/
















































































Теги: станки токарные станки инструкция по эксплуатации описание
Год: 1960




Текст
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК
1624 М
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК
1624М
ОПИСАНИЕ И ИНСТРУКЦИЯ
ПО ЭКСПЛУАТАЦИИ
В7О „СТАИКОИМПОРТ
СССР
МОСКВА
Внимание!
Только тщательное ознакомление с конструк-
цией станка позволит полностью использовать все
его возможности, получать наибольшую произво-
дительность, обеспечивать правильные условия экс-
плуатации, гарантирующие длительное сохранение
точности станка.
НАЗНАЧЕНИЕ
Токарно-винторезный станок 1G24.M (рис. 1) пред-
назначен для выполнения широкого круга токариых
работ на чистовых и получистовых режимах. На
черновых я обдирочных режимах немальэовать его
не рекомендуется Высокие скорости шпинделя де-
лают пригодным станок для работы на скоростных
режимах, при эгом обеспечивается рациондЛЬ[1ое
-''пользование современных марок твердых сп^авов
Станок приспособлен к нарезанию основных че-
тырех типов резьб, а при сокращенной кинематичес-
кой цепи коробки подач (прямое включение ходово-
io винта) дает возможность производить нарезание
нестандартных ретьб.
Преселективное управление скоростями шпинде-
ля облегчает и ускоряет процесс изменения числа
оборотов шпинделя и тем самым уменьшает непро-
изводительные потери времени.
Конструкция станка предусматривает наличие
двух диапазонов скоростей.
Установка на станке конусной линейки позволя-
ет производить обгочку конусов.
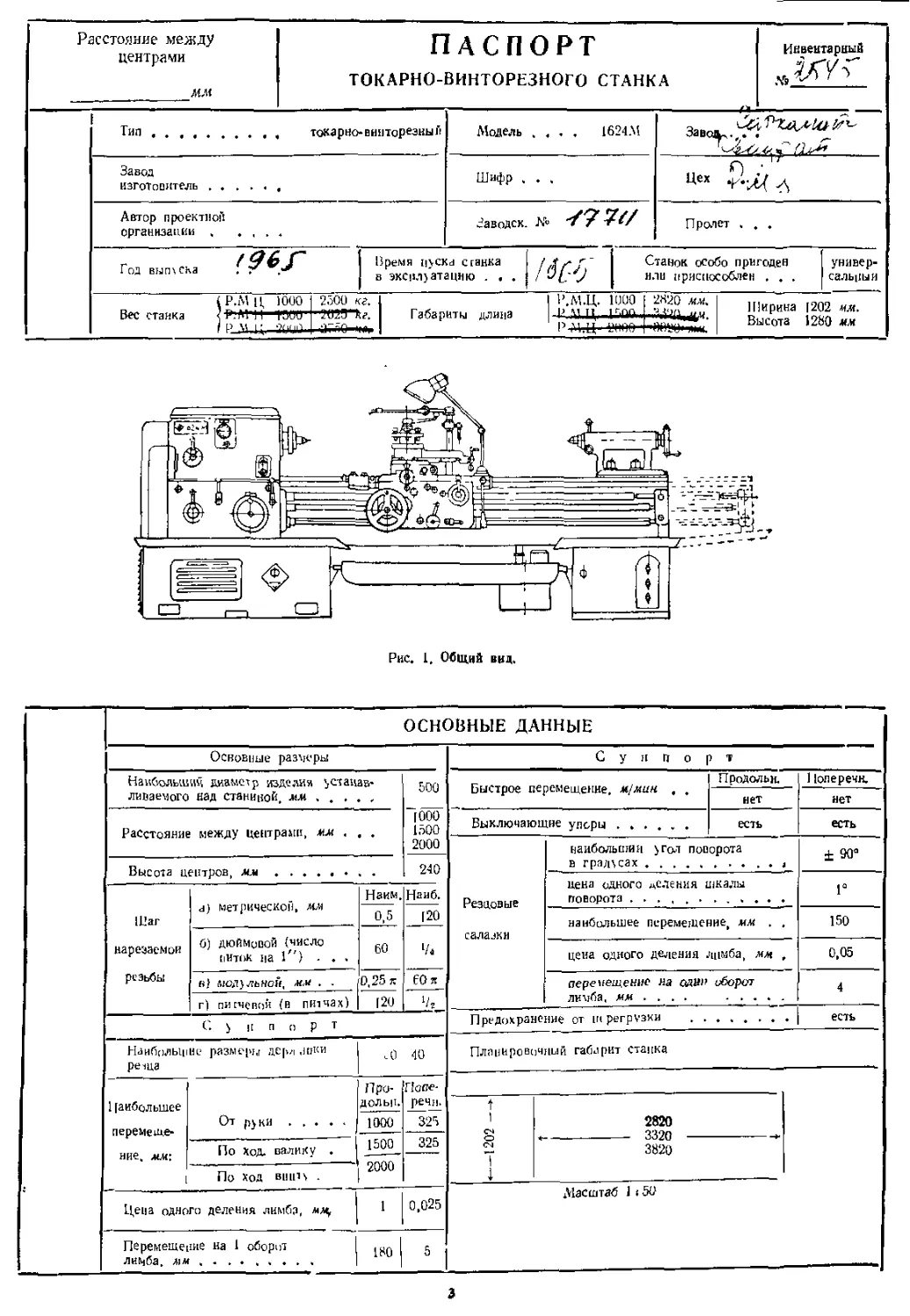
1’ИС. 1, ОбШИЙ ВИЧ СГИВКН.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
длина обрабатываемой детали, мм......1000. 1500,
диаметр точения над станнНой, мм .......
диаметр точения вад суппортом, ин......
Наибольшая
Наибольший
Наибольший
Наибольший дна метр обрабатываемого прутка, мм .
КОРОБка скоростей
Размеры переднего подшипника трпинделя мм . .
Диаметр отверстия в шпинделе, мл, _ ...............
Конус передней части отверстия в шпинделе............. .
Материал шпинделя . ................. . . .
Количества рабочих скоростей шПниделя.....................
Количество рабочих скоростей tuni|HaeJ]fl нижнего диапазона
Количество рабочих скоростей шпинделя верхнего диапазона
Число оборотов в минуту при рабочем ,оде (нижний диапазон)
Число оборотов в минуту при раб(1чРМ К0ДР (верхний диапазон)
Количество обратных скоростей шпинделя (оба диапазона)
. 2000
500
290
54
Е 1 '
100X150X37
56
Морзе № 6
Ст 45
15
3
12
11,5-32
45 - 2000
15
Число оборотов шпинделя при обратном ходе (оба диапазона) . . . 15—2720
Число оборотов приводного шкива в минуту ........................... 1610
Диаметр приводного шкива (расчетный), и.«............................ 225
КОРОБКА ПОДАЧ
(данные без учета звена увеличения шага)
Передаточное число между шпинделем н гитарой........................... I
Количество продольных и поперечных подач.............................. 50
Продольные подачи суппорта на один оборот шпинделя, «и. . . . 0,07—2
Поперечные подачи суппорта на один оборот шпинделя, мм .... 0,035—1
Число метрических резьб .............................................. 34
Величина шагов при метрической резьбе, мм................... 0,5—15
Число дюймовых резьб ................................................. 50
Число ниток на один дюйм при дюймовой резьбе ............... 2—60
Число модульных резьб ................................................ 25
Величина модульных резьб (в модулях) , ......................... 0,25—7.5
Число питчевых резьб .........................< 31
Величина питчевых резьб (в питчах) ................................ 4—120
СУППОРТ
Вертикальное расстояние от оси шпинделя до основания резца, ни . . 30
Наибольшие размеры державки резца (ширинахвысота), ин ... . 30X40
Предельные углы поворота суппорта ................................ ±90"
Шаг врнта поперечного суппорта, лмт ................................... 5
Одно деление шкалы поперечного винта
соответствует перемещению, мм . , .......... 0,025
Шаг винта верхнего суппорта, мм ............ 4
Одно деление шкалы верхнего суппорта
соответствует перемещению, мм ........... 0,05
Наибольший ход верхнего суппорта, хыг ... ...... 150
Наибольший поперечный ход суппорта, мм ................ 325
Наибольший продольный ход суппорта ми ................1000, 1500, 2000
ФАРТУК
Наружный диаметр ходового нинта мм ................. 40
Шаг ходового винта, мм.................. ........ 12
Диаметр ходового вала, мм.............. ......... 30
Модуль рейки :............................. ; : I 3
Длина зуба рейки, м.и......................... : 30
Материал рейки , ,...........................si Ст. 45
Задняя БАБКА
Диаметр пиноли бабки, им , Конус под центр бабки * Наибольшее перемещение пиноли, мм . t . . Перемещение задней бабки в поперечном направ пении . . . . 75 Морзе № 5 ... 150 , . -Ь10 мм
ПРИВОД Исполнение
Род привода — индивидуальный электро обычное тропическое
привод f— 50 ги f= 60 ад
Мощность, электродвигателя. кет . . Число оборотов электродвигателя в ми нуту . 10 2890 1 7899 7 3480
дли мектро двигателя
Диаметр щкива электродвигателя 'рас- п=2890 об/мин | п=3480об/з<ин
четный), мм ............. 12т 1 105 ““
Ремень . . .клиновый (размеры и ГОСТ Б 2000 ЮСТ 1284 -57) 1
4
НАСОС для ОХЛАЖДАЮЩЕЙ жидкости
Тип электронасоса........................................................, ( . ПА-22
Производительность а минуту, л........................................ < » 22
Высота станка, мм , . ,1280
Площадь пола, занимаемая
станком: ширина, лл . . 1202
ГАБАРИТ И ВЕС СТАНКА
Расст. М.Ц 1000 1500 । 2000
л чина, мм . 2820 3320 3820
bee. кг . 2500 2625 2750
КИНЕМАТИЧЕСКАЯ СХЕМА
il’uc. 2,
ЦЕПЬ ГЛАВНОГО ДВИЖЕНИЯ
Вращение изделия осуществляется от индивиду-
ального электродвигателя, движение от которого
передается через кдиноременнхю передачу на при-
водной шкив, а затем через дисковый фрикцион и
зубчатые колеса механизма коробки скоростей на
шпиндель.
Направление вращения шпинделя изменяется в
зависимости от включения правой или левой поло-
вины дисковой муфты. При работе правой полови-
ны муфты движение с вала I на вал II передается
через шестерни — Z = 55 и шпиндель имеет
прямой ход. При работе левой половины муфты
передача движения происходит через шестерни
Z = 54, паразитную Z = 40 и Z = 45. В этом случае
шпиндель имеет обратный ход.
Переключение диапазонов скоростей шпинделя
производится за счет подвижного блока шестерен
между валами II и III. При включении шестерни
Z —24 и Z = 72 получается нижний диапазон скоро-
стей от 11,5 оборотов в минуту до 32. При включе-
нии шестерен Z = 54 и Z=42 имеет место верхний
диапазон скоростей от 45 до 2000 оборотов в ми-
нуту.
Число оборотов шпинделя внутри каждого диа-
пазона изменяется путем передвижения по шлице-
вым валам блоков зубчатых колес. Три различных
скорости шпинделя в нижнем диапазоне осущест-
вляются по следующим кинематическим цепям: от
вала III па вал IV вращение передается зубчаты-
ми колесами Z = 42, Z = 48, Z = 27, Z = 63, и Z = 34,
Z = 56. Далее вращение передается с вала IV на вал
V через зубчатые колеса 2 =40, Z =32, или Z=22,
Z = 50. Однако рукоятка набора скоростей и руко-
ятка переключения диапазонов сблокированы та-
ким образом, что вал V получает две скорости через
передачу Z = 22, Z=-50 и одну скорость через пере-
дачу Z = 40, Z = 32 и передне, их через перебор на
шпиндель, не позволяя тем самым получать скоро-
сти нижнего диапазона, которые перекрываются при
включении верхнего диапазона. Одновременно та-
кая блокировка предохраняет шестерни Z = 24, Z =
— 72 от перегруза при рабою шпинделя с числом
оборотов в минуту выше 32.
При включении любой из 12 различных скоро-
стей шпинделя в верхнем диапазоне усилие пере-
дается по той же кинематической схеме на вал V.
177, ь
Таким образом, валу V сообщается 6 различных
скоростей, которые могут передаваться непосредст-
венно на шпиндель или через перебор. В первом
случае передача движения производится через
скользящую шестерню Z=45 на валу V, паразит-
нхю шестерню Z = 45 на валу VIII и шестерню Z=45
на шпинделе. Во втором случае вращение шпинделю
передается через шестерню Z = 20 на валу V шес-
терни Z = 40 и Z=I8 на валу VI н шестерню Z=72
на шпинделе. Следовательно, 15 скоростей шпинде-
ля при прямом ходе в обоих диапазонах с 11,5 до
2000 оборотов в минуту получаются следующим об-
разом;
Нижний диапазон
J-Я CKOpOCTfj
1610.Й.Й4’ оымик.
W 72 oJ a) w U
2-я скорость
1С1Л 49 24 34 22 2(1 18 .
1610’55 ‘ 72 ’ 56 ‘ 50 ‘ 40 ‘ 72 “ G °6/MUH
3-я скорость
1С,р49 24 27 40 20 18 _
1610‘ 55 72 ’ 63 ’ 52 ’ 40 ‘ 72 32 об^миН‘
Верхний диапазон
4-ая скорость
49 54 27 22 20 18 _ ,с ,,
i61° ’5S ’ 42 ‘ 63 ’ 50 ‘ 40 ‘ 72 45 Об/MUH.
5-ая скорость
49 51 34 22 20 18
G G'55 ' 42 ' 56 ' 50 ’ 40 ’ 72 Oo/MUH.
6-ая скорость
1Р1П 49 54 42 22 20 18 ,
1610’55 ’ 42 ' 48 ’ 50 ' 40 ‘ 72 90 Об/MUH.
7-ая скорость
,е1Л 49 54 27 40 20 18 ,
1610’5Ё> • 42 ‘ 65 ‘ 32 ’ 40 ’ 72 “ 25 об/АШН.
8-ая скорость
.с,п 49 54 31 40 20 18
G 9'5§ ' 42 56 32 ’ 40 ' 72 39 об!мин.
Z- 45
Рис, 2. Кинематическая схема!
ДМ — дисковая муфта; ТЗ—тормоз; ЧВ—червяк двухзаходный правый Д1^55Х2,5; ВТ винт;
0 24, шаг = 5 «х; РП — реверсивный механизм подачи; П Ч — подвижной падающий червяк; XVI — ходовой вал 0 ли xuq
XVII — ходовой винт 0 40, шаг — 12 мм. (Валы I, II, Ш и шестерни г = 40, z = 100 в t . л. (см. главу .Ккнематичеси»
схема").
9-ая скорость
^g-r2-S-r2-S^=
10-ая скорость 54 42 ' 27 ' 63 22 * 50 ' 45 45 * = 355 об/мин. 4Ь
1610-§. □о
11-ая скорость
49 1610-- . DO 54 42 34 ‘ 56 22 * 50 * 45 45* S= 500 об/мин.
12-ая скорость
49 1610-^. □о 54 42 42 ‘ 48 22 ‘ 50 * 45 45 ‘ g- 7111 об/мин.
13-ая скорость
1610-Ц- 55 54 42 ' 27 ' 63 40 ‘ 32 ’ 45 45 ' ;55-юоо об/мин.
14-ая скорость
,fttn 49 54 34 40 45 45 . v -
i6I0'55 42 56'32 45 ‘ 43 = 1400 °6lMUH-
15-ая скорость
1А1О 49 54 42 40 45 45 г,
6 0*55 42 48 32 45 45 — 2000
При обратном вращении шпинделя число оборо-
тов возрастает на 35%.
ЦЕПЬ ПОДАЧ И РЕЗЬБ
Продольное и поперечное перемещение суппор-
та производится либо при помощи ходового вала
XVI через механизм коробки подач и фартука, либо
при помощи ходового винта XVII и маточной гайки
через механизм коробки подач, либо вручную через
зубчатые колеса механизма фартука Z = 20, Z = 77
и 2=11 н рейку при продольном перемещении, и
через винт XX11I и гайку при поперечном переме-
щении.
Для нарезания точных резьб ходовой винт XVII
может соединяться напрямую с валом сменных зуб-
чатых колес X! посредством муфт.
Механизм коробки подач получает движение
через зубчатые колеса Z = 45, Z = 45 (механизм ко-
робки скоростей, вал VIII), зубчатые колеса ревер-
са Z = 35, Z = 35 и Z = 40. Z=40 (механизм коробки
скоростей, вал VIII и IX) и сменные зубчаше коле-
са гитары.
Без использования звена увеличения шага по-
средством механизма коробки подач получаются
следующие резьбы;
а) метрические с шагом от 0,5 до 15 мм (при
сменных шестернях гитары Z = 40 и Z = 60);
б) дюймовые от 60 до 2 ниток па 1" (при сменных
шестернях на гитаре Z = 40, Z=60);
в) модульные с модулями от 0,25 до 7,5 (при
сменных шестернях Z = 71, Z= 113, 2= 100, Z—60);
г) питчевые с диаметральным шагом от 120 до
4 (при сменных шестернях 2 = 71, Z = 113. Z=100,
Z=60).
При помощи механизма увеличения шага можно
получить резьбы с увеличенным шагом, превыша-
ющим нормальный в S раз.
Через ходовой вал суппорту сообщаются про-
дольные подачи от 0,07 до 2 мм и поперечные пода-
чи от 0,035 до 1 мм.
ЦЕПЬ МЕТРИЧЕСКОЙ РЕЗЬБЫ
454040 32 39263926
45 * 40 * 50 * 32 * 39 * 52 ‘ 39 * 52 '
39 26 39 26 39 26 52 39 _
39 ’ 52 ‘ 39 * 52 ‘ 39 * 52 ’ 26 * 39 ’1" “ U’° ММ
(минимальный шаг).
ЦЕПЬ ДЮЙМОВОЙ РЕЗЬБЫ
9*44- 49 40 92 60 39
20,4:1 45 ' 40 ' 60 ' 57 ’ 32 ' 61 ’ 39 ’
26 52
к? -12) = 2 нитки/дюнм.
ЦЕПЬ МОДУЛЬНОЙ РЕЗЬБЫ
1 45 40 71 100 32 39 26
п * 45 ‘ 40 ’ 113 ’ 60 ' 32 ' 39 ' 52
39 26 39 26 39 26 39 26 52
’ 39 ' 52 ’ 39 ’ 52 ' 39 ’ 52 ' 39 ' 52 ' 26*
- 12 = 0,25 мм.
ЦЕПЬ ПИТЧЕВОЙ РЕЗЬБЫ
59 71 100 ® з?
1t*2b’4:%5 ‘ 40 ‘ 113 60 * 57 * 32 •
60 39 26 52 . „ _ .
' бТ ' 39 * 52 * 26* 12> — 4‘
ЦЕПЬ ПОДАЧ
4540403239263926
45 ’ 40 * 60 * 32 * 39 * 52 * 39 * 52
39 26 39 26 39 26 52 39 32
' 39 ’ 52 ‘ 39 ' 52'39 ’ 52 * 26'39 * 32
. ~ - Ц -33 - = 0.07 (минимальная подача)
Направление движения суппорта при нарезании
левых резьб изменяется перестановкой зубчатого
блока Z=40, Z«35, расположенного на валу VH1
коробки скоростей.
Продольное перемещение суппорта вручную че-
рез маховичок на валу XXII, шестерни Z —20, Z = 77,
Z = 11 и рейку.
Поперечная механическая подача суппорта осу-
ществляется через ту же цепь, что и продольная, с
той разницей, что шестерня фартука на валу XX
Z = 28 расцепляется с шестерней Z = 77 и включает-
ся зацеплением Z = 75 и Z = 20. Последняя шестер-ня
закреплена на поперечном винте суппорта.
Ручное перемещение поперечного суппорта осу-
ществляется через рукоятку на поперечном винте,
винт и гайку. Верхний суппорт имеет только ручное
перемещение. Движение передается через винт
верхнего суппорта и гайку верхнего суппорта.
?
КОНСТРУКЦИЯ И УКАЗАНИЯ ПО СБОРКЕ И РАЗБОРКЕ
В станке имеются следующие основные узлы-
— станина,
— коробка скоростей,
— гитара,
— коробка подач,
— фартук,
— суппорт,
— задняя бабка,
— люнеты,
— группа охлаждения,
— группа электрооборудования
— конусная линеика (поставляется по спец,
заказу).
СТАНИНА
(Рис 3)
Станина — жесткой коцсгрекнии с диагональны
ми ребрами жесткости, изготавливается из качест-
венного чугуна На верхней части ее имеются две
плоских и две призматических направляющих. Пе-
редняя направляющая для суппорта — усиленной
формы, благодаря чему д гетитам гея по в пшенца?
Износоустойчивость станины Станина кренится к
массивным тумбам, причем, левая тумба и левая
часть станины, находящиеся под коробкой скоро
стой, имеют уширенный размер, благодаря чему
достигаются хорошая жест кость и виброустойчи-
вость всей конструкции.
«У
Рис 3. Профиль направляющих странин
Под станиной, между тумбами станка установле-
но корыто для сбора стружки, в дне которого имеет-
ся фильтрующая перегородка, через которую
эмульсия, очищаясь от стружки, стекает в бачок,
прикрепленный к дну корыта. Корыто легко доступ-
но для очистки от стружки Уборка сгружки должна
производиться с задней стороны станка. Кроме тою
корыто и бачок могуг бытц легко сняты для более
основательной чистки. Эмульсионный бачок сни-
мается после тою как будет вынут электронасос.
КОРОБКА СКОРОСТЕЙ
(Рис 4, 5, 6, 7 и 8j
Коробка скоростей представляет собой редук-
тор, смонтированный в чугунно\| корпусе с и потно
закрывающейся крышкой Внутри корпуса располо-
жены двусторонний дисковый фрикцион, тормоз,
шестеренчатый механизм, передающий вращение
шпинделю станка и механизму подач, и механизм
пресслект ииного управления.
Коробка скоростей приводится от индивидуаль-
ного элект род вига] еля, расположенного в тумбе
станка. Через клшюременчую передачу вращение
передается на приводной шкив 1 коробки скэростеп,
установленный на шлицевой втулке, смонтирован-
ной на шарикоподшипниках во фланце 2. Такая
конструкция установки и крепления шкива преду-
сматривает разгрузку приводного вала от из; иба-
ющих усилий приводных ремней.
Приводной шкив вращается с высокой угловой
скоростью (1610 об/лшн ) и поэтому тщательно от-
балансирован.
На приводном валу смонтированы двусторонняя
фрикционная дисковая муфта и пластинчатый тор-
моз С помощью э!|1х механизмов осуществляются
пуск, остановка, торможение и изменение напрнв
-тения вращения шпинделя при включенном элект-
родвигателе. Фрикционная муфта coi гоит и? двух
не связанных между собой половин: левой 4 и пра-
вой 8. Па левой половине закреплено зубчатое ко-
лесо, от которого шпинделю передастся обратны6
ход Через зубчатое колесо, укрепленное на прав
половице шпинделю сообщается прямой ход.
При ежлии фрикционных дисков, возникающая
между ними сила трения приводит во вращение
левую 4 или правую 8 части муфты и через соответ-
ствующие зубчатые колеса движение передается
коробке скорое ion и всему механизму станка,
Толкатель 15 получает осевое перемещение ог
диска 16 с которым он соединяется посредством
пальца и ролика, входящего в фигурный паз диска.
Диску 16 сообщаемся вращательное движение на
определенный угол поворота от вала, который через
дополнительные детали управления связан с валом
управления, расположенным вдоль станины и ру-
кояткон включения, усыновленной на фартуке
станка.
