/







































Текст
ЭЛЕКТРОМОНТЕРА
И. Я. Авиновицкий
Оконцевание
силовых
КАБЕЛЕЙ
Е
С-9 % 101
ЛИТЕРАТУРА
!. Хромченко Г. Е., Соединение и оконцевяние медных и атю-
миниевых проводов и кабелей, Госэнергоиздат, 1959.
2. Инструкция по сухой заделке концов силовых кабелей с бумаж-
ной изоляцией, Стройиздат, 1957.
3. Техническая документация на кабельные муфты, выпуск V,
Стальные концевые воронки внутренней установки для кабелей с бу-
мажной пропитанной изоляцией на напряжение до 10 кв, Госэнерго-
чздат, 1958.
4. Техническая документация на кабельные муфты, вып III, Кон-
цевые муфты для кабелей типа ОСБ на напряжение 35 кв для наруж-
ной и внутренней установок, Госэнергоиздат, 1958.
Инар Яковлевич Авиновицкий
ОКОНЦЕВАНИЕ СИЛОВЫХ КАБЕЛЕЙ
Ретяктор /7. Ф. Соловьев Техн, редактор И- И. Борун^з
Сдано в набор 1/П 196J г. Подписано к печати 7/IV 1960 г
Т-04079. Бумага 84Х108’/32. 2 печ. л. Уч.-изд. л. 2,5
Тираж 13 000 экз. Цена 90 коп. Зак. 206(5
Типография Госэнергоиздата. Москва, Шлюзовая наб., 10.
ft 2 '•
БИБЛИОТЕКА электромонтера
Выпуск 21
И. Я. АВИНОВИЦКИЙ
ОКОНЦЕВАНИЕ
СИЛОВЫХ КАБЕЛЕЙ
ГОСУДАРСТВЕННОЕ ЭНЕРГЕТИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МОСКВА I960 ЛЕНИНГРАД
ВВЕДЕНИЕ
Распределение и передачу электрической энергии вну-
три промышленных предприятий и городов в большинстве
случаев осуществляют силовыми кабелями на различное
напряжение. На электрических станциях и подстанциях
силовые кабели широко применяют для соединения генера-
торов и трансформаторов с распределительными устрой
ствами, для подвода питания к электродвигателям собст
венных нужд и т. п. Выводы линий напряжением до 10 кв
электрических станций и подстанций также выполняют си-
ловыми кабелями даже в случаях, когда внешняя сеть вы-
полнена воздушной. В последнее время для указанных це-
лей применяют часто кабели на напряжения 35 и ПО кв.
Из сказанного выше видно, какое важное место в общей
схеме распределения и передачи электрической энергии за-
нимают силовые кабели.
Концы кабелей, присоединяемых к зажимам электриче-
ских аппаратов, машин и трансформаторов, оконцовыва
ют — заключают в специальные кабельные муфты или кон-
цевые заделки. Такими оконцеваниями предотвращают
проникновение в кабель влаги, воздуха и т. п. и исклю-
чают таким образом порчу его изоляции. Помимо указан-
ного, концевые муфты и заделки, герметизируя конец ка-
беля, не дают вытекать из него пропиточному компаунду,
имеющемуся в кабелях с бумажной изоляцией и служаще-
му для повышения электрической прочности бумаги; поз-
воляют легко осуществлять присоединения и отсоединения
жил кабеля, выполняемые при замене или ремонте элек-
трооборудования.
Всякое оконцевание кабеля должно обладать высокой
электрической прочностью. Она должна быть не ниже
электрической прочности самого кабеля и достаточной,
чтобы выдерживать не только нормальное напряжение
ЗДяжений как коммутаци-
в сети, но и
2
«ивлиотема
г. Свердловск
онных, так и атмосферных. Кроме того, все виды оконце-
вании должны быть стойки к воздействиям окружающей
среды (влага, пары кислот и т. п., свет).
При значительной разности уровней оконцеваний (раз-
ность между верхним и нижним концами кабеля в метрах)
на кабелях с бумажной изоляцией оконцевание, располо-
женное внизу, претерпевает воздействие значительного
внутреннего давления, возникающего вследствие переме-
щения вниз пропиточного компаунда. Последний при повы-
шении температуры, что имеет место в жаркое время,
а также при нагрузке кабеля (при номинальной нагрузке
жилы кабеля нагреваются до 65—80° С), становится ме-
нее вязким и легко перемещается по кабелю в сторону за-
делки, расположенной внизу. Вытекание пропиточного ком-
паунда из кабеля недопустимо, так как это приводит к сни
жению электрической прочности изоляции кабеля и часто
к выходу его из строя. Поэтому к оконцеваниям кабелей
во многих случаях предъявляется требование о повышен-
ной надежности их в отношении герметичности.
Концевые заделки должны быть, по возможности, ма-
логабаритными с тем, чтобы их легко можно было разме-
щать в электротехнических устройствах и аппаратах.
Перечисленные требования дополняются факторами
стоимости и трудоемкости, а также простотой монтажа за-
делок.
Надежность работы электроустановок во многом зави-
сит от качества выполнения оконцеваний кабеля. Поэтому
как монтажному, так и эксплуатационному персоналу не-
обходимо хорошо знать технологию выполнения оконцева-
ний кабелей и предъявляемые к ним требования. Для ука-
занных лиц важным является также ознакомление с раз-
личными типами оконцеваний, с их преимуществами и не-
достатками.
При выборе того или иного вида оконцевания следует
учитывать также ответственность электроустановки, в схе-
ме которой работает данная кабельная линия, с точки зре-
ния надежности электроснабжения, так как некоторые виды
оконцеваний не разрешается применять во всех случаях.
Напоминаем, что согласно Правилам устройства элек-
троустановок (ПУЭ) все потребители электроэнергии
по степени надежности и бесперебойности электроснабже-
ния делятся на три категории:
I категория включает в себя наиболее ответственных
потребителей, перерыв в электроснабжении которых мо-
жет повлечь за собой опасность для жизни людей или
большой материальный ущерб, связанный с повреждением
оборудования, браком продукции и т. п.;
II категория — потребители, перерыв в электроснабже-
нии которых связан с большим недоотпуском продукции,
простоем людей и механизмов;
III категория — наименее ответственные потребители,
не подходящие под определение I и II категорий, например
мелкие предприятия, жилые дома и поселки и т. п.
1. ОБЩИЕ ВОПРОСЫ ОКОНЦЕВАНИЯ КАБЕЛЕЙ
Оконцевание кабеля заключается в изолировании и
герметизации разделанного конца его, а именно: места вы-
хода жил из герметической оболочки (свинцовой, алюми-
ниевой, полихлорвиниловой или резиновой), называемого
«корешком», самих жип и кабельных наконечников на
жилах.
Существуют различные виды оконцеваний, которые
можно классифицировать по напряжению, области приме-
нения, а также по способу их выполнения и применяемым
при этом материалам.
По области применения различают оконцевания для
внутренних (внутри помещений) и наружных установок.
Некоторые виды оконцеваний, предназначенные главным
образом для установки внутри помещений, пригодны и для
наружных установок при условии защиты их от непосред-
ственного действия атмосферных осадков (дождя, снега) и
солнечных лучей.
В зависимости от способа выполнения и применяемых
материалов оконцевания бывают сухие, не заливаемые ка-
бельной массой, в стальных воронках и чугунных или ла-
тунных муфтах, заливаемых кабельной массой, и из искус-
ственных смол. Сухие оконцевания принято называть за-
делками; их выполняют различными изоляционными лен-
тами и лаками, которыми изолируются (обматываются)
жилы кабеля и корешок. К заделкам принято относить и
оконцевание кабелей полихлорвиниловыми, резиновыми и
свинцовыми перчатками, хотя, как будет показано ниже,
в отношении последних это не совсем так (свинцовые пер-
чатки заливают небольшим количеством кабельной мас-
сы). Последние виды оконцеваний выгодно отличаются от
оконцеваний кабелей воронками или муфтами, заливае-
мыми кабельной массой, так как они имеют малые габа-
4
ритЫ и небольшую стоимость (кроме заделок в свинцовых
перчатках). К преимуществам всех видов сухих заделок
следует отнести также возможность расположения чх
в любом положении (жилами вниз, вверх и т. п.).
Наиболее надежными, отвечающими современным тре-
бованиям, являются заделки, выполняемые из искусствен-
ных смол, в частности, из эпоксидного компаунда. Эти за-
делки не имеют равных себе по герметичности и влагостой-
кости; они сравнительно легко выполнимы и требуют ма-
лого количества материалов для монтажа
Новые заделки из искусственных смол в специальном
исполнении могут монтироваться и в наружных установ-
ках, где они успешно конкурируют с громоздкими конце-
выми металлическими муфтами.
Рис. 1. Схема разделки конца кабеля
с бумажной изоляцией.
Подробные сведения о различных видах оконцеваний
кабелей приведены в соответствующих разделах; здесь же
остановимся на вопросах, являющихся общими при выпол-
нении любых оконцеваний кабелей.
Любому оконцеванию кабеля предшествует разделка
его. При этом с конца кабеля последовательно удаляют:
наружные покровы; броню; 'свинцовую, алюминиевую, по-
лихлорвиниловую (винилитовую) или резиновую оболочку;
изоляцию с токопроводящих жил для оконцевания их ка-
бельными наконечниками. В многожильных кабелях с бу-
мажной изоляцией удаляется также поясная изоляция, ко-
торой обмотаны вместе все изолированные жилы.
Схема разделки конца кабеля с бумажной изоляцией
приведена на рис. 1.
Длина отдельных участков — ступеней, как принято их
называть, устанавливается монтажными инструкциями
в зависимости от напряжения кабеля и вида оконцевания.
Длина жил (участок Ж), выведенных из герметической
оболочки и поясной изоляции, по условиям электрической
прочности, гибкости жил и возможности их присоединения
2—2366 5
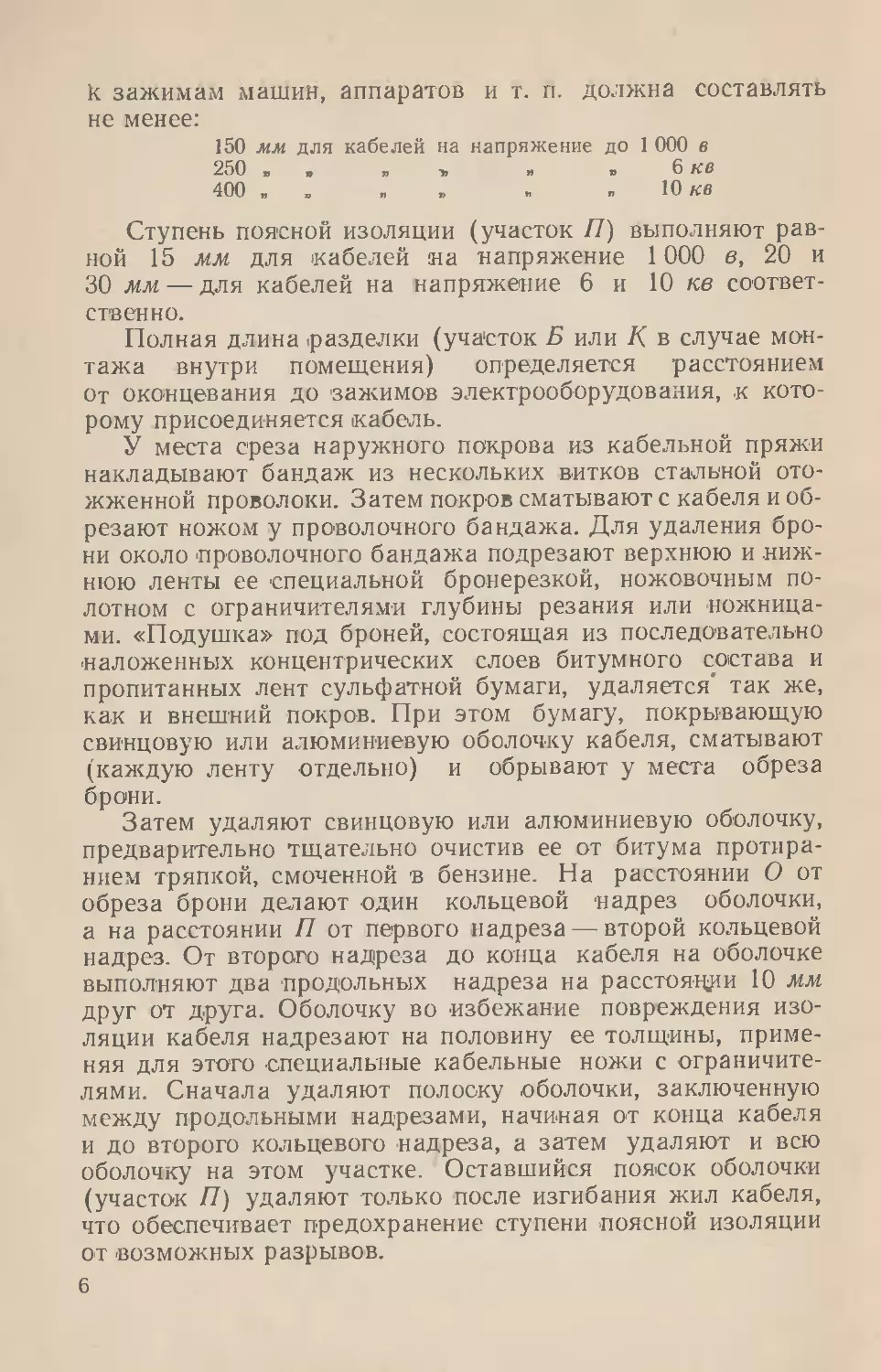
к зажимам машин, аппаратов и т. п. должна составлять
не менее:
150 мм для кабелей на напряжение до I 000 в
250 » •» » . 6 кв
400 „ „ « „ 10 кв
Ступень поясной изоляции (участок П) выполняют рав-
ной 15 мм для кабелей на напряжение 1000 в, 20 и
30 мм — для кабелей на напряжение 6 и 10 кв соответ-
ственно.
