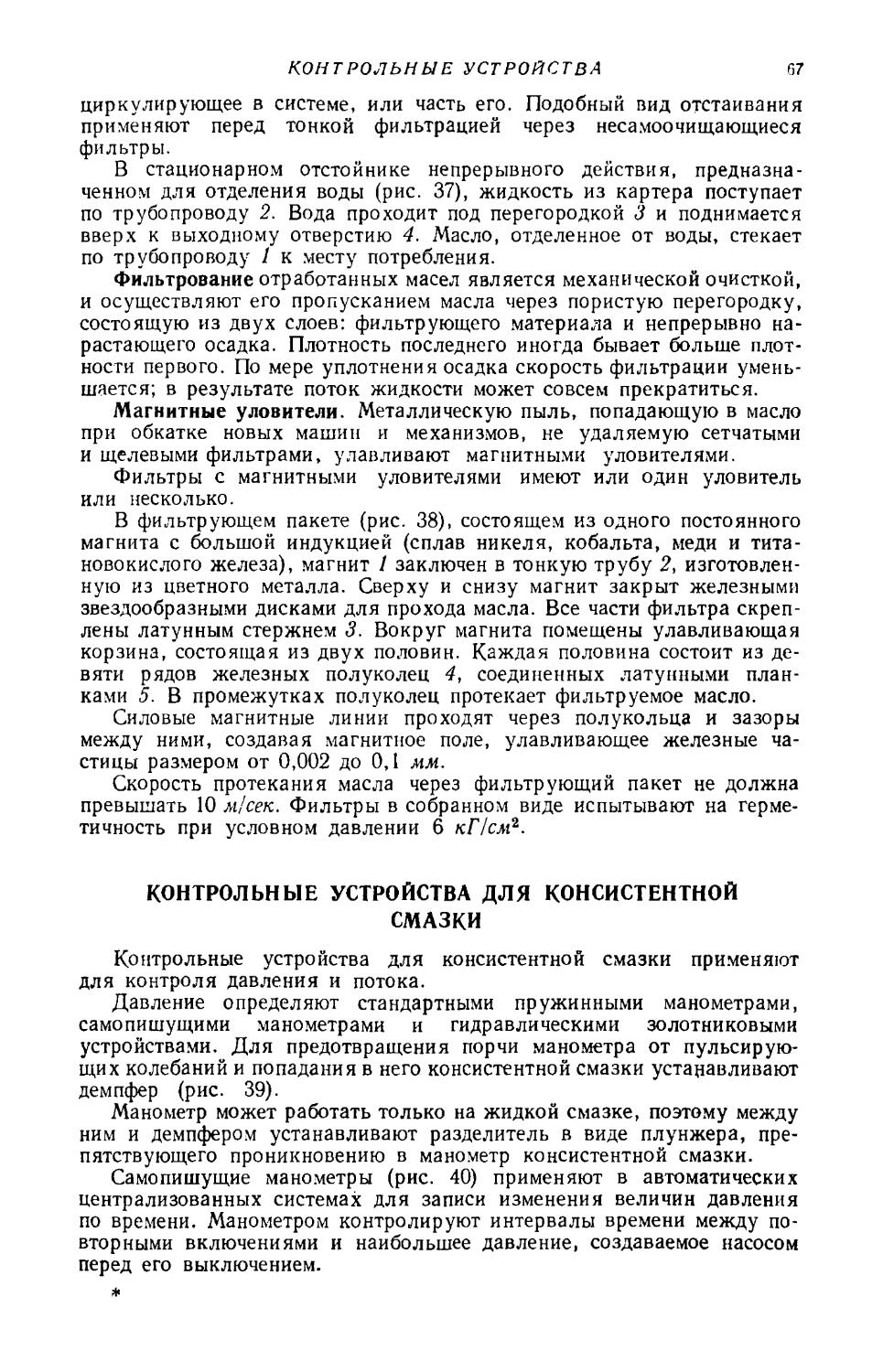
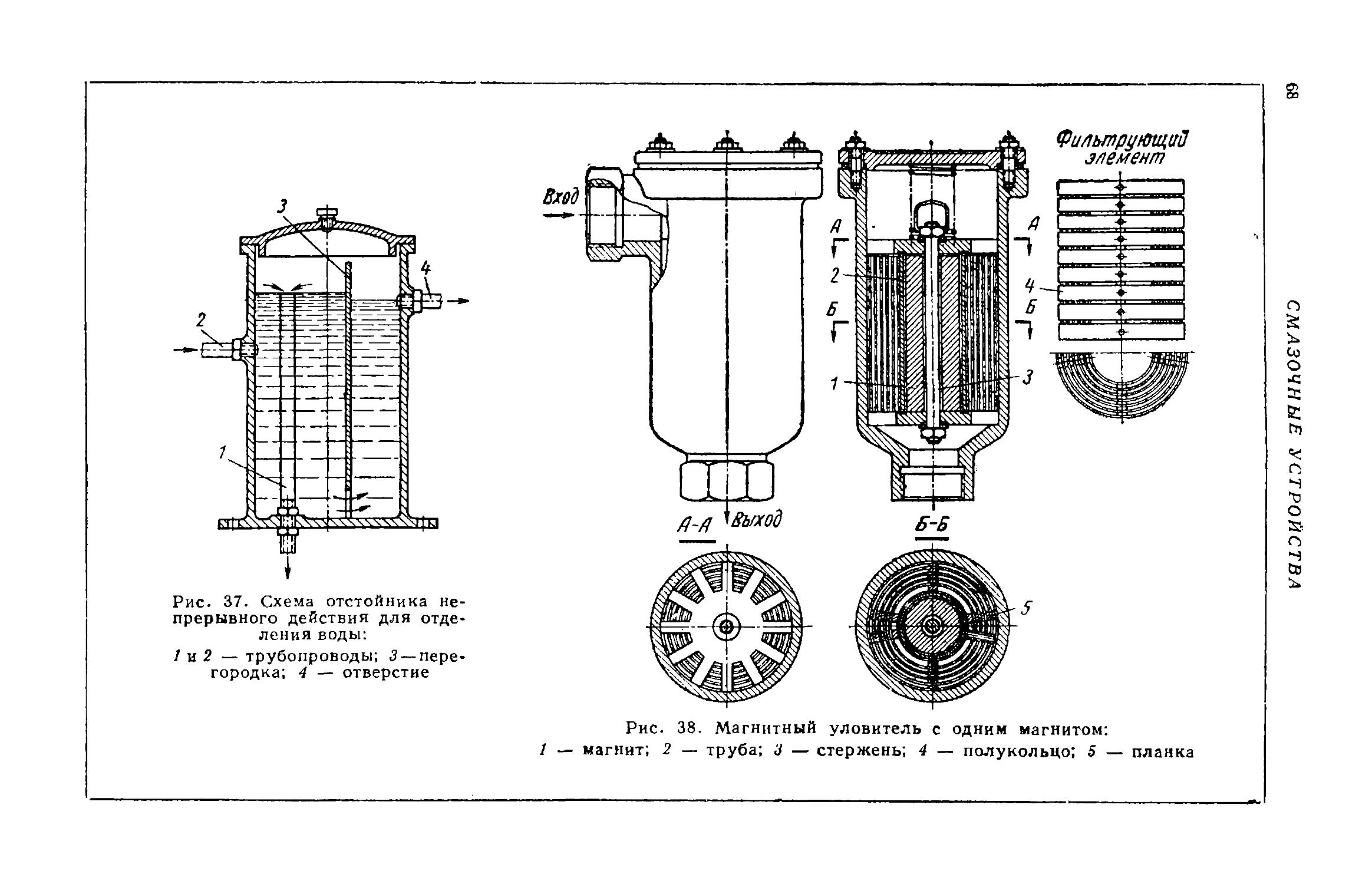
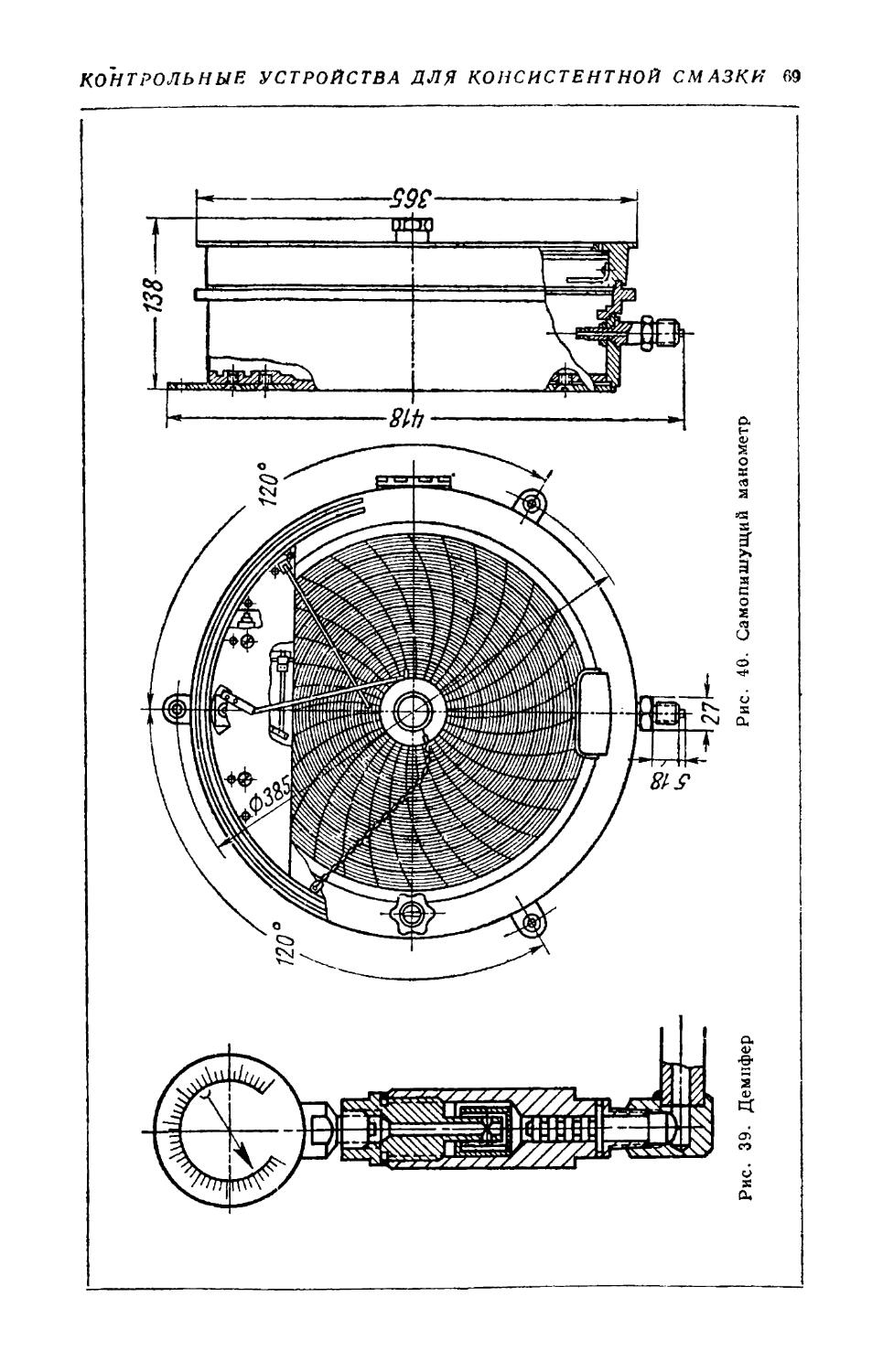
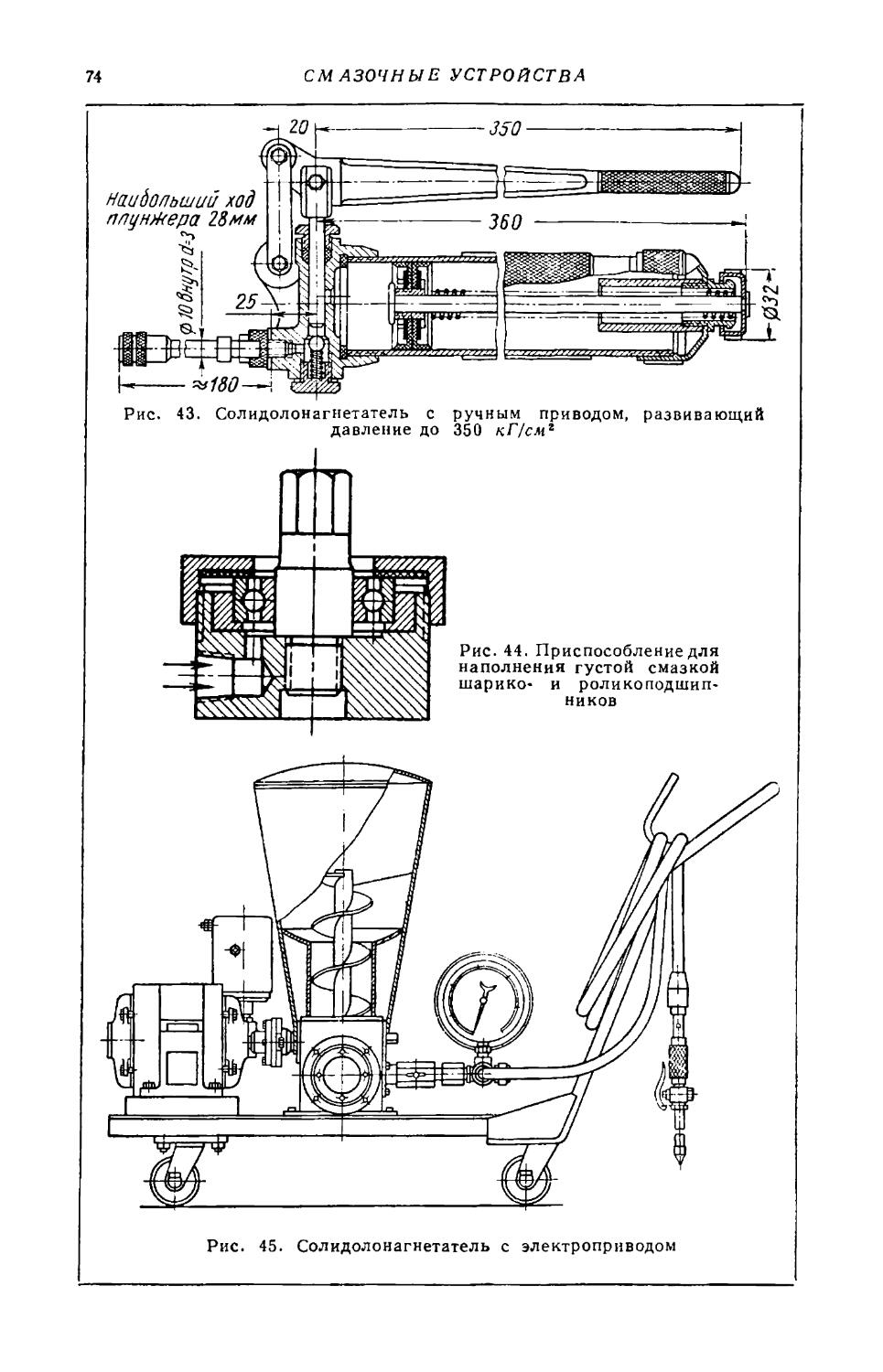
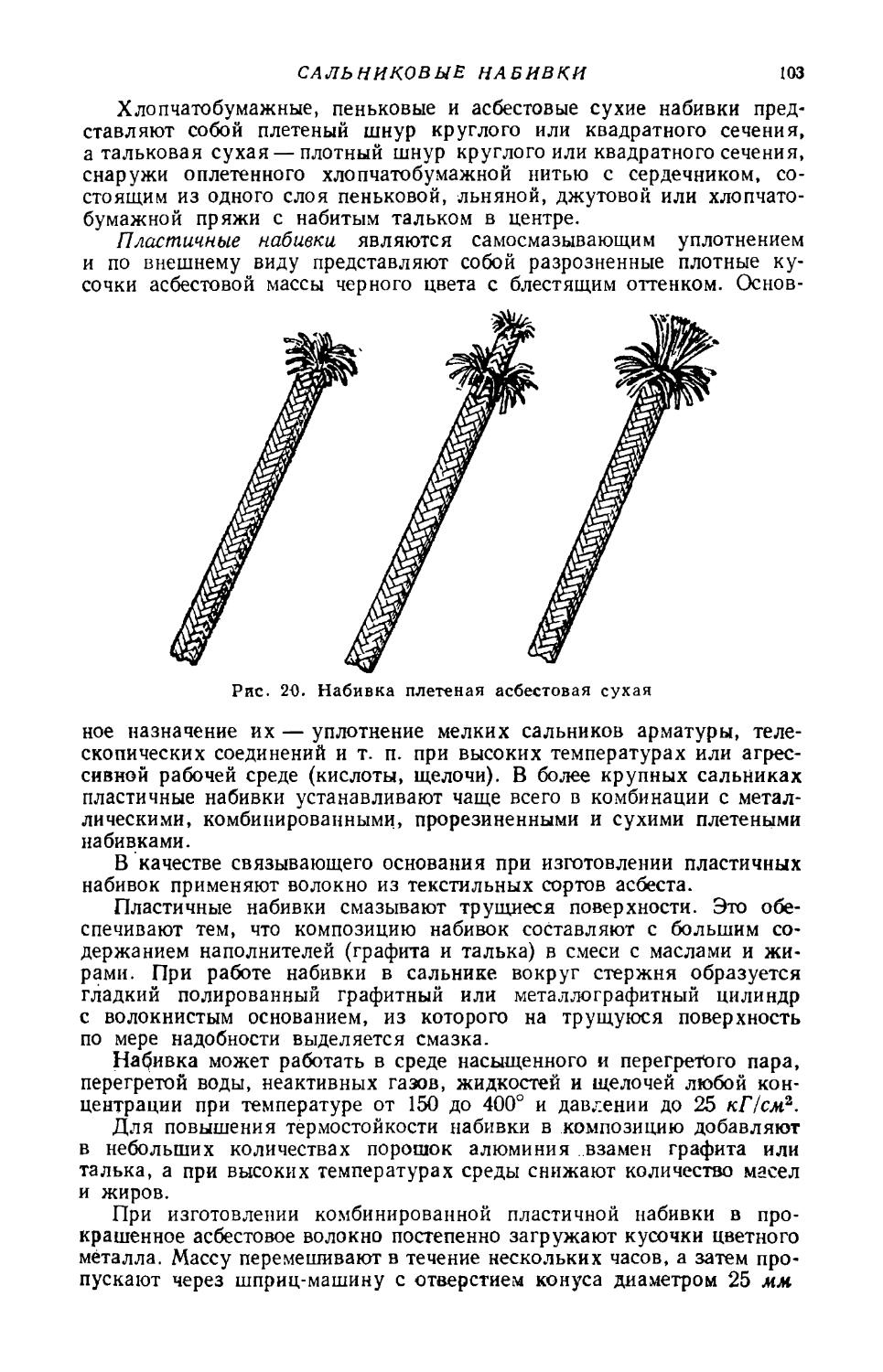
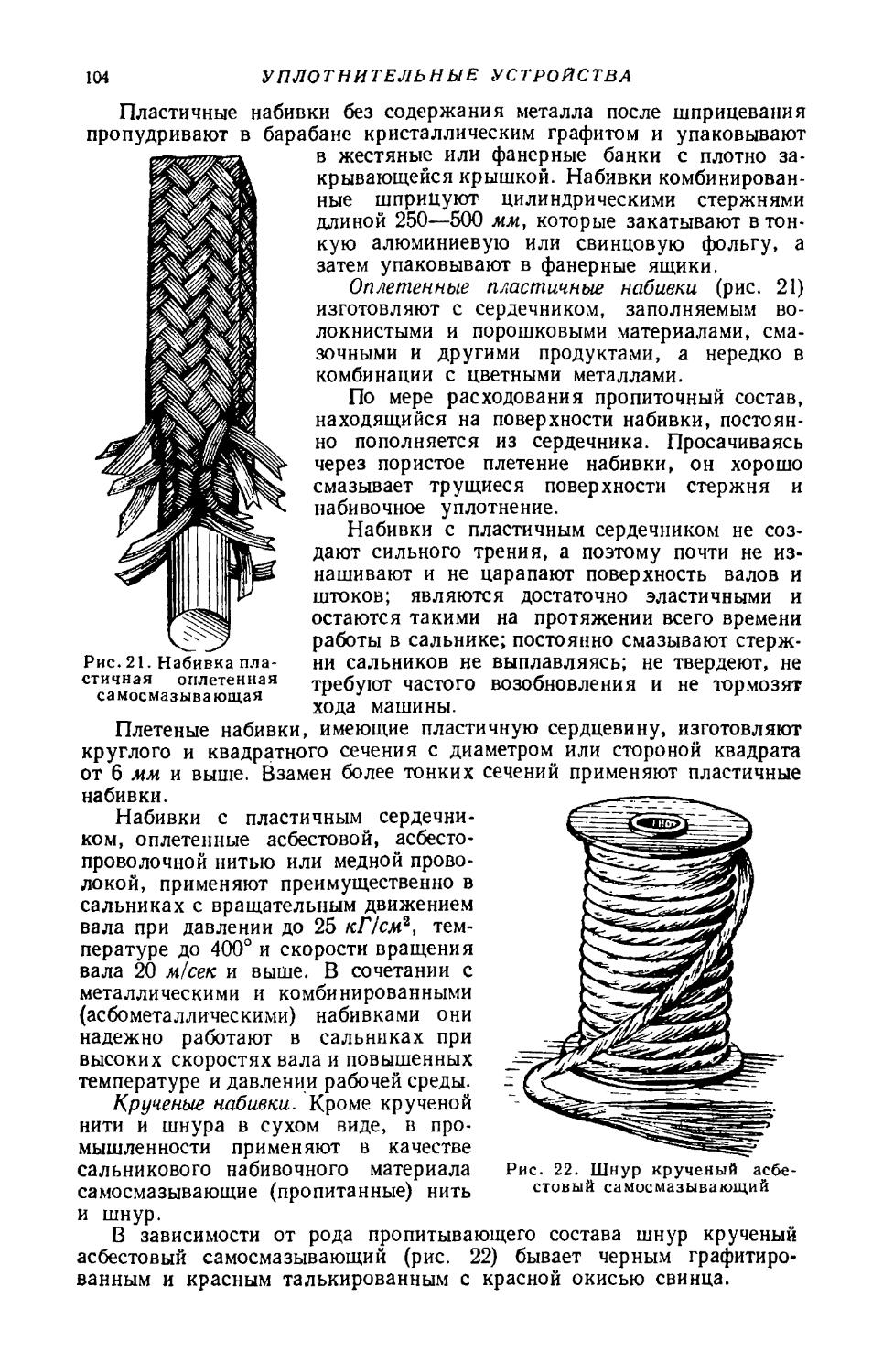
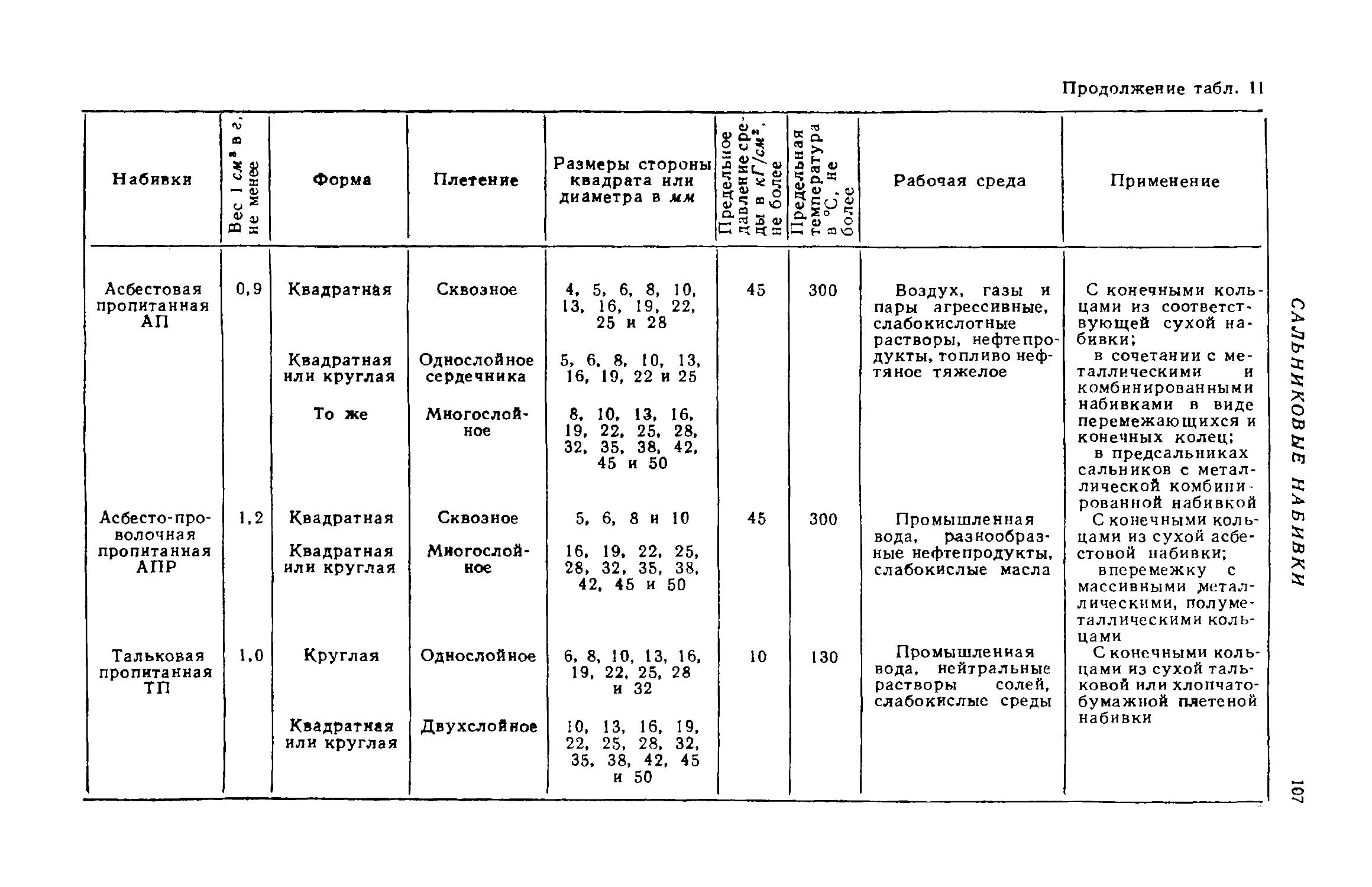
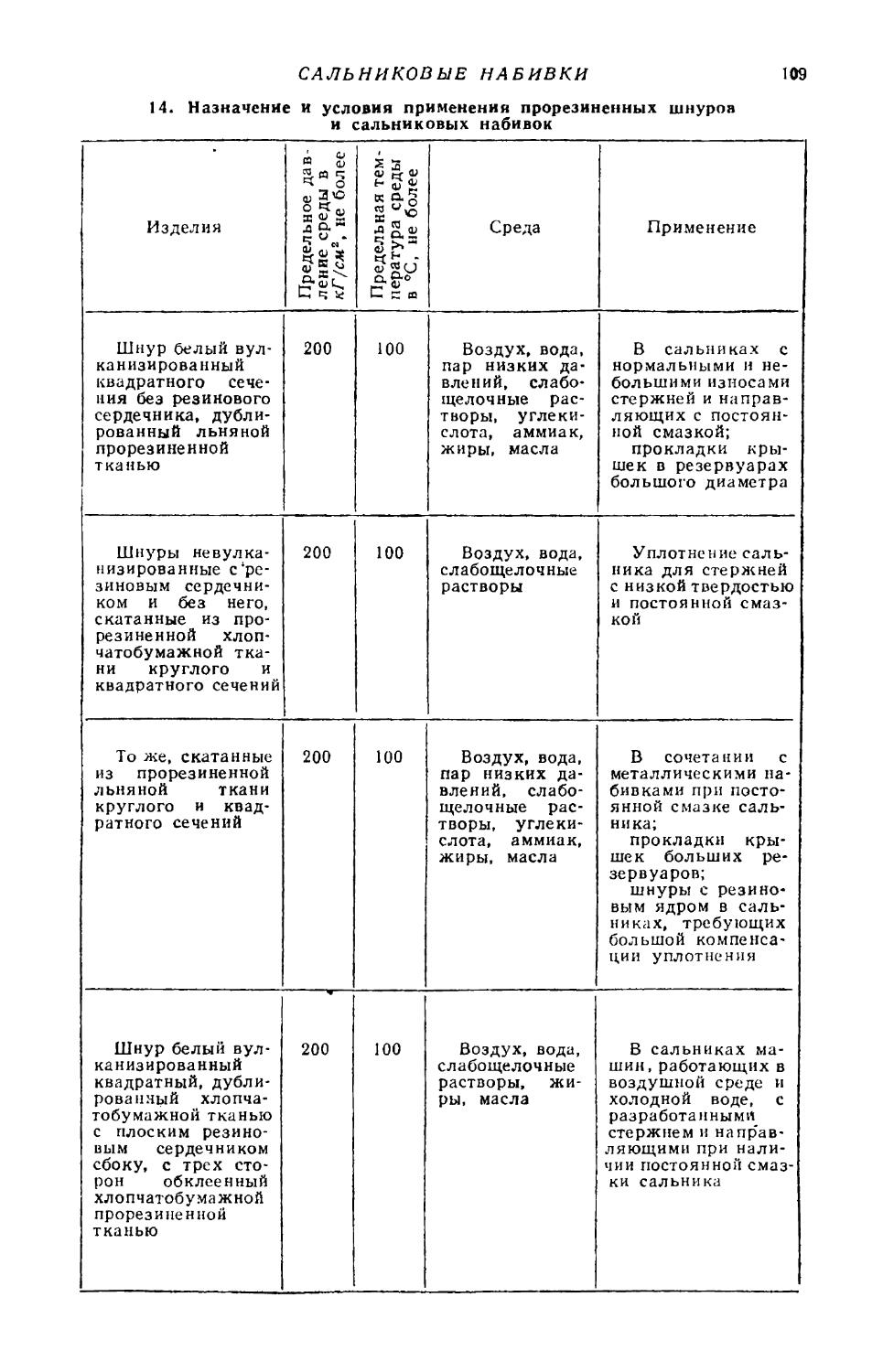
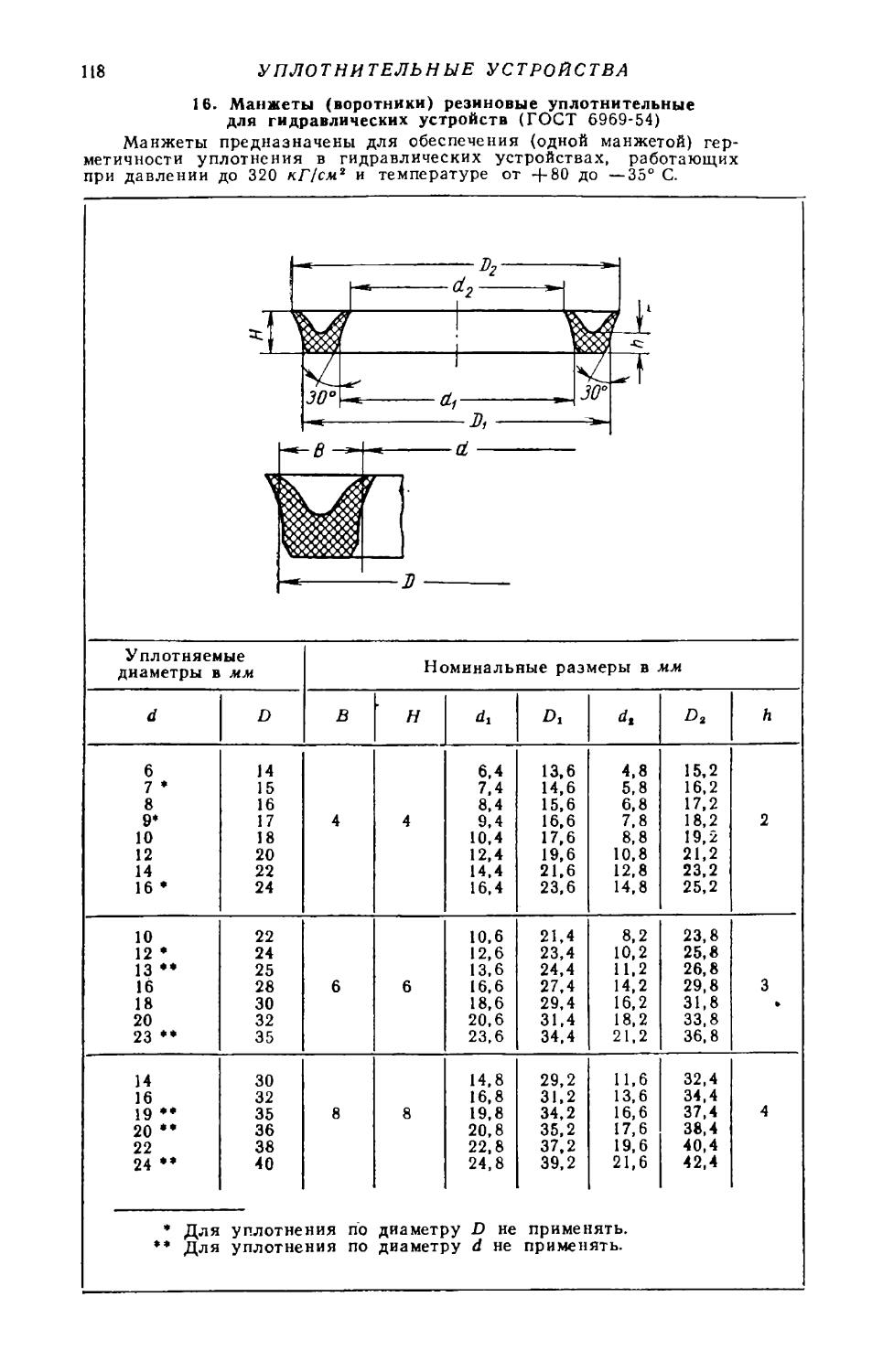
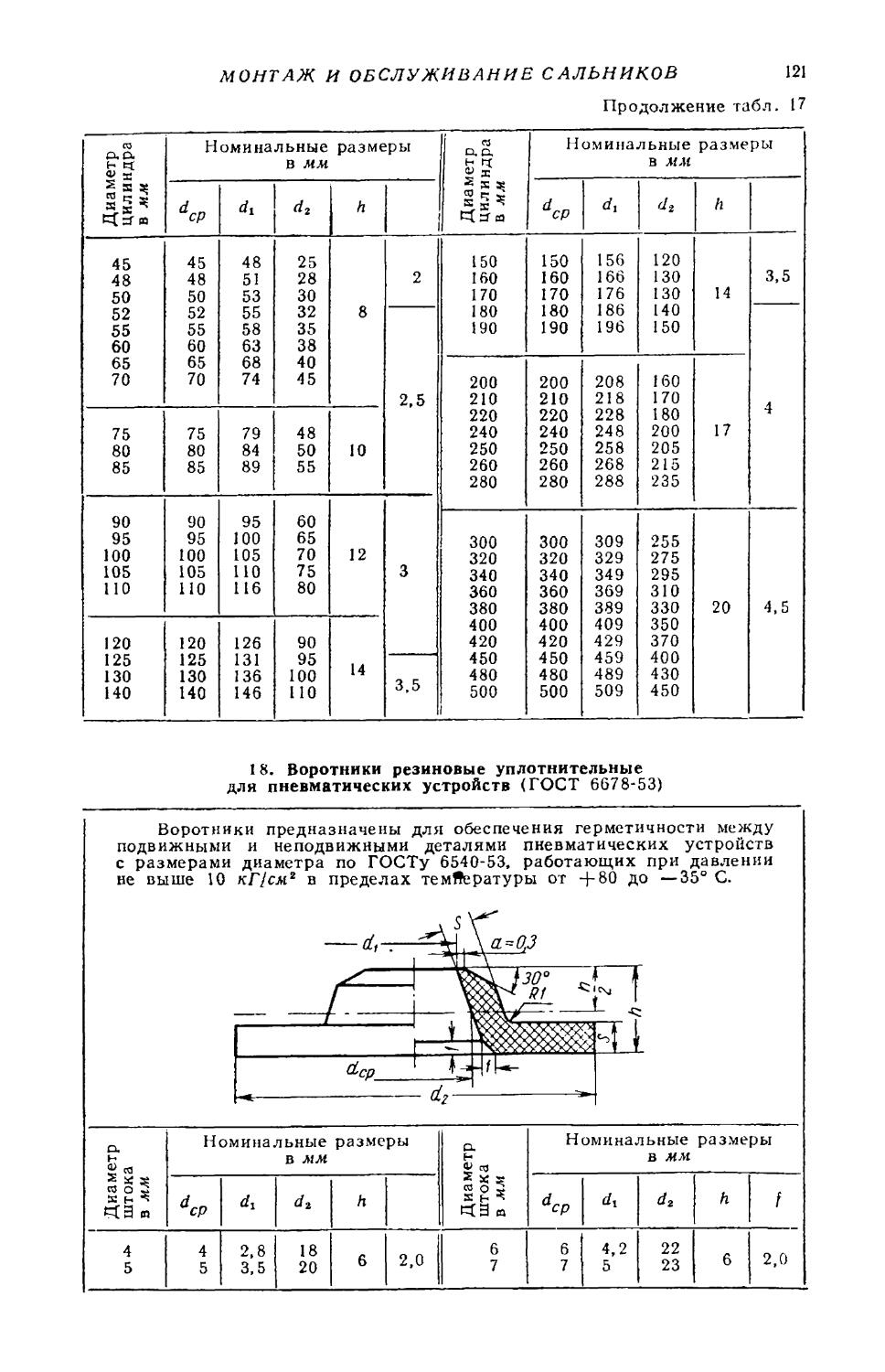
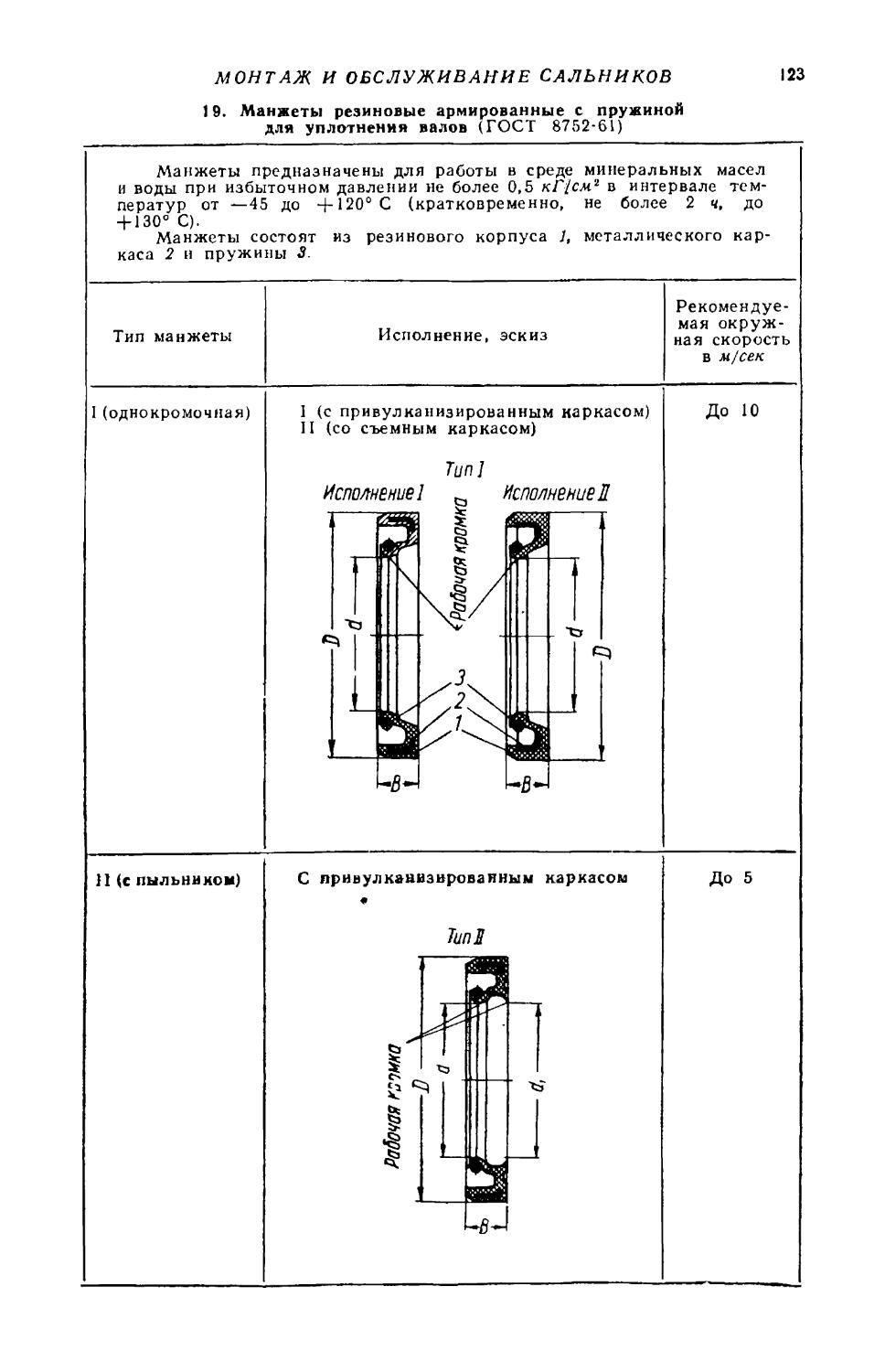
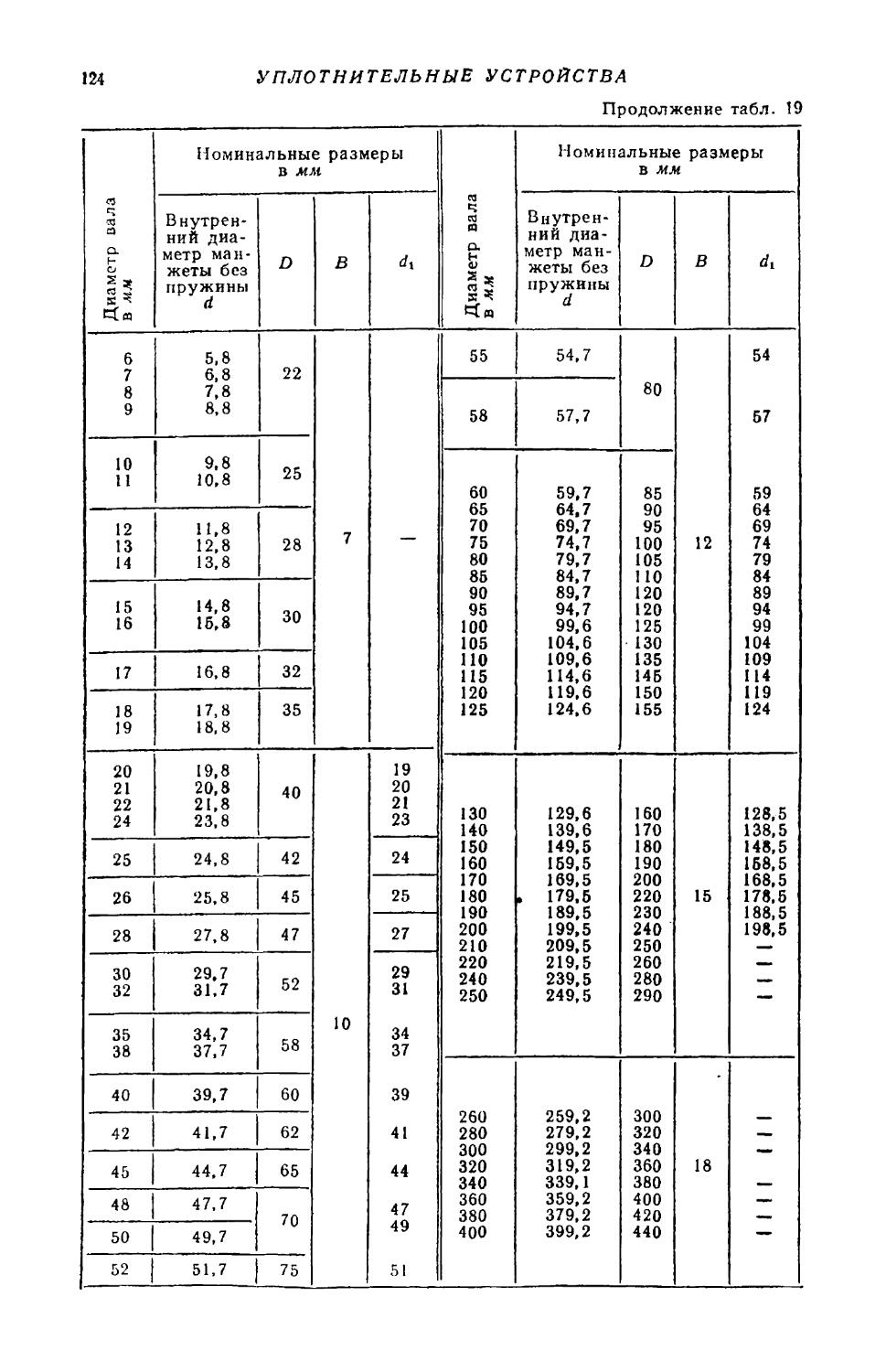
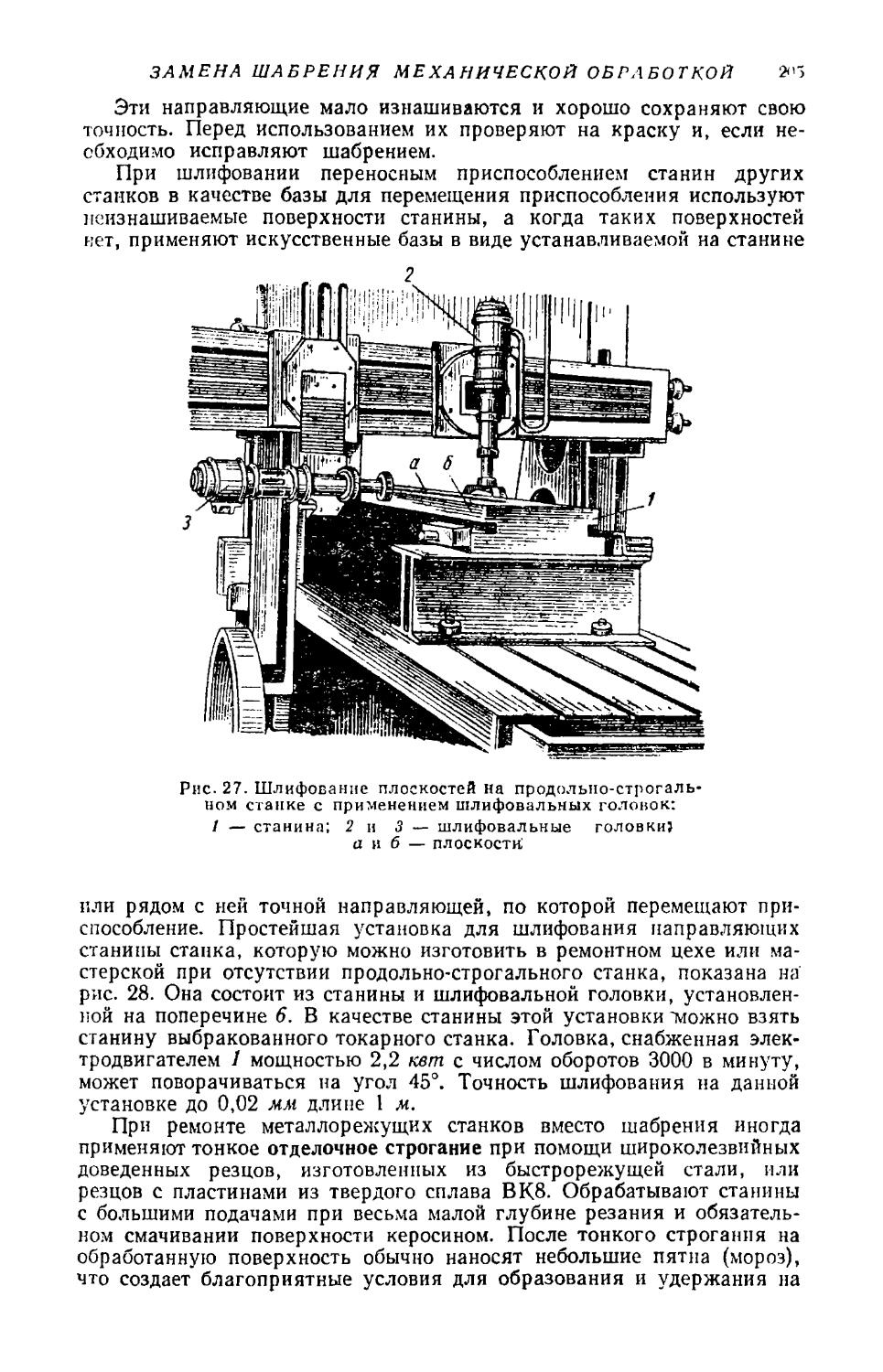
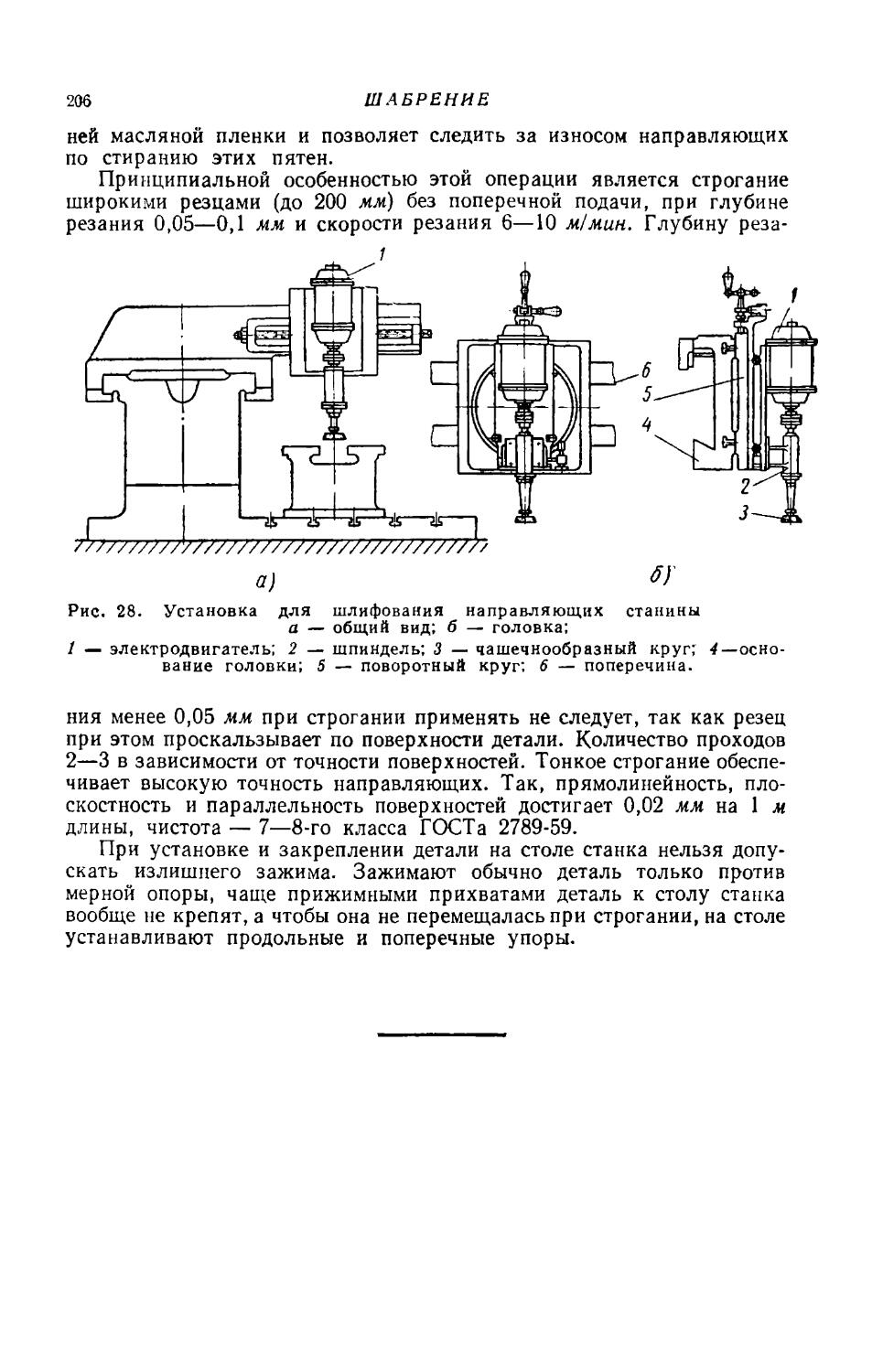
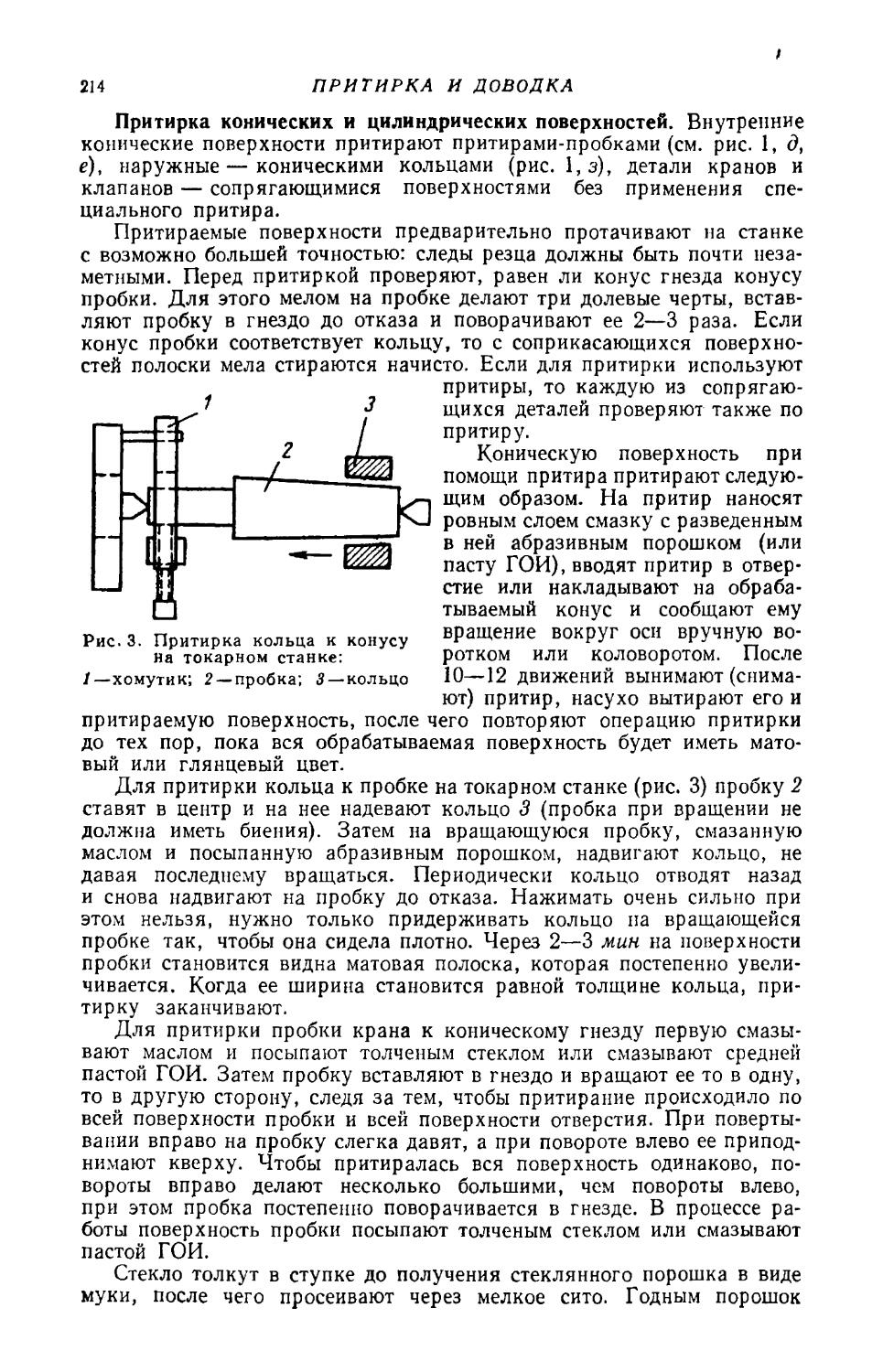
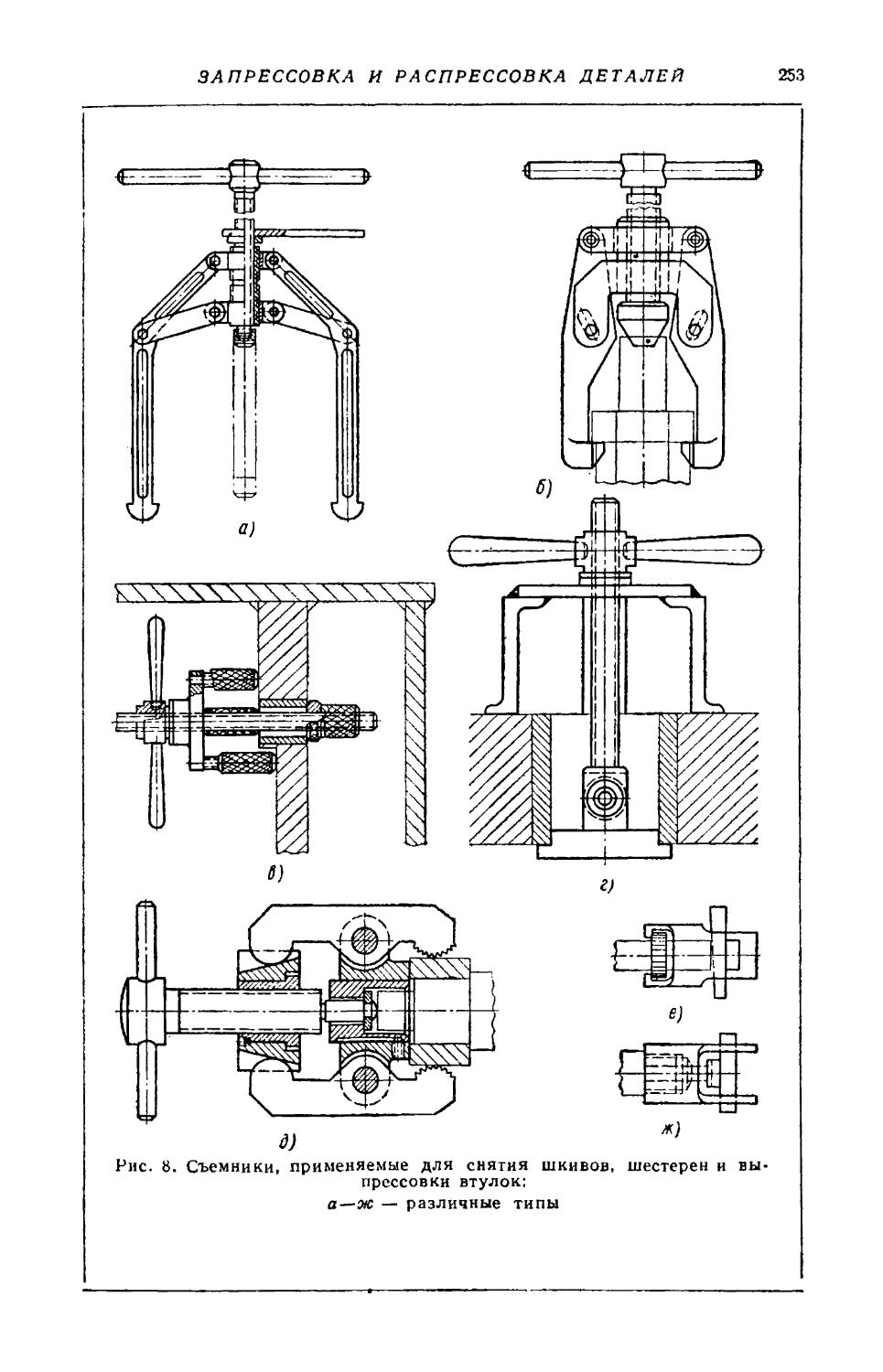
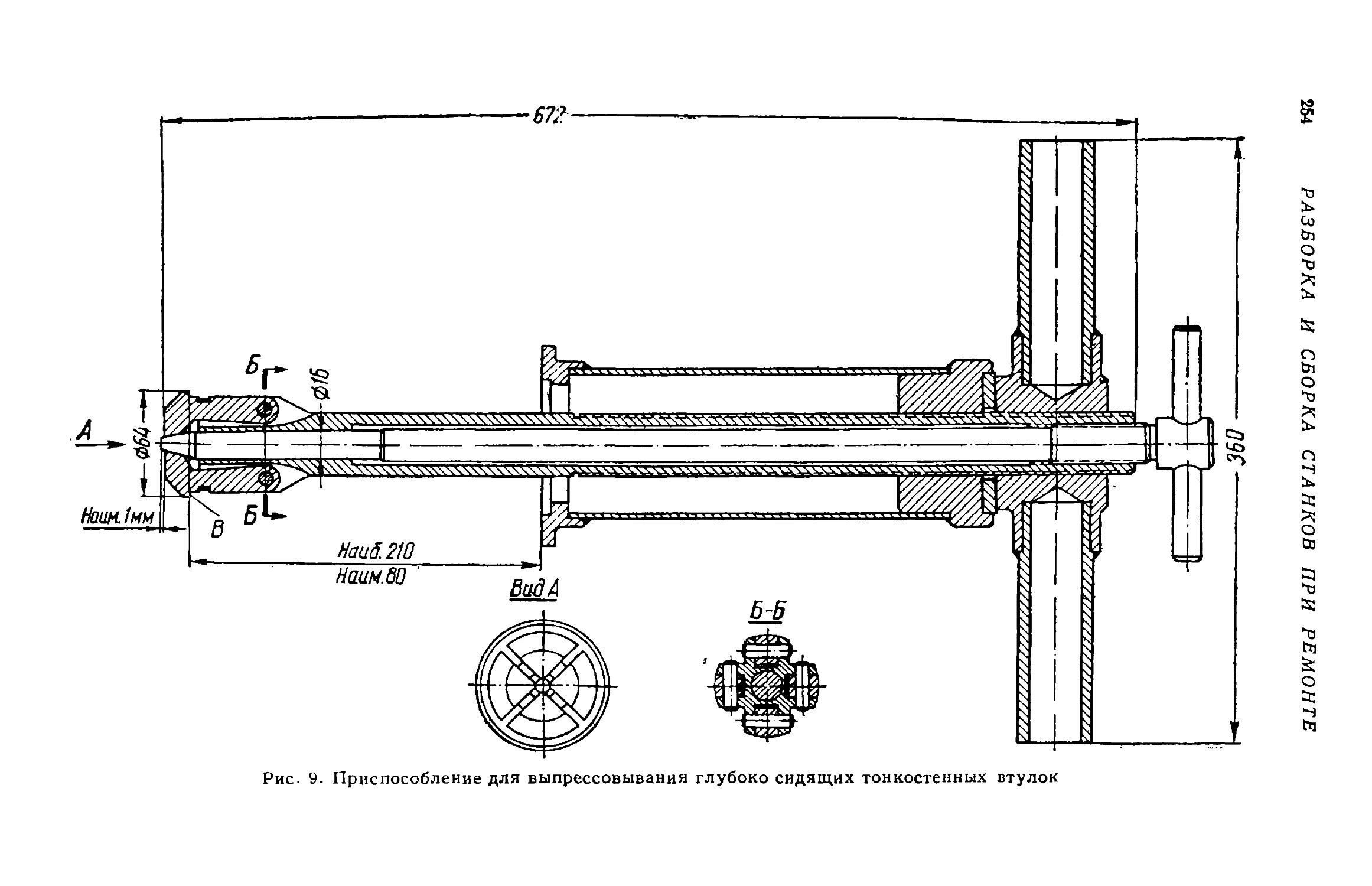
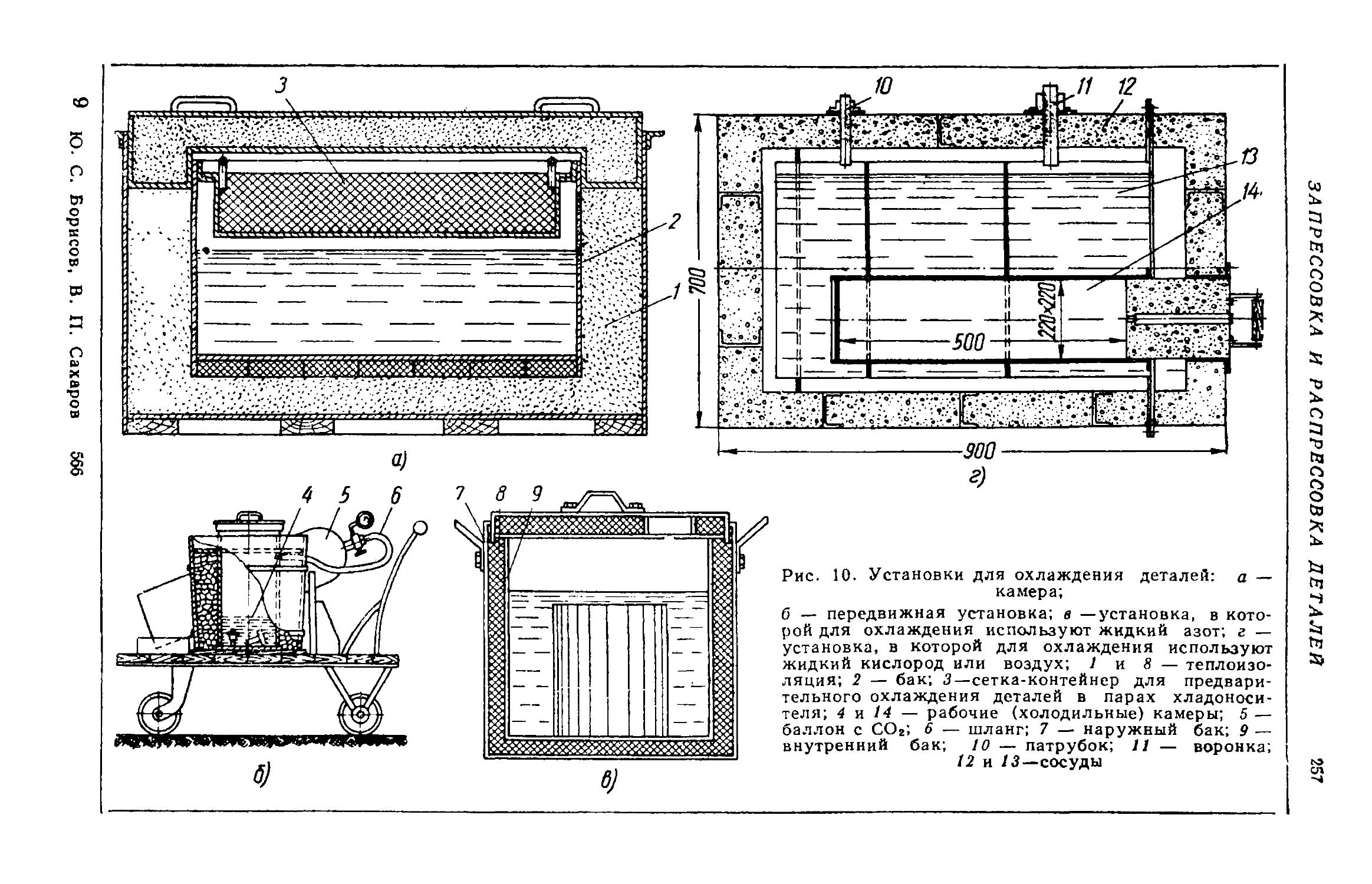
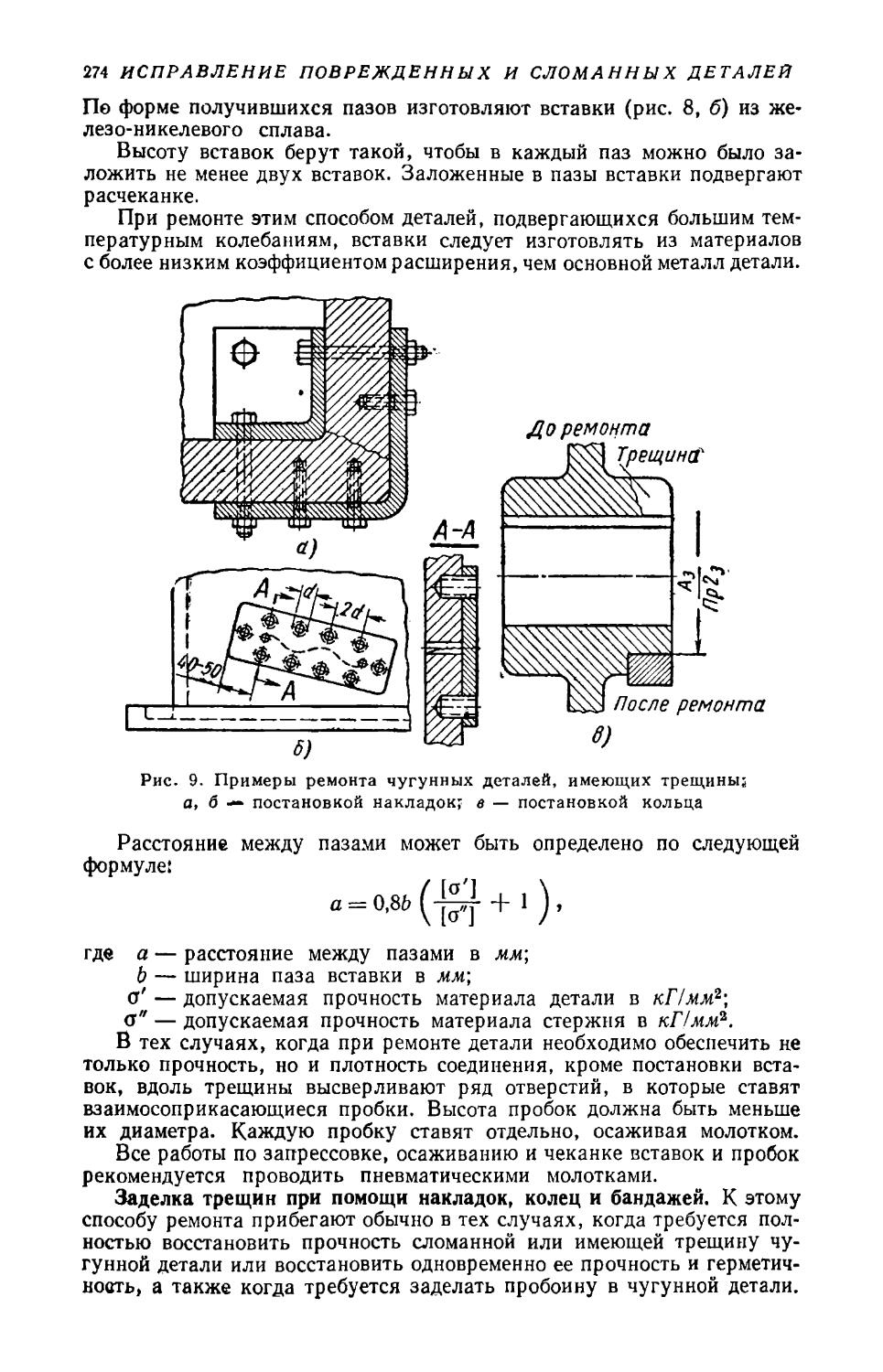
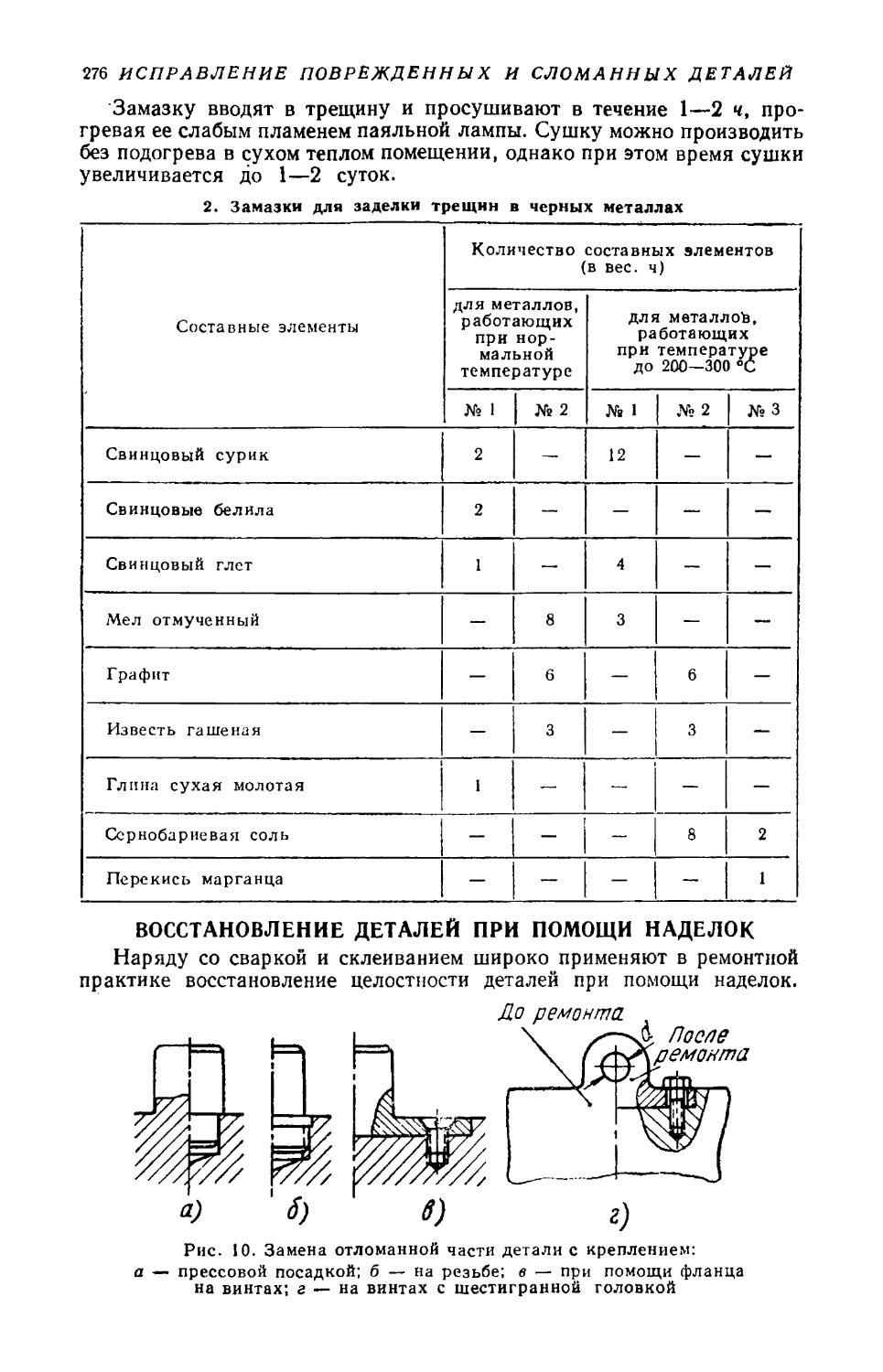
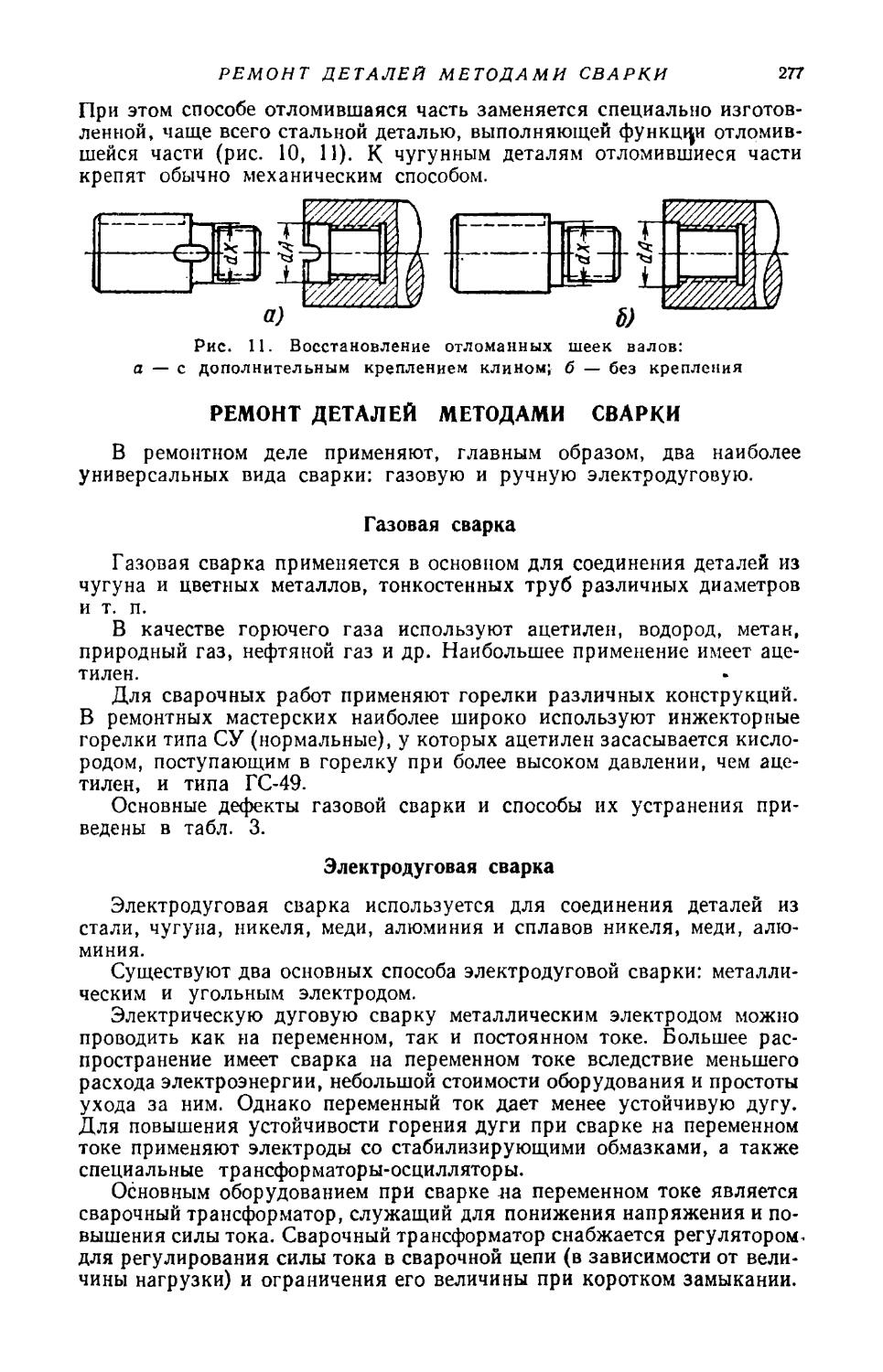
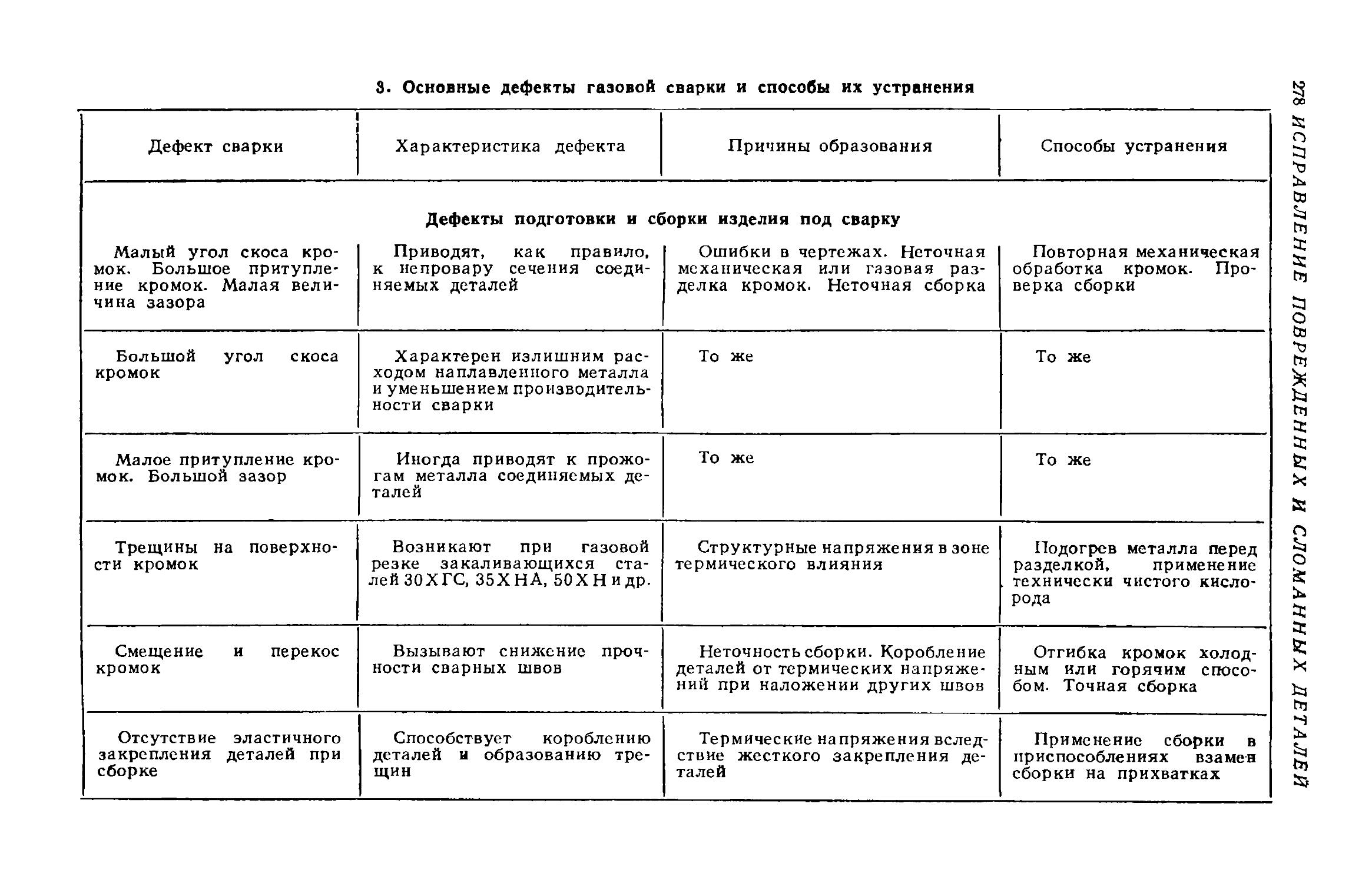
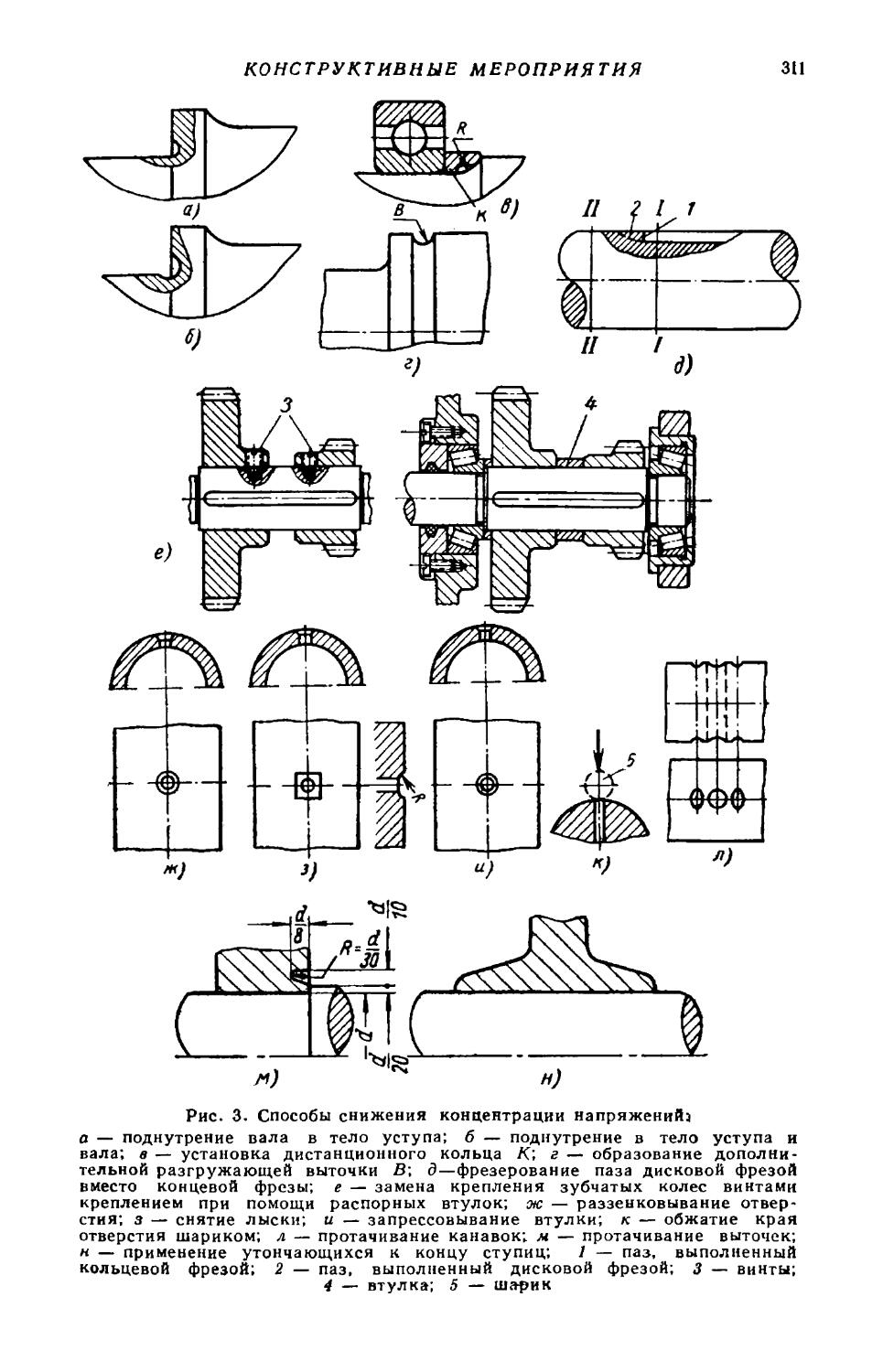
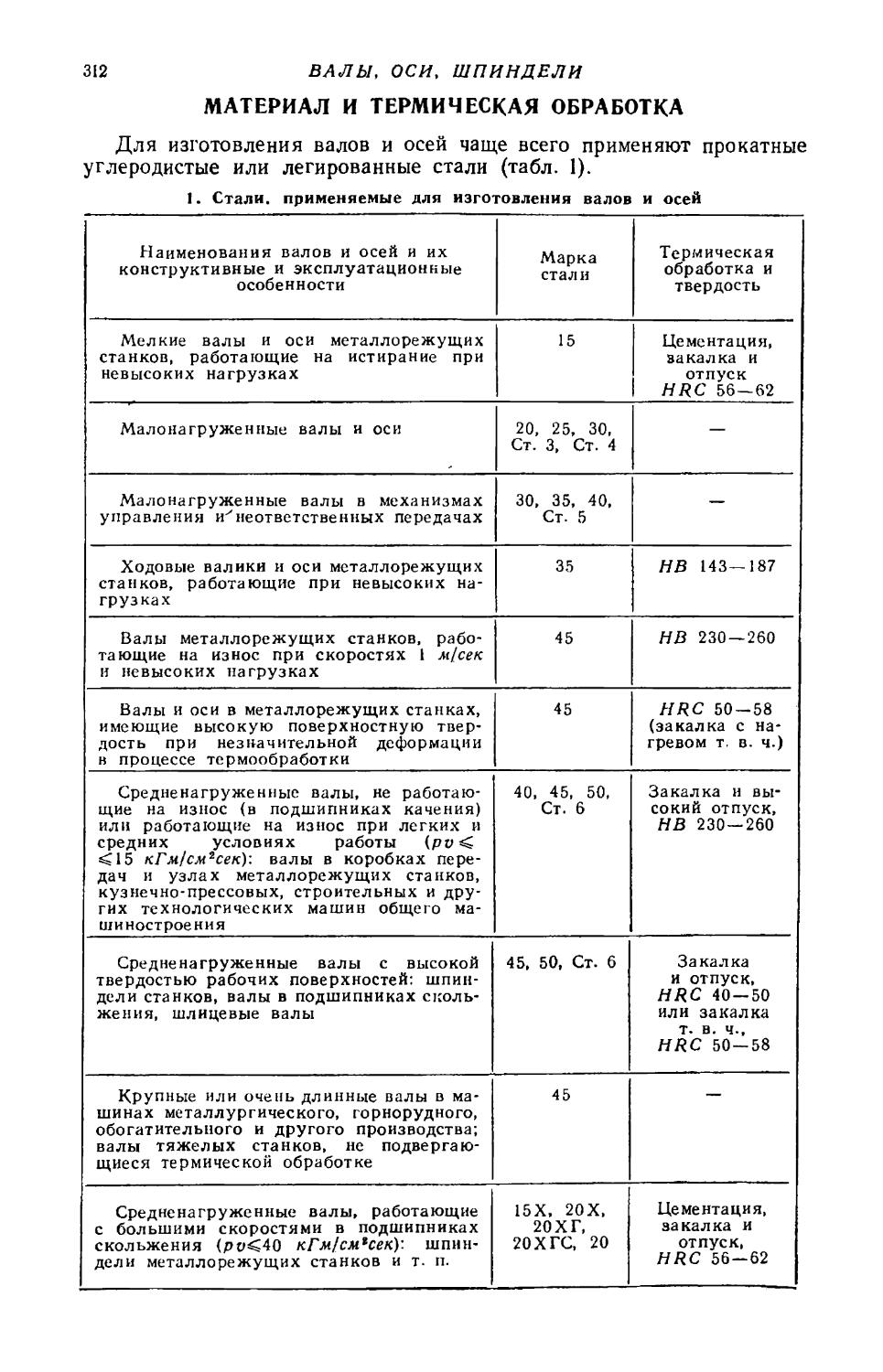
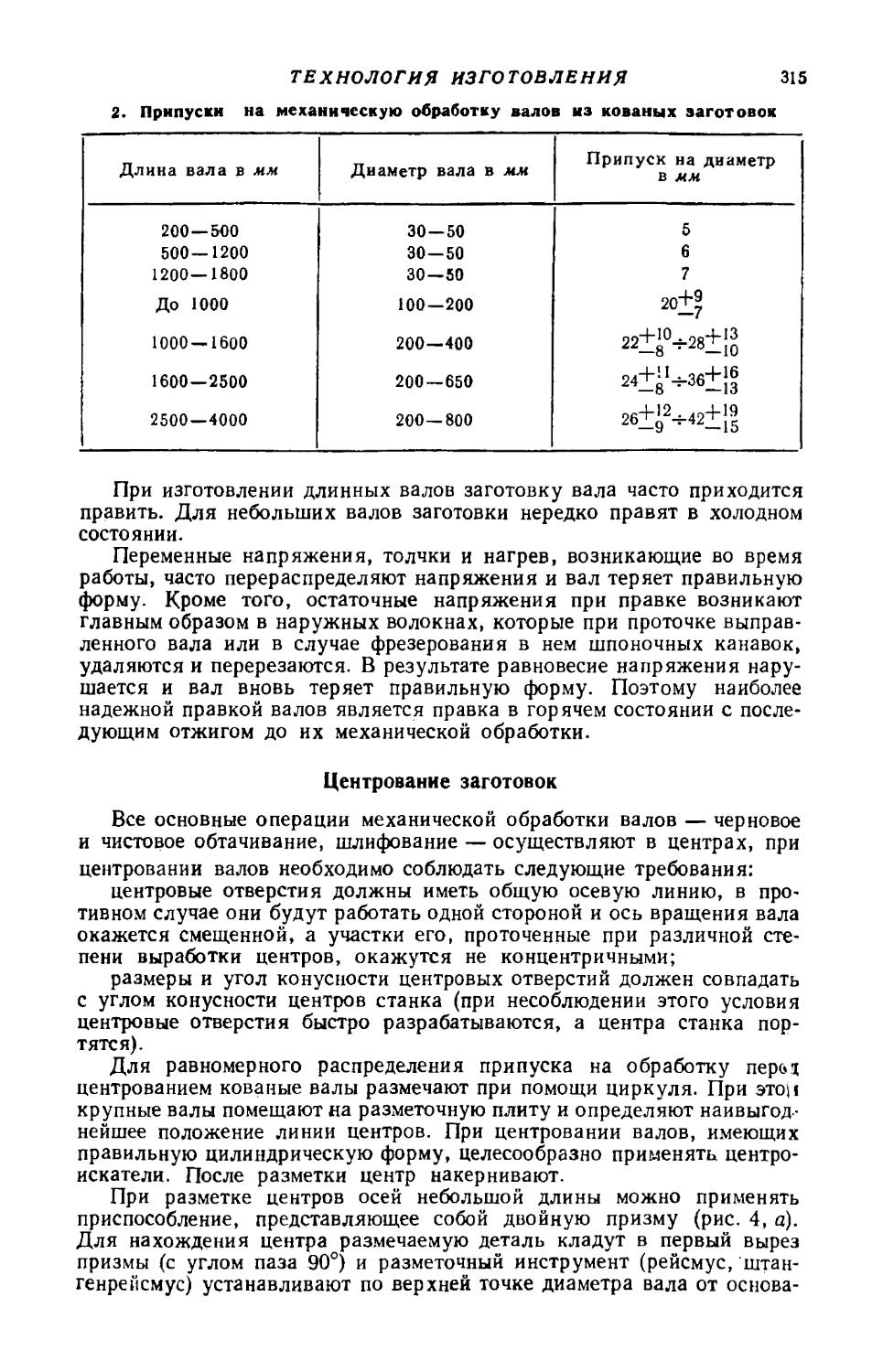
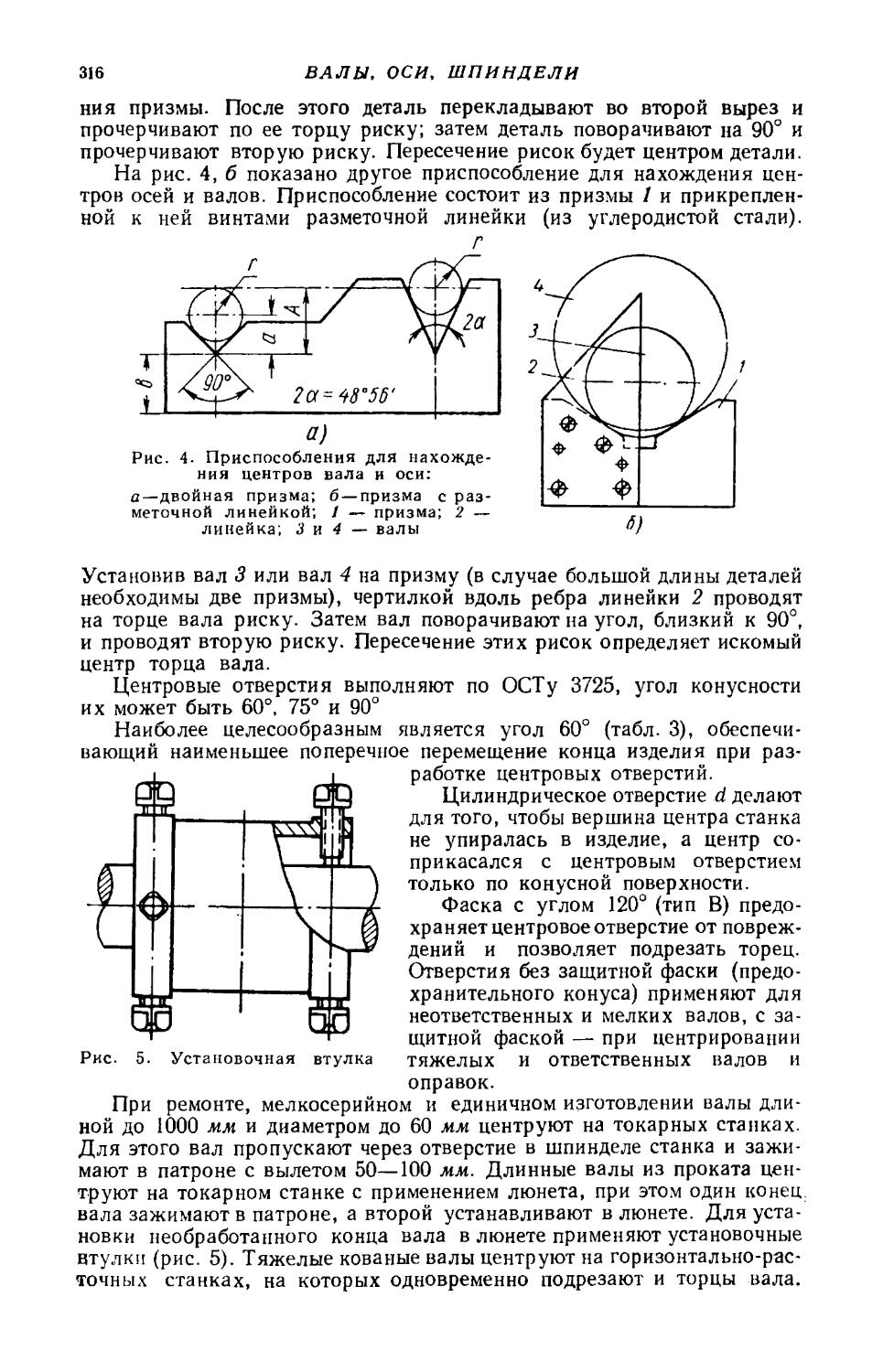
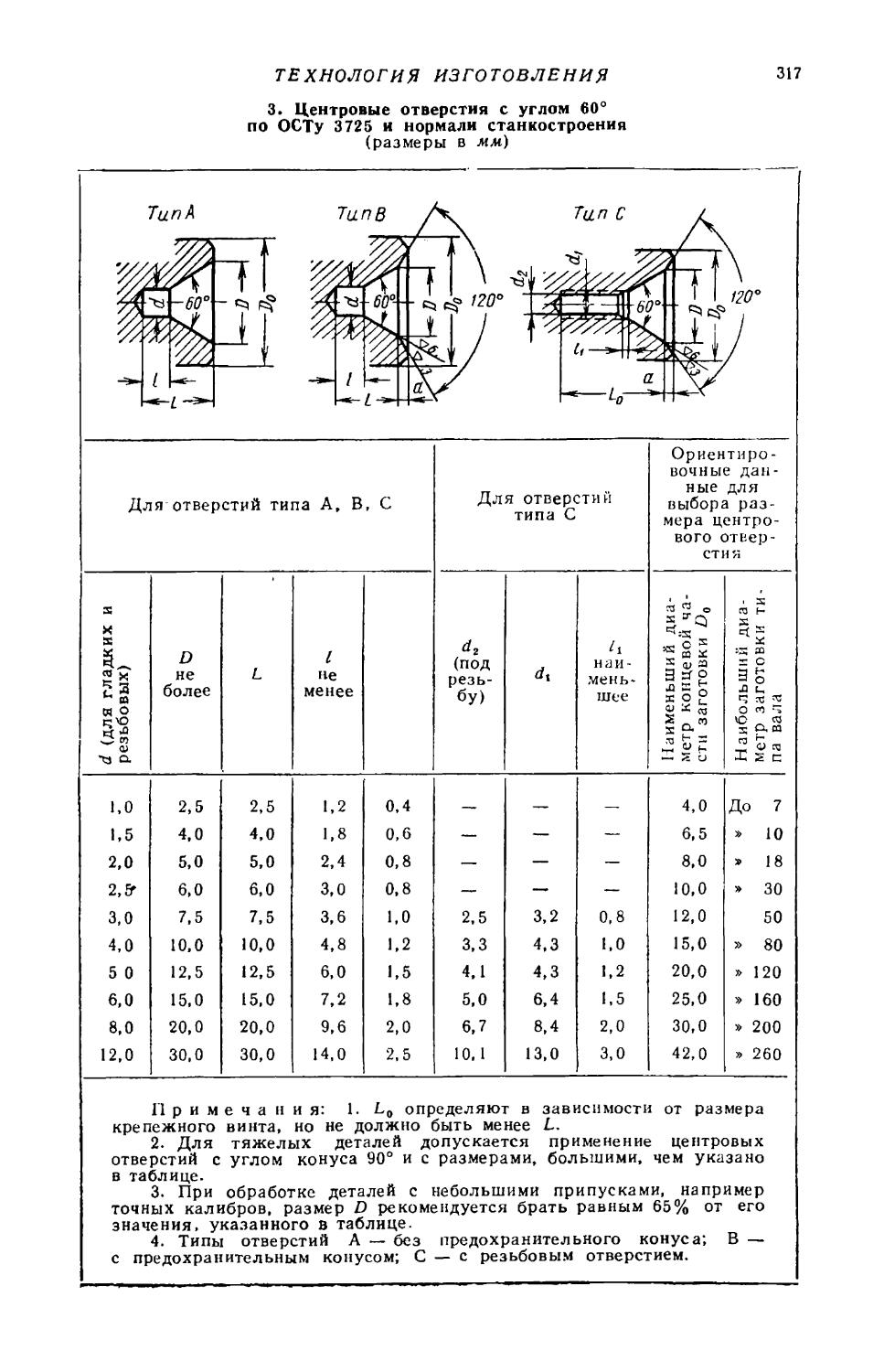
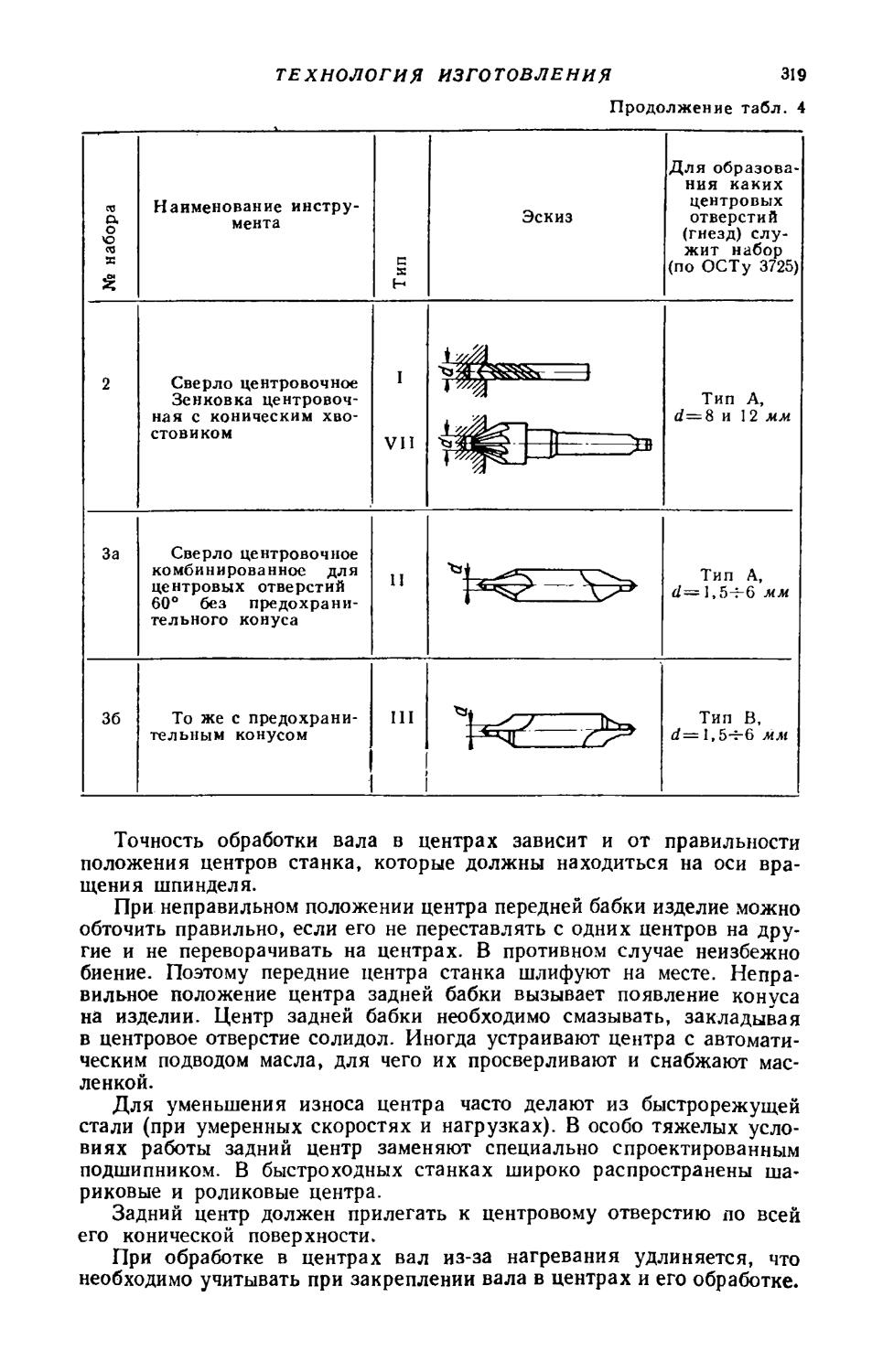
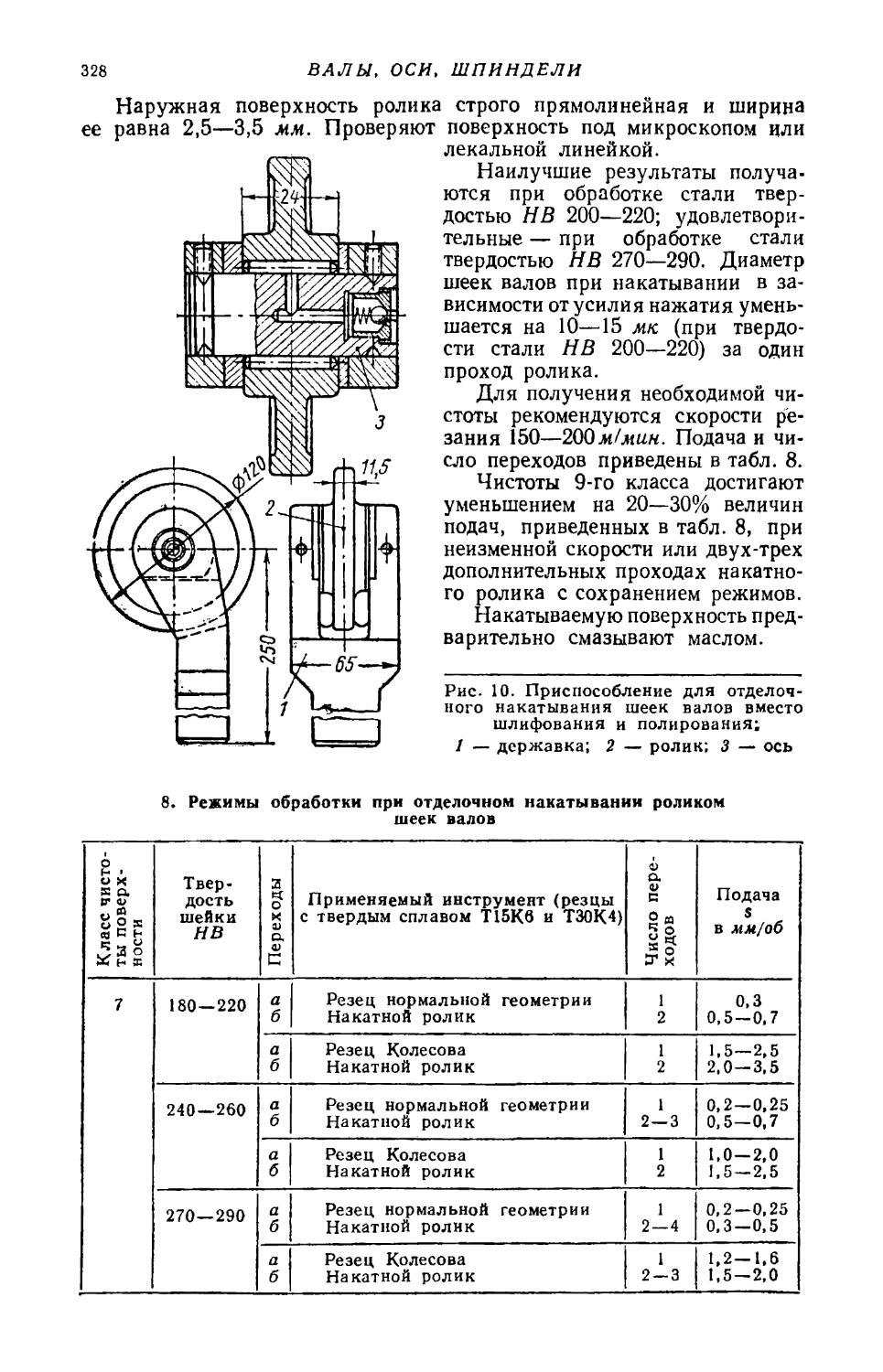
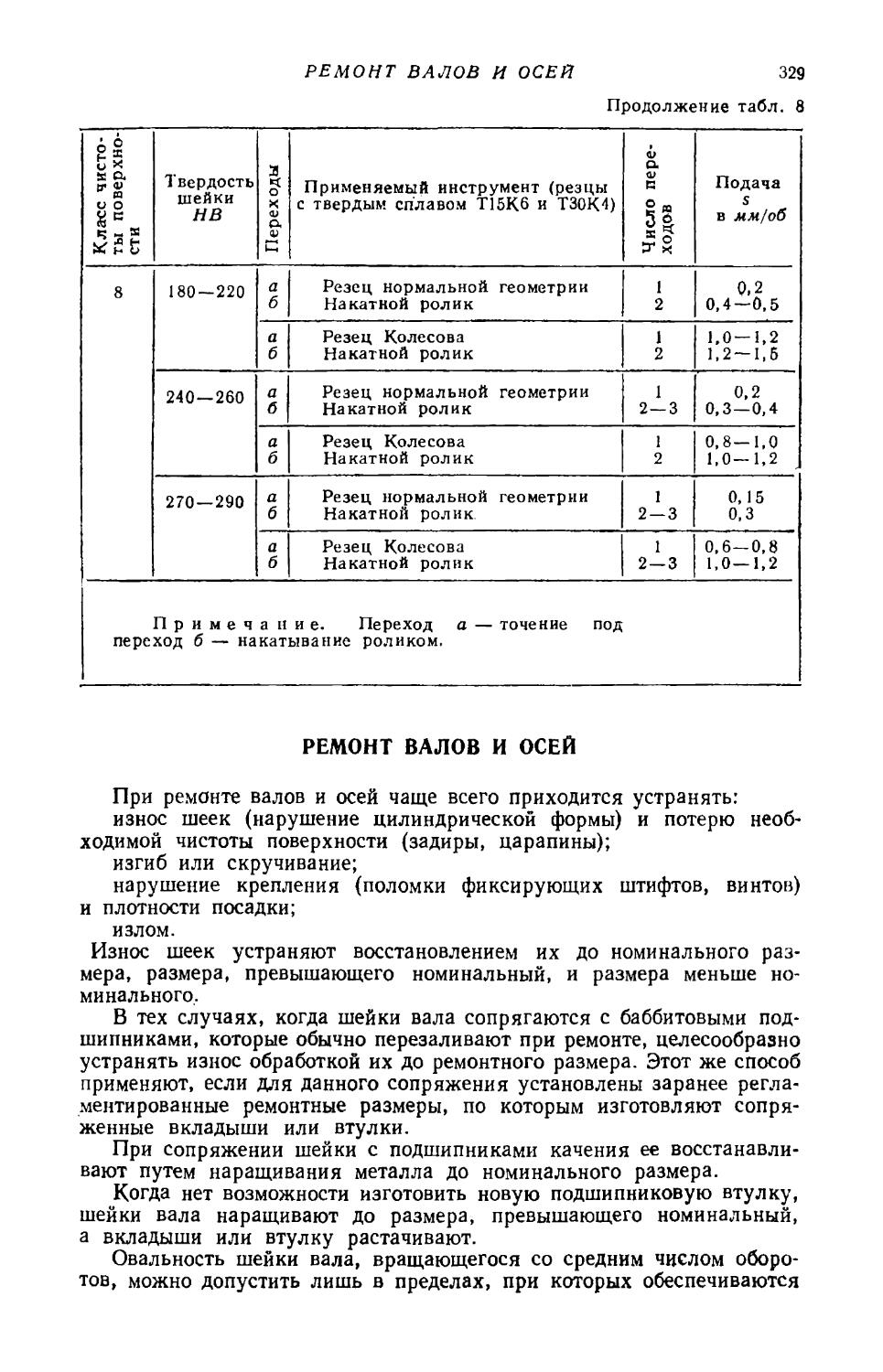
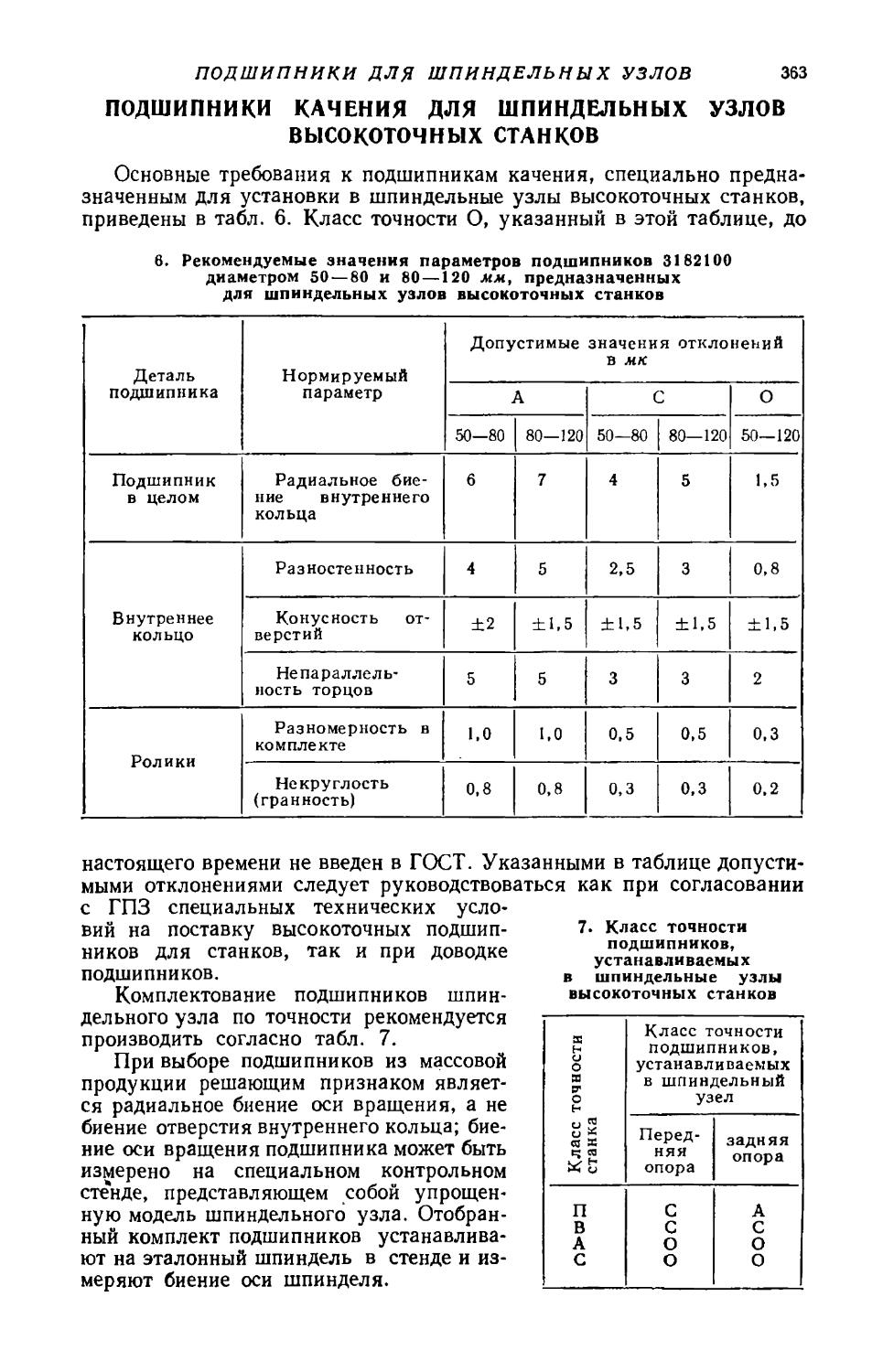
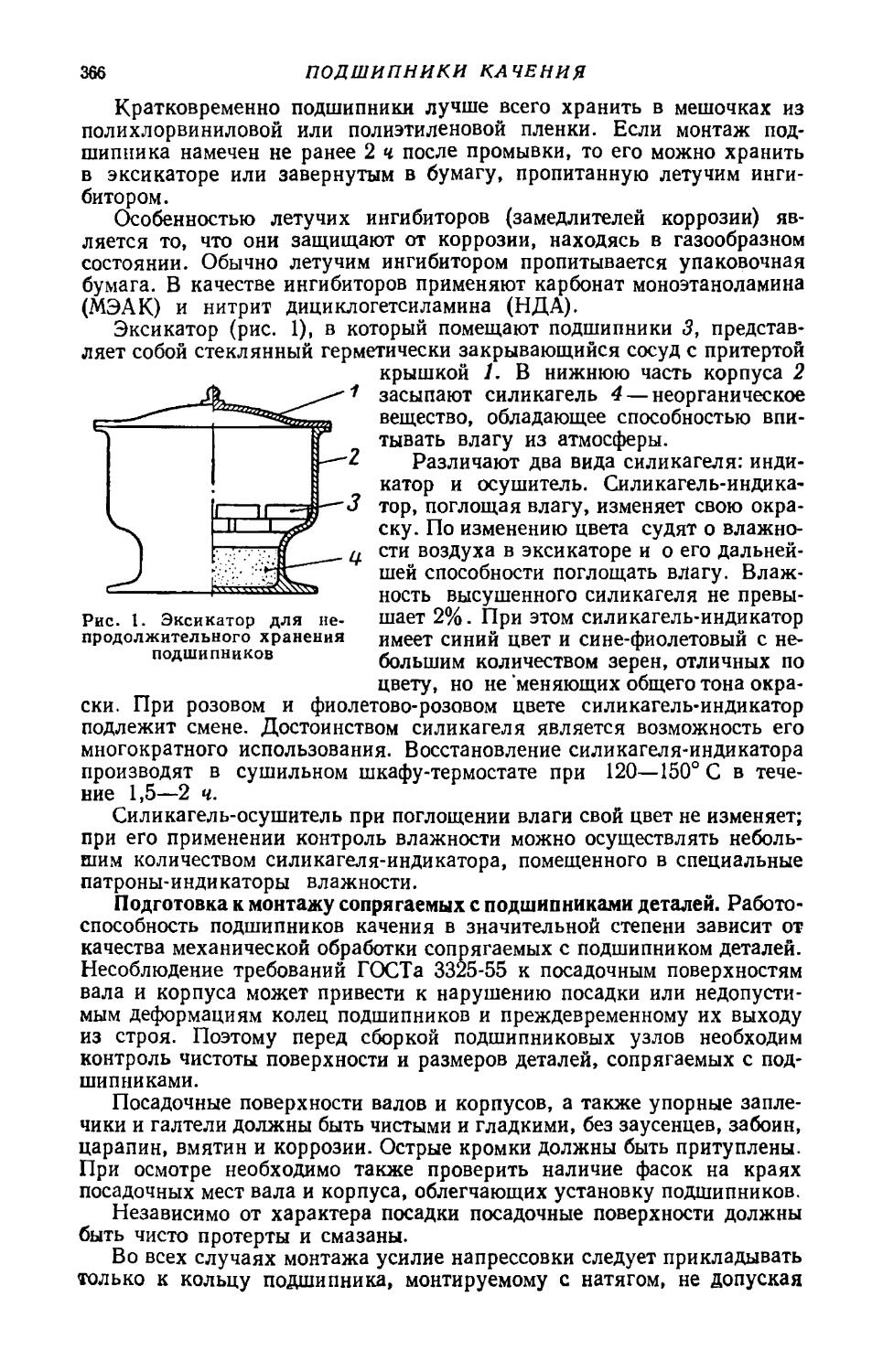
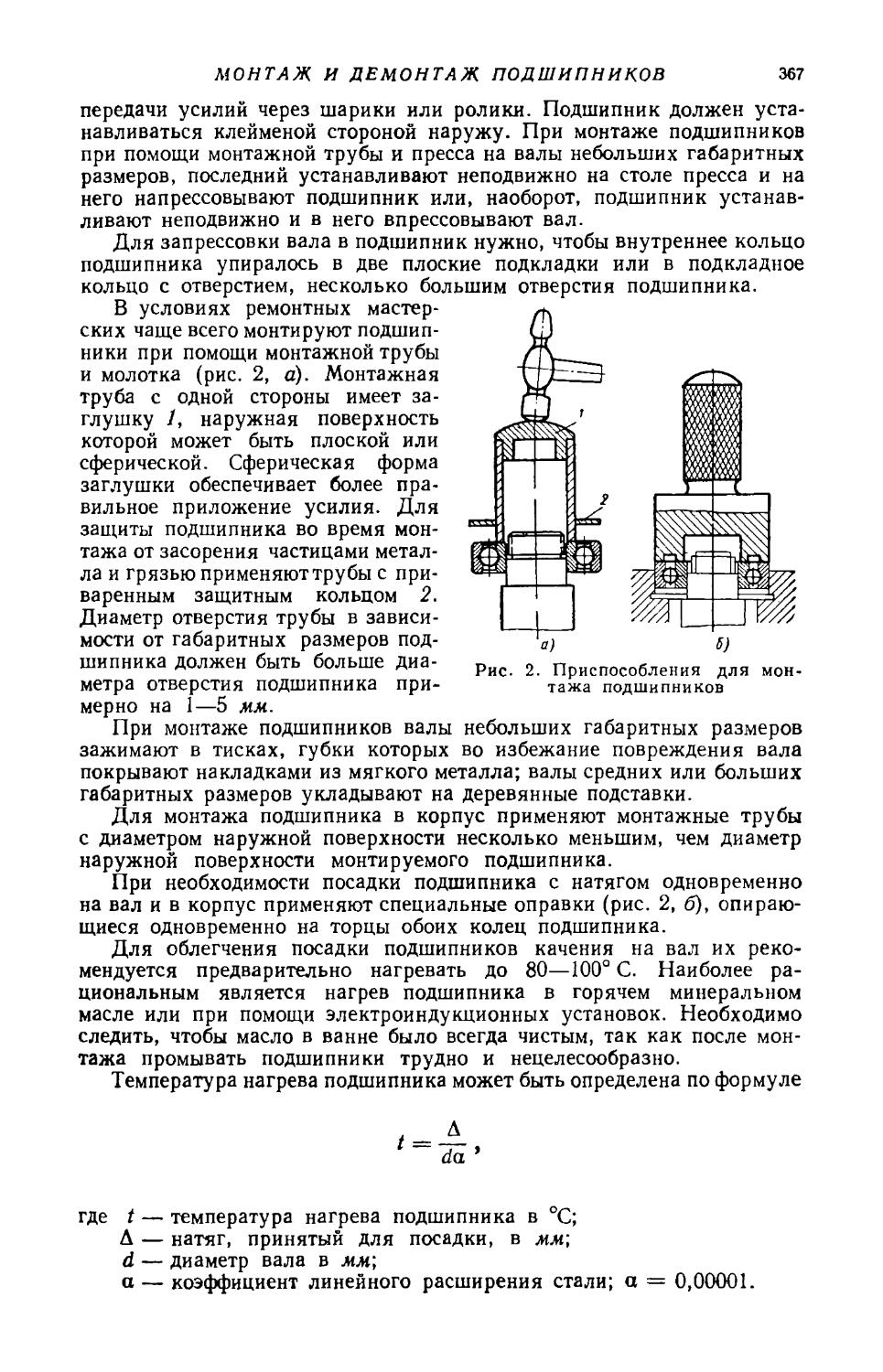
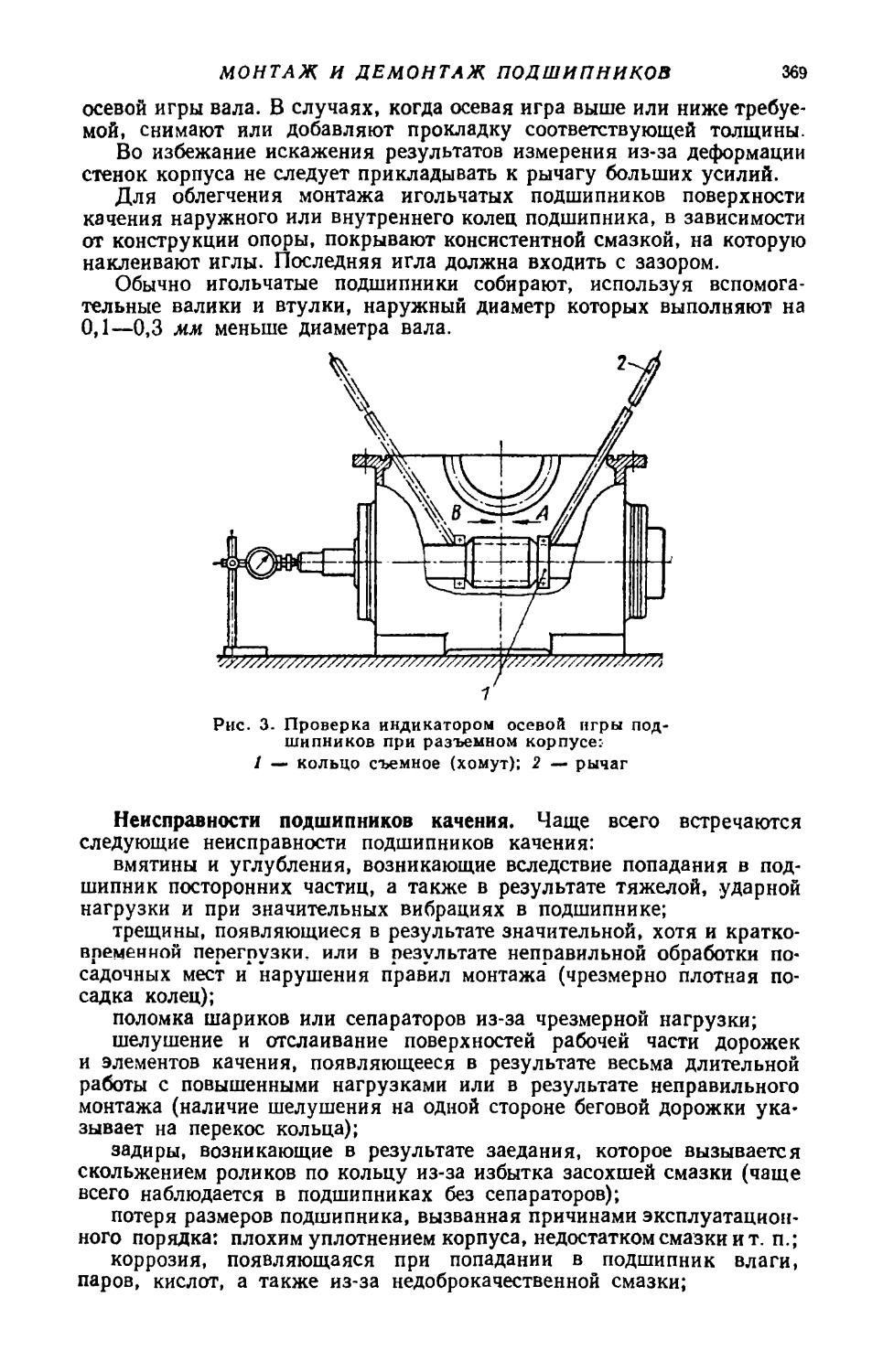
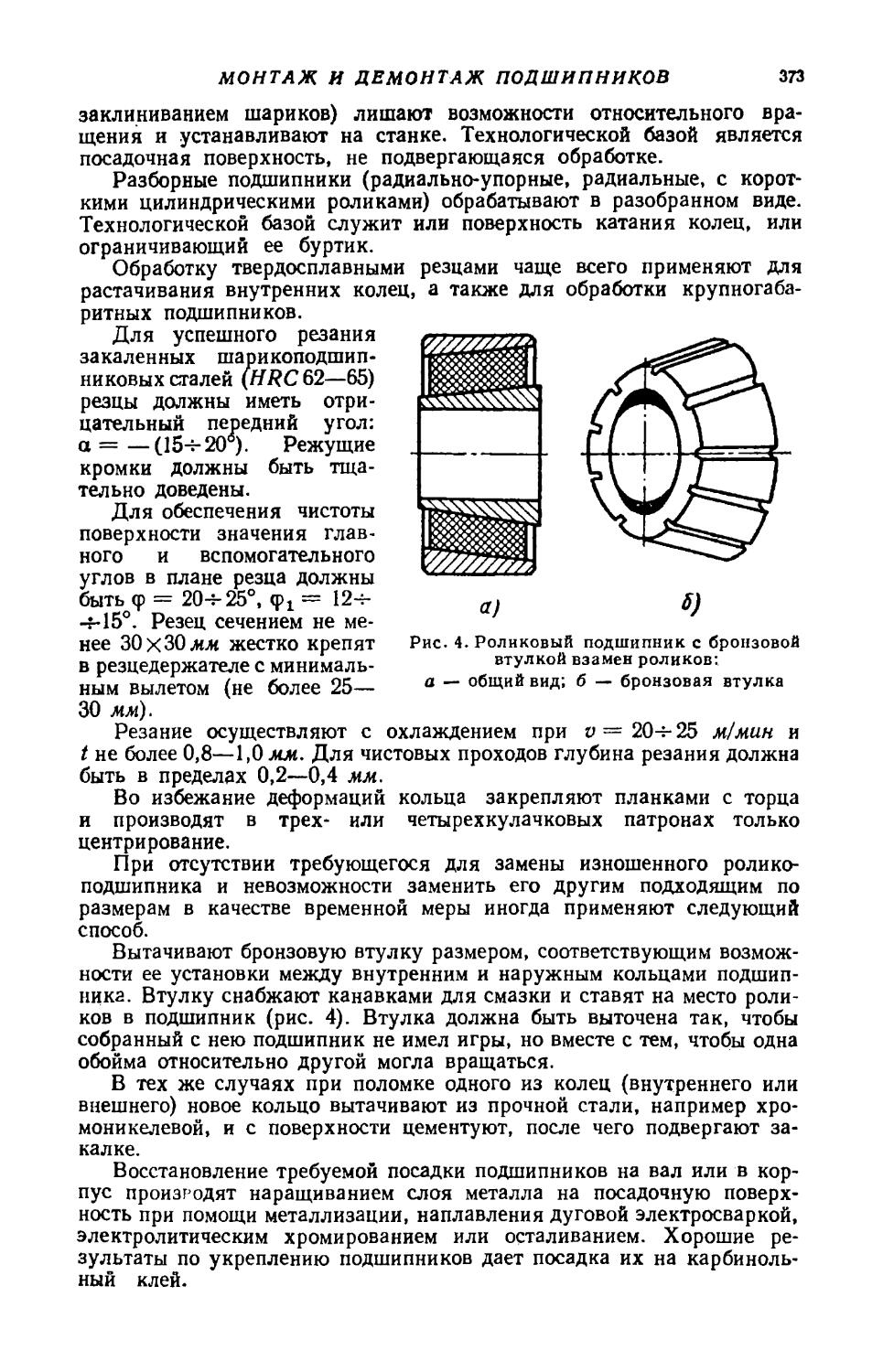
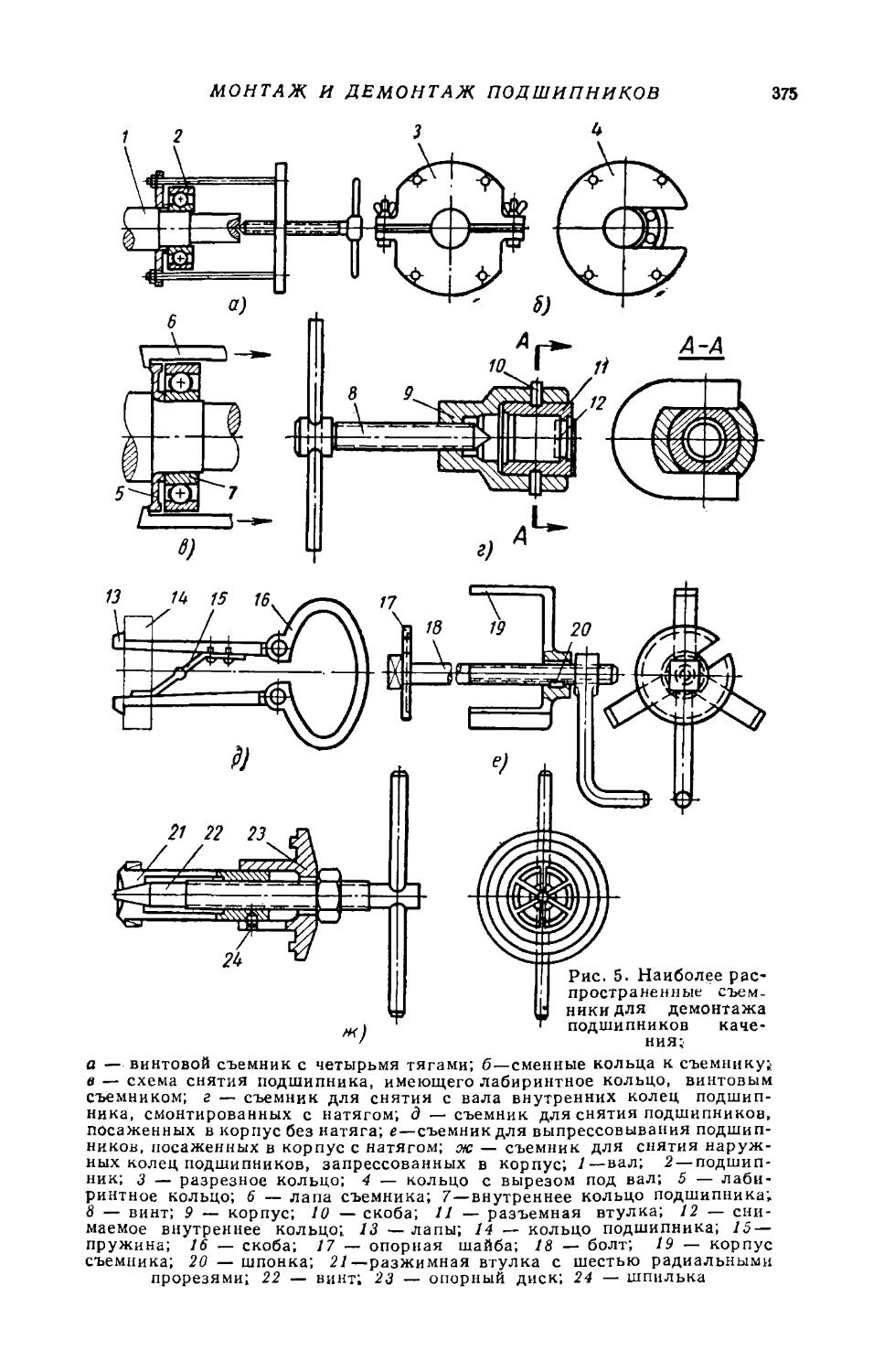
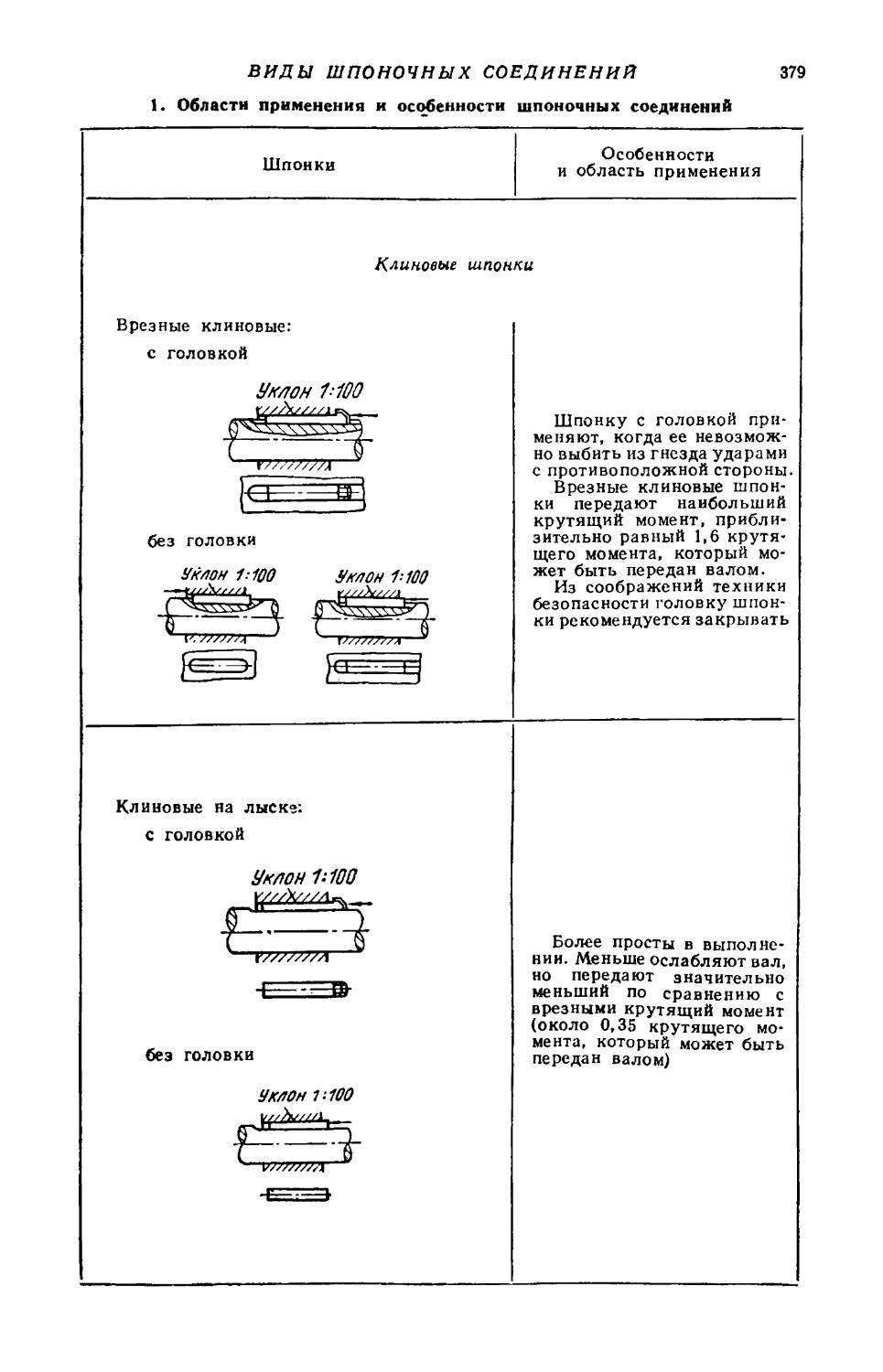
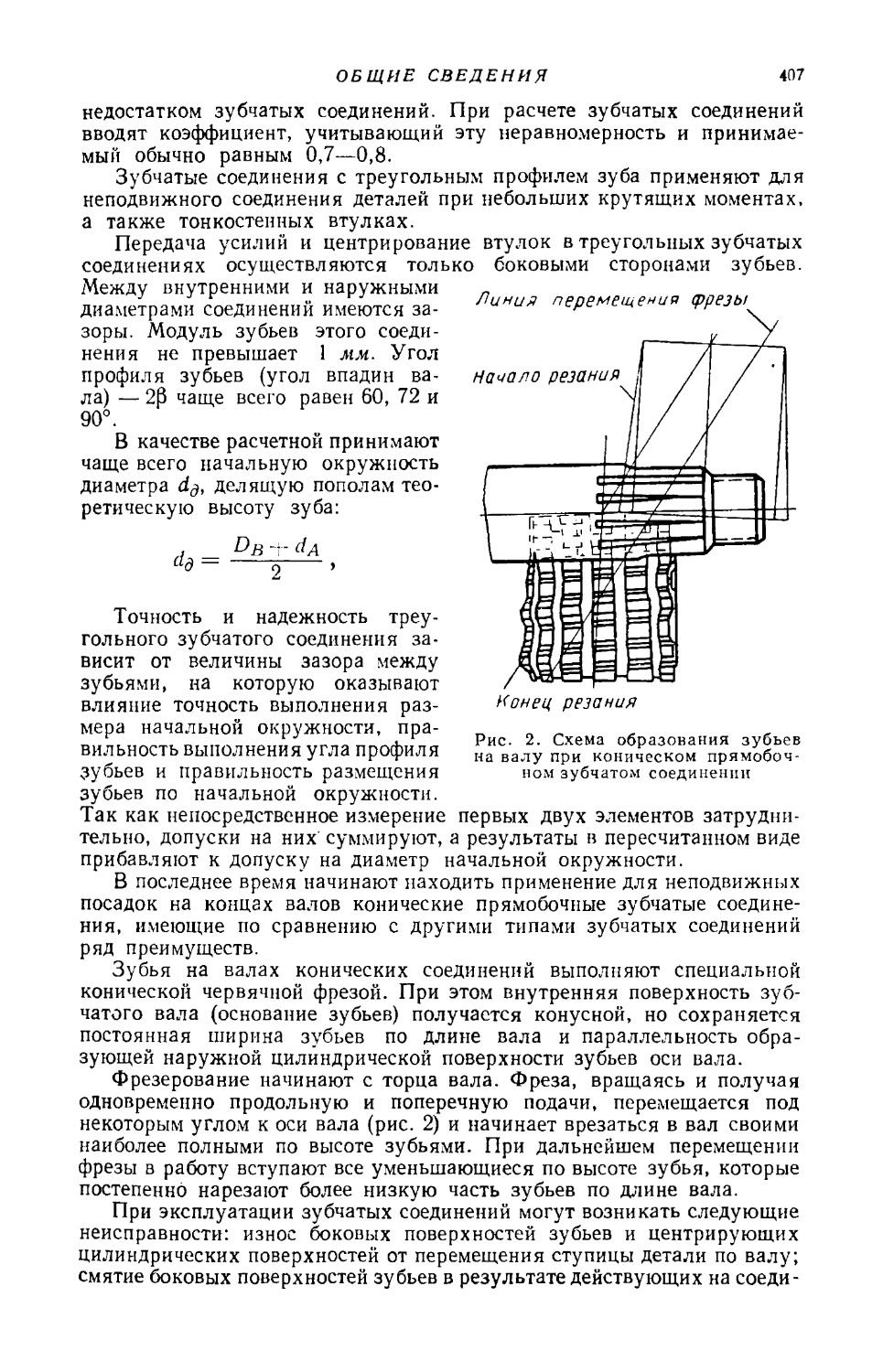
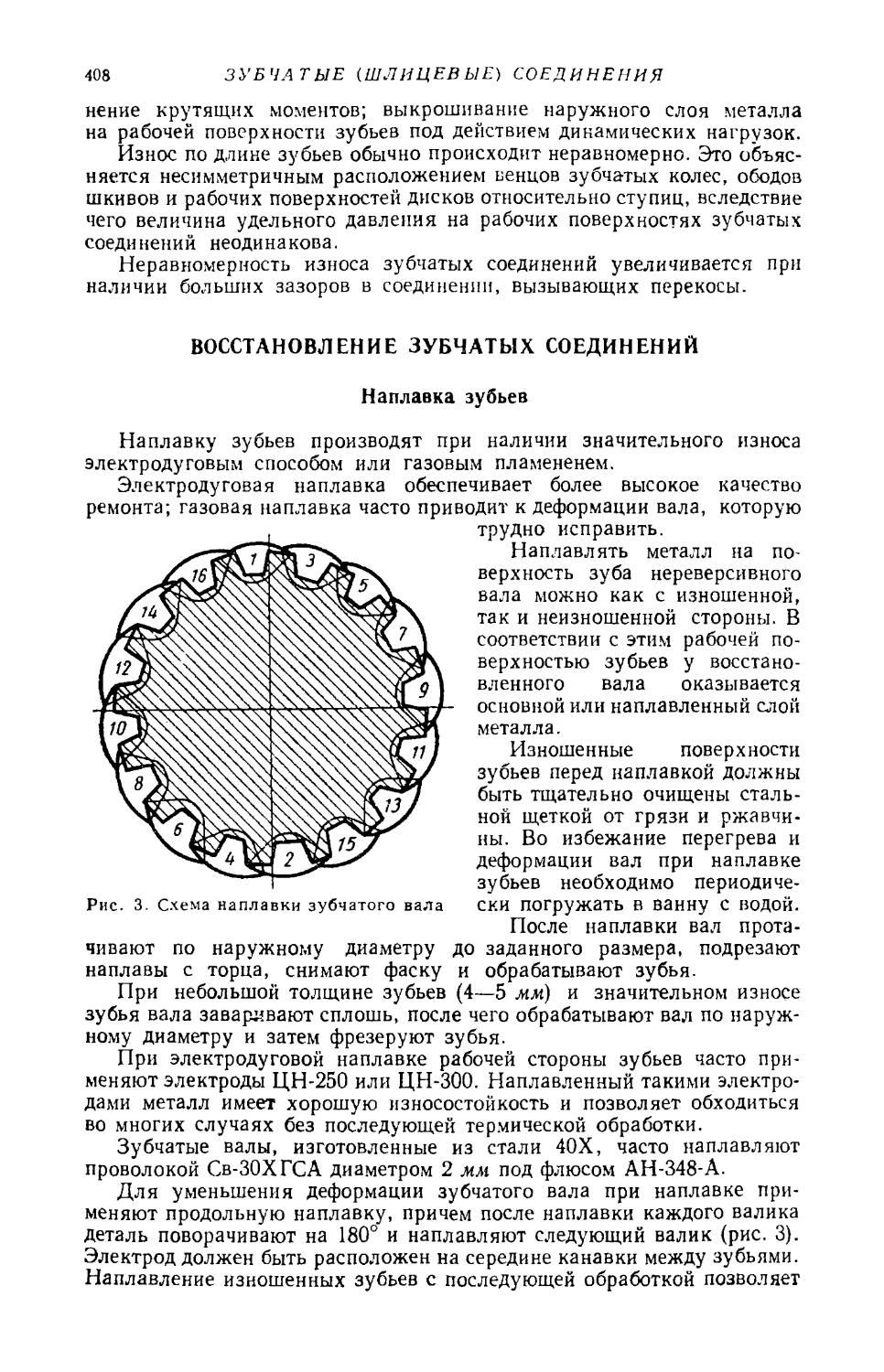
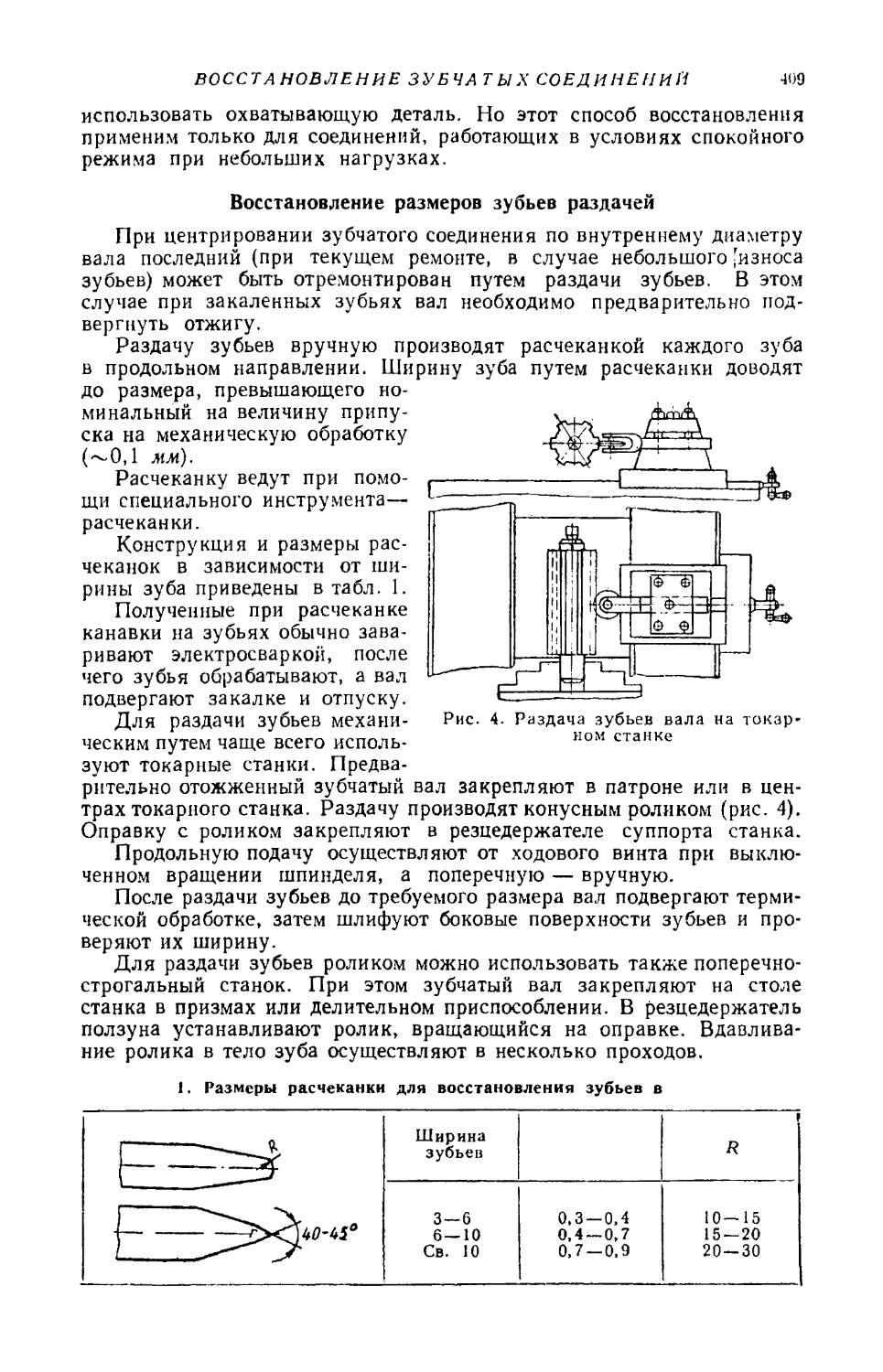
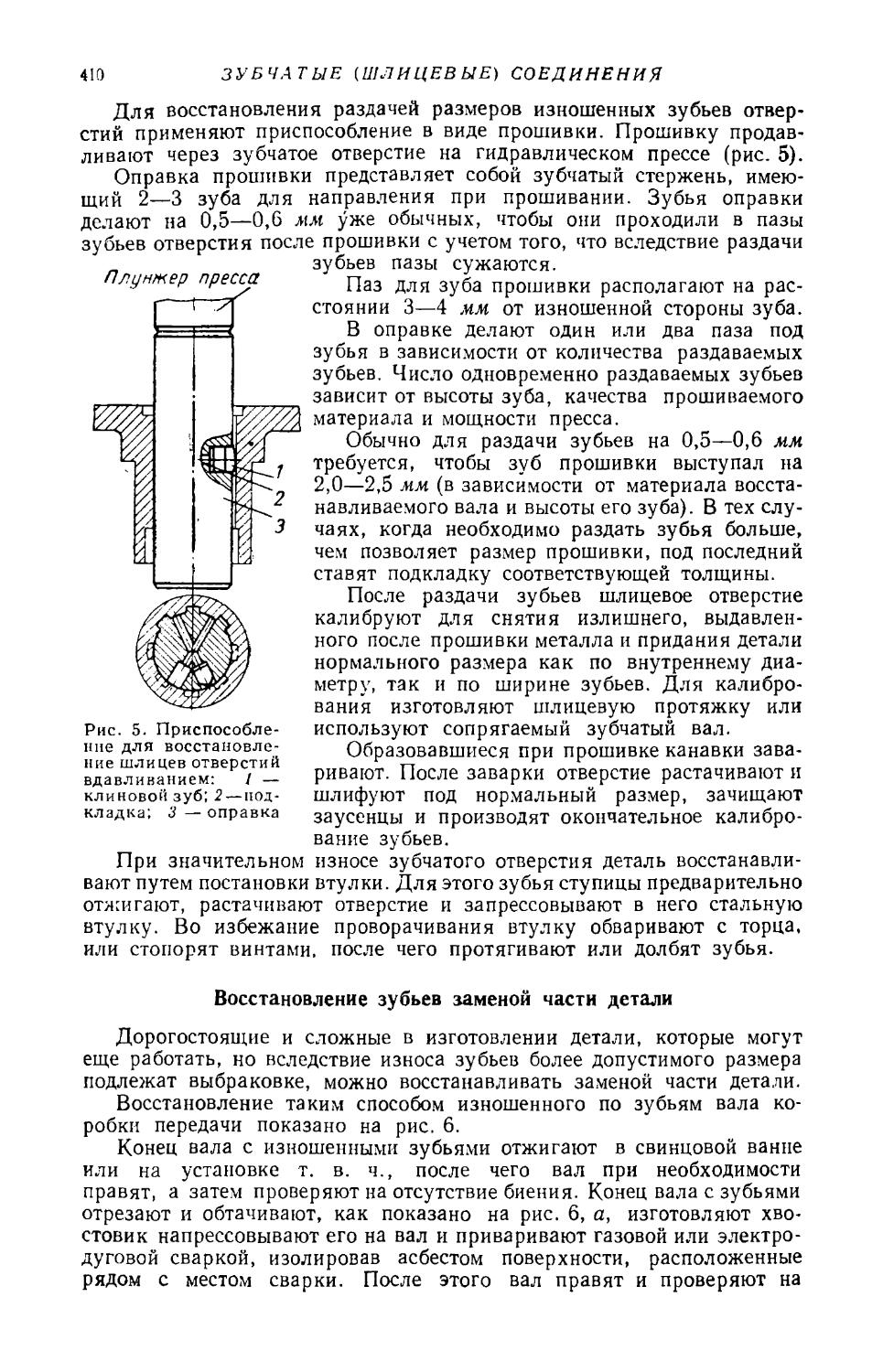
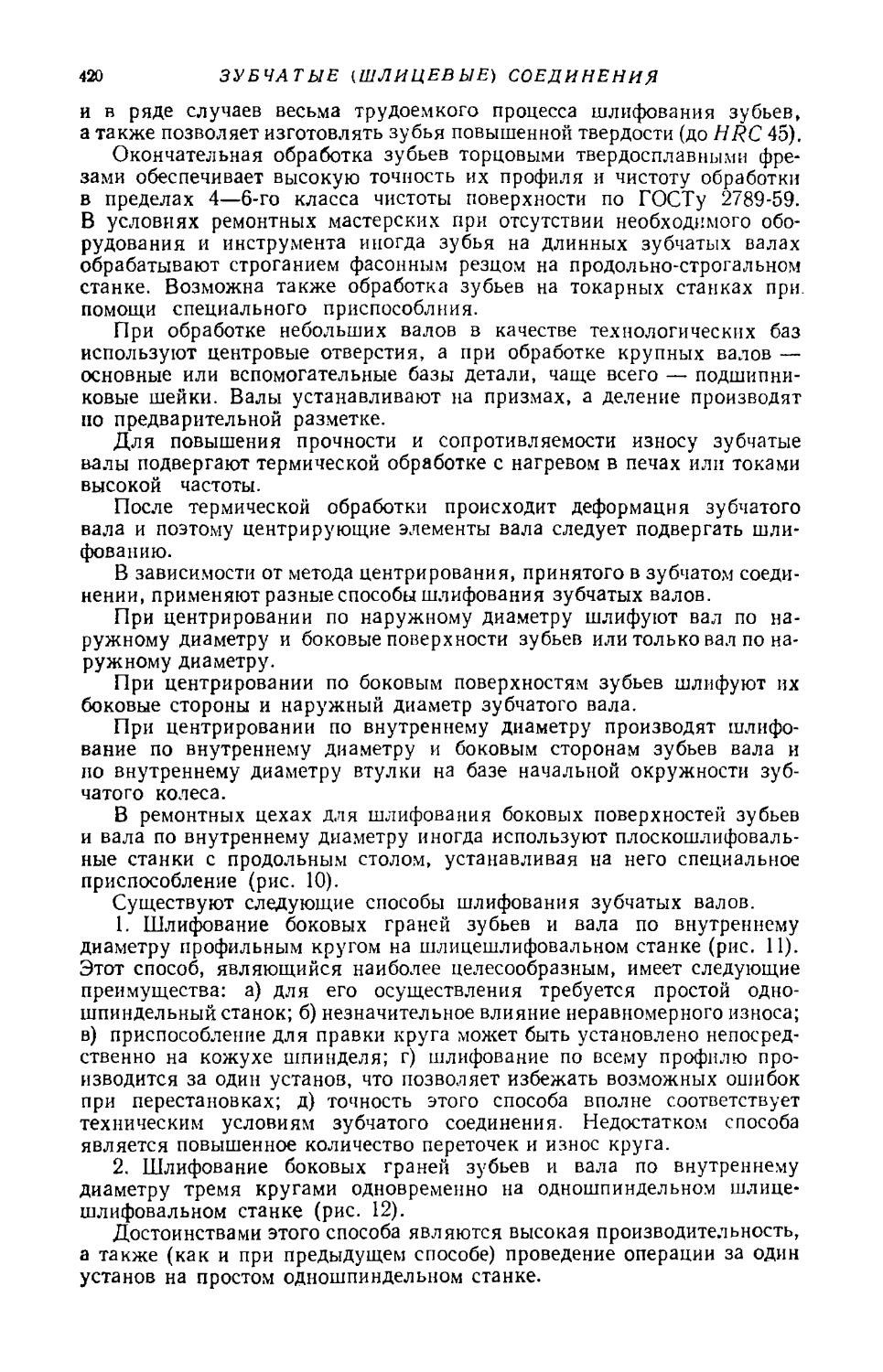
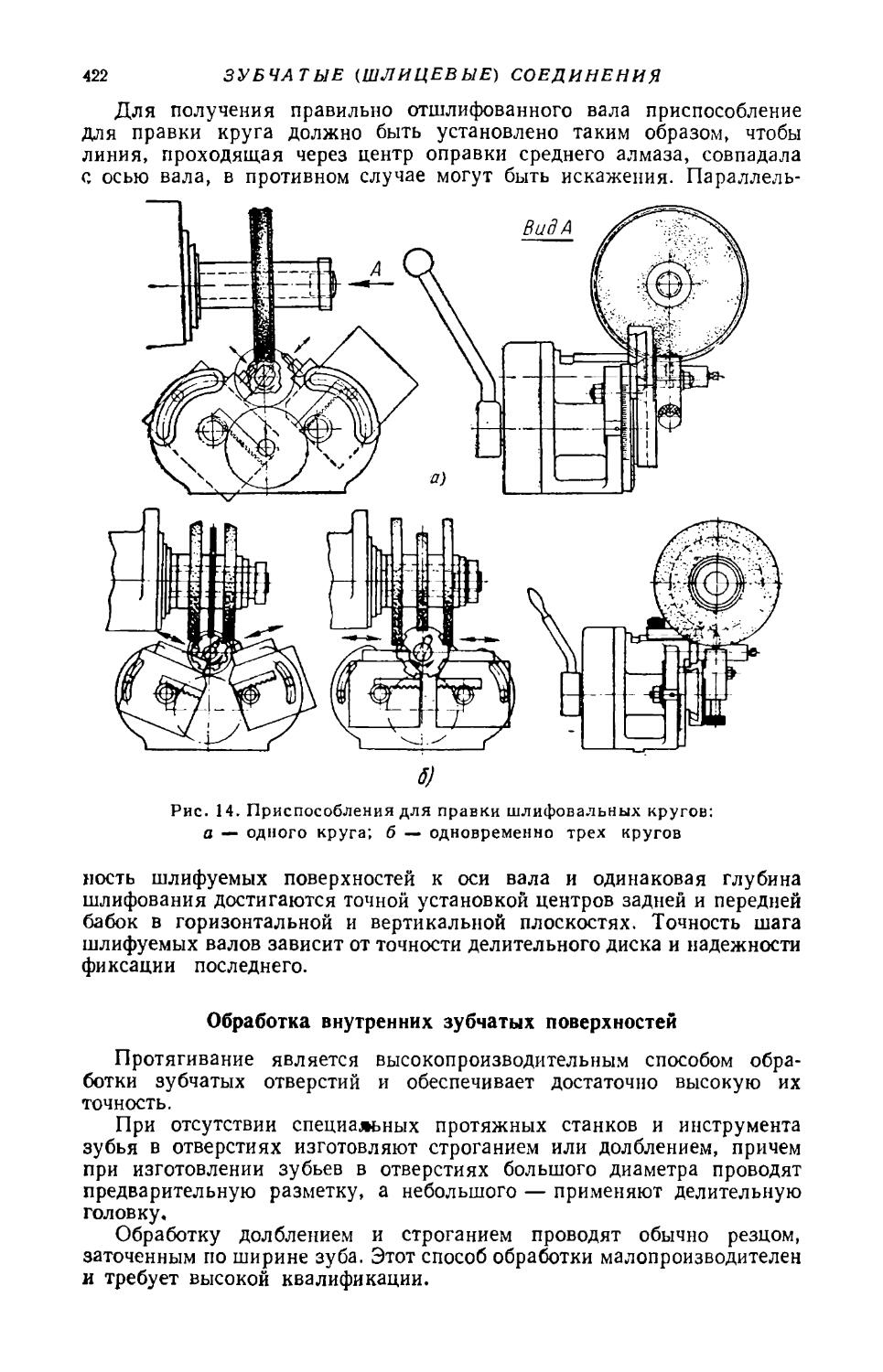
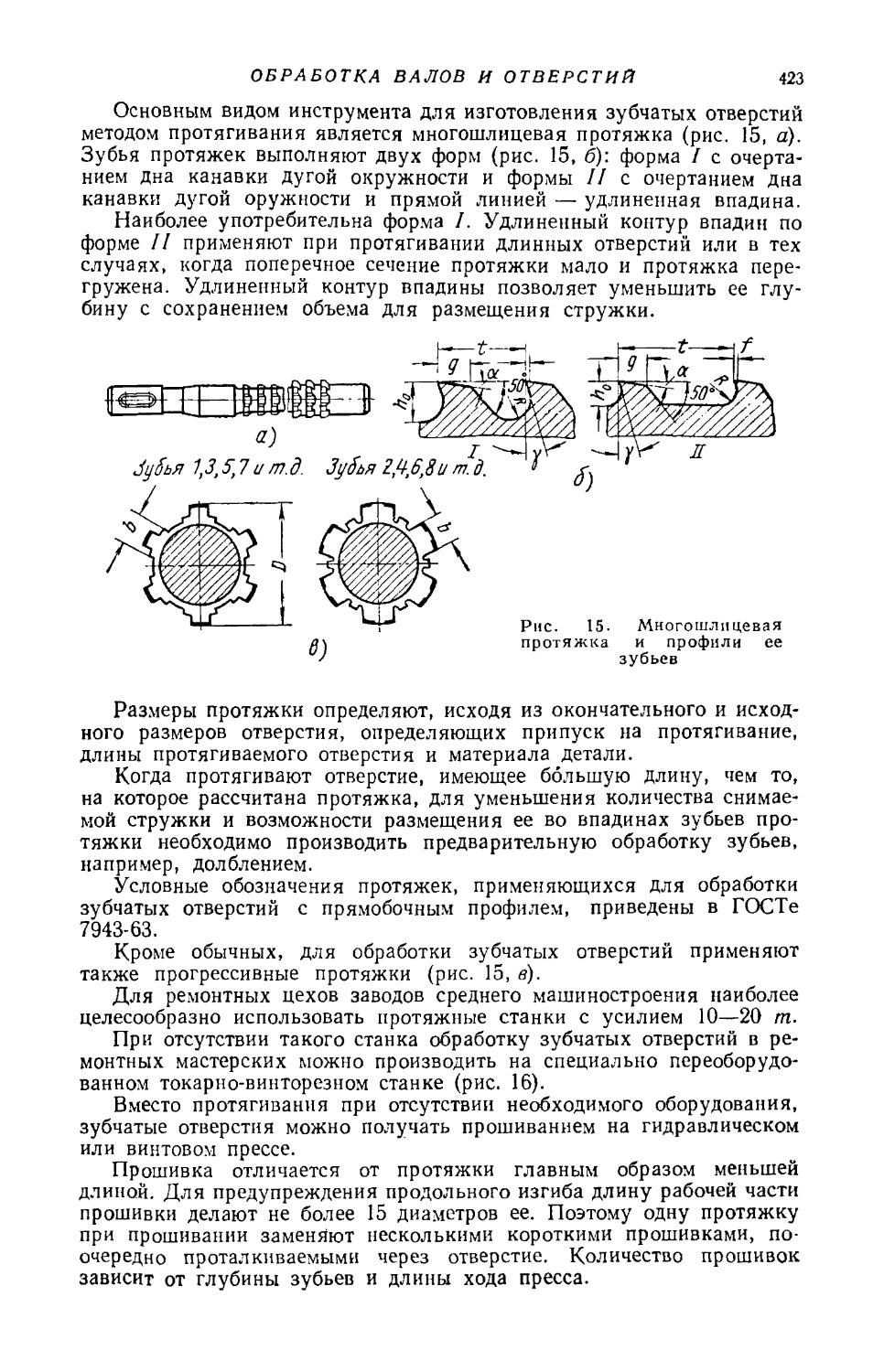
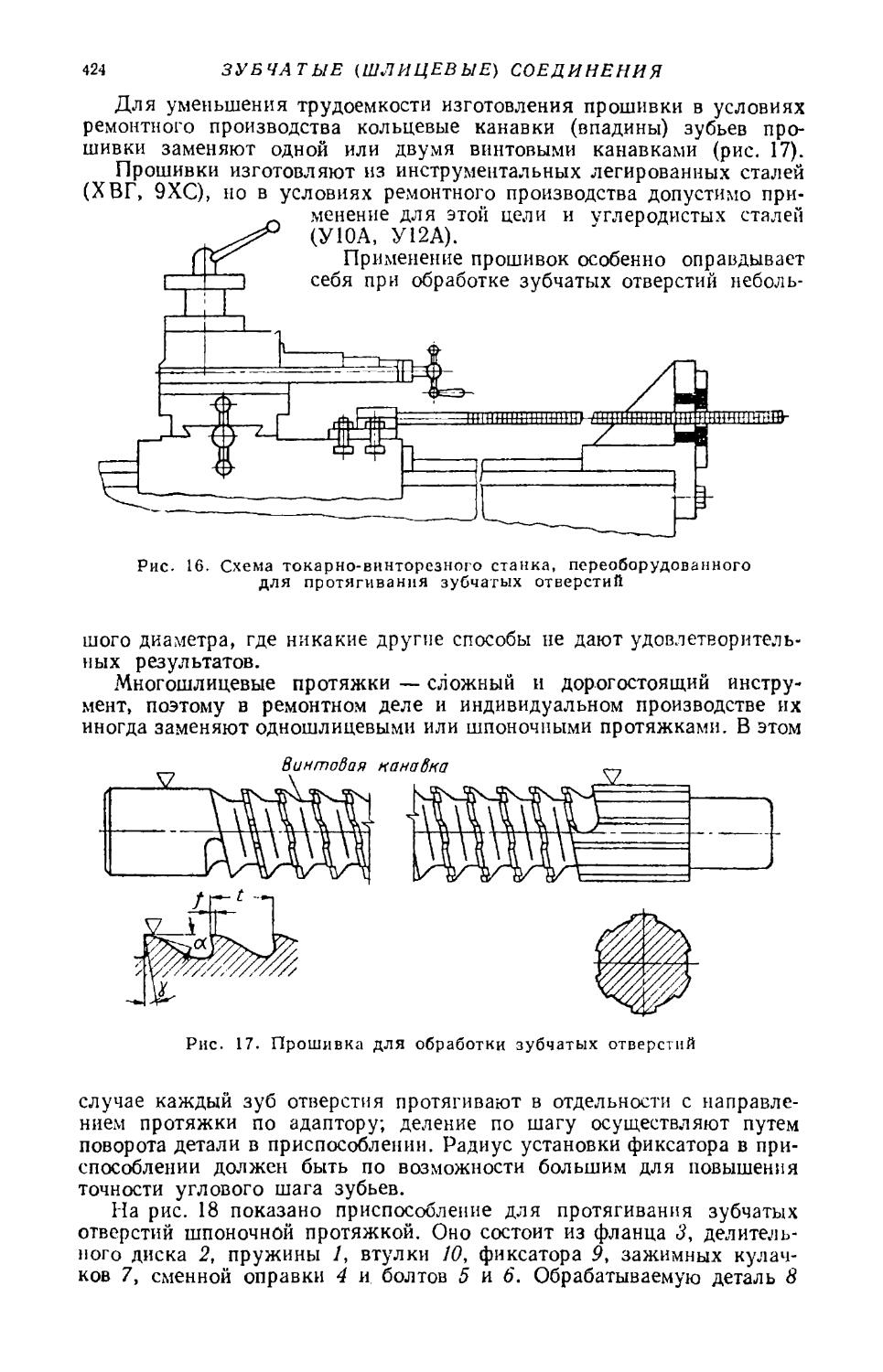
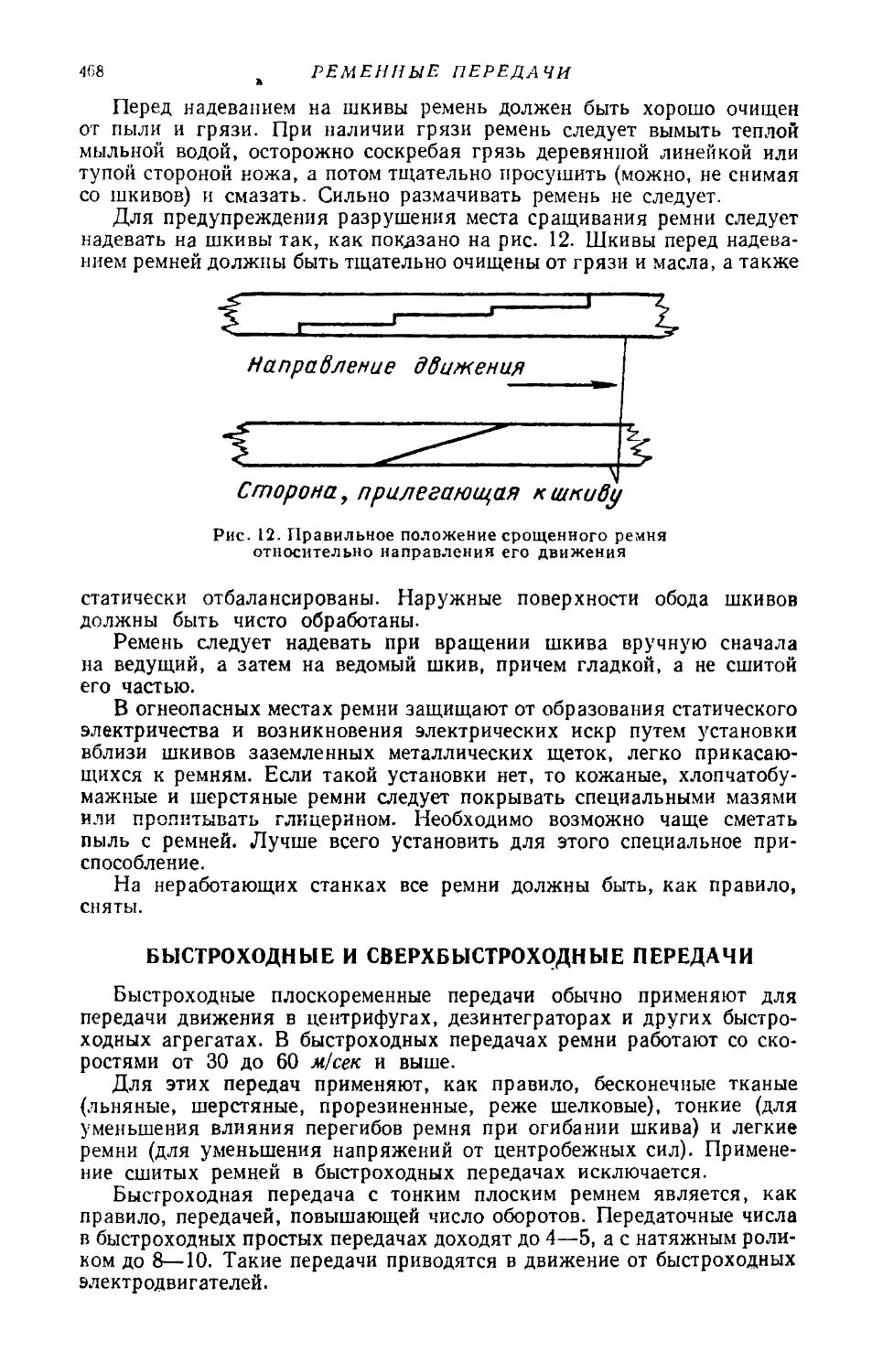
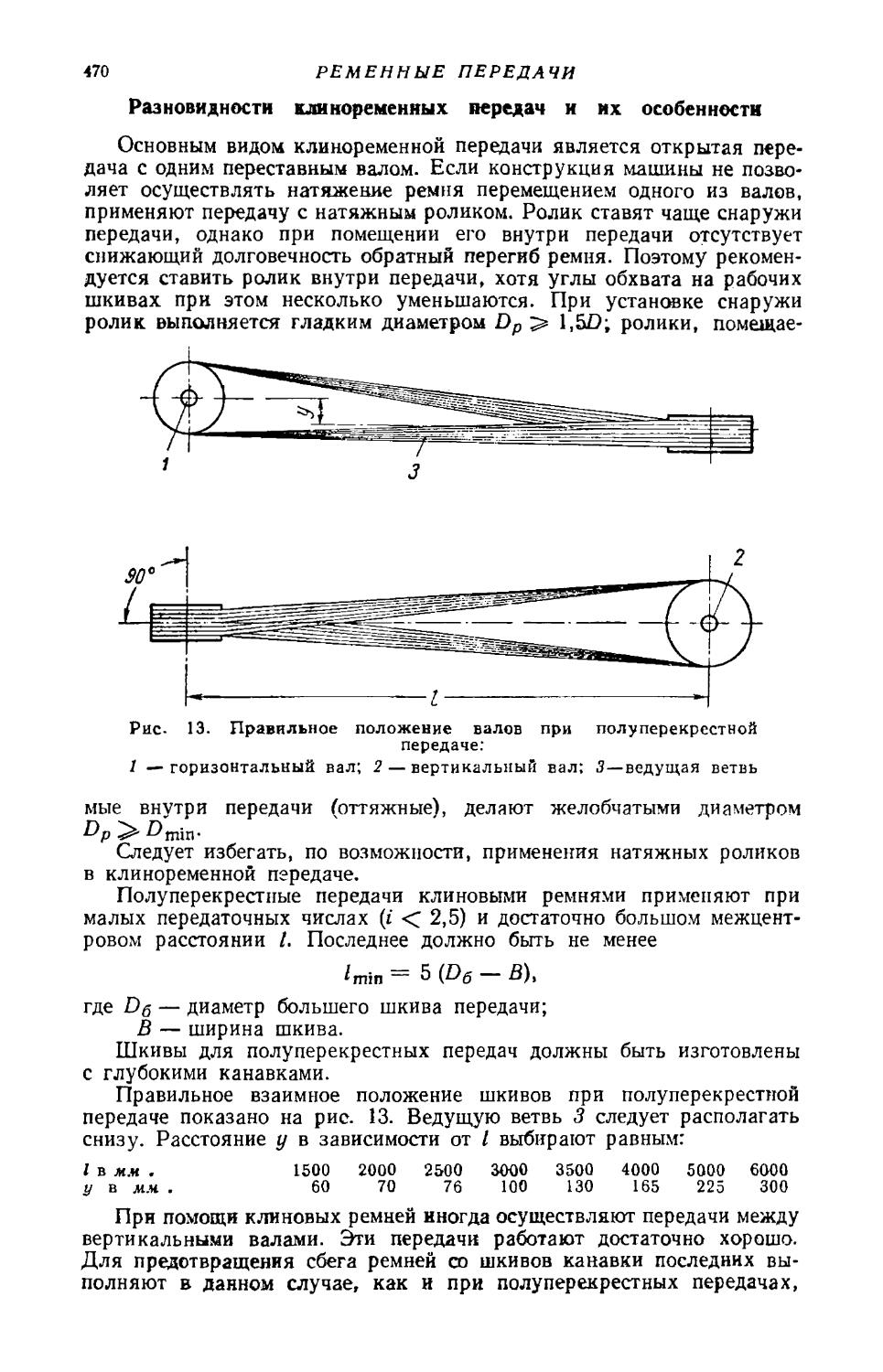
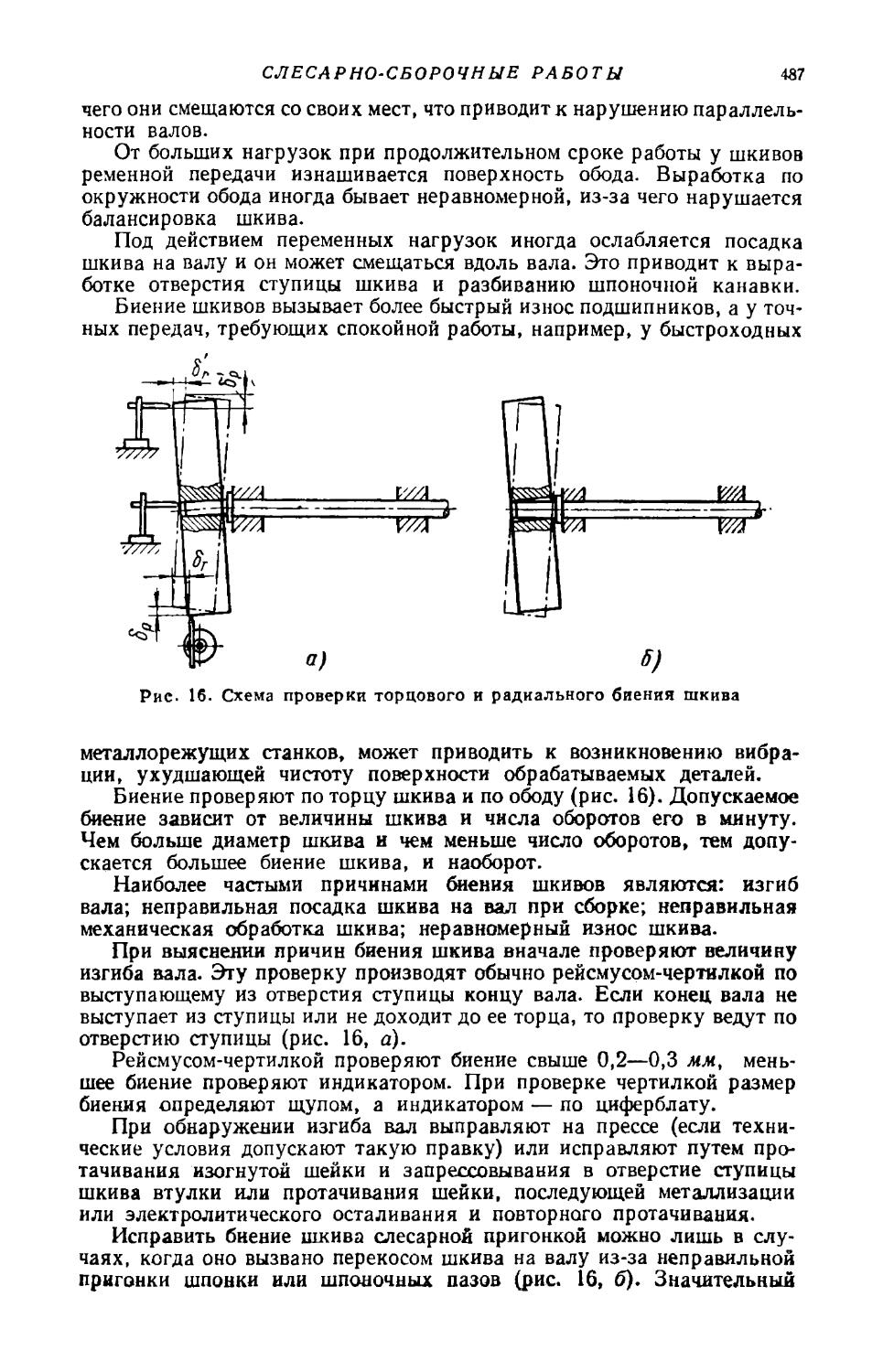
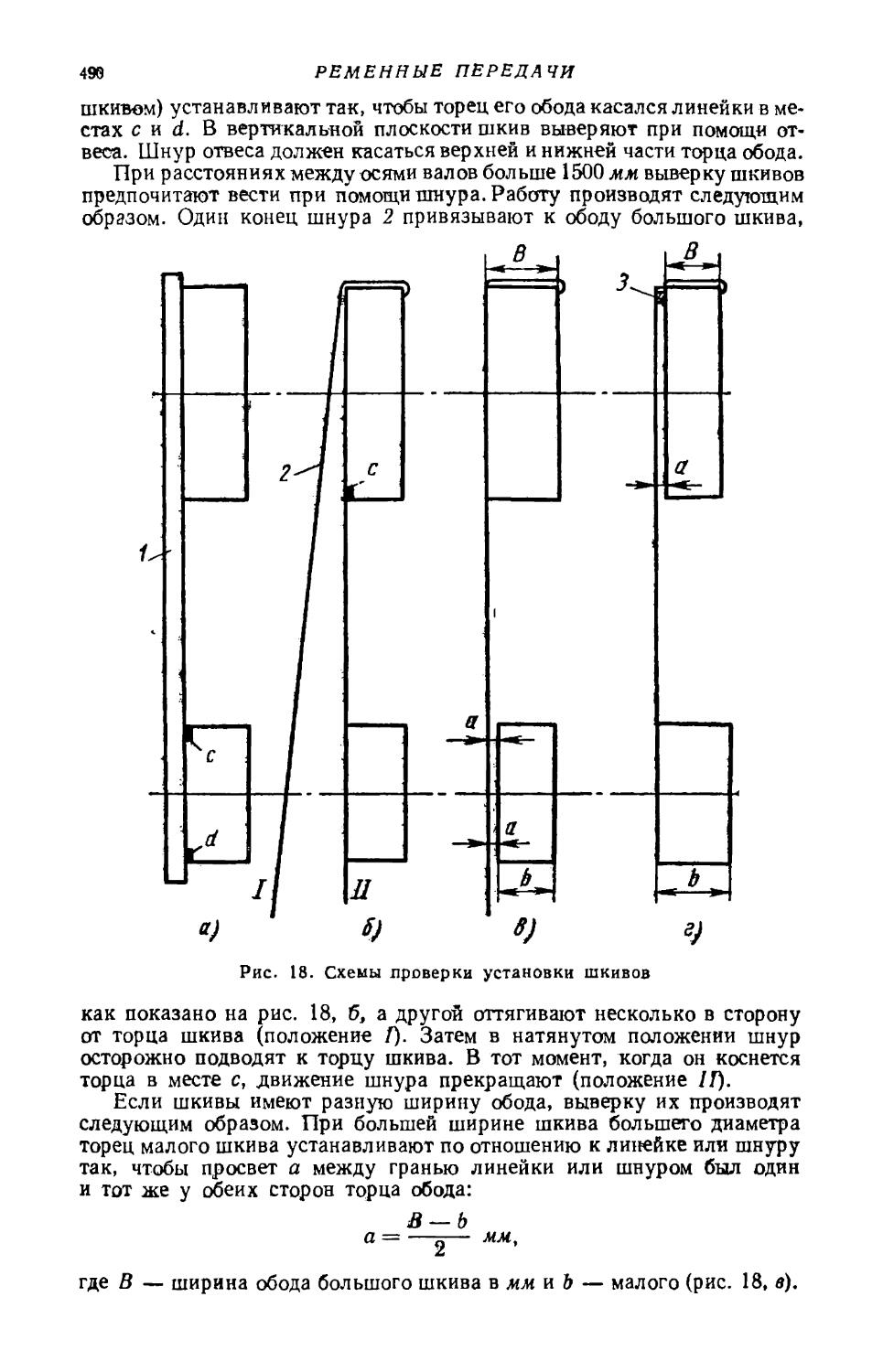
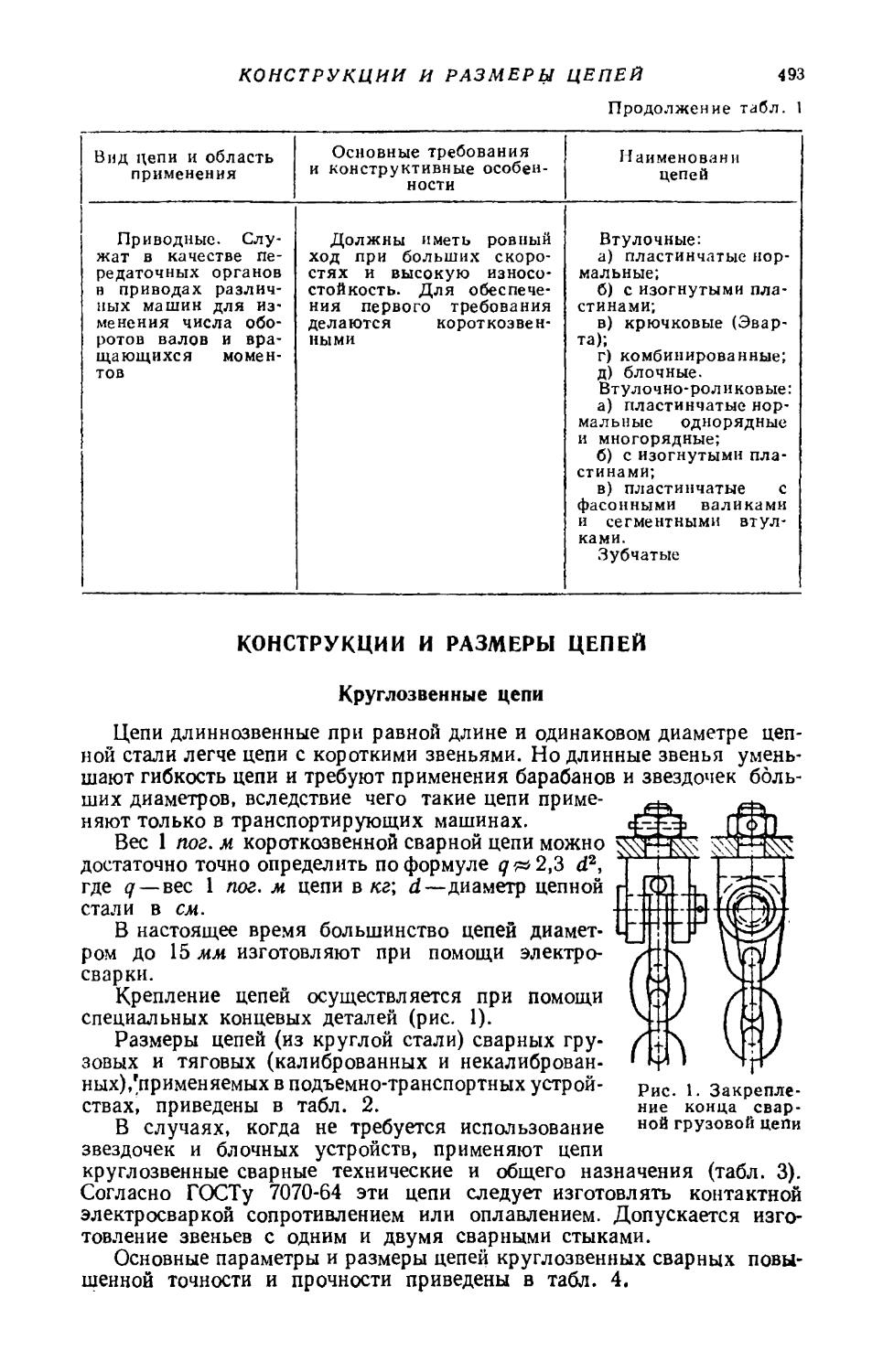
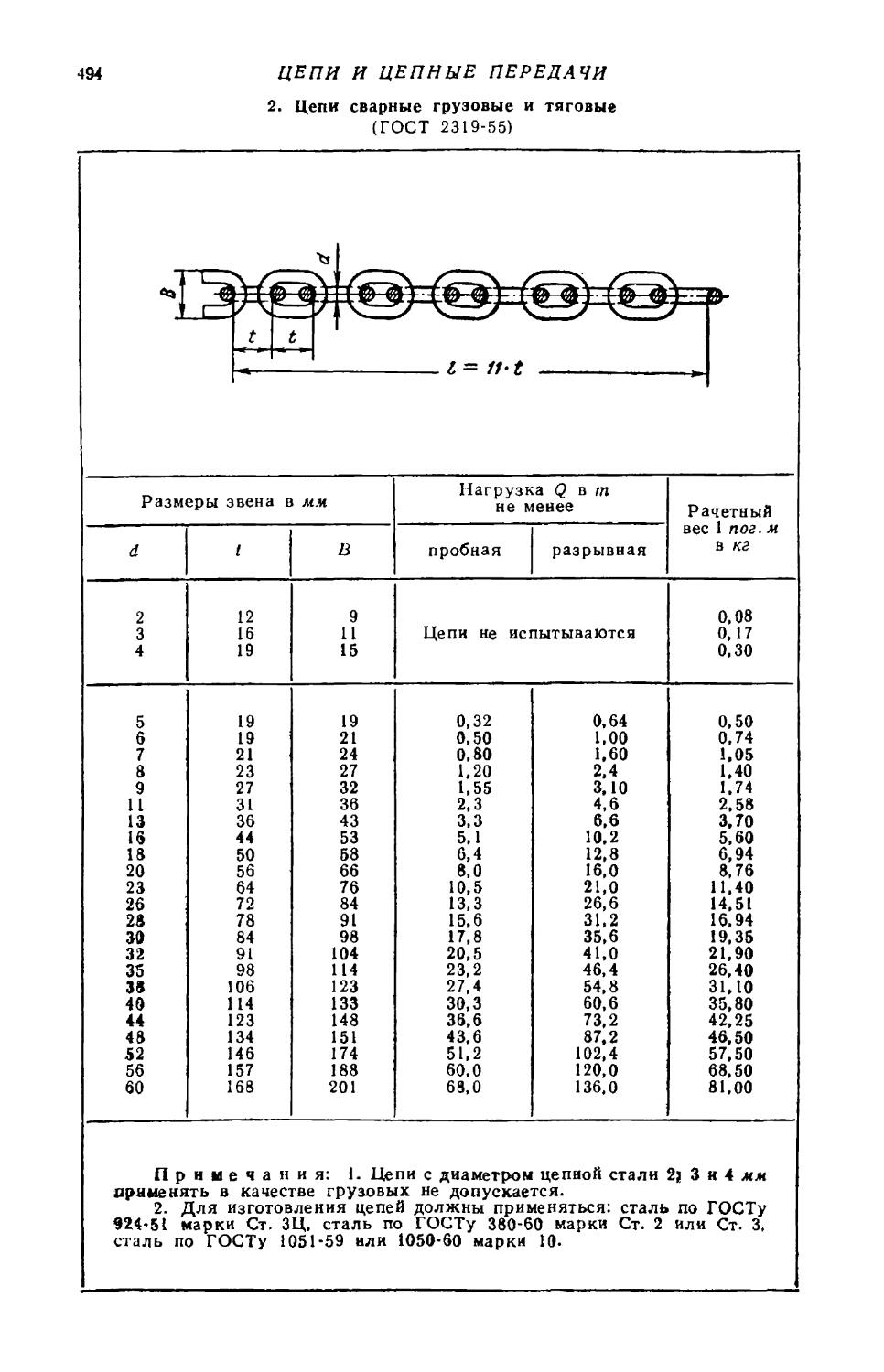
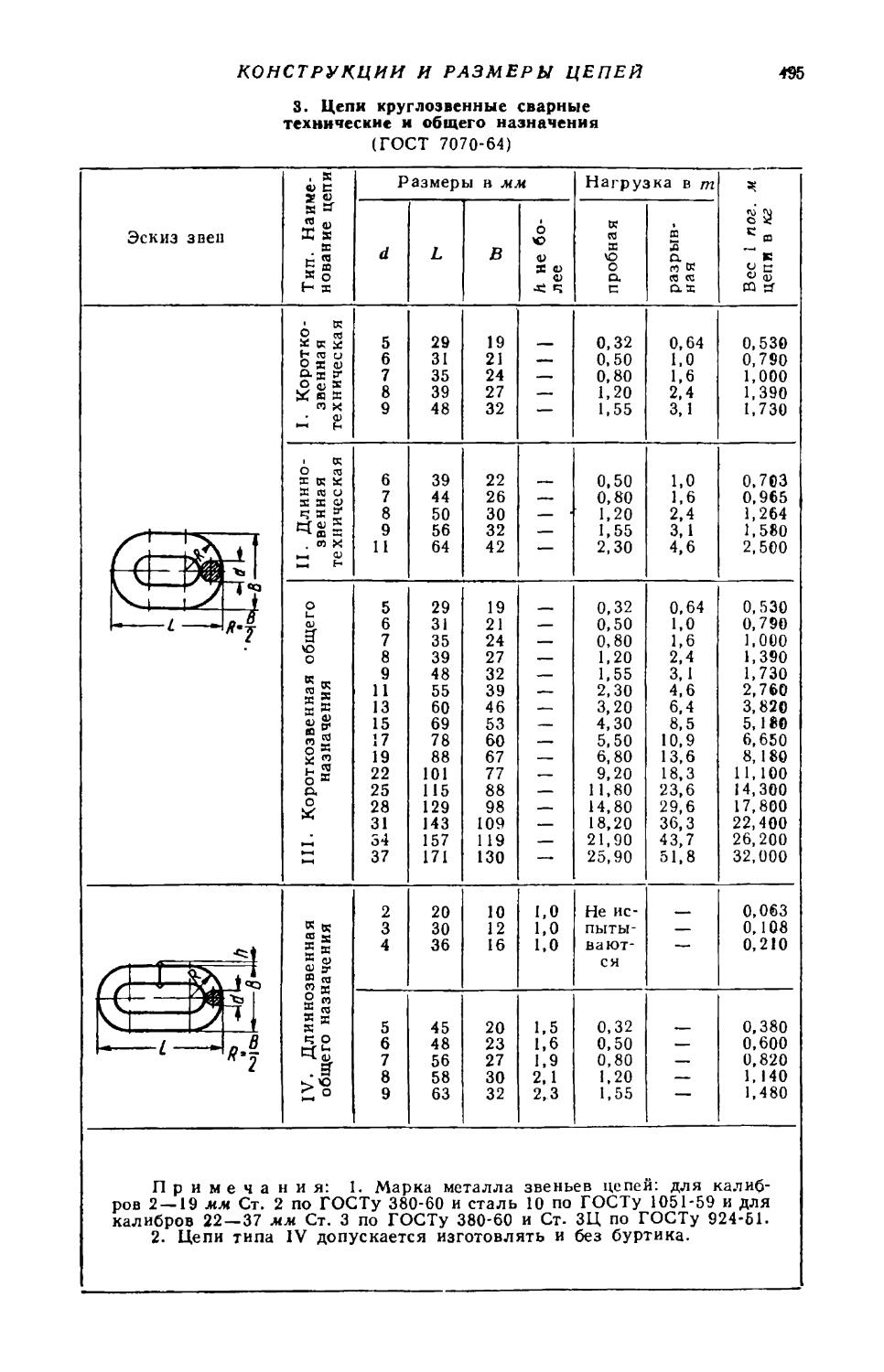
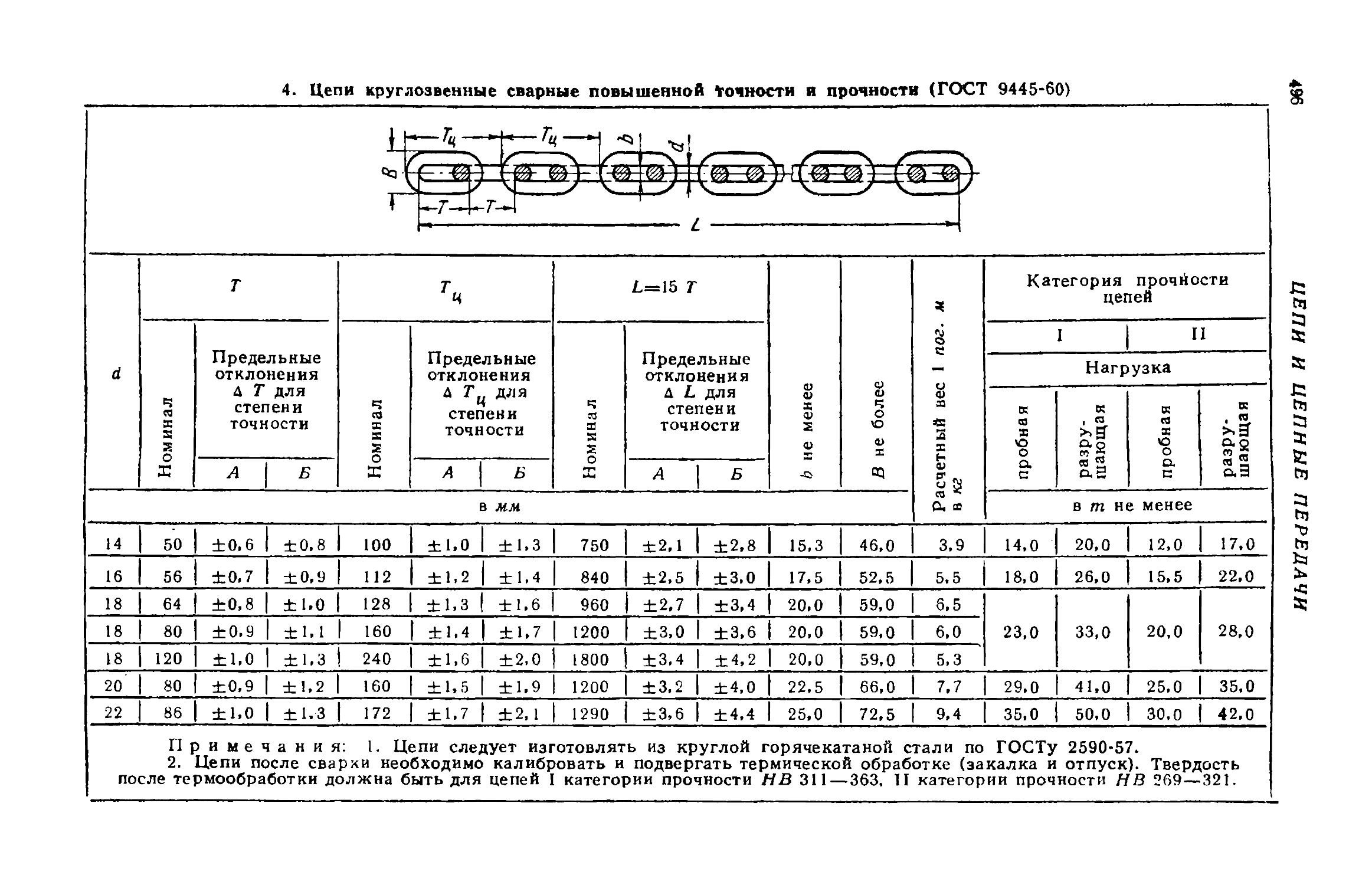
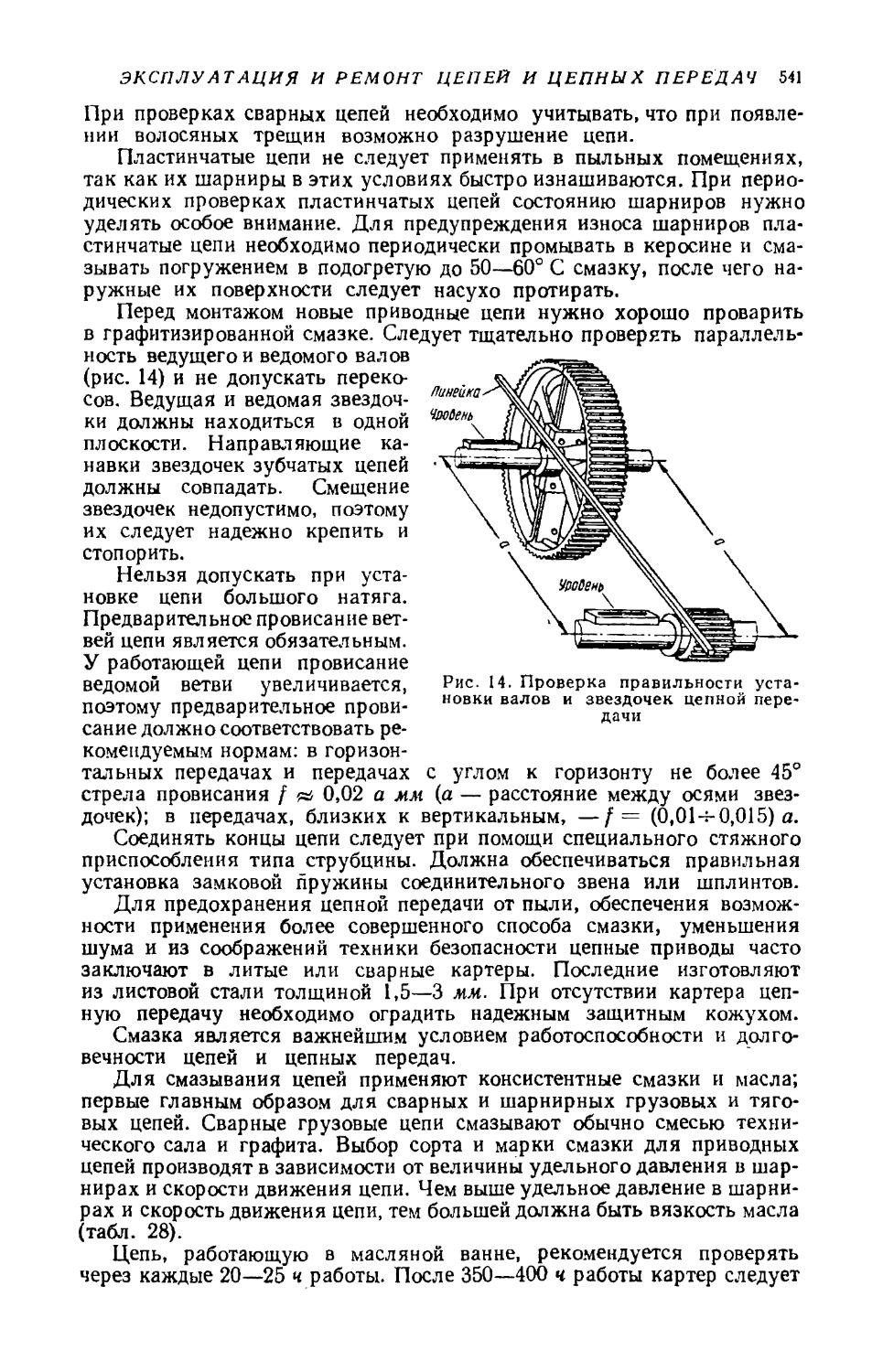
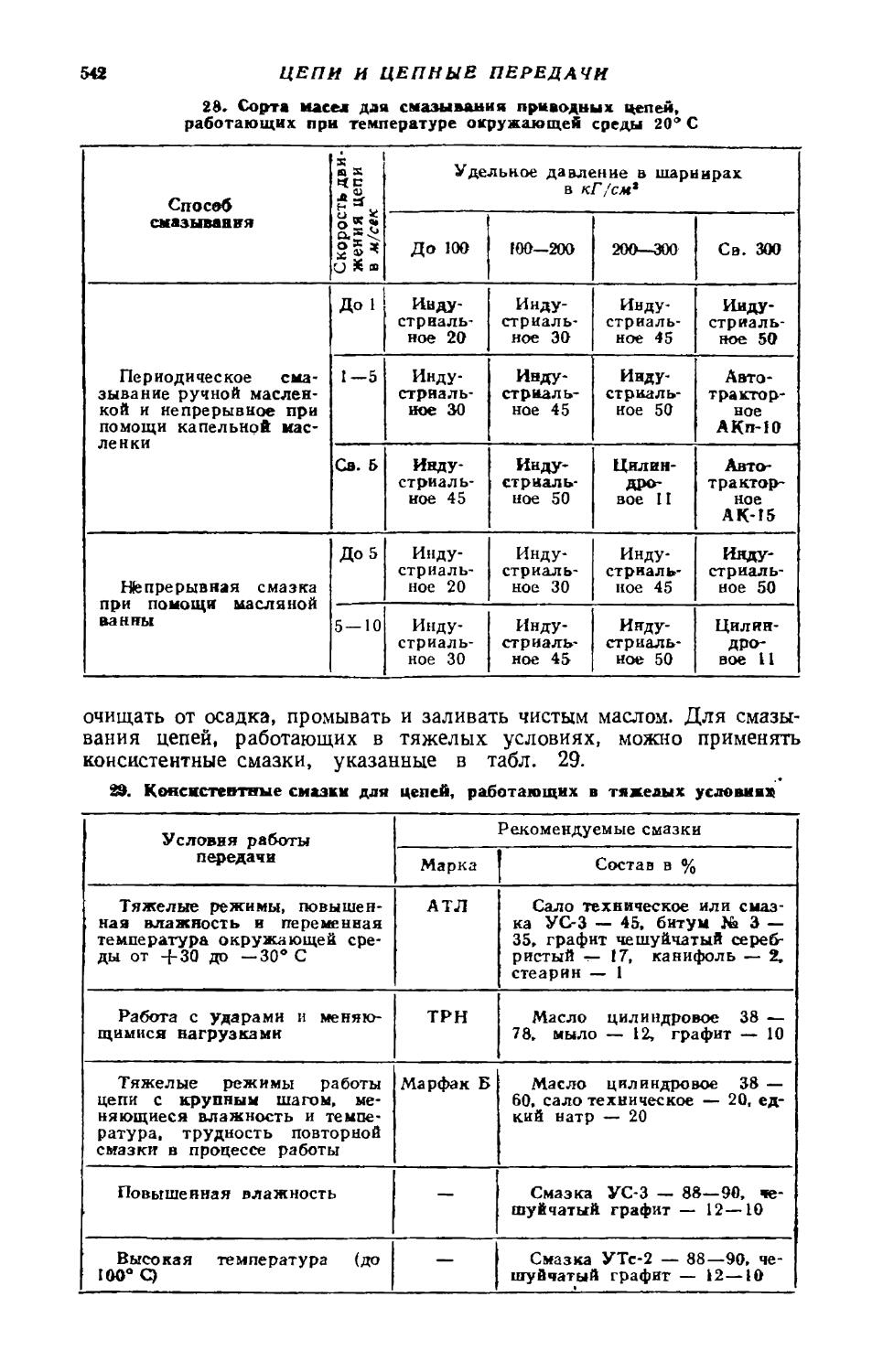
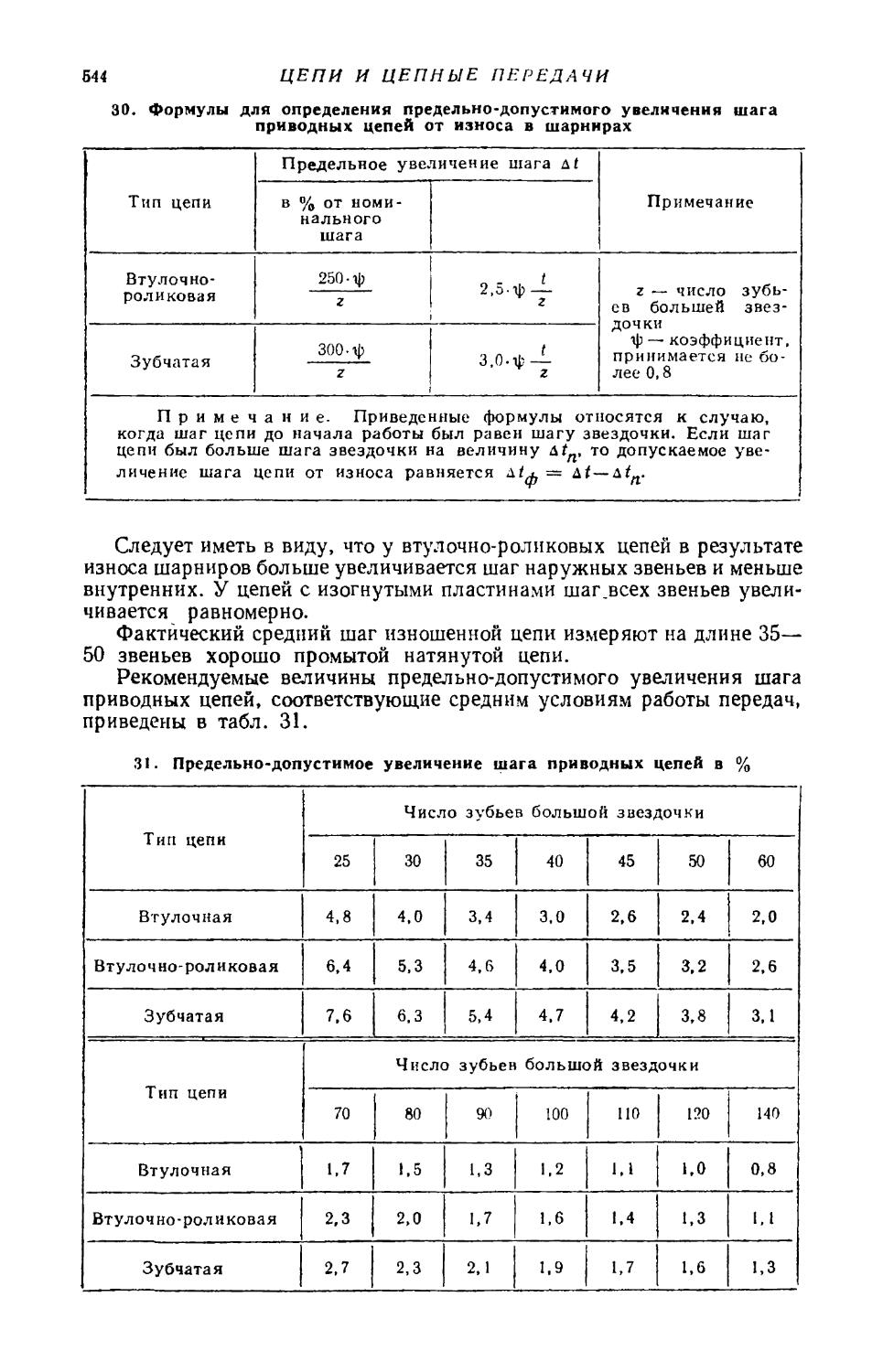
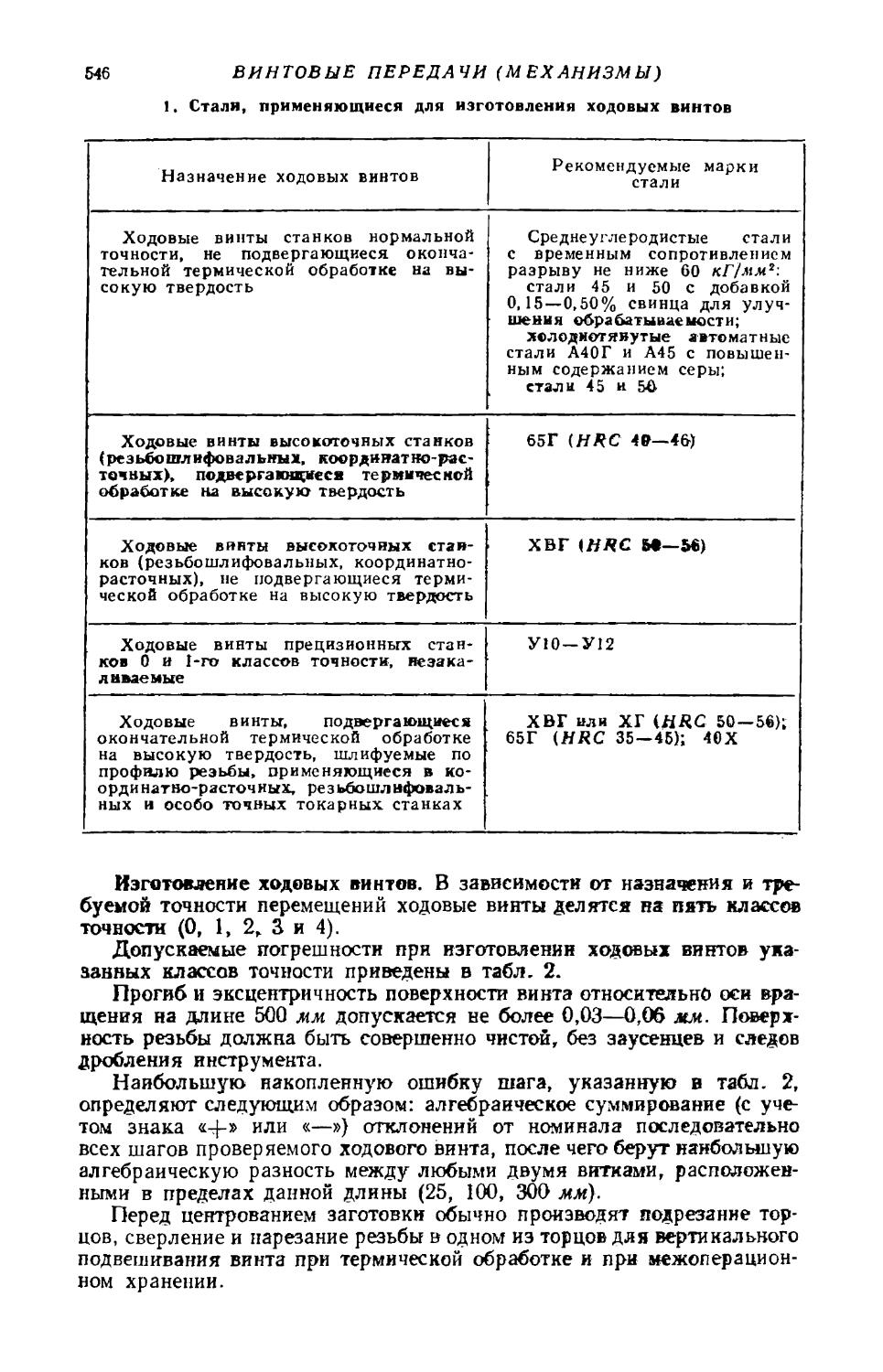
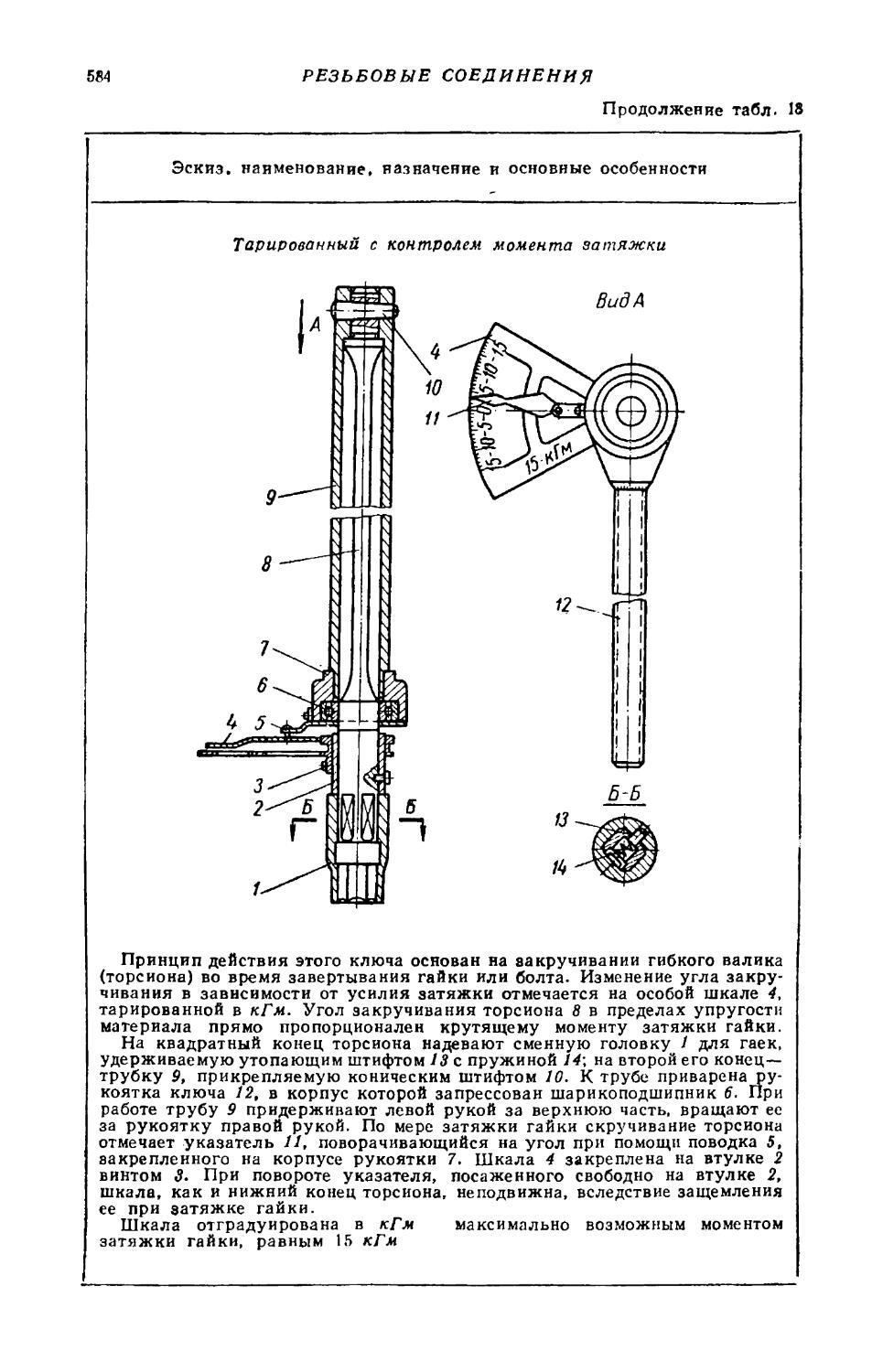
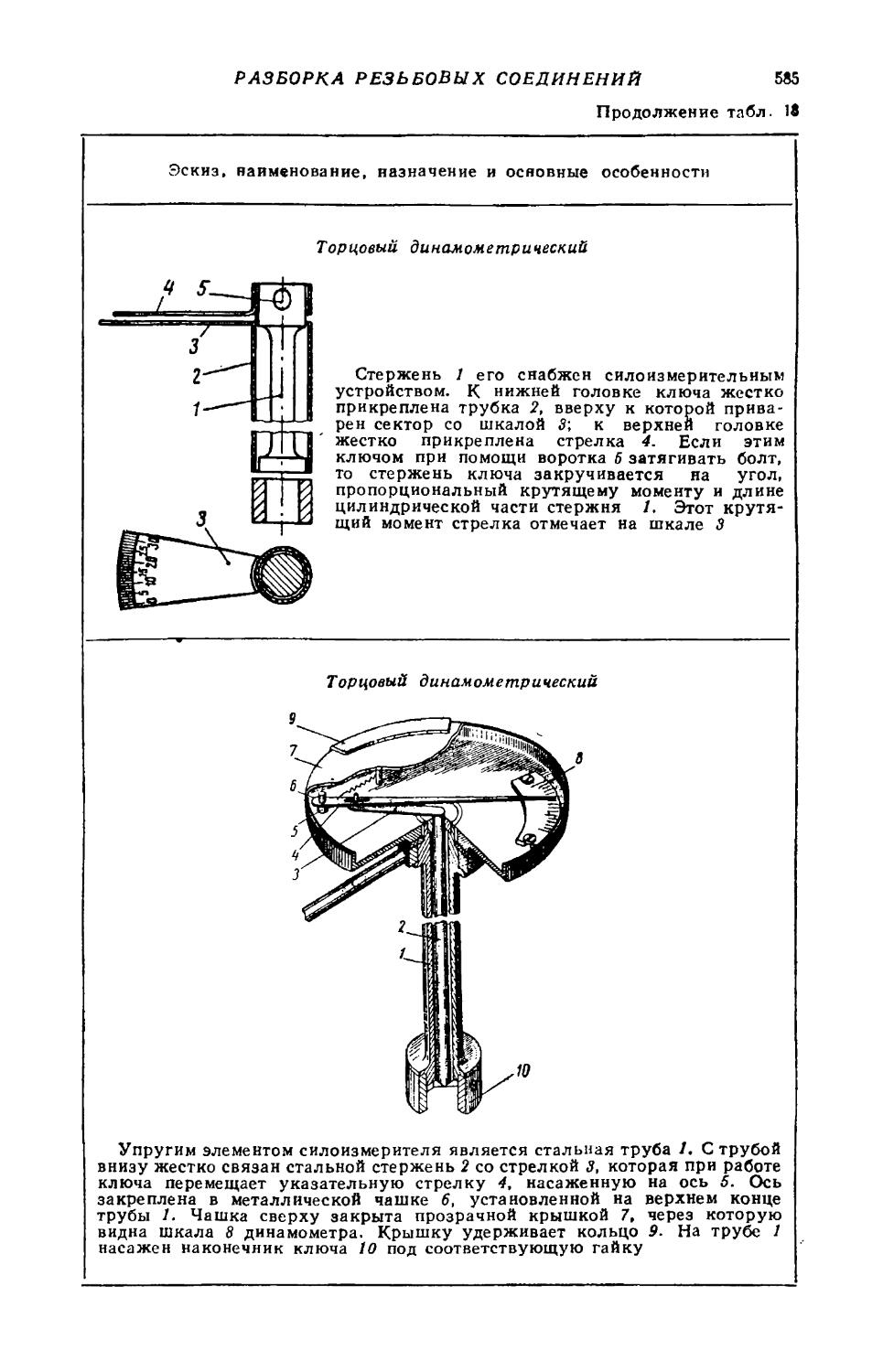
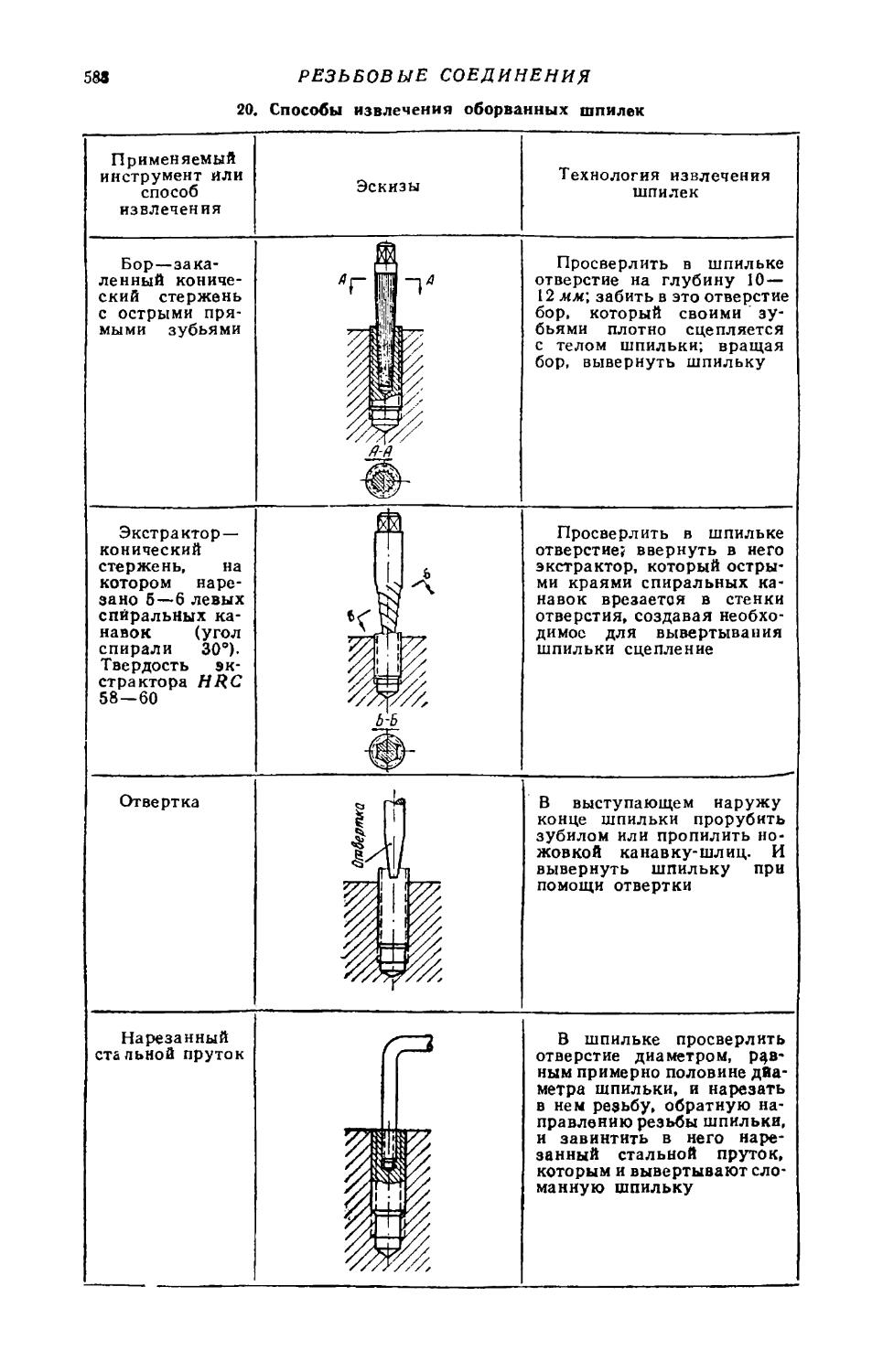
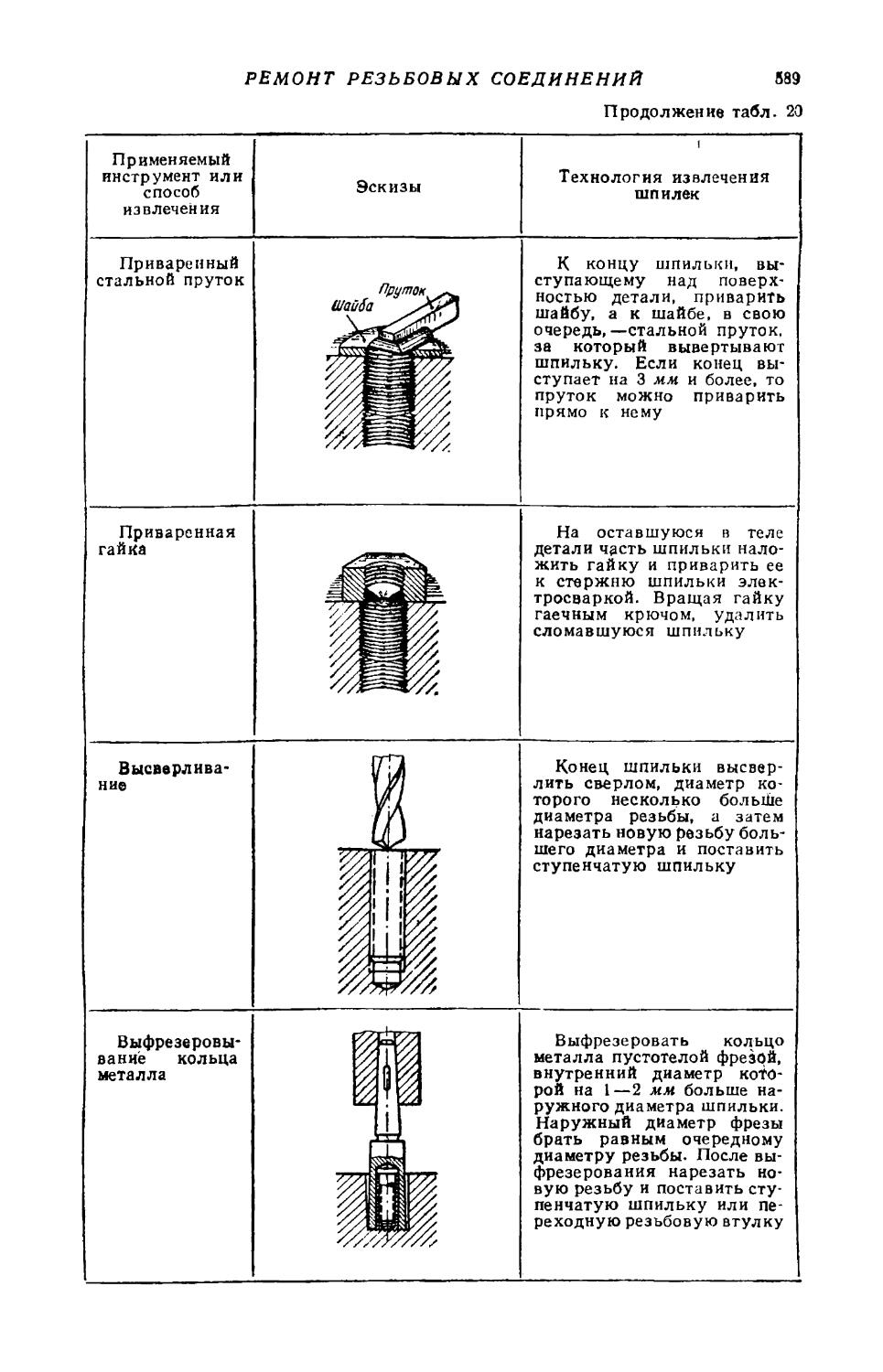
/

















































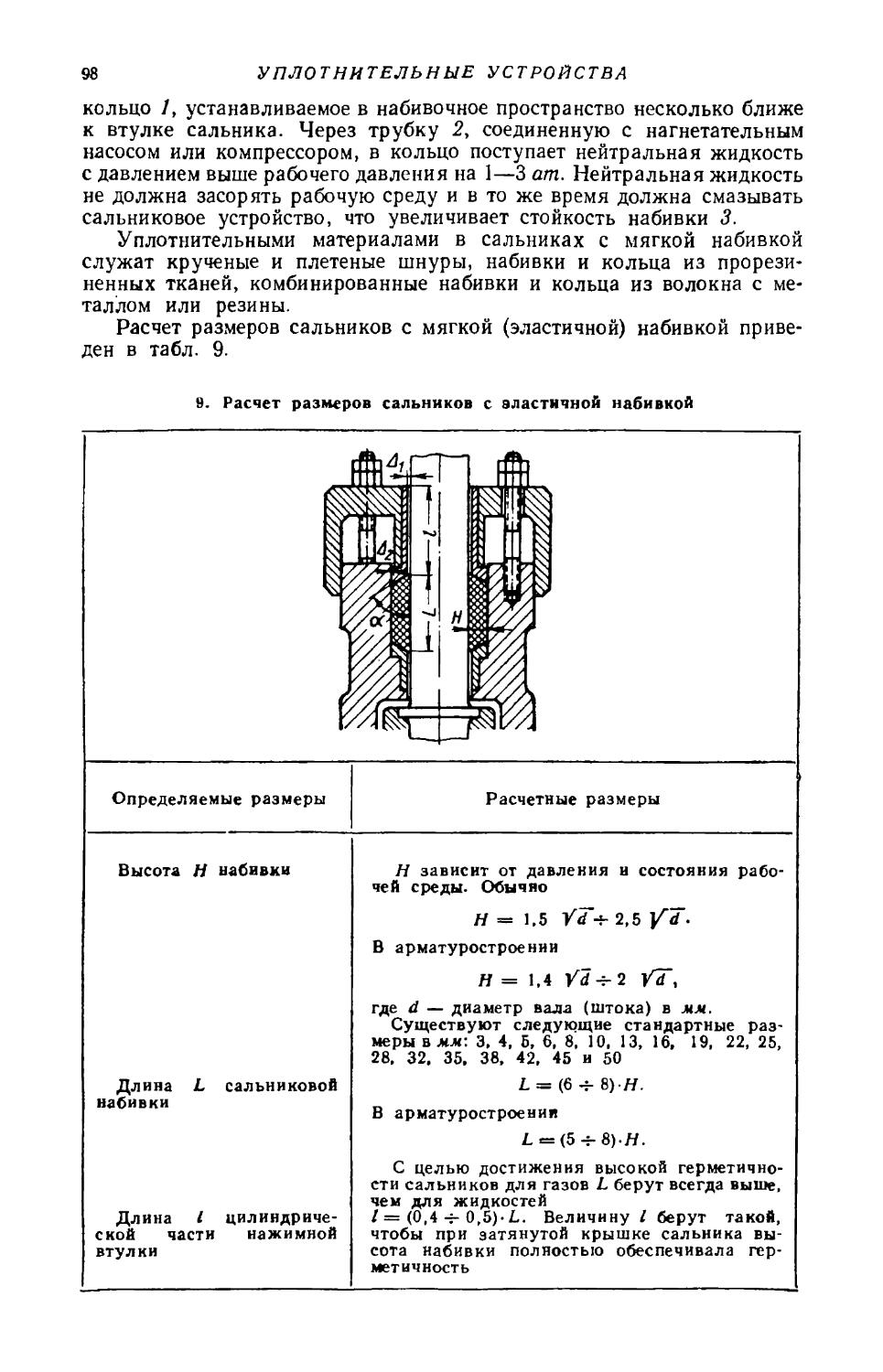
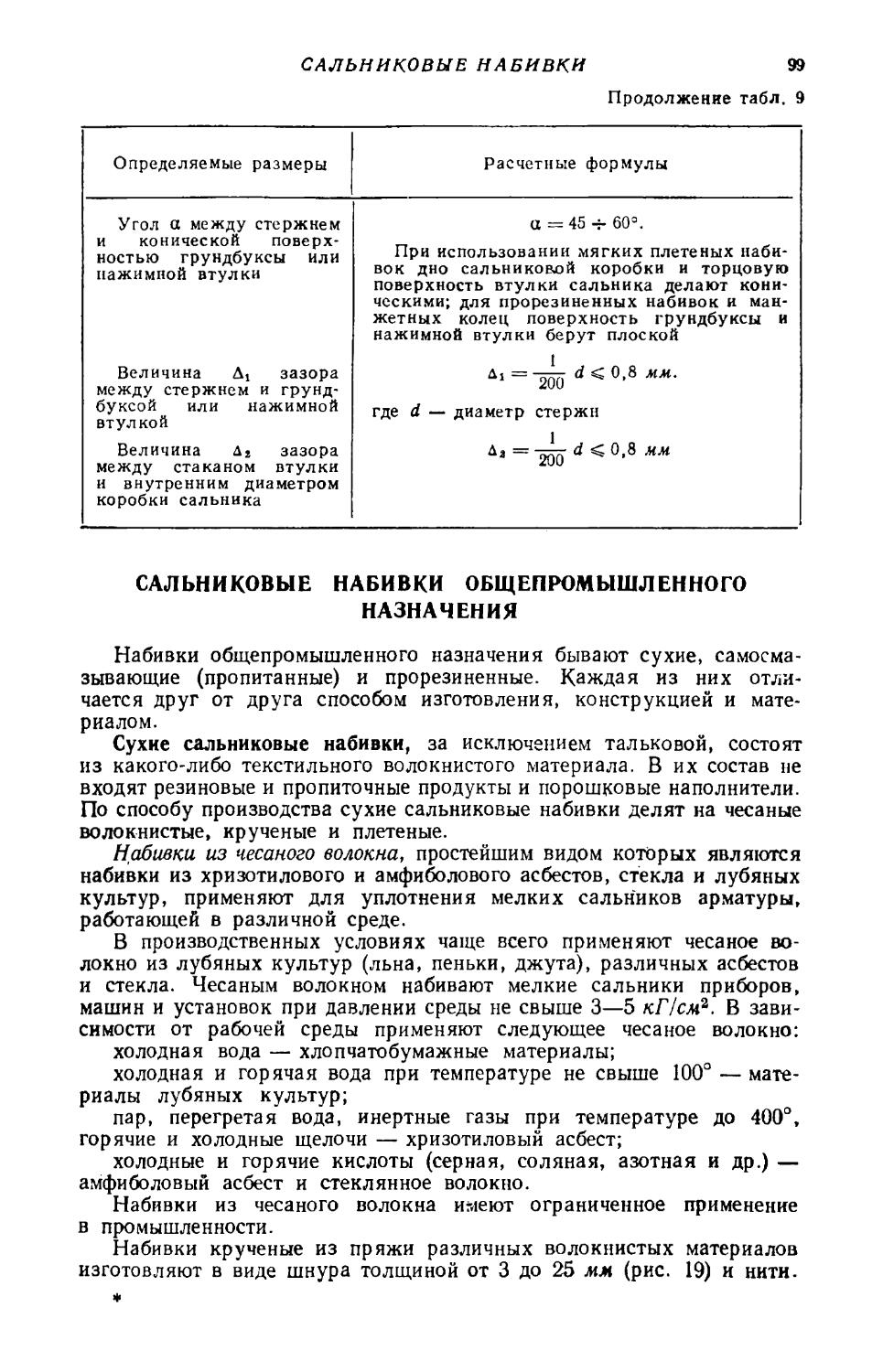
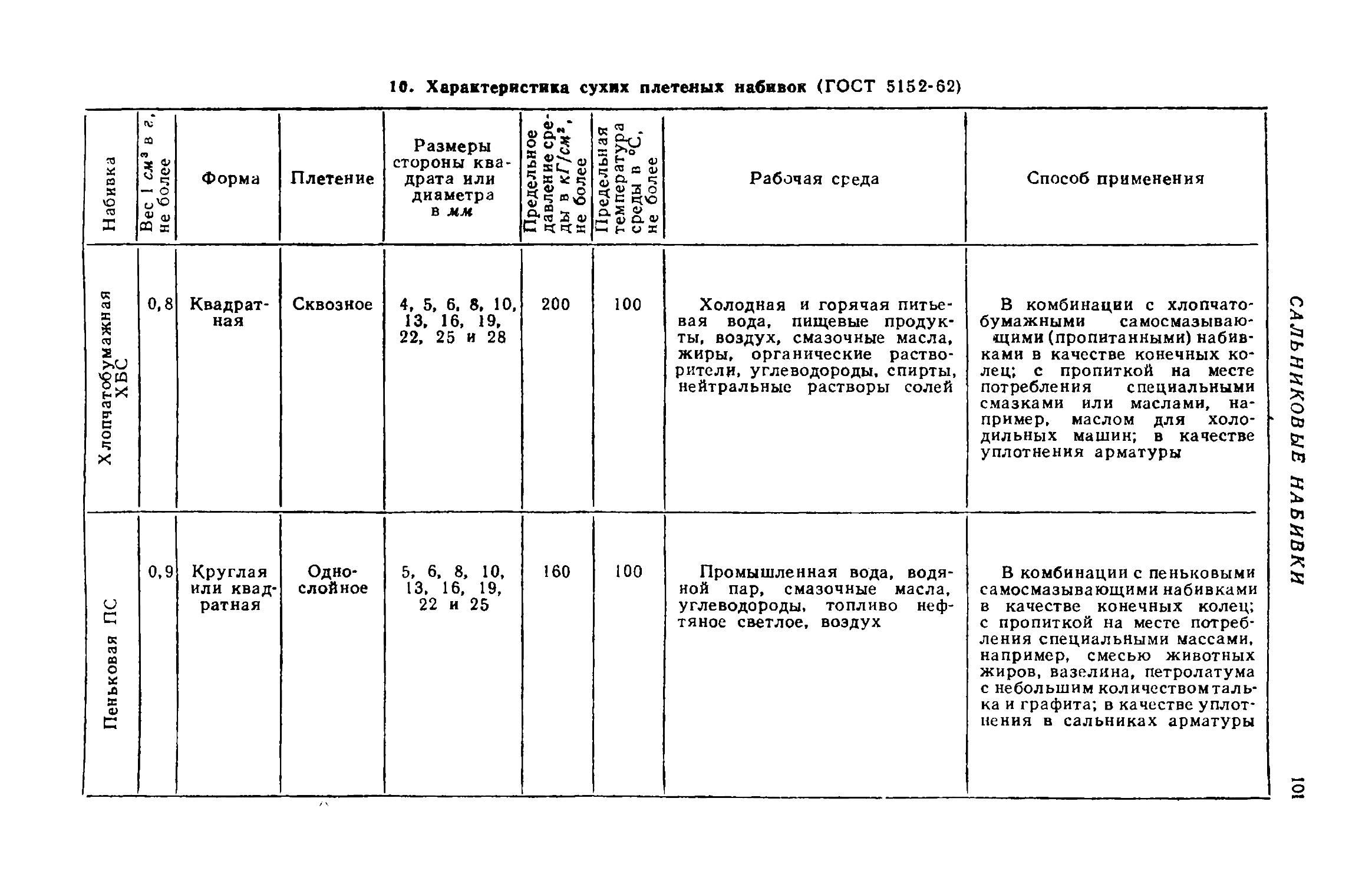







































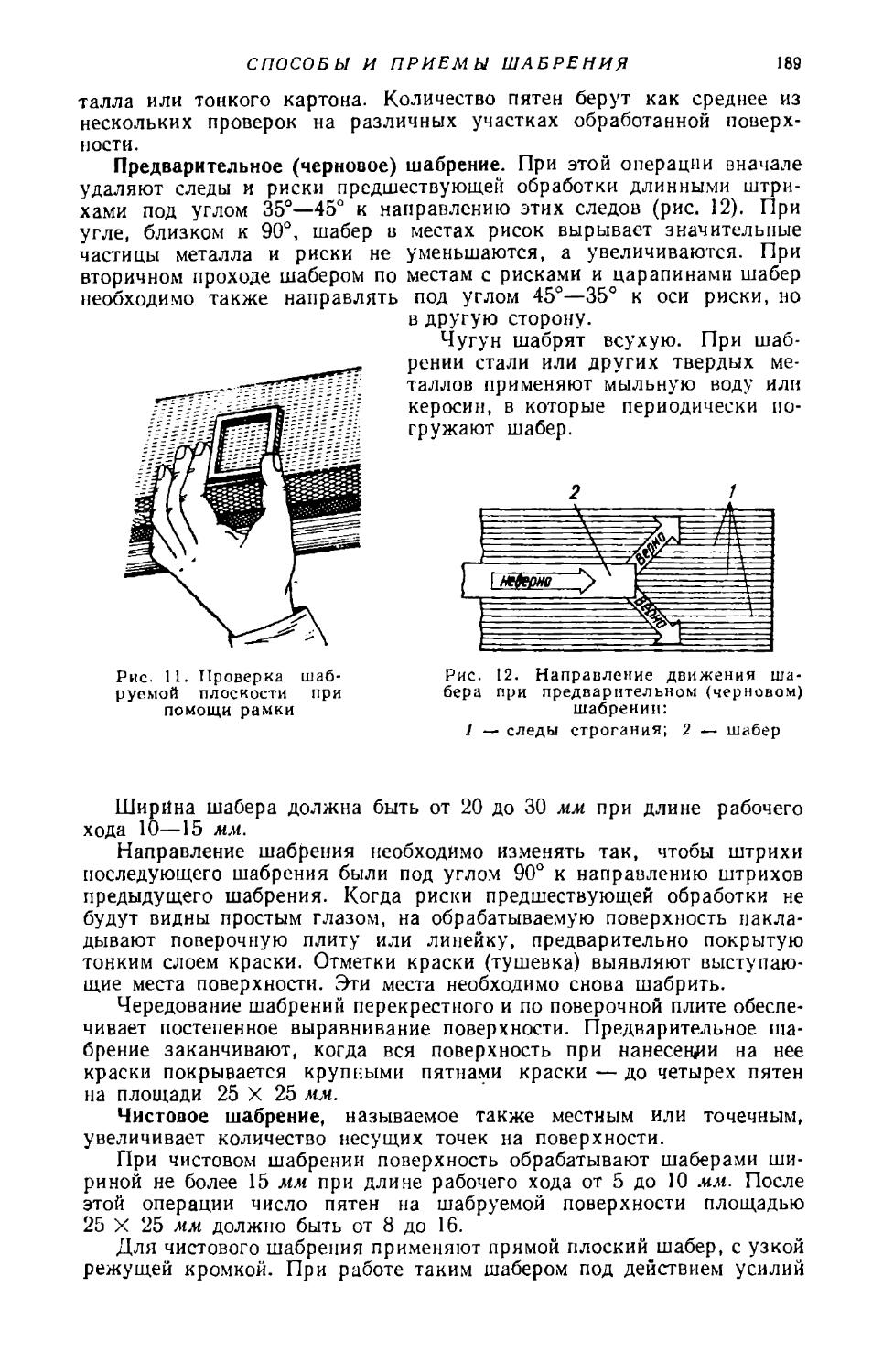
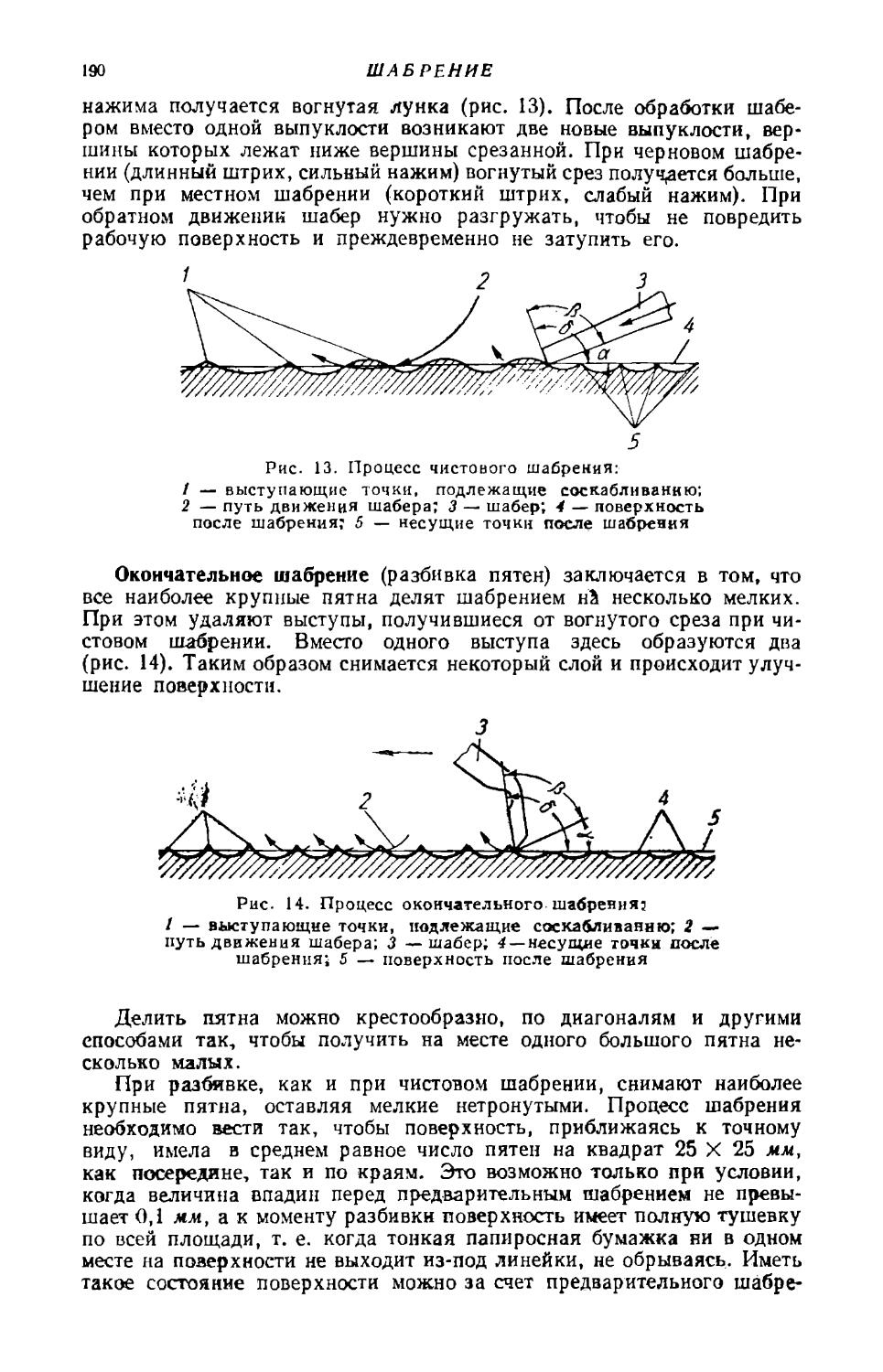


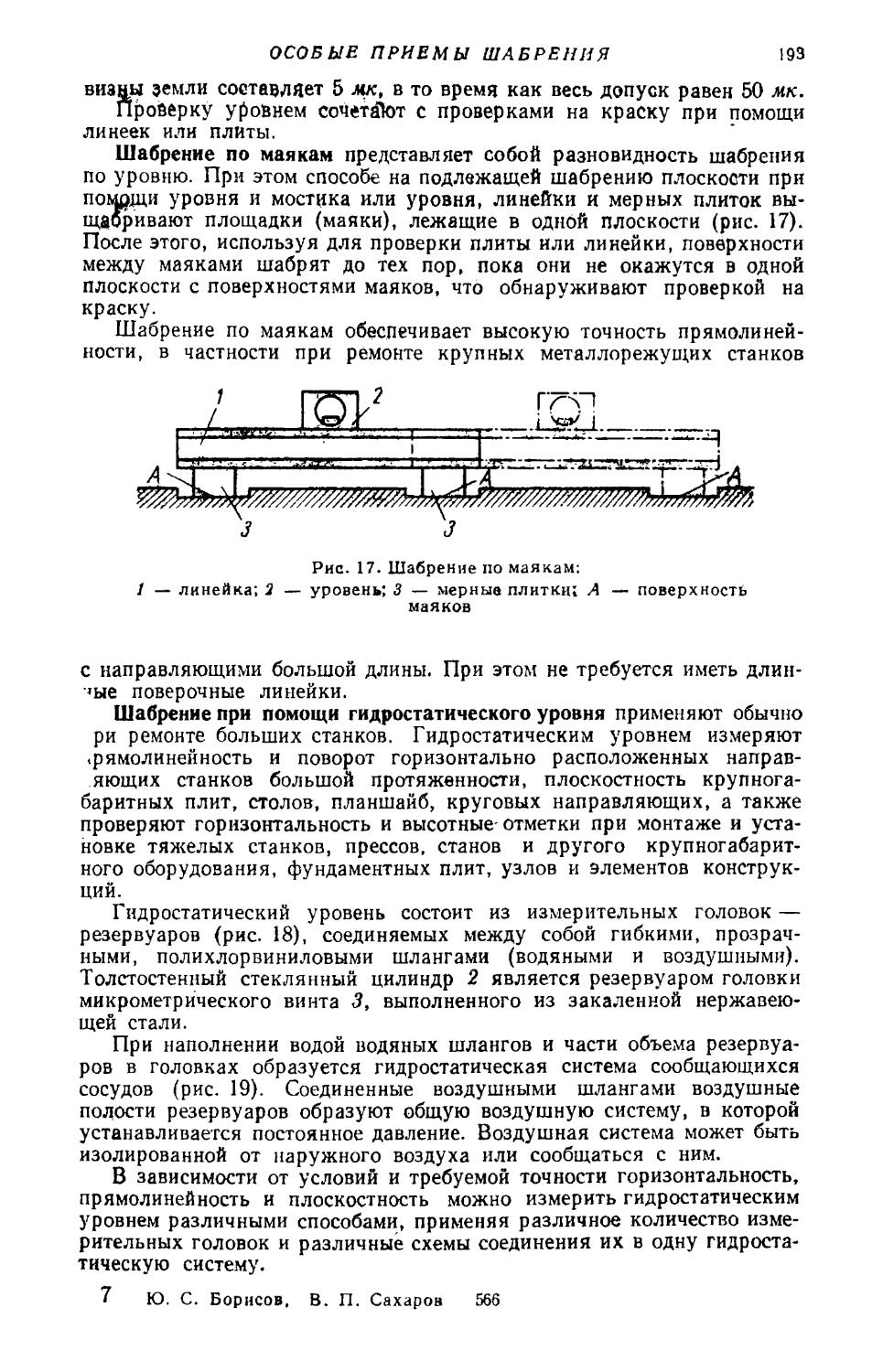


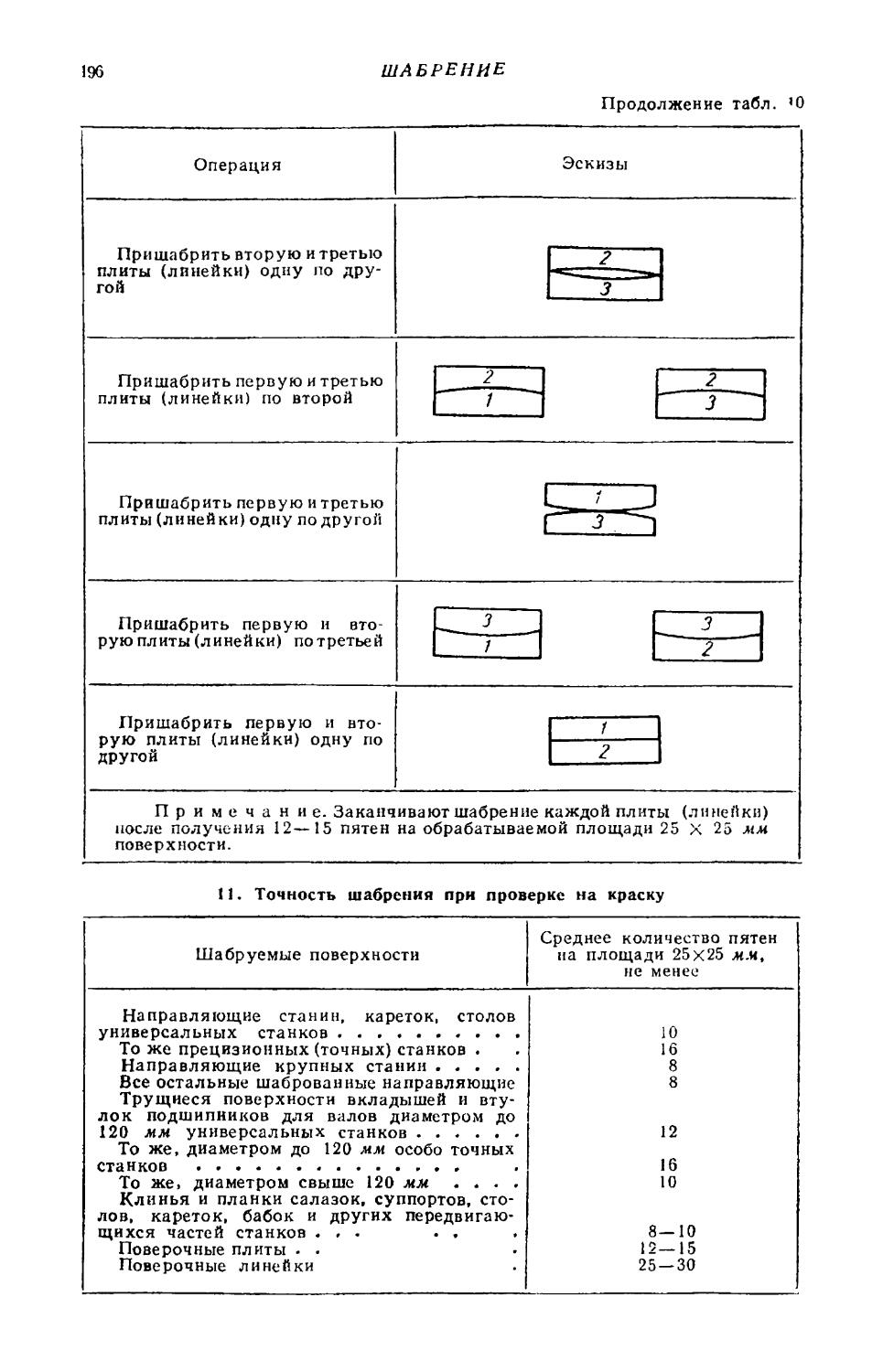



























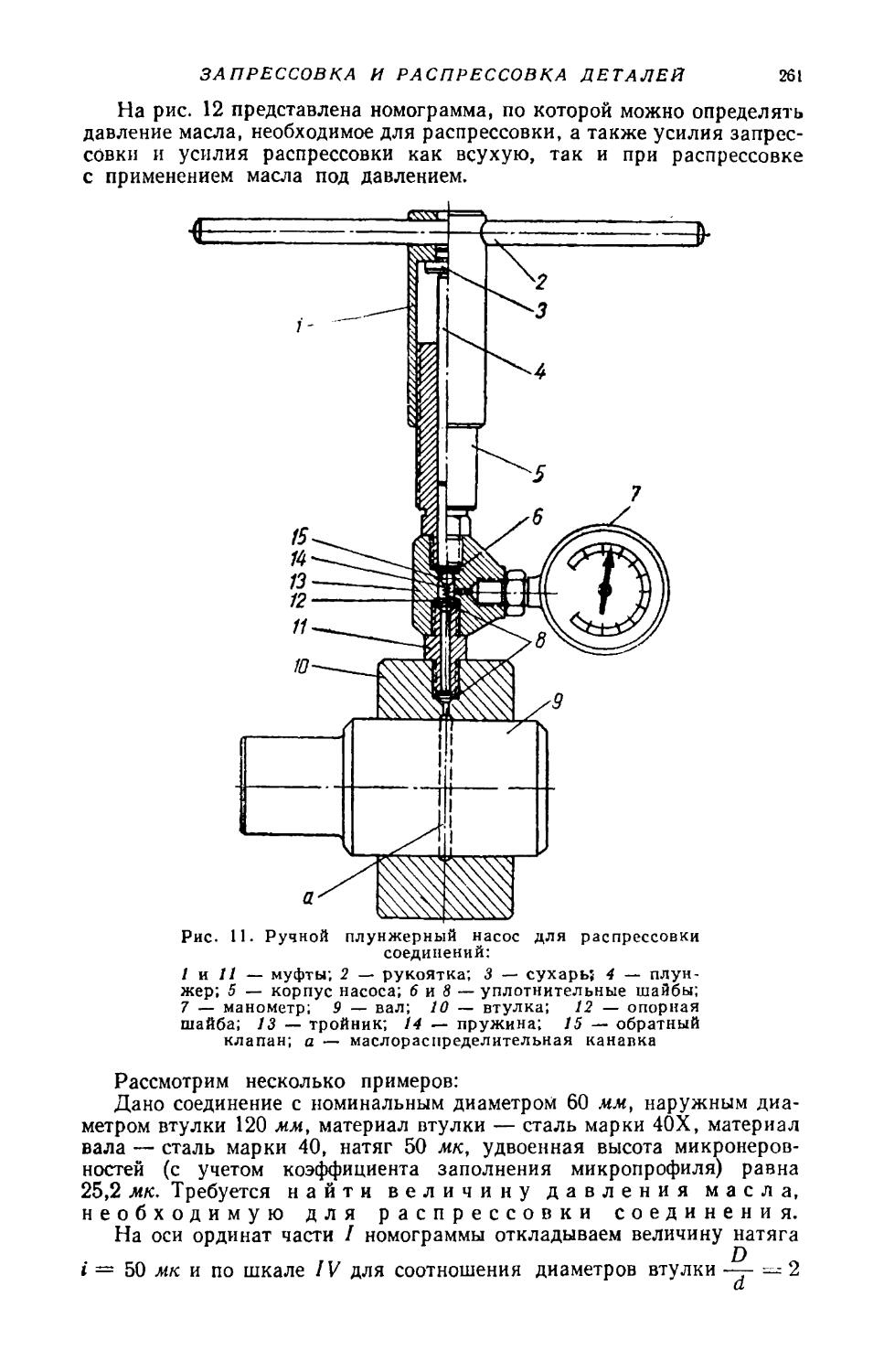
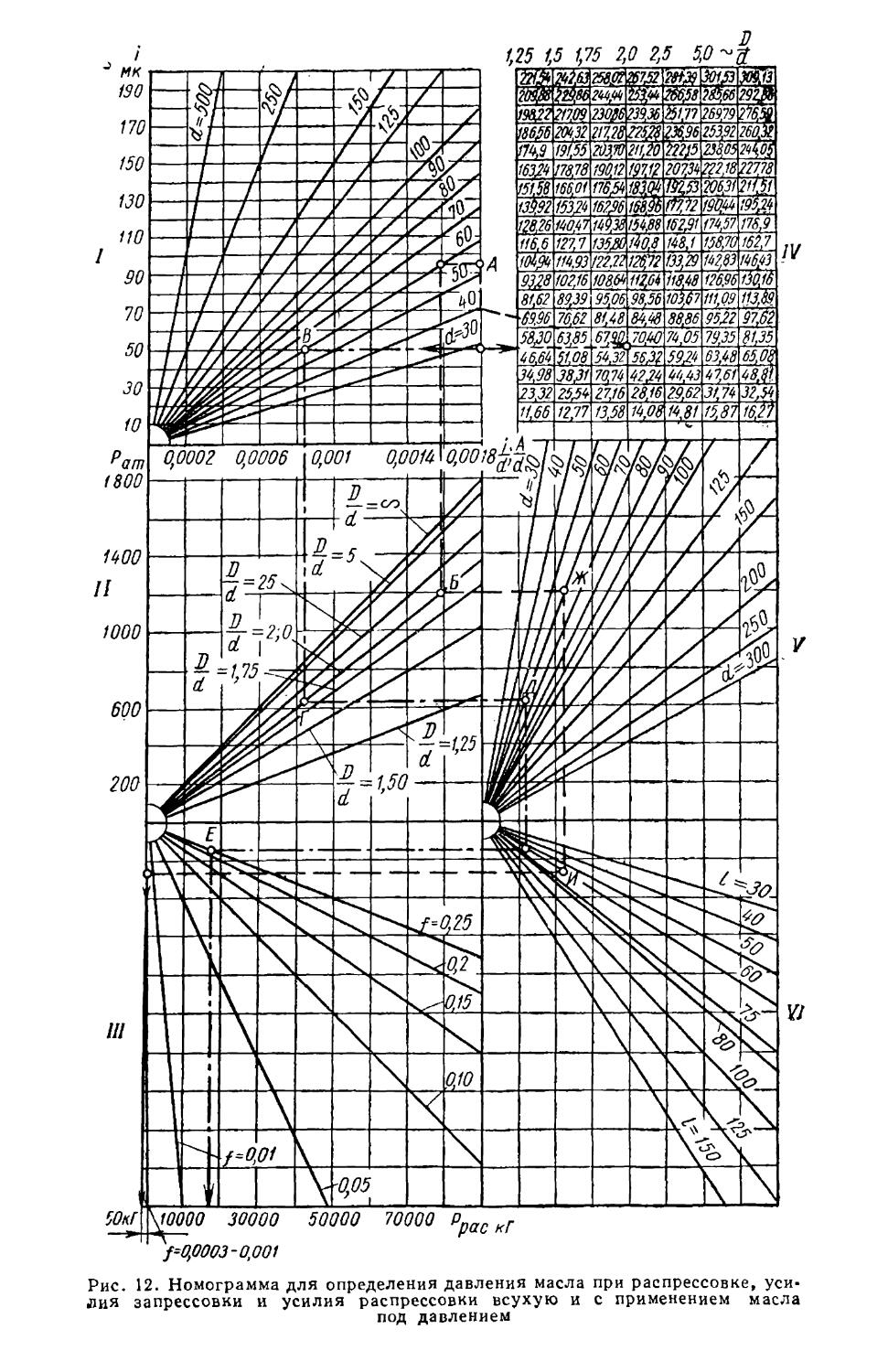
































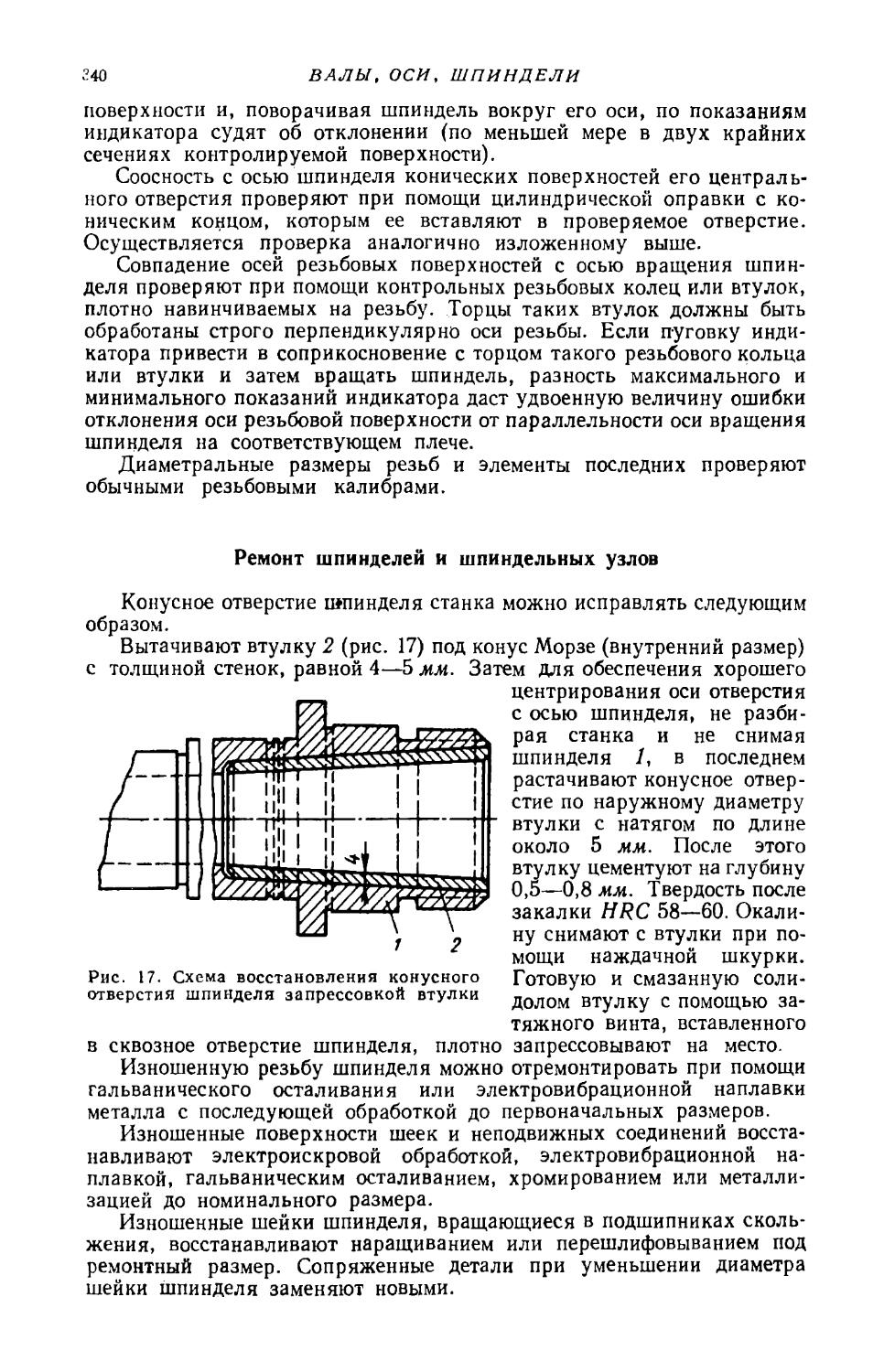























































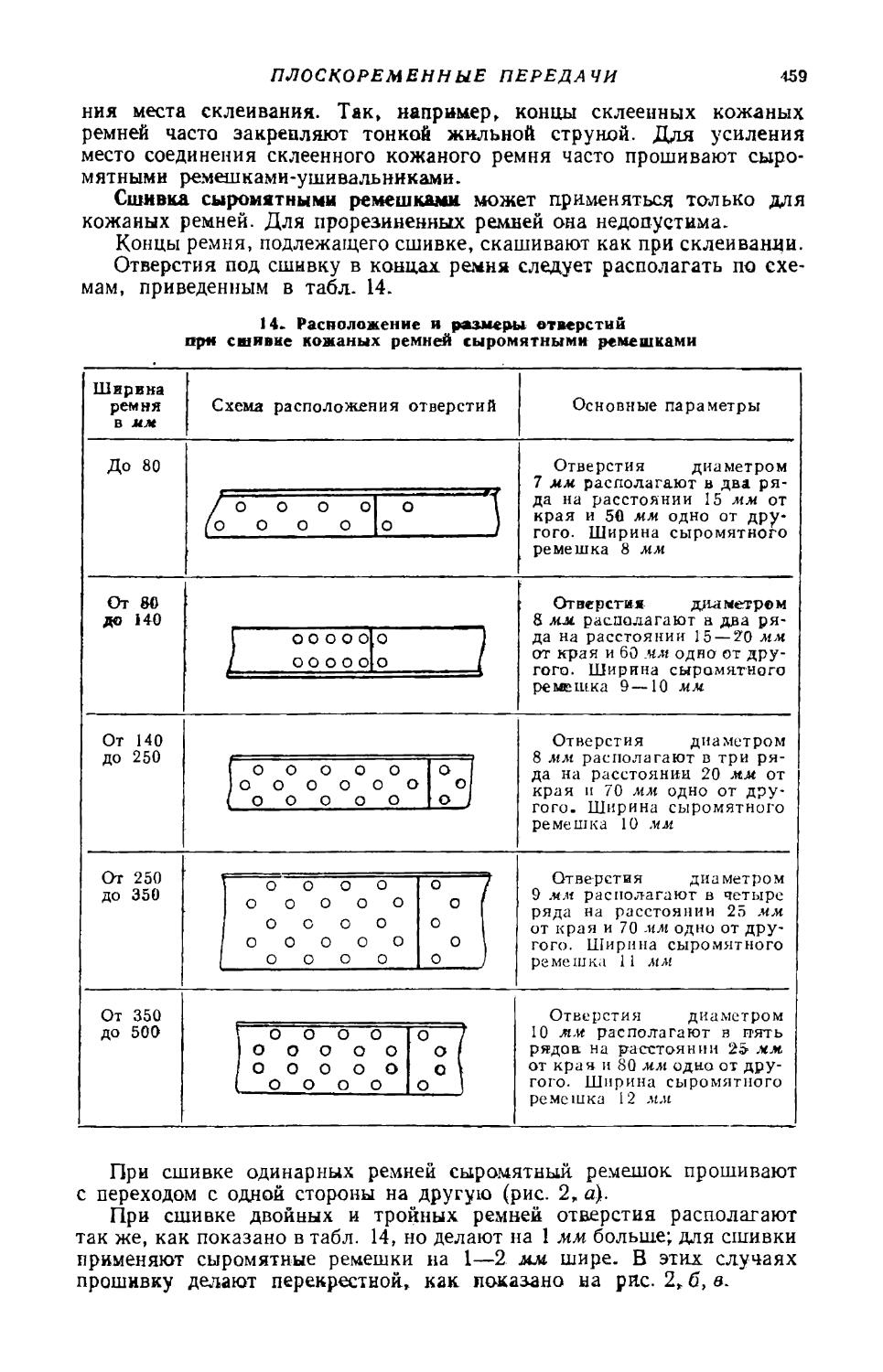

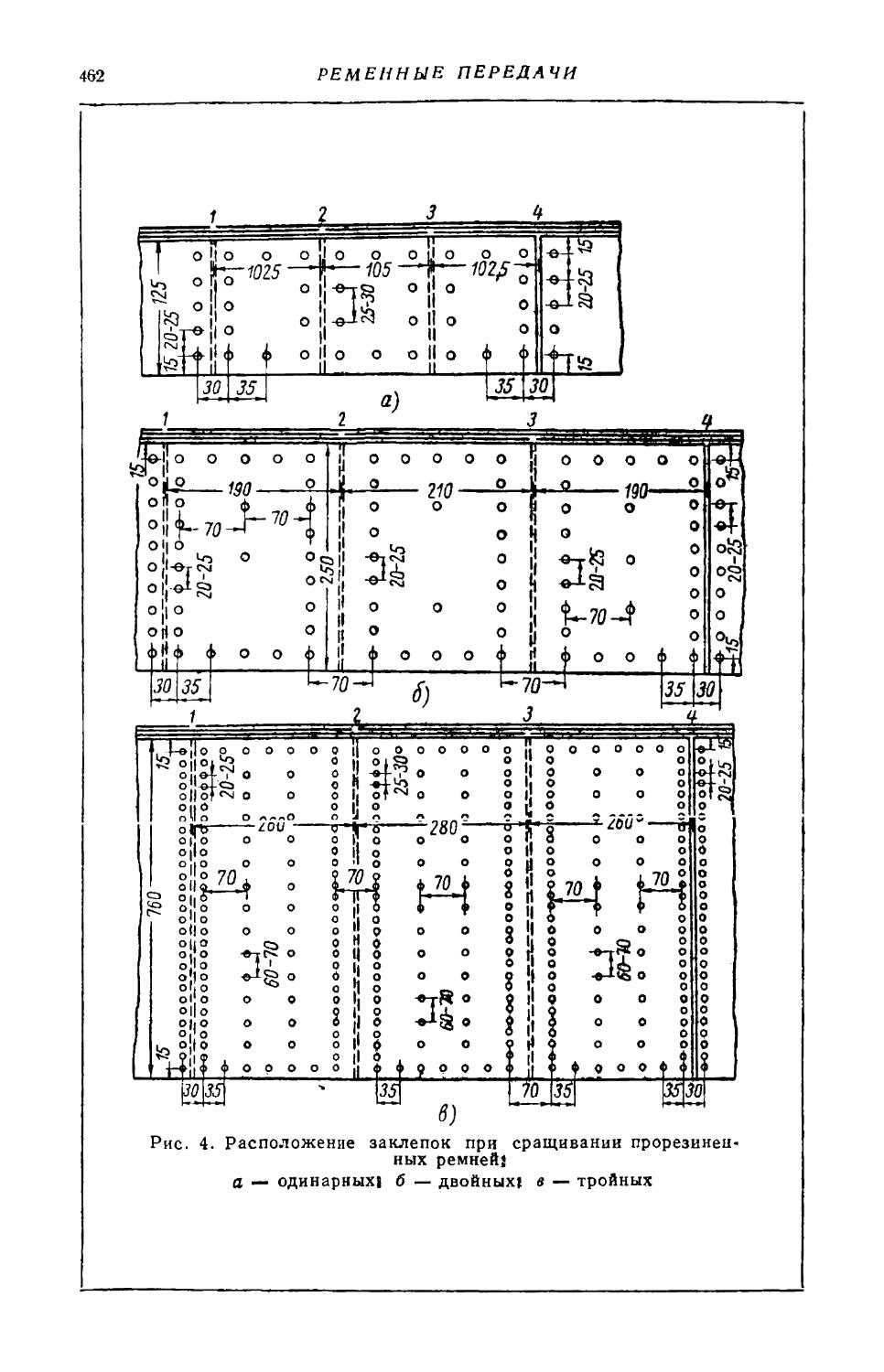


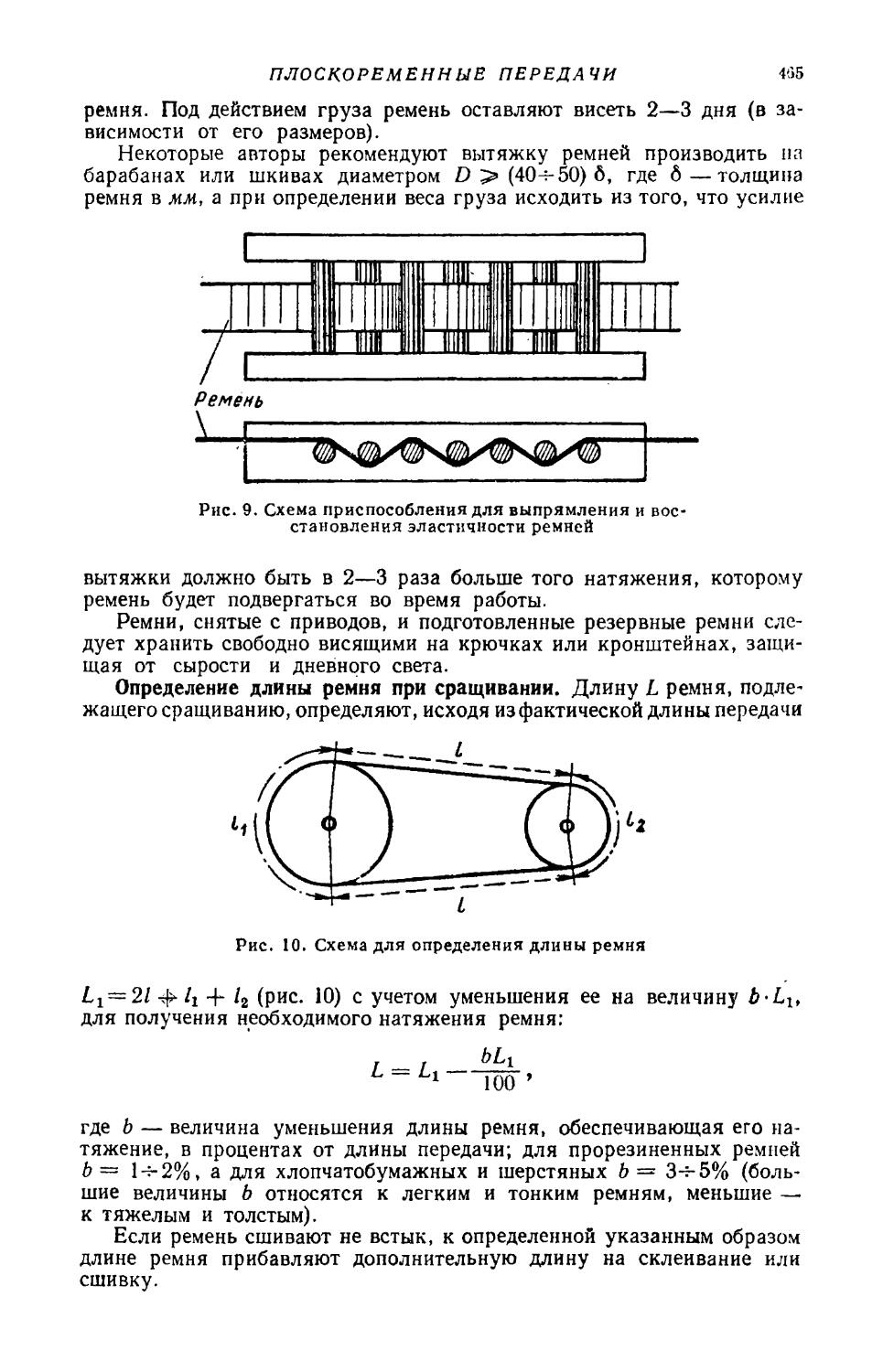









































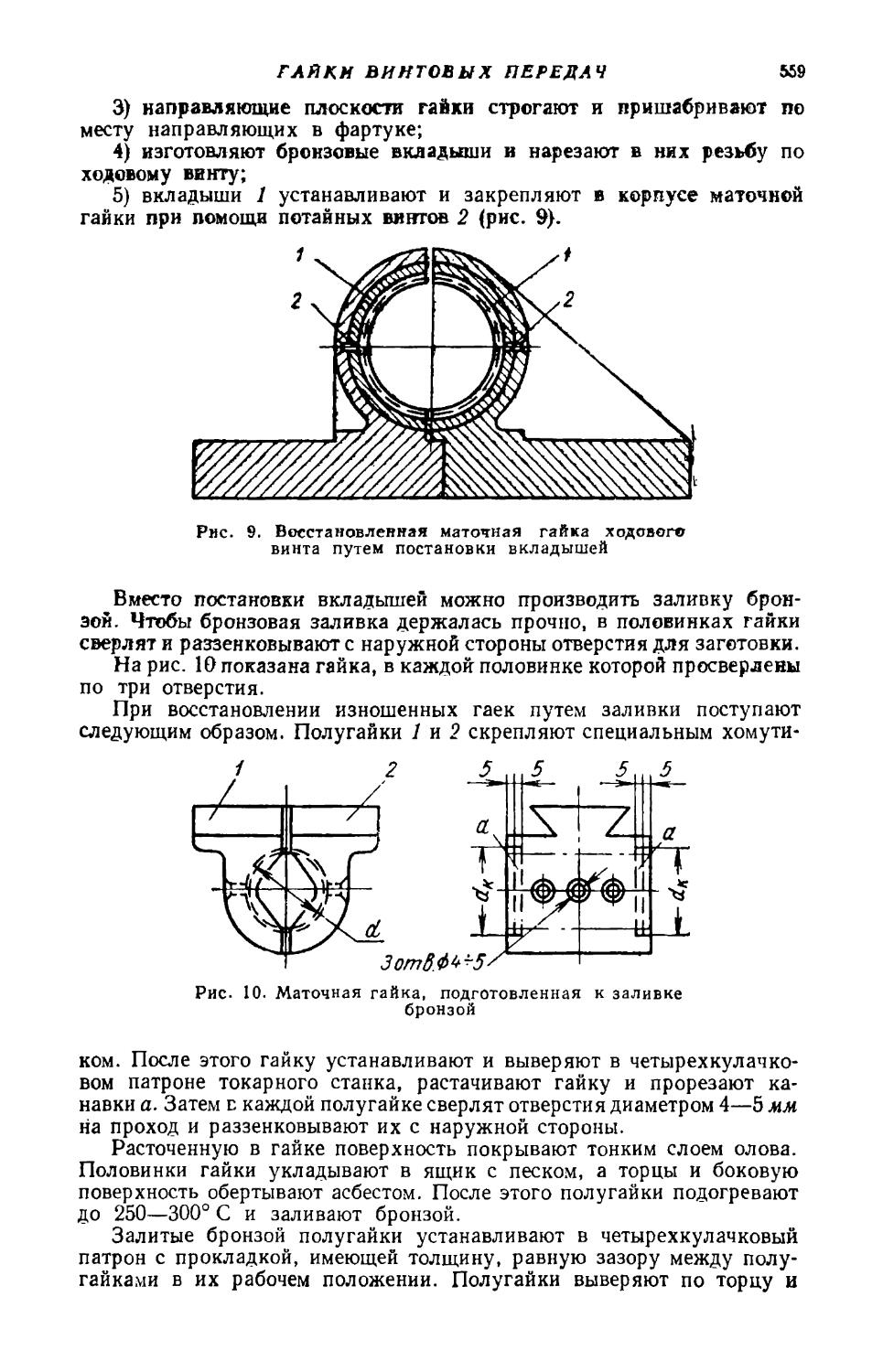
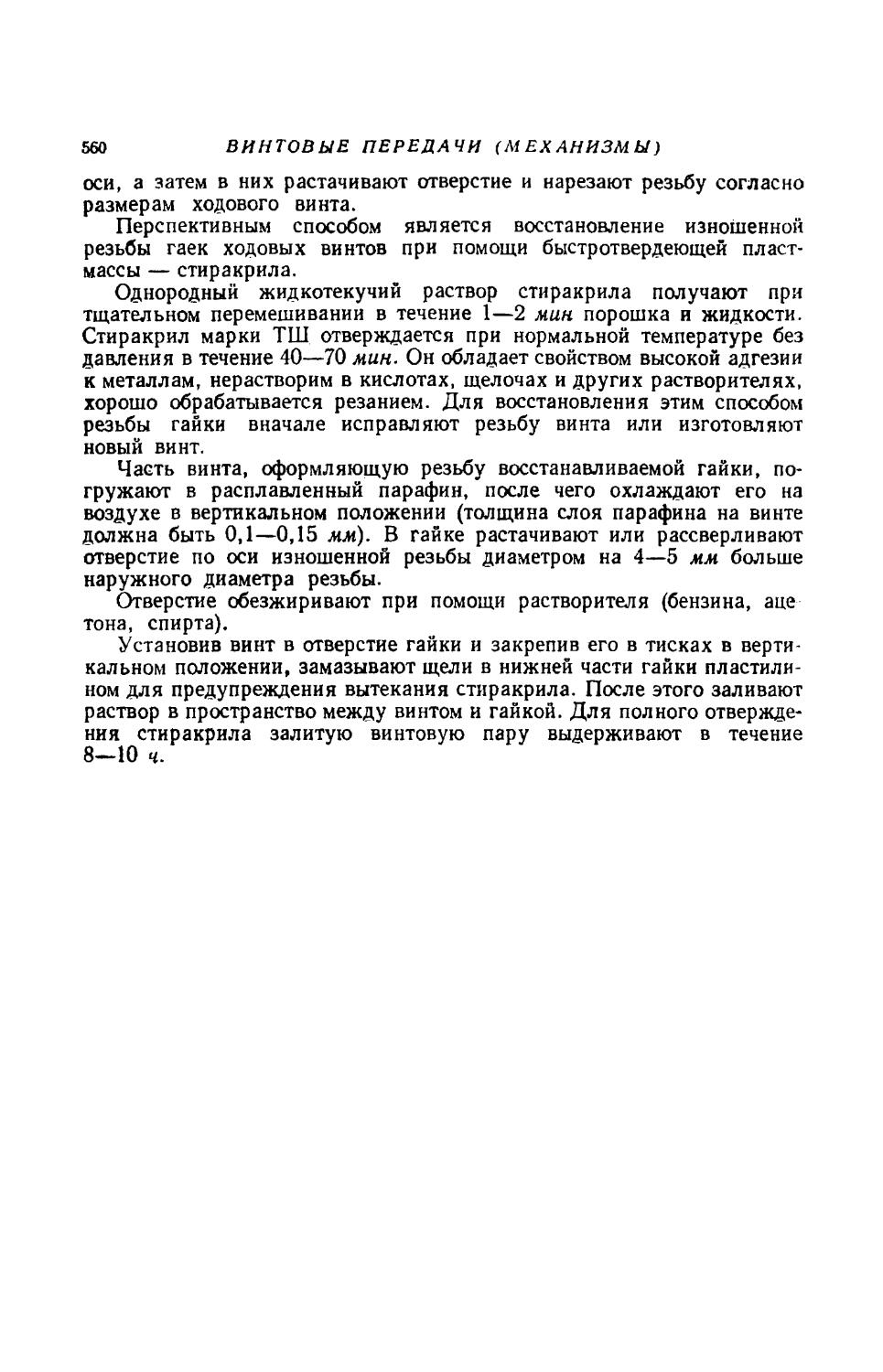


























































Текст
Г. С. БОРИСОВ, В. П. САХАРОВКРАТКИЙ
СПРАВОЧНИК
ЦЕХОВОГО МЕХАНИКАИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва 1966
УДК 658.58(083)В справочнике даны сведения по восстановлению изно¬
шенных и поврежденных деталей и узлов оборудования.
Дана технология ремонта валов, осей, шпинделей, их
опор, шпоночных и зубчатых (шлицевых) соединений,
ременных и цепных передач, винтовых пар и резьбовых
соединений, уплотнительных устройств. Приведены не¬
обходимые материалы по слесарно-сборочным работам,
смазке, смазочным устройствам, устройствам для преду¬
преждения поломок машин от перегрузок.Справочник предназначен для инженерно-технических
работников цеховых ремонтных служб и ремонтно-меха¬
нических цехов, а также для квалифицированных рабо¬
чих по ремонту оборудования, в частности, для бригади¬
ров ремонтных бригад.3—13—1
65Рецензент Главный механик Московского завода малолитражных
автомобилей инж. Н. И. ЛихинРедакторы инженеры И. П. Савкин и Ю. Н. Канин
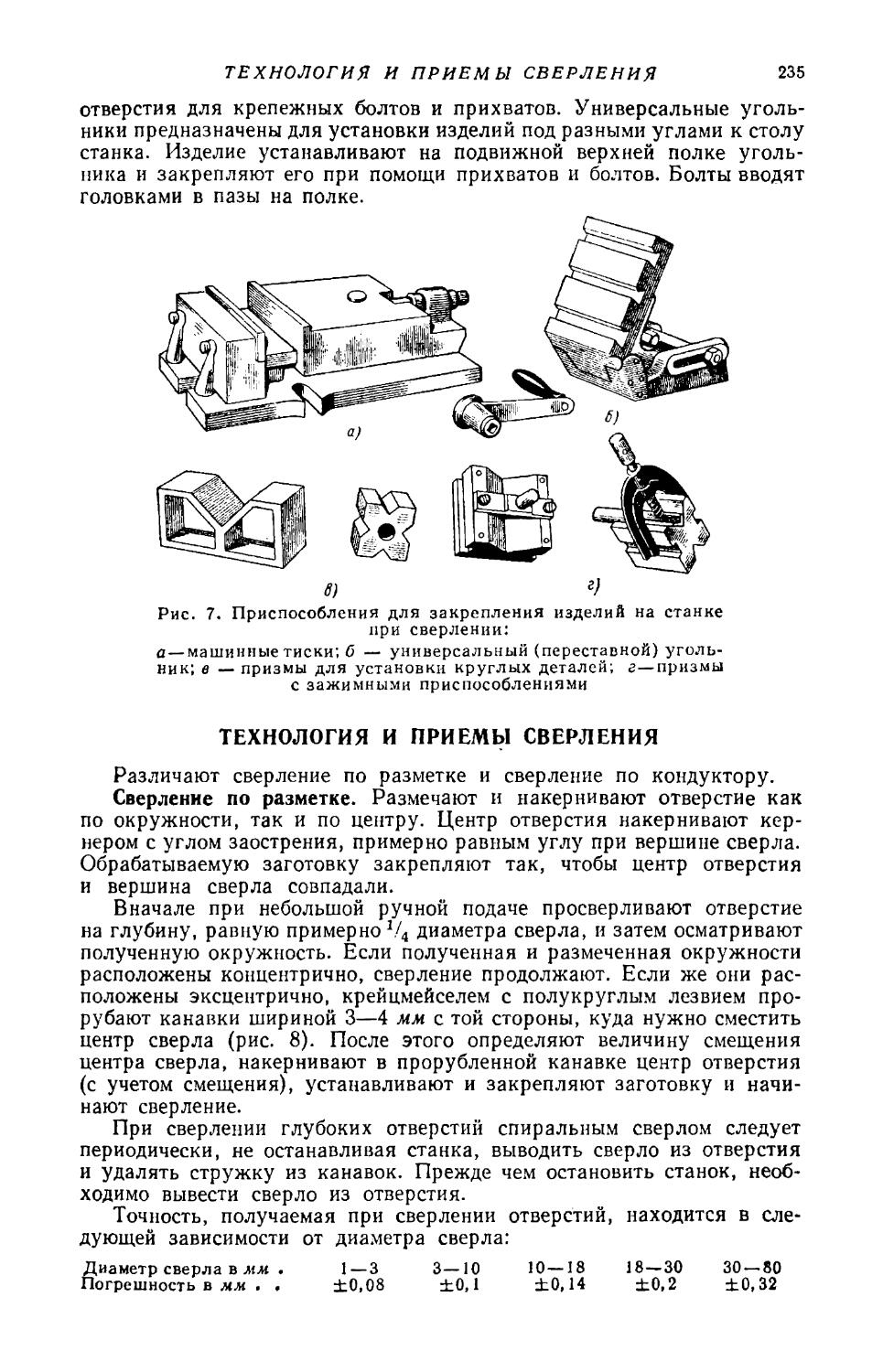
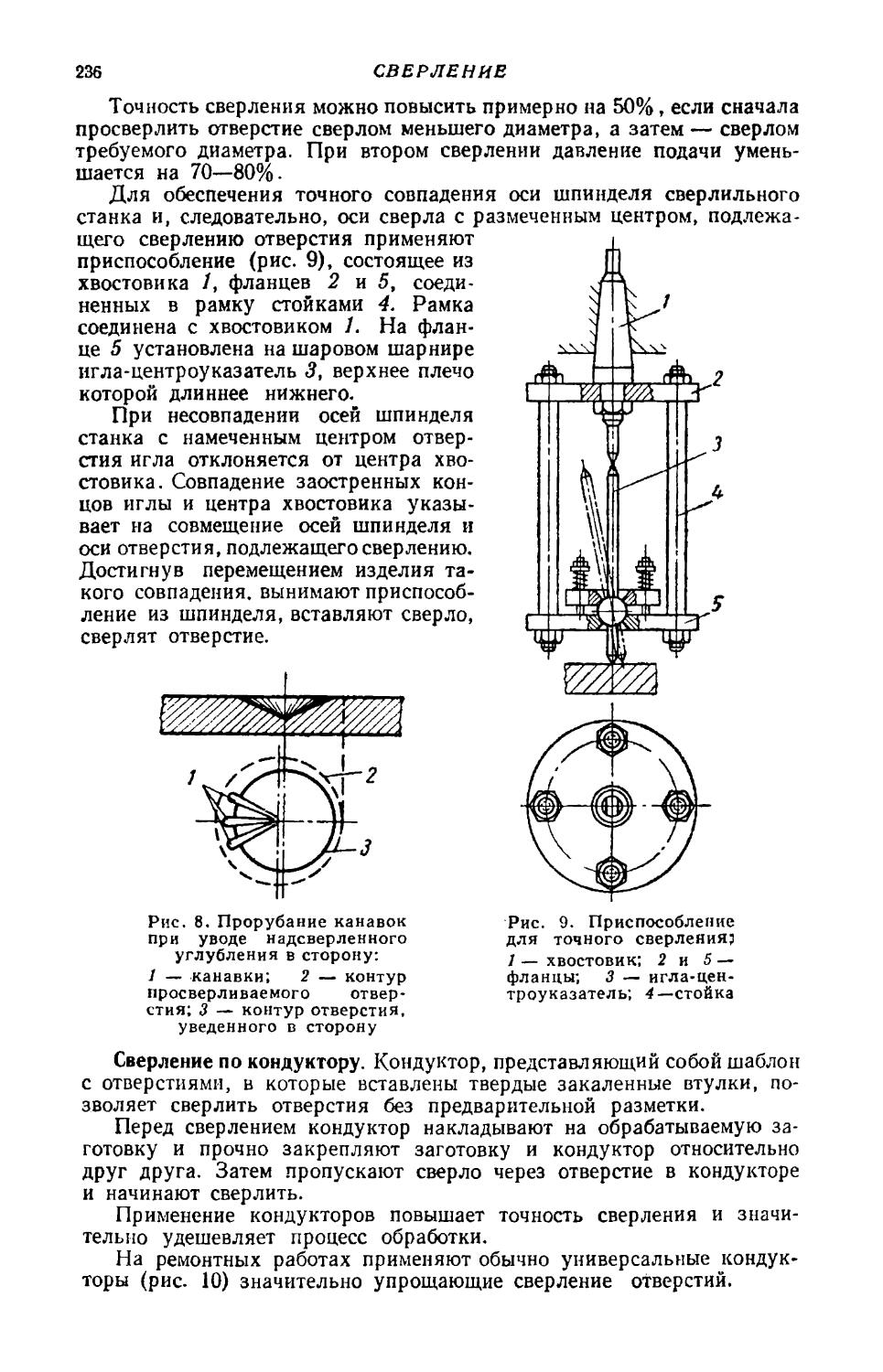
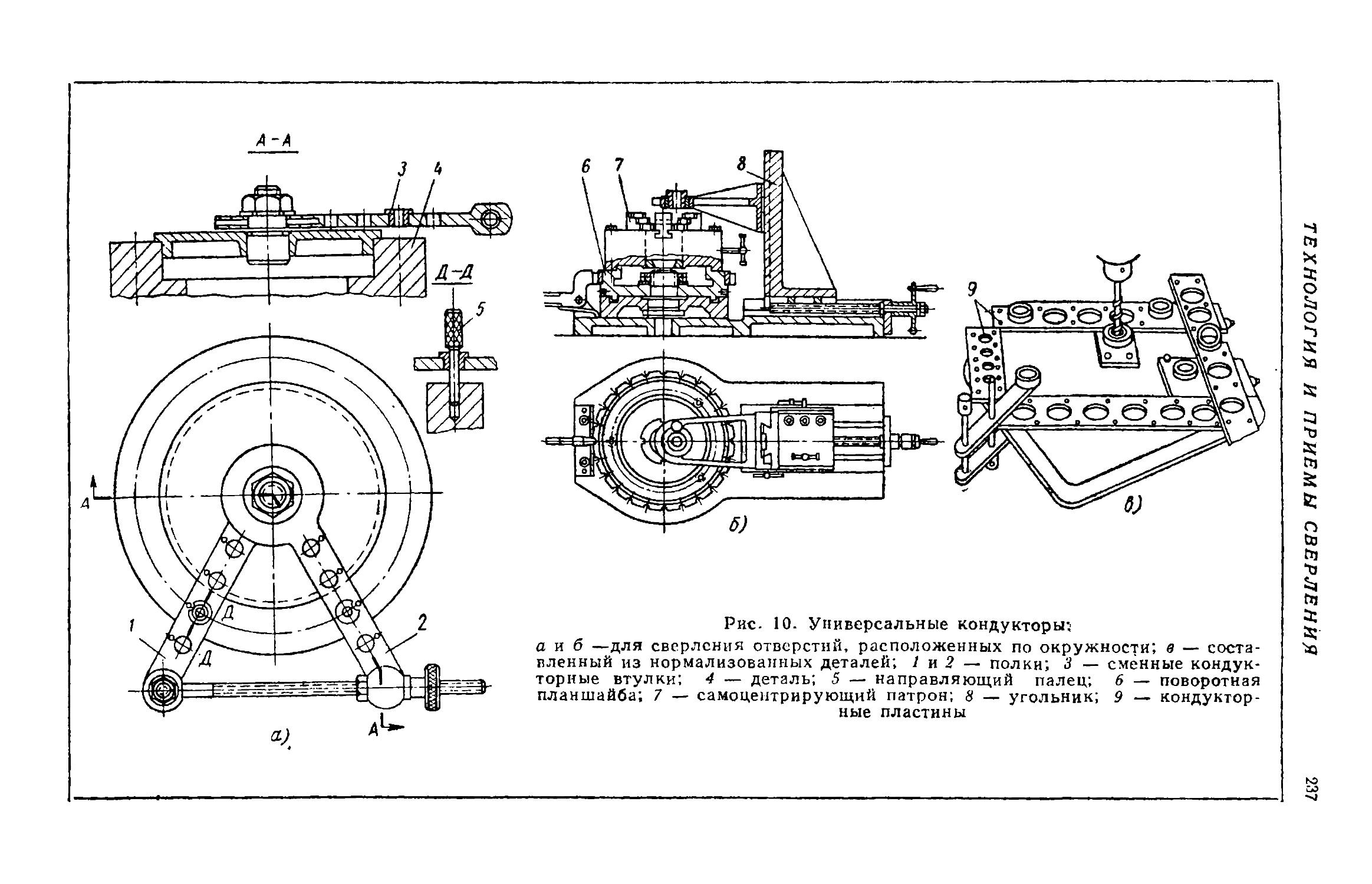
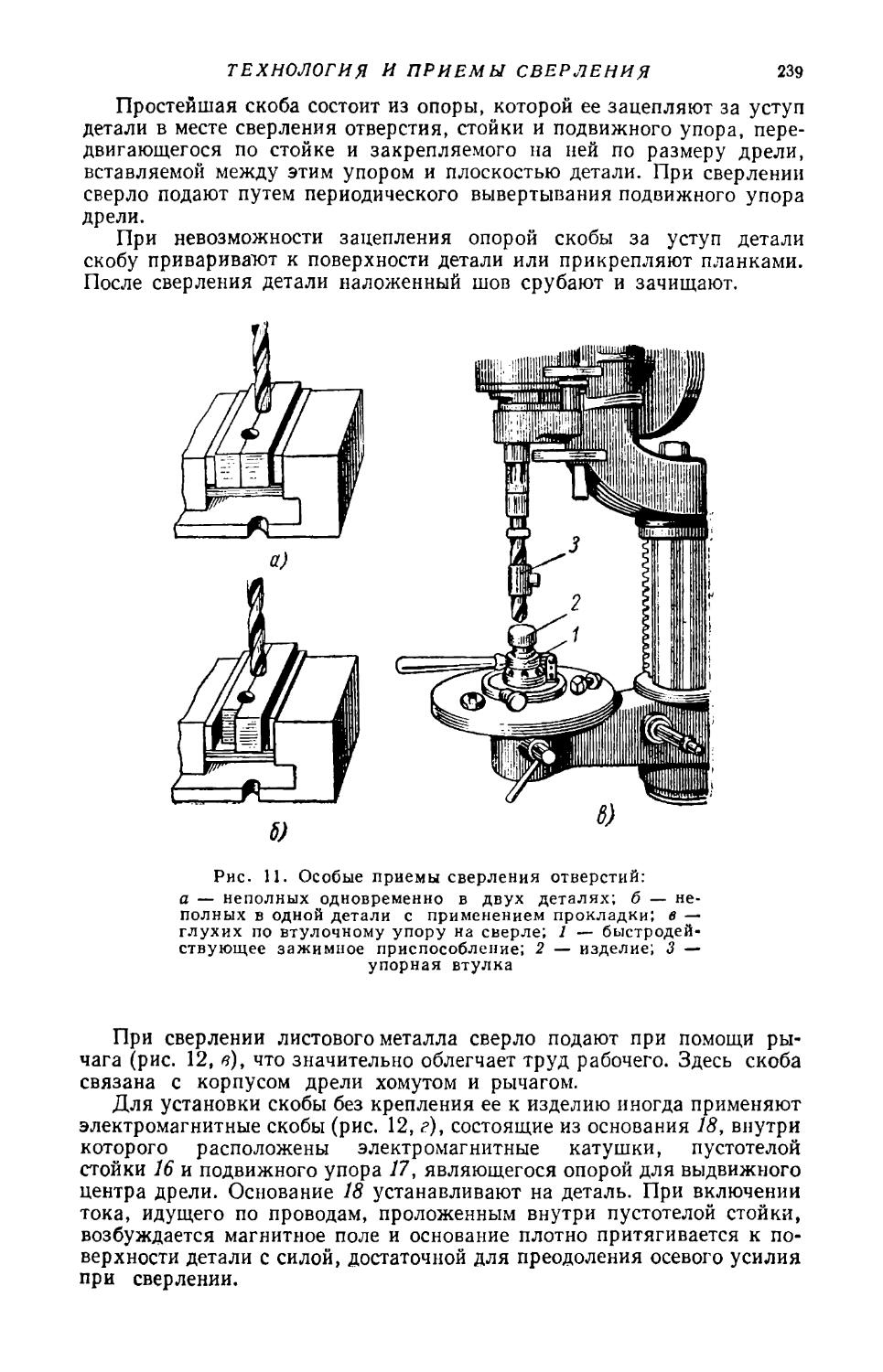
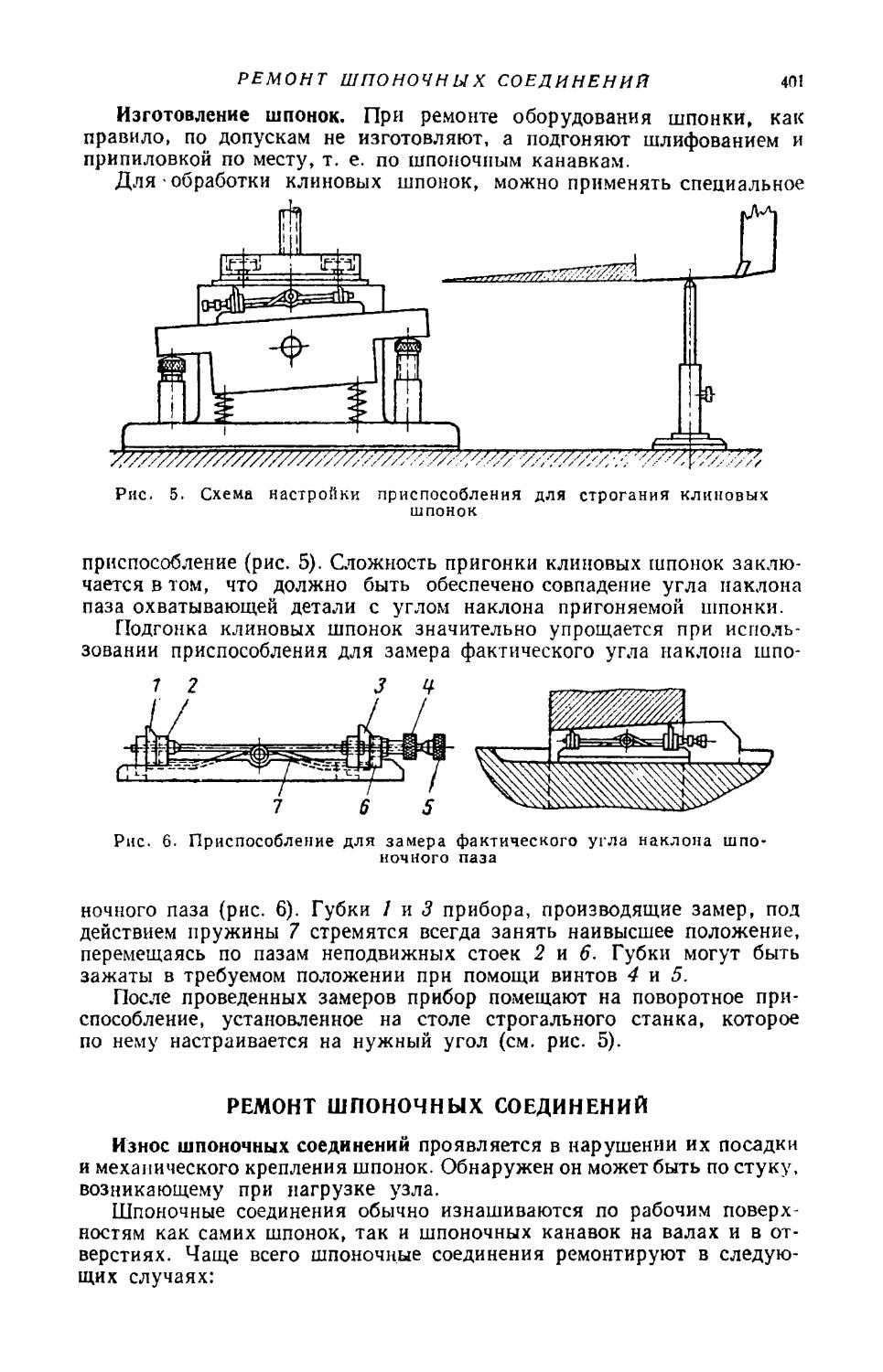
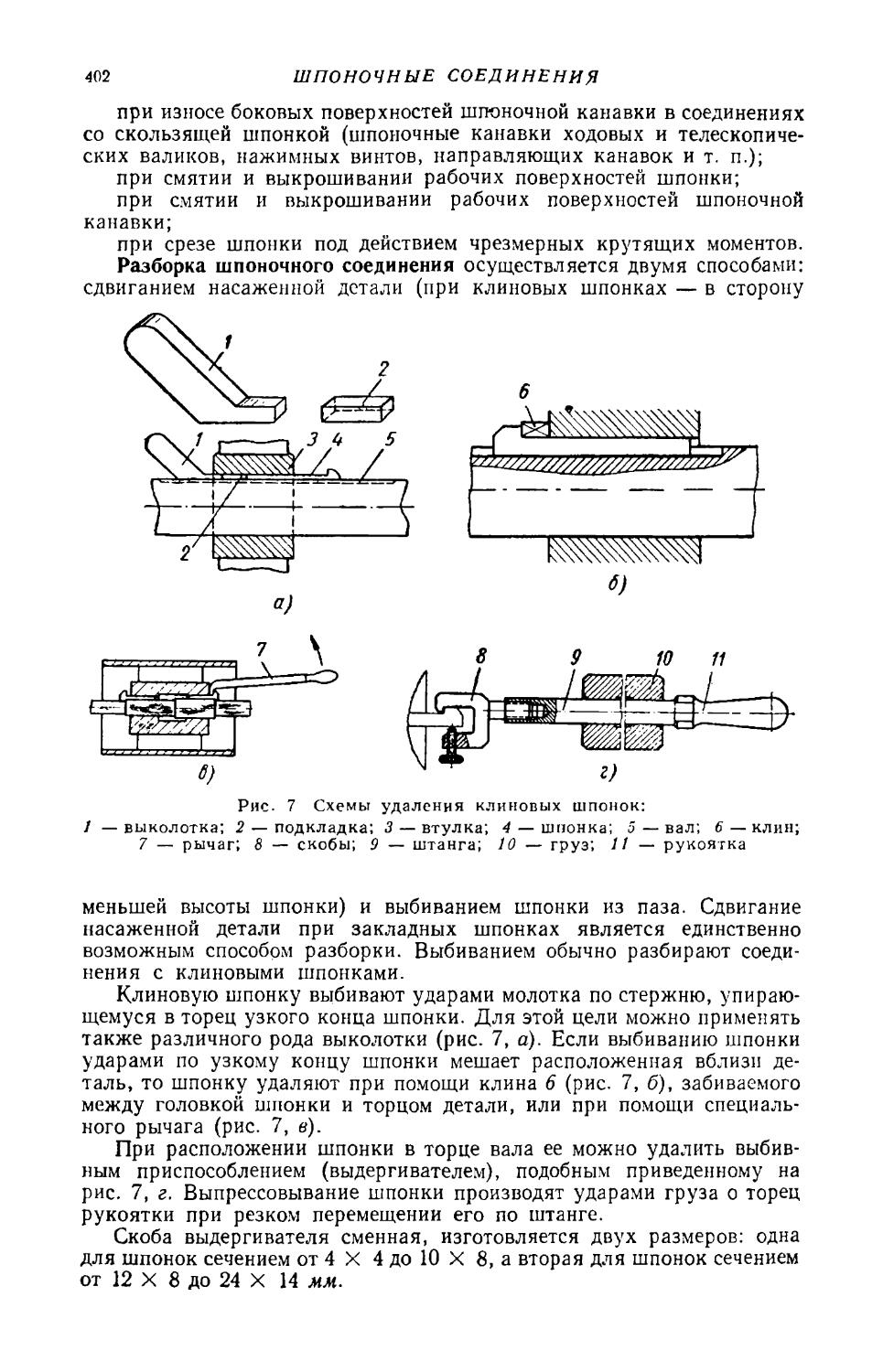
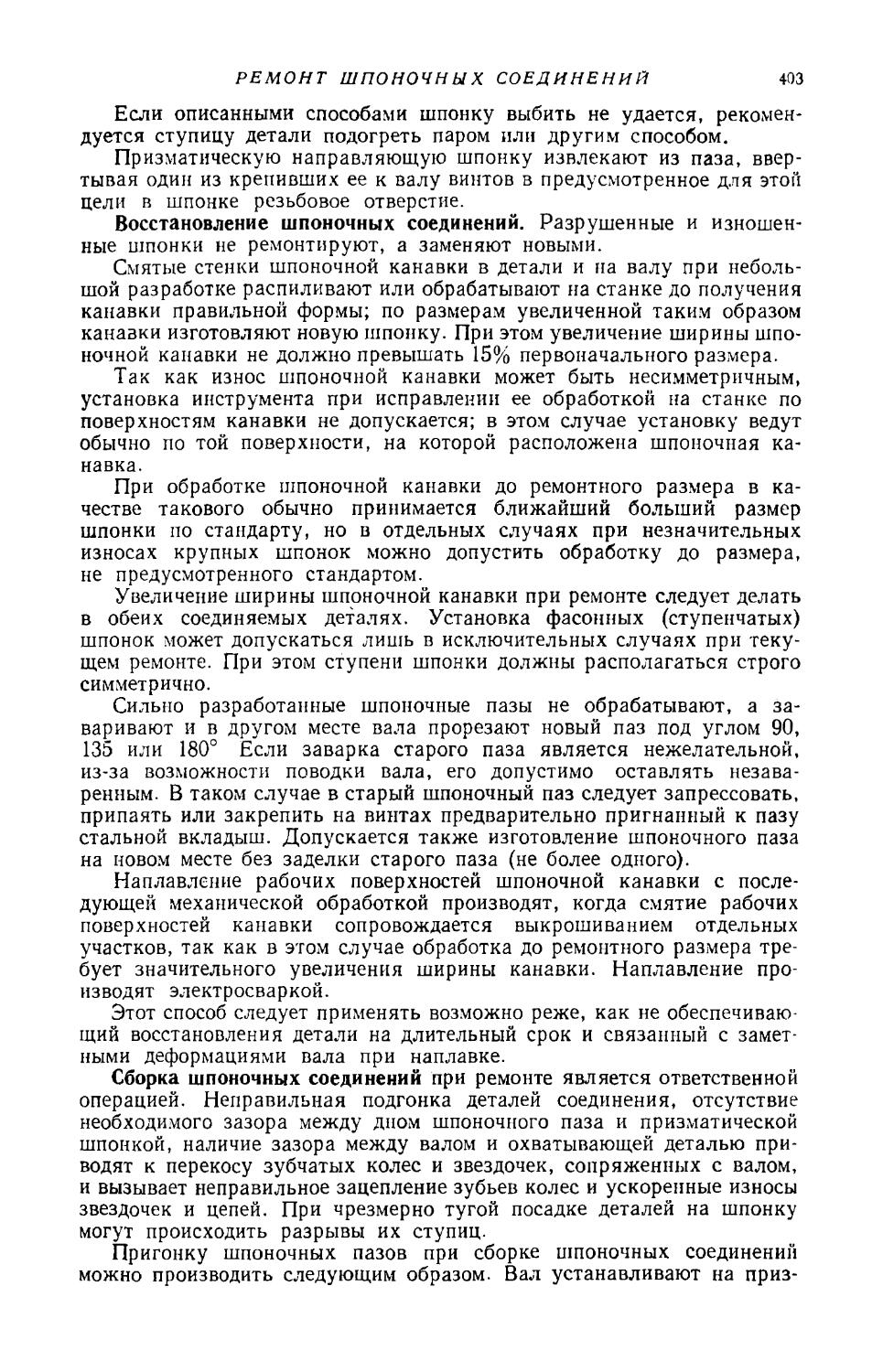
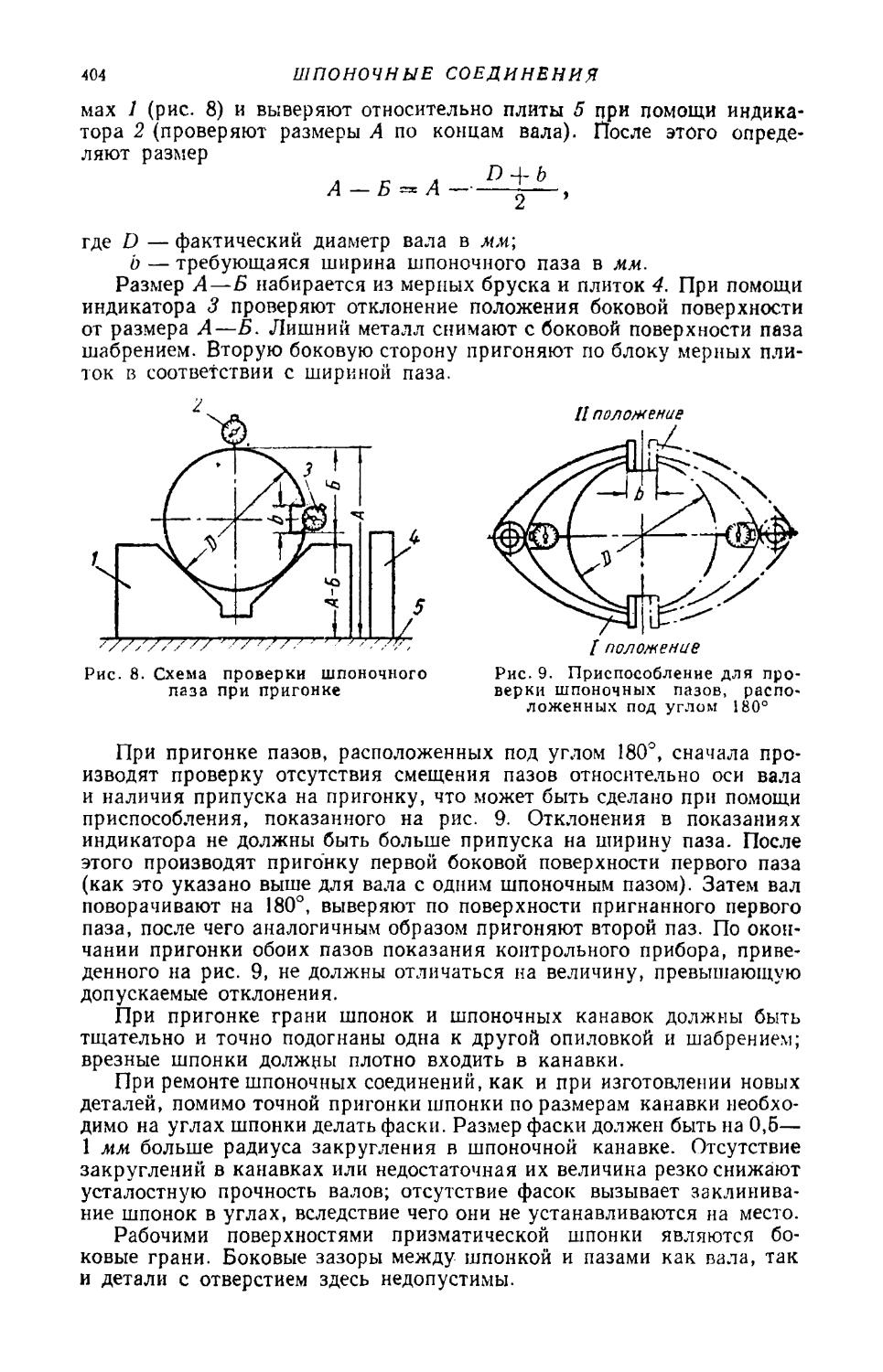
ПРЕДИСЛОВИЕКруг вопросов, которые приходится решать при ремонте оборудо¬
вания цеховым механикам и другим работникам цеховых ремонтных
служб весьма широк.При отборе материалов авторы стремились включить в справочник те
сведения, которые чаще всего требуются работникам цеховых ремонт¬
ных служб. В справочник не вошли разделы, относящиеся к геометриче¬
ским расчетам зубчатых и червячных передач, расчетам пружин и т. п.;
на большинстве машиностроительных заводов эти работы выполняются
конструкторами отделов главных механиков. Не рассматривается также
изготовление зубчатых и червячных передач, ремонт гидравлических
устройств, выполнение сварочных и наплавочных работ, имея в виду,
что такие работы должны выполняться централизованно специализи¬
рованными участками ремонтно-механических цехов.В справочнике не освещается система ППР, так как типовое поло¬
жение — «Единая система планово-предупредительного ремонта и ра¬
циональной эксплуатации технологического оборудования машино¬
строительных предприятий», разработанное ЭНИМСом, многократно
переиздавалось.При составлении справочника авторы исходили из того, что им
будут пользоваться не только работники, имеющие достаточный прак¬
тический опыт по ремонту оборудования, но и молодые специалисты,
начинающие свою производственную деятельность в ремонтной службе.Все замечания и пожелания по справочнику просьба направлять
по адресу: Москва, Б-66, 1-й Басманный переулок. Издательство
«Машиностроение», редакция справочной литературы.
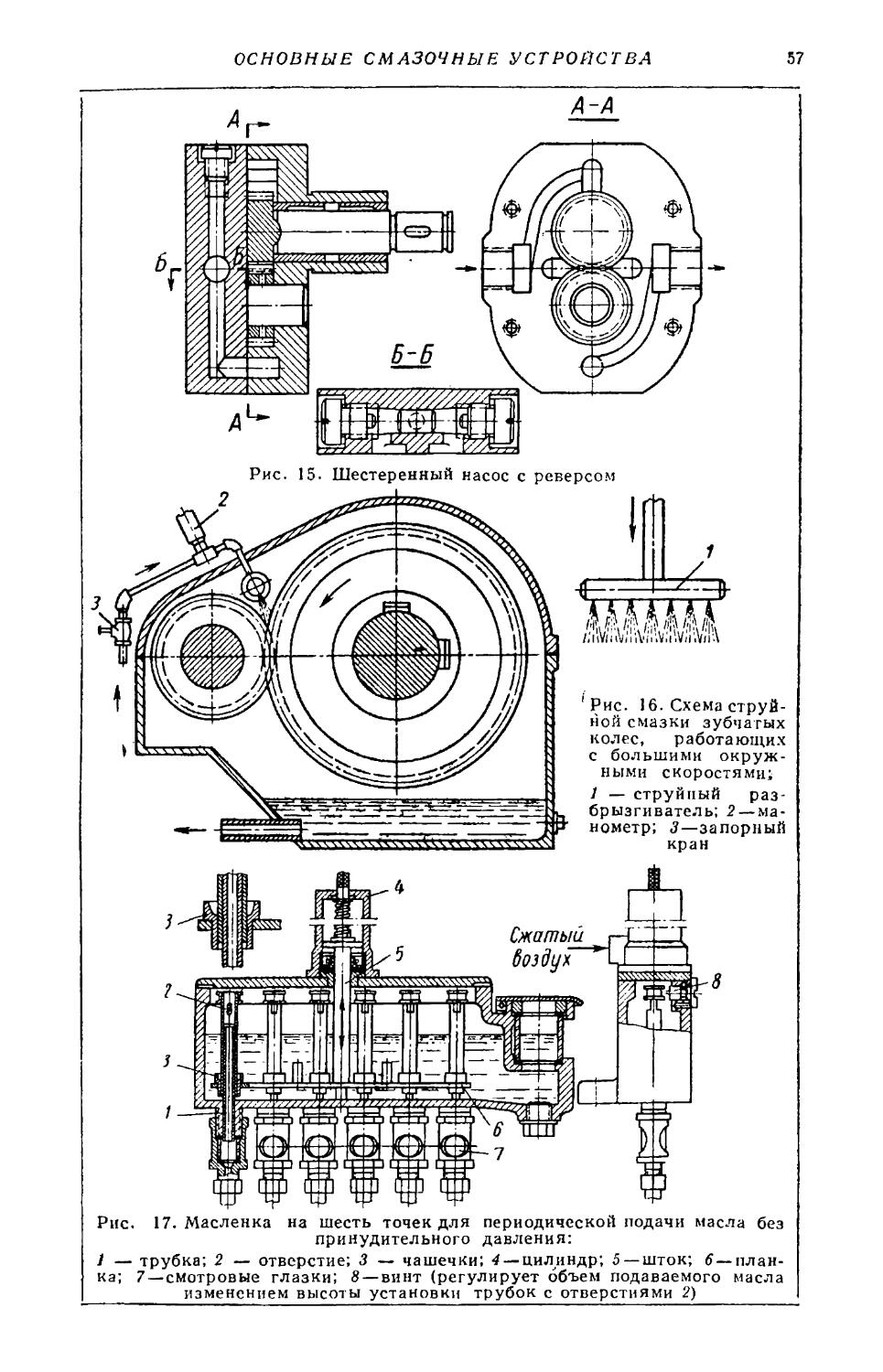
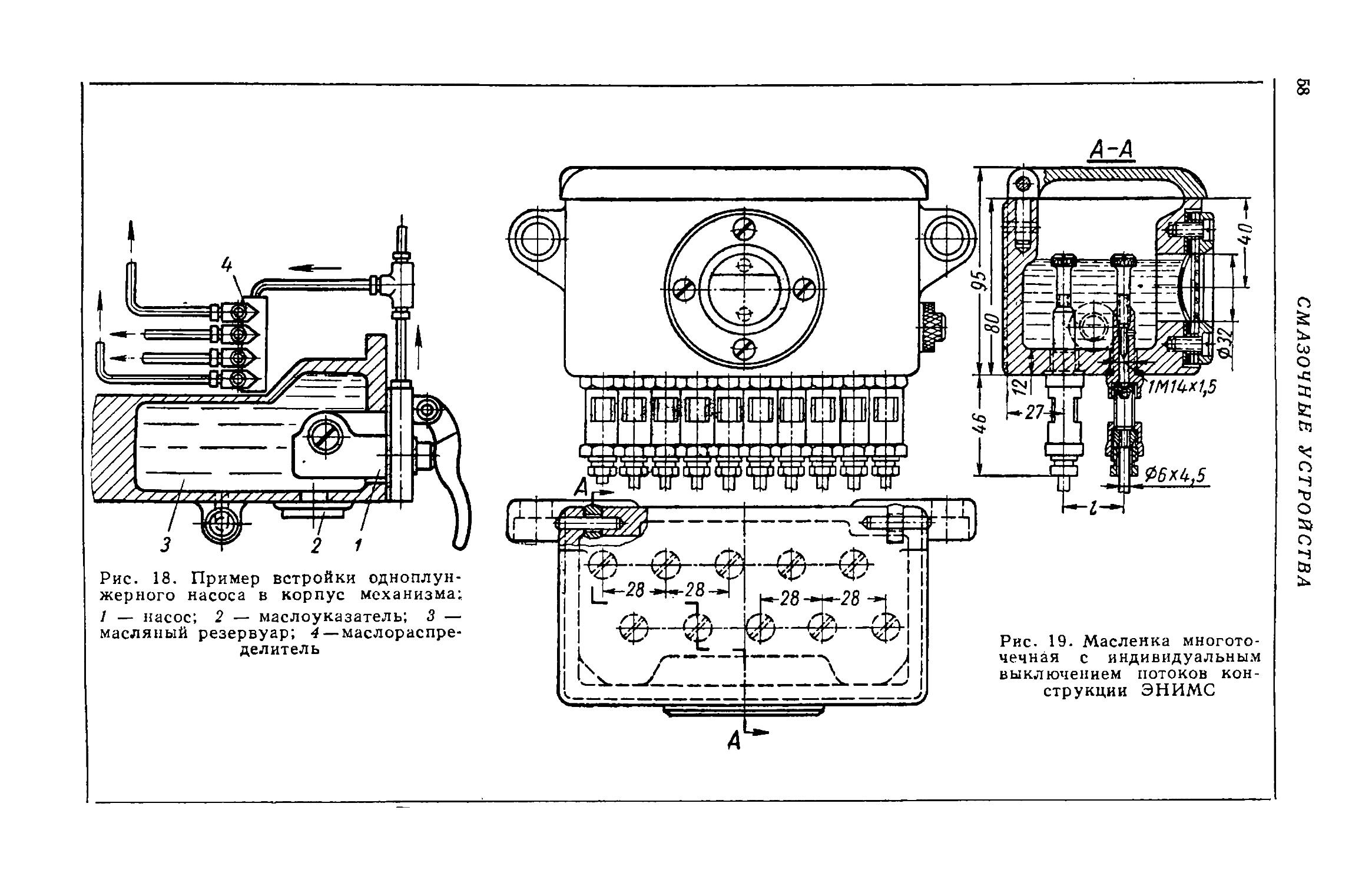
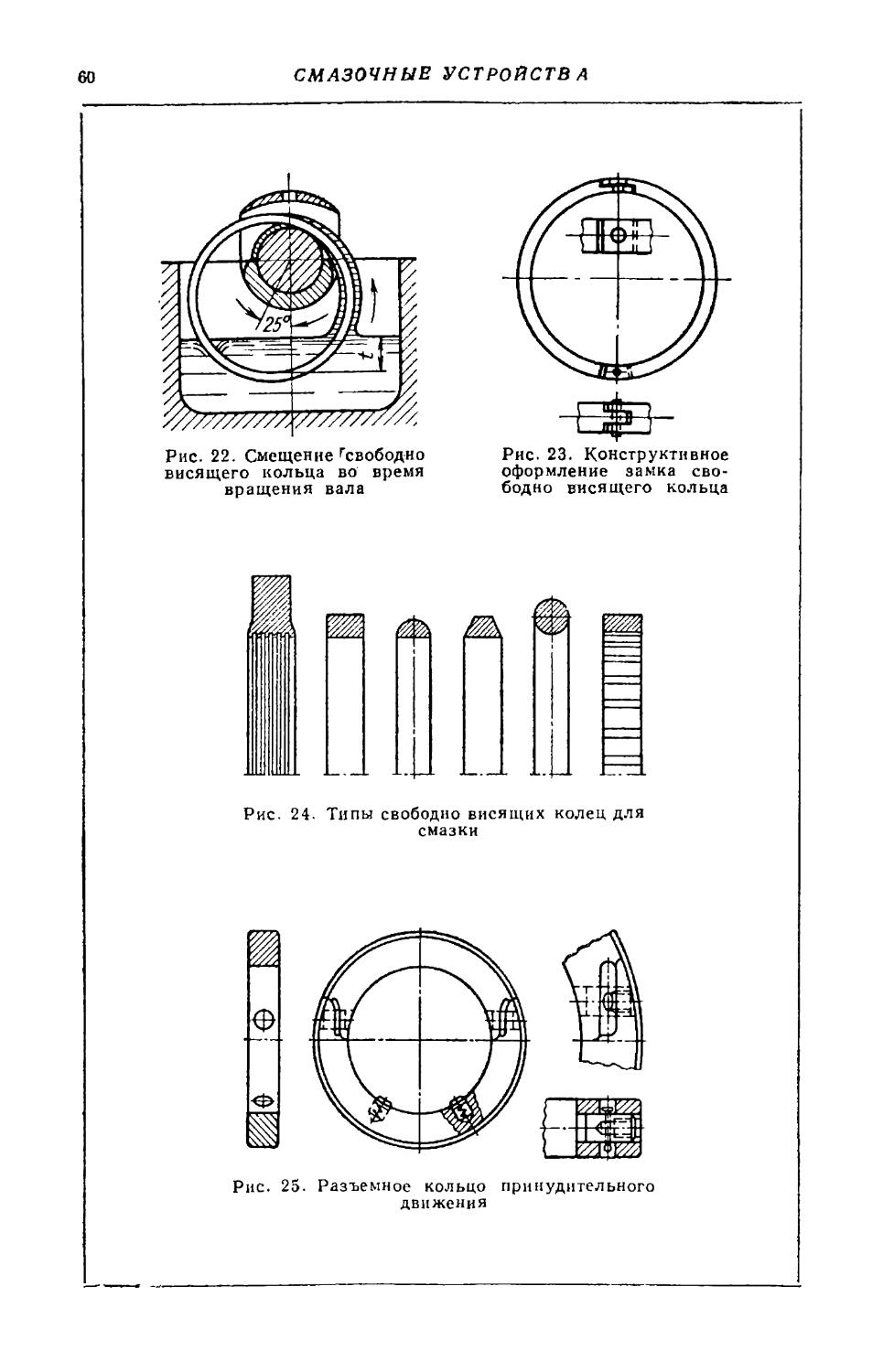
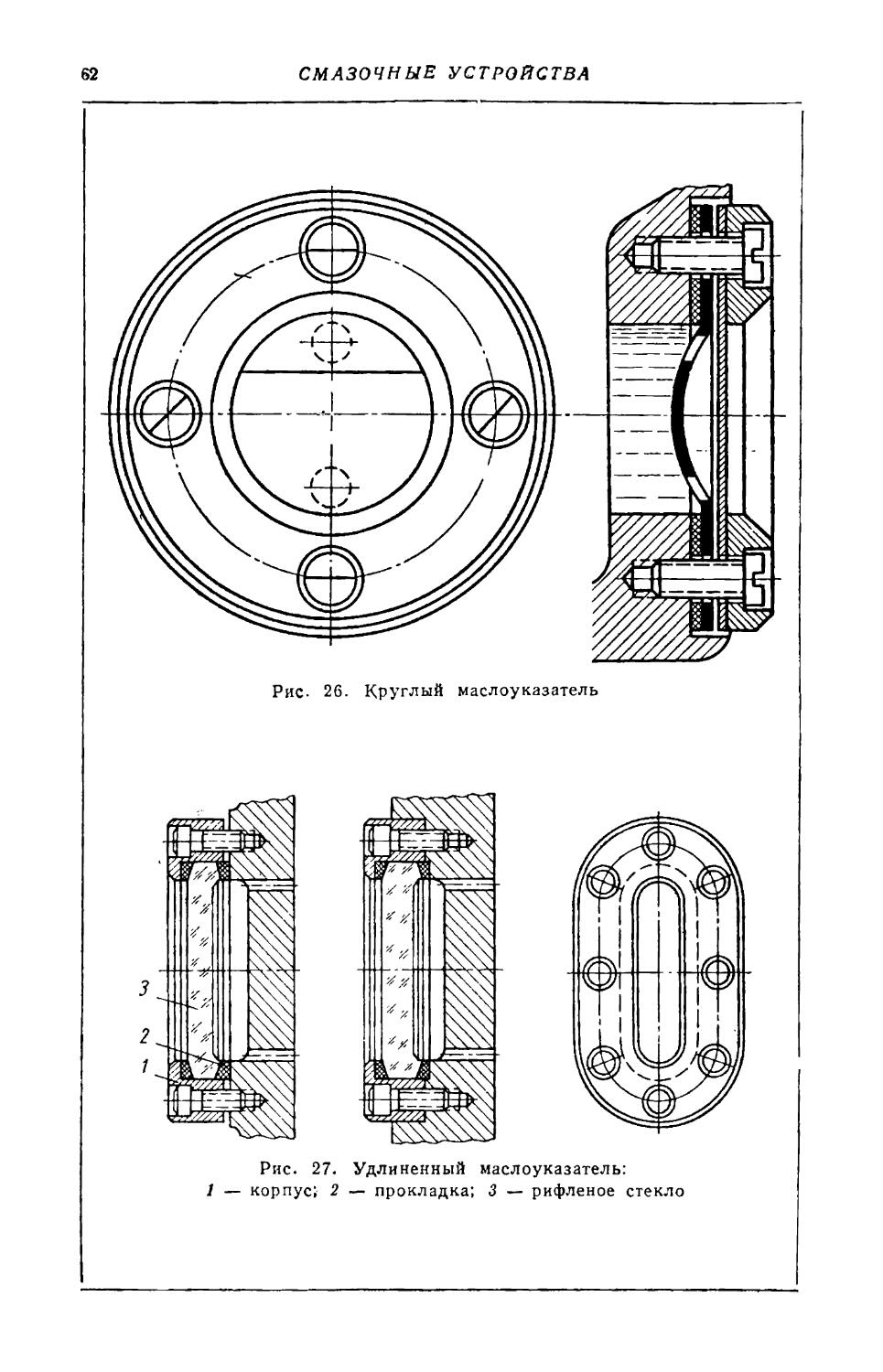
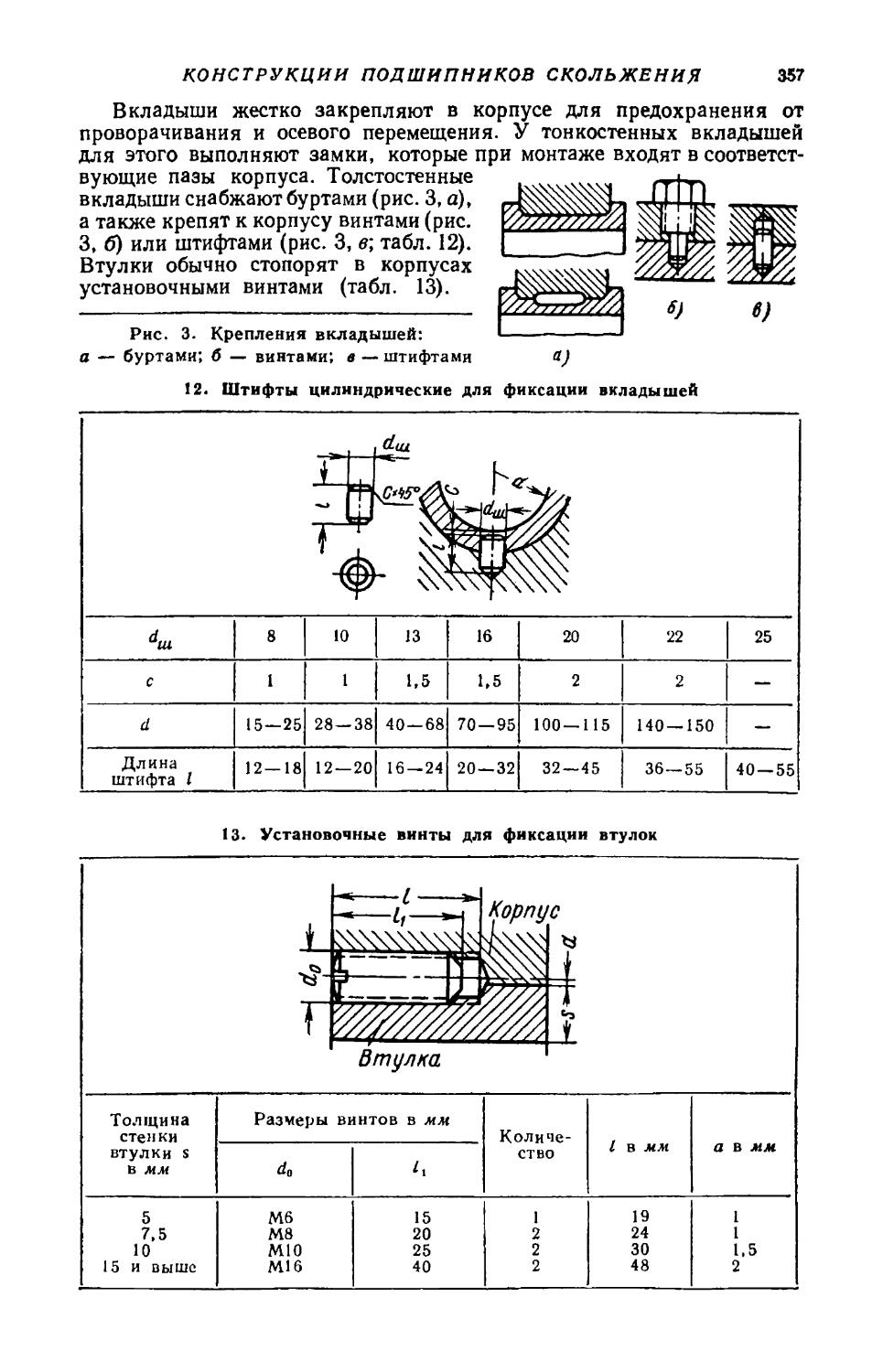
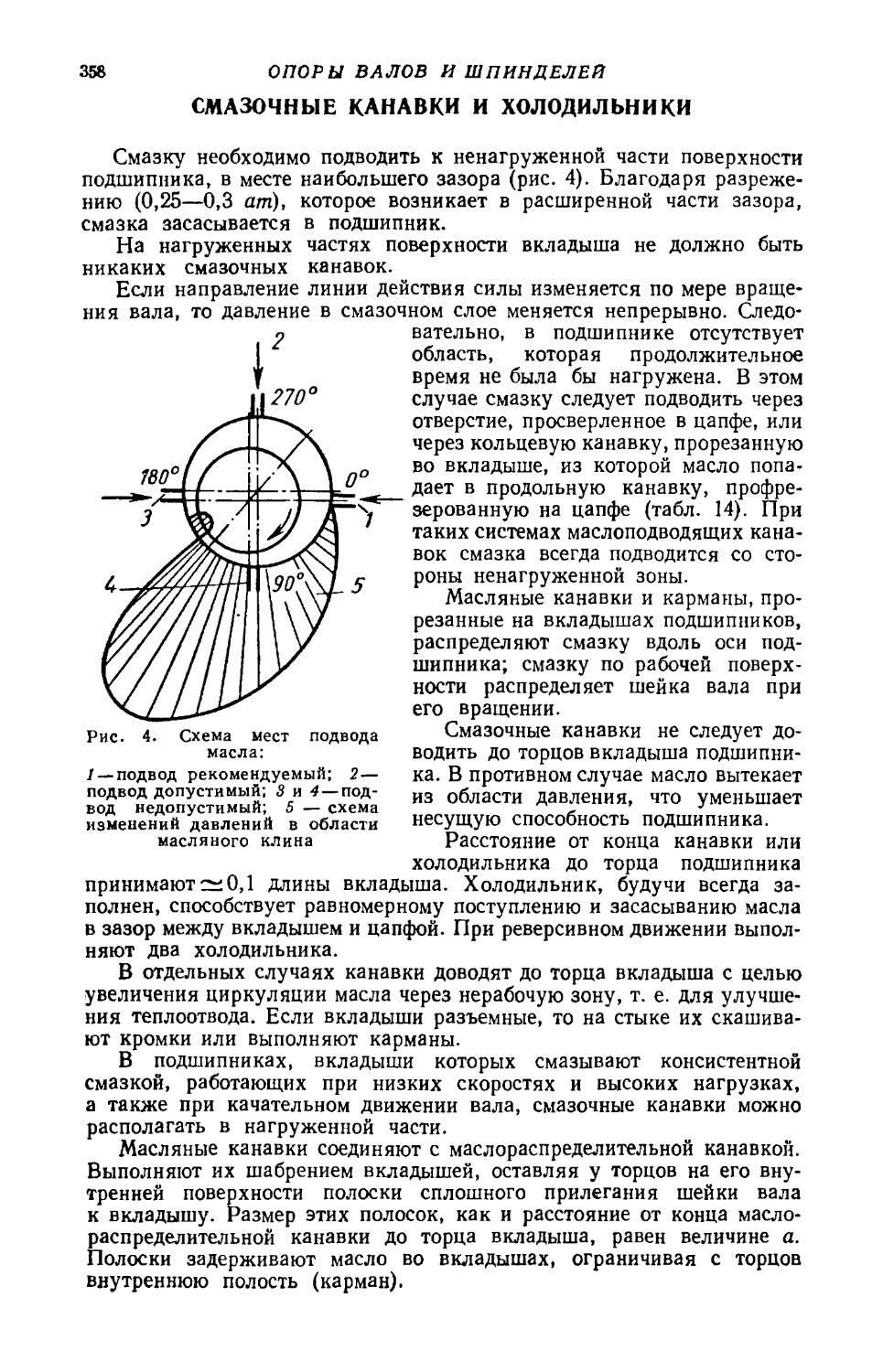
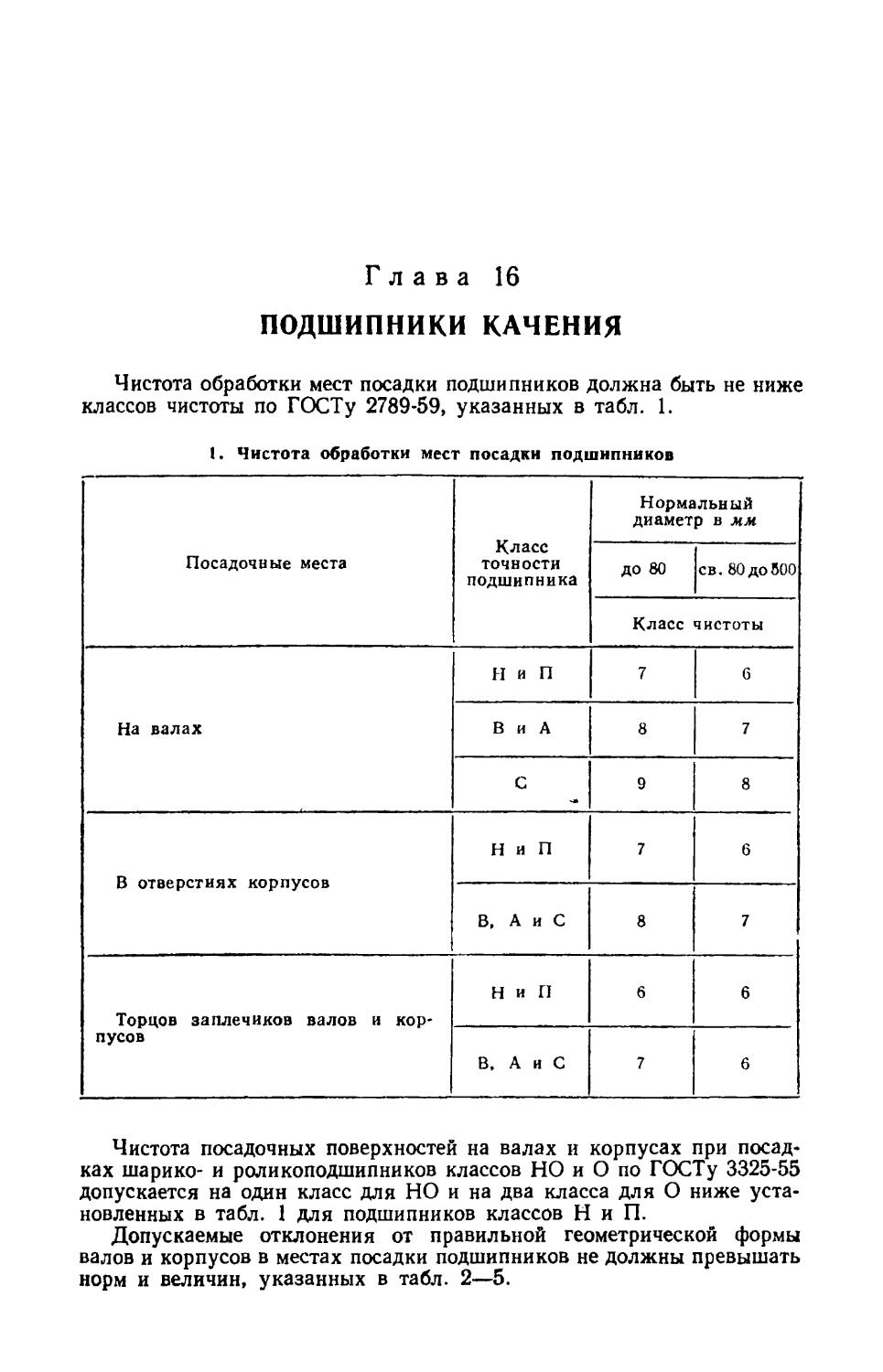
РАЗДЕЛ IЭКСПЛУАТАЦИЯ МАШИНГлава 1СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВВИДЫ ТРЕНИЯРазличают следующие виды трения [89, 120]:
жидкостное — смазочный слой полностью разъединяет трущиеся
поверхности; непосредственное трение поверхностей в этом случае
заменяется внутренним трением слоев смазочного материала;полужидкостное — возникает при недостаточной толщине или
наличии разрывов смазочного слоя, что приводит к непосредственному
соприкосновению деталей;граничное — смазочный слой настолько тонок, что течение смазки
между трущимися поверхностями отсутствует (обычно это бывает при
пуске и остановке машины, а также при работе ее с малым числом обо¬
ротов и большой нагрузкой);сухое — возникает при полном отсутствии смазки и сопровождается
сильным износом.ЭКСПЛУАТАЦИЯ СИСТЕМ СМАЗКИПри любой неисправности в системе смазки станок необходимо
немедленно остановить и произвести ремонт. Действие системы смазки
проверяют при каждом плановом ремонте и осмотре оборудования.Масляные насосы проверяют на подачу определенного количества
масла при заданном давлении. Фильтры разбирают и промывают не
реже одного раза в месяц; пластинчатые фильтры очищают ежедневно,
поворачивая патрон на несколько оборотов; еженедельно из фильтров
удаляют грязь через, нижнее сливное отверстие.Периодически, не реже, чем через месяц, проверяют работу кон¬
трольных и сигнальных устройств. У регулировочных и разгрузочных
клапанов проверяют исправность пружин и пропуск, масла под опре¬
деленным давлением, на которое они отрегулированы.Маслопроводы должны быть плотно присоединены к местам подвода
смазки и не должны иметь изломов, сплющенных участков, а в местах
уплотнений и соединений — утечек, подсоса воздуха. Подсос воздуха
во всасывающем маслопроводе и недостаточный уровень масла в баке
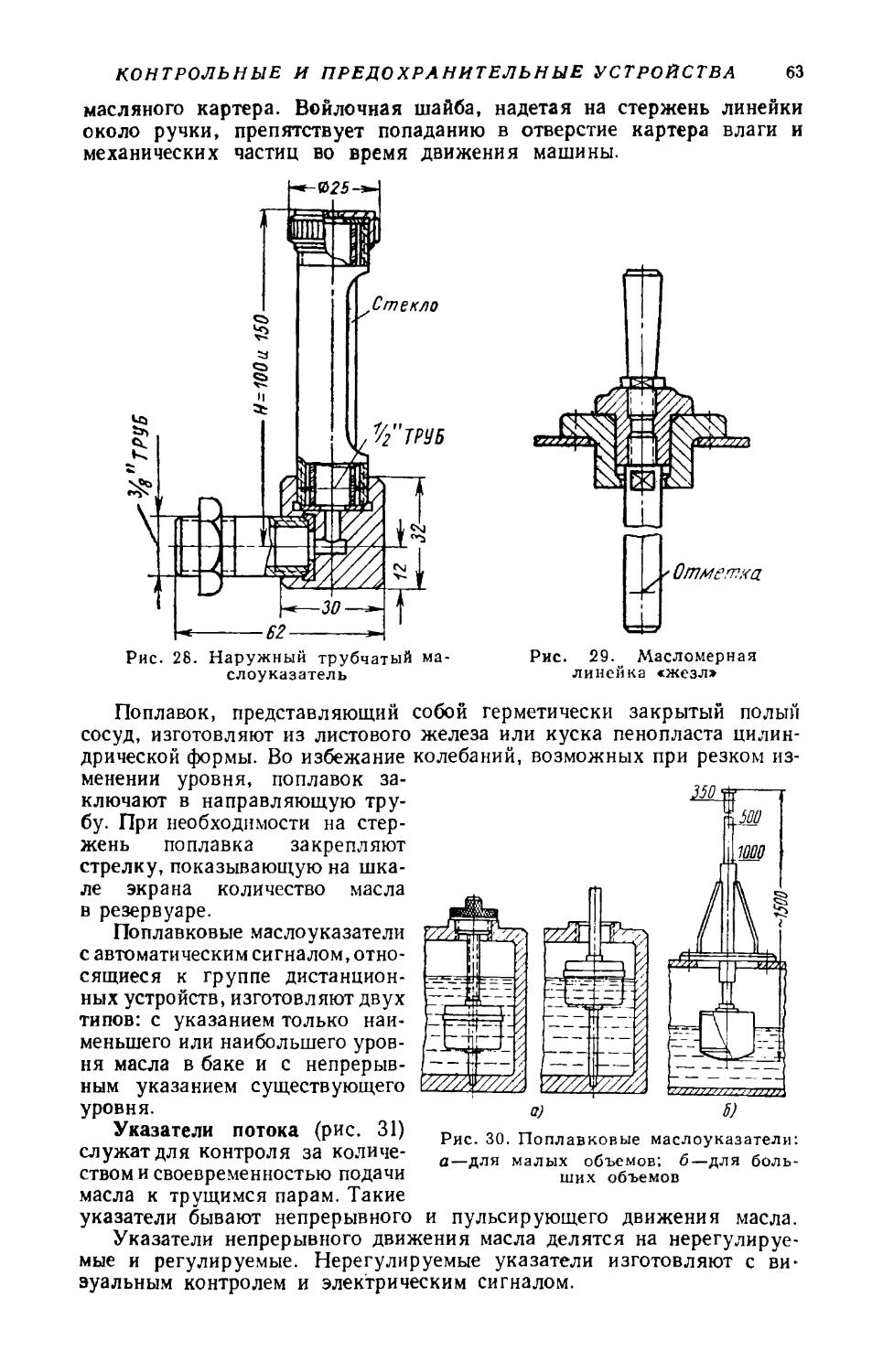
можно определить по сильному колебанию стрелки манометра.Уровень масла в масляных баках, картерах, коробках, корпусах
редукторов и других резервуарах оборудования поддерживают па
уровне, расположенном между верхней и нижней чертой маслоуказа-
теля. При недостатке масла не будет обеспечена смазка механизмов,
