центр ирона мие по D или d Тип детали Калибр Номинальный диаметр D или d в ми
До 18 Св. 18 до 30 Св. 30 ло 50 Се. 50 до 80 Са. 80 до 120 Св. 120 до 180
d нли s D Отверстие Не 4360 +120 +60 4-420 --140 -1-70 +500 +600 +21Ю + 100 +700 +230 +120 +800 +280 +130
Вал К Пр Не +60 -60 -180 +™ -70 -210 1 1 + £88 +100 -100 -эсо +120 —120 -350 +130 -130 -400
D или s d Отверстие Не +240 0 -60 +280 0 -70 +340 0 -80 +400 0 -100 +460 0 -120 +530 0 -130
Вал к Пр Не -60 0 -240 -70 0 -280 -80 0 -340 -100 0 -400 -120 0 -460 -130 0 -530
К — комплексный калибр; Пр — проходкой калибр; Не — иепроходиой калибр.
Рекомендуемы* посадки
Центриро- вание по Характер посадок Посадки
D Неподвижные АИ, АИ, А.И, ТИ, ’ СИ, ’ С2аИ,
Подвижные А,И. Л, И, Хй, ' Ли,
600
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Продолжение табл. 7
Центриро- вание по Характер посадок Посадки
d Неподвижные АИ, АИ, АИ, АИ, АИ, АИ, АИ, ти,’ п2аи,‘ а2,и; с,и,' ти,’ п2аи,’ д2аи ’ АИ, АИ, АИ, АИ, АИ, С,И,’ ТИ,’ П2аИ,’ Д2аИ, " С,И,
Подвижные АИ, АИ, АИ, АИ, АИ, АИ, * ХИ,' ХИ,’ ШИ,’ е9(ЩА)И,’ ШИ, " е9(15А)И,
3 Неподвижные и, и, бй?' СИ,
Подвижные и,. и,. хи,: хи,:
Обозначения. Шлицевые соединения н» сборочных чертежах обозначаются следующим образом: впереди проставляется число зубьев, за ним — обозначение центрирующего влемекта (т. е. D, (1 или л), затем — размеры основных элементов в виде произведения dxDXs и и конце — обозначение посадки. АИ АИ. И. Примеры: 6D 28 X32X6 6d 26 X 32 X 6 10а 32X40X5 тп- lalj A T1 1 а\ 1 1 । На детальных чертежах указываются отклонения для каждого элемента профиля в отдельности и дастся общая надпись с условным обозначением комплексного калибра. . ШИ, АИ, АИ, „ ♦ Кроме того, -—-f- совместно с =—гг иди с -—гг- для подвижных и неподвижных соедине *'2а'^’ П2а”» ннй по одному шлицевому валу (по принципу системы вала).
Для зубьев валов установлены две
степени точности; И, и Иг. Валы точ-
ностей И} (СИ} и ХИ,) нужно шлифо-
вать; фрезерованные валы должны вы-
полниться с точностью Иг (СИ2 и ХИ2).
Посадки ХИ] и ХИ» применяются для
подвижных соединений, а посадки СИ(
и СИ2 —для неподвижных.
В табл. 8 даны допуски и посадки
шлицевых соединений с эвольвентным
профилем по ГОСТ 6033-51.
По этому стандарту, так же как и для
шлицевых соединений с прямоугольным
профилем, устанавливаются следующие
отклонения ширины впадин отверстия и
толщины зубьев вала:
а) предельное суммарное отклонение
(нижнее—для ширины впадин отверстия
И верхнее —для толщины зубьев вала),
определяющее соответственно толщину
зубьев или ширину впадин комплексных
калибров (пробки и кольца);
б) предельные отклонения (верхнее
и нижнее) собственного размера ши-
рины впадин (для отверстия) или тол-
щины зубьев (для вала).
Нижнее суммарное отклонение ши-
рины впадин отверстия, определяющее
номинальную толщину зубьев комплекс-
ного калибра-пробки, принимается рав-
ным нулю, т. е. разные посадки no S
осуществляются по системе отвер-
стия.
При центрировании по наружному
диаметру (D) посадки по поверхности
центрирования назначаются по стандар-
там на посадки гладких цилиндриче-
ских поверхностей в системе отвер-
стия.
Поле допуска на ширину впадин от-
верстия обозначается буквой S с цифро-
вым индексом класса точности. При
обозначениях допусков на толщину
зубьев вала, помимо буквы S и цифро-
вого индекса, указываются обозначения
посадок, заимствованные из системы до-
пусков на гладкие цилиндрические со-
единения.
Измерение толщины зубьев валов и
ширины впадин втулок наиболее часто
производится при помощи роликов
(фиг. 8).
ДОПУСКИ И ПОСАДКИ
601
Таблица S
Допуски и посадки шлицевых соединений с эвольвентами профилем (по ГОСТ 6003-51)
I. Отклонения ширины впадин шлицевых отверстий
модули 0 мм Калибры Обозначения полей допусков отверстий
S. *3. 1 «а
Пре де. иные отклонения в мк
1 и 1Л Не $
2-3,5 Не к₽ 0 0
5 н 7 Не +455 о +150 +S0 0
1 10 Не +80 +40 0 а» &80 0
II. Отклонения толщины лубвев шлицевых валов
3 Обозначения полей «топусков валов
Модули в мм X $,н S.C «,Х 58пН S.U1
2 Предельные отклонения в мк
1 и 1.5 к Пр Не -25 0 -20 -45 *3 -40 0 -30 -70 -30 -60 -120
2-3,5 К Пр Не +оИ -30 0 -28 -55 $ 0 +35 0 -50 0 -35 -85 -35 -70 -150
Б и 7 К Пр Не $ 0> +30 0 -35 0 -30 -65 +100 -ню 0 -60 0 -40 -100 -40 -80 -180
10 К пр Не +80 -40 0 -40 -80 +120 +70 0 +50 0 -70 0 -50 -120 -50 —ПО -230
К — комплексный калнбр; Пр — проходной калибр; Не — непрохохяой калибр.
При центрировании по наружному диаметру D рекомендуются следующие погаткн по О и пос
Посадки по
Посадки по
а_, J
г • г
^За
•• тс—е-;
“За*
отклонения
D:
5,
А . А2а. А2а А2а А2а
Д’ Г • С=В’ Д’ X ’
наружного диаметра (Од) валов прн центрировании по 5 — X, (ОСТ 1013)
внутреннего диаметра (<*д) отверстий — А, (ОСТ 1013) или Aga (ОСТ
Предельные
или С. (ОСТ 1014).
Предельные отклонения
НКМ 1017). или Л, (ОСТ 1014), если по условиям обработки детали ие требуется большая точность.
Обозначения при допусках по табл. 8 должны содержать буквы .Зо', номинальный диаметр
соединения, модуль, число зубьев к обозначения полей допусков размеров Она при центрировании
по О или размера з — при центрировании по в.
Примеры. Обозначение соединения с наружным диаметром D » 50 мм, числом зубьев г — 18 и
модулем т « 2Д, с центрированием по D, посадкой по D------и посадкой по з — : Зв. 50x1,бХ
ХЮ А - S>
X IS -------яг-T, .
Г ’
©
То же при центрировании по с Э*. 50x2.5X78 уу.
Обозначение _отвецетия^ 1ИГ,у^* с°алииеиия при центрировании по а: Зв. 50Х2ДХМЗ,
602
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Для подсчета размеров по роликам
пользуются следующими формулами:
для наружных зубьев
М. = —-------Ь W. — при z четных;
cos асв ’ г
. 90°
de cos--
Мв =-------------(- W'. — при z нечетных;
COS ас1
tnv«c. = inv<4 + -^-^-:
для внутренних зубьев.
Ма •= ---Wa — при z четных;
e C0S3fa а к
. 90°
COS--
Afa —---------If'а— ПРИ г нечетных;
cos аса
fnvaf0- invad~—" +
После того как подсчитан номиналь-
ный размер по роликам М, отклонения
от него ДМ определяются по формуле
... cos ад
ЬМ — —----—2— As .
В приведенных формулах индекс в —
для вала; индекс а — для отверстия;
inv ac — эвольвентный угол, равный
tg af — ас (в радианах); inv ад—эволь-
вентный угол, равный tg a#—аа (в ра-
дианах); As — отклонения (верхнее и
нижнее) толщины зуба вала нлн ширины
впадины отверстия.
Таблица 9
Допуски шлицевых соединений с треугольным профилем
(по нормали автотракторной промышлекиости). Отклонения в мк
Интервалы диаметрои делительной окружности в мм Отклоне- ния Отклоне- ние отвер- стия Делительный диаметр Отклонения вала Отклонение внутрен- него диа- метра отверстия Отклонение наружного диаметра вала
Глухая посадка Г Напряжен- ная посадка Н Ходовая посадка X
Св 3 до 6 Верхи. +25 +*5 +ю -28 +25 0
Нижи. 0 +15 0 -65 0 -25
, 6 . 10 Верхи. +28 +85 +40 -25 +30 0
Нижи. 0 . +28 0 -65 0 -30
. 10 . 18 Верхи. +30 +75 -М3 -30 +15 и
Нижи. 0 +30 0 -75 0 -38
. 18 . 30 Верхи. +» +75 +45 -30 +45 0
Нижи. 0 +30 0 -75 0 -45
. 30 , 50 Верхи. +35 +-85 +50 -35 +50 0
Нижи. 0 +35 0 -85 0 -50
. 80 . 80 Верхи. +40 +100 +60 -40 +60 0
Нижи. 0 0 -100. 0 -би
Примечание. Допуски на делительный диаметр включают погрешность профиля н расположения зубьев. Часть допуска, учитывающую ату погрешность, рекомендуется при- нимать равной Ча общей величины допуска.
ДОПУСКИ И ПОСАДКИ
603
Остальные обозначения — по фнг. 8
н табл. 3.
В табл. 9 приведены допуски для
соединений с треугольным профилем по
нормали автотракторной промышлен-
ности. Из трех посадок, предусмотрен-
ных нормалью, две посадки — глухая (Г)
и напряженная (И) — предназначены
для неподвижных соединений и одна —
ходовая (X) — для подвижных.
Толщина зубьев валов и ширина впа-
дин втулок треугольных шлицевых со-
единений, так же как и эвольвентных,
проверяются с помощью роликов.
Определение размеров между роли-
ками (для отверстия) или по роликам
(для вала) производится по формулам:
а) при четном числе зубьев
М -
sin (а, Т ± Я7
sine,,
М
± IF;
б) при нечетном числе зубьев
dd sin
в обеих формулах верхние знаки — для
валов, нижние — для отверстий; обо-
значения соответствуют фнг. 6.
Допуск на размер по роликам М мо-
жет быть вычислен, если в приведен-
ные формулы вместо номинального зна-
чения делительного диаметра dd под-
ставить его предельные значения.
Для измерения применяются ролики
по ГОСТ 2475-44; при этом выбирают
ролики, диаметр которых наиболее
близок к вычисленному по форму-
лам:
для
валов
sln 27
W~dd-----—
° COS а.
для отверстий
ГЛАВА XV/
БЕСШПОНОЧНЫЕ СОЕДИНЕНИЯ
Бесшпоночными называются соедине-
ния, в которых контакт сопрягаемых
деталей происходит по гладкой некруг-
лой поверхности — цилиндрической или
конической. В первом случае (фиг. 1)
соединение предназначено для передачи
Фиг. 1.
крутящего момента, во втором (фиг. 2) —
j для передачи крутящего момента и осе-
вого усилия.
В этих соединениях по сравнению со
шпоночными и шлицевыми: а) обеспе-
чивается лучшее центрирование сопря-
гаемых деталей; б) нет острых углов,
канавок и резких переходов сечения,
Фиг. 2.
вследствие чего нет опасности возник-
новения концентрации напряжений, а
возможность появления трещин после
термообработки сведена к минимуму;
в) рабочие поверхности каждой из со-
прягаемых деталей окончательно обра-
батываются совершенно так же, как
и обычные гладкие круглые валы и
соответствующие им отверстия втулок.
Бесшпоночное соединение исполь-
зуется преимущественно как неподвиж-
ное соединение и в отдельных случаях—
как ненагруженное скользящее. Для
соединений, в которых одна деталь
скользит по другой, сопряженной с ней,
под нагрузкой (например, ходовые ва-
лики станков, приводные валы сцепных
муфт, переключаемых на ходу, и т. п.),
существующие конструкции бесшпоноч-
ных соединений мало пригодны.
ГЕОМЕТРИЯ ЭЛЕМЕНТОВ
СОЕДИНЕНИЯ
В основе геометрии бесшпоночных
соединений лежит циклоидальная кри-
вая — удлиненная перициклоида, обра-
зованная точкой С (фиг. 3), неизменно
Фиг. X
связанной с окружностью радиуса г,
которая катится без скольжения своей
внутренней стороной по неподвижной
окружности радиуса RH.
„ RM 3
Прн — — удлиненная перицикло-
ида состоит из трех одинаковых дуг,
образованных за три оборота катяще-
гося круга, пробегающего 4 раза непо-
движную окружность; уравнения этой
перициклоиды:
D f
х — -д- cos -J-в cos <?;
1 4
D . ?
у - -у sin -j- - a sin f.
ГЕОМЕТРИЯ ЭЛЕМЕНТОВ СОЕДИНЕНИЯ
605
1 (Da Dt\ г
где а = "2 I “j*-<у*) ” Т — эксцеИ’
триснтет, основной размерный параметр
некруглого вала.
Условие отсутствия на кривой вогну-
тых участков приводит к требованию
_ D
а< 32
Радиус кривизны имеет минимальное
значение в точках, наиболее удаленных
от начала координат (в «вершинах» кон-
тура); оно равно
(D + 8а)г .
“,п “ 2 (D + 32а) •
„ а 1 25
При q — 32 ''„in = D, что яв-
ляется вполне достаточным как для шли-
фуемых, так и для протягиваемых от-
верстий.
С целью уменьшения напряжений и
деформаций во втулке, сопрягаемой с не-
круглым валом, а также для уменьше-
ния усилий, требующихся для передви-
жения втулки вдоль вала, необходимо
стремиться к возможно большим значе-
ниям эксцентриситета а. Чем больше
величина а, тем больше плечо h (h для
циклоидального контура — За) и тем,
следовательно, меньше величина рас-
порных сил Р (фиг. 4). Нормальный
ряд циклоидальных валов н втулок, при-
веденный в табл. 1, построен таким
образом, что в каждой группе значений
«эксцентриситета а только для одного
базового размера D (выделено в таб-
лице) контурная кривая является удли-
ненной перициклоидой с отношением
а 1
Т) * "32 • во всех остальных случаях
она является эквидистантной кривой
(№[ и W'i на фиг. 3) по отношению
к соответствующему базовому контуру
(W на фиг. 3). Для всего диапаэ< на
размеров валов (и втулок), предназна-
ченных для подвижных посадок, контур-
ные кривые эквидистантны внутрь,
чем достигается относительное увели-
чение эксцентриситета а для этих по-
садок.
Циклоидальное бесшпоночное соеди-
нение обладает следующими существен-
ными недостатками: а) для контроля
циклоидального контура требуются спе-
циальные измерительные средства; б) за-
мкнутый циклоидальный контур вос-
производится в результате сложного
движения шлифовального круга отно-
сительно оси обрабатываемого изделия
(вала или втулки), вращающегося с пере-
менной скоростью, что снижает точность
работы станка и его производительность.
Более совершенна конструкция бес-
шпоночного соединения вала со втул-
кой, контур поперечного сечения кото-
рых обладает свойством «равноосно-
стн» — неизменности расстояния D
между двумя параллельными касатель-
ными к контуру —и наличием общей
нормали в точках касания (фиг. 5) (кон-
тур сечения тела «постоянной толщи-
ны»). Обработка этого контура проще
обработки циклоидальных профилей.
Равноосность контура позволяет ис-
пользовать для измерения вала и втулки
нормальный измерительный инструмент,
применяемый для измерения круглых
валов и отверстий. Уравнения равноос-
ного контура в полярных координатах:
р — (-y- + asin3?y+ 9аг соз»3<р;
й , , За cos 3»
О - <Р + arc tg .
+ asin.'if
606
БЕСШПОНОЧНЫЕ СОЕДИНЕНИЯ
где ч> — угол поворота заготовки в про-
цессе обработки — изменяется от 0 до
360’.
Минимальное значение радиуса кри-
визны контурной кривой определяется
по формуле
D а
r mln = -q--"а-
При всех значениях а < yg контур-
ная кривая не имеет ни изломов, ни
петель.
В случае обработки втулки шлифо-
D
вальным кругом диаметра dK= -j Долж-
D
но соблюдаться условие а < -gj •
Таблица I
Нормальны! ряд размеров циклоидальных валов и втулок
втулка
Для подвижных и неподвижных поездок I Только для неподвижных посадок
D а Dl °а 4 а Dl Da 4
И 0.8 12,4 15,6 7.5
15 0.8 13.4 16.6 8,5
1в I 0.8 14.4 17.6 9.5
17 0.8 15.4 18.6 10
18 0.8 16.4 19.6 И
19 0.8 17.4 20,6 12 •
21) 0.8 18.4 21.6 13
21 1.2 18.6 23.4 11.5 0.8 19.4 22.6 14
22 1.2 19.6 24.4 12 0.8 20.4 23.6 15
23 1.2 20,6 25.4 13 0,8 21.4 24.6 15.5
24 1.2 21.6 26.4 14 0.8 22.4 25.6 16.5
25 1.2 22,6 27.4 15 0,8 23.4 26.6 17.5
26 1.2 23.6 28.4 16 0.8 24,4 27.6 18,5
27 1.2 24,6 29.4 16,5 0.8 25.4 28.6 19
И 1.2 28.6 30.4 17,5 0.8 26.4 29,6 20
29 1.2 26.6 31.4 18,5 0.8 27.4 30.6 21
30 1.2 27.6 32,4 19.5 0.8 28.4 31,6 22
32 1.8 28.4 35.6 17.5 1.2 29,6 34,4 21
34 1.8 30.4 37.6 19 1.2 31,6 36,4 23
Зв 1.8 32,4 39.6 21 1.2 33,6 38.4
38 1.8 34.4 41.6 23 1.2 35.8 40,4 77
40 > 1.8 36.4 43,6 25 1.2 37.6 42.4 28
42 1.8 38.4 46.6 26 1.2 39,6 44,4 30
45 1.8 41.4 48.6 29 1.2 42.6 47.4 33
43 2.7 42.6 53.4 20 1.8 44,4 51.6 32
50 2.7 44.6 55.4 28 1.8 46,4 53,6 34
52 2.7 46.6 57,4 30 1.8 48,4 55.6 35
55 2.7 49.6 60.4 32 1.8 51,4 68,6 38
55 2.7 62.6 63.4 35 1.8 М.4 61,6 41
60 2.7 54.6 65.4 37 1.8 56.4 63,6 42
62 2.7 56 в 67.4 38 1.8 58.4 6-S.e 44
65 68 2.7 59.6 ТО.4 41 1.8 2.7 61,4 62.6 68.6 73,4 47 44
70 2.7 64,6 75,4 46
75 2.7 69.6 80.4 50
80 2,7 74.6 8.5,4 55
85 2.7 79,6 90.4 59
90 2.7 84.6 96.4 64
96 2.7 «9 6 100.4 68
• dK — иаибольший диаметр круга для шлифования отверстия втулки.
РАСЧЕТ НА ПРОЧНОСТЬ ЭЛЕМЕНТОВ СОЕДИНЕНИЯ
607
При обработке отверстия втулки про-
тяжкой эксцентриситет может быть при-
D D
нят равным от gg’ до
Плечо Л (фнг. 4) для равноосного
контура, так же как н для циклоидаль-
ного, приблизительно равно За.
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ
ОПЕРАЦИИ ПРИ ИЗГОТОВЛЕНИИ
ВАЛА И ВТУЛКИ
Некруглые валы (циклоидальные и
равноосные) с размером поперечника
до 30—35 мм проходят предваритель-
ную обработку на обычных токарных
или револьверных станках н затем шли-
фуются на специальных станках с пред-
варительной термообработкой или без
нее в зависимости от технических усло-
вий. Валы размером D > 30-ь35 мм
перед шлифованием проходят фасонную
обработку. Для этой цели могут быть ис-
пользованы токарные станки с копиро-
вальным устройством, зубофрезерные
станки, работающие по методу обката,
а также станки для бескопирного точе-
ния валов некруглого сечения.
Предварительная расточка или свер-
ление отверстий во втулке с размером
поперечника до 30—35 мм также про-
изводится на обычных сверлильных или
токарных станках. При размере D >
> 30-ь35 мм предварительная обра-
ботка отверстия должна производиться
иа протяжном станке либо на сверлиль-
ном станке, оборудованном специальным
приспособлением.
Окончательная обработка отверстия
производится или на специальном шли-
фовальном станке, или на протяжном
станке. В последнем случае протяжка
должна быть отшлифована на том же
станке, где производилось шлифование
вала, сопрягаемого с протягиваемой
втулкой.
РАСЧЕТ НА ПРОЧНОСТЬ
ЭЛЕМЕНТОВ СОЕДИНЕНИЯ
В табл. 2 даны основные зависимости
для расчета на прочность циклоидаль-
ных и равноосных валов.
Для определения напряжений и ра-
диальной деформации втулки от дей-
ствия распорных сил Р (фиг. 4) можно
пользоваться следующими приближен-
ными зависимостями *:
01 = W кГ°2 = кГ1см*
®mix “ Лти мк>
где at — наибольшее растягивающее на-
пряжение по наружному цилиндриче-
скому контуру втулки в кГ/см*; с2 —
наибольшее сжимающее напряжение по
внутреннему профильному контуру
втулки в кГ/см*. Рг — распорное ра-
диальное усилие, определяемое по фор-
муле Р, = k кГ; значения коэффи-
циента k даны в табл. 3; В — ширина
втулки в см; D—поперечник отверстия
втулки в сл; и —коэффициенты,
определяемые из диаграммы по фиг. 6;
Rt— наружный радиус втулки в см;
8тях — максимальная радиальная де-
формация втулки в мк; А, —коэф-
• Строгого решения «той задачи не имеется.
Величина и характер распределения усилий, раз-
пинающихся иа контурной поверхности, зависят
от формы контурной кривой, вила посалки, мате-
риала, макро- и микрогеометрии сопрягаемых
поверхностей и рила других факторов.
В приводимом ниже приближенном решении
задача сведена к случаю растяжения кольца пере-
менного сечения тремя радиальными силами Рг.
608
БЕСШПОНОЧНЫЕ СОЕДИНЕНИЯ
Таблица 2
Формулы для расчета на изгиб и кручение циклоидальных и равноосных валов
Что определяется Обозна- чение Контурная кривая
циклоидальная равноосная
Площадь сечения То же, при а •= F hi- И J 1 ц. и. ? 1 1 - & £ [- *1$ S
Полярный момент инер- ции То же, прн а = -xv- ОЛ Экваториальные моменты любой оси, проходящей JP инерции через точку для рассматриваемых контуре 0, и равны j = j = Le. Х У 2 TDa~^a А r-D4 •/р"°’97 за >в одинаковы относительно
Наибольшее нормальное напряжение от действия изгибающего момента (в точках на контуре) ’max М ’max” j f О , D Ртах” — + « Pmtn “ j °
Наибольшее касательное напряжение прн круче- нии (в точках, D \ где ₽ = а] ^max MK
ш“ { D 1 „ 3 где C„ ~—— ko’D*
То же, при а — niax 0.2D* ’max “ !>°7 бдб"1
Угол закручивания сече- ния, находящегося на расстоянии 2 от торце- вого сечения 1 MKl 7“ о (jp + CJ’ где 0 — модуль сдвига
То же, при а — M х Т"0,9в^ мк* °-зГ
фицнент, определяемый из диаграммы
по фиг. 7; Е — модуль продольной
упругости в кГ/см*-, Мк—крутящий
момент, передаваемый соединением,
в кГсм.
Норм, устанавливающих предельные
допускаемые радиальные деформации
втулки, не имеется. Однако должно
строго соблюдаться условие, чтобы упру-
гие формоизменения втулки находились
внутри поля допуска, которое задает
конструктор, исходя цз выбранной по-
садки.
Г аблица 3
Значения коэффициента *
а Прн отношении
контурная кривая 1 20 1 24 1 32
циклоидальная не примеияклся из-за наличия вогнутых участков 1,«б
равноосная 1,25 1.40 1.65
СОЕДИНЕНИЕ С КВАДРАТНЫМ ВАЛОМ
fiog
На фиг. 8 показано конструктивное
выполнение бесшпоночного соединения.
применяют конструкцию с цилиндриче-
СКОЙ ВЫТОЧКОЙ.
Коническое бесшпоночпое соединение
рассчитывают исходя из среднего раз-
мера Da (на расстоянии -у от- торца
втулки).
СОЕДИНЕНИЕ С КВАДРАТНЫМ
ВАЛОМ
Это соединение (фиг. 9), являющееся
разновидностью бесшпоночного, часто
применяется для посадки маховичков и
рукояток и т. д. Недостатки этого со-
единения — трудность изготовления от-
верстия во втулке и наличие входящих
углов, создающих высокую концентра-
цию напряжений, а также плохое цен-
трирование втулки на валу; достоин-
Наименьшие размеры выточек следует
определять по формулам, указанным
на чертеже.
Фнг. 8.
ства — простота изготовления вала и
возможность захвата конца вала обыч-
ным раздвижным гаечным ключом.
Квадраты для крепления инструмента
стандартизованы по ОСТ НКТМ 112-39.
Рекомендуемые размеры Ь « 0,75rf.
Аэ Ад Aj
Посадки: v~> v- и v в завися-
Ав А4 Ag
мости от условий работы.
Передаваемый соединением крутящий
момент
Л1Х “ о
Ввиду сложности изготовления про-
фильной фаски на торце втулки обычно
где [а — допускаемое напряжение
смятия.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б о р о и ч Л. С., Бесшпоиочное соединение 2. Детели машин. Сборник материалов по рас-
леталей машин, Машгиз, 1951. чету и конструированию, ки. 1, Машгнз, 1963.
39 том 4 ?еэ
ГЛАВА XVI/
КЛИНОВЫЕ СОЕДИНЕНИЯ
Клиповые соединения делятся на не-
напряженные и напряженные. Первые
(фиг. 1) используются в конструкциях,
находящихся под действием статических
нагрузок, постоянных по направлению,
а вторые (фнг. 2 и 3) — в конструкциях,
находящихся под действием знакопере-
менных нагрузок.
КОНСТРУКЦИИ клиновых
СОЕДИНЕНИЙ
Типовые конструкции подобного рода
соединений показаны на фиг. 1 — 3.
Внешняя нагрузка действует в этих со-
единениях перпендикулярно оси клина.
В конструкции по фиг. 2 обеспечи-
ваются лучшее центрирование сопрягае-
мых деталей и более легкая разборка
соединения; конусность отверстия для
Стержня принимается равной 1 : 15.
Клиновое соединение двух деталей
может быть также выполнено с по-
мощью промежуточной втулки (фнг. 4)
либо ^промежуточного стержня-анкера
Различают клинья с односторонним
(фиг. 6, а) и двусторонним скосом
(фиг. 6, б), а также чеки; стороны чеки
параллельны (фиг.-7).
Уклон клина равен (см. фнг. 6)
. . а
/ = tg а - — .
Для самотормозящихся (крепежных)
клиньев /-А; реже
J_. 1
24 ’ 20 •
Для установочных клиньев (фиг. 8),
удерживаемых от продольного пере-
мещения регулирующими деталями,
. 1 1 1
‘ =• -ц) ; j; -у и др. в зависимости
от условий работы.
С целью уменьшения концентрации
напряжений и улучшения изготовления
отверстия клин, как правило, имеет
закругленные грани (фиг. 9).
Толщина клина
*-(т*т)*
где d — диаметр стержня под клином.
Высота клина Л определяется из рас-
чета его на изгиб, но обычно прини-
мается равной не менее 2,5ft.
Форма отверстия под клин зависит от
принятой технологии его изготовления
(фиг. 10, о—г).
Чтобы избежать обработки отверстий
с наклонными стенками, применяют
прокладку (прнчеку) со скошенной
плоской спинкой (а на фнг. 11).
СИЛЫ В КЛИНОВОМ СОЕДИНЕНИИ
(фиг. 12)
Обозначения: Q — внешняя нагрузка,
действующая перпендикулярно оси
клина; Р — сила, необходимая для пере-
мещения клика; f, и h — коэффициенты
трения скольжения на опорных поверх-
ностях клина: = tg р> и /j = tg рг,
где Р| и Pj - углы трения.
Сила, потребная для перемещения
клина при затяжке,
р» - Q [tg («1 + pi) + tg (“»+ pi)];
для клина с одним скосом (а2 —0)
Р» “ Q [tg (»i + pi) + tg pj-
Сила, стремящаяся переместить клин
при воздействии внешней нагрузки,
Р, = Q [tg (»1 — Pl) + tg (<*i - P2)l-
Условие самоторможения. При само-
торможении клин удерживается от про-
дольного перемещения прн воздействии
СИЛЫ В КЛИНОВОМ СОЕДИНЕНИИ
611
Фиг. 10. Получение отверстия: а—отверстие фрезе-
ровано одной пальцевой фрезой диаметром о; б—
то же двумя фрезами диаметрами b и D; « — от-
верстие получено сверлением и долблением; г —
сверлением и строганием.
39*
612
КЛИНОВЫЕ СОЕДИНЕНИЯ
на соединение внешней нагрузки исклю-
чительно трением на его опорных по-
верхностях.
Из последнего уравнения, если поло-
жить Рв < 0 и принять pj = pj= р, вы-
текает условие самоторможения:
«1 + ’j < 2р.
т. е. для самотормозящегося клина угол
заострения (в, 4- eg) не должен быть
больше двойного угла трения.
Коэффициент трения скольжения на
опорных поверхностях клина при хоро-
шей их обработке f = 0,1.
По опытным данным f = 0,04 для стали
по стали при смазке салом и тщатель-
ной обработке опорных поверхностей;
/ =.0,0/ для стали по стали при смазке
салом, поверхности тщательно обрабо-
таны; /= 0,15 для стали по стали при
смазке маслом; f — 0,20ч- 0,22 для стали
по стали при сухих обезжиренных опор-
ных поверхностях.
РАСЧЕТ НА ПРОЧНОСТЬ ЭЛЕМЕНТОВ
КЛИНОВОГО СОЕДИНЕНИЯ (фиг. 2)
В ненапряженном клиновом соедине-
нии элементы соединения рассчитывают-
ся на наибольшую внешнюю нагрузку.
При расчете элементов напряженного
соединения расчетная нагрузка прини-
мается на 25% больше максимальной
внешней нагрузки.
Клин. Поперечное сечение рассчиты-
вается на изгиб, опорная поверхность —
на смятие.
Условие прочности на изгиб (фнг. 13):
-5-(/-0^)<^[в]в.
При цилиндрическом посадочном кон-
це стержня (например, штока)
. D+d
1 “ 2 ’
Условие прочности на смятие:
для клина и стержня Q < db
для клина и втулки Q < 2 sb
где s — длина одной опорной поверх-
ности во втулке (ср. фиг. 2); s я»
D-d
*----—-
Стержень. Поперечное сечение, осла-
бленное отверстием под клин, рассчи-
тывается иа растя-
жение, опорные по-
верхности — на смя-
тие и хвостовая
часть — на срез.
Условие прочности
на растяжение
Условие прочности
Высота конуса Н находится из соот-
ношения
где k — конусность.
Для конструкции клинового соедине-
ния, показанной на фнг. 3, необходимо
дополнительно проверить на смятие
опорную поверхность заплечика по урав-
нению
Условие прочности на срез (фиг. 2):
Q < 2rfAj
Втулка. Проверяется поперечное сече-
ние по отверстию для клина на проч-
ность при растяжении.
Для понижения напряжения смятия
под клином диаметр соответствующего
конца втулки берут несколько большим,
чем другого конца ее (см. D на фиг. 2).
Размер hj определяется из условия
прочности на срез.
Для втулки из стального литья реко-
мендуется D = l,8dM.
Материал клина обычно — углероди-
стая сталь с пределом прочности <гв >
> 50 ч-60 кГ/мм*.
Допускаемые напряжения: на изгиб
|о)„< 1500 кПсм\ на смятие
< 2000 кГ/см*.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Детали машин. Сборник материалов по рас-
чету и конструированию, ин. I, Машгиз. 1953.
2. Энциклопедический справочник .Машиностро
вине*, т. 2, Машгиз, 1ЭМ.
ГЛАВА XV111
ПРУЖИНЫ И РЕССОРЫ
ОБЩАЯ ЧАСТЬ
В машиностроении применяются пру-
жины следующих основных типов: ви-
тые (цилиндрические, призматические,
конические, фасонные), многожильные
вйнтовые, плоские спиральные, фигур-
ные гнутые, тарельчатые и кольцевые,
а также листовые рессоры.
Изображения и условные обозначения
пружин и рессор на чертежах преду-
смотрены ГОСТ 3461-52.
Оформление рабочих чертежей вин-
товых пружин см. ГОСТ 4444-48 (см.
гл. XXIII, стр. 819).
МАТЕРИАЛ ДЛЯ ПРУЖИН
И РЕССОР
Пружины и рессоры изготовляются из
качественной рессорно-пружинной горя-
чекатанной сортовой стали по ГОСТ
7419-55 (см. т. 6, гл. VI). Механи-
ческие свойства термически обрабо-
танных образцов этой пружинной стали
приведены в табд. 1. Наиболее часто
для пружин применяются углеродистые
пружинные стали 65 и 70, а также крем-
нистые стали марок 55С2 и 60С2 [4].
Листовые рессоры обычно изготовляются
нз кремнистых сталей 55С2, 60С2,
6ОС2А, а также нз ннкелькремнистой
стали 60С2Н2А. Для автомобильных
рессор по ГОСТ 3396-54 рекомендуются
также хромомарганновистые стали 50ХГ
и 50ХГА.
Ударным нагрузкам хорошо противо-
стоят кремнистые, кремневольфрамовая
и хромованадиевая стали; марганцови-
стая и хромомарганцовистая стали имеют
в этом отношении наименее благоприят-
ные характеристики |8].
Лучшей усталостной прочностью об-
ладают углеродистые и особенно хромо-
ванадиеаые стали.
Наиболее употребительные рессорно-
пружинные стали и области их приме-
нения указаны в табл. 2.
Для изготовления пружин, работаю-
щих в условиях, способствующих кор-
розии, применяются сплавы цветных
металлов: оловянноцинковая бронза
Таблица 1
Механические свойства термически
обработанной качественной рессорно-
пружинной горачекатаиной стали
при испытаниях на растяжение
(по ГОСТ 2052-53)
Марка стали Термообра- ботка (ориенти- ровочно) Показатели механических свойств
«и h Ля W ж ST о is |S. П) и «•и CL-’ 2 = Н о 5 с г * г а а k. 41 е ® * = в о Я ° ы в 2 = О) -е а оХ -а>®
<15 ТО 75 85 65Г 55С2 5ОС2 60С2А 70СЗА 50ХГ 50ХГА 50ХФА 60С2ХА 60С2ХФА 65С2ВА 60С2Н2А 840 830 820 820 МО 870 870 870 880 840 840 850 870 850 850 850 Масло • • • Масло • • • • • 480 480 480 480 480 460 460 460 480 490 490 520 420 410 420 4'20 80 85 S0 100 80 120 120 140 160 ПО 120 110 160 170 170 160 100 11.5 по 115 100 130 130 160 180 130 130 130 180 180 190 175 9 8 7 6 8 6 5 5 5 5 в 10 5 5 5 5 35 30 30 30 30 30 25 20 25 35 35 45 20 20 20 20
Примечания: 1. Ао — относительное удлинение прн разрыве на круглых образцах длиной 1—Ю</ (плоские образцы длиной i-nj У7). 2. Результаты определенна ф (относитель- ное сужение плошали поперечного сечение) для плоских образцов имеют факультативное значение. * Или вода.
f Таблица 2
Наиболее употребительные рессорно-пружинные стати * и области их применения (23|
Тип стали Содержание элементов в */е Область применения
С SI Мп Ст V Прочие S | Р не более
Углеродистая холодво- кятанная 0,40 1.15 <0,30 <0.7 — - — 0.045 0,04 Плоские пружины, деформируемые в холодном со- стоя ини из ленты толщиной не более 5 ми; ци- линдрические и фасонные пружины, навиваемые в холодном состоянии из проволоки диаметром не более 8 мм
Углеродистая термически обработанная 0.45 1.15 <0,30 0,25 0.70 — — — 0,06 0,04 Плоские пружины, элементы рессор толщиной до 12 мм; цилиндрические и фасонные пружины из прутков толщиной до 15 мм; буферные пружины небольших размеров
Марганцовистая холодно* катанная 0,45 оТ <0,30 о.в 1.7 — — — 0.045 0,04 Плоские пружины, деформируемые в холодном со- стоянии из ленты толщиной не более 5 мм; ци- линдрические и фасонные пружины, навиваемые в холодном состоянии нз проволоки диаметром нс более 8 мм
Марганцовистая терми- чески обработанная 0.45 0.05 <0,30 1.6 Z.0 — — — 0,04 0.04 Плоские пружины, элементы рессор толщиной 5—15 мм; цилиндрические и фасонные пружины нз прутков толщиной ло М мм
Кремнистая термически обработанная 0.55 L00 1.3 3.0 0,25 0.50 — — - 0.05 0.04 Плоские пружины, элементы рессор толщиной до 12 мм; цилиндрические и фасонные пружины из прутков толщниой до 15 мм; пружины тех же сечехий. работающие прн температурах до 250е С
Кремнемаргаицовистая термически обработан- ная \ 0.55 0.7 1.0 2.0 0.8 1.5 - — — 0.045 0,045 Плоские пружины, элементы рессор толщиной более 10 мм; цилиндрические и фасонные пружины нз прутков толщиной до 25 мм; буферные пружины
Хромомарганповнстая тер- мически обработанная 0.45 0.6 0,70 0.30 0.8 < 0.05 1.0 1.x — - 0.035 0.035 Плоские пружины, элементы рессор толщиной 6—15 мм; цилиндрические и фасонные пружины из прутков толщиной до 25—30 мм
В таблице указаны пределы содержания элементов для ряда родственных между собой марок стали; подробнее см. т. 6, гл. ГУ.
ПРУЖИНЫ И РЕССОРЫ
Продолжение твбл. 2
Тип стали Содержание элементов в % Область применения
С Si Мп Ст V Прочие s Р
не более
Хромованждиеыя холодно- катанная 0,45 0.6 <0,30 <0.07 0,80 1,10 0,15 — 0.04 0,04 Плоские пружины, элементы рессор, деформируе- мые в холодном состоянии, толщиной более 5 жи; цилиндрические и фасонные пружины прн тол- щине проволоки более 7 мм
Хромованадиевая терми- чески обработаииая 0.45 о7б" <0.030 0,7 0.9 1.0 1.2 0.15 — 0,04 0.04 Тяжелогруженные цилиндрические и фасонные пру- жины при толщине прутков до 20 мм; пружины, работающие при температурах до 300° С
Крсмнсввнатиевая терми- чески обработанная 0.40 1.00 0,5 0,8 0,45 6Т — 0.15 — 0.045 0,045 Цилиндрические и фасонные пружины прн толщине прутков более 20 мм
Кремне1М>льфраыовая тер- мически обработанкая 0,5 1.5 2.0 0,7 0.9 — — W 1.0—1.2 0,030 0,035 Цилкнхрические и фасонные пружины, работающие прн температурах до 350° С
Хромоввналиемолибаеио- вая термически обрабо- танная 0,40 0,60 <0,30 <0.70 1.0 1.2 0.20 Мо 0.2—0.3 0.040 0.040 Цилиндрические и фасонные пружины из прутков толщиной до 20 мм (требуют осторожной закалки), работающие при температурах до 300—350“ С
X ромоникельмолиблеио- кая термически обрабо- танная О.50 о.ви <0.50 <0.70 1.2 1.5 — N1 3.5-4.5 Мо 0.5 С. 030 0.035 Сложные пружины из прутков различных сечений толщиной до 30 мм (требуют осторожной закалки)
Высокохромнстая терми- чески обработанная 0,30 0.45 <0.50 <0.50 17,0 14.5 — — 0.030 0,035 Плоские, цилиндрические и фасонные пружины из прутков толщиной до 25 мм, работающие при воздействии природных электролитов, азотной кислоты и пр.; пружины, работающие при темпе- ратурах до 423° С
Высоколегированная арен момолибленовая терми- чески обработанная 0.50 0.70 <0.60 <0,35 15,0 ПГо — Мо 1.5-2.0 0.035 0.035 Плоские пружины, работающие при температурах ло 510° С
МАТЕРИАЛ ДЛЯ ПРУЖИН И РЕССОР
и*
616
ПРУЖИНЫ И РЕССОРЫ
марки Бр. ОЦ 4-3 по ГОСТ 5017-49,
кремнемарганцовистая бронза марки
Бр. КМн 3-1 по ГОСТ 493-54 н берил-
лиевая бронза марок Бр. Б2, и Бр.
Б2.5 (см. ГОСТ 1789-50).
Полуфабрикатом для изготовления
витых пружин служат проволока, лента
и полосовая сталь.
Пружины изготовляются горячей на-
вивкой с последующей термообработкой
и холодной навивкой — из предвари-
тельно термически подготовленного ма-
териала [23].
В последнем случае пружины после
навивки подвергаются только отпуску.
Пределы прочности проволоки из
углеродистой стали марок Н, П и В
по ГОСТ 5047-49 в зависимости от диа-
метра проволоки см. та&(1. 3.
Показатели механических и
пласти-
ческих свойств проволоки из сплавов
цветных металлов см. табл. 4.
Таблица 3
Проволока стальная углеродистая пружяавая (ГОСТ 5047-49)*
Проволока нормальной прочности (Н) Проволока повышенной прочности (П) Проволока высокой прочности (В)
Диаметр проволоки d Предел проч- ности при Предел проч- ности при кГ Предел проч- ности прн <^,р • *Г
В мм растяжении <1Чвр в кГ растяжении растяжении
°вр в кГ1млб °вр в хГ/млГ1 • в /сПм-Ч'
0,2 0/22 170 6,8 220 6.8 265 10.6
170 8.2 220 10.6 26.5 12.8
0/25 170 10.6 220 13.8 265 16,6
6/28 170 13.3 220 17.2 265 20.8
0.3 170 15,3 220 19.8 265 23.8
0.35 170 20,8 220 27 265 32.5
0,4 170 27.2 220 35.2 265 42.4
0 45 170 34.4 220 44.6 265 53.7
0 5 170 42,5 220 55.0 265 ад,2
0?5б о.б 170 61.4 220 66.6 265 80.2
170 61.2 210 75,6 265 95.4
0,7 160 78,4 210 103 260 127
0,8 160 102 2<Ю 128 260 106
0,9 155 126 260 162 255 ’дю
1’ IBS 155 196 195 250 250
1.1 150 182 195 236 240 290
1,2 150 216 190 274 240 346
1.3 ISO 254 190 321 230 389
1.4 14S 284 190 372 230 451
м 1.6 140 315 190 428 220 495
140 358 185 474 220 563
18 140 454 180 583 210 680
2 130 520 175 700 200 8Л0
2,3 130 629 170 823 190 920
2,Б 130 812 166 1031 180 11235
2 8 120 941 160 1254 175 1372
3 120 нво 155 1395 170 1530
3.5 4 12U 1470 150 1838 165 2021
по 1761) 145 2330 1S0 2560
4,8 110 2228 140 2335 150 3038
Б 100 2500 130 3250 >60 3750
5.5 1U) 3025 125 3781 140 4235
6' 1С0 3600 120 4321- 140 «МО
7 95 4655 120 5880
8 96 6080 130 7680
• Таблица дополнена аначеннями » кГ, необходимый» ала выбора диаметра проволоки при
расчете пружки иа прочность.
ВЫБОР ДОПУСКАЕМЫХ НАПРЯЖЕНИИ
617
Таблица 1
Механические свойства проволоки из сплавов цветных металлов
Проволока кз оловвнио- пивковой бронзы Бр. ОЦ 4-3 по ГОСТ 5121-50 для пружин Проволока из кремнемаргаи- цовнстой бронзы Бр. КМцЗ-1 по ГОСТ 5222-50 для пружин Проволока нз бериллиевой бронзы Бр. Б2 по станд. НКОП СТ-1542-К 1939 г. для пружин
Диаметр в ММ в кГ\мм' 8 и» 100 мм •% Диаметр и мм в кГ)мМ‘ 8 а 100 мм • Диаметр в мм в к’^мМ» 8 на 100 мм • Ъ
0,1—2.5 2.8—4,0 4,5-8,0 8.5-12 90 85 83 78 0,5 1.0 1.0 2.0 0,1-2,6 2.8-4,2 4.5-8,0 8,5-10 90 85 83 78 0.5 1.0 1.5 2.0 0,1-1,0 1-10 100 80 0.5 1.0
Примечай и е. Пружины из проволоки бериллиевой бронзы применяются в особо ответ- ственных случаях для работы в коррозионной среде при высокой температуре под переменными на- грузками.
Л-'Нта, нз которой навиваются пло-
ские спиральные пружины часовых ме-
ханизмов, патефонов и пр., изготов-
ляется обычно нз углеродистой стали
н поставляется в нагартованном или
термически обработанном виде.
По ГОСТ 2283-43 стальная холодно-
катанная нагартовачная лента, пред-
назначенная для изготовления пружин,
при поставке должна иметь предел
прочности (временное сопротивление)
ав = 75-т-120 кГ/мм3 при относитель-
ном удлинении прн разрыве 8,0 = 1%.
(О пружинной ленте см. также ГОСТ
2614-5.5.)
Рессоры изготовляются из рессорной
полосовой стали, в частности, рессоры
железнодорожного транспорта — из по-
лосовой стали по ГОСТ 2052-53.
ВЫБОР ДОПУСКАЕМЫХ
НАПРЯЖЕНИЙ
При выборе допускаемых напряжений
[15 J для пружин и рессор необходимо
учитывать: а) качество материала и его
термообработку; б) характер нагруже-
ния упругого элемента (статический,
динамический); в) условия работы упру-
гого элемента (коррозионную активность
и температуру окружающей среды, исти-
рание, повреждение поверхности витков
или листов в процессе работы и т. д.);
г) степень ответственности упругого эле-
мента и возможность быстрой замены
при повреждении; д) желательный срок
службы упругого элемента.
Упругие элементы конструкций могут
быть разделены на следующие группы:
1. Пружины статического действия
(предохранительные и т. п.).
Расчет ведется по наибольшей нагруз-
ке, воспринимаемой пружиной, исходя
из установленных опытом допускаемых
напряжений, в зависимости от механи-
ческих характеристик материала и дру-
гих указанных выше условий.
2. Пружины ограниченно кратного
действия (операционные пружины в
машинах-орудиях и т. п.): а) при
переменной во времени .плавно при-
лагаемой нли динамической нагрузке
с общим числом нагружений не более
(5-г-10)-10*, б) при резко выраженных
ударных нагрузках.
В случае «а> расчет обычно ведут по
формулам для статического нагруже-
ния, исходя из наибольшего усилия или
Деформации упругого элемента, иногда
с несколько пониженным допускаемым
(в сравнении с п. 1) напряжением в
зависимости от возможной динамич-
ности приложения нагрузки, желаемой
долговечности и т. п.
В случае «б» расчет ведут, исходя
из энергии, которая должна быть на-
коплена упругим элементом прн дефор-
мации ударом.
Коэффициент запаса выбирают в со-
ответствии с техническими условиями,
исходя из желаемой долговечности
упругого элемента.
Наиболее подходящий материал
для таких пружин — кремнистая
сталь.
Во многих случаях пружины стати-
ческого и ограниченно кратного дей-
ствия целесообразно заневоливать (см.
стр. 641),
3. Упругие элементы неограниченно
кратного действия (клапанные пружины
н т. п.) рассчитываются на выносливость
Таблица S
Механические свойства пружинных стале* в термически обработанном состоаинн и допускаемые напряжения для пружин [7]
** Содержание элементов в % Механические свойства (средние значения) 1ие сжа-
Группе стали Мп S р с ч Н1НОСТИ еник Г» 2. X е- Относительное суже- ние ф в % Предел пропорцио- нальности при круче- нии тяч в кГ)лм' Прехел вынос- ливости при симметричном цикле в | Допускаемое напряже: |т| для витых пружин тип в кГ/жж’ (не боле
С Si ие более Сг V Предел пре нэльиостн < я кГ)мм' Предел пре при растяж ‘вр • Удлинение рыве о в прн изги- бе о_, при круче- нии Т_|
Углеродистая 0,55-0,65 0,15-0.30 0,8-1,0 0,04 0,04 too 130 5-8 20 70 54 60
Кремнистая . . 0,55-0,65 1.5-2,0 0,5-0,7 0,03 0,03 — — 150 170 6-8 30 95 62 35 90
• • • 0.65—0,75 2,5-2,8 0,5—0,7 0.03 0,03 — — 170 ИХ) 5-— 7 25 110 68 37 100
Марганцевая . 0,45—0,55 0,3—0,5 1,6-1.9 0.04 0,04 — — 115 130 6-8 40 75 60 30 70
Кремнемарган- цевая ... • 0,55-0,65 1.5-2,0 0.9—1,2 0.04 0,04 — — 145 160 5-7 30 95 62 32 90
Кремнехромн- стая .... 0,50—0,60 0,9-1,2 0,4—0,6 0.03 0.03 0.9-1.2 — 145 160 5-7 30 95 64 30 90
Хромопанадие- МЯ . , . . 0,45—0,55 0.15-0,30 0,4-0,6 0.04 • 0.04 0,9-1,2 0.15-3.25 130 145 6-8 40 85 68 36 80
Примечания: 1. Закалка стали производится в масле прн температуре от 780 до 880°С в зависимости от состава стали. Отпуск — при температуре 400—500“ С. 2. Значения максимально допускаемых касательных напряжений (с], приведенные в последней графе таблицы, относятся к заневоленным винтовым пружинам сжатия статического и ограниченно кратного динамического действия (10 000— 2U 000 циклоп нагружения), сжимаемых до соприкосновения витков (витки круглого сечения). Для пружин с витками прямоугольного сечения значения допускаемых напряжений могут быть повышены на 10—15%
ПРУЖИНЫ И РЕССОРЫ
ВЫБОР ДОПУСКАЕМЫХ НАПРЯЖЕНИИ
619
Механические усталостные свойства пружинных сталей [22]
(НИЖЛОи ИИНВ1ЯПЭИ Hdu oHai.Xvou) jrtrljn а ЭгяиП wamoiAdioai-Xu Hdu идэовниэонпа i/arady 8 1 s 50—70 55-60 50-55
Кручение а эгхип HsmoiXdHMi-Xu udu ИХЭОИИГ -зоинв гэ trad ц Получено при испы- тании образцов 45-80 40-85 50-90 95-100 40-45
dnrljn a 1“о агниц иош.нОтакниэ Hdu И1эоан|г -эонна arorod t|
О luxuAduZ hkj ъ сч 4 о ю ео 00 200bJflD ч
tinrljn а Hiooubodu гэг ad ц 85-110 110—140 120-130 135 120-125
в идээьЛхэх raradu 1 1 I 1 к 8388
Растяжение % а ? sartd -cad Hdu ЭИИЭНИ1ГГД 7-9 10—11 10-12 12
. a**!/» “ 3 HibojXduX 'urXtrov,1 2,1-10* 2,0-10* 4-2,2- 10* 2.1-10* 2.05-10* 2.3-10*
,tnrljn a a"e HHioiKluotd Hdu uuoHhodu ravadu segea
dnrljx a la иаэаьЛяэа гэгэЦц §g888 §88®^
dtnlj* ы huo Hjjoim-au -oundouadu ravadfj 8§§8^ Й8888
няехз tunXdj Срехиеуглеролистая . Вькокоуглеролнстая . Хромоваиахиевая . . Кремнемарганцевая . Кремиеванахневая
с учетом условий (температурных, корро-
зионных и пр.), в которых предстоит
работать упругому элементу.
Некоторые усталостные характери-
стики пружинных сталей приведены
в табл. 5 и 6 ([7], [22 j). В табл. 5 ука-
заны также и допускаемые напряжения
для пружин.
В табл. 7 приведены допускаемые
касательные напряжения для витых
пружин растяжения - сжатия по нор-
мали С1-332-52 Министерства судострои-
тельной промышленности.
Согласно этой нормали пружины раз-
биваются в отношении расчета на че-
тыре группы.
К группе I относятся пружины, под-
вергающиеся динамическим нагрузкам;
при работе этих пружин следует учиты-
вать возможность разрушения от уста-
лости, причем замена пружины затруд-
нена, а ее поломка может вызвать ава-
рию механизма в целом. Таковыми яв-
ляются, например, клапанные пружины
двигателей, приводные пружины стар-
теров, пружины фрикционных муфт,
электромагнитных тормозов и т. д.
К группе 1! относятся пружины, несу-
щая способность которых в пределах
упругости повышена заневоливаннем
(см. стр. 641). Нормаль предлагает рас-
считывать их по условным (завышенным)
напряжениям. К этой группе могут быть
отнесены главным образом пружины
со статической нагрузкой, например пру-
жины уравновешивающих механизмов
тяжелых крышек, регуляторов скорости
и т. п.
К группе 111 относятся пружины, ра-
ботающие при статической или плавно
прилагаемой переменной по величине
нагрузке, например пружины предохра-
нительных и редукционных клапанов
механизмов, тормозов, механических
приводов и т. п.
К группе IV относятся все пружины
неответственного назначения (дверные,
мебельные и пр.).
В табл. 7 даются также рекомендации
по выбору материала для пружин в за-
висимости от их назначения.
Для витых цилиндрических пружин
растяжения и сжатия сельскохозяйствен-
ных машин допускаемые касательные
напряжения [т[ прн статической на-
грузке в зависимости от диаметра d про-
волоки принимаются равными:
d а мм .. . .0,5—3.5 3,5—5,5 б.Б-в.5 6,5-0
|t| В кПмм1. . 70 65 60 50
Таблица 7
Допускаемые напряжения прн кручении для цилиндрических алитовых пружин растяжения-сжатия из стали круглого сечения
(рекомендуемые норма лью Министерства судостроительной промышленности С1-332-52) и назначение пружин
Марка материала нли класс проролохи Диаметр прово- локи или проката и мм Наибольшее допускаемое напряжение при круче- нии (т] в кГ/лис* Пределы температур, при которых могут работать пружины, в °C Примеры применения
1 группа п группа гп группа IV группа
п 0,3-8 °-6о«р O.S’.p О.6овр От —40 ло 4-120 Защелки, запорные клапаны, амортизаторы, буферы, масленки, двери, матрацы и т. п.
в 0,3-8 °.3о<р 0.6е4р 0.5овр — От —40 ло 4-120 Предохранительные клапаны, автоматы, приборы и т. n. С тарированием или регулированием нагрузки
60С.2 5—42 40 90 75 75 От -40 ло 4-250 Маневровые, предохранительные и редукционные клапаны, регуляторы ско- рости, перепускные и быстрозапориые клапаны, тяжелые крышки с пру- жинами сечением проволоки d < 20 мм
60С2Н2А 8-42 40 90 75 — От -40 ло 4-250 Применение то же, что и для марки 60С2. а также тяжелые крышки с пружинами сечением проволоки d > 20 мм
50ХФА 5-42 40 90 7S -- О» -40 до 4-400 Применяется для пружин, работающих при вибрационных нагрузках и вы- соких температурах, например маневровые к предохранительные кла- паны паровых машин, всасывающие и выхлопные клапаны дизелей и т. п.
4X13 1-42 30 45 45 — От -40 до 4-400 Уплотнения в турбинах, быстрозапорные клапаны, регуляторы и т. п. Пружины могут рлботать без покрытий во влажной атмосфере, в прес- ной воде, в паре, а также под действием слабых растворов кислот, солей, щелочей и т. п.
Бр.КМц 3-1 0,3-10 0.3ev °.6а<р 0,&<р — От -40 ло 4-200 Запорные и нагревательные клапаны, уравновешивающие механизмы кры- шек люков в специальных помещениях, приборы, работающие в магнит- ном поле, и т. п. Пружины могут работать без покрытий во влажной атмосфере, в пресной воде и в паре
Бр. ОЦ 4-3 0,3-10 0.2«v — От -40 ло 4-200 Применение то же, что и марки Бр. КМц 3-1. Пружины могут работать без покрытий во влажной атмосфере, в пресной и морской воде и в паре
Примечания: I. Указанные наибольшие допускаемые напряжения при кручении для II группы раины пределу упругости иа кручение в термообработатаом и упрочненном состоянии (|'1“'-уЛ). 2. Значения я1р см. табл. 3 и 4. 3. Для сталей марок 6ОС2, 60С2Н2А, 50ХФА и 4X13 значение [т] выбирается независимо от диаметра прутка. 4. Для пружин растяжения с прицепами в виде отогнутых витков табличные значения [т] снижаются на 26'L. 5. Пружины, изготовленные из проволоки классов П и В, а также из стали марок 60С2, 60С2Н2А и 50ХФА, могут работать без покрытий и атмосфере с нормальной влажностью.
ПРУЖИНЫ И РЕССОРЫ
ВИТЫЕ ПРУЖИНЫ
621
Для клапанных пружин авиационных
двигателей [х] == 30-»-45 кПммг.
Допускаемые нормальные напряже-
ния [з]и для листовых рессор см.
стр. 656.
ВИТЫЕ ПРУЖИНЫ
Классификация пружин
А. По виду нагружения раз-
личают:
1) пружины растяжения, восприни-
мающие продольно-осевую нагрузку,
растягивающую пружину в целом
(фиг. 1);
2) пружины сжатия, воспринимающие
продольно-осевую нагрузку, сжимаю-
щую пружину в целом (фиг. 2);
Фнг. 1. Конструкции пру- Фиг. 2. Копструк-
жим растяжения. ции пружин сжа-
тия.
3) пружины кручения, воспринимаю-
щие нагрузку, сводящуюся к парам
сил в торцевых плоскостях пружины,
, закручивающим пружину в целом
(фиг. 3).
Пружины растяжения и кручения
должны иметь специальные прицепы.
Фиг. 3. Конструкции пружин кручения.
Пружины сжатия изготовляются с на-
ложенными (т. е. прижатыми) вит-
ками по концам и с тщательно обра-
ботанными торцевыми поверхностями.
Б. П о форме:
1) цилиндрические: а) с открытой на-
вивкой. когда между витками имеются
просветы, как, например, у пружин
сжатия; б) с закрытой навивкой, когда
витки плотно прижимаются друг кдругу,
вследствие чего создается сила предва-
рительного натяжения (межвнтковое
давление) (пружины растяжения);
2) фасонные (конические, парабо-
лоидные, бочкообразные и др.) (фиг. 4)
Фиг. 4. Конструкции фасонных пружин.
с постоянным и переменным углом
подъема витков;
3) призматические, навитые на оправку
специальной призматической формы
(фиг. 5).
Пружины всех указанных видов могут
иметь в поперечном сечении витков
Фнг. 5. Призматическая пружина.
круглую, квадратную или прямоуголь-
ную форму.
Технологический процесс изготовле-
ния витых пружин включает: а) навив-
ку, б) отделку торцов или прицепов,
в) термическую обработку, г) техноло-
гическое испытание или заневолнва-
ние (2), |12].
Подробные сведения по термообра-
ботке пружин можно найти в работах
Pl. 18Г. (23).
Рекомендуемые режимы термообра-
ботки рессорно-пружинных сталей по
ГОСТ 2052-53 см. табл. 1.
Пружины из оловянноцинковой и
кремнемарганцовистой бронзы (табл. 4)
подвергаются лишь небольшому отпу-
ску, снимающему возникшие при на-
вивке остаточные напряжения.
Заключительной операцией процесса
изготовления пружин, имеющей целью
проверить термообработку и выявить
дефекты пружин, является технологи-
ческое испытание (двукратное или трех-
кратное сжатие до соприкосновения
витков у пружин сжатия, растяжение
предельным грузом для пружин растя-
жения и т. д.).
622
ПРУЖИНЫ И РЕССОРЫ
В качестве заключительной операции
процесса изготовления пружин сжатия
широко используется заневоливание
(см. стр. 641).
В целях повышения усталостной проч-
ности пружин (например, клапанных
пружин) в качестве заключительной
операции изготовления применяется
дробеструйная обработка поверхности
пружин.
Цилиндрические винтовые
пружины
Цилиндрическая винтовая пружина
[17] представляет собой винтовой брус
(см. т. 3,* гл. 11). Основные параметры
пружины: средний диаметр ее D, число
Фиг. в. Геометрия винтовых пружин.
рабочих витков i и угол подъема а
средней винтовой линии витков (фнг. 6,
а и б).
Шаг пружины
Л » nD tg я. (1)
Витки пружины в поперечном сече-
нии обычно имеют круглую или прямо-
угольную (квадратную) форму, причем
оси симметрии сечения направлены по
нормали п и бинормали Ь оси винтового
бруса (фиг. 6, а).
В технических расчетах кривизну
витка характеризуют индексом пру-
D
жнны с “ —, где а — размер сечения
в направлении п. Для круглого сече-
D
НИН с ~ •
Цилиндрические винтовые пружины ра-
стяжения —сжатия. Эти пружины имеют
наибольшее применение и используются
во всех отраслях техники для самых
разнообразных целей.
При приложении осевой силы Р в по-
перечных сечениях витков возникают:
крутящий момент
PD
Мк = -^- cos я;
изгибающий момент
.. PD .
М — — sin я;
поперечная сила
Q = Рсовя;
нормальная сила
N — Р sin я.
При малых углах подъема, когда
я < 12н-15о, напряженное состояние
витков приближается к чистому сдви-
гу [14].
Наибольшее касательное напряжение
в опасных точках поперечного сечения
витков (обычно на «внутреннем волокне»)
Tmax,“^,'tO» (2)
PD
Ч---т
(3)
где <4 — геометрический Лактор, опре-
деляемый размерами и формой попе-
речного сечения. Для витков круглого
, ltd3
поперечного сечения А " -g~.
Коэффициент k > I зависит от формы
сечения и кривизны витка (подробнее
см. т. 3, гл. II, стр. 119 и [17]). Значе-
ния k для пружин из круглой проволоки
(принимая условно я=0) даны нафиг. 7
Фиг. 7. Графики коэффициента * для пружин с
витками круглого сечении в зависимости от ин-
декса пружины е — . Крива» I дает точные
зиачеии», t — приближенные значении по фор-
муле (4).
кривой 1 в зависимости от индекса
D
с = (см. выше).
ВИТЫЕ ПРУЖИНЫ
623
Приближенно
. Ас + 2
Л = 1^з--
(4)
Для пружин с витками прямоуголь-
ного поперечного сечения
А = ab 1/ab
(5)
где вид— длины сторон прямоуголь-
ного сечения (ab — площадь сечения).
ВМ и B'N' стороны а (фиг. 8). Этим соот-
ношениям размеров соответствуют точки
в правой части диаграммы, правее точек
излома кривых. Для остальных случаев
опасная точка сечения лежит на сере-
дине стороны Ь, ближайшей к оси пру-
жины.
Пружины с индексом с < 4 применять
не рекомендуется (трудность изготовле-
ния, перенапряжение внутренних воло-
кон витков вследствие большой кривиз-
ны последних).
Фнг. 8. График лиачекнй коэффициента * для расчета пружин с витками прямоугольного
сечения.
Значения коэффициентов k для таких
пружин представлены графиками на
фиг. 8. Средняя вертикальная линия
даст коэффициенты /г для квадратного
сечения.
Левая часть диаграммы относится
к прямоугольным сечениям, располо-
женным своей длинной стороной (6) па-
раллельно оси пружины, правая часть—
к сечениям, расположенным длинной
стороной (а) перпендикулярно этой осн
(см. эскизы на диаграмме). В последнем
а
случае отношение-^ должно быть мень-
ше 4, так как с его увеличением сильно
осложняется технология навивки и прн
этом искажается форма поперечного
сечення витка. Прн определенном соче-
тании размеров а, b и D наибольшие
напряжения развиваются на участках
Формулы для вычисления относитель-
ных перемещений торцов и изменения
диаметра винтовых цилиндрических пру-
жин растяжения—сжатия см. в табл. 8.
Прн « < 12° с практически достаточ-
ной точностью осевое перемещение тор-
цов пружины
х-4*- (9)
где Z — жесткость пружины;
АС
(10)
(значения Z см. в табл. 9).
Из табл. 9 следует, что прн конструи-
ровании жестких пружин для значи-
тельных нагрузок предпочтительнее
прямоугольная форма поперечного сече-
ния витков.
624
ПРУЖИНЫ И РЕССОРЫ
Гоблина 8
Формулы для вычисления относительных перемещений торцов в изменения диаметра
вантовых цилиндрических пружин растяжения-сжатия
Общий случай Частный случай — пружины с витками круглого поперечного сечении
Осевое перемещение торцов пружины . к PD4 / cos1 в . ala* и\ +—) (в) х (в.» Ed* cos в
Относительный угол поворота торцов пружины «РОЧ /1 1 \ . (7) 32pJ>D4 aln я ’ “ Ed* ' '
Изменение диаметра пружины AD = PD*ein«/-l. (в) \4.В СО»’ и 2CJ ' ' 4D-_ T^*(zs^ + 2k)slne <81>
Примечания: 1. С — жесткость сечения витков при кручении (см. табл. 9); в — — жесткость сечения витков при изгибе относительно оси b (см. табл. 9); р. — коэффициент Пуассона. 2. Для пружин растяжения Р > 0, лля пружин сжатия Р < 0.
Таблица 9
Вспомогательные зависимости для расчета винтовых цилиндрических пружин
Форма попереч- ного сечения витка Н» я в/ ш с *» 1 я 6? «*’7» я д м а и Жесткость пружины
рл^тяжениа- сжатия Z в к Г)см кручения Ze в кГсм
64 64 «р 32 ’4* В бТ ь О т|з - оа* *~8D4 r Ed*
1 П «• 12 а* 12 в* J эч ta 0,141а*а J Qa' “ 5.Б74Р/ , _ Еа* 12кО1
Wf.wy. ш 11
а
« и ba* IT а!>* 12 Ьа* 4я* ₽ 12 i\ab*O _ О* z“ZB4 _ Еьа* Z’“TSB1
к: h i ?
ь>а й ba* 12 ab* тг Ьа* « Ьа* р 12 е t)ba*a _ Ол* ДОЧ Дбл* 12кО<
-Id к
Значения коэффициентов и и Д:
у или — 1.0 1.6 1.75 2,0 2.6 3.0 4.0
Л — 0,141 0,196 0,214 0,229 0,249 0.263 0.281
Д-5,57 2.67 2,10 1.72 1.26 1.00 0.70
ВИТЫЕ ПРУЖИНЫ
625
Полная потенциальная энергия, нако-
пляемая пружиной,
pi
(И)
Пружины, предназначенные для акку-
мулирования заданной энергии U, целе-
сообразно монтировать, создавая пред-
варительное (начальное) нагружение
Рнач 16 J. Тогда
Ц, - Рмч + Ркон х, (Па)
где ход
(9а)
Рационально выбирать
Рнач- (0.4ч-0,65) Ркон.
Графики деформаций пружин и зна-
.чения Рна„ и Ркон см. фиг. 9 и 18.
Расчет цилиндрических винтовых пру-
жин растяжения-сжатия с витками круг-
лого сечения. Основная формула для
расчета на прочность
^Г--н 02)
Таблица 10
Орпевтировочвые ввачевня коэффициентов
свижевиа допускаемого напряжения [а]
в зависимости от коэффициента асимметрии
цикла г = —П*1!1 и числа циклов
"max
Число циклов г - 0,75 Г = 0,5 г -0,25 Г-0
100 1 1 1 1
I 0< Ю 0,95 0,91 0.86 0,81
6 000 0.90 0,82 0,77 0,73
юосо 0.88 0,79 0.73 0.68
20 000 0,86 0,75 0.69 0,63
100 000 0.83 0.68 0.59 0,52
600 000 0,82 0,63 0.52 0,44
1 000 000 0.81 0.61 0,51 0,41
10 000 000 0,80 0.60 0,50 0,40
Нагрузка в конце процесса нагруже-
ния пружины (предельно допускаемая)
О3)
Осевое перемещение к концу про-
цесса нагружения
, 8PK0MD»Z 8Py0We»Z
“ Gd* “ Gd
(о выборе допускаемого напряжения
(т J см. стр. 617). В среднем эти допу-
скаемые напряжения лежат в пределах
5000—7000 кГ/см*. Подробнее см. табл.
5 и 7.
Для обеспечения требуемой долго-
вечности пружин, работающих при
напряжениях, циклически изменяю-
щихся во времени, допускаемые напря-
жения [т], установленные для стати-
ческих условий работы пружины, долж-
ны быть в соответствующей степени
снижены.
В табл. 10 приведены примерные зна-
чения коэффициентов снижения допу-
скаемого напряжения (т ] в зависимости
от коэффициента асимметрии цикла
г “ и требуемой долговечности
'mu
в циклах (тгаах и тга|П — многократно
повторяющиеся наибольшее и наимень-
шее напряжения в поперечных сечениях
витков пружины).
Расчет пружин на выносливость
см. стр. 645.
40 том 4 769
Осевое перемещение, приходящееся
на один рабочий виток прн нагрузке
I кГ,
откуда
X - \ЧР. (16)
Диаметр проволоки
d-\,6lf . (17)
Средний диаметр пружины
D -cd. (18)
По формулам (12)—(18) расчет удобно
вести, задаваясь [т] и индексом с“
ч= 4ч-8 и более; значение k выбирают
по фиг. 7 в зависимости от с.
Допускаемое напряжение [т | для
пружин, свитых из проволоки d < 8 мм,
62в
ПРУЖИНЫ И РЕССОРЫ
обычно задается в зависимости от зна-
чения а1р проволоки в следующем виде:
М =
где х “ некоторый коэффициент, апро-
бированный практикой (см. табл. 7).
В этом случае при расчете вместо фор-
мулы (17) удобно воспользоваться соот-
ношением (17а): ’
(Па)
По значениям d*a,p кГ, приведенным
в табл. 3 для всех типо-размеров про-
волоки по ГОСТ 5047-49, легко подо-
брать диаметр проволоки.
Если заданы усилие Ркон и необхо-
димое соответствующее ему осевое пере-
мещение то: а) по формуле (17)
или (17а) определяют d; б) по формуле
(18)—значение Л и в) по формуле
(14) — необходимое число рабочих вит-
ков /. Затем увязывают все конструктив-
ные размеры пружины в соответствии
с ее назначением (см. ниже). Если кон-
струкция окажется неудачной, расчет
следует повторить, исходя из иного
выбранного значения с.
Индекс пружины с рекомендуется
выбирать в зависимости от диаметра
проволоки следующим образом:
dn ММ ... . 1—2,5 3-5 6 -12
С.......... 5—12 4—10 4-9
Для предварительных расчетов удобно
пользоваться вспомогательными номо-
граммами [ 14 ], (15] и таблицами. При-
мером такой таблицы может служить
табл. 11.
При окончательных расчетах учиты-
вается кривизна витков пружины (О —
- 8000 кГ/мм').
DpuHtp I. Подобрать пружину по иагоуэке
Р— 130 кГ и осевому перемещению X — 60 мм
при (т) — 6000 кПсм*.
Определяем Р* — 130 — Я, 1 *Г.
Выписываем из таблицы размеры пружин, лла
которых Р,о примерно равно 21,7 кГ:
Ри-21,92кГ; d-бжж: D—30 мм; xjo-0,20в мм;
Ря—25$ кГ; d—вмм; О- 24жж: Х10«0,107 жж;
Ри — 26,9 кГ; J-8 мм; D—Ы мм; Хюо — М мм-
Для первой, второй и третьей пружин полу-
чаем необходимые числа витков соответственно:
60
„„„„ '30
0.208----
* 10
— 18,5 витка;
'II-
X 50
— 36 витков:
. X 50
‘Ш - -----jr - -iao- - 6 витков
*100 Too w Too"
Теперь имеется возможность из целой группы
подходящих пружин выбрать наиболее удобную
для данных условий, например первую пружину.
Затем производят ее окончательный расчет,
являющийся для нее поверочным.
Так, для первой пружины
с «= => 5; Л = 1,3 (см. фиг. 7);
а о
’ - = 8'1”о,у3,0 = SMC кГ<с^
ЯсЧР 8-У-1’Л.13О
Od = 8000-6
= 50,1 мм
(задано X — 50 жж).
Конструкция пружин растяжения
с витками круглого сечения. Пружины
растяжения обычно навиваются закры-
той навивкой, в результате чего со-
здается предварительная сила натя-
жения Ро.
Связь между нагрузкой и осевым
перемещением (характеристика пру-
жины) представлена на фнг. 9. Практн-
Фиг. 9. Характеристика пружины рас-
тяжения.
чески начальный участок характери-
стики при нагрузках, близких к Ро,
может оказаться непрямолинейным.
На фиг. 9 Ркон — наибольшая рабо-
чая нагрузка в конце процесса нагру-
жения, соответствующая напряжению
(т), по которой следует производить
расчет; при этой нагрузке длина пру-
жины нком-,
Рнач — начальная нагрузка (устано-
вочная, выбирается в зависимости от
витые пружины ’
627
Таблица II
Зиачеиия основных параметров для подбора пружки растяжеяан-сжатяя в зависимости
от вндекса с — , грузоподъемности в жесткости (все размеры — в им)
d « — 4 с —5 с — 6 ,
Da D Dl X» Da D D! Р„ X' Da D D1 X'
0.5 0,6 0.8 1.0 3.5 4.2 5.6 7 3 3.6 4.8 6 2.5 3 4 5 г 132 190 ззн 528 х' о.йз 0.006 0 027 0.022
1,2 1.5 2.0 2.5 • • ТА 9 12 15 6 7,5 10 12.5 4.8 6 8 10 кГ 0,88 1.37 2.44 3.81 X,' 0,104 0,083 0,063 0,05 8,4 10,5 14 17,5 7.2 9 12 15 6 7,6 10 12.5 кГ 0.16 1.19 2.11 3.30 X. 0.180 0 144 0,108 0.086
3.0 4.0 5.0 8.0 15 20 25 30 12 16 20 24 9 12 15 18 кГ 6,45 11.5 17,9 25,8 Х.О 0,213 0,160 0,128 0,107 18 24 30 36 15 20 25 30 12 16 20 24 КГ 5,48 9,75 15,23 21.92 X* 0,417 0,313 0,250 0,208 21 28 35 42 18 24 30 36 15 20 25 30 кГ 4,75 8,45 13,2 19,0 х,'. 0.721 0.540 0,432 0.360
8.0 10.0 12,0 15.0 20.0 25,0 30.0 «.0 40 50 60 75 100 125 150 200 32 40 48 60 80 100 120 160 24 30 36 45 60 75 90 120 КГ 45,9 71.7 103,2 161.3 286,8 448.1 645,0 1150 4 0,800 0,640 0.533 0,427 0,320 0,256 0,233 0,160 48 60 72 90 120 150 180 240 40 60 60 75 100 125 150 200 32 40 48 60 80 100 120 160 кГ 39,0 60,9 87,7 137,0 244,0 381,0 548,1 974,4 4 1,562 1,250 1,041 0,833 0,625 0,600 0,417 0,313 56 70 84 105 140 175 210 280 48 60 72 90 120 150 180 240 40 50 60 76 too 126 150 200 кГ 33,8 52,8 Тб- 119 211 330 475 845 Х.оа 2,70 2 16 1.80 1.44 1.08 0.864 0.720 0.540
0,2 0.25 0.3 0.4 0.5 0.6 0.8 1.0 с-а C-W с -12
1.8 2.25 2.7 3.6 4 5 5.4 7.2 о.п 1.6 2,0 2,4 3,2 4.0 4.8 6.4 Я,о 1.4 1.78 2,1 2.8 3,5 4,2 5.6 7.Л Г 16.8 26.25 37.8 67.2 105.0 151.2 268.8 420 Х0.1 0,256 0.205 0.171 0,128 0.102 0,085 0,064 0.О51 2.2 2.75 3.3 4.4 5,5 6.6 8,8 11 2.0 2.5 3,0 4.0 5.0 6,0 8.0 10 1.8 2.25 2.7 3.6 4,5 5,4 7,2 9.0 Г 13,8 21,6 31,0 55.2 86,2 124 220,8 345 Х0.1 0,500 0.400 0,333 0,250 0.200 0,167 0,125 0,100 2.6 3.3 3.9 5.2 6.5 7.8 10.4 13 2.4 3.0 3.6 4,8 6.0 7,2 9.6 12 2.2 2,75 3,3 4.4 5,5 1 6,6 8,8 11 Г 11,8 18,4 26.6 47,2 73,8 106,2 188,8 296 4.1 0.861 0.691 0,576 0 432 0.346 0,288 0,216 0.173
1.2 1.5 2,0 2.5 10,8 13.5 18.0 22.5 9.6 12 16 20 8 4 10,5 14 17,5 кГ 0,605 0.945 1.68 2.62 х.' 0,427 0,341 0,266 0,205 13.2 16.5 22 27,5 12 16 20 25 10,8 13,5 18,0 22,5 кГ 0,497 0,776 1,38 2.16 х' 0.833 0.867 0,500 0,400 d — диаметр проволоки; Da — наружный диаметр пру- жины; D — срелиий диамето nov-
3.0 4.0 5.0 8.0 27 36 45 54 24 32 40 48 21 28 35 42 кГ 3,78 6.72 10,50 15.12 4 1.71 1.28 1.02 0.85 33 44 55 66 30 40 50 60 27 36 45 54 КГ 3,10 5,52 8,62 12.4 Ч'а 3,33 2,50 2.00 1,67 ЖКМ1 0, - "ИУГ ЖИК1 л; ремнмй див метр пру- Ав
8,0 10.0 12.0 15.0 п 90 106 135 64 80 96 120 56 70 84 106 кГ 26,9 42,0 60.5 94.5 Х|о« 6.4 5.12 4.27 3.41 i
Примет ине. В таблице нагрузка Р,, соответствует наи- большему напряжению в пружине t — lu k/Jjck1: X' с индексом внизу обозначает деформацию одного витка при нагрузке пру- жки силами Q соответственно: Хд ।. . С=0,1*Г;Х| . .Q —1 к Г; xjo. .Q-ЮкГ; xlgg. .Q-ЮОкГ. •
40*
628
пружины и рессоры
назначения пружины); при этой на-
грузке длина пружины Ннач\
Рпред — предельная нагрузка 1Р„реа=-
= (1,05-5-1,2) прн которой напря-
жение почти достигает предела упру-
гости; дальнейшему растяжению пру-
жины должны препятствовать специаль-
ные упоры;
Н пред — предельная длина пружины,
допускаемая при ее регулировании и
установке:
к — рабочий ход;
s — регулировочный ход;
Ро — сила предварительного натя-
жения.
Рекомендуется при й<.Ьмм прини-
„ ^пред .. , _
мать Рл га —s— , при </> 5 мм Ра га
Рпред
а>~~ ’
Ориентировочно напряжения в пру-
жине от начального натяжения Ро можно
принимать равными т0 = 18±2 кПмм*.
Но — длина разгруженной пружины
[Но — Мт (1-5-2) D и более в зависи-
мости от вида прицепов);
Ha=id—длина, занятая витками,
когда последние находятся в сопри-
косновении.
Длина проволоки, идущей на изготов-
ление пружины,
где 1пр — длина заготовки для при-
цепов.
Необходимое число витков
(19)
где X' — по формуле (15)
Число витков, полученных расчетом,
округляют до целого числа, если />20,
или до полувитка, если I < 20.
Способы крепления пружин растяже-
ния весьма разнообразны.
На фиг. 10 и 11 показаны наиболее
распространенные типы прицепов с ото-
гнутыми крайними витками. Пофиг. 10,а
прицеп выполнен в виде полукольца,
образованного из полувитка, отогну-
того на 90° в плоскость, проходящую
через ось пружины. На фиг. 10, б
прицеп имеет вид почти полного кольца,
образованного отгибом крайнего витка
на 60е так, что точка приложения силы
располагается на оси пружины. Прицеп
по фиг. 10, в имеет вил полного кольца,
образованного целым витком, заведен-
ным в центр пружины.
Фиг. 10. Крепление пружин рас-
тяжения при помощи прицепов,
полученных посредством отгиба
крайних виткоа пружин.
Более совершенными являются при-
цепы по фнг. 11 и 12.
Все прицепы, полученные отгибом
крайних витков, сильно деформируются.
и в них развиваются значительные на-
пряжения изгиба, что является слабым
местом этих конструкций.
На фиг. 13 показана
коническая заделка за-
кладных прицепов.
Фиг. 11. Конструк-
ция петлевого при-
цепа.
Фнг. 12. Прицеп с кониче-
ским переходом.
Фиг. 13. Крепление пружины растяжения при
помощи закладных прицепов с конической за-
делкой.
Крепление по фиг. 14 при помощи
металлических пластинок рекомендуется
для пружин из проволоки диаметром
от 0,2 до 4,0 мм.
ВИТЫЕ ПРУЖИНЫ
629
Прицеп на винтовых (ввертных) проб-
ках с крючками показан на фиг. 15.
Эта конструкция наиболее надежна
и применяется для крепления пружин
из проволоки диаметром более 5 мм.
Винтовая пробка захватывает 1,5—2,5
витка.
Фиг. 14. Крепление пружин растяжении
прн помошн металлических пластинок.
Фиг. 15. Крепление пружин растяжения
при помошн пробок.
Иногда взамен пружин растяжения
используются
Фиг. 15. Пру-
жины сжатия
с реверсами.
пружины сжатия, снаб-
женные специальными
реверсами (фиг. 16).
Пример 2. Рассчитать от-
тяжную цилиндрическую пру-
жину растяжения.
Исходные данные: наиболь-
шая рабочая нагрузка Ркон —
= 50 кГ: начальная (установоч-
ная) нагрузка Рнач — 20 кГ.
рабочий ход х — 40 мм.
Пружина работает и нор-
мальных условиях при статиче-
ской нагрузке. Смена пру-
жины в случае поломки за-
труднена.
1. Выбираем в качестве ма-
териала лля пружины прово-
локу марки П (повышенной
крепости) по ГОСТ 5047-49.
2. По табл. 7 лля указанной
проволоки и пружины III груп-
пы (см. стр. 620) предельно
допустимое напряжение (т) — 0,м(р, т. е. у —0,5.
3. Задаемся индексом пружины с— в; тогда
(см. фнг. 7) коэффициент А — 1,24.
По формуле (17а)
Я*'’,™' 1 ЫДФЮ-в________________
^•Р------------------« 1900 кГ'
По табл. 3 подбираем ианболее подходящий
диаметр проволоки марки П (d — 4 мм'. овр —
-145 хПмм". </•»„,, - 2320 кГ).
Среаиий диаметр пружины D — rd — 24 мм.
Наибольшее допускаемое напряжение лля
проволоки
I'lnpad- 0.5-14 600 - 7250 *Г)См'.
Для определения размеров пружины можно
было бы воспользоваться табл. 11 (см. пример 1).
4. Проведем поверочный расчет пружины
с 4 — 4 мм, р — 24 мм па прочность.
Наибольшее напряжение в сечеиии витков прн
РКон 1,0 Формуле (13)
8Р<ОЯАР 8-S3-1,24-2,4
’шах” = ГоЛ*
— 5925 <Г|СЖ*.
S. Устанавливаем по формулам (19) и (15) не-
обходимое число рабочих витков пружины, при-
нимая О = 8-10» кг1см':
t xGd 4-8-10»-О,4
~ ^*(Ркон ~ рнач) ” 8- 6» (50—20)
— 25 витков.
6. Длина, занятая витками,
Hd = id = 25-4 = 100 мм.
Наружный диаметр пружины
Da = D 4- d - 24 4- 4 — 23 мм.
Внутренний диаметр пружины
Dj— D - d-24 - 4 — 20 мм.
иатяг Ра. достигаемый путем
целесообразно сделать не-
Конструкция пружины в целом определяется
видим крепления.
Пружина должна быть свита холодным спосо-
бом с предварительным натягом.
Если конструкция рассчитанной пружины ока-
жется по каким-либо соображениям не совсем
удачной, расчет следует повторить, исходя из
другого индекса с = —.
7. Характеристика рассчитанной пружины пред-
ставлена кв фнг. 17.
Предварительный
закрытой навивки,
сколько меньшим,
чем рнач=20 «Г (на-
пример, Ра = 15 кГ),
так как началь-
ный участок харак-
теристики может
оказаться непрямо-
линейным. Необхо-
димо также сохра-
нить ВОЗМОЖНОСТЬ
регулировки, путем
которой только и
можно добиться
точного значения
заданного началь-
ного натяжения
ркам “ 20 кР-
Предварительное напряжение витков пружины,
достигаемое закрытой навивкой н соответствую
шее силе Ра — 15 кГ, равно
’-’шах 8825
Фнг. 17. Характеристика
рассчитанной пружины рас-
тяжения.
что может быть получено в результате свивки.
Регулировочный ход s устанавливается, исходя
из предельного допускаемого напряжения (т|Лдед“
- 725U кГЦм'.
Тогда по формуле (13)
nd* я-0,4*
рпред“ "ьй) I’lnpcd “ g-1,24-2,4 7280 “
- 51,2 «Г.
8. Отсюда наибольший регулировочный ход по
формулам (19) и (15) равен
8с*
Jmax“0d2 (рпред ~ ркон) —
“ я Я <«Д " W “ ’-5 ем.
630
ПРУЖИНЫ И РЕССОРЫ
Поли вытюкк» пружины при увеличении
груми от Л, - 15 кГ до Рпред = 61,2 кГ
к“^‘(рпрвд-р'<) —
-тйгМ(6*>3-1б)-в-ге*
Дальнейшее растяжение пружины должно быть
.предотнрашеаю спецнааьишш упорами.