Полная длина разделки (участок Б или К в случае мон-
тажа внутри помещения) определяется расстоянием
от оконцевания до зажимов электрооборудования, к кото-
рому присоединяется кабель.
У места среза наружного покрова из кабельной пряжи
накладывают бандаж из нескольких витков стальной ото-
жженной проволоки. Затем покров сматывают с кабеля и об-
резают ножом у проволочного бандажа. Для удаления бро-
ни около проволочного бандажа подрезают верхнюю и ниж-
нюю ленты ее специальной бронерезкой, ножовочным по-
лотном с ограничителями глубины резания или ножница-
ми. «Подушка» под броней, состоящая из последовательно
наложенных концентрических слоев битумного состава и
пропитанных лент сульфатной бумаги, удаляется' так же,
как и внешний покров. При этом бумагу, покрывающую
свинцовую или алюминиевую оболочку кабеля, сматывают
(каждую ленту отдельно) и обрывают у места обреза
брони.
Затем удаляют свинцовую или алюминиевую оболочку,
предварительно тщательно очистив ее от битума протира-
нием тряпкой, смоченной в бензине. На расстоянии О от
обреза брони делают один кольцевой надрез оболочки,
а на расстоянии П от первого надреза — второй кольцевой
надрез. От второго надреза до конца кабеля на оболочке
выполняют два продольных надреза на расстоянии 10 мм
друг от друга. Оболочку во избежание повреждения изо-
ляции кабеля надрезают на половину ее толщины, приме-
няя для этого специальные кабельные ножи с ограничите-
лями. Сначала удаляют полоску оболочки, заключенную
между продольными надрезами, начиная от конца кабеля
и до второго кольцевого надреза, а затем удаляют и всю
оболочку на этом участке. Оставшийся поясок оболочки
(участок П) удаляют только после изгибания жил кабеля,
что обеспечивает предохранение ступени поясной изоляции
от возможных разрывов.
6
476—2
После удаления оболочки поясную изоляцию кабеля
размалывают и обрывают у оставленного кольцевого по-
яска.
Дальнейшие операции по разделке конца кабеля сво-
дятся к разводке и изгибанию жил и удалению с их кон-
цов бумажной изоляции на длине, необходимой для за-
крепления кабельных наконечников. Последние закреп-
ляют на токопроводящих жилах опрессовкой, сваркой или
пайкой.
Изгибание жил кабелей в процессе монтажа заделок
выполняется плавно и осторожно во избежание поврежде-
ния бумажной изоляции. Радиус изгиба должен быть не
менее 10—12,5-кратного размера высоты сектора жилы.
Для выполнения этого требования рекомендуется приме-
нять специальные конусные шаблоны. Допускается (при
отсутствии шаблонов) производить выгибание жил через
большой палец, постепенно передвигая руки по жиле.
Производить разделку конца кабеля с бумажной изо
ляцией и монтаж оконцевания его при низкой температуре
не допускается, так как при такой температуре эластич-
ность жил и кабеля в целом значительно уменьшается
из-за того, что вязкость пропиточного компаунда, а следо-
вательно, и сцепление между отдельными лентами бумаж-
ной изоляции увеличиваются.
Минимально допустимыми значениями температуры
при выполнении оконцеваний различных видов являются:
+5° С — для всех видов оконцевания кабелей до 10 кв;
+8° С — для заделок до 10 кв из эпоксидного компаунда;
+10° С — для оконцеваний кабелей на напряжение 35 кв.
Перед началом монтажа оконцевания кабеля с бумаж-
ной изоляцией обязательно испытание последней на влаж-
ность, так как изоляция проложенного кабеля могла
увлажниться вследствие некачественной заделки конца ка-
беля колпачком, припаянным к герметической оболочке,
или наличия дефектов в самой оболочке.
Наличие влаги в изоляции может быть обнаружено по
легкому характерному потрескиванию и выделению пены
при погружении бумажных лент изоляции в нагретый до
150° С парафин или кабельную массу. Для испытания бе-
рутся ленты бумажной изоляции, прилегающие к гермети-
ческой оболочке и к жилам кабеля. При обнаружении вла-
ги в изоляции, взятой с конца кабеля, повторяют испыта-
ние, отрезая участки кабеля с увлажненной изоляцией до
места, где влага отсутствует. Во избежание ошибки при
2* 7
определении влажности, могущей возникнуть из-за попа-
дания на бумагу влаги с пальцев рук работающего, не сле-
дует браться руками за ту часть бумажной ленты, которая
опускается в расплавленный парафин.
При выполнении любого оконцевания кабетя соединяют
электрически и заземляют металлические оболочку и бро-
ню кабеля. Заземлению подлежат также корпуса сталь-
ных воронок и концевых чугунных и латунных кабельных
муфт. Этим обеспечивается безопасность обслуживающего
персонала в случае прикосновения к оболочке кабеля
с поврежденной изоляцией и предохраняется металличе-
ская оболочка от выплавления в ряде мест при пробое ка
беля.
Для выполнения указанного соединения и заземления
применяется медный гибкий луженый провод, припаивае-
мый к металлической оболочке и броне кабеля. Перед пай-
кой провод заземления закрепляют на предварительно об-
луженных металлической оболочке и броне бандажами
из стальной оцинкованной проволоки. Пайку осуществ-
ляют оловянистым припоем марки ПОС 30 с помощью
паяльной лампы. Лужение алюминиевой оболочки кабеля
выполняется с помощью припоя марки А, растираемого
стальной кисточкой в пламени паяльной лампы. Во избе-
жание повреждения изоляции кабеля продолжительность
пайки не должна превышать 3 мин.
Свободный конец заземляющего провода для присоеди-
нения его к заземленной конструкции или шине заземле-
ния оконцовывают наконечником, закрепляемым на про-
воде сваркой или опрессовкой. Напайка наконечника не
допускается, так как при протекании по проводу тока ко-
роткого замыкания (в аварийном режиме) припой может
размягчиться и контакт в наконечнике нарушится. Зазем-
ляющий провод применяется сечением от 6 до 25 мм2 в за
висимости от проводимости металлических оболочек ка
белей.
Обязательной операцией при выполнении любого окон-
цевания кабеля является оконцевание токопроводящих
жил его кабельными наконечниками. Не останавливаясь на
способах оконцевания жил кабельными наконечниками,
которые подробно изложены в отдельной брошюре [Л. 1],
разберем лишь вопрос герметизации наконечников.
Дело в том, что трубчатые (медные или алюминиевые)
наконечники, закрепляемые на жилах опрессованием, не-
герметичны. Будучи смонтированными на кабеле с бумаж-
8
ной изоляцией, при наличии даже небольшой разности
уровней между оконцеваниями кабеля эти наконечники
пропускают через неплотности (щели) пропиточный ком-
паунд. Течь компаунда обнаруживается обычно в торце
контактной части наконечника и в отверстии для болта.
Для предотвращения указанного явления трубчатые нако-
нечники до ©прессования их на жилах герметизируют од-
ним из следующих способов: вводят внутрь наконечника
некоторое количество полихлорвинилового лака № 2 (см.
раздел 2,а) в случаях выполнения сухой концевой заделки,
требующей применения этого лака, или эпоксидного ком-
паунда — при выполнении заделки с его применением и,
наконец, пропаивают наконечник припоем.
При выполнении любого оконцевания кабеля обяза-
тельно соблюдение чистоты как рук монтера, так и инст-
румента во время монтажа. Следует помнить, что попада-
ние влаги и грязи снижает электрическую прочность заде-
лок. В связи с этим исполнители должны в процессе рабо-
ты периодически протирать руки и инструмент бензином и
насухо вытирать их чистыми тряпками. Рабочее же место
должно быть подготовлено и надежно защищено от попа-
дания влаги и пыли. При монтаже оконцеваний кабелей
в наружных установках либо в помещениях, где возмож-
но попадание капель, брызг и т. п., над местом работы
устанавливают брезентовую палатку.
Монтаж оконцеваний, особенно при высоком напряже-
нии, является весьма ответственной операцией и должен
выполняться специально обученными монтерами-кабель-
щиками под наблюдением инженерно технического персо-
нала. Вспомогательные работы (подготовка инструмента
и материалов, разогрев кабельной массы и припоя и т. п.)
могут выполнять помощники под наблюдением монтера-
кабельщика.
2. КОНЦЕВЫЕ ЗАДЕЛКИ КАБЕЛЕЙ С БУМАЖНОЙ
1ИЗОЛЯЦИЕЙ
а) Заделки из изоляционных лент и лаков
При монтаже этих заделок жилы и корешок разделан-
ного конца кабеля последовательно изолируют и гермети-
зируют различными изоляционными лентами и лаками
[Л. 2]. Ранее указывались преимущества сухих заделок
в сравнении с оконцеванием кабелей стальными воронка-
ми. Габарит, стоимость и трудоемкость выполнения сухих
9
заделок меньшие, чем оконцеваний воронками и муфтами.
В связи с тем что сухие заделки выполняются без приме-
нения кабельной массы, отпацает необходимость в приме-
нении нагревательных приборов, ведер и т. п., 'без которых
нельзя обойтись при монтаже оконцеваний стальными во-
ронками. Из рассматриваемого вида сухих заделок наи-
большее применение нашли следующие: заделка с приме-
нением полихлорвиниловой ленты и лаков и заделка с при-
менением хлопчатобумажных лент, пакли и лаков.
Рассмотрим отдельно область применения и техноло-
гию выполнения указанных типов заделок.
1. Заделки полихлорвиниловой лентой и лаками. Задел-
ки данного типа предназначены для работы в электро-
установках II и III категорий при следующих условиях:
а) при напряжении до 1 000 в и разности уровней рас-
положения концевых заделок не более 10 м для кабелей
с бумажной (нормально) пропитанной изоляцией в случа-
ях монтажа их внутри сухих и сырых помещений, а также
в наружных установках при условии защиты заделок от
непосредственного действия атмосферных осадков и сол-
нечных лучей;
б) при напряжении выше 1 000 в до 10 кв и разности
уровней заделок не более 15 м для кабелей с (нормально)
пропитанной изоляцией в случаях монтажа их внутри су-
хих отапливаемых и неотапливаемых помещений.
Для кабелей с обедненной пропитанной бумажной изо
ляцией на напряжение до 10 кв такие заделки допустимы
при разности уровней любой величины.
Указанные выше величины разности уровней между
концевыми заделками относятся к заделкам на концах ка-
белей с нормально пропитанной бумажной изоляцией и
с усиленными по толщине обмотками жил (см. примечание
к табл. 1 и 2).
Для выполнения рассматриваемого вида заделок ис-
пользуются 'следующие материалы:
а) полихлорвиниловая липкая лента (с подклеиваю-
щим слоем) марки ПХЛ-0,2 толщиной 0,2 и шириной 15 мм
или ПХЛ-0,3 толщиной 0,3 и шириной 20 мм\ либо нелип-
кая полихлорвиниловая лента из светотермостойкого пла-
стиката марки «Изоляционный А» тех же размеров;
б) лак полихлорвиниловый покровный № 1 [100 весо-
вых частей (в/ч) дихлорэтана или растворителя № 4,
15 в/ч перхлорированной полихлоовиниловой смолы, 2 в/ч
дибутилфталата и 1 в'ч совола или касторового масла];
10
В) лак полихлорвиниловый заполнительный № 2
(100 в/ч дихлорэтана, 30 в/ч перхлорированной полихлор-
виниловой смолы, 4 в/ч дибутилфталата и 1 в/ч совола или
касторового масла).
В зависимости от применяемых лент (липкой или не-
липкой) и лаков заделки могут выполняться тремя спосо-
бами: с применением липкой ленты без дополнительного по-
крытия лаком каждого слоя; с применением липкой лен-
ты и с двукратным дополнительным покрытием каждого
слоя лаком № 1; с применением .нелипкой ленты с трех
кратным покрытием каждого слоя намотки лаком № 1.
При многократном покрытии лаком каждое последую-
щее покрытие выполняют после высыхания предыдущего.
Очевидно, что проще и быстрее по времени выполнение
заделки с применением липкой ленты без дополнительных
покрытий лаком № 1. Однако эти заделки обеспечивают
гораздо меньшую герметичность и могут применяться
Таблица 1
Число слоев ленты, наматываемой на изолированные жилы
Сечение жил трехжильных кабелей, мм\
при напряжении, кв
1 6 10
2,5—70 10—70 16—240
95—185 95—240 —
240
Число слоев ленты при нормальной
тол цине обмотки
2
3
4
Таблица 2
Число слоев ленты, наматываемой в корешке
Сечение жил трехжильиых кабелей, мм3, при напряжении, кв Число слоев при нормальной толщине обмотки
1 6 10
2,5—6 2
10—25 10—25 16—70 3
35—50 35—70 95—150 4
70—95 95—150 185—240 5
120—150 240 — 6
185 — — 7
240 — — 8
Примечание. Число слоев ленты, наматываемой на жилы и корешок при
выполнении усиленных по тол цине заделок, увеличивается вдвое против указан-
ных в табл. 1 и 2.
11
даже при усиленных обмотках лишь при разности уров-
ней не более 4 м при напряжении до 1 000 в, 6 м при на-
пряжении 6 кв и не более 10 м при напряжении 10 кв. При
нормальной толщине
Рис. 2. Заделка поли-
хлорвиниловой лентой
и лаками.
1 — броня кабетя; 2 — провод
зазел'лгння; 3— бандаж из
проволоки для заземления
брони; 4 — бандаж из прово-
локи для заземления метал-
лической оболочки; 5—метал-
лическая оболочка кабеля;
6 — поясная изоляция; 7 —
бандаж из ниток; 8— фазовая
изоляция жил; 9— поясная
обмотка: 10 — оголенный уча-
сток жичы; 11—обмотка по
жиле; 12 ~ „замок"; 13 — ка-
бельный наконечник; 14—
бандажи из шпагата; 1 —вре-
менный бандаж; 16 — лак
№ 2; 17 — выравнивчю цая
конусная подмотка; 18 — бан-
даж из шпагата.