а при излишнем увеличивается нагрев масла и утечка. Для заливки
масла в систему применяют только чистую посуду и воронки с частой
сеткой.
В СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВЧтобы избежать утечек масла из картеров, коробок скоростей,
редукторов и других масляных резервуаров, при их сборке, монтаже
или ремонте места разъемов, крышки и фланцы плотно подгоняют,
пришабривают и устанавливают соответствующие уплотняющие масло¬
стойкие прокладки или предварительно промазывают эти места
шеллаком или маслостойкой краской.Сетчатый фильтр на всасывающем маслопроводе регулярно очи¬
щают. При наличии в системе смазки фильтра тонкой очистки величину
ячейки в свету у сетки всасывающего фильтра берут в пределах 0,5—
1,0 мм. Во избежание сплющивания сетку фильтра надевают на дыр¬
чатый металлический стакан или проволочный каркас.При смене масла в картерах последние промывают. Это делают
следующим образом. После слива отработанного масла в картер зали¬
вают небольшое количество свежего масла и включают механизм вра¬
щения. Затем масло сливают и в картер заливают свежее масло.При текущих, средних и капитальных ремонтах машины полностью
очищают и промывают керосином картеры, насосы, фильтры, масло¬
проводы и другие узлы системы смазки.В процессе ремонта проверяют подачу смазки к каждой трущейся
паре, путем отвертывания маслопроводов в местах их присоединения
к смазываемым точкам. Отсутствие подачи смазки свидетельствуето закупоривании, сплющивании или обрыве соответствующего масло¬
провода между смазываемой точкой и смазочным прибором.Для предохранения от разрушительного воздействия вытекающего
из станков масла фундаменты рекомендуется покрывать лаком (после
окончательной отделки и затирки щелей). При первом покрытии бетон
фундамента пропитывают лаком на глубину до 2 мм. После 5—6-часо¬
вой сушки фундаменты красят вторично. С этой же целью фундаменты
можно окрашивать маслостойкими красками.Все постоянно работающие части станка, имеющие ручную смазку,
смазывают не реже 4 раз в смену. Исправность и чистоту войлочных
стружкоочистителей проверяют еженедельно.Особо важное значение имеет ежесменная очистка, протирка и смазка
опорных направляющих, а также ходовых винтов и винтов подъема.
При каждом ускоренном перемещении суппортов и траверс их направ¬
ляющие и винты необходимо смазывать.При смазке станка или машины нельзя пропускать труднодоступные
и удаленные места, например, механизмы на верхней поперечине станка,
задние направляющие, отдельные зубчатые передачи, подшипники и др.Нельзя допускать попадания охлаждающего масла и эмульсии
в систему смазки, так как это приводит к эмульсированию масла,
которое приобретает желтоватый или молочно-белый цвет.Попадание в масло консистентной смазки портит его и может при¬
вести к закупориванию маслопроводов и вызвать аварию.СМАЗОЧНЫЕ МАТЕРИАЛЫ
Виды смазки и их основные особенностиК смазочным материалам относят различные масла, консистентные
и твердые смазки.Масла являются жидкими смазками и при нормальной температуре
они представляют собой жидкость с различной степенью текучести.
СМАЗОЧН ЫЕ МАТЕРИАЛ Ь17Консистентные (густые) смазки при нормальной температуре пластичны.
К числу твердых смазок относят, например, графит. В настоящее время
почти все применяемые в промышленности смазочные материалы выра¬
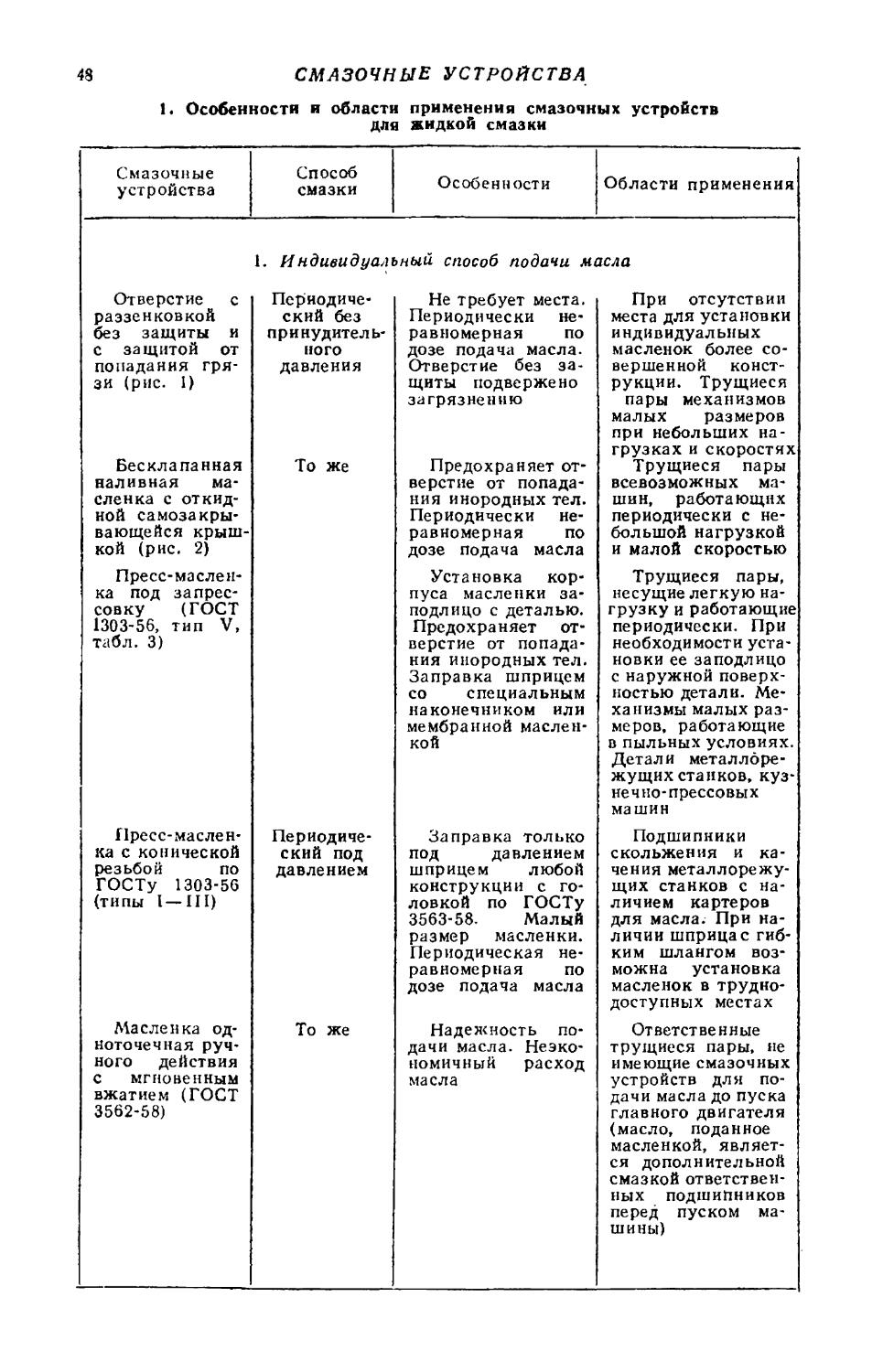
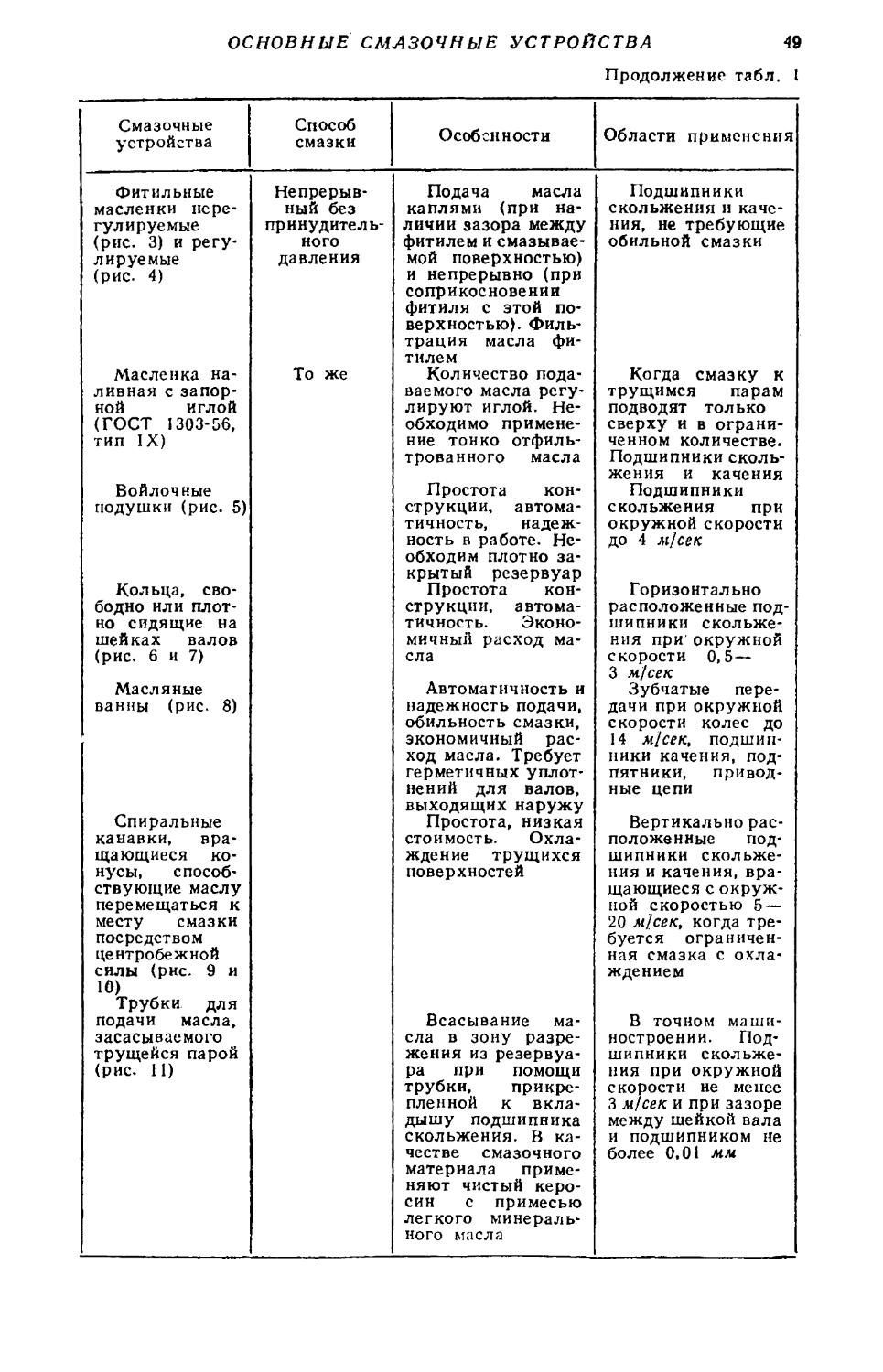
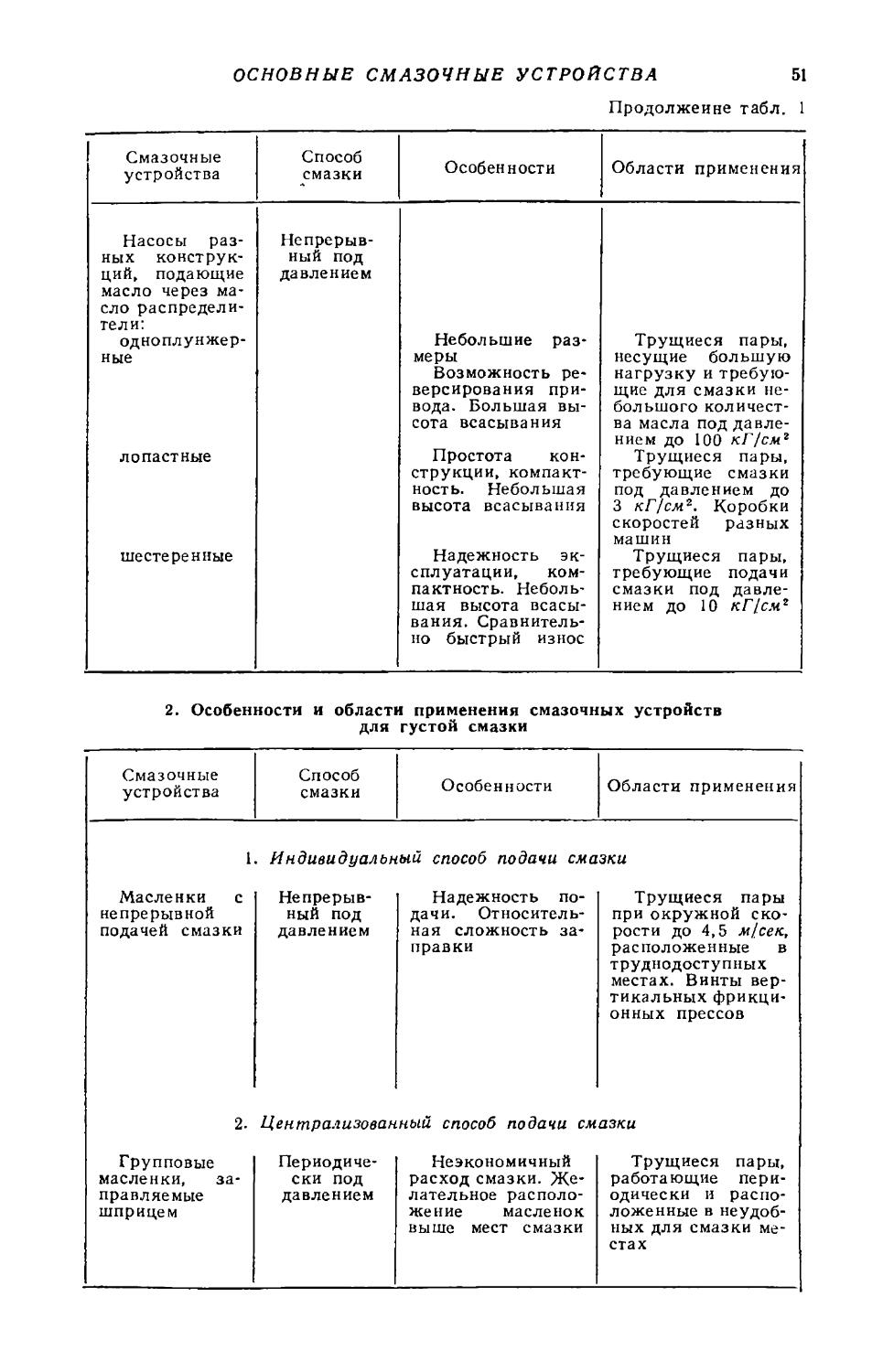
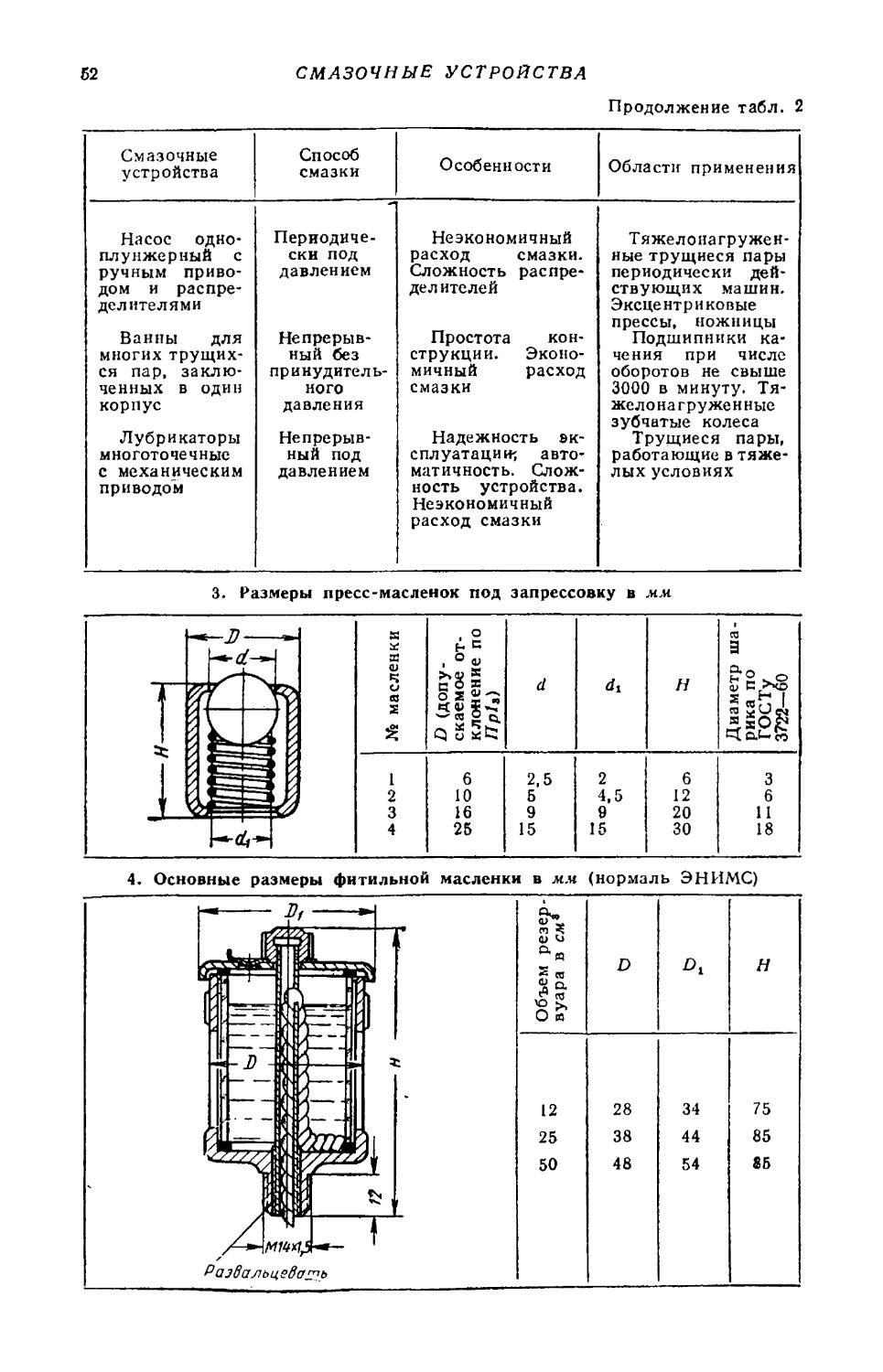
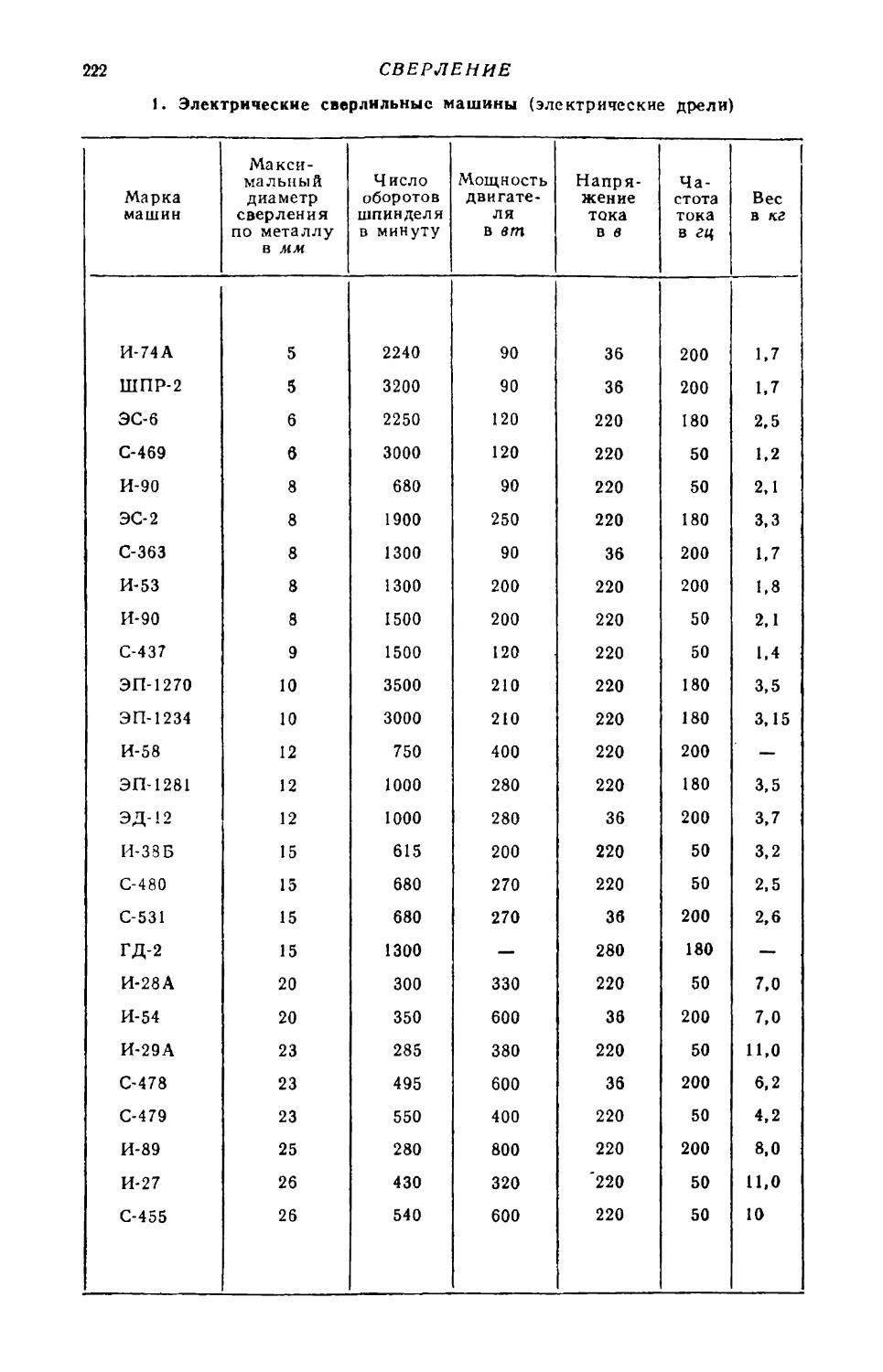
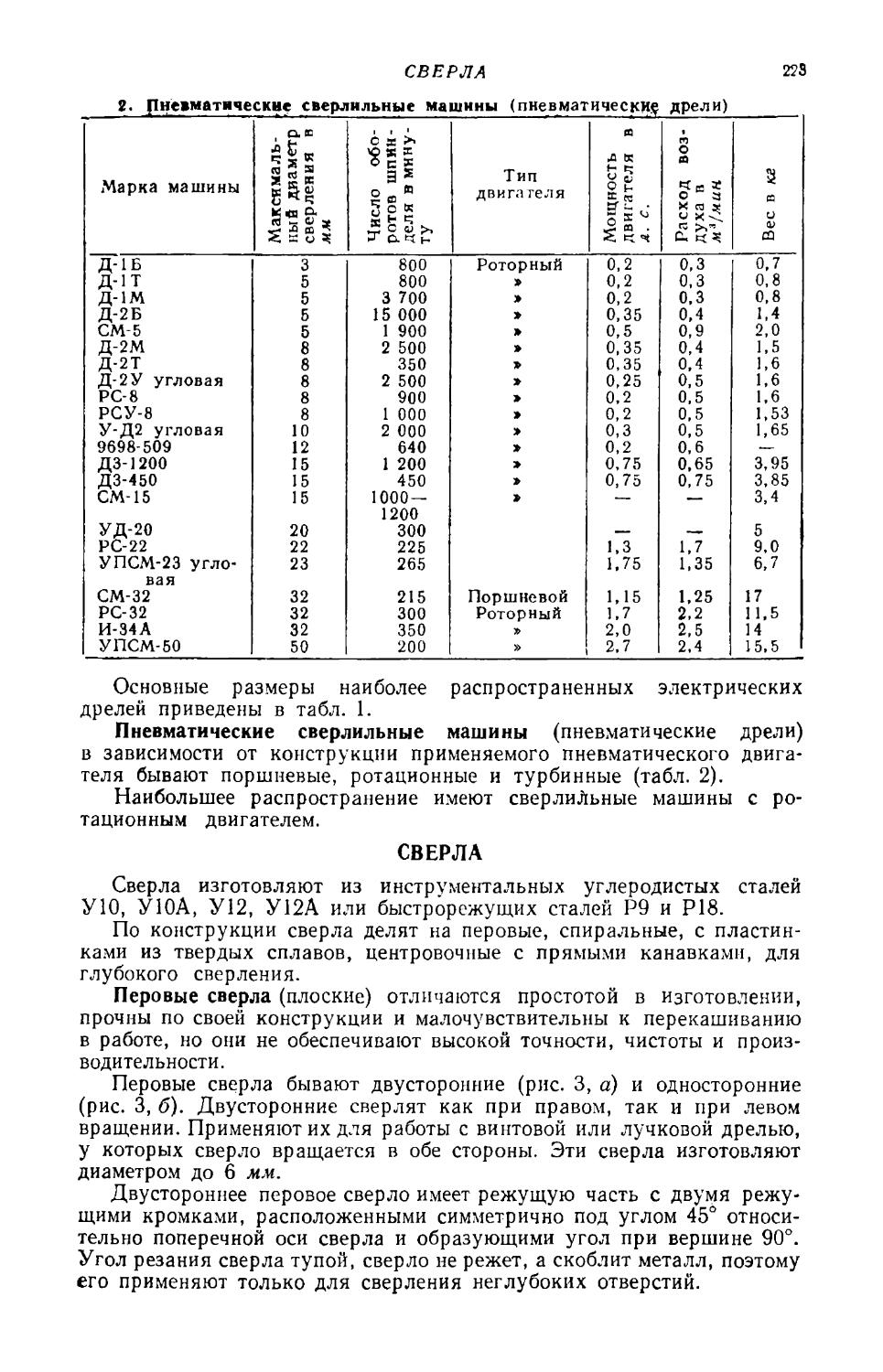
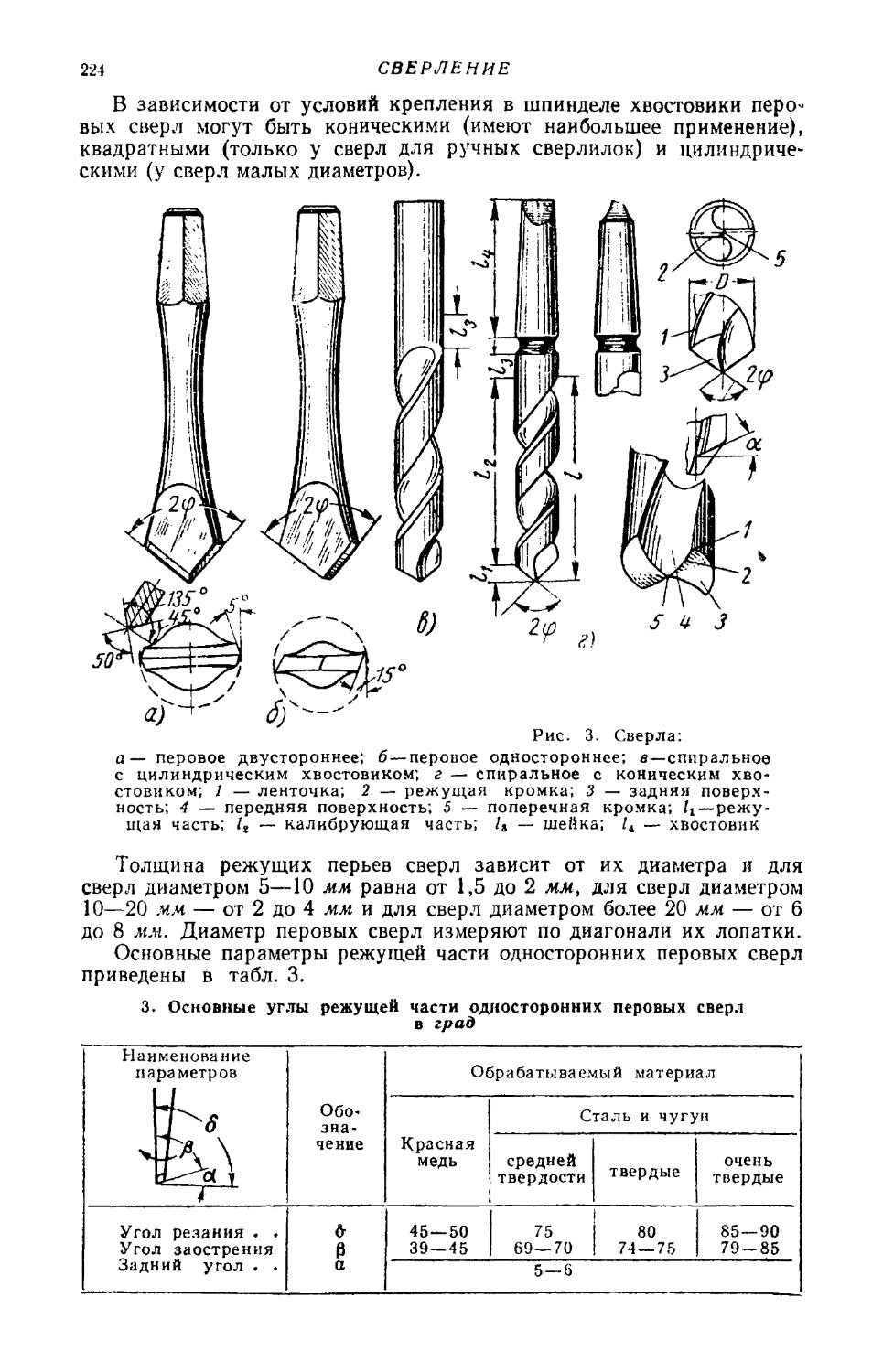
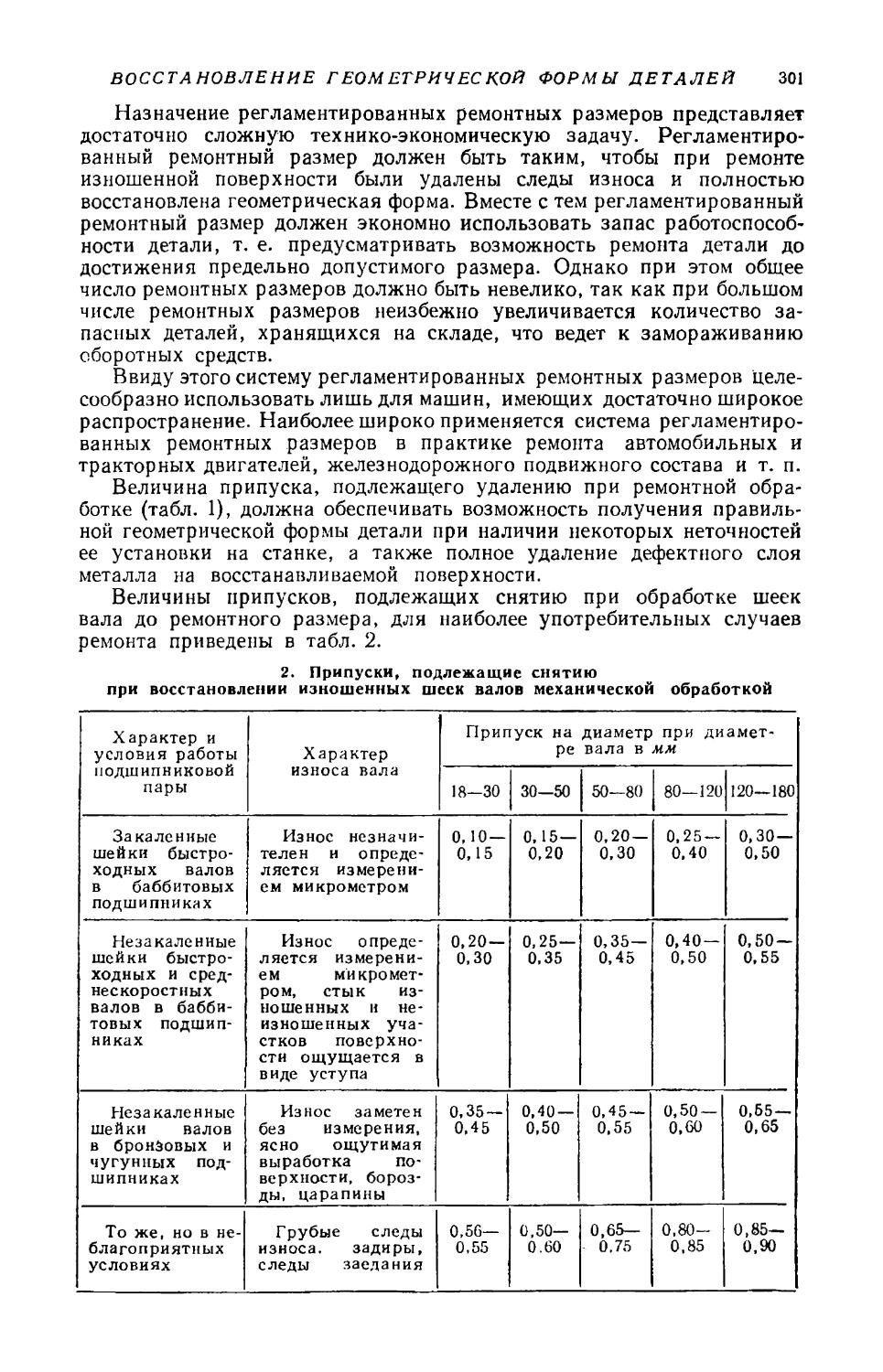
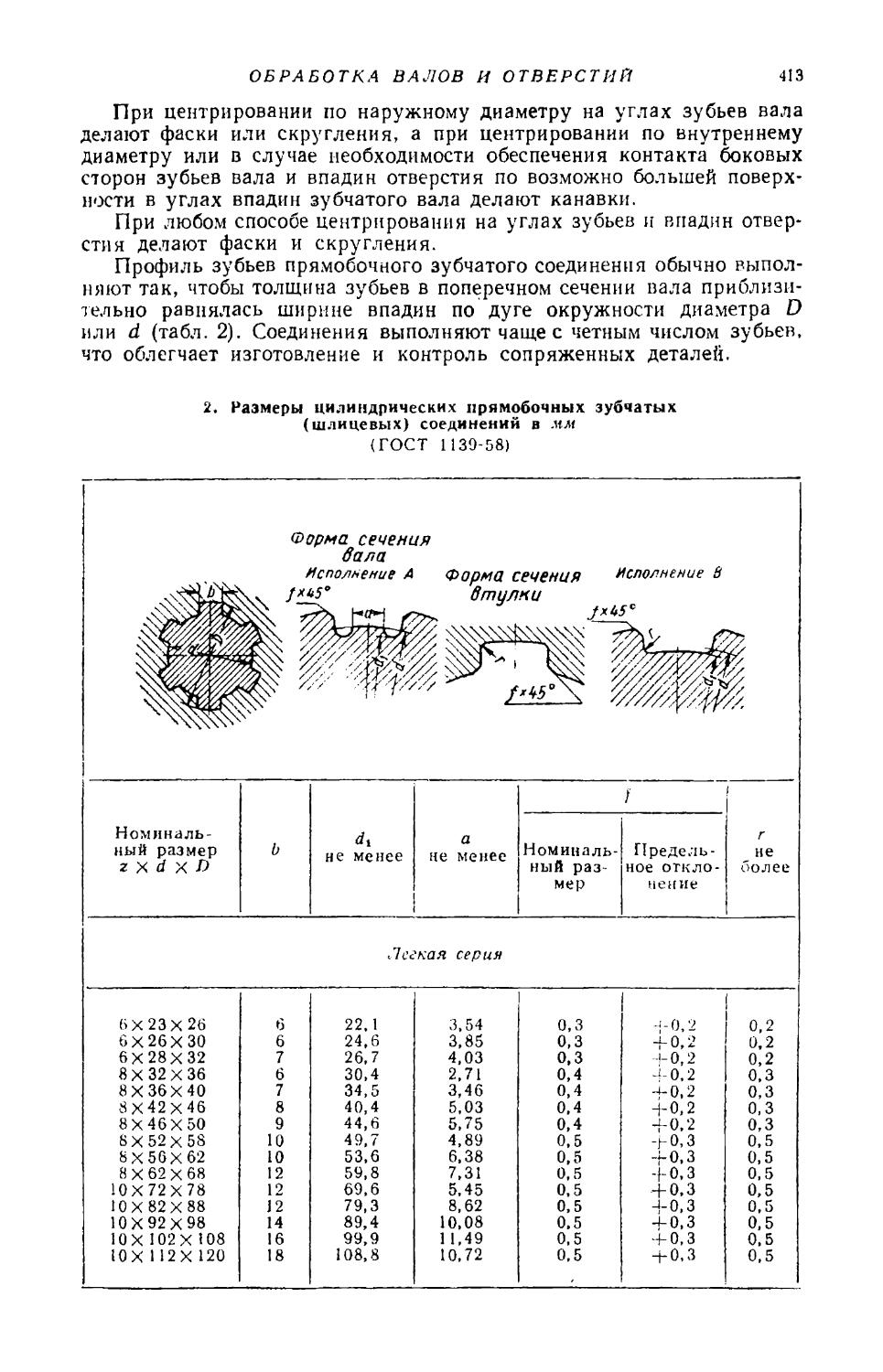
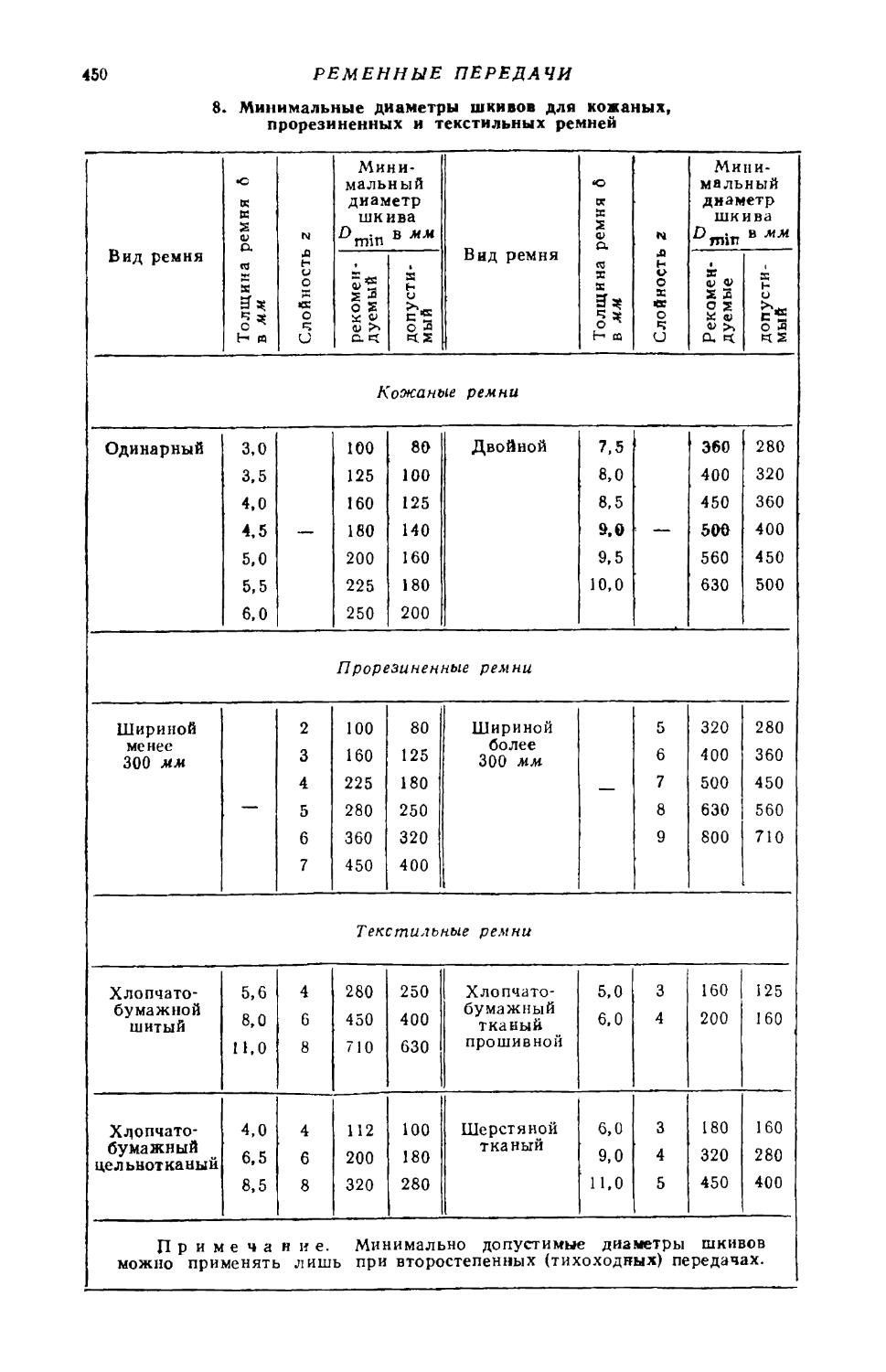
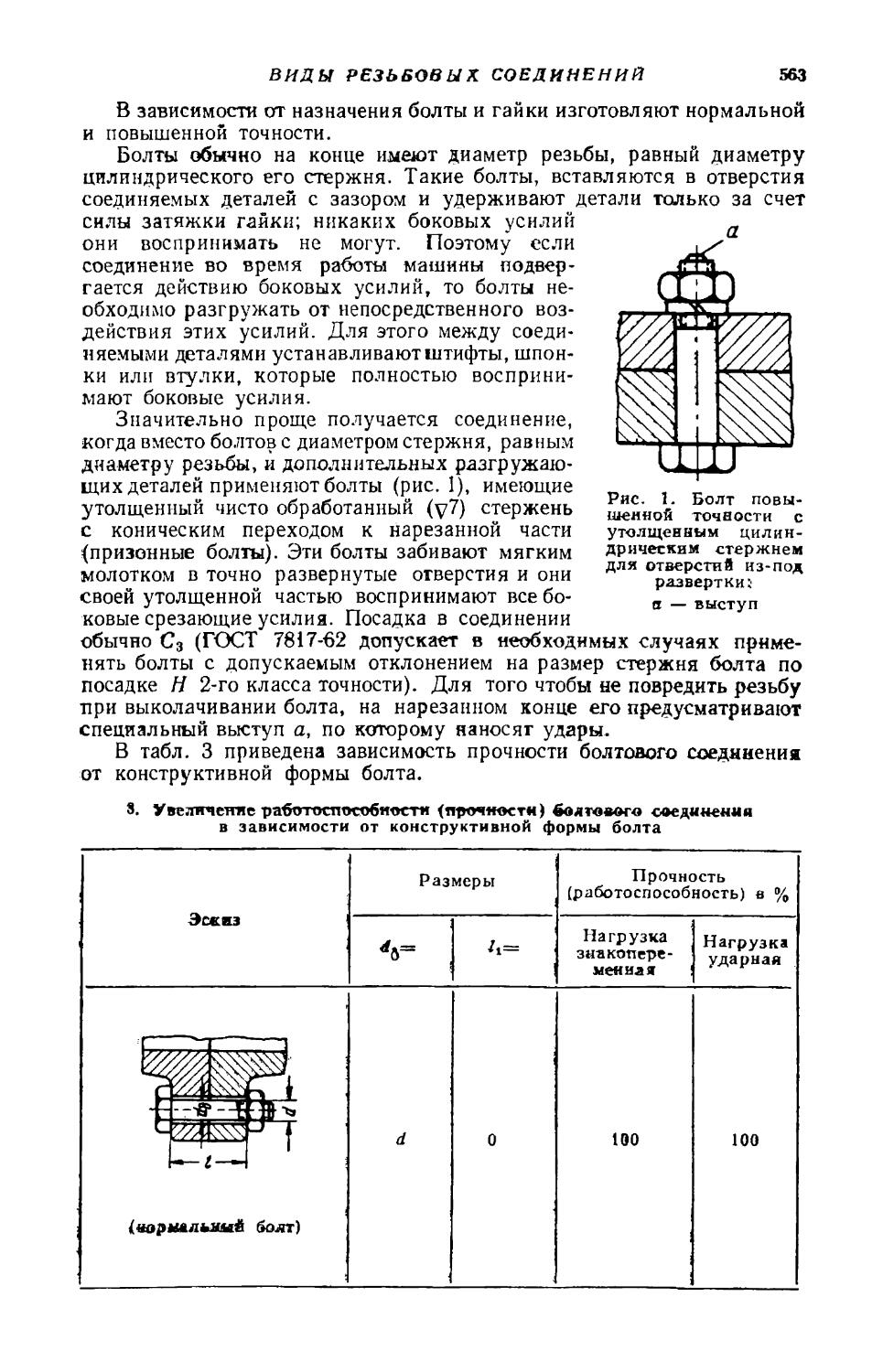
батывают из нефти.Особенности жидких и консистентных смазок приведены в табл. 1.1. Особенности основных видов смазкиВидысмазкиДостоинства1НедостаткиЖидкаяНизкий коэффициент внутрен¬
него трения; возможность при¬
менения при высоких числах
оборотов; охлаждающее действие,
особенно в проточной и цирку¬
ляционной системах; возмож¬
ность применения контрольных
и фильтрующих устройств; воз¬
можность замены масла без раз¬
борки механизмаЛегкое вытекание из
корпусов, вызывающее
необходимость примене¬
ния уплотнений и срав¬
нительно частого попол¬
нения резервуаров мас¬
ломКонсис¬тентнаяВозможность применения для
трущихся поверхностей» работаю¬
щих при высоком давлении и вы¬
сокой температуре; возможность
смазки механизмов, испытываю¬
щих знакопеременные нагрузки,
а также толчки и удары; про¬
стота смазочных и уплотнитель¬
ных устройств; надежность в ра¬
боте; длительное смазывание
единовременно заложенной смаз¬
кой труднодоступных пар трения;
смазывание трущихся пар, рабо¬
тающих в широком диапазоне
температурБольшой коэффициент
внутреннего трения; по¬
тери смазочных свойств
при длительной работе
с высокой температурой;
невозможность исполь¬
зования при низких тем¬
пературах; необходи¬
мость разборки механиз¬
ма для замены смазки;
ограниченное число спо¬
собов подвода; невозмож¬
ность регенерации; изме¬
нение коллоидной ста¬
бильности при длитель¬
ном хранении; повышен¬
ная стоимостьСмазочные нефтяные (минеральные) маслаВажнейшими свойствами смазочных масел, определяющими области
их применения, являются вязкость, температура вспышки и темпера¬
тура застывания.Вязкость отражает способность масел сопротивляться сдвигу. Раз¬
личают вязкость динамическую, кинематическую и условную. Динами¬
ческая вязкость (коэффициент внутреннего трения) выражает собой
силу, затрачиваемую на перемещение верхнего слоя жидкости отно¬
сительно нижнего со скоростью 1 см!сек, при площади каждого из них
1 см2 и расстоянии между ними 1 см. За единицу динамической вязкости
принят пуаз (пз), имеющий размерность дин-сек!см2. Сотую часть
пуаза называют сантипуазом (спз). Динамическую вязкость учитывают
при гидродинамических расчетах вязкости масел для смазки трущихся
поверхностей.Кинематическая вязкость (удельный коэффициент внутреннего тре¬
ния) представляет собой отношение динамической вязкости жидкости
к ее плотности при одной и той же температуре. Единицей кинематиче¬
8СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВской вязкости является стокс (cm), сотую часть которого называют
сантистоксом (сст). Размерность стокса — см'/сек. Кинематическую
вязкость используют в расчетах прокачиваемости масла по трубопро¬
водам.Условная вязкость представляет отвлеченное число, выражающее
отношение времени истечения 200 г масла из вискозиметра типа ВУ
ко времени истечения такого же количества дистиллированной воды
при температуре 20°. Условную, или относительную, вязкость, ранее
обозначаемую в технической литературе градусами Энглера (°Е),
выражают в градусах ВУ50 или ВУ1оо. Индекс обозначает температуру
масла при испытании, которую принимают равной 50°, а для более
вязких масел — 100°.Температура вспышки — температура, при которой пары масла
образуют с окружающим воздухом смесь, воспламеняющуюся при
поднесении к ней огня. Температура вспышки характеризует испаряе¬
мость и огнеопасность масла. При одинаковой вязкости лучшим яв¬
ляется то масло, которое имеет более высокую температуру воспла¬
менения, т. е. температуру, при которой не только вспыхивают масля¬
ные пары, но и загорается само масло.Температура застывания масла характеризует потерю его подвиж¬
ности при низкой температуре, т. е. когда масло после наклонения
стандартной пробирки под углом 45° остается неподвижным в течение
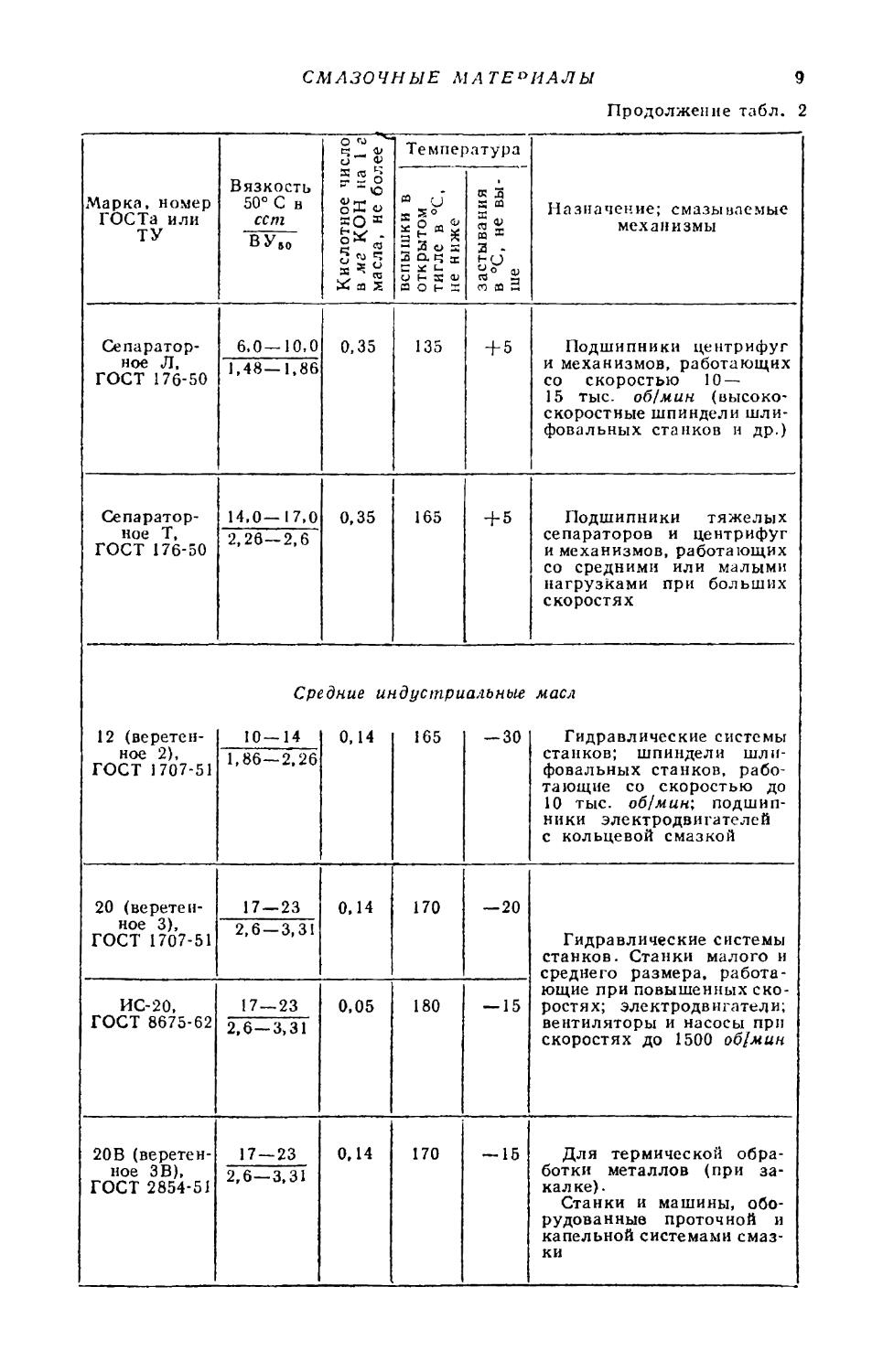
1 мин.Характеристики смазочных масел, применяемых в машиностроении,
приведены в табл. 2.2. Ассортимент, физико-химические свойства
и области применения минеральных маселМарка, номер
ГОСТа или
ТУВязкость
50° С в
сст
ВУбоКислотное число
в мг КОН на 1 г
масла, не болееТемператураНазначение смазыза
механизмывспышки в
! открытом
тигле в °С,
не нижезастывания
в °С, не вы¬
шеЛ (велосит),
ГОСТ 1840-51Легк14,0—5,1
1,29—1,4ie undyi
0,04:триальВ за¬
кры¬
том
тигле
112ные ма
— 25елаТочные механизмы, ра¬
ботающие с малой нагруз¬
кой и со скоростью 16—
20 тыс. об!;ман (высоко¬
скоростные шпиндели шли¬
фовальных и других стан¬
ков, веретена), некоторые
измерительные приборыТ (вазелино¬
вое),
ГОСТ 1840-515,1—8,50,04В за¬
кры¬
том
тигле
125— 20Механизмы, работающие
с малой нагрузкой и со
скоростью 10 —15 тыс. об 1 мин1,40—1,72
СМЛЗОЧИЫЕ МАТЕРИАЛЫ 9Продолжение табл. 2Марка, номер
ГОСТа или
ТУВязкость
50° С в
сст
ВУ*0Кислотное число
в мг КОН на 1 г
масла, не болееТемператураНазначение; смазываемые
механизмывспышки в I
открытом
тигле в °С, 1
не нижезастывания
в °С, не вы¬
шеСепаратор¬
ное Л.