Конструкция пружин сжатия с вит*
ками круглого сечения. Пружины сжа-
тия навиваются с просветами 80 между
витками. Эти просветы позволяют да-
вать пружине требуемую осадку.
Зависимость между нагрузкой и осад-
кой (характеристика пружины) пред-
ставлена на фиг. 18. Практически вслед-
Фиг. 18. Характеристика
пружины сжатия.
Фиг. 19. Конструк-
ция н отделка тор-
цевых витков пру-
жин сжатия.
ствие неравномерности шага конечный
участок характеристики при нагрузках,
близких к Р^,, (т- е- к нагрузке, сжи-
мающей пружину до соприкосновения
витков), может оказаться непрямоли-
иейным. Обозначения на фнг. 18 оди-
наковы с принятыми на фиг. 9 (см.
стр. 620).
Для обеспечения работы пружины по
прямолинейной характеристике Р.ок не
должно превышать (0,8 -г- 0,9) РПр*д-
Зазор 8Р между витками при макси-
мальной рабочей нагрузке Рвон во из-
бежание соприкосновения витков дол-
жен быть равен примерно 0, Id.
Для создания надежной опоры торце-
вые витки (фнг. 19) на длине %—1 витка
поджимаются к соседним виткам (по
ГОСТ 1452-53 зазор между концами
опорных витков и рабочими витками не
должен превышать V<80), протачиваются,
а затем шлифуются так, чтобы на длине
•/< витка от концов образовалась опор-
ная плоскость, перпендикулярная к оси
пружины. Шлифованная поверхность
показана на фиг. 19 штриховкой. Для
облегчения этой операции концы прутка
из заготовки значительного диаметра
предварительно оттягивают. После об-
работки толщина свободного конца
витка должна составлять высоты по-
перечного сечения витка [15]. Поджа-
тые витки практически не деформи-
руются («мертвые» витки).
Длина пружины, сжатой до сопри-
косновения витков,
Н -(/<)-0,5) d,
где /0 — полное число витков (рабочих
и «мертвых»), выбираемое кратным 0,5.
Рабочее число витков
/»А>-(1^н-2).
Длина ненагруженной пружины
Я0-Я-Н(А-<П.
где шаг пружины
h - d + 3- +
Шаг А обычно выбирается в пределах от
D D „
•j до. Угол подъема витков ненагру-
женной пружины а = 6-*-9°. Длина про-
волоки, необходимая для изготовления
пружины,
; ”р/о
COS а *
Н
Пружины, у которых -^>2,5, могут
при сжатии терять устойчивость (выпу-
чиваться). Пружины при гибкости
> 3 необходимо ставить иа оправ-
ках или монтировать в гильзах 115].
Большой выигрыш в габарите и весе
можно получить при замене обычных
мягких пружин сжатия многожиль-
ными (см. стр. 648).
Конструкция пружин с прямоуголь-
ным сечением витка. Пружины с прямо
угольным сечением витка используются
главным образом как пружины сжатия.
Основные конструктивные соображв»
имя, изложенные выше для пружин
сжатия с витками круглого сечения,
относятся и к этому случаю. Длина пре-
дельно сжатой пружины Н = (<о—0,5)5,
где Ь — размер поперечного сечения
в направлении оси пружины.
Концы заготовки из полосовой стали
подрезают или оттягивают, чтобы облег*
ВИТЫЕ ПРУЖИНЫ
631
чить отделку «мертвых» витков, концы
ь
которых должны иметь высоту f 115 J.
Шаг пружины
Л — Ь + — + Ър.
При выборе зазора 8р, остающегося
между витками нагруженной пружины,
• следует иметь в виду, что при навивке
сечение заготовки искажается и уши-
ряется на внутренней части. Это тре-
бует увеличения зазора 80 при проекти-
ровании. При конструировании мощ-
ных пружин сжатия следует руковод-
ствоваться ГОСТ 1452-53 «Пружины
цилиндрические винтовые для железно-
дорожного транспорта».
Пример 3. Рассчитать цилиндрическую пру-
жину сжатия.
При нагрузке Ркон — 800 кГ полное осевое пе-
ремещение пружииы должно составлять >-кон =*
— 30 мм.
Пружина — ответственного казначеиня, стати-
ческого действия, нагревается в процессе работы
ло 200’С.
1. Руководствуясь табл. 7, выбираем сталь
марки 6ОС2 (по табл. I для стали марки 6ОС2
»г = 12 000 кГ1см'; а —13 000 кГ/сж’).
Пружина нс должна подвергаться ззневолива-
иию, так как в процессе работы она заметно на-
гревается.
2. По табл. 7 для стали 60С2 и пружин
111 группы (см. стр. 62и) предельно допускаемое
напряжение (при полном сжатии витков) Ь)л„гй —
— 7500 к Нем'.
Задаемся допускаемым рабочим напряжением
(«1-0,8 |«)ярл, - 6000 кГ1см>.
3. Оценим примерные размеры пружины по
табл 11 [можно также воспользоваться непосред-
ственно формулой (17), задаваясь индексом пру-
D 1
ЖИИЫ <! — -^-j .
Руководствуясь примером применения табл. 11
(см. выше), имеем
₽--^ои-аг-8а,1йг-133'3*л
Силе Р,о “ I3M ПО табл. И соответствует
пружина из прутка d — 16 мм с индексом с — б.
Средний диаметр пружины D — erf — 75 мм.
В соответствии с табл. 2 пружина может быть
свита из стали 60С2 путем горячей иаеивки
прялка d — 15 мм с последующей термообработ-
4. Проведем поверочный уточненный расчет
пружины с rf— 15 мм и D — 75 мм на прочность.
Наибольшее напряжение в сечении витков
при Ркон по формуле (13)
, _ ^0^2.-о-80"-1;”-7'5 - 5830 да
max »rf« к-1,5»
при е — у — 5 * — 1,29. см. фиг. 7).
5. Устанавливаем по формулам (19) и (16) не-
обходимое число рабочих витков пружины, при-
нимая модуль упругости О — 8-10* kI'icm':
. ‘кок0* 3-8-ЮМ ,5
“ “ “•«И-5’
— 4,5 витка.
Для образования надежной опорной поверхно-
сти на каждом конце пружины добавляется по
0,75 опорного витка, частично сошлнфовываемого
на плоскость, перпендикулярную к оси пружины.
Полное число витков
4 “ I +1,6 “ б витков.
Длина пружины, сжатой до соприкосновении
витков,
Н = (4 — 0,5) rf — (6 - 0,5) 15 — 82,5 мм.
Зазор Ьр межлу валками пружины, нагру-
женной рабочим грузом РК0№, выбираем рав-
ным Ьр —1,8 мм (1р > О,Id = 1,5 мм).
Шаг иена груженной пружины
й-<7 + ^р + «р-15+-^-+1Д-23.5 мм.
Полный ход пружины ло полного сжатия
Хнреа “ Х<он+ V 30 + М-М “ 38>1 **
Сила, сжимающая пружину до соприкоснове-
ния витков,
Р — Р пРе^ одо 36,1 ю20 кГ
пред 'кон иии эо ,и" *'
При нагрузке Рпре^ наибольшее касательное
напряжение в поперечных сечениях витков
_ _ 8-1020-1.29-7Л а
'1пред“ жа« “ »-1ф» “
— 7470 кГ/елР,
что уклалывеется в пределы, указанные в табл. 7,
Длина иеиагружеиной пружины
На- H-pl(h-d) — 82,5-НЛ (23,5 - 15) - 121 мм
IH, 121
I "д-“—77" " '"б ~ опасность выпучивания пру-
жины прн ее сжатии отсутстяует j .
Внешний диаметр пружины
Da - D + d - 7о + 15 - 90 мм.
Внутренний диаметр пружины
Dt - D - d — 75 - 15 - «0 для.
Угол подъема средней линии витков
“--тт-тяг-0’*;--6’-
Длина заготовки
, и/>4 я-гл-в
I — -—— —-----— 1420 ММ.
соа «„ сов в’
Характеристика пружины представлена на
фиг. 20.
632
ПРУЖИНЫ И РЕССОРЫ
Если конструкция ряссчктлниой пружины ока-
жется по каким-либо соображениям не совсем
удачной, расчет следует повторить, исходя из
30 33.1 Анн
Фиг. 20. Характеристика рассчитан-
ной пружины сжатия.
другого, вновь избранного ннмкса пружины (сле-
дует выбрать, исходя нз Р,„ ло табл. 11, другую
подходящую пружину).
Расчет составных (концентрических)
пружин сжатия. При больших нагрузках
применяются составные пружины из
нескольких концентрически расположен-
ных пружин сжатия, воспринимающих
нагрузку Р одно-
временно (фиг. 21).
Для устранения
сильного закручи-
вания торцевых
опор и перекоса
концентрические
пружины, разме-
щаемые одна в дру-
гой, делаются по-
следовательно то
правого, то левого
подъема.
Между пружи-
нами должен быть
сохранен достаточ-
ный радиальный зазор 8,. Опоры следует
выполнять так, чтобы обеспечивалась
взаимная центровка пружин.
Полная нагрузка Р равна сумме уси-
лий, воспринимаемых составляющими
пружинами:
Р - Р, + Л + - + Рп
(чаще всего п = 2, редко л > 3, где
л — число концентрически размещен-
ных пружин).
Обычно пружины размещаются так,
чтобы осадка у всех пружин была оди-
наковой:
X, » Ха — ... — Хл.
Желательно, чтобы наибольшие на-
пряжения у всех пружин были равны
допускаемому напряжению:
[т].
Предполагается, что все пружины
достигают предельного сжатия почти
одновременно, т. е. что
Hd « Mi « '2rf2 « -.. « in^n
(для прямоугольного сечения d заме-
няется Ь).
Это — наивыгоднейший случай с точ-
ки зрения компактности , концентри-
ческой пружины.
Из приведенных
соотношений мож-
но определить уси-
лия, воспринимае-
мые каждой пру-
жиной, и по этим
нагрузкам рассчи-
тать их.
Для пружин с
витками круглого
сечения все поста-
вленные условия
будут выполнены
в том случае, если
сечении витков концентрически разме-
щенных пружин будут расположены
относительно прямых, образующих угол
26, так, как показано на фиг. 22:
tg 6 —
Фиг. 22. Теоретически
кпивыгоднейшее отно-
сительное расположе-
ние пружин с витками
круглого сучения, со-
ставляющих концентри-
ческую пружину сжа-
тия.
(20)
, Hd [т] X
V HIQ '
Для двух концентрических пружин
при соблюдении указанных выше усло-
вий и 5,= d* 2 имеем [26]
^1 _ А с (21)
d, Рз о с — 2 г Pt
и
Pi + Pt - Р.
(21а)
где Pt — сила, действующая на наруж-
ную пружину; Pt — сила, восприни-
маемая внутренней пружиной.
Цилиндрические винтовые пружины
кручения. Пружины кручения имеют
в технике широкое применение как
пружины прижимные и аккумулирую-
щие, как упругие звенья силовых пе-
редач и т. д.
При нагружении пружины парами Мо,
закручивающими пружину, в попереч-
ных сечениях ее витков возникают:
изгибающий момент
М — Ма cos з;
крутящий момент
Л1Л — /Ир sin а,
ВИТЫЕ ПРУЖИНЫ
633
При угле подъема а < 12“ витки пру-
жины в основном изгибаются, причем
М « Мп.
Нормальные напряжения в попереч-
ном сечении распределяются примерно
как в плоском кривом брусе большой
кривизны при его изгибе н плоскости кри-
визны (см. т. 3, гл II, стр. 112). Чем боль-
ше кривизна витков, тем относительно
большие напряжения развиваются в точ-
ках внутреннего волокна витков. По-
этому необходимо, чтобы индекс пру-
жины с -5- 5 (лишь в редких случаях
допускают 3 < с < 4).
В опасной (ближайшей к осн пру-
жины) точке сечения
ь м
атах [’1ц. (22)
где IV'„ — момент сопротивления
поперечного сечения витков при изгибе
относительно оси Ь (см. табл. 9).
Допускаемое напряжение на изгиб
(<т]а следует выбирать с учетом указан-
ных выше соображений (см. стр. 617),
руководствуясь значением
[’к « 1.25 (г].
Коэффициент k0 > 1 и зависит от
формы сечения и кривизны витка.
В первом приближении для пружин
с витками круглого сечения
4с —
4с —4 *
(23)
с витками прямоугольного сечения
. Зе~ 1
Л°-Зс —3‘
Значения этих коэффициентов пред-
ставлены графиками на фиг. 23.
Фнг. 23. Графи* зна-
чений коэффициен-
тов Л„ в зависимо-
сти от индекса пру-
жины: 1 для пру-
жин кручснияс вит-
ками круглого по-
перечного сечении;
2-для пружин кру-
чения с витками
прямоугольного по-
перечного сечения.
Уточнение вопроса см. т. 3, гл. II,
стр. 119, а также 117).
Формулы для вычисления относитель-
ных перемещений торцов пружин кру-
чения приведены в табл. 12 )см. фор-
мулы (25) — (27), (25а) — (27а)].
Таблица 12
Формулы для вычисления относительных перемещений торцов и изменения диаметра
цилиндрических винтовых пружин кручения
Общий случай
Частный случай — пружины с витками
круглого поперечного сечения
Относительный угол попорота торцов пружины
(Т+тг) «’
<ИЛ^/(14-рв1п««)
’---------Zfrf«co. « <26‘’
Осевое перемещение торцов пружины
(26)
“ —Ё3^~sln •
(Ma)
Изменение диаметра пружин
дп „ Л,»°’ • , 008 Зя'|
(27)
дО— (271)
я £d< сова '
Примечания: 1. С — жесткость сечения витков при кручении (см. табл. 9); В = EJ ь —
жесткость сечения витков при изгибе относительно оси b (см. табл. »); р — коэффициент Пуассона.
2. При закручивании пружины по ходу иавивкн > 0; момент, раскручивающий пружину,
М, < 0.
634
ПРУЖИНЫ И РЕССОРЫ
Относительное угловое перемещение
торцов пружины при а < 12° практи-
чески достаточно точно вычисляется по
формуле
(28,
где Zo — жесткость пружины кручения
(см, табл. 9);
2.-1Й, (29)
где Jb — момент инерции поперечного
сечения витков относительно оси Ь
(см. табл. 9).
Фиг. 24. Характеристика пру-
жин кручении.
Длинные пружины кручения необ-
ходимо проверять на устойчивость 115J.
-На основе опытов |10] при коэффи-
циенте запаса устойчивости, равном 2,
установлен предельно допустимый угол
закручивания пружины
4
<р° - 123,1 VT. (30)
Зависимость между моментом Мо и
относительным углом поворота ? тор-
ный угол закручивания, соответствую-
щий М0ЯРЛ,.
Соотношение между чпр»а и ?яоя
устанавливается техническими услови-
ями в зависимости от выбранного [а]в
(например, для пружин кручения сель-
скохозяйственных машин принимают
tnptda l.b'fKoJ. Дальнейшему закру-
чиванию должны препятствовать спе-
циальные упоры.
Полная потенциальная энергия, на-
копляемая пружиной кручения при де-
формации,
. (31)
В пружинах, предварительно закру-
ченных при установке, энергия, нако-
пляемая в процессе нагружения.
_ Л*о крн 4- Мь g (31а)
где
6 = VkOH ~.ЧнаЧ-
Пружины кручения обычно нави-
ваются с малым углом подъема и с не-
большими просветами между витками
(80 «» 0.5 мм). Концы прутка, образую-
щего пружину, отгибаются в сторону
(фиг. 25) так, что получаются прицепы,
необходимые для передачи пружине
момента.
Длина пружины
«о = <(<* +%)+ Яяр (32)
где Нпр— длина по оси пружины, за-
нимаемая прицелами (для пружин свит-
Фиг. И. Крепления пружин кручения.
цов пружины (характеристика пружи-
ны) представлена на фиг. 24.
Л10 хоя — наибольший рабочий момент
(расчетный) в конце процесса нагру-
жения, соответствующий напряжению
Учен — угол закручивания при
Мояоя, Моидч — начальный рабочий
момент (установочный), выбираемый в
зависимости от назначения пружины;
?мп<| — угол закручивания при МОиач;
Monpta — предельный момент (почти на
пределе упругости); ?яРяЛ — предель
ками прямоугольного сечения в послед-
ней формуле вместо d подставляется Ь).
Длина заготовки
/ , *0< »
где 1„р — длина заготовки для при-
цепов.
Првмгр 4. Ряссчнтять пружину кручения.
Наибольший рабочий момент Л<0 я—0.6«Гж,
соответствующий ему угол мкручивання *Koli —
w 60°
ВИТЫЕ ПРУЖИНЫ
635
Пружина — неответственного назначения, рабо-
тает в нормальных условиях, при статической
нагрузке.
Заневолнванне производить нс предполагается.
1. Выбираем в качестве материала для пру-
жины проволоку марки Н (нормальной прочности)
по ГОСТ 5047-49.
2. Для указанной проволоки и пружин неот-
ветственного назначения предельно допускаемое
нормальное напряжение может быть принято при-
мерно равным
1вЬирн<>-(*6*0'68> V
При oJp— 100 -► 110 кГ/мМ*
(□]„ . — «ООО -I- 6500 кПсм'.
В Ju л pt а '
Принимаем
(о]о — 5030 кГ1сМ>.
Конструкция пружины в целом определяется
видом креплений.
Пружина должна быть свнта холодным спо-
отпусхом.
собой с последующим
Предельный угол,
на который может
закручиваться пру-
жина,
пред
t’lo пред
кон ’щах
60"-
6500
5500
70».
3. Определяем размеры пружины. По форму
ле (22)
Мв-
Задаемся индексом пружины с = 6. Тогда й,—
- 1,15 (см. фнг. 23) н
У 1,15-60
У 0,1-5000
0,515 глг;
Выбираем диаметр d — 5 мм. Средний диаметр
пружины D = cd " 30 мм.
Проволока d — 6 мм марки Н имеет og =
= loo icriMM*. р
Следовательно, допустимое рабочее напряже
ии» (в)и — 5000 кПсм* выбрано правильно.
Предельно допустимое нормальное иапояжение
в рассматриваемом случае равно 131лрв|)“
- 6800 кГ)сМ‘.
4. Проведем уточненный поверочный расчет
пружины иа прочность, если d — 5 мм и D —
— 30 мм.
Наибольшее нормальное напряжение в сечении
нитка
о - л’У'м " 5600
max «,,!</» 0,1-и,5Й
5. Устанавливаем по формулам (2*) и (2В) необ-
ходимое число рабочих витков пружины, прини-
мая модуль упругости £ — 2,1-10* кПсм':
I
En?°d‘
2, -10,.«.60-0.5‘ ,,
—-1-------— 12 витков.
64-160-3-60
6. Длина Н* запятая рабочими витками, при
ааэоре между витками 4, — 0,5 мм
Н. - 12 (d + 4а)- 12 (5 + 0Д)-66 мм.
Наружный диаметр пружины
Dfl — D d — 30 -(- 5 — 35 мм.
Внутренний диаметр пружины
D( — D — d — 30 — 5 — 25 мм.
Фиг. 26. Характеристика
рассчнтаииой пружины
кручения.
Дальнейшее закручивание пружины должно
быть предотвращено специальными упорами.
Характеристика пружины представлена на
Если конструкция рассчитанной пружины ока-
жется по каким-либо соображениям ие совсем
тлачиой, расчет следует повторить, исходя из
другого индекса пружины.
Расчет составных (концентрических)
пружнн кручения. При больших на-
грузках можно использовать ие одну,
а комплект соосных пружин круче-
ния, входящих друг в друга, связан-
ных по торцам н воспринимающих мо-
мент Мо.
Все пружины в комплекте должны
быть одинакового — левого или право-
го — подъема.
Конструкция опор должна обеспечи-
вать отсутствие относительного смеще-
ния пружнн и сохранение необходи-
мых радиальных зазоров между ними.
Условие равновесия пружнн
Мо “ А1| + Мг + ... + Мя
(п редко превышает 2).
Условие совместного перемещения
ториов
Т1- »»—••• —Гн-
Условие равнопрочное™ пружнн
®1 “ °2 — ... — ая — 1о|и.
Условие нанвыгоднейшего использо-
вания габарита
На ns «а Мг «...<» lnd„.
Из приведенных соотношений можно
определить моменты, приходящиеся на
каждую из пружин, н произвести расчет
последних.
Весьма рационально взамен обычных
концентрических пружнн кручения ис-
пользовать многожильные пружины
кручения (см. стр. 648).
636
ПРУЖИНЫ И РЕССОРЫ
Цилиндрические винтовые пружины,
работающие на изгиб. Прн изгибе пру-
жины ее витки изгибаются и закру-
чиваются. Положение опасного сечения
и внутренние силы в нем должны быть
выяснены в каждом частном случае
отдельно в зависимости от нагрузки,
условий закрепления и пр.
При изгибе пружины с витками круг-
лого поперечного сечения парами Л10 (чи-
стый изгиб) все сечения витков равно-
опасны [14].
Наибольшее эквивалентное напряже
ние по теории наибольших касательных
напряжений будет
и Af0
max = jJJ^T
(вопросы, связанные с влиянием кри-
визны витков, см. [28]).
При определении прогибов 8. в случае
поперечного изгиба цилиндрической вин-
товой пружины с витками малого угла
подъема, пружину можно заменить экви-
валентным прямым брусом, имеющим
ту же длину Н, что и пружина.
Прогибы В у эквивалентного прямого
бруса вычисляются, как обычно, с по-
мощью интеграла Мора (см. т. 3, гл. III,
стр. 151).
Последний в рассматриваемом случае
записывается следующим образом:
н н
в - I MMfz + f 2^51 (33)
J A J о
где жесткость эквивалентного бруса при
жесткость эквивалентного бруса
сдвиге
при
с
5 “ кМ~"
В последних зависимостях в„ — EJ„ —
жесткость поперечного сечения витков
при их изгибе относительно оси л (см.
табл. 9); Вь — EJb — жесткость попе-
речного сечения витков при их из-
гибе относительно оси b (см. табл. 9);
С — жесткость кручения (см. табл. 9);
D — средний диаметр пружины; /—число
витков.
Интегрирование ведется по длине Н
эквивалентного бруса
Фиг. 27. Конструкция
универсального креп-
ления пружка.
Внутренние силовые факторы от задан-
ных сил (М, Q) и единичной нагрузки
(Л11( Qi), т. е. изгибающие моменты М,
Afj и поперечные силы Q и Qt, устана-
вливаются известными приемами, разра-
ботанными приме-
нительно к прямым
брусьям.
Конструкция
универсальн ого
крепления по
фиг. 27 позволяет
пружине воспри-
ниматьлюбую ком-
бинированную на-
грузку (одновре-
менно растяжение
или сжатие, круче-
ние и изгиб). Такое
жесткое соедине-
ние можно осуще-
ствить при помощи пробки со специаль-
ной резьбой с последующей развальцов-
кой или расклепкой резьбы и отгибом
крайнего витка.
Призматические пружины сжатия
специального контура
Фиг. 28. Форма
витков призма-
тических пру-
жки.
Призматические витые пружины (см.
фиг. 5) отличаются от обычных цилин-
дрических формой витков. Эти пружины
навиваются на призма-
тических оправках, по-
перечные сечения кото-
рых имеют вид выпукло-
го многоугольника (пря-
моугольника) со скруг-
ленными углами, а иног-
да с криволинейными
гранями (фиг. 28).
В пружинах с витка-
ми некруглой формы ма-
териал находится в зна-
чительно более тяжелых
условиях работы, чем в
винтовых цилиндриче-
ских пружинах.
Призматические пру-
жины следует исполь-
зовать только в случае
ходимости, обусловленной габаритными
и другими конструктивными соображе-
ниями. Призматические пружины при
несимметричном очертании витков необ-
ходимо монтировать, во избежание ис-
кривления, в направляющих стаканах
или на оправках.
Расчет, конструирование и изготов-
ление таких пружин см. [29], [15]
острой необ
ВИТЫЕ ПРУЖИНЫ
637
Фасонные витые пружины
Конструктивные соображения, тре-
бования, обусловленные габаритом, не-
обходимость обеспечения должной ча-
стоты собственных колебаний упругой
системы, желание получить более ком-
пактные жесткие пружины или пру-
жины с непрямолинейной характери-
стикой приводят к применению фасон-
Фиг. 29. Коническая пружина с постоянным
углом подъема витков.
ных пружин, работающих преимуще-
ственно как пружины сжатия [17].
Характеристика фасонной пружины
и ее габарит определяются поверхно-
Фнг. 30. Коническая пружина с постоянным
шагом.
Фиг. 31. Параболоилиая пружина.
стью, на которой располагаются центры
сечений витков, и уравнением проекции
оси витков на опорную плоскость.
На практике наиболее часто при-
меняют конические (фиг. 29 и 30) и па-
раболоидные (фнг. 31) пружины.
Пружины телескопического вида
(фиг. 32), предназначенные для воспри-
ятия больших усилий (буферные пру-
жины), навиваются из полосовой стали
прямоугольного сечения с большим
отношением сторон Ь : а.
Характерная особенность фасонных
пружин сжатия: при
большие деформации,
а следовательно и на-
ибольшее изменение
угла подъема, имеют
место у витков на-
ибольшего радиуса.
Это может привести
их в соприкосновение
с опорной плоскостью
или друг с другом
(к посадке), и они пе-
рестают работать;
остальные витки про-
должают деформи-
нагружении наи-
Фнг. 32. Телескопи-
ческая пружиня.
роваться и "переме-
щаться свободно (фиг. 33). При специаль-
но подобранных углах подъема и опре-
деленном виде спирали в плане можно
Фиг. 33. а — нелеформированная фасонная пру-
жина: б — деформированная фжоняяя пружина
с .посаженными- друг на друга литками; в — ха-
рактеристика фасонной пружины, отражающая
наличие посадки винтов.
получить посадку, начиная с витков
малого диаметра.
При наличии посадки витков жест-
кость пружины в процессе деформации
постепенно возрастает, и ее характе-
ристика получает вид, представленный
на фиг. 33, в.
Общая теория пружин с криволи-
нейными характеристиками изложена
в работах |18|, |20|, [21].
Расчет фасонных витых пружин.
Фасонные пружины сжатия рассчиты-
вают на прочность по формулам для
винтовых цилиндрических пружин рас-
тяжения-сжатия [см. формулы (2) —
(5) J, в которые вместо диаметра D сле-
дует вносить Чгиасч, где гРасч — радиус
наибольшего витка из числа тех, ко-
торые при расчетной нагрузке еще не
успели сесть на опорную плоскость
638
ПРУЖИНЫ и РЕССОРЫ
Формулы для расчета конических и параболоидных
Величины, опре деляемыс по фор мулам таблицы Параболоидная пружина Коническая
г, — л, > И г, — г, < Id г, — г, > И
Сила, при кото- рой начинается посадка витков Р СН° л ’н.п. б „ С . / Н, НА нп-= Р - СН<‘ Г К, Л. { 2к»2
Сила, при кото- рой пружина сжи- мается ло предела о Рпред “ —jr- Рлред“^г 2г, / tl* 1 Ря. п рпред = д.
Осадка пружины пол действием силы Р Ф<Р<РН. я.) 2С • 1 »
Осадка, соответ- ствующая началу посадки витков (при Р~Р„, „.) ‘и. Я - + «»)«. ^.я" ^м.яж/( r2~*~ 2С *и. л-X Х(1 + ?)Я.
Осадка пол дей- ствием силы Р (Рн. я. < Р < < Рпред) - -г~ «•); п / для малых q 100,5(2- Н, 0.5 (Н„ - Н\ ( Р, гдв с(я* * нт) р,« —2 Я/(га+л) 4 3 Г Ри « Р ' -3 а/ ... ' рм. п ? /
Наибольший кру- тящий момент прн Рн. п.<Р< < Рпргд («"" подсчета напря- жений) и значе- ние гяое Мк-г, УРН.„Р; г — г, л/~1>н- я пос ° У — £ гяосв’,‘УГ-^ Мк — г, У рн. npt' 'noc-^V -р-
Вид пружины в плана Архимедова спираль: г — г, -|- Г*♦ Длина проволоки пружины 1 RS «2 (Г, 4- г,}.
Примечание. И,— длина иенагружеииой пружины; г, — наибольший радиус рабочей части вит- крв рружины при Р<РМ. л, —наименьший ралиус рабочей части витков пружины приР<Р„ я; . •/ — число рабочих витков; d — диаметр проволоки.
ВИТЫЕ ПРУЖИНЫ
639
Таблица 13
вружав с витками круглого поперечного сечения
пружки» Л — const Коническая пружина я = const
r> — ъ < И т '‘«'л. А<г т
'1 — fl > id г, — г, < id
С(Н'-Нт) СНат рн. п “ п 'j^s - Л) ₽а.л Ik 1
ря. я Рпред “ - ^и. л рпред J7~ Рпред =
Х„. „-0.М (! + «•) X ха+«)(«.-ня) *• я 3 1 — q х - Р"- я /,3 ,S) «• я ЛтС \г2~ г1)
>* и . , 3t •1’Т 1 — ? s L < и х. «1- „v? f ? •* J * i 1 1 -? 3 г а* с*» 1
Л* — г, у/~рн. п Р' 3 Г р -Г>У ПО f р мк = V рн. Пр; Г р"‘ н гпос п У —р— - ff с
Логарифмическая спираль: г — г,*™* Длина проволоки пружины Zes — (г, — г,) Л1 .
с “ %; - V ю-tn * _ ’ Л . _ d _ т=: £• 4 г, 'т
640
ПРУЖИНЫ И РЕССОРЫ
или на соседние витки и тем самым
выключиться из работы. Следовательно,
Г1 С грасч гг<
где г-г — наибольший и г, — наимень-
ший радиус витков фасонной пружины.
Если посадка витков еще не имеет
места (Р < Р„. л), то грасч = п; если
посадка началась (Р > Рн_ „), то гРасч =
= г„ос = / (Р). Значения г расч (Р)
для трех основных типов пружин при-
ведены в табл. 13.
Коэффициент k в формуле (2) опре-
деляется по величине отношения
расч -грасч
С = ---з— или с = ------.
d а
В ряде случаев следует дополни-
тельно проверить напряжение в уже
севших витках по нагрузкам, соответ-
ствующим моменту их посадки. При
этом для витка наибольшего радиуса
в формулах (2) — (5) надо принять
D = 2гг н Р = Р„'
Кроме того, необходимо проверить
прн наибольшей нагрузке напряжения
в витке наименьшего радиуса с учетом
его кривизны. Во избежание перена-
пряжения внутренних волокон витков
меньшего диаметра необходимо, чтобы
. их индекс 4-га)п > 3.
Жесткость основных типов фасонных
витых пружин. Геометрические харак-
теристики трех чаще всего применяе-
мых на практике типов фасонных пру-
жин и их упругие характеристики (при
условии, что витки имеют круглое сече-
ние) приведены в табл. 13.
Сила, при которой начинается по-
садка витков, обозначена Рн,„. Прн
нагрузках Р < Рн_ „ характеристика
пружин (А, Р) сохраняет прямолиней-
ность; при Р> Рн „ все рассматривае-
мые пружины имеют криволинейную ха-
рактеристику с монотонно увеличиваю-
щейся жесткостью. У фасонных витых
пружин (см. выше), проекция оси вит-
ков которых на опорную плоскость
имеет вид архимедовой спирали, все
витки, начиная с большого, монотонно
садятся либо на опорную плоскость
(при о — rt > id), либо друг на друга
(при г2 — г, < id). Сила, при которой
полностью заканчивается посадка, обо-
значена Рпреп <см- фиг. 33, в). У кони-
ческих пружин, проекция которых на
опорную плоскость имеет вид лога-
рифмической спирали, посадка проте-
кает по более сложным закономерно-
стям (см. табл. 13).
При нагрузке Р < Рн_ „ осевое пере-
мещение X торнов фасонной пружины
может быть определено по формуле (9).
Жесткость Z фасонных пружин при
а < 12° зависит лишь от вида спирали
в плане и формы поперечного сечения
витков (значения Z см. табл. 14).
Потенциальная энергия, накопляемая
фасонной пружиной при ее деформа-
Таблица И
Формулы для вычисления жесткости фасонных пружин при Р < Ри „
141 П , ГЛ
ФОрМ« ПО-
Ирмям
сечения
нитка
Жесткость пружнн параболоидных и кони-
ческих с постоянным шагом (Л const)
Жесткость конических пружин
с постоянным углом наклона
пн г коп (к — const)
_________Od*_________
i6/{r,4-r,)(r’-H-'f)
n.atHOmd*
___________Оо*
11.1® (г, + г,) (4 + rJ)
<1,4230m а*
-ГЛ-<8
_________Оо‘______
M/(r, + r,)(r2+ rj)
ЗгртЬа'
i , Л
Примечание. Значение коэффициентов г, и А см. в тайл. м.
ВИТЫЕ ПРУЖИНЫ
641
цин, может быть подсчитана по форму-
лам (11) н (Па), в которых А обозначает
осадку фасонной пружины под нагрузкой
Р < Ри. п
Прн Р>Рм.п формулы (II) и (Па)
не могут быть использованы.
Формулы для подсчета потенциаль-
ной энергии в этом случае см. (21].
Фасонные пружины сложного вида —
бочкообразные, двусторонние кониче-
ские и пр. — могут быть расчленены
на цилиндрические и конические пру-
жины простейших типов.
Жесткость сложной пружины 2СЛ
может быть определена по формуле
гсл “ zt + z, +
где Zt при i = 1, 2, .... п — жесткость
отдельных элементов пружины (см.
табл. 9 и 14).
Заневолнвание пружин
Зансволивание (см. [17]) наиболее
широко применяется к пружинам сжа-
тия. Для этого их сжимают до соприко-
сновения витков и выдерживают в этом
состоянии в течение 6—48 час. в зави-
симости от ответственности и назначе-
ния пружины при непременном усло-
вии, что последняя в результате этой
технологической операции получает
некоторую остаточную осадку. Зане-
волнвание приводит к повышению
несущей способности пружин прн
упругих деформациях; этой опе-
рации целесообразно подвергать пру-
жины статического н ограниченно крат-
ного динамического действия. Пружины
длительного вибрационного действия
(например, клапанные) и пружины, пред-
назначенные для работы прн повышен-
ных температурах (150—450° С) или
в коррозионной среде, не должны под-
вергаться заневолнванию.
Прн проектировании и изготовлении
пружин-заготовок, подвергающихся впо-
следствии заневолнванию, необходимо
учитывать их остаточные деформации.
Для расчета заневоленных пружин
необходимо располагать характери-
стикой используемой пружинной
проволоки прн сдвиге (диаграммой
сдвига 1, т). Она может быть построена
по характеристике материала проволоки
при растяжении [24] нлн по диаграмме
обжатия опытного образца пружины
Ц5].
41 Том 4 769
Расчет заневоленных цилиндрических
пружин сжатия, свитых из проволоки
круглого поперечного сечения [11].
Руководствуясь диаграммой (•(, х), вы-
бираем наибольший сдвиг кото-
рый практически целесообразно до-
пустить в рассматриваемом случае при
заневоливании. Тем самым устанавли-
вается степень развития пластической
зоны в сечениях витков (фиг. 34).
Диаграмма аЮиго
Зпюра юпрекгнив,
CHUHasmu при
разгрузке
Фиг. 34. Диаграмма сдвига н эпюры касательных
напряжений и поперечных сечениях витков мие-
воленной пружины.
величию остаттл
юпряяеюй в крайне*
Ваюкне сечение
Злюро юп/иптпЛ
Визниконррик при
Диаметр упругого ядра
rf,-
xyd
СЪак *
(34)
где ту — предел текучести при сдвиге,
G — модуль сдвига.
di
Целесообразно принимать > 0,5,
что соответствует отношению
где
1<-^<2,
Тт
• • Л
Чем меньше отношение р=у,тем
дольше должен длиться процесс занево-
лнвання.
Осевое перемещение пружины
при заневоливании, необходимое для
получения в сечениях витков сдвига 7Эам,
14D»..
леи “ Тз к-
(35)
При этом осевое усилие
> Kd9 А
зам-^Ф.
(36)
642
ПРУЖИНЫ И РЕССОРЫ
где
Тмя
Ф — (37)
TL* J
о
Интеграл, подлежащий определению
графическим способом, представляет
собой момент инерции заштрихованной
площади OAECNO диаграммы сдвига
(фиг. 34) относительно оси т.
Обычно при заневоливании пружин
сжатия нагрузка Рзан приводит витки
в плотное соприкосновение (Рзак=
= РпрейУ
Тогда длина пружины-заготовки
(38)
Остаточная осадка пружины
\>ст “ ^зап ~~ • (39)
Принимая начало координат О диа-
граммы сдвига (фиг. 34) за центр, про-
водим окружность радиусом ON.
Считая, что построенный круг изобра
жает поперечное сечение витка, можно
диаграмму сдвига на заштрихованном
участке (от О до 'Ьах) рассматривать
как эпюру напряжений, возникших
в поперечных сечениях витков пружины
при первичном нагружении. При раз-
грузке зависимость между напряже-
ниями и деформациями прямолинейная.
Поэтому можно себе представить, что
напряжения, снимаемые при разгрузке,
16 Р3^>„
рамр= к • Р>
(40)
где р — текущий радиус в сечении витка
(условная эпюра напряжений, снимае-
мых при разгрузке, представлена на
фиг. 34 прямой ОВ).
Остаточные напряжения (эпюра
ОАЕВ на фиг. 35). образование которых
и является целью процесса заневоли-
вания, определяются как разность на-
пряжений, возникших при первом на-
гружении, и напряжений, снимаемых
при разгрузке. Внутренние силы в сече-
ниях разгруженной пружины взаимно
уравновешены.
Для вычисления истинных напряже-
ний, возникающих прн рабочей на-
грузке Р, следует к номинальным на-
пряжениям
16 PD
п d* ?
(41)
прибавить остаточные напряжения. Эпю-
ра номинальных напряжений прн рабо-
чем нагружении пружины представлена
на фиг. 35 линией
ОМ. Эпюра истин-
ных напряжений
в этом случае при-
нимает вид линии
ОА’Е'В'. Истин-
ные напряжения
(у периферии по-
перечного сечения)
оказываются мень-
шими (отрезок
СВ'), чем номи-
нальные (отрезок
СМ). Наибольшее
истинное напряже-
ние представляет-
ся отрезком FA'.
О за пасе прочно-
сти заневоленных
Фиг. 35. Эпюра
остаточных
ОАЕВ
касатель-
ных напряжения в по-
перечных сечениях пят-
кой разгруженной пру-
жины (Р = 0) и эпюра
ОА 'Е'В' касательных
напряжений в попереч-
ных сечениях витков
пружнвы. нагруженной
силой Р.
пружин следует судить по относительным
размерам упругого ядра в сечении и по
Тразр -
отношению —-----, где 7„азр — наиболь-
_ Таан ' и
шнй сдвиг па диаграмме (1, т), соот-
ветствующий разрушению.
Порядок расчета. Даны Рга(1Х и Хтах.
Выбираем марку стали. Для расчета
необходимо иметь диаграмму сдвига
(7, т) материала. Задаемся Р = у >
> 0,5. Определяем f3aH по формуле
(34). Используя диаграмму сдвига, вы-
числяем графически величину Ф по фор-
муле (37). Задавшись индексом пружины
с = 4 -j- 8, определяем d (см. формулу
(36)]:
^7>пихс
-ч‘||
(36а)
d -
где
а . Зат. _ 0,8 -+- 0,9
• зан
(для пружин сжатия Рзан — РПред>-
Коэффициент а < 1 вводится в расчет
для того, чтобы несколько отдалить
рабочую часть характеристики пружи-
ны, соответствующую интервалу нагру-
зок (от О до Рт„) от конечной части ха-
рактеристики (от Ртп до Рпред). по-
скольку последняя из-за несовершенства
технологии изготовления пружины при
нагрузках, близких к Рпред “ Рзан.
теряет свою линейность.
Диаметр пружины D — cd.
ВИТЫЕ ПРУЖИНЫ
643
Необходимое число витков |см. фор-
мулу (14)]
“ 8Pm„D3 •
(14а)
Свободная длина пружины-заготовки
[по формулам (35) и (38)]
Ьоя.
а
Длина ненагруженной готовой пру-
жины
Л/о " Нзаг ~ Кзспг
Эпюра остаточных напряжений
строится, как указано выше (фиг. 35).
Теорию заневоленных пружнн сжатия
с витками прямоугольного сечения, а
также о заневоливании пружин круче-
ния и заневоливании конических пружин
с витками круглого сечения см. [4].
Пример 5. Рассчитать занево лепную цилнвдри
вескую пружину сжатия. Исходные данные: при
нагрузке Р1Пах = 5 кГ осевое перемещение пру-
жины должно составлять * __ = 26 мм.
,, м maX
Предварительные соображения.
По табл. 7 условное допускаемое напряжение
ала заиеволенмых пружнн из проволоки марки Г1
М-0.6е„.
Задаааясь 1т) — 12 000 кГ/см*, воспользуемся
для^ предварительной оценки размеров пружины
pM-P-JJ-5 J^-ОЛПкГ.
По табл. 11 силе Р,о —0,417 кГ примерно со-
ответствует пружина, для которой d — 1,0 мм и
D «8 мм.
Из табл. 3 следует, что лля проволоки марки
П диаметра 4-1,0 мм
„вр = 19 500 кГ!см'-.
(г) - 0,6oe/j - 11 700 кГ1см*.
Таким образом, ориентировочно проведенный
предварительный расчет следует признать удач-
ным.
Переходим теперь к подробному расчету, ис-
ходя из диаграммы сдвига (у, т) используемой
проволоки (фиг. 36, а).
1. Задаемся
4г “°'5,
2. Определяем
_ _ ’Г
’лян
Модуль сдвига
О—8*104 кГ\сМ>.
Предел текучести тг устанавливаем по
фиг.Э6,а и принимаем его равным т—— 7500 кГ/см1'.
тогда
'мл “ ~о7 “ В-10**0,5 “ 0Л188-
Коэффициент запаса по разрушению
Тротр 0,032
(веанчину TM>n=^ устанавливаем по
фиг. 36, о).
3. Используя диаграмму сдвига (у, т), вычис-
ляем графически по формуле (37) величину Ф:
Ъои
Ф — ту’Л — 3120 КГЦ*.
^зам О
2*5-8
«•3120 03 ” 0,101 ем’
4. Задавшись индексом пружины с — Я (см.
выше значения О к <f), определяем диаметр про-
волоки d по формуле (Эва):
/М>С
—!"«_
хф>
где примято
-^1“ -0.8.
зон
Округляем диаметр ло d = 1 мм.
Средний диаметр пружины D = cd = 8 мм.
Фиг. 36. Графические построения к расчету зане-
волениой пружины сжатия: и - диаграмма сдвига
проволоки; о - эпюра напряжений при нагрузке
б кГ.
(ПАХ
6. Предельная сила, необходимая для занево-
ливаиня и приводящая витки в соприкосновение,
по формуле (36)
р — ф — I'0,1* 3120 — 6,12 кГ;
' зон 2D 2-0,8
. _ JjSM - -®£_-0.82.
Р 6,12
зан ’
6. Необходимое число рабочих витков по фор-
муле (Иа)
z- . т«х°<- _ 10 ,итм,
‘ 8/' „О’ 8.5-0,8» ”»1ипи™°"*
max
Полное число витков с учетом опорных витков
4 — 10 + 1,5 — ИЛ витка.
41*
644
ПРУЖИНЫ И РЕССОРЫ
7. Осевое перемещение торноо пружины X
при зяневолипаиим, необходимое для получения
в сечениях витков наибольшего сдвига т м —
зам
— 0,0188, по формуле (35)
‘лам " 0Х>188—3,78 «.
8, Остаточная осадка вследствие запеаоливаиия
по формуле (39)
1 — 1 —
ост хан О<Р
«-в,12-0,8М0 „„ ,,, „„
- 3,78 ~ ~$.ЦЯ.О 1« “ 3,78 ~ 3,13 " 0,85
9. Длина пружины-заготовки по формуле (38)
"заа “ (Z° “ °-5’ 4+ Хзая “ <113 ~ °’5)011 +
4-3,78-4,88 см.
10. Свободная длина пружины
"• “ "га, ~ 'ост ~ - °* " “
— —'*? — 5,3 — пружину необходимо уста-
I L) UiO
повить на оправке j .
11. Построим иа диаграмме сдвига (у, т)
(фиг. 38,а) сечение проволоки, вычерченное в не-
котором масштабе так, чтобы его некто раамо-
стился в начале координат О. а а периферийных
точках сечения угол сдвига достигал Т,ОЯ“0<0188.
Тогда при полном сжатии ааневблеииоА пружины
в процессе ее експлуатацни касательные напряже-
ния в поперечных сечениях витков будут дости-
гать величины, определяемой на фнг. 38, а кри-
вой ОАЕС.
12. Руководствуясь формулой (40), выясним
так называемое , поаволяюшее установить
величину остаточных напряжений:
,тах _ _» . Р.МИР _ 8-6,12-0/1 _
разе О* = к.0,1*
— 12460 кПсм*.
Из графических построений на фиг. 36, а выяс-
няется величина остаточных напряжений. Эпюра
остаточных напряжений представлена кривой
ОАЕВ ва фиг. 36. 6.
13. Наибольшие номинальные касательные
напряжения о поперечных сечениях витков пру-
жины без учета кривизны витков при рабочей
нагрузке (см. формулу (41))
- -Sr- - ЮЗ» «Пела*.
Учитывая остаточные напряжения, равные в
крайних точках сечения 1250 кГ)см', имеем
,шах — Ю 200 - 1250 - 8860 *Псм'.
рао
Эпюра напряжений прн нагрузке ^„“5 кГ
С учетом остаточных напряжений представлена
на фиг. 36, 6 (кривая ОА'Е'В').
В действительности, принимая во внимание
кривизну витков, напряжения будут несколько
отличаться от рассчитанных выше.
Фиг. 37. Схема ударного
нагружения пружины амор-
Расчет пружнн при динамической
нагрузке
Пружины часто ставятся в условия
динамического нагружения (амортиза-
торы и пр.), когда сила прикладывается
практически мгновенно, с известной
энергией удара (ударная нагрузка), или
же очень быстро. Витки пружины по-
лучают прн этом значительную скорость,
и их перемещения зависят от предель-
ной величины нагрузки, от продолжи-
тельности нагружения и закона возра-
стания во времени усилия, воспринимае-
мого пружиной (кратковременная на-
грузка).
Обычно довольствуются приближен-
ным расчетом на ударную нагрузку,
а именно статическим расчетом по на-
грузке
э к в ив алентнои
ударному дей-
ствию. При про-
дольном ударе
по цилиндриче-
ской пружине
ZXy<,, 02)
где Z — жест-
кость пружины
(см. табл. 9); ______г_.
Х^ —осевое перемещение торнов пру-
жины при ударе.
Если на наклонно поставленную пру-
жину (фиг. 37), предварительно поджа-
тую на величину Xq, надвигается груз
Р со скоростью ц, в направлении оси
пружины, то можно определить из
уравнения баланса энергии
+ (Q + Р) (\д ~ Хо) sin Ь -
-(Ч«-хо)4* (4з)
Здесь U7 — кинетическая энергия
системы после соударения в кГсм:
У- — ^+CQuoS, (44)
где
t'“/i + Q + CQo: (45)
Q — вес деталей, присоединенных к
пружине; Qo — собственный вес пру-
жины; С — коэффициент приведения ее
массы к месту соударения (для цилин-
дрических пружин при приведении
массы к концу пружины С •= */|) (30).
ВИТЫЕ ПРУЖИНЫ
645
При составлении уравнения (43) энер-
гетического баланса предполагалось, что*,
а) удар неупругий; б) деформация мгно-
венно охватывает всю пружину (допу-
стимо принимать при о0 < 5 м/сек)
и скорости ее отдельных элементов про-
порциональны перемещениям этих эле-
ментов прн статическом приложении
нагрузки в месте удара; в) все дефор-
мации упруги, и потенциальная энергия
пружины может быть подсчитана по фор-
мулам, соответствующим статическому
нагружению; г) опоры пружины счи-
таются абсолютно жесткими; д) дефор-
мация ударяющего тела во внимание
не принимается.
Если Оо (м/сек) > 0,28 kj (кГ/мм*)
(tf — предел текучести материала
при сдвиге), то в первом витке
пружины, свитой из проволоки круг-
лого поперечного сечения, неизбежно
возникнут пластические деформации вне
зависимости от массы ударяющего груза.
Кратковременная нагруз-
к а. При кратковременном воздействии
нагрузки витки пружины получают за-
метную скорость, напряженное и дефор-
мированное состояние пружины при
этом значительно отличается от таковых
при статическом нагружении. Если наи-
больший период собственных колебаний
(период основного колебания Tt сек.)
цилиндрической винтовой пружины
с присоединенным на свободном конце
грузом
(46)
не мал по сравнению с продолжитель-
ностью нарастания нагрузки, то осевое
перемещение нагружаемого конца пру-
жины зависит от импульса силы. В при-
веденной выше формуле Н—длина
пружины, а — скорость распростране-
ния ударной волны вдоль оси пружины:
а - Ycx/w*1 (47)
где С — жесткость проволоки при кру-
чении (см. табл. 9) (для проволоки круг-
лого сечения С= OJP); т —вес еди-
ницы объема материала; Л — площадь
поперечного сечения проволоки; х; —
наименьший положительный корень
уравнения
* ’К • — 3- (43)
где ₽ — отношение массы пружины к
приведенной массе груза, присоеди-
ненного к пружине. Значения х; для
различных ₽ приведены в табл. 15 [9],
[31].
' Таблица 15
Величина наименьших положительных
корней уравнении = при различных
значениих 3
8.0
9.0
10,0
15.0
20.0
1.13
1,20
1,27
1.32
1,37
1.39
1,41
1,417
1,473
1,53
1.57
0,70
0.75
0,79
0.82
0,86
0,98
0.7
0,8
0,9
1,0
1.5
2.0
3,0
4,0
5.0
6,0
7.0
0.10
0,22
0.32
0,43
0,52
0,59
0,65
0.01
0.05
0.1
0.2
0.3
0,4
0.5
В случае внезапного нагружения
конца пружины и ₽ = оо (нет присо-
единенной массы) осевое перемещение
ее конца вдвое превышает осевое пере-
мещение, имеющее место при стати-
ческом приложении той же нагрузки.
Расчет пружин при напряжениях,
изменяющихся во времени (усталостная
прочность пружин) (22). (311. Для
обеспечения прочности пружины при
неограниченном числе циклов нагру-
жений необходимо, чтобы наибольшее
напряжение в сечениях .витков пру-
жины не превышало предела вынос-
ливости. Последний должен быть,
строго говоря, экспериментально уста-
новлен при рассматриваемом цикле
нагружения образца пружины в усло-
виях, приближающихся к эксплуата-
ционным условиям работы пружины.
Для оценки выносливости пружин
растяжения и сжатия следует пользо-
ваться графиками экспериментальных
данных, полученных на соответствую-
щих образцах пружин. Графики
(фиг. 38. в) удобно строить в коорди-
натах tm и та, где
W + тш1п .
2 ’
тшц — ТП11П .
<а- 2
гш*х и тппп — многократно повторяю-
щиеся наибольшее и наименьшее на-
пряжения в поперечных сечениях вит-
ков пружины, определяемые с учетом
кривизны витков (см. формулы (2) —
646
ПРУЖИНЫ И РЕССОРЫ
Точки линии АТ ВС представляют
предельные напряжения различных цик-
лов с коэффициентами асимметрии
—1 < г < + 1. где
Ttnin
xmax
Точки оси ординат соответствуют зна-
копеременным симметричным циклам
изменения напряжений (г = —1).
Предельным напряжением в этом слу-
чае является предел выносливости т_р
Точки оси абсцисс представляют
статические режимы работы пружины
(г = +1)-
В этом случае предельное напряжение
тя соответствует предельному сдвигу
1раар. устанавливаемому по диаграмме
сдвига (см. фиг. 34).
Поскольку циклы, у которых тт„ >
> ту, недопустимы, диаграмма предель-
ных напряжений (фиг. 38, а) на неко-
тором участке срезается прямой DB,
Фнг. 38. Диаграмма предельных напражений пру-
жин прн асимметричных циклах.
наклоненной к оси абсцисс под углом
45® и отсекающей на ней отрезок 0D,
равный в масштабе пределу текучести
’Г-
Если точка К, характеризующая ре-
жим работы рассматриваемой пружины,
расположится внутри области, ограни-
ченной кривой ABD (фиг. 38, а), то
исследуемый режим работы пружины
не является опасным.
Величина коэффициента запаса по
текучести П/ устанавливается по фор-
муле, используемой в расчетах при ста-
тической нагрузке:
лт-г^-. (49)
Хшах
Коэффициент запаса по выносливости
пг определяется отношением предела
выносливости zr наиболее вероятного
предельного цикла (с коэффициентом
асимметрии г) к наибольшему напря
жению исследуемого цикла:
пг = —. (50)
хтах
Наиболее вероятный предельный цикл
определяется точкой N пересечения пре-
дельной кривой АТВС и графика KN
зависимости та = /(тт), связывающей
переменные и постоянные составляющие
циклически изменяющегося напряжения
при вероятном нарастании нагрузки
в эксплуатационных условиях.
Коэффициент запаса по выносливости
в этом случае
ОМ + MN
п' = OF + FK ’
Например, прн свободном колебании
_ груза, присоединенного к пружине, воз-
гж можно лишь нарастание переменной
составляющей то цикла изменения на-
пряжений у пружины; тогда предель-
ный цикл определяется точкой S на вер-
тикали KS и
OF + FS
Пг~ OF + FK'
Однако часто установить зависимость
= /(тт) бывает очень трудно; в этом
случае принято сравнивать рабочий
цикл с подобным предельным циклом
(т. е. с предельным циклом, имеющим
тот же коэффициент асимметрии, что
и заданный цикл).
На диаграмме фиг. 38 каждый луч,
например луч ОК, является геометри-
ческим местом точек, характеризую-
щих подобные циклы. Подобный пре-
дельный цикл определяется точкой L
пересечения луча ОК с предельной
кривой; тогда
ОЕ + EL OL
п'~ OF+ FK “ ОК’
ВИТЫЕ ПРУЖИНЫ
647
При полноценном н однородном мате-
риале, с достоверно известной диаграм-
мой предельных циклов и при воз-
можно полном и точном учете всех
условий работы пружины запас проч-
ности пг можно принимать равным
1,3-1,6.
В большинстве случаев диаграммы
предельных циклов отсутствуют, и рас-
чет приходится вести приближенно,
исходя из предела выносливости то
пружины при пульсирующем напряже-
нии (0 ’'max)- предела выносливости
для знакопеременного симметричного
цикла (t—i) и предела текучести про-
волоки (ty).
Упрощенную диаграмму ATQD, на
которой кривая на участке АТ В заме-
няется прямой АТ, определяемой вели-
чинами т_] и т0, см. на фиг. 38, 6.
На диаграмме циклы при пульсирую-
щем напряжении характеризуются лу-
чом ОТ при угле Р = 45°.
Циклыу пружин растяжения—сжатия,
имеющие место на практике, обычно
представляются лучами, лежащими в
пределах изменения угла р от 0 до 45°.
Для циклов, определяемых лучами при
₽ > 1. где
Ту + T—1 — 2ту
формула для вычисления коэффициента
запаса по выносливости имееет вид
1,^Д + Х9.~\П., (51)
пг ’о Т_1
Для циклов, определяемых лучами
при ₽ < т, решающим фактором яв-
ляется текучесть материала, и коэф-
фициент запаса по текучести опреде-
ляется по зависимости (49).
Отсутствие подробных эксперимен-
тальных данных относительно устало-
стной прочности пружин, точно соот-
ветствующих рассчитываемой конструк-
ции, заставляет обращаться к таблицам
осредиенных усталостных характери-
стик пружинных сталей (см. табл. 5
и 6). В этом случае расчет следует вести
с запасом прочности п, = 1,8 ч- 2,2
в зависимости от ответственности пру-
жин 11J.
Если значение предела выносливости
т_| для используемой пружинной про-
волоки (прутка) неизвестно, то для
расчета можно воспользоваться (прн
условии, что 0 < ₽ < 45°) приближен-
ной (с погрешностью в сторону запаса)
формулой [22]
п Lx хп>«/
В этом случае диаграмма фиг. 38 для
циклов 0 < ₽ С 45° заменяется прямой
DT (фиг. 39) вместо ломаной DOT, и
возможность раздельного вычисления
коэффициентов запаса по выносливости
и по текучести исключается.
Расчет становится еще более прибли-
женным, если неизвестен предел вы-
носливости т0 при пульсирующей на-
грузке, и приходится пользоваться зна-
чением x_j. Тогда (при 0 < Р < 90°)
приходится довольствоваться формулой
122 J
_L — 17 1 I I
п 2*Г IA хшах/
xmln
xmax
(53)
В этом случае диаграмма схематиче-
ски представляется прямой AD (фиг. 39)
Фиг. 39. Упрощенная диаграмма предельных но
пряжеиий пружин при асимметричных циклох.
Примеп в. Клапанная пружина изготовлено из
хромоваиадиезой проволоки: кГ1см';
т, — 6300 кПсм*.
Размеры пружины: D—31 мм; d — З мм; t~9.
Предварительная затяжка пружины *зат —
—Ж мм.
Наибольший ход клапана прн работе №
— И мм.
Произвести поверочный расчет клапанной пру-
жины на прочность.
I. Определяем напряжения п поперечных
сечениях витков пружины.
а) При закрытом клапане по формуле (14)
ИМ4!СМ
1,14-В.10»-0,3 , _
xmfn ™ воч мт “ к-З.И-Э ”
= 2530 кГ1СМ>.
(при е --£-10,3 *-1,14
648
ПРУЖИНЫ И РЕССОРЫ
6)
2.
чести
X
При полном открытии клапана
1 = » +х = 25
JuJH
= had . _ ______
’шах х£Н * ’mln а
ЗЛ/71
= 2530 -Ц- = 3950 кГ1СМ>.
Коэффициент запаса прочности по теку-
V _ ®юо
пТ~-^—-- зд&Г = 2-15
tn ах
3. Выясвяеи режим циклической работы пру-
жины, т. е. определяем коэффициент асимметрии
цикла г:
mln _ 2530
— “ -йаГ30’64’
max
следовательно, 3 < 45° (см. фиг. 38, в).
4. Для опрелеления коэффициента запаса по
выносливости используем формулу (52):
откуда л = 1,77; коэффициент запаса по выносли-
вости достаточен.
Пружины кручения, витки которых
работают в основном на изгиб, можно
рассчитывать на выносливость по диа-
грамме предельных циклов, построенной
в координатах <г„, и аа аналогично
диаграмме на фиг. 38, и по формулам,
имеющим тот же вид и смысл, что и
формулы (50) — (53) для пружин растя-
жения-сжатия, но только все характе-
ристики прочности, связанные с круче-
нием, т0, т_], тг должны быть заменены
аналогичными величинами а0, в_1, а у
при изгибе.
МНОГОЖИЛЬНЫЕ ВИНТОВЫЕ
ПРУЖИНЫ II6J, |17]
Конструкция и назначение. Много
жильные пружины ((16]. [ 17]) (фиг. 40)
изготовляются из тросов, свнтых из
патентированной углеродистой прово-
локи диаметром 0,8—2,0 мм, обладаю-
щей высокими механическими свой-
ствами. Взаимодействие жил обеспе-
чивает пружине ббльшую прочность
при статической нагрузке. Возникаю-
щее при деформации пружины трение
между жилами способствует быстрей-
шему затуханию вибраций витков, что,
однако, связано с истиранием поверх-
ности составляющих жил-
В практике используются многожиль-
ные пружины сжатия (предельно на
100—120 кГ) и мно-
гожильные пружины
кручения. Много-
жильные пружины
имеют пологую ха-
рактеристику, что
позволяет получать
пружины нужной
мягкости при малом
габарите. Кроме того,
на заданном рабочем
холе амплитуда ко-
лебаний нагрузки
меньше, чем у обыч-
ных более жестких
пружин. Многожиль-
ные пружины целесо-
образно использовать
при статической и
ограниченно кратной
Фнг. 40. Много-
жильная пружина.
динамической на-
грузке (до 3-10' -=- 5-10* циклов нагру-
жения). Особенно большую экономию
в габарите и весе можно получить при
использовании заневоленных много-
жильных пружин. Применять много-
жильные пружины при неограниченно
кратном нагружении, например в ка-
честве клапанных пружин, едва ли це-
лесообразно вследствие износа (пере-
тирания) жил. Расчет и конструирова-
ние см. [16], [17].
ПЛОСКИЕ СПИРАЛЬНЫЕ
ПРУЖИНЫ
Конструкция и назначение. Плоские
спиральные ленточные пружины (фиг.41)
широко применяются в конструкциях
различных меха-
низмов и приборов
(например, в часо-
вых механизмах,
и т. д.) глав-
ным образом как
аккум ул яторы
энергии — завод-
ные пружины. Они
изготовляются нз
в ы с о некачествен-
ной углеродистой
стальной ленты,
обладающей боль-
шой прочностью
и достаточной пла-
Фкг. 41. Плоская спи
ральиая пружина.
стичностыо. Прн изготовлении пружины
лента навивается на валик (оправку) так,
ЧТО витки последовательно накладывают-
ПЛОСКИЕ СПИРАЛЬНЫЕ ПРУЖИНЫ
649
ся и плотно прилегают друг к другу.
Предварительно концы ленты на неболь-
шом участке отжигают для возможности
их крепления.
Уравнение оси пружинной ленты,
плотно навитой на валик, в полярных
координатах (уравнение архимедовой
спирали)
₽ - (54)
где р — текущий полярный радиус; в —
полярный угол; Н — половина толщины
ленты.
жины (заневоливание). В процессе дли-
тельного нагружения пружина не
должна «садиться», иначе она не при-
годна к эксплуатации. После заневолн-
вания пружина принимает в свободном
(распущенном) состоянии форму, напо-
минающую архимедову спираль.
Расчет плоских спиральных занево-
ленных пружин [4|, [17]. При расчете
следует руководствоваться диаграммой
истинных напряжений пружинной ленты
при растяжении (фиг. 42); предпола-
гается, что материал имеет при растя-
жении и сжатии одинаковые механи-
ческие характеристики. В сечении ленты
Фиг. 42. Эпюры нормальных напряжений п поперечных сечениях заневолениой плоской
спиральной пружины.
Начальный радиус Pi и конечный р2
неотожженной—рабочей части ленты,
образующей спираль, отвечают углу в)
и соответственно углу
0,-2^ + 6Х.
где i — число оборотов спирали пру-
жины;
(55)
Длина рабочей части ленты пружины
/ <s> я (Р1 + Р1) I. (56)
В целях стабилизации формы спирали
и напряжений, развивающихся в сече-
ниях ленты, последнюю после навивки,
почти не распуская, помещают в обойму
и выдерживают так сутки и более
в зависимости от ответственности пру-
на радиусе Р (Pj < Р < Pi) наибольшее
относительное удлинение в крайнем
волокне ленты
Н
‘гаях •
Перестраивая диаграмму растяжения
в новом масштабе по оси абсцисс так
(см. фнг. 42), чтобы «гам равнялось Н,
получим эпюру нормальных напряже-
ний, возникающих прн заневоливании
в сечении пружины на радиусе р.
Наибольшая деформация «гаах, а сле-
довательно и наибольшее напряжение,
будет при Р “ Pi:
Н 2Н
Р1 " d.'
где de — диаметр валика (оправки).
«гаах должно быть меньше истинного
650
ПРУЖИНЫ И РЕССОРЫ
относительного удлинения ленты прн
ее разрушении. Для часовых пружин
обычно принимают
2/7 I 1
d, ~ 30 32 ’
Остаточные напряжения
(см. стр. 642) определяются как раз-
ность напряжений при заневоливанин
(см. эпюру а на фиг. 42) и напряжений,
снимаемых при разгрузке (см. эпюру б).
На эпюре б
0’ — - м*
2ВН* *
(57)
где В — ширина ленты; 2Н — ее тол-
щина;
‘max
“ 2Вр2 azdi. (58)
Интеграл, подлежащий определению
графическим способом, представляет
собой ’статический момент площади
ОАВ диаграммы а = /(») относительно
оси а. Остаточные напряжения пред-
ставлены на фиг. 42 эпюрой в. Напря-
жения в заведенной пружине (когда
изгибающий момент в сечении равен
А1 < Мзаи)
Му
а = j* + яоеяг (59)
Для построения эпюры напряжений
в сечении ленты заведенной пружины
(эпюра д на фнг. 42) надо эпюру но-
минальных напряжений (эпюра г) сум-
мировать с эпюрой остаточных напря-
жений (эпюра в). Величина изгибаю-
щего момента М в сечении ленты зависит
от момента на валике и способа кре-
пления наружного конца спирали. При
расчете спиральных пружин следует
иметь в виду, что, начиная с некото-
рого момента процесса нагружения,
внутренние витки ложатся на валик,
и при полном заводе пружина прини-
мает почти ту же форму, что и при
заневоливанин, а напряжения в сече-
ниях вновь достигают величины, кото-
рую они имели при навивке (см. эпю-
ру а на фиг. 42).
Характеристика плоской спиральной
пружины. Характеристикой спиральной
пружины называется графически пред-
ставленная зависимость между момен-
том на валике (оправке) М и углом
его поворота у.
Теоретически для спиральной пру-
жины, лента которой подвергается чи-
стому изгибу,
М/
EJX’
? -
(60)
где I — развернутая рабочая длина
, 2В№
ленты; J х = —3—.
Характеристика пружин теоретиче-
ски — прямая линия; действительная
характеристика прямолинейна лишь
в средней части (фиг. 43), когда лента
свободно деформируется на всем своем
протяжении. На начальном этапе за-
вода часть витков прилегает к барабану
Фиг. 43. Характеристика плоской
спиральной пружины.
и в работе не участвует, в конце за-
вода значительная часть витков плотно
навита па валик и дальше уже не де-
формируется; на этих участках харак-
теристика пружины криволинейна.
Из-за трения между витками характе-
ристики при нагрузке и разгрузке не
совпадают; образующаяся на диаграмме
«петля гистерезиса» зависит от состоя-
ния поверхности ленты, длин ее ото-
жженных концов, условий закрепления
их и смазки. Площадь диаграммы
ОпСКО (фиг. 43) пропорциональна ра-
боте twn заводе пружины, площадь
СтОКС пропорциональна полезной ра-
боте пружины при ее разворачивании.
Отношение этих площадей дает к. п. д.
пружины.Точный вид характеристики в
каждом частном случае может быть
получен только экспериментально.
ФИГУРНЫЕ ГНУТЫЕ ПРУЖИНЫ
Фигурные гнутые пружины обычно
представляют собой плоские гибкие
кривые брусья малой кривизны
(фиг. 44, а — г), а иногда — простран-
ственные гибкие кривые брусья (фиг. 44,
д-з).
КОЛЬЦЕВЫЕ (КЛИНЧАТЫЕ) ПРУЖИНЫ
651
Расчет фигурных пружин на проч-
ность и жесткость обычно производится
по методам, разработанным примени-
тельно к плоскому и пространственному
кривым брусьям (17] (см. 3,
Фиг. 44. Фигурные (гнутые) пружины.
В тех случаях, когда в процессе
деформации форма и размеры плоских
пружин заметно изменяются, расчет не-
обходимо проводить по теории, разра-
ботанной Е. П. Поповым |19|.
Расчет пространственных фигурных
пружин с большими перемещениями
можно производить приближенно, рас-
сматривая последовательно ряд дефор-
мированных состояний пружины в про-
цессе ее нагружения.
ТАРЕЛЬЧАТЫЕ ПРУЖИНЫ
Конструкция и назначение. Тарель-
чатые пружины сжатия (фнг. 45), штам-
пуются из листовой стали (8 ® 2-г 6°,
= 2,0 + 3,0).
а
Тарельчатые пружины D = 28 •+
-+- 300 мм для рабочих нагрузок до
52 т см. в ГОСТ
3057-54.
Усилия Р, рас-
пределенные рав-
номерно по пери-
метрам наружной
и внутренней кро-
мок, изгибают пру-
жину и уменьшают угол в. Для получе-
ния нужного осевого перемещения пру-
жины составляют из ряда секций, каж-
дая из которых образуется двумя тарел-
ками (фиг. 46, а), соприкасающимися
наружными кромками. Секции мон-
тируются в гильзе или на общей
Фиг. 4S. Тарельчатк
пружина.
центрирующей оправке. Отдельные
секции взаимодействуют, соприкасаясь
внутренними кромками. Образуемые та-
ким способом весьма жесткие пружины
предназначаются для восприятия боль-
ших усилий и используются главным об-
разом как мощные буферные пружины
во всякого рода амортизаторах,
Для большего гашения энергии вос-
принимаемых ударов между тарелками
можно устанавливать шайбы (фиг. 46, б);
в этом случае жесткость пружины еще
несколько возрастет за счет сил тре-
ния, развивающихся на кромках та-
релок при их скольжении по шайбам.
При наличии особенно больших нагру-
зок пружины можно устанавливать па-
кетами (фиг. 46, в), вкладывая конус
в конус так, чтобы верхняя пружина
о) 6) в)
Фнг. 4в. Комплект тарельчатых пружин, установ-
ленных: а — последовательно; б — последователь-
но с промежуточными шайбами; в — пакетами.
своей внутренней поверхностью ложи-
лась на наружную поверхность нижней
пружины; прн этом рабочая нагрузка
может быть увеличена примерно пропор-
ционально числу пружин в пакете.
Тарельчатые пружины изготовляются
из листовой стали марки 60С2А (по
ГОСТ 2052-53) или других равноцен-
ных по механическим свойствам марок
сталей.
Для повышения несущей способности
при упругих деформациях тарельчатые
пружины заневоливают путем сжатия
до полного сплющивания. Допуски на
размеры тарельчатых пружин приведены
в ГОСТ 3057-54. Там же указаны тех-
нические условия приемки и испытаний
тарельчатых пружин.
Расчет тарельчатых пружин. Раз-
меры тарельчатых пружин можно под-
бирать, пользуясь таблицами, приведен-
ными в ГОСТ 3057-54. Более точный
расчет см. (4] и (15 J.
КОЛЬЦЕВЫЕ (КЛИНЧАТЫЕ)
ПРУЖИНЫ
Конструкция и назначение. Кольце-
вые пружины (фиг. 47) состоят из
внутренних и внешних стальных колец
С поперечным сечением специальной
652
ПРУЖИНЫ И РЕССОРЫ
формы, опирающихся друг на друга
своими конусными поверхностями.
Кольца вальцуются, а затем проходят
термообработку. Чтобы они при этом
не коробились, целесообразно делать
их со стенками
примерно равной
толщины, вогну-
тыми с нерабочей
стороны (фиг. 48).
Осевое усилие,
воспринимаемое
пружиной, создает
♦иг. 47. Продоль-
ный разрез кольце-
вой (клинчатой)
пружины.
Фиг. 48. Сече-
ние наружного
кольца кольце-
вой пружины.
на поверхностях соприкосновения
колец большие силы давления,
под действием которых наружные
кольца растягиваются, а внутренние—
сжимаются. При этом, несмотря на
значительные силы трения, препятствую-
щие относительному проскальзыванию
колец, последние вдвигаются друг в
друга, вследствие чего общая высота
пружины уменьшается.
Поскольку угол конусности ₽ больше
угла трення ? (tg ? — f, где коэффи-
циент трения скольжения / а: 0,1
+• 0,16), внутренние силы упругости при
разгрузке пружины, преодолевая тре-
ние, вновь восстанавливают ее размеры.
Характеристика пружины изображена
на фиг. 49. Процесс нагружения пред-
ставлен прямой ОА. Для этой пружины
внешнее усилие, приложенное к торце-
вому кольцу, уравновешивается силами
давления и силами трения (при отсут-
ствии сил трення характеристика шла
бы примерно так, как указано на
фиг. 49 штриховой линией ОС).
Процесс разгрузки распадается на два
этапа. Вначале (прямая АВ) прн умень-
шении нагрузки от Ртлх до Рв внутрен-
ние силы упругости парализованы си-
лами трения. Затем при значительно
уменьшившейся внешней силе внутрен-
ние силы упругости, все еще сохранив-
шие свое наибольшее значение, в со-
стоянии преодолеть трение. Они воз-
вращают кольца и исходное положение
(линия ВО). Площадь ОАСВО пред-
ставляет собой работу сил трения, пере-
шедшую в теплоту, В зависимости от
смазки и пригонки колец друг к другу
работа сил трения составляет примерно
60—70% полной работы, совершаемой
при нагружении пружины (площадь
треугольника ОДОО).
Столь высокая амортизационная спо-
собность кольцевых пружин трения
выдвигает их на первое место среди
других буферных пружин, в качестве
которых они широко и используются
(на тяжеловесном подвижном железно-
дорожном составе, в шасси самолетов
и т. д.), несмотря на некоторую слож-
ность их изготовления.
Расчет кольцевых пружин
Кольца, составляющие пружины, ра-
ботают иа растяжение (наружные коль-
ца) и сжатие (внутренние) [15].
Для внутренних колец
°В ~ •£ ”+
для наружных колец
tg"“+ f) ’ (62)
Осевое перемещение А торцов пру-
жины, состоящей из п колец (два из
них торцевые—односторонние либо пол-
ные, но работающие одной стороной),
ЛИСТОВЫЕ РЕССОРЫ
653
где Гц и FH — площади поперечных
сечений внутреннего и наружного колец;
Dg и Dff — диаметры их осевых линий
(см. фиг. 47).
Энергия, поглощаемая пружиной при
одном цикле нагружение — разгрузка,
(64)
Технические условия на рессоры же-
лезнодорожного транспорта см. ГОСТ
1425-53: технические условия на авто-
мобильные рессоры см. ГОСТ 3396-54.
Конструкция. Основные виды попе-
речных сечений листов, из которых
составляются рессоры, см. на фиг. 50.
Наиболее широко используются листы
где С в» 0,6 •+ 0,7.
При конструировании кольцевых пру.
жни следует руководствоваться при-
мерно следующими соотношениями:
а)
tg рад 0.25 ч-0,3;
0 = 14 ч-17°;
f)
9)
Н 1 1 1 1 ‘
Da~ 6 * 5 ’ Н * 5 3 ’
где ВсР — средняя толщина колец.
Зазор е между двумя последовательно
поставленными внешними (или между
внутренними) кольцами у предельно
сжатой пружины не должен быть меньше
0,1 см. Лучше делать зазор несколько
ббльшнм, особенно для колец большого
диаметра.
Общая длина разгруженной пружины
(при односторонних торцевых кольцах)
?////^//Z///z
t)
9)
я)
Фиг. 50. Визы
поперечных се-
чений рессор-
ных листов.
9)
9)
Фиг. 51. Конструкции кон-
цов рессорных листов.
L - (// + *)+ Хт„,
где п — общее число колец; Хтм —
наибольшая осадка пружины.
Мощные кольцевые пружины могут
быть составлены из двух пружин, поме-
щенных концентрически одна в другой.
Для пружин, многократно сжимае-
мых в течение короткого промежутка
времени, должны быть созданы условия
хорошего охлаждения.
ЛИСТОВЫЕ РЕССОРЫ
Классификация простейших типов
листовых рессор. Листовые рессоры
состоят из нескольких (обычно 6—12)
наложенных друг на друга стальных
листов одинаковой ширины, но различ-
ной длины. Конструктивно рессоры
выполняются в форме (см. фигуры
в табл. 16): 1) симметричных полуэл-
липтнческих; 2) несимметричных полу-
эллиптических; 3) кантилеверных; 4) чет-
вертных.
простейшей конструкции с поперечным
сечением по фиг. 50, а, в автомобильных
рессорах также листы двояковогнутого
профиля (фиг. 50, б). Рессоры железно-
дорожного состава часто выполняются
из листов с поперечным сечением по
фиг. 50, а; выступы, входящие в же-
лобки соседних листов, препятствуют
боковому смещению листов. Ту же цель
преследует и профиль по фиг. 50, е.
Автомобильные рессоры нз легирован-
ных сталей изготовляют нз листов,
имеющих несимметричный профиль по
фиг. 50, а и д. В этом случае нейтраль-
ная линия при изгибе листа распола-
гается ближе к растянутым волокнам;
вследствие этого напряжение послед-
них меньше напряжения сжатых слоев.
Эго обеспечивает ббльшую долговеч-
ность рессоры.
Конструкции концов листов рессор
приведены на фнг. 51. Наиболее распро-
странены концы типов по фиг. 51, а б и а.
В автомобильных рессорах часто при-
меняют тип пофиг. 51, к. Форма концов
сильно влияет на распределение усилий
между листами и на величину осадки
рессоры. Наиболее рациональны в этом
отношении концы листов, оттянутые по
654
ПРУЖИНЫ И РЕССОРЫ
Таблица 16 Прогибы, наибольшие изгибающие моменты и прогибы при предварительной осадке для рессор различных типов [3]
Тип рессоры Прогиб рессоры: •) при наличии стре- мянок; б) при отсут- ствии стремянок Изгибающий момент (наибольший), вы- званный силой Р Примерный прогиб прн пред- варительной осадке
б) /=
1,1,
2U0B,
f______р_
Л 80СЛ,
Л! =
(в сечеиии НВ)
Л1-Р
4 —
в
в_
Г Q -Н
•> / “ Ч ' 48EJ
РР
мА=м Pi,~^
(в сечсвин ДА)
(а сечении ВВ)
(а сечении АА)
f" “ 20<>Л,
(предполагается,
что при осадке
рессора нагру-
жается по оси
центрового болта)
гг 1 —- р к— / —“ р 3EJ М-Р ,в 200Л,
. Л, — толщина коренного листа.
ЛИСТОВЫЕ РЕССОРЫ
655
толщине так, чтобы жесткость их со-
ответствовала жесткости балки равного
сопротивления. При помощи такой от-
тяжки концов рессора может быть
приближена к равнопрочной «идеаль-
ной! рессоре (см. фиг. 53).
Листы собранной рессоры во избе-
жание относительного смещения во
время работы связываются хомутиками;
конструкции хомутиков см. [3]. Рес-
соры крепятся концами и в средней
Фиг. 5J. Типы ушков.
своей части. Для этой цели на концах
коренного листа завиваются ушки, про-
стейшие конструкции которых приве-
дены на фиг. 52. На фиг. 52, б показано
так называемое центральное ушко, при-
меняемое в рессорах, передающих тяго-
вое усилие. Ушки являются одним из
наиболее уязвимых и ответственных
элементов рессоры.
Во избежание аварий иногда при-
меняют ушки усиленной конструкции
(фнг. 52, г—з), когда отгибаются не
только концы первого (коренного), но
и второго листа.
Крепление рессор в средней своей
части производится с помощью подкла-
док, накладок и стремянок (U-образные
болты), крепящих рессору к раме или
тележке.
Во избежание пластической осадки
рессоры во время работы ее подвер-
гают предварительному обжатию (1—3
раза); при этом рессора получает про-
гибы, в 2 или 3 раза превосходящие
значение наибольшей расчетной осадки.
Значения практически создаваемых про-
гибов /0 при предварительном обжа-
тии для рессор, выполненных из хро-
мистых и кремнистых сталей, приве-
дены в табл. 16. Остаточная осадка
хорошо изготовленных и правильно
термически обработанных рессор со-
ставляет примерно 5—6% от f0. Обжа-
тие изменяет напряжение затяжки и
приводит к более равномерному рас-
пределению усилий между листами.
Возникающие вследствие образования
пластических деформаций остаточные
напряжения в поверхностных слоях
листов имеют направление, противопо-
ложное направлению рабочих напря-
жений от полезной нагрузки, что при-
водит к повышению несущей способ-
ности рессоры в пределах упругих де-
формаций.
Окончательно изготовленные рессоры
подвергаются испытаниям в соответ-
ствии с техническими условиями прием-
ки (см., например, ГОСТ 1425-53 или
3396-54).
Обычно ограничиваются определе-
нием стрелы рессоры при рабочей
нагрузке.
Расчет рессор иа прочность и жест-
кость. «Идеальная» рессора.
Листовые рессоры по форме прибли-
жаются к фор-
ме бруса равно-
го сопротивле-
ния при изгибе.
Рессора, в пол-
ной мере пред-
ставляющая со-
бой брус рав-
ного сопротив-
ления, назы-
вается «идеаль-
ной»; условия
работы ее не
отличаются от
условий работы
балки с по-
стоянной по
длине толщи-
ной h, имеющей
в плане форму
равнобедренно-
го треугольни-
ка (фиг. 53, а).
«Идеальная» рессора образуется из
Фиг. 53. .Идеальная'' рес-
сора.
наложенных друг на друга полос
(фиг. 53, б), на которые может быть
разделен треугольный лист, как это
показано пунктиром на фиг. 53, а. При
изгибе «идеальная» рессора искрив-
ляется по дуге окружности, и прогиб
ее конца
Р/9
(65)
где Р— усилие, приложенное на конце
656
ПРУЖИНЫ И РЕССОРЫ
рессоры (фиг. 53, б и в); I — длина рес-
6Лв
соры; J = л -J2 — суммарный момент
инерции <ндеальной> рессоры; п —число
листов; Ь — ширина рессоры; Л — тол-
щина листов (все листы рессоры имеют
одинаковое поперечное сечение); 1) —
коэффициент деформации.
Для «идеальной» рессоры т] = 1,5.
В поперечных сечениях всех листов
развиваются одинаковые наибольшие
нормальные напряжения
6Р/
“ й&Л» * (б6)
Реальная рессора. Реальная
рессора составляется из листов, кото-
рые по своим размерам (длине, форме
и размерам концов и т. д.) отличаются
от размеров листов, образующих
«идеальную» рессору. Дополнительное
влияние оказывают также условия кре-
. пления реальной рессоры (наличие или
отсутствие стремянок).
Для основных видов рессор и типо-
вых схем нагружения расчетные фор-
мулы приведены в табл. 16. В формулы
этой таблицы входит момент инерции
J------%- . (67)
I = п
где Ь — ширина рессоры; Л, — сум-
' e 1
ма кубов толщин всех ее листов.
Значения коэффициентов деформа-
ции т; для рессор различных конструк-
ций:
Тип рессор 1)
1. .Идеальная" р«ссорз ........... 1.5
2. Рессоры, близкие к идеальной, и»
листов с оттянутыми концами . . . 1,4—1,45
3. Рессоры из листов с концами, об-
рубленными по примой, когда вто-
рой лист равен по длине коренному,
о рессоры имеют не более одного
подкоренного листе................ 1,35
4. Рессоры из листов е копнами, об-
рубленными по примой, при нали-
чии 2—3 листов, равных по длине
коренному, и нескольких илдкорен-
иых листов........................ 1,3
5. Особо тяжелые рессоры с большим
количеспюм листов одинаковой
длины............................. 1,25
Наибольшие напряжения, возникаю-
щие в самом толстом листе рессоры
(обычно в коренном), определяются по
формуле
Mh
’max = 2J ’
где h — толщина самого толстого листа.
Допускаемые напряжении |о)в в коренных
листах (без учета напряжений затяжки) [3]
Допускаемое
Тип рессор ни?
в к Г Imj^
Рессоры паровозов, вагонов, трам-
ваев » т. д....................... 45-50
Передние рессоры легковых автомо-
билей .......................... . 45—50
Залине рессоры легковых автомоби-
лей .............................. 50-60
Передние рессоры грузовых автомо-
билей ............................ 35-45
Задние рессоры грузовых автомоби-
лей. прицепов и т. д.............. 45—50
Буферные рессоры.................. 30—40
Здесь приведены допускаемые напря-
жения для подсчетов по формуле (68).
Действительное напряжение в коренном
листе при наличии затяжки рессоры
меньше указанного, так как напряжение
от затяжки имеетпротивоположный знак.
Формулы для определения изгибаю-
щего момента М приведены в табл. 16.
Для того чтобы наибольшие напря-
жения в листах рессоры были примерно
одинаковыми, необходимо, чтобы рес-
сора была изготовлена из листов раз-
личной толщины или чтобы концы
у листов были оттянуты и по форме
приближены к балке равного сопро-
тивления.
Истинные напряжения в коренном
листе при наличии напряжений от за-
тяжки листов рессоры и остаточных
напряжений от предварительного обжа-
тия несколько меньше величин напря-
жений, даваемых формулой (68). Эта
формула не позволяет также доста-
точно точно вычислить напряжения
в коротких листах рессоры.
Желательно напряжения в коротких
листах рессоры (последнем и предпо-
следнем) проверять уточненным спо-
собом [3].
Конструирование листовых рессор.
Определение числа и тол-
щины листов. Рессоры часто
изготовляют из листов одинаковой
толщины (например, рессоры железно-
дорожного состава), что проще в произ-
водственном отношении; однако мате-
риал может быть использован более
рационально при выполнении рессоры
из листов различной толщины. Прн
этом у листов выравниваются макси-
ЛИСТОВЫЕ РЕССОРЫ
657
мальные напряжения. Рессора в этом
отношении приближается к «идеаль-
ной», и вес ее может быть уменьшен.
Например, автомобильные рессоры
обычно составляются из двух (не более
трех) групп листов разной толщины.
Самыми тонкими делаются короткие
листы, самыми толстыми — длинные.
Установив по сортаменту проката тол-
щину листов, следует их число п по-
добрать так, чтобы были удовлетво-
рены требования, предъявляемые рас-
четом (см. табл. 16).
Определение длины листов.
Длину листов можно устанавливать
графически (фиг. 54). В этом случае
Фиг. М. Схема определения длины листов
рессоры.
по вертикали откладываются кубы тол-
/7 = л
щин выбранных листов г V пред-
\; = 1
ставляется на фиг. 54 отрезком .
Через намеченные деления проводятся
горизонтальные прямые. На верхней
из них откладывается отрезок ОА, рав-
ный расстоянию от центрового болта
до оси ушка. На второй горизонтали
снизу откладывается отрезок СВ, пред-
ставляющий расстояние от центрового
болта до конца малого листа. Прямая АВ
определяет длину листов.