обмотки допустимая разность уров-
ней для заделок, выполняемых лю-
бым из трех указанных способов,
уменьшается вдвое.
Число слоев полихлорвинилсвой
ленты, наматываемой поверх изоли
рова'нных жил и корешка (поясная
намотка), принимается в зависимо-
сти от числа жил и напряжения ка-
беля по табл. 1 и 2.
Монтаж заделки с применением
полихлорвиниловой ленты (рис. 2)
выполняют в следующей последо-
вательности. Конец кабеля разделы-
вают в соответствии с данными ра-
нее указаниями, припаивают зазем-
ляющий провод и герметизируют
кабельные наконечники. Затем окон-
цовывают токопроводящие жилы
кабельными наконечниками и про-
тирают тряпкой, смоченной в бен-
зине, поверхность фазной и поясной
изоляции с целью удаления пропи-
точного компаунда кабеля, тщатель
но протирают также ступень свин-
цовой оболочки и оголенные участ-
ки жил между наконечниками и сре-
зом фазовой изоляции. Затем вы-
полняют так называемые «замки»,
назначением которых является гер
метизация места входа жил в нако-
нечники и предотвращение вытека-
ния пропитывающего компаунда в
этом месте. «Замки» 12 выполняют
плотной многослойной обмоткой по
лихлорвиниловой лентой шириной 7,5 или 10 мм, получае-
мой путем разрезания на две части ролика ленты шириной
15 или 20 мм. Эта обмотка выполняется до уровня фазовой
изоляции жил, последний слой намотки должен заходить
на наконечник (на длине трубчатой части) и фазовую изо-
ляцию.
12
На ступени поясной изоляции 6 выполняется лентой
такой же ширины выравнивающая конусная подмот-
ка /7.
После этого приступают к последовательному изоли-
рованию жил. Начинают обмотку 11, выполняемую леп-
той шириной 15—20 мм, от места выхода жилы из пояс-
ной изоляции и продолжают ее по всей длине до контакт-
ной части наконечника. Здесь делают поворот и мотают
ленту в обратном направлении. Каждый слой ленты на-
кладывают таким образом, чтобы последующий виток лен-
ты перекрывал половину ширины ленты предыдущего вит-
ка (50%-ное перекрытие). При напряжении 6 и 10 кв об-
мотке 11 полихлорвиниловой лентой предшествует изоли-
рование жил одним слоем ленты из маслостойкой лако-
ткани (ЛХМ).
Изолированные таким образом жилы несколько раз-
водят и внутреннюю поверхность их на длине 70—120 мм,
начиная от среза поясной изоляции, покрывают слоем гу-
стого лака № 2. Пространство между жилами в корешке
заделки заполняют этим же лаком. После этого все жилы
сжимают и на расстоянии 70—120 мм закрепляют в этом
положении временным бандажом 15 из любой ленты или
шпагата. При этом лак, выдавленный частично наружу,
должен заполнить желобки между жилами. Стянутый пу-
чок жил покрывают на длине 70—120 мм лаком № 2.
После этого выполняют поясную обмотку 9. Каждый
слой этой обмотки, выполняемой полихлорвиниловой лен-
той шириной 15—20 мм, наматывается с 50%-ным пере-
крытием. Поясная обмотка должна заходить не менее чем
на 30 мм на металлическую оболочку кабеля и покрывать
участок жил до места установки временного бандажа 15.
Для того чтобы плотность обмотки не ослабевала от на-
грева в процессе эксплуатации, в наиболее ответственных
местах заделки наматывают плотные (виток к витку)
бандажи (14 и 18) из крученого шпагата диаметром 1—
1,5 мм Эти бандажи наматывают поверх обмотки лентой
на трубчатой части наконечников с захватом участков
«замков» и на нижнем участке поясной обмотки. Послед-
ний наматывается на длине, равной примерно двукратно-
му диаметру заделки в корешке, и располагается симме-
трично (вверх и вниз) от обреза металлической оболочки
кабеля.
Для повышения влагостойкости и получения гладкой
поверхности, нужной для уменьшения оседания пыли, вся
13
внешняя поверхность заделки покрывается слоем изоля-
ционного асфальтового лака (№ 458 или 460).
После окончательного изгибания жил, присоединения
их к зажимам электрооборудования и высыхания лака № 2,
заполняющего корешок заделки, временный бандаж 15
удаляют.
Технология выполнения заделок с применением двух-
или трехкратного покрытия ленты лаком аналогична рас-
смотренной. Отличие состоит лишь в том, что каждый слой
ленты перед наложением последующего покрывают ла-
ком № 1.
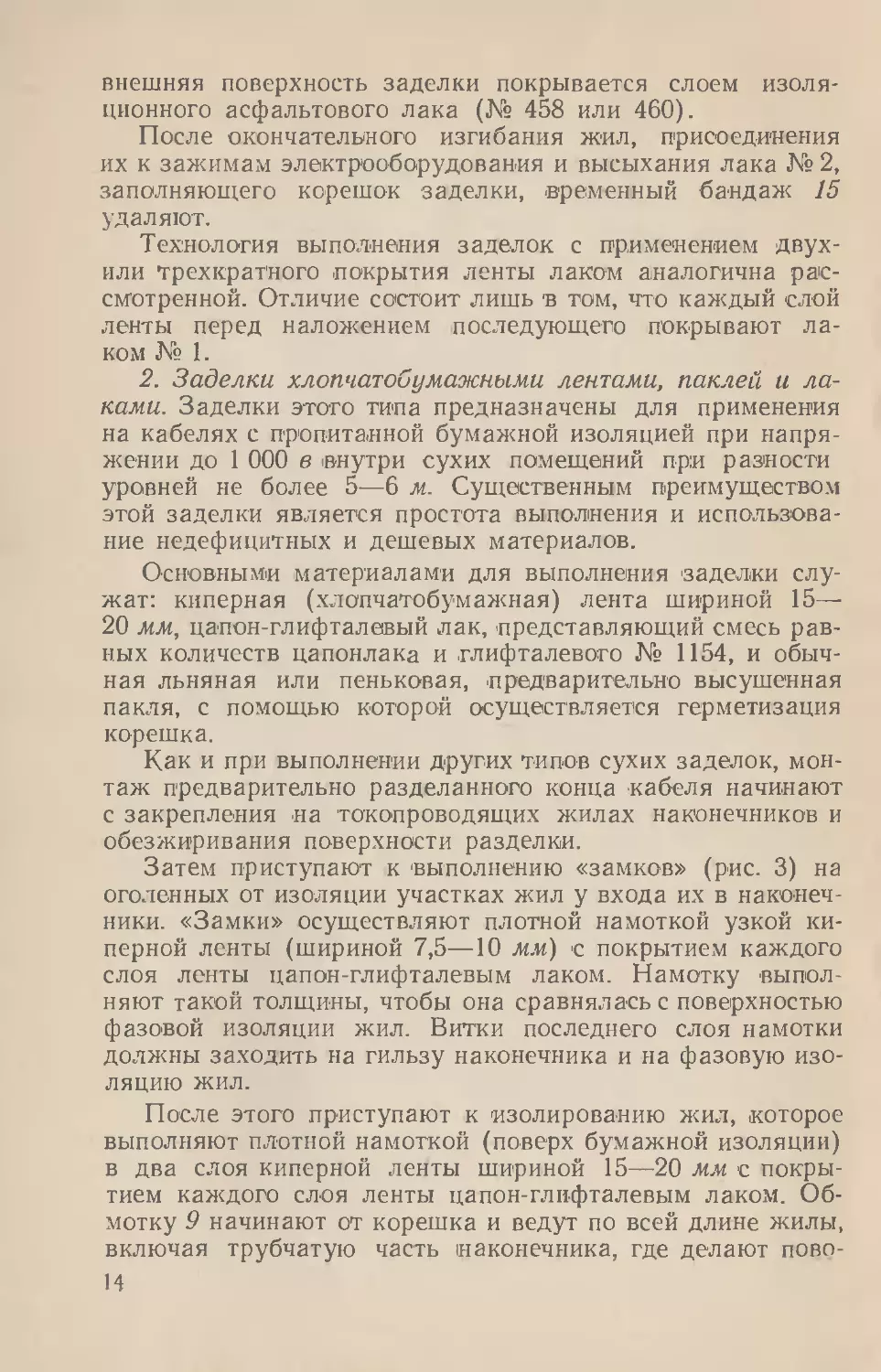
2. Заделки хлопчатобумажными лентами, паклей и ла-
ками. Заделки этого типа предназначены для применения
на кабелях с пропитанной бумажной изоляцией при напря-
жении до 1 000 в внутри сухих помещений при разности
уровней не более 5—6 м. Существенным преимуществом
этой заделки является простота выполнения и использова-
ние недефицитных и дешевых материалов.
Основными материалами для выполнения заделки слу-
жат: киперная (хлопчатобумажная) лента шириной 15—
20 мм, цапон-глифталевый лак, представляющий смесь рав-
ных количеств цапонлака и глифталевою № 1154, и обыч-
ная льняная или пеньковая, предварительно высушенная
пакля, с помощью которой осуществляется герметизация
корешка.
Как и при выполнении других типов сухих заделок, мон-
таж предварительно разделанного конца кабеля начинают
с закрепления на токопроводящих жилах наконечников и
обезжиривания поверхности разделки.
Затем приступают к выполнению «замков» (рис. 3) на
оголенных от изоляции участках жил у входа их в наконеч-
ники. «Замки» осуществляют плотной намоткой узкой ки-
перной ленты (шириной 7,5—10 мм) с покрытием каждого
слоя ленты цапон-глифталевым лаком. Намотку выпол-
няют такой толщины, чтобы она сравнялась с поверхностью
фазовой изоляции жил. Витки последнего слоя намотки
должны заходить на гильзу наконечника и на фазовую изо-
ляцию жил.
После этого приступают к изолированию жил, которое
выполняют плотной намоткой (поверх бумажной изоляции)
в два слоя киперной лен гы шириной 15—20 мм с покры-
тием каждого слоя ленты цапон-глифталевым лаком. Об-
мотку 9 начинают от корешка и ведут по всей длине жилы,
включая трубчатую часть наконечника, где делают пово
14
рот (не обрывая ленты) и продолжают обмотку в обратном
направлении. Киперная лента при выполнении намотки на-
кладывается с50%-ным перекрытием.
Пространство между свинцовой (или алюминиевой)
оболочкой и поясной изоляцией заполняют паклей 6, обиль-
но пропитанной цапон-глифталевым ла-
ком. Таким же тампоном 7 из пакли, про-
питанной лаком, заполняют корешок раз-
делки. Последний располагают таким об-
разом, чтобы заполнить пространство
между жилами и охватить их со всех
сторон.
Затем с помощью киперной ленты,
наматываемой поверх пакли крестообраз-
но и пропускаемой между отдельными
жилами, тампон 7 уплотняют и закреп-
ляют. При этом плотно обматывается
также поясная изоляция и прилегающий
к ней участок металлической оболочки
кабеля.
После этого выполняют дополнитель-
ное уплотнение корешка заделки путем
наложения поверх первого второго там-
пона 8 из пропитанной лаком пакли и
закрепления его способом, описанным
выше.
Затем выполняют поясную обмотку,
накладываемую вокруг сжатых вместе
жил, с переходом на поясную изоляцию
и металлическую оболочку кабеля. В
верхней части эта намотка должна не-
сколько перекрывать место расположе-
ния второго тампона из пакли 8.
Поясную намотку выполняют тремя
слоями киперной ленты, накладываемой
с 50%-ным перекрытием и с покрытием
каждого слоя лаком.
Для уплотнения намотки и преду-
преждения ослабевания ее от нагрева-
ния в процессе эксплуатации кабеля поверх трубчатой ча-
сти наконечников и «замков», а также по всей длине пояс-
ной намотки накладывают плотные бандажи 11 и 12 из
крученого шпагата диаметром 1—1,5 мм.
После окончательного изгибания жил (желательно по-
15
Рис. 3. Заделка
хлопчатобумажной
лентой, паклей и
лаками.
1 — броня кабеля; 2 —
провод звзе мления;
3 — бандажи из про-
волоки для заземле-
ния металлической
оболочки и брони ка-
беля; 4 — металличес-
кая оболочка кабеля;
5 — поясная изоляция;
6 — уплотнение пак-
лей, пропитанной ла-
ком; 7 и 8 — тампоны
из пакли, пропитан-
ной лаком; 9— намот-
ка по жиле; 10 — ,за-
мок’; 11 и 12 — банда-
жи из крученого шпа-
гата.
еле присоединения их к зажимам электрооборудования) всю
поверхность заделки покрывают цапон-ттифталевым лаком.
В случае размещения заделки в неотапливаемом поме-
щении поверх цапон-глифталевого лака наносят дополни-
те юный слой асфальтового изоляционного лака (№ 458
или 460).
