/










































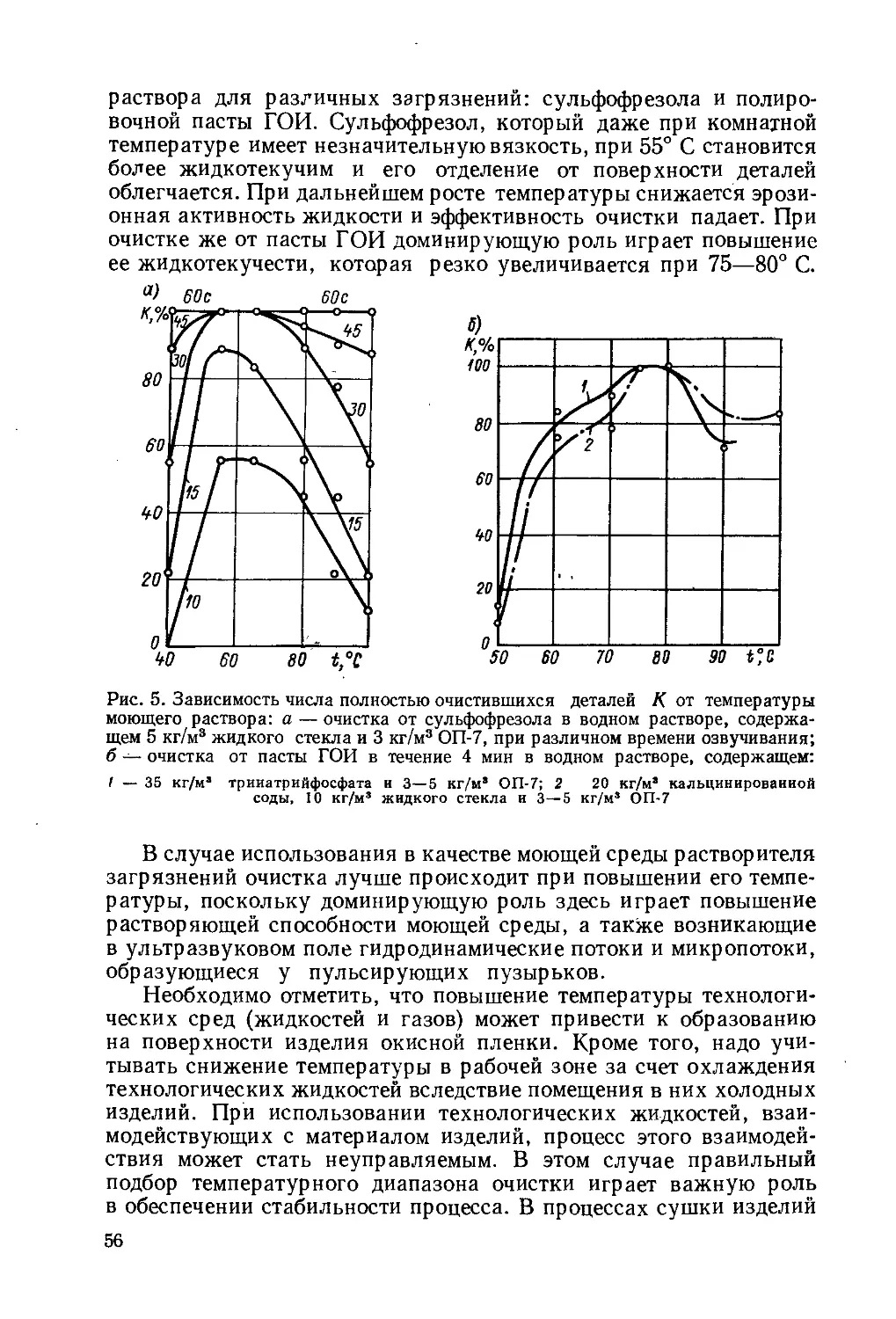










































































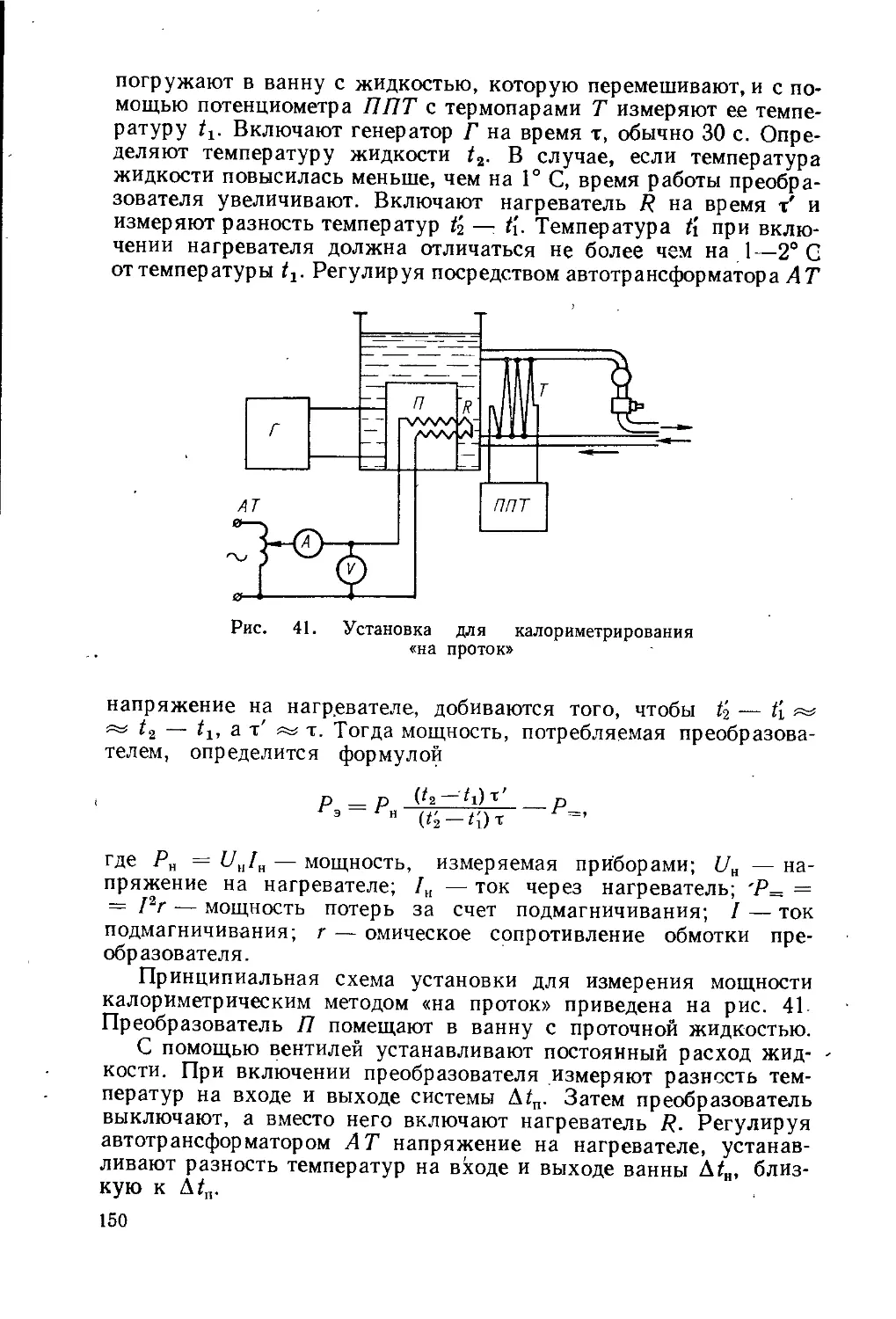
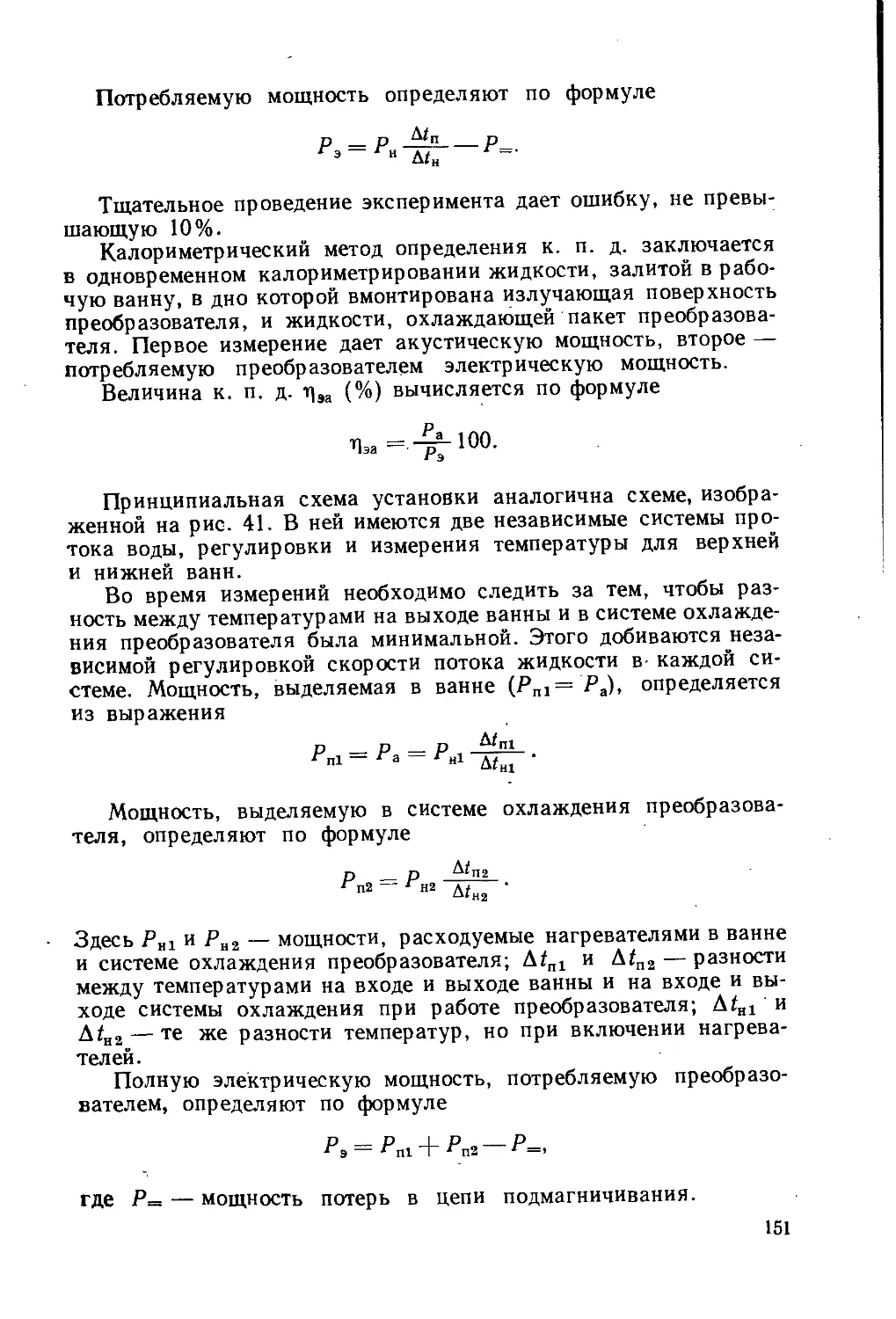



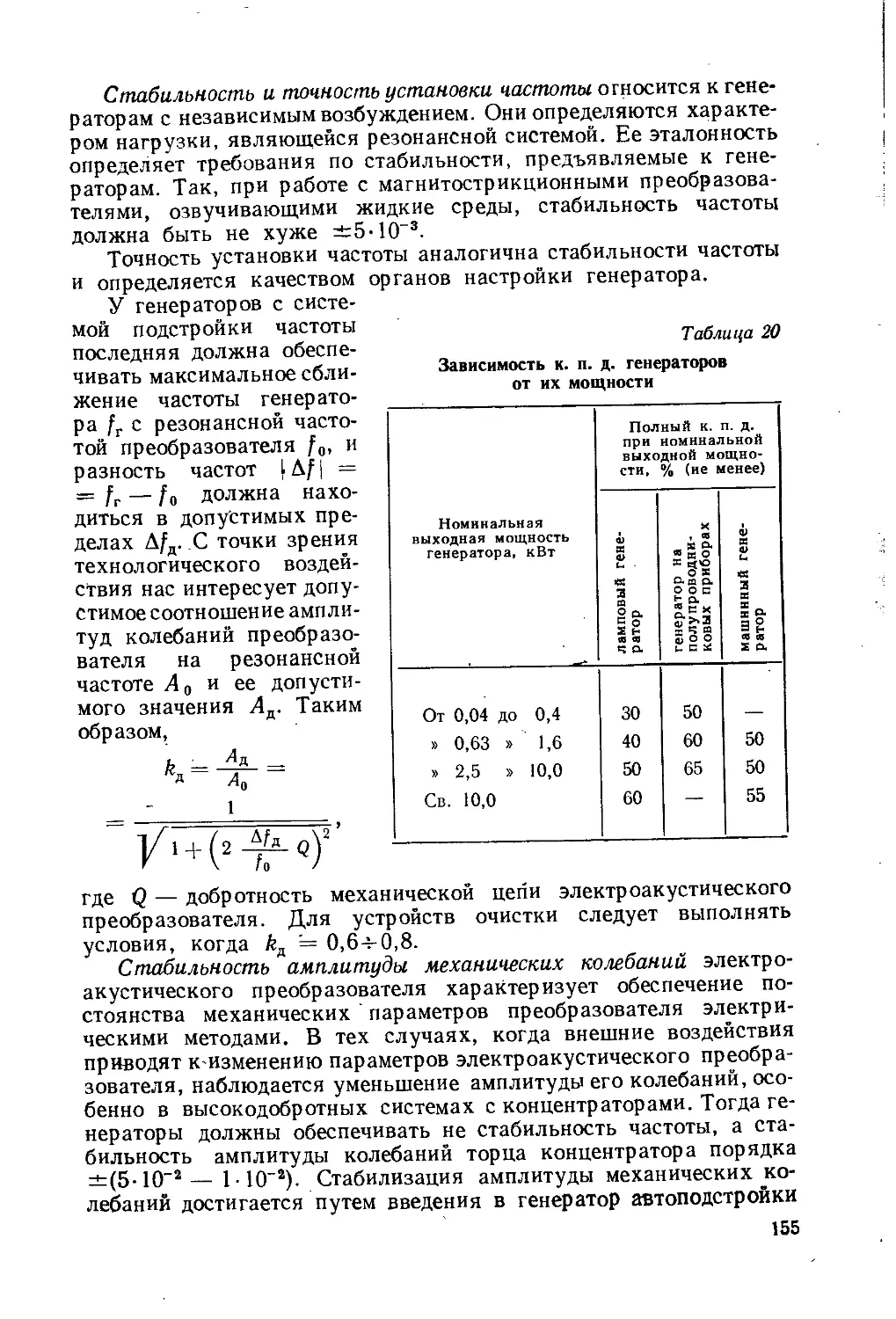





















Текст
Ф О. К. КЕЛЛЕР 1 Г. С. КРАТЫШ I 3 г. Д. ЛУБЯНИЦКИЙ У 1 | 1 ' 11 ^'SQ\ '1 . *« ’ 5‘ *1 । У 1'} УЛЬТРА- ЗВУКОВАЯ ОЧИСТКА ' - - - 2 — ; ' у-фй^04*" ,- - ’ ЛЕНИНГРАД г <М АШИ НОСТ РОЕНИЕ» ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ 19 7 7
6П4.4
К34
УДК 621.7.022.6
Рецензент В. А. Волосатов
Келлер О. К., Кратыш Г. С., Лубяницкий Г. Д.
Ультразвуковая очистка. Л., «Машиностроение»
(Ленингр. отд-ние), 1977.
184 с.
В книге освещены вопросы технологии ультразвуко-
вой очистки. Приведена классификация загрязнений по
источникам их возникновения и физико-химическим свой-
ствам, Изложены физические основы ультразвуковой
очистки. Описано используемое оборудование, конструк-
тивно-технологические приемы очистки и вспомогательные
технологические операции. Рассмотрены методы кон-
троля качества очистки.
Книга рассчитана на инженерно-технических работ-
ников машиностроительных предприятий. Она может быть
также полезна для студентов вузов, специализирующихся
в области ультразвуковой техники.
ИБ № 803
Олег Константинович КЕЛЛЕР
Георгий Сергеевич КРАТЫШ
Григорий Давидович ЛУБЯНИЦКИЙ
УЛЬТРА-
ЗВУКОВАЯ
ОЧИСТКА
Редакторы издательства И. А. Д е и и к а,
Переплет художника Б. Н. О с е
Технический редактор Т. П. Малашкина
С. Я- Ку Дер ска я
и ч а к о в а
Корректор Н. Б. Семенова
Сдано в производство 6/VII 1976 г. Подписано к печати 16/ХП 1976 г. М-22645.
Формат бумаги бОХЭО1/^. Бумага типографская Ns 2. Печ. л. 11,5 Уч.-изд. л. 12,3.
Тираж 10 000 экз. Зак. № 1117. Цена 76 коп.
Ленинградское отделение издательства «МАШИНОСТРОЕНИЕ»
191065, Ленинград, Д-65, ул. Дзержинского, 10
Ленинградская типография Ns 6 Союэполнграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144, ул. Моисеенко, 10
31104-123
К 038(01) — 77 123 77
© Издательство «Машиностроение,, 1977 г.
ПРЕДИСЛОВИЕ
Современная техника характеризуется все возрастающими
требованиями к таким характеристикам изделий, как качество,
надежность и долговечность, которые в значительной степени
зависят от чистоты поверхностей деталей и узлов оборудования.
Конструкции современных механизмов и приборов постоянно
усложняются, возрастает чувствительность их деталей и узлов
к загрязнениям. Поэтому обычные, «классические» методы очистки
(например, ручная и механизированная очистка щетками, хими-
ческое и электрохимическое обезжиривание, струйная промывка)
уже не могут обеспечить надлежащего качества.
Достоинства ультразвукового метода по сравнению с «класси-
ческими» обеспечили ему широкое распространение в различных
отраслях промышленности как в Советском Союзе, так и за рубе-
жом. Он не только создает возможность быстрой и высококаче-
ственной очистки, обработки изделий сложной конфигурации,
но в ряде случаев позволяет удалить загрязнения, не поддающиеся
удалению другими методами, заменить дорогостоящие токсичные
и взрывоопасные органические растворители более дешевыми и
менее дефицитными щелочными растворами, механизировать тру-
доемкие операции очистки с применением ручного труда.
Несмотря на многообразие процессов ультразвуковой очистки,
вопросы ее технологии и использования оборудования освещены
в литературе недостаточно. Предлагаемая вниманию читателей
книга является попыткой обобщения имеющихся практических
и экспериментальных данных о применении ультразвукового
метода очистки изделий в различных отраслях промышленности.
В гл. I—III книги рассмотрены физико-химические свойства
загрязнений и технологических жидкостей, механизм удаления
загрязнений и особенности применения моющих жидкостей;
в гл. IV — общие принципы разработки технологических процес-
1* 3
сов очистки и конструктивно-технологические приемы, исполь-
зуемые для повышения эффективности этих процессов. Значитель-
ное внимание уделено ультразвуковым генераторам и преобразова-
телям, а также технологическому оборудованию, его производи-
тельности и энергетической эффективности (гл. V, VI, VII). В книге
изложены также вопросы контроля качества очистки.
Авторы надеются, что книга поможет читателю получить пред-
ставление о современном состоянии техники ультразвуковой
очистки.
Отзывы на книгу просим направлять по адресу: 191065, Ленин-
град, ул. Дзержинского, 10, Ленинградское отделение издатель-
ства «Машиностроение».
ГЛАВА I
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
ЗАГРЯЗНЕНИЙ
Физико-химические свойства загрязнений в значительной сте-
пени определяют характер технологии очистки изделий. Они
являются тем фактором, от которого зависит выбор параметров
ультразвукового поля, моющих и промывочных сред, специальных
технологических приемов очистки, последовательности техноло-
гических операций и степени автоматизаций процесса.
Знание вида и свойств загрязнений, характера их взаимодей-
ствия с моющими средами, прочности связи с очищаемой поверх-
ностью и, наконец, степени стойкости к воздействию ультразвука
позволяет выбрать оптимальные условия очистки.
1. ВИДЫ ЗАГРЯЗНЕНИЙ
Загрязнения — это твердые или жидкие пленки, твердые
осадки, продукты коррозии, консервирующие или защитные
покрытия, попадающие на поверхность изделий или образую-
щиеся на них в процессе изготовления, сборки, испытания, хране-
ния и эксплуатации. Характер загрязнений определяется особен-
ностями технологии производства изделий, уровнем культуры
производства и эксплуатации, хранения и т. п.
Все загрязнения могут быть разбиты на три основных вида
[14, 32, 361.
1. Неорганические загрязнения, механически связанные с по-
верхностью; загрязнения, слабо связанные с поверхностью (пыль}
опилки, стружка металлического и неметаллического характера,
зола, сажа, песок, глина и т. п.); загрязнения, механически шар-
жированные в поверхность (зерна абразивов, минеральные или
металлические частицы); загрязнения, осажденные на поверхность
(солевые корки после обработки в соляных ваннах, накипь w
т. п.); загрязнения, сплавленные с поверхностью или отвердевшие
из расплава (флюсы, сварочный шлак, литейный пригар, керами-
ческие обмазки после спекания, стёкла и т. п.).
&
2. Загрязнения и покрытия органического характера или на
органических связках, механически связанные с поверхностью;
загрязнения, слабо связанные с поверхностью (пыль, опилки и
стружка пластмассовая, древесная и т. п., сажа, уголь, кокс);
загрязнения при небольшой адгезии к поверхности (жировые
и масляные пленки и смазки, шлифовальные, полировальные и
притирочные пасты); загрязнения, прочно сцепленные с поверх-
ностью (лаки, смолы, клеи, краски и эмали, латексы, замазки и
герметики).
3. Загрязнения и пленки, химически связанные с поверх-
ностью: окислы и гидраты окислов, в том числе естественные
окислы или гидроокисные пленки на черных (ржавчина) и цветных
(естественные пленки, окислы и продукты коррозии) металлах,
окислы, образовавшиеся при термической обработке или горячей
обработке давлением, окисные покрытия (пленки воронения на
черных металлах, пленки анодирования или черные пленки на
цветных металлах); соли и солеподобные соединения (карбонаты
и основные соли на цветных металлах, сульфиды на черных и
цветных металлах, фосфаты на черных и хроматы на цветных
металлах, силикаты).
На практике обычно имеют дело с совокупностью загрязнений
различных видов, что определяется характером предшествующих
операций обработки деталей или изделий, хранением и т. д.
В основном, в зависимости от предшествующих операций, загряз-
нения можно подразделить на такие группы:
1) после механической обработки резанием (металлические или
неметаллические опилки и стружки, станочные эмульсии и смазки),
чистовой или отделочной обработки, притирки, доводки (абразив-
ная пыль и зерна, пасты, масла, смазки, эмульсии, наклеенные
смолы);
2) после механической холодной обработки давлением, штам-
повки, ковки, проката (масла, смазки, графит, тальк) и после
горячей обработки давлением (продукты осмоления, окалина,
припар);
3) после литья (окалина, окисные пленки, припары);
4) после сварки (окалина, окислы, сварочный шлак, остатки
обмазок и|флюсов);
5) после пайки (окислы, остатки флюсов);
6) после термообработки (окалина, окисные пленки, сажа,
кокс, нагар, продукты осмоления и коксования);
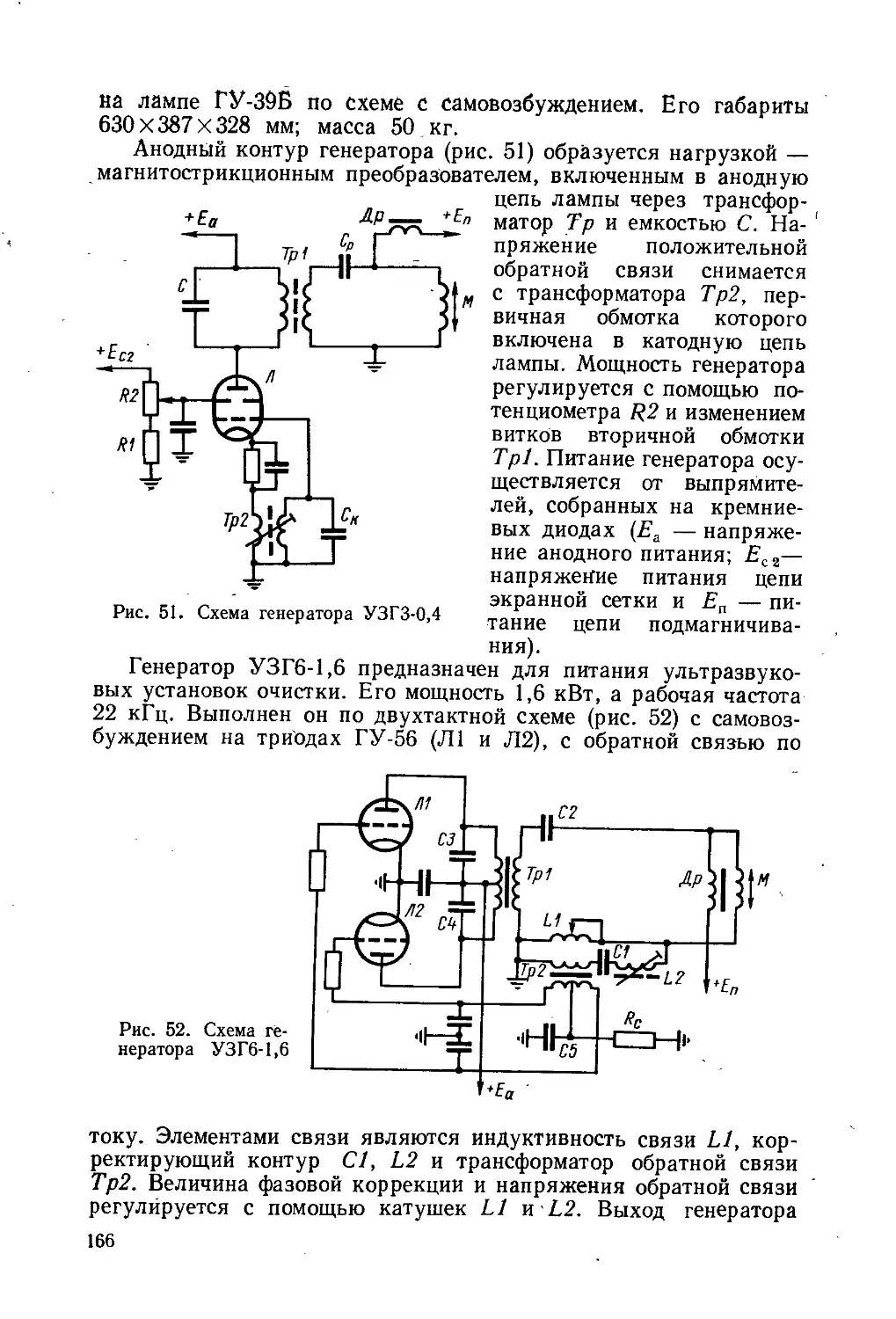
7) после отделки и окраски (лаки, краски);
8) после сборочных операций (масла, эмульсии, механические
частицы, следы рук и т. п.);
9) после испытаний, контрольных сборок и разборок (масла,
эмульсии, механические частицы и различные виды производ-
ственных загрязнений);
10) после хранения и транспортировки (покрытия для защиты
от коррозии, в том числе защитные лаки и краски, консервирую- .
6
щие смазки, пассивирующие растворимые соли и продукты кор-
розии, появляющиеся при хранении).
Приведенный перечень показывает, что в зависимости от харак-
тера технологических операций, предшествующих очистке, харак-
тер загрязнений меняется в весьма широких пределах и в каждом
случаё требуется свое техническое решение, обеспечивающее
качественную очистку изделий.
2. СВОЙСТВА ЗАГРЯЗНЕНИЙ
При разработке технологических процессов очистки следует
учитывать свойства загрязений: их физическое состояние (твердое
или жидкое, вязкость жидких и температуру плавления твердых
загрязнений); связь загрязнений с поверхностью изделий (поляр-
ная или неполярная); полимеризацию компонентов загрязнений,
имеющую место при работе изделий в условиях высоких температур
(в двигателях внутреннего сгорания, при волочении, горячей
штамповке, ковке и т. п.); присутствие мелких и.твердых частиц,
заполняющих пазы, глухие и сквозные отверстия; конгломериро-
вание продуктов коррозии и окисления с загрязнениями.
Наиболее часто встречающимися и общими для большинства
видов производств являются масляные загрязнения и комбинации
загрязнений на масляной основе, полировочные пасты, неоргани-
ческие загрязнения типа механических частиц и пыли, продукты
коррозии, окислы, окисные пленки.
Масляные загрязнения, в том числе минеральные (машинное,
веретенное, трансформаторное и другие масла), растительные и
животные масла, сульфофрезол и эмульсия часто с твердыми
включениями в виде пыли, абразива, опилок, стружки и др.,
характерны для деталей и изделий, подвергающихся обработке,
консервации, операциям сборки, разборки и эксплуатации. Очи-
стка от масляно-жировых загрязнений при использовании щелоч-
ных растворов идет за счет эмульгирования и частичного омыления
загрязнений (для жиров и масел растительного или животного
происхождения), а при применении органических сред — за счет
растворения.
Загрязнения в виде шлифовальных, полировальных и притироч-
ных паст представляют значительную трудность при очистке.
Пасты состоят .из абразивных микропорошков и связующих
веществ. Абразивные микропорошки, к которым относятся окись
алюминия, окись хрома, синтетические алмазы, электрокорунд,
карбид бора и т. п., химически инертны. Они не растворяются
в воде, органических растворителях, не взаимодействуют с кисло-
тами и щелочами. В качестве связующих веществ используются
олеиновая кислота, животные жиры, парафин, стеарин, костное и
авиационное масла и т. п.
Олеиновая кислота растворима в этиловом спирте, хлороформе,
бензине и некоторых других органических растворителях. В воде
не растворяется, а в щелочной среде омыляется с образованием
растворимого в воде продукта, так называемого олеинового мыла.
Животные жиры и костное масло омыляются в щелочной среде
с образованием растворимых в воде продуктов (глицерин, мыло),
а минеральные масла с кислотами и щелочами не взаимодействуют
и в воде не растворяются. Указанные жиры и масла хорошо раство-
ряются в дихлорэтане, керосине, бензине и некоторых других
органических растворителях.
Анализ физико-химических свойств веществ, входящих в состав
Полировочных паст, показывает, что при ультразвуковой очистке
изделий в щелочных растворах развиваются процессы эмульгиро-
вания и омыления жировых загрязнений и диспергирования твер-
дых частиц.
Неорганические загрязнения типа частиц и пыли, механически
Слабо связанные с поверхностью изделий, удовлетворительно
удаляются в зависимости от требований качества очистки в обыч-
ной, дистиллированной или деионизированной воде.
Продукты коррозии, окислы и окисные пленки занимают значи-
тельное место среди прочих загрязнений. Появление их вызыва-
ется химическими и электрохимическими процессами.
Кислород и влага воздуха, агрессивные среды способствуют
тому, что поверхностные слои металла переходят в химически
устойчивые формы соединений (окислы, Окалина, ржавчина)
с реагентами окружающей среды. Явления, происходящие при
окислении металлов, разнообразны, поэтому на поверхности ме-
талла могут образовываться в зависимости от вида металла и
внешних условий воздействия слои окислов’ различного состава и
строения.
При высоких температурах (1000° С и выше), характерных для
процессов прокатки, штамповки, ковки и др., воздействие кисло-
рода воздуха приводит к образованию толстого слоя окислов,
называемых окалиной. Если в окалине много трещин и пор, обес-
печивающих доступ окислительной среды к металлу, то процесс
окисления идет без существенного замедления во времени. Такую
'окалину называют рыхлой. В случае плотной окалины, без трещин
и пор, металл оказывается изолированным от кислорода воздуха,
и дальнейшее окисление замедляется.
Вид и структура окалины, ее физические свойства и способ-
ность растворяться в кислотах зависят от вида материала, газовой
атмосферы окружающей среды и режима термической обработки.
'При низких температурах в атмосфере сухого воздуха возникают
окисные пленки малой толщины, рост которых при повышении
температуры ускоряется.
Из-за окисления.стали подслоем влаги, конденсирующейся из
влажного воздуха, окружающего металла, или при работе сталь-
ных изделий в водной среде на поверхности образуется ржавчина.
.В этих случаях растворенные в воде газы (СОа; H?S; SQ2; SO3; О2 ,
и др.) способствуют превращению слоя влаги в электролит, бла-
’ 8
годаря которому на поверхности стали происходит процесс элек-
трохимической коррозии.
В процессе обработки сталей, покрытых окалиной, кислотами,
происходит преобразование окалины в травильный шлам.
У легированных сталей легирующие элементы делятся, с точки
зрения их влияния на окисные пленки, на элементы, окисляю-
щиеся легче, чем железо, и элементы, окисляющиеся труднее,
чем железо. Легирование сталей хромом, алюминием, кремнием
ведет к образованию на поверхности трудноудалимых, даже при
травлении, окисных пленок.
Легирование ванадием, молибденом, бором снижает Стойкость
пленок, которые при определенном содержании этих элементов
дают нестойкие и легкоплавкие окислы.
Окалиностойкость хромистых сталей объясняется высокими
защитными свойствами окислов, которые практически не раство-
ряются в серной, соляной и азотной кислотах. Помимо этого,
наличие в составе окалины окиси хрома определяет образование
плотной пассивной пленки, затрудняющей проникновение тра-
вильного раствора к металлу.
Рассмотренные виды загрязнений характерны для большинства
отраслей промышленности. Существуют еще специфические виду
загрязнений,, присущие определенным отраслям промышленности
или группам отраслей.
Для электровакуумной промышленности, например, характерны
такие загрязнения, как следы кислот, щелочей, остающиеся на
поверхности деталей после химической обработки, остатки флюса,
микрозаусеницы, выплески металла, образующиеся при пайке и
электросварке, ворс, пыль, следы рук и т. п. Причем, вследствие
того, что даже малые загрязнения на поверхности деталей электро-
вакуумных приборов (10~7—10-5 кг/м2) приводят к ухудшение
качества и срока службы приборов, очевидна необходимость осо-
бых требований к качеству очистки в электровакуумной про-
мышленности. |
В оптической промышленности распространены такие виду
загрязнений, как наклеенные смолы, канифоль, тальк, пек, баке-
литовый лак и т. п. В часовой и приборостроительной промышлен-
ности — часовое масло, шеллак, следы рук, производственная
пыль. В двигателях внутреннего сгорания, газовых турбинах
имеют дело с нагарами, смолистыми осадками и т. п. В электро-
технической промышленности приходится иметь дело с пропи-
точными лаками, флюсами, эмалями, волочильными смазкам^,
например, аквадагом, представляющим суспензию высокодис-
персного графита в воде, стабилизированную сульфитным ще-
локом.
Знание характера загрязнений является решающим фактором
при выборе или разработке технологических процессов очистки
и обеспечивает возможность получения высокой степени чистоты
изделий. _
Г 9
3. КЛАССИФИКАЦИЯ ЗАГРЯЗНЕНИИ
При воздействии ультразвука происходит процесс механиче-
ского разрушения пленки загрязнений с одновременным ускоре-
нием процесса химического взаимодействия моющей среды
с загрязнением за счет акустических течений, образующихся
в жидкости. В связи с этим, учитывая свойства загрязнений,
можно классифицировать их по следующим признакам:
1) способность загрязнения разрушаться под воздействием
кавитации;
2) характер химического взаимодействия загрязнения с моющей
средой;
3) прочность связи загрязнения с очищаемой поверхностью.
По степени разрушения загрязнений под воздействием кавита-
ции они подразделяются на кавитационно стойкие и кавитационно
нестойкие. Очевидно, что в любом случае кавитационная стойкость
материала очищаемого объекта должна превосходить кавитацион-
ную стойкость загрязнения. В противном случае применение
ультразвуковой очистки нецелесообразно.
Степень химического взаимодействия загрязнения с моющей
средой —: весьма важный показатель. Правильный подбор моющей
среды определяет эффективность очистки. Следует учитывать, что
моющая среда должна взаимодействовать с загрязнением и не
взаимодействовать с материалом, из которого изготовлен очищае-
мый объект. Если же такое взаимодействие и наблюдается, то оно
Таблица 1
Классификация наиболее распространенных загрязнений
по их признакам
Загрязнения Кавитаци- онная стойкость Химическое взаимодействие с моющей средой Прочность связи с очищаемой поверх- ностью
Масляные Стойкие Взаимодействуют Слабая
Шлифовальные, полиро- вальные и притирочные пасты » » Прочная
Неорганические типы ча- стиц и пыли » Не взаимодей- ствуют Слабая
Продукты коррозии Нестойкие Взаимодей- ствуют Прочная
Окалина, окисные пленки Стойкие То же »
Шлам после травления Нестойкий Не взаимодей- ствуют Слабая
Лаковые пленки, краски * Стойкие Взаимодей- ствуют Прочная
Нагар, смолистые осадки » Не взаимодей- ствуют »
10
должно протекать значительно медленнее, чем процесс удаления
загрязнений, и не сопровождаться изменением физико-механиче-
ских свойств материала изделия и нарушением его поверхности,
конфигурации и т. п.
По прочности связи с очищаемой поверхностью загрязнения
подразделяются на прочно и слабо связанные.
Загрязнения характеризуются совокупностью вышеприведен-
ных признаков, и в зависимости от их сочетания следует определить
технологические режимы ультразвуковой очистки. Так, например,
кавитационно стойкие загрязнения следует очищать в химически
активной моющей среде. При этом параметры акустического поля
следует подбирать таким образом, чтобы обеспечить образование
интенсивных акустических течений, способствующих интенсифика-
ции химического взаимодействия. Кавитационно нестойкие загряз-
нения и слабо связанные с очищаемой поверхностью можно удалять
в среде, химически не взаимодействующей с загрязнением, напри-
мер, в воде.
Классификация позволяет на основании рассмотренных при-
знаков выбрать параметры ультразвукового поля, моющие среды и
методы воздействия на загрязнения, обеспечивающие наиболее
рациональное построение процесса ультразвуковой очистки.
В табл. 1 приведена классификация наиболее распространенных
загрязнений.
ГЛАВА II
МЕХАНИЗМ УДАЛЕНИЯ ЗАГРЯЗНЕНИЙ
С ПОМОЩЬЮ УЛЬТРАЗВУКА
Распространение ультразвуковых колебаний в жидкости сопро-
вождается рядом физико-механических и химических явлений-
Сложный характер мощных ультразвуковых полей, создающих
в жидкости широкий амплитудно-частотный спектр механических
колебаний, приводит к возникновению в ней ряда гидродинами-
ческих явлений, которые и определяют механизм удаления за-
грязнений.
В настоящей главе рассмотрены главным образом физические
факторы и параметры, влияющие на ультразвуковую очистку.
4. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ
Ультразвуковое поле в жидкости характеризуют в классиче-
ской акустике звуковым давлением и интенсивностью колебаний,
определяемыми из выражений:
Рзв = cos (со/ — kx) = Рт cos (соt — kx)- (1)
J = Р*т12рс, (2)
где Рт = ресо£ — амплитуда звукового давления; рс — волновое
сопротивление среды; со — частота; | — амплитуда колебаний;
J — интенсивность звукового поля.
В практике ультразвуковой очистки используются ультразву-
ковые колебания большой мощности, создающие нерегулярное поле
с разрывами сплошности среды [40]. В связи с неопределенностью
параметра «волновое сопротивление» для такого рода среды звуко-
вое давление и интенсивность колебаний не характеризуют пол-
ностью мощные ультразвуковые поля, создаваемые в ваннах
очистки.
Распространение ультразвуковых колебаний значительной
амплитуды вызывает в жидкости целый ряд явлений, важнейшие
из которых — кавитация, акустические потоки, радиационное
12
давление. Эти явления оказывают основное физическое воздействие
на процесс ультразвуковой очистки, они же усиливают химическое
взаимодействие моющей жидкости с загрязнениями. >
Кроме чисто механического разрушения пленок загрязнений,
кавитация и акустические течения интенсифицируют процессы
эмульгирования и растворения, сопутствующие очистке. Акусти-
ческие течения способствуют выносу загрязнений и улучшают
обмен моющего раствора в зоне очистки, радиационное давление
наряду с кавитацией (но в значительно меньшей степени) способа
ствует разрушению загрязнений. Экспериментальные исследова-
ния ультразвуковых кавитационных полей [11], произведенные
с помощью скоростной киносъемки, наглядно показали, что
кавитационные пузырьки являются главным фактором, разрушаю-
щим поверхностные пленки загрязнений.
При воздействии мощного ультразвукового излучателя на
жидкость в последней наблюдаются переменные давления, изме-
няющиеся с частотой возбуждающего поля и создающие высокие
плотности энергии. При амплитудах звукового поля, превышающих
некоторое пороговое Для данной жидкости значение, возникает
кавитация, которая характеризуется ростом пузырька в течение
всего полупериода отрицательных давлений ультразвукового поля,
а также в течение некоторой части полупериода положительных
давлений. Пузырек вырастает до некоторого максимального размера
и захлопывается. Причем с увеличением звукового давления Рт
растет и максимальный радиус пузырька /?шах, и время захлопы-
вания ошах [40]. Верхняя граница прочности жидкости на разрыв
равна внутреннему давлению в жидкости, которое определяется
силами межмолекулярного взаимодействия.
Пузырек, захлопываясь, создает ударные волны большой
силы — импульсы давления, достигающие нескольких тысяч ат-
мосфер. Такие высокие ударные давления вызывают сильные ка^
витационные разрушения на поверхности твердых тел. Вели-
чина максимального ударного давления Р определяется из
выражения, связывающего его с давлением газа в пузырьке РТ,
давлением в жидкости Ро и отношением теплоемкостей газа при
постоянном давлении и постоянном объеме (fe = cpfcv):
P = Pr[(k—^P0/Pr]k/k~1.
Методами скоростной киносъемки наглядно показано, как
происходит разрыв поверхностной пленки загрязнений. Под
пленку проникает пузырек, перемещающийся под ней, отрываю-
щий и дробящий ее при захлопывании.
Кавитационное разрушение до некоторого значения растет
е увеличением параметра т/0,571, где т — время захлопывания
пузырька; Т — период колебаний. Зависимость убыли веса AG от
параметра т/0,5Т носит экстремальный характер и достигает
максимума при r/0,5T «= 1 (рис. 1), т. е. когда время захлопыва-
ния равно полупериоду колебаний. При дальнейшем увеличении
13
этого параметра кавитационное разрушение падает, так как
пузырек не успевает захлопнуться к моменту действия отрицатель-
ного полупериода давлений [35]. Описанное явление наблюдают
при больших звуковых давлениях, когда пузырек захлопывается
не сразу, а через некоторое время (т > 0,5Т) и ударные волны
образуются не в каждый период.
Большой радиус кавитационных пузырьков и длительное
время их существования объясняют неэффективность очистки при
использовании низкочастотных концентраторов.
Кавитационные процессы имеют
статистический характер. Коли-
чество и размеры кавитационных
пузырьков зависят от многих па-
раметров, главные из которых
интенсивность, звуковое давление,
частота, физические свойства
жидкости — вязкость, плотность,
температура, газосодержание. Из
внешних факторов наибольшее
влияние оказывает статическое
давление.
В жидкости пузырьки сущест-
вуют одновременно в трех стадиях:
возникающие и растущие колеблю-
щиеся пузырьки, захлопываю-
щиеся кавитационные пузырьки,
Рис. 1. Зависимость убыли массы создающие интенсивные ударные
от параметра т/0,5 Т волны, и более крупные пузырьки
с малой амплитудой пульсаций,
всплывающие на поверхность и диффундирующие в жидкость.
Имеются также крупные газонаполненные пузырьки, либо воз-
никшие в результате химической реакции, либо искусственно
введенные в моющий раствор. Доля участия каждой группы пу-
зырьков в разрушении и удалении загрязнений различна.
Кавитационные пузырьки, возникшие в ультразвуковом поле,
различны по размерам, их диаметры колеблются от 0,01 до 1,0 мм.
Этим размерам соответствуют собственные резонансные частоты
пузырьков от 600 до 6 кГц. Максимальный резонансный размер
пузырьков определяется формулой [40]:
— —! 1/ (р J.?,
2лЯР V р V ст Rp ) ’
где Rp — резонансный размер пузырьков; Рст — гидростатиче-
ское давление; а — коэффициент поверхностного натяжения.
Наиболее интенсивные импульсы давлений создают пузырьки,
собственные частоты которых близки или кратны частоте возбуж-
дающего ультразвукового поля. Пузырьки участвуют в кави-
14
тационных процессах, если их радиус меньше критического 7?кр
при данном гидростатическом давлении Рст. Величина 7?кр опре-
деляется из выражения [40]:
RKP = У'ЗРо (Рст-Рп + >
где Рп — давление насыщенных паров; Ро — начальный размер
пузырька.
Акустическое поле в жидкости при наличии кавитации имеет
широкий спектр частот. Кроме основной частоты, равной частоте
возбуждения f0 и ее гармоник п[0, где п = 1, 2, 3 . . ., в спектре
содержится серия субгармонических частот кавитационного спектра
п[0---f0. На низких частотах появляются также составляющие
п/0/4, на высоких nf0/3 [11].
Появление субгармонических составляющих связано с тем, что
пульсация и захлопывание пузырьков происходит не строго с ча-
стотой колебаний возбуждающего поля, так как имеют место про-
пуски циклов захлопывания. Ряд составляющих спектра возникает
при взаимодействии колеблющихся и захлопывающихся пузырь-
ков. Процесс кавитации характеризуется интенсивным шумообра-
зованием—характерным «шипением» при работе ультразвуковых
ванн. В полном спектре частот кроме дискретных составляющих
появляется сплошной спектр «белого шума». Причиной возникно-
вения его считают нелинейное взаимодействие отдельных спек-
тральных составляющих. Можно предположить также, что в сплош-
ной спектр вносят свой вклад и многочисленные высшие гармони-
ческие составляющие линейчатого спектра.
Для ультразвуковых ванн, работающих в диапазоне частот
18—22 кГц, распределение частотного спектра охватывает полосу
до 40-й гармоники, но наибольшая спектральная плотность кави-
тационного шума соответствует полосе частот до 20-й гармоники
частоты возбуждения f0. Характерный спектр кавитации ультра-
звуковых ванн приведен на рис. 2, где отчетливо видны как состав-
ляющие линейчатого спектра, так и сплошной спектр шумов [191.
Сплошная часть кавитационного спектра несет информацию
о функции распределения кавитационных пузырьков в кавита-
ционной области по размерам [2]. Огибающая сплошного спектра
шумов изменяется в зависимости от газосодержания и некоторых
Других параметров жидкости. Установлено, что величина кавита-
ционной эрозии линейно связана со средней мощностью кавита-
ционного шума, измеренного в широкой полосе частот. Таким
образом, спектр кавитации содержит важную информацию, изуче-
ние которой позволит объяснить ряд вопросов, связанных с исполь-
зованием кавитационных явлений.
Суммируя сказанное о роли кавитации в процессах очистки,
следует отметить ее первостепенное значение при разрушении и
15
Р,9Б
45
30
15
° 50 100 150 200 250 300 350 ?,кГц
Рис. 2. Спектр кавитации ультразвуковой ванны
б)
о1
v
X/4 Х/2
О 5 10
Рис. 3. Акустические течения: а—между двумя плоско-
стями; б — вблизи плоской и цилиндрической границ;
А. — длина волны
16
снятии твердых пленок и частиц загрязнений, а также при очистке
нерастворимых в моющих растворах загрязнений.
Рассмотрим особенности акустических течений и их роль в про-
цессах ультразвуковой очистки. Под акустическими течениями
понимают стационарные вихревые потоки, образующиеся в озву-
ченной жидкости. Эти потоки создаются, как правило, у препят-
ствий, например, у деталей, находящихся'в звуковом поле, но
могут образовываться и в свободном пространстве, если звуковое
поле неоднородно. К акустическим потокам относятся также микро-
течения, образующиеся вблизи поверхности, очищаемой осцилли-
рующими пузырьками.
Из акустических течений наибольший интерес представляют
течения в пограничном к твердой поверхности слое и вблизи него.
В тонком пограничном слое градиент скорости велик, а силы, воз-
никающие в нем, значительно увеличены по сравнению с силами
в свободном звуковом поле [11]. Схема течений вблизи плоской и
цилиндрической границ приведена на рис. 3, б. Из акустических
течений вне пограничного слоя представляют интерес течения,
возникающие между двумя плоскостями, обусловленные стоячей
волной между ними (рис. 3, а).
Акустические течения играют большую роль в очистке раство-
римых загрязнений. Этим объясняется, в частности, тот факт, что
на высоких частотах, где кавитация намного ниже, чем на низких,
растворимые загрязнения очищаются. Растворение связано с про-
цессом диффузии, переходом компонентов загрязнений из твердой
фазы в жидкую, причем эффективность очистки определяется
скоростью перехода загрязнений из пограничного слоя в остальной
объем.
Интенсивное перемешивание, вихревые потоки, возникающие
вблизи очищаемых поверхностей, уменьшают толщину диффу-
зионного слоя и увеличивают скорость очистки.
Турбулентность потока и плотность акустической энергии
увеличиваются при наличии микронеровностей поверхностного
слоя; кавитационные разрушения поверхностного слоя способ-
ствуют усилению действия акустических потоков, интенсифици-
руют процесс перемешивания и растворения поверхностных
загрязнений. Акустические потоки способствуют также лучшему
обмену растворителей в зоне очистки, уносу загрязненного раство-
рителя и поступлению свежей порции раствора. На скорость очи-
стки влияет и отношение концентрации загрязнений раствора
в зоне очистки к концентрации его во всем объеме.
Действующее в ультразвуковом поле радиационное давление
возникает в результате того, что переносимый волной средний
импульс энергии изменяется в пространстве. Радиационное давле-
ние обнаруживается визуально в эффекте фонтанирования, когда
при падении ультразвукового пучка на границу раздела двух
сред появляется вспучивание поверхности. Поскольку даже
в ультразвуковых полях большой интенсивности радиационное
2 О. К. Келлер | УфцМСКИЙ ХИУЬ<» 17
I ТэхНИЧЭСЧг '
I <- t.’ ГД г; ’ ' Г. . .
1 1 ► •>
давление намного меньше амплитуды переменного звукового
давления, можно предположить, что оно не оказывает существен-
ного влияния на процесс ультразвуковой очистки.