Теоретические длины листов рессоры
определяются пунктирной прямой AD,
Эти длины и следует пытаться осуще-
ствлять при проектировании. Однако
конструкция крепления рессор и, в
частности, установка стремянок (ось
стремянки показана прямой тт) тре-
буют некоторого увеличения длины
короткого листа. Это и заставляет руко-
водствоваться при определении длины
листов трапецией О А ВС.
Определение стрелки сво-
бодной рессоры до ее осадки.
Стрелка свободной рессоры Но до ее
42 Том 4 789
осадки определяется условиями обжа-
тия и работы рессоры, а именно
H0 = H + f+s, (69)
где s <& (0,05 -4- 0,06) /0 — пластическая
осадка; значения /0 приведены в табл. 16;
Н — необходимая стрелка нагруженной
рессоры, определяемая конструкцией
подвески; / — осадка рессоры под
предельной рабочей нагрузкой (см.
табл. 16).
Определение радиусов листов, кото-
рые нм придаются до сборки для полу-
чения желательных напряжений за-
тяжки и нужной стрелки Но, см. [3].
Трение в рессорах
Существенное значение в условиях
эксплуатации имеет трение между ли-
стами рессоры, которое способствует
затуханию колебаний подрессоренной
конструкции. Однако слишком значи-
тельное трение увеличивает жесткость
рессор и ухудшает качество под-
вески.
Установить путем расчета величину
сил трения и теоретически оценить их
влияние на жесткость рессоры пред-
ставляет значительные трудности. Силы
трения определяются не только нагруз-
кой на рессору и ее конструкцией (дли-
ной и толщиной листов, отделкой их
концов и т. д.),
но в значительной
степени зависят от
силы предвари-
тельной затяжки.
Исследование это-
го вопроса см. [3 ].
Весьма неопре-
деленным являет-
ся и значение ко-
эффициента тре-
ния между ли-
стами.
Силы трения от-
носительно слабо
0 Прогиб рессоры мн
Фиг. 55. Теоретическая
и лействительнля ха
рактсристики рессоры.
влияют на распределение усилий между
листами и на величину развивающихся
в листах напряжений. Значительно силь-
нее наличие сил трения сказывается на
жесткости рессор.
Характеристика рессоры, т. е. гра-
фически представленная зависимость
между нагрузкой на рессору и соответ-
ствующей осадкой, приведена на
фнг. 55.
658
ПРУЖИНЫ И РЕССОРЫ
Процесс нагружения представлен ли-
нией ОА. процесс разгрузки — линией
АО. При отсутствии сил трения характе-
ЛИТЕРАТУРА
1. Афанасьев Н. Н., Расчет на усталость
кладя.шых пружин, .Техника воздушного флота*
24 3. 193».
2. Б а т а и о n М. В. и Петрой Н. В.,
Стальные пружины, Машгиз, 1950.
а. Битеру а» В. Л., Рессоры. Статья я
кн. II .Детали машин*, ctp. 254—273, Машпи,
1953.
4. Б л и н и и к С, И., Малинин Н. Н.,
Пономареве. Д., Феолосьев В. И.,
Чернышев Н. А„ Новые методы расчета
пружин. Машгиз. 1946.
5. Глух Б. А., Экспериментальное определе-
ние напряжений затяжки в рессорах, .Исследова-
ния в области машиноведения*, АН СССР. 1941.
6. Е к и м о в В. К. и Г д а л и и И. С., Опре-
деление наибольшей скорости аккумулированной
цилиндрической пружины при действии на нее
постоянной силы сопротивления и определение
времени разворачивания пружины. .Вестник ин-
женеров и техников* № Я, 1933.
7. Константинов В. Н., К расчету
винтовых цилиндрических пружин. .Известия
Артиллерийской академии имени Ф. Э. Дзержин-
ского*, т. XXIV, 1«7.
8, К о н с т а и т и и о в В. Н„ Производство к
испытание винтовых цилиндрических пружин, изд.
Артиллерийской академии имени Ф. Э. Дзержин-
ского. 1W37.
9. К р ы л о в А. Н., О некоторых дифференци-
альных уравнениях математической физики,
изд. 2-е Академии наук СССР, 1932.
10. Л о р е и ц В. Ф.. расчет пружин круче
имя. .Труды Института механизации сельского
хозяйства*, 1932.
II. М а л и и и и Н. Н„ Расчет винтовых ин
лиилрических пружин, .Вестник машиностроения*
•М- 7—8, 1943,
12. М е х о я Б. Т. нТарапин В. Н.. На
пивка пружин, ОНТИ. 1936.
13. М и и к е в и ч Н. А.. Свойства, тепловая
обработка и назначение стали и чугуна, ч. I, II я
111, Госмаштехиздат. 1982.
14. Пономарев С. Д.. Расчет и кострук
цня витых пружин, ОНТИ, 193».
15. Пономарев С. Д., Пружины. Статья и
кн. II, .Детали машин*, стр. 175—253, Машгиз.
1953.
16. П о н о м а р е в С. Д„ Жесткость и проч-
ность многожильных пружин сжатия. Сборник
.Динамика и прочность пружин*. АН СССР, 1950.
17. П о н о и а р с п С. Д.. Б и л е р м а и В. Л.,
Л и х а р е в К. К., М а л и и и и Н. Н.. М а к у-
ш и н В. М.. Феолосьев В. И., Основы совре-
менных методов расчета на прочность в машино-
строении (расчеты прн статической нагрузке).
Машгиз, I960.
18. П о п о в Е. П.. К вопросу о расчете на
деформацию конических и параболоидных пружин.
.Труды кафе ары сопротивлении материалов МММИ
им. Баумана-, вып. 21722, 1936,
ристика шла бы примерно так, как пока-
зано на фиг. 55 тонкой прямой
линией.
И источники
19. П о п о в Е. И.. Нелинейные задачи статики
тонких стержней, Гостехнзлат, 1948.
20. П о п о в Е. П., О расчете нецнлнадриче-
ских питых пружин специальных типов, .Приклад-
ная математика и механика*, т. IV. вып. I и 4,
1910.
21. П о п о в Е. П.. Проектирование пружин по
заданной нелинейной характеристике, .инженер-
ный сборник*. Институт механики АН СССР, т. Ill,
ВЫП. 2, 1947.
22. Се ре асе» С. В., Тетельба-
умИ. М., Пригоровскнй Н. И.. Дина-
мическая прочий ль в машиностроении, изд. 2-е,
Машгиз, 1915.
23. Смирнов В. И., Термическая обработка
стальных рессор и пружин. Мстадлургнздат. 1941.
24. С м и р и о в - А л я е в Г. А., Теория пла-
стичности квазиизотропного тела. Статья в сбор-
нике .Экспериментальные методы определения
напряжений и деформаций в упругой н пластиче-
ской зонах*, иып. II, ОНТИ, 1935.
2'. Р е й и а л ь К., Пруж> ны и нх расчет ме-
тотамп иоиш рафии (перев. с нем. изд.). ОНТИ,
26. Р о г а ч с в с к и й Р. А.. Расчет концен-
трических пружин. .Топливное машиностроение*
27. Ф е о д о с ь е в В. И., Расчет обжатия та-
рельчатых пружин, .Труды кафедры сопротивления
материалов МВТУ*. 1947.
28. Чернышев Н. А., Напряженное состояние
и деформация цилиндрических пружин, спитых из
круглого прутка Сборник .Динамика и прочность
пружин*. АН СССР. 1950.
29. Ш а л и и В. Н.. Расчет и изготовление
призматических пружин. Сборник .Динамика и
прочность пружин*, АН СССР, 1950.
30. ' Ш е р ш е и с к и й Г. А.. Вычисление приве-
денной массы комической пружины, .Труды
кафедры сопротивления материалов МММИ
имена Баумана*, вып. 41/12, 193».
31. Ш т о д а А. В.. Динамика к прочность кла-
панных пружин. Сборник .Динамика и прочность
пружин*, АН СССР. 1950.
32. С о ц я I n в Р. М., Theory and Design of
Springs. Edwards Brothers, Michigan 1940.
3.1. Gr о 11 S. u. Lehr E., Die Fedem Hire
Gestaltug mid Berechnung, VDl, 198».
34. О 6 h n e г О., Schubspannungvertellung
In Querschnitt elner Schraubenfeder. .Ing. Archlv*.
Bd. I, 1930, Bd. 2, 1931.
35. Wahl A. M., Mechanical Spring», Pen-
ton Publishing Company Clevelayd, Ohio, U. S. A.
1944,
B.Hybliography on Mechanical Springs*. ASME,
1927, приведены краткие аннотации 63» журналь-
ных статей н других работ по различный вопро-
сам, гвззмлным с пружинами. Краткие вииотшин
(более ЗвО) печатных труаов по производству,
испытанию и конструированию витых пружин,
опубликованные с 1927 по 1942 г., см. |4).
ГЛАВА XIX
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
ОБЩИЕ СВЕДЕНИЯ
Металлоконструкции, применяемые
в машиностроении, изготовляются н
большинстве своем из строительной
малоуглеродистой стали обыкновенного
качества (ГОСТ 380-50), главным обра-
зом марки Ст. 3. В некоторых случаях
применяют конструкционную углеро-
дистую сталь (ГОСТ 1050-52), кон-
струкционную низколегированную сталь
(ГОСТ 4543-48) и высокопрочную низко-
легированную сталь (ГОСТ 5058-49).
Для ответственных сварных метал
локонструкций в станкостроении, кра-
иостроении и т. п., а также в случаях
работы металлоконструкций в уело-
внях низких температур может быть
рекомендована сталь марки М16С
(ГОСТ 6713-53).
Наибольшее распространение имеют
сварные металлоконструкции, выпол-
ненные ручной или автоматической свар-
кой; клепаные конструкции приме
ниются реже. О выполнении сварных и
клепаных соединений см. стр. 660—670.
Металлоконструкции, применяемые
в машиностроении, почти всегда под
вергаются воздействию переменных,
знакопеременных, ударных и вибра-
ционных нагрузок.
Проверка прочности металлокон-
струкций производится по допускаемым
напряжениям, зависящим от характера
воздействия внешних нагрузок.
В табл. I даны допускаемые напря-
жения, принятые для металлокон-
струкций промышленных сооружений
(цеховые колонны, подкрановые балки,
стропильные фермы и т. П.).
В табл. 2 приведены допускаемые
напряжения для металлоконструкций
крановых сооружений.
При проверке устойчивости элемен-
тов, подверженных продольному из-
гибу, допускаемые напряжения пони-
жаются умножением на коэффициент
уменьшения <р (см. табл. 12, стр. 668).
Таблица I
Допускаемые напряжения для метал-
локонструкций промышленных сооружений
Род деформации Допускаемые напряжения в кГ'см»
Ст. Ос. и Ст. 2 Ст. 3
• 1 II
Раст я женке, сжатие, изгиб Срез Смятие тор- иевой по- верхности 1400 900 2100 >600 1003 МОР 1603 1000 2400 1300 1100 27ПЭ
Примечание. 1 — при учете только пененных нагрузок; II — прн учете основных и дополнительных нагрузок.
Таблица Г
Допускаемы" напряжения для металло
конструкций краноаых сооружений
о кГ|см’
42»
'660
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ Н МАШИНОСТРОЕНИИ
В конструкциях из стали марки Ст. 5
или из низколегированной стали, под-
вергающихся воздействию переменных
или знакопеременных нагрузок, допу-
скаемые напряжения для основного
металла понижаются путем умножения
на коэффициент
1.2 — 0.8 -^-п
’шах
тле а,п)п и — соответственно мини-
мальное и максимальное напряжения,
взятые каждое со своим знаком.
По методике, разработанной Централь-
ным институтом строительства и про-
ектирования железных дорог, рекомен-
дуется допускаемое напряжение в основ-
ном металле сварной конструкции, рабо-
тающей при действии переменных на-
грузок (например, в крановых мостах),
принимать равным
1’1 -
где [а]р — допускаемое напряжение
для основного металла вне зоны свар-
ных соединений; к — коэффициент по-
нижения допускаемых напряжений в
основном металле в зависимости от рода
сварного соединения.
При этом для конструкций из мало-
углеродистых сталей рекомендуется при-
нимать
7 " 0.6*, + 0.2 —(0.6*, —0,2) г 11
где г — характеристика цикла (г =
- р-----. где Pmin и Ртп — соответ-
r max
ственно наименьшее и наибольшее по
абсолютной величине усилия в рас-
сматриваемом соединении, взятые каж-
дое со своим знаком); *,— эффек-
тивный коэффициент концентрации на-
пряжений; значения *, следующие.
Рягчешые сечемня основного
металла н сварных шпон
Основной металл влллн от свар-
ных швов................ ....
Основной металл в месте пере-
хода к стыковому или лобовому
шву, обработанный наждачным
кругом • ...........
Основной металл а том же месте,
обработанный строганием -
Основной металл в месте перехода
к стыковому шву бед мехлииче
свой обработки последнего • • •
Значение
аффективного
коэффициента
концентрации
напряжений
1,00
1.00
1,10
1.40
Расчетные сечения основного
металла и сварных швов
Основной металл в месте перехода
к лобовому шву без обработки
последнего, ио с плавным пере-
ходом при ручной сварке .
Основной металл в месте пере-
хода к лобовому шву прн нали-
чии выпуклого валика и неболь-
шого полреза
Основной металл в месте перехода
к продольным (фланговым) швам
у концов последних . .
Значении
аффективного
коэффициента
Концентрации
напряжений И
2.00
3.00
3.00
СВАРНЫЕ СОЕДИНЕНИЯ
Типы сварных соединений
и расчеты прочности
Основной и наиболее рациональный
тип сварных соединений — соединение
встык. Подготовка кромок в соедине-
ниях встык при ручной и автоматической
электродуговой сварке под флюсом ве-
дется различным образом (см.т. 5, гл. III).
При расчете прочности все виды под-
готовки кромок в соединениях встык
принимаются равно-
ценными.
Расчетное усилие
Р, допускаемое для
соединения встык при
прямом шве (фиг. 1,а),
(2)
где [а' 1р. ок- — допу-
скаемое напряжение
для сварного шва при
растяжении или сжа-
тии; I — длина шаа;
s — толщина свари
ваемого металла.
Сварное соединение
о)
Фиг. 1.
встык, сконстру-
ированное посредством косого шва при
угле ₽ — 45е (фиг. I. б), при сварке
ручным способом электродами Э42,
Э42А (см. т. 5, гл. III) и на автоматах
под флюсом равнопрочно целому сече-
нию
Соединения внахлестку (фиг. 2)
выполняются посредством угловых (ва-
ликовых) швов. В зависимости от напра-
вления швапоотношенню к направлению
действующих сил угловые швы назы-
вают лобовыми (фиг. 2. а), фланговыми
(фиг. 2, б), косыми (фиг. 2, в) и комби-
нированными (фиг 2, г).
Форма поперечного сечения угло-
вого шва бывает нормальная (в виде рав-
нобедренного треугольника—фиг. 2, 0)
или улучшенная (в виде треуголь-
СВАРНЫЕ СОЕДИНЕНИЯ
661
ника с основанием ббльшим, чем
высота, —фиг. 2, е), обеспечиваю
щая плавные сопряжения наплавлен
ного металла с основным. Такая форма
достигается механической обработкой
шва после сварки.
Наложение угловых швов может про-
изводиться автоматическим и ручным
методами.
Максимальная длина лобового и ко-
сого швов не ограничивается. Длину
фланговых швов следует принимать не
более (50-н60)Л, где k — длина катета
шва. Минимальная длина углового шва
30 мм; прн меньшей длине дефекты
в начале и в конце шва значительно
снижают его прочность
Минимальная длина катета угло-
вого шва Ат|П принимается равной 3 мм,
если толщина металла s>3 мм
Расчет прочности угловых швов
всех типов производится на срез по
критическому сечению, совпадающему
с биссектрисой прямого угла
Допускаемое усилие для соединения,
состоящего из лобовых и фланговых
швов,
Р - 2 МеР-0.7«- [тЪ, 0.7*£, (3)
где L — длина всего периметра угло-
вых швов: k — длина катета шва;
(г' ср — допускаемое напряжение для
сварного шва прн срезе.
При сварке элементов с несимметрич-
ными сечениями (например, уголковых
профилей) усилия, передаваемые на
швы 1 и 2 (фиг. 2, ж), находятся из
уравнений статики
= (4)
Из показанных на фиг. 3 типов соеди-
нения в т а в р соединение по фиг 3, а —
наиболее простое в технологическом
отношении; соединения по фиг. 3, 6—г
обеспечивают лучшую передачу усилий.
Длина катета шва k не должна превы-
шать 1,2s, где s—наименьшая толщина
свариваемых элементов.
Фиг. з.
Соединения втавр могут, так же как и
соединения встык и внахлестку, выпол-
няться автоматическим и ручным мето-
дами.
При работе элемента на растяжение
допускаемое усилие для соединения по
фиг. 3, а
Р-2[т']^-0,7М. (5)
Для соединений по фиг. 3, б—е при
работе элемента на растяжение н сжа-
тие
(6)
На фиг. 3, д показано соединение
втавр, выполненное на автомате под
слоем «флюса. Соединение достигается
проплавлением листа. Расчет прочности
662
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
при требуемой степени проплавления
производится так же, как и для соеди-
нения по фиг. 3, а
У г л о в ы е соединения выполняют-
ся по фиг. 4. Обычно швы соединений
этого рола не подвергаются расчету проч-
Фнг.
ности. Они также выполняются аптома
тическим и ручным способами.
Соединения с прорезями допу
скаются лишь в случаях, когда угло-
вые швы недостаточны для скрепления
элементов. Рекомендуемые размеры про-
резей: ширина а = 2s, длина I — (10
ч- 25) s, где s — толщина металла
(фиг. 5. а и б).
Прорезь располагается в направле-
нии, параллельном действующим силам.
Допускаемое значение силы, действую-
щей на прорезь, составляет
Р - 2 |x']fp/s. (7)
Пробочны е соединения (проплав-
ные электрозаклепки, фиг. б, в) допу-
скаются лишь в качестве нерабочих.
Разновидность прорезного соедине-
ния — проплавкой нахлесточный шов
(фиг. 5. г) — выполняется автоматиче-
ской сваркой под флюсом.
При газовой сварке типичная форма
соединений — сварка встык. При тол-
щине свариваемого металла менее 2 .«л
газовая сварка может производиться без
присадочного металла путем отбортовки
кромок (см. т. 5, гл. III).
Аргон о-д у г о в а я сварка эле-
ментов толщиной 1—4 мм выполняется
без применения присадочного металла
(типы соединений см. т. & гл. III).
Контактным стыковым мето-
дом можно сваривать заготовки, имеющие
различные профили поперечного сече-
ния, достигающие нескольких сотен
квадратных сантиметров.
При контактной точечной сварке чи-
сло соединяемых элементов, а также наи-
большая суммарная толщина их зависят
от типа применяемых машин и режима
сваривания (см. т. 5, гл. III).
Диаметр сварной точки, устанавли-
ваемый в зависимости от толщины соеди-
няемых частей, не превышает вели-
чины 1,5s 4- 5 мм, где з — наименьшая
толщина свариваемых элементов. Реко-
мендуемое расстояние между точками
a>3d. но не меньше 60 мм при двух
соединяемых толщинах (фиг. 6, а) и
ля/ /хх/> ///////>
Фиг. 6.
a>4d, ноне меньше 80 мм при трех
соединяемых толщинах (фиг. 6, б).
Расстояние от ряда точек до ребер
жесткости и кромок уголков должно
быть не менее 2s (фиг. 6, в).
СВАРНЫЕ СОЕДИНЕНИЯ
663
Целесообразны соединения двух ли-
стов одинаковой толщины (фнг. 6, а,в, г),
одного тонкого листа с толстым (фиг.
6, Э) и двух тонких, привариваемых к
толстому (фиг. 6, е); приваривание
тонкого листа между толстыми техноло-
гически нерационально.
При работе точечного соединения иа
продольные усилия расчет прочности
соединения, имеющего п точек, произ
водится а условном п редположении ран
номерного распределения- усилий между
отдельными точками:
моментом защемления вертикального
шва:
.. ы । т-0.7М-
М — с-0.7 А/(Л 4- к) -|-g—,
откуда
М
0 7kh*
О.7й/(Л + А)4-5^^-
о
Если момент М и допускаемое напря-
жение т заданы, то из полученного
П 4
При расчете прочности соединения.
Фиг. ?»
(фиг. 7, а), находящимся под действием
изгибающего момента М и продольной
силы Р, условие прочности
Л1
° “ + ~F * 19
(9)
где
VP~S—
b
и F - hs.
В случае же соединения угловым
швом (фиг. 7, б) расчетные касательные
напряжения в шве
уравнения следует определить I или Ь,
задавшись остальными геометрическими
параметрами.
Допускаемые напряжения. Допускае-
мые для сварных швов напряжения на-
значаются в зависимости: а) от допуска-
емых напряжений, принятых для основ-
ного металла, б) от технологического
процесса производства работ и в) от
характера действующих нагрузок.
Допускаемые напряжения для швов,
выполненных дуговой электросваркой,
при действии постоянных нагрузок, сле-
дует принимать по табл. 3 в зависимости
от допускаемого напряжения [a ]р при
растяжении для основного металла
(см. табл. 1 и 2).
Таблица 3
Допускаемые напряжения для электро-
сварных ШВОВ
где
Р
‘ “ и'г+ f7 < (10)
г,
с 6
и Рг-0.7йЛ.
При расчете прочности соединений,
состоящих из нескольких швов и рабо-
тающих на изгиб, целесообразнее всего
принять, что момент, воспринимаемый
сложным соединением, равен сумме мо-
ментов, воспринимаемых каждым из
швов в отдельности. Так, в случае, пока-
занном на фиг. 8, при нимают, что изги-
бающий момент М ура вновешивается
парой сил в горизонта.! ьных швах и
Метол сварки
Ручной, электролдми
Э« . . .
Автоматический под
слоем ф.тюс.1: кон-
тактный стыковой
с оплавлением:
ручной, электрода-
ми -Н2А . .
0.9
(«1р
1»1р цЛ(о]р
1«)р 0Л5(о(р
664
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИИ В .МАШИНОСТРОЕНИИ
Для тех же сварных швов, но рабо-
тающих под действием переменных
нагрузок, допускаемые напряжения по-
нижают: а) путем уменьшения (ojp,
б) умножением на коэффициент "(.
Для соединений встык элементов,
работающих при переменных нагруз-
ках, = 1; при знакопеременных
нагрузках
1cm ~ i р » 02
f'max
где Pjnin и Pmai — соответственно наи-
меньшее и наибольшее по абсолютной
величине усилие, взятое со своим зна-
ком.
Для элементов со швами остальных
типов и в том числе с угловыми
швами, работающих при переменных и
знакопеременных нагрузках,
1 Pmm’ (13)
- 3 3
•мин» “ва„2: <> = 0,7-35,8 - 25 см; длина шва 7:
I, = 0,3-35,8 о 10,8 см.
Принимаем I, = 27 см, I, = 13 см.
Пример !. Определить длину I uiiuMt, при-
крепляющих швеллер № 2Па, нагруженный на
конце моментом 51^2,4 тм (фиг. 9. Материал
сталь Ст. 2; электроды — 342. Допускаемые на-
пряжения: (о)р = 1400 кГ\см'; [т']ср*=840 кГ1см‘.
Фиг. 9.
Допускаемые напряжения для соеди-
нений, выполненных контактной точеч-
ной сваркой, устанавливаются с учетом
концентрации напряжений в основном
металле вокруг точки. При расчете
точечных соединений, находящихся под
действием постоянных нагрузок, сле-
дует принимать допускаемое напряже-
ние точки при срезе |т']сР = 0,5(а)р.
Примеры расчета прочности
сварных соединений
Пример I. Определить длину швов, при-
крепляющих уголок 100 X 100 X Ю мм к косынке.
Площадь сечения уголка F — 19,2 см1. Соедине-
ние конструируется равнопрочным целому эле-
менту (фиг. 9, а). Материал — Ст. Ос. Электроды-
342. Допускаемое напряжение |о]д — 1400 kTIcm1
, (см. табл. I). Расчетное усилие а уголке
Р — 1400-19.2 — 26 880 КГ. Допускаемое в данном
случае напряжение при срезе (см. табл. 3)
- 1400-0,6 = 840 кГ1си>.
Требуемая длина периметра швов (* — 10 мм},
прикрепляющих уголок к косынке, согласно урав-
нению (3)
Длина лобового шва I — 10 елг; требуемая длина
обоих фланговых швов 1$л = 45,8 — 10 — 35,8 см.
.Момент сопротивления сечения швеллера
W = 180,4 см».
Напряжение
240000
180,4
- 1330 кГ}см».
Катет горизонтальных швов Ь, — 10 мм, вер-
тикального Ь, — 7,5 мм.
Из формулы (II) находим
0,7-0,75-20>
240000 - ’ *1 840
I —-------„ч . —------------- 17,0 см.
0.7-1 (20-1- I) 840
Принимаем I — 20 см.
При этой длине шва напряжение от изгиба
240000
0,7 jl-20(20-t-l)4-Q’^M,J
-730 л Г 1с и».
Концентрация напряжений в сварных
соединениях и их внбропрочность
В сварных соединениях причинами
концентрации напряжений являются
технологические дефекты и конструк-
тивные особенности соединения.
Очаги концентрации напряжений во:
никают в местах технологических де-
фектов (шлаковые включения, газовые
пузыри, трещины, в зоне непроваров
и т. д.). В точечном соединении при
контактной сваркеочагами концентрации
СВАРНЫЕ СОЕДИНЕНИЯ
665
напряжений служат раковины и не-
провары. На. ограниченном участке
коэффициенты концентрации напря-
жений достигают иногда очень высоких
значений.
Концентрация напряжений зависит
в значительной степени от типа соеди-
нения и его размеров.
Наименьшая по сравнению с другими
типами концентрация напряжений на-
блюдается у соединений встык.
В угловых швах с выпуклыми очер
таниями концентрация напряжений зна
чительно больше, нежели при плоских
очертаниях. Швы, имеющие обработан-
ные вогнутые поверхности, дают наи-
меньшую концентрацию напряжений.
Угловые швы с глубоким пропла-
влением имеют меньшую концентрацию
напряжений по сравнению с угловыми
швами без глубокого проплавления.
Во фланговых швах с увеличением
длины шва коэффициенты концентра-
ции растут. При соединении фланго-
выми швами элементов, имеющих пло-
щади поперечного сечения различной
величины, концентрация напряжений
оказывается выше со стороны элемента
с меньшим поперечным сечением. Обра-
ботка концов фланговых швов умень-
шает концентрацию.
При сварке втавр концентрация на-
пряжений устраняется подготовкой кро
мок в виде одностороннего или двусто
роннего скоса кромок.
Концентрация напряжений, нспыты
ваемых основным металлом в зоне угло-
вых швов, устраняется механической
обработкой швов. Коэффициент концен-
трации напряжений основного металла
между фланговыми швами растет с уве-
а
личеннем отношения у , где а — рас-
стояние между фланговыми швами,
I — длина швов.
Концентрация напряжений имеет
место в соединениях с неравномерным
распределением усилий (в соединениях
комбинированных, состоящих из лобо-
вых и фланговых швов; в соединениях с
прорезями и электрозаклепками; в со-
единениях, выполненных контактной
сваркой).
В соединениях, обладающих хоро-
шими пластическими свойствами, кон-
центрация напряжений не оказывает
влияния на прочность конструкций,
работающих под статической нагрузкой.
В зоне пластической деформации рас-
пределение напряжений меняется по
сравнению с упругой зоной и становится
равномерным, что оправдывает услов-
ные методы расчета прочности.
Вибрационная прочность
сварных соединений зависит от ко-
личества загруженнй и характеристи-
ки их циклов, от вида (характера) уси-
лий, а также от формы и размеров со-
единения.
Значения предела выносливости сое-
динений встык при различных способах
сварки, полученные при симметричных
циклах (РГО|П = — Ртм) испытанием
на изгиб стандартных образцов при
отлаженном технологическом процессе
сварки соединений из малоуглероди-
стых сталей (в кГ/мм1):
Ручная дуговая, тонкопокрытыми
электродами . 8—11
То же, толстопокрытыми элек-
тродами Э42 . . . ) То же, что и
Автоматическая под флюсом . :• для осмотюга
Контактная стыковая ...... I металла
Основные выводы по вибропрочности
сварных соединений:
а) величина предела выносливости в0
сварного соединения сильно зависит от
технологического процесса сварки; не-
большие дефекты шва. не уменьшающие
заметным образом предел прочности ав,
значительно снижают величину aQ;
б) для повышения а0 следует приме-
нять такие формы соединений, в которых
отсутствует значительная концентрация
напряжений;
в) наибольшую вибрационную проч-
ность имеют соединения встык прямым и
в особенности косым швом; соединения
встык, перекрытые накладками, усту-
пают в этом отношении соединениям
встык без накладок; соединения с угло-
выми швами имеют меньшую вибра-
ционную прочность, чем стыковые;
г) в сварных соединениях, работаю-
щих под вибрационными нагрузками,
нередко наступают разрушения в основ-
ном металле от концентрации напря-
жений, вызванной нерациональной кон-
струкцией;
д) вибрационная прочность наплавлен-
ного металла в условиях низких и высо-
ких температур меняет подобно основ-
ному металлу свою величину;
е) вибрационная прочность значи-
тельно повышается применением дробе-
струйной обработки поверхности, про-
ковки и т. д.
666
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
Прочность сварных соединений
при ударе
Ударная вязкость сварных соединений
определяется в наплавленном металле
шва и в зоне влияния. Нередко ударная
вязкость наплавленного металла ан на-
ходится путем испытания образцов,
изготовленных непосредственно из на-
плавки. Опытами установлено, что в
образцах из малоуглеродистых сталей
величины ударной вязкости ан в зоне
термического влияния весьма часто не
уступают ан наплавленного металла
швов. При сварке углеродистых и леги-
рованных сталей часто ан больше ан
основного металла в зоне термического
влияния.
Величина ударной вязкости в значи-
тельной степени зависит от техноло-
гического процесса сварки. При сварке
соединений из малоуглеродистых сталей
иа автоматах под флюсом а'м = 10-г-
ч-20 кГм/смг; такие же хорошие ре-
зультаты достигаются при применении
электродов высшего качества марок Э42А
и Э50А, Ударная вязкость а'м металла,
наплавленного электродами Э42, как
правило, не ниже 8 кГм!см*. Ударная
вязкость зависит от режима сварки и
условий остывания. С увеличением
объема ванны наплавленного металла
процесс остывания замедляется, увели-
чиваются размеры кристаллов и умень-
шается величина ан.
Напряжения и деформации,
вызываемые сваркой
При сварке малоуглеродистых и мно-
гих низколегированных конструкцион-
ных сталей возникают преимущественно
собственные напряжения l-го рода, прн
сварке углеродистых и легированных
сталей — напряжения 1-го, 2-го и
3-го рода.
Собственные напряжения называются
температурными, если они вызваны
неравномерным нагревом изделия, и
остаточными, если они возникли в
результате пластических деформаций
прн сварке.
Образование собственных напряже-
ний происходит в результате неравно-
мерного распределения температуры в
изделии и пластических деформаций, воз-
никающих при этом. Собственные на-
пряжения в некоторых случаях обусло-
вливают образование трещин в процессе
сварки. Наиболее часто появляются
горячие трещины в период остывания
швов при температурах, близких к Т
солидуса. Образование трещин проис-
ходит вследствие деформаций при малой
пластичности металла при указанных
температурах. Наиболее часто горячие
трещины возникают при сварке мало-
углеродистых и нержавеющих сталей.
Реже трещины образуются в про-
цессе сварки при более низких темпе-
ратурах. Склонность к трещинообразо-
ваиию при сварке зависит от свойств
основного и наплавленного металла,
режимов сварки и конструктивной фор-
мы соединений. Правильный подбор
химического состава основного и при-
садочного металла является существен-
ным фактором в борьбе с образованием
трещин при сварке.
Остаточные собственные напряжения
в сварных конструкциях являются след-
ствием упруго-пластических деформа-
ций, протекающих в период нагрева и
охлаждения шва.
При сваривании изделий собствен-
ные напряжения взаимно уравнове-
шены.
Эпюра остаточных напряжений прн
наложении валика на кромку изобра-
жена на фиг. 10. а, при сваривании
элементов таврового профиля — на
фиг. 10, б.
На характер эпюры остаточных на-
пряжений в конструкции оказывают
влияние: а) распределение температур
в изделии при сварке; б) физико-меха-
нические свойства свариваемого металла;
в) размеры деталей, особенно — при
малых деталях.
Расчетное определение ожидаемой
величины остаточных напряжений за-
труднительно Экспериментально уста-
новлено, что при значительном боль-
шинстве методов сварки мало- и сред-
неуглеродистых сталей напряжения
в сварном шве и переходной зоне
достигают предела текучести при рас-
тяжении.
Остаточные одноосные напряжения о
в конструкциях, изготовленных из пла-
стических материалов, безопасны для
прочности. Напряжения а алгебраи-
чески суммируются с напряжениями
ад, вызванными внешними нагрузками.
При а + = а-p наступает релакса-
ция (исчезновение остаточных напря-
СВАРНЫЕ СОЕДИНЕНИЯ
667
жеинй). Остаточные одноосные напря-
жения не оказывают заметного влияния
на прочность сварной конструкции при
статических и лаже при ударных на-
грузках. ,
Прн объемных остаючных напря
жениях пластические свойства кон-
струкции понижаются.
Объемные напряжения образуются
при непроварах и трещинах, а также
при сварке элементов большой толщи-
ны. Они значительно понижают проч-
ность конструкции
Высокий отпуск устраняет собствен-
ные напряжения. Он рекомендуется:
а) для некоторых конструкций специаль-
ного рода; б) для конструкций, которые
после сварки обрабатываются, в особен-
ности по )-му и 2-му классам точ-
ности
При сварке конструкций возникают
деформации продольные, изгиба и от
потерн устойчивости
Для предотвращения деформации из-
гиба после сварки рекомендуется кон-
струировать элементы так, чтобы пла-
стические деформации в зоне швов
были симметричными. Фнг. 11 показы-
вает целесообразное расположение свар-
ных швов.
Деформации элементов при примене-
нии прерывистых швов подобны дефор-
мациям прн непрерывных швах. Опыты
показали, что прерывистые швы дают
заметное уменьшение деформаций по
сравнению с непрерывными, если е
велико по сравнению с а (фиг. 11).
Фиг. II.
Помимо деформаций, вызываемых про-
дольной усадкой, конструкции полу-
чают леформации под действием попереч-
ной усадки швов и наплавленного ме-
талла, прилегающего к швам. При несим
метрнчном расположении поперечных
швов элементы изгибаются. В качестве
примера на фнг. 12 показана балка
Фиг. 12.
с поперечными угловыми швами, изо-
гнувшаяся вследствие сокращения дли
ны верхних волокон.
668
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
Деформация конструкции зависит не
только от расположения швов, но и от
последовательности их наложения. Осо-
бенно большое влияние на деформации
оказывает последовательность укладки
швов в конструкциях, у которых в про-
цессе сварки изменяется величина мо
мента инерции поперечных сечений. В
балке, изображенной на фнг. 13, швы 1
и 2, наложенные в первую очередь, из-
Фиг. 13.
гибают элемент менее жесткий, нежели
элемент, изгибаемый швами 3 и 4. После
наложения всех швов элемент окажется
изогнутым.
Деформации элементов при сварке
изменяются при наличии в заготовках
собственных остаточных напряжений, вы-
званных технологическими операциями,
предшествующими сварке (прокатка, га-
зовая и дуговая резка и т. д.).
Проковка швов заметно уменьшает
деформации при сварке.
Рационализацией технологических
процессов можно регулировать дефор-
мации конструкций в желательном на-
правлении.
Существующие способы: а) закрепле-
ние конструкции перед ее сваркой;
б) приложение активных сил; в) прогре-
вание газовой горелкой; г) введение
специальной последовательности нало-
жения швов.
КЛЕПАНЫЕ СОЕДИНЕНИЯ
Материалом для заклепок служат
стали поГОСТ 499-41; заклепки прочных
швов изготовляются также из мартенов-
ских сталей марок Ст. 2 и Ст. 3 (ГОСТ
380-50 гр. А) и из сталей марок 10 и 15
по ГОСТ 1050-52.
Для конструкций из сталей повышен-
ного качества (низколегированных кон-
струкционных) целесообразно изгото-
влять заклепки также из легированных
сталей, соответствующих основному
металлу (ГОСТ 5058-49).
Заклепки разделяются по форме и
размерам головки и по назначению:
а) прочные швы — заклепки с полу-
круглой головкой, ГОСТ 1187-41; с пло-
ско-конической головкой, ГОСТ 1188-41;
с плоской головкой (бондарные), ГОСТ
1189-41; б) плотные швы—заклепки с
полукруглой головкой, ГОСТ 1191-41;
с полупотайной головкой, ГОСТ 1192-41;
с конической головкой, ГОСТ 1193-41.
Расчет прочности заклепок
в плотных швах
В плотных заклепочных швах резер-
вуаров и сосудов и в котельных кон-
струкциях применяют следующие основ-
ные типы швов: а) однорядные вна-
хлестку (фиг. 14, а); б) двухрядные вна-
Фнг. 14.
хлестку (фиг. 14, б); в) трехрядные вна-
хлестку (фиг. 14, а); г) двухрядные с
накладками (фиг. 14, г); д) трехрядные
с накладками (фнг. 14, <Э).
Расчет ведут при односрезных за-
клепках на срез:
т ” ^/ 2 ** (14)
т
КЛЕПАНЫЕ СОЕДИНЕНИЯ
669
а при двухсрезных — преимущественно
на смятие:
« - £ < Нел. (15)
где Р — усилие, действующее на одну
заклепку, d — диаметр заклепки; s —
наименьшая толщина соединяемых ча-
стей; Мер — допускаемое напряжение
на срез; [о ]гл — допускаемое напря-
жение на смятие.
Для заклепок из углеродистой стали
Мер “ 0,2ив (при (° = 250’С) или
|т]<-р » 0,4вг (при t° = 250 ч-350° С).
Расчет прочности плотных
заклепочных соединений
Задаваясь коэффициентом прочности
шва ?' (табл 4), находят требуемую тол-
щину листа:
где q — усилие на единицу длины
листа; (а ]₽ — допускаемое напряжение
для основного металла; Д = 1ч-3 мм
(добавляется на коррозию).
Далее, по табл. 4 находят предвари-
тельный диаметр заклепки и после
округления предварительных значений
s' и d* до стандартных величин s и d
проверяют прочность основного металла
и заклепок в подобранной конструкции.
В частности, для шва внахлестку
(17)
где $р — окончательное значение коэф-
фициента прочности шва; t — шаг шва;
F — площадь сечения заклепки; А—
число плоскостей среза в пределах одно-
го шага (k = 2 при двухрядном и k = 3
при трехрядном шве).
Для лист» предел прочности оа = ЗВ кЛмм‘;
° м
о|р - — - 9 кГ|мм’; и» заклепок р -
—0,2а е« 7,2 кПмм‘. Принимаем «0,75 (см.
табл. 4),
Требуемая толщина стенки (двухрядный шов
с накладками!
"2-900-5J5- + °’18<аМ ем~г'
Предварительный диаметр наклепки
d‘ = s' 4-5,5 мм — 14 4-5,5 мм — 19,5 мм.
Шаг
I — 3,6d' 4- 15 мм — 3,5-19,5 4- 15 - 80 мм.
Таблица 4
Основные параметры прочно-плотных заклепочных швов
Тип шва Усилие иа единицу длины продольного lima у — в кГ1см Предвари гель ный диаметр заклепки d' в мм Шаг i Коэффициент прочности швл , t — d' •~-Г~ в кЛсм*
внахлестку- однорядный ... - Ло 500 Ж* 4- 9 мм •id' - b 8 MM 0,58 МО—700
двухрядный .... 350—950 S1 f? 2.5d' - -15 . 0,70 600—550
трехрялиый.... 450-1350 s' 4-» . 3d' 1-22 . 0,75 550-500
С накладками; двухрядный .... 450—1350 s' 4-5,5 . 3,Sd' (-15 . 0,75 475 -575
трехрялиый . . . 450-2300 s' 4-5 . 6d' L20 . 0,85 450-550
670
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЯ В МАШИНОСТРОЕНИИ
Уомие. приходящееся иа лее лпусрезиые за
клепки иа длине шага,
=^.8 = eno<tr.
Окончательный номинальный лнаметр закле-
пок по ГОСТ 1191-41 принимаем рапным 19 *«;
диаметр отверстия под заклепку составляет d
«20 мм. Таким образом, напряжение среза » за-
клепке
т •» —— — ВТ2- « 535 кПеи*.
, я<р 4-3,14 1
«т
Напряжение смятия
•”Ей“етГП“1М0
Напряжение п накладках толщиной 10 мм
p-Dt 12-140-Я ,
2-2-лж(Г-о) ~ 2-2-1(8-2)” 560 *Г1С* -
Полученные напряжения допустимы.
Расчет прочности заклепок
в прочных швах
В табл. 5 приведены допускаемые на-
пряжения лля заклепок прочных швов
по ТУ 1947 г. Министерства строитель-
ства предприятий тяжелой индустрии
на стальные конструкции нз малоугле-
родистых сталей при учете основных
нагрузок.
Таблица 1
Допускаемые напряжения для заклепок
прочных швов и кПсм'
Род на- пряжения Способ н-|готопле- ння отвер- стия под заклепку Материал конструкции
Ст. Ос. и Ст. 2 Ст. 3
Срез в 1400 1400
с 1000 1000
Смятие в 2803 3200
с 2400 2300
Отрыв соловок — 900 900
Срез и смятие, обозначенные В, отно-
сятся к заклепкам, поставленным в свер-
леные или продавленные (при меньшем
диаметре) отверстия с последующей рас-
сверловкой в сборе; срез и смятие, обо-
значенные С, относятся к заклепкам, по-
ставленным в продавленные и нерас-
сверленные отверстия.
Для заклепок, подверженных дей-
ствию знакопеременных нагрузок, допу-
скаемые напряжения понижают умно-
жением значений табл 5 на коэффи-
циент 1, определяемый для конструк-
ций из малоуглеродистых сталей по фор-
муле (12).
Параметры прочных заклепочных
швов балок, ферм и т. д. (фиг. 16):
а) прн рядовом расположении заклепок
Фиг. 16.
шаг б) прн шахматном располо-
жении расстояние между центрами за-
клепок по диагонали M>3,5d; в) рас-
стояние от центра заклепки до свобод-
ной кромки по направлению действия
силы /|^2d прн необрезных и
>l,5d при обрезных кромках; г) рас-
стояние ло свободной кромки в напра-
влении. перпендикулярном к действию
силы, /j > 1,5d при необрезных и
>l.2d прн обрезных кромках; кроме
того, должно быть (прн работе соедине-
ния на растяжение или сжатие) (j <4d
или ti <8s.
КОНСТРУИРОВАНИЕ БАЛОК
Наибольшее распространение имеют
прокатные и сварные составные балки;
клепаные балки применяют реже.
Сечения балок обычно двутавровые
(фиг. 17, а — д) или двустенчатые
(фиг. 17, е, ж). Несимметричные дву-
тавровые сечения (фиг. 17, б, в, д), а
также двустенчатые сечения приме-
няются для увеличения горизонтальной
жесткости балок.
Рабочее сечение балки должно обла-
дать необходимым моментом сопро-
тивления
(18)
где Мрасч — расчетный изгибающий
момент в кГсм\ |е]в — допускаемое
напряжение изгиба лля выбранной мар-
ки стали в кГ/смг.
КОНСТРУИРОВАНИЕ ВАЛОК
671
Высота балки
Высота сечения
балки определяет-
ся предоставлен-
ным высотным га-
баритом, нормами
вертикальной же-
сткости (прогиба)
и требованием воз-
можно меньшего
веса.
а/
При отсутствии требования
жесткости высота балки опре-
деляется по эмпирической фор-
муле
Лй = ^/'W- 15 см,
где W — момент сопротивле-
ния сечения балки относи-
тельно оси х — х в ел8.
Условие жесткости балки
О
Фиг. 17.
*6^5 Ma I
I 24 ' Е ' f'
где I — пролет балки в см; |а]в —
допускаемое напряжение изгиба в
кГ/см*; Е = 2,1-10’ кГ/см2— модуль
упругости 1-го рода; f — допускаемый
прогиб в см.
Для балок крановых мостов прини-
мают следующее отношение высоты h
к пролету /:
Тип конструкции крякового h
моет*
Ферм*...................... От й д0
Двутавровая балка...............• я
14 10
Двустеичатаа балка ..... , . —
Примсчаине. Меньшие высоты при
меняются ллк больших пролетов.
Сварные балки
Подбор сечеиия. Типовое сечение
сварных балок состоит из вертикального
листа и двух горизонтальных поясных
листов (фиг. 17, а). Применять для каж-
дого пояса более одного листа не реко-
мендуется.
Для предварительного подбора при-
нимают hcm — ho-
Толщина вертикальной стенки под-
бирается нз условий прочности и мест-
ной устойчивости. Наименьшая тол-
щина стенки из условия прочности на
скалывание
3Q
где Q — наибольшая поперечная сила
в кГ. hcm — высота стенки в соответ-
ствующем сечении в см; [г \сР—допу-
скаемое напряжение среза в кПсм*.
Толщина стен кн, удовлетворяющая
условию местной устойчивости (отсут-
ствия выпучивании), может быть ориен-
тировочно определена по формуле
stm > 7 + 3hcm,
где srm — в мм; h(m — в м.
О расчетной проверке местной устой-
чивости см. стр. 678.
Обычно толщину стенок sc„ прини-
мают в пределах 6—12 мм. Толщины
стенок более указанных принимаются
лишь для высоких балок с hfi>2,0 м.
Ширина поясного листа для двутав-
рового сечения
для двустенчатого сечения
672
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
Необходимая площадь сечения одного
поясного листа определяется из усло-
вия
Fn = 0.9
^ст Is!и *
где 0,9 — коэффициент, учитывающий
часть момента, передаваемую поясами.
По соображениям местной устойчи-
вости толщину поясного листа sn
выбирают соответственно условию
Sn> 30 •
Обычно s„ принимается больше тол-
щины вертикального листа.
Прочность подобранного сечения про-
веряется по формулам нормального и
касательного напряжений:
—о»
QS
scm^r
Мер-
(20)
где Мрасч — расчетный изгибающий
момент в рассматриваемом сечении
в кГсм; 1ГРай — момент сопротивле-
ния рабочего сечения балки в см\
(с ]и— допускаемое напряжение изгиба
в кГ/см*; Q — поперечная сила в кГ;
S —статический момент части сечения
балки, расположенной по одну сторону
от горизонтальной нейтральной осн
относительно этой оси, в scm —
толщина стенки в см; J х — момент
инерции всего сечения балки относи-
тельно горизонтальной нейтральной
оси в см4; h |fn — допускаемое напря-
жение на срез в кПсм*.
Сопряжение пояса со стенкой. Пояса
сопрягаются со стенкой поясными свар-
ными швами, которые могут быть как
непрерывными (фиг. 18, а), так и пре-
рывистыми, шпоночными (фиг. 18, б).
Рекомендуется применять тонкие
непрерывные швы с катетом, не пре-
вышающим толщины вертикальной
стенки.
В случае же воздействия переменных
или динамических нагрузок (например,
в крановых или подкрановых балках)
производится К-образная разделка верх-
ней кромки стенки (фиг. 18, г) при тол-
щине ее 10 мм и более при ручной или
полуавтоматической сварке и 14 мм
и более — при автоматической сварке.
Нижняя кромка стенки может выпол-
няться без указанной разделки.
Прочность поясного непрерывного
шва проверяется на скалывание по
формуле (в сечении — два шва)
QSn
2-0.7AJx
< Игр.
(21)
где Q — наибольшая перерезывающая
сила; S„ = b-s„-a (фиг. 18, а) — ста-
тический момент пояса относительно
горизонтальной нейтральной оси; k —
размер катета шва; J, — момент инер-
ции всего сечения относительно гори-
зонтальной нейтральной оси; —
допускаемое напряжение на срез для
наплавленного металла.
При действии на балку сосредоточен-
ного (подвижного) груза D напряжения
в шве проверяются по формуле (фиг.
18, в)
КОНСТРУИРОВАНИЕ БАЛОК
673
Здесь А — длина, на которую рас-
пространяется давление груза D
(фиг. 18, в):
3 / J
X - 3,5 1/ — см. (23)
у scm
При ac > fa' ]р применяют кусковые
ромбические накладки, расстояние
между которыми (фиг. 19, в)
(24)
Я6
где Js — сумма моментов инерции рель-
са и поясного листа относительно соб-
ственных осей в см*; sem — толщина
вертикальной стенки в см.
Для сварных балок длина А прини-
мается не менее 400 мм
Стыки сварных балок. Соединение
элементов сварных балок следует про-
изводить встык и по возможности без
накладок.
Наклонный (равнопрочный) стык
вертикальной стенки пол углом 45°
(фиг. 19, а) применяется при небольшой
Среднее напряжение в накладке
где о'а — напряжение в балке с учетом
полного момента
стенки и стыковых
вь
сопротивления
накладок:
.. Л/5
">ст ~7)~
Мет____________
Wt Jem + 4Л
.. Jem ^6
Мб 77 ~2~
ГТП7П III II Illi! IIII
тптппгт
1—1---L-L-U
LiiuHiuu
ишшшшшни
~ I I - 'и1 и । . и' । । -
d
11111 II I. 11II f I. ГIГI га 1111 <1 111»111. .1.1.1
Фиг 19.
ШШШШ
a
<9
ее высоте или при расположении
стыка в наиболее нагруженной части
балки.
Прямой стык стенки (фиг. 19, б) при-
меняется в сечении с напряжением
в стенке, не превышающим допускае-
мого напряжения fa' |р для сварного
шва при растяжении, т. е. при ае <
< |»' |р. В этих случаях расчет стыка не
производится.
43 Том 4 169
Jem +
Усилие в накладке
- Рк ян-
Необходимая длина шва
каждой полунакладки
N„
'“ •*“0.7* Ис,
(25)
(26)
крепления
(27)
k — катет сварного шва.
При действии на балку динами-
ческих (ударных) или вибрацион-
ных нагрузок стыковые накладки
изготовляются переменной толщи-
ны (фиг. 19, а).
Кроме рассмотренных видов
стыкования вертикальных стенок,
применяются (но значительно
реже) стыки со вставками
(фнг. 19, д).
Стыки горизонтальных листов
предпочтительнее делать наклон-
ными под углом 45° (фиг. 19, б)
независимо от того, где находится
стык.
Стыковые накладки горизонтальных
листов применяются в случае прямых
стыков и при напряжении ац > |е']р.
Усилие в накладке можно принимать
(фиг. 19, е) равным
NH-aHFH-ан-Ь„-хн. (28)
Указания для определения необхо-
димой длины шва крепления каждой
полу накладки см. на стр. 661.
Пример сварной крановой балки гру-
зоподъемностью 20 т приведен на
фнг. 20.
674
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
Клепаные балки
Сопряжение элементов
сечения клепаной балки
осуществляется при по-
мощи поясных равнобо-
ких уголков (см. фиг. 17,
г, д, ж).
Подбор сечения клепа-
ной балки производится
по полному моменту со-
противления
(29)
где 1,15—коэффициент,
учитывающий ослабле-
ние сечения закле-
почными отверстиями;
1Граб — момент сопро-
тивления рабочего сече-
ния, определяемый по
формуле (18).
Высота и толщина вер-
тикальной стенки клепа-
ных балок принимаются
такими же, как и для
сварных балок (см. стр.
671).
Для элементов поясов
принимаются соотноше-
ния:
ширина полки пояс-
ного уголка
10 Лп":
толщина поясного
уголка
площадь сечения пояса
(уголков и горизонталь-
ных листов)
F„ « 0,9
Мрагч
Лй [»]р *
ширина пояса
толщина горизонталь-
ного листа
Ъ. л > sJtr
По соображениям
удобства компоновки и
устройства стыков эле-
ментов балки рекомен-
дуется толщины верти-
КОНСТРУИРОВАНИЬ ВАЛОК
675
кальных листов и уголков принимать
одинаковыми.
Балки с необходимым моментом сопро-
тивления К'бр < 9000 см3 выполня-
ются обычно с одним горизонтальным
листом.
Место теоретического обрыва доба-
вляемых листов определяют по эпюре
моментов (фиг. 21, а) Листы должны
Фнг. 21.
быть продолжены за линию теорети-
ческого обрыва не менее чем на два
ряда заклепок (фнг. 21, б).
Прочность сечения клепаной балки
проверяется в части нормальных и каса-
тельных напряжений по тем же фор-
мулам (19) и (20), что и для сварных
балок, причем под Л здесь пони-
мается момент инерции полного сече-
ния (брутто).
Приведенные напряжения в местах
обрыва горизонтальных листов про-
веряются по формуле
/^ + 3т’<(а|в, (30)
где а — нормальное напряжение в стенке
QS„
на уровне поясных заклепок; t = sj——
касательное напряжение на том же
уровне: Q — поперечная сила в месте
обрыва горизонтальных листов; S„ —
статический момент пояса (уголков и
горизонтальных листов) относительно
горизонтальной оси.
Напряжения а и т следует определять
для одного и того же расположения
грузов.
43*
Сопряжение пояса со стенкой. Шаг е
поясных заклепок (фиг. 22, а) выби-
рается по условию прочности
е<~-. (31)
В случае сосредоточенных нагрузок
(32)
где — сопротивление лвусрезной
заклепки смятию, Т — скалывающее
усилие на уровне заклепок, приходя-
QSn
щееся на единицу длины; Т « —«
J *
где Q — поперечная сила (наибольшая),
S„ — статический момент пояса (ли-
стов и уголков) относительно общей
горизонтальной оси; — момент инер-
ции всего сечения относительно той же
оси; D и А имеют те же значения,
что и в формуле (22); для клепаных
балок А принимается не менее 600 мм\
а = 0,4 в случае пристрожки верхней
кромки вертикального листа к поясу
(фиг. 22, б) и а = 1,0 при отсутствии при-
строжкн.
Шаг поясных заклепок принимается
не более (12 ч- 14)d, глеб — диаметр за-
клепки
Стыки клепаных балок. Различают
стыки заводские, выполняемые на месте
изготовления балок, и монтажные —
при монтаже. В первом случае стыки
отдельных элементов балки можно раз-
мещать в различных сечениях (фиг. 23, а),
во втором случае рекомендуется стыки
всех элементов балки располагать в
одном сечении (фиг. 23, в).
676
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
Фиг. 23.
Стыки вертикальной стенки перекры-
ваются парными накладками, толщины
которых принимаются равными тол-
щине вертикальной стенки. Неполное
перекрытие стенки (фнг 23. а) допу-
скается только для малонапряженных
сечений.
Для разгрузки поясных заклепок
от воздействия нормальных сил
изгиба следует применять дополни-
тельные узкие накладки (фнг. 23, б).
Стыки поясных уголков перекры-
ваются уголковыми накладками (фиг.
23, а). Плоские накладки применяются
иногда при стыковании двухрядных
уголков. Стыки горизонтальных листов
перекрываются односторонними на-
кладками.
Наиболее распространенный тип мон-
тажного стыка — универсальный, с
полным перекрытием всех элементов
в одном сечении (фиг. 23, в).
Компактность стыков достигается вы-
бором минимальных шагов для стыковых
заклепок (фиг. 23, а и б).
Прочность элементов стыка прове-
ряется по усилию или по площади.
Вертикальная стенка. В зависимости
от отношения высоты hs заклепочного
Стыкового поля вертикальной стенки к
его ширине bs различают стыки удли-
ненные > 3, фиг. 23, б, и уши-
ренные < 3, фиг. 23, .
КОНСТРУИРОВАНИЕ ВАЛОК
677
Крайняя заклепка в удлиненном
стыке (фиг. 23, г) вертикальной стенки
срезается усилием
Я Уд/2 + yi . (33)
Здесь N — нормальное усилие ст
воздействия момента Мст, передавае-
мого стенкой:
Л
Мст
*
Jem
где Мст = Ms Мо — полный мо-
мент, передаваемый в рассматриваемом
сечении; Jcm — момент инерции (брутто)
только вертикальной стенки относитель-
но нейтральной горизонтальной оси
сечения; Jo — то же лля всего сечения;
п — число заклепок в крайнем горизон-
тальном ряду; етах — расстояние между
крайними горизонтальными рядами;
е — расстояние между соседними гори-
зонтальными рядами заклепок; V — по-
перечная сила, приходящаяся на одну
О
заклепку, т. е. V = — , где Q—полная
поперечная сила в данном сечении, а
т — число заклепок на полунакладке.
Прн уширенном стыке усилие от
действия момента, срезающее крайнюю
заклепку, определяется по формуле
(фиг. 23, <?)
м — етах
ет ’
где ешах — расстояние от центра тяже-
сти заклепочного поля до центра наи-
более удаленной заклепочной дыры; е —
расстояние от центра тяжести заклепоч-
ного поля до центра дыры каждой из
промежуточных заклепок, расположен-
ных на полунаклалке по одну сторону
от горизонтальной оси.
Горизонтальная и вертикальная соста-
вляющие усилия
Nfop^Ncosa и Nfep — Wsina.
Суммарное усилие, срезающее край-
нюю заклепку, определяется по фор-
муле (фиг. 23, <?)
R - /(*«,,)» + (И + (34)
При расчете по площади выделяют
рабочую часть вертикальной
стенки (фиг. 23, г), включающую край-
нюю заклепку:
Рраб — (в + 0,5е — rf)$.
Необходимое количество двусрезных
заклепок в крайнем горизонтальном
ряду
Л ж kp v • Fрай,
где kCM принимают по табл. 6.
Таблица 6
Значении коэффициента *см
Наименьшая толщина листа в чм Диаметр заклепок d, в мм
14 2J 23 26
6 0,595 0,490 0,416 0,362 0,320
8 11,446 0,368 0,312 0.272 0,240
10 0,3.57 0.294 0,250 0,267 0,192
12 0,296 0,245 0.2(6 0,181 0,160
14 0,255 0,210 0,179 0,155 0,138
16 0,223 0,184 0.156 0,136 0,120
Поясные элементы. Необходимое
число односрезных заклепок, размеща-
емых на полунакладке в стыке уголков
или горизонтальных листов, опреде-
ляют по усилию п = N :N3, а по пло-
щади сечения п = kFPao‘, здесь N —
продольное усилие в уголке или
листе; IV, — допускаемое усилие на
заклепку по срезу или смятию; k —
коэффициент, принимаемый по срезу:
dj в мм Олносреадыо
14 0,743
17 0,504
20 0,365
23 0,274
26 0,215
Общая устойчивость балок
Под общей устойчивостью балки пони-
мается ее способность сохранять по
всей длине пролета прямолинейную фор-
му упругого равновесия при действии
эксплуатационных нагрузок.
Проверка общей устойчивости сво-
бодных (без связей) балок произво-
дится по формуле
ТО w бр
где а — напряжение в крайнем волокне
сжатого пояса; Л4дат(-<| — расчетный
(наибольший) изгибающий момент;
IVйр — полный момент сопротивления
сечения относительно горизонтальной
нейтральной оси; fa — безразмерный
коэффициент.
678 ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
Значения коэффициента уд для про-
катных двутавровых балок в зависи-
мости от длины пролета I в м:
I . . .2.0 3.0 4.0 5.0
. .0.08 0.94 0,89 0.8
I ... 6.0 7.0 8.0 9.0 10 и более
. . .0.71 0.61 0,54 0.48 0.44
Коэффициент <fe Для составных балок
зависит от отношения пролета балки
(или расстояния между закреплениями
сжатого пояса) / к ширине пояса Ь, с
одной стороны, и высоты балки й
к толщине s„ пояса балки (включая
толщину поясных уголков) (фиг. 24)—
Фиг. 24.
с другой. Величины для этих балок
приведены в табл. 7.
Таблица 7
Значения коаффициента для составных
(клепаных сварных) двутавровых балок
1 Отношение 4- Отношение
20 30 40 50 60 70 80 90 I 100 и 1 1 более 1
10 1.00 1,00 1.' О 1.00 1.00 1.00 1,00 1.00 1.00
15 0.99 0,97 0.96 0.96 0.95 0.95 0.95 0,95 0.96
20 0.94 0.90 0.89 0.88 0.88 0.87 0.87 0.87 0.86
25 0,90 0.85 0,77 0.71 0.68 0.60 >.65 0.64 0.62
30 ii.hti 0,68 0.57 0.52 0,49 1.47 0.46 0.45 0.44
35 0.79 0,55 >,46 0.41 0.38 о.зб 0.35 0.34 0.33
40 0.69 0,47 0,38 0,33 0.31 0,29 0,28 0.27 0.25
Коэффициент <fo принимается по
последней графе независимо от отно-
I
шения у , если сжатый пояс размещен
нессимметрично относительно верти-
кальной стенки.
Проверка общей устойчивости не про-
изводится, если отношение свободной
длины I балки к ширине Ь пояса нахо-
дится в пределах, указанных в табл. 8.
Для балок двустенчатого сечения
с обычными соотношениями между ши-
риной и высотой проверка общей устой-
чивости не производится вследствие
большого сопротивления таких балок
скручиванию.
Местная устойчивость вертикальной
стенки •
Пол местной устойчивостью пони-
мается способность отдельных элемен-
тов балки сохранять прямолинейную
форму упругого равновесия при дей-
ствии эксплуатационных нагрузок.
Местная устойчивость вертикальной
стенки вполне обеспечена при отноше-
нии
-^<80.
«ст
гле hcm — полная высота стенки для
сварных балок или расстояние между
внутренними рисками поясных уголков
Таблица 8
Предельные значения 4-. дающие гарантию
общей устойчивости балок
Г Тип балок При нагрузке
по верхне- му поясу по нижне- му поясу
18 25
Сварные ....... 16 25
Клепаные...... 18 2S
для клепаных балок; scm — толщина
стенки (фиг. 25, а). •
Л,_
При —® > 80 стенку следует укре-
"гт
плять поперечными ребрами жесткости
(фиг. 25, б).
Очень тонкие стенки ( > 160) сна-
X 5 ст '
бжают поперечными и продольными
ребрами жесткости (фнг. 25, в)
• Состлялено п соотнетстяии г методикой, раз-
работанной .Просктстальконструкпией* МСПТИ.
КОНСТРУИРОВАНИЕ БАЛОК
679
Для сварных балок применяют пло-
ские ребра жесткости (фиг. 25, г), а для
клепаных — уголковые, которые ста-
вятся на прокладках (фиг. 25. е) или
«с высадкой» (фнг. 25, ж). Для мощных
балок, находящихся пол действием по-
движиой нагрузки, ребра
жесткости размещают с
обеих сторон стенки в одном
сечении; кроме того, верх-
ний торец их пристраги-
вают к поясу (фиг. 25, з)
При малой толщине стен-
ки (до 10 мм) ребра жестко-
сти в сварных балках смещают во
избежание пережога стенки (фиг. 25, г)
Ширина ребер жесткости принимается
(фиг. 25, г) б® > + 40 мм, тол-
щина so = Уз ’
В сварных балках поперечные ребра
жесткости привариваются прерывистым
швом к вертикальной стенке и сплош-
ным — к поясам. В случае полного
использования напряжений в поясах
ребра жесткости прикрепляются к ниж-
нему (растянутому) поясу посредством
планки, для того чтобы избежать попе-
речных швов (фиг. 25, г)
Избежать поперечных швов возможно
также применением уголков вместо пло-
ских ребер жесткости (фиг. 25, д).
Для продольных ребер жесткости,
располагаемых в отсеках с наибольшим
нормальным напряжениемизгиба(в сере-
дине пролета), применяются полосы,
уголки или швеллеры. Необходимый
момент инерции продольного ребра жест-
кости относительно оси стенки опреде-
ляется по формуле
- (2,5-0,5-^)4^ (36)
и принимается не менее l,5/ifm-s®m и
не более 8hcm-^m. В формуле (36) а —
расстояние между поперечными ре-
брами.
В отсеках, примыкающих к опорам,
расстояние между поперечными ребрами
жесткости принимается равным при-
мерно высоте стенки. Для отсеков, рас-
положенных в средних частях пролета,
это расстояние увеличивается до 2Лгт,
а при наличии также и продольных
ребер жесткости — до 3ftfm.
Проверка устойчивости стенки
в общем случае действия нагрузки н
при наличии только поперечных ре-
бер жесткости производится по фор-
мулам
(37)
680
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
Здесь а — расчетное нормальное на-
пряжение в среднем сечении рассма-
триваемого отсека, определяемое для
клепаных балок по полному (без осла-
Q
бления) сечению; т = тт—-— — среднее
п 'm „
касательное напряжение; Q — попе-
речная сила в рассматриваемом сечс-
D
нии; р =-------------— сминающее
3.5sfmj/ А
scm
напряжение верхней кромки стенки от
действия подвижного сосредоточенного
груза D, учитываемое только при
^- > 1.5 т/мм; акр = 4390 X
хТ(Я кГ/смг— критическое нормал ьноена-
пряжение; -.кр= (1020+X
X 10* кГ/см* — критическое касательное
напряжение; т — отношение большей
длины рассматриваемого отсека к мень-
шей; Ь — меньшая из сторон отсека.
В случаях, когда окажется акр > вг
и > О.бау, полученные крити-
ческие напряжения следует заменить
новыми значениями по формулам
^ = 4-51/—;
' акр
хкр = о,ь
где А = 2890 для стали Ст. 3 и 4100
для стали НЛ2; В = 26,5 для стали
Ст. 3 и 42,4 для стали НЛ2; акр
и тКр — критические значения, получен-
ные по основным формулам; Рко^
— в 1—-— ) т/см* — критическое
сминающее напряжение; а — коэффн-
а
циент, зависящий от отношения т— ;
"rm
Т^-0.5 0,8 1,0 1,2 1,4 1,6 1.8 2.0 2.5
яс«п
а 1.56 2.20 2,-63 2.88 3,22 3,63 4,12 4.70 6.40
k9 = 1.3 — коэффициент запаса устой-
чивости стенки; aj- — предел текучести
материала балки.
В простейших случаях действия в
основном одних только касательных
напряжений (в отсеках, примыкающих
к опорной зоне балки) или только нор-
мальных напряжений (в отсеках, рас-
положенных в середине пролета) и при
отсутствии подвижной нагрузки фор-
мулы (37) принимают вид
— > 1.3 (38)
или
— >1.3. (39)
о
Продольными ребрами жесткости от-
сек разделяется на верхнюю и нижнюю
пластинки (фиг. 25, в).
Проверка верхней пластинки:
1
>k0;
IQOScm
Рк;
1/(+
Здесь
0.76
“'’IZE
"ст
тическое нормальное напряжение для
1 + Ж»
верхней пластинки;/>А7>1=0.304---— X
"*1
j т;см2— критическое сми-
нающее напряжение для той же пла-
стинки; tKpl вычисляется, как
указано выше, лля пластинки со сто-
ронами а и bi.
Нижняя пластинка проверяется по
формуле (40). в которой вместо а сле-
дует подставлять (1— 2 а. а вме-
сто р соответственно 0.4р/Критическое
напряжение определяется по формуле
100s™ Л , .
—. 1 т ем*.
"ст •
(40)
/Г-)а’ + 3т?<ТГ-
"ст'
- Iт/сж’-кри-
1,14
Величина ркр определяется, как ука-
зано выше, причем для определения
. . а
коэффициента а следует вместо ——
пст
л а
брать значение -г----г- .
Лет ~ *1
Сопряжение балок
При сопряжении водном уровне балок
одинаковой высоты оба пояса примы-
каемой балки обрываются, а стенка ее
крепится к основной балке непосред-
ственно (фиг. 26, а) или при помощи
КОНСТРУИРОВАНИЕ БАЛОК
681
682
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
соединительных накладок (фиг. 26. б) и
уголков (фиг. 26, в).
Соединен ня по типу фиг. 26, а про-
веряются на действие опорного давле-
ния, увеличенного на 20%, соедине-
ния по типу фиг. 26, б, в — на действие
опорного давления Q и момента М =
-=Qe— гдее расстояние от оси основной
балки до центра тяжести сварного со-
единения на накладке или заклепочного
(болтового) поля на уголке.
Если в месте сопряжения действует
опорный момент Моп, то применяются
также и горизонтальные накладки, кото-
рые воспринимают усилие (фиг. 26, г)
(41)
Ад
Сопряжение в одном уровне балок
различной высоты выполняется ана-
логично предыдущему с добавлением
опорной консоли, которая в балках
малой мощности состоит из уголков
(фиг. 26, д), а в балках более мощных —
из консольных листов с поясом (фнг.
26, е). В таком соединении опорное да-
вление распределяется пропорциональ-
но между элементами присоединения
(швами, заклепками или болтами) стенки
примыкаемой балки, с одной стороны, и
консоли — с другой. При наличии опор-
ного момента Мо„ применяются гори-
зонтальные накладки, перекрывающие
верхние пояса сопрягаемых балок. Кре-
пления этих накладок, а также балки,
примыкаемой к консоли, проверяются
на действие усилия N, определяемого
по формуле (41). Опорную консоль
следует проверять на момент М =
= /?„-е — A/-Z. где RK — часть опор-
ного давления, воспринимаемого кон-
солью (фиг. 26. е)
Конструкция сопряжения балок в
случаях опирания одной балки на дру1
гую показана на фиг. 26, ж. Для уве-
личения жесткости такого сопряжения
Таблица >
Нормальные напряжения н деформации от кручения балок
КОНСТРУИРОВАНИЕ БАЛОК
683
применяются горизонтальные фасонки и
листовые упоры.
В случае уменьшения в зоне сопря-
жения высоты приминаемой балки
опорное сечение этой балки усиливается.
На фиг. 26, з показан пример такого
усиления добавлением поясных уголков.
Сечение т—т проверяется на дей-
ствие опорного давления R и момента
М = Re. Усиливающие уголки должны
быть соответствующим образом закре-
плены (расчет крепления — по уси-
лию нли по площади) за рассматри-
ваемым сечением (в данном случае
правее сечения т—т). Примеры со-
пряжения швеллеров и двутавров даны
на фиг. 26, и.
Таблица 10
Значения коэффициента h
*1=2А, + *, + 2f>D‘.
/ = о при а < rf; t *» d при d < а;
t, = а прн а > d', t, — d при d > а
Кручение балок
Касательные напряжения опреде-
ляются для открытых сечений (фиг. 27, а)
по формуле
— ЗМ к smax
Sas’
< l”lc/x
(42)
для замкнутых сечений (фнг. 27, в) по
формуле
<43)
где Мк — крутящий момент; ft(, Ла и
S|, — соответственно высота и тол-
щина каждого из прямоугольников,
составляющих данное сеченне; пример-
*1=2(Л, + *, + 0О*).
* = + -j- Ы» - 0.4Г
684
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
ная разбивка сечений на отдельные пря-
моугольники показана нафиг. 27, б и г;
smax — наибольшая толщина полки про-
филя; X) и г2—так называемые средние
касательные напряжения; [т |f/, — до-
пускаемое напряжение среза.
О кручении прокатных уголков, см.
т. 3, гл. II. стр 32.
Нормальные напряжения, воз
пикающие в поясах балок при круче-
нии, определяются по формулам табл. 9,
где h — расстояние между центрами
«/у
тяжести поясов балки; = -у- —
расчетный фактор изгиба пояса при
кручении; Jv — момент инерции сече-
ния балки относительно вертикальной
оси у—у; b— ширина пояса балки;
О — 810 000 кГ/см2 — модуль упруго-
сти при сдвиге; а — коэффициент, опре-
деляемый по формуле
/7Г
« =0Д1Л 1/ -у .
В формулах табл, 9 все тригономе-
трические функции — гиперболические.
Значения коэффициента k в зависимо-
сти от формы поперечного сечения
приведены в табл. 10.
торых случаях подвергающихся допол-
нительно поперечному изгибу.
Наибольшее распространение имеют
сварные фермы; клепаные фермы при-
меняются реже.
Общие требования,определяющие под-
бор сечений и компоновку стержней
ферм: а) прочность, жесткость и устой-
чивость (при продольном изгибе); б) воз-
можно меньшее число профилей, обра-
зующих сечение; в) возможная симме-
тричность распределения материала по
сечению относительно вертикальной пло-
скости фермы; г) удобство конструиро-
вания стыков стержней и узлов фермы;
д) доступность сечения для осмотра.
Типы сечений
Типы сечений, применяемых для поя-
сов. показаны на фиг. 28. Сечения по
типу фиг. 28, б, г, е, з, и, к, л, и. п
используют для поясов сварных ферм,
по типу фиг. 28, в, д, ж. к, л, м, о, р —
для клепаных.
Стержни из одиночного уголка (фиг.
28, а) обладают малой жесткостью и
применяются лишь лля слабо нагру-
женных ферм. При этом допускаемое
к 4k ф Мй i -L-L
а) 6) 8) t) 0) е)
ТтТ ф 3 jt <4 3^ Ф Н Н
•V ч) К) л) и) И) о) п) р)
Фиг. 38.
Суммарное нормальное напря-
жение в балке
°тах “ аи + як 1а1ы> Н4)
где »„ — нормальное напряжение от
поперечного изгиба; ак — нормальное
напряжение от крутящего момента.
КОНСТРУИРОВАНИЕ ФЕРМ
Фермы состоят из отдельных стерж-
ней, воспринимающих продольные уси-
лия растяжения или сжатия и в неко-
напряжение снижают на 25% из-за не-
симметричного крепления уголка (одной
его полкой) к узлу. Для неравнобокого
уголка, прикрепляемого широкой пол-
кой, допускаемое напряжение не сни-
жается.
Тавровые сечения, составленные из
двух уголков, применяются лля поясов
малой и средней мощности’ При таком
сечении достигается симметричное кре-
пление стержня к узлу. Тавровые сече-
ния по типу фиг. 28, е и яс удобно при-
менять в случаях, когда возможно по-
добрать такую ширину вертикального
КОНСТРУИРОВАНИЕ ФЕРМ
685
листа пояса, которая позволяет крепить
к нему раскосы и стойки без исполь-
зования фасонок.
Двустеичатые сечения по типу
фиг. 28, к, л, м, н, о, р применяются
для поясов, испытывающих усилие
свыше 100—150 m.
Фиг. 29.
Типы сечений, применяемых для рас-
косов и стоек, показаны па фиг. 29.
При двустенчатых поясах приме-
няются раскосы с сечениями по типу
фиг. 29, з, и. к и стойки по типу фиг. 29, л.
Фнг. зо.
Для растянуто-изогнутых или сжато-
изогнутых стержней (например, для
верхних поясов крановых ферм) при-
меняются сечения по фиг. 30.
Проверка прочности, жесткости
и устойчивости стержней ферм
Растянутые стержни про-
веряются на прочность и жесткость.
Проверка прочности производится по
формуле
« — -тД— <|т]Р. (45)
~ раб
где 5 — расчетное усилие; Fpan — ра-
бочее сечение стержня, равное Fpp для
сварных ферм и примерно 0.9для
клепаных ферм.
Жесткость растянутого стержня про-
веряется по величине гибкости А, т. е.
по отношению расчетной длины стержня
к соответствующему радиусу инерции
сечения:
(4в)
где 1Расч — расчетная длина
стержня, т. е. расстояние меж-
ду двумя^соседними узлами:
г » }/"^4- — радиус инерции
сечения; / — момент инерции
сечения относительно рассмат-
риваемой осн; Ры> — полная
площадь сечения. Значения
допускаемой гибкости ^дпп
элементов ферм:
Растянутые элементы ферм *роп
Попса и опорные раскосы.........150—180
Прочие растянутые элементы свази 300—400
Сжатые элементы ферм
Стойки, передающие опорные реак-
ции, пояса, опорные раскосы .... 130
Прочие сжатые элементы ферм ... 180
Колонны:
основные............... 120
второстепенные ................. 150
Связи ферм и колонн . . . .. 200—300
В табл. 11 даны значения радиусов
инерции для наиболее часто встречаю-
щихся типов сечения.
Сжатые стержни проверяют-
ся на прочность по формуле (45) и на
устойчивость.
Устойчивость сжатых стержней по-
стоянного сечения проверяется по фор-
муле
"’'-Л-*'"1'"
гле S — сжимающее усилие; ? — коэф-
фициент, зависящий от гибкости стерж-
ня и принимаемый по табл. 12.
Проверка сжато-изогнутых стержней:
на прочность
’“Т7 + Л<|3|’; <48)
1 раб w раб
на устойчивость
(49)
гле f принимается по гибкости стерж-
ня в плоскости изгиба.
686
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
Таблица II
Значения радиусов инерции
Продолжение табл. II
- 0.43Н
'v — 0.43b
rx = 0,32h
гу = в.ХЬ
Таблица 13
Значения коэффициентов ? уменьшения допускаемых напряжений при продольном
изгибе центрально сжатых элементов
Гибкость ьлемеита Коэффициенты ф лля сталей марок Гибкость •лемеита Коэффициенты ф лля сталей марок
Ст. О. Ст. 2 Ст. 3 и Ст. 4 Ст. 5 НЛ2 Ст. О, Ст. 2 Ст. 3. Ст. 4 Ст. 5 НЛ2
0 1,00 1.00 1.00 110 0.52 0,42 0,35
10 0.99 0,99 0.99 120 0,45 0,37 0,30
20 0.96 0,9о 0.95 130 0,40 0.32 0.26
30 0.94 0.94 0.91 140 0,36 0,29 0,23
40 0.92 0.89 0,87 150 0,32 0,26 0,21
50 0.89 0.85 0,83 160 0,29 0,24 0,19
Ы) 0.86 0.80 0,79 170 0,26 0,22 0,17
70 0.81 0,73 0.72 180 0,23 0,20 0,15
80 0.75 0.65 0.65 190 0.21 0,19 0,14
90 100 0.69 0,60 0,57 0.50 0.55 0.43 200 0,19 0,17 0,13
КОНСТРУИРОВАНИЕ ФЕРМ
687
В случае значительного эксцентри-
ситета приложения сжимающей на-
грузки сжато-изогнутый стержень про-
веряется на устойчивость дополнительно
по формуле
ЬЕДр?mln ’
где k —коэффициент, определяемый по
формуле
здесь <ртщ — коэффициент уменьшения
допускаемого напряжения при про-
дольном изгибе, определенный в зави-
симости от наибольшей гибкости эле-
мента; остальные обозначения.см. выше.
Проверка растянуто-изогнутых стерж-
ней ведется по формуле (48).
При гибкости X > 200 расчет на
продольный изгиб производится по фор-
мулам Эйлера (см. т. 3, гл. X. стр. 309).
Подбор сечений рекомендуется вести
по форме табл. 13, заполненной для
иллюстрации данными примерного рас-
чета.
Формулы (48) и (49) могут принимать
более сложный вид. В табл. 14 даны,
например, такие формулы для верх-
него пояса крановых ферм. В этой таб-
лице kt и ki — динамические коэф-
фициенты, принимаемые по соответству-
ющим нормам (6J; Sg и SD — статиче-
ские усилия соответственно от собствен-
ного веса и от действия грузовой тележки;
“g — местный изгибающий мо-
мент; здесь D — статическое давление иа
ходовое колесо грузовой тележки и
lt — длина панели; SloPua — усилие от
действия горизонтальных нагрузок
(возникающих при передвижении кра-
нового моста), принимаемое равным
0,1 (Sg 4- SD); М1а гориз— местный из-
гибающий момент от горизонтальных
нагрузок, принимаемый равным 0,1Мь;
(®]р| и |а |рц — соответствующие до-
пускаемые напряжения при растяжении.
Для постоянных нагрузок динами-
ческие коэффициенты принимаются ki =
= 1,0 для кранов с ручным приводом, а
также для кранов с машинным приво-
дом при скорости передвижения до
60 м!мин\ при скорости передвижения
свыше 60 м/мин принимается — 1,1.
Динамические коэффициенты для под-
вижных нагрузок принимаются k2 = I
для кранов с ручным приводом; к2 =
“ 1,1 для кранов с машинным приво-
дом легкого режима; k2 = 1,3 для
кранов среднего режима работы (в том
числе и для литейных кранов); й3 =
= 1,5 лля всех специальных металлур-
гических кранов.
Конструирование стержней
Совместная работа элементов состав-
ных стержней, сечения которых изо-
бражены на фиг. 31, обеспечивается соот-
ветствующим размещением по длине
стержней прокладок (фиг. 31, а, б),
планок (фиг. 31, в) или решетки (фиг.
31, е).
Расстояние между прокладками а
“ (1,0 ч- 2,0) м. Для элементов интен-
сивно работающих ферм принимают:
для растянутых стержней ашах= 80г1Я|П,
для сжатых стержней дголх = 40гШ|П,
где rmin — наименьший радиус инер-
ции сечения ветви, т. е. элемента со-
ставного сечения длиной а, равной рас-
стоянию между планками или узлами
связей.
Расстояние между планками в сжатых
двустенчагых стержнях (фиг. 31, в) опре-
деляется по условиям устойчивости.
При этом проверяется отдельно устой-
чивость стержня в двух плоскостях.
Устойчивость в плоскости фермы.
Коэффициент f выбирается по гибкости
, (50)
гж
где lt — расчетная длина стержня
в плоскости изгиба; гК — радиус инер-
ции всего сечения относительно оси
х—х (фиг. 31, в).
Устойчивость в плоскости соедини-
тельных планок. Проверка произво-
дится по приведенной гибкости:
^лри» “ X* + Хд, (51)
/ у
где X = ------гибкость стержня отно-
Гу
сительно осн у—у (фиг. 31, в); 1у —
расчетная длина стержня при изгибе из
плоскости фермы; г? — радиус инер-
ции всего сечения стержня относи-
тельно оси, перпендикулярной к пло-
скости планок; Хо = , где Хо —
rVf
гибкость ветви относительно оси Vo—У а;
Подбор сечений элементов фермы
Группа элементов м состав сечения Обозна- чение элемента S в кГ ^раб гх 'у »Ж ‘у Хх S’ ъ в в кГ/см» Обозначения: 5 — расчетное усилие; Л—площадь сечения веж'; г— -\/ -р—а см — ралиус инер- V гбр инн; >раси — расчетная длина элемента в см'. А = расч — г гибкость элемента; у — коэффи- циент уменьшения допускаемого напряжения прн продольном на- гибе; о — расчетное напряжение в кГ1сМ*; допускаемое напряже- ние равно 1«Ю кГ|сЖ*
Верхи* 2LlOU> й пояс о 00X10 / о. -31 всю 38.4 38,4 3.05 4.51 300 400 98 9В 0,61 0,70 31 eno
X *—1 'У 0,61-35-4 -1350
И иж ии 2U65) Л П й пояс <65XS У л и, • • • • • • • 4-20300 15,1 15.1 1.98 — 300 — 152 — и' — -2“® -1345 15.1
Напряжения в верхнем поясе фермы мостового крана
Таблица 14
Таблица 13
Проверка ва прочность | Проверка на устойчивость
при учете действия нагрузок
осномшх ОСНОВНЫХ и дополнительных основных основных и дополнительных
*,з£ + t,sD , *'sr + . а) Отвоемте л । 4- б) Относитель 4 Т ' Ар НО ОСИ Ж— X ’ _ ***£ + *,SD , , Stopu3 . . °дг л F tt/ с F в НИ ’/бр wxOp *Sip р" но осн у—у , *,$€ + । Sюраз ^(„гориз|в) ’/бр ‘’/б/ ^убр
Fраб , М1. + Граб <W*' Рраб +А+-И-Л+ * раб граб М, w у раб г
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
КОНСТРУИРОВАНИЕ ФЕРМ
880
Ц
I № — длина ветви стержня; —
радиус инерции сечения ветви отно-
сительно собственной оси у0, парал-
лельной общей оси.
Прочность планок. Сила, срезающая
планку (в сечении — две планки),
где Q — условная поперечная сила, при-
нимаемая равной 0,0153 (S — сжимаю-
щее усилие).
Момент, изгибающий планку,
Напряжение в шве, прикрепляющем
планку, от изгибающего момента
, м
0.7 — ’
О
44 Том 4 769
где k — катет шва.
Напряжение от среза
Т
’ “ 0.7ЛЛ *
Результирующее напряжение
'пр* - /(•')» + (’’)*•
Усилия, передаваемые крайней за-
клепкой:
от среза
г.-ь.
от изгибающего момента
Ni
44'ДП1ах
690
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИИ В МАШИНОСТРОЕНИИ
Результирующее усилие
Здесь п — число заклепок, прикре-
пляющих каждый конец планки; ати —
расстояние между крайними заклеп-
ками; а, — расстояние между каждой
парой заклепок, симметрично располо-
женных относительно середины ряда;
прн трех заклепках в ряду а, = ат„.
При наличии соединительной ре-
шетки (фиг. 31, г) приведенная гибкость
определяется по формуле
где — см. выше; F— площадь сече-
ния стержня; Fp — площадь сечения
раскоса соединительной решетки (при
двух плоскостях решетки площадь сече-
ния раскоса удваивается).
Усилие в соединительных раскосах
(фиг. 31, г)
где а — угол наклона раскоса.
Усилие в соединительных распорках
$,-Q.
Расчет крепления этих элементов
производится согласно указаниям на
стр. 663 и 670.
Узлы ферм
Основные требования при конструи-
ровании узлов ферм:
а) продольные центральные осн стерж-
ней, входящих в один н тот же узел,
Фиг. 32.
должны пересекаться в одной точке
(фиг. 32, а); однако в фермах легкого
типа центрировка стержней может про-
изводиться по линии рисок уголков
(фиг. 32, б);
б) соединения стержней фермы в
узлах должны быть достаточно проч-
ными.
При достаточно высоких вертикаль-
ных полках сечения пояса раскосы
крепятся непосредственно к этой полке
(фиг. 33, а).