ГОСТ 176-506,0—10,00,35135+ 5Подшипники центрифуг
и механизмов, работающих
со скоростью 10 —15 тыс. об/мин (высоко¬
скоростные шпиндели шли¬
фовальных станков и др.)1,48—1,86Сепаратор¬
ное Т,
ГОСТ 176-5014,0—17,00,35165+ 5Подшипники тяжелых
сепараторов и центрифуг
и механизмов, работающих
со средними или малыми
нагрузками при больших
скоростях2,26—2,612 (веретен¬
ное 2),
ГОСТ 1707-51Cpi10—14гдние иь
0,14idyctnpu165альные-30мае лГидравлические системы
станков; шпиндели шли¬
фовальных станков, рабо¬
тающие со скоростью до
10 тыс. об/мин; подшип¬
ники электродвигателей
с кольцевой смазкой1,86—2,2620 (веретен¬
ное 3),
ГОСТ 1707-5117 — 230,14170—20Гидравлические системы
станков. Станки малого и
среднего размера, работа¬
ющие при повышенных ско¬
ростях; электродвигатели;
вентиляторы и насосы при
скоростях до 1500 об[мин2,6 — 3,31ИС-20,
ГОСТ 8675-6217 — 230,05180— 152,6—3,3120В (веретен¬
ное ЗВ),
ГОСТ 2854-5117 — 230,14170-16Для термической обра¬
ботки металлов (при за¬
калке).Станки и машины, обо¬
рудованные проточной и
капельной системами смаз¬
ки2,6—3,31
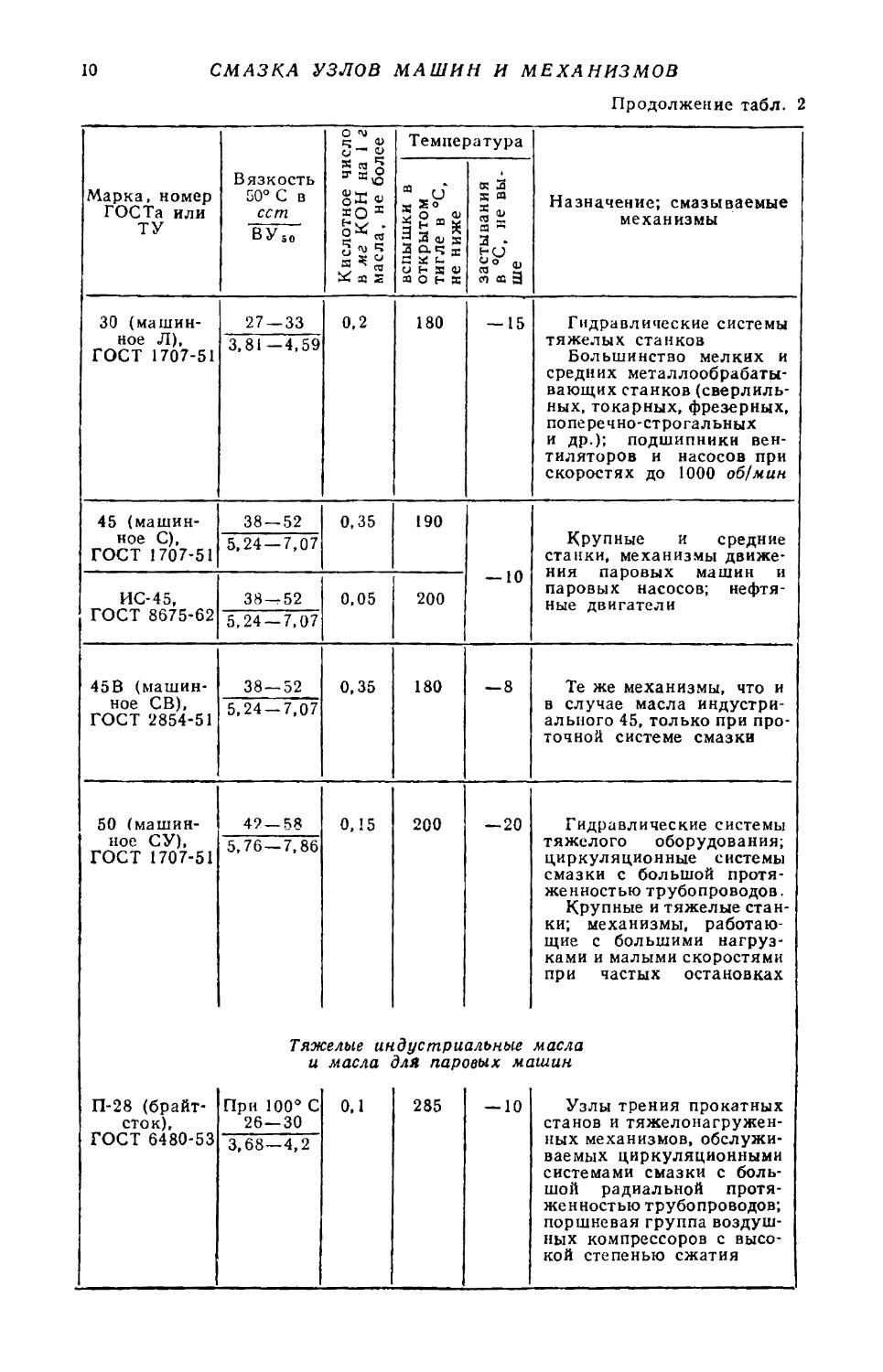
10СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВПродолжение табл. 2о ^
с; V
оТемператураМарка, номер
ГОСТа или
ТУВязкость
50° С в
сст
ВУ5оКислотное чи
в мг КОН на
масла, не болвспышки в
открытом
тигле в °С,
не нижезастывания
в °С, не вы-
1 шеНазначение; смазываемые
механизмы30 (машин¬27 — 330,2180— 15Гидравлические системыное Л),
ГОСТ 1707-513,81—4,59тяжелых станковБольшинство мелких и
средних металлообрабаты¬
вающих станков (сверлиль¬
ных, токарных, фрезерных,
поперечно-строгальных
и др.); подшипники вен¬
тиляторов и насосов при
скоростях до 1000 об!мин45 (машин¬38 — 520,35190Крупные и средние
станки, механизмы движе¬
ния паровых машин и
паровых насосов; нефтя¬
ные двигателиное С),
ГОСТ 1707-515,24 — 7,07— 10ИС-45,38 — 520.05200ГОСТ 8675-625,24 — 7,0745В (машин¬38 — 520,35180— 8Те же механизмы, что иное СВ),
ГОСТ 2854-515,24 — 7,07в случае масла индустри¬
ального 45, только при про¬
точной системе смазки50 (машин¬42 — 580,15200— 20Гидравлические системыное СУ),
ГОСТ 1707-515,76—7,86тяжелого оборудования;
циркуляционные системы
смазки с большой протя¬
женностью трубопроводов.Крупные и тяжелые стан¬
ки; механизмы, работаю¬
щие с большими нагруз¬
ками и малыми скоростями
при частых остановкахТяжелые индус триальные масла
и масла для паровых машинП-28 (брайт-
сток),При 100° С
26—300,1285—10Узлы трения прокатных
станов и тяжелонагружен-ГОСТ 6480-533,68—4,2ных механизмов, обслужи¬
ваемых циркуляционными
системами смазки с боль¬
шой радиальной протя¬
женностью трубопроводов;
поршневая группа воздуш¬
ных компрессоров с высо¬
кой степенью сжатия
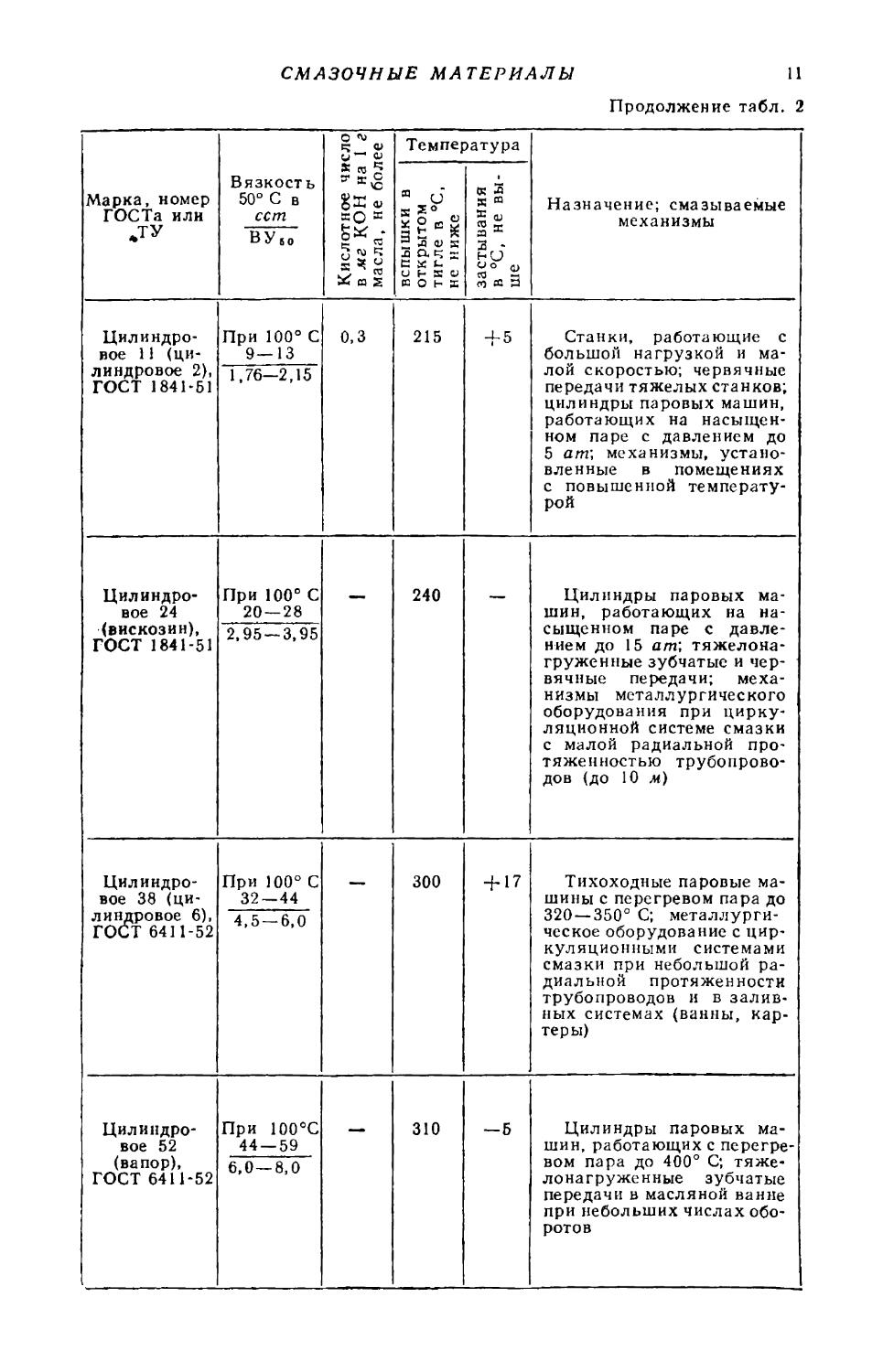
СМАЗОЧНЫЕ МАТЕРИАЛЫ 11Продолжение табл. 2Марка, номер
ГОСТа или
*ТУВязкость
50° С в
сст
ВУ80Кислотное число
в мг КОН на 1 г
масла, не болееТемператураНазначение; смазываемые
механизмывспышки в
открытом
тигле в °С,
не нижезастывания
в °С, не вы¬
шеЦилиндро¬
вое 11 (ци¬
линдровое 2),
ГОСТ 1841*51При 100° С
9—130,3215+ 5Станки, работающие с
большой нагрузкой и ма¬
лой скоростью; червячные
передачи тяжелых станков;
цилиндры паровых машин,
работающих на насыщен¬
ном паре с давлением до
5 ат\ механизмы, устано¬
вленные в помещениях
с повышенной температу¬
рой1,76-2,15Цилиндро¬
вое 24
(вискозин),
ГОСТ 1841-51При 100° С
20 — 28240Цилиндры паровых ма¬
шин, работающих на на¬
сыщенном паре с давле¬
нием до 15 am; тяжелона-
груженные зубчатые и чер¬
вячные передачи; меха¬
низмы металлургического
оборудования при цирку¬
ляционной системе смазки
с малой радиальной про¬
тяженностью трубопрово¬
дов (до 10 м)2,95 — 3,95Цилиндро¬
вое 38 (ци¬
линдровое 6),
ГОСТ 6411-52При 100° С
32—44300+ 17Тихоходные паровые ма¬
шины с перегревом пара до
320—350° С; металлурги¬
ческое оборудование с цир¬
куляционными системами
смазки при небольшой ра¬
диальной протяженности
трубопроводов и в залив¬
ных системах (ванны, кар¬
теры)4,5 — 6,0Цилиндро¬
вое 52
(вапор),
ГОСТ 6411-52При 100°С
44 — 59—310— 5Цилиндры паровых ма¬
шин, работающих с перегре¬
вом пара до 400° С; тяже-
лонагруженные зубчатые
передачи в масляной ванне
при небольших числах обо¬
ротов6,0—8,0
J2 СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВПродолжение табл. 2Ои оТемпература’Марка, номер
ГОСТа илиВязкость
50° С в
сстЯ 03 ч
ихо ®я и
5 о°а <«>к 3я “«ч -Назначение; смазываемые
механизмыТУВУ*0О ^ гтГ* « гЯ fc X
" Л J) S
л СХ с; д
С Й 1-
OHSDа о ь =03 *Йо*о й ЭАвиационные маслаМС-14,
ГОСТ 1013*49При 100°С
не менее
14 сст0,25В за¬
кры¬
том
тигле
200-30Авиационные двигатели
в зимнее время и некото¬
рые двигатели, работающие
с воспламенением от сжа¬
тияМС-20,
ГОСТ 1013-49При Ю0°С
не менее
20 сст0,05В за¬
кры¬
том
тигле
225— 18Авиационные двигатели
во все времена года и неко¬
торые дизелиМС-24,
ГОСТ 1013-49При 100°С
не менее
24 сст0,05В за¬
кры¬
том
тигле
240-17Авиационные двигателиМК-22,
ГОСТ 1013-49При 100°С
не менее
22 сст0,1В за¬
кры¬
том
тигле
230— 14Авиационные двигатели
во все времена года и неко¬
торые дизелиМ асла автотракторные моторныеАКЗп-6
(М6Б),
ГОСТ 1862*63При 100°С
не менее
6,0 сст0,1160— 40Автомобильные карбю¬
раторные двигатели зимой,
в том числе и в северных
районахАКп-10
(М10Б),
ГОСТ 1862-63При Ю0°С
не менее
10
1,860,15200—25Двигатели автомобилей,
тракторов и мотоциклов;
мелкие и средние цилин¬
дрические редукторы мо¬
стовых кранов; строи¬
тельно-дорожные машины
в летнее время; станки,
работающие с тяжелой
нагрузкой и малой ско¬
ростью; червячные пере¬
дачи тяжелых станковАК-15,
ГОСТ 1862-63При 100°С
не менее
15
2,370,2'225-5Двигатели тракторов;
крупные цилиндрические
редукторы мостовых кра¬
нов; червячные передачи
при средних нагрузках
механизмов, работающих
в условиях высоких нагру¬
зок и рабочих температур;
изношенные тихоходные
стационарные дизели
СМАЗОЧНЫЕ МАТЕРИАЛЫ 13Продолжение табл. 2Марка, номер
ГОСТа или
ТУВязкость
50° С в
сст
ВУ*0Кислотное число
в мг КОН на 1 г
масла, не болееТемператураНазначение; смазываемые
механизмывспышки в
открытом
тигле в °С.
не нижезастывания
в °С, не вы¬
шеЗимнее (ни¬
грол зимний),
ГОСТ 542-50Летнее (ни¬
грол летний),
ГОСТ 542*50
Масло для
гипоидных
передач,
ГОСТ 4003-53При 100°С
ВУюо™
= 2,7-т* 3,2При 100°С
ВУ10о=
= 4,0-5-4,5
При 100°С
20,5 — 32,4Трансмиссионны170180е масло
— 20— 5— 20Зубчатые зацепления
коробки передач, заднего
моста и другие аналогич¬
ные механизмы наземных
транспортных машин с ме¬
ханической тягой в зимнее
времяТо же в летнее времяГипоидные передачи ав¬
томобилей и других ана¬
логичных машин3,0—4,522 (турбин¬
ное Л),
ГОСТ 32-5320-23гурбинн0,02ые мае л
180а-15Гидравлические системы
металлообрабатывающего
оборудованияПодшипники и вспомога¬
тельные части паровых и
водяных турбин с числом
оборотов вала 3000 в ми¬
нуту и выше2,95 — 3,3130 (турбин¬
ное УТ),
ГОСТ 32-5328 — 320,02180— 10Подшипники системы
регулирования мощных
паровых турбин, работаю¬
щих со скоростью до
3 тыс. об!мин при давле¬
нии в масляном насосе свы¬
ше 2 am, и водяных турбин
малой мощности3,95—4,4512 (М),
ГОСТ 1861-54АПри 100°С
11-14( ас л а ко
0,15\м пресса,
216рныеПоршневые и ротацион¬
ные компрессоры: одно¬
ступенчатые низкого да¬
вления (7 — 8 am) и двух-
и трехступенчатые низкого
и среднего давления до
40 am; воздуходувки1,96—2,2619 (Т),
ГОСТ 1861-54При 100°С
17 — 210,1242—Поршневые и ротацион¬
ные многоступенчатые ком¬
прессоры высокого давле¬
ния и воздуходувки2,6 — 3,07КС-19.
ГОСТ 9243-59При 100° С
17-210,02270— 152.6—3,07
14СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВПродолжение табл. 2о ^ТемператураМарка, номер
ГОСТа или
ТУВязкость
50е С
сст* « §
- So
оЕ ©ко к§8-8* <и3*Назначение; смазываемые
механизмыD ВУ502 яУ a? t>
S ^ я
М s 2Э 3 о) s§&5В.О Н Я 1)Я О н жЯо «
н яcjo а03 3
ЛЯДМаслаприборныеMB П.
ГОСТ 1805-516,3—8,5
1,51 — 1,720,14В за¬
кры¬
том
тигле
120-60Заполнение масляно¬
пневматических амортиза¬
торов. Контрольно-изме¬
рительные приборы, рабо¬
тающие при низких темпе¬
ратурахПриборное,
ТУ МХП
4216-5511 — 14 сстПриборные подшипники
и узлы трения, работающие
в широком интервале тем¬
ператур (от —60 до 4-120°)Масласпециализированного назначенияТрансформа¬
торное,
ГОСТ 982-569,61,820,5В за¬
кры¬
том
тигле
135—45Заполнение коробок со¬
противления и магнитных
столов шлифовальных стан¬
ков; в качестве изолирую¬
щей и теплоотводящей сре¬
ды в трансформаторах,
выключателях и других
аппаратахГидротор¬
мозное
нефтяное
(масло ГТН),
ГОСТ 8621-57Не менее
10 сст0,0592-63В качестве рабочей жид¬
кости для тормозных си¬
стем автомобилей с гидро¬
приводом, снабженных ре¬
зиновыми деталями из ма
сло-морозостойкой резиныВеретенноеАУГОСТ 1642-5012—142,05—2,260,07163—45Заполнение специальных
гидросистемМашины, работающие на
открытом воздухе в зимнее
времяДля прессов,
ГОСТ 5519-50При 100°С
не менее
101,86200— 15Заполнение систем по¬
дачи прессов
СМАЗОЧНЫЕ МАТЕРИАЛЫ15Консистентные смазкиКонсистентные смазки изготовляют из масел путем загущения их
мылом (из растительных и животных жиров, а также из заменяющих
их синтетических жиров, получаемых путем окисления парафина
и петролатума).В зависимости от состава мыла консистентные смазки бывают с каль¬
циевым, натриевым и кальциево-натриевым основанием и с металли¬
ческой основой, загущенные алюминиевыми, магниевыми и другими
подобными мылами.Кальциевые смазки (солидолы) — не растворяются в воде. Их можно
применять, когда не исключена возможность соприкосновения с водой
и в условиях влажной среды.Их нельзя использовать длительное время при температуре выше
55° без пополнения.Натриевые смазки (консталины) легко растворяются в воде, особенно
при высокой температуре. Эти смазки выделяют свободные жирные
кислоты и щелочи, вызывающие коррозию металлов. При смешении
с водой они образуют эмульсию.Натриевые смазки при повышении влажности можно применять
только в исключительных случаях при условии частого пополнения
и частой смены.Кальциево-натриевые смазки целесообразно применять при повы¬
шенной температуре и небольшой влажности.Консистентные смазки условно обозначают начальными буквами
слов, указывающих их свойства или область применения: У —
универсальная, И — индустриальная, Н — низкоплавкая, С — сред¬
неплавкая, Т — тугоплавкая, В — водостойкая, М — морозостой¬
кая, 3 — защитная, К — канатная, П — для прокатных станов
и т. д.Важнейшими свойствами консистентных смазок, определяющими
области их применения, являются температура каплепадения и пен'е-
трация.Температура каплепадения — температура, при которой происходит
падение первой капли смазки, нагреваемой в определенных условиях,
в капсюле прибора.Чем выше температура каплепадения, тем работоспособнее смазка
при высоких температурах.Пенетрация характеризует степень густоты (консистенции) смазки
и ее плотность. Определяют пенетрацию по глубине погружения стан¬
дартного конуса в смазку при температуре 25° в течение 5 сек. Если
число пенетрации смазки равно 200—250, то это значит, что глубина
погружения конуса в смазку равна 200—250 сотым долям сантиметра.
Чем мягче смазка, тем глубже в нее погружается конус, и стрелка на
шкале циферблата пенетрометра, отклоняясь вправо, показывает более
высокое число пенетрации. По числу пенетрации можно приближенно
судить о пригодности смазки для выбранного способа ее подачи, учиты¬
вая при этом, что прокачиваемость смазок через мазепроводы улучшается
при увеличении их числа пенетрации (о прокачиваемости смазок лучше
судить по их вязкости, определяемой на автоматическом капиллярном
визкозиметре).Основные физико-химические свойства консистентных смазок
приведены в табл. 3, а технологических масел и смазок —
в табл. 4.
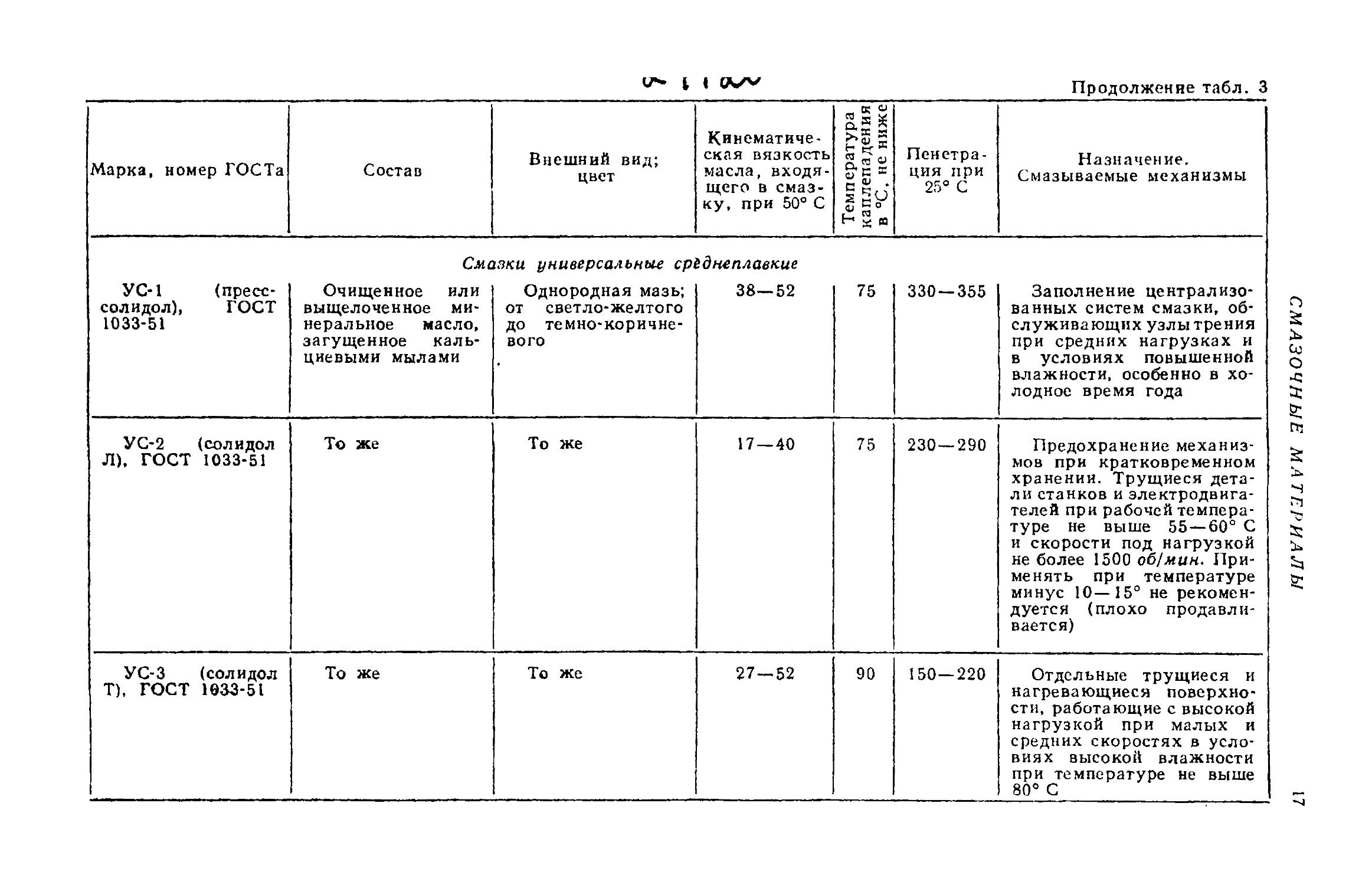
3. Ассортимент, физико-химические свойства я области применения консистентных смазокМарка, номер ГОСТаСоставВнешний вид;
цветКинематиче¬
ская вязкость
масла, входя¬
щего в смазку,
при 50° СТемпература
каплепадения
в °С, не нижеПенетра -
ция при25° СНазначение.
Смазываемые механизмыЗащитная УНЗ
(пушечная). ГОСТ
3005-51СМасло цилиндро¬
вое 11, загущенное
петролатумом, це¬
резином и едким
натроммазки универсальные .Мазеобразная
масса; от светлого
до темно-коричне¬
вогонизкоплавкиеПри 60° С
4050Защита от коррозии ме¬
таллических поверхностей;
различные механизмы
в летнее времяУН (вазелин
технический),ГОСТ 782-59Минеральное ма¬
сло, загущенное
петролатумом, па¬
рафином и церези¬
номОднородная мазь
без комков; от
светло- до темно-
коричневогоПри 70° С
не менее 2054—Защита от коррозии ме¬
таллических поверхностей.Механизмы, работающие
при малых нагрузках, при
температуре не выше 50° СПриборная АФ-70
(У НМ А), ГОСТ
2967-52Масло приборное
(МВП), загущенное
свинцовым мылом
с добавкой церезинаВазелинообраз¬
ная масса; от
светло-желтого до
коричневого—60—Приборы и механизмы
с повышенными требова¬
ниями к прочности смазоч¬
ной пленки при темпера¬
турах от —50 до -f-50°ГОИ-54п, ГОСТ
3276*63Масло приборное
(МВП), загущенное
церезином, марки 75
и 80 с присадкой
МНИ-7Однородная мазь;
от светло-желтого
до темно-коричне¬
вого цвета60230 — 265Приборы и механизмыСМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВ
ur- i » СЛ/vПродолжение табл. 3Марка, номер ГОСТаСоставВнешний вид;
цветКинематиче¬
ская вязкость
масла, входя¬
щего в смаз¬
ку, при 50° СТемпература
каплепадения
в °С, не нижеПенетра-
ция при25° СНазначение.
Смазываемые механизмыУС*1 (пресс-
солидол), ГОСТ
1033-51См сОчищенное или
выщелоченное ми¬
неральное масло,
загущенное каль¬
циевыми мыламиизки универсальные cpiОднородная мазь;
от светло-желтого
до темно-коричне-
вогоЧднеплавкие38—5275330 — 355Заполнение централизо¬
ванных систем смазки, об¬
служивающих узлы трения
при средних нагрузках и
в условиях повышенной
влажности, особенно в хо¬
лодное время годаУС-2 (солидол
Л), ГОСТ 1033-51То жеТо же17 — 4075230 — 290Предохранение механиз¬
мов при кратковременном
хранении. Трущиеся дета¬
ли станков и электродвига¬
телей при рабочей темпера¬
туре не выше 55 — 60° С
и скорости под нагрузкой
не более 1500 об}мин. При¬
менять при температуре
минус 10—15° не рекомен¬
дуется (плохо продавли¬
вается)УС-3 (солидол
Т), ГОСТ 1033-51То жеТо же27-5290150—220Отдельные трущиеся и
нагревающиеся поверхно¬
сти, работающие с высокой
нагрузкой при малых и
средних скоростях в усло¬
виях высокой влажности
при температуре не выше
80° ССМАЗОЧИ ЫЕ МАТЕРИАЛЫ
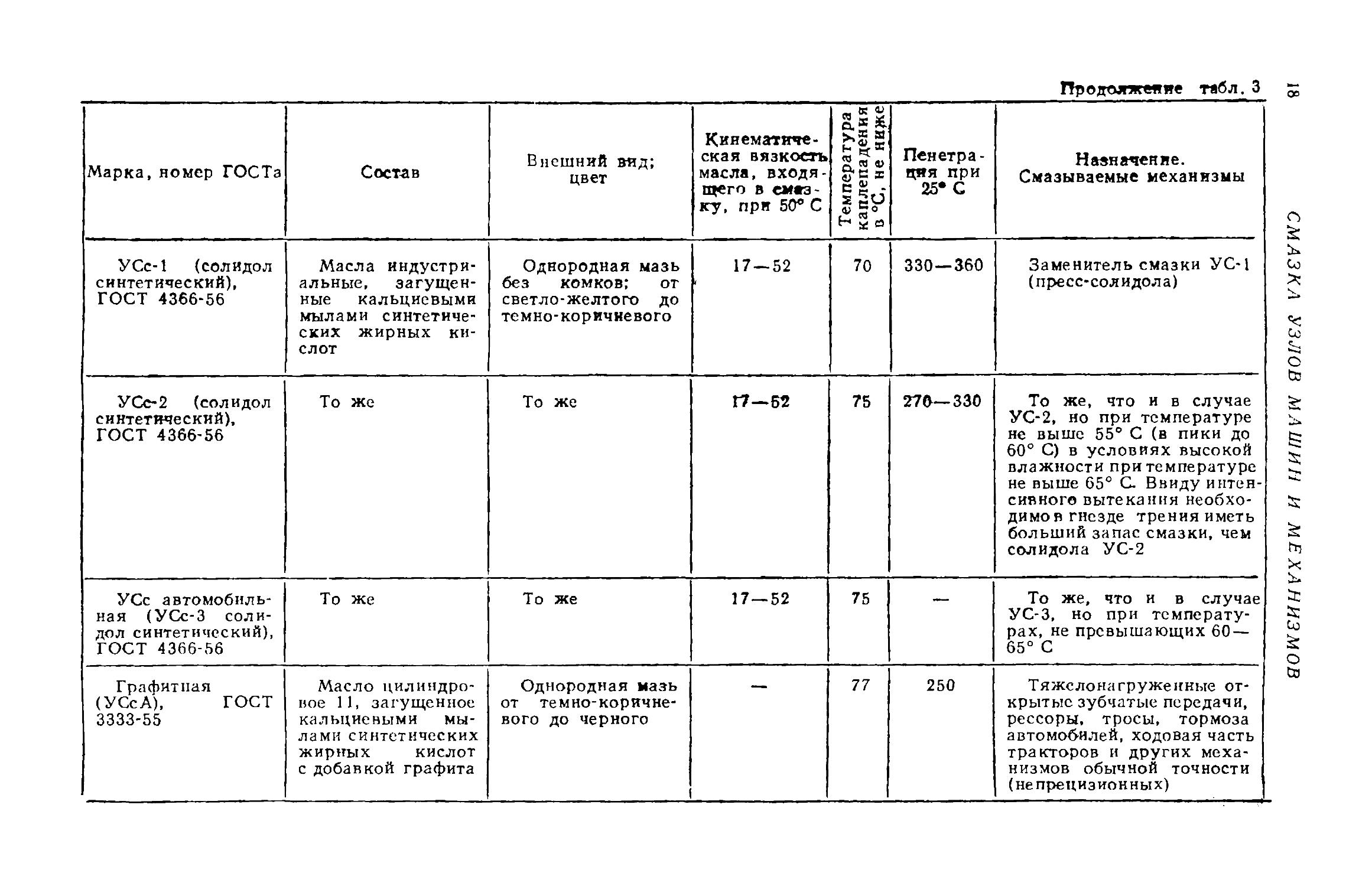
Продолжение табл. 3Марка, номер ГОСТаСоставВнешний вид;
цветКинематиче¬
ская вязкость
масла, входя¬
щего В 0**3-
ку, при 50° СТемпература
каплепадения
в °С, не ни?кеПенетра-
ция при
25* СНазначение.
Смазываемые механизмыУСс-1 (солидол
синтетический),
ГОСТ 4366-56Масла индустри¬
альные, загущен¬
ные кальциевыми
мылами синтетиче¬
ских жирных ки¬
слотОднородная мазь
без комков; от
светло-желтого до
темно-коричневого17 — 5270330—360Заменитель смазки УС-1
(пресс-солидола)УСс-2 (солидол
синтетический),
ГОСТ 4366-56То жеТо жеГ7—Б275270—330То же, что и в случае
УС-2, но при температуре
не выше 55° С (в пики до
60° С) в условиях высокой
влажности при температуре
не выше 65° С. Ввиду интен¬
сивного вытекания необхо¬
димой гнезде трения иметь
больший запас смазки, чем
солидола УС-2УСс автомобиль¬
ная (УСс-3 соли¬
дол синтетический),
ГОСТ 4366-56То жеТо же17—5275—То же, что и в случае
УС-3, но при температу¬
рах, не превышающих 60 —
65° СГрафитиая
(УСсА), ГОСТ
3333-55Масло цилиндро¬
вое 11, загущенное
кальциеными мы¬
лами синтетических
жирных кислот
с добавкой графитаОднородная мазь
от темно-коричне¬
вого до черного77250Тяжелонагруженные от¬
крытые зубчатые передачи,
рессоры, тросы, тормоза
автомобилей, ходовая часть
тракторов и других меха¬
низмов обычной точности
(не прецизионных)СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВ
Продолжение табл. 3Марка, номер ГОСТаСоставВнешний вид;
цветКинематиче¬
ская вязкость
масла, вхо¬
дящего в смаз¬
ку, при 50° СТемпература
каплепадения
в °С, не нижеПенетра-
ция при25° СНазначение.
Смазываемые механизмыСмазки универсальныетугоплавкие1-13 жировая,
ГОСТ 1631-61Минеральное
масло, загущенное
натриево-кальцие-
выми мылами ка¬
сторового маслаОднородная мазь
от светло-коричне¬
вого до коричне¬
вого19120Шарнко- и роликопод¬
шипники и другие узлы
трения, работающие при
средних и inline средних
нагрузках и температурах
до 110° С в условиях нор¬
мальной и повышенной
влажностиУТ-1 (консталин
жировой), ГОСТ
1957-Б2Очищенное или
выщелоченное ми¬
неральное масло,
загущенное натри¬
евыми мылами жир¬
ных кислотОднородная мазь
без комков от
светло-желтого до
темно-коричневого19—45130225—275Металлургическое обо¬
рудование. Подшипники
электродвигателей и дру¬
гие трущиеся поверхности
при температурах не выше
120° в условиях нормаль¬
ной влажности.При повышенной влаж¬
ности применять не реко¬
мендуетсяУТ-2 (консталин
жировой), ГОСТ
1957-52То жеТо же19 — 53150175—225То же, что и в случае
УТ-1, но при температуре
не выше 135°СМАЭОЧН ЫЕ МАТЕРИАЛ Ы
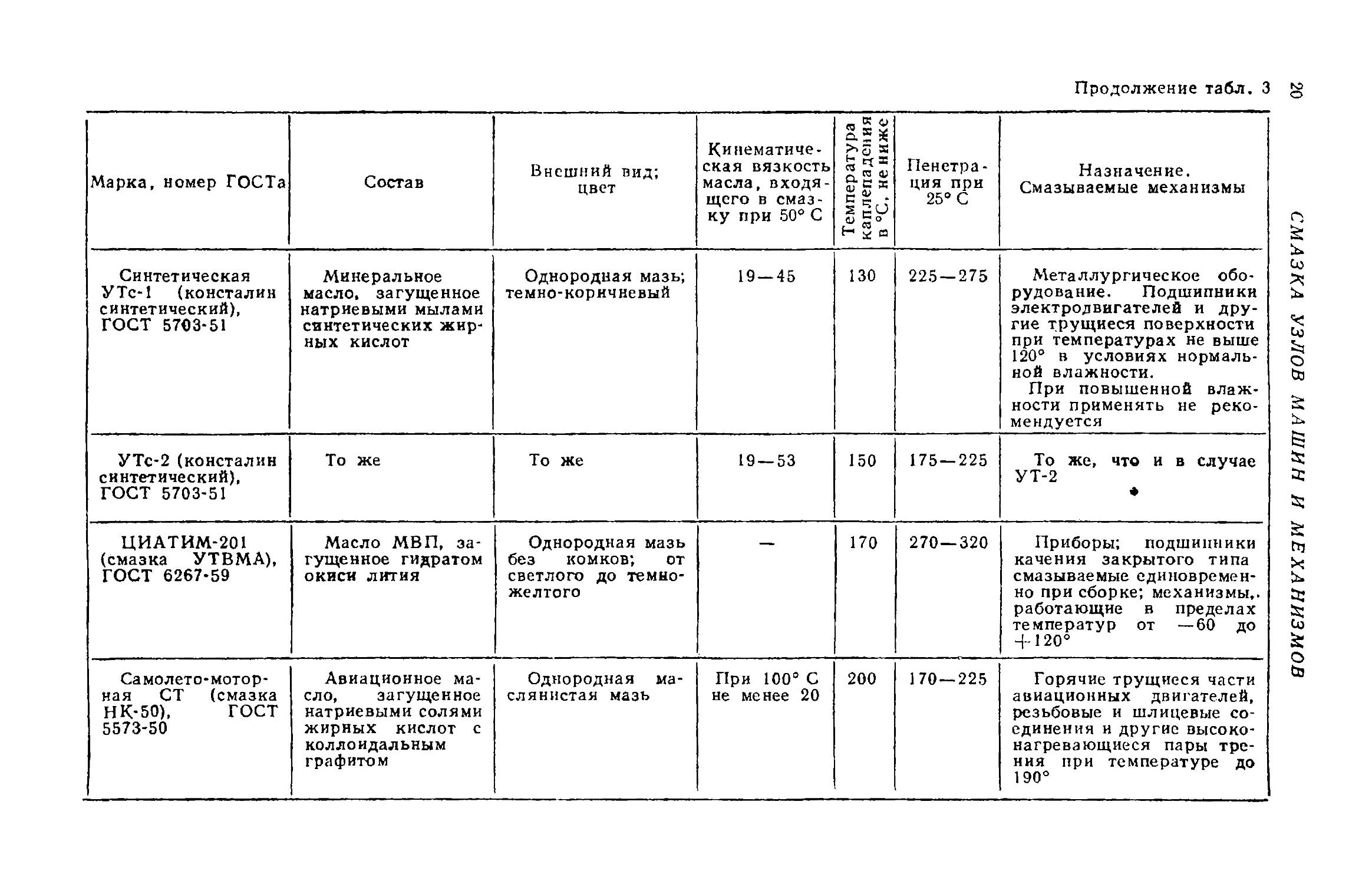
Продолжение табл. 3 gМарка, номер ГОСТаСоставВнешний вид;
цветКинематиче¬
ская вязкость
масла, входя¬
щего в смаз¬
ку при 50° СТемпература
каплепадения
в °С, не нижеПенетра-
ция при25° СНазначение.
Смазываемые механизмыСинтетическая
УТс-1 (консталин
синтетический),
ГОСТ 5703*51Минеральное
масло, загущенное
натриевыми мылами
синтетических жир¬
ных кислотОднородная мазь;
темно-коричневый19 — 45130225 — 275Металлургическое обо¬
рудование. Подшипники
электродвигателей и дру¬
гие трущиеся поверхности
при температурах не выше
120° в условиях нормаль¬
ной влажности.При повышенной влаж¬
ности применять не реко¬
мендуетсяУТс-2 (консталин
синтетический),
ГОСТ 5703-51То жеТо же19 — 53150175 — 225То же, что и в случае
УТ-2♦ЦИАТИМ-201
(смазка УТВМА),
ГОСТ 6267*59Масло МВП, за¬
гущенное гидратом
окиси литияОднородная мазь
без комков; от
светлого до темно¬
желтого170270—320Приборы; подшииники
качения закрытого типа
смазываемые единовремен¬
но при сборке; механизмы,,
работающие в пределах
температур от —60 до
-f 1 20°Самолето-мотор-
ная СТ (смазка
НК-50), ГОСТ
5573-50Авиационное ма¬
сло, загущенное
натриевыми солями
жирных кислот с
коллоидальным
графитомОднородная ма¬
слянистая мазьПри 100° С
не менее 20200170 — 225Горячие трущиеся части
авиационных двигателей,
резьбовые и шлицевые со¬
единения и другие высоко-
нагревающиеся пары тре¬
ния при температуре до
190°СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВ
Продолжение табл, 3Марка, номер ГОСТаСоставВнешний вид;
цветКинематиче¬
ская вязкость
масла, входя¬
щего в смаз¬
ку при 50° СТемпература
каплепадения
в °С, не нижеГТенетра-
ция при25° СНазначение.
Смазываемые механизмыИП1-Л летняя,
ГОСТ 3267-53Масл® цилиндро¬
вое 11, загущенное
натриево-кальцие¬
выми мылами жир¬
ных кислотСмазки индустрОднородная мазь
от желтого до тем¬
но-коричневогошальныеПри 100° С
9—1380260 — 300Подшипники качения
прокатных станов при цен¬
трализованной подаче смаз¬
киИП1-3 зимняя,
ГОСТ 3257-53То жеТо жеПри 100° С
9—1375300 — 350То жеИП-2, ГОСТ
6708-53Масло трансмис¬
сионное автотрак¬
торное, загущенное
натриевыми мылами
окисленного петро-
латумаТвердые брикеты;
от темно-коричне¬
вого до черного17050—100.Открытые шейки валков
прокатных становКанатная ИК
(мазь канатная),
ГОСТ 5570-50Состав: 40% пе-
тролатума, 10%
нефтяного битума,
10% канифоли,
3% графита и ма¬
сляного гудронаОднородная мазь
без комков; от
темно-коричневого
до черногоПри 100° С
5,2-16,140Стальные канаты подъ¬
емно-транспортного обору¬
дованияСМАЗОЧИ ЫЕ МАТЕРИАЛЫ
Продолжение табл. 3 ^Марка, номер ГОСТаСоставВнешний вид;
цветКинематиче¬
ская вязкость
масла .^.входя¬
щего в емаз-
ку, пр* 50° СТемпература
каплепадения
в °С. не нижеПенетра-
ция при
25° СНазначение.
Смазываемые механизмыМеталлургиче¬
ская № 137, ГОСТ
9974-62Масло цилиндро¬
вое 38, загущенное
натриевыми мылами
жирных кислотОднородная мазь
без комков от ко¬
ричневого до тем¬
но-коричневого150360Заполнение централизо¬
ванных систем, работаю¬
щих при температуре не
ниже 18—20° (механизмы
горячих цехов, заливоч¬
ных кранов и завалочных
машин), а также для за¬
правки подшипников шла-
ковозов, чугуновозов и
т. п. Смазка работоспо¬
собна при температуре до
400°Морская АМС-1,
ГОСТ 2712-52Масло цилиндро¬
вое 52, загущенное
алюминиевыми мы¬
лами жирных ки¬
слотСмазки специализи}Однородная мазь
без комков тем-
ного цветакованного казнеПри 100° С
44 — 59тения85300 — 5001Механизмы, работающие
в воде или соприкасающие¬
ся с водой, при повышен¬
ных нагрузкахМорская АМС-3,
ГОСТ 2712-52То жеТо жеПри 100° С
44 — 5995200—250То жеСМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВ
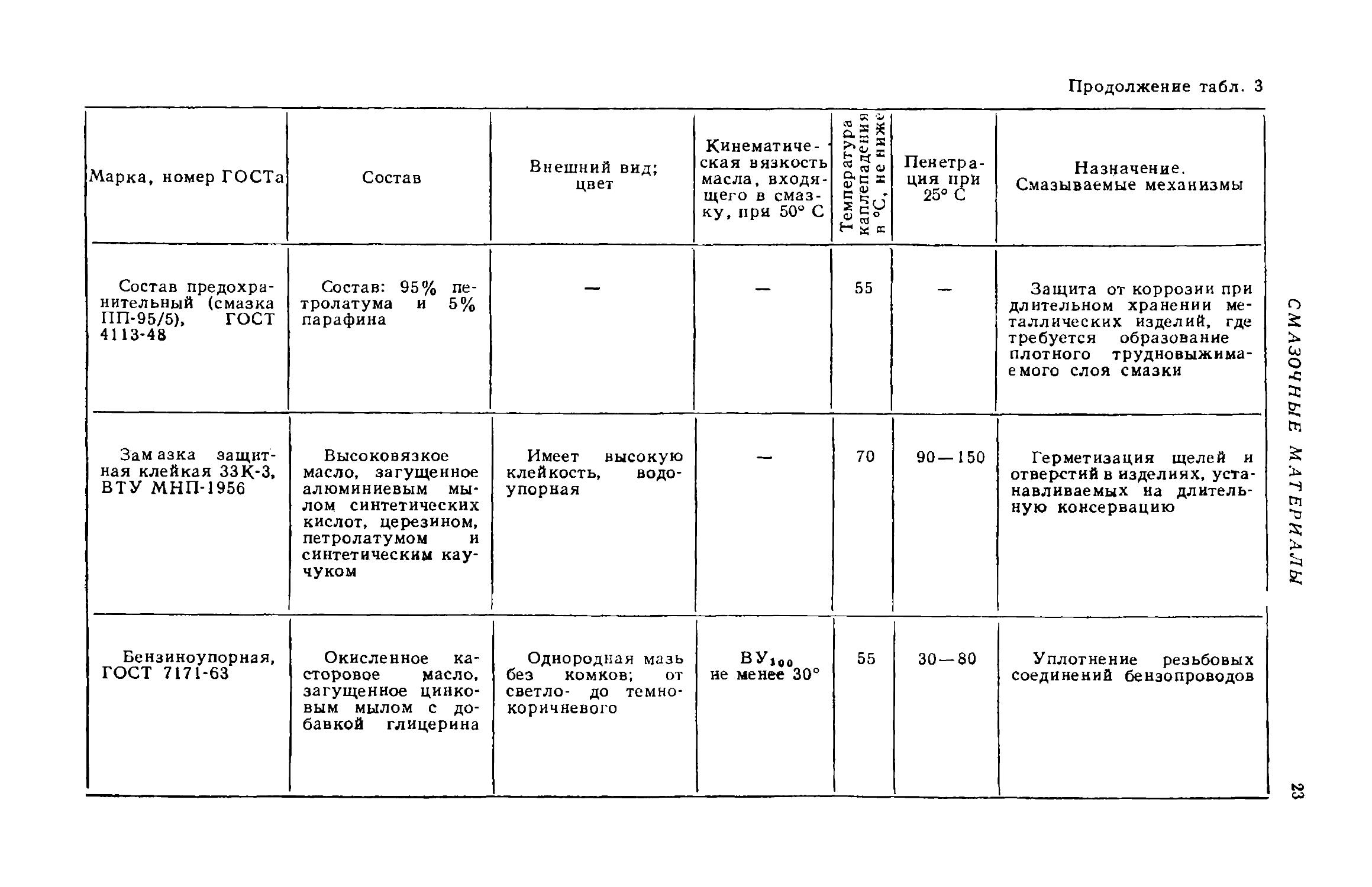
Продолжение табл. 3Марка, номер ГОСТаСоставВнешний вид;
цветКинематиче- ■
ска я вязкость
масла, входя¬
щего в смаз¬
ку, при 50° СТемпература
каплепадения
в °С, не нижеПенетра-
ция при25° СНазначение.
Смазываемые механизмыСостав предохра¬
нительный (смазка
ПП-95/5), ГОСТ
4113-48Состав: 95% пе-
тролатума и 5%
парафина——55—Защита от коррозии при
длительном хранении ме¬
таллических изделий, где
требуется образование
плотного трудновыжима-
емого слоя смазкиЗам аз ка защит¬
ная клейкая ЗЗК-3,
ВТУ МНП-1956Высоковязкое
масло, загущенное
алюминиевым мы¬
лом синтетических
кислот, церезином,
петролатумом и
синтетическим кау¬
чукомИмеет высокую
клейкость, водо¬
упорная7090—150Герметизация щелей и
отверстий в изделиях, уста¬
навливаемых на длитель¬
ную консервациюБензиноупорная,
ГОСТ 7171-63Окисленное ка¬
сторовое масло,
загущенное цинко¬
вым мылом с до¬
бавкой глицеринаОднородная мазь
без комков; от
светло- до темно-
коричневогоВУ100
не менее 30°5530 — 80Уплотнение резьбовых
соединений бензопроводовСМАЗОЧНЫЕ МАТЕРИАЛЫ
24 СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВ4. Характеристика смазочных составов и смазок
для технологических целейНаименование
или марка со¬
става, номер
ГОСТ или ТУСоставНазначениеМасло висци-
новое, ГОСТ
7611-55Дистиллят веретенного
масла с примесью смоли¬
стых нефтепродуктов, уве¬
личивающих липкостьЗаполнение специаль¬
ных фильтров; поглощение
пыли из воздуха, поступа¬
ющего в вентиляционные
установкиПропиточный
состав, ВТУ
531-54Озокерита 40%, биту¬
ма III 37%, петролатума
20% и нафтената меди 2%Пропитывание хлопчато¬
бумажных приводных рем¬
нейПропиточный
состав, ГОСТ
3546-60Основа нефтяная с до¬
бавкой нафтената медиПропитывание хлопчато¬
бумажной оплетки прово¬
дов, кабельной пряжи и
кабельной бумагиКонденсатор¬
ный вазелин,
ГОСТ 5774-51Однородная мазь от бе¬
лого до светло-желтого
цвета; запах керосина не¬
допустимПропитывание и заливка
конденсаторовСмазки № 1,
2. 3, 4 и 5, ВТУ473-53Слюда, глицерин, на¬
триевое мыло и другие
компоненты в различных
процентных соотношенияхУплотнение сальников,
регулируемых клапанов и
уровнемеровСмазка МГС,
ТУ МНП 351-53Минеральное масло, за¬
гущенное стеаратом барияГерметизация соедине¬
ний, сальников, кранов,
резьб и других воздушных,
глицериновых и водяных
систем самолетовНасосная
смазка, ТУ МНП
577-55Окисленное касторовое
масло, загущенное сухим
коллоидно-графитовым
препаратом с присадкой
стеарата литияГерметизация сальников
и соединений в насосах
высокого давления, пере¬
качивающих минеральные
масла и гидравлическую
жидкость
СМАЗОЧНЫЕ МАТ ЕРИ АЛЫ25Смазочные материалы не нефтяного происхожденияК смазочным материалам не нефтяного происхождения относят
растительные масла, животные жиры и масла, силиконы, полиалкилен-
гликоли, сложные эфиры, фтористые и хлорфтористые углероды и др.Растительные масла в чистом виде почти не применяют вследствие
их склонности к высыханию с образованием прочных пленок и разло¬
жению с выделением свободных органических кислот, вызывающих
коррозию. Они также дают увеличенное по сравнению с минеральными
маслами отложение нагара и лака.Обладающее хорошей маслянистостью или липкосоъю касторовое,
сурепное, хлопковое, подсолнечное, оливковое и другие масла приме¬
няют для получения компаундированных масел, т. е. их добавляют
к нефтяным маслам для улучшения маслянистости последних. Приме¬
няют их также в качестве смазочно-охлаждающих жидкостей при ответ¬
ственных чистовых операциях глубокого сверления и растачивания,
нарезании резьб и как закалочные жидкости, например, в инструмен¬
тальном производстве.Животные жиры и масла в чистом виде применяют также крайне
редко. Говяжье, баранье и свиное сало, тюлений, китовый и рыбий
жир, костное и спермацетовое масло, хорошо прилипающие и удержи¬
вающиеся на металлических поверхностях, используют для получения
компаундированных масел.Кроме того, животные жиры применяют при изготовлении прити¬
рочных, доводочных и полировочных составов, составов для пропитки
кожаных манжет и сальниковых уплотнений, а также используют
в качестве добавок при изготовлении смазочно-охлаждающих жидко¬
стей для глубокого сверления, растачивания и полирования внутрен¬
них каналов роторов турбин и других ответственных деталей.Костное масло очень хорошо удерживается на смазываемых поверх¬
ностях и не высыхает в течение нескольких лет. Это масло не образует
твердой пленки. Поэтому его применяют как в чистом виде, так и в ка¬
честве составной части при изготовлении высококачественных прибор¬
ных масел, употребляемых для смазки часовых механизмов, телефон¬
ной и телеграфной аппаратуры, контрольно-измерительных и других
точных приборов.Силиконы (полисилоксаны) представляют собой кремний-органи-
ческие соединения, состоящие из кремния, кислорода и остатков угле¬
водородов после отщепления от их молекул одного или нескольких
атомов водорода. Силиконовые жидкости можно применять в качестве
смазочных масел, гидравлических и амортизационных жидкостей.
Смазывающую способность силиконов улучшают за счет добавления
специальных присадок.Силиконовые жидкости устойчивы против высокой температуры,
мало испаряются и достаточно хорошо подвижны при низких темпе¬
ратурах (табл. 5). При небольших и средних нагрузках они могут
хорошо работать в интервале температур от —70 до +300° и выше,
а в течение короткого времени могут противостоять действию темпе¬
ратуры до 535°. У силиконовых жидкостей вязкость изменяется мало
с изменением температуры. Так, при понижении температуры некоторые
из силиконов имеют вязкость, в 50 раз меньшую, чем органические
нефтяные масла, имеющие аналогичную температуру кипения.Силиконовыми консистентными смазками, получаемыми путем за¬
гущения жидких силиконов различными загустителями, смазывают
5. Силиконовые жидкостиНазваниеилиномерТехническиеусловияМХПТемпература в°СВязкость в сст при температуреначала кипе¬
ния при дав¬
лении 1 мм
рт. ст.вспыш¬кизасты¬ванияниже-{-50°+20°: 1
сл
о
о0°Назначение№ 22416-54110-— 70-6—12240-Смазка различных приборов
и инструментов; основа для
изготовления приборных 4!асел
и смазок№ 32416-54150125-70-12-32--То же№ 42416-54185170-70-40—48-2000№ 52416-54250250— 70200 — 450Смазка узлов при темпера¬
турах — 60^-^200°; основа
для изготовления консистент¬
ных смазок, работающих в оки¬
слительных условиях; аморти¬
зационная и демпферная жид-
кость; теплоноситель при тем¬
пературе до 300°Смазка
№ 6ЕУ-118-55——— 70———9000—
15 000Смазка поверхностей рези¬
новых изделий, трущихся по
металлуВ ПС2337-50230 (при
атмосферном
давлении)120— 609,61200Рабочая жидкость для пере¬
дачи давления в гидросисте¬
мах и амортизаторахСМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВ
СМАЗОЧНЫЕ МАТЕРИАЛЫ27различные узлы машин при температуре от —бО.до +250°, а в некоторых
случаях до 350°. Используют их также в качестве уплотнительных
смазок ири вакууме или высоком давлении, для смазки различных узлов,
работающих в агрессивной или окислительной среде, и узлов, детали
которых имеют контакт с кислотами, горячей водой, паром, газами.Полиалкиленгликоли — органические соединения, получаемые при
взаимодействии гликолей и одноатомных спиртов с окисями углеводо¬
родов. Полиалкиленгликоли, применяемые в качестве смазочных ма¬
сел, имеют низкую температуру застывания: от —55 до —65°. Индекс
их в язкости* колеблется в пределах 135—165 и да же достигает 180. Смазы¬
вающая способность, проти вой зноен ые свойства и подвижность при низ¬
ких температурах у них лучше, чем у нефтяных масел. Испаряемость
их меньше испаряемости минеральных масел при одинаковой вязкости.Полиалкиленгликоли в чистом виде и в смеси с минеральными мас¬
лами и присадками применяют при высоких температурах (турбо¬
реактивные двигатели, двигатели внутреннего сгорания, компрессоры)
и в различных машинах и зубчатых передачах с большими нагрузками.
Применяют их и в качестве антифризов, антивспенивателей, тормоз¬
ных жидкостей. Полиалкиленгликоли также являются хорошими тепло¬
носителями при температурах до 260°. В чистом виде или в виде водных
растворов их используют как негорючие гидравлические жидкости
в гидросистемах машин.Масла, обеспечивающие равномерность подач узлов станковДля обеспечения равномерного без скачков и колебаний переме¬
щения подвижных узлов металлорежущих станков, что требуется для
получения высокой чистоты и точности обработки, созданы специаль¬
ные масла с присадками. Таким маслом, в частности, является масло
ВНИИ НП-401. На станках, не имеющих циркуляционных систем
смазки с длинными и тонкими маслопроводами, вместо этого масла
можно использовать средние индустриальные масла с присадкой 10%
смазки АМС-3. Для этого вначале в чистый бак заливают масло в ко¬
личестве, соответствующем тройному количеству смазки АМС-3, и
в него загружают всю смазку АМС-3. Смесь нагревают примерно до
130°, непрерывно перемешивая и добиваясь исчезновения комков
смазки. Затем постепенно заливают все остальное количество инду¬
стриального масла и перемешивают в течение 15—20 мин при темпе¬
ратуре 70—90°, после чего сливают в чистый бак для готового масла.
Хранят приготовленное масло в бидонах с плотно закрывающимися
крышками во избежание загрязнения и обводнения.Специальные антискачковые масла рекомендуется применять для
смазки направляющих скольжения продольно-фрезерных, расточных
и координатно-расточных станков, а также оснований колонн расточ¬
ных станков, направляющих бабок и столов плоско- и круглошлифо¬
вальных станков. Эти масла можно применять также для смазки пар
винт—гайка, например в координатно-расточных станках, где требуется
исключительная точность при малых установочных перемещениях. Не ре¬
комендуется применять такие масла в станках, имеющих высокие скоро¬
сти скольжения направляющих, так как равномерность движений при вы¬
соких скоростях достигается и при использовании масел обычных сортов.Режим смазки и сроки замены специального масла обычные, со¬
гласно картам смазки и графикам замены масла. Заливают свежее
масло не реже чем через шесть месяцев.
28СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВСмазки на основе двусернистого молибденаДвусернистый молибден MoS2 или дисульфид молибдена относится
к числу новых смазочных материалов, широко применяемых в ка¬
честве сухой смазки. На трущиеся поверхности его наносят путем опры¬
скивания, втирания и вдавливания в виде паст или суспензий, приго¬
товленных на основе минеральных и синтетических масел.Двусернистый молибден — порошок, имеющий пластинчатую струк¬
туру, сходную с графитом. Скольжение мелких пластинок относительно
друг друга обусловливает хорошие смазочные свойства этого материала.
Вдавливаясь в поверхностный слой трущихся металлов, он образует
твердую пленку, которая служит в дальнейшем в качестве сухой смазки.
Поверхность перед нанесением смазки должна быть сухой, тщательно
очищенной и обезжиренной.Высокие температуры (до 400°) не оказывают на двусернистый мо¬
либден заметного влияния, и его смазочные свойства сохраняются при¬
мерно до 525° Двусернистый молибден успешно применяют в узлах
с высоким удельным давлением (до 8600 кГ!см2), большими усилиями
трения и для смазки поверхностей, на которых возможен большой
износ и задиры.Смазка ВНИИ НП-225/2 — суспензия, приготовляемая на основе
силиконовой жидкости. Ее добавляют (до 10%) к общему объему масла.
Смазка ВНИИ НП-232 — паста, основой которой является минеральное
масло, содержит MoS2 и графит.Замена смазочных материаловПри замене масел, применяемых для смазки оборудования, масло-
заменитель должен иметь вязкость, равную или несколько большую,
чем вязкость заменяемого масла. Для легких индустриальных масел
эта разница должна быть не более 1—1,5° ВУ50 от верхнего предела
вязкости, для средних — до 2° ВУ5о. Несколько увеличенная разница
допустима для более тяжелых масел.Использовать в качестве заменителя масло с меньшей вязкостью
не следует, так как это приводит к выдавливанию его из зазора между
трущимися деталями, сильному износу, нагреванию и задирам. Заме¬
нители с большим превышением вязкости применять также не следует,
так как в результате может быть нагревание масла и смазываемых
узлов машин, что вызывает большие потери энергии.Примеры замены масел без разбавления, загущения или смешива¬
ния приведены в табл. 6.Иногда специфические условия работы механизмов не позволяют
сделать такие замены. Так, для смазки турбин нельзя масло турбинное
22 заменить индустриальным 20. Трансформаторное масло также нельзя
заменить маслом, равноценным по вязкости, так как заменитель не
имеет необходимых изоляционных свойств. В циркуляционных и гидрав¬
лических системах замена хорошо очищенных масел выщелоченными
приводит к закупориванию маслопроводов смолистыми осадками.Смешивают масла в тех случаях, когда из имеющихся в наличии
нет заменителей, равноценных или близких по вязкости. Тогда заме¬
нитель получают смешением двух или трех масел в определенном про¬
центном соотношении, близких по способу и степени очистки. Смеши¬
вают масла, имеющие одинаковую температуру.Для определения процентного соотношения смешиваемых масел
и вязкости полученной смеси пользуются номограммой (см. рисунок).
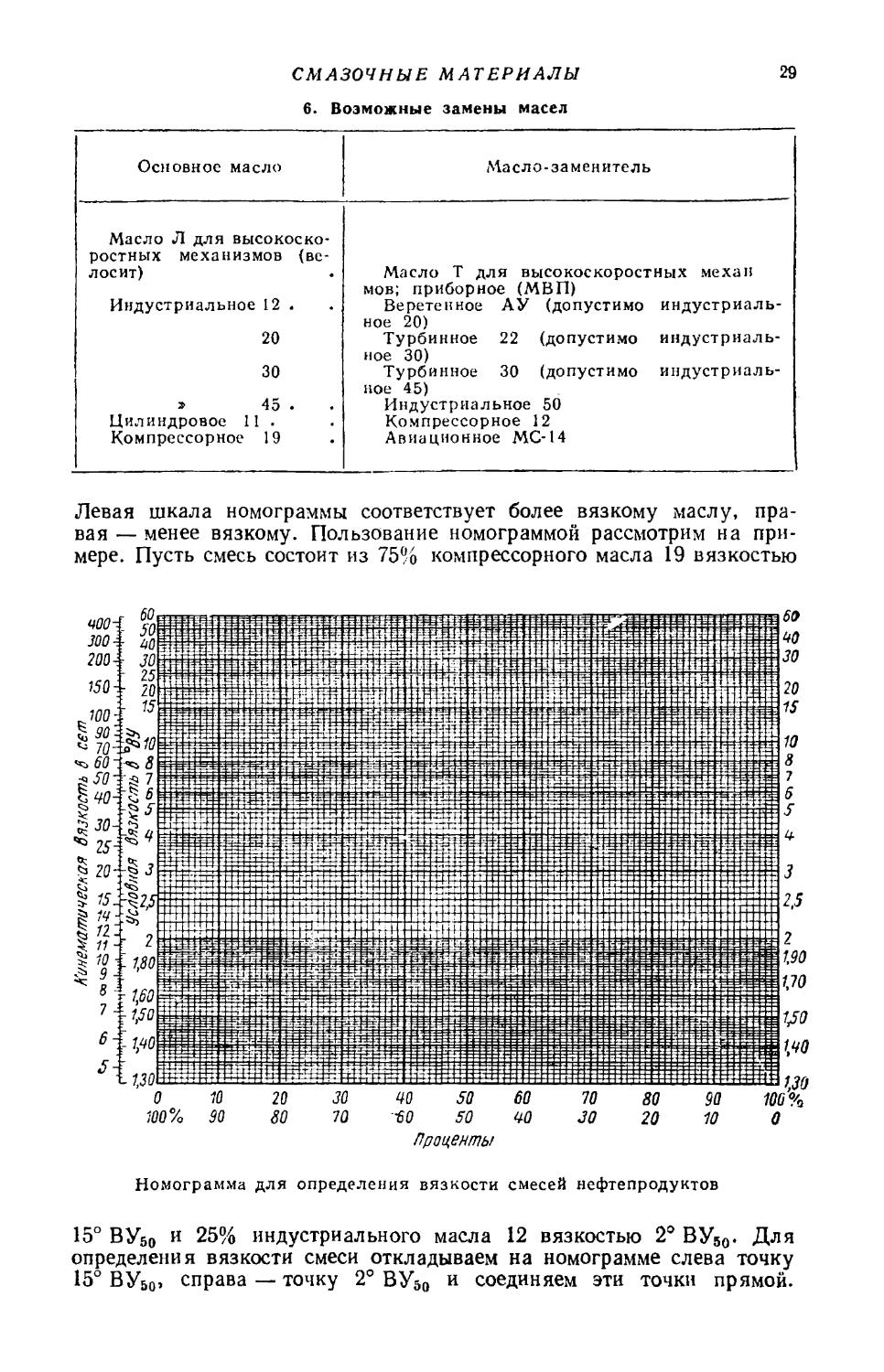
СМАЗОЧНЫЕ МАТЕРИАЛЫ 296. Возможные замены маселОсновное маслоМасло-заменительМасло Л для высокоско¬
ростных механизмов (ве-
лосит) . ;Индустриальное 12 .2030» 45 .Цилиндровое 11 .
Компрессорное 19Масло Т для высокоскоростных механ
мов; приборное (МВП)Веретенное АУ (допустимо индустриаль¬
ное 20)Турбинное 22 (допустимо индустриаль¬
ное 30)Турбинное 30 (допустимо индустриаль¬
ное 45)Индустриальное 50
Компрессорное 12
Авиационное МС-14Левая шкала номограммы соответствует более вязкому маслу, пра¬
вая — менее вязкому. Пользование номограммой рассмотрим на при¬
мере. Пусть смесь состоит из 75% компрессорного масла 19 вязкостью40 SO 60
"60 50 40
ПроцентыНомограмма для определения вязкости смесей нефтепродуктов15° ВУ5о и 25% индустриального масла 12 вязкостью 2° ВУ50. Для
определения вязкости смеси откладываем на номограмме слева точку
15° ВУ50, справа — точку 2° ВУ5о и соединяем эти точки прямой.
30СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВВнизу на шкале процентов для компрессорного масла 19 берем точку,
соответствующую 75%, и проводим через нее вертикаль до пересече¬
ния с прямой, соединяющей точки 15° ВУ5о и 2° ВУ50. Из точки пере¬
сечения проводим горизонталь и читаем на вертикальной шкале иско¬
мую вязкость смеси 7,5° ВУ5о, которая соответствует вязкости масла
индустриалльного 50.Смешением на практике приготовляют различные сорта масел.
Смешение применяют и с целью улучшения отдельных свойств масел.
Для понижения вязкости масел, работающих в зимних условиях, их
разбавляют другим маслом, имеющим более низкую температуру за¬
стывания (веретенным АУ, трансформаторным). Керосином разбавлять
масла с целью снижения температуры застывания не следует, так как
он сильно ухудшает смазочные свойства и индекс вязкости, а та$же
снижает температуру вспышки.В масляные баки тяжелых и уникальных станков, залитых маслом
зимой, при работе в летний период следует добавлять высоковязкие
масла (компрессорные, авиационные) в количестве от 10 до 30%.В гидравлических системах протяжных, долбежных, шлифовальных
и других станков масло иногда разогревается, что приводит к потере
мощности и работе с толчками. В этом случае эффективна добавка
авиационного масла МС-20 от 7 до 20%.Консистентные смазки заменяют главным образом по их темпера¬
туре каплепадения и числу пенетрации. Заменитель должен иметь тем¬
пературу каплепадения, равную или несколько выше, а число пене¬
трации, равное или несколько меньшее чем у основного сорта. В случае
применения смазки с пониженной температурой каплепадения или
более высоким числом пенетрации возможно вытекание ее из узлов
трения, что вызовет нагрев и задиры трущихся пар.Заменяемые смазки должны иметь одинаковое основание, например,
кальциевое или натриевое, что особенно важно для работы механизмов
в условиях повышенной влажности, где могут применяться только
смазки кальциевого основания (солидолы) или смешанного кальциево¬
натриевого основания (смазка 1-13).В табл. 7 наиболее распространенные смазки размещены по возра¬
станию температуры каплепадения. Каждый вышестоящий сорт смазки
можно заменить другими сортами, расположенными ниже. Замена
в обратном порядке допустима лишь одним вышерасположенным сортом.7. Таблица для выбора заменителей основных сортов
консистентных смазокСмазкиТемпература
каплепадения
в градПенетрация
при 25° ССолидол синтетический УСс-170330—360Пресс-солидол жировой УС-176330—365Солидол синтетический УСс-2 .75270—330Солидол жировой УС* 2 , . .75230-290Солидол синтетический УСс-3 .75220 — 270Солидол жировой УС-3 .90150—220Смазка 1-13 120250—290Консталин синтетический УТс-1130225-275Консталин жировой УТ-1 ...130225-275Консталин синтетический УТс-2 .150175-225Консталин жировой УТ-2 .150175—225
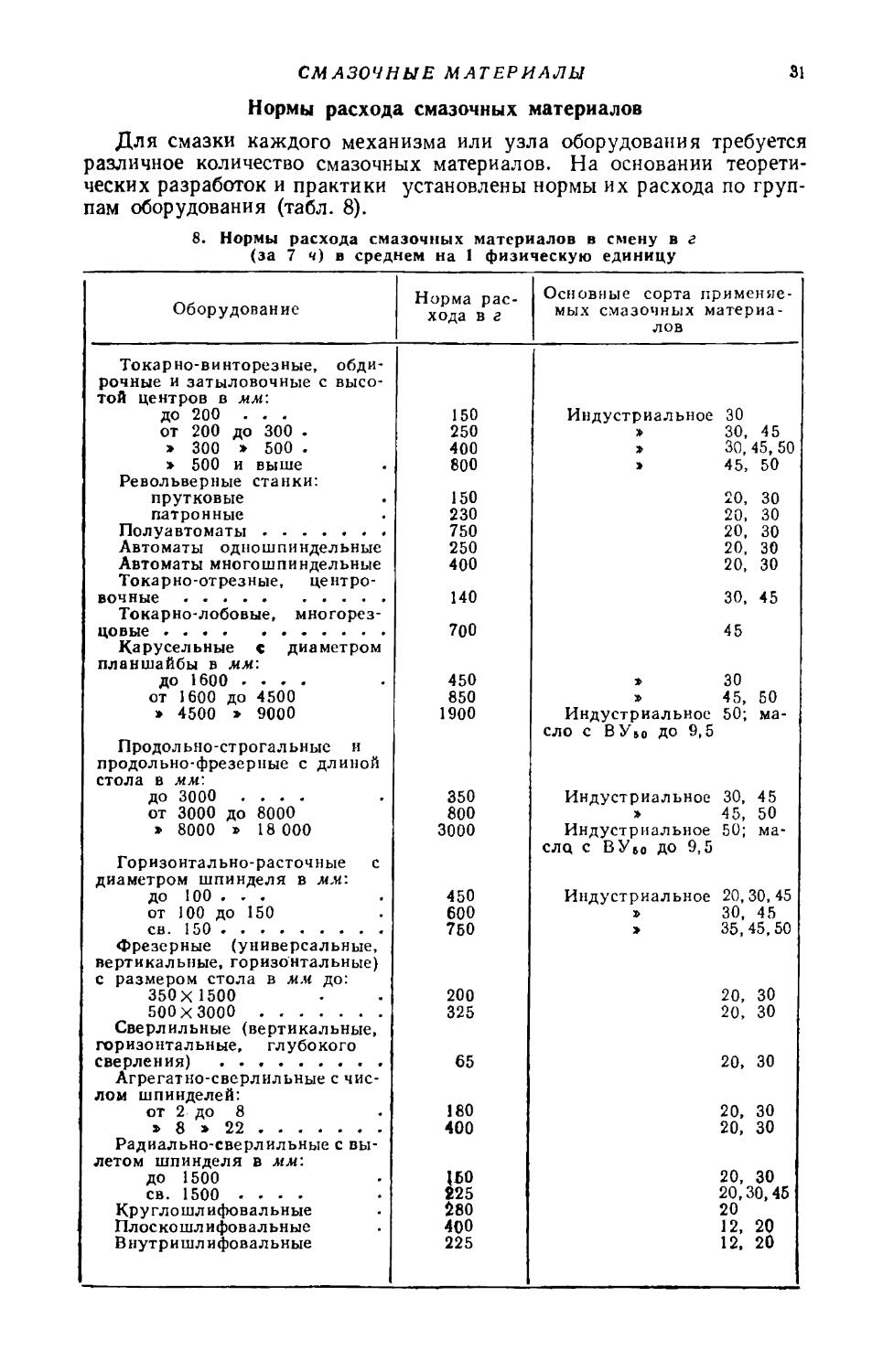
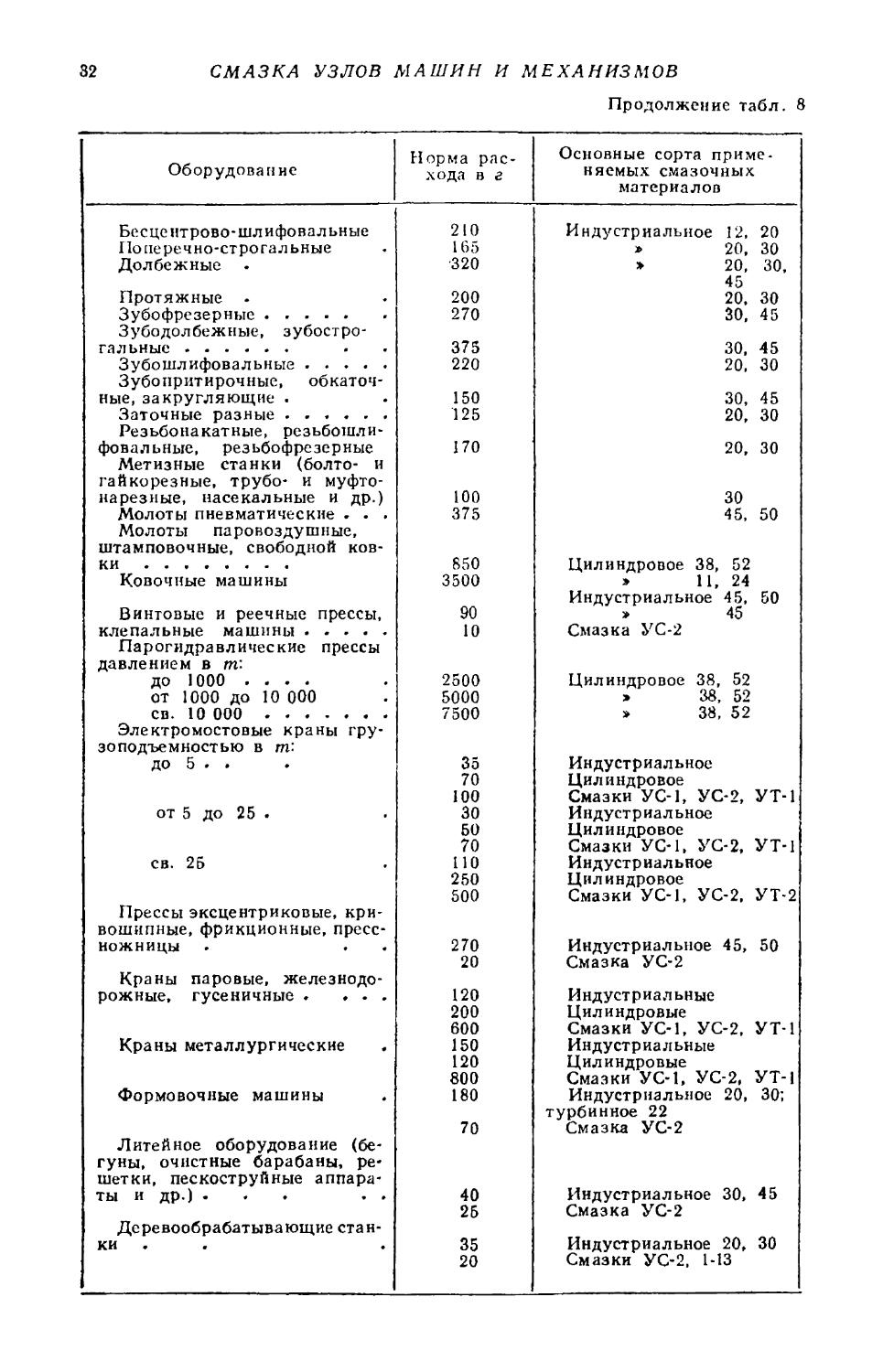
СМАЗОЧНЫЕ МАТЕРИАЛЫ31Нормы расхода смазочных материаловДля смазки каждого механизма или узла оборудования требуется
различное количество смазочных материалов. На основании теорети¬
ческих разработок и практики установлены нормы их расхода по груп¬
пам оборудования (табл. 8).8. Нормы расхода смазочных материалов в смену в г
(за 7 ч) в среднем на 1 физическую единицуОборудованиеНорма рас¬
хода в гОсновные сорта применяе¬
мых смазочных материа¬
ловТокарно-винторезные, обди¬
рочные и затыловочные с высо¬
той центров в мм:до 200 . . .150Индустриальное30от 200 до 300 .25030, 45» 300 * 500 .40030, 45, 50» 500 и выше800»45, 50Револьверные станки:
прутковые15020, 30патронные23020, 30Полуавтоматы 75020, 30Автоматы одношпиндельные25020, 30Автоматы многошпиндельные40020, 30Токарно-отрезные, центро¬
вочные 14030, 45Токарно-лобовые, многорез¬
цовые 70045Карусельные с диаметром
планшайбы в мм:до 1600 ....45030от 1600 до 4500850»45, 50* 4500 » 90001900Индустриальное50; ма-Продольно-строгальные и
продольно-фрезерные с длиной
стола в мм:до 3000 ....350ело с В У ю до 9,5
Индустриальное30, 45от 3000 до 800080045, 50* 8000 » 18 0003000Индуст р иал ьное50; ма-Горизонтально-расточные с
диаметром шпинделя в мм:
до 100 . . •450елц с В У jo ДО 9,5
Индустриальное20, 30,45от 100 до 15060030, 45св. 150 750*35, 45, 50Фрезерные (универсальные,
вертикальные, горизонтальные)
с размером стола в мм до:
350X 150020020, 30500x3000 32520, 30Сверлильные (вертикальные,
горизонтальные, глубокого
сверления) 6520, 30Агрегатно-сверлильные с чис¬
лом шпинделей:
от 2 до 818020, 30* 8 » 22 40020, 30Радиально-сверлильные с вы¬
летом шпинделя в мм:
до 1500\Ы>20, 30св. 1500 ... .22520,30,45Круглошлифовальные68020Плоско шлифовальные40012, 20Внутришлифовальные22512, 20
32 СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВПродолжение табл. 8ОборудованиеНорма рас¬Основные сорта приме¬хода в гняемых смазочныхматериаловБесце нтрово-шлифовальные210Индустриальное 12, 20Поперечно-строгальные165» 20, 30Долбежные•320» 20, 30,
45Протяжные •20020, 30Зубофрезерные 27030, 45Зубодолбежные, зубосгро-гальные 37530, 45Зубошлифовальные 22020, 30Зубопритирочные, обкаточ¬ные, закругляющие .Заточные разные 15030, 4512520, 30Резьбонакатные, резьбошли¬фовальные, резьбофрезерные17020, 30Метизные станки (болто- игай ко резные, трубо- и муфто¬100нарезные, насекальные и др.)30Молоты пневматические . . .37545, 50Молоты паровоздушные,штамповочные, свободной ков¬ки 850Цилиндровое 38, 52Ковочные машины3500» И, 2490Индустриальное 45, 50Винтовые и реечные прессы,» 45клепальные машины 10Смазка УС-2Парогидравлические прессыдавлением в т:до 1000 ....2500Цилиндровое 38, 52от 1000 до 10 0005000» 38, 52св. 10 000 7500» 38, 52Электромостовые краны гру¬зоподъемностью в т:до 5 . .35Индустриальное70Цилиндровое100Смазки УС-1, УС-2, УТ-1от 5 до 25 .30Индустриальное50Цилиндровое70Смазки УС-1, УС-2, УТ-1св. 26ПОИндустриальное250Цилиндровое500Смазки УС-1, УС-2, УТ-2Прессы эксцентриковые, кри¬вошипные, фрикционные, пресс-ножницы270Индустриальное 45, 5020Смазка УС-2Краны паровые, железнодо¬рожные, гусеничные . ♦ . .120Индустриальные200Цилиндровые600Смазки УС-1, УС-2, УТ-1Краны металлургические150Индустриальные120Цилиндровые800Смазки УС-1, УС-2, УТ-1Формовочные машины180Индустриальное 20, 30;
турбинное 2270Смазка УС-2Литейное оборудование (бе¬гуны, очистные барабаны, ре»шетки, пескоструйные аппара¬Индустриальное 30, 45ты и др.) ...4025Смазка УС-2Деревообрабатывающие стан¬ки35Индустриальное 20, 3020Смазки УС-2, 1-13
ПРИСАДКИ К МАСЛАМ 33Продолжение табл. 8ОборудованНорма рас¬
хода в гОсновные сорта приме¬
няемых смазочных
материаловЭлектродвигатели (с подшип¬
никами скольжения) мощ¬
ностью в кет'.до 100 ... •10Индустриальное20от 100 до 40055»30св. 400. 9545. 50Электродвигатели (с подшип¬
никами качения) мощностью
в кет'-до 25 . . .1Смазка 1-13от 25 до 1002» 1-13св. 100 3* М3Насосы центробежные про¬
изводительностью в ма/ч\
до 200 ....70Индустриальное20от 200 до 1000160»30св. 1000300»45, 50ПРИСАДКИ К МАСЛАМДля улучшения свойств масел и их эксплуатационных качеств
широко применяют специальные добавки к ним — присадки. Выбор
присадки зависит от типа масла, степени его очистки, назначения
и эксплуатационных условий. Присадки бывают вязкостные, антиоки-
слительные, антикоррозийные, улучшающие смазывающую способ¬
ность, повышающие липкость, антипенные и комплексные.Вязкостные присадки. При помощи вязкостных (загущающих)
присадок маслам, имеющим низкую температуру застывания и хорошую
жидкотекучесть при низких температурах, можно придать требуемую
вязкость. При этом они почти полностью сохраняют низкотемператур¬
ные свойства маловязких масел, взятых для загущения, и приобретают
прочность масляной пленки, свойственную маслам, имеющим более
высокую вязкость. Добавляют такие присадки к маслам в количестве
до 5% от общего веса масла.В качестве вязкостных или загущающих присадок применяют,
в частности, пол и изобутилен и винипол.Загущенные масла имеют достаточно высокую вязкость при высоких
температурах и подвижность при низких температурах.Для загущения синтетических масел обычно применяют те же при-
садки, что и для нефтяных масел.Антиокислительные присадки (ингибиторы). Для повышения устой¬
чивости масел против окисления к ним добавляют противоокислитель-
ные присадки, называемые ингибиторами окисления. Обычно антиокис¬
лители добавляют к маслам в количестве 0,1—1%, что позволяет
эксплуатировать машины на маслах с такими присадками при темпе¬
ратуре до 150—170°.Алкилфеноловые присадки особенно хорошо зарекомендовали себя
при добавке к хорошо очищенным турбинным и трансформаторным
маслам. Так, с присадкой «янол» выпускают трансформаторное масло
из сернистых сортов нефти. Хороший антиокислительный эффект2 ю. С. Борисов, В. П. Сахаров 566
34СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВдает добавка к маловязким маслам азотсодержащих присадок
АзНИИ-11 и АзНИИ-11Ф.Антикоррозийные присадки. Для предотвращения коррозии смазы¬
ваемых подшипников и механизмов к маслам добавляют различные
антикоррозийные присадки. На практике их часто вводят одновре¬
менно с другими, прежде всего с антиокислительными и моющими при¬
садками. К антикоррозийным относят присадки ЦИАТИМ-339 и ДФ-1;
для автотракторных масел рекомендуются АзНИИ-4, АзНИИ-5 и
АзНИИ-8; для дизелей, работающих на сернистом топливе, — АзНИИ-7
и др.Присадку НИИ ГСМ-12 добавляют в масло для защиты металлов
от коррозии при действии морской и пресной воды. В состав ее входят
касторовое и турбинное масло, триэтаноламин и олеиновая кислота.Присадки, улучшающие смазывающую способность масел. Для
улучшения смазывающей способности масел к ним добавляют противо-
износные и противозадирные присадки, в результате чего на металле
образуется (происходит химическая реакция между активными веще¬
ствами присадки и металлом) пленка, препятствующая износу и задирам.В качестве таких присадок применяют:масла и жиры растительного и животного происхождения (горчич¬
ное, сурепное, льняное, касторовое, спермацетовое и пальмовое
масла; животное сало-лярд; костное масло и др.); эти жиры можно
применять и в осерненном виде — при содержании в них серы до
10-17%;высокомолекулярные жирные кислоты и их эфиры (олеиновая и
стеариновая кислоты);продукты окисления парафина и петролатума;различные соединения, содержащие в своем составе серу, фосфор,
хлор и др.Для тяжелой а груженных зубчатых передач в прокатных станах,
автомобилях и другом оборудовании, где имеют место ударные на¬
грузки, для защиты зубьев шестерен от задиров в местах контактов
применяют высоковязкие смазочные минеральные масла с присадками,
содержащими серу, фосфор, хлор и иногда свинец. Масла с содержа¬
нием свинцовых мыл, серы и хлора обладают хорошими свойствами,
обеспечивающими приработку поверхностей трения.Присадки, повышающие липкость масла. В качестве присадок,
повышающих липкость масла, применяют добавки смолистых угле¬
водородов типа битумов и окисленные петролатум и парафин. Хорошей
маслянистостью также обладают растительные и животные жиры,
добавляемые к нефтяным маслам. Это особенно важно для смазки
механизмов, требующих полугустой смазки, и там, где возможно сбра¬
сывание смазки с поверхностей трения под действием центробежных
сил, например, в открытых зубчатых передачах, открытых подшипни¬
ках, цепных передачах и др.Для закрытых зубчатых передач различного оборудования, коробок
передач, задних мостов автомашин, паровых машин применяют высоко¬
смолистые неочищенные масла — трансмиссионные и цилиндровые.Антипенные присадки. При работе высокоскоростных механизмов
масла разбрызгиваются и вспениваются. При этом на смазываемых
поверхностях часто происходит разрыв масляной пленки пузырьками
воздуха, что ухудшает смазку и одновременно вызывает большие утечки
масла через зазоры и отверстия картеров. При наличии в масле воды
и антиокислительных присадок вспенивание усиливается.
МАСЛА ДЛЯ ГИДРОСИСТЕМ35Для уменьшения пенообразован и я и гашения образовавшейся пены
к маслам добавляют антипенные присадки в количествах не более 0,1%.
Так, добавка к маслу только 0,001% силиконовой жидкости устраняет
пенообразование масла.Для того чтобы не допустить образования эмульсии масла с водой,
применяют деэмульгаторы. Такие присадки желательны к маслам,
используемым для смазки паровых турбин, формовочных машин,
и к маслам, работающим в качестве гидравлических жидкостей.Многофункциональные (комплексные) присадки добавляют для
улучшения одновременно нескольких качеств масла. К таким присадкам
относят АзНИИ-4, АзНИИ-5 (СБ-2), АзНИИ-7, АзНИИ-8, ЦИАТИМ-330
(НАКС), ЦИАТИМ-331, ЦИАТИМ-339, АзНИИ-ЦИАТИМ-1, паранокс,
которые одновременно являются антикоррозийными, антиокислитель¬
ными и улучшающими смазывающую способность масел. Некоторые
из них снижают температуру застывания масла. Это позволяет значи¬
тельно увеличить долговечность смазываемых машин и механизмов,
экономить масло за счет продления срока его службы.МАСЛА ДЛЯ ГИДРОСИСТЕМВ гидросистемах станков, как правило, применяют минеральные
масла вязкостью от 1,8 до 5,0° ВУ50, реже до 8,0° ВУ50. Масла малой
вязкости уменьшают внутреннее трение в маслопроводах, каналах
и угловых переходах, облегчают работу золотников и различных ис¬
полнительных органов, повышают чувствительность и точность работы
всей гидросистемы.Однако применение слишком маловязких масел может приве¬
сти к повышенным утечкам его через неплотности, перебоям в работе,
потери мощности, ухудшению условий всасывания, разогреву и по¬
терям энергии на преодоление сопротивлений.Масла гидравлических систем должны обладать хорошими смазы¬
вающими свойствами, не вызывать коррозии металлических частей,
а также набухания и разрушения уплотнений.В гидравлических системах необходимо применять только хорошо
очищенные высококачественные нейтральные масла, не содержащие
асфальтово-смолистых веществ, золы, кислот, щелочей, механических
примесей и воды (табл. 9).Масло перед заливкой фильтруют и заливают только при наличии
свежих данных лабораторного анализа о вязкости, температуре засты¬
вания и вспышки. Для фильтрации масла в процессе работы в гидро¬
системе предусматривают фильтры.Масло должно сохранять необходимую вязкость в пределах рабочей
температуры, которая в гидросистеме не должна превышать 60°. Вы¬
щелоченные и неочищенные дистиллятные масла применять в гидро¬
системах недопустимо, так как они склонны к эмульсированию и обра¬
зованию осадков, забивающих маслопроводы, каналы и нарушающих
нормальную работу клапанов, золотников и других узлов.Чаще всего в гидросистемах станков применяют масла индустриаль¬
ное 20 и турбинное 22. При отсутствии требуемых масел их можно
приготовить смешением из других высококачественных масел.При работе гидросистем при отрицательных температурах следует
применять низкозастывающие масла веретенное АУ, приборное МВП,
трансформаторное или соответствующие низкозастывающие смеси.
36 СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВ9. Масла, применяемые для гидравлических систем станков
и машинВязкость при
50° СнЛио
СВ 05а*Наименование
и марка маслаГОСТкинема¬
тическая
в сстусловнаяА °В ВУУдельный
вес в г/см9Температу
вспышки в
не нижеТемперату
застыванш
не вышеИндустриаль¬1707-5110—141,86—2,260,88—0,89165— 30ное 12Индустриаль¬1707-5117-232,60-3,310,88—0,90170-20ное 20Индустриаль¬1707-5127 — 333,81—4,590.89—0,92180-15ное 30Индустриаль¬1707-5138—525,24 — 7,070,89—0,93190— 10ное 45Индустриаль¬1707-5142—585,76—7,860.89—0,93200— 20ное 50Веретенное А У1642-5012—142,05—2,260,89—0,90163-45Турбинное 2232-5320—232,9—3,3-0,90180— 15» 3032-5328—323.9—4,6—0,90180-10> 4632-5344 — 486,0—6,5-0,92195— 10» 5732-5355—597,5—7,9—0,93195Можно использовать также синтетические жидкости и масла типа сили¬
конов, имеющие низкую температуру застывания и мало изменяющуюся
под влиянием температуры вязкость.ПРОМЫВКА СИСТЕМ СМАЗКИ И ДЕТАЛЕЙ
ОБОРУДОВАНИЯСистемы и отдельные детали оборудования промывают следующими
промывочными жидкостями:масляные баки, картеры, стальные, чугунные и бронзовые детали,
масляные фильтры, лубрикаторы, масленки и маслопроводы — керо¬
сином (реже автобензином);фильтры тонкой очистки, контрольно-измерительная аппаратура,
регулировочные устройства, точные инструменты, приборы — авиа¬
ционным бензином;ответственные оптические приборы и приспособления, например,
в координатно-расточных станках — этиловым спиртом;мелкие детали при централизованной промывке на моечных ма¬
шинах — дешевым, не огнеопасным и не требующим сложной венти¬
ляции 3—5%-ным раствором тринатрийфосфата, кальцинированной
соды и углекислого аммония (для этой же цели можно применять
уайт-спирит и четыреххлористый углерод, но уайт-спирит огнеопасен,
а четыреххлористый углерод токсичен, требует хорошей вентиляции
и применения спецодежды).Консистентные смазки смывают керосином, уайт-спиритом, авиа¬
ционным бензином; нитроэмали — нитрорастворителями 646, 649;
асфальтовый лак — уайт-спиритом, аваиационным бензином, скипида¬
ром; изоляционные лаки — ацетоном; масляные лаки — уайт-спиритом
ПРОМЫВКА СИСТЕМ СМАЗКИ37и скипидаром; битумные и масляно-битумные лаки, глифталевые
эмали и лаки — ксилолом и толуолом; эмали масляные — раствори¬
телем РС-2 и уайт-спиритом, масляные краски — уайт-спиритом и
скипидаром.Для обезжиривания деталей применяют щелочные растворы, уайт-
спирит, авиационный бензин, трихлорэтилен, дихлорэтилен, ацетон
и некоторые другие органические растворители.Промывочные жидкости должны обладать хорошей моющей спо¬
собностью, не вызывать коррозии изделий и не усиливать окисли¬
тельного действия поверхности промытого металла на заливаемое
масло. Керосин, бензин и другие жидкости после их использования
необходимо собирать, регенерировать и вновь применять в произ¬
водстве.Учитывая токсичность и раздражающее действие промывочных
жидкостей на кожу рук, глаза и органы дыхания, обязательно соблю¬
дать правила личной безопасности и применять защитную спец¬
одежду.Фильтры, насосы, групповые масленки, лубрикаторы и другие
элементы системы смазки промывают частично разобранными. Через
маслопроводные трубки и каналы прокачивают индустриальное
масло малой вязкости, продувают их сжатым воздухом и про¬
веряют на нормальную подачу масла в каждой смазываемой точке.
При необходимости разбирают и заменяют отдельные участки масло¬
проводов.При промывке масляных резервуаров, направляющих, маслопро¬
водов, подшипников и смазочных приборов необходимо применять
высококачественные чистые обтирочные материалы. Ветошь и хлопча¬
тобумажные концы могут оставлять на промываемой поверхности нитки,
ворс и другие механические частицы, которые впоследствии могут
привести к закупориванию маслопроводных трубок и каналов, к за¬
бивке фильтров. Лучше при промывке маслосистем использовать спе¬
циальные подрубленные технические салфетки из хлопчатобумажной
ткани.Для обезжиривания применяют перечисленные выше щелочные
растворы и растворители. Мелкие и партионные детали можно промывать и обезжириватьна специальных моечных машинах. Для промывки и консервации
таких деталей целесообразно оборудовать отдельные участки или
стенды.Для экономии керосина при промывке малогабаритных деталей
применяют промывочные баки, оборудованные внутри металлической
решеткой. В бак вначале наливают воду, уровень которой должен быть
ниже решетки на 30—50 мм. Поверх воды до уровня 0,7—0,8 высоты
бака заливают керосин, который благодаря меньшему удельному весу
всегда находится сверху над решеткой. Промываемые детали кладут
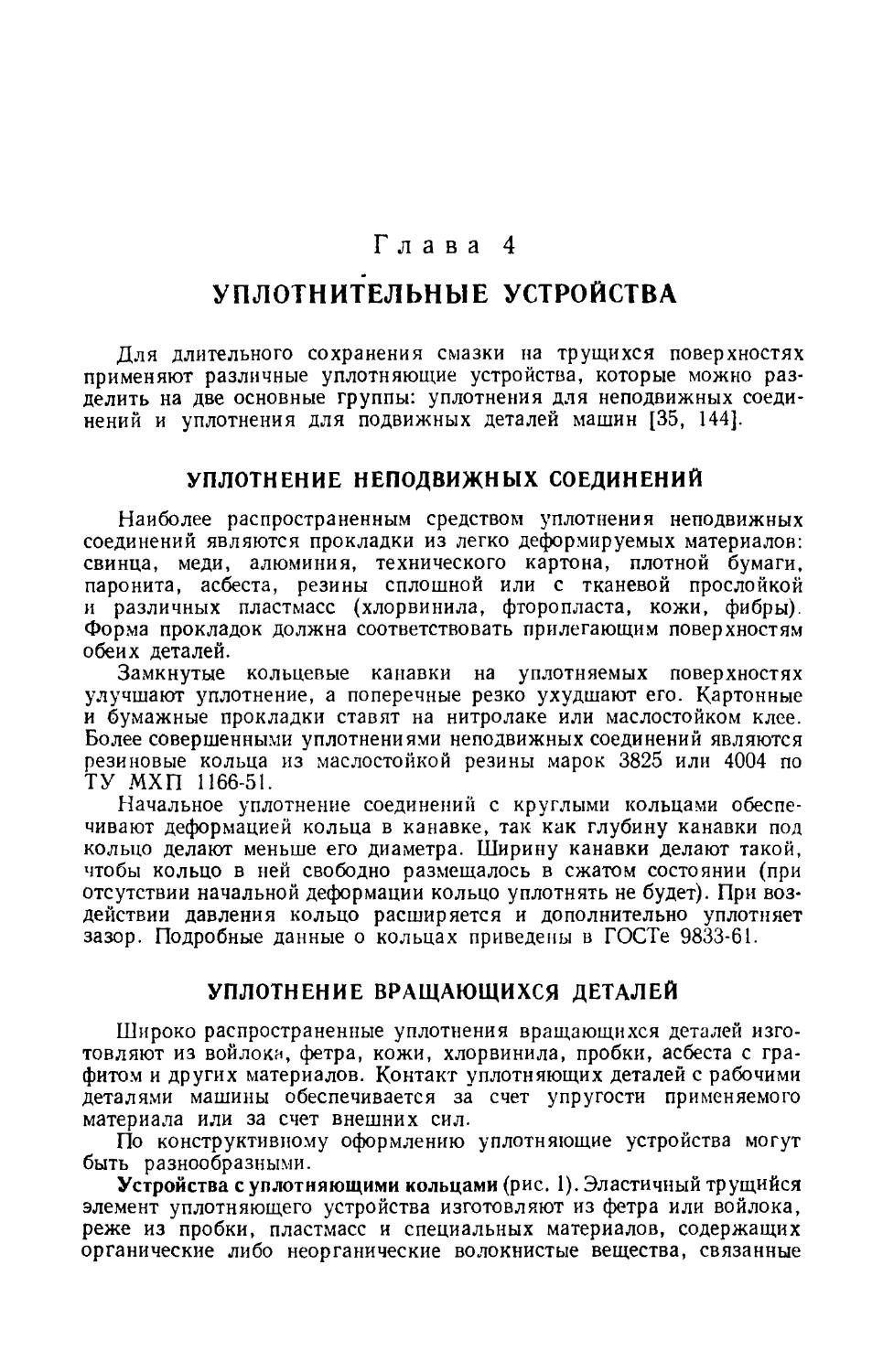
на решетку бака в керосин и при помощи щетки промывают их.
После промывки воду вместе с осевшей грязью спускают через
нижний спускной пробковый кран, в бак доливают свежей воды,
а оставшийся керосин повторно используют при очередной про¬
мывке. Многократное использование керосина сокращает его расход
в 2—3 раза.Норма расхода промывочных жидкостей и обтирочного материала
приведены в табл. 10—11.
38СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВ10. Нормы расхода промывочных жидкостей(в среднем на 1 физическую единицу)ЖидкостиНазначениеНорма
расхода
в кгКеросинПромывка оборудования при ремонте
(разовый расход):капитальном и среднем5малом2осмотровом профилактическом0,5Каждая промывка мостовых кранов
Уход за оборудованием в течение года:1,5действующим4подлежащим монтажу3находящимся на складе
Промывка паровых молотов с весом
падающих частей свыше 1500 кг и прес¬1сов давлением свыше 50 m 10АвтомобильныйПромывка смазочной и гидравлической0,5бензин (неэтилиро¬аппаратуры (лубрикаторов, насосов, регу¬ванный)лировочных клапанов, золотников и пр.)
при каждом ремонтеАвиационный бен¬Промывка масляных фильтров тон¬0,3зин (неэтилирован¬кой очистки, систем электромаслобло-ный)кировки, сложных измерительных при¬
боров, инструментов и других ответ¬
ственных узлов при каждом ремонтеПромывка деталей при консервации
и расконсервации оборудования (разо¬51вый расход на один станок)11. Нормы расхода обтирочных материаловОборудованиеНорма расхода
в г за сменуТокарно-винторезные, обдирочные затыловочные
станки с высотой центров в мм:
до 200 70от 200 до 300100» 300 » 500150» 500 и выше 200Специальные токарные станки 120Токарно-отрезные, центровальные, одношпиндельные70Токарно-лобовые, многорезцовые, многошпиндельныеавтоматы, револьверные станки Карусельные с диаметром планшайбы до 4500 мм,
расточные с диаметром шпинделя до 100 мм, продольно¬
строгальные и продольно-фрезерные с длиной стола до120150Карусельные с диаметром планшайбы свыше 4500 мм,
расточные с диаметром шпинделя свыше 100 мм, про¬
дольно-строгальные и продольно-фрезерные с длиной
стола свыше 3000 мм 200Фрезерные (универсальные, вертикальные^ горизон¬
тальные, копировальные, резьбо- и шлицефрезерные) . .
Сверлильные (вертикальные и горизонтальные) . . .8050Сверлильные (радиальные, специальные и многошпин¬
дельные) , .80Зубообрабатывающие разные 100Поперечно-строгальные, долбежные, протяжные70
КОНСЕРВАЦИЯ ОБОРУДОВАНИЯ 39Продолжение табл. 11ОборудованиеНормы расхода
в г за сменуШлифовальные для плоского, круглого и внутреннего
шлифования, копировальные, притирочные, универсаль-Шлифовально-обдирочные, специальные и бесцентрово-80100Заточные станки для резцов, пил, фрез, плашек . . .
Метизные станки (болто- и гайкорезные, трубо- и муф¬35тонарезные, насекальные), пилы и ножовки ......Молоты пневматические и свободной ковки, пружин-40Молоты паровоздушные, штамповочные, ковочные80машины, холодновысадочные автоматы Прессы эксцентриковые, кривошипные, фрикционные,150пресс-ножницы . ...70Прессы реечные, винтовые, 40Прессы парогидравлические свыше 1000 т .
Электромостовые краны грузоподъемностью в т:300ДО 25. 200св. 25 300Краны паровые, железнодорожные, гусеничные . . .250Краны металлургические разные Литейное оборудование (бегуны, очистные барабаны,400решетки, пескоструйные аппараты) .
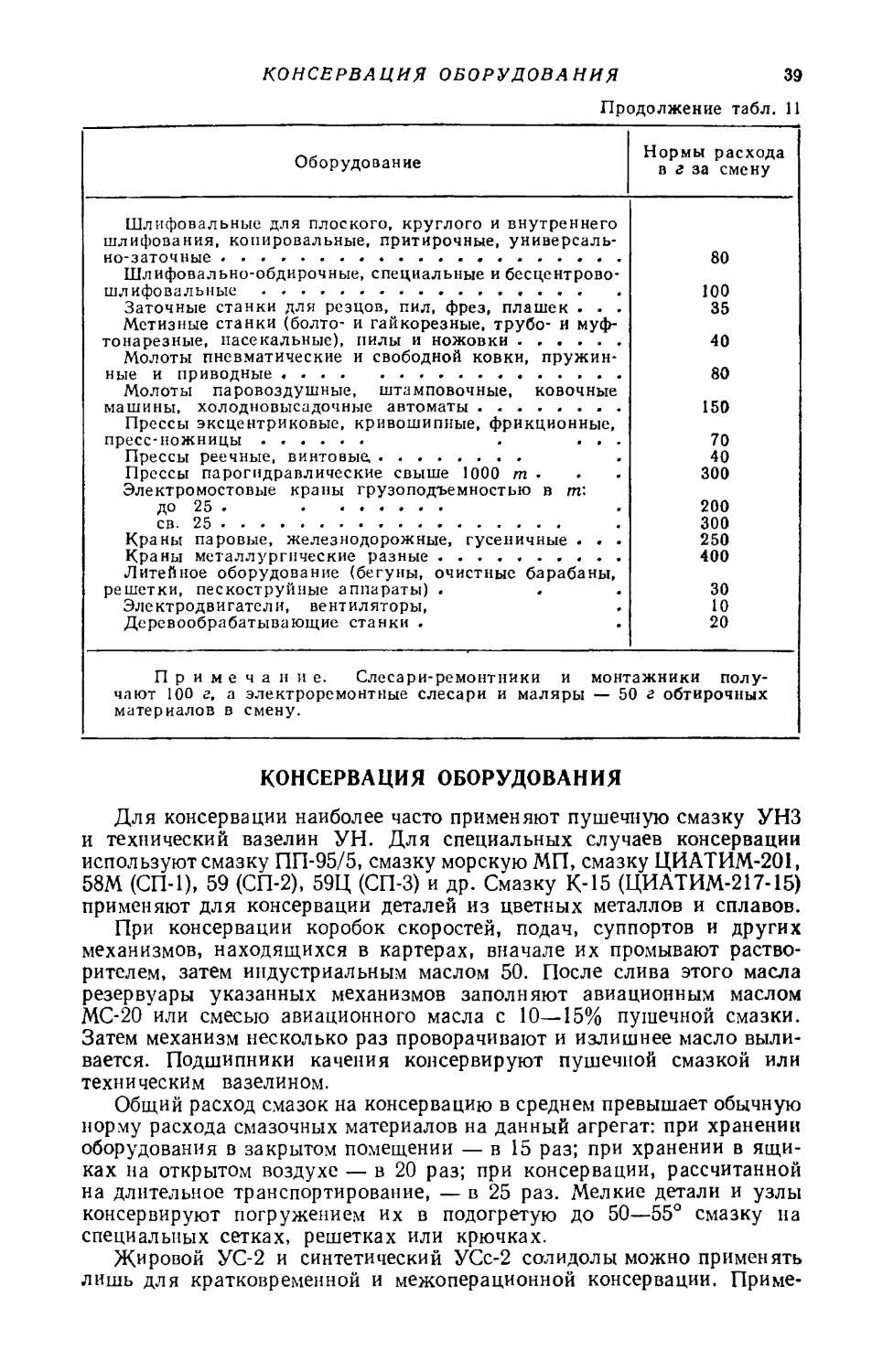
Электродвигатели, вентиляторы,3010Деревообрабатывающие станки .20Примечание. Слесари-ремонтники и монтажники полу¬чают 100 г, а электроремонтные слесари и маляры — 50 г обтирочных
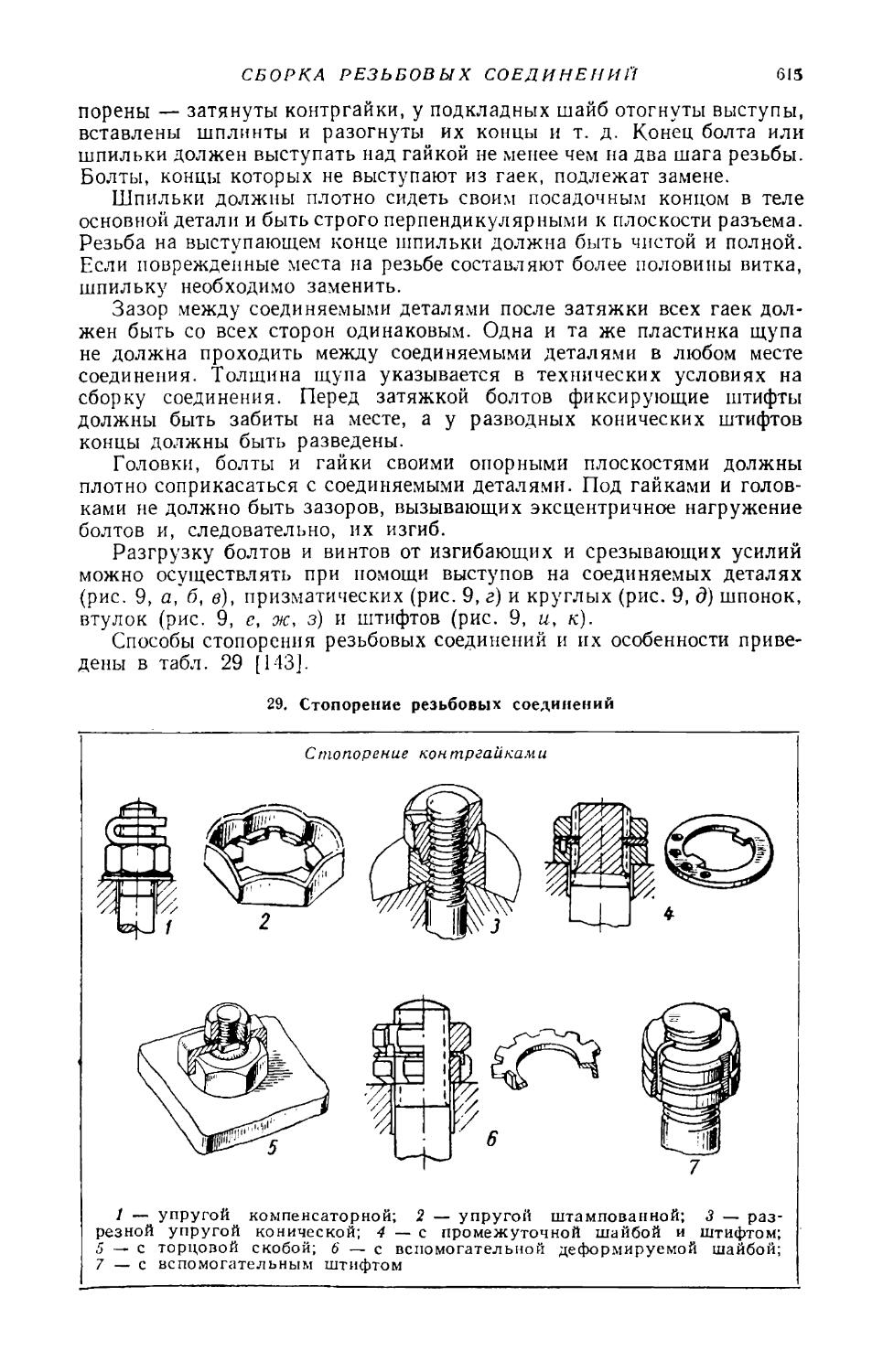
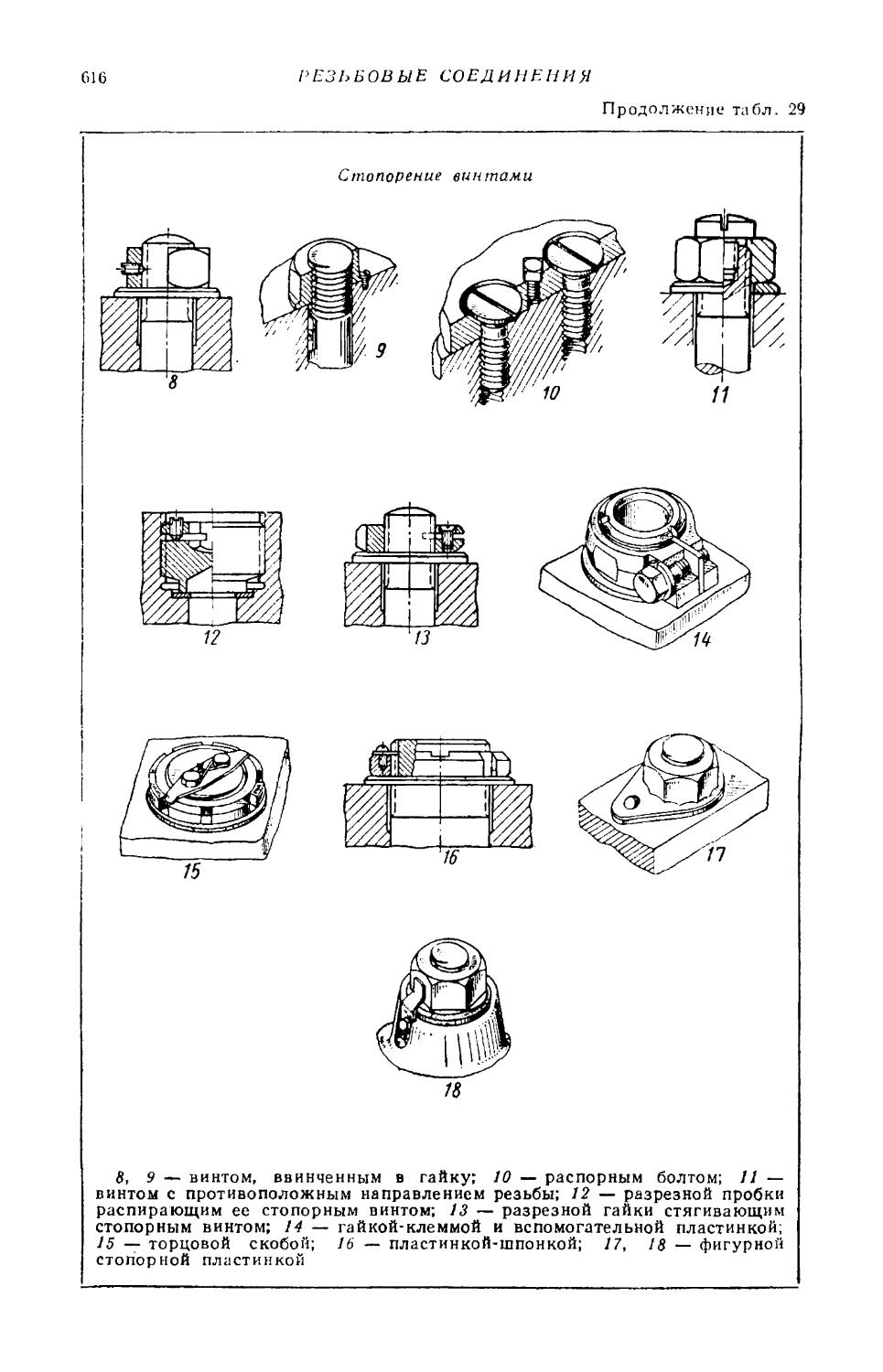
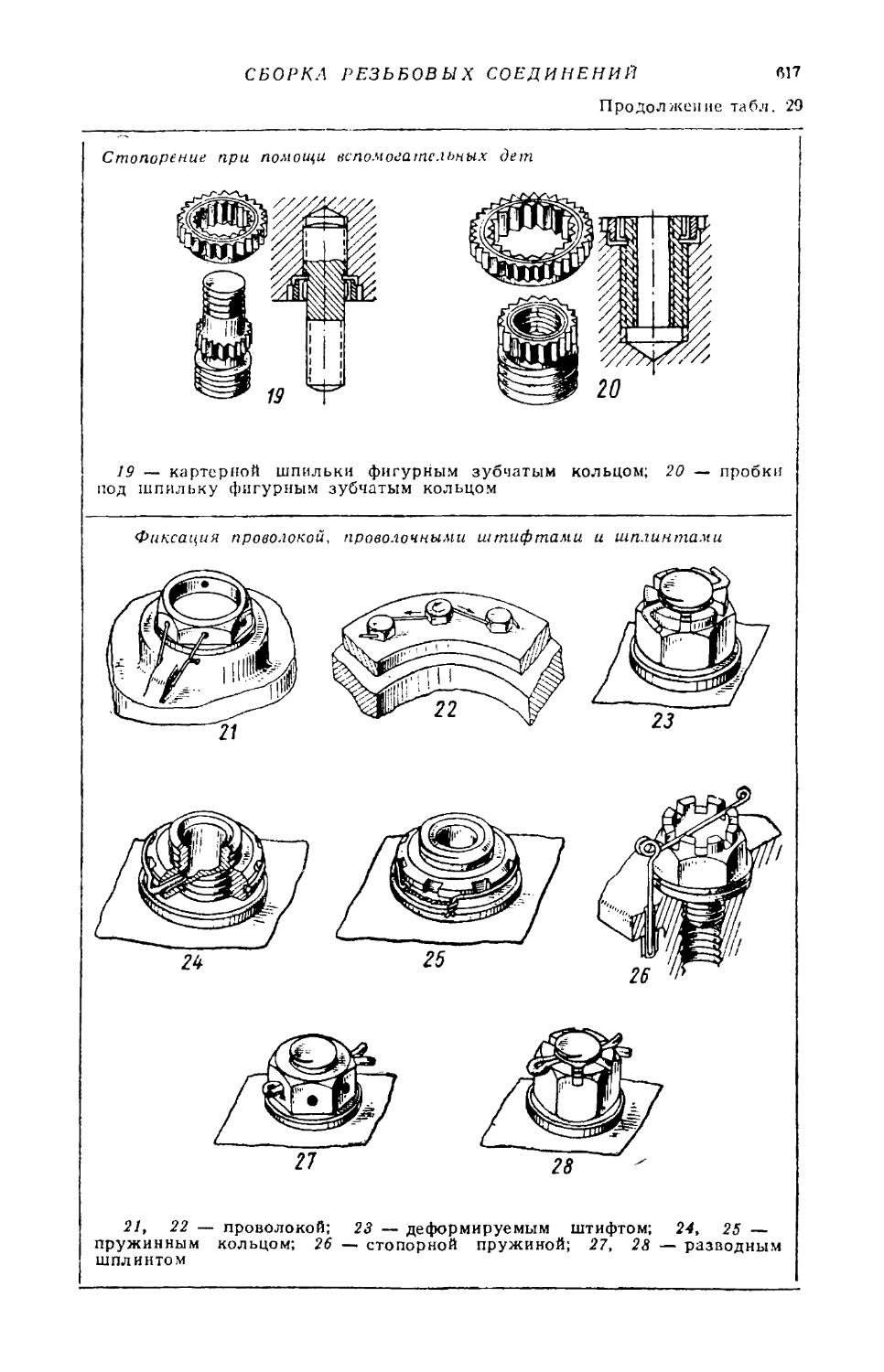
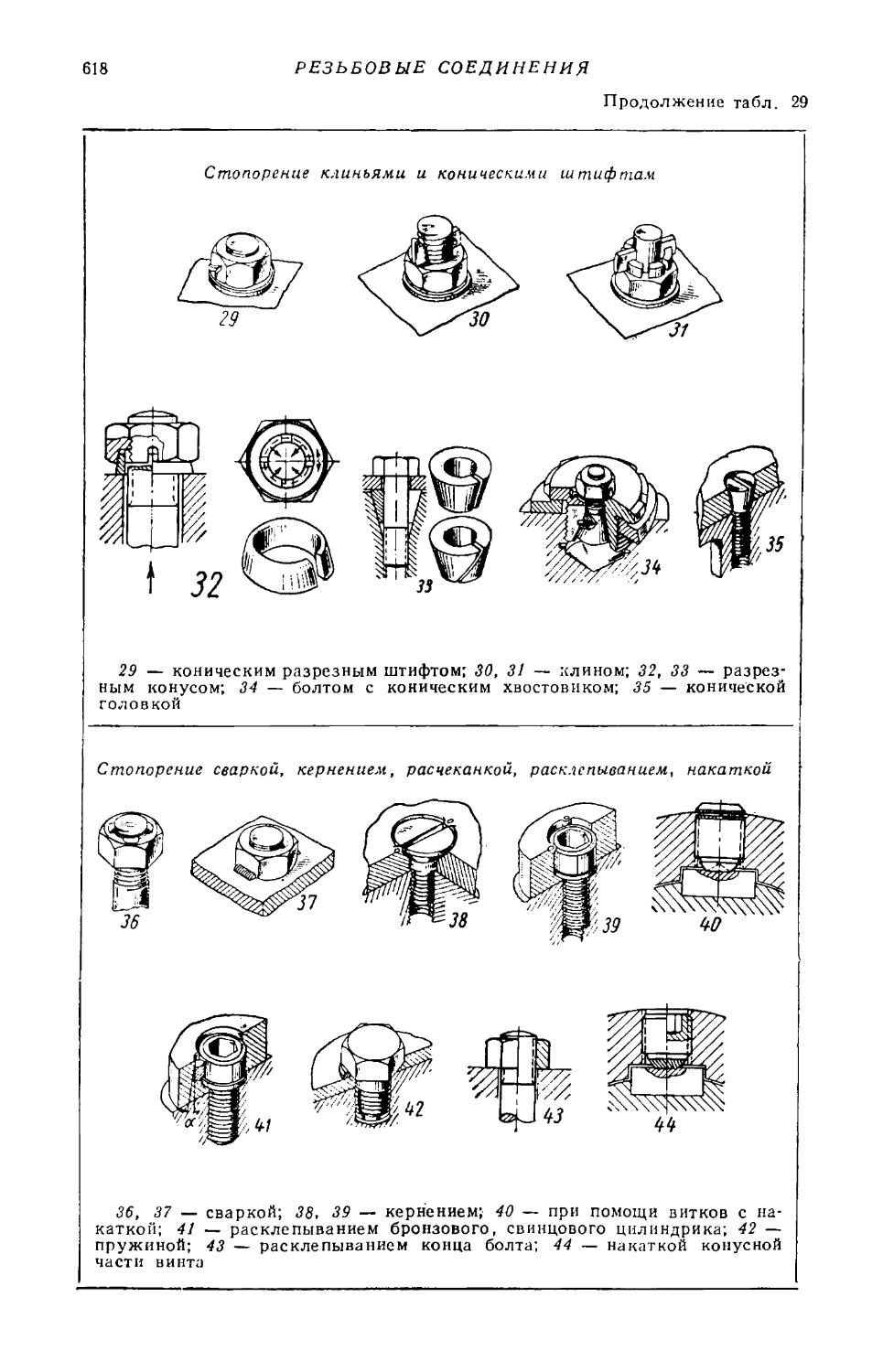
материалов в смену.КОНСЕРВАЦИЯ ОБОРУДОВАНИЯДля консервации наиболее часто применяют пушечную смазку УНЗ
и технический вазелин УН. Для специальных случаев консервации
используют смазку ПП-95/5, смазку морскую МП, смазку ЦИАТИМ-201,
58М (СП-1), 59 (СП-2), 59Ц (СП-3) и др. Смазку К-15 (ЦИАТИМ-217-15)
применяют для консервации деталей из цветных металлов и сплавов.При консервации коробок скоростей, подач, суппортов и других
механизмов, находящихся в картерах, вначале их промывают раство¬
рителем, затем индустриальным маслом 50. После слива этого масла
резервуары указанных механизмов заполняют авиационным маслом
МС-20 или смесью авиационного масла с 10—15% пушечной смазки.
Затем механизм несколько раз проворачивают и излишнее масло выли¬
вается. Подшипники качения консервируют пушечной смазкой или
техническим вазелином.Общий расход смазок на консервацию в среднем превышает обычную
норму расхода смазочных материалов на данный агрегат: при хранении
оборудования в закрытом помещении — в 15 раз; при хранении в ящи¬
ках на открытом воздухе — в 20 раз; при консервации, рассчитанной
на длительное транспортирование, — в 25 раз. Мелкие детали и узлы
консервируют погружением их в подогретую до 50—55° смазку на
специальных сетках, решетках или крючках.Жировой УС-2 и синтетический УСс-2 солидолы можно применять
лишь для кратковременной и межоперационной консервации. Приме¬
40СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВнение эмульсионного солидола для консервации не допускается. Цвет¬
ные металлы консервируют техническим вазелином, не содержащим
свободных щелочей.При консервации подогретую до 50—55° смазку наносят на очищен¬
ную, промытую и протертую насухо волосяной кистью поверхность
ровным слоем толщиной 1—2 мм (в два приема).Смазка должна покрывать всю поверхность без пропусков и пузырей.Некоторые из приведенных выше смазок применяют непосредственно
без подогрева.После нанесения защитной смазки узлы и детали покрывают пара¬
фированной, навощенной или пропитанной озокеритом бумагой. При
необходимости детали обвязывают по бумаге парафированным шнуром.
Нельзя применять для упаковки простую и оберточную бумагу, пер¬
гамент, вату, стружку, войлок и другие гигроскопические мате¬
риалы.Для защиты от коррозии стальные и чугунные детали в период
между отдельными операциями механической обработки, при транспор¬
тировании в другие цехи, на складах и в ожидании подачи на сборку
подвергают межоперационной или межцеховой консервации в водных
растворах нитрита натрия.Действие нитрита натрия основано на том, что на поверхности дета¬
лей, смоченных его раствором, образуется окисная пленка, предохра¬
няющая металл от коррозии. Защитное действие усиливается за счет
оставшихся на поверхности кристаллов нитрита натрия, непрерывно
обновляющих окисную пленку на металле.Растворами нитрита натрия нельзя обрабатывать цветные металлы
и сплавы (медь, цинк, свинец), а также черные металлы, имеющие
сварку, пайку или сборку с цветными металлами.При межоперационной консервации обрабатываемые детали укла¬
дывают в сетчатые корзины или берут специальными крючками и
погружают на 1—3 мин в ванну с 10—15%-ным водным раствором ни¬
трита натрия и добавкой 0,2—0,3% кальцинированной соды. Выгру¬
женные из ванны детали укладывают на сухие настилы, столы или
противни и в таком виде оставляют до следующей операции.Межцеховую консервацию, рассчитанную на хранение деталей
сроком до трех месяцев, производят более тщательно. Вначале мелкие
детали промывают в моечных машинах водным раствором (сода кальци¬
нированная 5—7%, нитрит натрия 0,2%, жидкое стекло 0,4—0,6%).
Температура раствора 40—100°, время выдержки 5—10 мин. Промы¬
тые детали обдувают сухим сжатым воздухом и проверяют. При обна¬
ружении коррозии на деталях, обработанных по 5-му классу чистоты
и выше, ее удаляют путем зачистки наждачной бумагой № 170—230,
смоченной в индустриальном масле, и затем пастой ГОИ. Поверхности,
обработанные по 4-му классу и ниже, зачищают более грубой наждач¬
ной бумагой или стальной щеткой. Коррозию можно удалить и химиче¬
ским путем, протирая детали тряпкой, смоченной 10%-ньш раство¬
ром фосфорной кислоты.После первой промывки детали промывают водным раствором,
состоящим из кальцинированной соды (0,2—0,5%) и нитрита натрия
(1,5-2,0%).Температура раствора 70—80°, время выдержки 2—3 мин. Раствор
в ванне сменяют не реже одного раза в месяц. Прошедшие вторич¬
ную промывку детали можно брать только в хлопчатобумажных, рези¬
новых перчатках или рукавицах.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ41После вторичной промывки детали пассивируют в ванне с 25—
30%-ным водным раствором нитрита натрия с добавкой 0,3—0,5%
кальцинированной соды. Температура раствора 40—60°, выдержка
1—2 мин. Погружают детали в ванну в корзинах или на крючках.
При выгрузке детали выдерживают над ванной для стекания раствора
и укладывают на стеллажи, покрытые бумагой или картоном, пропи¬
танным 15%-ным раствором нитрита натрия. После этого пассивиро¬
ванные детали укладывают и транспортируют в сухих чистых закрытых
ящиках, выложенных со всех сторон двумя слоями бумаги, пропитанной
нитритом натрия. Нельзя укладывать и транспортировать пассивиро¬
ванные детали в открытых или масляных ящиках, а также погружен¬
ными навалом в кузова автомашин.Концентрацию пассивирующих растворов систематически проверяют
и обновляют 2—3 раза в месяц. Все операции по приготовлению раство¬
ров в процессе пассивирования проверяют работники технического
контроля.ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
ПРИ ОБРАЩЕНИИ С НЕФТЕПРОДУКТАМИМероприятия по технике безопасностиСмазочные масла не создают обычно опасных концентраций паров,
но при длительном вдыхании масляного тумана наблюдается общая
слабость, усталость, головная боль и тошнота. В производственных
помещениях, складах, регенерационных станциях предельное содер¬
жание в воздухе паров бензина, лигроина, керосина, уайт-спирита,
скипидара и других углеводородов не должно быть свыше 0,3 мг на 1 л
(в пересчете на углерод) ацетона 0,2 мг/л. Все эти жидкости растворяют
жиры и вследствие этого вызывают сухость и раздражение кожи рук
и лица, действуют на слизистые оболочки носа, глаз, на органы ды¬
хания.Из примесей, встречающихся в нефтепродуктах, особенно вредны
некоторые сернистые соединения. Так, наличие в 1 л воздуха 1 мг
сероводорода является смертельно опасным, а предельно допустимой
концентрацией его считают 0,01 мг на 1 л.При обращении с нефтепродуктами необходимо соблюдать правила
техники безопасности и охраны труда; содержать в чистоте рабочее
место; иметь хорошее освещение и вентиляцию; не загромождать про¬
ходы; хранить инвентарь на стеллажах и полках, а инструмент, спец¬
одежду и обтирочные материалы — в шкафах, тумбочках и ящиках.Работать следует только в комбинезоне; рукава спецодежды завя¬
зывать или застегивать у кистей рук.При чистке резервуаров, замерах уровня или отборе проб не опу¬
скать голову внутрь резервуаров, особенно с герметическими крыш¬
ками, так как можно мгновенно отравиться парами нефтепродуктов
или потерять сознание.Противопожарные мероприятияПри работе с нефтепродуктами нельзя применять для освещения
керосиновые и свечные фонари, лучше пользоваться фонарями шахт¬
ного типа. Запрещается зажигать спички при проверке наличия или
42СМАЗКА УЗЛОВ МАШИН И МЕХАНИЗМОВуровня нефтепродукта в цистерне, баке, бочке. При зажигании откры¬
того огня у отверстия пустой бочки из-под нефтепродукта или в по¬
мещении, содержащем пары нефтепродуктов, может произойти взрыв.
Для освещения складов применять специальные взрывобезопасные
арматуру и проводку. Лучше пользоваться отраженным светом через
окна или наружным электроосвещением.При тарном хранении нефтепродуктов помещения склада должны
иметь огнестойкий порог высотой 150 мм. Бочки хранят в два ряда,
а при наличии стеллажей и механизированной укладки допускается
хранение в пять рядов. Входы и выходы не должны загромождаться,
все двери должны открываться только наружу.При возникновении пожара немедленно вызвать пожарную команду
и приступить к тушению огня имеющимися средствами. Нельзя тушить
горящие нефтепродукты водой, так как они всплывают и пламя распро¬
страняется быстрее. Для тушения огня на горящий нефтепродукт
набрасывают асбестовое одеяло, кошму, забрасывают его сухим песком
или направляют струю пены из огнетушителя, включают пено- или
паротушение. При загорании нефтепродуктов в цистерне люки послед¬
них закрывают крышками, а стенки охлаждают водой. При загорании
одежды на человеке его немедленно кладут на землю и накрывают
кошмой, одеялом и т. п.При ожогах немедленно оказывать медицинскую помощь.На складах, рабочих местах смазчиков, регенерационных станциях
и в цеховых кладовых должны быть вывешены инструкции по соблюде¬
нию противопожарного режима с практическими указаниями мер на
случай возникновения пожара.
Глава 2СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИНАЗНАЧЕНИЕ И ВЫБОР СМАЗОЧНО-ОХЛАЖДАЮЩИХ
ЖИДКОСТЕЙПри механической обработке металлов применяют различные сма¬
зочно-охлаждающие жидкости: водные эмульсии из эмульсолов и паст;
минеральные масла, активированные различными химически актив¬
ными присадками; водные растворы электролитов; охлаждающие смеси
различных составов [120].Некоторые охлаждающие жидкости образуют на обрабатываемой
поверхности окисные пленки, предохраняющие металл от коррозии.Для тех операций, где охлаждение инструмента и деталей является
главной задачей, следует применять водные эмульсии, так как вода
имеет наилучшую теплоемкость и теплопроводность. Например, при
шлифовании важнее обеспечить охлаждение, а не смазывание, поэтому
здесь всегда применяют водные растворы и эмульсии.Специальные охлаждающие масла и их смеси используют там,
где необходимо в первую очередь обеспечить смазку режущего инстру¬
мента, облегчить процесс снятия стружки и получить хорошую чистоту
поверхности.Отвод тепла, образующегося при резании, увеличивает стойкость
инструмента. Типичным примером таких операций служат зуборезные
работы.Смазочно-охлаждающие жидкости должны удовлетворять следую¬
щим требованиям:не вызывать коррозии металла обрабатываемой детали, инструмента
и станка;не изменять своих смазочно-охлаждающих свойств в течение дли¬
тельного времени;не расслаиваться на составные части и не вспениваться.С целью предупреждения раздражения кожи рук максимально
допустимое содержание нафтеновых мыл в эмульсиях должно быть
не более 1%, свободной углекислой щелочи —не более 0,3%, свобод¬
ной едкой щелочи—не более 0,025%. Эмульсии и охлаждающие
масла, обладающие неприятным запахом или выделяющие вредные
пары и газы, применять только при наличии хорошей вытяжной венти¬
ляции непосредственно у рабочего места.ЭМУЛЬСОЛЫ И ПАСТЫДля изготовления водных эмульсий применяют обычно выпускае¬
мые нефтяной промышленностью готовые составы — эмульсолы и
пасты.
44СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИЭмульсол — растворимое минеральное масло вязкостью 2,8—3,2°
ВУб0 типа индустриального 20 и 20В, содержащее в своем составе вы¬
сокомолекулярные нафтеновые кислоты, частично или полностью
нейтрализованные и омыленные водным раствором едкого натра. В их
состав может входить и этиловый спирт.Нефтяная промышленность вырабатывает три основных сорта
эмульсолов: Э-1 (А), Э-2 (Б), Э-3 (В). Наилучшим 1Тз них является
спиртовой эмульсол Э-1. Эмульсол Э-2 чаще всего не имеет в своем
составе спирта и изготовляют его из нафтеновых кислот, масляного
асидола и щелочных отходов нефтяного производства. Он менее стоек
при хранении, и эмульсии, полученные из него, требуют более частой
смены. Эмульсол Э-3 содержит около 50% сульфокислот, не выдержи¬
вает хранения более двух месяцев, и эмульсии, выработанные из него,
имеют пониженную стойкость. Осерненный эмульсол, выпускаемый
по ТУ 468-53, с содержанием серы не менее 0,3% за счет введения
в его состав 22—27% сульфофрезола, применяют при обработке жаро¬
прочных сплавов типа ЭИ437.Эмульсол Э-1 хранят в плотно закрывающихся баках во избежание
испарения содержащегося в нем спирта. Эмульсолы Э-2 и Э-3 очень чув¬
ствительны к резкому колебанию температуры. Вследствие перегрева
или размораживания они разлагаются и дают нестойкие, быстро рас¬
слаивающиеся эмульсии, вызывающие ржавление. Поэтому их не сле¬
дует держать на открытом воздухе, а необходимо хранить в подземных
баках или закрытых помещениях с температурой не ниже 10° и систе¬
матически перемешивать сжатым воздухом или насосом.Для приготовления стойкой эмульсии из расслоившегося эмуль¬
сол а, кроме перемешивания, его состав улучшают добавкой свежего
эмульгатора (мыла), теплой воды, соды.Некоторые предприятия своими силами изготовляют эмульсолы
и пасты, используя олеиновую кислоту, асидолмылонафт, хозяйствен¬
ное мыло. Хорошие эмульсии получают из эмульсолов, изготовленных
на основе окисленного петралатума с присадкой масляного коллоид¬
ного графита.Качество эмульсолов и паст определяют по их способности выдер¬
живать длительное хранение без расслоения и выпадения в осадок
содержащихся в них мыл, давать нерасслаивающиеся и не вызываю¬
щие коррозии эмульсии.Наличие в эмульсолах и пастах мыл контролируют по содержанию
в них органических кислот. Недостаток или выпадение в осадок мыл —
основная причина непригодности эмульсолов и эмульсий, приготов¬
ленных из них.СОСТАВ, ИЗГОТОВЛЕНИЕ И КОНТРОЛЬ КАЧЕСТВА
ЭМУЛЬСИЙПолученный со склада эмульсол, соответствующий требованиям
ГОСТа, хранят в закрытом помещении не более 15 дней во избежание
ухудшения его качества. Перед растворением эмульсол перемешивают
ручной мешалкой, перекатыванием бочки или сжатым воздухом.
Обычно применяемые эмульсии имеют концентрацию эмульсола от 3
до 10%. Эмульсии 3—4%-ной концентрации применяют при массовых
операциях, где требуется средняя чистота обработки. Для чистовых
и калибровочных операций применяют эмульсии с концентрацией
10% и выше. При отдельных видах обработки, например протягивании
РАСЧЕТ КОЛИЧЕСТВА ЩЕЛОЧИ45и глубоком сверлении, применяют эмульсии и с концентрацией эмуль-
сола до 25%.Для станков с централизованным охлаждением можно рекомендо¬
вать следующий состав эмульсии: эмульсол 3—5%; кальцинированная
сода 0,25—0,35%; нитрит натрия 0,2—0,397 ; вода —остальное до 100%.
Приготовляют эмульсию обычно в цеховых или участковых эмульсион¬
ных станциях, оборудованных баком с подводом воды и сжатого воздуха
(или пропеллерной мешалкой) и насосами для подачи эмульсии в систему
централизованного охлаждения станков. Небольшое количество эмуль¬
сии допускается приготовлять в бочках, бачках с перемешиванием мешал¬
кой вручную. Заливать эмульсол и воду непосредственно в бак станка
нельзя, так как при этом не обеспечивается необходимое перемешивание.Приготовляют эмульсию следующим образом. Вначале растворяют
в ведрах или специальных бачках с горячей водой при тщательном
перемешивании кальцинированную соду, раствор которой сливают
в общий бак с водой, подогретой до 45—60°. Затем в тот же бак вводят
нитрит натрия, предварительно растворенный, как и сода, в отдель¬
ном ведре горячей воды. Весь раствор перемешивают, и в него тонкой
струей при энергичном помешивании заливают эмульсол в количестве,
соответствующем концентрации эмульсии.Поскольку эмульсол хорошо растворяется также и при добавлении*
к нему воды, то эмульсию можно приготовлять и путем добавки воды
в эмульсол. В этом случае вначале в эмульсол добавляют небольшое
количество воды, образуя высококонцентрированную сметанообразную
массу, которую затем разбавляют до необходимой концентрации под¬
щелоченной водой. Качество эмульсии контролируют путем отбора пробы
не менее 1 л один раз в неделю. При этом определяют процентное со¬
держание составляющих компонентов, ее антикоррозийность и стабиль¬
ность. Кроме того, пробу отбирают от каждой вновь приготовленной
партии эмульсии или из баков станков, где замечено появление корро¬
зии на деталях, станке или инструменте. При отборе пробы эмульсию
тщательно перемешивают; плавающую сверху маслянистую пленку
нерастворившегося эмульсола в пробу включать нельзя. По резуль¬
татам лабораторного анализа изменяют концентрацию эмульсии без
остановки станков; при полной смене эмульсии станок выключают.РАСЧЕТ КОЛИЧЕСТВА ЩЕЛОЧИ ДЛЯ НЕЙТРАЛИЗАЦИИ
ЭМУЛЬСИИДля нейтрализации эмульсола применяют: кальцинированную
соду Na<2C03; кристаллическую соду Na2C03* ЮН20, тринатрийфосфат
Na3P04’ 12Н20 или поташ (углекислый калий) К2С03.Наиболее часто используют кальцинированную соду. В случае
отсутствия кальцинированной соды ее можно заменить: вместо 1 кг
кальцинированной соды необходимо взять 2,7 кг кристаллической
соды, или 2,35 кг тринатрийфосфата, или 1,3 кг поташа.В паспорте анализа для каждой партии эмульсола указывают его
кислотное число (число нейтрализации), которое выражают обычно
в миллиграммах едкого кали КОН, необходимого для нейтрализации1 г эмульсола. Оно должно быть не более 10 мг КОН.Весовое количество кальцинированной соды или ее заменителей,
необходимое для нейтрализации каждых 100 кг эмульсола при изго¬
товлении рабочих эмульсий, определяют по таблице с учетом факти¬
ческого кислотного числа, указанного в паспорте анализа на эмульсол.
46 СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИКоличество щелочи, необходимое для нейтрализации 100 кг эмульсолаКислотное число
в мг КОН на 1 г
эмульсолаПотребное количество щелочи в; гКальциниро¬
ванная содаКристалли¬
ческая содаТринатрий-фосфатПоташ (угле¬
кислый
калий)0,059,425,422,112,30,1018,951,044,524,60,1528,376,466,636,90,2037,8102,088,949,30,2547,2127,4111,161,60,3056,7153,0133,473,90,3566,1178,3155,586,20.4075,5203,7177,798,50,4585,0229,3200,0110,80,5094,4254,7322,1123,21,00189,0509,9444,7246,31,50283,3764,3666,6369,52,00377,81019,3888,9492,62,50472,21274,01111,0615,83,00566,71529,01333,4738,93,50661,11783,61555,6862,14,00755,62038,61777,9985,24,50850,02293,32000,01108,35,00944,52548,32222,41231,56,001133,43057,92666,91477,87,001322,33567,63111,41724,18,001511,24077,23555,81970,49,001700,14586,94000,32216,710,001889,05096,54444,82463,0ПРИМЕНЕНИЕ ЭМУЛЬСИИ В СИСТЕМАХ ГИДРАВЛИЧЕСКИХ
ПРЕССОВВ крупных ковочных и штамповочных гидравлических прессах
рабочей жидкостью служит обычно сырая нехлорированная промышлен¬
ная вода. Минеральное масло применяют значительно реже вследствие
его огнеопасности, так как работа прессов связана с обработкой раска¬
ленного металла.Опыт эксплуатации прессовых установок показывает, что промыш¬
ленная вода, омывая детали и узлы гидросистемы прессов, вызывает
коррозию этих деталей, снижает их стойкость и долговечность.Для эффективной борьбы с коррозией всю гидравлическую систему
прессов, в том числе коммуникации и оборудование насосно-аккуму¬
ляторной станции, переводят с промышленной воды на эмульсию.
С этой целью в гидросистему в качестве рабочей жидкости заливают
эмульсию, которую приготовляют на промышленной воде путем добавки
к ней эмульсола Э-1 или Э-2 и необходимого количества кальциниро¬
ванной соды для нейтрализации и лучшей растворимости эмульсола.
Рабочую концентрацию эмульсии устанавливают в пределах от 1 до 2%
(по объему). Практика показывает, что более высокая концентрация
эмульсии не требуется, так как 1%-ная эмульсия обеспечивает надеж¬
ное предохранение деталей гидросистем от коррозии.Количество соды берут согласно кислотному числу эмульсола из
расчета его полной нейтрализации и получения нейтральной эмульсии.
Рекомендуется также добавлять в эмульсию нитрит натрия в количестве
до 0,15—0,20%, что улучшает антикоррозийные свойства эмульсии и спо¬
собствует пассивированию омываемых ею металлических поверхностей.
Глава 3
СМАЗОЧНЫЕ УСТРОЙСТВАСмазочные устройства, применяемые в машинах и оборудовании,
можно подразделить на основные, контрольные, предохранительные
и заправочные [89].ОСНОВНЫЕ СМАЗОЧНЫЕ УСТРОЙСТВАХарактеристики и область применения основных смазочных
устройств приведены в табл. 1 и 2.Экспериментально установлено, что при фитильной смазке уровень
масла, находящегося в резервуаре масленки, не должен превышать
50 мм. При этом уровне обеспечивается наибольшая подача масла.
Хорошо просушенный фитиль, состоящий из 25 хлопчатобумажных
нитей, в среднем обеспечивает подачу масла в объеме до 1,5 смУн.
Во избежание сильных колебаний в интенсивности подачи масла ре*
зервуары фитильных масленок (табл. 3—4) выполняют невысокими,
но широкими.При кольцевой смазке во время работы линия, соединяющая центр
вала и центр свободно висящего кольца, смещается на 20—25° (рис. 22).
Это необходимо учитывать при конструировании корпуса и вкладышей
подшипника.На рис. 23 показан замок и шарнир свободно висящего разъемного
кольца. Для обеспечения беспрепятственного вращения кольца замок
не должен иметь выступов и заусенцев.Наилучшие результаты получаются при смазке свободно висящим
кольцом, имеющим продольные канавки на внутренней поверхности
(рис. 24).На практике наибольшее распространение получило простое в из¬
готовлении разъемное прямоугольное кольцо. Его недостатком является
малый вес, вследствие чего появляется опасность прилипания кольца
к боковым стенкам верхнего вкладыша и прекращения подачи масла.
Кроме этого, относительно большой периметр сечения кольца создает
повышенное сопротивление движению его в масле. Кольца полукруг¬
лого и трапециевидного сечений имеют меньшую поверхность сопри¬
косновения с маслом в резервуаре, что способствует большей скорости
их вращения.Кольца круглого хечения применяют при небольшой подаче масла.
Если масло имеет кинематическую вязкость выше 42 сст, то исполь¬
зуют кольца, имеющие на внутренней поверхности поперечные ка¬
навки.
48СМАЗОЧНЫЕ УСТРОЙСТВА1. Особенности и области применения смазочных устройств
для жидкой смазкиСмазочныеустройстваСпособсмазкиОсобенностиОбласти примененияОтверстие с
раззенковкой
без защиты и
с за щитой от
попадания гря¬
зи (рис. I)Бесклапанная
наливная ма¬
сленка с откид¬
ной самозакры-
вающейся крыш¬
кой (рис. 2)Пресс-маслен¬
ка под запрес¬
совку (ГОСТ
1303-56, тип V,
табл. 3)Пресс-маслен¬
ка с конической
резьбой по
ГОСТу 1303-56
(типы 1—III)Масленка од¬
ноточечная руч¬
ного действия
с мгновенным
вжатием (ГОСТ
3562-58)1. ИндивидуамПериодиче¬
ский без
принудитель¬
ного
давленияТо жеПериодиче¬
ский под
давлениемТо же1ный способ подачи miНе требует места.
Периодически не¬
равномерная по
дозе подача масла.
Отверстие без за¬
щиты подвержено
загрязнен нюПредохраняет от¬
верстие от попада¬
ния инородных тел.
Периодически не¬
равномерная по
дозе подача маслаУстановка кор¬
пуса масленки за¬
подлицо с деталью.
Предохраняет от¬
верстие от попада¬
ния инородных тел.
Заправка шприцем
со специальным ,
наконечником или
мембранной маслен¬
койЗаправка только
под давлением
шприцем любой
конструкции с го¬
ловкой по ГОСТу
3563-58. Малый
размер масленки.
Периодическая не¬
равномерная по
дозе подача маслаНадежность по¬
дачи масла. Неэко¬
номичный расход
маслагслаПри отсутствии
места для установки
индивидуальных
масленок более со¬
вершенной конст¬
рукции. Трущиеся
пары механизмов
малых размеров
при небольших на¬
грузках и скоростяхТрущиеся пары
всевозможных ма¬
шин, работающих
периодически с не¬
большой нагрузкой
и малой скоростьюТрущиеся пары,
несущие легкую на¬
грузку и работающие
периодически. При
необходимости уста¬
новки ее заподлицо
с наружной поверх¬
ностью детали. Ме¬
ханизмы малых раз¬
меров, работающие
в пыльных условиях.
Детали металлоре¬
жущих станков, куз¬
нечно-прессовых
машинПодшипники
скольжения и ка¬
чения металлорежу¬
щих станков с на¬
личием картеров
для масла. При на¬
личии шприца с гиб¬
ким шлангом воз¬
можна установка
масленок в трудно¬
доступных местахОтветственные
трущиеся пары, не
имеющие смазочных
устройств для по¬
дачи масла до пуска
главного двигателя
(масло, поданное
масленкой, являет¬
ся дополнительной
смазкой ответствен¬
ных подшипников
перед пуском ма¬
шины)
ОСНОВНЫЕ СМАЗОЧНЫЕ УСТРОЙСТВА 49Продолжение табл. 1СмазочныеустройстваСпособсмазкиОсобенностиОбласти примененияФитильные
масленки нере¬
гулируемые
(рис. 3) и регу¬
лируемые
(рис. 4)Масленка на¬
ливная с запор¬
ной иглой
(ГОСТ 1303-56,
тип IX)Войлочные
подушки (рис. 5)Кольца, сво¬
бодно или плот¬
но сидящие на
шейках валов
(рис. 6 и 7)Масляные
ванны (рис. 8)Спиральные
канавки, вра¬
щающиеся ко¬
нусы, способ¬
ствующие маслу
перемещаться к
месту смазки
посредством
центробежной
силы (рнс. 9 и
Ю)Трубки для
подачи масла,
засасываемого
трущейся парой
(рис. 11)Непрерыв¬
ный без
принудитель¬
ного
давленияТо жеПодача масла
каплями (при на¬
личии зазора между
фитилем и смазывае¬
мой поверхностью)
и непрерывно (при
соприкосновении
фитиля с этой по¬
верхностью). Филь¬
трация масла фи¬
тилемКоличество пода¬
ваемого масла регу¬
лируют иглой. Не¬
обходимо примене¬
ние тонко отфиль¬
трованного маслаПростота кон¬
струкции, автома¬
тичность, надеж¬
ность в работе. Не¬
обходим плотно за¬
крытый резервуарПростота кон¬
струкции, автома¬
тичность. Эконо¬
мичный расход ма¬
слаАвтоматичность и
надежность подачи,
обильность смазки,
экономичный рас¬
ход масла. Требует
герметичных уплот¬
нений для валов,
выходящих наружуПростота, низкая
стоимость. Охла¬
ждение трущихся
поверхностейВсасывание ма¬
сла в зону разре¬
жения из резервуа¬
ра при помощи
трубки, прикре¬
пленной к вкла¬
дышу подшипника
скольжения. В ка¬
честве смазочного
материала приме¬
няют чистый керо¬
син с примесью
легкого минераль¬
ного маслаПодшипники
скольжения и каче¬
ния, не требующие
обильной смазкиКогда смазку к
трущимся парам
подводят только
сверху и в ограни¬
ченном количестве.
Подшипники сколь¬
жения и каченияПодшипники
скольжения при
окружной скорости
до 4 м/евкГоризонтально
расположенные под¬
шипники скольже¬
ния при окружной
скорости 0,5—3 м/секЗубчатые пере¬
дачи при окружной
скорости колес до
14 м/сек, подшип¬
ники качения, под¬
пятники, привод¬
ные цепиВертикально рас¬
положенные под¬
шипники скольже¬
ния и качения, вра¬
щающиеся с окруж¬
ной скоростью 5 —
20 м/сек, когда тре¬
буется ограничен¬
ная смазка с охла¬
ждениемВ точном маши¬
ностроении. Под¬
шипники скольже¬
ния при окружной
скорости не менее
3 м/сек и при зазоре
между шейкой вала
и подшипником не
более 0,01 мм
50СМАЗОЧНЫЕ УСТРОЙСТВАПродолжение табл. 1СмазочныеустройстваСпособсмазкиОсобенностиОбласти примененияРолики в ма¬
сляной ванне
(рис. 12)Насосы одно¬
плунжерные,
лопастные и
шестеренчатые
с малым расхо¬
дом (рис. IS¬
IS)Насадки
струйные
(рис. 16)Непрерыв¬
ный без
принудитель¬
ного давленияНепрерыв¬
ный под
давлениемТо жеПростота кон¬
струкции, автома¬
тичность, надеж¬
ность эксплуата¬
ции. Неэкономич¬
ный расход масла.
Невозможность ре¬
гулирования пода¬
чи маслаТребует гермети¬
чески закрытых
корпусовПростота кон¬
струкции. Необхо¬
дима герметичность
корпуса механизмаГоризонтальные
направляющие ме¬
таллорежущих
станковИндивидуальные
трущиеся пары
больших размеровЗубчатые переда¬
чи коробок скоро¬
стей и редукторов2. Централизованный способ подачи маслаГрупповые
масленки пери¬
одического дей¬
ствия (рис. 17)Одноплун¬
жерные насосы
ручного дей¬
ствия с посте¬
пенным вжатием
(ГОСТ 3563-58)
Многоточеч¬
ные насосы руч¬
ного действия
(рис. 18)Насосы и ав¬
томатически дей¬
ствующие рас¬
пределителиГрупповые
капельные ма¬
сленки (рис. 19)Разбрызгива¬
тели (рис. 20)Многоплун¬
жерные насосы
с механическим
приводом
(рис. 21)Периодиче¬
ский без
принудитель¬
ного
давления
Периодиче¬
ский под
давлениемТо жеТо жеНепрерыв¬
ный без
принудитель¬
ного
давленияТо жеНепрерыв¬
ный под дав¬
лениемНаходятся выше
мест смазки. Не¬
экономичный рас¬
ход маслаМасло к тру¬
щимся парам по¬
дают через распре¬
делители. Неэконо¬
мичный расход
смазкиВозможность ре¬
гулирования по¬
дачи масла. Неэко¬
номичный расход
смазкиАвтоматическая
подача масла в за¬
данные моменты
времениНаходятся выше
мест смазки. Не¬
экономичный рас¬
ход масла. Нерав¬
номерность подачи
по потокамПростота кон¬
струкции. Необхо¬
дима герметизация
уплотнений. Уско¬
ряет процесс старе¬
ния маслаНадежность эк¬
сплуатации, авто¬
матичность. Слож¬
ность конструкцииТрущиеся пары,
работающие пери¬
одическиТо же, располо¬
женные в неудобных
для смазки и наблю¬
дения местахТо же и для пред¬
варительной под¬
качки масла перед
пуском машиныТрущиеся пары,
работающие пери¬
одически. Короткие
направляющие ме¬
таллорежущих
станковТрущиеся пары,
не требующие обиль-
ной подачи масла
и находящиеся в
герметически закры¬
тых картерахЗубчатые переда¬
чи коробок скоро¬
стей металлорежу¬
щих станков при
окружной скорости
колес до 14 м/сек
Трущиеся пары,
работающие в тя¬
желых производ¬
ственных условиях
и требующие подачи
масла под давлением
до 100 кГ/см2
ОСНОВНЫЕ СМАЗОЧНЫЕ УСТРОЙСТВА 51Продолжение табл. 1СмазочныеустройстваСпособсмазкиОсобенностиОбласти примененияНасосы раз¬
ных конструк¬
ций, подающие
масло через ма¬
сло распредели¬
тели:одноплунжер¬ныелопастныешестеренныеНепрерыв¬
ный под
давлениемНебольшие раз* :
мерыВозможность ре¬
версирования при¬
вода. Большая вы¬
сота всасыванияПростота кон¬
струкции, компакт¬
ность. Небольшая
высота всасыванияНадежность эк¬
сплуатации, ком¬
пактность. Неболь¬
шая высота всасы¬
вания. Сравнитель¬
но быстрый износТрущиеся пары,
несущие большую
нагрузку и требую¬
щие для смазки не¬
большого количест¬
ва масла под давле¬
нием до 100 кГ/см2
Трущиеся пары,
требующие смазки
под давлением до
3 кГ/см2. Коробки
скоростей разных
машинТрущиеся пары,
требующие подачи
смазки под давле¬
нием до 10 кГ/см22. Особенности и области применения смазочных устройств
для густой смазкиСмазочныеустройстваСпособсмазкиОсобенностиОбласти применения1Масленки с
непрерывной
подачей смазки2.Групповые
масленки, за¬
правляемые
шприцем. ИндивидуальнНепрерыв¬
ный под
давлениемЦентрализованПериодиче¬
ски под
давлением\ый способ подачи смаНадежность по¬
дачи. Относитель¬
ная сложность за¬
правкиный способ подачи смНеэкономичный
расход смазки. Же¬
лательное располо¬
жение масленок
выше мест смазкизкиТрущиеся пары
при окружной ско¬
рости до 4,5 м/сек,
расположенные в
труднодоступных
местах. Винты вер¬
тикальных фрикци¬
онных прессовазкиТрущиеся пары,
работающие пери¬
одически и распо¬
ложенные в неудоб¬
ных для смазки ме¬
стах
62СМАЗОЧНЫЕ УСТРОЙСТВАПродолжение табл. 2СмазочныеустройстваСпособсмазкиОсобенн остиОбласти примененияНасос одно¬
плунжерный с
ручным приво¬
дом и распре¬
делителямиВанны для
многих трущих¬
ся пар, заклю¬
ченных в один
корпусЛубрикаторы
многоточечные
с механическим
приводомПериодиче¬
ски под
давлениемНепрерыв¬
ный без
принудитель¬
ногодавленияНепрерыв¬
ный под
давлениемНеэкономичный
расход смазки.
Сложность распре-
дел ителейПростота кон¬
струкции. Эконо¬
мичный расход
смазкиНадежность эк¬
сплуатации; авто¬
матичность. Слож¬
ность устройства.
Неэкономичный
расход смазкиТяжелонагружен-
ные трущиеся пары
периодически дей¬
ствующих машин.
Эксце нт р и ко в ые
прессы, ножницы
Подшипники ка¬
чения при числе
оборотов не свыше
3000 в минуту. Тя¬
жело на груженные
зубчатые колеса
Трущиеся пары,
работающие в тяже¬
лых условиях3. Размеры пресс-масленок под запрессовку в мм4. Основные размеры фитильной масленки в мм (нормаль ЭНИМС)Объем резер-
! вуара в см*D01И122834752538448550485485
ОСНОВНЫЕ СМАЗОЧНЫЕ УСТРОЙСТВА53Рис. 1. Сма- Рис. 2. Масленказочное отвер- с откидной само-стие с раззен- закрывающейсяковкой крышкойРис. 4. Масленка фитильная с ре¬
гулированием и выключениемРис. 3. Масленка фитильная
с каплеуказателемРис. 5. Смазка войлоч¬
ной подушкой, прижима¬
ющейся к валу силой
своей упругости
64СМАЗОЧНЫЕ УСТРОЙСТВАРис. 7. Подшипник с кольцом при- Рис. 8. Масляная ванна с водяным
нудительного движения со змееви- охлаждением змеевикомками (а) для охлаждения маслаРис. 9. Смазка центробежным способом, осуществляемая конусным
шпинделем со спиральной канавкой
ОСНОВНЫЕ СМАЗОЧНЫЕ УСТРОЙСТВА96Рис. 10. Смазка центро¬
бежным способом с при¬
менением конусного ста¬
канаРис. И. Смазка подшип¬
ника засасыванием мас¬
ла вращающимся шпин¬
делема) 5)Рис. 12. Смазка направляющих посредством роликов;
а — плоских направляющих; б — призматических направляющих*
J — плоская пружина, прижимающая ролики к верхней напра¬
вляющей
56СМАЗОЧНЫЕ УСТРОЙСТВАВыходРис. 13. Плунжерный насос для установки в ре¬
зервуар с маслом;1 — пружина сжатия; 2—плунжер; З — корпус;
4 — клапан нагнетающий; 5 — клапан всасыва¬
ющийРис. 14. Однолопастной насос
ОСНОВНЫЕ СМАЗОЧНЫЕ УСТРОЙСТВА57А-А'Рис. 16. Схема струй¬
ной смазки зубчатых
колес, работающих
с большими окруж¬
ными скоростями;/ — струйный раз¬
брызгиватель; 2 — ма¬
нометр; 3—запорный
кранРис. 17. Масленка на шесть точек для периодической подачи масла без
принудительного давления:/ — трубка; 2 — отверстие; 3 — чашечки; 4 — цилиндр; о —шток; 6 — план¬
ка; 7—смотровые глазки; 8 — винт (регулирует объем подаваемого масла
изменением высоты установки трубок с отверстиями 2)
Рис. 18. Пример встройки одноплун¬
жерного насоса в корпус механизма;
1 — насос; 2 — маслоуказатель; 3 —
масляный резервуар; 4 — маслораспре-
делительА-АФ0==\,ffyft л*i_.—1 уя) Чи
j |Т^28~f~28-J[! ,1* л>..^28-\~28 -hA1 | Чр' *L; VcA—j)Рис. 19. Масленка многото¬
чечная с индивидуальным
выключением потоков кон¬
струкции энимсСМАЗОЧНЫЕ УСТРОЙСТВА
ОСНОВНЫЕ СМАЗОЧНЫЕ УСТРОЙСТВА59Рис. 20. Смазка разбрызгиванием посредством деталей
ханизма, погруженных в масло
60СМАЗОЧНЫЕ УСТРОЙСТВ АРис. 22. Смещение Свободно
висящего кольца во время
вращения валаРис. 23. Конструктивное
оформление замка сво¬
бодно висящего кольцаРис. 24. Типы свободно висящих колец для
смазкиРис. 25. Разъемное кольцо принудительного
движения
КОНТРОЛЬНЫЕ И ПРЕДОХРАНИТЕЛЬНЫЕ УСТРОЙСТВА 61Наибольшая глубина погружения кольца в масло (см. рис. 22):t = при D — 25 ч- 40 мм\
t = при D — 45 -г 65 мм\Оt = при D = 70 -г* 310где D — внутренний диаметр кольца.Количество масла, подаваемое кольцом, уменьшается с повышением
температуры масла в резервуаре. Свободно висящее кольцо обеспечи¬
вает подачу от 2 до 10 см3 масла в минуту. При отношении длины под¬
шипника к диаметру более 1,5 ставят два кольца.Смазку при помощи принудительно движущегося кольца (рис. 25),
закрепленного на валу, применяют преимущественно при малых числах
оборотов, хотя можно использовать и при больших.Кольца с принудительным движением пригодны в случае более
вязких масел, так как их можно снимать в этом случае с наружной
поверхности кольца специальным скребком, помещенным в верхней
части подшипника.КОНТРОЛ ЬН Ы Е, ПРЕДОХРАН ИТЕЛ ЬН Ы Е
' И ДРУГИЕ УСТРОЙСТВА ДЛЯ ЖИДКОЙ СМАЗКИКонтрольные устройстваКонтрольные устройства служат для наблюдения за наличием
масла в резервуаре, движением по маслопроводам, давлением в нагне¬
тательных системах, температурой. Их разделяют на четыре основные
группы указателей: уровня масла, потока, давления и температуры.Указатели уровня бывают с видимым и невидимым горизонтом масла.
Предназначены они для контроля масла в баках и корпусах механиз¬
мов. Маслоуказатели с видимым горизонтом бывают встроенными и
наружными. Наиболее широко применяют круглые (рис. 26), удлинен¬
ные (рис. 27) и трубчатые (рис. 28) маслоуказатели.В круглом масло указателе при слабом освещении рекомендуется
применять глазок с рифлением, изготовленный из стекла или прозрач¬
ной пластмассы. Недостатком этого маслоуказателя является малый
диапазон уровней и сравнительно большой внешний диаметр.Удлиненный масло указатель применяют при больших объемах
масла. Глазком для него служит стандартное рифленое водомерное
стекло (ГОСТ 1663-57). Корпус изготовляют из пластмассы. К недо¬
статкам данного маслоуказателя можно отнести большой габарит по
толщине из-за применения толстостенного рифленого стекла.Этим недостатком не обладают маслоуказатели трубчатые. Однако
наружные трубчатые маслоуказатели легко повреждаются при транс¬
портировке и обслуживании машины.К маслоуказателям с невидимым уровнем масла относят масломерные
линейки (рис. 29) и поплавковые устройства (рис. 30). Последние изго¬
товляют с автоматическим сигналом и без него. Линейка представляет
собой стержень разнообразного сечения с ручкой, находящейся вне
62СМАЗОЧНЫЕ УСТРОЙСТВАРис- 26. Круглый маслоуказательРис. 27. Удлиненный маслоуказатель:1 — корпус; 2 — прокладка; 3 — рифленое стекло
КОНТРОЛЬНЫЕ И ПРЕДОХРАНИТЕЛЬНЫЕ УСТРОЙСТВА63масляного картера. Войлочная шайба, надетая на стержень линейки
около ручки, препятствует попаданию в отверстие картера влаги и
механических частиц во время движения машины.Рис28. Наружный трубчатый ма¬
слоуказательРис. 29. Масломерная
линейка «жезл»Поплавок, представляющий собой герметически закрытый полый
сосуд, изготовляют из листового железа или куска пенопласта цилин¬
дрической формы. Во избежание колебаний, возможных при резком из¬
менении уровня, поплавок за¬
ключают в направляющую тру¬
бу. При необходимости на стер¬
жень поплавка закрепляют
стрелку, показывающую на шка¬
ле экрана количество масла
в резервуаре.Поплавковые маслоуказатели
с автоматическим сигналом, отно¬
сящиеся к группе дистанцион¬
ных устройств, изготовляют двух
типов: с указанием только наи¬
меньшего или наибольшего уров¬
ня масла в баке и с непрерыв¬
ным указанием существующего
уровня.Указатели потока (рис. 31)
служат для контроля за количе¬
ством и своевременностью подачи
масла к трущимся парам. Такие
указатели бывают непрерывного и пульсирующего движения масла.Указатели непрерывного движения масла делятся на нерегулируе¬
мые и регулируемые. Нерегулируемые указатели изготовляют с ви*
эуальным контролем и электрическим сигналом.Рис. 30. Поплавковые маслоуказатели:
а—для малых объемов; б—для боль¬
ших объемов
64СМАЗОЧНЫЕ УСТРОЙСТВАУказатели устанавливают не на главной магистрали, а на ответ¬
влении. Располагать их необходимо ближе к рабочему месту. Метал¬
лическую внутреннюю часть указателя окрашивают белой маслостой¬
кой краской.Необходимый расход масла обеспечивают подбором диаметра трубки
и ее выходного отверстия. В этом случае указатель потока может слу-
жить дозирующим распределителем для подачи масла к трущейся паре.Для автоматического
контроля подачи масла под
давлением применяют реле
контроля подачи масла
(рис. 32).Рис. 31. Указатель потока
маслаРис.32. Реле контро¬
ля подачи маслаОбычное реле давления, включенное в систему маслопровода, не
гарантирует предотвращения нарушения подачи смазки в случае
засорения той части смазочной системы, которая находится за реле.
Оно показывает наличие давления в системе, а в действительности
смазка может и не поступать к трущимся парам.Реле контроля подачи масла дает сигналы на пульт управления
при падении давления ниже заданного и прекращении потока смазки
к трущимся парам или при закупорке масляной системы. Реле присоеди¬
няют как можно ближе к трущимся парам.Указатели давления масла, т. е. одно стрелочные манометры, изго¬
товляют по ГОСТу 8625-59. В зависимости от способа крепления,
расположения фланца и присоединительного штуцера манометры
делят на четыре типа. Манометры каждого типа подразделяют на обык¬
новенные и устойчивые к механическим воздействиям. Изготовляют их
в обыкновенном или пылезащищенном корпусе.Предельно допустимое рабочее давление не должно превышать
4 верхнего предела при постоянном давлении и 2/3 верхнего предела
измерений при переменном давлении измеряемой среды. Под постоян¬
ным давлением понимают давление, изменяющееся со скоростью не
более \% в секунду огсуммы абсолютных значений пределов измерений.
КОНТРОЛЫ! ЫЕ И ПРЕДОХРАНИТЕЛЬНЫЕ УСТРОЙСТВА65Указатели температуры масла служат для визуального контроля
температуры масла, прошедшего через трущиеся пары при проточной
или циркуляционной системе смазки. Для этого используют термометры
(рис. 33), термопары или из¬
менение цвета корпуса под¬
шипника, окрашиваемого спе¬
циальной краской. Темпера¬
туру масла контролируют
главным образом у ответст¬
венных подшипников. Термо¬
метры применяют для мест¬
ного и дистанционного изме¬
рения температуры.Визуальный контроль тем¬
пературы одной трущейся
пары осуществляется нор¬
мальным ртутным термомет¬
ром (ГОСТ 2823-59). Там, где
по конструктивным сообра¬
жениям установка ртутных
термометров невозможна,
применяют дистанционные
термометры и термопары.Рис. 33. Пример монтажа ртутного термо¬
метра <а = 90° ± 2°)Предохранительные устройстваПредохранительные устройства бывают без сигнализации и с сигна
лизацией. Устройства без сигнализации при всевозможных перег грузках автоматически вступают
* в действие и ликвидируют эти пере¬
грузки, не давая никаких сигналов;Рис. 34. Нерегулируемый шре-
дохранительный клапанВходРис- 36. Регулируемый пре¬
дохранительный клапан
(сжатием пружин)устройства с сигнализацией дают звуковой или световой сигнал о нару¬
шении в работе смазочной системы.Предохранительным устройством без сигнализации для автомати¬
ческого установления уровня масла в резервуаре может быть сливная
труба, которую встраивают в отверстие, сделанное в дне резервуара.Существуют устройства нерегулируемые встроенного исполнения
(рис. 34) и регулируемые (рис. 35).3 Ю. С. Борисов, В. П. Сахаров 566
66СМАЗОЧНЫЕ УСТРОЙСТВАОЧИСТКА МАСЛАСмазочные масла и процессе работы загрязняются различными
примесями и теряют смазывающие свойства. Если масло соприкасается
с нагретыми частями машин, например, в двигателях внутреннего
сгорания, компрессорах, станках и редукторах, то происходит распад
крупных молекул углеводородов масла на ряд мелких, которые впо¬
следствии переходят в молекулы смолы и кокса. К такому же резуль¬
тату приводит окисление масла кислородом воздуха. Процесс окисле¬
ния идет энергичнее при повышении температуры и увеличении по¬
верхности соприкосновения масла с воздухом, например при смазкеразбрызгиванием.Износ трущихся поверхностей, кор¬
розия деталей машины, пыль и грязь,
попадающие в масляную систему извне,
также приводят к загрязнению масла.В зависимости от условий работы
машины в масло могут попадать части¬
цы уплотнений, металлическая пыль,
абразивы и т. п. Если размер механи¬
ческих частиц больше наименьшей тол¬
щины масляного слоя в подшипнике,
возрастает коэффициент трения, нагрев
и коррозия металла, ускоряется окис¬
ление масла, засоряются маслопроводы.Загрязненное или отработанное ма¬
сло периодически заменяют новым или
непрерывно очищают. От вредных примесей (кислоты, кокс, влага)
масло очищают отстаиванием, фильтрованием, центрифугированием,
магнитным улавливанием, физико-химическим воздействием.Отстаиванием удаляют механические примеси, находящиеся в масле
во взвешенном состоянии, и воду. Способы отстаивания можно разбить
на два вида: отстаивание неподвижного масла при периодическом его
потреблении, отстаивание движущегося масла при непрерывном его
потреблении.Отстаивание неподвижного масла применяют как самостоятельный
метод регенерации для индустриальных масел и как первый этап реге¬
нерации для всех без исключения отработанных масел. Отстаивается
масло очень медленно и требует больших емкостей. Кроме того, оно не
всегда обеспечивает надлежащую степень очистки.Отстаивание движущегося масла в циркуляционной системе смазки
осуществляют в отстойниках горизонтального или вертикального типа.В горизонтальном отстойнике масло движется в горизонтальном
направлении с небольшой скоростью. При этом примеси не способны
держаться во взвешенном состоянии в масле. Частицы оседают на дно
отстойника, а относительно очищенное масло движется дальше.В отстойник (рис. 36) масло поступает в отсек 7, где оседают наиболее
крупные и тяжелые частицы. Из отсека 1 масло переливается через
промежуточную перегородку в отсек 2, в котором благодаря незначи¬
тельной скорости движения жидкости масло теряет большую часть ме¬
ханических примесей. Далее масло переливается в отсек 3, имеющий
всасывающую трубу, которую погружают в отсек приблизительно на
половину высоты. Отсеки 2 и 3 по объему делают больше отсека 1.
В зависимости от условий через отстойники может проходить все масло,Рис. 36. Схема отстойника не¬
прерывного действия для отде¬
ления механических примесей:
/—3 — отсеки
КОНТРОЛЬНЫЕ УСТРОЙСТВА67циркулирующее в системе, или часть его. Подобный вид отстаивания
применяют перед тонкой фильтрацией через несамоочищающиеся
фильтры.В стационарном отстойнике непрерывного действия, предназна¬
ченном для отделения воды (рис. 37), жидкость из картера поступает
по трубопроводу 2. Вода проходит под перегородкой 3 и поднимается
вверх к выходному отверстию 4. Масло, отделенное от воды, стекает
по трубопроводу / к месту потребления.Фильтрование отработанных масел является механической очисткой,
и осуществляют его пропусканием масла через пористую перегородку,
состоящую из двух слоев: фильтрующего материала и непрерывно на¬
растающего осадка. Плотность последнего иногда бывает больше плот¬
ности первого. По мере уплотнения осадка скорость фильтрации умень¬
шается; в результате поток жидкости может совсем прекратиться.Магнитные уловители. Металлическую пыль, попадающую в масло
при обкатке новых машин и механизмов, не удаляемую сетчатыми
и щелевыми фильтрами, улавливают магнитными уловителями.Фильтры с магнитными уловителями имеют или один уловитель
или несколько.В фильтрующем пакете (рис. 38), состоящем из одного постоянного
магнита с большой индукцией (сплав никеля, кобальта, меди и тита¬
новокислого железа), магнит I заключен в тонкую трубу 2, изготовлен¬
ную из цветного металла. Сверху и снизу магнит закрыт железными
звездообразными дисками для прохода масла. Все части фильтра скреп¬
лены латунным стержнем 3. Вокруг магнита помещены улавливающая
корзина, состоящая из двух половин. Каждая половина состоит из де¬
вяти рядов железных полуколец 4, соединенных латунными план¬
ками 5. В промежутках полуколец протекает фильтруемое масло.Силовые магнитные линии проходят через полукольца и зазоры
между ними, создавая магнитное поле, улавливающее железные ча¬
стицы размером от 0,002 до 0,1 мм.Скорость протекания масла через фильтрующий пакет не должна
превышать 10 м/сек. Фильтры в собранном виде испытывают на герме¬
тичность при условном давлении 6 кГ/см2.КОНТРОЛЬНЫЕ УСТРОЙСТВА ДЛЯ КОНСИСТЕНТНОЙ
СМАЗКИКонтрольные устройства для консистентной смазки применяют
для контроля давления и потока.Давление определяют стандартными пружинными манометрами,
самопишущими манометрами и гидравлическими золотниковыми
устройствами. Для предотвращения порчи манометра от пульсирую¬
щих колебаний и попадания в него консистентной смазки устанавливают
демпфер (рис. 39).Манометр может работать только на жидкой смазке, поэтому между
ним и демпфером устанавливают разделитель в виде плунжера, пре¬
пятствующего проникновению в манометр консистентной смазки.Самопишущие манометры (рис. 40) применяют в автоматических
централизованных системах для записи изменения величин давления
по времени. Манометром контролируют интервалы времени между по¬
вторными включениями и наибольшее давление, создаваемое насосом
перед его выключением.*
Рис. 37. Схема отстойника не¬
прерывного действия для отде¬
ления воды:1 и 2 — трубопроводы; 3— пере¬
городка; 4 — отверстиеРис. 38. Магнитный уловитель с одним магнитом:1 — магнит; 2 — труба; 3 — стержень; 4 — полукольцо; 5 — планкагСМАЗОЧНЫЕ УСТРОЙСТВА
КОНТРОЛЬНЫЕ УСТРОЙСТВА ДЛЯ КОНСИСТЕНТНОЙ СМАЗКИ 69
70СМАЗОЧНЫЕ УСТРОЙСТВА
ЗАПРАВОЧНЫЕ УСТРОЙСТВАДля заполнения смазкой зазоров трущихся пар при помощи инди¬
видуальных точечных масленок, а также для наполнения резервуаров
и масляных ванн применяют соответствующие устройства, непосред¬
ственно не связанные с машиной. Существуют устройства ручного и
механического наполнения (передвижные установки с насосами) с не¬
прерывной недозированной подачей смазочного материала (непрерыв¬
ность зависит от емкости резервуара), с прерывной дозирующей
подачей и подачей под действием силы тяжести масла и под да¬
влением.Для заполнения резервуаров масленок различной конструкции
небольшой емкости и для смазки поверхностей скольжения применяют
ручные масленки (табл. 5) объемом 0,25; 0,5; 0,75 и 1 л. В пробке ма¬
сленки делают отверстие диаметром 2 мм для прохода воздуха в резер¬
вуар. Чтобы избежать вытекания масла при опрокидывании масленки,
в крышке устанавливают воздушный клапан. Тогда вытекание масла
из масленки происходит при нажатии на кнопку.Для подачи масла дозами при небольшом давлении для смазки
деталей и приборов, требующих незначительного количества масла,
применяют мембранные масленки (табл. 6).При нажатии пальцем дно масленки прогибается, вытесняя из
резервуара масло в количестве от 0,1 до 0,5 см3. Объем подаваемого
масла зависит от размера и деформации дна мембраны. Наконечники
масленок, в зависимости от расположения смазываемых точек в машине,
выполняют различной длины, прямыми и изогнутыми. Мембранные
масленки изготовляют емкостью 0,025; 0,05; 0,1; 0,15; 0,2; 0,3 л.Для подачи масла большими дозами применяют поршневые пор¬
ционные масленки (табл. 7).Подача масла поршневой порционной масленкой происходит при
перемещении рукой штока /, который передвигает поршень 2, вытес¬
няя масло из цилиндра через клапан 5 в носик масленки. После пре¬
кращения нажатия на кнопку пружина 3 возвращает поршень в исход¬
ное положение, засасывая масло из резервуара через клапан 4.Дозу смазки определяют по диаметру цилиндра, ходу поршня и
качеству их изготовления.Преимуществами таких масленок являются возможность дозирова¬
ния подачи масла и отсутствие опасности розлива масла при падении
масленки.Для заполнения каналов дозами масла под давлением через клапан¬
ные масленки применяют шприцы (рис. 41), которые за один двойной
ход плунжера подают 0,3—0,5 см3 масла при давлении до 30 кПсм2.При снятии шприца с масленки пружина 1 перемещает рабочий
цилиндр в исходное положение, подготавливая шприц к повторному
циклу. Шприцы снабжены съемными наконечниками, их можно исполь¬
зовать и для консистентной смазки. Резервуар вмещает 200 г масла.Передвижные и устанавливаемые на тележках заправочные насос¬
ные устройства имеют резервуар, снабженный насосом с ручным или
механическим приводом.На рис. 42 показан бак с насосом для заполнения резервуаров и
масленок большой емкости при помощи сжатого воздуха. Воздух,
накачиваемый в верхнюю часть бака ручным поршневым насосом 1,
поднимает масло по трубе 2 к запорному крану 3. Отсюда масло по
гибкому шлангу поступает в раздаточный наконечник 4.
5. Основные размеры простых (а) и клапанных (б) масленок в мма)Емкость
в лНhLRШирина
резервуара
в планеddx0,251006072504126017070480,51306090655529018080480,75160701128070390200906101180701128070410200100610заправочные устройства
72СМАЗОЧНЫЕ УСТРОЙСТВА6. Основные размеры мембранных масленок з мм7. Основные размеры поршневых порционных масленок в мчЕмкостьИгШирина
резер¬
вуара
в плане0,50,751130160180607070901121126580802903904105570701802002008090100
Заправочные устройства73-ЕзФеЭРис. 42. Бак с пневматической подачей
масла:1 — насос; 2 — труба; J — кран запорный;4 — наконечник
74СМАЗОЧНЫЕ УСТРОЙСТВА
ЗАПРАВОЧНЫЕ УСТРОЙСТВА75Для поддержания в баке необходимого давления воздух периоди¬
чески подкачивают. Для удобства транспортировки бак можно уста¬
навливать на тележку.При отсутствии в резервуарах и картерах корпусных деталей удобно
расположенных спускных отверстий отработанное масло выкачивают
поршневым насосом, которое по гибкому шлангу поступает в бак для
отработанной смазки.Дозированную заправку под давлением осуществляют со ли до ло-
нагнетателями с ручным приводом (рис. 43), в которых наибольший
объем подаваемой смазки за один двойной ход плунжера равен 1 сма.Шприцы и солидолонагнетатели применяют также для равномерной
смазки шарико- и роликоподшипников (до их монтажа) при помощи
устройств разъемного типа (рис. 44).Если необходимо подавать смазку в больших объемах, например для
заправки резервуаров одноплунжерных насосов, то применяют соли-
долонагнетатели вместимостью 4 кг с ножным рычажным приводом.
Они развивают противодавление до 250 кГ/см2 и имеют гибкий шланг
длиной 2 м.Для заправки резервуаров смазкой вместимостью больше 4 кг
применяют плунжерные насосы с ручным приводом. При большом
количестве машин для заправки смазочных устройств используют
солидолонагнетатели с электрическим приводом (рис. 45), смонтиро¬
ванные на тележке.К плунжерному насосу смазку подает шнек, приводимый в действие
от того же электродвигателя и редуктора. Бак вмещает 12 кг смазки;
насос может подавать 230 см3!мин смазки при давлении до 500 кГ/см2.
Глава 4УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАДля длительного сохранения смазки на трущихся поверхностях
применяют различные уплотняющие устройства, которые можно раз¬
делить на две основные группы: уплотнения для неподвижных соеди¬
нений и уплотнения для подвижных деталей машин [35, 144].УПЛОТНЕНИЕ НЕПОДВИЖНЫХ СОЕДИНЕНИЙНаиболее распространенным средством уплотнения неподвижных
соединений являются прокладки из легко деформируемых материалов:
свинца, меди, алюминия, технического картона, плотной бумаги,
паронита, асбеста, резины сплошной или с тканевой прослойкой
и различных пластмасс (хлорвинила, фторопласта, кожи, фибры).
Форма прокладок должна соответствовать прилегающим поверхностям
обеих деталей.Замкнутые кольцевые канавки на уплотняемых поверхностях
улучшают уплотнение, а поперечные резко ухудшают его. Картонные
и бумажные прокладки ставят на нитролаке или маслостойком клее.
Более совершенными уплотнениями неподвижных соединений являются
резиновые кольца из маслостойкой резины марок 3825 или 4004 по
ТУ МХП 1166-51.Начальное уплотнение соединений с круглыми кольцами обеспе¬
чивают деформацией кольца в канавке, так как глубину канавки под
кольцо делают меньше его диаметра. Ширину канавки делают такой,
чтобы кольцо в ней свободно размещалось в сжатом состоянии (при
отсутствии начальной деформации кольцо уплотнять не будет). При воз¬
действии давления кольцо расширяется и дополнительно уплотняет
зазор. Подробные данные о кольцах приведены в ГОСТе 9833-61.УПЛОТНЕНИЕ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙШироко распространенные уплотнения вращающихся деталей изго¬
товляют из войлоки, фетра, кожи, хлорвинила, пробки, асбеста с гра¬
фитом и других материалов. Контакт уплотняющих деталей с рабочими
деталями машины обеспечивается за счет упругости применяемого
материала или за счет внешних сил.По конструктивному оформлению уплотняющие устройства могут
быть разнообразными.Устройства с уплотняющими кольцами (рис. 1). Эластичный трущийся
элемент уплотняющего устройства изготовляют из фетра или войлока,
реже из пробки, пластмасс и специальных материалов, содержащих
органические либо неорганические волокнистые вещества, связанные
УПЛОТНЕНИЕ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ77синтетическим каучуком или иными клеющими составами. В зависи¬
мости от жесткости материала уплотняющее кольцо изготовляют целым
или разрезным. Кольца из войлока, фетра, пробки и пеньки не ре¬
комендуется применять при высоких температурах, в кислотной или
щелочной внешней среде, а также в конструкциях, где окружные ско¬
рости на поверхностях трения превосходят нормативы, допускаемые
для выбранных трущихся материалов при принятом методе обработки
их поверхности.Такие устройства просты по конструкции и дешевы. Недостатком
их является быстрый износ трущегося элемента. Кроме того, трениеРис. 1. Уплотняющее Рис. 2. Уплотняющие уст-устройство с трущи- ройства манжетного типамися элементамиуплотняющего элемента о вал, корпус или другие детали узла повы¬
шает температуру деталей и узла в целом.Устройство манжетного типа (рис. 2). Манжеты изготовляют из
синтетического каучука, прорезиненной ткани, графитизированного
асбеста, пластмассы, кожи.Манжеты удовлетворительно герметизируют как детали, имеющие
прямолинейно-поступательное перемещение, так и вращающиеся пары.Равномерное и длительное прилегание манжеты к вращающейся
детали обеспечивают:предварительной деформацией уплотняющей части манжеты, про¬
изводимой в процессе ее монтажа;монтажом в манжете всевозможных металлических пружин;
сжатием либо расширением уплотняющего отворота манжеты
жидкой смазкой.Уплотняющие устройства с трущимся металлическим или графито¬
вым элементом. Такие устройства хорошо работают при сравнительно
высоких температурах; в корпусах, заполненных жидкой или конси¬
стентной смазкой; выдерживают большие перепады давления, способны
устойчиво и продолжительно работать на быстроходных валах.
Недостатком является конструктивная сложность.Трущиеся контактирующие поверхности сопряженных деталей
этих устройств требуют высокой точности обработки, а все остальные
детали — точной центровки и пригонки.Для увеличения срока службы рекомендуется трущиеся части тер¬
мически обрабатывать.
78УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАРазрезают кольца (замок) обычно по одному из приведенных на
рис. 3 способов.Ширина канавок должна допускать свободное перемещение колец
вокруг вала, однако наличие больших зазоров недопустимо во избежа¬
ние нарушения герметичности.Уплотняющие устройства цен¬
тробежного типа. Эффективны лишь
при достаточной скорости враще¬
ния вала (свыше 7—10 м/сек).Наиболее простым и дешевым,
является устройство с канавками,
которые под действием центробеж¬
ных сил отбрасывают скопившееся
у их грани масло на внутреннюю
поверхность полости крышки.Канавки могут иметь прямо¬
угольный профиль (рис. 4, а) или
более сложный полукруглый про¬
филь (рис. 4, б).Если из-за ослабления прочно¬
сти вала нельзя проточить канавки
непосредственно на валу, то при¬
меняют втулки, по наружной поверх¬
ности которых протачивают канавки наружного профиля (рис-. 4, в).
Недостатком этой конструкции является то, что действие центробежных
сил на всей длине прилегающего к канавке участка вала одинаково.
В результате этого в уплотняющих устройствах смазка сбрасываетсяРис. 3. Уплотняющие устройства
с трущимися металлическим или
графитовым элементомг)д)е)Рис. 4. Уплотняющие устройства центробежного типа:.
а — с канавками прямоугольного профиля; б —с канавками полу¬
круглого профиля; в — с втулками; г и д — с кольцом; е — с ма¬
слосбрасывающим дискомпо периметру острой кромки грани канавки, где поверхность сопри¬
косновения масляных капель с валом резко уменьшается.Для устранения этого недостатка на валу делают маслосбрасываю¬
щий выступ, выполненный за одно целое с валом, или представляющий
собой пружинное кольцо, устанавливаемое в канавку на валу
УПЛОТНЕНИЕ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ79(рис. 4, г, д). Величина центробежных сил, действующих на частицы
смазки, попадающие на этот выступ или кольцо, резко возрастает и смаз¬
ка интенсивно отбрасывается в полость крышки корпуса подшипника.Когда на валу, с целью сохранения прочности вала, канавки под
кольца выполнить нельзя, то применяют маслосбрасывающие диски,
закрепляемые на валу стопорным винтом (рис. 4, е).Уплотнения с односторонней винтовой канавкой на валу. Принцип
действия этих устройств основан на транспортировании ими смазкивдоль винтовой канавки аналогично
тому, как это происходит в шнеко¬
вом транспортере. Поскольку на¬
правление движения смазки зависит
от направления нарезки и вращенияРис. 5. Уплотняющие уст¬
ройства с односторонней
винтовой канавкой на валу:
а — канавка прямоугольная;
б — канавка на вспомога¬
тельной втулкеРис. 6. Уплотне¬
ние при помощи
кольцевых зазо¬
роввала, эти устройства применимы только для механизмов с нереверсив¬
ным вращением. Работают они при любых скоростях вращения.С целью упрощения технологии нарезания канавки на валу предва¬
рительно сверлят два неглубоких отверстия для входа и выхода резца
(рис. 5, а). Для нормальной работы устройства длину нарезанной части
вала делают несколько короче длины цилиндрического отверстия
в крышке, которая охватывает канавку. При нарушении этого условия
уплотняющее устройство нагнетает в подшипник находящиеся в окру¬
жающей среде инородные частицы.Величину зазора между валом и отверстием в крышке корпуса в сред¬
нем принимают 0,15—0,25 мм на сторону.В сильно нагруженных валах винтовую канавку нарезают на вспо¬
могательной втулке (рис. 5,6), которую крепят на валу стопорным винтом.Уплотнение при помощи кольцевых зазоров (рис. 6) применяют для
защиты подшипников с консистентной смазкой, работающих в отно¬
сительно чистой и сухой среде. Смазка кольцевого зазора предохраняет
подшипник от загрязнения. Такое уплотнение обычно используют
в узлах, где окружная скорость вращающихся валов не превышает
5—6 м/сек, а температура не достигает температуры плавления кон¬
систентной смазки.Эффективность этих устройств возрастает с уменьшением величины
кольцевого зазора между крышкой и валом. Рекомендуемая величина
зазора на сторону 0,2—0,5 мм.
80УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАПоложительными качествами этих устройств являются простота
и дешевизна конструкции; отсутствие трущихся деталей; стабильность
действия, независимо от направления вращения вала; быстрое восста¬
новление уплотняющих свойств путем повторного заполнения кон¬
систентной смазкой зазоров и канавок.Лабиринтовые уплотняющие устройства характеризуются сложной
зигзагообразной формой зазора, напоминающей лабиринт. Существует
два типа лабиринтных уплотняющих устройств: осевой и радиальный.
Лабиринтное устройство осевого типа применяют для защиты подшип-По конструкции и технологии изготовления лабиринтные устройства
сложны и дороги' Однако надежная защита подшипников от загрязне¬
ния при работе на жидкой и консистентной смазке обеспечила этим
устройствам широкое распространение.Уплотнение при помощи канавок. Для более надежного удержания
консистентной смазки в кольцевом зазоре между валом и крышкой
корпуса в отверстии крышки протачивают круговые канавки, запол¬
няемые смазкой (рис. 7, а). Радиус канавки обычно равен 1,5—2,5 мм.
В процессе работы подшипника некоторая утечка смазки из кольцевого
зазора пополняется смазкой, находящейся в канавках.Применяют также канавки трапецеидального профиля (рис. 7, б).
В узлах с повышенными скоростями вращения вала иногда предусма¬
тривают также канавки, проточенные на валу (рис. 7, в).Уплотнение войлочным кольцом (рис. 8). В процессе работы войлоч¬
ное уплотняющее кольцо периодически поджимают гайкой, что устра¬
няет возможность вытекания смазки при его износе. Такое уплотне¬
ние пригодно для подшипниковых узлов, работающих на консистент¬
ных смазках при окружных скоростях вала, не превышающих 5 м/сек.
Если трущаяся поверхность вала полирована, то допускают окружные
скорости до 8 м/сек.Устройства с охватывающей вал трубой (рис. 9). Такое уплотняю¬
щее устройство создает в корпусе подшипника достаточно емкий ма¬
сляный резервуар и в то же время предотвращает утечку масла вдольIа—с канавками в крышке; б — с
трапецеидальными канавками; в —
с канавками в крышке и на валу4—гРис. 8. Уплотнение вой¬
лочным кольцом
УПЛОТНЕНИЕ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙвала. Уровень масла контролируют по маслоуказателю. Верхний срез
охватывающей трубы расположен выше уровня масла, наполняющего
корпус подшипника.Когда по ряду условий совершенно недопустимо просачивание
масла из корпуса, под нижним срезом запрессованной трубы целе¬
сообразно предусмотреть дополнительное войлочное уплотнение, ко¬
торое будет удерживать масло, случайно перелившееся через верхний
срез уплотняющей трубы.Комбинированные устройства ка-
навочно-лабиринтного типа (рис. 10)
применяют для уплотнения верх¬
ней опоры вертикальных валов при
работе узла на консистентной смаз¬
ке. В этом устройстве в качестве
неподвижного элемента использу¬
ют нижнюю крышку подшипника.Комбинированное уплотнение
кольцевыми канавками, кольцевым
зазором и гидравлическим затвором
(рис. 11) применяют для уплотне¬
ния верхней опоры вертикального
вала, подшипник которого работаетна консистентной смазке. Применяют уплотнения в условиях внешней
среды, содержащей пары кислот или другие вещества, вызывающие
коррозию. Составными элементами этого устройства являются щеле¬
вое — канавочное уплотняющее устройство, образованное между валом
и нижней съемной крышкой корпуса подшипника, и гидравлический
затвор, образуемый маслом, заполняющим на валу чашку, которая
перекрывает выступ нижней крышки подшипника.Г/У//У//7?,Рис. 9. Уплотняющие устройства
с охватывающей вал трубойРис. 10. Комбинированное уплот¬
няющее устройство канавочно-ла-
биринтного типаРис. 11. Комбинированное уплот¬
нение кольцевыми канавками, коль¬
цевым зазором и гидравлическим
затворомДля уменьшения потерь внутренняя поверхность чашки, где на¬
ходится масло, имеет коническую форму, что обеспечивает возникно¬
вение центробежных сил, прижимающих масло ко дну чашки, и пред¬
отвращает разбрызгивание.Рекомендации для ориентировочного выбора уплотняющих устройств
подшипников приведены в табл. 1, основные размеры фетровых колец —
в табл. 2, крышек с одним уплотняющим войлочным кольцом — в
табл. 3. Размеры наиболее распространенных уплотнений даны
в табл. 4—7
82УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА1. Рекомендации для ориентировочного выбора
уплотняющих устройств подшипников с горизонтальным
или наклонным (до 40°) расположением валовОкружающаяподшипниксредаМаксимальная
скорость враще¬
ния вала в уп¬
лотняемом зазо¬
ре в м/секПрименяемая
смазка (К — кон¬
систентная, ж—
жидкая) [Рекомендуемое уплотняю¬
щее устройствоНаправлениеотворотаманжетДо 5
10КККольцевые зазоры и ка¬
навкиПодшипники с простей¬
шими встроенными уплот¬
нениями—Сухая,чистая15кжПодшипники со встроен¬
ными уплотнениямиПростейшие манжетныеК подшип¬
никуБолее 15жПростейшие лабиринтные-До 5
10ккТрущееся эластичное
кольцоПодшипники со встро¬
енными уплотнениями—Сухая,пыльная15кжЦентробежный диск и
подшипники со встроен¬
ными уплотнениями
Сдвоенное манжетноеВ разные
стороныБолее 15жЛабиринтное-До 5
10ккЦентробежный диск в
сочетании с кольцевым за¬
зором или канавками
Центробежный диск и
подшипники со встроенны¬
ми уплотнениями-Сухая,
сильно за¬
грязненнаяДо 15кжЦентробежный диск и
манжетное уплотнение
Центробежный диск и
сдвоенное манжетное уп¬
лотнениеОт подтип*
ника
В разные
стороныБолее 15жСложное лабиринтное
уплотнение-
УПЛОТНЕНИЯ ДЛЯ ПОДВИЖНЫХ СОЕДИНЕНИЙ 83Продолжение табл. 1ОкружающаяподшипниксредаМаксимальная
скорость враще¬
ния вала в уп¬
лотняемом зазо¬
ре в м/секПрименяемая
смазка (К —кон¬
систентная, Ж —
жидкая)Рекомендуемое уплотняю¬
щее устройствоНаправлениеотворотаманжетДо 5
10КККольцевые зазоры и ка¬
навкиПодшипники с простей¬
шими встроенными уплот¬
нениями—Влажная,чистаяДо 15КжПростейшие манжетные
Сдвоенное манжетноеК подшип¬
нику
В разные
стороныБолее 15жПростейшее лабиринтное-До 5
10ккКольцевые зазоры и ка¬
навкиПодшипники со встроен¬
ными уплотнениями-Влажная,пыльнаяДо 15кжПростейшие манжетные
Манжетное с пыльникомОт подшип¬
ника
К подшип¬
никуБолее 15жЛабиринтное-До 5
10ккЦентробежный диск в
сочетании с кольцевым за¬
зором или канавками
Центробежный диск и
подшипники со встроен¬
ными уплотнениями-Влажная,
сильно за¬
грязненнаяДо 15кжЦентробежный диск и
простейшее манжетное
Центробежный диск и
сдвоенное манжетноеК подшип¬
нику
В разные
стороныБолее 15жСложное лабиринтное-Очень влаж¬
ная, чистаяДо 5кТрущееся эластичное
кольцо в сочетании с коль¬
цевым зазором или канав¬
ками—
84УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАПродолжение табл. 1ОкружающаяподшипниксредаМаксимальная
скорость враще¬
ния вала в уп¬
лотняемом зазо¬
ре в м/секПрименяемая
смазка (К —* кон¬
систентная, Ж —
жидкая)Рекомендуемое уплотня¬
ющее устройствоНаправлениеотворотаманжетОченьвлажная,чистаяДо ю
» 15ККЖПодшипники со встроен¬
ными уплотнениями
Простейшее манжетноеСдвоенное манжетноеОт подшип¬
ника
В разные
стороныБолее 15ЖПростейшее лабиринтное-До 5
10ккЦентробежный диск в со¬
четании с кольцевым зазо¬
ром или канавкамиЦентробежный диск и
подшипники со встроен¬
ными уплотнениями-Оченьвлажная,пыльнаяДо 15кЖЦентробежный диск
простейшее манжетное
Центробежный диск и
сдвоенное манжетноеОт подшип¬
ника
В разные
стороныБолее 15ЖЛабиринтное-До 5
10ккЦентробежный диск в со¬
четании с кольцевым зазо¬
ром или канавкамиЦентробежный диск и
подшипники со встроен¬
ными уплотнениями-Очень
влажная,
сильно за¬
грязненнаяДо 15кЖЦентробежный диск и
манжетноеЦентробежный диск и
сдвоенное манжетноеОт подшип¬
ника
В разные
стороныБолее 15ЖСложное лабиринтное-Жидкие и
твердые
средыДо 5
» 10
* 15кккСложные многоступенча¬
тые комбинированные и
специальные-
УПЛОТНЕНИЯ ДЛЯ ПОДВИЖНЫХ СОЕДИНЕНИЙ ft52. Основные размеры фетровых колец в мма)5)в)г)а — кольцо целое; б — кольцо разрезное; в и г — кана
под кольца; д — уплотнение с натягомя оКольцоКанавкаdx bi асКольцоКапа вкаdi bv ас1012(13)141516
(17)18202225283032354045505560657019212223242728
29
31
33
38
41
43
45
48
53
58
67
72
77
82
892.52.52.52.52.53.53.53.53.53.5
55555556
6
6
6
711131415161718
19
21
23
26
29
31
33
36
41
46
51
56
61
66
713.03.03.03.03.04.24.24.24.24.25.55.55.55.55.55.55.5
77778.27580859095100(105)ПО(115)120(125)130(135)140(145)(150)160(170)180(190)200949910411111612513013514014915415916417317818319320321322723776818691961011061111161211261311361411461511611711811912018,28,28,29.59.5
111111II12.412.412.412.413.913.913.913.913.913.915.415.4999101012121212141414141616161616161818Примечание. Размеры, заключенные в скобки, применять не
рекомендуется.
3. Крышки с одним уплотняющим войлочным кольцом для радиальных шарико- и роликоподшипников (размеры в мм)УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Продолжение табл.УПЛОТНЕНИЯ ДЛЯ ПОДВИЖНЫХ СОЕДИНЕНИЙ 87см4сО1оЮЛЮЮЮООООЙЮЙЮ
—' — ——СМСМСМСМСМСЧСЧСЧСМ <М СМ СМ LO ю ю ю ю о о о о— i—* —. — —■ .—. — —. —• CVJ OJ CVJ C^JВинт
Т 147!-асооооаоаос©<Осо<00©00— CMCMOICMCOO'JCOCOююююдсооооаооососососо————„——— CM CM CM CMиОиСОСООООООООООООООООЮ Ю Ю Ю СО О СО со '«о ОС 00 ЗС эоo’1М1М^(ММФ<ОЮ<СОООО
_— — — — — — СМСМСМСМ1 1 1 1 И 1 II 1 IIг^г^г^г-г'.ооасъосмсмсчечCOCOuDCOr-r^r^t^r-CnCr. СПСЛОТWMMrtifll/DWtOOOOJO-'CO
— — — — CM СМ00 — — — СЧ W СО 4“ ш ю оо 00ююьтиососоог^г^ооооа^о<ocot^r^ooooooa> — — — см ■*«СОссСОСОСС'-ОГ^Г^-Г^Г'-Г^СТэСГ)г^г^г^г^г^оосоооаоспазооcocococoN-[^t>.r^.^oooooic:!<COtOtO^Ot'-t^.^r^N-OOCOOOOO•*С)оюооооюоооооо
<M<McoTfiot^.t^.c3oa> — см со *t*— t->CMCMCM<Nас3ООООСМСМСЧСЧСМСО'-ОСОСОQоюооошоююоооо00"(^П'Г1ЛЮ(£)оОСПО->— — — — — „CSJCS,Бо<\>(МЛЛООООСООООО
СО ОЭ О — COrTLOcOf^tJlO^CN3Jса£C^NfNOOOOMQOOOCOO't'i*
Г'^Г'-оОООО — —'СМСО'^ЮСОQ.SNSiOCOOOQiOUOiOOONOOO)-<(MCO,ti5cONXO^аАа.уQОЮООООаОСООЮиО-'^тГСМСМ
NNNOOOIO’- — СМ СО •'З* Щ СОа*аа;I’^'tOOCCOCOtO^C'J'IN CM
-4,lC(DSaOCCO)0'-(NCO’4,»01*1ссзоюооооюоооооо
0000050 — CMCMOT'fLOCOf^OO31cmcmcmoooooooooo
LOcOt^oOOiO—- (N rt ■ч’ Ю (O sО Ю Ю LTD LO15LO lO Ю ю Ю lO Юо^сп — смсмсмсмюг^оо — со— —«СЧС^СМСЧСМСМСМЭТСОСОСОW* С^<>Г G> Cft o> — CM CM CM CM Ю h-
—CMCMCMCMCMCMCMЮЮЮ to lOю ю >л ю ю lo m-оооососссосоююююсосоOOOOOOOCOCOCOCOIOLOОСИМЮЮЮЮОМЮЮОООЮСООООООМЮЮЮЮОМCMCMCNOOCOCOCOCOCOCOCO'i'-^*СЦЮЮЮ СМСМСМСМЮЮЮЮЮЮЮЮЮ CM CMюююг-'.г'-.г^г^ооооаооосла}ю Ю ю LO Ю U3 LO N N N N OO 00<»■аюосюоюооюоююоЮСОСОГ-'-ОООООТОО —'«ММюоюоюоююоюооюco^ti'^i-oLococot^oooocr3oo■ооосоао^смг>.смсэ**'01-^ —■ <о■Ч'ЮЮСОГ^^ООаОООО — —аОсОООСОООСОООГ^СМГ^-СМСЛт^CMCOCO'f'fiOlOCOSNoOOOCft-QСО—со — СО « <0 — <о — <о — со
cr)4TTt,LOiO<0<Or^t"-OOOOOiOiCO — CO—'CO — <0—*CO”CO"CO
— MCMCOCO’^^WiOCOtOSNЧ«3■чLOO^OiOOLOOWOLQOinсо-^'гюющ'хи^^оооооа)ЮОЮОЮОЛОЮОЛООwC')CMCOCO't'^imfliX)tONCsш■аО lO О lO О Ю О LO о ю о ю о
ТГТГЩЮСОСОГ^Г^ООСООЭОЭООЮОЮОЬООЮОЮОЮОСМСМСГЭГО-^ГТГЮЮСОСОС^^аО
Продолжение табл. 3 g®ВалКрышкаВинт
(ГОСТ 1475-62)ddxdrd3d*FЕАЬсDОхОгDg£>4КL 1! гМRdbDbdo1и8580819911068,24515301801602102402010101010201210302590858610411568.245153019017022025020101010102012 10302595909111112579,54816,531,52001782302602010и11112212 103025100959611613079,55016,533,521519124527520101212122412—103025Подшипники тяжелого типа201516283545.52510,514,57262871021066358651812252021334045,52810,517,5806895110106665116 . 51812302526384545,52810,517,59078105120106665116 51812353031435045,53010,519,510086115130106776136 51812403536485545,53010,519,511096130150127776137 62215454041536045,53010,519,5120105140160127878157 62215504546586545,53010.519,5130115150170127878157 62215555051677557341321140122160180127978157 62215605556728057351322150132170190127978157 62215656061778557351322160140185210168Ю710179 8302070656682905735132218015820523016811710179 830207570718910068,240152519016621524016812712199 830208075769410568,242152720017622525016812712199 830208580819911068,24515302101852402752010128122012 Ю352590858610411568,24515302252002552852010128122012—103525Приме ч ан и е.Крышки нормализованы для подшипниковс обычным креплением затяжной гайкой.В случаежидкой или полужидком смазкина :крышке до л а ютприлив под пробку.Если применяют подшипники легкой и соелнейсерии, тоДЛЯвалов диаметром от 20до о5 ммка крышку ставят четыре винта, для валовдиаметром от 65 до100 мм —шесть винтов.прииспользованииподшипников тяжелой серии на крышке ставят шестьвинтов. При значительных осевыхусилияхвинты проверяют напрочность> и иногдазаменяют шпилькамиУПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
УПЛОТНЕНИЯ ДЛЯ ПОДВИЖНЫХ СОЕДИНЕНИЙ 894. Нормальные размеры наиболее распространенных
уплотнений в ммddxDbft10112364,350,211,50,61,515162864,350,211,50,61,520213364,350,211,50,61,525263864,350.211,50.61.530314364,350.211,50,61,535364864,350,211,50,61,540415996,580,211,50,61,545466496,580,211,50,61,55051,56996,580,31,51,50,825556,57496,580,31,520,826061,57996,580.31,520,826566,58496,580,31,520,827071,58996,580,31,520,827576,598129100,31,520,828081,5103129100,31,520,828587108129100,42212,59092113129100,42212,59597118129100,42212,5100102123129100,42212,5105107128129100,42212,5110112133129100,422,512,51151171491611,5130,422,512,51201221541611,5130,422,512,51251281601611,5130,52,52,51,231301331651611,5130,52,52,51,231351381701611,5130,52,52,51.231401431781914160,52,52,51,231501531881914160,52,52,51,231601631981914160,52,52,51,231701732081914160,52,52,51,231801832181914160,52,52,51,23Примечание. При особо точной обработке подшипнико¬
вого узла, незначительных осевых усилиях и температурных колеба¬
ниях указанные зазоры можно рассматривать как максимальные.
90 УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА5. Нормальные размеры резиновых манжетных уплотнений в ммО435QSod*43Viа в градВес одной
манжеты
(приблизи¬
тельно) в кгпо РМ
319-59по ВН
351-56номиналдопуска¬
емое от¬
клонение204020,823,50,01825451225,828,50,020305530,833,50,024356035,838,50,0284065101240,8+ 0,243,53,5250,031457045,848,50,035507550,853,50,036558055,858,50,041608560,863,50,04365901466700,052709571750,0547510076800,0588011081850,07185110121486+0,23904,25300,0739012091950,07395120961000,0741001301011050,1031101401111150,1211201501211250,129130160181311350,1631401701411450,1671501801511550,1771601901517161+ 0,261657,5250,1881702001711750,203Примеч а н и е. Допускаемое радиальное биение вала под ман*жетой взависимости от числа оборотов следующее:До 500 об[мин . .0,2 мм500--1000 об!мин .0,15 »1000-■15000,10 >1500-•30000,05 »
УПЛОТНЕНИЯ ЛЛЯ ПОДВИЖНЫХ СОЕДИНЕНИЙ 916. Нормальные размеры лабиринтных уплотнений в мм©Отз•с2,QОQ3QQ3QОQсГОQ3QЧисло колец
лабиринта пCQ254040,654,45569,470 304545,659,46074,475————355050,664,46579,480————405555,669,47084,485————145456060,874,27589,290————506565,879,28094,295————557070,884,28599,2100_2,5±1608080,894,295109,2110——~—658585,899,2100114,2115129,2130144,2145709090,8104,2105119,2120134,2135149,215048759595,8109,2110124,2125139,2140154,215580100100,8114,2115129,2130144,2145159,21605290110110,8124,2125139,2140154,2155169,2170951201211341351491501641651791801001301311441451591601741751891902110140141159160179180199200219220120150151169170189190209210229230521301603±116117918019920021922023924014017017118919020921022923024925015018018119920021922023924025926016019019120921022923024925026927055170200201219220239240259260279280Примечания: 1. Лабиринтные уплотнения рекомендуется
применять в сочетании с другими видами уплотнений, например ман¬
жетными и торцовыми.2. Чистота поверхностей, образующих лабиринт, должна быть
не ниже v 6.
92УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
7. Размеры маслоотражательных колец в ммИЗГОТОВЛЕНИЕ И УСТАНОВКА УПЛОТНЯЮЩИХ КОЛЕЦ
И ПРОКЛАДОКПеред установкой войлочных (фетровых) колец проверяют состоя¬
ние поверхности вала под войлочным кольцом (при наличии заусенцев,
забоин, коррозии и грубых рисок, их удаляют) и концентричность
кольцевого паза под войлочное кольцо в корпусе (крышке) относительно
оси расточки. Одновременно необходимо убедиться в отсутствии тре¬
ния подвижных деталей о неподвижные, т. е. в наличии кольцевого
зазора между валом и корпусом.Войлочные кольца изготовляют цельными или разрезными. В по¬
следнем случае заготовка представляет собой полоску войлока пря¬
моугольного сечения, длина которой равна 1,9 (D ^ d), где D — на¬
ружный диаметр кольца и d — его внутренний диаметр. Концы по¬
лоски срезают под углом 20—25° и сшивают не менее, чем двумя швами.Заготовку кольца вырезают так, чтобы волокна войлока распо¬
лагались вдоль заготовки. Плоскости среза должны плотно прилегать
одна к другой и не иметь относительного смещения. В месте сшивки
упругость кольца не должна заметно отличаться от упругости его на
других участках.Войлочные кольца ровно обрезают или отштамповывают без над¬
рывов, скосов и других повреждений. Направление среза кольца
ИЗГОТОВЛЕНИЕ И УСТАНОВКА УПЛОТНЕНИЙ 93выбирают с учетом направления вращения вала и расположения под¬
шипника по отношению к кольцу. При неправильном направлении
среза вращающийся вал задирает кольцо на срезе и в подшипник могут
попасть частицы войлока.Перед установкой в подшипниковый узел войлочные кольца про¬
питывают различными маслами и составами. Так в тяжелом машино¬
строении для этой цели обычно используют горячее (t = -}-90° С)
минеральное масло марки индустриальное 12 или индустриальное 20,
в сельскохозяйственных комбайнах — автол или смесь из 5097 (по
весу) резинового клея и 50% авиацион¬
ного бензина, в тракторах — дизельное
или касторовое масло, нагретое до тем¬
пературы 40—50° С. В зарубежной
практике для пропитки войлочных ко¬
лец применяют горячий состав из трех
частей цилиндрового масла и одной
части животного жира.8. Материал и термическая обработка
деталей просечек Наименова¬ниеМатериалПросечканаружнаяПросечкавнутренняяВинтСталь У8А
(ГОСТ
1435-54)
Сталь У8А
(ГОСТ
1435-54)
Сталь 45
(ГОСТ
1050-60)Термооб¬
работка
до HRC38 — 42
38-426)Рис. 12. Просечки для выреза¬
ния прокладок: а — простая:
б — с подпружиненным пуан¬
соном;1 — корпус; 2 — кольцоДля пропитки войлочные кольца погружают в закрытый сосуд
не менее, чем на 5 чу а затем просушивают в течение 6 ч. Пропитывают
и сушат в помещении при температуре не менее -{-15° С. Войлочные
кольца до установки в узел хранят в чистом и сухом месте.После установки кольца в паз оно должно плотно, без просветов,
охватывать вал. Слишком сильное обжатие вала войлочным кольцом
ведет к увеличению трения и чрезмерному повышению температуры
узла, при этом войлок быстро разрушается.Правильность установки войлочных колец проверяют по темпе¬
ратуре нагрева вращающегося вала и отсутствию утечки смазки из узла.Для изготовления войлочных колец, а также прокладок из неметал¬
лических материалов (резины, картона, паронита, кожи) применяют
специальные просечки (табл. 8), имеющие форму колец и прокладок.Просечка (рис. 12, а) состоит из корпуса /, который имеет сквозное
центральное отверстие для выталкивания вырубки (отхода), и наруж¬
ного кольца 2, свободно надеваемого на корпус.Прокладки вырубают на подкладках из мягких металлов (алюми¬
ния, меди, свинца), дерева или пластмасс ударом молотка по рукоятке
корпуса. Извлекают их из просечки путем сдвигания наружного кольца.Такую просечку применяют для вырубки колец и прокладок с d =
= 8-г-81 мм и D — 13-г-95 мм.
94УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАВ зависимости от материала вырубаемой прокладки угол заостре¬
ния режущих кромок корпуса и кольца делают разным: для вой¬
лока 10°, для резины 20—30°, для паронита 30° При использовании
просечки с подпружиненным пуансоном (рис. 12, б) прокладка после
вырубки вынимается автоматически.Рис. 13. Круглые пилы: а и б — разновидности пил;/ — хвостовик; 2 — винт; 3 — держатель; 4 — ленточная пила;5 — пружина; 6 — сверлоКольца и прокладки большого диаметра изготовляют из листового
материала при помощи круглых пил (рис. 13). Круглая пила, приве¬
денная на рис. 13, а, позволяет вырезать от¬
верстие диаметром свыше 100 мм в любом
материале толщиной до 35 мм. При исполь¬
зовании пилы, изображенной на рис. 13, б,
диаметр вырезанного диска можно регулиро¬
вать от 20 до 100 мм.При вырезании регулировочных шайб и
прокладок из фибры, текстолита, гетинакса,
а также металла можно использовать инстру¬
мент, приведенный на рис. 14. Инструмент
состоит из корпуса, в котором закреплены
три куска ножовочного полотна, а в центре
вставляют сверло.Для запрессовки войлочных, кожаных и
манжетных уплотнений применяют оправки
различных конструкций. Кольцевую оправку
для запрессовки поршня с кожаной манже¬
той в цилиндр (рис. 15, а) закрепляют на
корпусе цилиндра. Ее внутренний диаметр на
1 мм меньше внутреннего диаметра цилиндра,
а верхний конец расточен на конус. При за¬
прессовке манжету вставляют в коническую расточку оправки и укла¬
дывают вместе с распорным кольцом в выточку головки поршня.Рис. 14. Механизирован¬
ный инструмент для вы¬
резания шайб и прокла¬
док
ЭКСПЛУАТАЦИЯ УПЛОТНЕНИЙ95По конусу манжета вместе с поршнем легко продвигается в цилиндри¬
ческую часть кольца и далее в цилиндр.Оправка для запрессовки манжетных уплотнений (рис. 15, б) обе¬
спечивает надежное направление уплотнения в отверстие, благодаря
чему повышается качество запрессовкиа) 6)Рис. 15. Оправки:а — кольцевая для запрессовки в цилиндр поршня с кожаной манжетой; б —
для запрессовки манжетных уплотнений; 1 — головка оправки; 2 — корпус;
3 — пружина; 4 — оправка; 5 — палец; 6 — пружина (три); 7 — запрессо¬
вываемое уплотнение; 8 — деталь; 9 — кольцоЭКСПЛУАТАЦИЯ УПЛОТНЕНИЙПри плановых ремонтах и осмотрах подшипниковых узлов вой¬
лочные (фетровые) кольца, имеющие признаки износа и потерявшие
упругость, заменяют.При этом измеряют паз и вал и по полученным данным опреде¬
ляют необходимые размеры нового войлочного кольца. Паз под
кольцо очищают от грязи, если на валу имеются грубые риски и
забоины, то их удаляют. Кольца, не пропитанные маслом (смесью),
устанавливать нельзя.Войлочное кольцо должно неподвижно сидеть в пазу корпуса
(крышки) и плотно охватывать шейку вала, не препятствуя его свобод¬
ному вращению. Кольца, бывшие в употреблении и не потерявшие
упругости и своих размеров, можно использовать после тщательной
очистки их от масла, пыли и грязи.Очищают кольца кипячением в воде, промывкой дизельным то¬
пливом или керосином.
96УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАУПЛОТНЯЮЩИЕ УСТРОЙСТВА ДЛЯ ДЕТАЛЕЙ
С ВОЗВРАТНО-ПОСТУПАТЕЛЬНЫМ ДВИЖЕНИЕМСальниковые набивки подразделяют на металлические, волокни¬
стые (мягкие), комбинированные (из волокна с металлом) и набивки
из резины и пластмасс.Металлические набивки бывают твердыми и мягкими.Твердые металлические набивки состоят из литых или точеных колец
цветного металла или мелкозернистого чугуна. Применяют их для
предотвращения частой замены и набивки сальников машин, работаю¬
щих непрерывно при больших давлениях и высоких скоростях.Главными достоинствами твердых металлических набивок яв¬
ляется большая долговечность в тяжелых условиях работы и меньшая
вероятность частых исправлений при непрерывном ходе машины;
недостатками — сложность конструкции и необходимость тщатель¬
ной и точной установки.К мягким металлическим набивкам относят набивки, плетеные
из различных по составу и сечению проволок, скатанные из листов
фольги или в виде стружек и нарезанных полосок из цветных метал¬
лов. По качеству работы в сальнике они занимают среднее положение
между твердыми металлическими и волокнистыми набивками.Волокнистые и комбинированные (волокно с металлом) набивки
в уплотнениях движущихся частей играют значительную роль и имеют
наибольшее распространение по сравнению с другими группами наби¬
вок для герметизации сальников.Основной недостаток волокнистых мягких набивок заключается
в том, что приходится в начале работы часто осматривать, подтягивать
крышки сальника и добавлять новые кольца. Кроме того, они не обе¬
спечивают надежного уплотнения сальников при высоких температу¬
рах и давлениях рабочих сред.Для соединения свойств, присущих мягким волокнистым и метал¬
лическим набивкам, промышленность выпускает различные комби¬
нированные набивки, состоящие из мягких текстильных волокон
минерального или растительного происхождения, нередко пропи¬
танных различными композициями, и цветных металлов и их сплавов.САЛЬНИКИ С МЯГКОЙ НАБИВКОЙСальники с мягкой (эластичной) набивкой являются наиболее
распространенным видом уплотнения. Нередко их устанавливают на
машинах в комбинации с сальниками, имеющими твердые набивки
или лабиринтовые и торцовые уплотнения. В этом случае сальники
с мягкими набивками называют предсальниками.Сальники с мягкой набивкой делят на сальники без натяжения и
сальники с аксиальным натяжением.Сальники без натяжения представляют собой металлические кор¬
пуса с концентрическими выточками на подвижной или неподвижной
частях соединения, в которые закладывают уплотнительные материалы.
Сечения выточек в сальниках имеют форму квадрата, прямоугольника,
треугольника, трапеции и полукруга, реже форму других более слож¬
ных геометрических фигур. Для более надежного уплотнения сальник
без натяжения сочетают с другими конструкциями сальников.Сальники с мягкой набивкой с аксиальным натяжением (рис. 16),
кроме сменной части (уплотнительного материала) и движущейся
САЛЬНИКИ С МЯГКОЙ НАБИВКОЙ97части (стержня), состоят из корпуса или коробки /, грундбуксы 2,
нажимной втулки (крышки) 5, шарнирного соединения 4 и набивки 3.Грундбуксу изготовляют из бронзы для того, чтобы стержень со¬
прикасался не с чугунным или стальным корпусом, а более мягким
металлом — бронзой. При износе
грундбуксу заменяют новой.Рис. 16. Сальник с мягкой
набивкой с аксиальным на¬
тяжением:/ — коробка; 2 — грундбукса;3 — набивка; 4 —- шарнир¬
ное соединение; 5 — втулкаРис. 17. Сальник с бронзовым
нажимным вкладышем:1— вкладыш; 2 — набивка; 3 —
грундбуксаСторона грундбуксы, обращенная к набивке, имеет конусную форму,
что улучшает прижим набивки к стержню сальника.Нажимные втулки изготовляют или целиком из бронзы, или внутри
снабжают бронзовыми нажимными вкладышами (стаканами) 1 (рис. 17).Рис. 18. Сальник с гидравлическим затвором:/ — кольцо; 2 — трубка; 3 — набивкаДля увеличения прижима набивки к стержню плоскость вкладыша,
обращенного к набивке 2, имеет обычно такое же очертание, что и
плоскость грундбуксы 3.Наиболее распространенным и надежным, почти исключающим
утечку газа или жидкости, является сальник с гидравлическим затво¬
ром (рис. 18). Гидравлический затвор или фонарь представляет собой4 Ю. С. Борисов, В. П. Сахаров 566
98УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАкольцо /, устанавливаемое в набивочное пространство несколько ближе
к втулке сальника. Через трубку 2У соединенную с нагнетательным
насосом или компрессором, в кольцо поступает нейтральная жидкость
с давлением выше рабочего давления на 1—3 am. Нейтральная жидкость
не должна засорять рабочую среду и в то же время должна смазывать
сальниковое устройство, что увеличивает стойкость набивки 3.Уплотнительными материалами в сальниках с мягкой набивкой
служат крученые и плетеные шнуры, набивки и кольца из прорези¬
ненных тканей, комбинированные набивки и кольца из волокна с ме¬
таллом или резины.Расчет размеров сальников с мягкой (эластичной) набивкой приве¬
ден в табл. 9.9. Расчет размеров сальников с эластичной набивкойОпределяемые размерыРасчетные размерыВысота Н набивкиДлина L сальниковой
набивкиДлина I цилиндриче¬
ской части нажимной
втулкиН зависит от давления и состояния рабо¬
чей среды. ОбычноН * 1.5 У<Г-*- 2,5 У7-В арматуростроенииН = 1,4 Yd ч- 2 уТ,где d — диаметр вала (штока) в мм.Существуют следующие стандартные раз¬
меры в мм: 3, 4, Б, 6, 8, 10, 13, 16» 19, 22, 25,
28, 32, 35, 38, 42, 45 и 50L = (6 -f- 8) Н.В арматуростроенииL = (5 + 8)-H.С целью достижения высокой герметично¬
сти сальников для газов L берут всегда выше,
чем для жидкостей/ = (0,4 0,5)*L. Величину I берут такой,
чтобы при затянутой крышке сальника вы¬
сота набивки полностью обеспечивала гер¬
метичность
САЛЬНИКОВЫЕ НАБИВКИ 99Продолжение табл. 9Определяемые размерыРасчетные формулыУгол а между стержнем
и конической поверх¬
ностью грундбуксы или
нажимной втулкиВеличина зазора
между стержнем и грунд-
буксой или нажимной
втулкойВеличина д2 зазора
между стаканом втулки
и внутренним диаметром
коробки сальникаа = 45 - 60°.При использовании мягких плетеных наби¬
вок дно сальниковой коробки и торцовую
поверхность втулки сальника делают кони¬
ческими; для прорезиненных набивок и ман¬
жетных колец поверхность грундбуксы и
нажимной втулки берут плоской1 л в
Al ="200 ’ ММ'
где d — диаметр стержнДа=шd <0,8 ммСАЛЬНИКОВЫЕ НАБИВКИ ОБЩЕПРОМЫШЛЕННОГО
НАЗНАЧЕНИЯНабивки общепромышленного назначения бывают сухие, самосма-
зывающие (пропитанные) и прорезиненные. Каждая из них отли¬
чается друг от друга способом изготовления, конструкцией и мате¬
риалом.Сухие сальниковые набивки, за исключением тальковой, состоят
из какого-либо текстильного волокнистого материала. В их состав не
входят резиновые и пропиточные продукты и порошковые наполнители.
По способу производства сухие сальниковые набивки делят на чесаные
волокнистые, крученые и плетеные.Набивки из чесаного волокна, простейшим видом которых являются
набивки из хризотилового и амфиболового асбестов, стекла и лубяных
культур, применяют для уплотнения мелких сальников арматуры,
работающей в различной среде.В производственных условиях чаще всего применяют чесаное во¬
локно из лубяных культур (льна, пеньки, джута), различных асбестов
и стекла. Чесаным волокном набивают мелкие сальники приборов,
машин и установок при давлении среды не свыше 3—5 кГ!см2. В зави¬
симости от рабочей среды применяют следующее чесаное волокно:
холодная вода — хлопчатобумажные материалы;
холодная и горячая вода при температуре не свыше 100° — мате¬
риалы лубяных культур;пар, перегретая вода, инертные газы при температуре до 400°,
горячие и холодные щелочи — хризотиловый асбест;холодные и горячие кислоты (серная, соляная, азотная и др.) —
амфиболовый асбест и стеклянное волокно.Набивки из чесаного волокна иглеют ограниченное применение
в промышленности.Набивки крученые из пряжи различных волокнистых материалов
изготовляют в виде шнура толщиной от 3 до 25 мм (рис. 19) и нити.*
100 УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАВес 1 пог. м асбестового шнура (ГОСТ 1779—55) в зависимости от
диаметра следующий:Диаметр шнура в мм 3 4 5 6 8 10 13 16 19 22 25
Вес I пог. м в су¬
хом виде в г, неболее 10 15 20 35 60 90 125 175 260 290 380В качестве сальникового уплотнения применяют чаще всего асбесто¬
вые нить и шнур диаметром от 1 до 10 мм, изготовленные из хризоти-
лового асбеста с примесью до 18,5% хлопка. Шнуры больших диаметров
вследствие их слабой плотности используют преимущественно как теп-Рис. 19. Шнур асбестовыйлоизоляционный материал и редко в качестве сальниковой набивки.
Шнуры асбестовые диаметром 3—б мм скручивают из нескольких
нитей или пряж.Нить и шнур асбестовые употребляют исключительно для сальни¬
ков запорной арматуры, работающих в среде насыщенного и перегре¬
того пара, инертных газов, щелочи и слабых растворов кислот при
давлении не свыше 25 кГ/см2 и температуре до 400° С.Обычно нить и шнур, используемые в качестве уплотнения, перед
применением пропитывают высокосортным цилиндровым маслом с при¬
месью до 5% животного или растительного жира, касторового масла
или мыла. Поверхность их покрывают чешуйчатым графитом. При вы¬
соких температурах среды асбестовую нить и шнур устанавливают
в сальник, чередуя их со слоями чешуйчатого графита.Асбестовый шнур нередко применяют и как прокладочный материал
в гибких металлических шлангах и в соединениях с небольшими дав¬
лениями.Набивки плетеные (рис. 20) отличаются друг от друга материалом,
из которого они изготовлены, и способом плетения. По материалу
набивки подразделяют на хлопчатобумажные, пеньковые, асбестовые
и тальковые. Для их изготовления применяют асбестовую и хлопчато¬
бумажную пряжи и нити, асбестовый шнур, пеньковую, льняную,
джутовую пряжи и тальк (табл. 10).
10. Харажтеристика сухих плетеных набивок (ГОСТ 5152-62)tv>1X1Размеры£ а Xlh'ЯЗ*а*L о.ФормаПлетениестороны ква¬
драта или5s*4®&-х5Рабочая средаСпособ примененияXvO— оo'0диаметраSf v оSsс( SJ 3 о5 Е Р'0гаX<и <и
0Q яв ммaSso»
С чusа.2£7 а> о. а>
1-н ь о ж«30,8Квадрат¬Сквозное4, 5, 6, 8, 10,200100Холодная и горячая питье¬В комбинации с хлопчато¬Яная13, 16, 19,вая вода, пищевые продук¬бумажными самосмазываю-еч22, 25 и 28ты, воздух, смазочные масла.4цими (пропитанными) набив¬гобумХБСжиры, органические раство¬ками в качестве конечных ко¬рители, углеводороды, спирты,
нейтральные растворы солейлец; с пропиткой на местепотребления специальнымиСЧсмазками или маслами, на¬6ГСпример, маслом для холо¬одильных машин; в качествеXуплотнения арматуры0,9КруглаяОдно¬5, 6. 8, 10,160100Промышленная вода, водя¬В комбинации с пеньковымиили квад¬слойное13. 16, 19,ной пар, смазочные масла.самосмазывающими набивкамииратная22 и 25углеводороды, топливо неф¬в качестве конечных колец;Стяное светлое, воздухс пропиткой на месте потреб¬кления специальными массами,шнапример, смесью животныхожиров, вазелина, петролатумаJ3с небольшим количествомталь-X0)ка и графита; в качестве уплот¬Снения в сальниках арматурыСАЛЬНИКОВЫЕ НАБИВКИ
Продолжение табл. 10 gСП*аоРазмерыVоXа",° 5S |иасыG «иФормаПлетениестороны ква¬
драта илилчsi %
У, * *£ я в ^Рабочая средаСпособ примененияжю— оУ45диаметрап"с
R в >0ч23°5J С е*\оas» Ф
СО хв ммР " 2 v- ч: etas3.* ^Снук1.1Круглаяиликвад¬ратнаяМного¬слойное8, 10. 13, 16,
19, 22, 25,
29. 32, 36,
38, 42, 46
и 5045400Водяной пар, воздух, инерт¬
ные газы и пары, промыш¬
ленная вода, органические
растворители, растворы ще¬
лочейВ комбинации с асбестовыми
и асбестопроволочными само-
смазывающими набивками в
качестве конечных колец;
с пропиткой на месте по¬отребления специальными со¬<ставами, например, щелоче¬осстойкими, кислотостойкими;юв сальниках арматуры с пе¬01регретым и насыщенным паром
в комбинации со слоями гра¬
нулированного или чешуйча¬У<*того графита;в качестве прокладочного ма¬
териала на некоторых крыш¬
ках аппаратов;для термоизоляции трубо¬
проводов и аппаратовО1,5КруглаяОдно¬6, $. 10, 13.10130Промышленная вода, ней¬В комбинации с кольцамислойное16, 19, 22.тральные растворы солей.самосмазывающих хлопчато¬к25, 28 и 32водяной пар, слабокислыебумажных набивок для уплот¬еоКруглаяДвух¬10. 13. 16.средынения сальников, работающихОX.или квад¬слойное19, 22, 26,с холодным воздухом, инерт¬Лратная28. 32, 35.ными газами и растворителямичл38, 42, 45(бензол, толуол, ксилол)ни 50Примечания: 1. Бее набивки в сухом виде могут работать только при низких скоростях движения стержня.2. При установке в комбинации с самосмаэывающими (пропитанными) набивками в виде конечных колец сухие на¬
бивки можно применять в сальниках с повышенными скоростями движения стержня.3. Сухие набивки круглого и квадратного сечения с однослойным оплетением сердечника применяют при более низ¬
ких давлениях рабочей ср*ды, чем набивки со еквозным и многослойным оплетением сердечника, так как сухие имеют
пониженную устойчивость. УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
САЛЬНИКОВЫЕ НАБИВКИ103Хлопчатобумажные, пеньковые и асбестовые сухие набивки пред¬
ставляют собой плетеный шнур круглого или квадратного сечения,
а тальковая сухая — плотный шнур круглого или квадратного сечения,
снаружи оплетенного хлопчатобумажной нитью с сердечником, со¬
стоящим из одного слоя пеньковой, льняной, джутовой или хлопчато¬
бумажной пряжи с набитым тальком в центре.Пластичные набивки являются самосмазывающим уплотнением
и по внешнему виду представляют собой разрозненные плотные ку¬
сочки асбестовой массы черного цвета с блестящим оттенком. Основ-Рис. 20. Набивка плетеная асбестовая сухаяное назначение их — уплотнение мелких сальников арматуры, теле¬
скопических соединений и т. п. при высоких температурах или агрес¬
сивной рабочей среде (кислоты, щелочи). В более крупных сальниках
пластичные набивки устанавливают чаще всего в комбинации с метал¬
лическими, комбинированными, прорезиненными и сухими плетеными
набивками.В качестве связывающего основания при изготовлении пластичных
набивок применяют волокно из текстильных сортов асбеста.Пластичные набивки смазывают трущиеся поверхности. Это обе¬
спечивают тем, что композицию набивок составляют с большим со¬
держанием наполнителей (графита и талька) в смеси с маслами и жи¬
рами. При работе набивки в сальнике вокруг стержня образуется
гладкий полированный графитный или металлографитный цилиндр
с волокнистым основанием, из которого на трущуюся поверхность
по мере надобности выделяется смазка.Набивка может работать в среде насыщенного и neperpeforo пара,
перегретой воды, неактивных газов, жидкостей и щелочей любой кон¬
центрации при температуре от 150 до 400° и давлении до 25 кГ1см2.Для повышения термостойкости набивки в композицию добавляют
в небольших количествах порошок алюминия взамен графита или
талька, а при высоких температурах среды снижают количество масел
и жиров.При изготовлении комбинированной пластичной набивки в про¬
крашенное асбестовое волокно постепенно загружают кусочки цветного
металла. Массу перемешивают в течение нескольких часов, а затем про¬
пускают через шприц-машину с отверстием конуса диаметром 25 мм
104УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАПластичные набивки без содержания металла после шприцевания
пропудривают в барабане кристаллическим графитом и упаковывают
в жестяные или фанерные банки с плотно за¬
крывающейся крышкой. Набивки комбинирован¬
ные шприцуют цилиндрическими стержнями
длиной 250—500 мм, которые закатывают в тон¬
кую алюминиевую или свинцовую фольгу, а
затем упаковывают в фанерные ящики.Оплетенные пластичные набивки (рис. 21)
изготовляют с сердечником, заполняемым во¬
локнистыми и порошковыми материалами, сма¬
зочными и другими продуктами, а нередко в
комбинации с цветными металлами.По мере расходования пропиточный состав,
находящийся на поверхности набивки, постоян¬
но пополняется из сердечника. Просачиваясь
через пористое плетение набивки, он хорошо
смазывает трущиеся поверхности стержня и
набивочное уплотнение.Набивки с пластичным сердечником не соз¬
дают сильного трения, а поэтому почти не из¬
нашивают и не царапают поверхность валов и
штоков; являются достаточно эластичными и
остаются такими на протяжении всего времени
работы в сальнике; постоянно смазывают стерж¬
ни сальников не выплавляясь; не твердеют, не
требуют частого возобновления и не тормозят
хода машины.Плетеные набивки, имеющие пластичную сердцевину, изготовляют
круглого и квадратного сечения с диаметром или стороной квадрата
от 6 мм и выше. Взамен более тонких сечений применяют пластичные
набивки.Набивки с пластичным сердечни¬
ком, оплетенные асбестовой, асбесто-
проволочной нитью или медной прово¬
локой, применяют преимущественно в
сальниках с вращательным движением
вала при давлении до 25 кГ1см2, тем¬
пературе до 400° и скорости вращения
вала 20 м/сек и выше. В сочетании с
металлическими и комбинированными
(асбометаллическими) набивками они
надежно работают в сальниках при
высоких скоростях вала и повышенных
температуре и давлении рабочей среды.Крученые набивки. Кроме крученой
нити и шнура в сухом виде, в про¬
мышленности применяют в качестве
сальникового набивочного материала
самосмазывающие (пропитанные) нить
и шнур.В зависимости от рода пропитывающего состава шнур крученый
асбестовый самосмазывающий (рис. 22) бывает черным графитиро-
ванным и красным талькированным с красной окисью свинца.Рис. 21. Набивка пла¬
стичная оплетенная
самосмазывающаяРис. 22. Шнур крученый асбе¬
стовый самосмазывающий
САЛЬНИКОВЫЕ НАБИВКИ105Асбестовый пропитанный шнур выпускают толщиной от 3 до 13 мм
и применяют его в сальниках мелкопроходной арматуры в условиях
работы с насыщенным и перегретым паром, перегретой водой, газами,
щелочами и слабыми растворами кислот при давлении до 25 кГ/см2
и температуре до 350° Шнур красный талькированный устанавливают
преимущественно в сальниках с большим скоплением конденсацион¬
ной воды.Плетеные самосмазывающие (пропитанные) набивки классифици¬
руются по волокнистым материалам, применяемым при изготовлении
основания или каркаса набивок. В соответствии с этим их подразде¬
ляют на хлопчатобумажные, пеньковые, асбестовые и асбесто-про-
волочные. К плетеным пропитанным набивкам относят также и таль¬
ковые пропитанные набивки. Все плетеные самосмазывающие набивки
выпускают только графитированными.Набивки самосмазывающиеСамосмазывающие (пропитанные) набивки (табл. 11) представляют
собой туго сплетенные шнуры из хлопчатобумажной, пеньковой, асбе¬
стовой и асбесто-проволочной пряжи или нитей круглого или квадрат¬
ного сечения, пропитанных антифрикционным составом.Тальковую самосмазывающую набивку выполняют в виде плот¬
ного пропитанного шнура круглого или квадратного сечения, снаружи
оплетенного хлопчатобумажной нитью с сердечником из одного про¬
дольного слоя джутовой, пеньковой или хлопчатобумажной пряжи
с набитым тальком или смеси талька с графитом в центре.Самосмазывающие набивки устанавливают в сальниках разно¬
образных машин, станков и насосов при скоростях вала не более 10 м/сек
(преимущественно в тех случаях, когда нет принудительной смазки).Прорезиненные сальниковые шнуры и набивкиПрорезиненные шнуры и набивки (табл. 12—14) применяют для
уплотнения сальников любых систем. Они имеют большую прочность
и непроницаемость, вследствие чего их можно применять при очень
высоких давлениях (в неагрессивных рабочих средах).Недостатки прорезиненных изделий заключаются в том, что они
требуют постоянной смазки стержней сальника подобно металлическим
набивкам и сильно твердеют, особенно асбестовые и асбометалли-
ческие набивки при плохой смазке и повышенных температурах в саль¬
никах.Прорезиненные шнуры и набивки выпускают круглого, квадратного
и фасонного сечений, отрезками длиной до 18 Л1. В зависимости от
назначения и условий применения изготовляют их из различных тка¬
ней, в том числе асбестовых АТ-1, АТ-2, АТ-3 и АТ-4, асбометалли-
ческой АТ-5, льняной РТ, хлопчатобумажной «Чефер» или плащ-
палатки.Прорезиненные прессованные сальниковые набивкиПрорезиненные прессованные сальниковые набивки являются луч¬
шим уплотнением для сальников, работающих при низких скоростях
штока или вала в неагрессивных рабочих средах и в условиях высокого
давления среды при температуре от 0 до 400°.
11. Характеристика самосмазывающих набивок (ГОСТ 5152-62)Набивкио лV 4,со яФормаПлетениеРазмеры стороны
квадрата или
диаметра в мм3 * чг&са 3 и
Скчвкг 2: « <ир.?.® 5Рабочая средаПрименениеХлопчатобу-мажная,пропитаннаяХБП0,9Пеньковая,пропитаннаяПИ0,9КвадратнаяКвадратная
или круглаяТо жеКвадратнаяКвадратная
и круглаяТо жеСквозноеОднослойноесердечникаМногослой¬ноеСквозноеОднослойноесердечникаМногослой¬ное4, 5, 6, 8, 10,
13, 16, 19, 22,25, 285, 6, 8, 10, 13,
16. 19, 22 и 258, 10, 13, 16,
19, 22, 25, 28.
32, 35. 38, 42,
4Б и 504, 6, 8, 10, 13,16, 19, 22, 25
и 285, 6, 8, 10, 13.16, 19, 22 и 258, 10, 13, 16,19, 22, 25, 28,
32, 35, 38, 42,
45 и 50200100160100Промышленная
вода, воздух,инертные пары и
газы, смазочные
масла, топливо,
нефтяное, углево¬
дородыПромышленная
вода, воздух, инерт¬
ные газы и пары
насыщенный пар,
смазочные масла,
топливо нефтяное
темное, слабощелоч¬
ные растворы, со¬
леная вода, угле¬
водородыС конечными коль¬
цами из соответ¬
ствующей сухой на¬
бивки;в сочетании с ме¬
таллическими и
комбинированными
набивками в виде
перемежающихся и
конечных колец;в предсальниках
сальников с метал¬
лической комбини¬
рованной набивкойТо жеУПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Продолжение табл. 11воЧ—и *
V VШ яПлетениеРазмеры стороныО ‘§*3* о.« «НабивкиФормаквадрата или
диаметра в ммЦ:%5 “о
С ^ ч s, Предел
1 темпер
в °С, н
1 болееРабочая средаПрименениеАсбестовая0,9КвадратнаяСквозное4, 5. 6, 8, 10,45300Воздух, газы иС конечными коль¬пропитанная13, 16, 19, 22,пары агрессивные,цами из соответст¬АП25 и 28слабо кислот ные
растворы, нефтепро¬вующей сухой на¬
бивки;КвадратнаяОднослойное5, 6, 8, 10, 13,дукты, топливо неф¬в сочетании с ме¬или круглаясердечника16, 19, 22 и 25тяное тяжелоеталлическими икомбинированнымиТо жеМногослой¬ное8, 10. 13, 16,
19, 22, 25. 28.
32, 35, 38, 42,
45 и 50набивками в виде
перемежающихся и
конечных колец;
в предсальникахсальников с метал¬
лической комбини¬
рованной набивкойАсбесто-про-1.2КвадратнаяСквозное5. 6, 8 и 1045300ПромышленнаяС конечными коль¬волочнаяКвадратнаяМногослой¬вода, разнообраз¬цами из сухой асбе¬пропитанная16, 19. 22, 25,ные нефтепродукты,стовой набивки;АПРили круглаяное28, 32, 35, 38.
42, 45 и 50слабокислые маславперемежку с
массивными .метал¬
лическими, полуме-
таллическими коль¬ПромышленнаяцамиТальковая1.0КруглаяОднослойное6, 8, 10, 13, 16,10130С конечными коль¬пропитанная19, 22. 25, 28вода, нейтральныецами из сухой таль¬ТПи 3210, 13, 16, 19,
22, 25. 28, 32,
35, 38, 42, 45
и 50растворы солей,ковой или хлопчато¬Квадратная
или круглаяДвухслойноеслабокислые средыбумажной плетеной
набивкиСАЛЬНИКОВЫЕ НАБИВКИ
108 УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА12. Размеры прорезиненных шнуров и набивок в ммИзделия20QИзделиявсоШнуры асбестовые,
хлопчатобумажные и
льняные квадратного
сечения с резиновым
сердечником или без
него; набивки асбесто¬
вые квадратныеШнуры асбестовые,
хлопчатобумажные и
льняные круглого сече¬
ния с резиновым сер¬
дечником или без него;
набивки асбестовые
круглыеШнуры асбестовые,
хлопчатобумажные и
льняные круглого сече¬
ния с резиновым сер¬
дечником или без него;
набивки асбестовые
круглыеНабивки компенси¬
рующие (сплит) льня¬
ные и хлопчатобумаж¬
ные1922252832353842455055606570161922252831343840455055606513. Размеры резинового сердечника для прорезиненных шнуров
и набивок в ммРазмеры
шнуров
и набивокСечение резинового сердечникакруглое
(шнуры
и набивки
круглые)квадратное
(шнуры и набивки
квадратные)прямоугольное
(шнуры с плос¬
ким сердеч¬
ником)622X21X583зхз1X7103зхз2X91344X42X12164; 54X4;5X52X15195; 65X5;6X6ЗХ 18226; 76X6;7X73X21257; 87 X 7;8X83X24288; 98X8;9X94X273210; Июх 1011X114X313511; 1211X1112X124X343812; 1312X1213Х 135X374214; 1514 X 1415X155X414515; 1615 X 1516Х 165X445017; 1817X1718 X 186X495518; 1918X1819Х 196X546019; 2019 X 1920X206X596521; 2221 Х2122X22—7023; 2423X2324X24
САЛЬНИКОВЫЕ НАБИВКИ 10914. Назначение и условия применения прорезиненных шнуроа
и сальниковых набивокИзделияПредельное дав¬
ление среды в
кГ/см2, не болееПредельная тем¬
пература среды
в °С, не болееСредаПрименениеШнур белый вул¬
канизированный
квадратного сече-
иия без резинового
сердечника, дубли¬
рованный льняной
прорезиненной
тканью200100Воздух, вода,
пар низких да¬
влений, слабо¬
щелочные рас¬
творы, углеки¬
слота, аммиак,
жиры, маслаВ сальниках с
нормальными и не¬
большими износа ми
стержней и направ¬
ляющих с постоян¬
ной смазкой;прокладки кры¬
шек в резервуарах
большого диаметраШнуры невулка-
низированные с‘ре¬
зиновым сердечни¬
ком и без него,
скатанные из про¬
резиненной хлоп¬
чатобумажной тка¬
ни круглого и
квадратного сечений200100Воздух, вода,
слабощелочные
растворыУплотнение саль¬
ника для стержней
с низкой твердостью
и постоянной смаз¬
койТо же, скатанные
из прорезиненной
льняной ткани
круглого и квад¬
ратного сечений200100Воздух, вода,
пар низких да¬
влений, слабо¬
щелочные рас¬
творы, углеки¬
слота, аммиак,
жиры, маслаВ сочетании с
металлическими на¬
бивками при посто¬
янной смазке саль¬
ника;прокладки кры¬
шек больших ре¬
зервуаров;шнуры с резино¬
вым ядром в саль¬
никах, требующих
большой компенса¬
ции уплотненияШнур белый вул¬
канизированный
квадратный, дубли¬
рованный хлопча¬
тобумажной тканью
с плоским резино¬
вым сердечником
сбоку, с трех сто¬
рон обклеенный
хлопчатобумажной
прорезиненной
тканью200100Воздух, вода,
слабощелочные
растворы, жи¬
ры, маслаВ сальниках ма¬
шин, работающих в
воздушной среде и
холодной воде, с
разработанными
стержнем и направ¬
ляющими при нали¬
чии постоянной смаз¬
ки сальника
НО УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАПродолжение табл. 14ИзделияПредельное дав¬
ление среды в
кГ /см2 не болееПредельная тем¬
пература среды
в °С, не болееСредаПрименениеШнур белый вул¬
канизированный
квадратный дубли¬
рованный асбесто¬
вой тканью100400Воздух, вода,
водяной пар,
перегретый и
насыщенный
пар, с ре дне ще¬
лочные раство¬
ры, средне ки¬
слотные рас¬
творы, жиры и
маслаВ сальниках ма¬
шин, работающих
вереде пара и воды,
имеющих износ
стержней и обиль¬
но выделяющих
конденсационную
водуТо же, дублиро¬
ванный асбометал-
лической тканью100400То жеТо жеНабивки невул-
канизированные, с
резиновым сердеч¬
ником и без него,
скатанные из асбе¬
стовой прорезинен¬
ной ткани круглого
и квадратного сече¬
ния100400Воздух, пар
насыщенный,
пар перегретый,
среднещелочные
растворы, сред¬
некислотные
растворы, жи¬
ры, масла,
инертный газВ сальниках ма¬
шин, работающих
в условиях пара,
воздуха, воды и
инертного газа;в сальниках в со¬
четании с металли¬
ческими набивками;прокладки кры¬
шек, котлов и резер¬
вуаровНабивка комиен-
, сирующая (сплит)
вулканизированная
фасонного сечения,
изготовленная из
. льняной прорези¬
ненной ткани200100Воздух, вода
соленая, пар
низких давле¬
ний, слабоще¬
лочные рас¬
творы, углеки¬
слота, аммиак,
жиры, маслаУплотнение саль¬
ников насосов, ка¬
чающих соленую
воду, масла в тяже¬
лых условиях при
постоянной смазке
сальникаТо же, изгото¬
вленная из хлоп¬
чатобумажной про¬
резиненной ткани200100Воздух, вода
соленая, слабо¬
щелочные рас¬
творы, углеки¬
слота, аммиак,
жиры, маслаУплотнение саль¬
ников насосов, ка¬
чающих соленую
воду, нефтепродук¬
ты, масла;манжеты для гид¬
ропрессов при пе¬
риодической смазке
САЛЬНИКОВЫЕ НАБИВКИ111По наименованию, конфигурации и условию применения прорези¬
ненные набивки делят на четыре группы:манжетные кольца шевронного типа и фасонных сечений (хлопчато¬
бумажные, льняные);комбинированные манжетные кольца (хлопчатобумажные и льняные);
асбестовые и асбесто-проволочные манжетные кольца шевронного
типа и фасонных сечений;уплотнительные кольца квадратного, прямоугольного, круглого
и конических сечений (хлопчатобумажные, льняные, асбестовые и
асбесто-проволочные).В промышленности применяют манжетные и уплотнительные кольца
разнообразных конструкций и размеров. Хорошо зарекомендовали
себя в эксплуатации манжетные уплотнительные кольца U-образные,
V-образные, шевронные, уголковые круглого и прямоугольного сечений.Для уплотнения поршней и плунжеров гидравлических устройств
диаметром до 500 мм при давлении рабочей среды до 350 кГ/см2 при¬
меняют манжетные и уплотнительные кольца U-образные, V-образные,
уголковые; при диаметре свыше 500 мм и давлении до 500 кПсм2 ше¬
вронные и прямоугольные.Манжетные и уплотнительные кольца в зависимости от их назна¬
чения изготовляют из кожи минерального дубления, различных вини¬
ловых смол, маслобензостойкой резины, хлопчатобумажных, льняных,
асбестовых и асбометаллических двусторонне прорезиненных тканей.Уплотнительные кольца, изготовленные из кожи, не обеспечивают
герметичность сальников, так как под воздействием температуры
и минеральных масел, служащих рабочей средой, кожаные манжеты
растрескиваются, теряют прочность, упругость и, постепенно ссыхаясь,
отходят от стенок цилиндра. Кроме того, вскоре после монтажа манжеты
разбухают, увеличивая силу трения между рабочими поверхностями
вала и набивки, отчего срок службы манжет резко сокращается.Хлорвиниловые уплотнительные кольца также не обеспечивают
надежное уплотнение сальников, так как они после непродолжитель¬
ной эксплуатации становятся хрупкими, полностью теряют эластич¬
ность и подвижность, а при повышении температуры выше 60° раз¬
мягчаются. Лучшим материалом для манжет является маслостойкая
резина, которая хорошо работает в среде минеральных масел и воды,
сохраняя продолжительное время упругость. Применять маслостой¬
кую резину можно при температуре 40—100° Манжетные кольца
из указанного материала могут изготовляться с высотой борта не более
20 мм.Манжетные и уплотнительные кольца, изготовленные из хлопча¬
тобумажных, льняных, асбестовых и асбометаллических двусторонне
прорезиненных тканей, вполне заменяют кожу и резину. Они отли¬
чаются большой прочностью, достаточной эластичностью, продолжи¬
тельным сроком службы, стойкостью в условиях высоких давлений,
повышенных температур, различных неагрессивных, а в исключитель¬
ных случаях и агрессивных рабочих сред.В качестве связующего материала при производстве колец при¬
меняют резиновые клеи, способные противостоять действию нефте¬
продуктов, инертных газов, воздуха, холодной и горячей воды, пара
и перегретой воды. Манжетные и уплотнительные кольца из прорези¬
ненных тканей нередко комбинируют с цветными металлами, а для
улучшения амортизационных свойств — с резиновой полосой или
шнуром.
112УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАМанжетные уплотнительные кольца различных типов, изготовлен¬
ных из двусторонне прорезиненных тканей, имеют срок службы в оди¬
наковых условиях эксплуатации значительно выше, чем такие же
уплотнения, изготовленные из кожи, резины или полихлорвинила.Срок службы манжет в большей степени зависит от загрязненности
рабочей среды, чистоты обработки поверхности цилиндра и штока.
Наличие на рабочих поверхностях цилиндра и штока царапин, не¬
ровностей и заусенцев быстро разрушает кромки и поверхность манжет.Манжетные кольца выпускают цельными или разрезными.Хлопчатобумажные манжетные кольца шевронного типаДействие манжетных колец основано на автоматическом уплотнении
сальника при помощи рабочего давления среды. Манжетные кольца
не требуют осевого нажима втулки сальника, а в большинстве случаев
действуют радиально, вследствие чего их применяют как для вну¬
треннего уплотнения в саль¬
нике, так и для уплотнения
непосредственно у поршня.
Для уменьшения трения в
сальнике при уплотнении
манжетными кольцами длину
уплотнения выбирают мини¬
мальной. Манжетные кольца
ставят в сальнике обычно от
одного до четырех и реже
в большем количестве. Для
лучшего уплотнения сальни¬
ка манжетные кольца некото¬
рых типов выпускают ком¬
плектными, при этом каждое
кольцо имеет различную кон¬
фигурацию.При уплотнении сальника
несколькими манжетными
кольцами потери от трения
уменьшаются пропорциональ¬
но падению давления среды.
Поэтому для уменьшения
разницы давления с внутрен¬
ней и наружной стороны ча¬
ще всего устанавливают комплект колец, что увеличивает герметич¬
ность сальника даже при высоком давлении.Наиболее распространенным типом комплектных манжетных колец
являются кольца шевронного типа (рис. 23).В зависимости от конструкции и материала, из которого изготов¬
лены манжетные кольца, последние с успехом можно применять
в качестве уплотнения сальников в среде минеральных масел, горячей
и холодной воды, пара низких давлений и кислот невысоких концен¬
траций.Хлопчатобумажные манжетные кольца изготовляют из тканей
«Чефер» или «Плащ-палатка», с двух сторон проклеенных маслобензо-
стойким клеем. Такие кольца обладают достаточной прочностью и
износоустойчивостью в условиях высоких давлений (до 500 am), а срокРис. 23. Комплект прорезиненных манжет¬
ных колец шевронного типа:/ — нажимное кольцо; 2 — уплотнитель¬
ное кольцо; 3 — опорное кольцо
САЛЬНИКОВЫЕ НАВИВКИ113службы их превышает в 2—3 раза срок службы кожаных, резиновых
и севанитовых уплотнений.Лучшими являются манжетные кольца шевронного типа, изготов¬
ленные из ткани «Доместик». Они состоят из большего количества
слоев и обладают прочностью в среднем в 2,5 раза выше, чем те же уплот¬
нения из ткани «Чефер».Более надежное уплотнение саль¬
никовой коробки и плунжера до¬
стигают изменением геометрической
формы и размеров манжетных ко¬
лец (рис. 24).Если угол поверхности нажим¬
ного 1 и опорного 3 колец, сопри¬
касающихся непосредственно со
средним кольцом, равен 105°, а угол
среднего кольца 2 —90°, то ком¬
плект колец при ’сжатии нажимной
втулкой обеспечивает плотное при¬
легание рабочей части колец к по¬
верхностям сальника и плунжера.Ширину нажимного и опорного
колец в сечении делают меньше
ширины средних колец.Сечение в мм .Уменьшение ширины колец в %
на . ...Вершину угла поверхностей нажимных и опорных колец смещают
от оси симметрии на величину, равную 5—6% размера ширины колец.
Благодаря смещению вершины нажимного и опорного колец при сжа¬
тии комплекта манжетных колец средние уплотнительные кольца
плотно соприкасаются с поверхностью подвижного плунжера под дей¬
ствием рабочей среды, обеспечивая надежную герметичность сальника.Количество средних уплотнительных колец в комплекте в зависи¬
мости от диаметра плунжера и давления выбирают по табл. 15.10. Число средних уплотнительных колец в комплектеДиаметр
плунжера
в мм•Давление среды: в amДо 7575-150150—210210—280280—320320—350350—50010256666825256666875256666812525666682004566678250456667830045666783754566678450456667855045666781ВРис. 24. Комплект прорезиненных
манжетных колец шевронного типа
со смещенными средними кольцами:
/ — нажимное кольцо; 2 —среднее
кольцо; 3 — опорное кольцо5 — 8 9—19 20 — 328—Ю 5,5 — 6,5 4,5 — 5
114УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАМОНТАЖ И ОБСЛУЖИВАНИЕ САЛЬНИКОВОсновной причиной, ухудшающей работу сальника, является
сильная затяжка набивки, которая вызывает повышенное трение.
В результате трущиеся поверхности быстро изнашиваются и резко
увеличиваются потери мощности на трение. Иногда набивку и стер¬
жень портят чрезмерно тугой затяжкой втулки сальника в ре¬
зультате применения ключей с увеличенным рычагом. В отдельных
случаях при пропусках рабочей среды, особенно при высокой темпера¬
туре, крышки сальников не только не рекомендуется поджимать, а, на¬
оборот, следует ослаблять, чтобы устранить течь. Валы, штоки и шпин¬
дели чаще изнашиваются в результате
На5ибка работы с толчками, при смещении цен¬
тров и вибрации вала.Перед монтажом сальника необхо¬
димо отобрать набивку, вполне отве¬
чающую условиям работы, а также
учесть, что первое кольцо, соприкаса¬
ющееся с рабочей средой, должно быть
изготовлено из высоко устойчиво го ма¬
териала. Набивку проверяют на эла¬
стичность, и с ее поверхности удаляют
пыль и грязь. После удаления из саль¬
ника старой набивки сальник и по¬
верхность стержня тщательно очищают
от остатков набивки, нагара и грязи.
Очищенный сальник осматривают и
все обнаруженные неисправности устраняют; сильно изношенные
части заменяют новыми. Стержни сальников рекомендуется протирать
кристаллическим графитом или термографитом с небольшим содержа¬
нием масла.Сальниковую коробку заполняют набивкой так, чтобы нажимная
втулка входила в нее не менее, чем на 3—5 мм, в зависимости от глу¬
бины сальника.Монтаж набивки из сухого волокна. Тонкий пучок волокон обвивают
вокруг шпинделя сальника и затем сдавливают сальниковой втулкой.
Эту операцию повторяют до тех пор, пока сальник будет заполнен
полностью, при этом не допускают перекоса втулки. Сухое чесаное
волокно перед установкой в сальник смешивают с кристаллическим
графитом.За уплотнением из сухого волокна требуется тщательное наблюде¬
ние, так как во время работы оно значительно садится, а сильное под-
жатие вызывает чрезмерное трение между стержнем и рабочей поверх¬
ностью уплотнительного материала.Монтаж пластичных набивок. Перед заполнением очищенного и под¬
готовленного сальника изготовляют кольца по размерам вала или
штока и по внутреннему диаметру сальниковой коробки. Для этой
цели набивку с примесью металла раскатывают до требуемой величины,
а набивку без металла размельчают вручную. Подготовленную набивку
закладывают в прессформу (рис. 25) и обжимают под прессом любой
конструкции.В малых и неглубоких сальниках с низким давлением среды каждое
кольцо 3 отдельно устанавливают в сальниковую коробку и вдавливают
при помощи нажимной втулки 1 или вместе со стаканом 2 (рис. 26).
МОНТАЖ И ОБСЛУЖИВАНИЕ САЛЬНИКОВ115Стакан представляет собой точеную трубу, разрезанную по оси на две
части.Когда по конструкции сальника нельзя уложить набивку целыми
кольцами, последние в одном или двух местах разрезают под углом 45°При отсутствии прессового оборудования и невозможности изго¬
товления формованных колец раскатанную или размельченную на¬
бивку посредством сальниковой втулки, стакана или прутка из меди,
бронзы или латуни постепенно уплотняют в сальник до его наполнения.Для средних, больших и глубоких сальников первое ограничитель¬
ное и последнее запорное кольцо изготовляют из сухой асбестовой1 — нажимная втулка; 2 — стакан;
3 — набивка; 4 — грундбуксаРис. 27. Схема монтажа саль¬
ника с пластичной набивкой
в сочетании с плетеной, ска¬
танной или комбинирован¬
ной набивкой:1 — пластичные набивки; 2 —
комбинированные набивкинабивки квадратного сечения с несколькими о плетениями или сквоз¬
ным плетением.В сальниках трубопроводной арматуры с незначительной скоростью
движения шпинделя смазка пластичных набивок не требуется. При
большой скорости вращения валов для возобновления внутреннего
резерва пропитывающего состава в набивку сальника через фонарь
1^2 раза в сутки подают смазку, соответствующую условиям работы.
Такой же смазкой смазывают штоки машин с возвратно-поступатель¬
ным движением.Когда по условиям работы пластичные набивки применить нельзя
и особенно при отсутствии в сальнике смазочных приспособлений,
с целью увеличения продолжительности работы уплотнения их уста¬
навливают совместно с плетеными, скатанными или комбинированными
набивками (рис. 27).Для добавления набивки в сальник без простоя на ходу машины
его оборудуют винтовым шприцем, при помощи которого набивку
вдавливают в зону сальникового пространства до полного его запол¬
нения.Пластичные самосмазывающие набивки можно неоднократно до¬
бавлять, а при замене неизрасходованную часть смешивать с новой.
116УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАМонтаж крученых, плетеных, скатанных набивок и колец. Набивки
крученые, плетеные и скатанные перед монтажом предварительно
разрезают на отрезки по длине, из которых затем образуют кольца.
Длину отрезка рассчитывают с возможно большей точностью. Отрезки
с излишней длиной создают перекосы в сальнике, вызывая преждевре¬
менный износ набивки, а отрезки с меньшей длиной способствуют про¬
никновению рабочей среды через сальник. Точность размера отрезка
(кольца) можно определить путем плотного обжима набивки вокруг
оправки, равной диаметру стержня сальника.При разрезании крученые шнуры и набивки предварительно обвя¬
зывают по обе стороны разреза тонким шпагатом, нитью или меднойпроволокой. В таком виде коль¬
ца вкладывают в сальник. Это
придает уплотнению повышен¬
ную стойкость.Стыки колец обрезают точно
и аккуратно, для чего приме¬
няют тонкую, хорошо отточен¬
ную стальную полоску, встав¬
ленную в нржовку. Перед раз¬
резанием её смачивают водой.При изготовлении колец из
мягких крученых и плетеных,
сухих и пропитанных, хлопча¬
тобумажных, пеньковых, асбе¬
стовых, стеклянных и асбесто-
проволочных набивок стыки
обрезают под углом 90° (прямой
стык).С целью уменьшения утечки рабочей среды из сальника в кольцах
с прямым стыком плоскости разреза концов должны быть параллельны
(рис. 28, а), а не под углом (рис. 28, б).У колец, изготовленных из прорезиненных скатанных, дублиро¬
ванных и плетеных набивок, работающих при постоянной температуре,
стык разрезают под углом 30—45° (угловой стык; рис. 28, в), а у рабо¬
тающих при переменной температуре (периодически охлаждаются и
нагреваются) стыки делают ступенчатыми (рис. 28, г).В кольцах, изготовленных из мягких сортов набивок, работаю¬
щих при постоянной температуре, зазор в стыках не делают. В стыках
прессованных колец и колец из прорезиненных и комбинированных
набивок с содержанием металла выше 20%, работающих при высокой
температуре или с большим температурным перепадом, рекомендуется
делать зазорл __ а'&^ ~Ж0’где А — величина зазора в мм\
а — сечение набивки в мм;
б — температура среды в °С.В расширительных сальниках, компенсаторах и гидравлических
прессах некоторых конструкций, где в сальнике помещается одно
кольцо, зазор не делают. В этом случае в сальник чаще всего уста¬
навливают прессованное кольцо фасонного сечения в виде манжеты
без стыка.
МОНТАЖ И ОБСЛУЖИВАНИЕ САЛЬНИКОВ! 17При монтаже набивок из шнура лучшие результаты получают в том
случае, если нарезанные кольца предварительно формуют в специаль¬
ных прессформах, размеры которых соответствуют размерам сальника.Уплотнительные кольца должны от руки плотно входить в сальни¬
ковую коробку; установка их при помощи деревянного или металли¬
ческого молотка недопустима.Сальниковые кольца уплот¬
няют последовательным или кон¬
цевым способом. При последова¬
тельном способе каждое кольцо
отдельно вводят в сальниковую
коробку и поджимают втулкой
или специальным стаканом. При
втором способе уплотнения саль¬
никовой втулкой одновременно
прижимают весь комплект колец,
закладываемый в сальниковую
коробку. Последовательный спо¬
соб уплотнения обеспечивает
плотный обжим колец, при этом
способе необходимо в начале
работы строго следить за саль¬
ником, так как сильная затяж¬
ка уплотнения может вызвать
перегрев сальника.Монтаж манжет, воротников и полуворотников фасонных сечений
(табл. 16—21). При монтаже колец фасонного сечения предварительно
приготовленные кольца или манжеты вкладывают по одной до пол¬
ного наполнения сальника. Зев (выем) колец располагают в сторону
рабочей среды (рис. 29), так как под ее давлением кольца лучше
прижимаются к стержню и стенкам коробки сальника.Рис. 29. Схема монтажа сальника коль¬
цами из компенсирующей набивкиРис. 30. Разъем манжетного кольцаПри надевании на стержни манжетных и других прессованных
разрезных фасонных колец не следует их разгибать по прямой
(рис. 30, а), а необходимо разводить в разные стороны (рис. 30, б\
до тех пор, пока не получится зазор, равный диаметру стержня Упор¬
ное и нажимное кольца должны соответствовать профилю манжетных
колец. Обычно их изготовляют из того же материала, что и манжетные
кольца, или из цветных металлов и их сплавов.После заполнения сальника кольцами, гайки нажимной втулки
затягивают концевым способом уплотнения, без применения ключа,
118 УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА16. Манжеты (воротники) резиновые уплотнительные
для гидравлических устройств (ГОСТ 6969-54)
Манжеты предназначены для обеспечения (одной манжетой) гер¬
метичности уплотнения в гидравлических устройствах, работающих
при давлении до 320 кГ!см2 и температуре от +80 до —35° С.Уплотняемые
диаметры в ммНоминальные размеры в ммdDВНdiD1dtd2h6146.413,64,815,27 *157.414,65,816,28168.415,66,817,29*17449.416,67.818,22101810,417,68,819,2122012,419,610,821,2142214,421,612,823,216 *2416,423,614,825,2102210,621,48,223,812 *2412,623,410,225,813 **2513,624,411.226,816286616,627,414,229,83183018,629,416,231,8»203220,631,418,233,823 **3523,634,421,236,8143014,829,211,632,4163216,831,213,634,419 **358819,834,216,637,4420 **3620,835,217,638,4223822,837,219,640,424 **4024,839,221,642,4* Для уплотнения по диаметру D не применять.** Для уплотнения по диаметру d не применять.
МОНТАЖ И ОБСЛУЖИВАНИЕ САЛЬНИКОВ П9Продолжение табл. 16Уплотняемые
диаметры в ммНоминальные размеры вммdDВЯdxDxйгогh20402139174322422341194525452644224828482947255130503149275332523351295535553654325838 *583957356140604159376342 *62101043613965545654664426848 *684967457150705169477352 *725371497555755674527860806179578365856684628870907189679375957694729880100819977103507551,373,746,378,7558056,378,751,3 '83,7608561,383,756,388,7659012,512,566,388,761,393,76,3709571,393,766,398,77510076,398,771,3103,78010581,3103,776,3108,785ПО86,3108,781,3113,7457546,573,540,579,5508051,578,545,584,5558556,583,550,589,5609061,588,555,594,5659566,593,560,599,57010071,598,565,5104,57510576,5103,570,5109,58011081,5108,575,5114,59012091,5118,585,5124,59512596,5123,590,5129,5100130101,5128,595,5134,5105 *1351515106,5133,5100,5139,57,5110140111,5138,5105,5144,5120150121,5148,5115,5154,5125 *155126,5153,5120,5159,5130160131,5158,5125,5164,5140170141,5168,5135,5174,5150180151,5178,5145,5184,5160190161,5188,5155,5194,5170200171,5198,5165,5204,5180210181,5208,5175,5214,5190220191,5218,5185,5224,5200 *230201,5228,5195,5234,5210240211,5238,5205,5244,5* Для уплотнения по диаметру 1Э не применять.
120 УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАПродолжение табл. 16Уплотняемые
диаметры в ммНоминальные размеры в ммdDВНdtОхd2D 2180220182218174226190 *230192228184236200240202238194246210250212248204256220260202022225821426610240280242278234286250 *290252288244296260300262298254306280320282318274326300340302338294346* Для уплотнения по диаметру D не применять.17. Манжеты резиновые уплотнительные
для пневматических устройств (ГОСТ 6678-53)Манжеты предназначены для обеспечения герметичности между
подвижными и неподвижными деталями пневматических устройств
с размерами диаметра по ГОСТу 6540-53, работающих при давлении
не выше 10 кГ[смг в пределах температуры от +80 до —35® С.Диаметрцилиндрав ммНоминальные
в ммразмерыДиаметр
цилиндра
в ммНоминальные
в ммразмерыdcpdxdzhsdcpdtd2h22222483535371525252793838401828283010724040432072303032114242452232323412
МОНТАЖ И ОБСЛУЖИВАНИЕ САЛЬНИКОВ 121Продолжение табл. 17о, о.ь fc[
0> *Номинальные размеры
в ммо, a
н ц
£ хНоминальные размеры
в ммДиамЦИЛИ1в ммdcpdid2h« s *5к 4 ^dCPdidth4548504548504851532528302150160170150160170156166176120130130143,5525560525560555863323538818019018019018619614015065706570687440452,52002102002102082181601704758085758085798489485055102202402502602802202402502602802282482582682881802002052152351790951001051109095100105110951001051101166065707580123300320340360380300320340360380309329349369389255275295310330204,51201201269040042040042040942945948950935037040043045012513014012513014013113614695100110143,545048050045048050018. Воротники резиновые уплотнительные
для пневматических устройств (ГОСТ 6678-53)Воротники предназначены для обеспечения герметичности между
подвижными и неподвижными деталями пневматических устройств
с размерами диаметра по ГОСТу 6540-53, работающих при давлении
не выше 10 кГ/см2 в пределах температуры от +80 до —35° С.Диаметр
штока
в ммНоминальные размеры
в ммДиаметр
штока
в ммНоминальные размеры
в ммdcpdxd%hdcpdxd2hf45452,83,5182062,067674,25222362,0
122УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАПродолжение табл. 18(Xн<4 лНоминальные размеры
в ммaHНоминальные размеры
в ммДиам
шток
в ммdcpdxd2h2 * s
л о «
s н ^
adcpdxdth88625808074110997268585791151012101281028306909590958489120125143,52,0100100941301051059913514141132161820161820131517353840811012012513011012012513010211211712214015516016514014013217522221942150150142190174,0252521452,5160160152200282824481017017016221030302650180180190200172182192220230240323228571902003538404245485035384042454850303335374043456063656770737512*3,0210220240250260280300210220240250260280300202212232242252272292250260280290300320340320320311370204,534034033139052556065707552556065707546495459646982859095100105143,5360380400420450480500360380400420450480500351371391411441471491410430450470500530550
МОНТАЖ И ОБСЛУЖИВАНИЕ САЛЬНИКОВ 12319. Манжеты резиновые армированные с пружиной
для уплотнения валов (ГОСТ 8752-61)Манжеты предназначены для работы в среде минеральных масел
и воды при избыточном давлении не более 0,5 кГ/см2 в интервале тем¬
ператур от —45 до +120° С (кратковременно, не более 2 ч, до
+ 130° С).Манжеты состоят из резинового корпуса J, металлического кар¬
каса 2 и пружины 3.Тип манжетыИсполнение, эскизРекомендуе¬
мая окруж¬
ная скорость
в м/секI(однокромочная)I (с привулканизированным каркасом)II (со съемным каркасом)ТипJДо 10Н (с пыльником)С привулканизированным каркасом
«Тип ВДо 5
124УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВАПродолжение табл. 19Номинальные размеры
в ммВнутрен¬
ний диа¬
метр ман¬
жеты без
пружины
dd iДиаметр вала
в ммНоминальные размеры
в ммВнутрен¬
ний диа¬
метр ман¬
жеты без
пружины
dDВdt5554,754805857,7576059,785596564,790647069,795697574,710012748079,7105798584,7110849089,7120899594,71209410099,612599105104,6130104110109,6135109115114,6145114120119,6150119125124,6155124130129,6160128,5140139,6170138,5150149,5180148,5160169,5190168,5170169,5200168,5180► 179,622015178,5190189,5230188,5200199,5240198,5210209,5250—220219,5260 240239,5280—250249,5290260259,2300280279,2320—300299,2340320319,236018340339,1380—360359,2400—380379,2420—400399,244010111213141516171819202122242526283032353842454850525.86.87.88.89.810,811,812,813,814.816.816,817.818.819.820.8
21,823.824.825.827.829.731.734.737.739.741.744.747.749.751.72225283032354042454752586062657075101920
212324252729313437394144474951
20. Уплотнения резино-ткансвые шевронные многорядные (ГОСТ 904 1-59)Кольцо опорноеУплотнения предназначены для обеспечения герметичности в гидрав¬
лических устройствах (плунжеров, поршней и штоков), работающих
в среде воды, эмульсии или минеральных масел при давлении до 500 кПсмг
и температуре от —30 до +50° С (кратковременно до плюс 70° С).Уплотнение состоит из резино-тканевых манжет, нажимного и опор¬
ного колец.d,Уплотняемые
диаметры в ммНоминальныеразмерыd(номинал)D1 о,did2В(номи¬нал)bHiн2(номи¬нал)Нгhhift2ЛзR102221111612 *2423131814 *2625152061,23,64,861,21.74,21.80,616282717221830291924* Для уплотнения по диаметру D не применять. | *3МОНТАЖ. И ОБСЛУЖИВАНИЕ САЛЬНИКОВ
Продолжение табл. 20Уплотняемые
диаметры в ммНоминальные размеры в ммdВНг(номинал)D£>idxйг(номи¬bн,(номи¬НьhhxйзRнал)нал)2035342127,52540392632,57,51,54,667,51,52,23,25,22,250,753045443137,520403921302242412332254544263528484729383050493140325251334235555436451025,581022,44,26,831406059415045656446555070695160557574566560807961706085846172,56590896677,57095947182,575100997687,5801051048192,512,52,571012,52,52,85,38,43,751,25851101098697,590 *11511491102,59512011996107,5100125124101112,5* Для уплотнения по диаметру D не применять.УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Продолжение табл. 20Уплотняемые
диаметры в ммНоминальныеразмеры в ммdВН я(номинал)DDtdtd,(номи¬bНх(номи¬я,hhihtfcaRнал)нал)105 *135133107120110140138112125120150148122135125 *1551531271401301601581321451401701681421551501801781521651538,4121533,86.410.44.51.5160190188162175170200198172185180210208182195190220218192205200 *230228202215210240238212225220250248222235220260258222240240280278242260250 *29028825227026030029826228028032031828230030034033830232020411162044.68,513,662320360358322340340380378342360360400398362380380420418382400400 *440438402420* Для уплотнения по диаметру Dне применять.11 р и ме ч ан и я:1. Размеры ht, А* нЛз являются справочными.2. Рекомендуемое количество манжет в узле уплотнения дано в табл. 21.МОНТАЖ И ОБСЛУЖИВАНИЕ САЛЬНИКОВ
128 УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА21. Рекомендуемое количество манжет в узле уплотнения
в зависимости от диаметра плунжера (поршня, штока) и давления
рабочей жидкости (ГОСТ 9041-59)о 1 кср.Яи. -5 s л «2 £ а ов « а> нztxXBо ^
£»«
S8»я«
а х
х хДавления рабочие в кГ/см264И
в мм100Имм200нмм320H, мм400НI мм500Н
I мм10—18
20—30
20—60
60—100
105-220
220—71067,51012,515201518.9
24,630.9
37,2
49,51518.9
24,630.9
37.21518.9
24,630.91518.91518,958,043,666,528,836,250.075.028,841,556.483.517,522,133.046.862.892.0Примечание, п — количество манжет и комплекте; Н —
высота комплекта.т. е. вручную, так как при сильной затяжке колец нарушается основ¬
ной принцип их работы и увеличивается трение в сальнике. Во время
работы механизма манжетные кольца уплотняют весьма осторожно
с небольшим усилием.Механизмы с движущимися плунжерами и штоками, особенно гид¬
равлических систем, лучше уплотнять комплектными манжетами.РЕЗИНОВЫЙ ШНУР И ЛИСТОВАЯ РЕЗИНАКроме манжет, воротников и др. для уплотнений промышлен¬
ность выпускает шнур резиновый (табл. 22) и техническую листовую
резину.
РЕЗИНОВЫЙ ШНУР И ЛИСТОВАЯ РЕЗИНА 12922. Шнур резиновый круглого и прямоугольного сечения(ГОСТ 6467-57)Диаметр или размер
сторон шнура круглого
или квадратного
сечения в ммРазмеры шнура
прямоугольного сечения
в ммРазмер
шнура
в ммДопус¬
каемое
откло¬
нение
в %высоташирина2, 3, 4, 5, 6, 7, 8, 9, 10,
12, 14, 16, 18, 20
25, 30, 35, 40, 45, 503, 4, 6, 8, 1010, 12, 15,
186, 9, 12, 15,
18, 20
26, 30, 35,
40, 50До 20
Свыше 20±10±бШнур резиновый выпускают пяти типов: I — кислотощелочестой-
кий, II—теплостойкий, III — морозостойкий, IV — маслобензостоft-
кий, V — пищевой.В зависимости от твердости резины шнуры, кроме пищевого, под¬
разделяют на мягкие, средней твердости и повышенной твердости.
Пищевой шнур изготовляют из резины средней твердости.Техническая листовая резина (ГОСТ 7338-55) предназначена для
изготовления прокладок, клапанов, уплотнений, амортизаторов и
других деталей. Изготовляют ее пяти типов: кислотощелочестойкой,
теплостойкой, морозостойкой, маслобензостойкой, пищевой.В зависимости от твердости техническую резину, кроме пищевой,
подразделяют на мягкую, средней твердости и повышенной твердости.
Пищевая резина бывает мягкой и средней твердости.По стойкости к воздействию масла и бензина маслобензостойкую
резину различают трех марок: А, Б и В.Размеры выпускаемой резины следующие:Длина . От 0,5 до 10 ммШирина * 200 » 1750 ммТолщина *• 0,5 * 50 мм.5 Ю. С. Борисов, В. П. Сахаров 566
Глава 5УСТРОЙСТВА ДЛЯ ПРЕДУПРЕЖДЕНИЯ ПОЛОМОК
МАШИН ОТ ПЕРЕГРУЗКИНаиболее эффективным средством предупреждения поломок ма¬
шин из-за перегрузки является предохранительные устройства, от-
ключающие всю машину или определенные ее механизмы при воз¬
никновении перегрузки. Иногда перегрузку можно создать искус¬
ственно, как, например, у металлорежущих станков при работе до
жесткого упора, когда требуется точно ограничить перемещение
инструмента для получения определенных размеров обрабатываемых
деталей [134].Предохранительные устройства бывают механические, гидравли¬
ческие и электрические. Они могут восстанавливать работоспособность
машины после прекращения перегрузки автоматическим, повторным,
ручным включением или после замены части или всего предохранителя
новым. По действию устройства подразделяют на прекращающие
поток энергии, поглощающие энергию, аккумулирующие энергию и
отводящие энергию.Устройства, прекращающие поток энергии, бывают электриче¬
ские (плавкие предохранители, электрические устройства и реле,
тепловые устройства и реле); гидроэлектрические (реле давления,
реле расхода, реле уровня); с разрушающим элементом (срезные
шпонки, срезные штифты, продавливающиеся шайбы, разрывающие¬
ся стержни); выключающие (падающие червяки, кулачковые, ша¬
риковые муфты, червяки в сочетании с муфтами или конечными вы¬
ключателями).Устройствами, поглощающими энергию, являются фрикционные
муфты (конусные, дисковые и кольцевые).К аккумулирующим энергию устройствам относят кулачковые
муфты, шариковые муфты, роликовые устройства, пружинные устрой¬
ства для защиты тяг и шатунов, устройства с отгибающимся упругим
элементом.Устройствами, отводящими энергию, считают гидравлические пред¬
охранительные клапаны с дистанционным управлением (дифференци¬
альные клапаны) и без дистанционного управления (простые и диффе¬
ренциальные клапаны).Предохранительные устройства необходимо особо тщательно
контролировать, так как они способны отключать механизмы по
достижении определенной нагрузки лишь тогда, когда они исправ¬
ны, правильно отрегулированы и их чувствительные элементы
(срезные шпонки, штифты и т. п.) выполнены из надлежащего мате¬
риала.
КОНСТРУКЦИИ ПРЕДОХРАНИТЕЛЬНЫ X УСТРОЙСТВ 131КОНСТРУКЦИИ МЕХАНИЧЕСКИХ ПРЕДОХРАНИТЕЛЬНЫХ
УСТРОЙСТВСрезные предохранительные устройства (рис. I) применяют в прес¬
сах и металлорежущих станках. Их преимуществом является простота
конструкции, а недостатком — неустойчивость характеристики и
необходимость замены разрушенных деталей. В некоторых случаях
последнее можно считать преимуществом конструкции, так как делает
известными для ремонтного персонала случаи перегрузок машин.
Коэффициент чувствительности срезных предохранительных устройств
уч— 0,7ч-0,85. Таким коэффициентом называют отношение величины
нагрузки Q0, при которой чувствительный элемент предохранительного
устройства начинает реагировать на ее изменение, к наибольшей вели¬
чине нагрузки Qnp при срабатывании предохранителя. В срезных пред¬
охранительных устройствах штифты начинают разрушаться с 0,85 Qnp
при спокойном действии нагрузки и с 0,7Qnp при ее пульсации.Устройства со срезной шпонкой. Срезным элементом таких пред¬
охранительных устройств является шпонка. Шпонки изготовляют
из стали марок 35, 40, 45 и иногда из латуни, меди, текстолита и гети-
накса. Колодки делают из стали ХВГ и термически обрабатывают
до HRC 52—54.На четырехшпиндельном токарном автомате модели 1290 шпонка 6
(рис. 1, а) связывает венец червячного колеса 4 со ступицей 2 и валом 1
В торцовой части венца закреплена стальная колодка 5. Аналогичная
колодка 7 установлена на диске 8, привернутом винтами к ступице 2,
вращается вместе с валом 1. При перегрузке шпонка 6 срезается и венец
свободно поворачивается относительно ступицы 2.В приводе распределительного вала многошпиндельного токарного
автомата модели 1265 (рис. 1, б) срезную шпонку 6 закладывают в пазы
колодок 5 и 7. Колодка прикреплена к червячному колесу 4, свободно
насаженному на барабан 9, а колодка 7 — к диску 10, который прижи¬
мается к диску 8. Диск 8 связан с барабаном 9, насаженным жестко
на вал 1.Устройства со срезным штифтом. К таким устройствам относятся
предохранительные муфты с односрезным штифтом, расположенным
параллельно оси вала (рис. 1, в, г), и предохранительные муфты с двух¬
срезным штифтом, расположенным перпендикулярно оси вала (рис. 1, д).В предохранительных устройствах станков применяют главным
образом гладкие цилиндрические штифты и реже штифты с V-образной
кольцевой канавкой. Штифты изготовляют из инструментальных ста¬
лей У8А и У10А и из конструкционных сталей 40, 45, 50.В муфте с односрезным штифтом (рис. 1, в) левая полумуфта 11
закреплена на валу 1 шпонкой, правая полумуфта 15 сидит свободно.
На удлиненной ступице правой полумуфты можно устанавливать на
шпонке детали привода (шкивы, шестерни). Вращение этих детален
связано с валом 1 через гладкий цилиндрический штифт 13, вставленный
во втулки 12 и 14. При перегрузке штифт срезается, после чего одна
из полумуфт свободно вращается относительно другой. Втулки 12 и 14
изготовляют обычно из стали 40Х с последующей термической обработ¬
кой до твердости HRC 56+60. Для облегчения установки штифта после
сборки муфты на полумуфтах наносят риски.Муфта с односрезным штифтом применяется, в частности, в меха¬
низме подач карусельных станков моделей 152 и 153 (рис. 1, г). Она
расположена за пределами корпуса коробки подач 16> что позволяет
Рис. 1- Срезные предохранительные уст¬
ройства:-а и б—со шпонкой; в и г — муфты с одним
штифтом, расположенным параллельно оси
вала; д — муфты с двумя штифтами, рас¬
положенными перпендикулярно оси вала;/ — вал; 2 — ступица; 3 — палец; 4 — червячное колесо; 5 и 7 — колодки; 6 — шпонка; 8 и 10 — диски; 9 — барабан;
11 — левая полумуфта; 12 и 14 — втулки; 13 — штифт; /5_— правая полумуфта; 16 — корпус коробки подач; 17 — шестерняУСТРОЙСТВА ДЛЯ ПРЕДУПРЕЖДЕНИЯ ПОЛОМОК МАШИН
КОНСТРУКЦИИ ПРЕДОХРАНИТЕЛЬНЫХ УСТРОЙСТВ133заменять штифты с минимальной затратой времени. Ведущий вал /
связан с втулкой 12 через предохранительное звено со срезным штиф¬
том 13. Ведущая полумуфта 15 неподвижно насажена на вал /, а ведо¬
мая часть полумуфты 11 свободно сидит на нем и при помощи двух тор¬
цовых кулачков на ступице связана с втулкой 12. При разрушении
штифта жесткая связь между валом 1 и шестерней нарушается.Срезное предохранительное устройство с двухсрезным штифтом
(рис. 1, д) применяют в механизмах главного движения и подач ра¬
диально-сверлильных станков. Шестерня 17 при помощи торцовых4 ^ /Рис. 2. Кулачковые предохрани¬
тельные устройства:
а —в — разновидности муфт;1 — вал; 2 — гайка; 3 — кольцо;
4 — пружины; 5 и 8 — полумуфты;
6 — шестерня; 7 — втулка; 9 — ку¬
лачковый фланец; 10 — сухарькулачков соединена с втулкой 12, которая, в свою очередь, соединена
через предохранительный штифт 13 с втулкой 14> сидящей на шлицах
вала 1. При срезе штифта в двух сечениях соединение шестерни 17
с валом 1 нарушается.Кулачковые предохранительные устройства (рис. 2) работают по
принципу преодоления пружинами возникающих на скошенных ку¬
лачках кулачковой муфты осевых усилий. При перегрузке кулачки
ведущей части устройства проскальзывают относительно ведомой,
что сопровождается ударами. Поэтому кулачковые предохранители
рекомендуется устанавливать на валах, число оборотов которых не
превышает 150—200 в минуту.В кулачковой предохранительной муфте, устанавливаемой в при¬
воде подачи продольного суппорта токарно-револьверного автомати¬
зированного станка модели 1П326 (рис. 2, а), предохранительное устрой¬
ство вмонтировано во втулке 7, насаженной неподвижно на ведомом
валу /. Шестерня 6, имеющая на торце кулачки, насажена на втулке 7
свободно, а полумуфта 5 — на шлицах. Пружины 4, осевую силу сжа¬
тия которых можно регулировать гайкой 2, через кольцо 3 прижимают
кулачки полумуфты 5 к кулачкам шестерни 6. При перегрузке пружина 4
не в состоянии преодолеть возникающие осевые усилия, кулачки полу¬
муфты 5 при вращении шестерни 6 начинают проскальзывать и ведомый
вал 1 останавливается. Полумуфта 5, остановленная вместе с валом,
134 УСТРОЙСТВА ДЛЯ ПРЕДУПРЕЖДЕНИЯ ПОЛОМОК МАШИНполучает периодическое прямолинеино-возвратное перемещение вдоль
оси вала.В другой разновидности кулачковой предохранительной муфты
(рис. 2, б) механизм предохранительного устройства смонтирован
на валу 1. Ведущая шестерня 6 связана шпонкой с полумуфтой 5 и
с валом 1 при помощи кулачков полумуфт 5 и 8. Полумуфта 8 уста¬
новлена на шпонке. Осевое усилие пружины 4, прижимающей кулачки
полумуфт 5 и 8, регулируют гайкой 2> служащей одновременно за¬
щитным кожухом предохранительного устройства. При перегрузке
кулачки полумуфты 5 начинают проскальзывать и вращение вала 1
прекращается.А-АРис. 3. Предохранительная муфта с подвижными цгги-
фтами:/ и 5 — валы; 2 и 4 — втулки; 3 — штифтВ кулачковой предохранительной муфте, приведенной на рис. 2, в,
ведущая шестерня 6 {или шкив) свободно вращается на шарикопод¬
шипниках, смонтированных на ведущем валу /. Кулачковый фланец 9
через сухарь 10 жестко связан с шестерней 6 и сцепляется с кулачковой
втулкой 7, вследствие чего вращение от ведущей шестерни 6 пере¬
дается валу 1. При перегрузке вал 1 останавливается, а шестерня 6
продолжает вращаться. При этом подвижная втулка 7 при проскаль¬
зывании кулачков получает периодическое прямолинейно-возвратное
перемещение вдоль оси вала. Регулируют усилие пружины 4 гайкой 2.Предохранительные муфты с подвижными штифтами (рис. 3) имеют
подвижные элементы-штифты, которые лри перегрузке смещаются,
преодолевая усилия пружин. Недостатком таких муфт является их
громоздкость, особенно лри передаче больших нагрузок, и невоз¬
можность при радиальном расположении штифтов регулировать осевое
усилие пружин.В таких муфтах на ведущий вал 1 насажена втулка 2, а на ведомый
вал 5 — втулка 4. Втулка 4 имеет радиально расположенное отверстие,
в которое вставлены распираемые пружиной штифты 3. Призматические
концы штифтов входят во впаданы втулки 2.Шариковые предохранительные устройства (рис. 4) работают более
надежно и спокойно, чем кулачковые предохранители. В момент про¬
скальзывания шариков при перегрузке в муфтах возникают удары,
КОНСТРУКЦИИ ПРЕДОХРАНИТЕЛЬНЫХ УСТРОЙСТВ 135поэтому их целесообразно применять при числе оборотов вала не более
150—200 в минуту. Коэффициент чувствительности шариковых
устройств уч= 1.В шариковой муфте с двумя рядами шариков и центральной пру¬
жиной (рис. 4, а) вращение валу 1 от ведущей шестерни 2 передаетсяРис. 4. Шариковые пре¬
дохранительные муфты:
а — с двумя рядами ша¬
риков и центральной
пружиной; б — комбини¬
рованная с индивидуаль¬
ными пружинами; в—ра¬
диальные;1 — вал; 2 и 8 — шестер¬
ни; 3 и 4 — полумуфты;
5 — пружина; б —шари¬
ки; 7 —червячное колесочерез шарики 6, выступающие из гнезд полумуфг 3 и 4. Шарики в рабо¬
чем состоянии прижаты к торцам полумуфт центральной пружиной «5.
При перегрузке шарики начинают проскальзывать, а подвижная полу¬
муфта 4 получает периодическое перемещение вдоль оси вала. Централь¬
ные пружины применяют при количестве шариков до восьми.Муфты с двойным рядом шариков, у которых рабочими поверхно¬
стями контакта являются только шарики, более надежны в эксплуата¬
ции, чем комбинированные (рис. 4, б), но имеют менее жесткую харак¬
теристику.Комбинированная шариковая муфта с индивидуальными пружинами
имеет шарики, помещающиеся в одной полумуфте, которые находятся
в контакте с призматическими канавками, конусными или цилиндри¬
ческими отверстиями на другой полумуфте. Такая муфта имеет более
136 УСТРОЙСТВА для ПРЕДУПРЕЖДЕНИЯ ПОЛОМОК МАШИНжесткую характеристику, чем муфта с двумя рядами шариков, но менее
надежна в эксплуатации. Применяют при восьми и более шариках.
У муфты, приведенной на рис. 4, б, шарики 6, помещающиеся в ступице
червячного колеса 7, находятся в контакте с конусными гнездами втулки.У радиальных шариковых предохранительных муфт шарики на¬
ходятся в контакте с канавками треугольного или трапецеидального
сечения. Последние обеспечивают лучшее сопряжение с шариком,
но требуют большей точности при изготовлении. Радиальные шарико¬
вые муфты при передаче больших нагрузок имеют недостаточную
долговечность из-за сравнительно быстрого износа стенок канавок,
с которыми соприкасаются шарики.В муфте, применяющейся в механизме перемещения задней бабки
тяжелого токарного станка модели 1660 (рис. 4, в) вращение от~ ше¬
стерни 2 передается при помощи шариков, расположенных в радиаль¬
ных отверстиях ее ступицы, на шестерню Я, составляющую одно целое
с диском, имеющим пазы, в которые входят шарики.Фрикционные предохранительные устройства изготовляют или в виде
специальных предохранительных муфт, или в виде встроенных муфт,
представляющих конструкции, в которых сочетаются детали привода
с элементами, несущими фрикционные поверхности. Сцепные фрик¬
ционные муфты, основным назначением которых является пуск или
остановка механизмов при надлежащей регулировке, также являются
средством защиты от перегрузки.Фрикционные предохранительные устройства могут работать со сма¬
занными и с сухими фрикционными поверхностями. Практически чаще
применяют сухие фрикционные муфты.Коэффициент чувствительности фрикционных предохранительных
муфт уч — Л.Фрикционные предохранительные устройства выполняют или в виде
конусных фрикционных муфт (рис. 5, а, б), или в форме дисковых
фрикционных муфт (рис. 5, <?, г). Для фрикционных элементов конус¬
ных муфт чаще всего применяют сочетания: чугун по чугуну (СЧ 21-40)
или по закаленной стали, а также текстолит по чугуну или по стали.
Лучшие результаты дают муфты, у которых один из конусов выполнен
из текстолита. Для муфты с двумя металлическими фрикционными по¬
верхностями не следует устанавливать чистоту обработки поверхности
выше 6-го класса (ГОСТ 2789-59).Нормальная конусная фрикционная предохранительная муфта
(рис. 5, а) соединяет валы 1 и 6. Прижимает конусы 2 и 3 пружина 4,
регулируемая гайкой 5. При перегрузке конусы начинают пробуксо¬
вывать. Вместо цилиндрических пружин иногда применяют тарель¬
чатые пружины.Во встроенной конусной муфте (рис. 5, 6) фрикционное устройство
связывает вал 2 с шестерней 7, которая является частью муфты.Трущиеся части дисковых муфт чаще всего изготовляют из зака¬
ленной стали, прессованного асбеста, ферродо, латуни и реже из серого
чугуна. Наилучшие результаты дают муфты, сочетающие стальные
диски с асбестовыми. Муфты, имеющие диски с обкладками из прессо¬
ванного асбеста или ферродо, могут работать без смазки. Точность сра¬
батывания дисковых муфт значительно выше конусных.Однодисковая муфта с двумя поверхностями трения (рис. 5, в)
служит для соединения валов / и 6. С валом 1 связана втулка 8У имею¬
щая фланец, к торцам которого с двух сторон приклепаны обкладки
из прессованного асбеста. Корпус 10 и кольцо 9 сжимают обкладки под
РАСЧЕТ ПРЕДОХРАНИТЕЛЬНЫХ УСТРОЙСТВ 137усилием пружин 4. Вследствие ограниченного числа поверхностей тре¬
ния данная муфта передает сравнительно небольшие крутящие моменты.Многодисковые предохранительные муфты (рис. 5, г) по устройству
мало отличаются от обычных муфт сцепления. У них шестерня (на
рис. не показана), сидящая на зубчатой втулке £, связана с корпусом
муфты И. Вместе с корпусом вращаются наружные диски 12. Внутрен-в) г)Рис. 5. Фрикционные предохранительные муфты:
с —нормальная конусная; б —встроенная конусная; в—однодисковая с двумя
поверхностями трения; г — многодисковая;/ и 6 — валы; 2 и 3 — конусы; 4 — пружина; 5 — гайка; 7 — шестерня; 8 —
втулка; 9 — кольцо; 10 — корпус; 11 — муфта; 12 и 13 — дискиние диски 13 сидят на шлицах вала 1. Муфту закрывают кожухом (на
рис. не показан). Такую муфту применяют в механизме фартука вальце¬
токарного станка модели 1825, а также в коробке перемещения задней-
бабки тяжелого слиткоразрезного станка модели 1865. Преимуществом
данной конструкции муфты является то, что ее помещают на конце вала,
выходящего за пределы корпуса, и она хорошо доступна для регулировки.Многодисковые предохранительные муфты допускают передачу
значительных нагрузок.ТОЧНОСТЬ СРАБАТЫВАНИЯ И РАСЧЕТ ПРЕДОХРАНИТЕЛЬНЫХ
УСТРОЙСТВТочность срабатывания предохранительного устройства в большой
степени зависит от места его расположения. Для того чтобы устройство
сработало одновременно с возникновением перегрузки на рабочем
органе, необходимо располагать его в непосредственной близости
к месту приложения нагрузки, т. е. около рабочего органа станка.
138 УСТРОЙСТВА ДЛЯ ПРЕДУПРЕЖДЕНИЯ ПОЛОМОК МАШИНВместе с этим должны быть обеспечены удобства обслуживания,
регулирования, смазки, смены разрушившегося элемента.При проектировании предохранительных устройств для повы¬
шения надежности их действия следует учитывать и динамический
характер действующих усилий.Предохранительные устройства регулируют по наиболее тяжелому
режиму резания, который применяют на станке; по наибольшим до¬
пускаемым тяговым усилиям в механизмах подач, создаваемых искус¬
ственно и проверяемых при помощи динамометров; при помощи тари¬
рованных и предельных ключей или приспособлений, которые или
автоматически выключаются по достижении определенной величины
момента затяжки или имеют указатели величины усилия.Для расчета предохранительных устройств можно пользоваться
табл. 1—8.1. Раечет предохранительных устройств со срезными штифтамиПосле сборки сделать риску1 — вал; 2—неподвижная полумуфта; 3 и 5 — втулки; 4 — штифт;
6 — подвижная полумуфтаОпределяемые параметры
и их обозначенияФормулы и рекомендуемые
значенияРекомендуе¬
мые посадки
и допускиМ^ — крутящий момент,
при котором дол¬
жен разрушаться
срезной штифтщего неподвижную
полумуфту
Dn—диаметр вала по¬
движной полумуфты
R — радиус расположе¬
ния оси штифта по
отношению к оси
вала полумуфтыМпр = (0,77 ч- 0,9) Мд кГ мм.где крутящий моментдопускаемый прочностью слабо¬
го звена, приведенный к месту
установки предохранительного
устройства
По расчету или конструктив¬
ным соображениямТо жеили по
конструктивным соображениямА_НА_
X
А,
РАСЧЕТ ПРЕДОХРАНИТЕЛЬНЫХ УСТРОЙСТВ 139_____ Продолжение табл. 1Определяемые параметры
и их обозначенияФормулы и рекомендуемые
значенияРекомендуе¬
мые посадки
и допускиd — диаметр штифта
гладкого срезногоdK — диаметр дна канав¬
ки штифта с V-об¬
разной канавкой
d — диаметр стержня
штифта с V-образ¬
ной канавкой
а — угол канавки штифта
г — радиус закругления
дна канавки штифта
de — диаметр отверстия
под штифт во втул¬
ках 3 и 6— перекос осей отвер¬
стий под срезные
втулки
А и — перекос осей отвер¬
стий в срезных
втулках4 Мпрма-л Roqkгде ов — предел прочности
териала штифта на растяжение
в кГ/мм2;Т про-с = - в~— — коэффициентпорциональности между преде¬
лом прочности при срезе и пре¬
делом прочности при растяже¬
нии (табл. 3)Г А ЛЛпрi =т/^К у Л Roe,d>2d,ка = 60°
г = 1 1,5 ммd9 — 1,02d ммС,С,да = ± 2°
Atbl = 20 -h 30'
А В = 20 -г* 30'Основные размеры срезных
устройств по нормали станко¬
строения Р-95-101,5-2
3—Б
6-10Вf192. Расчет кулачковых предохранительных муфтОСОпределяемые параметры
и их обозначенияФормулы и рекомендуемые
значенияРекомендуе¬
мые посадки
и допускиМф— крутящий момент,
при котором долж¬
на выключаться
муфтаМпр= (0,87 -г- 0,95) Мд кГ мм,
где — крутящий момент, до¬
пускаемый прочностью слабого
звена, приведенный к месту
установки предохранительного
устройства
140 УСТРОЙСТВА ДЛЯ ПРЕДУПРЕЖДЕНИЯ ПОЛОМОК МАШИНПродолжение табл. 2Определяемые параметры
и их обозначенияФормулы и рекомендуемые
значенияРекомендуе¬
мые посадки
и допускиd — диаметр гладкого
вала или диаметр
впадин шлицевого
вала подвижной по¬
лу муфтыСопряжение в
шлицевом или шпо¬
ночном соединении
по всем размерамDuia ~ наружный диаметр
шлиц
Ьшл — ширина шлиц—диаметр наружной
поверхности или
наружный диаметр
кулачков
b — ширина кулачковвнвнутренний диа¬
метр кулачков
h — высота кулачков
или величина хода
подвижной втулки
L — длина ступицы под¬
вижной втулкиР — окружное усилие
на кулачках при
полном выключе¬
нииz — количество кулач¬
кова — угол наклона рабо¬
чей поверхности
кулачка0 — угол расположения
кулачковПо заданию или конструк¬
тивным соображениямПо заданию или конструк¬
тивным соображениямЬ = (0,1 -г- 0,15) DK мм
(среднее значение 0,125DK мм)Dmt = DK-2b>D,u.t ммh = (0,6 т I) b мм
h = 4 + 8 ммL = (0,25 4-1,0) Dк мм
(среднее значе?1ие 0.4D мм)2 МпркГ.— 9
Z hbp
где р — допускаемое давление
на рабочей поверхности кулач¬
ков (р = 3 кГ /мм2)а = 40 -т- 50° *360°Ad по Хл*(■допусти -
АА *к)да = ± 1°лЗ = ± 0,5°* Обязательна предварительная приработка рабочей части кулач¬
ков. Для этого ведомую часть муфты затормаживают и вращают ве¬
дущую; кулачки непрерывно проскальзывают. Приработку начинать
при небольшом усилии пружины с постепенным его увеличением, до¬
водя до значения, превышающего номинальное на 20 — 25%. Прира¬
ботку заканчивать после 5 — 6 тыс. циклов выключения.
РАСЧЕТ ПРЕДОХРАНИТЕЛЬНЫХ УСТРОЙСТВ 141Продолжение табл. 2Определяемые параметры
и их обозначенияФормулы и рекомендуемые
значенияРекомендуе¬
мые посадки
и допуски— приведенный угол
кинематического
трения в кулачках*<РК « ± 4°Рп — нормальное усилие
в месте контакта
кулачков при про¬
скальзывании а мо¬
мент выключенияр COS ф*.Р — - кГ« 2 ©Г(в-фл)г — средний радиус за¬
кругления кромки
кулачка после при¬
работкиГ а 1 ,б ММ/— средняя рабочая
длина кромки ку¬
лачка после прира¬
ботки1 =* Ю ммЕ —- модуль упругости
материала кулач¬
ковДля стали 20ХHRC 58-61
Е = 2,1 *10* кГ /мм2Р0 — величина наиболь¬
шего контактного
напряжения для
кулачков при про¬
скальзывании/ 0,35-Рп-Е
Р0= Л/ —£ кГ/мм2(для удовлетворительной рабо¬
ты муфты с учетом неравномер¬
ного распределения окружного
усилия на кулачках Р0 < 250 ч-
-г- 300 кГ/мм£)fк — приведенный коэф¬
фициент кинемати¬
ческого трения
в шлицевом соеди¬
нении ПОДВЙ5КНОЙ
втулки0.145= ± 0,024Рпр— усилие отдачи пру¬
жины при полном
выключении муфтыРпр°Р [*8 (<* — <РК) —=| 0>°8 + 0,15уч — коэффициент чув¬
ствительности муф¬
тыС — потребная жест¬
кость цруживы ИЛИ
величина усилия,
вызывающая сжа¬
тие пружины на
1 ммуч = 0,85 -Г 0,9Э
С = —тр- (1 -V,,)-
142 УСТРОЙСТВА ДЛЯ ПРЕДУПРЕЖДЕНИЯ ПОЛОМОК МАШИНПродолжение табл. 2Определяемые параметрыФормулы и рекомендуемыеРекомендуе¬и их обозначениязначениямые посадки
и допускиdcm — наружный диаметрdrm = 1,5-duM
cm * ступицы подвиж¬ной полумуфтыРазмеры н основ¬Определяют по величине dcm—ные параметры пру¬
жиныи Рпр согласно нормали стан¬
костроения Д 81-1 (табл. 4)п — число витков пру¬п-<7,. •жины, исходя из
потребной жест¬где Рц— номинальное усилиекостипружины (нагрузка)в кГ, при котором шаг
ПруЖИНЫ fix в мм
(табл. 4);
ft i —• деформация одного
витка пружины в мм
под действием усилияЯ —длина пружины(нагрузки) Plt(табл. 4)Я = tn -j- d мм.—в свободном состоя¬где t — шаг пружины в ммниив свободном состоянии
(табл. 4)РппHi — длина пружиныН i ■= Н — f л —^— п h мм_при включенномРцсостоянии муфты3. Значения коэффициента k для штифтов
(по экспериментальным данным, полученным при испытании штифтов
из сталей марок У8А, У10А, 45 и 50)Диаметры штиф¬
тов в ммГладкиештифтыШтифты с V-образной
канавкойОтносительное удлинение при растяжении в %12—2022—3024—2529.5—31.42—30,78—0,800,«О—0,81--4-50,68—0,720,75—0,760,86—0,950.92—1,066-80,68—0,720,75—0,780,86-0,950,92-1,10
4. Наружный диаметр D и основные параметры цилиндрических пружин сжатия из круглой стальной проволоки (d)
(сталь 60С2, ГОСТ 2052-53, нормаль станкостроения Д 81-1)РАСЧЕТ ПРЕДОХРАИИТЕЛЬН Ы X УСТРОЙСТВ
Продолжение табл. 4 £УСТРОЙСТВА ДЛЯ ПРЕДУПРЕЖДЕНИЯ ПОЛОМОК МАШИН
Продолжение табл. 4dв ммОбозначенияпараметровВеличины параметровD556065707580859095100ПО120274280301301290273258245233222203186/п2,53,556,589,410,912,514,316,220,324,810121212121212,613,113,513,714,815,717,2t14.515,51718,52022242628313642D65707580859095100ПО12013014036243642343544041839737934731929627612fix2,64.15,16,68,29,51112,515,719,423,427,7Ux14,414,414,414,414,314,51515,516,317,619,621,3t1718,519,52122,524262832374349D758085909510011012013014015016054156161258659359454550246643540738314fxx3,24,25,76,78,29.812,515,618,922,626,631tit16,816,816,816,816,817,217.518,420,121,422,424t202122,523,52527303439444955D859095100110120130140150160180200Pxx65869577074877474269064560356850845916fix3,34,35,86,89,812,715,818,822,125,834,143,6txx19,219,219,219,219,219,320,222,222,924,225,926,4t22,523,525262932364145506070РАСЧЕТ ПРЕДОХРАНИТЕЛЬНЫХ УСТРОЙСТВ
146 УСТРОЙСТВА ДЛЯ ПРЕДУПРЕЖДЕНИЯ ПОЛОМОК МАШИНБ. Расчет шариковых предохранительных муфт с двумя рядами шариков
(чисто шариковые муфты)НеподвижнаяполумуфтаОпределяемые па¬
раметры и их
обозначенияФормулы и рекомендуемые
значенияРекомендуемые по¬
садки и допускиМпр — крутящий мо¬
мент, при ко¬
тором должна
срабатывать
муфтаМпр = (0,87 ч- 0,92). Мд кГ мм,где М^ — крутящий момент,
допускаемый прочностью сла¬
бого звена, приведенного к
месту установки предохрани¬
тельного устройстваd — диаметр вала
или диаметр
впадин шли¬
цев подвиж¬
ной полумуф-
тыПо заданию или по конст¬
руктивным соображениямХь(при индивидуаль¬
ных пружинах для
гладкого вала по
П)^-диаметр ша¬
риковh — высота вы¬
ступающей
части шари¬
ковh = (0,2 ч- 0,4)'d ммAh = ±0,012ddQ — диаметр от¬
верстий для
шариковПо А4(при индивидуальных пру¬
жинах н перемещении шари¬
ков в отверстиях dQ = dm -f-
-f- (0,3 -г- 0,5) ммDQ — диаметр ок¬
ружности рас¬
положения
центров отвер¬
стий под ша¬
рикиDQ > (1,6 -5- 2) -d ммПо С4
РАСЧЕТ ПРЕДОХРАНИТЕЛЬНЫХ УСТРОЙСТВ 147Продолжение табл. 5Определяемые пара¬
метры и их обозна¬
ченияФормулы и рекомендуемые
значенияРекомендуемые по¬
садки и допускиL — длина ступи¬
цы подвиж¬
ной полумуф¬
тыL = (1 -т- 1,5) -Dq мм—D — диаметр ок¬
ружности то¬
чек приложе¬
ния окружно¬
го усилия на
шариках° = У ^-<4 **или D — (1,5 2)-£>шл мм,
где Ошл — наружный диаметр
шлицева — угол наклона
касательной
в точке кон¬
такта шари¬
ковdiu~h
sin а = Ul—Ф — приведенный
угол статиче¬
ского трения
в шарикахФ=6°>■еIIн-оРп — допускаемое
нормальное
усилие на ша¬
рикв мм1112141620242832Рп
в кГ3035405075120175250Р — окружное уси¬
лие на шари¬
ках при вы¬
ключении2МпПР=-^«Г—г — необходимое
количество
шариковР COS ф
2 ~~ рп *cos <а~я(1,75 ч- 2,25).do-3 — угол располо¬
жения отвер¬
стий под ша¬
рики369°
f>= 2 ■Ар =* ±1°
148 УСТРОЙСТВА ДЛЯ ПРЕДУПРЕЖДЕНИЯ ПОЛОМОК МАШИНПродолжение табл. 5Определяемые пара¬
метры н их обозна¬
ченияФормулы и рекомендуемые
значенияРекомендуемые по¬
садки и допуски/ — приведенный
коэффициент
статического
трения в шли¬
цевом соеди¬
нении/ = 0,17А/ = ±0,023Рпр — осевое усилие
на пружине
или усилие
отдачи пру¬
жиныкГбРлр ■= 0,08 -г- 0.1 бРазмеры и
основные па¬
раметры пру¬
жиныПодбирают, исходя из Рпо табл. 4 ^при индивидуаль¬
ных пружинах, исходя из
% ■«.)Н% — длина пру¬
жины в сжа¬
том состоянииРН\ ~ in — fn - -- п мм,Р Игде п — число витков пружи¬
ны (принимают по конструк¬
тивным соображениям);Яц, /и, « — параметры пру¬
жины (берут по табл. 4)-V6. Расчет шариковых предохранительных комбинированных муфтОпределяемые пара¬
метры и их обозна¬
ченияФормулы и рекомендуемые
значенияРекомендуемые по¬
садки и допускиИсходные данные
и основные размеры
муфтыОпределяют по формулам,
приведенным в табл. 5-
РАСЧЕТ ПРЕДОХРАНИТЕЛЬНЫХ УСТРОЙСТВ 149Продолжение табл. 6Определяемые пара¬
метры и их обозна¬Формулы и рекомендуемые
значенияРекомендуемые
посадки и допускиченияа — угол наклонаа = 30 -т- 40°плоскостипризматиче¬ской канавкик оси муфтыг — необходимое
количество^ _ Р COS ф
~ Рп cos (а — ф)—шариков3600
Р = 20 — угол располо¬лр = ±1°жения отвер¬стий под ша¬рики(рк — приведенныйфк = 5”*Э*-±4*угол кинема¬тического тре¬нияfK — приведенный^ = 0,145Ык = ±0,024коэффициенткинетическоготренияРпр — осевое усилиеРпр=Р[(в(а-<Рк)-—пружиныкГРазмеры и ос¬Подбирают, исходя из Рпр(—новные пара¬метры пружи¬по табл. 4 при индивидуаль-ны\ных пружинах, исходя из
¥■ ■ •'«.)е — зазор междуе =* 1 1,5 мм~торцом по-лумуфты, не¬сущей шари¬ки, и торцомполумуфты спазами в ра¬бочем состоя¬нииho — величина ходаh0 — h — е мм подвижнойвтулки с ша¬рикамиуц — коэффициентYv«0,9~- 1,0—чувствитель¬ности муфтыС — жесткостьC = ^L(l-v ) кГ/MM, пружиныft o'п —- число витковnCfu ’ пружиныгде Рц и fiX — параметры
пружины (берут по табл. 4)
150 УСТРОЙСТВА ДЛЯ ПРЕДУПРЕЖДЕНИЯ ПОЛОМОК МАШИНПродолжение табл. 63QОQ"aN343-au$0ь.Основ¬6570—110503281111,530,54013ные7575—120583681313,53,50,754614раз¬8595—120654081616,54,5I521,54,5меры10095—120784881616,54,51651,54,5муфты115100—120885592020,55,51,5721,55.5по130100—12510268102020,55,51,5851,55,5нор¬150130 — 20011880102424,56,5210026,5малям170130 — 20013695122424,56,5211526,5фирмы195130—200160115122424,56,5214026,5«Schi-225160-250185135142828,582,516027,5ess»260160 — 250216160142828,582,519527,57. Расчет комбинированных радиальных шариковых муфтОпределяемые парамет¬
ры и их обозначенияФормулы и рекомендуемые
значенияРекомендуемые
посадки и
допускиМ пр — крутящий мо¬
мент, при кото¬
ром должна сра¬
батывать муфтаd — диаметр вала,
несущего полу-
муфту с призма¬
тическими канав¬
камиh0 — высота части ша¬
рика, находящей¬
ся в призматиче¬
ской канавкеd0 — диаметр радиаль¬
ных отверстий в
полумуфтеМпр = (0,87 -г- 1,14).кГмм,где М д ■
допускаемый прочностью сла¬
бого звена, приведенный к
месту установки предохрани¬
тельной муфтыПо заданию или по конст¬
руктивным соображениям■ крутящий момент,йш = ф,Ъ 0,4М мм
hQ = (0,2 ч- 0,4)'dul ммd0 = dm+(0f3 + 0,5) ммВ зависимости
от конструкцииДА0 = ±о.ш.«гша.
РАСЧЕТ ПРЕДОХРАНИТЕЛЬНЫХ УСТРОЙСТВ 151Продолжение табл. 7Определяемые парамет¬
ры и их обозначенияФормулы и рекомендуемые
значенияРекомендуемые
посадки и
допускиD9 — диаметр окруж¬
ности располо¬
жения центров
шарикова — угол наклона ка¬
сательной в точ¬
ке контакта ша¬
рикаВ — ширина призма¬
тической канавки
по месту касания
шариковФ — приведенный ко¬
эффициент стати¬
ческого трения— диаметр диска,
несущего призма¬
тические канавкие — радиальный зазор
между полумуф-
тамиD2 — внутренний диа¬
метр полумуфты,
несущей шарикиР — окружное усилие
на всех шарикахD0 > (2 2,2) d мма = 30 -f- 40°Ф =6°Dl = VB1Jr(Do-Ош + ^оУ *ме = 1 — 2 мм
Dt = Dj -f 2е ммР = -2МDiкГС4да =Дф = ±4°С*Рп — допускаемое нор¬
мальное усилие
на шарикd[u в мм
Р„ в кГ1112141620242822,526,33037,556,390131,532187,5z — количество шари¬
ковРпр — осевое усилиесжатия одной
пружиныD — наружный диа¬
метр пружиныРазмеры и основ¬
ные параметры
пружиныС — жесткость пружи-
ны(величина уси¬
лия, вызывающе¬
го сжатие пружи¬
ны на 1 мм)__ Р cos ф • 2 < 2
Рп cos (а — ф> ’ "" d0р'пр = ‘е «* - ф) «гПодбирают, исходя из D иРпо табл. 4
прС =ТГ(1-Уч) кГ/мм-вительности (для комбиниро¬
ванной шариковой муфты
Уч =0,8-1)6Р_П = 0,8 -г- 0,15
пр
152 УСТРОЙСТВА ДЛЯ ПРЕДУПРЕЖДЕНИЯ ПОЛОМОК МАШИНПродолжение табл. 7Определяемые парамет¬
ры и их обозначениеФормулы и рекомендуемые
значенияРекомендуемые
посадки и
допускип — число витков пру¬
жинысыгде Рл, fи — параметры пру¬
жины (берут по табл. 4)-Д tK — допускаемая
равномерность
шага канавок по
окружности />1Д*ж < 0,0125dlu ммА (щ — допускаемая не¬
равномерность
шага канавок по
окружности DtAtui ^ 0,025^ш мм8. Расчет конусных фрикционных предохранительных муфт1Определяемые размеры
и параметры и их
обозначенияФормулы и рекомендуемые
значенияРекомендуемые
допуски и
посадкиМ — крутящий мо¬
мент, при кото¬
ром должна сра¬
батывать муфтаДля муфт с металлическими
рабочими поверхностямиМ: (0,62 ~ 0,71) М, кГ ммдля муфт с одним конусом из
текстолита (по стали и чугу¬
ну)Мнр — 0,94М^ kTmmid — диаметр вала в
ммгде М^ — крутящий момент,
допускаемый прочностью сла¬
бого звена, приведенный к ме¬
сту установки предохрани¬
тельной муфтыУстанавливают заданием по
расчету или по конструктив¬
ным соображениям
РАСЧЕТ ПРЕДОХРАНИТЕЛЬНЫХ УСТРОЙСТВ 163Продолжение табл. 8Определяемые размеры
и параметры и их
обозначенияФормулы и рекомендуемые
значенияРекомендуемые
допуски и
посадкиР — наибольшее
допускае¬
мое давле¬
ние на ра¬
бочих по¬
верхностях
в кГ/мм2Со смазкой:
чугун по чугуну или по зака¬
ленной стали — 0,1 — 0,12Без смазки;
чугун по закаленной стали —
0,03 — 0,04;прессованный асбест и фер-
родо по стали или чугуну —
0,03 — 0,04;текстолит по стали или чугу¬
ну — 0,04 — 0,06/в — коэффи¬
циент стати¬
ческого тре¬
ния на ра¬
бочих по¬
верхностяхСо смазкой:
чугун по чугуну или по за¬
каленной стали — 0,15Без смазки:
чугун по закаленной стали —
0,2;текстолит по стали или чугу¬
ну — 0,2Dcp — средний
диаметр
контакта
конусов
фрикцион¬
ных поверх¬
ностейПо конструкторским сооб¬
ражениям илиDCP~V nmPf, **Ь — длина обра¬
зующей по¬
верхности
тренияb = (0,3 0,5) Dcp ммт — отношение
длины обра¬
зующей по¬
верхности
трения к
среднему
диаметру
Dcp контак¬
та фрикци¬
онных по¬
верхностейт = — = 0,2 0,4сра — половина
угла при
вершине ко¬
нус аа = 20 ~ 30°Конусы при¬
работатьРпр — потребная
сила сжа¬
тия пружи¬
ны2Л* sin а
Р — f кГ
пр— о J
ср' оЬРпр = 0,08 + 0,15Дф1 и Дфг — перекосыведущего иведомоговалов±6 -г 10'
154 УСТРОЙСТВА ДЛЯ ПРЕДУПРЕЖДЕНИЯ ПОЛОМОК МАШИНПродолжение табл. 8Определяемые размеры
и параметры и их
обозначенияФормулы и рекомендуемые
значенияРекомендуемые
допуски и
посадкиSi — зазор между
валом 1 и
втулкой 2Si ^0АНД^1 и дг|)а — непарал-
лельность
осей кону¬
сов и отвер¬
стий ступиц± 0,25°Ост — ДиамеТРступицы по¬
лумуфты,
на которую
надевается
пружинаDctnz=l-5d ммРазмеры и
основные
параметры
пружиныОпределяют, исходя из £>ст
и Рпр по табл. 4Hi — длина пру¬
жины в
сжатом со¬
стоянииРППHi = tn — fu—P-n мм,
г\\где п — число витков пружи¬
ны;Ри, fit, t — параметры пру¬
жины (берут по табл. 4)—
РАЗДЕЛ IIОБЩЕСЛЕСАРНЫЕ
И СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫГлава 6ОПИЛИВАНИЕ, РАСПИЛИВАНИЕ, ПРИГОНКА
И ПРИПАСОВКАОПИЛИВАНИЕПри ремонте приходится опиливать плоскости станин, плит, стоек,
пазы, выступы, подгонять шпонки, снимать фаски, зачищать заусенцы,
забоины и т. п.Опиливанием снимают слои металла в пределах от 0,05 до 1 мм.
Точность этого вида обработки (табл. 1) зависит прежде всего от квали¬
фикации слесаря.К Точность опиливания при работе напильниками разных классовОпиливаниенапильникамиПрипуск на
обработку
в ммТочность обработки в ммГруппачистотыобработкиОтклонение
от прямоли¬
нейности или
плоскостно¬
сти на всю
длину или
ширину по¬
верхностиСреднее от¬
клонение от
заданного
размераДрачевымиЛичнымиБархатнымиПриме»!
группы можно0,5—10,15—0,30,05-0,1[ а н и е. Клас
получить люб<0,15 — 0,20
0,03 — 0,06
0,02 — 0,03с чистоты noeej
эй.0,2 —0,3
0,05—0,1
0,02 — 0,05рхности в пред*123?лах даннойПрименяемые для опиливания напильники по числу насечек, при¬
ходящихся на 1 см длины, делят на шесть классов:1-й драчевые (крупная насечка), для грубого чернового опиливания;2-й личные (мелкая насечка), для чистовой обработки поверхностей;
3, 4, 5 и б-й бархатные с мелкой и очень мелкой насечкой (дляподгонки деталей, отделки, доводки и шлифования поверхностей).Напильники-брусовки изготовляют одного класса (драчевые с очень
крупной насечкой для самого грубого опиливания).Рашпилями опиливают баббиты, свинец, цинк и другие материалы,
делят их на два класса. Рашпили 2-го класса имеют более мелкую
насечку и ими можно пользоваться для чистовой обработки (где не
требуется высокое качество чистоты поверхности).
№ ОПИЛИВАНИЕ, РАСПИЛИВАНИЕ, ПРИГОНКА И ПРИПАСОВКАНадфили делят на шесть номеров. Первый номер имеет 25 насечек,
шестой — 80 насечек на 1 см длины. Используют их при опиливании
очень точных и мелких изделий, мест, не доступных для обычных на¬
пильников, изготовлении инструментов и обработке штампов,Драчевые напильники применяют для грубого опиливания, когда
надо снять большой слой металла (до 1 мм). За один рабочий ход дра-
чевым напильником можно снять слой толщиной 0,08—0,15 мм.Рис. 1. Элементы напильника:1 — нос; 2 — ребро; 3 —• грань; 4 пятка; 5 — хвостовик;
6 — ручка; L — длинаЛичные напильники используют для точной обработки со съемом
слоя металла не более 0,1 мм. За один рабочий ход такими напильни¬
ками снимают слой металла толщиной до 0,03 мм.Бархатными напильниками придают высокую чистоту обрабаты¬
ваемой поверхности. После них на поверхности не остается никаких
видимых на глаз и ощутимых руками штрихов.Напильники (рис. 1) изготовляют длиной от 100 до 400 мм из угле¬
родистой стали марок У13 или У13А, а также хромистой стали ШХ15.Форму сечения напильника выбиоают соответственно по очертанию
обрабатываемой поверхности (табл. 5).2. Виды напильников и их назначениеВидынапильникопНазначениеЭскизыПлоские и пло¬
ские остроносыеОпиливание легко доступ¬
ных плоских и выпуклых
поверхностей, пропиливание
шлицев и канавок, распили¬
вание прямоугольных от¬
верстийКвадратны* (че¬
тырехгранные)Распиливание квадратных
и прямоугольных отверстий,
узких плоских поверхно¬
стей, не доступных для ра¬
боты широким плоским на¬
пильникомШVТрехгранные и
ромбическиеОпиливание внутренних
углов, трехгранных отвер¬
стий и плоскостей в недо¬
ступных для плоского на¬
пильника местах^ /ГА
ОПИЛИВАНИЕ157Продолжение табл. 3ВидынапильниковНазначениеЭскизыКруглыеРаспиливание круглых
или овальных отверстий,
вогнутых поверхностей, не
доступных для полукругло¬
го напильникаЙПолукруглыеОпиливание плоской сто¬
роной плоскостей, полу¬
круглой стороной—вогну¬
тых поверхностей (полу¬
круглые выемки)НожовочныеОпиливание внутренних
углов, клиновидных кана¬
вок, узких пазов, плоскостей
в трехгранных, квадратных
и прямоугольных отверстиях№Важное значение для удобства, высокой производительности и
безопасности работы напильником имеют правильные размеры (табл. 3)
и форма ручек. Длина ручки должна быть примерно в 1,5 раза длиннее
хвостовика. Хвостовик напильника входит в ручку на глубину от
2/з ДО 3/4 его длины.При насаживании ручки на хвостовик напильника между плечи¬
ками пятки и концами ручки оставляют расстояние 10—20 мм, которое
необходимо для последующего углубления хвостовика напильника
в случае ослабления.Ручки к напильникам изготовляют из твердых пород дерева: березы,
клена, бука, ясеня. Поверхность их делают ровной и гладко отполи-
158 ОПИЛИВАНИЕ, РАСПИЛИВАНИЕ, ПРИГОНКА И ПРИПАСОВКА
3. Размеры деревянных ручек напильников в ммДлина на¬
пильника
в мм№ручкиАБВГДЕЖ3И100120255252219336769125—1602202553525213773115200—250320255402522407911831542030740272543841244005253074029274687135рованной. Чтобы ручка не раскалывалась при насадке] напильника
и в работе, на ее конец надевают стальное кольцо. Отверстие для хво¬
стовика просверливают или прожигают.При насаживании хвостовик вставляют в отверстие ручки и правой
рукой вертикальными взмахами ударяют головкой ручки о верстакРис. 2. Насаживание и снятие ручки напильника(рис. 2, а) или, вставив хвостовик в отверстие ручки, молотком слегка
ударяют по головке ручки (рис. 2, б). Для снятия напильника ручку
берут в левую руку и наносят два-три слабых удара молотком по верх¬
нему краю кольца (рис. 2, в).Размеры напильников и число насечек на них приведены в табл. 4.
ОПИЛИВАНИЕ
160 ОПИЛИВАНИЕ, РАСПИЛИВАНИЕ, ПРИГОНКА И ПРИПАСОВКА
. Борисов, В. П. СахаровПродолжение табл. 4ОПИЛИВАНИЕ
Продолжение табл. 4162 ОПИЛИВАНИЕ, РАСПИЛИВАНИЕ, ПРИГОНКА И ПРИПАСОВКА
ПРИЕМЫ ОПИЛИВАНИЯ 163ВЫБОР НАПИЛЬНИКОВНапильники выбирают в зависимости от обрабатываемого материала
(табл. 5).5. Выбор напильниковУгол наклона в град насечкиОбрабатываемый материалосновнойвспомогательныйМалоуглеродистая сталь4045Углеродистая сталь .3050Чугун2060Латунь ...530Дуралюминий3050Бронза3045Напильники с простой насечкой (одинарной) применяют для обра¬
ботки мягких металлов (баббит, свинец, сплавы из мягких металлов),
а также для обработки дерева и пробки. Мягкие металлы (свинец,
припои) нельзя опиливать личными или бархатными напильниками,
так как стружка быстро забивает впадины между зубьями и напильник
перестает резать металл.Длина напильника должна быть не менее, чем на 150 мм, больше
длины опиливаемой поверхности.ПРИЕМЫ ОПИЛИВАНИЯЕсли плоскую поверхность опиливают особенно тщательно, ее
проверяют на краску. Окрашенные места опиливают, а затем поверх¬
ность снова проверяют по краске. Так продолжают до тех пор, пока
не будет достигнута необходимая точность обработки поверхности.Направление движения напильника должно быть строго горизон¬
тальным, поэтому усилие на ручку и нос напильника прикладывать
надо с учетом точки опоры его на обрабатываемой поверхности. Когда
точка опоры находится посредине напильника, то вертикальные усилия
правой и левой рук должны быть равны.При рабочем ходе (движение напильника от себя) верикальные
усилия правой руки должны постепенно увеличиваться (рис. 3). При
холостом ходе (движение напильника к себе) вертикальных усилий на
164 ОПИЛИВАНИЕ, РАСПИЛИВАНИЕ, ПРИГОНКА И ПРИПАСОВКАнапильник не должно быть. Если вертикальные усилия правой и левой
рук на напильник в процессе работы не изменять, то горизонтальное
положение напильника изменится: в начале рабочего хода напильник
повернется ручкой вниз, а в конце — носом вниз. Обрабатываемая
плоскость в таком случае будет с краев опилена больше, а в середине
меньше. Правильное положение рук при опиливании показано на
рис. 4. Темп движения напильника зависит от его величины и выпол-Рис. 4. Приемы работы напильником;
а — положение ручки напильника в правой руке; 6 — выполне¬
ние опиливания; в — положение левой руки на напильникеняемой работы. Опиливание идет быстрее, если темп движения взят
небольшой, а стружку снимают большую.На поверхности^ заготовки напильник оставляет следы зубьев,
которые называют штрихами или рисками. По равномерности штрихов
определяют качество опиливания. Для уменьшения глубины штриховРис. 5. Отделка поверхности напильником;
а — поперечным штрихом; 6 не — продольным штрихом;
г — круговым штрихоми лучшего выравнивания плоскостей периодически изменяют направ¬
ление опиливания, в результате получается перекрестный штрих.При опиливании металлов (особо вязких) между зубьями напиль¬
ников набивается стружка, которая мешает дальнейшей работе и ца¬
рапает поверхность обрабатываемой заготовки. Поэтому напильники
периодически чистят щетками.Рабочую поверхность личного напильника с целью предупрежде¬
ния царапания покрывают мелом. Мел заполняет пространство между
зубьями напильника и стружка не попадает во впадины между на¬
сечками.
УХОД ЗА НАПИЛЬНИКАМИ 165Опиливание поверхности обычно заканчивают ее отделкой. В сле¬
сарном деле поверхности отделывают личным и бархатным напиль¬
никами, бумажной или полотняной абразивной шкуркой, образивными
брусками. При этом направление движения напильника может быть
поперечным, продольным или круговым штрихами (рис. 5). Чтобыа)о)Рис. 6. Отделка опиленных поверхностей:
а—деревянным бруском с наклеенной наждачной бумагой; б—абра¬
зивной бумажной шкуркой, натянутой на напильник; в — вогнутой
поверхности абразивной шкуркойполучить гладкую и чистую поверхность, насечку напильника необ¬
ходимо во время работы чаще прочищать и натирать мелом (при опи¬
ливании алюминия — стеарином).После отделки поверхность обрабатывают абразивными брусками
или абразивной шкуркой (мелкими номерами) всухую или с маслом
(рис. 6). В первом случае получают блестящую поверхность металла,
во втором — полуматовую. При отделке меди и алюминия шкурку
натирают стеарином.УХОД ЗА НАПИЛЬНИКАМИНапильники во время работы изнашиваются. Износ сопровождается
потерей их режущих свойств. Очень быстро, практически мгновенно,
изнашивается напильник в случае опиливания им поверхности, не
очищенной от окалины и корки, или закаленной. Для удлинения срока
службы напильников необходимо соблюдать правила:не употреблять новый напильник для опиливания твердого чугуна,
стали и твердых, неотожженных стальных деталей (сначала им опили¬
вают мягкую сталь, бронзу, латунь);беречь напильники от ржавления; следить, чтобы на них не попа¬
дала вода и наждачная пыль;всегда пользоваться только одной стороной напильника, вторую
пускать в дело лишь после затупления первой стороны или же в случае
обязательной обработки острыми зубьями;не класть напильники один на другой, а также вместе с другими
инструментами и деталями;не брать напильник за несеченную часть замасленными руками и
не класть его на замасленные верстак или тр-япки.Уход за напильниками заключается в своевременной очистке на¬
сечки от застрявших в ней стружек и предохранении напильника от
попадания на насечку масла или воды. Чистят напильники стальными
щетками, изготовляемыми из кордной ленты. Иногда стальной щеткой
не удается достаточно хорошо очистить напильник, тогда его опускают
на 8—10 мин в 10%-ный водный раствор серной кислоты, а затем про¬
166 ОПИЛИВАНИЕ, РАСПИЛИВАНИЕ, ПРИГОНКА И ПРИПАСОВКАмывают в воде и очищают стальной щеткой. После очистки напильник
тщательно промывают сначала в растворе каустической соды, а потом
в горячей воде и немедленно сушат.Опилки от каучука, фибры и дерева можно очистить стальной
щеткой после выдерживания напильника в течение 15—20 мин в горя¬
чей воде.Если на напильник попало масло, то его чистят куском древесного
угля (березового), натирая вдоль рядов насечек, а затем чистят, как
обычно, щеткой. Если очистить углем не удается, то замасленные и
загрязненные напильники промывают в горячем растворе щелочи
(едкого натра, каустической соды). После этого их очищают стальной
щеткой, промывают в воде и высушивают.Напильники при правильном уходе и интенсивной работе сохра¬
няют работоспособность в течение 12—15 рабочих дней при опиливании
стали средней твердости, 7—10 дней — стали твердой, 10—12 дней —
чугуна, 15—18 дней — бронзы и мягкой стали, 15—20 дней — латуни
и алюминия.Поверхность изношенного напильника блестящая, а нового или
малоизношенного — матовая.Изношенные напильники передают в перенасечку или на восста¬
новление.МЕХАНИЗАЦИЯ ОПИЛОВОЧНЫХ РАБОТРучная пригонка деталей опиливанием — очень трудоемкая опера¬
ция. Для повышения производительности труда на этой работе при¬
меняют механизированный инструмент и специальные ставки.Рис. 7. Приспособление для механического опиливания:/ — напильник; 2 — зажим для закрепления напильника; 3 —
движущаяся поступательно планка; 4 — коробка; 5 — гибкий
вал бормашиныСуществует два типа приборов и приспособлений для механического
опиливания:роторного действия, непосредственно присоединяемые к гибкому
валу;преобразующие вращательное движение в прямолинейное возвратно¬
поступательное.Приспособлениями первого типа являются фасонные вращающиеся
напильники и абразивные круги. Одно из приспособлений второго типа
изображено на рис. 7. Его укрепляют на конце гибкого вала 5. Оно
состоит из коробки 4, внутри которой имеется кулачок для преобразо¬
вания вращательного движения вала в возвратно-поступательное дви¬
жение напильника. Источником движения обычно служит бормашина.Работа механическом напильником требует приложения некоторого
усилия, но значительно меньшего, чем при ручном опиливании, так как
МЕХАНИЗАЦИЯ ОПИЛОВОЧНЫХ РАБОТ167рабочий здесь только направляет напильник и регулирует нажатие.
Самую тяжелую часть работы по снятию стружки производит машина.Для зачистки заусенцев и снятия фасок, а также для обработки
закаленных поверхностей используют шлифовальные круги, приводи-Гис. 8. Переносная опиловочная пневматическая машинка
с напильникоммые в движение бормашинами, устанавливаемыми вместо вращающихся
напильников.Значительно облегчают и ускоряют опиливание переносные опило-
вочные пневматические машинки (рис. 8). В корпусе их размещен меха¬
низм для придания возвратно-поступательного движения напильнику.
Скорость этого движения, являющуюся
скоростью резания, можно регулировать.Пневматический напильник весит 2,5 кг.Для установки различных по форме и
размерам напильников машинка имеет
сменный зажимной патрон. На ней вместо
напильника можно установить ножовоч¬
ное полотно. Отработавший воздух пне¬
вматического привода в виде струи на¬
правляют на поверхность изделия, чем
удаляют стружку из зоны обработки. Для
удобств работы машинку подвешивают на
пружинные устройства или балансиры.Опиловочно-шлифовальный станок
(рис. 9) применяют для выполнения раз¬
личных слесарных работ. В головку 1
гибкого вала 2 устанавливают вращаю¬
щиеся напильники 3 различной формы
(рис. 10). Для обработки закаленных по¬
верхностей вместо таких напильников
крепят абразивные круги.Кроме опиловочно-шлифовальных стан¬
ков, для механизации ручной обработки
используют различные шлифовальные ру¬
чные машинки — пневматические и эле¬
ктрические (табл. 6). Выпускают их с гори-
зонтальным шпинделем для работы пери- Рис Оп„ловочно-шлифо-
фериеи абразивного круга и с вертикаль- вальный станокным шпинделем для работы торцом круга.Из числа легких ручных пневматических машинок наибольшее
распространение получили машинки типа ШР-6, ШР-06 и ШР-2, при¬
меняющиеся на операциях по удалению заусенцев, скруглению ребер,
зачистке неровностей, выступов, окалины.
168 ОПИЛИВАНИЕ, РАСПИЛИВАНИЕ, ПРИГОНКА И ПРИПАСОВКАРучная высокочастотная электрическая шлифовальная машинка
И-66 предназначена для пригоночных работ, зачистки сварных швов
и литых поверхностей.Электрическая высокочастотная шлифовальная машинка типа И-82
имеет синхронный двигатель 200 вт> работающий при частоте 200 пер!сек.ШРис. 10. Вращающиеся напильники (борнапильники)Для применения высокочастотных электрических машинок необ¬
ходимо иметь преобразователи высокой частоты.Электрические и пневматические шлифовальные машинки повышают
производительность труда в сравнении с ручной пригонкой в 5—10 раз.6. Технические характеристики зачистных машинокПоказателиПневматическиеЭлектрическиеШР-5ШР-6ШР-06И-44ШР-2И-82И-66Вес без круга в кг
Наибольший диа¬
метр шлифовального1.82256,71.86,2круга в мм ....Число оборотов
при нормальной на¬30506012515050175грузке в минуту . .Мощность при да¬
влении воздуха 5 am5000600060004000300010 5003200в л. с.Расход воздуха в0,150,170,30,31,40,2
кет *0,8
кет *мЦмин Диаметр шланга0,60,80,711,7—в мм Длина машинки1613131316——в мм210400426405518375530* Ток трехфазный с частотой 200 пер]сек, напряжение 36 или 220 в.РАСПИЛИВАНИЕРаспиливанием называют обработку отверстий опиливанием с целью
придания им определенной формы и размеров. Круглые и овальные
отверстия распиливают круглыми, полукруглыми и овальными напиль¬
никами; трехгранные — трехгранными, ножовочными и ромбовидными;
квадратные — квадратными; прямоугольные — квадратными и пло¬
скими. Чтобы боковыми гранями напильника не повредить боковых
стенок распиливаемого отверстия, его сечение должно быть меньше
размера отверстия.
ПРИГОНКА И ПРИПАСОВКА169оооо$‘агото6наДля распиливания отверстий в деталях с узкими, плоскими и пря¬
молинейными поверхностями применяют наметки, рамки и параллели.На рис. 11 показана по- следователь ность операций
выпиливания окна в чугун¬
ном бруске.Главными видами брака
при распиливании отверстий
являются невыдержанность
размеров распиленных отвер¬
стий, недостаточная чистота
обработанных поверхностей,
повреждение наружных по¬
верхностей тисками при ра¬
боте без нагубников, слиш¬
ком большие фаски на реб¬
рах и т. п.Рис. 11. Распиливание
окна в чугунном
брускеПРИГОНКА И ПРИПАСОВКАДля пригонки одной детали к другой необходимо, чтобы одна из
них была совершенно готовой, по которой пригоняют другую. В этойоперации наиболее существенным пре¬
пятствием являются острые ребра и
углы припиливаемых поверхностей. Их
подправляют до тех пор, пока пригоняе¬
мые детали не будут свободно входить
одна в другую. Если соединение нельзя
проверить на просвет, то припиливают
по краске.При любых пригоночных работах
нельзя оставлять острых ребер и зау¬
сенцев на деталях, их нужно сглажи¬
вать личным напильником.Окончательную пригонку деталей —
точную, без просветов, качки и пере¬
косов — называют припасовкой. При¬
пасовывают обычно шаблоны, контр¬
шаблоны, штамповый инструмент (пуан¬
соны, матрицы) и другие изделия. У
шаблона и контршаблона рабочие части
припасовывают так, чтобы при сопри¬
косновении их припасованных сторон
между ними не было никакого зазора
при любой из возможных взаимных пе¬
рекантовок (перевертываний со сто¬
роны на сторону) шаблона и контр¬
шаблона.Припасовывать можно полузамкну¬
тые и замкнутые контуры (рис. 12), кото¬
рые называют проймами. Правильность
их контуров проверяют мелкими ка-
либрами-шаблончиками, изготовляемыми самими слесарями. Такие
мелкие проверочные инструменты называют выработками (рис. 12, в).8)Рис. 12. Проймы:
а — полузамкнутая; б — замк¬
нутая; в — квадратная;1—шаблон; 2— конштршаблон;
3—шестигранная; 4—трехгран¬
ная; 5 — вкладыш; 6 — выра¬
ботка
Глава 7РЕЗКА МЕТАЛЛОВМеталлы режут ручными или механическими ножовками, а также
ручными и механическими, рычажными, параллельными и дисковыми
(круглыми) ножницами.Крупный сортовой металл (круглый, полосовой, угловой, двутав¬
ровый и т. п.) разрезают на приводных ножовках и дисковых пилах,
а также электрической и газовой резкой, листовой металл — ручными
и приводными ножницами, трубы — вручную ножовкой и труборезом
(механическую резку труб осуществляют на специальных станках).Для резки закаленной стали и твердых сплавов применяют тонкие
дисковые шлифовальные круги. Начинают внедрять анодно-механиче¬
ский и электроискровый способы резки металлов.РЕЗКА НОЖОВКАМИРучная ножовка (рис. 1) состоит из ножовочного полотна и специаль¬
ной державки (рамки или станка), в которой закреплено ножовочное
полотно.3Зубья направлены
8 сторону нажимаРис. 1. Ручная ножовка*/ — барашек; 2 — натяжная серьга; 3 — станок;4 — неподвижная серьга; 5 — ручка; б — ножовоч¬
ное полотноНожовочные полотна (см. таблицу) изготовляют из инструменталь¬
ной стали марок 9ХС, У10, У10А, У12, У12А или мягкой углероди¬
стой стали (У8, У8А, У9 и У9А) с последующей цементацией зубьев.Ножовочное полотно термически обрабатывают так, что верхняя
часть его имеет большую вязкость, нижняя меньшую. Для этого ниж-
РЕЗКА НОЖОВКАМИ 171Станочные и ручные ножовочные полотна(ГОСТ 6645-59)—ЛТип полотнаДлина1ВысотаЬТолщинасШаг зубьеи
SСтаночные350251,251,6—2,5350321,62,5—4,0400321,62,5—4,0400402,04,0 —6,3450352,02,5-5,0450402,04,0 —6,3600502,54,0—6,3Ручные250130,650,8—1,0300130,650,8—1,0300160,81,0—1,6нюю часть полотна с зубьями закаливают, а верхнюю оставляют неза¬
каленной. Такая термическая обработка уменьшает поломки ножовоч¬
ного полотна при работе.Ножовочные полотна изготовляют с мелким и крупным зубом.
Количество зубьев на 25 мм длины ножовочного полотна колеблется
от 15 до 32. Зубья полотна разводят в разные стороны, чтобы умень¬
шить трение их боковых граней об обрабатываемую поверхность и
исключить заедание полотна в пропиливаемой канавке. Величина раз¬
вода должна быть такова, чтобы ширина канавки была больше толщины
ножовочного полотна на 0,25—0,5 мм.Разгводят зубья отгибанием каждых двух смежных зубьев в противо¬
положные стороны на 0,25—0,6 мм. Существует еще волнистый (гофри¬
рованный) развод. Делают его так. При малом шаге зубьев два-три
зуба отводят вправо и два-три зуба влево, при среднем шаге— один
зуб влево, второй вправо, третий не разводят, при крупном шаге —
один зуб влево, второй вправо. Гофры при волнистом разводе образуются
в результате того, что вместе с отгибаемыми зубьями захватывают
металл у их основания.Для резки мягких и вязких металлов (медь, латунь) применяют
ножовочные полотна с шагом зубьев s = 1 мм, твердых металлов
(сталь, чугун) — с шагом s = 1,6 мм, мягкой стали — с шагом s =
= 2 мм. В слесарных работах используют преимущественно ножовоч¬
ные полотна, у которых на длине 25 мм насчитывается 15 зубьев.Прорези в головках винтов под отвертку (шлицы) прорезают в мел¬
ких винтах ножовками с тонким полотном (толщина 0,8 мм). В голов¬
ках более крупных винтов шлицы прорезают обыкновенной ножовкой.
Широкие шлицы в крупных винтах прорезают полотнами толщиной
1,5—3 мм или в ножовку вставляют одновременно два — три полотна
нормальной толщины.
172РЕЗКА МЕТАЛЛОВПРИЕМЫ И ТЕХНИКА РЕЗКИ НОЖОВКАМИВо время резки ножовку держат преимущественно в горизонталь¬
ном положении. Двигать ее нужно плавно, без рывков и с таким
размахом, чтобы работало почти все полотно, а не только его середина
(нормальный размах не менее 2/з длины ножовочного полотна).Усилие нажима на ножовку зависит от твердости обрабатываемого
металла и его размеров. В среднем усилие должно соответствовать
1 кГ на 0,1 мм толщины полотна.Нажимать на станок необходимо обеими руками, при этом наиболь¬
шее давление оказывать левой рукой, а движение станка осуществлять
главным образом правой рукой, приложенной к его ручке. При холо¬
стом ходе на ножовку не нажимают. При работе ножовочным станком
нужно делать не более 40—50 ходов в минуту. При более быстром
темпе полотно нагревается и быстрее затупляется.Если в начале резки ножовка скользит по поверхности, то место
распиливания надрубают зубилом или надрезают ребром напильника.При резке деталей, имеющих острые ребра, необходимо обеспечи¬
вать плавный заход зубьев в металл и не допускать подпрыгивания
станка при переходе от зуба к зубу. В противном случае зубья ломаются
и процесс резки оказывается невозможным.Ручной ножовкой чаще всего работают без охлаждения. Для умень¬
шения трения полотна о стенки пропиливаемой канавки его полезно
смазывать машинным маслом, густой смазкой из сала или графитной
мазью, в состав которой входят 2 части сала и 1 часть графита. Резать
приводной ножовкой надо обязательно с охлаждающей жидкостью —
мыльной водой или эмульсией.Слабое натяжение полотна иногда способствует «уводу» его в сто¬
рону. При уводе полотна следует начать резку в новом месте — с обрат¬
ной стороны. Попытка выправить косую прорезь приводит к поломке
полотна.Для более продолжительного использования ножовочного полотна
рекомендуется вначале разрезать им мягкие материалы, а затем, после
некоторого затупления зубьев, — более твердые.При поломке хотя бы одного зуба работу ножовкой следует прекра¬
тить, иначе произойдет поломка смежных зубьев и быстрое затупление
всех остальных. Для восстановления режущей способности ножовки,
у которой выкрошился зуб, необходимо на точиле или шлифовальном
круге сточить два-три соседних с ним зуба.Если во время резания сломалось старое, сработавшееся ножовоч¬
ное полотно нельзя продолжать работу новой ножовкой, так как
ширина пропила для нового полотна окажется мала и оно не войдет
в прорезь. В этом случае поворачивают изделие и режут в другом месте.Разрезать материал ножовкой легче по узкой его стороне. Поэтому
полосовой металл, как правило, режут по узкой стороне полосы, но
это можно лишь при условии, если на длине реза с металлом соприка¬
сается не менее двух-трех зубьев полотна. При меньшей толщине по¬
лосы зубья ножовки могут выломаться, поэтому тонкую полосовую
сталь разрезают по широкой стороне.Тонкие металлические листы при разрезке ножовкой зажимают
между деревянными прокладками по одному или нескольку штук и
разрезают вместе с прокладками. Такой способ обеспечивает лучшее на
правление ножовочному полотну и предохраняет его от поломок.Для вырезки в тонких листах криволинейных или угловых про¬
резей применяют лобзик. Вместо ножовочного полотна в лобзик встав¬
РЕЗКА НОЖНИЦАМИ173ляют узкую тонкую пилку, у которой зубья направлены к ручке.
Пилят лобзиком на себя, а если выпиливаемый лист положен горизон¬
тально, то сверху вниз, держа лобзик за ручку снизу. Перед выпили¬
ванием внутренних фигур или прорезей в местах перехода контура
в углах просверливают мелкие (по ширине пилки) отверстия. Про¬
пустив в такое отверстие пилку, закрепляют ее в рамке лобзика.РЕЗКА НОЖНИЦАМИНапряжения сжатия, создаваемые режущими кромками челюстей
ножниц, и напряжения растяжения, возникающие вблизи режущих
кромок (рис. 2), действуя одновременно, преодолевают силы сцепления
и разрушают связь между частицами материала. Этот процесс наглядно
виден на поверхности среза (рис. 3).Рис. 2. Процесс резки нож¬
ницами:/ — напряжения растяжения;
2 — напряжения сжатияРис. 3. Поверхность металла
после разрезки:/ — верхний надрез; 2 — глад¬
кая поверхность среза; 5 —гру¬
бая поверхность излома; 4 —
нижний надрезЧелюсти (ножи) ножниц, как и другие режущие инструменты имеют
определенный задний угол а, передний угол у и угол заострения р
(рис. 4), величина которого зависит от свойств разрезаемого материала.
Для мягких металлов (меди, латуни и др.) р = 65°, металлов средней
твердости — р = 70-J-750 ии_ I.H5-J° _металлов — (3 =твердых
= 80-т- 85°При угле заострения мень¬
ше указанного ножи быстро
затупляются или лезвия их
выкрошиваются. Большие
углы заострения увеличивают
прочность лезвия, но при этом
усилия резания возрастают.Для уменьшения трения
соприкасающихся плоскостей
режущие кромки ножниц ре¬
комендуется смазывать ма¬
шинным маслом.Чем точнее пригнаньГодна к другой режущие части челюстей нож¬
ниц, тем чище получается поверхность среза. Закаленные челюсти
ножниц ни в коем случае не должны тереться одна о другую, так как
они при этом затупляются (между ними зазор 0,2—0,02 мм). При слиш¬
ком большом зазоре между челюстями тонкий листовой материал затяги¬
вается в этот зазор и закаленные режущие кромки могут выкрошиться.Рис. 4. Углы заострения челюстей ножниц
174 РЕЗКА МЕТАЛЛОВЛистовую сталь толщиной до 0,7—1 мм режут простыми ручными
ножницами (рис. 5, а).Допустимая толщина в мм других материалов, разрезаемых на
ручных ножницах, следующая:Твердый алюминий 1,0 Сталь . 0,7Мягкий алюминий 2,5 Латунь 0,8Клингерит . 5,0 Медь . 1,0
Картон . . 6,0
Размеры в мм ручных ножниц по ГОСТ 7210-54 такие:Полная длина ножниц . 200 250 320 400Длина лезвия , * 55 70 90 110Изготовляют ножницы из углеродистой инструментальной стали У7,
У8, У10.Ручные ножницы бывают правые и левые. У правых ножниц скос
на режущей части каждой половинки находится с правой стороны,
у левых — с левой. При резке листа правыми ножницами все время
видна риска на разрезаемом металле. При работе левыми ножницами,Рис. 5. Ручные ножницыз
а — простые; б — рычажныедля того чтобы видеть риску, приходится левой рукой отгибать отре¬
заемый металл, что очень неудобно. Поэтому листовой металл по пря¬
мой линии и по кривой (окружности и закругления) без резких пово¬
ротов режут правыми ножницами.Резка в простых ножницах происходит только под действием силы
Plt которая направлена перпендикулярно к поверхности листа и вдав¬
ливает челюсти в материал. Горизонтальная составляющая S вытал¬
кивает заготовку из зева.ножниц до тех пор, пока величина ее больше
силы трения, возникающей между челюстями ножниц и заготовкой.
Это продолжается до раскрытия челюстей на угол 30°.У ручных простых и рычажных ножниц (рис. 5, б) угол раскрытия
должен составлять 15°. Подвижная верхняя челюсть у последних
имеет криволинейную режущую кромку, что при всех положениях
верхнего ножа обеспечивает угол раскрытия 15°. Теоретически этот
угол должен быть около 8—9°, так как тангенс его имеет значение,
равное коэффициенту трения стали о сталь в сухом состоянии [Iq = 0,15.При поддерживании разрезаемого материала угол раскрытия руч¬
ных ножниц может быть больше. Резка под углом меньше 10° является
самото рмозящей, при таком угле заготовка не выталкивается из зева
ножниц. Листовой материал толщиной до 2—3 мм разрезают стуловыми
и рычажными ножницами.
РЕЗКА НОЖНИЦАМИ175Стуловые ножницы отличаются от ручных размерами и конфигу¬
рацией. Одна из их ручек сделана так, что ее можно жестко закрепить
в тисках или прикрепить к деревянной колоде (стулу). Общая длина
стуловых ножниц 400—1000 мм, длина лезвий 100—250 мм, длина
ручек 300—750 мм.Листы и полосы толщиной более 3 мм режут приводными машин¬
ными ножницами.Кроме простых (рис. 5, а) и рычажных (рис. 5,6) существуют
ручные ножницы с зубчатой передачей, маховые и дисковые. Ручные
ножницы с зубчатой передачей предназначены для резания листового
металла, тонких прутков и профильного материала. Рычажные махо¬
вые ножницы применяют обычно для прямых разрезов листового
металла толщиной до 2 мм на полосы. На конце рычага помещен урав¬
новешивающий груз.Дисковые ножницы используют для резки листовой стали толщи¬
ной до 1 мм как с прямолинейным срезом, так и по кривой любого
радиуса. Нижний режущий диск ножниц закреплен на эксцентриковой
оси, которая позволяет изменять положение диска по высоте. Верх¬
ний режущий диск вращается на валике, который поворачивают
рукояткой при помощи храпового колеса и собачки.
Глава ЬШАБРЕНИЕШабрением называют процесс снятия с отдельных участков поверх¬
ности весьма тонких слоев металла (0,005—-0,01 мм) путем соскабли¬
вания их скребками-шаберами.Чаще всего шабрение применяют для окончательной доводки по¬
верхностей при изготовлении или ремонте таких точных деталей, как
направляющие станин и суппортов металлорежущих станков, вклады¬
шей подшипников, деталей контрольно-измерительных приборов и
инструментов и т. п.Шабрением можно достигнуть исключительно высокой степени
точности обработки (до 2 ж/с). Износ инструмента на точность обработки
не влияет.Качество шабрения оценивают (табл. 1):по числу точек соприкосновения сопрягаемых поверхностей на
квадрате со стороной 25 мм (прилегание поверхностей считают плот¬
ным, если количество таких точек будет не менее трех, а для герме¬
тичных соединений не менее пяти);долей фактической несущей поверхности, отнесенной к общей
площади в процентах (минимум 50%);разностью высот несущих и не несущих мест поверхности;
положением пришабренной поверхности под нагрузкой при работе.I. Технические условия на пришабренные поверхностиПоверхностьЧисло пятен
на площади
25x25 ммФактическая
несущая по-
верхность-в °/Разность
высот не¬
сущих и не-
несущих мест
в мкОпорная на деталях, не име¬
ющих перемещения (привалоч-
ные плоскости фартука суп¬
порта, фланцевого подшип¬
ника, коробки передач)730—Гладкая высокой точности
(направляющие станины то¬
карного станка, ползун)8—1050 — 6010Наивысшей точности (на¬
правляющие стола координат¬
но-расточного станка)13—16702
КОНСТРУКЦИИ ШАБЕРОВ177КОНСТРУКЦИИ ШАБЕРОВШаберы (табл. 2) изготовляют из высокоуглеродистой инструмен¬
тальной стали марок У10—У12 с последующей закалкой их режущего
лезвия. Часто шаберы делают из выбракованных напильников, сошли-
фовывая насечку.2. Основные виды и назначение шаберов
178ШАБРЕНИЕПродолжение табл. 2ШаберыОбрабатываемыеповерхностиЛожкообразные:полыефасонныеКриволинейные, по¬
верхности отверстий,
поверхности скольжения
подшипниковФасонныеПримечания. Длина плоских однос1
300 мм, двусторонних 250—400 мм, ширина 5-
в зависимости от величины обрабатываемой пов<
Длина лопаточки двустороннего шабера состаПазы, канавки, же¬
лобки и разные фасон¬
ные поверхностигоронних шаберов 150—-30 мм, толщина лезвия
грхности равна 3—4 мм.
вляет 30—70 мм.Кроме показанных в табл. 2, на некоторых заводах применяют
шаберы других конструкций (рис. 1). Так, на Уралмашзаводе полу¬
чили распространение облегченные составные шаберы (рис. 1, а), при¬
менение которых значительно повышает производительность труда на
шабровочных операциях, Эти шаберы значительно облегчены, имеют
увеличенную длину и тонкие режущие лезвия (1—2 мм). Шаберы та¬
кой конструкции хорошо пружинят, обладают лучшей чувствитель¬
ностью и позволяют легко регулировать толщину снимаемой стружки.
За один прием на металле средней твердости можно с большей точностью
снимать стружку толщиной до 0,05 мм.Режущую часть шаберов для обдирочных работ делают наклонной,
а для чистовых работ — под прямым углом. Лезвие плоских шаберов
лучше делать не прямым, а радиусным, особенно для получистовых
и чистовых операций. Это улучшает условия резания, предотвращая
глубокое врезание лезвия в металл.Шабер конструкции слесаря В. А. Алексеева (рис. 1, б) имеет ра¬
диусную заточку. Кроме того, для облегчения условий резания на
нем вдоль режущих граней затачивают ленточки.Кроме цельных шаберов применяют шаберы с вставными режу¬
щими пластинками (рис. 1,в), которые можно быстро сменять.У шабера конструкции С. Г. Кононенко (рис. 1, г) сменная пла¬
стинка имеет хвостовик в виде ласточкина хвоста, который входит
в соответствующий паз в державке.
КОНСТРУКЦИИ ШАБЕРОВ179 U 80 -j, 1°30* 1°30’Рис. 1. Усовершенствованные шаберы:.
а — Уралмашзавода; б — с радиусной заточкой; в — универсальный; г—
конструкции С. Г. Кононенко; д — со сменной пластинкой; е — диско¬
вый для обработки широких плоскостей;1 — сменная режущая пластинка; 2 — зажим; 3 — корпус; 4 — винта5 — ручка
180ШАБРЕНИЕВ другой конструкции шабера сменные вставные режущие пла¬
стины из быстрорежущей стали или твердого сплава (рис. 1, д) имеют
восемь режущих ребер. При затуплении шабера пластину не заменяют
и не затачивают, а лишь повертывают в держателе.Для ускорения ручного шабрения больших плоскостей A. J1. Де¬
нисовский предложил дисковый шабер (рис. 1,е), режущей частью
которого является каленый диск или изношенная фреза. Диаметр диска
50—60 мм толщина 3—4 мм. Затачивают его на круглошлифовальном
станке. По мере затупления
режущих граней диск пере*закрепляют, вводят в дейст¬
вие его новые острые участки.3. Углы установки и заострения
плоского шабераРис. 2. Основные углы
шабера и его установкиШабруемыйматериалУглы в градРХрупкие и
твердые материа¬
лы: чугун, бронза
и др.90-10015—25Сталь75 — 9030Мягкие матери¬
алы35 — 4030Чтобы обеспечить необходимую производительность труда на шаб¬
ровочных работах, необходимо обеспечить правильную заточку шабера
и работать им с нужным уклоном.При шабрении шабером следует различать следующие три угла
(рис. 2, табл. 3);а — угол установки шабера, определяемый положением рук сле¬
саря;6 — угол заострения шабера, получаемый при заточке;6 — угол резания, равный сумме двух указанных углов.В табл. 4 приведены основные геометрические параметры шаберов:
плоского, с изогнутым концом, трехгранных и ложкообразных.4. Основные геометрические параметры шаберов
для шабрения чугуна и сталиУглы в градШаберЭскизР6YПлоский20 — 3075—100Св. 90Всегда
отрица¬
тельный
в пределах
от 0 до —40
ЗАТОЧКА И ДОВОДКА ШАБЕРОВ 181Продолжение табл. 4ШаберЭскизУглы в градРбYС изогнутым
концом1130-1UHВ\30-40I о
оI1 оСв. 90Всегда
отрица¬
тельный
в пределах
от 0 до —40//777////////у/'' •Трехгранныйщ6060120Всегда
отрица¬
тельный
в преде¬
лах от
0 до —40Ложко¬образныйш.‘20 — 6060-70115 —
130Всегда
отрица¬
тельный
в пределах
0 до —40ЗАТОЧКА И ДОВОДКА ШАБЕРОВРежущие кромки шабера затачивают на наждачном круге или
песчаном точиле, в последнем случае получают более гладкую поверх¬
ность режущих граней. Сначала затачивают боковые грани затем
торцовую поверхность и потом производят доводку. Стачивают у ша¬
бера только один конец» а не всю плоскую часть. Штрих от точила дол¬
жен располагаться вдоль (рис. 3, а) плоской части шабера или с угла
на угол. Для этого шабер при заточке ставят на вращающееся песочное
точило вдоль по его ходу.Торцовую часть точат на том же точиле, используя прокладку
(рис. 3, б). При заточке шабер располагают перпендикулярно к боко¬
вой поверхности круга или точила, тогда штрихи от зерен точила
имеют поперечное направление по отношению к длине лезвия. Давле¬
ние на шабер должно быть незначительным, с тем чтобы он не мог
сильно нагреться и получить отпуск металла.Если шабер точат на наждачных точилах, то его необходимо чаще
охлаждать холодной водой, чтобы не отпустить шабера. Кроме того,
точить нужно не на самом мелком камне, так как мелкие наждачные
зерна быстро нагревают шабер.При заточке плоских сторон шабера на наждачных точилах, в отли¬
чие от заточки на песочном точиле, шабер устанавливают поперек или
182ШАБРЕНИЕпод небольшим углом по плоской стороне не к лобовой части точила,
а к боковой стороне (рис. 3, в). Торцовую часть точат на лобовой части
точила.Часто в практике используют трехгранные шаберы, сделанные изтрехгранных напильниковРис. 3. Заточка шаберов:
а — плоской части на песчаном точиле;
б — торца на песчаном точиле; в — на
наждачном точиле; г — трехгранного
иа песчаном точиле;J — шабер; 2 — прокладкадержат его ровно, слегка прижимая
Доводят или правят шабер после
оселках зернистостью № 12 и ниже,
ного масла. Хорошие результаты лй длины, примерно до 250 мм.
Для этого у трехгранного на-
пильника стачивают насечку
приблизительно на расстоянии
50—100 мм от верхнего конца.
При этом нельзя сильно нажи¬
мать напильник, так как это
влечет нагревание и отпуск ша¬
бера. Если на поверхности появ¬
ляются цвета побежалости, то
это значит, что произошел от¬
пуск режущей кромки.Трехгранные шаберы правят
также на брусках, на песочном
точиле. При заточке трехгран¬
ный шабер держат под некото¬
рым углом к плоскости враще¬
ния точила (рис. 3, г).Для придания кромке необ¬
ходимой остроты в конце заточ¬
ки, как только поверхность ста¬
нет достаточно ровной и обе сто¬
роны будут иметь острую кром¬
ку, на шабер не нажимают, а
к точилу.заточки на точильных брусках,
покрытых тонким слоем машин,
ает доводка шаберов на чугун.ной плите, покрытой жидкой пастой из наждачного порошка с ма¬
шинным маслом. Кромка шабера не должна быть острой, как нож,
а только достаточно ровной и иметь две сточенные стороны, тор¬
цовую и широкую долевую. Для получения такой кромки, обеим сто¬
ронам придают гладкую поверхность и удаляют с режущей кромки все
поперечные штрихи, оставленные точилом.
ПОВЕРОЧНЫЙ ИНСТРУМЕНТ183Шабер при доводке на оселке ставят в строго вертикальное поло¬
жение. Сначала доводят режущую торцовую грань (рис. 4). При этом
нельзя наклонять шабер вправо или влево по направлению хода.
Торцовая грань в поперечной части должна быть ровной.Плоские стороны шабера (боковые грани) доводят после доводки
торцовой стороны. Это позволяет уничтожить полученные завалы при
заточке торцовой стороны и предупредить возможные закругления на
кромке, которые способствуют проскальзыванию шабера по поверх¬
ности. Двигать шабер во время доводки надо довольно быстро, де¬
лая около 60 движений в минуту, при медленном движении получаются
закругленные режущие кромки.Доводят или правят шабер через 1,5—2 ч работы, через 4—5 правок
шабер затачивают.ПОВЕРОЧНЫЙ ИНСТРУМЕНТПеред шабрением обнаруживают выступающие места на плоскости.
Для этого сравнивают обрабатываемую поверхность с некоторым эта¬
лоном, точность которого соответствует заданной. Такими эталонами
являются поверхности контрольных или поверочных плит, линеек,
призм и угольников.Поверочные плиты (рис. 5, а) изготовляют из чугуна. Делают их
размером от 150 X 150 до 600 X 1000 мм и снабжают рукоятками и реб¬
рами жесткости.Для облегчения и повышения производительности труда при шабре¬
нии неудобных мест рекомендуется применять легкие силуминовые
плиты. Стойкость таких плит ниже стойкости чугунных,но это окупается
повышением производительности и облегчением труда рабочего.Поверочные линейки чугунные (рис. 5, б, табл. 5) изготовляют
длиной до 3000 мм. После отливки их подвергают естественному ста¬
рению, выдерживая на открытом воздухе до 6 месяцев, или применяют
искусственное старение при режиме: нагрев в печи до t — 550° со
скоростью 80—150° в час, выдержка при этой температуре от 4 до
8 ч, медленное охлаждение до 300—250° со скоростью 20—50° в час.Поверхность М линейки шабрят с проверкой на краску по контроль¬
ной плите. Количество пятен на квадрат со стороной 25 мм должно
быть не менее 25. При отсутствии контрольной плиты поверхность
проверяют методом страивания плоскостей (см. стр. 195, табл. 10).
Для этого изготовляют три линейки.Твердость рабочей поверхности линейки НВ 150—210 (при d =
= 10 мм и Р = 3000 кГ). Разница в твердости не более 15 единиц
на любых участках линейки.Поверочные линейки стальные (рис. 5, в, табл. 5) изготовляют длиной
до 2500 мм, используя выбракованные железнодорожные рельсы типа
Ilia. При шабрении поверхностей N линейки проверяют на краску по
контрольной плите или линейке. Количество пятен на квадрат со сторо¬
ной 25 мм у них должно быть не менее 20. Допускаемые отклонения
поверхностей N от прямолинейности не более 0,012 мм на длине 1000мм,
непараллельность этих поверхностей — не более 0,01 на всей длине.Угловые поверочные линейки или поверочные клинья (рис. 5, г — ж)
служат для проверки прямолинейности плоскостей, расположенных под
углом друг к другу. Линейки, приведенные на рис. 5, г, изготовляют
с углами а, равными 45, 50, 55 и 60°. Размеры угловых линеек, изобра¬
женных на рис. 5, д, приведены в табл. 6.
184ШАБРЕНИЕ
ПОВЕРОЧНЫЙ ИНСТРУМЕНТ 185Размеры поверочных линеек б. Размеры угловых(см. рис. 5, б, в) линеек (см. рис. 5, д)Ли¬нейкиLНВ/ь5001106030012Чугун¬10001605550013ные1500210100900153000300150180020Сталь-15001004025200011560—6025001204040L1а0//6001354580600135508050013555705001356070500135907010001754510010001755010010001755510010001756010010001759080Обращение с поверочными плитами и линейками в процессе ша¬
брения должно быть очень осторожным, так как от состояния пове¬
рочного инструмента зависит качество и точность шабрения.Накладывать и снимать с плиты изделия надо осторожно, остере¬
гаясь поцарапать ее каким-либо углом детали. По окончании работы
плиту насухо вытирают тряпкой, смаза-
ной тонким слоем масла, и сверху накры¬
вают деревянной крышкой (щитом). Во
избежание порчи поверхности поверочной
плиты ее рекомендуется хранить в ящике,
обитом внутри войлоком. Одинаковые по
размерам плиты хранят попарно, накла¬
дывая их рабочими поверхностями одну
на другую.На рабочую поверхность поверочных
плит и линеек категорически запрещается
класть молотки, напильники, шаберы И Рис. 6. Угольник трехгран-
другие твердые предметы с острыми НЬ1углами.Поверочные линейки и клинья хранят в деревянных футлярах,Двугранные и трехгранные угольники (рис. 6) служат для проверки
углов между направляющими, расположенными во взаимно перпенди¬
кулярных плоскостях.Ложные валы. При шабрении цилиндрических поверхностей пове-
рочныхм инструментом является вал, к которому пригоняют вкладыши
или специально изготовленный для выполнения шабровочных работ,
так называемый, ложный вал, диаметр шеек которого точно соот¬
ветствует настоящему валу. В этом случае краску наносят на шейки
вала, по которым и шабрят вкладыш.Щупы. Проверка на краску при помощи плит и линеек дает пред¬
ставление только о величине площади выступающих частей при¬
шабренной поверхности и площади впадин. Если необходимо устано¬
вить глубину впадины, пользуются щупами с набором пластинок
различной толщины. При помощи щупов обнаруживают впадины от
0,02 мм.Для замера глубины впадины щупами при помощи тушевки опре¬
деляют ее местонахождение. После этого краску с линейки удаляют,
IPGШАБРЕНИЕа линейку накладывают на проверяемую поверхность и в середину
впадины (незатушеванная часть поверхности) вставляют щуп (рис. 7).Толщину щупа подбирают так, чтобы он выходил с трудом из-под
линейки, но не трогал ее с места./ г
л \\_\ _\VоО \ОООРис. 7. Схема проверки при помощи линейки
и щупа:1 — щуп; 2 — линейка; з — контролируемая
поверхностьПри отсутствии комплекта, щупов его заменяют щупом (рис. 8),
сделанным из медной проволоки толщиной 2—3 мм. Для этого кончик
длиной 10—15 мм расплющивают ударами молотка и придают ему
форму клина. При измерении такой щуп подсовывают под линейку.Рис. 8. Щуп из проволокиБ том месте под линейкой, где щуп остановится, на нем делают риску
тонким шилом, затем толщину этого места клина измеряют штанген¬
циркулем. Точность измерения таким щупом достигает 0,05 мм.Особо мелкие впадины измеряют при помощи бумажных щупов.
Употребляют их чаще всего к концу шабрения, когда на поверхностиостаются очень мелкие впа¬
дины.Этот способ измерения
иногда называют проверкой
по бумажке. По бумажке про¬
веряют также готовые по¬
верхности. Самый тонкий бу¬
мажный щуп получают из
папиросной бумаги (0,02 мм).
Бумажку кладут на пришаб¬
ренную поверхность и на нее
накладывают поверочную линейку. В случае точно плоской поверхно¬
сти при попытке вытащить из-под линейки бумажка обрывается. Для
значительных впадин бумажку складывают вдвое или втрое.Отклонения от прямолинейности шабруемых поверхностей можно
определить также при помощи контрольных плоскопараллельных
плиток (рис. 9)Рис. 9. Схема проверки при помощи ли¬
нейки и плоскопараллельных плиток*/ — плоскопараллельные плитки; 2—ли¬
нейка; 3 — проверяемая плоскость
СПОСОБЫ И ПРИЕМЫ ШАБРЕНИЯ187Материалы для тушевки. Контрольно-проверочные поверхности
при проверке покрывают тушующими материалами — красками. Для
этой дели применяют голландскую сажу, железный сурик, индиго,
берлинскую лазурь и парижскую красную. В сухом виде краски не
употребляют, а смешивают их с мелом и минеральным маслом.Перед смешиванием с маслом
краску растирают в мельчайший
порошок. Излишки масла в кра¬
ске искажают показания, так
как под давлением плиты жидкая
краска расплывается и запол¬
няет все мелкие впадины, отчего
проверяемая поверхность полу¬
чает сплошную тушевку без ясно
выраженных выступающих ча¬
стей. Смачивать керорином кра¬
ску нельзя. Смоченная кероси¬
ном краска дает сплошную ту¬
шевку и скоро высыхает, обра¬
зуя твердые крупинки. Краска,
смоченная маслом, не должна Рис. 10. Нанесение краски на повероч-
иметь сухих крупинок и не быть ную ПЛИТУжидкой.Разведенную краску наносят равномерным тонким слоем на рабочую
поверхность плиты или линейку, кругообразными движениями (рис. 10).Первую проверку шабруемой поверхности можно делать при нали¬
чии более толстого слоя краски. Но по мере пришабривания и прибли¬
жения поверхности к сплошной тушевке в виде мелких пятен, следует
накладывать все более тонкий слой. Для окончательной проверки краску
наносят в виде легкого налета по всей контрольной поверхности. Упо¬
треблять скипидар для тушевки не рекомендуется, так как он сильно
разжижает краску.Независимо от того, какую поверхность проверяют, краску наносят
только на контрольную поверхность, а не на проверяемую.СПОСОБЫ И ПРИЕМЫ ШАБРЕНИЯПри работе плоским прямым шабером рабочим ходом является
движение вперед от работающего (шабрение от себя), плоским шабе¬
ром с отогнутым вниз концом — движение назад (шабрение на себя),
трехгранным шабером — боковые движения.Шабрение на себя выполняют при отделочной обработке точных
поверхностей. При таком способе шабер менее склонен к заеданию,
поверхность получается более чистой, легче регулировать давление.
В конце каждого рабочего хода шабер отделяют от шабруемой поверх¬
ности, только при этом условии удается получить гладкую и точную
поверхность. Если шабер остается в конце рабочего хода под струж¬
кой, на шабруемой плоскости остаются уступы, заусенцы и поверх¬
ность получается неровной.Подготовка поверхности. Поверхность изделия, предназначенная
для шабрения, не должна иметь выступов, так как их очень трудно
и долго удалять шабером. Припуск на шабрение должен быть в пре¬
делах 0,1—0,5 мм, в зависимости от длины и ширины шабруемой по¬
верхности. Чем длиннее и шире поверхность, тем больше должен быть
припуск (табл. 7 и 8).
188 ШАБРЕНИЕ7. Припуски на шабрение плоскостей в ммШирина
плоскости'
в ммДлина плоскости[ в мм100—500500—10001000—20002000—40004000-6000До 1000,100,150,200,250,30100 — 5000,150,200,250,300,40500 — 10000,20,250,350,450,58. Припуски на шабрение цилиндрических поверхностей в ммДиаметр отверстия
в ммДлина отверстия в ммДо 100100—200200—300До 800,050,080,1280-1800,100,150,25180-3600,150,250,35Если подлежащая шабрению плоскость имеет большие неровности
или износ, ее предварительно обрабатывают на строгальном или шли¬
фовальном станке или опиливают напильником. Когда износ (выработка)
поверхности достигает 0,5—0,8 мм на длине 1000 мм, используют
строгальные, фрезерные или шлифовальные станки. Небольшие по¬
верхности предварительно обрабатывают опиливанием, с проверкой
обрабатываемой поверхности окрашенным поверочным инструментом.При опиливании под краску громоздких деталей, как и при шабре¬
нии, поверочную линейку или плиту после нанесения равномерного
слоя краски накладывают на обрабатываемую поверхность, по которой
их передвигают без нажима; при обработке легких деталей их накла¬
дывают на плиту и передвигают по ней. Накладывать и снимать ли¬
нейку (плиту) надо в строго отвесном направлении. Поверхность счи¬
тают подготовленной к шабрению, если при наложении на нее лекаль¬
ной линейки образуется ровный просвет не более 0,05 мм.С поверхностей, подвергающихся механической обработке, перед
шабрением снимают тупоносым личным напильником бугорки, кото¬
рые образуются во время механической обработки. Такое опиливание
производят круговыми движениями напильника.Шабрение плоских поверхностей состоит из трех переходов:
предварительного (чернового), при котором удаляют наиболее
выступающие места и риски предшествующей обработки;чистового (местного), служащего для увеличения количества точек,
лежащих в одной плоскости;окончательного (разбивки), при котором отделывают выступающие
места на пришабриваемой поверхности.Качество шабрения проверяют подсчетом количества пятен на
площади 25 X 25 мм путем наложения на проверяемую поверхность
квадратной рамки (рис. 11). Рамку делают из тонкого листового ме¬
СПОСОБЫ И ПРИЕМЫ ШАБРЕНИЯ189талла или тонкого картона. Количество пятен берут как среднее из
нескольких проверок на различных участках обработанной поверх¬
ности.Предварительное (черновое) шабрение. При этой операции вначале
удаляют следы и риски предшествующей обработки длинными штри¬
хами под углом 35°—45° к направлению этих следов (рис. 12). Приугле, близком к уи , шаоер в
частицы металла и риски не
вторичном проходе шабером по
необходимо также направлятьРис. 11. Проверка шаб¬
руемой плоскости при
помощи рамкиместах рисок вырывает значительные
уменьшаются, а увеличиваются. При
местам с рисками и царапинами шабер
под углом 45°—35° к оси риски, но
в другую сторону.Чугун шабрят всухую. При шаб¬
рении стали или других твердых ме¬
таллов применяют мыльную воду или
керосин, в которые периодически по¬
гружают шабер.2 1Рис. 12. Направление движения ша¬
бера при предварительном (черновом)
шабрении:1 — следы строгания; 2 — шаберШирина шабера должна быть от 20 до 30 мм при длине рабочего
хода 10—15 мм.Направление шабрения необходимо изменять так, чтобы штрихи
последующего шабрения были под углом 90° к направлению штрихов
предыдущего шабрения. Когда риски предшествующей обработки не
будут видны простым глазом, на обрабатываемую поверхность накла¬
дывают поверочную плиту или линейку, предварительно покрытую
тонким слоем краски. Отметки краски (тушевка) выявляют выступаю¬
щие места поверхности. Эти места необходимо снова шабрить.Чередование шабрений перекрестного и по поверочной плите обеспе¬
чивает постепенное выравнивание поверхности. Предварительное ша¬
брение заканчивают, когда вся поверхность при нанесении на нее
краски покрывается крупными пятнами краски — до четырех пятен
на площади 25 X 25 мм.Чистовое шабрение, называемое также местным или точечным,
увеличивает количество несущих точек на поверхности.При чистовом шабрении поверхность обрабатывают шаберами ши¬
риной не более 15 мм при длине рабочего хода от 5 до 10 мм. После
этой операции число пятен на шабруемой поверхности площадью
25 X 25 мм должно быть от 8 до 16.Для чистового шабрения применяют прямой плоский шабер, с узкой
режущей кромкой. При работе таким шабером под действием усилий
190ШАБРЕНИЕнажима получается вогнутая лунка (рис. 13). После обработки шабе¬
ром вместо одной выпуклости возникают две новые выпуклости, вер¬
шины которых лежат ниже вершины срезанной. При черновом шабре¬
нии (длинный штрих, сильный нажим) вогнутый срез получается больше,
чем при местном шабрении (короткий штрих, слабый нажим). При
обратном движении шабер нужно разгружать, чтобы не повредить
рабочую поверхность и преждевременно не затупить его.Рис. 13. Процесс чистового шабрения:/ — выступающие точки, подлежащие соскабливанию;2 — путь движения шабера; 3 — шабер; 4 — поверхность
после шабрения; 5 — несущие точки после шабренияОкончательное шабрение (разбивка пятен) заключается в том, что
все наиболее крупные пятна делят шабрением нЪ несколько мелких.
При этом удаляют выступы, получившиеся от вогнутого среза при чи¬
стовом шабрении. Вместо одного выступа здесь образуются два
(рис. 14). Таким образом снимается некоторый слой и происходит улуч¬
шение поверхности.3Рис. 14. Процесс окончательного шабренияз
/ — выступающие точки, подлежащие соскабливанию; 2
путь движения шабера; 3 —шабер; 4 — несущие точки после
шабрения; 5 — поверхность после шабренияДелить пятна можно крестообразно, по диагоналям и другими
способами так, чтобы получить на месте одного большого пятна не¬
сколько малых.При разбивке, как и при чистовом шабрении, снимают наиболее
крупные пятна, оставляя мелкие нетронутыми. Процесс шабрения
необходимо вести так, чтобы поверхность, приближаясь к точному
виду, имела в среднем равное число пятен на квадрат 25 X 25 мм,
как посередине, так и по краям. Это возможно только при условии,
когда величина впадин перед предварительным шабрением не превы¬
шает 0,1 мм, а к моменту разбивки поверхность имеет полную тушевку
по всей площади, т. е. когда тонкая папиросная бумажка ни в одном
месте на поверхности не выходит из-под линейки, не обрываясь. Иметь
такое состояние поверхности можно за счет предварительного шабре¬
ОСОБЫЕ ПРИЁМЫ ШАБРЕНИЯ191ния, а не за счет разбивки пятен. Поэтому нельзя прекращать предва¬
рительного шабрения, если поверхность не удовлетворяет указанным
условиям.После ряда проверок при разбивке пятен на поверхности появляются
блестящие пятнышки, соответствующие выступающим частям, которые
при трении о контрольную плиту приобретают металлический блеск.
По мере улучшения поверхности в результате шабрения одновременно
с увеличением числа затушеванных пятен увеличивается также число
блестящих пятен, а величина их приближается к величине затуше¬
ванных. Наличие блестящих пятен указывает на наиболее высокие
части поверхности, поэтому при разбивке пятен краска не имеет такого
важного значения, как при предварительном шабрении. Но ее присут¬
ствие на контрольной поверхности является обязательным, так как
она уменьшает трение и служит смазкой. Кроме того, на проверяемой
поверхности краска создает фон, на котором легко выделяются пятна,
имеющие металлический блеск.Разбивают главным образом блестящие пятна, снимая их в первую
очередь. Чем больше на поверхности блестящих пятен, тем точнее
шабрение.Для окончательного шабрения чаще всего используют шаберы с изо¬
гнутым концом, шабрят мелким штрихом, ширина шабера должна
быть не более 12 мм. Этот вид шабрения применяют при обработке очень
точных плоскостей.После окончательного шабрения поверхность должна иметь на
площади 25 X 25 мм от 20 до 25 пятен. При окончательном шабрении
шабер отделяют в конце рабочего хода от обрабатываемой поверх¬
ности, холостой ход его совершают по воздуху. Такой прием способ¬
ствует получению более чистой поверхности.Отделочное (декоративное) шабрение, часто называемое нанесением
мороза, выполняют для улучшения внешнего вида поверхности. Точ¬
ность в результате этой операции не повышается. Производят его
шаберами с изогнутым концом. Так как такой шабер врезается на
глубину 3 MKt по истиранию мороза на направляющих плоскостях
можно судить о величине их износа.ОСОБЫЕ ПРИЕМЫ ШАБРЕНИЯШабрение способом на себж осуществляют чаще всего при помощи
шаберов с изогнутым концом. Однако применяют и прямые плоские
шаберы с той же геометрией заточки, что и при шабрении от себя, но
несколько измененной конструкции. Особенностью конструкции этих
шаберов является увеличенная длина (до 450 мм), а также наличие
деревянной рукоятки, расширяющейся к верхней части и заканчиваю¬
щейся округленным концом (рис. 15).Шабрение способом на себя таким шабером осуществляют следую¬
щим образом:шабер устанавливают лезвием к обрабатываемой поверхности под
углом 75—80°;берут его за стержень правой и левой руками в обхват и верхнюю
часть ручки упирают в плечо несколько выше ключицы работающего;переходы и расположения штрихов такие же, как и при шабрении
от себя.Благодаря пружинению шабера из-за увеличенной длины лезвие
его плавно врезается в тело обрабатываемого изделия н выходит из
192ШАБРЕНИЕзоны резания, не оставляя рифлений. Глубина резания при этом способе
шабрения до 0,005 мм. Применяют его обычно при чистовом шабрении.Шабрение по кернам. При снятии припуска, пригонке стыков состав¬
ных станин, привалочных плоскостей стоек, колонн и кронштейнов
можно применять шабрение по меткам, наносимым при помощи при¬
способления для точного глубинного кернения (рис. 16).Приспособление состоит из мерного керна длиной 60 мм и набора
втулок (10 шт.), отличающихся друг от друга по длине на 0,01—0,02 мм
(табл. 9).Шабровщик подбирает необходимую втулку, досылает молотком
головку керна до ее торца и размечает на детали глубину припуска,
подлежащего удалению шабрением.Шабрят поверхность ДО 9 размеры набора втулокудаления следов керна. для точного глубинного керненияшштшщтшшмтРис. 16. Приспособление для
глубинного керненияШабрение по уровню. Уровень является очень точным прибором
для проверки прямолинейности и плоскостности поверхности. Если
поставить его на мостик, то он очень точно определяет превышение
одной элементарной площадки над другой. Уровни с ценой деления
0,02 обеспечивают замер прямолинейности поверхности с точностью
1 мк на длине 200 мм, а уровни с ценой деления 0,01 мм — 0,5 мк на
длине 200 мм. На точность показаний уровня влияет температура.
Чтобы исключить это влияние неточности в результате расширения
ампулы, отсчет ведут по обеим имеющимся на уровне шкалам.Измеряя при помощи уровня прямолинейность длинных направ¬
ляющих, следует считаться с кривизной земли. На длине 10 м ошибка
от кривизны земли составляет 2 мк. Например, у продольно-строгаль¬
ного станка с ходом стола 12,5 м (длина станины 25 м) ошибка от кри-№втул¬киДлина
втулки
в ммNoвтулкиДлина
втулки
в мм160,00659.94259,98759,93359,97859,92459,96959,91559,951059,90
ОСОБЫЕ ПРИЕМЫ ШАБРЕНИЯ193визны земли составляет 5 мк, в то время как весь допуск равен 50 мк.Проверку уровнем сочетает с проверками на краску при помощи
линеек или плиты.Шабрение по маякам представляет собой разновидность шабрения
по уровню. При этом способе на подлежащей шабрению плоскости при
пошиди уровня и мостика или уровня, линейки и мерных плиток вы-
щаоривают площадки (маяки), лежащие в одной плоскости (рис. 17).
После этого, используя для проверки плиты или линейки, поверхности
между маяками шабрят до тех пор, пока они не окажутся в одной
плоскости с поверхностями маяков, что обнаруживают проверкой на
краску.Шабрение по маякам обеспечивает высокую точность прямолиней¬
ности, в частности при ремонте крупных металлорежущих станковРис. 17. Шабрение по маякам;1 —■ линейка; 2 — уровень; 3 — мерные плитки; А —- поверхность
маяковс направляющими большой длины. При этом не требуется иметь длин¬
ные поверочные линейки.Шабрение при помощи гидростатического уровня применяют обычно
ри ремонте больших станков. Гидростатическим уровнем измеряют
1рямолинейность и поворот горизонтально расположенных направ-
яющих станков большой протяженности, плоскостность крупнога¬
баритных плит, столов, планшайб, круговых направляющих, а также
проверяют горизонтальность и высотные отметки при монтаже и уста¬
новке тяжелых станков, прессов, станов и другого крупногабарит¬
ного оборудования, фундаментных плит, узлов и элементов конструк¬
ций.Гидростатический уровень состоит из измерительных головок —
резервуаров (рис. 18), соединяемых между собой гибкими, прозрач¬
ными, полихлорвиниловыми шлангами (водяными и воздушными).
Толстостенный стеклянный цилиндр 2 является резервуаром головки
микрометрического винта 3, выполненного из закаленной нержавею¬
щей стали.При наполнении водой водяных шлангов и части объема резервуа¬
ров в головках образуется гидростатическая система сообщающихся
сосудов (рис. 19). Соединенные воздушными шлангами воздушные
полости резервуаров образуют общую воздушную систему, в которой
устанавливается постоянное давление. Воздушная система может быть
изолированной от наружного воздуха или сообщаться с ним.В зависимости от условий и требуемой точности горизонтальность,
прямолинейность и плоскостность можно измерить гидростатическим
уровнем различными способами, применяя различное количество изме¬
рительных головок и различные схемы соединения их в одну гидроста¬
тическую систему.7 Ю. С. Борисов, В. П. Сахаров 566
194ШАБРЕНИЕРис. 18. Гидростатическая головка конструкции завода «Калибр»:1 — корпус; 2 — стеклянный цилиндр; 3 — микрометрический винт; 4 — от-
счетныи барабан; 5 — ручка для переноса прибора; 6 — зеркало для наблюде¬
ния контакта микрометрического глубиномера с поверхностью водыРис. 19. Схема измерения плоскости гидростатическим уровнем:— система с двумя измерительными головками; б — система с постоянным
ровней; 1 — головки измерительные; 2 — измеряемая плоскость; 3 — бак
для воды
ОСОБЫЕ ПРИЕМЫ ШАБРЕНИЯ195Уровень воды в каждой головке измеряют по визуально наблюдае¬
мому контакту острия микровинта глубиномера с поверхностью воды.
Погрешность при этом не превышает 0,002 мм.Наиболее просто и точно прямолинейность и плоскостность изме¬
ряют при помощи гидростатического уровня, состоящего из двух
измерительных головок, одну из которых устанавливают на проверяе¬
мой поверхности неподвижно, вторую — переставляют по этой поверх¬
ности. При каждой установке измеряют уровень воды одновременно
в обеих измерительных головках и по разности глубин определяют
превышение каждого места установки подвижной измерительной го¬
ловки относительно горизонтальной плоскости, расположенной на
уровне места установки неподвижной измерительной головки.Системы с постоянным уровнем образуют путем присоединения
к системе измерительных головок резервуара с площадью зеркала
воды, во много раз большей, чем в измерительных головках. Благодаря
этому уменьшают влияние изменения объема шланга и воды на высоту
уровня (при измерении относительно невысокой точности этим влия¬
нием можно пренебречь).Точность системы с постоянным уровнем можно повысить присоеди¬
нением нескольких резервуаров, а уровень воды в системе при этом
контролировать с помощью неподвижно установленной рядом с резер¬
вуаром измерительной головки.Системы с резервуарами и контрольной измерительной головкой
являются универсальными, и их можно составлять из любого коли¬
чества головок. Они позволяют одновременно измерять отдельными
головками разные участки направляющих или плоскостей от общего
постоянного уровня.В условиях цеха измерительные головки обеспечивают точность
измерения до 0,01 мм в пределах любой практически встречающейся
длины трассы.Страивание поверочных линеек и плит чаще всего применяют при
отсутствии точной плиты или линейки для проверки шабруемых по¬
верхностей. Для этого необходимо иметь три одинаковые плиты или
линейки. Точность шабрения определяют путем последовательных
проверок на краску шабруемых плит (линеек) друг по другу независимо
от их первоначальной точности (табл. 10). Точность шабрения, опреде¬
ляемая методом страивания поверочных плит и линеек различных
видов поверхностей, приведена в табл. 11.Возможные в практике виды брака при шабрении и способы их
предупреждения приведены в табл. 12.10. Последовательность операций при шабрении поверочных плит
(линеек) методом страиванияОперацияЭскизыПронумеровать плиты (ли¬
нейки) порядковыми номерами
1, 2, 3Пришабрить поочередно вто¬
рую и третью плиты (линейки)
но первой
196ШАБРЕНИЕПродолжение табл. ’ООперацияЭскизыПришабрить вторую и третью
плиты (линейки) одну по дру¬
гойПришабрить первую и третью
плиты (линейки) по второй223 ^Пришабрить первую и третью
плиты (линейки) одну по другой1ЕгЗПришабрить первую и вто¬
рую плиты (линейки) потретьейПришабрить первую и вто¬
рую плиты (линейки) одну по
другойПримечание. Заканчивают шабрение каждой плиты (линейки)
мосле получения 12—15 пятен на обрабатываемой площади 25 X 25 мм
поверхности.11. Точность шабрения при проверке на краскуШабруемые поверхностиСреднее количество пятен
на площади 25x25 мм,
не менееНаправляющие станин, кареток, столовуниверсальных станков То же прецизионных (точных) станков .Направляющие крупных станин Все остальные шаброванные направляющие
Трущиеся поверхности вкладышей и вту¬
лок подшипников для валов диаметром до
120 мм универсальных станков ......То же, диаметром до 120 мм особо точныхстанков То же, диаметром свыше 120 мм . . . .
Клинья и планки салазок, суппортов, сто¬
лов, кареток, бабок и других передвигаю¬
щихся частей станков ...Поверочные плиты . .Поверочные линейки10161216108—10
12—15
25 — 30
МЕХАНИЗАЦИЯ ШАБРОВОЧН Ы X РАБОТ 19712. Брак при шабрении и его предупреждениеВиды бракаПричиныСпособы предупрежденияГлубокие впа¬
диныСильный нажим на ша¬
берГотовить изделие к ша¬
брению предварительным
опиливанием и черновым
шабрением с малыми про¬
светами, снимать шабером
стружку небольшой тол¬
щиныЗаусенцы, ше¬
роховатостьНеправильная заточка
и заправка шабера, не
правильное движение ша¬
бера при работеПравильно заточить и
заправить шабер, нз рабо¬
тать тупым шаберомНеточность
шабруемой по¬
верхностиНеправильное пользова¬
ние инструментом, инстру¬
мент неточныйСвоевременно проверять
точность поверочного ин¬
струмента, содержать в чи¬
стоте рабочие поверхности
инструмента и поверхно¬
сти обрабатываемого из¬
делияНеправильное переме¬
щение обрабатываемого
изделия по поверочному
инструменту или непра¬
вильное перемещение ин¬
струмента по обрабаты¬
ваемому предмету при
проверке на краскуПравильно пользоваться'
инструментом при работе,
не нажимать сильно на
него при проверке на кра¬
скуМЕХАНИЗАЦИЯ ШАБРОВОЧНЫХ РАБОТДля механизации шабрения создан ряд конструкций механизиро¬
ванных шаберов, приводимых в движение от электродвигателя или
сжатым воздухом.В станке для механического шабрения (рис. 20) шабер 11 возвратно¬
поступательное движение получает от электродвигателя 6 через
рейку 9.Особенностью данного станка является автоматическое управление.
Рабочий держит шабер обеими руками, как при ручном шабрении, пра¬
вая рука лежит на рукоятке /^.Достаточно сдвинуть рукоятку вперед
как рейка с шабером начинает также двигаться вперед. Как только
давление на рукоятку прекращается после легкого толчка назад,
рейка с шабером отходит назад с повышенной скоростью. Скорость
холостого хода шабера 25 м/мин, скорость рабочего хода 17 м/мин.Шабровочные станки, работающие по этому принципу, применяют
главным образом на предварительном черновом шабрении.На рис. 21 показаны три разновидности установок с гибким валом
для механического шабрения, а на рис. 22 конструкции головок, при¬
водимых в действие от этих установок.У головки, показанной на рис. 22, а, вращение гибкого вала через
вал 1 головки передается на червяк 2 и далее на червячное колесо 3.
Рис. 20. Стационарный шабровочный станок;/ — станина; 2 — колонка; 3 — абразивный круг; 4 — подъем¬
ный винт; 5 — реверсивный механизм; 6 — электродвигатель;7 — реечное колесо; 8 — коробка станины; 9 — рейка; 10 —
рукоятка; 11 — шаберРис. 21. Установка для механического шабрения:
а — стационарная; б —подвесная; в — передвижнаяШАБРЕНИЕ
МЕХАНИЗАЦИЯ ШАБРОВОЧНЫX РАБОТ !9ЭА-А ftРис. 22. Головки для механического шабрения, приводимые в действие
от гибкого вала; а—г — разновидности головок;/ — вал; 2 — червяк; 3 — червячное колесо; 4 — гайка; 5 — шабер; 6 —
шток; 7 — поводок; 8 — эксцентрик; 9 — гибкий вал; 10—зубчатая пере¬
дача; 11 — коленчатый вал; 12 — шатун; 13 — ползун; 14 — рукоятка;
13 и 16 — шестерни; 17 — кулисы; 18— диск
200ШАБРЕНИЕПоследнее приводит в движение эксцентрик 8 и поводок 7, посред¬
ством которых вращательное движение колеса преобразуется в воз¬
вратно-поступательное движение штока 6 и шабера 5. Ход шабера
регулируют поворотом эксцентрика, для чего ослабляют гайку 4.У шабровочной головки, изображенной на рис. 22, б, ползун 13
с укрепленным в нем шабером получает возвратно-поступательное
движение от гибкого вала 9 через коническую зубчатую передачу 10,
коленчатый вал 11 и шатун 12. Мощность электродвигателя для при¬
ведения в действие головки 0,25—0,6 кет.Шабер головки, приведенной на рис. 22, г, получает возвратно¬
поступательное движение от эксцентрика 8, вращающегося от гибкогоРис. 23. Аппарат для механического шабрения:/ и 5 — шестерни; 2 и 7 — рукоятки; 3 — ось; 4 — цилиндр;6 — гибкий вал; 8, 17 и 18 — винты; 9 — рамка; 10 — пру¬
жина; II — ползун; 12 — шатун; 13 и 19 — штифты; 14 —
рычаг; 15 — шабер; 16 — державкавала. Шабер имеет максимальный ход 15 мм при горизонтальном по¬
ложении овального отверстия диска 18. Изменяют длину хода шабера по¬
воротом рукоятки 14. В результате поворота шестернями/6 шестерен 15
прямоугольные пазы последних наклоняются и повертывают на тот
же угол диск 18, ограничивая ход кулисы 17.Шабровочный аппарат (рис. 23), как и приведенные выше шабро¬
вочные головки, приводится в действие от гибкого вала 6 электропри¬
вода, вращение которого преобразуется в возвратно-поступательное
движение при помощи кривошипно-шатунного механизма. Электро¬
привод аппарата обычно помещают на подвесном рельсовом пути.Гибкий вал 6 соединен нижним концом с шестерней 5, сцепленной
с шестерней 1. Внутри шестерни 1 при помощи рычага и рукоятки 2
перемещается регулирующий цилиндр 4. В продольной прорези ци¬
линдра размещен рычаг 14, качающийся на оси 3, проходящей через
шестерню 1 и цилиндр 4. При вращении шестерни 1, нажатии на ру¬
коятку 2 вниз вращаются рычаг 14 и цилиндр 4. Штифт 13> установлен¬
ный в цилиндре 4 и прорези рычага 14, при нажатии на рукоятку 2
вниз отклоняет рычаг 14 в левую сторону. Второй конец рычага 14
закреплен в головке шатуна 12, другая головка которого находится
в шаровом пальце ползуна 11.При вращении рычага 14 шатун 12 сообщает быстрое возвратно¬
поступательное движение ползуну И, перемещающемуся в направляю¬
МЕХАНИЗАЦИЯ ШАБРОВОЧНЫХ РАБОТ201щей прорези рамки 9, предназначенной для опускания шабера во время
работы на желаемую глубину резания. Рамка подвешена на четырех
штифтах 19у размещенных в наклонных прорезях корпуса шабера.
При работе корпус шабера находится на пригоняемой плоскости.
Усилие, приложенное к рукоятке 7, передается на штифты 19, которые,
н свою очередь, нажимают на рамку 9 и опускают ползун 11 с шабером.
Нажатие регулируют пружиной 10 и винтом <5, глубину резания
шабера — установочным винтом 18, ограничивающим движение рамки.
Возвратно-поступательное движение ползуна передается державке 16,
в которой установлен и закреплен винтом 17 шабер 15. Державка
шабера при обратном ходе ползуна оттягивается пружиной, не пока¬
занной на рисунке.Рис. 24. Шабровочная головка для механического шабрения без кривошип»
шатунного механизма:1 — гибкий вал; 2 — корпус; 3 — вал; 4 — палец; 5 — ползун; 6 — рычаг;7 — державка шабера; 8 — рукояткаПеред началом шабрения шабер настраивают на определенную
глубину при помощи винта 18. Шабрят поверхность, нажимая на ру¬
коятку 7. Аппарат опорными плоскостями корпуса опирается на пло¬
скость детали, по которой передвигают его по мере снятия накрашенных
мест поверхности. Ход шабера равен 0,5—6 мм.Особенностью другой конструкции головки для механического
шабрения (рис. 24) является отсутствие кривошипно-шатунного ме¬
ханизма. В составном корпусе 2этой головки на подшипниках вращается
вал 3, соединенный с гибким валом 1. В криволинейном пазу вала 3
помещается палец 4, ввернутый в муфту, соединенную с ползуном 5,
который при вращении вала 3 совершает возвратно-поступательное
движение, передавая его через рычаг 6 державке 7 шабера. Величину
хода шабера регулируют рукояткой 8, изменяя соотношение плеч
рычага 6.Головки для механического шабрения можно приводить в действие
не только от электропривода, но также и от пневматического рота¬
ционного привода (рис. 25).Достоинствами пневматического привода являются отсутствие рез¬
ких толчков инструмента при перемене направления его движения,
а также возможность регулирования усилия резания и числа ходов
шабера; недостатком его считают большой вес.Более совершенный пневматический шабер (рис. 26, а) состоит из
ротационного пневматического двигателя, планетарной передачи, ко¬
нической передачи и кривошипного механизма.
Рис. 25. Переносный универсальный пневматический привод:1 — пневматический роторный двигатель: 2 — редуктор; 3 — первичный валик; 4 — гибкий вал; 5 — вторичный валик;
6 — зубчатое колесо; 7 — рукоятка; 8 — пробковый кран; 9 — штуцер; 10 — канал; 11 — распределитель; 12— шток;13 — грузыШАБРЕНИЕ
МЕХАНИЗАЦИЯ ШАБРОВОЧНЫХ РАБОТ203Ротационный двигатель состоит из статора 4, ротора 6, четырех
лопаток 16, перемещающихся в пазах ротора. Сжатый воздух под дав¬
лением 4 am, проходя через рукоятку 1 и регулирующий клапан,
находящийся в ней, попадает в статор 4 и воздействует на лопатки 16,
заставляя вращаться ротор. В зависимости от регулировки подачи воз¬
духа ротор развивает от 8000 до 12 ООО об!мин.1 3 4 2 5 6 7 8 96) 22 21Рис. 26. Пневматические шаберы;
а — конструкции В. А. Сатина и Б. А. Бромберга; б -г- без ротационного дви¬
гателя; 1 — рукоятка; 2, 7, 8, 14 и 15 — шестерни; 3 — диск; 4 — статоры;
5 _ ось; 5—ротор; 9— валик; 10 — шабер; У/ —ползун; 12 — палец; 13 — шатун;
16 — лопатки; 17 — шток; 18 — цилиндр-корпус; 19 — поршень; 20 — кран;21 — золотник; 22 — стаканВнутри ротора помещается планетарный механизм, состоящий из
неподвижно закрепленной в диске 3 шестерни 2 и вращающихся вокруг
нее шестерен 15. Шестерни 15, вращаясь вокруг оси 5, приводят в дей¬
ствие шестерни 14, соединенные жестко с шестернями 15. Шестерни 14
обкатываются вокруг шестерни 7 и вращают ее. Планетарный меха¬
низм уменьшает число оборотов в 10 раз. Шестерня 7 имеет от 800
до 1200 об/мин.Кривошипный механизм шабера состоит из кривошипного валика 9,
приводимого в движение конической шестерней 8. Палец кривошипа
через шатун 13, соединенный с ползуном 11 пальцем 12, сообщает
возвратно-поступательное движение ползуну 11 с шабером 10. Вес
этого пневматического шабера 1,5 кг.
204ШАБРЕНИЕВ пневматическом шабере, не имеющем ротационного двигателя
(рис. 26, б), рабочий ход инструмента происходит при подаче сжатого
воздуха, а обратный отвод — пружиной, сжатой при рабочем ходе.Шток 17 шабера 10 с закрепленным инструментом оканчивается
поршнем 19у движущимся в цилиндре-корпусе 18. При открытии крана
20 сжатый воздух, проходя по кольцевой выточке золотника 21, по¬
ступает в цилиндр и перемещает поршень 19 справа налево (рабочий
ход).Когда при этом поршень открывает отверстие с, воздух, попадаю¬
щий в промежуток между корпусом и стаканом 22, создает давление
на дно золотника 21 и перемещает его вниз. Отверстие подачи сжатого
воздуха при этом перекрывается, а внутренняя полость цилиндра
через отверстие d сообщается с атмосферой. После этого под действием
пружины поршень и золотник возвращаются в первоначальные поло¬
жения и цикл повторяется. Поршень совершает до 100 ходов в ми¬
нуту. Шабер работает от сети сжатого воздуха под давлением 4—5 am.ЗАМЕНА ШАБРЕНИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙБолее производительным на ремонтных работах является механи¬
ческая обработка плоскостей на станках, вместо шабрения.Наибольшее распространение в практике ремонта металлорежущих
станков получило шлифование направляющих.Для шлифования направляющих используют продольно-шлифо¬
вальные станки мод. 3A530, ЗА544 и 3547. На этих станках ско¬
рость главного движения можно изменить в пределах от 1,5 до
15 м/мин.При отсутствии указанных станков направляющие станины шли¬
фуют на продольно-строгальных станках, устанавливая на них вместо
резцедержателя специальную шлифовальную головку.При шлифовании станин на продольно-строгальных или продольно¬
фрезерных станках в ряде случаев устанавливают сразу две шлифоваль¬
ные головки, что позволяет обрабатывать одновременно две поверх¬
ности одной детали (рис. 27). Головка 2 шлифует горизонтальную
плоскость а, головка 3 — вертикальную плоскость б. Головки снаб¬
жены электродвигателями мощностью 0,25—0,35 кет с числом оборо¬
тов 2500 в минуту. Скорость стола станка 6 м/мин, глубина резания
0,005 мм. Чистота поверхности соответствует 8-му классу (ГОСТ
2789-59).Вращение от электродвигателя к шпинделю головки передается
или через ременную передачу, или вал электродвигателя и шпиндель
соединяют непосредственно.Для удаления абразивной и металлической пыли станки обору¬
дуют отсасывающим устройством.В тех случаях, когда для шлифования станин нельзя использовать
продольно-строгальные или продольно-фрезерные станки, например,
при ремонте станин большой длины, направляющие станин шлифуют
при помощи переносных приспособлений со шлифовальной головкой,
устанавливаемых на самой шлифуемой станине. При этом шлифуемую
станину с фундамента обычно не снимают. При ремонте станин токар¬
ных станков базой для установки приспособления и последующего
перемещения его вдоль станины обычно являются внутренние направ¬
ляющие станины, предназначенные для установки и перемещения зад¬
ней бабки.
ЗАМЕНА ШАБРЕНИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙЭти направляющие мало изнашиваются и хорошо сохраняют свою
точность. Перед использованием их проверяют на краску и, если не¬
обходимо исправляют шабрением.При шлифовании переносным приспособлением станин других
станков в качестве базы для перемещения приспособления используют
неизнашиваемые поверхности станины, а когда таких поверхностей
кет, применяют искусственные базы в виде устанавливаемой на станинеРис. 27. Шлифование плоскостей на продольно-строгаль¬
ном станке с применением шлифовальных головок:/ — станина; 2 и 3 — шлифовальные головки?
а и 6 — плоскости;пли рядом с ней точной направляющей, по которой перемещают при¬
способление. Простейшая установка для шлифования направляющих
станины станка, которую можно изготовить в ремонтном цехе или ма¬
стерской при отсутствии продольно-строгального станка, показана на
рис. 28. Она состоит из станины и шлифовальной головки, установлен¬
ной на поперечине 6. В качестве станины этой установки 'можно взять
станину выбракованного токарного станка. Головка, снабженная элек¬
тродвигателем 1 мощностью 2,2 кет с числом оборотов 3000 в минуту,
может поворачиваться на угол 45°. Точность шлифования на данной
установке до 0,02 мм длине 1 м.При ремонте металлорежущих станков вместо шабрения иногда
применяют тонкое отделочное строгание при помощи широколезвийных
доведенных резцов, изготовленных из быстрорежущей стали, или
резцов с пластинами из твердого сплава ВК8. Обрабатывают станины
с большими подачами при весьма малой глубине резания и обязатель¬
ном смачивании поверхности керосином. После тонкого строгания на
обработанную поверхность обычно наносят небольшие пятна (мороз),
что создает благоприятные условия для образования и удержания на
206ШАБРЕНИЕней масляной пленки и позволяет следить за износом направляющих
по стиранию этих пятен.Принципиальной особенностью этой операции является строгание
широкими резцами (до 200 мм) без поперечной подачи, при глубине
резания 0,05—0,1 мм и скорости резания 6—10 м/мин. Глубину реза-Рис. 28. Установка для шлифования направляющих станины
а — общий вид; б — головка;1 — электродвигатель; 2 — шпиндель; 3 — чашечнообразный круг; 4— осно¬
вание головки; 5 — поворотный круг; 6 — поперечина.ния менее 0,05 мм при строгании применять не следует, так как резец
при этом проскальзывает по поверхности детали. Количество проходов
2—3 в зависимости от точности поверхностей. Тонкое строгание обеспе¬
чивает высокую точность направляющих. Так, прямолинейность, пло¬
скостность и параллельность поверхностей достигает 0,02 мм на 1 м
длины, чистота — 7—8-го класса ГОСТа 2789-59.При установке и закреплении детали на столе станка нельзя допу¬
скать излишнего зажима. Зажимают обычно деталь только против
мерной опоры, чаще прижимными прихватами деталь к столу станка
вообще не крепят, а чтобы она не перемещалась при строгании, на столе
устанавливают продольные и поперечные упоры.
Глава 9ПРИТИРКА И ДОВОДКАПритирка и доводка являются чистовыми отделочными операциями
по обработке поверхностей. Точность, достигаемая при этих видах
обработки, составляет 0,001—0,002 мм.Притирают и доводят детали при помощи абразивно-доводочных
порошков, зерна которых механически удаляют частицы металла
или пленки его окислов с обрабатываемой поверхности. Для этих опе¬
раций на поверхности деталей оставляют припуски в 0,01—0,02 мм.Притиркой получают соединения, непроницаемые для жидкостей
и газов (краны, клапаны с гнездами, плунжеры с гильзами), доводкой
чаще всего исправляют незначительные деформации, происшедшие
при термической обработке.ПРИТИРОЧНЫЕ МАТЕРИАЛЫВ качестве режущего материала для притирки используют абра¬
зивные порошки, которые по ГОСТу 3647—59 делятся на три группы:шлифзерно с зернистостью от № 200 до N° 16;шлифпорошки с зернистостью от № 12 до № 16;микропорошки или минутники с зернистостью от М40 до М5.К порошкообразным абразивам, применяемым для притирки, отно¬
сят электрокорунд, алунд, крокус (окись железа), венскую известь,
окись хрома, наждак (окись алюминия), карборунд, трепел, толченое
стекло, алмазную пыль.Наиболее твердым притирочным абразивом является алмазный
порошок, им притирают твердые закаленные изделия. Следующий по
твердости идет карборунд, далее корунд, наждак и крокус. Чаще всего
для притирки применяют наждак. Толченым стеклом притирают детали
из чугуна и бронзы.Для обычных слесарных работ употребляют порошки № 12, 10, 8,
6, 5, 4, 3. Для притирки лекал, шаблонов, мерительных плиток
применяют микропорошки, Их обозначают буквой М (микро) и цифрой,
показывающей размер зерна в микронах.Обработку абразивно-доводочными материалами начинают с круп¬
ных порошков, а для получения более гладкой позерхности ее закан¬
чивают микропорошками.Процесс притирки сухими порошками малопроизводителен, так как
окисная пленка на притираемой поверхности образуется довольно
медленно. Поэтому притирать следует абразивными порошками, смо¬
ченными какой-либо жидкостью, окисляющей поверхность металла.
Небольшая добавка олеиновой кислоты или сульфофрезола увеличивает
доводочный эффект в 1,5—2 раза.
208ПРИТИРКА И ДОВОДКААбразивный порошок, смешанный с окисляющей жидкостью и свя¬
зывающим материалом, представляет собой притирочную пасту. Луч¬
шими притирочными пастами являются пасты ГОИ (Государственный
оптический институт), которые делят на грубые, средние и тонкие
(табл. 1). Они выпускаются в виде кусков цилиндрической формы или
пластин.1. Состав паст ГОИ в %Наименование составляющихГрубаяСредняяТонкаяОкись хрома (прокаленная)817674Силикагель (кремнезем) . .221.8Стеариновая кислота .101010Расщепленный жир .51010Олеиновая кислота——2Двууглекислая сода .——0,2Керосин .222Цвет пастыТемно¬зеленый(почтичерный)Темно¬зеленыйСветло-зеленыйГрубую пасту применяют для снятия слоя металла, измеряемого
десятыми долями миллиметра (удаление следов обработки строганием,
шлифованием, опиливанием, грубым шабрением); среднюю пасту —
для снятия слоя, измеряемого сотыми и тысячными долями миллиметра
(получение полузеркальной блестящей поверхности после ее обработки
грубой пастой), тонкую пасту — для придания поверхности зеркаль¬
ного блеска (декоративное полирование).ПРИТИРЫПритиры, используемые для притирки поверхностей деталей, должны
иметь форму, соответствующую конфигурации притираемой поверх¬
ности. Материал притиров должен быть мягче материала обрабатывае¬
мого изделия. Изготовляют их из чугуна, мягкой стали, красной меди,
латуни, свинца, твердого дерева. Наиболее часто пользуются при¬
тирами из чугуна, красной меди и латуни. Свинец и дерево употребляют
лишь для наведения блеска после того, как притиркой изделию при¬
даны окончательные размеры.Перед притиркой поверхности притиров покрывают абразивным
порошком, зерна которого вдавливаются в поверхность притиров.
Этот процесс называют шаржированием притира.Шаржируют притиры двумя способами: до начала процесса при¬
тирки или непосредственно в процессе притирки. Шаржирование до
начала притирки состоит в том, что на плоский притир насыпают очень
тонкий и ровный слой абразивного порошка или пасты, а затем сильно
вдавливают их стальным бруском или катающимся роликом.Для шаржирования цилиндрических притиров берут твердую
стальную плиту, насыпают на нее тонкий ровный слой абразивного
порошка (или наносят слой пасты) и по ней катают цилиндрический
притир, прижимая его так, чтобы абразивный материал вдавился в его
поверхность. При этом следует обращать внимание на то, чтобы поверх¬
ПРИТИРЫ209ность притира была равномерно покрыта абразивным материалом и
последний был с одинаковой силой вдавлен в притир.Для шаржирования притира в процессе притирки притираемую
поверхность изделия покрывают равномерным слоем абразивного по¬
рошка или пасты и начинают притирку. Во время притирки абразив
вдавливается в притир. Этот способ дает меньшую точность по срап-
нению с предыдущим.Чем тверже абразивный порошок, тем тверже берут материал для
притира. При выборе материала для притира необходимо иметь в виду
следующее. Притиры, изготовленные из мягкого материала (медь,
свинец), лучше всего удерживают крупные зерна абразива, а из твердого
материала (чугун) — мелкие зерна. Поэтому для мягких притиров
в качестве абразивов применяют наждак, корунд, карборунд, а для
твердых притиров — крокус, окись хрома, пасты ГОИ.Для притирки твердых материалов следует применять более твердые
притиры, так как мягкие при этом быстро изнашиваются.В качестве притиров, используемых с пастами ГОИ, могут служить
оптическое стекло или зеркальное стекло толщиной 30—40 мм.При предварительной притирке, когда снимают относительно боль¬
шой слой металла, необходимо применять более твердые притиры.Приготовленным шаржированным притиром работают до полного
его затупления. Во время притирки добавлять на него абразивный
материал не рекомендуется, так как последний, будучи неполностью
вдавлен в притир и находясь в свободном состоянии между притиром
и притираемой поверхностью, снижает точность операции.В процессе работы необходимо следить за тем, чтобы поверхности
притира не забивались, не покрывались грязью и имели правильную
форму. Для равномерного износа притира работать надо всей его
поверхностью. Восстанавливают изношенные притиры точным стро¬
ганием, шабрением, обтачиванием и шлифованием.На рис. 1 приведены различные притиры.Резрезной притир для глубоких цилиндрических отверстий
(рис. 1, в) состоит из чугунной разрезной гильзы 6 с отверстием в центре.
Это отверстие выполнено конусным, с расширением от середины к кон¬
цам гильзы. В отверстие вставлены оправки У и 5, соединенные шпиль¬
кой 4. В процессе притирания диаметр гильзы постепенно увеличивают
за счет дальнейшего сближения оправок.Притир можно устанавливать на вертикально-сверлильном или
радиально-сверлильном станке. В этом случае оправку 1 шарнирно
соединяют со шпинделем станка. Длину гильзы делают на 20—30%
больше глубины притираемого отверстия, а толщину перемычки h
выполняют различной, в зависимости от диаметра притираемого отвер¬
стия:Диаметр D притираемого
отверстия в мм . . . 30—45 45—65 65 — 85 85—100 Св. 100
Толщина h перемычкив мм .... 6 7 8 9 10На рабочей поверхности цилиндрических притиров часто делают
спиральные канавки. Особенно удобны притиры с эксцентричными
канавками (рис. 1, г). Выходы этих канавок распределены равномерно,
поэтому паста, выжимаясь при работе из канавок, равномерно распре¬
деляется по всей длине обрабатываемого отверстия.Конические отверстия притирают притирами, приведенными на
рис. 1, д, е.
210ПРИТИРКА И ДОВОДКАе) ж) з)Рис. 1. Притиры:а — плита с канавками для грубой притирки; б — плита для чисто¬
вой притирки; в — разрезной для глубоких цилиндрических отверстий;
г — цилиндрический с эксцентричными канавками; д, е — для конических
отверстий; ж — для обработки кольцевых поверхностей вентилей; з — для
конических поверхностей фланцев; 1 и 5 — оправка; 2 — гайка; 3 — кольцо;
4 — шпилька; 6 — гильза; 7 — втулка; 8 — стержень
СПОСОБЫ И ПРИЕМЫ ПРИТИРКИ211В притирах для обработки кольцевых поверхностей для уплотнений
в корпусах арматуры (рис. 11 ж) рабочей поверхностью притира яв¬
ляется торец чугунной втулки 7.Притир долговечен, так как имеет две рабочие поверхности, и уни¬
версален (меняя диаметр направляющего стержня 8, можно одним
инструментом притирать вентили нескольких размеров). Наличие
шарнира Гука и направляющего стержня устраняет неизбежный при
ручной притирке перекос инструмента.Притир для притирки конических поверхностей фланцев (рис. 1, д)
имеет три упорно-регулировочных болта. Эти болты устанавливают
при помощи щупа с зазором между торцом болта и поверхностью фланца
?»0,1 мм. Притирают деталь поворотом притира за рукоятки вправо —
влево. Болты не позволяют притиру перекашиваться. Когда все болты
упрутся во фланец, их вывинчивают и снова устанавливают по щупу
с зазором 0,1 мм и т. д. до окончания притирки.СПОСОБЫ И ПРИЕМЫ ПРИТИРКИПритирка (доводка) плоских поверхностей. Эту операцию обычно
выполняют с применением минерального масла, технического сала,
керосина, бензина. Притирать или доводить всухую не рекомендуется,
так как абразивный порошок при этом распределяется неравномерно
и, кроме того, детали нагреваются и может произойти их коробление.Различные притиры требуют различной смазки. Для притиров из
чугуна в качестве смазки берут керосин или бензин, из мягкой стали —
машинное масло, из меди — машинное масло, спирт и содовая вода.
Стальные детали притирают с применением машинного масла и техни¬
ческого сала, бронзовые — сала, чугунные — керосина. При особо
высоких требованиях к качеству стальной поверхности применяют
венскую известь, разведенную в спирте, или крокус в вазелине. Алю¬
миний притирают трепелом, с разведенным в толуоле со стеариновой
кислотой или в деревянном масле.Плоские несопрягаемые поверхности чаще всего притирают вручную
на неподвижных притирочных плитах.Притирочные плиты для предварительной притирки снабжают
продольными и поперечными канавками (см. рис. 1, а). Эти канавки
делают шириной и глубиной 1—2 мм на расстоянии 15—20 мм друг
от друга. Канавки предназначены для сбора снимаемой стружки ме¬
талла и выпадающих из поверхности плиты зерен абразива. Плиты
для окончательной притирки канавок не имеют. Притирка на плитах
дает очень точные результаты, поэтому на них притирают детали, тре¬
бующие особо высокой точности, в частности, лекальные линейки,
шаблоны, калибры, плитки.Перед притиркой деталей плиту шаржируют абразивом или на¬
носят на нее тонким равномерным слоем смешанный с маслом абразив¬
ный порошок.Поверхность под притирку тщательно готовят. Лучшие результаты
дает предварительное шлифование. Припуск на притирку оставляют
не более 0,02 мм (большие припуски увеличивают трудоемкость).Обрабатываемое изделие кладут притираемой поверхностью на
плиту и с легким нажимом круговыми движениями в сочетании с пря¬
мыми перемещают его по всей поверхности плиты. При этом выступаю¬
щие острые ребра частиц абразива, находящиеся на притире, срезают
с изделия очень тонкий слой металла. Нажим на изделие должен быть
212ПРИТИРКА И ДОВОДКАравномерным и несильным. Работать надо так, чтобы не было сильного
нагрева детали. Если деталь нагрелась, притирку приостанавливают
и дают изделию охладиться.Узкие поверхности и тонкие изделия (шаблоны, угольники, линейки)
притирают при помощи металлического бруска, который прижимают
к детали сбоку и вместе с ней перемещают по притиру. Такие бруски
служат направляющими, без них трудно удержать изделие в верти¬
кальном положении.Притирку со сменой слоя абразивной массы повторяют несколько
раз, пока обрабатываемая поверхность не получит надлежащего вида.Окончательную притирку для придания поверхности блеска произ¬
водят на одном масле с прибавлением остатков абразивного порошка
от предварительной притирки.Для притирки плоских поверхностей, кроме плит, применяют
различные приспособления (рис. 2).Например, ряд плоских изделий притирают при помощи медных
и чугунных вращающихся дисков (рис. 2, я, б). На плоскости диска
имеются радиальные канавки, расположенные на расстоянии 30—
50 мм одна от другой. Для притирки на вращающихся дисках суще¬
ствуют специальные станки. Иногда диск закрепляют на шпинделе
шлифовального станка. Притирка при помощи вращающегося диска
менее точна, чем притирка на плите. Поэтому чаще применяют ее
лишь для предварительной обработки.Весьма высокую точность дает притирка на стеклянных плитах,
которые применяют для окончательной доводки калибров, плиток и
т. п. В этом случае часто притирку ведут на одном масле, а порошком
служат остатки порошковой пыли на плоскостях изделия от предва¬
рительной притирки.Седла клапанов компрессора и кольца клапанов притирают в две
операции (предварительная и окончательная) при помощи пневма¬
тической машинки (рис. 2, б). Предварительную притирку ведут на
чугунном притире с применением наждака, окончательную — на
стеклянном с пастой ГОИ.Механизированную притирку с успехом применяют при ремонте
направляющих станины вместо окончательного шабрения (чаще всего
при ремонте продольно-строгальных станков). На предварительно
пришабренные направляющие наносят слой пасты ГОИ (грубой), на¬
кладывают стол станка, являющийся в данном случае притиром, и
приводят его в движение от редуктора станка. Через 8—10 двойных
ходов изношенную пасту удаляют и направляющие промывают керо¬
сином. По мере притирки на направляющих появляются матовые пятна,
характеризующие снятие металла в этих местах. К концу притирки
(через 5-—7 ч) поверхность направляющих станины получает на 90%
матовый оттенок с проблесками редких светящихся пятен. На этом
притирку заканчивают, тщательно промывают и разбивают пятна ша¬
бером, что предохраняет направляющие от задиров при работе станка.На рис. 2, г показана притирка направляющих 9 под заднюю
бабку станины 8 токарного станка по подушке задней бабки 12. Направ¬
ляющие предварительно пришабривают по линейке, после чего станину
устанавливают на стол 7 продольно-строгального станка. Подушку
задней бабки при помощи стержня И соединяют с суппортом про¬
дольно-строгального станка. Пружины 10 создают равномерный нажим
на притираемые направляющие. Можно притирать направляющие
сразу после чистового их строгания.