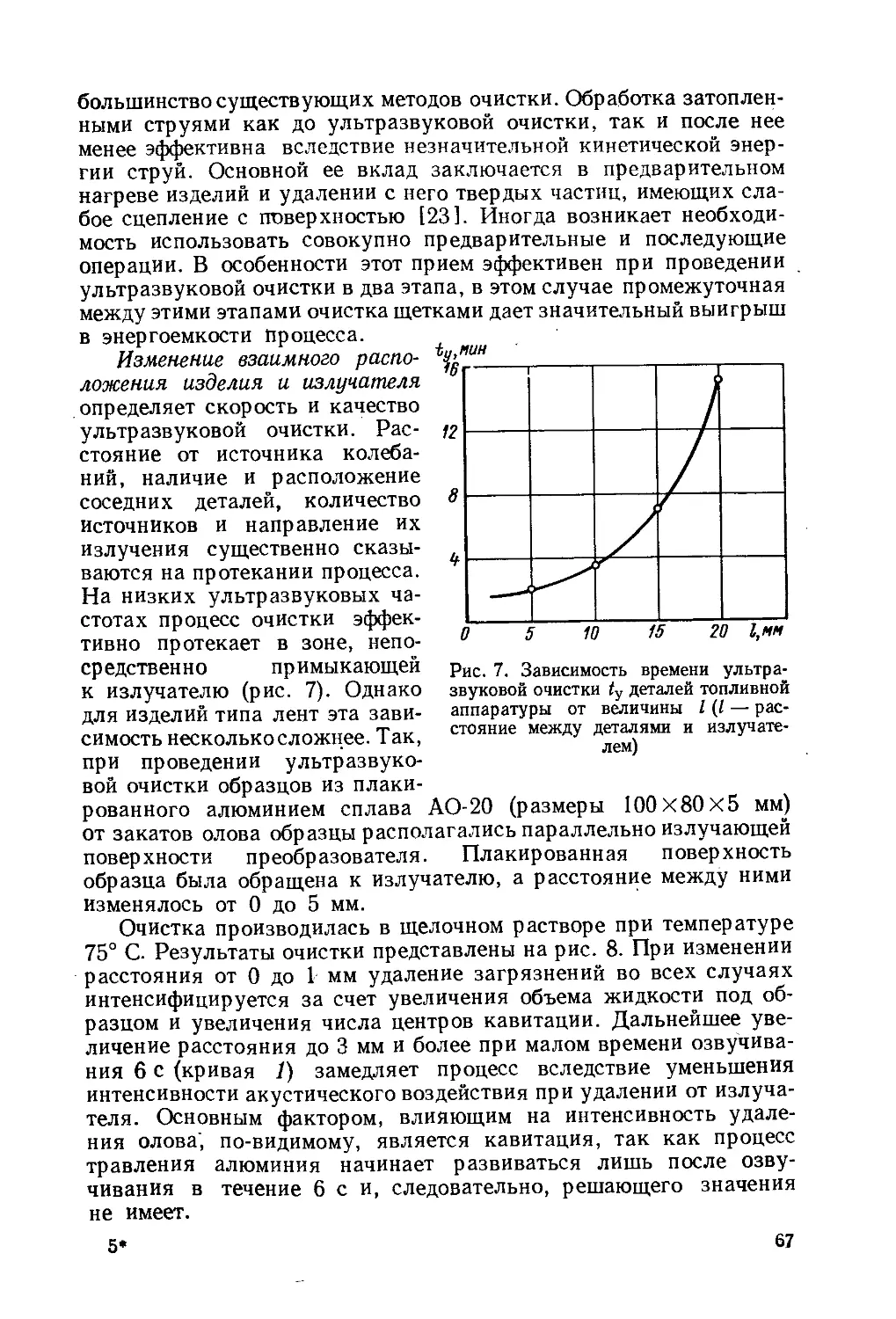
5. ФАКТОРЫ, ВЛИЯЮЩИЕ НА УЛЬТРАЗВУКОВУЮ ОЧИСТКУ
Эффективность ультразвуковой очистки определяется физи-
ческими и химическими свойствами среды и характеристиками
ультразвукового поля. Основными физическими факторами, влияю-
щими на ультразвуковую очистку, являются частота колебаний,
звуковое давление, интенсивность ультразвукового поля, удале-
ние от излучающей поверхности, статическое давление, физиче-
ские свойства моющей жидкости — вязкость, плотность, поверх-
ностное натяжение, давление парогазовой смеси.
Диапазон частот, используемый в ультразвуковых установках
для очистки, простирается от 16 кГц до сотен кГц. Известно, что
основную роль в процессе ультразвуковой очистки играют кавита-
ционные явления в рабочей среде. Увеличение частоты колебаний
приводит к уменьшению размеров пузырьков за счет сокращения
времени роста их, когда звуковое давление превышает внешние
силы, удерживающие пузырьки в состоянии равновесия. При этом
интенсивность ударных волн с повышением частоты падает. Реше-
ние уравнения движения кавитационного пузырька для диапазона
частот 20 — 500 кГц, проведенное в работе [39], показало зна-
чительное снижение эрозионной активности с повышением ча-
стоты.
Увеличение частоты приводит к повышению порога кавитации,
так как уменьшается время действия растягивающих усилий,
необходимое для роста кавитационного пузырька. Поэтому тре-
буется большая интенсивность колебаний для образования и
захлопывания пузырьков. Так, в насыщенной газом воде при ком-
натной температуре и нормальном атмосферном давлении для
образования кавитации необходима интенсивность 0,3 Вт/см2
при частоте 20 кГц и 1,0 Вт/см2 при частоте 100 кГц. Повышение
частоты до определенного предела имеет и положительные эффекты:
более равномерное кавитационное поле во всем объеме ванны,
уменьшение эффекта экранировки кавитационными пузырьками
на границе излучатель — жидкость, возможность очистки деталей
на значительном расстоянии от излучателя, большой силы акусти-
ческие потоки, создающие интенсивное перемешивание раствора,
увеличение эффекта растворения жидкотекучих загрязнений за
счет поглощения ультразвуковой энергии. Уменьшение длины
волны в жидкости на высоких частотах дает возможность более
качественно производить очистку малых отверстий.
В ряде случаев низкие ультразвуковые частоты 16—22 кГц
противопоказаны в связи с кавитационным разрушением поверх-
ности деталей. Однако к. п. д. преобразователя и излучаемая
им мощность значительно падают с повышением частоты. Исполь-
18
зованйе частот выше 44 кГц для целей очистки вряд ли можно
считать целесообразным.
Применение же для очистки низких частот звукового диапазона
нецелесообразно, так как эффективность очистки падает за счет
появления в жидкости крупных пульсирующих пузырьков, кото-
рые не создают мощных импульсов давления, характерных для
кавитационных пузырьков. Кроме того, уровень шумов, созда-
ваемых такими установками, значительно превышает санитарные
нормы.
В ряде случаев находят применение установки для очистки,
работающие одновременно и на низких, и на высоких частотах
ультразвукового диапазона. Достоинство таких установок в том,
что кавитационные пузырьки, легко возникающие на низких
частотах, получают большое ускорение под воздействием гидро-
динамических потоков, создаваемых высокими частотами.
В кавитирующей жидкости не существует регулярного поля
звуковой волны. Формула (1) для определения звукового давления
в данном случае является приближенной. Практически можно
говорить о звуковом давлении на границе излучатель—жидкость.
Величина его составляет в ультразвуковых установках для очистки
2105 —1,410е Н/м2.
Звуковое давление оказывает значительное влияние на пульса-
цию и рост кавитационных пузырьков. Его величина должна быть
достаточной для образования пузырьков. С увеличением звукового
давления повышается время роста и захлопывания кавитационных
пузырьков. Увеличивается число пульсирующих пузырьков, ра-
стет и объем кавитационной области, так как все большее коли-
чество кавитационных зародышей с повышением давления начинает
участвовать в кавитационных процессах. При каком-то критиче-
ском значении звукового давления количество и объем пульсирую-
щих пузырьков резко возрастают. Существует оптимальное соот-
ношение между количествами вновь образующихся кавитацион-
ных и пульсирующих пузырьков. При этом соотношении величина
эрозионной активности моющей жидкости максимальна.
Интенсивность ультразвукового поля связана со звуковым
давлением известным соотношением (2). В связи с неопределен-
ностью понятия рс для кавитирующей жидкости часто возникает
ошибка в определении интенсивности ультразвукового поля.
Качество очистки определяется плотностью энергии, вводимой
в определенный технологический объем. Практическое измерение
этой величины, как и интенсивности ультразвукового поля, пред-
ставляет значительные трудности.
На практике под интенсивностью ультразвукового поля пони-
мают мощность, приходящуюся на единицу площади излучателя.
Оптимальная интенсивность колебаний, используемая при очистке
в диапазоне низких ультразвуковых частот, составляет 1,5—
3 Вт/см2 для водных растворов и 0,5—1 Вт/см2 для органических
растворителей, порог кавитации которых ниже. Однако для
2* 19
слабых, легко растворимых загрязнений достаточна интенсивность
0,5 Вт/см2. Одним из факторов, ограничивающих предельную
интенсивность ультразвукового поля, является кавитационная
эрозия поверхности очищаемых деталей. Кроме того, при интен-
сивностях, превышающих оптимальное значение, вблизи излу-
чающей поверхности возникает плотная кавитационная область,
препятствующая распространению ультразвуковых колебаний
в объеме ванны.
Очистка деталей происходит тем эффективнее, чем ближе они
находятся к излучающей поверхности преобразователя. С удале-
нием детали от излучателя интенсивность ультразвуковых колеба-
ний изменяется по идеализированной кривой [9]. В реальных
условиях интенсивность ультразвукового поля в объеме зависит
от многих факторов. Так, характер изменения интенсивности
ультразвука в озвучиваемом объеме зависит от типа колебаний
излучающей пластины. При ее изгибных колебаниях кавитацион-
ная область сосредоточена вблизи излучающей пластины, в этой
зоне создаются и акустические течения; при поршневых колебаниях
излучателя кавитационное поле становится равномернее по объему
и удаляется от поверхности излучателя.
Из внешних факторов, значительно воздействующих на кави-
тационную эрозию и характер кавитационного поля, главным
является статическое давление. В работах [1, 39] установлено,
что при определенном соотношении между звуковым рА и стати-
ческим р0 давлениями, равным для воды р0/рА = 0,4, можно
значительно увеличить кавитационную эрозию, причем наиболь-
ший выигрыш получается при повышении звукового давления, так
как эрозионная активность пропорциональна рА. Приближенно
считают, что при захлопывании кавитационной полости создается
Давление, равное сумме среднего значения звукового и статиче-
ского давлений. Повышение статического давления приводит
также к увеличению скорости акустических течений.
Повышенное давление в замкнутом рабочем объеме может быть
достигнуто подачей сжатого воздуха, инертного газа или путем
прокачки моющей жидкости. Недостатками при использовании
повышенного статического давления являются уменьшение коли-
чества кавитационных пузырьков и сужение области кавитации.
Рассмотрим влияние физических свойств жидкости на процесс
ультразвуковой очистки. Проведенные исследования [39] пока-
зали, что эрозия образцов растет с увеличением поверхностного
натяжения жидкостей. Однако при очистке деталей, имеющих
отверстия, каналы, щелй, капилляры, уменьшение поверхностного
натяжения способствует повышению качества очистки за счет
лучшего проникновения моющего раствора.
Повышение плотности жидкости затрудняет образование
кавитационных пузырьков в связи с увеличением присоединенной
массы жидкости. Поэтому уменьшаются количество кавитационных
пузырьков и их радиус. При некотором достаточно высоком значе-
20
нии плотности кавитационные пузырьки могут вырождаться
в пульсирующие.
Для моющих сред, широко используемых при ультразвуковой
очистке, вариации плотностей существенно не влияют на ка-
чество ультразвуковой очистки.
На эффективность ультразвуковой очистки оказывает влияние
вязкость моющей среды. Влияние это двояко. С одной стороны,
повышение вязкости приводит к увеличению потерь ультразвуко-
вой энергии на вязкое трение. Вязкость влияет на акустические
потоки, в особенности в пограничном слое твердое тело—жидкость:
уменьшается скорость течения в пограничном слое, изменяется
его толщина. С другой стороны, более вязкая жидкость уменьшает
максимальный радиус пузырька, сдвигает фазу захлопывания,
сокращает время захлопывания, увеличивает силу ударной волны
при захлопывании. Необходимо учитывать также, что с увеличе-
нием вязкости возрастает активная нагрузка на преобразователь,
что может привести к изменению вводимой в объем акустической
мощности.
Большое значение для эффективности очистки имеет давле-
ние парогазовой смеси в кавитационных пузырьках [И ], рав-
ное сумме парциальных давлений водяного пара и газа (воз-
духа). Пульсации кавитационных пузырьков сопровождаются их
периодическими растяжением и сжатием. В фазе растяжения,
когда площадь пузырька значительно возрастает, создаются
условия для диффузии газа из жидкости в пузырек, и наоборот,
в фазе сжатия газ может диффундировать из пузырька в жидкость.
Скорость диффузии зависит от коэффициента растворимости газа,
с увеличением которого кавитационная эрозия падает. Экспери-
менты показали, что чем сильнее насыщен моющий раствор газом,
тем меньше эрозионная активность. Поэтому для процесса очистки
не безразлично, какая газовая среда’ находится над поверхностью
ультразвуковой ванны.
Величина давления при’захлопывании кавитационного пузырька
полностью определяется параметром парогазосодержания [И].
Давление парогазовой смеси определяет величину силы, необходи-
мой для захлопывания пузырька. Давление при захлопывании и
эрозионная активность пузырьков уменьшаются при увеличении
давления пара. Большой упругостью пара обладают органиче-
ские растворители: бензин, керосин, ацетон и др.
Давление насыщенных паров в растворе зависит от темпера-
туры моющего раствора, которую в ряде случаев для обеспече-
ния качественной очистки необходимо поддерживать постоянной.
Температура оказывает сложное влияние на физико-химические
свойства моющего раствора. При повышении температуры растут
химическая активность и растворяющая способность моющего
раствора, но уменьшаются вязкость, поверхностное натяжение,
резко, увеличивается давление парогазовой смеси, что приво-
дит к уменьшению эрозионной способности.
21
Для каждой жидкости существует определенный рабочий ин-
тервал температур, в котором эрозионная активность жидкости
оптимальна. Для водных щелочных растворов это 40—65° С, для
керосина 20—30° С, для спирто-бензиновой смеси 10—20° С.
В зависимости от вида загрязнений выбирается и температура
раствора. Для химически активных и кавитационно нестойких
загрязнений температуру раствора следует повышать. Для за-
грязнений, химически не реагирующих с раствором и имеющих
высокую кавитационную стойкость, необходимо выбирать темпе-
ратуру раствора, соответствующую максимальному значению
кавитационной эрозии.
ГЛАВА Hf
ТЕХНОЛОГИЧЕСКИЕ ЖИДКОСТИ, ИСПОЛЬЗУЕМЫЕ
В ПРОЦЕССАХ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ
Технологические жидкости, используемые в процессах ультра-
звуковой очистки, подразделяются на моющие среды и жидкости
для дополнительной обработки (предварительной замочки, про-
мывки, пассивирования и консервации изделий). Зачастую в каче-
стве жидкостей для дополнительной обработки используют не-
посредственно моющие среды. Выбор технологических жидкостей
является важной предпосылкой получения необходимого качества
очистки. При подборе технологических жидкостей надо выполнить
ряд требований, иногда противоречивых, поэтому следует учиты-
вать все особенности технологического процесса изготовления
изделий, свойства их материала и состав загрязнений.
В качестве моющих сред при ультразвуковой очистке исполь-
зуются вода, водные растворы щелочей и поверхностно-активных
веществ (ПАВ), растворы кислот, органические растворители,
эмульсионные составы.
6. ВОДА, РАСТВОРЫ ЩЕЛОЧЕЙ
И ПОВЕРХНОСТНО-АКТИВНЫХ ВЕЩЕСТВ
При ультразвуковой очистке вода часто применяется как само-
стоятельная моющая среда. Однако водопроводная вода исполь-
зуется только для неответственных технологических процессов
или когда процесс очистки предусматривает нейтрализацию ее
отрицательного воздействия на очищаемые изделия. В более
ответственных случаях применяют дистиллированную воду.
В последнее время часто применяют воду двойной и тройной
перегонки. Удельное сопротивление дистиллята составляет (2ч-
ч-3)105 Ом-см, бидистиллята и тридистиллята (5ч-6)105 Ом-см.
При изготовлении полупроводниковых приборов промывка
кристаллов (особенно с электронно-дырочными переходами) ди-
стиллированной водой даже тройной перегонки не всегда дает
удовлетворительный результат, поэтому в настоящее время все
23
шире начинают применять для промывки деионизированную воду.
С этой целью дистиллированную воду подвергают обработке
ионообменными смолами. Удельное сопротивление деионизирован-
ной воды 1 • 107—5- 10е Ом-см. Деионизированную воду необходимо
после приготовления сразу же употреблять, так как при хранении
ее удельное сопротивление падает, что объясняется загрязнением
всевозможными примесями из воздуха.
Для целей ультразвуковой очистки широкое распространение
получили водные растворы щелочей и поверхностно-активных
веществ. Они показали высокую эффективность при очистке
деталей от подавляющего большинства производственных загряз-
нений. Кроме того, эти вещества отличаются такими полезными
качествами как нетоксичность, пожаробезопасность, недефицит-
ность и невысокая стоимость. Недостатками щелочных растворов
являются относительно высокие рабочие температуры и возмож-
ность взаимодействия с материалом изделий (особенно с алюми-
нием, магнием, цинком и их сплавами).
> При очистке в растворах щелочей и поверхностно-активных
веществ происходит ряд физико-химических процессов, вид и
характер протекания которых зависят от состава и свойств удаляе-
мых загрязнений. При этом одновременно или селективно могут
наблюдаться растворение, эмульгирование, пептизирование, дис-
пергирование, омыление.
К моющим растворам предъявляются следующие требования:
1) наличие хорошей смачиваемости загрязнений и очищаемой
поверхности;
2) разрушение связи загрязнений с поверхностью и перевод
загрязнений в раствор;
3) стабилизация загрязнений в моющем растворе с целью пред-
отвращения их ресорбции;
(Н 4) индифферентность по отношению к материалу очищаемых
изделий.
При ультразвуковой очистке применяются водные растворы
едких щелочей, фосфатов, карбонатов и силикатов.
Из едких щелочей чаще всего применяют едкий натр NaOH.
Едкий натр (каустик, каустическая сода) содержит 76% NaaO,
из них активной — 75% и является наиболее сильной щелочью.
Применяется в основном при очистке черных металлов и тогда,
когда надо произвести подтравливание загрязнений, прочно
связанных с поверхностью очищаемого материала. Карбонаты
являются менее сильными щелочами. Кальцинированная сода
NaaCO3, широко используемая при ультразвуковой очистке,
содержит 58% NaaO, из них активной — 29%. Поташ КаСО3
и бикарбонат натрия NaHCO применяются реже.
Из фосфатов наибольшее применение в ультразвуковой очистке
нашел тринатрийфосфат Na3PO4-12НаО. Он содержит 18% NaaO,
из них активной —• 10%. Обладает хорошим эмульгирующим
действием. Кроме тринатрийфосфата применяют пирофосфат на-
24
трия Na4PaO7- ЮНаО и гексаметафосфат натрия (NaPO3)e. Послед-
ний способен умягчать воду, а также восстанавливать моющую
способность мыла, связанного солями жесткости воды.
Из силикатов наиболее широкое применение получило жидкое
стекло NaaO-SiOa. Оно дает хорошие результаты при очистке
алюминиевых деталей, так как является ингибитором коррозии
алюминия. Кроме того, жидкое стекло — хороший эмульгатор.
Щелочные растворы применяются как самостоятельно, так и
с добавлением поверхностно-активных веществ. Поверхностно-
активными называются вещества (ПАВ), способные адсорбиро-
ваться на поверхностях раздела фаз, понижая при этом их поверх-
ностное натяжение. Благодаря этому моющий раствор получает
способность хорошо смачивать поверхность очищаемых деталей
и свободно проникать в узкие щели, отверстия и зазоры. Адсор-
бируясь на частицах загрязнений, ПАВ вызывают резкое измене-
ние интенсивности молекулярного взаимодействие соприкасаю-
щихся тел, что способствует более легкому отрыву частиц загряз-
нений от поверхности деталей. Оторванные грязевые частицы,
вследствие наличия на их поверхности слоя ПАВ, стабилизируются
в растворе.
ПАВ делят на четыре основных класса: анионоактивные,
катионоактивные, неионогенные и амфолитные. Анионоактивные
вещества при ионизации в водном растворе образуют отрицательно
заряженный органический ион и обусловливающий растворимость
положительный ион металлического или металлоидного характера.
Катионоактивные вещества в водном растворе образуют положи-
тельно заряженный органический ион и обусловливающий раст-
воримость в воде отрицательный, большей частью неорганичен
ский ион.
Неионогенные ПАВ при растворении в воде диссоциируют
на ионы, растворимость которых обусловлена гидротацией их
молекул.
Амфолитные ПАВ ионизируются в водном растворе таким
образом, что продукт в зависимости от pH раствора проявляет
или анионоактивные (обычно в щелочном), или катионоактивные
(обычно в кислом растворе) свойства.
Наиболее распространенными из неионогенных ПАВ, выпу-
скаемых в СССР, являются вспомогательные вещества ОП. Внешне
ОП представляют собой густую маслообразную жидкость или
пастообразное вещество светло-желтого или темно-коричневого
цвета. ОП хорошо растворимы в воде и органических раствори-
телях, устойчивы к жесткой воде, кислотам и щелочам. ОП сильно
снижают поверхностное натяжение водных растворов. Например,
"если при 20° С поверхностное натяжение воды равно 0,0728 Н/м,
то при добавлении 3 кг/м3 этих веществ оно снижается до 0,03 Н/м.
К неионогенным ПАВ относится также выпускаемый промышлен-
ностью смачиватель ДБ, представляющий собой смесь полиэтилен-
гликолевых эфиров ди-третбутиленфенолов.
25
Сульфанол, типол и порошок «Новость» являются анионоактив-
ными ПАВ. Типол («Прогресс») представляет собой сильно пеня-
щуюся жидкость желтовато-коричневого цвета, хорошо смеши-
ваемую с водой и не смешиваемую с органическими растворите-
лями. В воде типол не гидролизуется и образует прозрачные
растворы при любой температуре. Он может применяться в кислых,
щелочных и нейтральных растворах.
Промышленностью выпускается три вида сульфанола: сульфа-
нол НП-1, представляющий собой порошок от кремоватого до
светло-желтого цвета с содержанием активного вещества 59—62%
(массовые доли); сульфонол НП-3 в виде белой пасты или темно-
коричневой жидкости с содержанием активного вещества 40—50%;
сульфонол ТУ БУХ 35-65 в виде зерен от желтого до светло-
коричневого цвета или жидкости темно-коричневого цвета. Актив-
ным началом сульфонола служит алкиларилсульфонат. Для
повышения моющего действия сульфонола в него вводится сульфат
натрия. Сульфонол хорошо растворим в воде, но не растворим
в органических растворителях.
«Новость» представляет собой порошок светло-желтого цвета,
хорошо растворимый в воде и не растворимый в органических
растворителях. «Новость» получают на основе жирных спиртов,
являющихся продуктом переработки кашалотового жира. Порошок
содержит 38—42% активного вещества (алкилсульфата) и сульфат
натрия. Реакция в воде нейтральная или слабощелочная. К классу
анионоактивных принадлежит ПАВ ДС-РАС, являющееся смесью
натриевых солей алкиларилсульфатов. Выпускается в виде вязкой
пасты или светло-коричневой жидкости с содержанием активного
вещества 45—50 %.
К анионоактивным ПАВ относятся и различные мыла, пред-
ставляющие собой сложные химические продукты, основная часть
которых — натриевые и калиевые соли природных и синтетиче-
ских жирных кислот, а также смоляных и нафтеновых. Основой
деления мыла на сорта является содержание жирных кислот,
которое возрастает с повышением сорта. В водных растворах мыла
гидролизуются, давая слабощелочную реакцию. В настоящее
время мыла вследствие их относительно высокой стоимости исполь-
зуются при ультразвуковой очистке только в специальных слу-
чаях.
Катионоактивные и амфолитные ПАВ при ультразвуковой
очистке широкого применения не нашли.
ПАВ обладают селективным моющим действием. При очистке
от минеральных масел, сульфофрезола, эмульсола наилучшие
результаты дают растворы, содержащие неионогенные ПАВ, так
как они хорошо растворяются в воде и в органических раствори-
телях. Очистка деталей от водной эмульсии олеиновой кислоты
с добавкой кальцинированной соды и триэтаноламина хорошо
протекает в растворе, содержащем сульфанол, и хуже в растворах
с ОП-7 или другими неионогенными ПАВ.
26
Температура моющего раствора играет.решающее значение для
эффективности ультразвуковой очистки. С повышением темпера-
туры увеличивается жидкотекучесть загрязнений, что облегчает
их удаление. Однако в то же время растет активность щелочей,
что, с одной стороны, полезно, так как способствует омылению и
эмульгированию жировых и масляных загрязнений, а с другой
стороны, нежелательно, так как повышает агрессивность среды по
Отношению к материалу изделий.
Не все ПАВ могут быть использованы при высоких температу-
рах. Так, ОП-7 образует в воде коллоидный раствор, при нагре-
вании которого свыше 55° С нарушается связь между молеку-
лами ПАВ и воды, т. е. происходит дегидратация. В результате
растворимость ОП-7 в воде понижается, и он выпадает из раст-
вора в виде хлопьев.
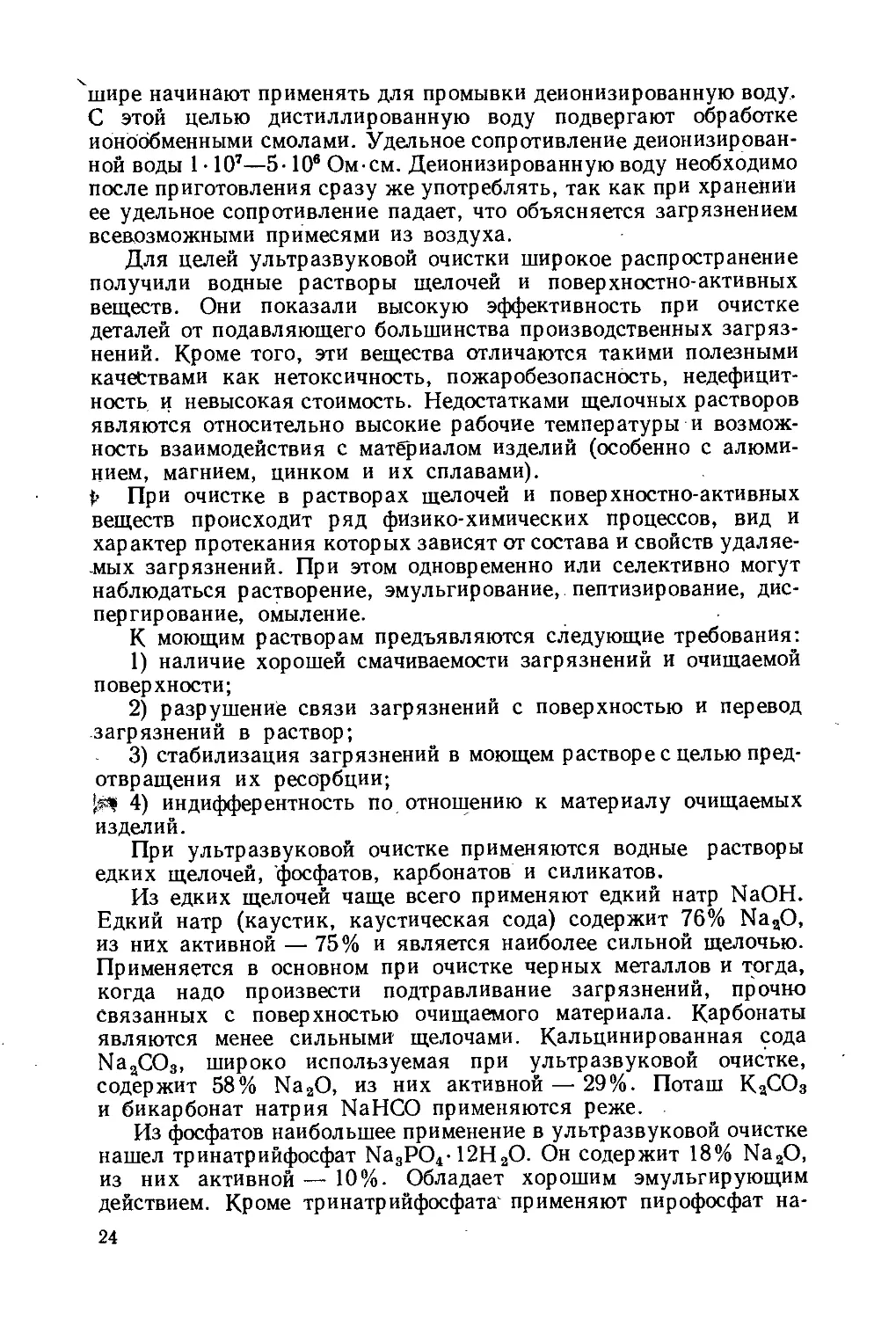
При добавлении в моющий раствор, содержащий неионогенные
ПАВ, в небольших количествах (1—1,5 кг./м3) ПАВ других классов,
например, анионоактивных, моющая способность растворов резко
возрастает вследствие синергетического эффекта. При этом время
ультразвуковой очистки в ряде случаев может быть значительно
сокращено, а температура раствора может быть повышена до
100° С [23]. Состав некоторых моющих средств, выпускаемых
нашей промышленностью, представлен в табл. 2.
Таблица 2
Состав некоторых моющих сред
Компоненты Содержание (в %) компонентов в моющих средствах
МЛ-51 МЛ-52 Тракторин Деталин
Кальцинированная сода 44 50 32 8
Т ринатрийфосфат — — 11 —
Триполифосфат 34,5 30 — . 12
Жидкое стекло ' 20 10 53 5
Сульфонол — 1,8 — 10
ДС-РАС — — 1—1,5 —
Смачиватель ДБ 1,5 8,2 — —
Вода — — До 100 До 100
При разработке моющих композиций количество и тип ПАВ
подбираются эксперйментально. Увеличение концентрации ПАВ
выше предела, при котором происходит адсорбционное насыщение
на границе раствор—воздух, не улучшает смачивающих свойств
растворов и мало улучшает их моющее действие. Однако на
практике обычно используют моющие растворы, содержание
ПАВ в которых несколько превышает их концентрацию, соответ-
27
ствующую адсорбционному насыщению, хотя целесообразнее
компенсировать обеднение раствора ПАВ в процессе работы их
периодическим добавлением.
Растворы, содержащие ПАВ, склонны к сильному ценообразо-
ванию при их турбулизации. Это создает определенные трудности
при проектировании и эксплуатации ультразвуковых установок
с системами для циркуляции моющего раствора.
В табл. 3 даны состав водных моющих растворов и режимы уль-
тразвуковой очистки в зависимости от материала очищаемых
изделий и вида загрязнений.
7. ОРГАНИЧЕСКИЕ РАСТВОРИТЕЛИ
И ЭМУЛЬСИОННЫЕ СОСТАВЫ
Очистка изделий в органических растворителях основана на
растворении удаляемых продуктов. Обладая низким поверхно-
стным натяжением, органические растворители проникают в узкие
щели и отверстия, растворяя находящиеся там загрязнения, что
важно при очистке деталей со сложным поверхностным рельефом
и узлов в сборе.
Растворяющая способность органических растворителей воз-
растает с повышением температуры, однако для большинства
растворителей максимальная эрозионная активность', обусловлен-
ная развитием кавитации, лежит в области низких температур.
Вследствие высокой упругости паров органических растворите-
лей кавитационное разрушение загрязнений при нормальных ус-
ловиях происходит в них значительно слабее, чем в водных
растворах.
Действие ультразвука в основном сказывается на ускорении са-
мого процесса растворения вследствие нарушения пограничного
слоя, транспортировки свежих порций растворителя к очищаемым
йоверхностям и эвакуации отделившихся частиц загрязнений и
Насыщенного растворителя из зоны очистки. Растворитель, внед-
ряясь в глубь загрязнений, нарушает их однородность, вследствие
чего облегчается возможность диспергирования загрязнений за
счет кавитирующих и осциллирующих пузырьков. Это создает
условия для более интенсивного растворения загрязнений, благо-
даря увеличению площади соприкосновения растворителя с раство-
ряемым веществом.
Применение органических растворителей для удаления не-
растворимых пленок и частиц, прочно связанных с материалом
деталей, когда процесс очистки протекает преимущественно за
счет кавитационных явлений, нецелесообразно. С точки зрения
технической необходимости очистку в органических растворителях
применяют в тех случаях, когда щелочные растворы не приемлемы
по причине коррозионного или кавитационного разрушения
материала, образования пассивной пленки, длительности процесса
сушки и т. п.
28
Таблица 3
Состав водных моющих растворов и режимы]ультразвуковой очистки в зависимости от материала изделий
Компонент Содер- жание кг/ма Темпе- ратура °C Материал очищаемых деталей Загрязиеиия Примечание '
Едкий натр Сода кальцинирован- ная Жидкое стекло Нитрит натрия Неионогенное ПАВ Сульфонол 1 20—30 10—20 20 5—10 5 0,5—1,5 60—80 Сталь Обильные масляные и жировые загрязне- ния, консервирующие смазки Возможны предвари- тельный' нагрев изде- лий, обработка щетка- ми, спрейериая очист- ка, встряхивание в мо- ющем растворе, при очистке от паст — за- мочка в бензине
Тринатрийфосфат Неионогенное ПАВ Сульфонол 1 20—35 3 0,5—1,5 55—80 Сталь, медные сплавы перед гальванопокры- тием, никель Полировочные пасты, консервирующие и во- лочильные смазки, ми- неральные масла и жи- ровые пленки Анионоактивные ПАВ добавляются с повыше- нием температуры рас- твора
Кальцинированная сода Жидкое стекло Неионогенное ПАВ 15—20 8—10 3 55—80 То же То же То же
Жидкое стекло Тринатрийфосфат Неноногенное ПАВ Сульфонол 1 5—10 10—30 3 : 0,5—1,5 : 1 ‘' 55—100 Сталь, медные спла- вы, алюминий Масла, жиры, густые смазки и полировочные пасты Для очистки алюми- ния и медных сплавов концентрация трина- трийфосфата уменьша- ется до 1—2 кг/м3, жидкого стекла до 5 кг/м3, температура . снижается до нижнего предела
Продолжение табл. 3
Компонент Содер- жание кг/м* Темпе* ратура °C Материал очищаемых деталей Загрязнения Примечание
Тринатрийфосфат Неноногенное ПАВ Сульфонол1 30 3 1,0 60—70 Сталь Прокатные смазки, закаты, плены, конгло- мерированные загряз- нения Целесообразно од- новременное воздей- ствие механических ще- ток в ультразвуковом поле. При сильном пе- нообразованни возмож- но исключение ПАВ из раствора, но необходи- ма предварительная за- мочка изделий в горя- чем растворе с повы- шенной в 2—3 раза кон- центрацией ПАВ
Жидкое стекло Неионогенное ПАВ 5 3 55—80 Алюминий Латунь Полировочные пасты, сульфофрезол, эмуль- сол, стружка, минераль- ные масла, эмульсии олеиновой кислоты, флюсы *на основе хло- ристого цинка Прн наличии струж- ки целесообразно встряхивание деталей
Порошок «Ладога» 5 . 55—60 Полированные медь и ее сплавы Алмазные полиро- вочные пасты —
Тр ин атр инфосфат 25—30 85—95 Стдль, корунд Канифоль, шеллак, сургуч —
Продолжение табл. 3
Компонент Содер- жание кг/м* Темпера- тура °C Материал очищаемых деталей Загрязнения Примечание
Тринатрийфосфат или кальцинированная сода 3—5 5—10 85—95 Германий Кремний Пицеиновый клей —
Деионизированная во- да — 60—80 Кремний Удаление абразивной суспензии Возможна предвари- тельная промывка в бар- батируемой сжатым воздухом проточной во- де .
Дистиллированная во- да — 45—55 Полимерные пленки Механические загряз- нения: пыль, вода —
Бикарбонат натрия 25-процентнын раствор аммиака в воде 5 5 55—60 Стальные изделия с покрытием никелем и хромом (хирургический инструмент) Жировые загрязне- ния, свернувшаяся кровь Время очистки — 3— 5 мин, при добавлении в раствор 2—3 кг/м3 мыла это время состав- ляет 1,5—2,5 мин
Тр инатр ийфосфат Неионногенное ПАВ Сульфонол 1 25%-ный раствор амми- ака в воде 1 Может быть заменен 10 3 1 5 типолом ил 60—70 И ПОрОШКО! Пластмассовые изде- лия Золотые изделия, дра- гоценные камни и «Новость». Пемза с веретенным маслом, полировочная паста Полировочная паста Для золотых изделий и камней концентрацию тринатрийфосфата умень- шают до 5 кг/м3, а раствора аммиака в во- де — увеличивают до 10 кг/м3
При ультразвуковой очистке применяются органические раство-
рители различных классов: углеводороды, хлор- и хлорфторпро-
изводные углеводородов, спирты, кетоны и др. Типичным пред-
ставителем растворителей, относящихся к классу углеводородов,
является бензин. Растворяющая способность бензина различается
в зависимости от его состава. Наименее токсичным является бензин
«Калоша» (БР-1) с ограниченным содержанием ароматических
углеводородов по сравнению с бензинами других марок (Б-70,
уайт-спирит).
Бензин применяется для промывки деталей из алюминия и
алитированного железа, а также в тех случаях, когда применение
других растворителей и растворов не представляется возможным.
При очистке деталей точных приборов предпочтительнее бензин
Б-70, так как он содержит меньшее количество примесей. Бензины
хорошо растворяют минеральные масла, парафин, некоторые
жиры и растительные масла. Отрицательные свойства бензинов —
их высокая пожаро- и взрывоопасность.
Из хлорированных углеводородов наибольшее распростране-
ние получили трихлорэтилен (СаНС13) и четыреххлористый угле-
род (СС14).
Трихлорэтилен — хороший растворитель минеральных масел,
парафина, многих смол и каучука. Он не горюч и не образует
взрывчатых смесей с воздухом. Высокая растворяющая- способ-
ность, а также пожаро- и взрывобезопасность обеспечили ему
широкое применение в процессах ультразвуковой очистки. Суще-
ственным недостатком трихлорэтилена является его нестабиль-
ность, что приводит к разложению трихлорэтилена с отщеплением
молекул НС!. Разложению трихлорэтилена способствует соприкос-
новение его с влагой, кислотами, алюминием, особенно если по-
следний находится в виде стружки или пыли. Отщепление молекул
НС! усиливается под воздействием света и происходит наиболее
интенсивно при солнечном освещении, а также при перегреве
трихлорэтилена до температуры выше 125° С. Важно отметить,
что при реакции трихлорэтилена со щелочами возможно образо-
вание самовоспламеняющегося продукта — ди хлор ацетилен а.
Кроме молекул НС! в разложившемся трихлорэтилене обнару-
живаются молекулы С1, а если разложение трихлорэтилена про-
текает интенсивно, может происходить и отщепление молекул СО.
Окисление остатка приводит к образованию газа — фосгена, что
является весьма опасным; Очистка деталей в разложившемся три-
хлорэтилене недопустима, так как продукты разложения (НС1, С1,
фосген ит. и.) вызывают коррозию обрабатываемых металлических
деталей. Для очистки более целесообразно применять стабилизи-
рованный трихлорэтилен. Наиболее устойчивым оказывается
трихлорэтилен после стабилизации его диэтиламином или, еще
лучше, триэтиламйном (70 г на 100 кг трихлорэтилена). На втором
вместе по продолжительности и силе стабилизирующего действия
стоит этиловый спирт, добавляемый к трихлорэтилену в количестве
32
2% (в объемных долях). Контрольная реакция у хорошо стабили-
зированного трихлорэтилена должна быть щелочной.
Четыреххлористый углерод также является хорошим раствори-
телем минеральных масел, смол, воска, парафина и т. п. Он не
горюч, однако при соприкосновении с пламенем или накаленными
предметами разлагается, образуя фосген. Четыреххлористый
углерод более склонен к разложению, чем трихлорэтилен. В боль-
шинстве случаев он содержит значительное количество сернистых
соединений. Это заставляет иногда воздерживаться от его примене-
ния для очистки ответственных деталей приборов.
Широкое применение для целей очистки нашли фреоны. В ка-
честве растворителей наиболее часто употребляются фреон-11,
-112, -113, -113а, -30. По сравнению с другими углеводородами
фреоны оказывают более слабое действие на пластмассы, каучуки
и другие конструкционные материалы (исключение составляет
фреон-30), кроме того, они намного безопаснее в работе.
Наибольшее распространение имеет фреон-113 (C3F3C13), пред-
ставляющий бесцветную жидкость, кипящую при 47,5° С и затвер-
девающую при — 36,4° С. Плотность его при 25° С — 1,56 г/см3.
Фреон растворим в эталоне, эфире и бензоле; в воде нерастворим.
Растворяющая способность у фреона-113 по отношению к жирам
примерно в 1,5—2 раза выше, чем у трихлорэтилена. Он химически
устойчив, инертен, не горюч, но при соприкосновении с открытым
пламенем разлагается с образованием НС1 и HF- Не боится дли-
тельного соприкосновения с алюминием и воздействия солнечного
света. Кроме того, фреон-113 легко поддается регенерации и
позволяет, вследствие низкой температуры кипения, осуществлять
очистку деталей в кипящем слое. Стоимость фреона выше, чем
других органических растворителей, но его высокая стабильность
и возможность многократного использования делают его примене-
ние экономически целесообразным.
Фреон-30 (СН2С12) имеет несколько химических названий:
метиленхлорид, хлористый метилен и дихлорметан. Относится
к хлорированным углеводородам. Представляет, собой бесцветную
жидкость, кипящую при 40° С и затвердевающую при —96,8° С.
Плотность фреона-30 при 20° С равна 1,33 г/см3, поверхностное
натяжение 0,028 Н/м. Он инертен к металлам (за исключением
цинка), в воде практически не растворим, но хорошо растворим
в эфире и спирте. Под воздействием ультрафиолетовых лучей
разлагается с выделением НС1. Для стабилизаций применяют
уротропин или триэтаноламин. Хорошо растворяет масла, смолы,
поливинилхлорид, полистирол и др. Связующая основа паст ГОИ
растворяется во фреоне-30 в 8—9 раз быстрее, чем в уайт-спирите,
и в 2 раза быстрее, чем в бензине Б-70. Скорость растворения
минеральных масел в нем по сравнению с этими растворителями
также выше.
Следующим классом органических растворителей, используе-
мых при ультразвуковой очистке, являются спирты, из которых
3 О. К. Келлер 33
шире всего применяются метиловый спирт (метанол) и этиловый,
винный спирт (этанол).
Метанол — бесцветная жидкость со специфическим запахом и
сладковатым привкусом. Он очень ядовит. Как моющая жидкость
широко применяется для удаления жиров и масел растительного и
животного происхождения, а также различных смол. В приборо-
строении и в электровакуумном производстве часто используется
для промывки всевозможных деталей после их обработки водой
с целью ускорения процесса сушки и во избежание образования
подтеков на чистой поверхности металлов.
Этанол применяется с той же целью, что и метиловый спирт, но
в больших масштабах, вследствие меньшей его токсичности по
сравнению с метанолом. Этиловый спирт всегда содержит в своем
составе небольшое количество воды (4,43%), которая удаляется из
него с большим трудом. Для получения безводного продукта эти-
ловый спирт обрабатывается прокаленными при высокой темпе-
ратуре (выше 150° С) СаО и CuSO4, которые связывают остатки
воды. Для ультразвуковой очистки этиловый спирт применяется
как самостоятельно, так и в смеси и растворе с органическими
растворителями других классов (например, в спиртобензиновых
смесях). Еще более эффективной композицией являются раст-
воры спирта (обычно 35%) во фреоне-113. Эти растворы, к тому же,
практически негорючи. Смесь спирта с ацетоном используется для
удаления флюсов, наклеенных смол, различных жировых загрязне-
ний и т. п.
Ацетон, относящийся к классу кетонов, применяется для обез-
жиривания, удаления смол и флюсов, обезвоживания, а также
в тех случаях, когда нельзя производить очистку деталей в хлори-
рованных растворителях вследствие их агрессивного воздействия
на материал очищаемых деталей. В ацетоне очищают прецизионные
детали из алюминированного железа и алюминия, по отношению
к которому он индиферентен. Кроме того, ацетон хорошо удаляет
краски, различные лаковые пленки, а в смеси со спиртом — и
защитные нитроэмали в оптическом производстве.
Органические растворители в большинстве случаев применя-
ются как самостоятельные моющие среды непосредственно в ультра-
звуковых ваннах, однако иногда их используют для предваритель-
ных или заключительных операций [271. При использовании
органических растворителей желательно автоматически поддер-
живать заданный температурный режим, так как при чрезмерном
нагреве будет происходить интенсивное испарение растворителей,
а при охлаждении может ухудшиться качество очистки. Раствори-
тель нельзя охлаждать значительно ниже температуры окружаю-
щей атмосферы, во избежание конденсации влаги из окружающего
воздуха.
Особое значение в процессах ультразвуковой очистки имеют
азеотропные смеси растворов. Они обладают тем преимуществом,
что перегоняются без изменения температуры и состава, т. е. не
34
разделяются на исходные составляющие. Их состав остается не-
изменным также в паровой фазе и, следовательно, в дистилляте.
Получили р аспр остр анение азеотр опные смеси на основе фр еона-113,
состоящие из фреона-113 — 55 % и фреона-30 — 45% (массовые
доли). Разработана тройная азеотропная смесь, содержащая
фр.еон-113— 86,4%, ацетон—12% и этиловый спирт— 1,6%.
Предложены азеотропные смеси на основе фреона 114 Ва,
используемого для пожаротушения. Фреон-114 Ва (1,2-дибром-
тетрафторэтан) представляет собой бесцветную жидкость со спе-
цифическим запахом, плотностью 2,16 г/см3 при 25° С. Темпера-
тура кипения 46° С, вязкость при 25р С 0,72 сПз, поверхностное
натяжение 0,018 Н/м. Для повышения стабильности фреона-114 Ва
в него вводят третбутиловый спирт. Смесь, содержащая 99%
фреона-114В и 1% третбутилового спирта, является азеотропной.
Предложена также тройная азеотропная смесь из фреона-114 Ва—
65,6%, третбутилового спирта — 1%, фреона-30 — 33,4%, обла-
дающая высокой растворяющей способностью.
Иногда в процессах ультразвуковой очистки в качестве моющих
сред используются применяемые при эксплуатации очищаемых
изделий рабочие среды (в большинстве своем — органические)
или составляющие их компоненты. Так, например, при ультра-
звуковой очистке фильтроэлементов бортовых гидротопливных
систем летательных аппаратов в качестве моющей среды исполь-
зуют масло АМГ-10 [15, 261, а при очистке кольцевых планок
кольцекрутильных машин [261 — смесь велосита 20—50% и
машинного масла СУ 50—80% (объемные доли).
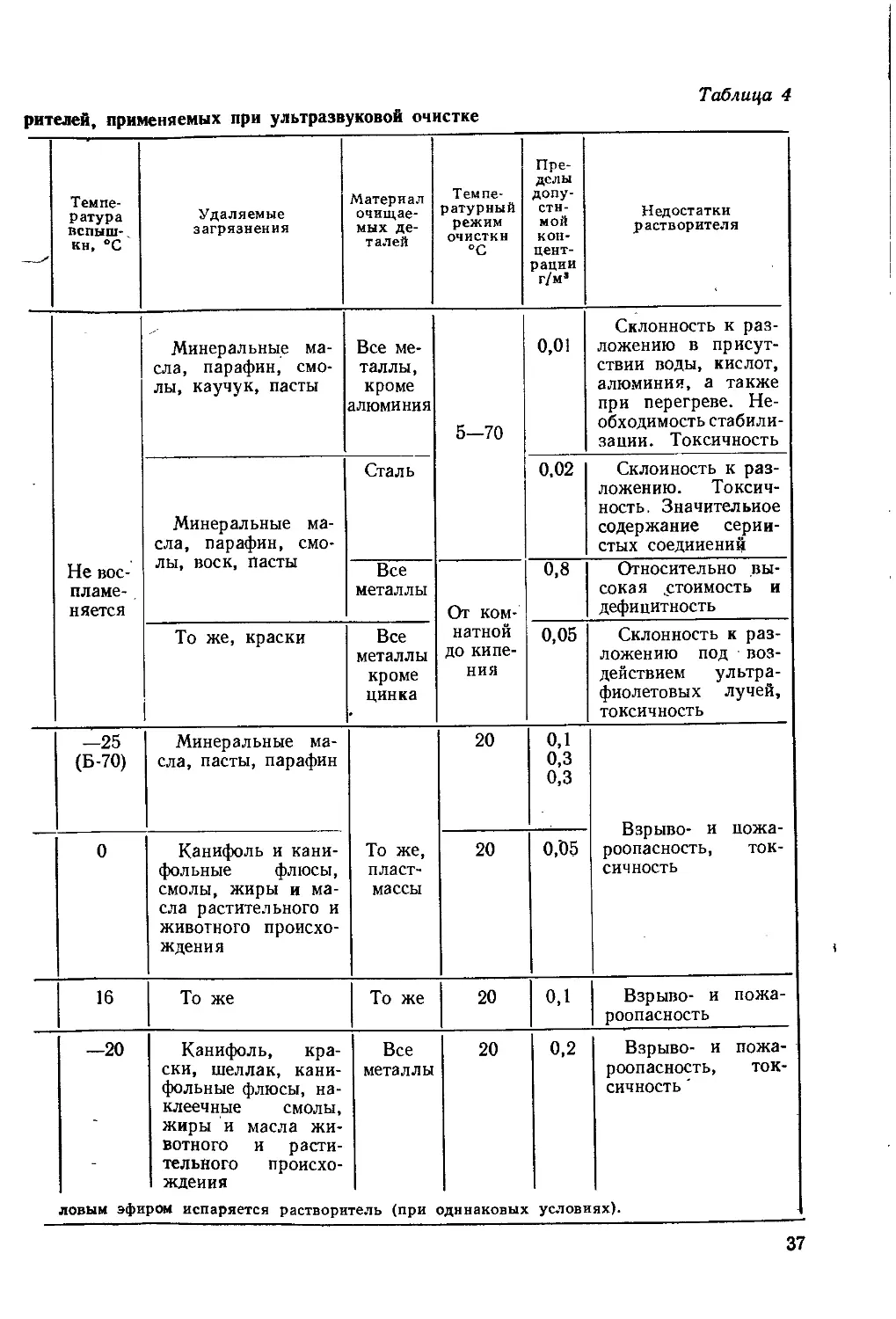
Физико-химические свойства наиболее распространенных для
ультразвуковой очистки органических растворителей приведены
в табл. 4.
Очистка в эмульсионных составах представляет собой попытку
скомбинировать действие органического растворителя с действием
водного раствора. Эмульсионные составы используются, если
полная очистка изделий в органическом растворителе (например,
при наличии на поверхности изделий загрязнений жирового и
неорганического происхождения) не представляется возможной.
Эмульсионные составы выпускаются готовыми к употреблению
или в виде концентратдв. В состав эмульсии, кроме органического
растворителя и воды, входят эмульгаторы и стабилизаторы.
В зависимости от соотношения объемов фаз и типа применяемого
эмульгатора можно получить эмульсию растворителя в воде или
эмульсию воды в растворителе.
Составы растворов для эмульсионной очистки в большинстве
случаев запатентованы, однако в литературе приводится обоб-
щающий рецепт (массовые доли, %):
Растворитель..............................30—90
Эмульгатор . .............................4—40
Стабилизатор...............................10—20
Вода ......................................10—20
3*
35
Физико-химические свойства органических раство
Растворитель Плот- ность при 15° С г/см’ Темпе- ратура кипения °C Удель- ная теп- лоем- кость при 20° С кал г-°С Пределы взрываемости смесей паров органических растворите- лей с возду- хом (объем- ные доли, %) Темпе- ратура самовос- пламе- нения паров иа воз- духе, °C Относи- тельная лету- честь 1
Ниж- ний Верх- ний
^Трихлорэтилен 1,471 87 0,223 3,8
Четыреххлори- стый углерод 1,605 76,4 0,205 Не взры- вается Не вос- пламе- няется 3,0
Фреон-113 1,5625 47,7 45,8 0,226 —,
Фреон-30 (мети- ленхлорид, ди- хлорметан) 1,3320 40 —
Бензин 0,69— 0,74 45(Б-70) 80 (БР-1) 165 (уайт- спирит) — 1,2 7 — 3,5 (Б-70)
Метанол 0,791 64,7 0,56 5,5 37 475 6,3
Этанол 0,789 78,3 0,58 3,3 19 426 8,3
Ацетон 0,7920 56,24 0,53 2 13 500 2,1
* Приведенные числа показывают, во сколько раз медленнее по сравнению с эти
36
рителей, применяемых при ультразвуковой очистке
Таблица 4
Темпе- ратура вспыш- ки, °C Удаляемые загрязнения Материал очищае- мых де- талей Темпе- ратурный режим очистки °C Пре- делы допу- сти- мой кон- цент- рации г/ма Недостатки растворителя
Минеральные ма- сла, парафин, смо- лы, каучук, пасты Все ме- таллы, кроме алюминия 5—70 0,01 Склонность к раз- ложению в присут- ствии воды, кислот, алюминия, а также при перегреве. Не- обходимость стабили- зации. Токсичность
Минеральные ма- сла, парафин, смо- лы, воск, пасты Сталь 0,02 Склонность к раз- ложению. Токсич- ность. Значительное содержание серни- стых соединений
Не вос- пламе- няется Все металлы От ком- 0,8 Относительно вы- сокая стоимость и дефицитность
То же, краски Все металлы кроме цинка натной до кипе- ния 0,05 Склонность к раз- ложению под воз- действием ультра- фиолетовых лучей, токсичность
—25 (Б-70) Минеральные ма- сла, пасты, парафин 20 0,1 0,3 0,3 Взрыво- и пожа- роопасность, ток- сичность
0 Канифоль и кани- фольные флюсы, смолы, жиры и ма- сла растительного и животного происхо- ждения То же, пласт- массы 20 0,05
16 То же То же 20 0,1 Взрыво- и пожа- роопасность
—20 ловим эфи Канифоль, кра- ски, шеллак, кани- фольные флюсы, на- клеенные смолы, жиры и масла жи- вотного и расти- тельного происхо- ждения >ом испаряется раствори Все металлы гель (при 20 >дннаковых 0,2 услови Взрыво- и пожа- роопасность, ток- сичность ' ях).