На приводном валу коробки скоростей располо-
жен также фрикционный дисковый тормоз Диско-
вый тормоз состоит из дисков двух родов При сжа-
тии этих дисков происходит юрможение механизма
коробки скоростей и шпинделя. Сжатие тормозных
Дисков производится нажимной гайкой 11. которая,
установлена на прижимной муфте 10 и получает
осевое перемещение от кулачков тормоза. Кулачки
|Ормоза поворачиваются на своих осях при воздей-
ствии на них кольцевого выступа детали 13, кото-
рая перемещается вместе с то жителем 15 при пово-
роте управляющего диска 16.
Кольцевой фигурный паз этого диска спрофили-
рован таким образом, что при повороте рукоятки
управления для реверсирования шпинделя, в первый
момент производится отключение одной из половин
фрикционной муфты, затем кольцевым выступом
детали 13 сжимаются через кулачки 12 диски тор-
моза и тормоз выдерживается в сжатом положении
некоторое время, притормаживая механизм короб-
ки скоростей. При дальнейшем передвижении руко-
ятки происходит включение второй половины фрик-
циона, тормоз выключается,
8
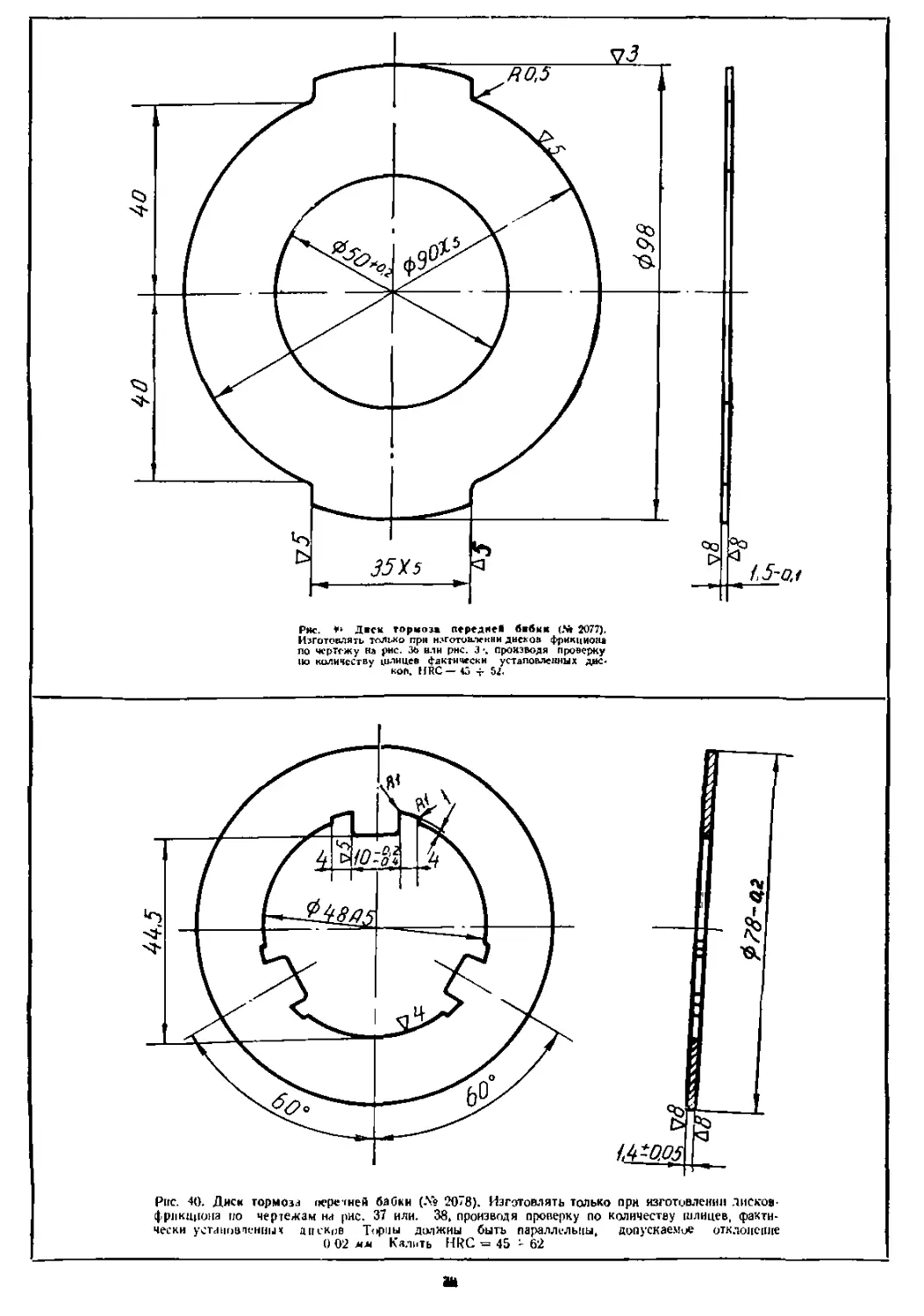
Рис 4 Коробка скоростей (развертка)'
/—приводной 1ikhb коробки 2—фланец,,?—вал паразитной шее leptin, 4—левая часть j рикционной мурты 5—cfHKcaiop, 6—цилинд
рический 1чти рг 7—регулировочная гайка, S— правая часть фр, кииошюй муфты, 9 — винт, 10—муфта пpi- я икнмя, // — на кчмиая i айкд
12—к v ла юк 13—ку оячок тормоза, 14—штифт, 15 - ад^пчь 16— управляющий диск /7 — зубчатое к< лесо н естерня, 18 - двух
венцоаыи б к.к 19 и 20 — передние фланцы 21 — вицт-фиксатор 22 — гаЙ1 а 23— шпиндельная шестерня, 24 и 25 — зубчатые ко
теса (муг)ты зацепления), 26—вал, 27— скользящий блок 1рензеля, 28— гайка, 29 — оружини е кольцо, 30— зал 31— двойной зуб-
чатый блок шестерен, 32— пружинное кольцо 33— вал 34— трехвенцовыи блок, 35— двухвенцгжин блок
J-/535T
Сила сжатия дисков фрикциона и тормоза регу-
лируется изменением зазоров между ними. Для
дисков фрикциона изменение зазоров производится
регулировочными тапками 1. После усюновки нуж-
ного зазора гайка 7 фиксируется в установленном
положении фиксатором 5, который заскакивает в
одно из отверстий фиксирующего диска.
Регулировка тормоза производится гайкой 11 с
аналтичнмм фиксирующим устройством.
Муфта фрикциона при изготовлении станка ре-
гулируется по крутящему моменту, превышающему
нормальный па 20%. В случае буксования муфты
её следует немедленно отрегулировать, т. к. диски
от трения сильно нагреваются и нормальная работа
станка нарушается, Точно также, в случае слишком
резкого, или медленного торможения, следует отре-
гулирова гь дисковый тормоз.
Следует иметь в виду, что при чересчур резком
торможении дисковым тормозом па высоких оборо-
тах, при наличии больших вращающихся масс (пат-
рон с заготовкой и т. п.), может произойти поломка
ряда детален коробки скоростей. Поэтому регули-
ровка тормоза производится таким образом, чтобы
при 2000 об!мин. с одетой поводковой планшайбой
время торможения составляло 6—8 секунд.
Для изменения диапазона скоростей шпинделя
между валами П— III помещен двойной подвижной
блок шестерен 31. Все шестерни коробки скоростей
термически обработаны, Скользящие блоки шесте-
рен перемещаются по шлицевым валикам. Валы
коробки скоростей смонтированы на подшипниках
качения. От осевого смещения шещерни и валы
удерживаются пружинными разжимными кольцами,
которые входят в кольцевые выточки на валах и в
отверстиях корпуса.
Шпиндель станка стальной, пустотелый со стан-
дартным фланцевым конном для крепления патро-
нов и приспособлений. Шпиндель вращается па под-
шипниках качения. Передная шейка шпинделя
вращается в прецизионном роликовом двухрядном
подшипнике.
Для выбора радиального люфта подшипник
шпинделя посажен на конусную шейку. Для регу-
лировки подшипника служит гайка 22 с фиксирую-
щим винтом 21. При навертывании гайки на шпин-
дель, внутреннее кольцо подшипника надвигается
на конусную шейку шпинделя, несколько раздается
в радиальном направлении, тем самым устраняется
радиальный люфт в переднем подшипнике. На зад-
ней шейке шпинделя установлены два радиально-
упорных подшипника, которые воспринимают ради-
альное и осевые усилия в обоих направлениях.
Для предварительного натяга радиально-упор-
ных подшипников и устранения радиального и осе-
вого зазора служат гайки 28.
На шпинделе станка на шпонке установлены две
шестерни. Большая шестерня имеет конусное отвер-
стие и насаживается на конусную часть шпинделя.
Обе шестерни удерживаются от осевого перемеще-
ния гайкой и контргайкой.
Такая конусная посадка наиболее нагруженной
большой шестерни обеспечивает исключительно на-
дежное скрепление её со шпинделем. Кроме того,
благодаря посадке этой шестерни на конусную шей-
ку облегчается демонтаж шпинделя,
Переключение диапазонов скоростей шпинделя
осуществляется с помощью рукоятки ?3; при этом
движение передается через втулку 74, систему ры-
чагов 76. 77 и толкатель 78 па подвижный блок
шестерен 31.
Изменение числа оборотов шпинделя (в преде-
лах каждого диапазона) производится механизмом
преселективного управления. Любая из скоростей
в пределах каждого диапазона может быть получе-
на посредством передвижения двух рукояток. Одна
рукоятка 67, расположенная на передней части
корпуса коробки скоростей, служит для предвари-
тельной установки механизма управления на
включение нужной скорости в пределах нижиего
или верхнего диапазона. Вторая рукоятка, располо-
женная около фартука, предназначена для включе-
ния заранее установленной скорости Эта рукоятка
служит также для включения, выключения и ревер<
сирования станка.
Та или иная скорость шпинделя получается в
зависимости от положения двухветтиового зубчато-
го блока 31. трехвенпового зубчатого блока 34, двух-
венцового блока 35, двухвенцового блока 18 и сбло-
кированного с этим Клоком зубчатого колеса 17,
Блок 34 передвигается по шлицевому валу
посредством рычага 48 и сухаря 49, блок 35 пере-
двигается рычагом 52 и сухарем 53, шестерня 17 и
сблокированный с ней блок 18 передвигаются вил-
ками 57 fi 68. которые укреплены на общей втулке
45. скользящей по неподвижной оси.
Рычаг 48 передвигается посредством годна гелей
46 и 47, которые воздействуют на рычаг через про-
межуточный сухарь, входящий в прорезь круглых
толкателей. При этом, при движении точки геля 47
влево (к заднему концу шпинделя), рычаг 48 пере-
двигает трех в ей новый зубчатый блок также влево,
а толкатель 46, противоположным плечом рычага 43
нередви! ается вправо. Наоборот, при движении
толкателя 45 влево зубчатый блок и юлка гель 47
передвигаются вправо.
Аналогичная картина происходит При движении
влево толкателей 50 или 51, передвигающих рычаг
52 и двухвенцовый зубчатый блок 35.
Перемещение вилки 57, втулки 45 и вилки 68
производится толкателями 60 и 61- Движение от
толкателей передается через двухвенцовое зубча-
тое колесо 58 и рейку 59, укрепленную на вилке 68
При движении толкателя 60 влево, вилки и свя
заниые с ними блок зубчатых колес 18 и зубчатое
кочесо 17 передвигаются также влево. Одновремен-
но с этим толкатель 61 передвигается вправо.
При движении толкателя 61 влецо зубчатые
колеса передвигаются в обратном направлении.
Все шесть толкателей помещены в корпусе то i
католей, который укрепляется в верхней части
корпуса коробки скоростей.
В правый конец каждого толкателя ввернуты
упорные штыри 41, установку которых можно ре-
гулировать по длине и фиксировать в определенном
положении посредством гайки 44.
Толкатели перемещаются от воздействия на них
диска преселективного управления 43, который мо-
жет скользить по валику 42 до упора в бобышку
корпуса толкателей, являющуюся ограничителем
хода диска.
10
Рие. 5, Коробка скоростей. Преселеюивное управление (видс.боку. в разрезе); 39 и 40~ шестерни; 41 упорна штыри,
4?—валик; 43—диск преселективного управления; 44 — гайки; 45— втулка (в разрезе А—А); 45 р 47—Толкатели;
48 -рычаг-; 49 — сухарь <в разрезе С—С), 60 и 61 — толкатели; 52^-рычаг; 53'—сухарь
В крайнем нравом положении диск фиксируется
Шариковым запорным механизмом.
Диск преселективного управления получает дви-
жение вдоль оси вала 42 от рукоятки, расположен-
но/? ао?.7<в фартука. ск-редается через ва-
лик управления, детали передаточного механизма
от валика управления к валу 54. зубчатый сектор
55 и кольцевую рейку диска и ре селе кт и в но го управ-
ления 55. При движении рукоятки управления вниз,
диск преселективного управления передвигается
влево, при этом движении пн упирается на некото-
рые упорные штыри 4! толкателей и передвигает
их влево. Вейлу того, что на диске преселективного
управления имеется ряд сквозных отверстий, рас-
положенных в определенном порядке, то при пере-
движении диска другая часть упорных штырей
толкателей свободно проходит через эти отверстия
вправо. Кроме того, для пары толкателей, пере-
двигающих тройную шестерню, в диске имеется руд
глухих отверстий, в которые могут одновременно
упираться оба толкателя, что соответствует сред-
нему положению шестерни.
Диск имеет также два дополнительных глухих
о;верстия, предназначенных для выключения вря-
шения шпинделя при включенной пластинчатой
муфте.
Таким образом, движение тех или иных толка-
гелей п подвижных зубчатых блоков, определяется
угловым положением диска Преседектирного управ-
ления,
Точное положение вилок при передвижении ре-
гулируется посредством соответствующей установ-
ки упорных штырей 41.
Угловое положение диска преселективного уп-
равления устанавливается посредством рук jhtkh 67.
При повороте этой рукоятки на нужный угол, в со-
ответствии с указательным диском, на котором
обозначено то или иное число оборотов шпинделя,
через валик 64 и шестерни 3® и 40 поворачивается
на определенный уюл диск преселективного управ-
ления. Отверстия диска, устанавливаются при этом
таким образом, что при движении его влево он пе-
редвигает именно те толкатели, перемещение кото-
рых необходимо для установки комбинации сцеп-
ления [Нестереп, соответствующей числу оборотов,
указанных на кольцевой щьале
Угловое положение диска преселекгипного уп-
равления фиксируется во всех 12 положениях по-
средством фиксирующего диска 62 и шарнковог ।
фиксатора
Для примера рассмотрим действие механизма
преселективного управления nj;< переключении ко-
робки скоростей со скорости 4л о6}мин. на скорость
2000 об/.ипн.
При малой скорости блок 34 находится в сред-
нем положении, бток 35 в край icm правом, блок 18
в крайнем левом положении и сблокированное с
этим блоком зубчатое колесо /7 ыткже находится в
крайнем левом положении и расцеплено с промежу-
точным зубчатым колесом 24, oi которого двпжеии ’
передастся шпинделю
Для получения самой большой скорости необхо-
димо блок 34 и блок 35 передвину 1ь в крайнее ж юе
положение, а блок 18 и шестерню /7 в крайнее пра-
Рис 6 Коробка скоростей (разрез I:—£):
>Х — дзуквениоаое зубчатое колесо-ц естеуня, 59— рейка-, 60 н
61 — толкатели, 62 —Фиксируют кО диск, 63— штифт, 64 — ев-
1нк. 65 — кри ика, 67—рукоятка преселект ирного уп-
равления 68— В|1лкя, 69 — рукоятка трензеля; 7’1 ~ рукоятка
увеличения шага. 73— рукоятка переключения диапазонов,
74 — втулка, 75 — штифт
вое положение.
Для полмчения такой комбинации лв ъкений
нужно, чтобы толкатели 46, 50 и 61 перед вынулись
в гво, а попарно связанные с ними толкатели 47,
51 и 60, имели возможность беспрепятственно пе-
12
редвигаться в обратном направлении. Такое соче-
тание движений толкателей достигается тем, что
при установке рукоятки 67 по указательной шкале
на 2000 об!мин, диск преселективного управления
устанавливается таким обратом, что против опор-
ных штырей толкателей 46. 50 и 61 располагается
сплошное тело диска, а против штырей толкателей
47, 51 и 60 находятся отверстия. Теперь при дви-
жении диска преселективного управления влево, он
упирается сплошным телом на упорные штыри,
передвигает их влево, а упорные штыри, которые
находя|ся против отверстия диска, беспрепятствен-
но проходят через отверстия.
При передвижении диска преселективного уп-
равления установленного в таком положении, по-
лучается сцеплецие шестерен коробки скоростей,
обеспечивающее получение высшей скорости 2000
об/мин.
Установка диска преселективного управления в
нужном угловом положении может производиться
предварительно, как при остановленном с ганке,
так и на ходу, т, к, механизм установки непосред-
ственно не связан с вращающимися зубчатыми ко-
лесами, Как уже упоминалось ранее, осевое пере-
движение диска преселективного управления, необ-
ходимое для переключения скоростей, производится
посредством поворота рукоятки управления, рас-
положенной на фартуке. При этом необходимо про-
делать следующие движения:
1 , Опустить рукоятку несколько вниз (при этом
движении происходит выключение фрикциона и при-
тормаживание шпинделя);
Рис. 7, Коробка скоростей (разрез —Н):
54 — вал, 55 — зубчатый сектор; 56 -* коль-
цевая рейка диска преселективного управления;
57 — вилка.
Рис, 8. Коробка скоростей (механизм иереключеннь диапаз жив): 76 н 77 — рыча/и; 78 — толкатель
177.
18
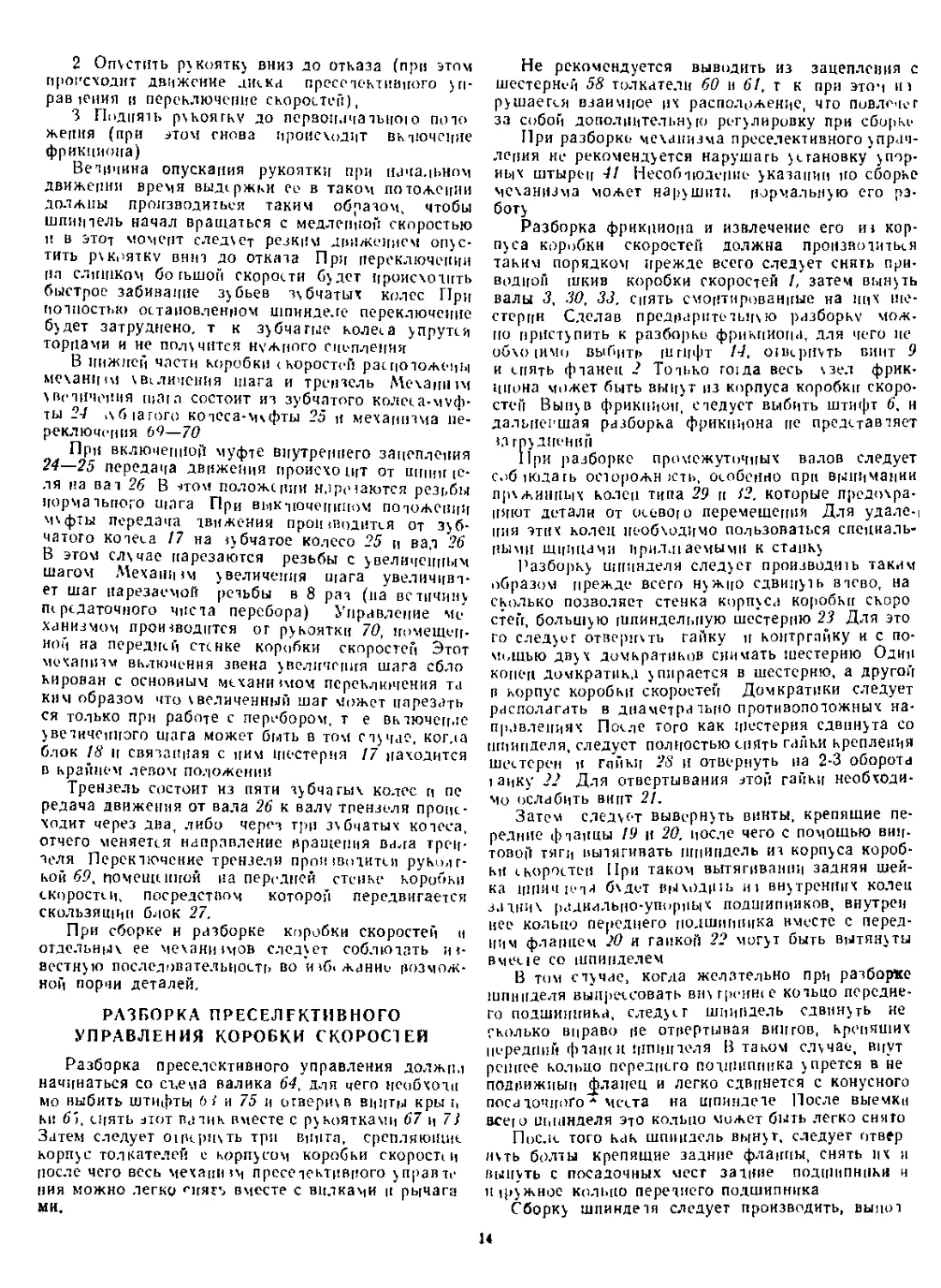
2 Опустить рукоятку вниз до отказа (при этом
происходит движение диска пресслектниного уп-
равления и переключение скоростей),
3 Поднять рукоятку до перзоиача 1Ы[О|о пою
жения (при этом снова происходит включение
фрикциона)
Величина опускания рукоятки при начальном
движении время выдержки ее в таком положении
должны производиться таким образом, чтобы
шпиндель начал вращаться с медленной скоростью
и в этот момент следует резких! движением опус-
тить рукоятку вниз до отказа При переключении
ня слишком бо гьшон скорости будет происходить
быстрое забивание зубьев зубчатых колес При
полностью остановленном шпинделе переключение
будет затруднено, т к зубчатые колеса упрутся
торнами и не получится нужного ечьплення
В нижней части коробки скоростей расположены
механизм увеличения шага и трензель Механизм
увеличения шага состоит из зубчатого колеса-муф-
ты 27 дб|агого колеса-мхфты 25 и механизма пе-
реключения 67—70
При включенной муфте внутреннего зацепления
24—25 передача движения происчощт от шпип [С-
ля на ваз 26 В этом положении нарщаются резьбы
нормального шага При выкцочепииом положении
м\ фты передача движения проц Годится от зуб-
чатого ко теса 17 на зубчатое колесо 25 и ва,д 26
В этом случае нарезаются резьбы с увеличенным
шагом Механи зм у величеиия шага увеличивт-
ет шаг нарезаемой резьбы в 8 раз (на величину
п< рсдаточного чиста перебора) Управление ме
ханизмом производится от рукоятки 70, помещен-
нои на передней стенке коробки скоростей Этот
механизм включения звена увеличения шага сбло
кирован с основным механизмом переключения та
кнм образом что увеличенный шаг может нарезать
ся только при работе с перебором, т е включен,ie
увеличенного шага может быть в том случае, когда
блок 18 и связанная с ним шестерня 17 находится
в крайнем лево хе положении
Трензель состоит из пяти зубчатых колес и пе
редача движения от вала 26 к валу трензеля проис-
ходит через два, либо через три зубчатых котеса,
отчего меняется направление вращения вала трен-
зеля Переключение трензели производится рукоят-
кой 69. помещепиой на передней стенке коробки
скоростей, посредством которой передвигается
скользящим блок 27.
При сборке и разборке коробки скоростей и
отдельных ее механизмов следует соблюдать из-
вестную последовательность во избежание возмож-
ной порчи деталей,
РАЗБОРКА ПРЕСЕЛЕКТИВНОГО
УПРАВЛЕНИЯ КОРОБКИ СКОРОСТЕЙ
Разборка преселективного управления должна
начинаться со съема валика 64, для чего необходч
мо выбить штифты 6 i и 75 и отвернув винты кры и
ьн 6‘>. сиять этот влнк вместе с рукоятками 67 и 7}
Затем следует отвернуть три винта, срепляюшис
корпус толкателей е корпусом коробки скорости!