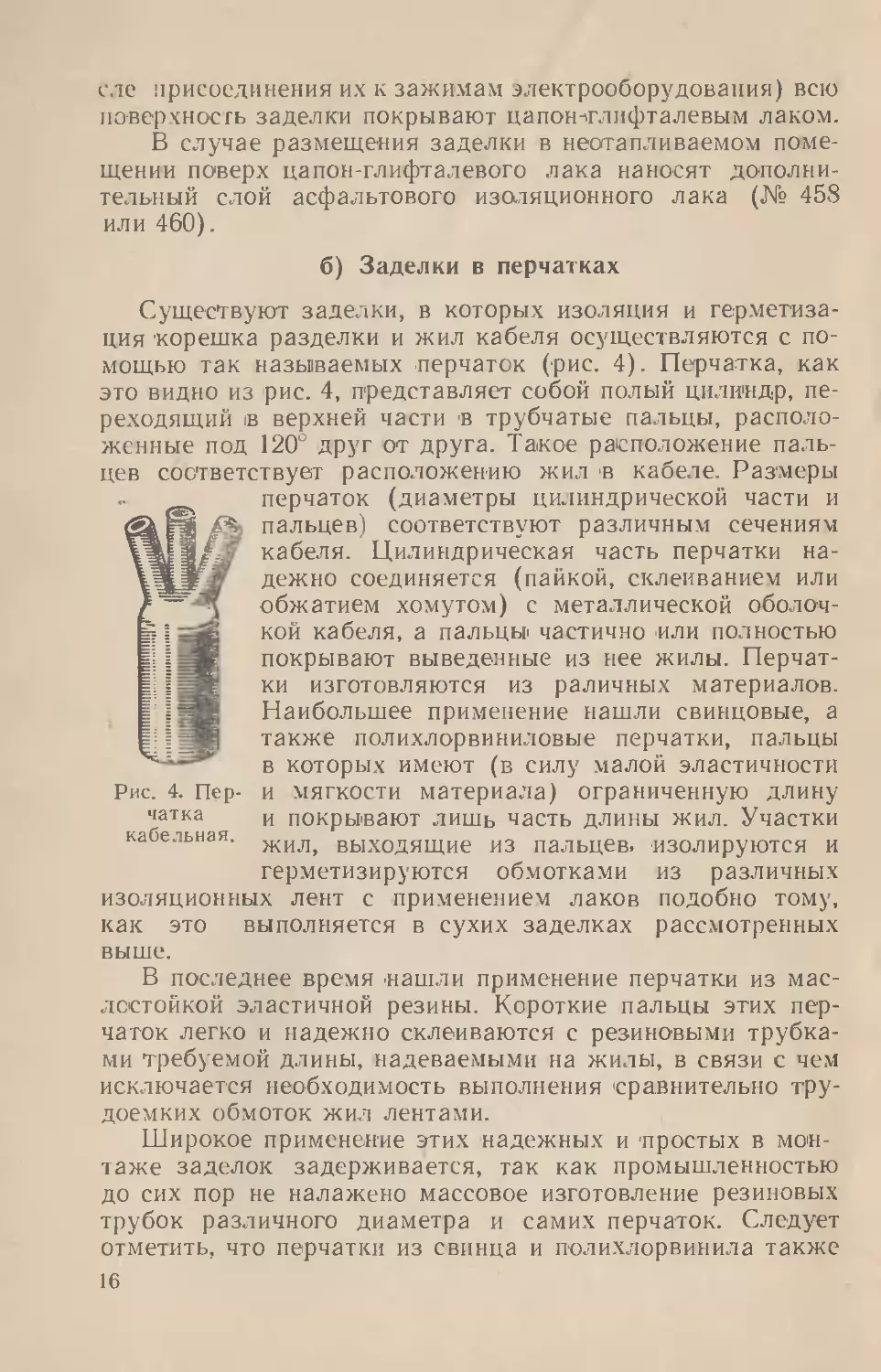
б) Заделки в перчатках
Существуют заделки, в которых изоляция и герметиза-
ция корешка разделки и жил кабеля осуществляются с по-
мощью так называемых перчаток (рис. 4). Перчатка, как
это видно из рис. 4, представляет собой полый цилиндр, пе-
реходящий в верхней части 'В трубчатые пальцы, располо-
женные под 120° друг от друга. Такое расположение паль-
цев соответствует расположению жит в кабеле. Размеры
перчаток (диаметры цилиндрической части и
пальцев) соответствуют различным сечениям
кабеля. Цилиндрическая часть перчатки на-
дежно соединяется (пайкой, склеиванием или
обжатием хомутом) с металлической оболоч-
кой кабеля, а пальцы' частично или полностью
покрывают выведенные из нее жилы. Перчат-
ки изготовляются из раличных материалов
Наибольшее применение нашли свинцовые, а
также полихлорвиниловые перчатки, пальцы
в которых имеют (в силу малой эластичности
Рис. 4. Пер- и мягкости материала) ограниченную длину
чатка и покрывают лишь часть длины жил. Участки
кабельная. жил> выходящие из пальцев, изолируются и
герметизируются обмотками из различных
изоляционных лент с применением лаков подобно тому,
как это выполняется в сухих заделках рассмотренных
выше.
В последнее время нашли применение перчатки из мас-
лостойкой эластичной резины. Короткие пальцы этих пер-
чаток легко и надежно склеиваются с резиновыми трубка-
ми требуемой длины, надеваемыми на житы, в связи с чем
исключается необходимость выполнения 'сравнительно тру-
доемких обмоток жил лентами.
Широкое применение этих надежных и простых в мон-
таже заделок задерживается, так как промышленностью
до сих пор не налажено массовое изготовление резиновых
трубок различною диаметра и самих перчаток. Следует
отметить, что перчатки из свинца и полихлорвинила также
16
пока не поставляются промышленностью. Эти перчатки из-
готовляются монтажными организациями.
В связи с тем что технология выполнения заделок в пер-
чатках из разных материалов 'Имеет свои особенности,
рассмотрим отдельно каждый тип заделки.
1. Заделки в свинцовых перчагках. Эти заделки, яв-
ляющиеся высоконадежными, рекомендуется применять
для кабелей с бумажной изоляцией на напряжение до Юке
внутри сухих отапливаемых и неотапливаемых помещений,
а также в наружных установках при условии обеспечения
защиты заделок от непосредственного действия атмосфер-
ных осадков. Эти заделки применяются для самых ответ-
ственных потребителей — для установок I категории.
Заделки с усиленными по толщине обмотками могуг
монтироваться при разности уровней до 15—20 м при на-
пряжении до 10 кв.
Свинцовые перчатки могут изготовляться методом оку-
нания стальной полированной болванки, имеющей форму
перчатки, в расплавленный свинец или способом кокильно-
го литья, являющимся •более совершенным. В первом случае
диаметры цилиндрической части и пальцев болванки соот-
ветствуют внутренним размерам цилиндрической части и
пальцев перчатки Болванку погружают в расплавленный
свинец, слегка поворачивают, затем быстро извлекают и
вместе со слоем налипшего свинца (вследствие различия
температуры болванки и свинца) погружают в холодную
воду. После охлаждения ударом вертикально расположен-
ной (пальцами вниз) болванки о пол перчатка снимается.
В отличие от выполнения других типов заделок при
монтаже свинцовых перчаток оконцевание жил кабельны-
ми наконечниками выполняют лишь после того, как будет
полностью закончен монтаж перчатки.
Разделка конца кабеля в этом случае отличается тем,
что, кроме обязательной для всех заделок ступени поясной
изоляции (рис. 1,77), делают еще дополнительную сту-
пень длиной 15 мм. Назначением этой ступени является
предохранение от разрывов основной ступени поясной изо-
ляции в момент предварительной примерки перчатки.
Как и при монтаже других типов заделок, разделанный
конец кабеля подвергают обезжириванию с помощью тряп-
ки, смоченной в бензине. Жилы кабеля несколько изгибают
с тем, чтобы можно было легко надеть на них перчатку
(рис. 5). После примерки перчатки удаляют поясную изоля-
77----------- т 17
I * •*тя*уст»»«ж*1 ауспгма I
! «явлиотека I
I им. I. Г. Бмммкага I
цию на дополнительной ступени В, а место среза закреп-
ляют бандажом из суровых ниток.
Затем на каждую жилу, начиная от корешка и до ого-
ленного участка жилы, 'накладывают один слой ленты 11
толщиной 0,2—0,25 мм из лакоткани марки ЛХЛ4 шириной
15—20 мм с 50% -ным перекрытием. Конец намотки у го-
Рис. 5. Заделка в свин-
цовой перчатке.
/ — броня кабеля; 2 — банда-
жи из проволоки для зазем-
ления металлической оболоч-
ки и брони; 3 — оболочка ка-
беля; 4 — провод заземления;
5— место пайки; 6 — поясная
изоляция; 7 — бандаж из ни-
ток; 8— свинцовая перчатка;
9— кабельная масса; 10 — фа-
зовая изоляция; 11 — слой
лакоткаиевой ленты; 12 —
уплотняющая намотка лако-
тканевой лентой; 13 — вырав-
нивающая подмотка; 14 — по-
верхностная многослойная
намотка; 15 — бандаж из шпа-
гата; 16 — жила в заводской
изоляции; 17 — „замок"; 18 —
оголенный участок жилы;
19 — кабельный наконечник.
18
лой жилы' закрепляют ниточным
бандажом, а всю поверхность на-
мотки покрывают лаком ПА-4 или
цапон-глифталевым.
На участках жил, которые про-
ходят через пальцы перчатки, вы-
полняют конусную уплотняющую
намотку 12 лакотканевой лентой.
Число слоев этой обмотки опреде-
ляется напряжением кабеля, а так-
же диаметром пальцев. Каждый
слой обмотки покрывают одним из
указанных выше лаков.
После этого на конец кабеля на-
девают свинцовую перчатку 8, в ко-
торой предварительно околачивают
нижнюю часть и прорубают сбоку
треугольное отверстие для заливки
кабельной массы. Затем нижнюю
часть перчатки окончательно окола-
чивают (чтобы она плотно охваты-
вала оболочку кабеля) и припаива-
ют к предварительно облуженной
металлической оболочке кабеля.
После этого заливают перчатку
кабельной массой 9. Для этого ко-
нец кабеля с перчаткой изгибают
так, чтобы придать перчатке гори-
зонтальное положение (отверстием
для заливки вверх), а места выхода
жил из пальцев временно уплот-
няют какой-либо лентой.
Предварительно подогретую в
пламени паяльной лампы перчатку
заливают горячей, нагретой до
130—140°С кабельной массой мар-
ки МБ-70 с примесью 10% мине-
рального (например, трансформа-
торного) масла. После заливки и остывания перчатки за-
паивают заливочное отверстие, удаляют временные уплот-
нения на пальцах и плотно их обжимают или околачивают
по форме жил.
Затем оконцовывают жилы кабеля наконечниками,
после чего плотной намоткой лакотканевой ленты шириной
7,5—10 мм с покрытием каждого слоя лаком выполняют
«замки» 17 (обматывают голую жилу между кабельными
наконечниками и бумажной изоляцией). Лентой такой же
ширины выполняют выравнивающую подмотку 13, обра
зующую плавный переход с пальцев перчатки на жилы.
Затем выполняют поверхностную многослойную намотку
жил 14, покрывающую примерно длины пальцев, фазо-
вую изоляцию жил, «замки» и трубчатую часть наконечни-
ков. Поверхностная обмотка может выполняться либо лен-
той из лакоткани с покрытием каждого слоя лаком, либо
липкой (или нелиикой с применением лака № 1) полихлор-
виниловой лентой. Число слоев этой обмотки выбирается
в зависимости от разности уровней, сечения и напряжения
кабеля (по табл. 1).
В местах выхода жил из пальцев перчатки, а также по-
верх намотки на трубчатой части наконечников с захватом
«замков» накладывают плотные бандажи 15 из крученого
шпагата.
После окончательной разводки жил и присоединения их
к зажимам электрооборудования производят последнюю
операцию — трехкратное покрытие внешней поверхности
всей заделки асфальтовым изоляционным лаком. В случае,
если поверхностная обмотка жил выполнялась полихлор-
виниловой лентой, покрытию асфальтовым лаком предшест-
вует трехслойное покрытие лаком № 1, а в случае примене-
ния лакотканевой ленты — три слоя лака ПА-4 или цапон-
глифталевого лака.
2. Заделки в полихлорвиниловых перчатках. Этот тип
заделок применяется для кабелей с бумажной изоляцией
при напряжении до 10 кв и для кабелей с резиновой изоля-
цией в полихлорвиниловой (винилитовой) оболочке на на-
пряжение 1 000 в. Допустимая разность уровней между кон-
цевыми заделками для этого типа заделки та же, что и
для заделок в свинцовых перчатках.
Ранее уже указывалось, что полихлорвиниловые перчат-
ки изготовляются монтажными организациями. Изготовле-
ние перчаток осуществляется главным образом на шнеко-
вых прессах, в которые загружают полихлорвиниловый
19
пластикат марки А, нарезанный в виде полосок шириной
20 30 мм Под давлением шнека пластикат поступает
в нагретую (примерно до 160 С) головку пресса, из кото-
рой он попадает в пресс-форму. После заполнения пласти-
катом пресс формы, внутренняя полость которой соответ-
ствует по форме и размерам перчатке, последняя снимается
с головки пресса и охлаждается. Охлажденную пресс фор-
му разбирают и извлекают из нее готовую перчатку. Про-
изводительность описанного метода очень невелика и со-
ставляет примерно 25—30 перчаток за смену. Существует
и другой способ изготовления — путем окунания пустоте-
лой металлической болванки, нагретой до 160—170'С,
форма которой соответствует форме перчатки, в специаль-
ную пасту, приготовленную на основе полихлорвиниловой
смолы марки М и содержащую еще целый ряд компонен-
тов. После извлечения болванка с налипшей па нее пастой
выдерживается в термостате в течение примерно 30 мин.
Для получения перчаток с толщиной стенки не менее 2 мм
окунание болванки в пасту и последующую термообработ-
ку повторяют до 4 раз. Затем охлаждают болванку с пер-
чаткой в воде и снимают перчатку. Снятие перчатки вы-
полняется путем введения во внутреннюю полость болван-
ки струи воздуха под давлением до 2,5 ати. Перчатки, из-
готовленные таким образом, получаются более эластич-
ными и мягкими в сравнении с изготовленными на шнеко-
вом прессе.
Технология выполнения заделки в части герметизации
жил, внешней поверхности пальцев и замков ничем не от-
личается от других, рассмотренных выше сухих заделок.
Особенность же этой заделки заключается в способе на-
садки полихлорвиниловой перчатки и в соединении ее
с оболочкой кабеля.
Перчатки, изготовляемые из пластиката на шнек-прес-
се, получаются недостаточно эластичными. В связи с этим
для облегчения насадки перчатку предварительно нагрева
ют, например, в горячей (100—120° С) кабельной массе.