37
В состав эмульсии вместо воды может быть введен раствор солей
щелочных металлов.
После эмульсионной очистки обязательно производится ультра-
звуковая промывка водой или растворителем.
8. КИСЛОТНЫЕ РАСТВОРЫ, ИНГИБИТОРЫ КОРРОЗИИ
Окисные пленки имеют различную природу, определяемую
условиями их образования. Независимо от химического состава и
физико-химических свойств продукты коррозии всегда препят-
ствуют механической, химической и электрохимической обработке
металлов и должны быть удалены с их поверхности.
Существует два способа удаления продуктов коррозии с по-
мощью ультразвука. При первом ультразвуковые колебания
вводятся непосредственно в травильную ванну, при втором —
изделия травятся, а удаление шлама производится в ультразвуко-
вом поле.
Ассортимент кислот, применяемых при травлении сталей,
очень многообразен (серная, соляная, фосфорная, плавиковая,
азотная и др.). Причем применяются эти кислоты как самостоя-
тельно, так и в смеси.
Для ослабления воздействия минеральных кислот на основной
металл, снижения выделения водорода и предотвращения проник-
новения его внутрь металла, подвергаемого травлению, исполь-
зуются ингибиторы кислотной коррозии («тормозящие агенты»).
Некоторые ингибиторы увеличивают скорость растворения окис-
лов. Другие, замедляя растворение железа, незначительно сни-
жают скорость растворения окйслов. При использовании ингиби-
торов коррозии расход минеральных кислот снижается; соответ-
ственно уменьшается й количество отработанных травильных
растворов.
В качестве ингибиторов кислотной коррозии чаще всего при-
меняют органические вещества (жиры, ржаную муку, кислое пиво,
пивные дрожжи, хлористый этилен, никотин, анилин, хинолин,
отходы сахарного производства, сульфидные щелоки, клей, за-
медлители типа «Уникод», замедлители марок МБ, ЧМ и др.).
Однако ингибиторами кислотной коррозии являются также серно-
кислое железо, поваренная соль и некоторые другие неорганиче-
ские вещества.
При выборе ингибитора важно определить, насколько эффек-
тивно он замедляет растворение железа и каково его действие на
диффузию водорода в сталь. Очень часто один и тот же ингибитор
замедляет растворение металла в одной кислоте и сравнительно
слабо влияет на растворение этого же металла в другой. Эффек-
тивное действие ингибиторов кислотной коррозии возможно
только при условии их хорошей специфической адсорбции и спо-
собности образовывать тонкие пленки на поверхности протрав-
ленного металла.
38
Таблица 5
Состав водных травильных растворов и режимы ультразвукового травления
Сплав Содержание компонентов (массовые доли, %) Темпе- ратура °C Макси- мальная продол- житель- ность травле- ния, мнн
НС1* NaCl HNO3* HF* H,SO3* Уро- тропин
Углеродистые стали (СтЗ, сталь 45 и др.) 5—6 4—5 — — — — 0,8—1 25—35 3
Цементируемые стали (16ХГТ, 12ХНЗА и др.) 21—22 — — — — — — 40—45 6
Хромистые стали (2X13, 4X13) — — 4,5—5 — — — — 40—45 6
Трансформаторные стали (ЭЗЗОА и др.) — — — — 21—23 — — 80—90 3
Хромоникелевые нержавеющие . стали (Х18Н10Т, ЭИ-811, ЭИ-702) — — 8—9 1,8—2,1 — — — 40-50 10
Сплавы на медной основе (Л90, ЛА85 и др.) — — — — 10—30 5—6 — 20—30 3
Углеродистые стали 45 — — — — — — 35-40
Латунь Л68 и др. • Кислоты концентрированные. • • С предварительным травлением в гом же рас гворе в тече нне 3 н 1, 5 мни соотв 10 етствеино д 3 ля стали н латуни. 15-20 0,5**
Таблица 6
Состав растворов для травления до ультразвуковой обработки
Сталь Причина образования окисной пленки Состав раствора .(массовые доли, %) Тем- пера- тура °C Особенности травления и его продолжитель- ность, мни
ЭИ435, Х13, ЭШ481, Х18Н9Т и др. Горячая прокатка, протяжка, термообработ- ка Азотная кислота (плотность 1,4 г/см3) — 10; хлор- ное железо — 2; остальное — вода 50 7—12
Х18Н10Т и др. Термообра- ботка Азотная кислота (плотность 1,4 г/см3) — 8; фто- ристый натрий — 2; остальное — вода 40—50 Образова- ние пассиви- рующей плен- ки 5—7
Х18Н9Т, Х18Н10Т и др. Азотная кислота (плотность 1,4 г/см3) — 7; серная кислота (плотность 1,84 г/см3) — 8,3; соляная кислота (плотность 1,19 г/см3) — 2,4; остальное — вода 70—80 Для травле- ния тонких плотных окис- ных пленок 5—10
Хромоникет лиевые Азотная кислота (плотность 1,4 г/см3) — 8—8,5; плавиковая кислота (плотность 1,15 г/см3) — 1,5—2; ортофосфорная ки- слота (плотность 1,7 г/см3) — 1,5—2; остальное—вода 15—25 5—10
' Хромовые и хромоникелие- вые Горячая ковка, штам- повка, термо- обработка Азотная кислота (плотность 1,4 г/см3) — 9; сер- ная кислота (плот- ность 1,84 г/см3) — 4; соляная кислота (плотность 1,19 г/см3) — 13; остальное — вода 85 5—10
Быстроре- жущая Р-18, Р-9 Термообра- ботка Соляная кислота (плотность 1,19 г/см3) — 12,5; нитрат калия — 3; уротропин — 1; остальное — вода 50—55 Минималь- ные потери металла 3—5
40
Продолжение табл. 6
Сталь Причина образования окисной пленки Состав раствора (массовые доли, %) Тем- пера- тура °C Особенности травления и его продолжитель- ность, мин
А12, А20, АЗО, А40Г, А5ХФА, 65Г, 45Г2, О8НЗА, 12Г1А, У7, У8, У7А, У8А, ЭИ569 Горячая прокатка Серная кислота (плотность 1,84 г/см3) — 11—15; КС — 0,15; осталь- ное — вода 50—70 10—15
У7, У8, У9, У10, УН, У12, 40Х, 65Г, 60С2, 50ХФА, 25— ЗОХГСА, 12Х2НВФА Серная кислота (плотность 1,84 г/см3) — 19—20; сернокислое желе- зо — 8—10; КС — 0,1; остальное — вода 45—50 10—15
Углероди- стая Горячая ковка, штам- повка Соляная кислота (плотность 1,19г/см3)— 99, 16—99, 09; иодистый калий — 0,04—0,08; уротро- пин — 0,8—0,83 15—25 Металл не перетравли- вается 10—12
Серная кислота (плотность 1,84 г/см3) — 7—10; соляная кислота НС1 (плотность 1,19 г/см3)— 10—16; КС —0,2—0,3; остальное — вода 30—40 Раствор применяется при толстом слое окалины 10—15
СтЮ—20 Горячая протяжка и длительное хранение Серная кислота (плотность 1,84 г/см3) — 15; поваренная соль — 5; контакт Петрова—5; осталь- ное — вода 15—25 6—8
УЗ—У10 Термообра- ботка Соляная кислота (плотность 1,19 г/см3) — 15; азотнокислый ка- лий — 15; тиомоче- вина— 1; осталь- ное — вода 15—25 5—8
41
* 4 Таблица 7
Состав ингибирующих водных растворов
Компоненты Концен- трация (массо- вые доли, %) Темпера- тура рас- твора, °C Время обработ- ки, с Темпе- ратура воздуха во время сушки, °C Продолжительность защитного действия Особенности применения
Нитрит натрия 5-10 Комнат- ная 15—300 \ Детали можно не сушить От 5 сут до 1 мес (в зависимости от чи- стоты поверхности) в условиях межопераци- онного хранения де- талей В малых концентрациях вы- зывает коррозию. Эффективен при pH раствора не менее 6. Применяется при пассивиро- вании черных металлов. Не защищает цветные металлы (алюминий, медь и ее сплавы, цинк, кадмий) или вызывает их коррозию. Если в воде имеются ионы Cl, SO2 н т. д., концентрация нитрита натрия должна быть увеличена. По- вышение концентрации произ- водится и при наличии в стали легирующих элементов
Нитрит натрия Кальцинированная сода или тринатрнйфос- фат 0,2—0,5 0,4—0,5 Комнат- ная 60—70 15—300 40—60 В течение межопера-, ционного хранения
Хромат калия или хромат натрия 5-10 20—30 60—90 15—300 До 60 Длительное ’’хранение свыше одного месяца При большом содержании в воде ионов Cl, SO2 и т. д. (от 100 до 1000 мг/м3) кон- центрация хроматов должна быть повышена. Хроматы не требуют подщелачивания. При- меняются для пассивирования
> практически всех металлов. После’пассирования детали сле- дует промывать холодной или горячей водой. При совместном пассивировании черных и цвет- ных металлов концентрацию хроматов в растворе следует повышать. При использовании бихроматов необходимо под- щелачивание
Бихромат калия Бихромат натрия 5—10 0,4—0,5. Комнат- ная или 60—90 15—300 До 60 В течение межопера- ционного хранения
Кальцинированная сода или каустическая сода 20—30 0,4—0,5 Длительное хранение свыше одного месяца —
Силикат натрии или калия 5-10 До 100 15—300 До 100 Кратковременное за- щитное действие Эффективность возрастает с увеличением модуля силиката до 2—4. Применяется для за- щиты стали, алюминия, лату- ни, олова, свинца, магния, меди, кадмия. Эффективен при pH раствора не ниже 6. При наличии в воде ионов Cl, SOa и т. д. концентрацию следует увеличить. Эффективность и длительность защитного дей- ствия возрастают при добавле- нии нитритов и хроматов
Ингибиторы, применяемые при травлении, должны хорошо
растворяться, не вызывать загрязнения-поверхности протравлен-
ного металла и легко удаляться при промывании. Расход ингиби-
тора обычно составляет 0,05—0,2 кг на тонну протравливаемого
металла, а количество вводимого ингибитора — 0,05—2,5% от
объема травильного раствора.
Активность ингибиторов в большей или меньшей степени зави-
сит от температуры травильного раствора. Повышение темпера-
туры приводит к ослаблению и иногда к прекращению действия
некоторых ингибиторов на процессы травления, что объясняется
их коагуляцией; это относится, в основном, к ингибиторам, нахо-
дящимся в растворе в коллоидном состоянии.
Достаточно высокой стойкостью по отношению к температуре
обладают ингибиторы типа КС (А, В, С и Д), вытяжка лука,
сульфированный деготь, а также катопин, который не теряет
ингибирующих свойств даже в достаточно концентрированных
растворах серной кислоты при температуре 105—120° С. Иногда
ингибиторы кислотной коррозии применяют в сочетании с актива-
торами травления — веществами, способными снижать межфазное
натяжение травильных растворов на границе с окалиной и облег-
чать их воздействие на окалину.
В качестве активаторов применяют продукты конденсации
окиси этилена, сульфированные производные нефтепродуктов
и др. Кроме того, в растворы кислот часто вводят пенообразующие
добавки, которые, способствуя пенообразованию и концентрации
пены на поверхности зеркала травильного раствора, препятствуют
выделению в атмосферу вредных паров.
Составы растворов и режимы ультразвукового травления
приведены в табл. 5; режимы травления, предшествующего ультра-
звуковой обработке, — в табл. 6.
9. РАСТВОРЫ ДЛЯ ПАССИВИРОВАНИЯ
После очистки поверхность металлических деталей становится
склонной к окислению. Для сохранения поверхности металла
неокисленной, ее необходимо пассивировать. Для образования
пассивного состояния поверхность металла обрабатывают различ-
ными ингибиторами, которые разделяют на три основные группы:
водорастворимые, водомаслорастворимые и маслорастворимые
ингибиторы коррозии. Наиболее широкое распространение в тех-
нологии ультразвуковой очистки получили водорастворимые инги-
биторы (неорганические и органические). Они обладают избиратель-
ным защитным действием: защищая одни металлы, они не защищают
другие или даже стимулируют их коррозию. Состав ингибирующих
растворов приведен в табл. 7.
Кроме представленных в табл. 7, часто используются такие
ингибиторы, как бензоат натрия (бензоатный буфер, pH = 6ч-7),
триэтаноламин, моноэтаноламин, танин. Бензоат натрия исполь-
44
зуют при пассивировании черных металлов, меди и ее сплавов.
Он вызывает коррозию цинка и не защищает алюминий. Пригоден
для пассивирования в условиях межоперационного хранения.
Триэтаноламин и моноэтаноламин защищают только черные
металлы и вызывают коррозию цветных. Применяются в условиях
межоперационного хранения, позволяют исключить операцию
промывки и сушки. Танин применяется при длительном хранении
изделий из черных металлов.
В случае очистки на ультразвуковых установках одновременно
латунных и стальных деталей может быть рекомендован водный
раствор, содержащий 0,1% нитрита натрия и 0,5% бензоата на-
трия. Пассивирование производится без предварительной промывки
деталей от следов щелочного раствора ультразвуковой ванны.
При очистке изделий в органических растворителях в ванну финиш-
ной очистки можно вводить небольшое количество масла (преиму-
щественно ингибированного) или консервирующей смазки. При
извлечении изделия из ванны ему дают просохнуть от летучих
фракций растворителя над зеркалом ванны, при этом на поверх-
ности изделий остается тонкая масляная пленка. При обработке
сложных узлов и блоков в финишной ванне возбуждают ультра-
звуковые колебания, способствующие проникновению смазки
в труднодоступные места изделий. Этот же прием используют для
смазывания трущихся частей очищенных механизмов.
Иногда защиту изделий от окисления после ультразвуковой
очистки в воде совмещают с другими операциями технологического
процесса очистки, например с промывкой и обезвоживанием. Для
этого изделие помещают в ванну с маслом, нагретым выше темпера-
туры кипения воды [26].
ГЛАВА IV
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОЙ очистки
Успешное решение вопросов технологии ультразвуковой очи-
стки во многом предопределяет конструктивное выполнение уль-
тразвукового технологического оборудования. Такие характери-
стики ультразвуковых установок, как производительность, энерго-
емкость, габаритные размеры, надежность, долговечность и т. и.,
в значительной мере зависят от разработанного технологического
режима очистки. Поэтому при разработке технологии очистки
необходим комплексный подход, учитывающий не только эффек-
тивность самого процесса очистки, но и возможность его реализа-
ции в оборудовании.
10. ОБЩИЕ ПРИНЦИПЫ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОЧИСТКИ
Процесс ультразвуковой очистки состоит из собственно ультра-
звуковой очистки и дополнительных операций: удаления следов
моющей среды, создания на поверхности деталей защитной пленки,
препятствующей развитию коррозии, и сушки.
В зависимости от специфики изделий, используемых техноло-
гических сред и других факторов возможны варианты, заключаю-
щиеся в исключении некоторых операций, изменении их последо-
вательности, совмещении некоторых операций и использовании
вспомогательных операций, служащих для повышения эффектив-
ности как ультразвуковой очистки (предварительная замочка
изделий, их предварительный нагрев, дополнительные операции
очистки и т. д.), так и дополнительных операций (охлаждение
изделий, паровая обработка, нагрев изделии, их обезвоживание
и т. д.).
При разработке технологии и ультразвукового оборудования
для очистки необходимо учитывать факторы, обусловленные
спецификой различных производств. Тем не менее можно выделить
некоторые общие принципы, которыми следует руководствоваться
при разработке технологических процессов очистки.
46
1. Классификация изделий по типоразмерам, конфигурации и
характеру загрязнений.
2. Анализ свойств загрязнений.
3. Учет ограничений, накладываемых на технологический
процесс очистки материалом изделий, особенностями их конструк-
ции, условиями эксплуатации.
4. Расчет необходимой производительности процесса очистки.
5. Определение критерия качества очистки и выбор метода
контроля остаточных загрязнений.
6. Выбор технологических сред и проведение предварительных
исследований.
7. Устранение причин повторного загрязнения, изделий.
8. Оптимизация технологического процесса.
9. Разработка или выбор ультразвукового оборудования.
Разделение изделий, на классификационные группы позволяет
разработать для данной группы изделий общий технологический
процесс очистки, при этом необходимо руководствоваться возмож-
ностью совместного помещения изделий на подвесочные приспо-
собления с учетом площади излучающей поверхности ультразвуко-
вых преобразователей, их расположения, условий транспорти-
ровки изделий между технологическими позициями, условий их
сушки, возможности использования конструктивно-технологи-
ческих приемов очистки и т. п.
Сложный поверхностный рельеф изделия, наличие глухих
отверстий и полостей способствуют образованию застойных зон,
где процесс очистки протекает медленно, и скоплению воздуха,
препятствующего контакту изделия с технологической жидкостью.
В этом случае для интенсификации процесса очистки используются
различные приемы. При группировке по признаку конфигурации
необходимо руководствоваться тем, чтобы для всех изделий данной
группы можно было использовать одни и те же приемы очистки и
технологическое оборудование.
Анализ свойств загрязнений заключается в выяснении их
физического состояния (жидкое или твердое); характера связи
с поверхностью (полярная, неполярная, хемосорбционная); состава
входящих в загрязнение компонентов и их распределения по
объему загрязнений (например, для окалины характерно послой-
ное распределение окислов различного состава); влияния темпе-
ратуры на жидкотекучесть загрязнений (пасты, смазки); раствори-
теля определяющего компонента загрязнений; наличия полимери-
зующихся компонентов загрязнений; возможности образования
конгломерированных продуктов; пористости загрязнений и т. п.
При классификации изделий по материалу необходимо учиты-
вать их стойкость к технологическим средам, используемым
в процессах очистки, а также к кавитационной эрозии.. При
использовании сред, активных по отношению к материалу очи-
щаемых изделий, имеет место его одновременное коррозионное и
кавитационное разрушение. Кроме того, разработка технологи-
47
ческого процесса ультразвуковой очистки производится с учетом
ограничений, накладываемых на процесс особенностями конструк-
ций изделий и условиями их эксплуатации. Так, например, если при
ультразвуковой очистке узлов и блоков радиоэлектронной аппа-
ратуры неправильно выбран режим очистки, могут произойти
нарушение мест пайки элементов, расслоение проводящего слоя
с основанием, разрушение защитных лаковых покрытий и марки-
ровочных обозначений, эрозионные разрушения поверхности
элементов, нарушения их герметичности. При определенных
условиях может возникнуть механический резонанс элементов
внутренней конструкции полупроводниковых приборов, что при-
ведет к их разрушению. С точки зрения условий эксплуатации
изделий ограничения на технологический режим очистки наклады-
ваются в тех случаях, когда изделия в процессе эксплуатации
подвергаются периодической очистке (регенерации), а материал
изделий или их конструкция чувствительны к эрозионным, хими-
ческим или механическим разрушениям [26, 27, 15 J.
Расчет необходимой производительности процесса очистки
сложности не представляет, так как зависит от конкретной произ-
водственной программы.
Критерий качества очистки зависит от специфики изделий,
неразрывно связан с методом контроля и может быть определен
из выражения (3). О качестве очистки можно судить также по
косвенным показателям, например, по отношению числа полностью
очистившихся деталей к числу очищаемых [27] или по изменению
рабочих характеристик самих изделий [26].
Выбор технологических сред производится на основании их
физико-химических свойств, физико-химических свойств загрязне-
ний, исходя из экономических и всех рассмотренных выше сообра-
жений.
Сущность предварительных исследований заключается в выясне-
нии принципиальной возможности удаления загрязнений ультра-
звуковым методом. Устанавливаются узкие места процесса очи-
стки: наиболее труднодоступные для очистки и сушки области
изделий, технические противоречия между интенсификацией про-
цесса и ограничениями, накладываемыми на его ведение, произво-
дится предварительный расчет энергоемкости очистки, ориентиро-
вочный выбор ультразвукового оборудования и т. п.
При проведении предварительных исследований, определении
критерия качества очистки и метода контроля остаточных загряз-
нений необходимо быть уверенным в том, что устранены причины
повторного загрязнения уже очищенных изделий. Несоблюдение
этого требования может привести к ложным результатам и завы-
сить энергетические характеристики процесса. Различают следую-
щие причины повторного загрязнения очищенных изделий: за-
грязнение технологическими средами, обслуживающим персона-
лом, взвешенными частицами, парами и газами из окружающей
атмосферы. Повторное загрязнение изделий технологическими
48
средами устраняется очисткой и регенерацией этих сред, правиль-
ным выбором режима их обмена и дополнительными операциями
очистки. Остальные причины повторного загрязнения изделий
устраняются снабжением обслуживающего персонала спецодеждой
из безворсовой ткани, уменьшением количества персонала на
единицу площади помещения, использованием в оборудовании
«беспыльных» материалов, помещений с контролируемой средой
(«белых комнат»), обеспечиваемых кондиционированным и филь-
трованным воздухом.
После проведения предварительных исследований проводятся
работы по оптимизации технологического процесса очистки, сводя-
щиеся к нахождению наилучшего варианта технологического
процесса из всех возможных. Для этого задаются целевой функ-
цией, набором факторов и областью их возможного изменения.
В качестве целевой функции могут быть выбраны: энергоемкость
процесса, его производительность, время очистки, экономические
показатели, габаритные размеры ультразвуковой установки и др.
В качестве факторов задаются концентрацией компонентов в мою-
щей жидкости, ее температурой, давлением, режимом работы излу-
чателя ультразвука, расстоянием от него до изделия и т. п. При
одновременном рассмотрении нескольких целевых функций пред-
почтение отдают процессу, оптимизирующему наиболее важную
для конкретного предприятия функцию.
На основании проведенных исследований определяются техни-
ческие требования к ультразвуковому оборудованию для очистки
и производится его .выбор или разработка.
11. МЕТОДЫ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ ПРОЦЕССОВ
УЛЬТРАЗВУКОВОЙ ОЧИСТКИ
Конечный результат очистки изменяется в широких пределах
под воздействием отдельных факторов, так как кроме собственного
вклада каждого фактора имеет место и взаимное их влияние друг
на друга.
Методы повышения эффективности процессов ультразвуковой
очистки могут быть представлены в виде следующего ряда:
1) воздействие на технологическую наследственность изделий;
2) выбор акустических систем и режима их работы;
3) подбор технологических сред;
4) воздействие на технологические среды;
5) выбор конструктивно-технологических приемов и вспомога-
тельных операций, используемых при проведении процессов уль-
тразвуковой очистки;
6) использование метода объединения.
Воздействие на технологическую наследственность. Приме-
нительно к процессу ультразвуковой очистки технологической
наследственностью называют свойство изделий повторять оди-
наковые признаки и особенности, определяющие протекание
4 О. К. Келлер 49
процесса ультразвуковой очистки, при сохранении предыстории
изделий, ^зависящей от операций, которым подвергается изделие
до его очистки [22]. Технологическая наследственность изделий
определяется операциями, предшествующими очистке (изготовле-
ние изделий, сборка," испытание, хранение, эксплуатация), харак-
теристикой загрязнений (вид, удельное количество, свойства) и
характеристикой изделий (материал, масса, конфигурация, макро-
рельеф, микрорельеф).
Воздействие на технологическую наследственность изделий
в процессе их изготовления и эксплуатации позволяет облегчить
процесс их очистки.
Изменение инструмента и приемов проведения технологических
операций является эффективным средством воздействия на процесс
очистки. При обработке металлов давлением, в особенности микро-
лент из прецизионных сплавов, в микровпадины поверхности за-
катываются твердые частицы физических загрязнений совместно
с технологической смазкой. Снижение количества закатываемых
загрязнений (а следовательно, и улучшение условий их последую-
щей ультразвуковой очистки) может быть достигнуто использова-
нием инструмента (валков) с полированной поверхностью, предва-
рительной очисткой поверхности заготовок и соблюдением соот-
ветствующих требований к чистоте помещений, где производится
обработка изделий.
При проведении операций сверления глубоких отверстий гео-
метрия инструмента играет значительную роль в процессе образова-
ния загрязнений. Для уменьшения количества заусенцев, налипов
стружки и сколов инструмента рекомендуется использовать спи-
ральные сверла с центровой заточкой.
Сокращение времени межоперационного хранения изделий
благотворно сказывается на процессе очистки, так как качествен-
ные изменения загрязнений, выражающиеся в их старении (по-
лимеризации, разложении, окислении, высыхании и т. п.), про-
исходят в меньшей степени. Особенно эффективно сокращение
времени межоперационного хранения для деталей, прошедших
полировку пастой ГОИ [27].
Изменение используемой при обработке технологической среды,
например, замена смазок на основе растительных и животных
жиров смазками на основе минеральных масел, в большинстве
случаев значительно ускоряет процесс очистки. С той же целью
твердые и вязкие смазки следует по возможности заменять жид-
кими и менее вязкими.
Изменение внешней среды заключается в том, что в процессе
обработки или хранения изделия изолируют от атмосферы или
изменяют ее состав. При этом уменьшается количество загрязне-
ний или их когезия и адгезия. В основном этот прием исполь-
зуется для уменьшения образования окисных пленок при термо-
обработке, однако хорошие результаты он дает и при межопера-
ционном хранении.
50
Модифицирование загрязнений заключается в том, что в состав
технологической среды, применяемой при обработке изделий,
вводят добавки, способствующие изменению свойств загрязнений
в сторону ускорения процесса очистки. Так, например, введение
в минеральное масло двух процентов жирной кислоты значительно
снижает силу его притяжения к металлу. В качестве модифици-
рующей добавки к смазкам и полировочным пастам можно ис-
пользовать неионогенное ПАВ, например ОП-7, в количестве
1,5—2% (массовые доли), которое облегчает удаление загрязнений
за счет своего растворения в растворе и разобщения частиц за-
грязнений между собой.
Изменение температуры обработки имеет важное значение для
очистки от окисных пленок, образующихся на изделиях при их
термообработке, так как снижение температуры приводит к умень-
шению толщины окисной пленки.
Изменение технологической последовательности операций по-
зволяет при определенных условиях резко повысить эффектив-
ность ультразвуковой очистки. Технологический процесс изго-
товления изделий должен предусматривать такую последователь-
ность операций, при которой количество образующихся загрязне-
ний было бы минимальным. Изменяя последовательность опера-
ций, можно также снизить силы сцепления загрязнений с изделием
и между собой [221.
Выбор акустических систем и режима их работы. При ультра-
звуковой очистке правильный выбор акустических систем и ре-
жима их работы во многом предопределяет качество очистки и
энергоемкость процесса.
Выбор частотного диапазона производится, исходя из физико-
химических свойств загрязнений, моющих сред, кавитационной
стойкости материала, способности очищаемых изделий переносить
деформации и переменные ускорения, особенности распростра-
нения ультразвуковых волн в среде (эффекты экранирования,
поглощения), интенсивности кавитационных процессов, размеров
преобразователя, условий труда обслуживающего персонала,
а также из экономических соображений. На высоких- частотах
целесообразно производить очистку в тех случаях, когда загряз-
нения слабо связаны с поверхностью деталей или легко раство-
ряются в моющей жидкости. Следует, однако, помнить, что на
высоких частотах сильнее проявляются теневые эффекты (экра-
нирование).
В настоящее время очистка на высоких частотах используется
редко и только в тех случаях, когда на процесс очистки наклады-
ваются ограничения из-за особенностей конструкции изделий
или их эрозионного разрушения за счет кавитации. Очистка на
низких частотах является более эффективной, поскольку доми-
нирующим фактором в данном случае является кавитация.
В некоторых случаях неудаленные микрозагрйзнения, которые
не обнаруживаются при контроле, могут влиять не только на пре-
4* ' 51
Делы отклонения рабочих характеристик изделия, но также й на
срок, в течение которого изделие сохраняет начальные характе-
ристики, находясь в эксплуатации {26]. В эТих случаях для по-
вышения эффективности очистки целесообразно применять после-
довательную или одновременную очистку на низких и высоких
частотах [33].
Акустические излучатели могут работать в непрерывном и им-
пульсном (или амплитудно-модулированном) режимах излучения.
Работа преобразователя в непрерывном режиме приводит к тому,
что в непосредственной близости от его излучающей поверхности
(при интенсивностях, необходимых для эффективного протека-
ния процесса) на низких частотах образуется экранирующая об-
ласть, состоящая из множества кавитационных и пульсирующих
пузырьков. Это ухудшает качество очистки и приводит к необхо-
димости применения специальных мер для устранения указанного
недостатка. Одной из таких мер является использование импульс-
ного режима работы. При этом длительность импульса должна пре-
вышать время установления кавитации, а длительность паузы
должна быть достаточной для рассеяния пузырьков, но не столь
длительной, чтобы снизить эрозионную активность по сравнению
с непрерывным режимом. Преимуществом импульсного режима
является возможность превышения интенсивности в «пике»
в несколько раз по сравнению с непрерывным режимом.
Очень важным параметром, влияющим на эффективность про-
цесса очистки, является интенсивность ультразвука или удель-
ная мощность преобразователя. Выбор интенсивности зависит от
вида очищаемых изделий, характера загрязнений, вида моющей
жидкости и др. В зависимости от вида загрязнений целесообразно
использовать следующие значения интенсивности ультразвука [9]:
до 1 Вт/см2 — для легко удаляемых загрязнений (масляных и
жировых при механической обработке изделий, растворимых
в моющей жидкости осадков, флюсов и т. п.); от 1 до 3 Вт/см2 —
для загрязнений типа полировочных и притирочных паст, зака-
танных при обработке давлением физических загрязнений и сма-
зок, полимеризовавшихся смазок и т. п.; свыше 3 Вт/см2 — для
трудно удаляемых загрязнений (лаковых пленок, травильных
шламов, нагаров и т. п.). Эти рекомендации достаточно условны,
так как они ориентируют, в основном, на время очистки.
Удельная мощность преобразователя влияет на время обезжи-
ривания. При интенсивности порядка 0,8—1 Вт/см2, например
для машинного масла, при всех прочих равных условиях время,
необходимое для очистки, имеет оптимальную величину. Дальней-
шее увеличение удельной мощности на время очистки влияет мало.
В некоторых случаях, когда процесс очистки предпочтитель-
нее вести за счет мощных потоков жидкости, возникающих около
пульсирующих пузырьков, применяют так называемую высоко-
амплитудную очистку (А = 10ч-15 мкм), разработанную Пано-
вым А. П. с сотрудниками. При очистке каналов небольшого диа-
52
метра и значительной длины, когда Интенсивность на Излучателе —
порядка 20—35 Вт/см2, кавитационные пузырьки уносятся гидро-
динамическими потоками в периферийные области звукового поля,
в том числе и в каналы изделий, где они «размывают» загрязнения
и выносят их из каналов. При диаметре отверстия, соизмеримом
с диаметром колеблющихся пузырьков, гидродинамические по-
токи, создаваемые «звуковым ветром», в глубине отверстия практи-
чески не наблюдаются, и вынос загрязнений происходит только
за счет микропотоков, возникающих при колебаниях крупных
пузырьков; при этом необходи- г
мым условием является непо- 4
средственный контакт пузырь-
ков с загрязнением. 8
Размеры пузырьков в суще-
ственной степени зависят от
типа моющей жидкости. Так, е
при использовании органиче-
ских растворителей высокоам- 4
плитудную очистку применять
нецелесообразно, потому что
из-за большого количества рас- г
творенных в них газов, высокой
упругости паров и низкого 0
поверхностного натяжения, пу-
зырьки разрастаются до разме-
ров, соизмеримых с диаметром
отверстий, что препятствует
процессу очистки и выносу
загрязнений.
На рис. 4 представлена за-
Рис. 4. Зависимость продолжитель-
ности процесса ультразвуковой очи-
стки от амплитуды смещения излуча-
теля:
] — при очистке от притирочных паст;
2 — при очистке от нагаров и лаковых
отложений
висимость продолжительности
процесса очистки от амплитуды 'колебаний излучателя. Про-
должительность очистки выражена в относительных единицах:
г‘'=^7/тш> гДе 4-—продолжительность очистки при данном значении
амплитуды /т1п — минимальная продолжительность очистки
в исследованном интервале амплитуд смещения. При очистке от
нагаров и лаковых отложений наблюдается оптимальная зона по
амплитуде смещения, которая зависит от высоты деталей и для
исследованного диапазона высот (40—60 мм) лежит в пределах
10—12 мкм. Для притирочных паст продолжительность очистки
при увеличении амплитуды смещения сокращается. Это различие
связано с разным механизмом очистки: если в первом случае опре-
деляющую роль играет эрозионная активность кавитационной
области, то при очистке от притирочных паст решающая роль
принадлежит пульсирующим пузырькам и мощным акустичес-
ким потокам.
Подбор технологических сред. Подбор технологических сред
осуществляется в зависимости от физико-химических свойств
53
загрязнений и материала очищаемых изделий, условий труда
обслуживающего персонала, условий пожарной безопасности, эко-
номических соображений и других факторов. Эти факторы для
технологических жидкостей подробно рассмотрены в гл. III.
Необходимо заметить, что при большой номенклатуре изделий
на одной ультразвуковой установке могут очищаться детали из
различных материалов. В связи с этим желательно иметь универ-
сальные технологические среды.
При выборе концентрации компонентов моющих сред необхо-
димо руководствоваться не только улучшением моющих свойств
раствора, но и условиями его дальнейшего удаления с поверхности
изделия в процессе промывки изделий. В свете сказанного пред-
почтительнее в водных моющих растворах использовать трина-
трийфосфат вместо кальцинированной соды.
При , выборе пассивирующих составов для сопрягающихся
прецизионных деталей и узлов, например деталей топливной аппа-
ратуры, гарантированный зазор между которыми составляет
0,4—1,2 мкм, нужно учесть возможность изменения зазора за
счет образования пассивной пленки.
Воздействие на технологические среды. Внешнее воздействие
на технологические среды (газы и жидкости) является важным
фактором повышения эффективности процессов ультразвуковой
очистки. На схеме 1 представлены виды воздействия на техноло-
гические среды. Рассмотрим, как проявляются эти воздействия на
операциях, входящих в процесс ультразвуковой очистки. '
Температура технологических сред влияет на протекание про-
цесса ультразвуковой очистки и дополнительных операций. За-
висимость скорости ультразвуковой очистки от температуры мою-
щей среды имеет сложный характер и определяется эрозионной
активностью жидкости, ее моющей способностью и физико-хими-
ческими свойствами загрязнений.
Известно [13], что для различных жидкостей имеются опти-
мальные температурные интервалы максимального развития кави-
тационной эрозии. Поскольку растворяющая способность моющих
жидкостей и их химическая активность возрастают с повышением
температуры, а также изменяются физико-химические свойства
загрязнений, оптимальный температурный интервал ультразву-
ковой очистки может не совпадать с температурным интервалом
максимального развития кавитационной эрозии. Поэтому можно
дать лишь общие рекомендации по выбору температур.
Очистку от легких загрязнений типа.невязких масел целесо-
образно производить с использованием водных растворов в темпе-
ратурном интервале максимального развития кавитационной эро-
зии (55—60°). Полировочные пасты и загрязнения, жидкотеку-
честь которых резко'возрастает с повышением температуры,
целесообразно очищать в температурном интервале плавления их
связующих основ (при 80° С и выше). На рис. 5 представлена за-
висимость числа полностью очистившихся деталей от температуры
54
раствора для различных загрязнений: сульфофрезола и полиро-
вочной пасты ГОИ. Сульфофрезол, который даже при комнатной
температуре имеет незначительную вязкость, при 55° С становится
более жидкотекучим и его отделение от поверхности деталей
облегчается. При дальнейшем росте температуры снижается эрози-
онная активность жидкости и эффективность очистки падает. При
очистке же от пасты ГОИ доминирующую роль играет повышение
ее жидкотекучести, которая резко увеличивается при 75—80° С.
Рис. 5. Зависимость числа полностью очистившихся деталей К от температуры
моющего раствора: а — очистка от сульфофрезола в водном растворе, содержа-
щем 5 кг/м3 жидкого стекла и 3 кг/м3 ОП-7, при различном времени озвучивания;
б — очистка от пасты ГОИ в течение 4 мин в водном растворе, содержащем:
I — 35 кг/м8 трииатрийфосфата и 3—5 кг/м8 ОП-7; 2 20 кг/м8 кальцинированной
соды, 10 кг/м8 жидкого стекла и 3—5 кг/м8 ОП-7
В случае использования в качестве моющей среды растворителя
загрязнений очистка лучше происходит при повышении его темпе-
ратуры, поскольку доминирующую роль здесь играет повышение
растворяющей способности моющей среды, а также возникающие
в ультразвуковом поле гидродинамические потоки и микропотоки,
образующиеся у пульсирующих пузырьков.
Необходимо отметить, что повышение температуры технологи-
ческих сред (жидкостей и газов) может привести к образованию
на поверхности изделия окисной пленки. Кроме того, надо учи-
тывать снижение температуры в рабочей зоне за счет охлаждения
технологических жидкостей вследствие помещения в них холодных
изделий. При использовании технологических жидкостей, взаи-
модействующих с материалом изделий, процесс этого взаимодей-
ствия может стать неуправляемым. В этом случае правильный
подбор температурного диапазона очистки играет важную роль
в обеспечении стабильности процесса. В процессах сушки изделий
56
увеличение температуры газа, в атмосферу которого помещено
изделие, приводит к интенсификации этого процесса.
Одним из важных факторов воздействия на технологические
среды является изменение их давления. Изменение давления газов
используется в процессах дополнительной очистки изделий и их
сушки. Изменение давления технологических жидкостей приво-
дит к изменению их свойств. Изменение внешнего давления вы-
ражается в создании разрежения (при вакуумировании жидкости)
и в создании избыточного давления: динамического и статичес-
кого.
При вакуумировании ультразвуковой камеры растворенный
в жидкости газ начинает выделяться, и она обогащается кавита-
ционными зародышами. С другой стороны, происходит перерас-
пределение размеров пузырьков, уже имевшихся в жидкости,
и часть из них, достигая пороговой величины, всплывает на поверх-
ность и выделяется в окружающую среду, а часть пузырьков, ра-
диус которых превысил критический, переходит в разряд кави-
тирующих.
В этих условиях кавитация в жидкости возникает легче, чем
при атмосферном давлении. Устанавливая определенное разря-
жение и выбирая соответствующие жидкости, можно производить
очистку в кипящем слое, что улучшает равномерность обработки
и снижает вероятность эрозионного поражения изделий. Очистка
при пониженном давлении применяется сравнительно редко,
в основном, не для изменения свойств жидкости, а как технологи-
ческий прием.
Использование избыточного статического давления в жидкости
способствует протеканию процессов, диаметрально противополож-
ных тем, которые наблюдаются при вакуумировании. Так, пере-
распределение размеров газовых пузырьков происходит в сторону
их уменьшения: часть крупных пузырьков может переходить в раз-
ряд кавитирующих, а часть мелких пузырьков — исключаться из
процесса. С увеличением избыточного давления жидкость стано-
вится «прочнее», максимум кавитационной эрозии сдвигается в об-
ласть более высоких звуковых давлений, причем эрозионная
активность жидкости возрастает и в меньшей степени зависит
от природы жидкости.
Избыточное статическое давление оказывает значительное
влияние на характер акустических потоков. Это явление исполь-
зуется при удалении заусенцев с мелких деталей, свободно погру-
женных в рабочую жидкость, в качестве которой используется
абразивная суспензия. Необходимым условием, обеспечивающим
удаление заусенцев и сглаживание острых кромок без поврежде-
ния поверхности деталей, является свободное движение деталей
в абразивной суспензии. Движущиеся детали поочередно попадают
в зоны кавитации, причем наибольшему разрушению подверга-
ются основания заусенцев (так как именно в этих местах сосредо-
точиваются кавитационные полости), а вне зоны, где скорость
57
акустических течений выше, чем в самой кавитационной области,
преимущественно разрушаются острые кромки вследствие среза-
ния их абразивными частицами.
Правильный выбор расхода технологических сред связан с реше-
нием различных задач, стоящих перед разработчиками техноло-
гических процессов очистки. Так, изменяя расход воздуха в про-
цессе сушки изделий, можно увеличить скорость его потока и
подобрать нужный режим; при вынесении нагревательных уст-
ройств за пределы ванн может возникнуть задача поддержания
заданной температуры в ванне путем изменения подачи в нее тех-
нологической жидкости; применяя ванны переливного типа, не-
обходимо обеспечить поддержание в ванне заданного уровня жид-
кости.
До последнего времени в установках для очистки, работающих
с использованием проточных жидкостей, величина расхода по-
следних задавалась кратностью их обмена без учета концентрации
загрязнений в моющем растворе, которая может быть различной
при очистке разных изделий и в значительной степени определяет
величину остаточных загрязнений. Так как величина остаточных
загрязнений зависит, с одной стороны, от эффективности очистки,
а с другой — от расхода моющей среды, то повышение эффектив-
ности очистки путем увеличения интенсивности ультразвука
и продолжительности процесса без учета расхода моющей жид-
кости не дает желаемых результатов и приводит к возрастанию
энергоемкости процесса.
Степень очистки деталей характеризуется допустимым коли-
чеством остаточных загрязнений ga (кг/ма). Зная исходное удель-
ное количество загрязнений g0 на деталях, можно ввести понятие
критерия качества очистки [14]:
к» = gjg„ (з)
Если очистка производится последовательно в нескольких ван-
нах, то критерий очистки можно представить в виде
ПКоо • (4)
i=i
где Кы — критерий качества очистки для данной ванны (техно-
логической позиции); п — число ванн, в которых используется
данная моющая среда.
Очевидно,
(5)
где gi_! — удельное количество загрязнений на поверхности де-
талей, входящих в Лю технологическую позицию; — удельное
количество загрязнений на поверхности деталей, выходящих из
i-й технологической позиции.
58
Количество загрязнений gt можно выразить в виде суммы
gi = gi + gl (6)
где gi — удельное количество загрязнений, не удаленное с поверх-
ности деталей в i-й позиции, определяемое эффективностью тех-
нологического воздействия (интенсивностью ультразвука, моющей
способностью среды, ее температурой, временем и приемами очи-
стки и т. д.); gi — удельное количество загрязнений, уносимое
деталями с раствором; оно определяется по формуле
gt = aqct, (7)
где а с 1 — коэффициент, учитывающий прием перемещения
деталей из одной технологической позиции в другую (встряхива-
ние деталей, их центрифугирование и т. п.); а = 1 для случая,
когда не применяется никаких специальных приемов; q — удель-
ный унос растворителя деталями (зависит от конфигурации дета-
лей, микрорельефа их поверхности и соотношения природы мате-
риала деталей и моющей среды), м3/м2; с,- — концентрация загряз-
нений в i-й ванне, кг/м3.
В устандвившемся режиме концентрация загрязнений в i-й
ванне вычисляется по формуле
с __ (Si-1 — Si) $ + ci+lQi (gj
где S — суммарная площадь поверхности деталей, очищаемых
в единицу времени, м2/с; Q(- — количество моющей жидкости,
подаваемой в i-ю технологическую позицию в единицу времени
(расход жидкости), м3/с.
Слагаемое ci+1Qz учитывает количество загрязнений, вноси-
мых в единицу времени моющей жидкостью из последующей ванны
в предыдущую при использовании противоточной системы ее
подачи.
Cj+iQi = 0 для последней ванны, а также в случае индиви-
дуальной подачи чистой моющей жидкости в каждую ванну уста-
новки.
Учитывая (6) и (7), получим
_ Sa4ci+i + s(g'i-i — s'i) + ci+iQi
1 ~ Qi + Saq
Данная формула предполагает, что а и q одинаковы во всех
технологических позициях, что практически всегда имеет место
в автоматизированных ультразвуковых установках для очистки.
Отсюда
С4 С('+1
Это выражение дает общее представление о балансе вносимых
в ванну и уносимых из нее загрязнений, а также о соотношении
59
между не удаленной с поверхности деталей частью загрязнений
и уносимой деталями с моющей жидкостью.
Для практического применения целесообразнее в качестве
исходной величины принимать не удельные количества загрязне-
ний на поверхности деталей, а критерий очистки.
Из выражения (8) или (9) с учетом (5), (6), (7) можно записать:
q. = Sgi (Koi- О . (10)
ci — ci+i
При разработке и эксплуатации ультразвуковых установок
могут иметь место три варианта подачи моющих жидкостей в тех-
нологические позиции:
а) подача проточной жидкости в одиночную ванну;
б) индивидуальная подача чистой жидкости в несколько ванн;
f) противоточная подача жидкости по отношению к направ-
лению перемещения деталей последовательно из одной ванны
в другую.
Для первого случая полный расход,моющей жидкости Q = Qh
а gi = Яд'- Ко» = Ко; см = 0, = Ci- тогда
4 С1
Но поскольку обычно ультразвуковая очистка изделий от загряз-
нений должна быть произведена полностью, т. е. g’( = 0, остаю-
щееся на них количество загрязнений будет определяться уносом
изделиями моющей жидкости и концентрацией в ней загрязнений
(Яд = &) Тогда с учетом (7)
Q = Saq(K0— 1). (11)
При индивидуальной подаче чистой жидкости в несколько
1=п
ванн Q — 2 Qi> ci+i = 0; тогда
i=i
i=n
Q = S gf(K°‘-1) •
i=i ‘
В частном случае при g’t — 0
i=n
• Q = Saq^ (Koi —1). (12)
i=I
При использовании для очистки нескольких ванн, когда
Ко. = = Ког = = Кол, выражение (12) с учетом крите-
рия качества очистки’(4) преобразуется:
Q— Saqn !)• (13)
60
При противоточной подаче жидкости концентрация загрязне-
ний в каждой последующей по ходу движения деталей ванне будет
меньше, чем в предыдущей в К01 раз. Поэтому моющую жидкость
из последующих ванн целесообразно использовать в предыдущих.
Тогда расход моющей жидкости можно найти из выражения (10).
Если gi = 0 и KQi = Koi = К02 = ••• = Коп, то с учетом (7)
и (4) _
Q^Saqy/KQ. (14)
Пользуясь приведенными выражениями, можно расчетным пу-
тем определить расход моющих сред в ультразвуковых установках
для очистки, а также количество технологических позиций, необ-
ходимых для достижения заданного критерия очистки.
На основании (11), (13) и (14) можно сравнить эффективность
рассмотренных вариантов подачи моющей жидкости в ванны, кото-
рая определяется расходом жидкости при заданном значении Кп
и в зависимости от числа ванн:
Qi • Qu • Qm = Ко-п^Ко- (15)
где Qi, Qn и Qin — соответственно расходы моющей жидкости
для I, II и III вариантов.
Выражение (15) получено при условии Ко 1 и ^Ко^Ь
что соответствует реальным случаям. Видно, что использование
многоступенчатой очистки деталей наиболее эффективно, так как
позволяет при сохранении заданного критерия очистки значи-
тельно сократить расход моющих сред или повысить критерий очи-
стки при ограниченном расходе моющей жидкости, причем макси-
мальная эффективность достигается при использовании очистки
с противотоком моющей жидкости.
Необходимо отметить, что при очистке деталей с развитой по-
верхностью и малой массой осложняются условия их транспорти-
ровки из позиции в позицию, вследствие того, что они прилипают
к несущим их элементам конструкций ультразвуковых установок.
Используя смыв деталей технологической жидкостью, удается
предотвратить их потери. В этом случае при расчете следует учесть
количество жидкости, необходимое для смыва.
Регенерация технологических сред — это возвращение отрабо-
тавшим технологическим средам их исходных качеств. В процессах
ультразвуковой очистки используется в основном регенерация
технологических жидкостей. Технологические жидкости в процессе
работы загрязняются продуктами очистки, а если в качестве тех-
нологических жидкостей используются минеральные масла при
высокой температуре, то и продуктами окисления и осмоления ма-
сел. В зависимости от вида загрязнений применяют те или иные
методы их удаления из технологических жидкостей.
Взвешенные твердые диспергированные частицы, стружку
и т. п. удаляют путем их отстаивания, центрифугирования и филь-
61
трации; взвешенные жидкие загрязнения, — путем коагуляции
и отстаивания. Для отстаивания применяют баки-отстойники [24]
обычно непрерывного действия, для фильтрации производят пере-
мещение жидкостей через пористую перегородку — фильтр. Раз-
меры ячеек фильтра выбирают, исходя из размеров допустимых
частиц в технологической жидкости. При удалении взвешенных
частиц центрифугированием используют гидроциклоны. Раство-
ренные в жидкостях солевые загрязнения удаляют путем обработки
жидкостей в ионообменных колонках, а также дистилляцией;
растворенные жидкие продукты, преимущественно жиры и ма-
сла, — дистилляцией и ректификацией. При регенерации техно-
логических жидкостей необходимо, чтобы концентрация загряз-
нений в очищенной жидкости не превышала допустимой величины,
которая может быть вычислена с учетом заданного критерия очи-
стки (3).
ПАВ вводятся в жидкости, используемые в процессах ультра-
звуковой очистки, для повышения их моющей способности и сни-
жения поверхностного натяжения. Практика показывает, что по-
верхностное натяжение жидкости и присутствие ПАВ оказывают
существенное .влияние на эрозионное разрушение изделий. На-
пример, при озвучивании образцов из алюминия марки А-2
в дистиллированной воде в течение 10 мин и в водном растворе
состава: 5 кг/м3 жидкого стекла, 3 кг/м3 тринатрийфосфата, не
содержащем ОП-7, в течение 2 мин никаких разрушений поверх-
ности не наблюдалось. Разрушения начинали появляться при ис-
пользовании раствора лишь на четвертой минуте, тогда как в ди-
стиллированной воде с добавкой ОП-7 (являющимся инертным
по отношению к алюминию) разрушения наблюдались через 30 с
озвучивания.
Известно, что понижение поверхностного натяжения приводит
к уменьшению работы образования кавитационных пузырьков
в единице объема. Поэтому в единице объема за единицу времени
при одной и той же интенсивности ультразвукового поля и прочих
равных условиях может образовываться большее количество
пузырьков. Несмотря на то, что интенсивность захлопывания
каждого отдельного пузырька может уменьшаться вследствие по-
нижения внешнего давления в фазе захлопывания за счет умень-
шения рнат, суммарное действие большого количества одновре-
менно захлопывающихся пузырьков, по-видимому, вызывает более
значительное разрушение поверхностного слоя, нежели действие
меньшего количества более интенсивно захлопывающихся пу-
зырьков. Нельзя исключить также из рассмотрения возможность
понижения механической прочности твердых тел вследствие эф-
фекта Ребиндера. Этот факт почему-то всегда выпадает из поля
зрения исследователей.
Повышение интенсивности кавитационного разрушения алюми-
ниевых образцов наблюдали также А. С. Бебчук и Э. Н. Рубин-
штейн. Ими показано, что добавка ПАВ к воде повышает кавита-
62
ционную эрозию только в близлежащей к излучателю зоне, вдали
же от излучателя более высокая эрозионная активность наблю-
дается в чистой воде. Это объясняется тем, что при добавке ПАВ
вблизи излучателя образуется мощная зона кавитации, препят-
ствующая прохождению ультразвуковых волн.
ПАВ вызывают сильное пенообразование, особенно при ис-
пользовании циркуляции жидкости, барбатировании и использо-
вании растворов, вызывающий травление материала обрабатывае-
мых изделий. Интенсивное пенообразование затрудняет процесс
обработки вследствие «выкипания» раствора из ванны и перебоя
в работе насосов. Уменьшение же содержания ПАВ в растворе
приводит к ухудшению качества обработки.