после чего весь мехашнм пресетектцвпого управте
пня можно легко е]гяг> вместе с вилками и рычага
мн.
Не рекомендуется выводить из зацепления с
шестерней 58 толкатели 60 и 61, т к при этом нт
рушаегся взаимное их расположение, что повлечет
за собой до поли ii тельную регулировку при сборки
При разборке механизма преселективного управ-
ления не рекомендуется нарушать установку упор-
ных штыре и 41 ИесобцоДсШие указании по сборке
механизма может нарушить нормальную его ра-
боту
Разборка фрикциона и извлечение его из кор-
пуса коробки скоростей должна производиться
таким порядком прежде всего следует снять при-
водной шкив коробки скоростей /, затем вынуть
валы 3, 30, 33. спять смонтированные на них ше-
стерни Сделав предварительцую разборку мож-
но приступить к разборке фрикпиопа, для чего не
обхо [ИМо выбито Штифт 14, оынрпуть винт 9
и спять фланец 2 Тозько гозда весь узел фрик-
циона может быть вынут из корпуса коробки скоро-
стей Вынув фрикцион, езедуст выбить штифт 6, н
дальнейшая разборка фрикциона пе представляет
затруднений
При разборке промежуточных валов следует
с.>б1юдагь осдорожн ють, особенно при вынимании
пружинных колен типа 29 п 12. которые предохра-
няют детали от осевою перемещения Для удале-|
кия этих колец необходимо пользоваться специаль-
ными шпицами Прилщаемыми к станку
Разборку шпинделя следует производить таким
образом прежде всего нужно сдвинуть втево, на
сколько позволяет стенка корпуса коробки скоро
стей, большую шпиндельную шестерню 23 Для это
го следует отвернуть гайку п контргайку и с по-
мощью двух домкратиков снимать шестерню Одни
конец домкратнкд упирается в шестерню, а другой
В корпус коробки скоростей Дом критики следует
располагать в диаметра тьцо противоположных на-
правлениях После того как шестерня сдвинута со
шпинделя,следует полностью спять гайки крепления
шестерен и гайки 28 и отвернуть на 2-3 оборота
юцку 22 Для отвертывания этой гайки необходи-
мо ослабить винт 21.
Затехз следует вывернуть винты, крепящие пе-
редние фзаццы 19 и 20. после чего с помощью вин-
товой тяги вытягивать шпиндель из корпуса короб-
ки скоростей При таком вытягивании задняя шей-
ка шпичц'зя будет выходит hi внутренних колец
задних радиальцо-упорпых подшипников, внутрен
нее кольцо переднего подшипника имеете с перед-
ним фланцем 20 и гайкой 22 могут быть вытянуты
Bvetie со шпинделем
В тот) с ту чае, когда желательно при разборке
шпинделя выирессовать вну трению кольцо передне-
го подшипника, следует шпиндель сдвинуть не
сколько вправо не отвертывая винтов, крепяших
передний фдащН шпинделя 11 таком случае, виут
решгее кольцо переднего подшипника упрется в не
подвижный фланец и легко сдвинется с конусного
поса дочноГол места на шпинделе После выемки
всею шпинделя это кольцо может быть легко снято
После того как шпиндель вынут, следует отвер
путь болты крепящие задние фланцы, снять их и
вынуть с посадочных мест задние подшипники и
н (ружное кольцо переднего подшипника
Сборку шпинделя следует производить, выпот
14
няя в обратном порядке перечисленные вы(ие прие-
мы. При разборке механизмов коробки скоростей,
в особенности шпинделя следует самым тщатсль
ным образом избиать даже незначительного по
вреждения деталей, т к. малейшая забоина очень
вредно отразится на правильности и точности рабо
ты механизмов, Шестерни коробки скоростей рабо-
тают с большой окружной скоростью и незначи-
тельные поврежденья рабочих профилей или
неправильная посадка шестерни неизбежно вызо
вут повышенный шум при работе.
Шейка шпинделя, торцы заднего фланца и про-
межуточного кольца, посадочные места подшипни-
ков в корпусе ко роб кт: с ко росте зз изготовляются с
высокой точностью и всякие повре/кдения этих об
работайпых поверхностей могут вызвать погорю
точности шпинделя и вибрацию при Сто рращении
Все это в конечном счете приведет к потере точно-
сти и чззетоты обработки
Г И ТАР А
Гитара служи, для закрепления сменных зубча-
тых колее, передающих движение от коробки ско-
ростей механизму подач
Все метрические и дюймовые резз,бы, а также
обтачивание производятся при установке на гита
ре трех зубчатых колес, ^2 = 40 (на вал трензеля)
£=100 (промежуточная шестерня на пальце гита
ры) и<2=60 (на имином валу коробки подач)
При нарезании модульных и питчевых резьб, из
гитаре устанавливаются зубчатые колеса 2 = 71
(вал трензеля) YZ— 1 13 и 2=100 (на палец гитары)
и 2—60 (па входном валу коробки подач).
При наличии только этих пяти зубчатых колес
можно нарезать почти все стандартные резьбы. По-
лучение резз<бы нужного шага производится пу-
тем соответствующих переключений в коробке подач
В тех случаях, когда требуется нарецса какой-
либо специальной резьбы или спирали, посредством
соответствующей установки рычагов управзения на
коробке подач, входной вал коробки подач соеди-
няется напрямую с ходовым винтом и на гитару
должны быть установлены специально инотовзен-
ные для этою случая сменные шестерни
КОРОБКА ПОДАЧ
(Рис 9 10 и 111
Коробка подач имеет широкоуниверелльное на
значение Почти все стандартные резьбы — метриче-
ские, дюймовые, нишевые и модульные нарезаются
с употреблением только двух комплектов сменных
шестерен, как это указывалось в разделе «Кинема-
тика стайка» и при описании у гла «Гитара*.
При нарезании метрических и модульных резьб,
движение от вала 1 через муфту 3, включенную
влево, передастся па конус Нортона и затем через
накидные шестерни на вал 29 Муфта 25 должна
быть включена вправо и тогда дальнейшее движе-
ние передается через множительный механизм
Муфты 3 и 28 при нарезании метрической резьбы
выключены
При нарезании дюймовой и питчевой резьб
движение с вала / передается на вал 29, при этом
муфта 3 выключена, а муфта 28 включена С вата
29 движсч|Ц“ передастся через накидную шестерню
к конусу Нортона (обратпып порядок движения
но сравнению с движением при нарезке метриче-
ских и модульных резьб). Дальнейшая передача
движения происходит через шестерни 9 и 24 к мио
жительпому механизму. Муфта 8 при этом вклю-
чена, а муфта 25 выключена С шестерик множи-
тельного механизма движение передается на ше-
стерню 23, которая может передвигаться вдоль
шлицевого вала 22.
Движение с нала 22 передастся ца ходовой
внял хам --iojob!)/! па.шк а мансилюсти ог ттодтьле--
НЦЯ сблокированных муфг Н и 19
Для нарезания специальных резьб конструкции
коробки подач допускает прямую передачу движе-
ния от приводного вала 1 к ходовому винту Для
этого с л еду-ет включить муфту 3 и м\-ф,у 11 сце-
пить с муфтой 10 и расцепить передачу на коцхе
Нортона При этом муфты 8 ц 28 б^дут включены
Управление муфтами 3. 8, 25, 28 производится
рукояткои 48 при помощи рычагов 49 и Зв, связан-
ных между собой тягой 38, благодаря чему Дости-
гается взаимная блокировка этих муфт.
Управление накидными шестернями конуса
Нортона происходит при помощи рукояток 44 и 45
Рукоятка 44 черт шестерню 16, рейку 47 и пово-
док откидного рычага 41 передвигает корпус накид-
ных шестерен 37 который при этом скользит по
шшщевому валу 27 Повоток 41 скользит по двум
кручлым направляющим, расположенным в нижней
части коробки подач
Рукоятка 45 через шестерни 39 и 43 и червяч-
ну-ю пару 35 и 33 поворачивает шлицевой вал 27,
и тем самым повопачивает корпус накидных шес-
терен 37, Правильное зацепление накттцпых шесте-
рен с шестернями конуса Нортона определяется по-
ложением упоров 40 Таких упоров их,еется де-
сять— по числу шестерен конуса Нортона. Каждый
упор отрегулирован п зафиксирован в таком поло-
жении, которое обеспечивает правильное зацеп то-
нне шестерен Червяк 35 и червячный сектор 33
имеют небольшой угол подъема винтовой линии,
обеспечивающий самоторможение, благодаря чему
обеспечивается падежное сцепление накидной шее
терни 42, с шестернями конуса Нортона
Кроме того имеется пружина 34, которая не по-
зволяет самопроизвольно (пол действием сотрясе-
ния и ударов) поворачиваться червяку 55,
Рукоятка 54 при помощи шестерни 60, рейки 61
и вилки 62 переводит шестерню 23 вдоль шлицево-
го вала 22 и таким образом включает равные ступе-
ни множительного механизма Па барабане 59 за-
креплена таблица с нанесен тыми на ней величина-
ми ретьб и подач. Положение шестерни 23 опреде-
ляется фиксатором 57. Барабан 59 имеет возмож
пость врата|ЬСЯ па диске 56. на котором закрепле-
на рукоятка 54 Фиксатор 58 уыанавлипаст бара-
бан 59 на диске 56 в трех положениях, соответ-
ствующих подачам, метрическим и дюймовым резь-
бам, величины которых указаны на таблице бараба-
на 59.
Для получения необходимой подачи или резьбы
прежде всего необходимо барабан 59 повернуть на
диске 56 таким образом, чтобы в верхней части ба-
15
Рис. 9. Коробка подач (общий вид):
44 и 45 — рукоятки управления накидными шестернями конуса Нортона; 48— рукоятка управления муфтами для нарезания
специальных резьб; 50рукоятка для включения ходового винта и ходового валика; 54 — рукоятка для включения ступе-
ней множительного механизма: 63 — маслоуказатель; 64—пробка для едина масла.
рабана 59 оказалась необходимая таблица (подачи
или резьбы). Барабан 59 поворачивается до тех пор
пока не будет зафиксирован фиксатором 58. Затем
с помощью рукоятки 54 поворачивается диск 56 уже
совместно с барабаном 59 до тех пор пока в проре-
зи указателя 56! не будет установлена необходимая
подача или резьба. Цифра иа таблице указателя 53.
против которой находится необходимая подача или
резьба, указывает на положение рукоятки 44 кону-
са Нортона.
Затем поворотом влево рукоятки 45 выводится
из зацепления шестерня 42 и рукоятка 44 устанав-
ливается в необходимую позицию.
Рукоятка 50 при помощи вилки 51 переводит
муфты И и 19 управляющие включением ходового
винта и ходового валика. Включение этих муфт
взаимно сблокировано, поэтому невозможно одно-
временное включение ходового винта и ходового
валика.
Вес рукоятки, кроме рукоятки накидных шесте-
рен, имеют шариковые фиксаторы.
Во избежание поломки зубьев шестерен, все пе-
реключения необходимо производить на малых
оборотах, что достигается либо выключением пла-
стинчатой муфты, либо выключением мотора глав-
ного привода (с помощью кнопки).
Механизм накидных шестерен смонтирован в
специальной коробке, которая привертывается к
задней стенке корпуса коробки подач. Задняя стен-
ка коробки подач закрывается специальным ко.
жухом. Благодаря этому исключается выбрызги-
вание смазки ц весь механизм коробки подач
хорошо защищен от пыли и грязи.
Ходовой винт скрепляется с валиком 13 короб-
ки подач через промежуточную муфту и штифты
и от осевого перемощения удерживается двумя
упорными шарикоподшипниками, которые в осевом
направлении удерживаются гайкой и контргай-
кой 14.
В осевом направлении шарикоподшипники, ва-
лики и смонтированные на них детали крепятся
пружинными кольцами, которые удерживаются в
кольцевых выточках корпуса коробки подач или в
выточках на валах и соответствующих деталях.
Через корпус коробки подач проходит передача
движения от валика управления к механизмам ко-
робки скоростей. Движение передай гея через
вал 15, шестерню 18 и реечную тягу 55. На корпусе
коробки подач имеется маслоукачатель 63. Залив-
ка масла производится через отверстие, закрытое
винтом 52, в слив через отверстие, закрытое проб-
кой 64.
На передней стенке коробки подач помещены
таблички, указывающие нужное положение рукоя-
ток управления для получения тех или иных дви-
жений механизмов.
Коробка подач имеет значительное количество
детален, работающих при высоких окружных ско-
ростях. Надлежащая работа всех механизмов ко-
робки подач в значительной мере зависит от пра-
вильности сборки. При оазборке и сборке коробки
подач следует соблюдать определенную последо-
вательность и аккуратность во избежание повреж-
дения деталей.
Для разборки необходимо прежде всего отсо-
единить ее от ходового винта валика р валика уп-
равления. Затем следует вывернуть вингы.-« кон-
трольные штифты, скрепляющие коробку под^т со
станиной и спять коробку подач.
Сияв коробку подач, следует отвернуть задний
кожух и корпус накидной шестерни. Затем следует
вынуть заглушки 30 и 31, выбить штифт 12 и вы-
нуть валики 1 и 13. Сняв пружинное кольцо 17,
следует вынуть валик 16 Проделав эту предвари-
тельную разборку, надо снять пружинное кольцо 20.
выдвинуть из кольцевого паза пружинное кольцо 7
и после этого вынуть вал 29 с сидящими па.нем
деталями. Средний шарикоподшипник 26 при этйЗ
16
м-м
Рис. 10, Коробка подач (разрез М—М):
/ — вал; 2 —шестерня; 3 — муфта; 4—штифт; 5 — валик; 6 и 7 — пружинные кольца; 8 — муфта; 9 — шестерня; 10—муфта,
10а-—пружинное кольцо; 11—блок-муфта; 12—штифт; 13—валик; 14— контргайка; 15 и 16— валы; 17 — пружинное кольцо;
18 -т шестерня; 19— блок-муфта; 20 и 21 —пружинные кольца; 22 — шлицевой вал; 23 и 24 — шестерни; 25— муфта; 26—шари-
коподшипник; 27—шлицевой вал; 28— муфта; 29—вал; 80 и 31—заглушки.
за наружное козьцо паю удерживать в корпусе
коробки При спнчапии ли, о ваял шестерни мио
жительного механизма следует через прокладку
упереть в среднюю стенку коробки подан, тот м все
шестерни и кольца легко снимутся, а правый ша
рикогго-ириппик останется в своем 1незц- в корпу
се коробки подач Вынув вал 29, можно легко пз
влечь из корпуса коробки подач шестерню 2 и
после этого приступить к выниманию вала 5 Для
того, чтобы извлечь из коробки ват 5. нужно снять
пружинное кольно /0а, и шлечь из кольцевой ка
вавки пружинное мпьцо б выбить штифт 4 и вы-
нуть вал 5 Шариксщо ппиппики при этом сле-
дует утсрживать ia наружное кольцо на их поса
дочпых местах в корпусе коробки подач
Ват 22 может быть легко вынут после снятия
пружинного кольца 2/
Разборка детален управления затруднения не
вызывает
Сборку коробки подач с тедует начинать с
рукоятки управления Затс кг устанавливав ту я на л
22 после чею собирается вал 5 При сборке
вала 5 прежде всего ует.шавливакнея ня свои но
садочные места в корпус коробки потач шарико-
подшипники затем вы является вал 5 и на нею
последовательно нанизываются сидящие на нем
детали в пос шдовательнсд тн указанной на рис 10
После сборки вала 5 в корпус коробки заводит
сч шестерня 2, затем устанавливаются вал 29 и на
холящиеся на нем детали Собрав валики коробки
подач, у ста на впивают корпх с на к в твои ш; стерни
и производят согласование установки его с дета
лями управ [един 40 45 41, 46 и 47
Согласование нужно произвести таким образом
чтобы при установке рукояток 44 в 45 и определен-
ном положении, в соответствии с у ка таниями на
табличках коробки подач, накидная шестерня
сцеплялась с нужными шестернями конуса Норю
па и корпус на к и тнОН шестерни у пира тс я hi ну ж
ныи унор 40
ФАРТУК
(Ряс 12 13 и I4J
В корпусе фартука заключен у сханиз'уГ для по-
лучения механической продольной и поперечной
подачи, механизм д in ручного перемещения и м<1
точная гайка, включаемая при нарезке резьбы
Кроме того в фартуке помещен трензель для репер
сироваиия направления движения продольной и
поперечной родичи
Мсхантм подачи включает падающий червяк,
который авгоущтнчески отключает покачу при не
регрузке
Ходовой винт егзнкл поддерживается в фар-
туке втулками ? и 5 Маточная гашеа 4 цу[ест
лишь одну половину и скользит в направлении пер-
пендикулярном оси ходового винта в круглой на
правляющен Усилие, изгибающее ходовой ввит
при включен [‘и гайки, воспринимается вту тка
ми ? и 5
Включение гайки ходового вита пронзвотв гея
щМсоягкой 20, причем, управление гайкой ходового
винта сблокировано < механизмом включения про
дольной и поперечной подачи Эта блокировка дости
гается Text, что при повороте,рукоятки 20 и винта 21,
Перемещающею м почную тайку 4 через шесте-
ренную передаче ноту чает вращение кулачок 22
хправ 1яю[ций перс к тючсписм подач Кулачок 22
при помощи вилки 23 переводит блок шестерен 24
и 2,5, причем при зацеплении шестерни 24 с ше-
стерней 26 имеет место продольная подача, а при
<ацсплении шестерни 25 с шестерней Z = 20 суппор-
та— поперечная подача
Кулачок 22 устанавливается таким образом,
что включенному положению маточной гайки соот
ветствует нейтральное (вложение шестерен 24 и 25
и переключение этих шестерен происходит по
еле того, как маточная гайка 4 полностью выйдет
из зацепления с ходовым винтом Следует озмешть,
что наличие такого б локированного управления
гайкой ходового винта вык подающего механизм
подачи при включении гайки, способствует более
плавной подаче суппорта при нарезке резьбы, т к
при итжении фартука в этом случае отсутствует
ускорение движения шестерен фартука
Ручное перемещение суппорта производится при
помощи маховичка 2<*?, иершающсго движение на
пил рссщюй шестерни 2 При работе на самоходе
вращение маховичка мо-ю г быть включено, дтя
того ею надо потянуть «на себя» и тогда тестер
ня 1 выйдет из зацеп тения с шестерней 26
На валу реечной шее [урин имеется лимб 27 для
отсчета продотьного перемещения каретки Цена
Деления лимба I ик
Как уже упоминаюсь выше, в фартуке имеется
механизм па сающсго червяка, автоматически вы-
ключающий подачу при перегрузке Вп 41 на ко-
тором сиди-г па шлицах червяк 44 получает движе-
ние or холодною вала через блоки шестерен 34 и
45 В зависимости от положения блока 45 угеняется
направление подачи, т к между шестернями, поме-
щенными ст'ва, имеете я паразитная шестерня,
изменяющая направление вращения Следует отме-
тить что направление подачи также зависит от по-
ложения рукоя гки 69 ьоробки скоростей (см рис 6),
переключение которой меняет направление ходово-
го винта и ходового вала
Осевое усиденщ, во тикающее на червяке через
упорные шарнкопо иниппики 42, корпус 32 и упоры
35 действуют [ja ролик 6 рычага 7 Рычаг 7 удержи-
вается ог поворота шгощелем 15 который нагружен
пружиной 11 В том случае когда осевое усилие
на червяк превзойдет дави пт юздавасмое пру-
жиной, рычаг 7 повернется на некоторый хюл и
отожмет щтосссль 15 При этом движении штосс ел я
отодвигаемся втулка 14 на которую упирается птан-
ка 17 люльки 13 падающего червяка и люлька па-
дает вниз
Люлька при падении упирается на ограничи-
тельный ботт 33 с пружинным дсмпферох« Для воз-
врата мехапимма падающего червякй нужно про-
вернуть рукоятку' 8 вправо пр [ этом штифт 47,
закрепленный в ступице рукоятки, поднимает за
пале ц 46 люльку падающего червяка в исходное по
южецие
Для ручного выключения падающего червяка
рукоятку 8 слспзег повернуть влево тогда штифт 9
в ступице рукоятки, скользя iro винтовому пазу, от-
водит втулку 14 в люлька падает вниз
18
Рис. 11. Коробка оодач (разрезы по Л—А; Д—Д-, Е—Е\Н—Н\К—Ку.
33 — червячный сектор: 34 — пружина; 35 — червяк; 36 — рычаг; 37 — корпус накидных шестерен; 38 —тяга; 39 — шестерни; 40— упоры; 41—поводок откидного рычага;
42 — накидная шестерня; 43— шестерня; 44 и 45—рукоятки управления накидными шестернями конуса Нортона; 46 — шестерня; 47—рейка; 48 — рукоятка управления муфтами
для нарезания резьб: 49— рычаг; 50—рукоятка для включения ходового винта и ходового валика; 51 — вилка; 52 — винт; 53 — указатель; 54—рукоятка для включения
ступеней множительного механизма; 55 — реечная тяга: 55 — диск;. 57 и 58— винты-фиксаторы; 59— барабан; 60— шестерня. 61 — рейка; 62 вилка.
M
Budff
Рис. 12. Фартук (общий вид и разрезы ио К—К н Д—Д):
1 — шестерня; 2— вал реечной шестерня; 3—втулка; 4—маточная гайка; 5—втулка; б — ролик; 7—рычаг; 8—рукоятка; S—штифт; IV—винт; 7/— пружина; 72—втулка;
13— стопор; 14 — втулка; 15 — штоссель; 16— ссъ' 17 — планка люльки; 18—люлька падающего червяка; /9—крышка; 26—рукоятка для включения ходового винт*'
21—винт; 22— кулачок-шестерня; 23—вилка; 24 н 26 — блок-шест ер ин; 26— шестерня, 27— лимб; 28 — маховичок.
М-М
Рис 13. Фартук (разрез Л1—М и 11—/!)•.