СПОСОБЫ И ПРИЕМЫ ПРИТИРКИ213в)Рис. 2. Приспособления для при¬
тирки плоских поверхностей:
а — с вертикальным диском; б —
с горизонтальным диском; в — пне¬
вматическая машинка; г — на про¬
дольнострогальном станке; I—пли¬
та-притир; 2— притираемое кольцо;
3 — зажимная обойма; 4 — конус¬
ный хвостовик зажимной обоймы;5 — шланг подвода воздуха; 6 —
пневматическая машинка; 7—стол;
8—станина; 9 — направляющие
станины; 10—пружины; 11—стер¬
жень; 12 — задняя бабкаг)
f214 ПРИТИРКА И ДОВОДКАПритирка конических и цилиндрических поверхностей. Внутренние
конические поверхности притирают притирами-пробками (см. рис. 1, д,
е), наружные—коническими кольцами (рис. 1, з), детали кранов и
клапанов — сопрягающимися поверхностями без применения спе¬
циального притира.Притираемые поверхности предварительно протачивают на станке
с возможно большей точностью: следы резца должны быть почти неза¬
метными. Перед притиркой проверяют, равен ли конус гнезда конусу
пробки. Для этого мелом на пробке делают три долевые черты, встав¬
ляют пробку в гнездо до отказа и поворачивают ее 2—3 раза. Если
конус пробки соответствует кольцу, то с соприкасающихся поверхно¬
стей полоски мела стираются начисто. Если для притирки используютпритиры, то каждую из сопрягаю¬
щихся деталей проверяют также по
притиру.Коническую поверхность при
помощи притира притирают следую¬
щим образом. На притир наносят
ровным слоем смазку с разведенным
в ней абразивным порошком (или
пасту ГОИ), вводят притир в отвер¬
стие или накладывают на обраба¬
тываемый конус и сообщают ему
вращение вокруг оси вручную во¬
ротком или коловоротом. После
10—12 движений вынимают (снима¬
ют) притир, насухо вытирают его и
притираемую поверхность, после чего повторяют операцию притирки
до тех пор, пока вся обрабатываемая поверхность будет иметь мато¬
вый или глянцевый цвет.Для притирки кольца к пробке на токарном станке (рис. 3) пробку 2
ставят в центр и на нее надевают кольцо 3 (пробка при вращении не
должна иметь биения). Затем на вращающуюся пробку, смазанную
маслом и посыпанную абразивным порошком, надвигают кольцо, не
давая последнему вращаться. Периодически кольцо отводят назад
и снова надвигают на пробку до отказа. Нажимать очень сильно при
этом нельзя, нужно только придерживать кольцо на вращающейся
пробке так, чтобы она сидела плотно. Через 2—3 мин на поверхности
пробки становится видна матовая полоска, которая постепенно увели¬
чивается. Когда ее ширина становится равной толщине кольца, при¬
тирку заканчивают.Для притирки пробки крана к коническому гнезду первую смазы¬
вают маслом и посыпают толченым стеклом или смазывают средней
пастой ГОИ. Затем пробку вставляют в гнездо и вращают ее то в одну,
то в другую сторону, следя за тем, чтобы притирание происходило по
всей поверхности пробки и всей поверхности отверстия. При поверты¬
вании вправо на пробку слегка давят, а при повороте влево ее припод¬
нимают кверху. Чтобы притиралась вся поверхность одинаково, по¬
вороты вправо делают несколько большими, чем повороты влево,
при этом пробка постепенно поворачивается в гнезде. В процессе ра¬
боты поверхность пробки посыпают толченым стеклом или смазывают
пастой ГОИ.Стекло толкут в ступке до получения стеклянного порошка в виде
муки, после чего просеивают через мелкое сито. Годным порошокРис. 3. Притирка кольца к конусу
на токарном станке:
/—хомутик; 2 —пробка; 3 —кольцо
СПОСОБЫ И ПРИЕМЫ ПРИТИРКИ215считают тогда, когда наощупь в нем не обнаруживают отдельных
твердых частиц.При попадании в процессе работы между притирающимися поверх¬
ностями твердых частиц во избежание задира поверхности работу15)Рис. 4. Механизированные приспособления для притирки:
а — пробки крана; б — вкладышей подшипников токарных станков;1,4 — шестерня; 2 — приводной вал; 3 — корпус; 5 и 19 — шпин¬
дели; 6 — хомутик; 7 и 9 — плиты; 8 — стойка; 10 и 12 — гайки;И — винты; /3 —вал; 14—водило; /5—ролик; 16 — ось; 17 — оправка;18 — вкладышнемедленно приостанавливают, вынимают пробку и очищают ее от
порошка.Для притирки пробок кранов можно применять приспособление
(рис. 4, а), значительно облегчающее и ускоряющее процесс притирки.
216ПРИТИРКА И ДОВОДКАПриспособление состоит из корпуса 3, приводного вала 2, соединенного
муфтой с электродвигателем. На валу насажены две конические ше¬
стерни 1, имеющие зубцы только на половине окружности, благодаря
чему сцепляющаяся с ними коническая шестерня 4, а также и шпиндель 5
получают вращательное движение по часовой и против часовой стрелки.
Возвратно-поступательное движение шпинделя осуществляет хомутик 6,
насаженный на эксцентрик вала 2. Шпиндель делает 80—100 об!мин.
При притирке применяют абразивные порошки или пасты ГОН.Вкладыши подшипников токарных станков вместо шабрения при¬
тирают при помощи механизированного приспособления (рис. 4, б),
водило 14 которого благодаря криволинейному пазу и ролику 15,
закрепленному на оси 16, сообщает возвратно-поступательное движе¬
ние валу 13 (до 60 движений в минуту). Вал 13 имеет продольный
шпоночный паз, который позволяет ему свободно перемещаться во втул¬
ках подшипников и червячного колеса. Через шарнирное соединение
и оправку 17 вал соединен со шпинделем 19 станка, вставленного в при¬
тираемые вкладыши 18. По высоте приспособление выверяют при по¬
мощи рейсмуса и положение фиксируют регулировочными гайками 10
и 12 и винтами 11, соединяющими нижнюю плиту 9 с плитой 7, к кото¬
рой приварены стойки 8.Перед притиркой притираемые поверхности вкладышей 18 и шпин¬
деля промывают керосином, притирают насухо и затем смазывают
слоем пасты ГОИ. Вначале притирают грубой пастой, сменяя ее через
каждые 5 мин, а затем после промывки притираемых поверхностей
керосином дальнейшее притирание ведут с покрытием средней пастой
и далее — тонкой пастой. Время притирки соответственно сорту пасты
составляет 30—45 мин для грубой, 30—45 мин для средней и 10 мин
для тонкой паст.Возвратно-вращательное движение клапану при ручной притирке
придают при помощи дрели (рис. 5). Достигают этого за счет кониче¬
ской передачи, состоящей из шестерен /, 3 и 4. Шестерня 3 представ¬
ляет собой диск с тремя секторами. При вращении за рукоятку 5 кони¬
ческая шестерня 3 поочередно зацепляется с шестернями 1 и 4, закреп¬
ленными на шпинделе 2 и соединенными с ним при помощи шпонок.На рис. 6, а изображена притирочная машинка другой конструкции.
При вращении рукоятки 3 одно из колес 1 входит в зацепление с ко¬
лесом 2 и поворачивает шпиндель в одну сторону. При выходе этого
колеса из зацепления входит в зацепление другое колесо, поворачивая
шпиндель в другую сторону. Таким образом, когда вращают рукоятку,
шпиндель поворачивается на 120—150° то в одну, то в другую сторону,
создавая необходимые для притирки движения детали или притира.Для притирки клапанов применяют также электродрели, пневма¬
тические машинки и специальные станки. Более производительным
инструментом является электрическая машинка, кинематическая схема
которой приведена на рис. 6, б, напоминающая электродрель, но
отличающуюся от нее тем, что она обеспечивает вращение шпинделю
в ту и другую сторону на угол 90° Шпиндель имеет 400 колебаний
в минуту. На рисунке показаны два положения притираемого клапана
в связи с изменением положения шатуна 9.Притирают клапаны до тех пор, пока на окружности тарелки кла¬
пана и гнезда не появится матовая сплошная полоска шириной не менее
2—3 мм.При этом каждый клапан притирают к своему гнезду, ни в коем
случае не допуская смешивания их.
Рис. 5. Дрель для притирки клапанов:
н4 — шестерни; 2 — шпиндель; 5 — рукояткаА-А1 положение ~1JРис. 6. Схема машинок для притирки
клапанов:а и б — разновидности машинок; 1 и
2 — зубчатые колеса; 3 — рукоятка;
4 — наконечник; 5 — клапан; 6 — элек¬
тродвигатель; 7 — зубчатая передача;
8 — поводок для захвата клапана;
9 — шатунСПОСОБЫ И ПРИЕМЫ ПРИТИРКИ 217
218ПРИТИРКА И ДОВОДКАПосле окончания притирки с абразивом клапан притирают с маслом
или керосином. В результате притертая поверхность получается поли¬
рованной в виде кольца, которое может быть образовано не одной
сплошной лентой, а несколькими непрерывными линиями. Притертый
хорошо клапан должен при опускании в гнездо слегка отскакивать,
если же он садится с глухим звуком, то это служит признаком неудов¬
летворительной притирки или кривизны стержня.Для проверки плотности притирки на притертой поверхности
клапана делают карандашом черточки на расстоянии 10—15 мм друг
от друга, затем вставляют клапан в гнездо и поворачивают его на 1/4
оборота. Если все черточки исчезнут, то притирку считают удовлетво¬
рительной.Качество притирки клапанов проверяют также, используя для этой
цели жидкость (обычно керосин) или воздух под давлением до1,5/с/7сл*2.
Если жидкость или воздух не просачиваются между притертыми
поверхностями, качество притирки хорошее.Цилиндрические и конические поверхности можно притирать также
на специально приспособленных сверлильных станках, у которых при¬
вод шпинделя переделан с таким расчетом, чтобы шпиндель имел,
кроме вращательного движения, еще и возвратно-поступательное.
Для притирки внутренних цилиндрических поверхностей на конце
шпинделя закрепляют притир в виде разжимной втулки, насаженной
на оправку, и для притирки наружных поверхностей в виде разрез¬
ного кольца. Возможные случаи брака и меры его предотвращения
приведены в табл. 2.2. Брак при притирке и его предупреждениеВиды бракаПричины бракаМеры предотвращенияНегладкая и
нечистая поверх¬
ностьПрименение абразивных
порошков с крупным зер¬
ном, неправильный под¬
бор смазкиПрименять абразивные
порошки соответствующей
зернистости, а также пра¬
вильно подобранные пасты
и смазкиНеточность
размеров, иска¬
жение геометри¬
ческой 4юрмыПрименение неправиль¬
ных притировИзготовлять притиры
правильно и точно по раз¬
мерамНеправильная установ¬
ка притира или деталиВнимательно устанавли¬
вать деталь на притир или
притир на детальБольшие припуски на
притиркуОставлять правильные
припуски на притиркуКоробление
тонких деталейНагрев деталиНе допускать нагрева де¬
тали выше 50° С
Глава 10СВЕРЛЕНИЕСверление является одной из часто выполняющихся операций при
слесарно-ремонтных и сборочных работах. Для этого используют
сверлильные станки, ручные, пневматические и электрические дрели,
трещотки, а также сверлильные головки с приводом от гибкого вала.Основными ручными немеханизированными инструментами для
сверления являются коловорот, винтовая дрель, ручная дрель и тре¬
щотка.Коловорот (рис. 1, а) применяют для сверления мелких отверстий
в дереве, фибре и мягких металлах, а также для отвинчивания и завин¬
чивания шурупов и винтов, гаек, притирки клапанов.Состоит он из изогнутого стального стержня,, на верхнем конце
которого имеется свободно вращающаяся упорная шляпка, а на ниж¬
нем конце укреплен патрон. На колене посажена свободно вращаю¬
щаяся деревянная ручка.При работе коловоротом нажимают на упор левой рукой или грудью
(создают усилие подачи сверлу), а правой рукой за ручку вращают
коловорот.Винтовой дрелью сверлят отверстия диаметром не более 3 мм.
Винтовая дрель наиболее распространенной конструкции (рис. 1,6)
состоит из шпинделя, имеющего на своем стержне четырехзаходную
резьбу, по которой свободно перемещается гайка. На верхний конец
шпинделя надевают рукоятку, в которой конец шпинделя вращается
свободно, а на нижний крепят головку или патрон, в которых зажимают
сверло. При перемещении гайки по нарезке вниз и вверх, шпиндель
и сверло вращаются то в одну, то в другую сторону. Поэтому сверла
для винтовых дрелей применяют перовые двусторонние.Существуют винтовые дрели, у которых при перемещении гайки
вниз и вверх шпиндель вращается только в одну сторону (рис. 1,в).
У таких дрелей под гайкой установлена спиральная пружина, а в ниж¬
ней части шпинделя закреплен маховичок.При сверлении этой дрелью гайку двигают быстро вниз, затем
выпускают из руки и она под действием сжатой пружины, вращаясь,
поднимается вверх по нарезке шпинделя. Маховичок в это время под
действием сил инерции продолжает вращать шпиндель в том же направ¬
лении. Затем гайку снова быстро опускают вниз и тем самым ускоряют
вращение шпинделя и сверла.В таких винтовых дрелях можно применять односторонние перовые
или спиральные сверла.Ручную дрель с конической передачей (рис. 1, г) используют для
сверления отверстий диаметром до 8 мм. Состоит она из стального
стержня 2, на котором неподвижно укреплены рукоятки 3 и 7 и
шляпка 1. При вращении рукоятки 7 движение передается большой
220 СВЕРЛЕНИЕРис. 1. Немеханизированный инструмент для сверления:
а — коловорот; б и в — винтовые дрели; г — ручная дрель с конической
передачей; д — трещотка; 1 — шляпка; 2 — стержень; 3,7 и 11 —рукоят-
ки; 4 и 8 шестерни; Л — втулка; 6 — патрон; 9 ~ опора; 10 — гайка;12 — шпиндель; 13 — храповое колесо; 14—собачка
СВЕРЛЕНИЕ221конической шестерне 8, свободно сидящей на оси, а от нее — малой
конической шестерне 4, неподвижно сидящей на втулке 5, и патрону 6У
в котором закреплено сверло. При работе дрель удерживают левой
рукой за рукоятку 3, правой вращают рукоятку 7, а грудью нажимают
на шляпку LДрель с зубчатой передачей делает до 300 об!мин. Крутящий момент
у нее значительно выше, чем у коловорота и винтовой дрели.Трещотку (рис. 1, д) применяют для сверления отверстий в трудно¬
доступных местах и отверстий больших диаметров (до 30 мм).Рис. 2. Электрические сверлильные машины:
а — тяжелая; б — средняя; в — легкаяПри повороте рукоятки 11 по часовой стрелке собачка 14 через
храповое колесо 13 вращает шпиндель 12, а вместе с ним и закрепленное
сверло. Граненая гайка 10 при этом свинчивается с резьбы на шпин¬
деле и, упираясь в неподвижную опору 9 или скобу, создает необходи¬
мое давление подачи сверла. Во время поворота рукоятки в обратном
направлении собачка 14 скользит по зубьям храповика 13 и шпиндель
остается неподвижным.При работе трещоткой рукояткой шпиндель поворачивают на V4—V3
оборота, а затем рукоятку отводят назад. Длина рукоятки 300—400 мм.Темп работы трещоткой 6—8 оборотов сверла в минуту. Величина
подачи на один оборот около 0,1 мм.Электрические сверлильные машины (электрические дрели) питаются
постоянным или переменным током нормальной частоты и переменным
током повышенной частоты (высокочастотные дрели).Электрические машины выпускают трех типов: тяжелого (для
отверстий диаметром 20—32 мм), среднего (для отверстий диаметром
15—20 мм) и легкого (для отверстий диаметром до 15 мм). Тяжелые
сверлильные машины обычно имеют на корпусе две боковые рукоятки
(рис. 2, а) или две рукоятки и упор; средние — одну замкнутую ру¬
коятку на задней части корпуса (рис. 2, б), легкие — рукоятку писто¬
летной формы (рис. 2, б).
222 СВЕРЛЕНИЕ1. Электрические сверлильные машины (электрические дрели)МаркамашинМакси¬
мальный
диаметр
сверления
по металлу
в ммЧисло
оборотов
шпинделя
в минутуМощность
двигате¬
ля
в втНапря¬
жение
тока
в вЧа¬
стота
тока
в гцВес
в кгИ-74 А5224090362001,7ШПР-25320090362001.7ЭС-6622501202201802,5С-469б3000120220501,2И-90868090220502,1ЭС-2819002502201803,3С-3638130090362001,7И-53813002002202001,8И-9081500200220502,1С-43791500120220501.4ЭП-12701035002102201803,5ЭП-12341030002102201803,15И-5812750400220200-ЭП-12811210002802201803,5ЭД-12121000280362003,7И-38Б15615200220503,2С-48015680270220502,5С-53115680270362002,6ГД-2151300—280180—И-28 А20300330220507,0И-5420350600362007,0И-29А232853802205011,0С-47823495600362006,2С-47923550400220504,2И-89252808002202008,0И-2726430320'2205011,0С-455265406002205010
СВЕРЛА 2232. Пневматические сверлильные машины (пневматически^ дрели)Марка машины1 Максималь¬
ный диаметр
сверления в
ммЧисло обо¬
ротов шпин-
1 деля в мину¬
туТипдвигателяМощность
двигателя в
л. с.Расход воз¬
духа в
м3/минВес в кгД-1 Б3800Роторный0,20,30,7Д-1Т5800»0,20,30,8Д-1М53 700»0,20,30,8Д-2 Б515 000»0,350.41,4СМ-551 900»0,50,92,0Д-2М82 500»0,350,41,5Д-2Т83500,350,41,6Д-2У угловая82 5000,250,51,6PC-88900»0,20,51,6РСУ-881 000»0,20,51,53У-Д2 угловая102 000»0,30,51,659698-509126400,20,6—ДЗ-1200151 200»0,750,653,95ДЗ-45015450»0,750,753,85СМ-15151000 —
1200»——3,4УД-2020300——5РС-22222251,31,79,0УПСМ-23 угло¬
вая232651,751,356,7СМ-3232215Поршневой1,151,2517PC-3232300Роторный1,72,211,5И-34А32350»2,02,514УПСМ-5050200»2,72,415,5Основные размеры наиболее распространенных электрических
дрелей приведены в табл. 1.Пневматические сверлильные машины (пневматические дрели)
в зависимости от конструкции применяемого пневматического двига¬
теля бывают поршневые, ротационные и турбинные (табл. 2).Наибольшее распространение имеют сверлиЛьные машины с ро¬
тационным двигателем.СВЕРЛАСверла изготовляют из инструментальных углеродистых сталей
У10, У10А, У12, У12А или быстрорежущих сталей Р9 и Р18.По конструкции сверла делят на перовые, спиральные, с пластин¬
ками из твердых сплавов, центровочные с прямыми канавками, для
глубокого сверления.Перовые сверла (плоские) отличаются простотой в изготовлении,
прочны по своей конструкции и малочувствительны к перекашиванию
в работе, но они не обеспечивают высокой точности, чистоты и произ¬
водительности.Перовые сверла бывают двусторонние (рис. 3, а) и односторонние
(рис. 3, б). Двусторонние сверлят как при правом, так и при левом
вращении. Применяют их для работы с винтовой или лучковой дрелью,
у которых сверло вращается в обе стороны. Эти сверла изготовляют
диаметром до 6 мм.Двустороннее перовое сверло имеет режущую часть с двумя режу¬
щими кромками, расположенными симметрично под углом 45° относи¬
тельно поперечной оси сверла и образующими угол при вершине 90°.
Угол резания сверла тупой, сверло не режет, а скоблит металл, поэтому
его применяют только для сверления неглубоких отверстий.
224СВЕРЛЕНИЕВ зависимости от условий крепления в шпинделе хвостовики перо¬
вых сверл могут быть коническими (имеют наибольшее применение),
квадратными (только у сверл для ручных сверлилок) и цилиндриче¬
скими (у сверл малых диаметров).Рис. 3. Сверла:а— перовое двустороннее; б—перовое одностороннее; в—спиральное
с цилиндрическим хвостовиком; г — спиральное с коническим хво¬
стовиком; / — ленточка; 2 — режущая кромка; 3 — задняя поверх¬
ность; 4 — передняя поверхность; 5 — поперечная кромка; /*— режу¬
щая часть; 1г — калибрующая часть; /а — шейка; /4 — хвостовикТолщина режущих перьев сверл зависит от их диаметра и для
сверл диаметром 5—10 мм равна от 1,5 до 2 мм, для сверл диаметром
10—20 мм — от 2 до 4 мм и для сверл диаметром более 20 мм — от 6
до 8 мм. Диаметр перовых сверл измеряют по диагонали их лопатки.Основные параметры режущей части односторонних перовых сверл
приведены в табл. 3.3. Основные углы режущей части односторонних перовых сверл
в градНанпаЧ[менованиераметровОбо¬зна¬чениеОбрабатываемый материалКраснаямедьСталь и чугунсреднейтвердоститвердыеоченьтвердыеУгол резания . .
Угол заострения
Задний угол . .*Ра45 — 50
39—4575
69 — 7080
74 — 7585—9079—855-6
СВЕРЛА225Спиральные сверла (рис. 3, в, г) более совершенны по конструкции.
Ими образуют отверстия, не требующие дополнительной обработки
резцом (под резьбу, зенкер, развертку и на проход).Спиральные сверла сохраняют более точно направление при свер¬
лении за счет направляющей ленточки, имеющейся на цилиндричес¬
кой поверхности. Их преимуществом также является облегченный
вывод стружки по винтовым канавкам, малая величина трения
о стенки отверстия, меньшая сила резания благодаря небольшому
переднему углу, длительная служба, допускают большое количество
переточек.В зависимости от направления вращения спиральные сверла под¬
разделяют на правые и левые (последние применяют реже).Рабочая часть сверла имеет две винтовые канавки — две режущие
грани. Каждая режущая часть имеет переднюю поверхность 4л заднюю
поверхность 3 и режущую кромку 2. Обе грани в стыке образуют попе¬
речную кромку 5, которая с режущей кромкой образует угол 55°.
Величина поперечной кромки обычно равна 0,13 диаметра.Калибрующая часть /2 снабжена ленточкой У, которая направляет
сверло в процессе сверления. Хвостовик /4 выполняют чаще всего
коническим (для закрепления в конусе шпинделя станка) или цилин¬
дрическим (для закрепления в патроне). На шейке /3 наносят марки¬
ровку сверла. Лапка (концевая часть сверла с хвостовиком) служит
упором при выбивании сверла из гнезда патрона.Угол между режущими кромками (угол при вершине сверла) 2ф
выполняют в пределах, указанных в табл. 4.4. Величины угла 2ф при вершине сверлаОбрабатываемые материалыУгол 2ф в градМарганцовистая сталь136—150Латунь и бронза .130—140Алюминий . . .140Магниевые сплавы .110—120Медь красная . .125Стальные поковки 125Сталь и чугун средней твердости .116-118Электрон и силумин90—100Эбонит, бакелит .85 — 90Целлулоид 85Мрамор и другие хрупкие материа80Режущая кромка образует с поперечной кромкой угол я|э, обычно
равный 55°. Угол со между осью сверла и развернутой винтовой линией
канавки называют углом наклона винтовой канавки. Величина этого
угла равна 18—45° в зависимости от диаметра сверла и шага винтовой
линии. Для обработки металлов средней твердости угол о) равен 26—
30°, хрупких (бронза) — 22—25°, легких и вязких 40—45°.Сверла выбирают согласно ГОСТам 885-64, 886-64, 2034-64, 2092-64,
4010-64, 5756-64, 6647-64, 10902-64, 10903-64. Диаметры спиральных
сверл приведены в табл. 5.Рекомендуемые диаметры сверл для сверления под развертывание,
щлифоваиие и зенкерование приведены в табл. 6 и 7.8 Ю. С. Борисов, В. П. Сахароз 566
Б. Градация диаметров сверл спиральных (ГОСТ 885-64) в мм0,251,452,754,87,51012,717,75(23,9)30,539500,301,502,804,97.610,112,8182430,75(39,25)50,50,351,552,855,07,710,21318,2524,253139,5510,401,602,905,17,810,313,118,524,531,2540(51,5)0,451,652,955,27,910,413,218,7524,7531,540,5520,501,703,05,38,010,513,3192531,7541530,551,753,15,48,110,613,519,2525,2532(41,25)540,601,80(3,15)5,58,210,713,7(19,4)25,5(32,25)41,5550,651,853,25,68,310,813,819,525,7532,542560,701,903,35,78,410,91419,75263342,5570,751,95(3,35)5,88,51114,252026,25(33,25)43580,802,003,45,98,611,114,520,2526,533,5(43,25)600,822,053,56,08,711,214,7520,526,753443,5610,852,103,66,18,811,31520,752734,544620,902,153,76,28,911,415,25(20,9)27,353544,5630,922,203,86,39,011,5(15,4)2127,5(35,25)45650,952,253,96,49,111,715,521,2527,7535,5(45,25)681,002,304,06,59,211,815,7521,528(35,75)45,5701,052,354,16,69,311,9162228,2536,046721,102,404,26,79,41216,2522,2528,5(36,25)46,5751,152,45(4,25)6,89,512,116,522,528,7536,547781.202,504,36,99,612,216,7522,75293747,5801,252,554,47,09,712,3172329,2537,5481,302,604,57,19,812,417,2523,2529,53848,51,352,654,67,29,912,5(17,4)23,530(38,25)491,402,704,77,312,617,523,75(30,25)38,549,5Примечание. Сверла, диаметры которых поставлены в скобки, изготовляют по соглашению с потребите¬
лем.СВЕРЛЕНИЕ
ЗАТОЧКА СВЕРЛ2276. Диаметры сверл для сверления
отверстий под развертывание
или шлифование в ммdtddxddxd1,51,41312,73029,51,81,71413,73231,52,01.91514,53332,52,22, 11615,53433,52,52,41716,53534,52,82,71817,53635,53,02,91918,53736,53,53,42019,53837,54,03,92120,53938,55,04,92221,54039,56,05,82322,54241,57,06,82423,54443,58,07,82524,54544,59,08,82625,54645,510,09,72726,54746,511,010,72827,54847,512,011.72928,55049,5Прим е ч а н ие. d диаметр сверла для сверле¬
ния отверстия под разверты¬
вание или Шлифование;dt — диаметр отверстия
после развертывания или
шлифования.7. Диаметры сверл для сверления
под зенкерование в мм, т. е. сверл,
предназначенных для сыполнения
отверстий сверлом и зенкеромили сверлом, зенкером
и разверткойdxddxd1614,2533301715,2534311816,2535321916,536332017,537342118,538352219,539362320,540372421,542392522,544412623,545422724,546432825,547442926,548453027,550473229Пр и м е ча н и е.d —диаметр сверла под зенкерили зенкер и развертку;— диаметр отверстияпослезенкерования.ЗАТОЧКА СВЕРЛСверла затачивают, не доводя режущие кромки до полного затупле¬
ния, о котором судят по звуку, напоминающему свист. Затачивают их
на заточных станках, обычных станках с приспособлением или вручную.При заточке вручную сверло держат левой рукой за рабочую часть
возможно ближе к режущим кромкам, а правой — за хвостовик. При¬
жимая режущую кромку сверла к боковой поверхности круга, плавным
движением правой руки покачивают сверло, добиваясь, чтобы его зад¬
няя поверхность получила правильный наклон и приняла надлежащую
форму.После заточки задней поверхности режущие кромки сверла должны
быть прямолинейными. Заточку сверла проверяют шаблоном (рис. 4).
Правильно заточенное сверло должно иметь равную длину режущих
кромок и равные углы заточки. В противном случае отверстие полу¬
чается увеличенного диаметра и с искривленной осью, а режущие
кромки быстро затупляются.Существуют различные формы заточки сверл (табл. 8). В некоторых
из них улучшают (подтачивают) поперечную кромку и ленточку. При
нормальной (одинарной) заточке на режущей части сверла получают
одну поперечную и две режущие кромки (рис 5, а), при двойной —
228СВЕРЛЕНИЕв)Рис. 4. Проверка правиль¬
ности заточки сверла:
а — длины и угла наклона
режущей кромки; 6— зад¬
ней поверхности; в — угла
наклона поперечной кромки
ЗА ТОЧКА СВЕРЛ229одну поперечную и четыре режущие кромки о виде ломаных линий
(рис. 5, б).Подточкой уменьшают длину поперечной кромки по мере стачива¬
ния режущей части сверла, без подточки эта длина постепенно возра¬
стает. Подточкой уменьшают и ширину ленточки у режущей части сверла.Дефекты, которые могут получаться при ручной заточке сверл,
и их влияние на качество сверления приведены в табл. 9.8. Формы заточки спиральных сверл и их назначениеЗаточкаОбо¬значе¬ниеЭскизПримечаниеНормальная (оди¬
нарная)Н1При сверлении стали,
стального литья и чу¬
гуна для сверл диаме¬
тром до 12 ммОдинарная с под¬
точкой поперечной
кромкинпФДля сверления сталь¬
ного литья с пределом
прочности до 50 кг/мм2
и неснятой коркойОдинарная с под¬
точкой поперечной
кромки и ленточкинплФПри сверлении стали
и стального литья с пре¬
делом прочности более
50 кг/мм2 и снятой кор¬
койДвойная с под¬
точкой поперечной
кромкиДПфДля сверления сталь¬
ного литья с пределом
прочности более
50 кг/мм2 и неснятой
коркойДвойная с под¬
точкой поперечной
кромки и ленточкиДПЛПри сверлении стали
и стального литья с пре¬
делом прочности более
50 кг/мм2 и со снятой
литейной коркой, а так¬
же чугуна
230СВЕРЛЕНИЕ9. Дефекты заточки сверл и их влияние
на точность сверленияДефектВлияние на точность
сверленияЭскизыДлина режущих
кромок не одинако¬
ва, середина по¬
перечной кромки не
совпадает с осью
сверлаСверло отклоняется
в сторону от оси враще¬
ния аа в положение bb,
отверстие получается боль¬
шего диаметра по сравне¬
нию с диаметром сверла.
Сверло бьет и может сло¬
матьсяРежущие кромки
заточены под раз¬
личными углами к
оси сверла, но сере¬
дина поперечной
кромки совпадает
с осью сверлаСтружку снимает только
одна кромка СА. Под
влиянием односторонней
нагрузки режущей кромки
сверло отклоняется в сто¬
рону, в результате чего
диаметр отверстия увели¬
чиваетсяРежущие кромки
не равны по длине
и имеют разный на¬
клон к оси сверлаСередина поперечной
кромки смещается к оси
сверла и сверло вращается
около оси bbРЕЖИМЫ РЕЗАНИЯ ПРИ СВЕРЛЕНИИПод режимом резания понимают определенное сочетание скорости
резания и подачи и выбирают его с таким расчетом, чтобы сохранить
инструмент от преждевременного износа и вместе с тем обеспечить
наибольшую производительность.Рекомендуемая продолжительность работы сверл разных диаметров
без переточки следующая:Диаметр сверл в мм . • 5 — 20 25 — 35 Более 40Стойкость сверл в мин . 15 30 50 — 90Скоростью резЬния называют скорость наиболее удаленной от оси
сверла точки режущей кромки, измеряемую в метрах в минуту, под¬
РЕЖИМЫ РЕЗАНИЯ ПРИ СВЕРЛЕНИИ 231считывают ее по формулеnDnу= ш5о м,шн'где D — наружный диаметр сверла в мм;п — число оборотов в минуту вращающегося инструмента или
шпинделя станка.Число оборотов режущего инструмента в минуту по его диаметру
(в мм), исходя из выбранной скорости резания (в м/мин), определяется
по формуле1000у ^
п = —рг- об!мин.
л иПодачей при сверлении называют перемещение сверла вдоль оси
за один оборот. Измеряют ее в миллиметрах на один оборот сверла,
а также в миллиметрах в минуту.Подача в минутуSM = 50*М мм!мин,где s0 — подача за один оборот сверла в мм;
п — число оборотов в минуту.Подача на один оборот сверлаs0 = —мм!об.
пСечение стружки F, снимаемой сверлом за один оборот, приближенно
может быть вычислено по формулеF = 2ab мм2,где а — толщина стружки в мм;
b — ширина стружки в мм.Величина подачи зависит от физико-механических свойств мате¬
риала сверла и скорости резания. Сверло работает лучше при большой
скорости резания и малой подаче.Средние величины подачи приведены в табл. 10, средняя скорость
резания — в табл. 11.10. Величина подач в зависимости от 11» Скорость резания vдиаметра сверла при сверлении спиральными при сверлении спиральным
сверлами из углеродистой стали (в мм/об) сверлом (в м/мин)Обраба¬тываемыйматериалДиаметр сверла в мм1—55—1515-2525—4040—60Сталь0,090,130,170,20,25Чугун0,090,150,250,30,35Латунь0,040,100,120,150,20Обрабаты¬
ваемый мате¬
риалСверла изуглеродистойсталиСверла из
быстрорежу¬
щей сталиСтальЧугунЛатуньМедьАлюминий10—168—1414—18223015 — 25
12—20
25—40
50
40
232 СВЕРЛЕНИЕМощность резания при сверлении определяют по формулеVNреэ “ Nтаблуqqq*^ КвШгде NmaQл — мощность по табл. 12;v — скорость резания в м/мин\k — поправочный коэффициент, зависящий от твердости
металла. (Средние значения k для чугуна 1,1; для
стали—1,2).12. Мощность резания ^та^г в кетДиаметр d
обработки
в ммПодачи s0 в мм/об0,060.10,14 |0,16 || 0,20,30,4 !| 0,5Сверление стали30,03 40,060,09——————С0,130,20,250,25————80,220,350,450,520,6———100,350,550.70,80,94———120,50,811,21,41.9——160,91.41,82,12,43,44,3—201,42.22,83,23,85.36,78252,23,54,455,98,310,512.44Сверление чугуна30,020,03_ ___40,030,050,07————60,080,120,150,180,21———80,140,220,270,320,380,5——100,210,340,430,50,580,81 120,310,490,620,70,831,21,6 160,550,861,11,31,52,12,63,1200,91,41,722,33,34,14,9251,32,12,73,13,65,16,47,613. Охлаждающие жидкости, применяемые при сверленииОбрабатываемый материалОхлаждающая жидкостьСталь конструкционная .Сталь инструментальнаяСтальное литье и ковкий чугунЧугун ...Отбеленный чугун .Латунь и бронза
Медь ...АлюминийДюралюминийЭлектронМрамор и шифер (сланец) . . .
Твердая резина, эбонит, цел*
лулоид, фибра .ЭмульсияСоставное масло (смесь минераль¬
ного масла с касторовым, костяным,
сурепным маслами) или эмульсия
ЭмульсияВсухую или эмульсия
КеросинВсухую или эмульсия
Эмульсия или сурепное масло
ЭмульсияКеросин с составным маслом или
эмульсияВсухую или 4%-ный водный рас¬
твор хлористого натрия (ни в коем
случае не употреблять воду)
Эмульсия
Чистая водаВсухую
ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ СВЕРЛ 233Быстрое затупление сверла в углах режущей кромки (в начале
цилиндрической части сверла) указывает на слишком большую ско¬
рость резания; затупление или выкрашивание по режущим кромкам —
на слишком большую подачу.Затупляются и ломаются сверла чаще всего в конце сверления
сквозных отверстий (по выходе из металла). Во избежание этого необ¬
ходимо в конце сверления таких отверстий уменьшать подачу.При сверлении отверстий в различных материалах применяют раз¬
личные охлаждающие жидкости (табл. 13).Закаленные стали сверлят без охлаждения, применяя сверла,
оснащенные твердым сплавом ВК8. Работу ведут прерывисто, т. е.
с выводом сверла из отверстия через каждые 2—5 мин.Для закрепления сверл применяют переходные конусные втулки
и различные кулачковые зажимные патроны (рис. 6).Конусные переходные втулки применяют в тех случаях, когда конус
хвостовика инструмента по размеру меньше конуса шпинделя станка.Передаваемая конусной втулкой мощность зависит от площади сопри¬
косновения внутреннего конуса с наружным и осевого давления на
конус. Лапка конуса не должна участвовать в передаче усилия, она
служит только для облегчения выталкивания сверла. Поломка лапки
является признаком недостаточно точного совпадения Внутреннего
и наружного конусов или несоответствия выбранного номера конусаПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ СВЕРЛб) в)Рис. 6. Приспособления для зажима инструмента при
сверлении;а — переходные конусные втулки; б—д — двухкулачко¬
вые патроны; е — трехкулачковый патрон
234СВЕРЛЕНИЕ14. Номера конусов переходных
втулок, применяющихся для сверл
с коническим неусиленным
хвостовикомДиаметры сверл
в мм№ конуса
переходной
втулкивыполняемой работе. Окно в теле втулки служит для выбивания из
нее инструмента клином.Каждую переходную конусную втулку обозначают номерами ко¬
нуса Морзе. Основные размеры переходных втулок для инструмента
с конусом Морзе установлены ГОСТом 9288-59. Короткие переходные
втулки (тип 1) выпускают со следующими номерами конусов Морзе:
2-1, 3-1, 3-2, 4-2, 4-3, 5-3, 5-4, 6-4 и 6-5 (первая цифра характеризуетнаружный конус, вторая — внут¬
ренний).Переходные втулки длинные (тип
II) в соответствии [с ГОСТом 9288-59
имеют следующие номера конусов
Морзе: 1-1, 2-1, 2-2, 3-1, 3-2, 3-3,
4-2, 4-3, 4-4, 5-3, 5-4, 5-5, 6-4, 6-5
(первая цифра — наружный конус,
вторая внутренний).Переходные втулки подбирают
по размерам конусов инструмента.
Номера конусов переходных втулок
для сверл с коническим неусилен¬
ным хвостовиком приведены
в табл. 14.Перед установкой сверла при помощи конусных переходных втулок
протирают концами отверстие в шпинделе, наружные и внутренние
части втулок и хвостовик инструмента. Затем переходные втулки
соединяют вместе и насаживают на хвостовик инструмента, после чего
сильным толчком руки вставляют инструмент с втулками в отверстие
шпинделя.Кулачковые сверлильные патроны применяют для закрепления
сверл с цилиндрическим хвостовиком в шпинделе станка. С одного
конца патроны имеют конический хвостовик для закрепления их
в отверстии шпинделя, с другого — зажимное устройство с кулачками
для зажима сверла. Сверло устанавливают в патроне так, чтобы оно
упиралось хвостовиком в его дно.От6.0ДО15.523.5115,6»223,632,5332,649,54»49,665,0568,080,06УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ ДЛЯ УСТАНОВКИ
И ЗАКРЕПЛЕНИЯ ИЗДЕЛИЙ ПРИ СВЕРЛЕНИИДля установки и закрепления изделий на столе сверлильного станка
применяют машинные тиски, переставные угольники, призмы (рис. 7),
зажимные подкладки, прихваты с болтами и другие приспособления.Машинные (станочные) тиски (рис. 7, а) являются основным при¬
способлением для закрепления небольших изделий различных про¬
филей. Крепят их к столу станка при помощи болтов. Имеются тиски
со сменными фасонными губками для зажима деталей сложной формы.Призмы (рис. 7, ву г) применяют для установки при сверлении
цилиндрических изделий.Прихваты служат для закрепления изделий и приспособлений на
столе станка.Угольниками пользуются для закрепления изделий в тех случаях,
когда последние нельзя установить непосредственно на столе станка.
Существуют угольники простые и универсальные (рис. 7, б): у простых
угольников обе стороны точно обработаны, угольники имеют пазы и
ТЕХНОЛОГИЯ И ПРИЕМЫ СВЕРЛЕНИЯ235отверстия для крепежных болтов и прихватов. Универсальные уголь¬
ники предназначены для установки изделий под разными углами к столу
станка. Изделие устанавливают на подвижной верхней полке уголь¬
ника и закрепляют его при помощи прихватов и болтов. Болты вводят
головками в пазы на полке.Рис. 7. Приспособления для закрепления изделий на станке
при сверлении:а—машинные тиски; 0 — универсальный (переставной) уголь¬
ник; в — призмы для установки круглых деталей; г—призмы
с зажимными приспособлениямиРазличают сверление по разметке и сверление по кондуктору.Сверление по разметке. Размечают и накернивают отверстие как
по окружности, так и по центру. Центр отверстия накернивают кер¬
нером с углом заострения, примерно равным углу при вершине сверла.
Обрабатываемую заготовку закрепляют так, чтобы центр отверстия
и вершина сверла совпадали.Вначале при небольшой ручной подаче просверливают отверстие
на глубину, равную примерно1,^ диаметра сверла, и затем осматривают
полученную окружность. Если полученная и размеченная окружности
расположены концентрично, сверление продолжают. Если же они рас¬
положены эксцентрично, крейцмейселем с полукруглым лезвием про¬
рубают канавки шириной 3—4 мм с той стороны, куда нужно сместить
центр сверла (рис. 8). После этого определяют величину смещения
центра сверла, накернивают в прорубленной канавке центр отверстия
(с учетом смещения), устанавливают и закрепляют заготовку и начи¬
нают сверление.При сверлении глубоких отверстий спиральным сверлом следует
периодически, не останавливая станка, выводить сверло из отверстия
и удалять стружку из канавок. Прежде чем остановить станок, необ¬
ходимо вывести сверло из отверстия.Точность, получаемая при сверлении отверстий, находится в сле¬
дующей зависимости от диаметра сверла:ТЕХНОЛОГИЯ И ПРИЕМЫ СВЕРЛЕНИЯДиаметр сверла в мм , 1—3 3—10 10—18 18—30 30 — 80
Погрешность в мм . . ±0,08 ±0,1 ±0,14 ±0,2 ±0,32
236СВЕРЛЕНИЕТочность сверления можно повысить примерно на 50%, если сначала
просверлить отверстие сверлом меньшего диаметра, а затем — сверлом
требуемого диаметра. При втором сверлении давление подачи умень¬
шается на 70—80%.Для обеспечения точного совпадения оси шпинделя сверлильного
станка и, следовательно, оси сверла с размеченным центром, подлежа¬
щего сверлению отверстия применяют
приспособление (рис. 9), состоящее из
хвостовика /, фланцев 2 и 5, соеди¬
ненных в рамку стойками 4. Рамка
соединена с хвостовиком /. На флан¬
це 5 установлена на шаровом шарнире
игла-центроуказатель 3, верхнее плечо
которой длиннее нижнего.При несовпадении осей шпинделя
станка с намеченным центром отвер¬
стия игла отклоняется от центра хво¬
стовика. Совпадение заостренных кон¬
цов иглы и центра хвостовика указы¬
вает на совмещение осей шпинделя и
оси отверстия, подлежащего сверлению.Достигнув перемещением изделия та¬
кого совпадения, вынимают приспособ¬
ление из шпинделя, вставляют сверло,
сверлят отверстие.Рис. 8. Прорубание канавок
при уводе надсверленного
углубления в сторону:1 — канавки; 2 — контур
просверливаемого отвер¬
стия; 3 — контур отверстия,
уведенного в сторонуРис. 9. Приспособление
для точного сверления?
1 — хвостовик; 2 и 5 —
фланцы; 3 — игла-цен-
троуказатель; 4 — стойкаСверление по кондуктору. Кондуктор, представляющий собой шаблон
с отверстиями, в которые вставлены твердые закаленные втулки, по¬
зволяет сверлить отверстия без предварительной разметки.Перед сверлением кондуктор накладывают на обрабатываемую за¬
готовку и прочно закрепляют заготовку и кондуктор относительно
друг друга. Затем пропускают сверло через отверстие в кондукторе
и начинают сверлить.Применение кондукторов повышает точность сверления и значи¬
тельно удешевляет процесс обработки.На ремонтных работах применяют обычно универсальные кондук¬
торы (рис. 10) значительно упрощающие сверление отверстий.
Рис. 10. Универсальные кондукторы;
а и б —для сверления отверстий, расположенных по окружности; в —■ соста¬
вленный из нормализованных деталей; 1 и 2 — полки; 3 — сменные кондук¬
торные втулки; 4 — деталь; 5 — направляющий палец; б — поворотная
планшайба; 7 — самоцеитрирующий патрон; в — угольник; 9 — кондуктор¬
ные пластиныюсоТЕХНОЛОГИЯ И ПРИЕМЫ СВЕРЛЕНИЯ
238СВЕРЛЕНИЕПри помощи кондуктора (рис. 10, а) сверлят отверстия в круглых
деталях типа фланцев следующим образом. Кондуктор устанавливают
и закрепляют в отверстии детали 4. Полки 2 и 1 настраивают на необ¬
ходимый угол или хорду. После установки требуемых сменных кон¬
дукторных втулок 3 сверлят отверстие. Затем передвигают полки вправо
или влево, совмещая просверленное отверстие с кондукторной втулкой
на соседней полке, вставляют в это отверстие направляющий палец 5
и сверлят второе отверстие через вторую втулку. Следующие отверстия
сверлят таким же образом.Кондуктор, показанный на рис. 10, б, имеет самоцентрирующий
патрон 7 для закрепления детали и поворотную планшайбу 6, на кото¬
рой установлен патрон. Делительный диск приспособления позволяет
делить окружность расположения отверстий на 24 равные части. На
направляющих основания закреплена линейка с нониусом, по которой
устанавливают втулку на заданное расстояние от центра кондуктора
до центра втулки.Нулевое положение угольника 8 соответствует совпадению центра
кондукторной втулки с центром кондуктора.При сверлении отверстий, расположенных по прямоугольным
координатам, используют кондуктор (рис. 10, в), составленный из вы¬
сокоточных нормализованных кондукторных пластин 9.Универсальные кондукторы применяют на ремонтных работах в еди¬
ничном и мелкосерийном производстве.Сверление неполных отверстий. Для получения неполных отверстий
(полуотверстий) в тисках закрепляют по две детали так, чтобы поверх¬
ности их совпали (рис. 11, а). Размечают на линии стыка закрепленных
деталей центры отверстий и сверлят обычным способом.При сверлении неполного отверстия в одной детали используют
прокладки (рис. 11,6), изготовленные из того же материала, что и обра¬
батываемая деталь.Сверление глухих отверстий. Глухие отверстия сверлят на требуемую
глубину, пользуясь упорным приспособлением, имеющимся на свер¬
лильном станке, или (если такого приспособления нет) упорной втулкой,
закрепляемой на сверле (рис. 11, в).При сверлении отверстий электрическими и пневматическими дре¬
лями вручную трудно соблюсти строго перпендикулярное положение
сверла относительно плоскости сверления. Из-за этого часто происхо¬
дит перекос и возникает овальность отверстий вследствие увода сверла
и качаний дрели.Приспособление (рис. 12, а), предотвращающее такие дефекты, со¬
стоит из крестовины 7 с установленными в ней четырьмя ножками 8,
трубок 2 и 5, прикрепленных к крестовине. Приспособление соединено
со сверлильной машинкой при помощи переходной гайки 9 и конуса L
Сверло вставляют в удлиненный шпиндель 3, проходящий через направ¬
ляющую втулку 6. Пружина 4, действуя на трубку 5 по мере углубле¬
ния инструмента в металл, прижимает крестовину с ножками 8 к пло¬
скости детали, которая предотвращает качание машинки.В приспособлении, изображенном на рис. 12, 6, перпендикуляр¬
ность сверла к поверхности детали обеспечивает кондукторная втулка.При сверлении механизированными ручными дрелями отверстий
(большого диаметра и глубоких) производительность труда можно зна¬
чительно повысить при применении различных скоб, позволяющих осво¬
бодить руки рабочего от держания дрели и уменьшить усилие, требую¬
щееся для подачи сверла.
ТЕХНОЛОГИЯ И ПРИЕМЫ СВЕРЛЕНИЯ239Простейшая скоба состоит из опоры, которой ее зацепляют за уступ
детали в месте сверления отверстия, стойки и подвижного упора, пере¬
двигающегося по стойке и закрепляемого на ней по размеру дрели,
вставляемой между этим упором и плоскостью детали. При сверлении
сверло подают путем периодического вывертывания подвижного упора
дрели.При невозможности зацепления опорой скобы за уступ детали
скобу приваривают к поверхности детали или прикрепляют планками.
После сверления детали наложенный шов срубают и зачищают.Рис. 11. Особые приемы сверления отверстий:
а — неполных одновременно в двух деталях; б — не¬
полных в одной детали с применением прокладки; в —
глухих по втулочному упору на сверле; 1 — быстродей¬
ствующее зажимное приспособление; 2 — изделие; 3 —
упорная втулкаПри сверлении листового металла сверло подают при помощи ры¬
чага (рис. 12, в), что значительно облегчает труд рабочего. Здесь скоба
связана с корпусом дрели хомутом и рычагом.Для установки скобы без крепления ее к изделию иногда применяют
электромагнитные скобы (рис. 12, г), состоящие из основания 18, внутри
которого расположены электромагнитные катушки, пустотелой
стойки 16 и подвижного упора 17, являющегося опорой для выдвижного
центра дрели. Основание 18 устанавливают на деталь. При включении
тока, идущего по проводам, проложенным внутри пустотелой стойки,
возбуждается магнитное поле и основание плотно притягивается к по¬
верхности детали с силой, достаточной для преодоления осевого усилия
при сверлении.
240СВЕРЛЕНИЕвоздухг)Рис. 12. Приспособления
повышающие точность свер
ления электрическими и пне
вматическими дрелями (а—г)
1 — конус; 2 и 5 — трубки; 3 — удли
ненный шпиндель; 4 и 11 — пружина6 — направляющая втулка; 7 — кре¬
стовина; 8 — ножки крестовины; 9 —
переходная гайка; 10 — подвижная
часть насадки; 12—труба; /З—стойка;
14 — кондукторная втулка; 15—штифт; 16—пустотелая стойка; i7—
подвижный упор; 18 — основание
ПРИЧИНЫ ПОЛОМОК СВЕРЛ241ПРИЧИНЫ ПОЛОМОК СВЕРЛ И ИХ ПРЕДУПРЕЖДЕНИЕНаиболее часто сверла ломаются по следующим причинам:
при встрече с раковиной или твердым включением, когда оно сильно
отклоняется в сторону;когда нижняя часть изделия ограничена не горизонтальной, а на¬
клонной плоскостью, и сверло выходит из него неравномерно и за¬
стревает;Рис. 13. Схемы затупления и поломки сверл;
а — участки, подвергающиеся затуплению; б — примеры поломки сверл;1 — выкрошенная режущая кромка; 2 — затупленная поперечная кромка;
3 — затупленный угол; 4 — сверло глубоко вошло в отверстие, не выходит
стружка; 5 —сверло встретилось с посторонним твердым включением; 6 — не¬
равномерный выход сверла из отверстия по его окружности; 7 — нецентраль¬
ный выход сверла из отверстия; 8 — затупление сверла под влиянием чрез¬
мерно большой скорости резания; 9 — поломка сверла вследствие чрезмернобольшой подачипри сверлении глубоких отверстий, когда глубина сверления больше
режущей части сверла и канавки заполняются стружкой.Сверла нередко ломаются при выходе из изделия, т. е. в конце
сверления, если подача ручная. Чтобы предупредить такие поломки,
необходимо уменьшить подачу примерно в 2 раза. Виды поломок сверл
приведены на рис. 13, а причины и способ их предотвращения —
в табл. 15.15. Поломки сверл и способы их предотвращения и устраненияВидыПричины поломокСпособы предотвращения
и устраненияПоломка вин¬
товой частиРабота затупленным
сверломМалая скорость резания
при большой подачеМалый угол задней за¬
точкиБольшой люфт шпинде¬
ля в подшипникахЗабивание спиральной
канавки сверла стружкойСверление плохо закреп¬
ленных или незакреплен¬
ных деталейЗаточить сверлоУвеличить скорость ре¬
зания или уменьшить по¬
дачуЗаправить сперло, уве¬
личив угол задней заточкиОтрегулировать шпин¬
дельЗаточить сверло, увели¬
чить скорость резаная,
чаще выводить сверло из
отверстия и удалять струж¬
куПравильно закрепить из¬
делие
242 СВЕРЛЕНИЕПродолжение табл. 15Виды поломокПричины поломокСпособы предотвращения
и устраненияПоломка лап¬
ки хвостовикаПлохая пригонка хво¬
стовика к конусной пере¬
ходной втулкеГрязь и заусенцы в пе¬
реходной втулкеИсправить переходную
втулку или заменить ее
новойВычистить и насухо про¬
тереть переходную втулку
и хвостовик сверлаВыкрашивание
режущих кромокНаличие твердых мест
или песочных раковин в
обрабатываемой детали
Слишком большая ско¬
рость резанияНедостаточное охлажде¬
ние сверла или примене¬
ние неподходящей жидко¬
стиВырубить твердое местоУменьшить скорость ре¬
занияУвеличить охлаждение
сверла, применять необ¬
ходимую жидкостьЗатупление ре¬
жущей кромкиСлишком большая по¬
дачаНеправильная заточка
сверла (слишком велик
задний угол)Сверло затуплено
Сверло провертывается
в патронеПлохая пригонка конус¬
ных поверхностей хвосто¬
вика и переходной втулкиУменьшить подачуПравильносверлоЗаточить сверло
Закрепить сверлоПеременить переходную
втулкуБыстрый износ
режущих кромок
и угловСлишком большая ско¬
рость сверленияУменьшить скоростьУДАЛЕНИЕ ПОЛОМАННЫХ СВЕРЛ ИЗ ОТВЕРСТИЙДля извлечения поломанных сверл диаметром 2,5—8 мм с успехом
применяют приспособление (рис. 14), состоящее из патрона 2 и усов 1.
Перед удалением обломка сверла отверстие в детали очищают от стружки
и затем легкими ударами молотка по патрону заводят в канавки сверла
усы. После этого поворотом патрона против часовой стрелки извлекают
обломок.Обломки сверл можно извлекать электроискровым способом. Деталь,
из которой необходимо вынуть обломок инструмента, помещают в ванну
установки для электроискровой обработки или вокруг нее делают
местную ванну из трансформаторного масла. Электродом служит
латунная трубка, закрепленная в патроне станка. Наружный диа¬
метр трубки должен быть больше диаметра перемычки сверла на 1—2мм.
БРАК И СПОСОБЫ ЕГО ПРЕДУПРЕЖДЕНИЯ243Электрод вставляют в отверстие детали до соприкосновения с инстру¬
ментом, после чего включают ток. По мере прогревания электрод углуб¬
ляют в тело инструмента до тех пор, пока обломок не будет оконча¬
тельно разрушен.Рис. 14. Приспособление для извлечения из от¬
верстий поломанных сверл:1 — усы; 2 — патронБРАК ПРИ СВЕРЛЕНИИ И СПОСОБЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
И УСТРАНЕНИЯПри сверлении отверстий в зависимости от различных причин
может быть брак, который можно предотвратить или исправить тем
или иным способом, приведенным в табл. 16.16. Брак при сверлении и его предупреждениеВиды бракаПричины бракаСпособы предупреждения)Отверстие с
грубообработан-
ной поверх¬
ностьюСверление тупым или
неправильно заточенным
сверломСлишком большая по¬
дачаНедостаточное охлажде¬
ние или неправильный
состав охлаждающей смеси
Неправильная установ¬
ка сверла и изделияЗаточить сверлоУменьшить подачуУвеличить охлаждение
или переменить охлажда¬
ющую смесьПравильно установить и
закрепить сверло и изде¬
лиеДиаметр от¬
верстия больше
заданногоПрименение сверла с
увеличенным диаметром
Неравные углы у режу¬
щих кромок или разная
их длинаЛюфт сверла в конусной
переходной втулкеБиение шпинделя стан¬
ка или сверла в патронеВзять сверло необходи¬
мого размера
Заточить сверлоИсправить или сменить
втулкуОтрегулировать положе¬
ние шпинделя в станке
и устранить биение сверла
244СВЕРЛЕНИЕПродолжение табл. 16Виды бракаПричины бракаСпособы предупрежденияСмещение от¬
верстияНеверная разметка из¬
делияНеправильная установка
и слабое крепление изде¬
лия на столе станка (изде¬
лие сдвинулось при свер¬
лении)Биение сверла в шпин¬
делеУвод сверла в сторонуПравильно разметить
изделие, перед работой за¬
сверлить пробное углубле¬
ние и проверить совпадение
отверстия с контрольной
рискойПрочно закрепить изде¬
лие на столеПравильно установить
сверлоПроверить правильность
заточки и биение. Заточить
сверлоПерекос отвер¬
стияНеправильная установка
изделия на столе станка
Попадание стружек под
нижнюю поверхность из¬
делияПрименение неправиль¬
ных (непараллельных)
подкладок
Стол станка не перпен¬
дикулярен шпинделюУстановить правильно
изделиеОчистить стол и изделие
от стружек и грязи перед
установкой изделия
Сменить подкладкиУстановить перпендику¬
лярноОтверстие про¬
сверлено на глу¬
бину больше за¬
даннойНеправильная установка
упораУстановить правильно
Глава 11РАЗБОРКА И СБОРКА СТАНКОВ ПРИ РЕМОНТЕПроцесс разборки станка при ремонте состоит из трех этапов:
разборки на узлы и детали, промывки и очистки деталей, контроля
технического состояния деталей.Разборке должна предшествовать проверка станка в работе для
выявления дефектов. Разбирают станки с соблюдением определенной
технологической последовательности, обеспечивая сохранность дета¬
лей и исключая их смешивание.Перед разборкой необходимо ознакомиться с конструкцией меха¬
низмов и узлов станка, назначением и способом крепления отдель¬
ных его деталей, изучить кинематическую схему и узловые чертежи
станка (особенно в случае уникальных станков).При отсутствии сборочных чертежей следует разработать схему
последовательности разборки станка на узлы и детали. Все детали
в процессе разборки рекомендуется маркировать и помечать их взаим¬
ное расположение в узлах.Сначала станки разбирают на узлы, затем — на детали. Вначале сни¬
мают те детали и механизмы, разборке которых не мешают другие
части станка. Для снятия тяжелых узлов и деталей применяют краны,
тали и другие подъемные механизмы. Станины, столы, траверсы и т. п.
необходимо зачаливать особенно тщательно, так как они могут опро¬
кидываться во время подъема.Для снятия туго посаженных деталей применяют медные выколотки,
съемники, рычажные и гидравлические прессы. Для облегчения раз¬
борки места соединения деталей смачивают керосином, небольшие
узлы помещают на 20—30 мин в ванну с керосином. Можно также
применять быстрый нагрев охватывающей детали до температуры
100—200° С.Крупные детали укладывают на деревянные подставки или столы,
мелкие — в ящики и на стеллажи. Крепежные детали во избежание
потери навертывают на те детали, с которых их снимают.ПРОМЫВКА ДЕТАЛЕЙДетали, разобранные при ремонте, очищают от масла и грязи и
промывают в керосине, бензине и других растворителях для удаления
грязи и ржавчины.Толстый слой грязи предварительно снимают деревянными лопат¬
ками, а из отверстий ее извлекают круглой деревянной или латунной
палочкой.Малодоступные места очищают щетками. Нельзя очищать поверх¬
ность деталей отвертками или хвостовиками напильников.Для промывки деталей и узлов непосредственно на рабочем месте
применяют передвижную моечную ванну (рж?. 1, а). В нерабочем со¬
246 РАЗБОРКА И СБОРКА СТАНКОВ ПРИ РЕМОНТЕстоянии крышка 2 плотно закрывает моечную ванну. Во время работы
рабочий становится на подножку 7, крышка^открывается и остается
в таком положении в течение всего времени работы.В ванну до уровня решетки наливают воду, а затем керосин. Грязь,
находящаяся в керосине, оседает, и ее вместе с водой удаляют через
отверстие в дне ванны.Промывают детали в этой ванне вручную.новка, механизирующая процесс Q)промывки; б—ванна стационарная;I — ванна; 2 — откидная металлическая крышка; 3 — секторы; 4 — цепи;
5 — сварная рама; 6 — тяги; 7 — подножка; 8 н 10 — крышки; 9 — рамка;II — наклонная полка; 12 — фильтр; 13 и 14 — трубопроводы; 15 — насос;
16 — металлический бак; 17 — решетка для деталей; 18 — вытяжной зонт;19 — шланг для промывки; 20 — змеевик для подогрева водыНа рис. 1, б приведена моечная установка, механизирующая процесс
промывки деталей. Установку заполняют водой и керосином и гермети¬
чески закрывают крышками 8 и 10. Это обеспечивает конденсацию
паров. Детали укладывают на наклонную полку 11 с отверстиями.
Насосом 15 производительностью 50 л!мин подают керосин по трубо¬
проводу 14 в рамку 9. Загрязненный керосин стекает в левый отсек,
откуда через фильтр 12 по трубопроводу 13 поступает в насос.При промывке деталей к бензину добавляют 3% тетрахлорина
или четыреххлористого углерода, которые уменьшают способность
бензина к воспламенению. Он не оказывает вредного действия на кожу
человека. Однако выделяющиеся соединения хлора могут оказывать
вредное влияние на детали из меди и алюминия.Промывка деталей в горячих щелочных растворах обеспечивает
безопасные условия работы и более производительна.
МАРКИРОВКА ДЕТАЛЕЙ247Наибольшее применение имеют растворы следующих составов:на 1 л воды 7 г каустической соды, 11 г кальцинированной соды,
9 г фосфорнокислого натрия и 1,5 г зеленого мыла;на 1 л воды 23 г едкого натра, 6 г углекислого натрия и 3 г зеленого
мыла;на 1 л воды 10 г жидкого стекла и 5 г каустической соды.В качестве моечных растворов можно использовать следующие
водные растворы щелочей:3—5%-ный раствор кальцинированной соды, в который для лучшего
обезжиривания добавляют от 3 до 10 г мыла на 1 л раствора;0,5%-ный водный раствор мыла.Для промывки алюминиевых деталей применяют водный раствор
тринатрийфосфата и кальцинированной соды (по 30 г на 1 л воды).Все эти растворы применяют в подогретом состоянии (60—80° С).Для горячей промывки и обезжиривания деталей используют пере¬
носные и стационарные ванны.Для горячей промывки мелких деталей применяют передвижные
двухкамерные ванны. В одной из камер находится раствор для обезжи-
рования, во второй — вода для промывки. Между стенками корпуса
и бака помещают теплоизоляционную набивку. Раствор и воду подогре¬
вают при помощи электрического нагревательного элемента или паром.Наиболее простая стационарная моечная установка (рис. 1, в)
состоит из металлического бака 16, внутри которого имеется решетка 17
для деталей. Раствор подогревают водой или паром, проходящими
по змеевику 20, или электрическим нагревательным элементом. Промы¬
вают детали погружением их в раствор или струей раствора, пода¬
ваемой насосом через шланг 19.Моечные ванны применяют в небольших ремонтных мастерских.
В ремонтно-механических цехах и крупных ремонтных мастерских
для промывки деталей целесообразно применять моечные камеры и
моечные машины. Детали в них промываются в закрытом пространстве
без участия рабочего.Моечные машины бывают однокамерные, двухкамерные и трехка¬
мерные. В однокамерных машинах детали только промывают, в двух¬
камерных — промывают и ополаскивают, в трехкамерных — промы¬
вают, ополаскивают и сушат воздухом, подогретым до 100° и подавае¬
мым под давлением 2—3 am.Сжатый воздух, подаваемый под давлением 3—6 am, применяют для
быстрой просушки деталей после промывки, а также для удаления
посторонних частиц из труднодоступных мест. Кроме того, продувкой
сжатым воздухом можно проверить наличие смазочных или других
сквозных отверстий в том случае, если не представляется возможным
осмотреть их другим способом.Обдувают детали через наконечники, снабженные пусковым устрой¬
ством и соплом требуемой формы и размера. Сжатый воздух, применяе¬
мый при обдуве деталей, должен быть сухим. Поэтому в воздушной
сети у воздухоотводов необходимо ставить влаго-маслоотделители.МАРКИРОВКА ДЕТАЛЕЙОдним из способов маркирования термически необработанных
деталей является ударное маркирование при помощи клейм, т. е. выби¬
вание цифр, букв или знаков на поверхности деталей металлическим
клеймом. Для клеймения детали на нерабочей поверхности снимают
248 РАЗБОРКА И СБОРКА СТАНКОВ ПРИ РЕМОНТЕнапильником лыску. Для мелких деталей берут цифры и буквы высотой
2 мм, для средних — 3 мм, для крупных — 5 мм. Детали для клейме¬
ния укладывают на призмы или за¬
жимают в тиски.Некоторые детали нельзя клей¬
мить металлическими клеймами, так
как при нанесении клейма их можно
повредить. В этом случае применя¬
ют электрический или химический
способ нанесения клейм.При электрическом способе
используют специальный аппарат —
электрограф (рис. 2), при помощи
которого можно гравировать зака¬
ленные и сырые изделия. Надписи
наносят медной иглой с вольфрамо¬
вым наконечником У, питаемой элек¬
трическим током через понижающий
трансформатор 2. При гравирова¬
нии изделие 4 укладывают на мед¬
ную подставку 3. В месте соприко¬
сновения иглы с изделием под дей¬
ствием электрического тока выде¬
ляется большее количество тепла (температура достигает J.400—1500°).
Это приводит к местному расплавлению металла на поверхности изде¬
лия. Глубина плавления достигает 0,25 мм.При химическом клеймении используют резиновые
штампы, которые смачивают резиновыми или войлочными
подушками, пропитанными кислотой.Место, подлежащее клеймению химическим способом,
тщательно очищают от смазки, промывают бензином и
протирают насухо. После нанесения клейма дают выдерж¬
ку 1—2 мин, после чего фильтровальной бумагой удаляют
с поверхности детали излишки кислоты, а отпечаток ней¬
трализуют 10%-ным раствором кальцинированной соды.Во избежание коррозии место клеймения смазывают ще¬
лочной смазкой, протирают насухо и покрывают тонким
слоем технического вазелина.Разновидностью химического способа маркировки
является способ травления, При этом способе поверхность
изделия тщательно зачищают шкуркой или шлифуют, обез¬
жиривают бензином и насухо протирают. Затем на нее
кисточкой наносят равномерный слой кислотоупорного
лака или расплавленного воска. После этого поверх¬
ность сушат в течение 30—40 мин.Содержание кислотоупорного лака по весу: 45% —
лак № 35; 23% — нефтебитум № 5; 0,08% — трансфор¬
маторное масло и остальное скипидар.От качества лака в большой степени зависит качество
получаемых надписей. Если лак слишком вязок и полностью
не высыхает, то кислота разъедает изделие. Вязкий лак при гравировании
снимается резцом неполностью; остающаяся тонкая пленка препятствует
полному травлению и делает знаки прерывистыми. При неполном уда¬
лении следов жира лак плохо пристает к обрабатываемой поверхности.Рис. 2. Электрограф:/ — медная игла с вольфрамовым
наконечником; 2 — понижающий
трансформатор; 3 — медная подстав¬
ка; 4 — гравируемое изделие
ЗАПРЕССОВКА И РА СПРЕССОВКА ДЕТАЛЕЙ 249Надписи наносят вручную резцом или специальным штихелем
(рис. 3) на гравировальном станке. Работают на станке при выключен¬
ном моторе и невращающемся шпинделе. Штихель при этом выполняет
роль чертилки, соскабливающей лак с поверхности изделия.После нанесения надписи изделие немедленно травят растворами
кислот. Для сырой стали применяют раствор из 40% азотной кислоты,
20% уксусной кислоты и 40% воды, для закаленной стали — раствор
из 10% азотной кислоты, 30% уксусной кислоты, 5% спирта и 55% воды.
Растворы кислот разъедают обнаженные места поверхности и образуют
отчетливые, достаточно глубокие знаки. При травлении деталь погру¬
жают в раствор (незакаленные детали) или наносят его кисточкой или
пипеткой на не покрытые лаком места детали (закаленные).-Незакаленные изделия травят в течение 2—5 мин, а закаленные —
15—20 мин. Если изделия изготовлены из легированной стали, дли¬
тельность процесса достигает 30—40 мин.После травления изделие промывают в проточной воде и для уда¬
ления следов кислоты погружают на 5—8 мин в 5% -ный раствор едкого
натра, нагретого до 35—40° С. После этого изделие промывают в про¬
точной воде, обмывают бензином и вытирают чистой тряпкой.ЗАПРЕССОВКА И РАСПРЕССОВКА ДЕТАЛЕЙДетали запрессовывают и распрессовывают при помощи ручных
гидравлических и пневматических прессов; гидравлических приспо¬
соблений и домкратов, ударного воздействия молотка или кувалды,
винтовых приспособлений, давления масла, нагрева, охлаждения или
нагрева одной детали (втулка) и охлаждения второй (вал).Запрессовка и распрессовка деталей давлением пресса. Существуют
прессы ручные (винтовые, реечные), гидравлические, пневматические
и винтовые и реечные приводные.Для запрессовки и выпрессовки деталей небольших размеров при¬
меняют ручные винтовые (рис. 4, а) и рычажно-реечные (рис. 4, б)
прессы.Гидравлические прессы применяют для выпрессовки и запрессовки
крупных деталей. Снлоизмерители (манометры), имеющиеся на этих
прессах, позволяют контролировать усилие запрессовки ответственных
соединений.Ручной гидравлический пресс (рис. 4, в) развивает усилие на штоке
до 20 000 кГПодобные прессы изготовляют и с электрическим приводом для
нагнетания масла из бака в цилиндр (мощность электродвигателя 1 кет).
Общий вес пресса 280 кг.10-тонный переносной гидравлический пресс применяют (рис. 4, г)
для запрессовки и выпрессовки деталей на месте нахождения оборудо¬
вания. Набор принадлежностей к прессу позволяет использовать его
силовой цилиндр в качестве домкрата, цепного съемника, струбцины
для гибки, правки стальных рам и всевозможных металлических кон¬
струкций, а также других операций.Кроме запрессовки и распрессовки, прессы используют для правки
деталей, разжима деталей и в качестве домкрата.При разборке и сборке машин встречаются нередко и такие операции
по запрессовке, выполнение которых на стационарном оборудовании
нецелесообразно. В подобных случаях пользуются переносными гидра¬
влическими приспособлениями (рис. 5), а также применяют ручные
250 РАЗБОРКА И СБОРКА СТАНКОВ ПРИ РЕМОНТЕ
ЗАПРЕССОВКА И РА СПРЕССОВКА ДЕТАЛЕЙ 251гидравлические домкраты, снабженные специальными приспособле¬
ниями.В гидравлическом приспособлении, приведенном на рис. 5, а, давле¬
ние масла в гидравлическом цилиндре 3 достигает 400 кГ!см2. При диа¬
метре плунжера 38 мм усилие, создаваемое прессом, доходит до 4500 кГ.
Ход плунжера 25 мм. Вес приспособления 1,8 кг.Рис. 5. Гидравлические приспособления;
а — простое; б—с мультипликатором; 1 — корпус; 2 — плунжер;:3 — гидравлический цилиндр; 4 — поршень; 5 — гайка; 6 — винт;7 — манжеты; 8 *— стойка; 9 — пуансон; 10 — винты; // — шток; 12 —
цилиндр; 13 — поршень; 14 — манометр; 15 —винт; 16 — плунжер;17 — пружинаВ несложном гидравлическом приспособлении с мультипликатором
(рис. 5, б) сварной или литой стойке 8 придают наиболее удобную для
выполнения конкретной операции форму: Г-образного захвата, призмы,
кронштейна. К стойке винтами 10 прикреплено силовое устройство,
состоящее из цилиндра 12 с поршнем 13, полость А над которым запол¬
няют маслом. Если вдвинуть плунжер 16 при помощи винта 15 в ци¬
линдр, то давление масла в полости А резко повысится, а поршень 13,
имеющий значительно большую площадь, чем плунжер 16, с большой
силой будет давить на шток И и через пуансон 9 на выпрессовываемую
или напрессовываемую деталь. Таким приспособлением можно созда¬
вать на штоке 11 усилия до 20 000 кГ. Величину создаваемого усилия
контролируют по давлению масла манометром 14.Запрессовка деталей при помощи ударного воздействия. При за¬
прессовке с помощью молотка или кувалды и наставки удар по на¬
ставке передается запрессовываемой детали. Использование для этой
252 РАЗБОРКА И СБОРКА СТАНКОВ ПРИ РЕМОНТЕцели пневматического молотка облегчает труд и позволяет запрессо¬
вывать детали одному рабочему.Детали, имеющие чисто обработанные поверхности, запрессовывать
стальным молотком недопустимо. Для этой цели пользуются молотками,
сделанными из свинца или бронзы, а также составными молотками,
имеющими стальной корпус и мягкий сменный наконечник. В зави¬
симости от условий работы материалом этого наконечника может быть
бронза или свинец.Рис. 7.Запрессовка втулки в крупногабарит¬
ную станину в месте, неудобном для запрес¬
совки:/ — винт; 2 — шайба; 3 — запрессовываемая
втулка; 4 —корпус приспособления; 5—тре¬
щоточный ключ; 6 — гайка; 7 — крышка кор¬
пуса приспособления; 8 — упорный шарико¬
подшипникРис. 6. Молоток с рези¬
новым наконечникомПри сборке незакален¬
ных деталей можно при¬
менять молотки с нако¬
нечниками из твердой
резины (рис. 6). Нако¬
нечники надевают на
стальной корпус молотка.Запрессовка и выпрес-
совка деталей при помощи
винтовых приспособлений.Винтовые приспособления используют для запрессовки (рис. 7)
и выпрессовки деталей (рис. 8,9)>На рис. 9 показано винтовое приспособление для выпрессовки глубо¬
ко сидящих тонких втулок (винтовые приспособления для запрессовки
и выпрессовки колец подшипников качения см. ниже, в главе 16).Горячая посадка деталей. При посадке с применением нагрева
охватывающую деталь нагревают до определенной температуры, вслед¬
ствие чего ее посадочная часть расширяется и охватываемая деталь
свободно или при незначительном усилии входит на свое место.Температуру нагрева определяют в зависимости от диаметра детали
и фактического натяга сопряжения. Нагревают детали в масляных
и других ваннах, газовых и нефтяных печах, при помощи электроспи¬
ралей, токов высокой частоты, электрическими индукционными нагре¬
вателями или газовыми горелками.При сборке крупногабаритных деталей применяют специальные
установки для автогенного нагрева.В масле деталь можно нагреть до 85—90° С, в кипящей воде — до
100° С.Преимуществом посадок с нагревом является большая прочность
соединяемых деталей (в 2—3 раза больше прочности деталей, соеди¬
ненных запрессовкой под прессом).
ЗАПРЕССОВКА И РАСПРЕССОВКА ДЕТАЛЕЙ253
РАЗБОРКА И СБОРКА СТАНКОВ ПРИ РЕМОНТЕ
ЗАПРЕССОВКА И РА СПРЕССОВКА ДЕТАЛЕЙ 255Недостатком посадки деталей с нагревом являются значительные
деформации, возникающие в результате нагрева охватывающей детали.
В деталях сложной формы могут возникать чрезмерные температурные
напряжения и микротрещины, являющиеся впоследствии причиной
аварии. Поэтому при ответственных посадках детали нагревать следует
равномерно от периферии к центру с учетом ее конфигурации.Посадка с нагревом не гарантирует сохранения исходной структуры
и физико-механических свойств материала соединяемых деталей.Посадка деталей с применением охлаждения. При такой сборке
охлаждают охватываемую деталь, в результате чего она сжимается
и ее можно свободно установить на свое место. При последующем расши¬
рении охватываемой детали возникает контактное давление, обеспечи¬
вающее необходимую прочность сопряжения. Прочность соединения
деталей с охлаждением не уступает прочности сопряжений, образо¬
ванных при помощи нагрева, а в некоторых случаях даже превос¬
ходит.Кроме того, способ запрессовки с охлаждением имеет следующие
преимущества:деформация запрессовываемых деталей меньше, чем при запрессовке
прессом и другими способами;детали не имеют задиров и коробления;время на посадку по сравнению с другими способами меньше
в 5—6 раз;в некоторых случаях при охлаждении до определенных отрица¬
тельных температур прочность, износоустойчивость и другие свойства
закаленной стали могут даже улучшаться.Способом охлаждения можно осуществить все стандартные прессо¬
вые и частично переходные (глухие и тугие) посадки.Охлаждение можно применять при сборке изделий, изготовленных
из всех марок отожженной и закаленной стали, чугуна и цветных
сплавов. Оно не накладывает никаких ограничений в отношении пред¬
шествующей термообработки и наличия покрытий на поверхностях
сопрягаемых деталей.В посадках с гарантированным натягом при сборке с применением
охлаждения необходимо учитывать влияние отрицательных температур
на механические свойства материала охлаждаемых деталей.Легированные стали практически сохраняют, а сталь 2Х18Н9 даже
повышает пластические свойства при низких температурах. Сохраняют
свои свойства медь, алюминий, латунь, дюралюминий. Наиболее
распространенные в машиностроении углеродистые и малолегированные
конструкционные стали, а также многие инструментальные стали при
низких температурах становятся хрупкими.Для приближенного определения склонности некоторых сплавов
к хладоломкости можно пользоваться табл. 1.Указанное ухудшение механических свойств углеродистой стали
и других сплавов является временным. При последующем нагреве
до комнатной температуры первоначальные механические свойства
их восстанавливаются.Для охлаждения деталей применяют сухой лед, сжиженный азот
и др.Охлаждение деталей при помощи твердой углекислоты (сухого льда).
При нормальном давлении твердая углекислота (С02) имеет темпера-
ТУРУ —78,5°. При свободном доступе воздуха она переходит в газооб¬
разное состояние, минуя жидкую фазу.
256 РАЗБОРКА И СБОРКА СТАНКОВ ПРИ РЕМОНТЕ1. Снижение вязкости некоторых сплавов
при низких температурахМатериалВлияние низких температур
на ударную вязкостьАлюминийМедьНикельСвинецНе снижаетсяЛатуньБронзаДюралюминий
Сталь аустенитнаяНезначительно снижает¬
ся или повышаетсяЖелезоСталь углеродистаяСталь малолегированная и среднелеги*
рованная
Чугун серый литейный
Чугун ковкий} Резко снижается
СнижаетсяДля охлаждения деталей в заводских условиях битый сухой лед
вместе с деталями загружают в холодильную камеру, имеющую хорошую
теплоизоляцию и герметичность. При этом следят, чтобы детали были
равномерно со всех сторон покрыты мелкими кусками льда. Для охла¬
ждения тонкостенных втулок с толщиной стенок 5—8 мм требуется
примерно 15—25 мин.Такой метод использования сухого льда хотя и прост, но связан
с повышенным расходом хладоносителя и требует больше времени на
охлаждение деталей.Более экономичным способом охлаждения является погружение
деталей в жидкую ванну. Для этой цели обычно применяют спирт (де¬
натурированный), ацетон или авиационный бензин. Охлаждение обеспе¬
чивают тем, что в одну из этих жидкостей (чаще спирт), залитую в ка¬
меру, забрасывают небольшими порциями сухой лед, который вначале
быстро испаряется. При достижении смеси —78° С интенсивное выделе¬
ние паров и дальнейшее снижение температуры прекращается. Для под¬
держания указанной температуры в ванну периодически добавляют
сухой лед.Холодильная камера (рис. 10, а) представляет собой водонепрони¬
цаемый бак 2 с двойными стенками и теплоизоляцией 1.При отсутствии готового сухого льда твердую углекислоту полу¬
чают путем дросселирования из баллона сжиженного углекислого
газа (рис. 10, б). Дросселируемый газ из баллона 5 по шлангу 16 посту¬
пает в рабочую камеру 4. Благодаря резкому снижению давления при
выходе газ охлаждается и в виде хлопьев рыхлого снега попадает
в жидкую ванну установки. Этот снёг менее устойчив, чем прессован¬
ный сухой лед, так как в газообразное состояние он переходит более
энергично. В таком виде углекислый газ следует применять там, где
холод требуется периодически, и в небольших ремонтных цехах и
мастерских.Из жидких хладоносителей наиболее целесообразно применение
сжиженного азота. Он взрывобезопасен, а температура его значительно
. Борисов, В. П. Сахаров5о10. Установки для охлаждения деталей: а —
камера;6 — передвижная установка; в —установка, в кото¬
рой для охлаждения используют жидкий азот; г —
установка, в которой для охлаждения используют
жидкий кислород или воздух; 1 и 8 — теплоизо¬
ляция; 2 — бак; 3—сетка-контейнер для предвари¬
тельного охлаждения деталей в парах хладоноси-
теля; 4 и 14 — рабочие (холодильные) камеры; 5 —
баллон с С02; 6 — шланг; 7 — наружный бак; 9 —
внутренний бак; 10 — патрубок; 11 — воронка;12 и 13—сосудыЗАПРЕССОВКА И РАСПРЕССОВКА ДЕТАЛЕЙ
258 РАЗБОРКА И СБОРКА СТАНКОВ ПРИ РЕМОНТЕниже сухого льда (—200° С). При использовании сжиженного азота
подлежащие сборке детали можно охлаждать непосредственно в хладо-
носителе (рис. 10, в). Такой способ охлаждения деталей требует мини¬
мальных затрат на оборудование и ускоряет процесс сборки.При охлаждении детали погружают на глубину не менее 80—100 мм
от поверхности. Время охлаждения деталей зависит от их размеров.
Для охлаждения втулок с толщиной стенок 5—10 мм в жидком азоте
требуется 6—10 мин, а для втулок с толщиной стенок 20—30 мм —
20—30 мин.Простейшей переносной установкой для охлаждения мелких деталей
азотом может быть хорошо изолированный резервуар из нержавеющей
стали с деревянной крышкой, имеющий форму обычного ведра. Загру¬
жают детали в ведро при помощи специальной лопатки.При погружении изделий жидкий азот начинает усиленно кипеть
вследствие интенсивного парообразования. После выравнивания тем¬
ператур, т. е. охлаждения изделий до температуры, близкой к темпе¬
ратуре кипения азота, интенсивность парообразования падает. Этим
можно руководствоваться для ориентировочного контроля конечной
температуры охлаждения изделий.После охлаждения охватываемую деталь сразу устанавливают на
свое место, так как она быстро нагревается, вследствие чего умень¬
шается ее сжатие. Для предотвращения возможных перекосов при
сборке длинных деталей типа втулок применяют направляющие при¬
способления.Количество азота в холодильнике поддерживают так, чтобы уровень
жидкости был всегда выше охлаждаемых деталей на 50—100 мм.Закаленные, особенно имеющие сложную форму детали не следует
сразу погружать в жидкий азот. Их предварительно выдерживают не¬
которое время в холодных парах над поверхностью жидкого азота
в специальной сетке-контейнере 3 (см. рис. 10, а).Охлаждать детали при помощи сжиженного кислорода и воздуха
необходимо только в специальных установках, где изделия помещают
не в жидкий хладоноситель, а в воздушную среду рабочей камеры.
Это вызвано тем, что жидкий кислород взрывоопасен, особенно при
контакте с маслом и другими легко окисляющимися веществами. Даже
при тщательном обезжиривании детали охлаждение ее непосредственно
в жидком кислороде не гарантирует от возможности несчастного слу¬
чая, особенно в производственных условиях.То же самое относится и к жидкому воздуху. При погружении в него
детали сжиженный азот, имеющий более низкую температуру кипения
испаряется быстрее кислорода, в результате чего образуется взрыво¬
опасная смесь с высокой концентрацией кислорода.В установках с жидким кислородом или воздухом (рис. 10, г) хладо¬
носитель или заливают непосредственно в установку и он омывает
стенки камеры, или хранят отдельно и по мере надобности подают
по трубопроводу в змеевик, который охлаждает ’воздух в рабочей
камере.Установка представляет собой сосуд 12 из листовой стали с хоро¬
шей теплоизоляцией. Внутри первого имеется второй сосуд 13 для
жидкого хладоносителя. Рабочую камеру 14 изготовляют из листовой
латуни или красной меди, обладающих высокой теплопроводностью.
Сжиженный газ по шлангу заливают через воронку И, которую закры¬
вают затем пробкой. Для вывода паров отработавшего хладоносителя
в атмосферу служит патрубок 10.
ЗАПРЕССОВКА И РАСПРЕССОВКА ДЕТАЛЕЙ 259Внутри рабочей камеры достигают температуры от —100 до —140° С.
Контролируют температуру в камере гальванометром с медь-констан-
тановой термопарой (тип.ТМ) или другой термопарой, пригодной для
измерения отрицательных температур. Градуировочную кривую для
термопары строят по нескольким точкам, соответствующим температуре
фазовых превращений некоторых химических веществ (табл. 2).2. Температура фазовых превращений некоторых веществ
ниже нуля °СТемпература
в °СВид фазового превращения0,00— 38,87
-45,50
-63.70
-78,52
-94,50— 112,00— 123.60— 182,97-195.81Таяние льда
Затвердевание ртути» хлорбензола
» хлороформа
Сублимация твердой углекислоты
Затвердевание толуола» сероуглерода
» этилового эфира
Кипение жидкого кислорода (при нормальном давле¬
нии)Кипение жидкого азота (при нормальном давлении)Достоинством этой установки является простота конструкции и
дешевизна, а также несложность обслуживания, недостатками — огра¬
ниченный диапазон рабочих температур (до —140° С при использовании
сжиженного кислорода) и невозможность регулирования температуры
в рабочем пространстве камеры. Такие установки применяются при
периодических работах небольшого объема.При использовании холода на сборочных работах необходимо
строго соблюдать инструкции и правила по технике безопасности,
разрабатываемые в соответствии с конкретными условиями работы и
типом холодильного оборудования.Основными положениями по технике безопасности при использо¬
вании холода на сборочных работах являются следующие.1. Не допускать попадания сжиженного газа на открытые участки
тела, при транспортировке хладоносителей и сборке пользоваться
рукавицами, очками и другими средствами индивидуальной защиты.2. Для опускания и вынимания деталей из бака с жидким охлаждаю¬
щим веществом применять клещи с удлиненными рукоятками.3. Все оборудование, в котором транспортируют, хранят и исполь¬
зуют сжиженные воздух или кислород (сосуды с вакуумной изоляцией,
передвижные и стационарные танки, змеевики и трубопроводы хо¬
лодильных установок и др.), периодически обезжиривать дихлорэта¬
ном с последующей продувкой сухим воздухом. Попавшие в сжиженные
кислород или воздух даже в самом незначительном количестве легко
окисляющиеся материалы, например масло, делают их взрывоопас¬
ными. По этой же причине категорически запрещается охлаждение
изделий путем погружения их непосредственно в жидкий кислород или
воздух.4. Отработавшие пары кислорода удалять непосредственно в ат¬
мосферу. Не допускать насыщения кислородом одежды обслуживаю¬
щего персонала, так как кислород сильно адсорбируется тканями.
260 РАЗБОРКА И СБОРКА СТАНКОВ ПРИ РЕМОНТЕНасыщенная кислородом одежда и волосы вспыхивают при приближе¬
нии к открытому огню, зажигании спички, курении.5. Хранить сжиженный газ в изолированном помещении с хорошей
вентиляцией. В сосудах с жидкими газами не закрывать плотно отвер¬
стия для выхода паров, так как это может привести к взрыву. Баки
для охлаждающих веществ обязательно снабжать отдушиной для
выхода испаряющихся газов.6. Особо тщательно соблюдать правила противопожарной безопас¬
ности, когда охлаждающей средой является смесь ацетона, спирта или
авиационного бензина с сухим льдом, которая легко воспламеняется.7. После работы не оставлять холодильные установки с остатками
охлаждающей жидкости в цехе, а хранить их в отдельных помещениях.8. Категорически запрещается выполнять работу по сборке с ох¬
лаждением без инструктажа обслуживающего персонала. Транспор¬
тировать и хранить хладоносители, обслуживать холодильные уста¬
новки могут только рабочие, хорошо знакомые с порядком выполнения
работы и мерами предосторожности.Распрессовка и запрессовка с применением масла под давлением.
При обычной распрессовке трение между деталями очень велико, поэтому
велики и усилие распрессовки и деформации сопрягаемых поверхно¬
стей. Наибольшие деформации имеют поверхности деталей, соединенных
горячей посадкой. Обычно эти соединения не распрессовывают, а раз¬
бирают путем разрушения одного из элементов соединения (втулки
или вала) механическим путем или пламенем газовой горелки [139].Избежать порчи и разрушения деталей при распрессовке позволяет
применение масла под давлением. Этот способ распрессовки заключается
в создании между поверхностями контакта распрессовываемых деталей
масляной прослойки, находящейся под высоким давлением. Благодаря
высокому (1000 am) и очень высокому (1000—2000 am) давлению масла
происходят такие упругие увеличения диаметра втулки и уменьшения
диаметра вала, что непосредственный контакт сопрягаемых поверхно¬
стей почти полностью ликвидируется. Таким образом соединение с га¬
рантированным натягом превращается в соединение с зазором.Для распрессовки соединений таким способом применяют насосы,
позволяющие подавать в соединение масло под давлением до 2000 am
(рис. И).Распрессовывают соединения следующим образом. После присоеди¬
нения насоса к втулке 10 муфту 1 при помощи рукоятки 2 свертывают
с резьбы корпуса 5. Плунжер 4 вынимают и в канал корпуса насоса
наливают масло, уровень которого должен быть таким, чтобы можно
было навернуть муфту 1 на резьбу корпуса насоса не менее, чем на
10—15 ниток, прежде чем сферический конец плунжера не упрется
в сухарь 3 и давление масла не начнет увеличиваться.При дальнейшем вращении рукоятки 2 давление масла в канале
поднимается настолько, что пружина 14 сжимается, обратный клапан 15
открывается, и масло поступает через отверстие в опорной шайбе 12
в канал муфты 11 и далее через отверстие во втулке 10 в маслораспреде¬
лительную канавку а.Когда давление масла превысит сопротивление, оказываемое кром¬
ками маслораспределительной канавки, масло начнет течь между кон¬
тактными поверхностями втулки 10 и вала 9, расширяя втулку и сжи¬
мая вал. Подают масло в соединение до тех пор, пока его давление не до¬
стигнет расчетного или масло не покажется наружу из-под втулки. После
этого соединение распрессовывают при помощи пресса или съемника.
ЗАПРЕССОВКА И РАСПРЕССОВКА ДЕТАЛЕЙ261На рис. 12 представлена номограмма, по которой можно определять
давление масла, необходимое для распрессовки, а также усилия запрес¬
совки и усилия распрессовки как всухую, так и при распрессовке
с применением масла под давлением.Рис. 11. Ручной плунжерный насос для распрессовки
соединений:1 и 11 — муфты; 2 — рукоятка; 3 — сухарь; 4 — плун¬
жер; 5 — корпус насоса; 6 и 8 — уплотнительные шайбы;7 — манометр; 9 — вал; 10 — втулка; 12 — опорная
шайба; 13 — тройник; 14 — пружина; 15 — обратный
клапан; а — маслораспределительная канавкаРассмотрим несколько примеров:Дано соединение с номинальным диаметром 60 мм, наружным диа¬
метром втулки 120 мму материал втулки — сталь марки 40Х, материал
вала — сталь марки 40, натяг 50 ж/с, удвоенная высота микронеров¬
ностей (с учетом коэффициента заполнения микропрофиля) равна
25,2 мк. Требуется найти величину давления масла,
необходимую для распрессовки соединения.
На оси ординат части / номограммы откладываем величину натягаi — 50 мк и по шкале IV для соотношения диаметров втулки —- — 2а
f=0,0003-0,001Рис. 12. Номограмма для определения давления масла при распрессовке, уси¬
лия запрессовки и усилия распрессовки всухую и с применением маслапод давлением
ЗАПРЕССОВКА И Р АСПРВрСОВКА ДЕТ АЛЕЙ263находим величину расширения втулки и сжатия вала без учета чистоты
сопрягаемых поверхностей (70,4 мк).Откладывая это значение на оси ординат части / номограммы и
добавляя к нему значение суммарной чистоты поверхностей 25,2 мк,
получаем значение расширения втулки и сжатия вала, потребное для
снятия втулки, равное 95,6 мк.Для определения относительного значения этой величины из полу¬
ченной точки А на оси ординат проводят горизонтальную линию до
пересечения с прямой, соответствующей диаметру 60 мму и из точки
пересечения опускаем перпендикуляр на ось абсцисс. На оси абсциссотсчитываем значение-^-, равное 0,00159.Для определения давления масла продолжаем этот перпендикуляр
до пересечения с прямой, соответствующей отношению диаметров
втулки, равному 2,0, и из точки Б проведем прямую до пересечения
с осью ординат части II номограммы. Полученная точка дает величину
необходимого давления масла, потребного для распрессовки вала и
втулки. Оно равно 1200 am.Определить величину усилия распрессовки
соединения, имеющего номинальный диаметр вала 60 мм, соот¬
ношение диаметров втулки, равное 2, длину втулки 60 мм, материал
втулки — сталь марки 40Х, вала — сталь марки 40, натяг 50 мк.Усилие распрессовки при сухом процессе определяем следующим
образом. На шкале, соответствующей натягу i, откладываем его вели¬
чину, равную 50 мк (часть / номограммы). Из этой точки проводим
прямую до пересечения с прямой, соответствующей диаметру соедине¬
ния d = 60 мм. Из точки В опускаем перпендикуляр до пересечения
с наклонной прямой, отражающей отношение диаметров втулки, рав¬
ное 2 (часть II номограммы).Для определения величины удельного давления в соединении из
точки Г проводим прямую, параллельную оси абсцисс, влево до пере¬
сечения ее с осью ординат (часть II номограммы).Усилие распрессовки определим, если из точки Г проведем линию
вправо до пересечения с прямой, соответствующей номинальному
диаметру соединения d — 60 мм (часть V номограммы).Затем из точки D опускаем прямую до пересечения с прямой, соот¬
ветствующей длине втулки / = 60 мм (часть VI номограммы), и про¬
водим прямую, параллельную оси абсцисс, до пересечения с прямой,
соответствующей коэффицинту трения / = 0,25 (часть III номограммы).
Перпендикуляр, опущенный из точки Е на ось абсцисс (часть III но¬
мограммы), дает искомую величину усилия распрессовки, равную
17 500 кГ.Определить усилие распрессовки при р а с -
прессощке с применением масла под давле¬
нием, при натяге 50 мк, суммарной высоте микронеровностей сопря¬
гаемых поверхностей 25,2 мк (с учетом коэффициента заполнения микро¬
профиля). Относительная величина расширения втулки и сжатия вала
при заданном соотношении диаметров втулки, равном 2, была опреде¬
лена ранее и равна 0,00159. Откладываем эту величину на оси абсцисс
части I номограммы и одускаем перпендикуляр до пересечения с пря¬
мой, соответствующей соотношению диаметров втулки, равному 2.
Если теперь из точки Б проведем прямую влево до пересечения с осью
ординат части II номограммы, то получим величину давления масла
1200 am, потребную для распрессовки данного соединения.
264РАЗБОРКА и сборка станков ПРИ РЕМОНТЕЕсли же продолжить эту прямую вправо до пересечения с прямой,
соответствующей диаметру соединения d = 60 мм (часть V номограммы),
опустить из точки Ж прямую до пересечения с прямой, соответствующей
длине втулки, равной в нашем примере 60 мм (часть VI номограммы),
провести прямую из точки И до пересечения с прямой коэффициента
трения, равного 0,0003—0,0005, и опустить перпендикуляр на ось абс¬
цисс (часть III номограммы), то получим величину усилия распрес¬
совки с применением масла под давлением, равную 50 кГ, вместо
17 500 кГ, которые необходимы при распрессовке всухую.По этой номограмме можно определить и усилия запрессовки как
при сухом процессе, так и с применением масла под давлением. Порядок
определения тот же, что и при распрессовке, разница заключается только
в величине коэффициента трения.Распрессовывать соединения с применением масла под давлением
рекомендуется при их диаметре 100 мм и выше (в некоторых случаях
этот способ целесообразно применять и при меньших диаметрах).Расположение маслораспределительных канавок (рис. 13) выбирают
таким, чтобы на конце охватывающей детали расстояние от оси канавки
до торца детали было не более 25 мм. Количество канавок берут в за¬
висимости от длины детали и ее поперечного сечения (табл. 3). Размеры
отверстий для присоединения арматуры насоса в случае распрессовки
подшипников качения берут 1г = 25 мм, /3 = 15 мм (рис. 13, г, д)
и при всех остальных деталях /х = 30 мм и /2 = 20 мм (рис. 13, а,
узел II). Эти отверстия при эксплуатации машины должны быть всегда
закрыты металлическими пробками, пробки — законтрены.3. Количество маслораспределительных канавок в зависимости
от длины распрессовываемой части детали и ее поперечного сеченияДлинараспрессовываемойчастиПоперечное сечение
распрессовываемой частиКоличествоканавокL<dПо всей длине одинаковое
Переменное122d > L > dЛюбое2L>2dЛюбое3При сдвоенных конических подшипниках желательно делать три
канавки (рис. 13, г). Средняя канавка позволяет распрессовывать
с маслом под давлением подшипник, расположенный у бурта вала
при любом его положении на шейке.Соединения, имеющие несколько маслораспределительных канавок,
распрессовывают при помощи нескольких насосов (по числу канавок),
но в случае необходимости можно обойтись и одним насосом. Для этого
перед распрессовкой в приемные отверстия ввертывают клапанные
штуцеры. Насос присоединяют поочередно во все штуцеры, и через
каждый из них в соединение канавки попадает масло. После этого
распрессовывают соединение. Манометры на штуцерах показывают
давление масла, поданного в соответствующее сечение. Если один из
манометров показывает, что давление начинает падать, то в этот штуцер
нужно подкачать масла.
Рнс. 13. Расположение маслораспределнтельных канавок;
а — на соединении шестерня—вал; б — на.цилиндре; в — на зубчатой
полумуфте; г — при распрессовке сдвоенного конического подшипника;
д — при распрессовке однорядного шарикового подшипникаЗАПРЕССОВКА И РАСПРЕССОВКА ДЕТАЛЕЙ
266РАЗБОРКА И СБОРКА СТАНКОВ ПРИ РЕМОНТЕПеред ввертыванием штуцеров маслораспределительные канавки
наполняют маслом.Упрощенный способ выпрессовки втулок при помощи давления масла
(рис. 14) заключается в следующем. В отверстие втулки наливают ми¬
неральное масло типа машинного примерно на 3/4 высоты втулки,
вставляют в него стержень, диаметр которого меньше диаметра отве р¬
стия втулки на 0,03—0,05 мм. Ударами мо¬
лотка по головке стержня или нажимая на
нее ползуном пресса создают давление ма¬
сла, под воздействием которого втулка вы-
прессовывается из гнезда. При необходимо¬
сти по мере выпрессовки втулки добавляют
масло.ш mРис. 14. Упрощенный способ вы¬
прессовки втулки давлением масла
из глухого отверстияРис. 15. Гидравли¬
ческий способ вы¬
прессовки втулок
сборным стержнем
с уплотняющей ман¬
жетой:1 — головка стержня;
2—уплотняющая ман¬
жета; 3 — плунжер;
4 — выпрессовывае-
мая втулка; 5 — маслоДля создания большой плотности между стержнем и отверстием
втулки с целью сокращения потерь давления применяют сборный
стержень, состоящий из головки 1У манжеты 2 и плунжера 3 (рис. 15).Запрессовка с применением масла под давлением имеет существенное
преимущество, так как сопрягаемые поверхности соединяемых деталей
не подвергаются износу. При этом вал предварительно запрессовывают
во втулку на глубину, обеспечивающую перекрытие отверстия, через
которое масло поступает в распределительную канавку. После этого
в соединение подают масло под давлением, запрессовывая деталь.В процессе запрессовки с маслом в соединение подают масло при
давлении, которое обеспечивает свободное надевание втулки на вал.
Величину этого давления определяют по номограмме (см. рис. 12).
РАЗДЕЛ IIIИСПРАВЛЕНИЕ И ВОССТАНОВЛЕНИЕ
ДЕТАЛЕЙ И УЗЛОВ
ПРИ РЕМОНТЕ ОБОРУДОВАНИЯГлава 12ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ
ДЕТАЛЕЙ .ПРАВКА ДЕФОРМИРОВАННЫХ ДЕТАЛЕЙСуществуют два способа правки деформированных и, в частности,
погнутых деталей: холодная и горячая правка.Холодным способом погнутые валы правят следующим образом.
После исправления центровых гнезд для измерения величины
(стрелы) прогиба вал ставят в центра токарного станка или специаль-Рис. 1. Схемы холодной правки вала:
а — монтажная; б —расчетная; /—индикатор; 2 — про¬
кладка* 3 — шток пресса! 4 — вал; 5 — опораного приспособления. Значение стрелы прогиба определяют как поло¬
вину величины биения вала, показываемого индикатором. Для правки
вал 4 (рис. 1, а, б) ставят на призмы или опоры 5 винтового или гидра¬
влического пресса выпуклой стороной кверху и перегибают нажимом
винта или штока 3 пресса через мягкую прокладку 2 так, чтобы обрат¬
ная стрела прогиба fx была в 10—15 раз больше того прогиба f, который
имел вал до правки. Точность правки контролируют индикатором 1.Распространен также метод двойной правки валов, применение
которого значительно увеличивает сопротивляемость выправленного
вала повторным деформациям. Двойную правку выполняют следующим
образом.Подлежащий правке вал устанавливают на призмах (рис. 2) выпук¬
лой стороной вверх и плавно нажимают на него винтом или штоком
пресса. Усилие нажима должно быть таким, чтобы вал после этого
остался прогнутым в обратную сторону на ту же величину. Затем ука¬
268 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМ АННЫX ДЕТАЛЕЙзанная операция повторяется, но уже с таким усилием нажима, чтобы
вал оказался выправленным.Правку деталей, обладающих небольшой жесткостью, часто выпол¬
няют на токарном станке. При этом деталь правят, не снимая с центров,
и тут же проверяют результаты правки.L?7,77 7777150-200 -
*)L6)б)Рис. 2. Схема двойной правки вала;
а — первая правка вала; б — форма вала после первой
правки; в — вторая правка вала; г — вал после второй
правкиНа рис. 3, а показана скоба-пресс для правки валов на токарном
станке. При правке ее устанавливают так, чтобы пятка винта нахо¬
дилась против места максимального прогиба вала.В конструкции ручного винтового пресса, показанного на рис. 3, б,
предусмотрены центры для проверки выправленного вала.Рис. 3. Оборудование для правки деталей типа валов:
а — скоба-пресс; б — ручной винтовой пресс с центрами для
контроля правкиХолодная правка деталей является наиболее простым и распро¬
страненным способом. Однако она часто не обеспечивает стабильности
формы выправленной детали. В процессе эксплуатации устраненная
правкой деформация детали может возникнуть вновь. Причиной не¬
устойчивости формы выправленной детали являются неоднородные
остаточные напряжения, возникающие по ее сечению в результате не¬
равномерного деформирования металла.
ПРАВКА ДЕФОРМИРОВАННЫХ ДЕТАЛЕЙ269Для повышения устойчивости формы детали и снятия внутренних
напряжений, возникающих в результате правки, производят отпуск при
400—450° С в течение 0,5—1 ч. Продолжительность нагрева устанавли¬
вается в зависимости от размеров детали.Часто для этой цели при холодной правке валов, тяг и других де¬
талей применяют наклеп вогнутой поверхности в положении, при
котором выпрямляемая деталь прогнута винтом или штоком пресса
в направлении, обратном изгибу. Легкие удары молотком по выпуклой
стороне детали через медную прокладку вызывают растяжение волоконна этой стороне вала. После небольшой выдержки усилие снимают и вал
подвергают проверке.Правка наклепом может производится также следующим образом.
Изогнутый вал укладывают на жесткую ровную плиту прогибом вниз
(рис. 4). Затем молотком наносят частые легкие удары по поверхности
вала до устранения просвета между его поверхностью и плитой. После
этого вал проверяют на биение индикатором или рейсмусом. Терми¬
ческая обработка вала после правки не требуется.Наклепом чаще всего правят валы, имеющие шпоночный паз по
всей длине. Если такой вал выгнут в сторону шпоночного паза, то его
проще всего выправить путем наклепа дна шпоночного паза в наиболее
вогнутой точке. Наклеп производят нанесением легких ударов молот¬
ком по закаленной пластинке, которую постепенно перемещают по дну
паза.Подобным же образом правят листовые детали. Удары молотком
наносят не по выпуклым местам детали, помещенной на чугунной или
стальной плите, а по соседним с ними участкам, причем их следует
наносить от края листа по направлению к выпуклости, каждую из
которых обводят предварительно мелом. По мере приближения к вы¬
пуклости удары должны наноситься все чаще и слабее.При наличии нескольких выпуклых мест правку листа проводят,
нанося удары прежде всего в промежутках между этими местами.
Таким образом растягивают лист и сводят все выпуклости к одной,
которую выправляют обычным способом (от краев к середине). Затем
лист перевертывают и таким же образом окончательно восстанавливают
его прямолинейность.Напрабление
( ударовT77777777777777777777777777777Z\а)/Наклепанный слой7777777777777777777777777777/77^б)Рис. 4. Правка вала наклепом:
а — момент правки; б — выправленны
270 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙДля правки деталей из листового металла могут быть также исполь¬
зованы вальцы.При ручной правке лучше пользоваться молотком с круглым, а не
квадратным бойком, так как углами квадратного бойка можно повре¬
дить поверхность выпрямляемого листа. Молоток для правки должен
обладать гладкой и хорошо отшлифованной поверхностью бойка.Детали с обработанной поверхностью, а также тонкие стальные
или из цветных металлов и сплавов правят молотками из мягких мате¬
риалов — меди, латуни, свинца, дерева. При правке особо тонкого
металла пользуются металлическими и деревянными брусками — гла¬
дилками.Правку деталей с обработанной поверхностью стальным молотком
следует проводить, используя прокладку из мягкого металла.Стальные детали при темпера¬
туре ниже 0° С править холодным
способом не следует, так как это
может привести к их поломке.Правку горячим способом при
ремонте применяют реже, так как
этой операции обычно приходится
подвергать полностью обработанные
детали, подогрев которых может
вызвать окисление поверхности и
деформацию детали.При невозможности выправить деталь в холодном состоянии ее
подогревают до температуры ковки. Править при температуре 150—
450° С не рекомендуется; в этом интервале температур в стальной детали
могут образоваться трещины.Горячий способ относительно чаще применяется для правки валов
большого диаметра. Обычно при этом деталь подвергают местному на¬
греву пламенем газовой горелки при круговом вращении вала. Нагретый
вал выправляют изгибанием домкратом, прессом или быстрым охлажде¬
нием небольшой площади на выпуклой стороне. В результате односто¬
роннего охлаждения вал стремится перегнуться в противоположную
сторону. Для проведения этого процесса нагретую поверхность быстро
укрывают асбестом, оставляя открытым лишь место охлаждения*
Вал располагают таким образом, чтобы охлаждаемое место было обра¬
щено вниз, после чего снизу подают охлаждающую воду.Пустотелые валы чаще всего правят следующим образом. Вал ста¬
вят в центры токарного станка и, вращая его, находят наивысшую
точку перегиба. Это место обкладывают мокрым асбестом так, чтобы
оставалась круглая свободная площадка диаметром 40—70 мм в зави¬
симости от диаметра вала. Паяльной лампой или сварочной горелкой
нагревают оставшуюся открытой площадку и тотчас же охлаждают ее
сжатым воздухом. Эту операцию повторяют несколько раз до окон¬
чательного выправления вала.Для листового металла можно использовать также метод газопла¬
менной правки, предложенный чехословацким новатором О. Влахом.
По этому методу на отмеченные места, подлежащие выпрямлению,
направляют струю пламени газовой горелки, нагревая неровности до
красно-вишневого цвета (600—700° С). Нагретый металл расширяется,
а затем при остывании под влиянием сил сжатия выпрямляется. Этим
методом, ускоряющим процесс правки почти в 5 раз, можно править
также валы, оси, трубы, уголки.Рис. 5. Стальной брус квадратного
сечения (30 к 30 мм), выправлен¬
ный газопламенным методом
МЕХАНИЧЕСКИЕ СПОСОБЫ ЗАДЕЛКИ ТРЕЩИН271Для нагрева используют обычную универсальную горелку с на¬
конечником № 7. Лучше всего поддаются газопламенной правке де¬
тали, изготовленные из малоуглеродистой стали. На рис. 5 показан
стальной брус, выправленный газопламенным методом. Нагреванию
подвергали участок а детали размером 550 мм в месте наибольшего
изгиба. Пунктиром показана форма детали до правки.МЕХАНИЧЕСКИЕ СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ РАЗВИТИЯ
И ЗАДЕЛКИ ТРЕЩИНЗасверливание трещин. Наиболее простым и широко распространен¬
ным способом предупреждения дальнейшего развития образовавшейся
в детали трещины является засверливание ее концов (диаметр про¬
сверливаемых отверстий 3—5 мм).При выполнении данной операции важно точно установить границы
трещины. Чаще всего для этого прибегают к тщательному осмотру
поврежденной стенки детали при
помощи лупы 10-кратного увели¬
чения. Более надежным являет¬
ся капиллярный метод обнару¬
жения трещин и установления
их границ.Этим методом можно нахо¬
дить поверхностные трещины в
изделиях из любых материалов.Для этого проверяемую деталь
смачивают керосином (мелкие из¬
делия погружают на 10—13 мин
в керосин), затем насухо обти¬
рают и покрывают тонким слоем
мела, разведенного в воде. Керо¬
син, оставшийся в трещине, вы¬
ступая на меловую поверхность,
дает заметную на белом фоне
полосу, по которой можно су¬
дить об очертании трещины и ее
границах.Для обнаружения трещин в стальных деталях применяют магнит¬
ный метод, при котором проверяемую деталь намагничивают, а затем
покрывают взмученным в жидкости магнитным порошком. Порошок
оседает вдоль трещины, выявляя ее форму и размеры.В ремонтных мастерских магнитным методом можно обнаруживать
трещины, используя намагничивающий аппарат НА-5-ВИМ (рис. 6),
для чего к аппарату изготовляют призмы 4, бак 5 и тележку J, на кото¬
рой крепится аппарат.Проверяемую деталь 3 устанавливают на деревянных подставках 2
и к ней вплотную придвигают призмы 4 намагничивающего аппарата.
Намагничивание осуществляется двумя-тремя короткими замыканиями
выключателя 6 аппарата. После намагничивания деталь поливают ма¬
гнитной суспензией (35—40 г мелко измельченной кузнечной окалины,
смешанной с 1 л дизельного топлива или трансформаторного масла,
наполовину разбавленного керосином) и осматривают через лупу
5—10- кратного увеличения. Найденные концы трещины отмечают на-
керниванием.Рис. 6. Применение намагничивающего
аппарата НА-5-ВИМ для магнитной
дефектоскопий
/—тележка; 2— деревянная подставка','
3— намагничиваемая деталь; 4 — приз¬
мы; 5 — бак; 6 — выключатель
272 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙОтверстия диаметром 5—10 мм (в зависимости от толщины детали
в месте трещины) сверлят таким образом, чтобы их центры отстояли от
концов трещины на 2—3 мм. Некоторые авторы рекомендуют произ¬
водить засверливание трещин сверлами диаметром, равным 0,5—0,75
толщины стенки.Применение данного способа ремонта не обеспечивает восстановления
прочности детали. Поэтому без дополнительных мер (постановки накла¬
док и т. п.) он может быть использован лишь в тех случаях, когда детальимеет достаточный запас прочности и
не требуется герметичности.Штифтование трещин обеспечивает
восстановление герметичности, но не
восстанавливает ее прочности. Штиф¬
тование применяется для заделки тре¬
щин небольшой длины (рис. 7).Работы по штифтованию трещины
рекомендуется производить в следую¬
щей последовательности:1) зачистить поверхность вокруг
трещины и определить ее длину;2) разметить и просверлить отвер¬
стия диаметром 5—6 мм вдоль трещи¬
ны на расстоянии 1,5 диаметра одно
от другого; крайние отверстия следуетРис. 7. Схема штифтования тре- просверлить в здоровом металле на рас¬
кинь1 стоянии 0,5 диаметра от конца трещины;3) нарезать резьбу в отверстиях;4) отжечь медную проволоку и нарезать на ней резьбу;5) ввернуть проволоку в нарезанные отверстия;6) отрезать ножовкой или откусить острогубцами пруток проволоки,
оставив над поверхностью детали выступ высотой 1,5—2,0 мм\7) разметить отверстия в промежутке между установленными
штифтами, просверлить отверстия, нарезать в них резьбу и ввернуть
проволоку (при сверлении этих отверстий сверло должно захватывать
металл соседних штифтов на величину не менее V4 диаметра штифта);8) расчеканить выступающие части штифтов и запилить их сверху
плоским напильником;9) испытать шов на герметичность.Стягивание треснувшей детали при помощи стяжек применяется
для ремонта массивных деталей, типа станин, когда требуется предупре¬
дить дальнейшее развитие трещины и повысить механическую прочность
поврежденной детали.Стягивание производится при помощи стяжек типа «восьмерка»
или выполненной в виде пластины с отверстием. Первую закладывают
в профрезерованный в теле детали паз в нагретом до 150—200° С со¬
стоянии. Вторую также в нагретом до указанной температуры состоянии
надевают на предварительно запрессованные в тело детали штыри.
Определение размеров стяжек приведено в табл. 1.Данный метод не обеспечивает полного восстановления прочности
детали и ее герметичности.Для поврежденных чугунных деталей можно использовать следую¬
щий способ.В ремонтируемой детали (рис. 8, а) поперек трещины в зависимости
от ее длины сверлят один или несколько рядов несквозных отверстий
МЕХАНИЧЕСКИЕ СПОСОБЫ ЗАДЕЛКИ ТРЕЩИН 273(толщина дна отверстия должна быть не менее его диаметра). Остав¬
шиеся между отверстиями каждого ряда перемычки прорезают конце*
вой фрезой, диаметр которой несколько меньше диаметра отверстия.Рис. 8. Ремонт треснувшей чугунной детали
постановкой вставок!
а — подготовленным пазом под вставку;
б —вставка1. Определение размеров стяжек при ремонте треснувших деталейОпределяемые величиныРасчетные формулыДлина паза или расстояние меж¬
ду центрами штырей, запрессован¬
ных в детали0.00175 ММ’ ГДе е-шиР«на
трещины в месте постановки стяжки
в ммДлина стяжки или расстояние
между центрами отверстий в стяжкеLt — L — е — w мм, где w — по¬
правка на неточность измерения длины
стяжки и смятие ее в гнездах или на
штырях; w = 0,2 -ь 0,6 ммПлощадь поперечного сечения
стяжкиF — -ggQQ- смг, где Р — сила стяги¬
вания в кГ* Формула дана применительно к стяжке из стали 36 и для раз¬
ности температур ремонтируемой детали и стяжки, равной 120° С
(нагрев стяжки до 140° С).
274 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙПо форме получившихся пазов изготовляют вставки (рис. 8, б) из же-
лезо-никелевого сплава.Высоту вставок берут такой, чтобы в каждый паз можно было за¬
ложить не менее двух вставок. Заложенные в пазы вставки подвергают
расчеканке.При ремонте этим способом деталей, подвергающихся большим тем¬
пературным колебаниям, вставки следует изготовлять из материалов
с более низким коэффициентом расширения, чем основной металл детали.Рис. 9. Примеры ремонта чугунных деталей, имеющих трещиныг
а, б —> постановкой накладок? в — постановкой кольцаРасстояние между пазами может быть определено по следующей
формуле:а = 0,8fr ^ |g//|- + 1 ^ *где а — расстояние между пазами в мм;Ь — ширина паза вставки в мм;сг' — допускаемая прочность материала детали в кГ/мм2;<т" — допускаемая прочность материала стержня в кГ/мм2.В тех случаях, когда при ремонте детали необходимо обеспечить не
только прочность, но и плотность соединения, кроме постановки вста¬
вок, вдоль трещины высверливают ряд отверстий, в которые ставят
взаимосоприкасающиеся пробки. Высота пробок должна быть меньше
их диаметра. Каждую пробку ставят отдельно, осаживая молотком.Все работы по запрессовке, осаживанию и чеканке вставок и пробок
рекомендуется проводить пневматическими молотками.Заделка трещин при помощи накладок, колец и бандажей. К этому
способу ремонта прибегают обычно в тех случаях, когда требуется пол¬
ностью восстановить прочность сломанной или имеющей трещину чу¬
гунной детали или восстановить одновременно ее прочность и герметич¬
ность, а также когда требуется заделать пробоину в чугунной детали.
МЕХАНИЧЕСКИЕ СПОСОБЫ ЗАДЕЛКИ ТРЕЩИН 275Стальные детали постановкой накладок обычно не ремонтируют, так
как для них более простым и надежным способом ремонта является
сварка.Накладки на чугунных и дюралюминиевых деталях крепят винтами
или болтами. При соединении двух поломанных частей обычно приме¬
няют точные болты. При необходимости одновременно обеспечить на¬
дежную герметичность и высокую прочность перед постановкой накладки
производят штифтование трещин.Для плотного прилегания накладки к детали поверхность последней
обрабатывают на станке или вручную (опиловкой, шлифовальной ма¬
шинкой).Для повышения герметичности накладку следует ставить на
сурике. Толщина накладки, если она ставится с одной стороны, должна
быть равна 0,8—1,0 толщины стенки в месте разрушения детали, а при
двусторонней накладке — 0,5 толщины стенки.При креплении накладки заклепками число и порядок их располо¬
жения принимаются в соответствии с нормами для прочных и прочно¬
плотных швов.На рис. 9, а, б показаны примеры ремонта чугунных деталей, имею¬
щих трещины, постановкой накладок.Если трещина образовалась в детали или на поверхности, имеющей
форму тела вращения (ступицы, бобышки и т. п.), то ремонт может быть
выполнен напрессовкой бандажа, или кольца (рис. 9, в).Заделка трещин и раковин при помощи замазок. Трещины и ра¬
ковины в деталях, не испытывающих ударов, больших давлений и дей¬
ствия высоких температур (более 700—800° С), можно заделывать при
помощи замазок.Для заделки трещин и раковин в чугуне применяют замазку сле¬
дующего состава (в вес. ч.):железных опилок — 60, нашатыря в порошке — 2, серы — 1,
воды — до требуемой консистенции. В процессе приготовления за¬
мазка вследствие выделения тепла при образовании сернистого водо¬
рода нагревается до 250—300° С.Трещину или раковину слегка разделывают и зачищают стальной
щеткой, после чего заливают горячую свежеприготовленную замазку
и втирают ее шпателем до загустения. Просохнув, замазка делается
очень твердой, но допускает обработку ее напильником.Для заделки трещин в чугунных деталях, работающих в условиях
высоких температур, пользуются замазкой, в состав которой входят
(в вес. ч.):огнеупорная глина — 30, железные опилки — 12, перекись
марганца — 6, поваренная соль — 3, бура — 3. Указанные составные
элементы перемешивают в сухом виде, растирают в тонкий порошок
и смачивают водой до консистенции густого теста. Замазку втирают
в поврежденное место шпателем, подсушивают и нагревают паяльной
лампой до прокаливания.Составы замазок, пригодных для заделки трещин и раковин в де¬
талях, работающих при температуре до 300° С и изготовленных из
любых черных металлов, приведены в табл. 2.Составные элементы в количествах, указанных в таблице, хорошо
перемешивают в сухом виде, после чего добавляют к ним льняную
олифу до получения массы требуемой консистенции. Массу растирают
и тщательно простукивают молотком, в результате чего получается
пластичная замазка, не прилипающая к рукам.
276 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙЗамазку вводят в трещину и просушивают в течение 1—2 ч, про¬
гревая ее слабым пламенем паяльной лампы. Сушку можно производить
без подогрева в сухом теплом помещении, однако при этом время сушки
увеличивается до 1—2 суток.2. Замазки для заделки трещин в черных металлахСоставные элементыКоличество составных элементов
(в вес. ч)для металлов,
работающих
при нор¬
мальной
температуредля металлов,
работающих
при температуре
до 200—300 °С№ 1Ns 2№ 1№ 2М* 3Свинцовый сурик2-12--Свинцовые белила2--- :-Свинцовый глет1-4--Мел отмученный-83--Графит-6-6-Известь гашеная-3-3-Глина сухая молотая1----Сернобариевая соль---82Перекись марганца-; --1ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПРИ ПОМОЩИ НАДЕЛОКНаряду со сваркой и склеиванием широко применяют в ремонтной
практике восстановление целостности деталей при помощи наделок.Рис. 10. Замена отломанной части детали с креплением:
а — прессовой посадкой; б — на резьбе; в — при помощи фланца
на винтах; г — на винтах с шестигранной головкой
РЕМОНТ ДЕТАЛЕЙ МЕТОДАМИ СВАРКИ 277При этом способе отломившаяся часть заменяется специально изготов¬
ленной, чаще всего стальной деталью, выполняющей функции отломив¬
шейся части (рис. 10, 11). К чугунным деталям отломившиеся части
крепят обычно механическим способом.Рис. 11. Восстановление отломанных шеек валов:
а — с дополнительным креплением клином; б — без крепленияРЕМОНТ ДЕТАЛЕЙ МЕТОДАМИ СВАРКИВ ремонтном деле применяют, главным образом, два наиболее
универсальных вида сварки: газовую и ручную электродуговую.Газовая сваркаГазовая сварка применяется в основном для соединения деталей из
чугуна и цветных металлов, тонкостенных труб различных диаметров
и т. п.В качестве горючего газа используют ацетилен, водород, метан,
природный газ, нефтяной газ и др. Наибольшее применение имеет аце¬
тилен.Для сварочных работ применяют горелки различных конструкций.
В ремонтных мастерских наиболее широко используют инжекторные
горелки типа СУ (нормальные), у которых ацетилен засасывается кисло¬
родом, поступающим в горелку при более высоком давлении, чем аце¬
тилен, и типа ГС-49.Основные дефекты газовой сварки и способы их устранения при¬
ведены в табл. 3.Электродуговая сваркаЭлектродуговая сварка используется для соединения деталей из
стали, чугуна, никеля, меди, алюминия и сплавов никеля, меди, алю¬
миния.Существуют два основных способа электродуговой сварки: металли¬
ческим и угольным электродом.Электрическую дуговую сварку металлическим электродом можно
проводить как на переменном, так и постоянном токе. Большее рас¬
пространение имеет сварка на переменном токе вследствие меньшего
расхода электроэнергии, небольшой стоимости оборудования и простоты
ухода за ним. Однако переменный ток дает менее устойчивую дугу.
Для повышения устойчивости горения дуги при сварке на переменном
токе применяют электроды со стабилизирующими обмазками, а также
специальные трансформаторы-осцилляторы.Основным оборудованием при сварке ла переменном токе является
сварочный трансформатор, служащий для понижения напряжения и по¬
вышения силы тока. Сварочный трансформатор снабжается регулятором^
для регулирования силы тока в сварочной цепи (в зависимости от вели¬
чины нагрузки) и ограничения его величины при коротком замыкании.
3. Основные дефекты газовой сварки и способы их устраненияДефект сваркиХарактеристика дефектаПричины образованияСпособы устраненияМалый угол скоса кро¬
мок. Большое притупле¬
ние кромок. Малая вели¬
чина зазораДефекты подготовки и с(Приводят, как правило,
к непровару сечения соеди¬
няемых деталей>орки изделия под сваркуОшибки в чертежах. Неточная
механическая или газовая раз¬
делка кромок. Неточная сборкаПовторная механическая
обработка кромок. Про¬
верка сборкиБольшой угол скоса
кромокХарактерен излишним рас¬
ходом наплавленного металла
и уменьшением производитель¬
ности сваркиТо жеТо жеМалое притупление кро¬
мок. Большой зазорИногда приводят к прожо¬
гам металла соединяемых де¬
талейТо жеТо жеТрещины на поверхно¬
сти кромокВозникают при газовой
резке закаливающихся ста¬
лей ЗОХГС, 35ХНА, БОХНидр.Структурные напряжения в зоне
термического влиянияПодогрев металла перед
разделкой, применение
технически чистого кисло¬
родаСмещение и перекос
кромокВызывают снижение проч¬
ности сварных швовНеточность сборки. Коробление
деталей от термических напряже¬
ний при наложении других швовОтгибка кромок холод¬
ным или горячим спосо¬
бом. Точная сборкаОтсутствие эластичного
закрепления деталей при
сборкеСпособствует короблению
деталей и образованию тре¬
щинТермические напряжения вслед¬
ствие жесткого закрепления де¬
талейПрименение сборки в
приспособлениях взамен
сборки на прихватках278 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙ
Продолжение табл. 3Дефект сваркиХарактеристика дефектаПричины образования1Способы устраненияДефекты сварных швовОслабление шваУменьшает прочность
единенияЗачистка подварка
шваНеправильное ведение горелки
и прутка. Неточная сборка. Не¬
брежная подготовка кромок. Не¬
правильный выбор режима сварки.
Нарушение нормальных размеров
и формы газового пламениЧрезмерное усиление
шваУвеличивает расход на¬
плавленного металла. Может
снизить динамическую проч¬
ность соединенияПри наличии резкого
перехода наплавленного
металла к основному, вы¬
рубка и последующая за¬
варка шваНепостоянство ширины
и высоты усиления по
длине шваСпособствует деформациям
деталей, возникновению тре¬
щин, снижению прочностиТо же, что и в обоих
предыдущих пунктахРЕМОНТ ДЕТАЛЕЙ МЕТОДАМИ СВАРКИ
Продолжение табл. 3Дефект сваркиХарактеристика дефектаПричины образованияСпособы устраненияПодрезПодплавление основного
металла рядом со швом (уто¬
нение основного металла в ме¬
сте перехода к наплавленному
металлу шва). Снижает проч¬
ность соединенияВелика мощность горелки. Мала
амплцтуда колебаний горелки.
Неправильный наклон горелки.
Неравномерная подача присадоч¬
ного прутка в зону сварки. Боль¬
шой угол скоса кромок. Недо¬
статочный диаметр присадочного
пруткаРасчистка дефектного
места. Подварка тонким
валикомПрожогСквозное проплавление ме¬
талла с образованием подте¬
ков и свищей. Встречается
редкоВелика мощность горелки. Низ¬
ка скорость сварки. Мала ампли¬
туда колебаний горелки. Нерав¬
номерная подача присадочного
прутка. Большой зазор между
крышками. Велик угол наклона
горелки. Мало притупление кро¬
мокРасчистка дефектного
места и заварка горелкой
малой мощностиПоры1Поры — округлые полости
в металле шва, заполненные
газами. Снижают прочность,
способствуют трещинообразо-
ванию. Встречаются редкоОбразование газов внутри на¬
плавленного металла вследствие
химических реакций в сварочной
ванне и поглощения водорода,
а также других элементов из пла¬
мени горелки. Быстрое остывание |
металла, при котором газы не
успевают полностью выделиться- !
Образование пленки тугоплавких
окислов на поверхности сварочной
ванны при большом содержании
в металле марганца и кремния,
которая, застывая, препятствует
газовыделениюВьфубка и последующая
заварка шва при недопу¬
стимости дефекта280 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙ
Продолжение табл. 3Дефект сваркиХарактеристика дефектаПричины образованияСпособы устраненияОкисление
но го металлаСеребристая неровная по¬
верхность шва с мелкими сви¬
щами. Частицы шлака внутри
шваСварка окислительным пламе¬
немНеисправимШлаковые включенияШлаковые включения — по¬
лости внутри наплавленного
металла, заполненные неме¬
таллическими веществами
(окислами или комплексами
окислов), уменьшают проч¬
ность шва способствуют тре-
щинообразованиюЗагрязнение кромок и приса¬
дочной проволоки. Применение
окислительного пламени, приво¬
дящего к образованию окислов.
Частый отрыв пламени от сва¬
рочной ванны, подвергающейся
при этом действию кислорода воз¬
духа. Тугоплавкость и высокий
удельный вес шлака. Большое
поверхностное натяжение шлака,
замедляющее слияние мелких ча¬
стиц шлака в более крупные и
всплывание их на поверхность
металла. Плохое перемешивание
металла в сварочной ванне и бы¬
строе ее-охлаждение, препятствую¬
щее полному шлаковыделениюТо жеНауглероживание
плавленного металлаШов гладкий и широкий,
на поверхности шва свищиСварка восстановительным пла-
ме немРЕМОНТ ДЕТАЛЕЙ МЕТОДАМИ СВАРКИ
Продолжение табл. 3Дефекты сваркиХарактеристика дефектаПричины образованияСпособы устраненияНепровары скоса кром¬
ки, вершины угла раз¬
делки кромок, притупле¬
ние кромок. Несплавле-
ние отдельных валиков
наплавленного металла
при двусторонних швахНе провар — отсутствие
сплавления между основным
и наплавленным металлом,
а также между отдельными
валиками двусторонних швов.
Снижает статическую и дина¬
мическую прочность шваМалая мощность газовой горел¬
ки (мал наконечник) или быстрое
ее перемещение. Малая ампли¬
туда колебаний горелки. Частый
отрыв пламени от сварочной ванны.
Малые величины углов скоса кро¬
мок или зазоров между ними. Ве¬
лико притупление кромок. Сме¬
щение и перекос свариваемых
деталей. Направление пламени на
одну из свариваемых кромок. За¬
грязнение свариваемых поверх¬
ностей. Неполное удаление шлака
перед сваркойВырубка дефектного
места и последующая за¬
варка. Подварка с обрат¬
ной стороныТрещины в основном,
наплавленном металле и
в местах сосредоточения
швовТрещины снижают проч¬
ность шва при статических
и, особенно, динамических на¬
грузках; являются недопу¬
стимым дефектом. По величине
разделяются на макро- и
микротрещины, по располо¬
жению относительно оси
шва — на продольные и по¬
перечные, по месту возникно¬
вения — на трещины в основ¬
ном или наплавленном ме¬
таллеТермические напряжения в ос¬
новном и усадочные напряжения
в наплавленном металле при жест¬
ком закреплении свариваемых де¬
талей. Структурные напряжения
при сварке закаливающихся ста¬
лей в зоне термического влияния,
связанные с расширением металла
при охлаждении. Содержание
в металле серы (свыше 0,04%)
или ее местные сосредоточения.
Увеличенное содержание в ме¬
талле фосфора (свыше 0,04%),
способствующего трещинообразо-
ванию в холодном состоянии. Де¬
фекты сварки и сосредоточение
швов на небольшом участке изде¬
лия, вызывающее местные повы¬
шения напряжения. Неправиль¬
ная техника сваркиЗасверливание концов
трещины, разделка ее,
как кромок стыкового
шва, и последующая за¬
варка. Профилактические
меры: предварительный
подогрев деталей перед
сваркой и низкотемпера¬
турный отжиг после нее;
секционный порядок за¬
варки длинных швов;
сборка в приспособлениях
вместо сборки на при¬
хватах282 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙ
Продолжение табл. 3Дефекты сваркиХарактеристика дефектаПричины образованияСпособы устраненияПережогПережог — интенсивное
окисление наплавленного ме¬
талла, зерна которого покры¬
ваются хрупкими пленками
окислов, снижающими проч¬
ность шва. При этом частично
выгорает углеродОкислительное пламя газовой
горелки. Нагрев металла окисли¬
тельной зоной нормального пла¬
мени. Повышенное количество
окислов в сварной ванне или
в присадочной проволоке. Частый
отрыв пламени от сварочной ван¬
ны. Длительный нагрев металла
при температуре, значительно пре¬
вышающей температуру его плав¬
ленияВырубка дефектного ме¬
ста и последующая за¬
варкаПерегревПерегрев — образование
хрупкой крупнокристалличе¬
ской структуры в зоне терми¬
ческого влияния шва или
наплавленного металла. Вы¬
зывает снижение пластических
свойств сварного соединенияДлительный нагрев металла при
температуре выше точки Лс3.
Малая скорость сварки при от¬
носительно большой мощности га¬
зовой горелки. Малая мощность
горелки или низкая температура
газового пламени, вызывающие
потребность весьма продолжи¬
тельного нагрева основного ме¬
талла до его расплавленияТермообработка изделий
после сварки — отжиг или
нормализацияРЕМОНТ ДЕТАЛЕЙ МЕТОДАМИ СВАРКИ
284 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙСварка чугунаЧугун из-за своей хрупкости плохо компенсирует возникающие
при сварке напряжения, что может служить причиной появления в сва¬
риваемой детали трещин. Второй особенностью, усложняющей сварку
чугуна, является то, что при быстром охлаждении в сварном шве обра¬
зуется очень хрупкий и твердый белый чугун, не поддающейся обра¬
ботке режущим инструментом.Эти обстоятельства вызывают необходимость применения при сварке
чугуна специальных приемов, снижающих напряжения и препятствую¬
щих образованию твердой отбеленной зоны.Существуют три основных способа сварки чугуна: горячий, полу-
горячий и холодный.Сварка-пайка чугунных деталей медными
сплавами. В ремонтной практике для восстановления поломанных
чугунных деталей широко применяют сварку (точнее пайку) медными
сплавами, в частности латунью. В этом случае основной и наплавленный
металл не сплавляются, так как чугун лишь нагревается до вишнево¬
красного каления, а не расплавляется, однако соединение основного
и наплавленного металла получается достаточно прочным.Сварка производится ацетилено-кислородным пламенем.Основные преимущества данной разновидности сварки чугунных
деталей:более низкая температура нагрева чугуна, обусловливающая отно¬
сительно небольшие внутренние напряжения в сваренной детали;отсутствие необходимости предварительного нагрева, что снижает
возможность деформации детали, а также значительно ускоряет и уде¬
шевляет работу;невысокая твердость металла в месте сварки, позволяющая легко
проводить механическую обработку.Медными сплавами сваривают ответственные чугунные детали
самой сложной формы (станины прессов и других машин, рамы,
корпуса насосов, цилиндры и блоки цилиндров двигателей и другие
детали).При сварке серого чугуна этим способом рекомендуется предвари¬
тельно выжигать графит с поверхности кромок для улучшения соеди¬
нения наплавленного металла с основным. Процесс выжигания состоит
в том, что кромки покрывают пастой, состоящей из железных опилок
и борной кислоты, и нагревают пламенем горелки до начала красного
каления. При этом графит поверхности окисляется и выгорает. Нагрев
с пастой продолжается в течение 20—30 мин. Выжигание графита можно
производить также без пасты, применяя сварочную горелку с окисли¬
тельным пламенем. При этом не должно допускаться подплавление
поверхности кромок.Заварку чугунных деталей латунью выполняют следующим образом.Место сварки тщательно очищают от грязи, ржавчины, жиров.
Кромки скашивают под углом 90—120°. В качестве присадочного ме¬
талла применяют латунь следующего состава: медь56—59%,
цинк — 37—40%, олово — 1—1,5%, железо — 1%, никель — 0,5%,
марганец — 0,5%. Рекомендуется применять также в качестве при¬
садочного металла латунь марки Л К 62-0,5 и монель-металл.Процесс сварки чугуна латунью ведут с применением флюсов сле¬
дующего состава: 1) бура переплавленная — 70%, поваренная соль —
20%, борная кислота—10%; 2) бура переплавленная — 56%, пова¬
РЕМОНТ ДЕТАЛЕЙ МЕТОДАМИ СВАРКИ235ренная соль —22%, поташ —22%; 3) бура. После сварки изделие
закрывают асбестом и дают ему медленно остыть.К числу медных сплавов, применяющихся при сварке чугунных
деталей, относится так называемая бронза Тобина (медь — 68%,
цинк — 30%, олово — 1%, свинец ~ 1%, никель — 0,15%), обладаю¬
щая высокой пластичностью и хорошо соединяющаяся с чугуном.Для сварки чугуна применяют также и другие медные сплавы,
например, марганцовистую бронзу.Сварка электродами из монель-металла. Электроды из монель-ме-
талла имеют следующий химический состав: медь — 32—35%, никель —
65%, марганец— 1%, железо — 2%, кремний — 0,75%. Электроды
покрывают обмазкой состава: графит — 66%, мел — 32,5%, поташ —
1,5%. Сварку ведут на постоянном токе обратной полярности в нижнем
положении сварного шва короткими валиками длиной до 25 мм с пере¬
рывами для охлаждения детали. Для повышения плотности наплавлен¬
ного металла и уменьшения внутренних напряжений рекомендуется
каждый наплавленный валик проковывать в нагретом состоянии лег¬
кими ударами молотка.Электродами из монель-металла нельзя сваривать детали, работаю¬
щие в агрессивных средах, так как сварной шов при применении этих
электродов имеет малую коррозионную стойкость (находящийся в со¬
ставе сплава никель в контакте с чугуном резко повышает коррозию
чугуна).Сварка медными электродами или точнее медно-железными электро¬
дами по сравнению с другими видами холодной сварки без постановки
шпилек несложна по выполнению и дает удовлетворительные резуль¬
таты.Медные электроды состоят из сердечника — медной проволоки диа¬
метром 3—6 мм — и оболочки из белой жести толщиной 0,3—0,8 мм.
Оболочка может быть выполнена в виде трубки, согнутой из полоски
жести, или навиваться на сердечник по винтовой линии. Обязательным
является плотное прилегание оболочки к сердечнику; в противном слу¬
чае плавление идет неровно, с сильным разбрызгиванием, а наплавлен¬
ный вэлик получается пористым с размытым, нечетким контуром и круп¬
ными раковинами. Образующая сердечник медная проволока при изго¬
товлении электрода должна быть очищена от окислов травлением в азот¬
ной кислоте.При сварке на переменном токе на электроды наносят меловые по¬
крытия, при работе на постоянном токе меловое покрытие не обяза¬
тельно.Для улучшения качества сварки место заварки рекомендуется по¬
сыпать пережженной и мелко истолченной бурой. Вместо буры можно
применять флюс следующего состава: бура — 50% , каустическая сода —
15%, опилки железные — 20%, железная окалина—15%.Иногда рекомендуется вводить буру в количестве около 2% в мело¬
вую обмазку электрода (обмазку разводят па жидком стекле).Место сварки должно быть расположено горизонтально; угол на¬
клона электрода следует выдерживать в пределах 20—25°; длина дуги
10—20 мм (в зависимости от диаметра электрода). Сварку можно про¬
изводить на постоянном или переменном токе. Лучшие результаты полу¬
чаются при сварке на постоянном токе с обратной полярностью; сила
тока 40 а на 1 мм диаметра электрода.Сварку следует вести швами в виде наплавленных один на другой
валиков. Чтобы избежать перегрева детали и обеспечить наилучшие
206 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙусловия формирования сварного соединения при заварке трещин
у тонкостенных чугунных деталей сплошной формы, целесообразно при¬
менять однослойную наплавку короткими участками (15-^20 мм).Во избежание загрязнения шва окислами нельзя допускать обрыва
дуги во время наложения шва. По окончании наложения шва необхо¬
димо добавить металл на кратер ванны с учетом усадки при остывании.
Для уменьшения напряжений рекомендуется наплавленный валик,
пока он находится в горячем состоянии, проковывать ручным или
пневматическим молотком. После остывания следует обрубить деталь
и довести шов путем опиловки или шлифования до поверхности детали.Для холодной сварки чугунных дета¬
лей применяют также медные электроды,
изготовленные из медного прутка и мало¬
углеродистой сварочной проволоки, диа¬
метры которых относятся как 1 : 2 или2 : 3. Диаметр медных прутков берется
равным от 2 до 6 мм в зависимости от тол¬
щины стенки детали в месте сварки. Мед¬
ную проволоку нагревают до 600—700° С
и быстро охлаждают в воде (для придания
Рис. 12. Штамп для прида- ей мягкости); после чего рубят на прутки
ния плоско-выпуклой формы длинои 300—450 мм и путем проковыва-
пруткам при изготовлении ния в штампе, показанном на рис. 12, при-
медно-стальных электродов дают им плоско-выпуклую форму. Такимже образом проковывают и стальную про¬
волоку. Сложенные плоскими сторонами медный и стальной прутки
образуют электрод круглой формы. Прутки связывают тонкой медной
или малоуглеродистой вязальной проволокой.Железо, как составная часть медно-железного электрода, может быть
также нанесено на поверхность медного сердечника способом металлиза¬
ции или введено в покрытие электрода в виде железного порошка.Состав покрытий медно-железных электродов для холодной сварки
чугуна весьма разнообразен. Применяются, в частности, покрытия
следующего состава (в вес. ч.): титановая руда — 5, ферросилиций — 35,
алюминий в порошке—15, графит — 20, мрамор — 15, плавиковый
шпат — 10.Медно-железные электроды можно делать не только с медным, но
и со стальным сердечником. В этом случае стальной сердечник встав¬
ляется в медную трубку или омедняется на необходимую толщину
гальваническим путем.Сварка с постановкойшпилек (завертышей).
Холодная сварка чугуна с постановкой шпилек обеспечивает высокую
прочность и плотность соединения, возможность сварки при любых
положениях шва и возможность применения наиболее распростра¬
ненных электродов марок Э34 и Э42,К недостаткам холодной сварки с постановкой шпилек следует
отнести относительно высокую трудоемкость подготовки детали и
плохую обрабатываемость наплавленного металла.Повышение прочности сварного соединения при установке шпилек
достигается за счет увеличения площади сцепления наплавленного
металла с деталью. Количество шпилек выбирается с таким расчетом,
чтобы отверстия под них не ослабили прочность детали. Суммарная
площадь отверстий под шпильки обычно берется равной около Ve
РЕМОНТ ДЕТАЛЕЙ МЕТОДАМИ СВАРКИ287площади детали в месте излома. Способы подготовки детали под сварку
и рекомендуемые размеры элементов сварных соединений с установкой
шпилек приведены в табл. 4.4. Виды холодной сварки чугунных деталей
с постановкой шпилек (завертышей)Видсвар¬киОсобенности и область
примененияЭскизсо S
Я О
0.0.Двусторонняя. Применяется
при толщине свариваемой де¬
тали в месте излома до 12 ммаОдносторонняя с установкой
одного ряда шпилек. Приме¬
няется при толщине свари¬
ваемой детали в месте излома
более 12 ммОдносторонняя с установкой
двух или более рядов шпилек.
Применяется в тех же случаях,
что и предыдущий видДвусторонняя с установкой
одного ряда шпилек. Приме¬
няется при большой толщине
свариваемой деталиОдносторонняя с углубле¬
нием. Применяется в случаях,
когда наплавленный металл не
должен выходить за поверх¬
ность детали(1,5-2,0)4
288 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙПродолжение табл. 4Видсвар¬киОсобенности и областьпримененияЭскиз2Усиливающие анкеры нор¬
мальной длины применяются
при толщине завариваемой де¬
тали в месте поломки более 20 мм
Расстояние между анкерами
20—35 мм. Они могут быть
расположены как под углом 45°
к трещине, так и перпендику¬
лярно ейУдлиненные анкеры ставятся
при больших напряжениях в де¬
тали и динамическом характере
приложения сил (например,
у цилиндров паровых молотов
и т. п.), чтобы предупредить
возможность образования тре¬
щин линии крайнего ряда
шпилек из-за ослабления сече¬
ния отверстиями под шпильки.
При применении удлиненных
анкеров оказывается возмож¬
ным значительно снизить ослаб¬
ление сечения детали по лини»
крайнего ряда шпилек {ас),
уменьшив число шпилек в этом
ряду (чтобы трещина не прошла
по извилистой линии abc, не
нужно сверлить отверстия в точ¬
ках к, это обеспечивает полез¬
ное сечение по линии abc, боль¬
шее полезного сечения по ас)Сверлят и нарезают резьбу в гнездах под шпильки, а также вверты¬
вают шпильки без применения смазки. Шпильки ставят в нарезанные
гнезда плотно; качание шпилек не допускается. Для повышения проч¬
ности соединения наплавленного металла с основным металлом целе¬
сообразно на нескошенной части детали сделать канавки шириной4—б и глубиной 3—5 мм, как это показано на эскизе табл. 5.Сварку с применением шпилек производят обычно малоуглероди¬
стыми электродами с меловыми покрытиями. Сначала кольцевыми
валиками обваривают шпильки, причем не подряд, а вразбивку;
крайние ряды шпилек заваривают после окончания сварки всего
шва.Сварку следует вести осторожно, не допуская перегрева детали
более 50—60° С на расстоянии 100 мм от наплавленного валика. Пе¬
риодически надо делать перерывы для охлаждения детали. При запол¬
нении объема шва в несколько проходов их направление следует чере¬
довать, чтобы не вызывать чрезмерных деформаций.В зарубежной практике для заделки трещин в чугунных деталях
с целью восстановления их герметичности применяют следующие
способы заварки с постановкой шпилек.
РЕМОНТ ДЕТАЛЕЙ МЕТОДАМИ СВАРКИ2895. Определение размеров сварного соединения при подготовке
чугунной детали под холодную сварку с применением шпилек (завертышей)1,—a\~Jf*1ЦN1* Ft1<гОпределяемые величиныРасчетные формулы и
рекомендуемые величиныУгол фаски аа = 40 -г- 45°Глубина V-образной разделки hiht = (0,5 -г- 6) 6, где 6 — толщина те¬
ла детали в месте излома; при 6 <
< 12 мм вырубка фасок не обязательнаДиаметр шпилек dd = (0,3 -г- 0,4) 6, но не более 16 ммГлубина ввертывания шпилек h-£h2 = (1,5-т- 2)d. но не более 0,56Длина шпильки, выступающей
над поверхностью завариваемого
участка, h3Для основных шпилек 1гл = (0,75 -г-
1,2) d, но не более 8—12 мм;для шпилек, расположенных внутри
фаски, Л3 = 6 8 мм;для шпилек, расположенных по пе¬
риметру завариваемого участка, hs =
— 2 -f 3 ммРасстояние от линии излома до
центров шпилек первого ряда /jh — I,5rfРасстояние между рядами шпи¬
лек 1гi2=2dРасстояние между центрами
шпилек в одном ряду /3/, = <3 6) dТолщина наплавки Л4 и Л6При односторонней наплавке hA =
= 0,56; hb = 0,356;при двусторонней h4 =
= 0,256; /ц =0,26Примечания: I. При использовании шпилек разного диамет¬
ра имеющие больший диаметр ставят ближе к трещине.2. При установке в несколько рядов шпильки располагают в шах¬
матном порядке-Ю Ю. С. Борисов, В. П. Сахаров 566
290 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙЗаварку небольших трещин в деталях малого размера производят
без разделки трещины. По концам трещины и вдоль нее на расстоянии
около 25 мм одно от другого сверлят и нарезают отверстия (рис. 13, а),
в которые заподлицо с поверхностью детали завертывают шпильки.
После небольшого прогрева газовой горелкой между шпильками ду¬
говой электросваркой с применением никелевого электрода наплав¬
ляют небольшие уплотняющие швы (фиг. 13, б). Наплавляют эти швыh=6MMРис. 13. Последовательность заделки трещин у деталей небольших
размеров:а—сверление, нарезание резьбы, завертывание шпилек; б —наплавка
уплотнительных швов никелевым электродом; в—наплавка швов избронзыобратно-ступенчатым способом. Каждый шов проковывают в горячем
состоянии легкими ударами ручного молотка.После этого по шву газовым пламенем с применением бронзовых
прутков наплавляют несколько слоев бронзы (фиг. 13, в), которые
также проковывают в горячем состоянии.Заварка больших трещин в крупных деталях отличается от преды¬
дущего тем, что трещину предварительно разделывают, образуя полу¬
сферическую выемку на глубину, равную около V2 толщины стенки.
После этого в выемке просверливают и нарезают отверстия, в которые
завертывают шпильки. Наплавку производят так же, как и в преды¬
дущем случае.Заварку трещин большой протяженности в деталях больших раз¬
меров выполняют с предварительной V-образной разделкой трещины
на глубину, равную половине толщины завариваемой стенки. Вдоль
РЕМОНТ ДЕТАЛЕЙ МЕТОДАМИ СВАРКИ291трещины и по ее сторонам сверлят и нарезают отверстия под шпильки.
После завертывания шпилек в отверстия, расположенные на линии
трещины, деталь слегка подогревают газовой горелкой, после чего
никелевым электродом наплавляют валики от одной шпильки к другой.
На валики накладывают прутки из мягкой стали и приваривают их.
Затем завертывают шпильки в отверстия, находящиеся по сторонам
трещины, и приваривают их дуговой сваркой к пруткам, положенным
вдоль трещины. После этого при помощи газовой горелки заваривают
весь шов бронзой.Наплавку производят обратно-ступенчатым способом с легкой про¬
ковкой каждого слоя.Сварка с применением наплавленных про¬
бок. При этом способе дополнительная прочность сварному соеди¬
нению придается применением наплавленных пробок. Для этого в де¬
тали сверлят несквозные отверстия — гнезда (глубиной, равной в сред¬
нем 1,5 диаметра отверстия), при заплавлении которых образуются
наплавленные пробки, заменяющие шпильки и выполняющие ту же
роль. Порядок сверления отверстий под наплавку пробок тот же, что
и при сварке с постановкой шпилек.Наплавку пробок ведут следующим образом. Зажигая возможно
более короткую дугу на дне просверленного гнезда и делая электродом
спиральные движения, поддерживают непрерывно дугу до тех пор,
пока будет заплавлено V2—2/3 гнезда. Сила сварочного тока при этом
берется повышенная. После этого часто, но на очень короткое время,
тушат и вновь зажигают дугу, замыкая электрод в кратере и опять
приподнимая его на нужное расстояние. Операцию проводят до тех
пор, пока наплавленная пробка не будет возвышаться над поверх¬
ностью свариваемой детали на 0,5—1,0 диаметра гнезда. Благодаря
повышенной силе сварочного тока, непрерывному горению дуги и
небольшому диаметру электрода в глубине основного металла полу¬
чается хороший провар; при этом диаметр пробки немного превышает
диаметр самого гнезда. При выходе шва на поверхность из-за частого
замыкания дуги расплавление стенок гнезда уменьшается, а значит
несколько уменьшается и диаметр пробки. Таким образом, пробка
удерживается в основном металле не только вследствие сплавления
с ним, но и благодаря своей грушевидной форме.Для уменьшения местного нагрева детали заплавление гнезд нужно
производить вразброс. При диаметрах гнезда 5—7; 8—11; 12—15 мм
диаметры электродов, применяющихся для наплавления пробок, соот¬
ветственно составляют 2—2,5; 3—3,5; 4—5 мм. Для наплавления про¬
бок используют малоуглеродистые электроды с тонким меловым покры¬
тием (при толстых покрытиях большое количество расплавленного шлака
не будет успевать всплывать на поверхность в узком отверстии гнезда).Сварка с применением наплавленных пробок имеет некоторые преи¬
мущества перед сваркой с постановкой шпилек, заключающиеся в основ¬
ном в следующем:1. Отсутствует необходимость нарезать резьбу, изготовлять и уста¬
навливать шпильки.2. Наплавку пробок можно производить в менее доступных местах,
чем установку шпилек, так как нет надобности применять клуппы
и ключи.3. При толщине стенки менее 15 мм шпильки практически невоз¬
можно ставить, не просверливая стенку насквозь. Сквозные же отвер¬
стия сильно ослабляют корпус детали и вызывают необходимость пол¬
292 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙной разборки агрегата для удаления металлической стружки и опилок.
Пробки могут быть наплавлены при толщине стенки 10 мм и менее.4. При сварке с применением наплавленных пробок в швах не бы¬
вает внутренних пустот; при несквозных отверстиях они для шпилек
неизбежны, что отрицательно сказывается на сварном соединении.Заливка жидким чугуном используется для устранения дефектов
в виде трещин, раковин, а также восстановления отломившихся частей
детали. Носителем тепла и
одновременно присадочным
материалом при данном спо¬
собе заварки является рас¬
плавленный нагретый до
1350—1400° С чугун.Чтобы обеспечить размяг¬
чение и оплавление основногоРис. 14. Схема литейной
заварки чугуна;/ — ковш с чугуном; 2 —
место заварки; <?—избы¬
точный чугун; 4 — зава¬
риваемая деталь; 5—фор¬
мовочная земляРис. 15. Восстановление отломанной
части станины приливкой:1 — ремонтируемая деталь; 2 — форма
отломанной части; 3 — выпор; 4 — пи¬
татель; 5—литниковая чаша; 6—опока
литниковой чаши; 7 — стояк; 8 — шла¬
коуловитель; 9—стержень; 10— опока;И — желобметалла ремонтируемой детали расплавленный чугун подается в из¬
быточном количестве, примерно в 10 раз превышающем объем наплавки.
Излишек чугуна отводится желобом (рис. 14).Заварку трещин жидким чугуном производят следующим образом.
Трещину засверливают и соответственно разделывают ее кромки. Над
трещиной формуют ванну для заливки чугуна, а внизу делают желоб
для отвода чугуна, протекающего через трещину. Во избежание воз¬
никновения внутренних напряжений деталь перед заливкой нагревают
тем или иным способом до 650—700° С. Жидкий чугун льют в трещину
равномерной струей до тех пор, пока стенки ее достаточно размягчатся
и начнут оплавляться (состояние поверхности основного металла про¬
веряется стальным прутком). После этого подачу чугуна замедляют,
в результате чего стенки трещины начинают постепенно обрастать
металлом и, в конце концов, сплавляются между собой. Залитую де¬
таль закрывают асбестовыми листами и засыпают толстым слоем шлака
и песка для медленного охлаждения.Указанным способом также приливают отломанные части чугунных
деталей. Для этого к основной части детали подформовывают отло¬
манную часть по специально изготовленной модели (рис. 15). Жидкий
РЕМОНТ ДЕТАЛЕЙ МЕТОДАМИ СВАРКИ293чугун вначале непрерывно пропускают через форму до размягчения
поверхности основной части и сливают его по желобу. По размягчении
протекание чугуна замедляют, а в конце выпускное отверстие закры¬
вают и отливают отломанную часть, заполняя чугуном всю форму.
Прилитая часть представляет собой одно целое с основной частью
детали.Сварка стальных деталейСтальные детали сваривают обычно электродуговой сваркой, газо¬
вая сварка применяется сравнительно редко, главным образом для
сварки труб и изделий из тонколистовой стали и в некоторых других
случаях.Углеродистые и малоуглеродистые стали с содержанием углерода
до 0,3% обладают хорошей свариваемостью. По мере увеличения со¬
держания углерода в стали ее сварочные качества ухудшаются.Кроме содержания углерода на свариваемость сталей оказывает
влияние также наличие имеющихся в стали легирующих примесей.Примерная классификация свариваемости сталей в зависимости
от содержания в них углерода и легирующих примесей приведена
в табл. 6.6. Примерная классификация свариваемости низколегированной стали
по химическому составуЭквивалентное содержание углерода Э^
в стали в %СвариваемостьНе более 0,25ХорошаяОт 0,25 до 0,35 .Удовлетворительная» 0,35 * 0,45ОграниченнаяСв. 0,45ПлохаяПримечания: I. Эквивалентное содержание углерода в низ¬
колегированных сталях определяется по следующей эмпирической фор¬
муле:'»-c + '!r- + JT + -TMo V
”+ 4 5~'где символы элементов означают процентное содержание их в стали.2. Небольшие добавки ванадия и титана улучшают структуру
.и свариваемость стали и поэтому при подсчете в сумме примесей не
учитываются.Стали повышенного качества, характеризующиеся пониженным
содержанием серы и фосфора, свариваются лучше, чем сталь обычного
качества соответствующей марки. На свариваемость стали также ока¬
зывает влияние способ ее изготовления: сталь мартеновская сваривается
лучше, чем бессемеровская; сталь мартеновская спокойная — лучше,
чем кипящая.
2*94 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙКрупные детали, изготовленные из сталей с содержанием углерода
0,4% и более, перед сваркой подвергаются предварительному подогреву
для предупреждения возникновения, трещин.При сварке мелких деталей обычно предварительного подогрева
не делают.Нагрев свариваемых деталей производят в печах до 250—300° С.
На месте сварки детали укрывают различными теплоизоляционными
материалами (асбестом, огнеупорным кирпичом и т. п.) во избежание
быстрого охлаждения. Сварку ведут до тех пор, пока деталь не остынет
до 150—170° С, после чего ее вновь подогревают. Промежуточные
нагревы детали производят на месте. Для этого деталь располагают
на железном листе с отверстиями, под которым горит кокс. Горение
кокса регулируют подачей воздуха.Термическая обработка производится* для снятия внутренних на¬
пряжений и для улучшения механических свойств металла шва (в ча¬
стности, ударной вязкости). Снятие напряжений производится отпуском
детали при нагреве до 600—650° С. Дальнейшее улучшение ударной
вязкости шва достигается отжигом при 900—920° С.Сварку деталей из хромистых сталей лучше производить газовым
пламенем. Электродуговую сварку хромистых сталей ведут электро¬
дами из хромистой стали со специальной обмазкой (плавиковый
шпат — 30%, ферротитан—15%, мел — 55%). Обмазка уменьшает
выгорание хрома и защищает его от окисления. По окончании сварки
деталь подвергают термической обработке, состоящей из нагрева
до 1000—1100° С и охлаждения в воде или на воздухе. При охлажде¬
нии в воде наплавленный слой металла получается более твердым,
а при охлаждении на воздухе — мягким и вязким [83].При газовой сварке применяют присадочный металл одинакового
состава с основным. Мощность горелки подбирают из расчета 70 л!ч
на 1 мм толщины свариваемой детали. В качестве флюса применяют
состав: борная кислота — 5%, окись кремния — 1%, ферромаргенец —
1%, феррохром — 1%, ферротитан — 0,5%, шитиковая руда — 0,5%.
Пламя газовой горелки должно быть строго нейтральным. Сварку
деталей из хромистой стали рекомендуется вести с предварительным
нагревом до 280—320° С, если она содержит 12—14% хрома, и до
150—200° С, если содержание хрома свыше 14%.При сварке деталей из марганцовистой стали обычно наблюдаются
выгорание марганца и образование большого количества газов. В ре¬
зультате твердость стали резко понижается и в наплавленном слое
образуются газовые раковины. Для устранения этих недостатков ре¬
комендуется электродуговую сварку вести при постоянном токе обрат¬
ной полярности. Электродом при сварке служит марганцовистая сталь
со специальной обмазкой, имеющей повышенное количество марганца.
При наплавке создают по возможности широкие валики, обеспечиваю¬
щие лучший отвод газов. Для предупреждения хрупкости наплавлен¬
ного слоя рекомендуется после наложения каждого валика охлаждать
его водой.Подготовку кромок сварных соединений под сварку производят на
строгальных и фрезерных станках, пневматическими зубилами и га¬
зовой резкой. Способы подготовки кромок для стыковых и угловых
швов приведены в табл. 7. Зачистку кромок под сварку выполняют
переносными шлифовальными машинками и вручную металлическими
щетками.
РЕМОНТ ДЕТАЛЕЙ МЕТОДАМИ СВАРКИ
7. Подготовка кромок сварных швов295
296 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙПродолжение табл. 7ф КО ки X_ <иВ 55* ян чТолщина
сваривае¬
мого ме¬
талла S
в лшФорма подготовки
кромокРазмеры конструктивных
элементов в лшБолее 20До 300—22—450—60-J0—20—2Более 20—2(З-т-5) sСварка цветных металлов и сплавовЦветные металлы и их сплавы обычно сваривают газовой сваркой
и сравнительно редко электродуговой.Сварка меди и ее сплавов. Присадочным материалом при газовой
сварке меди служит медная проволока. Вследствие большой теплопро¬
водности меди сварку производят горелками больших номеров, а сва¬
риваемую деталь для уменьшения теплоотдачи помещают на асбестовой
подкладке.При сварке латуни и бронзы присадочным материалом служат
прутки примерно того же состава, что и основной металл.Составы флюсов при сварке меди и латуни: 1) борная кислота —
60% и азотнокислый натрий — 40%; 2) борная кислота — 35%,
бура — 50% и фосфорнокислый натрий — 15%.Электр оду говую сварку меди производят преимущественно уголь¬
ным электродом при прямой полярности в нижнем положении шва.В связи с большой теплопроводностью меди при сварке применяют
ток большой силы. Процесс сварки следует вести как можно быстрее
(0,25 м/мин и более), заполняя шов за один проход. В качестве приса¬
дочного металла при электродуговой сварке угольным электродом
применяют прутки из фосфористой бронзы с содержанием 0,25% фос¬
фора и 1,5—10% олова (чем толще свариваемый металл, тем большее
содержание олова должно быть в присадочном прутке). Удовлетвори-
РЕМОНТ ДЕТАЛЕЙ МЕТОДАМИ СВАРКИ297тельные результаты получаются также при применении проволоки
из электролитической меди. Полезно производить проковку шва в го¬
рячем состоянии. Лучшие результаты получаются при сварке с пред¬
варительным нагревом детали.Для предупреждения пористости шва при сварке меди медными
электродами в обмазку электродов вводят раскислители, например,
ферросилиций, ферромарганец и др.При электродуговой сварке бронзы и латуни используют присадоч¬
ные прутки того же состава, что и свариваемый металл, а при сварке
металлическими электродами — специальные электроды; например, для
сварки фосфористой бронзы применяют электроды с покрытием состава:
мел — 50%, переплавленная бура — 20%, фосфорнокислый натрий —
30% (замес на жидком стекле).Для сварки алюминиевой бронзы применяют электроды с покры¬
тием состава: хлористый калий — 50%, хлористый натрий — 12,5,
криолит — 35%, древесный уголь — 2,5%. Связующим элементом по¬
крытия служит декстрин. Детали из алюминиевой бронзы сваривают
с предварительным нагревом до 200—300° С.Для электродуговой сварки латуни пользуются электродами из
латуни марки ЛК 80-ЗЛ или из проволоки ЛК 62-05.Покрытие электродов состоит из 26% буры; 26% меднокремнистой
лигатуры; 15% хлористого натрия; 17% плавикового шпата; 9% по¬
левого шпата и 7% бихромата иалия. Обмазывают электроды на жидком
стекле путем опудривания (обкатывания) сухой смесью компонентов
или на нитролаке путем окунания в замес. Толщина слоя покрытия
в первом случае 0,4—0,5, во втором 0,6—0,7 мм.Ток постоянный; прямая полярность дает меньшее газообразование
и более глубокий провар.Во избежание пор в начале шва рекомендуется проводить предва¬
рительный нагрев металла в этом месте до 100—150° С.Электродуговая сварка латуни взамен газовой производится глав¬
ным образом при сварке деталей толщиной свыше 5 мм, при сварке
литья и заварке дефектов в нем, а также при наплавке латуней на
массивные изделия из стали.Сварка алюминия и его сплавов. Лучшим способом сварки алюминия
и его сплавов является аргоно-дуговая сварка в защитной среде
инертных газов (аргона или гелия). Однако этот способ сварки тре¬
бует специальной аппаратуры, что затрудняет его применение при
ремонте.Трудности сварки алюминия определяются тем, что алюминий обла¬
дает низкой температурой плавления (658° С) и быстро окисляется
в расплавленном состоянии, давая тугоплавкие окислы, плавящиеся при
2050° С.Сварку алюминия легче производить угольным электродом, однако
удовлетворительные результаты дает и сварка металлическим электро¬
дом. При сварке алюминия применяются следующие обмазки-флюсы:
1) хлористый калий — 40%, хлористый натрий — 30%, криолит —
30%; 2) флюс АФ4а—65%, криолит — 35%. Обмазку замешивают на
воде и наносят на электроды слоем толщиной 0,6—1 мм. Прокаливание
производят при 140—180° С 2—3 ч. Из-за гигроскопичности обмазку
наносят на электроды незадолго перед их употреблением. По этой же
причине хранить алюминиевые электроды нужно в обогреваемом шкафу
при 100—120° С. В качестве электродов применяют алюминиевую
проволоку или прутки, отрезанные от основного металла. Хорошие
298 ИСПРАВЛЕНИЕ ПОВРЕЖДЕННЫХ И СЛОМАННЫХ ДЕТАЛЕЙрезультаты дают алюминиевые электроды с содержанием до 5% крем¬
ния (проволока марки АК).Сварку алюминиевого литья производят с предварительным нагре¬
вом детали. Листы толщиной 4—5 мм сваривают без скоса кромок.
При толщине металла больше 5 мм делают V-образную подготовку
кромок с углом скоса 60°. Количество слоев шва следует делать воз¬
можно меньшим, чтобы избежать шлаковых включений. Процесс сварки
следует вести возможно быстрее, с применением теплоотводящих под¬
кладок под швом.После сварки остатки флюса необходимо удалить со шва и приле¬
гающей зоны механическими щетками и промывкой горячей водой.Аналогично алюминию свариваются многие алюминиевые сплавы,
в том числе силумин.
Глава 13ВОССТАНОВЛЕНИЕ ИЗНОШЕННЫХ
ДЕТАЛЕЙ МАШИНСуществуют два основных метода восстановления изношенных
деталей: метод ремонтных размеров, предусматривающий восста¬
новление геометрической формы и чистоты поверхности детали без
сохранения ее первоначальных размеров; метод номинальных разме¬
ров, предусматривающий восстановление изношенных деталей до
первоначальных размеров.К первому относится восстановление деталей механической обра¬
боткой до удаления следов износа, ко второму — восстановление дета¬
лей введением дополнительных частей и компенсаторов износа, вос¬
становление путем пластических деформаций и все способы, обеспечи¬
вающие наращивание металла на изношенные поверхности (металли¬
зация, гальванические покрытия, электроимпульсное нанесение ме¬
талла, наплавка).Метод восстановления изношенных деталей до номинальных раз¬
меров более прогрессивен и экономичен, так как большинство способов
наращивания слоя металла позволяет восстанавливать детали
несколько раз. Наращивание деталей износостойкими металлами
ч сплавами дает возможность одновременно с восстановлением размеров
также повышать их износоустойчивость.ВОССТАНОВЛЕНИЕ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ И ЧИСТОТЫ
ПОВЕРХНОСТИ ДЕТАЛЕЙ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ
(МЕТОД РЕМОНТНЫХ РАЗМЕРОВ)Особенностью данного метода является то, что обработка, изменяя
размеры детали в ту же сторону, что и износ, исключает использование
отремонтированной детали в паре с новой, имеющей предусмотренные
чертежом номинальные размеры, или с малоизношенной сопряженной
деталью. Поэтому часто этот метод относят не к методам восстано¬
вления, а к методам исправления изношенных деталей.Применение данного метода восстановления изношенных деталей
связано с понятием ремонтного размера. Ремонтным размером назы¬
вают размер, до которого производится обработка изношенной поверх¬
ности детали при ее восстановлении. Различают свободные и регламен¬
тированные ремонтные размеры. Свободным ремонтным размером на¬
зывают ремонтный размер, величина которого не устанавливается за¬
ранее, а получается непосредственно в процессе обработки. Свободный
ремонтный размер практически соответствует размеру, получающемуся
при обработке «как чисто», т. е. тому наибольшему для вала и наимень¬
шему для отверстия размеру, при котором в результате обработки следы
износа оказываются устраненными, а форма детали восстановленной.
300 ВОССТАНОВЛЕНИЕ ИЗНОШЕННЫХ ДЕТАЛЕЙ МАШИНК полученному ремонтному размеру подгоняют соответствующий
размер сопряженной детали. Система свободных ремонтных размеров,
таким образом, обусловливает применение метода индивидуальной
пригонки. Недостатком системы свободных ремонтных размеров яв¬
ляется невозможность заранее изготовить запасные части в окончательно
обработанном виде, которые можно было бы быстро поставить в ма¬
шину без пригоночных работ.Регламентированный ремонтный размер представляет собой заранее
установленный размер, до которого следует вести обработку изношен¬
ной поверхности детали при ее исправлении. При применении системы
регламентированных ремонтных размеров обработку детали ведут не
только до исправления'формы и чистоты поверхности, но и далее, до
достижения этого размера. Система регламентированных ремонтных
размеров создает условия для применения метода взаимозаменяемости
при ремонте и обеспечивает ускорение ремонта. Запасные части в усло¬
виях применения этой системы можно изготовлять заранее.I. Определение ремонтных размеров вала и отверстияОпределяемаявеличинаРасчетные формулыдля валаIдля отверстияРемонтный интервал,
т. е. минимальная ве¬
личина, на которую
уменьшается диаметр
вала или увеличивается
отверстие при ремонт¬
ной обработке, Yу = 2.(6' +6"),
где 6' — предельный износ вала или отверстия,
при котором должен производиться ремонт или
замена сопрягающихся деталей; б" — наиболь¬
ший припуск для снятия стружки при восста¬
новлении деталиКоличество ремонт¬
ных размеров iгде dn- наименьшийmmдопустимый размер ва¬
лагде d- наибольшийдопустимый размер от¬
верстияПервый ремонтны"
размер dp-du-ydp = du + УЗдесь dH — номинальный размер вала или от¬
верстияЛюбой {п-й) ремонт¬
ный размер dd =dH-nynyЗдесь n— порядковый номер ремонтного размераПримечание. При определении dmw и dmax необходимо учи¬
тывать прочность детали, глубину цементационного или поверхностно
за кип иного слоя и пр.
ВОССТАНОВЛЕНИЕ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ ДЕТАЛЕЙ 301Назначение регламентированных ремонтных размеров представляет
достаточно сложную технико-экономическую задачу. Регламентиро¬
ванный ремонтный размер должен быть таким, чтобы при ремонте
изношенной поверхности были удалены следы износа и полностью
восстановлена геометрическая форма. Вместе с тем регламентированный
ремонтный размер должен экономно использовать запас работоспособ¬
ности детали, т. е. предусматривать возможность ремонта детали до
достижения предельно допустимого размера. Однако при этом общее
число ремонтных размеров должно быть невелико, так как при большом
числе ремонтных размеров неизбежно увеличивается количество за¬
пасных деталей, хранящихся на складе, что ведет к замораживанию
оборотных средств.Ввиду этого систему регламентированных ремонтных размеров целе¬
сообразно использовать лишь для машин, имеющих достаточно широкое
распространение. Наиболее широко применяется система регламентиро¬
ванных ремонтных размеров в практике ремонта автомобильных и
тракторных двигателей, железнодорожного подвижного состава и т. п.Величина припуска, подлежащего удалению при ремонтной обра¬
ботке (табл. 1), должна обеспечивать возможность получения правиль¬
ной геометрической формы детали при наличии некоторых неточностей
ее установки на станке, а также полное удаление дефектного слоя
металла на восстанавливаемой поверхности.Величины припусков, подлежащих снятию при обработке шеек
вала до ремонтного размера, для наиболее употребительных случаев
ремонта приведены в табл. 2.2. Припуски, подлежащие снятию
при восстановлении изношенных шеек валов механической обработкойХарактер и
условия работы
подшипниковой
парыХарактер
износа валаПрипуск на диаметр при диамет¬
ре вала в мм18—3030—5050—8080—120120—180Закаленные
шейки быстро¬
ходных валов
в баббитовых
подшипникахИзнос незначи¬
телен и опреде¬
ляется измерени¬
ем микрометром0, 10 —
0,150,15 —
0,200,20 —
0,300,25 —
0.400,30—0,50Незакаленные
шейки быстро¬
ходных и сред¬
нескоростных
валов в бабби¬
товых подшип¬
никахИзнос опреде¬
ляется измерени¬
ем микромет¬
ром, стык из¬
ношенных и не¬
изношенных уча¬
стков поверхно¬
сти ощущается в
виде уступа0,20 —
0,300,25—0,350,35—0,450,40 —
0,500,50-0,55Незакаленные
шейки валов
в бронзовых и
чугунных под¬
шипникахИзнос заметен
без измерения,
ясно ощутимая
выработка по¬
верхности, бороз¬
ды, царапины0,35 —
0,450.40 —
0,500,45 —
0.550,50 —
0,600.65 —
0,65То же, но в не¬
благоприятных
условияхГрубые следы
износа. задиры,
следы заедания0,56—0,550,50—0.600,65—0.750,So-
О.850,85—
0,90
302 ВОССТА НОВЛЕНИЕ ИЗНОШЕННЫХ ДЕ ТАЛЕЙ МА ШИНВОССТАНОВЛЕНИЕ ИЗНОШЕННЫХ ДЕТАЛЕЙ ДО НОМИНАЛЬНЫХРАЗМЕРОВВосстановление деталей введением дополнительных частей и компен¬
саторов износа. Если деталь имеет несколько рабочих поверхностей,
изнашивающихся неравномерно, то при износе одних из них деталь
можно восстановить введением дополнительной части или компенса¬
торов износа. При применении этого способа изношенную часть детали
удаляют каким-либо способом и заменяют ее дополнительной деталью,
чаще всего в виде втулки, кольца, гильзы и т. п. Например, изношен¬
ный валик в месте износа обтачивают и напрессовывают втулку, изно¬
шенное отверстие в корпусной детали растачивают и запрессовывают
в него втулку. Концевую часть валика со скрученными шлицами
отрезают, приваривают новый и обрабатывают его под номинальный
размер.При срыве или износе резьбы в отверстиях применяют постановку
ввертышей.Примеры восстановления изношенных деталей введением дополни¬
тельных частей и компенсаторов износа приведены на рис. 1Восстановление изношенных деталей пластической деформацией
до номинальных размеров осуществляют путем перемещения части
металла с нерабочих участков детали к ее изношенным поверхностям.Деформация металла происходит здесь за счет сдвигов, возникаю¬
щих внутри кристаллических зерен, и сдвигов по границам этих зерен.
В результате этого изменяется не только внешняя форма детали, но
также структура и механические свойства металла.При восстановлении деталей способом пластических деформаций
рекомендуется нагревать по возможности только тот участок, который
подлежит деформированию. Продолжительность нагрева детали должна
быть минимальной.Во избежание возникновения крупнозернистой структуры металла
восстанавливаемые детали нельзя нагревать выше определенной тем¬
пературы. Детали из стали со средним и высоким содержанием угле¬
рода, а также из легированных сталей следует нагревать до ковочной
температуры— 1000—1100°С. Температура, при которой заканчи¬
вается процесс деформации для деталей из углеродистых сталей, fie
должна быть ниже 800° С, а из легированных сталей — 825—875° С.Обработка давлением повышает поверхностную и усталостную
прочность деталей и во многих случаях оказывается экономичней
других способов ремонта. Виды пластической деформации для изно¬
шенных деталей приведены в табл. 3.Осаживание применяют при необходимости увеличения наружного
диаметра сплошных деталей, а также увеличения наружного или
уменьшения внутреннего диаметра полых деталей. Чаще всего осажи¬
ванием обеспечивают уменьшение внутреннего диаметра втулок из
цветных металлов. Втулки восстанавливают осаживанием обычно,
не выпрессовывая их из сопряженной детали (рис. 2). При этом втулку
сжимают сверху и снизу специальными пуансонами, а затем растачи¬
вают или развертывают до соответствующего размера. Уменьшение
длины втулки осаживанием обычно допускается не более чем на 8—
15% от первоначального размера. Для равномерного осаживания втулки
необходимо, чтобы длина ее не превышала диаметр более чем в 2 раза.
Осаживанием можно восстанавливать втулки с износом по внутреннему
диаметру до 0,6 мм.
ВОССТАНОВЛЕНИЕ ИЗНОШЕННЫХ ДЕТАЛЕЙ 80SРис. 1. Ремонт изношенных деталей введением дополнительных частей
и компенсаторов износа:
а — постановка втулки во фланцевый подшипник; 6 — то же в корпус
передаточного механизма; в — запрессовка шлицевой втулки в ступицу
с закреплением сваркой; г — постановка шлицевой втулки в ступицу на
резьбе; д — постановка переходной втулки в шпиндель сверлильного станка;
е — то же в шпиндель токарного станка; ж — постановка резьбового ввер»
тыша в корпусную деталь; /— до ремонта; II—после ремонтаРРис. 2. Восстановле¬
ние отверстия брон¬
зовой втулки осажи¬
ванием
; — пуансоны; 2 —
втулка; 3 — шатун
304 ВОССТАНОВЛЕНИЕ ИЗНОШЕННЫX ДЕТАЛЕЙ МАШИН3. Способы восстановления изношенных деталей
пластической деформациейРаздачу применяют для восстановления полых деталей. При раз¬
даче наружный диаметр детали увеличивается вследствие увеличения
размера отверстия; деталь при этом обильно смазывают автолом; опе¬
рацию проводят на винтовых, ручных или гидравлических прессах.На рис. 3 приведена одна из конструктирных схем приспособлений
для раздачи поршневых пальцев с цилиндрическими отверстиями.
Для придания материалу необходимой пластичности поршневые пальцы
перед раздачей обычно подвергают отжигу, а после раздачи закаливают.
Если пальцы изготовлены из сталей 45, 40Х и 45Х, их нагревают
одним из способов (т. в. ч., в электропечи, кузнечном горне, соляной
ванне) до 800—820° С с последующим охлаждением в масле и отпуском
при 180—200° С до HRC 58.При раздаче поршневых пальцев горячим способом нагрев произ¬
водят в науглероживающей среде или на открытом воздухе. В первом
случае поршневые пальцы укладывают в металлические ящики с кар¬
бюризатором, в качестве которого применяется древесный уголь, сме¬
шанный с 5—10% кальцинированной соды, или березовый уголь с ба¬
рием. Установленные в печь ящики нагреваются до 800—1000° С в те¬
чение 2—3 ч. Предварительный нагрев пальцев на открытом воздухе
производят до 650° С, затем выдерживают их при этой температуре
в течение 10—15 мин.
ОБЖАТИЕ, ВДАВЛИВАНИЕ. НАКАТЫВАНИЕ305Иногда поршневые пальцы подвергают раздаче в закаленном состоя¬
нии, что исключает операции термической обработки до и после раз¬
дачи. Имеется, в частности, опыт раздачи закаленных поршневых
пальцев двигателя автомобиля ГАЗ-51. Изношенные пальцы диаметром
21,9 мм раздавали до 22,08—22,05 мм, после чего подвергали непосред¬
ственно шлифованию.Обжатие применяют для восстановления полых деталей, имеющих
износ по внутреннему диаметру.Рис. 3. Конструктив¬
ная схема[приспособ¬
ления для раздачи
поршневых пальцев
с цилиндрическими
отверстиямиРис. 4. Схемы приспособлений для обжатия
втулки:а — со значительным износом; б — с небольшим
износом; 1 — матрица; 2 —пуансон; 3 — обжи¬
маемая втулкаСхемы приспособлений для обжатия втулок приведены на рис. 4, а
и б. Наружный диаметр втулки после обжатия восстанавливают до
нормального размера гальваническим способом или металлизацией
напылением.Вдавливание используют при необходимости увеличения наружных
размеров деталей. При вдавливании происходят одновременно осадка
и раздача. Сущность восстановления вдавливанием зубьев шлицев
заключается в том, что металл при помощи инструмента клинообразной
формы выдавливается из средней части зуба в сторону изношенных
боковых поверхностей, что увеличивает его ширину до 1 мм на каждую
сторону. Вдавливание осуществляют несколькими проходами инстру¬
мента с постепенным углублением. Операцию проводят обычно в хо¬
лодном состоянии. Изношенные зубья некоторых зубчатых колес можно
восстанавливать вдавливанием в специальных штампах (рис. 5) в нагре¬
том состоянии. После вдавливания зубчатые колеса должны быть тер¬
мически обработаны с целью устранения внутренних напряжений
в металле и достижения требуемой твердости.Накатывание применяют для увеличения наружных или внутрен¬
них размеров деталей за счет вытеснения металла из отдельных рабо-
3 2 *-200-<*)Рис. 5. Вдавливание зубьев зубчатых колес:
а — штамп для вдавливания; б — схема действующих сил; / — палец;
2—верхняя половина штампа; 3—ручка; 4—нижняя половина штампаIРис. 6. Восстановление накатыванием
внутреннего диаметра детали:1 — восстанавливаемая деталь; 2 — на¬
катный ролик; 3 — оправкаВОССТАНОВЛЕНИЕ ИЗНОШЕНН Ы X ДЕТ АЛЕЙ МАШИН
НАКАТЫВАНИЕ, ВАЛЬЦЕВАНИЕ307чих поверхностей. Поверхности шеек валов и других цилиндрических
деталей чаще всего накатывают с целью увеличения размеров hpn ослаб¬
лении неподвижных посадок в результате износа при перепрессовках
или ошибки, допущенной при обработке. Этот способ восстановления
размеров цапф не обеспечивает надежных результатов и поэтому может
применяться при ремонте машин лишь в исключительных случаях,
как временная мера. Накатывание производят роликами, изготовляе¬
мыми из хромоникелевой или вольфрамовой стали. Диаметр ролика
должен быть больше диаметра накатываемого изделия, рабочая поверх¬
ность — обладать высокой твердостью. Обработку проводят на токар¬
ном станке при закреплении вала в центрах, а приспособления с роли¬
ком для накатывания — на суппорте станка. Детали дают медленное
вращение. В результате накатывания диаметр шейки увеличивается
за счет поднятия гребешков металла.Более совершенным является электромеханический способ восста¬
новления накаткой роликом, к которому подведен электрический ток.После накатывания поверхность шлифуют до требуемого диаметра.
Схема восстановления накатыванием внутреннего диаметра детали
приведена на рис. 6.Вальцевание применяют для восстановления полых цилиндриче¬
ских деталей, когда требуется обеспечить увеличение их наружного
диаметра. Раздача достигается здесь развальцовыванием отверстия
вращающимся инструментом — вальцовкой.
Глава 14ВАЛЫ, ОСИ, ШПИНДЕЛИВалы (рис. 1, а) служат для передачи крутящего момента от одной
вращающейся детали машины к другой. Обычно на них насаживают
ряд деталей механизма и они работают не только на кручение, но и
на изгиб.«)5) 8)Рис. 1. Валы и оси:
а — вал; 6 — неподвижная ось; в — подвижная ось; 1— цапфа-
шип; 2 и 5 — опоры; 3 — шкив; 4 — головка; 6 — зубчатое
колесо; 7 -цапфа-шейка; 8 — ось; 9 — блокОси не передают вращательного движения и крутящего момента,
а воспринимают только изгибающий момент. Они поддерживают де¬
тали, закрепленные на них или вращающиеся относительно них. Оси
бывают неподвижными (рис. 1,6) и вращающимися (рис. 1,в). Раз¬
личают также оси изогнутые и прямые.
КОНСТРУКТИВНЫЕ МЕРОПРИЯТИЯ309Те части вала или оси, которые лежат непосредственно на опорах,
позволяющих оси или валу совершать вращательное движение вместе
с закрепленными на них деталями, называют цапфами. Цапфу, рас¬
положенную на конце оси или вала, именуют шипом, расположенную
в средней части оси вала — шейкой, а передающую опоре осевую на¬
грузку вала или оси — пятой. Части валов и осей, на которых закреп¬
ляют детали, называют головками или подступичными частями; непод¬
вижные опорные части, на которые опираются шипы и шейки и которые
образуют с цапфами вращательные кинематические пары, — подшип¬
никами; опоры для пят — подпятниками.Подшипники и подпятники делятся на две основные группы:скользящего трения, в которых при относительном движении шипа
и опоры на поверхности их соприкосновения действуют силы трения
скольжения;качения, в которых трение скольжения заменено трением качения
(шарико- и роликоподшипники).КОНСТРУКТИВНЫЕ МЕРОПРИЯТИЯ ПО ПОВЫШЕНИЮ
ПРОЧНОСТИ ВАЛОВ И ОСЕЙПрочность вала зависит от его конструкции, особенно в местах
перехода от одной ступени к другой и в местах, имеющих шпоночные
пазы, шлицы, отверстия. В таких местах возникает концентрация
напряжений изгиба и кручения, в результате которой напряжения ока¬
зываются значительно большими (рис. 2).Пунктирной линией показана диаграмма напряжений без учета
концентрации (номинальных напряжений), а сплошной линией —
диаграмма действительных напряжений, возникающих в результате
концентрации напряжений. На гладких участках вала, где отсутствует
концентрация напряжений, сплошная и пунктирная линии сливаются.
Отношение действительного напряжения к номинальному напря¬
жению он называют коэффициентом концентрации.Основным мероприятием по снижению концентрации напряжений
в местах перехода от одного сечения вала к другому и повышению за
счет этого усталостной прочности валов является увеличение радиуса
галтели, который следует делать возможно большим, так как коэффи¬
циент концентрации напряжения зависит от отношения радиуса галтелиа)6)Рис. 2. Концентрация напряжений в местах перехода от одной
ступени вала к другой:
а — при малом радиусе галтели; б — при большом радиусе
галтели
310ВАЛЫ, ОСИ, ШПИНДЕЛИк диаметру вала (оси). При радиусе галтели менее 0,1 диаметра вала
коэффициент концентрации равен 2 и выше.Если по конструктивным соображениям нельзя сделать галтель
с достаточно большим радиусом, рекомендуется применять поднутре¬
ние вала в тело уступа (рис. 3, а), или в тело уступа и вала (рис. 3, б)
ставить дистанционное кольцо К (рис. 3, в) или вводить дополнитель¬
ные разгружающие выточки В (рис. 3, г). При выполнении шпоноч¬
ного паза 1 пальцевой фрезой (рис. 3, д) переход получается резким
и коэффициент концентрации напряжений изгиба достигает 3. Когда
паз 2 выполняют дисковой фрезой, переход имеет плавную форму и
коэффициент концентрации снижается до 1,5—2.Большую концентрацию напряжений в теле вала и, следовательно,
снижение его усталостной прочности вызывает крепление деталей на
валу при помощи стопорных винтов, установочных гаек, упругих
(врезных) колец и т. п. Поэтому в напряженных сечениях вала сле¬
дует избегать таких способов крепления, заменяя .их осевым кре¬
плением.Усталостную прочность вала можно увеличить, если крепление
зубчатых колес винтами 3 (рис. 3, ё) заменить креплением при помощи
втулок 4.В тех случаях, когда не удается избежать сверления отверстий
под стопорные (установочные) винты и штифты, принимают следующие
меры для снижения концентрации напряжений; раззенковывают отвер¬
стие (рис. 3, ж); снимают лыску по отверстию (рис. 3, з); запрессовы¬
вают втулку из материала, модуль упругости которого меньше модуля
упругости материала вала (рис. 3, и); обжимают край отверстия шари¬
ком 5 (рис. 3, к) или делают разгружающие канавки около попереч¬
ного отверстия (рис. 3, л).Концентрация напряжений возникает также при надавливании на
поверхность вала края насаженной на него детали, если в этом месте
вал испытывает переменные напряжения изгиба или кручения. Кон¬
центрация напряжений особенно велика в тех случаях, когда деталь
посажена на вал с натягом и передает на него нагрузку. Для уменьше¬
ния концентрации напряжений у края насаженной детали протачивают
разгружающие выточки (рис. 3, м) или применяют утончающиеся
к концам ступицы (рис. 3, «).На усталостную прочность вала оказывает значительное влияние
чистота его поверхности в опасных сечениях. Так, усталостная проч¬
ность вала, выполненного из стали с пределом прочности 100 кГ/мм2,
при грубом полировании или тонком шлифования снижается на 12%
по сравнению с зеркальным полированием, при тонком обтачивании —
на 20%, грубом шлифовании или грубом обтачивании — на 30%, на¬
личии окалины — на 55%.Чистоту поверхности шеек валов под подшипники скольжения
доводят до V7 и выше в зависимости от окружной скорости, сорта
смазки, типа уплотнения и других условий работы.Для шарико- и роликоподшипников посадок Н и П (ГОСТ 3325-55)
чистоту поверхности назначают не ниже \/8.Усталостная прочность деталей снижается также при возникнове¬
нии коррозии поверхности. Для валов из стали с пределом прочности
ов = 100 кГ/мм2 коррозия за один день снижает усталостную проч¬
ность на 12%, за 7 дней — на 30%, за 50 дней — на 42%, за
200 дней — на 50%.
КОНСТРУКТИВНЫЕ МЕРОПРИЯТИЯ311Рис. 3. Способы снижения концентрации напряженийэ
а — поднутрение вала в тело уступа; 6 — поднутрение в тело уступа и
вала; в — установка дистанционного кольца /С; г — образование дополни¬
тельной разгружающей выточки В\ д—фрезерование паза дисковой фрезой
вместо концевой фрезы; е — замена крепления зубчатых колес винтами
креплением при помощи распорных втулок; ж — раззенковывание отвер¬
стия; з — снятие лыски; и — запрессовывание втулки; к — обжатие края
отверстия шариком; л — протачивание канавок; м — протачивание выточек;
« — применение утончающихся к концу ступиц; / — паз, выполненный
кольцевой фрезой; 2 — паз, выполненный дисковой фрезой; 3 — винты;4 — втулка; 5 — шарик
312ВАЛЫ, ОСИ, ШПИНДЕЛИМАТЕРИАЛ И ТЕРМИЧЕСКАЯ ОБРАБОТКАДля изготовления валов и осей чаще всего применяют прокатные
углеродистые или легированные стали (табл. 1).1. Стали, применяемые для изготовления валов и осейНаименования валов и осей и их
конструктивные и эксплуатационные
особенностиМаркасталиТермическая
обработка и
твердостьМелкие валы и оси металлорежущих
станков, работающие на истирание при
невысоких нагрузках15Цементация,
вакалка и
отпуск
HRC 56 — 62Малонагруженные валы и оси20, 25, 30,
Ст. 3, Ст. 4-Малонагруженные валы в механизмах
управления и'неответственных передачах30, 35, 40,
Ст. 5-Ходовые валики и оси металлорежущих
станков, работающие при невысоких на¬
грузках35НВ 143—187Валы металлорежущих станков, рабо¬
тающие на износ при скоростях 1 м/сек
и невысоких нагрузках45НВ 230 — 260Валы и оси в металлорежущих станках,
имеющие высокую поверхностную твер¬
дость при незначительной деформации
в процессе термообработки45HRC 50 — 58
(закалка с на¬
гревом т. в. ч.)Средненагруженные валы, не работаю¬
щие на износ {в подшипниках качения)
или работающие на износ при легких и
средних условиях работы {pv<
<15 кГм/смгсек): валы в коробках пере¬
дач и узлах металлорежущих станков,
кузнечно-прессовых, строительных и дру¬
гих технологических машин общего ма¬
шиностроения40, 45, 50,
Ст. 6Закалка и вы¬
сокий отпуск,
НВ 230 — 260Средненагруженные валы с высокой
твердостью рабочих поверхностей: шпин¬
дели станков, валы в подшипниках сколь¬
жения, шлицевые валы45, 50, Ст. 6Закалка
и отпуск,
HRC 40 — 50
или закалка
т. в. ч.,
HRC 50 — 58Крупные или очень длинные валы в ма¬
шинах металлургического, горнорудного,
обогатительного и другого производства;
валы тяжелых станков, не подвергаю¬
щиеся термической обработке45Средненагруженные валы, работающие
с большими скоростями в подшипниках
скольжения (pv<:40 кГм[смгсек): шпин¬
дели металлорежущих станков и т. п.15Х, 20Х,
20 X Г,
20ХГС, 20Цементация,
закалка и
отпуск,
HRC 56 — 62
МАТЕРИАЛ И ТЕРМИЧЕСКАЯ ОБРАБОТКА 313Продолжение табл. 1Наименования валов и осей и их
конструктивные и эксплуатационные
особенностиМаркасталиТермическая
обработка и
твердостьВалы с общей повышенной прочностью,
высоким сопротивлением усталости и высо¬
кой твердостью рабочих поверхностей:
шлицевые валы в коробках передач; круп¬
ные валы редукторов, станков; шпиндели
станков35Х, 40Х,
45Х,
ЗОХГС, 40Закалка
и отпуск,
HRC 40 — 50Ответственные сильно нагруженные
шлицевые валы автомобильных коробок
передач40ХН, 40Х,
ЗОХН, 35ХГСЗакалка
и отпуск,
HRC 45 — 53Работающие на износ валы и оси с вы¬
сокой поверхностной твердостью при не¬
значительной допускаемой деформации
в процессе термообработки40ХHRC 48—53Цапфы валов металлорежущих станков
при работе их во вкладышах, залитых
свинцовистой бронзой45, 40ХЦементация,
закалка и
отпуск,
ИВ 300 или
HRC 30Крупные валы тяжелых станков, рабо¬
тающие при невысоких нагрузках50Г2ив 229—269Балы тяжелыл станков, работающие
при средних нагрузках50Г2HRC 28-35Валы колес турбинных редукторов35, 40HB 149 — 20945, 43 НИВ 170 — 223ОХМ, 40ХМ,
охнзмИВ 200 — 26940 X Н,
0XH2M,
ОХНЗМИВ 269 — 331Крупные, сильно нагруженные валы
с высокой прочностью40Х2ГМHRC 35—41Валы сложной конфигурации, высокой
прочности и износоустойчивости при не¬
значительной допускаемой деформации
в процессе термообработки40Х2ГМHRC 43 — 53Валы высокой износостойкости при
прочной и вязкой сердцевине и незначи¬
тельной допускаемой деформации в про¬
цессе термообработки12ХНЗHRC 56 — 63
3L4ВАЛЫ, ОСЯ, ШПИНДЕЛИИз углеродистых сталей чаще используют стали марок 30, 40, 50
(ГОСТ 1050-60) и особенно сталь 45.Валы и оси, подвергающиеся большим нагрузкам, изготовляют из
легированных сталей марок 20Х, 40Х, 40ХН. Легированные стали
применяют также в тех случаях, когда требуется повышенная местная
прочность, например, при наличии на валу шлицев и зубчатых венцов.В особо ответственных деталях используют стали 12ХНЗА, 20ХГБ,
25Х2ГНТ и 20Х2Н4А.Валы в станкостроении изготовляют чаще всего из сталей марок
20, 20Х, 45 и 40Х.С целью повышения прочности, износостойкости и увеличения уста¬
лостной прочности валы подвергают термической и химико-термиче¬
ской обработке. Основными видами термической обработки валов яв¬
ляется улучшение и закалка (объемная и поверхностная). Однако
вместе с повышением твердости и механических свойств материала
в результате термической обработки снижается его вязкость. При вы¬
боре термической обработки валов следует учитывать это и выбирать
такую, при которой сохраняется достаточная вязкость материала.Для повышения твердости поверхности цапф с целью уменьшения
износа и сохранения вязкости срединных слоев валы подвергают по¬
верхностной термической обработке (закалке токами высокой частоты
или газопламенной). Такой вид термической обработки особенно целе¬
сообразно применять для валов, работающих с загрязненной смазкой,
где характерным является абразивный износ, а также при установке
вкладышей из заменителей оловянистых бронз.Наиболее распространенным видом химико-термической обработки
валов является цементация. В результате цементации и последующей
закалки не только увеличиваются твердость, но также повышается
предел усталости. Наиболее часто подвергают цементации малоугле¬
родистые стали, содержащие 0,1—0,25% углерода.ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯГладкие валы диаметром до 190 мм изготовляют обычно из проката.
Для этого выпускают круглую сталь диаметром до 200 мм (марки
Ст. 3; 15; 40; 50). Такого же диаметра прокатывают прутки и из леги¬
рованной стали.Если вал имеет ступенчатую форму, то заготовку из проката отре-
зают несколько короче и ее концы оттягивают в кузнице, что значительно
уменьшает расход материала. Для изготовления ступенчатых и тяже¬
лых валов обычно применяют штамповки и поковки. Для тяжелых
валов весом свыше 1 т и диаметром свыше 200 мм исходным материалом
для поковки является слиток. Заготовки из слитков куют свободной
ковкой на ковочных молотах, гидравлических или парогидравличес¬
ких прессах.Заготовки для валов мощных и высокоскоростных зубчатых и чер¬
вячных передач, как правило, выполняют из легированных сталей и
обязательно куют (последнее повышает механические свойства металла).Кованые заготовки имеют значительно большие припуски на обра¬
ботку (табл. 2), по сравнению со штампованными, что вызывает до¬
полнительную механическую обработку.После ковки заготовки подвергают термической обработке —
отжигу или нормализации, чем выравнивают структуру по всему,
объему металла и повышают пластичность валов. Влияние отжига
особенно велико при ковке валов крупных размеров.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ 3152. Припуски на механическую обработку валов из кованых заготовокДлина вала в ммДиаметр вала в ммПрипуск на диаметр
в мм200 — 500
500—1200
1200—180030-5030—5030—5056
7До 1000100—20020+92500—40001600—25001000—1600200 — 650200—800200—400При изготовлении длинных валов заготовку вала часто приходится
править. Для небольших валов заготовки нередко правят в холодном
состоянии.Переменные напряжения, толчки и нагрев, возникающие во время
работы, часто перераспределяют напряжения и вал теряет правильную
форму. Кроме того, остаточные напряжения при правке возникают
главным образом в наружных волокнах, которые при проточке выправ¬
ленного вала или в случае фрезерования в нем шпоночных канавок,
удаляются и перерезаются. В результате равновесие напряжения нару¬
шается и вал вновь теряет правильную форму. Поэтому наиболее
надежной правкой валов является правка в горячем состоянии с после¬
дующим отжигом до их механической обработки.Все основные операции механической обработки валов — черновое
и чистовое обтачивание, шлифование — осуществляют в центрах, при
центровании валов необходимо соблюдать следующие требования:
центровые отверстия должны иметь общую осевую линию, в про¬
тивном случае они будут работать одной стороной и ось вращения вала
окажется смещенной, а участки его, проточенные при различной сте¬
пени выработки центров, окажутся не концентричными;размеры и угол конусности центровых отверстий должен совпадать
с углом конусности центров станка (при несоблюдении этого условия
центровые отверстия быстро разрабатываются, а центра станка пор¬
тятся).Для равномерного распределения припуска на обработку пероц
центрованием кованые валы размечают при помощи циркуля. При этой
крупные валы помещают на разметочную плиту и определяют наивыгод-
нейшее положение линии центров. При центровании валов, имеющих
правильную цилиндрическую форму, целесообразно применять центро-
искатели. После разметки центр накернивают.При разметке центров осей небольшой длины можно применять
приспособление, представляющее собой двойную призму (рис. 4, а).
Для нахождения центра размечаемую деталь кладут в первый вырез
призмы (с углом паза 90°) и разметочный инструмент (рейсмус, штан-
генрейсмус) устанавливают по верхней точке диаметра вала от основа-Центрование заготовок
316ВАЛЫ, ОСИ, ШПИНДЕЛИни я призмы. После этого деталь перекладывают во второй вырез и
прочерчивают по ее торцу риску; затем деталь поворачивают на 90° и
прочерчивают вторую риску. Пересечение рисок будет центром детали.На рис. 4, б показано другое приспособление для нахождения цен¬
тров осей и валов. Приспособление состоит из призмы 1 и прикреплен¬
ной к ней винтами разметочной линейки (из углеродистой стали).ГРис. 4. Приспособления для нахожде¬
ния центров вала и оси:
а—двойная призма; б— призма с раз¬
меточной линейкой; / — призма; 2 —
линейка; 3 и 4 — валыУстановив вал 3 или вал 4 на призму (в случае большой длины деталей
необходимы две призмы), чертилкой вдоль ребра линейки 2 проводят
на торце вала риску. Затем вал поворачивают на угол, близкий к 90°,
и проводят вторую риску. Пересечение этих рисок определяет искомый
центр торца вала.Центровые отверстия выполняют по ОСТу 3725, угол конусности
их может быть 60°, 75° и 90°Наиболее целесообразным является угол 60° (табл. 3), обеспечи¬
вающий наименьшее поперечное перемещение конца изделия при раз¬
работке центровых отверстий.Цилиндрическое отверстие d делают
для того, чтобы вершина центра станка
не упиралась в изделие, а центр со¬
прикасался с центровым отверстием
только по конусной поверхности.Фаска с углом 120° (тип В) предо¬
храняет центровое отверстие от повреж¬
дений и позволяет подрезать торец.
Отверстия без защитной фаски (предо¬
хранительного конуса) применяют для
неответственных и мелких валов, с за¬
щитной фаской — при центрировании
тяжелых и ответственных валов и
оправок.При ремонте, мелкосерийном и единичном изготовлении валы дли¬
ной до 1000 мм и диаметром до 60 мм центруют на токарных станках.
Для этого вал пропускают через отверстие в шпинделе станка и зажи¬
мают в патроне с вылетом 50—100 мм. Длинные валы из проката цен¬
труют на токарном станке с применением люнета, при этом один конец
вала зажимают в патроне, а второй устанавливают в люнете. Для уста¬
новки необработанного конца вала в люнете применяют установочные
втулки (рис. 5). Тяжелые кованые валы центруют на горизонтально-рас¬
точных станках, на которых одновременно подрезают и торцы вала.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ 3^73. Центровые отверстия с углом 60°
по ОСТу 3725 и нормали станкостроения(размеры в мм)Для отверстий типа А, В, СДля отверстий
типа СОриентиро¬
вочные дан¬
ные для
выбора раз¬
мера центро¬
вого отвер¬
стияd (для гладких и
резьбовых)DнеболееL1неменееd 2(подрезь¬бу)dxинаи¬мень¬шееНаименьший диа¬
метр концевой ча¬
сти заготовки D0Наибольший диа¬
метр заготовки ти¬
па вала1,02,52,51,20,4 _4,0До 71,54,04,01,80,6—--6,5» 102,05,05,02,40,8—--8,0» 182,5г6,06,03,00,8—--10,0» 303,07,57,53,61.02,53,20.812,0504,010,010,04,81,23,34,31,015,0» 805 012,512,56,01,54,14,31,220,0» 1206,015,015,07,21,85,06,41.525,0» 1608,020,020,09,62,06,78,42,030,0» 20012,030,030,014,02,510. 113,03,042,0» 260Примечания: 1. L0 определяют в зависимости от размера
крепежного винта, но не должно быть менее L.2. Для тяжелых деталей допускается применение центровых
отверстий с углом конуса 90° и с размерами, большими, чем указано
в таблице.3. При обработке деталей с небольшими припусками, например
точных калибров, размер D рекомендуется брать равным 65% от его
значения, указанного в таблице.4. Типы отверстий А — без предохранительного конуса; В —
с предохранительным конусом; С — с резьбовым отверстием.
31&ВАЛЫ, ОСИ, ШПИНДЕЛИВ ремонтных мастерских центровые отверстия нередко засверли-
вают и зенкуют при помощи дрели (ручной или электрической). Таким
же способом центруют иногда крупные валы, установка которых на
станок требует больше времени, чем выполнение этой операции при-
помощи электрической или пневматической дрели. Необходимо отме¬
тить, что этим способом трудно получить достаточно высокую точность
центров и особенно достигнуть совпадения осей. Поэтому его приме¬
няют чаще всего как предварительное центрование, с тем чтобы после
обтачивания шеек под люнет зацентровать вал на токарном станке.Следует отметить, что в процессе обработки во многих случаях,
когда необходимо поправить разработанные центровые отверстия, вал
перецентровывают. Перецентровывание вводят как промежуточную
операцию между черновым и чистовым обтачиванием или после обта¬
чивания перед шлифованием.В случае обработки точных и закаленных изделий центровые отвер¬
стия исправляют специальными притирами. Заготовки небольших
валов можно центровать на вертикально-сверлильных станках.Инструмент, применяющийся для центрования, и области его при¬
менения приведены в табл. 4.4. Типовые наборы центровочного инструмента
и области их применения (ГОСТ 6694-53)№ набораНаименованиеинструментаТипЭскизДля образо¬
вания каких
центровых
отверстий
(гнезд) слу¬
жит набор
(по ОСТу
3725)11аСверло центровочное
Зенковка 60° центро¬
вочнаяIVтгШя\j Тип А,
d=0,5-т-
-т-1,5 ммгщы ; 7—16Сверло центровочное
Зенковка центровоч¬
ная для центровых от¬
верстий 60° без предо¬
хранительного конусаIVА /ЛТ '///Л
Ъ УГ<:k Щ, УЛТип А,^=0,5-т-6 ммСверло центровочное
Зенковка центровоч¬
ная для центровых от¬
верстий 60° с предохра¬
нительным конусом1в1VI'г'—г*Тип В,
d—0,5-?-6 мм
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ 319Продолжение табл. 4№ набораНаименование инстру¬
ментаТипЭскизДля образова¬
ния каких
центровых
отверстий
(гнезд) слу¬
жит набор
(по ОСТу 3725)2Сверло центровочное
Зенковка центровоч¬
ная с коническим хво¬
стовикомIVIIКТип А,
d=8 и 12 ммЗаСверло центровочное
комбинированное для
центровых отверстий
60° без предохрани¬
тельного конусаIIТип А,
d— 1,5-гб мм36То же с предохрани¬
тельным конусомIIIТип В,
d— 1,5-=-6 ммТочность обработки вала в центрах зависит и от правильности
положения центров станка, которые должны находиться на оси вра¬
щения шпинделя.При неправильном положении центра передней бабки изделие можно
обточить правильно, если его не переставлять с одних центров на дру¬
гие и не переворачивать на центрах. В противном случае неизбежно
биение. Поэтому передние центра станка шлифуют на месте. Непра¬
вильное положение центра задней бабки вызывает появление конуса
на изделии. Центр задней бабки необходимо смазывать, закладывая
в центровое отверстие солидол. Иногда устраивают центра с автомати¬
ческим подводом масла, для чего их просверливают и снабжают мас¬
ленкой.Для уменьшения износа центра часто делают из быстрорежущей
стали (при умеренных скоростях и нагрузках). В особо тяжелых усло¬
виях работы задний центр заменяют специально спроектированным
подшипником. В быстроходных станках широко распространены ша¬
риковые и роликовые центра.Задний центр должен прилегать к центровому отверстию по всей
его конической поверхности.При обработке в центрах вал из-за нагревания удлиняется, что
необходимо учитывать при закреплении вала в центрах и его обработке.