После подогрева перчатка становится мягкой, эластичной
и легко надвигается на разделанный конец кабеля.
Применяется два способа надвигания перчатки на ка-
бель. По первому способу перчатка надвигается на пояс-
ную изоляцию кабеля, под разбортованную (отогнутую)
венчиком оболочку. Затем низ перчатки и внутреннюю по-
верхность отогнутой оболочки тщательно обезжиривают и
промазывают клеем № 88, после чего околачивают отогну-
20
тую оболочку с тем, чтобы она плотно прилегала к цилин-
дрической части перчатки. Место стыка дополнительно
уплотняют многослойной намоткой липкой полихлорвини-
ловой лентой. Этот способ применяется в Рижской кабель-
ной сети. Он не обеспечивает достаточной герметичности.
Существует другой, более рациональный способ, при-
нятый в системе Главэлектромснтажа Минстроя РСФСР.
При этом способе размеры цилиндрической части перчатки
обеспечивают плотную насадку ее в нагретом состоянии
непосредственно на оболочку кабеля. Место стыка перчат-
ки с оболочкой уплотняют обмоткой полих торвиниловой
лентой, а затем закрепляют плотным бандажом из шпагата
или проволоки Перчатку насаживают таким образом, что-
бы нижняя зона цилиндрической части перчатки надвига-
лась на оболочку не менее, чем на величину наружного
диаметра кабеля.
Размеры пальцев полихлорвиниловых перчаток обеспе-
чивают плотное обтягивание ими изоляции жил.
3. Заделки в резиновых перчатках. Заделки этого типа
предназначены для кабелей с бумажной изоляцией на на-
пряжение до 10 кв. Опыт длительной эксплуатации таких
заделок в системе Ленэнерго показал высокую их надеж-
ность, однако широкое применение их задерживается, так
как до сих пор не налажен массовый выпуск резиновых
перчаток промышленностью.
Резиновые перчатки (из маслостойкой резины) и задел
ки с их применением имеют в сравнении с другими сухими
заделками го преимущество, что при их монтаже совершен-
но исключаются различного рода намотки лентами, благо-
даря чему сам процесс монтажа значительно упрощается.
Благодаря относительно высокой степени эластичности
резины удается насадить перчатку вместе с предваритель-
но приклеенными к ее пальцам резиновыми трубками тре-
буемой длины (по длине жил). Технология выполнения за-
делки следующая. После обычной разделки конца кабеля
и предварительной разводки жил их обматывают одним
слоем липкой полихлорвиниловой или прорезиненной лен-
ты (рис. 6, /). Поверхность этой обмотки (служащей толь-
ко для предохранения бумажной изоляции жил от разма-
тывания и обрывов при надевании перчатки) смазывают
техническим вазелином. Затем насаживают резиновую
перчатку 5 с заранее приклеенными к ее пальцам резиновы-
ми трубками 2 требуемой длины. Перчатку насаживают
таким образом, чтобы нижняя зона ее цилиндрической ча-
3—2066 21
ста находила на оболочку кабеля. Затем выполняют склеи-
вание цилиндрической части перчатки с оболочкой кабеля
клеем № 88, для чего низ цилиндрической части перчатки
загибают (выворачивают), смазывают внутреннюю ее по-
Рис. 6. Заделка в рези-
новой перчатке.
/ — изоляционная лента; 2 —
резиновая трубка; 3 — бандаж
из проволоки (поверх подмот-
ки лентой); 4 — кабельный
литой наконечник; 5 — рези-
новая перчатка; 6 — хомут с
болтом; 7 — поясная изоля-
ция кабеля; 8 — оболочка ка-
беля; 9 —бандаж из проволо-
ки для заземления обо-
лочки; 10 — бандаж из про-
волоки для заземления бро-
ни; 11 — провод заземления.
верхность и прилегающий участок
оболочки кабеля клеем и вновь раз-
гибают низ перчатки. Окончатель-
ное уплотнение перчатки на оболоч-
ке кабеля выполняют с помощью
хомутообразной скобы 6 или двух
проволочных бандажей, наклады-
ваемых поверх дополнительной об-
мотки перчатки лентой. После окон-
чательного закрепления перчатки
выполняют оконцевание жил ка-
бельными наконечниками 4. При
этом концы трубок, являющихся
продолжением пальцев перчатки,
загибают (выворачивают) вниз та-
ким образом, чтобы они не мешали
выполнению оконцевания жит ка-
бельными наконечниками. После
оконцевания жил концы трубок
промазывают клеем № 88. отгибают
и натягивают на трубчатую часть
наконечников. В тех случаях,
когда трубка недостаточно плотно
охватывает наконечник, цилиндри-
ческую часть его обматывают изоляционной лентой. Кон
цы резиновых трубок окончательно уплотняются на нако-
нечниках с помощью хомутов либо бандажей из прово-
локи 3.
в) Заделки из искусственных смол
В последнее время у нас в Союзе и за рубежом наме-
чается широкое применение концевых заделок кабелей из
искусственных смол, представляющих собой органические
материалы.
Заделки этого типа, отличаясь предельной простотой
выполнения, обладают высокой электрической и механиче-
ской прочностью, теплостойкостью, герметичностью и ма-
лым габаритом. К преимуществам заделок из искусствен-
ных смол относится также возможность выполнения ремон-
09
га их в процессе эксплуатации. Для монтажа концевых за-
делок применяют не чистые смолы, а компаунды, которые,
кроме смолы, содержат наполнители, растворители и пла-
стификаторы. Принцип выполнения этих заделок заклю-
чается в следующем. Обмоткой лентами или с помощью
резиновых маслостойких трубок герметизируют жилы ка-
беля. Герметизацию корешка заделки осуществляют пу-
тем заливки временной формы, установленной на кабеле,
компаундом, в который перед заливкой добавляют отвер-
дитель. По истечении нескольких часов происходит поли-
меризация компаунда, т. е. отвердевание его, после чего
временную форму удаляют. Компаунды применяют такие,
которые прочно сцепляются с металлическими оболочками
кабеля, с бумажной изоляцией, а также с резиной.
У нас в Союзе для выполнения заделок этого типа ши-
роко применяют компаунды из эпоксидных смол. Заделки
из эпоксидного компаунда, разработанные Московским
проектно-экспериментальным отделением ГПИ «Тяжпром-
электропроект» совместно с НИИ кабельной промышлен-
ности, нашли широкое применение для кабелей с бумаж-
ной пропитанной изоляцией на напряжение до 10 кв при
монтаже внутри сухих и сырых (с влажностью до 95%)
помещений.
.Для монтажа этих заделок применяют эпоксидный ком-
паунд, выпускаемый промышленностью под названием эпо-
ксидной шпатлевки марки Э-4021.
В состав эпоксидной шпатлевки входят: эпоксидная
смола (45%); дибутилфталат (8%), служащий пластифи-
катором; красный железоокисный пигмент (3%) и тальк
(34%), являющиеся наполнителем, а также этилцелло-
зольф (10%) —в качестве растворителя.
Шпатлевку указанного состава изготовляют и постав-
ляют лакокрасочные заводы в виде густой тестообразной
массы красно-коричневого цвета. Перед применением при
монтаже заделки к шпатлевке добавляют 10—12% отвер-
дителя № 1, представляющего собой 50%-ный раствор ге-
ксаметилендиамина в этиловом спирте. Отвердитель № 1,
поставляемый обычно комплектно со шпатлевкой, представ-
ляет собой желто-коричневого цвета жидкость, являющую-
ся токсичным материалом. Токсична и смесь отвердителя
с компаундохм в период до окончания процесса полимери-
зации. Работы с этими материалами требуют соблюдения
специальных правил по технике безопасности [смешивание
компаунда с отвердителем, заливка корешка и т. п. выпол-
3* 23
няются в резиновых (медицинских) перчатках, помещение
должно хорошо проветриваться].
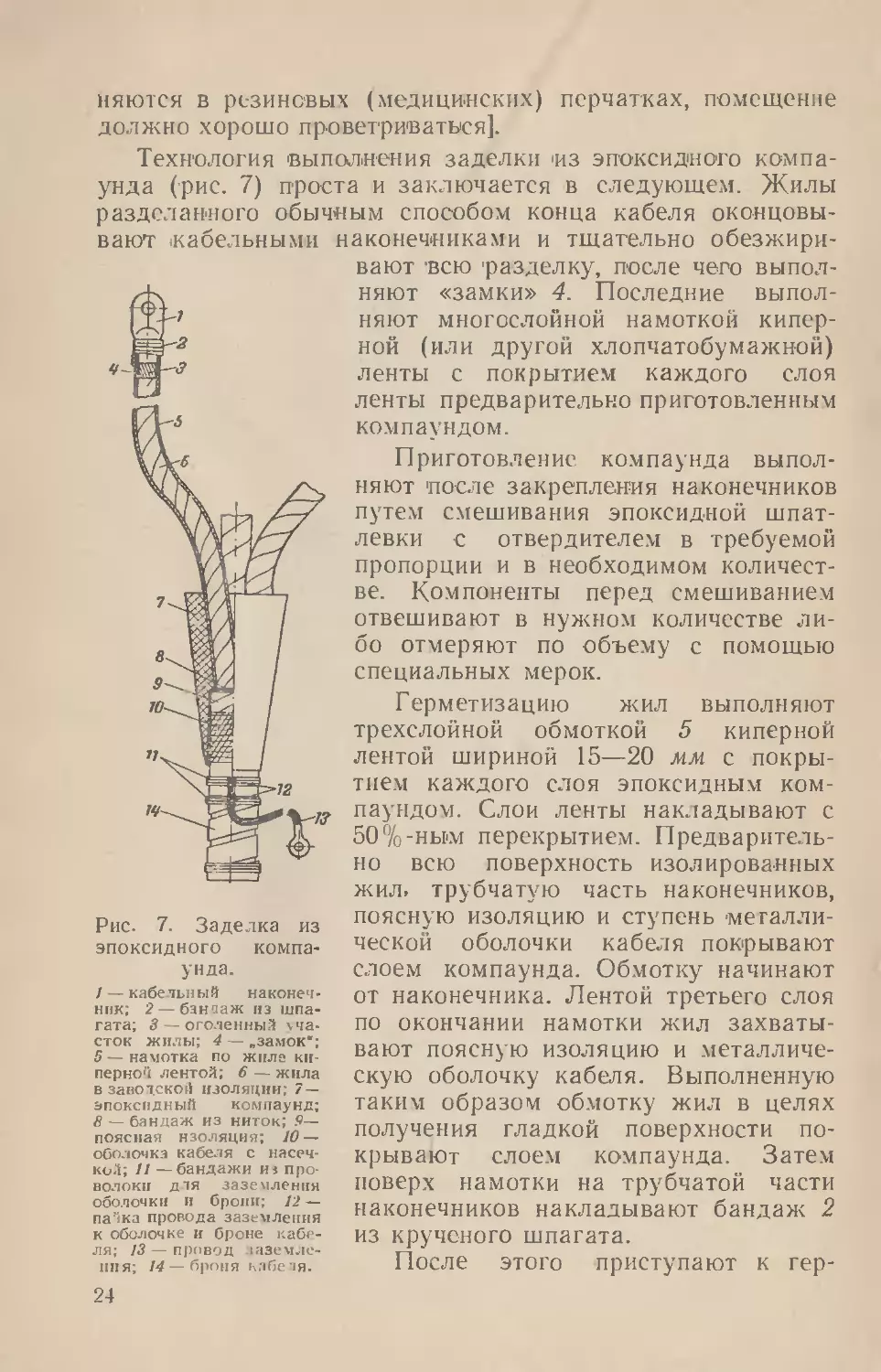
Технология выполнения заделки «из эпоксидного компа-
унда (рис. 7) проста и заключается в следующем. Жилы
раздетэнного обычным способом конца кабеля оконцовы-
вают .кабельными наконечниками и тщательно обезжири-
Рис. 7. Заделка из
эпоксидного компа-
унда.
/ — кабельный наконеч-
ник; 2— банпаж из шпа-
гата; 3 — оголенный уча-
сток жилы; 4 — „замок";
5 — намотка по жиле ки-
перноу лентой; 6 — жила
взавот.ской изоляции; 7 —
эпоксидный компаунд;
8 — бандаж из ниток; 9—
поясная изоляция; 10 —
оболочка кабеля с насеч-
кой; 11 —бандажи и* про-
волоки дая заземления
оболочки и брони; 12 —
пазка провода заземления
к оболочке и броне кабе-
ля; 13 — провод * азе мле-
ния; /4 — броня кабеля.
вают 'всю ‘разделку, после чего выпол-
няют «замки» 4. Последние выпол-
няют многослойной намоткой кипер-
ной (или другой хлопчатобумажной)
ленты с покрытием каждого слоя
ленты предварительно приготовленным
компаундом.
Приготовтение компаунда выпол-
няют после закрепления наконечников
путем смешивания эпоксидной шпат-
левки с отвердителем в требуемой
пропорции и в необходимом количест-
ве. Компоненты перед смешиванием
отвешивают в нужном количестве ли-
бо отмеряют по объему с помощью
специальных мерок.
Герметизацию жил выполняют
трехслойной обмоткой 5 киперной
лентой шириной 15—20 мм с покры-
тием каждого слоя эпоксидным ком-
па^ ндом. Слои ленты накладывают с
50%-ным перекрытием. Предваритель
но всю поверхность изолированных
жил. трубчатую часть наконечников,
поясную изоляцию и ступень «металли-
ческой оболочки кабеля покрывают
слоем компаунда. Обмотку начинают
от наконечника. Лентой третьего слоя
по окончании намотки жил захваты-
вают поясную изоляцию и металличе-
скую оболочку кабеля. Выполненную
таким образом обмотку жил в целях
получения гладкой поверхности по-
крывают слоем компаунда. Затем
поверх намотки на трубчатой части
наконечников накладывают бандаж 2
из крученого шпагата.