29 — рычаг. Ы< — насос плунжерный, 31 — втулка, 32— корл} с падающего червяке, 33 — болг-ограни-
читель, Ji —блок-шестерня, 35 — упоры, 36—втулка, 37 — кольцо, 38-—ступица, 39 — пружина, 40 — шарик, 41 — рукоятка
для включения и выключения станка, реверсирования .хода шпинделя и переключения скоростей, 42 —упорные шарн*
коподншпннки, 43 — ват, 44 — червяк, 46 — блок -шестерня, 46 — палец люльки, 47 — штифт
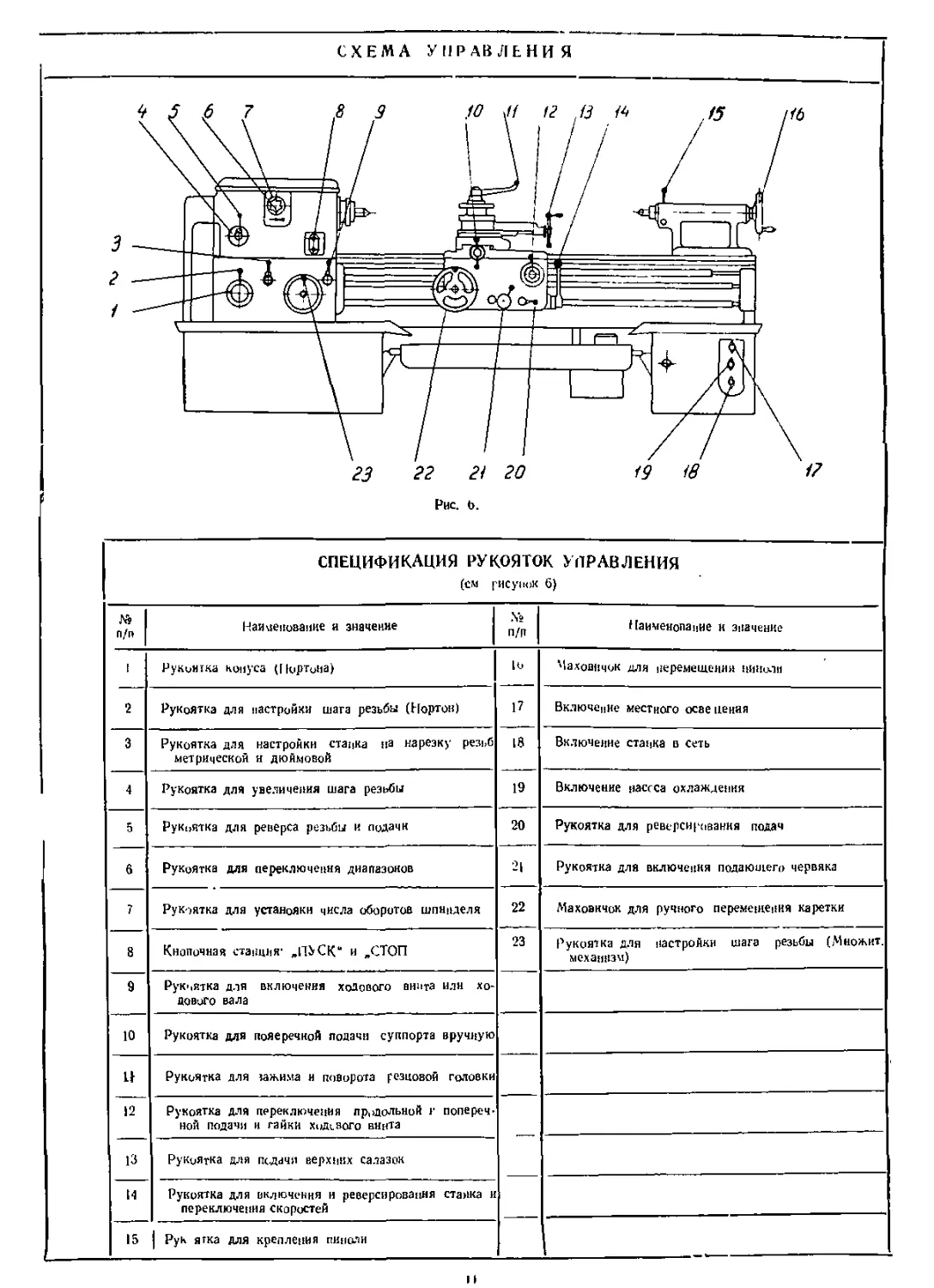
На фартуке также установлена рукоятка 41, при
помощи которой производится включение и выклю-
чение станка, реверсирование хода шпинделя и пе-
реключение скоростей Рукоятка 41 имеет четыре
фи кси ру ем ы х и ол u<ei) и я
Фиксация положения рукоятки осуществляскя
с помощью шарикового фиксатора Рукоятка 41 со
ступицей 38 в фиксированном положении удержи-
вается шариком 40 входящим под действием пру-
жины 39 в еоотве|СН1ую1цие лупки кольна 37
Внутри корпуса фартука помещен плунжерный
цасос 30 который имеет привод от маховичка 28 че-
рез рычаг 29, а также вся распределительная сеть
трубопровода, подводящая смазку к различным
частям фартука Заливка масла производится через
отверстие, закрываемое пробкой, ввернутой в ка-
ретку
Для полной разборки фартука, его необходимо
снять со станка Для этого предварительно следует
вынуть ходовой винт, ходовой валик и валик уп-
равления и за1ем вывернусь вингы и контрольные
шпилька, скрепляющие фартук с кареткой
Следует отметить, что для сиягия люльки 18
падающего червяка, нужно снять крышку 19, ос-
ВОбОТИТЬ СТОПОрЫ ВТуЛОК 31 И СДВИПу |Ь эти
втулки в стороны так, чтобы тюлька прошла между
ними После этого люльку можно вынуть через ок-
но в нижней част корпуса фартука Дальнейшая
21
Рис 11 Схема смазки фартука; к — к каретке
разборка нс представляет затруднений и ее следует
производить, руководствуясь черюжами, представ
ленными на рис, [2 и 13
При сборке вала падающего червяка необходимо
иметь в видуг, что ко ibua упорных шарикоподшипни-
ков 42, имеющих увеличенный внутренний диаметр
отверстий, должны быть расположены с внешней
стороны, а кольца, имеющие посадку на внутреннем
отверстии, должны упираться в бурты червяка.
В дополнение ошетим, что механитм поддержи-
вающий люльку падающего червяка, можно ра 1би
рать не снимая фартука. Для этого достаточно
освободить стопор /3, после чего можно вынуть
втулку 12 и остальные детали
Без разбора фартука также можно вынуть ось
16 рычага 7,
Величину усилия, выключающего червяк, можно
регулировать путем изменения натяжения пружины
11 при помощи винта Ю При сборке станка
пружина регулируется таким образом, чтобы про-
исходило автоматическое выключение черняка при
усилии продольной подачи в 375 кг. Это усилие
является максимально допустимым по прочности
реечной шестерни
С наружной стороны фартука прикреплены
таблички, указывающие в каком положении нуж-
но установить рукоятку для получения того или
иного движения.
МЕХАНИЗМ УПРАВЛЕНИЯ
(Рис 15 н 16)
Механизм управления включает в себя переда-
чу от валика управления к управляющему диску.'
установленному в корпусе коробки скоростей Пе-
редача движения от рукоятки управления, на фар-
туке, производи гея через валик управления на
шестерню 13, расположенную в корпусе коробки
подач, затем черт реечную тягу 12 движение net
редается на шеегерню-вал 11, на котором закреп-
лены управляющий диск 1 и зубчатый сектор 2
Первый протводиг переключение фрикциона,
второй переключает скорости шпинделя.
Разборка эюго механизма передачи произво-
ди гея следующим образом Фрикционная муфта
выключается — рукоятка фартука становится в по-
ложение, соответству ющее выключенной муфте
и сохраняется в таком положении при даль-
нейшей разборке. При этом рейка 6 должна
торцом стать заподлицо с торном кронштейна 10,
как указано на рис 16 Если такого положения
при выключенной фрикционной муфте не получи>
лось, то необходимо заменить положение рейки 6
относительно кронштейна 10. Затем через окно 5
имеющееся в задней стенке станины, отвертываются
винты 7. 8, 9 и поворотом сектора 2 рейка б выво-
дится из зацепления с валом-шестерней 1 и выни-
мается из кронштейна 10 После этого снимается
кронштейн 10
Затем Вплик управления станка отсоединяется
от вала коробки подач и через окно 5 реечная тяга
12 нынимаекя.
При этом в момент выхода из зацепления рееч-
ной тяги Г2 с шестерней 13 необходимо заметить
взаимное угловое расположение валика управле-
ния с валом коробки подач. Остальные детали уп-
равления вынимаются вместе с узлами, в которых
они смонтированы Сборка эюго механизма про-
НЗВОДИ1СЯ в обратом порядке после установки и
закрепления на стенке основных узлов станка- к ;-
робки скоростей и коробки подач
При сборке механизма управления необходимо
обрати|ь тщательное внимание на правильность
относительного расположения деталей механизма
управления, управляющего диска I (рис 15), зубча-
тою сектора 2 и муфнч переключения фрикциона и
тормоза. При монтаже механизма следует руковод-
ствоваться чертежами, помещенными па рис 15 и 16.
Порядок сборки должен быть следующим:
22
Рис 15 MevaHHiM управления:
I _ управляющий диск, 2—зубчатый сектор, А — начало выклю-
чения тормоча. Б— включение рабочего хода (прямого), Л—вкаю-
чснис тормоза, / — включение холостого хода (обратного)
1 Рукоятка управления на фартуке ставится
в положение соответствующее выключенной фрик-
ционной муфге.
Вставляется реечная ТЯ[а /У и сцепляется с
шестерней //J,
3 . Поворотом шестерни 13 совмещаются диски
на валике управления и на ВЗЛу коробки подан.
4 . Валик управления соединяется с валом ко-
робки подач;
5 Ставится на место кроцщтейн 10,
6 Рейка 6 вставтяется и кронштейн Ю и сцеп-
ляется с валом-шесгериен // ПрИ этом необходи
мо, чтобы при установке репки b заподлицо с тор
цом кронштейна 10, или при установке рейки Б
ошоситслыю Кронштейна {(), согласно отметок,
нанесенных при разборке, цак указывалось выпге,
управляющим диск / был расположен таким обра-
зом. чтобы фрикционная муфта была выключена,
а тормоз включен В такоу положении отверстие
в управляющем диске 1 находится примерно над
пальцем тяги фрикционной муфты;
7 , Положение сектора 2 Цроперяется по чертй-
жх рис 15 Если пото.-кенне сектора 2 не соответ-
ствует указацномх ни рчс 16, ю сектор вместе с
видиком, па котором он силИг поднимается до
момента рассоединения с уЦрацпяющим диском 1,
поворачивается до необходимого положения и
вновь соединяется с управляющим диском 1,
Следует отметить, что положение толкателей,
указанное на рис (5, соответствует чцелу оборо-
тов в минуту 2000, причем размеры 19; 2(),8; 39,6 и 42
являются ориентировочными.
СУППОРТ
(Рис, 17, 18)
Cmiii )р[ предназначен для закрепления и пода-
чи режущего инструмента Он состоит из пяти ос-
новных частей, каретки (нижних салазок) 15,
поперечного суппорта 9, средней части (поворот-
ной) /?, верхней части (верхних салазок) 7 и рез-
цедержателя 2
Каретка /5 перемещается по внешним направ-
ляющим станины, как механически (с помошыо
ходового винта или валика), так и вручную (цри
помощи маховичка, расположенного н^ фартуке).
Иижияя часть суппорта перемещается по на-
правляющим каретки в поперечЕюм направлении
(механически или вручную). А\схани4ескцй при-
вод осуществзчегся От механизма фартука Дви-
жение от фартука передается на шестерню 12,
23
Е-Е
Рис lb Mex.iHirrt \правлении
J—управляющий писк 2— iyi)'iaTufi сектор 5 — лчо 6— рещга, 7, 8 и 9 — пинты I) — кронштейн,
7/ — вал-шестерня 12 — pci чная тяга 13 — 1иестерия
Рис. 17. Суппорт; 7 — натяжной винт (болт), 2 — резцедержатель; 3 —фиксатор; 4 — втулка;
5 — рукоятка резцедержателя; 6 — упор; 7 — верхняя часть суппорта (верхние салазки); 8—пово-
ротный стол; S — поперечный суппорт; 10 — рукоятка; // — впит; 12— шестерня; 13— штифт;
14 — распределительная коробка, 15— каретка {ннжние салазки); 76 — [танка, 77—гайка;
18 — планка; 19 — корпус упора; 20 — упор; 21 — болт; 22 — планка; 23 — болт; 24 — пробка
(для заливки масла); TJ1P— трапецеидальная левая резьба 24x5,
скрепленную с винтам штифтам 13. Через винт И и
гайку 17 движение передается поперечному суппорту
9. Ручное перемещение осуществляется посредством
рукоятки 10, укрепленной на конце винта //, Гай-
ка 17 имеет прорезь и натяжной винт / для выбора
люфта по мере износа передачи. Осевые усилия,
возникающие при работе винта, воспринимаются
двумя упорными шарикоподшипниками.
На поперечном ходовом винте укреплен нониус
для отсчета точной величины подач.
Средняя часть суппорта 8 может поворачивать-
ся относительно нижней части в обе стороны на
90° и закрепляется в требуемом положении
четырьмя гайками с болтами, которые при пово-
роте скользят в кольцевом пазе нижней части.
Верхняя часть суппорта 7 имеет только ручное пе-
ремещение по направляющим средней части 8.
Такое перемещение достигается посредством
рукоятки, укрепленной на винте верхнего суппор-
та, Благодаря независимому перемещению верх-
ней и нижней части суппортов, инструменту мо-
жет быть сообщено продольное, поперечное и
4—15351,
комбинированное движение, а также движение под
углом для обтачивания па конус.
К салазкам 7 крепится раэцедержатель 2. За-
жим, поворот и фиксация резцедержателя произ-
водятся рукояткой 5. При повороте рукоятки 5
скос, имеющийся на втулке 4, поднимает фикса-
тор 3, нажимает на упор 6 и поворачивает резцо-
вую головку. После установки головки в требуе-
мом положении, обратным наворотом рукоятки
производятся фиксация и зажим резцедержателя.
При работе с поперечным самоходом каретку
можно закрепить при помощи болта 23, прижима-
ющего планку 22 к направляющим станка.
Для ограничения продольного хода каретки
имеется упор 19, который можно закрепить в лю-
бом положении по длине передней направляющей
станицы В корпус каретки ввернут болт 1, кото-
рый упирается на упор 20. На упоре имеется нони-
ус, который позволяет устанавливать точную ве-
личину перемещения суппорта,
На каретке также имеется упор для ограниче-
ния хода поперечного суппорта 9,
25
Рис 18 Схема смазки суппорта.
Плавность хода каретки зависит от плотности
прилегания планок 18 и 16 к нижним направляю-
щим станины Плавность хода нижней и верхней
части суппорта per; тируется подтягиванием
клиньев
Внутри каретки суппорта имеется маслораспре-
делительная коробка 14 Смазка от насоса фарту-
ка подводится к этой коробке и затем через сис-
тему трубопроводов подается к трущимся частям
суппорта и к направляющим станины Отверстие,
закрытое пробкой 24, служит для заливки масла в
фартук
Сборка и разборка суппорта не представляет
затруднений, следует только указать, что для вы-
нимания винта поперечной подачи прежде всего
следуез выбить штифт !3, скрепляющий винт с
шестерней и тогда винт может быть легко вынут
ЗАДНЯЯ БАБКА
(Рис 19)
Заднюю бабку можно вручную передвига гь
вдоль станины по малой призматической направ-
ляющей и закрепить в нужном положении план-
ками и бочтами 3
Для точения на конус предусмотрена возмож-
ность поперечного перемещения корпуса 1 задней
бабки по спадку 2 вперед и назад от линии цент-
ров Такое перемещение осуществляется винтами
10 Установку задней бабки па линию центров сле-
дует контролировать по совпадению рисок, кото-
рые нанесены на плитках задней части корпуса и
мостика
Продольное перемещение пиноли 4 осуществ
ляется маховичком 9, укрепленном на винте 5
Винт вверчивается в тайку 6
На винте 5 установлен упорный шарикоподшип
ник 8, который воспринимает осевое усилие Нали-
чие зтого подшипника облегчает выполнение
таких операций как, например сверление, произ-
водимое с помощью пиноли В требуемом поло-
жении пиноль закрепляется посредством кулач-
ков 11 и рукоятки 12
На пиноли нанесены деления, позволяющие
измерять вс личине перемещения Цена деления
1 мм
Смазка деталей задней бабки производится
вручную через масленку 7 От масленки 7 масло
поступает к пиноли 4 гайке 6 к шейке винга 5 и
к спорному понинпнику 8
В пиноли задней бабки помимо обычного цент
ра, может цетан 1ятыя вращающийся ценлр, ко-
торый прнтагается к каждому станку
Сборка и разборка задней бабки за1руднении
не представляет
26
Б
Рис 19 Задняя бабка: 1— корпус задней баб еж 2 — спа док; 3 —болт; 4 — пиноль; 5 — пиит; б —гайка; 7— мас-
ленка; 8—упорный шарикоподшипник; 9—маховичок; 10— винт; 11 - кулачки; 12 — рукоятка.
КОНУСНАЯ ЛИНЕЙКА
(Рас. 20).
Конусная линейка предназначена для рбточки
деталей на конус. Линейка позволяет обтачивать
детали с углом конуса до 20° и длинной коничес-
кой части до 540 мм. При работе с конусной линей-
кой вместо обычного винта поперечной подачи,
устанавливается пустотелый валик 4, который со-
единяется посредством скользящей шпопкй с вин-
том 3. Винт 5 своим задним концом вводит в
камень 2 конусной линейки и от осевого переме-
щения удерживается упорными шарикоподшипни-
ками /. В камне 2 сидят (в глухом огперстии) су-
хари 9, которые при продольном движении каретки
скользят по линейке 6.
Для выбора люфта между линейкой и сухаря-
ми. предусмотрена регулирующая планка 7 под-
жимаемая винтами.
Линейку 6 для получения нужного угла конуса
следует поворачивать вокруг оси 5 и закреплять
в повернутом положении. Для осуществления та-
кого поворота следует отпустить гайку 14 и затем
посредством винта 10 установить линейку под
нужным углом, руководствуясь при этом деления-
ми, нанесенными на средней части '(салазках 15^
конусной линейки. Салазки 15 остаются в непо-
движном состоянии при работе с линейкой, они
удерживаются от движения тягой 13, которая
скрепляется посредством винта 12 с кронштей-
ном 11. Кронштейн 11 может передвигаться вдоль
направляющей станины и закрепляться в нужном
положении с помощью болтов и прижимной план-
ки.
Салазки 15 устанавливаются в направляющих
кронштейна 16. который неподвижно скреплен
бол гам и с кареткой станка. Для выбора люфта
между направляющими кронштейна 16 и направ-
ляющими салазок 15 служит планка 8, которая с
помощью винтов устанавливается в нужном поло-
жении.
Конструкция конусной линейки станка позволя-
ет производить обточку конуса на любой части де-
тали вне зависимости от ее длины, т. к. в случае
надобности можно ослабив винт 12, изменить рас-
стояние между кареткой и кронштейном 11 за счет
перемещения тягч 13, после чего винт 12 следует
снова затянуть. Разборку конусной линейки сле-
дует начинать с разборки винта поперечной подачи.
После удаления винта дальнейшая разборка
линейки не представляет затруднений.
27
С’ Рис 20 Конусная линейка:
/ — упорный шарикоподшипник. 2 — камень линейки 3— вицг, 4— пустотелый валик, Л — ось;
6 — линейка, 7 — регулируклиая ьмнМ 8 — планка, 9 — су кари, 10 — вицт 11 — кронштейн 12 винт. 13 — тяга,
14 ~ ганка, 15 — салазки линеики, 1Ь— направляющие кронштейна
ЛЮНЕТЫ
(Рис 21 и 22)
Для обработки круглых деталей i большим от
ношением длины к диаметру употребляются люне-
ты К станку прилагаются два люнега: неподвиж-
ный и подвижный Неподвижный люнет крепится к
станине станка посредством прихрата Подвижный
люнет—к cynnopiv станка Кулацки люнета подво
дятся к обрабатываемой детали посредством руно
яток J и фиксируются в установленном положении
прижимными винтами 2
Минимальный диаметр вала, поддерживаемый
кулачками неподвижного люнета, равен 20 мм, под
вижного —8 мм Соответственно, максимальный
диаметр равен 180 и 104 о
ОХЛАЖДЕНИЕ РАБОЧЕГО
ИНСТРУМЕНТА
Жидкость для охлаждения рабочего инструмен
та подается электронасосом пропеллерного типа,
установленном в правом заднем углу бака дчя сбо
ра стружки По трубопроводу жидкость подается
через прорезиненный гибкий шланг к трубе, дви
гающемся вместе с суппортом Часть трубопровод,!
установленная на суппорте имеет 3 сочленения, до
пускающих перемещение полночного наконечника в
28
Рис. 22. Люнет неподвижный: /— рукоятка • 2— прижимной винт.
/Я2,5
трех плоскостях, Имеющийся крап позволяет ре-
гулировать количество подводимой жидкости.
Жидкость, стекающая после охлаждения инстру-
мента, собирается в баке для сбора стружки,
проходит через фильтрующую часть этого бака л
собирается в приемнике Из приемника профильтро-
ванная жидкость засасывается электронасосом и
вновь подается к рабочему инструменту.
Максимальная производительность насоса 22
литра в минуту. Конструкция насоса не требует
тщательной фильтрации рабочей жидкости.
Охлаждающая жидкость выбирается в зависи-
мости от обрабагываемого материала, в соответ-
ствии с имеющимися в технической литературе
рекомендациями.
Примерно один раз в пол года трубопровод,
приемник охлаждающей жидкости и рабочая часть
насоса должны очищаться от грязи
ЭЛЕКТРООБОРУДОВАНИЕ
И РАБОТА ЭЛЕКТРОСХЕМЫ
Привод станка осуществляется ог асинхронного
электродвигателя с корот коза минутым ротором,
нормального исполнения, на ланях.
Электродвигатель устанавливав гея внутри тум-
бы станка на плше, соединен с приводным шкивом
коробки скоростей через клиноремепную передачу,
Электронасос служит для подачп охлаждаются
жидкости.
Производительность —22 литра!мин.
Электропроводка на станке выполнена в газовой
трубе и металлорхкавах, Внутри станка электро-
проводка проложена вполихлорвипиловых тр\бках
Перед началом работы станка необходимо под-
ключить его электрическую часть к цеховой сети
посредством пакетного выключателя ]РП
Пуск электродвигателя главного привода осу-
ществляется нажатием кнопки «ПУСК», которая
замыкает цепь питания катушки магнитного пуска-
теля
Катушка под влиянием проходящего по ней тока
притягивает сердечник якоря и замыкает механиче-
ски связанные с ним силовые контакты и блок-кон-
такты При этом силовые контакты включают элек-
тродвигатель главного привода /М, а питание ка-
тушки контактора осуществляется через замкнув-
шийся блок-контакт ПМ.
Остановка главного электродвигателя осущест-
вляется нажатием кнопки «СТОП», которая раз-
мыкает цепь катушки пускателя /7-М, вследствие
чего сердечник якоря отпадает, размыкая все кон-
такты пускателя.
Пуск электронасоса производится поворотом ру-
коятки пакетного выключателя 2ВП в положении
«ВКЛЮЧЕНО». Пуск электронасоса возможен
только после включения электродвигателя главного
привода.
Остановка электронасоса достигается поворотом
рукоятки пакетного выключателя 2ВП в положение
«ОТКЛЮЧЕНО» Кроме того, остановка происхо-
дит одновременно с остановом электродвигателя
главного привода при нажиме кнопки «СТОП».
Местное освещение включается выключателем в
положение «ВКЛЮЧЕНО» При этом через транс-
форматор местного освещения лампа получает пи-
тание Выключение производится тем же выключа-
телем.
вам верхнем углу схемы даы цепь управления для станка с эле-
ктродвигателем привод, Рн - 10 квт1 Гн =- 220 е.
Зашита электродвигателя главного привоза о г
перегруза производится тепловым реле РТ.
Нормально блок-контаыы теплового реле РТ
включены последовательно в цепь катушки пускате-
ля главного привода ПМ
Возврат блок-контактов реле в нормально-за-
мкнутое положение осуществляется нажимом кноп-
ки возврата теплового реле по истечении двух минут
с момента сбрасывания реле, чтобы могла остыть
биметаллическая пластинка.
Нулевая защита электродвигателей осуществ-
ляется катушкой пускателя ПМ, которая при пони-
жении напряжения до 50—60% отключает оба элек-
тродвигателя от сети. Защита от коротких замыка-
ний производится плавкими предохрани гелями
Таблица
ДЛЯ ПРИНЦИПИАЛЬНОЙ ЭЛЕКТРОСХЕМЫ
<;бозм пъ схеме Inti а и испо 1пирата лнеиие HauMctioQJiitK и к[ аткая юхническая характеристика
ОбЫЧ Н | тропнч Рабочее напряжение и частота
/и А52-2 ЭлекЕродвигатель, асинхронный [рехфааныи Рн 10 кот п — 2890 об/лит. 1
А052-2Т Электродвигатель асинхронный [рехфазнын Р,( =7 кет, п = 3480 об/.чин; / = 60 гц
АО 52-21 Электрода!, га те ль. асинхронный трехфазный Pt) = 7 кош, п = 2890 об/ кин, } «= 50 гц
2И ПА-22 ПА 221 Электоонасос {помпа) FH== 0,125 Kent, п = 2800 об/чин, / = 50 гц
ПА 22 [ )лемрииасос ^юмпа) Р;< = 0,125 кот', п = 1400 об/кин / — 60 гц
//11 1 !1 [ IVI11-2 ИМИ-21 Пуска гель, >мгнИ1 ный переменного тока
Г 1-312м Пусклель, мщниыый для приводе станка Рн = 10 чет, Utf — 2^0 а с тепловьм реле и нагревателями на ток 31—34 а Uh= в
ец
ТПЬ 50 1ПЬ 50Т Трансформатор, понижающий ₽и= 50 оа с вю ричным напря керисм тб в (21 в).