В сдучае, если высота полки пояса
сварной конструкции недостаточна для
прочного крепления раскоса, приме-
няют фасонки-надставки толщиной I
(фиг. 33, б).
Напряжения в шве, прикрепляющем
надставку к поясу:
от изгиба
(S1 S1)b|
от среза
S, — Уд
где Sj и St — соответственно усилия
в смежных панелях поясов; J — момент
инерции сечения надставки; b — плечо
усилия; h — длина надставки.
Узловые фасонки применяются и
в других случаях, когда непосредствен-
ное крепление раскосов к поясу не-
возможно (фиг. 33, в, а). Толщину
фасонок берут от 6 до 14 мм. Фасонки
должны быть возможно более простого
очертания, не иметь входящих углов
(фиг. 33, в, ж) и обладать достаточной
прочностью, для чего угол между кром-
кой фасонки и продольной осью эле-
мента должен быть не менее 20°.
Прочность фасонки может быть про-
верена по формуле
S
где а — напряжение в материале фасон-
ки; S — усилие, передаваемое элемен-
том (раскосом); S — толщина фасонки;
h — высота сечения.
В клепаных узлах учитывается осла-
бление сечения фасонки эаклепочнымн
отверстиями.
В узлах клепаных ферм в целях
сокращения размера фасонки можно
применять уголки-коротыши (фиг. 33, б).
Общее число заклепок, размещаемых на
несовмещенных полках основного угол-
ка и коротыша, должно быть равно
числу заклепок, необходимых для пол-
КОНСТРУИРОВАНИЕ ФЕРМ
691
ной передачи усилия раскоса. На вы-
ступающих полках этих элементов
должно быть поставлено в 1,5 раза
больше заклепок, чем на другой полке
уголка-коротыша.
При двустенчатых сечениях стержней
в сварных фермах применяют узловые
В местах изменения направления
поясов рекомендуется в целях при-
дания узлам соответствущей жесткости
ставить уголки жесткости (фнг. 33, к)
или планки (фиг. 33, л, ж). Планки
следует также ставить в узлах при
соединении панелей поясов узловыми
фасонные вставки (фиг. 33, е), в кле-
паных — узловые фасонки-накладки
(фиг. 33, ж) или фасонные вставки. Уз-
ловые фасонные накладки более просты
и удобны для монтажа.
Сварные швы или заклепки, прикре-
пляющие пояса к узловой фасонке,
проверяются на полное усилие, если
а узле каждого пояса имеется стык
(фнг. 33, з), или на разность усилий,
если пояса проходят через узел, не
прерываясь (фнг. 33, и).
фасонками (фнг. 33, .«). В этом случае
напряжение в узловой фасонке
с S/?
* “ Р ., + Ц7 ~ < [в1<г (52)
г раб " раб
где S — усилие в поясе; е — плечо уси-
лия; — рабочая площадь тавро-
вого сечения (фасонки и планки);
W раб — момент сопротивления сече-
ния тавра; для сварных конструкций
692
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
значения FPa6 и WPaC, принимаются
полными.
Пример сварной крановой фермы лав
на фиг, 34.
Составные стержни переменного
сечения
Стержни переменного сечения наи-
более часто имеют конфигурацию, пока-
занную в табл. 15 и 16.
Стержни с переменным моментом инер-
ции проверяются на продольную устой-
чивость по приведенной длине
[при» “ (**3)
где р — коэффициент длины, завися-
щий от закона изменения момента
инерции по длине стержня и прини-
маемый по табл. 15 и 16; I — геометри-
ческая длина стержня.
В зависимости от условий закрепле-
ния стержни переменного сечения могут
иметь по двум главным направлениям
различные гибкости.
Так, например, сжатый стержень мо-
жет иметь в одной плоскости расчетную
длину
!расч — нА
как для стержня, шарнирно опертого
по концам, а в перпендикулярной
плоскости
1расч “
как для сжатого стержня с одним
жестко заделанным и другим свободным
концом. При этом коэффициенты при-
веденной длины могут иметь одинаковые
Фиг. 35.
или различные значения в зависимости
от конфигурации стержня в указан-
ных плоскостях.
Для сжатого стержня, состоящего
из четырех поясов (фнг. 35), приведен-
КОНСТРУИРОВАНИЕ ФЕРМ
693
Таблица 1S
Коэффициенты длины стержней переменного сечения
j„ Отношение -у — 'max
0.1 0.2 03 0.4 0.5 0.6 0.7 03 0.9 13
Значения p.
L——7——J 1.35 1.24 1,19 1.14 1.10 1.16 1.05 1.02 1.01 1,00
Г-Д j \ /\F.7 \ / \У~Х7 ~ t— 1.66 1.45 1.33 1.24 1.18 1.14 1.10 1.06 1.00 1.00
/ 7— yrr r-V- 1.14 1,10 1.06 1.05 1.03 1.02 1.02 1.01 1.00 1.00
Таблица 16
Коэффициенты длины стержней переменного сечения
Схема стержня
Li i Олюшенне I, T Отношение Л 'шах Отношение I, T
rb O.o ОД 0.4 0.6 | 0.8 03 0.2 0,4 0,6 0.8
0,0001 3.14 1,82 1.44 1.14 1,01 0,5 1.10 1.06 1,03 1.01 1.00
o.oi 1.69 1.45 1,23 1,07 1.01 0,6 1,08 1.05 1,02 1,01 1.00
0,1 1,35 1,22 1,11 1,03 1.00 0,7 1,05 1.00 1,01 1,00 1,00
0,2 1.25 1.16 1,07 1,02 1,00 03 1,03 1.03 1,01 1.00 1.00
0.3 1,18 i.U 1.05 1,02 1.00 0,9 1,03 1.01 1,00 1,00 1.00
0,4 1.14 1,08 1,04 1,01 1,00 1,0 1,00 ' — — —
694
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
ная гибкость определяется по форму-
лам:
при соединительных планках
Anpua “ + А| • (54)
при соединительной решетке
^ри. - + 27 , (55)
где А — наибольшая гибкость всего
стержня; А, и Аг — гибкости отдельных
ветвей относительно осей 1 — / и 2—2
на участках между центрами крайних
заклепок планок или межлу приварен-
ными планками (в свету); Ft и Fj — пло-
щади сечения пары ветвей с общей
осью 1—1 и 2—2; Ft и Ft — площади
сечения раскосов решеток, лежащих
в плоскостях, перпендикулярных к осям
1—1 и 2—2.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Богуславский П. Ем Строительной
механика крановых металлоконструкций, Машгиз,
2. Гохберг М. М„ Металлические кон-
струкции полъемио-траиспортных машин, Иззат.
Министерства речного флота, 1М9.
3. Николаев Г. А., Сварные конструкции,
Машгиз. 1953,
4. Николаев Г. А„ Основы проектирова-
ние металлических конструкций, сборник мате-
риалов .Детали машин', кн. 2, Машгиз, 1953.
5. Стальные конструкции (пол рел. проф.
Н, С, Стрелецкого), Стройнзлат, 1953.
6. Основные данные по расчету и конструиро-
ванию крапов, Энергоиэдат, 1943.
1. Нормы и технические условие проектирова-
ния стальных конструкций (Н и ТУ 121—55), Гос.
комитет Совета Министров СССР по делам стро-
ительства.
в. Технические условия проектирования сталь-
ных конструкций зданий металлургических заво-
дов с тяжелым режимом работы (ТУ 104-53) Гос.
комитет Совета Министров СССР по делам стро-
ительства.
ГЛАВА XX
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
СМАЗОЧНЫЕ УСТРОЙСТВА
Классификация способов смазки
Различают способы смазки индиви-
дуальный и централизованный.
По характеру действия (во времени)
различают периодическую и непрерыв-
ную смазку.
По способу подачи масла к трущимся
ларам различают смазку без (принуди-
тельного) давления и под (принудитель-
ным) давлением.
По характеру циркуляции масла си-
стемы смазки разделяются на проточные,
циркуляционные и смешанные.
Выбор смазочных устройств
Для жидкой смазки выбор смазочных
устройств можно производить по табл. 1,
а для густой смазки — по табл. 2
Смазочные устройства для жидкой смазки
Таблица 1
Способ смазки Устройство для смазки Особенности Применение
Периодический без принуди- тельного давления • 1. Инс Отверстие с раззенков- кой, без защиты и с за- щитой от попадания грязи Бесклапанная наливная масленка с откидной самозакрывающейся крышкой (фиг. 1, а) Пресс-масленка под за- прессовку по ГОСТ 1303-45 (фнг. 1, б) авидуалкяая смазка Малый габарит. Неравно- мерность подачи масла. Неэкономичный расход масла Малый габарит. Предо- хранение отверстия от попадания пыли Установка корпуса ма- сленки запоалицо с де- талью. Неравномер- ность подачи. Неэко- номичный расход масла При отсутстяни места лля установки масленок (мел- кие приборы) Трущиеся пары всевозмож- ных машин, работающие периодически, с небольшой нагрузкой и малой ско- ростью Неответственные трущиеся пары, несущие легкую на- грузку и работающие пе- рнолнчески
Периодический под давлением Лубрикатор одноточеч- ный ручного действия с мгновенным вжатием по ГОСТ 3562-47 (фиг. 2) Подача масла произво- дится пожатием руки на плунжер. Надеж- ность подачн масла Трушиеся пары, работающие периодически. Дополни- тельная смазка ответствен- ных подшипников перед пуском машины
Непрерывный без принуди- тельного давления Фитильные масленки не- регулируемые и регу- лируемые (фнг. 3 и 4) Подача масла каплями при наличии зазора между фитилем и сма- зываемой поверхностью и непрерывно — при соприкасании фитиля с втой поверхностью. Фильтрация масла фи- тилем Подшипники скольжения и качения, ие требующие обильной смазки
696
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
П оолоджение табл. 1
Способ смазки Устройство для смазки Особенности Применение
Непрерывный без принуди- тельного давления ✓ Масленка налииная с за- порной иглой (капель- ная) по ГОСТ 131Й-45 (фиг. б) Войлочные подушки ' (фиг. 6) Масляные ванны (фнг. 7) Кольца, свободно или плотно сидящие на шейках валон (фнг. 8) Конусы для циркуляции масла (фнг. 9) Трубки для подачи масла, засасываемого трущей- ся парой (фиг. 10) Масленки, подающие ма- сло на быстро вращаю- щиеся летали (фиг. 11) Ролики в масляной ван- не (фиг. 12) Количество подаваемого масла регулируется за- поркой иглой. Надеж- ность и вксплуатации. Необходимость приме- нения фильтрованного масла Простота, автоматич- ность, надежность а ра- боте. Требует наблю- дения и плотно закры- того резервуара Автоматичность, надеж- ность. обильность смаз- ки Экономичный расход масла Требует герметических уплотнений Простота, автоматич- ность, не требует на- блюдения. Экономичное расходование масла Надежность, простота. Отсутствие регулиро- вания подачи масла. Требует надежных уп- лотнений Надежность, простота Смазка осуществляется разбрызгиванием. Про- стота. Неэкономичный расход масла. Требует герметически закрыто- го корпуса Простота. надежность, автоматичность. Неэко- номичный расход масла. Невозможность регули- рования подачи масла Ответственные места индиви- дуальной смазки. Подшип- ники скольжения к качения, не требующие обильной смазки Подшипники скольжения при окружной скорости .ДО 4 м/евк Зубчатые передачи прн окружной скорости колес до 12—14 и)сск; подшипни- ки качения, подпятники, цепи Горизонтально расположен- ные подшипники скольже- ния при окружной скорости от 0,5 ло 30 л/сек Подшипники скольжения; конические роликоподшип- ники при числах оборотов от 2500 до 15 000 в минуту Высокоточное машинострое- ние. Подшипники скольже- ния при окружной скорости свыше 3 м|сек н при зазо- ре межлу шейкой вала и подшипником не более 0,01 мм; лля масел малой вязкости Подшипники качения; зубча- тые передачи при окруж- ной скорости ло 12 м)с(К Горизонтальные направляю- щие машин
Непрерывный под давлением Насосы одноплунжерные (фиг. 13) Насосы лопастные (фнг. 14) Насосы шестеренные (фнг. 15) Струйные насадки (фиг. 16 и 17) Распыляющие масленки и насадки (фиг. 18-20) Надежность. Небольшой габарит. Возможность реверсирования приво- да. Большая высота всасывания Простота, компактность, надежность. Небольшая высота всасывания Надежность, компакт- ность. Небольшая высо- та всасывания. Сравни- тельно быстрый износ Надежность, простота. Требует герметически закрытого корпуса и уплотнений Распиливание сжатым воздухом или паром. Равномерность подачи масла. Неэкономичный расход масла Трущиеся пары, иесушие большую нагрузку и тре- бующие для смазки неболь- шого количества масла под давлением до 100 кГ1смг Трущиеся пары, требующие смазки под давлением ло 3 кПсм' Трущиеся пары, требующие подачи смазки и любом количестве под давлением до МкГ/см' Зубчатые передачи коробок скоростей и редукторов прн окружной скорости выше 12-14 ж)сек Цилиндры компрессоров, па- ровых, холодильных и пне- вматических машин. Шпин- дели быстроходных станков, работающих в пыльных по- мещениях
СМАЗОЧНЫЕ УСТРОЙСТВА
697
Продолжение табл. 1
Способ смазки Устройство ал» смазки Особенности Применение
2. Централизованная смолка
Периодический под давлением Групповые масленки, за- правляемые шприцем (фиг. 21) Лубрикаторы олмоточен иые ручного действия с постепенным вж» тием. по ГОСТ 3563-47 (фиг. 22) Лубрикаторы многоточеч- ные ручного действия (фнг. 23) Насосы и автоматически действующие распреде- лители (фиг. 25) Располагаются выше мест и. Неэкономичный расход смазки Подача масла к трущим- ся парам производится мере» распределители. Неэкономичный расход сма. ки Возможность регулиро- вания подачи масла. Неэкономичный расход смазки. Сравнительно малое число смазывае- мых точек Автоматическая подача масла в заданные мо- менты времени 1|-\ |пиеся пары, работающие периодически и удаленные от рабочего места машины Трушнеся пары, работающие периодически, расположен- ные в неудобных для смаз- ки и наблюдения местах Трущиеся пары, работающие периодически, расположен- ные в неудобных лля смаз- ки местах. Для предвари- тельной подкачки масла перед пуском машины Трущиеся пары, работающие периодически; направляю щне металлорежущих стан- ков
Непрерывный без принуди тельного давления Групповые капельные масленки (фиг. 26) Разбрызгиватели (фиг. 27) Располагаются выше мест смазкн. Неэконо- мичный раскол смазки Простота. Необходима герметичность уплотне- ний. Ускоряет процесс старения масла Трущиеся пары, не требую- щие обильной подачи масла Зубчатые передачи коробок скоростей при окружной скорости колес до 12—14 м(сек\ двигатели внутрен- него сгорания
Непрерывный под дивлекнем Лубрикаторы многоточеч- ные с механическим приводом (фнг. 28 и 29) Насосы, подающие смаз- ку через распредели- тели Надежность, автомэтич иость. Сложность кон- струкции Надежность. Возмож- ность применения плун- жерных, шестеренных или лопастных насосов. Экономичный расход смазки « Трушнеся пары, работающие в тяжелых производствен- ных условиях и требующие подачи масла под давле- нием до 100 кГ\смх Трущиеся пары, требующие подачи масла под давле- нием в любом количестве. Двигатели внутреннего сго- i. турбины, компрес- соры, паровые машины, металлорежущие станки и др.
Таблица 2
Смазочные устройства для густой смазки
Способ смазки Устройство ДЛЯ СМ113КИ Особенности Применение
Периоди- ческий под давлением 7. Масленки колпачковые по ГОСТ 1303-45 (фиг. 30 и 31) Пресс-масленки по ГОСТ 130.3-45 (фиг. 32) и ма- сленки клапанные по ГОСТ 5025-53 (фкг. 33) Индивидуальная смазка Невозможность контроля по- дачи масла. Опасность от- вертывания крышки во время работы механизма Малые размеры. Герметич- ность. Неравномерность подачи. Неэкономичный расход смазки. Заправка шприцем Трушнеся пары при окруж- ной скорости до 4.5 м/сек Трущиеся пары, расположен- ные в труднодоступных местах
698
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Продолжение табл. 2
Способ смазки Устройство для смазки Особенности Применение
Непрерыв- ный без принуди- тельного давления Ванны и корпусах меха- низмов Простота. Надежность. Эко- номичный расход смазки. Заполнение ванн—вручную Подшипники качения при числах оборотов не свыше 3000 в минуту; трущиеся пары при окружной скоро- сти до 4,5 л|сек; тяжело нагруженные зубчатые и червячные передачи, цепи и др.
Непрырыв- ный под давлением Масленки с непрерывной подачей смазки (фиг. 36) Надежность подачи. Относи- тельная сложность заправ- ки смазкой Трущиеся пары при окруж- ной скорости до 4,Б м/сек, расположенные в трудно- доступных местах. Винты фрикционных прессов
2. Централизованная смазка
Периоди- ческий под давлением Групповые масленки, за- правляемые шприцем Насос одноплунжерный с ручным приводом и ра с пре дел отелями (фнг. 37) Неэкономичный расход смазки. Желательное расположе- ние — выше мест смазки Неэкономичный расход смазки. Сложность распределите- лей Трущиеся пары, работающие периодически и располо- женные в неудобных для смазки местах Тяжело нагруженные тру- щиеся пары периодиче- ски действующих машин. Эксцентриковые прессы, ножницы и т. д.
Непрерыв- ный под давлением Лубрикаторы многото- чечные с механическим приводом (фиг. 36) Надежность, автоматичность. Сложность устройства. Не- вкоиомичный расход смазки Трущиеся пары, работающие в тяжелых условиях
Устройства для подачи жидкой смазки
Смазка индивидуальная. Точечная
смазка ручного действия механизмов,
работающих периодически с небольшой
нагрузкой и с малой скоростью, произ-
водится масленкой с откидной само-
закрывающейся крышкой (фиг. I, а)
Фиг. 1.
или пресс-масленкой под запрессовку
(фиг. I, б). Масленка последнего типа
применяется при необходимости уста-
новки ее заподлицо с наружной поверх-
ностью детали (см. фиг. 1, б и табл. 3).
Таблица 3
Основные размеры пресс-масленок
под запрессовку (по ГОСТ 1303-45,
тип I, группе Д) (фиг. 1, 0),
Размеры п мм
М масленки Н D, (по- садка Пр1,) Диаметр шарика d
1 6 6 3
2 12 10 в
3 20 18 11
4 30 25 15
Точечная смазка под принудительным
давлением производится ручными одно-,
точечными лубрикаторами (фиг. 2.
табл. 4). Область применения см.
табл. 1.
СМАЗОЧНЫЕ УСТРОЙСТВА
699
Таблица 4
Основные размеры одноточечного
лубрикатора
(по ГОСТ 3361-47) (фиг. 2)
Размеры в мм
Фиг. X
Фнг. 3. Масленка фитильная с каплеуказатслем.
Таблица 5
Основные размеры фитильной масленки
(фнг. 3)
Размеры в мм
Емкость в слт* О Н Hi а Наинизшнй уровень масла Л,
2 8 3 8 40 45 50 60 72 82 92 102 30 40 50 60 20 30 40 50 6 8 12 16
Непрерывная смазка без принудитель-
ного давления осуществляется: а) фи-
тилями; б) масленками, снабженными
игольчатым клапаном (дросселем); в) по-
душками; г) кольцами; д) в масляной
ванне; е) разбрызгиванием; ж) центро-
бежным способом; з) самозасасываннем;
и) роликами.
Фитильные масленки
(фиг. 3, табл. 5) применяются там, где
требуется умеренная подача масла
при вертикальном или горизонтальном
расположении вала. Один фитиль подает
от 0,5 до 5 см3/час смазки.
На фиг. 4 приведены примеры фити-
льной смазки шарикоподшипника. Хо-
рошие результаты достигаются при ок-
ружных скоростях от 5 до 20 м/сек.
Благодаря непрерывной подаче масла
к рабочим поверхностям при пуске
машины отсутствует сухое трение.
Фиг. 4. Фнткльиая смазка подшипников: а — прн
вертикальном расположении вала; б — при гори-
зонтальном расположении вала.
Масленка с запорной
иглой изображена на фиг. 5. Основ-
ные размеры приведены в табл. 6.
Смазка при помощи вой-
лочных или фетровых поду-
шек (фиг. 6) осуществляется благо»
700
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
даря капиллярности материала подушки.
При расположении подушки сверху
Фиг. 5. Масленки с запорной иглой: I — регули-
рующая гайка; i— рычажок включения и выклю-
чения полечи масла; 3 — фильтрующая сетка.
подача масла увеличивается под дей-
ствием силы тяжести. Питание подушек
маслом производится из специальных
карманов, заливаемых маслом.
Таблица б
Основные размеры масленки с запорной
иглой
(по ГОСТ 1303-45, тип VI) (фиг. 5)
Ратнеры в мм
Емкость п см* не менее Н не волее D не менее
1« 115 30
25 115 40
К) 125 45
ИХ) 145 50
Смазка в масляной ванне
применяется для зубчатых передач при
окружной скорости до 12—14 м/сек,
червяков — при скорости ло 10 м[сек,
подшипников качения, подпятников, це-
пей и т. д.
При нагреве трущихся пар свыше 70°С
необходимы охлаждающие устройства
(фиг. 7).
Смазка кольцами. Масло из
резервуара переносится кольцами на
верхнюю часть шейки, подается в зазоры
подшипника и возвращается в резер-
вуар.
Применимость и особенности — см.
табл. I и фиг. 8.
Основные размеры колец приведены
в табл. 7.
Фиг. 5. Смазка при помощи а)
полушек: а — поджим силой '
упругости фетра; б — поджим Фиг. 7. Смазка
полушки пружинами.
б)
в масляной ванне с охлаждением: а — воздушным;
б — водяным.
СМАЗОЧНЫЕ УСТРОЙСТВА
701
При отношении длины подшипника
к диаметру более 1,5 рекомендуется
ставить два кольца.
Смазка с принудительным движением
кольца, закрепленного на валу, приме-
няется преимущественно прн малых
числах оборотов.
Смазка центробежным <?по-
с о б о м применяется в подшипниках
качения при наличии конусных поверх-
ностей (фиг. 9, а и б) и вертикальных
конусных шпинделей (фиг. 9, в).
Смазка самозасасыванн-
ем через трубку. Применимость
и особенности — см. тдбл. 1. Способ под-
вода смазки указан на фнг. 10. Принцип
б)
Фиг. 8. Кольцевая смазка: а — свободным кольцом; б — принудительно движущимся
кольцом.
Основные размеры свободно сидящих колец (фиг. 8, а)
Размеры в мм
Таблица 7
d D » S Г В d О ъ S г в
наи- мень- ший наи- боль- ший наи- мень- ший наи- боль- ший
10 25 5 2 од 6 8 76 120 12 4 0,5 13 16
12 30 5 2 0,3 6 8 80 1.30 12 4 0.5 13 16
14 36 6 2 0,3 7 10 85 140 15 6 0.8 18 20
Hi 35 6 2 оз 7 10 SO • 140
18 40 6 2 0,3 7 10 95 150 15 5 03 18 20
'20 40 6 2 0.3 7 10 100 165 15 5 1Я 20
22 45 6 2 0,3 7 106 165 15 5 0.8 18 20
25 50 8 3 0,5 9 12 ПО 180 15 6 0.8 18 20
28 60 8 3 0,5 9 12 115 180 15 5 0,8 18 20
30 55 Я 3 0.5 9 12 120 180 15 5 0,8 18 20
82 60 8 3 0.5 9 12 125 ОТО 15 5 0,8 18 Л1
35 65 10 Я 0,5 11 14 130 ОТО 15 5 0.8 18 20
40 70 10 3 0.5 11 14 140 220 18 6 0,8 20 24
45 НО 10 3 0.5 11 14 I.5O 240 1* 6 0.8 20 1
50 90 12 4 0.5 13 16 160 240 18 6 0.8 20 24
65 90 12 4 0,5 13 16 170 260 18 6 0.8 20 24
«0 НЮ 12 4 0,5 13 16 180 285 18 6 0.8 20 24
66 110 12 4 03 13 16 I9O 285 18 6 0.8 20 24
70 120 • 12 4 0,5 13 16 200 310 21 1 24 28
702
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Смазка посредством ро>
ликов, погруженных в масляную
ванну, применяется для смазки гори*
зонтальиых направляющих при воз-
вратно-поступательном движении. Роли-
ки, прижимаемые пружиной снизу к
направляющим (фиг. 12), изготовляются
из чугуна, стали или пластмассы.
При индивидуальной непрерывной
смазке под давлением масло подается
в)
Фнг. 9. Смазка центробежным способом при помощи: а — специального стакана; б — конусных роли-
ков; « — конусного шпинделя со спиральной канавкой.
действия: масло засасывается подшип-
ником через трубку, один конец которой
опущен в резервуар с маслом, а другой
подведен к подшипнику в область раз-
режения.
Смазка разбрызгиванием
посредством масленок, подающих масло
на быстро вращающиеся детали, изо-
бражена на фиг. 11
струйными насадками и распыляющими
о)
Фиг. 10. а —смазка подшипника, осуществляемая засасыванием масла
вращающимся шпинделем; б — поперечное сечения подшипника, за-
сасывающего масло: А, £, Д — места контакта подшипника со сталь-
ной втулкой; а, б, в — места наименьшего зазора; Д — засасывание
масла; а — схема распределения зазоров в подшипнике.
насосом небольшой производительности
СМАЗОЧНЫЕ УСТРОЙСТВА
703
масленками. При помощи маслорас-
пределителей насосы подают смаз-
Фиг. 11.
ку во многие точки
узла или машины.
Насосы использу-
ются плунжерные,
лопастные и ше-
стеренные.
Плу и же р ные
насосы приме-
няются при необ-
ходимости пода-
вать относительно
небольшое количе-
ство масла под вы-
температуры масла. Избыточное масло
перепускают при помощи клапана, ко-
Фнг. 12. Смазка направляющих металлорежущих
станков посредством роликов: а — плоских напра-
вляющих; о — призматических; 1 — плоская пру-
жина.
соким давлением
(до 100 кГ/см*).
Производитель-
ность насоса выбирают больше расчет-
ной на 10 — 20% для компенсирова-
ния падения производительности н ре-
зультате износа и при возрастании
торый поддерживает заданное давление
в нагнетательной магистрали.
На фиг. 13 изображен плунжерный
насос, применяемый в станкостроении;
в табл. 8 приведены его основные раз-
меры.
Вариант Выполнения
плунжера с ропикап
Фнг. 13.
704
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Таблица 9
Основные размеры шестеренных насосов (фиг. 15)
Размеры в jk.«
Марка насоса а* * 4, d, пос. П dl rf, d. н найм. н. н, L f 1, 7. А.
СП-12 •Ь 12 8 6 90 V 60 125 23 52 Й 34
СИ-14 14 10 6 110 59 75 150 25 75 зо 40
C11-I6 1 — 16 12 8 — 13U 70 90 180 30 91 35 50
СП-17 1'1. —- 20 20 8 170 89 115 215 35 пи 40 65
СП-18 50 25 12 10 .410 205 11» 140 260 45 13U 50 75
СП-19 — 7(1 30 12 10 М12 240 126 165 325 55 170 65 85
Продолжение табл. 9
Марка
насоса
А
. Расчетная
Наиболь- цпоизнодн-
t шее число „ЛЬность
об/мин В .'IMUH-'
С11-12
СИ-14
СП-16
СИ-17
СП-18
СИ-19
40
48
58
70
но
95
20 14 __ 70 50
— Я 16 —— Ю 55 4
30 20 96 70 5
32 45 16 115 90 — 6
40 55 20 55 140 110 78 8
45 65 22,5 НО 165 130 106 8
13.5 1500 15
15.5 1503 30
18.0 1000 40
22,5 1000 ВО
28,0 800 12Я
33,0 МО 256
Примечания: 1. Насосы СИ-16 и меньших размеров выполняются с двумя отверстиями
пол винты диаметром <1,.
2. При использовании нагнетательного трубопровода диаметром мЫ<ес d присоединение
газовой грубы к насосу производится посредством футорки по ОСТ 773.
* Резьба трубная в дюймах. ** При наибольшем числе оборотов в минуту.
Фиг. 14.
Фиг. 15.
На фиг. 14 показан лопастной насос,
предназначенный лля встройки в меха-
низм. Применение — см. табл. I.
На фиг. 15 показан шестеренный на-
сос (по проекту ЭНИМС); основные
размеры его приведены в табл. 9.
Смазка посредством
струйных насадок (фнг. 16)
применяется в герметически закрытых
картерах зубчатых колес при окружных
скоростях свыше 12—14 м/сек.
При скоростях на начальной окруж-
ности ло 20 м/сек для прямозубых и
до 45—50 м/сек лля косозубых колес
масло полается под давлением в место
контакта зубьев со стороны начала заце-
пления. Прн подаче масла от насоса при-
меняются насадки лопаткой, расплющи-
вающие струю масла (фиг. 17, табл 10).
Фиг. 16. Насадка лля струйной смазхи зубчатых ко-
лес: 1 — подвоя масла; 2 — круглое отверстие; 3 —
лопатка, расплкицивакииая струю масла.
При больших окружных скоростях
применяется поливка обоих колес под
давлением.
СМАЗОЧНЫЕ УСТРОЙСТВА
705
Таблица 10
Основные размеры насадок * в мл
(фиг. 17)
1. 13.158 11 6
‘1. 16,663 13 6
ч, 20,956 16 7.6
1. -’6.442 19 9.5
1 33.250 22 II
10 0,4
25
32
40
50
12
16
22
2S
0,Г>
0,6
0,6
1/)
• Резьба трубная коническая поГОСТ 6211-52.
Размер L устанавливается конструктором.
Фиг. 18. Масленка для подачи масла с тонким
распылением сжатым воздухом: 1 — подвод сжа-
того воздуха; 3 — резервуар; 3 - трубка для по-
дачи масла к дросселю; 4 — игольчатый дроссель;
5 — маслоуказатель; в — выход распыленного масла.
Фиг. 17.
Смазка тон-
кораспылен-
ным маслом
производится че-
рез масленку (фиг.
18) посредством
сжатого воздуха
или пара [10].
При необходимо-
сти детали агре-
гата, подающего
распыленное мас-
ло, могут быть
смонтированы в
один корпус (фнг.
19).
Давление воз-
духа, насыщенного
масляным туманом, прн выходе нз мас-
ленки должно быть не менее 0,5 ати.
Распыление масла посредством распы-
ляющих насадок (фиг. 20) применяется
для смазки цилиндров компрессоров,
паровых и холодильных машин и т. д.
Смазка централизованная. Централи-
зованная смазка периодическая под
давлением осуществляется: а) группо-
вой масленкой, наполняемой шпрнцем;
б) лубрикатором ручного действия; в) на-
сосом и автоматически действующим
расп редел ителем.
Нафиг. 21 показана групповая маслен-
ка натриточки. Подача необходимого ко-
личества смазки производится шприцем
через пресс-масленки по ГОСТ 1303-45.
Фиг. 19. Агрегат для подачи масла метолом рас-
пыления: I — фильтр для воздуха; 3 — регулятор
давления воздуха; 3— масленка.
Фиг. 23. Схема встройки распыляющей насадки.
45 Том 4 769
706
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
СМАЗОЧНЫЕ УСТРОЙСТВА
707
Основные размеры масленки приве-
дены в табл. 11.
Таблица 11
Основные размеры групповой масленки
лейкой (фиг. 26), разбрызгиванием по-
средством колеса 1 (фиг. 27), находяще-
гося в картере.
Фиг. 26. Многоточечная
масленка с регулярен»
кием и одновременным
включением всех пото-
ков.
Фнг. 27. Разбрызгива-
тель.
На фиг. 22 показан одноточечный
лубрикатор ручного действия с посте-
пенным вжатием по ГОСТ 3563-47.
Особенности и применение — см.
табл. 1.
На фнг. 23 показан многоточечный
лубрикатор ручного действия (нормаль
ЭНИМС).
Особенности и применение — см.
табл. 1.
Соединение лубрикатора с резервуа-
ром показано на фиг. 24. На фиг. 25
приведена схема смазки, где масло по-
дается насосом через автоматически дей-
Фиг. 29. Схема смазки с периодически действую-
щий распределителем: / — насос. 3 — фильтр; 3 —
распределитель; 4 — кулак (.горка*); 5 — пере-
ливной клапан.
стаующнй распределитель. Распредели-
тель находится вне насоса. В момент
подъема плунжера, на который воздей-
ствует кулак — «горка» 4 или по-
добная ей деталь, масло под давлением
подается к трущимся парам.
Смазка централизованная непрерывная
без принудительного давления осуще-
ствляется групповой капельной мае-
45»
Особенности и применение — см
табл. 1.
Централизованная непрерывная смаз-
ка под давлением осуществляется мно-
готочечными лубрикаторами.
На фиг. 28 показан многоточечный
лубрикатор без резервуара с механи-
ческим приводом и ручной подкачкой
(нормаль ЭНИМС).
Характеристика лубрикатора: ход
плунжера до 4 мм; подача на один
двойной ход плунжера до0,07 сж>, наи-
большая скорость вращения приводного
вала 400 об/мин; развиваемое давле-
ние до 10 кГ/см*. Количество отводов —
До 12.
Многоточечный лубрикатор с резер-
вуаром (по ГОСТ 3564-47) показан на
фиг. 29.
Лубрикатор может работать с да-
влением до 100 кГ/см*. Резервуары
предусматриваются емкостью 2. 4 и
6 л, в зависимости от количества насос-
ных элементов.
Лубрикаторы выполняются с храпо-
вым качательным, с роликовым кача-
тельным и с вращательным приво-
дом.
Характеристика и основные размеры
многоточечных лубрикаторов по фиг. 29
приведены в табл. 12.
Централизованная непрерывная смаз-
ка под давлением может осуществляться
также при помощи насосов через распре-
делители.
Применение — см. табл. 1.
708
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Фиг. 28. Многоточечный лубрикатор с механическим прниилом и ручной подкачкой:
/ — распределительный валик; 3 — зубчатое колесо; 3— обгонках муфта.
Таблица 11
_________Основные размеры многоточечного лубрикатора в мм (фнг. 29)
л Число кон- трольных от- нодоя Объем бака в л Наибольшее (Irj/JHB >ик -arseroHHXodu аомаеязХиот Число оборо- тов в минуту* Число кача- ний ** л я S С С, 1 1, А А. В наиб. D а Л
4 4 2 SO 1250 ТО ' 290 100 100 48 22 32 13.4 152 4 12 М10
8 8 4 00 700 30 400 230 130 S8 25 42 19.8 170 5 18 М1в
• Наибольшее ала вращательного привода Наибольшее яла качательного привода.
СМАЗОЧНЫЕ УСТРОЙСТВА
709
Фнг. 29. Многоточечный лубрикатор с механи-
ческим приводом. ручной подкачкой и резервуа-
ром: I — рабочий плунжер; 2— распределительный
плунжер; 3 — плита ала креплении насосных »ле-
Меитов; 4 — фигуриав шайба, сообщающей дви-
жение рабочим плунжерам; 5 - фигурная шайба,
сообщающая движение распределительным плун-
жерам; t —винт, регулирующий ход плунжеров.
Устройства для додачи консистентной
смазки
Периодическая индивидуальная кон-
систентная смазка осуществляется при
помощи колпачковой масленки по ГОСТ
1303-45 (фиг. 30).
Основные размеры колпачковой мас-
ленки приведены в табл. 13.
На фиг. 31 показана масленка с кла-
паном для трущихся пар, работающих
с противодавлением (пневматические
устройства и т. п.). Особенности и при-
ме.ение — см. табл. 2.
Заправка картеров малого объема
или индивидуальных трущихся пар
через пресс-масленки по ГОСТ 1303-45
(фиг. 32) и масленки клапанные по ГОСТ
Таблица 13
Основные размеры колпачковой масленки но ГОСТ 1303-46 в мм (фиг. 30)
яь масленки Емкость в см‘ не менее I Л л, Л, н d, Диаметр резьбы d Диаметр резьбы а„ $ в мм
метриче- ской конич. по ГОСТ 6111-52
1.5 1.5 8 28 11 8 14 3 / lozi Ч,’ 14X1.5 11
3 3 Ш 30 15 К 15 4 10X1 чг 18X1.5 11
6 б 12 35 18 10 17 5 14X1.5 Ч.” 24V1.5 14
12 12 12 40 20 10 20 6 14X1.5 чг 30X1.5 17
25 23 12 50 26 10 24 5 14X1,5 Ч." 39X1,5 17
60 50 12 62 32 10 30 5 14X1,5 Ч." 48X1.5 17
100 100 12 78 40 10 38 5 14X1,5 Ч." 60X2 1?
2UU 200 15 95 47 и 4Я 6 20X1,5 чг 76X2 22
too 400 15 120 60 и во б 20X1.5 100X2 22
710 СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
5025-53 (фнг. 33) производится шприцем
по ГОСТ 3643-54 (фиг. 34), посредством
наконечника по ГОСТ
Фиг. зз.
3027-45 (фиг. 35) или
специального.
Непрерывная по-
дача смазки без при-
нудительного давле-
ния осуществляется
в масляных ваннах.
Особенности и при-
менение—см. табл. 2.
Непрерывная по-
дача смазки под при-
нудительным давле-
нием производится
посредством автоматически действую-
щей масленки (фнг. 36), где 1 — пресс-
масленка для заправки резервуара кон-
Централизованная непрерывная смазка
под принудительным давлением осуще-
ствляется многоточечным лубрикатором
с механическим приводом (фиг. 38).
Особенности и применение — см.
табл. 2. Лубрикаторы, развивающие
давление до 100 кПсм3, имеют до 16
точек смазки и подают за один ход плун-
жера до 0,25 см3. Емкость резервуара
4, 6, 10 и 30 л. Подача консистентной
смазки за один ход плунжера регули-
руется в пределах от 0,06 до 0,25 см3.
Род привода — вращение или качание.
Показанный на фиг. 39 насос приво-
дится в действие от одного из валов сма-
зываемой машины прн помощи криво-
шипно-шатунного механизма. Произво-
дительность насоса 0,55 см3 за один
двойной ход плунжера.’Регулирование
. В заправленном состоянии 530
1 В незаправленном » &в20
о заправленном состоянии^з/з
’I' В незапровпенюя » А260
0}
Фиг. 34. Шприц штоковый хли смазки: а — объем шприца 200 ± 20
6 — объем шприца 120 ± 12 C3f.
систентной смазкой, 2 — винт для за-
крепления штока, 3 — щелевой дрос-
сель, 4 — пружина растяжения.
Централизованная периодическая по-
дача густой смазки пол принудительным
давлением осуществляется посредством
шприца, через пресс-масленки (фиг. 32),
сосредоточенные в одном месте на пане-
ли, или насоса с ручным или механи-
ческим приводом через дозирующие
распределители.
Показанный на фиг. 37 плунжерный
насос ручного действия может обслу-
жить до 20—25 точек. Производитель-
ность за один ход плунжера 14 см3.
Накачивание смазки в распределители
рекомендуется производить под давле-
нием до 100 кГ/см3.
частоты подачи смазки к подшипникам
производится гидравлическим реле вре-
мени, встроенным в реверсивную ко-
робку насоса. Емкость резервуара 7 л.
Контрольные, предохранительные,
распределительные и заправочные
устройства для жидкой
и консистентной смазки
К контрольным устройствам отно-
сятся указатели уровня масла, потока,
давления и температуры.
Наиболее распространенные вилы
указателей масла приведены иа фиг. 40—
43. Основные размеры некоторых видов
указателей приведены в табл. 14 и 15.
СМАЗОЧНЫЕ УСТРОЙСТВА
711
Фиг. 36. Масленка
с непрерывной по-
дачей смазки.
Фиг. 37. Плунжерный насос ручного действия ала
консистентной сиазкн с резервуаром; 1 — поршень;
2 — шток; 3 — труба для установки манометра;
4 — золотник для перемены направления потока
смазкн; 5 — плунжер насоса.
Фнг. 35. Наконеч-
ник к шприцу.
712
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
СМАЗОЧНЫЕ УСТРОЙСТВА
713
Таблица И
Основные размеры круглых маслоу казателей
в мм (фиг. 40)
Размер глазка d D О, ±0,2 1+0,2 ^.2 А Коли- чество винтов
20 55 40 10 8 б 4
32 70 53 12 10 8 4
50 90 ,п 14 12 12 8
На фнг. 44 показана схема поплав-
кового автоматического контроля уро-
вня масла в резервуаре. На фиг. 45 дана
Разрез пс S6-8B
Разрез яс ЯЛ
3
ЯоСишл не показан
вид вез крошки
»>9'в
Йрнотура сигнотнка»
<пиоо ЯС-0
Ринза зеленец
Фиг. 41. Указатель потока масла с влектри-
чесхой световой сигнализацией: / — ковш;
2 — поворотный рычаг ковша; 3— про-
тивовес; 4 — кронштейн; 5 — ртутные кон-
такты.
t/сТРЧб
--U
Йрнотура сиенолоная
типа АС-0 Яиню красит
------- -----ГП
электрическая схема работы указателя,.
изображенного на фнг. 41.
Для автоматического контроля да-
вления масла в смазочной системе при-
меняется реле давления (фиг. 46).
Для контроля температуры трущихся
пар пользуются ртутными термометрами
(фиг. 47), термопарами (фиг. 48) или
термостатами (фиг. 49).
К предохранительным устройствам
относятся предохранительные клапаны,
применяемые для спуска масла в резер-
вуар при чрезмерном повышении давле-
ния в маслопроводе (фиг. 50). Основные
размеры этих клапанов приведены
в табл. 16.
Во избежание пуска машины до запол-
нения всей системы смазкой и для гаран-
тирования подачи смазки в ответствен-
ные места необходимо предусматривать
соответствующую блокировку.
На фиг. 51 приведена схема,
обеспечивающая возможность пу-
ска главного электродвигателя
только после того, как насос
смазки поработает в течение уста-
новленного времени.
На фиг. 52 дан вариант электро-
схемы,
главного электродвигателя толь-
ко после пуска электродвигателя
насоса смазки н срабатывания
реле контроля смазки (PKQ.
~ При нарушении подачи смазки и сра-
батывании РКС главный двигатель
не останавливается, а только подается
световой сигнал.
обеспечивающей пуск
714
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Таблица 15
Основные размеры
указателя потока
масла в мм
(фиг. 42J
Фиг. 43. Указатель потока коисистеитиой
смазки, монтируемый в трубопровод.
Фиг. 44. Схема поплавкового реле контроля уровня
масла в резервуаре: 1 — стержень переключения;
2 — поплавок: 3 — стопорные кольца; 4 — планка
переключения; ЛЗ — лампа зеленая; ЛК — лампа
красная.
Фнг. 45. Электрическая
схема работы светового
указателя потока масла:
/ — лампа с нитью накали-
вания, красная; 2 — то же,
зеленая; 3 — ртутный кон-
такт нормально открытый;
4 — то же, нормально за-
крытый; 5 — гальваниче-
ский влемеиг.
33*13
Фиг. 46. Реле контроля
давления масла в сма-
зочных системах: 1 —
корпус: 2 — фланга;
3 — шток; 4 — стакан
для направления штока;
5 — пружина; 6 — мем-
лля крепления микроны-
ст Место для одоюочем
тариробли пружины
Винт М9*8
ЛЙ4
•з? 'К
врана; 7—стойка е: -----------
ключгтедя; И — кожух; 9 — микровыключатель.
Фиг. 47. Ртутный термометр для контроля
масла, прошедшего через подшипник.
Фиг. 43. Установка термо-
пары в подшипник верти-
кального шпиндели.
мостата: кор-
пус; биметалл ичес-
кая пластинка: 2—
из латуни и 3— из
инвара; 4—контак-
ты; 5— иэоляпион-
иая пластмасса.
СМАЗОЧНЫЕ УСТРОЙСТВА
715
Фиг. 50. П рело-
храиительиый
нерегулируе-
мый клапан лля
встройки в кор-
пус.
Таблица 16
Основные размеры в мм
предохранительного
клапана для спуска масла
в малых объемах (фиг. 50)
Маслораспределители устанавлТ’а-
ются, когда необходимо от одного
источника подачи масла смазывать не-
сколько трущихся пар.
На фиг. 53 показан регулируемый
многоточечный маслораспределнтель,
прикрепленный к резервуару с маслом.
Резервуар может служить деталью меха-
низма. Масло поступает к трущимся
парам самотеком.
I I -Jp < I I
Фиг. 53.
Янса по М
На фиг. 54 показан регулируемый
маслораспределнтель для встройки в кор-
пус механизма. Масло подается под
давлением.
На фиг. 55, а изображен регули-
руемый двухлинейный питатель для
консистентной смазки.
Основные размеры его приведены
в табл. 17.
Смазка подается насосом ручного
или механического действия под давле-
нием до 100 кПсм*.
На фиг. 56 приведена схема соедине-
ния двухлинейных питателей с на-
сосом ручного привода для централи-
зованной периодической консистентной
смазки.
Регулирование подачи масла осуще-
ствляется игольчатыми клапанами (дрос-
селями) или дозирующими клапанами.
Угол конуса иглы рекомендуется от
20 до 30<
Прн периодической подаче масла от
одного источника в несколько мест
с различной потребностью в смазке при-
меняют дозирующие клапаны, которые
поддерживают постоянство количества
масла, подаваемого к местам смазки.
716
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Таблица 17
Основные размеры двухлинейных питателей по ГОСТ 8911-54 а мм (фиг. 55)
Заправка трущихся пар маслом и кон-
систентной смазкой производится вруч-
ную или механически. Для ручного
наполнения, без давления, служат налив-
ные масленки различных конструкций.
Подача масла и консистентной смазки
под давлением осуществляется по-
мощи шприцев (см. фиг. 34), изго-
товляемых на давления до 300 кГ/см*.
Для механического наполнения служат
передвижные устройства с резервуаром
и насосом.
СМАЗОЧНЫЕ УСТРОЙСТВА
717
Трубы для подачи смазки
и соединительные устройства
Для канализации смазки применяются
трубы стальные (ГОСТ 301-50), медные
(ГОСТ 617-53) и алюминиевые (ГОСТ
1947-52).
Диаметр трубопровода выбирается в
зависимости от скорости течения масла.
В циркуляционных системах эта ско-
рость в зависимости от вязкости масла
принимается: во всасывающем трубо-
проводе — от 0,5 до 1,6 mJ сек, в нагне-
тательном — от 1 до 4 м;сек и в воз-
вратном трубопроводе — не более
0,3 м!сек.
Для присоединения трубопроводов
к смазочным устройствам и для соеди-
нения труб между собой применяются
соединительные устройства с разваль-
цовкой труб, с зажимными конусными
муфтами, с припаянными муфтами н
фланцевые.
Смазочные канавки
Форма смазочных канавок для под-
шипников скольжения показана на
фиг. 57. Размеры канавок приведены
в табл. 18.
Благоприятным местом для подвода
смазкн в подшипник является эона наи-
большего зазора. В подшипниках сколь-
жения длиной свыше 180—200 мм ре-
комендуется подводить смазку в не-
сколько точек, расположенных на одной
образующей и соединенных канавкой. В
легко нагруженных подшипниках дли-
ной свыше 200 мм можно ограничиться
одной Точкой подвода смазки, преду-
смотрев продольную канавку в зоне
наибольшего зазора.
Консистентные смазки подводятся к
подшипнику примерно на 10° ниже
Таблица 18
Размеры рекомендуемого профиля канавок
при смазке маслами и консистентными
смазками (фнг. 57)
Все размеры в мм
линии разъема вкладышей по направле-
нию вращения вала.
Кольцевые канавки располагаются по
краям или по середине подшипника.
Наличие двух кольцевых канавок у
краев подшипника приводит к меньшему
снижению несущей способности масля-
ного слоя.
Кольцевые канавки (фиг. 58, а) при-
меняются в случаях, предусмотренных
в табл. 19.
Полукольцевые канавки делаются в
верхней половине вкладыша и явля-
ются резервуарами для циркулирую-
щего масла (фиг. 57, б).
При тонкой При вознаж кости
фильтрации посла загрязнения наела
Фиг. 57. Форма смазочных каиааоя: а — для нс-
разъемных подшипиикои и букс различной кон-
струкции; б — лля разъемных подшипинкоа (смазка
густая нлн жидкая).
Продольные канавки располагают в
ненагруженной зоне.
Во избежание интенсивного протека-
ния масла через сквозные канавки глу-
бину их берут не больше 0,0!—0,015 мм
или делают их закрытыми с торцов
подшипника.
Таблица 19
Условия работы пол- гпнпниуя Случаи применения кольцевой канавки
Ч 1 2 » 4 5 6 7
Что вращается Вал Вал Подшипник Вал Вал г Вал Подшипник
Расположение вала Горизонталь- ное Горизонтальное Горизонтальное Вертикальное Вертикальное Вертикальное Вертикальное
Направление ваг рузки Вращается вместе с ва- лом Постоянное или меняющееся в пределах 180“ Вращается вместе с подшипником Вращается вместе с валом Постоянное или меняющееся и пределах 180“ Вращается вместе с валом Вращается имеете с подшипником
Подвод смазки Через подшипник Через вал Через вал Через подшипник Через вал Через вал Через вал
Расположение кольцевой канавки В середине подшипника В середине под- шипника В середине под- шипника Ближе к верхнему краю при подаче смазки без давле- ния, в середине - прн подаче пОлТ давлением В середине под- шипника В сере пине под- шипника В середине подшипника
Наличие про- дольной канав- ки в ее место- расположение Что вращается На валу со стороны, про тивоположиоЯ зове давления* Вал Со стороны, про- тивоположной направлению на- грузки Вал В подшипнике в иенагруженной эоне Случаи применен Влд На валу со сторо- ны. противополож- ной зове давления в подшипнике ия продольной каш Подшипник На валу со сто- роны, противопо- ложной зоне да- вления в подшип- нике* 18KU На валу в мена- груженной зоне при условии опре- деленного напра- вления нагрузки В подшипнике со стороны, про- тивоположной зоне давления
Расположение •ала Горизонтальное Горизонтальное Вертикальное Вертикальное — — —
Направление нагрузки Постоянное или меняющееся в пределах 180“ Вращается вместе с валом Постовнное или менвкицееся и пределах 180“ Постоянное нлн меняющееся в пределах 180“ — — -
Подвод смазки Через подшипник Через вал Через подшипник Через вал — — —
Расположение канавки В подшипнике, в ненагружеи- вой эоне, в ме- сте подвода смазки На валу со сто- роны, противо- положной напра- влению нагрузки В подшипнике •• со стороны, про- тивоположной зоне давления На валу со сторо- ны, противопо- ложной зоне давления в под- шипнике — — —
' • При неопределенном направлении нагрузки канавка на валу не делается. •* Канавка с выходом к верхнему краю при подаче салазки без принудительного давления. * •
1ЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
СМАЗОЧНЫЕ УСТРОЙСТВА
719
Продольные канавки в подшипнике
или на валу (фиг. 5в, б) применяются
в случаях, предусмотренных в табл. 19.
Фиг. 68. а — кольцевые канаики, полиол смазки
через: 1 — полтинник при вращающемся вале;
2 — вращающийся вал; 3 — вал при вращающемся
подшипнике; 4 — вертикальный подшипник с вра-
щающимся валом; а н 6 — вертикальный вращаю-
щийся вал; 7 — вертикальный вал прн вращаю-
щемся подшипнике; б — продольные канавки под-
воза смазки через: 1 — подшипник при вращаю-
щемся вале; 2 — вращающийся а*л; 3 — верти-
кальный подшипник при вращающемся вале; 4 —
вертикальный вал прн вращающемся подшипнике.
Смазочные канавки в виде пересе-
кающихся замкнутых кривых (фиг. 59)
применяются при консистентной смазке,
а у подшипников с вертикальным рас-
положением вала — при жидкой.
Устройства для очистки масла
и консистентной смазки
Отстаивание. Очистка отработанного
масла производится посредством отстаи-
вания в баке.
Более совершенными являются верти-
кальные отстойники, в которых масло
движется снизу
вверх с очень
малой скоро-
стью. Рекомен-
дуется изготов-
лять их с воз-
можно малым
отношением па-
Фиг. 59. Подвод смазки че-
рез подшипник лля ковси-
стеитиой смазки.
ружного диа-
метра к высоте (желательно не бо-
лее 1,5).
Фильтрация. К началу всасывающей
трубы, погруженной в отстойник, при-
крепляется сетка, предохраняющая на-
сос от попадания в него посторонних
частиц (фиг. 60).
Рыра па ЫЯ
Фиг. 60. Приемный фильтр, сетча-
тый с клапаном.
Фильтры бывают - механической очи-
сткой и без нее.
Фильтрующим материалом у филь-
тров без механической очистки служат
720
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
бумага, картон, металлическая сетка,
войлок, проволока и др.
Для тонкой фильтрации применяют
картонные фильтры (по ГОСТ 4012-52,
фиг. 61), ио они обладают малой про-
пускной способностью и высоким сопро-
тивлением. Основные размеры их при-
’ ведены в табл. 20.
Таблица 20
Основные размеры корпусов и сменных
фильтрующих влементов фильтров
тонкой очистки масла по ГОСТ 4012-52 в мм
(фиг. 61)
М фильтрую- щих элементов Рабочая камера корпуса фильтра Сменные филь- трующие элементы
D н D. и.
ие «еиее не « одее
1 120 210 116 206
2 120 132 116 12Я
3 91 136 86 134
Примечание. Наружный дндметр
трубки доджем а для корпусов всех трех быть 14Д £ 0,15 мм. размеров
К фильтрам с механической очисткой
относятся щелевые или пластинчатые
фильтры (фиг. 62, а). Чистота фильтра-
ции зависит от толщины промежуточ-
ных пластинок.
Пластинчатые фильтры имеют малый
габарит и отличаются большой произ-
водительностью; они ставятся в области
нагнетания.
б)
фиг. 62. а — пластинчатый фильтр: I — пластинки;
г — промежуточные пластинки, определяющие чи-
стоту фильтрации; 3 — скребки; < —ручка пово-
рота фильтрующего элемента длл очистки пласти-
нок; о — щелевой проволочный фильтр: / — лента
трапециевидного сечение с выступами; У—перфо
рировакный цилнилр; 3 — скребок.
УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
721
У пластинчатых фильтров с большой
пропускной способностью поворот ди-
сков для очистки фильтра производится
электродвигателем.
К щелевым фильтрам можно также
отнести фильтры, состоящие из тонко-
Фпг. 63. Фильтр с постоянным магнитом: 1 — по-
стоянный магнит цилиндрической формы; 2— труба
иа цветного металла; 3 — стержень для крепления
фильтрующего мементв к крышке; 4— улавливаю-
щая корзинка; 4а — полукольцо; 46 — планка.
стенного цилиндра с отверстиями и с на-
витой и а него фасонной лентой. Чистота
фильтрации зависит от зазора между
соседними витками ленты.
На фиг. 62, б изображен фильтр, у
которого фильтрующая трапециевидная
лента 1 имеет обжимы, расположенные
через равные промежутки. Обжимы со-
здают местный подъем материала, вы-
сота которого определяет величину за-
зора Лента навивается на цилиндр рас-
ширяющейся стороной к внутренней
его части, что уменьшает засорение
фильтра.
Шлам, приставший к наружной сто-
роне фильтрующего элемента, удаляется
скребком при повороте патрона по ча-
совой стрелке.
Для улавливания мельчайших части-
чек металла рекомендуется параллельно
с пластинчатым фильтром устанавли-
вать фильтр с постоянным магнитом
(фнг. 63). Скорость протекания масла
через магнитный фильтр не должна
превышать ~10 м/сек.
Фильтры малой производительности,
но с тонкой очисткой рекомендуется
ставить на ответвлении.
Хорошие результаты получаются при
постоянной тонкой очистке 10—15%
общего количества масла. В этом слу-
46 Том 4 769
чае возможно уменьшить габарит фильт-
ра, не ухудшая качества смазки.
Центрифугирование. Для тонкой
очистки масла от воды, грязи, окислон,
мелких твердых частиц и т. п. предна-
значаются центрифуги. Область их при-
менения — предприятия с крупным ма-
сляным хозяйством.
УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Уплотнительные устройства, приме-
няемые в неподвижных и подвижных
соединениях, имеют целью создавать
герметичность, т. е. предотвращать вы-
текание жидкости и газов из резервуа-
ров через крышки или соединительные
устройства; запирать жидкость при дви-
жении в смежных камерах; не допускать
утечки жидкости по вращающемуся или
перемещающемуся валу; защищать ме-
ханизмы и трущиеся пары от проникно-
вения в них инородных тел, влаги, га-
зов и паров.
Неправильно выбранное уплотнение
или уплотнительное устройство ведет
к увеличению утечки, понижению к. п. д.
механизма или машины, увеличению из-
носа трущихся пар.
Уплотнения неподвижных
соединений
Уплотнения посредством прокладок.
Наиболее распространенным средством
уплотнения неподвижных соединений
являются сжимаемые прокладки.
Материалы, применяемые для изго-
товления прокладок, приведены в табл.
21, для изготовления уплотнительных
колец арматуры — в табл. 22.
При фланцевом соединении на поверх-
ности изделия под прокладку протачи-
вают острым резцом (с углом 90°) кон-
центричные канавки на расстоянии
1,0—0.8 мм друг от друга, глубиной
~0,3 мм.
Прн неподвижном соединении коли-
чество и диаметр винтоаг>пределяются
в зависимости от величины избыточного
давления в направлении, перпендику-
лярном к плоскости стыка, характера
нагрузки (статическая или динамиче-
ская), упругости материала прокладки.
На фиг. 64 показаны уплотнения
крышек цилиндров двигателей, резер-
вуаров и т. п. Уплотнение рекомендуется
ставить квадратного или круглого сече-
ния. При применении уплотнения из
легко деформирующихся материалов
Таблица 21
Материалы, применяемые лая изготовления прокладок
Материал Рабочая среда Температура среды в 4 С Рабочее да- вление среды в кГ/сл*
ие более
Свилей Резина сплошала Картой технический про- масленный Пароиит Резила с парусиновой прослойкой Полихлорвинил Резина с металлической сеткой Пароиит УВ Полотно армированное Мель Асбометалличсские про- кладки с медной обо- лочкой Мель Алю пиний Асбометаллические про- кладки с никелевой оболочкой Пароиит Л и ЛВ Пароиит У Асбест Мягкое железо Нержавеющая сталь с Сг 12 - 14%, н типа 1Х18Н9 (ЭЯ1) Кислоты Вода, воздух, вакуум Вода, нефть, масло Воздух Вода, воздух Кислоты, бензин Вода, воздух Бензин, керосин, масло Вола, воздух Пар • Вода Пар Нефть, масло Пар Вола, пар Отработавший пар, горя- чие газы Вода, пар Пар К 40 60 60 60 90 100 1S0 250 250 25'- ЭОО 300 -400 ЭОО 375 450 450 470 500 ' 2 3 10 50 6 40 10 75 35 35 100 20 30-60 50 40 50 1.5 100‘ 120
Й
to
Таблица 22
Материалы, применяемые для изготовления уплотнительных
колец арматуры_______________________________
Материал Рабочая среза Темперятуря срсхы в • С Рабочее да- вление среды в кПсм’
ие более
Резина Кожа (по ГОСТ 1898-48) Фибра Марганцовистая латунь ЛМц 58-2 (по ГОСТ 1019-1?) Оловяннстая бронза Бр. ОЦС 8-4-3 Эбонит (спец, кольца ВГ-15) Марганцовистая латунь ЛМи 58-2 (по ГОСТ 1019-47) Оловяниствя бронза Бр. ОЦС 8-4-3 Нержавеющая сталь 2X13, 3X13 Медноникелевый сплав (NI-33,15%; Cu-5ti,l%; Sn— 6,46%; Ре-3,6%; Мп-0.36%; 51-0.1%; РЬ-0,17%) Медионикелевый сплав НЖМц 28-2,5-1,5 (по ГОСТ 492-52) Нержавеющая сталь 2X13. 3X13 Азотированная сталь 35ХМЮА (по ГОСТ 4543-48) Никелевый сплав (NI— 99,19%; Си—0,28%; Стеллит наплавленный Вола, воздух Бензин, керосин Бензин Горячая вола и насы- щенный пар Вола, пар Перегретый пар » * Нефтепродукты Перегретый пар • V Нефтепродукты и пе- регретый пар 60 ТО 80 120 120 60-200 225 250 400 401 400-500 550-600 600 800 Высокие тура и загрязнен ДЫМИ 41 ср 10 10 10 25 25 13 25 25 30-40 40 140 ТО темпера- 1 явление, ная твер- стицами ма
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
723
(синтетический каучук и т. п.) высоту
паза в изделии принимают на ~30%
меньше толщины уплотняющего эле-
мента.
Фиг. 64.
Деформируемые прокладки заклю-
чают в специальные проточки.
Трубные соединения (фиг. 67) уплот-
няют в местах стыка с изделием по-
средством прокладки в виде кольца
Фиг. 67. Соединение с уплотнительным кольцом
1 — штуцер концевой; 2 —гайка; 3 — ниппель.
4 — резьба трубная; 5 — прокладке.
Толщину прокладки рекомендуется
выбирать в зависимости от диаметра
цилиндра:
Диаметр ци-
линдра в мм До 25 25-50 30-75 75-125 125
и выше
Толщина про-
кладки »мм 2,5 3 4 5 6,5
На фиг, 65 показано уплотнение
крышки цилиндра при высоких давле-
ниях. Уплотнителем служит металл.
Фиг. 65.
Фнг. 66.
из фибры или мягкого цветного металла
Кольцо ставят в резьбовое отверстие
или надевают на резьбу снаружи.
Уплотнения посредством контакта
между деталями. Уплотнение двух со-
прягаемых деталей создается посред-
ством контакта металлов с различными
пределами текучести.
Соединение с шаровым ниппелем
(фиг. 68) для стальных труб выдержи-
вает давления до 60—70 кГ/смК
На фиг. 66 показано фланцевое со-
единение для давления 400 кГ/см*. Ос-
новные размеры этого соединения при-
ведены в табл. 23 (по данным Уралмаш-
завода).
Таблица 21
Размеры фланцевым соецмиеаий в мм
(фнг. 66)
Фиг. 68. Уплотнение посредством контакта,-
/ — штуцер; 2 — гайка; 3 — ниппель шаровой;
< — коническая резьба.
Ре’ьба
D
75
100
125
160
175
JCO
125X4
155X4
195X4
225X4
265 X4
310X4
330
4(Ю
470
540
610
690
240
М1
360
420
490
540
4 70
4 85
4 1С0
5
5
5
120
140
160
6
6
8
8
8
8
Фнг. 69. Уплотненна посредством контакта
(для давлений ло 1S0 кГ1слР); /—кольцо; 2—штуцер
Уплотняющим средством служит про-
кладка из красной отожженной меди.
46*
Уплотнение посредством конусной раз-
вальцовки трубы из цветного металла
и стального конусного кольца (фнг. 69)
выдерживает давления до 150 кГ/сл»’.
724
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Уплотнение посредством резьбы. Резь-
ба коническая дюймовая по ГОСТ
6111-52 и трубная коническая по ГОСТ
6211-52 обеспечивает герметичность
без применения каких-либо добавочных
уплотнений при давлениях до 150—
200 кГ/см2.
Уплотнения прн возвратно-
поступательном движении
Уплотнительные устройства для де-
талей. движущихся возвратно-поступа-
тельно. можно подразделить на уплот-
нения для медленных перемещений и
уплотнения для быстрых перемещений.
Уплотнения для медленных переме-
щений. Для уплотнения поршней при
малых скоростях движения (до 1 м/сек)
применяются манжеты U-образного,
углового и шевронного сечения и порш-
невые кольца металлические, резиновые
и кожаные.
Наибольшую герметичность дают
манжеты U-образного сечения из кожи
или специальных сортов резины (фиг. 70),
но в собранном виде они увеличивают
Фиг. ТО.
Таблица 24
Осмоаиые размеры манжет (..'-образной
формы а мм (фнг. 70)
d d, найм. D D, И1Иб. ь а Г
16 15 30 31 8 2 3
20 19 35 36 8 2 3
22 21 37 38 10 2 3
25 24 40 41 10 2 3
30 29 45 46 10 2 3
32 31 47 48 10 2 3
35 34 55 66 12 2,5 3,5
40 39 во 61 12 2,5 3,5
45 4.3 65 67 12 2,5 ЗЛ
SO 48 70 72 12 2Л ЗЛ
55 53 75 77 14 2.5 ЗЛ
65 63 85 87 14 2.5 ЗЛ
75 73 100 102 14 3 4
90 67 115 118 14 3 4
105 102 13о 133 14 3 4
(120) 117 150 153 17 3.5 4.5
125 122 156 158 17 ЗЛ 4.5
153 147 180 183 17 ЗЛ 4,5
(155) 152 200 203 17 4 5
175 172 210 213 17 4 5
200 196 i35 239 17 4 5
габарит изделия. Основные размеры этих
манжет приведены в табл. 24.
На фиг. 71 показана манжета U-об-
разного сечения, применяемая в пнев-
матических цилиндрах; основные раз-
меры приведены в табл. 25 (по данным
Фиг. 71.
Таблица 25
Основные размеры манжет U-образной
формы в (фиг. 71)
Диаметр цилиндра D d d. D, D, Ь
80 65 62 77 83 7
100 85 82 97 103 7
125 ПО 107 122 128 7
130 135 132 147 153 7
ЦНИИТМАШ). Уплотнение изгото-
вляется из маслостойкой резины и рас-
считано на давления до 6 кГ/см* при
температуре от —20 до 4-60“ С и при
удовлетворительной смазке.
Уплотнение прн помощи манжет угло-
вого сечения (фиг. 72) рекомендуется
Фиг. 72.
для давлений до 30 кГ/см*. Недостатки—
сложность надежного закрепления; при
работе манжета вытаскивается из за-
делки.
Основные размеры манжет этой фор-
мы приведены в табл. 26.
Манжеты шевронного сечения (фиг. 73)
рекомендуется ставить с углом профиля
не более 120°. Наиболее употребитель-
ное значение этого угла 90“. Манжеты
должны быть разгружены от боковых
усилий, для восприятия которых сле-
дует применять металлические анти-
фрикционные направляющие. Точность
посадки этих направляющих устройств
УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
725
Таблица 2t>
Основные размеры манжет углового
сечения в мм (фиг. 72)
Диа- метр цилин- дра D D, ианб. d доп. й? 6 S Г
45 48 25 8 1 3
50 53 ЭО 8 2 3
55 58 35 8 2.5 3,5
55 58 40 8 2.5 3.5
75 79 50 10 2,5 3,5
90 95 «0 12 3 4
105 110 75 12 3 4
(120) 126 90 14 3.5 4
125 131 95 14 3.5 4.5
150 156 120 14 3,5 4.5
(155) 171 135 14 3.5 4,5
175 181 135 14 3,5 5
200 208 160 17 4 5
(225) 233 190 17 4 5
250 258 205 17 4 5
300 309 255 20 4,5 5,5
350 359 305 20 4.5 5.5
403 409 350 20 4.5 5,5
500 509 450 20 4,5 5.5
Таблица П
Основные размеры манжет шевронного
типа в мм (фиг. 73)
d D ь ft, a Г S
8 16 4 2,5 1.5
10 20 5 3 1.5 2
12 24 6 3.5 1 2.5
16 30
20 35
22 38
25 40 8 5 £ 3
28 43
30 45
32 50
33 bi
40 f>) 2,5 1.5
45 55 10 6 4
50 70
55 75
55 90
75 100
90 115 12 7 3 2.0 5
105 130
125 150 *
150 180
180 210 210 240 16 9 4 2,5 7
250 280
должна быть не ниже посадки .
Основные размеры манжет этого типа
приведены в табл. 27.
Для неподвижных и подвижных со-
единений с возвратно-поступательным
перемещением рекомендуется приме-
нять уплотнение с помощью резиновых
колец (фнг. 74). Основные размеры
колец для давлений д> 65 кГ/см* приве-
дены в табл. 28. На фиг. 75, а и б даны
формы канавок, а в табл. 29 и 30—их
основные размеры.
Преимущества резиновых колец: от-
сутствие острых углов, разрывающих
масляную пленку при их движении;
допускают неточность в изготовлении
уплотняющих поверхностей; при поме-
щении кольца в канавку между уплот-
няющими поверхностями кольцо дефор-
мируется на величину выступающей
части, и благодаря этой деформации
упругого кольца обеспечивается герме-
тичность соединений при отсутствии
давления жидкости.
Для крупных цилиндров диаметром
>500 мм рекомендуется применять ман-
жеты, а для цилиндров диаметром
< 500 мм — резиновые кольца прямо-
угольного или круглого сечения.
В механизмах с небольшим возвратно-
поступательным перемещением, но тре-
бующих полного разделения одной среды
от другой, применяются в качестве
726
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
уплотнения плоские мембраны из
синтетической резины или листового
---D—
Фиг. 74.
Фиг. 75. Проточка лля резиновых колец: а —
дли неподвижных соединений; 6 — дли подвижных
соединений.
Уплотнение штоков. Шток
должен быть отшлифован или отполи-
рован и центрирован.
упругого металла, а также мембраны
чулочного типа из резины и силь-
фоны.
Таблица 33
Основные размеры круглых резиновых колеи дла давлений до *5 *Г)елб в мм (фиг. 74)
D 12 | 16 20 | 25 30 35 40 | 45 | 50 55 65 75 | 90 10б| 125 150 16б| 17б| 2(Х)| 22э| 250 300
ОТКЛ. 4-0,2 -0,3 +0.1 -0.6 +0,5 —0,8 ЭД
а « 3 * 6 1 «
ОТКЛ. 4-0,2 -0.1 +0,3 —0,1
Таблица 39
Основные размеры проточек дла неподвижных соединений в мм (фиг. 75, а)
Г) кольца < ) 1кло нения 12 15 20 25 зп 35 40 45 50 56 65 ТВ 90 105 125 150
°' *7 12 15 20 25 Ю № 40 45 50 55 56 70 90 105 125 150
D, ЭД 8 12 15 20 24 29 34 37 42 47 57 65 80 95 116 140
D, эд 12 16 2П 25 .10 35 40 45 50 55 65 75 90 106 125 1.50
D, 6 10 13 1В 22 27 32 34 39 44 54 62 77 92 112 137
ь 4-0,3 2.5 3 3,8 5 6
п -0,4 -0,5 2 2.6 Я 4 5
Таблица 30
Основные размеры проточек дли подвижных соединении в ли (фиг. 78. б)
D кольца Откло- нения 12 16 20 25 30 35 40 45 50 55 68 75 90 105 125 150
А V 12 16 20 76 30 35 Ю 45 50 И 85 75 90 106 125 150
о. ЭД В 12 15 20 24 29. 34 37 42 47 57 65 80 95 115 140
о +0,3 2.5 •з 3.8 5 6
УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
727
К простейшим уплотнениям штоков
относятся сальники с мягкой набивкой
(фиг. 76) *. Материалом для набивки в за-
висимости от тем-
пературы и давле
ния служат хлоп-
чатая бумага, пень-
ка, асбест, про-
резиненная ткань
и др. Набивка про-
питывается таль-
ком или смазкой
из графита и тех-
нического жира.
При больших
скоростях смазка
Фиг. 76. подводится непо-
средственно к што-
ку через разде-
лительное кольцо (фиг. 77).
Толщина слоя набивки s должна
быть не мепее 3—4 мм и не более 30 мм.
Среднее значение s определяется эмпири-
ческой зависимостью (см. фиг. 77)
d0 - d + k Vd.
где k = 3 ч- 5 (размеры — в мм).
Высота набивки в среднем h = ф>.
Наибольшее значение h = (6 ч- 8)s.
Фиг. 77.
Для газов s и Л принимают больше,
чем для жидкостей.
Сопротивление трения в сальнике
с мягкой набивкой определяется по
формуле
w — /nd • 0,15«а Ofif-d-1-pi кГ,
где / ей 0,2 — коэффициент трения для
мягкой набивки; d — диаметр штока
в см; I — длина сальника в см; pt —
давление в рабочей камере в кГ/см*.
Наибольшие размеры s принимают
для быстроходных и непрерывно дей-
ствующих штоков. Угол а — 40 ч- 60°.
При температурах до 40° С и при
работе с кратковременным воздействием
температуры до 70е С, а также прн вы-
• См. ГОСТ 515J-55.
соком давлении применяют уплотнения
из кожи (по ГОСТ J 898-48) или хлор-
винила в виде U-образных, шевронных
и воротниковых (фнг. 78) манжет.
Фиг. 79.
Основные размеры воротниковых ман-
жет приведены в табл. 31.
Таблица Л
Основные размеры воротниковых манжет
в мм (фнг. 78)
Диа- метр штока d dt найм. D Ь X Г
16 13 35 8 2 3
20 17 40 8 2 3
22 18 42 10 2.6 3,5
25 21 45 10 2.5 3,5
30 '26 50 10 2.5 3.6
32 28 52 10 3 4
35 30 60 12 3 4
40 35 65 12 3 4
45 40 70 12 3 4
50 45 75 12 3 4
65 49 85 14 3.5 4,6
65 59 95 14 3,5 4.5
75 69 105 14 3.5 4.5
90 84 120 14 3,5 4.5
105 99 135 14 3.5 4,5
(120) 112 155 17 4 6
125 117 160 17 4 5
150 142 190 17 4 5
(165) 157 205 17 4 5
175 167 215 17 4 . 5
200 192 240 17 4 6
На фиг. 79 приведен пример приме-
нения пакета из трех манжет U-образ-
ной формы и направляющих втулок нз
бронзы-
728
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
При высоких температурах рабочей
среды и повышенных давлениях и ско-
ростях следует применять уплотнения
из металлических (фиг. 80) или полу-
Фнг. во.
а)
металлических пустотелых колеи, изго-
товленных из мягких антифрикцион-
ных сплавов с упру-
гой мягкой сердцеви-
ной из асбестовых
волокон и графита
(фиг. 81).
Г
б)
Фиг. 81. Уплотнение пустотелыми кольцами из
антифрикционного материала с мягкой набнокой:
а — кольцо; б — уплотнение штока.
Для работы прн температуре до
350—370® С кольца рекомендуется из-
готовлять нз сплава следующего со-
става: 60,5% РЬ; 36,8% Си. 0,4% Sb и
2,3% Ni.
Смазку необходимо подавать под да-
влением.
Уплотнения для быстрых перемеще-
ний. Уплотнением при быстрых воз-
вратно-поступательных перемещениях
служат металлические поршневые
кольца.
Для надежности уплотнения на пор-
шень надевается несколько колец одно
за другим. Ббльшую часть перепада
давлений воспринимают первые три
кольца.
Стыки колец располагают на проти-
воположных сторонах поршня.
В двигателях, компрессорах и насо-
сах устанавливают от 2 до 8, иногда и
более, колец в зависимости от давления,
вязкости уплотняемой среды, допусти-
машинах, работаю-
мой величины утечки и других условий.
В пневматических
щих при давлении
5—6 кПсм*, огра-
ничиваются одним
кольцом.
В быстроходных
двигателях вну-
треннего сгорания
поршневые кольца
должны обеспе-
чить не только
герметичность, но
и удаление избыт-
ка масла с ра-
бочей поверхности
(фиг. 82).
Основные размеры поршневых ко-
лец, применяемых в гидроустройствах
(фиг. 83), приведены в табл. 32 по нор-
мали А54-1 станкостроения.
Фмг. 82.
Основные размеры поршневых колец в мм
____________ (фнг.ЯЭ)________________
Таблица 32
D в рабочем состоянии, допуск 4-0,02 t », допуск С t наиб.
45 2 5 0,05
50 2 5 0.05
55 2 5 0,05
65 3 в 0,05
75 3 6 0,05
90 4 8 0,05
105 4 8 0.05
(120) 5 8 0,10
125 5 8 0.10
1S0 6 10 0.10
(165) 6 10 0,10
175 8 15 0,10
200 8 15 0.10
225 10 20 0,10
250 10 20 0.10
ЗЮ 12 25 0,10
350 12 25 0.10
400 15 30 0.10
500 15 30 0.10
УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
729
Материал колеи — специальный чу-
гун с пределом прочности при изгибе не
ниже 50 кГ/мм7 для колец D <90 мм
и не ниже 45 кГ/мм* для колец D >
> 90 мм и с модулем упругости в пре-
делах 10 000—12 500 кГ!мм*. Для ко-
лец тракторных двигателей предел проч-
ности при изгибе должен быть не менее
45 кПмм* для двигателей MI7, МГ17
и МТ17а и не менее 36 кПммг для двига-
телей 1МА и Д2Г.
Утечка через зазоры. При возвратно-
поступательном движении цилиндриче-
ских тел без уплотнительных устройств
герметичность зависит от величины за-
зора в направляющих.
Утечка через зазор в цилиндрических
направляющих определяется по фор-
муле
s*-dcpbp
м~
У« 2600
где V — объем среды, выделяющейся
через зазор, в см'!сек\ s — радиальный
зазор (ширина щели) в см-, dcP— сред-
ний диаметр кольцевой щели в см-, Ьр —
разность давлений в начале и конце
щели в кГ/см*-, / — длина направляющей
в см (за вычетом канавок на втулке
или штоке пои их наличии); о — ди-
намический коэффициент вязкости среды
в кГсек/м*.
Формула действительна для концен-
тричного расположения штока и втулки,
в противном случае утечка возрастает
до 2,5 раза в зависимости от величины
эксцентриситета.
Уплотнения для вращающихся
деталей
Уплотнения для вращающихся дета-
лей можно разбить на две основные
группы: 1) уплотнения с контактом и
2) уплотнения без контакта с трущейся
поверхностью.
Уплотнения, имеющие контакт с тру-
щейся поверхностью, изготовляются из
войлока, кожи, хлорвинила, маслостой-
кой резины, пробки, асбеста с графитом
и антифрикционного материала, Кон-
такт уплотняющих деталей с рабочими
деталями машины обеспечивается упру-
гостью применяемого материала или
внешними силами.
Из данной группы уплотнений ши-
рокое распространение имеют войлоч-
ные кольца (фиг. 84, а). Основные
размеры их (по нормали станкострое-
ния A5I-1) приведены в табл. 33.
Фнг. 84.
7 абзаца S3
Основные размеры войлочных колец а мм
(фиг. 84)
Кольцо Канавка
S *
35
ч» D b а, 6, а с
10 19 2,5 it 2 3.0 4
12 21 2.5 13 2 з.о 4
(13) 22 2.5 14 2 3.0 4
14 23 2.5 15 2 3.0 4
15 24 2.5 16 2 3.0 4
16 27 3,5 17 3 4.2 6
(17) 28 3.5 18 3 4.2 5
18 29 3.5 19 3 4.2 Б
20 31 3.5 21 3 4.2 5
22 33 3,6 23 3 4.2 5
25 38 5 26 4 5.5 8
2Н 41 5 29 4 6,6 6
30 43 5 31 4 5.5 6
32 45 Б 33 4 5,5 6
36 48 5 36 4 5,5 б
40 53 5 41 4 5,5 6
46 58 Б 46 4 6.5 6
50 67 6 51 5 7 8
55 72 6 56 Б 7 8
60 П 6 61 6 7 8
65 82 6 66 5 7 8
70 89 7 71 6 8.2 9
75 94 7 76 6 8.2 9
80 99 7 81 6 8.2 9
85 104 7 86 6 8.2 9
90 111 8 91 7 9.5 10
95 116 8 96 7 9.5 10
100 125 9 101 8 11 12
(105) 130 9 106 8 11 12
110 135 9 ill 8 И 12
(115) 140 9 П6 8 11 12
120 149 10 121 9 12,4 14
(125) 154 10 126 9 12.4 14
130 159 10 131 » 12.4 14
(135) 164 10 136 9 12.4 14
140 173 11 141 10 13.9 16
(145> 178 11 146 10 13.9 16
150 183 11 151 10 13.9 16
100 193 11 161 10 13,9 16
(170) 203 11 171 10 13.9 15
180 213 11 181 10 13,9 16
(190) 2'27 12 191 11 15.4 18
200 237 12 201 11 15,4 18
Примечание. Размеры, включенные
я скобки, применять не рекомендуется. •
730
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Назначение войлочных уплотнений —
не пропускать масло, циркулирующее
в корпусе подшипника, наружу и пре-
пятствовать прониканию в подшипник
инородных тел.
Войлок должен быть хорошего ка-
чества, иначе он быстро теряет эластич-
ность и допускает утечку масла.
При невозможности надеть целое
кольцо на вал его делают разрезным
под углом 15—20° (фиг. 84, б).
Канавки для колец изготовляются
трапециевидного (фиг. 84, в и д) или
прямоугольного сечения по форме коль-
ца (фиг. 84, г). Канавки трапециевидного
сечения рекомендуется применять для
разъемных деталей.
Для легкости и быстроты смены
колец их крепят с наружной стороны
металлическими шайбами, как пока-
зано на фиг. 84, г и д.
Уплотнения из войлочных колец не
рекомендуется применять при скоро-
стях на поверхности соприкасания,
превышающих 4 м/сек. Более высокая
скорость допускается, если эта поверх-
ность детали отшлифована или отпо-
лирована.
Войлок не следует применять, если
температура на поверхности сопри-
касания превышает 90° С.
При работе машины во влажном по-
мещении уплотнение следует защищать
фасонным диском
Фиг. 85. Уплотнение с
Гцсоипым диском: 1 — Фнг. 86.
асонный лиск; 1— »ой- I — латунное
лочное кольцо. кольцо.
При нижнем расположении подшип-
ника с консистентной смазкой приме-
няют одно или, лучше, два кольца.
Для отвода излишка масла, впитав-
шегося в уплотнение, в нижней части
проточки предусматривают канавку с
выходом в резервуар.
При обильной смазке применяются
уплотнения из латунных колец 1 типа
поршневых (фиг. 86). Каждое кольцо
закладывается в паз и силой упругости
материала прижимается наружной по-
верхностью к сопряженной детали.
В зависимости от интенсивности раз-
брызгивания масла в картере устанав-
ливают от одного до четырех уплотни-
тельных колец.
К подобным же уплотнениям можно
отнести текстолитовые кольца или коль-
ца из прессованного графита, состоя-
щие из 2—3 частей, вставленных в крыш-
ку подшипника и прижатых к валу
пружинами (фиг. 87).
Фиг. 87. Уплотнение, состоящее из графитовых
нлн текстолитовых разъемных колец.
Давление кольца на вал не должно
превышать 0,5—0,6 кГ/см*.
Уплотнения из графита могут рабо-
тать при окружной скорости до 60 м/сек
прн температуре до 370° С и допускают
давления до 32 кГ/см*.
Хорошо работает манжетное уплот-
нение, заключенное в металлический
корпус (фиг. 88). Основные размеры при-
ведены в табл. 34 (по нормали станко-
строения). Уплотнительные кольца уста-
навливают в крышку подшипника с на-
правлением манжеты внутрь резервуара.
При значительных колебаниях темпе-
ратуры и скоростях, доходящих до
6—8 м/сек, кольца устанавливают
с направлением манжеты наружу; при
таком положении опасность сгорания
манжеты уменьшается.
УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
731
Пружина не должна создавать боль-
ших удельных давлений.
Необходимо предусмотреть подвод
смазки к местам контакта между май-
Фиг. 88. Манжетное уплотнение, заключенное
в металлический корпус: 1 — прижимное кольцо:
2 — корпус; 3 — кольцо, прижимающее манжету
к корпусу 2; 4 — винтовал пружина в виде кольца:
S — манжета.
Таблица 34
Основные размеры манжетных уплотнений
в мм (фиг. 88)
d D, пос. Н 4 Ь Г
10 зо 15 10 1.5
12 32 15 10 1.5
(13) 32 15 10 1.5
14 36 18 10 1.5
15 35 18 10 1.5
16 35 18 10 1.5
(17) 40 20 10 1.5
18 40 20 10 1.5
20 46 24 10 1,5
22 45 24 10 1.5
25 50 30 12 2
28 60 30 12 2
30 56 34 12 2
32 во 34 12 2
35 66 42 12 2
40 70 42 12 2
45 п 62 12 2
50 80 62 12 2
55 85 62 12 3
во 90 '62 12 3
65 W 72 12 3
70 100 72 12 3
75 105 82 14 3
80 НО 82 14 3
85 115 92 14 3
90 120 92 14 3
95 130 102 14 4
100 140 102 14 4
(105) 145 112 14 4
110 160 112 14 4
(115) 160 122 14 4
120 170 122 14 4
жетой и валом в ограниченном коли-
честве для образования масляной
пленки.
Манжета не должна нагреваться вы-
ше 90° С. Манжетные уплотнения при-
меняют при окружной скорости шли-
фованного вала не более 8 м/сек. При
полированной поверхности вала это
значение скорости может быть несколько
повышено.
Манжетные уплотнения можно при-
менять как при горизонтальном, так
и при вертикальном расположении вала.
При наличии резких температурных
колебаний окружающей среды приме-
няют уплотнения с мембранами нли
сильфонами (фиг. 89).
В сырых и пыльных помещениях,
а также в машинах, которые сами явля-
ются источниками распространения
влаги или выделения мелких частиц (ме-
ханических примесей), загрязняющих
Фиг. 89. Уплотнение
сильфоном: I — силь-
фон; 2— кольцо из анти-
фрикционного металла
или графита.
Фнг. 90. Уплотнение,
осуществляемое конси-
стентной смазкой: 1 —
войлочное кольцо; 2 —
лабиринт; 3 — место по-
дачи консистентной
смазки.
окружающую атмосферу, применяют жи-
ровые уплотнения. В конструкции по
фиг. 90 консистентная смазка вводится
в лабиринт через ниппель и создает жи-
ровое уплотнение.
Уплотнения без контакта с трущейся
поверхностью. К уплотнениям этого
типа относятся лаби-
ринтные уплотнения.'
Лабиринты бывают
двух типов: осевые и
радиальные.