После этого приступают к гер-
24
метизации корешка заделки, для чего окончательно выги-
бают жилы, а на кабель надевают съемную конусообраз-
ную форму, внутреннюю поверхность которой смазывают
трансформаторным маслом или техническим вазелином.
Смазку эту производят для предотвращения прилипания
компаунда к стенкам формы, затрудняющего снятие ее
после отвердевания компаунда. Перемешав предваритель-
но компаунд и проверив правильность (симметричность)
расположения жил кабеля, производят заливку съемной
формы. Этим заканчивается монтаж заделки. Время
по тимеризации компаунда зависит от температуры окру-
жающего воздуха. При температуре воздуха в помещении,
в котором смонтирована заделка, от +'8 до +15° С вре-
менная форма может быть снята по истечении суток, а при
температуре ниже —12° С полимеризация вообще может
не произойти. Для успешной полимеризации необходимо
поддерживать температуру воздуха в помещении не ниже
указанной величины.
Рассмотренная выше технология монтажа заделок от-
носится к случаям, когда разность уровней между .конце-
выми заделками на кабеле не превышает 5 м. При монтаже
заделок с разностью уровней более 5 м в технологию вы-
полнения заделок включается ряд специальных операций.
Очевидно, чго при большой разности уровней (особенно
в сочетании с положительной температурой воздуха) со-
здаются благоприятные условия для обильного стекания
вниз пропиточного кабельного компаунда. Последний, сте-
кая и покрывая поверхность разделанного конца и оболоч-
ки кабеля (особенно в корешке), препятствует сцеплению
эпоксидного компаунда как с отдельными жилами, так и
с корешком и оболочкой кабеля. Это обстоятельство усу-
губляется длительным протеканием процесса полимериза-
ции компаунда, вследствие чего между толщью еще неза-
твердевшего компаунда и ступенями разделки кабеля мо-
жет образоваться постоянная утечка пропитывающею ком-
паунда, т. е. нарушиться герметичность заделки. Во избе-
жание этого необходимо выполнять монтаж заделки с со-
блюдением следующих указаний.
До начала монтажа нижней заделки необходимо герме-
тизировать верхний конец кабеля напайкой на него свин-
цового колпачка («капы»). Это мероприятие улучшит ус-
ловия монтажа заделки, расположенной внизу, за счет то-
го, что атмосферное давление частично будет препятство-
25
вать вытеканию 'пропитывающего компаунда из нижнего
разделываемого конца кабеля.
После герметизации верхнего конца кабеля приступа-
ют к монтажу заделки. При этом герметизацию жил и на-
конечников выполняют в полном соответствии с приведен-
ным <выше описанием. Затем жилы слегка раздвигают и
между ними (в самой нижней части) устанавливают так
называемый тампон, представляющий собой скатанную
в ролик сухую киперную ленту. Тампон, как губка, впиты-
вает стекающий пропиточный компаунд кабеля, препятст-
вуя растеканию его по корешку заделки и оболочке кабе-
ля. Установку тампона выполняют перед заливкой формы
эпоксидным компаундом. Если же тампон к этому времени
намокнет (впитает много пропиточного состава), его за-
меняют сухим.
Для ускорения процесса полимеризации эпоксидного
компаунда заливку формы производят выдержанным в те-
чение 1—1,5 ч компаундом (с момента добавления отвер-
дителя). Время выдержки компаунда зависит от темпера-
туры окружающей среды. При температуре +14, +19° С
время выдержки компаунда перед заливкой формы состав-
ляет 1,5 ч, с повышением температуры время выдержки
уменьшается.
Ранее указывалось, что заделки из эпоксидного компа-
унда позволяют легко выполнять ремонт их в случаях на-
рушения герметичности. Действительно, при появлении те-
чи пропиточного компаунда в любом месте заделки имеет-
ся возможность восстановить ее герметичность. Рассмо-
трим способы восстановления герметичности заделок при
появлении течи в месте выхода жил из конуса заделки,
у нижнего конца конуса, а также у наконечников и не-
посредственно на жилах.
При появлении течи пропиточного компаунда в месте
выхода жил из конуса заделки после тщательного обезжи-
ривания поврежденной и прилегающей к ней поверхности
устанавливают временную ремонтную форму. Последнюю
устанавливают таким образом, чтобы она плотно обхваты-
вала боковую поверхность верхней части конуса заделки и
возвышалась над этим конусом (как бы продолжая его
вверх) не менее чем на 20 мм. Затем производят заливку
возвышающейся над заделкой части ремонтной формы
эпоксидным компаундом. Подготовку и заливку компаун-
да выполняют аналогично приведенному выше описанию.
По такому же принципу производят ремонт заделки
26
при течи у нижнего конца конуса заделки (у оболочки).
Ремонтную форму при этом устанавливают таким образом,
чтобы нижняя ее часть плотно обхватывала оболочку ка-
беля в месте, отстоящем от нижнего конца конуса заделки
на 40—50 мм. Верхний конец ремонтной формы дотжен
располагаться выше указанного места на 40—50 мм. Раз-
меры ремонтной формы выбирают такими, чтобы между
конусом заделки и стенками формы оставался зазор необ-
ходимый для последующей заливки компаунда.
При появлении течи на жилах последние обезжиривают
и в месте повреждения (как и на прилегающих участках)
накладывают двухслойную обмотку киперной лентой с по-
крытием каждого слоя эпоксидным компаундом. Аналогич-
ным образом выполняют ремонт и в случае течи у нако-
нечников.
Заделкам из эпоксидного компаунда, наряду с больши-
ми отмеченными выше преимуществами, присущи и недо-
статки. Во-первых, гибкость жил через некоторое время
после монтажа становится недостаточной вследствие уле-
тучивания присутствующего в эпоксидном компаунде пла-
стификатора. В связи с этим наблюдаются случаи излома
изоляции жил при неоднократных отсоединениях их от
зажимов электрооборудования в целях ремонта и профи-
лактических испытаний, имеющих место в эксплуатации,
и т. п. Во-вторых, время полимеризации состава (пример-
но сутки) велико, что исключает возможность включения
в работу кабелей с заделками данного типа вскоре после
окончания монтажа последних. Необходимость же такого
быстрого включения диктуется часто различного рода при-
чинами аварийного характера (замена вышедшей из строя
заделки или самого кабеля в случае его повреждения).
К недостаткам этих заделок относится также токсич-
ность отвердителя и его смеси с компаундом до окончания
процесса полимеризации. По этой причине, как уже указы-
валось выше, приходится выполнять работы по монтажу
заделок в резиновых перчатках, помещение хорошо прове-
тривать.
Надо полагать, что перечисленные недостатки являют-
ся временными.
В новых разработках НИИКП и Московского проект-
но-экспериментального отделения ГПИ «Тяжпромэлектро-
проект» вместо сравнительно трудоемкой и не обеспечи-
вающей требуемой гибкости жил обмотки лентами уже
предусмотрена герметизация жил с помощью трубок
?7
из маслостойкой резины. В этом случае нижние концы
надеваемых на жилы трубок (у поясной изоляции) залива-
ются эпоксидным компаундом, с которым они, как показал
опыт, хорошо сцепляются. Верхний же конец трубок бла-
годаря их эластичности удается надвинуть на трубчатую
часть предварительно закрепленных на жилах наконечни-
ков аналогично тому, как это выполняется при монтаже
заделок в резиновых перчатках. Однако внедрение этого
рационального метода герметизации жил задерживается
из-за отсутствия выпуска промышленностью трубок из мас-
лостойкой резины
Что касается новых, более совершенных компаундов, то
по их изысканию ведутся большие экспериментальные ра-
боты. В частности, один из новых компаундов К-150 уже
зарекомендовал себя с наилучшей стороны. Этот компа-
унд, составленный на основе эпоксидной смолы ЭД-5, по-
зволяет выполнять не только концевые заделки внутренней
установки, но и заделки для наружных установок, а также
соединительные муфты кабелей на напряжение до 10 кв.
Преимуществом компаунда К-150 является быстрая по-
лимеризация (3—4 ч), высокая электрическая прочность
и возможность применения менее дефицитного отверди-
теля.
3. ОКОНЦЕВАНИЕ КАБЕЛЕЙ СТАЛЬНЫМИ ВОРОНКАМИ
И МУФТАМИ
а) Оконцевание стальными воронками
Оконцевание кабелей с бумажной изоляцией стальны-
ми воронками является наиболее старым типом, приме-
няющимся в течение десятков лет. Этот способ оконцева-
ния кабелей устарел как по своей конструкции, так и по
технологии монтажа и вытесняется новыми, более совре-
менными типами- сухими и заделками из искусственных
смол. Оконцевания кабелей в стальных воронках не обес-
печивают требуемой герметичности, имеют большой габа-
рит, затрудняющий расположение их в электротехнических
устройствах, содержат большой объем горючих материа-
лов. Монтаж этих оконцеваний требует бо льших трудоза-
трат и связан с необходимостью применения нагреватель-
ных приборов для разогревания кабельной массы, являю-
щихся опасными с точки зрения возможности возникнове-
ния пожара.
Оконцевания в стальных воронках, как правило, могут
располагаться только в одном положении — вертикальном.
28
жилами вверх, что затрудняет удобное расположение их
в электротехнических устройствах.
Несмотря на указанные недостатки, оконцевания
в стальных воронках [Л. 3] все еще находят себе примене-
ние, что объясняется главным образом дефицитностью ма-
териалов для заделок из искусственных смол, отсутствием
изготовления промышленностью резиновых, полихлорвини-
ловых и свинцовых перчаток,
незнанием лучших современных
способов оконцевания кабелей.
В стальных воронках оконцо-
вывают кабели с бумажной про-
питанной изоляцией на напряже-
ние до 10 кв при монтаже внутри
сухих отапливаемых и неотапли-
ваемых помещений при наи-
большей разности уровней между
воронками на концах кабелей
5 м.
Основной частью заделки яв-
ляется стальная воронка (рис.
8, 3). По форме воронки бывают
круглые и овальные, а по разме-
рам — нормального и уменьшен-
ного габарита. Воронки умень-
шенного габарита применяют
только для кабелей на напряже-
ние до 1 000 в.
Размеры воронки выбираются
в зависимости от сечения жил и
напряжения кабеля.
Рассмотрим технологию вы-
полнения оконцевания кабеля
10 кв (рис. 8). На кабель наде-
Рис. 8. Оконцевание кабе-
ля стальной воронкой.
1 — намотка по жиле: 2 — фар-
форовая втулка; 3 — стальная
воронка; 4 — скоба заземления;
5 — конусная обмотка; би 7 —
бочт с гайкой и шайба; 8 — ниж-
ний полухомут; 9— верхний по-
лухомут; 10 — провод заземле-
ния; 11 —- стал >ная крышка во-
ронки; ТУ—бандаж для заземле-
ния брони.
вают предварительно протертую
воронку 3, после чего приступают к обычной разделке кон-
ца кабеля.
Как и при выполнении других типов оконцеваний, сня-
тие кольцевого пояса (на ступени поясной изоляции) обо-
лочки выполняют после окончательного изгибания жил.
Жилы выгибают таким образом, чтобы они располагались
в вершинах равностороннего треугольника при круглой во-
ронке либо находились в одной плоскости и на одинаковом
расстоянии друг от друга в случае овальной формы во-
29
ронки. На жилах отмечают места установки фарфоровых
втулок 2 и, начиная на 50 мм ниже от этого места, выпол-
няют обмотку 1 по направлению к концам жил. Намотку
на жилах выполняют в 3—4 слоя липкой или нелипкой
на лаке № 1 полихлорвиниловой лентой либо лакоткане-
вой лентой с покрытием каждого слоя цапон-глифталевым
лаком. Заканчивают эту обмотку у края оголенного уча-
стка жил. В отмеченных ранее местах установки фарфоро-
вых втулок выполняют дополнительную конусную обмотку
5 той же лентой, которая применялась для обмотки жил.
Эта обмотка должна обеспечить плотную посадку фарфо-
ровых втулок на жилы. Затем на кабеле, в месте, где дол-
жна находиться горловина воронки, выполняют обмотку
смоляной лентой для обеспечения плотной насадки горло-
вины воронки на кабель. Предварительно припаянный
к оболочке и броне .кабеля проводник заземления 10 про-
пускают через середину обмотки толевой ленты. После это-
го воронку 3 .надвигают туго на подмотку выполненную на
кабеле. Горловину обматывают толевой лентой и закреп-
ляют воронку, располагая скобу (хомут) так, чтобы она
охватывала горловину вместе с этой обмоткой.
Затем на жилы надевают крышку 11 и фарфоровые
втулки 2. Последние плотно надвигают на выполненные
предварительно конусные обмотки 5.
При монтаже воронок на кабелях напряжением до
1 000 в фарфоровые втулки не устанавливают.
После этого оконцовывают жилы кабельными наконеч-
никами и выполняют «замки», обматывая в несколько сло-
ев жилу между наконечником и заводской изоляцией по-
лихлорвиниловой или лакотканевой лентой шириной 7,5—
10 мм с покрытием каждого слоя лаком. Поверх «замков»
и трубчатой части наконечников выполняют обмотки лен-
той, которой выполнялась обмотка жил. Затем приступают
к заливке воронки кабельной массой. Для заливки воронок
применяют битуминозную массу марки МБ-90, предназна-
ченную для воронок, устанавливаемых в отапливаемых по-
мещениях, и МБ-70 — в неотапливаемых помещениях.
Перед заливкой массу разогревают в специальных
электрических разогревателях или на обычных угольных
жаровнях до температуры 160—170° С (для МБ-70) и
180—190° С (для МБ-90).
Заливку воронки осуществляют в несколько приемов,
предварительно обогрев ее пламенем паяльной лампы.
30
По мере усадки и охлаждения массы воронка доливается
до окончательного заполнения.
Работы по разогреванию кабельной массы требуют со-
блюдения осторожности (работа в предохранительных оч-
ках и рукавицах), так как ожоги горячей массой болезнен-
ны и трудно поддаются излечению.