НИ1 ПВЗ-ЬО ПВ5-6ОТ Вьекли ча [еть лаке i ный трех полюсный на юк 60 д
2ВП ПВЗ-10 пвз-ют Выключатель пакетный трехполдосный на ток 10 а
ВТ ВТ-1 Тумблер, однополюсный
ПВ2-ЮТ Выключатель, пакетный двухполюсный па ток [0 а
1КУ ' 2 КУ КС2-12 КСГ1-221 Кнопочная станция с надписями .Пуск* и .Стоп*
ЛО К-2 1МО-Г Кронштейн шестого псвептння с лампой МО-И 50 от с патроном Р 27
при ьатряжении, в
220 180 400 415 440
11) Пр 100 ПР-1 0 Предохранитель, гр}бчат!.[й с плавкой вставкой / 100 60
ПР 001 60 35 35 35 35
Р1 ТРИ-20 Реле тепловое, двухполюсное, с нагревательными элементами на ток, а 20
ТР11-20Г '20 16 12 5 * 12, 5 12,5 —
1 211 311 ПЦУ 6 НЦУ 61 Предохранитель с плавкой правкой на ток, а 1 —
ПН 50Г 1 I 1
-1 Э-421,[ Э-121 IT Указатель нагрузки [амперметр) со шкало" на пределы тока от „0" до„(й) 15 24 20 [4 14 14 12 —
1
СМАЗКА
Правильная и долговечная работа станка зави-
сит от систематической и надлежащей смазки всех
его трущихся деталей.
КОРОБКА СКОРОСТЕЙ
В корпус ее заливается машинное масло марки
«Л», уровень которого контролируется имеющимся
маслоуказатслем. Смазка механизмов коробки ско-
ростей осуществляется разбрызгиванием масла зуб-
чатыми колесами и с помощью распределительного
щитка, расположенного под крышкой коробки
скоростей.
Смену масла в коробке скоростей следует произ-
водить первый раз после 10 дней работы, второй —
после 20 и затем через каждые 30—45 дней.
Спуск отработанного масла производится через
отводное спусковое отверстие, расположенное с зад-
ней стороны коробки скоростей.
После спуска отработанного масла все механиз-
мы коробки скоростей следует промыть чистым бен-
зином или керосином.
При заливке свежего масла, его предварительно
профильтровывают через мелкую сетку.
КОРОБКА ПОДАЧ
В корпус ее заливается машинное масло марки
«Л» (до уровня маслоуказателя) Механизм короб-
ки подач смазывается разбрызгиванием масла зуб-
чатыми колесами и специальной цепочкой, одетой
на один из валов и спускающейся в масляную
ванну.
Смена масла внутри корпуса коробки подач, а
также промывание коробки производится в те же
сроки, что и коробки скоростей.
ФАРТУК
Смазка производится от плунжерного насоса,
помещенного внутри фартука. Насос приводится в
движение от эксцентрика, представляющего одно
целое с валом фартука (рис. 12).
Передача движения производится через угловой
рычаг 29. Масло марки «Л» следует заливать до
уровня маслоуказателя. Смена масла внутри фар-
тука и промывка производятся в те же сроки, что и
в коробке скоростей.
Перед началом работы необходимо несколько
раз повернуть маховичок для того, чтобы заполнить
все смазочные трубки маслин. Расположение мас-
лопроводных трубок и места смазки показаны на
рис. 14.
СУППОРТ
Смазка суппорта и направляющих Станины про-
изводится ог того же плунжерного насоса, что и
фартука. По распределительным трубкам (рис. 18)
масло подается ко всем трущимся частям суппорта.
Верхняя часть сушгорга и резцедержатель смазыва-
ются через масленки.
ЗАДНЯЯ БАБКА
Смазка пиноли, винта и подшипника винта про-
изводится через масленку (рис. 19), расположи
нуго на верхней части корпуса задней бабки.
ГИТАРА
Смазка производится через гибкую трубку, под-
водимую к шестерням гитары. Масло в трубку по-
ступает из корпуса коробки скоростей.
ХОДОВОЙ винт
Смазка винта по всей длине производится ма-
шинным маслом перед началом работы. Смазка
опор, ходового винта, ходового валика и валика уп-
равления осуществляется через шариковые маслен-
ки, расположенные на коробке подач и заднем крон-
штейне станины. Смазка производится один раз в
смену.
ТРАНСПОРТИРОВКА, МОНТАЖ И ПРОБНЫЙ ПУСК
(Рис. 24 и 25).
При погрузке и выгрузке краном ящика со стан-
ком не следует сильно наклонять ящик в стороны и
допускать удары дном иди боками.
Не допускаются сильные рывкв и сотрясения при
опускании и подъеме.
После вскрытия упаковки, следует проверить его
наружное состояние и наличие всех принадлежно-
стей, руководствуясь ведомостью комплектации.
Для внутризаводской транспортировки уже рас-
пакованного станка краном, рекомендуется приме-
нять пеньковые канаты или цепи достаточной проч-
ности.
Точность работы гокарно-виНгорезного станка в
значительной мере зависит от правильной его уста-
новки. Станок устанавливается на фундамент п ук-
репляется анкерными болтами. Размеры фундамен-
та приведены на рис. 24.
Установку станка следует производить по уров-
ню при помощи клиньев (шириной 40—60 мм с уг-
лом наклона примерно в 5°). Необходимая точность
установки в продольном и поперечном направлени-
ях 0.04 [гл 1000 мм. Установку уровня следует про-
изводить согласно рис. 25.
После выверки стайка фундаментные болты за-
ливаются цементным раствором. Когда раствор
затвердеет, следует затянуть гайки фундамент-
ных болтов, проверяя положение станка ио уровню.
Затяжка болтов должна производиться равномерно.
Неправильная загяжка вызывает неточности в ра-
боте станка. Затем подливают цементный раствор
под тумбы и отделывают фундамент.
По окончании установки стайка необходимо
тщательно смыть антикоррозийное покрытие с отра-
ботанных поверхностей. Это следует делать чисты-
32
ми концами, смоченными в бензине или чистом ке
росине.
Кроме того, надо промыть бензином или чистым
керосином механизмы коробки скоростей, коробки
подач и фартука Затем поверхности протирают чи-
стой тряпкой и смазывают машинным маслом Осо
бенно тщательно нужно смазывать ходовой винт,
ходовой валик, направляющие станины и всю си-
Рис. 25. Схема выверки станка.
стему суппорта Ни в коем стучае нельзя употреб-
лять для очистки станка металлические предметы
или наждачную бумагу.
Для пуска станка в работу наполняют маслом
все смазочные места, руководствуясь указаниями,
данными в разделе «Смазка станка»
Предварительно ознакомившись с назначением
рукояток управления по схеме, помещенной в раз-
деле «Органы управления», следует проверить от
руки работу всех механизмов
Перед пуском надо продержать станок не менее
трех дней в сухом помещении, чтобы из изоляции
обмоток этектродвнгателя и проводов удалить вла-
гу, воспринятую во воемя транспортировки и тем
повысить сопротивляемость изоляции.
После подключения к сети станок необходимо
проверить на холостом ходу.
ОРГАНЫ УПРАВЛЕНИЯ
(Рис. 26).
КОРОБКА СКОРОСТЕЙ
Для пуска станка необходимо тщательно озна-
комиться с назначением всех органов управления.
Назначение рукояток управления станков сле-
дующее:
Рукоятка 6 служит для переключения диапазо-
нов числа оборотов Переключение диапазонов мож-
но производить только при выключенном фрикци-
оне, С верхнего диапазона числа оборотов на ниж-
ний —* рукоятку можно переключать только при
следующих показаниях диска числа оборотов 45
и 63
Рукоятка 7 предназначена для предварительно-
го выбора скоростей шпинделя в пределах каждо-
го диапазона.
6—15351.
33
Рис 26 Органы управления станком.
/ — рукоятка конуса (Нортона) 2--рукоятка для настройки иска пеипбы (Нортона);
3 — рукоятка для наст рои к и сттнка на царезку резьб метрической и дюйм шой 4 — ру кин гм алн уеелнчекин
шага резьбы, 5 — рукоятла для ренерса резьбы и подачи 6 — рукоятка для переключения диапазонов, 7 — ру-
коятка для установки числа оборотов шпинделя, 8~ кнопочная стаышя. „ПУСК" и „СТОП", 9 — рукоятка
для включения ходового винта или ходового вала, 10—рукоятка для поиепечной подачи суппорта вручную,
JZ — рукоятка для зажима н поворота резцовой головки, 12— рукоятка для переключения продольной и попе-
речной подачи и гайки ходового винта, /5—рукоятка для подачи верхних са^аюк, 14 — рукоятка для вклгоче
пая и реверсирования стажа и переключения скоростей, /5—рукоятка для крепления пн цел и, 16 — маховичок
для перемещения пиноли, 17 — включение местного <х решения, 18 —включение парка в сеть; 19— включение
насоса охлаждения, 20— рукоятка для реверсирования подач, 21—рукоятка для включения падающего чер-
вяка, 22—маховичок для ручного перемещения каретки, 23— рукоятка для настройки шага резьбы (множит,
механизм).
Рукоятка может переключаться на ходу станка
и при остановленном станке. Рукоятка 4 служит
для включения звена увеличения шага. Рукоятка 5
переключает трензель станка для нарезки правой
или левой резьбы Рукоятки 4 и 5 можно пере-
ключать только при выключенном фрикционе.
Направление переключения рукояток 6,7,4 и 5
следует согласовывать с указаниями на таблицах,
помещенных на передней стенке коробки скоростей.
КОРОБКА ПОДАЧ
Рукоятка 3 служит для переключения с метри-
ческих резьб на дюймовые. Положение рукоятки
указывается на таблице возле рукоятки Рукоятка
переключает сблокированные кулачковые муфты.
Переключение рукоятки необходимо производить
на тихом ходу станка.
Рукоя1ки 2 и 1 служат для включения конуса
Нортона. Для установки нужного сцепления сперва
следует повернуть рукоятку 1 против часовой
стрелки в положение «выключено», после чего по-
ворачивают рукоятку 2 в нужное положение в
соответствии с указаниями таблицы и за;ем пере-
водят рукоятку 1 по часовой стрелке в поло-
жение «включено». В последнем случае рукоятку 1
следует поворачивать до отказа, с тем чтобы кор-
пус откидной шестерни плотно прилегал к соответ-
ствующему упору и тем самым было обеспечено
правильное сцепление шестерен. Переключение
рукояток 2 и 1 следует производить на тихом ходу
станка.
Рукоятка 23 служит для переключения множи-
тельного механизма коробки подач Величины углов
поворота рукоятки определяются шагом нарезае-
мой резьбы. Установку рукоятки следует произво-
дить в соответствии с указаниями таблицы, поме-
щенной на барабане. Переключать рукоятку сле-
дует на тихом ходу станка
Рукоятка 9 предназначена для включения хо-
дового винта или ходового валика Рукоятка пере-
ключает сблокированные кулачковые муфты. Пере-
ключение следует производить на тихом ходу.
Переключать рукоятку следует в соответствии
с указаниями таблицы.
ФАРТУК
Маховичок 22 служит для ручного перемещения
каретки. При нарезании резьбы посредством ре-
версирования хода станка фрикционом, рекомен-
дуется выключать механизм ручного перемещения
Для этой цели маховичок следует выдвинуть «на
себя». Рукоятка 21 предназначена для ручного
включения и выключения падающего червяка. Ру-
коятка включается на ходу станка.
34
Рукоятка 20 служит для изменения направле-
ния механической продольной или поперечной по-
дачи Рукоятка 12 выполняет три функции:
а) включение и выключение тайки ходового винта,
б) включение и выключение продольной подачи,
в) включение и выключение поперев пой подачи.
То или иное переключение рукоятки произво-
дится в зависимости от угла поворота.
Устанавливать рукоятку следует в соответствии
с указаниями таблицы около рукоятки.
Рукоятка 14 служит для включения и реверси-
рования станка, а также для переключения
скорости шпинделя, после того, как последняя
предварительно установлена посредством рукоят-
ки 7. Рукоятка 14 имеет четыре фиксированных по-
ложения. Для включения прямого или обратного
хода, рукоятку надо повернуть вниз или вверх от
среднего положения. Для переключения скорости,
рукоятку надо опустить вниз (ниже положения ра-
бочего хода), руководствуясь надписью на таблице,
и как только шпиндель замедлит скорость вра-
щения, резко опустить вниз и затем обратно при-
поднять вверх для включения рабочего хода.
ОБСЛУЖИВАНИЕ
Для правильной эксплуатации станка необходи-
мо соблюдать следующие правила:
1. Не допускать понижения уровня масла в ко-
робке скоростей, в коробке подач и в фартуке. Не-
соблюдение этого правила приводит к тому, Что тру-
щиеся части станка не будут получать смазку в до-
статочном количестве и возможен быстрый износ
деталей. Отдельные детали станка при недостаточ-
ной смазке могут аварийно выйти из строя;
2. Все смазочные места должны регулярно за-
полняться чистым маслом;
3. Следует периодически менять масло во всех
агрегатах в сроки, указанные в разделе «Смазка
станка»;
4, Надо периодически проверять натяжение рем-
ней у главного привода;
5. Необходимо периодически очищать резервуар
для охлаждающей жидкости от грязи и стружки;
ПЕРЕДНИЙ ПОДШИПНИК ШПИНДЕЛЯ
(Рис 4),
Регулируется гайкой 22 согласно инструкции
1ГПЗ. Для этого опускают винт 21, тем самым ос-
лабляется нажатие сухаря и гайка 22 может сво-
бодно вращаться в ту или иную сторону. Поворотом
этой гайки осуществляется осевое перемещение ко-
нусного внутреннего кольца подшипника. После ре-
гулировки вновь, затягивают впит 21. При повороте
гайки вправо, происходит натяжение внутреннего
кольца подшипника на конусную шейку шпинделя.
При этом кольцо деформируется и его наружный
диаметр увеличивается, тем самым уменьшает-
ся радиальный зазор подшипника.
ЗАДНИЙ ПОДШИПНИК ШПИНДЕЛЯ
(Рис. 4)
Регулируется гайками 28
СУППОРТ
Рукоятка 10 служит для перемещения попереч-
ного суппорта вручную. Рукоятка 11 осуществляет
зажим и поворот рещовой головки. Для поворота
головки рукоятку 11 поворачивают против часовой
стрелки. При вращении рукояти в обратном на-
правлении происходят фиксация и зажим резцовой
головки. Рукоятка 14 служит для подачи верхнего
суппорта.
ЗАДНЯЯ БАБКА
Рукоятка 15 осуществляет крепление пиноли зад-
ней бабки. Маховичок 16 служит для перемещения
пиноли.
УПРАВЛЕНИЕ ЭЛЕКТРОАППАРАТУРОЙ
Кнопочная санция 8 служит для пуска и оста-
новки главного двигателя. Пакетный выключатель
18 подключает станок к сети. Пакетный выключа-
тель 19 служит для включения электронасоса, 17—‘
включение местного освещения.
И РЕГУЛИРОВКА
6. Следует периодически проверять работу мас-
лонасоса коробки скоростей по маслоуказателю, по-
мещенному на крышке коробки;
7. После длительной остановки станка следует
до запуска его привести в действие плунжерный на-
сос фартука и убедиться, что он подает масло;
8. Нельзя переключать скорости шпинделя на
быстром ходу;
9. По окончании работы следует вычистить ста-
нок и протереть все направляющие масляной
тряпкой.
Регулировать надо следующие элементы станка;
а) подшипники щпинлеля. б) фрикционную муфту и
тормоз передней бабки, в) пружину падающего
червяка, г) гайку поперечного суппорта, д) прижим-
ные планки каретки, с) клинья суппорта, ж) клинья
конусной линейки. з) натяжение ре.мней главного
привода.
ФРИКЦИОННАЯ МУФТА
(Рис. 4)
Должна быть так отрегулирована, чтобы обеспе-
чивалась передача потребной мощности и исклю-
чался чрезмерный нагрев муфты на холостом ходу.
Ни в коем случае недопустимо проскальзывание
муфты во включенном положении при нормальной
нагрузке. Регулирование производится нажимными
гайками. 7. Для этого следует предварительно от-
тянуть фиксатор 5 После установки гаек в требуе-
мое положение, надо проследить за тем, чтобы фик-
сатор 5, вошел обратно в одно из фиксирующих
отверстий диска.
ТОРМОЗ
(Рис. 4).
Если при выключении фрикциона и перехода с
прямого хода на обратый не происходит доста-
точно быс1рого торможения шпинделя, надо отре-
35
гулировать тормоз посредством гайки 7/. Предва-
рительно следует утопить фиксирующий Штифт и
после установить гайку в нужное положение. По
окончании регулировки штифт должен Войти в
одну из прорезей гайки. Правильная регулировка
тормоза будет в том случае, если при 2000 об/мин.
шпинделя с одетой проводковой планшайбой время
торможения будет рамно 6—8 секундам.
Как уже указывалось, чересчур резкое тормо-
жение при наличии больших вращающихся масс
может привести к поломке деталей коробки ско-
ростей.
ПРУЖИНА ПАДАЮЩЕГО ЧЕРВЯКА
(Рис. 12)
Следует регулировать посредством винта 10.
В случае невыключения падающего червяка при
перегрузке стайка или при работе по мертвому упо-
ру, необходимо ослабить натяжение пружины 77.
Для этого следует отвернуть винт 10 на несколько
оборотов. Если падающий червяк самовыключается
при небольшом сечении стружки, пружину следует
поджать. При этом необходимо наблюдать за тем,
чтобы витки пружины не касались плотно друг Дру-
га, т. к. в противном случае отход шгосселя 15 ока-
жется невозможным и произойдет авария станка.
Правильная регулировка будет в том случае,
если падающий червяк выключается на следующем
режиме:
п об/мин. = 32; диаметр заготовки “115 мм\ ма-
териал ст. 45; подача = 2 мм; глубина резания 4 мм;
нормальный резец с углом в плане = 45°.
РЕГУЛИРОВКА суппорта
(Рис. 17)
В случае неравномерного перемещения каретки
или салазок суппорта, а также появления качки суп-
порта в направляющих, необхоцнмо отрегулировать
планки и клинья суппорта соответствующими вин-
тами.
При появлении «мертвого хода» винта попе-
речного суппорта, вследствие износа гайки, надо
подтянуть винт 1.
Конусная линейка
(Рис. 20)
При наличии люфта в направляющих конусной
линейки, его следует устранить путем подтягива-
ния планки 8 и планки 7.
НАТЯЖЕНИЕ РЕМНЕЙ ГЛАВНОГО ПРИВОДА
Натяжение ремней главного привода регу-
лируется путем изменения межцентрового рас-
стояния электродвигателя и приводного шкива. Для
этого следует подмоториую плиту опустить внИ
и закрепить в нужном положении.
ОБСЛУЖИВАНИЕ ЭЛЕКТРООБОРУДОВАНИЯ
Перед осмотром электроаппаратуры над0 пол-
ностью отключить станок от питающей сети.
При осмотре электродвигателей необходимо об-
ратить внимание на подшипники: очищать их сухой
тряпкой и обдувать обмотку двигателей от рыли и
грязи.
Кроме того, не реже двух раз в год надо прове-
рить шарикоподшипники и заменять тавот иди дру-
гое соответствующее машинное масло. В случае
износа шарикоподшипников их следует заменять
новыми.
Промывка обмотки электродвигателей бензином
или керосином ве рекомендуется, так как это сопря-
жено с разъеданием слоя изоляции и сокращением
срока службы электродвигателей.
Не реже одного раза в две недели нужц0 про-
верять состояние присоединенных проводов, подво-
дящих ток к электродвигателям. Во избежание пе-
регрева и окисления контактов, последние должны
быть плотно прижаты. Необходимо также регуляр-
но проверять состояние заземления станка.
Все детали электроаппаратуры должны быть
чистыми. Износившиеся контакты надо своевремен-
но заменять. Смазывать контакты нельзя, так как
это сокращает срок их службы.
При образовании на контактах мутных капель
илн потемнения они должны быть очищены бархат-
ным напильником или стеклянным полотном.
Поверхности стыка сердечника якоря пускателя
должны смазываться машинным маслом и затем
вытираться насухо во избежание ржавчины (ржав-
чина вызывает усиленное гудение).
Электроаппаратура, вышедшая из строя, долж-
на быть своевременно заменена.
ОСНОВНЫЕ ПРАВИЛА
(Памятка рабочему)
1. Прежде чем пустить станок в работу, Необхо-
димо внимательно ознакомиться с его схемой, кон-
струкцией, назначением рукояток и порядком их
включения.
2. Следует проверять правильность установки
рукояток и всегда доводить их до фиксируемого
положения, так как при неправильной установке
рукоятки можно испортить станок и обрабатывае-
мую деталь.
3. Пи в коем случае нельзя включать и Выклю-
чить шестерни коробок скоростей н иодач при бы-
стром вращении шпинделя. Переключение Следует
производить на тихом ходу-
4. При продольном точении следует пользовать-
ся только ходовым валиком. Ходовой винт пред-
назначен исключительно для нарезки резьбы.
5. Не следует производить правку обрабаты-
ваемых деталей в центрах или на направляющих
станины, т. к. это разрушает станок и понижает его
точность.
6. При вынимании центра из шпинделя нужно
пользоваться прутком с латунным иди медны.м
наконечником.
7. При обработке деталей в центрах следует
убедиться закреплена ли задняя бабка н после
установки изделия смазать центр. При дальнейшей
ЙЬ
работе нужно производить периодическую смазку
заднего центра.
При работе на больших числах оборотов следу-
ет применять вращающийся центр, прилагаемый к
станку,
8. Нельзя работать на сработанных или заби-
тых центрах,
9. Следует немедленно остановить станок, если
центр задней бабки будет греться,
10. При установке обрабатываемой детали в
центр надо следить за чистотой центровых гнезд и
концов центров.
11. При работе с люнетом надо систематически
смазывать его кулачки,
12. При обючке длинных деталей надо следить
за центром задней бабки: через некоторые проме-
жутки времени центр следует смазывать и прове-
рять осевой иажич.
13. Не следует подводить руку слишком близко
к вращающейся оправке или патрону,
14. При установке патрона следует тщательно
протереть посадочные места патрона и шпинделя
15, После закреллерЧя изделия в патроне не
следует забывать ключ, т. к. вращение патрона с
ключом может привести к тяжелому увечью ра-
бочего в к поломке станка.
16, Нельзя класть на направляющие станины
обрабатываемые изделия, инструмент и др. метал-
лические предметы, т. к. от этого портится поверх-
ность направляющих.
17. Не следует работать г^пым инструментом.
18, Надо внимательно следив за смазкой
станка, систематически проверять работу смазоч-
ных насосов и наблюдать за уровнем масла.
19, При работе с охлаждением, струю жидко-
сти следует направлять на режущую часть инстру-
мента, а не на деталь.
20. Нужно следить за правильной установкой
резца. Резец следует зажимать с минимально воз-
можным вылетом и не менее чем 3-мя болтами.
Нужно иметь набор подкладок различной толщины,
длиной и шириной не менее опорной части рез-
ца. Не следует пользоваться случайными подклад-
ками.
21. Перед пуском станок необходимо смазать, а
после окончания работы очистить от стружки и
грязи, протереть и затем смазать все направляю-
щие чистым маслом.
При чистке употреблять наждачную бумагу
воспрещается!
22. Принадлежности, прилагаемые к станку,
патроны, люнеты, шестерни и пр. должны осторож-
но и тщательно храниться. Нельзя допускать их
загрязнения и забивания.