Для устранения этого технического противоречия предложено
создавать в рабочем растворе преимущественную концентрацию
ПАВ у поверхности обрабатываемых изделий путем их инъекции
в область обработки. Лучшие результаты получаются, когда инъ-
екция производится нанесением ПАВ на поверхность изделий
перед их обработкой. Этот способ улучшает обработку крупных
изделий, так как увеличивается зона ультразвукового воздей-
ствия, и деталей, имеющих капиллярные каналы, поскольку
улучшаются условия развития кавитации в каналах по сравнению
со всем остальным объемом жидкости в ванне.
Прочность жидкости и ее способность противостоять растя-
гивающим усилиям в значительной степени зависят от содержания
в ней взвешенных частиц: твердых, жидких и газообразных.
Частицы нарушают сплошность жидкости и становятся центрами
кавитации. Эта рсобенность создала предпосылки для искусствен-
ного снижения прочности жидкости, способствующей образова-
нию развитой кавитации. Указанная возможность реализуется
путем инъекции в жидкость кавитационных зародышей. Обычно
используют газовые пузырьки, хотя в принципе можно исполь-
зовать твердые и жидкие зародыши. Инъекцию газообразных ка-
витационных зародышей можно производить путем барбатирова-
ния жидкости или путем ее циркуляции в замкнутой системе, где
она последовательно проходит зону газа под некоторым избыточ-
ным давлением, а затем поступает в ультразвуковую ванну,
где вследствие разности давлений газ выделяется.
Необходимо отметить, что степень воздействия инъекции ка-
витационных зародышей на протекание процесса очистки зависит
от температуры и состава моющей среды, характера загрязнений
и т. п. Поэтому в ряде случаев процесс ультразвуковой очистки
может даже ухудшиться при использовании инъекции кавитаци-
онных зародышей. Однако процесс развития кавитации при инъ-
екции в жидкость кавитационных зародышей, а следовательно,
и процесс ультразвуковой очистки качественно изменяются при
наложении избыточного давления.
Как уже указывалось, кавитация как массовый процесс
подчиняется определенным статистическим закономерностям.
63
Без инъекций зародышей в зону обработки при избыточном да-
влении, а также при инъекции зародышей без избыточного давле-
ния возникновение центров кавитации в объеме жидкости носит
случайный характер, и, следовательно, акустическая энергия рас-
ходуется на развитие кавитации не только в заданной зоне (полезная
работа), но и за ее пределами (потери). Величина потерь зависит
от величины заданной зоны обработки, которая в процессах уль-
тразвуковой очистки прилегает к поверхности обрабатываемого
изделия. Поскольку объем зоны обработки в этом случае невелик,
потери энергии на развитие кавитации вне зоны обработки могут
достигать значительной величины. Это ухудшает энергетику про-
цесса. В процессе инъекции кавитационных зародышей в зону
обработки при избыточном давлении в ней снижается прочность
жидкости, что способствует созданию именно в этой зоне развитой
кавитационной области. Изменяя избыточное давление и число
вводимых кавитационных зародышей, легко управлять процессом
кавитации, а следовательно, и процессом очистки.
Наложение силовых полей на моющую среду (электрических
и магнитных) оказывает влияние на протекание процесса ультра-
звуковой очистки. При электролизе моющей среды, когда в ка-
честве электродов служат сами изделия, можно локализовать ка-
витационную область вблизи очищаемой поверхности и тем самым
повысить эффективность очистки, в особенности под избыточным
давлением. В случае очистки изделий бт масляных загрязнений
уменьшается смачиваемость маслом поляризованной поверхности
изделия. Это также способствует интенсификации процесса
очистки. Кроме того, эмульгирование масел и жиров облегчается
выделяющимися пузырьками газов. Наложение электрического
поля вызывает направленное перемещение находящихся в жидко-
сти взвешенных твердых частиц, пузырьков газа, капель жидко-
сти,’а также коллоидных частиц вследствие электрофореза.
Представляет интерес управление кавитационными процес-
сами путем магнитной обработки жидкости. При наложении ма-
гнитного поля непосредственно на кавитационную область возра-
стает эрозионное разрушение образцов. Это объясняется тем, что
кавитационные пузырьки, несущие на своей поверхности избы-
точный отрицательный заряд перемещаются в магнитном поле
под действием силы Лоренца, что приводит к увеличению кавита-
ционной области.
Предложено также подвергать жидкость магнитной обработке
предварительно, до ее поступления в ультразвуковую ванну.
Выбор конструктивно-технологических приемов и вспомога-
тельных операций. Наряду с рассмотренными выше методами,
выбор конструктивно-технологических приемов и вспомогательных
операций, используемых при проведении очистки, может внести
значительный вклад в повышение эффективности процесса.
К вспомогательным операциям при ультразвуковой очистке
относятся операции, предшествующие и следующие за ней. В дан-
64
Рис. 6. Зависимость числа полно-
стью очистившихся деталей от тем-
пературы моющего раствора. Время
выдержки между операциями за-
мочки в бензине и ультразвуковой
очистки:
/ — 1 мин; 2 — 5 мнн; 3 — 10 мин;
4 — 20 мин; 5 — 30 мин
ном случае назначение вспомогательных операций заключается
в том, чтобы облегчить сам процесс ультразвуковой очистки или
удалить следы оставшихся загрязнений, когда использование
ультразвукового метода либо неэффективно, либо нерентабельно.
Предшествующие операции подготавливают благоприятные
условия для обеспечения эффективной и высококачественной
ультразвуковой очистки. К ним относится предварительный ра-
зогрев изделий, их замочка и дополнительная очистка. Для изде-
лий сложной конфигурации из ферромагнитных материалов целе-
сообразно проводить предвари-
тельную операцию размагничива-
ния, так как в процессе очистки
из полостей деталей может быть
не удалена микростружка. Эта
операция может производиться
также и в процессе изготовления
таких изделий [22]. Необходимо
отметить, что подразделение опе-
раций, предшествующих ультра-
звуковой очистке,, на замочку, на-
грев и дополнительную очистку
довольно условно, так как в боль-
шинстве случаев они протекают
одновременно.
Предварительная замочка спо-
собствует ослаблению связи между
отдельными частицами загрязне-
ний и между загрязнениями и по-
верхностью изделия. Изделия
подвергаются замочке или в орга-
нических растворителях (при на-
личии в загрязнениях составляю-
щих, растворимых в данном растворителе), или в воде и водных
растворах щелочей и ПАВ. Так, при очистке изделий от полировоч-
ной пасты замочку целесообразно проводить в бензине [271. Обла-
дая низким поверхностным натяжением, бензин проникает во
все пазы и отверстия изделий и, растворяя связующую основу
поверхностного слоя пасты, образует между металлом и пастой
жидкую прослойку, в которой««истицы пасты находятся в виде
суспензии. Отрыв частиц происходит за счет сил ультразвукового
поля и расклинивающих сил, возникающих при проникновении
моющей жидкости в межмолекулярные пространства загрязнений.
При предварительной замочке улучшаются условия проникно-
вения моющего раствора в процессе ультразвуковой очистки. Сле-
дует указать, что при использовании для замочки органических
растворителей, являющихся летучими жидкостями, существенное
значение имеет время между замочкой и ультразвуковой обра-
боткой. На рис. 6 представлена зависимость числа полностью
5 О. К- Келлер
65
очистившихся деталей К от температуры моющего щелочного рас-
твора при различном времени выдержки между операциями
замочки и ультразвуковой очистки.С увеличением времени при про-
чих равных условиях качество очистки может снижаться. Превы-
шение пятиминутной выдержки изделий на воздухе между опе-
рациями замочки и очистки не позволяло добиться качественной
очистки изделий за приемлемое время. Это происходит из-за того,
что при испарении бензина твердые частицы загрязнений, лишен-
ные дисперсионной среды, сцепляются между собой и дисперги-
рование пасты в моющем растворе затрудняется. Было также
замечено, что изделия, выдержанные на воздухе после замочки в те-
чение длительного времени (порядка 30 мин) очищаются значи-
тельно хуже изделий, вообще не подвергавшихся замочке.
Время замочки в каждом конкретном случае подбирается инди-
видуально, но общей тенденцией здесь должно быть сокращение
времени между операцией изготовления изделий и его замочкой.
Замочка изделий может применяться также при использовании
инъекции ПАВ в зону ультразвуковой очистки. Часто операцию
замочки совмещают с операциями разогрева изделий и предвари-
тельной очистки.
Предварительный разогрев изделий способствует размягчению
загрязнений, повышает их жидкотекучесть и облегчает последую-
щее их удаление. Особенно эффективен этот прием при очистке
изделий большой массы, так как холодные изделия понижают тем-
пературу жидкости в рабочем промежутке, замедляя процесс
ультразвуковой очистки. Нагрев изделий целесообразно произ-
водить путем конденсации на них паров растворителя, обработки
их струями острого пара или горячей жидкости, в кипящей мою-
щей жидкости или в воде, в особенности при барбатировании жид-
костей острым паром, и т. д. При этом одновременно достигается
дополнительное удаление загрязнений.
Необходимо отметить, что предварительными операциями с ис-
пользованием механических и некоторых физико-химических мето-
дов очистки удаляют в основном поверхностный слой загрязнений.
Наиболее эффективно использовать эти приемы, когда в процессе
очистки представляется возможность применять растворы, взаи-
модействующие с материалом очищаемых изделий или с присут-
ствующими на поверхности изделий окислами, а также для уда-
ления твердых загрязнений, не шаржированных в поверхность
изделия.
Дополнительные операции очистки, следующие после ультра-
звуковой, обычно применяют для удаления оставшегося после
ультразвуковой очистки шлама, представляющего собой закатан-
ные в материал изделия физические частицы, у которых под воз-
действием ультразвуковых колебаний, уменьшилось сцепление
с материалом изделия.
В качестве дополнительных операций очистки в зависимости •
от вида промышленного производства может быть использовано
66
большинство существующих методов очистки. Обработка затоплен-
ными струями как до ультразвуковой очистки, так и после нее
менее эффективна вследствие незначительной кинетической энер-
гии струй. Основной ее вклад заключается в предварительном
нагреве изделий и удалении с него твердых частиц, имеющих сла-
бое сцепление с поверхностью [23]. Иногда возникает необходи-
мость использовать совокупно предварительные и последующие
операции. В особенности этот прием эффективен при проведении
ультразвуковой очистки в два этапа, в этом случае промежуточная
между этими этапами очистка щетками дает значительный выигрыш
в энергоемкости Процесса.
Изменение взаимного распо-
ложения изделия и излучателя
определяет скорость и качество
ультразвуковой очистки. Рас-
стояние от источника колеба-
ний, наличие и расположение
соседних деталей, количество
источников и направление их
излучения существенно сказы-
ваются на протекании процесса.
На низких ультразвуковых ча-
стотах процесс очистки эффек-
тивно протекает в зоне, непо-
средственно примыкающей
к излучателю (рис. 7). Однако
для изделий типа лент эта зави-
симость несколько сложнее. Так,
при проведении ультразвуко-
Рис. 7. Зависимость времени ультра-
звуковой очистки ty деталей топливной
аппаратуры от величины 1(1 — рас-
стояние между деталями и излучате-
лем)
вой очистки образцов из плаки-
рованного алюминием сплава АО-20 (размеры 100x80x5 мм)
от закатов олова образцы располагались параллельно излучающей
поверхности преобразователя. Плакированная поверхность
образца была обращена к излучателю, а расстояние между ними
изменялось от 0 до 5 мм.
Очистка производилась в щелочном растворе при температуре
75° С. Результаты очистки представлены на рис. 8. При изменении
расстояния от 0 до 1 мм удаление загрязнений во всех случаях
интенсифицируется за счет увеличения объема жидкости под об-
разцом и увеличения числа центров кавитации. Дальнейшее уве-
личение расстояния до 3 мм и более при малом времени озвучива-
ния б с (кривая /) замедляет процесс вследствие уменьшения
интенсивности акустического воздействия при удалении от излуча-
теля. Основным фактором, влияющим на интенсивность удале-
ния олова’, по-видимому, является кавитация, так как процесс
травления алюминия начинает развиваться лишь после озву-
чивания в течение беи, следовательно, решающего значения
не имеет.
5*
67
С увеличением времени очистки (кривые 2—6) травление интен-
сифицируется, его вклад в процесс разрушения поверхности
алюминия (и связанного с ним удаления закатов олова) возра-
стет, при этом образуется значительное количество газовых пу-
зырьков.
При малом расстоянии между излучающей поверхностью и
обрабатываемым объектом (0—1 мм) ухудшаются условия эва-
куации пузырьков из рабочей зоны, и эффективность процесса
падает. Увеличение расстоя-,
ния между образцом и излу-
Рис. 8. Зависимость площади S, закатов
олова и удельного количества этих загряз-
нений gi от расстояния I между излуча-
телем и образцом при различном времени
озвучивания:
1 — 6 с; 2 — 12 с; 3 — 18 с; 4 — 30 с;
5 — 60 с; 6 — 120 с;
-----—» исходный уровень.
чателем до 3 мм интенсифи-
цирует процесс очистки.
Дальнейшее увеличение, хотя
и способствует облегчению
эвакуации пузырьков из ра-
бочей зоны и обновлению
в ней моющего раствора, сни-
жает скорость протекания
процесса очистки, вследствие
ослабления акустического
воздействия.
При очистке изделий типа
лент от жировых и масляных
загрязнений ухудшение про-
цесса с уменьшением расстоя-
ния происходит за счет насы-
щения рабочей зоны удален-
ными загрязнениями.
Во всех случаях с увели-
чением площади образцов
(при условии возрастания
обоих поперечных размеров
образцов) имеет место ухуд-
шение процесса очистки
вследствие усложнения усло-
вий обмена моющей среды
в рабочей зоне. В этом случае целесообразно увеличить рабочий
промежуток или изменить расположение изделия и излучателя
на наклонное или вертикальное. Влияние указанного фактора
удается также предотвратить, подавая принудительно в про-
странство между излучателем и изделием моющую среду.
Для интенсификации процесса очистки рулонных материалов
разматываемый рулон помещают непосредственно в ультразвуко-
вую ванну предварительной очистки.
К специальным способам ультразвуковой очистки относится
контактный, при котором изделие и излучатель приводят в не-
посредственный контакт. Изделие к преобразователю можно
прижимать посредством роликов или форсунок. Необходимо отме-
68
тить, что при использовании для этой цели форсунок надо
следить за тем, чтобы в гидравлическую систему не подсасывался
воздух. Хороший контакт изделия с излучателем, в особенности
при использовании контактно-динамического способа обработки,
является важной предпосылкой обеспечения эффективности про-
цесса.
В процессе ультразвуковой очистки иногда полезно периоди-
чески изменять положение изделий в акустическом поле. Это про-
изводится в тех случаях, когда изделия очищаются «внавал»,
экранируя друг друга, при одностороннем облучении изделий,
при наличии в ванне стоячих волн, а также с целью устранения
«полосоватости». Изменение расстояния осуществляется кантова-
нием изделий, их встряхиванием, ворошением, возвратно-посту-
пательным перемещением, вращением и т. п.
Потоки моющей жидкости, возникающие при встряхивании
подвески, также улучшают качество очистки и удаление стружки, и,
кроме того, способствуют транспортировке отделившихся загряз-
нений от центра ванны к ее периферии, предотвращая возможность
повторного осаждения загрязнений на очищенных деталях при
извлечении подвески из моющей жидкости.
При встряхивании изделий, очищенных «внавал» амплитуду и
частоту колебаний подвески подбирают экспериментально. На-
пример, оптимальным режимом встряхивания для широкого ассор-
тимента деталей газовой арматуры является режим, когда частота
колебаний подвески составляет 5 Гц при амплитуде 7,5 мм. Сни-
жение амплитуды и частоты колебаний против указанных выше
оптимальных значений ухудшает качество очистки деталей, так
как при этом совершается меньшее число переворотов и перемеще-
ний деталей относительно диафрагмы преобразователя и, соответ-
ственно, не все участки поверхности подвергаются ультразвуко-
вой очистке. Для деталей с менее сложной конфигурацией и мень-
шей площадью наружной поверхности может быть допущено
незначительное понижение частоты и амплитуды колебаний под-
вески.
Ворошение деталей и их кантование достигается при исполь-
зовании вращающихся барабанов, шнеков, поворотных лотков
и т. п. При вибрации изделий иногда, например при очистке изде-
лий типа колец, удается добиться одновременного их вращения,за
счет ориентированного размещения на вибрирующей оправке.
Возвратно-поступательное перемещение изделий можно произво-
дить не только в направлении излучения, но и в плоскости, парал-
лельной излучающей.
Для устранения экранирования одних деталей другими необ-
ходимо правильно выбирать количество деталей, загружаемых
на одну подвеску, и если кантование изделий в процессе очистки
не производится, необходимо их располагать таким образом,
чтобы они не экранировали друг друга. Иногда полезно изменять
расстояние между отдельными элементами изделий.
69
В некоторых случаях, например, при очистке массивных изде-
лий, кантование которых сопряжено с усложнением конструкции
установки, или при необходимости очистки изделий сложной формы
и различных размеров, целесообразнее производить перемещение
излучателей относительно изделия.
Если излучатель имеет разные длину и ширину, иногда целе-
сообразно изменять его положение в ванне при изменении номен-
клатуры изделий. Для очистки лент различной ширины можно
выполнять акустические излучатели поворотными в плоскости из-
лучающей поверхности.
Если в процессе очистки изделий не представляется возможным
осуществлять их дополнительные перемещения для устранения
«полосоватости», акустические излучатели в ванне располагают
в шахматном порядке (однако при этом может снизиться коэффи-
циент использования площади излучающей поверхности) или при-
меняют специальные излучатели, диафрагмы которых выполнены
с косым срезом. Еще один прием заключается в том, что (например,
при очистке лент) используют цилиндрические фокусирующие
излучатели, фокальные оси которых располагают в плоскости Обра-
батываемой ленты, при этом зоны облучения располагают по всей
ширине ленты.
Облучение изделий отраженной ультразвуковой волной яв-
ляется распространенным приемом, снижающим энергоемкость
очистки. Используют рефлектор, устанавливаемый напротив излу-
чателя, а также зеркало моющей среды, в пространстве между
которыми перемещается изделие. При неподвижном изделии и
акустическом излучателе предложено перемещать отражатель,
изменяя тем самым положение областей кавитации. В качестве
отражателя можно использовать зеркало жидкости, а его переме-
щение осуществлять, изменяя уровень. Иногда в качестве рефлек-
тора’ используют стенки самой ванны.
Облучение изделий с двух и более сторон можно производить,
или используя несколько излучателей, между которыми распола-
гают изделие, или помещая изделие в цилиндрический излуча-
тель [23]. Если изделия с полостями не удается очистить, облу-
чая их снаружи (для этой цели можно также применить контакт-
ный метод), излучатель вводят непосредственно в полость изде-
лия. При этом можно использовать концентраторы со сменными
инструментами, рабочий торец которых соответствует профилю
обрабатываемой полости, или гибкие волноводы.
При очистке изделий с полостями, а также с капиллярами воз-
никает проблема удаления воздуха из полостей, поскольку он
препятствует их заполнению жидкостью. Удаление воздуха из
больших полостей может быть осуществлено, как уже было ска-
зано, кантованием, встряхиванием, вибрацией и другими прие-
мами, с помощью которых изделие получает возможность повора-
чиваться в жидкости входами полостей кверху. Однако, не всегда
эти методы приемлемы. Тогда в камере создают избыточное да-
70
вление или вакуум, или же вакуум создают непосредственно в по-
лости изделия.
Для удаления воздуха из капилляров достаточно создать в ка-
мере давление 30—50 тор. Для создания вакуума непосредственно
в полости изделий в процессе очистки предложено устройство,
изображенное на рис. 9. Оно состоит из ультразвукового излуча-
теля 2, расположенного с наружной стороны детали 4, помещенной
в ультразвуковую ванну 1. В полость детали введен спрейер-от-
сос 3, который подключен к эжек-
тору 5, соединенному с нагнетатель-
ным патрубком насоса 7 через обрат-
ный клапан 6. Всасывающим патруб-
ком насос соединен с отстойником-
маслоотделителем 8, который, в свою
очередь, при помощи трубопроводов
связан с ультразвуковой ванной 1.
t
2
Рис. 10. Спрейер-отсос
Рис. 9. Устройство для ультразвуко-
вой' очистки полых деталей
Спрейер-отсос (рис. 10) состоит из внутренней трубки 1 и на-
ружной перфорированной трубки 2, которые патрубками 4 соеди-
нены с эжектором. К дну ультразвуковой ванны спрейер крепится
фланцем 3.
При включении насоса 7 (рис. 9) рабочий поток жидкости через
обратный клапан 6 поступает в эжектор 5, затем в наружную пер-
форированную трубку спрейер-отсоса и далее в полость детали 4.
Из-за падения давления в узком сечении эжектора воздух откачи-
• вается из полости детали, поступает во внутреннюю трубку спрей-
ер-отсоса и далее в эжектор. Здесь он смешивается с рабочим по-
током и в виде воздушно-жидкостной смеси опять поступает в на-
ружную перфорированную трубку спрейер-отсоса. Вследствие
постоянного поступления*свежего раствора к насосу из ультра-
звуковой ванны через отстойник-маслоотделитель доля жидкой
71
фазы в смешанном потоке непрерывно увеличивается и воздушно-
жидкостная смесь непрерывно выдавливается из полости детали.
Так как рабочий поток проходит через камеру смешения эжектора
с большой скоростью, то захваченный им воздух дробится на от-
дельные мелкие пузырьки,. которые находятся в смешанном по-
токе во взвешенном состоянии.
При ультразвуковой очистке внутренняя полость деталей с тол-
стыми стенками очищается плохо из-за снижения интенсивности
ультразвукового поля внутри полости и связанного с этим ухуд-
шения условий развития кавитации. Ослабляя жидкость инъек-
тируемыми в нее пузырьками воздуха, удается усилить кавитацию.
Одним из методов, используемых для снижения энергоемко-
сти процесса очистки, является многократное облучение изделий
при их прохождении в акустическом поле. При очистке тонких
лент предложено направлять ленту по спиральному пути, причем
расположение витков спирали обеспечивает прохождение ленты
через максимумы амплитуд звукового давления, что позволяет
в большей степени использовать энергию ультразвуковой волны.
Тонкие ленты, например фольгу, целесообразно очищать при мно-
говитковом расположении в акустическом поле.
При очистке изделий с полостями, сообщающимися с атмос-
ферой узкими каналами, целесообразно в процессе очистки пери-
одически извлекать их из ванны для истечения из полости техно-
логической жидкости, поскольку в процессе очистки она насы-
щается загрязнениями. При большой концентрации загрязнений
эффективность очистки падает. Периодическое извлечение изде-
лий способствует улучшению условий обмена технологическоГ .
жидкости внутри полости и интенсифицирует процесс очистки.
Метод извлечения изделий из технологической жидкости также
может внести существенный вклад, в интенсификацию процесса
очистки и повышение его качества. Загрязнения, взвешенные
в технологической жидкости, обычно разделяются по удельному
весу. Легкая часть загрязнений (масла, жиры, связующая основа
паст и т. п.) всплывает на поверхность и покрывает зеркало ванны
пленкой, тяжелая часть (стружка, травильный шлам, абразивная
составляющая паст и т. п.) опускается на дно и при донном раз-
мещении преобразователей в ванне покрывает их излучающую
поверхность, что приводит к поглощению части акустической
энергии. Легкие загрязнения при извлечении изделий из ванны
осаждаются на уже очищенной поверхности. Это приводит к сни-
жению эффективности процесса ультразвуковой, очистки.
- Для снижения отрицательного воздействия на эффективность
очистки взвешенной в жидкости легкой части загрязнений наиболь-
шее распространение получил метод извлечения изделий из ванны
со сливом поверхностного слоя жидкости. С этой целью ванны обо-
рудуются сливными карманами и устройствами для регенерации
технологических жидкостей. При кантовании изделий в жидко-
сти возникают потоки, способствующие транспортировке отде-
72
лившихся загрязнений от центра ванны, где обычно располагают
подвеску с изделиями, к ее периферии, что снижает количество
загрязнений в месте извлечения подвески с изделиями.’ При канто-
вании изделий над ванной снижается количество раствора, уноси-
мого изделиями, и, следовательно, удельное количество загрязне-
ний. Кантование изделий способствует также улучшению про-
цесса промывки и последующей сушки изделий.
При очистке изделий типа лент можно снизить количество ре-
сорбируемых поверхностью ленты загрязнений применением ванн
переливного типа. В этом случае происходит отсечение загрязне-
ний за счет извлечения ленты из ванны под слоем жидкости. До-
полнительное улучшение процесса достигается предотвращением
растекания раствора по поверхности ленты при использовании
шарнирно-закрепленных заслонок со скребками на концах и но-
жевых сопел, создающих заслон растеканию и сдувающих
жидкость с повер хности ленты. Метод отсечения загрязнений реали-
зуется также при использовании в ультразвуковой ванне подвиж-
ной в вертикальной плоскости стенки, не доходящей до дна и раз-
деляющей ванну на два отсека. Основная масса загрязнений, уда-
ленных с изделий, при этом остается в первом по направлению
перемещения изделий отсеке.
Иногда для уменьшения уноса материалами типа лент техйд-
логических жидкостей, а следовательно, и загрязнений, исполь-
зуют отжимные валки. Необходимо отметить, что их целесообразно
применять лишь на операциях предварительной очистки, по-
скольку валки, соприкасаясь с зеркалом технологической жидко-
сти, могут сорбировать загрязнения и стать источником вторич-
ного загрязнения изделий.
Еще один метод извлечения изделий заключается в подаче
на выходящие из ванны изделия технологической среды (газа, пара,
жидкости). Пар и жидкость на поверхность изделий при выходе
их из ванны подаются для смыва загрязнений, уносимых изде-
лиями из раствора. При этом обычно используется такая же жид-
кость, что и в ванне, или ее пары. Для подачи жидкости исполь-
зуются душирующие устройства и спрейеры, размещаемые
обычно на периферии ванны. Обработка паром производится или
его конденсацией в паровой зоне над ванной, или же принудитель-
ной подачей из сопла.
При извлечении изделий из ванны технологическая среда может
подаваться на зеркало ванны в месте выхода из нее изделий. В этом
случае струя технологической среды нарушает сплошность поверх-
ностного слоя загрязнений и перемещает их на периферию ванны
аналогично тому, как это происходило при кантовании деталей
в ванне. Однако необходимо учесть, что при содержании в тех-
нологической жидкости ПАВ возможно вспенивание жидкости.
Технологическую среду можно также подавать вдоль зеркала
ванны под некоторым углом к нему, сгоняя слой загрязнений
с поверхности жидкости в сторону сливного кармана. Сопла,
73
подающие технологическую среду, могут размещаться как над зер-
калом ванны, так и под ним (в основном при использовании жид-
костей). При трудностях, связанных с размещением сопел, можно
их направлять на стенки ванн и для перемещения загрязнений к
сливному карману использовать отраженный поток технологи-
ческой среды.
Метод принудительной подачи технологической среды может
использоваться и самостоятельно. Застойные зоны, в которых
имеет место скопление загрязнений, не ограничиваются зеркалом
ванны. Как уже указывалось, тяжелые загрязнения оседают на дно
и на излучатели. Направляя поток технологической среды вдоль
дна ванны, удается смыть осевшие загрязнения. Для более пол-
ного их удаления дно ванн выполняют с уклоном, переходящим
в небольшой отстойник. В отстойнике располагают корзинку для
сбора загрязнений, которая по мере наполнения вынимается из
ванны и опорожняется.
При многовитковом вертикальном расположении ленты в аку-
стическом поле в области ее перегибов на валках образуются за-
стойные зоны, причем легкие загрязнения концентрируются в об-
ласти верхних перегибов ленты, а тяжелые — в области нижних.
Это ухудшает качество очистки вследствие ресорбции загрязне-
ний, в особенности, с возрастанием ширины ленты и, если лента
тонкая (фольга), может привести к ее прокалыванию твердыми
частицами. Этот недостаток устраняется принудительной подачей
моющей среды в область перегибов с помощью перфорированных
роликов или роликов с лопастями, которые могут быть выполнены
поворотными для регулирования количества подаваемой жид-
кости.
При очистке в полостях изделий, как правило, также возни-
кают застойные зоны, поэтому без принудительной подачи тех-
нологической среды в ряде случаев не удается достигнуть каче-
ственной очистки. Обычно в полости нагнетают моющую среду,
однако может быть использована и газо-жидкостная. Особенно
эффективно прокачивание моющей жидкости через изделия из
пор исто-капиллярных материалов (например, через фильтроэле-
менты и длинномерные трубы). Иногда для интенсификации про-
цесса очистки производят обработку изделий струями моющей
жидкости в акустическом поле. При этом необходимо, как и в слу-
чае подачи газо-жидкостной среды, принимать меры для предот-
вращения попадания в гидросистему крупных пузырей воздуха.
Одним из методов повышения эффективности ультразвуковой
очистки при удалении прочно связанных с изделием загрязнений
является введение в моющую среду абразивных частиц. Для того,
чтобы абразивные частицы находились во взвешенном состоянии,
их размеры не должны быть большими. Обычно абразивные ча-
стицы вводят в жидкость при проведении процесса удаления за-
усенцев. Воздействие этих частиц на обрабатываемые изделия мо-
жет происходить в результате акустических течений, радиацион-
74
його давления и вследствие возникновения ударных волн при за-
хлопывании кавитационных пузырьков. Наличие абразивных ча-
стиц в жидкости способствует также развитию кавитации вслед-
ствие ослабления жидкости.
Удаление заусенцев обычно производят при избыточном давле-
нии в водно-глицериновой смеси (соотношение 1 : 1 по объему),
в которую вводят 30—40% (от объема смеси) микропорошка кар-
бида бора с размером зерен 3,5—15 мкм. При использовании в ка-
честве среды для удаления заусенцев растворов кислот с абразив-
ным наполнителем, содержащих ионы металла с электродным по-
тенциалом более положительным, чем потенциал обрабатываемых
деталей, предложено для предохранения деталей от разрушения
в рабочую жидкость вводить защитные частицы. Для этого выби-
рают частицы металла, электродный потенциал которых более
отрицателен, чем потенциал материала деталей.
При проведении процессов очистки часто используют совместно
два или более метода из рассмотренных выше. В этом заключается
сущность метода объединения. Примером может служить способ,
при котором очистку изделий щетками производят в акустичес-
ком поле. Это позволяет значительно ускорить процесс очистки
изделий от трудноудаляемых загрязнений. Например, очистка
ленты из сплава ЭИ996 ускорялась более чем в 8 раз. Ускорение
очистки, очевидно, связано с тем, что для удаления загрязнений
нет необходимости в полном разрушении ультразвуком связи ме-
жду частицами загрязнений и очищаемой поверхностью, так как
частицы загрязнений в акустическом поле приходят в колебатель-
ное движение, прочность их связи с поверхностью изделия умень-
шается, и усилия, развиваемые щетками, становятся достаточными
для разрушения этой связи. Кроме того, перемещающиеся вор-
синки щеток нарушают прочность жидкости, благодаря чему в ра-
бочей зоне облегчаются условия развития кавитации.
12. ДОПОЛНИТЕЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ
К дополнительным операциям относятся операции промывки,
пассивирования и сушки. Операция промывки служит для удале-
ния с поверхности изделий следов моющей среды и загрязнений,
занесенных в ванну с предшествующих операций очистки. Про-
мывку от водных растворов, щелочей, кислот и ПАВ производят
в воде, промывку от органических растворителей — обычно
в тех же органических растворителях. В случае очистки изделий,
особо чувствительных к следам моющей среды и загрязнений или
к солям жесткости технической воды, промывку осуществляют
в дистиллированной и деионизированной воде. При меньших тре-
бованиях дистиллированная вода может использоваться для фи-
нишной промывки.
- Количество промывок и расход воды (а также органических
растворителей) зависит от заданного критерия качества очистки.
75
-В этом случае загрязнением можно считать самсе моющую среду
с имеющимися в ней загрязнениями. При проведении дополнитель-
ных операций, как и при проведении процесса ультразвуковой
очистки, можно использовать различные методы их интенсифика-
ции. Например, при промывке часто используется барбатирование
воды острым паром, встряхивание изделий, ихворошение, обработка
затопленными струями, периодическое извлечение из ванны и т. п.
В качестве вспомогательных операций обычно при использовании
органических растворителей применяется обработка в парах рас-
творителя. При этом изделия перед обработкой в парах целесооб-
разно охлаждать, используя промывку в холодном растворителе,
так, как во время последующей обработки в парах улучшаются
условия конденсации паров на изделия, а пар, превращаясь в кон-
денсат, растворяет следы загрязнений, оставшиеся после ванны
промывки, и стекает с изделий, унося загрязнения с собой.
При использовании органических растворителей часто исклю-
чается необходимость в последующей операции сушки, так как
растворитель легко испаряется с поверхности изделий. Однако
необходимо отметить, что температура выходящих из ультразвуко-
вой установки изделий не должна быть ниже температуры воздуха
в помещении (испаряющийся растворитель охлаждает изделия),
поскольку возможна конденсация на изделиях паров воды из
окружающей атмосферы, что может привести к последующей
коррозии изделий. В этом случае последнюю ванну необходимо
делать с подогревом или нагревать изделия конденсирующимся
паром.
Используя для промывки воду, необходимо помнить, что при
низких температурах следы органических загрязнений, заносимые
с изделиями, могут фиксироваться на них вследствие повышения
вязкости. С другой стороны, чрезмерное повышение температуры
может вызвать закрепление на поверхности изделий остатков со-
лей, содержащихся в моющем растворе, в результате их гидро-
лиза. Кроме того, из технической воды при высокой температуре
на поверхность изделий могут высаждаться карбонаты металлов,
вследствие выделения из воды растворенного в ней углекислого
газа и нарушения химического равновесия солей жесткости:
Са (НСО3)2 СаСО3 + СО2 + Н2О;
4-
/О Г _
Mg(HCO3)2----+ MgCO3 + СО2 + н2о.
4-
Поэтому температуру промывочной воды подбирают в каждом
конкретном случае экспериментально, исходя из жесткости воды,
требований к качеству очистки изделий, режимов сушки и т. п.
Операция пассивирования служит для создания на поверхности
изделия пассивной пленки. Необходимость введения этой опера-
ции диктуется как требованиями к изделиям, так и технологичес-
76
ким процессом их изготовления в целом. Например, при очистке
деталей перед гальванопокрытием [27 ] нет необходимости в их
пассивировании, если в процессе хранения они не успевают про-
корродировать. Иногда операцию нанесения на поверхность изде-
лия пассивной пленки совмещают с операцией обезвоживания.
Сушка деталей является заключительной операцией техноло-
гического процесса ультразвуковой очистки. При подводе тепла
влажные детали подогреваются, парциальное давление паров над
их поверхностью повышается и влага
испаряется. Основные факторы, влияю-
щие на скорость сушки: структура
изделия, его химический состав, харак-
тер связи с влагой, конфигурация, масса
и размер высушиваемого изделия, коли-
чество влаги, температура изделия,
температура сушки и ее равномерность,
конструкция сушильного устройства,
способ подвода тепла и наличие вспомо-
гательных операций.
По способу подвода тепла сушиль-
ные устройства бывают конвективные,
контактные, радиационные (сушка ин-
фракрасными лучами), электротерми-
ческие.
Наибольшее распространение в уль-
тразвуковых установках получил кон-
вективный способ сушки деталей, когда
детали находятся в потоке теплоноси-
теля (газа). Соприкасаясь с высуши-
ваемыми деталями, теплоноситель пе-
редает им тепло, воспринимает удаляемую с поверхности деталей
влагу и отводит ее из сушильного устройства. Механизм под-
вода тепла и удаления пара определяется аэродинамикой дви-
жения газа, а температура поверхности деталей и давление
паров над ней устанавливаются в результате динамического рав-
новесия между количеством поступающего тепла и его отводом
в. виде тепла удаляемого пара. Интенсивность конвективной
сушки зависит от температуры воздуха, его скорости, влагосодер-
жания и других факторов.
На рис. 11 приведены кривые зависимости времени сушки
от температуры и скорости воздуха для мелких деталей. Целе-
сообразно сочетать удаление влаги при сушке с механическим ее
удалением за счет вспомогательных операций: встряхивания дета-
лей, их центрифугирования, вибрации и т. п., а также за счет по-
вышения скорости потока воздуха [131.
Разновидностью конвективной сушки является сушка в ква-
зикипящем слое (рис. 12). Ее сущность заключается в том, что
через слой деталей продувают воздух с такой скоростью, при кото-
77
Рис. 11. Зависимость вре-
мени сушки fc от температуры
и скорости воздуха:
/ — 0,9 м/с; 2, 3 — 4,5 м/с;
4 — 7 м/с. Для кривых 1 и 2 на-
чальная температура деталей
20° С, для кривых 3 н 4 — тем-
пература 75° С
рой слой расширяется и внутри него возникает движение деталей
(кипение). Большим достоинством сушки с использованием на-
правленного потока теплоносителя или с использованием вспомо-
гательных операции является возможность повышения критерия
Рис. 12. Сушка деталей в квазикипя-
щем слое:
/ — камера сушки; 2 — загрузочное окно;
3 — перфорированное дно; 4 — разгрузоч-
ное окно; 5 — детали, подвергаемые сушке
очистки за счет удаления боль-
шей части жидкости с содержа-
щимися в ней следами загряз-
нений механическим путем. При
этом снижается количество
жидкости, удаляемое терми-
чески, и, следовательно, количе-
ство загрязнений, остающихся
на поверхности изделий при ее
выпаривании.
Достаточно широкое распро-
странение в процессах ультра-
звуковой очистки получила
сушка инфракрасными лучами.
Процесс поглощения инфра-
красных лучей сопровождается
превращением переносимой ими
электромагнитной энергии в те-
пловую; он проявляется в повы-
шении температуры облучаемого
объекта и жидкости, находя-
щейся на нем. Соотношение
потоков поглощения, отражения и преломления зависит от длины
волны и от физических свойств облучаемого тела. Ниже приво-
дятся данные для пяти основных полос поглощения воды:
Длина волны, мкм............. 0,76 0,94 1,19 1,45 1,94
Коэффициент поглощения, см-1 . . 0,026 0,46 1,05 26,0 114,0
Наличие основных полос поглощения воды в коротковолновом
диапазоне длин волн и температурный фактор, приводящий к рез-
кому увеличению коэффициента поглощения, являются отправ-
ными моментами для выбора источника инфракрасного излучения.
При этом необходимо учитывать прозрачность среды между источ-
ником и изделием, физико-химическую форму связи воды с изде-
лием, коэффициент поглощения материала изделия.
Органические растворители, например трихлорэтилен, обла-
дают малой долей поглощения почти во всей области инфракрас-
ного диапазона, кроме ярко выраженных полос поглощения в рай-
оне 3,1—3,3 мкм или 4,1—4,3 мкм. Для фреона ярко выраженная
полоса поглощения лежит в пределах 4,2—3,8 мкм. Ацетон обла-
дает достаточным поглощением в районе 2,2—3,7 мкм.
Для создания максимума излучения в указанных выше обла-
стях необходимо иметь инфракрасный излучатель с температурой
излучающей поверхности: для трихлорэтилена 650° С и 330° С,
78
для фреона-113 380—420° С, для ацетона 650—700° С. Однако
указанные температуры являются недопустимыми, так как три-
хлорэтилен разлагается при температуре 125° С, а ацетон само-
воспламеняется при температуре 500° С. Поэтому при сушке изде-
лий от этих растворителей используют низкотемпературные
излучатели, вследствие чего процесс сушки занимает значительное
время. В ультразвуковых установках инфракрасную сушку целе-
сообразно применять в тех случаях, когда детали очень чувстви-
тельны к взвешенным частицам, находящимся в воздухе, и нет
возможности применить обеспыленный воздух, а также, когда
сушке подлежат детали простой конфигурации.
При разработке технологических режимов ультразвуковой
очистки необходимо рассматривать весь комплекс технологических
операций изготовления изделий, выяснять характер их загрязне-
ний и требования, предъявляемые к качеству очистки, использо-
вать надежные методы оценки эффективности очистки. По возмож-
ности надо стремиться к сокращению количества технологических
операций очистки, это в свою очередь будет способствовать про-
ектированию надежного и эффективного технологического обору-
дования для очистки.
13. КОНТРОЛЬ КАЧЕСТВА ОЧИСТКИ
При разработке процессов ультразвуковой очистки и эксплуа-
тации ультразвукового оборудования необходимо уделять боль-
шее внимание вопросу контроля качества очистки. Неправильный
выбор метода контроля может стать препятствием к достижению
заданного критерия очистки или привести к необоснованному уве-
личению времени, а следовательно, к снижению производительно-
сти и повышению энергоемкости процесса.
Наиболее простым, удобным и широко используемым как в про-
мышленности, так и при лабораторных исследованиях методом
контроля органических загрязнений является метод разрыва
водной пленки, который заключается в том, что очищенное изде-
лие после промывки на короткое время погружают в проточную
холодную воду (желательно дистиллированную, деионизирован-
ную или водопроводную с гарантированным отсутствием органи-
ческих загрязнений), а затем извлекают и после стекания из-
бытка воды наблюдают за сплошностью водной пленки. Когда на
поверхности изделия присутствуют гидрофобные загрязнения,
сплошность водной пленки нарушается вследствие того, что за-
грязненные участки водой не смачиваются.
У этого метода имеются особенности, которые необходимо учи-
тывать, иначе они могут привести к ложным выводам относительно
качества очистки. Ошибки метода обусловлены тем, что сплош-
ная пленка воды может образоваться и на загрязненных деталях,
если они плохо отмыты от ПАВ. Молекулы этих веществ адсорби-
руются на частицах неудаленных загрязнений, а молекулы воды—
79
на них и на очищенных участках, поэтому пленка может перекрыть
загрязненные участки и оказаться сплошной, как это схематически
показано на рис. 13.
В случае использования в качестве ПАВ мыла, ложную сма-
чиваемость можно устранить, погрузив деталь в слабый раствор
кислоты (следует избегать соляной кислоты). Это приводит к раз-
ложению мыла в нерастворимую в воде жирную кислоту, которая
разрывает водяной слой. При использовании синтетических ПАВ,
не взаимодействующих с кислотой, этот метод неприемлем.
Недостатком кислотной обработки является возможность ржавле-
ния деталей и их загрязнение жирными кислотами. Теплую воду
Рис. 13. «Ложная» непрерывность слоя воды. Кружками
обозначены растворимые в воде группы ПАВ:
/ — молекулы ПАВ; 2 — молекулы воды
для испытаний применять не следует вследствие того, что она мо-
жет вызывать ускоренное ржавление. Чем тоньше пленка воды,
тем точнее испытания. Время стекания выбирается эксперимен-
тально для каждого вида изделий и составляет 30—60 с.
Указанным методом нельзя пользоваться при очистке изделий
в органических растворителях и эмульсионных растворах, по-
скольку остаток этих моющих сред гидрофобизирует поверхность
изделия, что при испытании на смачиваемость показывает Ю0-
процентную загрязненность.
Еще одним методом, основанным на смачивании водой поверх-
ности, является метод распыления. При этом методе испытывае-
мую сухую поверхность детали подставляют под распыляемую
пульверизатором струю воды. Воспроизводимость метода тем выше,
чем меньше величина капель и чем меньше разброс значений этих
величин. Интерпретация результатов испытаний производится по
картине смачивания. При отсутствии гидрофобных загрязнений
капли воды будут смачивать поверхность, сливаться между собой
и покрывать ее сразу же сплошным слоем водной пленки. При нали-
чии гидрофобных загрязнений распыленные капли не смачивают
эти участки, а остаются на них, образуя на границе с поверхно-
стью детали большие краевые углы смачивания. Чувствительность
метода распыления в'ЗО—50раз выше метода разрыва водной пленки
и при загрязнении изделий минеральным маслом составляет
соответственно 3-10-’ и 90-10"’ г/см2.
Явление смачиваемости испытуемой поверхности водой исполь-
зовано в разработке методов конденсации и запотевания. Метод
80
конденсации заключается в том, что испытуемую деталь помещают
в пробирку, которую затем охлаждают погружением в жидкий газ.
После извлечения пробирки деталь покрывается инеем. По харак-
теру смачивания поверхности при таянии инея судят о том, на-
сколько качественно проведен процесс очистки. Осмотр деталей
производят через лупу с 10—15-кратным увеличением.
При методе запотевания испытуемую деталь обрабатывают
водяным паром. Контроль качества очистки производится анало-
гично. Чувствительность рассматриваемых методов зависит от
способа очистки, т. е. от того, как эти способы воздействуют на
структуру поверхности металла, а также от того, равномерно ли
распределены загрязнения по поверхности и каков их химичес-
кий состав.
Методы, основанные на смачивании водой, обнаруживают
не все загрязнения. Хорошим дополнением к этим методам может
служить простое испытание протиранием. В качестве протиров
используют фильтровальную бумагу, бумажные салфетки и белую
ткань. Предпочтение следует отдать батистовой ткани. При проти-
рании большое значение имеет усилие прижима, особенно для вы-
явления шлама, остающегося на очищенной поверхности изделий,
подвергавшихся операциям пластического деформирования (про-
катка, вытяжка и т. п.); с увеличением усилия прижима чувстви-
тельность метода возрастает. При контроле качества очистки глу-
боких глухих каналов этот метод является наиболее приемлемым.
Простым методом является испытание с помощью коррозии.
Сущность его заключается в том, что бумага пропитывается же-
лезосинеродистым калием и хлористым натрием. При наложении
увлажненной бумаги на стальную поверхность в очищенных
местах происходит реакция, продукты которой (берлинская
лазурь) имеют синий цвет. Саубестр считает, что этот метод в 10 раз
менее чувствителен, чем метод разрыва водной пленки.
Иногда используют метод, основанный на способности менее
благородных металлов вытеснять более благородные из растворов
их солей на участках, свободных от органических загрязнений.
При испытании медных и латунных деталей применяется 3-про-
центный водный раствор азотнокислой закиси ртути Hg2(NO3)2,
для стальных, чугунных и алюминиевых — 3-процентный водный
раствор медного купороса CuSO4, для цинковых — концентрация
медного купороса снижается до 0,1—0,05%. Относительно чув-
ствительности этого метода по сравнению с предыдущим мнения
разноречивы.
Следующий метод гравиметрический. Он заключается во взве-
шивании деталей до и после очистки на аналитических весах. Не-
обходимо отметить, что этот метод неприменим для испытания де-
талей, чувствительных к кавитационному разрушению.
Количество неудаленных загрязнений можно также опреде-
лить счетным методом, заключающимся в подсчете количества
частиц, не удаленных с поверхности изделия. Существует не-
6 О К Келлер
81
сколько разновидностей счетного метода. При одном из них иссле-
дуемую деталь помещают в поле зрения микроскопа и последова-
тельно исследуют участки ее поверхности, подсчитывая количество
частиц. Количество исследуемых участков и их расположение
зависят от методики. Счетный метод позволяет исследовать не
только количество частиц, но и их гранулометрический состав,
а также природу.
При очистке изделий с внутренними полостями применяют раз-
новидность счетного метода, при котором полости очищенного
изделия дополнительно промывают, прокачивая через них опре-
деленное количество жидкости. Жидкость, применяемая при конт-
роле, должна быть особо чистой и содержать известное количество
взвешенных частиц в единице объема. После проведения этих опе-
раций жидкость фильтруется через расположенный в горизонталь-
ной плоскости обеззоленный бумажный фильтр, задерживающий
частицы 0,5 мкм. Фильтр с выпавшим осадком помещают в поле
зрения микроскопа и подсчитывают количество и размеры частиц.
Подсчет ведется в двух взаимно перпендикулярных направлениях
по диаметру фильтра, ширина зоны при этом составляет 0,5 мм.
Если площадь фильтра 1 см2, то площадь креста составляет 11 %
от этой площади. Предполагая, что осадок на фильтре распреде-
лен равномерно, общее количество частиц получим умножением
на 9.
Метод флюоресценции основан на наблюдении излучения не-
которых веществ, подвергаемых воздействию ультрафиолетовых
лучей. В качестве источника этих лучей используют ртутно-квар-
цевые лампы с набором увиолевых светофильтров. Так, например,
масляные загрязнения, присутствующие на поверхности очищен-
ных изделий, в ультрафиолетовых лучах имеют ровное матовое
свечение, в то время как очищенные участки выглядят совершенно
темными. Чувствительность метода можно повысить, добавляя
в технологические среды, используемые в процессе изготовления
и эксплуатации изделий, люминисцентные индикаторы, обладаю-
щие повышенной светимостью при небольших концентрациях.
Для количественного определения загрязнений можно смывать
их с поверхности изделий с последующим сравнением светимости
смыва с эталонными растворами загрязнений. Более совершенным
является метод, при котором используется прибор, где свечение
фиксируется не визуально, а фотоумножителем. Сочетание по-
следнего с электронной схемой позволяет регистрировать резуль-
тат очистки на стрелочном приборе. Однако, по нашему мнению,
недостаток такой оценки заключается в том, что она предполагает
обязательный переход всех загрязнений в моющую среду.
Следует также отметить, что при использовании в качестве
моющих сред растворов ПАВ необходимо обратить особое внима-
ние на тщательную промывку деталей от раствора, так как эти
растворы люминисцируют, и это может внести погрешность при
измерениях.
82
Весьма точным, хотя и достаточно трудоемким, является хи-
мический анализ проб раствора. В этом случае целесообразно
брать пробы как непосредственно из ванны, так и при экстра-
гировании загрязнений в растворитель с партии очищенных де-
талей.
Для контроля качества очистки ионогенных загрязнений,
например солевых, можно применять кондуктометрический ме-
тод, основанный на измерении электропроводности растворов.
Обычно этот метод используется при очистке изделий в дистилли-
рованной или деионизированной воде. При этом можно проводить
измерение электропроводности непосредственно моющей среды
либо измерение электропроводности смыва.
К самым чувствительным методам определения загрязнений
относятся методы с применением радиоактивных изотопов. Их
чувствительность составляет 0,005 мономолекулярного слоя, при-
чем имеется запас чувствительности на два-три порядка. К сожа-
лению, эти методы пригодны лишь при проведении исследований,
так как требуют выполнения специальных мер в отношении тех-
ники безопасности, захоронения отработанных технологических
сред и т. д.
При контроле качества очистки от продуктов коррозии можно
пользоваться прибором Жуковского—Зильберштейна. На этом
приборе испытуемый образец прижимается с постоянным усиле-
нием к двум медным контактам, и затем с помощью моста произ-
водится измерение контактного сопротивления. В наиболее про-
корродировавших местах контактные сопротивления составляют
100—2000 Ом, в то время как на чистых участках оно составляет
140-10-4 Ом. Еще один метод заключается в измерении контакт-
ной термо-э. д. с. При соприкосновении медного контакта диф-
ференциальной термопары с окалиной возникает ток одного на-
правления, а при соприкосновении с чистой поверхностью — ток
другого направления.
При очистке изделий перед гальванопокрытием, о качестве
очистки можно судить по качеству гальванопокрытия. Другой
метод заключается в определении прочности сцепления покрытия
с основой. При очистке фильтроэлементов о качестве очистки судят
по времени заполнения фильтроэлемента контрольной жидкостью
и т. п.
Поскольку при очистке изделий обычно имеют дело с комплек-
сом загрязнений, ни один из описанных методов контроля не может
быть универсальным. Поэтому рекомендуется пользоваться па-
раллельно несколькими методами контроля.
6
ГЛАВА V
ТЕХНОЛОГИЧЕСКИЕ УСТАНОВКИ
ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ
Ультразвуковая очистка производится в ультразвуковых уста-
новках, состоящих из одного или нескольких ультразвуковых
технологических устройств, генератора и источника ультразвука—
электроакустических преобразователей. Основной частью ультра-
звуковой установки является-технологическое устройство, по-
средством которого и осуществляется весь технологический про-
цесс, включающий в себя комплекс операций как с ультразвуком,
так и без него.
14. КЛАССИФИКАЦИЯ УЛЬТРАЗВУКОВЫХ УСТАНОВОК
По своему назначению, характеру использования и конструк-
тивным особенностям ультразвуковые установки могут быть под-
разделены на четыре основные группы: универсальные малога-
баритные установки, однопозиционные промышленные ванны и
установки, многопозиционные промышленные установки, про-
мышленные автоматизированные агрегаты.
Универсальные малогабаритные установки характерны тем, что
в них наряду с генератором применяются ванны или комплекты
ванн различной емкости, удельной интенсивности и объемной плот-
ности ультразвуковой энергии, что дает возможность использо-
вать данные устройства для очистки изделий разной конфигура-
ции и габаритов от различных загрязнений. Преобразователи .