б) Оконцевание муфтами
Концы кабелей в установках на открытом воздухе
оконцовывают стальными или чугунными муфтами с про-
ходными фарфоровыми изоляторами, заливаемыми ка-
бельной массой. Корпус этих муфт выполняют герметич-
ным с тем, чтобы исключить возможность проникновения
влаги. Для перехода с воздушной линии электропередачи
на кабельную применяются так называемые мачтовые
муфты. При напряжении кабелей до 10 кв в этих случаях
применяют мачтовые муфты конструкции т. Фирсова (улуч-
шенной ОРГРЭС). Как видно из рис. 9, мачтовая муфта
состоит из 'стального сварного корпуса /, заканчивающего-
ся горловиной с фланцем 8, и трех фарфоровых изоляторов
4, внутри которых проходят токоведущие медные
шпильки 2.
Для ввода кабеля в муфту в нижней ее части предусмо-
трен конусный латунный .патрубок 9. Герметизацию места
ввода кабеля в муфту выполняют с помощью переходной
•свинцовой гильзы 10, один конец которой припаивается
к латунному патрубку, а другой — к свинцовой или алюми-
ниевой оболочке кабеля. В верхней части муфты, закан-
чивающейся фланцем 13, расположена съемная стальная
крышка 7, в которой расположена диафрагма из мембран-
ной резины. Назначение диафрагмы состоит в том, чтобы
компенсировать изменение объема залитой в муфту кабель-
ной массы при изменении температуры. Указанная диа-
фрагма, выполняя роль компенсат ора, является в то же
Время и уплотняющей прокладкой между фланцами.
При отсутствии диафрагмы, как это имело место в ста
рых типах таких муфт, всякие температурные изменения
приводят к образованию в муфте разрежения, вследствие
чего через малейшие неплотности в муфту может засасы-
ваться влага. Из-за отсутствия подобной компенсации
муфты старой конструкции требовали смены заливочной
массы через каждые 5—6 лет эксплуатации.
Монтаж рассмотренной муфты сводится к вводу разде-
ланного конца кабеля в муфту и уплотнению места ввода,
31
-925D
ям
Ф260
10
11
'Ы’пь
ФБР
Ф120
I 13
\Уос День
L массы
Рис. 9. Оконцевание кабеля до
10 кв мачтовой муфтой.
1 — стальной корпус муфты; 2 — токове-
душая медная шпилька; 3 — головка изо-
лятора; 4 — фарфоровый изолятор; 5 —
поддерживающий диск; 6 — держатель;
7 — стальная крышка муфты; 8 — сталь-
ной фланец; 9 — латунный патрубок; 10—
переходная свинцовая гильза; 11 — ме-
таллическая оболочка кабеля; 12 — места
пайки; 13 — стальной фланец.
оконцеванию и присоединению токопроводящих жил к то-
козедущим шпилькам. Как и при монтаже любых оконце-
ваний силовых кабелей, выполняют также заземление ме-
таллической оболочки и брони кабеля.
Заключительной операцией монтажа муфты является
32
заливка ее разогретой (до 150—170 'С) кабельной массой,
в качестве которой применяют масляно-битумные массы
марок МБМ-1 и МБМ-2. Массы указанных марок являют-
ся морозостойкими и применяются в районах, где мини-
мальная температура составляет до —35е С (МБМ-1) и до
—45 С (Л1БМ-2).
Заливку муфты массой производят через крышку до
уровня, указанного на рис. 9.
Монтаж кабелей в концевых чугунных или стальных
муфтах громоздок и сложен, а выполняемые с их примене-
нием оконцевания в достаточной степени дороги и неудоб-
ны в монтаже. Для заливки их расходуется большое коли-
чество кабельной массы (порядка 10 кг).
В настоящее время заканчиваются работы по испыта-
нию и внедрению нового типа концевых муфт для наруж-
ных установок—из эпоксидного компаунда. Муфты из эпо-
ксидного компаунда (марки К-150), как показали резуль-
таты предварительных испытаний, отличаются высокой
герметичностью, электрической и механической прочно-
стью. Принцип монтажа муфт этого типа аналогичен прин-
ципу выполнения заделок из эпоксидного компаунда для
внутренней установки, описанному выше. Технология мон-
тажа этих надежных, простых и дешевых заделок состоит
в следующем. Изоляторы с отверстием для прохода жил
кабеля изготавливают заранее путем заливки в соответ-
ствующие формы эпоксидного компаунда. На кабеле за-
крепляют съемную форму, имеющую вид упрощенной
воронки. После установки на жилы кабеля отлитых зара-
нее изоляторов выполняют заливку съемной формы и от-
верстий в изоляторах эпоксидным компаундом. Полимери-
зация компаунда происходит в течение 3—4 ч. В ближай-
шее время заделки из эпоксидного компаунда для наруж-
ных установок найдут самое широкое применение при на-
пряжении кабелей до 10 кв включительно.
Для заделки кабелей на напряжение до 1 000 в приме-
няют мачтовые муфты упрощенной и облегченной конст-
рукции. В этих муфтах (в отличие от муфты по рис. 9)
отсутствуют проходные изоляторы с токоведущими шпиль-
ками, из муфты через отверстия с фарфоровыми втулка-
ми выводят непосредственно жилы кабеля, обмотанные
изоляционной лентой.
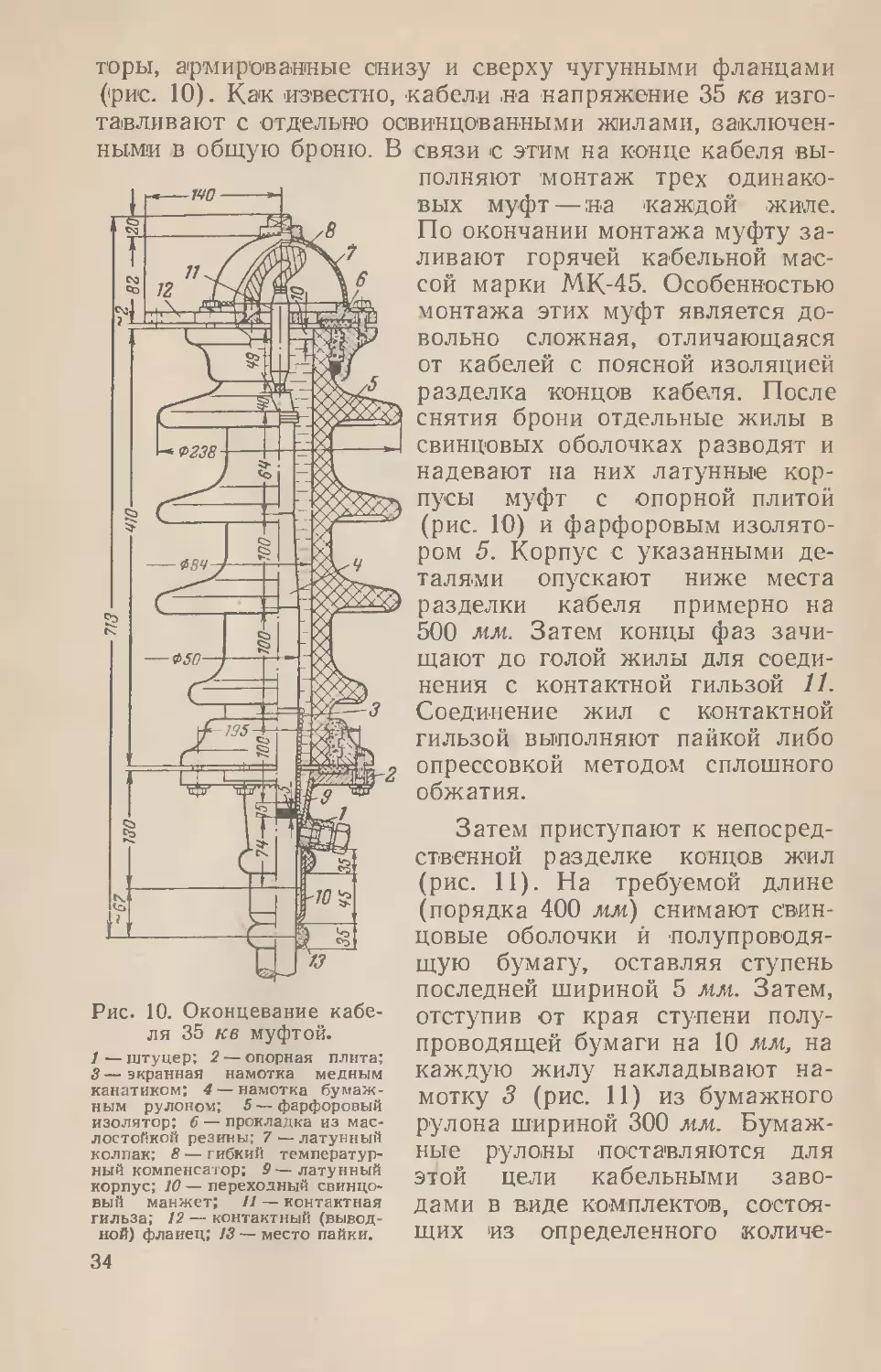
Концы кабелей на напряжение 35 кв заделывают в осо-
бых концевых муфтах {Л. 4], представляющих собой боль-
шого размера (порядка 700 мм) полые фарфоровые изоля-
33
торы, армированные снизу и сверху чугунными фланцами
('рис. 10). Как известно, кабели на напряжение 35 кв изго-
тавливают с отдельно освинцованными жилами, заключен-
ными в общую броню. В связи с этим на конце кабеля вы-
Рис. 10. Оконцевание кабе-
ля 35 кв муфтой.
1—штуцер; 2 — опорная плита;
3 — экранная намотка медным
канатиком; 4 — намотка бумаж-
ным рулоном; 5— фарфоровый
изолятор; 6 — прокладка из мас-
лостойкой резины; 7 — латунный
колпак; 8 — гибкий температур-
ный компенсатор; 9 — латунный
корпус; 10 — переходный свинцо-
вый манжет; 11 — контактная
гильза; 12 — контактный (вывод-
ной) фланец; 13— место пайки.
полняют 'монтаж трех одинако-
вых муфт — на каждой жиле.
По окончании монтажа муфту за-
ливают горячей кабельной мас-
сой марки МК-45. Особенностью
монтажа этих муфт является до-
вольно сложная, отличающаяся
от кабелей с поясной изоляцией
разделка концов кабеля. После
снятия брони отдельные жилы в
свинцовых оболочках разводят и
надевают на них латунные кор-
пусы муфт с опорной плитой
(рис. 10) и фарфоровым изолято-
ром 5. Корпус с указанными де-
талями опускают ниже места
разделки кабеля примерно на
500 мм. Затем концы фаз зачи-
щают до голой жилы для соеди-
нения с контактной гильзой 11.
Соединение жил с контактной
гильзой выполняют пайкой либо
опрессовкой методом сплошного
обжатия.
Затем приступают к непосред-
ственной разделке концов жил
(рис. 11). На требуемой длине
(порядка 400 мм) снимают свин-
цовые оболочки й полупроводя-
щую бумагу, оставляя ступень
последней шириной 5 мм. Затем,
отступив от края ступени полу-
проводящей бумаги на 10 мм, на
каждую жилу накладывают на-
мотку 3 (рис. 11) из бумажного
рулона шириной 300 мм. Бумаж-
ные рулоны поставляются для
этой цели кабельными заво-
дами в виде комплектов, состоя-
щих из определенного количе-
34
ciifia рулонов и бобин с пряжей, погруженных в маслокани-
фольную массу (близкую по составу к пропиточному
компаунду кабеля), заключенных в герметически закупо-
ренные жестяные банки. Перед употреблением бумажные
рулоны (комплекты) подогревают до температуры 70—
80° С и проверяют на отсутствие в них влаги, как это де-
лают с бумажными изоляционными лентами кабеля перед
разделкой.
Намотку 'рулоном 3 выполняют таким образом, чтобы
концы ее 'образовывали плавный конус.
Конусные поверхности рулонной намотки выполняют
с помощью стальной струны с прикрепленными к концам
грузиками, навиваемой поверх бумажной намотки. Один
Рис. 11. Разделка конца кабеля 35 кв.
/ — токоведущая жила; 2 — заводская изоляция; 3 — намотка
бумажным рулоном; 4 — кольцо из свинцовой трубки; 5 — эк-
ранная намотка медным канатиком; 6 — ступень заводской
бумажной изоляции; 7 — ступень полупроводящей бумаги (эк-
ран); 8 — металлическая оболочка кабеля.
виток струны накладывают в месте начала конуса и обры-
вают несколько лент (слоев) намотки. Затем струну с гру-
зиками перемещают в направлении к концу конуса и вновь
обрывают несколько лент и т. д. Чем больше количество
ступеней (число передвижек струны), тем более плавной
получается конусная поверхность.
Аналогичным образом срезают на конус и изоляцию
каждой жилы со стороны соединительной гильзы.
На поверхность конуса, примыкающего к оболочке ка-
беля 8, накладывают экранную намотку 5 медным луже-
ным канатиком, первые несколько витков которой наматы-
вают на край металлической оболочки кабеля и припаива-
ют к ней.
Намотку канатиком выполняют так, чтобы каждый по-
следующий виток плотно примыкал к предыдущему. За-
канчивают эту намотку кольцом 4, изготовленным из свин-
цовой трубки, к которому припаиваются последние витки
экранной намотки. Слой экранной намотки пропаивают на
всем его протяжении узкой полосой шириной около 10 мм.
Экранная намотка 5 служит для выравнивания элек-
35
грического поля, что в свою очередь увеличивает элекгри
ческую прочность заделки.
После наложения экранной намотки поверхность разде-
ланных жил промывают горячей прошпарочной массой
(МП-1) для удаления влаги, пыли и опилок припоя.
После выполнения разделки жил приступают к непо-
средственному монтажу муфты. Опорную плиту с латун-
ным корпусом устанавливают на специальную поддержи-
вающую конструкцию. К нижнему фланцу изолятора 5
(рис. 10; прибалчивают опорную плиту 2 с латунным кор-
пусом 9. Между фланцем изолятора и плитой вкладывают
прокладку из маслостойкой резины.