Соблюдение перечисленных правил, вниматель-
ное и бережное отношение к станку, сохраняет его
точность, предотвращает преждевременный износ
и гарантирует хорошую чистоту и точность обра-
ботка.
СОДЕРЖАНИЕ
Назначение................................................. j
Техническая характеристика .........................................
Кинематическая схема...................................................
Конструкция и указания ио сборке и разборке ........................
Станина .................................................... 1
Коробка скоростей , ......................................... <
Гитара............... ..................................J t >
Коробка подач . , < > > ........................................
Фартук .....................................................;ii
Механизм управления ..........................................
Суппорт .............................................. >
Задняя бабка . ...............................................
Конусная линейка , ( , ......................................
Люнеты , . ........................................... I
Охлаждение рабочего яистру мента . ..................
Электрооборудование и работа злеятросхемы.....................
Смазка................................................. > • J * ’
Транспортировка, монтаж и пробный пуск.............................
Органы управления..................................................
Обслуживание и регулировка.........................................
Обслуживание электрооборудования..................................
Основные правила.................................... « • i i * я
ТОКАРНО-ВИНТОРЕЗНЫЙ
СТАНОК I624M
(ТЕХНИЧЕСКИЙ И ЭКСПЛУАТАЦИОННЫЙ ПАСПОРТ,
АКТ ПРИЕМКИ, ЗАПАСНЫЕ ДЕТАЛИ,
УПАКОВОЧНЫЙ АКТ)
СССР
В/О „СТАЧКОИМПОРТ*
МОСКВА
Расстояние между
центрами
мм
ПАСПОРТ
ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА
Инвентарные
I
Тип.........................
тока р но- в и н юреэны й
Завод
изготовитель ..........
Шифр . . .
Л1одель , , . , 1624.X1
Автор проектной
организации ,
Заводок. №
7 7 W
Пролет . .
Вес стайка
(Р.МЦ Ю00
< Р.№П ЧТОУ
/ Р-зи;, ш
Время пуска с ганка
в эксплуатацию . .
2500 кг.
'20гД1<г.
п0-<мр
Габариты длина
Станок особо пригоден универ-
илп приспособлен . . . сальцыи
Ширина [202 мм.
Высота 1280 мм
Рис. 1, Общий вид.
ОСНОВНЫЕ ДАННЫЕ
Основные размеры Суппорт
Наибольшим диаметр изделия устанав- ливаемого над станиной, мм 500 Быстрое перемещение, м/мин , , ПроДольн. 1 [оперечн.
нет нет
Расстояние между центрами, мм . , . Высота центров, мм ........ [000 1500 2000 240 Выключающие упоры есть есть
Резцовые салазки наибольший гол попорота в градусах , ± 90а
пена одного деления шкалы поворота » 1°
Шаг нарезаемой резьбы а) метрической, б) ДЮЙМОВОЙ (число виток на 1") - . . в) модульной, мм . . г) питчевпй (в питчах) Наим. 0,5 60 0,25 и [20 Наиб. [20 Ч< гол Чг
наибольшее перемещение, мм . , 150
цена одного деления лимба, мм , перемещение на один оборот лимба, мм . . . . . ... . 0,05 4
С. у н а о р т Предохранение от in регрузки есть
На иб()ЛЬЦ| речца не размеры деря ,шки 40 Планировочный габарит станка
1 [аибсльшее перемеще- ние, дсч: 1 От руки Про- долыь 1000 Попе- речен ~325 1 « 1202 —> 2820 * 3320 3820
По ход. валику . 1500_ 2000 325
По ход Binns .
Цена одного деления лимба, л<л^ 1 0,025 хМас штаб 1 i50
Перемещение на 1 оборот ли^ба. мм 180 51
3
Задняя бабка
Дополнительные данные
Наибольшее перемещение пииплн, мм ... 150
Поперечное смешение, мм. вперед . 10
назад . [0
Торможение шпинделя есть
Блокировка есть
Предварительная настройка числа оборотов шпинделя есть
Насос для охлаждающей жидкости: а) тип ПЛ-22
б) производительность, Л зги к. 22
ПРИВОД
Под привода . . Индивидуальный Число оборотов в минуту приемного шмшл стацка ( „ ч ( . 1610
Электродвигатели Ремни
Исполнение Обычное Тропическое Местонахождение Главный привод — —
Надиачеиие Глав- ным привод I [асос Главный привод Насос .. Ремень клиноной приводной проф. Б /.--2000 [’ОСТ 1284-57 — —
/—50 etj|/=60ai{ /=50еЧ[/=60 щ нормальные раз- меры рсмией (As стандарта) т
Число, об мин 2890 2800 2890 3480 2800 340(1
4 — —
Мощность, чет 10 0,125 7 7 0,125 0,125 Число ремней . .
Прорезиненная ткань — —’
Тип ..... А52-2 ПА-22 АО52-2Т I АО52-2Т ПА-22Т ПА-221 Материал. . . .
МУФТЫ ТРЕНИЯ
Местонахождение . . . Главны й привод тормоз
прямой ход обратный ход
Тип пластинчата пластинчатая пластинчатый
Размеры поверхности трепля, лъч: 1 а) наименьший диаметр ...... 80 80 G0
б) наибольший диаметр . .... 104 104 78
в) ширина — — —
Число поверхностей трения . ... 18 12 10
Материал поверхностей трепня ..... ствль по стали сталь по стали сталь по стали
Муфта работает в масле в масле в масле
In .. Кннематн>еская схема; — гитара mi >д\лыюй и нитчевой резьб, —гитара дюймовой н метрической риьб и пшач.
Примечания. I, Ы'итые и червячные колеса. червяки, винты н гайки с 1 по Н'1 - см гпе.пн} икании па стр 6,
2 Ваны коробки скоростей, коробки стлич и пр с / по A,\/ff — см. BOinicai.ite п пистр;i.untc пи акыкпиачии юка, но
uunri'j езииго стайка
СПЕЦИФИКАЦИЯ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ KOJEC, ЧЕРВЯКОВ, ВИНГОВ И ГАЕК
.V по схеме
Число зубьев
или заходов
.Модуль и ш шаг
винта, мм
Угол винтовой
линии в гр.ихе.
Ширина обода ил,
длина гайки, мч
Материал
Термическая
обработка
Твердость
Предел прочности
а в кг Hir-
J 2 Ji
54 40 45
— — —
2 2 2
— — —
— — -
12 12 12
Cr . 40X
Закат
к a [ВЧ
[ IRc =
18 _ >6
41
2
К рис а
CKip С [СЙ
2
2
З1 4| 6
К о р о о к I с к । р о i г
— 8 24 2 1 > _9 72 2 13 10 42 _2 13 И 27 2 17 12 34 _2 13 13 40 2 13 1J nJ j 17 ” ii ia l~ io 40 17 22 18 32 14 50 21 20
— 2JJ 16 2Д 21 2,5 16 2,5 21 3 32
21
[Ч
3. 1
30
СТ 12ХЦЗ
[Кмснтацня и закачка
Н‘?с - 56-62
к
20
45
3
20
40
72
X те I
.Х“ по схеме _____
Число зубьси
итн захэив
,Мцд\ль или шаг
винга, ли
Угсл вшис.вой
линии в град.
Ширина обща или
дтина ганки, мм
.Матерна!
Терни 1еская
обрабгнкз
.8 зэ'зо 31 32
3-t 10 10 P
2 2 2 2 2
12 1 12 12 12 12
Ct. 40 X
Закалк ТВЧ
||Rc=48- '<>
5 л\чтение
Нв 230—26'1
25
45
Ст 20 X
3,£
3,5
3
26
45
3
20
35
241
22
СТ. 40Х
3<тк. ТВ1!
HRc=48—56
Гнгдр 1
Коробка подач
33 31 35,36 37 38_ 3<£ 4 1 41 42 43 44 45 4t, 47_ 40 49 50 51 5j
4J 1HO (У1 71 113 5-2 61 60 32 35 38 40 J2 44 4k 52 56 60 39
1 - 1.5 1 5 1,5 1,5 1,01 1,04 1,29 1.29 1,5 1,5 1 ,5 1,5 1,5 1 ,5 1,5 1,5 1 -5 1,5 1.5
20 3 |l 20 20 20 20 20 2! 20 H_ 11 II H 1! 11 11 1! 11 11 П
< т 40Х
Ст. 45
Ст. 404
Закатка ТВЧ
flRc - 40-53
J яд чтение
Ив-230 —260
К г,
к
ч
1 вердость
11редет’ прочи хги
G В АС МЧ*
Ь !ел
Д» no cxe\it 64 63 Об Ь7 ЬК ЬЧ 7н 71 7j f 7J t 7-1 7S 76 77
‘2ч39 26 39 26 39 2J Ю
Чкю зубьев mu заходов 26 32 48 4'1 39 52 2i<39 52 39 52 39 52 39 52 39 39
Moi J ib или tuar BHIHd, MM ГО 1 1 S3 1 ю 1 КЗ 1 2 2 2 2 1,5 1,5 1 5 2 S? 1 i кэ 1 ГО | 2 2
i гол ВИНТОВОЙ липни в град.
Шприца об(иа и in длина гайки, мч И 11 11,11 11 111111 II 112 11 10 |1 НИ 11 11 II 11 11 11 И 11 14 14
Материал Ст 40 X Cr 40Х 1 т 40\ Ст. 40 X
Термическая обра- ботка 1! чгне! в=230- Це Закатка ГВЦ Улучшение Закалка ТВЧ
Твердость Н -260 НИс=4ч—5б 11в=23о-260 HRc — 48-53
Предел прочности с в К ИИ
ла шяя
г абка
К Р ) 1 1’ I р 1 \ к t Ml 1 I I
Узет
,Х* ио схеме 73 Ш 80 81.82,83 81 85 60 87,88,89 90 9! 92 9) 94 95 96 XL 98 99 100101.
LhiCio зубьев нт заходов 39 к 32,20 32 28 2-х зах 30 1 । 18,75-8 1 | 77 20 Р| й kJ 1 1 1 теп 1 ТС8 20 1 I I I
М()1\ль или шаг внцта, ли 2 J2 2. 2 2,5 2.5 Л 2 3 2 У 3 12 12 3 5 2 1 4 6 6
Ь го-1 винтовой линии в град -- • • 1 1 1 5 11'4 ' 5 11 '40’ X
Ширина обода и i длина гайки, ни 14 12 12 12 1 12 12 44 18 4 J113 29 13 13 30 — 100 Ё 45 50 15 — 45 — 55
Материал — W.X Ст 4', яке 89—3—3 < 1 4', Ст. J5_ Ст. 440 оцс •>*6*3 оцс 1>*6*3 Ст. 45 С1 45 L4H -I Ст. 45 G4 U i
Термическая об раб ii ка IB 1 Ото. На 207
Твердость l[Rc= 18-53 hi -207 — Ли 207 На 230 2Ы) Нв 170 Ни 207 — Нв ’207 —- — —
Предел прочности j в аг ии*
МЕХАНИЗМ ГЛАВНОГО ДВИЖЕНИЯ
ступеней
I
2
3
5
ь
>
Я
1U
II
I/
13
14
15
Положение рукояток Число оборотов шпинделя в минуту X 3 5 d 3 =? "Я X Наибольший допустимы н крутящий момент на Шпинделе кг а Эффективная мощность на шпинделе кет. Наиболее слабое звено
Обозначение рукояток
а) по приводу б) по наи- более ела* боиу эвену
5 | 7 1 прямое вращен б) обрат вра i еи
10 кет 7 ки.- 10кя/п| 7 к в т 110 квт 7 к sci
О 9 «— 5 становка числа оборотоа производится рукояткой 7 11,5 15 0,78 84,5 58 7.8 5,54 1.0 0,5 Зубчат, колесо №21
16 21 0,78 81,5 58 7,8 5,54 1.4 0.8
32 43 0,78 84,5 58 7,8 5.54 2,8 1.4 •
О 0 Установка числа оборотов производится 7 рукояткой 45 ьо о,78 84,5 58 7,8 5,54 3,9 2,7 Зубчат колесо Ml
оЗ 85 >,78 84,5 5^ 7,8 5.54 5,45 3,9 И
90 115 0 78 84,5 57 ’.8 5,54 7.8 5.2
125 165 0,78 61 4^ 7,8 5,54 7,8 5,35
180 226 0,78 42 30 '.8 5,54 7,8 5,35
250 340 0,78 30 21 7,8 5,54 7,8 5,35 V
355 470 0.78 21,5 14,5 7.8 5,54 7,8 5,35 я
500 665 0,78 15 10,5 7.8 5,54 7,8 5,35 V
710 960 0,78 10.8 7,3 7.8 5,54 7,8 5,35 •
1000 1330 0,78 7,6 5,2 7.8 5,54 7,8 5.35 V
1400 1880 0,78 5,4 7,8 5,54 7,8 5,35
2000 2720 0,78 3,8 ь± 5.54 7,8 5,35
Эскиз управления механизмом
главного движения
Рве 3 б— Рукоятка переключения
диапазонов,
7—рук ятка ддя yciauoH тении числа
CXklj-'OruB tunuiuii 1Я
Заключение во силовому расчету станка
Использование полной мощности возможно до шестой
ступени чисел оборотов
М Е X А Н И 3 М 11 0 Д А ч
' ° СТС II t IK II I Положение рук ятпк рем ця ( Mt ULFLJt з> бчатые Щхпеса гитары Подач о па 1 o6t pi i шпинделя^ AfAi £ <и с е 1о/1ажсние рукояток, ре мп я Смч rd’ зубчат колеса гнтаргл [ [0i!<i4ci на 1 иберы шпинделя, м ч
(обозначение рукояток) а б (обоавтн ние рукояток) а б
i3i Нор1 тон 1 множ, мехз <23/ (9} (с числом бь а) про* доль* Я папе* рсч : идя (31 Нор- Той iD 1 МПОЖч мех № (9) (с чистом jyltee) про* Д Vtb- о т pt4 (GTff
1 « > /J * Л J I 1 х- Д ЮЛ 1!J 40 Г>‘ 1,97 о,нзг 5 11 J.H'ld 6 3 5г‘ 1 II) 40 W 0,37 0,)ч
60 0,075 0,037 Е7 л 7 3
2 2 1 60 0,4 0,2
3 3 1 40 40 60 0,08 0,04 28 » 8 3 40 60 0,43 0,215 0,23i
1 н N p 4 1 гг 60 0,085 0,042 _29 N 9 3 40 ЬО 0,47
5 5 1 л р 40 ьо 0,087 0,044 30 Л 10 3_ 40 60 0,5 0,25
Ь 6 1 40 60 0,092 0,045 31 1 4 п 40 60 0,53 0,27
7 ? 8 9 1 л 40 60 0J 0,05 32 » 2 4 4 л 40 60 0,6 0,3
8 Л P 1 1 л 40 60 0,11 0,055 33 » 3 40 60 0.63 0,31^ о,зз'
а р 10 60 0,12 0,06 34 4 4 4 4 4 40 60 0,67
10 л Л 10 [ р 40 6О_ 0,125 0,062 _35 ,5 л 40 60 0,7 0,35
11 1 2 л 40 60 0,13 0,065 36 Л 6 л 40 60 0,73 0.37
12 2_ 3 2 л 40 60 0,13 0,075 ..37 7 40 60 0,8 0,4
13 2 N 40 60 0,16 0,80 38 » 8 4 л 40 60 0,86 0,4/
14 4 2 Л 10 60_ 0,17 0,085 39 9 £_ 4 40 66 0,93 0,47
15 2 л 40 - 60 0,175 0,087 40 Л 10 N 40 60 1 0,5
16 6 2 л 40 ±0. 0,185 0,092 41 1 5 Л 40 60 1,07 0/3
17 7 2 л 40 60 0,2 0,1 42 2 5 л 40 60 1,д 0,6
18 » 8 2 л 40 60 0,22 0,11 13 N 3 5 N 40 60 1,26 0,63
19 9 2 л 40 60 0,23 0,115 41 N 4 5 Л 40 60 1,33 0,67
20 и Ю 2 н 40 - 60 0,25 0,125 45 - 5 5_ л 40 60 1,4 JV>
а 1 3 л 40 60 0,27 0,135 _46 4( _6 5 5 л 40 60 1,46 s 0,73
22 2 3 и 40 60 о,з 0,15 - 7 л 40 60 1,6 0,8
23 3 3 » 40 60 0,3*2 0,16 48 49 8 .5 л 40 ьо 1,73 0,8b
24 4 3 л 40 60 |,33 0,165 9 5 л 40 бО 1,86 0,93
25 Л 5 3 п 40 60 0,35 0,175 50 Л 10 5 м 40 60 Л. 1
Наибольшее усилие, допмкаемие механизмом подач, *г лрод^льн je , 375
поперечное , , 382
Шестерни зубчатые сменные
Модуль ] ,5 мм Ширина обода 20 мм Размер шлицевого отверстия D6X28X34A И, 1ОСТ 1139-58 Материат ст 45 Число зубьев 40, 60, 100, 71, 1 [3 — — л. t
8
ГЛБЛПИА НА( ТРОЙКИ СГАНкА
Формула настроили
для нарезки специальныь
резьб
а| Рукоятка (4) в положении
.Норм', шаг резьбы*
t нар,
tram ——
6} Рукоятка (4) а положения
„Увеличенный шаг ретьбы*
I пар.
~96~
Формулы даны дня включения
хоробки подач. Pshosnxii (J) и (23) в ш
ложепин 1. Рукоятка (J) в ооложени,,
.Метр. резьба подача*. Р\к, ятка (9) т
полож. „ХиЛ, винт." (пряная связь) ила
.Хот. Btr'iT *
Эскиз управления
рукоятками механизмов
с । анка
(См, схему управления)
Схема ус ганонок
Шестерен ситары
(См таблицу)
НАБОР ЗУБЧАТЫХ КОЛЕС
(Метрическая резьба — шаг в митлиметтах
Шестерни гитары сменные а — 40, в = 50. Рукоятка (3) в поло- жении „ Метр, резьба подачи" ьия I K.J н j цк kvKе> । и и «Нормальный шаг резьЗы- Р^к.игкл (7) в г)оложе( ин „Увеличен! ый шаг резьбы*
1 (сложение рукояюк Положение рукояток 3)
-п Нор- 1 той th Множит, механтч (23) 9) Hep- 'Toll' 7, [ Множит мехминм (2
1 2 3 1 Ik ’ 1 > з 1 . 5
'ИНТ. 1 0,5 1 2 4 6 <(>Д лип 1 16 32 64
и 2 2,25 4,5' 9 и 2 [8 36 33 72
о и 3 4,75 9,5 3 |9 76
4 1,25 2,5 5 10 N 4 20 40 80
5 5.25 10, f 5 2) 42 84
6 2.75 5,5 11 « й 6 22 44 88
7 0,75 3 6 12 1 24 48 9л
8 3,25 6,5 13 V V 25 52 104
9 1,75 3.5 7 14 9 28 56 112
и II! 3.7^ 7.5 И - |П 30 НО 170
Дюймовая резьба — число ниток ш 1
Шестерни гитары сменные а = 40 а = СО Рукоятка (3) я поло- жение „Резьба Г11Га, “ 1Чк<ни.л (4; п гкеюжеяни .1 крча.тг.иын шаг резьбы* Рукоятям !/} в положении „Увеличенный шаг резьбы*
Положение рукояток !<М'>ж<’1’Щ* рутнятвк
Нор- тон (И Множит, механизм ;?3) 9| Нор- тон П) Множит, механизм (23)
1 2 3 4 5 1 2 3 5
X, 2Ь ВШП 1 32 16 8 4 2 < м. ‘(ИНТ, 1 1 1/х 7.
я 2 36 18 9 47. 27. И 2 17.
3 38 19 97. 4»/. 2»/„ V 3 17„
4 40 20 10 5 27, N 4 17. 7» 7|п
5 42 21 10 7s 57. 27- * 5 1»/и
6 44 22 II 57г 27. И V 6 Р/. JViL
и 7 48 24 12 6 3 7 17s 7» JZL
8 52 26 13 67s 37. J» 8 17» .4.12.
9 56 28 14 7 37. * 9 17. . ’.Л. 2м.
«Г tf 60 30 15 77. 37. N 10 1’7 ‘7^
2— 1531Г
9
ТАБЛИЦА НАСТРОИКИ ClАНКА
Формула настройки для нарезки специальных резьб (См. предыдущ, стр.) Эскиз управления рукоятками механизмов станка (См, схему управления). Схеи шее! ( ia ) гере См, Pi 7стан н ги таблиц) тс. 5 овки тары ь) „а 8 Г ,о
НАБОР ЗУБЧАТЫХ КОЛЕС
Модульная резьба — шаг в модулях
Шестерни гитары сменные а = 71, в = 113, с= 100, d =60. Рукоятка (3) в соло- жении .Метр. резьба подачи* Рукоятка (4) в положении „Нормальный шаг резьбы* Рукоятка (4) в положении .Увеличенный шаг резьбы
Положение рукояток Положение рхкоятук
9) Нор- тон (1) Л1ножит. механизм (23) 9, Нор- тон <1> Множит механизм (32)
1 2 3 4 5 1 1 3 4 5
X JA винт. 1 0,25 0,5 1 2 4 'ОД ииит 1 8 16 32
» 2 2,25 4,5 » 2 9 18 36
* 3 4,75 ф 3
4 1,25 2,5 5 4 10 20 40
JB 5 5,25 V 5
6 2,75 5,5 ф 6 11 22 44
Ф 7 0,75 1,5 3 б » 7 12 24 48
* 8 3,25 6,5 ф 8 13 26 52
» 9 1,75 3,5 7 ф 9 14 28 56
10 3,75 7,5 ф 10 15 30 60
Питчевая резьба — шаг я питчах
Шестерни гитары сменные а = 7), в = 1|3 с = 100, а -- 60 Рукоятка (3) в пссю женин .Резьба Вит Ворта* 1 Р>киятка (4) в положении .Нормальный шаг резьбы' PyKjHiKd (4) в положении .Увеличенный таг резьбы*
Положение pvkohtok Положение рукоягж
9) Нор тон (!' Множит механизм (23) 9i Нор- тон И Множит механизм. (23)
1 2 3 4 5 1 2 3 J "4
<од -<ннт* 1 О 1 32 16 8 4 5 (ОД нННТ. 1 2 1 7
2 72 36 16 9 » 2 27«_
» ф ф IV 3 4 80 40 20 Ю ф W ф ф ф 3 4 — — I1/, _7. J/I
5 0 88 44 22 И 5 6 — — 4
/ 96 48 24 12 6 i — — _з 37, >‘7, 1'7»
ф ф 8 У 112 56 28 11 1 ь ф в 9
* Ю 12(1 bh 30 Id
1U
спецификация рукояток управления
(см гисупок б)
№ п/н Наименование и значение X» п/п Наименопание и значение
1 2 Рукоятка конуса (Нортона) Ю Махоапчок для перемещения шишли
Рукоятка для настройки шага резьбы (Нортов) 17 Включение местного осае пения
3 Рукоятка для настройки стайка на нарезку резьб метрической и дюймовой 18 Включение станка в сеть
4 Рукоятка для увеличения шага резьбы 19 Включение нассса охлаждения
5 Рукоятка для реверса резьбы и подачн 20 Рукоятка для реверсирования подач
6 Рукоятка для переключения диапазонов 2| Рукоятка для включения подающего червяка
7 Рукоятка для усганоякн числа оборотов шпинделя 22 Маховичок для ручного перемещения каретки
8 Кнопочная станция1 „П>СК“ и „СТОП 23 Рукоятка для настройки шага резьбы (Множит, механизм)
9 Рукоятка д,1Я включения ходового винта или хо- дового вала
10 Рукоятка для пояеречной подачн суппорта вручную
И Рукоятка для залили и поворота резцовой головки
12 Рукоятка для переключения продольной г попереч- ной подачи н гайки холевого винта —
13 Рукоятка для подачи верхних салазок
14 Рукоятка для включения н реверсирования станка и переключения скоростей
15 | Рук ягка для крепления пиноли !