могут быть погружными и встроенными. Диапазон мощностей
генераторов от 0,015 до 1,6 кВт, емкость ванн от 0,5 до 100 л.
Применение малогабаритных установок дает возможность путем
компановки ванн и применения дополнительных технологических
приспособлений осуществлять практически любой технологи-
ческий процесс, а малые габариты позволяют устанавливать это
оборудование непосредственно на рабочих местах для межопе-
рационной очистки.
Однопозиционные промышленные ванны и установки, как пра-
вило, имеют большую мощность (до 10 кВт) и предназначены для
84
выполнения наиболее простых технологических процессов, со-
стоящих из одной операции. Ванны могут быть механизированы
и снабжены приспособлениями, увеличивающими эффективность
технологического процесса. В случае более сложного процесса
необходимо использовать дополнительное оборудование. Одно-
пОзиционные установки, помимо механизации процесса очистки,
могут иметь автоматическую загрузку и выгрузку деталей и мо-
1 гут работать в автоматическом или полуавтоматическом ре-
жимах.
Многопозиционные промышленные установки применяются для
очистки изделий различной конфигурации при небольшой про-
грамме и значительной номенклатуре. Мощность таких установок
может быть различной, в основном от 0,1 до 10 кВт. Установки
содержат несколько технологических позиций и имеют ручное
обслуживание. В них кроме ультразвуковых ванн предусмотрены
технологические позиции для осуществления вспомогательных
операций, сопутствующих ультразвуковой очистке. По степени
механизации установки этой группы делятся на механизирован-
ные и немеханизированные, по своему назначению — на специали-
зированные и универсальные (специализированные предназна-
чаются для очистки определенного вида деталей, универсальные .—
для очистки более широкой номенклатуры деталей).
Промышленные автоматизированные агрегаты имеют автома-
тический перенос деталей из позиции в позицию и ручную или
автоматическую их загрузку и выгрузку. Мощность таких агре-
гатов может достигать 200 кВт. По своему назначению они де-
лятся на специализированные и универсальные. Специализиро-
ванные ультразвуковые установки предназначены для однотип-
ных штучных изделий, располагаемых на подвесках, захватах,
в корзинах ит. п., для очистки проволоки, ленты, для очистки
листов и полос, труб, прутков и т. д. Универсальные установки
служат для очистки разнотипных штучных изделий насыпью
или в корзинах и для очистки различных штучных изделий на
универсальных или сменных подвесках.
По характеру движения деталей из одной технологической
позиции в другую ультразвуковые установки можно разделить
на прямолинейные (с прямолинейным расположением ванны),
овальные (с расположением ванн по овалу) и карусельные (с коль-
цевым расположением ванн). Прямолинейные, в свою очередь,
делятся на установки с выдачей деталей в прямом и противопо-
ложном их поступлению на очистку направлениях.
По способу действия автоматизированные ультразвуковые уста-
новки делятся на установки непрерывного действия, в которых
рабочее движение происходит непрерывно и остается, как пра-
вило, неизменным в течение длительного времени, и прерывного
действия с периодическим перемещением, выполняемым по осо-
бому циклу движений. На установках непрерывного действия
после их пуска не требуется управление рабочим движением, а на
85
установках прерывного действия необходима Система автомати-
ческого управления рабочим движением.
Так как места загрузки и выгрузки в прямолинейных установ-
ках с выдачей деталей в одном направлении расположены в проти-
воположных концах, то они удобны для встраивания в поточные
линии производства изделий и обычно полностью автоматизи-
рованы (использовать ручную загрузку и выгрузку изделий в них
нецелесообразно, так как это требует дополнительной рабочей
силы).
Прямолинейные установки с выдачей деталей в противополож-
ном их поступлению на очистку направлении и овальные уста-
новки имеют загрузку и выгрузку в одном месте и могут быть авто-
матизированы как полностью, так и частично.
Карусельные установки обычно имеют совмещенные места
загрузки и выгрузки и в большинстве случаев являются полу-
автоматами. Установки карусельного типа могут иметь до 10
позиций. С увеличением числа позиций возрастает неиспользуе-
мая площадь в центре установки, поэтому наиболее целесооб-
разны карусельные установки с пятью или шестью позициями.
По той же причине они обычно не используются при очистке
крупногабаритных деталей.
Выбор той или иной конструкции обусловлен многими фак-
торами: технологическим процессом очистки, определяющим ко-
личество ванн, направлением потока деталей в цехе, объемом про-
дукции, снимаемым с единицы площади, занимаемой установ-
кой, и т. п.
Все выпускаемое ультразвуковое оборудование для очистки
работает в основном в диапазоне низких ультразвуковых частот
(16—60 кГц), что обеспечивает высокую эффективность ультра-
звуковой очистки. Значительно реже встречаются установки с ра-
бочей частотой 400 кГц и выше, причем в настоящее время на-
метилась тенденция к полному отказу от использования этих ча-
стот, не обеспечивающих требуемого качества и скорости процесса
очистки. К тому же выполнение электроакустических преобразо-
вателей на этих частотах достаточно сложно.
В отечественной и 'зарубежной практике используются все
упомянутые виды ультразвукового оборудования для очистки.
Ниже рассматриваются наиболее , характерные его типы, пред-
ставляющие особый интерес для практического применения.
16. УНИВЕРСАЛЬНЫЕ МАЛОГАБАРИТНЫЕ УСТАНОВКИ
И ОДНОПОЗИЦИОННЫЕ ПРОМЫШЛЕННЫЕ ВАННЫ
И УСТАНОВКИ
В электронике, приборостроении, радиотехнике, оптике, точ-
, ном машиностроении и др. большой удельный вес занимает про-
изводство мелких деталей, в технологию изготовления и обра-
ботки которых включены или могут быть включены процессы
86
очистки с использованием ультразвука. То же самое можно ска-
зать о мелкосерийных производствах, лабораториях, медицин-
ских учреждениях, часовых мастерских, где необходимо очищать
небольшие партии мелких и средних деталей, лабораторного
инструмента, посуды и т. п.
В большинстве вышеперечисленных случаев использование
ультразвуковых установок большой мощности не может обеспе-
чить необходимого эффекта и загрузки оборудования. В этих слу-
чаях целесообразно применение универсальных малогабаритных
ультразвуковых установок.
Основные требования, предъявляемые к этой группе устано-
вок, следующие: минимальные габариты и вес, простота устрой-
ства, высокие энергетические показатели, удобство обслуживания,
дешевизна и т. п. Все это достигается при условии использова-
ния в ультразвуковых генераторах и технологических устройст-
вах новых материалов, малогабаритных экономичных деталей,
полупроводниковых приборов, пьезокерамических преобразовате-
лей и т. п.
Малогабаритные ультразвуковые установки являются основ-
ным типом ультразвукового оборудования для очистки, выпускае-
мого зарубежными фирмами. Значительный удельный вес зани-
мают они и в объеме производства ультразвуковых установок
в СССР.
В состав малогабаритных ультразвуковых установок обычно
входят ультразвуковые генераторы, ультразвуковые ванны очи-
стки, снабженные электроакустическими преобразователями, про-
мывочные ванны, погружные преобразователи, погружные на-
греватели или термостаты, обеспечивающие регулировку и под-
держание необходимой температуры, устройства для фильтрации
или регенерации моющих сред, загрузочные приспособления
и элементы малой механизации. Иногда вместо ультразвуковых
ванн применяются обычные ванны с погружными преобразова-
телями, которые монтируются внутри ванн.
Обычно генераторы этих установок имеют универсальное на-
значение и могут быть использованы для питания различных тех-
нологических устройств, обеспечивая в зависимости от приме-
няемой электр'оакустической системы различную интенсивность
ультразвуковых колебаний в ваннах в пределах от 0,25 до
1,2 Вт/см2. Как правило, они выполнены на транзисторах, что
обеспечивает высокие энергетические характеристики и надеж-
ность.
Основным типом электроакустических преобразователей, при-
меняемых в малогабаритных ультразвуковых установках, яв-
ляются пьезокерамические преобразователи пакетного типа. При-
менение пьезокерамических преобразователей наряду с их вы-
сокой эффективностью (к. п. д. 50—70%) позволяет получить
большие излучающие поверхности и создать достаточно равно-
мерно озвучиваемые объемы.
87
Возможность использования одного и того же генератора
с различными технологическими устройствами весьма выгодна
с точки зрения технологического использования оборудования и
его промышленного производства.
В табл. 8 приведены данные по ультразвуковым технологи-
ческим установкам фирмы «Dawe» (Англия), а в табл. 9 — фирмы
«Acoustica» (США).
Таблица 8
Ультразвуковые установки фирмы «Dawe»
(рабочая частота генератора 25 кГц)
Генератор Ванны очистки
Тип Мощность, Вт (пиковая/ средняя) Тип Ем- кость л Мощ- ность нагре- вате- лей ,Вт Интенсивность ультразвука
1190 А 300/150 1165/Н45/3 1165/Н80/4 4,5 9 400 600 Сверхвысокая Высокая
1191В 600/300 1165/Н80/6 1165/Н126/8 9 18 600 1150 Сверхвысокая Высокая
1192А 1200/600 1165/Н126/12 18 1150 Сверхвысокая
1165/Н240/16 50 2500 Высокая
2Х1192А 2400/1200 1165/Н240/24 1165/Н450/32 50 100 2500 2800 Сверхвысокая Высокая
Фирмой «Alcatel» (Франция) выпускаются установки марок
20—400; 20—250 и т. д. мощностью от 50 Вт до нескольких кВт
с рабочими частотами 20,40 и 60 кГц и объемами ванн 1, 2, 10 и
50 л. Комплекты такого оборудования обеспечивают потреби-
телю весьма широкий выбор в зависимости от объема применяе-
мых ванн, интенсивности их работы, набора технологических
приспособлений.
В СССР разработано несколько типов малогабаритных ультра-
звуковых установок. Наиболее характерными для этой группы
установок являются серийно выпускаемые ультразвуковые уста-
новки типов УЗУ-0,1; УЗУ-0,25 и УЗУ-0,4, работающие соответ-
ственно на мощностях 100, 250 и 400 Вт. Эти установки имеют на-
стольное исполнение, представляют собой комбинации- генера-
торов соответствующих мощностей и ванн с различным рабочим
объемом. Технические характеристики установок даны в табл. 10.
88
Таблица 9
Ультразвуковые установки
фирмы «Acoustica»
(рабочая частота генератора 22 кГц)
Генератор Ванна очистки
Тип Мощ- ность Вт Тип Ем- кость л Интен- сив- ность излу- чате- лей, Вт/см*
AS-100 100 A1-D 3,9 0,32
AS-200 200 A1-D 3,9 0,63
A3-D 11,6 0,28
AS-350 350 A3-D 11,6 0,5
A5-D 19,3 0,39
AS-700 700 A5-D 19,3 0,79
A8-D 31 0,64
AS-1000 1000 A8-D 31 0,92
A10-D 39 0,69
AS-1400 1400 A10-D 39 0,96
A15-D 58 0,71
Установка УЗУ-0,1 состоит из генератора на транзисторах
и двух ванн, ультразвуковой и промывочной, смонтированных
в общем корпусе. В дно первой ванны встроен один пакетный
пьезокерамический преоб-
разователь ПП1-0,1. Свер-
ху вся конструкция закры-
вается съемной крышкой.
В нижней части корпуса
имеются краны для слива
моющего раствора. Детали,
подвергающиеся очистке,
загружаются в загрузоч-
ную корзину (или уста-
навливаются в кассету),
которая помещается непо-
средственно над пьезокера-
мическим преобразовате-
лем. После ультразвуковой
очистки детали ополаски-
ваются в промывочной
ванне и поступают на даль-
нейшие технологические
операции.
Установка УЗУ-0,25
(рис. 14) по своей кон-
струкции аналогична уста-
новке УЗУ-0,1. Отличие
состоит в большей мощ-
ности, емкости ванн и
в числе встроенных преоб-
разователей (3 шт.).
Рассмотренные установки могут или использоваться самостоя-
тельно, или входить в виде отдельных элементов в автоматичес-
кие установки и агрегаты, на которых осуществляется закончен-
ный комплекс технологических операций очистки деталей.
Таблица 10
Технические характеристики отечественных лабораторных
ультразвуковых установок
X ар актер н стн к н УЗУ-0,1 УЗУ-0,25 УЗУ-0,4
Выходная мощность генератора 0,1 0,25 о,4
Рабочая частота, кГц 18 18 18
Потребляемая мощность, кВт 0,15 0,4 1,0
Рабочий объем ванн, л 1 5 5
Интенсивность, Вт/см2 0,6 0,6 1,0
89
Ультразвуковая установка УЗУ-0,4 состоит из лампового гене-
ратора УЗГ-0,4 и ванн для очистки, аналогичных ванне установки
УЗУ-0,25. Кроме того, эта установка может дополняться ручным
приспособлением УОГ-3 для очистки глухих каналов и отверстий.
Ультразвуковые генераторы помимо ванн часто снабжаются
погружными преобразователями, которые в зависимости от техно-
Рис. 14. Ультразвуковая установка УЗУ-0,25
логической необходимости могут монтироваться потребителем
в емкостях практически любого объема в любом количестве, опре-
деляемом требованиями технологии и числом примененных ком-
плектов. В табл. 11 дан перечень комплектов таких преобразова-
телей фирмы «Dawe».
Таблица 11
Погружные преобразователи фирмы «Dawe»
Генератор Погружные преобразователи
Тип Мощность, Вт (пиковая/сред- ияя) Тип Размеры, мм Количество преобразовате- лей, приходя- щихся на гене- ратор
1190А 300/150 1166/В48/4 457X76X82 1
1166/В60/4 254X 152X82 1
1191В 600/300 1166/В48/4 457X76X82 2
1166/В48/6 457X76X82 1
1166/В60/4 254Х 152Х 82 2
1166/В60/6 254X152X82 1
1192А 1200/600 1166/В48/4 457Х 76Х 82 3 нлн 4
1166/В48/6 •457Х 76Х 82 2
1166/В60/4 . 254Х 152X82 3 илн 4
1166/В60/6 254Х 152X82 2
90
Представляют интерес погружные нагреватели, используемые
для подогрева моющих сред в ваннах, содержащие кроме нагре-
вающего элемента термодатчики и устройства для стабилизации
и регулировки температуры. Иногда установки комплектуются
охладителями, применяемыми при работе с летучими органичес-
кими растворителями, устройствами для фильтрации или реге-
нерации моющих сред. В последнем случае в ваннах обеспечи-
вается непрерывная смена моющего раствора, осуществляемая
с помощью приставки, состоящей из небольшого насоса для пере-
качки моющей среды, фильтра или устройства регенерации.
Удобны в практическом применении приспособления для ме-
ханического перемешивания деталей в процессе ультразвуковой
очистки. Детали загружаются в барабан, который вращается
с помощью специального привода, благодаря чему обеспечивается
перемешивание деталей.
Однопозиционные промышленные ванны и установки пред-
ставляют сочетание ультразвуковых генераторов мощностью 1,6—
—10 кВт, выполненных на транзисторах, тиристорах или элек-
тронных лампах, питающих ультразвуковую ванну большой ем-
кости (70 л и выше) с встроенными магнитострикционными или
пьезокерамическими преобразователями. Ванны работают в частот-
ном диапазоне 18—40 кГц с удельными интенсивностями излу-
чения 0,5—1,5 вТ/см2. В ванны могут встраиваться нагреватели,
приспособления для перемешивания деталей, устройства для филь-
трации или смены моющих растворов и прочие приспособления.
Основное назначение ванн — очистка индивидуальных крупно-
габаритных деталей или деталей массового производства, не
требующих особо тщательной обработки.
За рубежом такие установки представлены значительно уже,
чем малогабаритные. Наиболее характерными здесь являются
ванны, выпускаемые фирмой «Acoustica» (США) типов A20W и
A30W, имеющие соответственно емкость 75 и ПО л и питаемые
от транзисторных генераторов мощностью 3 или 4 кВт. В ваннах
используются пьезокерамические преобразователи.
""Установка для очистки крупных деталей в ядерной промыш-
ленности фирмы «Dawe» (Англия) имеет ванну емкостью 550 л,
снабженную Ы преобразователями, передвигающимися на спе-
циальной каретке. Генератор, питающий эту установку, имеет
пиковую мощность 8 кВт и работает на частоте 40 кГц.
В СССР эта группа ультразвуковых 'установок представлена
ультразвуковыми ваннами УЗВ-15М, УЗВ-16М, УЗВ-17М,
УЗВ-18М объемом 15—150 л, предназначенными ’"для ультразву-
ковой очистки от жировых и механических загрязнений деталей
и узлов из стали, сплавов и неметаллических материалов разме-
рами 150—200 мм. Очистка может производиться в органичес-
ких растворителях или водных растворах щелочей и синтети-
ческих поверхностно-активных веществ. Возбуждение ультра-
звуковых колебаний в рабочей среде обеспечивается магнитострик-
91
ционными преобразователями ПСМ-22, питающимися от ультра-
звуковых генераторов УЗГ-10. Рабочая частота 22 кГц. Ванны
заключены в звукоизоляционные кожухи с крышками и имеют
встроенные бортовые отсосы, которые присоединяются к цеховым
вентиляционным системам. Предусмотрена возможность нагрева
или охлаждения жидкости в ваннах.
К этой же группе установок относится установка УЗА10-1,6/18
для очистки фильтроэлементов и фильтропакетов топливных,
масляных гидравлических, пневматических систем летательных
аппаратов от механических частиц, смолистых веществ и продук-
тов коксования. Установка обеспечивает очистку фильтроэлемен-
тов из материала ФНС-5 с тонкостью фильтрации 5—7 мкм, нике-
левой сетки саржевого плетения 80/720 с тонкостью фильтрации
12—16 мкм, никелевой сетки саржевого плетения 50/400 с тонко-
стью фильтрации 30—40 мкм. Приводим технические характе-
ристики установки:
Напряжение питающей сети, В ........................ 380
Мощность, потребляемая от сети, кВ-А .... 10
Мощность ультразвукового генератора, кВт ... 1,6
Рабочая частота, кГц 18
Избыточное давление в технологической камере,
Па............................................ 39.103—294.103
Моющий раствор ...............................масло АМГ-10
Емкость гидравлической системы с моющим рас-
твором, л ..... ,................................ 40
Максимальное время очистки одного фильтроэле-
мента, мин ..................................... .15
Масса установки, кг................................ 750
Максимальные габариты фильтров, подлежащих
очистке, мм:
диаметр............................................ 15Г
высота ................................. 280
Габаритные размеры, мм:
технологического устройства................... 1830X840X 1550
ультразвукового генератора ............. 670Х 700Х 1090
Установка УЗАЮ-1,6/18 состоит из ультразвукового агре-
гата и генератора. В стенки технологической камеры встроен
кольцевой магнитострикционный преобразователь. Очищаемый
фильтроэлемент крепится к поршню и совершает относительно
преобразователя возвратно-поступательное движение. Одновре-
менно происходит прямая прокачка моющей жидкости, прошед-
шей через блок очистительных фильтров, грубой и тонкой очи-
стки.
Технологическая камера во время работы герметично закрыта.
Подача моющей жидкости из бака в технологическую камеру
осуществляется насосом. Агрегат — полуавтоматический: уста-
новка и снятие очищаемого фильтра осуществляется вручную,
остальной процесс очистки — автоматический. С помощью регу-
лировочных вентилей гидросистемы установки определяется ве-
личина избыточного давления внутри технологической камеры.
92
Для очистки и удаления заусенцев используются ультразву-
ковые установки, работающие при повышенном статическом дав-
лении УЗВД-6 и УЗВД-8.
Установки питаются от ультразвукового генератора УЗГ-10.
Применяются не только для снятия заусенцев, но и для очистки
поверхности электроконтактов на деталях из армированной тер-
мореактивной пластмассы и очистки деталей сложной конфигу-
рации. Установки представляют собой корпус с крышкой и ра-
бочую камеру с магнитострикционным преобразователем
(ПМС-15А-18) в установке УЗВД-6 и ЦСМ-8 в установке УЗВД-8).
Избыточное давление в установке УЗВД-6 создается с помощью
сжатого азота, подаваемого в рабочую камеру, а в установке
УЗВД-8 — с помощью эластичной диафрагмы, вмонтированной
в крышку рабочей емкости, приводимой в действие с помощью сжа-
того воздуха. Рабочая камера установки УЗВД-8 снабжена «во-
рошителем», способствующим перемешиванию деталей по всему
объему.
Для травления деталей предназначена ультразвуковая ванна
УЗВТ. Емкость ванны 15 л. В ваннё используется магнитострик-
ционный преобразователь погружного типа, который опускается
в ванну при закрывании крышки. С помощью механизма переме-
щения преобразователь передвигается по вертикали, благодаря
чему регулируется расстояние между преобразователем ;и дета-
лями.
16. МНОГОПОЗИЦИОННЫЕ ПРОМЫШЛЕННЫЕ УСТАНОВКИ
И АВТОМАТИЗИРОВАННЫЕ АГРЕГАТЫ
Многопозиционные установки, как и малогабаритные, полу-
чили широкое распространение. Они представляют собой устрой-
ства, содержащие несколько технологических позиций (до 5),
объединенных общей конструкцией. Их мощность 0,1—4 кВт,
рабочие частоты 18—60 кГц. В установках используются ультра-
звуковые генераторы на транзисторах, тиристорах или электрон-
ных лампах; преобразователи в большинстве случаев пьезокера-
мические с интенсивностью ультразвука 0,5—2,5 Вт/см2.
К этой группе относятся ультразвуковые установки фирмы
«Acoustica», которые имеют две позиции: ванну ультразвуковой
очистки и промывочную ванну с кипящим растворителем. Суш-
ка деталей осуществляется в парах растворителя. Указанные ус-
тановки имеют встроенные генераторы и оборудованы нагревате-
лями и устройствами для фильтрации и рециркуляции моющих
средств, снабженных фильтрами с тонкостью фильтрования 5
или 20 мкм,
Ультразвуковая установка «Ultrapur II VEM Inducal» (ГДР)
имеет одну позицию ультразвуковой очистки и две промывочные
позиции. Ее мощность 1,5 кВт, рабочая частота 20 кГц. В уста-
новке используются магнитострикционные преобразователи и лам-
повый ультразвуковой’генератор.
93
В СССР установки указанной группы тоже получили некого-;
рое распространение. Типичным представителем этой группы
является ультразвуковая установка УЗУ1-0.6-0. Она имеет три
технологические позиции (ультразвуковая очистка, промывка и
сушка). Генератор установки выполнен на транзисторах и смон-
тирован в общем каркасе с технологическим устройством. Его
выходная мощность 0,63 кВт. Преобразователь магнитострикцион-
ный. Полная мощность, потребляемая установкой, не превышает
3,5 кВт. Рабочая частота 18 кГц.
В верхней части установки расположены две ванны объемом
8 л каждая (одна — ультразвуковая, другая — промывочная)
и камера сушки. Ванны снабжены электронагревателями. По-
догрев воздуха в камере сушки осуществляется электрокалори-
фером. Установка выполнена в виде сварного каркаса, в котором
монтируются блоки генератора, ванны, калорифер, система упра-
вления, блокировки и сигнализации.
Модернизированным вариантом описанной установки является
установка УЗУ2-0.63-0, состоящая из трех унифицированных
однотипных технологических секций и одной секции управления
и питания. Секции крепятся на общем основании, имеют общий
верхний Кожух с крышкой, снабженной электрической блоки-
ровкой. Установка снабжена бортовыми отсосами и воздухово-
дами для подключения к цеховой вытяжной вентиляционной
системе. Технологические секции имеют следующие варианты:
ультразвуковая очистка, промывка, душевание.
Достоинством установки является то, что технологические
секции можно переставлять, изменяя тем самым последователь-
ность технологических операций. Каждая технологическая сек-
ция снабжена устройством для рециркуляции моющего раствора,
в котором производится также подогрев и охлаждение моющих
сред. Ультразвуковая ванна снабжена восемью пьезокерамичес-
кими преобразователями типа ПШ-0,1. Генератор мощностью
0,6 кВт выполнен на транзисторах.
Для очистки фильтроэлементов с тонкостью фильтрования
10—12 мкм предназначена ультразвуковая установка УЗУ4-1.6-0
(рис. 15). Она состоит из двух ультразвуковых ванн и встроенного
генератора с выходной мощностью 1,6 кВт. В каждой ванне имеется
по одному магнитострикционному преобразователю мощностью
1,6 кВт с распределенными пакетами. Установка проста в эксплу-
атации и транспортабельна. Температура моющих сред поддер-
живается автоматически. Очищаемый фильтр устанавливается
в специальном приспособлении, вращается вокруг своей оси,
при этом его загрязненные поверхности последовательно под-
вергаются воздействию ультразвука. После очистки в первой
ванне фильтр перебрасывается во вторую, где осуществляется
его промывка.
Установка может быть также рекомендована для очистки
различных деталей, в особенности тел вращения.
94
Промышленные автоматизированные агрегаты для ультра-
звуковой очистки выпускаются в виде отдельных экземпляров
или небольших серий. Эти установки имеют мощность от 0,1 до
нескольких десятков киловатт и работают на частотах 16—25 кГц.
Наибольшее распространение в этой группе получили ультра-
звуковые установки карусельного и прямолинейного типа с цеп-
ным конвейером.
Из установок зарубежных фирм представляет интерес ультра-
звуковая установка для очистки подошв электрических утюгов
Рис. 15. Ультразвуковая установка УЗУ4-1.6—О
фирмы «Dawe» (Англия). Рабочая частота ее 25 кГц, удельная мощ-
ность в ультразвуковой ванне 0,6 Вт/см2. Эта установка прямо-
линейного типа включает в себя позиции предварительной очи-
стки в моющем растворе, ультразвуковой очистки, паровой ванны
и механизма перемещения деталей. Она позволяет очищать 10 000
подошв утюгов в 40-часовую рабочую неделю.
Фирмой «Kerry's (Ultrasonics Limited)» спроектирована ультра-
звуковая карусельная установка для очистки деталей мотоциклов
и установка для очистки деталей с фильтрацией загрязнений
меньше 2 мкм. Установка имеет прямолинейный конвейер.
Фирмой «Lehfeldt» (ФРГ) разработана ультразвуковая уста-
новка барабанного типа для массовой очистки деталей. Барабан
имеет внутри шнек, посредством которого детали при вращении
барабана перемещаются. В установке производится ультразвуко-
вая очистка деталей и их споласкивание моющим раствором. Мощ-
ность установки 1,2 кВт.
Аналогичные установки выпускаются фирмой «Metalwork
Machinery Corp.» (США). В установке RDD-19 две ванны: одна
для очистки в растворе, другая — для очистки в парах раствори-
95
теля, после чего происходит промывка деталей водой, сушка и
выгрузка. Установка позволяет очищать 450 кг стальных изделий
в час.
. В СССР получили достаточно широкое распространение уста-
новки карусельного типа. Данные некоторых из них приведены
в табл. 12.
Таблица 12
Ультразвуковые установки карусельного типа
Тип установки Технологические позиции Количество пьезокерамиче- ских преобразователей ПП 1-0,1 (место расположения) Тип ультразвукового генератора
УЗУ7-1,6/18-0 УЗУЗ-0,6/18-0 УЗУЗ-0,25/18-0 Отделение стружки, уль- тразвуковая очистка, про- мывка, пассивирование, сушка Ультразвуковая очистка, проТиывка проточной во- дой, промывка дистилли- рованной водой, обезвожи- вание, сушка Предварительная замоч- ка, ультразвуковая очист- ка, промывка, обезвожива- ние, сушка 18 шт. (в дне ванны) УЗПО-1,6/18 7 шт. (в дне ванны) УЗГ2-0,63/18 4 шт. (в дне и боковых противоположных стенках ванны) УЗГ1-0,25/18
Для очистки деталей автоматного производства от масла, ви-
той, колотой, сыпучей и других видов стружки применяется уста-
новка УЗУ7-1,6/18-0. Мощность 1,6 кВт, рабочая частота 18 кГц.
Здесь подвески с деталями проходят последовательно указанные
в табл. 12 технологические позиции. Во всех позициях, кроме пер-
вой, осуществляется встряхивание подвесок с деталями. Привод
Механизмов подъема, поворота, опускания карусели и встряхи-
вающего устройства — пневматический. Время рабочего цикла
регулируется в зависимости от вида стружки и типа деталей
в пределах от 30 до 120 с.
Для очистки большой номенклатуры мелких деталей приме-
няется установка УЗУЗ-0,6/18-0 (рис. 16) мощностью 0,6 кВт,
рабочей частотой 18 кГц. В установке используется пневматичес-
кий привод механизма подъема, поворота, опускания карусели.
Предусмотрено вращение подвесок с деталями внутри и под по-
верхностью жидкости.
Для очистки деталей и узлов приборов во время ремонта раз-
работана установка УЗУЗ-0,25/18. Подвески с деталями крепятся
на карусельном механизме, с помощью которого автоматически
перемещаются через технологические позиции. В первых трех
позициях осуществляется вращение подвесок струями моющей
96
жидкости. Центрифугирование над поверхностью моющих раство-
ров осуществляется от электродвигателей через магнитные муфты.
Механизм подъема, поворота и опускания карусели — электро-
механический.
Рассмотренные установки — универсальные: при простой пе-
реналадке они обеспечивают оптимальный режим технологичес-
кого цикла очистки от загрязнений.
Рис. 16. Ультразвуковая установка УЗУЗ-0,6/18—О
Ультразвуковая установка типа УЗУ9-1.6/18 предназначена
для очистки вольфрамовых спиралей, моноспиралей и биспиралей
диаметром 0,1—1 мм от волочильной смазки (аквадага) в электро-
ламповой промышленности. Основные технические характерис-
тики установки:
Мощность, потребляемая от сети, кВА 16,5
Номинальная мощность ультразвуко-
вой частоты, кВт........................... 1,6
Частота рабочая, кГц.............. 18—22
Скорость перемотки, м/мин .... 2—20
Тип преобразователей................... Пьезокерамический
Габаритные размеры, мм:
технологического устройства 3500X 700X 1580
генератора типа УЗПО-1,6/18 610X 550X 450
Установка имеет семь позиций технологического цикла, рас-
положенных в одну линию в такой последовательности: ультра-
звуковая очистка в „щелочном растворе непосредственно на кас-
сете при сматывании спирали; ультразвуковая очистка в щелоч-
7 О. К. Келлер „ 97
ном растворе, промывка горячей проточной водой; ультразвуко-
вая промывка горячей проточной водой; промывка дистиллиро-
ванной водой, сушка спирали в потоке горячего воздуха; намотка
спирали на приемные кассеты. Очистка производится при не-
прерывной перемотке спирали в четыре независимых ручья одно-
временно.
Все ванны — переливного типа, что позволяет протягивать
спирали без перегибов. Непрерывная подача растворов в ванны
осуществляется эрлифт-насосами. Нагрев растворов осуществля-
ется электронагревателями с автоматическим поддержанием за-
данной рабочей температуры. Установка питается от ультразвуко-
вого генератора УЗПО-1,6/18.
Очищенная спираль наматывается на кассеты, закрепленные
на валу намоточно-распределительного механизма. Каждая нить
имеет индивидуальный привод, позволяющий плавно изменять
скорость намотки от 2 до 20 м/мин.
Для ультразвуковой очистки деталей кольцекрутильных ма-
шин текстильного производства предназначен ультразвуковой
агрегат типа УЗУ2-10-0, который состоит из двух конвейерных
линий непрерывного действия. Одна линия служит для очистки
кольцевых планок, вторая — для очистки нитеразделителей. Ли-
ния очистки кольцевых планок состоит из двух ванн: ванны
ультразвуковой очистки в проточной кипящей воде и сушильной
ванны, наполненной смесью масел марок Велосит и машинного
СУ, нагретой до температуры 115° С. Кольцевые планки, смонти-
рованные на подвеске, поступают в первую ванну, где подвер-
гаются ультразвуковой очистке в течение 0,5 мин, а затем пере-
мещаются в масляную ванну, где производится выпаривание воды
из фитилей колец. Водяной пар, вырываясь из фитиля, взрых-
ляет его, улучшая тем самым капиллярную систему, а выпаренная
из фитиля вода замещается маслом, которое хорошо пропитывает
фитили.
Вторая линия представляет собой ванну, на дне которой смон-
тирован паровой барбатер. Под действием пароводяной струи
нитеразделители хорошо отмываются от загрязнений в течение
одной минуты, одновременно острый пар служит для нагрева воды
до температуры кипения. Выходя из ванны, нитеразделители
имеют температуру 100° С и поэтому высыхают на воздухе без
принудительной сушки. Агрегат комплектуется ультразвуковым
генератором УЗГ1-25/16 и магнитострикционными преобразо-
вателями ПМ2-2.5/16.
Ультразвуковая установка УЗУ6-40 предназначена для ульт-
развуковой очистки труб из углеродистой и нержавеющей стали
от жировых загрязнений и продуктов коррозии. Технологическое
устройство состоит из следующих позиций: ванны ультразвуко-
вого обезжиривания, ванны горячей промывки, ванны травления,
ванны предварительной нейтрализации, ванны ультразвуковой
очистки, ванны пассивации,, сушильного устройства.
98
Установка УЗУ6-40 снабжена двумя ультразвуковыми гене-
раторами УЗП-25/16 и магнитострикционными преобразоватёлями
ПМ2-4/16. В каждой технологической позиции одновременно обра-
батываются 12 труб длиной 4—6 м и диаметром 12—20 мм. Про-
качка рабочих растворов в ультразвуковых позициях осущест-
вляется через внутреннюю полость труб принудительно.
Основные технические характеристики установки:
Мощность, потребляемая от сети, кВА . . . 108
Мощность выходная номинальная, кВт ... 50
Рабочая частота, кГц..................... 16
Масса установки, кг.................... 2500
Габаритные размеры, мм ...................... 22 300Х 8500Х 3500
Максимальная производительность, м/ч .... 720
Определенный интерес представляет ультразвуковая уста-
новка для очистки деталей сантехарматуры перед гальванопокры-
тием, встроенная в автомат двухслойного покрытия никель-хром.
Мощность установки 50 кВт, рабочая частота 16 кГц.
В комплект установки входят два ультразвуковых генератора
с машинными преобразователями частоты типа УЗУ 1-25/16; ванна
с четырьмя блоками погружных магнитострикционных преобра-
зователей типа ПМ2-4/16, бак-отстойник и система охлаждения
генераторов и преобразователей. Детали, подлежащие очистке,
крепятся на специальных подвесках автомата и перемещаются
в ванне между блоками преобразователя и отражающих экранов,
расположенных в шахматном порядке.
Регулирование расстояния между блоками преобразователей
производится винтовыми механизмами, установленными на бор-
тах ванны.
Пары с поверхности ванны удаляются бортовыми отсосами.
Нагрев рабочего раствора осуществляется паровыми змеевиками.
Автоматическое поддержание температуры раствора обеспечи-
вается регулятором прямого действия типа РПДП. Очистка зер-
кала ванны от загрязнений обеспечивается системой циркуляции
через бак-отстойник.
Разработаны также автоматические и полуавтоматические уста-
новки для очистки деталей автотракторной промышленности:
поршневых колец, поршней, шатунов, деталей распределительного
механизма, коленчатых валов и ряд других.
17. ПРОИЗВОДИТЕЛЬНОСТЬ
И ЭНЕРГЕТИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
УЛЬТРАЗВУКОВОГО ОБОРУДОВАНИЯ ДЛЯ ОЧИСТКИ
Энергетическая эффективность ультразвуковых установок оп-
ределяется трактом передачи и преобразования энергии в звене
ультразвуковой генератор — электроакустический преобразова-
тель — технологическая среда, трактом энергетического обеспе-
чения, связанным с нагревом технологических сред, перемеще-
7* 99
нием деталей, вентиляцией, охлаждением и т. п., наконец, ис-
пользованием ультразвуковой энергии, излучаемой в рабочую
среду.
Если первые два вида передачи и преобразования энергии
в общем виде представляются достаточно ясными и освещены
в литературе достаточно подробно, то вопрос использования ульт-
развуковой энергии в технологическом объеме исследован недо-
статочно.
Практически в ультразвуковых установках, в которых пере-
дача энергии осуществляется через жидкую технологическую
среду, как в установках для очистки, в технологическом процессе
участвует только часть ультразвуковой энергии, передаваемой
в технологическую среду. Причина этого в том, что помимо не-
избежных потерь энергии в технологической среде имеет место
ее рассеяние в среде и несоответствие объема, занимаемого очи-
щаемым изделием, объему зоны эффективно действующего звуко-
вого поля, который может превышать объем очищаемого изделия.
При проектировании ультразвуковых установок следует учиты-
вать это обстоятельство и обеспечивать эффективное использо-
вание ультразвукового поля при очистке того или иного объекта.
Весьма важным является повышение эффективности воздей-
ствия ультразвукового поля при прочих равных условиях, что,
как уже отмечалось, достигается применением модулированного
по амплитуде звукового поля и установок с избыточным стати-
ческим давлением. Представляет интерес рациональное построе-
ние технологического процесса и насыщение его вспомогатель-
ными операциями, обеспечивающими увеличение эффективности
процесса в целом.
Перечисленные выше способы повышения эффективности ульт-
развуковых установок являются весьма перспективными, и их
реализация позволит повысить эффективность ультразвукового
оборудования. 4
Ниже рассматриваются некоторые вопросы эффективного ис-
пользования ультразвукового поля и оценки этого использования
и даются характеристики производительности ультразвуковых ус-
тановок, связанные с их энергетической эффективностью.
В ультразвуковых установках, работающих с жидкими техно-
логическими средами, трудно оценить, насколько полно исполь-
зуется ультразвуковое поле, так как работа технологических
ультразвуковых установок основана на использовании кавита-
ционного ультразвукового поля, являющегося нелинейной средой.
Имеется ряд работ, которые рассматривают вопрос оценки ульт-
развукового кавитационного поля с точки зрения его эффектив-
ности. В работе [391 теоретически и экспериментально рассмат-
ривается эрозионная активность кавитационного поля, основанная
на анализе динамики кавитационной полости, и оценивается ее
величина в зависимости от параметров ультразвукового поля и
физики химических свойств в жидкости. Критерий эрозионной
100
активности, выведенный в результате проведенных исследований,
в какой-то степени позволяет оценить эффективность технологи-
ческого воздействия ультразвука.
В работе [3] предлагается оценивать эффективность кавита-
ционного поля с помощью коэффициентов: кавитационной ак-
тивности ультразвукового преобразователя у, заполнения рабо-
чего объема областью кавитации £ и кавитационной эффек-
тивности материала преобразователя ф. Эти коэффициенты, по
мнению автора, позволяют, по сравнению с коэффициентом аро-
полно оценить ультразвуковое кави-
Таблица 13
Оценка преобразователей с помощью
коэффициентов, характеризующих
эффективность кавитационного поля
зионнои активности, оолес
тационное поле с точки
зрения его активности и
конструктивных особен-
ностей преобразователя.
Они представлены выра-
жениями
у = ^o.k/Si;
l = V0.K/t/0.p;
Ф = VOM/m,
где У о. к— объем, занимае-
мый кавитационной обла-
стью; Vo D—рабочий объем,
Преобразователь V см 5 % <?7 СМ’/г
ПМС-6-22 1,0 10 0,29
ПМС-38 1,9 18 0,3
ПМС-15А-18 4,7 47 0,14
в котором происходит данный технологический процесс (объем
ванны); Sx —: площадь излучателя; m — масса активного звена.
Для серийных преобразователей (табл. 13) эти коэффициенты
имеют различные значения.
Однако, как видно из таблицы, коэффициенты не дают воз-
можности оценить качественную сторону ультразвуковых пре-
образователей с точки зрения их технологической и энерге-
тической эффективности, поскольку не учтены энергетические
затраты и свойства моющей жидкости. Были предложены способы
оценки эффективности очистки по эрозии кавитационных пузырь-
ков [4] с суммированием актов их воздействия.
Таким образом, для оценки эффективности ультразвуковых
установок рассмотренные методы малопригодны, так как в ре-
альных условиях объем, занимаемый кавитационной областью,
и сама рабочая область в значительной степени зависят от объема;
конфигурации, материала, объекта технологического воздействия,
свойств моющей жидкости, энергетических затрат и других фак-
торов.
По нашему мнению, оценка эффективности ультразвуковых
установок должна производиться по критериям, позволяющим
сравнивать эффективности различных установок по определенным
параметрам. В данном случае предлагается в качестве параметров
выбрать коэффициент использования площади излучающей по-
верхности и коэффициент энергетической эффективности.
101
Произведем ориентировочную оценку, предположив, что эф-
фективно действующее поле распространяется нормально от излу-
чающей поверхности преобразователя, а эффективная зона его
действия оценивается проекцией объекта технологического воз-
действия на излучающую поверхность преобразователя.
Условность приведения активной зоны ультразвукового поля
к излучающей поверхности вполне оправдана, так как объем
зоны кавитации — показатель достаточно неопределенный из-за
многих факторов, влияющих на его размеры. Такое толкование
несколько условно, но все же позволяет достаточно наглядно
оценить использование
ультразвукового поля, а
точнее, излучающей по-
верхности источника уль-
тразвука
Для этого введем поня-
тие коэффициента исполь-
зования площади излучаю-
щей поверхности, который
характеризует ее полезно
используемую часть. При
этом предполагаем, что
с каждого элементарного
участка этой площади в любой момент времени излучается
одинаковое количество энергии. Представим площадь нормальной
проекции очищаемого объекта S2 на излучающую поверхность
с площадью Sj (рис. 17) в виде прямоугольника с основанием I.
Это позволяет заменить любой реальный поток обрабатываемых
во времени объектов непрерывно движущейся лентой постоян-
ной ширины, часть которой S3 = S2ly/l находится над преобра-
зователем. Отсюда коэффициент использования площади излуча-
ющей поверхности
I . S,
Рис. 17. Схематическое изображение техно-
логической позиции с,объектом очистки
h__ S3 ____ S2 ly
Sj. Sx I
(16)
где I — длина траектории, описываемой объектом между точкой
его крепления и точкой крепления соседнего объекта; /у — длина
излучающей поверхности (размер вдоль направления движения
объекта).
Коэффициент использования можно также представить' в за-
висимости от времени нахождения элементарной точки объекта
в данной позиции под воздействием ультразвука ty и времени
рабочего цикла tlt где — время перемещения элементарной
точки объекта на длине I. В данном случае рассматривается ва-
риант, когда объекты представляют собой отдельно обрабатывае-
мые изделия или группу изделий на подвеске. Если же обрабаты-
ваются непрерывные объекты, такие, как например, проволока,
лента и т. п., под временем ty следует понимать время нахожде-
102
ния элементарной точки объекта в данной технологической пози-
ции, Очевидно, что во всех случаях
В любой момент времени полезно используется только часть
площади излучающей поверхности (S3); k = 1 получается только
при S2 = Si и непрерывном потоке очищаемых объектов. Во
всех остальных случаях k < 1. Соотношения (16) и (17) справед-
ливы -для случая, когда поверхность очищаемого объекта нахо-
дится в непосредственной близости от излучаемой поверхности,
где поле практически не рассеивается и его поглощение средой
мало.
Сравнительная оценка ультразвуковых установок для очистки
должна основываться на использовании общих для всех типов
оборудования характеристик, к которым можно отнести энерге-
тические показатели, производительность, затраты энергии на
единицу продукции и т. п. Можно рассмотреть некоторые показа-
тели для сравнения ультразвуковых установок различных типов.
Энергия для питания ультразвуковых установок в том или ином
виде (электроэнергия, пар, горячая и холодная вода, сжатый
воздух и т. п.) из энергосети подается к потребителям в зависи-
мости от их технологического назначения. Средняя мощность,
потребляемая установкой, может быть представлена выражением
где у Рг — средняя мощность, потребляемая генераторами;
У Рт—средняя мощность, идущая на технологические нужды;
У Рм — средняя мощность, потребляемая автоматикой и при-
водами механизмов. В свою очередь,
Пу-пу1 п0-п01 „
S Рт = У ^*У<* ~Н £ P'oti +| У Pnp.Ti =
i=l 1=1 1=1
= + Рпр.тх
ny~"yl n0-n01
rjjfiP't— У Pyti 4- У Pon—суммарная мощность потерь, xa-
, 1=1 1=1
растеризующая рассеяние тепла, необходимого для поддержания
температуры рабочих технологических сред и складывающаяся
из мощностей, идущих на поддержание их температуры в ультра-
звуковых позициях I 7i Ру ttI и позициях без ультразвука
\ i=i /
/Ло—Лох \
I У Р'о а ); РПр. т — суммарная мощность, необходимая для про-
\ 1=1 /
чих технологических нужд; п. — общее число технологических
103
позиций; Пу —число ультразвуковых позиций; п0 — число тех-
нологических позиций без ультразвука; п01 и nyJ — число тех-
нологических позиций без подогрева моющих сред. Штрихом
обозначены соответствующие мощности потерь. Под позицией
понимается место в установке, где объект подвергается техноло-
гическому воздействию. Очевидно, что п = пу + п0. Рассмотрен-
ные соотношения справедливы для установившегося режима ра-
боты установки.
Потребляемая установкой мощность делится на полезную Рп
и мощность потерь Р' = Р — Рп, зависящую от к. п. д. генера-
торов, излучателей ультразвука и от теплоизоляции технологи-
ческих устройств. Р’ = У Рд. у + Pt, где У Р'и. у — суммарная
мощность потерь источников ультразвука (генераторов и преобра-
зователей).
Если технологические ванны и гидросистема снабжены теп-
лоизоляцией, то потребляемая мощность может быть снижена за
счет уменьшения Pi до величины
пу—пу1 "о-"о1
р;= У У P6n(i-g.),
где g — коэффициент, учитывающий эффективность теплоизоля-
ции.
Суммарные потери источников ультразвука Р'„. у = У Рт —
— У Рак> где У Рг — мощность, потребляемая генераторами и
У Рак — полезно используемая часть акустической мощности.
Если учесть неполное использование площади излучающей
поверхности (16) или (17), то
Nn "г
У-^ак~ У Pai^i У Рг1^\гР\л1^с^ it
i=l i=l
где Nn — число преобразователей; Ра1- — акустическая мощность
i-ro преобразователя; —• коэффициент использования, излу-
чающей поверхности i-ro преобразователя; Рг1 — мощность, пот-
ребляемая от сети i-м генератором; Nr — число генераторов;
т]г/ — к. п. д. i-ro генератора; т]а1- — усредненный к. п. д. группы
преобразователей, питающихся от i-ro генератора; kcpi— усред-
ненный коэффициент использования площади излучающей поверх-
ности группы преобразователей, питающихся от i-ro генератора.
Таким образом,
Ря» У У Pfi 0 Г]г/Т]а(&Ср ;),
1=1
"г
Р — ^l^Pri (1 Г]г1Г|а1&ср i) ~Ь Pf-
104 \
При k — 1 и оптимальной системе теплоизоляции установки
средняя мощность потерь Р' снижается до предельного значения
Рпред при заданных значениях к. п. д. генераторов и преобразо-
вателей. Принципиально Р' может быть снижено за счет повы-
шения к. п. д. генераторов и преобразователей.
Зная потребляемую мощность Р и мощность потерь Р', можно
определить коэффициент энергетической эффективности установки:
При Р' = /’пред и Р = Рцрец коэффициент у может быть по-
вышен до предельного значения
,, _ Рпред — Рпред /1<Ц
Тпред = --р-----— •
> “пред
Значения у и упред характеризуют энергетическую эффектив-
ность оборудования, определяемую в основном конструктивными
особенностями установок и коэффициентом использования излу-
чающей поверхности преобразователя. Практически упред > у,
так как обычно k, < 1 и теплоизоляция несовершенна. Однако
приближение значения у к упред улучшает энергетические ха-
рактеристики ультразвукового,оборудования, уменьшает их га-
бариты и массу. ' :
Важным показателем для ультразвуковых установок служит
энергоемкость, характеризующая затраты энергии на единицу
производимой продукции. Реальная производительность ультра-
звуковых установок может измеряться в разных единицах (кг/ч,
шт/ч, м2/ч, м/ч и т. п.), что затрудняет сравнение по производи-
тельности отдельных установок. Поэтому целесообразно ввести
понятие условной удельной производительности Пуд, под которой
следует понимать величину площади нормальной проекции дета-
лей на излучающую поверхность преобразователя, обрабатывае-
мую в единицу времени:
Удельная производительность определяется конструктивными
и технологическими особенностями установки и может быть по-
вышена при использовании некоторых специальных приемов
очистки, например, при встряхивании деталей в случае загрузки
«внавал», В процессе встряхивания отдельные детали и их слои
перемещаются относительно друг друга в зону облучения. Если
бы этого не происходило, для осуществления очистки пришлось
бы разместить детали в один слой, что потребовало бы большей
площади излучаемой поверхности, применения двустороннего
облучения и т. п. Таким образом, встряхивание объектов может
быть приравнено к увеличению площади нормальной проекции
105
объекта очистки S3 на излучающую поверхность при условии
что k остался неизменным.
77уд увеличивается при очистке малогабаритных объектов,
например, микропроволоки, когда вся очищаемая поверхность
объектов находится в зоне воздействия ультразвуковых колеба-
ний и нет необходимости применять двустороннее облучение,
а также при использовании некоторых специальных приемов
очистки.
Увеличение Пуя учитывается коэффициентом повышения ус-
ловной удельной производительности А, зависящим от габаритных
размеров объектов, степени сцепления загрязнений с очищаемой
поверхностью (для загрязнений, прочно связанных с поверхностью
применяется двустороннее облучение) и применяемых приемов
ультразвуковой очистки. В этом случае получается действитель-
ное значение условной удельной производительности.
^У. уд — Л/7уд — ’
На практике целесообразно пользоваться условной часовой
производительностью 77ус ч (в м2), связанной с условной удель-
ной производительностью соотношением /7ус ч = 3600А/7уд =
= 3600/7у уд. Зная среднюю мощность, потребляемую установ-
кой, и ее условную часовую производительность, можно опреде;
лить условную энергоемкость очистки
0 = Р/77ус.ч, (20)
условную предельную энергоемкость (учитывающую наличие теп-
лоизоляции и при k = 1)
®пред ~ ^пред/^ус. ч (21)
и идеальную энергоемкость очистки (при отсутствии потерь)
п _ Рпред — Рпред
ИЯ~ Яус.ч
(22)
На основании (18)—(22) можно показать, что у = 0ид/0 и упред =
= ®ид/®пред-
В случае, когда в установках строго регламентирован техно-
логический процесс, например в автоматизированной установке,
бывает целесообразно оценить временную эффективность уста-
новки, т. е. насколько полно используется технологическая по-
следовательность операций во времени. Для этого следует ввести
коэффициент эффективности ультразвуковой установки
106
ft пу п0
где X tu = 2 ^yi + S toi — время, необходимое для произ-
i=i i=i * -=i
водства всех технологических операций над данным объектом;
tyi и to; — время, затрачиваемое на технологические операции
с применением ультразвука и без него.
Полное время, затраченное на прохождение объекта техноло-
гического воздействия от момента загрузкц в установку до вы-
грузки
пу «О п4-1
/ = X tyi + S ioc + 2 tub
t=l t=l i = l
"+1
где У tni — время нахождения объекта вне технологического
f=i
воздействия.
Если преобразователь используется не полностью, т. е. k <
< 1 [см. (17)1, то потери можно оценить временем, которое харак-
теризует их, т. е. (ty + fny)(l — k), где tny — время перемещения
элементарной точки объекта технологического воздействия на
участке без воздействия ультразвука.
В результате полное время, затраченное на прохождение
объекта от загрузки до выгрузки, преобразуется в кажущееся
полное время, которое учитывает то дополнительное время,
в течение которого излучающая поверхность могла бы произ-
водить полезную работу, если бы ее площадь использовалась пол-
ностью и непрерывно.
Окончательно получаем
пу п0
tyi + toi
k = ;________________.
э ”y «0 n+I ny
71 tyi + Tj tgi +2 tni + У (tyi tjt. yi) (1 k()
i=l l = I i=l i=l
В табл. 14 приведены расчетные значения, полученные на
основании выведенных формул коэффициентов использования пло-
щади излучающей поверхности и эффективности, условной часо-
вой производительности очистки и энергетической эффективности
различных установок. Расчет произведен для g= 0,5.