Осевые лабиринты с
одной канавкой (содним
ходом) (фнг. 91) по своим
уплотняющим качествам
равноценны войлочным ♦иг. 91.
уплотнениям. Лабирин-
ты с двумя канавками (ходами) (фиг. 92)
применяются при наличии в окружаю-
732
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
щей атмосфере абразивной пыли. Боль-
шее число канавок применяют при особо
высоких требованиях к защите трущих-
ся поверхностей.
Фиг. 92, а — лля внутреннего рас-
положения; б — для наружного рас-
положения.
На фиг. 93 и 94 приведены примеры
радиальных лабиринтов.
При разрезном корпусе подшипника,
требующего частой смазки или осмотра,
Фиг. 93. Лабирии! рэ-
днальный для уплотне-
нии валон механизмом с
неинтенсивной ciumcoft.
Фнг. 94. Лабиринт
радиальный лля
разъемных корпу-
сом и крышек.
рекомендуется применять радиальный
лабиринт во избежание сдвига уплот-
няющего кольца вдоль вала. Лабиринт
изготовляют с зазором по направлению
любого смещения, могущего произойти
в уплотнении.
В уплотнении по фиг. 93 при отсут-
ствии в окружающей среде элементов,
вредно влияющих на поверхность тру-
щихся пар, между кожухом подшип-
ника и валом предусматривают зазор
от 0,5 до 0,8 мм. В уплотнениях по
типу фиг. 94 для особо точных машин
радиальный зазор следует делать рав-
ным 0,2 — 0,3 мм, а осевой 0,4 — 0,5 мм.
Для лучшего уплотнения ходы лаби-
ринта заполняют консистентной смазкой.
Во избежание вытекания масла из кор-
пуска повалу применяютмаслосбрасыва-
телн (фиг. 95). Влабиринтномуплотнении
со сбрасывающими фланцами (фиг. 96)
фланец наружного диска выступает на
1—2 мм, что способствует уплотнению
сопряжения по отношению к окружаю-
щей среде (отбрасывание всякого
Фиг. 95. Маслосбрасывагели: а — кольце-
вой; 0 — дисковый.
рода частиц). Такой же фланец внутри
корпуса подшипника предохраняет
масло от вытекания из кожуха. На
фиг. 97 показано лабиринтное уплотне-
ние со сбрасывающим выступом для под-
шипника вертикального вала. Лабиринт-
ные диски необходимо устанавливать на
Фиг. 9Н. Лабиринт, осушеспмяемый внутренней
гулкой, лля вертикальных вяло»: / — втулка;
3 — войлочные кольца; 3 — отбрасывающий диск.
плотной посадке, чтобы между уплот
иительным кольцом и валом не прони-
кали влага и грязь.
Прн смазке вертикальных подшип-
ников жидким маслом устанавливают
внутри корпуса тонкую втулку, высту-
пающую над уровнем масла (фнг. 98)
УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
733
Подшипники качения, заключенные
в коробки скоростей с большим коли-
чеством вращающихся деталей, закры-
вают тонкими дисками для защиты от
слишком обильной смазки разбрызги-
ванием, а также от попадания частиц
извне (фиг. 99).
Фиг. 99. Отбраеышютие лиски: а — для внутрен-
него расположения; б — для наружного.
На фиг. 100, а и б показано приме-
нение дисков для защиты от вытекания
масла из кожуха зубчатой цепи.
Фиг. 100.
Утечка через лабнринт. Лабиринты
применяются преимущественно для
уплотнения против утечки пара и га-
зов, реже — жидкостей.
Утечка Q пара через лабиринт, рас-
положенный вдоль вала, определяется
по формуле
р-Ю/1/ £1±ЛГ,„..
Г z-P\V\
где / — сечение зазора в см*; Pi — да-
вление перед лабиринтом в кГ/см*; pj —
давление после лабиринта в кГ/см*;
Vi — удельный объем пара перед ла-
биринтом в м*/кГ; g « 9,8 м/сек* —
ускорение силы тяжести; а — число ка-
мер лабиринта.
Формула применима, когда
0,85
Р1>р'у'г+м"р‘'‘
где ркр — критическое давление.
При р, <ркр
«-•»//ТТГГ'Т; Г1е“-
При расположении лабиринта по
радиусу _______
когда Рг> ркр, и
Q=in К/.-й/Г1сек,
У Z -г 1.0 V|
когда Pt^pKp.
Здесь f,=itdfS—сечение щели у
вала в см, fa = itdj -s — сечение щели
у наружного лабиринта в см*.
Задаваясь величиной утечки Q, мож-
но определить из приведенных формул
необходимое количество г ходов лаби-
ринта.
Трение в манжетных уплотнениях.
Усилие трения F манжетных уплотне-
ний определяется по формуле
F — fndlp кГ,
где / — коэффициент трения; d — диа-
метр штока в см; I — длина уплотнения
в см. р — давление рабочей среды
в кПсм*.
Значения / можно принять при ра-
боте иа масле для кожи красного дуб-
ления 0,006, для кожи хромовой и рези-
ны 0,01.
Усилие, обусловленное упругостью
манжеты, незначительно и поэтому не
учитывается.
Усилие трения покоя выше на 15—
25% усилия трения при малых скоро-
стях скольжения.
Трение в уплотнениях посредством
поршневых колец определяется по фор-
муле
F — fnDbip кГ.
где /—коэффициент трения, для чу-
гунных колец по чугуну при смазке
равный около 0,16, для колец насосов.
734
СМАЗОЧНЫЕ И УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
работающих в плохих условиях, —
около 0,25; D — диаметр цилиндра
в см; Ъ — ширина кольца в см; i —
количество колец; р«0,6 0,9 кГ/см* —
удельное давление кольца на стенки
цилиндра.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А ч е р к а и Н. С„ Расчет и конструиро-
вание металлорежущих станков, Машгнз, 1949.
2. Б а ш т а Т. М., Самолетные гидравлические
устройства. Оборонгнз, 1946.
3. Б а ш т а Т. М., Самолетные гидравлические
приводы и агрегаты, Оборонгнз, 1951.
4. Г е д ы к П. К., Централизованная смазка
оборудования, Машгиз, 1949.
5. Доброзр акова Н. И. и Косоре-
зо в а А. А., Смазочно-заправочный инвентарь,
Гостоптехиздат, 1951.
6. М а з ы р и н И. В., Смазочные приборы и
устройства. Сборник материалов по расчету и кон-
ст^ироваиию .Детали машин", кв. II, Машгиз.
7. Мазырнн И. В., Смазочные устройства
машин, Машгиз, 1943.
8. М а з ы р и н И. В., Смазка ставков, Эвин-
клопеднческнй справочник .Мзшиносгросняе'.т. 9,
Машгиз, 1949 и 1М0.
9. Пор тугалова А. А. и Спицын Н. А.,
Подшипниковые узлы высокоскоростных приводов
(ЭНИИППХ Машгиз, 1948.
10. П у ш В. Э., Системы смазки металлоре-
жущих стейков, Машгиз, 1948.
11. Проектирование, монтаж и эксплуатация
централизованных систем густой смазки на пред-
приятиях черной металлургии (ОргчерметУ, Метал-
лургиздат, 1952
12. Организация и веление смазочного хозяйства
на предприятиях металлургической промышлен-
ности (Оргчермет), Металлургиздат, 1950.
13. Справочное руковолетвопо зубчатым переда-
чами редукторам, ЦНИИТМАШ, кв. 3,Машгиз,1947.
ГЛАВА XXI
АРМАТУРА И СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
ОБЩИЕ СВЕДЕНИЯ
Арматура и соединительные части
трубопроводов характеризуются рабо-
чим давлением и температурой среды,
величиной прохода и материалом, из
которого изготовлены основные детали.
Давления рабочее, условное и проб-
ное. Трубопроводная арматура и соеди-
нительные части рассчитываются на
условные давления ри, которые уста-
навливаются в зависимости от рабочего
фактического давления рр и темпера-
туры транспортируемой среды.
В связи с тем что прочность металлов,
из которых изготовляются арматура и
соединительные части, с повышением
температуры понижается, ГОСТ 356-52
указывает, что арматура и соедини-
тельные части, рассчитанные на услов-
ное давление (давление при нормаль-
ной температуре), не должны приме-
няться при давлениях, превышающих
соответствующие рабочие (давления при
фактической температуре). ГОСТ 356-52
одновременно устанавливает пробные
давления р„р, при которых должны про-
изводиться гидравлические испытания
прочности.
Условные, рабочие и пробные давления
приведены в табл. I.
Арматура и соединительные части, ра-
ботающие при температуре выше 400° С,
должны проверяться также по рабочему
давлению и пределам текучести и пол-
зучести при данной температуре.
Проходы условные. Условным про-
ходом арматуры Dv считается размер
прохода в ее присоединительных кон-
цах, который должен быть не меньше
размера трубы в свету и может отли-
чаться от номинального. Размеры услов-
ных проходов приведены в табл. 2.
Внутренние размеры проходов в арма-
туре, в том числе диаметр прохода в
седле, определяются по конструктивным
соображениям в зависимости от назна-
чения арматуры.
Условные проходы, набранные в таб-
лице жирным шрифтом, предназна-
чены для арматуры, фитингов и труб
общего назначения.
МАТЕРИАЛЫ
Материалы, применяемые для изго-
товления арматуры и соединительных
частей трубопроводов, выбираются с
учетом коррозионных свойств, темпера-
туры и рабочего давления среды.
Корпуса, крышки и затворы арма-
туры, фланцы и фитинги на высокое
давление при температуре до 450°С изго-
товляются нз углеродистой литой стали,
а при более высокой температуре —
из легированной стали (табл. 3).
Детали арматуры и соединительные
части, рассчитываемые на условное да-
вление до 16 кГ/см*, могут изготов-
ляться нз серого чугуна (не ниже мар-
ки СЧ 15-32). Такой же чугун в отдель-
ных случаях (при полном отсутствии
изгибающих напряжений и гидравли-
ческих ударов) может применяться для
арматуры под более высоким давлением.
Правилами Котлонадзора (1949 г.)
установлены следующие пределы при-
менения чугунной арматуры:
Диаметр
Рабочее дапле- Темпера- условного
мне среды тура среды прохода
р а иЦсм? I а ‘С D • мм
is эоо лаоо
13 200 «0
13 150 300
8 300 300
8 200 500
8 150 000
5 ЭОО 800 ।
5 200 1000
2,5 300 800
2,5 200 Независимо от
размера прохода
На нефтепроводах, где аварии ар-
матуры могут привести к тяжелым
Таблица I
Давления условвые, рабочие а пробаые a uricjf для арматуры и соедииительиых частей трубопроводов по ГОСТ 356-32
Условное давне- Рабочие давления рр в зависимости от свойств металла н температуры * в °C Пробное давле ние рпр
Из углеродистой стали Иэ молибденовой и хромомолибденовой стали с содержанием молибдена не менее 0,4’(о Из чугуна Из бронзы и латуки
200 (») 250 (25) зоо (30) 350 (35) 400 (40) 425 (42) 450 (45) 350 (35) 400 (40) 425 (42) 450 (45) 476 (47) 500 (50) 510 <51) 520 (52) 530 (53) IX) (12) 200 (201 250 (25) 300 (30) 120 (12) 200 (20) 250 (25)
1 2.5 4 1.0 2.5 4,0 1.0 2.3 3.7 1.С 2.0 3.3 0.7 1.8 2.9 0.6 1.6 2.6 0.6 1.4 2.3 0.5 1.1 1.8 1.0 2.5 4.0 0.9 2.3 3.6 0.9 2,1 3.4 0.8 2.0 3,2 0.7 1.8 2,8 0.6 1.4 2.2 0.5 1.2 2.0 0.4 1.1 1.7 0.4 0.9 1.4 1,0 2.5 1.0 1Д 2.5 3,8 IX» 2,0 3.6 1,0 2.0 3.2 1,0 2.5 4,0 1,0 2,0 3.2 0.7 1.7 2.7 2 4 6
6 10 16 б 10 16 5.5 9.2 15 5,0 8.2 13 4.4 7.3 12 3.8 6.4 10 3.5 5,8 9 2.7 4.5 7 6,0 10,0 16 5.5 9.1 15 5.1 8.6 14 4.8 8.1 13 4.3 7.1 11 3.3 5,5 9 3.0 5,0 8 2.6 4.3 7 2.2 3,6 6 6 10 16 5,5 9 15 5 8 14 5 8 13 6 10 16 5 Я 13 4 7 11 9 15 24
26 40 64 25 40 64 23 37 59 20 33 52 18 30 <7 16 28 41 14 23 37 11 18 29 25 40 64 23 36 58 21 34 56 20 32 52 18 28 45 14 22 35 12 20 32 И 17 28 9 14 23 25 40 23 36 21 34 20 32 25 40 64 20 32 17 27 38 60 96
100 160 200 100 160 200 92 147 184 82 131 164 73 117 146 64 102 128 58 93 116 45 72 90 100 160 ХЮ 91 145 182 86 137 172 81 130 .62 71 114 142 85 88 110 50 80 100 43 69 86 36 57 72 — — • — — 100 1G0 2U> — - 150 240 300
250 320 400 250 320 400 230 294 368 205 262 328 182 234 292 160 хе 256 145 185 232 112 144 180 250 320 400 227 291 364 215 275 344 202 259 324 177 227 284 137 176 220 125 160 200 108 137 172 90 115 144 — — — — 250 - 350 430 520
500 640 НЮ В ско 460 бках п 410 риведе 365 । 320 । 290 ны условные обозн 225 аченн 500 640 темг 455 | 430 Ни 550 юратуриых 405 518 ступе! 355 454 <ей, н 275 | 250 352 320 апример ра 215 275 бочее (ВО 230 авале мне п ?и тем перат уре 3. 50° С тбоэна чвета 625 8С0 • Р».
АРМАТУРА И СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
МАТЕРИАЛЫ
737
последствиям, температурным пределом
применения чугунной арматуры счи-
тается 200° С.
Использование модифицированного и
ковкого чугуна позволяет расширить
пределы применения чугунной арматуры.
При необходимости изготовления ар-
матуры из медных сплавов применяются
кремнистая латунь марки ЛК 80-3 или
малооловянистые 'бронзы.
Арматура для воды с температурой
до 60° С при давлении 3—4 кПсм* может
быть изготовлена из цинкового сплава
№2 с содержанием 4% А1, 1% Си,
0,03% Mg, остальное Zn.
Уплотнительные кольца. Пределы
применения различных материалов для
уплотнительных колец в зависимости
от давления и температуры среды при-
ведены в табл. 22 на стр. 722.
Крепежные детали. В арматуре, рабо-
тающей при давлениях до 40 кПсм1
включительно и температурах до 300° С
при невысоких напряжениях, применя-
ются черные или получистые болты или
шпильки из стали марки Ст. 3. Для
изготовления шпилек, работающих при
больших напряжениях и высоких тем-
пературах, применяются стали следую-
щих марок: при температуре до 375° С—
сталь марки ЗОХГС, в интервале тем-
ператур 300 — 475° С — сталь марки
30ХМА, в интервале температур 475—
530° С — сталь марки 25Х2МФА (ЭИ10)
и для более высоких температур — сталь
марки 4Х14Н14В2М (ЭИ69)
Прокладки. Мягкие прокладки изго-
товляются из резины, полихлорвинила,
фибры, картона, паронита и асбеста;
металлические
прокладки с
мягким напол-
1 I
Фиг. 1. Асбометаллическая
ороклалка: /—металличе-
ская оболочка; 2 — напол-
нитель.
нением — из
асбеста с обо-
лочкой из тон-
колистовой ме-
ди, нержавеющей стали или алюминия
(фиг. 1); металлические жесткие про-
кладки — из свинца, меди, алюминия,
углеродистой и нержавеющей стали
(металл прокладки должен быть более
мягким, чем металл фланца).
Фиг. 2. Формы металлических прокладок: а —
плоская и гладкая; б — зубчатая; а—опального
сечения; г — линзовая.
Формы металлических жестких про-
кладок приведены на фиг. 2.
Таблица J
Сталь, применяемая для отливка деталей арматуры и соединительных частей трубопроводов
Сталь Марка Стандарт Условна применения
Темпера- турасрелы в °C не выше Условное давление в кГ\см* ие более
Углеродистая ..... 25-4522 ГОСТ 977-53 450 100
25-4522 ГОСТ 977-53 300 200
20М Проект ГОСТ 4-85 400
Молибденохромистая (0,5*/а Мо, 0,4— 12МХ 400
0.в"|. Сг) 525
Хромомолибденовая Х5М 650 400
Хромоникелевая. ..... 1Х18Н9 600 400
X ромонихелемолибленотатаиова я Х18Н12МЗТ (ЭИ324) 625 400
47 Том 4 768
738
АРМАТУРА И СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
Пределы применения различных мате-
риалов для прокладок приведены
в табл. 21 на стр. 722.
Сальниковые набивочные материалы
см. т. 6, гл. VIII.
АРМАТУРА
Виды арматуры
Трубопроводной арматурой называют-
ся различные вспомогательные устрой-
ства трубопроводов. Виды трубопро-
водной арматуры, при помощи которой
осуществляется управление расходом
и другими параметрами потока путем
изменения проходного сечения, назы-
ваются клапанами. В клапанах площадь
прохода изменяется в результате пере-
мещения затвора относительно седла
корпуса.
По выполняемым функциям разли-
чают клапаны запорные — для
периодических, полных и герметичных
отключений одной части трубопровода
от другой; дросселирующие —
для понижения давления; обрат-
ные — автоматически закрывающие
проход при изменении направления
движения среды; предохрани-
тельные — автоматически открыва-
ющие проход при превышении устано-
вленного максимально допустимого дав-
ления; регулирующие — автома-
тически изменяющие площадь прохо-
да при отклонении контролируемо-
го параметра (давления, температуры
среды, уровня жидкости и др.) от уста-
новленных величии; аварийные —
мгновенно закрывающие проход в случае
резкого возрастания скорости движения
среды, вызванного аварией; о т с е ч-
н ы е— мгновенно закрывающие проход
при- изменении контролируемого пара-
метра; конденсатоотводящн е—
отводящие конденсат из трубопровода.
Кроме клапанов, к арматуре отно-
сятся всякие водоуказательиые уст-
ройства, масло- и вл а гоот делители и
другие вспомогательные устройства, при-
меняемые относительно редко.
Каждый клапан состоит из испол-
нительного устройства и при-
вода.
В зависимости от конструкции испол-
нительного устройства клапаны могут
быть следующих типов: вентиль-
ного (фиг. 3, о), в котором затвор пере-
мещается вдоль осн седла; заяви жеч-
н о г о (фнг. 3, б), в котором затвор
перемещается в плоскости, перпенди-
кулярной к оси седел; кранового
(фнг. 3, в) — затвор перемещается, пово-
рачиваясь вокруг своей оси по уплот-
нительной поверхности седла (гнезда)
корпуса; захлопочного (фиг.
3, е) — затвор поворачивается вокруг
оси, расположенной вне прохода седла;
Фиг. 3.
заслоночного (фиг. 3, д) — за-
твор, представляющий собой диск, вра-
щается вокруг оси, расположенной в
проходе седла; золотникового
(фиг. 3, е), в котором затвор переме-
щается в направлении, перпендикуляр-
ном к оси прохода.
Клапаны могут иметь привод: а) руч-
ной (маховики, рычаги, цепные ко-
леса); б) сервомоторный, дей-
ствующий от постороннего источника
энергии (электромеханические, электро-
магнитные, пневматические и гидравли-
ческие сервомоторы); в) самодей-
ствующий, не требующий примене-
ния постороннего источника энергии.
Гидравлические характеристики кла-
панов приведены в |5].
По способу крепления крышки
к корпусу различают арматуру с крыш-
кой на болтах (фиг. 4, а) и с крышкой
на резьбе (фиг. 4, б).
По направлению движения среды ар-
матура подразделяется на проходную,
АРМАТУРА
739
в которой направление прн выходе из
корпуса не изменяется, и угловую,
в которой направление меняется на 90°.
По конструкции присоединительных
концов различают фланцевую, муфтовую,
цапковую н с концами под приварку.
Фнг. 4.
арматуры приведены в разделе «Соеди-
нительные части трубопроводов».
Муфтовое соединение применяется
в арматуре малых проходов (Dv < 80м.и)
и выполняется с трубной резьбой по
ГОСТ 6357-52 или с конической.
Строительные длины некоторых видов
клапанов стандартизованы: запорные
вентили и обратные клапаны с крыш-
кой на болтах — ГОСТ 3326-53; запор-
ные задвижки — ГОСТ 3706-54; редук-
торы кислородных баллонов — ГОСТ
5313-54; запорные чугунные муфтовые
вентили — ГОСТ 6681-53; краны чугун-
ные натяжные ГОСТ 6222-52; краны
бронзовые натяжные — ГОСТ 6223-52.
Уплотнения соединений в арматуре
Уплотнение соединения затвора с сед-
лом. Для того чтобы соединение затвора
с седлом было герметичным, они должны
соприкасаться по кольцевой поверх-
ности вокруг прохода таким образом,
чтобы между ними не оставалось зазо-
ров, через которые могла бы проникнуть
среда. После прнтнрки уплотнительных
поверхностей зазоры могут быть устра-
нены: а) без применения смаз-
к и при достаточно большом удельном
давлении сжатия уплотнительных по-
верхностей и б) путем заполне-
ния этих зазоров смазкой, об-
ладающей большой вязкостью.
В соединениях затвора и седла, ие
обеспеченных постоянным
поступлением смазки, величи-
47*
на удельного давления, необходимого
для создания уплотнительного контак-
та, может быть определена по эмпири-
ческой формуле
в + ср„
?ул - —у- кГ/ел». (1)
где а и с — постоянные коэффициенты,
значения которых выбираются из
табл. 4 в зависимости от свойств мате-
риала уплотнительных колец при дав-
лениях, указанных в табл. 22 на стр. 722;
b — ширина уплотнительной поверх-
ности (фиг. 5 и 6) в см; рр— рабочее
давление в кГ/см*.
Таблица 4
Значение коэффициентов а и с в формуле (1)
Материал уплотвитедьиого кольца (наиболее пластичный) Значения коэффициентов
а с
Резина мягкая Резина средней твердости и кожа Эбонит типа ВГ-15 Бронза оловянистая, латунь кремнистая и марганцовистая, чугун . Сталь разных марок и на- плавки из нержавеющей стали и твердых сплавов 3 б 12 35 100 0.4 0.5 0,8 0,8 2.5
Для получения минимальных усилий
прижатия затвора к седлу Рил целе-
сообразно ширину уплотнительных по-
верхностей принимать по возможности
меньшей, но при этом следует иметь
в виду, что в целях обеспечения нормаль-
ной стойкости уплотнительных поверх-
ностей (срок службы между очередными
притирками) удельное давление qVn не
должно превосходить следующих зна-
чений ддоп:
Максимальное удельное давление ч^„н,
допустимое на уплотнительных поверхностях
арматуры пентильного типа
Удельное
Няименопание материала давление
в кПслР
Резина мягкая . . ....... 20
Резина твердая............. 40
Кожа............................... №
Чугун серый ............. 130
Латунь ЛС 59-1..........‘. • 200
Латунь кремнистая ЛК 80-3......... 250
Бронза оаовяннстая ............... 200
Бронза марок Бр. АЖМн 10-3-1 и
Бр. АЖН 10-4-4.................. 300
Бронза фосфористая................ ЭОО
Нержавеющая хромистая или хромо-
никелевая сталь и наплавка из
твердого сплава ВЗК .... ... 1500
740
АРМАТУРА И СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
Основные виды крепления уплотнительных колец
Таблица 5
Наименование вила крепления Эскиз (в собранном виде) Материал Область применения
кольца корпуса или затвора
Мягкое кольцо на золотнике без бурта с натяжной гайкой Кожа Чугун В арматуре вентильного и захлопочного типов; лля воды, воздуха и других нейтральных сред при давлении до 10 *Г]см*
bwwml 1
у», Я
Мягкое кольцо не золотнике с буртом и с натяжной гай- кой Резина Чугуи В арматуре вентиль- ного и захлопочного тнпов при давлениях сред ло 1о кГ\см* •
Запрессовка цилин- дрического кольца Любой металл Чугуи или сталь В арматуре вентильного и захлопочного типов при отсутствии темпе- ратурных колебаний. Неэкономично при из- готовлении из цветного металла
и '
3 1
Пластическая одно- сторонняя деформа- ция кольца 1 .Медные сплавы Чугуи или сталь В арматуре различных типом при узких разме- рах уплотнительной поверхности и крепле- нии путем заколотки
Нержавеющая сталь Сталь
•ч
Пластическая одно- сторонняя деформа- ция кольца Медные сплавы Чугун или сталь То же; часто осущест- вляется прессованием
1 >1 Г И
а Нержавеющая сталь Сталь
*
Пластическая одно- стороннее деформа- ция путем разваль- цовки Медные сплавы или нержавеющая сталь Чугун или сталь То же; когда крепление осуществляется раз- вальцовкой кольца
в !
1
Пластическая двусто- ронняя деформация (ласточкин хвост) Медные сплавы Чугун или сталь В арматуре различных типов при узких уплот- нительных поверхностях д—4-»-8 мм
ш 1 Никелевые сплавы и нержавеющая сталь Сталь
Пластическая двусто- ронняя деформация S ЗатВо). Медные, никелевые сплавы Чугуи или сталь В арматуре эадвнжеч- ного типа при широких уплотнительных поверх- ностях
Пластическая двусто- ронняя деформация (ласточкин хвост) ЗатВоо Медные сплавы Чугун или сталь То же
в® Никелевые сплавы и нержавеющая сталь Сталь
На крепежных книгах ЗатВор Бронза Чугуи или сталь В арматуре аадвмжечиого типа (большие водопро- водные задвижки), когда трудно применить дру- гие способы крепления
к
АРМАТУРА
741
Продолжение табл. 5
Вид крепления Эскиз IB собранном виде) Матери кольца ал корпуса или затвора Область применения
На обвальиовке, нор- мальное Любой металл Сталь В арматуре любых типов, в случаях. когда невоз- можно применение раз- вальцовки кольца из-за повышенной его твер- дости
На обвальиовке, уси- ленное п 1 То же Сталь Сланным образом — в ар- матуре задлкжечного типа, где требуема усиленное крепление
Резьбовое с уплотне- нней по бурту кольца = • Л юбой металл В арматуре различных типов
Резьбовое с уплотне- нием по торцу кольца Сталь или никелевый сплав Сталь В арматуре различных типов; само крепле- ние — более удобное и экономичное. чем при уплотнении по бурту
Накидной гайкой и ! Азотированная сталь Сталь В арматуре вентильного типа, когда из-за боль- шой твердости кольца на нем трудно нарезать резьбу
ччбууУта —j
ч
Кольцо закрепляется между корпусом н крышкой -^^пим Любой “етаял Любой металл В арматуре вентильного типа, когда уплотни- тельное кольцо крепится между корпусом и крышкой
Корпус
Свободная посадка Фиксирующий йиню Сталь азотиро- ванная или со стеллитовой наплавкой Сталь В арматуре вентильного или задвижечного ти- пов при высоких давле- ниях и температурах
Наплавка Наплавка нержавеющей сталью или стеллитом Сталь В арматуре различных типов
Наплавка на трубча- тый выступ Hannatoa То же СТЯЛЬ В арматуре вентильного типа при высоких тем- пературах
742
АРМАТУРА И СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
В уплотнительных соединениях, осу-
ществляемых с применением смазки,
удельное давление мало влияет на гер-
метичность, но в этом случае конструк-
ция должна обеспечивать- постоянное
поступление смазки, а смазка не должна
растворяться или изменять свон физи-
ко-химические свойства под действием
среды и ее температуры.
Способы крепления уплотнительных
колец показаны в табл. 5.
Уплотнение фланцевых соединений.
Расчет воспринимаемого
болтами усилия, учитываю-
щий конфигурацию про-
кладки. Расчет ведется по большему
(из двух) усилию: или по усилию Q3K,
воспринимаемому болтами в эксплуата-
ционных условиях:
Q»* •“ Р&с + Руп " ^срРр +
+ ^Dcpb^mpp кГ, (2)
или по усилию Qna предварительной
затяжки:
Qn* — r,Dcpb вф<]счг КР (3)
где Рдс — сила давления среды в кГ;
— сила, необходимая для поддер-
жания герметичности в эксплуатацион-
ных условиях, в кГ; Ь,ф — эффектив-
ная ширина в см, на которую распро-
страняется удельное давление сжатия
прокладки; для плоских и гладких
прокладок (фиг. 2, а) эффективная ши-
рина принимается равной 0,5 факти-
ческой ширины прокладки, для плоской
зубчатой (фиг. 2, б) равной 0,38
ширины зубчатой поверхности и для
прокладок овального сечения (фиг. 2, в)
равной 0,125 их толщины; т — про-
кладочный коэффициент, принимаемый
для жидкостей по табл. 6 (для газов и
пара он принимается в 2 раза большим,
чем для жидкости, т. е. равным 2m);
qCM — удельное давление смятия про-
кладки в кГ/см1, принимаемое по
табл. 6; г — отношение максимально
допустимого напряжения в болтах при
рабочей температуре к максимально до-
пустимому при комнатной температуре.
Расчет усилий, воспринима-
емых болтами при линзовых
соединениях (фиг. 2, г). Расчет
фланцевых соединений с линзовыми про-
кладками ведется по большему нз двух
усилий: нли по усилию, воспринимав-
Таблица t
Прокладочный коэффициент т н удел иное
давление смятия цсм
Прокладки х Е i.?is = 3S5 Удельное давление смятия в кГ\с*
Резина средней твердости Мягкая резина с тканевой прослойкой или твердая ре* зима • Твердая резина с тканевой прослойкой Пароннт или прессованный асбест ... Асбест, армированный про- волочной сеткой Гофрированная металличе- ская с асбестовым шнуром . . Асбометаллические гофри- рованные с асбестовым напол- нением и оболочкой из тонко- листовой мели или алюминия Асбометаллические гофри- рованные с оболочкой из мало- углеродистой нли нержавею- щей аустенитной стали .... Асбометаллические гладкие с оболочкой из мели или алю- миния Такне же, с оболочкой из малоуглеродистой стали .... Такие же, с оболочкой из нержавеющей аустенитной стали Сплошные из мягкого алю- миння Сплошные кз мягкой меди Сплошные нз мягкой стали Сплошные из хромомолибле- иопой стали типа Х5М . Сплошные нз хромоникеле- вой стали типа IXI8H9 . . . 0,50 0.75 1,00 1,50 2.50 2.50 3.00 3,25 3,25 3.50 3.75 4.00 4.75 5,50 6,00 6.50 35 53 70 315 315 315 420 490 490 560 630 700 960 1270 1480 1720
мому болтами в эксплуатационных ус-
ловиях,
QfK — Pfc + Руп “ vfyp +
+ *ОкПрЧуя . (4)
или по усилию предварительной за-
тяжки
Qna “ кВкпрЯем —cos р КР• (3)
где DK — диаметр касания уплотни-
тельных поверхностей лннзы и фланца
в см (см. фиг. 2, а); р — угол трения
линзы по уплотнительной поверхности
фланца, принимаемый для стали рав-
ным 8*30'; 3 — угол наклона уплот-
нительной поверхности фланца, обычно
АРМАТУРА
743
принимаемый равным 20°, qyn — удель-
ное давление в к/7с«а, необходимое для
уплотнения, принимаемое в данном рас-
чете равным пределу текучести материа-
ла линзы; qCM — удельное давление смя-
тия металла линзы,принимаемое равным
1,5 предела текучести; пр—расчетная
ширина пояска касания линзы, прини-
мается в зависимости от величины DK
диаметра касания:
DK в см ... 1—2 5 10 1S и более
пр в см .. .0,10 0,13 0,20 0,30
Расчет прочности арматуры
Арматура вентильного типа. Сил ы,
действующие на золотник.
Расчет прочности всех деталей трубо-
проводной арматуры связан с усилиями,
действующими на затвор. В арматуре
вентильного типа давление направлено
обычно снизу на золотник. В этом слу-
чае (фнг. 5) сила Q, передаваемая
шпинделем на золотник, необходимая
для обеспечения непроницаемости между
уплотнительной поверхностью седла
корпуса и золотника, выразится урав-
нением
Q - Рдс + Руч кГ, (6)
где Рре — сила давления среды; Ру„ —
реакция давления золотника в к Г.
Так как герметичность при сжатии
уплотнительных поверхностей создается
не по внутреннему диаметру уплотни-
тельной поверхности, а на участке между
внутренней и наружной кромками, ус-
ловно в расчетах принимают, что уси-
лие Pqc для узких уплотнительных по-
верхностей создается давлением среды
на площадь круга среднего диаметра
Dtp, и поэтому
Рщ-^&ср-Ру *Г. (7)
При плоской уплотнительной поверх-
ности (фнг. 5) сила Рип, необходимая
для создания плотности, определяется
по формуле
У" ~ -j- (£>« — Чуп “
= * DCp b qyn кГ.
(8)
где Чип — удельное давление сжатия
уплотнительных поверхностей, необхо-
димое для создания
уплотнительного кон-
такта, принимаемое
по формуле (1), в
кГ/см1', прочие обо-
значения — по фиг. 5.
В случае конической
уплотнительной по-
верхности (фиг. 6)
сила Pvn определяет-
ся по ’ формуле
Фиг. &
^»-т(о2и-^)х
X (1 +/ctga) qyn кГ. (9)
где a — половина угла при вершине;
для предупреждения заклинивания при-
нимают а > 15°; f — коэффициент тре-
ния уплотнительных поверхностей, при-
нимаемый в расчете равным коэффи-
циенту сухого трения (для стали пр
стали f = 0,2).
Усилие Q, действующее вдоль осн
шпинделя, в обычных конструкциях не
должно превосходить 6000 кГ. При
Q > 6000 кГ в запорном устройстве пре-
дусматривают обвод. В этом случае
проход должен открываться при пере-
паде давления (разность давлений перед
запорным устройством и после него)
Др р1 —р, кГ1ем\ (10)
где Pi н — давления до н за запорным
устройством в кПсм*.
Противодавление определяется по
формуле
Ьр - ^^-РР (11)
где Q — усилие вдоль шпинделя от пол-
ного давления среды, Qi — усилие вдоль
шпинделя от возможного максимального
окружного усилия, приложенного к обо-
ду маховика.
Крутящие моменты, дей-
ствующие на ш п и н д е л ь. Кру-
тящий момент Мк (фиг. 7), который
744
АРМАТУРА И СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
необходимо приложить к шпинделю через
маховик или другое приводное устрой-
Фиг. 7.
ство для достижения
плотности, определяется
соотношением
Мк Af| 4- Afj 4"
+ Afs кГсм, (12)
где Afj — момент трения
шпинделя в резьбе втул-
ки (гайки) в кГсм; Mi —
момент трения в саль-
нике в кГсм; /И8 — мо-
мент трення между
шпинделем и золотни-
ком в кГсм.
Момент в резьбе
А»> - Q ~ tg (а + р) кГсм. (13)
где Q — усилие вдоль шпинделя в кГ;
dcp — средний диаметр резьбы шпин-
деля в см; а — угол подъема резьбы;
р — угол трення в резьбе, принимае-
мый обычно равным 6®, что соответствует
коэффициенту трения ft «а 0,1.
Момент трення в сальнике, не обес-
печенном постоянным поступлением
смазки,
М2 0,63/a-d2-ft-рс кГсм, (14)
где h — глубина набивки сальника в см;
h — коэффициент трення шпинделя о
набивку (принимается равным от 0,06
до 0,1); рс — удельное давление набивки
сальника на шпиндель в кПсм*; d —
диаметр шпинделя в см.
Наибольшее удельное давление на-
бивки сальника на шпиндельрсприни-
мается в зависимости от давления
среды ри;
р в кг/ем' .. 6 10 16 25 40 65 100
fic в кПслР .18 25 30 50 П 100 125
В регулирующих клапанах, где важно
чтобы сила трения в сальнике была
минимальной, применяются сальнико-
вые устройства с постоянным поступле-
нием смазки (с лубрикатором) (фиг. 8).
Сила трения штока о набивку при
таких сальниках определяется по фор-
муле
Ртр - ^hqT кГ. (15)
где qT — сила трения на единицу поверх-
ности соприкосновения штока с набив-
кой, принимаемая при давлении среды
в пределах 3—25 кПсм* равной 0,025—
0,040 кПсм*; h — высота сальниковой
набивки, равная (по фиг. 8) Н — С,
в см.
Момент трения между шпинделем и.
золотником
Mt - 0,33/gQd„ кГсм, (16)
где dn — диаметр площадки давления
шпинделя на золотник в см; ft — ко-
эффициент трения в точке (на площадке)
опоры шпинделя (принимается /8 »
<в0,15).
Диаметр площадки давления шпин-
деля на золотник определяют по фор-
муле ____
dn = 2.2 см. (17)
где Е — приведенный модуль упругости
в кПсм1; г, — диаметр закругления
сферической головки (пятки) шпинделя
в см.
Прн заданном крутящем моменте Мк,
развиваемом маховиком, усилие, пере-
даваемое по шпинделю,
Q - ~ ~ Щ кГ (18)
rcp ’S (« + ₽)
Для приближенных расчетов усилий,
действующих на шпиндель, значения
величин моментов трения в сальнике Afg
и пятке Mg учитываются коэффициентом
Усилие вдоль шпинделя выразится
при этом формулой
9 “ р ‘г (» + ₽) " tg <» + р) кГ' 09)
где Рм — наибольшее значение окруж-
ного усилия, прилагаемого к маховику
диаметром DM, в кГ.
АРМАТУРА
745
Величина коэффициента ₽ прини-
мается в зависимости от условных
давлений
р в кПсле 6 10 16 25 40 66 и 100
0 ....... 1.00 1.03 1,05 1.11 1.17 1.25
Значения Рм даны в табл. 7.
Таблица 7
Наибольшие допустимые значения окружного
усилия на маховике в зависимости
* от его диаметра
Наружный диаметр маховика D* п ММ Наружный диаметр резьбы шпинделя d в мм Окружное усилие Ря в кГ
100 120 НО 160 180 203 225 240 280 320 360 400—800 12 14 16 18 1 20 22 24 28 30 32 36 70 10 12 14 16 18 21 30 40 46 67 70 70
Проверка прочности де-
талей вентиля: шпиндель (см.
фиг. 7) рассчитывается на: а) сложное
напряжение кручения и сжатия в се-
чении по внутреннему диаметру резьбы;
б) продольный изгиб; в) сжатие в месте
выточки; г) напряжение в пятке, д) на-
пряжение в месте посадки маховика.
При расчете шпинделя запорной арма-
туры на продольный изгиб расчетную
длину I принимают равной расстоянию
от середины резьбы во втулке до ниж-
ней точки опоры шпинделя. Набивка
сальника не может служить опорой для
шпинделя (вследствие ее упругости).
Корпус рассчитывается на: а) напря-
жение изгиба в теле фланцев (маги-
стральных и среднего); б) напряжение
растяжения в цилиндрической части кор-
пуса; в) напряжение растяжения в ша-
ровой части корпуса. В табл. 8 приве-
дены значения толщины стенок литой
арматуры в зависимости от металла и
условного давления.
При расчете фланцев с широкой
прокладкой условно принимается, что
давление среды распространяется на х/в
Таблица в
Толщина ставок лито! арматуры в мл в зависимости от металла и условного давления
ло нормали МСП С1-640-44, С1-666-44 и С1-609-42
Условный проход Dy в мм Из серого чугуна Из латуней и бронз Из литой углеродистой стали (а,р - 4600 кГ1сМ>) Из литой молибденовой стали марки ДМ-60
Условное давление ру в кПел* р— 64 кГ/сж
10 16 26 « 10 16 25 40 16 25 40 64 100 при t ж 450» С
10 4 4 4 5 6 __ __ ж_
16 ж 4 4 4 5 6 — ——
20 7 7 7 4 4 4 Б 6 — — — — — —
26 7 8 8 4 4 4 5 6 __ — ж_
32 7 8 8 5 6 5 Б 6 6 6 7 7 9 7
40 8 8 8 Б 5 5 5 6 6 7 1 8 9 8
50 8 9 9 5 5 Б 6 7 6 7 7 а 10 8
70 9 9 10 6 6 6 7 8 6 7 Я 10 11 9
80 » 9 10 6 б 6 7 9 7 7 9 10 12 9
100 9 10 11 6 6 ь 8 10 8 8 9 11 14 11
125 10 И 12 7 7 7 9 11 8 9 9 13 16 12
180 Ю 11 13 7 7 8 9 13 9 9 Ю 14 18 13
200 11 12 16 8 8 9 II 9 10 12 16 23 16
250 12 14 18 9 9 10 13 жж 10 Ю 14 19 27 19
300 13 15 20 9 9 11 15 — 11 13 16 22 — 22
350 14 16 __ 10 10 12 __ 11 14 18 __ Ж_ —
400 15 ж» 10 11 ж— — 12 15 —— — Ж» ж
450 16 — — 10 — — — — 12 — • — — — —
600 1 «• - — 1 >з —
746
АРМАТУРА И СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
ее ширины, в случае узкой прокладки —
на */j ее ширины.
Крышка рассматривается как заде-
ланный брус и рассчитывается на на-
пряжение изгиба в наиболее ослаблен-
ном сечении.
Арматура типа задвижки (см. фиг. 9).
Усилие вдоль шпинделя в
клиновой задвижке. На фиг. 10
показаны силы, действующие на клин
Фиг. 9.
при закрывании задвижки: —сила
давления среды; Л/| — реакции уплотни-
тельной поверхности корпуса на давле-
ние клина со стороны входа среды; iVj —
то же со стороны выхода среды; Ро —
усилие от неуравновешенности давле-
л
ния среды на шпиндель, равное-^- d*py
(d — диаметр шпинделя в см\ ру —
условное давление в кГ/см*)\ О — вес
клина в кГ; Q — усилие по шпинделю
в кГ; Ft, Fi — силы трения в кГ.
Силы Ро и G незначительны и в расчет
не принимаются.
Сила давления среды на левый диск,
первый со стороны входа среды,
Рас - у D'cpPy кГ,
где DfP — средний диаметр уплотни-
тельной поверхности в см.
Реакция Nt со стороны кольца кор-
пуса на клин, равная усилию, необхо-
димому для создания непроницаемости
между левой уплотнительной поверх-
ностью корпуса и уплотнительной по-
верхностью клина,
JVj — 4vn *-Dcpb (20)
где qvn — удельное давление, необходи-
мое для создания непроницаемости,
в кГ/см1.
Из силового многоугольника (фиг. 10)
где а — половина угла клина прн вер-
шине, равная 2°52' или 5°; f — коэффи-
цент трения между уплотнительными
поверхностями; значение его лежит в
пределах между 0,15 и 0,25.
Приближенно
Рас + Nj-
При /•* 0,15 и а = 2’52' усилие по
оси шпинделя
Q = 0.25Р*. + 0.4W, кГ, (22)
при /е 0,15 в а = 5°
Q - 0.32Р*. + 0.47Л/1 кГ. (23)
Удельное давление qUn на уплотни-
тельной поверхности, определяемое по
более
будет
Чуп —
нагруженному правому
Nt = Nt
кольцу,
кГ/слА.
(24)
Из условия обеспечения длительной
стойкости уплотнительных поверхно-
стей в арматуре типа задвижек q^on
принимается равным 0,6 удельного дав-
ления, допустимого в арматуре вен-
тильного типа (см. стр. 739).
Фнг. 10.
Усилие вдоль шпинделя па-
раллельной задвижки с рас-
порным устройств м в виде двусторон-
него клина (фиг. 9, б). Наибольшее
напряжение в материале шпинделя
возникает прн закрывании прохода и
слагается из давления на оба диска.
Усилие вдоль шпинделя зависит от
характера затвора.
Двусторонний принудитель-
ный затвор. Усилие Q, необходи-
мое для закрывания задвижки, равно
сумме сил Qi и Qj (фиг. 11), действую-
щих на левый и на правый диски.
АРМАТУРА
747
Силы, девствующие на первый со
стороны входа среды диск (левый на
фиг. 11, а), определяются из силового
многоугольника на фиг. 11, б.
Фиг. 11.
Гидростатическое давление среды на
левый диск
рдс - | кГ. (25)
Реакция уплотнительной поверхности
корпуса на диске со стороны входа среды
М = (С*м Оя) Яуп “ K'Dcp'bqyn кГ.
Сила трения между уплотнительными
поверхностями корпуса и диска со сто-
роны входа среды
P1-/1N1 *Г.
где коэффициент трения /( “ 0,12.
Сила трения левого диска о клин
кГ.
где h' — 0,2.
Половина угла клина при вершине а
обычно равна 15е.
N2- 1.094 (Р& +NJ кГ.
• Составная часть общего усилия Q,
приходящаяся на первый со стороны
входа среды диск (левый),
Qi - 0,120^ + 0,494 (Р* + Nj) -
. - 0,494Pdf -I- 0.614N] кГ.
Силы, действующие на второй диск
(правый), определяют из силового мно-
гоугольника по фиг. 11, в.
Реакция уплотнительной поверхности
корпуса на диск со стороны, противо-
положной входу среды.
N< - Рас + К кГ.
Сила трения между уплотнительными
поверхностями корпуса и диска со сто-
роны выхода среды
кГ,
где /< = 0,15.
Сила трения правого диска о клин
Р»=/М*Г.
где Nt — нормальное давление клина
на правый диск; /8 = /а = 0,2;
Ns- 1,094 (P^-f-Wj) кГ.
Составная часть общего усилия Q,
приходящаяся на второй диск (правый),
0,-0,644 (Р* + М) кГ.
Общее усилие, передаваемое шпин-
делем,
Q = Qi + Qa — 1.26Nj + I.14P* кГ. (26)
Одностронний принуди-
тельный затвор. При односторон-
нем затворе среда проникает через
первый (левый на фиг. 12j а) диск и
Фиг. 11.
давит на правый. Силы, действующие
на затвор, схематически показаны на
фиг. 12, а.
Из многоугольников сил, действую-
щих на левый и правый диски (фиг. 12,
б и в), получается общее усилие Q,
передаваемое шпинделем на оба диска:
Q « 1.26W1 + 0,15Pdf кГ. (27)
Свободный затвор. Задвижку
со свободным затвором, т. е. самозапн-
748
АРМАТУРА И СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
рающуюся задвижку, можно рассма-
тривать как задвижку с односторонним
затвором, в котором Nt = 0, т. е.
Q « 0.15Р*. кГ. (28)
В расчетах арматуры иа низкие да-
вления сила от неуравновешенности ги-
дростатического давления среды на
шпиндель нала и поэтому не учиты-
вается.
Приводы клапанов
Электромеханические, электромагнит
ные и поршневые приводы клапанов
проектируются в арматуростроении так
же, как и в других отраслях машино-
строения. Кроме этих приводов, в регу-
лирующих, аварийных и отсечных кла-
панах часто применяются мембранные
приводы (фиг. 13), состоящие из рези-
новой мембраны /, зажатой между
верхней 2 и нижней J крышками при-
вода. Мембрана через нижний опор-
ный диск 4 опирается на шток 5, который
соединен с затвором исполнительного
устройства.
Сила, развиваемая мембранным при-
водом, при соединении его верхней по-
лости с линией сжатого воздуха,
определяется по эмпирической формуле
Р- Р>фР - 0-262 (D* + Dd + <Р)р кГ, (29)
где р — давление сжатого воздуха в
кПсм\ которое обычно при однослой-
ной резиновой мембране принимается
в пределах до 3 кПсм*-, Fa<fl — эффек-
тивная площадь мембраны в см*: и —
диаметр окружности заделки мембраны
в см (см. фиг. 13); d — диаметр верх-
него опорного диска в см.
Под действием сжатого воздуха мем-
брана вместе со штоком перемещается
в одном направлении; для ее перемеще-
ния в обратном направлении применяет-
ся противодействующий элемент в виде
пружины, груза (или груза с рычагом)
или сила давления сжатого газа. В за-
висимости от вида противодействующего
элемента эти приводы называют мембран-
но-пружинными, мембранно-грузовыми,
мембранно-рычажными или мембранны-
ми двустороннего пневматического дей-
ствия.
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ
ТРУБОПРОВОДОВ
Наиболее распространенные соеди-
нения металлических труб в общем
машиностроении: 1) фланцевые, 2) резь-
бовые; 3) сварные.
Фланцы арматуры, соединительных
частей и трубопроводов
ГОСТ 6971-54 предусматривает сле-
дующие виды и размеры уплотнитель-
ных поверхностей фланцев:
а) «гладкие» — табл. 9;
б) «выступ-впадина»—табл. 10;
в) «шип-паз» — табл. И;
г) «под линзовую прокладку» —
табл 12;
д) «под прокладку овального сечения -
табл. 13.
Таблица 9
Размеры уплотнительных поверхностей —
„гладкие-
(лла ру <25 кГ1с*г)
Все размеры в им
Условный проход D
прн условном давлении ’ р?
Ру <10 Ру - 16 Ру-»
кПсм1 ( кГ1елР кПсм1
Обозначе-
ние иа фи-
гуре
Q,
Я
10-70 10-26 10-25 4
80—600 32-2S0 32-80 в
700—1400 300-500 100- 250 6
1600-3000 600-10М 300-800 6
I
I
1.6
1.6
Размеры уплотнительных поверхвосте* „выступ-впадина*
(лля ру — 40; 64; 100; 160 и 200 *Г|сл«>
Все размеры в мм
Таблица 10
Условное давление Р„ в кГклР Обозначения При лнаметре условного прохода
иа фигуре 10 15 20 25 32 40 50 70 80 100 125 150 175 200 225 250 300 350 400 450 500
1 i 1 * 40; D, 34 39 50 57 65 7S 87 109 120 149 175 203 233 259 286 312 363 421 473 523 575
60; 100 н 160 Dm 35 40 58 66 76 яя НО 121 150 176 204 234 26.1 287 313 364 422 174 524 576
/ •“ А 4 4 4 4 4 1 4 4 4 4,5 4.5 4.5 4.5 4.5 4.S 4,5 4.5 5 5 5 S
Ml D. п 34 и 49 55 69 96 115 137 169 189 213 244 267 318
200 А%. — 23 5 35 5 42 5 50 Б 56 5 70 5 97 5 116 5 138 6 170 6 196 214 6 245 6 26Я 6 319 6 — — — — —
* Допуски иа размеры D, по С,; D, по Аи /,4-0,5 «аг. /«: —0,5 мм.
Таблица и
Размеры уплотнительных поверхностей „шип-паз" •
(для ру < 100 кГ /см1)
Все размеры в мм
Условное давление ру в к Г 1см* Обозначения Прн диаметре условного прохода
иа фигуре 10 15 20 25 32 40 50 70 60 100 125 150 175 200 225 250 300 350 400 500
-х-лй "1 _ 2,5; 6 и 10 Шип О» Р, 19 5 23 5 33 Б 41 5 49 5 55 7 66 7 66 7 101 7 117 1П 146 10 171 10 213 10 229 1П 266 1-4 283 1” 336 10 аяв IV 436 10 48» 10 541 10
Паз 18 22 32 40 48 54 65 85 100 116 145 170 212 228 265 282 335 385 435 488 540
б *' Г| bt 6 6 6 к 6 8 8 8 8 и 11 И 11 И п 11 11 11 11 11 11
16-100 Шнп ?• . 24 5 29 5 36 7 43 7 51 7 61 7 73 7 95 7 106 7 129 10 155 КН 183 10 213 10 239 10 266 1" 292 13 343 1'* 395 13 447 13 497 13 549 13
Паз . Dt 23 6 28 6 35 8 42 8 50 8 60 Я 72 R 94 Я 105 с 128 11 154 11 182 11 212 11 238 »1 265 11 291 11 342 11 394 14 446 14 496 14 548 14
Для всех давлений Л—Л 4 4 4 4 4 4 4 4 4 4.5 4,5 4.5 4.5 *,5 4.5 4.5 4,5 Б Б Б 5
• Допуски ал размеры D, в », по A,; D, и Ь, no С,; -f- 0,5 мм; — 0,5 мм;
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
750
АРМАТУРА И СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
Размеры уплотнительных поверхностей „под линзовую прокладку"
(для ру — 64 -t- 200 хГ/сзР). Все размеры в мм
Условный проход Оу Размер D, в зависимости от Ду* Условный проход Dy Размер D, в зависимости «₽у‘
р -64; 100 и 160 кГ\сМ> Р у “200 , крем' Ру = 64; 100 и 160 кГ1гМ> Ру-200 кГ)СЛ0
10 18 125 158 160
15 26 26 150 185 185
20 30 32 175 220 220
25 35 38 200 240 245
32 43 45 225 270 270
40 56 55 250 305 312
50 68 68 300 355 ——
70 90 90 350 406 ——
80 КМ 104 400 455 ——
100 128 128
•Допуск ва размер D,; ±0,75
Таблица 13
Размеры уплотнительных поверхностей
„под прокладку овального сечении** *
(для р^—64 ч-200 кПслР). Все размеры в мм
Условный проход Dy Ру-64 жЛглР Ру — 100 кПсм1 Ру — 160 кПсМ1 Ру — 200 KffCJf
D. о, /. п D. 0, /. fl D, 6. /а rt D. /а п
10 15 20 35 38 45 9 9 9 8.5 6.5 6,5 2.8 2,8 2.8 35 35 45 9 9 9 6,5 6.5 6,5 2.8 2.8 2.8 Зв 35 45 9 9 9 6,5 6,5 6,5 2.8 2.8 2.8 40 40 45 • 9 9 6.5 6,5 6,5 2.8 2.8 2.8
25 32 40 50 65 78 9 • 9 6.5 6.5 6,5 о 2.8 2,8 2,8 50 65 75 9 9 9 6,5 6.5 6.5 2.8 2.8 2.» 50 65 75 9 9 9 6,5 6,5 6.5 2.8 2.8 2,8 50 65 75 9 9 9 6,5 6,5 6,5 2.8 2,8
<0 70 80 85 ПО 115 12 12 12 8 8 8 4 4 4 85 НО 115 12 12 12 8 8 8 4 4 4 95 ПО 130 12 12 12 8 8 8 4 4 4 95 130 160 12 12 12 8 8 8 4 4 4
100 125 150 145 175 205 12 12 12 8 8 8 4 4 4 145 175 205 12 12 12 8 8 8 4 4 4 160 190 20в 12 12 14 8 8 10 4 4 4.2 190 2П5 240 12 14 17 8 10 11 4 4.2
175 200 225 235 255 280 12 12 12 8 8 8 4 4 4 235 265 280 12 12 12 8 8 8 4 4 4 255 275 305 17 17 17 н 11 11 5.8 5.8 5,8 275 366 330 П Ь7 11 11 И 5.8 5,8 5.8
320 375 420 12 12 12 8 8 8 4 4 4 320 375 420 12 12 17 8 ч 11 4 4 6.8 310 ЗЯО 17 23 11 14 8,8 8.5 380 23 14 8.5
3 • 400 450 500 480 540 590 12 12 14 8 8 10 4 4 4.2 480 17 11 5,8 —
Допуски на размеры D,: ±0,15 мм-. Ь,; ±0,4 мм; ±0.4 мм.
Таблица 14
Присоединительные размеры фланцев
Все размеры в мм
Условное Обозначения При диаметре условного прохода Dv
JMMWIС IWTC Ру в кПс* ил фигуре 10 15 20 25 32 40 50 70 ВО 100 125 150 175 200 225 250 300 350 400 450 500
D 75 80 90 100 120 130 140 160 185 205 235 260 290 315 340 370 435 485 535 590 640
D,* 50 55 65 75 90 1'30 ПО 130 150 170 200 225 255 280 .305 335 395 445 195 550 600
1« 2,5 и 6 D, 35 40 50 60 70 80 90 по 128 148 178 202 232 258 282 312 365 415 465 520 570
п « 4 4 4 4 4 4 4 4 4 4 8 8 8 8 8 12 12 12 16 16 16
0 М10 М10 М10 М10 М12 М12 .412 М12 М16 М16 М16 М16 .416 М16 М16 М16 М20 М20 МЗО М20 .420
D 90 95 105 115 135 145 160 180 195 215 245 280 310 335 365 390 440 500 565 615 670
D,* 60 65 75 85 100 ПО 125 145 160 180 210 240 270 295 325 350 4П0 460 515 565 620
10 О« 40 45 58 68 78 88 102 122 138 158 188 212 242 268 296 320 370 430 482 532 585
п •• 4 4 4 4 4 4 4 4 4 8 8 8 8 8 8 12 12 16 16 20 20
0 М12 М12 М12 М12 MI6 М16 М16 М16 М16 М16 М16 М20 М20 М20 .420 МЗО МЗО М20 1422 М22 М22
D 90 95 105 115 135 145 160 180 195 215 245 280 310 335 .365 4Л5 460 520 .580 640 705
1£ D,* 60 65 75 85 100 ПО 125 145 160 180 210 240 270 295 325 355 410 470 52.5 585 650
10 D, 40 45 58 68 78 88 102 122 138 158 188 212 242 268 295 320 378 438 490 550 610
п •» 4 4 4 4 4 4 4 4 8 8 8 8 8 12 12 12 12 16 16 20 20
0 •« М12 М12 М12 М12 М16 М16 М16 М16 М16 М16 М16 М20 М20 М20 M2'J М22 М22 М23 М27 М27 М27
D 90 95 105 115 135 145 160 180 195 230 270 300 330 360 396 425 485 550 610 660 730
Di9 60 65 75 85 100 ПО 125 145 160 190 220 250 280 310 340 370 430 490 550 600 660
25 D, 40 45 58 68 78 88 102 122 138 162 188 218 248 278 306 335 390 450 505 555 615
Л 4 4 4 4 4 4 4 8 8 8 8 В 12 12 12 12 16 16 16 20 20
0 ♦** MI2 М12 М12 М12 М16 .416 М16 М16 М16 М20 М22 .422 М22 М22 М27 .427 М27 МЗО МЗО МЗО МИ
• Допускаемое отклонение зля диаметров окружности центров отверстий под болты и хля расстояний по хорде между соседними отверстиями
± 0,з мм. суммарное отклонение расстояний по хорде между любыми отверстиями вс должно превышать ±. 1 мм.
••л — число болтов.
***• 0— диаметр резьбы болтов; диаметры отверстий — в зависимости от резьбы болтов.
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
Продолжение табл. И
Условное давление Ру в кГ№* Обозначение иа фигуре При диаметре условного прохода Dy
10 15 20 25 32 40 60 70 80 100 125 150 175 200 225 250 300 350 400 450 500
D 90 96 106 115 135 145 160 180 195 230 270 300 350 375 415 445 510 570 655 680 755
D,* 60 65 75 85 100 ПО 125 145 160 190 220 250 296 320 355 385 450 510 585 610 670
40 D, 40 45 58 68 78 88 102 122 138 162 188 218 260 285 315 345 410 465 535 560 615
п •» 4 4 4 4 4 4 4 8 8 8 8 8 12 12 12 12 16 16 16 20 20
0 •*» М12 мп МП МП М16 М1п М16 М16 М16 М20 М22 М22 М27 М27 МЗО МЗО МЗО МЭО М36 М36 М42
D 100 106 125 135 150 165 175 200 210 250 295 340 370 405 430 470 530 595 670 800
' Р.* то 75 90 100 НО 125 135 160 170 200 240 240 310 .345 .370 400 460 525 585 — ТО5
64 D, 50 55 68 73 85 96 108 132 142 170 205 240 270 300 325 355 415 475 525 640
г.'* 4 4 4 4 4 4 4 8 8 8 8 8 12 12 12 12 16 16 16 — 20
0 «• МП МП М16 М16 МЗО М2П ММ М20 М20 М22 М27 Мзп МЮ МЗО МЗО М35 М35 М36 М42 — М48
D 100 105 125 135 150 165 195 229 230 265 310 350 380 430 470 500 585 655 715
D,* то 75 90 100 по 125 14т 170 180 210 250 290 320 360 400 432 .500 .560 620 — —
100 D, 50 55 68 78 85 98 115 140 150 173 210 250 280 315 352 .382 445 498 558 — —
п 4 4 4 4 4 4 4 8 8 8 8 12 12 12 12 10 16 16 16 — ж
• 0 мп М12 М16 М16 мао М20 М22 М22 М22 М27 МЭО МЗО МЗО М36 М36 М36 М42 М48 М48 — —
D по ПО 130 140 165 175 21т 245 260 300 355 390 460 480 545 580 665
D9 75 75 90 100 115 125 165 190 205 240 285 318 .380 400 450 485 570 ж — — а
160 52 52 62 72 «6 92 134 154 168 200 238 270 326 346 393 425 510 — — —
0 •" 4 MI6 4 М16 4 М20 4 М20 4 М22 4 М24 8 М22 8 М27 8 М27 8 мзо 8 М36 12 М36 12 М42 12 М12 12 М48 12 М48 16 М48 — — —
Р 120 120 iso 150 160 170 210 260 290 360 385 440 475 535 580* 670 —
Р,« 82 82 90 102 115 121 160 203 230 292 318 36П 394 440 483 572 —
200 Р> 55 55 63 73 86 91 129 167 190 245 271 306 343 380 419 508 — —
п- 4 4 4 4 4 4 8 в 8 8 12 12 12 12 12 16 —
0 *** М20 мм М20 М22 М22 М24 М22 М27 МЭО М36 МЗв М42 М42 М48 М52 М52 — — — — —
Для всех давлений fW я 2 3 3 3 3 3 3 3 3 3 3 4 4 4 4 4
• Допускаемое отклонение лля диаметров окружности центров отверстий под болты и лля расстояний по хорде между соседними отверстиями ±0,3 лик. Суммарное отклонение расстояний по хорде между любыми отверстиями не должно превышать ±1 мм. • * л — число болтов. * ** 0— диаметр резьбы болтов; диаметры отверстий — в зависимости от резьбы болтов. • ••• Высота соединительного выступа / включена в расчетную толщину фланца (кромка фланцев пол прокладку овального сечения).
to
АРМАТУРА И СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
753
Прн нормальных условиях (пар,
вода, воздух и т. п.) н условных давле-
ниях — 1 ч- 25 кПсм* должны при-
меняться только «гладкие» уплотни-
тельные поверхности; для таких же
условий, но при давлениях в пределах
40—200 кГ/см* должны применяться
уплотнительные поверхности «выступ-
впадина» (арматура обычно изгото-
вляется со впадиной).
В случаях, когда возможно выда-
вливание прокладок, применяются
уплотнительные поверхности «шип-паз».
При высоких давлениях, когда важно
уменьшение нагрузок на болты, приме-
няются фланцы «под линзовую про-
кладку».
При сочетании высокого давления
и повышенной температуры, когда нару-
шение герметичности угрожает аварией,
хорошо зарекомендовали себя соедине-
ния с прокладками овального сечения.
По ГОСТ 1234-54 фланцы различных
типов на одинаковое условное давление
имеют одинаковые присоединительные
размеры; они приведены в табл. 14.
В табл. 15—22 приведены размеры
основных стандартизованных типов
фланцев.
Чугунные литые фланцы по ГОСТ
1235-54 при температурах до 200° С
с условным проходом Dy до 300 мм
могут применяться при рабочих давле-
ниях рю < 15 кГ/см* и с условным
проходом до 600 мм — при рабочих
давлениях р>0 < 9 кПсм1', при темпе-
ратурах до 250° С с условным проходом
до 200 мм — при ри <, 14 кг/см* и
с условным проходом до 500 мм — при
Ра < 8 кПсм1-, при температурах до
300* С с условным проходом до 200 мм—
при Ра < 13 кПсм1, с условным про-
ходом до 300 мм — при рм < 8 кПсм*
и с условным проходом до 500 мм —
при рю < 5 кГ/см*.
Стальные фланцы различных типов
в зависимости от состава стали, из
которой они изготовлены, и темпера-
туры среды должны применяться при
рабочих давлениях в соответствии с
ГОСТ 356-52 (табл. 1).
Фланцы рассчитаны на применение
прокладок: для ру<25 кПсм*— мягких
или металлических гофрированных с
мягкой набивкой; для Ру=40; 64 и
100 кГ/см*, кроме того, также зубча-
тых прокладок из углеродистой или
легированной стали, а для Ру = 160
и 200 кПсм* — только зубчатых про-
кладок из углеродистой или легиро-
ванной стали. Для стальных зубчатых
прокладок уплотнительные поверхно-
сти фланцев должны быть обработаны
по WV7.
Таблица 15
Размеры чугунных литых фланцев по ГОСТ 1286-5*
(Присоединительные размеры D; D,; D,, а также / и d — см. табл. 14)
Все размеры в мм
Условный проход Ру = 2,5 и 6 КГ\СМ> Pv = Ю к/'jcM’ Ру = 16 кГ)ем' Pv - И КГ1СМ>
b *4 Г ь *4 Г ь Sl Г ь Г
15 12 8 3 14 11 4 14 11 4 16 11 4
20 14 9 4 16 П 4 16 11 4 18 12 4
25 14 11 4 16 12 4 16 12 4 18 14 5
32 16 12 4 18 14 5 18 14 Б 20 15 6
40 16 12 4 18 14 5 18 14 5 20 15 5
50 16 12 4 20 I5j 5 20 15 5 22 17 6
70 16 12 4 20 15 5 20 15 5 24 18 6
80 18 14 5 22 17 6 22 17 6 26 20 8
100 18 14 5 22 17 6 24 18 6 30 22 8
125 20 15 5 24 18 6 26 23 8 32 24 8
150 20 15 5 24 18 6 28 21 8 32 24 8
175 22 17 6 26 20 8 28 21 8 34 26 10
200 22 17 6 26 20 8 30 23 8 36 27 10
225 22 18 6 26 20 8 30 23 8 38 28 10
250 24 18 6 2В 21 8 32 24 10 40 30 10
300 24 18 6 28 21 8 34 26 10 42 33 10
350 26 20 8 зо 23 8 38 29 10 44 35 12
400 29 21 8 .32 24 10 40 30 10 48 38 12
450 28 21 8 32 24 10 44 33 10 52 39 12
500 30 23 8 34 26 10 46 35 12 56 42 15
48 Том 4 769
Размеры стальных литых фланцев по ГОСТ 1240-М
£
Таблица 16
(Присоединительные размеры D: D,; D>, а также / з d-см. табл. 14: D,; D,; f, н /, — см. табл. 10). Все размеры в мм.
а я—।—n»w>uj ।
М- JM т »-о д I
1 1 L>— 1 |. 4-1 "Г-«а
“ т
, .т
aj
Условный проход Dy Ру = 16 «Г/слИ Ру = 25 кПслР Ру — 40 кГ1СМ> Ру « 64 кПс.Ч' Pv = 100 кГ)ем> ру = 160 кГ/слР Ру = 200 кПсм’
ъ *1 Г Ь S1 Г ь S! Г Ь 51 Г Ь sl г 6 S! Г b Si Г
15 20 2S 32 40 50 ТО 80 100 125 150 175 200 225 250 300 350 400 500 14 14 14 16 16 16 18 20 20 22 24 26 26 26 30 30 34 36 44 12 12 12 12 12 12 15 15 15 >8. 18 20 20 22 24 24 26 28 32 4 4 4 4 4 5 5 5 5 6 6 6 в 6 8 8 8 10 10 16 16 16 18 18 20 22 22 24 28 30 32 34 36 36 40 44 48 52 12 12 12 15 15 15 18 18 18 22 24 24 26 28 28 30 34 36 40 4 5 5 5 5 5 6 6 6 8 8 8 8 8 10 10 10 10 12 16 16 16 18 18 20 22 22 24 28 30 34 36 40 42 46 52 58 62 12 12 12 15 15 15 18 18 20 22 24 28 28 30 32 34 40 44 46 4 5 5 5 5 5 6 6 6 8 8 10 10 10 10 12 12 12 15 18 20 22 24 24 26 28 30 32 36 38 42 44 46 48 54 60 66 70 15 16 18 18 20 20 22 24 26 28 30 32 34 38 38 42 46 50 55 4 5 5 5 5 5 6 6 6 8 8 10 10 10 10 12 12 12 18 20 22 24 24 26 28 32 34 38 42 46 48 54 56 60 ТО 76 80 15 17 18 18 20 22 24 26 30 32 36 38 42 44 48 54 58 60 4 4 4 4 4 4 5 5 Б 6 6 8 в 8 8 10 12 12 24 26 28 30 32 36 44 46 48 60 66 74 78 82 88 100 17 19 20 22 24 26 32 34 36 44 48 56 58 60 64 76 4 4 4 5 5 6 В 8 8 10 10 10 10 10 10 10 26 28 30 32 34 40 48 54 66 76 82 84 92 100 ПО 18 20 21 23 25 29 35 40 52 56 60 63 70 76 94 5 5 5 5 5 5 8 8 8 10 10 10 10 10 10
АРМАТУРА И СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
755
Аля штамюваннш VJ ОСТАЛЬНОЕ
Аля каванныг 43 КРУГОМ
Таблица 17
Размеры стальных фланцев с шейкой на резьбе по ГОСТ 1245-М
(Присоединительные размеры D; D,; D,, а также / и d — см. табл. 14)
Все размеры в мм
Условный проход D* Д-’“ р = -2,5-»- 16 кГ|сш> р? — 2,5 и 6 кПслР PV — 10 н 16 кГ)ем'
‘и Резьба по ГОСТ 6357-52 Ь л Р,„ т h Оя DH
• 10 17 V 12 20 2S 23 14 20 28 26
15 21,25 чг 12 20 30 28 14 20 32 30
20 26,75 •1.» 14 24 40 37 14 24 40 38
25 33.5 1» 14 24 45 42 14 24 50 48
32 42,25 1"|.« 14 26 54 50 16 26 5» 56
40 48 !•).» 14 26 60 56 16 26 64 66
50 60 2» 14 28 76 72 18 28 80 76
ТО 80 75,5 88,5 14 16 30 32 88 100 84 96 18 20 32 34 100 116 96 112
100 114 4» 16 36 126 122 20 •10 136 132
125 140 5» 16 38 154 150 22 42 168 164
150 165 6’ 16 ЗЯ 180 176 — — — —
Таблица 18
Размеры стальных плоских приварных фланцев ао ГОСТ 1256-М
(Присоединительные размеры D: D,t D,; / и d — см. табл. 6). Все размеры в мм
43 ОСТАЛЬНОЕ
A Мб «К W»'
Условный проход Р ^2,5 + 25 кПелС ру~ —2,5 кГ'см' = 6 кПсм1 ₽У = — 10 кГ)см< РУ = =16 кПсм* РУ~ =25 кГ^М1
“м Зя К Н О ь Ь ь ь
10 14 3 3 4 10 12 12 14 16
15 18 3 3 4 10 12 12 14 16
20 25 3 3 4 12 14 14 16 18
25 32 3,5 б 4 5 12 14 14 18 18
32 38 3,5 4 5 12 16 16 18 20
40 45 3,5 4 5 12 16 18 20 22
50 57 3.5 4 5 12 16 18 22 21
70 76 4 5 6 14 16 20 24 24
RO 89 4 6 6 14 16 20 21 26
100 108 4 5 6 14 1В 22 . 26 28
125 133 4 5 6 14 20 24 28 30
150 159 4.5 5 6 16 20 24 28 30
175 194 6 6 7 16 22 24 28 32
200 219 6 7 8 18 22 24 30 32
225 245 7 8 9 20 22 24 30 34
250 273 8 9 10 22 24 26 32 • 3-1
ЗЮ 325 8 9 10 22 24 28 32 36
350 .477 9 10 И 22 26 28 34 42
400 426 9 10 И 22 28 30 38 4-1
460 478 9 10 11 24 28 30 42 48
500 529 9 10 И 24 30 32 48 62
* При применении труб с толщиной стенки, большей $, не довод труб // и катет шва К должны
соответственно увеличены,
48*
756
АРМАТУРА И СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
Размеры фланцев стальных приварных «стык по ГОСТ 1260-54
(Присоединительные размеры D; Dt; D,, а также / и d — см. табл. 14)
Условный проход D? ру = 40 кПсч' = 64 кГ1сМ‘
4 DH Р А Dm г 4 DH » d, Ь А Dm Г 4
10 14 15 8 16 35 25 4 14 15 8 18 48 34 4 14 15 8
15 18 19 12 16 35 30 5 18 19 12 18 48 38 5 18 19 12
20 25 26 18 16 38 38 5 25 26 18 20 56 48 5 25 26 18
25 32 33 25 16 38 45 5 32 33 25 22 58 52 5 32 33 25
32 38 39 31 18 45 56 5 38 39 31 24 62 64 5 38 39 31
40 45 46 38 18 48 .64 5 45 46 37 24 68 74 5 45 46 37
50 57 58 49 20 48 76 5 57 68 47 26 70 86 5 57 58 45
ТО 76 77 66 22 52 96 6 '6 77 64 28 75 106 6 76 77 62
80 89 90 78 24 58 112 6 89 90 77 30 75 120 6 89 90 75
100 108 ПО 96 26 68 138 6 108 ПО 94 32 80 140 6 108 ПО 92
125 133 135 120 28 68 160 8 133 135 118 36 98 172 8 133 135 112
150 159 161 145 ЭО 72 186 8 159 161 142 38 ПО 206 8 159 161 138
175 194 196 177 36 88 226 10 194 196 174 42 ПО 232 10 194 196 166
200 219 222 200 39 88 250 10 219 222 198 44 116 264 10 219 222 190
225 246 248 226 40 98 280 10 245 248 222 46 120 290 10 0 245 248 212
250 273 278 252 42 102 310 10 273 278 246 48 122 316 10 273 278 236
300 325 330 301 46 116 368 12 325 330 294 54 136 370 12 325 330 284
350 377 382 351 52 120 418 12 377 382 342 60 154 430 12 ЗП 382 332
400 426 432 398 58 142 480 12 426 432 386 66 170 484 12 426 432 378
450 47В 484 448 60 146 530 14
500 * 529 "и- 535 имруж 496 ный д 62 доиет 156 Р тру 580 бы. 15 •
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ 757
Таблица 19
длв условных давлений р^ -- 40; 64; 100; 160 и .00 кГУсм‘
Размеры D«. f, и f, — см. табл. 10). Все размеры в мм
100 «Леи* Ру — 160 «Леи* ру = 200 КГ1СМ>
» Л Dm Г DH rf, ъ Л Г DH а. Ь • н D«i Г
18 45 34 4
30 48 ЗЯ 6 18 19 11 24 50 40 4 22 23 14 26 50 40 5
22 56 48 5 25 26 18 26 65 45 4 28 29 19 28 55 46 6 •
24 5Я 62 5 32 33 23 2Я 55 52 4 35 36 К 30 55 54 5
24 62 64 Б 42 43 32 30 60 62 6 42 43 31 32 60 64 Б
26 70 76 Б 48 49 37 32 65 74 5 48 19 36 34 70 74 5
28 72 86 5 60 61 48 36 90 106 в 60 61 46 40 95 106 5
32 84 110 6 76 77 «2 44 105 128 8 89 90 68 48 110 138 8
34 90 124 6 89 90 70 46 110 138 8 108 ПО 80 54 125 162 8
38 100 146 6 114 116 90 48 120 170 8 133 135 102 66 165 20« 8
42 115 180 8 145 148 118 60 140 206 10 168 170 130 76 170 234 10
46 130 214 • 168 170 136 66 155 234 10 194 196 150 82 180 266 10
48 135 246 10 194 190 158 76 180 270 10 219 222 170 84 190 294 10
54 14.5 276 1П 219 222 178 78 185 298 10 245 248 192 92 210 340 10
56 165 312 10 245 243 200 82 215 346 10 273 278 212 100 240 374 10
60 17П 340 10 273 278 224 88 230 380 10 325 зэо 254 ПО 293 460 10
ТО 196 400 12 325 330 268 100 275 460 10
76 210 460 12
80 220 1 510 12
Таблица Зв
Размеры фланце* стальных приварных встык по ГОСТ 1260-54 для условных давлевмЖ
ру~ОА в) 10; 1в и 25 кГУсм’
(Присоединительные размеры D, D„ Dt, а также f и d — см. табл; 14). Все размеры в им
2
Условны* проход Dy Ру—2,5^-2Я «Леа* РУ = 2,5 kTicm Р = 6 кГ'с** Л = ю «Пел» Р у = 16 кПелР ру - 25 кПслР
а. t> й Г Л /1 °т Г » * Dm Г ь А Г 0 А °т Г
10 14 8 15 10 25 22 4 12 25 22 4 12 35 25 4 14 35 26 4 16 35 26 4
15 18 12 19 10 28 28 4 12 ЭЛ 28 4 12 35 30 4 14 35 30 4 16 35 30 5
20 25 18 26 10 30 36 4 12 32 36 4 . 14 38 38 4 14 36 38 4 16 36 38 5
25 32 25 33 10 30 42 4 14 32 42 4 14 40 45 4 14 38 45 4 16 38 45 5
32 38 31 39 10 ЗЛ 50 4 14 35 50 4 16 42 S5 4 16 42 55 4 18 45 56 5
40 45 38 46 12 36 60 4 14 38 60 4 16 45 62 4 16 45 64 4 18 48 64 5
50 57 49 58 12 36 70 4 14 38 70 4 16 45 76 4 16 48 76 5 20 48 76 5
70 76 66 77 12 36 88 4 14 38 88 4 18 48 94 5 18 50 94 5 22 52 96 6
80 89 78 90 14 38 102 5 16 40 102 5 18 50 105 5 20 52 110 5 22 55 110 6
100 108 96 ПО 14 40 1?2 5 16 42 122 5 20 52 128 5 20 52 130 5 24 62 132 6
125 133 121 135 14 40 148 5 18 44 148 5 22 60 156 6 22 60 156 6 26 68 160 8
150 159 146 161 14 42 172 5 18 46 172 5 22 60 180 6 22 60 180 6 28 П 186 8
175 194 177 196 16 46 210 5 20 50 210 5 22 60 210 6 24 60 210 в 28 75 216 8
200 219 202 ZZ2 16 55 235 5 20 55 235 5 22 62 240 6 24 62 240 6 30 80 245 8
225 245 226 248 18 55 260 6 20 55 260 6 22 65 268 6 24 6В 268 в 32 80 270 8
250 273 254 278 20 55 288 6 22 60 288 6 24 65 290 8 26 68 292 8 32 85 300 10
300 325 .303 330 20 58 340 6 22 60 340 6 26 65 345 8 28 70 346 8 36 92 352 10
350 377 351 382 20 58 390 6 22 60 390 6 26 65 400 8 32 78 400 8 40 98 406 10
400 426 398 432 20 60 440 6 22 62 440 6 26 65 445 10 36 90 «0 10 44 115 464 10
450 478 450 484 20 61 49-1 6 22 62 494 6 26 70 500 12 38 95 506 10 46 115 5)4 12
500 •4я-па1 529 зужны* 501 АМЫ* 535 гр труб 24 ы. 62 545 6 24 62 545 6 28 78 550 12 42 98 559 10 48 120 570 12
X
>
Размеры фланце* стальных свободных с буртом по ГОСТ 1266-М
Таблица 21
(Присоединительные размеры D; D,; D,, а также / и а — см. табл 14; размеры De, D,; Л и — см. табл. 10). Все размеры в ям
Условный проход D ? Dn Ру = 40 кПелб Оу = 64 кГ^СМ* Ру — 100 кГ^лб
D* ь d, • Dm Г D. » 4 б, Л Dm Г D, 4 *1 А Dm Г
10 15 32 12 8 10 35 28 2 32 14 8 12 35 28 2 32 18 8 14 35 28 2
15 19 32 14 12 10 35 28 2 38 16 12 12 40 34 2 38 20 12 16 40 34 2
20 26 42 14 18 10 35 38 2 44 18 18 14 40 40 2 48 20 18 16 40 42 2
25 33 48 16 25 12 35 44 2 52 18 25 16 45 49 3 52 22 25 18 45 48 3
32 39 54 16 31 12 35 50 2 60 20 31 16 45 56 3 60 24 31 18 45 56 3
40 46 62 18 38 14 40 5В 2 ТО 24 37 18 50 66 3 70 26 37 20 50 66 3
50 58 76 1В 48 14 40 72 2 82 24 47 18 50 78 3 82 28 45 22 55 78 3
ТО 77 96 20 66 16 45 92 2 102 23 64 20 60 98 3 ПО 36 62 24 70 106 3
80 90 108 22 78 18 45 104 2 116 эо 77 20 60 112 3 122 49 75 26 75 118 3
100 ПО 132 24 96 18 50 128 2 142 36 94 24 то 136 3 1S0 46 92 30 85 144 3
125 135 158 28 120 22 55 152 3 174 40 118 28 80 168 4 178 52 112 36 100 172 4
150 161 184 30 145 24 55 178 3 204 46 142 32 95 198 4 210 60 136 40 115 204 4
175 196 226 34 177 26 65 220 3 236 52 174 34 95 230 4 240 64 166 44 115 234 4
200 222 246 36 200 26 65 240 3 262 56 198 39 100 256 4 272 ТО 190 48 iso 266 4
225 248 270 40 226 28 70 264 3 '290 58 222 40 ПО 284 4 ЗО» 76 212 52 140 298 4
250 278 29В 42 252 30 75 292 3 318 64 246 44 115 312 4 316 82 236 56 150 329 4
300 330 360 46 ЗП1 34 85 354 ч 372 70 294 49 120 366 4 396 88 284 60 170 388 4
350 382 415 52 351 39 90 406 4 432 78 342 52 135 424 5
400 432 471 58 396 42 105 465 5 486 90 386 60 155 478 5 —
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
760
АРМАТУРА И СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
Таблица 22
Размеры фланцев Сталиных свободных на приварном кольце по ГОСТ 1268-54
(Присоединительные размеры D, D„ D„ а также / и <1 — см. табл. 14)
Все размеры в мм
Условный проход Dy “н Do 5 К к, Н Ру — 2,5 и 6 кГ\с& =10 кПсм' ру~ = 16 кПсм> РУ “ = 25 кГ(сМ'
Ь, в » б, » *1 »
10 14 16 3 3 4 4 8 10 10 12 12 14 14 16
15 18 20 3 3 4 4 8 10 10 12 12 14 14 16
20 25 27 3,5 4 Б Б 10 10 13 14 14 16 16 18
25 32 34 3.5 4 5 Б 10 12 12 14 14 16 16 18
32 38 41 3,5 4 5 5 10 12 12 16 16 18 16 20
40 45 48 3.5 4 5 5 10 12 12 18 16 20 18 22
50 57 60 3,5 4 5 5 12 12 14 18 16 20 18 22
70 76 80 4 Б 6 б 14 14 16 20 18 22 20 24
80 89 93 4 5 б б 14 14 16 22 18 24 20 26
100 108 112 4 5 6 б 14 14 16 24 20 26 22 28
125 133 138 4 5 6 6 14 14 18 26 20 28 24 30
150 159 154 4,5 б б 6 16 16 18 26 22 28 24 30
175 194 200 6 б 7 7 18 18 20 26 22 28 24 зп
200 219 225 6 7 8 8 18 18 20 26 22 28 24 30
225 245 251 7 8 9 9 18 20 22 28 24 28 26 32
250 273 279 8 9 11 10 18 20 22 28 24 30 26 32
300 325 331 8 9 11 10 20 24 22 30 24 32 26 34
350 377 383 9 10 12 11 20 28 24 32 26 34 28 38
400 425 433 9 10 12 11 24 32 26 34 28 36 30 42
4-50 478 485 9 10 12 1! 24 34 26 34 28 38 30 46
500 529 536 9 10 12 11 26 38 28 38 30 42 32 50
Резьбовые соединения
Для соединения трубопроводов обще-
го назначения применяются также н
резьбовые фитинги: стальные фитинги
на условное давление рр=16 кГ/см* по
ОСТ 3357—3368 (табл. 23) и фитинги
из ковкого чугуна для сред с темпе-
ратурой до 175°С с проходами ’/а—1/»'
иа условное, давление ри = 16 кГ/см*
и с проходами 2—4* иа условное дав-
ление 10 кГ/смг по ОСТ 752—777 и
3369 (табл. Г4).
Для соединения трубопроводов малых
сечений в автотракторной промышлен-
ности применяются соединительные части
по ОСТ 20061-20097-38. В некото-
рых отраслях применяются соедини-
тельные части (в том числе и арматура)
на условное давление ру — 250 кГ1сл<*
с проходами Dv — 6 н 10 мм по ГОСТ
4340-4361-54.
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
761
Таблица 23
Соединительные части (фитинги) стальные
ва ру — 16 кГ)са* по ОСТ 3357
Таблица 24
Соединительные части (фитинги)
ковкого чугуна
Наименование
и номер стандарт*
Наименование
и помер стандарта
Наименование
и номер стандарта
Наименование
и номер стандарта
Угольник примой
(ОСТ 3359)
Муфта переходили
(ОСТ J364)
Тройник прямой
(ОСТ 3360)
Ниппель
(ОСТ 3365)
Тройник с двумя пе-
реходами (ОСТ 759)
Угольник переходной
(ОСТ 756)
Тройник с отводом
прямой (ОСТ 760)
Контргайка
(ОСТ 3366)
Отвод
(ОСТ 3367)
Тройник прямой
(OCT 757)
Тройник фасонный
(ОСТ 762)
762
АРМАТУРА И СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУВОПРОВОДОВ
Продолжение т«бл. 24
Наименование и номер стандарта । Наименование н номер стандарта Наименование и номер стандарта Наименование и номер стандарта
Крест прямой (ОСТ 763) Крест с отеоллми переходной (ОСТ 767) Двойной ниппель (ОСТ 771) Колпак (ОСТ 775)
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
763
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. К о р я д о р ф Б. А., Техника высоких да-
влений в химии, Госхимкздат, М.—Л. 1952.
2. К и с е л е в П. И., Основы уплотнений в
арматуре высокого давления, Госэнергоизлат, 1950.
3. Л е й 6 о А. Н., Трубопроводы и арматура
нефтепе^ерабатыпаютих заводов. Гостоптехиз-
4. Лосснеяскнй В. Л., Автоматические
регуляторы, Оборопгиз, 1944.