320ВАЛЫ, ОСИ, ШПИНДЕЛИ
Обтачивание шеекПри неправильной центровке заготовки или некруглом ее сечении
усилие резания и прогиб обрабатываемого вала изменяются. Для
уменьшения прогиба вал при обтачивании левым концом не опирают
на центр, а закрепляют в жестком патроне. Закрепление валов в трех¬
кулачковом патроне и задней бабке обеспечивает точность установки
вала до 0,1 мм. Для повышения точности установки применяют сырые
кулачки, которые растачивают на месте.Валы из поковок устанавливают в четырехкулачковом патроне
и заднем центре. Выверяют заготовку со стороны патрона, точность
установки достигает 0,05 мм.Длинные и нежесткие валы для уменьшения прогиба при обтачи¬
вании устанавливают в люнеты. Если для заготовки вала исполь¬
зована чистотянутая сталь, то заготовку устанавливают в люнет
непосредственно без предварительной обработки. В других случаях
на валу сначала протачивают с малой глубиной резания шейку под
люнет. В тех случаях, когда проточить место под люнет не представ¬
ляется возможным, на вал надевают установочную втулку (см. рис. 5).При грубом обдирочном обтачивании вал устанавливают непосред¬
ственно в кулачки люнета.Если вал имеет прогиб от собственного веса, то сначала несколько
поднимают оба нижних кулачка люнета, устраняя провисание вала,
а затем закрепляют верхний кулачок.При неправильной (не по центру) установке кулачков люнета вал
будет иметь неодинаковый диаметр по всей длине. Поэтому кулачки
люнета по валу можно устанавливать только тогда, когда вал имеет
достаточную жесткость.Если диаметр шейки вполне определенный (например, при проточке
с промежуточной втулкой для люнета), то кулачки можно устанавли¬
вать по короткой оправке, зажатой в центрах. Иногда вместо уста¬
новки по оправке применяют предварительное растачивание кулачков
люнета.Другой способ установки вала в люнет заключается в том, что на¬
ружную обойму люнета (без кулачков) растачивают на месте, а поло¬
жение кулачков регулируют, при этом штихмассом измеряют расстоя¬
ние от поверхности вала до расточенной поверхности люнета. Этот
способ универсален и годится даже для очень гибких валов, которые
трудно зажать в центрах без поддержки люнетами.Вместо скользящих кулачков часто применяют ролики (роликовые
люнеты).При наличии большого припуска вал обрабатывают в два приема:
черновое обтачивание вначале одного, а затем второго конца; чистовое
обтачивание сначала одного и затем второго конца.Производить чистовую обработку части вала до того, как все его
поверхности не прошли черновой обработки, нельзя, так как в ре¬
зультате перераспределения напряжений, возникающих при черновой
обработке, геометрическая форма и размеры вала изменяются.На токарных станках для сокращения вспомогательного времени
валы обрабатывают в три установки:черновое обтачивание первого конца;черновое, а затем чистовое обтачивание второго конца;чистовое обтачивание первого конца.Ступенчатые валы для увеличения их жесткости начинают обраба¬
тывать с конца вала, имеющего больший диаметр.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ321Черновое обтачивание производят с наибольшей глубиной резания,
обеспечивающей снятие припуска (табл. 5) за один проход, и возможно
большей подачей, допускаемой прочностью режущего инструмента,
мощностью и жесткостью станка.5. Припуски на обтачивание валов из проката в ммДлина валаДиаметр вала в мм30—5050—8080—120120-180На черновое обтачивание50—12044 120-50055-65-67500 — 8006667800—120067781200—180077a9На чистовое обтачивание50—1201,51,5 120 — 5001.521,52500 — 8002222800 — 1200222,52,81200—1800—2,533Чистовое обтачивание должно обеспечивать обработку в пределах
2—3-го класса точности и 6—7-го класса чистоты. При чистовом обта¬
чивании подача не должна превышать 0,2—0,4 мм/об, глубина реза¬
ния— находиться в пределах 0,25—1,5 мм.Получистовую обработку с припуском на шлифование производят
по 4-му классу точности с чистотой, соответствующей 4—5-му классу.
Подача выбирается в зависимости от геометрических параметров резца.Для резцов, имеющих вспомогательный угол 10—15° и радиус при
вершине 1,2—2 мм, подачу принимают в пределах 0,3—0,8 мм!об.Отделка шеекПолирование. При отсутствии шлифовального станка окончательно
шейки валов обрабатывают следующим способом. Вначале их обтачи¬
вают на токарном станке с припуском 0,1 мм на сторожу, а затем опили¬
вают и полируют. Опиливанием только удаляют штрихи, полученные
после обтачивания. Шейки, имеющие большие размеры, опиливать
труднее, так как при больших диаметрах достигнуть равномерности
нажатия напильника по всей окружности изделия почти невозможно
и при этом неизбежны местные углубления и искажения формы. По¬
этому таким способом можно обрабатывать шейки валов тихоходных
и слабо нагруженных механизмов.Полируют валы вначале наждачной бумагой, смазанной маслом,
а затем наждачной бумагой, натертой мелом. Для наиболее тонкого
полирования применяют крокус или пасту ГОИ. Число оборотов
вала должно быть 30—50 в минуту.Для полирования применяют жимки (рис. 6, а), в которые заклады¬
вают наждачную бумагу. Жимки состоят из двух деревянных брусков,
соединенных куском кожи. Они имеют выборку по диаметру вала.
Для этой же цели может применяться хомут, показанный на рис. 6, б.11 Ю. С. Борисов, В. П. Сахаров 566
322ВАЛЫ, ОСИ, ШПИНДЕЛИПритирать шейки вала можно при помощи тех же жимков, в которые
закрепляют разрезную втулку (притир). Втулку растачивают по раз¬
меру вала и покрывают шлифующим порошком с маслом.Материал притира (рис. 6, в) должен быть значительно мягче, чем
материал вала, в противном случае зерна шлифующего порошка будут
шаржировать поверхность шейки и шлифовать притир.Притир надевают на обрабатываемый вал, затягивают винтами до
степени напряженного поворачивания. По мере уменьшения натягаРис. 6. Приспособления для полирования шеек валов?
а — жимки; б — хомут; в — притир; 1 — дерево; 2 — сви¬
нец; 3 — хомутывинты подтягивают. Окружная скорость обработки 10—30 м/мин;
к концу операции скорость уменьшают до 3—б м/мин. Притирают
чаще всего порошком крокуса с парафином или пастой ГОИ.При диаметре валов до 75 мм на притирку оставляют припуск
5—15 мк.Притирка дает высокую чистоту поверхности (12—13-го класса)
и точность (близкую к 1-му классу).Шлифование является основным способом чистовой обработки валов.
Наибольшее применение в ремонтном производстве имеет шлифование
продольными проходами (продольное шлифование). При правильном
подборе абразивных кругов и соответствующих режимах резания про¬
дольное шлифование дает 2-й класс точности, а благоприятные условия
и особо тщательная работа могут повысить чистоту до 9—10-го класса
и точность до 1-го класса.Различают продольное шлифование предварительное (черновое)
и окончательное (чистовое). В предварительном шлифовании исполь¬
зуют 75% припуска; на окончательное оставляют 25% припуска
(табл. 6),Малые размеры снимаемой при шлифовании стружки при большой
скорости резания способствуют получению чистой поверхности. При
определенном подборе кругов и режимов резания изделия после шлифо¬
вания могут иметь зеркально-блестящую поверхность.
6. Припуски на круглое шлифование валов после чистовой обточкиДиаметр вала d в ммi...1 $Длина вала L в ммооЕС00118-3030-5050-8080—120120—180180—260! 260—360360—500сырогогладкогосырогоступен¬чатогозакален¬ногоДо 800До 400До 200Припуск а в мм0,250,30,350,40,50,60,7---800 — 1200400—800200—5000,30,350,40,50,6«0,70,80,9--1200—2000800-1500Св. 500-0,450,550,650,750,851,01,101,25-Св. 2000Св. 1500---0.80.951,101,261,451,651,852,10ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ 323
324ВАЛЫ, ОСИ, ШПИНДЕЛИСкорости и подачи при шлифовании. Скоростью резания при шли¬
фовании является сумма скоростей вращения круга и изделия. Вели¬
чину ее выбирают такой, чтобы она не была опасной для прочности
круга. При точном шлифовании обычно применяют скорости 25—
35 м/сек.. Скорости вращения вала принимают: при черновом шлифо¬
вании валов из мягкой углеродистой стали 8—15 м!мин\ при чисто¬
вом шлифовании стали 3—8 м/мин. Легированные стали шлифуют при
меньшей скорости вращения вала, чем углеродистые. Для чугуна
и бронзы их берут такими же, как и для стали, но ближе к верхним
пределам.Величина бокового движения круга относительно изделия, отне¬
сенная к одному обороту последнего, не должна превышать ширины
круга. В противном случае на цилиндрической поверхности след круга
будет иметь вид винтовой линии и между витками остается нешлифо¬
ванное пространство. Боковую подачу при черновом шлифовании
принимают 0,4—0,6 ширины круга (5) на 1 оборот вала. При этом
круг равномерно изнашивается по ширине, в то время как при малой
боковой подаче изнашивается главным образом его передняя кромка.
При чистовом шлифовании боковую подачу уменьшают до 0,2В.При черновом шлифовании толщину снимаемого слоя принимают
равной 0,01—0,04 мм и более (до 0,08 мм); при точном шлифовании —
не выше 0,02 мм, причем в конце снимают совсем тонкую стружку.Шлифование длинных валов требует применения люнетов (табл. 7).
Обычно применяют двухкулачковые люнеты с кулачками, располо¬
женными под углом 100—110° Кулачки делают либо из твердых пород
дерева с упором по торцам волокон дерева, либо из текстолита. Для
охлаждения применяют эмульсию.7. Число люнетов при шлифовании валовДиаметр
вала
в ммДлина валав мм1503004506007509001050120015001600210012—19123457820—25—12_ 34567———26—35—12234557——36—49—112234457—50—60——11223345661—75— 11222345576—100 111222345101 — 125———11122334126—150———I1112233151—200————1111223201—250—————111122251 30011112Вначале шлифуют предварительно шейки под люнет. При длинных
валах сначала подготавливают шейки под люнеты, ближайшие к кон¬
цам изделия, а потом расположенные к середине.Можно предварительно не шлифовать шейки под люнет, а подвести
его к вращающемуся валу до начала шлифования так, чтобы он ка¬
сался поверхности последнего. Затем круг ставят против люнета и
начинают шлифование, поджимая кулачки по мере углубления круга
в материал. При таком способе вал получает опору в люнете и благо¬
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ 3?5даря этому шлифовать шейку можно гораздо энергичнее, чем без лю¬
нета. Вначале вал имеет биение в люнете и металл снимается неравно¬
мерно по окружности, но постепенно биение исчезает и шейка прини¬
мает цилиндрическую форму (рис. 7).Для возможности осуществления этого способа люнеты шлифоваль¬
ных станков делают такими, что они позволяют шлифовать место вала,
находящееся в люнете.]Суперфиниширование является особо тонкой отделочной опера¬
цией, выполняемой мелкозернистыми абразивными брусками (зерни-Рис. 7. Устранение овала шейки при шлифовании ее в люнете:/—/У—последовательность шлифования; / — шлифовальный
круг; 2 — вал; 3 — цапфастостью № 12 и ниже) при низкой скорости резания, малых давлениях
и наличии смазки определенной вязкости.Суперфиниш практически не изменяет размеров детали, но доводит
чистоту поверхности до 12—14-го класса. Исправить искажения геоме¬
трической формы детали этим способом нельзя.В этом процессе обрабатываемая деталь вращается со скоростью
2—12 м/мин, а абразивные бруски медленно (0,1—0,15 мм за один
оборот изделия) перемещаются вдоль оси детали и совершают в то же
время колебательные движения большой частоты (500—1800 в минуту).
Бруски прижимаются к поверхности детали с небольшим давлением
(1—2 кГ/см2), обработка происходит при обильной смазке. Припуск
на обработку 0,005—0,02 мм.Перед суперфинишированием детали предварительно обрабатывают
с целью обеспечения правильной геометрической формы (обычно шли¬
фованием).В качестве абразивов при суперфинишировании применяют высокие
сорта карбида кремния, белый электрокорунд и т. п. Связка керами¬
ческая или бакелитовая.Распространенной смазкой при суперфинишировании является
смесь из 10 частей керосина и 1 части масла. Для большинства сталей
хорошие результаты дает смесь керосина с турбинным или веретенным
326ВАЛЫ, ОСИ, ШПИНДЕЛИРис. 8. Приспособления для суперфиниширования поверхности валови осей;а, б и в — приспособления к токарному станку; г — пневматическая го¬
ловка для суперфиниширования; 1 — абразивный брусок; 2 — регули¬
руемая пружина? 3 — ролик; 4 — кулак; 5 — сменные шкивы; 6 — изде¬
лие; 7 — головка со шлифовальными брусками; 8 — корпус; 9 — стойка;
10 — электродвигатель; И — направляющие для горизонтального пере¬
мещения головки; А — вращение изделия; Б — движение приспособления
вместе с суппортом (подача); В — колебательные движения головки отно-
сительно стойки
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ327маслом в той же пропорции; для твердых сталей — керосин; для вязких
сталей — омыленная вода.Суперфиниширование производят на станках специального назна¬
чения или на токарных и шлифовальных станках при помощи специаль¬
ных головок (рис. 8).Если для суперфиниширования используют токарный станок, то
на его суппорт устанавливают плиту с электродвигателем и головкой
для суперфиниширования (рис. 8, а). Вращение от электродвигателя
через сменные шкивы 5 передается ремнем на шкив головки, с которым
жестко скреплен торцовый кулак 4У со¬
общающий возвратно-поступательное дви¬
жение ролику 3, смонтированному в под¬
вижном шпинделе головки. Постоянное
нажатие ролика на кулак обеспечивает
регулируемая пружина 2. На шпинделе
головки закрепляют два держателя для
абразивных брусков 1. Деталь закрепляют
в патроне на шпинделе станка или в цен¬
трах. Продольную подачу брусков вдоль
оси изделия осуществляют суппортом
станка.На рис. 8, б, в приведены конструкции
других приспособлений для суперфини¬
ширования.Наряду с электромеханическими при¬
способлениями для суперфиниширования
существуют также пневматические при-
способления (рис. 8, г), в которых энер- Рис 9 Схема хона
гия сжатого воздуха преобразуется в без- делки шеек валов;ударное колебательное возвратно-посту- / _ колодки: 2 — бруски
пательное движение скобы с абразивны¬
ми брусками.Пневматическую головку можно успешно применять при обработке
шеек валов и червяков в индивидуальном и мелкосерийном производстве.
Головку закрепляют вместо режущего инструмента.Средний ход скобы головки равен 6 мм, частота колебаний 1500—
2500 двойных ходов в минуту, тяговое усилие на скобе — 40—50 кГ
(при диаметре поршня 40 мм и давлении воздуха 4—5 am).Производительность пневматических головок выше производитель¬
ности электромеханических.Хонингование шеек валов осуществляют при помощи хона (рис. 9),
представляющего собой разжимную скобу с колодками /, в которые
помещают абразивные бруски 2.Эти бруски охватывают обрабатываемую шейку вала. Вал приво¬
дят во вращение.Накатывание шеек валов вместо шлифования и полирования. При
отсутствии шлифовального станка соответствующих размеров шейки
валов можно отделывать с чистотой порядка 6—9-го класса и точностью
2—3-го класса на токарном станке при помощи накатных роликов
(рис. 10).Державка 1 приспособления изготовлена из углеродистой стали 45,
а ролик 2 и ось 3 — из стали ШХ15, закаленной до твердости HRC
62—64. Ось установлена на игольчатом подшипнике (иглы диаметром
3 мм).
328ВАЛЫ, ОСИ, ШПИНДЕЛИНаружная поверхность ролика строго прямолинейная и ширина
ее равна 2,5—3,5 мм. Проверяют поверхность под микроскопом илилекальной линейкой.Наилучшие результаты получа¬
ются при обработке стали твер¬
достью НВ 200—220; удовлетвори¬
тельные — при обработке стали
твердостью НВ 270—290. Диаметр
шеек валов при накатывании в за¬
висимости от усилия нажатия умень¬
шается на 10—15 мк (при твердо¬
сти стали НВ 200—220) за один
проход ролика.Для получения необходимой чи¬
стоты рекомендуются скорости ре¬
зания 150—200м/мин. Подача и чи¬
сло переходов приведены в табл. 8.Чистоты 9-го класса достигают
уменьшением на 20—30% величин
подач, приведенных в табл. 8, при
неизменной скорости или двух-трех
дополнительных проходах накатно¬
го ролика с сохранением режимов.Накатываемую поверхность пред¬
варительно смазывают маслом.Рис. 10. Приспособление для отделоч¬
ного накатывания шеек валов вместо
шлифования и полирования;1 — державка; 2 — ролик; 3 — ось8. Режимы обработки при отделочном накатывании роликом
шеек валовКласс чисто¬
ты поверх¬
ностиТвер¬достьшейкиНВПереходыПрименяемый инструмент (резцы
с твердым сплавом T15K6 и Т30К4)Число пере¬
ходовПодачаSв мм/об7180—220абРезец нормальной геометрии
Накатной ролик120,3
0,5-0,7абРезец Колесова
Накатной ролик121,5—2,5
2,0-3,5240—260абРезец нормальной геометрии
Накатной ролик12—30,2—0,25
0,5—0,7абРезец Колесова
Накатной ролик121,0-2,01,5 —2,5270—290абРезец нормальной геометрии
Накатной ролик12—40,2 — 0,25
0.3—0,5абРезец Колесова
Накатной ролик12 — 31,2—1,6
1,5-2,0
РЕМОНТ ВАЛОВ И ОСЕЙ 329Продолжение табл. 8Класс чисто¬
ты поверхно¬
стиТвердостьшейкиНВПереходыПрименяемый инструмент (резцы
с твердым сплавом Т15К6 и Т30К4)Число пере¬
ходовПодачаSв мм/об8180 — 220абРезец нормальной геометрии
Накатной ролик120,2
0,4—0,5абРезец Колесова
Накатной ролик121,0— 1,2
1,2 —1,6240—260абРезец нормальной геометрии
Накатной ролик12—30,2
0,3—0,4абРезец Колесова
Накатной ролик12оО ОО
(ОО270 — 290а6Резец нормальной геометрии
Накатной ролик12-30, 15
0,3абРезец Колесова
Накатной ролик12 — 30,6-0,8
1,0—1,2Примечание. Переход а — точение под
переход б — накатывание роликом.РЕМОНТ ВАЛОВ И ОСЕЙПри ремонте валов и осей чаще всего приходится устранять:
износ шеек (нарушение цилиндрической формы) и потерю необ¬
ходимой чистоты поверхности (задиры, царапины);
изгиб или скручивание;нарушение крепления (поломки фиксирующих штифтов, винтов)
и плотности посадки;
излом.Износ шеек устраняют восстановлением их до номинального раз¬
мера, размера, превышающего номинальный, и размера меньше но¬
минального,В тех случаях, когда шейки вала сопрягаются с баббитовыми под*
шипниками, которые обычно перезаливают при ремонте, целесообразно
устранять износ обработкой их до ремонтного размера. Этот же способ
применяют, если для данного сопряжения установлены заранее регла¬
ментированные ремонтные размеры, по которым изготовляют сопря¬
женные вкладыши или втулки.При сопряжении шейки с подшипниками качения ее восстанавли¬
вают путем наращивания металла до номинального размера.Когда нет возможности изготовить новую подшипниковую втулку,
шейки вала наращивают до размера, превышающего номинальный,
а вкладыши или втулку растачивают.Овальность шейки вала, вращающегося со средним числом оборо¬
тов, можно допустить лишь в пределах, при которых обеспечиваются
330ВАЛЫ, ОСИ, ШПИНДЕЛИусловия жидкостного трения. В зависимости от первоначального за¬
зора максимально допустимую овальность такого вала можно опреде¬
лить по формулегде т — овальность, т. е. разность между наибольшим и наименьшим
диаметром шейки вала, в мм;
а — первоначальный зазор между валом и вкладышем в мм;
к — коэффициент (для вала, вращающегося в бронзовых вклады-
шах, равен 0,5> и в баббитовых вкладышах — 0,3).Для быстроходных машин максимально допустимую овальность
шеек валов определяют, исходя из условий вибрации машины. Длятурбин и турбоэксгаустеров овальность не должна превышать 0,015—
0,025 мм. Конусность шеек валов не должна превышать допусков на
овальность, а конусность посадочных мест должна находиться в пре¬
делах допусков на посадку.Небольшие овальность (до 0,2 мм) и конусность, а также неглубо¬
кие задиры, риски и царапины на шейках вала устраняют шлифова¬
нием на токарном станке наждачной шкуркой или пастой ГОИ при
помощи деревянного хомута или притиров. При значительных откло¬
нениях размеров (не менее 0,4 мм) шейки вала протачивают и шли¬
фуют на станке.Для получения чистой и гладкой поверхности цапфы протачивают
за два приема (черновое и чистовое протачивание), используя хорошо
заточенный резец с максимальными передним углом и углом в плане
и минимальным радиусом закругления. Такой резец создает наимень¬
шее радиальное усилие и минимальный прогиб вала. После протачи¬
вания поверхность цапфы вала полируют на токарном станке, исполь¬
зуя пасту ГОИ или наждачный порошок № 00.Закаленные поверхности цапф валов при ремонте шлифуют или
обтачивают резцами из твердых сплавов.Посадочные поверхности и шейки под подшипники до номиналь¬
ного размера или размера, превышающего номинальный, восстанав¬
ливают электроискровой обработкой, гальваническими способами,
металлизацией или электровибрационной (виброконтактно#) наплав¬
кой. После наращивания шейки валов шлифуют алундовыми или
электрокорундовыми шлифовальными кругами твердостью СМ2 и зер¬
нистостью 46—60.Перед обработкой шеек вала проверяют состояние технологических
баз (центровых отверстий, конусных отверстий, центрирующих вы¬
ступов) и при необходимости их исправляют.Рис. 11. Установка вала при исправлении
центровых отверстий::I — индикатор; 2 — люнет
РЕМОНТ ВАЛОВ И ОСЕЙ331Поврежденные центровые отверстия исправляют резцом, центро¬
выми сверлами или шлифовальными карандашами.При исправлении центровых отверстий (рис. 11) вал устанавливают
одним концом в универсальном четырехкулачковом патроне, другим —
в люнете. Проверяют правильность установки рейсмусом или индика¬
тором (в зависимости от требуемой точности) по неизношенным шейкам
вала.Обычно принято считать допустимым при ремонте уменьшение
диаметра шеек вала не более, чем на 5% при ударной нагрузке, и не
более, чем на 8—10% при спокойной нагрузке. Нельзя оставлять
на галтелях задиры, риски, царапины или следы резца, а также умень¬
шать радиус галтелей, так как это ослабляет вал и может вызвать
его поломку.Повреждения на галтелях устраняют опиливанием или протачи¬
ванием с последующим шлифованием. При значительном износе гал¬
тели крупных тихоходных валов заваривают, после чего вал отжигают
и протачивают.Шейки работающих при спокойной нагрузке валов, имеющие
значительный износ, иногда восстанавливают электровибрационной
(виброконтактной) наплавкой или электронаплавкой. В последнем
случае наваривают шейки вдоль оси вала, причем каждый наваривае¬
мый шов располагают на диаметрально противоположной стороне,
так как непрерывная наплавка влечет за собой изгиб вала.Ремонт валов с трещинами. Трещины заваривают при помощи газо¬
вой, электрической или кузнечной сварки на всю глубину, для чего
их предварительно разделывают. Разделанное место перед заваркой
прогревают по всей длине и глубине. Прочность вала увеличивается,
если место заварки после отжига проковывают.Перед сваркой определяют марку стали, из которой вал изготовлен,
и соответственно этому подбирают электроды. Концы вала обтачивают
в виде двух конусов с углом 90° при вершине (рис. 12, а). В вершинах
конусов высверливают отверстия диаметром 5—10 мм и глубиной 18—
20 мм. В эти отверстия плотно вставляют стержень соответствующего
диаметра и длины для предварительного соединения и центрирования
частей вала. Вал устанавливают на станок или чугунные призмы и
выверяют его положение рейсмусом или индикатором.Если вал изготовлен из легированной стали, концы его перед свар¬
кой подогревают автогенной горелкой до 200° Сваривают вал медленно,
постепенно поворачивая его и наблюдая при этом за изгибом по рейс¬
мусам, установленным у концов.Для исправления изгиба с соответствующей стороны увеличивают
слой навариваемого металла. Место сварки нормализуют при темпе¬
ратуре 850°.Нагревать вал можно в горне, печи или электрическим током.
В последнем случае место сварки обертывают асбестовым картоном
и поверх картона наматывают изолированный мягкий медный провод.
Количество витков зависит от мощности сварочного трансформа¬
тора.Если нужен ток большой силы (при большом диаметре вала), то
трансформаторы включают параллельно. Вал медленно нагревают до
850° (около 2 ч), затем выдерживают его при этой температуре 3 ч и
медленно (не менее 3 ч) охлаждают до комнатной температуры.На рис. 12, б показан способ разделки и заварки трещины на валу.
Чтобы избежать изгиба при сварке, поверхность вала, противополож¬
332ВАЛЫ, ОСИ, ШПИНДЕЛИную шву, периодически подогревают автогенной горелкой. При электро¬
сварке остывающий наплавленный металл слегка проковывают затуп¬
ленным зубилом. Подогрев до 300—400°С значительно уменьшает вероят¬
ность коробления валов. Покоробленный при сварке вал выправляют.После наплавки, заварки трещин или других сварочных работ вал
обязательно отжигают для снятия остаточных напряжений.05-10хМаркаРис. 12. Схемы ремонта валов:
а — сварка сломанного вала; б — заварка трещины;
в — использование ремонтных надставок; / — соеди¬
нение при помощи шпильки и сварки; II — соеди¬
нение цапфы при помощи резьбы и сварки; III—
соединение при помощи детали с резьбой и сварки:
IV — соединение при помощи хвостовика, штифта
и сваркиСломанный вал можно отремонтировать также при помощи ремонт¬
ной надставки (рис. 12, в).Из существующих способов восстановления изношенных цапф
валцв наращиванием металла наиболее целесообразным является
гальваническое осталивание.При износе менее 0,10—0,15 мм на сторону цапфы валов восстанав¬
ливают хромированием. Цапфы валов восстанавливают также напрес-
совкой стальных втулок (гильз) с прессовой или горячей посадкой
(до 480—500° С).Резьбу на валах возобновляют путем нарезания ее под новый диа¬
метр или завариванием и нарезанием вновь.СБОРКА И ХРАНЕНИЕ ВАЛОВОт правильного взаимного положения валов зависит нормальная
работа зубчатых и ременных передач. Поэтому при сборке механизмов
необходимо тщательно проверять положение валов относительно друг
друга (табл. 9).При проверке параллельности валов при помощи штихмасса изме¬
ряют расстояние между валами в двух точках по возможности наиболее
ШПИНДЕЛИ333удаленных одна от другой. Для
этого штихмасс упирают концом
в один вал, а затем покачивают
его так, чтобы подвижный конец
лежал в плоскости, проходящей
через оси валов, и вместе с тем
делал колебательные движения
в направлении, перпендикуляр¬
ном к этой плоскости, как это
показано на эскизе в табл. 9.Если торцы валов располо¬
жены в одной плоскости, то рас¬
стояние между центрами валов
можно измерять штангенцирку¬
лем.Иногда расстояние между ва¬
лами измеряют при помощи кон¬
трольных плиток, устанавливае¬
мых с небольшим зазором, опре¬
деляемым щупом.При отсутствии параллель¬
ности валов втулки (или вкла¬
дыши) шабрят, снимая слой ме¬
талла с той стороны, в которую
необходимо переместить конец
вала.Хранение валов. Хранят валы
в сухом отапливаемом помеще¬
нии,* а для предотвращения
искривления длинные валы под¬
вешивают или устанавливают в
вертикальное положение. С
целью предохранения от повреж¬
дений обработанных поверхно¬
стей шейки валов обертывают
плотной бумагой. Если вал имеет
полированные шейки, их при¬
крывают деревянными наклад¬
ками.Для защиты от ржавления
поверхности вала смазывают.ШПИНДЕЛИИзготовление шпинделейШпиндели изготовляют из ста¬
лей различных марок (табл. 10).В качестве технологических
баз при черновой обработке на¬
ружных поверхностей шпинделя
обычно используют специально
обрабатываемые для этого по¬
верхности зацентрованных9. Способы проверки взаимного
положения валов
334 ВАЛЫ, ОСИ. ШПИНДЕЛИ10. Стали, применяющиеся для изготовления шпинделей
в зависимости от условий их работыОкруж¬НагрузкаМарка сталиТ вердость
рабочих шеекнаяскоростьосновнаязаменяющаяшпинделейHRCВ подшипниках скольженияВысокаяЛегкая, средняя
и тяжелая20Х I120ХГ, 18ХГМ56—62СредняяЛегкая и средняя4550, Ст. 650-58.
Закалка с на¬
гревом т. в. ч.Средняя и тяже¬
лая35ХЮА-56-62Тяжелая20ХГ-56—6212ХНЗ-56—6240 X35Х, 45Х50—58.
Закалка с на¬
гревом т. в. ч.В подшипниках каченияВысокаяЛегкая, средняя
тяжелая455056—60.
Закалка с на¬
гревом т. в. ч.СредняяЛегкая и средняя4550, Ст. 624—3050Г240ХС, 65Г,
45Г222Средняя и тяже¬
лая50Г240ХС, 65Г,
45Г228Тяжелая20 X20ХГ, 18ХГМ56-6240Х35Х, 45Х,
35ХГС24 — 3040ХН-56-62
ШПИНДЕЛИ335отверстий. Для чистовой и отделочной обработки поверхностей основных
шеек шпинделя и соосных им поверхностей применяют пробки (рис.
13, а) или оправки (рис. 13, б) с зацентрованными отверстиями, позво¬
ляющими обрабатывать шпиндель в обычных центрах.Проворачивание и изменение относительного положения пробок
и оправок может вызвать значительные неточности обработки. Для
уменьшения влияния ошибок установки оправок и пробок на конечную
точность шпинделя все чистовые и отделочные операции обработки
наружных поверхностей следует выполнять без смены оправок и пробок.При черновой обработке осевого отверстия технологической базой
берут поверхности двух шеек шпинделя. Одной из них шпиндель уста¬
навливают в люнет, вторую, расположенную на конце шпинделя,
зажимают в патроне станка. В зависимости от диаметра обрабатываемого
отверстия в качестве инструмента применяют пушечные (до 25—30 мм)
и перовые (до 80 мм) сверла, а также пустотелые резцовые Головки
(свыше 80 мм).Для предотвращения появления трещин при последующей закалке,
а также ослабления влияния на точность шпинделя перераспределения
внутренних напряжений, которое происходит после удаления слоя
металла с его поверхности при черновой обработке, и для улучшения
механических свойств шпиндели после черновой обработки целесооб¬
разно подвергать термической обработке — нормализации или норма¬
лизации и улучшению. Искривленный в результате термической обра¬
ботки шпиндель правят.Чистовую обработку осевого отверстия следует производить до
чистовой обработки наружных поверхностей. Это позволяет обеспечить
наиболее просто концентричность и соосность наружных поверхностей
с поверхностями осевого отверстия, используемыми в качестве техно¬
логических баз при обработке наружных поверхностей на последующих
операциях. При чистовой обработке отверстия шпиндель устанавливают
так же, как и при черновой обработке осевого отверстия, используя
тот же инструмент.Шпиндели, изготовляемые из цементируемых сталей, после чисто¬
вой обработки цементируют. Затем с поверхностей шпинделя, не под¬
вергающихся в дальнейшем закалке, удаляют цементированный слой
336ВАЛЫ, ОСИ, ШПИНДЕЛИметалла. Для этого на предыдущих операциях оставляют на соответ¬
ствующих поверхностях припуск необходимой величины — 2—4 мм
на сторону. Поверхности шпинделя, которые должны в дальнейшем
остаться сырыми, иногда защищают от цементации защитными покры¬
тиями.После чистовой обработки наружных поверхностей и осевого отвер¬
стия обрабатывают шпоночные канавки. Для получения надлежаще й
параллельности образующих их поверхностей по отношению к оси
шпинделя в качестве технологических баз следует использовать по¬
верхности фасок осевого отверстия при установке шпинделя в центрах.
Требуемой точности углового расположения различных шпоночных
канавок проще всего достичь применением делительной головки, в цент¬
рах которой устанавливают шпиндель.Нарезание резьб на шпинделе для обеспечения их соосности совме¬
щают с окончательной отделкой поверхностей переднего конца шпин¬
деля.Поверхности шеек шпинделей, работающих в опорах качения,
окончательно отделывают шлифованием, причем для достижения более
высокой точности и правильности форм проводят предварительное
шлифование.Между операциями шпиндели подвергают естественному старению
(от 2 до 6—12 ч), а шпиндели прецизионных станков — искусственному
старению. В последнем случае шпиндели из стали 20Х или 18ХГМ
нагревают до 140° С (шпиндели из стали 40Х нагревают до 180° С)
и выдерживают при этой температуре в течение 5 ч в масле или в те¬
чение 10 ч в кипящей воде.Шлифуют шпиндели на круглошлифовальных станках, имеющих
повышенную жесткость и точность, мелкозернистыми кругами, сообра¬
зуя при этом твердость круга с твердостью материала шпинделя. Под
окончательное шлифование оставляют возможно меньший припуск
(0,05—0,10 мм), необходимый для компенсации ошибок установки
и деформации шпинделя в результате старения. Для исключения ошибки
вторичной установки шпинделя на оправке последнюю оставляют
в шпинделе до окончания обработки.Поверхности шеек шпинделей, работающих на опорах скольжения,
подвергают дополнительной обработке: полированию ручными жим-
ками или разрезным кольцом, хонингованию на специальном станке
при помощи особых головок или суперфинишированию.Обеспечение соосности поверхностей осевого отверстия и перед¬
него конца шпинделя с наименьшей ошибкой является одной из наи¬
более трудных задач. Лучшие результаты получают при шлифовании
отверстия после окончательной обработки поверхности шеек. В этом
случае шпиндель устанавливают при помощи двух люнетов на столе
внутришлифовального станка и соединяют для получения вращения
со шпинделем передней бабки станка упругой связью (рис. 14).На столе внутришлифовального станка устанавливают опорную
плиту 3 с двумя подшипниками 4, выполняющими роль люнетов. По¬
ложение оси отверстий подшипников проверяют относительно пере¬
мещения стола станка в двух взаимно перпендикулярных плоскостях
удлиненной цилиндрической пустотелой оправкой 1 и индикатором 2.
Шпиндель 7 шейками устанавливают в люнеты приспособления. Для
сообщения вращения на шпиндель надевают небольшой шкив 6, соеди¬
няемый ремнем 5 со шкивом привода. Сообщая столу станка вместе
с установленным в приспособлении шпинделем возвратно-поступатель¬
ШПИНДЕЛИ337ное движение, шлифуют цилиндрические поверхности осевого отверстия.
Для шлифования конической поверхности осевого отверстия под за¬
жимную цангу поворотную плиту 8 приспособления поворачивают на
соответствующий угол.На рис. 15 показан вариант обработки осевого отверстия шпинделя
на внутришлифовальном станке при его установке поверхностьюРис. 14. Приспособление для шлифования цен¬
трального отверстия шпинделяпередней шейки в люнет 5, а зацентрованным отверстием задней шейки
на центр 1 передней бабки станка. Для приведения шпинделя во враще¬
ние на одну из его резьбовых поверхностей навертывают поводок 6,
соединяемый с патроном 2 станка болтами 4. Шпиндель прижимается
к центру передней бабки при помощи пружин 3.Рис. 15. Схема установки шпинделя на шлифо¬
вальном станкеДля доводочного шлифования применяют обычно абразивные круги
зернистостью 10—20; припуск на доводочное шлифование 0,(Ю5—
0,008 мм; охлаждение жидкостью, очищаемой через бумажный фильтр.
Целесообразно применять при доводочном шлифовании алмазные круги
на керамической связке или связке из органических смол. Подачи
при шлифовании минимальны. После каждой поперечной подачи про¬
изводят выхаживание до прекращения искрения.
338 ВАЛЫ, ОСЯ, ШПИНДЕЛИКонтроль качества изготовления шпинделейТребования к точности и чистоте рабочих поверхностей шпинделей
приведены в табл. 11 и 12.11. Требования к точности шпинделей металлорежущих станковПараметрыДопуск для станков в мкнормальнойточностиповышеннойточностипрецизион¬ныхОвальность и конусность
подшипниковых шеекМенее 50*Менее 25 *Менее
5—10 *Шпиндели:овальность——Менее
0,3 — 0,5конусность (на длине
300 мм)--1,25—1,5допуск на диаметраль¬
ный размер шеек--1,5—3Радиальное биение посадоч¬
ных поверхностей (центри¬
рующих шеек, конусного от¬
верстия)Менее
5—10/^е нееМенее1-3Торцовое биение опорных
буртиков диаметром 120 —180 мм* В % от допуска на диМенее6-8аметральные рЛ^енее
азмеры шеек.Менее£-312. Чистота рабочих поверхностей шпинделей металлорежущих станковНаименование рабочей поверхностиКлассчистотыповерхностиПоверхности шеек шпинделей, монтируемых на подшип¬
никах скольжения:станков общего назначения
шлифовальных станков910-11Поверхности шеек шпинделей, монтируемых на подшип¬
никах качения:станков общего назначения
шлифовальных станков89Поверхности центрирующих шеек, базовые поверхности,
поверхности отверстия под оправку8Посадочные поверхности шпинделей для монтажа зубча¬
тых колес, втулок, шкивов:станков общего назначения
шлифовальных станков1Г'. 00
ШПИНДЕЛИ339Допустимое отклонение от совпадения оси резьб с осью опорных
шеек (допустимое биение), измеренное по среднему диаметру резьбы, не
должно превышать для нормальных станков +0,025 мм. Невыполнение
этого условия приводит к тому, что установочные кольца-гайки, сидящие
на шпинделе, одной своей стороной нажимают на кольца шарико- и роли¬
коподшипников, что влечет за собой перекос последних и, как следст¬
вие, сокращение срока их работы и увеличение биения шпинделя. Во
избежание перекосов биение торца опорной гайки, плотно навернутой на
резьбу шпинделя, не должно превышать 0,025 мм на радиусе 50 мм.Рис. 16. Схема контроля шпинделейВ качестве измерительных баз при проверке шпинделей обычно
используют поверхности его рабочих шеек, поскольку последние опре¬
деляют положения всех остальных поверхностей при работе шпинделя
в станке.При проверке шпиндель кладут опорными шейками на две призмы
(рис. 16), установленные на контрольной плите или на станине спе¬
циального контрольного приспособления. Одну из призм делают ре¬
гулируемой по высоте. Опорным торцом шпиндель упирают в одну
из призм. Вначале проверяют правильность формы образующих его
поверхностей в нескольких параллельных сечениях. Вращая шпин¬
дель, по разности наибольшего и наименьшего показаний индикатора
судят о величине неточности формы поверхности в сечении, перпенди¬
кулярном к оси шпинделя. Для проверки отклонения образующей
цилиндрической поверхности от прямолинейности при неподвижном
шпинделе индикатор перемещают параллельно оси шпинделя; разность
наибольшего и наименьшего показаний индикатора дает максимальную
ошибку отклонения образующей от прямолинейности.Диаметральные размеры в зависимости от величины допуска про¬
веряют штангенциркулем, микрометром (цена деления 0,01 мм), инди¬
каторной скобой (цена деления 0,01 мм), рычажным микрометром
(цена деления 0,002 мм).Для контроля правильности положения поверхностей относительно
оси вращения шпинделя пуговку индикатора подводят к проверяемой
240ВАЛЫ, ОСИ у ШПИНДЕЛИповерхности и, поворачивая шпиндель вокруг его оси, по показаниям
индикатора судят об отклонении (по меньшей мере в двух крайних
сечениях контролируемой поверхности).Соосность с осью шпинделя конических поверхностей его централь¬
ного отверстия проверяют при помощи цилиндрической оправки с ко¬
ническим концом, которым ее вставляют в проверяемое отверстие.
Осуществляется проверка аналогично изложенному выше.Совпадение осей резьбовых поверхностей с осью вращения шпин¬
деля проверяют при помощи контрольных резьбовых колец или втулок,
плотно навинчиваемых на резьбу. Торцы таких втулок должны быть
обработаны строго перпендикулярно оси резьбы. Если пуговку инди¬
катора привести в соприкосновение с торцом такого резьбового кольца
или втулки и затем вращать шпиндель, разность максимального и
минимального показаний индикатора даст удвоенную величину ошибки
отклонения оси резьбовой поверхности от параллельности оси вращения
шпинделя на соответствующем плече.Диаметральные размеры резьб и элементы последних проверяют
обычными резьбовыми калибрами.Конусное отверстие шпинделя станка можно исправлять следующим
образом.Вытачивают втулку 2 (рис. 17) под конус Морзе (внутренний размер)
с толщиной стенок, равной 4—5 мм. Затем Для обеспечения хорошегоцентрирования оси отверстия
с осью шпинделя, не разби-Рис. 17. Схема восстановления конусного Готовую и смазанную соли-
отверстия шпинделя запрессовкой втулки долом втулку С ПОМОЩЬЮ за-в сквозное отверстие шпинделя, плотно запрессовывают на место.Изношенную резьбу шпинделя можно отремонтировать при помощи
гальванического осталивания или электровибрационной наплавки
металла с последующей обработкой до первоначальных размеров.Изношенные поверхности шеек и неподвижных соединений восста¬
навливают электроискровой обработкой, электровибрационной на¬
плавкой, гальваническим осталиванием, хромированием или металли¬
зацией до номинального размера.Изношенные шейки шпинделя, вращающиеся в подшипниках сколь¬
жения, восстанавливают наращиванием или перешлифовыванием под
ремонтный размер. Сопряженные детали при уменьшении диаметра
шейки шпинделя заменяют новыми.Ремонт шпинделей и шпиндельных узловрая станка и не снимая
шпинделя U в последнем
растачивают конусное отвер¬
стие по наружному диаметру
втулки с натягом по длине
около 5 мм. После этого
втулку цементуют на глубину
0,5—0,8 мм. Твердость после
закалки HRC 58—60. Окали¬
ну снимают с втулки при по¬
мощи наждачной шкурки./ 2тяжного винта, вставленного
АНТИФРИКЦИОННЫЕ ПОДШИПНИКОВЫЕ МАТЕРИАЛЫ 341Наращивание шеек осталиванием, хромированием, металлизацией
или электровибрационной наплавкой до размера, превышающего
первоначальный, позволяет использовать старые бронзовый подшип¬
ники, растачивая их до соответствующего размера.Для ускорения ремонта токарных станков при износе передней
шейки шпинделя или бронзового вкладыша свыше предельных размеров
и с целью обеспечения более длительного срока службы этого сопряже¬
ния можно применять металлизацию шеек шпинделя латунью, при
этом бронзовый подшипник заменяют стальным (сталь 40ХН) с зака¬
ленной поверхностью до HRC 55—62 (метод обращенной подшипнико¬
вой пары см. на стр. 342).Перед металлизацией шпиндель тщательно промывают в бензине
и протирают насухо ветошью. Подготовку закаленной поверхности
шейки шпинделя к металлизации целесообразно производить электро¬
искровой обработкой, при которой на поверхности ремонтируемой
детали создается достаточно развитая шероховатость.Подготовленные к электрометаллизации поверхности для предохра¬
нения их от загрязнения, а также для изоляции мест, не подлежащих
покрытию, обертывают плотной бумагой и обвязывают тонкой прово¬
локой. При помощи электрометаллизационного аппарата напыляют
латунь на шейки шпинделя с оставлением припуска на шлифование
0,60—0,75 мм на сторону. На шлифованной поверхности при каче¬
ственно выполненной металлизации должны быть видны капилляры
и поры. Наличие раковин, трещин и других дефектов не допускается.
Глава 15ОПОРЫ ВАЛОВ И ШПИНДЕЛЕЙОпоры валов бывают скользящего трения и трения качения. При
скользящем трении цапфа опирается на вкладыш или втулку.В наиболее распространенных конструкциях опор вкладыши изго¬
товляют из антифрикционных материалов.Недостатком такой конструкции опоры является то, что в результате
иэноса вкладыш принимает овальную форму и вал смещается в сторону
износа. Чтобы избежать указанного явления, прибегают к так назы¬
ваемому обращению подшипниковой пары, заключающемуся в том, что
из антифрикционного материала выполняют не вкладыш, а шейку
вала. В этом случае цапфа изнашивается равномерно по всей окруж¬
ности, сохраняя длительное время цилиндрическую форму, а вкладыш
изнашивается незначительно, т. е. положение вала остается практически
неизменным.Наносить антифрикционный материал на шейки валов в обращенных
подшипниковых парах можно различными способами: металлизацией,
наплавкой, напрессовкой гильз из цветных металлов, нанесением пласт¬
масс. Вкладыши подшипников при этом обычно изготовляют из мало¬
углеродистой стали с последующей цементацией и термообработкой.АНТИФРИКЦИОННЫЕ ПОДШИПНИКОВЫЕ МАТЕРИАЛЫАнтифрикционные подшипниковые материалы обеспечивают более
низкую температуру на поверхности трения, предохраняющую смазоч¬
ный слой от разрушения; способствуют образованию прочной пленки
смазки, а также восстановлению ее в разрушенных местах.Наиболее часто для изготовления вкладышей подшипников приме¬
няют бронзы и латуни. Латунью называют медный сплав, в котором
преобладающим компонентом является цинк; бронзой — всякий мед¬
ный сплав, за исключением латуни.БронзыОловянисто-цинково-свинцовистые. Наиболее часто для подшип¬
ников применяют бронзы, приведенные в табл. 1.Эти бронзы в подшипниковых узлах можно заменить:антифрикционными чу Гунами при pv < 20 кГм/см2сек\бронзой Бр. АЖС 7-1,5-1,5 или латунью ЛМцС 58-2-2 при ударной
нагрузке и pv < 60 кГм/см2сек или при спокойной нагрузке и pv << 100 кГм/см2сек:латунью ЛКС 80-3-3 и цинковыми сплавами при более тяжелых
условиях;вторичными бронзами Бр. ОЦС 5-6-5 и ОЦС 6-7-3.
АНТИФРИКЦИОННЫЕ ПОДШИПНИКОВЫЕ МАТЕРИАЛЫ 3431. Оловянисто-цинково-свинцовистые бронзы
для вкладышей и втулок подшипниковМарка бронзыУдельная
нагрузка
р в кГ/см2Скорость
скольже¬
ния V
в м/секpv вкГ м/см2 секОбласть примененияБр. ОЦС 6-6-3
Бр. ОЦС 5-5*5<80<50<3<3<120<100Спокойная нагрузка,
нормальная темпера¬
тураБр. ОЦС 4-4-17<100<4<100Спокойная нагрузкаБронзу Б р. ОЦС 6-6-3 можно заменить бронзой Бр. ОЦС 3,5-6-5.Бр. ОЦС 6-6-3 рекомендуется для заливки стальных втулок шпин¬
делей металлорежущих станков при работе в паре с термически необра¬
ботанными валами, а также для подшипников шпинделей (HRC 40—54)
тяжелых токарных станков при р — 7ч-40 кГ/см2 (чаще 15—20 кГ/см2),очень малой скорости и отношении ~ = 1,4-5-1,6 (чаще 1,3-5-1,2),где / — длина подшипника и d — его диаметр.Втулки зубофрезерных станков заливают бронзой Бр. ОЦС 6-6-3
с толщиной слоя в среднем 2 мм; при этом рекомендуется для валов
применять сталь 45, термически обработанную т. в. ч. (твердость
до НВ 223—226 или до HRC 54. Посадка во всех валах рекомен¬
дуется X 2.При более высоких скоростях (9—10 м/сек) применяют Бр. ОС 8-14.В оловянисто-цинково-свинцовистых бронзах сочетаются хорошие
литейные, механические, физические, антифрикционные и антикорро¬
зионные свойства.Оловянисто-фосфористые бронзы (нестандартные) Бр. ОФ 10*1 при¬
меняют (с особого разрешения) для подшипников и других деталей
трения, работающих при тяжелых ударных и знакопеременных на¬
грузках и повышенных температурах, например, в судовых паровых
машинах, в турбинах и т. д. при р > 50 кГ/см2, больших оборотах
(2500—4500 в минуту), недостаточной смазке и в условиях попадания
в смазку морской воды и бензина. Рекомендуется применять эту бронзу
при р < 150 кГ/см2, v < 3 м/сек и pv < 200 кГм/см2сек.Безоловянистые антифрикционные бронзы. Безоловянистые бронзы
(табл. 2) содержат алюминий, кремний, железо, никель, бериллий.
К ним относят алюминиево-железистые и свинцовистые бронзы.Алюминиевые бронзы Бр. АЖ 9-4, Бр. АЖС 7-1,5-1,5 и Бр. АЖМц
10-3-1,5 обладают высокой механической прочностью, низким коэф¬
фициентом трения по стали, хорошей прирабатываемостыо и износо¬
стойкостью, но требуют повышенной твердости сопрягаемой детали.
Применяют их для тяжелонагруженных подшипников. Высокая темпе¬
ратура (около 250—300°) не вызывает заметного ухудшения анти¬
фрикционных и механических свойств подшипников из Бр. АЖ 9-4
в течение длительного времени.Эти бронзы рекомендуется использовать при р < 300 кГ/см2; v << 8 м/сек и pv < 600 кГм/см2сек. При этом зазоры между цапфой и
вкладышем подшипника увеличивают на 30—40% по сравнению с за-
344 ОПОРЫ ВАЛОВ И ШПИНДЕЛЕЙ2. Области применения некоторых беэоловянистых
антифрикционных бронзОбозначениеСвойства и области примененияБр. АЖ 9-4 алюми¬
ниево-железистаяВкладыши подшипников тихоходных шпин¬
делей металлорежущих станков с большой жест¬
костью вала (при и>1 м/сек вал термически обра¬
батывают до HRC> 45); взамен бронзы ОС 10-10Бр. АЖН 11-6-6
алюминиево-железисто-
никелеваяФасонное литье ответственных деталей тре¬
ния двигателей внутреннего сгорания и других
машин; взамен бронзы Бр. ОФ 10-1 и Бр. ОСЦ
6-6-3Бр. АМц 9-2 алю¬
миниево-марганцови¬
стаяОтливки антифрикционных ответственных фа¬
сонных деталей различного назначения; вкла¬
дыши подшипниковОбладает высокими антикоррозионными свой¬
ствамиБр. КМц 3-1 крем¬
нисто-марганцовистаяЗаменитель оловянистых бронз; может рабо¬
тать при температуре до 200° без потери упругих
свойств; при нагреве сплава до 400° механические
свойства снижаются до 50%, при охлаждении
первоначальные свойства возвращаютсяОбладает высокой пластичностью и хорошо
обрабатывается давлением и резаниемБр. СЗО свинцови¬
стаяШпиндельные подшипники металлорежущих
станков при а=5-М0 м/сек (вал термически обра¬
ботан до HRC 40)зорами, предусмотренными между цапфой и вкладышем, изготовленными
из оловянистых бронз.Свинцовистые бронзы (табл. 3) представляют собой механическую
смесь меди и свинца, не образующих в сплавах твердых растворов.
Применяют их при высоких скоростях и больших нагрузках (знако¬
переменных и ударных).Для подшипников используют бронзу Бр. СЗО.3. Условия работы свинцовистой бронзы Бр. СЗО1*даQ.v в м/сек*1*ь*Q. аНагрузкаОбласть применения< 250< ю< 900СпокойнаяЗаливка биметалли¬ческих втулок и вкла¬< 150< 8< 600Частые толч¬дышейки и удары
АНТИФРИКЦИОННЫЕ ПОДШИПНИКОВЫЕ МАТЕРИАЛЫ 345Бронза Бр. СЗО обладает сравнительно низкими механическими
свойствами и хорошей прирабатываемостью. Она является хорошим
антифрикционным сплавом для тяжелонагруженных подшипников и
может заменять баббит Б83. Применяют эту бронзу для подшипников
в автомобильных и других двигателях и дизелях в виде биметаллических
втулок и вкладышей. Чем тоньше слой (0,5—1,5 мм), заливаемый брон¬
зой Бр. СЗО, тем выше механические свойства подшипников. Рабочую
поверхность тщательно обрабатывают, причем шабрить ее нельзя. Зазоры
между втулкой и шейкой цапфы принимают в пределах 0,18—0,20 мм.При нагреве до 200° бронза обладает значительной прочностью и
высокой теплопроводностью (выше в 4—5 раз, чем у баббита).Шейки валов, работающих в паре со свинцовистыми бронзами,
рекомендуется закаливать или цементировать.ЛатуниЛатуни (табл. 4) применяют в качестве экономичных заменителей
бронз для деталей трения. Кремнистые латуни имеют более высокие
механические свойства, чем оловянистые бронзы, хорошо свариваются
и легко обрабатываются режущим инструментом.4. Латуни для втулок и вкладышей подшипниковМаркиОбласть примененияКакие бронзы могут
заменитьЛМцС 58-2-2 (мар¬
ганцовисто-свинцови¬
стая)Подшипники при
ударной нагрузке и
pv < 60 кГм/смгсек,
а также при спокой¬
ной нагрузке и pv =
= 100 кГм/см*секБр. ОЦС 6-6-3 (оло-
вянисто-цинково-свин-
цовистая)Бр. ОЦС 5-5-5 (оло-
вянисто-цинково-свин-
цовистая)Бр. ОЦС 4-4-17 (оло-
вян исто-цинково-свин¬
цовиста я)ЛМцЖ 52-4-1 (мар¬
ганцовисто-железистая)
ЛАЖ 60-1*1 (алюми-
н иево-железистая)Втулки и подшип¬
ники менее ответствен¬
ного назначенияОловянистые бронзыЛМцАЖ 52-5-2-1
(марганцовисто-ал юми-
н ие во-же лез иста я)Подшипники, вкла¬
дыши, втулкиЛатуни, в состав которых входит алюминий, обладают высокой проч¬
ностью и твердостью. Хорошие литейные качества этих латуней позво¬
ляют отливать из них детали с тонкими стенками (2—3 мм).Латуни типа ЛАЖМц применяют для деталей, работающих на изгиб
и трение при больших нагрузках; латунь ЛМцАЖ 52-5-2-1—для
подшипников при работе с ударными нагрузками и в сильно запыленной
атмосфере (в вибрационных машинах по выбивке опок, очистке земли
от железного лома и опилок, в смешивающих бегунах, магнитных
сепараторах, во втулках металлорежущих станков).Латунь ЛМцАЖ 52-5-2-1 по механическим свойствам превосходит
оловянистые бронзы; антифрикционные свойства ее такие же, как и
у специальных бронз; износостойкость лучше, чем Бр. ОЦС 6-6-3,
Бр. АЖМц 10-3-1,5 и др.; ударная вязкость превосходит аналогичные
показатели сплава ЦАМ 10-5.
346ОПОРЫ ВАЛОВ И ШПИНДЕЛЕЙЛатунь ЛМцС 58-2-2 применяют в качестве заменителя Бр. ОЦС 6-7-3,
а также для изготовления подшипников, втулок и других антифрик¬
ционных деталей, в том числе для армирования подшипников, заливае¬
мых баббитом.Для деталей, работающих на истирание, используют латуни
ЛКС 80-3-3, ЛМдС 58-2-2, ЛМцЖ 52-4-1 и ЛАЖ 60-1-1. Латуни типа ЛКС
и ЛМцС применяют для деталей, работающих на истирание при сжатии
(вкладыши, подшипники) в условиях, соответствующих работе оловя¬
нистых и оловянно-фосфористых бронз. Недостатком их является пло¬
хая смачиваемость маслом.Сплавы на цинковой основеИз сплавов на цинковой основе удовлетворительными механическими
и антифрикционными свойствами обладает сплав ЦАМ 10-5. Он является
хорошим заменителем оловянистых бронз, оловянистых и свинцовистых
баббитов для подшипников различных машин, работающих при тем¬
пературах до 80° и небольших скоростях (до 1 м/сек), удельных давле¬
ниях р <* 200 кГ/см2 (при небольших удельных давлениях скорости
могут быть до 7 м/сек при условии, что pv<i 100).Сплав хорошо обрабатывать резанием и шабрением, но он имеет
склонность к образованию трещин в острых углах и местах резких
переходов.Сплав широко применяют в подшипниках прессов, молотов, элек¬
тродвигателей, прокатных и роликовальцевальных станов, во втулках
металлорежущих станков. Его можно применять для заливки вклады¬
шей с толщиной слоя такой же, как и при заливке баббитом.В тяжелых станках им заменяют Бр. ОЦС 6-6-3 для заливки вклады¬
шей, причем зазоры увеличивают в 1,5 раза.При pv = 90100 кГм/см2сек> v<< 1,5-н 2,5 м/сек и ртах = 6 -ь
40 кГ/см2 твердость валов должна быть HRC 45.ЦАМ 10-5 применяют также для подшипников тихоходных и тя-
желонагруженных шпинделей металлорежущих станков (р = 100 -г-
120 кГ/см2). Зазор между втулкой и цапфой делают примерно в 1,5 раза
больше по сравнению с зазорами между цапфой и втулкой, выполненной
из бронзы. По этой причине ЦАМ 10-5 не применяют в точных станках.Если сплавом ЦАМ 10-5 заливают биметаллические подшипники
при закаленных валах (HRC <; 50), то зазоры между цапфой и вклады¬
шем устанавливают в пределах 0,12—0,1-5% диаметра вала. Уменьше¬
ние зазоров допустимо только в случаях, когда подшипники работают
при температурах ниже 40°Из-за значительной твердости подшипники из сплава ЦАМ 10-5
прирабатываются к шейке вала медленно, поэтому при работе требуется
обильная смазка (минеральная жидкая средней вязкости). В процессе
эксплуатации нельзя допускать повышения температуры больше 80°,
тогда резко увеличивается коэффициент трения.БаббитыБаббитами называют антифрикционные сплавы на оловянной или
свинцовой основах, применяемые для заливки вкладышей подшипников.Высокооловянистыми баббитами (табл. 5) облицовывают вкладыши
подшипников, эксплуатирующихся при высоких скоростях и нагрузках,
АНТИФРИКЦИОННЫЕ ПОДШИПНИКОВЫЕ МАТЕРИАЛЫ 3475. Особенности и области применения
распространенных марок баббитовМарки(ГОСТ1320-55)ОсобенностиОбласти примененияБ83Хорошо припаивается
при заливке в стальные
или чугунные вкладыши
Не рекомендуется при¬
менять при температуре
нагрева подшипников
выше 110° из-за пониже¬
ния его твердостиПри ударной нагрузке (р = 5-н
200 кГ)см2, u=2-i-5 м/сек и pv >> 100 кГм'/смгсек), спокойной нагруз¬
ке (pv > 150 кГм/см2сек); pvmах <
<1000 кГм/см2сек)\ спокойной на¬
грузке (pi;<150 кГм/см2сек, v >5 м/сек)Для заливки подшипников паровых
турбин, турбогенераторов, турбоком¬
прессоров, турбонасосов, турбовоздухо¬
дувок (N > 250 кет), гидротурбин (N >
>1200 /сет); компрессоров^ЛГ>500 л. с.),
дизелей всех марок (N > 100 л. с.
в одном цилиндре), дизелей всех марок
(л > 360 об/мин)В головных подшипниках дизелей
всех марок и электродвигателей всех
мощностей (п > 3000 об/мин); воздуш¬
ных и газовых компрессоров (р >> 200 am) и центробежных насосов
(л > 2950 об/мин)В подшипниках маховиков, приво¬
дов редукторов прокатных станов, элек¬
тродвигателей (N > 500 кет) и генера¬
торов (N > 500 кет)БНИмеет хорошую вяз¬
кость и большую проч¬
ность, не выкрошивается
в процессе эксплуатации
Больше изнашивается
в первые часы работы
(период приработки), яв¬
ляется заменителем баб¬
бита Б83 при спокойной
и ударной нагрузках и
Б16 во всех случаях
Рекомендуется уплот¬
нять при помощи оправки
или холодной обкаткойПри р < 150 кГ/см2, v < 15 м/сек и
Pt/<800 к Г м/см2 секДля заливки шатунных, коренных
и головных подшипников двигателей
внутреннего сгорания, верхних поло¬
вин опорных подшипников паровых
турбин, лесопильных рам, гидротур¬
бин, электровозов, электродвигателей
(//=250-^750 кет), генераторов (N <
< 500 кет), компрессоров (N< 500 л. с.),
центробежных насосов (N<2000 л. с.),
вакуумнасосов, редукторов и шесте¬
ренных клетей прокатных станов,
дробилокБ16При ударных нагрузках
трескается и выкроши¬
ваетсяВо всех случаях может
быть заменен баббитом
БНПри спокойных нагрузках (р << 150 кГ/см2, v < 6 м/сек, pv << 500 кГм/смгсек), температуре под¬
шипников до 130°;для заливки верхних половин опор¬
ных подшипников паровых турбин,
лесопильных рам, гидротурбин, элек¬
тродвигателей (N = 250-5-750 кет), ге¬
нераторов (ЛГ<500 кет), компрессоров
(ЛГ<500 л. с.), центробежных насосов
(N<2000 л. с.), вакуум-насосов, редук¬
торов и шестеренных клетей прокатных
станов, подъемных машин (N << 1800 л. с.), дробилок;для подшипников шпинделей тяже¬
лых металлорежущих станков с разъ¬
емными вкладышами термически необ¬
работанных валов при р < 60 кГ/см2,
и=2 м/сек, pv—\20 кГм/см*сек и зака¬
ленных валов при р < 80 кГ/см2, v=
= 2 м/сек, р0—160 кГм/см2сек.
348ОПОРЫ ВАЛОВ И ШПИНДЕЛЕЙПродолжение табл. 5Марки(ГОСТ1320-55)ОсобенностиОбласти примененияБТЯвляется заменителем
баббитов БН и Б16 и
в некоторых случаях Б83Для заливки тонким слоем шатун¬
ных и* коренных подшипников трак¬
торных и автомобильных двигателей,
а также шатунных подшипников дви¬
гателя КДМ-46 и его пускового дви¬
гателяБ6Может быть замените¬
лем баббита Б16 в под¬
шипниках механизмов не¬
больших мощностей. За¬
зоры между цапфой н
вкладышем делают как
и в случае применения
оловянистых бронз. Рабо¬
чие поверхности вкладыша
пришабривают. При вре¬
менном отсутствии смазки
задиры не образуются,
а налипший на вал свинец
легко очищается без по¬
вреждения поверхностиВ подшипниках, имеющих темпе¬
ратуру в процессе эксплуатации не
больше 110°. При р < 50 кГ^см*.
и < 8 м]сек и pv < 50 кГм}см*сек
Если ударная нагрузка отсутствует,
Б6 можно применять в подшипниках
при термически необработанных валах
при pv < 120 кГм!см*сек, р < 60 кГ1см%
и закаленных—при ри<160 кГм/смЧек
и р < 80 кГ/см*Для заливки подшипников нефтя¬
ных двигателей, выносных подшип¬
ников компрессоров любой мощности
подшипников металлообрабатывающих
станков, трансмиссий, вентиляторов,
дымососов, электродвигателей(Д^= 100-f-
250 кет), шаровых мельниц, газовых
и бензиновых двигателей, шестеренных
клетей мелкосортных становБС(сур-мяни-стый)Наиболее дешевый;
твердость не превышает
20 кГ/мм2Для легких условий эксплуатации
(pv < 20 кГмЦсмгсек, небольшие ско¬
рости, температура до 60°); в сальни¬
ковых кольцахНе рекомендуется применять при
больших или средних нагрузкахБК(каль¬цие¬вый)Является хорошим за¬
менителем баббитов Б16
и Б6; обладает высокими
механическими свой¬
ствами, большой пластич¬
ностью, небольшим изно¬
сом; хорошо прирабаты¬
вается и работает при
ударных нагрузках и тем¬
пературах до 160°. При
смазке имеет наименьший
коэффициент тренияПри заливке в точные
формы можно применять
без растачивания и при¬
гонки. Необходимой твер¬
дости достигает после пред¬
варительного процесса ста¬
рения; наибольшей твердо¬
сти (НВ 36) —при естествен¬
ном медленном охлаждении
после заливкиВ механизмах с удельной нагрузкой
р < 200 кПсм*> v < 10 м/сек и pv <
< 600 кГм/смЧек, в подшипниках
железнодорожного транспорта, про¬
катных станов, нефтяных двигателей,
электродвигателей с малым числом
оборотов, центробежных насосов, вен¬
тиляторов, тихоходных металлообра¬
батывающих станков
АНТИФРИКЦИОННЫЕ ПОДШИПНИКОВЫЕ МАТЕРИАЛЫ 349с возможными перекосами осей, вызывающими повышенные краевые
давления. При переменных нагрузках и повышенных температурах
они оказываются недостаточно надежными.Особенностью баббитов является высокий коэффициент теплового
расширения.Различные коэффициенты расширения материала вкладыша и
сплава при нагревании способствуют изменению первоначальных за¬
зоров, что нарушает режим работы подшипника.Если вкладыш имеет тонкий слой баббита, то при нагревании оста¬
точные деформации не возникают и после остывания подшипникав. Толщина слоя
антифрикционной
заливки, рекомендуемая
в двигателестроенииДиаметр
шейки вала
в ммТолщина
заливки
в мм30 — 60
60—90
90—105
105 — 150
150—2800,5-0,7
0,6—0,8
0,8—1,0
1,0—1,2
1,5-2,0Рис. 1. Пазы для крепления сплавов к вкла¬
дышупосадка вкладыша в корпусе, а также зазоры не изменяются. Умень¬
шение толщины (табл. 6) антифрикционного слоя повышает его уста¬
лостную прочность и сберегает дефицитные материалы.Для заливки тонкостенных вкладышей (менее 1 мм) применяют чаще
всего баббиты БК2 и БТ. В ответственных крупногабаритных под¬
шипниках, в частности в подшипниках железнодорожного транспорта,
для предохранения шейки оси от повреждения при износе или выдавли¬
вании слоя баббита корпус подшипника армируют бронзой или ла¬
тунью.Армировка должна плотно прилегать к корпусу, быть прочной
при динамических нагрузках, обладать высокой теплопроводностью
и хорошими антифрикционными свойствами, высокой температурой
плавления.Для механического крепления сплавов к вкладышу на его внутрен¬
ней поверхности выполняют продольные и поперечные пазы (табл. 7)
и реже резьбы с шагом 1,5—3 мм.Число пазов не нормируют, но оно должно быть не менее двух;
размеры и расположение пазов принимают в зависимости от кон¬
струкции. Глубину а паза можно принять (0,5н- 0,8) s, угол а = 60°
(рис. 1).Сплавы на алюминиевой основеПри изготовлении подшипников получили широкое распростране¬
ние сплавы на алюминиевой основе (табл. 8).
7. Пазы во вкладышах под заливку баббитомРазмеры в ммДиаметр
подшипника d
ъ ммТолщина заливаемого
слоя при материале
вкладыша в ммаЬShЯk1тVRisg*Я И Л «в?о°аoS§i* 3 о х-Ег X Ч воЧугунСтальБронзаОт 25 до 50320,521.588121574182,51,52» 50 > 7532,512,52910141—694,52042,52» 75 » 1003,531,5321012161 71052552,52» 100 > 15043,523,52,51214201—812630843» 150 » 200542,542,51517241,5 9167351043* 200 > 3006-753,553,51820281,52210208401563> 300 > 4007—864,663,5202432228112494518104* 400 » 5009—1075742228362351228105022154ОПОРЫ ВАЛОВ И ШПИНДЕЛЕЙ
АНТИФРИКЦИОННЫЕ ПОДШИПНИКОВЫЕ МАТЕРИАЛЫ 3518. Особенности и области применения сплавов
на алюминиевой основеМаркисплавовОсобенностиОбласти примененияАМК-2
(Альку-
син Д)Используют в качестве за¬
менителей баббита Б16 и
оловянистых бронз; не при¬
паивается к поверхности
вкладыша подшипника (для
крепления его делают канавки
в теле вкладыша); плохо при¬
рабатывается к цапфам вала,
поэтому требуется весьма тща¬
тельная обработка рабочей
поверхности втулки. Зазор
между цапфой вала и вкла¬
дышем подшипника делают
больше, чем в случае приме¬
нения баббита. Наиболее
прочно соединяется со сталью
и меньше с чугуном. Твер¬
дость сплава можно повысить
до ИВ 110—120 термической
обработкойДля заливки стальных вкла¬
дышей подшипников и изго¬
товления сплошных отдельных
втулок;в подшипниках шпинделей
металлорежущих станков невы¬
сокой точности при р< 40 кГ/см2
и и <5 м/сек, электродвигателей
(N < 100 кет), центробежных
насосов, паровозов, блоков,
кранов;при р < 100 кГ]см2; и<5 м]сек
и pt»<50 кГм/см2секОсновной вид подшипников —
биметаллические, залитые сло¬
ем сплава толщиной от 3 до
7 мм (в зависимости от диаме¬
тру вала) в обработанную сталь¬
ную или чугунную втулки.
Толщину слоя можно умень¬
шить на 20—30% при центро¬
бежном способе заливки и вы¬
полнить еще тоньше путем нане¬
сения сплава гальваническим
способом. При заливке под¬
шипников сплавом толщина
слоя равна 2 — 3 мм для сталь¬
ной втулки средних размеровАЖ-6Используют в прокованном,
прокатанном или прессован¬
ном виде. К литым заготовкам
прибегать не следует, так как
они имеют иглообразные абра¬
зивные включения (соединения
Al*Fe), царапающие шейку
валаЗазор между вкладышем и
шейкой вала делают больше,
чем в случае использования
оловянистых баббитовДля подшипников ответствен¬
ных агрегатов, например дви¬
гателей внутреннего сгорания
большой мощности;при ударных нагрузках и тем¬
пературах до 200° (р <
<150 кГ$см2, v<b м/сек и
pv<400 кГм/смгсек)АН2.5(нестан¬дартный)В некоторых случаях яв¬
ляется заменителем баббита
Б83; обладает хорошей изно¬
состойкостью и прирабаты-
ваемостью; в процессе прира¬
ботки изнашивается быстрее,
чем Б83. Коэффициент трения
при наличии смазки больше,
чем у Б83Твердость сплава близка
к твердости баббита Б83. Сплав
более пластичен, но не спосо¬
бен припаиваться к телу брон¬
зового или стального подшип¬
ника; имеет большой коэффи¬
циент линейного расширения,
из-за чего необходимо увели¬
чивать зазоры в подшипниках
по сравнению с зазорами в под¬
шипниках с оловянистыми баб¬
битамиВ двигателях внутреннего
сгорания и паровых маши¬
нах (N<3000 л. с.) при р<
<150 кГ/смг и у <10 м/сек;для заливки вкладышей и в
виде кованых и литых заготовок
352ОПОРЫ ВАЛОВ И ШПИНДЕЛЕЙПродолжение табл. 8МаркисплавовОсобенностиОбласти примененияАСС6-5Антифрикционные свойства
сплава такие же, как и у баб¬
бита Б83. Недостатками дан¬
ного сплава являются значи¬
тельный коэффициент тепло¬
вого расширения и неспособ¬
ность припаиваться к другим
металлам. Из-за опасности ко¬
робления температура вкла¬
дышей не должна превышать
80°. Если конструкция вкла¬
дышей не препятствует темпе- ;
ратурному расширению спла¬
ва, то можно допускать повы¬
шение ее вплоть до темпера¬
туры кипения маслаПри р < 150 кГ/см*, v<5 м/сек
и р v < 300 кГм]смгсек\для вкладышей из биметал¬
лической полосы подшипников
автомобильных и тракторных
двигателейКОНСТРУКЦИИ подшипников СКОЛЬЖЕНИЯПодшипники скольжения менее чувствительны к ударам и времен¬
ным перегрузкам, чем подшипники качения. По конструкции они могут
быть разъемными (вкладыши) и неразъемными (втулки), по толщинеосновы — толстостенными (рис.2, а) и тонкостенными (рис. 2, б).
При наличии осевой фиксации
в корпусе вкладыши можно вы¬
полнять без буртов.Размеры толстостенных вкла¬
дышей ориентировочно прини¬
мают следующими:Я = (1,14-1,3) sx+b мм;
h & 0,5Я; k = 1ч-5 мм
для d = 35ч-60 мм, sl^S мм;
d — 65ч-110мм, st & 7,5 мм;
» d= 120ч-200 mm;s!& 10 мм.Толстостенные вкладыши из¬
готовляют из индивидуальных
заготовок, тонкостенные — из
стальной ленты, на которую на¬
носят слой антифрикционного
материала. Вследствие взаимозаменяемости применение таких вкла¬
дышей облегчает ремонт подшипников. Для диаметров валов 50—70мм
толщину стальной ленты берут равной 1,5—2,5 мм.В табл. 9 приведены нормальные размеры вкладышей чугунных
и биметаллических, а в табл. 10 и 11 — нормальные размеры цельно¬
бронзовых и биметаллических втулок.6)Рис. 2. Вкладыши;
а — толстостенные; б — тонкостенные
. Борисов, В. П. Сахаров9. Вкладыши подшипников чугунных и биметаллическихКОНСТРУКЦИИ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
Продолжение табл. 9 ^dAzОПDtLLfAsтhdxfd»A$R1001151301201801051657.5821336122.5114531101251401201801051657.5821336122,51144312014016014020012018010102163,58142.51455413015017014020012018010102163,58142,51455414016018016022014020010102163,58142,514554150170190160220140200101222048163145541601802002602401012220481631455418020022026024010123204816314555200230260300270151533051220318865220250280300270151533051220318885Примечания: 1. Материал чугунных вкладышей — антифрикционный чугун СЧЦ2; материал биметалли¬
ческих вкладышей: корпус вкладыша — сталь 25Л, заливка — бронза Бр. ОЦС 6-6-3.2. Корпуса биметаллических вкладышей рекомендуется изготовлять из недоката труб.ОПОРЫ ВАЛОВ И ШПИНДЕЛЕЙ
КОНСТРУКЦИИ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ 35510. Втулки подшипников цельнобронзовые30ТсГ-1-777772\^ZZ^^iФаско, по галтели балаvj остальное
Фаска по гал*
, тело оапаflr - у£/dAtопр'ъLЬkrfi253230 — 50283530 — 601211Q303830 — 60324030 — 70354540 — 70384840-80405040—90455540—100506040-110556540-120607040 — 130161,51.58658050—140708550—150759050 — 150809550 — 1608510050 — 1609010560—1709511060—17010011560—17010512060 — 170ПО12570-180251.51.51011513070—18012013570—18012514080 — 200Примечания: 1. Материал втулки Бр. ОЦС 6-6-3, Бр. АЖМц
10-3-1,5, ЛМцС 58-2-2.2. Размер I принимают по конструктивным соображениям.3. При запрессовке втулок по посадке Пр18 дополнительного
крепления их винтами или другими способами не требуется.4. Диаметр втулки dA3 после запрессовки может уменьшиться,
поэтому его следует проверять и в случае необходимости доводить
развертыванием, шабрением и т. п.
356ОПОРЫ ВАЛОВ И ШПИНДЕЛЕЙ11. Втулки подшипников биметаллические
КОНСТРУКЦИИ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ357Вкладыши жестко закрепляют в корпусе для предохранения от
проворачивания и осевого перемещения. У тонкостенных вкладышей
для этого выполняют замки, которые при монтаже входят в соответст¬
вующие пазы корпуса. Толстостенные
вкладыши снабжают буртами (рис. 3, а),
а также крепят к корпусу винтами (рис.3, б) или штифтами (рис. 3, в; табл. 12).Втулки обычно стопорят в корпусах
установочными винтами (табл. 13).Рис. 3. Крепления вкладышей:
а — буртами; б — винтами; в — штифтамиа)12. Штифты цилиндрические для фиксации вкладышей£1<1 dtudm8101316202225С111,51,522-d15—2528—3840—6870 — 95100—115140—150-Длина
штифта 112—1812 — 2016 — 2420—3232—4536—5540-5513. Установочные винты для фиксации втулокКорпусВтулкаТолщина
стенки
втулки S
в мм57,51015 и вышеРазмеры винтов в ммdoМбМ8мюМ1615202540Количе¬ствоI в мм19243048111,52
356ОПОРЫ ВАЛОВ И ШПИНДЕЛЕЙСМАЗОЧНЫЕ КАНАВКИ И ХОЛОДИЛЬНИКИСмазку необходимо подводить к ненагруженной части поверхности
подшипника, в месте наибольшего зазора (рис. 4). Благодаря разреже¬
нию (0,25—0,3 am), которое возникает в расширенной части зазора,
смазка засасывается в подшипник.На нагруженных частях поверхности вкладыша не должно быть
никаких смазочных канавок.Если направление линии действия силы изменяется по мере враще¬
ния вала, то давление в смазочном слое меняется непрерывно. Следо¬
вательно, в подшипнике отсутствует
область, которая продолжительное
время не была бы нагружена. В этом
случае смазку следует подводить через
отверстие, просверленное в цапфе, или
через кольцевую канавку, прорезанную
во вкладыше, из которой масло попа¬
дает в продольную канавку, профре-
зерованную на цапфе (табл. 14). При
таких системах маслоподводящих кана¬
вок смазка всегда подводится со сто¬
роны ненагруженной зоны.Масляные канавки и карманы, про¬
резанные на вкладышах подшипников,
распределяют смазку вдоль оси под¬
шипника; смазку по рабочей поверх¬
ности распределяет шейка вала при
его вращении.Смазочные канавки не следует до¬
водить до торцов вкладыша подшипни¬
ка. В противном случае масло вытекает
из области давления, что уменьшает
несущую способность подшипника.Расстояние от конца канавки или
холодильника до торца подшипника
принимают ~ 0,1 длины вкладыша. Холодильник, будучи всегда за¬
полнен, способствует равномерному поступлению и засасыванию масла
в зазор между вкладышем и цапфой. При реверсивном движении выпол¬
няют два холодильника.В отдельных случаях канавки доводят до торца вкладыша с целью
увеличения циркуляции масла через нерабочую зону, т. е. для улучше¬
ния теплоотвода. Если вкладыши разъемные, то на стыке их скашива¬
ют кромки или выполняют карманы.В подшипниках, вкладыши которых смазывают консистентной
смазкой, работающих при низких скоростях и высоких нагрузках,
а также при качательном движении вала, смазочные канавки можно
располагать в нагруженной части.Масляные канавки соединяют с маслораспределительной канавкой.
Выполняют их шабрением вкладышей, оставляя у торцов на его вну¬
тренней поверхности полоски сплошного прилегания шейки вала
к вкладышу. Размер этих полосок, как и расстояние от конца масло¬
распределительной канавки до торца вкладыша, равен величине а.
Полоски задерживают масло во вкладышах, ограничивая с торцов
внутреннюю полость (карман).подводаРис. 4. Схема мест
масла:1 — подвод рекомендуемый; 2—
подвод допустимый; 3 и 4 — под¬
вод недопустимый; 5 — схема
изменений давлений в области
масляного клина
СМАЗОЧНЫЕ КАНАВКИ И ХОЛОДИЛЬНИКИ 35914. Размеры продольных маслораспределительных канавок(в мм)Область применения и эскизРазъемные подшипники без смазочных колецРазъемные подшипники с кольцевой смазкойПрофильканабки.аметр подшип¬
ника в ммЛbR/До 601,573961,5560—802,0841282,0680—902,510515102,0890 — 1103.013618122,58110—1403,516721142.510140—1804,020824163,012180—2605,0301030203,015260—3806,0401236244.020380 — 5008.0501648324,025
360ОПОРЫ ВАЛОВ И ШПИНДЕЛЕЙЗАЗОРЫ В ПОДШИПНИКАХРабота подшипника в значительной степени зависит от величины
зазора -ф, под которым понимают отношение диаметрального зазора
между цапфой и вкладышем deK — к номинальному диаметру под¬
шипника:где d6K — диаметр вкладыша;
dH — диаметр цапфы.Чем больше удельная нагрузка и меньше скорость, тем при меньших
величинах ^ обеспечивается режим жидкостного трения в подшипнике.
При малых нагрузках и больших скоростях жидкостное трение в под¬
шипнике обеспечивается при больших величинах г|>.Для подшипников жидкостного трения if> = 0,002ч-0,003, в подшип¬
никах, где нет жидкостного трения,—ф = 0,01ч-0,02.Обеспечение в подшипниках малых величин ур затруднительно,
поэтому в таких случаях целесообразно растачивать рабочую зону
вкладыша из двух центров, смещенных по вертикальной оси подшип¬
ника относительно центра вкладыша.В результате этого увеличивается прокачка масла через нерабочую
зону и тем самым улучшаются условия теплоотвода; уменьшаются
потери на трение в нерабочей зоне; исключается заклинивание цапфы
во вкладыше подшипника вследствие напряженных тепловых режимов.В тех случаях, когда во вкладыше предусмотрены масляные кар¬
маны, вкладыш растачивают из двух центров, находящихся на горизон¬
тальной оси подшипника и смещенных в отношении его вертикальной
оси. Глубину карманов в зависимости от диаметра подшипника при¬
нимают от 1 до 5 мм. Для лучшего затягивания масла из кармана в ра¬
бочую зону в месте сопряжения делают плавные скосы, что особенно
важно при малых зазорах.
Глава 16
ПОДШИПНИКИ КАЧЕНИЯЧистота обработки мест посадки подшипников должна быть не ниже
классов чистоты по ГОСТу 2789-59, указанных в табл. 1.1. Чистота обработки мест посадки подшипниковПосадочные местаКлассточностиподшипникаНормальный
диаметр в ммдо 80св. 80 до500Класс чистотыНа валахН и П7GВ и А87С98В отверстиях корпусовН и П76В, А и С87Торцов заплечиков валов и кор¬
пусовН и Г166В. А и С76Чистота посадочных поверхностей на валах и корпусах при посад¬
ках шарико- и роликоподшипников классов НО и О по ГОСТу 3325-55
допускается на один класс для НО и на два класса для О ниже уста¬
новленных в табл. 1 для подшипников классов Н и П.Допускаемые отклонения от правильной геометрической формы
валов и корпусов в местах посадки подшипников не должны превышать
норм и величин, указанных в табл. 2—5.
362 ПОДШИПНИКИ КАЧЕНИЯ2. Допускаемые отклонения от правильной геометрической формы
вала и корпусаДля посадки
шарико и
роликопод¬
шипников
класса
точностиОвальностьКонусность (разность диа¬
метров в крайних сечениях
посадочной поверхности)Н, П и В1>г 'j допуска на диаметр
> в любом сечении по-
14 ) садочной поверхностиу, 'j допуска на диаметр
< посадочной поверх-
/,л ) ностиА и С3. Допускаемые отклонения от правильной геометрической формы
посадочных поверхностей валов под посадки шарико-
и роликоподшипников на закрепительных или закрепительно-стяхных
(буксовых) втулкахКлассы точ¬
ности обра¬
ботки валов
под втулоч¬
ную посадку
подшипниковОвальностьРазность диаметров
в крайних сечениях
посадочной поверхностиВ3’ Вза’ В4V* допуска на диаметр
в любом сечении посадочной
поверхностиV* допуска на диаметр
посадочной поверхности4. Боковое биение заплечиков валовНоминальный диаметр
вала в ммДопускаемое боковое биение заплечиков
валов (в мк) для посадки шарико- и ролико¬
подшипников классов точностиСвышеДоН и ПВАС50201074501202512861202503015108150315351712 315400402013—5. Боковое биение заплечиков в отверстиях корпусовНормальный диаметр
отверстия в корпусе в ммДопускаемое боковое биение заплечиков
в отверстиях корпусов (в мк) для посадки
шарико- и роликоподшипников
классов точностиСвышеДоН и ПВАС80402013880120452215912015050251810150180603020121802507035231425031580402716315400904530—4005001005033
ПОДШИПНИКИ ДЛЯ ШПИНДЕЛЬНЫХ УЗЛОВ 363ПОДШИПНИКИ КАЧЕНИЯ ДЛЯ ШПИНДЕЛЬНЫХ УЗЛОВ
ВЫСОКОТОЧНЫХ СТАНКОВОсновные требования к подшипникам качения, специально предна¬
значенным для установки в шпиндельные узлы высокоточных станков,
приведены в табл. 6. Класс точности О, указанный в этой таблице, до6. Рекомендуемые значения параметров подшипников 3182100
диаметром 50 — 80 и 80 —120 мм, предназначенных
для шпиндельных узлов высокоточных станковДетальподшипникаНормируемыйпараметрДопустимые значения отклонений
в мкАСО50—8080—12050—8080—12050—120Подшипник
в целомРадиальное бие¬
ние внутреннего
кольца67451,5ВнутреннеекольцоРазностенность452,530,8Конусность от¬
верстий±2±1,5±1,5±1,5±1,5Непараллель¬
ность торцов55332РоликиРазномерность в
комплекте1.01,00,50,50,3Некруглость(гранность)0,80,80,30,30,27. Класс точности
подшипников,
устанавливаемых
в шпиндельные узлы
высокоточных станковнастоящего времени не введен в ГОСТ. Указанными в таблице допусти¬
мыми отклонениями следует руководствоваться как при согласовании
с ГПЗ специальных технических усло¬
вий на поставку высокоточных подшип¬
ников для станков, так и при доводке
подшипников.Комплектование подшипников шпин¬
дельного узла по точности рекомендуется
производить согласно табл. 7.При выборе подшипников из массовой
продукции решающим признаком являет¬
ся радиальное биение оси вращения, а не
биение отверстия внутреннего кольца; бие¬
ние оси вращения подшипника может быть
измерено на специальном контрольном
стенде, представляющем собой упрощен¬
ную модель шпиндельного узла. Отобран¬
ный комплект подшипников устанавлива¬
ют на эталонный шпиндель в стенде и из¬
меряют биение оси шпинделя.Класс точности
станка11Класс точности
подшипников,
устанавливаемых
в шпиндельный
узелПеред¬няяопоразадняяопораПСАВССАООСоО
8. Рекомендуемые допуски на точность формы деталей, сопряженных с подшипниками, в шпиндельных узлахвысокоточных станковЭлемент
шпиндель¬
ного узлаПараметрИнтервал диаметров в мм30—50 | св. 50—80 | св. 80—120 | св. 120—180Класс точности станка11В | А | СПВ | АСПВАС | П | ВАСДопускаемое отклонение в мкОтверстиешпиндельнойбабкиНекруглость Конусность (на шири¬
не кольца) Неперпендикулярность
торцов на диаметре со¬
пряженного кольца под¬
шипника .---553332221,2534322,521,21,564541,63,52.52.52,0ПосадочныешейкишпинделяНекруглость2,51.51,00,63,02,01.20,83.02,01.20.853,52,01.5Конусность на ширине
посадки подшипника - .Неперпендикулярность
торцов на диаметре со¬
пряженного кольца под¬
шипника . . .32,521,51,5133221.51.2442.52.51.51.555,03.53.52,02,0Дистанцион¬
ные и упор¬
ные кольца
и втулкиНеперпендикулярность
и непараллельностыор-
цов на диаметре сопря¬
женного кольца под¬
шипника .2,51,51321.242,51,553,52,0ПОДШИПНИКИ КАЧЕНИЯ
МОНТАЖ И ДЕМОНТАЖ ПОДШИПНИКОВ365При отборе подшипников в качестве критерия следует установить
следующие предельные отклонения:радиальное биение внутреннего кольца подшипника не должно пре¬
вышать допуск на радиальное биение центрирующего пояска шпинделя;радиальное биение оси вращения внутреннего кольца подшипника
должно быть на 25—30% меньше допуска на некруглость образца,
получаемого при контрольном обтачивании (шлифовании).Требования к точности деталей, сопряженных с подшипниками
качения. Отклонения размеров и формы сопряженных с подшипниками
поверхностей деталей шпиндельного узла не должны превышать до¬
пустимых отклонений, установленных для того элемента подшипника,
с которым контактирует данная деталь. Это означает, что некруглость
шеек шпинделя и посадочного отверстия в корпусе не должна превы¬
шать допуска на разностенность колец подшипника, отклонение конус¬
ности шейки шпинделя — допуска на угол уклона отверстия внутрен¬
него кольца, непараллельность и неперпендикулярность торцовых
базирующих поверхностей — допуска на непараллельность и непер¬
пендикулярность торцов подшипника к образующей дорожек качения.Только при соответствии точности сопряженных с подшипниками
деталей точности подшипников можно обеспечить жесткость, высокую
точность и надежность шпиндельных узлов станка (табл. 8).Выбор оптимальной величины радиального зазора. Величина ради¬
ального зазора в переднем подшипнике шпинделя оказывает большое
влияние на работоспособность шпиндельного узла, в первую очередь
на жесткость, нагрев и динамическую устойчивость шпинделя.В качестве ориентировочных данных при назначении величины
монтажного зазора для универсальных высокоточных станков можно
принять значения, указанные в табл. 9.9. Рекомендуемые значения радиального зазора-натяга
для подшипников серии 3182100dn, ММ'об/минРадиальный зазор для
подшипников класса
точности А в ммМонтажный зазор для
подшипников класса точ¬
ности С и выше в мм0,5-10»
<0,5—1,5)-Ю*
(1,5—2,5). Ю60—(-f-0,005)
0—(4-0*005)
0,005—0,010(-0,002)—(—0,005)
(4-0,002)—(—0,002)
0,000—(4-0,004)МОНТАЖ И ДЕМОНТАЖ ПОДШИПНИКОВОдним из основных условий, от соблюдения которых зависит срок
службы подшипников, является обеспечение чистоты подшипников и
сопрягаемых с ними деталей.Новый подшипник следует вынимать из упаковки и промывать в го¬
рячем минеральном масле или бензине непосредственно перед монта¬
жом. Закрытые подшипники типов 180000, 80000, заполненные рабочей
смазкой на подшипниковых заводах, и подшипники типов 520000 и
140000, имеющие фетровые уплотнения, не промывают. Консервацион-
ную смазку наружных поверхностей удаляют чистыми салфетками.До постановки в машину подшипник осматривают, чтобы убедиться
в отсутствии коррозии и повреждений. Без защиты от коррозии подшип¬
ник должен находиться возможно меньшее время и не более 2 ч.
366ПОДШИПНИКИ КАЧЕНИЯКратковременно подшипники лучше всего хранить в мешочках из
полихлорвиниловой или полиэтиленовой пленки. Если монтаж под¬
шипника намечен не ранее 2 ч после промывки, то его можно хранить
в эксикаторе или завернутым в бумагу, пропитанную летучим инги¬
битором.Особенностью летучих ингибиторов (замедлителей коррозии) яв¬
ляется то, что они защищают от коррозии, находясь в газообразном
состоянии. Обычно летучим ингибитором пропитывается упаковочная
бумага. В качестве ингибиторов применяют карбонат моноэтаноламина
(МЭАК) и нитрит дициклогетсиламина (НДА).Эксикатор (рис. 1), в который помещают подшипники 3, представ¬
ляет собой стеклянный герметически закрывающийся сосуд с притертойкрышкой 1. В нижнюю часть корпуса 2
засыпают силикагель 4 — неорганическое
вещество, обладающее способностью впи¬
тывать влагу из атмосферы.Различают два вида силикагеля: инди¬
катор и осушитель. Силикагель-индика¬
тор, поглощая влагу, изменяет свою окра¬
ску. По изменению цвета судят о влажно¬
сти воздуха в эксикаторе и о его дальней¬
шей способности поглощать влагу. Влаж¬
ность высушенного силикагеля не превы¬
шает 2%. При этом силикагель-индикатор
имеет синий цвет и сине-фиолетовый с не¬
большим количеством зерен, отличных по
цвету, но не меняющих общего тона окра¬
ски. При розовом и фиолетово-розовом цвете силикагель-индикатор
подлежит смене. Достоинством силикагеля является возможность его
многократного использования. Восстановление силикагеля-индикатора
производят в сушильном шкафу-термостате при 120—150° С в тече¬
ние 1,5—2 ч.Силикагель-осушитель при поглощении влаги свой цвет не изменяет;
при его применении контроль влажности можно осуществлять неболь¬
шим количеством силикагеля-индикатора, помещенного в специальные
патроны-индикаторы влажности.Подготовка к монтажу сопрягаемых с подшипниками деталей. Работо¬
способность подшипников качения в значительной степени зависит от
качества механической обработки сопрягаемых с подшипником деталей.
Несоблюдение требований ГОСТа 3325-55 к посадочным поверхностям
вала и корпуса может привести к нарушению посадки или недопусти¬
мым деформациям колец подшипников и преждевременному их выходу
из строя. Поэтому перед сборкой подшипниковых узлов необходим
контроль чистоты поверхности и размеров деталей, сопрягаемых с под¬
шипниками.Посадочные поверхности валов и корпусов, а также упорные запле¬
чики и галтели должны быть чистыми и гладкими, без заусенцев, забоин,
царапин, вмятин и коррозии. Острые кромки должны быть притуплены.
При осмотре необходимо также проверить наличие фасок на краях
посадочных мест вала и корпуса, облегчающих установку подшипников.Независимо от характера посадки посадочные поверхности должны
быть чисто протерты и смазаны.Во всех случаях монтажа усилие напрессовки следует прикладывать
только к кольцу подшипника, монтируемому с натягом, не допускаяРис. 1. Эксикатор для не¬
продолжительного хранения
подшипников
МОНТАЖ И ДЕМОНТАЖ ПОДШИПНИКОВ367передачи усилий через шарики или ролики. Подшипник должен уста¬
навливаться клейменой стороной наружу. При монтаже подшипников
при помощи монтажной трубы и пресса на валы небольших габаритных
размеров, последний устанавливают неподвижно на столе пресса и на
него напрессовывают подшипник или, наоборот, подшипник устанав¬
ливают неподвижно и в него впрессовывают вал.Для запрессовки вала в подшипник нужно, чтобы внутреннее кольцо
подшипника упиралось в две плоские подкладки или в подкладное
кольцо с отверстием, несколько большим отверстия подшипника.В условиях ремонтных мастер¬
ских чаще всего монтируют подшип¬
ники при помощи монтажной трубы
и молотка (рис. 2, а). Монтажная
труба с одной стороны имеет за¬
глушку /, наружная поверхность
которой может быть плоской или
сферической. Сферическая форма
заглушки обеспечивает более пра¬
вильное приложение усилия. Для
защиты подшипника во время мон¬
тажа от засорения частицами метал¬
ла и грязью применяют трубы с при¬
варенным защитным кольцом 2.Диаметр отверстия трубы в зависи¬
мости от габаритных размеров под¬
шипника должен быть больше диа¬
метра отверстия подшипника при¬
мерно на 1—5 мм.При монтаже подшипников валы небольших габаритных размеров
зажимают в тисках, губки которых во избежание повреждения вала
покрывают накладками из мягкого металла; валы средних или больших
габаритных размеров укладывают на деревянные подставки.Для монтажа подшипника в корпус применяют монтажные трубы
с диаметром наружной поверхности несколько меньшим, чем диаметр
наружной поверхности монтируемого подшипника.При необходимости посадки подшипника с натягом одновременно
на вал и в корпус применяют специальные оправки (рис. 2, б), опираю¬
щиеся одновременно на торцы обоих колец подшипника.Для облегчения посадки подшипников качения на вал их реко¬
мендуется предварительно нагревать до 80—100° С. Наиболее ра¬
циональным является нагрев подшипника в горячем минеральном
масле или при помощи электроиндукционных установок. Необходимо
следить, чтобы масло в ванне было всегда чистым, так как после мон¬
тажа промывать подшипники трудно и нецелесообразно.Температура нагрева подшипника может быть определена по формулегде t — температура нагрева подшипника в °С;А — натяг, принятый для посадки, в мм\
d — диаметр вала в мм\а — коэффициент линейного расширения стали; а = 0,00001.'а) 6)1C. 2. Приспособления для мон¬
тажа подшипников
368ПОДШИПНИКИ КАЧЕНИЯПри этом к температуре, полученной по приведенной формуле,
необходимо прибавить температуру вала, равную обычно температуре
окружающей среды.В случае невозможности нагрева корпуса для получения необходи¬
мой разности температур прибёгают к охлаждению монтируемых колец
подшипников до температуры минус 75—77° в термостатах с сухим
льдом, закладываемым в пространство между стенками наружной и
внутренней камер термостата. Кольца подшипников, подлежащие
охлаждению, помещают в термостат примерно на 10—12 мин.Радиально-упорные и упорные шарико- и роликоподшипники регу¬
лируемых типов должны монтироваться в узлах с осевой игрой, обеспе¬
чивающей их свободное вращение и предотвращающей защемление тел
качения при работе подшипников под влиянием теплового расширения
вала. Исключением являются узлы точного вращения, в которых при¬
меняются подшипники, монтируемые с предварительным натягом.Необходимая осевая игра в подшипниках регулируемого типа за¬
висит главным образом от их конструкции и размеров, режима работы,
рабочей температуры, конструкции подшипникового узла, требуемой
жесткости опор и точности вращения, а также от точности обработки
посадочных мест и сопряженных с подшипником деталей. В связи с этим
величину осевой игры подшипников устанавливают особо для каждого
конкретного узла.Осевую игру в однорядных радиально-упорных и двойных упорных
шарикоподшипниках, а также в однорядных конических роликоподшип¬
никах обеспечивают при монтаже путем осевого смещения одного кольца
подшипника относительно другого.В зависимости от схемы установки подшипников и конструкции под¬
шипниковых узлов регулирование осуществляют посредством металли¬
ческих прокладок; гаек с внутренней или наружной резьбой; распорных
колец.Регулировочные прокладки должны быть гладкими и чистыми,
не должны иметь заусенцев по наружным краям и по краям отверстий.
Изготовлять их желательно из жести или латуни.Для удобства регулирования рекомендуется применять штампо¬
ванные прокладки толщиной 0,15; 0,20; 0,30 и 0,50 мм. В одном ком¬
плекте должно быть пять—семь прокладок: две—три прокладки тол¬
щиной 0,15 мм; две—три прокладки толщиной 0,20 или 0,30 мм и одна
прокладка толщиной 0,50 мм.Отверстия в прокладках должны быть больше диаметра шпильки
или винта минимум на 2 мм> а центры их должны совпадать доста¬
точно точно. Прокладки из картона или бумаги применять не рекомен¬
дуется.Регулирование осевой игры парного комплекта однорядных кони¬
ческих роликоподшипников в одной опоре дистанционными кольцами
осуществляется за счет разности высот дистанционных колец, уста¬
навливаемых между наружными и внутренними кольцами.Для проверки осевой игры при неразъемных корпусах к торцу
выходного конца вала, а при разъемных корпусах к торцу любой
детали (например, зубчатого колеса, сидящего на регулируемом валу)
приставляют измерительный штифт индикатора, укрепленного на жест¬
кой стойке (рис. 3).При помощи рычагов поочередно отжимают вал в направлении
стрелок А и В до надежного контакта тел качения с соответствующим
наружным кольцом. Разность показаний индикатора дает величину
МОНТАЖ И ДЕМОНТАЖ ПОДШИПНИКОВ369осевой игры вала. В случаях, когда осевая игра выше или ниже требуе¬
мой, снимают или добавляют прокладку соответствующей толщины.Во избежание искажения результатов измерения из-за деформации
стенок корпуса не следует прикладывать к рычагу больших усилий.Для облегчения монтажа игольчатых подшипников поверхности
качения наружного или внутреннего колец подшипника, в зависимости
от конструкции опоры, покрывают консистентной смазкой, на которую
наклеивают иглы. Последняя игла должна входить с зазором.Обычно игольчатые подшипники собирают, используя вспомога¬
тельные валики и втулки, наружный диаметр которых выполняют на
0,1—0,3 мм меньше диаметра вала.Рис. 3. Проверка индикатором осевой игры под¬
шипников при разъемном корпусе:1 — кольцо съемное (хомут); 2 — рычагНеисправности подшипников качения. Чаще всего встречаются
следующие неисправности подшипников качения:вмятины и углубления, возникающие вследствие попадания в под¬
шипник посторонних частиц, а также в результате тяжелой, ударной
нагрузки и при значительных вибрациях в подшипнике;трещины, появляющиеся в результате значительной, хотя и кратко¬
временной перегрузки, или в результате неправильной обработки по¬
садочных мест и нарушения правил монтажа* (чрезмерно плотная по¬
садка колец);поломка шариков или сепараторов из-за чрезмерной нагрузки;
шелушение и отслаивание поверхностей рабочей части дорожек
и элементов качения, появляющееся в результате весьма длительной
работы с повышенными нагрузками или в результате неправильного
монтажа (наличие шелушения на одной стороне беговой дорожки у ка*
зывает на перекос кольца);задиры, возникающие в результате заедания, которое вызывается
скольжением роликов по кольцу из-за избытка засохшей смазки (чаще
всего наблюдается в подшипниках без сепараторов);потеря размеров подшипника, вызванная причинами эксплуатацион¬
ного порядка: плохим уплотнением корпуса, недостатком смазки и т. п.;коррозия, появляющаяся при попадании в подшипник влаги,
паров, кислот, а также из-за недоброкачественной смазки;
370ПОДШИПНИКИ КАЧЕНИЯразрушение сепаратора, возникающее в местах соприкосновения
сепаратора с телами качения и кольцами вследствие недостатка смазки.При определении пригодности подшипников качения для дальней¬
шей эксплуатации руководствуются следующим: посадочные поверх¬
ности подшипника не должны иметь задиров и следов коррозии; бего¬
вые дорожки внутреннего и наружного колец должны быть чистыми,
гладкими, без трещин (волосовин), раковин, вмятин и шелушения;
шарики и ролики должны быть чистыми, гладкими, без трещин, рако¬
вин и выщербленных мест, а также должны иметь правильную форму и
одинаковые размеры; сепараторы должны быть цельными, без разры¬
вов; гнезда сепаратора не должны иметь износа, допускающего выпаде¬
ние шариков или роликов; наружное кольцо должно легко вращаться
относительно внутреннего и в то же время без радиального зазора.Бывшие в работе подшипники качения общего назначения можно
допускать к повторной установке в неответственных местах при величине
радиального зазора, не превышающей 0,2 мм для шариковых и 0,25 мм
для роликовых подшипников.В ремонтно-механических цехах и мастерских подшипники качения,
как правило, не ремонтируют, а заменяют новыми.Замена подшипников. При отсутствии подшипника, аналогичного
подлежащему замене, подбирают подходящий по размерам подшипник
другого типа или серии, а в некоторых случаях и других размеров.
При этом необходимо учитывать, что заменяющий подшипник должен,
по возможности, обеспечить работоспособность подшипникового узла
в пределах, обусловленных техническими условиями на машину.В практике может быть замена: а) подшипником того же типа, но дру¬
гой серии или размера; б) подшипником другого типа, нотой же серии и
размеров; в) подшипником другого типа, другой серии и других размеров.При переходе на другой тип подшипников должны учитываться
условия работы узла, величина и направление действующих в нем
усилий и режим работы. Замена однорядных шариковых радиальных
подшипников шариковыми двухрядными сферическими подшипниками
обычно вполне допустима и не вызывает никаких осложнений в работе
узла. Замена двухрядного шарикового сферического подшипника одно¬
рядным шариковым возможна не во всех случаях, так как двухрядные
сферические подшипники являются самоустанавливающимися и ста¬
вятся в узлах, где возможен перекос вала. Поставленный на это место
однорядный подшипник, допускающий очень незначительный перекос
вала, будет заклинивать шарики, чрезмерно нагреваться и вызовет
расстройство работы всего узла.Оценка возможности замены подшипников может быть произведена
по данным табл. 10 и 11.Замена подшипников в большинстве случаев нежелательна, так как
она обычно связана с конструктивной переделкой узла.При постановке подшипников-заменителей применяют растачивание
корпусов, запрессовку переходных втулок в корпус и напрессовку их на
вал, наращивание слоя металла на посадочные поверхности корпуса или
вала, обтачивание вала, удлинение шейки вала или углубление гнезда
в корпусе, установку двух подшипников, обработку колец.Запрессовку подшипника в корпус с переходной втулкой производят
в случаях, когда диаметр наружного кольца заменяющего подшипника
меньше диаметра посадочной поверхности корпуса. Конструкция втулки
не должна изменять характер крепления подшипника в корпусе. Для
этого в необходимых случаях втулки должны иметь упорные буртики.
10. Допустимая замена подшипников одного типа подшипниками других типовТипызаменяемыхподшипниковТипы заменяющих подшипниковРадиальныеРадиально-упорныеРадиальные
в комбинации
с упорнымишариковыероликовыероликовыекониче¬скиешарико¬выеоднорядныедвухрядныесферическиес короткими
цилиндриче¬
скими
роликамидвухрядныесферическиеРадиальныешариковыеоднорядныеЗаменяетсяДопускается
замена
с учетом
условий
работы узлаЗаменяетсяЗамена возможна
при существенной
переделке кон¬
струкцииРадиальныешариковыедвухрядныесферическиеДопускается
замена с учетом
условий работы
узлаЗаменяетсяНе заме¬
няетсяЗаменяетсяНе заменяется—Радиальные
роликовые
с короткими
цилиндрическими
роликамиЗаменяетсяНе заменяетсяРадиальныероликовыедвухрядныесферическиеДопускается
замена с учетом
условий работы
узлаЗаменяетсяНе заме¬
няетсяЗаменяетсяЗамена возможна при существен¬
ной переделке конструкцииРадиально¬упорныероликовыеконическиеНе заменяетсяЗамена воз¬
можна при
существенной
переделке
конструкцииЗаменяетсяЗамена
возможна
при суще¬
ственной
переделке
конструкцииРадиально¬упорныешариковыеМОНТАЖ И ДЕМОНТАЖ ПОДШИПНИКОВ
372 ПОДШИПНИКИ КАЧЕНИЯ11. Сравнительные данные грузоподъемности
н быстроходности основных типов подшипниковТип подшипникаУсловноеобозначениеГ рузоподъ-
емностьПредельное
число оборо¬
тов в минутуШарикоподшипник радиаль¬
ный однорядный 0000011Шарикоподшипник двух¬
рядный сферический 10000,80.91Роликоподшипник с корот¬
кими цилиндрическими ро¬
ликами 20001.5Роликоподшипник двухряд¬
ный сферический 30002,50,7Шарикоподшипник радиаль¬
но-упорный 360001.21Роликоподшипник кониче¬
ский однорядный 70001.70,7Роликоподшипник кониче¬
ский двухрядный 970003,30,6Роликоподшипник кониче¬
ский четырехрядный ....770006.4_Шарикоподшипник упорный8000"0,3Примечание. Заединицу приняты радиальная грузо-подъемность и предельное число оборотоврадиальных iоднорядныхподшипников 00000, имеющих те же радиальные размеры.Напрессовку подшипника на вал с переходной втулкой применяют
в случаях, когда диаметр внутреннего кольца заменяющего подшипника
больше диаметра посадочной поверхности вала.Посадку втулок на валы или в корпуса осуществляют под прессом
или вгорячую с натягами, соответствующими прессовой или легко¬
прессовой посадкам.Сопряжение подшипников со втулками производят по типовым
посадкам.Наращивание слоя металла на посадочные поверхности корпуса или
вала применяют для тех же случаев, при которых используют втулки,
но для менее ответственных узлов (подшипниковые узлы в лебедках,
транспортерах и т. п.).Обработку колец подшипника применяют в редких случаях, когда
ни один из предыдущих способов использовать нельзя. Чаще всего это
бывает в узлах, где обработка посадочной поверхности вала вызывает
необходимость значительной обработки других шеек, незначительно
отличающихся по диаметру от подшипниковой шейки.Наружное кольцо подшипника приходится обрабатывать при ремонте
узлов с тонкостенными корпусами.Обработка подшипников имеет смысл лишь в тех случаях, когда
•замена подшипника носит временный характер и необходимо сохранить
конструкцию узла в неизменном состоянии.Кольца обрабатывают шлифованием или резцами, оснащенными
пластинками твердых сплавов. Допустимая величина изменения диа¬
метра кольца зависит от размера подшипника и колеблется примерно
в пределах 2—5 мм.Неразборные подшипники (радиальные шариковые) обрабатывают
в собранном виде. Для этого кольца каким-либо способом (например,
МОНТАЖ И ДЕМОНТАЖ ПОДШИПНИКОВ 373заклиниванием шариков) лишают возможности относительного вра¬
щения и устанавливают на станке. Технологической базой является
посадочная поверхность, не подвергающаяся обработке.Разборные подшипники (радиально-упорные, радиальные, с корот¬
кими цилиндрическими роликами) обрабатывают в разобранном виде.
Технологической базой служит или поверхность катания колец, или
ограничивающий ее буртик.Обработку твердосплавными резцами чаще всего применяют для
растачивания внутренних колец, а также для обработки крупногаба¬
ритных подшипников.Для успешного резания
закаленных шарикоподшип¬
никовых сталей (HRC 62—65)
резцы должны иметь отри¬
цательный передний угол:
а = —(l5-i-20 ). Режущие
кромки должны быть тща¬
тельно доведены.Для обеспечения чистоты
поверхности значения глав¬
ного и вспомогательного
углов в плане резца должны
быть ф = 20-7-25°, фх = 12—-f-15°. Резец сечением не ме¬
нее ЗОхЗОжж жестко крепят
в резцедержателе с минималь¬
ным вылетом (не более 25—30 мм).Резание осуществляют с охлаждением при v = 20-г- 25 м/мин и
t не более 0,8—1,0 мм. Для чистовых проходов глубина резания должна
быть в пределах 0,2—0,4 мм.Во избежание деформаций кольца закрепляют планками с торца
и производят в трех- или четырехкулачковых патронах только
центрирование.При отсутствии требующегося для замены изношенного ролико¬
подшипника и невозможности заменить его другим подходящим по
размерам в качестве временной меры иногда применяют следующий
способ.Вытачивают бронзовую втулку размером, соответствующим возмож¬
ности ее установки между внутренним и наружным кольцами подшип¬
ника. Втулку снабжают канавками для смазки и ставят на место роли¬
ков в подшипник (рис. 4). Втулка должна быть выточена так, чтобы
собранный с нею подшипник не имел игры, но вместе с тем, чтобы одна
обойма относительно другой могла вращаться.В тех же случаях при поломке одного из колец (внутреннего или
внешнего) новое кольцо вытачивают из прочной стали, например хро¬
моникелевой, и с поверхности цементуют, после чего подвергают за¬
калке.Восстановление требуемой посадки подшипников на вал или в кор¬
пус произродят наращиванием слоя металла на посадочную поверх¬
ность при помощи металлизации, наплавления дуговой электросваркой,
электролитическим хромированием или осталиванием. Хорошие ре¬
зультаты по укреплению подшипников дает посадка их на карбиноль-
ный клей.а)S)Рис. 4. Роликовый подшипник с бронзовой
втулкой взамен роликов:
а — общий вид; б — бронзовая втулка
374ПОДШИПНИКИ КАЧЕНИЯДемонтаж подшипников. Шариковые и роликовые подшипники
необходимо демонтировать без ударов, так как от ударов они теряют
точность и выходят из строя.Чтобы не повредить подшипники при их демонтаже, применяют
специальные съемники (рис. 5 и 6), ручные (гидравлические) пресса или
другие устройства нажимного действия, т. е. такие приспособления,
которые исключают удары.Перед демонтажом подшипника, смонтированного в корпусе по
неподвижной посадке, в первую очередь извлекают вал вместе с наса¬
женными на нем подшипниками.Снимая подшипник с вала, нельзя захватывать его за верхнее кольцо.
Скобой съемника надо захватывать непосредственно внутреннее кольцо
подшипника, которое насажено на шейку вала. При демонтаже подшип¬
ника из гнезда, наоборот, скобой надо захватывать наружное кольцо.При монтаже не допускается захват лапами съемника за буртик
внутреннего кольца сферических двухрядных подшипников, так как
это ведет к неисправимым повреждениям подшипника (поломка буртика).При демонтаже подшипников, посаженных на закрепительных
втулках, отрезком трубы или специальными кольцами создается осевой
упор для внутреннего кольца подшипника. После съема гайки и шайбы
закрепительную втулку при помощи мягкой выколотки легкими уда¬
рами выводят из подшипника, и таким способом подшипник выпрессо-
вывают из корпуса.Чтобы легче снять подшипник и избежать повреждения вала или
подшипника при прессовой посадке, подшипник следует прогреть,
поливая его в течение нескольких минут горячим минеральным маслом,
нагретым до 90—100° С. Также демонтируются обычно крупногабарит¬
ные подшипники, смонтированные на валах со значительным натягом.
Перед началом поливки на подшипник устанавливают съемник и вин¬
том создают натяг, а вал защищают асбестом или картоном от попадания
на него горячего масла.Для подогрева подшипников успешно можно применять различного
рода электронагревательные установки. Демонтаж внутренних колец
цилиндрических роликоподшипников может быть произведен при
помощи установки для индукционного нагрева.Инструмент для демонтажа должен быть чистым и исправным.Промывка демонтированных подшипников. Промывку демонтиро¬
ванных подшипников производят в подогретом минеральном масле
(рис. 7). Промывка подшипников только в бензине или в 6%-ном рас¬
творе минерального масла в бензине не обеспечивает полного удаления
старой смазки, содержащей грязь и абразивные частицы.В практике применяют также ванны, подогреваемые паром. Ванна
должна иметь решетку для предохранения подшипников от сопри¬
косновения с нагревательным элементом или дном, нагретым сильнее,
и осевшей грязью.Для промывки подшипников применяют минеральные масла: ин¬
дустриальное 12 или 20 (вертенное 2 или 3). Можно применять также
трансформаторное масло. При применении последнего необходимо
особо тщательно контролировать температуру масла, так как темпе¬
ратура его вспышки 135° С. Подшипники опускают в ванну на металли¬
ческих крючках на 5—20 мин. В конце нагрева подшипники несколько
раз встряхивают.После окончания промывки подшипники вынимают из ванны и в те¬
чение нескольких минут дают возможность маслу стечь. Дальнейшую
МОНТАЖ И ДЕМОНТАЖ ПОДШИПНИКОВ375Рис. 5. Наиболее рас¬
пространенные съем-
[И ники для демонтажа
Ж1 ' * подшипников каче-' ния;а —винтовой съемник с четырьмя тягами; б—сменные кольца к съемнику;;
в — схема снятия подшипника, имеющего лабиринтное кольцо, винтовым
съемником; г — съемник для снятия с вала внутренних колец подшип¬
ника, смонтированных с натягом; д — съемник для снятия подшипников,
посаженных в корпус без натяга; е—съемник для выпрессовывания подшип¬
ников, посаженных в корпус с натягом; ж — съемник для снятия наруж¬
ных колец подшипников, запрессованных в корпус; 1—вал; 2 — подшип¬
ник; з — разрезное кольцо; 4 — кольцо с вырезом под вал; 5 — лаби¬
ринтное кольцо; 6 — лапа съемника; 7—внутреннее кольцо подшипника;
8 — винт; 9 — корпус; 10 — скоба; 11 — разъемная втулка; 12 — сни¬
маемое внутреннее кольцо;. 13 — лапы; 14 — кольцо подшипника; 15 —
пружина; 16 — скоба; 17 — опорная шайба; 18 — болт; 19 — корпус
съемника; 20 — шпонка; 21— разжимная втулка с шестью радиальными
прорезями; 22 — винт; 23 — опорный диск; 24 — шпилька
шW////////Z////////////////’////,d) e)Рис. 6. Способы демонтажа подшипников качения:
а, б, в, г — винтовыми съемниками; д — реечным прессом; е — с подогревом внутреннего кольцаПОДШИПНИКИ КАЧЕНИЯ
МОНТАЖ И ДЕМОНТАЖ ПОДШИПНИКОВ 377промывку производят в одной — двух ваннах смесью бензина и
минерального масла 6—8% (по объему). Минеральное масло добав¬
ляют для того, чтобы избежать царапин на телах качения и дорожках
колец от сухого трения при проверках на легкость вращения подшип¬
ников.Рис. 7. Ванна для нагрева масла при промывке подшип¬
ников качения:
i — корпус ванны; 2—кран для спуска масла; 3—днище
ванны; 4—электронагреватели; 5—решетка; 6—крышка?7 — маслоПромывать подшипники в керосине, а также в хлорированных
растворителях (дихлорэтан, трихлорэтилен, четыреххлористый угле¬
род) не рекомендуется во избежание коррозии.Промытые подшипники для защиты от коррозии смазывают при
двух-, трехкратном кратковременном погружении в расплавленные и
нагретые до 50—70° вазелин технический (смазка УН) или смазку пу¬
шечную (смазка УНЗ).У закрытых подшипников типов 180000 и 160000 перед промывкой
уплотнения демонтируют.
Глава 17ШПОНОЧНЫЕ СОЕДИНЕНИЯШпоночные соединения отличаются большой простотой, удобством
сборки и разборки. Эти особенности обусловили их широкое распро¬
странение.Недостатки шпоночных соединений:пазы и лыски для размещения шпонок уменьшают нагруженные
сечения деталей, образуют очаги концентрации напряжений, нередко
приводящие к разрушению деталей соединения; уменьшают жесткость
вала при кручении (шпоночный паз прямоугольного сечения умень¬
шает жесткость круглого вала примерно на 5%, два паза для танген¬
циальных шпонок — на 18%);ограниченная возможность передачи крутящего момента одной
шпонкой и невыгодность изготовления соединений с числом шпонок
более двух;невысокая по сравнению с другими видами соединений (например,
шлицевыми) точность центрирования деталей.ВИДЫ ШПОНОЧНЫХ СОЕДИНЕНИЙ И ИХ ОСНОВНЫЕ
ОСОБЕННОСТИСуществуют два основных типа шпоночных соединений: напряжен¬
ное и ненапряженное. В напряженных шпоночных соединениях приме¬
няют клиновые шпонки, создающие при сборке напряжения в деталях
соединения до приложения внешних нагрузок. В ненапряженных
шпоночных соединениях применяют призматические и сегментные
шпонки.У клиновых шпонок нагружена спинка, у шпонок призматических —
боковая поверхность.Области применения и размеры шпонок различных видов приведены
в табл. 1—12.Клиновые шпонки вызывают смещение закрепляемой детали от¬
носительно вала. При короткой ступице возможен перекос закрепляе¬
мой детали, вызывающей радиальные и торцовые биения. Применяются
клиновые шпонки в случаях, когда не требуется строгого центрирова¬
ния детали на валу; они обеспечивают закрепление детали в осевом
направлении (не допускают ее смещения вдоль вала).Призматические шпонки наиболее часто применяются в машино¬
строении. Они не вызывают распирающих усилий, смещающих деталь
относительно вала, как это имеет место у клиновых шпонок.
ВИДЫ ШПОНОЧНЫХ СОЕДИНЕНИЙ 3791. Области применения и особенности шпоночных соединенийШпонкиОсобенностии область примененияКлиновые шпонкиВрезные клиновые:
с головкойУклон t‘100Y/W/Z/iТ77?у'7/77Хбез головки
Уклон 1:100Уклон 1--100ТГ77777П ' '—т?;)77т>>* *Шпонку с головкой при*
меняют, когда ее невозмож¬
но выбить из гнезда ударами
с противоположной стороны.Врезные клиновые шпон¬
ки передают наибольший
крутящий момент, прибли¬
зительно равный 1,6 крутя¬
щего момента, который мо¬
жет быть передан валом.Из соображений техники
безопасности головку шпон¬
ки рекомендуется закрыватьКлиновые на лыске:
с головкойУклон 1-100без головкиУклон т-100гг^ь_.-V77777777XБолее просты в выполне¬
нии. Меньше ослабляют вал,
но передают значительно
меньший по сравнению с
врезными крутящий момент
(около 0,35 крутящего мо*
мента, который может быть
передан валом)
380ШПОНОЧНЫЕ СОЕДИНЕНИЯПродолжение табл. IШпонкиОсобенностии область примененияФрикционные клиновые:без головкиУклон pJOOvwr/mОтличаются от шпонок на
лыске тем, что вал под шпон¬
ку не обрабатывают, а ниж¬
нюю грань шпонки приго¬
няют под цилиндрическую
поверхность вала. Величина
передаваемого фрикционной
шпонкой крутящего момента
определяется силой трения,
создающейся между поверх¬
ностью вала и отверстием
в ступице детали в резуль¬
тате расклинивающей силы.
Фрикционная шпонка обе¬
спечивает передачу крутя¬
щего момента, равного около0,28 вращающего момента,
который может быть передан
валомФрикционные шпонки
применяют часто для предо¬
хранения деталей от полом¬
ки при перегрузкеТангенциальныеNИ1iNfINNNYoVvVINfINСостоят из двух половин,
каждая из которых предста¬
вляет собой клин. При ре¬
версировании вращения вала
необходимо устанавливать
две шпонки под углом а=
= 120-т-135°. Наибольший
крутящий момент может
быть передан параллельно
расположенными тангенци¬
альными шпонками U и III.
Расположение шпонок II
имеет преимущество перед
расположением шпонок III,
так как в первом случае вал
ослабляется меньше, но при
этом приходится уменьшать
усилие затяжки в связи
с меньшим поперечным сече¬
нием шпонок. При поста¬
новке шпонок I под углом
120° давление на вал будет
меньше, чем при расположе¬
нии по другим схемам^~2Nf' sin но нагРУ-жение ступицы более равно¬
мерным. Потеря в величине
передаваемого крутящего
момента при таком располо¬
жении шпонок относительно
других случаев практически
ничтожна, так как танген¬
циальные шпонки, подобно
призматическим, передают
крутящий момент главным
образом узкими гранями
ВИДЫ ШПОНОЧНЫХ СОЕДИНЕНИЙ 381Продолжение табл. IШпонкиОсобенностии область примененияПризматические шпонкиОбыкновенные призматические
t//////////zxСЕТ)Применяют для деталей,
не перемещающихся по валу
в осевом направлении (для
устранения возможности та¬
кого перемещения произво¬
дят стопорение, устанавли¬
вают упорные кольца и т. п.)
Обеспечивают передачу кру¬
тящего момента, равного1,0—1,2 крутящего момента,
который может быть передан
валомНаправляющие призматическиеъШ///Л УШШ
-ЕЗЕ"ЕЗЕЭ1Ш///Л ХШШ
4-4—©—■■■ Ф —1-4Применяют для деталей,
которые должны переме¬
щаться по валу в осевом
направлении. Отличаются
от обыкновенных призмати¬
ческих шпонок большей дли¬
ной, обеспечивающей необ¬
ходимую величину осевого
перемещения детали по валу,
а также тем, что они кре¬
пятся к валу винтами (край¬
ние отверстия служат для
винтов крепления шпонки
к валу, а среднее, снабжен¬
ное резьбой, предназначено
для выжимания шпонки из
гнезда при помощи винта).
Если требуется перемещение
детали по валу на значи¬
тельную величину, шпонку
укрепляют не на валу, а
в детали. При повторно¬
переменных нагрузках шпон¬
ки, закрепляемые на валу
винтами, применять не ре¬
комендуется, так как отвер¬
стия для винтов снижают
усталостную прочность вала
и могут являться причиной
появления трещин
382ШПОНОЧНЫЕ СОЕДИНЕНИЯПродолжение табл. 1ШпонкиОсобенностии область примененияПрочие виды шпоночных соединенийСегментныеШироко применяются в
станко-, авто- и авиастрое¬
нии. Их часто используют
как дополнительное сред¬
ство крепления при посадке
детали на конце вала или
оси. По длине ступицы не¬
редко ставят несколько сег¬
ментных шпонок. Они слу¬
жат для передачи небольших
вращающих моментов при
валах диаметром обычно
менее 60 мм. Канавка сег¬
ментной шпонки незначи¬
тельно ослабляет валКруглыеМожно применять в слу¬
чаях, когда закрепляемая
деталь помещается на конце
вала. Отличаются простотой
изготовления как шпоноч¬
ных гнезд, так и самих шпо¬
нок. Во избежание отклоне¬
ния сверла отверстия под
круглые шпонки сверлят,
как правило, небольшого
диаметра; при необходимо¬
сти передачи значительных
крутящих моментов ставят
несколько шпонок по окруж-
ности вала. Круглые шпон¬
ки запрессовывают или за¬
колачивают, создавая не¬
разъемные соединения. Для
выхода воздуха из отверстия
при запрессовке шпонки на
ней делают продольные ка¬
навки
ВИДЫ ШПОНОЧНЫХ СОЕДИНЕНИЙ2. Шпонки клиновые (ГОСТ 8791-58)383Размеры в мм
Уклон 1:100Диаметр
вала DНоминальные
размеры сечений
шпонокГлубина пазовРадиусы
закругления
пазов г,
не болеевалавтулкиbhttlОтбДо7221,10,6Св.. 7»10332.00,7о»10*14442,51,10,2»14»185531,6Св.18ДО24663,52,1»24»30874,02,6>30»361084,53,00,3»36>421284,53,0»42»481495,03,5Св.48ДО5516105.04,5»55»6518115,55,0»65»7520126,05,50,575»9024147,06,4Св.90ДО105281687,4»100»120321898,40,8»120э1403620109,4140»17040221110,3»170*20045251311,3Св.»э»200230260290ДО»»»2302602903305055607028303236141516
1813.314.315.3
17,21,2
384 ШПОНОЧНЫЕ СОЕДИНЕНИЯ 3. Шпонки клиновые (ГОСТ 8792-58)Размеры в ммИсполнение А'
Уклон 1:100VJ остальное
Исполнение 6ьhС или гЬhС или гЬhС или220,2516100,650281.6330,2518110,655301.6440,2520120,660321.6550,2524140,670361.6660,428161.0во402,5870,432181.090452,51080,436201.0100502,51280.440221.0110552,51490,445251.0120602,5Материал — сталь чистотянутая для шпонок по ГОСТу
8787-58 или другая сталь с тем же временным сопротивлением. 4. Шпонки клиновые с головкой (ГОСТ 8793-58)Размеры вммVJ остальное*/!*•С*45°или ГУКЛОН 1:100—ТIj ,*4 --Д£. ■|1t>- Т. -<1— 1 ЬhЛ»С или гьhhiС или г4470,252414220,65580,252816251.06690,43218281.087100,43620321,0108120,44022361,0128120,4"4525401.0149140,45028451.61610160,65530481.61811180,66032501,62012200,67036561.6Материал —сталь с временнымсопротивлением[ не ниже60 к Г! мм2.
ВИДЫ ШПОНОЧНЫХ СОЕДИНЕНИЙ
5. Шпонки призматические (ГОСТ 8788*58)385Размеры в aimДиаметр
вала DНоми -
нальные
размеры
сечений
шпонокГлубина пачовРадиусы закруг¬
лений г, не болееИсполнение IИсполнение 11ВалВтул¬каКВалВтул¬каКЬhtfithОт5ДО7221,11,01,0 . Св.7*10332,01,11,2———0,2*1014442,51,61,8———14»18553.02,12,33,21,92Св.18ДО24663,52,62,93,82,32,6*2430874,03,13,54,52,63,0»30»361084,63,64,25,22,93,50,336*421284,53,64,45,22,93,742*481495.04,15,05,83,34,2Св.48ДО5516105,05,16,26,53,64,7»556518115,55,66,87,14,05,20,5»65»75201266,17,47,84,35,6*7590241477,28,79,05,26,7Св.90ДО105281688,210,010,35,97.7»105120321899,211,211,56,78,7120»14036201010,212,312,87,49,50,81401704022И1 1,213,413,58,710,917020045251312,214,615,39,912,3Св.200ДО23050281414,216,717,011,213.7»23026055301515,217,918,311,914,6»26029060321616,219,119,612,615,51,2»290»33070361818,221,822,014,217,8Примечания: I. Исполнение I или II выбирают из условия
равнопрочности шпоночного соединения в зависимос!и от материала
втулки.2. На рабочем чертеже проставлять один размер в зависимости
от принятой базы обработки и измерения:D + *i — для втулки и D — t или t — для вала.3. Размер К является справочным для расчета на смятие шпоноч¬
ного соединения.13 ю. С. Борисов, В. П. Сахаров 566
386 ШПОНОЧНЫЕ СОЕДИНЕНИЯ6. Шпонки призматические обыкновенные (ГОСТ 8789-58)Размеры в ммИсполнение А_2L_VJ остальное
СхЬ5°или г~7^ГХ76"ОИсполнение БьhС или
гbhС или
гЬhС или
гъhС или
г220,25870,420120,640221,0330,251080,424140,645251,0440,251280,428161,050281,6550,251490,432181,055301,6660,416100,636201,060321,6181 10,670361,67. Шпонки призматические направляющие с креплением на валу (ГОСТ 8790-58)Размеры в ммИсполнение А ИсполнениеМатериал — сталь чистотянутая для шпонок по ГОСТу
8787-58 с перешлифованием по ширине или другая сталь с тем же
временным сопротивлением.
ВИДЫ ШПОНОЧНЫХ СОЕДИНЕНИЙ 3878. Шпонки сегментные (ГОСТ 8795-58)
Размеры в мм*
в. Шпояки тангенциальные нормальные (ГОСТ 8796-58)Размеры в ммIШПОНОЧНЫЕ СОЕДИНЕНИЯ
ВИДЫ ШПОНОЧНЫХ СОЕДИНЕНИЙ 38910. Шпонки призматические закладные
(Нормаль ЭНИМС К31-3)Размеры в мм11. Шпонки Т-образные закладные(Нормаль ЭНИМС КЗ 1-4)
Размеры в мм46 остальноеЬ 11,5 | 2 |2,5 |3 14 !51 0ю0*0*1 10,8 | 11,21,5 |22,51 3н I4 | 5 |6 17 18 I101 12<i 11,5 | 2 |2,5 |з 14 I5 I1 6d, 13 I 4 |5 16 Iв 1101 12f I0,2 |0,310,5Материал — сталь 45.Примечание. Допускаемые отклонения
d по Н, для di по С4.для bпо С3,для
12. Шпонки сегментные (ГОСТ 8794-58)Размеры в ммДиаметр вала DРазмеры шпонокИсполнение IИсполнение IIг,небо¬лееНазначение 1Назначение 2ЪhdIВалВтул¬каКВалВтул¬каКиttxОт 3 до 4
Св. 4 » 5Св. 4 до 7
» 5*101,01.51,42,6473.86.80,91.90,60,80,60,8--0,2Св.Св. 5 до 142,63,77106,89,71.72.81,01,0---Св. 7 до 10Св. 10 до 182.53,7109,72,71.11,1~-33,756,51013169,712,615,72,74,05,51,2Ш ПО НОЧИ ЫЕ СОЕДИНЕНИЯ
Продолжение табл. 12Диаметр вала DРазмеры шпонокИсполнение IИсполнение IIг,небо¬лееНазначение 1Назначение 2ЬhdIВалВтул¬каКВалВтул¬каКttitit5,01312,63,56,51615,75,0Св. 10 до 14Св. 14 до 2441.61,8———7,51918,66,09,02221,77,50,26, 51615,74,54,77,51918,65,55,7Св. 14 до 18Св. 18 до 3059,02221,67,02,12,37,21,92,1102524,58,08,2112827,39,09,292221,66,56,8102524,57,57,8Св. 18 до 24Св. 24 до 3661 12827,38,52,62,98,82,32.6133231,410,510,8153837,112,512,80,3102524,577,5112827,388,5133231,41010,5Св. 24 до 30Св. 30 до 4283.13,52,63,0153837,11212,5164543,11313,5175550,81414,5ВИДЫ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Продолжение табл. 12 £2юДиаметр валаDРазмеры шпонокИсполнение IИсполнение IIВалВтул¬ВалВтул¬г,каканеНазначение 1Назначения 2bhdIt<iкtКбо¬лее133231,49,510,2153837,111,512,2164543,112,513,2Св. 30 до 36Св. 36 до 48104,23,5175550,813,5** А14,2196559,115,1а, О16,22,9248073,320,521 20,3196559,115,516,2Св. 36 до 42Св. 42 до 55124,43,7248073,320,521,2Примечания: 1. На рабочем чертеже проставлять один размер в зависимости от принятой базы обработки
и измерения:D -f- tx — для втулки и D ■*— t или t — для вала.2. Размер К является справочным для расчета на смятие шпоночного соединения.3. Допускается в отдельных обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных кру¬
тящих моментов и т- п.) применять меньшие размеры стандартных шпонок на валах больших диаметров.4. Исполнения I и II выбираются из условия равкопрочности шпоночного соединения в зависимости от материала
втулки.ШПОИОЧН ЫЕ СОЕДИНЕНИЯ
РАСЧЕТ ШПОНОЧНЫХ СОЕДИНЕНИЙ393РАСЧЕТ ШПОНОЧНЫХ СОЕДИНЕНИЙПоперечное сечение шпонки выбирают по соответствующим табли¬
цам ГОСТов в зависимости от диаметра вала соединения. Поэтому
расчет шпоночного соединения заключается чаще всего в определении
напряжений, возникающих в деталях соединения при передаче задан¬
ного крутящего момента, или в определении максимального крутящего
момента, который может быть передан данной шпонкой.Длина шпонки выбирается по конструктивным соображениям.
В тех случаях, когда при проверке напряжения длина шпонки оказы¬
вается недостаточной, увеличивают их количество.Клиновые врезные шпонки проверяют на смятие верхней грани
шпонки по формулеШ Г, 2О см = ■- -- Г Г- кГ 1см2 уbl(lT fd)где М — вращающий момент сидящей на валу детали в кГсм\
b — ширина шпонки в см;I — длина шпонки в см;
d — диаметр вала в см;/ — коэффициент трения, принимается равным 0,1—0,15.Допускаемое напряжение [о]см, как правило, выбирается в соот¬
ветствии с материалом втулки. В качестве средних значений можно
принимать: при чугунной втулке [о]см = 600ч-700 кГ/см2, при сталь¬
ной втулке [о]Сл1~ 1100-н 1600 кПсм2.Если при проверке напряжения по уравнению получается асм >
j> [а]СЛО то увеличивают длину шпонки либо ставят не одну, а две
шпонки под углом 90—135° одна к другой.Расчет призматических шпонок приведен в табл. 13.13. Расчет призматических шпонокгОпределяемые величиныФормулы и рекомендуемые значениСила, воздействующая на
шпонку РшМ л 71620JVР _ = 2 — кГ,ш d. dn2где М кр — наибольший передаваемый кру¬
тящий момент в кГсм;N — передаваемая мощность в л.
п — число оборотов в минуту;
d — диаметр вала в см
394ШПОНОЧНЫЕ СОЕДИНЕНИЯПродолжение табл. 13Определяемые величиныФормулы и рекомендуемые значенияСечение шпонки Ь х ЛВыбирается по таблицам ГОСТа для шпо¬
нок (см. табл. 5, 6, 7 данной главы) в за¬
висимости от диаметра валаРабочая длина шпонки Iг = -^Р h Га„где h — высота шпонки в см\[о р]— допускаемое напряжение на срез
в к ГIсм2Напряжение смятия ос2Ршfit,,ккГ/смггде [осм] — допускаемое напряжение смя¬
тия в кГ/см2. В зависимости
от характера нагрузки и мате¬
риала ступицы [оСм] имеет сле¬
дующие значения (в кГ/см2):Характер нагрузкиМатериалСпокой¬наяПульси¬рующаяУдарнаяСталь1000—1500700—1000350—500Чугун700—900450—550200—250Если осм > [осм], то необходимо уве¬
личить рабочую длину шпонки или по¬
ставить 'две шпонки (под углом 180° одна
к другой)Напряжение среза тсрПолная (конструктивная)
длина шпонки с закруглен¬
ными концами LL = 1р + ЬПримечание. При подвижных шпоночных соединениях
допускаемые напряжения уменьшаются в 1,5 — 2 раза по сравнению
с неподвижными. Для шпоночных соединений, при которых деталь
перемещается вдоль вала под нагрузкой, допускаемое напряжение
на смятие рекомендуется принимать (в кГ1см2):
при спокойной нагрузке — 100—200;
при ударной нагрузке — 30—100.
ИЗГОТОВЛЕНИЕ ШПОНОЧНЫ X СОЕДИНЕНИЙ 395ИЗГОТОВЛЕНИЕ ШПОНОЧНЫХ СОЕДИНЕНИЙОбработка шпоночных канавок (пазов). Шпоночные канавки выпол¬
няют фрезерованием пальцевыми (концевыми) или дисковыми фрезами.Шпоночные канавки обычно фрезеруют до шлифования вала; при
последующем шлифовании шпоночные канавки заделывают твердым
деревом.Пальцевыми или концевыми шпоночными фрезами обрабатывают
обычно глухие канавки. Для фрезерования таких канавок применяют
также особые шпоночные фрезы. Такими фрезами пользуются чаще
всего на шпоночно-фрезерных станках. В этом случае обработку про¬
изводят с применением маятниковой подачи в несколько проходов,
при каждом из которых снимается слой 0,3—0,5 мм при большой про¬
дольной подаче. В работе находятся в
основном торцовые зубья фрезы. Точность
ширины канавки получается выше, чем
при других способах обработки канавок
под призматические шпонки.Полуоткрытые и сквозные канавки
фрезеруют дисковыми фрезами. Так как
производительность дисковых фрез выше
производительности концевых, при выпол¬
нении длинных пазов часто их фрезеруют
сначала дисковой фрезой, а затем скру¬
гляют концы пальцевой. Шпоночные ка¬
навки под сегментные шпонки фрезеруют
концевыми дисковыми («грибковыми») фре¬
зами.Засверливание при изготовлении шпоночных канавок производят
плоско заточенным сверлом (рис. I). Применять сверла обычной заточки
нельзя, так как при этом в процессе работы в валу могут образоваться
трещины, начинающиеся обычно в точке с.Дисковые фрезы для обработки шпоночных канавок, имеющие зубцы
на трех гранях, обрабатывают чище, чем имеющие их только по цилин¬
дрической поверхности. Для изготовления шпоночных канавок приме*
няют также дисковые фрезы с задней заточкой, лучше сохраняющие
размеры по ширине после переточки зубьев.Ту же цель достигают при применении фрез, состоящих из двух
половин, между которыми помещают тонкие прокладки.Как дисковые, так и пальцевые фрезы выпускают размерами, со¬
ответствующими стандартным размерам шпоночных пазов. Для обра¬
ботки пазов ремонтных размеров фрезерование проводят пальцевой
фрезой «вразгонку» паза путем поперечного перемещения стола от оси
симметрии вала. Для перемещения стола с высокой точностью поль¬
зуются индикаторами.Увеличение размера шпоночного паза при пользовании стандарт¬
ным инструментом можно также получить при помощи специального
патрона.На рис. 2, а показан патрон для фрезерования пальцевой фрезой,
дающей возможность регулировать ширину фрезеруемых шпоночных
пазов при неизменной ширине инструмента. Ось втулки 2 смещена отно¬
сительно оси вращения корпуса патрона на величину е, а ось инстру¬
мента смещена на такую же величину относительно оси втулки. При
е — 0,25 мм ширина паза может быть получена на 1 мм больше диаметраРис. 1. Засверливание -кон¬
цов шпоночной канавки:1 — сверло заточено непра¬
вильно; 2 — сверло заточено
правильно
396ШПОИОЧН ЫЕ СОЕДИНЕНИЯ8)Поперечные салазки
суппорта станкаРис. 2. Приспособления для нарезания шпоночных пазов:I _ винты для крепления фрезы по лыске; 2 — зажимная втулка; 3 — гайка
затяжная; 4 — шпонка; 5 — корпус патрона; 6 — прорезь для регулировки
по делениям; 7 — эксцентричная втулка; 8 — поворотные кольца; 9 — непод¬
вижные кольца (/ — нулевое положение колец, II — кольца повернуты на
угол 180°); 10 — фреза; 11 — втулка; 12 — корпус патрона; 13 — шпиндель;14 — корпус
ИЗГОТОВЛЕНИЕ ШПОНОЧНЫХ СОЕДИНЕНИЙ 397фрезы. На поверхности втулки патрона нанесены деления, позволяю¬
щие устанавливать смещение фрезы на требуемую величину.Номинальный диаметр фрезы должен быть меньше ширины паза
на 0,1—0,15 мм. Применение данного патрона дает следующие пре¬
имущества:устраняется зависимость ширины паза от диаметра фрезы и ее
биения;по мере износа фрезы необходимый размер ширины паза восстанав¬
ливают поворотом втулки регулирующего патрона, что увеличивает
общую продолжительность работы фрезы.Для получения точной ширины паза при фрезеровании дисковыми
фрезами применяют регулировочные кольца (рис. 2, б).Регулирование ширины паза осуществляют в этом случае наклоном
фрезы относительно оси оправки. Торцы колец 8 и 9 сошлифованы под
углом 6 к их оси. На оправку надевают по паре таких колец с каждой
стороны фрезы. Кольца 9, расположенные ближе к фрезе, скрепляют
с ней при помощи шпонки, и они не могут поворачиваться относительно
оси оправки. Наклон фрезы относительно оси вращения достигается
поворотом колец 8 в одном и том же направлении на одинаковый угол
при помощи нанесенных на них делений.Размеры регулирующих колец приведены в табл. 14.14. Размеры регулировочных колец, изменяющих наклон фрезы
относительно оси оправкиДиаметрфрезыddx6в минДиаметрфрезы- !! *16в минвммв мм401020257522351450162521902745116016251711027451960223517Поворот регулировочных колец, имеющих приведенные в таблице
размеры, на одно деление изменяет ширину паза на 20 мк. При помощи
этих колец ширина фрезеруемого пава может изменяться в пределах
0,6 мм.Применение регулировочных колец при фрезеровании пазов диско¬
выми фрезами устраняет зависимость ширины паза от ширины фрезы,
позволяет компенсировать износ фрез.Размер шпоночной канавки обычно получают немного больше раз¬
мера фрезы. Эта разница тем меньше, чем правильнее заточена и уста¬
новлена фреза. Поскольку устранить все погрешности практически
невозможно, фрезу обычно шлифуют на размер, несколько меньший
номинального (до 0,1 мм). Перекос фрезы на оправке и биение отдель¬
ных зубьев только увеличивает ширину паза, профиль же боковых
стенок паза практически не изменяется.При перекосе оси вращения фрезы изменяется ширина паза и иска¬
жается профиль боковых поверхностей. Перекос оси вращения фрезы
может иметь место в результате неперпендикулярности оси вращения
шпинделя к направлению подачи или неконцентричности втулки под¬
держивающего кронштейна по отношению к оси вращения шпинделя.При фрезеровании пазов под сегментные шпонки могут возникать
те же дефекты, что и при фрезеровании шпоночных пазов под призма¬
398ШПОНОЧНЫЕ СОЕДИНЕНИЯтические шпонки дисковыми фрезами. Однако в результате малых
диаметров фрез боковое биение их обычно незначительно, что облегчает
получение точного паза.Для получения точного размера ширины паза и возможности ее
регулирования по мере износа фрезы применяют регулирующий па¬
трон (рис. 2, в). Регулирование ширины паза достигают поворотом
втулки //, установленной под углом б к оси вращения оправки патрона.
При повороте втулки 11 оси фрезы и патрона могут совмещаться (ну¬
левое положение) или располагаться под некоторым углом. Наиболь¬
ший угол перекоса осей р = 26 получается при повороте втулки на
180° от нулевого положения.Длинные шпоночные пазы можно обрабатывать также на токарных
станках фрезерованием концевой фрезой при помощи приспособления,
устанавливаемого на поперечных салазках суппорта станка. Одна
из конструкций такого приспособления приведена на рис. 2, г. При¬
способление представляет собой фрезерную головку, шпиндель 13
которой получает вращение от электродвигателя при помощи червячной
передачи, размещенной в корпусе 14. Электродвигатель и ось червяка
расположены под углом 30° к основанию приспособления для возмож¬
ности размещения двигателя над суппортом (на фиг. 2, г ось двигателя
и червяка условно показаны параллельными основанию).Наиболее распространенным способом закрепления валов при фре¬
зеровании пазов является установка их на призмах (рис. 3, а).Призмы устанавливают направляющим выступом в паз стола,
что обеспечивает параллельность оси вала направлению перемещения
стола.На рис. 3, б показано универсальное приспособление для закреп¬
ления валов при фрезеровании шпоночных канавок. Приспособление
устанавливают на столе фрезерного станка. Конструкция приспо¬
собления позволяет закреплять в нем валы разных диаметров и длины.
Это обеспечивается перемещением прихватов 2 и 3 в вертикальном
направлении и возможностью перестановки правой опорной дризмы 4
приспособления в горизонтальном направлении. После установки
в нужном положении призма закрепляется при помощи рукоятки 6.
Призму 4, кроме того, можно поднимать и опускать при помощи винта 5,
что позволяет фрезеровать шпоночные пязы под клиновые шпонки,
которые должны иметь уклон дна, соответствующий уклону шпонки.
Для закрепления призмы после установки по высоте служит ру¬
коятка 7.Приспособление центрируют на столе фрезерного станка при по¬
мощи шпонок 8 и 10, закрепленных на нижней плоскости плиты 9.Установку фрезы по оси вала производят при помощи специального
приспособления (рис. 3, в). Применение приспособления для установки
фрезы по центру вала и индикаторов обеспечивает обработку шпоноч¬
ных пазов с высокой точностью.Шпоночные канавки большой длины, например, у ходовых валиков
токарных и других станков, в условиях ремонтно-механических цехов
иногда обрабатывают строганием на продольно-строгальных станках.
При этом валик центрируют и закрепляют чаще всего непосредственно
в одном из Т-образных пазов стола станка.Ширину шпоночного паза проверяют по предельным пластинам,
глубину — микрометрическим глубиномером, симметричность паза
относительно осевой плоскости вала — шаблонами (рис. 4, а, б) или
кольцом-калибром (рис. 4, в). Для достижения более точных измере¬
ИЗГОТОВЛЕНИЕ ШПОНОЧНЫХ СОЕДИНЕНИЙ 399ний, исключающих погрешности за счет колебаний действительных
размеров d и b в поле допуска на изготовление, можно применять при¬
способление для проверки смещения шпонок, приведенное на рис. 4, г.Приспособление состоит из корпуса /, установочного штыря 2,
упора 3 и индикатора 4. Установочный штырь 2 вводят в шпоночный пазА-АРис. 3. Приспособления
для закрепления валов и
установки фрез относи¬
тельно оси валапроверяемой детали. При этом регулируемый упор 3 прикасается к об¬
разующей цилиндрической поверхности шейки. Поджимая установоч¬
ный штырь 2 к поверхности А паза шпонки, замечают отклонение
стрелки индикатора 4. Затем повторяют измерение, вставляя прибор
в шпоночный паз так, чтобы ножка индикатора была в контакте с обра¬
зующей поверхности шейки под углом 180° от первого замера, поджи¬
мая установочный штырь 2 к поверхности Б паза.Средняя величина показаний индикатора 4 из обоих результатов
измерений дает действительное смещение оси шпоночного паза. При этом
400ШПОНОЧНЫЕ СОЕДИНЕНИЯисключается погрешность измерения, возникающая за счет колебания
размера b в поле допуска на изготовление.На рис. 4, д приведена схема проверки параллельности шпоночного
паза оси вала при помощи рейсмуса.Параллельность шпоночного паза оси вала можно проверять также
индикатором. Для этого вал устанавливают на призмы или в центрах
(рис. 4, д), а измерительный штифт индикатора приводят в соприкосно-Рис. 4. Схемы проверки шпо¬
ночных пазов:/ — корпус; 2 — установоч¬
ный штырь; 3 — упор; 4 —
индикатор; о — игла рей¬
смуса; 6 — рискавение с боковой поверхностью шпоночного паза. Затем индикатор,
закрепленный на подставке, перемещают но поверхности, параллель¬
ной геометрической оси проверяемого вала, вдоль шпоночного паза.Обработку шпоночных пазов в охватывающих деталях (муфтах,
зубчатых колесах, маховиках и т. п.) также следует проводить с доста¬
точной точностью во избежание трудоемкой слесарной пригонки при
сборке.Параллельность шпоночного паза оси отверстия можно проверять
при помощи таврового угольника (рис. 4, ё).Для проверки симметричности расположения пазов относительно
оси детали служит приспособление, показанное на рис. 4, ж. Сравнивая
показания индикатора в положениях I и II, получают имеющееся от¬
клонение.
РЕМОНТ ШПОИОЧН Ы X СОЕДИНЕНИЯ401Изготовление шпонок. При ремонте оборудования шпонки, как
правило, по допускам не изготовляют, а подгоняют шлифованием и
припиловкой по месту, т. е. по шпоночным канавкам.Для • обработки клиновых шпонок, можно применять специальноеРис. 5. Схема настройки приспособления для строгания клиновыхшпонокприспособление (рис. 5). Сложность пригонки клиновых шпонок заклю¬
чается в том, что должно быть обеспечено совпадение угла наклона
паза охватывающей детали с углом наклона пригоняемой шпонки.Подгонка клиновых шпонок значительно упрощается при исполь¬
зовании приспособления для замера фактического угла наклона шпо-Рис. 6. Приспособление для замера фактического угла наклона шпо¬
ночного пазаночного паза (рис. 6). Губки 1 и 3 прибора, производящие замер, под
действием пружины 7 стремятся всегда занять наивысшее положение,
перемещаясь по пазам неподвижных стоек 2 и 6. Губки могут быть
зажаты в требуемом положении при помощи винтов 4 и 5.После проведенных замеров прибор помещают на поворотное при¬
способление, установленное на столе строгального станка, которое
по нему настраивается на нужный угол (см. рис. 5).Износ шпоночных соединений проявляется в нарушении их посадки
и механического крепления шпонок. Обнаружен он может быть по стуку,
возникающему при нагрузке узла.Шпоночные соединения обычно изнашиваются по рабочим поверх¬
ностям как самих шпонок, так и шпоночных канавок на валах и в от¬
верстиях. Чаще всего шпоночные соединения ремонтируют в следую¬
щих случаях:DРЕМОНТ ШПОНОЧНЫХ СОЕДИНЕНИЙ
402ШПОНОЧНЫЕ СОЕДИНЕНИЯпри износе боковых поверхностей шггоночной канавки в соединениях
со скользящей шпонкой (шпоночные канавки ходовых и телескопиче¬
ских валиков, нажимных винтов, направляющих канавок и т. п.);
при смятии и выкрошивании рабочих поверхностей шпонки;
при смятии и выкрошивании рабочих поверхностей шпоночной
канавки;при срезе шпонки под действием чрезмерных крутящих моментов.
Разборка шпоночного соединения осуществляется двумя способами:
сдвиганием насаженной детали (при клиновых шпонках — в сторонуРис. 7 Схемы удаления клиновых шпонок:1 — выколотка; 2 — подкладка; 3 — втулка; 4 — шпонка; 5 — вал; 6 — клин;7 — рычаг; 8 — скобы; 9 — штанга; 10 — груз; 11 — рукояткаменьшей высоты шпонки) и выбиванием шпонки из паза. Сдвигание
насаженной детали при закладных шпонках является единственно
возможным способом разборки. Выбиванием обычно разбирают соеди¬
нения с клиновыми шпонками.Клиновую шпонку выбивают ударами молотка по стержню, упираю¬
щемуся в торец узкого конца шпонки. Для этой цели можно применять
также различного рода выколотки (рис. 7, а). Если выбиванию шпонки
ударами по узкому концу шпонки мешает расположенная вблизи де¬
таль, то шпонку удаляют при помощи клина 6 (рис. 7, б)> забиваемого
между головкой шпонки и торцом детали, или при помощи специаль¬
ного рычага (рис. 7, в).При расположении шпонки в торце вала ее можно удалить выбив¬
ным приспособлением (выдергивателем), подобным приведенному на
рис. 7, г. Выпрессовывание шпонки производят ударами груза о торец
рукоятки при резком перемещении его по штанге.Скоба выдергивателя сменная, изготовляется двух размеров: одна
для шпонок сечением от 4 X 4 до 10 X 8, а вторая для шпонок сечением
от 12 X 8 до 24 X 14 мм.
РЕМОНТ ШПОИОЧНЫХ СОЕДИНЕНИЙ403Если описанными способами шпонку выбить не удается, рекомен¬
дуется ступицу детали подогреть паром или другим способом.Призматическую направляющую шпонку извлекают из паза, ввер¬
тывая один из крепивших ее к валу винтов в предусмотренное для этой
цели в шпонке резьбовое отверстие.Восстановление шпоночных соединений. Разрушенные и изношен¬
ные шпонки не ремонтируют, а заменяют новыми.Смятые стенки шпоночной канавки в детали и на валу при неболь¬
шой разработке распиливают или обрабатывают на станке до получения
канавки правильной формы; по размерам увеличенной таким образом
канавки изготовляют новую шпонку. При этом увеличение ширины шпо¬
ночной канавки не должно превышать 15% первоначального размера.Так как износ шпоночной канавки может быть несимметричным,
установка инструмента при исправлении ее обработкой на станке по
поверхностям канавки не допускается; в этом случае установку ведут
обычно по той поверхности, на которой расположена шпоночная ка¬
навка.При обработке шпоночной канавки до ремонтного размера в ка¬
честве такового обычно принимается ближайший больший размер
шпонки по стандарту, но в отдельных случаях при незначительных
износах крупных шпонок можно допустить обработку до размера,
не предусмотренного стандартом.Увеличение ширины шпоночной канавки при ремонте следует делать
в обеих соединяемых деталях. Установка фасонных (ступенчатых)
шпонок может допускаться лишь в исключительных случаях при теку¬
щем ремонте. При этом ступени шпонки должны располагаться строго
симметрично.Сильно разработанные шпоночные пазы не обрабатывают, а за¬
варивают и в другом месте вала прорезают новый паз под углом 90,
135 или 180° Если заварка старого паза является нежелательной,
из-за возможности поводки вала, его допустимо оставлять незава-
ренным. В таком случае в старый шпоночный паз следует запрессовать,
припаять или закрепить на винтах предварительно пригнанный к пазу
стальной вкладыш. Допускается также изготовление шпоночного паза
на новом месте без заделки старого паза (не более одного).Наплавление рабочих поверхностей шпоночной канавки с после¬
дующей механической обработкой производят, когда смятие рабочих
поверхностей канавки сопровождается выкрошиванием отдельных
участков, так как в этом случае обработка до ремонтного размера тре¬
бует значительного увеличения ширины канавки. Наплавление про¬
изводят электросваркой.Этот способ следует применять возможно реже, как не обеспечиваю¬
щий восстановления детали на длительный срок и связанный с замет¬
ными деформациями вала при наплавке.Сборка шпоночных соединений при ремонте является ответственной
операцией. Неправильная подгонка деталей соединения, отсутствие
необходимого зазора между дном шпоночного паза и призматической
шпонкой, наличие зазора между валом и охватывающей деталью при¬
водят к перекосу зубчатых колес и звездочек, сопряженных с валом,
и вызывает неправильное зацепление зубьев колес и ускоренные износы
звездочек и цепей. При чрезмерно тугой посадке деталей на шпонку
могут происходить разрывы их ступиц.Пригонку шпоночных пазов при сборке шпоночных соединений
можно производить следующим образом. Вал устанавливают на приз¬
404ШПОНОЧНЫЕ СОЕДИНЕНИЯмах 1 (рис. 8) и выверяют относительно плиты 5 при помощи индика¬
тора 2 (проверяют размеры А по концам вала). После этого опреде¬
ляют размергде D — фактический диаметр вала в мм;Ь — требующаяся ширина шпоночного паза в мм.Размер А—Б набирается из мерных бруска и плиток 4. При помощи
индикатора 3 проверяют отклонение положения боковой поверхности
от размера А—Б. Лишний металл снимают с боковой поверхности паза
шабрением. Вторую боковую сторону пригоняют по блоку мерных пли¬
ток в соответствии с шириной паза.При пригонке пазов, расположенных под углом 180°, сначала про¬
изводят проверку отсутствия смещения пазов относительно оси вала
и наличия припуска на пригонку, что может быть сделано при помощи
приспособления, показанного на рис. 9. Отклонения в показаниях
индикатора не должны быть больше припуска на ширину паза. После
этого производят пригонку первой боковой поверхности первого паза
(как это указано выше для вала с одним шпоночным пазом). Затем вал
поворачивают на 180°, выверяют по поверхности пригнанного первого
паза, после чего аналогичным образом пригоняют второй паз. По окон¬
чании пригонки обоих пазов показания контрольного прибора, приве¬
денного на рис. 9, не должны отличаться на величину, превышающую
допускаемые отклонения.При пригонке грани шпонок и шпоночных канавок должны быть
тщательно и точно подогнаны одна к другой опиловкой и шабрением;
врезные шпонки должны плотно входить в канавки.При ремонте шпоночных соединений, как и при изготовлении новых
деталей, помимо точной пригонки шпонки по размерам канавки необхо¬
димо на углах шпонки делать фаски. Размер фаски должен быть на 0,6—
1 мм больше радиуса закругления в шпоночной канавке. Отсутствие
закруглений в канавках или недостаточная их величина резко снижают
усталостную прочность валов; отсутствие фасок вызывает заклинива¬
ние шпонок в углах, вследствие чего они не устанавливаются на место.Рабочими поверхностями призматической шпонки являются бо¬
ковые грани. Боковые зазоры между шпонкой и пазами как вала, так
и детали с отверстием здесь недопустимы.Рис. 8. Схема проверки шпоночного
паза при пригонкеРис. 9. Приспособление для про¬
верки шпоночных пазов, распо¬
ложенных под углом 180°
РЕМОНТ ШПОНОЧНЫХ СОЕДИНЕНИЙ405У клиновых шпонок рабочими поверхностями являются широкие
грани, а по боковым граням даются зазоры (рис. 10, а). Рабочие грани
делают с уклоном 1 100. Соответствующий уклон дается в шпоночном
пазу детали с отверстием или ступицы соединяемой детали. Паз на валу
выполняют без уклона. Детали соединяют благодаря натягу, создавае¬
мому шпонкой при ее заклинивании между деталями. Качество подгонки
этих шпонок зависит от совпадения уклонов шпонки и ступицы.При сборке соединений с
клиновыми шпонками необ¬
ходимо следить за тем, чтобы
шпонка плотно прилегала к
дну паза и ступицы, а по
боковым своим граням имела
зазор. Особенно нужно обра¬
щать внимание на то, чтобы
уклоны на рабочей грани
шпонки и в пазе ступицы со¬
впадали, иначе ступица будет
сидеть на валу с перекосом.При невыполнении этого
условия соединение будет
удерживаться не всей рабочей
поверхностью шпонки, а отдельными ее местами (рис. 10, б).Перед установкой шпонки зачищают и смазывают шпоночные ка¬
навки и шпонку. Установка прокладок под шпонку не допускается.
Сила допускаемого удара при забивании шпонок весьма ограничена
во избежание образования трещин в ступице.Для небольших и среднего размера валов нормальные клиновые
шпонки следует забивать ударом молотка весом 1 кг; забивание шпонки
следует начинать с легких ударов.Головки клиновых шпонок не должны достигать ступицы детали на
величину, равную высоте шпонки.Забивание рекомендуется производить молотками или кувалдами
из мягкого материала (например, медными) или таким способом, чтобы
между шпонкой и ударным приспособлением находилась подкладка
из мягкого материала; в противном случае при продолжительных уда¬
рах шпонку можно смять и расширить ее грани.При забивании шпонок, имеющих головку, удары следует наносить
по головке; опасность смятия рабочей части шпонки в этом случае
отсутствует.Контроль точности посадки шпонки осуществляется щупом. При
этом проверяют, нет ли зазора между рабочей гранью шпонки и дном
паза ступицы. Проверку производят с обеих сторон ступицы. Наличие
зазора с одной стороны указывает на несовпадение уклона шпонки
с уклоном шпоночного паза в ступице.
Глава 18ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯОБЩИЕ СВЕДЕНИЯНаибольшее распространение имеют зубчатые соединения с пря-
мобочной, эвольвентной и треугольной формами зубьев (рис. 1).По сравнению с шпоночными зубчатые соединения имеют следую¬
щие преимущества:большая прочность, так как вал меньше ослабляется зубьями,
чем гнездами под шпонки;СтупицаРис. 1. Тппы зубчатых (шлицевых)
соединений:
а, б, в — прямобочные [центрирова¬
ние вала со ступицей по внутрен¬
нему диаметру (а), по наружному
диаметру (б), боковое центрирова¬
ние (в) ]; г—эвольвентное; д—тре¬
угольноелучшее центрирование и направление втулок, а также легкость
перемещения их вдоль вала;меньшие напряжения смятия на боковых поверхностях ступиц,
втулок и боковых поверхностях зубьев вала, заменяющих шпонки;бблыиая износоустойчивость при подвижной охватывающей детали,
скользящей по зубьям.К недостаткам зубчатых соединений, особенно прямобочных, отно¬
сится трудность проведения качественной термической обработки:
зубья при термической обработке деформируются и изменяются в раз¬
мерах, а в местах переходов образуются трещины, которые весьма
трудно обнаружить. С точки зрения прочности большим недостатком
как шпоночных, так и зубчатых соединений является концентрация
напряжений во входящих углах пазов.Неравномерность распределения нагрузки, передаваемой соеди¬
нением, между отдельными зубьями также является существенным
ОБЩИЕ СВЕДЕНИЯ407недостатком зубчатых соединений. При расчете зубчатых соединений
вводят коэффициент, учитывающий эту неравномерность и принимае¬
мый обычно равным 0,7—0,8.Зубчатые соединения с треугольным профилем зуба применяют для
неподвижного соединения деталей при небольших крутящих моментах,
а также тонкостенных втулках.Передача усилий и центрирование втулок в треугольных зубчатых
соединениях осуществляются только боковыми сторонами зубьев.
Между внутренними и наружными
диаметрами соединений имеются за¬
зоры. Модуль зубьев этого соеди¬
нения не превышает 1 мм. Угол
профиля зубьев (угол впадин ва¬
ла) — 2р чаще всего равен 60, 72 и
90°.В качестве расчетной принимают
чаще всего начальную окружность
диаметра d$, делящую пополам тео¬
ретическую высоту зуба:Точность и надежность треу¬
гольного зубчатого соединения за¬
висит от величины зазора между
зубьями, на которую оказывают
влияние точность выполнения раз¬
мера начальной окружности, пра¬
вильность выполнения угла профиля
зубьев и правильность размещения
зубьев по начальной окружности.Так как непосредственное измерение первых двух элементов затрудни¬
тельно, допуски на них' суммируют, а результаты в пересчитанном виде
прибавляют к допуску на диаметр начальной окружности.В последнее время начинают находить применение для неподвижных
посадок на концах валов конические прямобочные зубчатые соедине¬
ния, имеющие по сравнению с другими типами зубчатых соединений
ряд преимуществ.Зубья на валах конических соединений выполняют специальной
конической червячной фрезой. При этом внутренняя поверхность зуб¬
чатого вала (основание зубьев) получается конусной, но сохраняется
постоянная ширина зубьев по длине вала и параллельность обра¬
зующей наружной цилиндрической поверхности зубьев оси вала.Фрезерование начинают с торца вала. Фреза, вращаясь и получая
одновременно продольную и поперечную подачи, перемещается под
некоторым углом к оси вала (рис. 2) и начинает врезаться в вал своими
наиболее полными по высоте зубьями. При дальнейшем перемещении
фрезы в работу вступают все уменьшающиеся по высоте зубья, которые
постепенно нарезают более низкую часть зубьев по длине вала.При эксплуатации зубчатых соединений могут возникать следующие
неисправности: износ боковых поверхностей зубьев и центрирующих
цилиндрических поверхностей от перемещения ступицы детали по валу;
смятие боковых поверхностей зубьев в результате действующих на соеди¬Рис. 2. Схема образования зубьев
на валу при коническом прямобоч-
ном зубчатом соединении
408ЗУБЧАТЫЕ {ШЛИЦЕВ ЫЕ) СОЕДИНЕНИЯнение крутящих моментов; выкрошивание наружного слоя металла
на рабочей поверхности зубьев под действием динамических нагрузок.Износ по длине зубьев обычно происходит неравномерно. Это объяс¬
няется несимметричным расположением венцов зубчатых колес, ободов
шкивов и рабочих поверхностей дисков относительно ступиц, вследствие
чего величина удельного давления на рабочих поверхностях зубчатых
соединений неодинакова.Неравномерность износа зубчатых соединений увеличивается при
наличии больших зазоров в соединении, вызывающих перекосы.ВОССТАНОВЛЕНИЕ ЗУБЧАТЫХ СОЕДИНЕНИЙ
Наплавка зубьевНаплавку зубьев производят при наличии значительного износа
электродуговым способом или газовым пламененем.Электродуговая наплавка обеспечивает более высокое качество
ремонта; газовая наплавка часто приводит к деформации вала, которуютрудно исправить.Наплавлять металл на по¬
верхность зуба нереверсивного
вала можно как с изношенной,
так и неизношенной стороны. В
соответствии с этим рабочей по¬
верхностью зубьев у восстано¬
вленного вала оказывается
основной или наплавленный слой
металла.Изношенные поверхности
зубьев перед наплавкой должны
быть тщательно очищены сталь¬
ной щеткой от грязи и ржавчи¬
ны. Во избежание перегрева и
деформации вал при наплавке
зубьев необходимо периодиче-
Рис. 3. Схема наплавки зубчатого вала СКИ погружать В ванну С ВОДОЙ.После наплавки вал прота¬
чивают по наружному диаметру до заданного размера, подрезают
наплавы с торца, снимают фаску и обрабатывают зубья.При небольшой толщине зубьев (4—5 мм) и значительном износе
зубья вала заваривают сплошь, после чего обрабатывают вал по наруж¬
ному диаметру и затем фрезеруют зубья.При электродуговой наплавке рабочей стороны зубьев часто при¬
меняют электроды ЦН-250 или ЦН-300. Наплавленный такими электро¬
дами металл имеет хорошую износостойкость и позволяет обходиться
во многих случаях без последующей термической обработки.Зубчатые валы, изготовленные из стали 40Х, часто наплавляют
проволокой Св-ЗОХГСА диаметром 2 мм под флюсом АН-348-А.Для уменьшения деформации зубчатого вала при наплавке при¬
меняют продольную наплавку, причем после наплавки каждого валика
деталь поворачивают на 180° и наплавляют следующий валик (рис. 3).
Электрод должен быть расположен на середине канавки между зубьями.
Наплавление изношенных зубьев с последующей обработкой позволяет
ВОССТАНОВЛЕНИЕ ЗУБЧА ТЫХ СОЕДИНЕНИЯ 409использовать охватывающую деталь. Но этот способ восстановления
применим только для соединений, работающих в условиях спокойного
режима при небольших нагрузках.Восстановление размеров зубьев раздачейПри центрировании зубчатого соединения по внутреннему диаметру
вала последний (при текущем ремонте, в случае небольшого [износа
зубьев) может быть отремонтирован путем раздачи зубьев. В этом
случае при закаленных зубьях вал необходимо предварительно под¬
вергнуть отжигу.Раздачу зубьев вручную производят расчеканкой каждого зуба
в продольном направлении. Ширину зуба путем расчеканки доводят
до размера, превышающего но¬
минальный на величину припу¬
ска на механическую обработку
(^0,1 мм).Расчеканку ведут при помо¬
щи специального инструмента—
расчеканки.Конструкция и размеры рас-
чеканок в зависимости от ши¬
рины зуба приведены в табл. 1.Полученные при расчеканке
канавки на зубьях обычно зава¬
ривают электросваркой, после
чего зубья обрабатывают, а вал
подвергают закалке и отпуску.Для раздачи зубьев механи¬
ческим путем чаще всего исполь¬
зуют токарные станки. Предва¬
рительно отожженный зубчатый вал закрепляют в патроне или в цен¬
трах токарного станка. Раздачу производят конусным роликом (рис. 4).
Оправку с роликом закрепляют в резцедержателе суппорта станка.Продольную подачу осуществляют от ходового винта при выклю¬
ченном вращении шпинделя, а поперечную — вручную.После раздачи зубьев до требуемого размера вал подвергают терми¬
ческой обработке, затем шлифуют боковые поверхности зубьев и про¬
веряют их ширину.Для раздачи зубьев роликом можно использовать также поперечно-
строгальный станок. При этом зубчатый вал закрепляют на столе
станка в призмах или делительном приспособлении. В резцедержатель
ползуна устанавливают ролик, вращающийся на оправке. Вдавлива¬
ние ролика в тело зуба осуществляют в несколько проходов.1. Размеры расчеканки для восстановления зубьев вРис. 4. Раздача зубьев вала на токар¬
ном станке40-45®ШириназубьепR3 — 60,3 —0,410—156—100,4 — 0,715-20Св. 100,7-0,920 — 30
410ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯПлунжер прессаДля восстановления раздачей размеров изношенных зубьев отвер¬
стий применяют приспособление в виде прошивки. Прошивку продав¬
ливают через зубчатое отверстие на гидравлическом прессе (рис. 5).Оправка прошивки представляет собой зубчатый стержень, имею¬
щий 2—3 зуба для направления при прошивании. Зубья оправки
делают на 0,5—0,6 мм уже обычных, чтобы они проходили в пазы
зубьев отверстия после прошивки с учетом того, что вследствие раздачи
зубьев пазы сужаются.Паз для зуба прошивки располагают на рас¬
стоянии 3—4 мм от изношенной стороны зуба.В оправке делают один или два паза под
зубья в зависимости от количества раздаваемых
зубьев. Число одновременно раздаваемых зубьев
зависит от высоты зуба, качества прошиваемого
материала и мощности пресса.Обычно для раздачи зубьев на 0,5—0,6 мм
требуется, чтобы зуб прошивки выступал на
2,0—2,5 мм (в зависимости от материала восста¬
навливаемого вала и высоты его зуба). В тех слу¬
чаях, когда необходимо раздать зубья больше,
чем позволяет размер прошивки, под последний
ставят подкладку соответствующей толщины.После раздачи зубьев шлицевое отверстие
калибруют для снятия излишнего, выдавлен¬
ного после прошивки металла и придания детали
нормального размера как по внутреннему диа¬
метру, так и по ширине зубьев. Для калибро¬
вания изготовляют шлицевую протяжку или
используют сопрягаемый зубчатый вал.Образовавшиеся при прошивке канавки зава¬
ривают. После заварки отверстие растачивают и
шлифуют под нормальный размер, зачищают
заусенцы и производят окончательное калибро¬
вание зубьев.При значительном износе зубчатого отверстия деталь восстанавли¬
вают путем постановки втулки. Для этого зубья ступицы предварительно
отжигают, растачивают отверстие и запрессовывают в него стальную
втулку. Во избежание проворачивания втулку обваривают с торца,
или стопорят винтами, после чего протягивают или долбят зубья.Рис. 5. Приспособле¬
ние для восстановле¬
ние шлицев отверстий
вдавливанием: / —
клиновой зуб; 2 — под¬
кладка; 3 — оправкаВосстановление зубьев заменой части деталиДорогостоящие и сложные в изготовлении детали, которые могут
еще работать, но вследствие износа зубьев более допустимого размера
подлежат выбраковке, можно восстанавливать заменой части детали.Восстановление таким способом изношенного по зубьям вала ко¬
робки передачи показано на рис. 6.Конец вала с изношенными зубьями отжигают в свинцовой ванне
или на установке т. в. ч., после чего вал при необходимости
правят, а затем проверяют на отсутствие биения. Конец вала с зубьями
отрезают и обтачивают, как показано на рис. 6, а, изготовляют хво¬
стовик напрессовывают его на вал и приваривают газовой или электро-
дуговой сваркой, изолировав асбестом поверхности, расположенные
рядом с местом сварки. После этого вал правят и проверяют на
ОБРАБОТКА ВАЛОВ И ОТВЕРСТИЙ411отсутствие биения, затем протачивают его в месте сварки, оставляя
припуск на шлифование.Приваренную часть вала закаливают на длине 180 мм, нагревают
в свинцовой ванне или т. в. ч. и охлаждают в масле, после чего
вновь правят и окончательно обрабатывают (рис. 6, б).Биение до 0,0kРис. 6. Ведущий вал коробки передач, восстановленный путем
замены части деталиВ последнее время изношенные зубья валов начинают восстанав¬
ливать электровибрационной (вибродуговой) наплавкой. Процесс на¬
плавки зубьев ведут при неподвижной установке наплавляемой детали
и продольном перемещении автоматической головки.ОБРАБОТКА ВАЛОВ И ОТВЕРСТИЙ ЦИЛИНДРИЧЕСКИХ
ПРЯМОБОЧНЫХ ЗУБЧАТЫХ СОЕДИНЕНИЙПри восстановлении зубчатых валов и отверстий и изготовлении
новых деталей цилиндрического прямобочного зубчатого соединения
обрабатывать их следует с учетом способа центрирования.В машиностроении применяют три способа центрирования прямо-
бочных зубчатых соединений: по внутреннему диаметру; по наружному
диаметру; по боковым поверхностям.При выборе способа центрирования сопряженных деталей основ¬
ными критериями служат точность механизма, режим нагрузки и
эксплуатационные требования.Центрирование по внутреннему диаметру (рис. 7, а) применяют
в тех случаях, когда требуемая по условиям работы соединения высо¬
кая твердость поверхностей зубчатого отверстия втулки не позволяет
применять калибрование его протяжкой, а также в случае, когда воз¬
можно значительное искривление вала после термической обработки,
412ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯнапример длинные валы, имеющие зубчатые участки, значительно
удаленные от концов.При этом возможно одновременное шлифование боковых сторон
зубьев и внутреннего диаметра, а также шлифование внутреннего
диаметра зубчатого отверстия.Этот способ центрирования применяют обычно для подвижных
соединений, при которых имеет место механический износ поверхностей
сопрягаемых деталей вследствие их относительного перемещения.Достоинствами этого способа являются: а) простота обработки
зубчатого отверстия; б) возможность шлифования зубчатого отверстия
на базе начальной окружности зубьев, что обеспечивает концентрич-Рис. 7. Способы центрирования зубчатых (шлицевых) соединений с иря-
мобочным профилемность отверстия с начальной окружностью; в) получение размера d
зубчатого отверстия по 2-му классу точности; г) лучшее удерживание
смазки во впадинах зубчатого валика, что увеличивает срок службы
и точность соединения; д) сужение допусков на ширину зубьев, так
как боковые стороны зубьев у валика шлифуют, а у втулки они имеют
небольшую длину и соответственно малые искажения после термиче¬
ской обработки, которые могут быть сведены к минимуму.Центрирование Гпо наружному . диаметру (рис. 7, б) применяют
в механизмах машин, где к зубчатым соединениям предъявляются по¬
вышенные требования в отношении точности сопряжения (зубчатые
передачи коробок скоростей станков, автомобилей и т. п.), а также
в тех случаях, когда зубчатое отверстие во втулке не подвергается
термической обработке или твердость его поверхностей после терми¬
ческой обработки позволяет произвести калибрование протяжкой.Способ центрирования по наружному диаметру применяют чаще
всего при неподвижном соединении.Достоинствами данного способа являются: а) простота шлифования
зубчатого валика; б) легкость получения валика по 2-му классу точ¬
ности; в) применение универсального оборудования для шлифования;
г) меньшая затрата времени на шлифование по сравнению с преды¬
дущим способом.Центрирование по боковым поверхностям (рис. 7, в) применяют
тогда, когда по условиям работы (знакопеременная или значительная
по величине нагрузка) требуется минимальный зазор между зубьями
вала и впадинами в отверстии, а требования к точности центрирова¬
ния являются второстепенными (типичный пример — карданное сое¬
динение).
ОБРАБОТКА ВАЛОВ И ОТВЕРСТИЙ413При центрировании по наружному диаметру на углах зубьев вала
делают фаски или скругления, а при центрировании по внутреннему
диаметру или в случае необходимости обеспечения контакта боковых
сторон зубьев вала и впадин отверстия по возможно большей поверх¬
ности в углах впадин зубчатого вала делают канавки.При любом способе центрирования на углах зубьев и впадин отвер¬
стия делают фаски и скругления.Профиль зубьев прямобочного зубчатого соединения обычно выпол¬
няют так, чтобы толщина зубьев в поперечном сечении вала приблизи¬
тельно равнялась ширине впадин по дуге окружности диаметра D
или d (табл. 2). Соединения выполняют чаще с четным числом зубьев,
что облегчает изготовление и контроль сопряженных деталей.2. Размеры цилиндрических нрямобочных зубчатых
(шлицевых) соединений в мм(ГОСТ 1139-58)Форма сечения
валаИсполнение А Форма сечения Исполнение S
J?*59 втулки/Номиналь¬
ный размер
z X d X Dиd\не менееане менееНоминаль¬
ный раз¬
мерПредель¬
ное откло¬
нениеЛегкая серия6Х23Х 26
6Х26Х 30
6X28X32
8Х 32 X 36
8X36X40
8X42X46
8X46X50
SX 52Х 58
8X56X62
8X62X68
10X72X78
10X82X88
10X92X98
10Х Ю2Х Ю8
ЮХ 1 12Х 120667678
9101012121214161822,124.626.730.434.5
40,444.649.753.659.869.679.389.499.9
108,83,543,854.03
2,71
3,465.03
5,75
4,89
6,38
7,31
5,45
8,6210,08
11,49
10,720,30,30,30,40,40.40,40,50,50,50,50,50.50,50,5+ 0,2
+ 0,2
1-0,2
+ 0,2
+ 0,2
+ 0,2
+ 0,2
+ 0,3
+ 0,3
+ 0,3
+ 0,3
+ 0,3
+ 0,3
+ 0,3
+ 0,30,20,20,20,30,30,30,30,50,50,50,50,50,50,50,5
414 ЗУБЧАТЫЕ ШЛИЦЕВЫЕ) СОЕДИНЕНИЯПродолжение табл. 2Номиналь¬
ный размер
2 X d X DЬdtне менееане менееfгнеболееНоминаль¬
ный раз¬
мерПредель¬
ное откло¬
нениеСредняя серия6X11X1439,90,3h0,20,26 X 13X163,512,0—0,3+ 0,20,2бх 16X20414,54—0,3+ 0,20,26 X 18X22516,7—0,3+ 0,20,26X21 Х25519,51,950,3+ 0,20,26Х 23X28621,31,340,3+ 0,20,26X26X32623,41,650,4+ 0,20,36Х 28 X 34725,91,700,4f-0,20,38X32X38629,4—0,4+ 0,20,38X36X42733,51,020,4+ 0,20,38X42X48839,52,570,4+ 0,20,38X46X54942,7—0,5ЬО.З0,58 X 52X601048,72,440,5-0,30,58Х 56Х 651052,22,50,5-0,3'0,58X62X721257,82,40,5-0,30,510X72X821267,4—0,5-0,30,510Х 82X921277,13,00,5-0,30,510 Х92 X 1021487,34,50,5--0,30,510Х 102 X 1121697,76,30,5-0.30,510Х 112 X 12518106,34,40,5+ 0,30,5Тяжелая серия10 X 16X202,514,1i S0,3+ 0,20,210Х 18X23315,60,3+ 0,20,210X21 Х26318,5aoS0,3*-(- 0,20,210Х 23X29420,3О £ К0,3+ 0,20,210X26X32423,0ч 2 5D Л ш0,4+ 0,20,310X28X35424,4Уе °
54 «г* ь0,4+ 0,20,310X32X40528,0о0,4+ 0,20,310Х 36X45531,3д п0,4+ 0,20,310X42X52636,9в S s0,4+ 0,20.310X46X56740,9“ а к0,5+ 0,30,516X52X60547,0CJ яас Ч w0,5+ 0,30,516X56X65550,6si*0,5+ 0,30,516X62X72656,10,5+ 0,30,516X72X82765,98Я30,5+ 0,30,520X82X92675,60,5+ 0,30,520 X 92 X 102785,5я £0,5+ 0,30,520 X 102 X 115898,7ч к *га х ю0,5+ 0,30,520 X 1 12 X 1259104Мао0,5+ 0,30,5Примеч а н ия: 1. Размер а дан для валов в исполнении Априизготовлениизубчатых соединений легкойи среднейсерии методомобкатывания.2. Размерг у зубчатого вала в исполнении В дан для случаев,когда вал изготовляют не методом обкатывания.3. ГОСТ1 139-58 не распространяется на допуски ипосадки соеди-нений, имеющих натяг, а такжесоединении с центрированием пона*ружному диаметру при закаленной втулке.
ОБРАБОТКА ВАЛОВ И ОТВЕРСТИЙ415Обработка наружных зубчатых поверхностейНаиболее целесообразно обрабатывать наружные зубчатые поверх¬
ности на валах специальными шлицевыми червячными фрезами на
шлицефрезерных станках (например, мод. 5617, 5618 и т. п.). Для
нарезания зубьев небольшой длины методом обкатки можно исполь¬
зовать зубофрезерные станки; зубчатые валы нарезают также на резьбо¬
фрезерных станках.Валики с короткими зубьями, у которых к зубчатой части примы¬
кает буртик или ступень большого Диаметра, что исключает возмож¬
ность нарезания фрезами из-за отсутствия места для выхода фрезы,
обрабатывают долблением при помощи специальных долбяков на зубо¬
долбежных станках (например, мод. 5А12, 514, 516, 5162 и др.).Принцип нарезания зубьев зубчатых (шлицевых) валов методом
обкатки тот же, что и при нарезании зубьев зубчатых колес.В зависимости от требуемой точности и размеров зубья нарезают
в один или два прохода. Для чистового нарезания применяют обычно
однозаходные червячные фрезы, которые обеспечивают обработку
с точностью по ширине в пределах 0,05—0,08 мм и выше (табл. 3).
При такой обработке обычно оставляют припуск на шлифование 0,15—0,2 мм на сторону.3. Точность изготовления зубьев зубчатых (шлицевых) валов
при обработке однозаходными червячными фрезами в ммНаружный
диаметр зуб¬
чатого вала
в ммФрезы нешлифованные| Фрезы шлифованныеЧ ислозубьев6' и 810и более6■ и 810и болееШи¬ринаДиаметрокруж¬ностивпадинШиринаШи¬ринаДиаметрокруж¬ностивпадинШиринаДо 350,050,050,050,0250,0250,025Св. 35 до 500,050,100,050,0250,0250,025» 50 » 600,050,100,0750,0250,0250,0560 и более0,0750,120,0750,050,050,05У фрез для нарезания зубьев при центрировании по дну впадин
зубья имеют «усики» для образования канавок, обеспечивающих
выход круга при шлифовании боковых сторон зубьев или впадины.Черновое нарезание нередко выполняют двухзаходной фрезой,
позволяющей увеличить производительность труда в 1,5—1,8 раза,
или способом копирования на обычных горизонтально-фрезерных стан¬
ках при помощи делительной головки. Последний способ по сравнению
с нарезанием методом обкатки дает меньшую точность.Обработку методом копирования можно производить специальными
фасонными цилиндрическими фрезами сразу по всему профилю впадины
или в два приема. В последнем случае сначала парными цилиндриче¬
скими фрезами обрабатывают боковые поверхности зубьев (рис. 8, а, б),
а затем специальной фасонной фрезой (или заточенной по шаблону
дисковой фрезой) — впадину (рис. 8, в).
416ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯМетодом копирования, как и методом обкатки, зубья обрабатывают
чаще всего в два прохода. При черновой обработке ширина с дистан¬
ционной втулки (рис. 8, а, б) должна обеспечивать припуск по ширине
зуба на чистовую обработку в пределах 0,8—1,2 мм.Рис. 8. Обработка зубчатого вала цилиндрическими
и фасонными фрезамиОсобенности приведенных способов нарезания зубьев валов и области
их применения приведены в табл. 4.Кроме указанных способов чистовую обработку боковых поверх¬
ностей зубьев можно производить скоростным тонким фрезерованиемРис. 9. Сборная твердосплавная двусторонняя фреза для ско¬
ростного чистового фрезерования боковых поверхностей
шли цевтвердосплавным инструментом в виде наборной двусторонней фрезы
(рис. 9) на горизонтально-фрезерном станке, снабженном точным дели¬
тельным приспособлением, или иа шлицешлифовальиом станке с за¬
меной абразивного круга указанной фрезой. Этот метод исключает
необходимость применения профильных фрез высокого класса точности
. Борисов, В. П. Сакаров4. Особенности и области применения существующих методов нарезания зубьев
зубчатых (шлицевых) валовМетодобработкиЭскиз обработкиПреимуществаметодаобработкиНедостаткиметодаобработкиОбластьпримененияФрезерование
зубьев за один
проход червяч¬
ной фрезой на
зубофрезерном
станкеВысокая про¬
изводительностьНе обеспечи¬
вает повышен¬
ной точности и
чистотыДля окончатель¬
ной обработки толь¬
ко для валиков не¬
большого диаметра
(до 35 мм) с подвиж¬
ной посадкой, а
также для валиков,
проходящих даль¬
нейшую обработку
на шлице шлифо¬
вальном станке на
заводах с мелкосе¬
рийным производ¬
ствомПредвари¬
тельное фрезе¬
рование про¬
филя одновре¬
менно тремя
фасонными ци¬
линдрическими
фрезами на го¬
ризонтально-
фрезерном стан¬
кеПроизводи¬
тельность выше,
чем при нареза¬
нии однозаход-
ной червячной
фрезой. Стои¬
мость дисковой
фрезы ниже чер¬
вячнойСтоимость экс¬
плуатации го¬
ризонтально-
фрезерного стан¬
ка ниже, чем спе¬
циального зубо¬
фрезерногоСложность и
длительность
установки грех
фрез, а также
разнообразие в !
инструменте и
оборудованииВ крупносерий¬
ном производстве,
где по техническим
условиям требуется
фрезерование в два
проходаОБРАБОТКА ВАЛОВ И ОТВЕРСТИЙ
Продолжение табл. 4 ^МетодобработкиЭскиз обработкиПреимуществаметодаобработкиНедостаткиметодаобработкиОбласть примененияПроизводи¬
тельность выше,
чем при нареза¬
нии однозаход-
ной червячной
фрезой. Стои¬
мость фрезы ни¬
же червячной
Стоимость экс¬
плуатации го¬
ризонтально-
фрезерного стан¬
ка ниже, чем спе¬
циального зубо¬
фрезерногоСложность и
! длительность
установки трех
фрез, а также
разнообразие в
в инструменте и
оборудованииВ крупносерий¬
ном производстве,
где по техническим
условиям требуется
фрезерование в два
проходаОкончатель¬Г пное фрезерова¬ние профиля
червячной фре¬
зой на зубофре¬
зерном станкеЧерновое иПо сравнениюВысокая стои¬В мелкосерийномчистовое фрезе¬1с предыдущим—
однообразие ре-мость режу¬производстверование про¬
филя червячной
фрезой на зубо¬
фрезерном. стан¬
кещего инстру-по от2 / ПАПпаи-жупугп ИНСТру*
мента и обору¬
дованияMcnld \ “v|/d/1 чные фрезы) и
оборудования
(специальное).
Производитель¬
ность ниже, чем
при предыдущем
способеЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯ
Продолжение табл. 4ПреимуществаметодаобработкиВысокая про¬
изводительность
и точность об¬
работкиНедостаткиметодаобработкиОбласть примененияВ исключитель¬
ных случаях для
валиков небольшой
длины с короткими
зубьямиПриме нение
для первой опе¬
рации нормаль¬
ных трехсторон¬
них цилиндри¬
ческих фрез.
Обработку ведут
на простом го¬
ризонтально-
фрезерном стан¬
кеОбработка за
два уста нова,
а каждый из
элехментов наре¬
зают по су¬
ществу за один
проход; следо¬
вательно, при
больших затра¬
тах времени на
обработку не
достигают тре¬
буемой точности
и чистотыВ ремонтных ма¬
стерских при отсут¬
ствии обкаточных
станков и червяч¬
ных шлицевых фрез.
Для станкострои¬
тельных заводов не
рекомендуетсяМетодобработкиНарезание ко¬
ротких зубьев
специальным
долбяком на зу¬
бодолбежном
станкеФрезерование
боковых граней
трехсторонней
цилиндрической
фрезойФрезерование
внутреннего
диаметра цилин¬
дрической фа¬
сонной фрезойЭскиз обработкиОБРАБОТКА ВАЛОВ И ОТВЕРСТИЙ
420ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯи в ряде случаев весьма трудоемкого процесса шлифования зубьев,
а также позволяет изготовлять зубья повышенной твердости (до HRC 45),Окончательная обработка зубьев торцовыми твердосплавными фре¬
зами обеспечивает высокую точность их профиля и чистоту обработки
в пределах 4—6-го класса чистоты поверхности по ГОСТу 2789-59.
В условиях ремонтных мастерских при отсутствии необходимого обо¬
рудования и инструмента иногда зубья на длинных зубчатых валах
обрабатывают строганием фасонным резцом на продольно-строгальном
станке. Возможна также обработка зубьев на токарных станках при.
помощи специального приспособлния.При обработке небольших валов в качестве технологических баз
используют центровые отверстия, а при обработке крупных валов —
основные или вспомогательные базы детали, чаще всего — подшипни¬
ковые шейки. Валы устанавливают на призмах, а деление производят
по предварительной разметке.Для повышения прочности и сопротивляемости износу зубчатые
валы подвергают термической обработке с нагревом в печах или токами
высокой частоты.После термической обработки происходит деформация зубчатого
вала и поэтому центрирующие элементы вала следует подвергать шли¬
фованию.В зависимости от метода центрирования, принятого в зубчатом соеди¬
нении, применяют разные способы шлифования зубчатых валов.При центрировании по наружному диаметру шлифуют вал по на¬
ружному диаметру и боковые поверхности зубьев или только вал по на¬
ружному диаметру.При центрировании по боковым поверхностям зубьев шлифуют их
боковые стороны и наружный диаметр зубчатого вала.При центрировании по внутреннему диаметру производят шлифо¬
вание по внутреннему диаметру и боковым сторонам зубьев вала и
по внутреннему диаметру втулки на базе начальной окружности зуб¬
чатого колеса.В ремонтных цехах для шлифования боковых поверхностей зубьев
и вала по внутреннему диаметру иногда используют плоскошлифоваль¬
ные станки с продольным столом, устанавливая на него специальное
приспособление (рис. 10).Существуют следующие способы шлифования зубчатых валов.1. Шлифование боковых граней зубьев и вала по внутреннему
диаметру профильным кругом на шлицешлифовальном станке (рис. 11).
Этот способ, являющийся наиболее целесообразным, имеет следующие
преимущества: а) для его осуществления требуется простой одно¬
шпиндельный станок; б) незначительное влияние неравномерного износа;
в) приспособление для правки круга мох<ет быть установлено непосред¬
ственно на кожухе шпинделя; г) шлифование по всему профилю про¬
изводится за один установ, что позволяет избежать возможных ошибок
при перестановках; д) точность этого способа вполне соответствует
техническим условиям зубчатого соединения. Недостатком способа
является повышенное количество переточек и износ круга.2. Шлифование боковых граней зубьев и вала по внутреннему
диаметру тремя кругами одновременно на одношпиндельном шлице¬
шлифовальном станке (рис. 12).Достоинствами этого способа являются высокая производительность,
а также (как и при предыдущем способе) проведение операции за один
установ на простом одношпиндельном станке.
ОБРАБОТКА ВАЛОВ И ОТВЕРСТИЙ421Недостатками этого способа являются: а) значительные затраты
времени на установку трех кругов; б) неравномерный износ шлифо¬
вальных кругов; в) необходимость использования специального при¬
способления для правки кругов и удлиненного стола станка для уста¬
новки этого приспособления.Возможные способы шлифования боковых граней зубьев и вала по
внутреннему диаметру как одновременно на двухшпиндельном шлице¬
шлифовальном станке, так и раздельно на одношпиндельном шлице¬
шлифовальном станке не могут быть рекомендованы для широкого ис¬
пользования: первый — ввиду необходимости применения сложногошлифования боко¬
вых граней зубьев
и вала по внутрен¬
нему диаметру про¬
фильным кругомРис. 12. Схема
шлифования боко¬
вых граней зубьев
и вала по внут¬
реннему диаметру
тремя кругамиРис. 13. Приспособление для уста¬
новки зубчатых валиков перед шли¬
фованием зубьеви дорогого станка; второй — ввиду малой производительности и не¬
высокой точности.Для обеспечения правильного положения при шлифовании зубьев
зубчатый вал устанавливают на станке при помощи приспособления,
приведенного на рис. 13.Необходимую форму придают шлифовальным кругам правкой алма¬
зами при помощи специальных копирных приспособлений (рис. 14).
Приспособления настраивают при помощи шаблонов.
422ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯДля получения правильно отшлифованного вала приспособление
для правки круга должно быть установлено таким образом, чтобы
линия, проходящая через центр оправки среднего алмаза, совпадала
с осью вала, в противном случае могут быть искажения. Параллель-6)Рис. 14. Приспособления для правки шлифовальных кругов:
а — одного круга; б — одновременно трех круговность шлифуемых поверхностей к оси вала и одинаковая глубина
шлифования достигаются точной установкой центров задней и передней
бабок в горизонтальной и вертикальной плоскостях. Точность шага
шлифуемых валов зависит от точности делительного диска и надежности
фиксации последнего.Обработка внутренних зубчатых поверхностейПротягивание является высокопроизводительным способом обра¬
ботки зубчатых отверстий и обеспечивает достаточно высокую их
точность.При отсутствии специальных протяжных станков и инструмента
зубья в отверстиях изготовляют строганием или долблением, причем
при изготовлении зубьев в отверстиях большого диаметра проводят
предварительную разметку, а небольшого — применяют делительную
головку.Обработку долблением и строганием проводят обычно резцом,
заточенным по ширине зуба. Этот способ обработки малопроизводителен
и требует высокой квалификации.
ОБРАБОТКА ВАЛОВ И ОТВЕРСТИЙ423Основным видом инструмента для изготовления зубчатых отверстий
методом протягивания является многошлицевая протяжка (рис. 15, а).
Зубья протяжек выполняют двух форм (рис. 15, б): форма / с очерта¬
нием дна канавки дугой окружности и формы II с очертанием дна
канавки дугой оружности и прямой линией — удлиненная впадина.Наиболее употребительна форма /. Удлиненный контур впадин по
форме II применяют при протягивании длинных отверстий или в тех
случаях, когда поперечное сечение протяжки мало и протяжка пере¬
гружена. Удлиненный контур впадины позволяет уменьшить ее глу¬
бину с сохранением объема для размещения стружки.а\ протяжка и профили ее/ зубьевРазмеры протяжки определяют, исходя из окончательного и исход¬
ного размеров отверстия, определяющих припуск на протягивание,
длины протягиваемого отверстия и материала детали.Когда протягивают отверстие, имеющее большую длину, чем то,
на которое рассчитана протяжка, для уменьшения количества снимае¬
мой стружки и возможности размещения ее во впадинах зубьев про¬
тяжки необходимо производить предварительную обработку зубьев,
например, долблением.Условные обозначения протяжек, применяющихся для обработки
зубчатых отверстий с прямобочным профилем, приведены в ГОСТе
7943-63.Кроме обычных, для обработки зубчатых отверстий применяют
также прогрессивные протяжки (рис. 15, в).Для ремонтных цехов заводов среднего машиностроения наиболее
целесообразно использовать протяжные станки с усилием 10—20 т.При отсутствии такого станка обработку зубчатых отверстий в ре¬
монтных мастерских можно производить на специально переоборудо¬
ванном токарно-винторезном станке (рис. 16).Вместо протягивания при отсутствии необходимого оборудования,
зубчатые отверстия можно получать прошиванием на гидравлическом
или винтовом прессе.Прошивка отличается от протяжки главным образом меньшей
длиной. Для предупреждения продольного изгиба длину рабочей части
прошивки делают не более 15 диаметров ее. Поэтому одну протяжку
при прошивании заменяют несколькими короткими прошивками, по¬
очередно проталкиваемыми через отверстие. Количество прошивок
зависит от глубины зубьев и длины хода пресса.
424ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯДля уменьшения трудоемкости изготовления прошивки в условиях
ремонтного производства кольцевые канавки (впадины) зубьев про¬
шивки заменяют одной или двумя винтовыми канавками (рис. 17).Прошивки изготовляют из инструментальных легированных сталей
(ХВГ, 9ХС), но в условиях ремонтного производства допустимо при-
_ менение для этой цели и углеродистых сталей
(УЮА, У12А).Применение прошивок особенно оправдываетI I \ себя при обработке зубчатых отверстий неболь-Рис. 16. Схема токарно-винторезного станка, переоборудованного
для протягивания зубчатых отверстийшого диаметра, где никакие другие способы не дают удовлетворитель¬
ных результатов.Многошлицевые протяжки — сложный и дорогостоящий инстру¬
мент, поэтому в ремонтном деле и индивидуальном производстве их
иногда заменяют одношлицевыми или шпоночными протяжками. В этомРис. 17. Прошивка для обработки зубчатых отверстийслучае каждый зуб отверстия протягивают в отдельности с направле¬
нием протяжки по адаптору; деление по шагу осуществляют путем
поворота детали в приспособлении. Радиус установки фиксатора в при¬
способлении должен быть по возможности большим для повышения
точности углового шага зубьев.На рис. 18 показано приспособление для протягивания зубчатых
отверстий шпоночной протяжкой. Оно состоит из фланца 3, делитель¬
ного диска 2, пружины /, втулки 10, фиксатора 9, зажимных кулач¬
ков 7, сменной оправки 4 и болтов 5 и 6. Обрабатываемую деталь 8
ОБРАБОТКА ВАЛОВ И ОТВЕРСТИЙ425насаживают на оправку (по скользящей посадке), закрепляют зажим¬
ными кулачками на диске и протягивают первый зуб за несколько
проходов. Ширина паза во фланце и установочной оправке должна
быть равна ширине протяжки плюс 0,02—0,03 мм, а ширина протяжки —
ширине зуба обрабатываемой детали.Глубину паза во фланце и установочной оправке делают с таким
расчетом, чтобы протяжка выступала над пазом на 1,5—2 мм. При
таком положении протяжки в пазу фланца высота зуба в отверстии
после первого прохода будет также равна 1,5—2 мм. Для дальнейшегоAf*. А-АРис. 18. Приспособление для протягивания зубчатых отвер¬
стий шпоночной протяжкойнарезания зуба до требуемой высоты пользуются прокладками, уклады¬
ваемыми на дно паза фланца под протяжку. При переходе к обработке
следующего паза рукояткой выводят фиксатор из отверстия диска,
поворачивают последний вместе с обрабатываемой деталью на требуе¬
мый угол и фиксируют его в этом положении.Зубчатые колеса и втулки, центрируемые по наружному диаметру
вала, после протягивания отверстия подвергают чистовой токарной
обработке на зубчатой (шлицевой) оправке. Нарезание зубьев у колес
производят также на этой оправке.При центрировании по наружному диаметру зубчатое отверстие
протягивают как перед, так и после термической обработки. Для этого
твердость поверхности зубьев, подлежащих протягиванию, после тер¬
мической обработки не должна превышать HRC 36, что достигается
нанесением при цементации на соответствующих поверхностях защит¬
ных покрытий (обмазок из жидкого стекла с различными примесями,
омеднения и т. п.). При протягивании после термической обработки
одновременно с исправлением дна зубчатых пазов, на которых цен¬
трируется деталь, калибруют и боковые стороны зубьев. Под второе про¬
тягивание припуска обычно не оставляют, так как оно предназначено
для устранения деформации, возникающей при термической обработке.Протягивание после термической обработки иногда заменяют ка¬
либрованием прошивкой на прессе. Перед калиброванием зубьев
426ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯцилиндрическую поверхность отверстия шлифуют, чтобы создать на¬
правление калибрующему инструменту и обеспечить соосность наруж¬
ных поверхностей детали и посадочных поверхностей зубьев.Рис. 19. Приспособление для шлифования боковых поверх¬
ностей шлицевых пазов:1 — ведущий шкив; 2иЗ - приводные ремни; 4 — шлифо¬
вальный кругЗубчатые отверстия при центрировании по внутреннему диаметру
обрабатывают в следующей последовательности: предварительная
обработка отверстия и торца; протягивание круглого отверстия и
зубьев; обработка наружных поверхностей и торцов на оправке; терми¬
ческая обработка детали; шлифование на внутришли-
фовальном станке цилиндрической поверхности (по¬
верхности, сопрягаемой с дном впадин зубьев вала).При центрировании по боковым поверхностям
зубьев калибруют прошиванием только эти поверх¬
ности.Для выравнивания боковых поверхностей зубча¬
тых пазов после термической обработки можно при¬
менять также притирку чугунными или абразив¬
ными притирами с маслом и наждаком. Притиру
сообщают возвратно-поступательное движение и
качание вокруг оси шпинделя, в результате кото¬
рого боковые плоскости
выступов притира при
движении его вверх каса¬
ются одних боковых сто¬
рон зубьев, а при движе¬
нии вниз — других. Угол
качания устанавливают,
исходя из разности между
шириной выступов при¬
тира и из требующейся
ширины зубчатого паза.
Притирке одновременно
подвергают все зубчатые
пазы, но для исключения
неравномерного износа
Рис. 20. Конструкция шпинделя и схема его неточностей поитиоаприменения при шлифовании боковых поверх- и неточностей притираностей зубчатых пазов ПОСЛеднИИ периодически
КОНТРОЛЬ ПРЯМОБОЧНЫХ ЗУБЧАТЫХ СОЕДИНЕНИЙ 427поворачивают на один или несколько пазов. Этот способ доводки
зубчатых пазов исключает необходимость изолирования от цементации
поверхности зубчатого отверстия, благодаря чему твердость их может
быть более высокой.На рис. 19 показано приспособление для шлифования боковых
поверхностей зубчатых пазов, которые можно использовать при исправ¬
лении боковых поверхностей пазов, снятии заусенцев и очистки от ока¬
лины. Высокой точности относительного расположения зубчатых пазов
по шагу и профилю при помощи этого приспособления получить нельзя.На рис. 20, а и б приведены конструкции шпинделя специального
станка для шлифования боковых поверхностей зубчатых пазов и схема
его работы.По внутренней полости шпинделя от насоса под давлением до 14 am
подается жидкость, сообщающая вращение небольшому турбинному
колесу. Струя жидкости, ударяясь о лопатки колеса, заставляет его
вращаться со скоростью до 22 тыс. об/мин.Шлифовальный круг 2 насаживают непосредственно на корпус
турбинного колеса 1.Стол, на котором укрепляют обрабатываемое изделие, снабжен дели¬
тельным приспособлением, при помощи которого изделие поворачивает¬
ся на определенный угол в зависимости от числа шлифуемых пазов.Данный способ доводки зубчатых отверстий не получил широкого
распространения, но заслуживает внимания, так как при нем можно
шлифовать боковые поверхности пазов зубчатых отверстий с закален¬
ными поверхностями.КОНТРОЛЬ ПРЯМОБОЧНЫХ ЗУБЧАТЫХ СОЕДИНЕНИЙКонтроль зубчатых участков деталей должен включать как проверку
основных элементов, так и комплексную проверку всего соединения.
Последняя имеет своей главной целью проверку равномерности окруж¬
ного шага между зубьями и впадинами и параллельность их осям валов
и втулок, а косвенно позволяет судить о минимальных по втулке и
максимальных по валу размерах зубчатого соединения.Для измерения отдельных элементов соединения обычно исполь¬
зуют средства и методы измерения отдельных элементов зубчатых колес,
резьбовых и гладких цилиндрических соединений.Проверку размеров наружного диаметра Da втулки и внутреннего
диаметра ds вала производят при помощи специальных гладких пре¬
дельных калибров — пробок и скоб (рис. 21, а).Размеры внутреннего диаметра dA и ширины паза Ъ втулки, наруж¬
ного диаметра Db и толщины зуба b вала проверяют соответственно при
помощи обычных предельных калибров — пробок, пластин и скоб.Комплексную проверку соединения осуществляют специальными
комплексными калибрами. Так, для проверки втулок соединений,
центрируемых по D и Ь> пользуются калибрами-пробками с одним на¬
правляющим пояском (рис. 21, б), который служит только для направ¬
ления калибра при вводе его в проверяемое отверстие. Для проверки
втулок соединений, центрируемых по d, пользуются калибрами-проб¬
ками с двумя поясками по краям зубчатого участка (рис. 21, в), выпол¬
няющими функции центрирующего диаметра. Для проверки валов
служат калибры-кольца (рис. 21, г).Профиль боковых сторон зубьев проверяют при помощи делитель¬
ной головки и рычажного прибора (рис. 22).
f)г)Рис. 21. Калибры для контроля зубчатых соединенийРис. 22. Схема измерения профиля боковых сторон
зубьев зубчатого соединения:
а—с прямобочным профилем зубьев, первое по¬
ложение; б—то же, второе положение; в—с тре¬
угольным профилем зубьев, первое положение;
г — то же, второе положение; 1 — индикатор;2 — делительная головкаЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯ
5. Возможные погрешности при окончательной обработке
зубчатых (шлицевых) валов и методы их устраненияПричинапогрешностиЭскиз обработкиСредства об¬
наруженияПоследствияМетод устраненияНепараллельность
линий ,центров на¬
правляющим ста¬
нины в вертикаль¬
ной плоскостиИндикатор;
центры с де¬
лительным
дискомПри подвижных посад¬
ках на одном конце вала
заклинивание, на другом
большие зазоры в сопря¬
жении, ведущие к прежде¬
временному износу соеди¬
нения. При неподвижных
посадках слабый однобокий
зажим, соединение стано¬
вится ненадежнымДобиться парал¬
лельности линий
центров направляю¬
щим станины в го¬
ризонтальной пло¬
скостиИзогнутость на¬
правляющих ста¬
нины в горизон¬
тальной плоскостиТо жеПри подвижных посад¬
ках втулки на концах ва¬
лика заклинивание, на се¬
редине излишнее качаниеПришабрить на¬
правляющие ста¬
ниныПрогиб вала от
повышенного режи¬
ма шлифования
вследствие малого
диаметра или изо¬
гнутости станиныТо жеПри подвижных посад¬
ках втулки на середине
валика заклинивание, на
концах излишнее качаниеТонкие валы
шлифовать с пони¬
женной вертикаль¬
ной и горизонталь¬
ной подачей и по¬
вышенной окруж¬
ной скоростью шли¬
фовального круга <КОНТРОЛЬ ПРЯМОБОЧН ЫХ ЗУБЧАТЫХ СОЕДИНЕНИЙ 429
Продолжение табл. 5 £ПричинапогрешностиЭскиз обработкиСредстваобнаруженияПоследствияМетод устраненияОсь шпинделя не
перпендикулярна к
направляющим ста¬
нины в горизон¬
тальной плоскостиr—Индикатор;
центры с де¬
лительным
дискомСоприкосновение с со¬
пряженной деталью в двух
противоположных точках,
благодаря чему увеличи¬
вается износ соединенияДобиться перпен¬
дикулярности оси
шпинделя к направ¬
ляющим станины
в горизонтальной
плоскостиj [j {—Неточность уста¬
новки алмазов для
правки кругаUСкобаЦентрирование не по
окружности, а в одной или
двух точкахДобиться совпа¬
дения оси враще¬
ния центрального
алмаза с осью ва¬
ликаНеточность уста¬
новки алмазов для
правки круга-cf f-ШаблонПлощадь соприкоснове¬
ния по боковой поверхно¬
сти с сопряженной деталью
уменьшается, что ведет
к увеличению удельного
давления, смятию и бы¬
строму износуВзаимные распо¬
ложения боковых
алмазов установить
точно по шаблонуЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯ
Продолжение табл. 5ПричинапогрешностиЭскиз обработкиСредства об¬
наруженияПоследствияМетод устраненияРадиус централь¬
ного алмаза уста¬
новлен больше или
меньше внутреннего
радиуса (шлифуе¬
мого вала)I — радиус алма¬
за больше ра¬
диуса валика;
II — ось алмаза не
совпадает с
осью валика;
III — радиус и ось
алмаза совпа¬
дают с радиу¬
сом и осью
валика;/V — радиус алма¬
за меньше ра¬
диуса валикаШаблонПлощадь соприкоснове¬
ния по окружности с со¬
пряженной деталью значи¬
тельно уменьшается, что
ведет к увеличению удель¬
ного давления.и быстрому
износуРадиус централь¬
ного алмаза сле¬
дует установить
равным внутрен¬
нему радиусу ва¬
ликаВлияние износа
шлифовального
кругаИндикатор;
центры с де¬
лительным
дискомПри соединении с зуб¬
чатым колесом биение по
начальной окружности,
что ведет к увеличенному
шуму и износуПеред оконча¬
тельным проходом
должна быть про¬
изведена правка
шлифовального
круга. Вертикаль¬
ная подача должна
быть минимальнойНеточность дели¬
тельного механизмаТо жеСокращается количество
шпонок, участвующих в
работе, увеличивается на¬
грузка, что ведет к уско¬
ренному износуУстановить точ¬
ный делительный
диск и фиксаторКОНТРОЛЬ ПРЯМОБОЧНЫХ ЗУБЧАТЫХ СОЕДИНЕНИЙ
432ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯВ процессе проверки вал поворачивают на 180° при помощи дели¬
тельной головки.Неконцентричность наружного и внутреннего диаметров (главным
образом у валов с прямобочным профилем зубьев) проверяется в цен¬
трах или призмах посредством индикаторов или миниметров.В табл. 5 указаны возможные погрешности при окончательной
обработке зубчатых валов и методы их устранения.ДОПУСКИ И ПОСАДКИ ЗУБЧАТЫХ СОЕДИНЕНИЙДопуски и посадки зубчатых соединений устанавливают исходя
из назначения соединения и принятого способа центрирования втулки
относительно вала.В большинстве случаев по сопрягаемым поверхностям предусматри¬
вают зазоры; неподвижные посадки с натягом встречаются редко.При выборе величины зазора необходимо принимать во внимание
условия работы соединения; требуемую точность центрирования, ча¬
стоту и длину пути перемещения втулки, величину усилий, которые
необходимо преодолеть при перемещении втулки, обеспечение доста¬
точного слоя смазки между трущимися поверхностями. Чем длиннее
путь и частота перемещения втулки, тем большим должен быть зазор
между сопрягаемыми поверхностями для облегчения ее перемещения.