Анализ приведенных данных показывает, что в установках
прерывного действия коэффициенты k и k3 значительно выше,
чем в установках непрерывного действия, так как акустическая
энергия используется в них более эффективно, что равноценно
повышению производительности или уменьшению необходимого
количества единиц ультразвуковой аппаратуры (генераторов и
преобразователей и т. п.). Коэффициент* k не только характери-
зует установку с энер^ётйческой стороны, но и в какой-то степени
1? 107
Сравнительные характеристики
'Тип ультразвуко- вых установок Количество технологиче- ских по- зиций k* k3 ЯУ УД х X 10 4 м2/с
Все- го Из них уль- тра- зву- ковых идеальное значение (fe = 1) реальное значение
Агрегат для очи- стки поршней УЗГ2-25-О 4 1 0,53 0,534 0,488 496
Агрегат для очист- ки коленвалов УЗУЗ-25-0 - 4 1 ’ 0,54 0,49 0,444 77
Агрегат для очи- стки деталей массо- вого производства УЗУ5-1,6-О 5 2 0,75 — 0.985 0,715 — 0,98 0,654— 0,972 47,5 — 3,15
Агрегат для очи* стки деталей распре- делительного меха- низма УЗУ1-25-О 10 . 3 0,667—0,8 0,624-0,77 0,572— 0,728 82-49,3
Агрегат для очи- стки деталей готова- лен ОКБ-3146 3 1 0,076 0,242 0,205 1,07
Агрегат для очи- стки деталей коль- цекрутильных машин ОКБ-3195 2 1 0,312 0,241 0,227 84,2 »
Установка для очи- стки вольфрамовой проволоки УЗУ1-2.5-О 8 3 1,5- 10-2 0,51 0,367 30—1,5
* В каждой из рассмотренных установок значение k одинаково , для всех ультра
показывает уровень ее конструктивного выполнения: компакт-
ность, относительную стоимость и т. п.
Анализ табличных данных коэффициента k3 говорит о том,
что наибольшие его значения получаются при выполнении усло-
П п+1
ВИЙ k-^ 1 И S /Ti> Ё
1=1 £=1
Первое условие легко выполняется в тех случаях, когда проек- .
ция площади очищаемого объекта равна площади излучающей
поверхности, а второе — в установках, в которых время нахо-
ждения объекта вне технологического воздействия может быть
сведено к минимуму, например, в установках прерывного дей-
108
Таблица 14
ультразвуковых установок
^ус- ч м2 е кВт- ч/м2 6пред кВтч/м2 °ид кВт-ч/м2 V % Тп^ед Характеристика работы установок
- 178,5 0,179 0,117 0,0137 7,7 11,8 Установка не- прерывного дей- ствия
27,7 3,7 2,33 0,451 12,4 19,5 Установка пре- рывного действия
17,1 — 1,13 0,835—12,6 0,617 — 9,45 0,23—3,64 27,6 — 28,9 37,3 — 38 Установка пре- рывного действия. Время очистки регулируется
28,5-17,7 4,45-7,18 3,21 — 5,23 0,928-1,52 20,2 — 21,2 28,4 — 29,2 То же
0,385 171 117 36,4 21,3 31,2 Установка не- прерывного дей- ствия
30,3 3,21 1,81 0,096 2,98 5,28 То же
10,8 — 0,54 2,68—53,8 1,65 — 33 0,0436 — 0,873 ч 1,63 2,65 Установка не- прерывного дей- ствия. Время очи- стки регулирует- ся. Расчет произ- веден для прово- локи 0 0,5 мм
звуковых позиций.
ствия и в установках непрерывного действия для обработки ленты,
проволоки с использованием ванн переливного типа.
Весьма важным показателем эффективности ультразвуковых
установок является энергоемкость. Коэффициент условной энер-
гоемкости очистки позволяет судить о степени рациональности
использования всей потребляемой установкой энергии; он может
быть также вычислен по отдельным статьям расхода энергии и
в этом случае указывает пути сокращения энергозатрат. Коэф-
фициент энергетической эффективности позволяет судить о том,
насколько рационально используется потребляемая установкой
энергия и, кроме того, дает возможность сравнить по этому пока-
зателю отдельные типы установок.
109
Рассмотренные характеристики могут служить критериями
оценки конструктивной и энергетической эффективности уста-
новок, и их применение при проектировании позволяет выбрать
наиболее рациональную конструкцию оборудования.
18. ЭНЕРГООБЕСПЕЧЕНИЕ УЛЬТРАЗВУКОВЫХ УСТАНОВОК
Основными видами энергообеспечения ультразвуковых уста-
новок являются электрическая энергия, пар, сжатый воздух, вода.
Ниже (схема 2) приведена примерная схема электроснабжения
Схема 2
СХЕМА ЭНЕРГОСНАБЖЕНИЯ УЛЬТРАЗВУКОВОЙ УСТАНОВКИ
Источники энергии
возможных потребителей электроэнергии в установке для очистки.
Как видно из этой схемы, энергия, подводимая к установке, расхо-
дуется на питание ультразвукового генератора, который в свою
очередь питает электроакустические преобразователи ультразву-
ковых ванн, на нагрев моющих сред в ваннах и воздуха в кало-
риферах, в системе рециркуляции на приведение в действие меха-
низмов, вентиляторов, насосов и т. д. Охлаждение преобразо-
вателей, генератора и системы рециркуляции осуществляется
водопроводной водой. Как видно из Схемы, ультразвуковые ус-
тановки могут иметь комбинированное энергоснабжение, когда
ПО
кроме электроэнергии установки для нагрева моющих жидко-
стей могут снабжаться паром или горячей водой. Нагрев воз-
духа для сушки деталей может также осуществляться паром,
а горячую воду для их промывки можно брать от магистрали.
горячей воды. В ряде случаев в установках используется сжа-
тый воздух для привода механизмов и для сушки деталей. В по-
следнем случае его пропускают через калорифер, где он нагре-
вается.
Применение пара, горячей воды и сжатого воздуха в ультра-
звуковых установках в какой-то степени уменьшает их автоном-
ность, так как не всегда на всех предприятиях есть горячая вода,
пар и т. п.
Рассмотренная примерная схема энергоснабжения ультразву-
ковых установок является более или менее общей. Следует от-
метить, что значительная часть ультразвуковых установок, осо-
бенно маломощных и установок с ручным обслуживанием, имеет
незначительное число потребителей энергии. Так, в установках,
состоящих, например, из генератора и ультразвуковой ванны,
электроэнергия расходуется только для питания генератора.
Таким образом, очевидно, что энергоемкость ультразвуковых
установок определяется технологическим процессом, заложен-
ным в установку, который, в свою очередь, зависит от требований,
предъявляемых к качеству получаемых изделий и заданной про-
изводительности.
Суммарная электрическая мощность, потребляемая ультразву-
ковой установкой, слагается из суммы мощностей, идущих на
питание отдельных потребителей установки. Здесь следует раз-
личать максимальную мощность, получаемую как сумму номи-
нальных мощностей всех потребителей, и среднюю мощность уста-
новки, определяемую как сумму средних мощностей всех потре-
бителей. Так, например, работа нагревателей вани регулируется /
термореле, которое при понижении температур рабочей среды
в ванне включает нагреватели, а при достижении номинального
значения этой температуры выключает. Очевидно, что максималь-
ная мощность будет потребляться такой ультразвуковой установ-
кой только в начале ее работы. В дальнейшем же при разогреве
моющей среды потребляемая мощность понизится и будет равна
средней мощности.
В простейших ультразвуковых установках работа потребите-
лей в процессе работы не управляется, в этом случае потребляе-
мая мощность будет равна максимальной.
Увеличение энергоемкости ультразвуковых установок позво-
ляет повысить их производительность, улучшить ход технологи-
ческого процесса и обеспечить хорошее качество продукции.
Однако следует учитывать, что каждая ультразвуковая уста-
новка предназначена для использования в каком-то конкретном
случае, и поэтому из всех возможных вариантов должен быть
выбран экономически наиболее оправданный.
111
Электропитание ультразвуковых установок производится от
электрических сетей промышленной частоты. Установки с суммар-
ной потребляемой мощностью до 1 кВт, как правило, питаются от
однофазной сети напряжением 220—380 В. Установки с большой
потребляемой мощностью питаются от трехфазной сети с напря-
жением 380 В.
При питании установок от трехфазной сети следует равномерно
- распределять нагрузку между фазами.
Питание ультразвуковых генераторов так же, как и ультра-
звуковых установок, производится от сети переменного тока.
В генераторах потребителями электроэнергии являются преобра-
зовательные элементы (генераторные лампы, транзисторы, тири-
сторы или электромашинные преобразователи), цепи автоматики
и сигнализации, вентиляторы воздушного охлаждения, блоки
подмагничивания магнитострикционных преобразователей.
Анодные и сеточные цепи ламповых генераторов, коллектор-
ные цепи транзисторных генераторов и цепи управляемых,вен-
тилей тиристорных генераторов, а также цепи подмагничивания
должны питаться постоянным током от выпрямителей. Все осталь-
ные цепи, в том числе и ,электромашинные преобразователи, пи-
таются переменным током, и может только преобразовываться
величина напряжения с помощью понижающих или повышающих
трансформаторов.
Имеется ряд схем выпрямителей, которые наиболее часто при-
меняются в ультразвуковых генераторах. Однофазная однополу-
периодная схема является наиболее простой из всех схем выпрям-
ления. Форма выпрямленного напряжения в этой схеме имеет вид
косинусоидальных импульсов с длительностью л/2 и следующих
через период л. Подобная схема выпрямителя выгодна в генера-
торах, работающих импульсами со скважностью два, но у нее
низкий коэффициент использования трансформатора.
Двухфазная однополупериодная схема имеет большее значе-
ние коэффициента использования трансформатора, и форма вы-
прямленного напряжения на выходе содержит две пульсации
за период. У однофазной мостовой схемы выпрямления такая же
пульсация выходного напряжения, как и у двухфазной однополу-
периодной схемы, но трансформатор получается конструктивно
проще и обратное напряжение на вентилях в два раза меньше.
Рассмотренные схемы целесообразно использовать на мощности
выпрямленного тока до 1,0 кВт.
Трехфазная однотактная схема выпрямления используется
на мощностях 1—5 кВт и обеспечивает значительно меньшую
пульсацию выпрямленного напряжения на выходе.
Трехфазная мостовая двухполупериодная схема выпрямления
имеет шестифазную пульсацию и наиболее высокое использо-
вание трансформатора. Эта схема применяется-в основном в вы-
прямителях большой мощности от единиц киловатт до десятков
и сотен киловатт.
112
В ряде случаев в ультразвуковых генераторах используются
бестрансфррматорные схемы питания, когда выпрямитель подклю-
чается непосредственно к сети. Обычно такие схемы питания при-
меняются в ультразвуковых генераторах на транзисторах или
тиристорах и обеспечивают сокращение габаритов, массы обору-
дования и повышение его к. п. д.
В большинстве случаев выпрямители для питания ультразву-
ковых генераторов строятся без фильтров для сглаживания пуль-
саций, так как пульсация, например, в наиболее часто применяе-
мой трехфазной мостовой двухполупериодной схеме выпрямления
находится в допустимых пределах, и, кроме того, в установках
для очистки применение для питания пульсирующего напряжения
позволяет получить на выходе генератора сигнал, промодулиро-
ванный по амплитуде, что, как уже отмечалось, улучшает ка-
чество очистки. Обычно на выходе выпрямителя ставится емкость,
которая в основном служит для блокирования выпрямителя от
высокочастотного тока.
Для фильтрации выпрямленного напряжения иногда исполь-
зуют Г-образные фильтры, состоящие из индуктивности и емкости.
Питание цепи подмагничивания магнитострикционных пре-
образователей осуществляется от выпрямителя, который, как
правило, выполняется по однофазной мостовой двухполупериод-
ной или двухфазной однополупериодной схеме питания через
дроссель подмагничивания, который препятствует замыканию вы-
сокочастотной составляющей тока генератора через выпрямитель.
Величина дросселя выбирается таким образом, чтобы его сопро-
тивление на рабочей частоте в 20—30 раз превышало комплексное
сопротивление магнитострикционного преобразователя. На входе
трансформатора подмагничивания иногда ставят автотрансфор-
матор, предназначенный для регулировки величины тока под-
магничивания. Для грубой регулировки величины тока подма-
гничивания вторичную обмотку этого трансформатора можно
сделать с отводами.
В выпрямителях малой и средней мощности в качестве венти-
лей применяются полупроводниковые диоды, а в выпрямителях
с высокими напряжениями — полупроводниковые выпрямитель-
ные столбы. В более мощных высоковольтных выпрямителях на
напряжения 10—12 кВ и токи до единиц ампер можно использо-
вать тиратроны и газотроны. Низковольтные выпрямители на
большие токи обычно выполняют на кремниевых диодах.
19. ВСПОМОГАТЕЛЬНОЕ ТЕХНОЛОГИЧЕСКОЕ
ОБОРУДОВАНИЕ
Технологические схемы и конструктивное выполнение обору-
дования для ультразвуковой очистки предопределяют выбор того
или иного вспомогательного оборудования, к которому относят
подвесочные приспособления и устройства для регенерации тех-
нологических жидкостей.
8 О. К. Келлер
113
Рис. 18. Типы контейнеров,
используемых для ультра-
звуковой очистки: а—со
стенками и дном из редкой
сетки; б — со сплошными
боковыми стенками и перфо-
рированным дном; в — со
сплошным дном и стенками
с перфорациями для слива
моющего раствора
Для перемещения деталей из позиции в позицию в соответ-
ствии с технологической последовательностью операций служат
подвесочные приспособления. Они не должны экранировать де-
тали, удерживать отделившиеся в процессе очистки загрязнения;
их задача — максимально приближать детали к преобразователю,
обеспечивать свободный и быстрый сток
жидкости и возможность сушки де-
талей.
Матеоиал подвесочных приспособле-
ний должен быть устойчив против
химической и кавитационной эрозии и
обладать достаточной теплостойкостью
(в пределах температур, определяемых
технологическим режимом) и механиче-
ской прочностью. В некоторых случаях
к материалу подвесочных приспособле-
ний предъявляют дополнительное тре-
бование: не ионизировать воду. При
очистке деталей от органических загряз-
нений не рекомендуется использовать
подвески из тефлона (если не исполь-
зуются растворы, разрушающие орга-
нические загрязнения), так как он
сорбирует органические загрязнения и
может стать источником повторного
загрязнения деталей. Общим требова-
нием для всех подвесочных приспособ-
лений является легкость монтажа и
демонтажа деталей.
На рис. 18 представлены различные
подвесочные приспособления, исполь-
зуемые для ультразвуковой очистки.
При очистке полированных деталей
вместо стальной сетки применяют ка-
проновую. В особо ответственных слу-
чаях применяют контейнеры со специ-
альными гнездами или оправками для
хранения каждой отдельной детали.
Часто для этой цели используют спе-
циальные рамочные подвески, на которых для предотвращения
экранирования детали сдвинуты относительно друг друга.
Иногда для предотвращения экранирования изделий элементами
подвесочных приспособлений эти .элементы выполняют подвиж-
ными относительно изделия.
При очистке деталей сложной конфигурации используются
подвесочные приспособления, снабженные отражателями ульт-
развуковых волн, расположенными против мест, наиболее трудно-
очищаемых. Эти подвески применяются в тех случаях, когда не
114
Рис. 19. Подвеска с поплавком:
1 — ванна; 2 — ультразвуковой пре-
образователь; 3 — шарнирный парал-
лелограмм; 4 — поплавок; 5 — рычаг;
6 — детали
представляется возможным закрепить отражатель в ультразву-
ковой ванне. Отражатель в подвеске можно выполнить фигурным,
повторяющим форму детали; он может быть снабжен патрубком
для отсоса отделяющихся загрязнений.
При очистке изделий с открытыми полостями возникает не-
обходимость удаления воздуха и технологической жидкости из
полостей. Для этой цели может быть использована подвеска, со-
держащая шарнирный параллелограмм и связанный с ним ры-
чаг второго рода, который может взаимодействовать с упором,
закрепленным на корпусе ванны,
или снабжается поплавком
(рис. 19). Когда подвески погру-
жаются в ультразвуковую ванну,
параллелограмм подвески воспри-
нимает усилие от рычага, связан-
ного с поплавком, и закрепленные
в подвеске детали занимают такое
положение, что выходные каналы
их полостей направлены вверх под
углом к горизонту. При этом из
полостей удаляется воздух. После
извлечения подвески из ванны
поплавок перестает воздействот ать
на рычаг и детали поворачиваются
выходными каналами вниз, при
этом происходит слив жидкости
в ванну.
Слив технологической жидко-
сти из изделий может быть также
обеспечен путем шарнирного за-
крепления подвесок на транспортирующем органе, представляю-
щем собой две параллельные цепи, движущиеся к месту выхода
из ванн по разновысоким траекториям. Подвеска получает на-
клон, и жидкость сливается обратно в ванну.
При необходимости проведения контактной очистки изделий,
подвески монтируются на транспортирующих органах таким
образом, чтобы при их перемещении обеспечивался контакт из-
делия с излучающей поверхностью преобразователя.
В ультразвуковом агрегате для очистки поршней подвеска
представляет собой «автоматическую руку», являющуюся частью
склиза, по которому поршни перемещаются в горизонтальной
плоскости. «Рука» размещается над технологическими позициями
и, двигаясь с поршнем в вертикальной плоскости, перемещает его
в зону обработки и обратно на склиз, где он удаляется из «руки»
толкателем, а на его место поступает новый поршень.
Конструкции подвесочных приспособлений не ограничиваются
рассмотренными вариантами и могут изменяться в зависимости
от конкретной технической задачи.
8
115
В ультразвуковых установках для очистки устройства ре-
генерации технологических жидкостей служат для отделения от
последних загрязнений. С целью удаления.нерастворимых загряз-
нений, взвешенных в рабочей жидкости, используются обычно
фильтрационные аппараты, гидроциклоны и баки-отстойники.
Баки-отстойники являются устройствами для грубой очистки
жидкостей, фильтрационные аппараты служат для более тонкой
очистки. Принцип работы бака-отстойника представлен на
рис. 20 [24].
Рис. 20. Схема регенерации моющих сред в баке-отстойнике
Загрязнения, попадая вместе с моющим раствором из ультра-
звуковой ванны 1 в разделительный карман 3, расслаиваются:
легкие загрязнения 2 всплывают на поверхность раствора, а тя-
желые 7 опускаются на дно вставленной в карман сетчатой кор-
зинки 8. По мере перемещения моющего раствора по секциям
4 бака-отстойника раствор освобождается от загрязнений и вос-
станавливает свои моющие свойства. Применение бака-отстой-
ника позволяет в течение длительного времени использовать один
моющий раствор. При очистке деталей из ферромагнитных ма-
териалов в сетчатую корзинку целесообразно поместить постоян-
ный магнит для улавливания микростружки. Для тонкой очистки
раствора за насосом 5 может быть установлен фильтр. Подогрев
раствора осуществляется нагревателем 6.
На рис. 21 показан гидроциклон, принцип работы которого
основан на отделении под действием центробежных сил взвешен-
ных частиц загрязнений, имеющих плотность, отличную от плот-
ности технологической жидкости. Гидроциклон представляет со-
бой конус 1 с короткой цилиндрической частью 2, питающим пат-
рубком 3, по которому подается загрязненная технологическая
116
жидкость, и сливным отверстием 4. У конической части преду-
смотрена насадка 5, через которую разгружаются загрязнения
(в установках для очистки гидроцйклоны применяются в основном
для удаления тяжелой части загрязнений, т. е. частиц, плотность
которых выше плотности технологической жидкости).
Питающий патрубок расположен таким образом, что загряз-
ненная жидкость вводится в гидроциклон по касательной и вра-
щается в нем с образованием внешних и внутренних потоков.
Тяжелые частицы загрязнений подвергаются воздействию центро-
Рис. 21. Гидроциклон:-а — общий вид; б — схема потоков
бежной силы и отбрасываются к периферии. Чем больше масса
частиц, тем дальше она будет отброшена. Более мелкие частицы
попадают во внутренний поток и выносятся через сливное отвер-
стие. Степень очистки может быть повышена путем сочетания
нескольких гидроциклонов.
Фильтрационные аппараты используются в ультразвуковых
установках в тех случаях, когда очистке подвергаются изделия,
чувствительные к абразивному воздействию, которое могут ока-
зывать взвешенные твердые частицы в ультразвуковом поле,
а также при высоком заданном критерии очистки, когда попада-
ние мельчайших частиц на изделия может привести к снижению
надежности и даже выходу из строя аппаратуры, где эти изделия
используются [261. В этих случаях целесообразно сочетать филь-
трацию с отсосом загрязнений из зоны очистки.
Для регенерации деионизированной воды ее подвергают об-
работке в колоннах, заполненных ионообменными смолами.
Регенерацию органических растворителей производят путем
117
дистилляции. Этой цели служат специальные кубы, где исходная
жидкая смесь (загрязненный органический растворитель) кипит.
Образующиеся пары непрерывно отводятся в конденсатор, откуда
конденсат, являющийся дистиллятом, стекает в приемник или
непосредственно в ванны ультразвуковой установки. Поскольку
органические растворители обладают высокой летучестью и отно-
сительно низкой по сравнению с содержащимися в них загрязне-
ниями температурой кипения, испарению подвергается, в основ-,
ном, органический растворитель. Однако при простой дистилля-
ции возможно попадание в дистиллят незначительного количества
низкокипящих фракций загрязнений. Для улучшения разделения
смесей дистилляция часто комбинируется с противоточной деф-
легмацией.
Дефлегматор, как й дистиллятор, охлаждается проточной во-
дой или другими хладагентами. Паровая смесь в нем частично
конденсируется, причем в первую очередь конденсируются пары
высококипящего компонента (загрязнений). Конденсат непрерывно
возвращается в куб, а остаток паров поступает в конденсатор и
отводится в виде дистиллята. При повышенных требованиях к ка-
честву регенерированного растворителя, что характерно для
специальных производств (например, при очистке некоторых
деталей электровакуумной промышленности или регенерации ра-
створителей, загрязненных продуктами с температурами кипения,
близкими к температуре кипения растворителя) дистилляция
неприемлема. В этих случаях применяют процесс ректификации,
который проводят в ректификационных колоннах.
ГЛАВА VI
УЛЬТРАЗВУКОВЫЕ ПРЕОБРАЗОВАТЕЛИ
Мощные акустические поля в ультразвуковых ваннах очистки
создаются при помощи магнитострикционных и пьезоэлектричес-
ких преобразователей. Наибольшее применение в установках для
очистки нашли частоты от 16 до 44 кГц. Диапазон мощностей ульт-
развуковых преобразователей для очистки находится в пределах
от 0,04 до 4,0 кВт. Преобразователи мощностью до 1,0 кВт изго-
тавливаются на основе пьезокерамических материалов состава
цирконат титаната свинца (ЦТС) и состоят, как правило, из отдель-
ных пакетных преобразователей мощностью 0,04—0,1 кВт, при-
соединенных к общей излучающей пластине или ванне. Преобра-
зователи мощностью 1,6; 2,5 и 4,0 кВт изготавливаются из сплава
пермендюра К49Ф2. Создание преобразователей мощностью бо-
лее 4,0 кВт затруднено из-за конструктивных и Технологических
сложностей.
Для получения большой площади излучения в мощных уль-
тразвуковых ваннах используют несколько однотипных преоб-
разователей меньшей мощности, встраиваемых в дно, стенки
или крышку ванн. Иногда используют погружные ультразвуко-
вые преобразователи.
Наибольшее применение в установках для очистки нашли
низкочастотные ультразвуковые преобразователи, создающие раз-
витое кавитационное поле в жидкости. В зависимости от харак-
тера загрязнений и вида очищаемых деталей удельная акусти-
ческая мощность ультразвуковых преобразователей для очистки
находится в пределах от 0,5 до 10 Вт/см2.
Пьезокерамические преобразователи массы ЦТС-19 и магни-
тострикционные ферритовые преобразователи марки Ф-38 имеют
удельную акустическую мощность не более 1,5 Вт/см2 и исполь-
зуются главным образом для снятия легких жировых загрязне-
ний. Там, где требуются высокие значения удельной акустичес-
кой мощности более 1,5 Вт/см2, используются преобразователи
из магнитострикционных материалов — пермендюра, сплава К-65,
никеля, альфера.
119
Фактором, ограничивающим получение больших удельных
мощностей, является механическая прочность пьезоактивных ма-
териалов, способность этих материалов выдерживать высокие
знакопеременные напряжения. С этой точки зрения наилучшие
показатели имеет пермендюр, допускающий механическое.напря-
жение до 7000 кгс/см2, в то время как для керамики оно не превы-
шает 300 кгс/см2.
Из всего многообразия магнитострикционных и пьезоэлектри-
ческих материалов практическое применение в преобразователях
для ультразвуковой очистки нашли серийно выпускаемые оте-
чественной промышленностью сплав пермендюр К49Ф2, никель
марки Н-1 и пьезокерамичёские материалы массы ЦТС. Кварц
как материал для ультразвуковых преобразователей в настоящее
время не используется ввиду его дефицитности и низкого зна-
чения пьезомодуля.
20. МАГНИТОСТРИКЦИОННЫЕ ПРЕОБРАЗОВАТЕЛИ
Ферромагнетики, применяемые в ультразвуковых преобразо-
вателях, относятся к группе поликристаллических веществ. По-
ликристаллическое вещество состоит из большого числа отдельных
очень малых областей, называемых доменами. В каждом отдель-
ном домене атомные магнитные моменты ориентированы в одном
направлении, обычно отличном от направления ориентации со-
седних областей.
Даже при отсутствии внешнего магнитного поля домены ос-
таются намагниченными из-за наличия внутримолекулярного
поля, которое ориентирует элементарные- диполи параллельно
Друг Другу в направлении так называемого легчайшего намагни-
чивания, т. е. намагничивают эти области самопроизвольно (спон-
танно) до насыщения.
В ферромагнетиках элементарные диполи устанавливаются
параллельно друг другу в результате действия особых сил элек-
трического происхождения. Эти силы поддерживают параллель-
ность магнитных моментов в весьма малых областях. Вследствие
беспорядочной ориентации магнитных моментов отдельных об-
ластей векторная сумма всех намагниченностей равна нулю,
и внешне ферромагнетик при отсутствии приложенного извне
поля остается магнитно-нейтральным.
При наличии внешнего магнитного поля в ферромагнитном
теле происходит перераспределение магнитных моментов обла-
стей, и намагниченность тела возрастает. При увеличении напря-
женности магнитного поля Н растет намагниченность образца J.
При слабых полях она растет медленно; с ростом напряженности
поля намагниченность начинает расти очень быстро. При сильной
напряженности поля рост намагниченности замедляется и при
значении И, равном насыщению, прекращается. Образец до-
стигает так называемого технического насыщения Js.
120
Если после достижения технического насыщения начать умень-
шать внешнее магнитное поле, то последняя фаза намагничивания
(вращение векторов) повторится в обратном направлении, но
последующие фазы окажутся частично необратимыми, т. е. воз-
никнет остаточная намагниченность Вг. Ее можно уничтожить,
приложив поле противоположного знака. Кривая, характеризую-
щая этот процесс, называется динамической кривой намагничи-
вания (гистерезисной кривой),-вид которой представлен на рис. 22.
Магнитострикционный эффект заключается в том, что ферро-
магнитное тело при намагничивании деформируется. Существует
также обратный магнитострикцион-
ный эффект, заключающийся в изме-
нении намагниченности тела при его
деформации. ' // ।
В ферромагнетике возможны два ✓—g I
вида магнитострикции: линейная -|-----------------------
магнитострикция, при которой про- I / ".
исходит изменение геометрических I / /
размеров тела в направлении при-
ложенного поля, и объемная магни-
тострикция, при которой геометри- Рис. 22. Динамическая кривая
ческие размеры тела изменяются намагничивания ферромагнетика
во всех направлениях.
Области «смещения границ» и «вращения векторов» кривой' на-
магничивания соответствуют действию магнитных сил в кристал-
лической решетке, и магнитострикция в этой области существенно
зависит от направления вектора намагничивания по отношению
к кристаллографическим осям.
Таким образом, линейная магнитострикция осуществляется
в сравнительно слабых полях за счет изменения магнитных сил
кристаллической решетки и соответствует областям смещения и
вращения кривой намагничивания; объемная магнитострикция
осуществляется в более сильных полях за счет действия электри-
ческих сил и определяется областью насыщения кривой намагни-
чивания.
В магнитострикционных преобразователях используется ли-
нейная магнитострикция.
Магнитострикционный эффект различен у разных металлов
и сплавов (рис. 23). Сравнительно высокой магнитострикцией
обладают никель и пермендюр. Величина магнитострикции во мно-
гом определяется технологией изготовления и режимом работы
магнитостр икционных пр еобр азователей.
Пакет магнитострикционного преобразователя представляет со-
бой сердечник из тонких пластин, на котором размещена обмотка
для возбуждения в нем переменного высокочастотного поля.
Магнитострикционный эффект является четным эффектом, по-
скольку знак деформации сердечника не изменяется при перемене
направления поля на обратное. Частота изменения деформаций
121
будет в два раза больше частоты переменного тока, протекающего
через обмотку преобразователя (рис. 24).
Обычно в ультразвуковой технике применяют поляризованные
преобразователи, по обмотке которых пропускают помимо пере-
менного еще и постоянный ток. Физически это можно представить
себе так, что внешнее постоянное поле ориентирует элементарные
магнетики в одинаковом направлении, и вещество начинает вести
себя подобно монокристаллу. При наличии поляризации частота
деформаций равна частоте приложен-
ного электрического напряжения, а
амплитуда деформации Ха значительно
больше при той же амплитуде перемен-
ной магнитной индукции Вт.
-40
80
60
40
20
О
-20
и
100
0,5 1,0 1,5 2,0 4лН-10,А/м
Рис. 23. Зависимость относи-
тельного удлинения A Z/Z раз-
личных ферромагнетиков от
напряженности поля И [9]
t,
8т'
А1/1
Л1/1
wt
Рис. 24. Изменение деформации [и индукции
ферромагнетика во времени
Эквивалентные схемы магнитострикционного преобразователя
строятся на основании основного уравнения магнитострикцион-
ного эффекта с использованием метода электромеханических ана-
логий, вывод которых основан на рассмотрении преобразователя
как системы с распределенными параметрами. Уравнения схемы
замещения магнитострикционного преобразователя [101 выглядят:
-' лиг (i. + Ь) + ii,VS_tg4 + 5,Z, = U; (23)
-ISr + 5.) + ‘8 4 + = SU- (24)
где li и ga — колебательные скорости концов стержней; W =
= ре — волновое сопротивление материала пакета; S — Площадь
122
поперечного сечения пакета; k = м/с — волновое число; со — угло-
вая частота; с — скорость распространения звука; р — плот-
ность материала пакета; Z± и Z, — суммарные маханические со-
противления на концах стержней; <р = aM/con — коэффициент
электромеханической связи пакета; п — число витков на стержне
пакета; U — электрическое напряжение на обмотке преобразо-
вателя.
Величины-----^Sk[ и ITStg-^- представляют собой реактив-
ные сопротивления активных стержней пакета. Разный знак обо-
значает, что одна из них эквивалентна колеблющейся массе,
вторая — упругости.
Рис. 25. Эквивалентная схема магнитострикционного
преобразователя с распределенными параметрами
Выражение для тока, протекающего через обмотку преобразо-
вателя, имеет следующий вид [163]:
Здесь первый член уравнения представляет собой составляющую
тока, вызванную индуктивным сопротивлением преобразователя,
второй — составляющую тока, вызванную реакцией маханичес-
кой системы и пересчитанную на электрическую цепь через коэф-
фициент электромеханической связи <р = ам/соп. •
Уравнения (23) и (24) позволяют построить эквивалентную
схему магнитострикционного преобразователя (рис. 25). При
этом механическая часть схемы имеет три параллельных ветви —
одну с колебательной скоростью (током) вторую — с и
третью — с (i +
Механическая ветвь связана с электрической частью схемы
через электромеханический трансформатор, по вторичной обмотке
которого протекает ток, равный сумме колебательных скоростей
ti + U
Уравнения (23) и (24) и эквивалентная схема выведены из
условия двустороннего излучения преобразователя. На приведен-
ной схеме: х2 = /coL — индуктивное сопротивление преобразова-
теля-; г — сопротивление электрических потерь; и х2 — реак-
123
тивные сопротивления активных стержней пакета, параметры
которых изменяются по длине преобразователя соответственно
. м 1
законам tg — и —.
Схема позволяет произвести расчет механических параметров
с учетом коэффициента электромеханической связи <р, показываю-
щего степень связи колеблющейся механической части системы
с электрической цепью. Согласно первой системе электромехани-
ческих аналогий, коэффициент ф// служит для пересчета электри-
ческих напряжений в механические силы, коэффициент /ф является
пёресчетным коэффициентом колебательных скоростей в токи и
Ф2 — коэффициентом пересчета электрических сопротивлений
в механические.
В ряде случаев достаточным является рассмотрение упрощен-
ной эквивалентной схемы как системы с сосредоточенными пара-
метрами (см. рис. 42).
Следует иметь в виду, что дать точную эквивалентную схему
преобразователя затруднительно из-за нелинейности его пара-
метров, т. е. зависимости значений элементов схемы от уровня
рабочей мощности.
В магнитострикционном преобразователе происходит двоякое
преобразование энергии: электромагнитное и магнитомехани-
ческое. Каждое из них сопровождается-потерями энергии, выде-
ляющейся в виде теплоты. Электромагнитное преобразование вы-
зывает потери в обмотке' потери на вихревые токи и на гистерезис
в материале преобразователя. С ростом частоты потери на гисте-
резис возрастают линейно, а потери на вихревые токи — квад-
ратично.
Потери на гистерезис зависят от материала пакета преобразо-
вателя. Потери на вихревые токи можно уменьшить, используя
материал с высоким электрическим сопротивлением и применяя
набор пакета из тонких пластин. Для частот порядка 20 кГц
магнитострикционные преобразователи обычно изготовляют из
пластин толщиной 0,1—0,2 мм. Весьма малы потери на вихревые
токи у магнитострикционных ферритов. .
Магнитострикционные материалы оцениваются по мощности
удельных электрических потерь (Вт/см3), которая пропорцио-
нальна квадрату индукции
Рэ.п.уд = В^(<Тв/2Л2+О-гЛ Ю-3,
где <тв и <тг — соответственно коэффициенты удельных потерь
на вихревые токи и гистерезис, Вт/(Т2-см3); А — толщина листа,
см; f — частота, Гц. Для никеля <тв = 1,35; <тг = 5. На рис. 26
представлены зависимости удельных электрических потерь
(кВт/кг) от индукции.
Потери первого вида оцениваются электромеханическим к. п. д,
п Л. Рм
Ьм Р3 Р« + Рэ.П
124
Магнитомеханическое преобразование энергии сопровож-
дается потерями при механических колебаниях в каждом эле-
менте колебательной системы, складывающимися из потерь на
внутреннее трение в материале преобразователя, потерь в эле-
ментах крепления и потерь, вызываемых неоптимальным согласо-
ванием с рабочей средой. Он определяется механикоакустическим
к. п. д.
Г) =2а.=______
1ма Рм Ра + Ры.п’
где Ра — излучаемая акустическая мощность; Рм п — мощность
механических потерь на внутреннее трение и в системах креп-
ления.
Общий электроакустический
к. п. д. т]эа преобразователя,
нагруженного на жидкость,
определяется выражением
Лэа = Ра/Рэ = ЛэмЛма’ (25)
где Рэ = Рэ. п + Рм. п + Ра —
Рис. 26. Зависимость удельных элек-
трических потерь от индукции
суммарная электрическая мощ-
ность, потребляемая преобразо-
вателем.
Анализ эквивалентной схемы
преобразователя показывает,
что при оптимальном сопро-
тивлении нагрузки Рн.опт ег0
к. п. д. также будет оптималь-
ным, причем оптимальное значение г|эа будет полностью опре-
деляться электромеханическим к. п. д. т]эм:
Лэаопт
1 — /1 — Пэм
1 + V1 — Пэм
Поскольку электромеханический к. п. д. связан с потерями
в преобразователе, следовательно, внутренним сопротивлением
его, то изменение последнего приводит к изменению т]эа опт.
Исходными данными для расчета магнитострикционных преоб-
разователей являются: резонансная частота /0; -электрическая
мощность Рэ, подводимая к преобразователю; удельная электри-
ческая мощность Ру • зависимость индукции в материале от на-
пряженности поля в = f (НУ, зависимость коэффициента стати-
ческой магнитострикции от напряженности поля 6 = f (Я); за-
висимость удельных электрических потерь от индукции Р, „ =
= f (В).
Наиболее широко применяются магнитострикционные преоб-
разователи с замкнутым магнитопроводом. На рис. 27 изображены
магнитопроводы двух-, трех-, и четырехстержневых преобразова-
125
телей. В трехстержневом преобразователе ширина среднего
стержня в два раза больше ширины крайних.
Пакеты сердечников набирают из штампованных пластин ни-
келя, пермендюра или альфера. Толщина пластин — от 0,1 до
0,2 мм. Принято, что значения удельных электрических мощностей
альфера, никеля и пермендюра составляют соответственно 55;
80 и 100—110 Вт/см2.
Если известны электрические мощности, подводимые к пре-
образователю, и удельная электрическая мощность применен-
лого материала преобразователя, то излучающую площадь опре-
деляют по формуле
S — —-
°и — р •
'уд
Обычно применяют квадратное сечение сердечника. Следова-
тельно, ширина пакета равна его толщине b = q =
При выборе ширины пакета необходимо также учитывать, чтобы
поперечный резонанс пакета находился возможно дальше от основ-
ного продольного резонанса. Если за счет изменения отношения
а/Ь6 не удается сместить поперечный резонанс, то необходимо,
применять многостержневой преобразователь. Во избежание
изгибных колебаний пакета b и q не должны превышать половины
длины волны.
Уменьшение высоты накладки (ярма) d,A позволит повысить
к. п. д. преобразователя и отдаваемую мощность. Однако значи-
тельное его снижение может привести к насыщению ярма. С этой
точки зрения величина da должна быть не меньше значения, опре-
деляемого выражением [37 ]
d > а А+ Впг ,
Bs
где Во — индукция подмагничивания; Вт — амплитуда перемен-
ной составляющей индукции; Bs — индукция насыщения мате-
риала магнитопровода.
126
Ширина окна b0 должна быть по возможности малой, но до-
статочной для размещения необходимого числа витков обмотки.
Высота окна h0 определяется из условия резонанса [10]:
SHtgMH = Soctg-^- (25а)
или
tg^atg^L = -^-.
Величина
* СОд 2л <•
«о = с~ = ~с~ '°'
Следует, однако, отметить, что реальная резонансная частота
преобразователя, рассчитанная по уравнению (25а), оказывается
несколько ниже, так как в накладках возникают не только про-
дольные, но и поперечные колебания, что соответствует измене-
нию скорости продольной волны. Поэтому при расчете размеров
преобразователей резонансные частоты следует несколько завы-
шать, а именно на 5% для частот до 25 кГц и на 10% для частот
от 25 до 50 кГц.
Находим отношение суммарной площади сечения стержней So
многостержневого излучателя к излучающей поверхности преоб-
разователя S„:
So _ 2 (га — 1)а
Чгл~ Sa b
- Высота пластины
h. — h(l —|— 2б1я.
Согласно методике [37], форму пластин выбирают так, чтобы
конструктивная постоянная А 2А х была максимальной. Конструк-
тивные постоянные А1 и Д2 зависят от геометрических размеров
п реобразовател я:
Д1 == QmSq = QuSat
Приближенное значение предельной удельной акустической
мощности можно определить по формуле
Рпр,уд = о.обзсдгаэн- ю-7,
где Qn « Q/k — добротность многостержневого преобразователя;
Q — добротность, определяемая по резонансной характеристике
стержня, изготовленного из данного материала; k = 1 +da/gM/i0—
величина, постоянная для данного преобразователя; W —удель-
ное волновое сопротивление материала преобразователя; 8т —
амплитуда магнитострикции, определяемая графическим путем.
Характеристики наиболее распространенных магнитострик-
ционных материалов приведены в табл. 15.
127
821
е X я >
я Sa DO OJ 1s н S к § tr гр мен- дюр льфер Материал
К-65 38; 42 но К49Ф2 Ю-14 Марка
сл
сл СЛ фь. СП фь. Скорость звука с- 10s.
о | ьэ м/с
сл 00 СП
- jg
сл о
00 ьэ 00 00 85
ьэ 1 00 1 Плотность р’ 10’, кг/м’
СЛ сл СП СП
ьэ
СП
+ т 1 8 + + Магнитострикция иасыще-
СО ния ).• 10 6
о to 1 о о S
СП
р
о
1 со 1 р to Индукция насыщения Bs,
1 t о СП ф*. со т
сл
со .
1 1 -s] о Магнитная проницае-
1 со 8 8 о МОСТЬ Цо
со
о
to
СП о о СП Оптимальная напряжен-
о J- СП to х о со о 1 со о ность поля подмагиичива ния Яопт- 1О’/4л, А/м *
о о о о
•—> ьэ to
1 г СП 1 СП СП 1 Коэффициент электроме- ханической связи kn„^
о о о о опт
00 со 00 to
со ь—<* 00
05 to о Динамическая прочность
О о о 10’, Н/м’
to
СП
1 о СП со СП о СО 00 о 500 Предельная температура, °C
8
to ъ> 1 to й 1 Модуль упругости 10*°,
ьэ СЛ 1 to 00 Н/м’
>— -
2,75 tg 6 = = 9,8Х ХЮ-2 to 00 о 00 1,17 Электрические потерн, кВт/кг
Характеристик!! магнитострикционных материалов
Предельная акустическая мощность преобразователя опреде-
лится выражением
= ^пр, уд-^1-^2-
Исходными данными для выбора режима работы магнитострик-
ционного преобразователя являются кривые намагничивания,
статической магнитострикции и
потерь на гистерезис, а также
вихрейые токи для выбранного
материала. Считая известной вели-
чину индукции для данного мате-
риала, с помощью характеристик
намагничивания (рис. 28) опреде-
ляем величину напряженности
поля в рабочей точке. По харак-
теристикам 6 = / (Н) на рис. 29
находим коэффициент магнито-
стрикции, соответствующий напря-
женности поля Но. Выбираем рабо-
чий участок этой характеристики.
Точки <5mjn Hmin намечаем в начале
участка характеристики. Точки
^тах^тах, Необходимые ДЛЯ ПОЛу-
чения максимальной мощности от
Рис. 28. Зависимость индукции В
от напряженности поля Н:
I — пермендюр К49Ф2 (толщина пла-
стины 0,1 мм); 2 — альфер Ю-14 (тол-
щина пластины 0,2 мм)
преобразователя, располагаем
на начальном участке области насыщения.
Рис. 29. Зависимость коэффициента магнитострикции о от напряжен-
ности поля Н: а — пермендюр К49Ф2 (толщина пластины 0,1 мм);
б — альфер Ю-14 (толщина пластины 0,2 мм)
Величины 8т, Вт, Нт определяем по формулам:
s (\nax (\nin . n ^тах Bmtit
ит — 2 ’ — 2 ’
rj //max //min
— 2
По кривым удельных электрических потерь для данной частоты
(рис. 25) определяем мощность электрических потерь Р3 п для
9 О. К. Келлер
129
полученного значения амплитуды переменной индукции Вт.
Тогда мощность электрических потерь определяется выражением
Рз.П — Pa.nGt
где Р'э. п — удельная мощность электрических потерь на гисте-
резис и вихревые токи; G — масса магнитострикционного преобра-
зователя.
По известным геометрическим размерам преобразователя и
величинам Но и Нт, определенным графическим путем, находим
м. д. с. возбуждения и подмагничивания по известным формулам:
~ Лт1Ср, ПИд —
где /ср — средняя длина пути магнитного потока; пт и п0 —
соответственно число питков обмотки возбуждения и подмагни-
чивания.
Электрическая мощность, подводимая к преобразователю,
определяется по формуле
Рэ = Л/Пиа + Л.п-
Обычно принимают величину цма = 0,7-М),8.
Установлена следующая шкала номинальных напряжений
преобразователя в зависимости от мощности.
Мощность преобразователя. кВт Номинальное
напряжение, В
До 0,16................................... 55
От 0,25 до 0,63 ПО
» 1,0 » 1,6.......................... 220
» 2,5 кВт и выше....................... 440
Задавшись одним из значений напряжений для данной мощ-
ности, находим число витков каждого стержня преобразователя:
, {7эф-108
4,44BmSV0 ’
где Вт — индукция, Т; —эффективное напряжение, В;
S' — сечение одного стержня, см2.
Полное активное сопротивление находим из выражения
R3 = У2;рэ.
Величина переменной составляющей тока равна
= anm!n'k,
где k — число стержней.
Величина тока подмагничивания преобразователя определяется
из выражения
/0 = ап0/2п’.
130
Эффективное значение полного тока
i0 = ута+тт.
Диаметр провода следует выбирать, исход из рассчитанного
полного тока / с учетом глубины проникновения высокочастот- •
ного тока на рабочей частоте.
Далее следует рассчитать размещение обмотки. Число витков,
которое можно разместить на одном стержне,
п' = hold'ky,
где d' — диаметр провода с изоляцией; h0 — высота окна; ky —
коэффициент укладки (ky 2s 1).
На каждом стержне укладывают одинаковое количество вит-
ков. Для получения согласованных магнитных потоков необхо-
димо на каждом последующем стержне менять направление на-
мотки.
Активная мощность, подводимая к преобразователю, опреде-
ляется по формуле
Рэ = UI~ cos ср,
тогда
cos ср = РЭЦЛ.
21.’ПЬЕЗОЭЛЕКТРИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
Взаимодействие внешнего поля с дипольными моментами пьезо-
электрических кристаллов приводит к перемещению ионов в них,
т. е. к деформации. Явление деформации кристаллов под действием
электрического поля называется обратным пьезоэлектрическим
эффектом.
Деформация кристаллов приводит к изменению величины и
направления дипольного момента. При этом на поверхности кри-
сталла появляются заряды. Возникновение зарядов на поверх-
ности кристалла при давлении на него называется прямым пьезо-
электрическим эффектом.
Пьезоэлектрические кристаллы некоторых веществ при тем-
пературе ниже точки Кюри и при отсутствии электрических и
механических воздействий характеризуются наличием областей
самопроизвольной (спонтанной) поляризации, называемых доме-
нами. Вектор спонтанной поляризации каждого домена имеет соб-
ственное направление. Каждый такой домен аналогичен диполю.
Домены имеют различную ориентацию и поэтому несмотря на
то, что каждый домен поляризован, в целом кристалл не будет
проявлять пьезоэлектрических свойств, так как вследствие беспо-
рядочного распределения доменов дипольный момент кристалла
равен нулю.
В кристалле, помещенном в электрическое поле, происходят
процессы, сходные с намагничиванием ферромагнетиков (рост
9* 131
энергетически выгодно расположенных доменов, смещение гра-
ниц, вращение векторов поляризации, насыщение). Кристалли-
ческая решетка кристалла при этом деформируется в направлении
поля. Кривая зависимости поляризации от приложенного поля
имеет вид петли диэлектрического гистерезиса. Изменение направ-
ления поля вызывает остаточную поляризацию, а изменение ве-
личины приложенного поля приводит к изменению деформации
сегнетоэлектрика. В случае приложения к сегнетоэлектрику
помимо переменного еще и постоянного поля поляризации он ста-
новится пьезоэлектрическим веществом, изменение размеров кото-
рого зависит от знака приложенного поля.
Такие вещества, как титанат бария, цирконат — титанат Свин-
ца и ряд других, после снятия поляризующего поля сохраняют
ориентацию доменов за счет остаточной поляризации.
Количественно пьезоэффект характеризуется относительным
изменением линейных размеров при наложении электрического
поля. Математически он выражается частным от деления относи-
тельного изменения геометрических размеров AZ на величину
приложенного напряжения AZ7. Эта величина называется пьезо-
электрической постоянной.
В качестве материала пьезопреобразователей в настоящее
время используется пьезокерамика ЦТС, обладающая высоким
пьезомодулем, значительной диэлектрической проницаемостью,
малой гигроскопичностью, сравнительно большой электрической
и механической прочностью. Основными параметрами и характе-
ристиками пьезокерамики, определяющими возможность ее
использования в качестве ультразвуковых преобразователей,
являются: пьезомодуль d33, диэлектрическая проницаемость е,
тангенс угла'диэлектрических потерь tg 6 и зависимости их от
температуры и напряженности электрического поля; модуль
Юнга Е\ стабильность физических параметров во времени.
Эффективность работы преобразователя в режиме излучения
зависит от величины (d^E)1. В табл. 16 приведены основные
физико-механические характеристики пьезокерамических мате-
риалов. Сравнительно высокими качественными показателями
обладают твердые растворы цирконата титаната свинца ЦТС-19
и ЦТС-23. Пьезокерамика ЦТС обладает высокой точкой Кюри
(560 К), большим пьезомодулем, в несколько раз превышающим
таковой у титаната бария, малыми диэлектрическими потерями
в сильных полях.
Преобразование механических параметров в электрические
дает эквивалентную схему, изображенную на рис. 43.
Сопротивление механических потерь обусловлено внутренним
трением частиц материала при колебаниях. Сопротивление излу-
чения определяется параметрами излучателя и пропорционально
волновому сопротивлению среды; электрическая емкость — гео-
метрическими размерами и диэлектрической проницаемостью е
материала преобразователя.
132
£SI
Zill
о сл о о о о — бэ оэ <— О Марка материала
— ьо — — 4^. О О -СП СЛ сл о -ч -ч сл ьо о о СЛ СЛ О СЛ 1+ 1+ 1+ 1+ !+ 1+ - tc ю - W СЛ о ьо ьо. сл to О О СЛ СЛ о сл Диэлектрическая проницае- мость 833
0,0350 0,0250 0,0075 0,0075 0,0150 •0,0050 в слабых полях о ti Н X X 0> ж s я , о X Ы “1 <Т> а Я я
0,04 0,04 0,035 0,010 при U = 3- Ю5, В/м ъ О’ 2 *о Ж П> £ ^£2 Я ? S
СЛ сл сл сп 4^ СЛ СЛ 00 \\/ 00 4^ оэ 00 W W 1+ g 1+ 1+ 1+ g СЛ ООО Температура Кюри т, к
0,40 0,-20 0,43 0,45 0,45 0,43 Коэффициент электромеханиче- ской связи ftp (не менее)
100,0 26,6 100,0 100,0 160,0 75,0 dsi Пьезоэлек- трические модули diK >0“ (не менее)
►— 4^ to ЬО ЬО 00 О О ,О СП о О О О О о о О О О О о о d$3
1 1 1 1 -° 1 1/1 1 to о от 263 К до 323 К От TeJ откл ча< в » вал nej (ие
2,175 2,900 - от 213 К до 358 К носи- тьное онение 2ТОТЫ [нтер- е тем- эатур более)
о о о о о а СП СП 00 сл О О сл сл сл сл i i i <L lo lo oo Ъо lo oo О О сл oi сл сл Модуль Юнга Е- 10 -11. Н/м2
50 100 200 200 200 500 Механическая добротность QM (не менее)
Оэ Оэ Оэ 0о О О сл О оэ со о о о о g й 1 1 1 1 ° СЛ СО СО СО Оо СО 00 00 СП сл сл о о Скорость звука с* 10 s. м/с
СЛ 4^ СО 4^ О О СО *— -4 со СП (dtlE)‘- 10* Излучение, Клг/м‘
144 36 100 144 488 202 М33Е)!- 104
оо со со oo to to сл 4^ 4^ 4^ СО СО асж- IO"’ при статическом ежа тин (не менее) О - К * , s о ffi Д До »2*о
р 00 00 00 1 I О СП СП СП страст’ 10'6 п₽и статическом растя- жении (не менее) ’-s,gSS т ™
Основные параметры пьезокерамических материалов
Электроакустический к. п. д. пьезоэлектрического преобра-
зователя т]эа, как и магнитострикционного, определяется уравне-
нием (25), электромеханический к. п. д. — выбранным типом
излучателя (полуволновым, четвертьволновым, многослойным)
и мощностью потерь на нагрев диэлектрика:
-л =____Яд____
Лэм Яд + Яи’
о 1 '
где Кд = tg g — сопротивление диэлектрических Потерь;
tg 6 — тангенс угла диэлектрических потерь; Ru — сопротивле-
ние излучения.