S-Ароиович А. А. и Слободкин М. С..
Арматура регулирующая и запорная, Машгиз,
6. О л и н г И, А„ Основы прочности металлов
паровых котлов, турбин и турбогенераторов,
Госэиергоиздат, 1949.
7. Слободкин М. С., Справочник, Трубо-
проводная арматура, Машгиз, 1948.
В. Сурин А. А.. Гидравлический улар в во-
допроводах и борьба с ним, Трансжелдоризлат,
1946.
9. Энциклопедический справочник .Машино-
строение", т. 2, гл. XI, Машгиз, 1948.
10. Котельные установки (пол рел. И. Э. Ромма),
Эиергоизлат, 1946.
Н. Канторович 3. Б., Основы расчета
химических машин и аппаратов, Машгиз,
1962.
12. Детали машин. Сборник материалов по
расчету и конструированию, ки. 11. Машгиз,
1953.
ГЛАВА XXII
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ
МАШИН
ЦЕПИ И КАНАТЫ
Цепя ([1], [6))
По конструкции и способу изготовле-
ния различают цепи сварные и пластин-
чатые шарнирные, по степени точности
изготовления — цепи калиброванные и
не кал иб рован ные.
Сварные цепи применяются для под-
вешивания грузов при скорости подъема
на барабане не более 1 м/сек. Данные
о сварных цепях по ГОСТ 2319-55 при-
ведены в табл. 1 (иекалиброванные пери)
и в табл. 2 (калиброванные цепи).
Имеют применение также коротко-
звенные сварные калиброванные цепи
Фиг. 1.
с распорками (фиг. 1). называемые якор-
ными.
Наибольшая допускаемая нагрузка
для цепей
(!)
где k — запас прочности цепи при рас-
чете на растяжение; So — разрушающая
нагрузка цепи. При ручном приводе
k > 3 для некалиброванных и k >
>4.5 для калиброванных цепей; при
машинном приводе k > б для нека-
лнброванных и k > 8 для калиброван-
ных цепей.
Сварные цепи применяются также
для подвешивания грузов к крюку или
траверсе. В этом случае следует прини-
мать k > 6.
Пластинчатые шарнирные цепи при-
меняются для подвешивания груза при
скоростях подъема на звездочках не
более 1,5 м!сек. Запас прочности при
расчете на растяжение по уравнению (1)
должен составлять k > 6 для скоро-
стей не более 1 м/сек, А > 8 для
скоростей в интервале от 1 до
1,5 м/сек.
Технические характеристики пластин-
чатых шарнирных цепей по ГОСТ 191-52,
а также применяемых тяговых втулоч-
ных и втулочно-роликовых цепей по
ГОСТ 588-54 и тяговых разборных
цепей по ГОСТ 589-54 см. табл. 3 и 4.
В механизмах подъемно-транспортных
устройств имеют широкое применение
приводные втулочные цепи, втулочно-
роликовые однорядные и двухрядные
цепи, цепи с изогнутыми пластинами,
втулочные и втулочно-роликовые цепи
с дюймовым шагом.
В связи с тем что ГОСТ на привод-
ные цепи пересматривается, их пара-
метры и размеры не приводятся.
Условные обозначения свар-
ных цепей. В условное обозначение
цепей должны входить буквы СК — свар-
ные калиброванные. СН — сварные нека-
либрованные; цифры перед тире — диа-
метр цепной стали в мм, цифры после
тире —шаг цепи в мм; номер стандарта.
Примеры условных обозначений цепи ка-
либрованной диаметром цепной стали
d — 20 мм и шагом 56 мм; L/епь свар-
ная СК 20-56 ГОСТ 23/9-55. цепи не-
калиброванной диаметром цепной стали
d — 6 мм и шагом 19 мм; Цепь сварная
СН 6-19 ГОС! 23/9-55.
Цепи изготовляются из круглой горя-
чекатанной стали по ГОСТ 2о90-51. ir пн
диаметром d менее 5 мм — из каче-
ственной калиброванной холоднотяну-
той стали по ГОСТ 7417-55.
ЦЕПИ И КАНАТЫ
765
Таблица 1
Размеры, нагрузки н веса сварных грузовых н гиговых некалиброванных цепей
(по ГОСТ 2319-55)
Р—- ИП -1
Размеры эвена Допускаемое отклонение Нагрухкз Теорети- ческий вес 1 not. м в кГ
Диаметр цепкой стали d в мм Шаг t В JMM Ширина В в мм по диа- метру d в мм по шагу f в мм по ши- рине В п мм пробная в т разрыв- ная в т
ие менее
2 12 9 ±0.16 ±0.2 ±0,2 Цепи не испыты- ваются 0.06
3 1 16 11 ±0,18 ±0.3 ±0.3 0,17
4 19 15 ±0.4 ±0.4 0.30
5 19 19 ±0.20 ±0,5 ±0,5 0,32 0.64 0,50
« 19 21 ±0,6 ±0.6 0.50 1,00 0.74
21 24 ±0,20 ±0.7 ±0.7 0,80 4,60 1.05
8 23 27 ±0.8 ±0.8 1.2 2.4 1,40
9 27 32 ±0,9 ±0.9 1,55 3.10 1,76
и 36 ±0.24 ±1.1 ±М 2.3 4,6 2,58
13 36 43 ±1.3 ±1.3 з.з 6,6 8.70
1в 63 ±1.6 ±1.6 j 10,2 5,60
18 50 58 ±1.» ±1.8 6.4 12,8 6.94
п 56 66 -ЮЛ —0,75 ±2,0 ±2.0 8.0 16,0 8.76
23 1 64 76 ±2.3 ±2,3 10,5 21,0 11,40
26 72 84 +0,5 -1.0 ±2,6 | ±2.6 13,3 26,6 14,51
28 | 78 91 ±2.8 1 ±2.8 15,6 31.2 16,94
30 | 84 98 ±3,0 | ±3,0 17.8 35,6 19,35
32 91 104 ±3,2 | ±3.2 20,5 41.0 21,90
35 98 114 ±3.5 | ±3,5 23,2 46.4 26,40
38 106 123 ±3,8 | ±3,8 27.4 54.8 31,10
114 133 ±4.0 | ±4Д 30,3 60,6 35,80
44 123 148 ±4.4 | ±4.4 36,6 73,2 42.25
48 134 151 ±4,8 ±4.6 43,6 87,2 46,50
52 146 174 +0.6 -1.6 ±5,2 ±5,2 81.2 100,0 57,50
56 157 188 ±5.6 j ±6,6 | 60,0 120,0 68,50
60 168 201 ±6.0 68,0 136,0 81,00
Примечания: 1. При подсчете носов удельный вес стали принят равным 7,85; геометри- ческие размеры — номинальные. 2. Цепи с диаметром цепной стали d — 2; 3 и 4 мм применять в качестве грузовых не до- пускается.
766
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
Таблица 2
Размеры, ивгруаки и иеса сварных грузовых и тяговых калиброванных цепе!
(по ГОСТ 2319-65)
Размеры звена Допускаемые отклонения Нагрузка Теорети- ческий вес 1 пог. м в кГ
Диаметр цепной стали d в .«.« Шаг Г в мм Ширина В по диа- метру d в мм по шагу Г в мм по длине 1=»11t в мм по ши- рине В в мм пробная в т разрыв- ная в т
не меисе
5 19 19 ±0,20 ±0,48 +1.65 -0,66 ±0.38 0.32 0,64 0,60
6 !9 21 ±0,48 ±0.42 0,50 1,00 0,74
7 21 24 ±0.52 ±0.48 0,80 1.60 1.06
8 | 23 27 ±0,57 ±0,54 1,20 2.40 1,40
9 | 27 32 ±0,68 +3,08 -0,99 ±0.64 1.55 3,10 1,76
11 31 38 ±0,24 ±0,77 ±0,72 2,3 4.6 2,58
13 | 36 43 ±0.90 ±0.86 3,3 6,6 3,70
16 | 44 53 ±1,10 +4,95 -1,65 ±1.06 | «.« 10,2 | 5,60
18 | 50 58 ±1.23 ±1.16 | 6,4 12,8 6,94
20 | 56 66 -Н>,4 -0,75 ±1,40 ±1,32 | 8.0 18,0 8,76
23 | 64 78 ±1.60 +7,15 -2,42 ±1,52 10,5 21,0 11,40
26 72 84 +0,8 -1.0 ±1.80 ±1,«8 13.3 26,6 14,51
28 ] 78 91 ±1.95 ±1.82 15.6 31,2 16,94
30 | 84 98 ±2,10 +«.80 -2,86 ±1,96 17,8 35,8 19,35
32 | 91 | 104 ±2,27 ±2.08 20,5 41,0 21,90
35 | 90 | 114 ±2,45 +11.0 -3.52 ±2,28 23,2 46,4 26,40
38 | 106 123 ±2,65 ±2.46 27,4 54,8 31.10
40 | 114 | 133 ±2,85 ±2.66 | 30,3 80.6 36,80
Примечание. Прн подсчете весов удельный вес стали принят равным 7,85; геометри- ческие размеры — номинальные.
Для изготовления цепей применяются
следующие материалы: сталь по ГОСТ
924-51 марки Ст. ЗЦ, сталь по ГОСТ
380-50 марки Ст. 2 или Ст. 3, сталь по
ГОСТ 1051-50 или по 1050-52 марки 10.
Каждая цепь должна быть изготовлена
нз стали одной марки.
На звеньях цепи не допускается на-
личие трещин, плен и расслоений. За-
варка и заделка указанных дефектов не
допускается. Поверхность звеньев в от-
ношении допускаемых дефектов (мелких
волосовин, вмятин, рисок и пр.) должна
удовлетворять требованиям, предусмо-
тренным ГОСТ 924-5) и 1050-52.
Увеличение диаметра стыка в местах
сварки не должно превышать 0,14.
Смещение свариваемых концов звена
один относительно другого в месте стыка
не должно превышать:
ОД мм лля цепей...... d ло 9 мм
ОД . . . ...... d = 9 4- 13 мм
0,8 . . . ...... d - 18 4- 20 ,
1,0 . , . ...... d боле* 20 ,
Смятие металла по внутренней по-
верхности звена в местах сгиба не должно
превышать:
0,6 мм для цепей..... d до 8 мм
0,9....................d — 8 4- 9 ММ
1,2....................d — 11 4-13 .
1,8....................4- 16 4-20 .
1,6, . • ...........d более 20 .
Глубина местных выжигов и пригаров
0,2 мм лля цепей....... Л до 6 jV
ОЛ.....................d - 7 4-18 мм
8,7 , , . более 18 .
ЦЕПИ И КАНАТЫ
767
_ _ Таблица 3
Размеры, нагрузки н веса тяговых разборных цепей
Все размеры в мм (ио ГОСТ 589-54)
I — внутреннее
звено; 2 — на-
ружное звено;
3 — палии
Диаметр валика 4 Шаг цепи 1 CQ м X 3 л S X ч Ширина цели с Ширина отверстия во вну- треннем звене с, Толщина средней части вну- треннего эвена h Толщине головки внутрен- него звена b Расстояние между наруж- ными звеньями Ь, Наружный радиус головки гнар Угол поворота внутреннего звена в плоскости осей шар- ниров в град, не менее Ф Вес 1 пог. м цепи а кГ не более Разрушающая нагрузка в к Г лля III категории нагрузки (нормальной)
13 Ы> «в 29 14,5 12 20 22,5 14,5 3*12' 3,2 9 ГО
(6 100 SB 36 18 16 . 25 27,5 18 2*16' 4.9 15 400
20 •125 72 45 22 18 32 35 22,5 2*16' 7,8 22 200
24 160 86 53 27 20 38 41,5 26,5 2*26' 10,3 27 900
30 200 107 66 33 26 48 52 33 2’14' 16,3 46 200
36 250 127 80 40 3V 58 63 40 2*40’ 24,0 67 300
Д о п о л и и т е л ь ные размеры
а 13 16 20 24 30
It, 6.5 8.5 10 12 16 20
Л, 6 8 9.5 11,6 14 18
л 15,3 19 23,8 28 34.9 42,3
т 55 70 84 105 125
Все цепи с целью снятия внутренних
напряжений, а также повышения меха-
нических свойств после электросварки
должны подвергаться термообработке.
Окалина на поверхности звеньев го-
товых цепей не допускается.
Для цепей диаметром цепной стали d
20 мм и более, изготовляемых методом
контактной сварки сплавлением, наличие
грата в местах стыка, на внутренней
полуокружности его, браковочным при-
знаком не является.
На остальных цепях наличие грата
не допускается по всей окружности
стыка.
Длина цепей при d до 9 мм вкл. —
50 м. прн d свыше 9 мм — 25 м.
По требованию .заказчика допускается
нзп'-овлять цепи с отступлением от ука-
занных длин.
768
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
Цепи rjyaoaue пластин
Цепь с расклепкой без шайб Цепь срасклепкой м шайбе
Все размеры
Шаг 1 Разрушающая нагрузка и кГ Расстояние между вну- тренними пластинами Cfimln Пластины Число пластин и одном эаене Валики
I Тип цепи I О. V я н « 1 л S я X я о Допускаемое откло- нение Толщина л Ширина й 3 в «а 1 ч Диаметр сред- ней части
Номинальный размер Допускаемое отклонение Номинальный размер Допускаемое отклонение Номинальный размер Допускаемое отклонение
1 15 20 25 30 35 40 45 4-о.ю +о.ю +0.15 +0.15 4-0,15 +0.15 4-0.20 500 1600 2 500 4000 6 300 8 000 10 000 12 15 ТО . 20 22 25 30 1.5 2,0 3.0 2.0 3,0 3.0 3,0 ±0,15 4-0,15 -0,18 +0.17 -0.22 4-0,15 -0.18 4-0.17 -0.22 4-0.17 -0.22 4-0.17 —0,22 12 15 18 20 24 28 35 +од ±од +'Д +1.0 +1Д +1.0 +1Д 2 2 2 4 4 4 4 S S 8 й К 8 S? 5 8 10 11 13 14 17 -0,06 -0,10 -0.10 -0,12 -0,12 -0,12 -0.П
11 50 № 60 ТО 80 4-0.20 +0.25 +0.25 +0.25 4-о.эо 16000 20 000 25 000 37 500 50000 36 40 45 50 60 зд 4Д 4,0 4,5 БД +0,17 —0,22 +0.20 -0,30 4-0.20 -0.30 +0.3 —0.5 +0.3 -0,5 38 40 46 52 60 +1Д +1.0 +1Д +1.0 +1.0 6 6 6 8 8 90 115 120 155 170 22 24 26 32 36 —0,14 -0,14 -0,14 -0,17 -0.17
Ю 100 -р.зо 4-о.эо 75 000 100 000 ТО 80 6.0 6.0 6Д 7Д 7Д +0.3 -ОД 4-03 -0,5 4-о,з -од 4-о.з -од +0.3 -од 70 80 ±2.0 ±2,0 8 10 205 245 40 45 -0,17 -0,17 -0,17 -0,20 -0,20
111 110 120 140_ +0.35 +0.35 4-0.40 125 000 160 000 200 000 90 110 120 90 100 110 ±2,0 ±2.0 ±2,0 10 10 12 260 306 345 50 55 60
Примечание. Допускаемое отклонение разрушающей нагрузки — минус 5°|о-
49 Том 4
S 8 £ 8 £ S3 g Й 8 5 И 11 01 6 8 В ► Диаметр шейки под пла- стины dt
8 S a 8 8 8 8 S Й S 1 1 1 1 1 1 1 для нормаль- ного валика da Диаметр Е » Z
8 S 3 8 S S 3 8 8 Й S 8 8 8 S S о» для удлинен- ного оалика dt
1 1 1 1 Jb aU Crf Ca> КЭ 1 1 1 1 1 1 1 под расклеп- ку X, о* S
£ 01 Л > p О О О О О w w - О О О О СЛ W €Л под шплинт 31
obXb oeXe 9tXg Q»X9 9eXb 3X25 3X25 4X30 6X3S 6X40 Шплинты по ГОСТ 397-41
110 120 130 14) 165 s g s a s 8 8 Й 8 8 S 8 Шаг/ Концевые пластины
00 С» СЛ Q» о сл о 5* o 26 32 34 40 * S 3 5 X 3 « » Диаметр отверстия пол концевой валик D
8 8 3 8 8 50 55 60 70 80 в» 0» SE ОС П 05 91 Ширина в сечении по концевому валику В
Hill § § В § § ^3 § 8 8 6 о* о Нагрузка измерения шага Ризм в
58 80 92 122 140 11 и 18 30 38 * <" Л « £ - о Ш О * ЛЬ О О О» Вес 1 пог. м кГ ие более
S E г 1 M С расклепкой на шайбе С расклепкой без шайбы Примечания
770
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
Канаты ([2], [5], [6])
Стальные проволочные канаты кон*
структивно подразделяются по форме
Поперечного сечения, кратности и на-
правлению свивки, по типу и числу сер-
дечников. Рекомендуемые конструкции
и размеры стальных канатов в зависи-
мости от их основного назначения по
приложению 1 к ГОСТ 3491-46 приведены
в табл. 5. Технические характеристики
канатов даны в ГОСТ 3062—3098-46
и 2688-46, технические условия на сталь-
ные канаты — в ГОСТ 3241-46.
Таблица 5
Основные назначения стальных канатов и рекомендуемые для них стандартные конструкции
. и размеры (ГОСТ 3062-3098-46) ((2), [5], [6], (7))
Группа кана- тов Назначение канатов Техническая характеристика Расчетный предел прочности проволоки при ГОСТ
Конструкции канатов (рекомен- дуемые) Диаметр каната ] проволоки
В мм растяжении в кПмм1
1. Поддерживающие Для расчалки мачт и груб Для подвески кабе- лей Для стоячего таке- лажа Для подвески мостов Для шахт (в качестве направляющих) 1X19 7X7 1X7 1X19 7X7 6Х4+1ОС 8Х1Н-10С Закрытый • 11111 । । mi il сч® ® :ч л 05 иэ — мэ з -е ч» еч CI 1,4-3 1,8—5 1-2,6 1,4-3 1,8-3 1-2,6 0.5—0,8 1,2-3 1.2-2.6 2.8—4 2,8-3,5 3,6-4 120-140 110—150 120—150 120-140 110-150 120—160 141-160 130-160 140-180 110—150 110-150 120 3062-16 3063-46 аямв 3062-46 3063-46 3066-46 3066-46 3069-46 3073-46 3067-46 306 Мб 3090-16
2. Привязные Для лесосплава Для швартования м для якорей Для бегучего такелажа Для такелажных ра- бот (поделочные) <>) 4 <124-7ос <24- -7oc <30--7ос <12--7ос 1X7 1X19 12,5—47,5 8,5—37 15—66 6,3—47,5 1,95-9 6-7 0,8—3 0,45-2 0,7-3 0.4-3 0,65-3 1-1.4 130—160 130-180 130-150 130-160 70 70 3082-46 3083-46 3084-46 3063-46 3062-46 3063-46
3. Несущие Для кабель-кранов Для подвесных канат- ных кранов 3,®.. Закрытый * 19,5—35 25,6-45 30—48 16-25 19,5-35 25.5—45 30-48 2,8-5 2,8-5 3,6—4 X 8.2-5 2,8-5 2,8-5 8,6-4 120-150 120-160 130 120—ISO 120-150 120-150 120 ЩШ*
4. Тяговые Для механической откатки Для подвесных ка- натных дорог Для бремсбергов Для скреперных лебе- док, вкскавагоров н дерриков Для управления и лля механической сиг- нализации Для кабель-кранов 6Х 6Х 6Х «X ®х 8Х ex 5Х «X 194-loc 16- -1ос 17--1ос 19- -1ос 77- -1ос 30- -1ос Z-M-1OC 7+1ос 19-4-Юс 7+19-t-loc .94-Юс I9--10C 27- -1ос Ю- -Юс ?3--1ос 19--Юс 19-47X7) 2S- -10С 19- -1ОС 194-Юс 19-1-Юс 16-I-1OC 17—46,5 20—39 * 24-41 10-31 10,5-40 17,5-40 12—40 11-18,5 17-31 28.8-61.5 17-46.5 10-31 10.5-40 17,5-40 12-40 18-38 17.5-38 12-40 3-5.1 3,3-71 5,5 20-39 1,1-3 1,08—3 1,4-3 oje-^s 0,36-3 0,83-3,2 0,55—3,1 1,2—2 1.1-1.2 0,6-1,3 1,1-3 0,45-3 0.36-3 0,83-3.2 0,55-3.14» 0,6-3 0.6-3,5 0,55-3,14 0.2-0,34 0,22-0,5 0.4 1,06-3 130-180 140-180 140-180 130-200 140-180 140-180 140-180 150-180 150-180 150-180 150-180 150-200 150—180 150-180 150—180 150-200 150-200 150-180 180-210 140-200 160 150-180 3070-<6 8075-46 3177-46 3J78-46 3065-46 3087-46 3069-46 3070-46 3089-46 3070-46 3077-16 3078-46 3065-46 3087-46 3)80-46 3061-46 3087-46 2172-43 3070-46 ШМ-41 3075-46
С одним слоем фасонной проволоки.
ЦЕПИ И КАНАТЫ
771
Продолжение табл 5.
Техническая характеристика Расчетный
£ и Назначение Конструкции канаток (оскомендтс- Диаметр предел прочности гост
с канатов каната ПрОВОЛОКИ при растя-
мыс) В 4 «ж женин в лГрим»
Для ручных лебедок 5 XI9- Х19н К 37- Нос 7.7-20 0,5-1.3 150-180 3070-46
и воротов 5 -1OC 7.7-25 0,5-1,6 150-190 3070-46
Для тельферов, лиф- б' -1ОС 11-52 0.5—2,4 150-200 3071-46
тов и кранов 8 Х19- -loc 7,5-49 0.4—2,6 150-180 3073-46
в; Хзт, -1ос 10,5—67 0.4—2,6 150-180 3074-46
в XI Нос 24-41 1,4-3 150—180 3076-40
Х19- -1OC 10—31 0,45-3 150-200 3077-46
Х27- -loc 10.5-40 0,36-3 150-180 3078-46
ьч <37- -1OC 15-55,5 0.56—3 0.5—3,2 150-180 3079-46
Х19- -16с 8,8-42 150-200 2688-46
Для шахтных польем- 6X19- hlOC 18.5-40 1,2—2,6 150-200 3070-46
вых машин 6' -1OC 17.5-65 0,8-3 150-200 3071-46
*» -loc 32-78 1.2-3 150-180 3074-46
а -1ос 15-55.5 0,56-3 150-1») 3079-46
3 нос 17,5-40 0,83-3,2 150-180 3065-46
S м о 8< |-7 70X11- -117X19 1.2-2 150-180 3091-46
*я 8Х4ХН-320С 124X20- -170X27,5 1.6- 2,2 150—180 3092-46
Для скрепериых ле- бедок, акскаваторов BVlW-loc б2ы-Ч7ХП 13-38 17,5-38 0.5-3 0.6—3.5 150-200 150-200 3080-46 3081-46
к дерриков
Для всех видов и ти- Ж Нос 11-65 О.б—з 150-200 3071-46
лов подъемных -1ОС 19,5-50 0.7-1.8 150—180 3072-46
устройств 8 Х19- -1ОС 22,5-49 1,2—2,6 150-180 3073-46
б Х19- -1ОС 10-31 0,45-3 150-200 3077-46
4 6 Х27- -1ОС 10,5—40 0,36-3 150-180 3078-46
Нос 15—55,5 0.56—3 150-180 3079-46
><19- -1ОС 8,8—42 0,5—3,2 150-200 2688-46
Для я.Тектрификацни 1) 1.95-4,2 0,65-1,4 70 3062-46
(в качестве кабелей) 1; XI» 5—7 1 — 1,4 70 3063-46
Для приборов 4,5-7.2 0,5-0,8 199—180 3066-16
б; Х7-|-1ос 3,7-9.5 0.4—1 160—180 3069-46
♦ <19-f-loc 3,3—6.2 0,22-0,4 180-200 3070-46
V - 1 Для самолетов в воз- п 1-1,8 0,34—0,6 0,2-0.5 181-190 2172-46
3 лухоплаввния 1.8-4,5 180-190 2172-46
7; ><19 3-9,75 0,2—0,65 170-210 2172-46
5 <194-1ос 3— 5,1 0,2-0.34 180-210 2172-46
с О Дда бурение нефтя- ных скважин Ж -loc -1ОС 17-46,6 10-31 1,1-3 0Д5-3 150-180 150-200 3070-46 3077-46
Для специального на- 3 0.5 150 3093-46
значение 3) 14,5 1.2 180 3094-46
<37 17 1.2 180 3095-46
Х19Н -loc 12.5 0.9 180 3096-46
Х1О- -Эос 10.2 0.9 180 3097-46
ЭД -Эос 4.5 0.26 1во 1 3098-46
Примечание. Допускаемые отклонение по диаметру каната -)-6 м —Лдя спм"
ральаых канатов, предназначенных в качестве несущих дли подвесных дорог, -|-2 а —Р|»;
допускаемые отклонеииа как по ширине, так и по длине плоского каната -f-4 н —2*|е.
772
Специальные детали грузоподъемных машин
Предусмотрены полные и сокращен-
ные обозначения канатов. Они соста-
вляются из обозначения конструкции
(например, 6 X 19 + 1; 6 X 19 + 7 X
Х7 Сил; 6 X 30 + 1 трехгранно-пряд
ный; 10 X 10+ 1 ллоскопрядный;
5 X 23 + 1 овальнопрядный; 8 X 4 X
X 9 + 32), диаметра каната в мм, рас-
четного предела прочности в кПмм'1,
марки проволоки (В, 1 или И) и номера
ГОСТ; для канатов из оцинкованной
проволоки добавляется буква Ц; для
канатов односторонней левой свивки
между числами диаметра и предела
прочности вставляются буквы О и Л.
Примеры полных обозначений: канат
1 X 7-9-120-1-Ц ГОСТ 3062-46; канат
6 X 19+ 1 Баррингтон 16-О-Л-150-1-Ц
ГОСТ 2688-46; канат 5 X 23 + I оваль-
нопрядный 25-180-1 ГОСТ 3078-46.
В сокращенных обозначениях кон-
струкция каната не указывается. При-
меры сокращенных обозначений: канат
9-120-1Ц ГОСТ 3062-46; канат 25-180-1
ГОСТ 3087-46.
Выбор диаметра каната производят
по разрывающему усилию So, опреде-
ляемому из условия
(2)
где Smax — заданное наибольшее рас-
тягивающее канат усилие; k — коэффи-
циент запаса прочности каната на раз-
рыв, принимаемый по табл. 9.
При отсутствии соответствующих пас-
портных данных разрывающее усилие
Таблица б
Техническая характеристика приводных трехпрядиых пеньковых канатов (тросовой работы)
Размер каната по диаметру в мм Обшее чис- ло витков всех прядей в канате на длине 1 м Число каболок в канате Вес 100 пог. м каната в кГ Среднее разрывное усилие од- ной каболки каната в кГ не менее Суммарная крепость каната по каболкам в Разрывное усилие ка- ната в це- лом виде в кГ не менее
25 40 78 47 4 680 3 64.5
30 35 111 67 6660 4 995
35 31 153 91 9 180 6 510
40 •28 198 119 И 880 7 950
45 25 252 150 60 15 120 10 115
50 23 312 186 18 720 12 170
56 21 378 225 22 580 14'290
63 18 525 314 31500 19 560
П р н м е ч а н и е. Номер каболки канате 0,22. Допускаемые отклонения по диаметру:
±4°L для канатов диаметром от 25 до 35 мм и дав диаметров от 4U ло 65 мм Длина ка-
пата 250± 10 м. Вл а ж мост» >—не выше 12*/в (к абсолютно сухому весу каната).
Таблица 7
Техническая характеристика приводных трехпрядиых пеньковых канатов (тросовой работы)
сизальских и манильских (по ГОСТ 1088-41)
Размер каната в ми Общее число вит- ков всех прядей в канате на длине 1 м Число каболок в канате Вес 100 пог. м каната при влажности 12»(. в кГ Среднее разрывное усилие одно* ка- болки ка- ната в кГ не менее Суммарная крепость каната по каболкам в кГ Разрывное усилие каната в целом виде в кГ не менее
по диаметру по окруж- ности
25 78.5 42 66 « 4 818 3 760
30 94.5 35 96 61 7 Гий 5 250
35 ПО 30 134 84 9 636 6830
40 126 26 174 ПО 12 702 8 510
4S 141 24 216 137 73 15 768 10 550
60 157 21 270 170 19 710 12 800
55 178 19 327 207 23 871 15060
Примечание. Номер каболки в канате 0,22. Допускаемые отклонения по диаметру
±4% лля канатов диаметром от 2S до 35 мм и для диаметров от 40 до 55 мм. Длина
каната 250±Ю м.
БЛОКИ И БАРАБАНЫ
773
Таблица 8
Технически характеристик! приводных
хлопчатобумажных канатов
Крепость Вес (сред- ний) 100 м каната
и каната в tie* лом в кГ
суммарная всех каболо! канете в а Норма в кГ
4 ОНО з®ю 60
4 560 4 050 68
5 520 4 650 82
6 480 5 250 97
7200 5 700 104
9 120 6 450 136
It 280 7800 167
13 680 9 600 203
Направляющие блоки изменяют на-
правления цепей и канатов прн подъеме
и опускании груза.
Блоки изготовляются из чугуна ма-
рок СЧ 12-28 н СЧ 15-32 по ГОСТ 1412-54,
а также сварными из стали марки
Ст. 3 по ГОСТ 380-50; для больших на-
грузок блоки отливают из стали марки
15-4020 по ГОСТ 977-41.
Конструкции блоков для сварных це-
пей показаны на фнг. 2,
Фиг. 2.
Примечания: 1. Номер каболки 0,108;
крепость одной каболки ЯО кГ.
2. Допускаемые отклонения по диаметру
каната: ±1,2 мм для канатов диаметром
до 32 мм и ±1,5 мм лля канатов диаметром
свыше 32 мм. Допускаемые отклонения от
крепости всех каболо* » канате и каната в
целом—5*1». Канаты с отклоиеинем крепости от
—5 ло —12“|« включительно относятся ко 2-му
сорту. Длина каната 250x10 м. Нормальная
влажность 8,64^.
каната может быть приблизительно
определено по формуле
Se-0,85/~a, кГ, (3)
где /—число проволок в канате; 8—диа-
метр проволоки в мм, ав—предел проч-
ности материала проволоки в кГ/мм*.
Пеньковые и хлопчатобумажные ка-
наты используются в качестве чалочных
приспособлений и редко для подвеши-
вания грузов. По правилам Котло-
надзора допускаемая для этих кана-
тов нагрузка SraaJ[ не должна пре-
вышать для грузовых канатов Srau=»
= 1/|05о. для чалочных канатов
= l/nS0. Технические характеристики
пеньковых канатов приведены в табл.
6-8.
БЛОКИ И БАРАБАНЫ
(UJ. И. [5]. [6]. |7|)
Блоки для цепей и канатов
Различают блоки ведущие и напра-
вляющие. ,
Ведущие блоки служат для передачи
крутящего момента с одного вала на
другой.
Диаметр начальной окружности зуб-
чатого блока с гнездами (звездочки) для
калиброванной сварной цепи должен на-
ходиться в строгом соответствии с диа-
метром цепной стали и числом гнезд:
(4)
где D—диаметр начальной окружности,
на которой располагаются центры попе-
речных сечений звеньев цепи; Т — шаг
90°
цепи (см. табл. 2); я =~7”: 2 — число
гнезд блока; d — диаметр цепной стали.
Число гнезд следует выбирать таким
образом, чтобы D = (164-20)4 для ме-
ханизмов с ручным приводом и D > 304
для механиз- . .
мов с машин- jEH
ным приводом.
Для пластин- С ifflci)ДН 7}
чатых шарнир-
ных цепей при-
меняются при-
водные звез- фмг ,
дочки (фиг. 3),
литые из стали марки 15-4020 или
кованные из стали Ст. 5. Свободные
концы цепи укладываются в особые
сборные ящики (кранцы). Определение
основных размеров звездочек этого типа
см. гл. IX «Цепные передачи».
Конструкция блока для проволочных
стальных канатов показана на фиг. 4,
Диаметры блоков и барабанов, а так-
же соответствующие им коэффициенты
774
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
Таблица 9
Диаметры блоков и барабанов и минимальные запасы прочности дла стальных проволочных
канатов ((2), [Б]. |6]. (7))
4 Группа и тип грузоподъемной машины Характер привода и режим работы Наименьший допускаемый диаметр бара- бана или бло- ка D Наименьший допускаемый коэффициент запаса проч- ности Л
А. Краны стреловые железно- дорожные, гусеничные, на тракторах н автомобилях (в том числе одноковшовые экскаваторы, работающие в качестве кранов), краны и подъемные механизмы ва строительных н временных работах С ручным приводом 164 4,5
С машин- ным при- водом при легком режиме эксплуатации 164 5,0
при среднем режиме эксплуатации 184 5Л
при тяжелом режиме эксплуатации 204 6,0
Б. Все остальные типы кре- нов и подъемных мсханиз- мов р С ручным приводом 184 4,5
С машин- ным при- водом прн легком режиме эксплуатации 204 6,0
при среднем режиме эксплуатации 254 6,5
при тяжелом режиме эксплуатации 304 6,0
В. Ручные лебедки грузо- подъемностью до 1 т, уста- навливаемые на передвиж- ных механизмах 124 4,0
Г. Механизмы грейферных кранов (кроме блоков, на- ходящихся в грейфере) Для кранов, перечисленных в группе А 204 5,0
Для кранов, перечисленных в группе Б • 304 6.0
Д. Механизмы тельферов 204 6,0
Е. Подъемники (лифты) С барабан- ным при- водом Грузовые без проводни- ков или малые 304 8.0
Грузовые с проводниками и пассажирские 404 0.0
С каната- едущими шкивами Грузовые без проводни- ков или малые 304 10
Грузовые с провохинками 404 12
Примечании: .1,4—диаметр каната.
2. Диаметры блоков, находящихся в грейферах, назначаются дли кранов групп А и Б, исхода
на соотношения D > 184.
3. Для уравнительных блоков наименьшее значение D принимается на 40“|„ меньше допускае-
мых диаметров рабочих блоков или барабанов.
4. Коэффициент запаса прочности канатов механизмов, предназначенных для подъема людей,
должен составлять не меньше *—14,5. В случаях, когда работающий канат огибает барабаны и
блоки различных диаметров, его диаметр 4 выбирается по наименьшему кз диаметров D.
----- . .>------- , , - ....................—— ---------------------------------—
БЛОКИ И БАРАБАНЫ
775
Таблица 10
Размеры канавок канатного блока (И, [5], [6]. (7J)
________________Все рипперы в мм__________________________________
Диаметр каната d а Ь С е Л 1 Г Г1 6 Г,
4.8 6.2 8.7 11.0 13,0 15.0 19.5 24.0 28,0 34.5 39.0 22 22 28 40 40 40 55 65 80 90 100 15 15 20 30 30 30 40 50 60 70 85 5 5 6 7 7 7 10 10 12 15 18 од од 1.0 1.0 1.0 1.0 1Д 1Д 2,0 2,0 2,5 12,5 12,5 15,0 25,0 25,0 25,0 30,0 37,5 45,0 55.0 66,0 8 8 8 10 10 10 15 18 20 22 22 4,0 4.0 5.0 8.5 8.5 8,5 12,0 14,5 17.0 20.0 25,0 2,5 2,5 3,0 4,0 4,0 4,0 5,0 5,0 6.0 7,0 9.0 2,0 2.0 2.5 3.0 3.0 3.0 5.0 5.0 7,0 8,0 10.0 8 8 9 12 12 12 17 20 25 28 40 6 6 6 8 8 8 10 15 15 20 20
запаса прочности [см. уравнение (2)]
приведены в табл. 9. Размеры канавок
(фиг. 4) для наиболее употребительных
значений диаметра каната даны
в табл. 10.
Диаметры блоков для пеньковых и
хлопчатобумажных канатов определяют
из соотношения
D > 106, где
d — диаметр ка-
ната.
Блоки на
подшипниках
скол ьжения
применяют при
числах оборо-
тов не более
300 в минуту.
При большем
числе оборотов
блоки выпол-
няются на под-
шипниках качения. В случае недоступ-
ности для обслуживания и смазки
блоки устанавливают на подшипниках
качения независимо от числа оборотов.
Барабаны для цепей н канатов
Барабаны для сварных цепей н кана-
тов выполняются литыми из чугуна
СЧ 15-32 и стали марки 15-4020 или
сварными нз листовой стали марки Ст. 3;
поверхность барабана может быть глад-
кой или винтовой.
Шаг з винтовой канавки барабанов
Для цепей (фиг. 5) определяется форму-
лой
s-3.5tf + (2-»-3) мм, (5)
где d — диаметр цепной стали.
Для пеньковых канатов применяются
гладкие барабаны (фиг. 6), для стальных
проволочных канатов — большей частью
Фкг. 5. Фиг. 6.
барабаны с винтовой канавкой, шаг ко-
торой
s-d + (2-»-3) мм, (6)
где d — диаметр каната.
Размеры канавок барабанов нормаль-
ного (фиг. 7, а) и глубокого (фиг. 7, б)
типа приведены в табл. 11.
Барабаны для многослойной навивки
гибкого элемента выполняются с высо-
кими бортами, возвышающимися над
верхним слоем на величину (2 ч- 3)d,
где d — диаметр гибкого элемента.
Отклонение последнего от плоскости,
перпендикулярной к оси барабана с глад-
кой поверхностью, не должно превышать
по правилам Котлонадзора 1 : 40. До-
пустимые значения тангенса угла а от-
клонения каната от винтовой линии ка-
навки приведены в табл. 12.
Рабочая длина L цепи или каната,
навиваемых на барабан, определяется
по формуле
L - a-h, (7)
где а — кратность полиспаста; Л — наи-
большая абсолютная высота подъема
груза.
776
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
Таблица II
Размеры каннаок барабанов для стальных
канатов (12]. [5]. (6), [7])
Все размеры в мм
Диаметр каната d /? Нормаль- ная канавка Глубокая канавка
л С Л С Г
4.8 3,5 7 2 9 4.5 1.0
6.2 4.0 8 2 11 5.5 1.5
8,7 5.0 11 3 13 6.5 1,5
11,0 7,0 13 3 17 8.5 1,5
13.0 8.0 15 4 19 9.5 1.5
15.0 9.0 17 5 22 11.0 2.0
19.5 11.5 22 5 27 13.5 2,0
24.0 13.5 27 6 31 16.0 2,5
26.0 15.5 31 8 35 18.0 2,5
34,5 19.0 38 10 41 22.0 3,0
39,0 21,0 42 12 50 24,5 3.5
Число рабочих витков на барабане
(8)
где Do — диаметр барабана по осевой
линии гибкого органа.
Фактическая полная длина цепи или
каната, наматываемых на барабан, по
правилам Котлонадзора должна быть
увеличена на длину двух-трех запасных
витков и определяется по формуле
L' « L + (9)
где г0 — число принятых запасных вит-
ков.
Рабочая длина нарезной части бара-
бана при навивке гибкого органа в один
слой
- (Х + 2о) S - + д0)з. (10)
Фнг. 7.
Таблица IS
Допустимые значения тангенса угла я
отклонения каната в зависимости от отноше-
ний диаметра барабана D и шага канавки s
к диаметру каната d ((2), (5). [6]. (7))
где s — шаг винтовой канавки.
Полная длина / барабана превышает
рабочую длину, полученную расчетом
по формуле (10), на величину, необхо-
димую для размещения деталей крепле-
ния канатов, а также на величину зазо-
ров по краям между бортами и каждой
из двух нарезных частей и посередине
между обеими нарезными частями при
навивании двух концов каната на один
барабан:
I - 2/j + т.
1.06
1.06
1,10
1.12
1.И
1.16
1.18
1.20
1.22
0.028
0.007
0.045
0,063
0,080
0,088
0,077
0,085
0,094
0.027
0,036
0.047
0.050
0,058
0,065
0,073
0,079
0,087
0,026
0.034
0,0-42
0,049
0,056
0,063
0,060
0,077
0,085
0,026
0,034
0,041
0,048
0,065
0,062
0,088
0,076
0,082
0,026
0,033
0,040
0,046
0,053
0,058
0,066
0,073
0,071
0,025
0,032
0,037
0,043
0,049
0,055
0,061
0,067
0,073
0,025
0,001
0,036
0,041
0.046
0,052
0,058
0,063
0.068
где lt — рабочая (нарезная) длина бара-
бана для одного конца каната; т — сум-
марная длина зазоров по краям и по-
середине барабана.
Рабочая длина гибкого элемента при
навивке его на барабан в п слоев
L « кал [Do-|- (« — !)</], (12)
где D„ — диаметр барабана по осевой
линии гибкого элемента; d—диаметр
гибкого элемента.
Рабочая длина барабана в этом слу-
чае
/, _ <£±^>Д _ (И)
где ? «а 0,9 — коэффициент, учитываю-
щий неравномерность укладки гибкого
элемента на барабан.
Запас прочности оболочки барабана
должен удовлетворять следующим уело
виям:
а) лля стального барабана
?-•ЙЙР* ('4'
БЛОКИ И БАРАБАНЫ
777
б) для чугунного барабана
° в еж °а сзА~
а “ 1.82S
(15)
где значение k берется из табл. 13,
ат — предел текучести материала обо-
лочки барабана в кГ/см*; а — сум-
марное напряжение в материале обо-
лочки в кГ/см\ <засж—предел прочности
материала оболочки при сжатии вкГ/сж*;
8„—толщина оболочки барабана в см;
t — шаг навивки каната в см; S — наи-
большее натяжение каната в кГ.
Таблица 13
Величина запасов прочности А
Тнп крана Значение А
Стальной барабан Чугунный барабан
Ручные Грейферные и магнит- 1,3 3.75
иые 1.4 4,0
Крюковые ... Металлургические для 1Л 4.2S
раскаленного металла 1,6 4.5
При ориентировочных расчетах тол-
щину стенки можно принимать для цеп-
ного барабана
8 - (0,75 ч- 13)d (16)
н для канатного барабана
» - 0.02D + (6 -4-10) мм. (17)
Детали для закрепления цепей
и канатов
Наиболее надежные конструкции за-
крепления канатов на литых барабанах
показаны на фиг. 8 и 9, на сварных ба-
Фиг. 8.
рабанах — на фиг. 10. Преимуществен-
ное применение имеет способ крепления
каната прижатием его планками при на-
личии двух-трех запасных витков, обес-
печивающих нормальную работу дета-
лей крепления.
Фиг. 9.
Фиг. 11- Фиг. 12.
Фиг. 13.
Фиг. 14. Фиг. 15.
Крепление цепей и канатов к паль-
цам и осям производят с помощью
778
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
цепных скоб (фиг. 11 и 12), коуша с зажи-
мами (фиг. 13), коуша с оплеткой (фиг. 14),
а также путем заделки троса в скобу или
проушину (фиг. 15).
Размеры стальных коушей для стальных кана-
тов приведены в табл. 14.
Таблица 14
Размеры стальных коушей для стальных канатов
(по ГОСТ 2224-43)
Все размеры в мм
Диаметр каната d D L В не более L, Г S не менее *1
Or 3,6 хо 3,9 . 3,9 . 4,7 . 4.7 , 5.5 . 5,5 . 6,6 . 6,6 . 7.8 . 7,8 . 9,5 . 9,5 . 11 . 11 . 13 .13 .15 .15 .17 . 17 . 18,5 . 18,5 . 20,5 . 20,5 . 22,5 . 22,5 . 24,5 . 24.5 . 26,5 . 26.5 . 28 . 28 . 30,5 . 30.5 . 32,5 . 32,5 . 34 .34 ,36 .36 .39 . 39 . 41,5 . 41,5 . 45 . 45 . 49,5 . 49.5 , 54,3 . 54,3 . 61,5 . 61.5 . 69 . 76,5 10 14 18 22 26 30 85 W 45 50 55 60 65 70 80 90 95 ИЮ 105 110 115 120 125 185 145 ИЮ 190 200 15 20 25 зо 35 45 50 55 65 70 80 90 100 Ии 120 130 140 150 155 160 170 180 190 200 220 230 270 290 13 16 20 24 26 38 39 40 52 54 65 76 87 99 102 ИМ 115 127 127 129 140 151 157 162 186 197 210 '234 7 8 8 10 12 14 16 20 23 25 27 29 32 34 36 40 42 46 48 52 54 58 62 68 74 80 м 100 24 31 38 45 52 65 73 82 98 106 122 137 152 166 177 190 206 220 230 235 250 268 296 320 350 370 430 465 2.5 3 3 4 5 6 6 7 8 9 10 11 12 13 14 15 16 18 18 19 21 22 24 27 30 33 36 40 2 3 3 4 4 4 5 6 7 8 9 10 10 11 И 12 12 13 14 >4 15 16 24 28 30 32 ?8 40 2.5 3 3 4 5 6 6 7 8 9 10 12 13 14 15 16 18 19 20 21 22 24 26 28 30 32 36 40
Примечания: 1. Пример условного обозна- чения коуша размером D “ 40 мм: коуш 40 ГОСТ 2224-43. 2. Материал коушей — сталь марки Ст. 3 по ГОСТ 380-50.
ДЕТАЛИ
ДЛЯ ЗАХВАТЫВАНИЯ
ГРУЗОВ
Крюки ((2]. (5], [6]. [7])
Крюки изготовляются ко-
ваными из стали марки 20
либо набираются из штампо-
ванных стальных пластин.
Крюк проверяется на проч-
ность пол нагрузкой, превы-
шающей его номинальную гру-
зоподъемность на 25%. Изго-
товление и приемка крюков
производятся в соответствии
с техническими условиями по
ГОСТ 2105-М.
Основные размеры кованых
крюков приведены в табл.
15-17.
Размеры пластинчатых крю-
ков для кранов большой гру-
зоподъемности приведены в
табл. 18 и 19.
Скобы грузовые
В кранах большой грузо-
подъемности вместо крюков
применяются грузовые цельно-
кованные и шарнирные скобы.
Грузовые скобы изготов-
ляются из стали 20.
Расчет цельнокованных гру-
зовых скоб (фиг. 16). Напря-
Фиг. 16.
жение растяжения в резьбовой
части прямого стержня скобы
а. - —2— < 1000кГ/см*. (18)
где di — внутренний диаметр
резьбы в см.
Таблица It
С&еые
по Айн 66
ДЕТАЛИ ДЛЯ ЗАХВАТЫВАНИЯ ГРУЗОВ
Крюки однорогие для механизмов с ручным приводом (во ГОСТ 6636-53)
Все размеры в ми
Грузо- подъем- ность и т а • » fl а dt “о «а т К ₽> К, /?. ₽, и. It, > Вес иомнн. в кГ
Я X Доп. откл. Я X Доп. 1 от* л. Ном. Доп. откл. Ном. Доп. откл. Ном. Доп. откл. я о X S й Зой о- cQ нем енее
0,25 20 ±2 и *2 12 ±2 18 ±2 14 ±2 12 12 30 12 17 10 3 11 25 8 22 28 4.5 I 0,15
0.5 30 ±2 22 ±2 18 ±2 26 ±2 20 ±2 16 16 45 16 22 15 5 14 27 10 30 38 5,5 1.5 0,45
1.0 40 ±2 30 ±2 24 ±2 36 ±2 25 ±2 20 20 60 20 27 20 6 20 50 15 40 45 б.Б 2,0 1.0
2.0 50 и . 38 ±2 32 ±2 50 Lt 30 ±3 24 24 75 24 32 25 • 35 66 18 55 50 10 2,0 2.1
3.0 60 +3 45 ±2 40 ±г 60 л 40 ±3 35 30 90 35 40 30 10 40 80 20 «5 80 12 2.0 4.0
5.0 70 55 +3 50 3 75 Lt 50 ±3 40 36 110 40 48 36 13 60 96 30 86 106 13,5 3,0 7.6
10,0 90 70 74 Lt 10 > г 70 ±4 60 48 140 60 60 45 16 70 126 35 106 170 17 3,5 18,7
15,0» ПО ±1 85 Й 92 Lt 120 л 75 ±4 65 56 170 65 75 60 20 80 153 50 130 200 22 4.0 32,7
20,0* ИЗ 95 Lt 102 Ti 140 ±3 85 ±4 75 64 190 75 90 65 25 90 174 56 150 220 25 4.0 50,6
П р и м е ч а и е. Вее крюков указав прн улельшш весе стали 7,85 кГ)д/^.
• Допускается также применение крюков по ГОСТ 6627-53 или 6628-53.
Крюка однорогие для мехаинамов с машинным приводом (по ГОСТ 6627-53) Таблица 16
Все размеры в мм
Грузе- подъем- ность и т а О » Л d lLl I, m 1 R /?. R, R, R. R, /?. R, Rt Bee немки, в кГ
Ном. Доп. от* л. J о Z Доп. откл. Ном. Доп. ОГК л. Ном. Ч о Ном. Доп. откл. z Резьба no OCT 32 не менее
0.25 20 ±2 14 ±2 12 +2 18 ±7 14 ±2 12 12 20 12 20 10 3 11 11 25 8 22 23 4.5 1,0 0.15
0.5 30 ±» 22 ±2 18 х2 21 ±2 20 ±2 16 16 45 16 24 15 5 14 14 37 10 30 35 5.5 1,5 0.45
1.0 <0 ±2 30 ±2 24 ±2 36 ±2 25 il 20 20 60 20 30 20 6 20 20 50 15 40 45 6.5 2.0 1.0
2.0 55 Lt 40 ±2 34 It 52 Lt 33 Lt 30 30 85 30 46 30 8 38 28 70 20 55 60 10 2,0 3.0
3.0 55 t? 50 Lt 40 4-5 —2 62 Lt 45 Т7 40 36 100 40 56 S3 9 45 40 85 22 70 80 10 2.0 5.4
5.0 85 65 +3 -2 54 +5 -2 Я ±i 55 i* 50 48 130 50 70 42 12 60 43 110 28 85 95 12 2,0 И.2
10.0 1Ю +5 90 74 +6 -2 115 if 75 ±2 70 64 180 70 90 60 14 84 62 155 36 120 125 20 2,0 29.5
15.0 150 +6 115 —2 90 ±2 142 +7 —3 90 +« -3 85 80 225 86 100 75 18 104 74 190 45 150 170 V 2,0 55,0
20.0 170 130 it 102 ±8 164 4-7 -3 106 100 90o 250 100 115 80 23 120 100 220 60 170 193 30 2,0 84.0
25.0 )90 +1 -4 145 +5 —3 113 184 ±5 120 tj 110 -r 1<X£ 285 110 130 95 23 135 110 245 CO 190 210 32 3,0 115,0
30.0 210 4-7 —4 160 ±5 130 +7 206 125 4"7 120 ndo 310 120 140 100 25 150 120 272 60 210 230 35 5,0 154,0
50.0> 270 205 165 260 Хз 165 it 150 i«₽ 405 150 175 135 35 190 140 350 65 270 300 44 5.0 319,0
75.0 320 +? 250 4-7 —4 200 ±1 320 if 195 if 180 170 480 180 205 InO 40 230 165 420 ICO 340 360 48 5.0 561,0
Примечание. Вес крюков указан прн удельном весе стали 7,85 кГ1дм‘.
Пример уелоеною обозначения. Обозначение однорогого крюка грузоподъемностью 15 т для механизмов с машинным приводом: Крюк
однорогий IS tn- ГОСТ 663JS3.
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
Таблица П
Cewwe
по ЯД
Крюки двурогие кованые (по ГОСТ 6625-53)
Все размеры влек
Грузо- подъем- ность а т а ь * d d, 4, 1 <1 т п S Г R, /?. R, /?. 8 а Ж 2 2 СП
Ном. Доп. откл. Ном. Доп. откл. Ном. Доп. откл. Hom. Доп. откл. Hom. 8 о c © 4 Hom. Резьба no OCT 32 нс b енее
5 70 Lt 40 Li 20 Li 65 if 65 Li 50 48 120 50 70 50 60 30 10 12 3 75 115 9
10 100 Lt 60 it 30 it 90 it 75 Li 70 64 170 70 90 70 75 35 15 16 4 105 145 35
15 115 Li 65 + 5 -2 32- Li 110 Lt 90 Li 85 80 200 85 100 85 85 40 15 20 5 125 160 40
20 125 Lt 75 Li 38 Li 120 if № if 100 90 220 100 115 96 90 45 18 22 5 135 1Ю 59
25 145 ±1 85 Vi 42 Li 140 VT 120 +7 -4 110 100 о 260 по 130 115 105 45 20 25 5 160 200 86
30 160 Li 95 +« —j 48 ±2 150 it 135 it 120 11° H 290 120 140 130 115 46 22 26 5 175 230 125
50 200 it 115 3 58 it 180 ij 165 Cn"oc 150 s По O< 365 15Й 175 165 170 70 23 30 6 220 280 216
75 240 +7 140 Lt 70 it 225 it US it ISO 170 440 180 205 200 210 90 35 35 6 265 330 859
Прицеп Вес крюкоа указав при удельном весе стали 7,85 кОдм*.
ДЕТАЛИ ДЛЯ ЗАХВАТЫВАНИЯ ГРУЗОВ
3
• Крюка пластинчатые однорогие дла крапов большой грузоподъемности (|2], И) • Таблица 1S
Все размеры в мм
Грузе- ₽, Вес
полъем- ность в т D d - О R Р. R, R, А А, ъ А» А. А, ь Ь, ». а, крюка в кГ
37,5 230 120 30 450 800 85 365 180 115 2395 1750 435 800 735 120 180 335 814 140 145 900
62,5 316 160 40 645 1000 ПО 477,5 260 150 3100 2200 600 950 860 150 275 <35 П17,Д 160 190 1900
. 87,5 390 180 45 795 1100 120 595 290 150 3455 2400 720 1250 1100 180 300 520 1365 ' 18о 220 2900
137,5 43.1 220 60 1040 1зсо 150 665 370 150 4495 3150 915 1500 1200 200 410 6О0 1695 210 265 5250
175 470 250 70 1155 1400 190 745 420 150 4590 3100 ноо 1540 1400 220 450 700 1915 240 300 7000
Грузе- полъем- ность в т н А в в, В, », 0. 5, d, о /? R, R, R, а Вес крюка в кГ
100 1300 500 550 270 150 170 460 200 1300 180 185 20 375 175 125 230 200 275 1200
125 1410 540 600 330 180 200 500 230 1400 "180 210 20. 385 200 150 250 200 315 1600
150 1S25 575 650 330 210 230 540 250 1500 200 235 30 400 225 175 270 200 350 2200
200 1810 665 800 330 210 230 630 300 1800 220 255 30 500 250 200 315 эоо 400 3200
250 2065 800 900 360 240 250 710 350 20С0 250 290 30 650 275 225 355 эоо 450 4400
300 2315 850 1000 350 240 260 S.3U 400 2250 300 350 50 650 275 225 400 350 475 5930
-1050- 360 - 240 260 - 970 500 2600 320 370 60 '780 300 - 2SO 485 ЧОО 550
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
ДЕТАЛИ ДЛЯ ЗАХВАТЫВАНИЯ ГРУЗОВ
783
Напряжение растяжения в наклонном
стержне
1000 КГ1СМ'- (19)
где F — площадь поперечного сечения
стержня в см*.
Напряжение в поперечине скобы
° = Ф < 1200 кГ1смг‘ (20>
Здесь
Ми - -у- (у + х tg ^кГ/см, (21)
где I — пролет по нейтральной оси сече-
ния скобы в см и х — расстояние от
нейтральной оси до цеитра приложения
нагрузки в см (см. фиг. 16); W и Г; —
соответственно момент сопротивления се-
чения поперечины скобы в см* и пло-
щадь этого сечения в см*.
Расчет шарнирных грузовых скоб
(фиг. 17). Напряжение растяжения в на-
клонном стержне
•'-47^П<июо'г‘л*- (22>
Напряжение в поперечине скобы
а —
Qtga . Л1а Ма е
2Рх + R — e
< 1200 кГ/см’,
(23)
е— расстояние наиболее удаленных во-
локон сечения поперечины от центра
тяжести его. веж. Для поперечины кру-
гового или эллиптического сечения
где <10 —диаметр круга или большая
ось эллипса.
Напряжение в проушине стержня
_________2QD*______
4b-d(D*— d*} cos а
< 1000 кГ!см* (25)
Значения D, Ь и d см. на фиг. 17.
Подвески крюков и скоб
- Подвески крюков показаны на фиг. 18
(нормальный крюк) и 19 (удлиненный
Фиг. 19.
крюк). Подвеска скоб аналогична под-
веске крюков.
784
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
По правилам Котлонадзора крюк или
скоба грузоподъемностью Q > 3 т под-
вешивается на шарикоподшипнике с
самоустанавливающнмнся сферическими
шайбами. При малом весе крюковой
обоймы к ней подвешивается для обес-
печения свободного спуска пустого крю-
ка дополнительный груз.
На крюковой обойме кранов с машин-
ным приводом устанавливается линейка
для включения конечного выключателя
при подходе обоймы к верхнему пре-
дельному положению.
Для предотвращения выхода каната
из ручья блока применяются отража-
тельные скобы или болты.
Расчет подвески крюка (см. фнг. 18).
Напряжение изгиба в опасном сечении
траверсы
< 1200 кГ/ем\ (26)
где
(27)
Напряжение изгиба в цапфе тра-
версы
QI
- < 1200 кГ1см1 (28)
Напряжение смятия в цапфе
4 ” 2^Г < 600 кГ!слЛ (29)
Напряжение растяжения в проушине
серьги
°*-2 (»-*)» * 1000 м (Э0)
Траверсы, зажимы и захваты
(12]. 15]. ]6),|7])
Траверса со сменными петлями и
скобами (фнг. 20) применяется для
подвешивания грузов на нормальный
крюк подъемного механизма и пред-
назначается для перегрузки различных
длинномерных материалов. В зависи-
мости от материала к траверсе могут
быть подвешены петли или скобы раз-
личного конструктивного оформления.
Характеристика траверсы приведена в
табл. 20.
Фиг. 20.
Таблица 20
Техническая характеристика траверсы
и сменных петель и скоб (|2|. |6||
Эксцентриковые зажимы применяются
для подвешивания на нормальный крюк
и предназначаются для захватывания и
переноски толстых и с большими габа-
ритами металлических листов.
В зависимости от условий работы
подвески с эксцентриковыми зажимами
выполняются с одним, двумя, тремя н
более зажимами.
На фиг. 21 показан эксцентриковый
зажим для горизонтального, а на фиг.
22 — для вертикального захвата. Тех-
нические характеристики зажимов для
листов приведены в табл. 21 и 22.
ОСТАНОВЫ
785
Таблица 21
Технически характеристика эксцентриковых
зажимов для горизонтального захвата
(к фнг. 21) <|2|, |6]>
Груэо- подтем И ОСТЬ т Размеры в ММ Вес зажима в кГ
^шах В С Dniax Е
0.5 800 800 60 60 500 25
1 1200 1200 90 100 80и 50
2 1700 1600 120 150 1000 130
Фиг. 22.
Таблица 22
Техиическаа характеристика эксцентриковых
зажимов дла вертикального захвата
(К фиг. 22) [2|. (Ь]>
Груэо- подъем- ное™ и т Размеры В мм Вес зажима в кГ
А Я ПИХ с О
.0.» 300 25 240 120 20
0,5 450 40 300 180 40
1 600 60 400 240 80
Захват лля кип и ящиков показан
на фнг. 23, а его характеристика при
велена в табл 23. Для сыпучих и
жидких материалов
магические захваты
различных типов и
50 Том 4 769
применяются авто-
(грейферы) и ковши
конструкций.
Вариант щек
Таблица 23
Техническая характеристика захватов
для штучных грузов (к фиг. 23) <12Ь И>
Грузо- подъем- ность в т Размеры в мм Вее захвата в кГ
Л Ят1п ''tr.ax С D
0,25 900 250 400 эоо 450 25
0,5 1200 400 600 400 600 50
1 1500 600 900 500 750 100
ОСТАНОВЫ
Остановы служат для остановки и
удержания груза на весу По своей кон-
струкции остановы подразделяются на
храповые, фрикционные и роликовые.
Храповые остановы (|2|, |5], |6|, |7|)
Храповые остановы выполняются с
наружным зацеплением, с прямой или
обратной собачкой (фнг.
24) и с внутренним за-
цеплением (фиг. 25).
10
Основные размеры этих остановов при-
ведены в табл. 24 и 25.
786
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
Таблица 24
Основные размеры храповых остановов с наружным зацеплением <(2]. [6)1
Все размеры в мм
Модуль т
6 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 30
Число зубьев от 8 до 30 включительно
храпо- вика t h а г 18,86 4.5 6 1.5 25,13 б Я 1.5 31,42 . 7.5 10 1.5 37.70 9 12 1.5 43,98 10,5 14 1.5 50,27 12 16 1.5 66.55 13.5 18 1,5 62,83 15 20 1,5 69,12 16,5 22 1.5 75.40 18 24 1.5 81,68 19,5 26 1.5 94,25 .22,5 30 1.5
со- А, 6 8 10 12 14 14 16 18 20 20 22 25
бачки а 4 4 5 6 8 8 12 12 14 14 14 16
•к 2 2 2 2 2 2 2 2 2 2 2 2
Таблица 25
Основные размеры храповых остановов с внутренним зацеплением ([21, |6|)
Все размеры в мм .
Пара- Модуль т
метры 6 8 W 12 »« 16 18 20 22 24 25 30
t h а г Л, о, Ъ 18.85 4,5 8 1.5 6 4 2 25,13 6 8 1.5 8 4 2 Ч 31,42 7.5 10 1,5 10 6 2 нсло зуС 37.70 9 12 1.5 12 8 2 ьев от С 43.98 10,5 14 1.5 14 8 2 до 30 в 50,27 12 16 1.5 14 8 2 ключите 66.55 13,5 18 >.5 16 12 2 льао 62,83 15 20 1.5 18 12 2 69,12 16,5 22 1.5 20 14 2 75.40 18 24 1.5 20 14 2 81,68 19,5 26 1.5 22 14 2 94,5 22,5 30 1.5 25 16 2
ОСТАНОВЫ
787
Расчет храповых остановов. Модуль
храпового колеса:
а) лля наружного зацепления
т - 1.75 r/~- f** , • см: (31)
б) для внутреннего зацепления
3 /--77----
т - 1.10 I/ г см. (32)
Г г-ф-[о]и
Проверка на линейное удельное дав-
ление производится по формуле
(33)
В формулах (31) — (33) Мк — кру-
тящий момент на
Фиг. 28.
валу храпового колеса
в кГсм; г — число
зубьев храповика;
b — ширина зуба
Ь
в см; ф — . М —
т *
ширина собачки
в см; (a Ju — до-
пускаемое напря-
жение на изгиб
для материала ко-
леса в кГ/см*;
q — допускаемое
удельное линей-
ное давление на
Таблица !Ь
Значения ф, q в (о|ц для храповых колес
Материал храпового колеса Отношение ширины колеса к модулю ф Допускаемое линей- ное удельное меле- ние q а кГ/см Допускаемое напря- жение изгиба ои в кПсм’
Чугунное литье СЧ 18-36; СЧ 15-32 по ГОСТ 1412-54 1,5-6,0 ISO 300
Стальное литье Ст. Л 35-5013; Ст. Л 45-5516 по ГОСТ 977-53 1,5—4,0 300 800
Поковки из стали марки Ст. 3 по ГОСТ 380-50 1,0—2,0 350 1000
Поковки кз стали 45 по ГОСТ 1050-52 1,0-2,0 400 1200
б) в сечении 11—11
(36)
где для оси собачки из стали марки
Ст. 5 или стали 45 аа <500 кГ)см\
sv6 в кГ/см.
Значения ф, q и [в|0 для различных
материалов приведены в табл. 26.
Напряжение в опасном сечении а—b
или с — d собачки (см. фиг. 24)
М. Р
®ы “ + -р- < [°1« • (34)
Фрикционные остановы ([2|, [5]. [6]. (7]).
Фрикционные остановы применяются
только в соединении с тормозом. Пре-
имущество их — плавность работы, не-
достаток — большие давления на ось
собачки. Для правильной работы фрик-
ционных остановов угол ? (фиг. 26)
где
Ма-Р1;
тг “
F —
Фнг. 26.
Диаметр осн собачки (см. фиг. 24):
а) в сечении / — 1
(35)
г о.Цв), Т •
должен быть меньше действительного
(или, при клинчатом ободе, приведен-
ного) угла трения. Угол заострения
клина клиновидного обода принимают
равным 40—50“.
50*
788
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
Давление на ось собачки
/’i-f’ctg?. (37)
где Р — окружное усилие.
Роликовые остановы ([2). [5], [6]. [7])
Широко распространены роликовые
остановы (фиг 27), применяемые в со-
единении с тормозами. Остановка вра-
Фиг. 27.
щеиия достигается в них защемлением
нескольких стальных роликов между
сердечником (втулкой), в выемках ко-
торого они помещены, и наружным
корпусом (кольцом).
Напряжение смятия проверяется здесь
по формуле
< 1500 кПсм' (38)
р
где N — — ctg а—в кГ; Р — окружное
усилие в кГ; I — длина ролика в см.
г — число роликов; а — угол закляни
вания ролика; rt и г> — радиусы ро-
лика и контактирующей с ним поверхно-
сти в см, £| и Е] — модули упругости
соответственно ролика и контактирую-
щей поверхности в кПсм*. Материал
роликов — сталь 15 цементованная
и закаленная до твердости Rq = 56-ь
-t-62; материал втулки —сталь I5X или
30X с соответствующей термообработ-
кой.
ТОРМОЗА (|2]. 13). |4], (5), |6|, р])
Тормозом в подъемно-транспортном
машиностроении называется механизм,
предназначенный для удержания груза
на весу, для регулирования скорости
его опускания, а также лля поглощения
инерции движущихся масс при пере-
движении или повороте машины.
По назначению тормоза делятся на
стопорные, спускные и комбинирован-
ные, по принципу действия — на нор-
мально открытые и нормально закры-
тые (замкнутые), по способу управле-
ния — на управляемые (колодочные, лен-
точные, конические, дисковые и пластин-
чатые, ручные и электромагнитные) и
автоматические (грузоупорные и цен-
тробежные).
В открытом тормозе тормозные ко-
лодки или лента нормально разомкнуты
и замыкаются по мере надобности ра-
бочим усилием.
В закрытых тормозах колодки или
лента нормально всегда замкнуты, и
спуск нлн подъем груза возможен
только после размыкания тормоза, ко-
торое производится автоматически при
включении двигателя.
Колодочные тормоза
В подъемно-транспортном машино-
строении применяются преимущественно
двух колодочные тормоза с наружными
колодками. Одноколодочные тормоза
почти не применяются вследствие вызы-
ваемого ими дополнительного изгиба
вала.
Современные нормально замкну-
тые колодочные тормоза выполняются
рычажно-грузовыми (замыкаемыми гру-
зом) и пружинными (замыкаемыми уси-
лием сжатой пружины) Размыкание
(растормаживание) производится элек-
тромагнитами длннноходовыми и корот-
коходовымн или системой рычажного
управления ручного действия
Для регулирования скорости спуска
груза на тормозе прн выключенном дви-
гателе электромагнитный тормоз снаб-
жается дублирующим ручным управ-
лением.
Колодочные тормоза с длннноходо-
выми электромагнитами, монтируемыми
на отдельной раме, характеризуются
большим передаточным числом рычаж-
ной системы от электромагнита к тор-
мозу, большим количеством шарнирных
соединений, недостаточно жесткой кон-
струкцией рычагов К недостаткам этих
тормозов относятся образование боль-
ших и трудно регулируемых зазоров
(игры) в шарнирах, недолговечность, а
также замедленное действие прн раз-
мыкании
Колодочные тормоза с короткоходо-
выми электромагнитами, обычно монти-
ТОРМОЗА
789
руемыыи на рычагах тормоза, характе-
ризуются небольшим числом шарнирных
соединений, замыканием тормоза пру-
жиной и применением широких тормоз-
ных шкивов и колодок.
Достоинство этих тормозов—большая
надежность работы и долговечность,
быстрое и плавное торможение.
На фиг. 28 показан колодочный тор-
моз конструкции ВНИИПТМАШ с ко-
роткоходовым магнитом постоянного то-
ка МП (завода «Динамо»), на фиг 29—
переменного тока МО-Б. Механическая
часть тормоза выполнена так, что
на ней может быть смонтирован как маг-
нит переменного, так и магнит постоян-
ного тока.
Технические характеристики и основ-
ные размеры нормальных тормозов
ВНИИПТМАШ приведены в табл. 27
и 28.
Расчет тормозов производится по ве-
личине заданного или рассчитанного
крутящего момента, величина которого
определяется в зависимости от назна-
чения механизма.
а) Механизм подъема
Мт - kM}, (39)
где М-р — расчетный тормозной момент;
/й| — стопорный момент; к — коэффи-
циент запаса торможения.
По правилам Котлонадзора прини-
мается k = 1,75 для тормозов лег-
кого режима; k = 2,0 — для тормозов
среднего режима; k ™ 2,5 — для тор-
мозов тяжелого режима.
(40)
*о
где Мб — момент на валу барабана;
х) — к. п. д. механизма от барабана до
тормоза; /0 — передаточное число от
барабана до тормоза.
Для механизмов подъема, снабженных
одновременно стопорными и грузовыми
упорными тормозами. Котлонадзором
установлены запасы торможения, при-
веденные ниже.
Коэффициенты запаса торможения R
стопорных и груэоупорных тормоша
механизма подъема
Ражим работы ГОР“°’»
тормоза стопор- грузо-
вого упорного
Легкий.............. 0,85 1,25
Средний............. 1,0 1,2
Тяжелый............. 1,15 1,15
б) Механизм передвижения
Мт — М1ат—Ме. (41)
где Мза„ — затормаживающий момент.
М( — момент сопротивления передви-
жению механизма без груза;
/ GDr S GD»n \
\ 2giK Т| + 375V-100 / J кГсМ'
(42)
где G — вес крана или тележки без
груза в кГ. < — диаметр ходового
колеса в см. I—передаточное число ме-
ханизма; т; —к. п д. механизма; /—за-
медление при торможении в см/сек*.
S GO1 —суммарный маховой момент
вращающихся масс, приведенный к тор-
мозному валу, в кГсм\ п—число оборо-
тов тормозного вала в минуту; о—ско-
рость передвижения крана или тележки
в см/сек-, £ — 981 см/сек1.
М' - О (k + /?, (43)
где d — диаметр цапфы ходового ко-
леса; к — коэффициент трения качения
колеса; к = 0.О6 — для плоского рель-
са; k = 0,08 — для закругленной го-
ловки; f — коэффициент трения в под-
шипниках (см. гл. VI, стр. 250); Р —
коэффициент, учитывающий увеличе-
ние сопротивления от трения реборд,
в) Механизм поворота:
1) при наличии муфты предельного
момента
Afr-4 Л1м+ <44>
где Мм — расчетный момент муфты пре-
дельного момента; Мин — момент от
инерции вращающихся частей меха-
низма от двигателя до этой муфты,
приведенный к тормозному валу; Мс —
статический момент от усилий сопро-
тивления повороту без учета ветра и
уклона,приведенный к тормозному валу;
I — передаточное число между тормозом
и муфтой предельного момента;
2) при отсутствии муфты предельного
момента
Мг — МуК + М. + Мам — Мет, (45)
где Мия — момент от уклона местности
до 5’; М, — момент от ветровой на-
грузки, рассчитывается по ГОСТ
1451-42; Ме — момент сопротивления
сил трения в механизмах при повороте;
А4ИМ — инерционный момент прн пово-
роте, определяемый по формуле
(46)
где Q — вес груза; v — номинальная
790
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
Характеристика тормозов ВНИИПТМАШ постоанного тока (фиг. 28)
Таблица Л
Тип тормоза Тормозной момент в кГсм при про должмтельности включения UB’u Удельное давление в кГ\см' Отход ко- лодки ♦ 0 мм Момент магнита в кГсм прн про- должительности включения ПВ*|, Ход штока • п мм Размеры в мм
А в D Е F Н К М N о R 5 Г 4 А
2S% 40*1. 25»(. 40%
ТКП-100 200 170 >.4 0.4 25 20 2.0 356 70 100 118 213 269 40 65 46 37 325 ПО 8Х» 4 100
0.6 3.0
Т КП-200| КЮ «Я 320 0.5 0.4 28 20 2.0 487 90 200 118 280 400 60 90 55 47 430 175 пхп 6 170
0.6 3.0
Т КП-200 1600 1300 2.0 0,5 too 80 2.5 518 90 200 168 310 424 во 90 55 47 430 175 11X11 6 170
0,8 3,6
ТКП-300/100 2400 2000 0.9 0.5 100 80 2.5 661 140 300 168 371 564 80 120 81 72 540 250 14X14 8 240
0.8 3.6
ТКП-300 5000 4400 0.7 215 .80 3.0 4.5 140 421 590 80 120 72 540 250 14X14 8 240
1.0
• В числителе — нормальный, в знаменателе — максимальный.
Таблица 2S
Характеристика тормозов ВНИИПТМАШ переменного тока (фнг. 29)
ТОРМОЗА
Тип тормозя Тормозвой момент в кГсм прн про- до длительности включения ПВ% Удельное давление в к Г1см' Отход ко- лодки • в мм Момент магнитя в кГсм при про- должительности включения ПВХ Ход штока • в мм Размеры в мм
л В D £. F Н К Л N 0 R $ т 5 h
25 и 40% 100% 25 и 40% 100%
Т КТ-100 200 100 1.2 0.4 55 30 2.0 366 70 100 1ЭЭ 233 25> 40 65 46 37 325- 110 8X8 4 160
0.6 3.0
ТКТ-2001100 400 200 0.9 ".4 55 зо 2.0 497 90 200 130 290 400 60 90 55 47 430 175 11X11 6 170
0.6 3.0
Т КТ-200 1600 800 >.8 0.5 400 200 2.5 575 90 200 177 367. 415 60 90 55 47 430 I7S 11X11 6 170
0,8 3.8
ТКТ-300/200 2400 1200 0.8 0.5 4<Ю 200 2.5 718 140 ЭОЛ 177 428 547 80 120 79 72 540 250 14X14 В 240
0.8 3.8
т кт-зоо 5000 3000 ... 0.7 1000 400 3.0 783 - 300 243 493 570 80 120 8! 72 540 250 14X14 8 240
1.0 4.4
• В числителе — нормальный, и знаменателе — максимальный.
792
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
скорость головки стрелы; й( — плечо
опрокидывания головки стрелы; t —
время торможения, принимается по
табл. 29.
Таблица 29
Значение иремени торможении при иоиороте
С минимальным вылетом стрелы
Длин* стрелы Вылет стрелы Rum Время торможения в сек. прн номинальных оборотах в минуту
1,5 2.0 2.5 з.о
7,5 3.0 0,5 0.75 1.0 1,25
10 3.5 0.75 1.0 1.25 1,75
1S 4.0 1.0 1.25 1.75 2.5
18 4.5 1.25 1.75 2.5 3,0
24 6,5 1,5 2.5 3.0 4,0
30 7.0 2.0 3.0 4.0 5.0
г) Механизм изменения
вылета
Мт = kMt. (47)
где Mi — момент на тормозном валу,
создаваемый весом стрелы, противове-
сом, номинальным грузом и рабочим
ветром (40 кПсм*У, k= 1,75—коэф-
фициент запаса торможения.
Тормоз должен быть проверен на удер-
жание стрелы в любом положении при
ветре для нерабочего состояния по фор-
муле
Л4П - *1 (Маи л,—2Afr), (48)
где Л(п — тормозной момент нерабо-
чего состояния; Мт„н — максимальный
момент двигателя; Мс — момент от сил
трения в элементах механизма; Aj =
“1,25 — запас торможения для нера-
бочего состояния.
Расчетная сила трения между каждой
колодкой н шкивом
F - (49)
Необходимая сила нажатия колодки
на шкив
Д'-—, (50)
где f — коэффициент трення.
Приближенное выражение передаточ-
ного отношения системы рычагов
(фиг. 30)
(5,)
Необходимое тяговое усилие магнита
Рм-Ш±, (52)
где т] = 0,9 — к. п, д. тормозной ры-
чажной системы.
Перемещение якоря электромагнита
2,20
Л- —
(53)
где Д » 0,1-4- 0,3 см — радиальный от-
ход колодки от тормозного шкива.
Вес тормозного груза
К-(РЖ-О«)^, (54)
где Qt — вес якоря электромагнита.
Расчет пружинного двухколодочного
тормоза (фиг. 31). Результирующая
Фиг. 31.
сила основной и вспомогательной пру-
жин
+ (55)
где f — кофэфицнент трения; т| «а 0,9—
к. п. д. рычажной системы тормоза;
D, I, h — размеры по фнг. 31.
Усилие основной пружины
F.-Pj-P.. (56)
ТОРМОЗА
793
Усилие вспомогательной пружины
принимается в зависимости от размера
тормоза в пределах /’, = 2-+-8 кГ.
Нормальное давление колодки на
шкив
(57)
Среднее удельное давление между ко-
лодкой и шкивом
N
Я-~р-<Чдо«‘ I58»
где F — расчетная площадь колодки;
F-hDsJL (59)
ЗоО
где В — ширина колодки. ₽—угол
обхвата шкива колодкой в градусах;
для тормозов ВНИИПТМАШ 0 = 70°;
Чдоп — допускаемое удельное давле-
ние; принимается по табл. 30.
Таблица К
Максимальные допускаемые удельные
давления в колодочных тормозах
Материал трущихся поверхностей q в кГ1см’
Стопор- ный тормоз Спускной тормоз
Чугун по чугуну 20 15
Сталь по чугуну . . . 20 16
Сталь по стали . . Лента горкомах ас- Я 2
бестовая по металлу Лента вальцованная 6 3
по металлу в 4
Наибольший допустимый зазор между
колодкой и шкивом
(®>
где Л| — половина максимального до-
пускаемого хода штока тормоза.
Проверка жесткости рычажной си-
стемы производится по формуле
(61)
где М — момент силы Ри изгибающей
рычаг; U7 — момент сопротивления се-
чения рычага; а — динамический коэф-
фициент; принимается а = 3.5 для
короткоходовых тормозов, а = 2,0 —
для длинноходовых тормозов, а —
= 1,25 — для управляемых и элек-
трогидравлическнх тормозов.
Допускаемое в рычагах напряжение
изгиба
ов < 0.4с г. (62)
где о у — предел текучести
Запас прочности для осей рычагов
принимается не менее 1,5.
Удельное давление на опорных поверх-
ностях осей не должно превышать
30 кГ/см*.
Ленточные тормоза
Торможение вращающегося тормоз-
ного шкива (шайбы) ленточным тормо-
зом происходит за счет силы трения,
возникающей между трущимися поверх-
ностями этого шкива и ленты (или при-
крепленных к ней колодок) прн нажиме
тормозного рычага.
Ленточные тормоза применяются реже
колодочных главным образом из-за зна-
чительных добавочных усилий, изги-
бающих вал тормозного шкива.
Различают простые, дифференциаль-
ные и суммирую-
щие ленточные тор-
моза.
Общие данные.
Расчетное окруж- ;
ное усилие на тор-
мозном шкиве
(фиг. 32)
(63)
(
Фиг. 32.
Ь
Натяжение в набегающем конце тор-
мозной ленты
Si — Р . (64)
^*-1
Натяжение в сбегающем конце
<«>
Следовательно, для сплошной стальной
ленты соотношение между натяжениями
в набегающем и сбегающем концах со-
ставляет
Для ленты с колодками из фрикцион-
ного материала
Si-S,(i + Vtg|)". (66)
794
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
В приведенных формулах Мт — тор-
мозной момент; е — основание нату-
ральных логарифмов; f — коэффициент
трення; а — угол обхвата тормозного
шкива в радианах; Р — угол между
осями смежных колодок; п — число
колодок.
Значения величины находятся с по-
мощью табл. VII и XIV т. I (стр. 39
и 52—56) или по графику фиг. 33.
45 90 05 П5 3№ я*
Фиг. 33.
Рекомендуемые величины диаметра и
ширины шкива ленточного тормоза для
различных значений тормозного момен-
тов приведены в табл. 31.
Таблица 31
Рекомендуемые величины дняметра н ширины
шкива для ленточных тормозов
Расчетный тормозной момент Mj » кГсм Тормозной шкив
Диаметр D и мм Ширина В в мм
70-36 200-280 70
140—160 300-350 90
180-210 400-450 во
285-400 500—700 110
640-800 ‘ 800-1000 150
(67)
Ширина ленты тормоза определяется
по допускаемому удельному давлению
2$i
Здесь В и D — в см, если q^on —
в кГ/см*', В и D — в мм. если —
в кГ/мм*.
Значение допускаемых удельных да-
влений принимается по табл. 32.
Таблица 32
Значения допускаемых удельных
давлений в кГ1см‘
Материал трущихся поверхностей Тил тормоза
стопорный спускной
По чугуну или стали: стальная лента (без обкладки) . . 15 10
асбестовая лента . . 6 3
вальцованная лента (стальная лента с об* кладкой) 8 4
По чугуну: дерево ••••«. 6 4
Фактические величины удельного да-
вления определяются по формулам
ос
?max ” < (68)
f mln “ • (69)
Толщина стальной тормозной ленты
(то
где d — диаметр ослабляющих ленту
отверстий; i — количество этих отвер-
стий в расчетном сечении; (ajp — до-
пускаемое напряжение при растяжении
материала, принимается по табл. 33.
Таблица 33
Допускаемые напряжения материала ленты
Материал тормозной ленты 1«)р в кПсм'
Сталь Ст. 3 ... ....... Сталь Ст. 4: 20; 2S . Сталь Ст. 6; 35 (нормалкв.).... Сталь Ст. 6; 45 (норыалнз.).... 700 8U0 UW 1200
Рекомендуемые размеры тормозных
лент приведены в табл. 34.
Таблица М
Рекомендуемые размеры тормозных лент
Ширина ленты В п мм 25 30 40 W 01 80 100 140 200
Толщина 4 в мм 3 3—4 4-6 4—6—7 6-8-10
ТОРМОЗА
795
Радиальный зазор с между лентой и
шкивом разомкнутого тормоза рекомен-
дуется принимать по табл. 35.
Таблица 35
Диаметр шкива D в мм 100 201 ЗДО 400 500 ООО 700 800
Радиаль- ный зазор с в мм 0,8 1.0 1.25 1.5 1.5
Проверка ленточного тормоза на на-
грев производится по формулам
< 25 кГм/см* сек
для стопорного тормоза;
Vmax 15 к Гм/см* сек
для спускного тормоза, где v —
скорость обода шкива в м/сек\
‘/max — наибольшее удельное давление
в кГ/см*, вычисленное по формуле (68).
Простой ленточный тормоз. В простом
ленточном тормозе (фиг. 34) конеп
Фиг. 34.
ленты, испытывающий большее натяже-
ние St, крепится к неподвижному шар-
ниру, конец с меньшим натяжением
Sj — к тормозному рычагу. Такой тор-
моз используется только для односто
роннего торможения, т. е. только тогда,
когда грузовой момент направлен всегда
в одну и ту же сторону.
Вес груза для создания необходи-
мого тормозного момента
7 Sja — (Gpfe + Ояке\
G,p----Д. (71)
где в, Ь, с, I — размеры по фиг. 34;
Ор — вес тормозного рычага; GeK — вес
якоря электромагнита.
К. п. д. рычажной системы q » 0,9.
Тормозной момент, развиваемый про-
стым ленточным тормозом,
Л1г_(е/’_1)-2Х
арь + а„.с + агр1
X — --------------— 4 (72)
Ход ленты при размыкании тормоза
Л 4- еа мм. (73)
и а — в радианах.
где е — в мм
На фиг. 35 показан многообхватный
ленточный тормоз; по принципу дей-
ствия он не отли-
чается от простого
ленточного тормо-
за, но угол обхва-
та лентой тормоз-
ного шкива доходит
дов = 1,75-360° =
630°, тогда как в
простых ленточ-
ных тормозах а =
= 180ч-270°.
Дифференциальный тормоз. В диф-
ференциальном тормозе (фиг. 36) оба
конца ленты прикреплены к тормозному
рычагу, и момент
груза равняется
разности моментов
от натяжений кон-
Фиг. 35.
Фиг. 36.
цов ленты относительно оси вращения
тормозного рычага
Вес груза, необходимого для создания
грузового момента,
1 Q,p: Л
— —(SjO) + Gpb + О.цС)
-Л---------------------------. (74)
Дод ленты при размыкании тормоза
01 .
а, — а, ’
А] " (а
Д2 — еа
О»
а, — в! *
(75)
(76)
796
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
Тормозной момент, развиваемый диф-
ференциальным тормозом,
МТ- Х«>,0'‘+0",+
+ Ggp‘l) 2 5- (77)
При отношении рычагов ? «А а1
т. е. д5 — а^* » 0, тормоз будет ра-
ботать рывками, поэтому рекомендуется
принимать -у У-
Обычно
а» — (2.5 + 3.0) af, в| — 30 + 50 мм.
Дифференциальный тормоз работает
С довольно сильными толчками и имеет
малый путь оггормаживания, вслед-
ствие чего он применяется лишь прн
невозможности обеспечить торможение
простым тормозом.
Дифференциальный тормоз неприго
ден для торможения при двусторон-
нем вращении.
Суммирующий ленточный тормоз.
В суммирующем ленточном тормозе
(фиг. 37) оба конца тормозной ленты
укреплены на тормозном рычаге на
равных расстояниях от оси вращения
рычага, т. е.
д, — дх — а. .
Момент груза равен сумме моментов
натяжений концов ленты. Суммирую-
щий тормоз может работать с успехом
на реверсивном приводе. Для этого
тормоза вес груза, необходимого для
создания тормозного момента.
— (Sj 4- Sj) а — (ОрЬ + G якс)
I
(79)
Тормозной момент, развиваемый сум-
мирующим тормозом.