Если к точности центрирования предъявляют высокие требования, то
величина зазора принимается минимальной.По нецентрирующим диаметрам всегда предусматривают зазор
значительной величины, обеспечивающей сопряжение только по по¬
садочным поверхностям. Величину этого зазора устанавливают с уче¬
том размеров фасок и закруглений у зубьев и впадин, а также допускае¬
мой величины эксцентричности наружного и внутреннего диаметров.В основу построения системы допусков на зубчатые соединения по¬
ложена система отверстия, обеспечивающая экономию дорогостоящего
инструмента — протяжек.Допуски и посадки зубчатых соединений с прямобочным профилем
зубьев. В табл. 6—8 приведены допуски и посадки для зубчатых соеди¬
нений с прямобочным профилем для диаметров от 11 до 120 мм по
ГОСТу 1139-58.Посадки по поверхностям центрирования (d или D) устанавливают
из числа посадок в системе отверстия по действующим стандартам на
посадки гладких цилиндрических поверхностей (ОСТ 1012, ОСТ 1013
и ОСТ НКМ 1016).Посадки по боковым сторонам зубьев устанавливают также по
системе отверстия, причем с нулевой линией совмещают суммарное
отклонение ширины впадин отверстий. Допуски и посадки на соеди¬
нения с натягом по b стандартом не установлены.Отклонения размеров профиля отверстия и вала отсчитывают от
номинальных размеров d, D а Ь, приведенных в табл. 2.Верхние предельные отклонения толщины зубьев вала и нижние
предельные отклонения ширины впадин отверстия, указанные в ГОСТе,
не являются обязательными и их можно корректировать по опытным
данным.Для обеспечения взаимозаменяемости соединений проводится кон¬
троль их элементов комплексными проходными и поэлементными не¬
проходными калибрами. При этом для сокращения количества комплекс¬
ных калибров предельные суммарные отклонения центрирующих
ДОПУСКИ И ПОСАДКИ ЗУБЧАТЫХ СОЕДИНЕНИЙ 4336. Предельные отклонения размеров d н b отверстий
и валов при центрировании по d в мк(ГОСТ 1 139-58)Условное обозна¬
чение поля допускаНаименова *
ние предель¬
ного откло¬
ненияпИнтервал внутренних диаметров
d в ммСв. 10
ДО 18Св. 18
до 30Св. 30
до 50Св. 50
до 80Св. 8о
до 120Предельные отклонения диаметра центрирования dОтверстияАВерхнееНижнееСуммарное+ 19
0
— 9+ 23
0— 10+ 27
0-12+ 30
0— 14+ 35
0— К*А2 аВерхнееНижнееСуммарное+ 27
0— 9+ 33
0— 10+ 39
0— 12+ 46
0— 14+ 54
0— 16ВалаГСуммарноеВерхнееНижнее+ 33
+ 24
+ 12+ 40+ 30
+ 15+ 47+ 35
+ 18+ 54
+40
+ 20+ 60
+ 45
+ 23пСуммарноеВерхнееНижнее+ 15
+ 6
— 6+ 17
+ 7
— 7+ 20
+ 8
— 8+ 24
+ 10
— 10+ 28
+ 1^
— 12ССуммарноеВерхнееНижнее+ 9
0— 12+ 10
0— 14+ 12
0— 17+ 14
0-20+ 10
0— 23ДСуммарноеВерхнееНижнее+ 3
-6
-18+ 2
— 8
— 22+ 2
— 10
— 27+ 2
— 12
-32+ 2— 15— 38XСуммарноеВерхнееНижнее-8— 16
— 33-10-20-40— 13
—25— 50-16-30-60— 24— 40— 75ЛСуммарноеВерхнееНижнее-21
— 30-55ОООСГ>1 1 1— 38
-50
-85-50— 65— 105— 65— 80
— 1 25^2 аСуммарноеВерхнееНижнее+ 9
0— 18+ 10
0— 21+ 12
0— 25+ 14
0— 30+ 16
0— 35Л2аСуммарноеВерхнееНижнее—8— 32— 75—10
-40
— 92-13-50-112—16
-60
— 134—24
-72
— 1.VJ
434 ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯПродолжение табл. 6Условное обозначе¬НаименованиеИнтервал внутренних диаметров
d в ммние поля допускапредельногоотклоненияСв. 10
до 18Св. 18
до 30Св. 30
до 50Св. 50
до 80Св. 80
до 120Предельные отклонения размера ЪШиринывпадинотверстийUiВерхнееНижнееСуммарное+ 50
+ 30
0+ 60
+ 35
0+ 70
+40
0+ 90
+ 55
0+ 110
+ 70
0и2ВерхнееНижнееСуммарное+ 75
+40
0+ 95
+ 50
0+ 115+ 65
0+ 140+ 80
0+ 170
+ 100
0stnСуммарноеВерхнееНижнее+ 20
+ 7
— 11+ 25
+ 8
— 14+ 30
4-8
— 18+ 40+ ю
-20+ 50
+ 10
— 25stcСуммарноеВерхнееНижнее+ 14
0— 18+ 17
0— 21+ 22
0— 25+ 30
0— 30+ 40
0— 35ТолщинызубьевваловSjXСуммарноеВерхнееНижнее0— 14— 320— 17
—400— 22
-500— 30
-600-40— 75S2CСуммарноеВерхнееНижнее+ 14
0-35+ 17
0— 45+ 22
0— 50+ 30
0-60+ 40
0-70S2XСуммарноеВерхнееНижнее0-14— 500— 17— 600— 22
— 700-30
— 900-40
— 110СуммарноеВерхнееНижнее0— 30
-650-35
— 800-45-950-60
— 1200-80
— 1507. Предельные отклонения размеров Dub отверстий
и валов при центрировании по D в мк(ГОСТ 1139-58)УсловноеобозначениедопускаНаименованиепредельногоотклоненияИнтервал наружных диаметров
D в ммСв. 10
ДО 18Св. 18до 30Св. 30
до 50Св. 50
до 80Св. 80
до 120Предельные отклонения диаметра центрирования DОтверстияАВерхнееНижнееСуммарное+ 19
0— 9+ 23
0— 10+ 27
0— 12+ 30
0— 14+ 35
0-16
ДОПУСКИ И ПОСАДКИ ЗУБЧАТЫХ СОЕДИНЕНИЙ 435Продолжение табл. 7УсловноеНаименованиеИнтервал наружных диаметров
D в ммобозначениедопускапредельногоотклоненияСв. 10
ДО 18Св. 18
ДО 30Св. 30
до 50Св. 50
до 80Св. 80
до 120ОтверстияАзВерхнееНижнееСуммарное+ 35
0— 9+ 45
0— 10+ 50
0— 12+ 60
0— 14+ 70
0— 16ГСуммарноеВерхнееНижнее+ 33
+ 24
+ 12+ 40
+ 30
+ 15+ 47
+ 35
+ 18о о+ 60
+ 45
+ 23/7СуммарноеВерхнееНижнее+ 15
+ 6
— 6+ 17
+ 7
— 7+ 20
+ 8
— 8+ 24
+ 10
-10+ 28
+ 12
— 12ССуммарноеВерхнееНижнее+ 9
0—12+ 10
0— 14+ 12
0— 17+ 14
0— 20+ 16
0— 23ЛСуммарноеВерхнееНижнее+ 3
— 6
— 18+ 2
~h+ 2
— 10
— 27+ 2
— 12
— 32+ 2— 15— 38ВалаXСуммарноеВерхнееНижнее-8
— 16
-33— 10
— 20
-40— 13— 25— 50— 16— 30— 60— 24— 40— 75лСуммарноеВерхнееНижнее-8
-30
— 55— 10
—40
— 70— 13— 50— 85— 16— 65— 105— 24— 80
— 125шСуммарноеВерхнееНижнее— 8-45-75— 10
—60
— 95— 13— 75— 115— 16— 95— 145— 24— 120
— 175С2аСуммарноеВерхнееНижнее+ 9
0-18+ 10
0—21+ 12
0— 25+ 14
0-30+ 16
0— 35Л2аСуммарноеВерхнееНижнее— 8
-32
— 75— 10
— 40
-92— 13— 50— 112-16-60-134— 24— 72— 152Предельные отклоненияразмеров bШиринывпадинотверстийU3ВерхнееНижнееСуммарное+ 33
+ 140+ 40
+ 17
0+ 50
+ 22
0+ 60
+ 30
0+ 75
+ 40
0
436 ЗУБЧАТЫЕ ШЛИЦЕВЫЕ) СОЕДИНЕНИЯПродолжение табл. 7УсловноеобозначениедопускаНаименованиеИнтервал наружных диаметров
D в ммпредельногоотклоненияСв. 10
до 18Св. 18
до 30Св. 30
до 50Св. 50
до 80Св. 80
до 120Ширинывпадинотверстийи,ВерхнееНижнееСуммарное+ 50
+ 14
0+ 60
+ 17
0+ 70
+ 22
0+ 90
+ 30
0+ 110+ 40
0SinСуммарноеВерхнееНижнее+ 20
+ 7
-11+ 25
+ 8
— 14+ 30
+ 8
— 18+ 40
+ 10
— 20+ 50
+ 10
-26SiCСуммарноеВерхнееНижнее+ 14
0— 18+ 17
0
-21+ 22
0— 25+ 30
0— 30+ 40
0— 35stxСуммарноеВерхнееНижнее0— 14— 320-17
— 400— 22
— 500— 30— 600—40
— 76Толщинызубьевваловs2nСуммарноеВерхнее1$Нижнее+ 20
+ 7
— 30+ 25
+ 8
-35+ 30
+ 8
-40-1-40
+ 10
-50+ 50+ ю
-60S2CСуммарноеВерхнееНижнее+ 14
0— 35+ 17
0-45+ 22
0— 50+ 30
0— 60+ 40
0-70S2XСуммарноеВерхнееНижнее0—14
— 500— 17— 600—22-700— 30— 900—40-11082ЛСуммарноеВерхнееНижнее0— 30— 650-35
— 800— 45— 950— 60
— 1200— 80
— 150СуммарноеВерхнееНижнее0-30
— 850— 35— 1000-45
— 1200— 60
— 1500— 80
— 1858. Предельные отклонения размера Ь при центрировании
по боковым сторонам зубьев в мк(ГОСТ 1139-58)УсловноеобозначениеполядопускаНаименованиепредельногоотклоненияИнтервал внутренних диаметров
d в ммДо 18Св. 18до 30Св. 30
до 50Св. 50
до 80Св. 80
дО 120ШиринывпадинотверстийU 3ВерхнееНижнееСуммарное+ 33
+ 14
0+ 40
+ 17
0+ 50
+ 22
0+ 60
+ 30
0+ 75
+ 40
0
ДОПУСКИ И ПОСАДКИ ЗУБЧАТЫХ СОЕДИНЕНИЙ 437Продолжение табл.УсловноеобозначениеполядопускаНаименование
предельного
отклоненняИнтервал внутренних диаметров
d в ммДо 18Св. 18
до 30Св. 30
до 50Св. 50
до 80Св. 80
до 120ШиринывпадинотверстийU4ВерхнееНижнееСуммарное4-504-1404-604-170о <м о^ CN+++ 90
+ 30
04-110
+ 40
0ТолщинызубьевваловSJ1СуммарноеВерхнееНижнее4-20
+ 7
— 114-25
4-8
— 144-зо4-8
— 18+ 40
+ 10
— 20+ 50
+ 10
— 25stxСуммарноеВерхнееНнжнее0— 14-320— 17— 400—22
— 500-30-600— 40— 75s2nСуммарноеВерхнееНижнее4-204-7-304-25
4-8
— 35+ 30
+ 8
— 40+ 40
+ 10
— 504-50
+ 10
— 60szxСуммарноеВерхнееНижнее0-14— 500— 17— 600— 22
— 700-30
— 900— 40— 1 10диаметров отверстий приняты одинаковыми, а предельные суммарные от
клонения ширины впадин установлены равными нулю для всех видов
центрирования. Это позволяет производить контроль при помощи общего
комплексного калибра для отверстий разных степеней точности по Ь.Для преимущественного применения при различных способах
центрирования рекомендуются указанные в табл. 9 сочетания полей
допусков размеров d и b.Предельные отклонения нецентрирующих диаметров устанавливают
по табл. 10. Так как нецентрирующий диаметр d отверстия часто ис¬
пользуют в качестве технологической базы, а нецентрирующий диа¬
метр D—для посадки подшипников качения или других деталей.
ГОСТом предусмотрено применение допусков только в том случае,
если по конструктивным или технологическим соображениям большая
точность не требуется.9. Рекомендуемые сочетания допусков d, D и Ь зубчатых соединенийСпособПо¬Поле допускацентрированиясадкаотверстия1валаПо внутреннему
диаметру dПо dЛ I/71 хЛПо Ь1stnstxs2xПо наружному
диаметру DПо D1 Апх1Х\ лПо Ъи, \S,nSiXs2xНо боковым сто I
рои<м чубьев b !\ По ft |\ и> \S, Г1I 5.x-
438 ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ) СОЕДИНЕНИЯ10. Предельные отклонения нецентрирующих диаметров d или DНецентриру¬
ющий диаметрСпособ центри¬
рованияНаименование пре¬
дельного отклоне¬
нияОбозначениеИнтервал отклонения нецентри¬
рующих диаметров в ммо
—' 00Ш ои пСв. 18до 30Св. 30до 50оLO ОосА °О чо о
00 смд о
и ко Л
см о
^ 00я оDПо d
или
по bОтвер¬стияВерхнееНижнее+360
+ 120+420
+ 140+500+170+600+200+700+230+800+260Суммарное+60+70+80+ 100+120+130ВалаСуммарное+60+70+80+ 100+ 12С+130ВерхнееНижнееX 4—60—180—70—210—80—250— 100
—300—120
—350—130-400dПо D
или
по bОтвер¬стияВерхнееНижнееА 5+2400+2800+3400+4000+4600+5300Суммарное—60—70—80— 100— I2U— 130ВалаСуммарное—60—70—80— 100—120— 130НижнееСм. размер dt табл. 2.Обозначение зубчатых соединений отверстий, валов и их соединений
должны содержать: обозначение поверхности центрирования; номинальный
размер отверстия, вала или соединения; обозначения полей допусков (поса¬
док) по центрирующему диаметру и по боковым сторонам зубьев.Примеры условных обозначений соединений
При центрировании по dd8X42x484---^Vл.при центрировании по DD6 X 23 X 26
при центрировании по bЬ20 X 92 X 102Примеры условных обозначений отверст
dS X 42 X 48 A-Uu
D6 X 23 X 26 A -Us;Ь20 X 92 X 102(/3.Примеры условных обозначений валов:
dBX 42 X 48 X-SiX;D6X23X26 C-S2C,Ь20 X 92 X 102 Stfl.
Глава 19РЕМЕННЫЕ ПЕРЕДАЧИОСОБЕННОСТИ РЕМЕННЫХ ПЕРЕДАЧ И ИХ РАЗНОВИДНОСТИРеменные передачи относятся к передачам с гибкой связью; их
можно применять при больших межцентровых расстояниях валов
(до 16 м) для передачи достаточно большой мощности (до 4000 л . с.
и более); в настоящее время их чаще используют для передачи неболь¬
ших и средних мощностей.Достоинствами ременной передачи являются плавность и бесшум¬
ность в работе, а также несложность в изготовлении. Основные недо¬
статки: непостоянство передаточного числа, являющееся следствием
проскальзывания ремня; высокие нагрузки на подшипники вала и
электризация ремня в процессе работы. Последнее не позволяет при¬
менять ременные передачи в огне- и взрывоопасных помещениях или
требует принятия специальных мер.Потери в ременной передаче сравнительно невелики (2—6% от
передаваемой мощности); они слагаются из потерь на перегиб ремня,
изменение скорости, сопротивление воздуха и электризацию ремня.В зависимости от формы сечения ремня различают плоско-, клино.
и круглоременную передачи.ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ
Виды и особенности плоскоременных передачПлоскоременные передачи применяют для мощностей до 2000 л. с.
при окружных скоростях ремня 5—25 м/сек.Виды плоскоременных передач соответствуют используемым кон¬
структивным схемам, отличающимся положением ведущего и ведомого
шкивов (табл. 1).При передаче плоскими ремнями между валами, находящимися
на близком расстоянии, или при большой разности в диаметрах шкивов
вследствие малого угла обхвата неизбежно проскальзывание ремня.
Во избежание этого применяют натяжные ролики, устанавливаемые
на ведомой ветви ремня, при помощи которых увеличивается угол
обхвата. Диаметр натяжного ролика не должен быть меньше диаметра
малого шкива. Для гашения колебаний натяжного ролика при резком
изменении нагрузки применяют гидравлические гасители — демпферы
в виде цилиндров с жидкостью, в которых помещается поршень. Давле¬
ние жидкости, развиваемое поршнем при его перемещении вверх или
вниз под действием натяжного ролика, противодействует движению
ролика и гасит его колебания.
440РЕМ ЕПИЫЕ ПЕРЕДА ЧИ
]. Плоскоременные передачиВид передачи и ее схемаОсновные особенности и об¬
ласть применения передачиОткрытаяПравильноНеправильноах — угол обхвата ведущего шкива;
а2 — угол обхвата ведомого шкиваПрименяется для переда¬
чи между параллельными ва¬
лами. Шкивы вращаются п
одном направлении. Веду¬
щей ветвью ремня должна
быть нижняя, так как при
этом провисание верхней
ведомой ветви ремня увели¬
чивает угол обхвата а шки¬
вов, что обеспечивает увели¬
чение передаваемой переда-
чей мощности. Угол обхвата
зависит также от расстоя¬
ния L между валами. Чем
больше это расстояние, тем
больше будет вследствие про¬
висания ремня угол обхва¬
та аПредельное расстояние
между шкивами зависит от
ширины ремня. При чрез¬
мерно большом расстоянии
ремень начинает «бить», в
нем появляются волновые
движения; на это тратится
энергия, вследствие чего по¬
нижается к. п. д.Провисание ремня умень¬
шается при увеличении угла
наклона 0 передачи. При
0 = 90° (вертикальная пере¬
дача) увеличение угла об¬
хвата шкивов в результате
прогибания отсутствует. Это
положение передачи являет¬
ся наименее выгоднымПередача допускает зна¬
чение передаточного числа
ДО 5ПерекрестнаяПрименяется для переда¬
чи между параллельными
валами. Шкивы вращаются
в разных направлениях.
Угол обхвата увеличен; уве¬
личение связано с расстоя¬
нием между валами; при
малых расстояниях полу¬
чается косой сход ремня, что
ведет к уменьшению его
использованияПередача допускает значе¬
ние передаточного числа до 0
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ 441Продолжение табл, IВид передачи и ее схемыОсновные особенности и об¬ласть применения передачиПолуперскрестнаяУгловаяПрименяется при значи¬
тельных расстояниях между
валамиНабегающая ведущая
ветвь ремня должна лежать
в плоскости вращения веду¬
щего шкива.Средние плоскости враще¬
ния шкивов должны быть
взаимно перпендикулярны,
а линия пересечения этих
плоскостей касаться окруж¬
ностей ободов шкивов. Что¬
бы ремень при работе пере¬
дачи не сходил со шкива,
средняя линия набегающей
ветви ремня должна совпа¬
дать с плоскостью симме¬
трии ведущего шкива, а сред¬
няя линия сбегающей ветви
ремня не должна отклонять¬
ся от плоскости симметрии
ведущего шкива на угол бо¬
лее 25°Применяется при валах,
перпендикулярных и лежа¬
щих в одной плоскости или
в плоскостях параллельных,
незначительно удаленных
одна от другойДля соблюдения условий
отсутствия схода ремня со
шкивов необходимо ставить
направляющие ролики
442РЕМЕННЫЕ ПЕРЕДАЧИПо способу натяжения ременные передачи разделяются на передачи
без регулирования и с регулированием натяжения. В первом случае
натяжение создают надеванием ремня на шкивы с предварительным
натягом, во втором — специальными устройствами путем увеличения
межцентрового расстояния.ШкивыШкивы ременных передач, если они не выполняют одновременно
функций маховиков, должны иметь наименьший вес, тщательно обра¬
ботанную поверхность обода и минимальное ее биение по отношению
к оси вала. Изготовляют их из чугуна, стали, силумина, пластмасс,
дерева.Шкивы из чугуна (табл. 2—6) имеют наибольшее распространение;
их применяют при окружных скоростях до 30 м/сек.Обод чугунного шкива делают цилиндрическим или слегка выпук¬
лым. На выпуклом ободе ремень держится лучше, однако быстрее изна¬
шивается. Чтобы уменьшить изнашивание ремня, выпуклость шкива
делают не более 2—4 мм.У ведущих шкивов выпуклость обода делать не рекомендуется.
При передаче перекрестным ремнем и под углом оба шкива выполняют
цилиндрическими. Цилиндрическими делают также шкивы, по которым
ремень должен передвигаться или на которых работает несколько ремней.Закрепление шкива на валу для предупреждения продольного
смещения может быть осуществлено клиновой шпонкой, установочными
кольцами, установочным винтом или шайбой, укрепляемой винтом
с торца вала.ч Допускаемые отклонения по размерам наружного диаметра и ши¬
рины обода приведены в табл. 3.Отклонения по длине ступицы не должны превышать ±1,5 мм.
Допускаемые отклонения по размеру диаметра отверстия для вала:
в случае крепления шкива на конце вала — С3 (ОСТ 1023); в остальных
случаях — Х3 (ОСТ 1023).Шкивы малого диаметра (до 300—350 мм) делают обычно цельными
без спиц. Вес цельных шкивов можно приблизительно определить
по эмпирической формулеG = 3 + 100BR (3,5 -^9Я -ф- 4£) кг,где В — ширина шкива в м\R — радиус шкива в м.Чугунные шкивы делают не только цельными, но и разъемными
(свертными), состоящими из двух половин, скрепленных у обода и
ступицы болтами. Разъемные шкивы могут быть сняты с вала, не под¬
нимая вал с подшипников, но они тяжелее сплошных примерно на 15%.Разъем шкива на две половины может быть выполнен по спицам
или же между спиц (первое предпочтительнее). При формовке разъем¬
ных шкивов в те места обода, спиц и втулки, где расположены стыки
обеих половин, закладывают покрытые графитом стальные пластины,
меньшей площади, чем сечение обода, спиц или втулки. После отливки
шкив разрубают на две половины, а узкие полоски стыка оставляют
в изломе необработанными. Это позволяет при сборке шкива точно
совмещать обе его половины.Трещины на чугунных шкивах не допускаются.Шкивы диаметром больше 150 мм, делающие свыше 200 об/мин,
должны быть тщательно отбалансированы.
2. Основные размеры рабочих чугунных шкивов в мм(ГОСТ 3133-56)теНаружный диаметр шкиваПриме - у
нять при
ширине
ремняШири|обода9010011212514016018020022525028032036040045050056063071080030XXXXXXXXXXXXXXX2540XXXXXXXXXXXXXXX3050XXXXXXXXXXXXXXXX4060XXXXXXXXXXхXXXX5070XXXXXXXXXXXXXXXXXXX6085XXXXXXXXXXXXXXXXXXX70 и 75100XXXXXXXXXXXXXXXX80 и 90125XXXXXXXXXXXXXXX100150XXXXXXXXXXXXX125175XXXXXXXXXXX150200XXXXXXXXXX175225XXXXXXX200поПримечания: 1. Звездочками обозначены допускаемые сочетания размеров.2. Рабочая поверхность обода шкива может быть цилиндрической или выпуклой формы; выпуклый шкив
наибольшему диаметру.измеряютПЛОСКОРЕМЕНН ЫЕ ПЕРЕДАЧИ
444РЕМЕННЫЕ ПЕРЕДАЧИ3. Основные размеры и допускаемые отклонения шкивов
плоскоременных передач в мм(ГОСТ 1655)Диаметр D (номи¬
нальный размер)50, 63. 8090, 100, 112, 125,
140, 160, 180, 200225, 250, 280. 320Допускаемое откло-
не н ие± 1±3Ширина В 40, 50, 60,70, 85100, 125, 150175, 200, 225 250, 300, 350Допускаемоеотклонение— 2— 4— 6— 84. Основные размеры цельных широких шкивов в ммD125140160180200125140160180200160180200225250180200225250280200225250280320В100125150175200d384042454517575809090b1212121414d~\~t%41,643,645,649,149,1Тип А1015 11 20 |1 2535h1 2,525 |35 |42,555Тип Б3030 I40 || 5050Примечания: 1. Размеры Ь и d -f tx паза во втулке указаны
для призматических шпонок исполнения I по ГОСТу 8788-58 (табл. 5,
глава 16). Размеры d-\~t4 паза во втулке для клиновых шпонок должны
соответствовать ГОСТу 8791-58 (табл. 2, глава 16).2. Для шкивов типа А, примыкающих к холостым шкивам, изго¬
товляемым по той же модели, размер 1Л можно приравнять к нулю
путем увеличения размера I.
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИб. Определение основных размерив литых шкивов
для плоскоременной передачи445ОпределяемыйпараметрРасчетные формулы и рекомендуемые
значеп ияДиаметр обода DОпределяют расчетом и округляют до
значений, указанных в табл. 2Ширинаободашкивадля открытых
передачдля перекрест¬
ных и полупере-
крестных передачВыбирают по ширине ремня. Желатель¬
но иметь для большего шкива 6 < D/В < 12В = 1, 1в + <10— 15) ммВ = (1,2 -т- 1,4> в + (10 15) мм
в — ширина ремня в ммТолщина обода у краял = 0.005Z) -f 3 ммСтрела выпуклости обода
шкиваt' = (0,15 -г- 0,25) у"В ммВысота ребра жесткостиЧисло спиц в одном рядуА = ;—~ | VD или по данньь400—600 800—12001200—16002000—2400При В > 300 берут два ряда спиц. При
этом число спиц в одном ряду выбирают
аналогично
446РЕМЕННЫЕ ПЕРЕДАЧИПродолжение табл. 5ОпределяемыйпараметрРасчетные формулы и рекомендуемые
значенияРасстояние между спицамит = (0,4 -г- 0,5) ВШирина спицы на оси валаhОпределяют расчетомШирина спицы у ободаht = 0,8 hТолщина спиц на оси валаа =0,4*Толщина спицы у ободаai = 0,8аДиаметр отверстия ступи¬
цы dВыбирают по диаметру валаДлина ступицыL = (1,5-2)^,
где dj —диаметр вала.Выбирают из условий прочности шпоноч¬
ного соединения и устойчивости шкива
на валуТолщина стенки ступицыq = (0,4 0,5) dQ, когда шкив восприни¬
мает полный крутящий момент, переда¬
ваемый валом;q — (0,2 -т- 0,25) +A) + (5-i- 10),когда шкив воспринимает часть момента,
передаваемого валом.Здесь dg — диаметр на который
посажен шкив;ds — диаметр вала, рассчитанныйпо уравнению М2 = 0,2</2 (т), где М2кру¬
тящий момент, передаваемый шкивом, в
кГсм.Длина углубления ступицыПри длинной ступице L=2Li + Ls;
2Li определяется прочностью шпоночного
соединения L2 = L~2LiДиаметр углубления сту¬
пицыЕ>о > 2^1 -f- d — для выхода режущего
инструмента при обработке отверстия сту¬
пицы (шпоночного паза)Высота ребра на ступицеРадиус сопряжения спиц
у ступицы RРадиус вписанной окружности (по пост¬
роению)
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ 447Продолжение табл. 5Он редел яемый
параметрРасчетные формулы и рекомендуемые
значенияРадиус сопряжения спиц
с ободомd ~ 2а±-Чистотаповерх¬ностинаружной части
ободау5 -г у 7торца ободаузотверстияступицыу5торца ступицыуз6. Шкивы широкие большого диаметра в мм(Кd+tfс^ jLЧз-jи— 1D400710400630400630400560360500В100125150150175175200200d40424245454845481758080909010090100It101515152525353512,522,5353042,537,55550b1212121414141414d+h43,645,645,649,149, 152,149, 152,1Примечания: 1. Размеры b и d -f- паза во втулке ука¬
заны для призматических шпонок исполнения I по ГОСТу 8788-58
(табл. 5, глава 16). Размеры d -f- ^ во втулке для клиновых шпонок
должны соответствовать ГОСТу 8791-58 (табл. 2, глава 16).2. Число, форма и размеры сечения спиц являются конструк¬
тивно свободными.3. Для шкивов, примыкающих к холостым шкивам, изготовляемым
по той же модели, разрешается приравнять 1х к нулю путем увеличе¬
ния размера /.
448РЕМЕННЫЕ ПЕРЕДАЧИСтальные литые и сварные шкивы применяют при окружных ско¬
ростях более 30 м/сек. Стальные сварные шкивы значительно легче
чугунных; их выполняют из проката. В табл. 7 приведены конструкция
и основные размеры сварных стальных шкивов. Их делают также из
листовой стали со спицами крестообразного сечения и с трубчатыми
спицами. Ступицы таких шкивов изготовляют из прокатной стали Ст. 5,
а обод и спицы — из стали Ст. 3.7. Определение основных размеров сварных шкивов
плоскоременной передачи
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ 449Продолжение табл. 7ОпределяемыйпараметрРачетные формулы и рекомендуемые
значенияДлина ступицыL = (1.5-5-2) йвРасстояние между ди¬
сками «т = (0.7 -*-0.8) ВЧисло дисковПри В < 350 z — 1; при В > 350 z = 2Толщина диска 6Определяют расчетом, но не менее 8 мм
при одном и 6 мм при двух дискахЧисло спиц, в одном рядуд = (1^-г) УГбШирина спицы по оси
шкива hОпределяют расчетомШирина спицы у ободаhx = 0,8/zВысота ребра жесткости
ободае = (З-М) 6Расстояние от центра шки¬
ва до внутренней кромки
выреза дискаг = (0,84-0,9) DtРадиус сопряжения спиц
у ступицы ГjРадиус вписанной окружности (по по-
строению)Радиус сопряжения спи¬
цы у ободаг2 « (0,5 -7- 1) гхТолщина ребра жестко-
сти спицы= (0,7 + 0,8) 6Размер катета шва у
ступицы КОпределяют расчетом, но не менее 0,56 ммРазмер шва у
обода К\Определяют расчетом, но не менее 0,56 ммРазмер катета шва у
ребра жесткостиКг = 0.5бх15 ю. С. Борисов. В. П. Сахаров 566
450 РЕМЕННЫЕ ПЕРЕДАЧИ8. Минимальные диаметры шкивов для кожаных,
прорезиненных и текстильных ремнейВид ремня•скК2сиNМини¬мальныйдиаметршкиваDmin в ммВид ремняюWас2а>аNМини¬мальныйдиаметршкиваDmi* в ммТолщина ]
в ммЛf-1иоя«оирекомен¬дуемыйдопусти-мыйТолщина
в ммЛНУОX«о«=:иРекомен¬дуемыедопусти- 1
мый 1Кожаные ремниОдинарный3,010080Двойной7,53602803,51251008,0 ;4003204,01601258,54503604,5—1801409,0■ —5004005,02001609,55604505,522518010,06305006,0250200Прорезиненные ремниШириной
менее
300 мм23410016022580125180Шириной
более
300 мм56
7320400500280360450—52802508630560636032098007107450400Текстильные ремниХлопчато¬бумажнойшитый5,68,011,0468280450710250400630Хлопчато¬бумажныйтканыйпрошивной5.06.034160200125160Хлопчато¬бумажныйцельнотканый4,06.58.5468112200320100180280Шерстянойтканый6,09,011,0345180320450160280400Примечание. Минимально допустимые диаметры шкивов
можно применять лишь при второстепенных (тихоходных) передачах.
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ451Плоские ремниРемни для плоскоременнык передач изготовляют из кожи, хлопча¬
тобумажных, шерстяных и шелковых тканей, прорезиненных тканых
матер и ал оа.Предельные окружные скорости в ременных передачах, допускаемые
кожаными, хлопчатобумажными и шерстяными ремнями, соответственно
составляют 40, 20 и 30 м/сек.Широким и тонким ремням следует давать предпочтение перед узкими
и толстыми, так как чем ремень тоньше, тем он эластичнее и тем меньше
разница в напряжениях волокон в нижних и верхних слоях ремней.
Эта разница тем заметнее, чем меньше диаметр шкива.Минимально допустимые диаметры шкивов в зависимости от тол¬
щины кожаных, прорезиненных и текстильных ремней приведены
в табл. 8.Самые малые диаметры шкивов можно применять при шелковых
ремнях, имеющих наименьшую толщину.Кожаные ремня изготовляют из ременных чепраков растительного,
хромо-растительного и хромового дубления (ГОСТ 1898-48).Кожаные ремни бывают одинарными толщиной от 3,0 до 6,0 мм и
двойными толщиной от 7,5 до 10,0 мм.Двойные ремни получают накладыванием одного ремня на другой,
склеиванием и прошиванием сыромятными ремешками. Это делается
для увеличения площади поперечного сечения ремня. Места соединения
полос в двойных ремнях не должны совпадать; обе полосы прошивают
по всей длине ремня.Кожаные ремни поставляют длиной 25 м или кратной ей.Размеры плоских кожаных одинарных и двойных приводных рем¬
ней растительного дубления согласно ОСТу НКЛП 5773/176 приведены
в табл. 9.9. Размеры кожаных ремней растительного дубления
(ОСТ НКЛП 5773/176)Шярипа ремней Ь в ммТолщина ремней 6 в ммодинарныхдвойных20; 25; 30(35); 40; (45); 5060; 70; (75); 80(85); 90; (95); 100; (115)125; 150175; 200; 225; 250; (275); 3003.0 —3,53.5 —4,04.0 —4,54.5 —5,0
5,0—5,55.5 — 6,07.5-8.0
8,5 —9,09.5-10,0Примечание. Размеры, взятые в скобки, по возможности
не применять. Ремни шириной свыше 300 мм изготовляют по особому
заказу.Кожаные ремни обладают гибкостью и эластичностью. Чем более
эластичен ремень, тем лучше он прилегает к ободу и меньше скользит
по нему. Благодаря высокой упругости кожаные ремни хорошо пере¬
носят ударные и переменные нагрузки со значительными колебаниями
и перегрузкой до 40%.Основным достоинством кожаных ремней, отличающим их от дру¬
гих видов, является высокая износостойкость кромок. Кромки кожа¬
452РЕМЕННЫЕ ПЕРЕДАЧИных ремней хорошо противостоят износу, что позволяет использовать
их в перекрестных передачах, на ступенчатых шкивах, для работы
в переводных вилках, на шкивах с буртами и т. п. Предел прочности
кожаных ремней при растяжении 240—270 кГ/см2.Недостатком кожаных ремней обыкновенного изготовления яв¬
ляется их гигроскопичность, они изменяют свою длину от сырости
и сильных колебаний температуры окружающего воздуха. Поэтому
они пригодны для работы в помещениях с умеренной температурой
и нормальной влажностью воздуха. В местах сырых и насыщенных
парами кислот, щелочей кожаные ремни следует применять в самых
редких случаях. Кожаные ремни портятся от смазочного масла.С течением времени кожаный ремень теряет свою эластичность;
частично восстановить упругие качества ремня можно пропитыванием
его рыбьим жиром или чистым салом. Ни в коем случае не следует
кожаные ремни покрывать канифолью для увеличения трения: от этого
они становятся жесткими и хрупкими.Прорезиненные плоские тканевые ремни изготовляются из несколь¬
ких слоев плотной хлопчатобумажной ткани, связанных вулканизи¬
рованной резиной. Их можно изготовлять как с одной или двумя ре¬
зиновыми обкладками, так и без резиновых обкладок.Типы прорезиненных ремней по ГОСТу 101-54 и области их при¬
менения приведены в табл. 10.10. Типы прорезиненных ремней (ГОСТ 101-54)
и области их применения1Наименование1Т ипОбласть примененияНарезныеАДля малых шкивов, вращающихся с большой
скоростью (свыше 20 м/сек). Хорошо работают
в сухих помещениях, пригодны для пыльных
помещений и допускают работу при относитель¬Послойноно высоких температурахБДля работы в тяжелых условиях с прерыв¬завернутыеной нагрузкой при средних скоростях вра¬
щения шкива (до 20 м/сек). Могут работатьСпиральнов сырых помещенияхВДля работы с небольшими нагрузками призавернутыемалых скоростях вращения шкива (до 15 м/сек).
Хорошо работают в сырых помещениях, могут -
использоваться в помещениях с парами кислотРемни всех типов изготовляют конечными: ремни типов А и В
могут быть изготовлены бесконечными. Бесконечные ремни имеют
ширину не более 500 мм и длину, оговариваемую потребителями при
заказе.Конечные ремни по ширине соответствуют размерам, приведен¬
ным в табл. 11.Для придания большей гибкости ремни выпускают с резиновыми
прослойками.Нарезные ремни (тип А), состоящие из тканевого каркаса нарезной
конструкции, изготовляют из бельтинга марок ОПБ-5, ОПБ-12, Б-820
(ГОСТ 2924-45) и уточной шнуровой ткани с резиновыми прослойками
между всеми прокладками.
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ45311. Ширина и число прокладок плоских приводных
тканевых прорезиненных ремнейШирина ремнейв ммРекомендуемое число прокладок в зави¬
симости от типа применяемой тканиТип ремняРемпа АРемнитипаБРемнитипаВАБВLOЮСО<мсОоООЮк* mcq шgS*НИ">> а ёо(NООоСМООЙ-20; 25; 30;
40; 45----2--20; 25;
30; 40-----320; 25; 30;
40; 45; 00;
60; (65);
70; 75—50; 60;
(65);
70; 75——3-5——3-530; 85; 90;
100-80; 85;
90; 1003-6--3-6(115);
(120);
125; 150;
(175); 200;
225; 250150; 200;
250125;150;200;250334-634-64-6250; (275);
300; (350)250; 300250;300334-834-84-8400; 450375) 400;
425; 450375;400;425;4503—43-45-83—45-85-8500500500 |3-43-45-93-45-95-9Примечание. Ремни, размеры которых указаны в скобках,
при проектировании новых передач выбирать не рекомендуется.Послойно завернутые ремни (тип Б), состоящие из тканевого каркаса
послойно завернутой конструкции, изготовляют из бельтинга марки
Б-820 с резиновыми прослойками между прокладками и без них.Спирально завернутые ремни (тип В), состоящие из тканевого кар¬
каса спирально завернутой конструкции, изготовляют из бельтинга
марки Б-820 без резиновых прослоек между прокладками.Прорезиненные ремни отличаются прочностью и эластичностью,
имеют большой коэффициент трения, мало чувствительны к сырости;
применяются для передач разных мощностей с окружной скоростью
454РЕМЕННЫЕ ПЕРЕДАЧИдо 30 м/сек; нормально работают на шкивах средних диаметров. При
малых диаметрах шкивов ремень быстро расслаивается.К недостаткам прорезиненных ремней следует отнести их чувстви¬
тельность к щелочи, бензину и минеральным маслам. Масла разру¬
шающе действуют на прорезиненные ремни и увеличивают их сколь¬
жение (относительно лучше противостоят действию минеральных ма¬
сел ремни с обкладками). Прорезиненные ремни плохо работают при
перемещении в поперечном направлении и не могут использоваться
с переводными вилками и на шкивах с буртами.Прочность прорезиненных ремней выше кожаных (аб = 400 кГ/см2),
поэтому их можно применять для передачи больших мощностей и при
переменных нагрузках.Хлопчатобумажные ремни пригодны для передачи средних и неболь¬
ших мощностей. Они обладают достаточной упругостью и могут при¬
меняться при неравномерной нагрузке. Однако при значительных
колебаниях нагрузки и толчках хлопчатобумажные ремни применять
не рекомендуется. Для работы в перекрестной передаче, в передачах
со ступенчатыми шкивами, на шкивах, имеющих бурты и при наличии
отводок эти ремни нельзя применять из-за быстрого износа их кромок.Хлопчатобумажные ремни чувствительны к воздействию паров
кислот и щелочей и совершенно непригодны для работы на приводах,
находящихся в помещениях с повышенной влажностью (более 70%)
и большими колебаниями температуры. Их следует применять в поме¬
щениях с нормальной влажностью при температуре до 50° С.Хлопчатобумажные ремни изготовляют цельноткаными и шитыми.
Шитые плоские приводные ремни состоят из ряда слоев хлопчатобу¬
мажной ткани, сшитых между собой крученой хлопчатобумажной нитью.
В процессе изготовления их подвергают пропитке битумом, озокери¬
том, парафином и другими веществами.Хлопчатобумажные ремни выпускают конечными в виде плоской
ленты и бесконечными. Первые пригодны для окружных скоростей
до 20 м/сек, вторые — для 25—30 м/сек и выше.Размеры хлопчатобумажных тканых ремней приведены в табл. 12.12. Размеры хлопчатобумажных тканых ремнейШирина ремней b в ммТолщина ремня
б в ммКоличествослоевЦельно тканые ремни
30; 40; 50; 60; 75; 1004.5430; 40; 50; 60; 75; 90; 100; 115;
150; 175125;6,550; 75; 90; 100; 115; 125; 150;
200; 225; 250175;8.58Тканые прошивные ремни60; 75; 90
100; 115; 125!5634
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ455Шитые хлопчатобумажные ремни могут удовлетворительно работать
только на шкивах значительного диаметра. При работе в передачах
с малыми диаметрами шкивов такие ремни быстро расслаиваются
и выходят из строя.Шерстяные тканые ремни представляют собой тканую ленту
с шерстяной основой и содержат в себе шерстяные и хлопчатобумажные
нити. При изготовлении их пропитывают специальным составом и
окрашивают суриком. Шерстяные ремни обладают значительной эла¬
стичностью и упругостью и пригодны для работы с неравномерной и
ударной нагрузками, а также на шкивах небольшого диаметра. Спе¬
циальные составы, которыми пропитывают эти ремни, делают их мало¬
чувствительными к колебаниям влажности и температуры, а также
к воздействию кислот, едких паров, газов и пыли. Поэтому шерстяные
ремни успешно применяют на приводах, работающих в сырых и запы¬
ленных помещениях и помещениях с переменной температурой, для
передачи средних и относительно больших мощностей с окружной
скоростью до 30 м/сек.Как и другие текстильные, шерстяные ремни нельзя применять в пе¬
редачах со ступенчатыми шкивами, на шкивах с буртами, в перекрест¬
ных передачах и при наличии отводок из-за быстрого разрушения кромок.Размеры шерстяных ремней приведены в табл. 13:13. Размеры шерстяных тканых ремней(ОСТ НКТП 3157)Ширина ремней b в ммТолщина ремня
6 в ммКоличествослоев50; 60; 75; 9063100; 115; 125;150; 17594200; 225; 250;300; 350; 400; 45.0; 500115Шелковыеремни изготовляют из искусственного шелка. Они имеют до¬
статочно высокую прочность, легки, тонки и эластичны. Эти ремни при¬
меняют при больших числах оборотов и больших окружных скоростях.Эксплуатация и ремонт плоскоременных передачКачество работы ременной передачи в большой степени зависит
от способа соединения концов ремней. Лучше всего работают бесконеч¬
ные ремни фабричной выработки. Однако наиболее распространены
плоские ремни, выпускаемые длинными лентами. Концы этих ремней
соединяют склеиванием, сшиванием и при помощи металлических соеди¬
нителей. Лучшим способом соединения концов кожаных и прорезинен¬
ных ремней является склеивание. Склеенный ремень работает спокойно,
надежно и имеет достаточно высокую прочность в месте склейки.
Хорошо склеенный ремень допускает окружную скорость до 30 м/сек.Склеивание ремнейСклеивание кожаных ремней. Для склеивания кожаных ремней
применяют специальные быстросохнущие клеи, обладающие после
высыхания упругостью, близкой к упругости ремня.
456РЕМЕННЫЕ ПЕРЕДАЧИДля склеивания кожаных ремней следует применять клеи, нечув-
ствительные к действию жиров и масел (мездровый клей, желатин,
рыбий клей и клеи из целлюлозы).При применении этих клеев и соблюдении правил склейки нет
необходимости в дополнительной прошивке сыромятными ушиваль-
никами или в каком-либо другом виде усиления места соединения
концов ремня.Для склеивания кожаных ремней, работающих в сырых помещениях,
можно применять клеи, приготовленные следующим образом:1) 1 кг мездрового клея размачивают в воде в течение 12 ч, после
чего, слив избыток воды, клей плавят на водяной бане; в расплавленный
клей добавляют 20 г глицерина и 30 г двухромовокислого калия, смесь
проваривают при помешивании. Этот клей применяют для склеивания
ремней в горячем виде;2) 1 кг мездрового клея размачивают и плавят, как в предыдущем
случае, после чего в горячий клеевой раствор добавляют 30 г уксусной
кислоты и, после непродолжительного охлаждения при помешивании,
раствор 50 г хромовых квасцов в 200 г воды; клей этого состава употреб¬
ляют нагретым до 37° С.Для склеивания концы ремня на длине 100—200 мм (в зависимости
от сечения ремня) скашивают на клин так, чтобы толщина в месте соеди¬
нения была равна толщине ремня в целом месте.Длина скошенного участка и, следовательно, длина склейки ремня
в зависимости от ширины ремня должна быть:для одинарных ремнейШирина ремня в мм . 25 25 — 50 50 — 100 100—150 Св. 150Длина склейки в мм 100 125 150 165 175для двойных и тройных ремнейпри ширине до 125 мм — не менее 150 мм;» » свыше 125 мм — не менее 200 мм,но не более тройной ширины ремня.Клин ремня на конце должен иметь толщину не менее 1 мм с тем,
чтобы концы склейки получили необходимое уплотнение при прессо¬
вании. Для более прочного соединения состроганную поверхность
обрабатывают стальной щеткой. Применять для этого рашпиль или
напильник нельзя. Концы ремня прогревают нагретыми брусками
или деревянными досками, для того чтобы поверхность кожи была
сухой и теплой.После этого на просушенную и нагретую поверхность скошенных
концов, ремня быстро наносят разогретый клей короткой щетинной
кистью. Эту операцию следует выполнять так, чтобы клей пропитал
всю разрыхленную массу волокон ремня. Намазанные концы ремня
накладывают один на другой, продольные кромки ремня выравнивают,
после чего склеенное место прокатывают тяжелым роликом и зажи¬
мают в струбцинках между двумя предварительно нагретыми брусками
или деревянными досками, выдерживая ремень в этом положении
в течение 4—6 ч. После этого склеенное место подвергают просушива¬
нию в течение 6 ч. Использовать в работе склеенный ремень следует
не ранее, чем через 12 ч после просушки.Склеивание прорезиненных ремней. Прорезиненные ремни склеивают
сырой резиной, а затем вулканизируют в специальных приспособле¬
ниях, нагреваемых обычно электрическим током. Хорошо склеенные
прорезиненные ремни редко разрушаются в месте склейки.
ПЛОСКОРЕМЕНН ЫЕ ПЕРЕДАЧИ457Для склеивания прорезиненных ремней можно применять резино¬
вый (тиуарамовый) клей, изготовляемый сортами N9 1 и 2. Клеи этих
сортов смешивают непосредственно перед употреблением.В отличие от кожаных ре*мней склеиваемые концы прорезиненных рем¬
ней не скашивают, а выбирают ступеньками по прокладкам (рис. 1, о).Направление движения ремняH5S ;t . . ' Ф 41*S | и 3 2 1в)НадрезНадрез1 Г*. . -Л ; —-——1 г)Рис. 1. Операции склеивания концов прорезиненного ремнДлина каждой ступеньки в зависимости от ширины ремня должна
быть:Ширина ремня в мм До 150 175 — 250 275 — 500 Св. 500
Длина ступенькив мм 90 125 150 175Выборку ступенек производят следующим образом.На концах подлежащего склеиванию ремня размечают ступеньки
поперечными линиями под прямым углом к кромке ремня (рис. 1,6).Прежде чем приступить к расслаиванию концов ремня по его кром¬
кам, делают надрезы посередине толщины ремня, чтобы разрезать
завернутые по краям прокладки (рис. 1,в).После этого подрезают с конца ремня верхнюю прокладку и отде¬
ляют ее клещами. Отделение прокладки производят по поперечной
линии, определяющей границу первой ступеньки. При этом надо сле¬
дить за тем, чтобы не перейти за черту отметки. После этого отрезают
отделенную прокладку по черте, стараясь не повредить ниже находя¬
458РЕМЕННЫЕ ПЕРЕДАЧИщейся прокладки. Таким же образом отделяют следующие прокладки,
образуя другие ступеньки.Выбранные на обоих концах ремня ступеньки должны точно соот¬
ветствовать одни другим при накладывании в месте соединения. При
складывании концов ремень должен иметь толщину, равную остальной
его части.Подготовленные таким образом ступеньки очищают от приставших
частей резины соскребыванием ножом и подчисткой мелким напиль¬
ником. После этого ступеньки зачищают наждачной бумагой среднего
номера и промывают бензином. Клей наносят на просушенные поверх¬
ности ступенек щетинной кистью равномерным тонким слоем, стараясь
втереть клей в ткань. Затем дают клею высохнуть настолько, чтобы при
пробе не наблюдалось прилипания.Таким порядком клей наносят на склеиваемые поверхности 3—4 раза.
После последнего просушивания оба конца ремня накладывают соот¬
ветствующими ступеньками один на другой.При накладывании необходимо руководствоваться следующим:чтобы соединение не получалось жестким при сгибании ремня на
шкиве, стык прокладок не должен быть плотным, а иметь просвет
около 1 мм\склеивание следует производить постепенно, накладывая отдельные
ступеньки, прокатывая их ручным роликом, во избежание образования
между склеиваемыми концами воздушных пузырей (рис. 1, г); при
этом надо следить, чтобы края накладываемых ступенек склеивались
прямолинейно.После того как все ступеньки склеены, место склеивания должно
быть хорошо прокатано ручным роликом и выколочено киянкой, осо¬
бенно в местах стыков.Продольные края ремня в склеенном месте такжя пригоняют и про¬
катывают роликом до получения гладкого и прямого края.После этой операции место склеивания зажимают между двумя
нагретыми до 100° С деревянными досками посредством струбцинок
или планок с болтами. В зажатом виде ремень выдерживают в течение
суток. При возможности нагрева места склеивания до 100° С процесс
вулканизации может быть уменьшен до 3—4 ч.Узкие ремни с малым числом прокладок, имеющие большой запас
прочности по условиям работы, можно склеивать тиуарамовым клеем
так же, как и кожаные ремни, т. е. путем скашивания концов ремня
и последующего склеивания под зажимом. Продольный край сшивки
в этом случае перед зажимом заглаживают куском железа, нагретым
до 150°С.Сшивка ремнейСращивание ремней сшивкой может быть выполнено внахлестку,
с накладкой и встык. Первые два способа можно использовать лишь
в исключительных случаях и только для тихоходных передач при
скорости ремня до 10 м!сек, так как утолщение и утяжеление места
соединения при сшивке внахлестку и с накладками вызывает дополни¬
тельные динамические усилия и вибрацию при работе передачи, а также
способствует быстрому износу подшипников и преждевременному
разрушению ремня.Сшивку ремней можно применять как в качестве самостоятельного
соединения концов ремня, так и в качестве дополнительного скрепле¬
ПЛОСКОРЕМЕНН ЫЕ ПЕРЕДАЧИ459ния места склеивания. Так» например, концы склеенных кожаных
ремней часто закрепляют тонкой жильной струной. Для усиления
место соединения склеенного кожаного ремня часто прошивают сыро¬
мятными ремешками-ушивальниками.Сшивка сыромятными ремешками может применяться только для
кожаных ремней. Для прорезиненных ремней она недопустима.Концы ремня, подлежащего сшивке, скашивают как при склеивании.Отверстия под сшивку в концах ремня следует располагать по схе¬
мам, приведенным в табл. 14.14. Расположение и размеры отверстий
при с шив не кожаных ремней сыромятными ремешкамиШирина
ремня
в имСхема расположения отверстийОсновные параметрыДо 80/ О О О
(ООООтверстия диаметром
7 мм располагают в два ря¬
да на расстоянии 15 мм от
края и 5€ мм одно от дру*
гого. Ширина сыромятного
ремешка 8 ммОт 80
до 140От вс р ста я дда метро м8 мм располагают а дяа ря¬
да на расстоянии 15 — 20 мм
от края и 60 мм одно от дру¬
гого. Ширина сыромятного
ремешка 9—10 ммОт 140
до 250о о о о о
о о о о о О
о о о о оОтверстия диаметром8 мм располагают в три ря¬
да на расстоянии 20 мм от
края и 70 мм одно от дру¬
гого. Ширина сыромятного
ремешка 10 ммОт 250
до 350о о о о
о о о о о
о с о о
о о о о о
о о о оОтверстия диаметром9 мм располагают в четыре
ряда на расстоянии 25 мм
от края и 70 мм одно от дру¬
гого. Ширина сыромятного
ремешка 11 ммОт 350
до 500О О О О
О О О О Оо о о о о
о о о оОтверстия диаметром10 мм располагают в пять
ряда а на расстоянии 25 мм
от края и 80 мм одно от дру¬
гого. Ширина сыромятного
ремешка 12 ммПри сшивке одинарных ремней сыромятный ремешок прошивают
с переходом с одной стороны на другую (рис. 2„ а).При сшивке двойных и тройных ремней отверстия располагают
так же, как показано в табл. 14, но делают на 1 мм больше; для сшивки
применяют сыромятные ремешки на 1—2 мм шире. В этих случаях
прошивку делают перекрестной* как показано на ряс. 2* б, в.
460РЕМЕННЫЕ ПЕРЕДАЧИОтверстия в ремне следует пробивать пробойником. Сыромятные
ремешки перед употреблением должны быть хорошо промыты и вы¬
тянуты.До пробивки отверстий под сшивку концы ремня целесообразно
склеить. При отсутствии специального клея для этой цели может быть
применен обыкновенный клей с добавлением 2% глицерина и 3% дву-
хромовокислого калия.Прочность соединения ремня сшивкой сыромятными ремешками
составляет 30—40% от прочности целого ремня.Соединение кожаных ремней сыромятными сшивками не пригодно
для быстроходных и точных механизмов.Сшивка жильными струнами. Сращивание концов ремня сшивкой
их жильными струнами встык (рис. 3) позволяет получить достаточно
высокую прочность места соединения (до 50—60% прочности целого
ремня), экономию в длине ремня, так как исключается соединение вна¬
хлестку, и спокойную без биения работу передачи.Сшивкой жильной струной можно соединять кожаные, шерстяные,
хлопчатобумажные, прорезиненные и другие ремни. По прочности
и долговечности этот способ соединения не уступает другим видам
сшивки.Сшивка жильной струной проходит внутри концов ремней и неза¬
метна снаружи.В связи с увеличением скоростей обработки и возрастанием окруж¬
ных скоростей шкивов этот способ, исключающий удары ремня о шкив
утолщенными местами соединения и не вызывающий вибраций станка,
заслуживает широкого применения. Он может быть использован и для
точных станков.Жильные струны изготовляют из сухого кишечного сырья в виде
круглой нити с гладко отшлифованной поверхностью по всей длине.Рис. 2. Сшивка кожаных ремнейРис. 3. Сшивка жильной струйной встык
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ461Они обладают высокой прочностью ов = 15^-20 кГ/мм2 при относи¬
тельном удлинении 10—\5°/ Диаметр струны 1,5—3,5 мм, длина от
0,3 до 1,5 м.При отсутствии круглой жильной струны ее можно заменить сле¬
дующим образом:обычную сыромятную кожаную сшивку разрезают на полосы квад¬
ратного сечения и в течение нескольких дней дают им предварительную
вытяжку под грузом;плоскую сыромятную сшивку скручивают в круглые ремешки
нужного диаметра и вытягивают указанным способом.Перед сшивкой тканых шитых ремней их концы во избежание растре¬
пывания во время работы, что может привести к разрушению шва,
заделывают «елочкой» жильной струной.Сшивку жильной струной ведут одновременно двумя струнами,
причем проколы отверстий делают в теле ремня наклонно.Сшивать жильными струнами ремни передач, работающих в сырых
помещениях, и передач, работающих в условиях высоких температур,
не рекомендуется, так как при работе ремня в этих условиях может
происходить растрепывание жильных струн в результате увлажнения
или разрушения их от пересыхания.Металлические соединителиСращивание ремней заклепками. Одним из способов сращивания
ремней является соединение скошенных или ступенчатых концов ремня
посредством заклепок (рис. 4).'Заклепки применяют из красной меди или алюминия с плоскими
головками. Длина заклепки на 5 мм более «толщины ремня».Отверстия для заклепок с целью обеспечения минимального разрыва
волокон или нитей ткани прошивают круглым коническим шилом.Заклепку вводят в полученное отверстие и затем с обратной стороны
кожу или ткань обсаживают обсадкой диаметром, соответствующим
стержню заклепки.После этого заклепку расклепывают с предварительной подкладкой
медной шайбы диаметром 10 мм. Заклепки расклепывают с образова¬
нием выпуклой или плоской головки. Плоскую головку делают в том
случае, если ремень предназначен для работы обеими сторонами.Этот способ сращивания может быть применен для ремней любого
сорта, кроме тканых шерстяных (верблюжьих) и хлопчатобумажных.Кожаные ремни сращивают так, как показано на рис. 5, а> 6, б.Расположение заклепок для одинарных, двойных и тройных кожа¬
ных ремней то же, что и на рис. 4, лишь в местах стыка уступов
вместо крайних двойных поперечных рядов заклепок применяют один
ряд.Соединение ремней стальными скобами и проволочными спиралями.Шарнирное соединение ремней осуществляют при помощи стальных
скоб (рис. 6, а) или проволочных спиралей (рис. 6, б).Соединение спиралью выполняют следующим образом. Вдоль конца
ремня на равном расстоянии одно от другого пробивают отверстия,
в которые ввинчивают спираль из стальной проволоки. У тканых рем¬
ней отверстия под спираль протыкают острым шилом. После ввинчива¬
ния спиралей в подготовленные таким образом отверстия концы ремня
сближают так, что витки их спиралей образуют отверстие; в него с торца
вводят ось, замыкающую обе спирали. В качестве оси применяют
462РЕМЕННЫЕ ПЕРЕДАЧИРис. 4. Расположение заклепок при сращивании прорезинен¬
ных ремней}
а — одинарных! б — двойных! в — тройных
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ463металлический или жильный стержень. После натяжения ремня на
шкивах ось и спирали обжимают.Соединение «гребешком» (рис. 7) осуществляют накладками, стя¬
гиваемыми винтами или болтами. Прочность такого соединения состав¬
ляет 25—30% прочности целого ремня. Недостатком данного видатмштмтж<*)*)18)Рис. 5. Подготовка концов кожаных ремней при сра¬
щивании заклепкамисоединения ремней является значительное увеличение веса ремня
в месте стыка, что вызывает появление дополнительных усилий и биение
ремня во время работы (для уменьшения этого накладки и болты делают
иногда из алюминия). Указанное соединение нельзя применять в пере¬
дачах с наружными и направляющими роликами; при его использо¬
вании необходимо принимать специальные меры для обеспечения
безопасности.а) ремняСпециальные соединители. Для сращивания ремней существует
большое число конструкций специальных металлических соединителей.
Одна из наиболее удачных конструкций таких соединителей приведена
на рис. 8, а. Достоинством таких соединителей является несложность
и быстрота осуществления соединения, а недостатками — отсутствие
гибкости и увеличение веса ремня в месте сшивки, вызывающее те же
нежелательные явления, какие возникают при применении сшивки
«гребешком».
464 РЕМЕННЫЕ ПЕРЕДАЧИНа рис. 8, бу в, г показаны две другие конструкции таких соедини¬
телей и применяющиеся в них винты.Подготовка ремней к сращиванию. Ремни, хранящиеся свернутыми
в круги, стремятся сохранить форму, приобретенную ими при хране¬
нии, и теряют эластичность. Следствием этого является то, что послеРис. 7. Соединение ремня «гребешком*сращивания они не прилегают плотно к шкивам. Такие ремни после
непродолжительной эксплуатации ослабевают и требуют перешивки.Чтобы восстановить эластичность ремня и выпрямить его, поль¬
зуются приспособлением, схема которого приведена на рис. 9- В этом
приспособлении ремень протягивают несколько раз через ряд круглых
стержней, укрепленных между двумя брусьями.Диаметр стержней и равное ему расстояние между ними в зависи¬
мости от толщины ремня должно быть:Толщина ремня в мм , До 5 5 — 7 7—10 Св. 10Диаметр стержней в мм . 25 50 75 100При хранении длина ремней уменьшается вследствие усадки. Это
приводит к быстрой вытяжке ремня при постановке его на привод,
для устранения которой приходится несколько раз перешивать ремень.Усадка шерстяных, хлопчатобумажных, прорезиненных и кожаных
ремней соответственно составляет 1,25; 0,73; 0,75 и 0,75%.Чтобы сократить число перешивок, перед сращиванием ремень
подвергают вытяжке. Для этого ремни, предназначенные к установке,
перекидывают через специальный барабан диаметром не менее 500 мм
и к концам его подвешивают грузы из расчета 450 г на 1 мм сечения
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ 4S5ремня. Под действием груза ремень оставляют висеть 2—3 дня (в за¬
висимости от его размеров).Некоторые авторы рекомендуют вытяжку ремней производить на
барабанах или шкивах диаметром D > (40-^50) б, где 6—толщина
ремня в мм, а при определении веса груза исходить из того, что усилиеРис. 9. Схема приспособления для выпрямления и вос¬
становления эластичности ремнейвытяжки должно быть в 2—3 раза больше того натяжения, которому
ремень будет подвергаться во время работы.Ремни, снятые с приводов, и подготовленные резервные ремни сле¬
дует хранить свободно висящими на крючках или кронштейнах, защи¬
щая от сырости и дневного света.Определение длины ремня при сращивании. Длину L ремня, подле^
жащего сращиванию, определяют, исходя из фактической длины передачи1^ — 21 ф h + k (Рис- Ю) с учетом уменьшения ее на величину b-Lu
для получения необходимого натяжения ремня:где b — величина уменьшения длины ремня, обеспечивающая его на¬
тяжение, в процентах от длины передачи; для прорезиненных ремней
b = 1-т-2%, а для хлопчатобумажных и шерстяных Ъ = 3-г-5% (боль¬
шие величины Ь относятся к легким и тонким ремням, меньшие —
к тяжелым и толстым).Если ремень сшивают не встык, к определенной указанным образом
длине ремня прибавляют дополнительную длину на склеивание или
сшивку.
466РЕМЕННЫЕ ПЕРЕДАЧИУход за приводными ремнями и обеспечение их долговечностиОсновной причиной выхода из строя приводных ремней является
усталостное разрушение в результате действия переменных напряже¬
ний от полезного усилия и изгиба на шкивах.Поэтому срок службы приводного ремня связан с числом перегибов
его на шкивах и, следовательно, находится в зависимости от числа про¬
бегов ремня, равного отношению скорости ремня в м/сек к длине ремня
в м. Достаточная долговечность ремня имеет место при числе пробегов,
не превышающем 4—5. Оптимальной скоростью ремня является vonm =*
= (10-т-15) U где I — расстояние между осями шкивов в м. Долговеч¬
ность ремня при прочих равных условиях работы снижается прибли¬
зительно обратно пропорционально числу пробегов.Средние сроки службы ремней (в ч), работающих на станках при
средних скоростях, следующие:Кроме усталостного разрушения, приводные ремни часто выходят
из строя из-за повреждения торца ремня в результате трения о реборды,
износа при проскальзывании, вредного воздействия масла на резину
у прорезиненных ремней при неисправно действующих уплотняющих
устройствах.Так как проскальзывание ремня сопровождается нагреванием,
надо следить за температурой ремней и своевременно их перешивать.
Поскольку частая перешивка может приводить к разрыву ремня, при
обнаружении буксования кожаного, хлопчатобумажного и шерстяного
ремня прежде всего следует прибегать к их смазке. Ремень сильно
удлиняется обычно в первые 10—15 дней, поэтому в этот период за ним
нужен особенно тщательный надзор.С целью устранения скольжения ремни следует смазывать исклю¬
чительно нейтральными (бескислотными) мазями, не вызывающими
разрушения ремней. Для тканых ремней применяют специальную мазь.
Канифоль и другие смолистые и липкие вещества нельзя применять
для смазки каких бы то ни было ремней во избежание их преждевре¬
менного износа и загрязнения обода шкивов.Кожаные ремни рекомендуется смазывать говяжьим салом (один
раз в шесть месяцев) или смазкой следующего состава (в %): касторо¬
вое масло — 75 и говяжье сало — 25.Для смазки тканых ремней рекомендуется применять смазку состава
(в %): парафин — 59, гарпиус 30, техническое сало—10, гра¬
фит — 1.Прорезиненные ремни не нуждаются в смазке. Для устранения
скольжения прорезиненные ремни следует чаще протирать сухой
тряпкой.Ремни смазывают следующим образом. При обнаружении сколь¬
жения между ремнем и шкивом помещают небольшое количество сма¬
зочного вещества (около столовой ложки для ремней свыше 150 мм
ширины и около чайной ложки для ремней до 150 мм ширины). Перед
смазкой ремень чисто протирают влажной теплой тряпкой и дают
ему высохнуть, а рабочие поверхности шкивов промывают бензином.
В первый момент скольжение ремня несколько увеличивается, а тем¬
пература его повышается, но затем после того, как смазка впитывается,
ремень укорачивается и скольжение прекращается.Прорезиненные и клиновые ремни
Хлопчатобумажные ремни .
Кожаные ремни2000—2500
2000
3500 — 4000
ПЛОСКОРЕМЕННЫЕ ПЕРЕДАЧИ467При перешивке ремня необходимо учитывать, что при чрезмерном
натяжении ремня возникают большие изгибающие усилия в валах
и увеличиваются нагрузки на подшипники.Наиболее точно достаточность натяжения приводного ремня может
быть определена при помощи специальных приборов. Схема одного
из таких приборов приведена на рис. 11. Величину натяжения ремня
этим прибором определяют следующим образом.Прибор накладывают на неподвижный ремень так, чтобы штыри 7
располагались под ремнем, а штырь 8 над ремнем.Рис. 11. Схема прибора для определения натяже¬
ния приводного ремняЗатем, преодолевая усилие тарированной пружины 2, сближают
равномерно и одновременно рукоятки 1 до совпадения острия стрелки 4
со штриховой чертой на пластинке 3. После этого по шкале прогибов 5
определяют искомую величину, указываемую стрелкой 6.Для получения средней величины прогиб ремня измеряют трижды.
Сравнивая ее с данными прилагаемой к прибору таблицы, судят о ка¬
честве натяжения испытуемого ремня. Таблицу составляют на основе
данных тарирования прибора на специальном стенде.Передать наибольшую мощность от ведущего к ведомому шкиву
даже хорошо срощенный и правильно установленный ремень может
только при надлежащем уходе. Ремни следует тщательно оберегать
от попадания на них минерального масла из подшипников и т. п. Для
удаления находящегося на ремнях масла их промывают бензином или
бензолом и протирают сухой тряпкой. Кожаные ремни рекомендуется
после этого слегка смазывать салом или смесью воска со стеарином.
Излишки смазки, не впитавшейся в ремень, необходимо удалить.Кожаные ремни следует накладывать на шкивы лицевой стороной,
шерстяные ремни — клеймом вверх и хлопчатобумажные ремни — крас¬
ной нитью вверх. Прорезиненные ремни можно надевать на шкивы
любой стороной; бесконечные прорезиненные ремни — по направлению
стрелки, изображенной на наружной стороне ремня.
РЕМЕННЫЕ ПЕРЕДАЧИПеред надеванием на шкивы ремень должен быть хорошо очищен
от пыли и грязи. При наличии грязи ремень следует вымыть теплой
мыльной водой, осторожно соскребая грязь деревянной линейкой или
тупой стороной кожа, а потом тщательно просушить (можно, не снимая
со шкивов) и смазать. Сильно размачивать ремень не следует.Для предупреждения разрушения места сращивания ремни следует
надевать на шкивы так, как показано на рис. 12. Шкивы перед надева¬
нием ремней должны быть тщательно очищены от грязи и масла, а также^ , ..J%Направление движения ,•5%VСторона 9 прилегающая к шкивуРис. 12. Правильное положение срощенного ремня
относительно направления его движениястатически отбалансированы. Наружные поверхности обода шкивов
должны быть чисто обработаны.Ремень следует надевать при вращении шкива вручную сначала
на ведущий, а затем на ведомый шкив, причем гладкой, а не сшитой
его частью.В огнеопасных местах ремни защищают от образования статического
электричества и возникновения электрических искр путем установки
вблизи шкивов заземленных металлических щеток, легко прикасаю¬
щихся к ремням. Если такой установки нет, то кожаные, хлопчатобу¬
мажные и шерстяные ремни следует покрывать специальными мазями
или пропитывать глицерином. Необходимо возможно чаще сметать
пыль с ремней. Лучше всего установить для этого специальное при¬
способление.На неработающих станках все ремни должны быть, как правило,
сняты.БЫСТРОХОДНЫЕ И СВЕРХБЫСТРОХОДНЫЕ ПЕРЕДАЧИБыстроходные плоскоременные передачи обычно применяют для
передачи движения в центрифугах, дезинтеграторах и других быстро¬
ходных агрегатах. В быстроходных передачах ремни работают со ско¬
ростями от 30 до 60 м/сек и выше.Для этих передач применяют, как правило, бесконечные тканые
(льняные, шерстяные, прорезиненные, реже шелковые), тонкие (для
уменьшения влияния перегибов ремня при огибании шкива) и легкие
ремни (для уменьшения напряжений от центробежных сил). Примене¬
ние сшитых ремней в быстроходных передачах исключается.Быстроходная передача с тонким плоским ремнем является, как
правило, передачей, повышающей число оборотов. Передаточные числа
в быстроходных простых передачах доходят до 4—5, а с натяжным роли¬
ком до 8—10. Такие передачи приводятся в движение от быстроходных
электродвигателей.
КЛИНОРЕМЕННЫЕ ПЕРЕДАЧИ469На ведущем валу устанавливают шкивы диаметром Dt до 300—400,
а на ведомом — D2 до 50—100 мм.Техническими условиями 1298-51 Главкорда предусмотрено изго¬
товление бесконечных прорезиненных ремней длиной от 900 до 2000 мм,
а бесконечных полульняных — от 1000 до 1800 мм.Основные размеры этих ремней приведены в табл. 15.15. Основные размеры ремней(ТУ Главкорда 1298-51)Ширина
ремня в ммСлойностьремняТолщина б
в ммПредел проч¬
ности при рас¬
тяжении в кГ/см2Относитель¬
ное удлине¬
ние при раз¬
рыве в %20— 135 I 4
61 8
15 — 55 | —Прорезиненнь1,752,53,3Тканые полульн
1 |>75 !ге ремни300 16яные| 500 | ЮКЛИНОРЕМЕННЫЕ ПЕРЕДАЧИВ клиноременной передаче в качестве гибкого элемента используют
ремень с трапецеидальной формой сечения.Основные преимущества клиноременной передачи по сравнению
с плоскоременной следующие: а) плавность и бесшумность работы,
объясняющаяся отсутствием сшивок или замков; б) компактность пере*
дачи и легкость ее ограждения; в) высокая упругость ремней, дающая
возможность поглощать толчки и колебания нагрузки; г) возможность
применения при очень малых расстояниях между осями ведущего и ве¬
домого валов; д) возможность применения при передаточном числе 7
и даже 10 (при таких передаточных числах передача клиновидными
ремнями может заменить двухступенчатую передачу плоскими ремнями);
е) обрыв одного из ремней (если одновременно работает несколько рем¬
ней) не может вывести из строя передачу; ж) меньшие натяжение рем¬
ней и давление на валы; з) надежность работы передачи при любом поло¬
жении ее вплоть до вертикального и даже при вертикально расположен¬
ных валах; и) возможность одной передачей осуществить вращение
нескольких ведомых валов без применения натяжных роликов.К некоторым недостаткам клиноременной передачи по сравнению
с передачей плоскими ремнями можно отнести: а) меньшую долговеч¬
ность клиновидных ремней; б) большую сложность конструкции шкивов
у клиноременной передачи; в) возможность применения при меньшем
диапазоне мощностей, чем плоскоременные; г) невозможность примене¬
ния при значительном межцентровом расстоянии.Клиновые ремни, как правило, выполняются бесконечными. По¬
этому для удобства смены ремней желательно консольное расположе¬
ние шкивов передачи. Для надевания ремней на шкив и для последую¬
щего регулирования натяжения при вытяжке их в процессе работы
один из валов передачи должен быть выполнен подвижным.Эксплуатируются обычно клиновые ремни с рабочей скоростью
20—25 м/сек; предельно допускаемые скорости 30—35 м/сек.
470РЕМЕННЫЕ ПЕРЕДАЧИРазновидности клиноременных передач и их особенностиОсновным видом клиноременной передачи является открытая пере¬
дача с одним переставным валом. Если конструкция машины не позво¬
ляет осуществлять натяжение ремня перемещением одного из валов,
применяют передачу с натяжным роликом. Ролик ставят чаще снаружи
передачи, однако при помещении его внутри передачи отсутствует
снижающий долговечность обратный перегиб ремня. Поэтому рекомен¬
дуется ставить ролик внутри передачи, хотя углы обхвата на рабочих
шкивах при этом несколько уменьшаются. При установке снаружи
ролик выполняется гладким диаметром Dp ^ 1.5D; ролики, помещае-Рис. 13. Правильное положение валов при полу перекрестной
передаче:1 —горизонтальный вал; 2 — вертикальный вал; 3—ведущая ветвьмые внутри передачи (оттяжные), делают желобчатыми диаметром
Dp ^ ^miri-Следует избегать, по возможности, применения натяжных роликов
в клиноременной передаче.Полуперекрестные передачи клиновыми ремнями применяют при
малых передаточных числах (г <2,5) и достаточно большом межцент-
ровом расстоянии /. Последнее должно быть не менее^min = ^ №б &)*где Dq — диаметр большего шкива передачи;В — ширина шкива.Шкивы для полуперекрестных передач должны быть изготовлены
с глубокими канавками.Правильное взаимное положение шкивов при полуперекрестной
передаче показано на рис. 13. Ведущую ветвь 3 следует располагать
снизу. Расстояние у в зависимости от I выбирают равным:/ в мм . 1500 2000 2500 3000 3500 4000 5000 6000у в мм . 60 70 76 100 130 165 225 300При помощи клиновых ремней иногда осуществляют передачи между
вертикальными валами. Эти передачи работают достаточно хорошо.
Для предотвращения сбега ремней со шкивов канавки последних вы¬
полняют в данном случае, как и при полуперекрестных передачах,
КЛИНОРЕМЕННЫЕ ПЕРЕДАЧИ471большей глубины, чем на шкивах нормальных передач. Вес ремня
при вертикальном расположении валов оттягивает ремень из канавки
и действует неблагоприятно на тяговую способность; поэтому при рас¬
чете таких передач полезное напряжение берут меньше на 10—20%.Разновидностью передачи клиновыми ремнями является плоско¬
клиноременная передача. В такой передаче больший шкив для упроще¬
ния его изготовления выполняется гладким, как в плоскоременных
передачах.Клиновые ремни на этом шкиве работают нижней поверхностью,
как плоские ремни. При угле обхвата на меньшем шкиве акд = 130°
тяговая способность плоскоклиноременной передачи одинакова с тяго¬
вой способностью нормальной клиноременной передачи и расчет ее
ведут так же, как и последней. При больших углах обхвата акл ограни¬
чивающим параметром будет величина сцепления ремней с гладким
шкивом. Расчет в этом случае ведут, как и обычных клиноременных
передач, но с пониженным коэффициентом угла обхвата Су:акл в град 140 150 160 170
Су 0,84 0,82 0,80 0,77Диаметр обода гладкого шкива= D — 2 (Л — у#),где О — расчетный диаметр этого шкива, определяемый по передаточ¬
ному числу (h и у0 см. табл. 16).Применение плоскоклиноременных передач при малых передаточных
числах не рекомендуется. Во избежание сбега ремней с плоского шкива
эти передачи также не следует применять и при больших передаточных
числах. Ремни сечения О из-за склонности к переворачивании* и пере¬
кручиванию в плоскоклиноременных передачах не применяются.Размеры, материал и конструкция клиновых ремнейПрименяющиеся в современном машиностроении прорезиненные
клиновые ремни состоят из текстильного или металлического несущего
нагрузку корда, резинового или резино-тканевого заполнения и тек¬
стильной обертки, предохраняющей ремень от растрепывания.Кордтканевые ремни (рис. 14, а, б, в). В них корд состоит из несколь¬
ких рядов почти безуточной ткани, имеющей основу из тонких хлопча¬
тобумажных шнуров. Слой корда располагается в центральной зоне.
Выше несущего слоя — в слое растяжения, и ниже — в слое сжатия,
расположены резиновые подушки. Иногда в слой растяжения
(рис. 14, б) или в слой сжатия (рис. 14, в) помещают несколько рядов
диагонально нарезанной ткани. Это придает ремню большую попереч¬
ную жесткость и способствует более правильному размещению корда.
Снаружи ремень завернут в два — три слоя оберточной ткани, располо¬
женной диагонально.Кордтканевые ремни являются наиболее распространенными; они
применяются для привода общего назначения.Кордшнуровые ремня (рис. 14, г) более совершенны. В них корд
состоит из одного ряда толстых хлопчатобумажных шнуров, располо¬
женных у нейтральной линии. Для лучшей связи с другими элементами
шнуры заключены в слой мягкой резины. Кордшнуровые ремни более
гибки и долговечны, чем кордтканевые, и обеспечивают более высокий
к. п. д. передачи. Предназначены они для передач, работающих в особо
472РЕМЕННЫЕ ПЕРЕДАЧИнапряженных условиях — при малых диаметрах шкивов и повышенной
быстроходности, в частности, для передач в легких двигателях авто¬
транспортного типа. В последнее время появились ремни с двумя высо¬
копрочными шнурами усиленного сечения (рис. 14, д).Зубчатые ремни применяются малых диамегров. Они имеют относи¬
тельно тонкую основную часть и гофры на нижней (рис. 14, е) или на
верхней и нижней сторонах ремня (рис. 14, ж). С целью получения
достаточной поперечной жесткости в зону растяжения помещают
ткань.Зубчатые ремни изготовляют как без обертки, так и с нею. У первых
ремней зубья формируются в процессе прессования ремня, а у ремней с
оберткой — прорезкой на специальном станке после вулканизации ремня.Рис. 14. Кордтканевые, кордшнуровые и зубчатые клиновые ремни:/ — обертка из прорезиненной ткани; 2 — корд; 3 — резина; 4 •— прорези¬
ненная тканьОслабление сечения ремня выемками не снижает тяговой способности
зубчатого ремня по сравнению со сплошными, так как не затрагивает
несущего нагрузку корда. В то же время уменьшение эффективной
высоты ремня увеличивает его гибкость и долговечность.Специальные ремни. Для ответственных передач изготовляют кли¬
новые ремни с тонкими и гибкими стальными тросами вместо хлопчато¬
бумажного корда. Это позволяет делать ремни более узкими и повы¬
сить срок их работы.Для ременных передач, работающих во взрывоопасных помещениях
(мучная пыль, воспламеняющиеся газы), для предупреждения стати¬
ческих зарядов электричества, накапливающихся на ремне, выпускают
клиновые ремни, поверхность которых пропитана электропроводными
составами.Для работы в условиях повышенной температуры выпускают тепло¬
стойкие ремни; для работы в условиях попадания на ремень масел —
маслостойкие.Для автомобилей, тракторов и комбайнов выпускают вентилятор¬
ные кордшнуровые клиновые ремни.Для приводов общего назначения клиновые ремни выпускают семи
различных сечений (табл. 16).
КЛИНОРЕМЕННЫЕ ПЕРЕДАЧИ473Для клиновых ремней всех сечений предусмотрен угол между непа¬
раллельными сторонами трапеции ср0 — 40°. Эта величина угла уста¬
новлена с расчетом, чтобы ремень не заклинивался в канавке шкива.Приведенные в табл. 16 размеры соответствуют ремню в свободном
состоянии; при деформации в процессе работы его размеры изменяются.Стандартные длины ремней общего назначения даны в табл. 17,
а вентиляторных — в табл. 18.Для ремней приводов общего назначения длиной до 1600 мм вклю¬
чительно номинальной является внутренняя длина ремня.В расчет передачи вводится расчетная длина L ремня по нейтраль¬
ному слою. Значения разности между расчетной L и внутренней LeH
длиной ремня, равные L — LeH — 2л (h — уо), приведены в табл. 17.Внутренние длины для ремней с LeH < 1600 мм даны в свободном
состоянии, без натяжения.Для ремней длиной от 1700 до 14 000 мм стандартными длинами,
общими для всех сечений, являются расчетные. Они измеряются при
определенном натяжении ремня.16. Размеры сечений стандартных клиновых ремней(ГОСТ 1284-57)-т (j "Нет7 7Обозначе¬
ние сече¬
ния
рем нейПлощадь
сечения
F в см2Расчетная
ширина рем¬
ня ар в ммНаружная
ширина
ремня а
в ммВысота
(толщина)
h ремня
в ммУоО0,478,51062,15,6А0,81111382,87,2Б1,38141710,54,19,3В2,30192213,54,812,2Г4,762732196,918,2Д6,92323823,58,320.9Е11,7042503011,028,2
17. Длины и допускаемые отклонения резинотканевых приводных ремней в мм (ГОСТ 1284-57)Внутрен¬
няя дли¬
на L„„О К Xя я чОн Я кСО ■ sе « 55|§и® мС х с
5 ж SW К №“ «я 5.
С* я чСечение« яX I хRS|18§
tta м>, 4
С * с3*; о ^
R к к н5005305606006306707107508008509009501 000
1 060
1 120
1 1801 2501 3201 400
1 500
1 600О, АО, А, Б+ 141700О. А, Б1800190020002120224023602500265028003000+ 18
— 12315033503550375040004250О. А, Б.
В+ 25
— 155 3005 6006 000Б, В, Г,Д6 300+ 30
-15А. Б, ВА, Б, В,
Г+ 40
— 20Б. В, Г450047505000Б, В, Г,Д+ 50
— 257,56 7007 1007 5008 0008 5009 000109 50010 000
10 600
11 20012,511 80012 50013 20014 000Б, В, Г,
Д. вВ. г. д,ЕГ. Д, ЕД. Е+ 50
— 25+ 60
— 30+ 87,5
— 52, б12.51617,5Сечение ремняДРазность между
расчетной и вну¬
тренней длиной рем-
ня L-LSH253340557695120РЕМЕННЫЕ ПЕРЕДАЧИ
КЛИНОРЕМЕННЫЕ ПЕРЕДАЧИ47518. Основные размеры вентиляторных клиновидных
резиновых кордшнуровых ремней(ГОСТ 5813-51)Ь—а ——тсНомера сечений12 | 3 | 4 | 5Размеры сечений
ремнейав мм1517 | 19 | 22 | 25h9 1 10 | 11 | 12, б| 14ф в град40 | 40 | 40 | 40 | 40Внутренняя длина LQH ремней в мм560650710800850900950100010601120560
630
710
800
850
900
950
1000
(1026)
1080
1120
1130
1250
1320
1400900
950
1000
1080
1120
(1155)
1180
1250
1320
1400(925)95010001060112011801250132014009501000106011201180125013201400(1682)Расчетная длина L ремней в ммL6H ++ 38+ 42Len'^-46+ 52+ 59Примечание. Размеры ремней, заключенные в скобки,
изготовляются для существующего парка машин; при проектировании
новых передач эти размеры не должны выбираться.ШкивыШкивы для клиновых ремней изготовляют литыми точеными и
сборными из стальных штампованных дисков. В последнее время начи¬
нают находить применение шкивы из пластмасс.Наибольшее распространение имеют шкивы, изготовленные из
чугуна или алюминиевых и других легких сплавов. Шкивы средних
и больших диаметров делают литыми. Крупногабаритные шкивы часто
выполняют составленными из двух половин, стягиваемых болтами
или стяжками.Литые шкивы изготовляют из чугуна СЧ 15-32 (ГОСТ 1412-54),
а при окружной скорости больше 2Ъ м/сек — из стали 25Л (ГОСТ 977-58).
Из легких сплавов на алюминиевой основе для изготовления шкивов
наибольшее применение имеет сплав АЛ-3 (ГОСТ 2685-63).
19. Размеры профиля канавок литых и точеных шкивов (ГОСТ 1284-57)Элементы профиля-S-Размеры и допускаемые отклонения в мм лля сечении ремняД2’5-о,з10,012±0,38±1~0>312,516±0.310+?-0*4
16,0
20 ±0,412,5+?6-0.в21,026±0,517±?8’5-0,828,537,5±0.6241?10-ьо
34,0
44,5±0.7
29+*12‘5-1,243,058±0,8
д+538‘‘-1Для измерения роликомI 9,0±0,01 111,6±0,015114,7±0,015I 20,0±0,02| 28,5±0,02| 33,8±0,03| 44,5±0,041 6,0 17,6 19,61 13,1| 18,81 22,31 29,6Расчетный диаметр шкивав мм34|1 63 — 7090—112125—160200 ——3680—100125—160180—224224 — 315315 — 450500 — 560—38112—160180 — 400250 — 500355 — 630500 — 900630—1120800 — 140040II > 180>450>560>710>1000>1250>1600Угол ф
в градШирина Ь канавки на наружном цилиндре в мм3436384010,013.117,022,7_—10,113,317,222,932,538,5—10,213,417,423,132,838,950,610,313,517,623,333,239,351,1Примечание. Значение ширины Ь канавки шкива на наружном цилиндре ставят на чертеже лишь для ориен¬
тирования при токарной обработке; контрольным элементом оно не является.РЕМЕННЫЕ ПЕРЕДАЧИ
КЛИНОРЕМЕННЫЕ ПЕРЕДАЧИ477Чистота обработки рабочих поверхностей канавок должна быть не
ниже у 5. Шкивы для клиноременных передач выполняют с профи¬
лями, соответствующими типу и числу ремней.При обегании шкива ремень деформируется и угол клина его умень¬
шается. Поэтому угол ф наклона боковых граней канавок шкивов на¬
значают несколько меньше угла сечения ремня.Размеры профиля канавок шкивов в зависимости от принятого для
передачи сечения ремня и диаметра шкивов приведены в табл. 19.В полуперекрестных передачах и передачах между вертикальными
валами возможно сбегание ремня со шкивов. Поэтому канавки шкивов
для этих передач рекомендуется делать более глубокими (табл. 20)..20. Размеры профиля глубоких канавок шкивов полуперекрестных
и вертикальных передачЭлементы профиляРазмеры в мм для сеченияремняОАБВГДЕс57,51012,517,52025е13172227384556t15192432445265S9121520273242Для передачи с одним клиновым ремнем, при отсутствии жестких
требований к точности передаточного числа, контроль изготовления
канавки производят по ее ширине на наружном цилиндре.Наиболее целесообразно измерение ширины канавки производить
при помощи роликов; касание ролика со стенками канавки должно быть
в точках, близких к образующей расчетного цилиндра.Размеры профилей канавок шкива для вентиляторных ремней при¬
ведены в табл. 21.Минимально допустимые расчетные диаметры шкивов для клиновых
ремней по ГОСТу 1284-57Тип ремня О А Б В Г Д Е°т\п в мм 63 90 125 200 315 500 800Минимально допустимые диаметры шкивов для вентиляторных рем¬
ней по ГОСТу 5813-51:Номер ремня 1 2 3 4 5DminnMM. 80 90 105 126 140
478 РЕМЕННЫЕ ПЕРЕДАЧИ21. Размеры профиля канавок шкивов для вентиляторных ремней(ГОСТ 5813-51)>шЖЖК<рНомер сечения
ремня12345Размер сечения
ремня (аХЛ)15X917 X 1019X1122 X 12,525 X 14Ширина
канавки b в мм1517192225Глубина
канавки е в мм1517192225Угол клина ф
в градНа 6° меньше угла клина ремняЛитые чугунные шкивы выполняют с дисками или со спицами.
Шкивы со спицами легче шкивов с дисками, однако их рекомендуется
применять лишь при величинах диаметров, не превышающих указан¬
ных в табл. 22. Шкивы шириной В < 360 мм делают с одним диском
или с рядом спиц, более широкие — с двумя дисками или рядами спиц.Для определения конструктивных размеров шкивов для клино¬
вых ремней можно пользоваться также данными и формулами при-
ведеными в табл. 23, 24 и 25.Для упрощения расчета веса шкива рекомендуется при определении
объема желобков пользоваться формулой
V — zDx см3,
где г — число ремней (желобков);D — расчетный диаметр в см\х — значения (в см2), учитывающие сечение ремня и угол ф0 при
вершине желобка; выбирать по табл. 26.22. Рекомендуемые диаметры шкивов со спицами для клиновых ремнейСечениеремняМинимальный расчетный диаметр в мм при числе канавок1—345678910ПА160160180200200200Б160180200200250250280280—В250250280280315315315355450Г560д560
КЛИНОРЕМЕННЫЕ ПЕРЕДАЧИ 47923. Расчетные диаметры D к допускаемые отклонения AD в мм(ГОСТ 1284-57)1)163 | 718090100112125140160180200224 250AD+0,8+1.0+1,5+2,0D2803153554004505005606307108009001000ДО+3,0+4,0+5,0+6,0D112012501400160018002000224025002800315035504000A D+7.0+8,0+9,0+ 10,024. Размеры обода шкивов для клиновых ремыейСечениес2еtаkремнявмм02,510121045,5А3,512,516135,56Б51620176,57,5В6212622710Г8,528,537,532712д103444,538715Е12,5435850719
480 РЕМЕННЫЕ ПЕРЕДАЧИ25. Определение конструктивных размеров шкивов
клиноременных передачОпределяемые величиныРасчетные формулы и рекомендацииРасчетный диаметрДиаметр Dt меньшего шкива выбирать
по ГОСТу 1284-57 (см. стр. 477); большего
D j = iD j;I — передаточное число;Dz — округлять до стандартного размера
по табл. 23Наружный диаметр°н - +с2 принимать по табл. 24Внутренний диаметре — глубина
табл. 24D, = dh-**•
канавки; приниШирина ободаВ = {z—\)'t + a-\r2k,2 — число канавок; выбирать, по числу
ремней, определяемому расчетом;
t — расстояние между срединами сосед¬
них канавок; принимать по табл. 24;
а — расстояние между вершинами ка¬
навки; принимать по табл. 24;
k — толщина края обода; принимать по
табл. 24.При тяжелых шкивах DH 1500 мм
k увеличивать в 3 раза по сравнению с при¬
веденным в табл. 24Наименьшая толщина С\
ободаПринимать по табл. 24
КЛИНОРЕМЕННЫЕ ПЕРЕДАЧИ 481Продолжение табл. 25Определяемые величиныРасчетные формулы и рекомендацииРадиусы сопряжения спица — толщина спицы на ступицеШирина канавки шкива на
цилиндре расчетного диаме¬
тра арРавна расчетной ширине ремня (см.
табл. 16)Размеры канавок литых или
точеных шкивов для нормаль¬
ных передачПринимать по табл. 19Диаметры роликов dp и со¬
ответствующие им величины х
для стандартных ремнейПо табл. 19Угол ф канавкиПо табл. 19Для нестандартных ремнейРазмеры профиля канавокс = 1,2 у0\е = с+Л+ 1 мм\
t = 1,2а;
s = (0,75-5-0,8) а
(у0, h и а см. в табл. 16)Диаметр ролика dp для
измерения канавки• ф
р = Vsec Hr'а0 — ширина ремня по нейтральному слоюРазмер х для измерения ка¬
навки, если условие dp =
Ф* а о sec -у не соблюдается* = (l + cosec -f-) - -^ctg -2-16 ю. С. Борисов, В. П. Сахаров 566
482 РЕМЕННЫЕ ПЕРЕДАЧИПродолжение табл. 25Определяемые величиныРасчетные формулы и рекомендацииУгол ф канавкиф = ф„- 115-^5-ф0 — номинальный угол клина канавки
Фо = 40°; Ц— коэффициент Пуассо¬
на; ц = 0,5;X — коэффициент, учитывающий влия¬
ние вулканизации в круговой фор¬
мелОх- L >где L — расчетная длина ремня по ней¬
тральной линииШирина а канавки
ружном цилиндреа = а0 2 ctg -у-Размеры профиля шкивов
с глубокими канавками для
передач полуперекрестных и
с вертикальными валами; угол
канавки, размеры dp ихПринимать по табл. 24 и 191 Коэффициент х можно принимать в зависимости от сечения
ремня О, А, Б соответственно равным 0,62 — 0,88; 0,47 — 0,83; 0,41 —
0,76.26. Значения х в см2 в зависимости от сечения ремня и угла ф0
при вершине желобкаСечение ремняУгол ф° при вершине желобка34363840О2.182,122,062,00А3,383,583,413,38Б6,306,135 955,77В10,5510,269,979,66Г21,5020,9620.4219,86Д30,5029,7328,9627,24Е53,2251,8550,4849,03Обеспечение нормальной работы клнноременных передач и долговечностиремнейКлиновые ремни обладают надежным сцеплением со шкивами, тан
как имеют незначительное проскальзывание. Правильно установленный
ремень должен плотно прилегать к боковым поверхностям канавки
шкива, не выдаваться за пределы обода и не касаться дна канавки.При многоручьевых передачах для обеспечения равномерной работы
все ремни следует тщательно подбирать по длине. Колебания отклоне¬
ний длин в одном комплекте не должны выходить за пределы допуска
(см. табл. 17).
27, Размеры шкивов и величины натяжения ремней для проверки длины клиновых ремнейПараметрыСечение ремняОАБВГДЕD в мм70,095,5127,3222,8318,3509,3795,8Ф в град34343435353637ар в мм8.511,014,019,027,032,042,0с* »2,53.54,95,87,99.312. 210,012,516,021,027,033,040,0b * *10,013,117,022,632,038,050,1h6 » *1.41,92,32.62,93,13.4he * *5.97,910,013,518,923,329,8he » *7.410,013,016,322,026,833,6V9,011,614,720,028,533,844,5m * »3,54,14,77,310,913,017,42Se в /сГ11203070140180290nD в jmjk220300400700100016002500* Для измерения по ролику.КЛИНОРЕМЕННЫЕ ПЕРЕДАЧИ
484РЕМЕННЫЕ ПЕРЕДАЧИДля более удобной комплектации ремней все поле допуска на длины
разбито на восемь групп, отклонения в каждой из которых уклады¬
ваются в допуск длин одного комплекта. На заводах, выпускающих
ремни, последние маркируют с указанием номинальной длины и номера
группы отклонений. Для работы в одном комплекте следует брать ремни
одной группы.Размеры ремней проверяют на специальных шкивах под натяжением,
соответствующим сг0 = 12 кГ/см2. Один из шкивов подвешивают на
измеряемом ремне и нагружают соответствующим грузом. Размеры этих
шкивов, а также необходимое натяжение ремней и значения яD для
подсчета длины ремня приведены в табл. 27.При проверке контролируют величину погружения ремня в ка¬
навку шкива и устанавливают расстояние / между центрами шкивов.
Величину погружения ремня определяют по рискам, нанесенным у вы¬
реза в стенке канавки шкива.Сечение ремня можно контролировать в свободном состоянии шаб¬
лоном (табл. 28).28. Размеры шаблонов для контроля размеров сечения клиновых ремнейРазмер шаблона
в ммсеСечение ремня8,510,62,99.01.36.07.41113,94,012,01,87.99.91417.75.1
15,02.2
10,312.81923,66.4
18,02.4
13,3
16,02733,38,625.0
2,818,922.03239,610,530,03,223,326,94251,413.037.0
3,629.833.8Расчетную длину ремня L определяют по формуле
L = 21 + nD,где / — измеренное межцентровое расстояние в мм;
лD —длина расчетной окружности в мм по табл. 27.Для качественной работы клиноременной передачи, кроме правиль¬
ного положения ремней в канавках шкивов и одинаковой длины рем¬
ней, должно быть обеспечено возможно меньшее колебание передаточ¬
ного числа отдельных ручьев передачи. Если в передаче с несколькими
ремнями передаточные числа отдельных ручьев будут различны, то
КЛИНОРЕМЕННЫЕ ПЕРЕДАЧИ4в5ремни будут стремиться сообщить ведомому шкиву разные угловые
скорости. В результате возникнет дополнительное скольжение и допол¬
нительная нагрузка ремней и шкивов. В практике наблюдаются слу¬
чаи, когда во многоручьевой передаче у отдельных ремней ведущая
и ведомая ветви меняются местами. Такой ремень работает как тормоз
и дополнительно нагружает остальные ремни, снижая их долговеч¬
ность. Для обеспечения равенства передаточных чисел отдельных ручьев
в ГОСТе 1284-57 нормированы: 1) колебание аД£> расчетного диаметран м/У///1к*f|YJ¥Рис. 15. Схемы контроля параметров
канавок8)канавок одного и того же шкива (табл. 29); 2) отклонения аДс глубины
канавки одного и того же шкива до расчетной линии (расчетного ци¬
линдра) (см. табл. 29); 3) отклонения Д<р угла канавки (допускаются
в пределах ±1°); 4) отклонения расчетного диаметра ДD (см. табл. 23);
5) отклонения At в шаге канавок (см. табл. 19).Контроль канавки производят измерением расстояния С от наруж¬
ного цилиндра до расчетного. Это измерение можно производить спе¬
циальным глубиномером (рис. 15, а) или индикатором при помощи
ролика (рис. 15, б).Базой измерения в обоих случаях является наружный цилиндр,
вследствие чего они применимы при соблюдении цилиндричности этой29. Допускаемые величины расчетного диаметра шкивов
для клиновых ремней и глубины до расчетной линии в ммКолебание на
одном шкивеСечение ремняи<ОВГДЕРасчетного0,40,61.01,21.6диаметра O&DГлубины0,20,30,50,60.8до расчетнойлинии оде
РЕМЕННЫЕ ПЕРЕДАЧИповерхности (в противном случае контроль осуществляют измерением
расчетного диаметра при помощи двух роликов штангенциркулем или
микрометрической скобой; см. рис. 15, в). Измеряют все канавки шкива.Измерительные грани глубиномера должны иметь очертание по
рис. 15, а. Углы профиля наконечника:р1==_ФжУ!__30, и р2 = _Фр_ + ад-Глубиномером измеряют непосредственно размер с, при этом откло¬
нения размера с не должны выходить за допускаемые пределы, указан¬
ные в табл. 19.При измерении роликом размера т (см. рис. 15, б) индикатор укреп¬
ляют непосредственно на суппорте станка (при точении канавок) или
в державке. В последнем случае индикатор снабжают плоским наконеч¬
ником. Прибор предварительно настраивают по плиткам, подкладывае-
мым под наконечник 1, на номинальный размер т, равный т = х — с
(см. рис. к табл. 19).При проверке глубины канавок до расчетной линии при помощи
ролика индикатором отклонения размера т должны лежать в пределах
допускаемых отклонений размера с (табл. 19), но с обратным знаком
(Ат = —Дс). Наибольшая разница размеров с или размеров т для
канавок одного и того же шкива не должна выходить за пределы вели¬
чины 6Дс, указанной в табл. 29.Применение указанных способов проверки возможно при усло¬
вии, что отклонение от цилиндричности наружной поверхности состав¬
ляет не более 0,25 6Дс на ширине шкива.Расчетный диаметр шкива определяют по одной нз формулD — DH — 2с или D — DH — 2х + 2т.
где DH, сит — фактические значения размеров, полученные изме¬
рением.х — принимается по табл. 19.При отклонении от цилиндричности наружной поверхности более
0,25 бДс на ширине шкива вместо разницы размеров с или т проверяют
непосредственно разницу расчетных диаметров намерением размера /
(см. рис. 15, в) при помощи двух роликов штангенциркулем или микро¬
метрической скобой. При этом D = / — 2х.Наибольшая разница расчетных диаметров канавок одного и того же
шкива (6ДD) должна быть в пределах величин, приведенных в табл. 29.Отклонения расчетного диаметра при любых способах измерения
не должны выходить за допускаемые пределы, указанные в табл. 23.
Боковое биение шкива на расчетном диаметре при D < 500 мм должно
быть в пределах 0t001D и при больших диаметрах в пределах 0,0009Z).СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫ ПРИ РЕМОНТЕ РЕМЕННЫХПЕРЕДАЧДефекты в ременных передачах и их устранение. Наиболее часто
встречаются следующие дефекты ременной передачи: прогиб, биение
и износ шеек валов, износ подшипников и шкивов. В результате износа
шеек валов и подшипников возникают увеличенные зазоры, отчего в под¬
шипниках плохо удерживается смазка и возникает нагрев деталей.
Может иметь место ослабление крепления подшипников, вследствие
СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫ487чего они смещаются со своих мест, что приводит к нарушению параллель¬
ности валов.От больших нагрузок при продолжительном сроке работы у шкивов
ременной передачи изнашивается поверхность обода. Выработка по
окружности обода иногда бывает неравномерной, из-за чего нарушается
балансировка шкива.Под действием переменных нагрузок иногда ослабляется посадка
шкива на валу и он может смещаться вдоль вала. Это приводит к выра¬
ботке отверстия ступицы шкива и разбиванию шпоночной канавки.Биение шкивов вызывает более быстрый износ подшипников, а у точ¬
ных передач, требующих спокойной ра(к>ты, например, у быстроходныхРис. 16. Схема проверки торцового и радиального биения шкиваметаллорежущих станков, может приводить к возникновению вибра¬
ции, ухудшающей чистоту поверхности обрабатываемых деталей.Биение проверяют по торцу шкива и по ободу (рис. 16). Допускаемое
биение зависит от величины шкива и числа оборотов его в минуту.
Чем больше диаметр шкива и чем меньше число оборотов, тем допу¬
скается большее биение шкива, и наоборот.Наиболее частыми причинами биения шкивов являются: изгиб
вала; неправильная посадка шкива на вал при сборке; неправильная
механическая обработка шкива; неравномерный износ шкива.При выяснении причин биения шкива вначале проверяют величину
изгиба вала. Эту проверку производят обычно рейсмусом-чертилкой по
выступающему из отверстия ступицы концу вала. Если конец вала не
выступает из ступицы или не доходит до ее торца, то проверку ведут по
отверстию ступицы (рис. 16, а).Рейсмусом-чертилкой проверяют биение свыше 0,2—0,3 мм, мень¬
шее биение проверяют индикатором. При проверке чертилкой размер
биения определяют щупом, а индикатором — по циферблату.При обнаружении изгиба вал выправляют на прессе (если техни¬
ческие условия допускают такую правку) или исправляют путем про¬
тачивания изогнутой шейки и запрессовывания в отверстие ступицы
шкива втулки или протачивания шейки, последующей металлизации
или электролитического осталивания и повторного протачивания.Исправить биение шкива слесарной пригонкой можно лишь в слу¬
чаях, когда оно вызвано перекосом шкива на валу из-за неправильной
пригонки шпонки или шпоночных пазов (рис. 16, б). ЗначительныйШW
488РЕМЕННЫЕ ПЕРЕДАЧИперекос шкива по этой причине может иметь место только при наличии
зазора между поверхностями вала и отверстия ступицы. Поэтому пере¬
кос из-за неправильной пригонки шпонок можно определять путем
замера щупом величины зазоров вдоль оси вала и по окружности вала.
О величине и направлении перекоса можно судить по характеру изме¬
нения зазора. Выявленный перекос устраняют соответствующей при¬
гонкой шпонок и шпоночных пазов.Если проверка щупом показывает, что перекоса шкива на валу нет,
или же щуп толщиной 0,05 мм вообще нигде не проходит, то причину
биения шкива следует искать в дефектах механической обработки шкива
или неравномерном его износе.Дефекты механической обработки могут заключаться в неправиль¬
ном растачивании отверстия (растачивание на конус, перекос оси отвер¬
стия при растачивании и т. п.)* Эти дефекты в большинстве случаев
не могут быть исправлены при сборке, поэтому шкив следует демонти¬
ровать для устранения дефектов обработкой. Исключение иногда делают
для особо крупных шкивов. Такие шкивы бывает целесообразно исправ¬
лять на месте протачиванием при помощи приспособления, представ¬
ляющего собой переносный суппорт. При этом шкиву должно быть сооб¬
щено тем или иным способом число оборотов, соответствующее нормаль¬
ной для материала шкива скорости резания.Демонтаж неразъемных шкивов для протачивания или устранения
других дефектов при ремонте передачи обычно требует значительных
усилий для сдвига шкива по валу. Для этой цели применяют винтовые
или гидравлические съемники. Разборка разъемных шкивов каких-либо
трудностей не представляет, но требует применения мер предосторож¬
ности. Вначале нужно освободить шпильки, расположенные у обода,
затем подвесить половинки шкива или подложить под них подкладки,
чтобы они не упали, и только после этого освободить шпильки, распо¬
ложенные у ступицы. Перед тем, как освободить две последние, диаго¬
нально расположенные шпильки, нужно еще раз убедиться в том, что
половинки шкива надежно закреплены.Износ ободов шкивов и неточности механической обработки уст¬
раняют протачиванием шкива с минимальным снятием стружки, доста¬
точным лишь для выведения биения.Трещины на шкивах заваривают. На рабочих поверхностях шкивов
не допускаются какие-либо повреждения и незаделанные раковины.
Исправление дефектов можно производить газовой сваркой или пайкой
медью. Заделка дефектов мягкими металлами не допускается. После
ремонта шкивы должны быть отбалансированы, особенно если они рабо¬
тают с большим числом оборотов.СБОРКА РЕМЕННЫХ ПЕРЕДАЧПосле пригонки шпонки и пазов на валу и в ступице перед посадкой
шкива на вал необходимо тщательно очистить посадочные места и во
избежание задиров и коррозии, могущих затруднять последующую
разборку, смазать их машинным маслом.Поскольку шкивы, расположенные на конце вала, обычно насажи¬
ваются на вал после того, как он уложен в свои подшипники, во избежа¬
ние повреждения последних нельзя насаживать шкив ударами по торцу.Для посадки шкивов следует применять специальные винтовые
приспособления, например, винтовые скобы (рис. 17) или винты с план¬
ками на трех опорах, которыми нажимают в торец ступицы шкива.
СБОРКА РЕМЕННЫХ ПЕРЕДАЧ489Поворачивая гайку винта и ударяя через подкладку в разных местах
по наружной поверхности ступицы, постепенно надвигают шкив на вал
до его конечного положения. Удары устраняют «закусывание» шкива
на валу в результате перекосов при нажатии, что особенно часто бывает
в начальный период посадки шкива, когда шкив зашел на вал еще на не¬
большую длину.Для предупреждения смещения шкива на валу во время работы
шкивы закрепляют стопорными винтами, фиксируют от смещения бурта¬
ми или уступами на валу и зажимают гайками. Шкивы, помещающиеся
на конце вала, часто устанавливают на конусной шейке, что является
наиболее надежным способом закрепления шкива. При посадке шкива
на клиновую шпонку дополнитель¬
ного крепления обычно не приме¬
няют.Разъемные шкивы можно уста¬
навливать без всяких затруднений
в любом месте по длине вала. Сбор¬
ка шкива заключается в соединении
двух его половинок на валу при
помощи шпилек шкива. Сначала обе
половинки скрепляют на валу сво¬
бодно, а затем шпоночный паз шки¬
ва направляют по шпонке, уложен¬
ной в паз вала, и гайки шпилек
постепенно затягивают. При подтя¬
гивании гаек необходимо следить,
чтобы между плоскостями разъема половинок шкива не попала грязь
или посторонние предметы. Первыми окончательно затягивают гайки
шпилек у ступицы, а затем у обода шкива.Холостые шкивы бывают как разъемные, так и неразъемные. Разъем¬
ные шкивы устанавливают на втулках, состоящих из двух половин,
а в неразъемные шкивы предварительно впрессовывают бронзовые
втулки, после чего шкивы устанавливают на валы. Имеются конструк¬
ции, в которых холостой шкив вращается не непосредственно на шейке
вала, а на втулке, неподвижно укрепленной на валу. Такая конструк¬
ция лучше, так как исключает износ вала в месте посадки шкива.При посадке холостого шкива необходимо проверить по краске
поверхность касания втулки с шейкой вала. Если эта поверхность плохо
пригнана или же недостаточен масляный зазор в соединении, то необхо¬
димо произвести шабрение поверхности втулки. Зазор проверяют щупом.При подъеме шкивов и валов во время монтажа следует надежно
подвязывать их к подъемным механизмам.Валы, на которых расположены шкивы ременной передачи, должны
быть параллельны между собой. Проверку параллельности производят
по торцам шкивов, которые должны лежать в одной плоскости или быть
параллельны. Эту проверку выполняют при помощи линейки или натя¬
нутого шнура. Установку шкивов на валах следует производить таким
образом, чтобы ремень располагался посередине обода и во время работы
не сбегал с него.При небольшом расстоянии между валами (до 1000—1500 мм),
когда можно пользоваться сравнительно легкими линейками, установку
шкивов производят при помощи проверочной линейки следующим
образом. Линейку 1 (рис. 18, а) плотно прижимают к торцу обода
большого шкива, а малый шкив (обычно электродвигатель с насаженнымРис. 17 Посадка шкива при п
мощи винтовой скобьл
/ — хомут; 2 — планка
490РЕМЕННЫЕ ПЕРЕДАЧИшкивом) устанавливают так, чтобы торец его обода касался линейки в ме¬
стах с и d. В вертикальной плоскости шкив выверяют при помощи от¬
веса. Шнур отвеса должен касаться верхней и нижней части торца обода.При расстояниях между осями валов больше 1500 мм выверку шкивов
предпочитают вести при помощи шнура. Работу производят следующим
образом. Один конец шнура 2 привязывают к ободу большого шкива,как показано на рис. 18, б, а другой оттягивают несколько в сторону
от торца шкива (положение [). Затем в натянутом положении шнур
осторожно подводят к торцу шкива. В тот момент, когда он коснется
торца в месте с, движение шнура прекращают (положение II).Если шкивы имеют разную ширину обода, выверку их производят
следующим образом. При большей ширине шкива большего диаметра
торец малого шкива устанавливают по отношению к линейке или шнуру
так, чтобы просвет а между гранью линейки или шнуром был один
и тот же у обеих сторон торца обода:3 — b
а = —ц— мм,где В — ширина обода большого шкива в мм и Ъ — малого (рис. 18, в).
СБОРКА РЕМЕНН Ы X ПЕРЕДАЧ491Если большую ширину обода имеет шкив меньшего диаметра,
то выверку его производят следующим образом. Под шнур у торца
обода шкива с большим диаметром подкладывают прокладку 3 толщи¬
нойЪ — Ва : —2— ММ'Шнур подводят к торцу так, чтобы просвет у противоположной сто¬
роны торца обода большого шкива был также равен а. В этом положении
шнур закрепляют, а затем по нему выверяют установку малого шкива
(рис. 18, г).Величину а в обоих случаях замеряют нутромером.Правильность ремонта и сборки ременной передачи проверяют
при обкатке механизма вхолостую и особенно под нагрузкой.Основные технические требования, предъявляемые к ременной пере¬
даче, состоят в следующем: 1) передача должна работать спокойно,
без толчков, 4fo зависит в основном от качества соединения концов
ремней; 2) ремень при набегании на шкив должен располагаться точно
посередине шкива.Если ремень работает не полной своей поверхностью, а только
частью ее, то это происходит от неправильного сращивания его (пере¬
кос сращенных концов) или из-за дефектов монтажа передачи. Выяснить
причину можно путем переворачивания ремня на другую сторону
(когда это позволяет способ сращивания его концов). Если при этом
обнаруживают одностороннюю работу ремня в той же его части, то
неисправность работы зависит от дефектов сборки передачи — от непа¬
раллельной установки валов.При испытании и обкатке ременной передачи следует принимать
меры по предупреждению несчастных случаев.
Глава 20
ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИПо роду выполняемой работы цепи делятся на чалочные, грузовые,
тяговые и приводные (табл. 1).I. Основное назначение и области применения цепей
разных типов и конструкцийВид цепи и область
примененияОсновные требования
и конструктивные
особенностиНаименованиецепейЧалочные. Слу¬
жат для обвязыва¬
ния и подвешива¬
ния к крюку крана
поднимаемых гру¬
зовВысокая прочность, на¬
дежность и гибкость в не¬
скольких плоскостях.
Для обеспечения послед¬
него должны иметь ко¬
роткие звеньяСварные круглозвен¬
ные1Грузовые. Ис¬
пользуются в гру¬
зоподъемных маши¬
нах для подъема
грузов1Высокая прочность, на¬
дежность и гибкость в од¬
ной или нескольких пло¬
скостях. Для обеспечения
гибкости должны иметь
короткие звенья. Рабо¬
тают при небольших ско¬
ростяхСварные круглозвен¬
ные, повышенной точ¬
ности и прочности;
сварные грузовые; шар¬
нирные пластинчатыеТяговые- Приме¬
няются в качестве
тяговых органов
транспортирующих
машин и устройствВысокая прочность.
В связи с отсутствием
требований гибкости и
невысокими скоростями
движения, при которых
они работают, из сообра¬
жений удешевления де¬
лаются обычно длинно¬
звеннымиСварные тяговые.Шарнирные:а) пластинчатые
длиннозвенные;б) роликовые с кова¬
ными внутренними
пластинами;в) разборные;г) типа Кейстон;д) специальные.Втулочные:а) пластинчатые
длиннозвенные;б) крючковые (Эвар-
та);в) комбинированные;г) специальные.Втулочно-роликовыепластинчатые длинно¬
звенные
КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙ 493Продолжение табл. 1Вид цепи и область
примененияОсновные требования
и конструктивные особен¬
ностиНаименован и
цепейПриводные. Слу¬
жат в качестве пе¬
редаточных органов
н приводах различ¬
ных машин для из¬
менения числа обо¬
ротов валов и вра¬
щающихся момен¬
товДолжны иметь ровный
ход при больших скоро¬
стях и высокую износо¬
стойкость. Для обеспече¬
ния первого требования
делаются короткоэвен-
иымиВтулочные:а) пластинчатые нор¬
мальные;б) с изогнутыми пла¬
стинами;в) крючковые (Эвар-
та);г) комбинированные;д) блочные.Втулочно-роликовые:а) пластинчатые нор¬
мальные однорядные
и многорядные;б) с изогнутыми пла¬
стинами;в) пластинчатые с
фасонными валиками
и сегментными втул¬
ками.ЗубчатыеКОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙКруглозвенные цепиЦепи длиннозвенные при равной длине и одинаковом диаметре цеп¬
ной стали легче цепи с короткими звеньями. Но длинные звенья умень¬
шают гибкость цепи и требуют применения барабанов и звездочек боль¬
ших диаметров, вследствие чего такие цепи приме¬
няют только в транспортирующих машинах.Вес 1 пог. м короткозвенной сварной цепи можно
достаточно точно определить по формуле q& 2,3 d2, j".
где д — вес 1 пог. м цепи в кг; d—диаметр цепной гГСЙ i I
стали в см. J— X —В настоящее время большинство цепей диамет- ЧТЛТГР
ром до 15 мм изготовляют при помощи электро¬
сварки.Крепление цепей осуществляется при помощи
специальных концевых деталей (рис. 1).Размеры цепей (из круглой стали) сварных гру¬
зовых и тяговых (калиброванных и некалиброван¬
ных),'применяемых в подъемно-транспортных устрой¬
ствах, приведены в табл. 2.В случаях, когда не требуется использование
звездочек и блочных устройств, применяют цепи
круглозвенные сварные технические и общего назначения (табл. 3).
Согласно ГОСТу 7070-64 эти цепи следует изготовлять контактной
электросваркой сопротивлением или оплавлением. Допускается изго¬
товление звеньев с одним и двумя сварными стыками.Основные параметры и размеры цепей круглозвенных сварных повы¬
шенной точности и прочности приведены в табл. 4.Рис. 1. Закрепле¬
ние конца свар¬
ной грузовой цепи
494 ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИ2. Цепи сварные грузовые и тяговые(ГОСТ 2319-55)Размеры звена в ммНагрузка Q в tn
не менеепробнаяразрывнаяРачетныЙ
вес 1 пог. м
в кг1216199П15Цепи не испытываются0,080,170,30519190,320,640,50б19210,501,000,74721240,801,601,05823271,202.41,40927321,553.101,74И31362,34,62,581336433,36.63.701644535,110.25,601850586,412,86,942056668,016,08,7623647610,521,011,4026728413,326,614,512d789115,631,216,9430849817,835,619,35329110420,541,021,90359811423,246,426,403310612327,454,831.104011413330,360,635,804412314836,673,242.254813415143,687,246.505214617451,2102,457.505615718860,0120,068,506016820168,0136,081,00Примечания: 1. Цепи с диаметром цепной стали 2} 3 и 4 мм
применять в качестве грузовых не допускается.2. Для изготовления цепей должны применяться: сталь по ГОСТу
924*51 марки Ст. ЗЦ, сталь по ГОСТу 380-60 марки Ст. 2 или Ст. 3,
сталь по ГОСТу 1051-59 или 1050-60 марки 10.
КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙ4958. Цепи круглоэвенные сварные
технические и общего назначения(ГОСТ 7070-64)Эскиз звеп« с
у Ок а-« шX хРазмеры в ммНагрузка в тп к
со го
а х8 2!С Р~ Ки со; аЗCQ XSго
К Ьй
го и
X а)о *
о Ж
Го хф2931353948X к *
X го и
х х ач * 5!
Н"ш Sm х
. « х_ О)_1 ь678
911394450566419212427322226303242111315171922252831543729313539485560697888101115129143157171192124273239465360677788981091191300,32
0,50
0,80
1,20
1,550,641,01,62,43,10,500,801,201,552,301,01,62,43,14,60,320,500,801,201,552.303.204.30
5,50
6,809.20
11,80
14,80
18,2021.9025.900,641,01,62.4
3,1
4,66.48.5
10,913.618.323.629.636.343.751.80,5300,7901,0001,3901,7300,7030,9651,2641,5802,5000,5300,7901.0001,3901,7302,7603,8205.180
6,6508.180
11,100
14,300
17,800
22,400
26,200
32,0005*со з;Xх
4 р
ч!
< о203036101216454856586320232730321,01,01,0Не ис-ПЫТЫ-вают-ся1.51.6
1,92,12,30,320,500,801,201,550,0630,1080,2100,380
0,600
0,820
1,140
1,480Примечания: 1. Марка металла звеньев цепей: для калиб¬
ров 2 —19 мм Ст. 2 по ГОСТу 380-60 и сталь 10 по ГОСТу 1051-59 и для
калибров 22 — 37 мм Ст. 3 по ГОСТу 380-60 и Ст. ЗЦ по ГОСТу 924*51.
2. Цепи типа IV допускается изготовлять и без буртика.
4. Цепи круглозвенные сварные повышенной *очности я прочности (ГОСТ 9445-60)Предельные
отклонения
Д Т для
степени
точностиоXПредельные
отклонения
Д Тц для
степени
точностиL—\b ТПредельные
отклонения
д L для
степени
точностии мЛ <Си 00Категория прочйости
цепейНагрузкаS’SксслX>.*оо0.0
Л *
m CGсw в
о.Эв m не менее1450±0,6 I ±0.8100±1.0 | ±1.3750±2.1 | ±2.815,3 46,03.914.020.012.017.01656±0,7 I ±0.9112±1,2 | ±1,4840 | ±2.5 | ±3,0 | 17.552.55.518,0 | 26.015.522.01818186480120±0,8± 1*0128±1,3 \ ±1.6960±2.7 I ±3.4 | 20,0 59,06.5±0,9 | ±1,1160±1.4 | ±1.7 | 1200 | ±3,0 1 ±3.6 1 20,059.06.023,0±1.0 I ±1.3240±1,6 I ±2,01800±3,4 I ±4.2 I 20.059,05,333,020,028.02080±0.9 | ±1,2 I 160 | ±1,5 | ±1.9 I 1200 | ±3,2 1 ±4.0 | 22.5 | 66,07.7 | 29.041.025,0 | 35.02286±1,0 I ±1.3172±1,7 | ±2,1 [ 1290 1 ±3.6 [ ±4.4 I 25,0 | 72,5 | 9.435,050.030,042,0Примечания: I. Цепи следует изготовлять из круглой горячекатаной стали по ГОСТу 2590-57.2. Цепи после свархи необходимо калибровать и подвергать термической обработке (закалка и отпуск). Твердость
после термообработки должна быть для цепей I категории прочности НВ 311—363, II категории прочности ИВ 269—321.ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИ
КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙ497Шарнирные цепиОсновные разновидности шарнирных цепей, их конструкция, осо¬
бенности и области применения приведены в табл. 5. Наиболее распро¬
страненными из цепей этого вида являются пластинчатые цепи, приме¬
няющиеся в основном как грузовые, и длиннозвенные пластинчатые
цепи, использующиеся в качестве тяговых в различного рода транспор¬
тирующих устройствах (конвейерах, транспортерах, элеваторах). Пла¬
стинчатые цепи могут работать на звездочках и гладких роликах.
Стандартные пластинчатые цепи изготовляют по ГОСТу 191-63 (табл. 6)
с размерами шага от 25 (разрывное усилие 2500 кГ) до 200 мм (разрыв¬
ное усилие 300 тыс. кГ). Эти цепи изготовляют четырех типов, разли¬
чающихся способом закрепления пластин на цапфах. Для закрепления
конца цепи применяют специальные концевые звенья.Общим недостатком пластинчатых цепей является малая поверх¬
ность трения в шарнирах, обусловливающая высокие удельные давле¬
ния, которые являются причиной их износа. Для уменьшения износа
в проушины пластин шарнирных пластинчатых цепей иногда запрессо¬
вывают закаленные втулки. Кроме повышения износостойкости такая
конструкция цепи позволяет производить её ремонт путем замены вту¬
лок. В табл. 7 приведены параметры тяговых разборных цепей с бочко¬
образными и цилиндрическими валиками.5. Конструкция, основные особенности я области применения
шарнирных цепейТипы и конструкции
цепейОсновные особенности
и области примененияНормальные шарнирные пластин
чатые цепи (цепи Галля)Применяют главным образом
для грузоподъемных целей. Можно
применять в качестве приводных
цепей для передачи вращения при
малых скоростях (до 0.5 м/сек).
Обладают большей надежностью и
безопасностью в работе по сравне¬
нию со сварными цепями (особенно
при больших нагрузках)
498ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИПродолжение табл. 5Типы и конструкции
цепейОсновные особенностии области примененияУсовершенствованные шарнирные
пластинчатые цепиИмеют удлиненные валики с
втулками на концах диаметром,
равным диаметру средней части
валика. Сцепляются с звездочкой,
имеющей три ряда зубьев. Вслед¬
ствие уменьшения изгибающих
усилий в валике благодаря такой
конструкции допускают при оди¬
наковых основных размерах с нор¬
мальной пластинчатой цепью зна¬
чительно большие нагрузки. При¬
меняют в качестве грузовых цепей.
Грузоподъемность усовершенство¬
ванных пластинчатых цепей дости¬
гает 300 т и болееДлиннозвенные шарнирные пла¬
стинчатые цепиИспользуют в различного рода
транспортирующих машинах в ка¬
честве тяговых органов. Шаг длин¬
нозвенных пластинчатых цепей,
применяющихся в конвейерах, до¬
стигает 1 м. Крепление пластин
на валиках осуществляют расклеп¬
кой, шплинтами, специальными
замками и гайкамиДлиннозвенные шарнирные роли¬
ковые пластинчатые цепиОтличаются от предыдущих тем,
что на средней части валиков поме¬
щаются ходовые ролики, которые
служат для уменьшения сопротив¬
ления при движении нагруженной
цепи. Применяют, когда цепь несет
на себе рабочие органы (ковши,
скребки и т. п.), загружаемые ма¬
териалом, имеющим значительный
весШарнирные роликовые цепи с ко¬
ваными внутренними звеньями£1 с,Наружные пластины укреплены
на концах валиков неподвижно,
а внутренние посажены на валики
свободно. Внутренние кованые пла¬
стины имеют большую толщину,
что увеличивает трущиеся поверх¬
ности, уменьшает удельное давле¬
ние и обеспечивает уменьшение из¬
носа
КОНСТРУКЦИИ И РАЗМЕР Ы ЦЕПЕЙ 499Продолжение табл.Типы и конструкции
цепейОсновные особенностии области примененияРазборные шарнирные цепиПластины цепи имеют на концах
продолговатые вырезы, оканчиваю¬
щиеся с одной стороны отверстием,
в которое может свободно прохо¬
дить валик а, и с другой стороны
узким пазом, ширина которого со¬
ответствует диаметру шейки вали¬
ка. Ролики 6 надевают на валики
для уменьшения износа звездочек.
Отверстия в середине пластин слу¬
жат для крепления рабочих орга¬
нов и для установки опорных ходо¬
вых роликов в. Используют в ка¬
честве тяговых цепей транспорти¬
рующих машин с легким режимом
работы, а также в случаях, когда
имеется необходимость в частых
разборках цепиВнешние звенья цепи состоят
из двух боковин, соединяющихся
валиками. Валики своими продол¬
говатыми головками входят в соот¬
ветствующие углубления в боко¬
винах и не могут относительно их
поворачиваться. Поэтому скольже¬
ние в шарнирах происходит лишь
между валиком и внутренним зве¬
ном по достаточно большой тру¬
щейся поверхности. Для разъеди¬
нения и соединения звеньев цепи
внутренние звенья ставят в верти¬
кальное положение, после чего
внешнее разборное звено смещают
так, чтобы оно оказалось против
узкой части А внутренних звеньев.
При сближении боковин звена го¬
ловки валиков выйдут из углубле¬
ний и валики после поворота на 90°
могут быть вынуты.Валик во внутреннем звене цепи
сидит свободно, а между самим
звеном и боковинами внешнего
звена имеются значительные зазо¬
ры. Это обеспечивает поворот вну¬
тренних звеньев в плоскости осей
шарниров. Тяговые разборные це¬
пи изготовляют двух типов: с боч¬
кообразными валиками, допускаю¬
щими отклонение до 8°, и с цилин¬
дрическими валиками — до 3°.Цепи этого типа применяют в ка¬
честве тягового органа в подвесных
конвейерах, у которых тяговая
цепь должна иметь гибкость во всех
направлениях
500ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИПродолжение табл. 5Типы и конструкции
цепейОсновные особенности
и области примененияСпециальные шарнирные цепиа)б)Конструктивные формы цепей,
относящихся к этой группе, опре¬
деляются конкретными условиями
работы. Примером таких цепей
могут служить цепи скребковых
транспортеров, форма и размеры
звеньев которых определяются же¬
лобом транспортера. Цепь, приве¬
денная на рис. б, имеет шарниры,
допускающие работу в более тя¬
желых условиях. Такие цепи при¬
меняют для транспортирования
тяжелых материалов (гравий,
уголь и т. п.). Цепь, приведенную
на рис. а, используют в транс¬
портерах для стружки, древесных
опилок и пр.в. Цепи грузовые пластинчатые
(ГОСТ 191-63)ПластинаВаликО)яо &Нагрузкав кГ„ о
^ <и
t;/ВвнВ1d,уdя е ®с» К 35
в* * о
£Й Ь X5 у 5, со ^
« 2 2мере-
я шага8«С <ц
__ XЧ 2В ммО t-
«С Яп 2 «
о. 3 х« Я
X XОД «Ш в1. С расклепкой без шайб25182,5153510822500401.435222,5165213945 0001502.740253,02059141148 0002003.4
КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙ 501Продолжение табл. бПластинаВаликВвнВ1dxS' Я с3 и i
§S <* с ■Нагрузка а кгъ Я
. « 2<1>СЗ § 4JQ.3 хw —I0.34J2 5со я
Я Я11. С расклепкой на шайбахь50363,030782217412 5005007,060454,038972622420 00075010,570505,0471143226432 000I 30017,080605,0511463628650 0001 60023,0100120110III. На шплинтах8,08,0100 000160 0003 5005 30053.089.0IV. С гладкими валиками1401208,0120342606010200 0008 000150,017014510,0130405707010250 00012 500210,020017010,0160450858510300 00015 000305,0Примечание. Пластины и валики цепей изготовляют из ста¬
лей марок 40, 45 и 50 по ГОСТу 1050-60, шайбы — из стали марки Ст. 3
по ГОСТу 380-60 или из стали 40 по ГОСТу 1050-60.
7. Цепи тяговые разборные (ГОСТ 589-64)С бочкообразными валиками (тип Р1)iLotbn■шС цилиндрическими валиками (тип Р2)8 min«о U-— Ь1—-г = O.SbГ= 0,5ЪьtВЦепиЦепи с ци¬с бочко¬линдриче¬образнымискимиваликамиваликамиНагрузка в кГпроб¬наяразру¬шающаянеменееВес 1 пог. м цепи
в кг не болееЦепи
с бочко¬
образными
валикамиЦепи
с цилин¬
дрически -
ми вали¬
ками6580801001001601602501301601602002003203205001829403236405353915
2116
19
21
28
28914.5
1914.5
18
19
27
271522.5
34
2727.5
3441.541.581318131618242435487356587386867121913161920
204610681012122 700
6 400
17 400
9 000
13 200
17 400
24 000
24 0004 500
10 600
29 000
15 000
22 000
29 000
40 000
40 0001,42,98.73.85.1
5,79.2
8,01,42,88,63,75.0
5,69.1
7.9ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИ
КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙ503Втулочные и втулочно-роликовые цепиК втулочным цепям относятся: нормальные втулочные пластинча¬
тые, с изогнутыми пластинами, из ковкого чугуна, комбинированные,
блочные и специальные. Наибольшее
распространение имеют нормаль¬
ные втулочные пластинчатые цепи и
втулочно-роликовые пластинчатые
цепи [40].На рис. 2 показан разрез шарни¬
ра нормальной пластинчатой втулоч¬
ной цепи. У этой цепи неподвижное
соединение втулки 2 с пластинка¬
ми 4 внутреннего звена осущест¬
вляется при помощи лысок а, а ва¬
лика 3 с пластиной 1 наружного
звена — при помощи лысок б.Втулочно-роликовые цепи допу¬
скают более высокие скорости дви¬
жения (до 10—15 м!,сек).Конструкция и основные особенности разных типов втулочных
и втулочно-роликовых цепей, а также области их применения и размеры
приведены в табл. 8—15.8. Основные особенности и области применения втулочных цепейРис. 2. Шарнир пластинчатой вту¬
лочной цепиТипы, названия и эскизы цепейОсновные особенности
и области примененияПластинчатые нормальные приводные
(короткозвенные)Служат передаточными орга¬
нами в приводах машин. Рабо¬
тают со скоростями до 2,5 м/сек.
Цели с шагом 15 мм и более ча¬
ще всего применяют для приво¬
дов вспомогательных механиз¬
мов машин при скоростях до1 м/сек. Цели с шагом 10 мм и
меньше используются в легких
быстроходных передачахПластинчатые нормальные тяговые
(длиннозвеияые)Используют в качестве тяго¬
вых в конвейерах, элеваторах,
транспортерах. Рабочие органы
монтируют на удлиненных кон¬
цах шарнирных валик©* или
крепят к пластинам звеньев
504ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИПродолжение табл. 8Типы, названия и эскизы цепейОсновные особенностии области примененияПриводные с изогнутыми пластинамиОбладают повышенной упру¬
гостью, в связи с чем могут при¬
меняться в условиях, когда на¬
грузка изменяется в значитель¬
ных пределах и имеет динами¬
ческий характер. Величина из¬
носа цепей с изогнутыми пла¬
стинами и звездочек, работаю¬
щих с ними, зависит от направ¬
ления движения цепи. При дви¬
жении цепи по стрелке А износ
в шарнирах цепи меньше, чем
при движении по стрелке В, и
меньше, чем у цепи с прямыми
пластинами, но более интенсив¬
но изнашиваются зубья веду¬
щей звездочкиИз ковкого чугуна (крючковые цепи
Эварта)EB-fКаждое звено на одном конце
имеет валик, а на другом откры¬
тую втулку-крючок. Валик од¬
ного звена можно вставлять
в крючок другого звена только
сбоку, причем между звеньями
должен быть угол около 60°.
При другом положении звенья
нельзя соединить и разъеди¬
нить.Крючковые цепи применяют
в легких передачах при скоро¬
сти движения до 3 м/сек и в ка¬
честве тяговых органов различ¬
ных транспортирующих
устройствКомбинированныеСостоят из деталей, выпол¬
ненных из ковкого чугуна и из
стали.У показанной цепи звенья,
отлитые из ковкого чугуна,
соединяются стальными вали¬
ками (штыревая цепь).Комбинированные цепи при¬
меняют в тихоходных переда¬
чах (до 2,5 м/сек)БлочныеВнутренние звенья этих це¬
пей выполнены в виде сплош¬
ных целых или наборных из
пластин блоков. Поэтому в за¬
цеплении с зубьями звездочек
участвуют только внешние
звенья. Валики неподвижно
укрепляют во внешних пласти¬
нах. При зацеплении с зубьями
звездочки внешних звеньев
скольжение происходит вну¬
три шарниров, а между блоком
и зубом отсутствует, в резуль¬
тате чего шарниры изнаши¬
ваются меньше, чем в передачах
с втулочными пластинчатыми
цепями.Короткозвенные блочные це¬
пи могут использоваться в пе-
редачах при скоростях до 4 м/сек
КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙБОБ9. Цепи приводные пластинчатые втулочные(ГОСТ 586-41)t > 50 ммt*СВ ■
тшdшах^тпахЪшахНагрузка в кГВес
1 пог. м
цепи
в кгв ммразру¬шающаяизмеренияшагаЦепи с шагом до 60 мм15109! 211 14| 1 250181 ’’1201311261 182 000| 321,625161434| 223 150| 50| 2.43010921141 250750,71915 I37274 000753.23510921141 2501000,6221840315 0001003,640131126182 0001301.0242044346 3001304,245131126182 0001600,9272251378 0001605,550161434223 1502001,73024544310 0002006,755161434223 1502401,63525674612 5002408,060191637274 0002902.14028685216 00029010,2Цепис шагом больше 60 мм **70221840315 000400 I2,94531985520 000400 |14,6802420 I44346 3005103,65036 1103652500051017,290272251378 0006505,055421088031 50065021.910030 |24 I54 I1 43 I10 000 II 800 I5,660 |48 1133 |! 90 |50 000 11 600 |32,8* Минимальное для цепей с шагом до 60 мм и максимальное для
цепей с шагом больше 60 м'м.** Эти цепи допускается изготовлять с составными пластинами
(двойными или тройными) и с пластинами облегченной формы.
10. Цели приводные из литых (из ковкого чугуна) крючковых звеньев (ГОСТ 1054-53)IЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИ
КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙ50711. Основные особенности и области применения
втулочно-роликовых цепейТип и названия
цепейОсновные особенности и области
примененияПриводные пластин¬
чатые однорядные
(табл. 12 н 13)Наряду с зубчатыми являются основными
приводными цепями. Допускают высокие ско¬
рости — до 18 м/сек, а в случаях применения
цепей повышенной точности и прочности по
ГОСТу 5528-50 (табл. 13), малого шага и при
большом числе зубьев малой звездочки (z >
> 35), тщательном монтаже и уходе — до
30 м/сек и вышеПриводные пластин-
чатые двухрядные и
много рядные
(табл. 12 и 13)Служат для передачи больших усилий (чтобы
не применять цепи большого шага). Изготовляют
из деталей однорядных цепей, за исключением
валиков. Применение многорядных цепей боль¬
шой ширины требует особой тщательности мон¬
тажа всей передачи. Поэтому рекомендуется в
таких случаях лучше сдваивать двух- или трех¬
рядные цепи, чем применять одну четырех- или
шестирядную цепьПриводные пластин¬
чатые с изогнутыми
пластинами
(табл. 15)Отличаются от обычных втулочно-роликовых
цепей (с прямыми пластинами) большей упру¬
гостью. Применяют в тех случаях, когда пере¬
дача работает с толчками и ударами. На износ
цепи существенное влияние оказывает направ¬
ление ее движения. Изготовляют из деталей
соединительных звеньев, служащих для замы¬
кания цепи при нечетном числе звеньевПриводные пластин¬
чатые с фасонными ва¬
ликами и сегментными
втуднамиУ этих цепей обычная втулка заменена сег¬
ментной, а обычный цилиндрический валик —
валиком, имеющим сложное сечение. Взаимное
юложение валика и сегментной втулки обеспе¬
чивается надетым на них цельным роликом.
Данные цепи имеют более высокий к. п. д. и от¬
личаются более высокой прочностью и износо¬
устойчивостьюТяговые пластинча¬
тые с роликами (ти¬
па ВР, табл. 14)Применяются в конвейерах, элеваторах, пла¬
стинчатых транспортерах. Скорость движения
тяговых цепей от 0,1 до 1 м/секТяговые пластинча¬
тые с катками (типов
ВР, ВКГ, ВКП, табл. 14)Применяются в тех случаях, когда по усло¬
виям работы несут на себе рабочие органы и
транспортируемый материал. Наличие ходовых
катков значительно уменьшает усилие, тре¬
бующееся для перемещения цепи, и ее износ
508 ЦЕЛИ И ЦЕПНЫЕ ПЕРЕДАЧИ12. Цепи приводные пластинчатые втулочно-роликовые(ГОСТ 586-41)t*60MMатах ^minНагрузка в кГразру¬шающаяизмеренияшагаU с С-« £ с
03 ГГ\0Цепи однорядные5371120050,22863711—31550,246,56,591450080,43106,56,5914—80080,48881117800120,6912881119—1 250120,82101014211 250181,101510101423—2 000181,246,56,5914500320,342013131826 2 000321,7313131828—3 150321,98881117800500,462516162234_3 150502,68161622365 000502,91101014211 250750,703019192737 4 000753,3619192739—6 300753,91131318272 0001001,223522223140—5 0001004,27222231448 0001004,91
КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙ 509Продолжение табл. 12t^тахС D^minЬшах^тахНагрузка в кгS3с яв ммразру¬измеренияшающаяшагаСО16162234__3 1501302,044024243444—6 3001304,9724243448—10 ООО1305,7819192737_4 0001602,564527273751—8 0001606,4327273755—12 5001607,1722223140 5 0002003,435030304354—10 0002007,9430304358—16 0002008,81Цепи двухрядные537187400100,448537187630100,486,56,592611,51 000150,86106,56,592812,51 500150,9688113315I 600221,401288И37172 500221,6410101440182 500342,201510101444204 000342,4813131851234 000603,462013131855256 300603,9616162266i 306 3001005,3625161622703210 0001005,8211! 19192772338 0001406,7230191927763512 5001407,82222231783610 000190. 8,5235222231874015 0001909,82242434874012 5002409,9540242434954420 0002401 1,602727371024716 00030012,90452727371 105125 00030014,403030431085020 00038016,00503030431165431 50038017,70
13. Цепи приводные пластинчатые втулочно-роликовые повышенной точности и прочности:
а — однорядные; 6 — двухрядные; в — трехрядные (ГОСТ 5528-50)tDшахdЪнаиб.Sнаиб.cminКоли¬
чество
рядов
в цепи1шах*^1 шах^2 шахНагрузка в кГВес
1 пог. м
цепи
(теорети¬
ческий)
в кгв ммвммразру¬шающаяизмеренияшага12830153 800301,5320126182,512222,351531 57 600603,06322,373751511 400904,5913740206 500502,8425168233,616230,568712013 0001005,68330,5981012019 5001508,52* lx тах — длина валика переходного звена (переходное звено на фигурах не показано).ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИ
Продолжение табл. 13^шахdЬнаиб.5наиб.cminКоли¬
чество
рядов
в цепиLmax*Ч maxшахНагрузка в кГВес
1 пог. м
цепи
(теорети¬
ческий)
в кгв ммвммразру¬шающаяизмеренияшага14346239 500753,9530199,528419235,679822319 0001507,9335,61141172328 50022511,85150542712 5001004,83352110,5324,521239,790942725 0002009,66339,71291332737 50030014,49155582916 0001255,88402311,537525245,81011042932 00025011,76345,81471502948 00037517,64160643220 0001507,30452613425,5282511111153240 00030014,63511621663260 00045021,91_69743725 0001859,28502914,546632257,51271323750 00037018,56357,51841893775 00055527,84187944743 00032016,85654020608402741611684786 00064033,737423524247129 00096050,55* 11 шах — длина валнка переходного звена (переходное звено на фигурах не показано).КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙ
612ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИ14. Цепи тяговые пластинчатые(ГОСТ 588-(54)
КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙ 513Продолжение табл. 1417 Ю. С. Борисов, В. П. Сахаров 566
514ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИПродолжение табл. 14
КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙ 515Продолжение табл. 14Предпочтительное исполнениеяВSStddx£>i/зн03 £а-ай|Я Я 1>
Он * Xа? 2 *>о. о»v> о «я хо*Ч~Я2Я
щ S 2 s05 3-М 2Со свободной посадкой валиков н соединением втулок
с пластинами на лысках (разборная конструкция)исполнение Л25024.032060751083042621447250 00020,940019,225038,7320709012103650751708570 00033,640029,840082ПО1412446090200100100 00047,150042,0
516ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИПродолжение табл. 14Предпочтительное исполнениеt *2 ш
* аI» в
94 о. зСО [_ *
Л 1
йЙ!. О.У щГ0 о я яС X ч~ Я £ СОй £ 2 кCQ =fx 2Втулочно-катковые с гладкими катками (тип ВК) и с гребнями
на катках (тип ВКГ)С двусторонней расклепкой валиков и запрессованными втулками
(неразборная конструкция)Исполнение Iисполнение I2002503204450203090100*5420 00018,716,213,925032040052602435110116*6230 000* При изготовлении в исполнении II размер 1~21х.26,122,019,3
КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕЛЕЙ 517Продолжение табл. 14
511ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИПродолжение табл. 14Предпочтительное исполнениеS's|-Я Я щаки
я m к^ >моJ0 1 <исе * О• «го о Я яО X сСо^s 5 ва с <о) « 2 я
OQ tJ as 2Втулочно-катковые с подшипниками качения у катков (тип ВКП)
(изготовляются только разборной конструкции)32028,8400500626024351301346730 00024,621,46306308005007875103045!801608050 00018.629,225,270,680010001009012365024020010070 00049,642,5
КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙ 51914. Цели приводные пластинчатые втулочно-роликовые
с изогнутыми пластинами(ГОСТ 586-41)г-чНагрузка в кГразру¬шающаяизмеренияшагаВес
1 пог. л
цепи
в кг405060801002024283644222830384825323545558 000
12 500
201)00
31 500
50 0001302002905108004,5
в, 9
Ю.б
15.3
24,0Зубчатые цепиПластины этих цепей имеют по концам форму зубьев, которые вхо¬
дят в зацепление с зубьями звездочек. Эта особенность конструкции
обеспечивает возможность изготовления зубчатых цепей с меньшим ша¬
гом по сравнению с втулочно-роликовыми (примерно на 20% меньше
при одинаковом диаметре шарниров). Более благоприятные условия
зацепления зубчатых цепей со звездочками обеспечивают меньший шум
при работе передачи, ввиду чего их часто называют бесшумными.Благодаря этим преимуществам и возможности их использования
при больших скоростях движения зубчатые цепи являются основным
видом приводных цепей.По конструкции шарниров зубчатые цепи делятся на простые,
с вкладышами и с шарнирами качения.Простые зубчатые цепи состоят из ряда пластин, соединенных вали¬
ками, входящими в круглые проушины. Эти цепи имеют тот же недоста¬
ток, что и простые шарнирные — малую поверхность трения в шарни¬
рах, являющуюся причиной быстрого их износа.Зубчатые цепи с вкладышами имеют шарниры, образованные из двух
сегментных вкладышей и соединительного валика. Один из вкладышей
закрепляется неподвижно в одном звене, другой — в другом. Наличие
в отверстиях пластин выреза для прохода вкладыша смежного звена
обеспечивает относительные повороты звеньев на угол до 25°.Поскольку скольжение происходит в данном случае между вклады¬
шами и валиками, опорные поверхности шарниров увеличиваются почти
вдвое, что при том же усилии, передаваемом цепью, почти вдвое умень¬
шает давление в шарнирах.
520ЦЕП Л И ЦЕПНЫЕ ПЕРЕДАЧИЗубчатые цепи с шарнирами качения (рис. 3, а и б) выгодно отли¬
чаются от других цепей значительно меньшим износом шарниров.У цепи, приведенной на рис. 3, а, шарнир образуется призмами 2
и 3. Призма 2 закрепляется неподвижно в пластинах 4 при помощи
выступа. Рабочая поверхность призмы представляет собой плоскость,
совпадающую с геометрической осью шарнира. Призмя 3 закрепляетсяа) 6)Рис. 3. Зубчатые цепи с шарнирами качения:
а—имеющими плоскую и криволинейную форму опорных призм;
б —имеющими одинаковую криволинейную форму опорных призмв пластинах 1 при помощи паза, который находит на соответствующие
выступы в проушинах пластин.У цепи, показанной на фиг. 3, б, шарнир образуется призмами 2
и Зу имеющими одинаковую форму, в частности, форму поверхностей
качения. Обе призмы укрепляются в пластинах на лыске, призма 2 —
в пластинах звена 4, призма 3 — в пластинах звена 1. Одинаковая
форма призм и проушин упрощает изготовление цепи.При необходимости применения зубчатой цепи с нечетным числом
звеньев применяют специальное соединительное звено из пластин
изогнутой формы (рис. 4).В тех случаях, когда зубчатая цепь должна огибать звездочки и вхо¬
дить с ними в зацепление двумя сторонами, применяют цепи, имеющие
два ряда зубьев с внутренней стороны и один средний ряд с внешней
стороны. В табл. 16 приведены основные размеры зубчатых цепей с боко¬
выми и внутренними направляющими пластинами.
16. Приводные зубчатые цепиД-Дtflh IТип Бтип Bi-1 типв1-г—П--/77- L -Тил 82-2Цепи с боковыми направляющими пластинами типа БЦепи свнутренними направляющимипластинамитипа ВtВесРазру¬ВесРазру¬SRbL1 пог. мшающаяТипb1тп1 пог. мшающаяцепи ifнагрузкацепицепи qнагрузкав кгQ в кГв кгQ в кГв ммв мм19251.131 90020.526,51,32 05023.529,51,432 35026,532,5——1.72 65029,535,51,792 9503339——2,13 30036422,193 600BIX 13945——2,43 90042482,564 20045,551,5——2,84 55012,71.5548.554,52,944 85051,557,5——3,25 150(7*">54.560.53,325 4506369——4,06 30069754,186 90072,584,5 _4,87 25081,587.54,958 150В 1 Х29197——5,69 100941005,719 400104,5110,5——6,310 450107,5113.56,4510 750КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙ
Продолжение табл. 10Цепи сбоковыми направляющими пластинами типа БЦепи свнутренними направляющими пластинами типа ВtВесРазру-ВесРазру¬SRbL1 пог. мшающаяТипЪ/т1 пог. мшающаяцепи qнагрузкацепицепи qнагрузкав кгQ в кгв кгQ в кГв ммв мм29,535,52,153 54026,532,51.93 18036422,574 3203339——2,33 96042483,005 0403945——2,74 68Q48,554,53,445 820В1X145,551—3,25 46054,560,53,856 54051,555,5——3,66 18069754,858 2806369——4,67 56015,871.56(7.*)81,587,55,729 78078,584,5——5,49 420941006,6011 280В1Х29197——6,310 920107,5113,57,5112 900104,5110,5——7,212 5401261328,7515 120В2Х212312936,5508,514 76036422,975 3503332__2,74 90042483,426 2503945——3,15 8004854,53,947 200BIX 145,551,5——3,76 80054,560,54,428 10051,557,5——4,17 70069755,5810 2506369——5,39 44519,0581,587,56,5812 10078,5'84, В_6,311 700<з/4")1,57941007,5814 ОООВ1 X 29107——7,313 600107,5113,58,6616 100104,5110,5——8,415 60012613210,1418 90012312936,5509,818 400138,514411,1420 800135,5141,536,256310,820 30015115712,4022 300В2Х214815442,56311,822 20017618214,1426 40017317949,7573,513,825 900201,5207,516,2830 200198,5204,555,25881629 700ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИ
Продолжение табл. 16Цепи с боковыми направляющими пластинами типа БЦепи с внутренними направляющими пластинамитипа Вt5RЬ1Вес
1 пог. м
цепи qРазру¬шающаянагрузкаТипцепиЬ1тВес
1 пог. м
цепи qРазру¬шающаянагрузкав ммв кгQ в кГв ммв кгQ в кГ25,42,01056,б80.597.5
10563.588.5
105
1137,04
10,16
12,22
13,229 400
13 60016 40017 700В1Х151.576.5
9310159.584.5
101
109--6,49,611,612,68 700
13 000
15 800
17 100(Г)126158.5183.5208.5257.5133166.5191.5216.5265.616,16
19,91
23,03
26,16
30,921 200
26 800
31 000
35 200
43 500В2 X 2121164.5179.5212.5253.5129162187.5212.5261.535,6444860,576,755066.583.583.5
10015,619.322.4
25,6
30,320 500
26 200
30 500
34 700
43 00082107,590115,513,18
17,2620 500
26 900В1 X 178103,586111,5--12.516.619 500
25 80031,75О1/*")2.012,5126.5
152
203
253278.5134.5
160
211
261286.520,3024,3832.5440.54
44,6231 600
38 000
50 800
63 200
69 500В2 X 2122.5
148
199
249274.5130,51562072572823640,255773,757850.567.6
85101.5118.519.623.731.839.843.930 600
37 000
49 700
62 200
68 600Примечания: 1. Угол вклинивания
2. Толщина направляющей пластины длядля цепей всех рассматриваемых шагов а. => 60°-
цепей шипов Б и BlXl Sx — St а для цепей типаВ1 Х2 == 2S.КОНСТРУКЦИИ И РАЗМЕРЫ ЦЕПЕЙ
524ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИЦЕПНЫЕ БЛОКИ, БАРАБАНЫ И ЗВЕЗДОЧКИ
Блоки, барабаны и звездочки для сварных цепейБлоки, служащие для изменения направления движения цепи,
обычно отливают из чугуна и реже из стали.От величины диаметра блока зависит износ цепи и изгиб звеньев.
С уменьшением диаметра блока увеличиваются износ цепи и напряже¬
ния изгиба в звеньях. Наименьшие рекомендуемые диаметры D блоков
для короткозвенных цепей при ручном приводе равны 20d и при меха¬
ническом — 30d, где d — диаметр цепной стали в мм.Чтобы препятствовать соскакиванию цепей с блоков, их рабочей
поверхности придают форму желобков (табл. 17).17. Распространенные формы ручьев блоков для сварных цепейПрофиль ручья
блокаОсновные особенностиЗазор 2-3 ммОбеспечивает звеньям цепи определенное по¬
ложение. Недостатком является дополнительный
поперечный изгиб звеньев, лежащих на опореОбеспечивает более благоприятные условия
работы цепи. Рекомендуется применять при по¬
вышенной скорости движенияОтличается от предыдущей наличием в нижней
части ручья небольшого возвышения, преду¬
преждающего перекручивание цепи, что еще бо¬
лее улучшает условия работы цепиОтличается от первого профиля конической ра¬
бочей поверхностью блока с углом наклона око¬
ло 15°. Благодаря этому лежащие на опоре
звенья почти не получают дополнительного попе¬
речного изгибаБарабаны служат для приведения цепи в движение. При навивании
цепь располагается на барабане по винтовой линии. Для обеспечения
правильного положения цепи на поверхности барабана делают ручьи.
Наиболее распространенные профили ручьев барабанов показаны на
рис. 5, а—г. Они соответствуют профилям ручьев блоков, приведен¬
ным в табл. 17 (содержащиеся в ней данные относятся и к ручьям бара¬
банов). Барабаны изготовляют обычно из чугуна, причем их поверх¬
ЦЕПНЫЕ БЛОКИ, БАРАБАНЫ И ЗВЕЗДОЧКИ 525ность довольно часто механической обработке не подвергается. Наимень¬
шие диаметры барабанов те же, что и блоков.Для свободного входа в ручей вертикально расположенных звеньев
их ширину делают на 2—3 мм больше диаметра цепной стали.а) 6) в) г)Рис. 5. Профили ручьев барабанов
Длина барабана с учетом двух запасных витков
/ = (/» + 2W= (^ + 2) t мм,Lгде п — —- — число витков;
лиL — длина наматываемой цепи в мм;/ — шаг винтовой линии ручья барабана в мм при профи¬
лях ручьев по рис. 5, а и г t = В -f- (3—6) мм,
а при профилях по рис. 5, б и в t = (В — d) X
X cos 45° г d 4* 5 мм; (В — ширина звена цепи в мм;
d — диаметр цепной стали в мм).Рис. 6. Крепление конца цепи Рис. 7. Цепная звездочкана барабанев движение. Механизмы со звездочками по сравнению с механизмами
с приводными барабанами более компактны.Ведущими зубьями звездочек являются выступы между гнездами, в
которые укладываются звенья, располагающиеся параллельно оси звез¬
дочки. Так как дно каждого звена представляет собой плоскую грань,
то звенья не испытывают дополнительного поперечного изгиба. Звез¬
дочки отливают из чугуна и стали. Работать на звездочках могут только
калиброванные цепи.Для предупреждения соскакивания цепи звездочку обычно поме¬
щают в специальный направляющий кожух (рис. 8), а чтобы звенья
52ft ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИ18. Определение размеров профиля впадин звездочек
для сварных цепейа — центральный угол, соответствующий одному зубу (гнезду)
или двум звеньям;О —> диаметр окружности, на которой располагаются центры по¬
перечных сечений звеньев, лежащих в гнездах звездочки;
z — число зубьев (впадин) звездочки.о.л£ ч яОчпРасчетная формулаа«м 2 а
с к яО ч сРасчетнаяформула<U« £42 j® 2 со°* 4) О,Я * *ОчсРасчетнаяформула1/ 1 sin a J 1 cos а j902dВ + 2дВ — d+ АRt1 ,bd + йД1316182023262830321,52,52,5 2,52,52,53,03,03,03,03,03,03.03,0б в мм2,52,52,5 2,51,51,51,51,51,51,51,5* При числе зубьев звездочки не менее 8 и диаметре цепной стали
не более 16 мм диаметр D с достаточной точностью можно определитьпо формуле D = —г-—-
sin в
ЦЕПНЫЕ БЛОКИ, БАРАБАНЫ И ЗВЕЗДОЧКИ527цепи своевременно сходили со звездочки, в кожухе ставят упорный
зуб а. Звездочки можно применять при скорости движения цепи до
0,3 м/сек; поэтому их используют главным образом в механизмах с руч¬
ным приводом.Так как с уменьшением диа¬
метра звездочки уменьшается кру¬
тящий момент и, следовательно,
усилие, требуемое для приведения
цепи в движение, звездочки стре¬
мятся делать с возможно меньшим
числом зубьев, но не менее 5—6.Зависимости для определения
размеров профиля впадин звездочек
для сварных цепей приведены в
табл. 18.Окружность диаметра D часто Рис 8 3вездочка в направляющем
называют делительной окружностью кожухезвездочки (табл. 19).Для обеспечения правильности размеров и формы гнезд и профиля
зубьев при изготовлении модели звездочки следует проверять ее цепью.19. Диаметры делительных окружностей звездочек (D)
для стандартных цепей в ммРазмеры
звеньев цепи
в ммЧисло зубьев звездочкdt61 78910П121417202461962748597100122134146170206242290721688194108121134148161187228268321823758910411813214716217620525029335211331081281481691902112322532953584205041336117139162185207230,253276321390458550164414317119822625328130933739347756167320561822172522823233583944295006077148562364208248288328369408450490572694815978Звездочки для шарнирных, втулочно-роликовых и зубчатыхцепейРазличные формы звездочек для втулочно-роликовых цепей пока¬
заны на рис. 9. Звездочка шарнирной цепи, откованная вместе с валом,
показана на рис. 10.Так как у звездочек изнашиваются только зубья, их часто делают
со сменным диском (рис. 11). Для возможности смены диска звездочки,
установленной между двумя подшипниками, без их разборки диск
делают разъемным.Материалы, применяемые для изготовления звездочек цепей, ука¬
заны в табл. 20. Звездочки длиннозвенных тяговых цепей отливают
из стали и чугуна, причем зубья их обычно не обрабатывают.Для обеспечения безопасности работы звездочки шарнирных грузо¬
вых цепей помещают в специальные кожухи, предупреждающие соска¬
кивание цепи со звездочки (рис. 12).
528ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИРис. 10. Звездочка
шарнирной цепи, от¬
кованная вместе с ва¬
лом
ЦЕПНЫЕ БЛОКИ, БАРАБАНЫ И ЗВЕЗДОЧКИ529При большой высоте подъема груза и, следовательно, при большой
длине грузовой пластинчатой цепи применяют специальные приспособ¬
ления для ее сборки (рис. 13). В этом случае у цепи через определенноечисло звеньев ставят валики с удлиненными цапфами, которые ложатся
на наклонные направляющие а, выполненные из углового железа.
Размеры профиля зубьев цепей можно определить по формулам,
приведенным в табл. 21—26.20. Материал*»! звездочек шарнирных, втулочно-роликовых
и зубчатых цепейНазначение звездочек и условия
их работыМаркаматериалаТермическая
обработка
и твердостьВедущие и ведомые звездочкиРаботающие при скоростях менее 3 м/сек
при безударной нагрузкеСЧ 21-40-С числом зубьев менее 40, работающие
без резких толчков и ударов, при небла¬
гоприятных условиях износа (звездочки
открытых передач в приводах технологи¬
ческих машин, связанных с обработкой
сильно пылящих минеральных веществ,
в приводах дорожных и строительных ма¬
шин и т. п.)Стали 40,
45, 50Закалка,
отпуск,
HRC 40 — 50
530ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИПродолжение табл. 20Назначение звездочек н условия
их работыМаркаматериалаТермическая
обработка и
твердостьВедомые звездочкиС числом зубьев более 55, для тихоход¬
ных передачСЧ 21-40,
СЧ 18-36НВ 170 — 240С числом зубьев более 40, работающие
со скоростями до 8 м/сек при мощности до
30 кет (ведомые звездочки в приводах ме¬
таллорежущих станков, смесительных и
земле приготовительных машин и т. д.)1Стали 35,
40, 45Нормализация
НВ 166-207Ведущие звездочкиС малым числом зубьев (менее 30), ра¬
ботающие со скоростями до 8 м/сек, при
мощности до 30 кет (звездочки в приводах
металлорежущих станков, смесительных
и землеприготовительных машин и т. п.)Стали 10,
15, 20Цементация,
закалка,
отпуск,
HRC 45 — 50Ответственного назначения, работаю¬
щие с динамическими нагрузками при
больших передаваемых усилиях (звез¬
дочки главного привода кранов, экскава¬
торов и других машин с неравномерным
режимом работы)Стали 15Х,
20Х, 20ХГЦементация,
закалка,
отпуск,
HRC 45—50С малым числом зубьев, работающие
при высоких скоростях и ударных нагруз¬
ках, а также работающие в мощных при¬
водах (более 50 кет) при скоростях свыше
6 м'/секСтали 35X,
40Х, 45Х,
40ХН,
35ХГСЗакалка,
отпуск,
HRC 40-50
ЦЕПНЫЕ БЛОКИ, БАРАБАНЫ И ЗВЕЗДОЧКИ 53121. Определение размеров профиля зуба звездочек
для приводных втулочных и втулочно-роликовых цепей(ГОСТ 591-61)
532ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИПродолжение табл. 21Г*Определяемый параметрРасчетная формулаНаибольшая хорда для кон¬
троля звездочек с нечетным
числом зубьеЬ Lx^ 900
L = Dr cos X 1 гРадиус впадины гг = 0,50250 -f 0,05 ммРадиус сопряжения пп — 0,80 4- Г = 1,30250 + 0,06 ммРадиус головки зуба гггг = О (1,24 cos ф + c<>s 0 —
— 1,3025) — 0,05 ммПоловина угла впадины а60°а = 55° гУгол сопряжения 0Р= 18° — —
zПоловина угла зуба <р64° 180°Ф = 17° — = 90° — —— (а -Ь Э)Прямой участок профиля FGFG == О (1,24 sin ф — 0,8 sin 0)Расстояние от центра дуги впа¬
дины до центра дуги головки
зуба ООг002 = 1,24ОСмещение центров дуг впа¬
дин ее = 0,03?Координаты х±, у\ точки ОiXi = 0,8О sin а
Ух — 0,8О cos аКоординаты хг, Уг точки Ог180°х2 = 1,240-cos1 ОАОуг = 1,24D. sln~-Радиус закругления зуба (наи¬
меньший) пт з = 1,70,
где О — диаметр ролика цепи (для
втулочной цепи — диаметр
втулки)Расстояние от вершины зуба до
линии центров дуг закруглений hh = 0,80
ЦЕПНЫЕ БЛОКИ, БАРАБАНЫ И ЗВЕЗДОЧКИ 533Продолжение табл. 21Определяемый параметрРасчетная формулаДиаметр обода (наибольший) DcD^tae^-изь;с Zдля < 150 мм допускаетсяDc = f-ctg-i-y 1где b — наибольшая ширина пласти¬
ны цепиРадиус закруг¬
ления rt в ммпри t < 35 мм1,5 ммпри / > 35 мм2,5 ммШирина зуба
звездочкиоднорядной btbt = 0,93с — 0,15 мм,
где с — расстояние между внутрен¬
ними пластинами цепидвухрядной и
трехрядной ЬгЬг — 0,90с — 0,15 мммногорядной Ьп\ Ьп = 0,85с—0,30 ммШирина венца многорядной
звездочки ВпВп = {п- 1).А + Ьп.
где п — число рядов цепи;А — расстояние между осями це¬
пи22. Определение размеров профиля зуба звездочек
для тяговых разборных цепей(ГОСТ 593-64)Определяемый параметрРасчетная формулаШаг t и другие стандартные
размеры цепиПо ГОСТу 589-64. Для нестандарт¬
ных и изношенных цепей определяют
их обмером
534ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИПродолжение табл. 22Определяемый параметрРасчетная формулаЧисло зубьев звездочки гОпределяют по образцу или расче¬
том (при проектировании новой пере¬
дачи)Половина центральног угла
шага зубьев <р180°
ф = —Шаг центров построения зу-
ба fp(р = AI(значения X см. в табл. 23)Половина центрального угла
шага центров построения зуба 0sin 20 = Я-sin ФДиаметр делительной окруж¬
ности d^dd s i п рШаг центров построения впа¬
дины зубьев*a = Vina’гдеа = ф-рРадиус впадины зубьев гг = R,где R — радиус скругления внутрен¬
него угла цепиУгол заострения зуба у | Y = 18°Диаметр окружности впадин D•Dl = dq cos a — 2RДлина выемкиДиаметр наружной окруж¬
ности DeДля 2 < 5 De = + 1 >5/?;
для 2=6-т-11 D£ = d^ -j- 2R\
для z > 12 De = dd + 2,5#Ширина зуба Ьхbt = 0,9S,
где S — толщина головки внутрен¬
него звена цепиШирина вершины зуба ЪгЬ2 = 0,68 ЬгДиаметр венца DcDc = dfl cos a — 1,23Шаг зубьев t3eПредельные отклонения МзвV 'заПоловина диаметра окружности
впадин НH- Di
H-~
ЦЕПНЫЕ БЛОКИ, БАРАБАНЫ И ЗВЕЗДОЧКИ 533Продолжение табл. 22Определяемый параметрРасчетная формулаПредельные отклонения ДН*„ _ +0.005 ~
ЬН — —0r025 V нТолщина зуба t на расстоя*
НИН у уПредельные отклонения Дt по
толщине зуба ty у4(у=± 0.012 ]/~ГуРасстояние от вершины зуба до
места измерения уУ = \ (De - dd cos В)23. Значения к в зависимости от числа зубьев z звездочкиЧисло зубьев звез¬
дочки г45678910И1213141618202225ЗначенияXпри
t :2Я<2,50,870.850,83при
t :2R>2,50,91оQO-'J0,840,810,770,740,710,680.6524. Определение размеров профиля зуба звездочек
для грузовых пластинчатых цепей(ГОСТ 590—63)Определяемый параметрРасчетная формулаШаг t н другие стандартные
размеры цепиПо ГОСТу 191-63. Для нестандарт¬
ных и изношенных цепей определяют
их обмером
536ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИПродолжение табл. 24Определяемый параметрРасчетная формулаДиаметр делительной окруж¬
ности d^dd ~ . 180°
sin -—
гДиаметр вспомогательной
окружности DjfDR = dd-0,2lРадиус впадины'зуба гг — 0,53d,.где dx — диаметр средней части ва¬
лика цепиРадиус головки зуба RR = t-гДиаметр наружный DfDe = dd+ l,2dlДиаметр окружности впадин DDi^=dd-d1Диаметр венца
наибольший
для цепей
с пластинамиD с шахоблегченнойформыDcm ax = da-,-1SпрямоугольнойформыDc max=ic‘e1f!-1’IBШирина основания зуба ВхB, = 0.9BeH,где Bm — расстояние между вну¬
тренними пластинами це¬
пиШирина вершины зуба В2Вг — Вх — 0,16 - /
ЦЕПНЫЕ БЛОКИ, БАРАБАНЫ И ЗВЕЗДОЧКИ 53725. Определение размеров профиля зуба звездочек
для зубчатых цепейОпределяемый параметрРасчетная формула и значениеШаг t и другие тандартные
размеры цепиПо табл. 16. Для наношенных це¬
пей определяют их обмеромЧисло зубьев звездочки гОпределяют по образцу или расче¬
том (при проектировании новой пе¬
редачи); не должно быть менее 13Диаметр делительной окруж¬
ности DotJ80°= ix(значения x см. в табл. 26)Диаметр наружной окруж¬
ности DHapDnap ~~ ’tg180°Угол вклинивания аа = 60°Угол ф, соответствующий шагу
звездочки360°Угол впадины зуба 00 =* а — ФУгол заострения зуба уY = 20 — а = а— 2ф
538ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИПродолжение табл. 25Определяемый параметрРасчетная формула и значениеВысота зуба ht12,715,8719,0525,431,75h89,7511,51519,5Толщина зуба на глубине у =
= —(размер для проверки
штангензубомером при нарезании)Расстояния между рабочими
гранями зубьев (Г) и от точки
пересечения рабочих граней до
наружной окружности Cit12,715,8719,0525,431,75Т1518,4721,9531,238,1С i2125,7530,54252,5Ширина прорези канавки Е
(для цепей с внутренним направ¬
лением)Е = s + Siгде s — толщина основной пласти¬
ны;St — толщина направляющей
пластиныРадиус R^ закругления боко¬
вого профиля и глубина hi на¬
правляющей прорези (для цепей
с внутренним направлением)t12.715,8719,0525,431,75131519,52630h\1012,214,51924,5Ширина поперечного сечения
звездочкиЯ = & + 0,16£; вн = Ь — 2st — 0,16f,где b — номинальная ширина цепи
по пластинам (см. табл. 16)
26. Значения х ** fgg*5ln гг910И121314151617X2,9243,2373,553,8644,1794,4944,8095,1265,441Z181920212223242526X5,7596,0766,3926,7097.0277,3447,6617,9798,298Z272829303132333435X8,6148,9319,2509,5679,88510,20210,52110,83811,156Z363738394041424344X11,47411,79212,10912,42712,74613,06313,38213,69914,018г454647484950515253X14,33614,65414,97215,29015,60715,92616,24416,56216,880г545556575859606162X17,19417,51717,83518,15318,47118,76919,10719,42519,744г | 6364X | 20,06120,380ЦЕПНЫЕ БЛОКИ, БАРАБАНЫ И ЗВЕЗДОЧКИ
540ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИНарезание звездочекЗубья звездочек тяговых пластинчатых цепей часто делают литыми
или нарезают по разметке и по шаблонам фрезерованием или долбле¬
нием. Зубья звездочек приводных втулочных и втулочно-роликовых
цепей обычно нарезают фасонными дисковыми фрезами методом деле¬
ния, а также червячными фрезами или зуборезными гребенками по
методу обкатки. Звездочки для зубчатых цепей в большинстве случаев
нарезают фасонными дисковыми фрезами и значительно реже червяч¬
ными фрезами или зуборезными гребенками. Иногда звездочки нарезают
летучим резцом по методу обкатки.Размеры профиля фасонных дисковых фрез для нарезания звездочек
зубчатых цепей приведены в табл. 27.27. Размеры профиля фасонных дисковых фрез
для нарезания звездочек зубчатых цепей в ммthth2Рft.12,7 <»/,")10,00,685,01.51.58,515,87 (5/в")12,01,06,02,02,010,019,05 <3Л")14,01,677,02,02,712,0‘25,4(1")20,01,8310,02,53,417,5Примечание. Для цепей всех шагов а = 60°.ЭКСПЛУАТАЦИЯ И РЕМОНТ ЦЕПЕЙ И ЦЕПНЫХ ПЕРЕДАЧНадежность грузовых цепей в работе обеспечивается правильным
выбором цепи, отсутствием перегрузок, своевременными повторными
испытаниями.Сварные цепи, кроме того, следует периодически подвергать отжигу.
Так, при постоянной работе в горячих цехах периодичность отжига
равна 6 месяцам, при постоянной работе в обычных условиях — 1 год
и при работе с перерывами в обычных условиях — 2—3 года.При обнаружении у сварных цепей износа звеньев более 10% пер¬
воначального диаметра цепь нужно заменить или, в качестве временной
меры, поднимать при ее помощи грузы меньшего веса. При про-
ЭКСПЛУАТАЦИЯ И РЕМОНТ ЦЕПЕЙ И ЦЕПНЫХ ПЕРЕДАЧ 541При проверках сварных цепей необходимо учитывать, что при появле¬
нии волосяных трещин возможно разрушение цепи.Пластинчатые цепи не следует применять в пыльных помещениях,
так как их шарниры в этих условиях быстро изнашиваются. При перио¬
дических проверках пластинчатых цепей состоянию шарниров нужно
уделять особое внимание. Для предупреждения износа шарниров пла¬
стинчатые цепи необходимо периодически промывать в керосине и сма¬
зывать погружением в подогретую до 50—60° С смазку, после чего на¬
ружные их поверхности следует насухо протирать.Перед монтажом новые приводные цепи нужно хорошо проварить
в графитизированной смазке. Следует тщательно проверять параллель¬
ность ведущего и ведомого валов —-
(рис. 14) и не допускать переко- .
сов. Ведущая и ведомая звездоч- Питкаyf
ки должны находиться в одной тбень ferf
плоскости. Направляющие ка¬
навки звездочек зубчатых цепей
должны совпадать. Смещение
звездочек недопустимо, поэтому
их следует надежно крепить и
стопорить.Нельзя допускать при уста¬
новке цепи большого натяга.Предварительное провисание вет¬
вей цепи является обязательным.У работающей цепи провисание
ведомой ветви увеличивается,
поэтому предварительное прови¬
сание должно соответствовать ре¬
комендуемым нормам: в горизон¬
тальных передачах и передачах с углом к горизонту не более 45°
стрела провисания / # 0,02 а мм (а — расстояние между осями звез¬
дочек); в передачах, близких к вертикальным, —/= (0,01ч- 0,015) а.Соединять концы цепи следует при помощи специального стяжного
приспособления типа струбцины. Должна обеспечиваться правильная
установка замковой пружины соединительного звена или шплинтов.Для предохранения цепной передачи от пыли, обеспечения возмож¬
ности применения более совершенного способа смазки, уменьшения
шума и из соображений техники безопасности цепные приводы часто
заключают в литые или сварные картеры. Последние изготовляют
из листовой стали толщиной 1,5—3 мм. При отсутствии картера цеп¬
ную передачу необходимо оградить надежным защитным кожухом.Смазка является важнейшим условием работоспособности и долго¬
вечности цепей и цепных передач.Для смазывания цепей применяют консистентные смазки и масла;
первые главным образом для сварных и шарнирных грузовых и тяго¬
вых цепей. Сварные грузовые цепи смазывают обычно смесью техни¬
ческого сала и графита. Выбор сорта и марки смазки для приводных
цепей производят в зависимости от величины удельного давления в шар¬
нирах и скорости движения цепи. Чем выше удельное давление в шарни¬
рах и скорость движения цепи, тем большей должна быть вязкость масла
(табл. 28).Цепь, работающую в масляной ванне, рекомендуется проверять
через каждые 20—25 ч работы. После 350—400 н работы картер следуетРис. 14. Проверка правильности уста¬
новки валов и звездочек цепной пере¬
дачи
542 ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИ28. Сорта насел для смазывания приводных цепей,
работающих при температуре окружающей среды 20° ССпособсмазыванияСкорость дви¬
жения цепи
в м/секУдельное давление в шарнирах
в кГ/см*До 100Ю0—200200—300Св. 300Периодическое сма¬
зывание ручной маслен¬
кой и непрерывное при
помощи капельной мас¬
ленкиДо 1Инду¬
стриаль¬
ное 20Инду¬
стриаль¬
ное 30Инду¬
стриаль¬
ное 45Инду¬
стриаль¬
ное 501—5Инду¬
стриаль¬
ное 30Инду¬
стриаль¬
ное 45Инду¬
стриаль¬
ное 50Авто¬трактор¬ноеАКп-10Са. 5Инду¬
стриаль¬
ное 45Инду*стрваль-ное 50Цилин¬
дро¬
вое IIАвто¬трактор¬ноеАК-15Непрерывная смазка
при помощи масляной
ванныДо 5Инду¬
стриаль¬
ное 20Инду¬
стриаль¬
ное 30Инду¬
стриаль¬
ное 45Инду¬
стриаль¬
ное 505—ЮИнду¬
стриаль¬
ное 30Инду¬
стриаль¬
ное 45Инду¬
стриаль¬
ное 50Цилин¬
дро¬
вое 11очищать от осадка, промывать и заливать чистым маслом. Для смазы¬
вания цепей, работающих в тяжелых условиях, можно применять
консистентные смазки, указанные в табл. 29.2®. Консистентные смазки для цепей, работающих в тяжелых условияхУсловия работы
передачиРекомендуемые смазкиМаркаСостав в %Тяжелые режимы, повышен¬
ная влажность и переменная
температура окружающей сре¬
ды от -f-ЗО до —30° САТЛСало техническое или смаз¬
ка УС-3 — 45. битум № 3 —
35, графит чешуйчатый сереб¬
ристый — 17, канифоль — 2,
стеарин — 1Работа с ударами и меняю¬
щимися нагрузкамиТРИМасло цилиндровое 38 —
78, мыло — 12, графит — 10Тяжелые режимы работы
цепи с крупным шагом, ме¬
няющиеся влажность и темпе¬
ратура, трудность повторной
смазюг в процессе работыМарфак БМасло цилиндровое 38 —
60, сало техническое — 20, ед¬
кий натр — 20Повышенная влажность-Смазка УС-3 — 88—90, че¬
шуйчатый графит — 12—10Высокая температура (до
100° Q-Смазка УТс-2 — 88—90, че¬
шуйчатый графит — 12—10
ЭКСПЛУАТАЦИЯ И РЕМОНТ ЦЕПЕЙ И ЦЕПНЫХ ПЕРЕйАЧ *43Изношенные сварные цепи не ремонтируют, а заменяют новыми.При разрыве сварной цепи куски цепи соединяют или путем вварки
в цепь кузнечной (горновой) сваркой соединительных звеньев, подобных
нормальным звеньям цепи, или путем соединения соединительными
замками (рис. 15, а) и специальными соединительными звеньями
(рис. 15, б).Соединительный замок, показанный на рис. 15, а, состоит из двух
склепываемых частей. Соединительные звенья, приведенные на рис. 15, б,
могут быть сделаны из двух нормальных звеньев цепи путем соответст¬
вующей механической обработки и соединены заклепками или выпол¬
нены особо из более прочной стали. Преимуществом этого способа соеди¬
нения является возможность использования такой цепи на барабанах
и звездочках. Однако следует иметь в виду, что прочность такого звенаниже прочности остальных звеньев и, следовательно, цепь с таким
звеном следует использовать при пониженных нагрузках.Наиболее полноценным способом является соединение цепи путем
вварки в нее соединительных звеньев. На рис. 16, а, б, в показана
кузнечная обработка соединительного звена перед сваркой. После за¬
гибки концов заготовленное звено вставляют в концевые звенья соеди¬
няемых кусков цепи, нагревают до сварочного каления и сваривают
на наковальне ударами молота.Износ шарниров приводных цепей приводит к увеличению шага,
что вызывает неправильное зацепление звеньев цепи с зубьями звез¬
дочки.Формулы для определения предельно допустимого увеличения шага
приводных втулочно-роликовых и зубчатых цепей приведены в табл. 30.6)Рис. 15. Средства соединения цепейРис. 16. Последовательность обработки звена
перед сваркой
544ЦЕПИ И ЦЕПНЫЕ ПЕРЕДАЧИ30. Формулы для определения предельно-допустимого увеличения шага
приводных цепей от износа в шарнирахТип цепиПредельное увеличение шага AtПримечаниев % от номи¬
нального
шагаВтулочно-роликовая250-"ф
г2,5-oj? ~г — число зубь¬
ев большей звез¬
дочки"ф — коэффициент,
принимается не бо¬
лее 0,8Зубчатая300-ф
23.0-11? -jПримечание. Приведенные формулы относятся к случаю,
когда шаг цепи до начала работы был равен шагу звездочки. Если шаг
цепи был больше шага звездочки на величину Atn, то допускаемое уве-
личение шага цепи от износа равняется А1ф — At— Дtn.Следует иметь в виду, что у втулочно-роликовых цепей в результате
износа шарниров больше увеличивается шаг наружных звеньев и меньше
внутренних. У цепей с изогнутыми пластинами шаг,всех звеньев увели¬
чивается равномерно.Фактический средний шаг изношенной цепи измеряют на длине 35—
50 звеньев хорошо промытой натянутой цепи.Рекомендуемые величины предельно-допустимого увеличения шага
приводных цепей, соответствующие средним условиям работы передач,
приведены в табл. 31.31. Предельно-допустимое увеличение шага приводных цепей в %Тип цепиЧисло зубьев большой звездочки25303540455060Втулочная4,84,03,43,02,62,42,0Втулочно-роликовая6,45,34,64,03.53.22,6Зубчатая7,66.35,44,74,23,83,1Тип цепиЧисло зубьев большой звездочки708090100110120140Втулочная1,71,51,31,21,11,00,8Втулочно-роликовая2,32,01,71,61,41,31.1Зубчатая2,72,32,11,91,71,61,3
Глава 21ВИНТОВЫЕ ПЕРЕДАЧИ (МЕХАНИЗМЫ)Передача движения или усилия при помощи пары винт—гайка до¬
статочно широко используется в машиностроении благодаря ряду
достоинств, основными из которых являются: равномерность и точность
перемещения; возможность передачи весьма больших усилий; плав¬
ность и бесшумность работы; простота преобразования вращатель¬
ного движения в поступательное; простота обеспечения самотормо¬
жения.Недостатком винтовых передач является невысокий к. п. д.ВИНТЫМатериал. Грузовые винты домкратов и стяжек изготовляют обычно
из сталей марок Ст. 5, 35 или 40. Ходовые винты изготовляют из изно¬
соустойчивых, хорошо обрабатывающихся и не деформирующихся
в процессе механической обработки сталей.В качестве заготовок используют горячеката¬
ный и холоднотянутый прокат.Сталь для ходовых винтов подбирают по
твердости такой, чтобы она^беспечивала над¬
лежащую стойкость резца при нарезании
резьб, так как к точности нарезания ходовых
винтов предъявляются высокие требования.Обычно ходовые винты изготовляют из ста¬
лей, приведенных в табл. 1.Резьба ходовых и грузовых винтов. В гру¬
зовых винтах используют прямоугольную,
упорную (пилообразную) и трапецеидальную
резьбы. Упорную резьбу, сочетающую преи¬
мущества трапецеидальной и прямоугольной
резьб, применяют в грузовых винтах при
одностороннем направлении усилия; чаще
всего в нажимных винтах прокатных станов,
домкратах, винтовых прессах, для грузовых
крюков и т. д. Эту резьбу необходимо распо¬
лагать таким образом (рис. 1), чтобы нагрузка
от винта на гайку передавалась стороной
профиля, наклоненной к оси винта под углом 87° (при обратном рас¬
положении резко снижается к. п. д. передачи и, следовательно, воз¬
растают усилия, требующиеся для поворота винта).Для ходовых винтов обычно применяют трапецеидальную резьбу,
иногда прямоугольную (для очень точных винтов).18 Ю. С. Борисов, В. П. Сахаров 5G6
546 ВИНТОВЫЕ ПЕРЕДАЧИ (МЕХАНИЗМЫ)1. Стали, применяющиеся для изготовления ходовых винтовНазначение ходовых винтовРекомендуемые марки
сталиХодовые винты станков нормальной
точности, не подвергающиеся оконча¬
тельной термической обработке на вы¬
сокую твердостьСреднеуглеродистые стали
с временным сопротивлением
разрыву не ниже 60 кГ/мм*:
стали 45 и 50 с добавкой
0,15 — 0,50% свинца для улуч¬
шения обрабатываемости;холоднотянутые автоматные
стали А40Г и А45 с повышен¬
ным содержанием серы;
стали 45 н 56Ходовые винты высокоточных станков
(резьбошлнфовальных, координатно-рас¬
точных), подвергающиеся термической
обработке на высокую твердость65Г (HRC 49—46)Ходовые винты высокоточных стан¬
ков (резьбошлифовальных, координатно¬
расточных), не подвергающиеся терми¬
ческой обработке на высокую твердостьХВГ <HRC 6t—56)Ходовые винты прецизионных стан¬
ков 0 и I-го классов точности, неэака-
лиьаемыеУ!0 — У12Ходовые винты, подвергающиеся
окончательной термической обработке
на высокую твердость, шлифуемые по
профилю резьбы, применяющиеся в ко-
ординатво-расточных, резьбошлифоваль¬
ных и особо точных токарных станкахХВГ или ХГ (HRC 50—5€)i
: 65Г (HRC 35—45); 40ХИзготовление ходовых винтов. В зависимости от назначения и тре¬
буемой точности перемещений ходовые винты делятся на пять классов
точности (0, 1, 2, 3 и 4).Допускаемые погрешности при изготовлении ходовых винтов ука¬
занных классов точности приведены в табл, 2.Прогиб и эксцентричность поверхности винта относительно оси вра¬
щения на длине 500 мм допускается не более 0,03—0,06 мм. Поверх¬
ность резьбы должна быть совершенно чистой, без заусенцев и следов
дробления инструмента.Наибольшую накопленную ошибку шага, указанную в табл. 2,
определяют следующим образом: алгебраическое суммирование (с уче¬
том знака или «—») отклонений от номинала последовательно
всех шагов проверяемого ходового винта, после чего берут наибольшую
алгебраическую разность между любыми двумя витками, расположен¬
ными в пределах данной длины (25, 100, 300 мм}.Перед центрованием заготовки обычно производят подрезание тор¬
цов, сверление и нарезание резьбы в одном из торцов для вертикального
подвешивания винта при термической обработке и при ыежоперацион-
ном хранении.
2. Точность изготовления ходовых винтов (по нормали станкостроения)XСЧО»Наибольшая на¬
копленная ошиб¬
ка шага на длине£ л§ * * i
38?g:39ниОщ * t5$кя *
и сзфо5 jw a.га.5si: о о !. L. X145 но Я
!г я к
Е йй*р*НазначениеходовогоВИНТ»Применениеаа*с fc
вн *о> а*
2 ^всей длине
1та, не болееДопус]ОТКЛОИсредне
метра
овальн
1 в мкС 5О £сГо>4.3 Л ^- 5чэ оа№ л Л2 О и) а
40,4)0
ЭсанДопус1биениеружнометраВЫХ виВЛКПдлине
в моиоя№*лгgходовых ВИНТОВя *
в g3Я§а?а?оосо* К2 3
в 2и >%о tt= 5при величине
шагов в мм(NОSСОSо-сзЖ£2.Vу<0чIе» £§§оStо к
с зао81юо81_щ«=СRсччSCfc 5
tr я*ВСов мк1со7сосм1со1toCNашиИо(ОоL° *Ь К0Для особо ТОЧ¬
НЫХ расчетных
перемещенийРеэьбошлифоваЛьные; коор¬
динатно-расточные станки; де¬
лительный машины, работаю-
без корректирующих
устройств; измерительные
приборы±2235210335121082040--Cl1ДЛЯ Перемещений
высокой точ¬
ности±35693205571512104060--Cl2Для точных
расчетных
перемещенийЗатыловочные, процизион-
но-винторезные станки, дели¬
тельные механизмы точных зу*
бообрабатыаающих станков±691218540781020181580100150200С,3Для перемеще¬
ний, Требующих
особой ТОЧНОСТИНормальные токарно-винто*
резные и резьбофрезерные
станки±1218253510801012153025201201Б0200300с4Для неточных
перемещенийВинты подач, работающие
с делительным лимбом|+2535607020150151620Не регла¬
ментируется200250300-X1 Размеры наружного диаметра винта в одном перпендикулярном к его оси сечении не должны отличаться от раз*
мера Наружного диаметра в любом другом таком же сечении более чем на величину допуска, соответствующего указанным
посадкам.ВИНТЫ 547
54вВИНТОВЫЕ ПЕРЕДАЧИ (МЕХАНИЗМЫ)Шпоночные канавки обрабатывают на вертикально-фрезерных
станках’концевыми шпоночными фрезами. Для этого винт устанавливают
в паз стола станка; свисающую часть винта опирают на специальные
подставки.При шлифовании наружного диаметра винта на круглошлифоваль¬
ных станках люнеты устанавливают по заранее прошлифованным шей¬
кам, количество люнетов зависит от диаметра и длины винта.После получения дополнительной технологической базы в виде
точно обработанного наружного диаметра проводят черновое нарезание
резьбы на токарно-винторезных, специальных резьбонарезных или резь¬
бофрезерных станках.Технология изготовления ходовых винтов 3-го и 4-го классов точ¬
ности отличается от технологии изготовления винтов 0; 1 и 2-го классовРис. 2. Схема установки передней грани резца при нарезании резьбыпрежде всего меньшим количеством операций и применением рихтовки
с целью устранения биения перед обдиркой, обтачиванием под шлифо¬
вание, предварительным и окончательным нарезанием резьбы (заго¬
товки, предназначенные для изготовления винтов 0; 1 и 2-го классов
рихтовать не следует, так как это часто приводит к последующей де¬
формации винтов в результате внутренних напряжений).Окончательное нарезание резьбы на точных ходовых винтах про¬
изводят на особо точных токарно-винторезных или резьбошлифоваль¬
ных станках.Для повышения точности нарезаемой резьбы по шагу токарно¬
винторезные станки, предназначенные для нарезания точных ходовых
винтов, имеют корригирующее устройство, компенсирующее неравно¬
мерность перемещения суппорта в результате неточностей ходового
винта станка. К таким станкам относится токарно-винторезный станок
модели 1622 завода «Красный пролетарий», предназначенный для окон¬
чательного нарезания резьбы высокоточных ходовых винтов.При нарезании ходовых винтов на токарных и резьбонарезных
станках в качестве режущего инструмента используют прорезные и
профильные резцы.Установку резца при нарезании прямоугольных и трапецеидальных
резьб относительно нарезаемого винта можно осуществлять двумя спо¬
собами: переднюю грань резца (рис. 2, а) устанавливать параллельно
оси резьбы (при этом достигается высокая точность нарезания, но углы
заострения правой и левой режущих кромок будут различны); переднюю
грань резца (рис. 2, б) устанавливать нормально к винтовой линии
винта (углы заострения обеих режущих кромок будут одинаковы,
но точность нарезания понижается, так как стороны профиля полу¬
чаются криволинейными). В последнем случае искажения профиля
резьбы можно избежать, придав резцу специальный криволинейныйТПлй«)В)
винты549профиль, но это усложняет изготовление резца, в связи с чем такие
резцы применяют редко.Первый способ рекомендуется для чистового нарезания ходовых
винтов с небольшим углом подъема резьбы, второй — для чернового
нарезания резьбы. При чистовом нарезании ходовых винтов с большим
углом подъема ниток каждую сторону профиля обрабатывают отдель¬
ными резцами.При нарезании трапецеидальной резьбы с шагом до 3 мм исполь¬
зуют резец полного профиля, врезание после каждого прохода осуще¬
ствляют поперечной подачей.Если шаг резьбы больше 3 мм,
то ее нарезают последова¬
тельно несколькими резцами.На рис. 3 показаны два
наиболее распространенных
способа нарезания резьбы.При первом способе (рис. 3, а)
нарезание резьбы начинают
с прорезания канавок на пол¬
ную глубину резцом, ширина
которого на 0,1—0,2 мм мень¬
ше минимальной ширины
впадины резьбы. После этого
резьбу нарезают резцом, име¬
ющим полный профиль, оста¬
вляя припуск на окончатель¬
ную обработку. Окончатель¬
но резьбу нарезают быстро¬
режущим резцом, установлен¬
ным в пружинной державке.При этом способе прорезной
резец работает в тяжелых
условиях, что не дает воз¬
можности применять высо¬
кие режимы резания.Второй способ (рис. 3, б) лишен этого недостатка. В этом случае
при первом переходе используют канавочный резец шириной на 0,3—
0,4 мм меньше половины шага нарезаемой резьбы. Диаметр получив¬
шейся при этом канавки должен быть на 0,3—0,5 мм больше среднего
диаметра резьбы. При втором переходе ширина резца должна быть на
0,1—0,2 мм меньше окончательной ширины впадины, канавку проре¬
зают на полную глубину до получения необходимого размера внутрен¬
него диаметра. При третьем переходе получают полный профиль резьбы
с припуском на окончательное нарезание. Окончательный профиль
винта, как и в первом случае, получают за два—три прохода при ско¬
рости резания 3—4 м/мин.Винты 0 и 1-го классов точности после окончательного нарезания
перед доводкой профиля или окончательным шлифованием, для преду¬
преждения снижения точности в результате деформации нз-за перерас¬
пределения внутренних напряжений, подвергают естественному или
искусственному старению.Естественное старение производят путем выдерживания нарезаемого
винта после нарезания резьбы в течение 10—90 дней (в зависимости от
требуемой точности). Искусственное старение осуществляют обычно
550ВИНТОВЫЕ ПЕРЕДАЧИ (МЕХАНИЗМЫ)нагревом винта до 520 ± 20° С, выдержки в печи при этой температуре
в течение 3 ч и охлаждении на воздухе.Возникающие в результате старения неточности устраняются при
выполнении финишных операций.Старению подвергают также винты, проходящие закалку. В этом
случае оно осуществляется путем нагревания винта в масляной ванне
(в вертикальном положении) до 150—180° С и выдержке при этой тем¬
пературе в течение 36—48 ч.Примеры технологических маршрутов обработки ходового винта
токарно-винторезного станка модели 1К62, составного ходового винта
тяжелого станка и прецизионных ходовых винтов приведены
в табл. 3—5.3. Технологический маршрут обработки ходового винта
токарно-винторезного станка модели 1К62№операцииКраткое содержание операцииПравка заготовки; допустимое биение 0,5 мм на всю длину.
Обтачивание поверхности диаметром 44 мм с припуском
1 мм под шлифование2 Правка заготовки; биение не более 0,3 мм3 Подрезание торцов, центрование, снятие фаски, вытачи¬
вание выемки на торце диаметром 20X2 мм4 Протачивание выточки диаметром 30X14 мм
б Обтачивание шейки диаметром 28Н мм с припуском подшлифование; прорезание канавки диаметром 27x3 мм6 Правка заготовки; биение не более 0,2 мм7 Черновое шлифование поверхности диаметром 44 мм до
размера 44,5 мм; биение не более 0,1 мм8 Фрезерование резьбы; припуск 0,6 мм9 Правка; биение не более 0,15 мм. Получистовое нарезание
резьбы резцом; припуск 0,12 мм на сторону; внутренний
диаметр в размер10 Сверление отверстия диаметром 8 мм под конический
штифт11 Шлифование поверхностей диаметрами 44С и 44Ш мм
в размер12 Проверка биения и в случае необходимости правка; допу¬
стимое биение не более 0,05 мм13 Чистовое нарезание трапецеидальной резьбы; снятие фа¬
сок на витках резьбы; зачистка заходов резьбы14 Шлифование шейки диаметром 28Н мм
ВИНТЫ 5514. Технологический маршрут обработки составного ходового винта
тяжелого токарно-винторезного станка№операцииКраткое содержание операции2345678
91011121314Предварительная обработка составных частей ходового
винта (правой и левой секций J и приставки 2)Старение и правка; биение не более 1 ммОкончательная обработка хвостовиков, соединительной
приставки и отверстий в левой и правой секцияхПрисоединение приставки клевой секции винта, их клей¬
мение и фиксация коническими штифтамиОбтачивание собранной части ходового винта (при уста¬
новке в центрах и люнетах) с переустановкой до диаметра
86,5 имПредварительное шлифование наружной поверхности до
диаметра 85,9 ммПредварительное нарезание на токарном станке трапецеи¬
дальной резьбы 0 85X12 с припуском 2 мм по среднему
диаметруПравка собранной части винта по всей длине, биение до0,2 ммОтсоединение левой секции от приставки и присоединение
к ней правой секцииПредварительное шлифование наружных поверхностей
правой секции и приставки до диаметра 85 ммЧерновое нарезание резьбы на правой секцииЧистовое нарезание резьбы на собранной части винтаРазборкаПрисоединение приставки к левой секции; чистовое шли¬
фование до диаметра 85 мм и чистовое нарезание резьбы
552ВИНТОВЫЕ ПЕРЕДАЧИ (МЕХАНИЗМЫ)5. Технологические маршруты изготовленияпрецизионных ходовых винтов№операцииКраткое содержание операции67391011121314Винты, подвергающий'Полная токарная обработка заготовки перед термической
обработкой и черновое шлифованиеТермическая обработка до HRC 60—62
Искусственное старение в масляной ванне при 140—150° С
в течение 25—30 чИсправление центровых отверстийПредварительное шлифование наружной поверхности ос¬
новной резьбовой части, центрирующих шеек и опорных
буртовНарезание трапецеидальной резьбы на резьбошлифовали-
ном станке абразивным кругомЗаправка заходов резьбы на резьбошлифовальном станке
абразивным кругомСтарение при 150° С в масляной ванне в течение 25—30 ч
Исправление центровых отверстий и получистовое шлифо¬
вание наружной поверхности резьбы и центрирующих шеек
Получистовое шлифование профиля резьбы
Чистовое шлифование наружной поверхности резьбы,
# центрирующих шеек и опорных торцовОкончательное шлифование профиля резьбы
Доводка опорных торцов и центрирующих шеек
Доводка резьбы винта8910Винты, не подвергающиеся закалкеОтрезка заготовки (заготовка для ходовых винтов 0 40 —
80 и длиной до 1500 мм, изготовляемых из стали ХВГ, бе-^ется с учетом припуска на обработку по наружному диа-
:етру не менее 4—5 мм на сторону)Черновое обтачиваниеЗакалка до HRC 28—32 с последующим высоким отпу¬
скомИскусственное старение в масляной ванне при 140—150° С
в течение 30 чТокарная обработка шеек и канавок
Предварительное нарезание резьбы (можно проводить на
резьбошлифовальном станке абразивным инструментом или
на токарном станке резцом; глубина резания за каждый про¬
ход не более 0,25 — 0,4 мм)Вторичное искусственное старение в масляной ванне при
140° С в течение 24 ч
Исправление центровых отверстий и получистовая обра¬
ботка шеек и профиля резьбыЧистовая обработка шеек и профиля резьбы
Доводка резьбы (производят чугунным притиром с абра¬
зивом зернистостью 240 — 280, смешанным с маслом; резьбу
в гайке-притире нарезают на токарном станке резцом, за*
тем калибруют специальными метчиками, имеющими про¬
филь резьбы и средний диаметр, равные изготовляемому хо¬
довому винту, после чего полируют специальными зака¬
ленными короткими ходовыми винтами при помощи мела
с маслом)
винты553Приемка и контроль точности ходовых винтов. При приемке ходовых
винтов проверяют шаг, средний, наружный и внутренний диаметры,
угол профиля, биение наружного диаметра.При наружном осмотре поверхности наружного диаметра и стороны
профиля ходовых винтов должны соответствовать классам чистоты,
указанным в табл. 6.6. Чистота обработки наружного диаметра и сторон профиля ходовых винтов(ГОСТ 2789-59)Класс точности
ходового
винтаНаружный диаметрСтороны профиляКлассчистотыповерхностиRa в мкКлассчистотыповерхностиRa в мк080,63У0,32I80,6380,63280,6371,25371,2562,5462.562,5Для винтов 0; 1 и 2-го классов проверяют соответствие материала
требованиям ГОСТа 1414-54; на одном поперечном шлифе от каждой
партии материала контролируют также микроструктуру.Величины неровностей могут быть определены как непосредствен¬
ным отсчетом по профилометру, так и методом сравнения с аттестован¬
ными эталонами.При шлифовании поверхности наружного диаметра ходовых вин¬
тов 3-го и 4-го классов точности допускаются выхваты (не более двух
выхватов на всей длине винта) и нешлифованные места в пределах не
более V4 окружности и не более двух ниток на длине винта. Все винты
должны иметь чисто выполненные центровые гнезда с предохранитель¬
ными конусами.Свободные торцы винтов должны быть обработаны до V6. Первая
нитка винта должна быть заправлена до толщины не менее 1 мм. Допу¬
скается выход последней нитки в канавку, в просверленное отверстие.
На сопряжении наружного диаметра с профилем должна быть снята
резцом фаска размером 0,5 X 45° или радиусом 0,5—1,0 мм.Точность размеров ходовых винтов проверяют при помощи измери¬
тельных средств, указанных в табл. 7 и на рис. 4.Хранение и транспортирование ходовых винтов. Ходовые винты 0;
1 и 2-го классов следует хранить в подвешенном состоянии, а винты
3 и 4-го классов в вертикальных стеллажах.После изготовления винты нужно промыть обезжиривающей и не
вызывающей коррозии жидкостью, насухо протереть или высушить;
винты, подлежащие длительному хранению или транспортированию
на другой завод, необходимо смазать антикоррозийной смазкой и за¬
вернуть в предохраняющую от сырости бумагу.Для транспортирования винты упаковывают в деревянные ящики
из сухого дерева. При этом винт следует располагать между деревян¬
ными подкладками, расположенными через каждые 300 мм. Ящики
554 ВИНТОВЫЕ ПЕРЕДАЧИ (МЕХАНИЗМЫ)7. Средства измерения для проверки точности размеров ходовых винтовПрове¬ряемыйпараметрСредства измерения для проверки при классах
точности ходовых винтов0 | . | 234НаружныйдиаметрИндикаторные скобы с микронными
индикаторами или миниметрами с це¬
ной деления 0,002 ммМикрометр 0-го клас¬
са точностиСреднийдиаметрПроволочки 0-го класса точности,
миниметры с ценой деления 0,001 мм.
Плоскопараллельные концевые меры,
аттестованные на 5-й разрядИндикатор¬
ный меритель
с базой от°нар с >'ста'
новкой по эта¬
лону (с уче¬
том поправки
на фактичес¬
кие размерыпо °нар
(рис. 4, в)Резьбовыекалибры-кольцаВнутрен¬нийдиаметрИндикаторный меритель с базой от
^нар (с Учетом поправки на фактичес¬
кий размер Рис. 4, аИндикаторный мери¬
тель с базой от £> _
нар(с учетом поправки по
фактическому размеруDHap)ПрофильУнивер¬
сальный
измери¬
тельный
микроскоп
с ножамиВстроен¬
ный уг¬
ловой
микроскоп
с ножамиПри шаге
свыше 10 мм
индикаторный
меритель, по¬
строенный на
принципе
синусной ли¬
нейки.Рис. 4. бУгломер с це¬
ной деления
2' на базе
°нар и пРе-
дельные про¬
фильные
шаблоны.
Рис. 4. гПро¬фильныйшаблонШагПри помощи парной
гайки на приборе для
измерения ходовых вин¬
тов с учетом поправок
шкалыПрибор для
измерения
ходовых
винтов.
Для винтов
малых
габаритов
допускается
проверка
шага на
универсаль¬
ном микрос¬
копе при
помощи гай¬
ки, снабжен¬
ной устройст¬
вом для
выбирания
зазораПрибор для
измерения
ходовых
винтов
(лабораторная
проверка).
Индикатор.
Проверка
шага (по
гайке).
Цеховая
прю верка.
Рис. 4, дИндика¬
тор. Про¬
верка шага
(по гайке)
винты555с упакованными Бинтами длиной от 3 м и выше заключаются между
двумя сболченными швеллерами или двутавровыми балками.
Винты 0; 1 и 2-го классов точности должны иметь аттестаты изгото¬
вителя.Рис. 4. Проверка точности размеров ходовых винтов:
а — наружного диаметра индикаторным мерителем с базой от DHap\ б — про¬
филя индикаторным мерителем, построенным на принципе синусной линейки;
в—среднего диаметра индикаторным мерителем с базой от Dнар с установкой
по эталону; г—профиля угломером с ценой деления 2' на базе DHap\ д—шага
индикатором по гайке; 1 — гайки; 2 — индикатор; 3 — сухарь для предот¬
вращения проворота гайки; 4 — пружинаРемонт ходовых винтов
*В результате эксплуатации ходовых винтов изнашивается резьба
и опорные поверхности. Износ ниток резьбы на винтах суппортов,а) 6) в) г)Рис. 5. Профили новой и отремонтированной резьбы*
а—-новое соединение; б—изношенное соединение; в—соединение после
ремонта; г — резьба винта до и после ремонта; Dн — диаметр нового
винта; L>n —диаметр винта после перенарезания резьбыстолов, кареток и т. п. допускается не более 10% от первоначальной
толщины нитки при условии мертвого хода гайки не более 0,25 мм.
Ходовые винты восстанавливают следующими способами;
1. Перенарезанием резьбы на меньший диаметр с сохранением шага
(рис. 5). Такой способ восстановления применяют при ремонте винтов
550 ВИНТОВЫЕ ПЕРЕДАЧИ (МЕХАНИЗМЫ)с трапецеидальной резьбой (он не применим для прямоугольной резьбы);
канавку резьбы при этом делают глубже нормальной, чтобы можно было
устранить выработку; для сохранения нормальной глубины кана-жиРис. 6. Схема восстановления ходового винта
токарно-винторезного станка с использованием
неизношенной резьбовой части винтавинт снаружи протачивают. Перед прорезанием резьбы винт проверяют
в центрах; если он изогнут, проводят операцию правки с проверкой инди¬
катором. Шейку винта протачивают одновременно с прорезанием резьбы./4Шш**)'Залибка баббитомРис. 7. Способы соединения частей ходовых винтов при ремонте:
а «— соединение на резьбе и поперечными коническими штифтами /; б — соеди¬
нение частей винта на резьбе при помощи дополнительной детали 2; в — сое¬
динение частей винта посредством резьбы, нарезанной на хвостовике одной
части и в отверстии другой части винта; г — соединение при помощи кону¬
сов — наружного на хвостовике одной части и внутреннего в другой части;
д — соединение при помощи сварки2. Нарезанием нестандартной резьбы с толщиной нитки больше
ширины впадины (при необходимости сохранить первоначальный
диаметр резьбы).В обоих случаях восстановления ходового винта гайки нарезают
по винту с новыми ремонтными размерами.У станков, на которых нарезают детали с длиной резьбы меньше
длины неизношенной части ходового винта, последние можно восста-
ГАЙКИ ВИНТОВЫХ ПЕРЕДАЧ557навливать путем использования неизношенной части винта. При этом
выполняют следующие операции:1) растачивание центровых отверстий на базе наружного диаметра
с точностью до 0,02 мм;2) правка винта в центрах на биение наружного диаметра с точностью
до 0,04 мм на длине 500 мм;3) установка винта одним концом в патрон, другим в люнет;4) отрезка резьбовой части винта / (по линии /—/, рис. 6) и прота¬
чивание на ней шейки с соблюдением соосности в пределах 0,02 мм;5) изготовление новой головки 2;6) сверление отверстия в головке под запрессовку шейки резьбовой
части;7) запрессовка шейки резьбовой части в отверстие головки и уста¬
новка штифта;8) проверка ходового винта на биение с точностью до 0,04 мм на
длине 500 мм.Головку с неизношенной частью винта можно соединить посред¬
ством резьбы или поперечных штифтов, сваркой и т. п. (рис. 7).Изношенные шейки винтов могут быть проточены и прошлифованы;
могут быть также восстановлены электровибрационной наплавкой,
хромированием и другими способами, применяемыми при ремонте валов.ГАЙКИ ВИНТОВЫХ ПЕРЕДАЧМатериал. Так как винт является дорогостоящей и сложной в изго¬
товлении деталью, целесообразно, чтобы в винтовом механизме боль¬
шему износу подвергалась гайка. Исходя из этого в зависимости от
назначения гайки грузовых и ходовых винтов изготовляют из следую¬
щих материалов:Назначение гаек МатериалДля винтов домкратов малой грузоподъем¬
ности . . СЧ 15-32То же большой грузоподъемности , Бр. ОФ 10-1 и Бр. АЖ 9-4Для винтов 0; 1 и 2-го классов . * Бр. ОФ 10-0,5 и Бр. ОЦС 6-6-3Для винтов 3 и 4-го классов . - Антифрикционный чугун или тек¬столитС целью экономии бронзы ганки ходовых винтов целесообразно
делать биметаллическими: стальной корпус с заливкой бронзы.Изготовление гаек ходовых винтов. В результате износа направляю¬
щих положение столов и салазок станков, если только не применяют
специальные меры (постановка на направляющие наделок с учетом ком¬
пенсации износа), изменяется. Это требует центрирования винта и гайки.