Механико-акустический к. п. д. т]ма зависит от величины по-
терь на внутреннее трение в материале и в элементах крепления,
Рис.'ЗО. Типы пьезоизлу-
чателей: а — полуволно-
вый; б — четвертьволно-
вый; в — многослойный
(составной)
а также от согласования волновых сопротивлений излучателя и
окружающей среды. Потери на внутреннее трение больше всего
у преобразователей из титаната бария. Реальный к. п. д. преобра-
зователя в значительной степени определяется конструкцией
крепления и системой передачи ультразвуковых колебаний к озву-
чиваемому объекту.
Пьезоэлектрические преобразователи, используемые в ультра-
звуковых установках, являются, как правило, резонансными
системами, работающими на частотах основного резонанса или
нечетных гармоник.
Полуволновый излучатель (рис. 30, а) состоит из пластины
(круглой или прямоугольной), толщина d которой на частоте
основного резонанса f0 определяется выражением
Здесь X — длина волны в материале преобразователя.
Четвертьволновый излучатель (рис. 30, б) представляет собой
систему, состоящую из двух жестко соединенных пластин, одна
из которых изготовлена из пьезокерамики и имеет толщину
d = X/4i= с/4/0,
а вторая — из металла и имеет толщину
di = ^i/4 = Cj/4/о,
где Xj и Cj - соответственно длина волны и скорость звука в ме-
талле.
134
Металлическую пластину (ее называют накладкой) обычно
изготовляют из стали или алюминия.
Многослойный или составной преобразователь (рис. 30, в)
состоит из трех пластин. Среднюю пластину изготовляют из пьезо-
материала, а крайние (их называют накладками) — из металла.
Присоединение к плоскому пьезоэлементу дополнительных масс
накладок увеличивает общую высоту полуволнового излучателя
и снижает его частоту. Материалом излучающей накладки служит
дюралюминий, у которого коэффициент затухания значительно
меньше, чем у стали, а материалом отражающей накладки —
Рис. 31. Составной пьезокерамический преобразова-
тель: а — конструкция; б — эквивалентная схема
сталь 45. Такой выбор материалов обусловлен также тем, что для
повышения к. п. д. преобразователя желательно уменьшить от-
ношение волновых сопротивлений излучающей и отражающей
накладок.
Составные или пакетные преобразователи широко используются
для проектирования низкочастотных (порядка 20 кГц) преобразо-
вателей. Использование полуволновых пьезокерамических преоб-
разователей на низких частотах приводит к значительному объему
активного материала, что при плохой теплопроводности пьезо-
керамики приводит к ее перегреву. Кроме того, значительное
расстояние между электродами требует больших значений воз-
буждающего электрического напряжения. Чаще применяют пре-
образователи составного типа; называемые также пакетными пре-
образователями, в которых часть активного материала замещается
накладками из пассивного упругого материала (рис. 31, а). Резо-
нансная частота со0 такого преобразователя может быть опреде-
лена из уравнения
o)0Z
и p2c2w2— соответственно плотности, скорости звука
и волновые сопротивления в накладках;
= tt>i _ PlCiS!
Pa^a^a
135
На рис. 31, б приведена эквивалентная схема пакетного пьезо-
керамического преобразователя, одна из накладок которого
нагружена активным сопротивлением- среды Ra.
Параметры схемы определяются из выражений:
eS 1 , р S
Сэ ~ "W ’ Гэ ~ соСэ tg 6 ’ п ~ “зз£— ;
M'S , п2 IV7C, kl
х = ——г? х = -гг-; у = WS te ;
sin kl соСэ 6 2
Wt-St tg ivr с * «. > -
У — / IK’ ^2 ’ У2 — 2*^2 tg
n ^cpSi
~ / ГСр \
cos2^! + ——— sin 2krl
\ “i /
п — коэффициент преобразования; U7cp — волновое сопротивле-
ние среды.
В работе [7] приведен анализ оптимальных условий построе-
ния пакетных преобразователей и получено уравнение для опре-
деления резонансной частоты, соответствующей максимальной
мощности в нагрузке.
Уравнения для механико-акустического и электромеханиче-
ского к. п. д. на резонансной частоте имеют следующий вид:
т,ма Ra + + т2га ’
^1эм --
*1
1 J--------------
Пма(1 +т)2п2гэ
где т = -jyj — коэффициент, характеризующий положение
пьезоэлемента в системе.
На эффективность работы пакетного преобразователя влияют
положение пьезоэлемента в системе (узел, пучность, промежу-
точное между узлом и пучностью положение), толщина пьезо-
элемента, соотношение волновых сопротивлений пьезоэлемента
и накладок. Указанные конструктивные факторы влияют на
к. п. д., предел прочности, входное сопротивление и условия
стабильной работы преобразователя. Наиболее тяжелые условия
по прочностным характеристикам создаются при помещении пьезо-
элемента в узел колебаний, в плоскость максимальных механи-
136
ческих напряжений. Удельная мощность в этом случае ограни-
чивается прочностью керамики. Допустимая удельная акусти-
ческая мощность должна удовлетворять условию
га ; оп 4Н72Д >
где сгд — допустимое напряжение в пьезоэлементе;
sin2 kl + (1 + cos kiy*
/ П7 ?2 '
sin2 kl-]- ( - ) (1+cosftZ)2
\ *1 /
В этом варианте размещения пьезоэлемента, снижая волновое
сопротивление излучающей накладки Wlt можно добиться
существенного увеличения механико-акустического к. п. д. т]ма.
Так, при kl -5- снижение отношения WJW в 1,7 раза по-
вышает к. п. д. т|ма на 15—25% [7]. Некоторого увеличения
к. п. д. преобразователя, примерно на 5—7%, можно добиться,
уменьшая отношение площади излучающей накладки к площади
пьезоэлемента S^S, но для очистки это'не всегда применимо.
Помещение пьезоэлемента на конце преобразователя дает возмож-
ность получить высокий к. п. д. Уменьшается напряжение в ра-
бочем сечении, что позволяет увеличить подводимую мощность.
Однако высокое входное сопротивление преобразователя в этом
варианте требует значительных возбуждающих напряжений, что
при эксплуатации ультразвуковых установок нежелательно.
Большое значение при эксплуатации пьезокерамических пре-
образователей имеет стабильность работы. Собственный нагрев
преобразователя за счет потерь в пьезокерамике, накладках, си-
стеме крепления, нагрев моющей жидкости, влияние внешней
нагрузки на преобразователь приводит к изменению его резонанс-
ной частоты!, входного сопротивления и излучаемой мощности.
Влияние дестабилизирующих факторов будет особенно заметным
при узловом размещении пьезоэлемента и при выполнении излу-
чающей накладки из материала с большим волновым сопротивле-
нием. Последнее иногда применяют из конструктивных сообра-
жений.
Оптимальным вариантом работы составного преобразователя
является’ размещение пьезоэлемента между узловой плоскостью
и торцом пакета. При этом получаются промежуточные усреднен-
ные условия по прочности, к. п. д. и стабильности. Для уменьше-
ния нестабильности работы преобразователя как на резонансной
частоте, так и при расстройке рабочую накладку следует выпол-
нять из материала с малым волновым сопротивлением, например,
сплава алюминия.
137
22. СОГЛАСОВАНИЕ ПРЕОБРАЗОВАТЕЛЕЙ СО СРЕДОЙ.
ТРАНСФОРМАТОРЫ УПРУГИХ КОЛЕБАНИЙ
Нагрузка на ультразвуковой преобразователь, работающий
в ваннах очистки, носит сложный нелинейный характер, связан-
ный с кавитационными явлениями в среде и наличием деталей
сложной конфигурации, находящихся вблизи излучающей по-
верхности. Величина нагрузки зависит от уровня вводимой мощ-
ности или интенсивности колебаний, от колебательной скорости
излучающей поверхности.
Считая, что колебательная скорость излучателя изменяется
по синусоидальному закону, среднее значение сопротивления
нагрузки можно определить как отношение излучаемой акусти-
ческой мощности к квадрату амплитуды колебательной скорости
излучателя
£„ = 2-^=2-^. (26)
ИЛИ
о /2
5 ?2 - ’
gm
где J — интенсивность колебаний, Вт/см2; S — площадь излу-
чателя.
Следует иметь в виду, что в формуле (26) сопротивление на-
грузки /?н не является параметром ср.еды, а сложным образом
зависит от колебательной скорости:
Исследования показали, что при малых интенсивностях до
0,5 Вт/см2 сопротивление нагрузки не зависит от интенсивности
звука; с увеличением интенсивности, т. е. с развитием кавитацион-
ных процессов, сопротивление нагрузки резко падает до 30%
своего первоначального значения.
Сопротивление излучения зависит также от состава моющей
среды, ее газосодержания, вязкости и других ее физико-химиче-
ских свойств, а также от режима излучения.
Необходимость согласования ультразвуковых преобразова-
телей со средой определяется отношением сопротивления на-
грузки (жидкости) к внутреннему сопротивлению преобразова-
теля, которое для получения высокого электроакустического
к. п. д. должно быть равно’примерно 10.
Поскольку сопротивленйе нагрузки падает в’кавитационных
режимах, то при оценке режима согласования целесообразно
брать его минимальное значение, что соответствует максималь-
ной излучаемой мощности и наиболее развитому кавитационному
процессу. Тогда при размерах излучателя больших, чем длина
звуковой волны в жидкости, сопротивление нагрузки определяется
по формуле Ra = ypcS, где у — коэффициент, учитывающий
уменьшение сопротивления нагрузки в кавитационном режиме.
138
С другой стороны, внутреннее сопротивление преобразователей
изменяется при изменении подводимой мощности. Ввиду нелиней-
ных свойств преобразователя и кавитирующей жидкости в за-
висимости от режима работы преобразователь может быть как
недогружен, так и перегружен, что характерно, йапример, для
ферритовых излучателей. Поэтому для преобразователей, излучаю-
щих в жидкость, можно говорить об оптимальном согласовании
только для определенного режима их работы.
Мощные магнитострикционные преобразователи при интен-
сивностях ультразвука от 3 до 10 Вт/см2 работают, как'правило,
Рис. 32. Типы концентраторов: а—конусный; б—экспоненциальный;
в — катеноидальный; г — ступенчатый
в недогруженном режиме. Отношение RjRBa = 0,65-i-0,85 [39].
Здесь необходимо применение согласующих устройств.
Составные пьезокерамические и ферритовые преобразователи
при интенсивности ультразвука до 1,5 Вт/см2 имеют отношение
сопротивлений 8—10 и в некоторых случаях могут использоваться
без согласующих устройств.
Обычно передача ультразвуковых колебаний осуществляется
не посредством самого пакета преобразователя, а через различ-
ного рода трансформаторы упругих колебаний. При ультразву-
ковой очистке это пластины постоянного или переменного сече-
ний, трансформирующие продольные колебания пакета в изгиб-
ные колебания пластины. Этим достигается большая площадь
излучения и увеличение приведенного к пакету преобразователя
сопротивления нагрузки. Реже для согласования в качестве
трансформаторов упругих колебаний используются концентра-
торы и деконцентраторы. Первые — в том случае, когда пакет
преобразователя перегружен, вторые — в случае его недогрузки.
В работе [39 ] произведен анализ согласующих свойств различ-
ных трансформаторов упругих колебаний, из которого следует,
что наибольшие возможности для согласования механических
сопротивлений среды и преобразователя имеют поршневой преоб-
разователь и преобразователи с пластинами переменного или по-
стоянного сечений большей площади излучения^
Иногда при ультразвуковой очистке. используют концен-
траторы из технологических соображений, например, для очистки
139
глухих отверстий или контактного возбуждения очищаемых де-
талей.
Концентраторы разделяются по форме их образующей на ко-
нусные, экспоненциальные, катеноидальные и ступенчатые
(рис. 32). Применяют также сложные составные концентраторы.
На рис. 31 показаны кривые распределения амплитуды колеба-
тельной скорости и напряжения по длине концентраторов.
При выборе материала концентраторов, работающих со знако-
переменными нагрузками, необходимо, помимо потерь, учитывать
и прочность материала.
23. КОНСТРУКЦИЯ УЛЬТРАЗВУКОВЫХ ПРЕОБРАЗОВАТЕЛЕЙ
Ультразвуковые преобразователи, используемые в установках
для очистки, разнообразны по своему конструктивному выполне-
нию, технологии изготовления, применяемым активным материа-
лам и типу колебаний излучающей поверхности. По геометри-
ческой форме излучающей, поверхности преобразователи разде-
ляются на плоские, цилиндрические, сферические. Плоские —
наиболее широко распространенный вид преобразователей. Ком-
бинацией этих преобразователей можно получить большие пло-
щади излучения.
По типу колебаний излучающей поверхности преобразователи
бывают трех видов: поршневые, изгибные и комплексные. У порш-
невых преобразователей наибольший поперечный размер излу-
чателй должен быть меньше полуволны изгибных колебаний. Под
комплексным преобразователем понимают преобразователь, у ко-
торого излучающая поверхность имеет как продольную, так и
изгибную составляющие колебаний. Поршневые излучатели со-
здают более объемное по высоте ванны поле излучения, чем изгиб-
ные излучатели. С точки зрения характеристик излучаемого поля
различают преобразователи с равномерным и неравномерным по-
лем излучения. Под преобразователем с равномерным полем
понимают преобразователь, создающий на всей площади излу-
чающей поверхности постоянное значение амплитуды звукового
давления.
Преобразователи отличаются также по способу присоединения
пакетов к излучающей пластине. Пакеты могут присоединяться
при помощи пайки твердыми припоями (например, ПСР-40),
сварки, болтового соединения и склейки.
Для магнитострикционных преобразователей наибольшее при-
менение нашел первый способ, для пьезоэлектрических — склейка
или совмещение болтового способа со склейкой.
По своему конструктивному выполнению преобразователи раз-
деляются также на встроенные и погружные. Встроенными назы-
ваются преобразователи, которые монтируются в дно и стенки
ванн таким образом, что в рабочем объеме ванны находится только
излучающая поверхность преобразователя. Погружные преобра-
140
зователи полностью находятся в рабочем объеме ванны и должны
быть защищены от попадания моющего раствора в корпус преоб-
разователя. Питающие провода и шланги охлаждения преобра-
зователя должны быть герметичными и химически стойкими к мою-
щему раствору.
Магнитострикционный преобразователь состоит из пакета
магнитострикционных пластин, обмотки, трансформатора упру-
гих колебаний и излучателя. Функции последних двух элементов
могут быть объединены.
В настоящее время в СССР для серийных преобразователей
используются пермендюровые пластины из сплава 50КФ (ЭП-207)
(ТУ 14-1-713—73), штампуемые из холоднокатаной ленты шири-
ной 30, 40, 60, 70 мм и толщиной 0,2 мм. Завод гарантирует магни-
тострикцию насыщения Xs, при напряженности внешнего магнит-
ного поля не менее 240 А/см, не менее 60-10-е, коэрцитивную
силу Нс не более 1,6 А/см, индукцию насыщения Bs 2,25 т.
Пластины после штамповки тщательно обезжириваются в уль-
тразвуковых ваннах, пересыпаются тальком, собираются в па-
кеты и отжигаются в вакуумных печах (вакуум 10~3 мм рт. ст.)
в следующем режиме: температура в печи поднимается до 820 ±
± 10° С со скоростью 150°С/ч и выдерживается 8—10 ч в зави-
симости от массы и габаритов загрузки. Далее печь охлаждается,
до температуры 400° С со скоростью ’50° С/ч. Дальнейшее охла-
ждение ведется со скоростью 100° С/ч.
После отжига подвергать пластины деформации воспрещается.
Пайка магнитострикционных пакетов к излучающей пластине
производится припоем ПСР-40 с флюсом № 209 в камерных пе-
чах при температуре 680—720° С.
Магнитострикционные пакеты из никеля отжигаются в обычных
печах при температуре 700—800° С с хорошим доступом воздуха.
При отжиге никеля на поверхности пластин образуется проч-
ная тонкая изоляционная пленка окиси с большим электро-
сопротивлением. Вопрос получения прочной изоляционной пленки
на пластинах пермендюра пока полностью не решен. Иногда при-
меняют оксидирование при определенном термическом режиме
или покрывают поверхность изоляционным лаком. Последнее
повышает механические потери преобразователя. При исполь-
зовании тонких магнитострикционных пакетов их пропитывают
эпоксидной смолой для повышения продольной устойчивости.
В ряде случаев пакеты стягивают при помощи шпилек или
специальных приспособлений. На стержни пакетов присоединяют
изоляционные прокладки, на которые накладывают обмотку.
Надежность преобразователя в значительной степени опреде-
ляется качеством намоточного провода, так как последний на-
ходится, как правило, в жидкости, охлаждающей пакет, в которой
возбуждаются кавитационное поле, разрушающее изоляцию про-
водов. В качестве обмоточных проводов используются БПВЛ,
ПТГ-660, ЛПРГС, ПРГЛ.
141
Сопротивление изоляции проводов, находящихся в жидкости,
должно быть не менее 1 МОм.
Если пакету предстоит работать с воздушным охлаждением,
то используют специальные термостойкие провода с фторопласто-
вой или стекловолокнистой изоляцией, например, марки ПТЛ.
Для создания одностороннего излучения к нерабочему торцу па-
кета приклеивается отражающая резиновая прокладка из аку-
т
Рис. 33. Конструкция преобразователя с пласти-
ной переменного селения: а — общий вид с ко-
жухом охлаждения; б — излучающая пластина
стической резины. Хоро-
шие результаты дает
также губчатая водоне-
проницаемая резина.
Ультразвуковые ко-
лебания вводят в жид-
кую среду часто через
ненастроенную пласти-
ну переменного сечения
из нержавеющей стали
марки Х18Н9Т, припа-
янную к излучающей
поверхности пакета
(рис. 33). Преобразова-
тель имеет продольную и
изгибную составляющие
колебаний. Размеры из-
лучающей пластины
должны быть выбраны
так, чтобы внутреннее
сопротивление преобра-
зователя было наилуч-
шим образом согласо-
вано с акустическим
конструкция промышлен-
сопротивлением среды. Именно такова
ных преобразователей типов ПМС-6 и ПМ-1,5Д. Первый из них
изготовлен из пермендюра и обладает электрической мощностью
2,5 кВт; второй — из никеля и имеет 1,5 кВт. Размеры излучаю-
щих пластин преобразователей приведены в табл. 17.
Таблица 17
Размеры излучающих пластин преобразователей ПМС-6 и ПМ-1,5Д
Обозначение пластин Размеры, мм
а ь h н D Oi
ПМП-1,6-22/2 220 210 2 8 58 90 190
ПМП-2,5-22/2 300 300 3,5 10,5 85 150 280
142
Особое внимание следует обращать на качество обработки
рабочей (излучающей) поверхности пластины. Хорошая шлифовка
повышает к. п. д. преобразователя примерно на 10%. Объясняется
это тем, .что в порах, неровностях задерживаются молекулы воз-
духа, что приводит к падению сопротивления излучения. Этим
объясняется также понижение к. п. д. преобразователей с эро-
зионным разрушением поверхности.
Размеры пластин подбирают экспериментально. Большие раз-
меры излучающей поверхности пластины приводят к тому, что»
последняя претерпевает изгибные колебания, что обусловливает
неравномерность ультразвукового поля. Это. обстоятельство яв-
ляется основным недостатком таких преобразователей. На рис. 34
показаны эпюры поля, снятые индикатором с пьезокерамическим
датчиком для преобразователя с излучающей пластиной 260 X
Х260 мм.
Неравномерность ультразвукового поля затрудняет рацио-
нальное использование преобразователей в автоматизированных
технологических установках для очистки деталей. В связи с этим
в настоящее время находят применение преобразователи магни-
тострикционные, пакеты которых распределены в определенном
порядке и на определенных расстояниях друг от друга и припаяны
к общей пластине постоянного сечения (рис. 35).
143;
В настоящее время разработаны преобразователи с распреде-
ленными пакетами с равномерным полем излучения на мощности
0,6; 1,6; 2,5; 4,0; 10 кВт [91. Пакеты преобразователей изготов-
лены из пермендюра, а излучающая пластина— из стали 1Х18Н9Т.
В табл. 18 приведены основные характеристики этих преобразо-
вателей.
Для предотвращения излучения пластины внутрь корпуса,
к нерабочей ее поверхности приклеивают экран из акустической
резины.
Рис. 35. Конструкция преобразователя с равно-
мерным полем излучения
Иногда для подавления шумов кавитации внутреннюю поверх-
ность корпуса также оклеивают резиной.
Приведенные преобразователи распределенного типа могут
выполняться также с воздушным принудительным охлаждением.
Так, преобразователю мощностью 1,6 кВт достаточно 200—300 м3
воздуха в 1 ч, что обеспечивается двигателем мощностью 50—
75 Вт. -
Таблица 18
Магнитострикционные преобразователи
Тип Мощность, кВт Частота рабо- чая, кГц Напряжение рабочее, В ! Ток подмагни- чивания, А Полное вну- треннее сопро- тивление, Ом К. п. д. элек- троакустиче- ский, % Размер излуча- ющей поверхно- сти, мм 1 Масса, кг-
ПМ1-4/18 4,0 17—18 440 25 25 25—30 230—534 25,0
ПМ1-2.5/18 2,5 17—18 440 20 25 25—30 230—360 16,0
ПМ2-4/16 4,0 15,8—16 440 25 30 25—30 230—534 25,5
ПМ2-2.5/16 2,5 15,8—16 440 20 30 25—30 230—360 16,4
ПМЗ-4/18 4,0 17—18 440 25 25 25—30 230—534 24,8
ПМ1-1,6/18 1,6 18 220 15—20 18 20—25 120—310 5,3
144
В зарубежных конструкциях подобных преобразователей нс*
пользуют многостержневые пакеты, присоединенные к излучаю-
щей пластине.
Принцип распределения пакетов па большой площади исполь-
зован в цилиндрических преобразователях [21 ]. Вдоль образую-
щих цилиндрической трубы припаяны или приварены магнито-
стрикционные пакеты (рис. 36). Преобразователь создает кон-
центрацию поля по осевой линии трубы.
Высокими энергетическими характеристиками обладают также
преобразователи с пластиной, настроенной на изгибные колеба-
ния, например ПМС-38. Пакеты
этого преобразователя располо-
жены в два ряда на расстоя-
нии %изг/2 друг от друга, парал-
лельно большой стороне излу-
чающей пластины, которая ра-
ботает на изгиб и создает интен-
сивное поле излучения в виде
двух полос, параллельных боль-
шой стороне излучателя. Пре-
образователь имеет острую резо-
нансную характеристику.
Для очистки отверстий ис-
пользуют резонансные концен-
траторы, создающие большие Рис. 36. Цилиндрический преобразова-
амплитуды звуковых давлений тель с равномерным полем
в жидкости. Преобразователи
с концентраторами используют также для контактного возбужде-
ния колебаний в очищаемых деталях. Иногда для создания
хорошего акустического контакта рабочему торцу концентратора
придают форму кривизны озвучиваемой поверхности.
Пьезоэлектрические преобразователи выполняются для работы
как на высоких (от 300 до 1500 кГц), так и на низких (от 18 до
60 кГц) частотах. Передача высокочастотных ультразвуковых
колебаний в рабочий объем может осуществляться через слой
жидкости и тонкую мембрану толщиной d А./2 или при помощи
полуволновых накладок толщиной dr — Xj/2 = c1/2fa, где с}
и — скорость звука и длина волны в накладке.
Одностороннее излучение достигается использованием с про-
тивоположной нерабочей стороны пьезоэлемента слоя воздуха
или слоя жидкости или металла толщиной Д = (2п — 1) Х./4 =
= (2п — 1) c-fJAf где сг — скорость распространения звука
в отражающем слое.
Конструкции с использованием в качестве отражателей слоя
масла или металлических накладок позволяют осуществить интен-
сивное охлаждение преобразователей.
Получение большой излучающей поверхности пьезокерами-
ческого преобразователя связано с ухудшением условий охлажде-
10 О. К. Келлер
145
ния. Применение многоэлементных (мозаичных) преобразователей
решает эту задачу.
В описанных выше конструкциях пьезоэлемент не защищен
ют внешних механических и химических воздействий. В промыш-
ленных конструкциях передача ультразвуковых колебаний в озву-
чиваемую среду осуществляется через металлическую пластину,
условие акустической прозрачности которой достигается в слу-
чаях, когда толщина пластины равна или кратна V2. Для полу-
чения ультразвука большой интенсивности используют фокуси-
рованные пьезокерамические излучатели.
Рис. 37. Составные] (пакетные) излучатели: а — с фланцевым креплением; б —
с центральным ^болтом; в — с центральным болтом Т-образной формы
Рассмотрим конструкции низкочастотных пьезокерамических
преобразователей.
Снижение рабочей частоты при помощи частотно-понижающих
накладок реализуется в составных (пакетных) преобразователях
<рис. 37).
Преобразователь состоит из двух пьезокерамических пластин 1,
излучающей накладки 2 из дюралюминия Д16, отражающей на-
кладки 3 из стали 45, прокладки 4 толщиной 0,2—0,3 мм из мяг-
кой фольги и стягивающего болта 5.
Существует несколько Методов крепления элементов пакет-
ного преобразователя между собой и к излучающей пластине.
За рубежом наибольшее распространение нашел метод склеивания.
Однако при интенсивностях более 1,5 Вт/см2 надежность клееных
•соединений резко падает. Широкое распространение нашли раз-
личного рода болтовые соединения (рис. 37, а, б) с мягкими про-
кладками, создающие акустический контакт. Стягивание элемен-
тов по периметру приводит к увеличению поперечных размеров и
в настоящее время применяется реже, ввиду появления попереч-
ных колебаний.
В современных конструкциях применяют составные преобра-
зователи с центральным болтовым соединением. В этих конструк-
146
циях болт проходит через отверстия в пьезокерамических пласти-
нах и накладках. Часто применяется конструкция, представлен-
ная на рис. 37, в. Здесь центральный болт является одновременно
элементом крепления к дну ванны, а отражающая накладка вы-
полнена в виде гайки, с помощью которой конструкция преобра-
зователя притягивается к дну ванны. Преимущество данной кон-
струкции — возможность получения прочного соединения между
элементами с хорошим акустическим контактом и легкого встраи-
вания в дно, стенки и крышки ванн.
Разработаны четыре преобразователя этого типа на 16, 18,
22 и 44 кГц. В качестве пьезоэлементов использованы кольца и
массы ЦТС-19 со следующими размерами: наружный диаметр
50 мм, внутренний—20 мм, толщина 8 мм для преобразователей
с частотами 16, 18 и 22 кГц и 4,5 мм — для преобразователей с ча-
стотами 44 кГц.
Некоторого увеличения излучающей площади можно добиться,
применяя в качестве излучающей накладки обратный конус.
Однако полный к. п. д. преобразователя в кавитационном режиме
при этом падает.
Основные параметры преобразователей приведены в табл. 19.
Таблица 19
Пьезокерамические преобразователи пакетного типа
Тип рэ кВт Го. кГц и, в Z. Ом ”эа % ММ
ПП2-01/18 0,1 18 (7,5%) 350—400 800—1000 50 50
ПП1-0,06/44 0,06 44 (10%) 200—250 300—400 35 50
Увеличение излучающей площади за счет увеличения диаметра
пьезоэлемента также нецелесообразно ввиду появления радиаль-
ных и поперечных колебаний в пьезоэлементе и накладках.
Для увеличения излучающей площади отдельные пакетные
преобразователи малой мощности присоединяют к тонкой пла-
стине.
В зарубежных конструкциях, работающих с малой амплиту-
дой смещения, пакетные преобразователи приклеивают к излучаю-
щей пластине или дну ванны. Широко распространены и погруж-
ные преобразователи подобной конструкции. В отечественных
конструкциях отдельные излучатели при помощи центрального
болта присоединяются ко дну или стенкам ванны или выполняются
в виде отдельного конструктивного узла, который встраивается
в различные технологические установки для очистки. Так выпол-
нен пьезокерамический преобразователь типа ПП1-2,5/18, содер-
жащий 32 пакетных излучателя типа ПП1-0,1/18 (рис. 38).
10* 147
Ввиду того, что точно настроить на ревонансную частоту
системы все излучатели преобразователя не представляется воз-
можным, то резонансная полоса (по мощности) всего преобразова-
теля получается широкой и может достигать 0,8 кГц.
В настоящее время разработаны плоские и цилиндрические
преобразователи нового типа. Отличительной особенностью этих
преобразователей является то, что излучающая накладка их
Рис. 38. Пьезокерамический преобразователь типа ПП1-2,5/18
выполнена в виде трансформатора упругих колебаний ножевид-
ной формы. Излучатели приваривают к излучающей пластине
толщиной 6—10 мм на расстоянии Хизг/2 или Хизг. Излучающая
пластина преобразователя может работать как на изгибных,
так и на поршневых колебаниях в зависимости от того, возбуж-
даются ли рядом стоящие излучатели синфазно’или противофазно.
Для очистки мелких деталей могут быть использованы ради-
ально возбуждаемые пьезокерамические цилиндры. Недостатком
их является кавитационное разрушение серебряных электродов
пьезоэлемента. Надежных методов защиты их пока нет.
24.1ИЗМЕРЕНИЕ ПАРАМЕТРОВ»УЛЬТРАЗВУКОВЫХ
ПРЕОБРАЗОВАТЕЛЕЙ |
Основными параметрами, подлежащими контролю при изго-
товлении и эксплуатации ультразвуковых преобразователей,
являются резонансная частота, электрическая мощность, потреб-
ляемая преобразователем, полное внутреннее сопротивление, элек-
троакустический к. п. д. Для преобразователей с концентрато-
рами измеряют также, амплитуду механических колебаний.
В заводских и лабораторных условиях измерения произво-
дят на стенде, блок-схема которого приведена на рис. 39. В ка-
честве стендового генератора используют генератор с независимым
148
возбуждением и диапазоном частот от 10 до 80 кГц с плавной ре-
гулировкой мощности и частоты. Генератор обеспечивает согласо-
вание с различными по входному сопротивлению ультразвуковыми
преобразователями. Между генератором и преобразователем вклю-
чается высокочастотный термоваттметр типа Т-141, обеспечивающий
измерение активной мощности, подводимой к преобразователю.
/ — задающий генератор; 2 — предварительный усилитель; 3— усилитель
мощности; 4 — частотомер; 5 — ваттметр; 6 — вольтметр; 7 — амперметр;
8 — нагрузка; 9 — осциллограф
Одновременно с амперметром и вольтметром, имеющимся в тер-
моваттметре, в схему включают статический вольтметр и термо-
амперметр более высокого класса (например, класса 1,0).
Наиболее простым методом измерения электрической мощности
является использование высокочастотного термоваттметра, на-
пример типа Т-141. При его отсутствии потребляемая мощность
Рис. 40. Установка для калориметрирования «на удар»
может быть определена калориметрическим методом, который
заключается в сравнении тепловой мощности, выделяемой преоб-
разователем, полностью погруженным в измеряемый объем,
с мощностью, создаваемой эквивалентными нагревательными
элементами, питаемыми через автотрансформатор от сети. Су-
ществует два способа калориметрирования: «на удар» и «на
проток».
Принципиальная схема калориметрической установки, рабо-
тающей «на удар», изображена на рис. 40. Преобразователь П
149
погружают в ванну с жидкостью, которую перемешивают, и с по-
мощью потенциометра ППТ с термопарами Т измеряют ее темпе-
ратуру Включают генератор Г на время т, обычно 30 с. Опре-
деляют температуру жидкости В случае, если температура
жидкости повысилась меньше, чем на 1° С, время работы преобра-
зователя увеличивают. Включают нагреватель R на время т' и
измеряют разность температур : t'i- Температура /1 при вклю-
чении нагревателя должна отличаться не более чем на 1—2° С
от температуры tp Регулируя посредством автотрансформатора АТ
Рис. 41. Установка для калориметрирования
«на проток»
напряжение на нагревателе, добиваются того, чтобы
<=« t2 — tx, а т' т. Тогда мощность, потребляемая преобразова-
телем, определится формулой
р __р (^2 ^1) т р
3 н
где Ри = UHIW — мощность, измеряемая приборами; UH — на-
пряжение на нагревателе; /н — ток через нагреватель; 'Р= =
= /2г — мощность потерь за счет подмагничивания; I — ток
подмагничивания; г — омическое сопротивление обмотки пре-
образователя.
Принципиальная схема установки для измерения мощности
калориметрическим методом «на проток» приведена на рис. 41
Преобразователь П помещают в ванну с проточной жидкостью.
С помощью вентилей устанавливают постоянный расход жид- -
кости. При включении преобразователя измеряют разность тем-
ператур на входе и выходе системы Д1п. Затем преобразователь
выключают, а вместо него включают нагреватель R. Регулируя
автотрансформатором АТ напряжение на нагревателе, устанав-
ливают разность температур на входе и выходе ванны А£„, близ-
кую к А1п.
150
Потребляемую мощность определяют по формуле
р __ р Д^п __р
Д/н ^=-
Тщательное проведение эксперимента дает ошибку, не превы-
шающую 10%.
Калориметрический метод определения к. п. д. заключается
в одновременном калориметрировании жидкости, залитой в рабо-
чую ванну, в дно которой вмонтирована излучающая поверхность
преобразователя, и жидкости, охлаждающей пакет преобразова-
теля. Первое измерение дает акустическую мощность, второе —
потребляемую преобразователем электрическую мощность.
Величина к. п. д. т]эа (%) вычисляется по формуле
Пэа = -£М00.
Принципиальная схема установки аналогична схеме, изобра-
женной на рис. 41. В ней имеются две независимые системы про-
тока воды, регулировки и измерения температуры для верхней
и нижней ванн.
Во время измерений необходимо следить за тем, чтобы раз-
ность между температурами на выходе ванны и в системе охлажде-
ния преобразователя была минимальной. Этого добиваются неза-
висимой регулировкой скорости потока жидкости в каждой си-
стеме. Мощность, выделяемая в ванне (Рп1 = Ра)< определяется
из выражения
р р р ^п!
ГП1 Га Гн1 •
Мощность, выделяемую в системе охлаждения преобразова-
теля, определяют по формуле
Здесь РК1 и Ри2 — мощности, расходуемые нагревателями в ванне
и системе охлаждения преобразователя; Д/п1 и Д/п2— разности
между температурами на входе и выходе ванны и на входе и вы-
ходе системы охлаждения при работе преобразователя; Д£н1 и
Д/н2 — те же разности температур, но при включении нагрева-
телей.
Полную электрическую мощность, потребляемую преобразо-
вателем, определяют по формуле
РЭ = Рп1 + Рп2-Р^
где Р= — мощность потерь в цепи подмагничивания.
151
Если установка нагревателей в корпус преобразователи вы-
зывает затруднения, то мощность Рп2 (кВт) вычисляют по формуле
р М Afna . .-.-з
^п2 “оДГ w ’
где М — количество воды, протекающей через систему охлажде-
ния за одну секунду, см3; Д/п2 — разность между температурами
на входе и выходе системы охлаждения, °C.
Электроакустический к. п. д. определяют также ваттметровым
методом [91. Он заключается в снятии резонансных характеристик
преобразователя, излучающая поверхность которого находится
в жидкости и в воздухе, и вычислении значений к. п. д. из полу-
ченных кривых.
Резонансную частоту преобразователей определяют при по-
стоянном значении напряжения или тока на преобразователе по
максимуму активной мощности. Для измерений можно восполь-
зоваться частотомером. Резонансную частоту можно определить
также по фигурам Лиссажу при помощи осциллографа и измери-
тельного генератора. Резонансную частоту преобразователей
с механическими трансформаторами определяют по максимуму
амплитуды колебаний на торце трансформатора-.
Частотную характеристику преобразователя, работающего
в жидкости, определяют снятием зависимости активной мощнойти
от частоты. Измерения производят при неизменном значении на-
пряжения на преобразователе и нахождении последнего под на-
грузкой (слой жидкости).
Полное активное и реактивное сопротивление преобразова-
теля П определяют, подключив на входе преобразователя ваттметр
W, вольтметр V и амперметр А (см. рис. 39). После того как зна-
чения активной мощности Рэ, напряжения Un и тока 1П преобра-
зователя измерены, сопротивления можно вычислить по следую-
щим формулам:
полное электрическое сопротивление |Z| =UJIn-,
коэффициент мощности cos <р = Рэ/[/п/п;
активное сопротивление R = |Z| cos <р;
реактивное сопротивление X = R tg q> или X ]f\Z\2— R2.
При синусоидальной форме напряжения значения сопротив-
лений можно определить с помощью вольтметра, амперметра и
электронного фазометра, дающего прямой отсчет угла сдвига
фаз между током и напряжением, либо мостовым методом по кру-
говым диаграммам зависимости полного сопротивления от частоты.
ГЛАВА VII
УЛЬТРАЗВУКОВЫЕ ГЕНЕРАТОРЫ
Ультразвуковые генераторы предназначены для преобразова-
ния тока промышленной частоты в ток высокой частоты и служат
для питания электроакустических преобразователей. По типу
преобразовательного устройства они делятся на ламповые, полу-
проводниковые и машинные генераторы.
По схеме ламповые и полупроводников'ые генераторы могут
быть с независимым возбуждением, самовозбуждением, электри-
ческой или акустической автоподстройкой частоты, стабилиза-
цией выходных параметров.
Машинные генераторы (машинные преобразователи, выраба-
тывающие нужную рабочую частоту) предназначены для подклю-
чения нагрузки или непосредственно, или со специальными умно-
жителями частоты, позволяющими повысить рабочую частоту пре-
образователя в кратное число фаз.
По своим техническим возможностям ультразвуковые гене-
раторы могут быть универсальные и специализированные.
Универсальные генераторы рассчитаны на работу с различными
технологическими устройствами. Они допускают широкую ва-
риацию выходных параметров (мощности, частоты, напряжения
и т. п.), условий согласования с нагрузкой и предназначены для
использования в лабораториях, на опытных производствах и при
питании устройств, особенно в тех случаях, когда необходима
широкая регулировка параметров технологического воздействия
(например, при механической обработке, ультразвуковой сварке
и т. п.).
Специализированные генераторы предназначены для питания
одной или нескольких определенных нагрузок. Эти генераторы
имеют неизменяемые выходные параметры (фиксированную ра-
бочую частоту, постоянную выходную мощность и т. д.). Их исполь-
зование целесообразно при применении ультразвука в массовых
процессах производства, где выходные параметры генератора
остаются неизменными (например: очистка, диспергирование,
гальванические процессы и др.).
1117 153
25. ХАРАКТЕРИСТИКИ УЛЬТРАЗВУКОВЫХ
ГЕНЕРАТОРОВ
Характеристики ультразвуковых генераторов подразделяются
на электрические и неэлектрические.
Электрические характеристики — это рабочая 'частота или
диапазон частот, мощность на выходе генератора, к. п. д., ста-
бильность и точность установки частоты, стабильность ампли-
туды механических колебаний, уровень индустриальных радио-
помех.
К неэлектрическим характеристикам относятся: конструктив-
ные требования, определяемые простотой конструкции, габаритом
и массой, удобством обслуживания и ремонта, наличием хорошего
естественного или принудительного теплоотвода, теплостойкостью
и влагостойкостью деталей и узлов, устойчивостью к внешним воз-
действиям и т. п.; уровень шумов, эксплуатационные экономиче-
ские и энергетические показатели, позволяющие оценить практи-
ческую пригодность генераторов к использованию в производствен-
ных условиях, определяемые устройством генератора, числом
органов управления, числом операций включения и настройки, на-
дежностью и сроком службы, общим к. п. д., стоимостью и т.п.
Рассмотрим основные электрические характеристики генера-
торов.
Рабочая частота или диапазон частот устанавливаются в за-
висимости от назначения ультразвуковых установок. Для лампо-
вых генераторов в соответствии с ГОСТ 13952--68 выделены сле-
дующие полосы частот: 18 ± 1,35; 22 ± 1,65; 44 ± 4,4; 66±6,6;
440 ± 11; 880 =t 8,8 и 1760 44,0 кГц, а для транзисторных
генераторов в соответствии с РОСТ 16165—70 установлены сле-
дующие полосы частот: 18 ± 1,35; 22 ± 1,65; 44 ± 4,4 и
66 =t 6,6 кГц.
Обычно ультразвуковые генераторы выполняются с одной
рабочей частотой или полосой частот. Однако в случае ультра-
звуковых генераторов универсального применения могут быть
две и более рабочих частоты или полосы частот.
Под выходной мощностью понимают электрическую мощность,
подводимую к нагрузке. В соответствии с ГОСТ 9865—68 уста-
новлен следующий ряд номинальных мощностей: 0,04; 0,10; 0,25;
0,40; 0,63; 1,00; 1,6; 2,5; 4,0; 6,3; 10,0; 16; 25,0; 40,0; 63,0; 100;
160; 250 кВт. В генераторах может быть предусмотрена регули-
ровка выходной мощности от 10 до 100% или от 50 до 100% но-
минального значения.
К,, п. д. генератора характеризуется отношением его выход-
ной мощности Р ко всей потребляемой им мощности Рэ, т. е. т] ,=
= Р!РЭ\ он зависит от мощности генератора и от типа используе-
мого в нем преобразовательного элемента, его режима, от каче-
ства узлов и деталей. К. п. д. генератора должен удовлетворять
данным, приведенным в табл. 20.
154
Стабильность и точность установки частоты относится к гене-
раторам с независимым возбуждением. Они определяются характе-
ром нагрузки, являющейся резонансной системой. Ее эталонность
определяет требования по стабильности, предъявляемые к гене-
раторам. Так, при работе с магнитострикционными преобразова-
телями, озвучивающими жидкие среды, стабильность частоты
должна быть не хуже =t5-10~3.
Точность установки частоты аналогична стабильности частоты
органов настройки генератора.
и определяется качеством
У генераторов с систе-
мой подстройки частоты
последняя должна обеспе-
чивать максимальное сбли-
жение частоты генерато-
ра fr с резонансной часто-
той преобразователя f0, и
разность частот [ Af | =
= /г — fo должна нахо-
диться в допустимых пре-
делах А/д. С точки зрения
технологического воздей-
ствия нас интересует допу-
стимое соотношение ампли-
туд колебаний преобразо-
вателя на резонансной
частоте До и ее допусти-
мого значения Дд. Таким
образом.
1
Таблица 20
Зависимость к. п. д. генераторов
от их мощности
Номинальная выходная мощность генератора, кВт Полный к. п. д. при номинальной выходной мощно- сти, % (ие менее)
ламповый гене- । ратор генератор на полупроводни- ковых приборах машинный гене- ратор
От 0,04 до 0,4 » 0,63 » 1,6 » 2,5 » 10,0 Св. 10,0 30 40 50 60 50 60 65 50 50 55
где Q — добротность механической цепи электроакустического
преобразователя. Для устройств очистки следует выполнять
условия, когда ka = 0,64-0,8.
Стабильность амплитуды механических колебаний электро-
акустического преобразователя характеризует обеспечение по-
стоянства механических параметров преобразователя электри-
ческими методами. В тех случаях, когда внешние воздействия
приводят к изменению параметров электроакустического преобра-
зователя, наблюдается уменьшение амплитуды его колебаний, осо-
бенно в высокодобротных системах с концентраторами. Тогда ге-
нераторы должны обеспечивать не стабильность частоты, а ста-
бильность амплитуды колебаний торца концентратора порядка
=t(5-10-2— 1-10~2). Стабилизация амплитуды механических ко-
лебаний достигается путем введения в генератор автоподстройки
155
частоты и в некоторых случаях устройства, автоматически регули-
рующего мощность, подводимую к преобразователю.
Режим работы ультразвукового генератора определяется ха-
рактером технологического процесса, который обеспечивает гене-
ратор, или требованиями простоты его схемы и конструкции.
Применяются режимы: непрерывной генерации с постоянной ам-
плитудой, амплитудной и частотной модуляцией, импульсной
с радиочастотными импульсами.
Наиболее часто для целей очистки используется режим непре-
рывной генерации. Однако для интенсификации процессов целе-
Рис. 42. Эквивалентная схема магнитострикционного
преобразователя: а — общая эквивалентная схема;
б — на рабочей частоте; в — на частотах значительно
выше рабочих;
L и С — параметры механической колебательной системы
как контура (эквиваленты колеблющейся массы н гибкости);
г == г'+ гмех— активное сопротивление механической коле-
бательной системы, состоящее из сопротивлений излуче-
ния г* и механических потерь гмех; Дэл — электрическая
индуктивность и гэл— сопротивление электрических потерь
преобразователя
сообразна работа радиочастотными импульсами с различной скваж-
ностью. Амплитудная модуляция с глубиной до 100% также
интенсифицирует процесс очистки и получается за счет примене-
ния однофазных одно- и двухполупериодных схем выпрямления
без сглаживающих фильтров. При этом тип выпрямителя опреде-
ляет среднюю мощность на выходе генератора. Частотная модуля-
ция используется для усреднения работы преобразователей мо-
заичного типа, у которых существует разброс резонансных частот
отдельных элементов мозаики.
Уровень индустриальных радиопомех определяется для комп-
лекса, куда входят: ультразвуковой генератор, фидер, питающий
нагрузку, и сама нагрузка. Он должен соответствовать действую-
щим общесоюзным нормам допускаемых индустриальных радио-
помех.
Из неэлектпических характеристик генератора следует обра-
тить внимание на уровень шумов, который должен соответство-
вать действующим санитарным нормам для электрических уста-
новок промышленных предприятий,
156
Нагрузкой ультразвуковых генераторов являются магнито-
стрикционные или пьезоэлектрические преобразователи, экви-
валентные схемы которых приведены на рис. 42 и 43.
Параметры преобразователя, его полное входное сопротивле-
ние cos ф, добротность в значительной степени определяют схему
Рис. 43. Эквивалентная схема пьезоэлектрического
преобразователя: а — общая эквивалентная схема;
б — на рабочей частоте;, в — на частотах значительно
выше рабочей; Сэл —электрическая емкость (остальные
обозначения см. рис. 41)
выхода генератора, условия его согласования с нагрузкой и энер-
гетические показатели системы, а степень изменения этих пара-
метров во времени позволяет сформулировать требования к авто-
матической подстройке частоты и автоматической регулировке
выходной мощности генератора.
26. ЛАМПОВЫЕ ГЕНЕРАТОРЫ
Ламповые генераторы — довольно распространенный вид
источника питания ультразвуковых установок.
Теория лампового генератора разработана достаточно по-
дробно и освещена, например, в работах[29, 30]. В ультразвуко-
вых генераторах в качестве генераторных ламп применяются
триоды, пентоды и лучевые тетроды. Пентоды и тетроды исполь-
зуются на мощностях до 1 кВт; на мощностях свыше 1 кВт приме-
няются триоды.
Схема лампового генератора с независимым возбуждением
приведена на рис. 44. На рисунке показаны источники напряжения
смещения Ес и напряжения анодного питания Еа. В сеточную цепь
лампы включен источник возбуждения Uc, а в анодную—нагрузка Z,
которая обычно в ультразвуковых генераторах подключается че-
рез выходной трансформатор Тр.
Мгновенное значение напряжения на сетке лампы
ес = Ес + Uс cos со/.
Если на рабочей частоте нагрузка находится в резонансе и
Z = R3, то первая гармоника анодного тока 7а1 и напряжение Ua
157
la
Uc
Рис. 44. Схема лампового генератора
с независимым возбуждением
будут изменяться синфазно с напряжением возбуждения. При этом
мгновенное значение напряжения на аноде
еа = Еа — cos
В нагруженном ламповом генераторе мгновенное значение
напряжения на аноде и на сетке не остается неизменным и анод-
ный ia, катодный гк и сеточный гс токи находятся под действием
двух одновременно меняющихся во времени напряжений (ес и еа).
При этом работа лампового генератора происходит по динамиче-
ской характеристике (рис. 45).
В зависимости от положения
рабочей точки лампы, величины
возбуждающего напряжения и
напряжения источника анодного
питания ламповый генератор
может работать в режиме коле-
баний первого и второго рода.
В режиме первого рода мгно-
венные значения напряжения на
управляющей сетке не выходят
за пределы наклонной части
динамической характеристики
анодного тока и форма анод-
ного тока повторяет форму на-
пряжения на сетке или близка
к ней. В ультразвуковых генераторах режим первого рода
не применяется, так как его к. п. д. по анодной цепи не может
быть больше 40%.
При колебаниях второго рода форма анодного тока искажается,
представляя собой косинусоидальные импульсы (рис. 45); к. п. д.
в этом режиме 65—80%. Этот режим, в свою очередь, делится на
недонапряженный, перенапряженный и критический.
Недонапряженным называют режим, при котором сеточный
ток отсутствует по идеализированным характеристикам или мал
по реальным (у триода не более 10%, в тетроде или пентоде —
не более 20% от анодного). Как видно из рис. 45 (случай /), анод-
ный ток имеет вид косинусоидальных импульсов.
В перенапряженном режиме сеточные токи велики и приводят
к искажению импульса анодного тока (случай 5), в верхней части
которого, за счет появления импульса сеточного тока ic, обра-
зуется провал. Этот случай соответствует слабо перенапряжен-
ному режиму. При больших амплитудах возбуждения провал
может доходить до нуля и импульс анодного тока раздваивается
и режим становится сильно перенапряженным.
Между недонапряженным и перенапряженным режимами ле-
жит область критического режима, которая соответствует моменту
появления сеточного тока по идеализированным характеристикам
(случай 2).
158
В основном ламповые генераторы работают в критическом или
близких к нему режимах, так как выходная мощность и к. п. д.
в этом случае максимальны.
Наклон динамической характеристики зависит от величины
сопротивления нагрузки. При = 0 динамическая характерис-
тика совпадает со статической (при еа = Е). С ростом наклон
динамической характеристики уменьшается.
Рис. 45. Динамические характеристики и импульсы анодного и сеточного тока
в недонапряженном (/), критическом (2) и перенапряженном режимах (3)
Импульс анодного тока характеризуется высотой г'агпах, опре-
деляемой значением тока при a>t = 0 и углом отсечки 9, под ко-
торым понимают половину фазного угла, в течение которого
в анодной (или сеточной) цепи протекает ток.
Использование методов разложения в ряд Фурье позволяет
при заданных 9 и iamax определить первую гармонику анодного
тока /а1= “Датах и ПОСТОЯННУЮ СОСТЭВЛЯЮЩую Ло= “(Датах-
Здесь а0 и ах=/ (9)—коэффициенты разложения импульса анод-
ного тока [29].
Режим генератора характеризуется коэффициентом использо-
вания анодного напряжения £ = UJEa. В критическом режиме
5 = LP = 0,5 -ф V 0,25 — 2P/SKp£ia,,
где Р — полезная мощность генератора; SKP — крутизна линии
критического режима [30].
159
К. п. д. генератора по анодной цепи т] = 0,5?ал/ао и 'полезная
МОЩНОСТЬ Р = OjSoCj^ia maxEa ЗЭВИСЯТ ОТ £ И ОТ уГЛЭ ОТС6ЧКИ.
В реальных генераторах £ = 0,854-0,95, а отношение аг/а0
в зависимости от величины угла отсечки меняется от 1 до 2. При
0 = 180° аг/а0 = 1, а при 0= 0 а/с&о = к Обычно выбирают
0 = 604-90°. При этом мощность и к. п. д. достаточно высоки.
Если используемая лампа имеет запас по мощности, для увели-
чения к. п. д. берут нижний предел угла отсечки, 9 < 60° неже-
лательно, так как при этом амплитуда возбуждения чрезмерно
велика.
Рис. 46. Эквивалентная схема генератора в критическом (а) режиме. Векторные
диаграммы недонапряженного (б) и перенапряженного (в) режимов при работе
на расстроенную нагрузку
Весьма важным является вопрос согласования ультразвуко-
вого генератора с нагрузкой, поскольку условия согласования
определяют режим работы и энергетические характеристики ге-
нератора.
Ламповый генератор в критическом режиме можно предста-
вить эквивалентной схемой (рис. 46, а), в которой лампа заме-
нена генератором с э. д. с. UJD и внутренним сопротивлением
Для этой схемы первая гармоника анодного тока /а1 =
= UJD (Pt + Z), где D — проницаемость лампы, a Z — сопро-
тивление нагрузки. Эквивалентная схема показывает зависимость
/а1 и t/a от величины и характера сопротивления нагрузки Z,
угла отсечки, так как Ri = Ri/cty (1 —cos0) и Uz. В общем слу-
чае, когда Z = R +/Х, анодный ток и напряжение на нагрузке
будут комплексными величинами. Сдвиг фаз между /а1 и Ua
(рис. 46, б) определится <ра = arctg Х/R, между /а1 и Uc — <р =
= arctg XI(Rt + R), а ток /а1 совпадает по фазе с управляющим
напряжением Uz — DUa, в котором учтена реакция анодной цепи.