Gpb + GtKc + Огр1
МТ
X
а
D
Ход ленты при размыкании
-т-
(80)
тормоза
(81)
Подбор электромагнита производится
по формулам:
а) для простого тормоза
Р и - 2Л1г*°
(82)
максимальное плечо, на котором дей-
ствует тяговое усилие электромагнита
(см. фиг. 34),
(83)
б) для .дифференциального тормоза
(см. фиг. 36)
2МТ а, - а^а
(М)
—ai
(85)
в) для суммирующего тормоза (см.
фнг. 37)
p*h~ <86)
(87)
В этих формулах Рл — тяговое уси-
лие электромагнита в кГ; й— ход
якоря электромагнита мм, kt — коэф-
фициент использования хода якоря элек-
тромагнита; обычно Aj — 0,80 •+ 0,85.
Значения остальных букв были ука-
заны выше; все линейные размеры
в этих формулах — в мм, тормозной мо-
мент Мт — в кГмм.
ТОРМОЗА
797
Конические, дисковые
и пластинчатые тормоза
Конические (схема на фиг. 38), ди-
сковые (схема на фиг 39) и пластинча-
тые (схема на фиг. 40) тормоза приме-
Фиг. 38.
няются чаще всего как спускные тормоза
в соединении с храповым механизмом
и работают от
осевого давле-
ния вала, воз-
никающего под
действием гру-
за.
Формулы для
расчета осевого
усилия U, обес-
печивающего необходимый тормозной
момент Мт, и для определения рабочей
ширины Ь конуса или дисков трения
приведены в табл. 36.
В этих формулах г — число трущихся
поверхностей, значения остальных букв
Фиг. 40.
указаны нафиг. 38—41. Угол ? (фиг. 38)
принимают равным 20—28°.
Фнг. 41.
Значения q приведены в табл. 37.
Таблица X
Расчет осевого усилия и ширины конуса или дисков трения (фнг. 38—40) |2], (6)
Параметры Тормох
конический дисковый пластинчатый
Осевое усилие 2Х, tin v U- — 2 Л1г и - 2М.Г >bjf
Ширима конус! или диском трения к - II « Dcpq к Dcpq «In ф ь "
ГоОлняа ®
Допускаемые значения удельного давления е а <Г|еМ*
Материал трущихся поверхностей q в кГicm*
Без смазки Густая СМЯЗКВ Масляная ванна
Металл по металлу . .... Тканые и плетеные фрикционные материалы по металлу . 2-3 3-4 6-8
2-3 4-6 6-8
Прессованные и вальионаниые фрикционные материалы по ме- таллу • • • . 4-в 6-10 10-12
798
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ .МАШИН
Автоматически действующие тормоза
К автоматическим относятся грузо-
упорные и центробежные тормоза.
Среди грузоупорных тормозов наи-
большее распространение получила кон-
струкция винтового тормоза (фиг. 41).
Расчетный тормозной момент (см
табл. 39).
Мт = 3 Uf(R' + R'} , (8Я>
где Ri и Rj — соответственно наруж
ный и внутренний радиусы тормозных
дисков; U — осевое усилие; Р — коэф-
фициент запаса торможения.
Грузовой момент
М - Ur0 tg (а + р) + UfR1 2, (89)
где г0 — средний радиус винтовой резь-
бы; а — угол подъема резьбы; р —
угол трения.
U------------
Гд tg (а +
М
(90)
Угол а берут в пределах 8 — 12е,
резьба выполняется двух- или треххо-
довой. Для проверки взятых размеров
трущихся поверхностей следует пользо-
ваться допускаемыми значениями q из
табл. 37 и значениями (9п)та1> ука-
занными на стр. 276—277.
При больших тормозных моментах
применяются многодисковые винтовые
тормоза.
Центробежные тормоза применяются
в лебедках со свободным (без торможе-
ния) спуском груза. Назначение центро-
бежного тормоза — регулирование ско-
Фнг. 42.
рости спуска груза в пределах допусти-
мых значений ее. Конструкция центро-
бежного тормоза, наиболее типичная для
подъемно-транспортного машинострое-
ния, показана на фиг. 42
На валу /. заклинен на шпонке диск?,
на втулке диска свободно сидит
диск 3. Пружина 4, упирающаяся во
втулку 5, положение которой регули-
руется болтами 6, стремится раздвинуть
диски 2 и 3; в то же время центробеж-
ные силы грузиков 7 стремятся сбли-
зить эти диски при помощи угловых
рычагов. При сближении, происходя-
щем'по мерс возрастания скорости вра-
щения, диски 2 и 3 зажимают храповое
колесо 8, удерживаемое собачкой от
вращения в сторону опускания груза.
При увеличении числа оборотов вала
центробежная сила грузиков 7 прижи-
мает диски 2 и 3 к поверхности обода,
вследствие чего и происходит притор-
маживание опускающегося груза.
Центробежная сила одного грузика
19,1
где О — вес грузика в кГ; г — рас-
стояние от центра грузика до оси вала
в см; п — число оборотов вала в минуту.
Усилие, действующее на втулку 8
диска,
,92)
Осевое усилие (усилие нажатия)
‘1
х0'(эи)
гле k — число грузиков; Pi — уси-
лие пружины.
Из уравнений (93) и (88) следует:
гле Мт — тормозной момент; / — коэф-
фициент трения между дисками.
Безопасные рукоятки. Для обеспе-
чения безопасной работы ручных подъем-
ных механизмов должны применяться
безопасные рукоятки.
Простые безопасные ру-
коятки. или рукоятки с принудитель-
ным опусканием груза (фнг. 43). кон-
структивно соответствуют винтовым тор-
мозам, в которых шестерня с нажимной
шайбой заменена рукояткой, допускаю-
щей спуск груза лишь при вращении
ее в сторону спуска.
ТОРМОЗА
799
Прн подъеме груза рукоятка вра-
щается по стрелке часов, и храповик
зажимается между боковыми дисками;
при этом собачка свободно проскальзы-
вает по храповому колесу, не пре-
пятствуя подъему. При прекращении
подъема вал рукоятки под действием
поднятого груза проворачивается в об-
ратную сторону, но собачка останавли-
вает храповое колесо, зажатое между
Фиг. 43.
дисками; поэтому дальнейшее вращение
всей системы невозможно. Для опуска-
ния груза необходимо обратным враще-
нием рукоятки против стрелки часов
ослабить зажатие храпового колеса.
На фиг. 44 изображена безопасная
рукоятка с двумя выходными концами
Фиг. 44.
аала. На валу 1 свободно посажен ко-
нический диск 2 с ведущей шестерней 3,
а на резьбу 4 вала навинчен другой
конический диск 5 с храповыми зубья-
ми 6. На этом же валу закреплен на
шпонке двуплечий рычаг 7, упираю-
щийся в две пружины 8. которые имеют
упоры в диске 5.
Вал 1 снабжен заплечиком 9 и упор-
ным кольцом 10 для ограничения осе-
вого перемещения диска 2.
При подвешенном грузе пружины 8
через рычаг 7 поворачивают диск 5 от-
носительно вала 1, благодаря чему он
передвигается влево по резьбе 4 и при-
жимается к диску 2, чем и достигается
фрикционное сцепление дисков.
Собачка через храповые зубья 6 удер-
живает диск 5, а следовательно и диск 2
и шестерню 3, вследствие чего груз опу-
скаться не может. При подъеме груза
вся система (рычаг 7, диски 5 и 2 и ше-
стерня 3) будет вращаться с валом 7; прн
этом собачка движению не препятствует.
Для спуска груза следует повернуть
рукоятку в сторону, обратную подъему
груза; в этом случае резьба 4 вала от-
ведет диск 5 вправо (сжав пружины 8).
Сцепления с диском 2 не будет, и по-
следний с шестерней 3 сможет вращаться
под влиянием опускающегося груза.
Рукоятки и педали ([2].[3]. (4], [5], [6],[7])
Рукоятки применяются для сообще-
ния вращающего момента ведущим ва-
лам механизмов с ручным приводом.
Рукоятка состоит нз рычага со втулкой
(для посадки ее на приводной вал) и руч-
ки с вращаю-
щейся втулкой
(фиг. 45).
Рукоятки са-
жают на ква-
дратный конец
или на шпонку
цилиндрическо-
го конца при-
водного вала.
Длина руч-
ки принимается
при работе на
рукоятке одно-
го человека
300 — 350 мм,
двух человек
Фиг. 46.
800
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
ХОДОВЫЕ КОЛЕСА
801
450 — 500 мм; длину рычага берут в
пределах 200 — 450 мм.
В тех случаях, когда рукоятка не
может вращаться вокруг приводного
вала на 360° или когда расположение
приводного вала не допускает удобного
его обслуживания обычной руко-
яткой, применяют удлиненные качаю-
щиеся рукоятки с трещетками (фиг. 46)
При высоком расположении привод-
ного вала вместо рукоятки применяются
тяговые колеса диаметром 800—1000 мм,
приводимые цепью или канатом. На
фиг. 47 изображена барабанная таль
с тяговым колесом.
Допускаемые значения усилия рабо-
чего на рукоятке и на тяговой цепи
приведены в табл. 38.
Таблица 38
Наибольшее допускаемое усилие рабочего
иа приводных рукоятках и тяговых цепях
(II), |2), [Б], 6, |7]>
П родолжительность н режим работы Усилие рабочего и кГ
на при- водной рукоятке ИЛ тяго- вой цепи нли тяго- вом канате
Непрерывная иди с кратковременными перерывами работа в течение 6—й час. 8-12 12
Периоанческая с ча- стыми перерывами работа и течение о—б час 15-16 16-18
Кратковременная ра- бота при подъеме значительного груза иа небольшую вы со- ТУ . До 24 24—30
Кратковременная ра- бота (не более 5 мин.) в исключительных случаи. До 30-40 До 40
Таблица 39
Наибольшее допускаемое усилие рабочего
иа ручных рычагах управления и на педалях
(12). [5). [б]. (7»
Характер работы Усилие рабочего в кГ
на рычаге управле- ния на педали управле- ния
Длительная работа . . 18 16
Кратковременная ра- бота (не более 5 мин.) 20 30
ХОДОВЫЕ КОЛЕСА ([2], [б])
Ходовые крановые колеса выпол-
няются для езды по нижнему поясу
двутавровой балки, по квадратному
или прямоугольному катаному профи-
лю, по железнодорожному рельсу узкой
или нормальной колеи и для езды
по крановому рельсу специального про-
катного профиля. Колеса выполняются
как одно-, так и двухребордными.
Крановые ходовые колеса для езды
по нижнему поясу двутавровой балки
изготовляются с шестерней или без
нее (фиг. 48); размеры их даны в
табл. 40.
Таблица 40
Основные размеры
крановых ходовых
колес для езды по
Для привода рычагов управления
механизмами применяются ручные ры-
чаги и педали.
Ход ручных рычагов управления при-
нимается в пределах до 400 мм, ход
педалей — не более 250 мм. Угол пово-
рота рычагов и педалей — не более 50°.
Усилия на рычагах и педалях даны
в табл. 39.
51 Том 4 7вэ
Крановые ходовые колеса для езды
по прокатному профилю или рельсу.
Ходовые колеса крановых тележек вы-
полняются только с цилиндрической
поверхностью катания, ведущие ко-
леса крановых мостов — с конической
поверхностью катания.
Основные размеры приведены в
табл. 41.
802 СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
Основные размеры крановых колес
Все размеры » им
Таблица 4/
Колесо в в, А А, С D, £ Р
КУ200 80 100 50)- 70/— 125 160 75 200 230 130 114,5
КУЗСО 85 100 55(— 70/- 148 185 90 ЭОО 330 205 137
КУ 400 ПО 150 70/- 110/110 177 235 НО 400 440 245 164.5
КУ53О 160 170 190 100/110 110/120 130/140 226 285 145 500 550 315 216
КУбОО 160 170 190 100/110 110/120 130/140 230 325 145 600 650 360 218,5
КУ700 100 170 190 100/110 110/120 130/140 230 325 145 700 750 360 218,5
КУЮО 16J | 170| 190| 210 100/110 | 110/120 I 130/140 1 150/160 275 385 175 800 850 410 280
КУЭОО 170 | 190 | 200 110/120 I 130/140 | 150/160 280 385 175 900 950 435 265
КУ 1000 190 | 210 130/140 | 150/160 311 430 190 юоо 1060 473 291
Продолжение табл. 41
Колесо а « К L М апр 1 » t Л б, м пол- шипн. н вубч. муфты Вес узла а «Г
КУ2СО 45 80 32 85 190 35 55 10 39 27 13 1609 1 37
КУЭОО 60 115 60 125 215 55 85 16 60 40 17 3614 3 88
КУ 400 75 140 70 150 333 65 105 18 70,5 50 25 3618 4 181
КУ500 90 180 100 185 356 80 115 24 87 60 25 3622 5 40)
КУ600 100 200 115 210 382 95 125 28 103 75 32 3626 6 524
КУ700 100 200 115 210 382 95 125 28 103 75 32 3626 7 566
КУ80Э 120 230 125 245 ыю 110 155 32 119 75 32 3630 8 833
КУЭОО 130 250 130 265 531 ПО 165 32 119 80 32 3634 9 1005
КУ1000 140 250 190 285 550 120 210 32 161 80 38 3638 10 1315
Грофа В,: в числителе-дли цилиндрического обола, в знаменателе — лля конического обола.
Крановые кодовые колеса. Все размеры в мм
Таблица 42
Диаметр ко* леса D Ширина рель СОШ 9 Диаметр болтов а В V Реборда
Профиль 1 Профиль II
Про- филь 1 Про- филь II U W «ь W|
400 46 55 1“ би 70 70 80 | 100 11 22,5 17,5 55 65 66
500 45 55 1“ 70 80 80 90 | 106 20 К 20 55 65 19,5 66
60и 55 65 п 80 90 90 100 115 125 Ю 25 65 75 25.5 80
п 55 65 72 90 100 100 110 12U 130 25 27,5 65 75 25 80
800 65 75 72 72 100 110 I1U 125 13о 140 25 27.5 75 85 25 80
9UI 75 90 72 по 125 125 140 140 15i 25 27.5 85 100 29 82
100С 90 100 125 140 140 160 1& 170 27.5 30 100 110 29 82
100 140 160 170 27.5 по
1200 120 180 190 1 » 130
Г Втулка Зубчатый венец Болты Раз- груЗоч- ное кольцо <1. а,
Число зубьев Диаметр началь- ниц окруж- ности D, Шири- на зуба bl Диа- метр цен- трир. окруж- ности Е Число Диа метр окружи, отпер стий Е
т О Диа- метр в пой- мах
Модуль
12 140 70 1 SI» 401 55 350 4 •1. 300 18 !й
50 4 18
12 150 80 1 13 500 60 450 V 390 28
12 150 90 60 15 600 65 550 6 •ь 490 18
12 170 100 70 10 700 70 650 6 •1, 580 18 Й
12 180 110 © 816 75 750 в 680 22 35
12 200 120 76 12 912 90 830 в т 770 22 35
12 220 130 72 14 1008 100 930 6 850 25 4и
250 140 86 14 1204 120 1120 8 1 1030 28 45
В
5
07
Е
го
О
ь
я
>
804
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
Установка ходовых колес
Крановые ходовые колеса для езды
по нижнему поясу двутавровой балки
устанавливаются консольно (фиг. 49),
для езды по прокатному профилю и
Фиг. 49.
рельсу — на ригелях; основные уста-
новочные размеры приведены в табл. 42.
Крановые ходовые колеса тележек
мостовых кранов устанавливаются на
буксах; основные размеры приведены в
табл. 41.
Ведущие колеса тележек выполняются
либо с двумя выходными концами вала
для соединения одним концом с редук-
тором и другим концом с муфтой смеж-
ного колеса, либо с одним концом
для соединения с муфтой смежного ко-
леса.
Ведомые ходовые колеса выполняются
с глухими крышками.
Крановые ходовые колеса мостов уста-
навливаются также на буксах. Основ-
ные размеры их приведены в табл. 42.
Ведущие колеса крановых мостов
выполняются с одним выходным концом
вала для соединения с редуктором через
муфту, ведомые — с глухими крышками.
Колеса поставляются изготовленными
из стали марки 50Г2 с рабочей поверх-
ностью твердостью Нб =350 н-400. При
изготовлении колес из других сталей
допускаемая нагрузка должна быть
снижена согласно табл. 44. Приме-
нение сталей-заменителей должно быть
согласовано с заказчиком.
Нагрузки на колеса определены из
условий допускаемого напряжения ме-
стного смятия (контактного напряже-
ния) 2100 кГ/см* и работы подшип-
ников прн долговечности 5000 час.
Нагрузки прн скоростях, не указан-
ных в таблице, определяются интер-
полированием.
Таблица 43
Нагрузки яа ходовые колеса в эавнсвмоств от режима работы крана
и скорости передвижения
м Колесо
КУ21Х1 КУ301 КУ400 КУШ
i я м Режим работы (ПВ%)
Бз 1 | 15 | 25 | 40 | 00 I» 15 25 4о 10 | 15 | 25 | 40 | 60 10 15 | 26 | 40 | 60
h Допускаемая «атруака в ш
10 4,28 3,80 3,30 2.НО2.35 10,30 9,10 7.90 6,72 5,53 18,4 16,3 14,2 12,1 9.95 38,4 34,0 29.5 25,1 20,3
20 3.51 З.П 2,70 2.29 1,89 9,95 8.80 7,65 6.50 5.25 17,8 15,8 13,7 11,в 9.60 34,6 30,6 26,6 22,6 18,6
30 2,99 2,64 2,30 1.95 1.61 9,68 8,56 7,45 6.33 5,22 17,2 18,2 13,2 11,2 9.25 31.6 28,0 24,3 20,6 17,0
ю 2,54 2,24 1.96 1.66 1.37 9,10 8.05 7,00 5.96 4,90 15,7 13,9 12,1 10,3 8,48 27.2 24.0 20,9 17,8 14,6
73 2.34 2.07 1.80 1.53 1,26 8,45 7,45 6.50 5.53 4.55 14,3 12,7 11,0 9,35 7,70 23,8 21,0 18,3 15,5 12,8
100 2.1в 1.84 1.60 1.36 1.12 7,92 7.02 6.10 5,18 4.'27 13,4 11,9 10,3 8,75 7,20 22,0 19.4 16,9 14,4 11,8
125 1.95 1.72 1.30 1 28 1.05 7,40 6.55 5.ТО 4.84 4,00 12,7 11,3 9,80 8,35 6,85 20.7 18,3 15,9 13,5 11,1
150 1.89 1.67 1.45 1.23 1,02 7,02 6.21 5,40 4.58 3.78 11,8 10,5 9,10 7,75 6,38 19,5 17,3 16.0 12,7 10,5
200 1.63 1,44 1.25 1.06 1,88 6,10 5,40 4.7о 4.00 3,30 10,5 9,30 8.1 6,90 5,67 17,8 16,8 13,7 11,6 »,вО
230 1,43 1,27 1.100,94 0,77 5,33 4,72 4.10 3,51 2,87 9,88 8,74 7,в0 6,45 5,33 16,7 14,7 12.8 8.98 10,9
ХОДОВЫЕ КОЛЕСА
805
Продолжение таб*. 43
Колесо
КУ600 КУ700 КУ 800 КУ900
! Режим работы (ПВ^«)
10 | 15 | 25 40 | 60 10 15 | 25 40 6J | 10 | 15 25 | 40 6U 1 |15| 25 | 40 | 63
Л Допускаемая нагрузка в т
10 47,7 42.2 36.7 31,2 25,6 53,6 17,5 4'..3 35.1 29,0 69.0 61.0 S3.0 45,0 37.0 82.1 72.8 63 2 53,7 44,3
20 46,2 40.8 35.5 30,2 24.8 53.6 47.5 41.3 35.1 29.0 69.0 61,0 53.0 45,0 37.0 /9.0 70.0 60,8 51,7 42,6
30 44.5 39.3 34,2 29,0 24.1) 48,0 42.5 37.0 31,4 25.8 65.0 57,4 49.9 42,4 33.0 76.8 69.0 59.0 50.0 41,3
во 39,4 34.8 30,3 25,8 21.2 41,0 36.2 31,5 26,8 22,0 55,8 49,3 42.9 36,‘ 30.0 72.6 64.2 55.8 47,5 39,1
75 34,8 30.7 26.7 22,7 18,7 36.0 31,8 27,7 23,6 19.4 48,8 43,1 37,5 31,9 26.2 70,0 62.0 53,9 45.8 37,7
100 31.8 28,0 24,4 20,7 17.1 33,2 29,3 25,5 21,6 17,8 44.5 39,4 34,2 29,0 24.0 63.5 56.2 48.8 41.5 34.2
125 29,6 26,2 22.8 19.4 16.0 31,0 27.4 23,8 20,2 16.7 41,7 36,9 32.0 27,2 22.4 59,4 52.6 45,7 38.8 32,0
150 28.1 24.8 21,6 18.4 15,1 29,2 '25..4 22,5 19.1 15.7 39,4 34,8 30,3 25,8 21,2 56.2 49.6 43,2 36,6 30,2
200 25,6 22.6 19,7 16.7 13.8 27,0 23.8 20,7 17.6 14,5 36.0 32,0 27,7 23.5 19.4 50.6 44.8 38.9 33.0 27,2
250 24,0 21,3 18.6 15.7 12.9 24,8 21,8 19Д 16,2 13.3 33.6 29.7 25,8 22,0 18.1 45,7 40.4 35.1 29.8 24.6
Таблица 44
Коэффициенты снижения допускаемых
напряжения для ходоиых колес мяиснмости
от материала и тяердости поверхности
катания
Здесь Р — расчетная нагрузка на ко-
лесо в кГ; Е„р — приведенный модуль
упругости в кГ/см\ причем
Марка стали Т аеряостк рабочей поверх- ности Hg Коэффи- циент сни- жение до- пускаемой нагрузки
35ХГСЛ 350- 400 1
5ОГ2, 35ХГСЛ 240- 260 0,75
45, 55.1 350- 400 0,85
45. 55.1 240—260 0.65
4EtE
(96)
где Ef — модуль упругости материала
колеса в кГ/см*, ^ — модуль упругости
материала рельса в кПсм1; Ь — ширина
Рабочей поверхности обода в см;
1 — диаметр колеса в см (см. фигуру в
табл. 41).
Для стальных колес ЕпР = 2,1 X
X 10* кПсм* и
Расчет обода крановых колес
Обод ходового колеса проверяется на
напряжение местного смятия (Контакт-
ные напряжения)
а) При линейном контакте:
1) Колесо, закрепленное на оси: наи-
большее давление на площадке контакта,
равное наибольшему сжимающему на-
пряжению,
/ РЕнр
Чти — 0Л91 1/ - кПслА. (95)
Чти - 850
кГ/см*.
(97)
2) Колесо, свободно вращающееся на
оси:
9шах “
и / РЕпр
-0.482 1/ —----------- л кГ/см\
У {9в)
где / — коэффициент трения скрльже.
806
СПЕЦИАЛЬНЫЕ ДЕТАЛИ ГРУЗОПОДЪЕМНЫХ МАШИН
Значения коэффициента л (8)
Таблица 46
*(*) 1.0 0,9 0,8 0.7 0.6 0.5 0,4 0,3 0,2 0,15 0,10 0,05
т 0,39 0.40 0.42 0,47 0,47 0,49 0,54 о.во 0,72 0,80 0,97 1,28
ння колеса по рельсу;для стальных ко-
лес
Чти “
б) При точечном контакте:
кГ/см?,
(100)
где т — коэффициент, зависящий от
отношения наименьшего из двух ради-
усов соприкасающихся поверхностей
к наибольшему; для стальных колес
3 /""Р-
ЧтиI6500mi / -у кПсмг. (101)
Г rj
Значения коэффициента т приведены
в табл. 45.
Значения приведенных модулей упру-
гости Е„р и допускаемых напряжений
местного смятия qmax даны в табл. 46.
Колеса поставляются обтеченными под
основной рельс (см. табл. 47). В слу-
чае применения рельсов-заменителей
поверхность катания колес соответст-
венно изменяется.
Таблица 46
Значения (81
Материал колеса Приведенный модуль упругости £„р акПси' Твердость поверхности обола Н& Допускаемые напряжения местного смятия (a|f м в кГ)смг
Линейный контакт Точечный контакт
Сталь 45 2.1-10» <217 350-450 4500 7500 11000 18 000
Сталь 5ОГ2 < 241 350—450 6500 8500 13000 22 U00
Сталь 65Г <209 350—450 W00 8S0J 14 000 22 W0
Сталь 40ХН < 256 350 — 450 5500 8500 13000 22 000
Сталь 56Л <217 350-450 4500 7500 11000 17 000
Сталь ЗЗХГСЛ < 202 360—453 500J 800.1 12 000 20 000
Чугуя СЧ 15-32 1,25-10* 163-220 2500 . 6000
Чугун МСЧ 35-56 1.6-1V 217-272 3500 8000
Пластмасса волокиит 0,07-10» 30 75.1 750
ХОДОВЫЕ КОЛЕСА
807
Таблица П
Рекомендуемые рельсы дла крановых колес
Колесо
КУЛЮ КУЗ» КУ 400 КУ500 КУ600 КУ70Л КУ80Э КУ 900
Основной рельс ' с закру- гленной Заменяю- головкой щий рельс плоский шириной в мм 11 кПм 15 кГ1м 40 15 кПм 18 кГ)м 50 24 кГ}м кр50 60 кр«0 кр38 80 крбО рза R0 кр70 р43 90 кр70 р43 90 upto р50 100
Буксы ходовых колес
Буксы ходовых колес выполняются
отъемными от рам тележек и мостов;
допускается изготовление корпусов букс
в рамах тележек и в ториевых балках
мостов.
Рекомендуемые конструкции букс и
основные размеры даны в табл. 41.
Материал корпусов и крышек букс—
стальное литье качеством не ниже
марки 45-5516 по ГОСТ 977-41. Крышки
букс малых размеров допускается изго-
товлять из серого чугуна качеством не
ниже марки СЧ 12-28 по ГОСТ 1412-54.
Крышки глухие и сквозные к одной
и той же буксе должны быть взаимо-
ЛИТЕРАТУРА
1. Воробьев Н. В., Цепные передачи,
изд. 2-е, Машгиз, 11X51.
2. ВНИИПТМАШ. Труды и материалы, 1945 -
1953.
X Домбровский Н. Г., Жуков П. А.
и Аверин Н. Д„ Экскаваторы, Машгиз.
1949.
4. Домбровский Н. Г., пол ред„ Строи-
тельные машины, часть I, Стройнздат, 1949.
заменяемыми. Рекомендуется лабиринт-
ное уплотнение крышек.
Крановые рельсы
Для кранов и крановых тележек при-
меняются железнодорожные рельсы нор-
мальной и узкой колеи.
Применение в качестве рельсов для
кранов и тележек квадратной прокатной
стали не рекомендуется.
Для монорельсовых кранов и теле-
жек с ездой по нижнему поясу в каче-
стве ходового рельса применяются нор-
мальные двутавровые балки и специаль-
ные профили.
И ИСТОЧНИКИ
& Кифер Л. Г. и Абрамович И. И.,
Грузоподъемные машины, ч. Г, Машгиз, 1948.
6. Спиваковский А. О. и Ру-
ле и к о Н. Ф„ Подъемно-транспортные машины,
Машгиз. 1949.
7. Энциклопедический справочник .Машино,
строение", т. 9. Машгнз, 1949.
8. Александров М. П., Тормоза в подъем-
ио-траиспортиом машиностроении, Машгиз, 195 4
ГЛАВА ХХШ
ЧЕРТЕЖИ В МАШИНОСТРОЕНИИ
Правила выполнения машинострои-
тельных чертежей, указания ло оформле-
нию последних, условные изображения
и обозначения некоторых элементов кон-
струкций изложены в Государственных
общесоюзных стандартах чертежей,
к числу которых относятся:
1. ГОСТ 3450-52. Форматы чертежей.
2. ГОСТ 3451-52. Масштабы.
3. ГОСТ 3452-52. Буквенные обозна-
чения.
4. ГОСТ 3453-52. Расположение видов
(проекций) на чертежах. Разрезы и
сечения.
5. ГОСТ 3454-52. Шрифты.
6. ГОСТ 3455-52. Штриховка в разре-
зах и сечениях.
7. ГОСТ 3456-52. Линии чертежа и
их обводка.
8. ГОСТ 3457-46. Обозначения допу-
сков на чертежах.
9. ГОСТ 3458-52. Нанесение размеров.
10. ГОСТ 3459-52. Изображение и
обозначение резьбы.
11. ГОСТ 3460-52. Условные изобра-
жения зубчатых зацеплений.
12. ГОСТ 3461-52. Условные изобра-
жения пружин.
13. ГОСТ 3462-52. Условные обозна-
чения для кинематических схем.
14. ГОСТ 3463-46. Условные обозна-
чения на схемах деталей трубопро-
водов, арматуры, теплотехнических и
санитарно-технических приборов и аппа-
ратуры.
15. ГОСТ 3464-46. Условные обозна-
чения трубопроводов, несущих жидко-
сти и газы.
16. ГОСТ 3465-52. Условные изобра-
жения заклепок, болтов и отверстий для
них.
17. ГОСТ 3466-52. Нанесение обозна-
чений и порядковых номеров составных
частей изделий на сборочных черте-
жах.
18. ГОСТ 2940-52. Нанесение на черте-
жах обозначений чистоты поверхностей
и надписей, определяющих отделку и
термическую обработку.
19. ГОСТ 4444-48. Пружины. Оформ-
ление рабочих чертежей.
Ниже изложены основные данные из
некоторых перечисленных выше стан-
дартов.
Форматы чертежей
Установлены следующие форматы
(основной ряд):
Формат 5 не рекомендуется приме-
нять для чертежей изделий основного
производства
Форматы прямоугольны и геометри-
чески подобны друг другу (фнг. I).
Площадь каждого последующего фор
ЧЕРТЕЖИ В МАШИНОСТРОЕНИИ
809
мата вдвое меньше площади предыду-
щего. Между меньшей и большей сторо-
нами листа каждого формата сохра-
няется отношение 1 : У 2. Площадь
листа формата 0 равна (приближенно)
0,94 ж*.
Дополнительные форматы могут быть
образованы путем увеличения одной
из сторон форматов основного ряда
(длинной стороны или короткой) на
величину, кратную */j удлиняемой сто-
роны (фнг. 2).
В отдельных случаях допускаются
дополнительные форматы, образуемые
Фиг. 2.
путем увеличения одной или обеих сто-
рон (Ьорматов 0 и I на величину, крат-
ную */в удлиняемой стороны.
Обозначения дополнительных фор-
матов должны составляться из обозна-
чения формата основного ряда и коэф-
фициента увеличения удлиняемой сто-
роны, причем в случае увеличения ко-
роткой стороны добавляется буква К.
Например, обозначение 2*/i К соответ-
ствует формату, образованному, из 2-го
формата путем увеличения его корот-
кой стороны на половину ее размера.
Складывание чертежей. В приложе-
нии к ГОСТ 3450-52 даны рекомендуе-
мые указания по складыванию чертежей
<гармоникой>.
Складывать чертежи рекомендуется
изображением наружу так, чтобы
надпись (угловой
штамп) оказалась
Gt” на верхней лице-
\вой стороне сло-
U женного листа в
\ его правом нижнем
-AvZ, I г углу (фиг. 3).
Чертеж после
Фиг. з. складывания дол-
жен быть приве-
ден к одному из стандартных форма-
тов, предпочтительно к формату 4
(203 X 288 мм).
Масштабы
Предпочтительным является изобра-
жение в натуральную величину (мас-
штаб / : 1).
Для уменьшения установлены мас-
штабы 1 : 2; 1 : 5; I : 10. 1 : 20. 1 : 25;
1 : 50; 1 : 75. Допускаются, но не ре-
комендуются масштабы 1 : 2,5; Г. 4 и
/ : 15.
Для увеличения установлены мас-
штабы 2:1; 5:1 и 10 : 1.
Допускаются, но не рекомендуются
масштабы 2,5 : 1 и 4:1.
Примеры обозначения масштабов:
М 1: 2; М 5 : /; М 1 : 1.
Буквенные обозначения
Установлены следующие буквенные
обозначения для применения на чер-
тежах и в других технических доку-
ментах:
Длина . ... L, I Периметр .... Р, р
Ширина . . . В, Ь Плошадь.............. F
Высота, глуби- Объем .................. V
на ... Н. h Центры................О, о
Диаметр . . D, d Расстояние между
Радиус ... .R, г центрами или
Сторона пра- между осями . . С, с
аильного мио- Углы (предпочтн-
гоуголыгика А, а тслыю) . я, ₽,
Т.».»
Радиус при цифровом размере обо-
значается только буквой R (например,
R25).
Обозначения для стрелок, указываю-
щих направление проектирования, для
линий разреза и для линий сечения
выбираются из прописных букв рус-
ского алфавита.
Расположение видов (проекций),
разрезов и сечений
Установленная система расположения
видов (проекций) и разрезов иллю-
стрируется фиг. 4 и 5.
При расположении видов согласно
установленной системе их наименова-
ния, кроме <вид сзади», не должны
надписываться.
810
ЧЕРТЕЖИ В МАШИНОСТРОЕНИИ
Допускается при изображении пред-
метов, проектирующихся в форме сим-
метричной фигуры, вычерчивать вза-
мен целого вила несколько более его
половины.
Сечения предпочтительно выполнять
вынесенными (фиг. 6), а не наложен-
ными.
АБВГДЕЖЗИК/1
МНОПРСТУФХЦ
ЧШЩЪЫЬЭЮЯ
В стандарте приведены данные для
построения некоторых рекомендуемых
аксонометрических проекций.
Шрифты
Образцы шрифтов русского и латин-
ского алфавитов приведены на фиг. 7.
Шрифты — наклонные; угол наклона
к строке ~75°.
Допускается применение прямого
шрифта (без наклона) с сохранением
указанных в стандарте начертаний и
размеров букв и цифр.
Рекомендуется применять шесть раз-
меров * шрифта в русском алфавите:
14; 10; 7; 5; 3,5; 2,5.
Допускаются и другие размеры, но с
сохранением установленного типа букв
и цифр.
Написание букв греческого алфавита,
указанное в ГОСТ 3454-52, дано на
фиг. 8.
123456 7890 №
аббгдежзиклмнопр
стусрхцчшщъыь эю я
а)
ABCDEFGHIJKL MNOPQRS TUVV/
XYZ
abcdefghijklmnopqrstuvwxyz
Фиг. 7.
А аВр Гу 90S'Il КкАЛМр
альфа бзто гамма Оелыпа гпсилом Оззта зта тзта йота каппа ламМа ню
Nv 0о Птг Рр Хб^Тг Уи.ФфХх^Ф^
ню кси омикрон пи ро сигна may ипсилон фи ни пси омега
Фиг. 8.
Наглядные изображения
ГОСТ 3453-52 рекомендует применять
для наглядного изображения деталей,
узлов и т. д. аксонометрические про-
екции.
Штриховка в разрезах и сечениях
В стандарте приведены условные обо
значения, указанные в табл. 1.
* Размер шрифта определяется высотой в мл
прописных (заглавных) букв.
ЧЕРТЕЖИ В МАШИНОСТРОЕНИИ
811
Таблица 1
Для фанеры независимо от количе-
ства слоев и лля обмотки катушек
рекомендуются обозначения, указанные
на фнг. 9. Для изделий из резины можно
Фнг. 9.
применять также штриховку, указан-
иую на фиг. 10.
Другие материалы рекомендуется от-
мечать штриховкой, принятой для обо-
значения металлов, с
лрjпояснительной о том
• надписью; можно так
Фиг. io. указывать и мате-
риалы из группы
«пластмассы, кожа . . .» (помимо уста-
новленной для них штриховки в сетку)
в случае стыка двух поверхностей в
разрезе.
Угол наклона прямых линий в штри-
ховке должен равняться 45°; допускается
брать угол равным 30 или 60° в случае,
когда линии штриховки при угле 45°
окажутся параллельными линии кон-
тура (фиг. 11).
Расстояния между наклонными пря-
мыми линиями в штриховке должны
быть одинаковыми для всех разрезов
Фнг. и. Фиг. 12.
одной и той же детали и могут быть
в пределах от I до 10 л.ч в зависимости
от величины площади штриховки и
необходимости разнообразить штри-
ховку соприкасающихся поверхностей,
причем для металла, кожи, заливок
и т. п. расстояния между линиями штри-
ховки следует брать от I до 4 мм.
Узкие площади, подлежащие штри-
ховке, при их ширине на чертеже до
2 мм могут быть зачернены (фиг. 12).
Линин чертежа и их обводка
Толщины линий обводки на данном
чертеже определяются толщиной b
сплошных линий, примененных для изо-
бражения видимого контура. Толщина Ь
выбирается в пределах от 0,4 до 1,5 мм.
Установленные типы линий обводки
(сплошные, штриховые, штрихпунк-
тарные) и их применение для той или
другой линии чертежа указаны в табл. 2.
При черчении на прозрачном мате-
риале карандашом можно изменять
толщины линий обводки с целью обеспе-
чения четкости копий, однако с сохра-
нением указанных в табл. 2 примерных
соотношений
Обозначения допусков на чертежах
Обозначение предельных отклонений
размеров. На чертежах предельные от-
клонения указываются непосредственно
после номинального размера условными
обозначениями (фиг. 13) пообщесоюзным
стандартам ня допуски и посадки (см.
гл. XV) или числовыми величинами (фиг.
14 — пример для тугой посадки по 2-му
812
ЧЕРТЕЖИ В МАШИНОСТРОЕНИИ
Таблица 1
Липпи обводка «х применение
— ь
Ливии видимого контура; линии перехода
видимые; рамки (дли рамок — толщина b и
меиее): .полка* или кружок лля обозиа
чений и порядковых иомеров составных
частей изделий на сборочных чертежах
от b/i Во tyj
Линик излома (обрыва) и вырыва (вариант)
---------------------------44 и менее
Линин осевые н.центровые; линии сечения,
служащие осью симметрии лля фигуры на-
ложенного или выиесениого сечения; линии
начальных и делительных окружностей, об-
разующие начального или делительного
цилиндра и конуса (лля вычерчивания зуб-
чатых колес)
-----------W------------ и менее
Ливии излома (обрыва) при значительном их
протяжении
--------------— от b/г -до ь/з
Линии невидимого контура; линии перехода
невидимые; линия, соответствующие дну
впадин профиля резьбы и окружности впа-
дин зубчатых колес
---- — ^/2 и Более
Линии разреза или сечения, не совпадающие
с осевой или центровой линией
-------------------------от b/z до Ь/з
Контур наложенной проекции: вариант вы-
полнения летали; контур заготовки; линия
излома или обрыве (вариант)
------------------------ Ь/, и менее
Линии размерные и выносные; контур нало-
женного сечения; штриховка; оси проекций;
следы плоскостей; линии построения хар к-
тарных точек; пересекающиеся прямые ли-
нии лля отметки плоской поверхности;
линия-выиоска лля нанесения размеров,
обозначений чистоты поверхности, надпи-
сей. определяющих отделку и термическую
обработку, и т. п.
—:-------------------------b/ц и менее
Контуры механизмов в их крайних или про-
межуточных положениях; очертания габа-
ритов; контуры пограничных деталей,
имеющих вспомогательное зиачеине
классу точности). Допускается в виде
исключения указывать наряду с услов-
ными обозначениями числовые вели-
чины отклонений.
Если одновременно с условными обо-
значениями указываются также; и чн-
h—PlOOAj-i
>-Ы08-<
, MOOT ,
Фиг. 14.
Фиг. 13.
еловые величины отклонений, то по-
следние рекомендуется указывать в
скобках уменьшенным шрифтом (фиг. 14
и 15).
Отклонение, равное нулю, на чертежах
не проставляется. При симметричном
расположении поля допуска величина
I—ИЯ/Д------•
I--20Я1 * * * * * * В'ал,,>—Ч
। Wlt'W) f
Фиг. 15.
отклонения про-
ставляется так, как
указано на фиг. 16
Фиг. 16.
Предельные отклонения размеров
деталей, изображенных на чертеже в
собранном виде, указываются дробью:
в числителе, над размерной линией,
даются отклонения отверстия (охва-
тывающей детали), в знаменателе, под
размерной линией,—отклонения нала
(охватываемой детали). При указании
числовых величин отклонений допу-
скаются надписи, поясняющие, к ка-
кой детали относятся отклонения. До-
пускается также проводить две размер-
ные линии и отдельно указывать откло-
нения вала и отверстия с надписями,
к какой детали относятся отклонения.
В случаях, когда условное обозначе
нне относится только к одной нэ деталей
соединения, изображенного в собран-
ном виде, допускается впереди обозна-
чения писать слово «вал» или «отвер-
стие».
ГОСТ 3457-46 содержит указание о
том, как оговариваются допустимые
отклонения формы (например, оваль-
ность), и расположения поверхностей
ЧЕРТЕЖИ В МАШИНОСТРОЕНИИ
813
(например, непараллельность) прн необ-
ходимости их контроля. Эти отклоне-
ния можно оговаривать в технических
условиях или записью на свободном
поле чертежа, либо указывать на изо-
бражении детали с использованием ни-
жеследующих условных знаков и поя-
снительных надписей.
Непрамолвнне*вость
Примеры записей на поле чертежа:
Отклонения от прямолинейности образующих по
И 25В не более 0.U1 «л по всей длине.
Просвет при контроле лекальной линейкой об-
разующих по 0 1U не более 0,005 мм.
Неплоскостность
Примеры записей на поле чертежа:
Отклонения от плоскостности поверхности А ие
более 0,02 мм на длине 10и мм.
Для поверхности А допускается вогнутость не
более 0,02 лмг на длине 100 мм.
Для поверхности А допускается вогнутость не
более 0,02 мм ва длине 100 мм и ие более 0,01 мм
по всей ширине.
Непараллельность
Примеры записей на поле чертежа:
Отклонения от параллельности плоскости А
относительно опорной плоскости В не более
ОДП мм.
' Отклонения от параллельности А к В не более
0Д2 млг на длине 300 мм.
Непараллельность осей I н 3 не более 0,02 мм.
Овальность
(Идеытт^ЦО?
Пример записи на поле чертежа:
Овальность на 0 25В, не более 0,07 мм.
Конусность
KoKf/CMomeeweeSOI
fl---------hi
Стрелка указывает, в каком направлении диа-
метр может уменьшаться.
Пример записи на поле чертежа:
Конусность ие более 0,05: 100.
Разность диаметров шейки в крайних сечениях
не более 0,01 мм; допускается только уменьшение
диаметра в направлении к торцу.
Радиальное биение
Примеры записей на поле чертежа:
Биение прн контроле я центрах на участках А
и С не более 0.1 мм. на участке В не более 0,2 мм.
Биение наружной поверхности относительно
внутренней ие более 0.2 мм.
Биение поверхностей А и С относительно В не
более 0,05 мм.
Торцевое биение
Пример записи на поле чертежа:
Биение торца А при проверке ва
оправке в центрах не более о,иб мм.
Неперпенднхулярность
Пример записи на поле чертежа: ______. в
Отклонения от перпендикулярности I (
В к А по угольнику не более U.U1 : 1(Л. S
Несоосиость
Примеры записей на note чертежа:
Отклонения от соосности (эксцентриситет) от-
верстий не более 0.П2 мм.
Отклонения от соосности (эксцентриситет) сту-
пеней относительно диаметра D:
d, ие более О.иОВ мм d, не более и,«15 мм
d, . . 0,006 мм 4 . . O.LXJU .
Несимметричность
Пример записи на поле чертежа:
Отклонения от симметричного расположения
паза относительно цилиндра не более 0,1 мм.
Нанесение размеров. ГОСТ 3458-52
«Нанесение размеров» ограничивается
вопросами оформления чертежа. Во-
просы простановки размеров в зависи-
мости от выбора конструктивных и
технологических баз в стандарте не
рассмотрены.
Размерные числа следует наносить
в разрыве размерной линии или над
ней, возможно ближе к ее середине.
На всех чертежах по данному изделию
способ нанесения размерных чисел дол-
814
ЧЕРТЕЖИ В МАШИНОСТРОЕНИИ
жен быть единым. При малых расстоя
ниях между линиями контура или вы-
носными линиями размерные числа
следует наносить согласно примерам,
приведенным на фиг. 17.
Фиг. 17.
Расположение цифр при различных
наклонах размерных линий должно
соответствовать указаниямфиг. 18; штри-
ховкой отмечен угол, в пределах кото-
рого следует по возможности избегать
проведения размерных линий с накло-
ном. подобным указанному (размер 14),
до 30° от вертикального направления.
Размеры углов наносятся, как ука-
зано на фнг. 19, т. е. всегда горизон-
тально.
Размерное число для радиуса следует
обязательно дополнять обозначением R
(по типу /?25). Примеры приведены на
фиг. 20; стрелку рекомендуется ставить
с внешней стороны дуги при размере
радиуса на чертеже менее 6 мм.
Размерные числа диаметров необхо-
димо во всех случаях сопровождать
условным знаком 0.
Повторяющиеся одинаковые отвер-
стия следует указывать надписью, как
изображено на
фиг. 21.
Пример запи-
си для указания
квадрата (30 X
х 30) дан на
фиг. 22, где так-
же показано,
что при разры-
ве изображения
Фиг. 21.
размерную ли-
нию следует
проводить полностью (размер 70).
При указании конических фасок с
углом 45° надписью следует ее выпол-
нять и располагать по типу фиг. 23 (раз-
мер 2 выражает высоту конуса, а 45® —
угол между образующей коиуса и его
осью).
Фиг. 28.
Фаски с углом, отличным от 45°, сле-
дует указывать
На фиг. 25
и 26 даны при-
меры обозначе-
ния конусности
и уклона над-
писью; надпись
следует распо-
лагать горизон-
тально.
согласно фиг. 24.
Фиг. 24.
При отсчете линейных размеров от
некоторой базы размерные линии на-
носятся параллельно, а при отсчете
угловых размеров — коннентрично
(фиг. 27). Допускается также способ,
указанный на фиг. 28.
ЧЕРТЕЖИ В МАШИНОСТРОЕНИИ
815
Изображение н обозначение резьбы
Установленные стандартом приемы
изображения резьбы показаны на фиг. 29
(штриховые линии — «в тело» детали).
В разрезах тонкостенных деталей до-
пускается изображение резьбы по
фиг. 30. Профиль резьбы может быть
показан при помощи вырыва (фиг. 31)
или отдельно, например, по фиг. 32.
Фиг. зо.
Фиг. 31.
Конец сверленого и затем нарезан-
ного гнезда допускается изображать
так, как показано на фиг. 33, в тех слу-
чаях, когда нет необходимости в точном
изображении величины выхода резьбы
и разности между глубиной сверления
и длиной резьбы в гнезде.
Фиг. 32. Фиг. 33.
Обозначения резьб и допусков долж-
ны быть взяты из соответственных стан-
дартов.
Предельные отклонения размеров
резьбы должны указываться в обозна-
чении классами точности (например,
М64 X 6 кл. 2), а для мелких метри-
ческих — степенью точности (например,
1М64 X 4 — k) или условными обо-
значениями, поля допуска по соответ-
ствующему стандарту (например, Трап
36 X 6 — т).
Резьбу следует обозначать по ее
наружному диаметру (фиг. 34), при-
чем допускается обозначение резьбы
относить к контуру резьбы.
Для указания левой резьбы следует
обозначение ее дополнять надписью
«левая», например Трап 90 X 12 левая.
Допускается: а) во всех случаях перед
обозначением резьбы писать слово «резь-
ба», например Резьба трап 22 X 5
ОСТ 2410', б) в обозначении основных
видов стандартных резьб не указывать
номера стандарта.
Условные изображения зубчатых
зацеплений
Общие указания для вычерчивания
зубчатых колес:
I) окружность выступов обводится
сплошной линией одинаковой толщины
с линиями видимого контура;
816
ЧЕРТЕЖИ В МАШИНОСТРОЕНИИ
2) окружность впадин обводится штри-
ховой линией по типу линий невидимого
Пружины с левым ходом следует
отмечать надписью «Левая».
Фиг. 35.
контура;
3) начальные и де-
лительные окружно-
сти. образующие на-
чальных и делитель-
ных цилиндров и ко-
нусов, основания на-
чальных и делитель-
ных конусов обво-
дятся штрихпунктир-
ной линией по типу
осевых и центровых
линий.
Фиг. 41.
Условные изображения заклепок,
болтов и отверстий для них
Установленные условные изображе-
ния для головок заклепок приведены
на фиг. 42.
На фиг. 35 показаны зубчатые колеса
цилиндрической передачи. На фиг. 36
и 37 даны соответствующие полусхема-
тнческие и схематические изображения.
Форма и
расположение
головок
Условные изображения пружин
Контур витков винтовых пружин сле-
дует вычерчивать упрощенно прямыми
линиями (фиг. 38). Можно
ограничиваться изображением
продольного разреза (через
ось) всей пружины и изобра-,
Женнем не всех витков, если
их больше, чем четыре (фиг. 39).
Можно также ограничиваться
лишь сечением витков (фиг. 40).
диаметр или толщина
на
Фкг. 38.
Если
витка
Фиг. 38.
сечения
чертеже меньше I ад, то
предпочтительно пользо-
ваться схематическим изо-
бражением (фнг. 41).
С обеил сторон
Условное
изображение
6
Фиг. 42.
С даленеО (невмвинёй!
стороны
С ближней (видимей)
стороны
С ближней (вид иной)
стороны
2
*
С дальней (невидимой)
стороны
С обеил сторон
С of Гиг сторон
Фиг. 40.
Для указания только размещения
заклепок можно применять условное
изображение в виде знака 4-.
При различных диаметрах и длинах
заклепок в данном узле размеры указы-
ваются: а) преобладающие — общей над-
писью по типу «Все заклепки ....
кроме оговоренных» (на месте много-
точия даются размеры); б) оговаривае-
мые — около изображения каждой за-
ЧЕРТЕЖИ В МАШИНОСТРОЕНИИ
817
клепки или группы заклепок (фиг. 43).
В последнем случае (для группы за-
клепок) размеры могут быть даны в спе-
циальном примечании (фиг. 44).
На фиг. 45 указано условное изоб-
ражение, допускаемое при нескоЛьких
равноотстоящих друг от друга оди-
наковых заклепках (t — длина каж-
дого интервала, п — число интервалов).
Для указания размещения болтов при-
меняется их условное изображение в
виде квадрата (фиг. 46).
Фнг. 45.
Фнг. 47.
Размещение отверстий для заклепок
или болтов может быть указано согласно
фиг. 47 (изображены круглые отверстия).
Отверстия, выполняемые прн мон-
таже, должны отмечаться на чертеже
надписью (например, ^Сверлить по ме-
сти», еСверлить при монтаже» и т. п.).
Размеры болтов и отверстий могут
быть указаны аналогично тому, как это
делается для заклепок (см. фиг. 43 —
45).
На фнг. 48 приведены примеры до-
пускаемого указания заклепок, бол-
тов и отверстий для них на плоскости,
параллельной их оси, в виде осевой
52 Том 4. 769
линии. На выносках могут быть ука-
заны размеры и другие данные.
Допускаемое изобра жение
вместо
Фиг. 48.
Нанесение обозначений и порядковых
номеров составных частей изделий
на сборочных чертежах
Обозначения составных частей изде-
лий или их порядковых номеров ука-
зываются на сборочных чертежах на
выносках, по возможности вне контура
проекций.
Обозначение или порядковый номер
составной части изделия следует, как
правило, давать на чертеже одни раз.
Линия-выноска заканчивается с од-
ной стороны точкой, с другой — иголкой»
или кружком (фиг. 49).
гонт
Фиг. 49.
Допускается применение ломаных ли-
ний-выносок, но не более чем с одним
изломом.
Линии-выноски не должны: а) пере-
секаться между собой; б) быть парал-
лельны линиям штриховки, если вы-
носка проходит по заштрихованному
полю; в) пересекать проекции других
деталей (по возможности).
Для группы крепежных деталей (на-
пример, болт — шайба — гайка), отно-
сящихся к одной и той же точке крепле-
ния, допускается общая линия-выноска.
Нанесение на чертежах обозначений
чистоты поверхностей и надписей,
определяющих отделку и термическую
обработку
На чертежах для указания чистоты по-
верхностей следует пользоваться обо-
значениями, указанными в ГОСТ 2789-51
Я18
ЧЕРТЕЖИ В МАШИНОСТРОЕНИИ
«Чистота поверхностей. Классифика- *
ция и обозначения». В табл. 3 и 4 приве-
дены заимствованные из этого стандарта
обозначения классов и разрядов чисто-
ты на основании классификации послед-
ней (см. стр. 52).
Обозначения степеней чистоты по
табл. 3 и 4 ограничивают лишь верх-
ний предел лгх, соответственно Нср‘,
например VVV® означает, что у
Таблица 3
Классы степеие! частоты поверхности
8 Обояня- в мк НСр в мк
5 чемне СК
1 V7 Св. 125 до 200
2 V/ . 63 , 12S
3 VJ — . 40 . 63
1 W4 — . 20 . 40
5 W5 Св. 3.2 л о 6,3 —
6 WJ . 1,6 , 3,2 —
7 VW7 . 0.8 . 1,6 —
8 . 0.4 . 0.8 —
9 VVV 5 . 0,2 . 0,4 —
10 WWW . 0,1 в 0,2 —
и WW /7 . 0.06 . 0.1 —
12 VWV tZ . 0,025 . 0,05
13 WWt! —- Св. 0.06 до 0,12
14 VWV /4 — До 0.06
Пранеча н и е. По соглашению сторон
lonycKirrci оценка поверхностей классов 5-
12-го не по п. 1 по
Класс 5 6
Hq, в мк Св. 10 ло 20 Св. 63 «о 10
Класс 7 8
H-- я лк Св. 3,2 до 6,3 Св. 1,6 Ао 3,2
Класс 9 10
H,„ и мк Св. 0,8 до 1,6 Св. 0,5 до 0,8
Класс 11 12
Ч ср “ •“* Св. 0,25 ДО 0,5 Св. 0,12 до 0.25
соответствующей поверхности должно
быть Нск > 0,8 мк, VV 4 — что у по-
верхности, обозначенной таким образом,
Нер > 40 мк.
Если чистота поверхности должна
быть в пределах одного или несколь-
ких классов или разрядов, в обозначе-
нии следует указывать два номера клас-
сов или разрядов, ограничивающих до-
пустимую чистоту, например V \7б—6
означает, что чистота поверхности должна
быть в пределах 6-го класса,т. е. 1,6 мк<
Нск < 3.2 мк\ 9\7\79б -г V9Wl0a:
0,16 < мк < Нск <0,32 мк.
Таблица
Раэрады чистоты роаерхипсти
О» OOOSHel- чсние Hckumk Hcp в мк
6а 66 6в 7а 76 7в 8а 86 8в 9а 96 9в 10а 106 10в 11а 116 11В 12а Ь6 12 и 13а 136 13в" 14а 146 Vv6j W5J WEJ wv 7а vw 76 VW 70 Wv Sa VW so VW so WV gg VW wv£0 ww too VWV AM ww too Ww 11a vWv 116 VWJ116 ww /2g VWv 126 WW 120 WW/jj ww 136 ww 136 Ww/4? WW 1*6 Св. 2,5 до 3,2 . 2 .2,5 . , 2 . 1.25 . 1,6 .1 .1.23 .0,8 .1 . o,63 .0.8 . 0,5 .0,63 . 0,4 .0,5 . 0Д! .0,4 . 0,25 .0,3’ . 0,2 . 0,25 . 0,16 .0,2 . 0,125 . 0,16 . 0,1 .0,125 . 0.08 .0,1 . 0,063 . 0,08 . 0.06 . 0,063 . 0,04 .0,05 . 0,032.0,04 . 0,025 . 0,032 ••• ff о S®>. 1 I | I I 1 1 1 I I 1 1 1 1 1 1 I 1 1 1 1 Ъ» • о “pop© rs
Поверхности, к чистоте которых осо-
бые требования не предъявляются, обо-
значаются знаком, показанным на
фиг. 50.
Отделку и термическую обработку от-
дельных мест детали следует указывать
надписью, например
Пример, приведенный на фнг. 51,
относится к случаю, когда вся поверх-
ность детали должна быть одной и той
ТО5
Фнг. S0. Фиг. 51.
же чистоты. В этих случаях допускается
присоединение к обозначению чистоты
слова «кругом»
При различной чистоте отдельных
участков поверхности детали обозна-
чение соответствующей чистоты нано
сится на каждом участке поверхности
ЧЕРТЕЖИ В МАШИНОСТРОЕНИИ
819
Допускаемое отступление от этого
указано на фиг. 52; обозначение чистоты,
относящееся к большей части поверхно-
сти, на самом изображении летали не
дается.
Обозначение чистоты одного н того
же участка поверхности или повторяю-
щихся поверхностей в детали (например,
зубьев шестерни) следует наносить на
чертеже только один раз.
Указание отделки или термической об-
работки отдельных участков летали
производится посред-
ством надписи Эти
VV б ОС ТАЛЬПЫ
Фиг. 53.
Фиг. 53.
участки могут быть выделены при по
мощи размерной линии со стрелками
на концах или штрихпунктирной ли-
нией.
Если поверхность детали после меха
нической обработки подвергается от
делке (лакокрасочное, гальваническое
покрытие и т. п.), что указывается на
поле чертежа отдельно, то проставлен
ные на чертеже знаки чистоты поверх
ности характеризуют ее до отделки.
При одновременном нанесении обо
значения чистоты поверхности и ука-
зания отделки нли термической обра-
ботки. причем на чертеже нет специаль-
ной надписи, обозначение чистоты
характеризует поверхность после от-
делки нли термической обработки.
Цифры в обозначении класса или
разряда чистоты поверхности следует
ставить справа от треугольников
(фиг. 52 и 53).
Пружины. Оформление рабочих чертежей
В ГОСТ 4444-48 указано рекомендуе-
мое оформление рабочих чертежей ци
линдрических винтовых пружнн из ма
тернала круглого сечения, работаю-
щих на сжатие нли на растяжение.
Механическая характеристика пру-
жин указывается на диаграммах.
К чертежу работающей на сжатие
пружины, показанному на фнг. 54, долж-
ны быть добавлены следующие дан-
ные: I) длина развернутой проволоки:
2) навивка (правая или левая); 3) число
рабочих витков: 4) полное число витков
(с допуском); 5) диаметры контрольных
Фиг. 54
стержня и гильзы; 6) термическая обра-
ботка; 7) покрытие и окраска; 8) техни-
ческие условия на изготовление, испы-
тание и приемку пружины.
Кроме того, на чертеже должен быть
угловой штамп с обычно помещаемыми
в нем сведениями.
Все это должно быть и на чертеже
пружины, работающей на растяжение
(фиг. 55), за исключением данных о
полном числе витков и о диаметре кон-
трольного стержня.
Фиг. 55.
Обозначения, указанные на фиг. 54
и 55, выражают: Н — высоту (длину)
пружины в свободном состоянии; Hi —
высоту (длину) пружины пол предва-
рительной нагрузкой; Hj — высоту
(длину) пружины пол максимально!)
рабочей нагрузкой; — высоту (длину)
пружины, сжатой до соприкосновения
витков (фиг. 54) нли растянутой
(фиг. 55) при испытаниях па проч-
ность и упругость.
Все эти буквенные обозначения, в
также D, Dt, d, t (см. фиг. 54 н 55)
должны быть заменены в рабочих
чертежах пружин соответствующими чи-
словыми значениями.
52*
ПРЕДМЕТНЫЙ АЛФАВИТНЫЙ УКАЗАТЕЛЬ
А
Автоматические тормоза — см. Тор-
моза автоматические
Автоматы контрольные 40
Арматура для присоединения гибких
проволочных валов 177
--- типа задвижек — Усилия вдоль
шпинделя 746
Арматура трубопроводов 735—748
— Виды 738
— Давление рабочее, условное и проб-
ное 735, 736
— Клапаны — Приводы 748
— Крепежные детали — Материалы
737
— Проходы условные 735, 737
Арматура трубопроводов вентильного
типа — Прочность — Расчет 743: —
Уплотнительные поверхности — Да-
вление удельное максимальное 739
---литая — Стенки — Толщина 745
--- чугунная — Пределы применения
735
Б
Баббиты — Применение для подшип-
ников 275
База измерения 38
Балки — Высота 671
— Конструирование 670
— Кручение 683
— Напряжения и деформации от кру-
чения 682
— Сечения 670, 671
Балки клепаные 674
— Пояса — Сопряжение со стенкой
675
— Поясные элементы 677
— Сопряжение 680
— Стенки вертикальные 676
---Устойчивость местная 678
— Стыки 675
— Устойчивость общая 677
Балки сварные — Пояса — Сопряжение
со стенкой 672
— Ребра жесткости 679
— 'Сечения — Подбор 671
— Стыки 673
— Швы поясные 672
Балки сварные крановые 673, 674
Барабаны — Оболочка — Запас проч-
ности 776, 777
----для стальных канатов — Размеры
775, 776
----лля цепей и канатов 775
Бесшпоночные соединения 604—609
— Равноосность контура — Уравне-
ния 605
— Расчет на прочность 607
— Элементы — Геометрия 604
Биенне 36. 37
----радиальное — Пример записей
на поле чертежа 816
----торцевое—Пример записей на
поле чертежа 813
Блоки ведущие 773
----для канатов 774, 775
----для цепей и канатов 773
----направляющие 773
Болты 539, 545
— Головки — Применение 541
— Допуски на средний диаметр 506
— Изображение условное на чертежах
816
— Коэффициент полноты резьбы 531
— Момент затяжки 527
— Нагрузки допускаемые 527
— Шаг резьбы — Погрешности —Диа-
метральная компенсация 499, 500
Болты для крепления плит жестких на
упругом основании — Расчет 536
----для крепления плит на жестком
основании — Расчет 538
----нагружены поперечной силой —
Расчетные формулы 526
---- нагружены продольной силой —
Расчетные формулы 525
---- нагружены эксцентрично прило-
женной силой — Расчетные фор-
мулы 527
----с шестигранной головкой 550, 551
----с шестигранной головкой чистые
545; —Длина 546, 547, 548, 549
----черные 551, 553
----шатунные — Расчет 494
Бочкообразнссть — Определение 35
822
БРОНЗЫ-ВАЛЫ ПРЯМЫЕ
Бронзы — Применение для подшипни-
ков 276
Броня гибких проволочных валов 177
Буксы ходовых колес 807
Бурильные трубы — см. Трубы буриль-
ные
В
Валы 129—179
— Игра осевая 232
— Измерение — Универсальные сред-
ства и методы 111
— Измерение по хорде и высоте сег-
мента 114
— Коэффициент жесткости 346
— Приближенное число единиц до-
пуска 79, 82
— Прогибы допустимые 142
Валы бесшпоиочных соединений — Изго-
товление — Технологические опера-
ции 607
--- равноосные — Расчет на изгиб и
кручение — Формулы 608
--- циклоидальные — Размеры — Нор-
мальный ряд 605. 606; — Расчет
на изгиб и кручение — Формулы
608
Валы гибкие проволочные 175
— Броня 177
— Диаметры — Выбор 179
— Закручивание — Характеристика 179
— Конструкция 176
— Материалы 176
— Напряжения и деформации при
изгибе и кручении 178
— Размеры 176
Валы диаметром от 0,1 до 10000 мм —
Отклонения 83, 86
Валы зубчатых колес — Расчет 355
--- конических — Действующие си-
лы — Определение 366
Валы зубчатых передач — Расчет 355
Валы коленчатые — Галтели — Влия-
ние на распределение нормальных
напряжений 149
— Заглушки шеек 149
— Колена сдвоенные — Расчет 169
— Конструкции 153
— Нагрузки 162
— Опорные реакции 168
— Пределы выносливости 161
— Применение 148
— - Размеры 148
— Расчет во втором расчетном поло-
жении 170
— Расчет на прочность и выносли-
вость 173
— Расчетные положения 162
— Уравновешенность 151
— Усталостная прочность 161
— Щеки — Размеры — Расчетные
формулы 148
• Валы коленчатые дизелей — Чертежи
151, 152, 154, 155, 158, 160
Валы переходных и свободных посадок
для диаметров от I до 500 мм —
Отклонения 91
--- переходных посадок для диаме-
тров свыше 500 до 10 000 мм —
Отклонения 100
--- прессовых, переходных и свобод-
ных посадок для диаметров от 0.1
до 1 мм — Отклонения 97
--- прессовых посадок для диаметров
от 1 до 500 мм — Отклонения 90,
94
--- прессовых посадок для диаметров
свыше 500 до 10 000 мм — Откло-
нения 101
Валы прямые — Конструкция 129
— Концентрация напряжений 136
— Коэффициент запаса прочности 135,
140
— Коэффициент упрочнения 139
— Материалы 132
— Расчет на выносливость 133, 136
— Расчет на жесткость 140
— Расчет на прочность 133
— Расчет на статическую прочность
134
— Углы закручивания — Расчетные
формулы 142
— Усталостная прочность 131
— Форма 130
Вялы прямые из пластичных мате-
риалов — Запас прочности 140
----- многоопорные — Расчет 142
--- ослабленные лысками — Момент
сопротивления 137; — Площади
сечений 137
--- ослабленные пазами — Момент
сопротивления 135" 136;—Пло-
щади сечений 135, 136
--- ослабленные поперечным отвер-
стием— Коэффициент снижения
момента сопротивления 138
--- ослабленные шлицами — Момент
сопротивлений 137; — Плошадь
сечений 137
---полые 130; — Расчет на жест-
кость 140
--- промежуточные машины-орудия —
Пример расчета 144
--- с центральным каналом — Коэф-
фициент снижения момента сопро-
тивления 134
--- сплошные — Расчет на жесткость
140
----- трансмиссионные — Расчет 143
ВАЛЫ - ГОСТ 291-11
823
Валы ременных передач — Давление —
Расчет 468
---- свободных посадок для диаметров
свыше 500 до 10 000 мм— Откло-
нения 100
----цепных передач—Нагрузки 430
---- червячных колес — Определение
действующих сил 413
Вариаторы 436—452; — Конструкции
438; — Расчет кинематический 444
---- колодочно-ременные 439
---- конусные 437. 438
---- лобовые 437, 438
---- планетарные простые 451
---- с клиновым механизмом самоза-
тягивания 450
---- с раздвижными конусами 437,
439, 440
---- со специальными широкими рем-
нями 440
---- торовые 437, 441
---- фрикционные планетарные 450; —
Передаточные отношения — Схемы
и формулы 451
---- фрикционные планетарные замкну-
тые . 452
----цепные 440
---- ЦНИИТМАШ 441, 442; — Раз-
меры 443
---- шаровые 437, 441, 442
Вариации показаний 4
Вентили — Детали — Прочность —
Проверка 745
Вероятности зазоров и натягов 103
Винтовые зубчатые передачи 414
Винты 554; — Головки под отвертку
или под ключ 542
----грузовые 538
---- с квадратной головкой и бурти-
ком 557
---- с полукруглой головкой 554, 558
---- с полупотайной головкой 556
---- с потайной головкой 555, 558
----с цилиндрической головкой 555,
558
---- установочные 558, 559, 560, 561
---- ходовые 538
Взаимозаменяемость в машиностроении
1—54
Вкладыши подшипников скольжения —
Форма 273
Включение кулачковых муфт 197
Вогнутость поверхностей — Определе-
ние 35
Войлочные кольца уплотнительные 729
Втулки для бесшлоночных соедине-
ний — Изготовление — Технологи-
ческие операции 607
— Размеры — Нормальный ряд 605.
606
Выбор класса точности цилиндрических
зубчатых передач 298, 300
--- коэффициента смещения зубчатых
передач 366
--- подшипников качения 238, 239,
240, 241, 242
--- напряжений. допускаемых для
пружин и рессор 617
--- приводных ремней 458
Выносливость валов коленчатых—Пре-
делы 161; — Расчет 173
---прямых—Расчет 133, 136
Вязкость смазки для червячных пере-
дач 413
Г
Гайки 543; — Высота — Определение
531;—Допуски на средний диаметр
506
---- корончатые 566
—— шестигранные 564, .565, 566. 567
Галтели вала и проточки в корпусе —
Размеры 256
---- коленчатых валов 149
Геометрический расчет зацепления чер-
вячных передач 406 в
Геометрия бесшлоночных соединений
604
----винтовых пружин 622
---- шлицевых соединений 587
Гибкие валы проволочные — см. Валы
гибкие проволочные
Гибкость, допускаемая для растянутых
элементов сварных ферм 685
---- стержней переменного сечения —
Определение 692, 694
Гидродинамическая теория смазки 259
Гипоидные передачи 366
Глобоидные червячные передачи 414
Глубиномеры микрометрические 12
— Допустимые погрешности показате-
лей 13
Глухари 570, 572, 573
Головки болтов 541
---- винтов под отвертку или под ключ
542
----оптические делительные 118. 122
---- угломерные 118, 122
---- шатунов кривошипно-шатунных
механизмов — Изгибающий мо-
мент 494; — Напряжения 493; —
Расчет 492, 494
ГОСТ 10-50 II
ГОСТ 101 54 455. 456
ГОСТ 162-41 10
ГОСТ 164-52 10
ГОСТ 166-51 10
ГОСТ 191-52 769
ГОСТ 294-41 245
824
ГОСТ 301-50—ГОСТ 2S28-5!
ГОСТ 301-50 717 ГОСТ 1425-48 653
ГОСТ 333-41 247 ГОСТ 1432-42 572
ГОСТ 355-52 737 ГОСТ 1433-42 573
ГОСТ 356-52 735, 736, 753 ГОСТ 1434-42 572
ГОСТ 380-50 132, 584, 659, 668, 773, ГОСТ 1435-54 569
778 ГОСТ 1451-42 789
ГОСТ 397-54 565, 566. 568 •ГОСТ 1452-53 630, 631
ГОСТ 493-54 616 ГОСТ 1453-42 128
ГОСТ 492-52 722 ГОСТ В-1472-42 554
ГОСТ 499-41 668 ГОСТ В-1473-42 542, 554, 555, 581
ГОСТ 503-41 177 ГОСТ В-1474-42 542, 554, 555, 581
ГОСТ 520-55 232, 234, 253, 254 ГОСТ В-1475-42 542, 556
ГОСТ 586-41 417, 419, 428, 764 ГОСТ В-1476-42 558
ГОСТ 587-41 764 ГОСТ В-1477-42—1480-42 542, 559
ГОСТ 588-54 764 ГОСТ В-1478-42 116, 559
ГОСТ 589-54 764 ГОСТ В-1479-42 559
ГОСТ 591-41 425 ГОСТ В-1480-42 559
ГОСТ 617-53 717 ГОСТ В-1481-42 542, 560
ГОСТ 631-50 524 ГОСТ В-1482-42 542, 560
ГОСТ 632-50 524 ГОСТ В-1483-42 542, 560
ГОСТ 633-50 524 ГОСТ В-1484-42 542, 560
ГОСТ 803-50 432 ГОСТ В-1485-42 542, 554, 560
ГОСТ 831-54 247 ГОСТ В-1486-42 561
ГОСТ 832-41 242 ГОСТ В-1487-42 543, 561
ГОСТ 836-47 116, 576 ГОСТ В-1488-42 542, 554, 557
ГОСТ 885-41 544 ГОСТ В-1489-42 542, 558
ГОСТ 977-53 737, 773 ГОСТ В-1490-42 558
ГОСТ 1019-47 722 ГОСТ В-1491-42 558
ГОСТ 1050-52 132, 162, 183, 193, 432, ГОСТ 1499-54 177
569, 584, 659, 668 ГОСТ 1546-53 176
ГОСТ 1055-41 423, 434 ГОСТ 1585-42 276
ГОСТ 1088-41 772 ГОСТ 1589-42 576
ГОСТ 1139-41 587, 588 ГОСТ 1590-42 576
ГОСТ 1144-41 570 ГОСТ 1643-46 4, 48. 51. 349
ГОСТ 1145-41 571 ГОСТ 1643 (проект) 297, 300, 301, 302,
ГОСТ 1146-41 571 303. 304, 305, 306
ГОСТ 1147-41 570 ГОСТ 1758-42 51
ГОСТ 1187-41 668 ГОСТ 1758 (проект) 312, 313, 314, 315,
ГОСТ 1188-41 668 316
ГОСТ 1189-41 668 ГОСТ 1759-42 545, 548
ГОСТ 1191-41 668, 670 ГОСТ 1775-42 111
ГОСТ 1192-41 116, 668 ГОСТ 1789-50 616
ГОСТ 1193-41 668 ГОСТ 1795-42 572
ГОСТ 1195-41 116 ГОСТ 1898-48 455, 722, 727
ГОСТ 1209-53 269, 275 ГОСТ 1947-52 717
ГОСТ 1234-54 753 ГОСТ 2052-53 613, 621, 651
ГОСТ 1235-54 753 ГОСТ 2105-53 778
ГОСТ 1240-54 754 ГОСТ 2144-43 408, 409
ГОСТ 1245-54 755 ГОСТ 2172-43 771
ГОСТ 1255-54 755 ГОСТ 2185-43 325, 351
ГОСТ 1260-54 756, 758 ГОСТ 2224-43 778
ГОСТ 1265-54 759 ГОСТ 2229-43 188
ГОСТ 1268-54 760 ГОСТ 2283-43 617
ГОСТ 1284-45 477, 478, 482, 484, 486 ГОСТ 2319-55 764
ГОСТ 1303-45 695, 696. 697, 698 700, ГОСТ 2323-51 116
705, 709 ГОСТ 2475-44 603
ГОСТ 1320-41 275 ГОСТ 2524-51 543
ГОСТ 1330-55 188 ГОСТ 2526-51 565
ГОСТ 1412-54 474, 773 ГОСТ 2527-51 565
ГОСТ 1414-54 569 . . • ГОСТ 2528-51 566
ГОСТ 2870-44-ГОСТ 5917 51
825
ГОСТ 2570-44 116 ГОСТ 3262-55 523
ГОСТ 2599-50 417, 423, 432 ГОСТ 3325-55 232. 257
ГОСТ 2614-55 617 ГОСТ 3396-46 226
ГОСТ 2688-46 770, 771 ГОСТ 3396-54 613, 653, 655
ГОСТ 2751-51 222 ГОСТ 3450-52 809
ГОСТ 2789-51 51, 52, 125, 234 267. ГОСТ 3450-52—3466-52 808
• 817 ГОСТ 3453-52 810
ГОСТ 2847-45 115, 116 ГОСТ 3454-52 810
ГОСТ 2848-45 117 ГОСТ 3457-46 812
ГОСТ 2849-45 120, 123 ГОСТ 3458-52 813
ГОСТ 2875-45 120 ГОСТ 3461-52 613
ГОСТ 2940-52 808 ГОСТ 3491-46 770
ГОСТ 3027-45 710 ГОСТ 3510-47 519
ГОСТ 3047-54 84 ГОСТ 3522-51 541
ГОСТ 3057-54 651 ГОСТ 3562-47 695. 699
ГОСТ 3058-54 293. 309, 325, 326, 337, ГОСТ 3563-47 707
359. 360, 361 ГОСТ 3564-47 707
ГОСТ 3062-46 770. 771, 772 ГОСТ 3609-52 417, 432
ГОСТ 3062-46—3098-46 770 ГОСТ 3643-54 710
ГОСТ 3063-46 770, 771 ГОСТ 3675-47 51
ГОСТ 3064-46 770 ГОСТ 3675 (проект) 316, 317. 318, 319,
ГОСТ 3066-46 770, 771 320, 321
ГОСТ 3067-46 770 ГОСТ 3706-54 739
ГОСТ 3068-46 770 ГОСТ 3730-47 116, 184
ГОСТ 3069-46 770 ГОСТ 3749-47 120
ГОСТ 3070-46 770, 771 ГОСТ 3951 47 4
ГОСТ 3071-46 771 • ГОСТ 4000-48 423, 433
ГОСТ 3072-46 771 ГОСТ 4012-52 720
ГОСТ 3073-46 770, 771 ГОСТ 4046-48 118, 120
ГОСТ 3074-46 771 ГОСТ 4061-48 253
ГОСТ 3075-46 770 ГОСТ 4326-53 739
ГОСТ 3076-46 770 ГОСТ 4340-54—4361-54 760 .
ГОСТ 3077-46 770, 771 ГОСТ 4444 48 613, 808. 819
ГОСТ 3078-46 771, 772 ГОСТ 4543-48 193, 659
ГОСТ 3079-46 771 ГОСТ 4608-49 502, 511, 512
ГОСТ 3080-46 771 ГОСТ 5006-49 183, 184, 185, 188
ГОСТ 3081-46 770, 771 ГОСТ 5017-49 616
ГОСТ 3082-46 770 ГОСТ 5025-53, 697, 710
ГОСТ 3083-46 770 ГОСТ 5047-49 629. 635
ГОСТ 3084-46 770 ГОСТ 5058-49 659, 668
ГОСТ 3085-46 770, 771 ГОСТ 5147-49 176, 189, 191, 194, 195
ГОСТ 3087-46 770 ГОСТ 5221-50 617
ГОСТ 3089-46 770 - ГОСТ 5222-50 617
ГОСТ 3090-46 770 ГОСТ 5286-53 524
ГОСТ 3091-46 771 ГОСТ 5313-54 739
ГОСТ 3092-46 771 ГОСТ 5378-50 118
ГОСТ 3093-46 771 ГОСТ 5411-50 297
ГОСТ 3094-46 771 ГОСТ 5412-50 297
ГОСТ 3095-46 771 ГОСТ 5557-50 255
ГОСТ 3096-46 771 ГОСТ 5704-51 278
ГОСТ 3097-46 771 ГОСТ 5720-51 244
ГОСТ 3098-46 771 ГОСТ 5721-51 246
ГОСТ 3100-46 567 ГОСТ 5813-51 478
ГОСТ 3128-46 569 ГОСТ 5909-51 543, 564
ГОСТ 3129-46 193, 570 ГОСТ 5911-51 543, 565
ГОСТ 3189-46 226 ГОСТ 5912-51 564
ГОСТ 3196-46 501, 507 ГОСТ 5914-51 565
ГОСТ 3197-46 502 ГОСТ 5915-51 543, 564
ГОСТ 3198-46 502 ГОСТ 5916-51 543, 565
ГОСТ 3241-46 770 ГОСТ 5917-51 564, 565
826
ГОСТ 5918-51 - ДЛИНОМЕРЫ
ГОСТ 5918-51 543, 565
ГОСТ 5919-51 565
ГОСТ 5920-51- 543, 566
ГОСТ 5921-51 564
ГОСТ 5922-51 565
ГОСТ 5923-51 565
ГОСТ 5924-51 564, 565
ГОСТ 5925-51 564, 565
ГОСТ 5926-51 543, 564
ГОСТ 5927-51 564, 565
ГОСТ 5928-51 543, 565
ГОСТ 5929-51 565
ГОСТ 5930-51 543, 565
ГОСТ 5931-51 543, 565
ГОСТ 5932-51 566
ГОСТ 5933-51 566
ГОСТ 5934 51 566
ГОСТ 5935-51 566
ГОСТ 5939-51 >06
ГОСТ 6033-51 591, 593. 600. 601
ГОСТ 6111-52 521, 523, 524, 711
ГОСТ 6211-52 521, 522, 524
ГОСТ 6221-52 705
ГОСТ 6222-52 739
ГОСТ 6223-52 739
ГОСТ 6238-52 517
ГОСТ 6357-52 513, 522
ГОСТ 6361-52 517
ГОСТ 6402-52 568
ГОСТ 6507-53 11
ГОСТ 6512-53 308
ГОСТ 6527-53 523
ГОСТ 6626-53 779
ГОСТ 6627-53 779, 780
ГОСТ 6628-53 779
ГОСТ 6636-53 79, 80
ГОСТ 6681-53 739
ГОСТ 6713-53 659
ГОСТ 6874-54 249
ГОСТ 6911 54 716
ГОСТ 6960-54 567
ГОСТ 6971-54 748
ГОСТ 6982-54 456, 457
ГОСТ 7227-54 576, 580, 581, 582, 583,
584, 585
ГОСТ 7419-55 613
ГОСТ 7242-54 253
Граница поля допуска 3
д
Графо-аналитический метод выбора
коэффициентов смещения для зуб-
чатых передач 376, 377
Грузовые винты — см. Винты грузовые
Грузоподъемность подшипников сколь-
жения — Влияние обработки 266
— График 261
Грузоподъемные машины — Детали
специальные 764—810
— Рукоятки безопасные 798
Давление рабочее, условное и пробное
для трубопроводной арматуры 735,
736
---- максимальное удельное на уплот-
нительных поверхностях арматуры
вентильного типа 739
---- радиальное в подшипниках каче-
ния 228, 229
----удельное в соединениях с гаран-
тированным натягом 124, 125
---- допускаемое для муфт 204
Датчики индуктивные 26; — Характе-
ристика 30
---- электроконтактные 25; — Харак-
теристика 30
Деление шкалы 4
Детали грузоподъемных машин спе-
циальные 764—810
---- для закрепления цепей и канатов
777
---- для захватывания грузов 778
Детали машин — Взаимозаменяе-
мость I
— Контроль в процессе обработки 42
— Соединения с гарантированным на-
тягом 124
— Чистота поверхности 51
— Эксплуатационные характеристики —
Влияние свойств поверхности 52
Деформации балок от кручения 682
---- гибких проволочных валов при
изгибе и кручении 178
---- зубчатых колес — Коэффициент
340, 341
---- колец подшипников качения 227
Диаграммы комплексных однопрофиль-
ных погрешностей зубчатых колес
296. 297
---- предельных напряжений пружин
прн асимметричных циклах 646,
647
---- сдвига и эпюры касательных на-
пряжений в сечениях витков за-
неволенных пружин 641
---- суммарных рабочих напряжений
в ремне 461
---- усилий в резьбовом соединении
529
Диаметры блоков и барабанов для
стальных проволочных канатов 774
---- валов от 1 до 500 мм — Допуски
по системе ISA 82
---- нормальные и длины 79, 80
---- от 0,1 до I мм—Допуски 83, 86
---- свыше 500 мм — Допуски 83, 86
Диски трения тормозов — Расчет 797
---- фрикционные муфт 206
Длиномеры 18
ДЛИНЫ И ДИАМЕТРЫ НОРМАЛЬНЫЕ - ЗАКРЕПЛЕНИЕ ЦЕПЕЙ И КАНАТОВ Я27
— Характеристики 29
Длины и диаметры нормальные 79, 80
Долговечность зубчатых колес кониче-
ских— Расчет по контактным на-
пряжениям 365
----г зубчатых передач винтовых —
Расчет 414
---- зубчатых передач цилиндрических
закрытых — Расчет 335
---- зубьев червячных колес — Расчет
410
---- клиноременных передач 481
---- подшипников качения расчетная
239
---- приводных ремней 463
Допускаемые напряжения—см. Напря-
жения допускаемые
Допуски — Методы назначения 4
---- в системе ISA 79
---- в системе ОСТ 79
---- диаметра метрических резьб 506
----диаметров болта и гайки метри-
ческих резьб 506
•---диаметров валов от I до 500 л.ч
по системе ISA 82
---- диаметров валов от 0.1 до I мм
84, 86
---- для звеньев размерных цепей —
Расчет 70
---- для зубчатых передач 295
---- для зубчатых передач цилиндриче-
ских 297. 301, 302, 303, 304, 305.
306
---- для зубчатых передач конических
312, 313, 314, 315, 316
---- для метрических резьб 501
— для прямоугольных труб 517
---- для червячных передач 295, 316,
318, 319, 320, 321
----для шлицевых соединений тре-
угольных 602, 603
Допуски и посадки 3
----; гладких цилиндрических соедине-
ний 79
---- резьбовых соединений 498
—- шлицевых соединений 595,. 597.
600, 60!
---- шпоночных соединений 584, 585
Допуски калибров для изделий от 0.1
до I лм1 106
---- калибров для изделий от 4 до
500 мм 105
---- калибров для изделий свыше 500
до 5000 мм 106
---- на смещение исходного контура
цилиндрических зубчатых колес
306
---- на толщину зуба конических зуб-
чатых колес 316
----на чертежах — Обозначения 811
---- размеров конических поверхностей
115, 117
Допуски резьб буровых труб 517
----для диаметров 6—68 мм 503
---- дюймовых 512
---- конических 522
----Круглых 519
----- метрических для диаметров от 0,3
до 0,9 мм 507
----- метрических для диаметров
I—5 мм 504
---- метрических тугих для диаметров
от 8 до 48 мм 511
---- трапецоидальных 515
---- трубных цилиндрических 514
----- упорных 518
Допуски толщины витка червяка 321
Древесина пластифицированная — При-
менение для подшипников скольже-
ния 279
Дюймовые резьбы—см. Резьбы дюй-
мовые
Ж
Жслезографнтовые подшипники сколь-
жения пористые 277
Жесткость прямых валов — Расчет 140
--- рессор — Расчет 655
--- стержней сварных ферм — Про-
верка 685
--- фасонных витых пружин 640
--- шатунных болтов 495
3 *
Заглушки 149, 151
Задвижки клиновые — Усилия вдоль
шпинделя 746
Заедание зубьев зубчатых колес 349
Зажимы эксцентриковые — Характери-
стики технические 784, 785
Зазоры—Определение 2
--- в подшипниках качения 227, 231
--- в подшипниках скольжения отно-
сительные 273
--- посадок 103
Заклепки — Изображение условное на
чертежах 816
--- в плотных швах — Прочность —
Расчет 668
--- в прочных швах — Напряжения
допускаемые 670
Заклепочные соединения плотные —
Прочность — Расчет 669
Заклепочные швы плотные с наклад-
ками— Пример расчета 669
--- прочно-плотные — Параметры 669
——прочные—Параметры 670
Закрепление цепей и канатов 777.