11
Примечание;
заполняется потребителем применительно я типовым деталям, характерным для топ. или иного цеха
Обработка твердосплавными резцами Обработка резцами из быстрорежущих и других сталей Заготовка
Класс чистоты поверхности Mans я иное время о минутах Режим обработки Резец Марка сцлана S ’ 1 Класс чистоты поверх пости ) Машинное время в минутах Режим г б работ к и Резеи Марка стали а
Потребляемая тглц(1., кwa Подачa, мм/оо. Глубина резания, мм Число об/м а. Скорость резания м/мин. д) Сечецие держании n>;h мм'1 Углы Пот ре 6л я ем а я моцц l -, кет Подача, мм/об. Глубина резания, мм X S & Скорость резания, ч/.чют. 1 д) Сечение державки вХПллЛ Углы ь1 з; tz? Длина. Диаметр Твердость Состояние Марка Материал КЗ
г) 1 в) Л Ст 1 (s j t (j ст <£ (р । 1 (в Л & ч ьз £ 3 обтай
б) на 1 кн, '1м, to ? игр отч | ВИ (9 А О "1 С
j
1 1
1 -
1 i i 1 1
1 | Л'арка стали i 1 Тип Длина точения
Класс чистоты no^vpxiiiX'iл 1 Машинное время в минутах Нежим обработка Резец | Марка сплава 5 | Класс ^сглгы гнжрхгбсти j Машинное время в минутах Режим обработки Резец Заготовка
Потребляемая монбо, кет Подача, -и и/об. Глубина резания, мм Число, об/мин, Скорость резания, м/мин. 1 д) Сечецие держании a>Ji кя< Углы 1 | [ [отребляемая мощн., кет — 1 Подача, .ад/об, Глубина резания, ли Число об/мин, 1 Скорость резацНЯ, м/мин„ 1 1 д) Сечение дгржавкц вХЙ ««! Углы Способ крепления Диамет, мм Твердость Состояние 1 Марка № Ч гс Е
Я (J CD о св Е (J в) К <!> (9 Ой
-S внутренний I внешний
б) на 1 Кв. <:м. а) всего 1 1 б) на 1 кв. йи.| а) всего
1 1 1 1
1 1 1
1
1 1 —
I 1 1 j 1 1 1 j
МАШИННОЕ ВРЕМЯ ПРИ ВЫПОЛНЕНИИ ТИПОВЫХ ВИДОВ ОБРАБОТКИ
оинрьэиис!]1
Заполняется потребителем применительно к типовым деталям, характерным аля того или иного цеха
Норма выработки штук • I час при партии, . шт) к | Класс чпетогы поверхности Время в минутах Режим обработки Расчетные данные Инструмент Заготовка Обрабатываемые детали № по порядку ]
1 Подготовительное — I заключительное Итого норма на ] шт Орг. техобслужив, отдых и естествен, иадобн Вспомогательное Основное ихноло- гическое Потребляемая мощность, кет Подача, мм]о6. Глубина резания, 1 Число qCi/muh Скорость резания м/мин- Число проходов Расчетная длина обработки, мм ww 'diawwi'n' 1 Углы (у, А, я) № нормали или чертежа Марка Наименование Твердость Марка и состояние Вид н ма те ри ал Эскизы деталей с ос^овннии размерами Наименование |
.V» перехо- дов н на- м меяоязние
1 1 1
Г — —
* — —— — — — — — Всею на 1 деталь
— —
—— — — — — — — Всего Всего I на 1 на 1 I деталь деталь
С-
ПРОИЗВОДИТЕЛЬНОСТЬ СТАНКА ПРИ ОБРАБОТКЕ ТИПОВЫХ ДЕТАЛЕЙ
ТОЧНОСТЬ ОБРАБОТКИ НА СТАНКЕ
Вид работы Вид отклонении При усилии резания, Максимальное oi клоне нт, «и
Обточка консоаьная — Конусность, овальност а 5 5 0 0.02 на 200 лл
Расточка Конусность, овальность 0 0,02
Заключение обеспечн! аемый класс точности обработки 3-й класс
Лата испытания
ХАРАКТЕРИСТИКА ЖЕСТКОСТИ ПО ГОСТ 7895-56
ilaпмеиотеиие проверяемого узла 1 1 |Г|-’. (К 1 11аиб<мынсе ие;н>мчце пне р1зцедержьи 11(1 itOpMf- 1 $Я*Г*| UMM После । емонтов
Шлннщ.ль а! радиальное б) по <<П he менее . , И» 0,24
Суппорт радиально—не менее ЬОО 0,35
Дата испытаний
1 ИЗМЕНЕНИЯ В СТАНКЕ
* । но схеме | Дата 1 Даог1ые после нз№1|С1Г|Гя № по схеме Дата Данные после изменения
-
КАПИТАЛЬНЫЕ РЕМОНТЫ
Дата Дата
Подпись Подпись
Дата Дата 1
Подпись Под пись
Перечень мате рилов (описание, инструкция и т. п.) к станку Перечень вкладных листов к паспорту
а) Описание и р\кО|одство но 1 обслуживанию а) \кт ирнеоки
б) Упаковочный акт
в} Чертежи запасных ж тал ей
Дата И ПОДПИСЬ f Составил Рассчитал Проверил J твердил Отдел или сектор
СХЕМА СМАЗКИ
Рис. 7. Места ручной смазки (см. ня»; ел ри лягаемую спецификацию и схеме смазки). Все остальные механизмы станка имеют авт'матнческую смазку от специальных маслонасосов (см. инструкцию по эксплуатации).
СПЕЦИФИКАЦИЯ К СХЕМЕ СМАЗКИ
\9 по схеме Узел Места смазки смазки Смазочный материал Срок смазки
1 Короб к? подач Подшипники ХОДОВОГО НИШД, ходь- воги нала и пала управления Ручная Машинное масло .71" Один раз в смену
2 Суппорт Резцедержатель Ручная Машинное масло ,Л* Одни ваз в смену
3 Суппорт Подшипник пиита Ручная Машинное масло .Л* Один раз в смепх
4 Задика бабка Пиноль, гайка и подшипник винта Рх'чиая Ручная ^‘ашитпюе масло #Л,Г Один раз в смену
6 Станина Подшипники .ходовгго впита ходо- вого вала н вала управлении Машинное масло .Л* Один раз в смену
Дата и подпись Составил Проверил .Утвердил Отдел или сектор
13
ДЛЯ ПРИНЦИПИАЛЬНОЙ И МОНТАЖНОЙ ЭЛЕКТРОСХЕМ 1аблиц»
Об 031L io схеме Тип аппарата н исполнение Наименование и краткая техническая характеристика
1 напряжение if частота
обычц. гр пич.
1М А >2-2 J^eKipua[4iiaiLj[b. ахни'ринбыи ipexilaj.iUH /’„ — 10 чип. п =- 2890 об/мнн.
А052-2Т ЗЛектродгцгатель, асинхронный трехфатын Р„ = 7 П — 3)80 об/мнч, / ~ 60 ег<
АО52-2Т Злейтроденгагел!, асинхронный трехфазцын /*„ = 7 кет; л - 2890 (О/миц. / = 50 /ц
2М ПА-22 Г1А-22Т Злектроцасос (нпмпы) Рн = 0.125 кн-п: п = 2ВД пб'мми; / = 50 >ц
ПА-22Т 3л1 KTpoikKuc (тыны/ рн -- 0,125 kwh; л — 3400 об/мин; t — 60 »ч
НМ НМИ-2 1ПМИ-2Т Пускатель, магнитный переменного т<>ка
11-312м Пускатель, мищцгиый дли привода станка Рн = 10 'em; UH = 22^ С тепловым реле и наг; етаге ляыи на пж 31-(-34а в
/ = f~O ец
тп ГП5-50 1ПГ-50Т ‘1 раксфг рчат р. понижаю ИЙ Рн — 50 ва с вторичным напряжением 36а (24а)
'
]НН ПНЗ-6О ПВЗ-6ОТ Выклк чателъ. пакетный трехпалюсный на ток 60s
2НН пвз-ю пиз-кп Выключ,|те>[1,, пакетный Т|юхполюсный тга ток 10 а
НТ ВГ-1 Тумб тер, <>л1Г'П<>Лргсный
ПВ2-101 ВыклкчЕ|тел>-, пакетный ди) хполюсный на ток 10 а
/А J. 2КЬ КС2-12 КСГ1-221 Кнопочная станция с над» сими .ПУСК" и ,С11,П"
ЛО К-2 Аме-т Кронштейн Местного освещения С лампой AUJ—14; Рн = 50 вш с п,пр ном Р-27
1 при напряжении, а
xoivixni inn । 415 | UQ| ।
'[ IF UU1 — Illi
44₽-*(i П р ц ди А^гатпттгль, 1 р у 04 «Л ы ~ ~wL—1 1 1 1
РТ П'Н-20 Реле теил^ос, двух полюс (Hie, с нягрерзтельпычцг элементами па ток, а | 201 ' 1 । 1
1РН-2ОТ 20', l6(12.Pil2,5il2,5| ।
2П зп ПЦУ-6 ПЦУ-61 Предохранитель с плавкой вставной на ток, а 1 1 1 I Illi
ПН-501 1 1 I MUI 1
л. Э-421Д Указатель iiarpjSKH (амперметр) со шкалой на переделы тока от .0" до _ (а) 35) 20| Illi
1 3-421,IT 24| I4| 14 | 14 j 12 I |
РГ пч от U„ + 6 I I f ibfi 1 Л |4> Лз
Рис. 8. Принципиальная электрическая схем?- (Специфи-
кацию к схеме см. и [аблице. печение иной ниже). В пра-
вом верхнем }гл> схемы дана цепь управления для станка
с электр1'двига!елем привела Рн = 10 лвт\ Уя в 220 *
1531Т.
Рис 9 Монтажная схема (Спецификация к схеме дана а таблице, поме-
те! той ниже Н — ввод В правом верхнем углу схемы дана схема монтажа
пускателя при установке электродвигателя приводя с Рн=10 кет, Ум=220в
№ позиций 1 1 2 3 4 5 i(рнмечання
Исполнение обычное ПГВ2ХО,?5 мм1 МРВ ПГВЗХ0.75 жи2 МР13 ПГВЗХ2.5 мм‘ + 1 запаси Т. П 0 вн. 12 *) ПГВЗ-,2,5 мм* 1П 0 вн 12 •) ПГВ2Х2.5 «ж2 ТП 0 вн. 12 1) МР13 — металлорукав с условным проходом 13, 2( Гп 0 вн. 12—трубка полихлор- виниловая с внутренний 0 12 мм, 3) Условные обозначения — см. таблицу
тропическое НРШМ »Т' — — 2Х1 мм1 МР13 НРШМ ,Т’ — — 3x1 мм1 МР13 ПГВЗХ0.75 ммг + запаси МР13 •) ПГВЗХ2.5 жж’ МР13 *) НРШМ .т- — — 2X2,5 .««’ МР13
*) При исполнении на 220 в монтируется провод сечением б мм1
Рис. 10 Схема расположения подшипников качения и скольжения;
с I по 24— подшипники (см. спецификацию к, схеме в таблице, помеленной ниже), с I по XXIfl — валы коробки скоростей,
коробки подач н пи (см „Описание и инструкцию ток ар но-винторезного станка 1624 М“); ПН — подшипники насоса,
Я —винт НИ—нннт поперечный, ПФ—подшипники в фартуке. Г — гитара://-/—шестерня; ШМ— шестерня множительного
механизма. 1/JP — шестерни реечные.
спецификация подшипников качения И ВАЖНЕЙШИХ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ (см. рис. 10).
ГИ[[ ТОД|[1НП[![[КИ Лк ВО (ХЛ Группа точности (’азмер Кол-во Мести устажи'ки № по схеме
[1Мрцынюдшчнгнгь радиальный /000102 п 15x32x8 2 Коробка подач 13
• • 203 н 17X40X12 3 Передняя байка Коробка подач 2
» » 204 н 30X47X14 2 Фартук 16
• • 7000105 н 25X47X8 2 Передняя бабка 12
* » 206 н 30 / 62x16 9 ПередЕгин бабка Коробка подач 4
• 207 н 35 x 72X17 10 Передняя бабка К"робка подач 3
* V 208 н 40X80X18 1 Передняя бабка 9
ж * 210 н 50 X 90 X 20 2 Передняя бабка 1
’ • 305 н 25X62X17 4 Передняя бабка 6
• 306 н 30 X 72X19 5 Передняя бабка Коробка Нгдач 1)
1» • 307 I! 35x80x2) 3 Передняя бабка 7
Шарикоподшипник радиально-упорный 8-46216 в 80X140 X 25 2 Передняя бабка—шпинделе 8
Радиальный роликовый двухрядный Л-3182120 100X150 X 37 1 Передняя бабка— шпинделе 10
Шарикоподшипник упорный 8102 11 15x28x9 2 Передняя бабка 5
20
» 8101 н 17X30X9 2 Каретка — опоры винта
18
» » 8105 н 25 X 42x11 2 Каретка - опоры винта
8205 и 25X47X15 1 Задняя бабка 19
ж • 8107 п 35 X 53x12 2 ФарЕук 17
15
» • Ь108 н 40 X60X13 2 Фартук
« » В-81Ц в 55х78х 16 2 Коробка подач—кодов, вне’т 14
Скольжения, радиальный 04ОАХ Х06ОГХ7О 1 Станина—ходовой вннт 21
22
• > 02ОАХ Х04ОГХ7О 1 Станина — ходовой валик
04ОАХ06ОГ X 70—0,1 1 Коробка подач-—ходов. внеЛ 23
24
в • 035АХ Х06ОГХ Х64.5-0.03 1 Коробка падач—ходов раЛг’к |
Дата н подпись Состав ил | Проверил | Утвердил < тлел н сектор
I I
IB
Акт технического испытания
и приемки токарно-винторезного станка 1624М
Заводской №.
Год выпуска.
ПРОВЕРКА СТАНКА НА ТОЧНОСТЬ ПО ГОСТ 42-56
Что провернется Метол проверки Допуск, ММ Фнкт веское яклонение, мм
Прямолинейность продольного перемеще- ния суппорта в верти- кальной плоскост На суппорте (ближе к резцедержателю) парал- лельно налрарл нмю его перемен ення устанавливается уровень. Суппорт перемещается в продолык-м направлении на всю длину х<гда Замеры производятся не белее чем через 500 я. и па станках с длиной хода суппорта до 6 м При проверке резцедержатель сдвинут к ос-т центров станка. Погрешнгкть определяется наибольшей ординате ж траектории движения -.т прямой линии 1 la 1 м хода суппорта 0,02 На всей длине хода супп< рta: до 2 м . . . . 0,04 (Допускается тслько ныл у к.Чис гь) о, 0!
Проверка 2
1 э
Рис. 12
Что проверяется Метод проверки Допуск, »м Фактическое отклонение, мм
Перекосы суппорта при его продольном но реме шепни На суппорте {ближе к резцедержателю) перпенди- кулярно направлению его перемещения устанавли- вается уровень. Суппорт перемещается в- продольнод' направлеин т на всю клину хода. Замеры производятся не‘более чем через 500 мм на станках с длиной хода суппорта до 6 « Прц проверке резцедержатель сдвинут к осн центров С[Д(жя. На 1 м хода суппорта. 0,02. Для станков с наи- большим диаметром об- рабатываемого изделия 0,02 до 800 мм jqqq На всей длине хода суппорта о, 0/
Д.ПЮМ хода порта для станков с ван* большим днамет ром обрабатывае- мого н*Д*лияа х«:
дО
до 1м 0,,j3 дою
20
Проверка 3 — Я- ^-—-4
—*— Рис. 13. —ZU
Что проверяют» Метод проверки Допуск, «ж Фактическое тткл^ненне, мм
Прям злннсйа^сть продольного перемеще- ния суппори в горизон- тальной плоскости При длине вода суппорта до 3 м проверка произво- дите и с помощью цилиндрической оправки, заире- плнем( Й между центрами передней и задней бабок, и индикатора. На суппорте устанавливается индикатор так, чтобы его мерительный штифт касался боковой образующей оправки Показания индикатора но концам оправки должны быть одинаковыми (что достигается соответ- ствующей установкой задней бабки). После достижения указанных условий суппорт перемещается в продольном направлении на всю длину хода. При проверке резцедержатель сдвинут к оси иен- грой сттнка, 11огрешиос|Ь оир, деляетса ординатой траектории от исходной прямой На 1 и хода суппор- <а 0,02, На всей длине ходи суппорта до ‘2 и ... , 0,03 (При перемещении суппор г может имет> отклонение только к осн центров станка). цагз
Проверка 1 |
Рис. 14.
Что проверяема Метод проверки Цоауск, мм Ф^КГНЧССШХ
Иаряллельиосгь <[8- п ра нл и члцих за j hl [I бабки направлению пре* дольниги перше menu । iynnopia tla суппорте устанавливается индикатор так, чтобы егомерительцый шгнфг касался направляющей задней бабки. Проверка произведшей поочередно по каждой на- правляющей задней бабкп—при нспользо анин од- ного индикатора или по всем направляющим одно- временно — при использовании набора индикаторов. Замеры п рои > юдятсн в плоскостях, пе рпеидн- куляриых к соответствующим напри <ллютич задней бабки. Суппорт перемещается в продельном направлении на всю длину направляю инх задней бабин. Для горизь|Пальиых и наклонных направля- ющих. На длине хода суп- порта, Ml 0,02 На всей длине хода суппор га: до 2 м . , ,U,U2o D.O2.
11
Что проверяется Метод проверки Допуск, И.И Фактическое отклонение ич
Радиальное биенщ центрирующей шейки шпинделя передней бабки На станке устаиа ливается индикатор так. чтобы гго мерительный штифт касался центрирующей шеи* кн шпинделя и был перпен.икуляреик образующей. Шпиндель приводится во вращение Для станков с наи- большим диаметром об раб а ты раем ото изделия до 800 мм .0,015 О, Q1
Примечание п|юне|ка распространяется на токарные станки < несъемными планшайбами.
Рис. 16.
Что ipoBcpHlTCH Метод проверки Допуск, мм Фактическое тгкЛ< некие, мм
Радиальное биение оси отвероия шпинделя передней бабкн В отверстие шпинделя Пир<_ щюй бабкн плотно вставляется цилиндрическая оправка Па станке устанавливается индикатор так, чт/чм его мерительный штифт касался поверхности оправки Шпиндель приводится во ера енне Измерения производятся у торца шпинделя а и на расстоянии L = 300 мм от него — б Для станков с паи боты ним диаметр!»! обрабатываемого изде- лии ( а 0.015 до 600 мм < 1 б 0 025 0,0/ 0^2
22
Проверка 7 1 ~~Q~—
Гис. 17.
Что проверяется Метод проверки Допуск, M.W Ф жтияеское отклонение, мм
( севое биение шпин- деля передней бабки В отверстие шпинделя передней бабки вставляет- ся короткая оправка, торцевая поверхность которой перпендикулярна к ее оси. На ставке устанавливается индикатор гак, чтобы его чериге.п.пый штнфг касался торца оправки у ег< центра или noi epxHi-сти шарика, вставленного о центровое отверстие опраекн (о атом случае ме|й- те.ъный ипифг индикатора плоский). Шпиндель приводится по вращение. Проверка производится при затянутых упорных подшипниках Для станков с наи- большим диаметром об- рабатываемого изделия: до 800 мм . . . 0,015 о, о4
Проверка 8 / ‘—
-Г
Нис. 18.
Что проверяется Метод проверки Допуск, ММ Фактическое отклонение чл
Торцевое бнение (игор- ного буртика шпинделя передней бабки На стайке устанавливается индикатор так, чтобы его мерительный штифт касался торцевой поверхно- сти буртика шпинделя передней бабки на возможно большем расстоянии от центра. Шппндел- приводится во вращение. Замеры производятся де менее чем п двух диаме- |ральш противоположных точках одного диаметра (индикатор переставляется). Погрешность определяется как наибольшая вели- чина показаний индикатора. Проверка производится при затянутых упорных подшипниках Для станков с наи- большим диаметром об- рабатываемого изделия: до 800 ль* . , 0,025. О/
Примечание. проверка не распространяется на токари we станки с несъемными планшайбами.
»
Что проверяется Метод проверки Допуск, мм Фактическое отклонение,
Параллельность оси шпинделя передней бабки направлению Продольного п < реме щення суппорта [i отверстие шпинделя передней бабкн плот- но вставляется цилиндрическая справка. На суппорте устанавлщается индикатор так, чгебы ею керн тельный и лифт касался поверх- ности оправки: а — по се верхней образующей; б — по ее Сош ной образующей. Суппорт перемешается вдг-ль станины В каждом разделе прог ерки замер пре изво- дится по двум диаметрально противоположным образующим (при повороте шпинделя на 160"). Погрешность определяется средней арифме- тической результатов обеих замеров в данной плоскости. Для станков с паи- б ольшич диаметром обрабатываемого изде- лия: ( а . о.озо до f-ОО мм { ( б . .0,015 па длине 200 мм. (Свободный конец опрагкн может огкло- пя1ься только вверх в сторону резца перед- него суппорта). О,
Проверка 10
J 1
— - _ —> - - 1
1 —
,-JLJ : 1_L
Рис. 20.
Что проверяется Метод проверки Допуск, ММ Фактическое отклонение мя
Параллельность на- правления ^перереше- ния салазок сунпортв осн шпинделя перед- ней бабки В отверстие шпинделя передней бабки пдотж гставляется цилиндрическая оправка. На салазках су ппортз устанавлигается инди- катор так, чтсбы его мерительный штифт, ка- сался поверхнести справки по ее Соковой обра- зующей. Поворотная часть суппорта устанавливается в таком положении, чтобы при передвижении салазок показания индикатор- по концам оправ- ки были од Исаковы. После достижения атогс условия индикатор переставляется так, чтсбы его мерительный штифт касался поверхности оправки по ее верхней образующей Салазки суппорта перемещаются вдоль верх- них направляющих на век длину хода. 1 !а длине хода сала- зок: до 300 мм .. , 0,04. 0(03?
м
Проверка 12 Г—° д
Г"^ ^8
—*
Рис. 21.
Что проверяется Метод проверки Допуск, «л фактическое отклонение» w
Параллельность осн конического отверстия пшниделя задней баб- кн (ниеюли) направле- нию продольного ле- ре.чешенин суппорта В отверст плотно вста На супп чтобы ето ностн оправ a — по ее б — по ее Суппорт В каждо пня ПроИЗ! тпвоположн переставляв врЗ|цаюшей Погрешим тнческой р ПЛ|>С кости не шпинделя задней бабкр (пиноли) дляется цилиндрическая оврагки. >pte устанавливается индикатор так, мерительный штифт касался поверх- ки: перхней образующей; боковой образующей. трантается вдоль станины. м разделе проверки замер отклоне- однтся по двум диаметрально про- дм образующим (для чего оправка гея в отверстие иинолн, а в случае ся пнтюлн —поворачивается на 180 ). :ть определяется средней арифме- еэультат'|Р обоих заме;»!1 в данной Для станков с на» большим диаметров обрабатываемого изде- лия: до 800 мм . . .0,03 на длине 300 мм, (Свободный копен оправки может откло- няться только вверх и в сторону резца перед- него суппорта).
Проверка 13 a&i a О &08
Рис. 22.
Что проверяется Метод проверки Допуск, мм фактическое отклонение, л л*
Параллельность пе- ремещения иинили на- правлению продольно- го переведения суй- /юрта Пиноль г мается. На супло чтобы его (ГОСТИ ЛИШл женных: a — на се б — на ее Пиноль с вину макси мается. Суппорт леияи так, иулея образ н при перво Пог рентное разностью A п Б. щнгается в заднюю бабку н зажи- не устанавливается индикатор так, мерительный ипифт касался поверх- ш (положение А) i> точках, распяло- верхней образующей; боковой образующей. свобиждается, выдвигается на поло- мальниго выдвижения н сщ на зажи- перемешается в продольном иаправ- чтобы штифт индикатора снова кос- укипен пиноли в той же точке, что [ачальцой установке (положение Б). ть определяется алгебраической показании индикатора в положении Для станков с пан- большим диаметром обрабатываемого изде- лия; { a , .0,Ш до 800 мм < { б о.ог; (Про выдвижении ко- нец ГЕНнООЕЦ может От- клоняться только вверх и в сторону резиа пе- реднего суппорта). Dt Oi
4- 15311
25
Проверка 14
Рис 23.