В перенапряженном режиме комплексность нагрузки прояв-
ляется еще сложнее (рис. 46, в). Катодный ток 1К совпадает по
фазе с управляющим напряжением Uc — DUa, а анодный, так же,
как и сеточный, сдвинуты по отношению к нему. В общем случае
внутреннее сопротивление генератора оказывается комплексной
величиной.
160
При расстройке генератора, вследствие уменьшения Z напря-
женность режима уменьшается, что приводит к уменьшению
к. п. д. генератора, полезной мощности Р = Ul cos <р/2 V R'2 + X2
и росту потерь в анодной цепи.
Отсюда, очевидно, требование хорошего согласования генера-
тора с нагрузкой, которое сводится к обеспечению оптимального
режима работы, что достигается за счет выполнения условий
7^ЯЭопт и <ра = 0.
Согласование генератора с нагрузкой достигается применением
определенной величины связи лампы с нагрузочной цепью. Эта
Рис. 47. Эквивалентные
схемы цепи нагрузки при
параллельной компенса-
ции (а) и последователь-
ной (б);
ZM—г сопротивление механи-
ческой колебательной цепи;
2ЭЛ — сопротивление элек-
трической цепи^преобразо-
вателя; ZK — сопротивление
компенсирующего элемента
связь чаще всего бывает трансформаторная, однако, возможно
применение автотрансформаторной или емкостной связи.
Нагрузку ультразвуковых генераторов можно представить
в обобщенном виде (рис. 47).
Для параллельной схемы компенсации
7 _______/эл/м/к___. /971
~ 2эл/м + 2эл/к + 44 ’ ' ’
для последовательной схемы
7_______________________ 7 । /эл^м
2эл + 4, '
Очевидно, что Z = R + jX; ZM = RM + /Х„; 7ЭЛ = Яэл +
+ ]ХэЛ и ZK = RK + jXK. Если пренебречь электрическими по-
терями в преобразователе 7?эл = 0 и в компенсирующем элементе
RK = 0 и учтя, что на рабочей частоте Хы = 0, для параллельной
схемы выражением (27) преобразуется
v2d (1 + -ф-)ХкЯм
7 ____ Лклм • \ Л ЭЛ /
I ( 1 , Хк \2 2 У2 / . Хк \2 2 >'
Ак+^1 + —J Км Ак-}~ ( 1 ~г J Км
для последовательной схемы
7 __ Хэл/?М . . ХкХэл Ч~ Rm/(X ЭЛ ~Ь Хк)
D2 у2 1 J Г)2 у2
лм -f- Аэл лм -f- АэЛ
11 О- К. Келлер ч 161
Для того чтобы генератор работал на активную нагрузку,
следует выполнить условие X = 0, для чего и Хэл должны
быть реактивностями разных знаков. Расчет корректирующего
элемента производится на рабочей частоте преобразователя при
параллельной компенсации из условия Хк + ^эл = 0, а при
последовательной — из условия Хк Х%„ + RUX3n + Хк =0.
Эквивалентные сопротивления нагрузки при этом определяются
для параллельной схемы компенсации
' _________XKRU .______ .
Хк + (1 + )\м
X А эл /
и для последовательной схемы
_ X23»R м
Э~ Ям + Хэл ’
Зная заданное значение эквивалентного сопротивления гене-
ратора R3, можно определить условия согласования нагрузки (R^)
с анодной цепью генератора. При применении в качестве согла-
сующего устройства трансформатора определяется его коэффициент
трансформации.
Для расчета цепей согласования следует знать | Z | и cos <р
преобразователя. Согласование в большинстве генераторов осу-
ществляется с помощью изменения числа витков выходного транс-
форматора. Существует оптимальное значение коэффициента
трансформации п, обеспечивающее наилучшие условия согласо-
вания. Так как R3 = п2/?э'Пт (где цт — к. п. д. трансформатора),
то с изменением п при заданном R3 будет меняться нагрузка в анод-
ной цепи генератора и, следовательно, его режим также изменится.
Рассмотренный генератор с независимым возбуждением
(рис. 44) для своей работы требует подачи на сетку напряжения
возбуждения, получаемого от специального возбудителя. Обычно
ультразвуковой генератор с независимым возбуждением содержит
несколько каскадов, в число которых входит задающий генера-
тор (автогенератор), вырабатывающий напряжение нужной ча-
стоты и один или несколько каскадов усиления.
Автогенератор (генератор с самовозбуждением) преобразует
энергию постоянного тока в переменный без воздействия внешней
переменной э. д. с. Однокаскадные ультразвуковые генераторы
являются автогенераторами.
Схема автогенератора с индуктивной обратной связью приве-
дена на рис. 48, а. Известно, что если в реальный колебательный
контур подать импульс электрической энергии, в нем возникнут
затухающие колебания. Для превращения этих колебаний в неза-
тухающие необходимо восполнять потери в контуре, т. е. за каж-
дый период колебаний в контур должна поступать энергия, рав-
ная энергии потерь в нем. Восполнение потерь должно происхо-
162
дить в соответствующей фазе по отношению к существующим в кон-
туре колебаниям.
При включении генератора за счет флуктуаций в контуре
возникают малые колебания, которые через положительную обрат-
ную связь вызывают появление напряжения на сетке Uc = Mdildt,
анодного тока и тока в контуре, что, в свою очередь, увеличивает
напряжение на сетке. Нарастание колебаний происходит до ста-
ционарного состояния, определяемого нелинейными свойствами
лампы. Частота колебаний при этом определяется параметрами
контура.
Рис. 48. Схемы автогенераторов: а — с индуктивной обратной связью;
б — трехточечная схема
Автогенератор можно характеризовать колебательными ха-
рактеристиками, представляющими зависимость /ai ~ ScpUc,
где Scp — средняя крутизна за период колебаний.
Величина обратной связи определяется отношением комплекс-
ных амплитуд переменных напряжений на сетке и на аноде и на-
зывается коэффициентом обратной связи k = —Udll.,. Знак ми-
нус указывает, что Uc и Ua сдвинуты по фазе на 180° (обратная
связь положительна).
В установившемся режиме для заданных нагрузки и коэффи-
циента обратной связи U,. = kR3lal. Это выражение представ-
ляет семейство характеристик обратной связи Uc = f (/а1) при
k = const, являющихся прямыми выходящими из начала коорди-
нат. Если совместить колебательную характеристику с семейством
линий обратной связи, можно объяснить условия возникновения
колебаний и их устойчивость по отношению к отклонениям от
стационарного значения.
Существуют мягкий и жесткий режимы самовозбуждения.
Режим мягкого самовозбуждения (рис. 49, а) соответствует ре-
жиму колебаний первого рода. Очевидно, что при ki генератор
не самовозбудится, так как колебательный ток будет всегда стре-
миться к нулю. При k2 > kr флуктуации тока в контуре вызовут
за счет обратной связи возрастание колебательного тока до устой-
11* 163
чивого состояния (точка /). Если по каким-либо причинам коле-
бания превысят стационарную амплитуду (точка /), то произой-
дет процесс уменьшения этих колебаний до стационарного зна-
чения. При ks > k2 установившиеся колебания определяются
точкой 2. При более сложной форме колебательной характеристики,
соответствующей работе с 0 < 90° (рис. 49, б), колебания при сла-
бых связях не возникают. При ky 2 — точка неустойчивых коле-
баний, а при возникновении колебаний уменьшение их ниже
уровня точки 2 приводит к падению до нуля. При > kt точка 1
неустойчивая, а точка 3 — устойчивая, но для самовозбуждения
Рис. 49. Совмещенные колёбательные характеристики и линии
обратной связи при мягком (а) и жестком (б) самовозбуждении
требуется значительная начальная амплитуда флюктуаций, пре-
вышающая уровень точки 1. При сильной связи, например, ka
генератор самовозбудится при.малых флюктуациях тока, причем
колебания возрастают от нуля до устойчивой точки 4. Рассмотрен-
ный случай называется жестким самовозбуждением. Ослабление
связи сопровождается уменьшением амплитуды колебаний за
счет перехода из точки 4 в точку 3 и т. д. При связи происходит
срыв колебаний.
Жесткий режим самовозбуждения обеспечивает более высокий
к. п. д. автогенератора. Для облегчения возникновения колеба-
ний используется автоматическое смещение в цепи сетки авто-
генератора, благодаря которому в начальный момент автоге-
нератор работает в режиме мягкого самовозбуждения. По мере
нарастания колебаний из-за роста сеточного тока рабочая
точка сдвигается влево до установления нормального режима
работы.
На практике часто используют трехточечные схемы автогене-
раторов (см. рис. 48, б). Колебательный контур таких генераторов
состоит из трех реактивных элементов Zac, ZCK, ZaK, которые обра-
зуются индуктивностями, емкостями или их комбинациями. Для
самовозбуждения сдвиг между напряжениями Uc и Ua должен
164
быть равен 180°, а это возможно только когда ZCK и ZaK имеют
реактивность одного знака, a Zac реактивность противополож-
ного знака. Коэффициент обратной связи k = ZcJZaK.
В рассмотренных схемах используется положительная обрат-
ная связь по напряжению. В ультразвуковых генераторах часто
применяется положительная обратная связь по току нагрузки.
На рис. 50 изображена такая схема. В цепь нагрузки, например,
магнитострикционного преобразователя М, скомпенсированного
конденсатором С, включен трансформатор тока Тр, со вторичной
обмоткой которого напряжение через фазокорректирующую цепь
ФК подается на сетку гене-
ратора. Фазокорректирующая
цепь создает необходимый сдвиг
фаз между напряжениями на
сетке и аноде и соответствую-
щую амплитудно-фазовую ха-
рактеристику системы.
Стабильность частоты авто-
генератора определяется его
режимом, эталонностью колеба-
тельной системы и неизменно-
стью нагрузки. Высокая доброт-
ность контура обеспечивает
меньший уход частоты из-за
уменьшения влияния дестаби-
лизирующих факторов.
Нестабильность частоты во времени зависит от дестабилизи-
рующих факторов: изменения температуры и питающих напряже-
ний, влияния нагрузки и т. п.
Колебания питающих напряжений приводят к изменению ре-
жима и сдвигу фазы сеточного возбуждения вследствие изменения
состава гармоник сеточного тока генератора, а также к изменению
мощности на выходе генератора и нагрева колебательного контура.
Приведенные выше факторы решающего значения в ультра-
звуковых генераторах не имеют. Более серьезной является за-
висимость частоты автогенератора от дестабилизирующего воз-
действия нагрузки, изменение параметров которой приводит
к изменению реактивных составляющих его комплексного сопро-
тивления и, следовательно, реактивной составляющей сопротивле-
ния, вносимого в контур. Стабильность частоты в этом случае
можно повысить за счет использования контура с большой доброт-
ностью.
Рассмотрим некоторые схемы ламповых ультразвуковых ге-
нераторов.
Генератор УЗГЗ-0,4 является универсальным источником пи-
тания и служит для питания ванн очистки УМ1-0.4ВМ, лужения
УП1-0.4ВЛ, сварочных пистолетов и паяльников. Мощность ге-
нератора 0,4 кВт; рабочие частоты 22 и 44 кГц. Генератор собран
165
Рис. 51. Схема генератора УЗГЗ-0,4
йа лампе ГУ-З&Б по схеме с самовозбуждением. Его габариты
630x387x328 мм; масса 50 кг.
Анодный контур генератора (рис. 51) образуется нагрузкой —
магнитострикционным преобразователем, включенным в анодную
цепь лампы через трансфор-
матор Тр и емкостью С. На- '
пряжение положительной
обратной связи снимается
с трансформатора Тр2, пер-
вичная обмотка которого
включена в катодную цепь
лампы. Мощность генератора
регулируется с помощью по-
тенциометра R2 и изменением
витков вторичной обмотки
Тр1. Питание генератора осу-
ществляется от выпрямите-
лей, собранных на кремние-
вых диодах (Еа — напряже-
ние анодного питания; £с2—
напряжение питания цепи
экранной сетки и £п — пи-
тание цепи подмагничива-
ния).
Генератор УЗГ6-1,6 предназначен для питания ультразвуко-
вых установок очистки. Его мощность 1,6 кВт, а рабочая частота
22 кГц. Выполнен он по двухтактной схеме (рис. 52) с самовоз-
буждением на триодах ГУ-56 (Л1 и Л2), с обратной связью по
Рис. 52. Схема ге-
нератора УЗГ6-1.6
*Еа
току. Элементами связи являются индуктивность связи L1, кор-
ректирующий контур Cl, L2 и трансформатор обратной связи
Тр2. Величина фазовой коррекции и напряжения обратной связи
регулируется с помощью катушек L1 и L2. Выход генератора
166
трансформаторный. Магнитострикционный преобразователь М
подключается ко вторичной обмотке выходного трансформатора
Тр1. Величина тока подмагничивания может регулироваться
путем переключения числа
витков первичной обмотки
трансформатора подмагни-
чивания.
Широкое распростране-
ние в промышленности
получил ультразвуковой
генератор УЗГ-10, являю-
щийся универсальным ис-
точником питания. Гене-
ратор рассчитан на пита-
ние магнитострикционных
преобразователей типов
ПМС-6, ПМС-7, ПМС-15,
ПМС-38 и т. п. Предусмо-
Рис. 53. Схема генератора УЗГ10-22
трена плавная регулировка
частоты. Для работ, связанных с механической обработкой и
сваркой, в генераторе может быть использована автоматическая
подстройка частоты с акустической обратной связью.
Технические характеристики генератора УЗГ-10 следующие:
Входная мощность, кВт............................... 10
Потребляемая мощность, кВт ......................... 15
Ток подмагничивания, А ....................... 0—40
Рабочая частота, кГц.......................... 18—25
Напряжение питающей сети, В .................... 220/380
Габаритные размеры, мм.......................... 866X780X 1850
Масса, кг........................................... 630
Ультразвуковой генератор УЗГ-10, упрощенная схема кото-
рого приведена на рис. 53, собран на триоде ГУ-10А и выполнен
в виде автогенератора с индуктивной обратной связью. В анодную
цепь генератора включен контур L, С, обладающий достаточно
высокой добротностью и настраиваемый с помощью индуктив-
ности L1. Благодаря высокой добротности контура резкое измене-
ние нагрузки мало влияет на режим генератора. Генератор согла-
суется с магнитострикционным преобразователем Ml—М4 с по-
мощью трансформатора Тр. Индуктивность L2 выполняет роль
катушки обратной связи. Ток подмагничивания подается через
дроссель Др последовательно на все преобразователи. По высокой
частоте преобразователи включены параллельно.
В настоящее время удельный вес ламповых ультразвуковых
генераторов постепенно падает, и они заменяются , генераторами
на полупроводниковых приборах.
167
27. УЛЬТРАЗВУКОВЫЕ ГЕНЕРАТОРЫ
НА ПОЛУПРОВОДНИКОВЫХ ПРИБОРАХ
Ультразвуковые генераторы могут выполняться на транзи-
сторах или тиристорах. В связи с тем, что существующие тран-
зисторы имеют ограниченную мощность рассеяния на коллек-
торе, применение режимов первого и второго рода в них при
больших мощностях генераторов нецелесообразно.
Рис. 54. Эквивалентная схема генератдра
в режиме переключения: а — с корректиру-
ющим фильтром в общем виде; б — с рас-
крытым содержанием нагрузки ZH (ZM, 2ЭЛ —
параметры электромеханического преобразо-
вателя; ZK1 и ZK2— элементы корректирую-
щего фильтра); в — в приведенном виде
(^0 = /к2/[гЭл (Zk2 + 2эл)]
Высокими энергетиче-
скими показателями харак-
теризуется режим пере-
ключения, в котором рабо-
чая точка транзисторов
во время основной части
периода находится в обла-
стях насыщения и отсечки,
что обусловливает наи-
меньшую мощность рассея-
ния в цепи коллектора [18].
В режиме переключения
значительно увеличивается
к. п. д. (85—98%).
Имеется ряд особенно-
стей, связанных с исполь-
зованием режима переклю-
чения. Во-первых, это
инерционность переключе-
ния; во-вторых, в связи
с тем, что транзисторы
имеют сравнительно низ-
кие питающие напряже-
ния, использование их
в обычных однотактных и
двухтактных схемах гене-
раторов связано с питанием
этих схем от источников
с низкими напряжениями при больших токах.
И наконец, в-третьих, при использовании режима переключе-
ния напряжение на выходе генератора имеет прямоугольную форму.
При этом нечетные высшие гармоники имеют значительный удель-
ный вес, что приводит к появлению дополнительных потерь в элек-
троакустических преобразователях и в транзисторах [12].
Генератор в режиме переключения может быть представлен
(рис. 54, а) источником э. д. с. прямоугольной формы е (/) —
со
= — /, cos (мы/ + фл)/н, где n=2k — 1 (k — 1, 2, 3, . . .) —
n=i
номер гармоники, его внутренним сопротивлением гвн и комплекс-
168
ным сопротивлением нагрузки Z, подключенным к выходу (счи-
тая, что ZK — 0 и Z = ZH).
Для оценки влияния э. д. с. гармоник на систему вводится по-
нятие коэффициента напряжения на выходе генератора, показы-
вающего какая часть напряжения приложена к сопротивлению Z
— z
гвн 4" Z ’
где Z = | Z] ei<₽; ф — фазовый угол комплексного сопротивления
Z = г ± jx. Модуль коэффициента напряжения
1т1 = —7—=
Vl+2wcos<p+w
Так как Z, его фазовый угол ф зависят от частоты, то у для
каждой из п гармоник будет иметь значение уп, а мощность, по-
требляемая нагрузкой, будет зависеть от величины прикладывае-
мой к ней амплитуды Un на соответствующей гармонике, от ха-
рактера сопротивления нагрузки и ее величины на данной гармо-
нике. Это относится и к мощности потерь в ключевом элементе.
Полезная мощность, отдаваемая генератором на любой из
гармоник, может быть определена
Un
Рл = -271с°5фл, (28)
где Un — Д- •£'|уп| — амплитуда напряжений n-й гармоники
на нагрузке, Е — напряжение источника питания генератора.
Мощность, рассеиваемая на внутреннем сопротивлении гене-
ратора на n-й гармонике,
8 Е2 2
= Я2П2 | Zn |2 Гвн |Тл | •
полная потребляемая мощность
Роп Рп + Ркп-
На основании (28), (29) и (30) общий к. п. д.
(29)
(30)
(31)
Роп гвн S I Тл |2/l Zn I2
Л—1 . . Л=1
У I Yn|2cos<p„/|Z„|2
Л = 1
Анализ показывает, что энергетические соотношения в гене-
раторе определяются параметрами нагрузки и его внутренним
сопротивлением.
169
R
i агс(к7ЙЕ
Зависимость входного сопротивления преобразователей (рис. 41
и 42) от частоты (номера гармоники) характеризуется для магнито-
стрикционного преобразователя:
ZR(£>0Lsn
Mn=l = 77" ,
Vr2+^
Л'гэл
ZMn>3 = - —---------------е; arcte ; (33)
К (Л>эл)2 + (Лясоо£эл)2
для пьезоэлектрического:
Znn=i= — (34)
V И-^/?2с2л
^Пл>3 =
____£эл___
V^nVfi^,
ej arctg(—па3Сэлгэл)
В приведенных формулах: R = г гэл1(г + гэл), г — активное
сопротивление механической колебательной системы; гэл — со-
противление электрических потерь; <в0 — круговая частота пре-
образователя на резонансе; Ьэл — электрическая индуктивность
магнитострикционного преобразователя; Сэл — электрическая
емкость пьезоэлектрического преобразователя; А — коэффициент,
учитывающий зависимость потерь магнитострикционного преоб-
разователя от частоты; А' — коэффициент, учитывающий размаг-
ничивающее действие вихревых токов у магнитострикционного
преобразователя. Для пьезоэлектрического преобразователя по-
тери в диэлектрике на учитываются.
Характер изменения входных сопротивлений преобразовате-
лей в зависимости от номера гармоники показан на рис. 55.
Сопоставляя выражения (31)2и (32)—(35) можно выяснить, что
при заданных значениях гвн и cos <рл не может быть получено
максимально возможное значение к. п. д., под которым следует
понимать к. п.д. при cos <pn=i и при отсутствии потерь на высших
гармониках.
При использовании магнитострикционных преобразователей
к. п. д. достаточно высок за счет малой величины потерь на выс-
ших гармониках. Однако ввиду того, что нагрузка на основной
частоте имеет cos <рх < 1, к. п.д. получается меньше максимально
возможного значения. Параллельная компенсация преобразова-
* телей (cos<px = 1) не дает выигрыша, так как при этом возрастают
потери в гвн на высших гармониках за счет того, что нагрузка
при п^З становится емкостной с малым значением |Z|. Это
приводит к уменьшению к. п. д.
170
Хуже обстоит дело с использованием пьезоэлектрических пре-
образователей, у которых с ростом частоты |Z|n>3 падает и
к. п. д. ниже максимально возможного значения.
Для создания работоспособной системы она должна быть до-
полнена элементами, которые бы на основной частоте приводили
входное сопротивление нагрузки к активной величине (cos фх =
= 1), а на высших гармониках значительно повышали Z. При
этом к. п. д. системы будет близок к максимально возможному.
На схеме (см. рис. 54, а) в качестве такого элемента (фильтра)
Рис. 55. Зависимость изменения входных сопротивлений магнитострик-
ционного (а) и пьезоэлектрического (б) преобразователей от частоты.
Штрихами условно обозначена околорезонансная область
используется сопротивление ZK, включенное последовательно
с сопротивлением нагрузки ZH, дающее на выходе генератора Z =
= ZK + ZH. Для обеспечения высокого к. п. д. корректирующий
фильтр не должен иметь потерь. На рис. 53, б эта схема приведена
в раскрытом виде. В ней ZH образуется из сопротивлений Zk2,
Z3JI и ZM, a ZK = ZK1. Более удобна для анализа схема
(см. рис. 54, б) с выделенным сопротивлением механической коле-
бательной системы ZM.
Входное сопротивление цепи с учетом
Zo — Z3JIZk2/(Z3J14- ZK2).
7 e 7' Zo
^bx j 7 ’
1 ^22
где Z{i — rBH + (ZK + Zo), a Z22 — ZM + Zo;
общее сопротивление нагрузки генератора
z = -^l = /?3 + jX3 = Zu-^
где Z12 = ZK + Zo.
Когда при n = 1 Z = R3 и при n 3 Хэ—>oo, выполняются
условия оптимального согласования.
171
При выполнении рассмотренных условий на основной
частоте Рг — Ря1, где РН1 — мощность в нагрузке, а при
п 3 мощности Рп>з, Рнп^з и т. д. равны нулю.
С учетом этого
к.п.д. генератора опре-
деляется
Рис. 56. Схема согласования для магнитострик-
ционных (а) и пьезоэлектрических (б) преобра-
зователей
_ 1
~ 1+-^- ’
ЛЭ
Если сравнить
с (31), видно, что
чение к. п. д. для
(36)
(36)
зна-
си-
стемы с корректирующим фильтром выше. В качестве корректи-
рующих фильтров применяют цепи из реактивных элементов.
На рис. 56, а приведена схема включения магнитострикцион-
ного преобразователя, где R, Ьэл — параметры преобразователя;
L, С — элементы корректирующего фильтра. На основной ча-
стоте сопротивление параллельного соединения R, С и Дэл имеет
емкостный характер и обеспечивает с катушкой L резонанс на
основной частоте.
На рис. 56, б приведена схема включения пьезоэлектрического
преобразователя. Здесь корректирующий фильтр образуется
электрической емкостью преобразователя Сэл и катушкой индук-
тивности L.
Ультразвуковые генераторы на транзисторах строятся по схеме
с независимым возбуждением, по схеме с самовозбуждением и
с автоподстройкой частоты. Каждый каскад усиления таких
генераторов, работает в режиме переключения. Как правило,
применяется включение транзистора с общим эмиттером, что
обеспечивает наилучшие условия работы.
172
Часто в генераторах на транзисторах используется двухтакт-
ная схема, применяемая на мощностях порядка 100—200 Вт.
При мощностях более 200 Вт целесообразно применять полу-
мостовую двухтактную схему (рис. 57). Здесь источник пи-
тания Е подключается к мосту,
в котором транзисторы включа-
ются между точками вг, а выходной
трансформатор Тр1 — между точ-
ками аб. Возбуждение на транзи-
сторы Т1 и Т2 подается с транс-
форматора Тр1 в противофазе.
Рис. 58. Схема сложения мощностей полу-
мостовых двухтактных ячеек
Рис. 59. Формы токов и напряже-
ния в полумостовой схеме
Для получения больших мощностей применяют схемы сло-
жения мощностей. Одной из таких схем является схема со сложе-
нием мощности полумостовых двухтактных ячеек (рис. 58).
Возбуждение ячеек осуществляется от общего возбудителя В.
Выводы ячеек подключаются к общему выходному трансформа-
тору Тр1, где происходит сложение мощности.
Введение корректирующих фильтров (ФК) сказывается по-
ложительно не только на энергетических характеристиках гене-
ратора. Ток через транзисторы (рис. 59), i2, через первичную
обмотку выходного трансформатора i и в нагрузке tH имеет коси-
нусоидальную форму, что создает благоприятные условия для
173
переключения транзисторов и позволяет расширить частотный
диапазон рассматриваемых схем.
В табл. 21 приведены характеристики некоторых ультразву-
ковых генераторов на транзисторах, которые предназначены для
работы с пьезокерамическими преобразователями.
Ультразвуковой генератор УЗГ4-0.1 (рис. 60) состоит из трех
каскадов: задающего генератора, предварительного усилителя и
усилителя мощности.
Задающий генератор на транзисторе П4Б (Т1) выполнен по
схеме с индуктивной обратной связью. Предварительный усили-
тель на двух транзисторах П4Б (Т2 и ТЗ) так же, как и выходной
Таблица 21
Характеристики ультразвуковых генераторов на транзисторах
Параметры УЗГ4-0.1 УЗГ1-0.25 УЗГ2-0.63 УЗГЮ-1,6
Мощность, потреб- ляемая от сети, Вт 150 400 1000 2000
Напряжение пита- ющей сети, В 220 220 220/380 380
Выходная мощность, Вт 100 250 630 1600
Рабочая частота, кГц 18± 1,35 18± 1,35 18±1,35 18± 1,35
174
каскад на транзисторах П-210 (Т4 и Т5), работает в режиме пе-
реключения и собран по полумостовой двухтактной схеме. В цепи
вторичной обмотки выходного трансформатора ТрЗ стоит катушка
корректирующего фильтра L1, и нагрузка — пьезокерамический
преобразователь.
Конструктивно генердтор выполнен в виде шасси с передней
панелью, закрываемого легкосъемным кожухом.
Генератор УЗП-0,25 состоит из четырех каскадов. Первые
три каскада являются повторением каскадов генератора УЗГ4-0,1.
Четвертый каскад, усилитель мощности, состоит из трех после-
довательно включенных ячеек
на транзисторах . П-210, соеди-
ненных последовательно и рабо-
тающих в режиме переключе-
ния. Конструктивно этот гене-
ратор аналогичен генератору
УЗГ4-0.1.
Генератор УЗГ2-0.6 также
имеет четыре каскада. Первые
три аналогичны генератору
УЗГ4-0,1; четвертый состоит из
Рис. 61. Блок-схема ультразвукового
генератора УЗГЮ-1,6:
1 — задающий генератор: 2, 3 — предва-
рительные усилители; 4, 5 — мощные
каскады; 6, 7 — нагрузки—пьезокерами-
ческие преобразователи
девяти последовательно вклю-
ченных ячеек, включенных по схеме (см. рис. 58) на транзисто-
рах П-210. Выходной каскад имеет бестрансформаторное питание
и выполнен в виде отдельного блока. Нагрузка генератора —
пьезокер амический преобр азователь.
Ультразвуковой генератор УЗГЮ-1,6 является модификацией
из рассмотренных ультразвуковых генераторов на транзисторах
(рис. 61). Он имеет возбудитель (/, 2, 3) аналогичный возбудите-
лям генераторов УЗП-0,25 и УЗГ2-0.63, и два мощных усилителя
(4, 5) по схеме сложения мощности полумостовых ячеек. Каждый
усилитель мощности работает на свою нагрузку.
В настоящее время начинают получать распространение ультра-
звуковые генераторы на управляемых вентилях-тиристорах. Ти-
ристоры работают в ключевом инверторном режиме и открываются
подачей на управляющий электрод импульса напряжения. Откры-
тый тиристор имеет малое внутреннее сопротивление и в отличие от
транзистора может быть закрыт не управляющим напряжением,
а только при снятии напряжения на участке анод-катод.
Верхний частотный диапазон генераторов на тиристорах опре-
деляется временем их восстановления, которое для современных
тиристоров составляет несколько десятков микросекунд. Для
использования тиристорных инверторов на сравнительно высоких
частотах применяют многоячейковые схемы, в которых тиристоры
работают поочередно со сдвигом во времени. При этом через
нагрузку проходит переменный ток, кривая которого состоит из
полуволн, формируемых последовательностью импульсов тока
в интервале проводимости каждого тиристора.
175
На рис. 62 приведена схема ультразвукового генератора на
тиристорах УЗГ1-4. Выходная мощность генератора 4,5 кВт;
мощность потребляемая от сети 7,5 кВт; рабочие частоты 17,5—
19,3 и 20,5—23,5 кГц.
Инверторный блок генератора состоит из трех идентичных
ячеек, соединенных последовательно по цепи питания и подклю-
ченных к общей нагрузке — магнитострикционным преобразова-
телям ПМС-6-22 — 2 шт. или
Рис. 62. Схема ультразвукового генера-
тора УЗП-4
ПМС-15А-18 — 1 шт.
Каждая ячейка представ-
ляет собой двухвентильный
последовательный инвертор
с разделенными коммутирую-
щими конденсаторами. Ячей-
ка состоит из тиристоров Т1
и Т2 типа ТБ2-160, коммути-
рующих конденсаторов С1—
С4 и дросселей Др1, Др2*
Ячейка шунтируется дио-
дом Д1, позволяющим стаби-
лизировать режим при изме-
нении нагрузки.
Работа схемы основана на
поочередном включении ти-
ристоров, колебательном пе-
резаряде соответствующих им
коммутирующих конденсато-
ров с одновременным подза-
рядом конденсаторов от ис-
точника питания Е. Нелиней-
ные дроссели Др1 и Др2
задерживают нарастание тока
при включении. Каждый из
тиристоров (77 и 7’2) зашун-
тирован демпфирующей цепью с диодами Д2, ДЗ. Согласование ин-
вертора с нагрузкой осуществляется с помощью трансформа-
тора Тр.
Блок управления БУ вырабатывает импульсы управления ти-
ристоров. Он состоит из блокинг-генератора, вырабатывающего
импульсы с частотой повторения в два раза выше, чем частота ге-
нератора.
Импульсы блокинг-генератора поступают на формирова-
тель импульсов, где происходит их формирование, усиление и
распределение на управляющие электроды соответствующих ти-
ристоров.
Источник тока подмагничивания Еа включен в цепь преобра-
зователя через дроссель ДрЗ, препятствующий прохождению тока
высокой частоты через выпрямитель.
176
28. МАШИННЫЕ ГЕНЕРАТОРЫ
Важным показателем машинного генератора является его
к. и. д., определяемый электрическими потерями. Известно, что
общие потери в железе сердечника
w = wr +
где U7r — потери на гистерезис; IFB — потери на вихревые токи;
kr и 42 — постоянные, характеризующие материал; / — частота;
Вшах — максимальная плотность .,
индукции.
Основные направления к сни-
жению потерь: уменьшение тол-
щины пластин статора и ротора,
качественное изоляционное покры-
тие для уменьшения потерь на ви-
хревые токи и использование не-
больших плотностей магнитного
потока в статоре и роторе. Послед-
нее приводит к некоторому уве-
личению габаритов, массы и стои-
мости генератора, так как совре-
менные материалы не дают воз-
можности повысить плотность
магнитного потока с сохранением
оптимальных рабочих температур.
Рис. 63. Схема Жоли
Видно, что при уменьшении маг-
нитного потока, потери в железе понизятся при заданных k± и k2.
Внутреннее сопротивление генератора имеет индуктивный
характер, поэтому желательно применять компенсацию.
В результате компенсации реактивной составляющей генера-
тора и нагрузки получается эквивалентная последовательная
резонансная цепь с низкой добротностью.
Регулировку выходного напряжения осуществляют изменением
тока возбуждения.
Стабильность частоты машинных генераторов колеблется в за-
висимости от типа машины и условий ее работы до 2%. Изменение
нагрузки, напряжения питающей сети, частоты и т. п. приводит
к изменению частоты вращения двигателя за счет изменения сколь-
жения или скорости вращающегося магнитного поля. Так как
нагрузка (электромеханические преобразователи) имеет ограни-
ченную рабочую полосу частот, определяемую добротностью ме-
ханической колебательной системы, то нестабильность приводит
к снижению эффективности работы ультразвуковой установки.
Принцип умножения частоты заключается в умышленном
искажении формы тока или напряжения для получения нужных
гармоник высшего порядка.
Практическая схема умножителя в четное число раз — схема
Жоли (рис. 63), имеющая обмотку поляризации Wlt которая
12 О. К. Келлер
177
одновременно является обмоткой умноженной частоты, и обмотки
1Г2 и 1Г3 — первичные. Первичные обмотки включены так, что
они создают м. д. с. в одном керне складывающиеся с м. д. с.
поляризации, а в другом — вычитающиеся из нее. Таким образом,
в любой момент времени один из сердечников насыщен, а другой
работает при малых индукциях. Результирующий магнитный по-
ток по отношению ко вторичной обмотке содержит постоянную со-
ставляющую и изменяется с удвоенной частотой. Наиболее вы-
годное соотношение между переменными ампервитками первич-
ной обмотки A W\ и ампервитками поляризации A0W0 для’выде-
ления второй гармоники AWJAqWq = 14-1,2.
На рис. 64 приведена схема удвоителя частоты УЗГ1-25/16
мощностью 25 кВт. Его рабочая частота 16 кГц, а общий к. п. д.
с учетом к. п. д. машины 62%. Питается удвоитель от машинного
генератора ВПЧ-30/8000.
Генератор ВПЧ питает удвоитель частоты Т1 и Т2, состоящий
из двух тороидальных сердечников. Конденсатор СЗ — компенси-
рующий, а С2 — разделительный.
Трансформатор поляризации ТЗ включен в контур 8 кГц
(С/; L1). При этом с ростом возбуждения машины растет и ток по-
ляризации удвоителя и магнитострикционных преобразователей М.
Дроссель блокировочный.
Эксплуатация машинных генераторов с удвоителями частоты
показала их преимущество по сравнению с ламповыми в отношении
к. п. д., надежности и удобства в эксплуатации.
29. АВТОМАТИЧЕСКАЯ ПОДСТРОЙКА ЧАСТОТЫ
В УЛЬТРАЗВУКОВЫХ ГЕНЕРАТОРАХ
Известно, что во время работы ультразвуковых установок на-
блюдается уход резонансной частоты электроакустических преоб-
разователей, величина которого зависит от конструкции преобра-
178
зователя, условий его эксплуатации и характера технологического
процесса. В некоторых случаях резонансная частота, под которой
понимается частота механического резонанса, может изменяться
до 1,5 кГц. Это обстоятельство приводит к изменению режима ра-
боты установок и факторов воздействия ультразвуковых колебаний
на технологический процесс.
При эксплуатации на уход резонансной частоты влияют нагрев
элементов преобразователей, изменение их геометрических раз-
меров за счет износа, нелинейность собственных параметров преоб-
разователей и изменение внешней нагрузки на преобразователь.
В некоторых случаях изменение внешней нагрузки, например,
в процессах очистки, определяемое уровнем рабочей среды, коли-
чеством обрабатываемых деталей, уровнем кавитации, незначи-
тельно влияет на изменение резонансной частоты преобразователя.
Так происходит при работе ванн очистки с магнитострикционными
преобразователями. В ваннах с пьезокерамическими преобразова-
телями наблюдается уход собственной частоты на 100—250 Гц.
Весьма существенно, что уход собственной частоты преобразова-
теля при фиксированном значении частоты генератора приводит
к уменьшению амплитуды колебаний и величины полезной мощ-
ности, передаваемой в нагрузку, а следовательно, к изменению
эффекта технологического воздействия. Уровень падения ампли-
туды определяется величиной ухода собственной частоты преобра-
зователя и добротностью его механической ветви.
Автоподстройка частоты должна обеспечивать поддержание
максимального значения амплитуды колебаний рабочей поверх-
ности преобразователя, или, точнее, колебательной скорости,
за счет автоматического сближения частоты генератора с резонанс-
ной частотой преобразователя.
Системы автоподстройки частоты служат для выделения сиг-
нала, при помощи которого частота генератора приводится в соот-
ветствие с максимальным значением колебаний преобразователя.
Способы выделения сигнала, пропорционального амплитуде
колебаний преобразователя, делятся на способы прямого выделе-
ния сигнала с помощью механико-электрических преобразовате-
лей — датчиков механических колебаний, непосредственно изме-
ряющих амплитуду колебаний преобразователя, и косвенного,
при котором сигнал выделяется в электрической цепи питания
преобразователя. Причем из общего тока или напряжения выде-
ляется та часть, которая пропорциональна механическим коле-
баниям [42].
Способы прямого выделения сигнала дают непосредственную
информацию о колебаниях преобразователя. В этом случае магни-
тострикционный, пьезокерамический, индукционный или какой-
либо другой датчик, реагирующий на колебания, устанавливается
в определенных точках колебательной системы. Сигнал с датчика
усиливается с помощью усилителя и как сигнал положительной
обратной связи подается на вход генератора. Наилучшие резуль-
12* 179
тэты получаются при установке датчика на рабочей поверхности
преобразователя, что обеспечивает наиболее достоверный сигнал
обратной связи. Этот способ достаточно сложен конструктивно и
требует дополнительных усилителей для его реализации.
В этой группе систем автоподстройки частоты представляет
интерес система с резонансным датчиком, реализованная впреобра-
Рис. 65. Общий вид пре-
образователя с акустиче-
ской обратной связью:
! — рабочие пакеты; 2 —
трансформатор упругих ко-
лебаний; 3 — пакет обратной
связи
Рис. 66. Обобщенная схема ультразвукового
генератора Г с автоподстройкой частоты с транс-
форматором тока Тр.
Z3n, ZM— эквивалентные сопротивления электриче-
ской и механической ветвей преобразователя; Z —
сопротивление компенсирующего элемента; /м, /эл,
1К— токи механической, электрической и компенса-
ционной ветвей; 7П — ток через преобразователь
зователе ПМС-15А (рис. 65), где помимо рабочих пакетов имеется
пакет обратной связи, обеспечивающий нужную величину напря-
жений обратной связи. Анализ такой системы показывает, что ну-
левой сдвиг фаз между напряжениями на рабочей обмотке преобра-
зователя и на обмотке обратной связи получается не на частоте
механического резонанса, а на более высокой. Эксплуатация
Рис. 67. Блок-схема ультра-
звукового генератора с авто-
подстройкой частоты:
1 — задающий генератор релак-
сационного типа; 2 —• усилитель
мощности в режиме переключе-
ния; 3 — схема выделения сиг-
нала обратной связи; 4 — схема
синхронизации; 5 — нагрузка
такой системы автоподстройки частоты показывает, что устойчи-
вое самовозбуждение генератора возможно на двух частотах.
При включении автогенератора система обычно самовозбуж-
дается на более высокой частоте, близкой к рабочей. При нагреве
концентратора частота генератора снижается, и возможен перескок
на более низкую частоту. Для устранения этого явления в анод-
ную или сеточную цепь включается контур. При этом следует
180
иметь в виду, что добротность контура должна быть ниже меха-
нической добротности преобразователя, чтобы исключить влияние
этого контура на автоподстройку частоты. Контур обычно исполь-
зуется и для корректировки сдвига фаз, вносимого преобразова-
телем и реактивными элементами схемы.
Рассмотренная, система автоподстройки частоты использована
в ультразвуковом генераторе УЗГ-10 (см. рис. 53) и УЗП-4
(рис. 62), где она осуществляется с помощью блока автоподстройки
частоты БАПЧ, воздействующего на блок управления БУ.
При косвенном методе выделения сигнала обратной связи наи-
большее распространение получили мостовые схемы. Рассмотрим
одну из таких схем (рис. 66). Здесь мост образован сопротивле-
ниями ZK, 7ЭЛ и Z„ и обмотками трансформатора тока / и 2. Если
для такой схемы выполнить условия 1Г2/ЭЛ = ^14» гДе и
W2 — числа витков половин первичной обмотки 1 и 2, то во вто-
ричной обмотке 3 будет индуцироваться э. д. с., пропорциональная
току в механической ветви преобразователя. Рассмотренная схема
достаточно проста и обеспечивает компенсацию реактивной состав-
ляющей в широком диапазоне частот.
При работе генератора в ключевом режиме существуют неко-
торые особенности построения схем автоподстройки частоты.
Известно, что автоколебания' в нелинейном четырехполюснике,
у которого вход и выход представляют точки разрыва цепи обрат-
ной связи, характеризуются комплексным коэффицентом передачи
k (ia>) = У.вых =k (<в) е/’’(<0),
Ь'ВХ
где (7ВЫХ и (7ВХ — комплексные значения напряжений на выходе
и входе генератора.
Для возникновения в системе колебаний должно обеспечи-
ваться условие баланса амплитуд k (со) 1 и баланса фаз ср (со) =
= п2л (п = 1, 2, 3, . . .). Это справедливо для автогенератора,
работающего в режиме первого и второго рода.
При работе генератора в режиме переключения (рис. 67)
функциональная связь между величинами сигналов на входе и
выходе генератора отсутствует, так как величина выходного си-
гнала определяется напряжением источника питания и внутрен-
ним сопротивлением генератора и, в определенных пределах, не
зависит от величины напряжения на входе (16],
СПИСОК ЛИТЕРАТУРЫ
1. Агранат Б. А., Башкиров В. И., Китайгородский Ю. И. Использование
избыточного статического давления для управления процессом ультразвуковой
кавитации. — «Ультразвуковая техника», 1966, № 1.
2. Акуличев В. А. Экспериментальное исследование элементарной кавита-
ционной области. — «Акустический журнал», 1968, т. XIV, вып. 3, с. 337—343.
3. Башкиров В. И. Разработка и исследование методов повышении эффек-
тивности воздействия мощного ультразвука, протекающего в жидкостях. Тезисы
докладов Всесоюзного научно-исследовательского совещания «Новое в ультра-
звуковой технике и технологии». М., ЦП НТО Машпром, 1974, с. 63—65.
4. Башкиров В. И. О предельной производительности ультразвуковой
очистки. — В кн.: «Ультразвуковые технологические процессы, оборудование
и приборы контроля». ЛДНТП, 1975, с. 14—17.
5. Березин А. Г., Елфимова Л. В., Кратыш Г. С. Исследование резонансных
частот составного кольцевого преобразователя. — В кн.: «Ультразвуковые тех-
нологические процессы, оборудование и приборы контроля». ЛДНТП, 1975,
с. '79—83.
6. Высокочастотная пайка магнитострикционных преобразователей. —
В сб. трудов ВНИИТВЧ «Промышленное применение токов высокой частоты».
Л-, «Машиностроение», 1969, вып. 10, с. 153—162. Авт.: В. В. Вологдин, Л. Л. Ко-
чергин, Г. С. Кратыш, Д. А. Мавлюдова.
7. Гальперина А. Н. К конструктивному расчету пакетных пьезокерами-
ческих преобразователей. — В сб. трудов ВНИИТВЧ «Промышленное примене-
ние токов высокой частоты». М—Л., «Машиностроение», 1966, вып. 7, с. 197—316.
8. Григорьева В. М. Ультразвук и вопросы гигиены труда. — «Машино-
строитель», 1966, № 8, с. 32—33.
9. Донской А. В., Келлер О. К., Кратыш Г. С. Ультразвуковые электро-
технические установки. Л., «Энергия», 1968. 276 с.
10. Евдокимов Н. А. Гидроакустическая аппаратура (конспект лекций).
Ч. 1, ЛЭТИ, 1957, 63 с.
11. Зарембо Л. К., Красильников В. А. Введение в нелинейную акустику.
М., «Наука», 1966. 519 с.
12. Келлер О. К- Ультразвуковые генераторы для электротехнологических
установок. ЛДНТП, 1969. 39 с.
13. Келлер О. К-, Самолетов В. К., Супонина М. А. Технология ультразву-
ковой очистки. ЛДНТП, 1971. 36 с.
14. Келлер О. К., Лубяницкий Г. Д. Эффективность использования моющих
сред в ультразвуковых установках для очистки. — В сб. трудов ВНИИТВЧ
«Промышленное применение токов высокой частоты». Л., «Машиностроение»,
1974, вып. 14, с. 260—263.
15. Келлер О. К-, Тимиркеев Р. Г. Механизм ультразвуковой очистки мелко-
капиллярных фильтроэлементов. — В сб. трудов ВНИИТВЧ «Промышленное
применение токов высокой частоты». Л., «Машиностроение», 1972, вып. 12,
с. 202—214.
16. Келлер О. К-, Кратыш Г. С., Дроздецкий Ю. Н. Автоматическая под-
стройка частоты в ультразвуковых генераторах. — В сб. трудов ВНИИТВЧ
«Промышленное применение токов высокой частоты». Л., «Машиностроение»,
1972, вып. 13, с. 229—237.
17. Келлер О. К., Кратыш Г. С., Гафт И. С. Ультразвуковой пьезокерами-
ческий преобразователь для сварки синтетических материалов. — В сб. трудов
ВНИИТВЧ «Промышленное применение токов высокой частоты». Л.', «Машино-
строение», 1970, вып. 11, с. 298—305.
18. Конев Ю. И. Полупроводниковые триоды в автоматике. М., —«Совет-
ское радио», 1960. 410 с.
182
19. Колесников А. Е. Ультразвуковые измеренвя. М., Изд. стандартов,
1970. 238 с.
20. Кратыш Г. С. Ультразвуковая установка для очистки фильтров. —
' В кн.: Технологические применения ультразвука. ЛДНТП, 1968, с. 14—18.
21. Кратыш Г. С., Панов Ю. А., Фирсова Н. С. Ультразвуковые преобразо-
ватели промышленного назначения. — В кн.: Ультразвук в машиностроении.
М., ЦНИИПИ, 1969, с. 67—70.
22. Лубяницкий Г. Д. Влияние технологической наследственности изделий
на протекание процесса их ультразвуковой очистки. В кн.: Ультразвуковые
технологические процессы, оборудование и приборы, ЛДНТП, 1975, с. 8—14.
23. Лубяницкий Г. Д. Очистка автомобильных и тракторных поршней с по-
мощью ультразвука. — В сб. трудов ВНИИТВЧ «Промышленное применение
токов высокой частоты». Л., «Машиностроение», 1972, вып. 12, с. 214—224.
24. Лубииицкий Г. Д., Супонина М. А. Автоматизированные ультразвуковые
установки для очистки деталей. — «Механизация и автоматизация производ-
ства», 1970, № 2, с. 8—11.
25. Лубяницкий Г. Д. Некоторые особенности ультразвуковой очистки ком-
понентов сталь-алюминиевые антифрикционные сплавы перед холодной свар-
кой. — В кн.: «Применение акустических колебаний в цветной металлургии».
Ташкент, 1974, с. 134—136.
26. Лубяницкий Г. Д. Успехи ультразвуковой очистки в обеспечении ка-
чества, надежности и долговечности изделий промышленного производства.
Промышленное применение токов высокой частоты. — В сб. трудов ВНИИТВЧ
«Промышленное применение токов высокой частоты». М—Л.-, «Машиностроение»,
1966, вып. 7, с. 331—349.
27. Лубяницкий Г. Д. Технология ультразвуковой очистки. ЛДНТП, 1963.
18 с.
28. Матаушек И. Ультразвуковая техника. Металлургиздат, 1962. 511 с.
29. Модель 3. И. Радиопередающие устройства. Связьиздат, 1961. 462 с.
30. Персон С. В., Лебедев-Карманов А. И., Хацкелевич В. А. Теория и расчет
амплитудно-модулированных ламповых генераторов. М., — «Советское радио»,
1955. 507 с.
31. Петухова С. В., Григорьева В. М. Оценка эффективности некоторых меро-
приятий по уменьшению шума ультразвуковых установок. — В кн.: Научные
работы институтов охраны труда ВЦСПС. 1966, вып. 41, с. 74—80.
32. Попилов П. Я. Физико-химические основы ультразвуковой очистки.
ЛДНТП, 1966. 19 с.
33. Радченко Л. А. Ультразвукойые методы в технологии производства
электронных приборов. ЛДНТП, 1961. 69 с.
34. Самолетов В. К., Зотов Э. В. Очистка листов обшивы вагонов. —
В кн.: Технологические применения ультразвука. ЛДНТП, 1968, с. 33—37. .
35. Сиротюк М. Г. Об энергетике и динамике кавитационной области. —
«Акустический журнал», 1967, т. XIII, вып. 2, с. 265 — 270.
36. Супоиина М. А. Виды и характер загрязнений изделий промышленного
производства. — В кн.: «Ультразвуковая очистка». ЛДНТП, 1968, с. 8 — 21.
37. Теумин И. И. Ультразвуковые колебательные системы. М—Л, Машгиз,
1959. 331 с.
38. Ультразвук в гидрометаллургии. М., «Металлургия», 1969. 303 с. Авт.:
Б. А. Агранат, О. Д. Кириллов, Н. А. Преображенский, Н. Н. Хавский.
39. Физика и техника мощного ультразвука. Физические основы ультразву-
ковой технологии. М., «Наука», 1970. 687 с. '
40. Физика и техника мощного ультразвука. Мощные ультразвуковые поля.
М., «Наука», 1968. 266 с.
41. Харкевич А. А. К расчету пьезоэлектрических вибраторов.—ЖТФ,
1945, т. 15, с. 212—222.
42. Червинский П. П. Условия обеспечения автоподстройки частоты
в ультразвуковых установках. — В сб. трудов ВНИИТВЧ «Промышленное
применение токов высокой частоты». Л. «Машиностроение», 1969, вып. 10,
С. 266—278.
183
ОГЛАВЛЕНИЕ
Предисловие........................................................... 3
Глава I. Физико-химические свойства загрязнений....................... 5
1. Виды загрязнений ........................................... —
2. Свойства загрязнений....................................... 7
3. Классификация загрязнений.................................. 10
Глава II. Механизм удаления загрязнений с помощью ультразвука 12
4. Физические основы ультразвуковой очистки................... —
5. Факторы, влияющие на ультразвуковую очистку................ 18
Глава III; Технологические жидкости, используемые в процессах
ультразвуковой очистки ........................................ . 23
6. Вода, растворы щелочей и поверхностно-активных веществ —
7. Органические растворители и эмульсионные составы........ 28
8. Кислотные растворы, ингибиторы коррозии.................... 38
9. Растворы для пассивирования............................... 44
Глава IV. Технология ультразвуковой очистки ......................... 46
10. Общие принципы разработки технологических процессов
очистки . ..................................................... —
11. Методы повышения эффективности процессов ультразвуко-
вой очистки .................................................. 49
12. Дополнительные технологические операции.................... 75
13. Контроль качества очистки ................................. 79
Глава V. Технологические установки для ультразвуковой очистки . . 84
14. Классификация ультразвуковых установок...................... —
15. Универсальные малогабаритные установки и однопозицион-
ные промышленные ванны и установки ........................... 86
16. Многопозиционные промышленные установки и автоматизиро-
ванные агрегаты................'.............................. 93
17. Производительность и энергетическая эффективность ультра-
звукового оборудования для очистки ........................... 99
18. Энергообеспечение ультразвуковых установок ................ 110
19. Вспомогательное технологическое оборудование............... 113
Глава VI. Ультразвуковые преобразователи............................. 119
20. Магнитострикционные преобразователи................... . . 120
21. Пьезоэлектрические преобразователи......................... 131
22. Согласование преобразователей со средой. Трансформаторы
упругих колебаний........................................... 138
23. Конструкция ультразвуковых преобразователей ............ 140
24. Измерение параметров ультразвуковых преобразователей . . 148
Глава VII. Ультразвуковые генераторы.............................. 153
25. Характеристики ультразвуковых генераторов............... 154
26. Ламповые генераторы...................................... 157’
27. Ультразвуковые генераторы на полупроводниковых при-
борах ......................................................... 168
28. Машинные генераторы ...................................... 177
29. Автоматическая подстройка частоты в ультразвуковых гене-
раторах ..................................................... 178
Список литературы................................................... 182