828
ЗАКРУЧИВАНИЕ ВАЛОВ - ЗУБЧАТЫЕ КОЛЕСА
Закручивание гибких проволочных -ва-
лов— Характеристика 179
Заливка антифрикционных подшипников
скольжения — Толщина слоя 274
Замки соединительные к бурильным
трубам 525
Заневоливанне пружин 641
Заправочные устройства для смазки
710
Затворы трубопроводной арматуры —
Материалы 735
Затяжка резьбовых соединений — Вы-
бор величины 534; — Напряже-
ния — Контроль 534
---- шатунных болтов 495
Захваты для кип и ящиков 785
----для штучных грузов — Характери-
стики технические 785
Зацепления зубчатые — Изолинии 367
Зацепления зубчатых колес — Коррек-
ция 328; — Расчет геометрический
328
---- конических — Размеры контроль-
ные — Определение 316; — Расчет
геометрический 359; — Углы 363
----паллоидиые — Расчет геометриче-
ский 363
----корригированных 323
---- цилиндрических косозубых — До-
полнительные элементы — Опреде-
ление 401
---- цилиндрических прямозубых —
Дополнительные элементы — Опре-
деление 399
---- цилиндрических эвольвентных
321;—Расчет геометрический 323
Зацепления зубчатых передач — Гео-
метрия — Расчет табличный 378
---- конических с прямозубыми коле-
сами— Расчетные формулы 316
----цилиндрических — Контрольные
размеры — Определение 308
Зацепления червячных передач 408
— Геометрический расчет 406
— Геометрия — Расчет табличный 378
Звездочки втулочно-роликовых цепей —
Число оборотов 426
----зубчатых цепей — Зубья — Про-
фили — Параметры 422; — Число
оборотов 426
---- приводные для пластических шар-
нирных цепей 773
----с необработанными зубьями для
приводных цепей 434
----цепей 421;—Делительная окруж-
ность — Диаметр 421; — Шаг —
Определение 424
---- цепных передач — Зубья — Число
424; — Расстояние между центрами
425
Звенья размерных цепей 56, 70
---замыкающие — Поля рассеяния —
Расчет 73
---замыкающие исходные — Расчет-
ные формулы 65
--- компенсирующие — Номинал —
Расчет 72
---составляющие — Расчетные фор-
мулы 66
Золотник — Силы действующие — Рас-
чет 743
Зубострогальный полуавтомат для на-
резания конических колес 73
Зубчатки пластмассовые 357
Зубчато-храповые муфты — см. Муфты
зубчато-храповые
Зубчатые колеса — Зацепления — Кор-
рекция 328
---Расчет геометрический 328
— Зубья 323
--- Заедание 349
---Коэффициент деформации и экви-
валентного времени 340, 341
---Прочность на изгиб 343
— Зубья бочкообразные 349
— Изображение ня чертежах 815
— Конструкция 352
— Коррекция 322
— Коэффициент жесткости 346
— Коэффициент материала 337. 338
— Коэффициент перегрузки 347
— Коэффициент передаточного числа
348
— Коэффициент точности 342
— Коэффипиент Формы зуба 347
— Материалы 356
— Межцентровое расстояние — Опре-
деление — Номограмма 224
— Мощность — Допускаемое отно-
шение к числу оборотов 336
— Ограничение по модулю в смешении
исходного контура 403
— Параметры 351
— Погрешность кинематическая 296
— Посадка на валы 354
— Посадка стальных бандажей на чу-
гунные центры—Рекомендуемые на-
тяги 353
— Пример расчета 348
— Рабочие чертежи 354
— Рейки исходные 323
— Спицы — Формы 352
— Точность 349
Зубчатые колеса баидажированные —
Конструкция 353
Зубчатые колеса конические 358
— Допуски на толщину зуба 316
— Зацепления — Размеры контроль-
ные — Определение 316
— — Расчет геометрический 359
ЗУБЧАТЫЕ КОЛЕСА КОНИЧЕСКИЕ - ЗУБЧАТЫЕ ПЕРЕДАЧИ
829
— Зацепления паллоидные — Расчет
геометрический 363
— Зубья — Расчет 369
— Зубья с нулевым наклоном 365
— Наименьшее утонение зуба 315
— Нормы кинематической точности 313
— Нормы контакта зубьев 314
— Нормы плавности работы 313
— Расчет на долговечность и прочность
изгибу 365
♦— Углы зацепления 363
Зубчатые колеса конические косозу-
бые — Рабочие чертежи 362
---прямозубые — Зубья — Незаостре-
ние — Проверка уточненная 394; —
Коэффициент перекрытия—Уточ-
ненное определение 395; — Форму-
ляры и пример расчета 391, 392
---с круговыми зубьями — Расчет
геометрический 359
Зубчатые колеса корригированные —
Зацепления 323
--- косозубые 321 —см. также Зуб-
чатые колеса цилиндрические ко-
созубые
--- литые — Ободья 352
--- пластмассовые — Расчет 349
--- прямозубые 321; — Коэффициент
зацепления 342; — Ошибки в шаге
344
Зубчатые колеса цилиндрические 321
— Закрепления — Контрольные раз-
меры — Определение 308
— Зацепления эвольвентные 321
---Расчет геометрический 323
— Зубья — Расчет 369
— Измерение — Схема 48
— Исходный контур — Наименьшее сме-
щение 305
— Нормы кинематической точности 301
— Нормы колебаний и отклонений
измерительного межцентрового рас-
стояния 304
— Нормы плавности работы 302
— Смешение исходного контура — До-
пуски 306
— Элементы контролируемые 300, 306.
307
Зубчатые колеса цнлнндрнческие косо-
зубые — Зацепления — Дополни-
тельные элементы — Определение
401; — Зубья — Незаострение —
Проверка уточненная 394; —
Коэффициент перекрытия — Уточ-
ненное определение 395; — Фор-
мулы и примеры расчета 384.
385, 386, 390
--- с высотной коррекцией (внутрен-
нее зацепление)—Табличный рас-
чет 397
Зубчатые колеса цилиндрические пря-
мозубые— Зацепления — Дополни-
тельные элементы — Определение
399; — Зубья — Незаострение —
Проверка уточненная 394; —
Коэффициент перекрытия — Уточ-
ненное определение 394; — Фор-
мулы и примеры расчета 380;
381, 383
--- с высотной коррекцией (внутрен-
нее зацепление)—Табличный рас-
чет 396
Зубчатые колеса шевронные 321
— Канавки — Ширина 354
Зубчатые муфты — см. Муфты зубча-
тые
Зубчатые пары — Передаточное число
321
Зубчатые передачи 291—404
— Допуски 295
— Зацепления—Геометрия — Расчет
табличный 378
— Зубья — Графики заострения 369,
370
---Номограммы для построения гра-
фиков заострения 369, 371
— Коэффициент перекрытия 371
— Коэффициент смещения — Выбор 366
---Пример подбора 375
— Коэффициент тангенциального сме-
щения 369
— Коэффициент числа циклов напря-
жений 339
— Коэффициент ширины 351
— Обозначения 291
— Обработка — Методы 298
— Определение 291
— Параметры 293
— Передаточные отношения 292
— Применение 298
— Расчет на нагрев 350
— Расчет на прочность 329
— Скорости окружные 293
— Характеристики 285
Зубчатые передачи винтовые 414
---конические—Допуски 312, 313,
314, 315, 316;— Измерительный
межосевой угол — Нормы колеба-
ний и отклонений 314; — Предель-
ные погрешности межосевого угла
316
---открытые — Расчет на прочность 343
---с прямозубыми колесами — Заце-
пления— Расчетные формулы 316
---цепные—Пример расчета 431
Зубчатые передачи цилиндрические —
Допуски 297, 301, 302, 303, 304,
305, 306
— Зацепления — Контрольные раз-
меры — Определение 308
830
ЗУБЧАТЫЕ ПЕРЕДАЧИ - ИНДИКАТОРЫ
— К. п. д. 350
— Межцентровое расстояние —Откло-
нение 306
— Нормы контакта зубьев 303
— Смазка 351
Зубчатые передачи цилиндрические за-
крытые — Расчет на долговечность
335
Зубчатые приборы 13 — см. также
Индикаторы
— Характеристики 27
Зубчатые сцепления — Изображение
условное на чертежах 815
Зубчатые (бесшумные) цепи — см. Цепи
зубчатые (бесшумные)
Зубья звездочек зубчатых цепей — Про-
фили — Параметры 422
—— звездочек цепных передач —
Число — Определение 424
Зубья зубчатых колес 323
— Заедание 349
— Коэффициент деформации и эквива-
лентного времени 340. 341
— Коэффициент формы 347
— Расчет по прочности на изгиб 343
Зубья зубчатых колес бочкообразные
349
--- конических — Расчет 369
---конических прямозубых — Неза-
осгренне — Проверка уточненная
394
--- конических с нулевым наклоном
365
--- цилиндрических — Расчет 369
--- цилиндрических косозубых —Не-
заострение — Проверка уточненная
394
--- цилиндрических прямозубых — Не-
заострение — Проверка уточненная
394
Зубья червячных колес — Выбор числа
408
— Расчет на долговечность 410
— Расчет по прочности на изгиб
412
Зубья шлицевых соединений — Допу-
скаемые напряжения на смятие 593
И
Игра осевая в сферических радиальных
шарикоподшипниках качения 232
--- валов 232
< Идеальная» рессора 655
Изгиб гибких проволочных валов —
Напряжения и деформации 178
Изгибающий момент в кривошипных го-
ловках 494
---- для рессор—Расчетные формулы
654, 656
---- шатунов кривошипно-шатунных
механизмов 492, 493
Изделия — Конусность — Определение
36; — Корсетность — Определение
35
---- резьбовые — Поверка — Схема 47
Измерение — Выбор методов 6; — По-
грешности 5; — Производительные
н, автоматические методы 37
---- больших диаметров 113
---- аалов — Универсальные средства и
методы 111
---- валов по хорде и высоте сегмента
114
---- зубчатых колес цилиндрических —
Схема 48
---- конусов — Схема 46
----наружных размеров ИЗ
---- отверстий — Универсальные сред-
ства н методы 111
----отверстий по хорде и высоте сег-
мента 112
---- плиток — Интерференционные ме-
тоды 21, 22
---- плоскостности 32
---- плоскостности и плоской аралдель-
ности — Интерференционные ме-
тоды 21
Измерения прямолинейности 32
---- технические в машиностроении
1—54 — Термины 4
----углов — Схема 46
---- углов и конусов 118. 122
Измерительное усилие 4
Измерительные линейки — Характери-
стики 9
Измерительные микроскопы 20 — Ха-
рактеристики 28
Измерительные машины концевые 17; —
Характеристики 29
----штриховые 16;—Характеристики 29
Измерительные приборы — Характери-
стики 27
---- электрические 25; — Характери-
стики 30
Измерительные средства — Типы и
нормы точности 6
Измерительные устройства для контроля
в процессе обработки 42
Изображения наглядные в чертежах 810
Изогнутость поверхностей — Определе-
ние 35
Изолинии показателей зубчатых заце-
плений 367
Индекс пружин 626
Индикаторы 13; — Характеристики 27
---- рычажно-зубчатые 14; — Характе-
ристики 27
ИНДУКТИВНЫЕ ДАТЧИКИ - КОМПЕНСАТОРЫ
831
Индуктивные датчики 26
— Характеристики 30
Инструментальные конусы 117
Интеграл Мора 636
Интервал деления шкалы 4
Интерференционные методы измерений
21
Интерферометры 21
•— Характеристики 28
Исходный контур 293; — Смещение —
Ограничение по модулю 403
----зубчатого колеса — Наименьшее
смещение 305
К
Калибры 33; — Размеры исполнитель-
ные— Подсчет 107; — Типы 107
---- гладкие — Поверка 45
--- для валов 109
---- для изделий от 0,1 до 1 мм — До-
пуски 106
----для изделий от 1 до 500 мм —
Допуски 105
*--- для изделий свыше 500 до
5000 мм — Допуски 106
---- для конусов 123
---- для отверстий 107
-— контрольные для валов 111
---- резьбовые — Поверка — Схема 47
Калибры-втулки для инструментальных
конусов 123
Калибры-пробки для инструментальных
конусов 123
Канавки барабанов для стальных кана-
тов— Размеры 776
---- в шевронных колесах—Ширина
354
---- канатных блоков — Размеры 775
---- клиноременных шкивов — Профили
484
----подшипников скольжения смазоч-
ные 274; — Профили — Рекомен-
дуемые размеры 275
----подшипников скольжения упорных
272
---- резинового вкладыша подшипни-
ков скольжения—Профиль 282
—- смазочные — см. Смазочные
канавки
---- шкивов передач — Профили — Раз-
меры 485
Канаты — Отклонения от винтовой ли-
нии канавки 775, 776
----приводные пеньковые — Характе-
ристики технические 772, 773
---- приводные хлопчатобумажные —
Характеристики технические 773
--- проволочные стальные—Конструк-
ция и размеры 770; — Коэффи-
циент запаса прочности 774
Квалитеты 79
Классификация цилиндрических зубча-
тых передач по классам точности
298
Клепаные соединения 668
Клиновые соединения 610—612
— Конструкция 610
— Отверстия под клин—Форма 610, 611
— Расчет на прочность 612
— Самоторможение 610
— Сила 610
Клиновые шпонки—см. Шпонки кли-
новые
Клнноременные передачи 476
— Г еометрия 480
— Долговечность 481
— Параметры — Выбор 478
— Порядок расчета 481
— Пример расчета 486
— Расчет 480
Клнноременные передачи между верти-
кальными валами 484
--- полуперекрестныс 484
--- с нажимными роликами 484
Коленчатые валы — см. Валы колен-
чатые
Колеса <зерол> 365
--- зубчатые цилиндрические — см.
Зубчатые колеса цилиндрические
--- «формейт» 365
Ко чеса ходовые 80]
— Буксы 807
— Коэффициент снижения допускаемых
напряжений 804, 805
— Нагрузки 804, 805
— Установка 804
Колеса ходовые крановые — Ободья —
Расчет 805; — Размеры 801, 802,
803 г
--- червячные — см. Червячные колеса
Кольца для измерения валов 109
--- подшипников качения — Посадки—
Зависимость от нагружения 232; —
Сопряжения с валом и корпусом
232
—— поршневые—Контроль автомати-
ческий плотности прилегания по
окружности—Аппаратура 41
--- поршневые уплотнительные 728
---смазочные свободно сидящие —
Размеры 701
--- уплотнительные 724, 726, 728; —
Крепление 740, 742; — Размеры
726
---центровочные—Контроль наруж-
ного диаметра — Аппаратура 40
Компенсаторы 61, 73
832
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ - КОЭФФИЦИЕНТ
Конические зубчатые передачи — см
Зубчатые передачи конические
Конструирование балок 670
---- сварных ферм 684
Конструктивная база 38
Контактные напряжения — см. Напря-
жения контактные
Контроль детален в процессе обработки
42
---- плоскостности и прямолинейно-
сти — Схема 49
---- чистоты поверхности—Схема 50
---- элементов цилиндрических зубча-
тых колес 300
Контрольные автоматы 40
Контрольные приспособления 38
----пневматические 39
---- электроконтактные 39
Контрольные устройства для смазки —
см. Смазочные контрольные устрой-
ства
Контуры исходные — Коэффициент сме-
щения 294
Конусность — Пример записей на поле
чертежа 813
---- изделий— Определение 36
---- инструментов — Величины 115
---- конусов Морзе 116
Конусные муфты—см. Муфты конусные
Конусы — Измерение — Схема 46; — Ме-
тоды контроля 118; — Посадки 115
---- инструментальные 117
----Морзе — Конусность 116
Концевые меры 7
Корпуса трубопроводной арматуры —
Материалы 735
Коррекция зацепления зубчатых колес
328
----зубчатых колес 322
Корсетность изделий — Определение 35
Косозубые колеса — см. Зубчатые ко-
леса конические косовубые
Коуши 777, 778
Коэффициент безопасности втулочно-ро-
ликовых цепей 429
----безопасности зубчатых цепей 429
---- безопасности подшипников качения
238
---- геометрический ременных передач
463
---- глубины среза 293
----деформации для зубьев зубчатых
колес 340, 341
---- деформации для рессор 656
----деформации для червячных колес
410. 411
----динамический в расчете сварных
крановых ферм 687
----длины стержней переменного сече-
ния 693
---- для винтовых пружин — Графики
622, 623
---- жесткости зубчатых колес и валов
346
----запаса по выносливости для пру-
жин — Расчетные формулы 646,
647 '
----запаса по текучести для пружнн —
Расчетные формулы 646
---- запаса прочности для прямых ва-
лов 135, 140
---- запаса прочности для стальных
проволочных канатов 774
- ' запаса торможения тормозов 789
----запаса устойчивости шатунов кри-
вошипно-шатунных механизмов
491
---- зацепления прямозубых зубчатых
колес 342
---- кинематический подшипников каче-
ния 238
---- концентрации напряжений для
коленчатых валов 161
концентрации напряжений эффск-
•------------------------------------тивный для основного металла
сварной конструкции 660
---- коррекции 323
---- материала для зубчатых колес
337, 338
---- материала для червячных колес
410, 411
---- нагрузки резьбовых соединений
530
---- однородности предохранительных
муфт 225
---- относительного рассеяния 61
---- относительной асимметрии 61
—— перегрузки зубчатых колес 347
---- передаточного числа зубчатых ко-
лес 348
---- перекрытия зубчатых передач 371
----перекрытия конических прямозу-
бых колес — Уточненное определе-
ние 395
---- перекрытия цилиндрических косо-
зубых колес — Уточненное опреде-
ление 395
---- перекрытия цилиндрических пря-
мозубых колес — Уточненное опре-
деление 394
----податливости резьбовых соедине-
ний 530
---- полезного действия фрикционных
передач 448
---- полезного действия цепных пере-
дач 429
---- полезного действия цилиндриче-
ских зубчатых передач 350
---- полезного действия червячных
передач 412
КРАНОВЫЕ РЕЛЬСЫ - ЛОПАСТНЫЕ НАСОСЫ
833
----полноты резьбы болта 531
----поправочный ременных передач
462
---- приведения для подшипников ка-
чения 238
---- прокладочный для прокладок 742
----работоспособности подшипников
качения 239, 243, 244, 245, 246,
247, 248, 249, 250
----рассеяния 61
---- режима и длительности работы
приводных ремней 463
—— риска 61
---- скоростной плоскоременных пере-
дач 463
---- смазки цепей 427
---- смещения зубчатых передач—Вы-
бор 366; — Пример подбора 375
---- смещения исходного контура —
График 294
—— снижения допускаемых напряжений
винтовых пружин 625
---- снижения допускаемых напряже-
ний для ходовых колес 804, 805
----снижения момента сопротивления
и площади для сечения валов 138
----снижения момента сопротивления
для прямых валов 134
----тангенциального смещения зубча-
тых передач 369
---- точности зубчатых колес 342
---- трения 204
*--- трения во фрикционных передачах
445
----трения подшипников качения 250
----трения подшипников скольжения
260, 280
----упрочнения прямых валов 139
----усиления шатуна кривошипно-ша-
тунных механизмов 492
---- формы зуба зубчатых колес 347
---- числа циклов напряжений для
зубчатых передач 339
---- числа циклов напряжения для чер-
вячных колес 410, 411
----ширины зубчатых передач 351
----эквивалентного времени работы
зубьев зубчатых колес 340, 341
---- эквивалентного времени работы
червячных колес 410, 411
---- эксплуатации цепей 427
Крановые рельсы 807
Крановые сооружения — Металлокон-
струкции — Допускаемые напряже-
ния 659
Крепежные детали трубопроводной
арматуры 737
Крепление пружин витых 628, 629
---- пружин кручения винтовых цилин-
дрических 634
--- пружин универсальное — Конструк-
ция 636
---рессор 655
---уплотнительных колец 740, 742
Кривошипно-шатунные механизмы 488—
496
— Действующие силы 488
— Детали 489
— Крутящий момент 489
— Ползуны 490
— Поршневые пальцы 489
— Сила инерции 488
— Схемы 488
— Шатунные болты — Расчет 494
— Шатуны 491
Кривые скольжения для ременных пере-
дач 462
Критевин необходимости расчета валов
134
Круглые резьбы —см. Резьбы круглые
Крутящий момент, действующий на
шпиндель — Расчет 743
--- на червячном колесе допускаемый
412
Кручение балок 683
---гибких проволочных валов — На-
пряжения и деформации 178
Крышки трубопроводной арматуры —
Материалы 735
Крюки — Подвески 783
---грузовые 778
---для механизмов с машинным при-
водом — Размеры 780
---для механизмов с ручным приво-
дом — Размеры 779
--- кованые — Размеры 781 •
--- пластинчатые для кранов большой
грузоподъемности — Размеры 782
Кулачки муфт — Профили 196
— Расчет на изгиб 197
— Расчет на смятие 196
— Формы 195
Л
Лабиринты радиальные 732
Латунь — Применение для подшипников
скольжения 276
Ленты тормозные —Допускаемые на-
пряжения 794
— Размеры рекомендуемые 794
— Ширина и толщина — Определение
794
Линейки измерительные — Характери-
стика 9
--- поверочные —Типы 31, 32
---синусные 118, 120, 122
Линин чертежей 814, 815, 811, 812
Линия нулевая 3
Лопастные насосы 704
53 Том 4 769
834
ЛУБРИКАТОРЫ - МОМЕНТ
Лубрикаторы — Соединение с резер-
вуаром — Схема 706, 707
---- многоточечные 706, 707, 708, 709,
710, 711; —Размеры 707, 708
---- многоточечные для консистентной
смазки 710, 711
---- многоточечные с механическим
приводом и ручной подкачкой 707,
708
---- многоточечные с резервуаром 707,
708
Лубрикаторы одноточечные 699, 706,
7Л7
м
Манжетные уплотнения 731
— Трение 733
Манжеты воротниковые — Размеры 727
------ углового сечения 724; — Размеры
725
------ U-образной формы — Размеры 724
---- шевронного сечения 724; — Раз-
меры 725
Масла смазочные — см. Смазочные
масла
Масленки — см. также Пресс-масленки
----групповые—Размеры 707
---- для подачи масла распылением 705
—— капельные многоточечные с регули-
рованием 707
—— колпачковые 709
---- с запорной иглой 699. 700
---- с непрерывной подачей смазки
710, 711
---- фитильные—Размеры 699
Маслораспределители 715
Маслосбрасыватсли 732
Маслоуказагели круглые 712
— Размеры 713
Материалы для арматуры и соедини-
тельных частей трубопроводов 735
—— для валов 132, 176
—— для гибких проволочных валов
176
---- для деталей цепей 432
---- для зубчатых колес 356
---- для крепежных резьбовых соеди-
нений — Характеристики 526
----для прокладок арматуры 721, 722
---- для пружин и рессор 613
---- для прямых валов 132
----для прямых осей 132
----для уплотнительных колец арма-
туры 721, 722
----для фрикционных передач 438
----для шпонок 584
Маховики — Усилия окружные — Зави-
симость от диаметра 745
«Мегаз» (электроконтактный датчик) 26
Меры концевые 7
----ленточные для больших диаметров
ИЗ
---- штриховые 8
Металлоконструкции — Элементы 659—
691
---- крановых сооружений—.Напряже-
ния допускаемые 659
---- промышленных сооружений — На-
пряжения допускаемые 659
Металлы — см. также Сплавы; Сталь
— Модуль упругости 124
Метрические резьбы — см. Резьбы ме-
трические
Метр-компаратор — Характеристика 9
Метры штриховые — Характеристика 9
Механизмы — Перегрузка — Предохра-
нители 216
---- кривошипно-шатунные 488—496
Мнкрогеометрия — Методы оценки и
измерения 53
---- поверхности 51
Микрозис 23
— Характеристика 30
Микрокаторы 16
Микрометрические инструменты И —
см. также Глубиномеры микрометри-
ческие-, Микрометры; Нутромеры
микрометрические
Микрометрические нутромеры — см.
Нутромеры микрометрические
Микрометры 11; — Допустимые погреш-.*
ности показаний 12 *’♦'
---- рычажные 15; — Характеристика
29
Микромеры Главчаспрома 15; — Харак-
теристика 27
---- поплавковые 25
---- поплавковые пневматические — Ха-
рактеристика 30
---- пружинные 16; — Характеристика
----рычажно-зубчатые 15; — Характе-
ристика 27
Микроскопы измерительные 20; — Ха-
рактеристика 28
---- инструментальные 20; — Характе-
ристика 28
---- универсальные 20, 118, 122; —
Характеристика 28
Миниметры 13
— Характеристика 27
Модуль 295
---- зацепления 321
---- зубчатых колес 295; 351
---- упругости стали и чугуна 124
---- червячных колес — Выбор 408
Момент затяжки для болтов 527
---- изгибающий для винтовых пружин
632
МОМЕНТ СОПРОТИВЛЕНИЯ ВАЛОВ - НАПРЯЖЕНИЯ ДОПУСКАЕМЫЕ
835
---- крутящий для винтовых пружин
632
---- крутящий плоскоременных передач
460
Момент сопротивления валов, ослаб-
ленных пазами 135, 136
----ослабленных шлицами 137
Мора интеграл 636
Морзе конусы — Конусность 116
Мощность плоскоременных передач 460
Мультипликаторы 438
Муфты 180—225; — Синхронизаторы
198
---- асинхронные малогабаритные 190
---- втулочные 189; — Характеристика
182
----дисковые эластичные 187
---- жесткие 183; — Характеристика
182, 186, 187
—— жидкостные электромагнитные 207
----зубчато-храповые 213
----зубчатые 184; — Характеристика
183
—— колодочные 206
---- кольцевые 206
---- конусные 206
---- кулачковые 195
---- обгона 213; — Классификация 214,
215
---- пальцевые 187, 188
---- петлеобразные 190
---- плавающие 190
---- поперечно-свертные — Характери-
стика 182
---- постоянные соединительные — Ха-
рактеристика 180
---- предохранительные — см. также
Предохранители от перегрузки
---- предохранительные 221,222,223; —
Конструкции 221, 223; — Коэффи-
циент 225
---- продольно свертные — Характери-
стика 182 •
----самоуправляемые 213
---- свободного хода — см. Муфты
обгона
----скольжения вихревые 209; — Клас-
сификация 210, 212; — Конструк-
ция 213; — Механические харак-
теристики 209;—Тяговые харак-
теристики 213
— соединительные 195; — Включение
197
---- сцепные 195
---- фланцевые — см. Муфты попереч-
но-свертные
---- фрикционные 199, 202, 204; —
Диски 206; — Классификация 199,
205;—Конструкция 199, 202, 203,
204; —Схемы 437
----цапфовые 191
---- центробежные 214
---- цепные — Характеристика 183
----шарнирно-раздвижные 192
---- шарнирные 189, 191, 192, 194,
195; — Детали 193, 194
----шаровые 191
---- электромагнитные порошковые 207;
— Крутящий момент — Зависимость
от тока возбуждения 208
Н
Нагрев зубчатых передач — Расчет 350
Нагружение пружины амортизатора
ударное — Схема 644
Нагрузки допустимые статические под-
шипников качения 243, 244, 245.
246, 247, 248, 249, 250
---- на валы цепных передач 430
---- на коленчатые валы 162
---- на ходовые колеса 804
---- статические для болтов допускае-
мые 527
----статические для подшипников ка-
чения — Определение 240
Наконечники к шприцам (для смазки)
710, 711
Напряжения в балках от кручения 682
---- в верхнем поясе сварной фермы
мостового крана 687, 688
---- в гибких проволочных валах прн
изгибе и кручении 178
---- в головках шатунов кривошипно-
шатунных механизмов 493
----в клиновых ремнях 481
---- в подшипниках качения макси-
мальные 228, 229
---- в поршневых пальцах кривошип-
но-шатунных механизмов 490
---- в поясных швах сварных балок —
Проверка 672
---- в приводных ремнях 461
---- в соединениях с гарантированным
натягом — Расчет 126
----контактные в торовых вариаторах
448
---- для пружин предельные при асим-
метричных циклах — Диаграммы
646, 647
Напряжения допускаемые для заклепок
прочных швов 670
----для клиновых ремней 482, 483
----для металлоконструкций крановых
сооружений 659
----для металлоконструкций промыш-
ленных сооружений 659
---- для пружин витых растяжения-
сжатия при кручении 619, 620
53*
836
НАПРЯЖЕНИЯ - ОВАЛЬНОСТЬ
----для пружин витых цилиндрических
растяжения-сжатия касательные
619
---- для пружин и рессор — Выбор 617,
618
----для резьбовых соединений — Отно-
шение к пределу текучести 526
— для рессор наибольшие 656
----для сварных швов 663
---- для тормозных лент 794
----для шпонок 584
---- касательные для пружин витых
619
---- контактные для торовых вариато-
ров 448
---- контактные для фрикционных пере-
дач 447
---- на смятие зубьев шлицевых со-
единений 595
---- наибольшие для рессор 656
---- при продольном изгибе центрально
сжатых элементов сварных ферм —
Коэффициент уменьшения 686
Напряжения и деформации, вызываемые
сваркой 666
---- затяжки резьбовых соединений 534
---- изгиба в кривошипных головках
494
---- изгиба в стержне шпильки — Рас-
четная схема 528
---- контактные в подшипниках каче-
ния — Расчетные формулы 226
---- предельные для пружин при асим-
метричных циклах — Диаграммы
646, 647
Насадки — Размеры 705
----для струйной смазки зубчатых ко-
лес 704
Насосы для консистентной смазки с ме-
ханическим приводом 712
----лопастные 704
---- плунжерные 703, 710, 711
---- шестеренные 704
Натяг — Определение 2
----деталей — Расчет удельного давле-
ния 124
—*- деталей нагревом — Расчет разно-
сти температур 124
----посадок 103, 353; — Расчет 125
Натяжение приводных ремней 458
Незаострение зубьев зубчатых колес —
Уточненная проверка 394
Нелараллельность — Пример записей на
поле чертежа 813
Неперпендикулярность — Пример запи-
сей на поле чертежа 813
Неплоскостностъ — Пример записей на
поле чертежа 813
Непрямолннейность — Пример записей
на поле чертежа 813
Несимметричность — Пример записей на
поле чертежа 813
Несоосность — Пример записей на поле
чертежа 813
Нестабильность показаний 4
Номинальные размеры — Определение 2
Номограммы для определения коэффи-
циента перекрытия зубчатых пере-
дач 372
---- межцентрового расстояния и коэф-
фициента коррекции 224
----разности инволют при проверке
зуба на заострение 368
---- угла зацепления косозубых и
шевронных зубчатых колес 342
Номограммы для построения графиков
заострения зубьев зубчатых передач
369, 371
Нормальные диаметры и длины 79, 80
---- червяков 409
Нормы кинематической точности кони-
ческих зубчатых колес 313
----кинематической точности цилин-
дрических зубчатых колес 301
---- колебаний и отклонений измери-
тельного межосевого угла зубча-
тых передач 314
колебаний и отклонений измери-
тельного межцентрового расстоя-
ния цилиндрических зубчатых ко-
лес 304
---- контакта зубьев в цилиндрических
зубчатых передачах 303
---- контакта зубьев конических зуб-
чатых колес 314
---- плавности работы конических зуб-
чатых колес 313
---- плавности работы цилиндрических
зубчатых колес 302
Нулевая линия 3 i
Нутромеры 12, 109, III
О’
Ободья зубчатых литых колес 352
---- ходовых крановых колес — Расчет
805
Обозначения для зубчатых передач 291
---- на чертежах буквенные 809
— посадок по системе ОСТ 89
---- при штриховке 811
— резьб на чертежах 815
Обработка зубчатых передач — Методы
298
----термическая — Обозначение на
чертежах 817
«Образцы просвета» 123
Обсадные трубы — см. Трубы обсадные
Овальность — Контроль 34
— Пример записей на поле чертежа 813
ОГРАНИЧЕНИЕ ПО МОДУЛЮ — ОСТ НКТП 1256
837
Ограничение по модулю в смещении
* исходного контура 403
Огранка 34
— Контроль в отверстии кольца 35
— Контроль в призме 35
Окружности 321
Оптиметры 23
— Характеристики 28
Оптические делительные головки 118,
122
Оптические делительные столы 118,122
Осевые усилия тормозов—Расчет 797
Оси 129—179
ОСТ 266 513
ОСТ 755 761
ОСТ 756 761
ОСТ 757 761
ОСТ 758 761
ОСТ 759 761
ОСТ 760 761
ОСТ 761 761
ОСТ 762 761
ОСТ 763 762
ОСТ 764 762
ОСТ 765 762
ОСТ 766 762
ОСТ 767 762
ОСТ 768 762
ОСТ 769 762
ОСТ 770 762
ОСТ 771 762
ОСТ 772 762
ОСТ 772—777 760
ОСТ 773 762
ОСТ 774 762
ОСТ 775 762
ОСТ 776 762
ОСТ 777 762
ОСТ 1010 585
ОСТ 1012 124, 233, 307
ОСТ 1013 307, 585, 601
ОСТ 1014 585, 661
ОСТ 1015 584, 585
ОСТ 1020 103
ОСТ 1022 233
ОСТ 1023 233, 585
ОСТ 1024 233, 584, 585
ОСТ 1025 585
ОСТ 1030 103
ОСТ 1161 585
ОСТ 1219-1220 106
ОСТ 1597 295, 309, 351
ОСТ 1655 466, 474, 482
ОСТ 1713 554, 558, 559
ОСТ 2408-2411 515
ОСТ 2410 815
ОСТ 3357 761
ОСТ 3357-3368 760
ОСТ 3359 761
ОСТ 3360 761
ОСТ 3361 763
ОСТ 3362 761
ОСТ 3363 761
ОСТ 3364 761
ОСТ 3365 761
ОСТ 3366 761
ОСТ 3367 761
ОСТ 3368 761
ОСТ 3369 762
ОСТ 3725 116
ОСТ 4151 116
ОСТ 6270 79
ОСТ 7530 114
ОСТ 7652 116
ОСТ 7714 516
ОСТ 7762 6
ОСТ 20001-38 562, 563
ОСТ 20035-38 541, 545, 551, 552 553,
554
ОСТ 20061-20097-38 760
ОСТ 20102 118, 120
ОСТ 20126-39 31
ОСТ 20149-39 32
ОСТ 26002 255
ОСТ 26003 255
ОСТ 26004 255
ОСТ 85000-39 7, 44 . 45, 118, 120, 128
ОСТ В КС 6270 591
ОСТ В КС 7739/774 518
ОСТ НКЛП 5773/176 456
ОСТ НКМ 1011 233
ОСТ НКМ 1017 601
ОСТ НКМ 1021 233
ОСТ НКМ 4078 575
ОСТ НКМ 4079 575, 577, 579
ОСТ НКМ 4080 575, 577
ОСТ НКМ 4081 575, 579
ОСТ НКМ 4082 575
ОСТ НКМ 4083 575
ОСТ НКМ 4084 575, 576, 580, 581
ОСТ НКМ 4085 575, 580, 582
ОСТ НКМ 4086 576
ОСТ НКМ 4087 577, 578, 589
ОСТ НКМ 4089-4090 ' 574, 575
ОСТ НКМ 4091 576
ОСТ НКМ 4093 584
ОСТ НКСМ 7221-39 249
ОСТ НКТМ 112 39 609
ОСТ НКТМ 1250-39 502, 503, 504
ОСТ НКТМ 8107-39 И
ОСТ НКТП 32 500, 501, 503, 511, 581
ОСТ НКТП 94 500, 501, 504, 58)
ОСТ НКТП 193 507
ОСТ НКТП 271 501, 5)1
ОСТ НКТП 272 501
ОСТ НКТП 273 497, 502, 508
ОСТ НКТП 1252 503
ОСТ НКТП 1253 502, 505, 506
ОСТ НКТП 1255 502, 504
ОСТ НКТП 1256 506 •
»38
ОСТ НКТП 1260 - ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ
ОСТ НКТП 1260 497. 500, 512
ост НКТП 1261- -1262 512, 513
ост нктп 2874 576
ост НКТП 3157 456, 457
ост нктп 3522 545, 546, 547
ост нктп 3523 184, 547, 548, 549
ост нктп 3524 545, 548, 550, 551
ост нктп 3745 548
ост нктп 4120 501
ост нктп 4120-4122 505
ост нктп 4121 501
ост нктп 4122 501
Остановы роликовые 788
---- фрикционные 787
----храповые 785; — Размеры 786;
— Расчет 787
Отверстия — Измерение — Универсаль-
ные средства и методы 111
— Измерение аттестованной проволоч-
кой 112
— Измерение по хорде и высоте сег-
мента 112
— Изображение условное на чертежах
816
— Приближенное число единиц до-
пуска 79, 82
Отверстия для валов от 0,1 до
10 000 мм — Отклонения 83, 86
---- под клин в клиновых соедине-
ниях— Форма 610, 611
Отверстия посадок для диаметров от 1
до 500 мм — Отклонения 87
---- переходных для диаметров от 0,1
до I мм — Отклонения 98
---- переходных для диаметров свыше
500 до 10000 .н.и— Отклонения
102
---- прессовых для диаметров от 0,1
до I жж — Отклонения 98
---- прессовых для диаметров от 1 до
500 мм — Отклонения 90, 94
----свободных для диаметров от 0,1
до 1 мм — Отклонения 98
---- свободных для диаметров свыше
500 до 10 000 мм — Отклонения
102
Отделка изделий — Обозначения на
чертежах 817
Отклонения межцентрового расстояния
цилиндрических зубчатых передач
306
---- размеров — Определение 2
----.элементов конических резьб
Компенсации 521
Отношение передаточное 4
Отстаивание смазочных масел 719
Очистка консистентных смазок —
Устройства 719
----смазочных масел — Устройства
719
Ошибки в шаге прямозубых нефлан-
кированных колес 344
п
Паллоидное зацепление — Геометриче-
ский расчет 363
— Угловая коррекция — Определение
364
Пальцы поршневые кривошипно-шатун-
ных механизмов 489
— Диаметры 490
Параметры шлицевых соединений 587
Педали 799
— Усилия наибольшие допустимые 801
, Передаточное отношение 4, 219, 492
Передаточное число 292
----зубчатой пары 321
----плоскоременных передач 460
Передачи 284 — см. также по их на-
званиям, например Гипоидные пе-
редачи; Зубчатые передачи; Клино-
ременные передачи; Плоскоремен-
ные передачи; Ременные передачи;
Фрикционные передачи; Цепные пе-
редачи; Червячные передачи
----зацеплением с переменным пере-
даточным отношением — Характе-
ристика 288
• ---- комбинированные с переменным
передаточным отношением — Ха-
рактеристика 288
----трением с переменным передаточ-
ным отношением — Характери-
стика 288
Переходные посадки — см. Посадки
переходные
Питатели для консистентной смазки
двухлнненные регулируемые 715, 716
Питч 295
Планетарные вариаторы фрикцион-
ные — см. Вариаторы фрикционные
планетарные
Планки сварных ферм — Прочность
689
Пластмассы древеснослонстые — При-
менение для подшипников скольже-
ния 278
Плитки — Проверка — Схема 44; —
Срединные размеры — Интерферен-
ционные методы измерения 21, 22
---- плоскопараллельные концевые 6,7
Плоско-клнноременные передачи 483
Плоскопараллельиость — Интерферен-
ционные методы измерений 21
----поверхностей — Определение 37
Плоскоременные передачи — Кинема-
тика 460
— Коэффициент скоростной 463
ПЛОСКОСТНОСТЬ - ПОДШИПНИКИ КАЧЕНИЯ ШАРИКОВЫЕ
о
— Крутящий момент 460
— Межцентровое расстояние 460
— Мощность 460
— Передаточное число 460
— Пример расчета 469
— Расчет 460
Ремни — см. Ремни приводные
— Усилия 460
— Шкивы — Окружные скорости 460
Плоскостность — Измерение 32;—Ин-
терференционные методы измерений
21; — Контроль — Схема 49
--- малых доведенных поверхностей —
Проверка 32
— — поверочных линеек 32
Площади сечений валов, ослабленных
пазами 135, 136
Плунжерные насосы 703
Пневматические приборы 23, 24, 25
— Характеристика 30
Пневмоэлектрнческий автомат для кон-
троля поршневых колец 41
Поверка гладких калибров 45
--- плиток плоскопараллельных кон-
цевых — Схема 44
--- резьбовых калибров и изделий
47
----- штриховых мер — Схема 44
Поверочная схема общезаводская 43
Поверочные линейки — Типы 31, 32
Поверхности — Бочкообразность 35
— Вогнутость — Определение 35
— Измерение — Интерференционные ме-
тоды 21
— Изогнутость — Определение 35
— Микрогеометрия 51
— Отклонения от правильной геометри-
ческой формы 34
— Плоскопараллельность — Определе-
ние 37
— Плоскостность 32
— Правильное расположение — Откло-
нения 34, 36
— Прямолинейность 33; — Измерение
32
— Стандарт качества 52
— Чистота — Контроль — Схема 50
Поверхности деталей машин — Чистота
51
Погрешность измерения 5
---кинематическая зубчатых колес
296
--- межосевого угла конических зуб-
чатых передач предельная 316
--- показаний 4, Б
Подбор пружин растяжения-сжатич
627
Подвеска крюков — Расчет 784
--- и скоб 783
Подвижные жесткие муфты 183
Подвижные посадки — см. Посадки
свободные
Подналадчнки к станкам для кон-
троля в процессе обработки 42
Подшипники 226—283
---жидкостного трения — Давление —
Распределение 259; — Пример
расчета 264; — Расчет 259
--- жидкостного трения паровой тур-
бины — Конструкция 270
Подшипники качения 226
— Выбор 239, 240, 241, 242
— Выбор по расчетному сроку службы
238
— Выбор смазок 250
— Зазоры 227
— Класс точности — Выбор 253
— Кольца — Деформации 227
— Координаты фасок 256
— Коэффициент безопасности 238
— Коэффициент кинематический 238
— Коэффициент приведения 238
— Коэффициент работоспособности 243
— Места посадки — Чистота обра-
ботки 234
— Нагрузки допустимые статические
243, 244, 245, 246, 247, 248, 249, 250
— Нагрузки статические — Определе-
ние 240
— Напряжения контактные — Расчет-
ные формулы 226
— Осевая игра — Соотношение с за-
зором 230
— Посадки 232
— Посадочные места—Отклонения 234
— — Соосность 254
— Расчетная долговечность 239
— Рекомендуемые посадки 233
— Технические характеристики 243
— Узлы — Монтажные требования 257
---Проектирование 253
--- Уплотнения 251
— Уплотнения — Допустимые окруж-
ные скорости 252
---Типовые схемы 252
— Числа оборотов допустимые 243,
244, 245, 246, 247, 248, 249, 250
Подшипники качения радиально-упор-
ные — Установка с регулированием
осевого зазора 257
---роликовые — Коэффициент тре-
ния 250; — Посадки в корпус
235, 237; — Посадки на вал 235,
236; — Расчетные формулы 229
---роликовые конические — Габарит-
ные размеры 248
---роликовые радиальные — Габа-
ритные размеры 245, 246
Подшипники качения шариковые—За
зоры начальные 231
840
ПОДШИПНИКИ КАЧЕНИЯ ШАРИКОВЫЕ - ПОСАДКИ
— Игра осевая 232
— Коэффициент трения 250
— Посадки в корпус 235. 237
— Посадки иа вал 235, 236
— Расчетные формулы 228, 229
Подшипники качения шариковые ра-
диально-упорные— Габаритные раз-
меры 247
----радиальные — Габаритные раз-
меры 243, 244, 245, 246, 247, 248.
249, 250
---- сферические — Габаритные раз-
меры 244
----упорные — Габаритные размеры
249
Подшипники скольжения — Вклады-
ши— Форма 273
— График грузоподъемности 261
— Грузоподъемность — Влияние обра-
ботки 266
•— Зазоры относительные 273
— Заливка антифрикционная — Тол-
щина слоя 274
— Канавки смазочные 274
----Профили — Рекомендуемые раз-
меры 275
— Параметры конструктивные 273
— Применение 275
— Применение антифрикционных чу-
гунов 276
— Применение баббитов 275
— Применение бронз 276
— Применение латуни 276
— Расточка — Форма 273
— Режимы трения 258
— Смазка — Подача 274
— Эксплуатация 280
Подшипники скольжения из древесной
пресскрошкн 279
----из древеснослонстых пластмасс
278
---- из пластифицированной древе-
сины 279
---- металлические — Конструкция 267
---- металлокерамические 277
---- наборные — Конструкция 281
---- направляющие гидротурбины —
Конструкция 282
---- неметаллические — Материалы 278
----пластмассовые — Конструирование
279; — Коэффициент трения 280
---- пористые железографитовые 277
—1— радиальные — Конструкция
267, —Расчет 265
---- резиновые 281, 282
----с самоустанавливаюшнмися сег-
ментами — Расчет 266
----сегментные (многовкладышные) —
Конструкция 270
----текстолитовые 278
---- упорные — Канавки 272; — Кон-
струкция .271; — Расчет 265
---- упорные с неподвижным сегмен-
том — Расчет 265
----упорные сегментные 272
Поле допуска 3, 60
---- рассеяния 60
Ползуны крнвошнпно-шатунных меха-
низмов 490
Порог чувствительности 4
Поршневые кольца — см. Кольца порш-
невые
Поршневые пальцы кривошипно-ша-
тунных механизмов 489
---- полые—Диаметры 490
Посадки I, 3
— Зазоры 103
— Натяги 103
АШ<
Посадки —т?— 509
11
A Illi
- - т~ 510
-фж
I:
- -иг «п
----в системе вала 90
---- в системе ОСТ для диаметров от
0,1 до 10000 мм 84
----2-го класса точности ОСТ в си-
стеме отверстий — Схемы располо-
жения полей допусков 83
---- зубчатых колес на валы 354
---- и допуски — Графическое изобра-
жение 3
----колец подшипников качения —
Зависимость от нагружения 232
----комбинированные 94; — Приме-
нение 100
---- конических соединений 115
—— конусов неподвижные 115
---- конусов свободные 115
----конусов скользящие 115
----неподвижные 115
---- переходные 95; — Применение 95,99
----переходные для диаметров от 0,1
до 1 мм— Отклонения для валов
97; — Отклонения отверстий 98
---- переходные для диаметров 1000—
. 1250 мм — Схемы 96
---- переходные для диаметров свыше
500 до 10 000 мм — Отклонения
валов 100; — Отклонения отвер-
стий 102
----переходные и свободные — Откло-
нения для валов диаметром от I
до 500 мм 91
ПОСАДКИ ПРЕССОВЫЕ - ПРОТОЧКИ
841
----по системе ОСТ—Обозначения
. 89
---- подшипников качения 232
----подшипников качения рекомендуе-
мые 233
----подшипников качения роликовых
на вал 235. 236
Посадки прессовые — Отклонения валов
и отверстий для диаметров от I до
500 мм 89, 90, 94; — Применение
94, 95; — Прочность 126, 127
---- в системе отверстий для диаметров
1000—1200 мм — Схемы 96
----для диаметров от 0,1 до I мм —
Отклонения для валов 97; —
Отклонения отверстий 98
---- для диаметров свыше 500 до
10 000 мм — Отклонения валов 101
----конические—Расчет 115
Посадки роликовых подшипников каче-
ния в корпус 235, 237
Посадки с большими зазорами при
малых допусках на диаметры валов
и отверстий 94
Посадки свободные 88. 115; — Приме-
нение 90, 93
----для диаметров 1000—1250 ж.ч 96
----для диаметров от 0,1 до 1 мм —
Отклонения для валов 97; — От-
клонения отверстий 98
----для диаметров свыше 500 до
10 000 мм — Отклонения валов
100, — Отклонения отверстий 102
Посадки скольжения 83, 115
---- стальных бандажей зубчатых ко-
лес на чугунные центры — Реко-
мендуемые натяги 353
---- шариковых подшипников качения
в корпус 235, 237
---- шариковых подшипников на вял
235, 236
---- шпилек в корпус 540
Посадочные места подшипников каче-
ния — Соосность 254
Потерн во фрикционных передачах 448
Предел выносливости сварных соедине-
ний 665
---- выносливости стали для валов 162
---- измерений 4
----прочности стали для зубчатых
колес 358
Предельные размеры — Определение 2
Предохранители от перегрузки 216 —
см. также Муфты предохранитель-
ные
— Конструкции 218
— Нагрузки срабатывания 217
— Расчетные формулы 218
Предохранители от перегрузки ломаю-
щиеся 218
---- с разрушающимся элементом —
Разрушающие нагрузки 219
---- фрикционные 220
Предохранители пружинные 222
----тяговые—Конструкции 224
Предохранительные клапаны 713. 715
Предохранительные муфты — см. Муфты
предохранительные
Предохранительные устройства смазоч-
ные — см. Смазочные устройства
предохранительные
Пресскрошка древесная — Применение
для подшипников скольжения 279
Пресс-масленки клапанные 709
---- под запрессовку — Размеры 698
Прессовые посадки—см. Посадки
прессовые
Приборы—см. по их названиям: Зуб-
чатые приборы; Пневматические при.
боры; Пружинно-оптические приборы;
Пружинные приборы: Рычажно-зуб-
чатые приборы; Рычажно-микро-
метрические приборы; Рычажно-
оптические приборы; Рычажные
приборы, Электроиндуктивные при-
боры
Приводы клапанов арматуры трубопро-
водов 748
Примеры расчета деталей машин — см.
по наименованиям деталей с под-
рубрикой — Пример расчета, на-
пример, Пружины винтовые — При-
мер расчета
Приспособления контрольные 38
Пробки 107, 108, 109
Проволока из сплавов цветных метал-
лов — Механические свойства 616.
617
---- стальная углеродистая пружин-
ная — Предел прочности при
растяжении 616
Проволочка аттестованная — Примене-
ние для измерения отверстий 112
Прогибы для рессор 654
Проектирование подшипниковых узлов
253
Проекторы 18
— Характеристика 28
Прокладки — Давление смятия удель-
ное 742; — Коэффициент прокла-
дочный 742; — Толщина 723
---- для трубопроводной арматуры —
Материалы 737
---- уплотнительные — Рабочая среда
722
Промышленные сооружения — Металло-
конструкции — Напряжения допу-
скаемые 659
Проточки для неподвижных соедине-
ний — Размеры 726
842
ПРОФИЛИ - ПРУЖИНЫ ВИТЫЕ
----для подвижных соединений — Раз-
меры 726
Профили конических резьб 520
---- резьбовых соединений 498
---- резьбы бурильных и насосно-ком-
прессорных труб 525
---- резьбы обсадных труб 525
Профилирование зубьев звездочек для
приводных цепей 423
Проходы условные трубопроводной
арматуры 735. 737
Прочность арматуры трубопроводов —
Расчет 743
---- бесшлоночных соединений — Рас-
чет 607
---- валов коленчатых—Расчет 173
---- валов прямых — Расчет 133, 134
---- вибрационная сварных соедине-
ний 665
----винтовых зубчатых передач — Рас-
чет 414
----деталей вентилей — Проверка 745
----заклепок в плотных швах — Рас-
чет 668
----заклепочных соединений плот-
ных— Расчет 669
----зубчатых передач—Расчет 329
---- зубчатых конических колес на
изгиб — Расчет 365
---- зубьев зубчатых колес на изгиб —
Расчет 343
----зубьев червячных колес на изгиб —
Расчет 412
---- клиновых соединений — Расчет
612
---- планок сварных ферм 689
---- поясных швов сварных балок —
Расчетные формулы 672
---- пружин усталостная 645
---- пружинной стальной углеродистой
проволоки 616
---- резьбовых соединений — Влияние
конструктивных и технологиче-
ских факторов 533; — Расчет
525
---- резьбовых соединений при пере-
менных нагрузках 532
---- резьбовых соединений при стати-
ческих нагрузках 530
---- рессор — Расчет 655
----сварных соединений — Пример
расчета 664; — Расчет 660, 663
---- сварных соединений прн ударе
666
----соединений с гарантированным
натягом—Расчет 125, 126
---- Стержней сварных ферм — Про
верка 685
---- усталостная коленчатых валов
131, 149. 161
--- усталостная пружин 645
--- усталостная резьбовых деталей 533
--- шлицевых соединений — Расчет
594
--- шпонок — Расчет 574
Пружинная проволока — см. Проволока
стальная углеродистая пружинная
Пружинная сталь — см. Сталь рес-
сорно-пружинная
Пружинно-оптические приборы 23
— Характеристика 30
Пружинные микромеры — см. Микро-
меры пружинные
Пружинные приборы 16, 29
— Характеристика 29
Пружины 613—658
— Заневоливание 641
— Изображение условное 816, 819
— Коэффициент запаса по выносливо-
сти — Расчетные формулы 646
— Коэффициент запаса по текучести —
Расчетные формулы 646
— Крепление универсальное — Кон-
струкция 636
— Нагрузка кратковременная 645
— Напряжения допускаемые 617, 618
— Напряжения предельные при асим-
метричных циклах — Диаграмма 646;
647
— Пример выбора 626
— Прочность усталостная 645
— Чертежи рабочие — Оформление 819
Пружины амортизаторов — Нагружение
ударное — Схемы 644
Пружины винтовые кручения цилин-
дрические 632
— Изменения диаметров — Расчетные
формулы 633
— Крепление 634
— Перемещения торцов — Расчетные
формулы 633
— Пример расчета 634
— Характеристика 634, 635
Пружины винтовые многожильные 648
Пружины винтовые цилиндрические
622; — Индекс — Выбор 626; — Рас-
чет 623, 624
--- работающие на изгиб 635
—— растяжения-сжатия 622, — Изме-
нения диа'метров — Расчетные
формулы 623, 624; — Коэффи-
циент снижения допускаемого на-
пряжения 625; — Перемещения
торцов — Расчетные формулы 623,
624; — Расчет 625
Пружины витые — Классификация
621; — Крепление 628, 629
---растяжения-сжатия — Напряже-
ния, допускаемые при кручении
619, 620
ПРУЖИНЫ - РАЗМЕРЫ
843
----фасонные 637; — Жесткость —
Расчетные формулы 640; — Рас-
чет 637
---- цилиндрические растяжения-сжа-
тия — Напряжения допускаемые
касательные 619
Пружины клапанные — Пример рас-
чета на прочность 647
---- кольцевые 651; — Расчет 652; —
Характеристика 652
---- конические с витками круглого се-
чения — Расчетные формулы 638
---- конические с постоянным углом
подъема витков 637
---- конические с постоянным шагом 637
---- кручения — Конструкция 621
---- кручения составные (концентриче-
ские) — Расчет 635
---- Параболоидные 637
---- параболоидные с витками круглого
сечения — Расчетные формулы
638
---- при асимметричных циклах — На-
пряжения предельные — Диа-
грамма 646
---- при динамической нагрузке — Рас-
чет 644
---- призматические 621
Пружины растяжения — Конструкция
621;—Характеристика 626, 629
----оттяжные цилиндрические — При-
мер расчета 629
----с витками круглого сечения —
Конструкция 626
Пружины растяжения-сжатия — Коэффи-
циент запаса по выносливости —
Расчетные формулы 647
— Подбор 627
Пружины сжатия — Витки торцевые —
Конструкция и отделка 630; — Кон-
струкция 621; — Характеристика
630, 631 632
---- призматические специального кон-
тура 636
----с витками круглого сечения —
Конструкция 630
---- с прямоугольным сечением вит-
ка — Конструкция 630
---- с реверсами 629
---- составные (концентрические) —
Расчет и конструкция 632
Пружины сжатия цилиндрические —
Пример расчета 631
---- заневоленные — Витки — Диа-
грамма сдвига 641; — Пример рас-
чета 643; — Расчет 641, 642
Пружины спиральные плоские 648; —
Характеристика 650
---- спиральные плоские занеаолен-
ные — Расчет 649
--- тарельчатые 651
--- телескопические 637
--- фасонные — Конструкция 621
---фигурные гнутые 650
Прямозубые колеса — см. Зубчатые
колеса прямозубые
Прямолинейность — Измерение 32; —
Контроль—Схема 49
--- поверхностей большой протяжен-
ности — Проверка 33
Прямоугольные резьбы — см. Резьбы
прямоугольные
Р
Рабочие чертежи зубчатых колес 354
--- конических косозубых колес 362
--- червяков и червячных колес 409
Радиусы инерции сварных сечений 686
--- сечений элементов сварных ферм
685
Разбрызгиватели смазки 707
Размерные цепи 58, 59, 60
— Действительная величина компенса-
ции 61
— Задачи 55, 56, 57, 58
— Звенья 56
---Допуски — Расчет 70
— Координаты середин полей до-
пуска— Расчет 70
---Номиналы — Расчет 70
— Звенья замыкающие—Поля рас-
сеяния — Расчет 73
— Звенья замыкающие исходные —
Расчетные формулы 65
— Звенья компенсирующие — Номи-
налы — Расчет 72
— Звенья составляющие — Расчетные
формулы 66
— Использование в машиностроении
55—78
— Компенсаторы 61
— Координата центра группировки 60
— Кривые распределения 61
— Методы решения 67
— Наибольшая возможная величина
компенсации 61
— Обозначения условные 55. 63
— Определение 55, 62, 63
— Применение для расчетов — При-
меры 74
— Расчет 76
— Расчетные формулы 65, 66
— Схемы 57
— Теория 66
---Применение для решения практи-
ческих задач 74
Размеры номинальные — Определе-
ние 2
--- предельные — Определение 2
844
РАЗРЯДНОСТЬ - РЕМЕННЫЕ ПЕРЕДАЧИ
Разрядность плоскопараллельных кон-
цевых плиток 7
Разъемные соединения 497—573
Расточка подшипников скольжения —
Форма 273
Расчеты деталей машин — см. по
наименованиям деталей с подрубри-
кой —- Расчет, например Пружины
витые — Расчет
Ребра жесткости сварных балок 679
Редукторы — Параметры 351
--- фрикционные быстроходные 438
Резьбовые детали — Конструктивные
формы 539
— Прочность усталостная 533
Резьбовые изделия — Поверка — Схе-
ма 47
Резьбовые калибры — Поверка — Схе-
ма 47
Резьбовые соединения 497- 573
— Диаграмма усилий 529
— Допуски и посадки 498
— Затяжка — Выбор величины 534
— Классы точности 500
— Коэффициент нагрузки 530
— Коэффициент податливости 530
— Напряжения допускаемые — Отно-
шение к пределу текучести 526
— Напряжения затяжки — Контроль 534
— Прочность — Влияние технологиче-
ских и конструктивных факторов
533
— Прочность при переменных нагруз-
ках 532
— Прочность при статических нагруз-
ках 530
— Профили 498
— Расчет на прочность 525
— Расчет поверочный 535
— Расчетная схема 529
— Стандартные элементы 544
— Стопорение 535
— Элементы — Конструктивные формы
539
Резьбовые соединения деталей 544
--- затянутые — Усилий — Опреде-
ление 529
--- конические 519
---крепежные — Материалы — Ха-
рактеристика 526
---ответственные — Расчет 527
--- цилиндрические 497
Резьбы 497
— Диаметр средний приведенный 498
— Изображение и обозначение на чер-
тежах 815
— Элементы — Взаимозависимость 498
Резьбы болтов — Шаг — Погрешно-
сти — Диаметральная компенсация
499, 500
---- буровых труб 516 .
---- дюймовые — Размеры и допуски
512
Резьбы конические — Высота витка —
Допускаемые отклонения 524
— Допуски 522
— Отклонения — Компенсации 521
— Проверка — Схема 521
— Профили 520
----Элементы 524
— Размеры 522
Резьбы конические бурильных и на-
сосно-компрессорных труб 524, 525
----для нефтепромышленности 524
----дюймовые 523
----обсадных труб 524, 525
----трубные — Профили 522; — Раз-
меры 522, 523
Резьбы крепежные — Длина свинчива-
ния 498
Резьбы круглые 519
Резьбы метрические — Высота профиля
и зазор 505
— Диаметры 502
— — Таблицы для подсчета 505
— Допуски и отклонения для диа-
метров 72--600 мм 505
— Допуски на диаметр болта и гайки
506
— Размеры и допуски 501
— Размеры и допуски для диаметров
1—5 мм 504
— Размеры и допуски для диаметров
6—68 мм 503
— Размеры предельные — Пример под-
счета 504
- Шаги 502
Резьбы метрические диаметром от 0,3
до 0,9 мм — Размеры и допуски 507
----диаметром от 72 до 600 мм —
Размеры 507
----тугие диаметром от 8 до 48 мм —
Допуски 511
Резьбы прямоугольные 517
---- трапецоидальные 515
---- трубные конические — Профили
522; — Размеры 522, 523
----трубные цилиндрические 513; —
Размеры и допуски 514
---- упорные 517; — Размеры 518
---- цилиндрические специальные 513
Рейки исходные зубчатых колес 323
Реле времени для предотвращения
пуска машины без смазки —Схема
включения 713, 715
----контроля уровня масла в резер-
вуаре поплавковое—Схема 714
Рельсы крановые 807
Ременные передачи 453—487 — см.
также Клиноременные передачи;
РЕМЕННЫЕ ПЕРЕДАЧИ БЫСТРОХОДНЫЕ - СВАРНЫЕ ЦЕПИ
845
Плоско-клиноременные передачи;
Плоскоременные передачи
— Валы — Давление 468
--- Классификация 454, 455
— Коэффициент геометрический 463
— Коэффициент поправочный 462
— Работоспособность 461
— Расчет поверочный 466
— Расчет проектный 467
— Характеристика 285
— Шкивы стальные — Расчет 475
— Шкивы чугунные — Расчет 474
Ременные передачи быстроходные —
Расчет 472
Ременные передачи с натяжными роли-
ками— Геометрия 471
— Давление на валы и ролики 472
— Расчет 470
— Схема 471
Ремни клиновые 477
— Длины стандартные 482
— Напряжения — Измерение 481
— Напряжения допускаемые 482, 483
— Сечения 483
---Размеры 478
Ремни приводные — Виды и конструк-
ции 455
— Выбор 458
— Долговечность 463
— Концы — Сооединение 457
— Коэффициент режима и длительности
работы 463
— Механические свойства 456
— Напряжения 461
— Напряжения рабочие суммарные —
Диаграмма 461
— Натяжение 458
— Применение 457
— Размеры 456, 459
— Усталость 463
Ремни приводные быстроходные 459
Рессорные ушки - Типы 655
Рессоры 613—658
— Изгибающий момент — Расчетные
формулы 654, 656
— Коэффициент деформации 656
— Крепление 655
— Напряжения допускаемые 656
— — Выбор 617
— Прогибы — Расчетные формулы
654, 656
— Расчет на прочность и жесткость
655
— Расчетные формулы 654, 656
— Трение 657
Рессоры автомобильные — Напряже-
ния допускаемые 656
---буферные — Напряжения допу-
скаемые 656
--- «идеальная» 655
----листовые — Классификация и
конструкция 653; — Конструиро-
вание 656; — Листы — Длина —
Определение 657; — Напряжения
допускаемые 656; — Характери-
стика 657
---- паровозные — Напряжения допу-
скаемые 656
----реальные 656
Роликовые муфты обгона 213, 214
Роликовые остановы — см. Остановы
роликовые
Роликоподшипники — см. Подшипники
качения роликовые
Ротаметры 25
Рукоятки 799
----грузоподъемных машин безопас-
ные 798
---- приводные — Усилие наибольшее
допустимое 801
Рулетки стальные — Характеристика 9
Рычаги ручные — Усилия наибольшие
допустимые 801
Рычажно-зубчатые приборы 14, 27 —
см также Индикаторы рычажно-
зубчатые; Микрометры Главчаспрома;
Микрометры рычажно-зубчатые; Ско-
бы рычажные
Рычажно-микрометрические приборы
15; — Характеристика 29
Рычажно-оптические приборы 23; —
Характеристика 28
Рычажные микрометры 15
С
Сальники с мягкой набивкой 727
Самосмазываемость железографитовых
подшипников скольжения 277
Самоторможение в клиновых соедине-
ниях 610
Самоуправляемые муфты — см. Муфты
самоуправляемые
Сварные балки — см. Балки сварные
Сварные соединения — Вибрационная
прочность 664, 665
— Концентрация напряжений 664
— Предел выносливости 665
— Прочность — Пример расчета 664
— Прочность при ударе 666
— Расчет прочности 660, 663
— Типы '660
Сварные соединения внахлестку 660
---- встык 660
---- втавр 661
---- пробочные 662
----с прорезями 662
----угловые 662
Сварные цепи 764, 765, 766
846
СВАРНЫЕ ШВЫ СТАБИЛИЗАЦИЯ НАПРЯЖЕНИЯ
Сварные швы — Напряжения допускае-
мые 663
— Расположение 667 „
Сварные фермы — см. Фермы сварные
Сверление на проход болтов, винтов,
шпилек — Диаметры 544
Световая волна 6
Свинчивание изделий с конической
трубной резьбой — Схема 520
Сила в клиновых соединениях 610
Синусные линейки 118, 120, 122
Синхронизаторы муфт 198
Система вала 3, 83
----отверстий 3, 83
Складывание чертежей 809
Скобы 109, ПО;—Подвески 783
----грузовые — Расчет 778
----грузовые шарнирные — Расчет 783
---- для контроля конусов 123
----измерительные 113
’--- рычажные 14;—Характеристика 27
---- цепные 777, 778
Скольжение удельное — Определение
395
Скользящие посадки — см. Посадки
скольжения
Скорость звездочек втулочно-роликовых
цепей 426
---- окружная зубчатых передач 293
---- цепей средняя 426
Смазка — Гидродинамическая теория —
Уравнение 259; — Расход — Гра-
фик 263; — Способы — Классифи-
кация 695
---- в масляной ванне 700
---- индивидуальная 695. 697, 698
---- кольцами 700, 70)
---- подшипников скольжения — По-
дача 274
---- посредством роликов 702, 703
----при помощи подушек 699, 700
---- разбрызгиванием 702
----с периодически действующим рас-
пределителем 707
---- самозасасыванием 701. 702
---- струйная 704
----тонкораспыленным маслом 705
---- точечная под принудительным да-
влением 698
---- точечная ручного действия 698
----фитильная подшипников 699
---- централизованная 697, 698. 705,
707
---- центробежная 701. 702
---- цепных передач 431
---- цилиндрическая зубчатых передач
351
---- червячных передач 413
Смазки для подшипников качения —
Выбор 250
---- консистентные — Очистка — Устрой-
ства 719
Смазочные канавки 717. 719; — Приме-
нение 717, 718
---- подшипников скольжения 282
Смазочные контрольные устройства
710 — см. также Маслоуказатели:
Реле контроля уровня масла; Термо-
метры; Термопары; Термостаты: Ука-
затели потока смазки
Смазочные масла — Отстаивание 719
— Очистка — Устройства 719
— Фильтрация 719
Смазочные устройства 695—721 —см.
также Лубрикаторы; Масленки;
Пресс-масленки; Шприцы
— Выбор 695
— Трубы для подачи масла 717
Смазочные устройства для густой
смазки 697
----для жидкой смазки 695, 698
----для подачи консистентной смазки 709
---- предохранительные 710 — см.
также Маслораспределители; Пре-
дохранительные клапаны; Реле вре-
мени для предотвращения пуска
машины без смазки
Смеси ферромагнитные 207, 208
Соединения 79—128
Соединения бесшпоночные — см. Бес-
шпоночные соединения
----деталей машин — см. Заклепочные
соединения; Заклепочные швы;
Клиновые соединения; Резьбовые
соединения: Сварные соединения;
Фланцевые соединения: Шлицевые
соединения; Шпоночные соединения
---- деталей с гарантированным натя-
гом 124
---- конические гладкие 114; — По-
садки 115
---- прессовые — Прочность 126
---- разъемные 497—573
---- резьбовые — см. Резьбовые соеди-
нения
----с гарантированным натягом —
Прочность — Расчет 125, 126
---- цилиндрические гладкие — Диа-
метры нормальные и длины 79; —
Допуски и посадки 79
Соединительные части трубопроводов
748-763
Соосность 36
--- посадочных мест подшипников
качения 254
Спицы зубчатых колес—Формы 352
Сплавы подшипниковые — Применение
275
Стабилизация напряжения затяжки
резьбовых соединений 534
СТАЛЬ - УГОЛ
847
Сталь — Механическая прочность — Ха-
рактеристика 132;—Модуль упру-
гости 124
---- для деталей арматуры и соеди-
нительных частей трубопроводов
737
----для зубчатых колес 356, 357
---- пружинная — Механические свой-
ства 618, 619; — Усталостные
свойства 619
---- рессорно-пружинная — Механиче-
ские свойства 613; — Применение
613, 614
Стальные фланцы — Размеры 754 , 755,
756, 758, 759, 760
Стандартные элементы цепных передач
432
Стержни переменного сечения — Гиб-
кость— Определение 692, 694; —
Коэффициент длины 693
---- сварных ферм — Жесткость — Про-
верка 685; — Прочность — Про-
верка 685; — Устойчивость — Про-
верка 685
---- сварных ферм переменного сече-
ния составные 692
---- шатунов кривошипно-шатунных
механизмов—Расчет 491
Стопорение резьбовых соединений 535
Стрелки свободных рессор до осадки —
Определение 657
Струйная смазка 704
Стыки клепаных балок 675
---- сварных балок 673
Сцепные муфты — см. Муфты сцепные
Т
Табличный расчет геометрии зацепле-
ния зубчатых н червячных передач
378
Текстолитовые подшипники скольжения
278
Термическая обработка зубчатых колес
стальных 358
Термометры ртутные для контроля
масла 713, 714
Термопары 713, 714
Термостаты 713, 714
Технологическая база 38
Тормоза 788
— Диски трения — Расчет 797
— Конусы — Ширина — Расчет 797
— Коэффициент запаса торможения 789
— Осевое усилие — Расчет 797
Тормоза автоматические — Расчет 798
---- винтовые 798
----дисковые 797
->— колодочные 788; — Давление ма-
ксимальное допускаемое удельное
793; — Расчет 789; — Система ры-
чагов 792
---- колодочные ВНИИПТМАШ 789,
790;—Характеристика 791
---- конические 797
Тормоза ленточные 793
— Зазоры радиальные 795
— Лента — Ширина н толщина — Опре-
деление 794
— Шкивы — Диаметры — Рекомендуе-
мые величины 794
----Ширина — Рекомендуемые вели-
чины 794
Тормоза ленточные дифференциальные
795
---- простые 795
----суммирующие 797
Тормоза пластинчатые 797
-----пружинные двухколодочные—Рас-
чет 792
---- центробежные 798
Торцевое биение 37
Точность зубчатых колес 349
---- отсчета 4
Траверсы — Характеристика техническая
784
Трение в манжетных уплотнителях 733
----в рессорах 657
----в уплотнениях посредством порш-
невых колец 733
Трубопроводы — Соединительные части
748—763
---- для подачи смазки 717
Трубы бурильные — Замки соединитель-
ные 525; — Резьбы конические
524, 525
----- буровые — Резьбы 516
----- насосно-компрессорные — Резьбы
конические 524, 525
----обсадные — Резьбы конические 524,
525
Тяговая способность приводных ремней
461
Тяговые цепи — см. Цепи тяговые
У
Угловая коррекция паллоидного заце-
пления — Определение 364
Угломерные головки 118, 122
Угломеры 118, 122
Углы — Измерение — Схема 46; — Ме-
тоды контроля I18
----закручивания прямых валов — Рас-
четные формулы 142
---- зацепления зубчатых конических
колес 363
Угол наклона зубьев цилиндрических
косозубых колес 387, 388
----подъема резьбы 498
848
УДЕЛЬНОЕ СКОЛЬЖЕНИЕ - ФЛАНЦЫ
Удельное скольжение — Определение 395
Узлы сварных ферм 690
Указатели потока смазки 713, 714
— Размеры 714
Ультраоптиметры ИКП-1—Характери-
стика 28
Уплотнения 721, 723
---- без контакта с трущейся поверх-
ностью 731
----для быстрых перемещений 728
----для вращающихся деталей 729
----для медленных перемещений 724
---- нз графитовых или текстолитовых
колец 730
---- манжетные 731
---- неподвижных соединений 721
---- подшипников качения — Допусти-
мые окружные скорости 252; —
Типовые схемы 252
---- подшипниковых узлов 251
---- посредством контакта 723
---- посредством конусной разваль-
цовки трубы 723
----посредством резьбы 724
----пустотелыми кольцами 728
----при возвратно-поступательном дви-
жении 724
---- с контактом 729
----с фасонным диском 730
---- соединений в арматуре 739
----фланцевых соединений 742
---- штоков 727
Уплотнительные кольца 723, 724, 726,
728, 729
— Крепление 740, 742
— Размеры 726, 728, 729
Уплотнительные поверхности фланцев —
Размеры 748, 749, 752
Уплотнительные устройства 721—см.
также Манжеты; Прокладки; Уплот-
нения; Уплотнительные кольца
Упорные резьбы — см. Резьбы упорные
Упрощенный расчет зубчатых передач
329
----резьбовых соединений 525
Уравнение архимедовой спирали 649
Уравнения гидродинамической теории
смазки 259
----равноосного контура бесшлоночных
соединений 605
Уравновешенность коленчатых валов
151
Усилия в плоскоременных передачах
460
----измерительные 4
---- осевые тормозов—Расчет 797
Усталостная прочность валов 131, 149,
161
---- пружин 645
---- резьбовых деталей 533
Усталость приводных ремней 463
Устойчивость вертикальных стенок ба-
лок составных 678
---- вертикальных стенок клепаных ба-
лок 678
----клепаных балок общая 677
---- стержней сварных ферм — Про-
верка 685
Устройства заправочные — см. Запра-
вочные устройства
---- измерительные — см. Измеритель-
ные устройства
----смазочные — см. Смазочные устрой-
ства
Утечка через зазоры 729
---- через лабиринт 733
Утонение витка червяка наименьшее
320
---- зуба наименьшее конических зуб-
чатых колес 315
Ушки рессор — Типы 655
Ф
Фермы крановые сварные 692; — Рас-
чет— Коэффициент динамический
687
Фермы сварные — Конструирование 684
— Планки—Прочность 689
— Пояса — Типы сечений 684
— Стержни — Жесткость 685
----Прочность 685
----Устойчивость 685
— Узлы 690
— Элементы — Подбор сечений 687,
688
----Сечения — Радиусы инерции 685
Фермы сварные крановые 692; — Рас-
чет — Коэффициент динамический
687
---- мостовых кранов — Напряжения
в верхнем поясе 687, 688
Ферромагнитные смеси 207, 208
Фильтрация смазочных масел 719
Фильтры для смазок 719
---- пластинчатые 720
----с постоянным магнитом 721
---- тонкой очистки 720
---- щелевые 720
Фитильные масленки — см. Масленки
фитильные
Фитинги — Материалы 735
---- ковкого чугуна 760, 761
---- стальные 760, 761
Фланцевые соединения — Размеры 723
— Уплотнения 742
Фланцы — Материалы 735; — Присоеди-
нительные размеры 750; — Уплот-
нительные поверхности — Размеры
748, 749, 752
ФОРМУЛЫ - ЦИЛИНДР ЧЕРВЯКА ДЕЛИТЕЛЬНЫЙ
849
--- арматуры соединительных частей и
трубопроводов 748
--- стальные — Размеры 754, 755. 756,
758, 759, 760
--- чугунные — Размеры 753
Формулы для геометрического расчета
элементов зацепления 325, 360,
406
---для определения контрольных раз-
меров элементов зацепления 309,
310, 311, 318
Фрикционные передачи 436—452
— Конструкция 438
— К. п. д. 448
— Коэффициент трения 445
— Механизмы самозатягивания — Рас-
чет 449
— Поверхности рабочие — Приведенные
кривизны 446, 447
— Потери 448
— Расчет кинематический 444
— Тела качения — Расчет 445
— Характеристика 285
Фрикционные передачи для постоянного
передаточного отношения 436, 438
--- с жестким кольцом — Расчетная
схема 449
--- со стальным кольцом 449
Фрикционные редукторы быстроходные
438
Фрикционные шпонки 574, 579
X
Ходовые винты — см. Винты ходовые
Ходовые колеса — см. Колеса ходовые
Храповые остановы — см. Остановы хра-
повые
ц
Центрифугирование 721
Цепи — Ветви — Усилие 429
— Закрепление — Детали 777
— Звездочки 421
— Звенья — Число ударов 426
— Коэффициент смазки 427
— Коэффициент эксплуатации 427
— Полезное усилие 428
— Скорость 426
— Шаг 426
Цепи втулочно-роликовые — Звездочки —
Число оборотов и скорость 426
— Коэффициент безопасности 429
— Полезная мощность 428
— Полезное усилие 428
— Скорость 426
— Удельное давление—Расчетные зна-
чения 428
— Шаг — Измерение 423
•54 Том 4 769
Цепи втулочно-роликовые для велосипе-
дов и мотоциклов 432
---для мотоциклов — Зубчатки — Про-
филь зуба 433
---приводные 416; — Характеристика
техническая 417, 418; — Шаг 418
---приводные с изогнутыми пласти-
нами 418
Цепи втулочные — Шаг — Измерение 423
---для мотоциклов 432; — Зубчатки—
Профиль зуба 433
--- приводные 416
Цепи зубчатые — Звездочки — Число
оборотов 426
— Коэффициент безопасности 429
— Полезная мощность 428
— Полезное усилие 428
— Скорость 426
— Удельное давление — Расчетные зна-
чения 427
— Шаг 421
Цепи зубчатые (бесшумные) 419
---с боковыми направляющими пла-
стинами 419,420
Цепи пластинчатые грузовые — Харак-
теристика техническая 764, 768
--- приводные втулочно-роликовые —
Характеристика техническая 764
--- шарнирные 764; — Звездочки при-
водные 773; — Характеристика
техническая 764, 767
Цепи приводные - Виды 416; — Звез-
дочки с необработанными зубьями
434; — Конструкция 416
--- втулочно-роликовые для сельскохо-
зяйственных машин 432
Цепи размерные — см. Размерные цепи
Цепи сварные 764; — Характеристика
техническая 764, 765, 766
Цепи тяговые разборные — Характери-
стика техническая 764
Цепные муфты—см. Муфты цепные
Цепные передачи 416—435
— Звездочки -— Расстояние между цен-
трами 425
— К. и. д. 429
— Параметры—Выбор и расчет 424
— Передаточное отношение 424
— Положение 425
— Расчет 424, 427
— Смазка 431
— Стандартные элементы 432
— Характеристика 285
— Эксплуатация 431
Цепные передачи зубчатые — Пример
расчета 431
Циклоидальные бесшпоночные соедине-
ния — см. Бесшпоночные соединении
циклоидальные
Цилиндр червяка делительный 405
J rw. f-v-vv ЦЛ-— j r--
Уо^яки-швы
4
Червяки 405, 408
— Диаметры нормальные 409
— Длина нарезаемой части 408
— Рабочие чертежи 409
— Угол профиля 408
— Число модулей в делительной окруж-
ности 408
Червячные колеса — Валы — Определе-
ние действующих сил 413
— Диаметр наружный — Расчет 409
— Допускаемое окружное усилие 412
— Зубья — Выбор числа 408
---Расчет на долговечность 410
--- Расчет по прочности на изгиб 412
— Конструкции типовые 413
— Коэффициент деформации 410, 411
— Коэффициент материала 410, 411
— Коэффициент числа циклов напря-
жения 410, 411
— Коэффициент эквивалентного времени
работы 410, 411
— Крутящий момент допускаемый 412
— Межосевые расстояния — Выбор 408
— Модуль — Выбор 408
— Рабочие чертежи 409
— Ширина — Расчет 409
Червячные передачи 405—415 — см.
также Червячные колеса
— Витки червяка — Утонение 320
— Допуски 295. 316, 318, 319, 320, 321
— Допуски толщины червяка 321
— Зацепления — Геометрический расчет
378, 406
— К. п. д. 412
— Смазка 413
— Характеристика 285
Червячные передачи глобоидные 414
Чертежи — Буквенные обозначения 809
— Изображение и обозначение резьб
815
— Изображения наглядные 810
— Линии и обводка 811, 812
— Масштабы 809
— Нанесение размеров 813
— Обозначение допусков 811
— Обозначение отделки изделий 817
— Обозначение отклонений размеров
811
— Обозначение при штриховке 811
— Обозначение термической обработки
817
— Обозначение чистоты поверхности
817
— Расположение видов разрезов и се- •
чений 809
— Складывание 809
— Условное изображение болтов 816
— Условное изображение заклепок 816
— Условное изображение зубчатых сце-
плений 815
— Условное изображение отверстий 816
— Условное изображение пружин 816,
819
— Шрифт 810
— Штриховка 810
Чертежи машиностроительные 808—
819; Форматы 808
---сборочные—Нанесение обозначе-
ний и номеров изделий 817
Число передаточное — см. Передаточное
число
Чистота обработки мест посадки под-
шипников качения 234
--- поверхности — Контроль — Схема
50; — Обозначение на чертежах
817;—Разряды 818; — Степень —
Классы 818
--- поверхности деталей машин 51
Чугун —Модуль упругости 124
--- антифрикционный — Применение
для подшипников скольжения 276
Чугунные фланцы — Размеры 753
Ш
Шаблон для контроля профиля зубьев
звездочек 423
Шаг втулочно-роликовых приводных це-
пей 418: — Измерение 423
---втулочных цепей — Измерение 423
---звездочек для цепей — Определе-
ние 424
--- зубчатых цепей 421
--- резьбы 497
--- цепей 426
Шайбы 567
---контрольные 111
--- пружинные 568
Шарики калиброванные аттестованные
118, 120. 122
Шарикоподшипники — см. Подшипники
качения шариковые
Шарнирные муфты — см. Муфты шар-
нирные
Шарнирные пластинчатые цепи — см.
Цепи пластинчатые шарнирные
Шатунные болты — Расчет 494
Шатуны кривошипно-шатунных меха-
низмов 491
— Головки — Расчет 492. 494
— Изгибающий момент 492, 493
— Коэффициент запаса устойчивости
491
— Коэффнцие|ст усиления 492
Швы заклепочные—см. Заклепочные
швы
--- сварные — см. Сварные швы
ШЕВРОННЫЕ КОЛЕСА - ЭПЮРЫ
851
Шевронные колеса — см. Зубчатые ко-
леса шевронные
Шестеренные насосы 704
Шестерни 321
Шкалы — Характеристика 9
Шкивы клипоремеиные 484; — Диа-
метры расчетные — Измерение 485
---ленточных тормозов — Диаметры —
Рекомендуемые величины 794; —
Ширины — Рекомендуемые вели-
чины 794
--- плоскоременных передач — Окруж-
ные скорости 460
—— приводных ремней — Диаметры
минимальные 465; — Размеры 466
--- ременных передач — Расчет 474,
475
Шлицевые соединения 587—603
— Допуски и посадки 595
— Зубья — Допускаемые напряжения на
смятие 595
— Расчет на прочность 594
Шлицевые соединения прямоугольные
587; — Допуски и посадки 597; —
Размерные ряды 588
---треугольные 591; —Допуски 602,
603; — Размеры 594
---эвольвентные 590;—Допуски и
посадки 600, 601; —Размерные
ряды 593: — Размеры — Опреде-
ление 592
Шпильки—Длина 563
— Напряжения изгиба — Расчетная
схема 528
— Посадки в корпус 540
— Размеры 562
Шпиндель—Крутящий момент дей-
ствующий — Расчет 743
Шплинты 568
Шпонкн — Напряжения допускаемые 584
— Расчет на прочность 574
— Типы 574, 575
— Ширина — Допускаемые отклонения
с пазами соединений 585
Шпонкн клиновые 574
--- клиновые врезные 577, 578; — Ра-
бочие грани — Эпюры нагружения
579
--- клиновые фрикционные 579
--- на лыске — Рабочие грани —
Эпюры нагружения 579
--- призматические 574; — Размеры
580, 581, 582; —Расчет 583
--- сегментные 574. ’ 575; — Размеры
583; — Расчет 583
---тангенциальные 574; — Расчет 580
---торцевые — Расчет 583
--- фрикционные 574, 579
Шпоночные соединения 574—586
— Допуски и посадки 584, 585
Шприцы штоковой смазки 710
Шрифты чертежные 810
Штаигенинструменты 10
Штангенглубиномеры 10, 11
Штангенреисмусы 10, 11
Штангенциркули 10
Штифты 569, 570
Штихмасы 109, 112
Штоки — Уплотнение 727
Штриховка в чертежах 810
Штриховые меры 8 — см также Ли-
нейки измерительные: Метр-компара-
тор; Метры штриховые; Рулетки;
Шкалы
— Поверка 44
— Характеристики 9
Штриховой метр — см. Метры штри-
ховые
Шурупы 570, 571, 572
э
Эвольвентные зацепления 293
Эвольвентные шлицевые соединения —
см. Шлицевые соединения эвольвент-
ные
Эксплуатация цепных передач 431
Электроем костные приборы 31
Электроизмерительные приборы 25
— Характеристика 30
Электроиндуктивные приборы 26
Электроконтактиые датчики 25
— Характеристика 30
Электромагнитные жидкостные муфты
207
Электросварные швы — Напряжения
допускаемые 663 <
Электросхемы для обеспечения работы
смазочных устройств 713, 715
Эпюры касательных напряжений в се-
чениях витков заневоленных пру-
жин 641, 642
--- нагружения рабочих граней шпо-
нок 579
--- нормальных напряжений эанево-
ленной плоской спиральной пру-
жины 649
--- остаточных напряжений при сварке
666, 667
54*
Гм. Мяупа. ix|J31t7lfld
Г. Н. Б.
йм Вмм. HpmJ
СПРАВОЧНИК МАШИНОСТРОИТЕЛЯ, том 4
Технический редактор Г. Ф. Соколова Корректор В. Г. Матисе»
Переплет художника А. Л. Бельского
Сдано к прокзеолстпо 2/VI—16/VII 1954 г. Подписано к печати 5/1V 1955 г. Т-02925
Тираж 1—25000 (1-й аавол). Печ. л. 53,5. Уч.-им. л. 62. Бум. л. 27,38. Формат 60X92/16
Заки М 769
!- типография Машгиаа, Ленинград, ул. Моисеенко, 10