Что проверяется Метол проверки Допуск, жж Фактическое отклонение. ям
Рас положе г ш е ос ей отпе рс т и н ш f j и идея я передней бабки и пн* ноли на одинаковой рыспте над нанрагля* foul и мм станины для суппорта Задняя бабка с полностью выдвинутой пи- нолью устанавливается примерно па 1/< нанболь о.его расстояния между центрами. В отверстия Ш[!ниделя передней бабки н пи- ноли плотно вставляются оправки, имеющие на конце цилиндрические шейки одинакового Диа- метра. Па суппорте устанавливается индикатор так, чтобы его мерительный |Птнфт касался поверх- ности шейки одной из оправок у се верхней образующей. Верхняя часть суппорта перемешается в по- перечном направлении вперед и назад для опре деления наибольшего показания индикатора. Затем без НэмсиспНЯ шло тения индикатора па суппорте такой же замер производится по шей- ке второй оправки. Погрешность определяется алгебраической разностью наибольших показаний индикатора в обоих замерах Для станков с паи большим диаметром обрабатываемого изде- лия; до 800 мм . .0,10 (Ось отверстия пн ноли может быть ТОЛЬ- КО выше оси отвер- стия шпинделя перед- ней бабки.) О,М
Проверка 16 \> 4-
Ц - —Ц 1 jhC 24.
Что проверяется Метод проверки Допуск, мм Фактическое отклонение, лм
Осевое Оценке ходо- вого винта Индикатор устанавливается так, чтобы его мерительный штифт касался торца гинта у его центра или поверхности шарика, вставленного а центровое oi перстне рища (в Этом случае мерительный штифт индикатора плоский). Пинт, нагруженный в осевом направлении, приводится во врашевне. Проверка производится как при правом, так- и при левом вращении внита (при с снят етству- ющих направлениях осевой нагрузки. Создавае- мой рабочим давлением между винтом и гайш й при прщцшьном перемещении суппорта). Для станков с наи- большим диаметром обрабаты иае*|ого наде- лив до 600 жж . . 0,015 0t0!
Рис, 25.
Что проверяется Метод, проверки Допуск, ММ Фактическое отклонение, мм
Точность передаточ- ной цепи от шпинделя к ходовому винту без участия коробки подач Между передней в. задней бабками укреп- ляется эталонный винт с точной гайкой, плотщ навернутой или снабженной устройством для выбирания люфта. Гайка закрепляется так, чтобы она могл.1 только перемешаться вдоль винта, но це повора чиваг вся. На каретке устанавливается индикатор так, чтобы мерительный штифт упирался в торец гайки. Ходовому винту сообщается прошение от шпин- деля с передачей, ранцой отношению шага эта- лонного винта к шагу ходового винта. Накопленная ошибка определяется как наи- большая алгебраическая разность показаний ин- дикатора между любыми двумя точками, рас- положенными по нарезке эталонного винта в пределах .заданной длины 100 и 300 мм. Допускается непосредственное касание инди- катора боковой стороны профиля эталонного винта Накопленная погреш- ность для станков < наибольшим диамет- ром обрабатываемого изделия: до 800 MMi 0,035 на длине 100 мм 0,05 _ „ 300 .
Накопленная ошибка шага а
допускается не более:
Для станков с наибольшим диаметром обрабатываемого изделия, мм: до 800
на длине 100 м.н . . 0,04° Qf
па длине 300 мм <1,060
Примечание: при отсутствии эталонного винта с (айк^й проверка может быть заменена проверкой
накопленной ошибки тага по нарезанной на станке разьбе. На стальном валике, дн-
метр которого примерно равен диаметру ходового снята, нарезается однозахсдная
трапецеидальная резьба с нагом, ближе соответствую и. нм шагу ходового шига с ган-
ка Шаг нарезанной резьбы проверяется с м шью специального прибора.
II. ПРОВЕРКА СТАНКА В РАБОТЕ
Проверка 18
Рис 26.
Что проверяется Метод проверки Допуск, ММ Фактическое отклонение, мм
Правильность гео- метрической (j ОПмЫ наружной цилиндричес- кой поверхности (б- разца после его чисто- вой обработки на ста» ке (отсутствие и— овальности, б— Конусности) Стальной или чугунный валик обрабатывает- ся при закреплении в патроне или в коничес- ком отверстии шпинделя (без задней бабки) Диаметр валика должен быть не менее >/ч паи- бслыцегу диаметра обрабатьг аемого изделия. Длина образца должна быть ранца трем его диаметрам, н<> ie более 500 мм. После чистовой обточки образец измеряется нассамегром или микрометром Для станков с наи- большим диаметр! м обрабатываемого из делця: ( а . 0,015 до 800 мм < ( 6 . .0.030 на длине 300 мм. 0,0/ D.OW
Примечание: При использовании е качестве образца планшайбы |1еобходнмо предусмотреть отьерстие
для ее облевеиня
Прогерка 19
Что проверяется Метод проверки Допуск, мм
Плоскостность тор- цевой пшерхносш <б- разца носде чистоте й обточки на станке У стальной или чугунной планшайбы диамет ром не менее наибольшего диаметра обра- батываемого изделия обтачивается торцевая поверхность Допускается обточка на 1 сей торцевой по- аерхности, а обточка отдел. иных концентрич- ных поясков—не менее 3: у периферии, в сере, дине и у центра Проверка njx изводится одним из следуюц-их мел дош 1, К поверх ноет и планшайбы ш,н к двум установленным у ее периферии калиброванным плиткам одинакт т <,fr высоты проверочной гранью прикладывается линейка. Щупом и плитками измеряется просвет меж- де гранью лит н«н н обработанной пегерх- костью 2. На суппорте станка сстанавлшается ищи каюр так, чтобы его мерительный штифт ка- сался проверяем! й поверхности. Верхняя часть суппорта перемешается ц по- перечном нац; авлении на длину, рав| ую диамет- ру (образца 1 lorpeiHHocib определяется половиной । азгю- iти л(жазаннй индикатора При диаметре об- разца: 300 мм 0,020 (Допускав! ся только Вогнутость)
Фактическое
отклонение, мм
0,0*3.
ч
МАТЕРИАЛЫ
[t ~~ | М л. п. По техническим усло’Ням Фактические данные
материал термообраб. твердость материал термообраб твердость
Станина СЧ 21—40 — Нв 170—221*
2 Каретка СЧ 21-20 — На 170—200 СУ 21- с
3 Поперечный суппорт СЧ 21—40 — Hi 1G0-20(i су £/-<&
4 5 Шпиндель Ст. 45 — Cf* 4 Г
Ходовой винт Ст. А-40 — Г5
6 Маточная гайка Гр. оцс 6-6—3 — Не 60-’ Бр-оцс 6-6'3 "4 6 Г
-
РЕЗУЛЬТАТЫ ТЕХНИЧЕСКОГО ИСПЫТАНИЯ И ПРИЕМКИ СТАНКА
№ П* ГК 1 [анчецогание испытания
1 Испытание станка г работе до проверки на точность: а) на холостом ходу иа всех скоростях и течение одного часа . , ( , б) под нагрузкой при следующих режимах'
Диаметр болван., чм Подача, Глубина резания. ЛА/ Сечение стружки, м к* Число обо- ротов шпин- деля в ми- нуту Скорость резания, tt/ ми Н, Состояние обточенных поверхностей
1. Испытание на мощность
//77 о, С $00
Н. Испытание на отделочною обработку
101 0,07 0,5 $2#
2»
Наименование испытании
п п, I
2 3 Нагрев в градусах Цельсия Допуст, СС Фактнч ,ЬС
а) передний подлинник шпинделя 70
б) задний подшипник шпинделя 70 60
в) передняя бабка 65
г) главный электродвигатель 65 60
д) электродвигатель насоса охлаждения Качество работы отдельных механизмов станка 65
а) передняя бабка В соответстгни с обн ими технн* ческимн условиями на металле* режущие станки.
б) фрикцион
и) коробка подач
г) фартук
д) суппорт
4 Качество монтажа и действия эпсктрооборудовання
5 Качество примененных материалов
6 Качество и правильность геометрических iI>o(im обработанных и не- обработанных поверхностей
7 Качество монтажа отдельных узлов станка в целом
8 Качество наружной отделки станка
Общее заключение’
Станок пригоден для эксплуатации
Начал ник цеха
'Ст. контрольный мастер
196___г.
Ж
П р и п ожен н не I
ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ
Спецификация принадлежностей и приспособлений
1 Н/П | t 1азвзменне t Наименование Обо (качение черт ежа ши Л; Г(Х Тт Основная характеристика Количество
гике параметр» н eanHHiiFJ измерения размер, показатель обозанчсние и т д
1 Ира пенне дегалн Патрон поводковый ‘Ахртеж .40$^ I ОСТ 2571-53 Патрон 165 1
2 . 1а*им детали Патрон 3 ку 1ачК(> аый самоцектрнрую- ЩНЙ с ключ в’ ГОСТ 2675—47 А—Чг—250 1
3 « Патрон 4-кулачковый неса'юиентрирунявнн с ключом 1ОСТ 3890— 17 Б—400 к 165 1
4 в Люнет п леи юый*) 81 Она метр зажима наиб /найм в мм 104/8 1
5 * Люцет неподвижный*) 82 9 180/20 1
6 Установка детали Центр ytopHbift вращающийся ГОСТ 8742—62 Конус Морзе Н 1 А5 1
7 Центр упорный 14057 « 5 2
8 в Центр упорный oCiia шенный пердым сплавом [4058 • 5 1
9 * Втулка переходная 2159 * 6/5 1
10 Зажим инструмента Рукоятка съемная для 4-резцовой Г0Л01КИ 4077 Размер пол ключ в ки 17 1
11 Установка 3-кулай- кового патрона Пл.нниайба переходная 14011 Посадочный диаметр под патрон в мм 210С» 1
12 Установка 4-кулач- коаоги патрона - 11012 * 18011 1
13 Для настройки н обеду- кнвання стайка Шестерни гитары сменные 7051-52- -53 -54- 55 Число зубьев 40, 60; 100 7[ ИЗ 1X5=5
41 Ключи гаечные ГОСТ 2839—62 1ОСТ 2811-62 Размер зеаа в мм 14—17, 19-22, з2 -36 24 1X4=4
15 в Ключ для (егулироякн твредного и заднего ПиД||Щ|ШИКоВ 14051 Диаметр резьбы в мм 9 ЮОх 1,5е 80X1,5е 1 1
In « Ключ для регулировки прежний падающего червяка и нонеречного лереме нения задней бабки 14051 Размер шестигранника в мм 12 1
17 « Ключ для крепления патрона гю!имк<лзого (КПЗ * 10 1
19 а Щи.щы для сжатия н развода пружинных колец 14055 14056 Диаметры колец ианб /найм в мм 185 85,5 2X2 = 4
19 Ох (зжденне детали Электронасос ПА—22 Производительность в лнтрах/мнн 22 1
20 ОСтичка конусов Линейка конусная*') 12 Длина линейки в мм У г«д поворота > град 540 10 1
*) Для станков с РМЦ=1000 мм. поставляются по спец закац
**) Подавляются по спец заказу.
31
1 Приложение 2 СПЕЦИФИКАЦИЯ ЧЕРТЕЖЕЙ БЫСТРОИЗНАШИВАЮШИХСЯ ДЕТАЛЕЙ (Чертежи см в приложении 3. на стр 33 — 51)
Л» рис (при- лаж, 3), As чертеж. Узел Наименование детали Количество на станок Материал
28 1021 Станина Втулка 1 АСч-1
29 1022 Втулка 1 АСч—1
30 2019 Передняя бабка Вилка 1 АСч—1
31 2020 в Вилка 1 АСч—1
32 2026 to Вилка 1 ЛСч-1
33 2046 Сухарь 2 ЛКС—80—3-3
34 2047 to Сухарь 1 ЛКС—80—3—3
35 2059 to Диск фрикциона 12 Ст. 65г
36 Диск фрикциона 2й -Ст. №г '
37 2060 -iubJ ж Диск фрикциона 10 Ст, 65г
38 . JHCK фрп|Л1ши.а 06- -Gt. Оьг
©I 3, 1 1 2077 Н Диск тормоза 7 Ст. 65г
‘2078 в Диск тормоза 6 Ст. 65г
41 3016 Задняя бабка Taft к а 1 СЧЦ-1
42 4031 Каретка Гайка 1 Gp. ОЦС—6—6—3
43 4023 в Гайка 1 СЧЦ—1
1 1ормальн Н Внцг М 18x60 ГОСТ 1486—58 8 Ст, 35
44 5051 Фартук Втулка 1 ЛКС—80—3—3
45 5052 to Червя'щая шестерни 1 ЛКС—80—3—3
46 5053 to Маточная ганка 1 Бр. ОЦС-6-6—3
47 5021 а В।улка 1 Сч—21—4Q
48 5055 в Втулка 1 ЛКС—80—3—3
49 5056 в В гулка 1 ЛКС—80—3—3
50 8031 Коробка подач Втулка 1 Бр. ОЦС—6—6—3
51 603'2 to Втулка 1 Бр. ОЦС—5—6-3
52 6033 в Втулка 1 Ьр. ОЦС—6—6—3
53 6034 в Втулка 1 Вр. ОЦС—6—6—3
54 6035 to Втулка 1 Бр. ОЦС—6—6—3
55 6036 » Втулка 1 Ьр. ОЦС—6—6—3
56 6037 to Втулка 1 Бр. ОЦС -6—6—.
57 6038 в Втулка 1 Бр. ОЦС—6—6—3
58 6039 to Втулка 1 ЛКС 80—3—3
59 6042 в Сухарь 3 Ьр. ОЦС-6—6—3
60 6043 7030 to Сухарь 1 Ьр, ОЦС—Ь—'Ь—3
61 1игара Втулка 1 Ст, 45
W н Втулка 1 Ър. ОЦС—6—6-3
Jd[d L-UCTdBttd Проверил Утнердн t Огдел или сектор
При,'iu*e.iHe 3
ЧЕРТЕЖИ БЫСТРОИЗНАШИВАЮШИХСЯ ДЕТАЛЕЙ
(см. спецификацию)
4 , 5< , , 4
Рис. 28. Втулка кронштейна станины (\к 1021):
Примечание: здесь а далее н скобкае (Чдуг кказачы номера чертежей пн спецификации чертежей быстроизна-
шиваюшнтхи дета тем, поме, не и пой -выше (см. стр. 32).
0г? . го
70
Рис. 29. Втулка кронштейна станины (Vu 1022).
i
Рис. 30. Вилка передней бабки (№ 2019);
/ —под штифт конический 4 >.40 (ГОС) 3129—60). Сверлить и развернуть при
сборке; 2— под штифт цилиндрический 8ГХ20 (ГОСТ 3128—60) Сверлить я раз-
вернеть при сборке; 2.MS — два отверстия М8.
Технические требования: Паз 20А, должен лежать в плоскости, перпендикулярное
оси отверстия 0 28А. Допуск 0,03/100 мм.
Приме чан ив чистота обработки остальных плоскостей*-.
Рис. 31. Вилка передней бабки: (№ 2020).
/—под штифт конический 4x40 выполни|ь в сборке.
Технические требования, паз 20А< должен лежать а плоскости, перпендикулярной оси отверстия 0 28А.
Допускаемое отклонение 0,03 на 100 Литейные радиусы /? = 3 (кроме указанных),
Примечание; чистота обработки остальных плоскостей
36
/07.8
ОЬФ
Рис. за. Вилка передней бабки i№ 2026)
/— под штифт конический 6177.
Примечание: чистота обработки остальных плоскостей —
383
Нис. 33 Сухарь передней бабки (X 2046).
Чистота обработи» остальных плоскостей V 4.
Рис. 34. Сухарь передней бабки (№ 2047).
37
да
I’не. 35. Диск фрнкцнона передней бабкн (№ 2059).
Горцы должны быть параллельны. Допускаемое от-
клонение 0,02 мм. Калить HRG = 45 62. Чистота
обработки остальных плоскостей V 3.
Рис. 36. Диск фрикциона н тормоза передней
бабки (АЗ 2059). Технические требования — 8,18.
логичны, что и к диску фрикциона (см. рис. 35).
Примечание: изготовлять диски нужно либо по
чертежу на рис, 35, либолорис. 36, производя про-
верку по фактически установленным (изношенным'
дискам.
Рис, 37. Диск фрикциона передней бабки
<№ 2060). Торны должны быть параллельны.
Допускаемое отклонение <1,02 мм. Калнть
HRC = 45-7 62. Чистота обработки осталь-
ных плоскостей v 3.
Рнс. 36. Диск фрикциона и тормоза передней
бабки (As 2060), Технические 1ребоааиня аналогич-
ны, чти н к диску фрикциона (см, [ИС. 37).
Примечание: изгиговли1ь ну-кцо либо по чер-
тежу iiu рнс, 37, либо по рнс. 38, прциэв-ля про-
верку по фактически установленным (изношенным)
дискам.
Ряс. Двек тормоз» передне* бивня (Nt 2077),
Изготовлять только при нзготоалекни дисков фрикцион*
по чертежу на рис. Зв или рис. 3 . производя Проверку
но количеству шлицев фактически установленных дне-
Рис. 4(). Дней тормоза оеретней бабкн (.Vs 20"8). Изготовлять только при изготовлении дисков,
фрикццока по чертежам на рис. 37 или. 38, производя проверку по количеству шлицев, факти-
чески установлениих дпекрв Торны должны быть параллельны, допускаемое отклонение
О 02 мм Калить HRC = 45-62
Д-Д
Рис. 41, Гайка задней бабки (№ 3016):
/ — сверлить при сборке с пинолью С 5; 2 — -ib.i отверстия MIU сверлить и наре-
зать в сборке, 3 — трапецоидалЫ|ая левая резьба.
Примечание: чистота обработки остальных плоскостей v 4.
гб
Рис. 42 Гайка каретки (ЛЪ 4031):
1 — iipHiijcK на пригонку при сборке Л16 и ЛП2 — сверзшть и нарезать яри сборке;
1ЯР— трапецеидальная левая разьба.
Примечание. чистота обработки остальных плоскостей ~
<0-
Рис, 43, Гайка каретки (.4 4023).
1 — трапецеидальная леван (езьба: 2 — свер-ниь ч раавернуть под штифт конкчеокий 0X30
(ГОСТ 3129—60) при сборке.
Примечание: Чпсипа обработки ослиных плоскостей 7 3.
ф25Г
Рис. 44. Втулка фартука (Л'т 5f>j[). Винту чертежа показан профиль
с\|3«Ч1К>й канавки,
Примечание: чистота обработки остальных плоскостей 7 4,
О—15311
41
21. tom
Модуль ос свои 2,5
Число зубьев Z, 30
Сопряженный червяк Число заходов Z, , 2
Направление витка Правое
Угол профиля ’<) 20J
Угол потьеми нитка X 5°11'40"
Тин червяка Архимед,
Диаметр выступов Dts
Степень точности по IOC1 3675—56 Ст, 7-х
Чежосевое расстояние н обработке Ao 65..',вз
Ратиальпый зазор Ск 0,5
Зацепляется с деталью
52.785
Pfic, 45, Червячная шестерня фартука (№ 5052,,
П римечание: чистота с/.раГи-ihii остал| вых плоскскгтеГ ч I.
42
Рис. 46. Маточиам гайка фартука (Д'; 5053) / — специальная трапецоида льна я резьба 10x12 М 0 60. 2<ИЙ — рва
отверстии МП', К— ни с торна iBmr справа—лап профиль резьбы).
Примечания: 1. За; сенииы на витках резьбы снять; 2. Чистота обработки остальных плоскостей V1
(*ис. Втулка фартука (К? 5071).
ф4-ОДз
Рис. 4Ь. Втулка фартука <№ 5055); 0 8 — эа'.вьрлить при сОсрке, Вверху ааи профиль смадя-
ной канавки.
Рис 49. Втулка "lapiiKa (V'<'О"тб) I 35—са>рлигь на-
сквозь 0 5; 2 0 8—aacei рлить при сборке z 8- Веерхт тан
профиль с ча эст гой канавки.
Примечание1 чистота обработки остальных плоскостей
V 5-
Рис. 50 Втулка коробки подач (Лт 6031).
Слева паи профиль смазочной канавки.
«5
Рнс fil Втулка «пробки додач (М 6032) Слева дин профиль смазсчно канавки
Примечание, чистота обработки остальных плоскостей V1.
Рис. 52. Втулка коробки подач (Лге 6033). Вверху дан профиль смазочной канавки
Примечание! чистота обработав остальных плоскостей V 4.
<Ь
Ин.. 53. Втулка коробки подач (.Nt 6034). Слева внизу дай профиль смазочной канавки.
[ 1 р и м и ч а ц и е: чистота обработки oct |Л|>ных плоскостей V 4-
Рис 5b. BiyJiKJ небойки .годам (У; C03G). Слева сверху дай профиль смазочной
канавкн.
40
Рис 56 Втулка коробки подач (№ 6037), Слева дан профиль смазочной канавки
Рис 57 Втулка коробки подач (№ 6038).Слева вверху дан профиль смазочной канавки (масштаб 2*1).
Примечание; чистота обработки остальных плоскостей V 1
' —»-»3) 1
49
Рис, 58. Втулка коробки подач (Л'« 6039). Внизу справа дан профиль смазочной цанавки.
Рас 59 Сухарь коробки подач (№ 60.4 Рис. 60. Сухарь коробки подач (№ 6O42)
Рве, 61. Втулха гитары (As 7057), 1к> 0 20Х шинь кжами высокий частоты НЦС - 40 -j- 45.
Рис. 62. Втулка гитары (№ 7030)
и
упаковочный акт
на токарно-винторезный станок 1624ZVL
Род упаковки; ящик деревянный на салазках Заводской Л»— /95—г. *7<&/
Число мест: одно
1 Вес, кг Габариты, мм
«ест нетто 1 брутто длина | шприца 1 высота Год выпуска— f
J 1 2400 J 295(1 3250 1300 1 1600
ПЕРЕЧЕНЬ ПРИНАДЛЕЖНОСТЕЙ (в упаковке)
IL П. Наименование Коли- чество Примечание
1_ 2 Шестерни гитары сменные с числом зубьев 71 н ИЗ 2
Патрон поводковый 1
3 Патрон четырехкулачкоаый с ключом 1
4 Планшайба переходная к четырех кулачковому патрону с крепежными болтами и гайками I
5 Центр вращающийся 1
6 Ключ к 3-кулачковому патрону 1
7 Ключи: а] гаечные (ГОСТ 2839 — 62, ГОСТ 2841 —62) 4
6} Ключ для регулировки переднего и заднего подшипников (140л 11 1
в) Ключ для регулировки пружин падающего червяка и поперечного перемещения задней бабки (14054) 1
г) Ключ для крепления патрона поводкового (14053) 1
8 Центр упорный с пластинкой из твердого сплава 1
9 Центр упорный 2
10 Щипцы для развода и сжатия пружин, колец 4
И Запасные детали: а) диск фрикциона (2059) 9
б) дцск фрикциона (2060) 8
в) диск тормоза (2077) 7
г) алск тормоза (207g) 6
_12 Втулка переходная в конус шпинделя 1
13 Патрон трех кулачковый с планшайбой переходной 1
14 | Ремни клиновые 4
ПЕРЕЧЕНЬ ПРИНАДЛЕЖНОСТЕЙ, УСТАНОВЛЕННЫХ НА СТАНКЕ
1 Шестерни сменные гитары с числом зубьев 40, 100 и 60 3
2 Люнет подвижный 1 ) Для станков с РМЦ ~ j поС|авлл.отсл по спец, заказу
3 Люнет неподвижный 1
4 Электронасос с арматурой 1
5 Конусцзя линейка 1 Поставляется но снец, заказу
—
Мастер--------------------
Контролер------—-----------------
___________/96— г.