В зависимости от конструкции узла центрирование можно осуще¬
ствлять разметкой по месту центра резьбового отверстия гайки, обеспе¬
чивающей его совпадение с осью винта, или изменением положения
винта путем соответствующего смещения его опор.Первый способ применяется часто при ремонте механизма подачи
поперечных салазок токарных и револьверных станков, второй —
при ремонте механизма подачи стола фрезерных станков, у которых
центр резьбового отверстия гайки должен совпадат* с центром отверстий
конических зубчатых колес (последние не могут быть смещены).Для разметки «по месту» центра резьбового отверстия заготовку
новой гайки или старую гайку с запрессованной в ней пробкой устанав¬
ливают и надежно закрепляют в правильном положении на салазках
558ВИНТОВЫЕ ПЕРЕДАЧИ (МЕХАНИЗМЫ)или столе. Салазки или стол, предварительно пришабренные по направ¬
ляющим, устанавливают на них, уплотняют клином и сдвигают в край¬
нее положение так, чтобы торец гайки приблизился к отверстию для
винта, после 4efo через это отверстие размечается торец гайки.Простейшим приспособлением для разметки является выточенный
по отверстию для винта стержень, на торце которого крепят чертилку.Рис. в. Приспособления для разметки центра резьбозого отверста*
гайки *яо песту*Такое приспособление вставляют в отверстие для винта и подводят
к торцу гайки (рис. 8, а). Вращая стержень, на торце гайки или запрес¬
сованной в ней пробки наносят разметочную окружность. Для обеспе¬
чения точности разметки стержень разметочного приспособления не
должен иметь возможности качаться в отверстии винта.На рис. 8, б показано универсальное приспособление со сменными
разрезными втулками 1} позволяющими устанавливать его в отверстия
разных диаметров. Изогнутая форма чертилки 3 позволяет путем ее пово¬
рота относительно стержня 2 наносить окружности разного диаметра.Гайки грузовых и ходовых винтов, имеющие простую форму, обычно
не восстанавливают, а заменяют новыми.Гайки, имеющие сложную форму, в частности, маточные гайки хо¬
довых винтов токарно-винторезных станков, трудоемкие в изготовле¬
нии, восстанавливают обычно путем растачивания и постановки допол¬
нительных деталей — пробок или вкладышей, а также заливкой брон¬
зой или бабитом с последующим нарезанием новой резьбы.Технология восстановления маточных гаек ходовых винтов путем
постановки вкладышей состоит в следующем:1) обе части маточной гайки соединяют в одно целое специальным
хомутиком;2) резьбовое отверстие в маточной гайке растачивают для поста¬
новки вкладышей*32Восстановление гаек
ГАЙКИ ВИНТОВЫХ ПЕРЕДАЧ 5593) направляющие плоскости гайки строгают и пришабривают по
месту направляющих в фартуке;4) изготовляют бронзовые вкладыши и нарезают в них резьбу по
ходовому винту;5) вкладыши 1 устанавливают и закрепляют в корпусе маточной
гайки при помощи потайных винтов 2 (рис. 9).Рис. 9. Восстановленная маточная гайка ходового
винта путем постановки вкладышейВместо постановки вкладышей можно производить заливку брон¬
зой. Чтобы бронзовая заливка держалась прочно, в половинках гайки
сверлят и раззенковывают с наружной стороны отверстия для заготовки.На рис. 10 показана гайка, в каждой половинке которой просверлены
по три отверстия.При восстановлении изношенных гаек путем заливки поступают
следующим образом. Полугайки 1 и 2 скрепляют специальным хомути-Рис. 10. Маточная гайка, подготовленная к заливке
бронзойком. После этого гайку устанавливают и выверяют в четырех кулачко¬
вом патроне токарного станка, растачивают гайку и прорезают ка¬
навки а. Затем с каждой полугайке сверлят отверстия диаметром 4—5 мм
на проход и раззенковывают их с наружной стороны.Расточенную в гайке поверхность покрывают тонким слоем олова.
Половинки гайки укладывают в ящик с песком, а торцы и боковую
поверхность обертывают асбестом. После этого полугайки подогревают
до 250—300° С и заливают бронзой.Залитые бронзой полугайки устанавливают в четырехкулачковый
патрон с прокладкой, имеющей толщину, равную зазору между полу-
гайками в их рабочем положении. Полугайки выверяют по торцу и
560ВИНТОВЫЕ ПЕРЕДАЧИ (МЕХАНИЗМЫ)оси, а затем в них растачивают отверстие и нарезают резьбу согласно
размерам ходового винта.Перспективным способом является восстановление изношенной
резьбы гаек ходовых винтов при помощи быстротвердеющей пласт¬
массы — стиракрила.Однородный жидкотекучий раствор стиракрила получают при
тщательном перемешивании в течение 1—2 мин порошка и жидкости.
Стиракрил марки ТШ отверждается при нормальной температуре без
давления в течение 40—70 мин. Он обладает свойством высокой адгезии
к металлам, нерастворим в кислотах, щелочах и других растворителях,
хорошо обрабатывается резанием. Для восстановления этим способом
резьбы гайки вначале исправляют резьбу винта или изготовляют
новый винт.Часть винта, оформляющую резьбу восстанавливаемой гайки, по¬
гружают в расплавленный парафин, после чего охлаждают его на
воздухе в вертикальном положении (толщина слоя парафина на винте
должна быть 0,1—0,15 мм). В гайке растачивают или рассверливают
отверстие по оси изношенной резьбы диаметром на 4—5 мм больше
наружного диаметра резьбы.Отверстие обезжиривают при помощи растворителя (бензина, аце
тона, спирта).Установив винт в отверстие гайки и закрепив его в тисках в верти¬
кальном положении, замазывают щели в нижней части гайки пластили¬
ном для предупреждения вытекания стиракрила. После этого заливают
раствор в пространство между винтом и гайкой. Для полного отвержде¬
ния стиракрила залитую винтовую пару выдерживают в течение
8—10 ч.
Глава 22
РЕЗЬБОВЫЕ СОЕДИНЕНИЯВИДЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙДля соединения деталей применяют болты, винты, шпильки и
болты-шпильки (табл. 1 и 2).I. Виды резьбовых соединений и их особенностиНаименование
и эскизы
соединенияОбласти примененияБолтовоеЛIКогда конструкция соединяемых деталей допускает
сверление сквозных отверстий и позволяет завести при
сборке болт в отверстиеВинтовоеКогда в деталях не допускается сквозное отверстие
(например, стенки герметических сосудов), а также когда
невозможно просверлить сквозное отверстие или вставить
в него болтШпилечноеА11IВ тех же случаях, что и винтовое. Но оно лучше вин¬
тового, когда соединение подвергают частым разборкам,
а резьба в детали не обладает достаточной стойкостью
(резьба в чугуне и легких сплавах). Чаще всего для кре¬
пления крышек к чугунным корпусам. Оно менее на¬
дежно. чем болтовое
662РЕЗЬБОВЫЕ СОЕДИНЕНИЯПродолжение табл. 1Наименование
и эскизы
соединенияОбласти приБолтом-шпилькой|я|р|СХ11Когда допустимо сквозное сверление в соединяемых
деталях, но конструкция их такова, что болт ввести
в отверстие нельзя2. Формыболтов, применяющихся при динамических
и знакопеременных нагрузкахЭскизЗависимостиОбласть примененияПри небольших дина¬
мических нагрузкахdt = (0,8-i- 1,0) dtВ более ответственных
соединенияхd2 = (0,8 -г- 1,0) dtНаиболее целесооб¬
разна при динамических
нагрузках, когда есть
уверенность, что опор¬
ные поверхности гайки
и головки болта и соеди¬
няемых поверхностей де¬
талей перпендикулярны
к оси болта/«=
d' .:0,5<*
= 0,7 dПри знакопеременных
нагрузках (наряду с по¬
вышением прочности
обеспечивает уменьшение
веса конструкции)
ВИДЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ 563В зависимости от назначения болты и гайки изготовляют нормальной
и повышенной точности.Болты обычно на конце имеют диаметр резьбы, равный диаметру
цилиндрического его стержня. Такие болты, вставляются в отверстия
соединяемых деталей с зазором и удерживают детали только за счет
силы затяжки гайки; никаких боковых усилий
они воспринимать не могут. Поэтому если
соединение во время работы машины подвер¬
гается действию боковых усилий, то болты не¬
обходимо разгружать от непосредственного воз¬
действия этих усилий. Для этого между соеди¬
няемыми деталями устанавливают штифты, шпон¬
ки или втулки, которые полностью восприни¬
мают боковые усилия.Значительно проще получается соединение,
когда вместо болтов с диаметром стержня, равным
диаметру резьбы, и дополнительных разгружаю¬
щих деталей применяют болты (рис. 1), имеющие
утолщенный чисто обработанный (у7) стержень
с коническим переходом к нарезанной части
{призонные болты). Эти болты забивают мягким
молотком в точно развернутые отверстия и они
своей утолщенной частью воспринимают все бо¬
ковые срезающие усилия. Посадка в соединении
обычно С3 (ГОСТ 7817-62 допускает в необходимых случаях приме¬
нять болты с допускаемым отклонением на размер стержня болта по
посадке Н 2-го класса точности). Для того чтобы не повредить резьбу
при выколачивании болта, на нарезанном конце его предусматривают
специальный выступ а, по которому наносят удары.В табл. 3 приведена зависимость прочности болтового соединения
от конструктивной формы болта.8. Увеличение работоспособности (прочности) болтового соединенияв зависимости от конструктивной формы болтаРис. 1. Болт повы¬
шенной точности с
утолщенным цилин¬
дрическим стержнем
для отверстий из-под
развертки;
а — выступЭскизРазмерыПрочность
(работоспособность) в %*6=Л=Нагрузказнакопере¬меннаяНагрузкаударнаяк(uapi11
— 1 —
млшй*!болт)d0100100
564 РЕЗЬБОВЫЕ СОЕДИНЕНИЯПродолжение табл. 3РАЗБОРКА резьбовых соединений и инструментРазборку резьбового соединения начинают с освобождения его
от стопорных устройств, предохраняющих гайки от самоотвинчивания.
Вначале отгибают зубилом усики или края шайб, загнутые за грань
гайки, или удаляют шплинты (рис. 2).Рис. 2. ШплинтодерЕсли гайки застопорены клином, то разборку начинают с выбива¬
ния клина, ударяя молотком по узкому его концу. При стопорении
соединения контргайкой в первую очередь ее отвинчивают. Отвин¬
чивать гайки следует нормальными гаечными ключами соответствую-
РАЗБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ565щего размера. Раздвижными гаечными ключами пользоваться не реко¬
мендуется. Их следует применять лишь при отсутствии нормального
ключа, накладывая на гайку или головку болта так, чтобы пово¬
рот ключа был в сторону подвижной части ключа (рис. 3).Если гайка не отвинчивается, необходимо сна¬
чала попытаться завинтить ее на V4 оборота, а затем
отвинчивать. Целесообразно также предварительно
постучать по граням гайки молотком, залить между
гайкой и стержнем болта керосин и, спустя 20—25 мин, вновь отвинчивать гайку. Если это не по¬
могает, то гайку нагревают паяльной лампой или
наложением на нее раскаленного старого ключа
или трубы, а затем отвинчивают. Когда гайку не
удается отвернуть ключом, используют зубило, ко- рис. з. Отвинчи-
торое устанавливают по периферии гайки и наносят вание гайки с ле-
по нему удары молотком так, чтобы направление движным адючом
удара способствовало свинчиванию гайки. При таком
способе на гайке остаются следы от зубила и гайку обычно заменяют.Когда ни один из указанных приемов не дает результатов, гайку
осторожно разрубают зубилом (в крупных гайках для облегчения раз¬
рубания просверливают отверстия).Инструмент и приспособления для разборки и сборки резьбовых
соединений приведены в табл. 4—19.4. Ключи гаечные двусторонние(ГОСТы 2839-62 и 10112-62) Размеры в ммСочетание раз¬
меров S зева
ключейСочетаниеразмеровВАСочетание раз¬
меров 5 зева
ключейLСочетаниеразмеровВh4 — 57012—122.5(24)—(27)19050 — 55104,5 — 68012—15з27 — 3020055—62125.5 — 712—15(30) —(32)21062—65138—1018 — 2232 — 3623565 — 75139—1110022—26436 — 4126575 — 8515(10)—<12)22 — 26(41) — (46)29085 — 951512—1411026 — 30546 — 5032094—10217(14)—(17) |12530—35650 — 55350102 —1121817 — 19 |13535—40855 — 60380112—12218(19)—(22) |160 |40—46 |! 865 — 70440132—1422222 — 24 |170 |46 — 50 |875 — 80500152—16524Материал ключей: сталь не ниже марки 4GX (ГОСТ 4543*61). Твер¬
дость ключей с размером зева до 36 мм должна быть НRC 40—45, с раз¬
мером 41 мм и более HRC 38—45. Сочетания размеров зевов ключей,
указанные в скобках, по возможности не применять. V4 остальное
566 РЕЗЬБОВЫЕ СОЕДИНЕНИЯ5. Ключи гаечные односторонние(ГОСТ 2841-62)Размеры в ммСВтV4 остальноеS76 \ _/КбV*L1 ~2£Г~SLВhSLвhSLВh3,265122,512ПО264413008515465122,514125305463309615570122,51714035650360102175,5751231915040855400112187801532217046860430122188851842419050865460132201095224272105510705001422230230621275530152223224065138056016524362657513Материал ключей: стальне ниже марки 40X поГОСТу 4543-61.Твердость ключей с размером зева до 36 мм HRC 40—45, с разме-ром41 мм и более —HRC 38 — 45.6. Ключи гаечные односторонние укороченные
РАЗБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ 5677. Ключи гаечные двусторонние н&сидные(ГОСТ 2906-62)Размеры в ммV4 остальноеСочетание
размеров S
зева ключейDhLСочетание
размеров S
зева ключейDhL8—1013—155 — 513527—3038—4212—14292(10)—(12)15—176—6152(30)—(32)42—4414—1629212—1417 — 206—616032 — 3644 — 5016—16320(14)—(17)20—256—818036—4150—5816—1835017 — 1925 — 278—10190(41) — (46)58 — 6718—20380(19)—(22)27-3210 — 1021046—5067 — 7320—2040022—2432 — 3410—1222550 — 5573 — 8320—22400(24) —(27)34 — 3812—12240Размеры зевов ключей, указанные а скобках, по возможности не
применять.Ключи с размерами зева до 19 мм можно изготовлять без облегче¬
ния рукоятки.Материал ключей: сталь не ниже марки 40Х (ГОСТ 4543-61).Твердость ключей с размером зева до 36 мм — HRC 40 — 45, с раз¬
мером 41 мм и более — HRC 38—45.
668 РЕЗЬБОВЫЕ СОЕДИНЕНИЯ8. Ключи цельные для круглых гаек
(ГОСТ 3106-62)Размеры в мм
РАЗБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ 569Продолжение табл. 8Наружный
диаметр
гаек DLhЬнАА190 — 952504647,51065822,5100-11027051,552,5765115—1302905960,57,5722,53135—1453106970,5128,587150 — 16032077791095Материал ключей: сталь не ниже марки 40 (ГОСТ 1050-60) или сталь
марки 40Х (ГОСТ 4543-61).Твердость ключей HRC 38—45.9. Ключи укороченные для круглых гаек
(ГОСТ 3109-62)Размеры в мм
10. Ключи гаечные со сменными головками (ГОСТ 3329-54). Размеры в мм SJРЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Продолжение табл. 10Головки цельно штампованныеГоловки сварныеSDoLDtDН1Вес в «гDhd2иВес в кг2515120,092815 0,091719,634262816180.13016——0,11921,935263220220,11342228200,112225,44028143522250,17372430200,172427,742303923250.2402534220,22731,245304225280.27432736300,273034,655364526280,283452840290,2833236,955365030320,319503244300,3193641,660385635380,49583750300.494147,36540206338380,55664055320.554653,170426840440,806704262350,8065057,775457445481,0784868351,05563,58048Материал головок: сталь марки 40 (ГОСТ 1050-60) или сталь марок 40Х и ЗОХГСА (ГОСТ 4543-61).
Головки подвергают термической обработке до HRC 40 — 45.РАЗБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ
572РЕЗЬБОВЫЕ СОЕДИНЕНИЯII. Ключи гаечные разводные (ГОСТ 7275*62)
Размеры в ммVU- остальноеХарактерные величиныНаибольшая величиназева 5,наибв мм1219 |30| 4630406810511016025040081116231318284335812282675ВLЬIНаибольшая величина несходимости губок
Испытательные крутящие моменты, со¬
здаваемые при нагружении, в кГм Материал ключей: корпусы из стали не ниже марки 40 (ГОСТ
1050-60); губки и червяк — из стали не ниже марки 40Х (ГОСТ 4543-61).Твердость головки корпуса ключа, подвижной губки и червяка
HRC 40—45.Непараллельность рабочих поверхностей губок в сторону подну¬
трения не допускается более 3°.Шероховатость сопрягаемых поверхностей должна быть не нижеу 6.дПодвижную губку с корпусом соединяют по посадке (ОСТл 41014).12. Переходники к сменным головкам гаечных торцовых ключей-L —НШарики мбальцебать101420Размеры в мм1419222232401.31.52,02,5v х
2 хя а
s яПримечание. / — стержень из стали 45 (ГОСТ 1050-60);2 — пружина из стали (ГОСТ 9389-60);3 — шарик из стали ШХ15 (ГОСТ 801-60).
РАЗБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ 57313. Ключи изогнутые для винтов с цилиндрической головкой
и шестигранным углублением под ключ(ГОСТ 5993-62)Размеры в ммРазмер
шестигран¬
ного углуб¬
ления SОгLRРазмеры заго¬
товки для
ключа (по
ГОСТу
8560*57)33,5601543X7844,6702044X9255,8802555 X 10778,1902867Х 120. 89,21103288 X 145> 1011,5130361010Х 1701213,8150401212 X 1951416,2170451614X2201719,6200502017X2551921,9230552019X2902427,7280653224X3502731,2320703227 X 390Материал ключей: сталь 45 (ГОСТ 1051-59).14. Ключи для завертывания шпилек
Размеры в ммDDtdd0LLiIh20166М8 X 1,259590451222188М10Х1.51001064515242210М12 X 1,751101225518302612MI 6 X 21201386520353216М20Х2.51301557025403820М24ХЗ1351757530
574 РЕЗЬБОВЫЕ СОЕДИНЕНИЯIS. Ключи гаечные нестандартизованные нормализованныеS-SiРазмеры в ммН -Нх D-DtМатериали термообработкаМонтажные накидные односторонние. Отличаются большей проч¬
ностью. Изготовляют их под шестигранные и квадратные головки59581046695810468120121641091201216410111301520512141501524514171702028516192002032520222002536в2027220254882532250305010303625035551030Сталь 40Головку калить до
HRC 40-45Монтажные двусторонние с малым, углом поворота.
вертывать гайки и болты в труднодоступных местахПозволяют за-14—1719—2225030012—1416—1823 — 26
30 — 35Н101620Сталь 45Головку калить до
HRC 40-45
РАЗБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ 575Продолжение табл. 15НаружныйдиаметргайкиМатериали термообработкаДля установочных сверленых гаек26—3213013245156034 — 3614017286155540—4215018,5327165545—5217022367185555—6219027458205568—7221032508205578—8523037588225090-9525040,565102450100—11027048,572102650115—1302905580102850135—1453106795123050155—16533076,5110123250170—18035084120123675200—22037098140144075240—260390118165144575280 — 300400138188145075Сталь 40Головку калить до
HRC 37-42НLtМатериал
и термообработкаТорцовые для наружного квадратаА-А\Аt«чГ'1 г
1 1
1 1 •1 ^ Ъ ~Т. ,Ж -5,56,278
91011121314,5161820222426293214870201668014870201661001812802218810018128022188120181290221881202213100252210140221311025221016024161203022101602416120302612180281813034281420032201303628142203224130383016240352613040301626038301404234182804232140453418300453515048382030050381505238203005540150554020300Сталь 45
Головку калить
HRC 40—45ДО
576РЕЗЬБОВЫЕ СОЕДИНЕНИЯПродолжение табл. 15SxSibiМатериали термообработкаС трещоткой
двусторонние9X II
Их 17
19X2217724302022828352527930433081012Рукоятка 7, планка 2
и ось 3 из стали 45,
калить HRC 35—40.
Храповик 4 из стали
У8А, калить до HRC
45 — 50. Плунжеры,
защелка — из стали
У8А; калить до HRC
40—45. Пружина из
пружинной проволоки
(ГОСТ 9389-60) d»Материал
и термообработкаГаечные торцовые рожковые153,51055102,5345970183,51155102,535611702041255122456,513702241355123467,51480254145512346915802841555123461115803051686154561118100355178615456131810038519861545614221004052086154561422130455230615456162513048624061656618251305062507165661928130556260716566203013058627071656622301306062807165662432130626290716568253413065829072067825341307082907206782934130Корпус — сталь 45;
калить рабочую часть
до HRC 36-42.
Штифт — сталь 45; ка¬
лить до HRC 30—35.
В ключах с размерами
А >30 штифты прива¬
ривают
РАЗБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ 577Продолжение табл. 15Материали термообработка7580859095100105110115312312312365365365395395415130130130130130130130130130Корпус — сталь 45;
калить рабочую часть
до HRC 36—42. Штифт-
сталь 45; калить до
HRC 30—35. В ключах
с размерами А ^ 30
штифты привариваютМатериал
и термообработкаТорцовые со сменными головкамиСтержень — сталь 45
(ГОСТ 1050*60); калить
до HRC 40—45. Руко¬
ятка — сталь 45; ка¬
лить до HRC 30—40,
хромировать- Шари¬
ки — сталь ШХ15
(ГОСТ 801*60). Пру¬
жина — проволока прут
ж и иная (ГОСТ 9389-60)71002501.316971502601.3169101003001.52212102003001.5221214100350228151425035022815201504002,54020203504002.5402019 Ю. С. Борисов, В. П. Сахаров 565
678 РЕЗЬБОВЫЕ СОЕДИНЕНИЯ16. Ключи разные специальные нестандартнзованные
и ненормализованные для завинчивания и отвинчивания гаек
и болтов в труднодоступных местахЭскиз, наименование, особенности и область применения
С укороченным рожком головкиКлючом можно пользо¬
ваться как трещоточным.
Применяют его для заверты¬
вания гаек в узких местах.
Укороченный рожок ключа
(положение а) принимают
равным 2/5d -f- (1ч-1,5), где d
соответствует размеру сторо¬
ны шестигранника гайки.
Второй рожок имеет нор¬
мальную длину, но закруг¬
лен по радиусу EF из
точки F. Для гайки М24
используют форму ключа,
приведенную в положении ба)б)С передвижной рукояткойvШтифтыДля завертывания гаек в труднодоступ¬
ных местах, ограничивающих его нор¬
мальный поворот.При Невозможности завертывания в
положении / рукоятки переставляют в
положение //. Штифт упирают в следую¬
щий уступ и дальше завертывают гайку.
При перестановке рукоятки штифт сколь¬
зит по прорези головки ключаКоленчатый торцовый
dШестигранная втулка при¬
варена к рычагу, соединен¬
ному шарнирно с рукояткойТрещоточныйБез крышки аДля завер¬
тывания гаек
при угле по¬
ворота мень¬
ше 20°; приме¬
ним при рабо¬
те в тесных
местах
РАЗБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ 579Продолжение табл. ISЭскиз, наименование, особенности и область примененияТрещоточныйПозволяет заменять быстроизнашиваемые деталиТорцовый фрикционный для сменных головокСменная головка к ключу*Состоит из рукоятки 6, в которую запрессовано стальное закаленное
кольцо 5. Внутри кольца имеется стальной закаленный вкладыш 3 с квадрат*
ным выступом 1 и тремя скошенными пазами. Вкладыш вставлен в кольцо
с небольшим зазором. В пазах вкладыша помещены стальные ролики 4,
отжимающиеся пружинами, находящимися в гнездах 2. На квадратный
выступ вкладыша надевают сменную головку. При завинчивании гайки (вра¬
щение по часовой стрелке) ролики заклиниваются между кольцом и вкла*
дышем, начинает поворачиваться сменная головка, завинчивая болт.
При обратном вращении рукоятки ролики, закатываясь внутрь паза, осво¬
бождают вкладыш, и сменная головка не поворачивается.Для отвинчивания гаек или болтов сменную головку надевают на квад¬
ратный выступ с другой стороны ключа. Такая конструкция позволяет
собирать и разбирать винтовые соединения без перестановки ключа при
каждом повороте гайки или болтаТрещоточныйПозволяет завертывать гайки и болты с правой и левой резьбой, рабо¬
тать с небольшим размахом рукоятки. Сменные насадки на выступающем
конце звездочки удерживаются при помощи шарика, подпираемого пру¬
жиной
580РЕЗЬБОВЫЕ СОЕДИНЕНИЯПродолжение табл. 16Эскиз, наименование, особенности и область применения
Торцовый трещоточныйДля работы в труднодо¬
ступных местах с расположе¬
нием гайки в углублении.
Им можно завертывать и
отвертывать гайки (при от¬
вертывании гайки пружина 2
прижимает собачку к храпо¬
вику, а пружина / откиды¬
вается)Многогранный торцовыйI—^А±Для завертывания гаек и
болтов в местах, где трудно
повернуть нормальный ключ
на 60° (шестигранная гайка)
и на 90° (квадратная гайка).
Для шестигранных гаек при¬
меняют двенадцатигранные
ключи, допускающие поворот
на 30°, и для квадратных
гаек — восьмигранные, до¬
пускающие поворот на 45°Шарнирный прямойДля завертывания гайки
в труднодоступных местах,
например в уступах, где
требуется поворот ключа в
пространствеШарнирныйколоворотныйКоловоротный торцовый
КуДля завер¬
тывания гаек
и болтов, рас¬
положенных в
узких карма¬
нах деталейТо же
РАЗБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ 58117. Ключи универсальные, специальные,
нестандартиэованные и ненормализованные для.круглых гаекЭскиз, наименование, особенности и область примененияКлючи для круглых гаек
со шлицами~ ->Универсальный с поворот¬
ным захватом.Для завинчивания и отвин¬
чивания открытых гаек со
шлицевыми пазами. Поводок
ключа качается вокруг оси
(поворотного захвата)Для завертывания утоп¬
ленных гаек со шлицевыми
пазамиС передвижным угольником
и шипом, перемещающимся
по зубцам рукоятки, для
завертывания открытых гаек
со шлицевыми пазамиКлючи для круглых гаек
отверстиями в торцеУ ниверссиьный. Достоин¬
ство его заключается в том,
что при пользовании нм не
нужно каждый раз ловить
штифтами каждое из отвер¬
стий в гайкеУ ниве реальный. Для завинчи¬
вания и отвинчивания круглых
гаек с отверстиями в торце.
Состоит он из рукоятки, непо¬
движного поводка и подвижного
поводка, поворачивающегося во¬
круг оси. На концах поводков
имеются штыри, входящие в
отверстия отвинчиваемой гайкиРаздвижной. Для
отвинчивания и за¬
винчивания гаек с
отверстиями под ключ
п торцеfl-fiЦельный. Для отвинчивания и
завиичивания гаек с отверстиями
под ключ в торцеКлюч-головка для
гайковертов. Для за¬
вертывания круглых
гаек с отверстиями наторце
5*2РЕЗЬБОВЫЕ СОЕДИНЕНИЯ18. Ключи и приборы тарированные предельные
и динамометрическиеЭскиз, наименование, назначение и основные особенностиТарированный, торцовы~Обеспечивает одинаковую за¬
тяжку всех гаек, но не пока¬
зывает величину усилия за¬
тяжки.Вращение рукоятки через
шарики 3 передается диску 2,
жестко соединенному шпиль¬
кой 1 со стержнем 7, на конце
которого закреплена сменная
головка 8.В начале завинчивания гай¬
ки или болта ключ работает
как одно целое. При оконча¬
тельной затяжке создается
большое усилие, вследствие
чего шарики перемещаются до
упоров (перемычек канавок)
диска 2. Затем они поднимают¬
ся вверх (до перемычки) и че¬
рез стойки 4 сжимают пружи¬
ну 5, выключая диск 2. После
этого диск работает вхолостую.Гайками 6 можно регулиро¬
вать усилие затяжки болтов
и гаек при сборке.По достижении заданного усилия затяжки резьбового соединения ключ
автоматически выключаетсяТарированный торцовыйДля завертывания гаек с опре-
деленным усилием затяжки, по
достижении которого он автома¬
тически выключается.Состоит из корпуса И, звез¬
дочки 4, стержня 3, на квадрат¬
ном конце которого при помощи
утопающего штифта 2 закреплена
сменная головка 1 для шестигран¬
ной гайки. Стержень закреплен
в звездочке болтом 7. Регулиру¬
ют ключ на определенный момент,
соответствующий затяжке данной
гайки, сжатием или ослаблением
пружины 9 гайками 10, располо¬
женными в ручках 6. Пружины
через сухари 8 прижимают шари¬
ки 5 к звездочке.Во время превышения заданно¬
го усилия затяжки шарики ка¬
тятся по зубу звездочки и углуб¬
ляются в отверстие, сжимая че¬
рез сухарь 8 пружины 9. При дальнейшем увеличении усилия шарики
выходят из впадин звездочки, и ключ выключается
РАЗБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ 583Продолжение табл. 18Эскиз, наименование, назначение и основные особенностиТа рированный торцовыйДля завертывания гаек в узких глубоких местах.Состоит он из стержня 8, на конце которого устанавливают сменную го¬
ловку 1, закрепляемую утопающим штифтом 2. На другом конце стержня
при помощи винта 7 крепят полумуфту 9, соединенную наклонными зуб¬
цами 11 с полу муфтой 5. Последняя упирается в бурт стержня и соединена
с ним при помощи шпильки 6, запрессованной в отверстие стержня и вхо¬
дящей в наклонную прорезь полумуфты 5.Усилие затяжки регулируют пружиной 4, сжимаемой или опускаемой
гайкой 3 и контргайкой 12 при повороте ключа за рукоятку 10. Лри достиже¬
нии требуемого момента затяжки гайки шпилька 6 перемещается по на-
клонной плоскости прорези полумуфты 5 и выводит ее зубцы из зацепления
с зубцами полумуфты 9.Когда момент достигает предельного зпачения, полумуфты расцепляются,
полумуфта 9 начинает вращаться вхолостую, что и требуется для ограниче¬
ния момента затяжкиТарированный с динамометромИмеет дополнительный рычаг 4, соединенный с ключом / и шариком 2.
Рукоятка ключа связана с дополнительным рычагом пружинным динамо*
метром 3, стрелка которого указывает усилие затяжки болтов или гаек
5 84РЕЗЬБОВЫЕ СОЕДИНЕНИЯПродолжение табл. 18Эскиз, наименование, назначение и основные особенностиТарированный с контролем момента затяжкиПринцип действия этого ключа основан на вакручивании гибкого валика
(торсиона) во время завертывания гайки или болта. Изменение угла закру¬
чивания в зависимости от усилия затяжки отмечается на особой шкале 4,
тарированной в кГм. Угол закручивания торсиона 8 в пределах упругости
материала прямо пропорционален крутящему моменту затяжки гайки.На квадратный конец торсиона надевают сменную головку 1 для гаек,
удерживаемую утопающим штифтом 13 с пружиной 14\ на второй его конец-
трубку 9, прикрепляемую коническим штифтом 10. К трубе приварена ру¬
коятка ключа 12, в корпус которой запрессован шарикоподшипник 6. При
работе трубу 9 придерживают левой рукой за верхнюю часть, вращают ее
за рукоятку правой рукой. По мере затяжки гайки скручивание торсиона
отмечает указатель 11, поворачивающийся на угол при помощи поводка 5,
аакрепленного на корпусе рукоятки 7. Шкала 4 закреплена на втулке 2
винтом Ь. При повороте указателя, посаженного свободно на втулке 2,
шкала, как и нижний конец торсиона, неподвижна, вследствие защемления
ее при затяжке гайки.Шкала отградуирована в кГм максимально возможным моментом
затяжки гайки, равным 15 кГм
РАЗБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ 585Продолжение табл. 18Эскиз, наименование, назначение и основные особенностиТорцовый динамометрическийСтержень 1 его снабжен силоизмерительным
устройством. К нижней головке ключа жестко
прикреплена трубка 2, вверху к которой прива¬
рен сектор со шкалой 3\ к верхней головке
жестко прикреплена стрелка 4. Если этим
ключом при помощи воротка б затягивать болт,
то стержень ключа закручивается на угол,
пропорциональный крутящему моменту и длине
цилиндрической части стержня 1. Этот крутя¬
щий момент стрелка отмечает на шкале 3Торцовый динамометрическийУпругим элементом силоизмерителя является стальная труба 1. С трубой
внизу жестко связан стальной стержень 2 со стрелкой 3, которая при работе
ключа перемещает указательную стрелку 4, насаженную на ось 5. Ось
закреплена в металлической чашке 6, установленной на верхнем конце
трубы 1. Чашка сверху закрыта прозрачной крышкой 7, через которую
видна шкала 8 динамометра. Крышку удерживает кольцо 9. На трубе 1
насажен наконечник ключа 10 под соответствующую гайку
586РЕЗЬБОВЫЕ СОЕДИНЕНИЯПродолжение табл. МЭскиз, наименование, назначение и основные особенностиПриспособление для тарирования самовыключающихся ключейСостоит из корпуса 2, вкладыша 3, винта 1, шарика 4 и шлифованной
плитки 5.При тарировании ключа предварительно на испытательном прессе с за¬
данным усилием, соответствующим концу затяжки резьбового соединения,
шарик 4 вдавливают в плитку 5. Затем шарик вдавливают вторично в ту же
плитку, но в другом месте при помощи винта /, завинчиваемого ключом, под¬
лежащим тарированию. После этого измеряют диаметры двух отпечатков.
Пружину ключа регулируют так, чтобы полученные отпечатки имели одина¬
ковые диаметры19. Величины крутящих моментов лри испытательных
нагружениях ключейРазмер зевов
ключей S
в ммИспытательные крутящие
моменты в кГм, не менееРазмер зевов
ключей S
в ммИспытательные крутящие
моменты в кГм, не менеедля ключей
дву- и одно¬
стороннихдля ключей
накидныхдля ключей
дву- и одно¬
стороннихдля ключей
накидных81,22,9305279102,05,2326190123.58,43683115146,31341115155179.421,5461502051913,5285018025022214055215 242748,560255 27396365290—Примечания: 1. Длину плеча до точки приложения усилия
берут от центра шестигранника, на котором испытывают прочность
ключа.2. Испытательные крутящие моменты для ключей под круглые гайки
принимают по наименьшему наружному диаметру гаек.
РЕМОНТ РЕЗЬБОВЫХ СОЕДИНЕНИЙ587РЕМОНТ РЕЗЬБОВЫХ СОЕДИНЕНИЙВ резьбовых соединениях наиболее часто:
изнашивается профиль резьбы по среднему диаметру;
сминаются рабочие поверхности профиля резьбы;
удлиняется стержень болта;
изменяется шаг резьбы;изгибается или обрывается стержень болтов и шпилек.
Изношенные крепежные резьбовые детали (болты, шпильки, винты)
обычно не восстанавливают, а заменяют новыми. Погнутые болты вы¬
правляют под прессом, используя деревянные подкладки во избежа¬
ние порчи резьбы. Болты со смятой или забитой резьбой нарезают
вновь. Шпильки заменяют новыми во всех случаях, когда они погнуты
или у них повреждена резьба.В случае сорванной или изношенной резьбы отверстие рассверли¬
вают под следующий больший диаметр и нарезают новую резьбу.После рассверливания отверстия в корпусе и нарезания в нем новой
резьбы используют ступенчатые шпильки, имеющие резьбу большего
размера, для завертывания в корпусе и резьбу нормального диаметра
для завинчивания гаек.Во многих случаях отверстия с изношенной резьбой можно рас¬
сверливать и ставить резьбовые переходные или сменные втулки (ввер-
тыши) с резьбой нормального размера. Таким способом возможно
значительно увеличить срок службы сложных деталей.При постановке переходных втулок должны быть соблюдены сле¬
дующие условия:длину втулок делать не менее длины нарезанной части отверстия
с нормальной резьбой;втулку запрессовывать или туго завертывать и ставить на краску
(сурик или белила);наружный конец втулки не должен выступать за плоскость детали;
для предохранения от провертывания втулку и деталь раскерни-
вать на глубину 1—1,5 мм в трех точках по окружности на линии их
сопряжения или ставить стопорные винты (втулку можно также кре¬
пить сваркой).Переходные резьбовые втулки обычно изготовляют из стали, что
увеличивает долговечность резьбового отверстия при ремонте чугунных
деталей.Чтобы сохранить правильное расстояние между отверстиями и
обеспечить надлежащее их расположение на детали, для сверления
отверстий под резьбу применяют кондукторы. В качестве кондуктора
часто используют сопряженные детали (фланец, крышку). Через такой
кондуктор лишь засверливают отверстия сверлом, диаметр которого
равен диаметру отверстия используемой в качестве кондуктора детали,
т. е. намечают центры отверстий под резьбу. После этого используют
сверло меньшего диаметра, обеспечивающее получение необходимого
отверстия под резьбу.В стальных деталях вместо постановки переходных резьбовых вту¬
лок отверстие с изношенной резьбой можно заваривать. При этом его
рассверливают, срезая старую резьбу, заваривают, а затем сверлят
вновь отверстие и нарезают резьбу того же диаметра, что была
ранее.Оборванные шпильки извлекают из отверстий одним из способов,
приведенным в табл. 20.
588РЕЗЬБОВЫЕ СОЕДИНЕНИЯ20. Способы извлечения оборванных шпилекПрименяемый
инструмент или
способ
извлеченияЭскизыТехнология извлечения
шпилекБор—зака¬
ленный кониче¬
ский стержень
с острыми пря¬
мыми зубьямиПросверлить в шпильке
отверстие на глубину 10—12 мм\ забить в это отверстие
бор, который своими зу¬
бьями плотно сцепляется
с телом шпильки; вращая
бор, вывернуть шпилькуЭкстрактор —
конический
стержень, на
котором наре¬
зано 6—6 левых
спйральных ка¬
навок (угол
спирали 30°).
Твердость эк¬
страктора HRC
58—60Просверлить в шпильке
отверстие? ввернуть в него
экстрактор, который остры¬
ми краями спиральных ка¬
навок врезается в стенки
отверстия, создавая необхо¬
димое для вывертывания
шпильки сцеплениеОтверткаВ выступающем наружу
конце шпильки прорубить
зубилом или пропилить но¬
жовкой канавку-шлиц. И
вывернуть шпильку при
помощи отверткиНарезанный
стальной пруток<7^В шпильке просверлить
отверстие диаметром, рав¬
ным примерно половине два-
метра шпильки, и нарезать
в нем резьбу, обратную на¬
правлению резьбы шпильки,
и завинтить в него наре¬
занный стальной пруток,
которым и вывертывают сло¬
манную шпильку
РЕМОНТ РЕЗЬБОВЫХ СОЕДИНЕНИЙ 889Продолжение табл. 2ЭПрименяемый
инструмент или
способ
извлеченияЭскизыТехнология извлечения
шпилекПриваре нный
стальной прутокПрутокК концу шпильки, вы¬
ступающему над поверх¬
ностью детали, приварить
шайбу, а к шайбе, в свою
очередь,—стальной пруток,
за который вывертывают
шпильку. Если конец вы¬
ступает на 3 мм и более, то
пруток можно приварить
прямо к немуПривареннаягайкаНа оставшуюся в теле
детали часть шпильки нало¬
жить гайку и приварить ее
к стержню шпильки элек¬
тросваркой. Вращая гайку
гаечным крючом, удалить
сломавшуюся шпилькуВысверлива¬ниеКонец шпильки высвер¬
лить сверлом, диаметр ко¬
торого несколько больше
диаметра резьбы, а затем
нарезать новую резьбу боль*
шего диаметра и поставить
ступенчатую шпилькуВыфрезеровы-
ваниё кольца
металлаВыфрезеровать кольцо
металла пустотелой фрезой,
внутренний диаметр кото¬
рой на 1—2 мм больше на¬
ружного диаметра шпильки.
Наружный диаметр фрезы
брать равным очередному
диаметру резьбы. После вы-
фрезерования нарезать но¬
вую резьбу и поставить сту¬
пенчатую шпильку или пе¬
реходную резьбовую втулку
590РЕЗЬБОВЫЕ СОЕДИНЕНИЯВИДЫ РЕЗЬБВ практике машиностроения и ремонта оборудования применяют
следующие виды резьб: треугольную, трубную, прямоугольную, тра¬
пецеидальную, упорную пилообразную, круглую и модульную.Треугольная резьба бывает метрической и дюймовой.Метрическую резьбу диаметром от 1 до 600 мм согласно ГОСТу
9150-59 делят на резьбу с крупным шагом и резьбу с мелким шагом.При равных наружных диаметрах угол подъема и к. п. д. резьб
с мелкими шагами меньше угла подъема и к. п. д. резьб с крупными
шагами. Следовательно, мелкие резьбы более надежны против само-
отвинчивания по сравнению с крупной резьбой. Поэтому резьбы с круп¬
ным шагом применяют в соединениях винтами, болтами и шпильками,
не подвергающихся переменной и знакопеременной нагрузке, толчкам,
сотрясениям, вибрациям, а резьбы с мелким шагом — там, где воз¬
можно самоотвинчивание гаек, и для тонкостенных деталей.Для диаметров от 0,25 до 0,9 мм (ГОСТ 9000-59) имеются два вида
резьб: основные и ремонтные. Эти резьбы характеризуются большими
углами подъема.В основных резьбах наружный диаметр и шаг связаны зависи¬
мостью d = 4s. Ремонтные резьбы при том же шаге имеют большие
диаметры, чем основные, и вводятся на случай замены износившейся
резьбы в процессе ремонта.Дюймовую резьбу (см. ОСТ НКТП 1260) допускается применять
только на деталях импортных машин, требующих ремонта или замены.Трубная резьба может быть цилиндрической (см. ГОСТ 6357-52)
и конической (см. ГОСТ 6211-52).Коническую резьбу применяют в соединениях, находящихся под
повышенным давлением жидкостей, паров или газов, где требуется
более надежная герметичность. Нарезают ее на конической поверхности
с углом конуса 1° 47' 24", что соответствует конусности 1 16.Прямоугольная резьба имеет наименьший коэффициент трения и
наибольший к. п. д. и пригодна для изготовления грузовых и ходовых
винтов. Иногда ее применяют для ходовых винтов в тех случаях, когда
требуются особо точные перемещения. Прямоугольная резьба не стан¬
дартизована, применяется весьма редко и почти полностью вытеснена
трапецеидальной резьбой.Трапецеидальные резьбы (см. ГОСТ 9484-60) применяют для пере¬
дачи усилий и движения. Их широко используют в реверсивных пере¬
дачах.В зависимости от величины шага резьбу делят на крупную, нор¬
мальную и мелкую. Эта резьба имеет меньший коэффициент трения,
но больший к. п. д., чем треугольная резьба. При одном и том же шаге
она несколько менее прочна, чем треугольная, но прочнее прямоуголь¬
ной. Трапецеидальная резьба в выполнении технологичней прямо¬
угольной, ее можно фрезеровать и шлифовать.Упорную пилообразную резьбу применяют в грузовых винтах при
одностороннем действии усилий (винты домкратов, прессов, крюков).
В этой резьбе удачно сочетаются преимущества трапецеидальной и
прямоугольной резьб. Задний угол профиля (30°) обеспечивает доста¬
точно высокую прочность витков резьбы на срез, а рабочий угол (3°) —
малый коэффициент трения и более высокий к. п. д. Пилообразную
резьбу можно нарезать фрезерованием.Упорные резьбы не пригодны для реверсивных передач.
НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ И ПЛАШКАМИ 591Круглую резьбу применяют при работе в условиях загрязнения
(винты вагонных стяжек, водопроводная арматура, некоторые грузо¬
подъемные крюки). Она отличается высоким сроком службы и повы¬
шенным сопротивлением динамическим нагрузкам. Эта резьба пере¬
дает усилия без движения.Модульную резьбу нарезают на червяках, работающих в паре с чер¬
вячными колесами. Профиль витка червяка обычно представляет собой
трапецию с углом 30—40°. Боковые стороны профиля чаще всего пря¬
молинейные, но могут быть и криволинейными.НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ И ПЛАШКАМИМетчики (рис. 4) предназначены для нарезания резьбы в отверстиях
и состоят из рабочей части и хвостовика. Рабочая (нарезанная) часть 2
метчика непосредственно нарезает резьбу и, в свою очередь, делится на
заборную 1 и калибрующую 3 части. Заборная часть является наиболее
ответственной и выполняет основную работу резания; калибрующая
часть служит для зачистки и калибрования
резьбы и няпоявления мртчикя в поппессе пе- ——заьРис. 4. Элементы ручного метчика*1 — заборная часть; 2 — рабочая часть; 3 — калибрующая часть;4 — длина хвостовика; 5 — задняя (затылочная) поверхность калибру¬
ющей части; 6 — задняя (затылочная) поверхность заборной частиХвостовая часть 4 метчика предназначена для закрепления его
в воротке или патроне и для передачи крутящего момента.Длину заборной части метчика принимают для чернового метчика
равной 45,для среднего—2,55 и для чистового — (1,5ч-2,0) 5, где 5 —
шаг нарезаемой резьбы. Машинные метчики изготовляют с коротким
заборным конусом, равным (1,5-т-2) 5.Передние углы метчиков выбирают в зависимости от обрабатывае¬
мого материала по следующим данным: для стали мягкой у = 12-г-15е;
стали средней твердости у — 8-г-10°; стали твердой у = 5°; чугуна и
бронзы у = 0-f-5°; легких сплавов у — 25-*-30°.Плашки (рис. 5, а) предназначены для нарезания наружных резьб
(на винтах, шпильках, трубках) за один проход и подразделяются на
круглые (лерки), квадратные, тангенциальные и трубные.Круглые плашки относительно малопроизводительны и не позволяют
нарезать точные резьбы. Их широко применяют при нарезании резьбы
вручную, а также на токарно-винторезных, сверлильных, револьвер¬
ных и других станках, особенно в условиях ремонтных мастерских.ВИ1
РЕЗЬБОВЫЕ СОЕДИНЕНИЯПроцесс резания осуществляет только заборный конус 4, который
в зависимости от условий обработки выбирают в пределах 15—25°
с задним углом, равным 6—8°.Калибрующая часть плашки 5 служит для калибрования резьбы
и выполняет роль ходового винта при самозатягивании плашки в работе.Эта часть не имеет заднего угла, чем до¬
стигается лучшее ее центрирование на
заготовке и предотвращение заклинива¬
ния при свинчивании после окончания
нарезания резьбы.
Длина калибрую¬
щей части равна
3—6 шагам наре¬
заемой резьбы.Рис. 5. Плашка круглая}
а — конструктивные элементы; б — разрезание плашкн шлифовальным кру¬
гом; J — режущие перья; 2 — регулировочный паз для разрезания плашки;
3 — стружечное отверстие; 4 — заборный корпус; 5 — калибрующая часть;
6 — зацентровки для крепежных болтов; <р — угол заборного конуса; у —передний уголЧисло стружечных отверстий плашки находится в пределах 3—8;
высота плашки равна 7—8 виткам резьбы.Передний угол у принимают равным 10—12° для твердых материалов;
15—20° для материалов средней твердости и 22—50° для мягких ма¬
териалов.Новые плашки до определенной степени износа работают нераз¬
резанными по перемычке. После некоторого износа их разрезают шли¬
фовальным кругом (рис. 5, б).При нарезании резьб метчиками и плашками применяют смазочно¬
охлаждающие жидкости (табл. 21).21. Смазочно-охлаждающие жидкости,
применяемые при нарезании резьбы метчиками и плашкамиОбрабатываемый материалСмазочно-охлаждающая жидкостьМашиноподелочная и инстру¬
ментальная стальЭмульсия
Сурепное масло
Компаундированное масло
СульфофрезолЛегированные стали и стальное
литьеЭмульсия
Сурепное масло
ИЗМЕРЕНИЕ РЕЗЬБ 593Продолжение табл, 21Обрабатываемый материалСмазочно-охлаждающая жидкостьЧугун мягкийБез охлажденияЧугун твердыйСурепное масло
КеросинБронза и латуньБез охлаждения
Эмульсия
Сурепное маслоАлюминий и его сплавыБез охлажденияЭмульсияКеросинИЗМЕРЕНИЕ РЕЗЬБ И МЕРЫ УСТРАНЕНИЯ ПОГРЕШНОСТЕЙ
ПРИ ИХ НАРЕЗАНИИНаиболее удобными измерительными инструментами для проверки
резьбы являются резьбовые калибры. Наружную резьбу проверяют
кольцом, внутреннюю—пробкой. В целях точного определения погреш¬ности каждого элемента резьбы отдельно измеряют ее наружный,
внутренний и средний диаметры, а также шаг и угол профиля резьбы.Измерение диаметров резьбы. Наружный диаметр винта измеряют
обычно простым микрометром, а внутренний — резьбовым микрометром.Резьбовой микрометр (рис. 6, а) в основном имеет такую же кон¬
струкцию, как и обычный микрометр, предназначенный для измерения
диаметров валов и расстояний между плоскостями; отличие заключается
594РЕЗЬБОВЫЕ СОЕДИНЕНИЯлишь в форме измерительных наконечников. Для измерения внутрен¬
него диаметра в резьбовом микрометре используют специальные резь¬
бовые вставки 5 (рис. 6, б). Bs зависимости от шага и угла профиля
резьбы вставки изготовляют сменными.В целях уменьшения влияния погрешностей угла профиля и шага
резьбы на точность измерения среднего диаметра, резьбовые вставки
часто делают укороченными (3) или сферическими (4).Более точные результаты измерения среднего диаметра винта можно
получить методом трех проволочек (табл. 22), сущность которого сво¬
дится к следующему. Во впадины измеряемой резьбы закладывают три
калиброванные проволочки определенного диаметра параллельно одна
другой и резьбовым микрометром с плоскими вставками 5 (см. рис. 6, б)
или другим инструментом соответствующей точности измеряют размер М
(см. эскиз к табл. 22).22. Измерение среднего диаметра резьбы
методом трех проволок4Определяемые величиныФормулыСредний диаметр резьбы любого
типа (с любым углом а профиля
резьбы) в мм+ 0,5S.ctg-£-.где М — показание микрометра в мм\
d — диаметр калиброванной про¬
волоки в мм;
а — угол профиля резьбы в град\
S — шаг измеряемой резьбы ъ-ммТо же для метрической резьбы
(а = 60°) в ммdcp = М — 2>d + 0.866 SТо же для дюймовой резьбы
(а = 55°) в ммdcp = М — 3,1657rf + 0,96055Рекомендуемый диаметр про*
волок для резьбы с любым углом
профиля (диаметр проволоки, при
котором погрешность измерения
вследствие ошибки в угле а равна
нулю) в ммd= sо О2 cos у
ИЗМЕРЕНИЕ РЕЗЬБ 695Продолжение табл. 22Определяемые величиныФормулыТо же при метрической резьбеd = 0,5775То же при дюймовой и трубной
резьбеd = 0,5695То же при трапецеидальной
резьбеd = 0,5185Показание микрометра при тео¬
ретически правильном среднем диа¬
метре резьбы для метрической
резьбы d ммМ = dH + 3d — 1,51655,
где dH — наружный диаметр резьбыТо же для дюймовой и трубной
резьбыМ = dH + 3,1657d — 1,60085То же для трапецеидальной
резьбыМ = dH + 4,864d - 2,36615Примечание. Проволока должна быть стальной и иметь
точно изготовленную цилиндрическую поверхность наибольшей тех¬
нически достижимой твердости. Длина цилиндрической части про¬
волоки должна быть равной 26 мм, с одного конца проволока имеет
крючок для ее подвешивания при измерениях, чтобы устранить силь¬
ное нажатие винта и микрометра на проволочки. Другой конец про¬
волочки делается плоским, на нем указывается диаметр проволоки
и диаметры на сторонах резьб, для измерения которых проволока пред¬
назначена. Проволока должна быть круглой с точностью до 0,5 мк
и прямой с точностью до 0,5 мк на длине 6 мм. Диаметры трех при¬
меняющихся вместе проволочек не должны отличаться друг от друга
больше чем на 0,8 мк.При измерении внутреннего диаметра резьбы скобой или микро¬
метром с закругленными наконечниками инструмент располагают
по отношению к оси измеряемой резьбы не перпендикулярно, а под
углом* равным углу ее подъема (рис.-7). Показание микрометра (или
размера скобы), полученное при таком измерении, можно определить
по формуле L = "j/^ + -j- мм,где L — показание микрометра в мм;
йв — внутренний диаметр резьбы в мм;S — шаг резьбы в мм.Измерение шага и угла профиля резьбы. Шаг резьбы измеряют
шаблоном и шагомером. Резьбовые шаблоны состоят из набора сталь¬
ных пластинок, называемых в комплекте резьбомером, толщиной от 0,5 до
1 мм с зубцами разного шага, но одного угла профиля резьбы (рис. 8).
596РЕЗЬБОВЫЕ СОЕДИНЕНИЯЭти шаблоны часто комплектуют в два набора: № 1 и Jvfe 2. Первый
набор или резьбомер предназначен для измерения шага метрической
резьбы, второй — дюймовой резьбы. Накладывая шаблон на профиль
измеряемой резьбы, можно определить величину ее шага, а проверяя
на просвет между витками резьбы и зубьями шаб¬
лона — угол профиля резьбы. При правильном из¬
готовлении резьбы просвет между витками резьбы
и зубьями шаблона должен быть одинаковым илиРис. 7. Схема из*
мерения внутрен¬
него диаметра
резьбы скобой или
микрометром с за¬
кругленными на¬
конечникамисовсем отсутствовать. Проверка шага и угла профиля резьбы шабло¬
ном является простым и удобным, но при этом нельзя получить высо¬
кой точности измерения и числовой оценки погрешностей.В тех случаях, когда требуется определить шаг более точно, при¬
меняют специальные шагомеры с миниметром или инструментальные
микроскопы. Точное измерение угла профиля резьбы производят при
помощи специальных измерительных приборов.Наиболее часто встречающиеся неполадки при нарезании резьбы
и меры их устранения приведены в табл. 23.23. Неполадки при нарезании резьбы и меры их устраненияНеполадкиПричиныМеры устраненияЧрезмерное притупление
метчика или плашкиЗаточка инструментаНеудовлетворительное
качество охлаждающей
жидкостиИзменение состава жидкости
или ее сменаНедостаточ¬
ная чистота
поверхностиСлишком большая вяз¬
кость стали изделияУвеличение переднего угла
и длины заборного конуса ин¬
струмента. Специальная терми¬
ческая обработка материала (за¬
калка с высоким отпуском, нор-
медитация)Неправильная геометрия
инструментаИзменение переднего угла и
увеличение длины заборного
конуса инструментаНедостаточная чистота
режущих граней инстру¬
ментаТщательная заточка инстру¬
мента и, если требуется, до¬
водка передней грани (у мет¬
чиков)
ИЗМЕРЕНИЕ РЕЗЬБ 597Продолжение табл. 23НеполадкиПричиныМеры устраненияБрак резьбы
вследствие
провала не¬
проходного
калибраНеправильные размеры
инструментаЗамена инструмента или,
если возможно, подрегулиро¬
вание егоНесовпадение осей ин¬
струмента и изделияВыверка наладки станка или
положения инструмента при
ручном нарезанииБиение инструмента при
вращенииПроверка шпинделя на бие¬
ние и выверка крепления ин¬
струментаПлохое состояние пла¬
вающего патрона (заеда¬
ние частей патрона, пре¬
пятствующее свободному
перемещению инструмента
в боковом направлении)Проверка патрона и при не¬
обходимости его ремонтСлишком велико отвер¬
стие под резьбу или слиш¬
ком мал диаметр заго¬
товки для винтаИсправление размера отвер¬
стия или заготовки на чертежеБрак резьбы
вследствие
не про хожде¬
ния проход¬
ного калибраНеправильный размер
инструментаЗамена инструмента или его
по дре гул и рова н иеПружинение изделия
(например, при нарезании
резьбы на тонкостенных
изделиях)Изменение размеров инстру¬
мента специально для данной
работы; правка изделия после
нарезания с целью устранения
появившейся овальностиНеправильный шаг
резьбы (неправильные
приемы нарезания резьбы
вручную, слишком тугой
ход самоподачи инстру¬
мента при работе на стан¬
ке)Проверка приемов ручного
нарезания работы патрона или
шпинделя станка (затяжки под¬
шипников)Быстрый
износ режу¬
щих кромок
инструментаПлохое качество мате¬
риала инструмента, непра¬
вильная термообработка его
или прижоги инструмента
при шлифовании и заточкеСмена инструментаПлохие условия охла¬
ждения инструментаСмена жидкости, увеличение
подачи ее в минуту и правиль¬
ный подводМатериал детали слиш¬
ком твердПри невозможности замены
материала детали следует при¬
менить инструмент из более
стойкой сталиНеправильная геометрия
инструментаСмена инструмента или его
переточка
Г-98 РЕЗЬБОВЫЕ СОЕДИНЕНИЯПродолжение табл. 23НеполадкиПричиныМеры устраненияГлубина сверления глу¬
хих отверстий под резьбу
слишком мала, метчик
при нарезании может упи¬
раться в дно. Плашка при
нарезании может упирать¬
ся в заплечик изделияИзменение глубины сверле¬
ния под резьбу; наружную
резьбу не доводить вплотную
до заплечика детали или пре¬
дусмотреть достаточную ши¬
рину выходной канавкиПоломкаинструментаСлишком мал диаметр
сверления под резьбу или
слишком велик диаметр
обтачивания под резьбуВнесение изменений в чертеж
изделияУ инструмента слишком
малы канавки для струж¬
киЕсли невозможно увеличение
сечения канавок, то следует
чаще удалять инструмент из
изделия для очистки канавокЗащемление стружки
при удалении инструмента
(неправильная форма стру¬
жечных канавок инстру¬
мента, слишком большой
задний угол)Применение инструмента пра¬
вильной формыМАТЕРИАЛЫ ДЕТАЛЕЙ РЕЗЬБОВЫХ СОЕДИНЕНИЙВыбор материалов для деталей резьбовых соединений определяется
условиями нагружения в изделии и технологическими особенностями
производства. Поэтому в практике применяют широкий ассортимент
сталей, начиная с высоколегированных в тяжелонагруженных болтах,
работающих в условиях переменных и ударных нагрузок, и кончая
средне- и малоуглеродистыми сталями в деталях резьбовых соединений,
рассчитанных на небольшие рабочие напряжения. Материалы для из¬
готовления деталей резьбовых соединений приведены в табл. 24—25.Болты, винты и гайки, работающие в условиях, способствующих
появлению коррозии, подлежат покрытию металлическими или неметал¬
лическими материалами. Наиболее распространенными покрытиями
являются цинковые и кадмиевые. Толщина слоя покрытия колеблется
в пределах 5—12 мк. Нанесение такого слоя вызывает изменение сред¬
него диаметра болта или гайки на 20—100 мк, что необходимо учиты¬
вать при изготовлении резьбовых соединений, подвергаемых покры¬
тиям. В зависимости от диаметра резьбы рекомендуются следующие
толщины покрытий:Диаметр резьбы в мм • •
Толщина покрытия в мк .До 6 До 12 До 14
6 8 10
МАТЕРИАЛЫ ДЕТАЛЕЙ РЕЗЬБОВЫХ СОЕДИНЕНИЙ 59924. Материалы деталей резьбовых соединенийОбласть примененияМарка сталиТермическаяобработкаРекомен¬дуемаяВозможные
замен ителиДетали общего назначе¬
ния
То жеТяжелонагруженные
болты
Вн тыСт. 3
Ст. 4
Ст. 5
А12Ст. 2; Ст. 4;
15; 20
Ст. 3; Ст. 5;
20; 25
Ст. 4? Ст. 6;
30; 35; 40
15; 20; 35Без обработки
или цементация
для повышения
поверхностной
твердостиТо же35Ст. 5; Ст. 6;
40Винты и болты4540; 50; 4 0Г ;
Ст. 6Нормализаци;Болты, работающие при
переменных нагрузках4540; 50Закалка и вы¬
сокий отпуск,
НВ 230 — 260Ответственные болты,
работающие при перемен¬
ных нагрузках (шатунные
и т. п.)40Х35X; 45Х; 40Закалка и е;ы-
сокий отпуск,
НВ 230—260То же, но в быстроход¬
ных двигателях40 X35Х; 45ХЗакалка и от¬
пуск, HRC
40—5ПТо же30 ХН40ХН; 20ХНТо жеТо жезохнз40 X; 20ХН2То ж^Для болтов, не подвер¬
гающихся большим напря¬
жениям, но работающих
в условиях пара, воды,
химически активных средХ13Закалка и от¬
пускТо же, но при больших
напряжениях и ударных
нагрузках2X13—Закалка и от¬
пускДля резьбовых изделий,
работающих в условиях
высоких температурХбСХбСМ; ХвС—Примечания: 1. Для гаек берется тот же материал, что и
для болтов, или с несколько пониженными механическими свойствами.
Гайки, подвергающиеся частому отвинчиванию, проходят термическую
обработку и должны иметь твердость граней НВ 210—290. Твердость
концов нажимных винтов должна быть НВ 300—350.2. Болты из цветных металлов й сплавов можно изготовлять в тех
случаях, когда материал болтов должен обладать антимагнитными
свойствами или когда болты являются токопроводящими деталями.
25* Рекомендуемые марки материала, механические свойства, а также покрытия болтов, винтов и гаекМатериалПокрытиеМаркаВременное
сопротивление
в кГ /мм1Относительное
удлинение
в %Условия работыКатегорияНаименование и обозначение
по ГОСТу 9791-61Углеродистые стали (без термообработки)10308-— | Без покрытияЛегкие1Цинковое хроматированное Ц. хр
Никелевое многослойное МНСредние, жесткие и
для тропического кли¬
матаИКадмиевое хроматированное
Кд. хрХромовое многослойное МНХ
или MXСпециальныеIIIОкисное Хим. Оке
Фосфатное Хим. Фос20507——Без покрытияЛегкиеIЦинковое хроматированное Ц. хр
Никелевое многослойное МНСредние, жесткие н
для тропического кли¬
матаIIКадмиевое хромированное
Кд. хрХромовое многослойное МНХ
или MXСпециальныеIIIОкисное Хим. Оке
Фосфатное Хим. ФосРЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Продолжение табл. 25МатериалПокрытиеМаркаВременное
сопротивление
п кГ /мм2Относительное
удлинение
в %Условия работыКатегорияНаименование и обозначение
по ГОСТу 9791-61--Без покрытияЛегкиеЦинковое хромированное Ц. хрIНикелевое многослойное МН25696Средние, жесткие иIIКадмиевое, хромированное
Кд. хрматаХромовое многослойное МНХ
или MXСпециальныеIIIОкисное Хим. ОкеФосфатное Хим. ФосУглеродистые стали (после термообработки)--Без покрытияЛегкие[Цинковое хромированное Ц. хрНикелевое многослойное МН3580(ИВ 221 —285)-Средние, жесткие и
для тропического кли¬IIКадмиевое хро матированное
Кд. хрмата#Хромовое многослойное МНХ
или MXСпециальныеIIIОкисное Хим. ОкеФосфатное Хим. ФосМАТЕРИАЛЫ ДЕТАЛЕЙ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Продолжение табл. 25 gМатериалПокрытиеМаркаВременное
сопротивление
в кГ/мм2Относительное
удлинение
в %Условия работыКатегорияНаименование и обозначение
по ГОСТу 9791-61Легированные стали (после термообработки)35Х90(НВ 257 —315)121бел покрытияЛегкие1Цинковое хроматированное
Ц. хрНикелевое многослойное МНСредние, жесткие и
для тропического кли¬
матаIIКадмиевое хроматированное
Кп хрХромовое многослойное МНХ
или MXСпециальныеIIIОкисное Хим. Оке
Фосфатное Хим. ФосЗОХГСАНО(НВ 313 — 361)10ЛегкиеIЦинковое хроматированное
Ц. хр (для болтов и винтов с но¬
минальным диаметром резьбы до
9 мм)Кадмиевое хроматированное
Кд. хр (для болтов и винтов с но¬
минальным диаметром резьбы 10 мми более) 5 1 ' “Никелевое многослойное МНСредние, жесткие и
для тропического кли¬
мата11Кадмиевое хроматированное
Кд. хрХромовое многослойное МНХ
или MXСпециальныеIIIОкисное Хим. Оке
Фосфатное Хим. ФосРЕЗЬБОВ ЫЕ СОЕДИНЕНИЯ
Продолжение табл. 25МатериалПокрытиеМаркаВременное
сопротивление
в кГ /мм2Относительное
удлинение
в %Условия работыКатегорияНаименование и обозначение
по ГОСТу 9791-61Нержавеющие стали (без термообработки)2Х!344--Без покрытияЛегкие, средние,
жесткие и для тропи¬
ческого климатаI, IIПолирование всех поверхностей,
кроме резьбы, с последующим
пассивированием или травление
с последующим пассивированиемСпециальныеIIIМедное МСеребряное СрНержавеющие стали (после термообработки)2X1385{НВ 242—300)10--Без покрытияЛегкие, средние,
жесткие и для тропи¬
ческого климатаI. IIПолирование всех поверхностей,
кроме резьбы, с последующим пас¬
сивированием или травление с по¬
следующим пассивированиемСпециальныеIIIМедное МСеребряное СрМАТЕРИАЛЫ ДЕТАЛЕЙ РЕЗЬБОВЫХ СОЕДИНЕНИЙ 60а
Продолжение табл. 25 g . . . JbМатериалПокрытиеМаркаВременное
сопротивление
в кГ /мм2Относитель¬
ное удлине¬
ние в %Условия работыКатегорияНаименование и обозначение
по ГОСТу 9791-61Цветные металлы и сплавыЛС59-132——Без покрытияЛегкиеIНикелевое однослойное НСредние, жесткие и
для тропического кли¬
матаIIХромовое многослойное MX
или однослойное XСпециальные111Цинковое хроматированное
Ц. хрКадмиевое хроматированное
Кд. хрОкисное Хим. ОкеПассивирование Хим. ПасОловянное (лужение) ОСеребряное СрЛС59-1(антимагнит¬ная)32--Без покрытияСпециальныеIIIПассивирование Хим. ПасЛегкие металлы и сплавыД1Т38Легкие, средние,
жесткие и для тропи¬
ческого климата1, 11Окисное, наполненное раствором
хромпика Ан. ОКС хрПримечание. Согласно ГОСТу 1759-62 допускается применять и другие марки материалов, обеспечивающие
механические свойства не ниже указанных в таблице.РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ605сборка резьбовых соединенийСборку резьбовых соединений начинают с подготовки соприкасаю¬
щихся поверхностей соединяемых деталей. Поверхности, подлежащие
соединению, должны быть чистыми и ровными.В некоторых резьбовых соединениях необходимо плотно приго¬
нять соприкасающиеся поверхности для получения требуемой герме¬
тичности соединения. В этих случаях плоскости соединения не только
припиливают, но и пришабривают или даже притирают. Качество
пригонки плоскостей разъема должно быть таким, чтобы при затянутых
болтах не мог пройти щуп толщиной 0,05 мм.Для повышения герметичности соединения иногда плоскости
разъема непосредственно перед сборкой смазывают спиртовым лаком.
После застывания лак образует тонкую пленку, не пропускающую
масло.При сборке резьбовых соединений используют следующие стандарт-
ные элементы: болты нормальной точности с шестигранной головкой
(ГОСТ 7796-62 и 7798-62), болты нормальной точности с полукруг¬
лой головкой и квадратным подголовком (ГОСТ 7802-62), болты по¬
вышенной точности с шестигранной головкой (ГОСТ 7805-62), болты
с шестигранной уменьшенной головкой для отверстий из-под развертки
(ГОСТ 7817-62), болты повышенной точности с шестигранной умень¬
шенной головкой и направляющим подголовком (ГОСТ 7811-62),
винты с полукруглой головкой (ГОСТ 1489-62), винты с потайной
головкой (ГОСТ 1490-62), винты с цилиндрической головкой (ГОСТ
1491-62), винты с полупотайной головкой (ГОСТ 1475-62), винты
с цилиндрической головкой и шестигранным углублением под ключ
(ГОСТ 5993-62), гайки шестигранные нормальной точности (ГОСТ 5915-62
и 5916-62), гайки шестигранные повышенной точности (ГОСТ 5927-62,
5929-62 и 5931-62), гайки шестигранные прорезные и корончатые
нормальной точности (ГОСТ 5918-62 и 5919-62), гайки шестигранные
прорезные и корончатые повышенной точности (ГОСТ 5932-62 и
5933-62), гайки шестигранные высокие со сферической опорной по¬
верхностью (ГОСТ 3392-57).Перед постановкой на место каждый болт, винт, шпилька, гайка
должны быть тщательно осмотрены. Особое внимание при осмотре
должно быть обращено на качество резьбы. Если сорвана часть нитки
резьбы длиной более половины витка, то такая крепежная деталь
к сборке не допускается и должна быть заменена новой.Грани гайки и болта должны быть чистыми и правильными, без
забоин и вмятин, особенно на углах.Перед сборкой на каждый болт (шпильку) навинчивают гайку.
Гайка должна навинчиваться свободно от руки, но без качания на
болтах диаметром до 12 мм — до места посадки, на болтах диаметром
свыше 12 мм — на высоту гайки. Слишком свободная посадка гайки
недопустима, так как у такой гайки легко сорвать резьбу при оконча¬
тельной затяжке. Прогонять гайки нужно без масла.Если гайка не навинчивается на болт или шпильку, необходимо
прогнать резьбу. Сначала метчиком проходят резьбу в гайке, зажатой
в тисках. Лучше всего для этой цели применять длинный конусный
гаечный метчик. При отсутствии такого метчика используют нормаль¬
ные метчики, при этом сначала проходят резьбу вторым, а затем третьим
метчиком из комплекта. Метчики при прогонке резьбы смазывают,
чтобы не задрать резьбу. Если после прогонки резьбы гайка по-преж-
606РЕЗЬБОВЫЕ СОЕДИНЕНИЯчему не навинчивается на болт от руки, прогоняют резьбу на болте.
Для этой цели применяют ручные клуппы с круглыми или раздвижными
плашками. Прогонку резьбы на болтах также выполняют со смазкой.Для завертывания винтов должны применяться исправные и соот¬
ветствующие по размерам завертываемому винту отвертки с правильно
заточенными лезвиями.При сборке болтовых соединений сначала все гайки завинчивают
до полного соприкосновения с шайбами или поверхностью детали,
затем слегка затягивают и только в третий раз делают полную затяжку.
Затягивать сразу до конца гайку одну за другой по порядку нельзя,
так как при этом затяжка может оказаться неравномерной и повлечь
за собой перегрузку отдельных гаек, смятие резьбы и даже обрыв болта.
Гайки, расположенные по кругу, например, на фланцах, крышках
цилиндров и т. д., следует затягивать крест-накрест также в три приема.
При затягивании гаек на длинных крышках, например, на крышках
больших редукторов, крышках блоков цилиндров двигателей внутрен¬
него сгорания и т. п., затяжку гаек следует вести от середины к краям.
Затягивать гайки, начиная с крайних, нельзя, так как это может вы¬
звать искривление длинных крышек. От неравномерной затяжки гаек
в соединяемых деталях возникают большие напряжения. Тонкие детали
могут при этом покоробиться, а в деталях, изготовленных из хрупких
материалов, например из чугуна, могут даже появиться трещины.
Для равномерной затяжки всех гаек соединения необходимо, чтобы
крутящий момент при затягивании был одинаков для всех гаек.Наиболее простой способ ограничения крутящего момента при
затягивании гаек — это применение ключей с рукояткой нормальной
длины. Рекомендуемые длины рукояток ключей в зависимости от диа¬
метра болта следующие:Диаметр болта в мм
Длина ключа в мм
Диаметр болта в мм
Длина ключа в ммОднако и при одинаковой длине рукоятки ключа затяжка гаек
в групповом соединении может оказаться неодинаковой, так как сбор¬
щик может затягивать гайки с различным усилием. Поэтому при сборке
ответственных соединений следует применять предельные или тариро¬
ванные ключи, а также динамометрические ключи с указателями, по¬
казывающими величину усилия затяжки.Для предупреждения ослабления резьбового соединения при ра¬
боте машины должны применяться те или иные способы стопорения
(см. табл. 29).В тех случаях, когда болтовое соединение при работе механизма
испытывает большие боковые усилия, применяют болты, которые туго
забиваются в отверстия соединяемых деталей.68101214161810012514017021024027020222427303642200220270300330400460Сборка соединений на шпилькахТак как шпильки дают менее надежное соединение, их применение
рекомендуется только в тех случаях, когда соединение деталей болтами
по каким-либо причинам невозможно. При сборке соединения шпилька
должна быть настолько плотно завернута в тело детали, чтобы при свин¬
чивании с нее гайки, даже с тугой резьбой, она не вывинчивалась из
детали.
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ607Плотная посадка шпильки в тело детали может быть осуществлена
одним из следующих способов.1. Шпилька имеет на конце резьбы проточку, получающийся
при этом буртик, при завертывании шпильки упирается в деталь
и создает осевой натяг в витках резьбы.2. Резьба на шпильке имеет постепенный сбег. При завертывании та¬
кой шпильки в тело детали происходит смятие неполностью нарезанных
начальных витков, чем достигается надежная посадка шпильки в гнездо.3. Для ответственных соединений шпильки выполняют с гаранти¬
рованным натягом по резьбе.Для крепления по первому способу употребляют шпильки, которые
в технических документах обозначаются буквой Б (с проточкой),
по второму и третьему способам — гладкие шпильки без проточки,
обозначаемые буквой А.При креплении по первому и второму способу к виткам самой
резьбы особых требований не предъявляется. Резьба должна быть
полной и чистой и может быть проверена стандартными резьбовыми
калибрами — проходным и непроходным.При постановке шпилек по третьему способу, т. е. с гарантирован¬
ным натягом, перед сборкой должна быть тщательно проверена резьба
в гнезде и на самой шпильке. Допуски подбирают таким образом, чтобы
натяг в соединении был не меньше заданного по техническим условиям.Правильно поставленная шпилька должна не только плотно сидеть
в теле детали, но и быть строго перпендикулярной к той поверхности,
в которую она ввернута. Для правильного положения шпильки нужно
при сверлении отверстия под резьбу тщательно следить за тем, чтобы
не было перекоса сверла. Лучше всего это требование выдерживается
при сверлении по кондуктору. Глубину гнезда при сверлении нужно
брать больше длины нарезанной части шпильки, для того чтобы сбег
резьбы в гнезде не препятствовал завинчиванию шпильки.При нарезании резьбы в гнезде под шпильку нужно точно устанав¬
ливать метчик по оси отверстия, проверяя установку его по угольнику.
Нарезание глухих гнезд нужно вести осторожно, периодически вывер¬
тывая метчик и удаляя скопившуюся стружку. Смазку следует приме¬
нять обязательно соответствующую металлу нарезаемой детали. Отвер¬
стия под шпильку должны иметь длину согласно данным табл. 26, так
как при малой длине нарезки шпилька может быть вырвана из тела
детали.26. Глубина отверстия для шпильки Размеры в мм РазмеротверстияМатериал детали, в которой
нарезается резьба для
шпилькиСталь Чугун АлюминийДлина L,
нарезки
шпилькиIdдеталиОбщаяглубина L8 lf25d + 4S l,6d + 2S 2t75d + 7SсверленияПримечание, d — диаметр шпильки; 5 — шаг резьбы.
608РЕЗЬБОВЫЕ СОЕДИНЕНИЯОтверстие под шпильку должно иметь фаску, иначе выпучивание
металла при завертывании шпильки может препятствовать плотному
прилеганию соединяемых поверхностей.Способы завертывания шпилек и применяемый для этого инструмент
и приспособления указаны в табл. 27. В табл. 28 приведены основные
погрешности, встречающиеся при установке шпилек, и способы их
устранения.27. Способы завертывания и вывертывания шпилекЭскизОсобенности способов
и конструкции применяющихсяключейЗасертывание за нарезанную часть шпилькиЗавертывание шпилек при по¬
мощи двух гаек является наиболее
простым и универсальным спосо¬
бом. Этот способ применим также
и для вывертывания шпилек. Недо¬
статком данного способа является
некоторая трудность отвертыва¬
ния контргайки после завертыва-
ня или вывертывания шпилькиПри завертывании шпильки го¬
ловку ключа навертывают на
шпильку до упора. Недостатками
этого способа является невозмож¬
ность использовать ключ для вы¬
вертывания шпилек, а также труд¬
ность свертывания ключа со шпиль¬
ки после ее завертывания. Данный
способ применяют чаще всего в тех
случаях, когда угол подъема резьбы
верхнего конца шпильки больше
угла подъема резьбы нижнего кон¬
ца (при этом вывертывание ключа
не вызывает обратного выверты¬
вания шпильки)Головка ключа представляет со¬
бой гайку 2, в которую ввернут
винт /. Гайку навертывают на
шпильку до упора в торец винта.
После этого гайку 2 и вместе с ней
шпильку завертывают при помощи
гайковерта или ключа. Для свер¬
тывания головки со шпильки ослаб¬
ляют натяжку винта 1. Данный
ключ имеет те же недостатки, что
и предыдущий
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ <309Продолжение табл. ‘27ЭскизОсобенности способови конструкции применяющихсяключейКлюч состоит из гайки 1, винта 3
н штифта 2. При завертывании
шпилька упирается в винт <?. Для
свинчивания ключа со шпильки
ослабляют винт 3. Чтобы преду¬
предить возможность вывинчива¬
ния шпильки или ослабления ее
затяжки при свертывании ключа,
угол подъема резьбы винта 3 де¬
лается больше угла подъема резьбы
шпилькиПри завертывании шпилька упи¬
рается своим торцом в клин J.
Освобождают гайку 3 ключа после
завертывания шпильки путем вы¬
бивания клина (после чего гайка
свободно свертывается со шпильки).
Для предохранения выпадения кли¬
на служит предохранительный
штифт 2Ключ состоит из головки / (гай¬
ки) с нарезкой под шпильку и спи¬
ральной прорезью, стержня 3,
свободно входящего в отверстие
головки и соединяющегося с ней
при помощи штифта 2, и рукоятки 4.
При завертывании шпилька упи¬
рается своим торцом в торец стерж¬
ня 3. При повороте рукоятки в об¬
ратную сторону штифт отводит
стержень 3 от шпильки, после чего
головка ключа легко свертывается
Чтобы использовать данный ключ
для отвертывания шпилек, должно
быть изменено направление спирали
прорези (как показано на эскизе)20 Ю. С. Борисов, В. П. Сахаров 566
610РЕЗЬБОВЫЕ СОЕДИНЕНИЯПродолжение табл. 27ЭскизОсобенности способовн конструкции применяющихсяключейГоловка 2 ключа представляет
собой гайку с продольным разре¬
зом. После навинчивания на завер¬
тываемую шпильку она стягивается
хомутиком 3 при помощи винта 1.
Хомутик одновременно служит и
рычагом. Данный ключ можно ис¬
пользовать как для завертывания,
так и для отвертывания шпилекКлюч позволяет производить за¬
вертывание шпилек путем захвата
разрезной пружинящей гайкой 1
верхнего нарезанного конца шпи¬
льки. Гайка состоит из двух
половин, соединенных штифтами 2
и 3. При завертывании шпильки
рукоятка 4 захватывает крючком
один из штифтов, а на второй на¬
жимает криволинейной поверхно¬
стью, в результате чего происхо¬
дит зажим шпильки гайкойДля вывертывания шпильки ру¬
коятка должна быть перевернута,
а крючком захватывают за второй
штифт, криволинейная поверх¬
ность при этом нажимает на
первый штифтЗавср тывание за не нарезанную часть шпилькиЗавертывание и отвертывание
шпильки можно производить нор¬
мальными гаечными ключами. При
этом пользуются набором зубчатых
клиньев. При завертывании шпиль¬
ки с правой резьбой клин закла¬
дывают с левой стороны шпильки,
а при отвертывании —* с правой
стороны. При вращении ключа
клин втягивается в зев и заклини¬
вает шпильку в зеве, создавая
тем самым необходимое для завер¬
тывания или вывертывания шпиль¬
ки трениеНедостатком этого способа, как
и приведенных ниже, при которых
для захвата шпильки используют
ненарезанную часть, является по¬
явление на последней следоз в виде
отпечатка зубьев или вмятин
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ 611Продолжение табл. 27ЭскизОсобенности способови конструкции применяющихсяключейПолым корпус / ключа имеет
в нижней уширенной части головки
клиновой паз, в который входит
клин 2. При вращении ключа
против часовой стрелки клин в ре¬
зультате трения о шпильку втяги¬
вается в паз и зажимает ее, что
дает возможность вывернуть шпиль¬
ку, вращая ключ в указанном на¬
правленииКлюч, предназначенный для за¬
вертывания шпилек, имеет паз для
клина с уклоном стенок, обратным
показанному на эскизеУниверсальный ключ, рассчи¬
танный как для завертывания, так
и для отвертывания шпилек, де¬
лают с симметричной головкой,
имеющей два паза — справа и слеваКлюч состоит из полого корпу¬
са 1, в нижней части которого имеет¬
ся паз с эксцентрично закреплен¬
ным роликом 2. При вращении
ключа ролик зажимает шпильку
за ненарезанную часть. Ролик по
окружности имеет прямые зубцы.
Недостатком этого способа является
то, что ключ оставляет следы на
шпилькеКлюч может быть использован
как для завертывания, так и для
вывертывания шпилек. При завер¬
тывании шпилек ролик ставят
в положение по часовой стрелке,
при вывертывании — в положение
против часовой стрелкиГоловка ключа состоит из соеди¬
ненных болтами 4 двух дисков 2
и 5, между которыми расположен
эксцентрично закрепленный на
стержне 1 ключа ролик 3. Диски 2
и 5 имеют четыре отверстия под
шпильки разного диаметра. Завер¬
тываемая шпилька проходит через
одно из этих отверстий. При пово¬
роте ключа шпилька зажимается
роликом. Как и предыдущим, дан¬
ным ключом можно завертывать и
вывертывать шпильки
612РЕЗЬБОВЫЕ СОЕДИНЕНИЯПродолжение табл. 27ЭскизОсобенности способови конструкции применяющихсяключейУниверсальный ключ или патрон
позволяет завертывать шпильки
разных значительно отличающихся
между собой размеров. В корпусе 1
патрона помещены два стальных
закаленных клина 2 с насечкой.
При вращении клинья, переме¬
щаясь в осевом направлении, за¬
жимают шпильку. Возможность
завертывания шпилек разных диа¬
метров обеспечивается заменой
клиньев. Чтобы использовать дан¬
ный патрон для вывертывания шпи¬
лек, достаточно переставить клинья,
повернув их так, чтобы утолщенные
концы оказались с другой стороныКорпус 3 ключа имеет три паза
с расположенными в них ролика¬
ми 4. При вращении ключа ролики,
перемещаясь по спирали пазов
корпуса 3, зажимают шпильку.
Винт / и контргайка 2 служат для
установки ключа таким образом,
чтобы ролики не могли попасть на
резьбуПо сравнению с предыдущими
данный ключ имеет тот недостаток,
что не может быть одновременно
использован для завертывания и
отвертывания шпилек (для этого
требуется корпус с другим направ¬
лением спирали пазов)28. Основные погрешности установки шпилек
и способы их устраненияПогрешность
установки шпилекСпособ устраненияШпилька в гнезде переко¬
шена и установлена неперпен¬
дикуляр но к плоскости де¬
талиВывинтить шпильку и исправить гнездо.Выпрямлять шпильку нельзя, так как
выпрямленная шпилька может лопнуть
как во время затягивания, так и во время
работыЕсли перекос невелик, то резьбу в от¬
верстии можно нарезать заново. При боль¬
шом перекосе нужно нарезать новую
резьбу диаметром, большим на 2 — 3 мм,
просверлив предварительно по кондуктору
отверстие под резьбу. Шпильку делают
специальной — с нормальным диаметром
резьбы на верхнем конце и с увеличен¬
ным — на посадочном
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ G13Продсъ жение табл. 28Погрешность
установки шпилекСпособы устраненияШпилька недовернута, вы¬
ступающая часть ее длиннее,
чем это требуется, но шпиль¬
ка дальше не ввертываетсяНужно вывернуть шпильку, исправить
резьбу ме'гчиком и, если этого недоста¬
точно, поставить другую шпильку с мень¬
шим средним диаметром резьбыШпилька сидит слишком
глубокоНужно вывернуть шпильку, прочистить
резьбу в гнезде метчиком и поставить
новую шпильку, подобрав ее полнее первой
по диаметру на несколько сотых милли¬
метраСвободная часть шшЯкьки
короткаяШпильку необходимо заменить новой
Вывертывать такую шпильку на не¬
сколько витков для получения нужной
высоты или совпадения прорези в гайке
с отверстием для шплинта нельзя, так как
этим ослабляется посадка шпилькиШпилька сидит недостаточ¬
но плотно и при отвертыва¬
нии гайки вывертывается из
гнезда, а иногда даже пока¬
чивается от рукиНужно поставить шпильку, более пол¬
ную по диаметруШпилька имеет нечистую
или сорванную резьбуРезьбу шпильки нужно исправить плаш¬
кой или зачистить поврежденные места
резьбы надфилемЕсли поврежденные места в сумме пре¬
вышают половину витка, шпильку нужно
заменитьРезьба под шпильку сильно
испорчена и невозможно ее
исправить (сорвана резьба в
гнезде)Отверстие в детали под шпильку вновь
нарезают метчиком большего диаметра.
При этом новую шпильку делают ступен¬
чатой, т. е. один конец ее делают диаме¬
тром больше нормального и нарезают
резьбу, соответствующую новой резьбе
в детали, а верхний конец — диаметр и
резьбу — делают соответствующими но¬
вым размерамСрыв резьбы только в ее
началеЕсли позволяет толщина детали, наре¬
зать резьбу глубже и тем самым избежать
установки ступенчатой шпильки, изгото¬
вив и поставив более длинную шпилькуПри завертывании шпилька
сломаласьНужно удалитьоставшуюся часть шпиль¬
ки из гнезда, пройти нарезку метчиком
и поставить новую шпильку
614РЕЗЬБОВЫЕ СОЕДИНЕНИЯФиксация соединяемых деталей
и способы стопорения резьбовых соединенийПри сборке резьбовых соединений для фиксации соединяемых
деталей широко применяют конические и цилиндрические штифты.
При сборке соединений на призонных болтах или болтах для отверстий
из-под развертки контрольные штифты можно не ставить, так как
такие болты одновременно скрепляют и фиксируют соединяемые детали.Отверстия под контрольные штифты сверлят после того, как соби¬
раемые детали выверены одна относительно другой и закреплены.
Штифтов в соединении ставят не менее двух; их следует располагатьи) к)Рис. 9. Способы разгрузки болтов и винтовв самых удаленных один от другого местах соединения. При соедине¬
нии деталей прямоугольной формы рекомендуется ставить контроль¬
ные штифты по диагонали.Отверстия под контрольные штифты сверлят одновременно сквозь
все соединяемые детали. При сверлении оставляют припуск на развер¬
тывание, величина которого зависит от типа штифта. Под цилиндри¬
ческий штифт оставляют небольшой припуск, который затем снимают
комплектом цилиндрических разверток. Под конический штифт диаметр
сверла подбирают по меньшему диаметру штифта. Просверленное от¬
верстие затем развертывают комплектом конических разверток, как
при постановке призонных болтов.Сверление под цилиндрический штифт проверяют контрольной дву¬
сторонней пробкой, а под конический — конической пробкой или самим
штифтом с проверкой «на карандаш». Если отверстие сквозное, то тон¬
кий конец штифта для облегчения разборки соединения должен высту¬
пать из нижней детали.После подготовки отверстий штифты заколачивают на место ударами
мягкого молотка или обычным стальным молотком через мягкую под¬
кладку.Все гайки, входящие в резьбовое соединение, должны быть завин¬
чены до отказа, причем затяжка их должна быть равномерной, и засто¬
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ615порены — затянуты контргайки, у подкладных шайб отогнуты выступы,
вставлены шплинты и разогнуты их концы и т. д. Конец болта или
шпильки должен выступать над гайкой не менее чем на два шага резьбы.
Болты, концы которых не выступают из гаек, подлежат замене.Шпильки должны плотно сидеть своим посадочным концом в теле
основной детали и быть строго перпендикулярными к плоскости разъема.
Резьба на выступающем конце шпильки должна быть чистой и полной.
Если поврежденные места на резьбе составляют более половины витка,
шпильку необходимо заменить.Зазор между соединяемыми деталями после затяжки всех гаек дол¬
жен быть со всех сторон одинаковым. Одна и та же пластинка щупа
не должна проходить между соединяемыми деталями в любом месте
соединения. Толщина щупа указывается в технических условиях на
сборку соединения. Перед затяжкой болтов фиксирующие штифты
должны быть забиты на месте, а у разводных конических штифтов
концы должны быть разведены.Головки, болты и гайки своими опорными плоскостями должны
плотно соприкасаться с соединяемыми деталями. Под гайками и голов¬
ками не должно быть зазоров, вызывающих эксцентричное нагружение
болтов и, следовательно, их изгиб.Разгрузку болтов и винтов от изгибающих и срезывающих усилий
можно осуществлять при помощи выступов на соединяемых деталях
(рис. 9, а, б, в), призматических (рис. 9, г) и круглых (рис. 9, д) шпонок,
втулок (рис. 9, е, ж, з) и штифтов (рис. 9, и, к).Способы стопорения резьбовых соединений и их особенности приве¬
дены в табл. 29 [143].29. Стопорение резьбовых соединенийСтопорение контргайками1 — упругой компенсаторной; 2 — упругой штампованной; «3 — раз¬
резной упругой конической; 4 — с промежуточной шайбой и штифтом;
5 —■ с торцовой скобой; 6 — с вспомогательной деформируемой шайбой;
7 — с вспомогательным штифтом
616РЕЗЬБОВЫЕ СОЕДИНЕН И ЯПродолжение табл. 29Стопорение винтами-М-р-хГ//Ж1IШ8, 9 — винтом, ввинченным в гайку; 10 — распорным болтом; 11 —
винтом с противоположным направлением резьбы; 12 — разрезной пробки
распирающим ее стопорным винтом; 13 — разрезной гайки стягивающим
стопорным винтом; 14 — гай кой-клеммой и вспомогательной пластинкой;
15 — торцовой скобой; 16 — пластинкой-шпонкой; 17, 18 — фигурной
стопорной пластинкой
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ <517Продолжение табл. 29Стопорение при помощи вспомогательных дет19 — картерной шпильки фигурным зубчатым кольцом; 20 — пробки
под шпильку фигурным зубчатым кольцомФиксация проволокой, проволочными штифтами и шплинтами21, 22 — проволокой; 23 — деформируемым штифтом; 24, 25 —
пружинным кольцом; 26 — стопорной пружиной; 27, 28 — разводным
шплинтом
618РЕЗЬБОВЫЕ СОЕДИНЕНИЯПродолжение табл. 29Стопорение клиньями и коническими штифтам29 — коническим разрезным штифтом; 30, 31 — клином; 32, 33 — разрез¬
ным конусом; 34 — болтом с коническим хвостовиком; 35 — конической
головкойСтопорение сваркой, кернением, расчеканкой, расклепыванием, накаткой36, 37 — сваркой; 38, 39 — кернением; 40 — при помощи витков с на¬
каткой; 41 — расклепыванием бронзового, свинцового цилиндрика; 42 —
пружиной; 43 — расклепыванием конца болта; 44 — накаткой конусной
части винта
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ 619Продолжение табл. 2945 — пружинной защелкой; 46 — пружинной торцовой защелкой;
47 — фигурной проволочной пружиной; 48 — спиральной пружиной49 — с двумя лапками; 50 — с фигурными прорезями; 51 — с тремя вы¬
ступами; 52 — круглой шайбой и штифтом; 53 — с выступами
G20РЕЗЬБОВЫЕ СОЕДИНЕНИЯПродолжение табл. 2954, 55 — с выступами; 56 — двумя шайбами; 57, 58 — пружинной;
59 — упругой витой; 60 — упругой кольцевой; 61 — фасонными с ото¬
гнутыми зубцами; 62 — коническими фасонными
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ 621Продолжение тлбл. 29Самос топорящиеся конструкции63, 64 — штампованная упругая гайка; 65 — штампованная гайка-
хомутик для крепления труб; 66 — двухкрыльчатая гайка; 67— разрезной
болт; 68 — разрезной вннт; 69 — упругая гайкаФиксирование болтов на базе70 — при помощи упора срезанной части головки болта о выступ базы;
71 — выступом под головкой в паз базы; 72 — штифтом; 73 — фигурным
усиком
Глава 23ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИСМАЗКА ЗУБЧАТЫХ ПЕРЕДАЧДля смазки закрытых зубчатых передач применяют масла, вязкость
которых указана в табл. 1.1. Вязкость масел, применяющихся для смазки
закрытых зубчатых передачМарка маслаВязкость в пределахкинематическая
в сстусловная, соответствующая
кинематической, в градпри 50°|при 100°£50ЕюоТрансмиссионное автомо¬бильное—20,5-—3,0—4,532,4Турбинное 22 (Л)20 — 23_2,95 — 3,31—Турбинное 30 (УТ) . . .28 — 32—3,95—4,45—Турбинное 57 (турборе-дукторное) 55 — 59—7,5-8—Индустриальное 30 (ма¬шинное Л) 27 — 33—3,81—4,59—Индустриальное 45 (ма¬шинное С) 38 — 52—5,24 — 7,07—Цилиндровое 52 (Вапор)—44-59—аэ01ООоЦилиндровое 38 (цилин¬дровое 6) . . —32-44—оСО1LOЦилиндровое 11 (ци¬линдровое 2) —9-13—1,76 — 2,15Цилиндровое 24 (Виско¬зин) ... .20 — 28—2,95 — 3,95Полугудрон“18—25~В табл. 2 приведены рекомендуемые значения вязкости масла в гра¬
дусах Энглера при 50° ) и при 100° (Е^оо) для зубчатых колес,
выполненных из разных материалов и работающих при различны
окружных скоростях.Для уменьшения возможности заедания и понижения коэффициента
трения на зубьях рекомендуется повышать вязкость масла в 1,5 раза
по сравнению с данными табл. 2, если потери на разбрызгивание и раз¬
мешивание масла при этом не слишком велики.В качестве смазки, уменьшающей возможность заедания, приме¬
няется минеральное масло с добавлением свинцового мыла, олеиновой
или нафтеновой кислоты в количестве от 3 до 15%.
РЕМОНТ ЗУБЧАТЫХ ПЕРЕДАЧ 623О £ О2. Рекомендуемые значения вязкости масел E^q I Ejqq
для зубчатых колесМатериалв к Г /мм2Вязкость при окружной скорости
колеса в м/сек<0,50,5—11-2,52,5—55—12,5Пластмасса,чугун,бронза-24 (3)16 (2)1186Сталь45—100
100—125
125—150
и все цемен¬
тованные или
закаленные с
поверхности36 (4 5)
36 (4,5)
60 (7)24 (3)
36 (4,5)
36 (4,5)16 (2)
24 (3)
36 (4,5)1116 (2)
24 (3)8
11
6 (2)РЕМОНТ ЗУБЧАТЫХ ПЕРЕДАЧКак правило, зубчатые колеса с изношенными и поломанными
зубьями не ремонтируют, а заменяют, причем заменяют одновременно
сба колеса, входящие в данное зацепление. Однако, когда в зацеплении
большое колесо во много раз превышает размер малого, своевременная
замена последнего предохранит от износа большое колесо. В этом слу¬
чае следует учитывать износ зубьев незаменяемого колеса и изготовлять
сопряженное колесо с толщиной зуба, несколько большей, чем по чер¬
тежу, с целью сохранения в зацеплении нормального бокового зазора.Ремонтировать зубчатые колеса можно наплавкой изношенных
зубьев, установкой зубчатых секций и ввертышей. Эти способы ре¬
монта следует применять лишь в качестве временной меры, в частности,
для зубчатых колес тихоходных неответственных передач, у которых
сломаны один или несколько зубьев, а также в тех случаях, когда другой
способ ремонта неосуществим.При использовании ввертышей на месте сломанного зуба на плот¬
ной резьбе устанавливают штифты (рис. 1, а), располагая их рядом
один с другим по длине зуба. Штифты запиливают по профилю или
обрабатывают на фрезерном станке. Иногда на штифты перед их обра¬
боткой по профилю наплавляют слой металла.Зубчатые колеса неответственных передач с модулем до 3 мм, ра¬
ботающие при небольшой окружной скорости, ремонтируют при помощи
вставных зубчатых секций. Поломанные или изношенные зубья устра¬
няют на строгальном или фрезерном станке. Одновременно на ободе
выполняют паз в форме «ласточкина хвоста» (рис. 1, б). Для большей
прочности вставка должна быть тщательно пригнана к пазу.Посадка вставок должна быть плотная или напряженная, а закреп¬
ление — при помощи винтов (рис. 1, в) или сварки (рис. 1, г).Зубчатые секции вырезают из специально изготовленного зубчатого
венца или же поломанных зубчатых колес тех же размеров, что и ре¬
монтируемые. Нельзя вырезать секции из изношенных зубчатых колес,
а также изготовлять их вручную или строганием.Зубчатые секторы с изношенными и поломанными зубьями восста¬
навливают теми же способами, что и зубчатые колеса. Наиболее распро¬
странен ремонт зубчатых секторов при помощи постановки новых венцов.
624ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИЗубчатые колеса сложной формы при износе большого числа зубьев
ремонтируют напрессовкой венца. Для этого зубья срезают по всей
окружности и вместо них напрессовывают венец, на котором нарезают
зубья. Венец можно насаживать на обточенный обод зубчатого колеса
холодным и горячим способом. Последний способ более надежен. Наса¬
женный венец иногда закрепляют с торца шурупами или приваривают
его.Чаще всего применяют посадку венца для восстановления блока
зубчатых колес,когда изнашиваются или ломаются зубья наиболее на¬
груженных венцов при удовлетворительном состоянии остальных венцов.Рис. 1. Способы регцрнта зубчатых колес со сломанными зубьямиПри необходимости обтачивания под венец термически обработанных
колес предварительно производят их отжиг. Наиболее целесообразно
для этого применять нагрев т. в. ч., при котором можно проводить
отжиг только той части колеса, которая подлежит замене, не нарушая
структуры металла других венцов. Зубья насаживаемого венца следует
подвергать термической обработке, также используя нагрев т. в. ч.Зубчатую передачу, колеса которой имеют износ зубьев с одной сторо¬
ны, можно отремонтировать путем соответствующей перестановки колес,Крупные зубчатые колеса целесообразно ремонтировать, обрабаты¬
вая зубья изношенного колеса до выведения износа и изготовляя со¬
пряженное колесо увеличенных размеров.При этом способе уменьшают диаметр выступов ре*монтируемого ко¬
леса и от этой базы обрабатывают зубья. В результате обработки полу¬
чают корригированное колесо, имеющее отрицательный коэффициент
коррекции g. Сопряженное колесо изготовляют с тем же коэффициентом
коррекции, но противоположного знака. Если | = 0,8-f-l и кинемати¬
ческая схема механизма допускает небольшое изменение передаточного
числа, на сопряженном колесе можно увеличить число зубьев на один.Изготовление при ремонте зубчатых колес увеличенных или умень¬
шенных размеров производят и в случаях, когда в результате износа
изменяется межцентровое расстояние в передаче.Определение основных размеров зубьев при ремонте прямозубой
зубчатой передачи путем обработки зубьев большого колеса до выве¬
дения износа и изготовления нового малого колеса можно произво¬
дить следующим образом.
РЕМОНТ ЗУБЧАТЫХ ПЕРЕДАЧ62 у1. Уменьшение толщины зуба в результате износа С определяют
путем сопоставления нормальной расчетной толщины зуба с замеренным
зубомером значением.2. Размер обточки венца дг получают по формуле 2л' ^(а() — угол зацепления) 1.3. Производят корригирование зубчатого зацепления при нормаль¬
ном (расчетном) межцентровом расстоянии. Коэффициент коррекции
профиля зубьев допускается равным до 0,5 т. Меньшему колесу за¬
цепления производится положительная коррекция, а большему — отри¬
цательная.4. Толщину зуба малого колеса для зубомера S1 определяют по
формуле = 5 + С (S — нормальная расчетная толщина зуба мень¬
шего колеса).5. Высоту головки зуба меньшего колеса hx находят по формуле
hx = fi ..и х (h— нормальная расчетная высота головки зуба).6. Толщину зуба большого колеса для зубомера S2 определяют по
формуле S2= S — С (S — нормальная расчетная толщина зуба боль¬
шого колеса).7. Высоту головки зуба большого колеса А2 получают по формуле
Л 2 = h — х.Ремонт зубчатых колес газовой или электродуговой наплавкой рабо¬
чих поверхностей зубьев применяют для зубчатых колес невысокой точ¬
ности и большого модуля (свыше 15—20 мм), работающих в открытых
и полуоткрытых передачах. Этот способ следует использовать только
при невозможности восстановления другим способом, так как даже при
самом тщательном выполнении процесса наплавленная поверхность
плохо сопротивляется контактным нагружениям. Не рекомендуется
наплавлять зубья колес, изготовленных из легированных сталей.Хорошие результаты дает наплавка зубьев ацетилено-кислородным
пламенем с применением присадочного металла того же состава, что и
ремонтируемое зубчатое колесо. Во избежание коробления колесо при
наплавке обычно погружают в ванну с водой. При этом, чтобы защитить
наплавляемую поверхность зубьев от брызг воды, колесо закрывают
листом асбеста, которое имеет окно, оставляющее открытыми 8—
10 зубьер. При наплавке 6—7 зубьев колесо поворачивают и наплав¬
ляют следующие 6—7 зубьев. После наплавки зубья обрабатывают на
станках.При обработке наплавленных зубьев базой должны служить поверх¬
ности зубчатого колеса, не подвергающиеся восстановлению, например
отверстие в ступице ко teca.Зубчатые колеса, имеющие большой шаг, можно наплавлять сормай-
том и сталинитом, что повышает их износоустойчивость. Наплавку
износостойкими сплавами применяют при восстановлении зубчатых
колес, зубья которых имеют только естественный износ, без признаков
аварийного разрушения. Производить наплавку твердыми сплавами
отдельных зубьев нецелесообразно, так как неодинаковая твердость
рабочей поверхности зубьев колеса может вызвать форсированный и не¬
равномерный износ зубьев сопряженного колеса.1 При определении пеличины проточки зубчатого колеса необходимо учиты¬
вать ослабление обода в результате углубления впадин зубьев. Остающаяся
толщина обода должна быть не менее 1,0 т при изготовлении колеса из литой
стали и 1,2 т при изготовлении из чугуна СЧ 21-40.
626ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИРис. 2. Схема наплавки из¬
ношенных зубьев сталинитомНаплавку зубьев сталинитом производят следующим образом.
Поверхность детали очищают от грязи, обрубают наплывы и заусенцы.
Изготовляют два шаблона (на 2—3 зуба), один из которых делают на
2,5—3 мм меньше номинальных размеров зубьев по чертежу, а другой —
на 1 —1,2 мм больше.В случае значительного износа первый слой наплавляют металли¬
ческим электродом такого же состава, что и основной металл колеса.
При неравномерном износе зубьев ро торцу или профилю вначале про¬
изводят выравнивание профиля наплавкой металлическим электродом,
после чего наплавляют слой на всю изношенную поверхность зуба.Перед наплавкой слоя металла вдоль
вершины зуба (рис. 2) наплавляют валик
/, который подбивают в горячем состоянии
легкими ударами молотка заподлицо с из¬
ношенной частью зуба. Валик и прилега¬
ющую к нему поверхность зачищают от
шлака и брызг, после чего производят на¬
плавку металлическим электродом всей
остальной изношенной поверхности зуба.
Наплавленный слой 2 тщательно очищают
от шлака и окалины; далее наплавляют
металлическим электродом второй валик
и также подбивают в горячем состоянии
легкими ударами молотка. Таким образом
проводят наплавку всех зубьев колеса
металлическим электродом, затем, возвра¬
щаясь к первому зубу, очищают его и насыпают слой шихты стали¬
нита. Шихту разравнивают, уплотняют и расплавляют электрической
дугой с металлическим электродом, в результате чего создается слой
наплавки 3, состоящий из стали и сталинита. После наплавки такого
комбинированного слоя на все зубья колеса очищают поверхность
зубьев и измеряют их первым шаблоном; величина зазора между
наплавленной поверхностью и шаблоном должна составлять 0,5—1 мм.
Если зазор окажется больше, наплавку комбинированного слоя сле¬
дует повторить. Далее на зачищенную поверхность комбинирован¬
ного слоя насыпают сталинит, который после разравнивания и
уплотнения расплавляют электрической дугой угольным электро¬
дом. Сталинит наплавляется на всю поверхность зуба. После на¬
плавки слоя сталинита 4 производят измерение вторым шаблоном,
определяя необходимую толщину наплавки второго слоя сталинита
(0,5 мм) с учетом припуска на механическую обработку.При наплавке второго слоя сталинита электродуговым пламенем
с угольным электродом электрод необходимо доводить до зуба, доби¬
ваясь равномерного покрытия. В такой же последовательности наплав¬
ляют остальные зубья колеса.По окончании наплавки производят измерение зуба, и при обнаруже¬
нии зазора между шаблоном и зубом свыше 0,6 мм дополнительно на¬
плавляют тонкий слой для устранения дефекта.После наплавки наплавленные зубья обрабатывают алундовыми
или карборундовыми кругами зернистостью № 32, 40, 50.Ручная наплавка зубьев с последующим шлифованием вручную
является крайне трудоемкой работой, требующей высокой квалифика¬
ции рабочего и не обеспечивающей достаточной точности. Поэтому этот
способ следует применять лишь в исключительных случаях.
КОРРИГИРОВАНИЕ ЗУБЧАТЫХ ЗАЦЕПЛЕНИЙ 627Более целесообразно восстановление крупных и сложных в изго¬
товлении стальных литых зубчатых колес проводить стачиванием изно¬
шенных зубьев на токарном или карусельном станке, автоматической
наплавкой под слоем флюса по наружной поверхности на полную вы¬
соту зубьев, обработкой наплавленного слоя на токарном или карусель¬
ном станке и нарезанием зубьев на зуборезном станке.Сломанные зубья колес средних и больших модулей можно наплав¬
лять по медному шаблону, имеющему форму впадин колеса. Вследствие
высокой теплопроводности меди металл к шаблону не приваривается.
Поэтому после наплавки шаблон легко вынимается.Наплавку нужно вести обязательно качественным (толстообма-
занными) электродами марки не ниже Э-42. После наплавки желателен
отжиг.Зубья колес, изношенные по торцу, восстанавливают наплавкой
твердого сплава сормайт нейтральным ацетилено-кислородным пламе¬
нем, с небольшим избытком ацетилена. После наплавки зубья обра¬
батывают по шаблону абразивными кругами зернистостью N° 40, 50,КОРРИГИРОВАНИЕ (ИСПРАВЛЕНИЕ) ЗУБЧАТЫХ ЗАЦЕПЛЕНИЙКорригирование можно применять при ремонте зубчатых пар с боль¬
шим передаточным отношением, когда замена большого колеса связана
со значительными расходами. В этом случае большое зубчатое колесо
ремонтируют путем обтачивания поверху зубчатого венца и прореза¬
ния, т. е. углубления оставшихся впадин на зуборезном станке, работаю¬
щем методом обкатки. Сопряженное малое колесо делают заново увели¬
ченного диаметра и с утолщенными зубьями.Корригирование применяют также при замене нестандартного мо¬
дуля стандартным, когда требуется изготовить зубчатую пару для за¬
данного ненормального межцентрового расстояния.Из существующих способов корригирования зубчатых колес для
ремонтных служб наибольший практический интерес представляют
способы, при которых можно использовать нормальный режущий
инструмент (червячные фрезы, долбяки, резцы) при нарезании методом
обкатки. Такими являются высотный и угловой способы, корригирова¬
ние при которых осуществляется путем смещения исходного контура
зубчатой рейки инструмента при нарезании колеса относительно того
положения, которое он занимает в случае нарезания нормального,
т. е. некорригированного колеса.При обоих способах корригирования у зубчатых колес изменяются
диаметры окружностей выступов и впадин, а также толщины зубьев
по их делительным окружностям.Смещение исходного контура зубчатой рейки может производиться
как от оси вращения зубчатого колеса (положительное смещение), так
и в обратную сторону (отрицательное смещение). При положительном
смещении диаметр окружности выступов заготовки зубчатого колеса
увеличивается на величину смещения, а при отрицательном — умень¬
шается на ту же величину. Диаметр делительной окружности является
величиной расчетной и сохраняет свое постоянное значение d0 — mz
независимо от изменения диаметров окружности выступов и впадин.
При изменении диаметров окружностей выступов и впадин в сопряжен¬
ной зубчатой паре меняются соотношения высот головок и ножек зубьев,
получающихся в процессе зубонарезания, вследствие смещения исход¬
ного контура инструмента.
628ЗУБЧАТЫЕ И ЧЕРВ Я ЧН ЫЕ ПЕРЕДАЧИсборка зубчатых передач при ремонтеПригонка вкладышей в корпусе передачи является первой опера¬
цией при сборке ремонтируемой зубчатой передачи с разъемными под¬
шипниками скольжения. Наружные поверхности вкладышей должны
быть обработаны по посадочным местам с небольшим (не более 0,05 мм)
припуском на шабрение. После пригонки между вкладышем и его гнез¬
дом в корпусе зазор не должен превышать 0,02 мм. Зазор между запле¬
чиками вкладышей и корпусом обычно составляет 0,05 мм.Шабрение поверхностей скольжения вкладышей производят после
их установки в корпус. При шабрении должна соблюдаться правиль¬
ность межцентрового расстояния и не допускаться непараллелыюсть
и перекос осей. Проверку положения осей производят при помощи
штихмасса и уровня. Параллельность валов открытых передач при боль¬
шом расстоянии между осями проверяют также струной и рейсмусом.
Непараллельность и перекос осей валов в значительной степени отра¬
жаются на прилегании зубьев. Для определения угла «неприлегания»
зубьев угол непараллельности умножают на sin as, а угол перекоса —
на cos as (as — угол зацепления). При as = 20° перекос осей будет
cos 20°сказываться в — — 2,75 раза сильнее, чем непараллельность.Ориентировочные величины предельных значений непараллельности
и перекоса осей для закрытых и открытых передач приведены в табл. 3.3. Ориентировочные величины непараллельности
и перекоса осей зубчатых передачПредельные значения в ммТип передачиenapajпеоекоса
‘ bЗакрытия пере;До 0,3До 0,25Открытая передача при
до 6 ммДо 1,0До 0,8о до 14До 0,814 до 10 ммДо 0,6До 0,5У вкладышей, залитых баббитом, припуск на шабрение оставляют
при их растачивании для валов диаметром менее 200 лш из расчета 1 мк
на 1 мм диаметра вала и для валов более 200 мм — 0,75 мк на 1 мм диа¬
метра вала. Для облегчения пригонки вкладыши рекомендуется предва¬
рительно пришабривать по валу (без установки их в корпус).Шабрение вкладышей рекомендуется вести по фальшвалам, диаметры
которых должны быть больше диаметров шеек валов на величину за¬
зора в подшипниках. Поверхности фалынвалов должны быть шлифован¬
ными и полированными.В тех случаях, когда шабрение вкладышей проводят по рабочим
валам, а не по фальшвалам, их растачивают с меньшим зазором, чем
СБОРКА ЗУБЧАТЫХ ПЕРЕДАЧ ПРИ РЕМОНТЕ 629это требуется, равным примерно половине рабочего зазора. Рабочую
половину вкладыша пришабривают по валу так, чтобы величина зазора
между валом и ненагруженной половиной вкладыша достигла нормаль¬
ной величины, а вал прилегал к нагруженной половине вкладыша на
дуге 50—70°.У реверсивных передач шабрят обе половины вкладыша.При шабрении вкладышей следует также проверять положение вала
относительно плоскости разъема. Такая проверка может производиться
или при помощи специальной скобы (рис. 3) или рейсмуса.Размер определяют из формулы b = — + Ad (Ad = О.Б-г-О^ мм).Разница в положениях концов вала
не должна быть более 0,03 мм.По окончании пригонки вклады¬
шей первого вала переходят к пригон¬
ке вкладышей второго вала. Пригонку
начинают с обработки кромок вклады¬
шей, считая первой кромку, прилега- / / ^\ющую к первому узлу. Как только 7////)/
вал сядет на низ вкладышей, прове-
ряют его положение относительно пер¬
вого вала, имея в виду, что при даль¬
нейшем пришабривании вкладышей
возможен разворот второго вала на
вкладышах для обеспечения требуе¬
мого контакта зубьев.Проверка качества сборки зубчатой передачи. Основной проверкой
для определения правильности сборки зубчатой передачи является
проверка контакта зубьев. Для этого боковые поверхности зубьев пер¬
вого зубчатого колеса покрывают тонким слоем краски (берлинская
лазурь, типографская краска), после чего зубчатую пару проворачи¬
вают от колеса, смазанного краской. О правильности сцепления судят
по форме и размеру пятен краски, перенесенной на боковые поверх¬
ности зубьев второго колеса. Точные зубчатые передачи проверяют по
металлическому блеску, получающемуся в результате провертывания
передачи на боковых поверхностях зубьев в местах их соприкосновения.Нормально собранная цилиндрическая передача характеризуется
величинами пятна касания, приведенными в табл. 4.При правильном прилегании отпечатки следов зацепления на зубьях
имеют вид ровной полосы вдоль рабочей плоскости зубьев с обеих их
сторон.Бочкообразная форма зуба с выпуклостью 0,01—0,02 мм обеспечи¬
вает бесшумность передачи. В крупных передачах такую форму зубу4. Величины пятен касания зубьев в правильно собранной цилиндрической
передаче (в % от величины элементов в измеряемом направлении)Рис. 3. Скоба для контроля по¬
ложения вала относительно пло¬
скости разъемаНаправление
измерения зубаСтепениточности789По дл и не
По высоте65605060Отдельные пятна
» »
630ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИпридают шабрением. При этом пятно касания зубьев имеет форму рас¬
тянутого овала по средней рабочей поверхности зуба.Для нормальной работы зубчатой передачи должны быть обеспе¬
чены необходимые радиальный а (рис. 4) и боковой б зазоры. При вы¬
боре величины боковых зазоров должны учитываться возможные тем¬
пературные расширения деталей при работе. Боковой зазор в зубьях
должен быть достаточным для того, чтобы во время работы не моглопроизойти заклинивания. Если в зубча¬
том зацеплении при эксплуатации обеспе¬
чивается постоянство упругого контакта,
величина бокового зазора принципиально
не требует ограничения и может быть
весьма большой. Ее необходимо ограни¬
чивать и устанавливать минимальной при
большой неравномерности передаваемого
крутящего момента и особенно при воз¬
никновении крутильных колебаний, а так¬
же в реверсивных передачах.Радиальный зазор в зубчатой передаче
измеряют щупом, калиброванной прово¬
локой или свинцовой полоской. Калиб¬
рованную проволоку или свинцовую полоску пропускают между
зубьями колес, а затем замеряют микрометром или штангенциркулем.Боковой зазор измеряют щупом или путем прокатывания между
зубьями свинцовых проволок (трех, четырех), уложенных по длине
зуба, а также проверкой его наличия в зацеплении при одном затормо¬
женном зубчатом колесе.Рис. 4. Зазоры в зубчатом
зацеплении:
а—радиальный; б—боковойОсь милого колесаОсь колесОсь большого колеса
а)вРис. 5. Распределение отпечатков свинцовой проволоки
у торцов зубаПроверка бокового зазора прокаткой свинцовых проволок является
наиболее распространенной. Для этого на большее из сцепляющихся
колес при помощи технического вазелина, солидола или воска приклеи¬
вают в нескольких сечениях свинцовую проволоку. Чтобы избежать
разрыва, проволока должна укладываться таким образом, чтобы она
огибала каждый зуб. Обычно берут проволоку диаметром, равным
(0,15-^0,20)-т. Для получения оттисков плавно поворачивают колеса
в том направлении, в котором они нормально вращаются в передаче.
Вращение колес должно быть равномерным. Рывки или остановки колес
при прокатывании проволоки вызывают искажение оттисков. Прока¬
танная проволока состоит из отдельных расплющенных участков, сое-
СМАЗКА ЧЕРВЯЧНЫХ ПЕРЕДАЧ631диненных между собой участками проволоки, находившимися в радиаль¬
ных зазорах между зубьями. При этом толщина оттисков на проволоке
будет чередоваться: на рабочей стороне зуба (по направлению поворота)
она будет меньше, на нерабочей — больше. Сумма толщин оттисков на
одной и той же проволоке на рабочей и нерабочей стороне зуба представ¬
ляет собой боковой зазор.Толщины оттисков измеряют на плите при помощи индикатора.
Оттиск измеряют в середине, где он имеет наименьшую величину.Разница в толщине оттисков на разных проволоках на одной и той же
образующей зуба указывает:1) при Cj -j- С2 = С\ + С2 и С2, не равном С2 — на перекос осей
колес (рис. 5, а);2) при С{ + С2 < С{ + С2 — на непараллельность осей передачи
(рис. 5, б).СМАЗКА ЧЕРВЯЧНЫХ ПЕРЕДАЧДля смазки червячной передачи в нижней части ее корпуса устраи¬
вают углубление — масляную ванну, дно которой делают с уклоном
в сторону отверстия для выпуска масла.Уровень масла в ванне должен быть таким, чтобы витки червяка
или зубья колеса (при верхнем расположении червяка) находились
в масле. При окружной скорости червяка v < 4 м/сек целесообразно
нижнее расположение червяка, а при 4 м/сек — верхнее располо¬
жение, так как при такой скорости червяк слишком интенсивно взбал¬
тывает масло. Уровень масла не должен доходить до зазора между
крышкой и валом.Подшипники червячного колеса изолируют от полости корпуса
при помощи отражательных или фетровых колес или лабиринтным
уплотнением. Смазывают их густой смазкой (солидолом). Часто для
этой цели используют то же масло, которое наливают в корпус передачи
для смазки зацепления. В таких случаях у тихоходных передач на валу
червяка укрепляют крыльчатки, разбрызгивающие масло.При выборе смазки для червячных передач ЦНИИТМАШ рекомен¬
дует руководствоваться данными, приведенными в табл. 5.Рекомендуемая вязкость масла для смазки червячных передачОкружная
скорость
червяка в
зацеплениив м/секото0 — 2,501сло5,0—1010—1515 — 25Выше25УдельноедавлениеОченьбольшоеБольшоеСреднее----Требуемая
вязкость
по ЭнглеруЕ50533121,514,510,57.56
632ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИРЕМОНТ ЧЕРВЯЧНЫХ ПЕРЕДАЧОсновным видом износа червячных передач является истирание их
рабочих элементов (витков червяка и зубьев червячного колеса), про¬
являющееся в уменьшении их толщины, появлении «мертвого» хода
в реверсивных передачах, уменьшении прочности витков и зубьев.
При работе передачи с ударами может быть выкрошивание зубьев колеса.При ремонте червячных передач переворачивают червяк и червяч¬
ное колесо, сдвигают червяк вдоль оси или заменяют элементы передачи.Переворачивать червяк и червячное колесо допустимо лишь при
ремонте нереверсивных передач в случаях, когда конструкция пере¬
дачи допускает это. В большинстве передач червяки изнашиваются
значительно меньше червячных колес, поэтому достаточным оказы¬
вается перевернуть одно колесо.Ремонт червячной передачи сдвигом червяка вдоль оси основано
на том, что у червяка витки изнашиваются неравномерно. Наибольшему
износу подвергаются те из них, которые расположены вблизи осевой
плоскости колеса. Введение в зацепление других витков путем смещения
червяка вдоль оси, если его конструкция допускает такое смещение,
обеспечивает улучшение работы передачи. Этот способ применяют при
текущих ремонтах реверсивных передач. Он позволяет уменьшить
«мертвый» ход в передаче.Наиболее распространенным способом ремонта червячных передач
является замена изношенных элементов. В передачах с закаленным
червяком заменяют обычно венец червячного колеса, в передачах с сы¬
рым червяком — венец колеса и червяк.Посадочную поверхность венца обрабатывают с допусками, обеспе¬
чивающими требуемый натяг. Размер посадочной поверхности назна¬
чают в соответствии с фактическим размером поверхности ступицы.
Если при снятии венца или по другой причине поверхность ступицы
имеет задиры, надрезы и другие дефекты, ее предварительно обраба
тывают. Внешнюю поверхность червячного венца обрабатывают вна¬
чале начерно, после посадки венца на ступицу окончательно.Технологической базой при операции чистовой обработки внешней
поверхности венца служит поверхность отверстия в ступице. Этим обе¬
спечивают соосность подшипниковых шеек вала и окружности выступов
червячного колеса. Эта же поверхность является технологической ба¬
зой и при обработке зубьев, чем достигают соосность подшипниковых
шеек вала и начальной окружности колеса.
ЛИТЕРАТУРАI. Организация ремонта оборудования1. Абрам П. Я. Техническое нормирование ремонта в машино¬
строении. — «Социалистический труд», 1963, № 12.2. Б о р и с о в Ю. С. Назревшие вопросы развития ремонтных
служб. — «Машиностроитель», 1963, № 9.3. Б о р и с о в Ю. С. Об основных теоретических положениях
системы планово-предупредительного ремонта оборудования. — «Вест¬
ник машиностроения», 1964, № 10.4. Б о р и с о в Ю. С. Централизация и специализация — основ?
применения прогрессивной технологии в ремонтном производстве. —
«Машиностроитель», 1964, № 12.5. Борисов Ю. С. и Жуков Г П. Система периодических
ремонтов оборудования машиностроительных предприятий. М., Обо-
ронгиз, 1939.6. Борисов Ю. С. Планово-предупредительный ремонт обору¬
дования в промышленности СССР. М., Машгиз, 1949.7. Вальдман А. Г Нормирование ремонтных работ с применением
нормативов времени (опыт США).—«Станки и инструмент», 1965, Аз 3.8. Вальд м а н А. Г Ремонт и уход за оборудованием па пред¬
приятиях США. — «Социалистический труд», 1964, № 7.9. Глейзер В. Е. О создании типовой системы ППР. — «Вест¬
ник машиностроения», 1953, № 1.10. Единая система планово-предупредительного ремонта и рацио¬
нальной эксплуатации технологического оборудования машинострои¬
тельных предприятий. Под редакцией д-ра техн. наук М. О. Якоб¬
сона. М., Машгиз, 1964.11. Мильнер Б. 3. Специализация ремонтных работ. — «Вест¬
ник машиностроения», 1962, № 8.12. Мильнер Б. 3. За лучшую организацию труда на ремонтных
работах, организации ремонта — государственный подход. — «Социа¬
листический труд», 1964, № 3.13. Н о с к и н Р. А. Методы ремонта металлообрабатывающего
оборудования. Росгизместпром, 1953.14. Организация централизованного ремонта и модернизации ме¬
таллорежущего оборудования. М., ЦБТИ, 1961.15. Положение о планово-предупредительном ремонте технологиче¬
ского и подъемно-транспортного оборудования машиностроительных
предприятий. М., ЦИНТИАМ, 1963.16. П р о н и к о в А. С. Износ и долговечность станков. М., Маш¬
гиз, 1957.17. Справочник механика машиностроительного завода. Т. I. М.,
Машгиз, 1958.18. Централизация ремонта оборудования и производительность
труда на примере машиностроения. М., Машиностроение, 1964.19. Э р л и х И. Б. Цех централизованного ремонта. — «Машино¬
строитель», 1964, № 3.
634ЛИТЕРАТУРАII. Техника и технология ремонта и эксплуатация
оборудования20. Абаджи К- И., Дружинин Б. И., Исаев Б. И.
Контроль взаимного расположения поверхностей деталей машин. М.—
Л., Машгиз, 1962.21 Альшиц И. Я , Вержбицкий Н. Ф., Зоммер Э. Ф.
Опоры скольжения. М.—Киев, Машгиз, 1958.22. А с и н о в с к а я Г А. Газопламенная пайка металлов.
ВНИИАвтоген, М., Машгиз, 1963.23. А с т а ф ь е в В. Д. Справочник по расчету цилиндрических
винтовых пружин сжатия — растяжения М., Машгиз, 1960.24. Б а р м а ш В. Н. Ручные и переносные машины с электриче¬
скими и пневматическими двигателями в машиностроении. М., ЦБТИ,
1958.25. Башмаков В. П., Д у б и н и н А. Д. Расчет и проектиро¬
вание ременных и цепных передач. М.—Киев, Машгиз, 1960.26. Беляев Г С. Механизация слесарно-сборочных и монтажных
работ в судовом машиностроении. Л., Судпромгиз, 1961.27. Беляев Г. С., Т а б а ч н и к о в П. И. Технология произ¬
водства валов. М.—Л., Машгиз, 1961.28. Б е р д и н с к и х И. П. Клеи и склеивание. М.—Киев, Маш¬
гиз, 1952.29. Б е р е г о в о й А. В. Контрольно-измерительный инструмент
и техника измерений. Киев, Гостехиздат УССР, 1961.30. Бобровников Г А. Применение синтетических материа¬
лов при ремонте и модернизации машин. М.—Киев, Машгиз, 1963.31. Болотовская Т. П., Болотовский И. А., Смир¬
но в В. Э. Справочник по корригированию зубчатых колес. М.—
Свердловск, Машгиз, 1962.32. Борисов Ю. С., С а х а р о в В. П. Механизация обработки
зубьев шестерен. — «Машиностроитель», № 12, 1962.33. Б о р и с о в Ю. С., С а х а р о в В. П. Приспособления для
нарезания зубчатых реек в ремонтных цехах и мастерских. — «Ма¬
шиностроитель» № 9, 1963.34. Боров и ч Л. С. Бесшпоночное соединение деталей машин.
М., Машгиз, 1961.35. Б о р о х о в И. М., Г а н ш и н А. С. Волокнистые и комбини¬
рованные сальниковые набивки. М., Машгиз, 1959.36. Васильев В. 3. и др. Справочные таблицы по деталям ма¬
шин. М., Машиностроение, 1965.37. В и н о г р а д о в а И. Э. Присадки к маслам для снижения
трения и износа. М., Гостоптехиздат, 1963.38. Владзиевский А. П. и Я к о б с о н М. О. Справочник
механика. М., Машгиз, 1950.39. Волощенко Ю. И., Анбиндер А. Д. Изготовление
биметаллических втулок. М.—Свердловск, Машгиз, 1961.40. В о р о б ь е в Н. В. Цепные передачи. М., Машгиз, 1962.41. Восстановление крупногабаритных чугунных деталей холодной
сваркой. М., ЦБТИ, 1958.42. Газопламенная поверхностная закалка. М., Машгиз, 1960.43. Г е л ь б е р г Б. Т., П е к е л и с Г. Д. Вопросы технологии
и организации ремонта оборудования. М., Профтехиздат, 1960.
ЛИТЕРАТУРА63544. Г е л ь б е р г Б. Т.,Пеке лис Г Д. Ремонт промышленного
оборудования. М., Профтехиздат, 1962.45. Г о л у б е в А. И. Современные уплотнения вращающихся
валов. М., Машгиз, 1963.46. Грохольский Н. Ф. Восстановление деталей машин и
механизмов сваркой и наплавкой. М.—Л., Машгиз, 1962.47. Д а в ы д е н к о И. Д. Справочник по сварочным электродам.
Ростовское книжное издательство, 1961.48. Д е р я г и н Г А. Повышение выносливости деталей машин
технологическими методами. М., Оборонгиз, 1960.49. Д о л л е ж а л ь В. А. Прочность зубчатых передач. М.,
Машгиз, 1958.50. Д у м п э В. Э. Электроискровая обработка металлов. Ново¬
сибирское книжное издательство, 1962.51. Дымшиц М. А. Ремонт кузнечно-прессового оборудования.
М.—Киев, Машгиз, 1961.52. Д ь я ч е н к о С. К., К и р к а ч Н. Ф. Предохранительные
муфты. Киев, Гостехиздат УССР, 1962.53. Елизаветин М. А. Упрочнение поверхности деталей
машин. М., Трудрезервиздат, 1956.54. Елизаветин М. А. Повышение срока службы деталей
при ремонте машин. М., Трудрезервиздат, 1959.55. Ж У к о в А. М. Нарезание резьбы. М.—Киев, Машгиз,
1957.56. 3 а б л о н с к и й К. И. Расчет и конструирование зубчатых
передач. М.—Киев, Машгиз, 1958.57. И в а н о в Г П. Технология электроискрового упрочнения
инструментов и деталей машин. М., Машгиз, 1961.58. И в а н о в Е. А. Муфты приводов. М., Машгиз, 1959.59. И в а н о в Е. А. Ременные передачи. Способы соединения
ремней. М.—Л., Гослесбумиздат, 1961.60. Иванов Е. П., Демидов В. В. Контроль качества ре¬
монта металлообрабатывающего оборудования. М., Машгиз, 1954.61. Иванов-Скобликов Н. Н. Антифрикционные ма¬
териалы для подшипников скольжения. М., Металлургиздат, 1956.62. Инструкция по выбору, эксплуатации, стыковке и ремонту
прорезиненных транспортерных лент. М., ГХИ, 195763. Инструкция по испытанию металлорежущих станков на шум.
М. ЭНИМС, 1960.64. К а з а р ц е в В. И. Ремонт машин. М.—JI., Сельхозгиз, 1961.65. Кармадонов А. Ф. Соединительные устройства валов.
М.—Свердловск, Машгиз, 1962.66. К а р ц е в С. П. Резьбонарезной инструмент. М. — Сверд¬
ловск, Машгиз, 1959.67. Климов В. И. Нарезание зубчатых колес. М., Машинострое¬
ние, 1964.68. Клыков Н. А. Сборочно-сварочные работы. М.—Свердловск,
Машгиз, 1960.69. К о з л о в Д. А. Ремонт и межремонтное обслуживание ме¬
таллорежущих станков. Госиздат БССР, Минск, 1961.70. К о к и ч е в В. Н. Уплотняющие устройства в машинострое¬
нии. Л., Судпромгиз, 1962.71. Комаровских Ю. П. Механизированный слесарный
инструмент. Киев, Гостехиздат УССР, 1962.
636ЛИТЕРАТУРА72. Комиссаров В. И. Общий курс слесарного дела. М.,
Профтехиздат, 1960.73. Конюхов С. М., Г е к т и н а Р. Ф. Высокопроизводитель¬
ный слесарно-сборочный инструмент. М.—Свердловск, Машгиз, 1958.74. К о п е р и н В. В. Монтаж металлорежущего и кузнечно¬
прессового оборудования. М., Госстройиздат, 1963.75. К о р о л е в В. А. Механизация слесарных работ. Минск,
Изд-во «Беларусь», 1964.76. Королев С., Лаврентьев В. Наплавка типовых дета¬
лей. Липецкое книжное издательство, 1962.77 К о с я ч е н к о А. П. Молчан И. А. Слесарное дело. М.,
Машиностроение 1964.78. Кудрявцев В. Н. Упрощенные расчеты зубчатых передач.
Москва—Ленинград, Машгиз, 1960.79. Кузнецов М. М., Шашкин А. С. Эксплуатация и на¬
ладка гидросистем металлорежущих станков. М., Машиностроение, 1965.80. Л а з а р е в Н. В. Таблицы размеров для построения профиля
зубьев звездочек. М.—Киев, Машгиз, 1962.81. Лап и д у с А. С. Повышение долговечности станков при мо¬
дернизации. М., МДНТП им. Дзержинского, серия «Машиностроение»,
вып. 4, 195782. Л а ш к о Н. Ф., Л а ш к о - А в а к я и С. В. Пайка металлов.
М.. Машгиз, 1959.83. Лебедев А. С. Способы восстановления деталей станков.
М.—Л. Машиностроение, 1964.84. Л е о н о в А. Е. Насосы гидравлических систем станков и ма¬
шин. М.—Киев, Машгиз, 1960.85. Лопата А. Я., Тарта ковский И. П. Шпоночныезубчатые (шлицевые) соединения. М.—Киев, Машгиз, 1960.86. Лука н и н Б. К- Современные способы восстановления и
упрочнения деталей. М.—Свердловск, Машгиз, 1959.87. Лысо в И. В., Ряс ков В. Л. Справочник слесаря. Са¬
ратовское книжное издательство, 1962.88. Л ь в о в с к и й П. Г Справочное руководство механика
металлургического завода. Свердловск, Металлургиздат, 1962.89. М а з ы р и н И. В. Смазочные устройства машин. М., Машгиз,1963.90. М а к а р о в Г В. Уплотнительные устройства. М.—Л.,
Машиностроение, 1965.91. Мамет О. П. Краткий справочник конструктора-станкострои-
теля, М., Машгиз, 1961.92. М а с л о в Д. П., Д а н и л е в с к и й В. В., С а с о в В. В.
Технология машиностроения. М.—Л., Машгиз, 1958.93. М е р к у л о в Е. Ф. Антифрикционные пористые сплавы.
М.—Л., Машгиз, 1960.94. Механизированный инструмент (ручные машины) для сборочных
работ, вып. 1. М., ЦИНТИАМ, 1964.95. Минкин А. С., Г е л ь б е р г Б. Т. Эпоксидный клей и его
применение в ремонтной практике. Л., ЛДНТП, 1960.96. Модзелевский А. А. Технология сборки подвижных
соединений. М.—Свердловск, Машгиз, 1962.97. М о д з е л е в с к и й А. А. Технология сборки неподвижных
соединений. М.—Свердловск, Машгиз, 1962.98. Монтаж металлорежущего оборудования. М., Машгиз, 1956.
ЛИТЕРАТУРА63799. М о ш к о в А. Д., У с п е н с к и й Я. В. Технология произ¬
водства и применение пористых подшипников. М.—Свердловск, Маш¬
гиз, 1959.100. Муравьев К Н. К о н ю х о в С. М., В у л ь ф и н 3. Б.
Слесарно-сборочное дело. М.—Свердловск, Машгиз, 1958.101. М у р а в ь е в К- Н., М у р з и н И. К- Ремонт металлоре¬
жущих станков. М., Машгиз, 1963.102. М у р з и н И. К- Механизация типовых ремонтных операций.
М.—Свердловск, Машгиз, 1958.103. М у р з и н И. К- Контроль ремонтных операций. М.—Сверд¬
ловск, Машгиз, 1960.104. М у р з и и И. К- Замена металлов при ремонте оборудования,
М.—Свердловск, Машгиз, 1963.105. М у р з и н И. К-, Панаева В. И. Особенности ремонта
металлорежущих станков. М.—Свердловск, Машгиз, 1960.106. Низкотемпературная сварка чугуна. М., ЦБТИ, 1958.107. Никифоров А. Д. Точность и технология изготовления
метрических резьб. М., Высшая школа, 1963.108. Новиков М. П. Механизированный инструмент для сборки
машин. М., Трудрезервиздат, 1957109. Нормали станкостроения. М., ЦБТИ, 1958.110. Оглобин А. Н. Делительные головки и астройка.
М.—JL, Машиностроение, 1964.111. Опыт эффективного использования пластических масс при
ремонте технологического оборудования. ГОСИНТИ, Москва, 1964.112. Остроумов В. П., Елизаветин М. А. Повышен
прочности зубчатых колес. М.—Свердловск, Машгиз, 1962.113. О т д е л ь н о в П. В. и др. Обработка металлов при ремонте
машин. М., Воениздат, 1957.114. Пекелис Г Д.,Гельберг Б. Т. Механизация слесарно¬
ремонтных работ. М.—Л., Машиностроение, 1964.115. П и н е н ж и к А. М. Организация труда слесаря сборщика.
М.—Свердловск, Машгиз, 1961.116. Повышение долговечности деталей машин. М., Машгиз, 1959.117. Подшипники качения. Каталог-справочник. М., ЦИНТИАМ,1964.118. Полторацкий Н. Г Приемка металлорежущих станков.
М., Внешторгиздат, 1954.119. П о л я к о в В. С., Б а р м а ш И. Д. Муфты. Конструкции
и расчет. М.—Л., Машгиз, 1960.120. Пономарев А. Ф., Г е д ы к П. К. Смазка оборудования.
М.—Свердловск, Машгиз, 1962.121. Применение металлизации для восстановления изношенных
деталей машин. М., Машгиз, 1960.122. Проников А. С. Повышение долговечности станочного
парка. М., Высшая школа, 1961.123. П р о и и н Б. А. Клиноременные и фрикционные передачи и
вариаторы. М., Машгиз, 1960.124. Процессы упрочнения деталей машин. Сб. докладов. М.
Наука, 1964.125. П т и ц ы н Г А., К о к и ч е в В. Н. Расчет и изготовление
зубчатых передач в ремонтном деле. Л., Судпромгиз, 1961.126. Р е ш е т о в Д. Н. и др. Расчеты при модернизации станков.
М., Машгиз, 1956.
638ЛИТЕРАТУРА127. Р у д и н С. Н. Монтажные инструменты. М.—Свердловск,
Машгиз, 1960.128. Рябов Н. Ф. Ремонт промышленного оборудования. М.,
Трудрезервиздат, 1956.129. Сильченко С. С. Гидравлическое оборудование металло¬
режущих станков. М.—Свердловск, Машгиз, 1958.130. Славченко Н. А. Электрофицированный инструмент для
монтажных и ремонтных работ. М., Профтехиздат, 1963.131. Справочник механика машиностроительного завода. Т. II. М.,
Машгиз, 1958.132. Справочник по оборудованию для регенерации смазочных
нефтяных масел. Гостоптехиздат, М.—Ленинград, 1950.133. Справочник по применению и нормам расхода смазочных
материалов. М.—Л., Химия, 1964.134. Тепинкичиев В. К- Предохранительные устройства
от перегрузки станков. Киев—М., Машгиз, 1957.135. Технические условия на монтаж оборудования. М., Госстрой-
издат, 1960.136. Токарев К- К , Д е м а т М. П. Такелажные работы при
монтаже оборудования промышленных предприятий. М., Госстрой из дат.
1963.137. Указания по рациональной цветной отделке поверхностей
производственных помещений и технологического оборудования про¬
мышленных предприятий СН 181—61. М., Стройиздат, 1962.138. Универсальные приспособления, применяемые при ремонте
металлообрабатывающего оборудования. Л., ЦБТИ, 1962.139. Федоров Б. Ф. Рациональный способ распрессовки и
запрессовки деталей. М.—Свердловск, Машгиз, 1955.140. X р и с а и о в М. И. Ремонт типовых деталей оборудования.
Москва—Свердловск, Машгиз, 1963.141. Худых М. И. Ремонт текстильных машин. М., Ростехиздат,
1963.142. Шахматов В. М. Сварка чугуна. М.—Свердловск, Маш¬
гиз, 1960.143. Ш а ц Я. Ю. Стопорение резьбовых соединений. М.—Киев,
Машгиз, 1955.144. Ш а ц Я- Ю. Уплотнения подшипниковых узлов. М.—Киев,
Машгиз, 1963.145. Якобсон М. О. Современные методы обработки цилиндри¬
ческих зубчатых колес. М., Трудрезервиздат, 1958.146. Якобсон М. О. Технология станкостроения. М., Машгиз,
1960.147. Яковлев В. Н. Ремонт оборудования машиностроительных
заводов. М., Машгиз, 196'.148. Яковлева Т. Ф., Рыстенко А. Т. Краткий справоч¬
ник по гальваническим покрытиям. М.—Киев, Машгиз, 1963.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
АБиениеАбразивные порошки 207—209
Авиационные масла 12, 29, 39
Автомобильная смазка 18
Автотракторные моторные мас¬
ла 12Алкилфеноловые присадки 33
Алюминий и его сплавы, сварка297Антикоррозийные присадки 33—
35Антиокислительные присадки
33—35Антипенные присадки 34, 35
Антискачковые масла 27
Антифризы и антивспенивате-
ли 27Антифрикционные подшипнико¬
вые материалы 342—352
Аргоно-дуговая сварка алюми¬
ния и его сплавов 297
Асбестовые шнуры — см. Шну¬
ры асбестовыеББаббиты 346—349
Баки с пневматической подачей
масла 70, 73, 75
Бандажи, напрессовка на тре¬
щины 274, 275
Барабаны и блоки для сварных
цепей 524* 525
Бачки для промывки малогаба¬
ритных деталей 37
Безоловянистые бронзы 343, 344
Бензиноупорные смазки 23
Бензиныдля промывки систем сма¬
зок и оборудования 36—38
для пропитки войлочных
колец 93
правила обращения 4121 Ю. С. Борисов, В. П. Сахаровзаплечиков валов и отвер¬
стий корпусов 362
шкивов клиноременных пе¬
редач 487
Болты 561—564, 607, 608
материалы 600—606
фиксирование на базе 623
Борнапильники 167, 168
Брайтсток 10Брак и его предупреждение
при притирке 218
при сверлении 243, 244
при шабрении 197
Бронзы 342—345при заливке гаек 559
Быстроходность подшипников
качения 372
Быстроходные и сверхбыстро-
ходные передачи 468* 469ВВазелинконденсаторный 24
технический 16, 39, 40
Вазелиновое масло 8
Вальцевание при ремонте дета¬
лей 304, 307
Валыбиение заплечиков 362
головки 309закрепление при фрезеро¬
вании шпоночных пазов
398, 399
изготовление 314—329 и?
кованых заготовок 314, 315
накатывание шеек 307,327—
329опоры 342—360
пластические деформации304правка 267—271, 315
642ПРЕДМЕТНЫЙ УКАЗАТЕЛЬприпуски 301, 314, 315, 321
проверка взаимного поло¬
жения 333
прочность 309—311
размеры 300, 314, 315
ремонт 277, 301, 329—332,
410, 411
сборка и хранение 332, 333
термообработка 312—314,
420центрирование 315, 316
шейки 307, 321—329
Валы зубчатые 433—437
наплавка 408
обозначения 438
обработка 415—422, 429—
432Ванныдля многих трущихся пар,
заключенных в один кор¬
пус 52для нагрева масла при про¬
мывке подшипников ка¬
чения 374, 377
для охлаждения деталей при
посадке 255—258
для промывки деталей при
ремонте 245—247
масляные — см. Масляные
ванны
Вапор 11Вдавливание при ремонте дета¬
лей 304—306
Велосит 8Вентиляторные клиновые ремни
475, 477, 478
Веретенные масладля гидросистем 35, 36
для промывки подшипников
качения 374
как заменители других ма¬
сел 29, 30
свойства 9, 14
Винтовые передачи (механизмы)
545—560
Винтыгрузовые 545
материалы 601—606
стопорение резьбовых соеди¬
нений 618
ходовые — см. Ходовые вин¬
тыВискозин 11
Висциновое масло 24Вкладыши подшипников сколь¬
жения 352—354, 357
материалы 342—351
шабрение 630, 631
Внутреннее трение 5
коэффициенты 7
Войлочные подушки 49, 53
Волокнистые и комбинирован¬
ные сальниковые набнвки 96,
104Воротники резиновые уплотни¬
тельные для пневматических
устройств 121, 122
Восстановление — см. Ремонт
Вставки для заделки трещин273, 274ВТУ 473-53 24
ВТУ 531-53 24
ВТУ МНП-1956 23
Втулкидля замены роликов в под¬
шипниках качения 373
запрессовка и выпрессовка
252—254, 266
как компенсаторы износа
при ремонте деталей 302,
303кондукторные, конусные пе¬
реходные и упорные для
закрепления сверл 233,
234, 238—240
осаживание и другие де¬
формации 302—305
подшипников 352, 355—357
установочные для валов 316
Втулочные и втулочно-ролико¬
вые цепи 492, 493, 503, 504
звездочки 527—533
конструкции и размеры 505,
507—511, 519
шаг 543, 544
Выдергиватели и выколотки для
удаления клиновых шпонок402Высокочастотные дрели 221
Вытяжка плоских ремней 464,
465Вязкостные (загущающие) при¬
садки 33
Вязкостьдинамическая 7
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ643единицы 7, 8кинематическая — см. Кине¬
матическая вязкость ми¬
неральных масел 8—14,
17—23, 36, 624, 625, 633
силиконовых жидкостей 25,
26смесей нефтепродуктов 29,
30сплавов при низких темпе¬
ратурах 256
условная — см. Условная
вязкостьГГаечные ключиколоворотные 581
нестандартизованные не¬
нормализованные 578—
583— нормализованные 574—
577одно- и двусторонние 565—
567, 574, 576
разводные 572
раздвижные 565, 583
со сменными головками
570—572
торцовые — см. Торцовые
ключитрещеточные 576, 579, 580
укороченные 569
универсальные 582
цельные 568, 569, 583
шарнирные 581
Газовая сварка 277дефекты 278—283 iстальных деталей 293, 294
цветных металлов и сплавов
296—298
чугунных деталей 283—293
Газопламенная правка деталей
270, 271
Гайки 607, 608винтовых передач 557—560
Галля цепи 497Гидравлические затворы — см.Затворы гидравлические
Гидравлические приспособления
для запрессовки и распрес¬
совки деталей 249, 251
Гидросистемы, масла и эмульсии
для них 35, 36, 46Гидротормозное нефтяное мас¬
ло 14Глубиномеры для контроля ка¬
навок шкивов клиноременных
передач 485, 486
Головкивалов и осей 309
гидростатические 193—195
для измерения профиля бо¬
ковых сторон зубьев 427,
428, 432
для механического шабре¬
ния 197, 199—201
для суперфиниширования
поверхностей валов 326,
327сменные к гаечным ключам
570—572, 577, 579
шлифовальные 204, 205
Горелки для сварки деталей 277
Горячая присадка деталей 252,
255ГОСТ 32-53 13, 36
ГОСТ 101-54 452
ГОСТ 176-50 9ГОСТ 191-63 497, 500, 501, 535
ГОСТ 380*60 494, 495, 501
ГОСТ 542-50 13ГОСТ 586-41 505, 508, 509, 519
ГОСТ 588-64 512—518
ГОСТ 589-64 502, 533
ГОСТ 782-59 16
ГОСТ 801-47 577
ГОСТ 801-60 572
ГОСТ 885-64 225
ГОСТ 886-64 225
ГОСТ 924-51 494, 495
ГОСТ 977-58 475
ГОСТ 982-56 14
ГОСТ 1013-49 12
ГОСТ 1033-51 17
ГОСТ 1050-54 577
ГОСТ 1050-60 93, 494, 501, 569,
570, 572
ГОСТ 1051-59 494, 573
ГОСТ 1054-53 506
ГОСТ 1139-58 414, 432—436
ГОСТ 1284-57 473,474,476,477,
479, 485
ГОСТ 1303-56 48, 49
ГОСТ 1412-54 475
ГОСТ 1414-54 555
ГОСТ 1435-54 93
ГОСТ 1475-62 87, 607
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ644ГОСТ 1475-63 88
ГОСТ 1489-62 607
ГОСТ 1490-62 607
ГОСТ 1491-62 607
ГОСТ 1631-61 19
ГОСТ 1642-50 14
ГОСТ 1663-57 61
ГОСТ 1707-51 9, 10, 36
ГОСТ 1779-55 100
ГОСТ 1805-51 14
ГОСТ 1840-51 8, 11
ГОСТ 1861-54 13
ГОСТ 1862-63 12
ГОСТ 1898-48 451
ГОСТ 1957-52 19
ГОСТ 2034-64 225
ГОСТ 2052-53 143—146
ГОСТ 2092-64 225
ГОСТ 2319-55 494
ГОСТ 2685-63 475
ГОСТ 2712-52 22
ГОСТ 2789-59 136, 206, 420
ГОСТ 2823-59 65
ГОСТ 2839-62 565
ГОСТ 2841-62 566
ГОСТ 2854-51 9, 10
ГОСТ 2906-62 567
ГОСТ 2924-45 452
ГОСТ 2967-52 16
ГОСТ 3005-51 16
ГОСТ 3106-62 568, 569
ГОСТ 3108-62 566
ГОСТ 3109-62 569
ГОСТ 3225-55 366
ГОСТ 3257-53 21
ГОСТ 3276-63 16
ГОСТ 3329-54 570, 571
ГОСТ 3333-55 18
ГОСТ 3392-57 607
ГОСТ 3546-60 24
ГОСТ 3562-58 48
ГОСТ 3563-58 48, 150
ГОСТ 3722-60 52
ГОСТ 4003-53 13
ГОСТ 4010-64 225
ГОСТ 4113-48 23
ГОСТ 4216-55 14
ГОСТ 4366-56 18
ГОСТ 4543-61 565, 566, 570, 572
ГОСТ 5047-49 577
ГОСТ 5152-62 101, 106
ГОСТ 5519-50 14
ГОСТ 5528-50 510, 511
ГОСТ 5570-50 21ГОСТ 5573-50 20ГОСТ 5703-51 20ГОСТ 5756-64 225ГОСТ 5774-51 24ГОСТ 5813-51 475ГОСТ 5831-51 477, 478ГОСТ 5915-62 607ГОСТ 5916-62 607ГОСТ 5918-62 607ГОСТ 5919-62 607ГОСТ 5927-62 607ГОСТ 5929-62 607ГОСТ 5932-62 607ГОСТ 5933-62 607ГОСТ 5961-62 607ГОСТ 5993-62 573 , 607ГОСТ 6211-52 592ГОСТ 6267-59 20ГОСТ 6357-52 592ГОСТ 6411-52 11ГОСТ 6480-53 10ГОСТ 6642-50 36ГОСТ 6645-59 171ГОСТ 6647-64 225ГОСТ 6678-53 120—122ГОСТ 6708-53 21ГОСТ 6969-54 118—120ГОСТ 6982-54 454ГОСТ 7070-64 493ГОСТ 7171-63 23ГОСТ 7275-62 572ГОСТ 7338-55 129ГОСТ 7611-55 24ГОСТ 7796-62 607ГОСТ 7798-62 607ГОСТ 7802-62 607ГОСТ 7805-62 607ГОСТ 7811-62 607ГОСТ 7817-62 563, 607ГОСТ 7943-63 423ГОСТ 8560-57 573ГОСТ 8621-57 14ГОСТ 8625-59 64ГОСТ 8675-62 9, 10ГОСТ 8752-61 123, 124ГОСТ 8786-58 387ГОСТ 8787-58 386ГОСТ 8788-58 385, 444 , 447ГОСТ 8789-58 386ГОСТ 8790-58 386ГОСТ 8791-58 383, 384, 444, 447ГОСТ 8792-58 383 , 384ГОСТ 8793-58 383, 384ГОСТ 8794-58 390—392
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ645ГОСТ 8795-58 387
ГОСТ 8796-58 338
ГОСТ 9000-59 592
ГОСТ 9041-59 125—128
ГОСТ 9150-59 592
ГОСТ 9243-59 13
ГОСТ 9288-63 234
ГОСТ 9389-60 572
ГОСТ 9445-60 496
ГОСТ 9484-60 592
ГОСТ 9791-61 602—606
ГОСТ 9833-61 76
ГОСТ 9974-62 22
ГОСТ 10112-62 565
ГОСТ 10903-64 225
ГОСТ 10952-64 225
Граничное трение 5
Графитная смазка 19
Грузовые цепи 492, 493пластинчатые 500, 501, 535,
536
размеры 494
сборка 529эксплуатация 540, 541
Грузоподъемность подшипников
качения 372
Групповые масленки 50, 51
Густые смазки 51, 52ДДву серн истый молибден и смаз¬
ки на его основе 28
Демонтаж подшипников каче¬
ния 374—376
Демпферы 67, 69, 439
Деталимаркировка 247—249
резьбовых соединений, ма¬
териалы 601—606
Дефектоскопия 271
Дефектыв ременных передачах 486—
488газовой сварки 278—283
заточки сверл 230, 232, 233
Деформации пластические при
ремонте деталей 302—307
Динамическая вязкость 7
Динамометрические ключи 585—587Диски центробежные для уплот¬
нения подвижных соединений
78, 79, 82—84Доводкаповерхностей деталей 207,
209шаберов 182, 183
Допускина точность формы деталей,
сопряженных с подшип¬
никами качения 364, 365
прямобочных зубчатых со¬
единений 432—438Дреливинтовые 219, 220
высокочастотные 221
пневматические 223, 238—
240, 318
ручные 219—221, 238, 318
электрические 216, 217, 221,
222, 238, 240, 318
Дюймовая резьба 592ЖЖидкие смазки 6, 7, 48—51, 80,
82—84 — см. также Масла
Жидкостигидравлические и тормоз¬
ные 27
промывочные 38
силиконовые 25—27
Жидкости смазочно-охлаждаю-
щие 43—46, 232, 594, 595
Жидкостное трение 5
Жимки для полирования шеек
валов 321, 322
Жировые смазки 19, 30, 33, 39
Жиры животные и раститель¬
ные 15, 253Заделка трещин 271—277, 288,290, 291
Зазорыв зубчатом зацеплении 632,
633— подшипниках 309, 310,
360, 365— стыках набивочных ко¬
лец 116кольцевые для уплотнения
подвижных соединений
79—84
Закалка валов 312—314
Закалочные жидкости 25
Закладные призматические
шпонки 389
646ПРЕДМЕТНЫЙ УКАЗАТЕЛЬЗаклепки для сращивания пло¬
ских ремней 461—463
Заливка баббитом антифрик¬
ционная, толщина слоя 349
Замазки для заделки трещин
275, 276
Замена смазочных материалов
28—30Замок свободно висящего коль¬
ца 47, 60
Заправочные устройства 70—75
Запрессовка 264деталей давлением пресса
249-251с применением
масла 266
ударным воздей¬
ствием 251, 252
подшипников качения в кор¬
пус 370
уплотнений 94, 95
Засверливание трещин 271
Затворы гидравлические
для сальников 97, 98
для уплотнения подвижных
соединений 81
Заточкасверл 227—230
шаберов 181, 182
Зацепления зубчатые, корриги¬
рование (исправление) 629
Зачистные машинки для опили¬
вания 167, 168
Защитная смазка 16
Звездочкидля втулочных и втулочно¬
роликовых цепей 527—533
для грузовых цепей 535, 536
» зубчатых цепей 529, 530
537, 538
для сварных цепей 525—527
» тяговых цепей 533—535
» шарнирных цепей 527—
530нарезание 540
Зенковки центровочные 318, 319
Зимние масло и смазка 13, 21
Зубчатые передачи
ремонт 625—629
сборка 630—633
смазка 624, 625
Зубчатые соединениявосстановление 408—411допуски и посадки 432—438
обозначения 438
прямобочные —- см. Прямо-
бочные зубчатые соедине¬
ниятреугольные 406, 407
эвольвентные 406
Зубьявалов, фрезерование 407,
408, 415—420
восстановление заменой ча¬
сти детали 410, 411
высота и модуль 407
звездочек для цепей 525—
540, 544
колес, вдавливание 304—306
наплавка 408, 409, 411,
627—629
пятна касания 631, 632
раздача 409, 410
формы и схемы образования406, 407
цементация 312—314ИИгольчатые подшипники каче¬
ния, монтаж 369
Измерение резьб 595—598
Износзубьев зубчатых соединений407, 408
компенсаторы 302, 303
шпоночных соединений 401f402Ингибиторылетучие для защиты под¬
шипников от коррозии 366
окисления (антиокислитель-
ные присадки) 33, 34
Индивидуальный способ подачи
масла и смазки 48—51
Индикаторы для проверки, осе¬
вой игры подшипников каче¬
ния 368, 369
точности ходовых винтов
554, 555
шпоночных пазов 399, 400
Индустриальные масла
для гидросистем 36
для промывки подшипников
качения 374
для смазки зубчатых пере¬
дач 624
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ647для смазки цепей 542
легкие 8, 9, 28, 29
нормы расхода 31, 32
средние 9, 10, 27—29, 31—33, 39, 93
тяжелые 10—12, 28, 29, 32
Индустриальные смазки 21, 22
Инструментдля сборки и разборки резь¬
бовых соединений 565—
588поверочный 183—187
центровочный 318, 319ККалибры для контроля зубча¬
тых соединений 427, 428, 437
Кальциево-натриевые и кальцие¬
вые смазки 15
Канавкидля сверл, прорубание 235,
236маслораспределительные
264—266, 359
притиров 209, 210
спиральные для смазки 49,54, 55уплотняющих устройств 76,78—84шкивов клиноременных пе¬
редач 476—478, 485
шпоночные — см. Пазы шпо¬
ночныеКанатная мазь (смазка) 21
Капиллярный метод обнаруже¬
ния трещин 271
Кернениеглубинное для шабрения по
меткам 192
при стопорении резьбовых
соединений 620
Керосиндля промывки систем смаз¬
ки и оборудования 36—38
правила обращения 41
Кинематическая вязкость 7
минеральных масел 8—14,
17—23, 36, 624
Кислотные числаминеральных масел 8—14
эмульсий 46
Клапанные масленки 71Клапаны предохранительные
для жидкой смазки 65
Клеймение деталей 247—249
Клиновые ремни 466, 469—475
вентиляторные 475, 477, 478
зубчатые 472кордтканевые и кордшнуро-
вые 471, 472, 475
натяжение 483
ободья шкивов 479, 480
Клиновые шпонки 378—380, 383,
384пригонка 401, 405
расчет 393
старение 401удаление из соединения 402,403Клиноременные передачи 469 —
см. также Шкивы и Клино¬
вые ремни
виды 470, 471
эксплуатация 482—486
Ключигаечные — см. Гаечные клю¬
чидинамометрические 585—587
для болтов 579
для винтов и завертывания
шпилек 573
испытательные нагружения588размеры 565—577
самовключающиеся 588
тарированные 584—586
термообработка 574—577
Кованые заготовки 314, 315
Колеса зубчатые, ремонт 625—
629Коловороты 219, 220
Кольцадля смазки 47, 49, 53, 54,60, 61для уплотнения неподвиж¬
ных и подвижных соеди¬
нений 76, 78, 80—83, 92
манжетные 111 —113, 117
’ маслоотражательные 92
напрессовка на трещины274, 275
регулировочные для фрезе¬
рования шпоночных пазов
397резиновые 76
фетровые 81, 85
648ПРЕДМЕТНЫЙ УКАЗАТЕЛЬКольцевая смазка 47, 61
Комбинированные уплотняю¬
щие устройства 81, 84
Компаундированные масла 25
Компенсаторы износа 302,
303Компрессорные масла 13, 29, 30
Кондукторы для сверления
236—238
Коническая резьба 592
Консервация оборудования 37,
39—41Консистентные смазки 6, 7, 15—
24 — см. также Смазки
для подшипников 79—81,84
для цепей 541, 542
контрольные устройства
67—69силиконовые 25, 27
Консталины 15, 19, 20, 32
Контргайки, стопорение резь¬
бовых соединений 617
Контрольпрямобочных зубчатых со¬
единений 427—432
размеров сечений клиновых
ремней и канавок их шки¬
вов 484, 485
ходовых винтов 553
шпинделей 338—340
Контрольные устройствадля жидкой смазки 61—65
для консистентной смазки
67—69
Конусывращающиеся для смазки49, 54, 55
переходных втулок для за¬
крепления сверл 234
Концентрация напряжений в те¬
лах валов 309—311
Копирование при фрезеровании
зубьев валов 415
Кордтканевые и кордшнуровые
клиновые ремни 471, 472,
475Корригирование (исправление)
зубчатых зацеплений 629
Костное масло 25, 34
Коэффициентывнутреннего трения 7
чувствительности предохра¬
нительных устройств 131,135, 136Круги шлифовальные для обра¬
ботки зубчатых валов 420—
422Круглая резьба 593
Круглозвенные цепи 492—496
Крученые сальниковые набивки99, 100, 104, 105
монтаж 116, 117
Крючковые цепи 492, 493, 504,
506Кулачковые предохранительные
муфты 130, 133, 134, 139—142ЛЛабиринтные уплотняющие
устройства 80—84, 91
Латуни 342, 345, 346для пайки чугунных дета¬
лей 284 , 285
сварка 296, 297
Легкие индустриальные масла8, 9, 28, 29
Летние масло и смазка 13, 21
Линейкимасломерные 61, 63
поверочные 183—185, 195,196Липкость масел 34
Лопастные насосы 50, 51, 56
Люнеты при шлифовании шеек
валов 324, 325ММагнитные уловители 67, 68
Мазь канатная 21
Манжетные уплотняющие
устройства — см. Манжеты
Манжеты 77, 82—84, 90, 94, 95,128армированные с пружиной123, 124
для гидравлических уст¬
ройств 118—120
для пневматических уст¬
ройств 120, 121
монтаж 117резиновые размеры 118—121, 123—127
Манометрыоднострелочные 64
самопишущие 67, 69
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬМаркировка деталей оборудова¬
ния 247—249
Масленка (и)групповые 50, 51
для подачи масла без при¬
нудительного давления 57
клапанные 71
мембранные 70, 72
многоточечная конструкции
ЭНИМС, 58
наливные — см. Наливные
масленки
одноточечная с мгновенным
сжатием 48
поршневые порционные 70,
72простые 71
размеры 52# 71, 72
ручные 70, 71с непрерывной подачей смаз¬
ки 51фитильные 47, 49, 52, 53
Масло {а) 5, 6, 27авиационные 12, 29, 39
автотракторные моторные 12
АК-15 12
АКп 12антискачковые 27
брайтсток 10
вазелиновое 8
велосит 8веретенные — см. Веретен¬
ные масла
вискозин 11
висциновое 24
ВНИИ НП-401 27
гидротормозное нефтяное 14
ГТН 14давление при запрессовке и
распрессовке деталей
261—264для гидросистем 35, 36
для гипоидных передач 13
для паровых машин 11
для прессов 14
для распрессовки деталей
под давлением 260—
266для смазки зубчатых пере¬
дач 624
для смазки цепей 541, 542
животные и растительные15, 25
заменители 28—30зимнее 13
ИС-20 9компаундированные 25компрессорные 13, 29, 30костное 25^ 34КС-19 13летнее 14липкость 34машинные 10МВП 14, 16, 20МС 12, 29отстаивание и очистка 66—68
П-28 10приборные 14, 16, 25, 35
присадки 33—35
сепараторные 9
смазочные нефтяные — см.Минеральные масла
смазывающая способность
34способы подачи 48—51, 70,73, 75
технологические 24
трансмиссионные 13, 34, 624
трансформаторные 14, 28,
30, 33, 35
турбинные 13, 29, 32, 34,
36, 624
фильтрование 66, 67
цилиндровые 11, 29, 32, 34,93, 627
эмульсирование 6, 35
Маслопроводы 5, 6, 27
Маслораспределительные канав¬
ки 264—266, 359
Маслоуказатели 61—63
Масляные ванныс водяным охлаждением 49,
54— роликами 55
Машинные масла 10
Машиныдля притирки клапанов 216,
217пневматические — см. Пнев¬
матические машины
электрические — см. Элек¬
трические сверлильные
машины
Маяки для шабрения 193
Медь и ее сплавыдля пайки чугунных дета¬
лей 284—286
сварка 296, 297
650ПРЕДМЕТНЫЙ УКАЗАТЕЛЬМежоперационная и межцехо¬
вая консервация деталей обо¬
рудования 38, 39
Мембранные масленки 70, 72
Мерители индикаторные для про¬
верки точности размеров хо¬
довых винтов 554, 555
Металлические сальниковые на¬
бивки 96, 104
Метчики 593
Механизацияопиливания 166—168
шабровочных работ 197—204Микрометры 554, 595—597
Микрошлифпорошки 207
Минеральные масла — см. так¬
же Маславязкость 8—14, 17—23, 36,
624, 625, 633
для приготовления конси¬
стентных смазок 16—24
для промывки подшипников
качения 374, 376
индустриальные — см. Ин¬
дустриальные масла
правила обращения 41
свойства 7—14
Модельная резьба 593
Модуль зубьев 407
Моечные ванны 245—247
Молоткидля запрессовки деталей 251
252для монтажа подшипников
качения 367
Монель-металл для изготовле¬
ния электродов 285
Монтажворотников и манжет 117
набивок 114—116
подшипников качения 366—
373Мороз, нанесение на обработан¬
ные поверхности 191, 205
Морские смазки 22, 27, 39
Муфты предохранительныекулачковые 130, 133, 134,
139—142
со срезными штифтами 130,
133с подвижными штифтами 134
фрикционные 136,137, 152—
154шариковые — см. Шарико¬
вые муфты
Мягкие сальниковые набивки
96—99ННабивки сальниковыеволокнистые и комбиниро¬
ванные 96, 104
из чесаного волокна 99
крученые 99, 100, 104, 105
мягкие 96—99
металлические 96, 104
монтаж 114—116
общепромышленного назна¬
чения 99—113
пластичные 103,104,114,115
плетеные 99—105, 116
прорезиненные 99, 105,
108-113
размеры 98, 99, 101, 102
самосмазывающие (пропи¬
танные) 99, 104, 105—107
сухие 99, 114
Наделки 276, 277
Надфили 156
Накатываниепри ремонте деталей 304—
307при стопорении резьбовых
соединений 620
шеек валов 307, 327—329
Накладки, постановка на тре¬
щины 274, 275
Наливные масленкибесклапанные 48, 53
с запорной иглой 49
Намагничивающий аппарат
НА-5-В ИМ для дефектоско¬
пии 271
Напильники 165, 166, 188
бархатные 155
виды 156, 157
вращающиеся 167, 168
выбор 163
драчевые 155, 156
личные 155, 156
очистка 164, 166
размеры 159—162
ручки 157, 158
Наплавка зубьев 408, 409, 411,
627—629
Направляющие, смазка 6, 55
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ651Напряженияв телах валов 309—311— шпоночных соединениях
393, 394
Нарезание — см. также Фрезе¬
рование
звездочек 540
резьб 593—600
винтов 548—552
метчиками и плашками
593-595
Насосная смазка 24
Насосыдля распрессовки деталей
260, 261, 264
лопастные 50, 51, 56
масляные 5многоплунжерные с меха¬
ническим приводом 50, 59
многоточечные 50, 58
одноплунжерные 50, 51, 56,
58, 75ручного действия 50, 58, 260,
261шестеренчатые 50, 51, 57
Натриевые смазки 15
Натяжениеклиновых ремней 483
плоских ремней 467
Нигролы 13Низкоплавкие универсальные
смазки 16
Ножницы и ножовки для резки
металлов 170—175
Номинальные размеры 299,
302—307
прямобочных зубчатых со¬
единений 413, 414
сечений шпонок 383 , 385
Номограмма для определения
вязкости смесей нефтепро¬
дуктов 29, 30
давления масла при запрес¬
совке и распрессовке де¬
талей 261—264
Нормали ЭНИМС 52, 389
Нормы расходаобтирочных материалов 38,
39промывочных жидкостей 38
смазочных материалов 31—
33ООбезжиривание деталей обору¬
дования 37
Обжатие при ремонте деталей
оборудования 304, 305
Ободья шкивовклиновых ремней 479, 480
плоскоременных передач
443—449
Обработказубчатых валов 415—422,
429—432— отверстий 422—427
поверхностей доводкой ипритиркой 207— опиленных 165
подшипников качения 372,373ходовых винтов 550—553
шеек валов 321—329
шпоночных пазов 395—400
Обращение подшипниковых пар
342Обтачивание шеек валов 320,321Обтирочные материалы, нормы
расхода 38, 39
Овальностьшеек валов 325, 329, 330
шпинделей 338
Оловянистые бронзы 342—345
Опиливание 188механизация 166—168
приемы 163—165
точность 155
шеек валов 321
Опоры валов и осей 342—360
Оправка (и)для запрессовки уплотнений94, 95для монтажа подшипников
367для обработки зубчатых от¬
верстий 425
для шпинделей 335
прошивки для раздачи зубь¬
ев 410Осаживание деталей оборудова¬
ния 302—304
Осевая игра подшипников каче¬
ния 368, 369
Оселки для правки шаберов 182,
183
652ПРЕДМЕТНЫЙ УКАЗАТЕЛЬОси 308, 309материалы 312—314
опоры 342—360
суперфиниширование по¬
верхностей 326
Основные смазочные устройства47, 53—61
для густой смазки 51, 52
для жидкой смазки 48—51
ОСТ 1012 432
ОСТ 1013 432
ОСТ 1014 572
ОСТ 1023 442
ОСТ 3725 316—319
ОСТ НКЛП 5773/176 456
ОСТ НКМ 1016 432
ОСТ НКТП 1260 592
ОСТ НКТП 3157 455
Отверстиязубчатые 422—427, 438
при сшивке плоских ремней
459размеры 300, 433—437
разметка 235, 236
сверление 238—240
смазочные с раззенковкой50, 53центровые 316—318, 330,
331Отделка см. Обработка
Отделочное строгание и шабре¬
ние 191, 205, 206
Отклонениядопускаемые размеров вин¬
тов 547
шкивов клиноременных и
плоскоременных передач
442, 444, 479
предельные размеров зубча¬
тых отверстий и валов
433—437
Отпуск валов 312, 313
Отстаивание масел 66—68
Охлаждающие жидкости при
сверлении 232
Очисткавойлочных колец 95
масел 66, 67
напильников 164, 166
узлов в системах смазки5, 6ППазыво вкладышах под заливку
баббитом 349—352
зубчатые, шлифование бо¬
ковых поверхностей 426,427под вставки для стягивания
треснувших деталей 273,274Пазы шпоночные 401—405глубина и радиусы закруг¬
ления 383, 385
обработка (фрезерование)
395—400
проверка точности 399, 400
Пайка чугунных деталей мед¬
ными сплавами 284—286
Пальцы поршневые, раздача 304,
305Пары подшипников, обращение
342Пассивирование деталей обору¬
дования 40, 41
Пастыдля изготовления эмульсий43, 44притирочные 40, 208, 212,
214, 216
Патроныдля фрезерования шпоноч¬
ных пазов 395—398
кулачковые для закрепле¬
ния сверл 233, 234
Пенетрация 15—23
Передачивинтовые 545—560
зубчатые — см. Зубчатые пе¬
редачи
плоскоклиноременные 471
ременные — см. Ременные
передачи
цепные 492—544
червячные 633, 634
Переходники к сменным голов¬
кам гаечных ключей 572
Перовые сверла 223—227
Пилы круглые для изготовления
колец и прокладок 94
Пластинчатые цепивтулочные и втулочно-роли¬
ковые 492, 493, 503—505,
507—511, 519
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ693грузовые 492, 500, 501, 535,
536приводные 493, 503—505,
507—511, 519
тяговые 492, 512—518
шарнирные 492, 497, 498
эксплуатация 541
Пластичные сальниковые набив¬
ки 103, 104, 114, 115
Плашки 593, 694
Плетеные сальниковые набивки
99—105, 116
Плитыповерочные 183—187
притирочные 208, 210, 2
Плоскоклиноременные передачи
471Плоскоременные передачи —
см. также Шкивы и Ремни
плоские приводные
быстроходные и сверхбыст-
роходные 468, 469
виды и схемы 439—442
расчет 445—449
ремонт 455—465
Плунжерные насосы 50, 51, 56,58, 59, 75
Пневматические машиныпереносные опиловочные 167
сверлильные (пневматиче-
ские дрели) 223, 238—240,
318Поверочный инструмент 183—
187Поверхностизубчатые 415—417
обработка 165, 207, 211—218
Погрешностипри обработке зубчатых ва¬
лов 429—432
установки шпилек 614, 615
Подачапри накатывании и шлифо¬
вании шеек валов 324,
328, 329— сверлении 231
Подпятники 309
Подушки войлочные 49, 53
Подшипники 55с кольцами 53, 54
уплотняющие устройства79—84Подшипники качения 309, 310быстроходность и грузоподъ¬
емность 372
демонтаж 374—3/6
для шпиндельных узлов вы¬
сокоточных станков 363—
365замена одного типа другим
370—373
монтаж 366—373
неисправности 369, 370
радиально-упорные и ра¬
диальные 368, 370—373
осевая игра 368, 369
посадка 361, 366—368
промывка 374, 376
температура нагрева 367
упорные 368, 371—373
хранение 366
Подшипники скольжения 309,
310
зазоры 360
конструкции 352—357
смазка 358
Полиалкиленгликоли 27
Полирование шеек валов 321,322Пол и си л океаны 25—27
Полотна ножовочные 170, 172
Полужидкостное трение 5
Порошки абразивные 207—209
Поршневые порционные маслен¬
ки 70, 72
Посадкадеталей горячая 252, 255— охлаждением 255—260
зубчатых соединений 432,437
подшипников качения 361,
366-368
Правка 270, 271валов 267—269, 315
шаберов на оселках 182, 183
шлифовальных кругов 421,
422Предохранительные смазочные
составы 23
Предохранительные устройст¬
ва — см. также Муфты предо¬
хранительные
для жидкой смазки 65
механические 131—137
расчет 138—154
срезные 130—134, 138—139
точность срабатывания 137,
138
654ПРЕДМЕТНЫЙ УКАЗАТЕЛЬштифты 130—134, 138, 139,142Предсальники 96
Пресс-масленки 48, 52
Прессы 268для демонтажа подшипни¬
ков качения 374, 376
для запрессовки и распрес¬
совки деталей 249, 250
Приборные масла и смазки 14—16, 25, 35
Приводные цепи 492, 493втулочные и втулочно-ро¬
ликовые 503—511, 531 —533зубчатые 521—523
пластинчатые 503—505,
507—511, 519
шаг 543, 544
эксплуатация 541
Приводы пневматические для
шабровочных головок 201, 202
Пригонкаи припасовка 169
клиновых шпонок 401, 405
Призматические шпонки 378, 381
закладные 389
размеры 385, 386
расчет 393, 394
Призмыдля закрепления изделий
при сверлении 234, 235
для центрирования валов
315, 316
Припасовка 169
Припускивалов 301, 314, 315, 321
на шабрение плоскостей и
цилиндрических поверх¬
ностей 188
Присадки к маслам 33—35
Притирка поверхностей 207,
211—218
Притиры 208—211, 214
для шеек валов 322
Прихваты для закрепления из¬
делий при сверлении 234
Пробкидля заделки трещин 274
для обработки шпинделей
335наплавка при сварке чу¬
гунных деталей 293, 294
Прокладкидля уплотнения неподвиж¬
ных соединений 76, 93, 94
плоских приводных ремней
453Промывкадеталей при ремонте 245—
247подшипников качения 374,
376систем смазки 36—39
Промывочные жидкости 38
Пропитка маслом войлочных ко¬
лец 93Пропиточные смазочные соста¬
вы 24Прорезиненные сальниковые
набивки 99, 105, 108—113
Просечки для изготовления ко¬
лец и прокладок 93, 94
Противопожарные мероприятия
при работе с нефтепродукта¬
ми 41, 42
Протягивание зубчатых отвер¬
стий 422—425
Профилибоковых сторон зубьев зуб¬
чатых соединений 427,428зубьев для звездочек цепей
531—540— протяжек 423
канавок шкивов клиноре¬
менных передач 476—478
резьб 553, 555, 597, 598
Прошивкадля обработки зубчатых от¬
верстий 423, 424
для раздачи зубьев 410
Пружины сжатия цилиндриче¬
ские из стальной проволоки
143—154
Прямобочные зубчатые соеди¬
нениядопуски и посадки 432—438
контроль 427—432
центрирование411—413,420,
425, 426
цилиндрические размеры
413, 414
Прямоугольная резьба 545, 592
Пушечная смазка 16, 39
Пятна касания зубьев зубчатой
передачи 631, 632
Пяты 309
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ655РРадиально-упорные подшипни¬
ки качения, монтаж 368, 371,373Радиальные подшипники каче¬
ния, монтаж 370—373
Разборкарезьбовых соединений 564,
565станков при ремонте 245—
266шпоночных соединений 402,403Разборные цепитяговые 502, 533—535
шарнирные 492, 499
Разбрызгиватели 50, 59
Раздачадля ремонта деталей 304,305зубьев вала на токарном
станке 409, 410
Размерыболтов 562, 563
валов гладких 300, 314, 315
вкладышей 352—354
воротников резиновых уп¬
лотнительных 121, 122
втулок 355—357
дрелей электрических 222
звездочек 526, 527, 531—540
зубчатых валов и отверстий
433—437
клиновых ремней и их шки¬
вов 473—484
ключей 565—577
колец войлочных 86—88— для фрезерования шпо¬
ночных пазов 397— маслоотражательных 92
манжет резиновых 118—121,123—127
масленок 52, 71, 72
маслораспределительных
канавок для смазки под¬
шипников 359
набора втулок для кернения
192напильников и их ручек
158—162
ножовочных полотен 171
номинальные — см. Номи¬
нальные размеры пове¬
рочных лржеек 185расчеканок для восстановле¬
ния зубьев 409
резьб, расчет 596, 597
ремней плоских 450, 451,
453—457, 465
ремонтные 299—302
сальниковых набивок 98, 99,
101, 102
сварных соединений 289
сверл 226, 227, 234, 235
уплотнений для подвижных
соединений 89— резинотканевых шевро-
новых 123—125ходовых винтов 554, 555
центровых отверстий для ва¬
лов 317
цепей 494—496, 500—502,505, 506, 508—519, 521—
523цилиндрических пружин
сжатия 143—145— прямобочных зубчатых
соединений 413, 414шкивов 443—449
шнуров 108, 129
шпонок 383—392
Разметка отверстий при сверле¬
нии 235, 236
Рамки для проверки качества
шабрения 188, 189
Распиливание 168, 169
Распределители для смазки 50—52Распрессовка деталей оборудо¬
вания 249—254, 260—266
Растительные и животные жиры15, 25Расход — см. Нормы расхода
Расчеканкадля раздачи зубьев 409
при стопорении резьбовых
соединений 620Расчетзвездочек цепей 526, 531 —538количества щелочи для ней¬
трализации эмульсии 45,
46плоскоременных передач
445_449предохранительных уст¬
ройств 138—154
656ПРЕДМЕТНЫЙ УКАЗАТЕЛЬразмеров резьб 596, 597
сальников 98, 99
шкивов клиноременных пе¬
редач 480—482
шпонок 393, 394
Рашпили 155
Режимы обработкипри накатывании шеек ва¬
лов 328, 329
при сверлении 230, 231
Резаниепри обработке подшипников
качения 373
при сверлении 230, 231
Резина листовая 129
Резиновые кольца и шнуры 76,129Резка металлов ножницами и но¬
жовками 170—175
Резьбовые соединения
виды 561—564
детали, материалы 601—606
разборка 564 , 565
ремонт 589—591
сборка 607—623
стопорение 616—623
Резьбомер 597, 598
Резьбывиды 592, 593
грузовых и ходовых винтов
545измерение 595—598
нарезание 593—600
профили 553, 555, 597, 598
Рейсмус-чертилка для проверки
биения шкивов ременных пере¬
дач 487Реле контроля подачи масла 64
Ременные передачи — см. также
Клиноременные передачи и
Плоскоременные передачи
быстроходные и сверхбы-
строходные 468, 469
дефекты 486—488
классификация 439
сборка 488—491
Ремни быстроходных и сверх-
быстроходных передач 468, 469
Ремни клиновые — см. Клино¬
вые ремни
Ремни плоские приводные
вытяжка 464, 465
кожаные 450—452нарезные 452натяжение, определение 467
плоско и спирально завер¬
нутые 453
прокладки 76, 93, 94
прорезиненные 450, 452—
454, 456—458, 461, 462,
466, 467
размеры 450, 451, 453—457,
465склеивание 455—458
сращивание металлически¬
ми соединителями 461—
465сшивка 458—461
тканые 454, 455
хлопчатобумажные 454, 455,
464—468
шерстяные и шелковые 455,
461, 464, 465, 467, 468
Ремонтвалов 277, 301, 329—332,
410, 411
зубчатых передач 625—629
плоскоременных передач
455—465
резьбовых соединений 589—
591ходовых винтов 555—557
цепей 543червячных передач 634
шпинделей и шпиндельных
узлов 340, 341
шпоночных соединений
401—405
Ремонт деталей — см. также Раз¬
боркавведением компенсаторов из¬
носа 302, 303
заделкой трещин 271—277
методом номинальных раз¬
меров 299, 302—307
методом ремонтных раз¬
меров 299—301
пластической деформацией
302—307
правкой 267—271
сваркой 277—298
Ремонтные размеры деталей
299—302
Роликив масляной ванне 50, 55
для накатывания шеек ва¬
лов 327—329
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ657— раздачи 409
натяжные в плоскоремегшых
передачах 439
Роликоподшипники
демонтаж 374
монтаж 368, 370—373
Ручки напильников 157, 158
Рычаги для удаления клиновых
шпонок 402ССалфетки для обтирки оборудо¬
вания 37
Сальники с мягкой набивкой
96—98Сальниковые набивки — см. На¬
бивки сальниковые, а также
Сальники
Самолето-моторная смазка СТ 20
Самопишущие манометры 67» 69
Самосмазывающие (пропитан¬
ные) набивки 99, 104, 105
Сборкавалов 332, 333
грузовых цепей 529
деталей после ремонта —
см. Запрессовка деталей
и Распрессовка деталей
зубчатых передач 630—633
резьбовых соединений
607—623
ременных передач 488—491
шпоночных соединений
403—405
Сваркаалюминия и его сплавов 297,298газовая — см. Газовая свар¬
ка горелки 277
заливкой жидким чугуном
292, 293
меди и ее сплавов 296, 297
наплавленными пробками291, 292
при стопорении резьбовых
соединений 620
с постановкой шпилек (за-
вертышей) 286—291
стальных деталей 293—296
чугунных деталей 284—293
электродуговая — см. Элек-
тродуговая сварка
Сварные соединения
дефекты 279—283подготовка кромок 294—296
размеры 289
Сварные цепи 492барабаны и блоки 524, 525
грузовые и тяговые 494
звездочки 525—527
повышенной точности и
прочности 496
технические и общего на¬
значения 495
эксплуатация 540, 541
Сверладля изготовления шпоноч¬
ных пазов 395
заточка 227—230
канавки 235, 236
перовые 223—227
поломки 241—243
приспособления для закреп¬
ления 233, 234
размеры 226, 227, 234,
235спиральные 225, 226, 229,231центровочные 318, 319
Сверлениебрак и его предупреждение
243, 244
закрепление изделий на
станке 234, 235
и охлаждающие жидкости232отверстий 238—240
под развертывание, шлифо¬
вание и зенкерование 225,
227по кондуктору 236—238— разметке 235, 236
режимы резания 230, 231
точность 235, 236
Свинцовистые бронзы 344, 345
Сегментные шпонки 387, 390—
392, 395, 397
Сепараторные масла 9
Сечение стружки при сверлении
231Силикагель-индикатор и силика-
гель-осушитель 366
Силиконы 25—27
Системыгидравлических прессов,
применение эмульсий 46
смазки, промывка и экс¬
плуатация 5, 6, 36—39
658ПРЕДМЕТНЫЙ УКАЗАТЕЛЬСклеивание плоских приводных
ремней 455—458
Скоба-пресс для правки валов
268
Скобыдля закрепления изделий
при сверлении 238—240
для соединения плоских
ремней 461, 463
индикаторные для проверки
точности ходовых винтов554с измерительным винтом для
проверки взаимного по¬
ложения валов 333
стяжные для посадки шки¬
вов на валы 488, 489
Скорость резанияпри сверлении 230, 231
» шлифовании шеек ва¬
лов 324
Смазкаавтомобильная 18
без принудительного давле¬
ния 49, 50, 52
войлочной подушкой 53
зубчатых передач 624, 625
кольцевая 47, 61
контрольные устройства
61—65
направляющих 6, 55
плоских ремней 466, 467
под давлением 48, 50—52
подшипников засасыванием
масла вращающимся
шпинделем 55— скольжения 358
разбрызгиванием посред¬
ством деталей механизма,
погруженных в масло, 59
распределители 50—52
способы подачи 51, 52
струйная зубчатых колес 57
узлов машин и механизмов
5—42
фитильная 47
центробежная 54, 55
цепей и цепных передач 541,
542червячных передач 633
эксплуатация систем 5, 6
Смазка (и) — см. также Соли-
долыавтомобильная 18бензиноупорные 23
виды 6, 7
ВНИИ НП 27, 28
графитная 19
густые 51, 52для консервации оборудова¬
ния 39, 40
жидкие 6, 7, 48—51, 80,
82—84
жировые 19, 30, 33, 39
защитная 16
зимняя 21индустриальные 21, 22
кальциево-натриевые 15
кальциевые 15
канатная 21консистентные — см. Конси¬
стентные смазки
летняя 21
МГС 24металлургическая № 137 22
морские 22, 27, 39
на основе двусернистого мо¬
либдена 28
насосная 24
натриевые 15
НК-50 20
ПП-95/5 39
приборные 16
пушечная 16, 39
самолето-моторная СТ 20
СП 39специального назначения
22, 23универсальные — см. Уни¬
версальные смазки
уплотнительные 27
УТВМА 20
ЦИАТИМ 20, 39
Смазочно-охлаждающие жидко¬
сти 43—46, 232, 594, 595
Смазочные материалы — см. так¬
же Масла и Смазкивнутреннее трение слоев 5
замена 28—30
из нефтяного происхожде¬
ния 25—27
нормы расхода 31—33
Смазочные составы 23, 24
Смазочные устройстваконтрольные — см. Кон¬
трольные устройства
основные — см. Основные
смазывающие устройства
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ659Смазывающая способность ма¬
сел 34
Соединениязубчатые — см. Зубчатые
соединения
резьбовые — см. Резьбовые
соединения
шпоночные 378—405
Соединители металлических пло¬
ских ремней 461—465
Солидолонагнетатели 74, 75
Солидолы 15, 17, 18, 30, 39
Составы смазочные 23, 24
Спирали проволочные для со¬
единения плоских ремней 461,
463Сплавы — см. также Бронзы,
Латуни и Баббитына алюминиевой основе 349,
351, 352
на цилиндрической основе
346Сращивание плоских приводных
ремнейметаллическими соедините¬
лями 461—465
сшивкой 458—461
Среднеплавкие универсальные
смазки 17, 18
Средние индустриальные масла9, 10, 27—29, 31—33, 39,
93Срезные предохранительные
устройства 130—134, 138—139
Сталидля изготовления валов и
осей 312—314
» винтов 545, 546
» цепей 494—496, 501,529, 530
» » шпинделей 334
» » ключей 565—577
» » шпонок 386—389
свариваемость 293
шарикоподшипниковые 373
Сталинит, наплавка изношенных
зубьев колес 627—629
Станкикруглошлифовальные для
шпинделей 336, 337
опиловочно-шлифовальные
167плоскошлифовальные и
шлицешлифовальные для
обработки зубчатых валов
420, 421
протяжные для обработки
зубчатых отверстий 423
станиношлифовальные 204,205стационарные шабровочные
197, 198
токарно-винторезные 423,424, 548
Старениеходовых винтов 549
шпинделей 336
Стопорение резьбовых соедине¬
ний 616—623
Страивание поверочных линеек
и плит 195, 196
Стрелки для взаимного положе¬
ния валов 333
Строганиеклиновых шпонок 401
отделочное 205, 206
Стружкоочистители 6
Струны жильные, сшивка пло¬
ских ремней 460, 461
Стыки набивочных колец 116
Стягивание треснувших деталей
272—274
Суперфиниширование поверх¬
ностей валов и осей 325—327
Сухие сальниковые набивки 99,
114Сшивка плоских приводных рем¬
ней 458—461
Съемникидля демонтажа подшипни¬
ков качения 374—376— снятия шкивов, шесте¬
рен и выпрессовки вту¬
лок 252, 253Сыромятные ремешки, сшивка
плоских ремней 459, 460ТТангенциальные шпонки 380, 388
Тарированные ключи 584—586
Т вер достьключей 565—577
поверхностей цапф 314
цепей 529, 530
шеек валов 328, 329— шпинделей 334
660ПРЕДМЕТНЫЙ УКАЗАТЕЛЬТемпературавспышки и воспламенения
минеральных масел 7—14, 36— силиконовых жидкостей
26застывания минеральных
масел и силиконовых жид*
костей 8—14, 26, 36
каплепадения смазок 15—23
нагрева подшипников каче¬
ния 367
фазовых превращений ве¬
ществ 259
Термометры ртутные, монтаж 65
Термообработкавалов и осей 312—314, 420
ключей 574—577
ножовочных полотен 170,
171просечек 93свариваемых деталей 294
цепей 529, 530
Техника безопасностипри использовании холода
на сборочных работах 259,
260» плоских ремней 468
при обращении с нефтепро¬
дуктами 37, 41, 42
при работе со смазочно¬
охлаждающими жидко¬
стями 43
Технологические масла и смазки
24Тиски машинные (станочные)
234, 235
Тормозные жидкости 27
Торцовые гаечные ключи 572,
575—581
динамометрические 587
тарированные 584—586
Точила для заточки шаберов 181,
182
Точностьдеталей* сопряженных с под¬
шипниками качения,363—
365изготовления зубьев валов
415опиливания 155
посадки шпонок 405
сверления 235, 236срабатывания предохрани¬
тельных устройств 137,138
ходовых винтов 546, 547,
554, 555
шабрения 195, 196
шпинделей 338
Травление деталей при клейме¬
нии 248, 249
Трансмиссионные масла 13, 34,
624Трансформаторные масла 14, 28,30, 33, 35
Т рансформаторы-осцилляторы
для сварки деталей 277
Трапецеидальные резьбы 545,
549, 592
Трение, виды 5
Треугольная резьба 592
Треугольные зубчатые соедине¬
ния 406, 407
Трещотки 219, 221
Трещинывалов, ремонт 331, 332
заделка заваркой 288, 290,
291— замазками и наделками
275—277— засверливанием 271— постановкой накладок,
колец и бандажей 274,275— стягиванием 272—274
Трубки для подачи масла, за¬
сасываемого трущейся парой,
49, 55Трубная резьба 592
ТУ Главкор да 1298-51 469
ТУ МНП 351-53 24
ТУ МНП 577-55 24
ТУ МХП 1166-51 76
ТУ МХП 2337-50 26
ТУ МХП 2416-54 26
ТУ МХП 4216-55 14
ТУ МХП ЕУ-118-55 26
ТУ на пришабренные поверх¬
ности 176
Тугоплавкие универсальные
смазки 19, 20
Турбинные масла 13, 29, 32, 34,36, 624Тушевка контрольно-повероч¬
ных поверхностей 187
Тяговые цепипластинчатые 492, 512—518
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬбв!разборные 502,533—535 раз¬
меры 494
эксплуатация 541
Тяжелые индустриальные масла
10—12, 28, 29, 32 — см. так¬
же Цилиндровые маслаУУгломер для проверки точности
размеров ходовых винтов 554,555Углызаострения челюстей нож¬
ниц 173
наклона винтовой канавки
225— шпоночных пазов, замер
401основные режущей части
перовых сверл 224, 225
при вершине сверл 225, 228
профиля зубьев 407— резьбы 597, 598
установки, заострения и ре¬
зания шаберов 180, 181Угольник (и)двугранные и трехгранные
185для закрепления изделий
при сверлении 234, 235— проверки взаимного по¬
ложения валов 333тавровый для проверки шпо¬
ночных пазов 400
Ударное маркирование деталей
247, 248
Узлы машин и механизмов, смаз¬
ка 5—42
Указателидавления масла 64
потока масла 63—64
температуры масла 65
уровня масла 61—63
Уловители магнитные 67, 68
Универсальные смазки
низкоплавкие 16
среднеплавкие 17, 18
тугоплавкие 19, 20
Уплотнениярезино-тканевые шевронные
125—127
эксплуатация 95Уплотнения для подвижных со¬
единений
войлочным кольцом 80
запрессовка 94, 95
манжетного типа 77, 82—84
при помощи канавок и коль¬
цевых зазоров 79, 80
размеры 89с односторонней винтовой
канавкой на валу 79— охватывающей вал тру¬
бой 80, 81— трущимися элементами77, 78, 80, 82, 83, 85—88центробежного типа 78, 79.
82—84Уплотняющие устройствадля деталей с возвратно-по¬
ступательным движением
96— неподвижных соединений
76— подвижных соединений—
см. Уплотнения для по¬
движных соединенийкомбинированные 81,84
лабиринтные 80—84 , 91
подшипников 79—84
трущиеся элементы 77, 78,80, 82, 83, 85—90
центробежные 78, 79, 82—84
Упорная (пилообразная) резьба
545, 592
Упорные подшипники качения,
монтаж 368, 371—373
Уровнигидростатические 193—195
для шабрения 192, 193
Условная вязкостьмасел 8—14, 28—32, 35, 36,
624, 625, 633
определение 8
эмульсолов 44
Установка (и)валов и звездочек цепной
передачи 541— при исправлении цен¬
тровых отверстий 330динамометрические 587
для механического шабре¬
ния 197, 198, 200— мойки деталей при ре¬
монте 246, 247
662ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ— определения натяжения
плоских ремней 467— шлифования направляю¬
щих станин станков 208холодильные для посадки
деталей 256—260
шпинделя на шлифовальном
станке 337
электронагревательные для
монтажа и демонтажа под¬
шипников качения 367,374
Устройствааккумулирующие энергию130, 133—136, 139—152
заправочные 70—75
контрольные — см. Кон¬
трольные устройства, по¬
глощающие энергию, 130,136, 137
предохранительные — см.
Предохранительные уст¬
ройства
прекращающие поток энер¬
гии 130—133, 138, 139, 142
смазочные — см. Смазоч¬
ные устройства
уплотняющие — см. Уп¬
лотняющие устройстваФФетровые кольца 81, 85
Фильтрование масел 66, 67
Фильтры систем смазок 5, 6, 37
Фитильная смазка 47
Фитильные масленки 47, 49, 52,53Фрезерование — см. также Фре¬
зызубьев валов 407, 408, 415—
420шпоночных пазов 395—400
Фрезы для нарезаниязвездочек зубчатых цепей
540зубчатых валов и зубьев407, 415—420
шпоночных пазов 395—398
Фрикцион торцовый для смен¬
ных головок 579
Фрикционные предохранитель¬
ные муфты 136, 137, 152—154
Фрикционные шпонки — см.
Клиновые шпонкиXХладоносители при посадке де¬
талей 256—260
Ходовые винты
гайки 557—560
изготовление 546—552
маршруты обработки 550—
552приемка, хранение и транс¬
портирование 553—555
размеры 554, 555
резьбы 545
ремонт 555—557
смазка 6
старение 549точность и шаг 546, 547,
554, 555
Хомуты для полирования шеек
валов 321, 322
Хонингование шеек валов 327
Хранение
валов 333подшипников качения 366
ходовых винтов 553
ЦЦапфы 309, 314, 330, 332
Цементациявалов 312—314
шпинделей 335
Централизованный способ пода¬
чимасла 50, 51
смазки 51, 52
Центрированиевинтов и гаек 557, 558
заготовок валов 315—320
зубчатых отверстий и ва¬
лов 425, 426, 433—438
прямобочных зубчатых со¬
единений 411—413, 420,425, 426
Центробежная смазка с приме¬
нением конусных стакана и
шпинделя 54, 55
Центробежные уплотняющие
устройства 78, 79, 82—84
Цепи *втулочные и втулочно-роли-
ковые 492, 493, 505, 507—
511, 519
Галля 497грузовые — см. Грузовые
цепи
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ663зубчатые 493, 521—523, 529,530, 537, 538, 542—544
крепления 493
кругозвенные 492—496
крючковые 492, 493, 504,
506пластинчатые — см. Пла¬
стинчатые цепи повышен¬
ной точности и прочности
496, 510, 511
приводные — см. Привод¬
ные цепи
разборные — см. Разбор¬
ные цепи
размеры 494—496, 500—502,505, 506, 508—519, 521—
523ремонт 543
сварные—см. Сварные цепи
термообработка 529, 530
тяговые — см. Тяговые цепи
чалочные 492шарнирные 492, 497—500,
527—530, 541
Эварта 492, 493, 504, 506
Цепные передачи 492—544
Цилиндровые масла 11, 29, 32,34, 93, 627ЧЧалочные цепи 492
Червячные передачи 633, 634
Чертилка изогнутая для про¬
верки взаимного положения
валов 333
Чесаные волокнистые набивки 99
Чистотаобработки мест посадки под¬
шипников 361— ходовых винтов 553
рабочих поверхностей ша¬
рикоподшипников и шпин¬
делей 310, 338Чугундля изготовления цепей 504,506, 529, 530
сварка 284—293ШШаберы 191заточка и доводка 181—183
конструкции 177—181
пневматические 201, 203, 204Шабрение — см. также Шаберы
брак и его предупреждение197вкладышей 630, 631
замена механической обра¬
боткой 204—206
механизация 197—204
окончательное 190
отделочное (декоративное)
191, 195
подготовка поверхности
187—189
по кернам 192— маякам 193— уровню 192, 193
предварительное (черновое)189при помощи гидростатиче¬
ского уровня 193—195
способом на себя 187, 191,
192точность 195, 196
чистовое 189, 190Шагприводных втулочных и вту¬
лочно-роликовых цепей
543, 544
резьбы 597, 598
ходовых винтов 546, 547,
554Шайбы для стопорения резьбо¬
вых соединений 621—623
Шаржирование притиров 208,
209Шариковые предохранительные
муфты 130комбинированные 148—150
радиальные 150—152
с двумя рядами шариков
146—148
Шарикоподшипники 309
демонтаж 374—376
монтаж 368, 370—373
чистота поверхности 310
Шарнирные цепи 492, 497—500,
527—530, 541
Шарниры для зубчатых цепей
519, 520
Швы сварные — см. Сварные со¬
единения
Шейки валоввосстановление 277, 301
обработка 307, 321—329
чистота поверхности 310
664ПРЕДМЕТНЫЙ УКАЗАТЕЛЬШейки шпинделей, твердость 334
Шестеренчатые насосы 50, 51, 57
Шипы 309
Шкивы 489, 490клиноременных передач
475—483, 485—487
плоскоременных передач
442—449
Шлифованиебоковых поверхностей зуб¬
чатых пазов 426, 427
зубчатых валов 420—422
шеек валов 323—327
шпинделей 336, 337
Шлицевые соединения — см.Зубчатые соединения
Шнурыасбестовые крученые 100,104, 105, 116, 117— прорезиненные 99, 105,
108—113резиновые круглого и пря¬
моугольного сечения 129
Шпилькизавертывание и вывертыва¬
ние 610—614
оборванные 588—591
постановка при сварке чу¬
гунных деталей 286—291
Шпинделидля смазки 54, 55— шлифования боковых по¬
верхностей зубчатых па¬
зов 426, 427изготовление 330—340
контроль 338—340
ремонт 340, 341
старение 336
<цементация 335
Шплинтодеры 564
Шплинты, фиксация соединяе¬
мых деталей 619
Шпонкизакладные 389
изготовление 401
клиновые — см. Клиновые
шпонки
круглые 382призматические — см.Приз¬
матические шпонки
размеры 385—392
сегментные 387, 390—392,
395, 397срезные предохранительных
устройств 130, 131
тангенциальные 380, 388
фасонные (ступенчатые) 403
Шпоночные соединения — см.
также Шпонкиизготовление 395—401
износ 401, 402
разборка 402, 403
расчет 393, 394
ремонт 401—405
сборка 403—405
Шприцы для заправки масленок51, 70, 73, 75
Штифтование трещин 272, 275
Штифтыдля фиксации вкладышей
357 соединяемых деталей619, 620
предохранительных уст¬
ройств 130—134, 138, 139,
142Штихмасы для проверки взаим-
ного'положения валов 332, 333
ЩЩупы 185, 186ЭЭварта цепи 492, 493, 504, 506
Эвольвентные зубчатые соедине¬
ния 406Эксикаторы для хранения под¬
шипников качения 366
Эксплуатацияклиноре^енных передач
482—486
машин 5—154плоскоременных передач
466—468
систем смазки 5, 6
цепей и цепных передач
540—542
эластичных уплотнений 95
Электрические сверлильные ма¬
шины (электрические дрели)
216, 217, 221, 222, 238, 240,
318Электрографы 248
Электродуговая сварка 277
стальных деталей 293, 294
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ 665цветных металлов и сплавов
296, 297
чугунных деталей 285, 286
Электродыдля наплавки зубьев 408— сварки деталей 277,
284—286, 288, 291, 294,
296—298
Элементы трущиеся уплотняю¬щих устройств 76—78, 80, 82,83, 85-90
Эмульсиив гидросистемах 46
нейтрализация 45, 46
состав, изготовление и кон¬
троль качества 44, 45
Эмульсирование масла 6, 35
Эмульсолы 43—46
ОГЛАВЛЕНИЕПредисловие . 3Раздел I
ЭКСПЛУАТАЦИЯ МАШИНГлава 1. Смазка узлов машин и механизмов 5Виды трения . 5
Эксплуатация систем смазки . 5
Смазочные материалы 6
Присадки к маслам . 33
Масла для гидросистем .... 35
Промывка систем смазки и деталей оборудования 36
Консервация оборудования . . 39
Требования безопасности при обращении с нефтепродуктами 41
Глава 2. Смазочно-охлаждающие жидкости 43
Назначение и выбор смазочно-охлаждающих жидкостей 43
Эмульсолы и пасты . 43
Состав, изготовление и контроль качества эмульсий . 44
Расчет количества щелочи для нейтрализации эмульсии 45
Применение эмульсии в системах гидравлических прессов 46
Глава 3. Смазочные устройства . 47
Основные смазочные устройства . . . 47
Контрольные, предохранительные и другие устройства для
жидкой смазки . 61
Очистка масла . . . 66
Контрольные устройства для консистентной смазки . 67
Заправочные устройства 70
Глава 4. Уплотнительные устройства . 76
Уплотнение неподвижных соединений 76
Уплотнения вращающихся деталей . . 76
Изготовление и установка уплотняющих колец и прокладок 92
Эксплуатация уплотнений . 95
Уплотняющие устройства для деталей с возвратно-посту¬
пательным движением . 96
Сальники с мягкой набивкой . 96
Сальниковые набивки общепромышленного назначения 99
Монтаж и обслуживание сальников 114
Резиновый шнур и листовая резина . 128
Глава 5. Устройства для предупреждения поломок машин от
перегрузки 130
Конструкции механических предохранительных устройств 131
Точность срабатывания и расчет предохранительных устройств 137
ОГЛАВЛЕНИЕ 667Раздел IIОБЩЕСЛЕСАРНЫЕ И СЛЕСАРНО-СБОРОЧНЫЕ РАБОТЫГлава б. Опиливание, распиливание, пригонка и припасовка 155Выбор напильников 163Приемы опиливания . 163Уход за напильниками .... 165Механизация опиловочных работ 166Распиливание . 168Пригонка и припасовка . 169Глава 7. Резка металлов 170Резка ножовками ... . . 170Приемы и техника резки ножовками 172Резка ножницами 173Глава 8. Шабрение . 176Конструкции шаберов 177Заточка и доводка шаберов 181Поверочный инструмент . 183Способы и приемы шабрения 187Особые приемы шабрения . 191Механизация шабровочных работ 197Замена шабрения механической обработкой . 204
Глава 9. Притирка и доводка . 207
Притирочные материалы 207
Притиры 208
Способы и приемы притирки 211
Глава 10. Сверление 219
Сверла . . 223
Заточка сверл . 227
Режимы резания при сверлении . 230
Приспособления для закрепления сверл . 233
Универсальные приспособления для установки и закрепле¬
ния изделий при сверлении 234
Технология и приемы сверления . . 235
Причины поломок сверл и их предупреждение 241
Удаление поломанных сверл из отверстий . . 242
Брак при сверлении и способы его предупреждения и устра¬
нения . 243
Глава 11. Разборка и сборка станков при ремонте 245
Промывка деталей . 245
Маркировка деталей . . 247
Запрессовка и распрессовка деталей . 249
Раздел IIIИСПРАВЛЕНИЕ И ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ
И УЗЛОВ ПРИ РЕМОНТЕ ОБОРУДОВАНИЯГлава 12. Исправление поврежденных и сломанных деталей . 267Правка деформированных деталей . . . 267
Механические способы предупреждения развития и за¬
делки трещин 271Ремонт деталей методами сларки . 277
668 ОГЛАВЛЕНИЕГ лава 13. Восстановление изношенных деталей машин 229Восстановление геометрической формы и чистоты поверх¬
ности деталей механической обработкой (метод ремонт¬
ных размеров) . . . ... 299Восстановление изношенных деталей до номинальныхразмеров 302Глава 14. Валы, оси, шпиндели . 308Конструктивные мероприятия по повышению прочностивалов и осей 309Материал и термическая обработка . 312Технология изготовления 314Ремонт валов и осей . . 329Сборка и хранение валов . 332Шпиндели 333Глава 15. Опоры валов и шпинделей . 342Антифрикционные подшипниковые материалы . 342Конструкции подшипников скольжения . 352Смазочные канавки и холодильники . 358Зазоры в подшипниках 360Глава 16. Подшипники качения . 361Подшипники качения для шпиндельных узлов высокоточныхстанков 363Монтаж и демонтаж подшипников 365Г лава 17. Шпоночные соединения . 378Виды шпоночных соединений и их основные особенности 378Расчет шпоночных соединений . 393Изготовление шпоночных соединений 395Ремонт шпоночных соединений 401Г лава 18. Зубчатые (шлицевые) соединения . 406Общие сведения 406Восстановление зубчатых соединений . , 408
Обработка валов и отверстий цилиндрических прямобочныхзубчатых соединений 411Контроль прямобочных зубчатых соединений . 427Допуски и посадки зубчатых соединений . 432Г лава 19. Ременные передачи . 439Особенности ременных передач и их разновидности . 439Плоскоременные передачи . . . 439Быстроходные и сверхбыстроходные передачи . 468Клиноременные передачи . 469Слесарно-сборочные работы при ремонте ременных передач 486Сборка ременных передач . 488Глаза 20. Цепи и цепные передачи 492Конструкции и размеры цепей . . . 493Цепные блоки, барабаны и звездочки .... 524Эксплуатация и ремонт цепей и цепных передач . 540
ОГЛАВЛЕНИЕ 669Глава 2L Винтовые передачи (механизмы) 545Винты 545Гайки винтовых передач . 557Глава 22. Резьбовые соединения . 561Виды резьбовых соединений .... 561Разборка резьбовых соединений и инструмент 564Ремонт резьбовых соединений 587Виды резьб 590Нарезание резьб метчиками и плашками . 591
Измерение резьб и меры устранения погрешностей при ихнарезании ... 593Материалы деталей резьбовых соединений . 598Сборка резьбовых соединений 605Глава 23. Зубчатые и червячные передачи . 622Смазка зубчатых передач . 622Ремонт зубчатых передач . 623Корригирование (исправление) зубчатых зацеплений 627Сборка зубчатых передач при ремонте . 628Смазка червячных передач 631Ремонт червячных передач 632Литература 633Предметный указатель 641
Георгий Сергеевич Борисов
Виктор Петрович СахаровКРАТКИЙ СПРАВОЧНИК ЦЕХОВОГО
МЕХАНИКАТехнический редактор А. Ф. Уварова
Корректор Л. Ф. Никифорова
Переплет художника А. Г СорензонСдано в производство 28/VII 1965 г.
Подписано к печати 1I/I 1966 г. Т-00924Тираж 37 000 экз. Печ. л. 35,28. Бум. л. 10,5
Бумага типографская № 2. Уч.-изд. л. 46,0
Формат 84 X 108/32. Темплан № 99 1965 г.
Цена 2 р. 50 к. За к. № 566Издательство «МАШИНОСТРОЕНИЕ»,
Москва, Б-66, 1-й Басманный пер., 3.Ленинградская типография № 6
Главполиграфпрома
Комитета по печати при Совете
Министров СССРЛенинград, ул. Моисеенко, 10