Разделанную жилу располагают в муфте так, чтобы
место среза оболочки кабеля отстояло от низа латунного
корпуса на 74—75 мм. Затем с помощью свинцового ман-
жета 10, припаиваемого к латунному корпусу и металли-
ческой оболочке кабеля, выполняют соединение оболочки
кабеля с корпусом муфты. Предварительно прогрев фар-
форовый изолятор, производят заливку муфты маслока-
нифольной кабельной массой (марки МК-45), нагретой
до температуры 130—140'С.
Заливку производят в несколько приемов. Уровень мас-
сы после окончательной заливки должен отстоять на 10 мм
от торца изолятора, как показано на рис. 10. Свободное
пространство (на высоте 10 мм) позволяет кабельной мас-
се свободно расширяться. После заливки на верхний фла-
нец изолятора через прокладку накладывают контактный
фланец 12 с приваренным к нему латунным колпаком 7.
Пробку в колпаке тщательно пропаивают.
Заземление металлической оболочки и брони кабеля
выполняют в этом случае таким образом, чтобы оба конца
провода заземления оконцовывались наконечниками,
один из которых подключают к болту заземления муфты,
а второй — к заземленной конструкции, поддерживающей
опорную плиту муфты.
Описанные концевые муфты для кабелей на напряже-
ние 35 кв могут применяться и для внутренней установки.
4. КОНЦЕВЫЕ ЗАДЕЛКИ КАБЕЛЕЙ С РЕЗИНОВОЙ
ИЗОЛЯЦИЕЙ
Кабели с резиновой изоляцией широко применяются
при напряжении до 1 000 в в силовых и электроосветитель-
ных сетях. Хотя в этих кабелях и отсутствует гигроскопи-
ческая бумага и пропиточный компаунд, выполнение кон-
36
цевых заделок их обязательно по следующим причинам.
Во первых, резиновая изоляция довольно 'интенсивно раз-
рушается—«стареет» под действием света (главным обра-
зом ультрафиолетовых лучей), нагрева, а также в резуль-
тате соприкосновения с кислородом воздуха. Кроме того,
необходимость выполнения концевых заделок на этих ка-
белях обусловливается тем, что влага или вода, попавшие
в кабель, очень легко 'распространяются по всей его длине,
увлажняя резиновую изоляцию и снижая величину ее со-
противления. Известны случаи, когда вследствие отсутст-
вия соответствующей концевой заделки кабелей с резино-
вой изоляцией, а также ’ри наличии повреждения поли-
хлорвиниловой или резиновой оболочек проложенные ка-
бели оказывались наполненными водой.
По указанным выше причинам во всех случаях необхо-
димо выполнять концевые заделки кабелей с резиновой
изоляцией. В отличие от кабелей с бумажной изоляцией
при выполнении концевых за телок на кабелях с резиновой
изоляцией не требуется герметизация жил, так как в этих
кабелях отсутствует гигроскопичная бумага и кабель-
ный компаунд. Здесь достаточно изолирования жил изоля-
ционными лентами, трубками пли покрытия их соответст-
вующими составами, чтобы защитить резиновую изоляцию
от «старения».
В корешке заделки требуется герметизация для защиты
кабеля от проникновения внутрь него влаги (при наличии
непосредственного капежа на заделку).
В существующих типах заде ток кабелей с резиновой
изоляцией применяются следующие способы защиты изо-
ляции жил:
а) надевание на жилы полихлорвиниловых трубок;
б) изолирование жил различного рода лентгми, напри
мер липкой полихлорвиниловой ленгой;
;в) покрытие изоляции жил защитными смесями или
лаками
До последнего времени наиболее распространенными
были два первых способа. В последнее время успешное
применение получил способ покрытия изоляции жил за-
щитными смесями.
В качестве защитного покрытия резиновой изоляции
применяют, например, найритовые смеси марки ИКФ-130,
ИКФ 14 и ИКФ-147. Покрытия указанными смесями го-
раздо дешевле применения полихлоовинилсвых трубок и
З7
являются более 'надежными, поскольку трубки, надевае
мне на жилы с некоторым зазором, лишь частично ограни-
чивают проникновение к поверхности резины воздуха с со-
держащимся в нем кислородом, а следовательно, не исклю-
чают замедленного разрушения резины. Покрытия найри-
товыми смесями отличаются высокой влагостойкостью,
светостойкостью и способностью выдерживать действие
температуры (от —40 до +150°С). Эти покрытия, обладая
высокими изоляционными свойствами, легко наносятся
(например, кистью) на резиновую изоляцию и хорошо
с ней сцепляются. Наконец, пленка найритового покрытия
обладает высокой эластичностью и механической прочно-
стью, что обеспечивает сохранность ее при изгибании жил.
В случае же повреждения пленки восстановление ее легко
выполнимо путем повторного покрытия.
Нанесение найритсвой смеси рационально выполнять
путем пульверизации или окунанием жил в смесь. Покры-
тия, осуществляемые с помощью кисти, дают также вполне
удовлетворительные результаты.
Спустя 20—30 мин после нанесения стой найритового
покрытия припудривают тальком.
Герметизацию корешка заделки выполняют либо мно-
гослойной обмоткой изоляционными лентами с примене-
нием соответствующих лаков, либо с помощью плотно на-
саживаемых на оболочку кабеля полихлорвиниловых пер-
чаток. Последний способ чаще применяют для кабелей
в полихлорвиниловой оболочке.
Как видно из приведенного описания, способы выпол-
нения концевых заделок на кабелях с резиновой изоляцией
сравнительно просты. Рассмотрим в качестве примера тех-
нологию 'монтажа заделки с применением липкой поли-
хлорвиниловой ленты. После разделки конца кабеля, со-
стоящей в данном случае в удалении полихлорвиниловой
или резиновой оболочки и прорезиненной ленты, охваты-
вающей все жилы, выполняют оконцевание токопроводя-
щих жил наконечниками. Затем изолируют жилы по всей
длине одно-двухслойной обмоткой липкой полихлорвинило-
вой ленты, укладываемой с 50%-ным перекрытием. Пос-
ле изгибания жил выполняют поясную обмотку той же
лентой, накладываемой в 4—5 слоев в корешке заделки.
Поясная намотка выполняется таким образом, чтобы она
заходила на 40—60 мм (в зависимости от сечения жил) на
оболочку кабеля и охватывала жилы на участке длиной
30—50 мм от места выхода их из оболочки.
В случаях монтажа заделок .в сырых помещениях (иЛй
в наружных установках) наложению поясной обмотки
предшествует заполнение корешка заделки густым поли-
Рис. 12. Заделка кабеля с резиновой изоляцией с при-
менением полихлорвиниловых трубок.
1 — полихлорвиниловая трубка, надетая на жилу; 2— несколько
витков ленты, скрепляющих корешок, заполненный лаком № 2;
3 —бандаж из ннток; 4— намотка полихлорвиниловой лентой; 5 —
оболочка кабеля.
хлорвиниловым лаком № 2. Это относится также и к слу-
чаям применения в качестве изоляции жил полихлорвини-
ловых трубок и защитных покрытий. Всю поверхность за-
делки покрывают полихлорвиниловым лаком № 1.
В случае применения для защиты ре-
зиновой изоляции полихлорвиниловых
трубок концы последних перед надева-
нием их на жиль» срезают наискось. При
надевании на жилу оставшиеся после
среза клиновидные части трубок находят
на оболочку кабеля и закрепляются на
ней бандажом, как показано на рис. 12.
При монтаже заделок с применением
полихлорвиниловых перчаток (рис. 13)
работы выполняют в следующей после-
Рис. 13. Заделка кабеля с резиновой изоляцией
в полихлорвиниловой перчатке.
/ — намотка по жнле; 2 — жила в резиновой изоляции;
3 — уплотняющая подмотка; 4 — полихлорвиннловая пер-
чатка; 5 — поясная уплотняющая обмотка; 6 — винилнтовая
оболочка кабеля; 7 — броня кабеля.
довательности. На предварительно разделанный конец ка-
беля надвигают перчатку 4, цилиндрическая часть которой
должна быть надвинута на оболочку кабеля. Место стыка
перчатки уплотняют обмоткой липкой полихлорвиниловой
лентой 5. Затем выполняют оконцевание жил наконечни-
ками, после чего изолируют жилы той же лентой. Для
39
обеспечения плотного облегания жил пальцами перчатки
по поверхности изолированных жил предварительно выпол-
няют уплотняющую подмотку 3. Как и в рассмотренных
выше случаях, поверхность заделки покрывают лаком № 1.
5. ЭЛЕКТРИЧЕСКИЕ ИСПЫТАНИЯ ОКОНЦЕВАНИИ КАБЕЛЕЙ
Смонтированные концевые заделки и муфты подверга-
ются электрическим испытаниям одновременно с кабеля-
ми, на которых они установлены. Испытания производят
в соответствии с требованиями «Правил устройства элек-
троустановок» (ПУЭ).
Испытание кабельных линий повышенным напряже
нием является основным, ибо только оно позволяет выя-
вить различного рода дефекты как в самих кабелях, так и
оконцеваниях их. Как правило, это испытание производят
выпрямленным напряжением, получаемым от переносных
кенотронных аппаратов. Допустимо испытание кабельных
линий и повышенным напряжением переменного тока, од-
нако в этом случае требуются более мощные, а следова-
тельно, и более громоздкие и тяжелые источники питания,
чем кенотрон.
ПУЭ установлены следующие нормы испытаний ка-
бельных линий .выпрямленным напряжением-
6 Дюм—для кабелей на напряжение 1—10 кв;
5 UKOM—для кабелей на напряжение 20—35 кв,
где —номинальное (рабочее) напряжение кабечя.
Время приложения испытательного напряжения 10 мин.
Испытательное напряжение, плавно поднимаемое
до указанных величин, прикладывают поочередно между
каждой жилой кабеля и остальными жилами, соединенны-
ми с заземленной свинцовой или алюминиевой оболочкой.
Перед началом испытания кабель должен быть отключен
от зажимов электрооборудования, линий и т. и. В процессе
•испытания повышенным напряжением производят измере-
ние токов утечки с помощью микроамперметров.
Кабель вместе с концевыми муфтами или заделками,
смонтированными на нем, считается выдержавшим испы-
тание повышенным напряжением, если не произошло про-
боя изоляции, не наблюдалось скользящих разрядов и рез-
ких изменений тока утечки или его нарастания после до-
стижения установившегося значения.
РЕДАКЦИОННАЯ КОЛЛЕГИЯ:
Демков Е. Д„ Долгов А. Н., Ежков В В., Смирнов А. Д..
Устинов П. Н.
ЭЭ-3-3.
В брошюре изложены вопросы монтажа концевых муфт
и заделок силовых кабелей до 35 кв, при этом описанию
новых видов заделок уделено особое внимание.
В брошюре учтены разработки Научно-исследователь-
ского института кабельной промышленности. Московского
и Ленинградского проектно-экспериментальных отделений
ГПИ «Тяжпромэлектропроект», а также монтажный опыт
организаций Г лавэлектромонтажа Министерства строи-
тельства РСФСР.
СОДЕРЖАНИЕ
Введение............................................... 2
1. Общие вопросы оконцевания кабелей ............ 4
2. Концевые заделки кабелей с бумажной изоляцией . . . 9
а) Заделки из изоляционных лент и лаков............ 9
б) Заделки в перчатках............................ 16
в) Заделки из искусственных смол . ............ 22
3. Оконцевание кабелей стальными воронками и муфтам i . . . 23
а) Оконцевание стальными воронками ................28
б) Оконцевание муфтами.......................... 31
4. Концевые заделки кабелей с резиновой изоляцией ...... 36
5. Электрические испытания оконцеваний кабелей.......... 40
Цена 90 ксп.
„БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА"
ВЫШЛИ ИЗ ПЕЧАТИ
Р и влип Л. Б. Как определить неисправность асинхронно-
го электродвигателя (Выпуск 10)
Константинов Б. А., Соколова К. И., Шулятье-
в а Г. Н., Коэффициент мощности и способы его повы-
шения на промышленных предприятиях (Выпуск 11)
Карпов Ф. Ф, Как проверить допустимость подключения
короткозамкнутого электродвигателя к сети (Выпуск 12)
Ильинский Н. Ф., Расчет и выбор сопротивлений для
электродвигателей (Выпуск 13)
Образцов В. А., Уход за контактами низковольтных аппа-
ратов (Выпуск 14)
Ларионов В. П., Зашита жилых домов и производствен-
ных сооружений от молнии (Выпуск 15)
Соколов Н М., Универсальный прозвоночный аппарат
(Выпуск 16)
Харитонов М. Г., Опыт обслуживания и ремонта КРУ
Запорожского завода (Выпуск 17)
Амосов Б. В. Эксплуатация сварочных генераторов и
трансформаторов (Выпуск 18)
Каминский Е. А., Как сделать проект небольшой электро
установки (Выпуск 19)
Камнев В. С., Подшипники качения в электрических маши-
нах (Выпуск 20)
ГОТОВЯТСЯ К ПЕЧАТИ
Бо ярче и ков М. А. и Ш и п я н с к и й А В., Магнитные
усилители
Гуреев И. А., Шинопроводы напряжением до 1000 в
Клюев С. А., Как рассчитать электрическое освещение про-
изводственного помещения
Кожин А Н, Релейная защита линий 3—10 кв на опера-
тивном переменном токе
Локшин М В., Опыт ремонта высоковольтных вводов
Михалков А. В., Что должен знать электромонтер о ре-
гулировании напряжения
С т е ш е н к о Н. Н., Техника безопасности при эксплуатации
электроустановок на строительстве
Хомяков М. В. и Якобсон И. А., Термитная сварка
многопроволочных проводов
Федоров Б. Н. Схемы включения электрических счетчиков
Якобсон И А., Опрессованне контактных соединений про-
водов и тросов